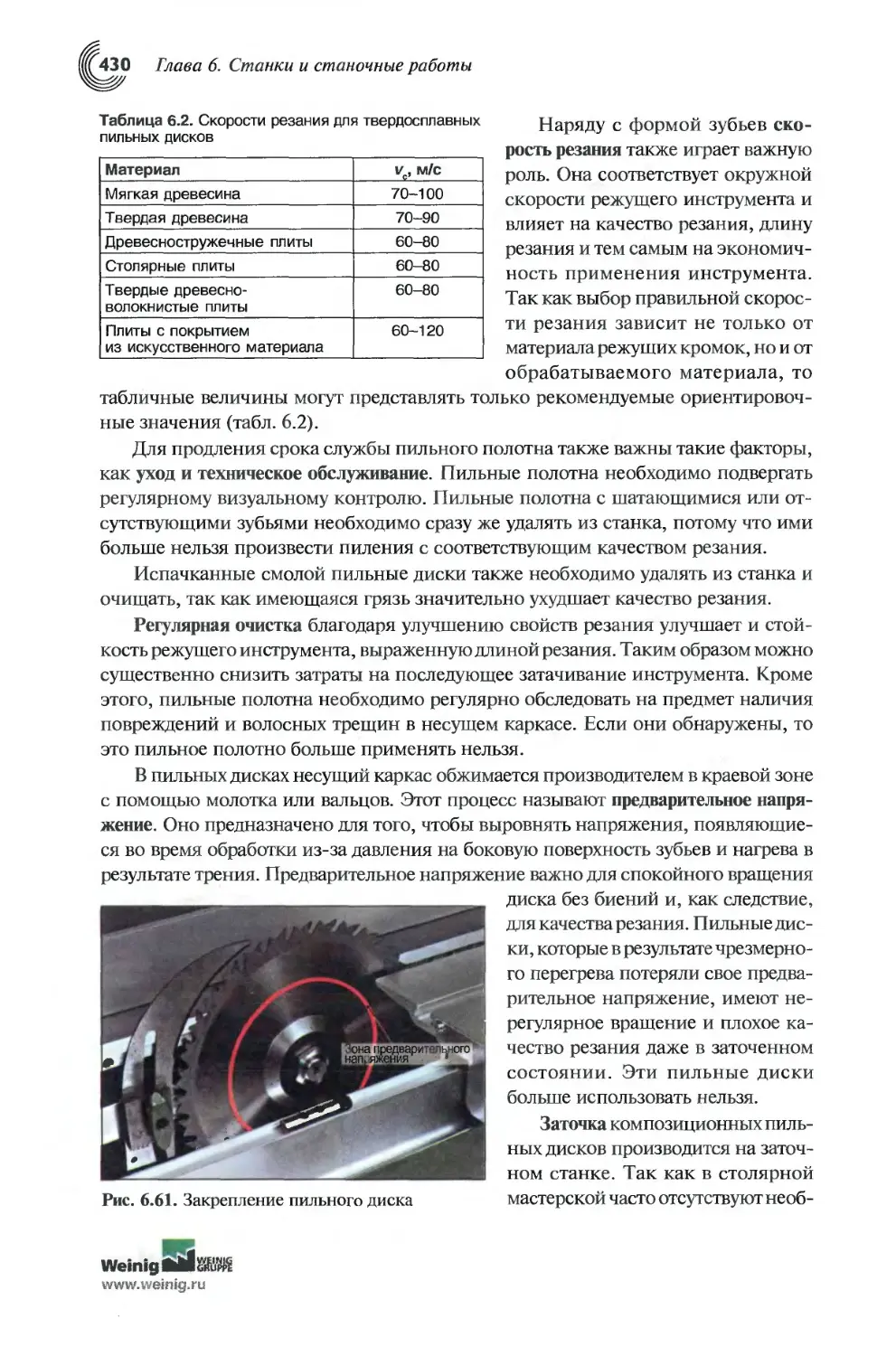
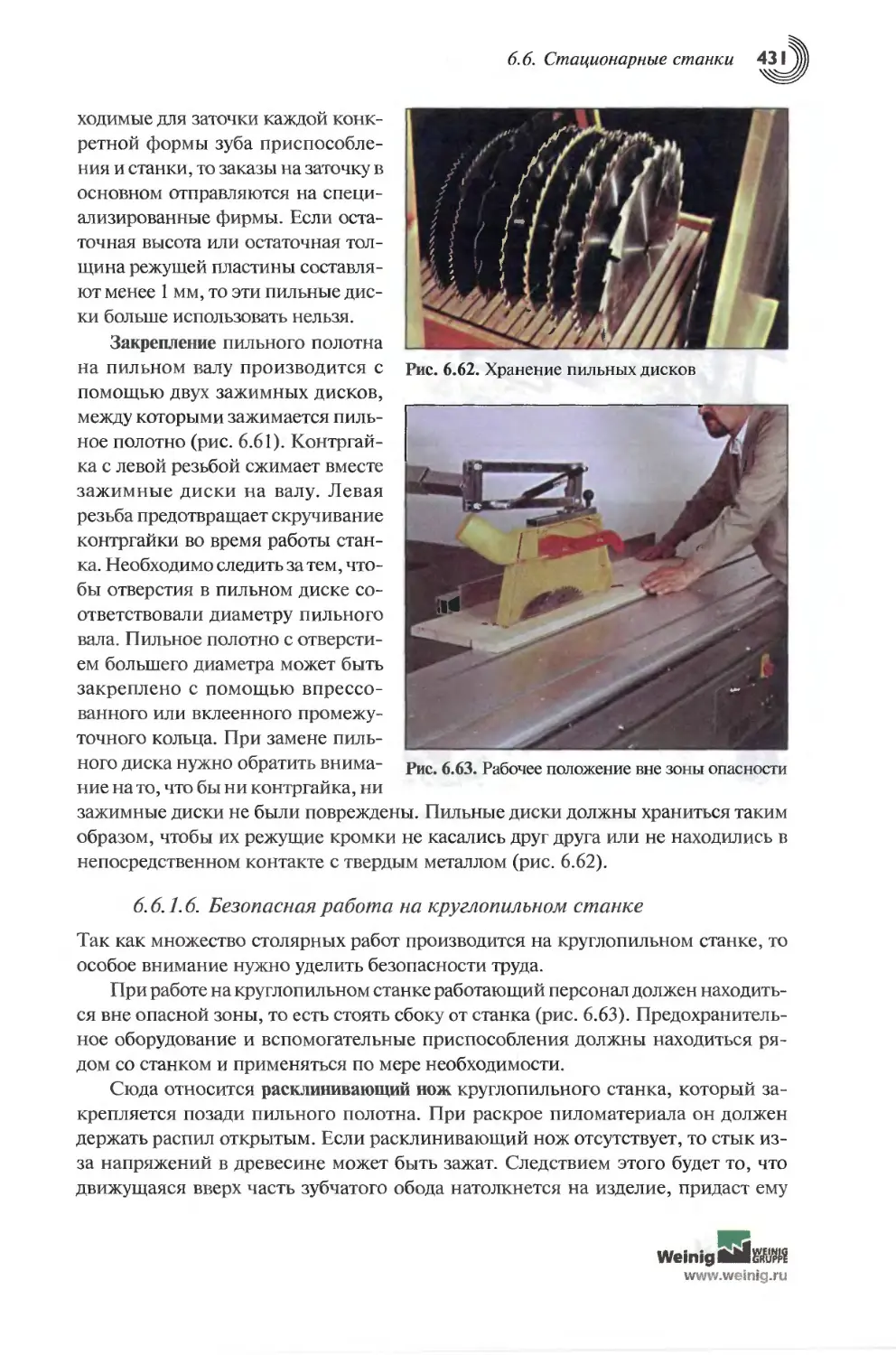
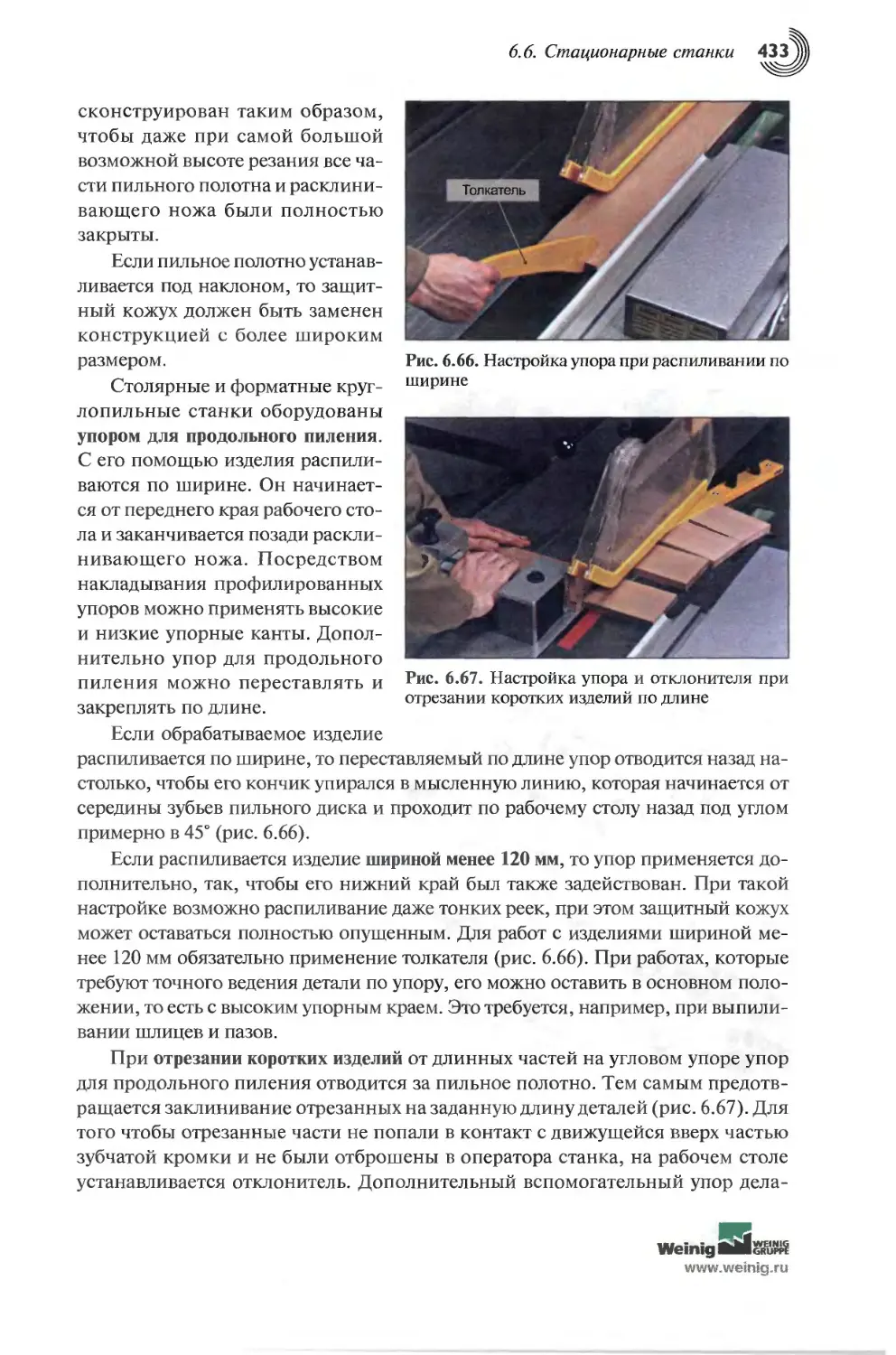
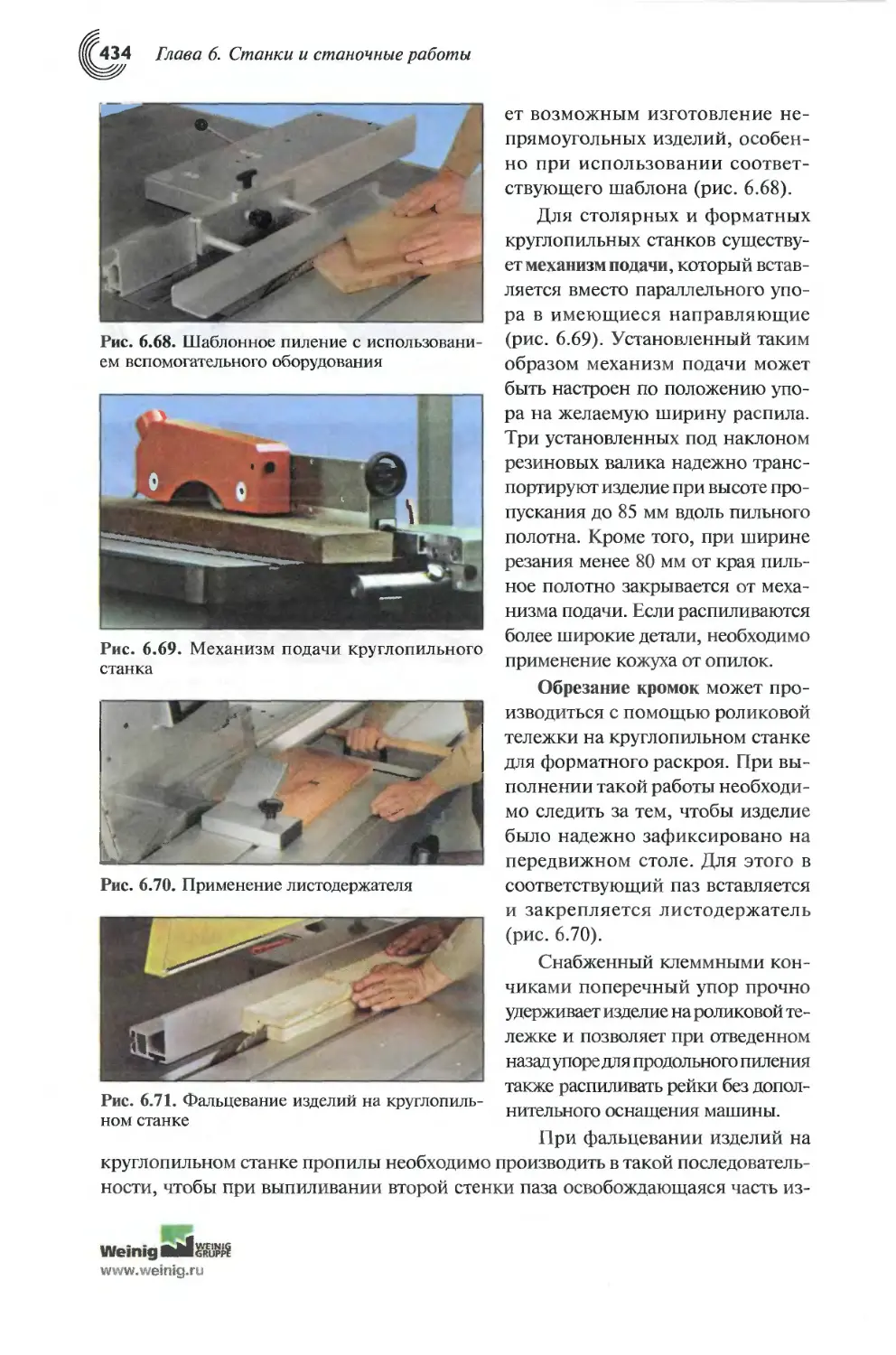
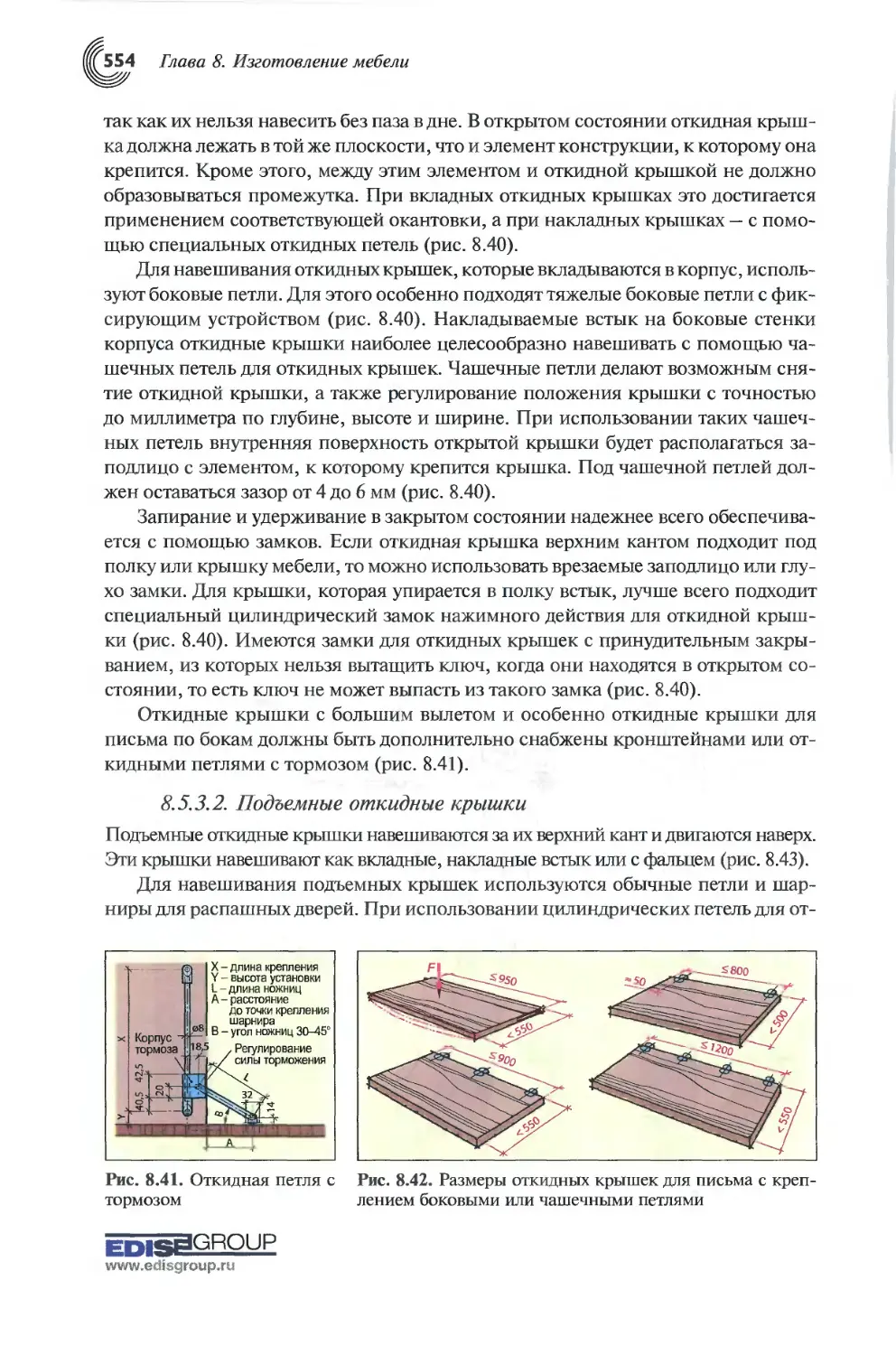
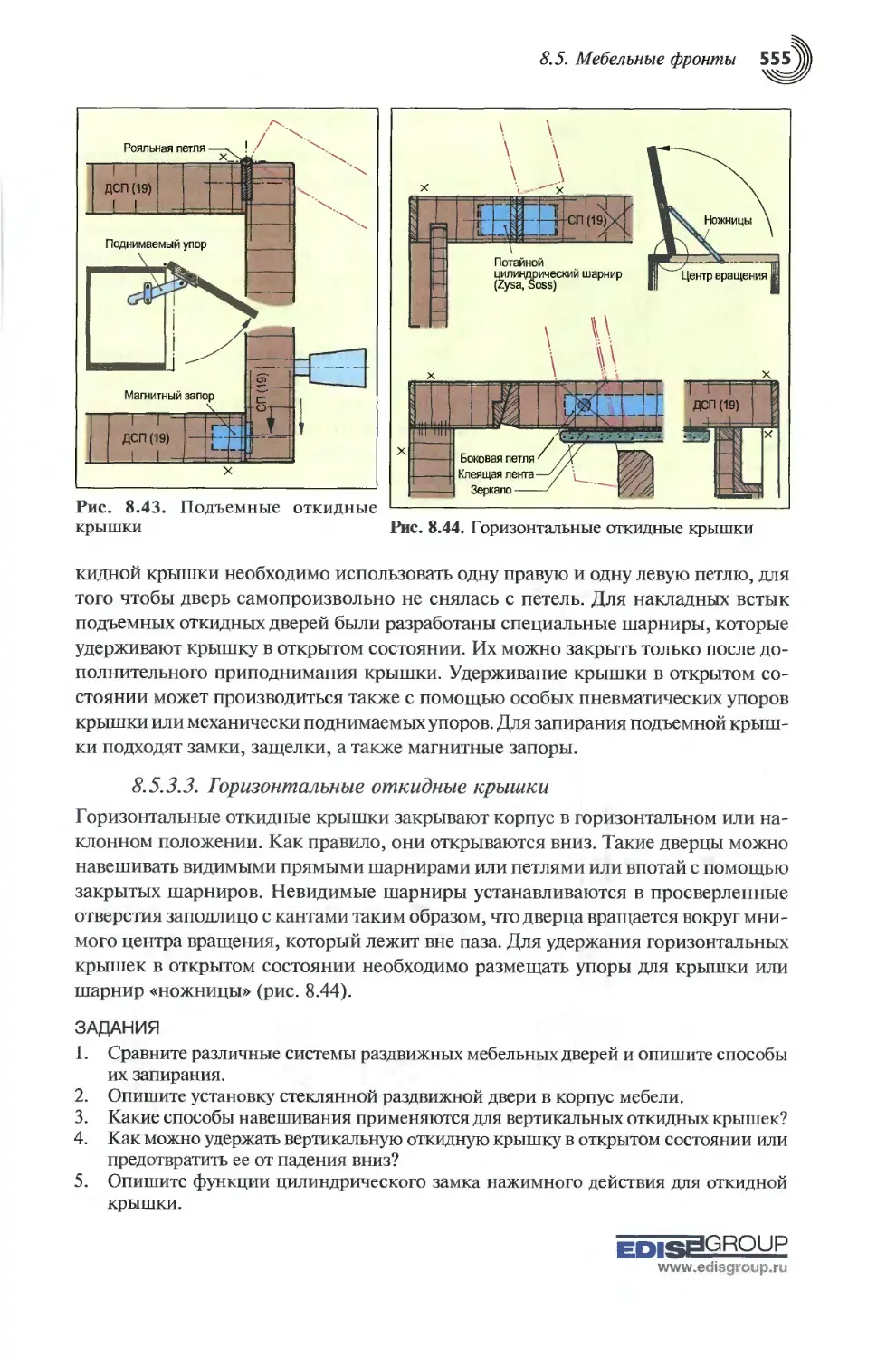
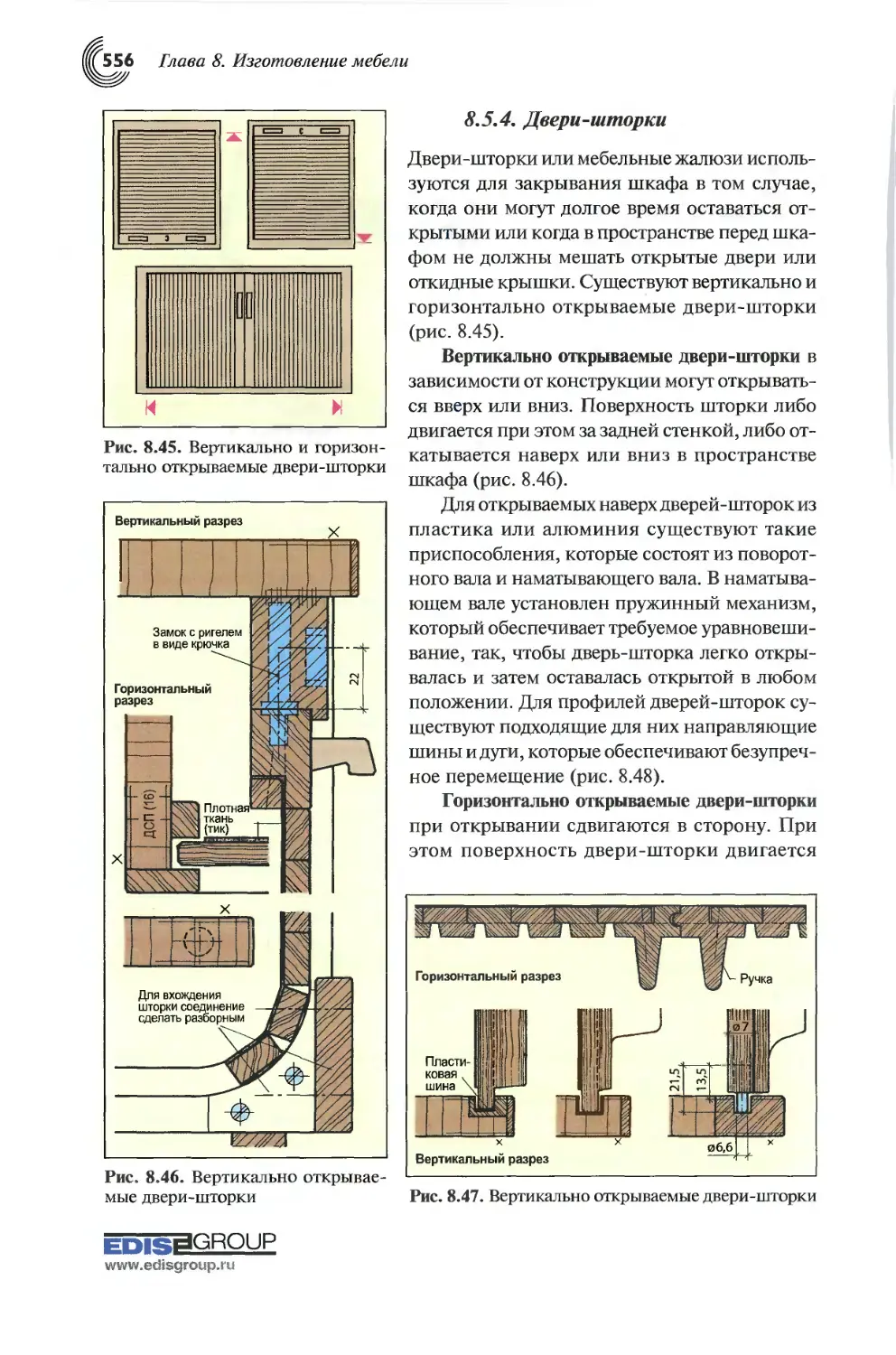
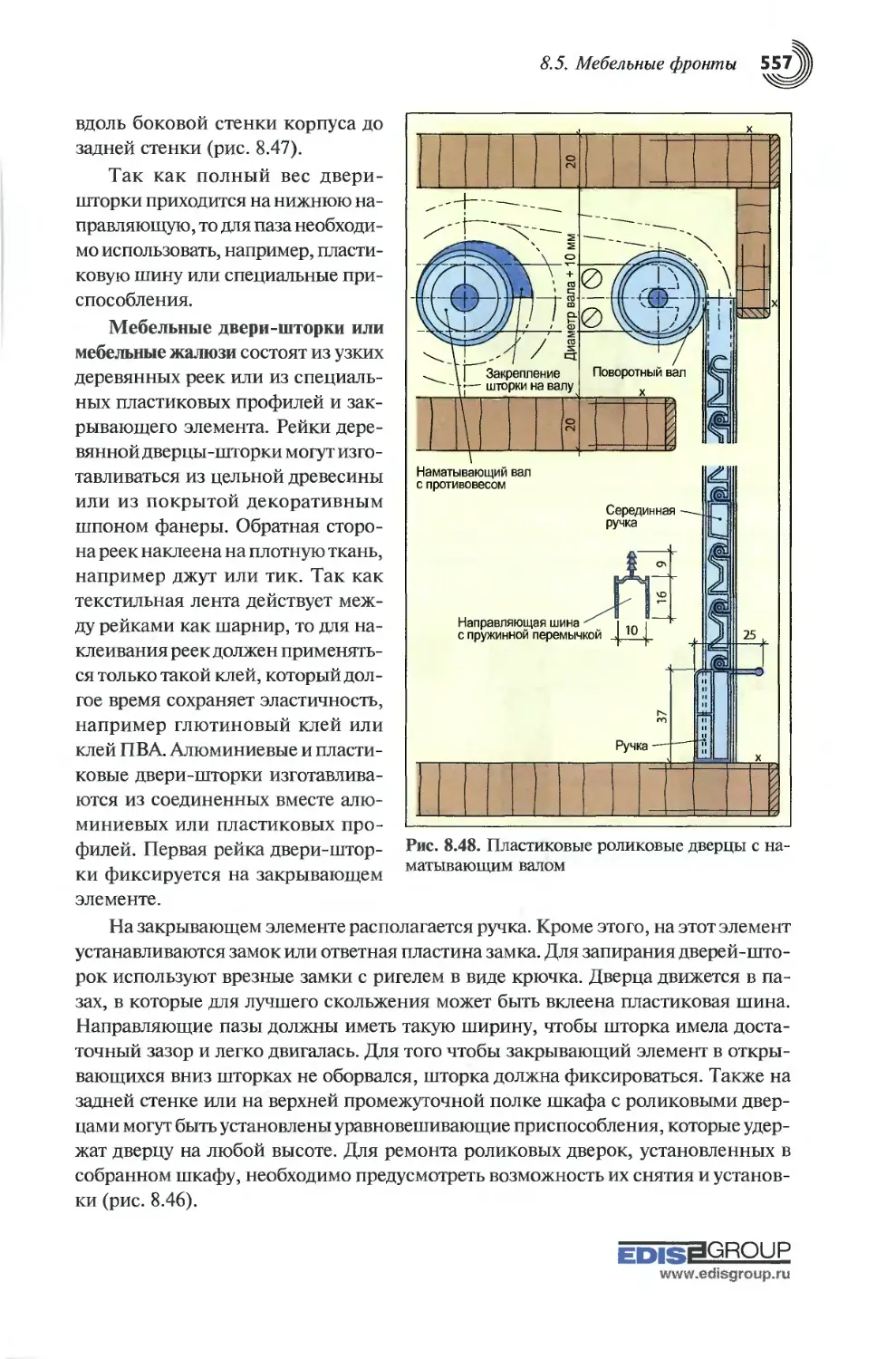
/



































































































































































































































Автор: Экхар М. Эрман В. Гаммерл Д. Нестле Г.
Теги: обработка дерева деревообработка
ISBN: 978-5-94836-139-0
Год: 2007



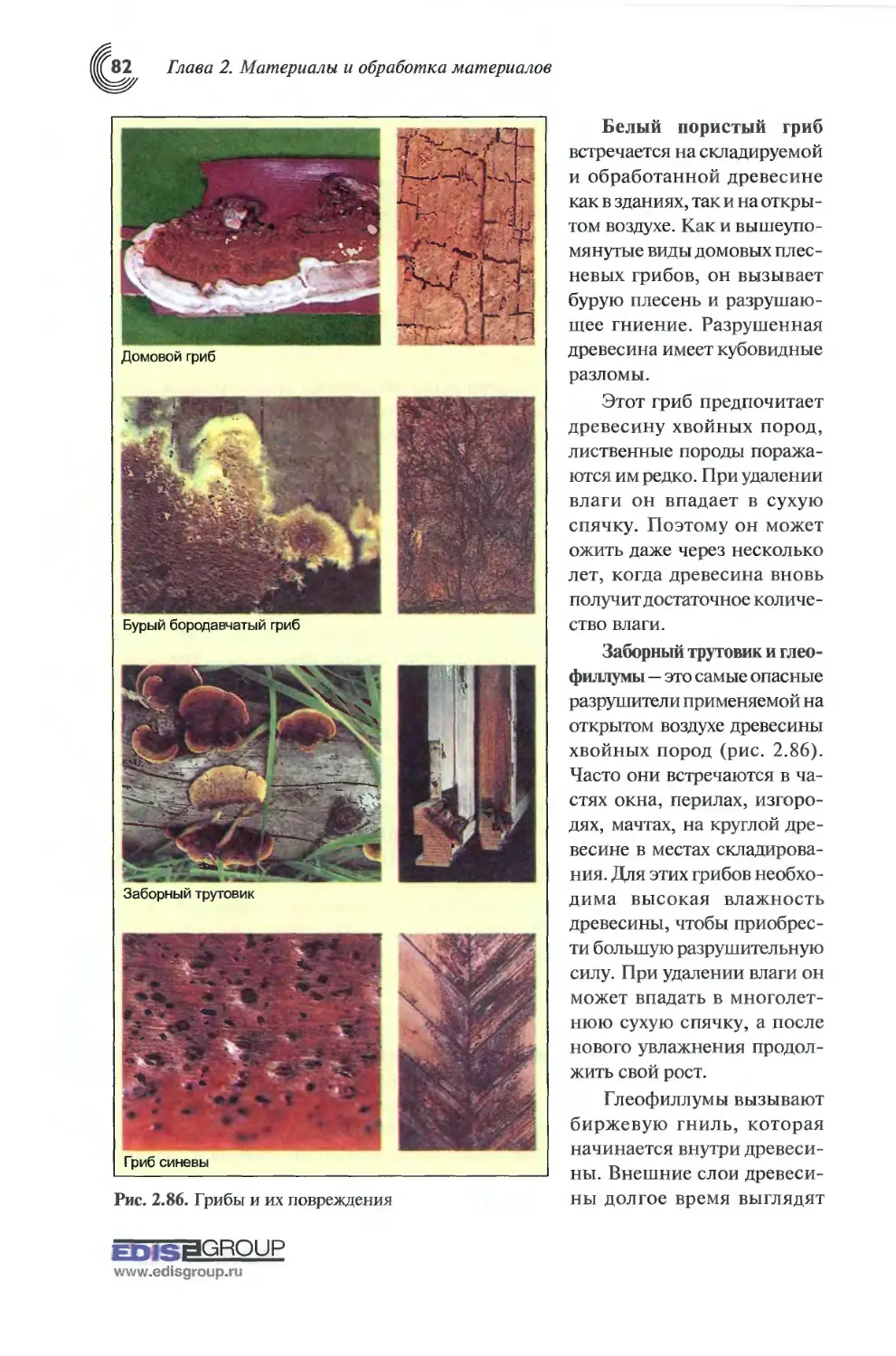
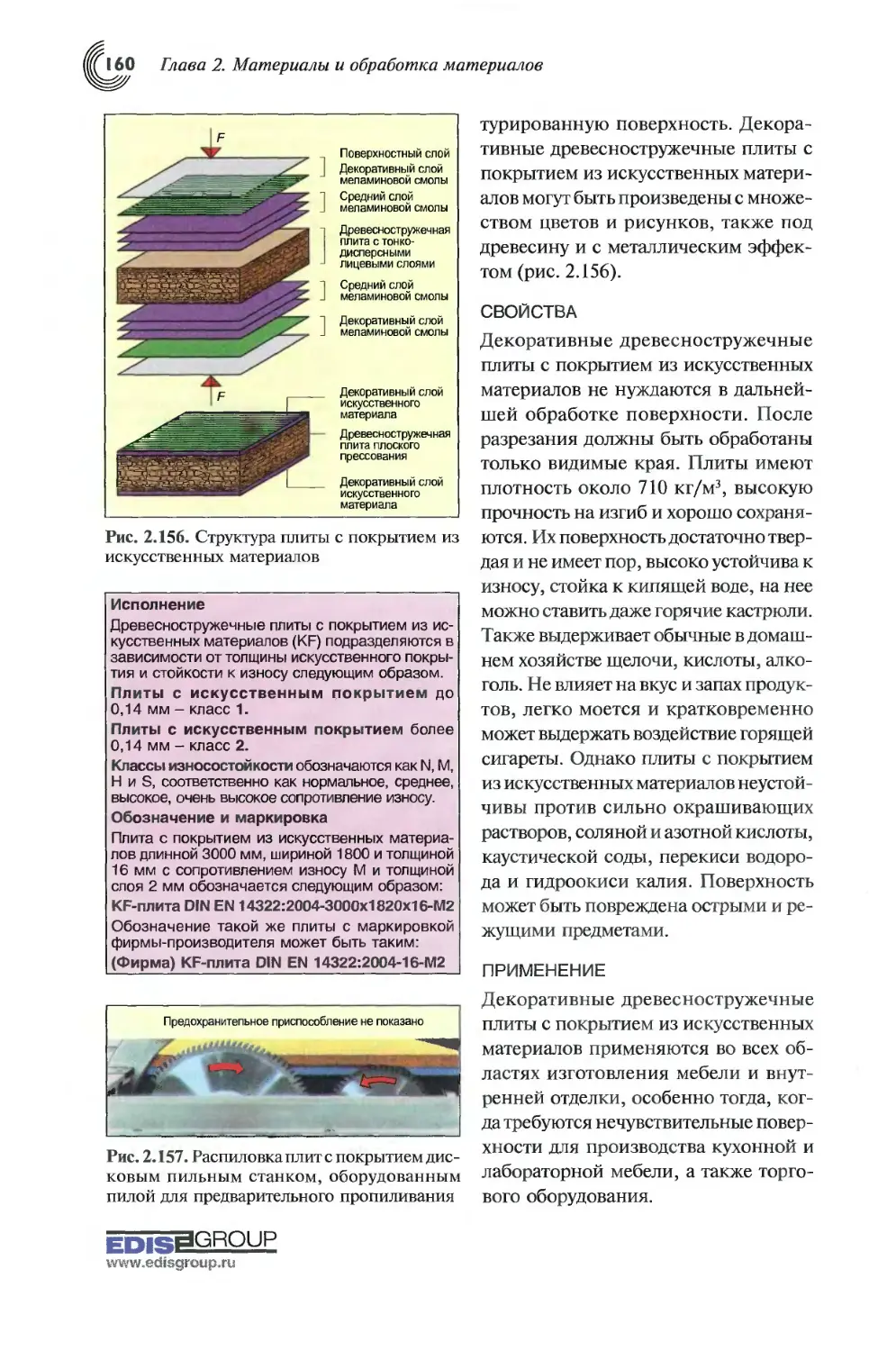
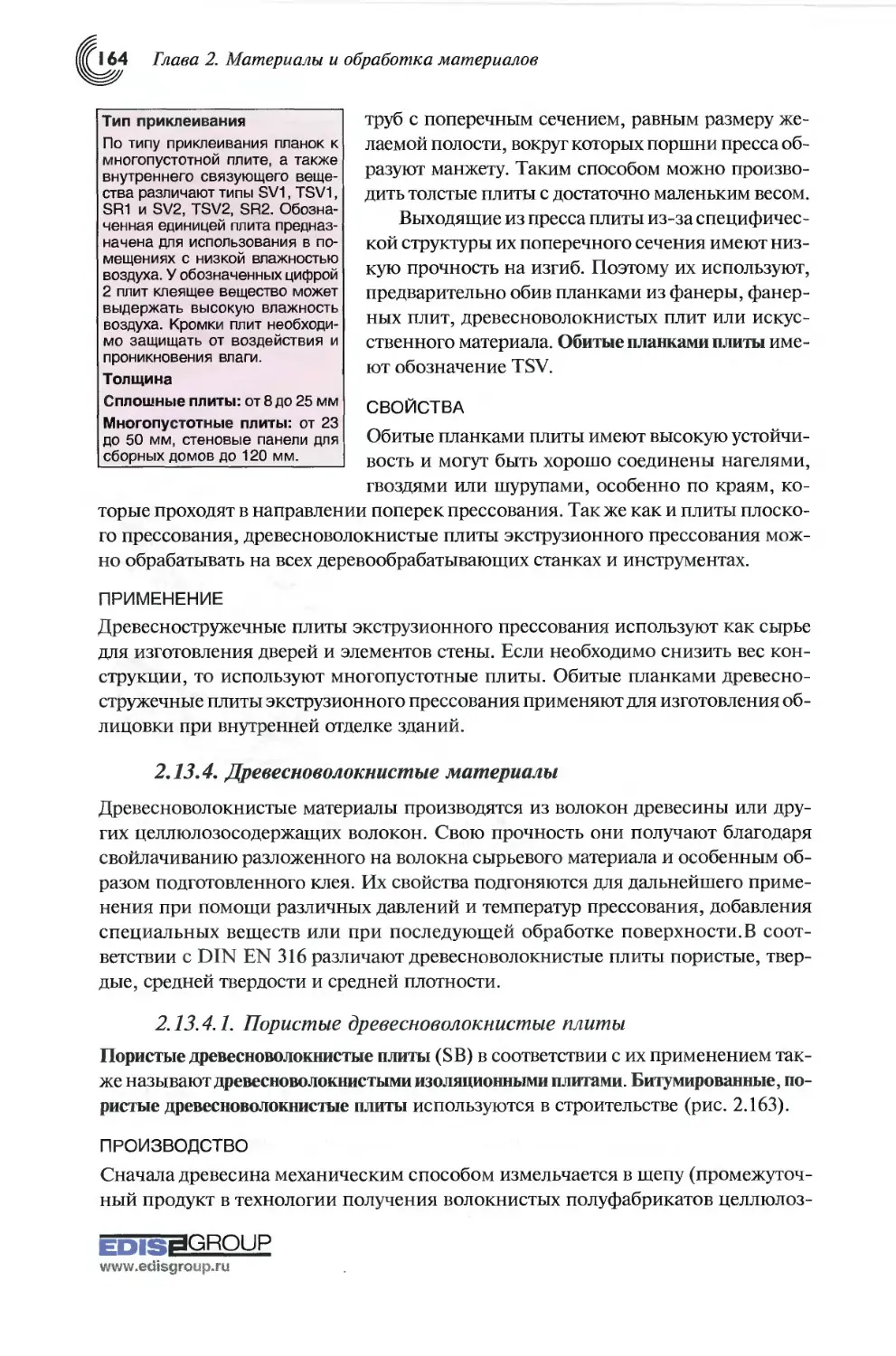
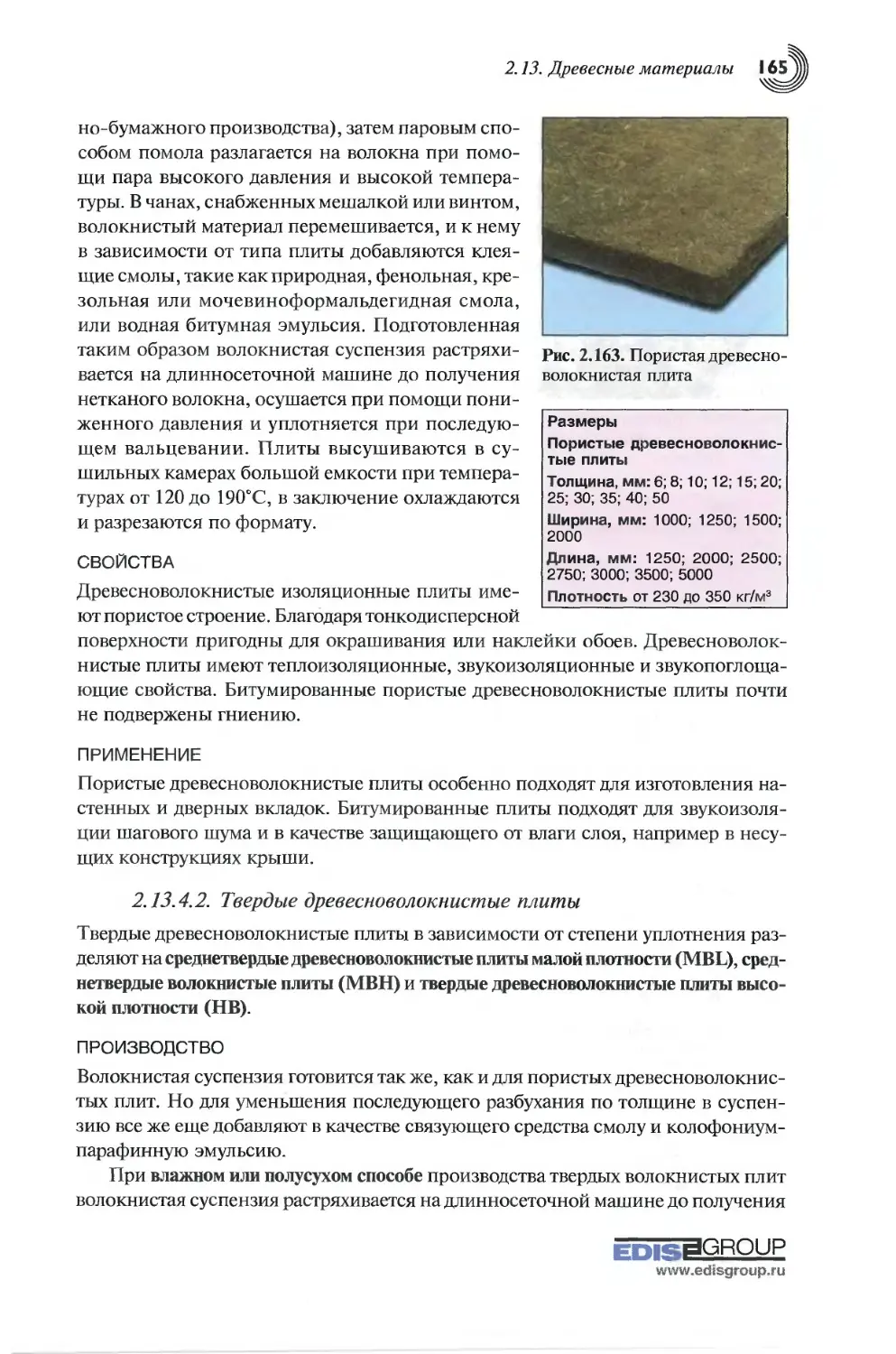
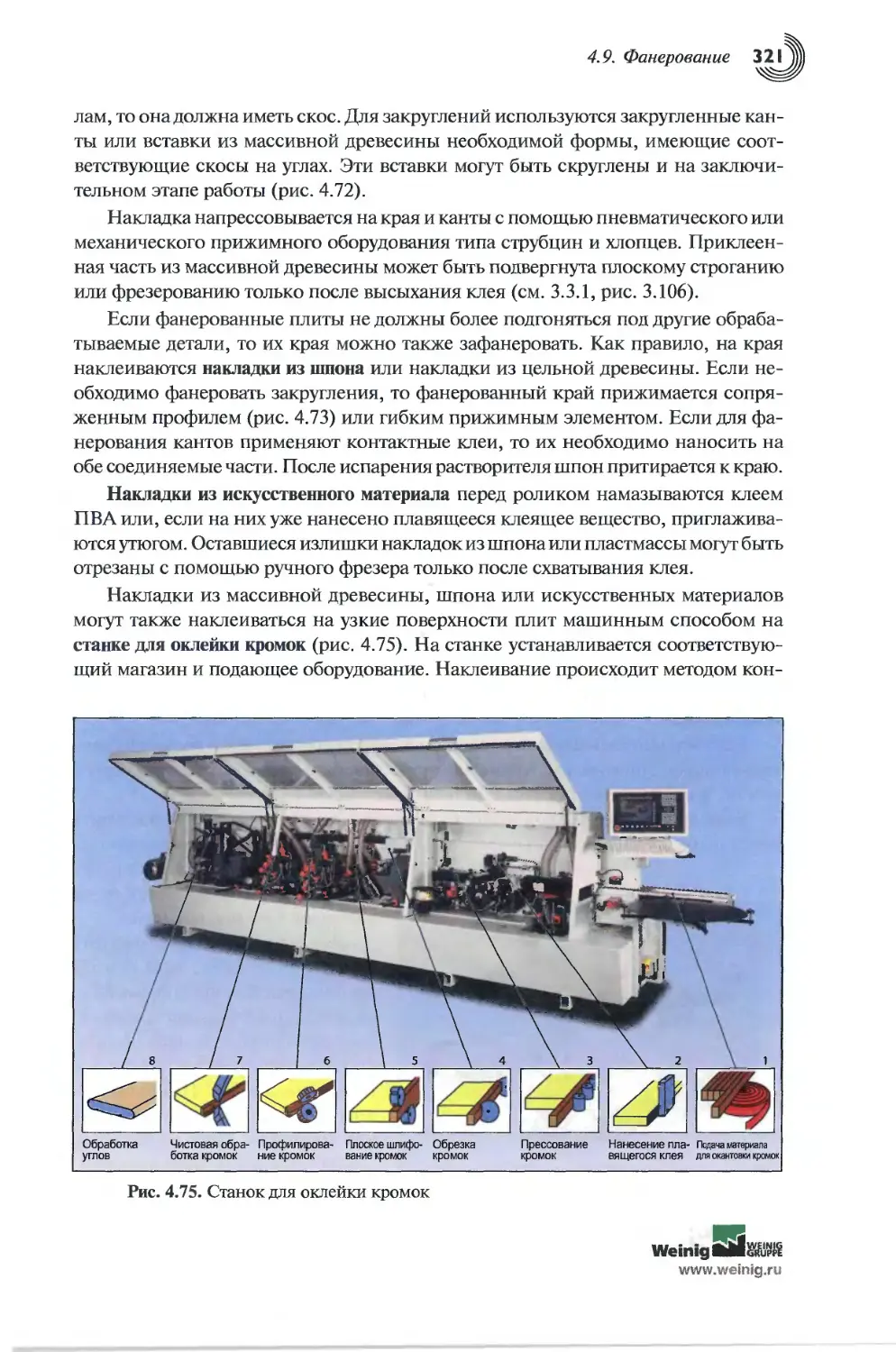
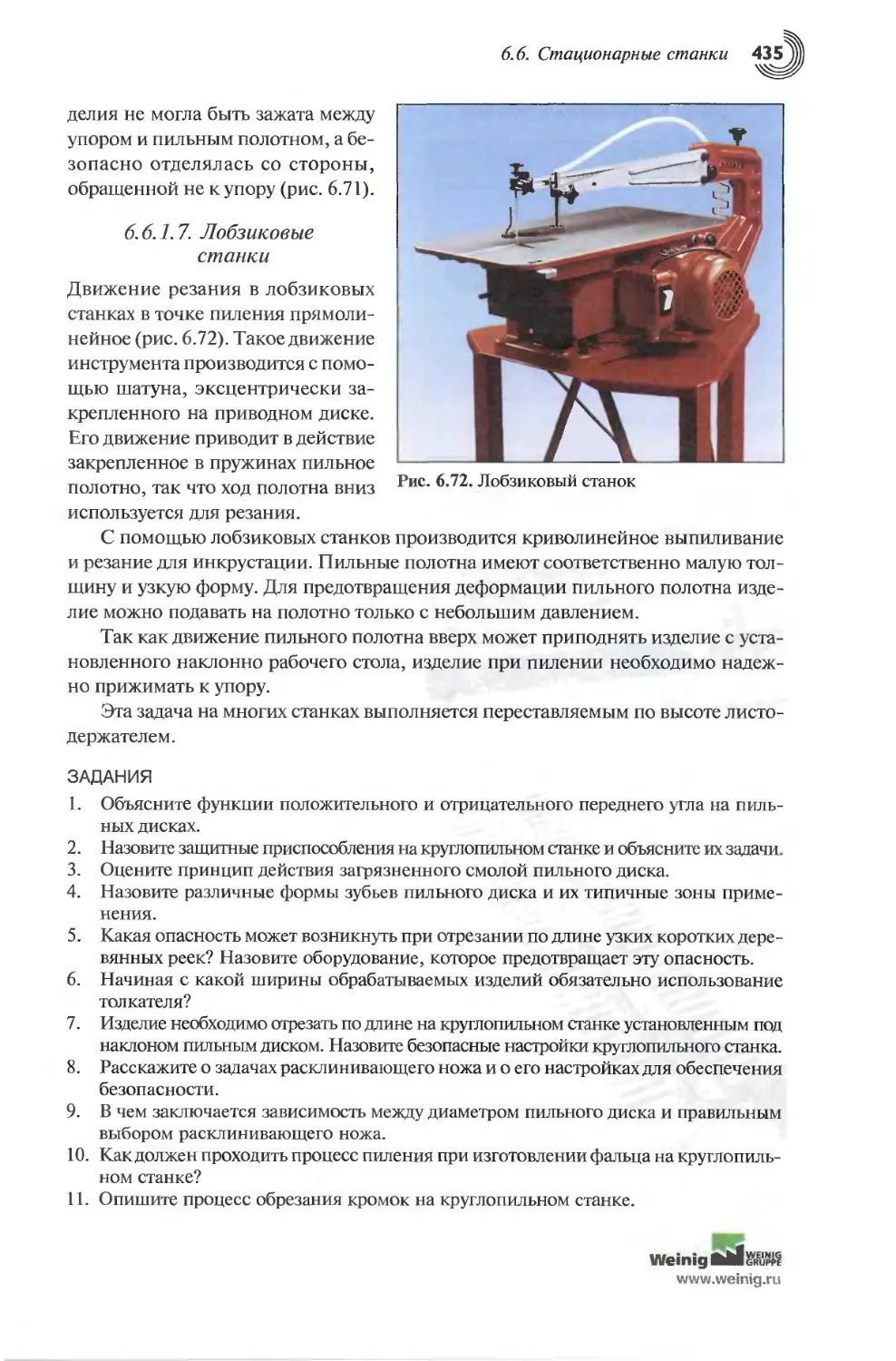
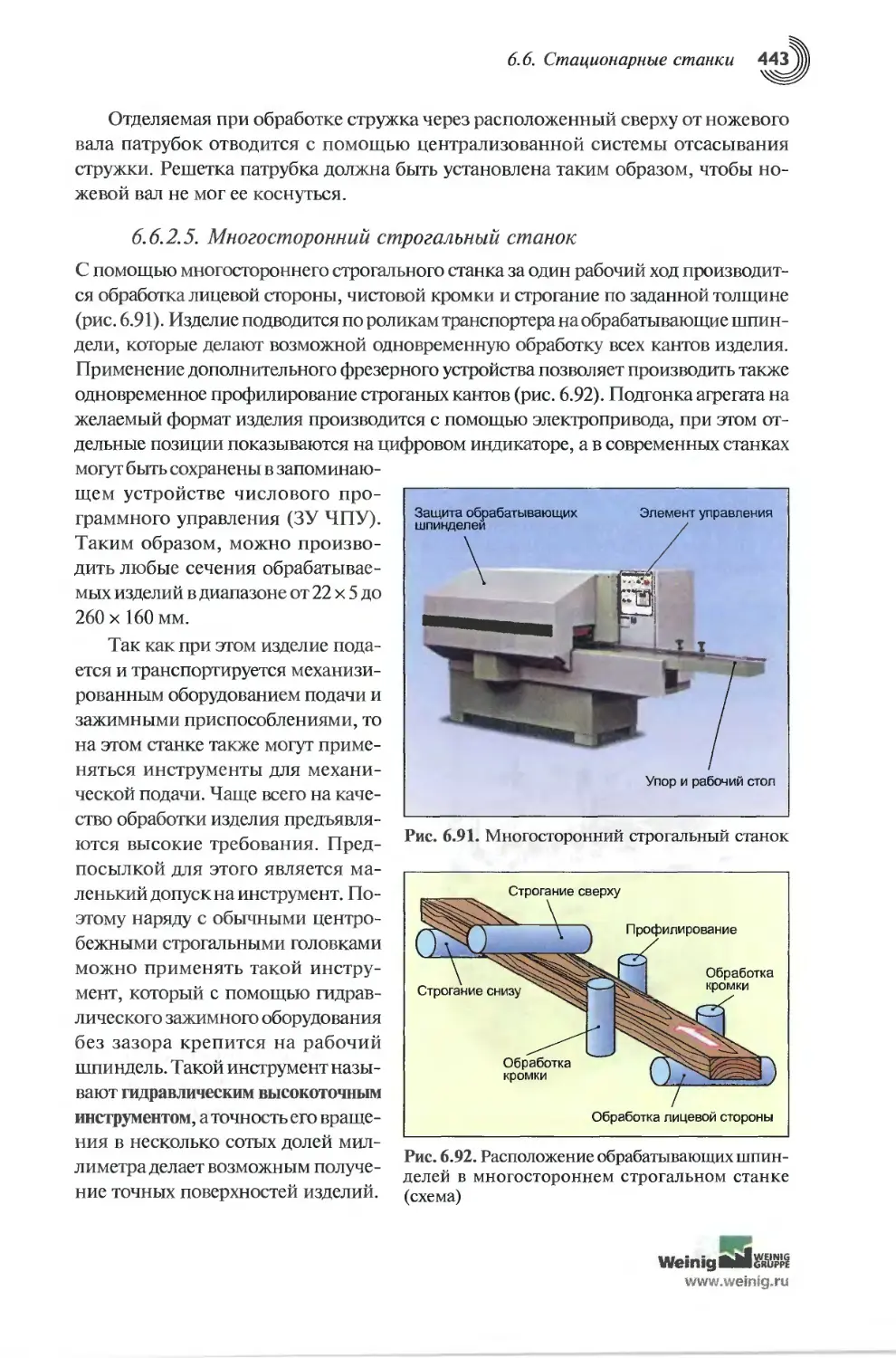
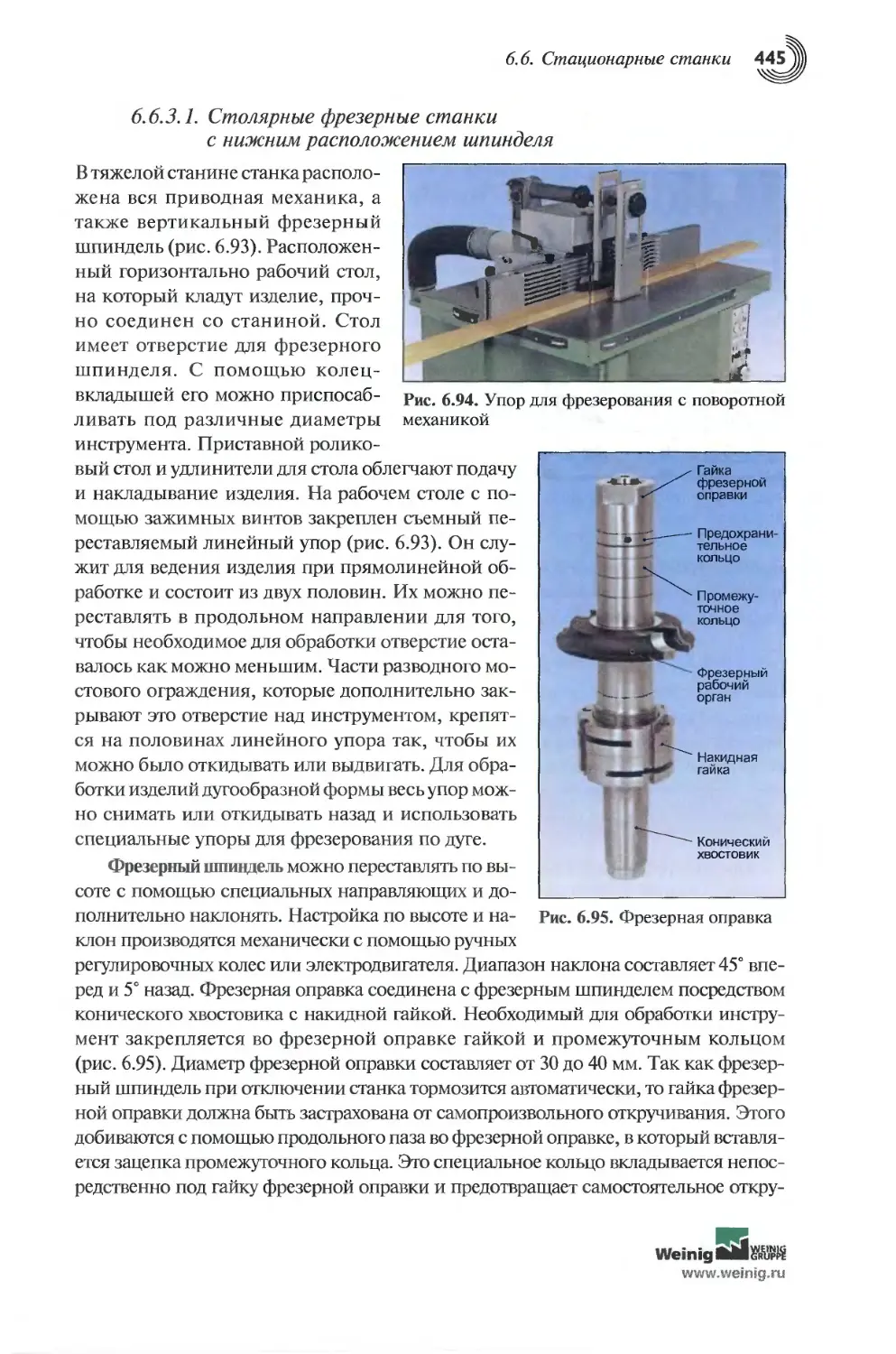
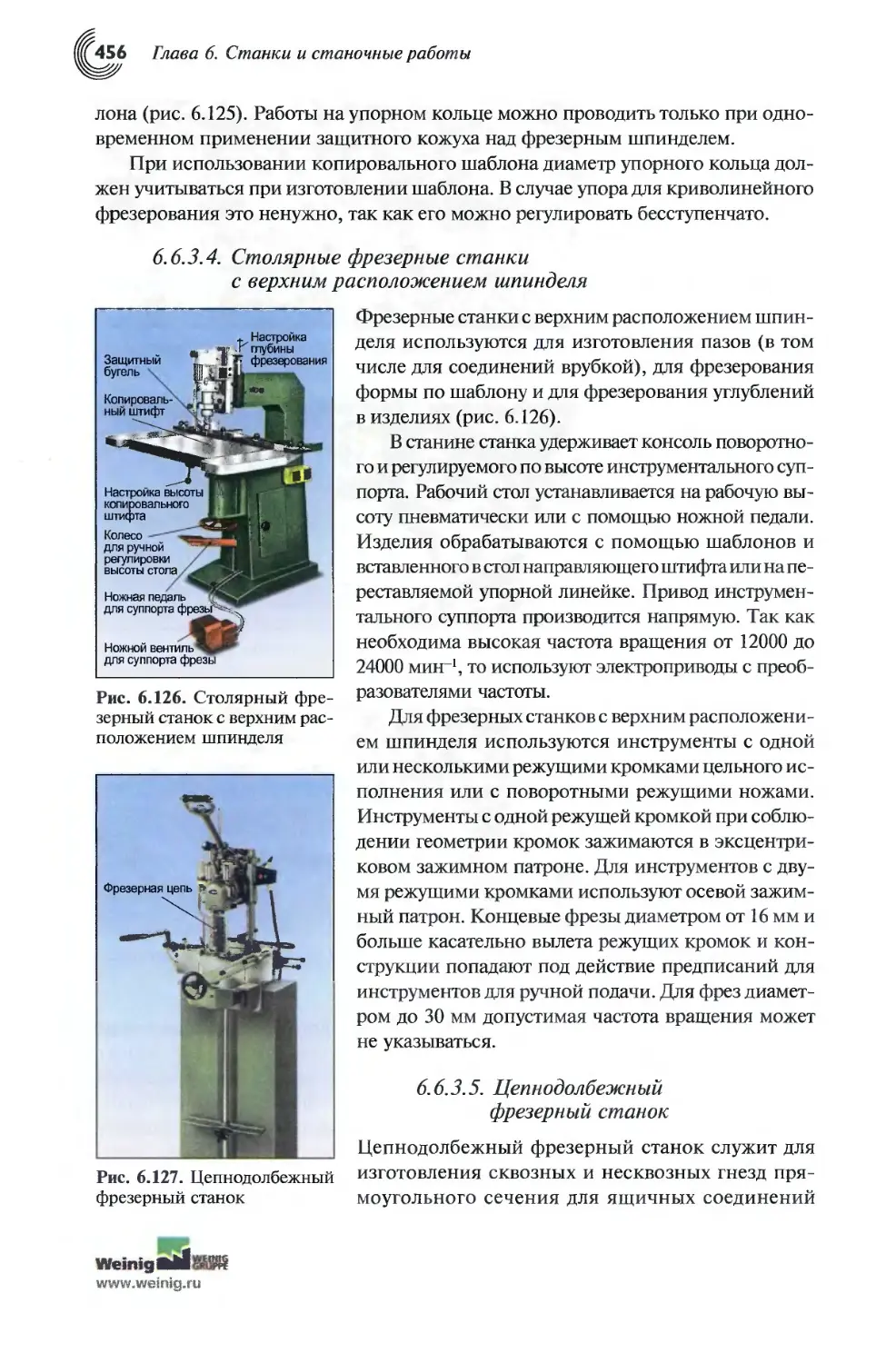
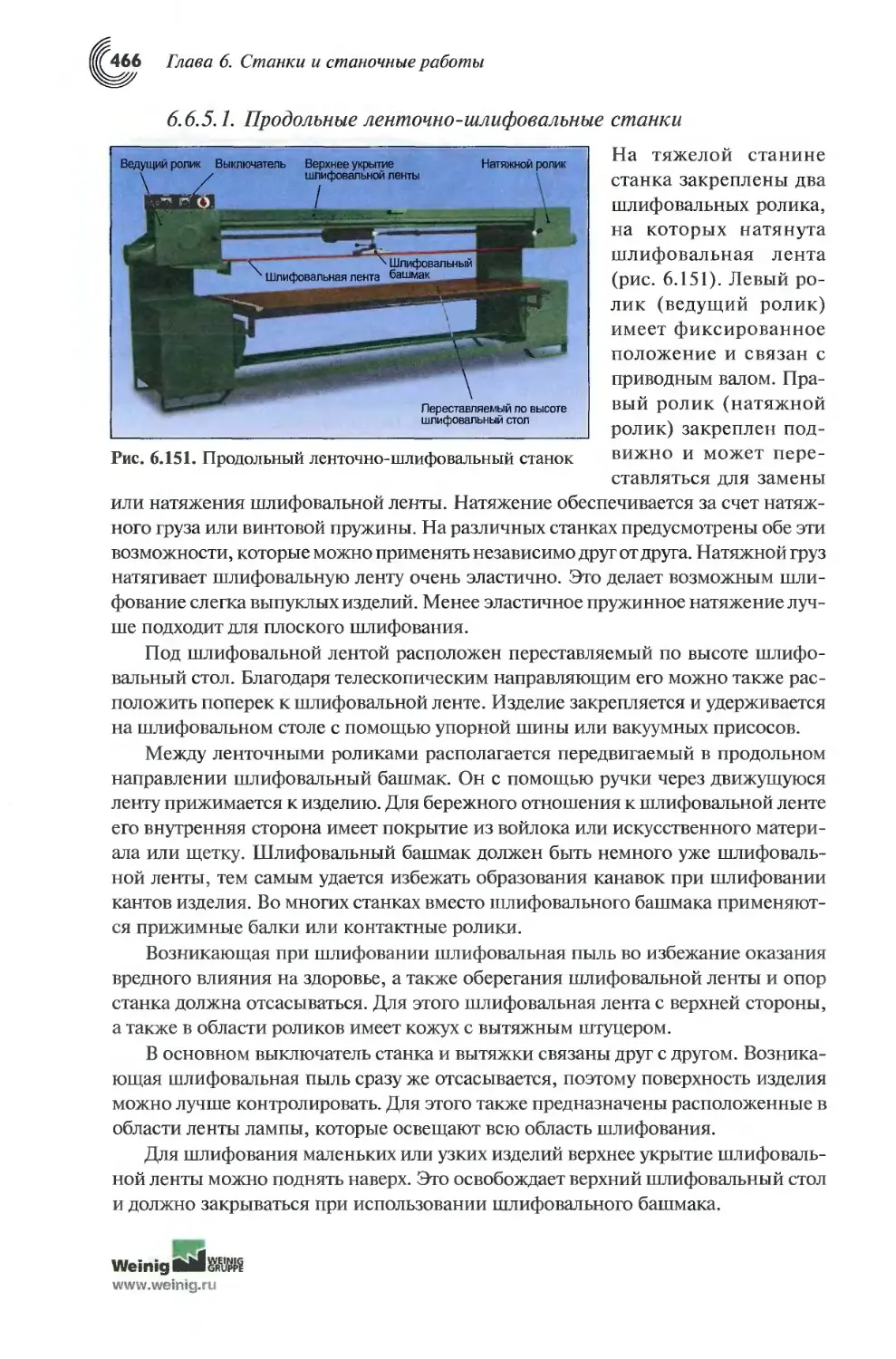
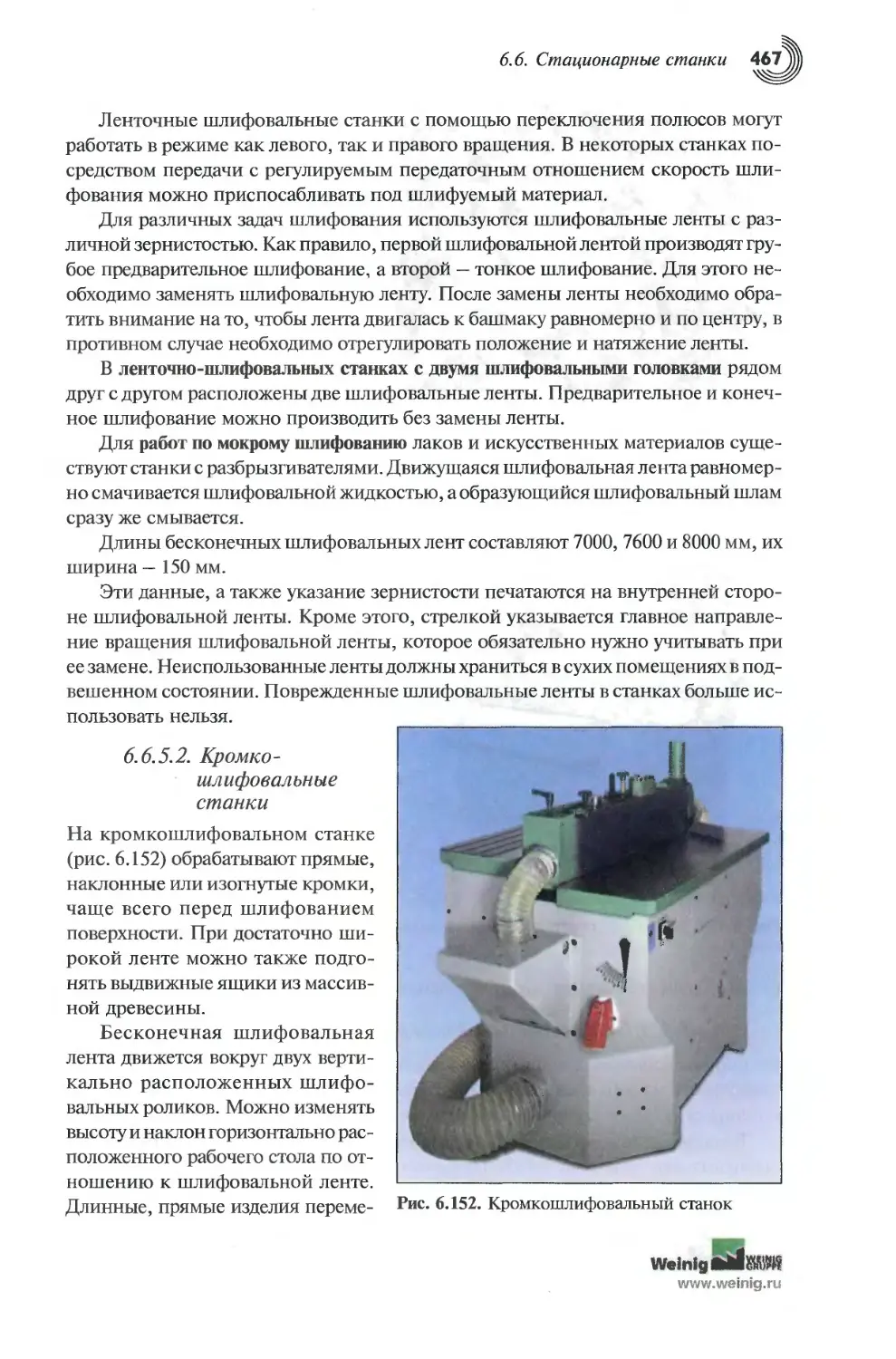
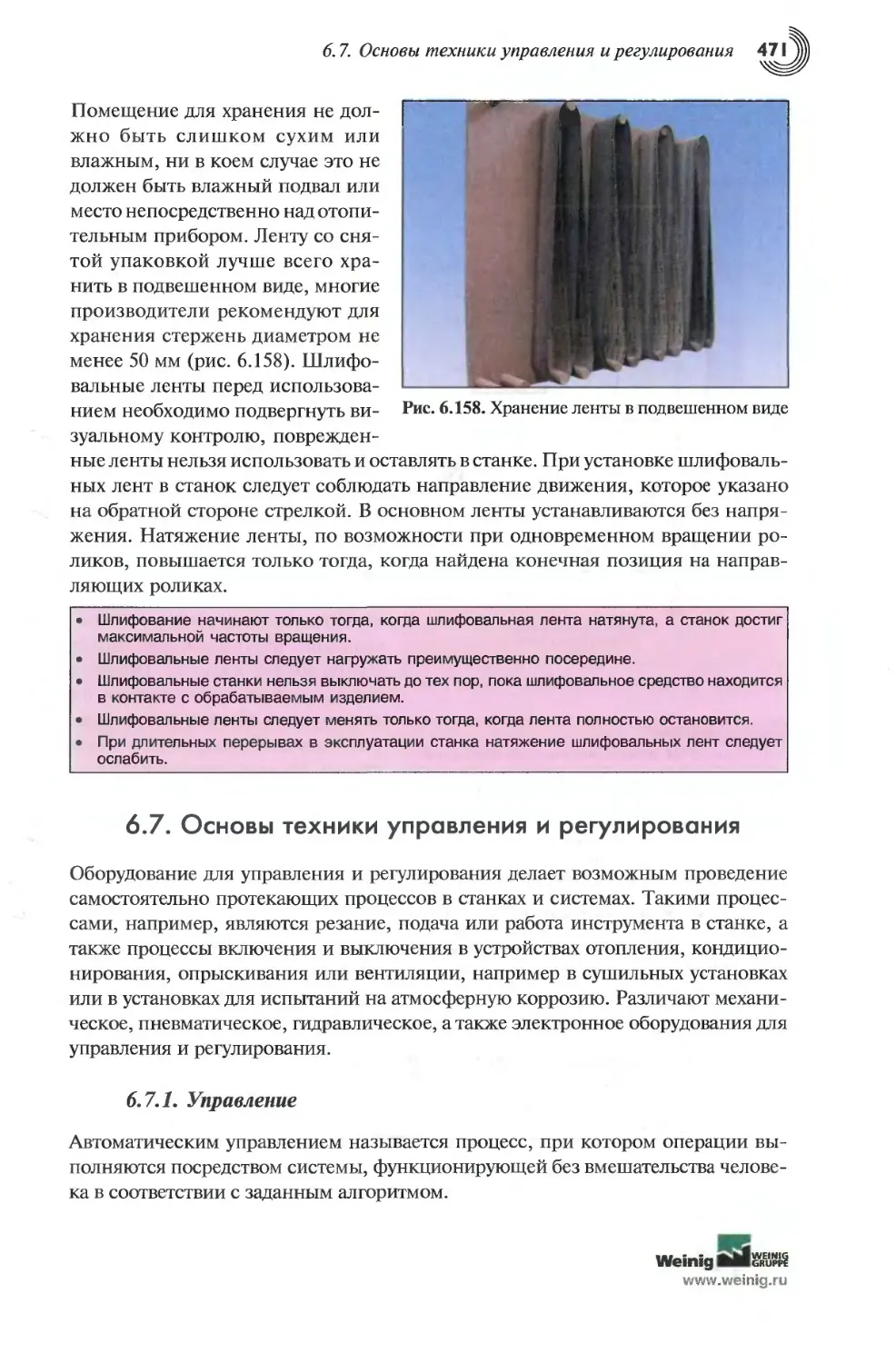
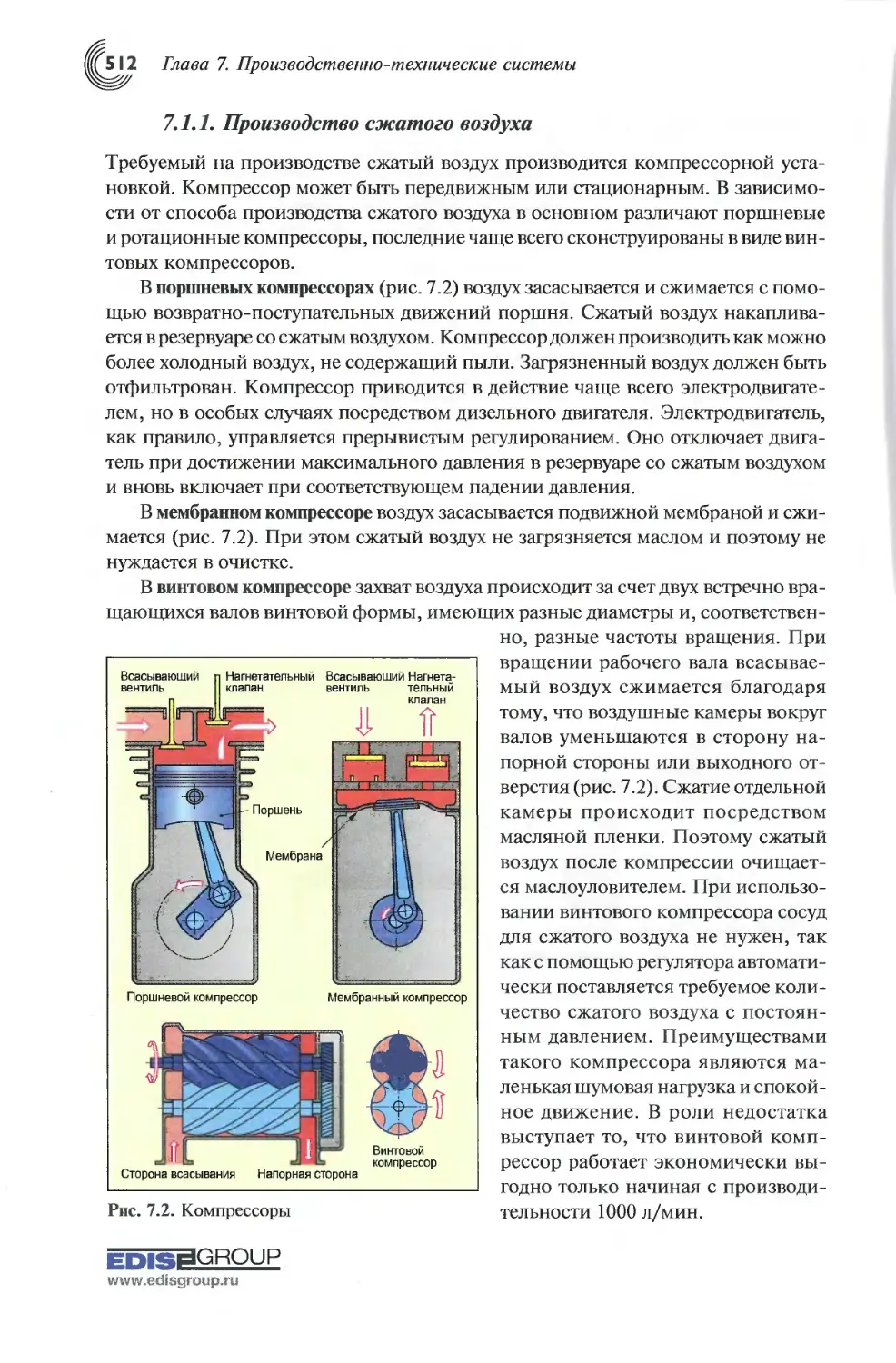
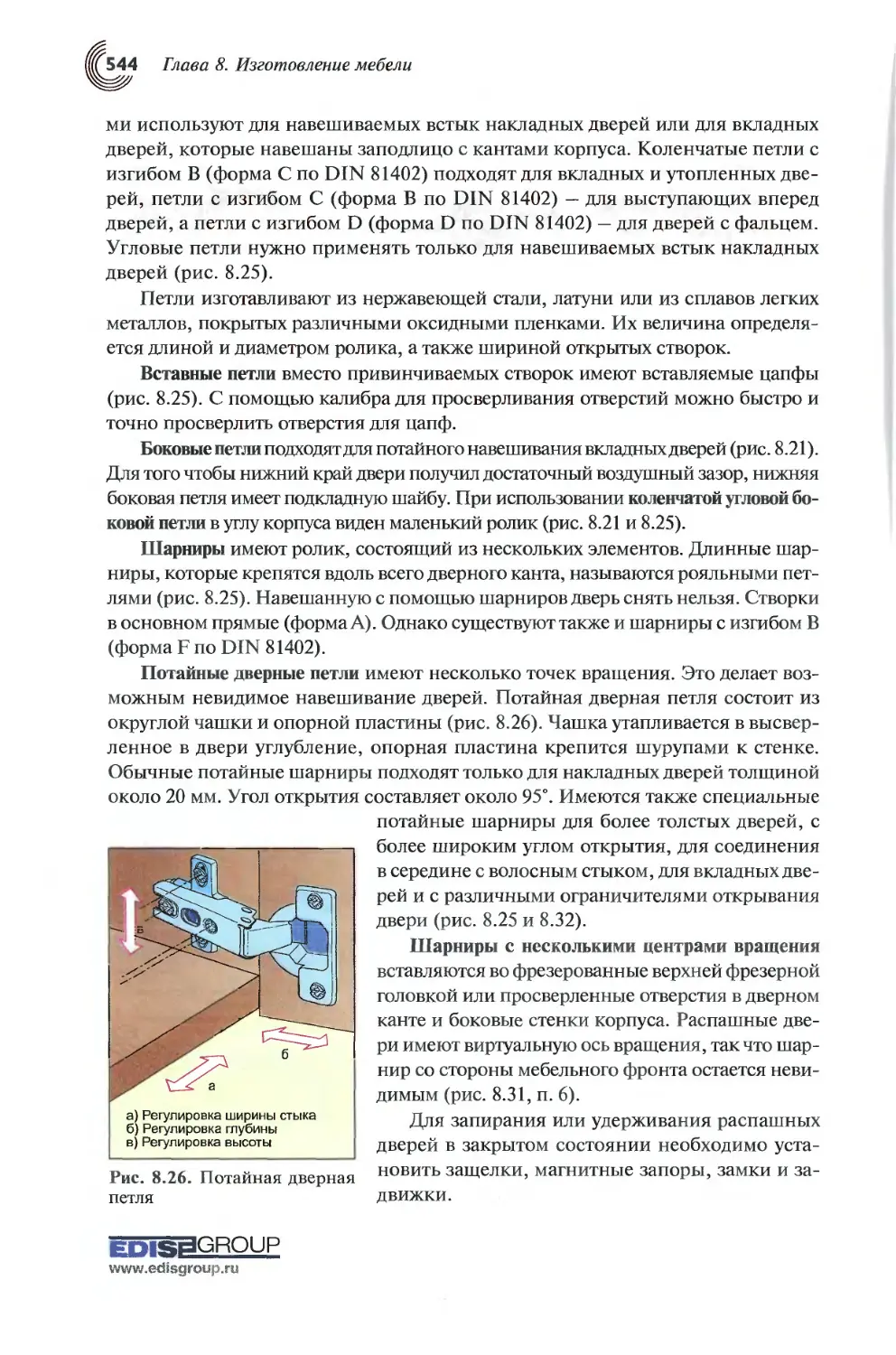
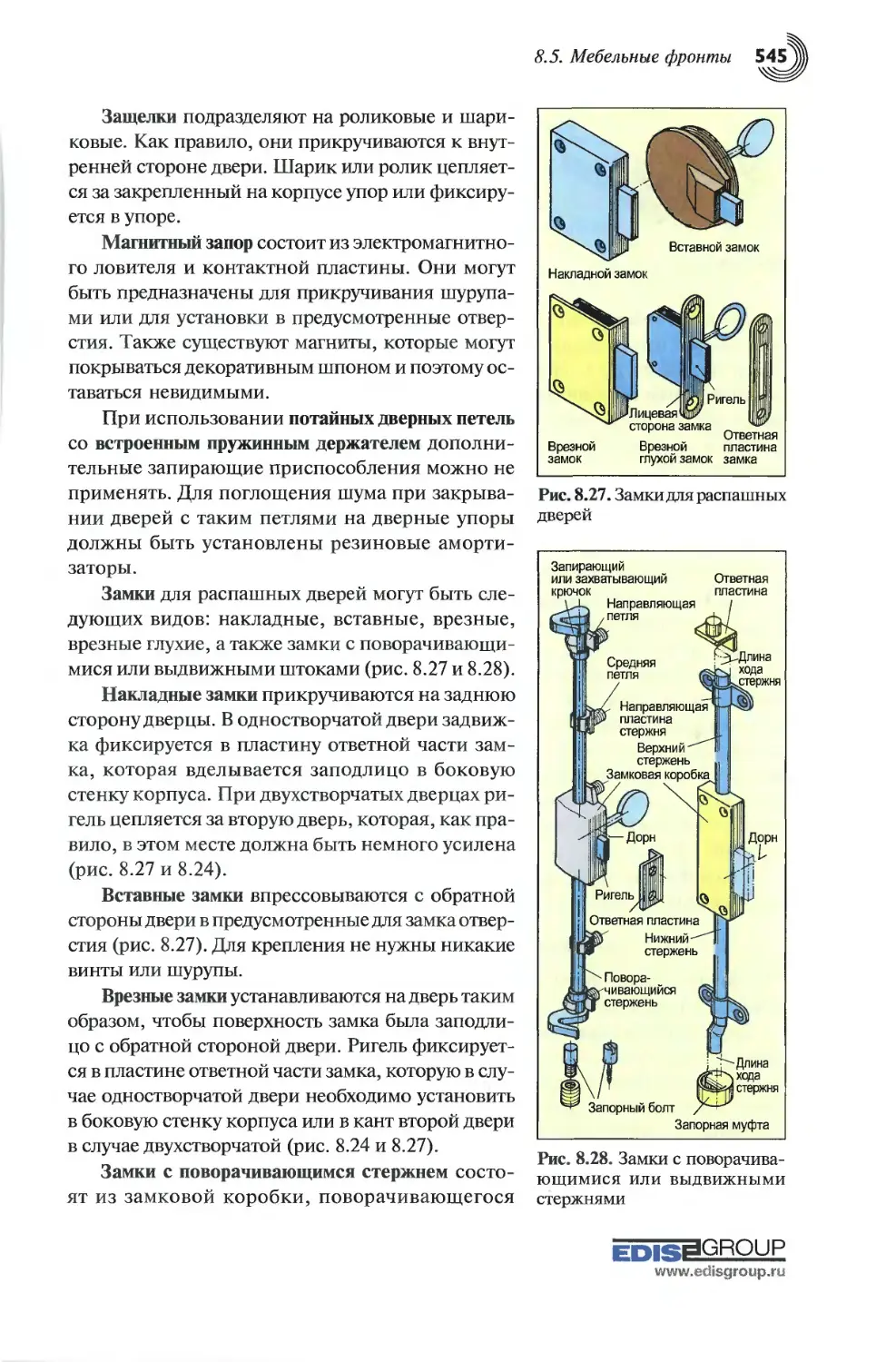
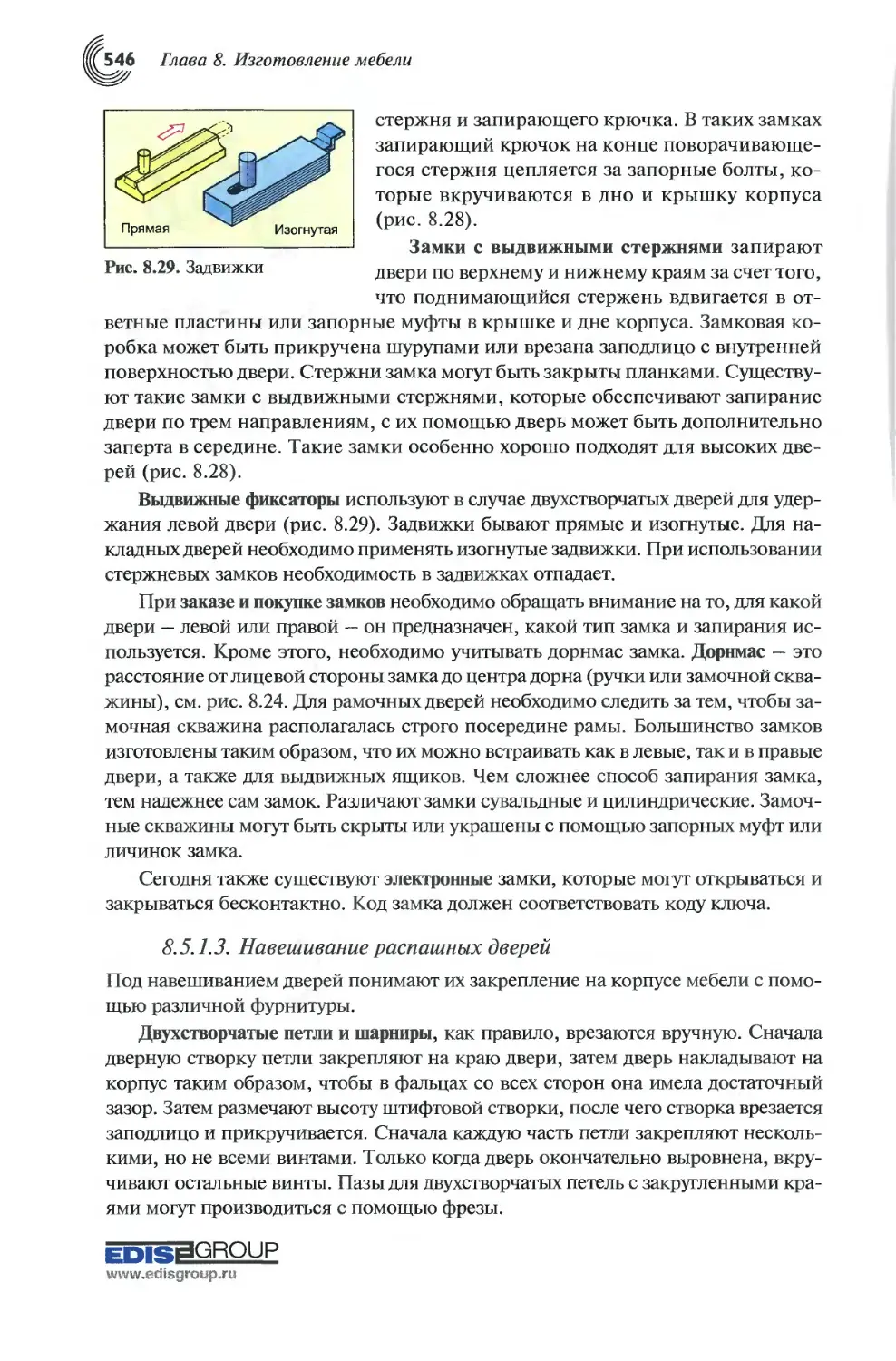
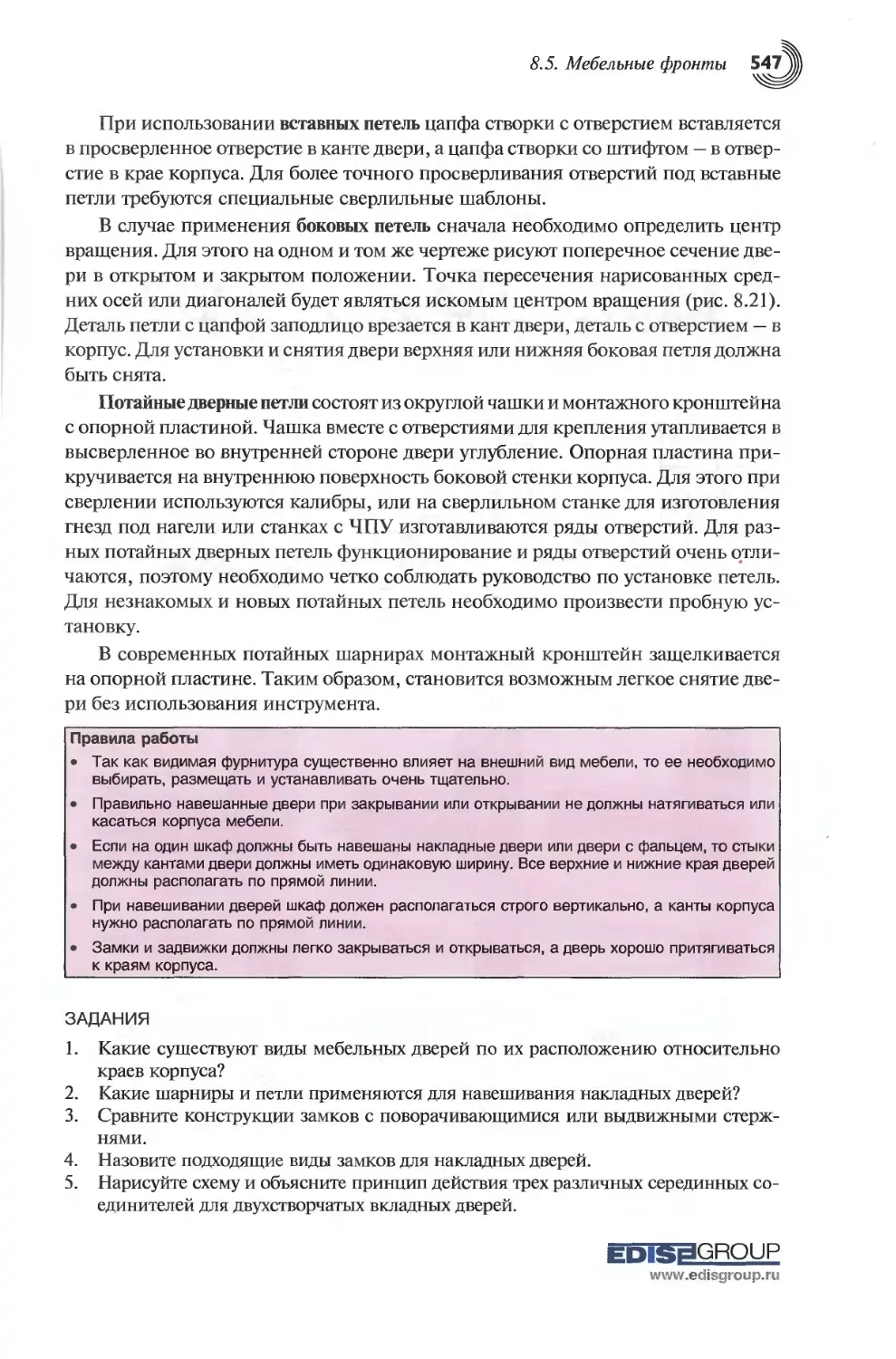
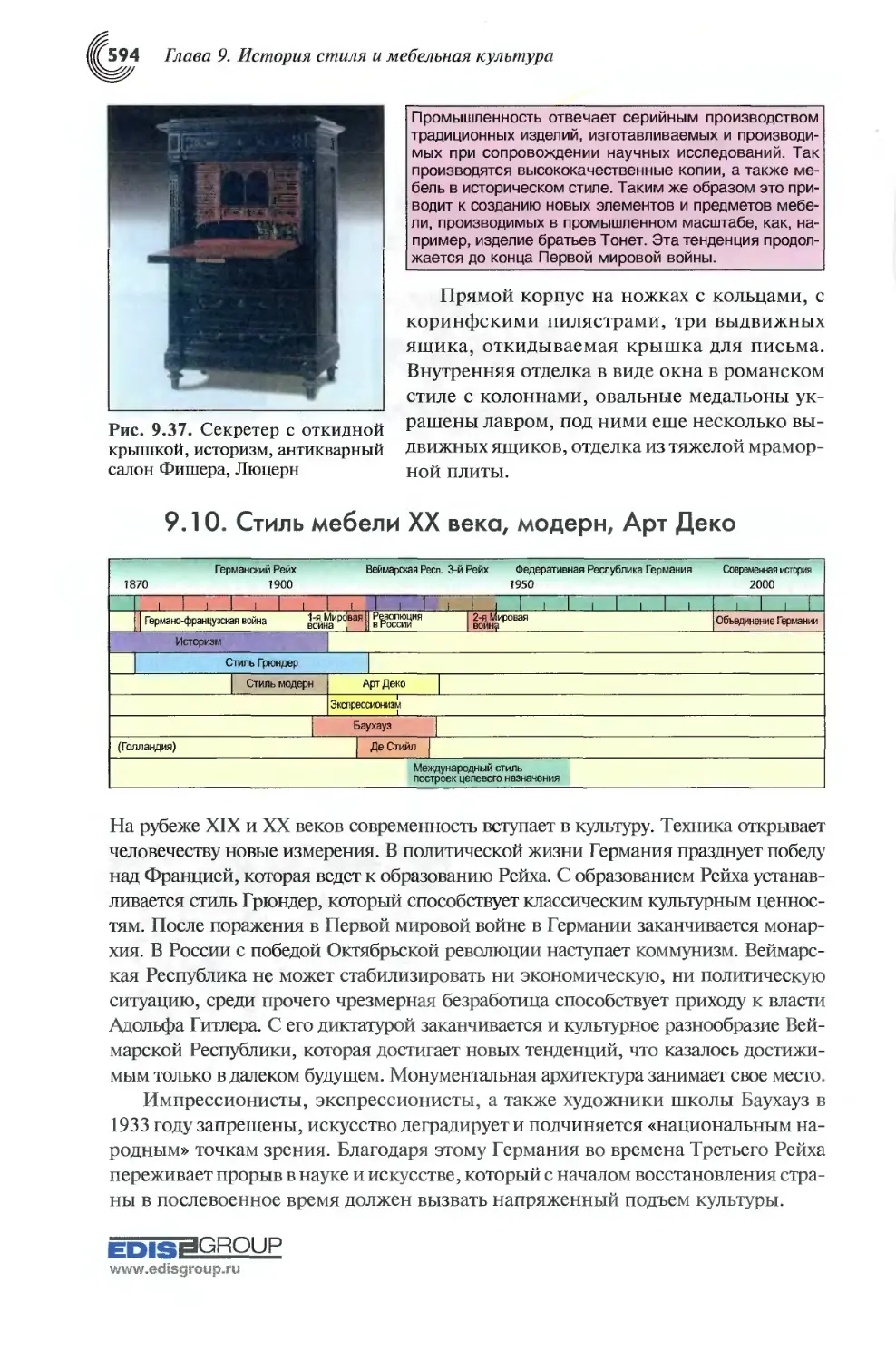
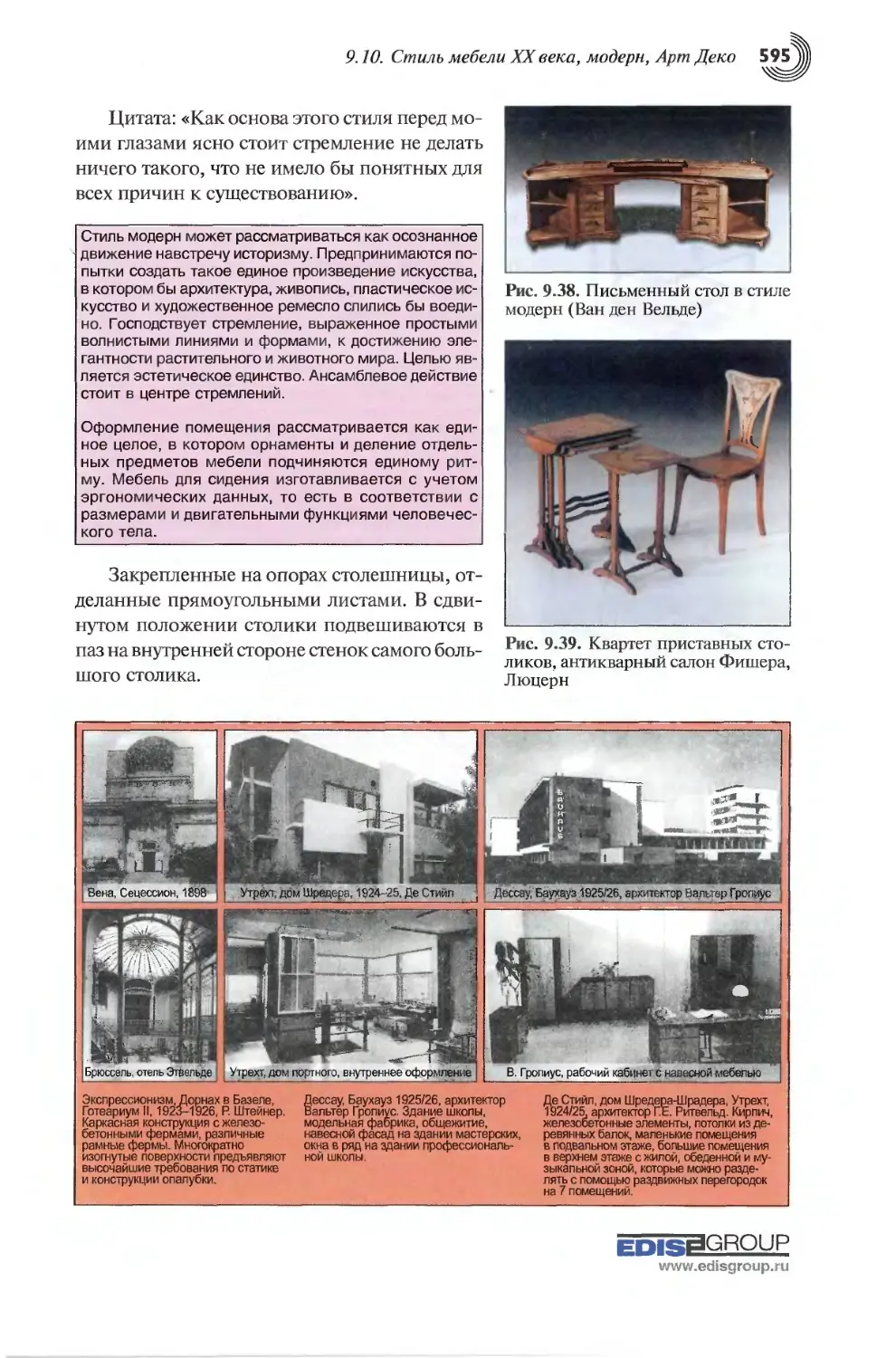
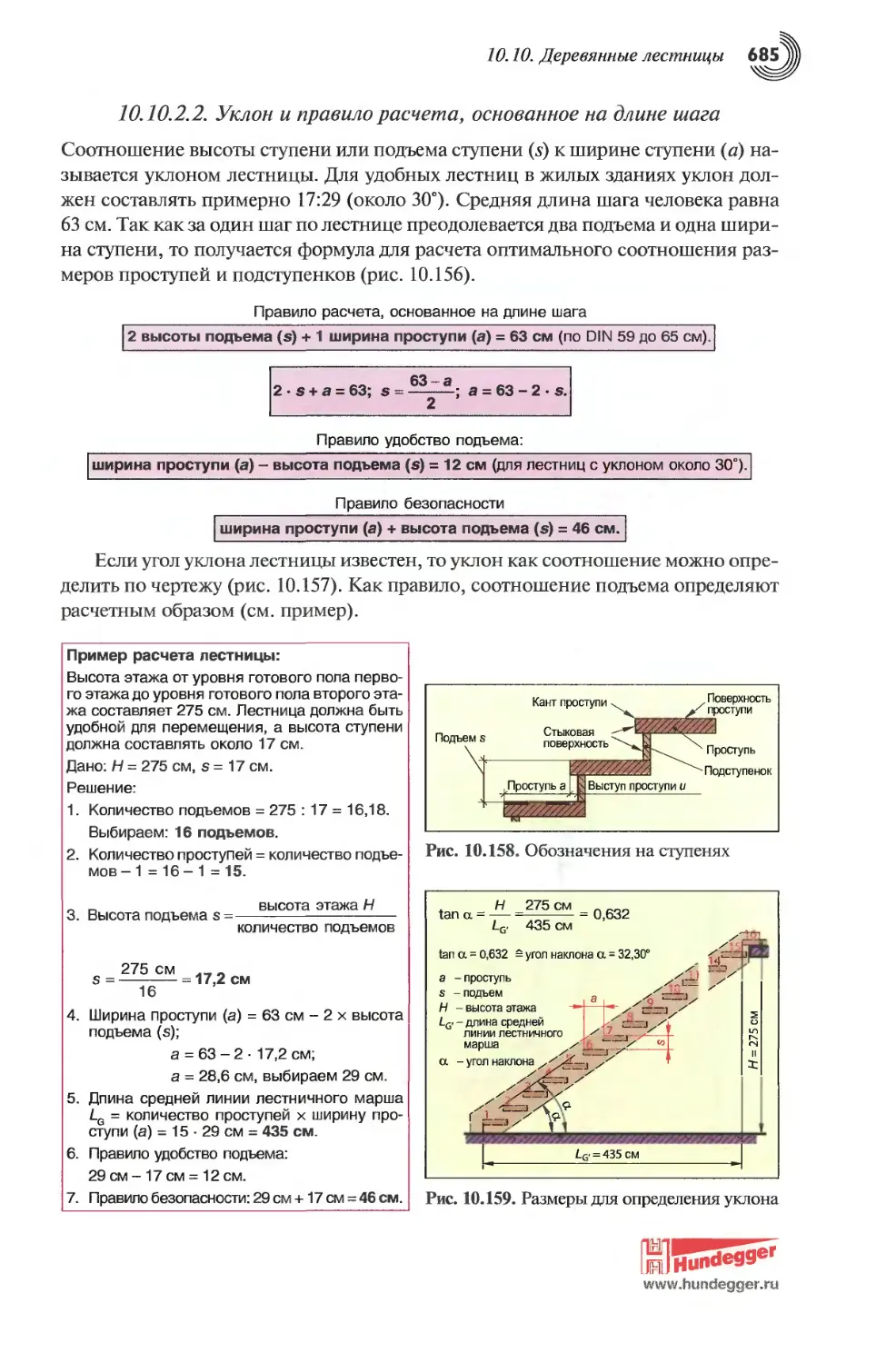
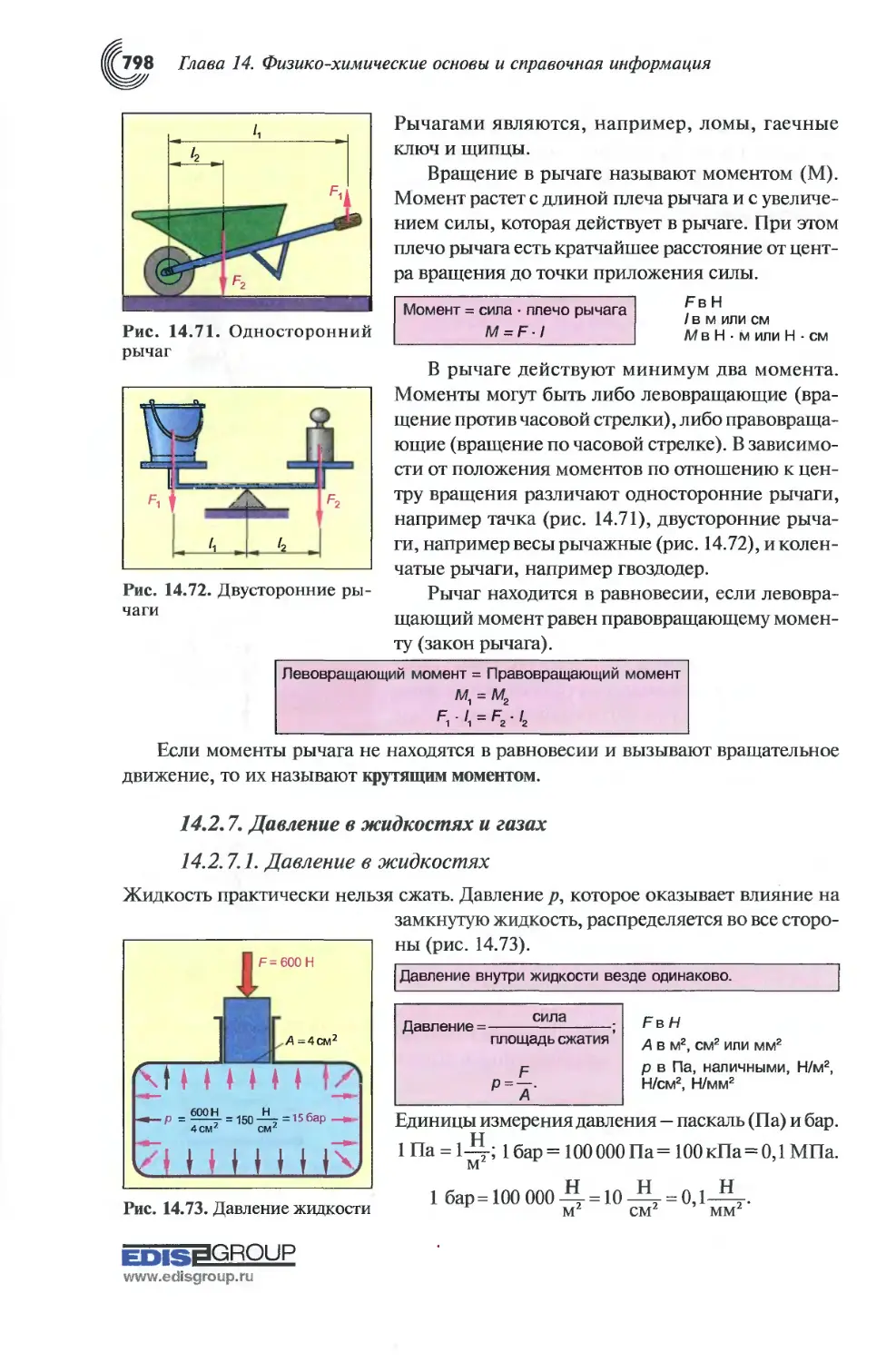
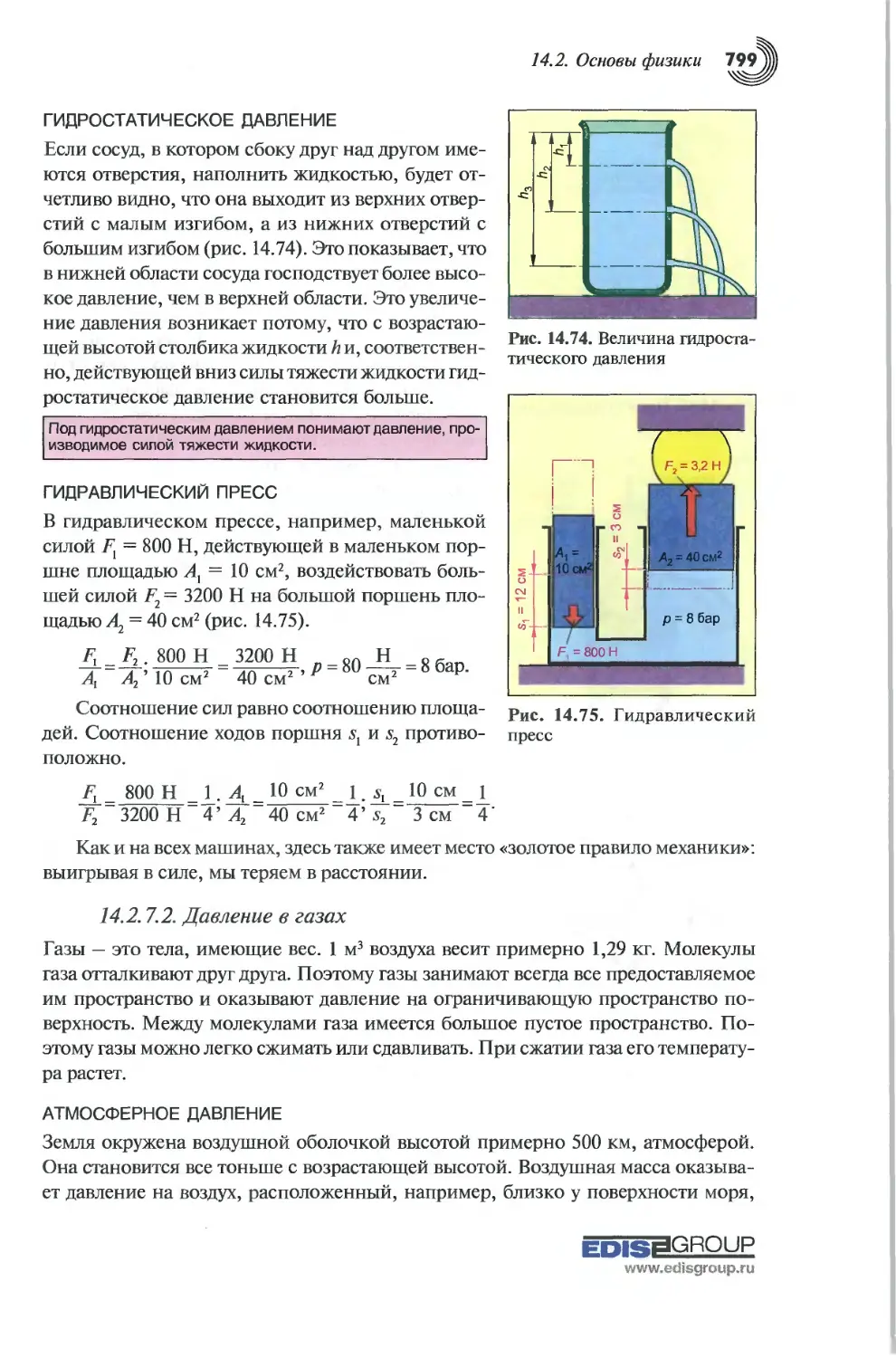
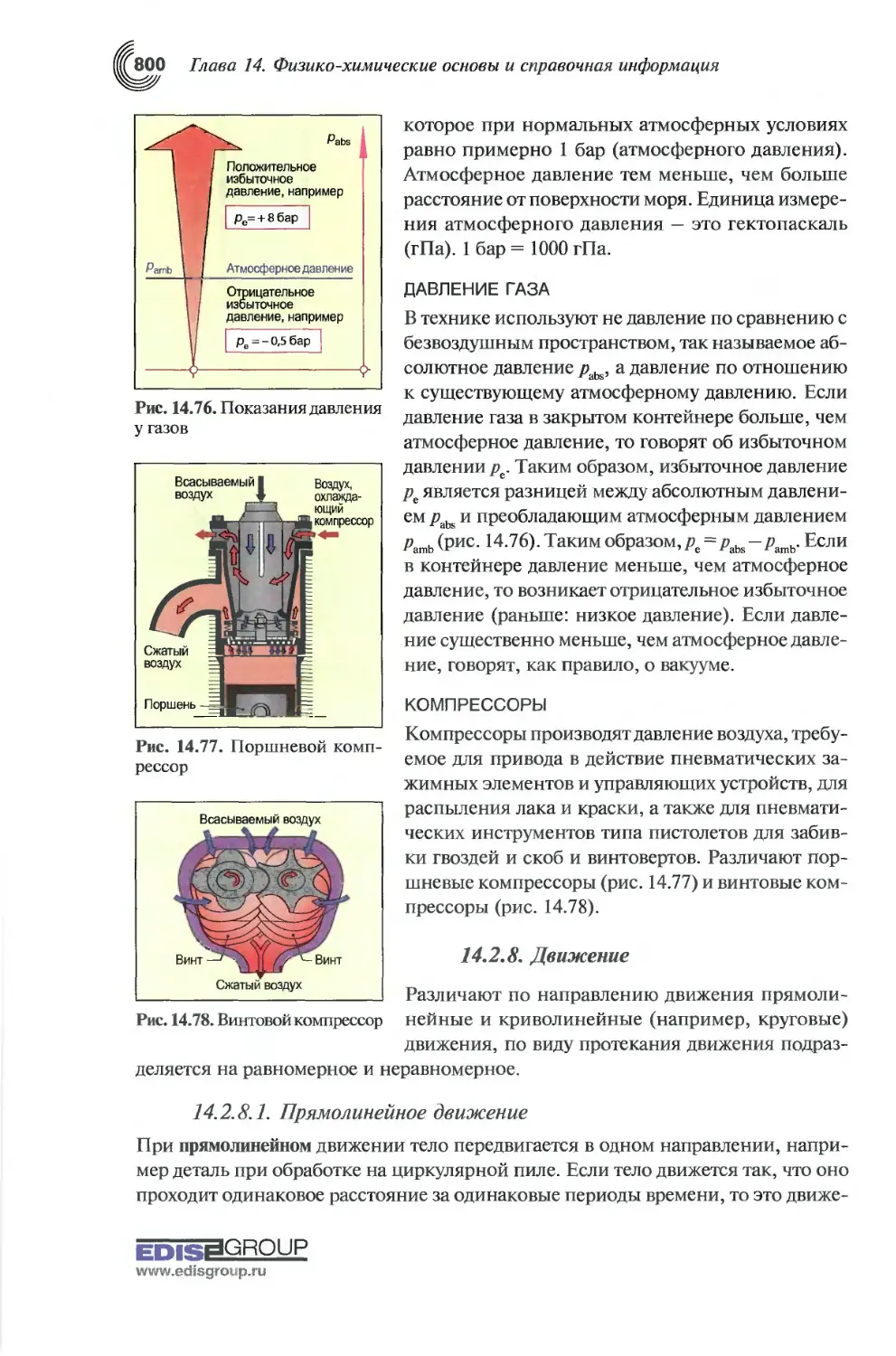
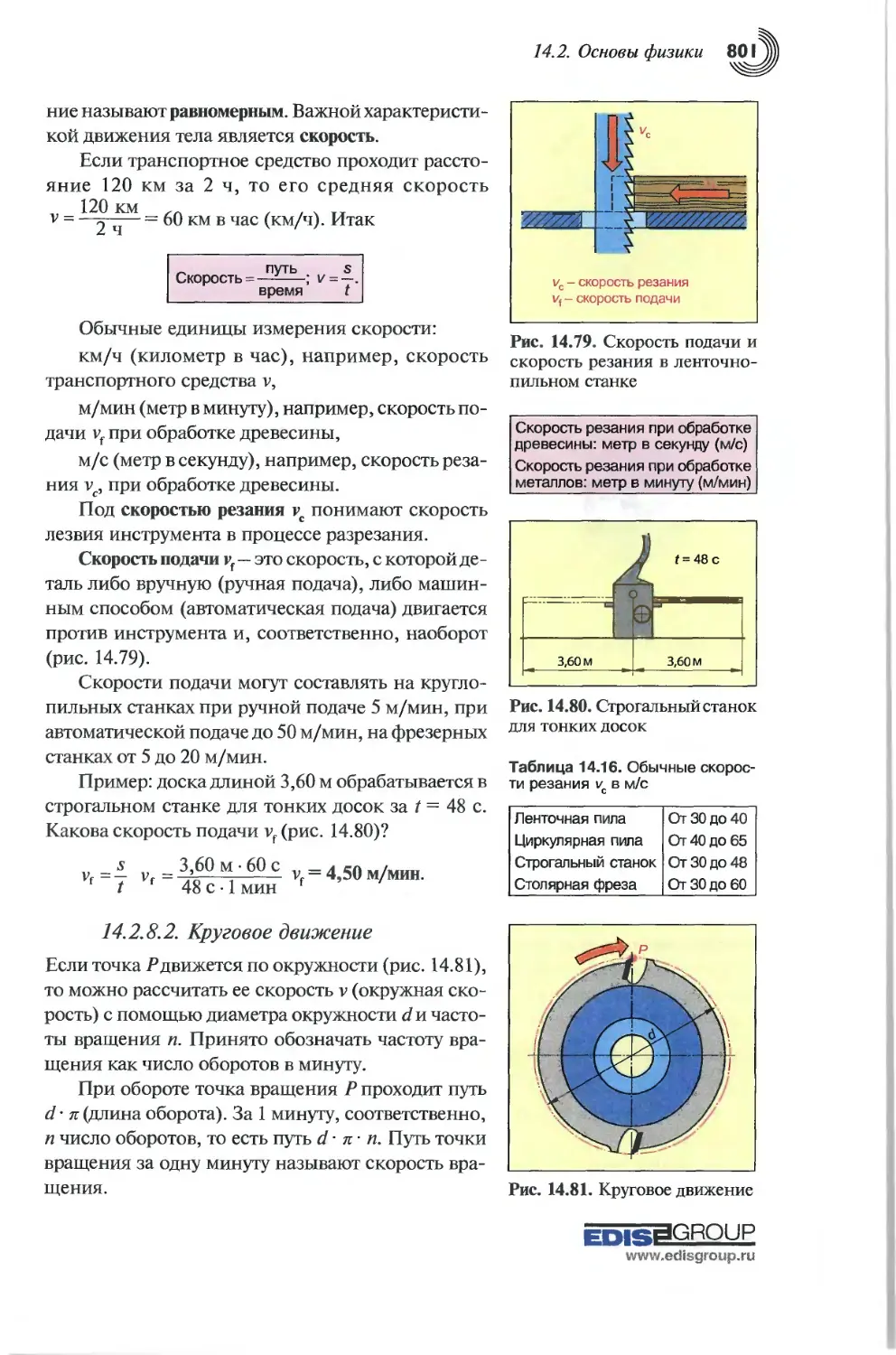
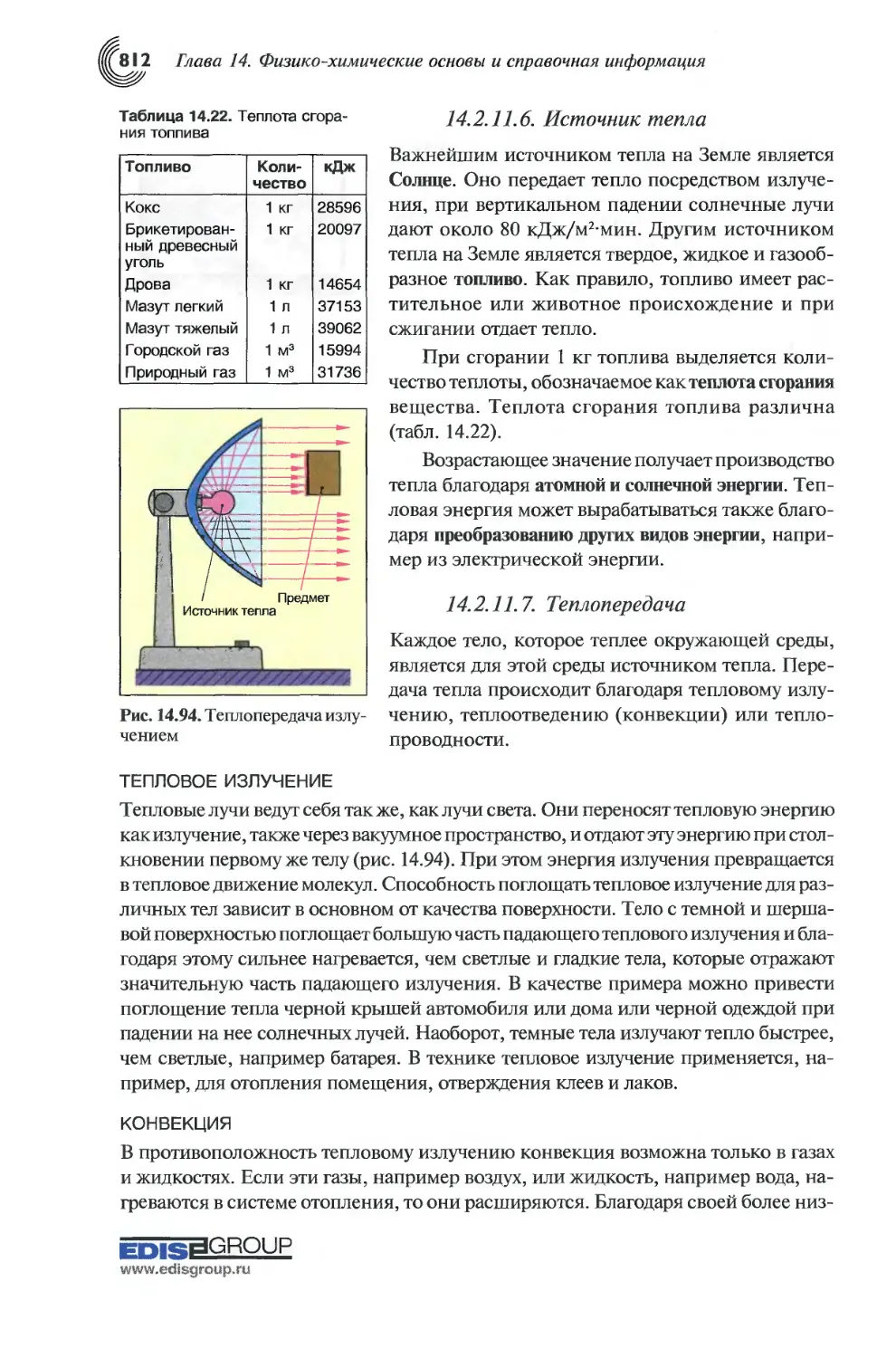
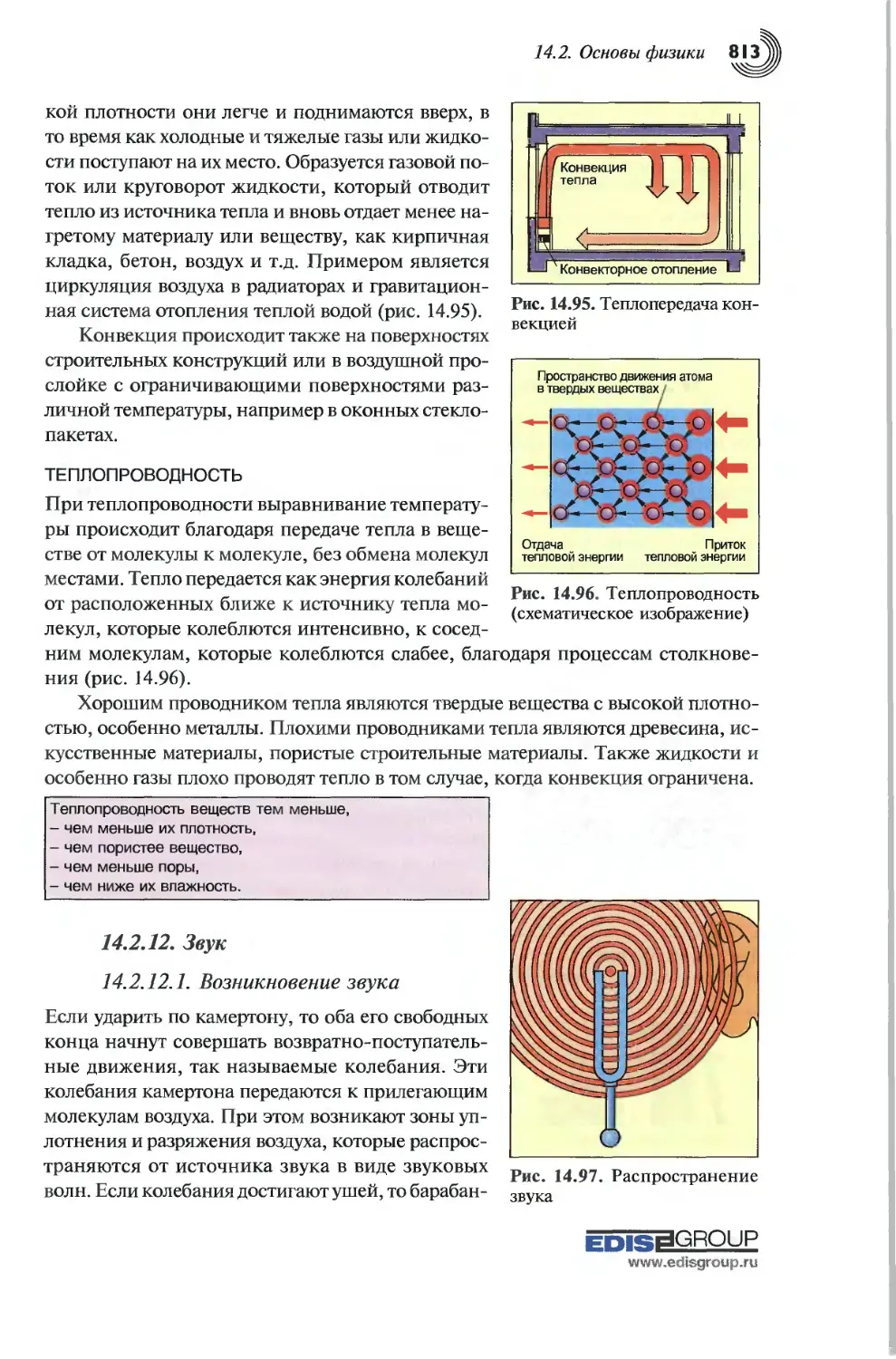
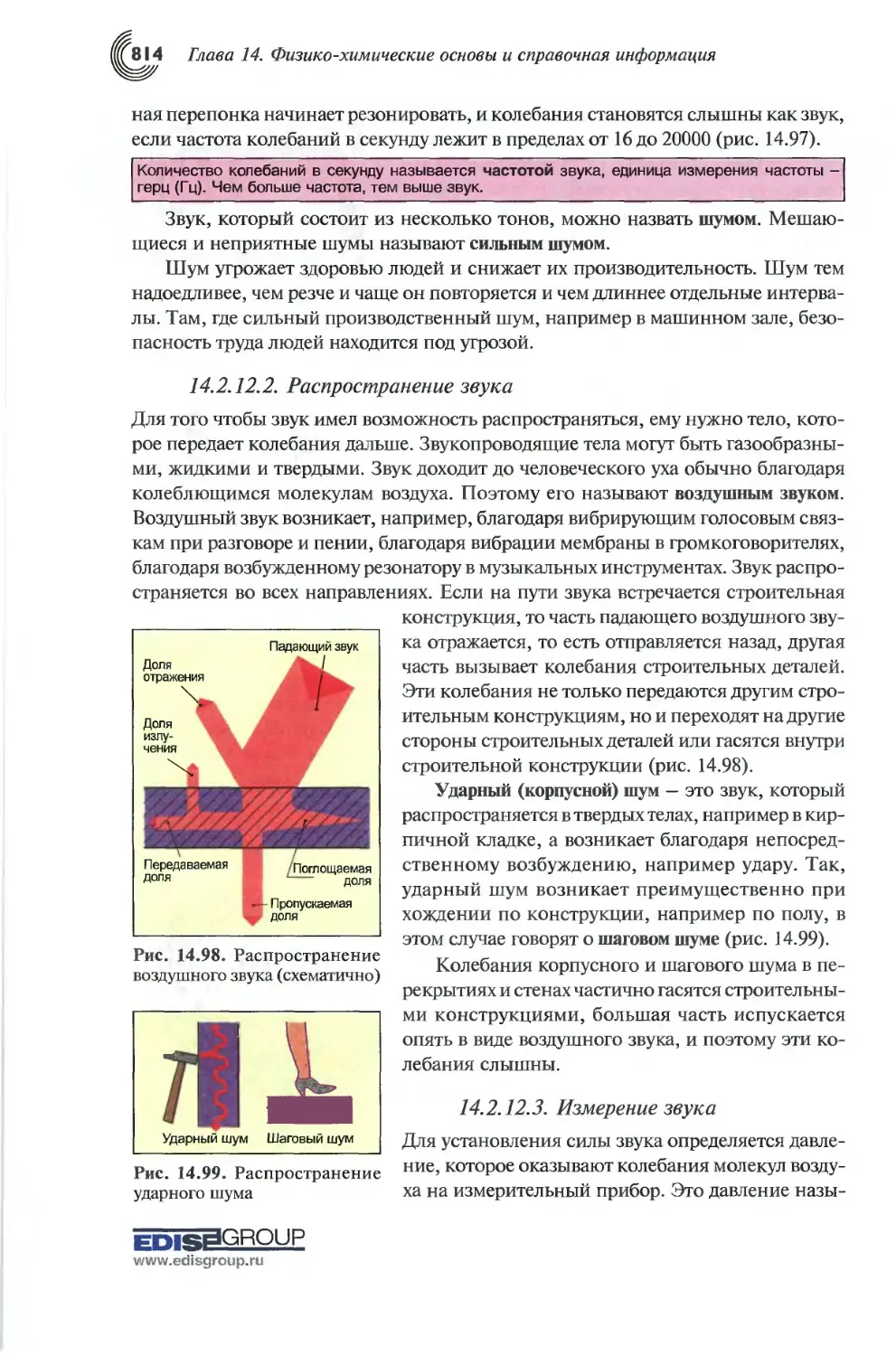
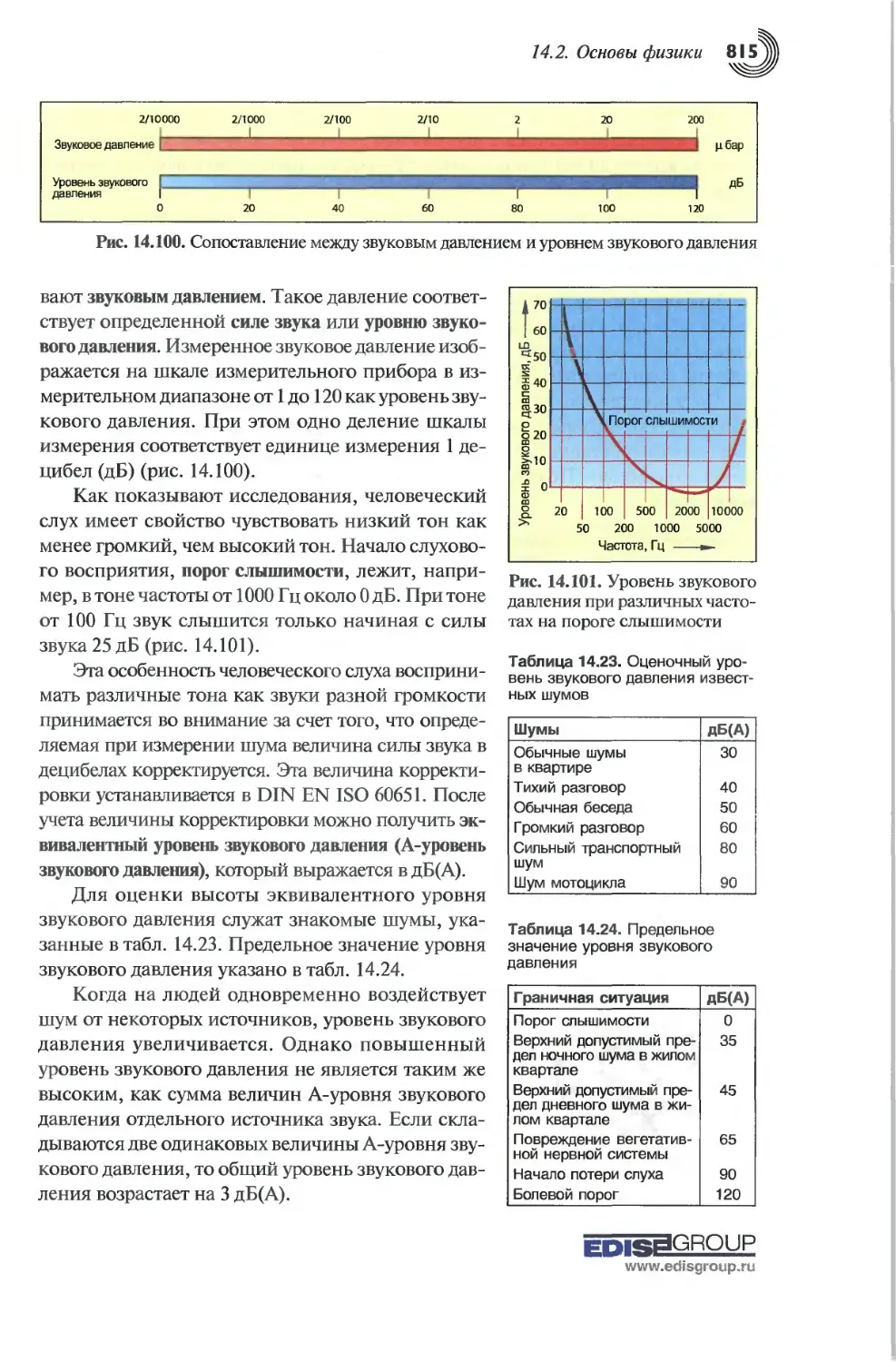
Текст
ТЕХНОСФЕРА
Деревообработка
Сборник под ред. В. Нуна
Перевод с немецкого Т. Н. Зазаевой
ТЕХНОСФЕРА
Москва 2007
Деревообработка
Сборник под ред. В. Нуча
Москва:
Техносфера, 2007. - 848с. ISBN 978-5-94836-139-0
Настоящее издание — ценный справочник, в котором приведены основные сведения по деревообработке. В книге содержится подробная информация о древесине: ее строении, свойствах, химическом составе, способах защиты от вредных воздействий окружающей среды. Авторы предлагают обзор древесных материалов и технологий работы с ними, подробно рассматривают ручные и электрические инструменты, станки и способы обработки поверхностей, а также некоторые особенности производства мебели. Книга предназначена для студентов и специалистов: проектировщиков, архитекторов, дизайнеров внутреннего интерьера, а также может использоваться для самостоятельного обучения.
Holztechnlk Fachkunde
уэдвсиюымытта • влей Hfi
ИМЦИ**’ЧП
Авторы:
Мартин Экхард, Вальтер Эрман, Дитмар Гаммерл, Ганс Нестле, Торстен Нуч, Вольфганг Нуч, Петер Шульц, Франк Вилъгеродт
Руководство авторским коллективом:
Вольфганг Нуч, инженер, заслуженный учитель
Обработка иллюстраций:
Вольфганг Нуч, Штутгарт
© Copyright 2005 (20th edition):
Verlag EUROPA-LEHRMITTEL, Noumey, Vollmer GmbH & Co. KG, 42781 Haan-Gruiten (Germany)
© 2007, ЗАО «РИЦ «Техносфера», перевод на русский язык, оригинал-макет, оформление
ISBN 978-5-94836-139-0
ISBN 3-8085-4039-7 (нем.)
fhiai=«group
Содержание
Предисловие к 20-му изданию...........................................19
Ответственная комиссия................................................20
Глава 1. ПРОФЕССИЯ И РАБОЧЕЕ МЕСТО....................................21
1.1. Профессия столяра и механика по деревообработке...............21
1.1.1. Профессиональная область.................................21
1.1.2. Обучение.................................................22
1.1.3. Повышение квалификации...................................23
1.2. Предприятие...................................................25
1.2.1. Организационная структура................................25
1.2.2. Помещения, обеспечивающие нормальную деятельность предприятия.....................................................26
1.2.3. Защита от несчастных случаев на рабочем месте............28
1.2.4. Организация производства.................................28
Глава 2. МАТЕРИАЛЫ И ОБРАБОТКА МАТЕРИАЛОВ.............................33
2.1. Лес...........................................................33
2.1.1. Угроза лесу под влиянием окружающей среды................35
2.1.2. Значение и задача леса...................................37
2.2. Дерево........................................................37
2.2.1. Части дерева.............................................37
2.2.2. Процесс питания дерева...................................38
2.2.3. Рост дерева..............................................39
2.2.4. Строение ствола..........................................42
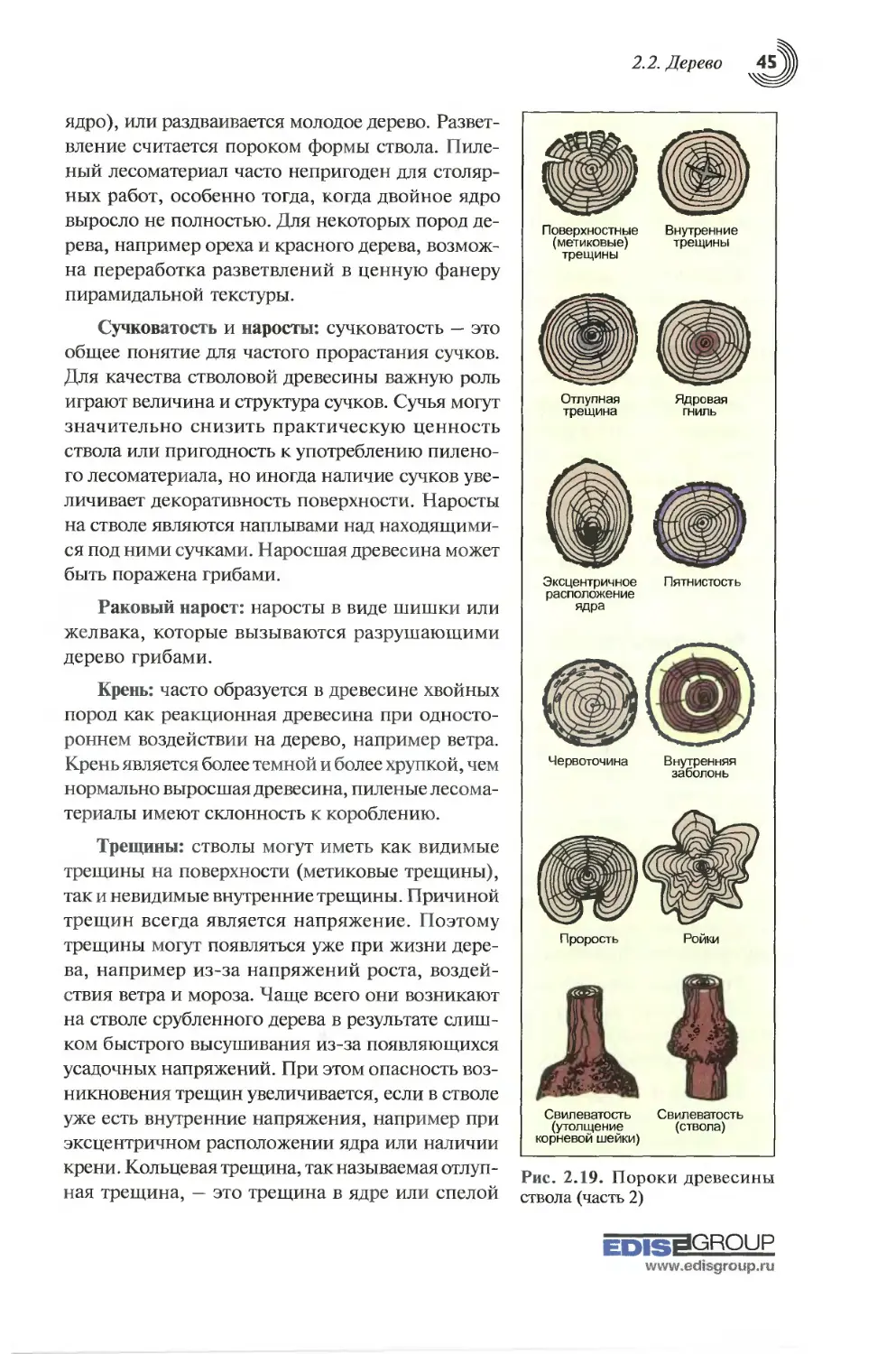
2.2.5. Пороки древесины ствола..................................44
2.3. Строение древесины............................................47
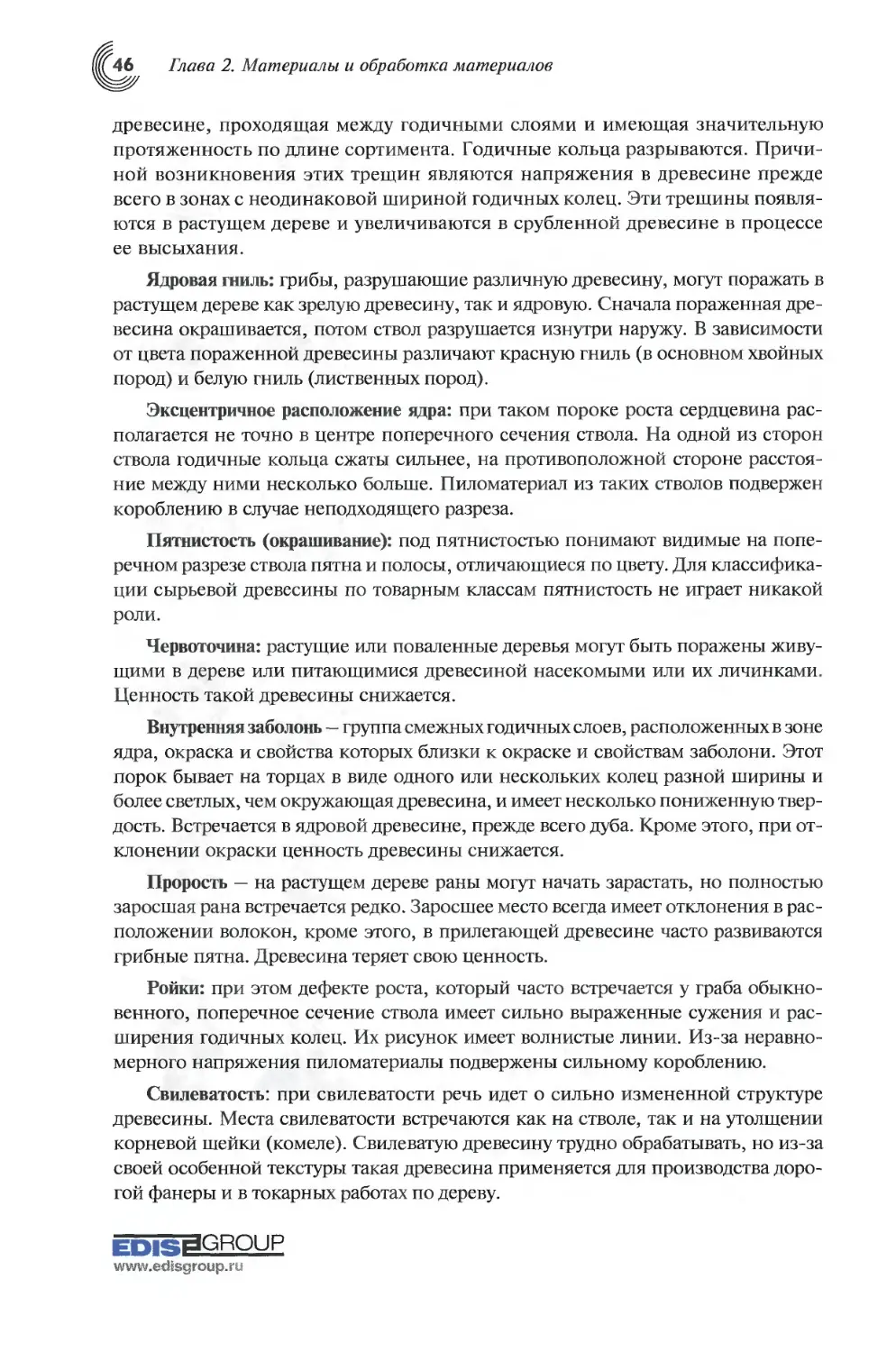
2.3.1. Химический состав древесины..............................47
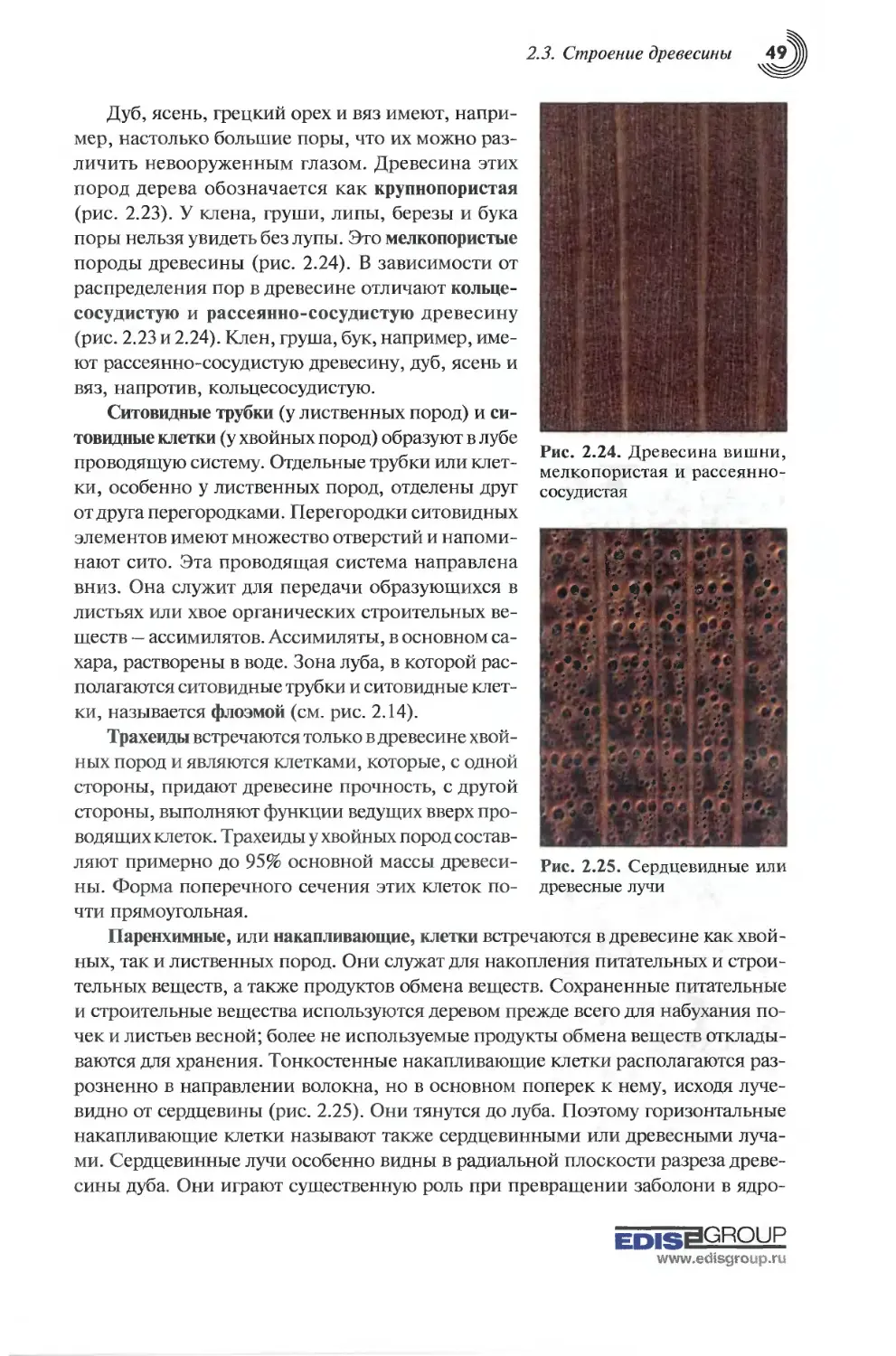
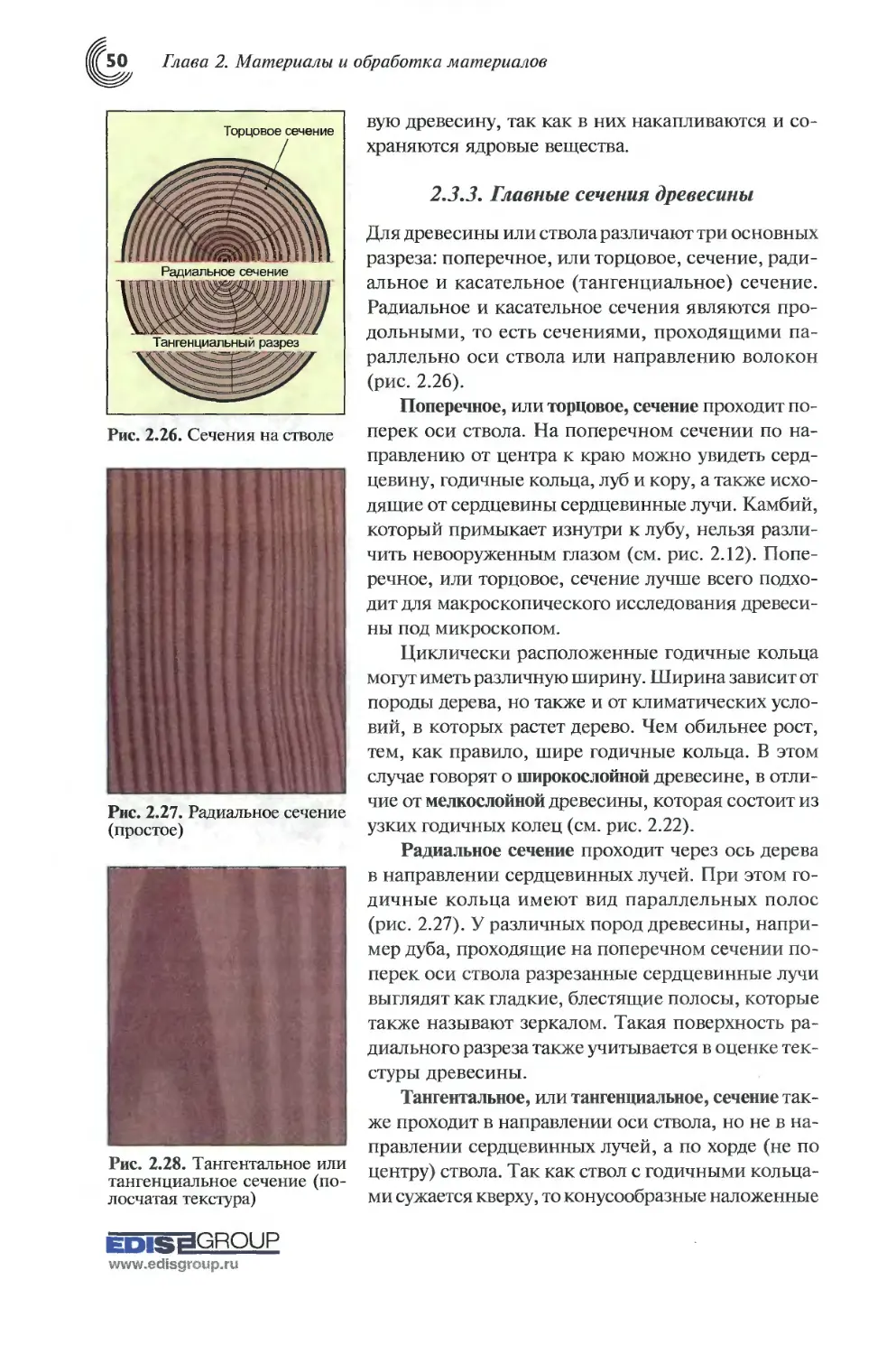
2.3.2. Типы клеток..............................................47
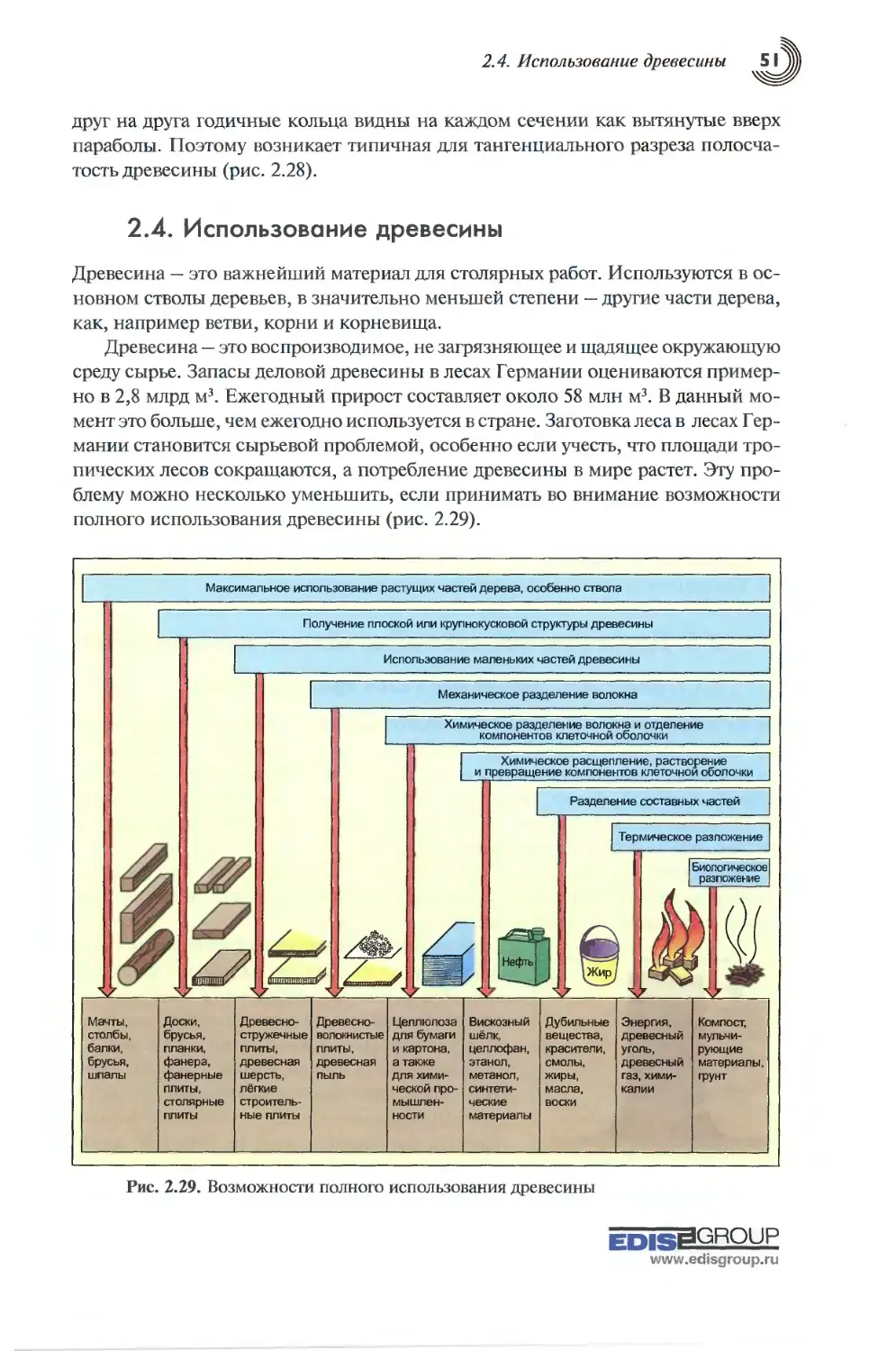
2.3.3. Главные сечения древесины................................50
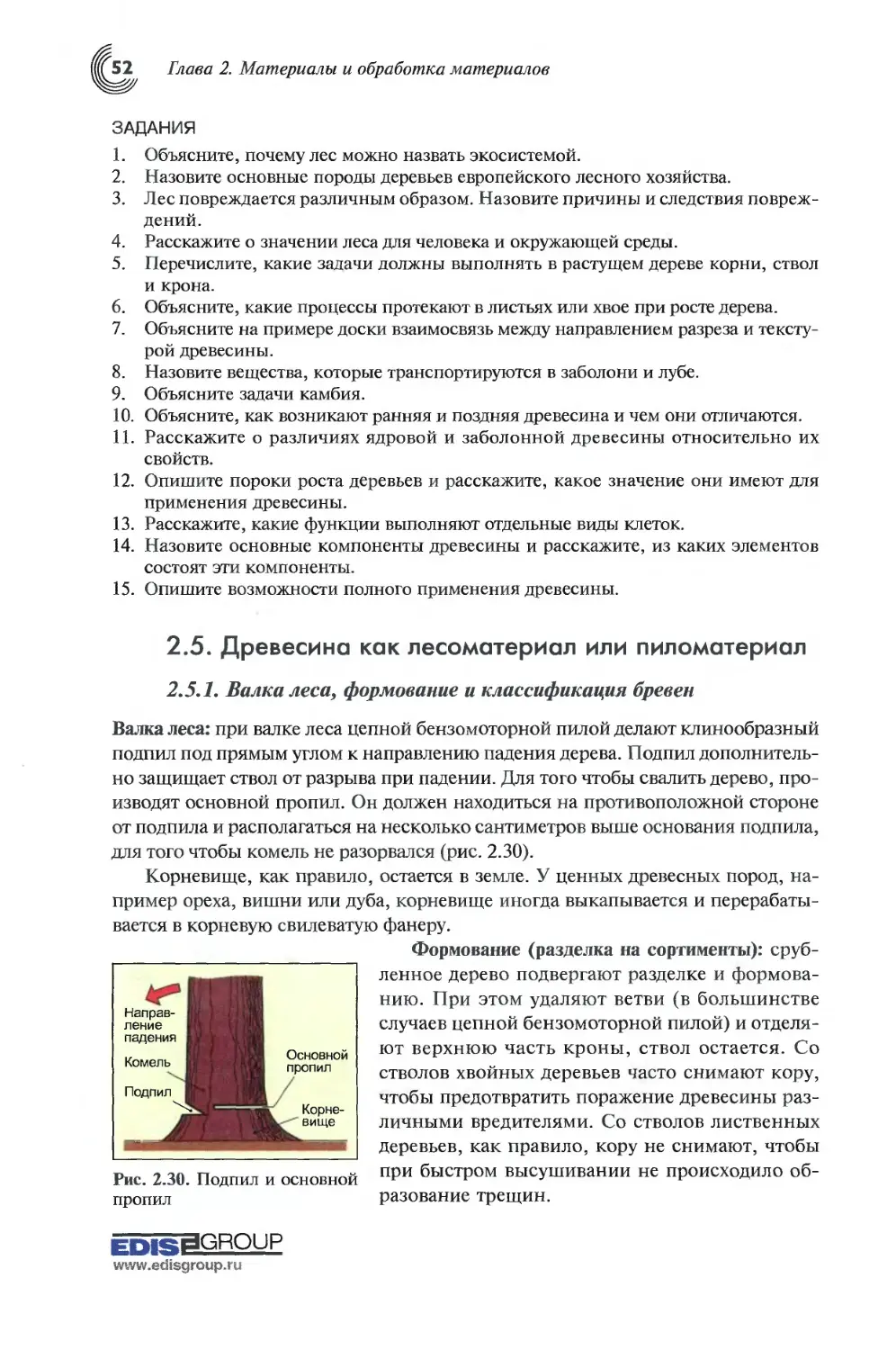
2.4. Использование древесины.......................................51
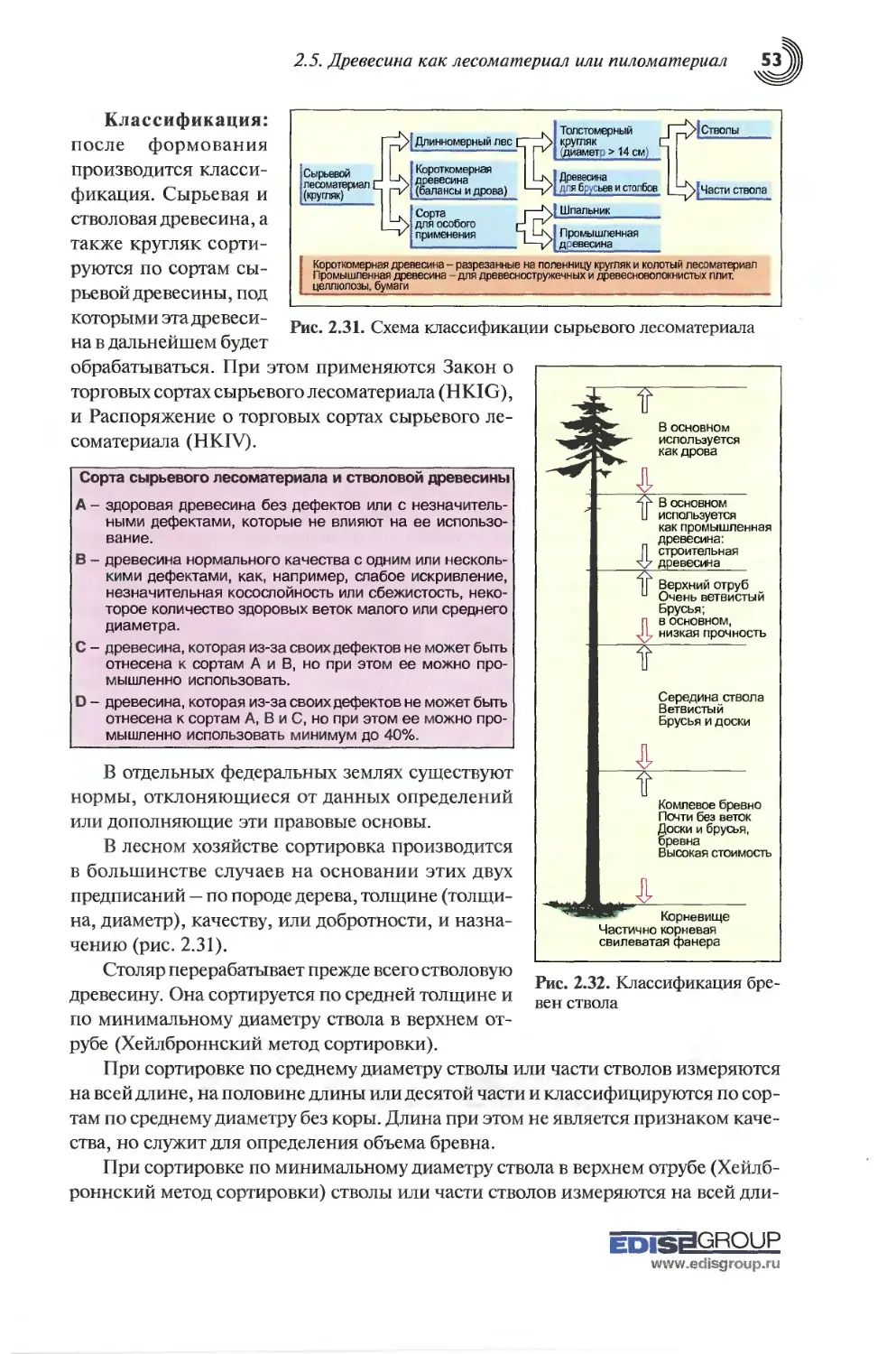
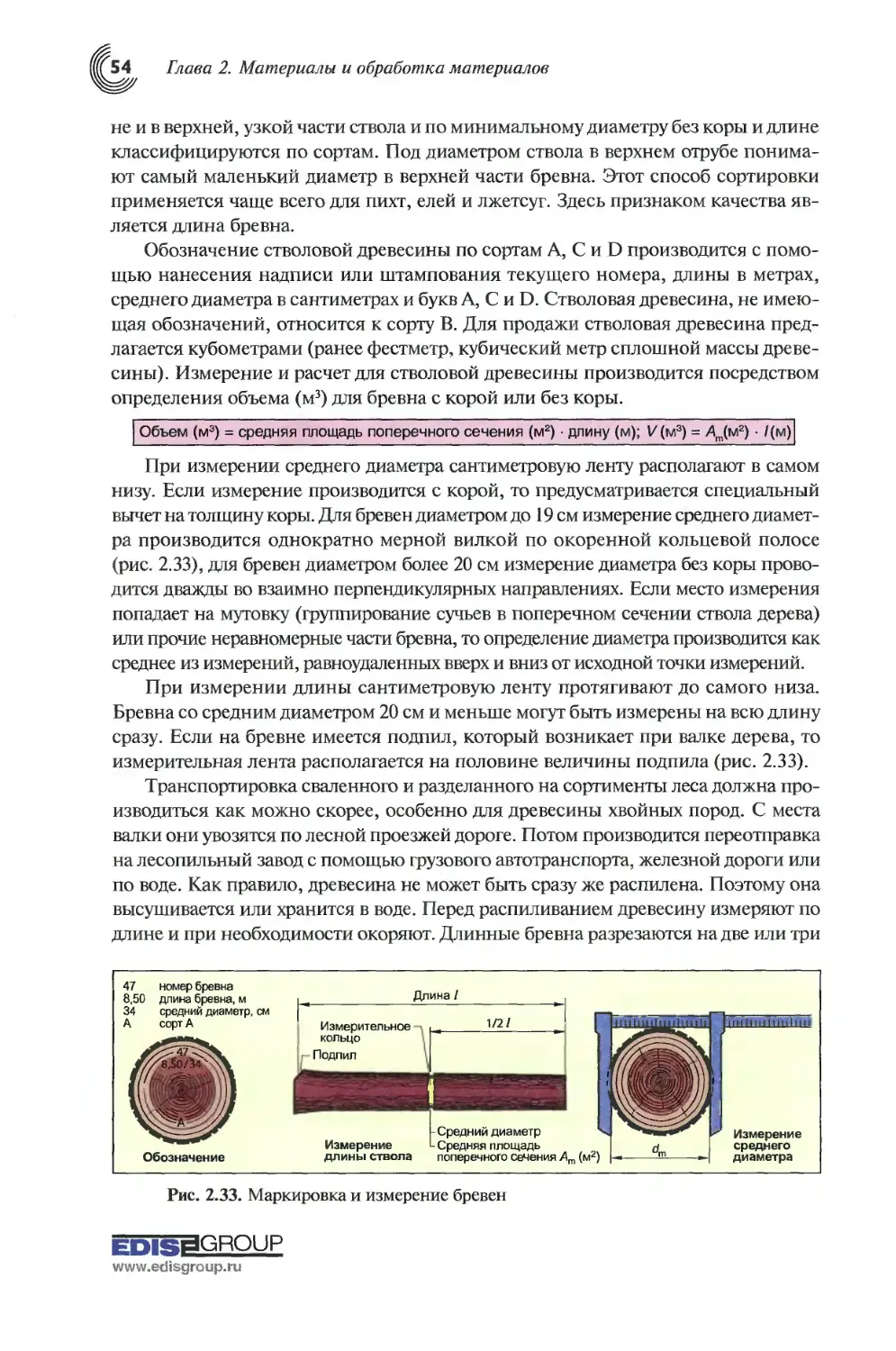
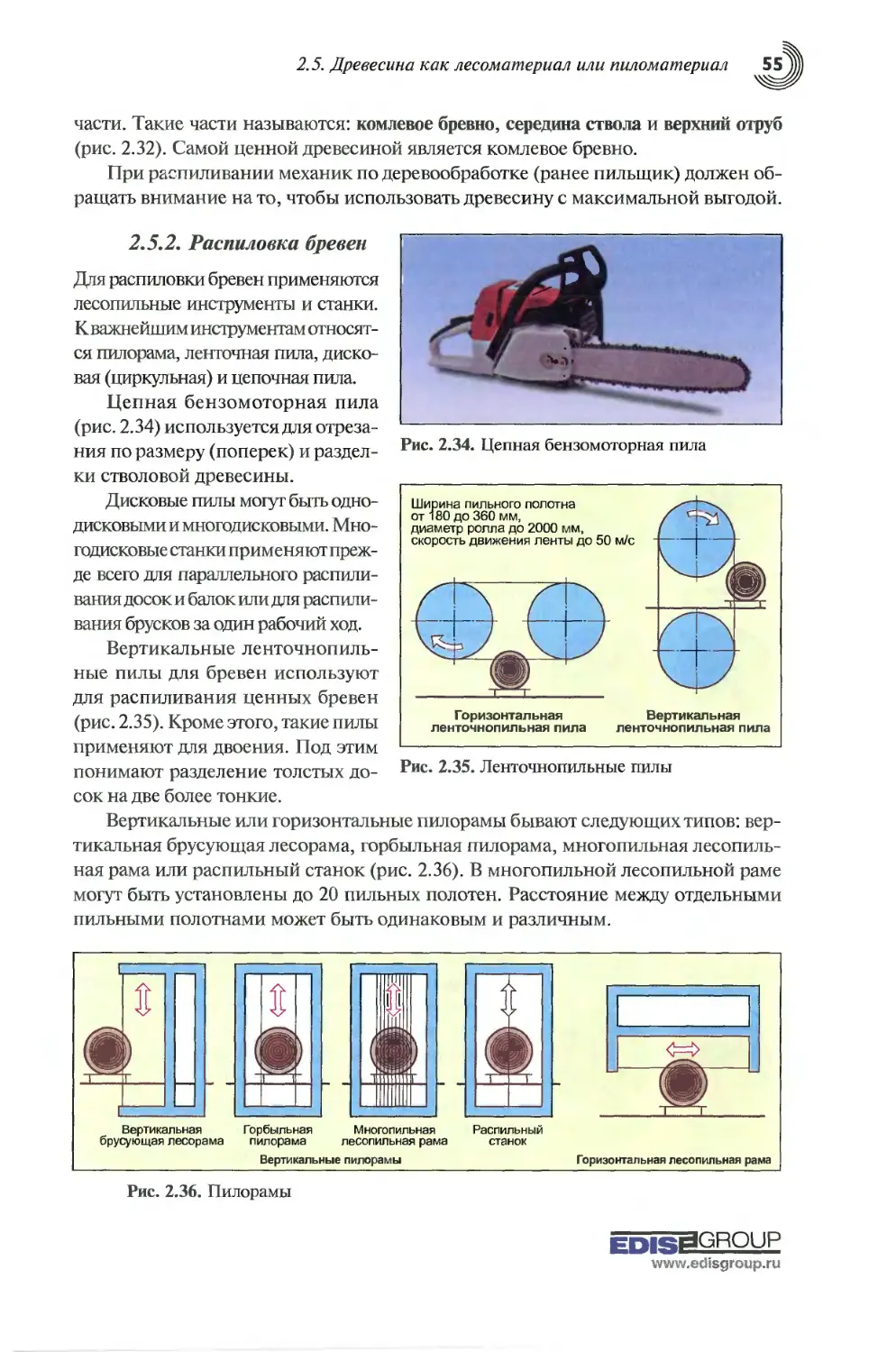
2.5. Древесина как лесоматериал или пиломатериал...................52
2.5.1. Валка леса, формование и классификация бревен............52
2.5.2. Распиловка бревен........................................55
2.5.3. Пиленый лесоматериал.....................................56
2.5.4. Полуфабрикаты............................................60
2.5.5. Признаки качества пиломатериалов.........................60
2.6. Свойства древесины............................................68
2.6.1. Свойства, характеризующие внешний вид древесины..........68
2.6.2. Плотность и условная плотность...........................69
2.6.3. Прочность................................................69
2.6.4. Твердость, пластичность, упругость и гибкость............72
2.6.5. Проводящая и звукоизоляционная способность...............74
2.6.6. Работа древесины.........................................75
2.7. Вредители древесины...........................................79
2.7.1. Лесные вредители.........................................79
2.7.2. Вредители складируемой и обрабатываемой древесины........80
2.8. Защита древесины против поражения грибами и насекомыми........85
2.8.1. Профилактическая защита древесины........................86
2.8.2. Предписания по применению средств защиты и обработки.....95
6 Содержание
2.8.3. Борьба и уничтожение вредителей, мероприятия по оздоровлению..................................................97
2.8.4. Удаление отходов обработки древесины защитными средствами...98
2.8.5. Защита древесины и ее побочное действие.....................98
2.9. Влажность древесины..............................................98
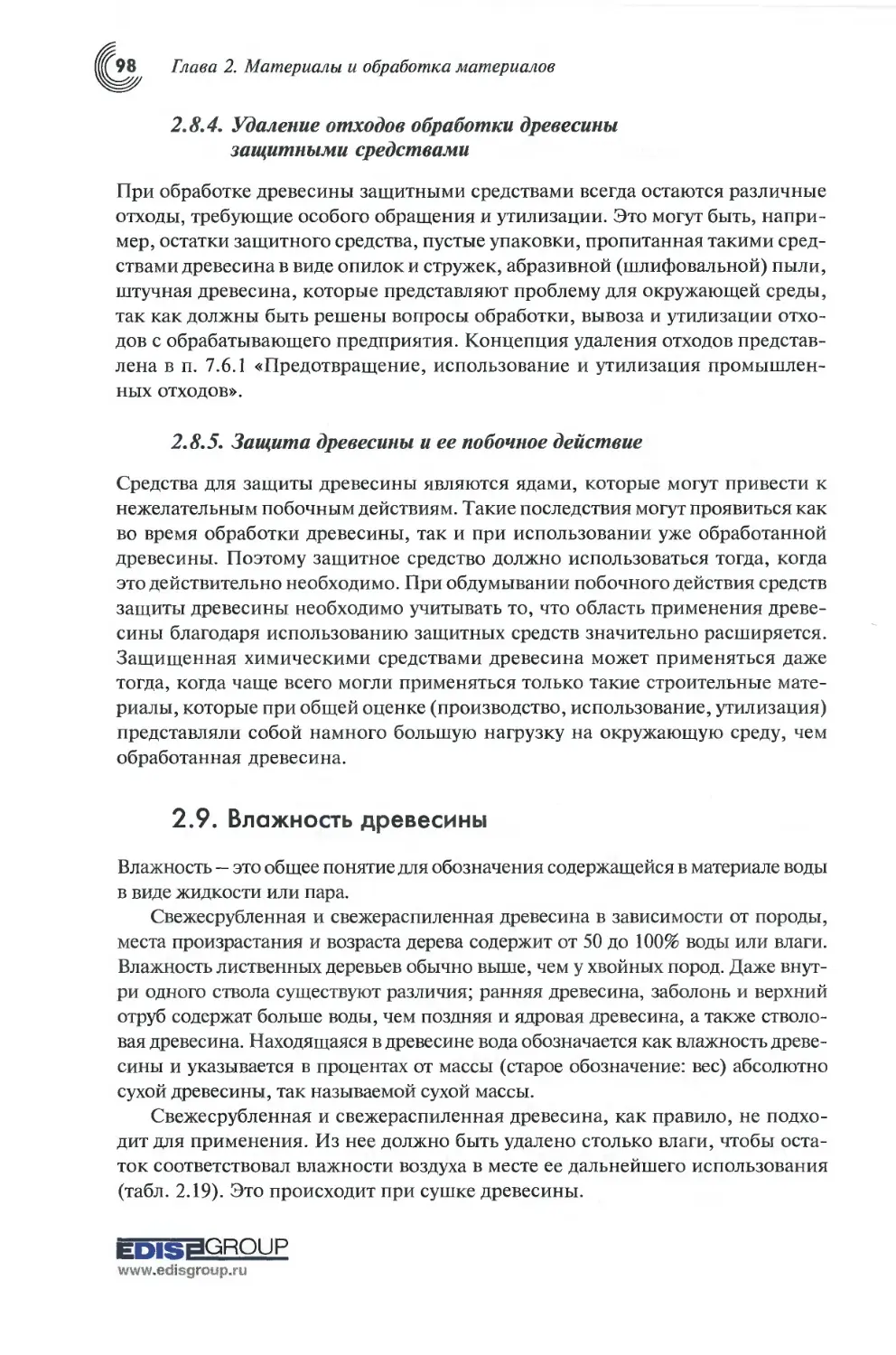
2.9.1. Определение влажности древесины.............................99
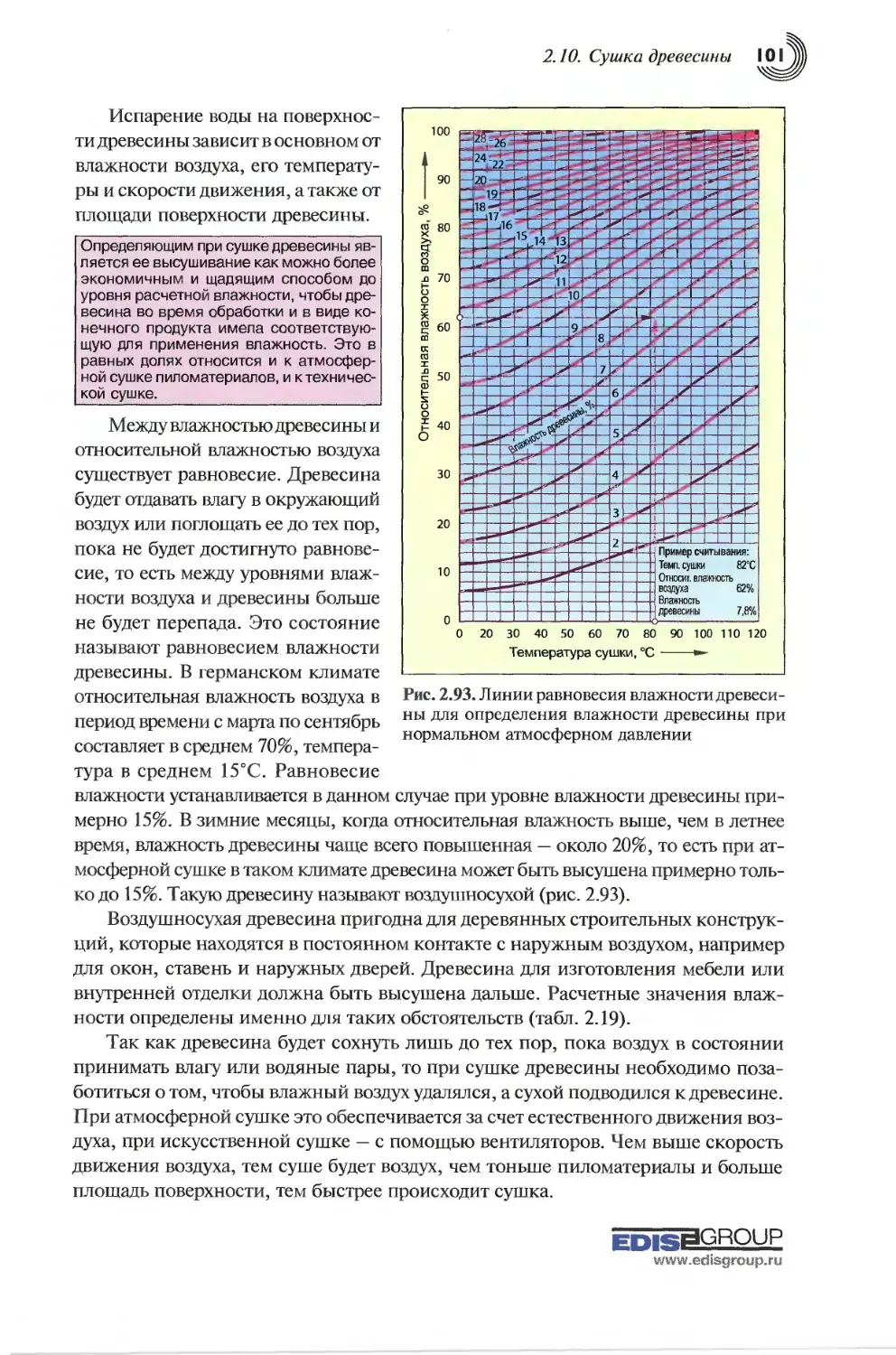
2.10. Сушка древесины................................................100
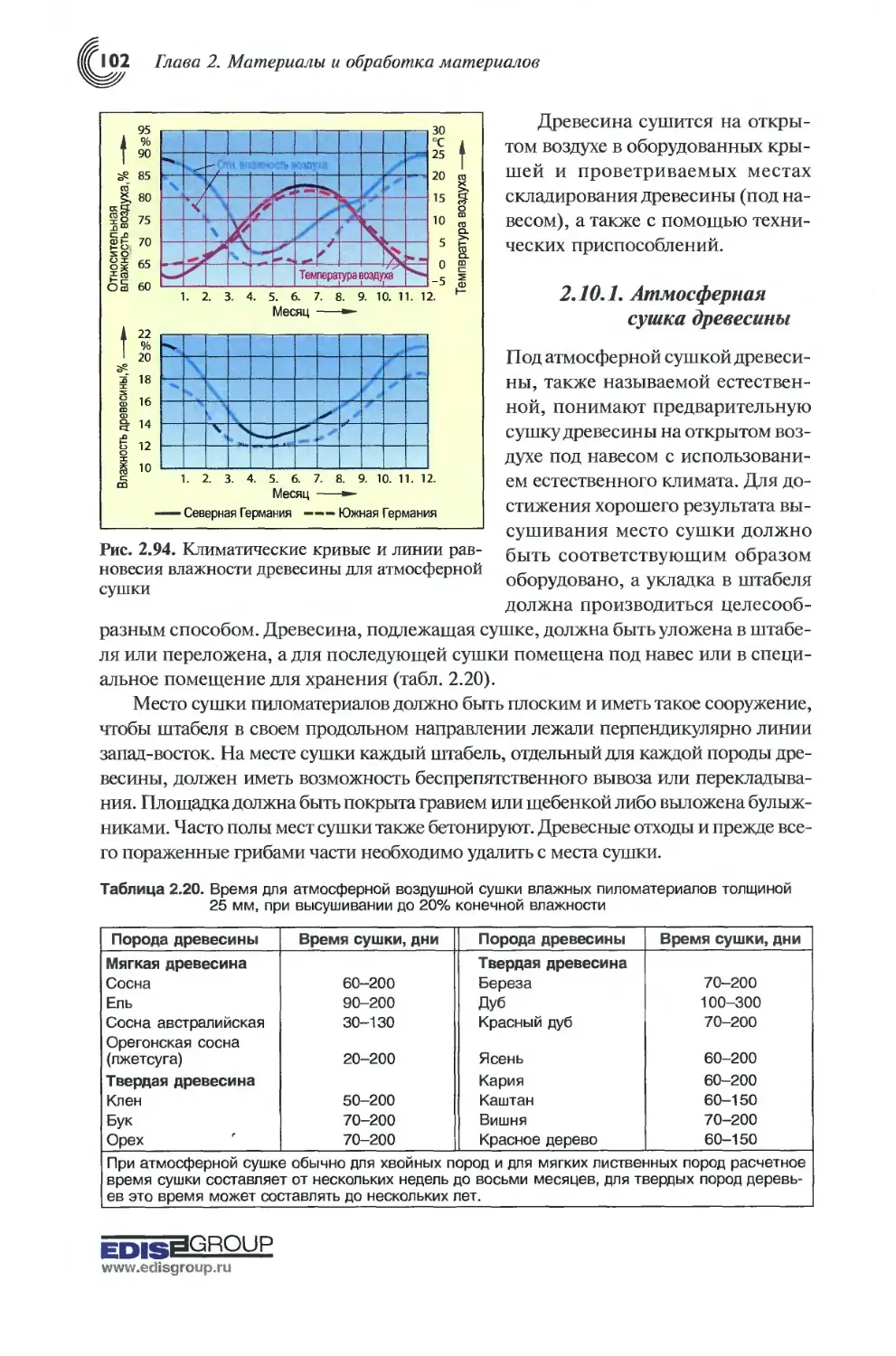
2.10.1. Атмосферная сушка древесины...............................102
2.10.2. Техническая сушка древесины...............................104
2.10.3. Дефекты сушки..............................................ПО
2.11. Искусственные материалы и переработка искусственных материалов.111
2.11.1. Структура, обозначения, свойства искусственных материалов.111
2.11.2. Виды искусственных материалов.............................114
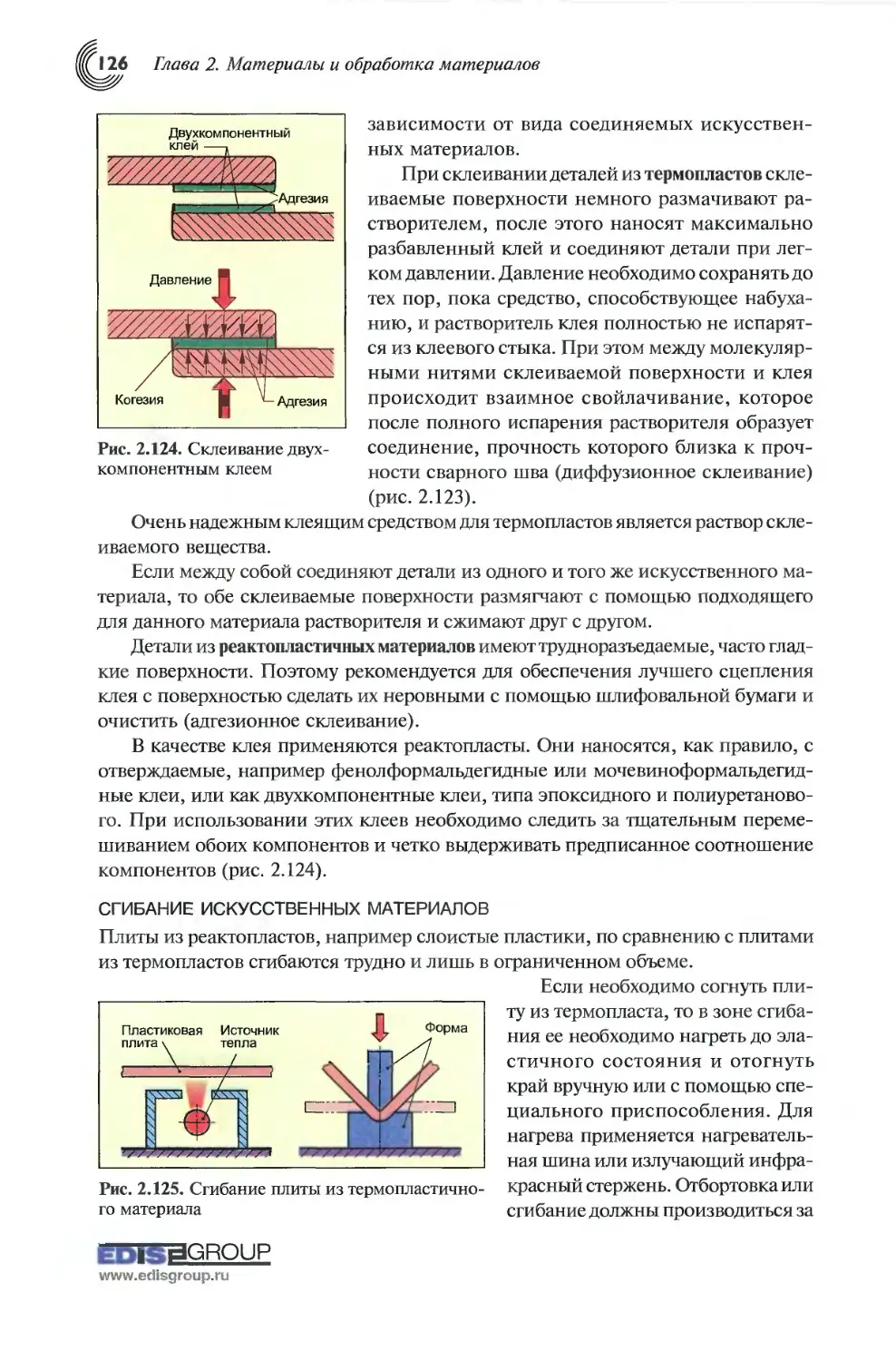
2.11.3. Обработка искусственных материалов........................119
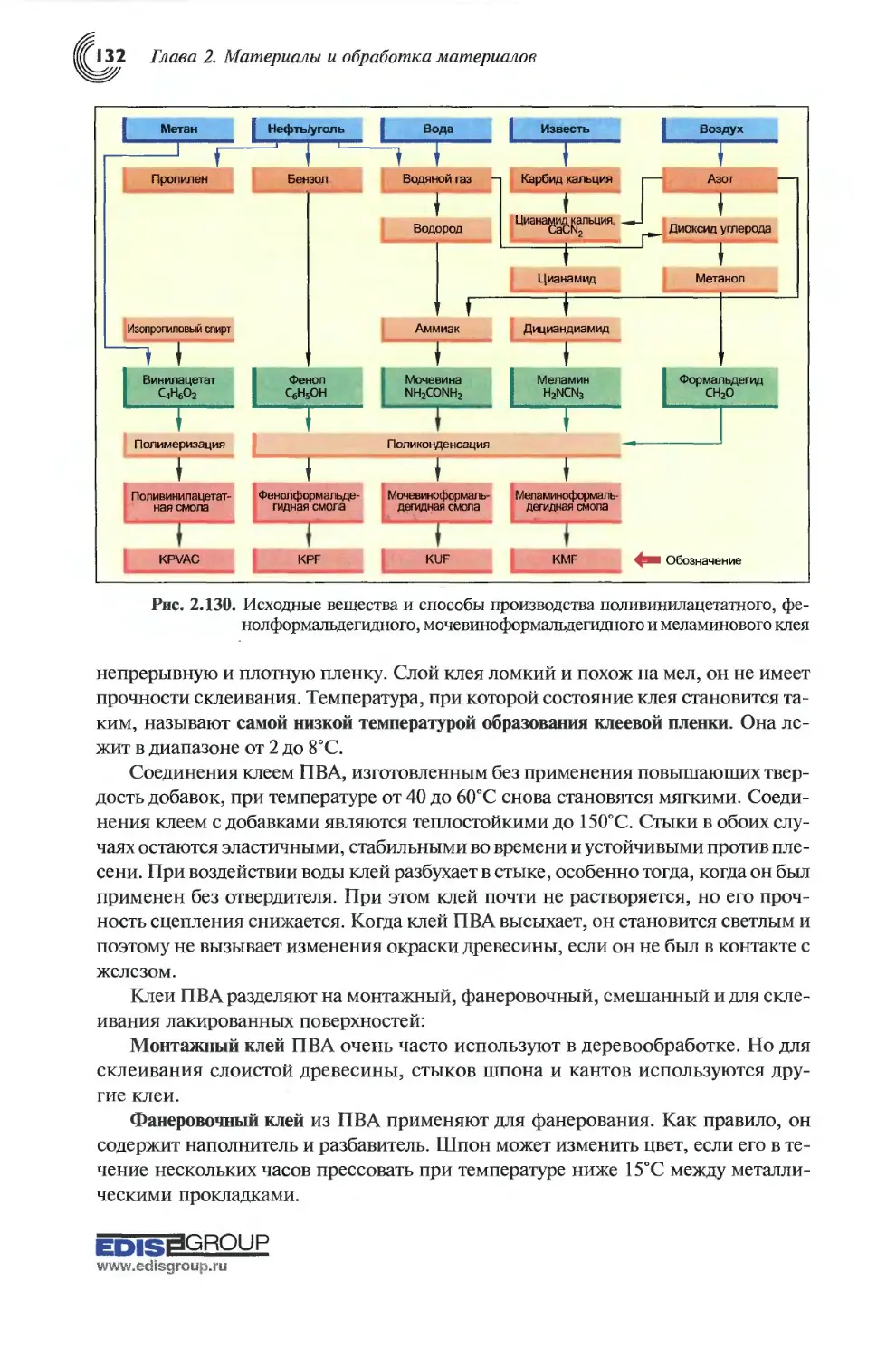
2.12. Клеи и обработка клеями........................................129
2.12.1. Клеи природного происхождения.............................130
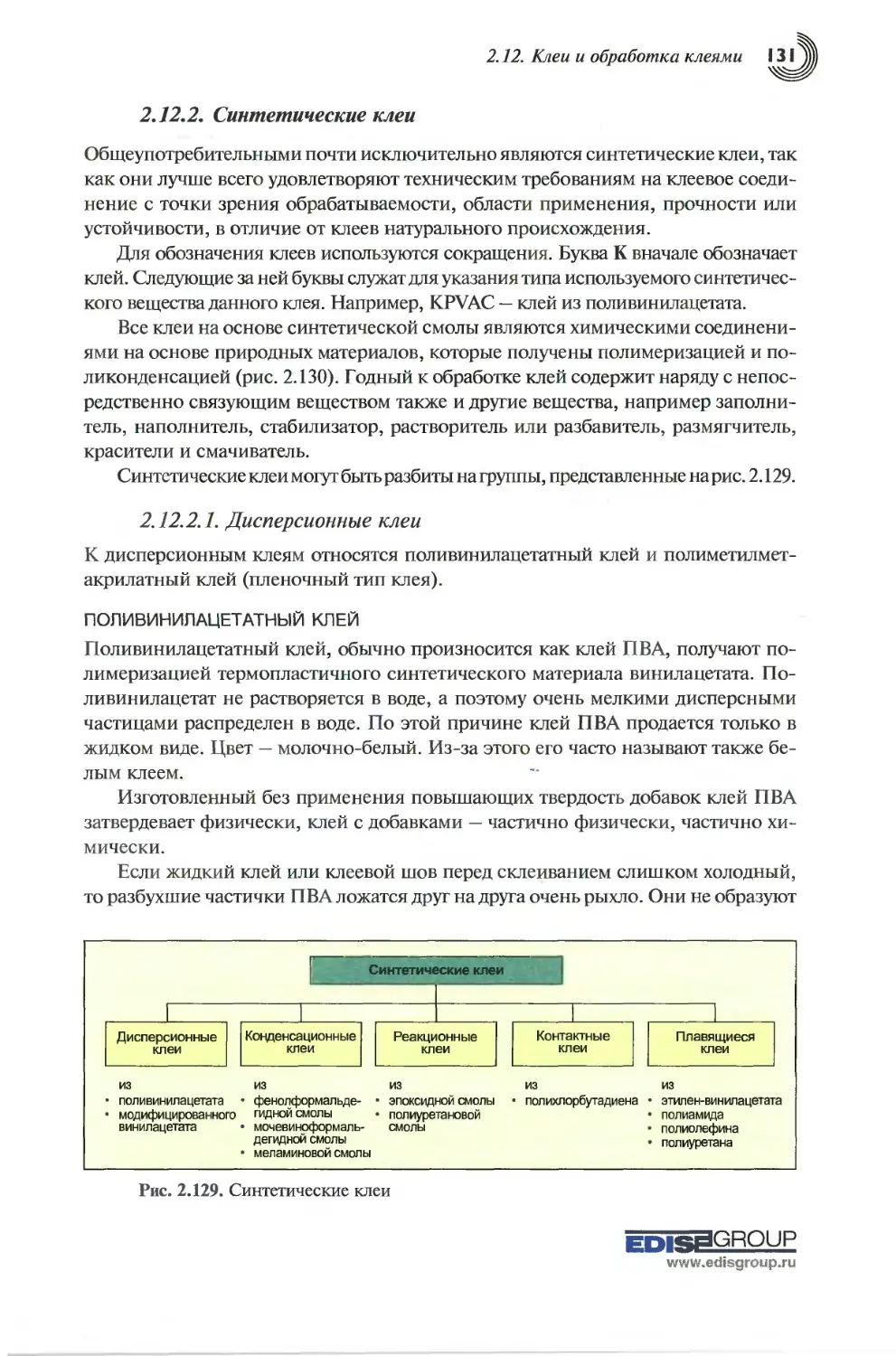
2.12.2. Синтетические клеи........................................131
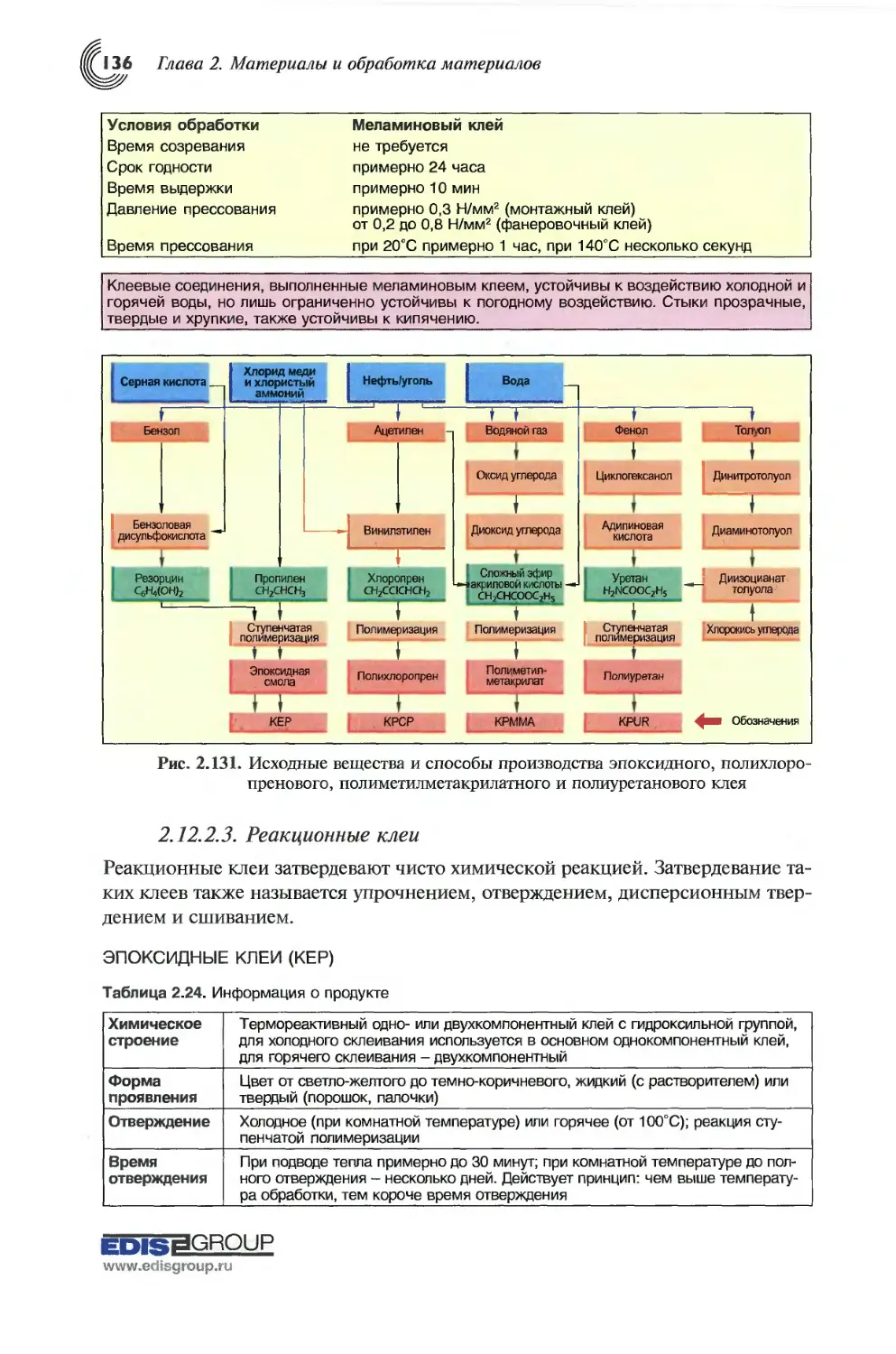
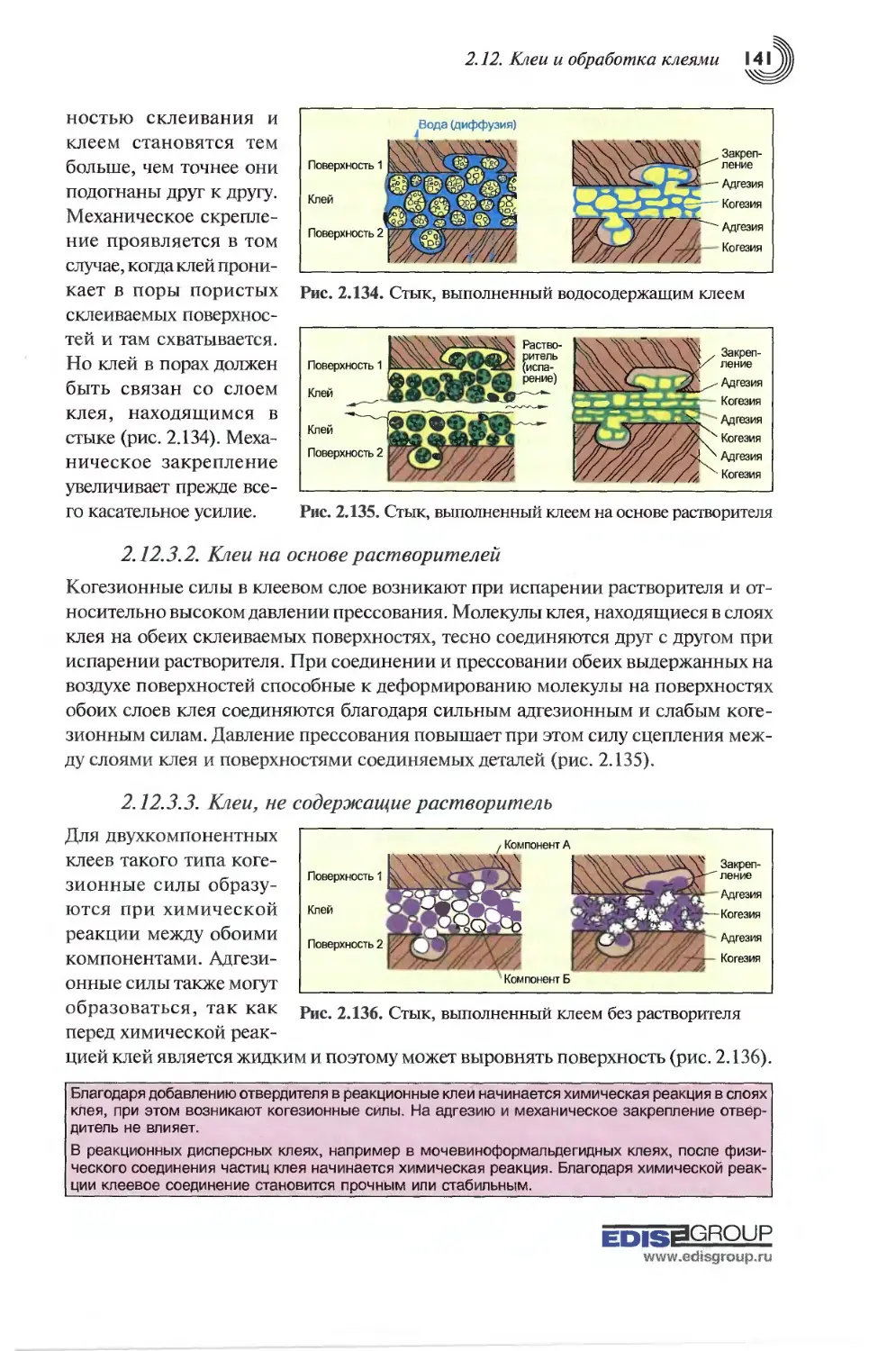
2.12.3. Процессы в клеевых стыках.................................140
2.12.4. Технические термины, относящиеся к склеиванию.............142
2.12.5. Работа с клеями...........................................143
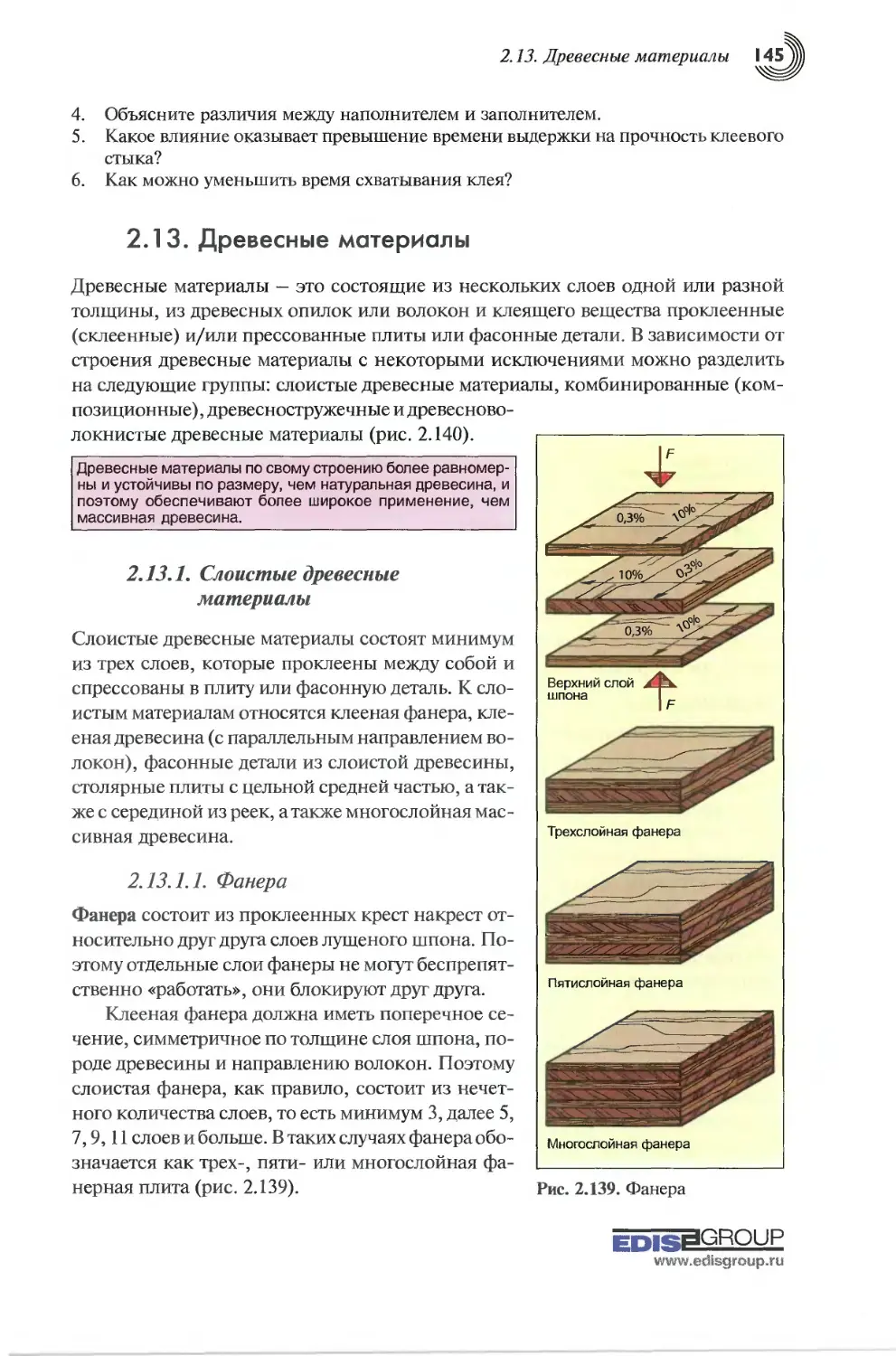
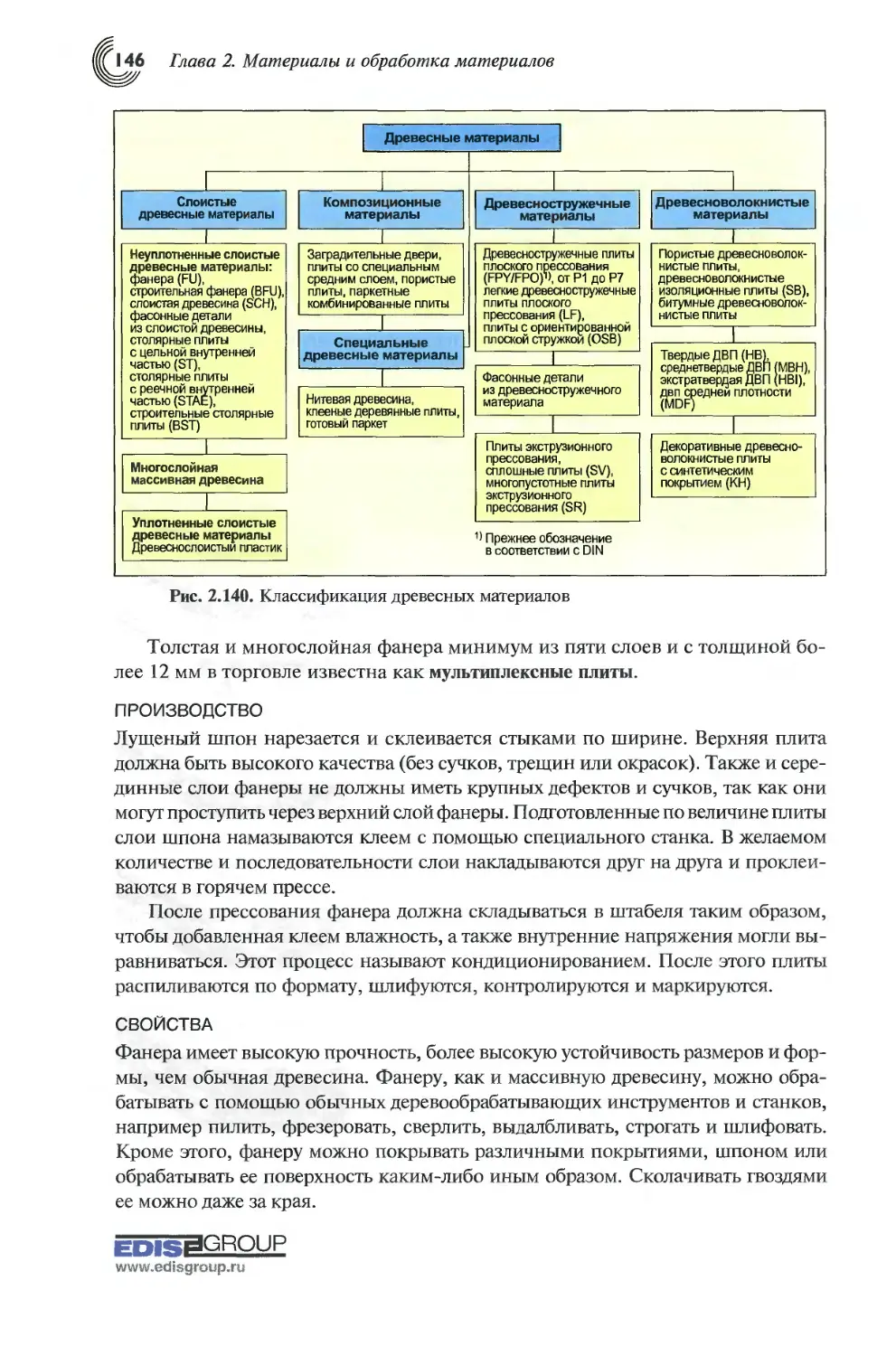
2.13. Древесные материалы............................................145
2.13.1. Слоистые древесные материалы..............................145
2.13.2. Композиционные материалы..................................153
2.13.3. Древесностружечные материалы..............................155
2.13.4. Древесноволокнистые материалы.............................164
2.13.5. Специальные древесные материалы...........................170
2.14. Шпон...........................................................171
2.14.1. Виды шпона в соответствии с применением и способом производства......................................................171
2.14.2. Сушка и хранение шпона....................................176
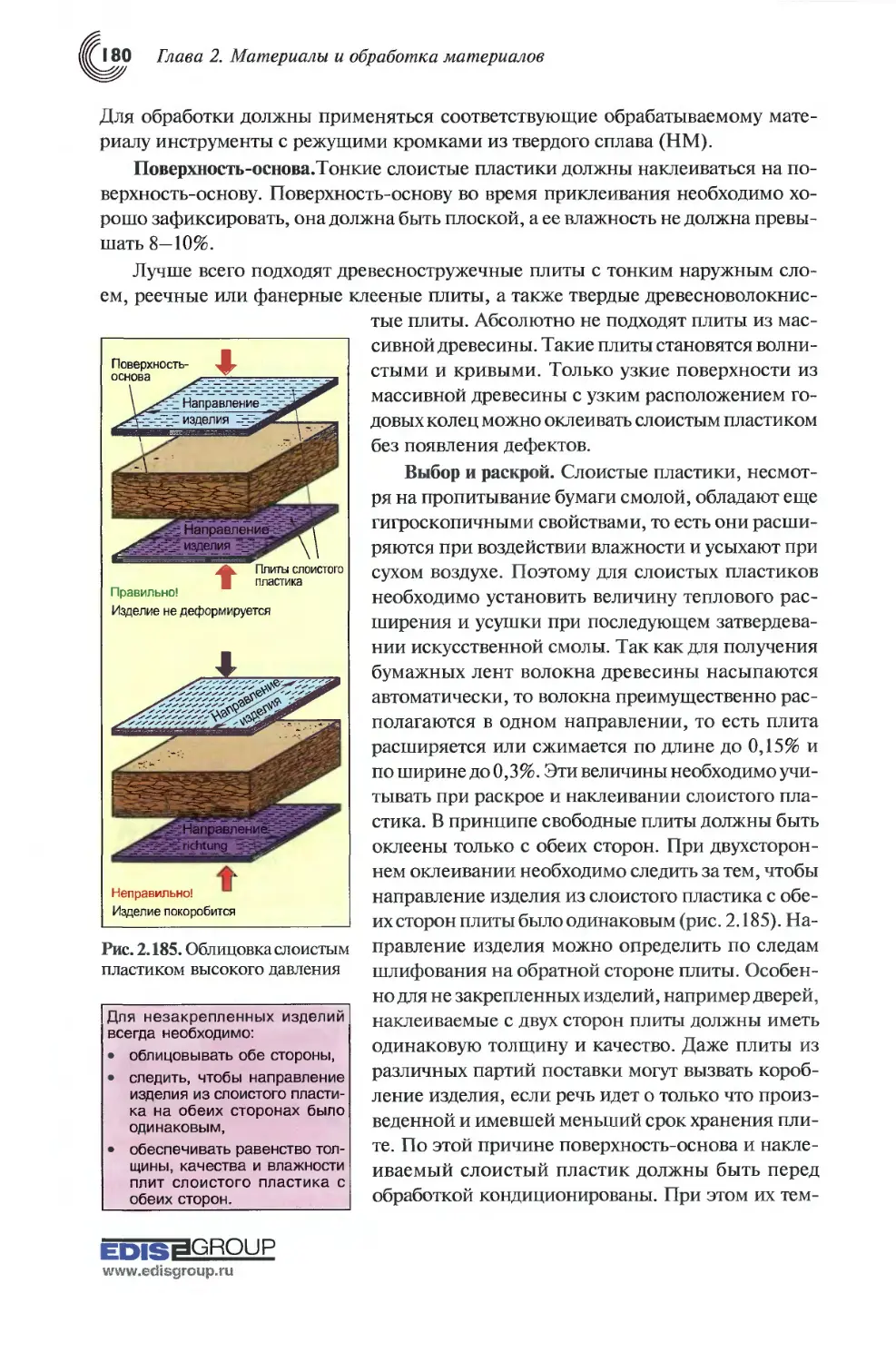
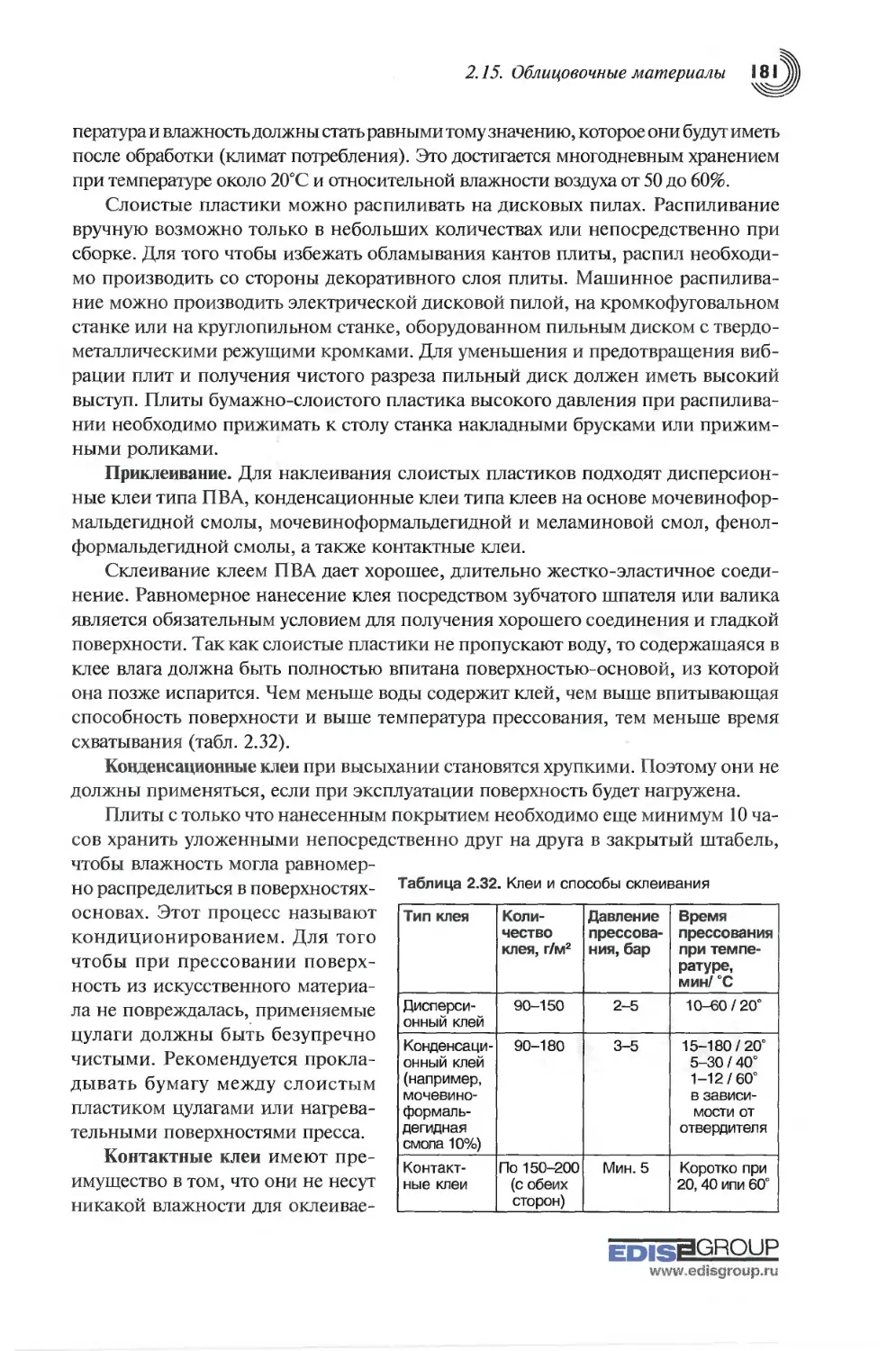
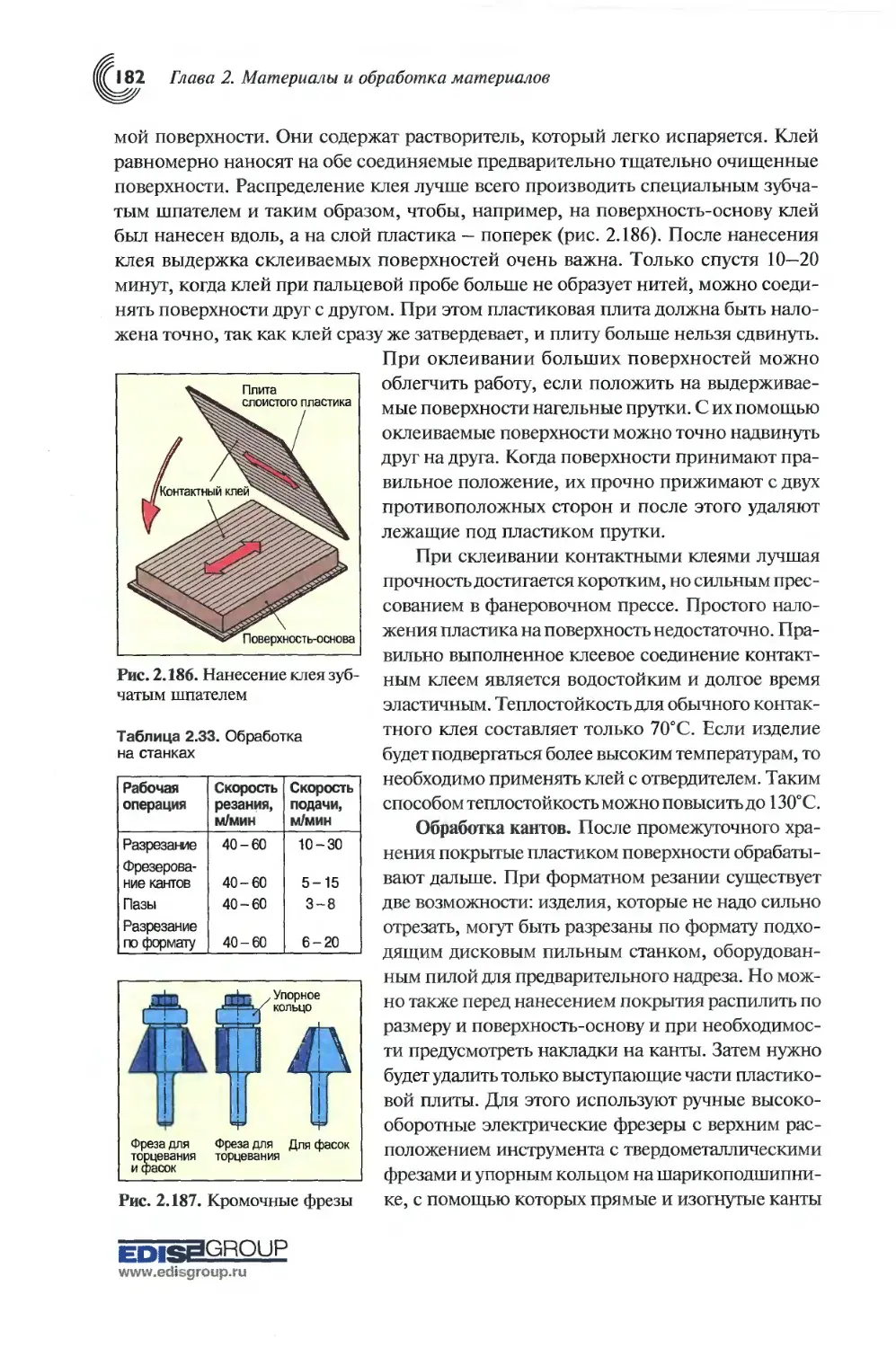
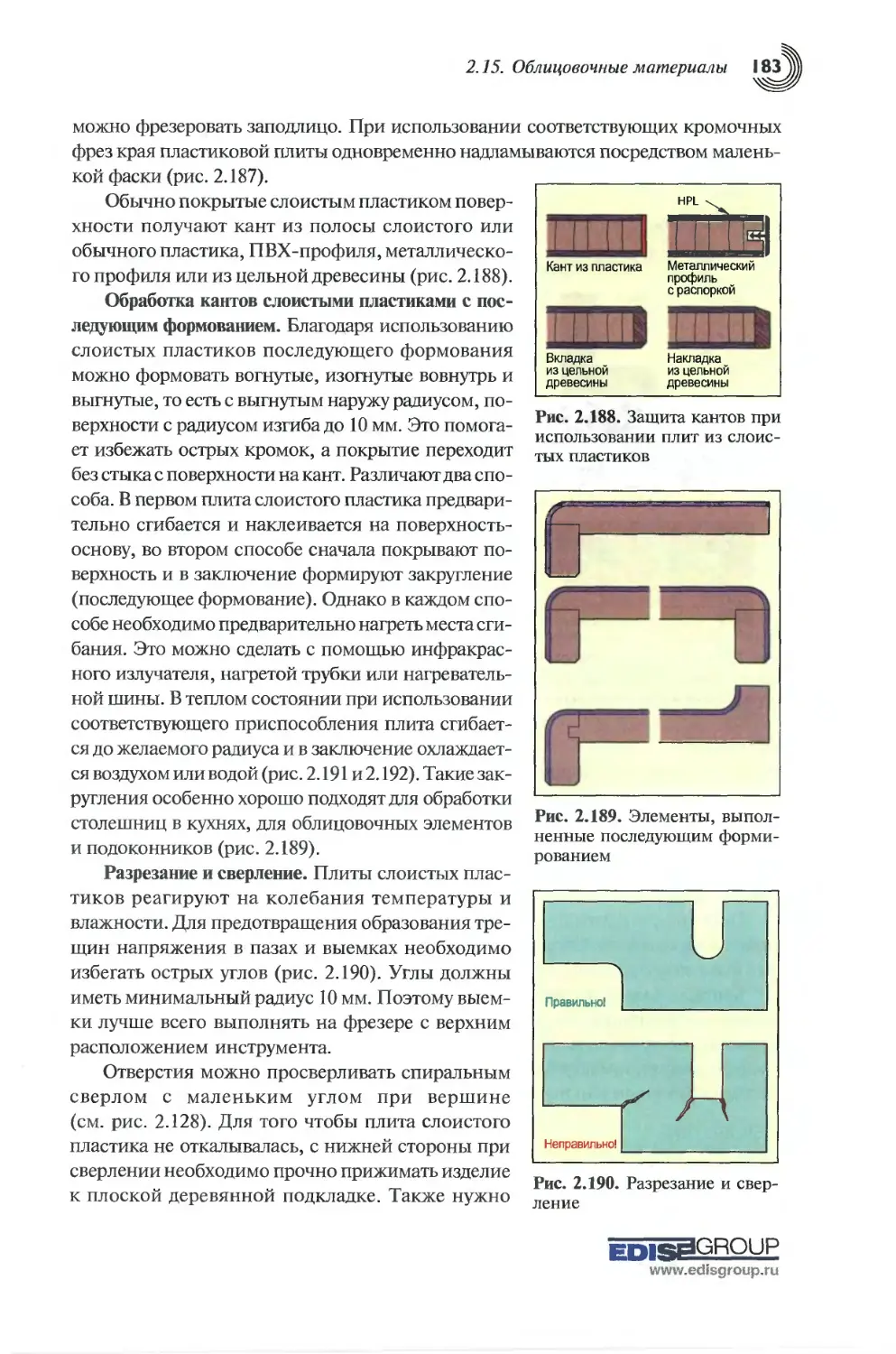
2.15. Облицовочные материалы.........................................178
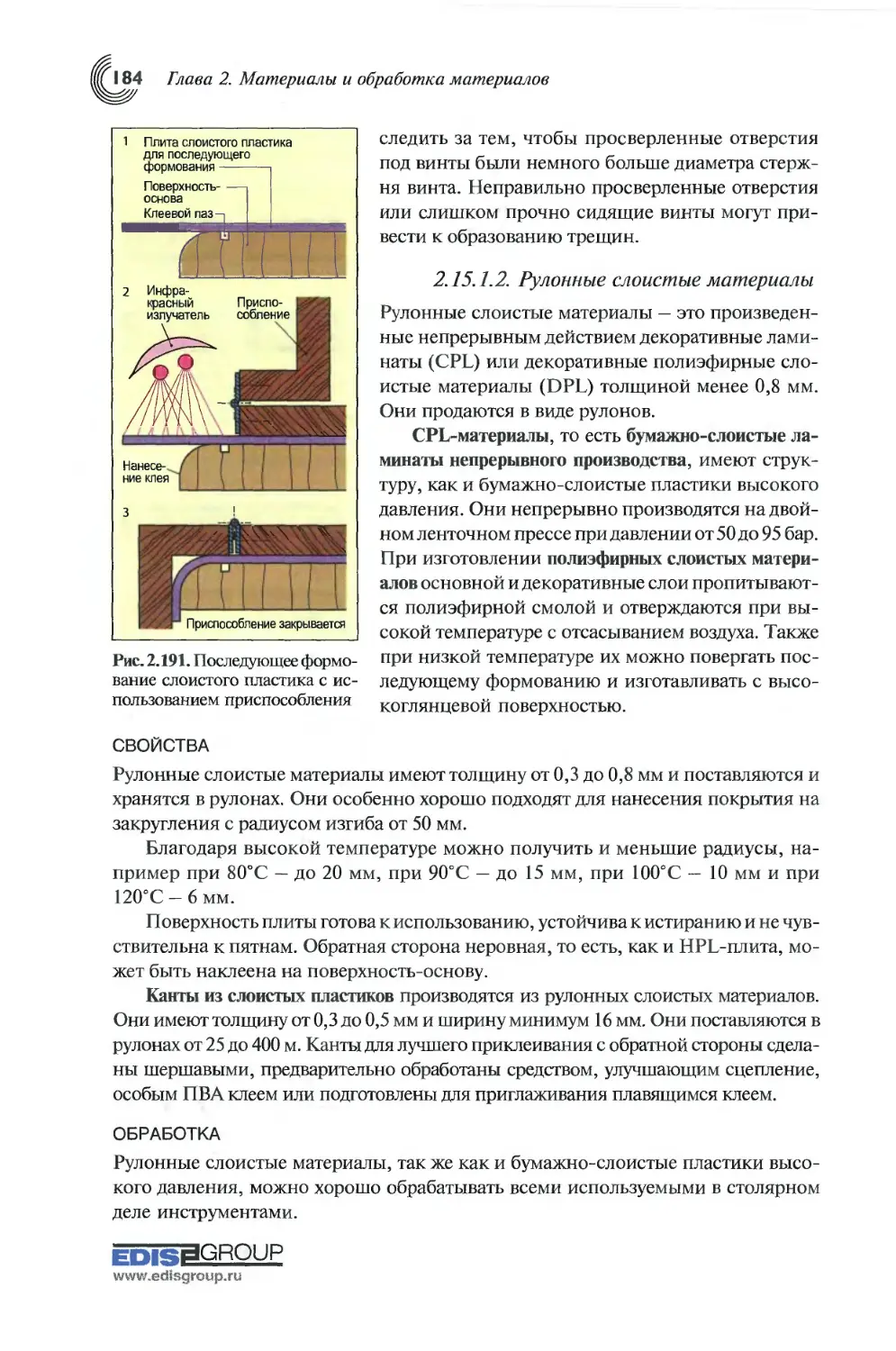
2.15.1. Декоративные слоистые пластики............................178
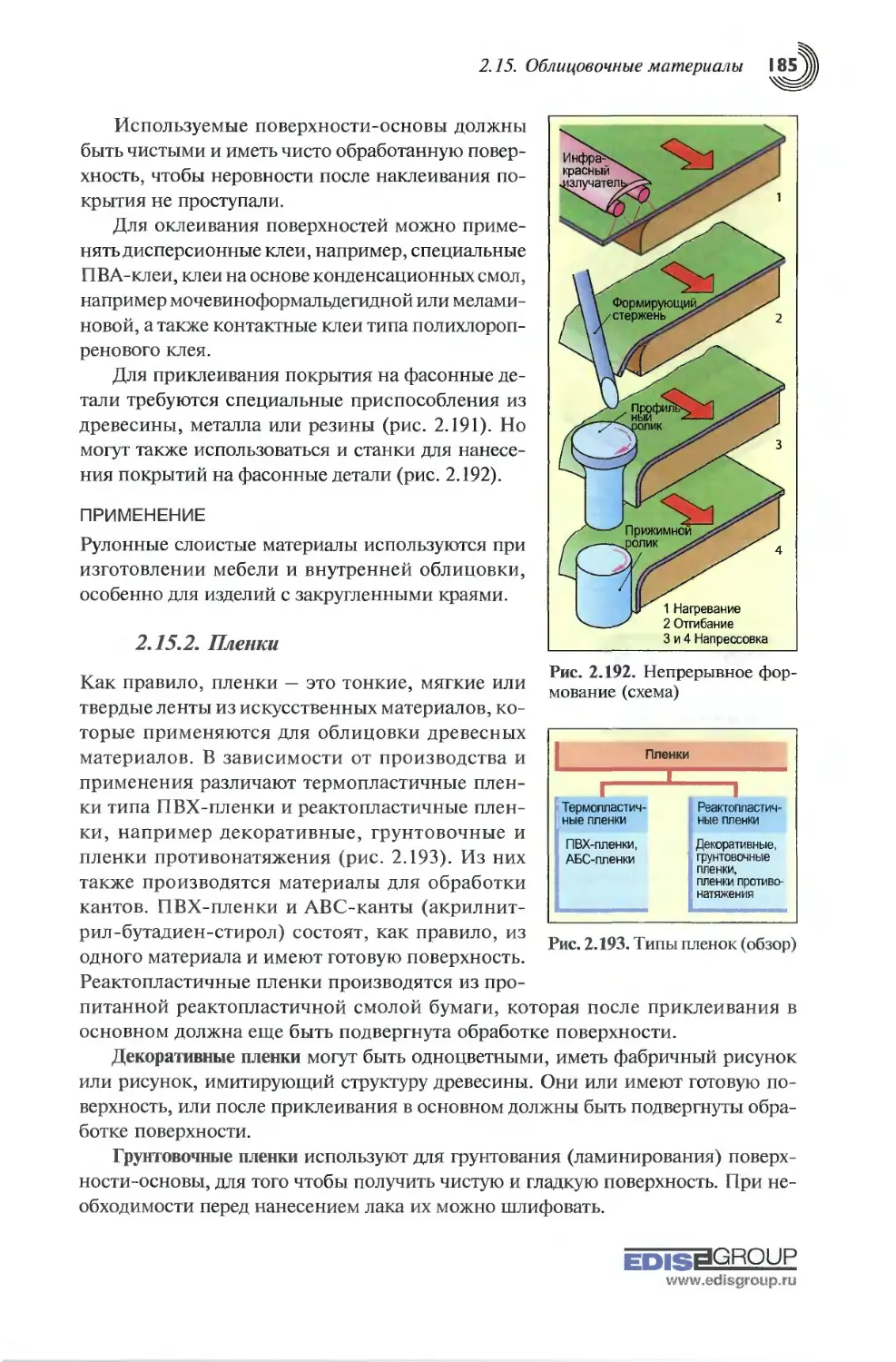
2.15.2. Пленки....................................................185
2.15.3. Линолеум..................................................186
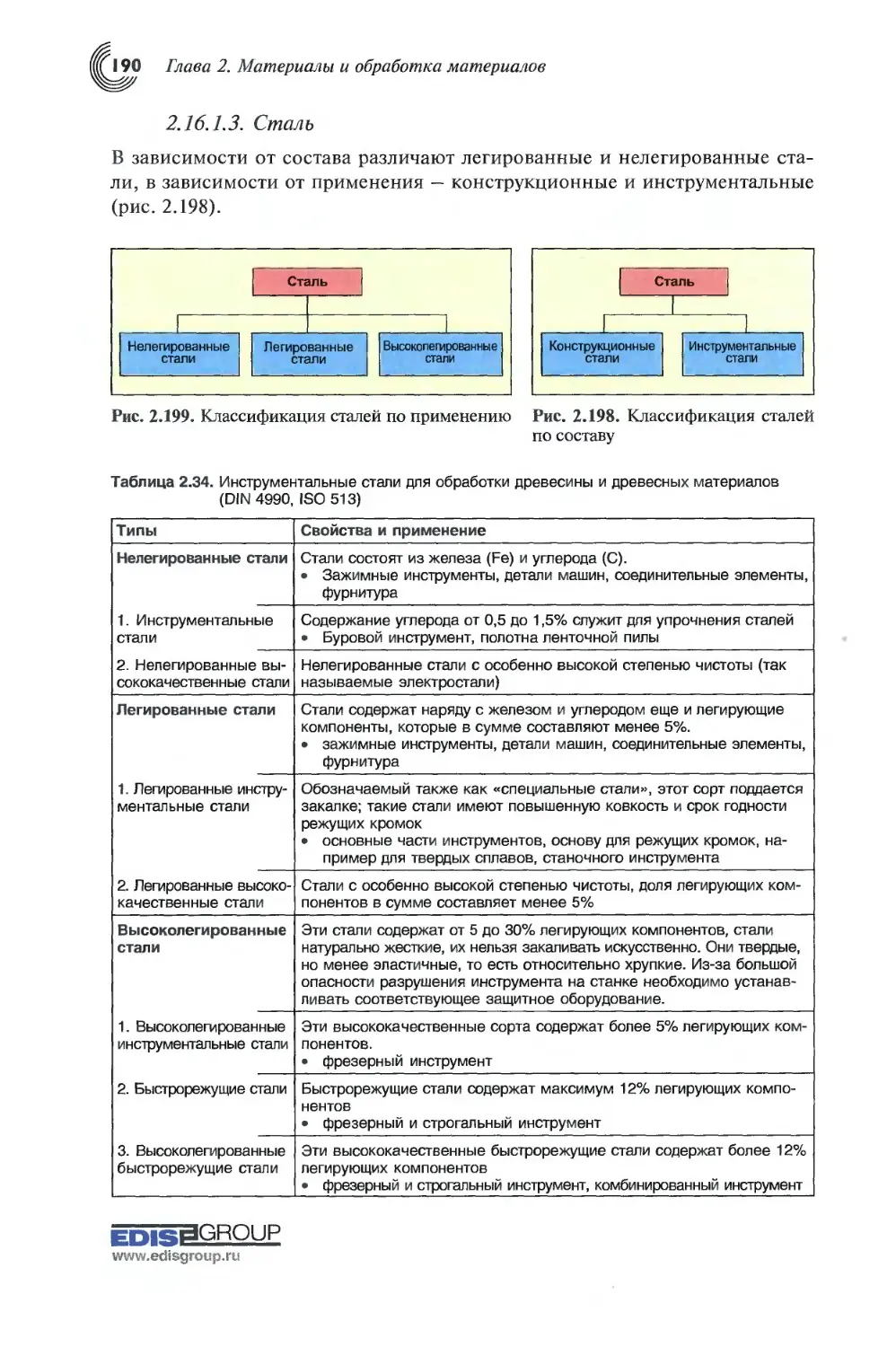
2.16. Металлы........................................................187
2.16.1. Железоуглеродистые сплавы.................................187
2.16.2 Цветные металлы............................................191
2.16.3. Твердые сплавы............................................192
2.16.4 Стеллиты...................................................193
2.16.5. Коррозия и коррозионная защита............................193
2.16.6. Обработка металлов........................................196
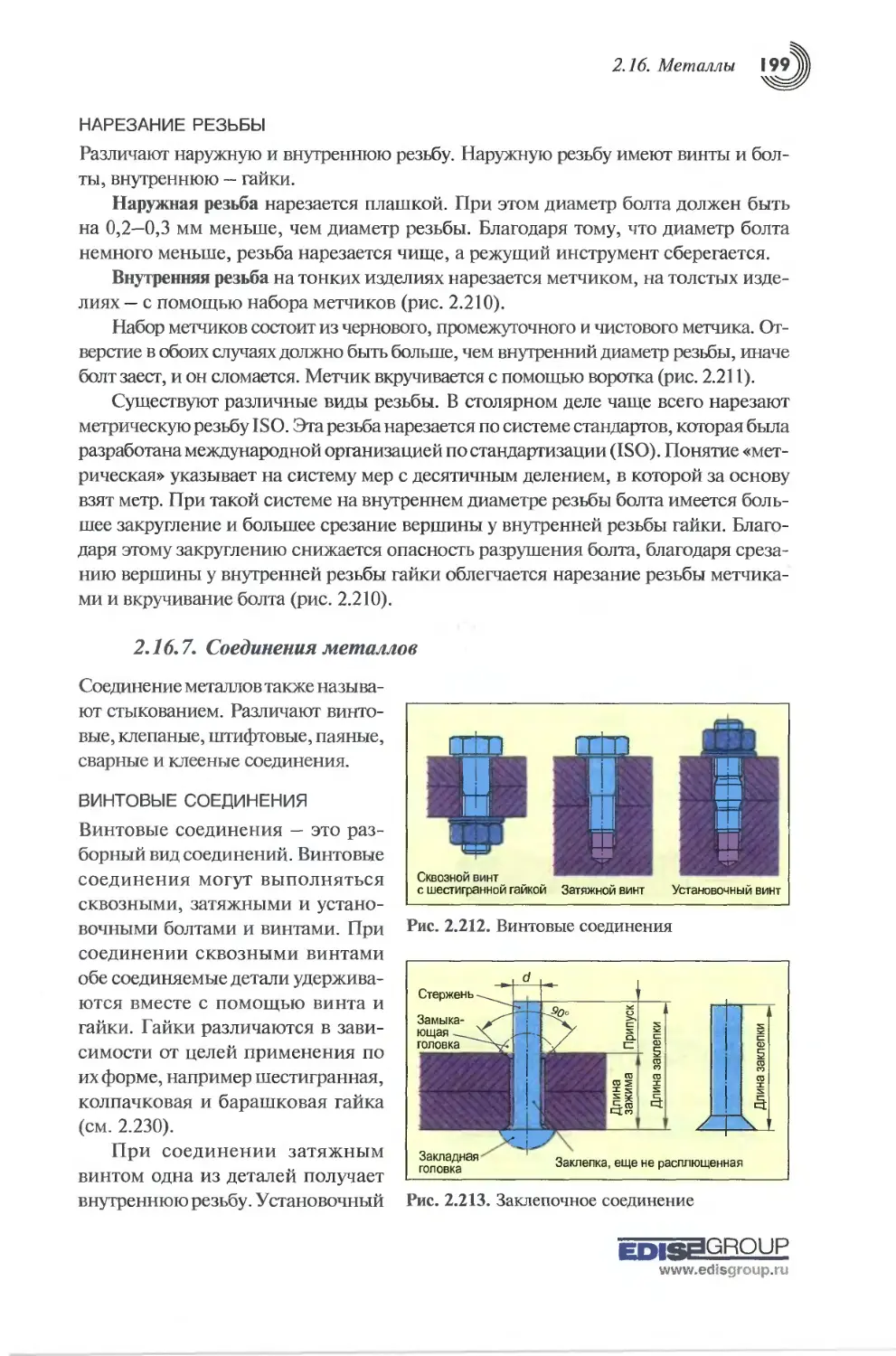
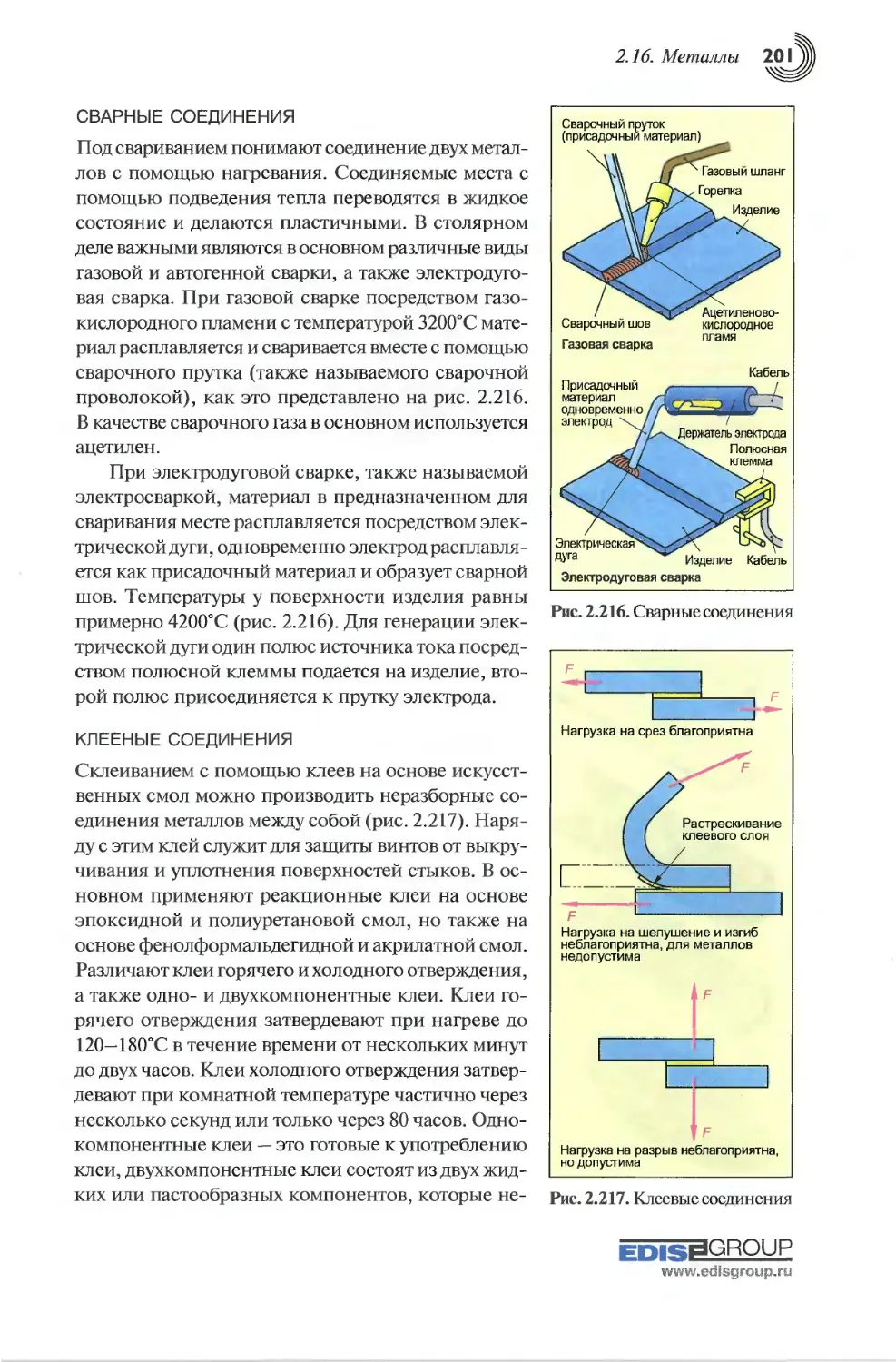
2.16.7. Соединения металлов.......................................199
2.17. Соединительные и монтажные элементы............................202
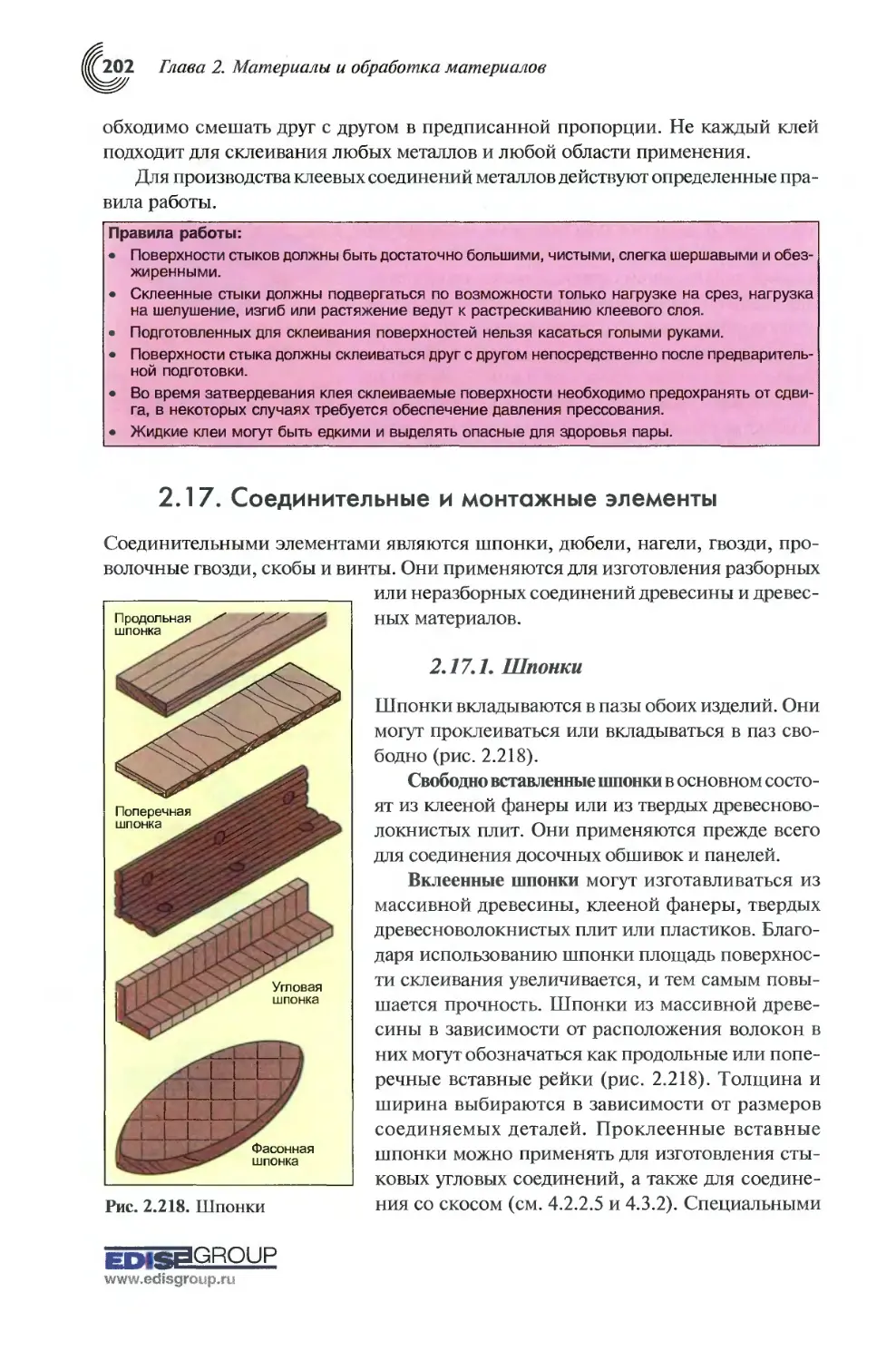
2.17.1. Шпонки....................................................202
2.17.2. Дюбели и нагели...........................................203
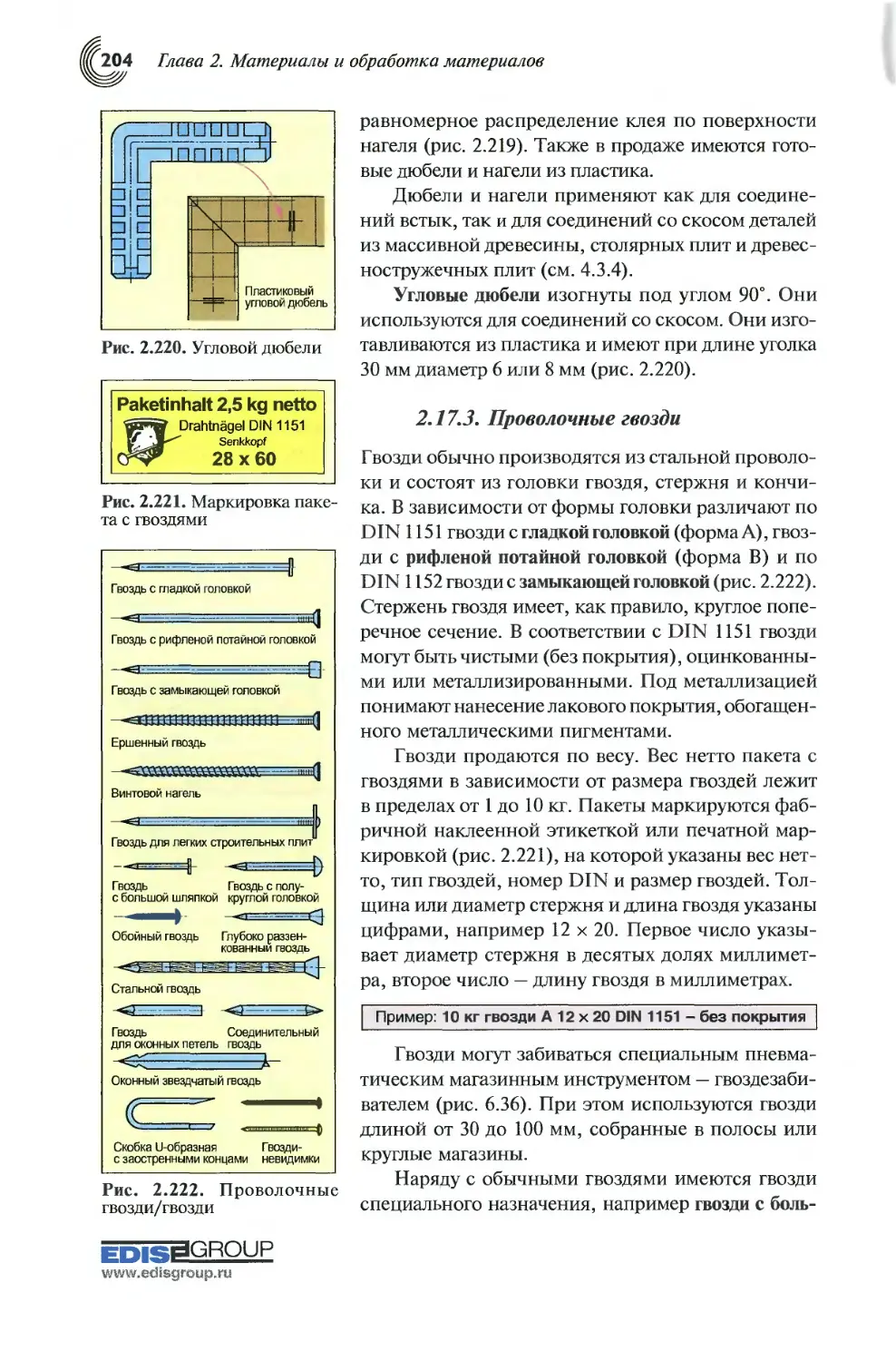
2.17.3. Проволочные гвозди........................................204
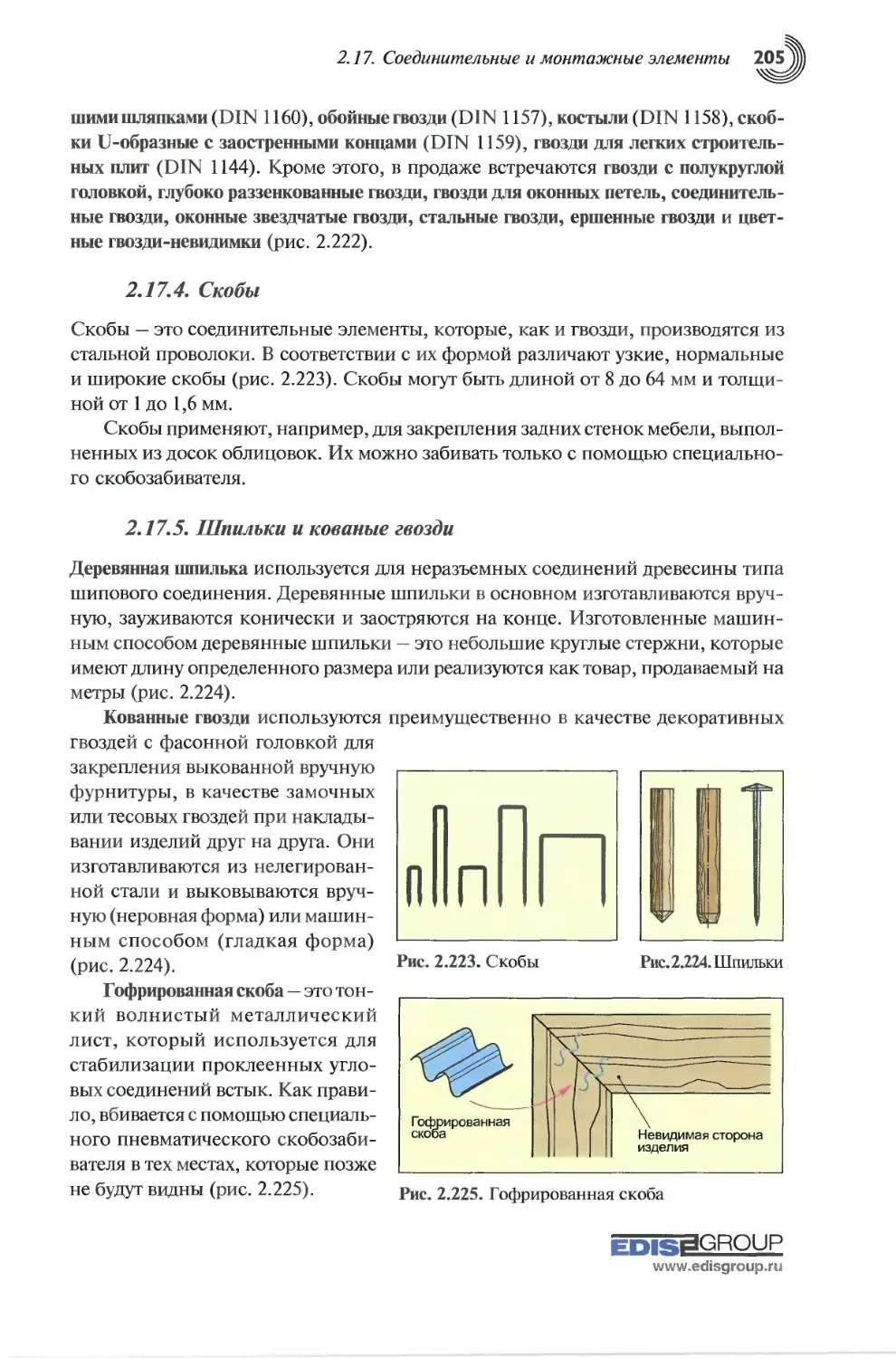
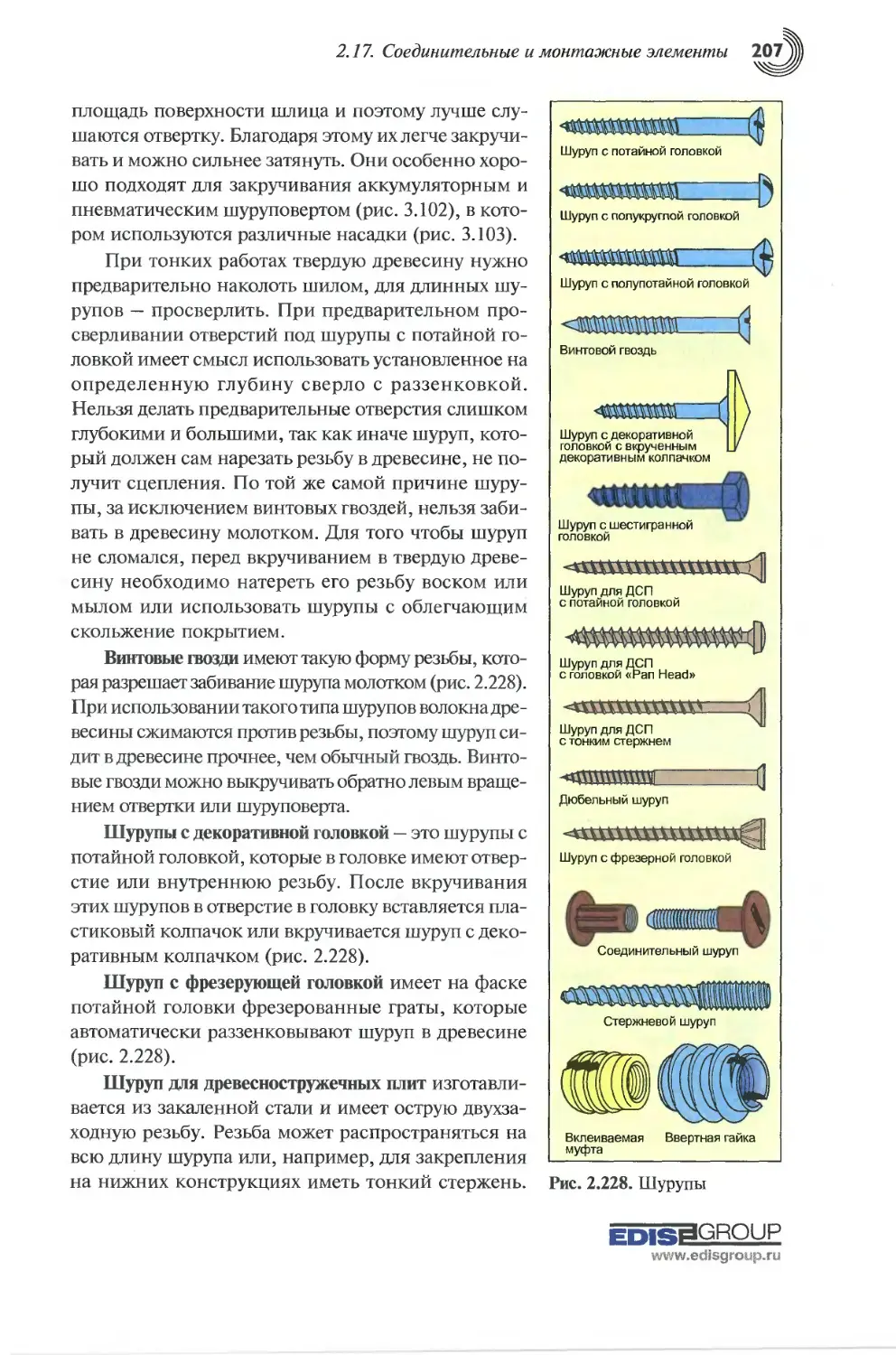
2.17.4. Скобы.....................................................205
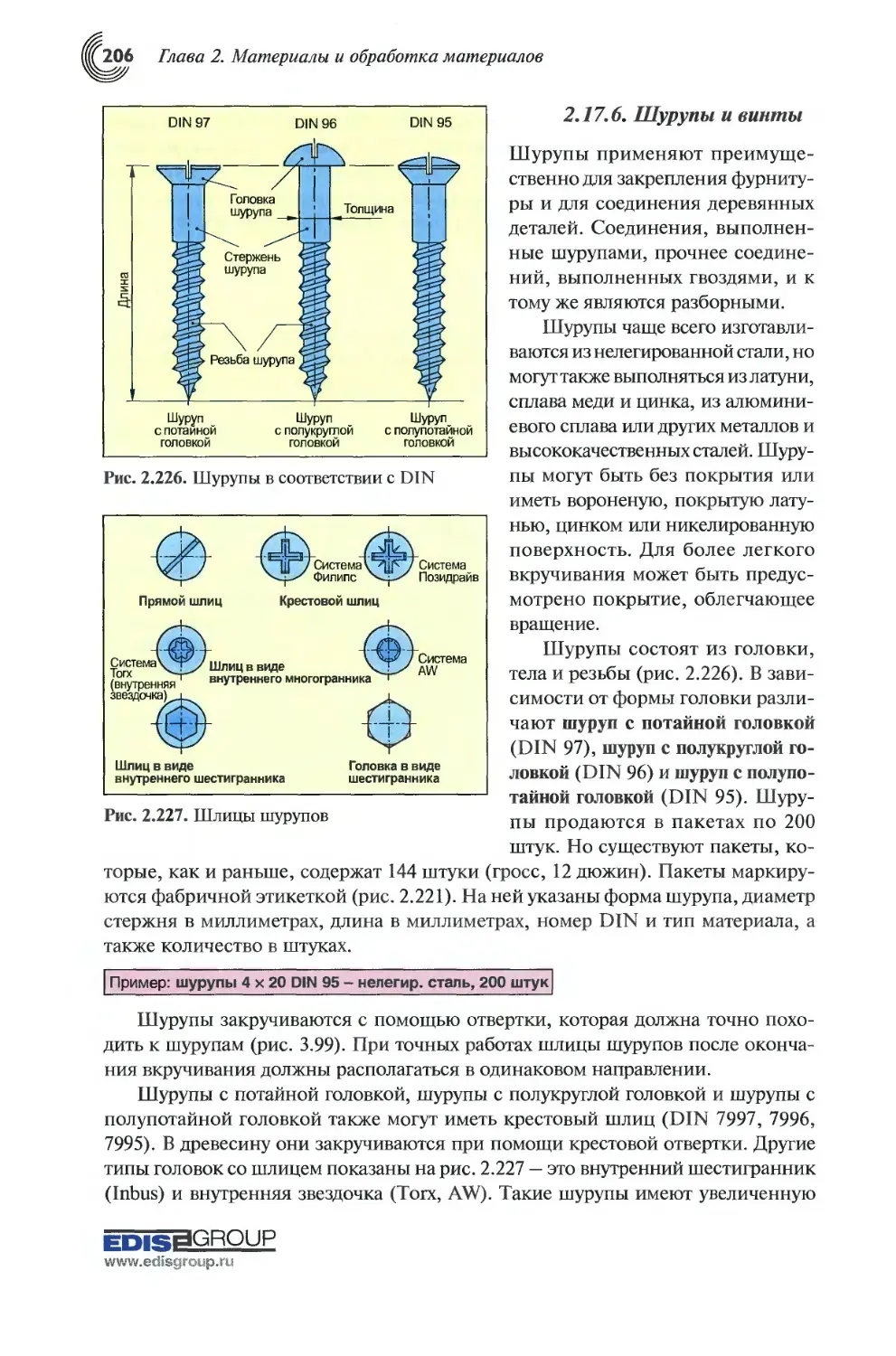
2.17.5. Шпильки и кованые гвозди..................................205
2.17.6. Шурупы и винты............................................206
2.17.7. Специальные шурупы........................................208
2.17.8. Строительный монтаж и технические приемы крепления........209
___ ___________®
БРУСИЛОВ
ДОМА ИЗ КАЕВНОГО БРУСА Г7И
ГЕНЕРАЛ ДОМОСТРОЕНИЯ
Ь Россия, Сан -Петербург
" пр. Непокоренных, д 17, корп.4
L тел.: [812)448-98-50
г тел.: [812] 448-98-49
Ь e-mail: office@brasilov pb га
" www.brusitov.spb.ra
8 Содержание
2.18. Стекло.....................................................212
2.18.1. Производство стекла...................................212
2.18.2. Виды стекла...........................................216
2.18.3. Функциональное стекло, производство и обработка.......218
2.18.4. Обработка стекла......................................222
2.18.5. Особые виды обработки стекла..........................224
2.18.6. Зеркала...............................................228
2.19. Минеральные строительные панели............................232
2.19.1. Панели из искусственного камня........................232
2.19.2. Гипсокартонные плиты..................................233
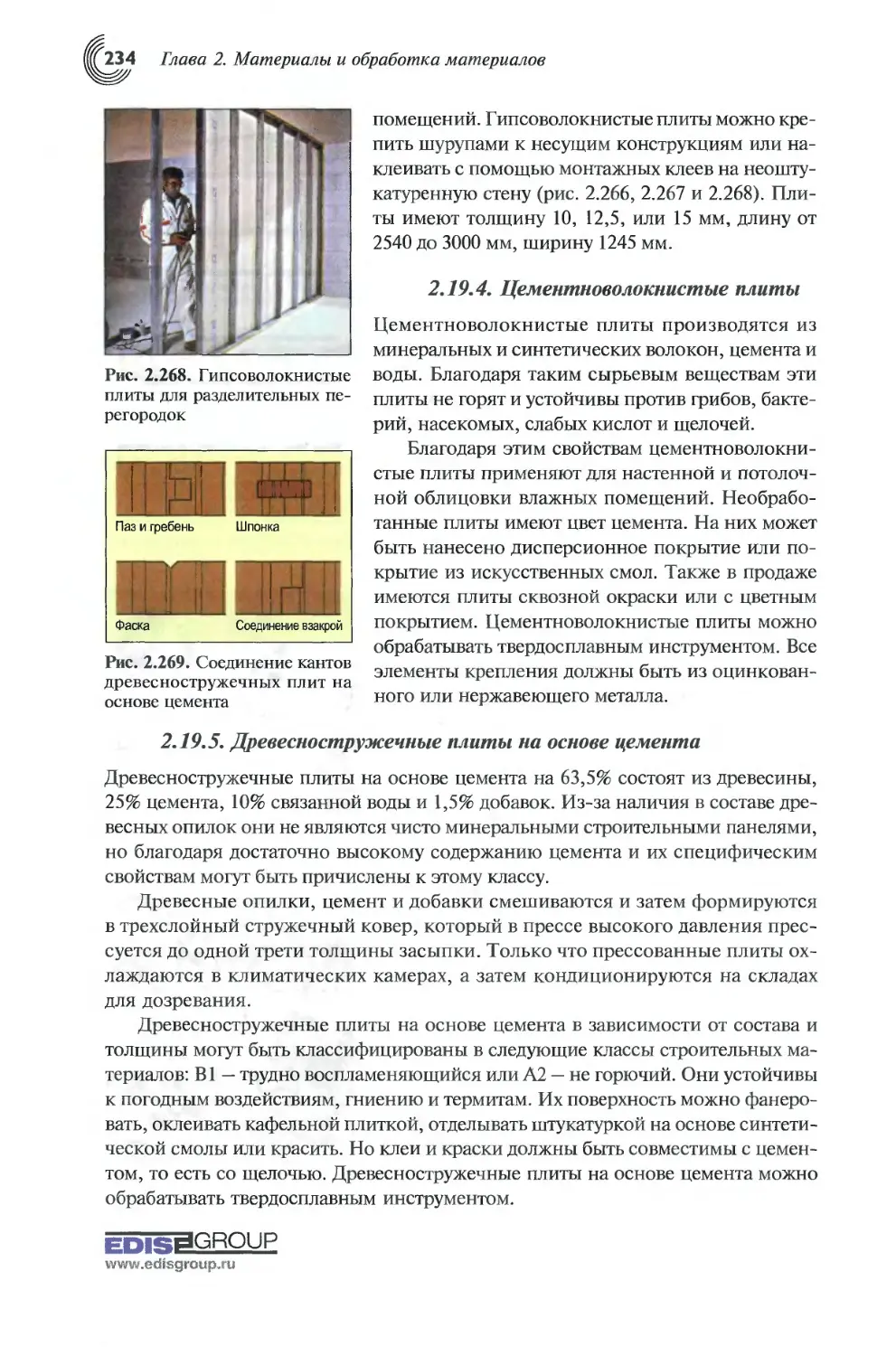
2.19.3. Гипсоволокнистые плиты.............................. 233
2.19.4. Цементноволокнистые плиты.............................234
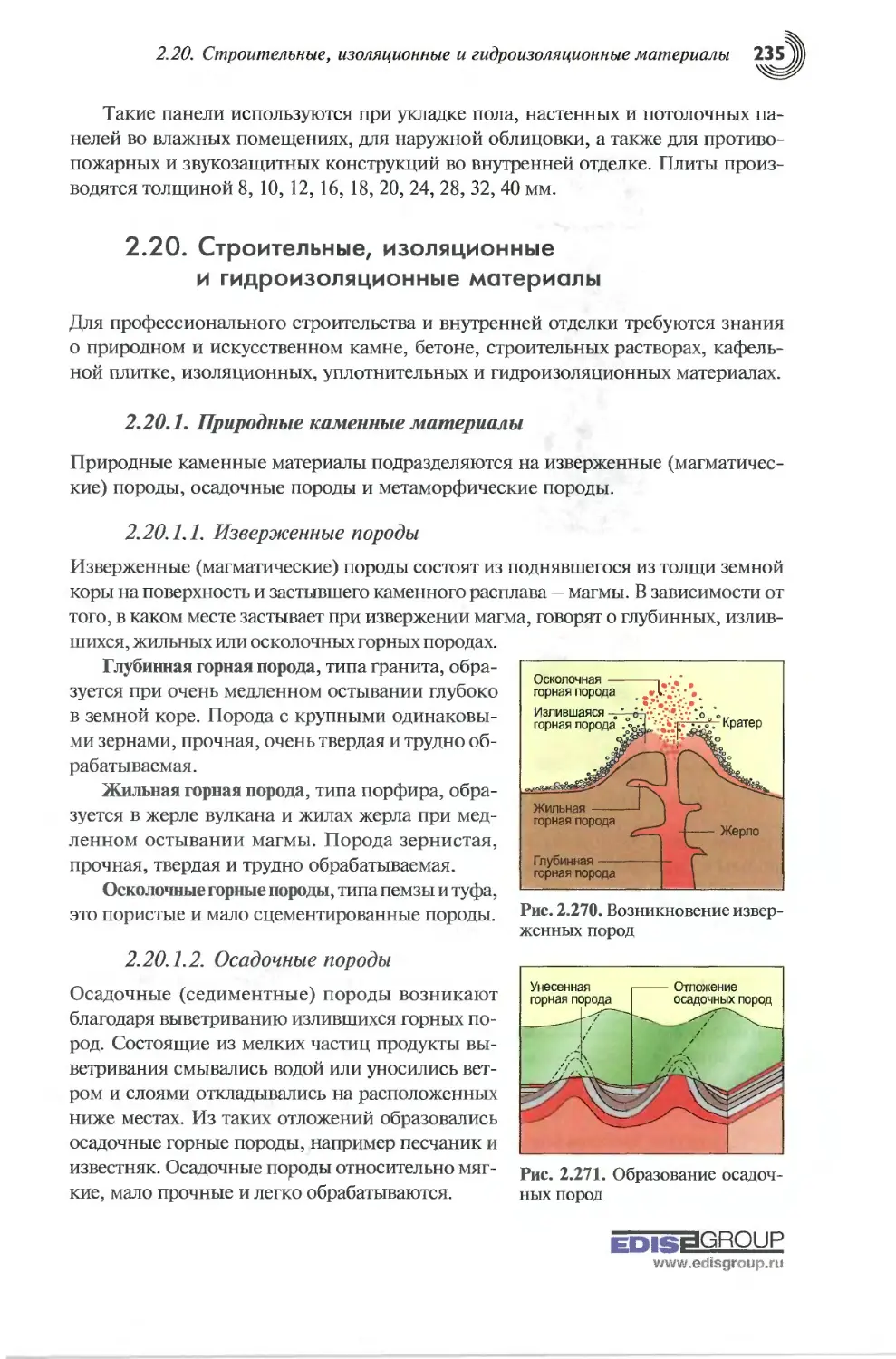
2.19.5. Древесностружечные плиты на основе цемента............234
2.20. Строительные, изоляционные и гидроизоляционные материалы...235
2.20.1. Природные каменные материалы..........................235
2.20.2. Искусственные каменные материалы......................237
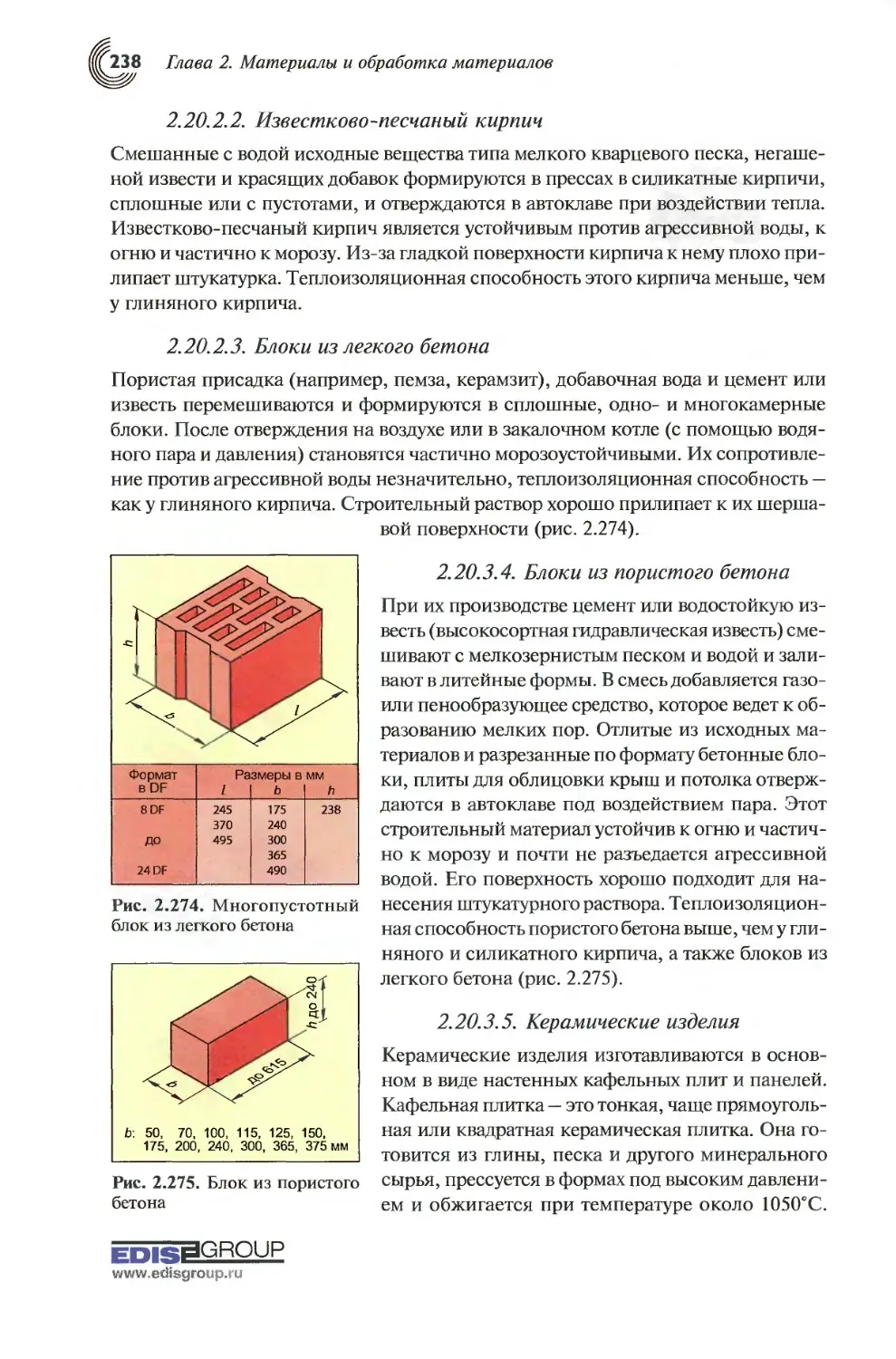
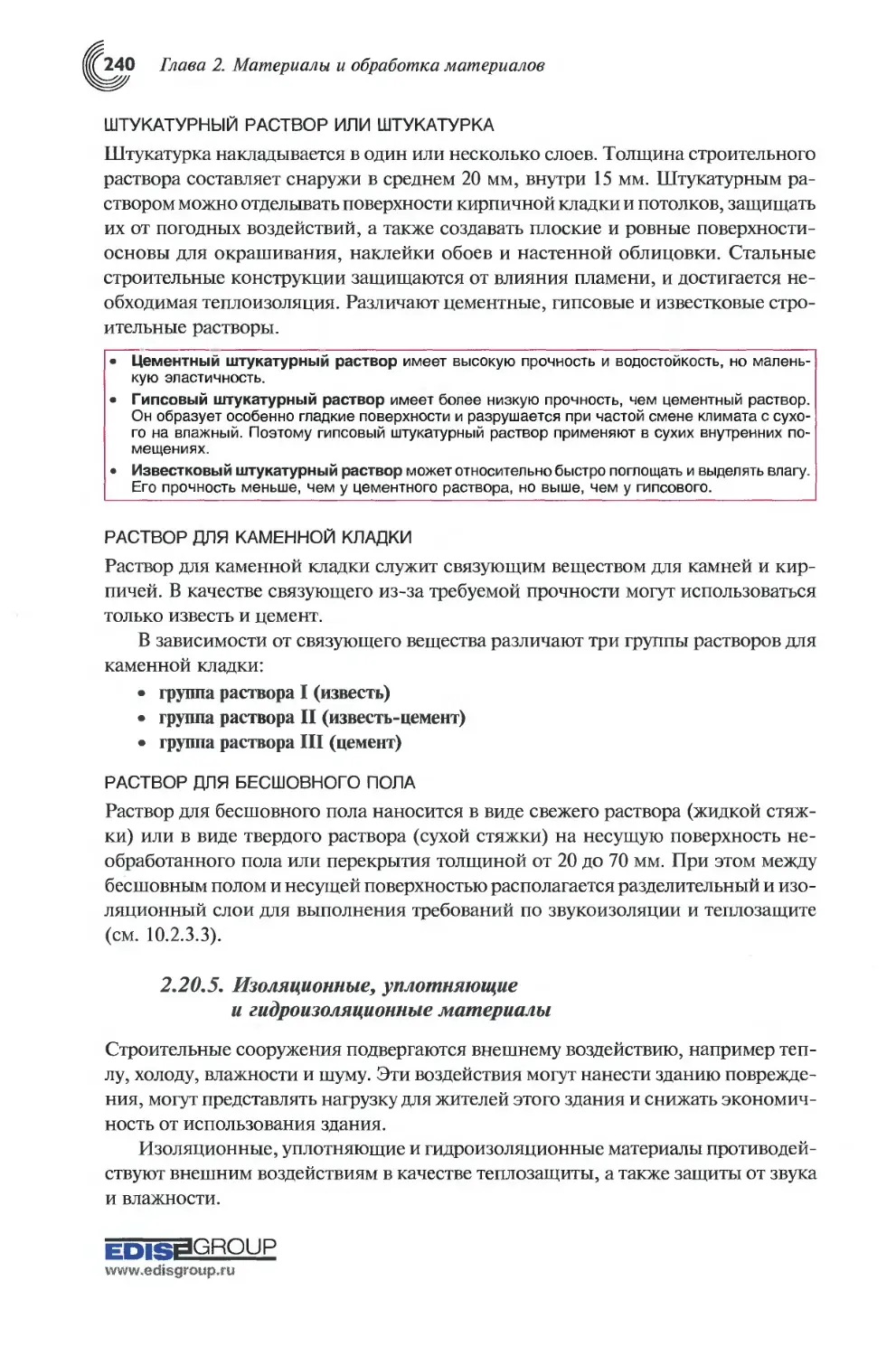
2.20.3. Бетон.................................................239
2.20.4. Строительный раствор..................................239
2.20.5. Изоляционные, уплотняющие и гидроизоляционные материалы.240
Глава 3. ВЕРСТАК И РУЧНЫЕ ИНСТРУМЕНТЫ...............................246
3.1. Верстак и инструментальный шкаф.............................246
3.2. Ручной инструмент...........................................248
3.2.1. Измерительный и разметочный инструмент.................249
3.2.2. Инструменты для распиливания...........................255
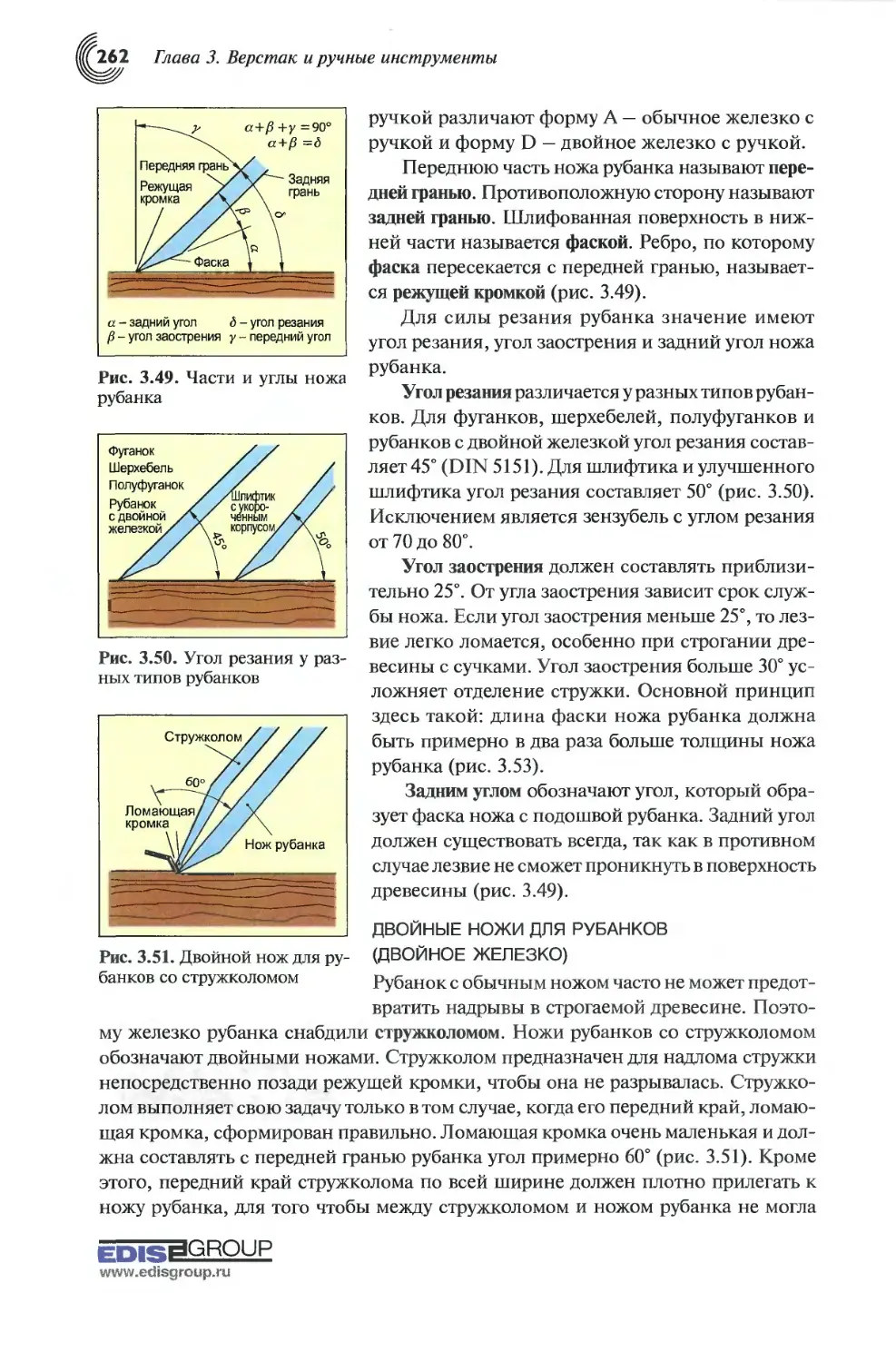
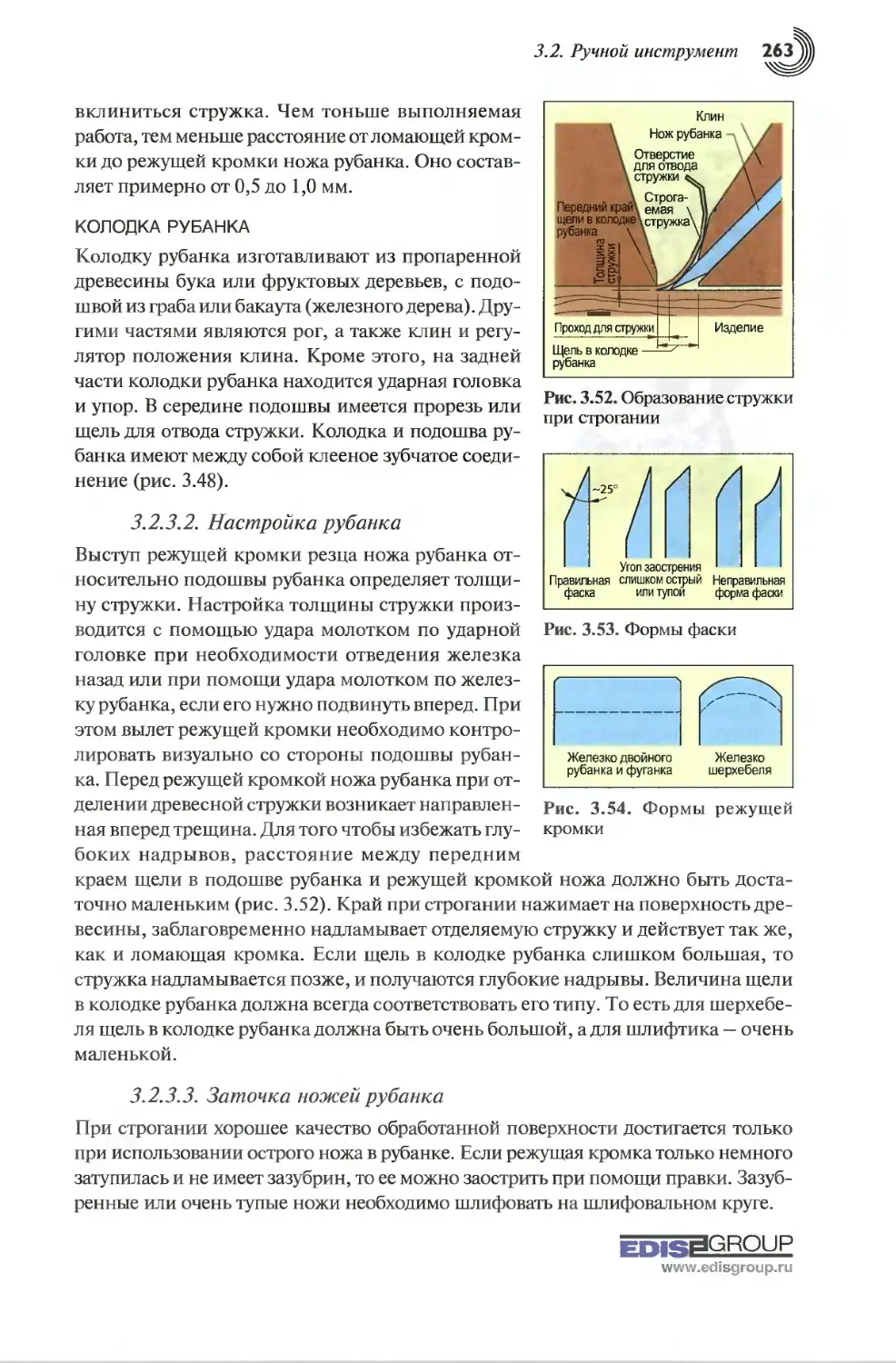
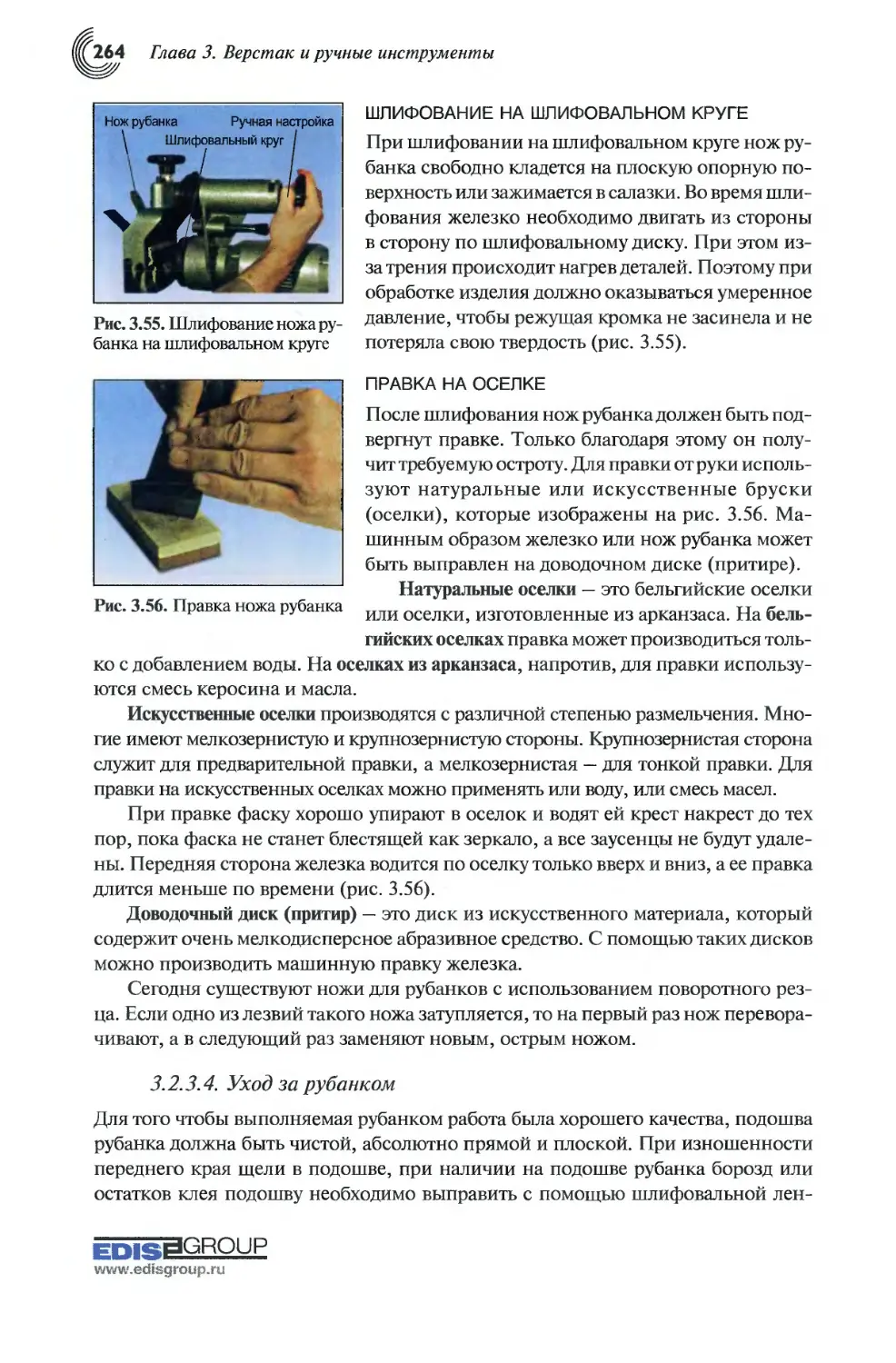
3.2.3. Инструменты для строгания..............................261
j.z.4. riHvipyjvivriibi для скобления.........................267
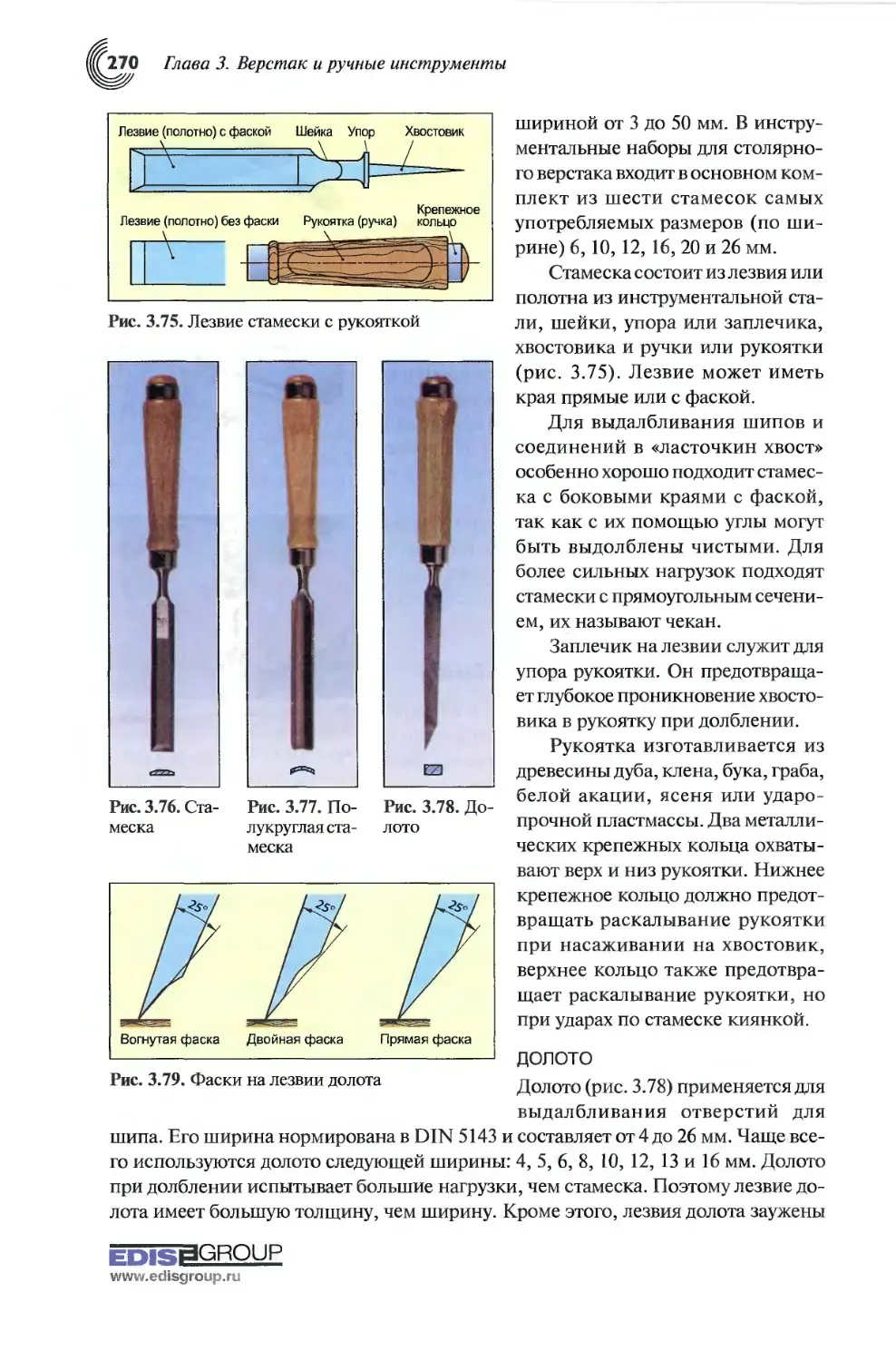
3.2.5. Инструменты для долбления..............................269
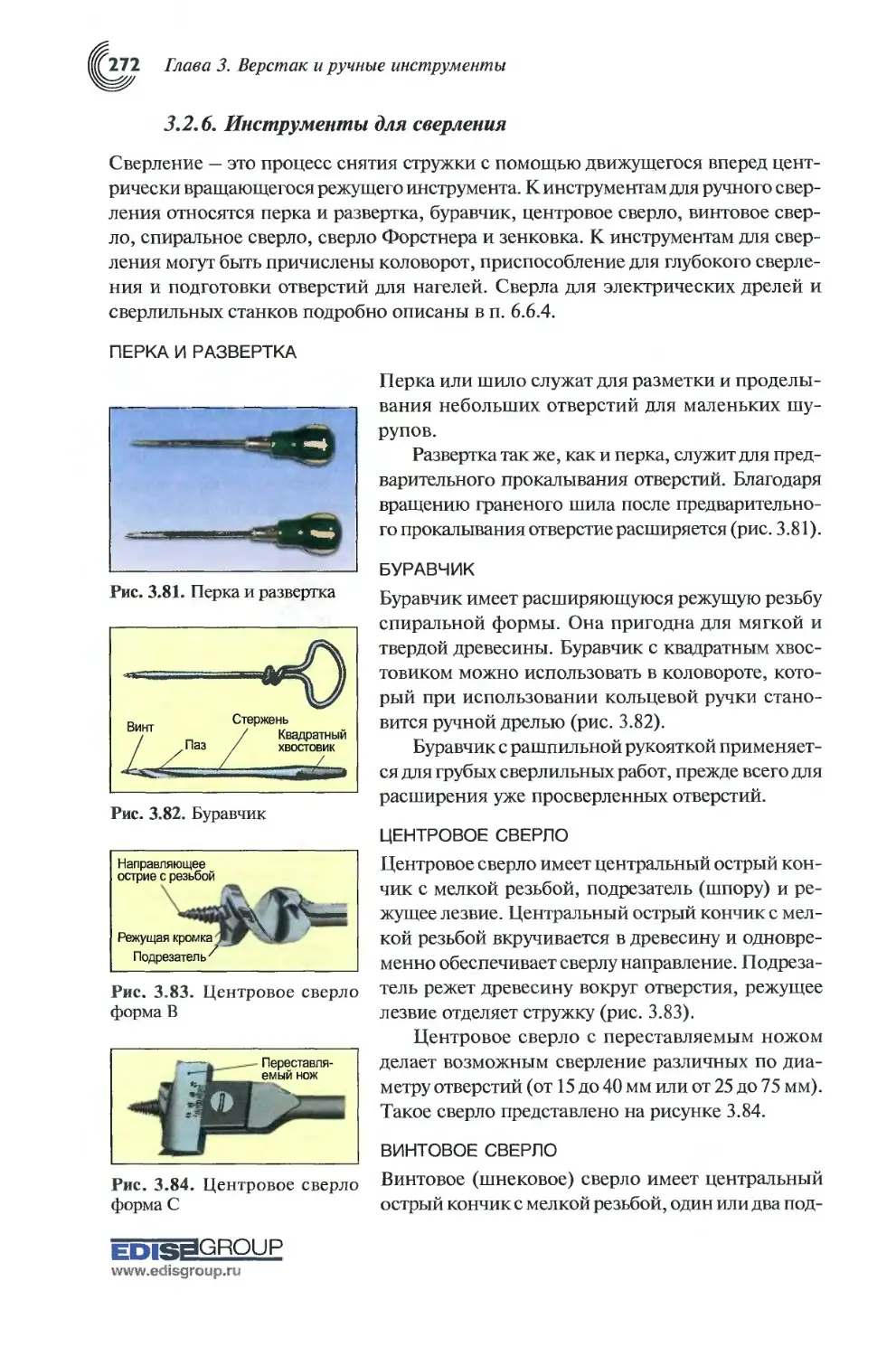
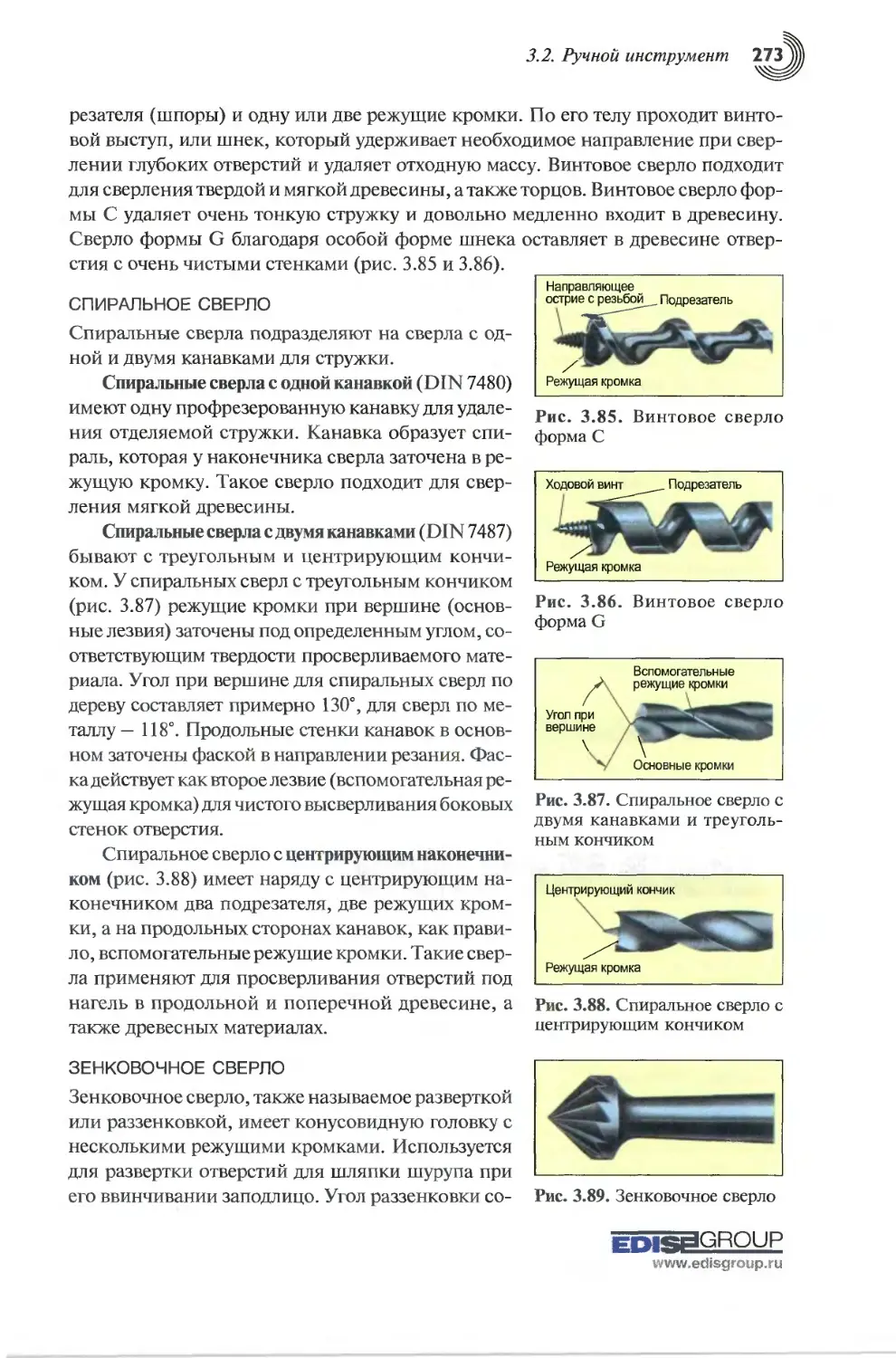
3.2.6. Инструменты для сверления..............................272
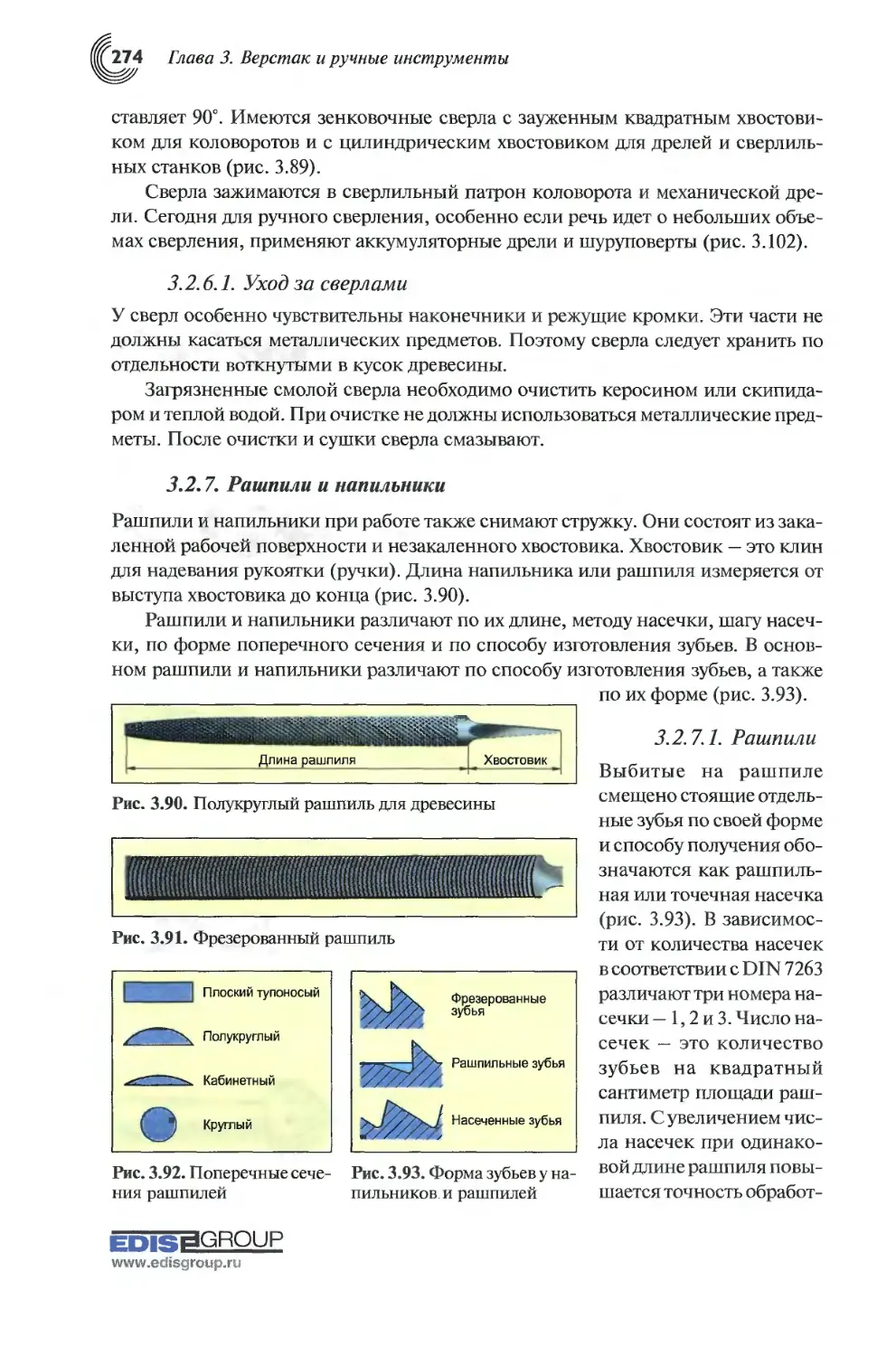
3.2.7. Рашпили и напильники...................................274
3.2.8. Инструменты для работы с гвоздями и шурупами...........276
3.3. Зажимные приспособления.....................................278
3.3.1. Механические зажимные приспособления...................278
3.3.2. Пневматические и гидравлические зажимные инструменты...281
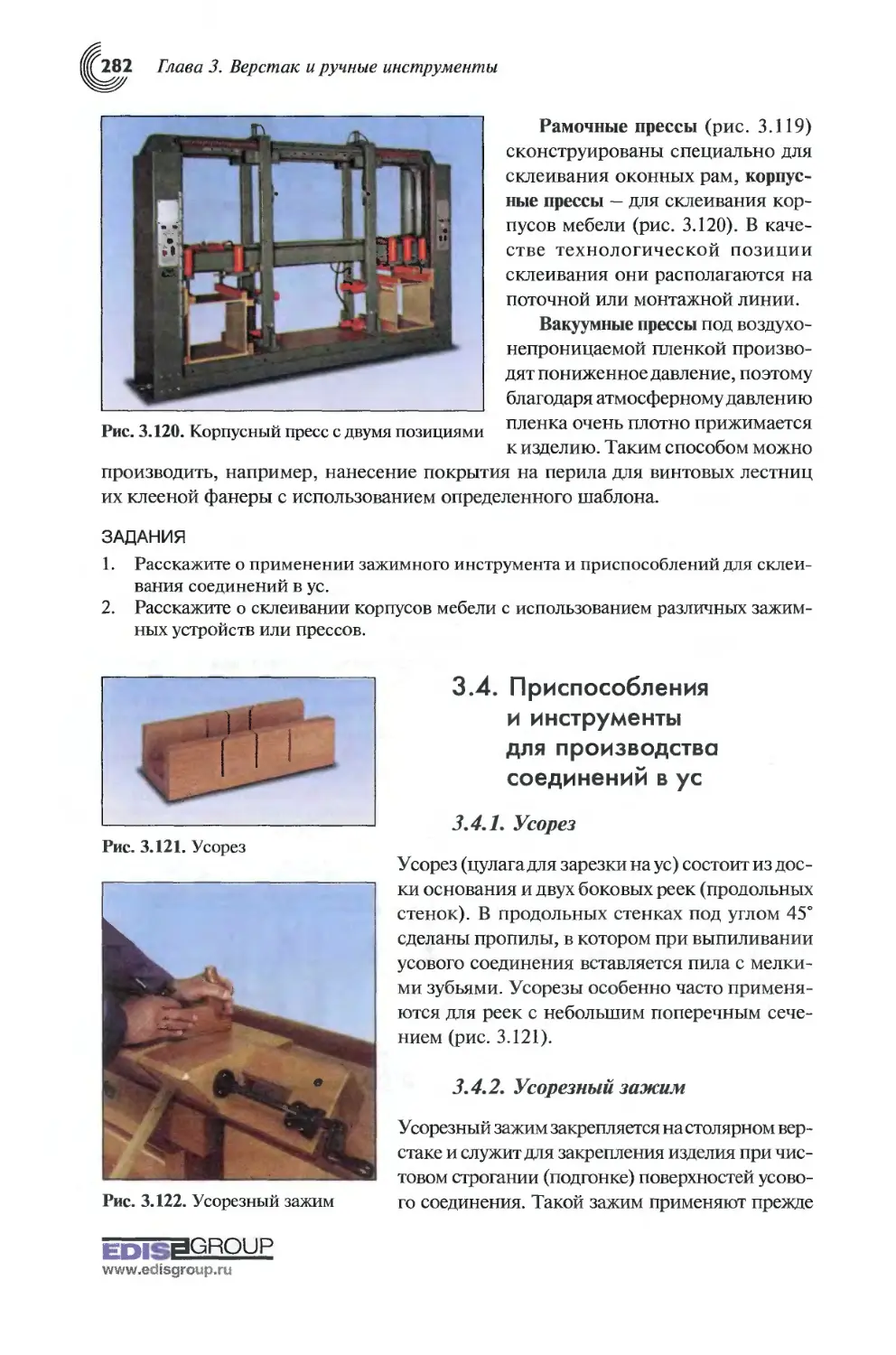
3.4. Приспособления и инструменты для производства соединений в ус.282
3.4.1. Усорез.................................................282
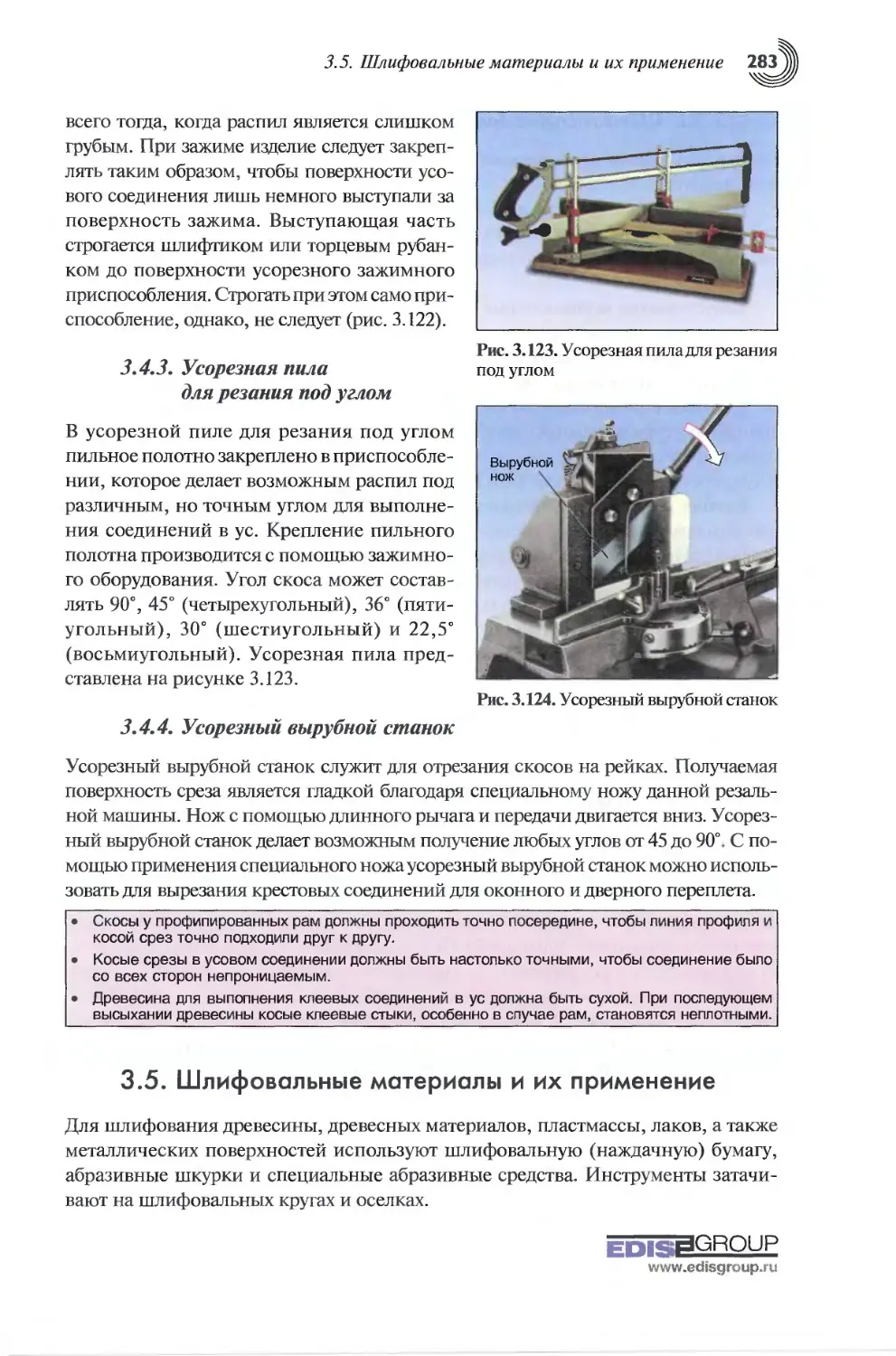
3.4.2. Усорезный зажим........................................282
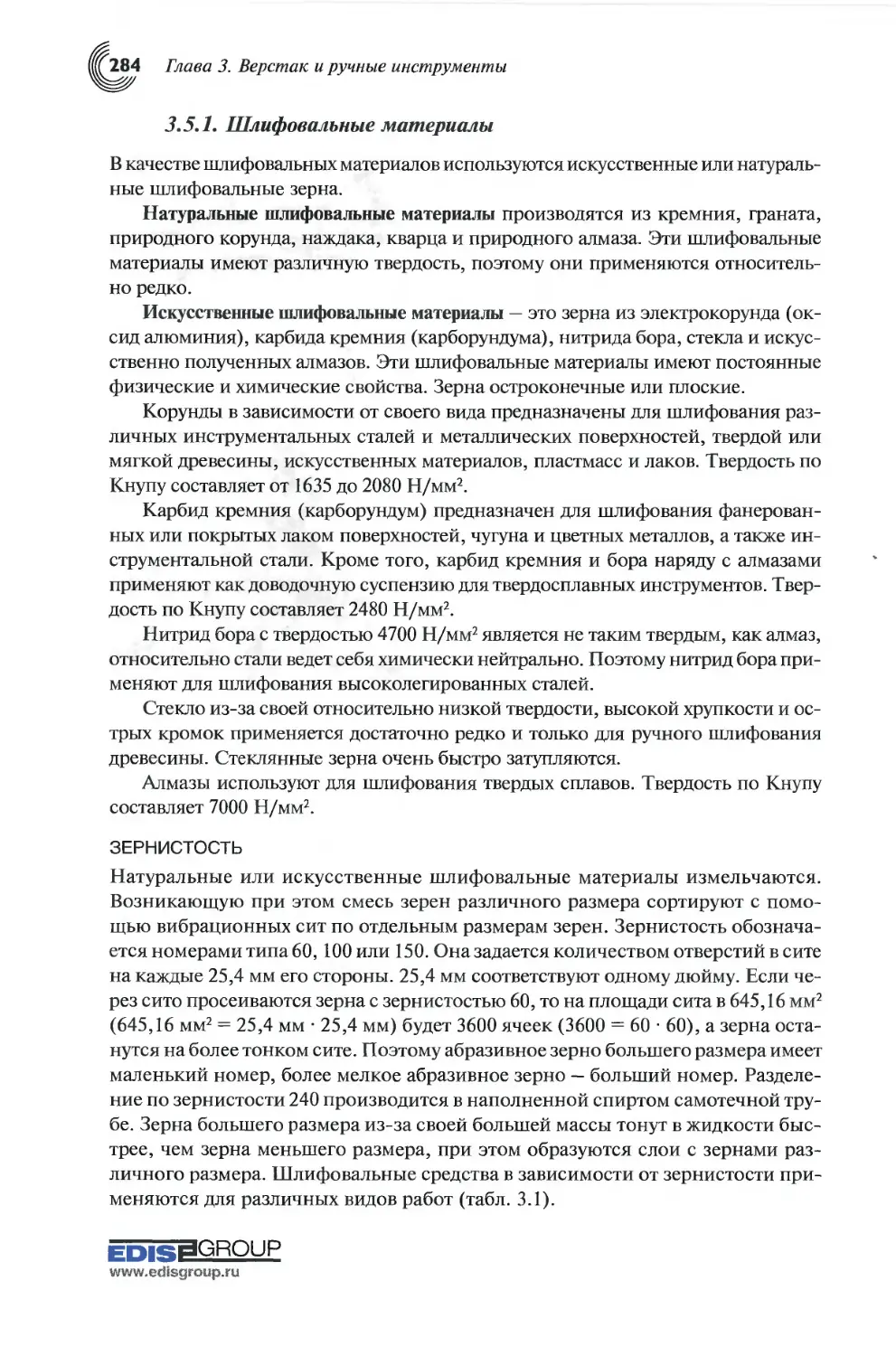
3.4.3. Усорезная пила для резания под углом...................283
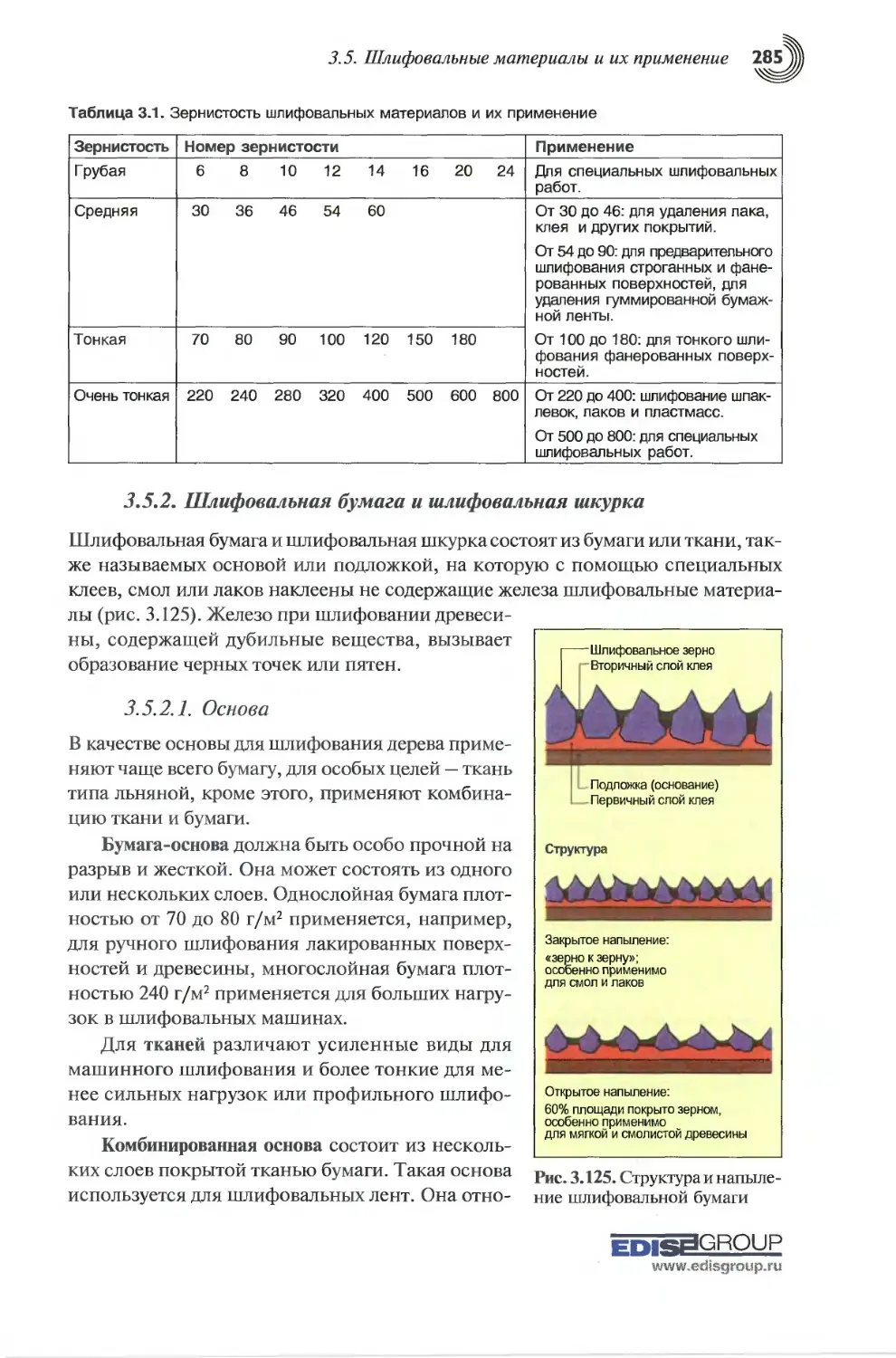
3.4.4. Усорезный вырубной станок..............................283
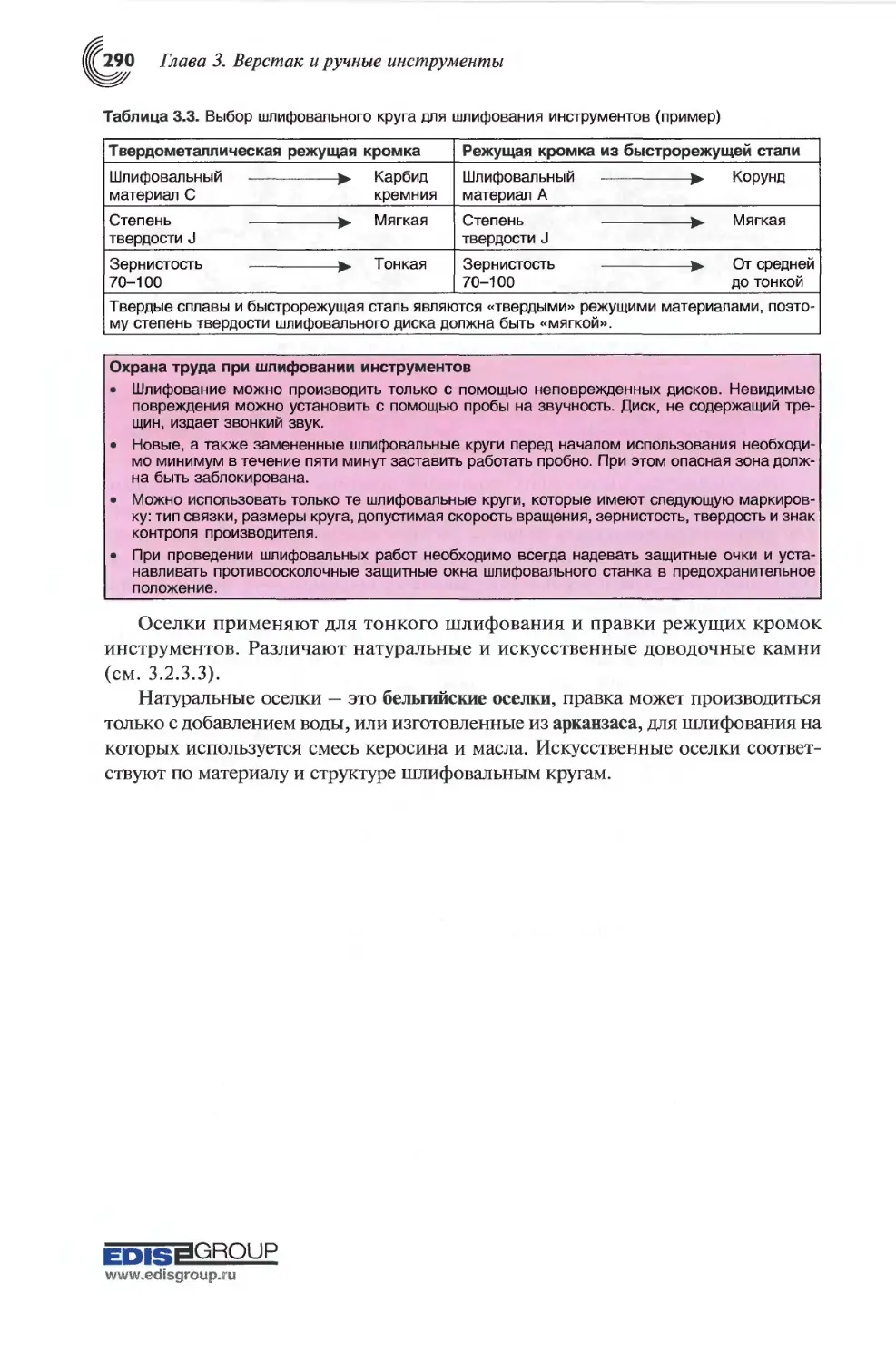
3.5. Шлифовальные материалы и их применение......................283
3.5.1. Шлифовальные материалы.................................284
3.5.2. Шлифовальная бумага и шлифовальная шкурка..............285
3.5.3. Шлифование изделий.....................................286
3.5.4. Специальные шлифовальные материалы.....................288
3.5.5. Шлифовальные диски и оселки............................288
Глава 4. ИЗГОТОВЛЕНИЕ И СОЕДИНЕНИЯ ДЕТАЛЕЙ..........................291
4.1. Выбор и раскрой лесоматериала...............................291
4.2. Сплачивание.................................................293
4.2.1. Неклеевые сплоченные соединения........................293
4.2.2. Клеевые соединения сплачиванием........................296
4.2.3. Укрепление клеевых соединений массивной древесины......298
Строительная компания «Мэджик Вуд» занимается проектированием, производством и строительством домов из клееного профилированного бруса, начиная с 1991 года. Производство бруса находится в городах Первоуральск и Екатеринбург. В нашем офисе Вы сможете выбрать типовой проект или заказать разработку индивидуального проекта
Преимущества нашей компании:
Гарантии качества:
Предоставление гарантии на все виды предоставляемых услуг и изделий Строительство ведется с соблюдением всех государственных норм и стандартов Наличие лицензий на осуществление всех видов деятельности
Внутренний контроль качества про зводства работ Система оплаты:
Предоставление взаимовыгодного графика платежей
Предоставление объективной информации о ценах, сроках, видах продукции
Сроки:
Строительство ведется в минимально сжатые сроки
Мы строим круглый год Профессионализм команды:
Высококвалифицированный персонал Мобильные строительные бригады Индивидуальный подход к клиенту Большое внимание уделяется вопросам надежности, функциональности и эстетичности объектов
Широкий спектр услуг.
Проектирование (архитектурный отдел) Разработка эскизных вариантов проектов (АР) Генеральный план участка (ГП) Разработка цветового решения фасадов зданий (АР) Подготовка комплекта чертежей для согласования Проектирование (инженерный отдел) Конструкции железобетонные (КЖ) Конструкции металлические (КМД) Конструкции деревянные (КД) Конструкции каменные и армокаменные (АК) Инженерные внутренние сети Водопровод и канализация (ВК) Отопление, вентиляция и кондиционирование (ОВК) Электрическое освещение (ЭО) Силовое электрооборудование (ЭМ) Системы связи (СС) Радиосвязь, радиовещание и телевидение (РТ) Газоснабжение (внутренние устройства) (ГСВ) Инженерные наружные сети Наружные сети водоснабжения и канализации (НВК) Наружное электроосвещение (ЭН)
1 Ктаиймтия
Г
Разработка комплекта рабочих чертежей (РП) Строительство
Подготовительные работы Фундаментные работы Сборка деревянной части Установка перекрытий Прокладка инженерных сетей Монтаж конструкции крыши Укладка кровельного покрытия Заполнение оконных и дверных проемов Отделка помещений
KeuoCww.wo 4
Наши координаты:
Москва, ул. Коцюбинского, д.4, т. 22-33-467, www.2233467.ru, info@2233467.ru
10 Содержание
4.3. Угловые соединения.................................................300
4.3.1. Угловые соединения с помощью гвоздей..........................300
4.3.2. Угловые соединения врубкой............................301
4.3.3. Угловые соединения врубкой «ласточкин хвост»..........302
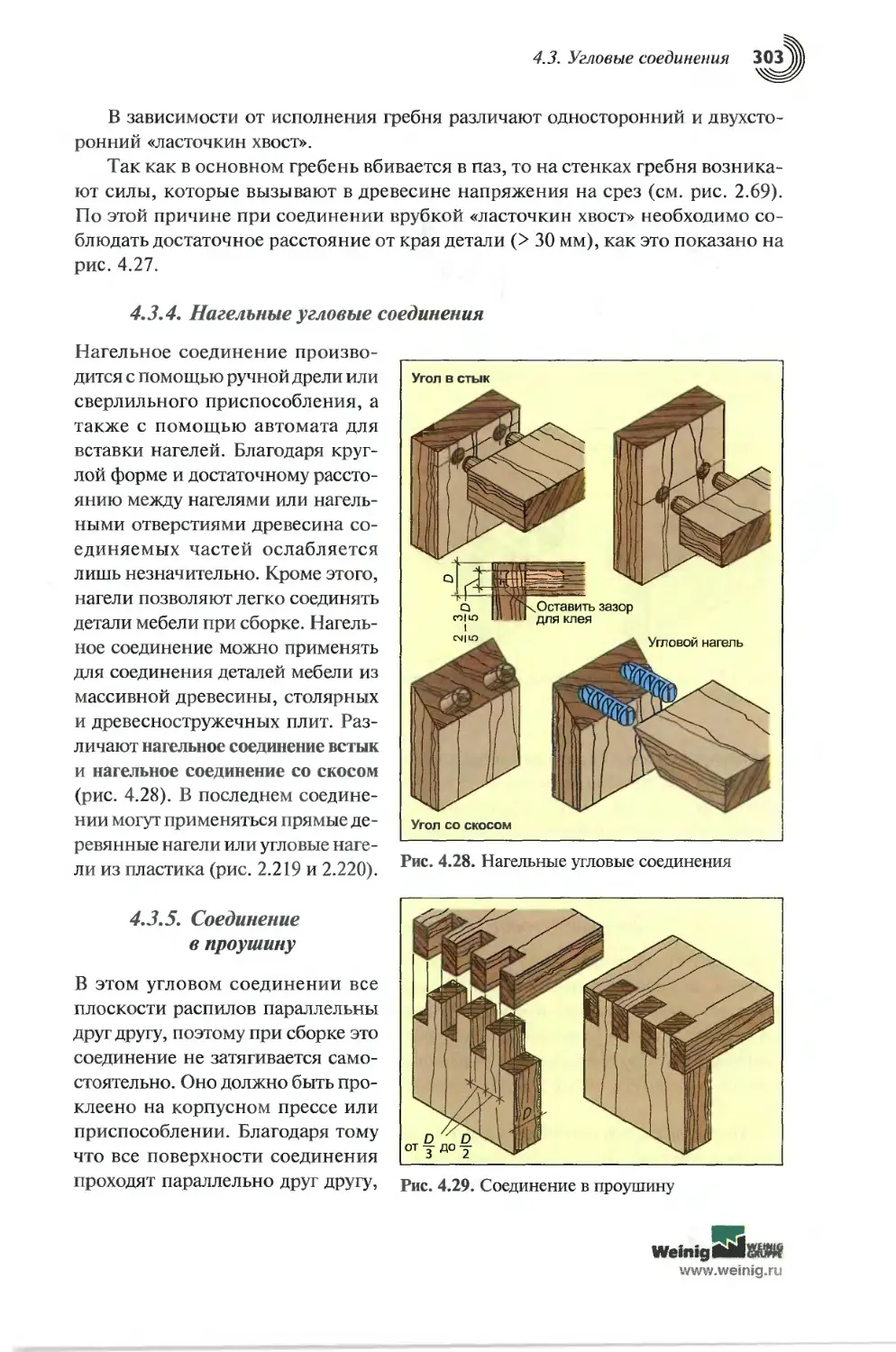
4.3.4. Нагельные угловые соединения..........................303
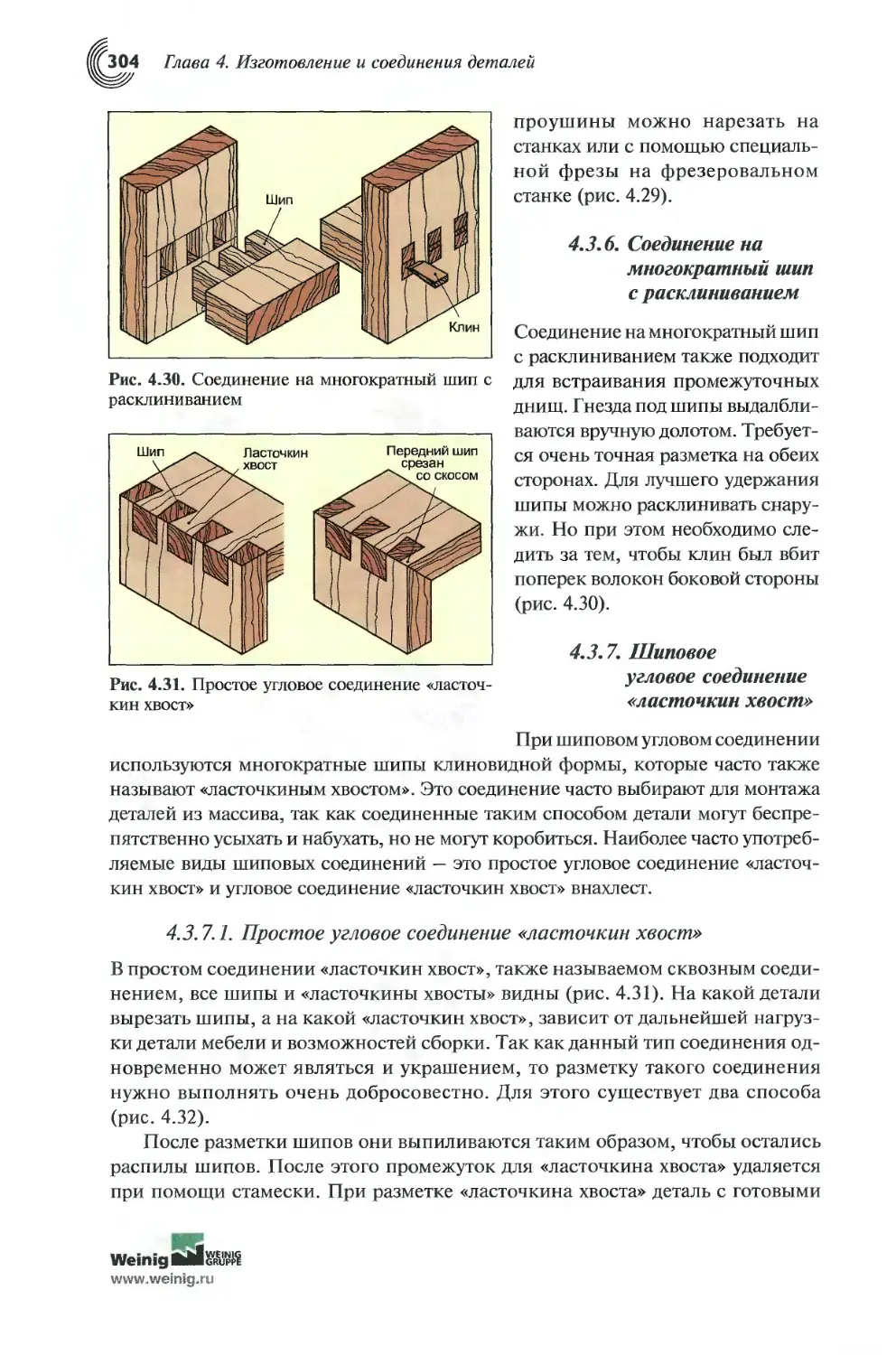
4.3.5. Соединение в проушину.................................303
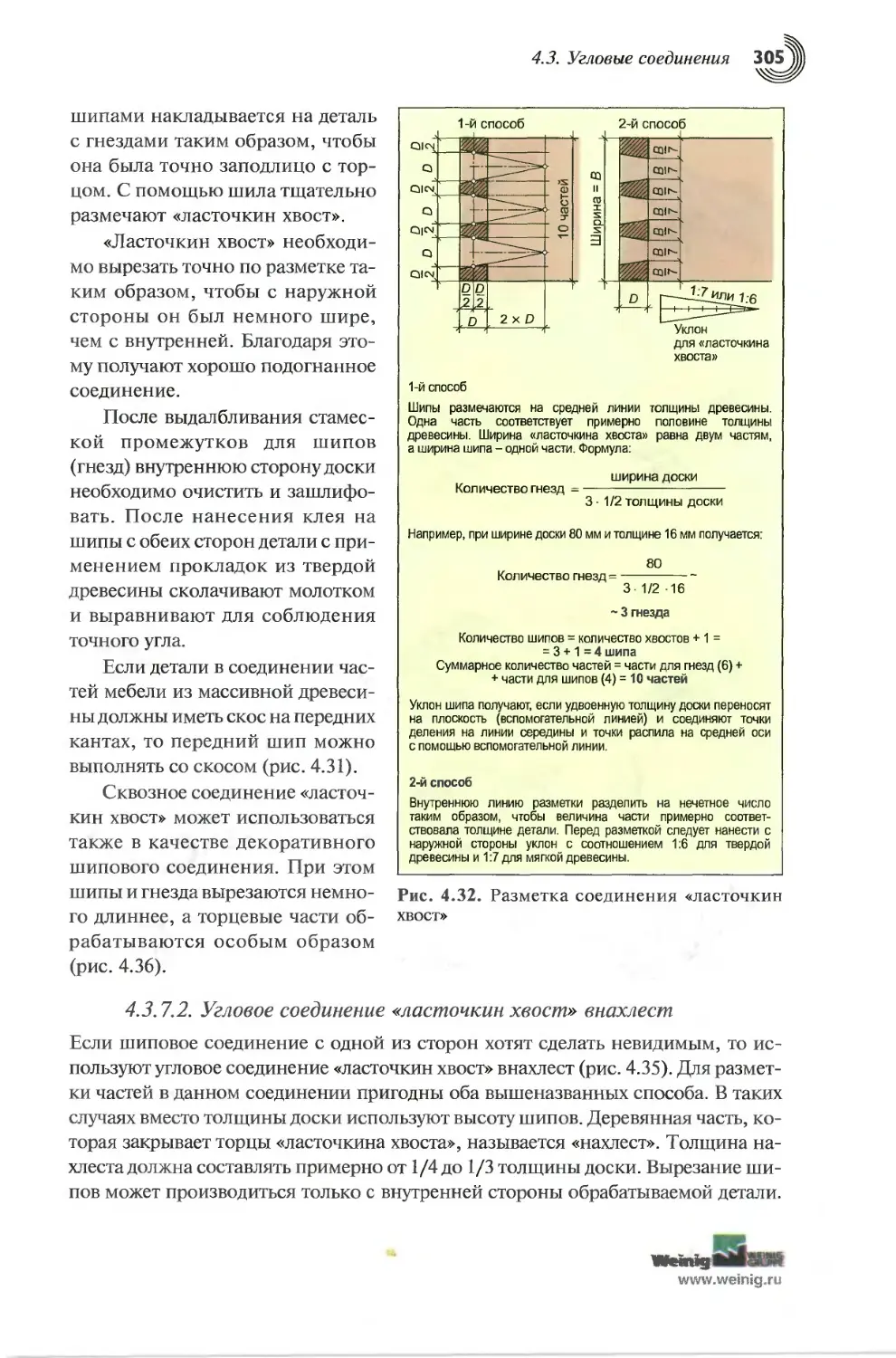
4.3.6. Соединение на многократный шип с расклиниванием.......304
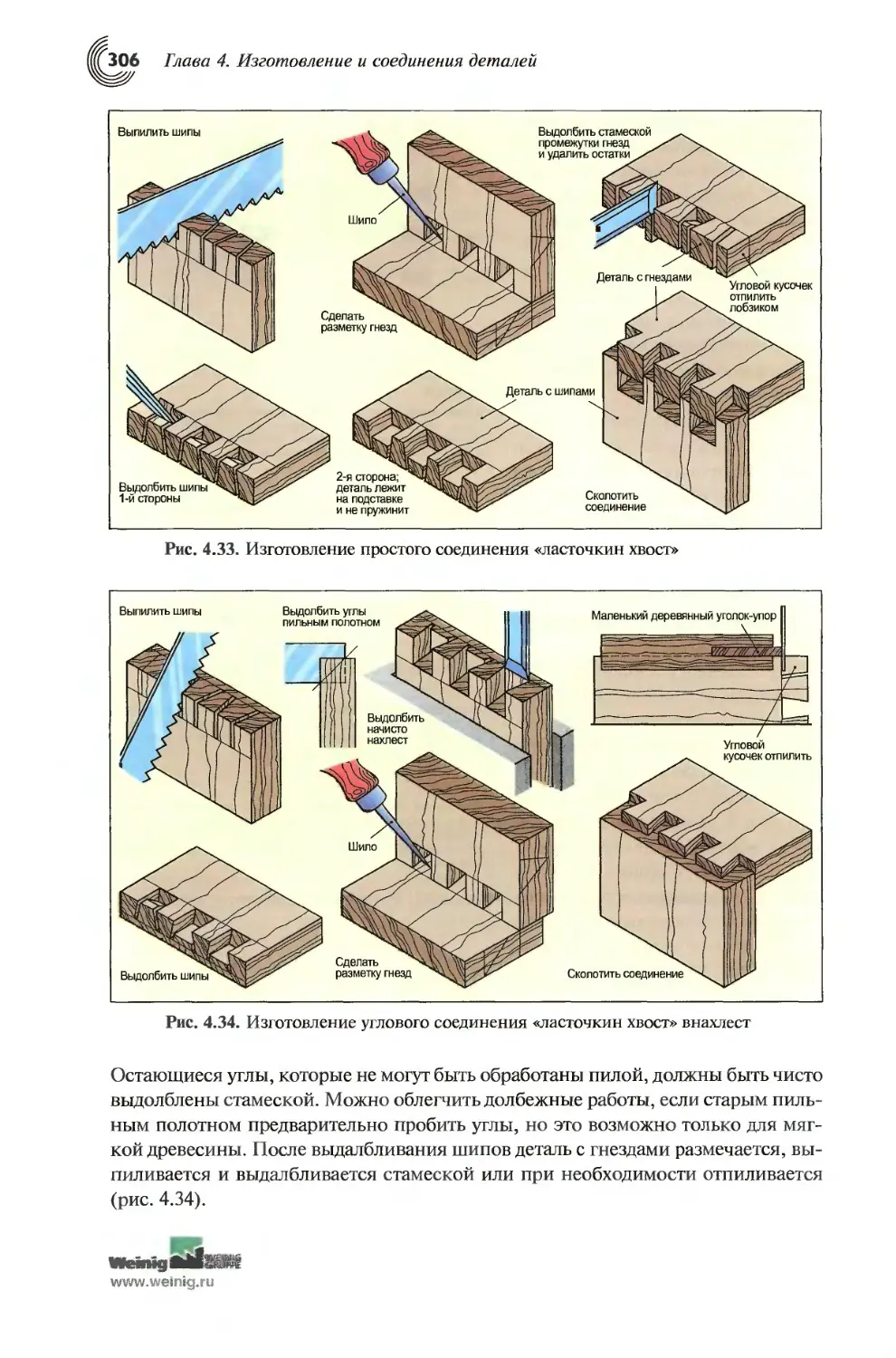
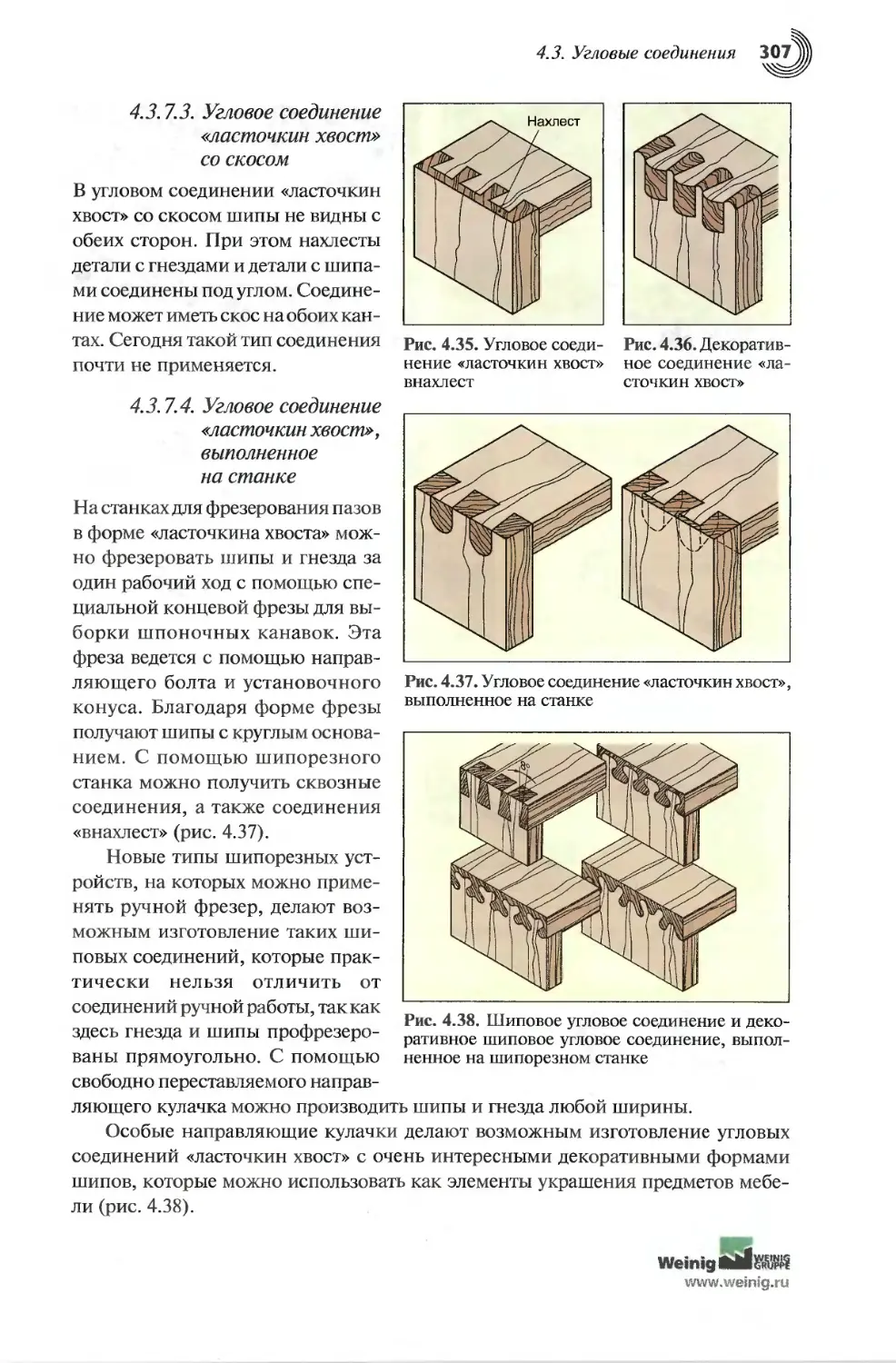
4.3.7. Шиповое угловое соединение «ласточкин хвост»..........304
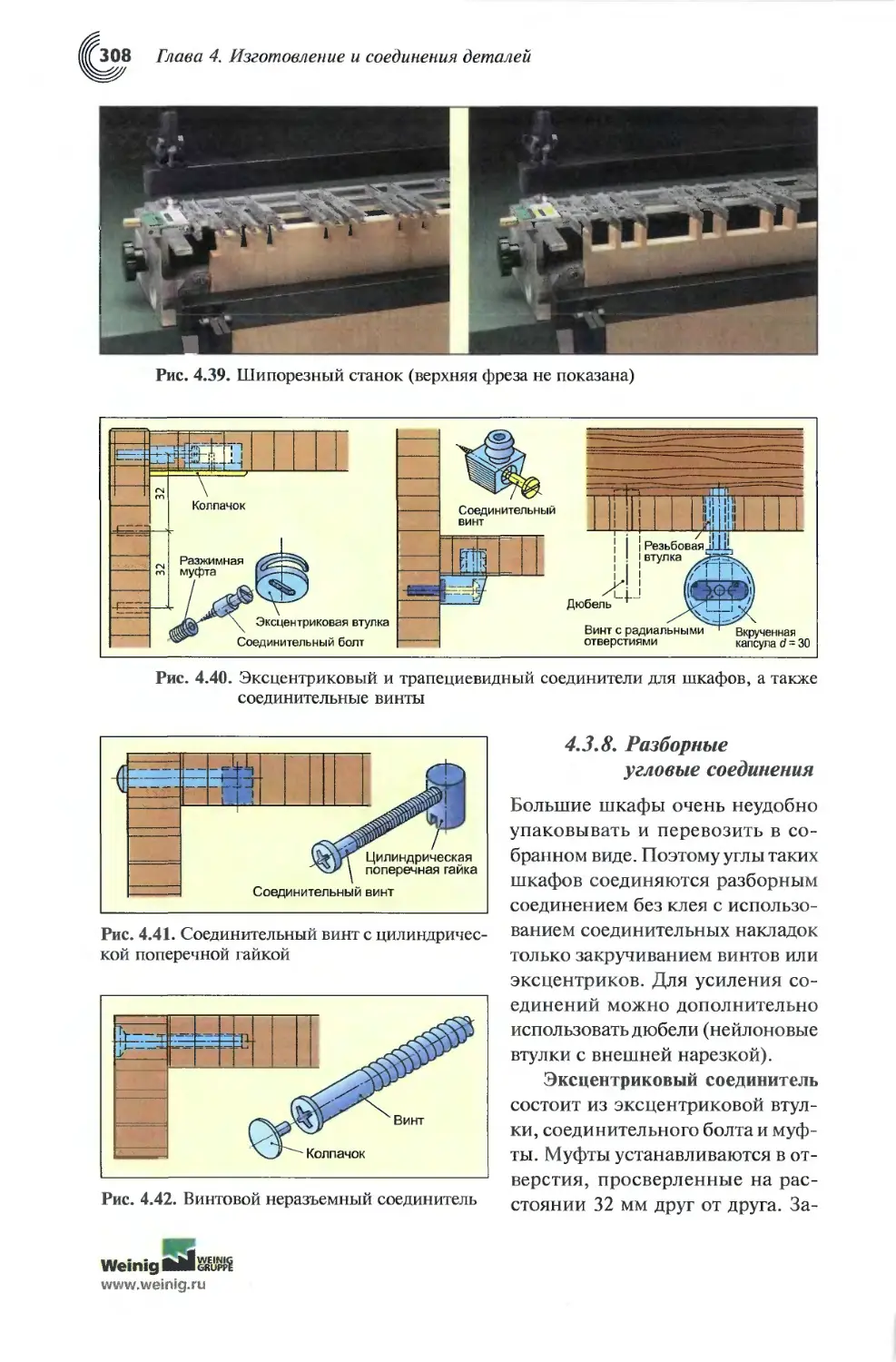
4.3.8. Разборные угловые соединения..........................308
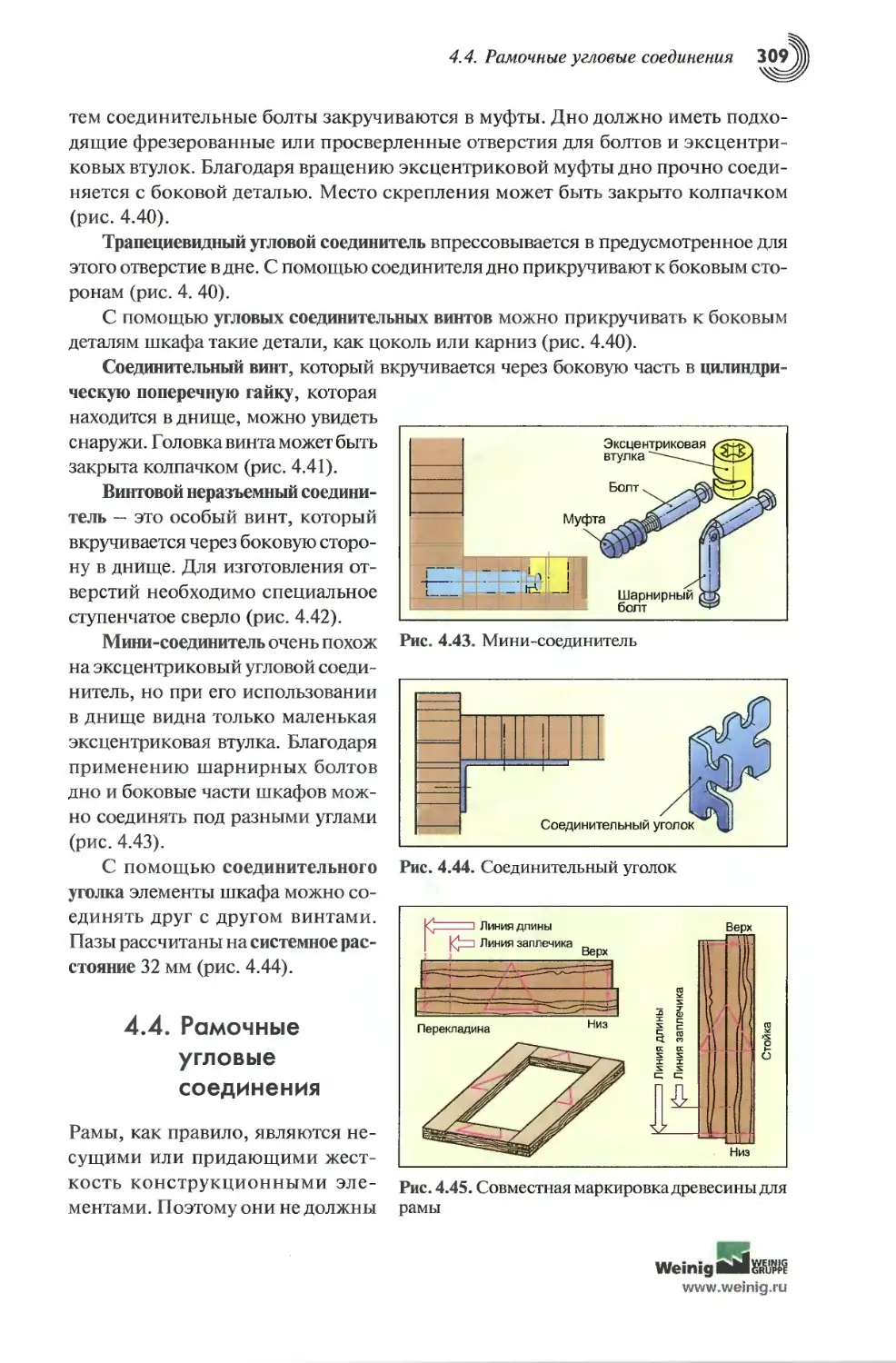
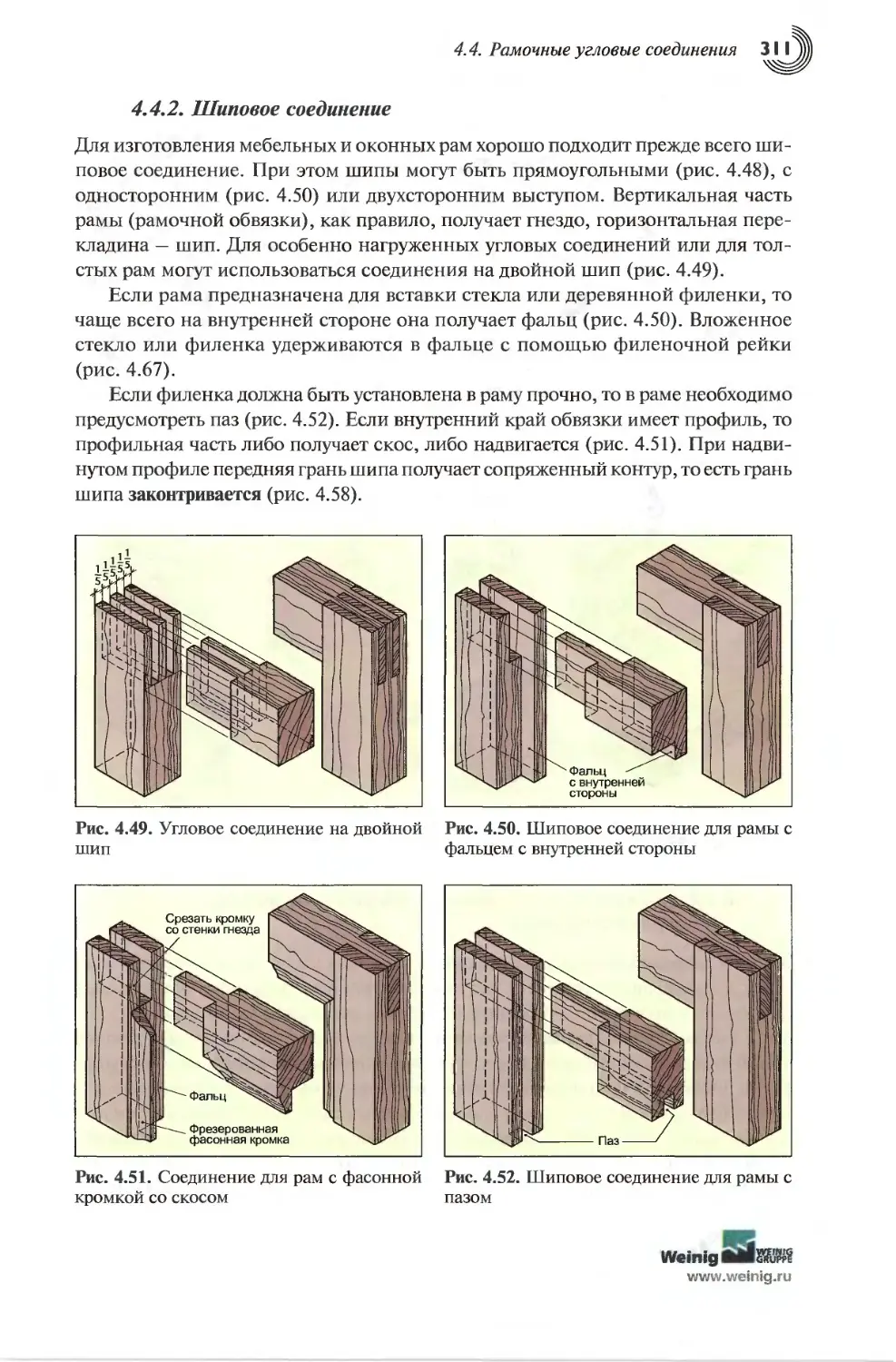
4.4. Рамочные угловые соединения................................309
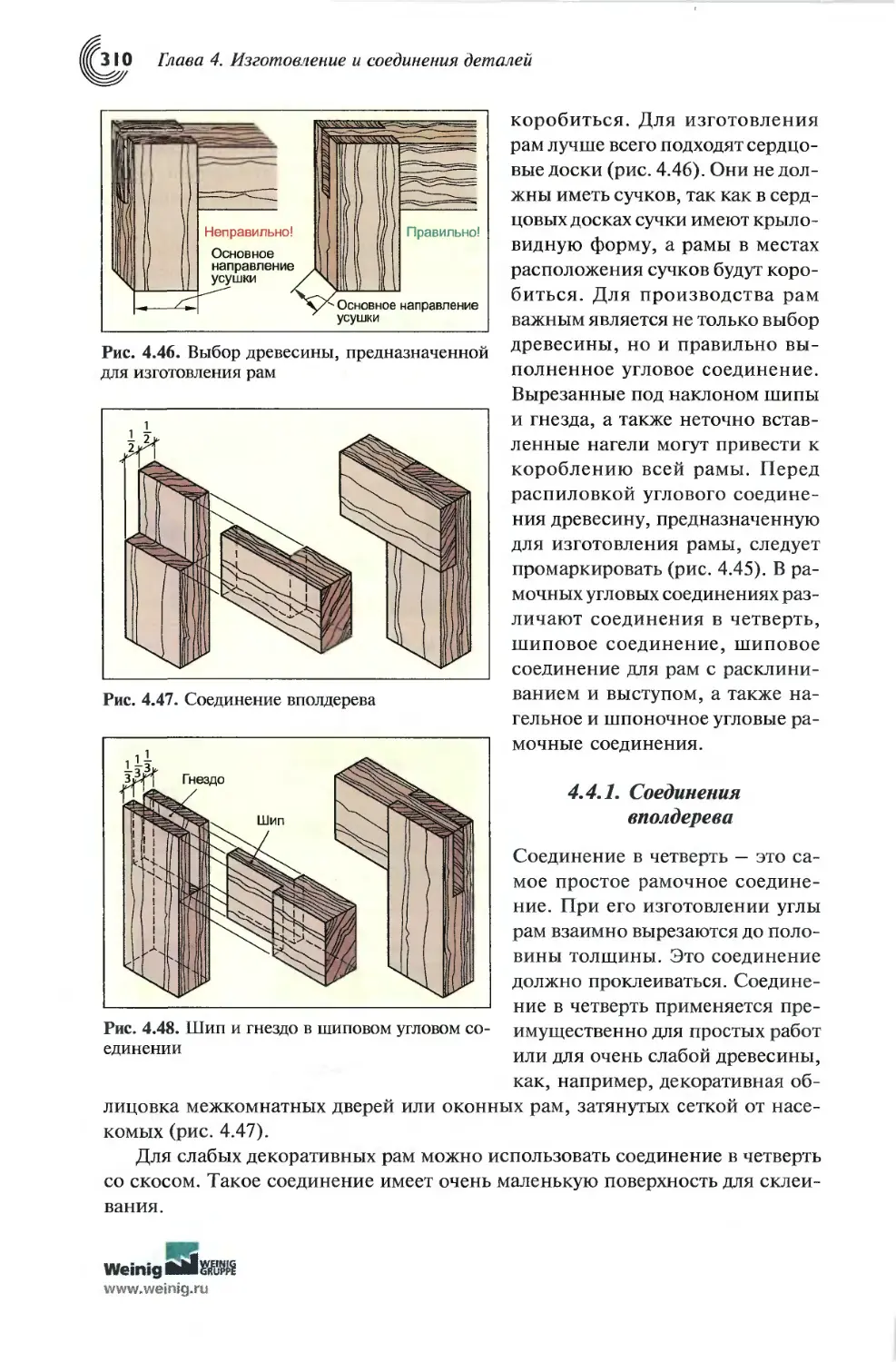
4.4.1. Соединения вполдерева.................................310
4.4.2. Шиповое соединение....................................311
4.4.3. Глухое шиповое соединение для рам с выступом и расклиниванием.312
4.4.4. Нагельное угловое рамочное соединение.................313
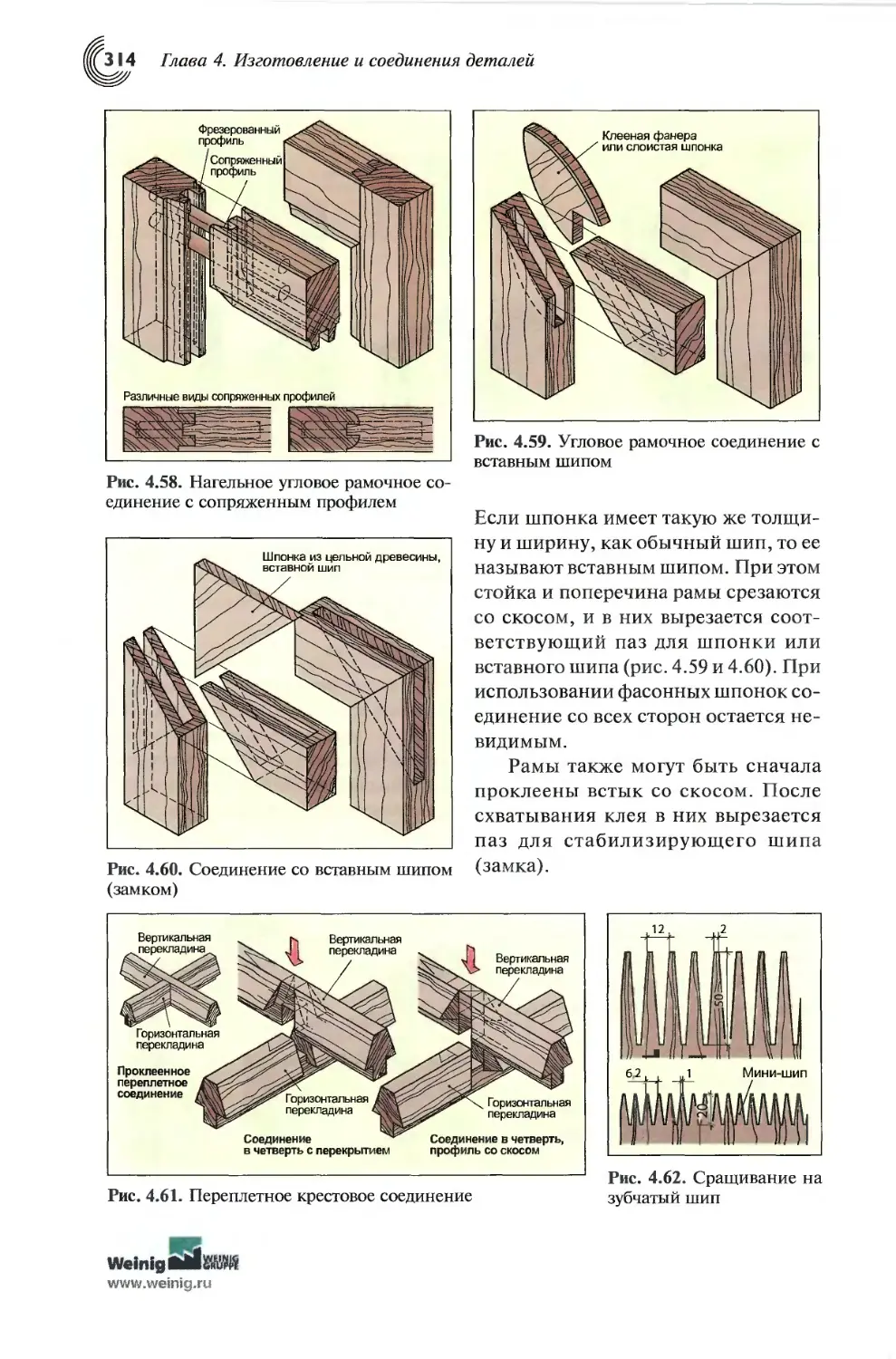
4.4.5. Угловое рамочное соединение с вставным шипом..........313
4.5. Переплетные соединения.....................................315
4.6. Сращивание.................................................315
4.7. Каркасные соединения.......................................315
4.8. Рамы и филенки.............................................316
4.9. Фанерование................................................317
4.9.1. Выбор шпона...........................................317
4.9.2. Разрезание и фугование шпона..........................318
4.9.3. Соединение шпона......................................318
4.9.4. Подготовка основы для приклеивания шпона..............319
4.9.5. Нанесение клея и укладка шпона........................322
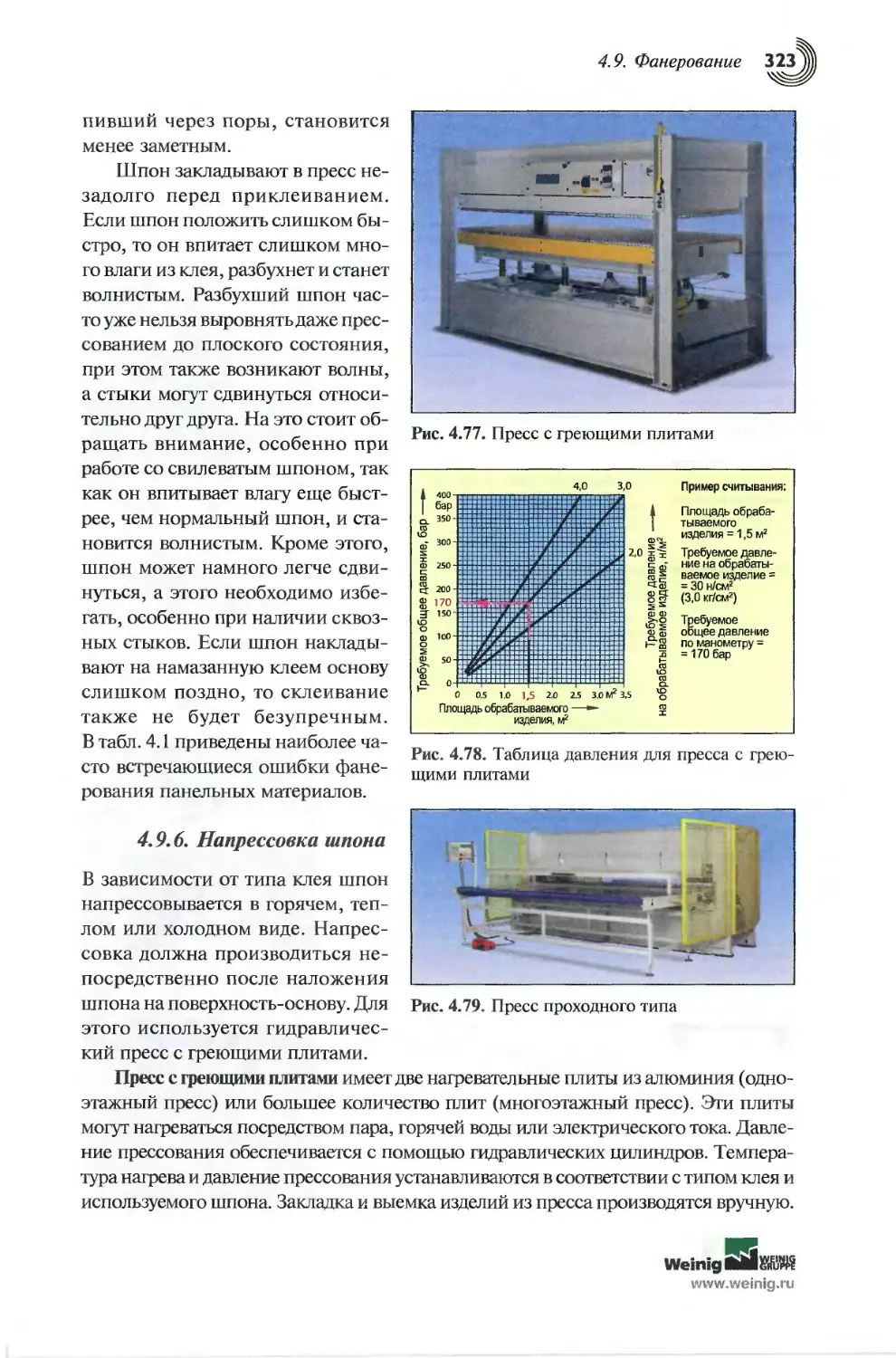
4.9.6. Напрессовка шпона.....................................323
4.9.7. Нанесение подоблицовочного слоя.......................325
4.9.8. Фанерование выгнутых или профилированных поверхностей.........326
4.9.9. Фанерование профилированных кантов....................326
4.9.10. Инкрустация шпоном...................................327
4.9.11. Уход за фанерованными поверхностями..................327
Глава 5. СРЕДСТВА И СПОСОБЫ ОБРАБОТКИ ПОВЕРХНОСТИ .................329
5.1. Подготовка поверхности.....................................329
5.1.1. Зачистка и шлифование.................................329
5.1.2. Обессмоливающие средства и обессмоливание.............330
5.1.3. Вымачивание...........................................330
5.1.4. Удаление следов клея..................................331
5.1.5. Шпатлевка и шпатлевание...............................332
5.1.6. Удаление пятен........................................333
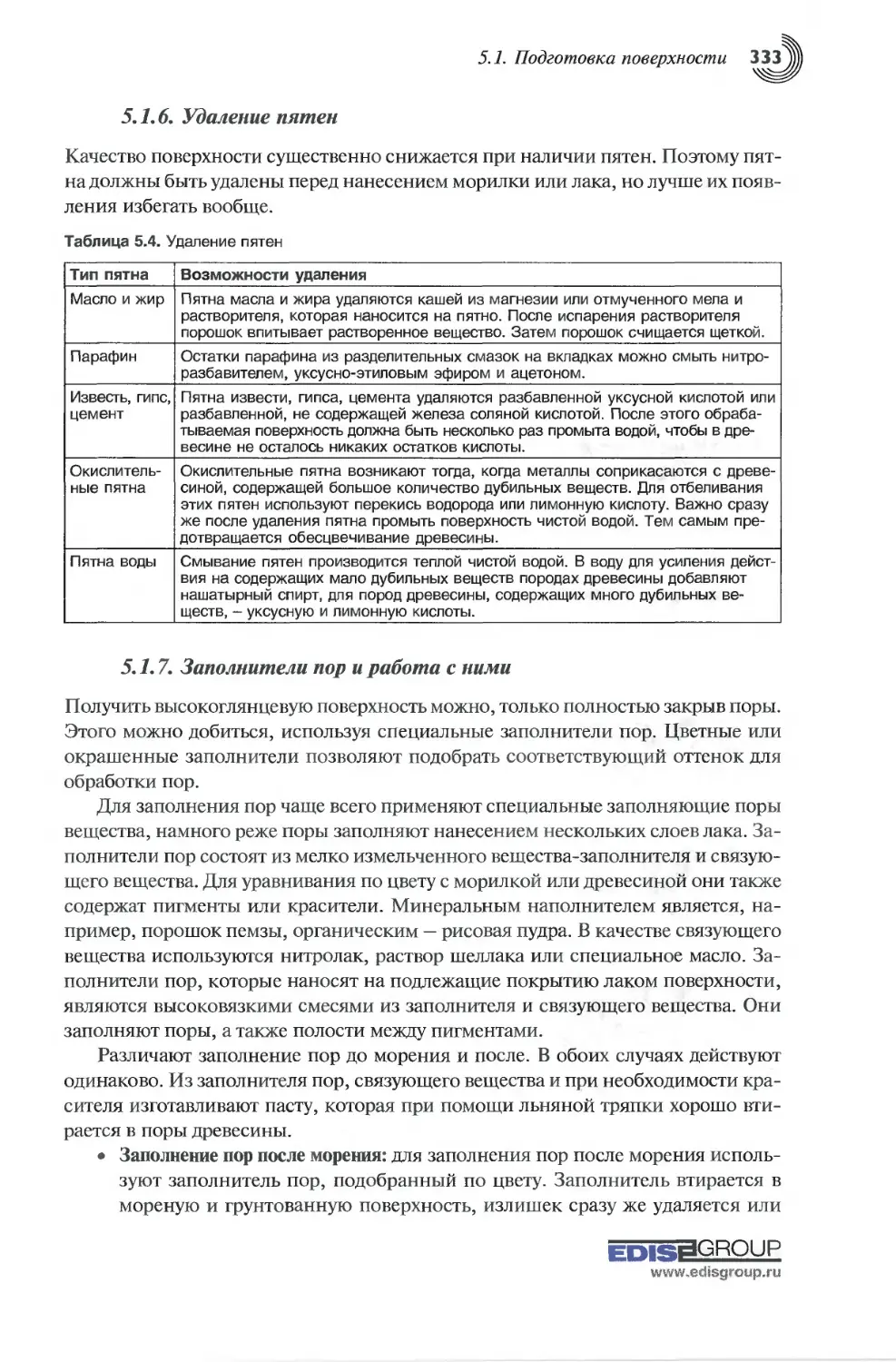
5.1.7. Заполнители пор и работа с ними.......................333
5.1.8. Отбеливающие средства и отбеливание...................335
5.2. Виды протрав...............................................336
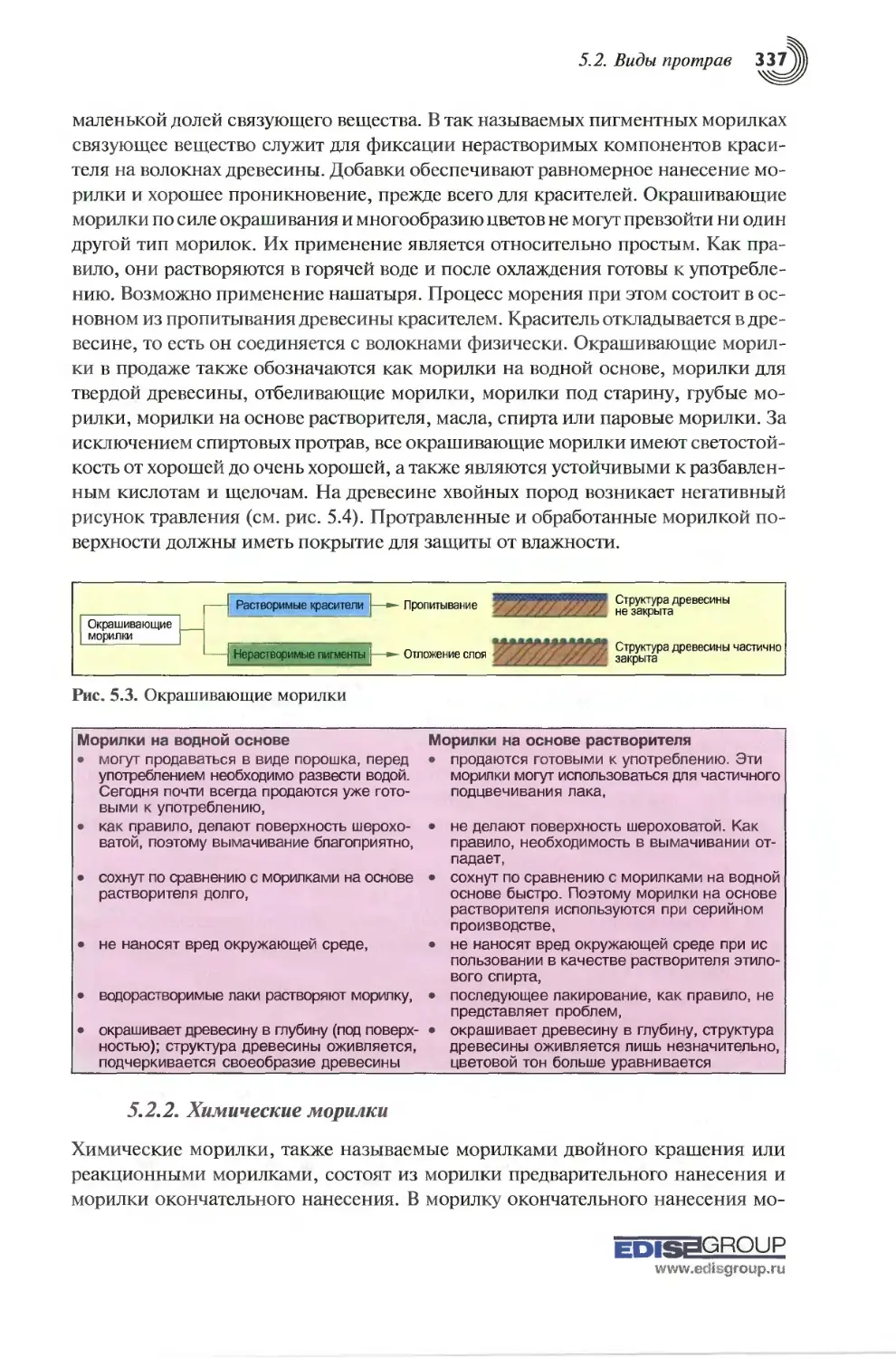
5.2.1. Окрашивающие морилки..................................336
5.2.2. Химические морилки....................................337
5.2.3. Комбинационные морилки................................339
5.2.4. Субстратные морилки...................................340
5.2.5. Цветотоновое оформление натуральными красителями......340
5.3. Морение....................................................341
5.3.1. Изготовление травильного раствора.....................341
5.3.2. Нанесение раствора для морения........................342
5.3.3. Сушка протравленных поверхностей......................345
РОССИЙСКАЯ ФЕДЕРАЦИЯ
ОБЩЕСТВО С ОГРАНИЧЕННОЙ О’ГВЕТСТВЕНН.О.О'ГЫО
”33 ДУБА” ПРОИЗВОДСТВО элитных деревянных .ОКОН
и евробруса
IЩ13 сосны, лиственницы, ясеня и дуба
I более
7 лет ч
''на рынке! j
пер. Октябрьский, 2а, тел.: 8(4832)73-89-90
компания
ВелТорг
•широкая программа кредитования
• помощь в выборе
и оформлении земли
Ул. Брошевского, 5, офис Телефакс: 331-22-72, 265-64-78 www.brev.ru
Срубовые дома и бани из оцилиндрованного и неоцилиндрованного бревна
12 Содержание
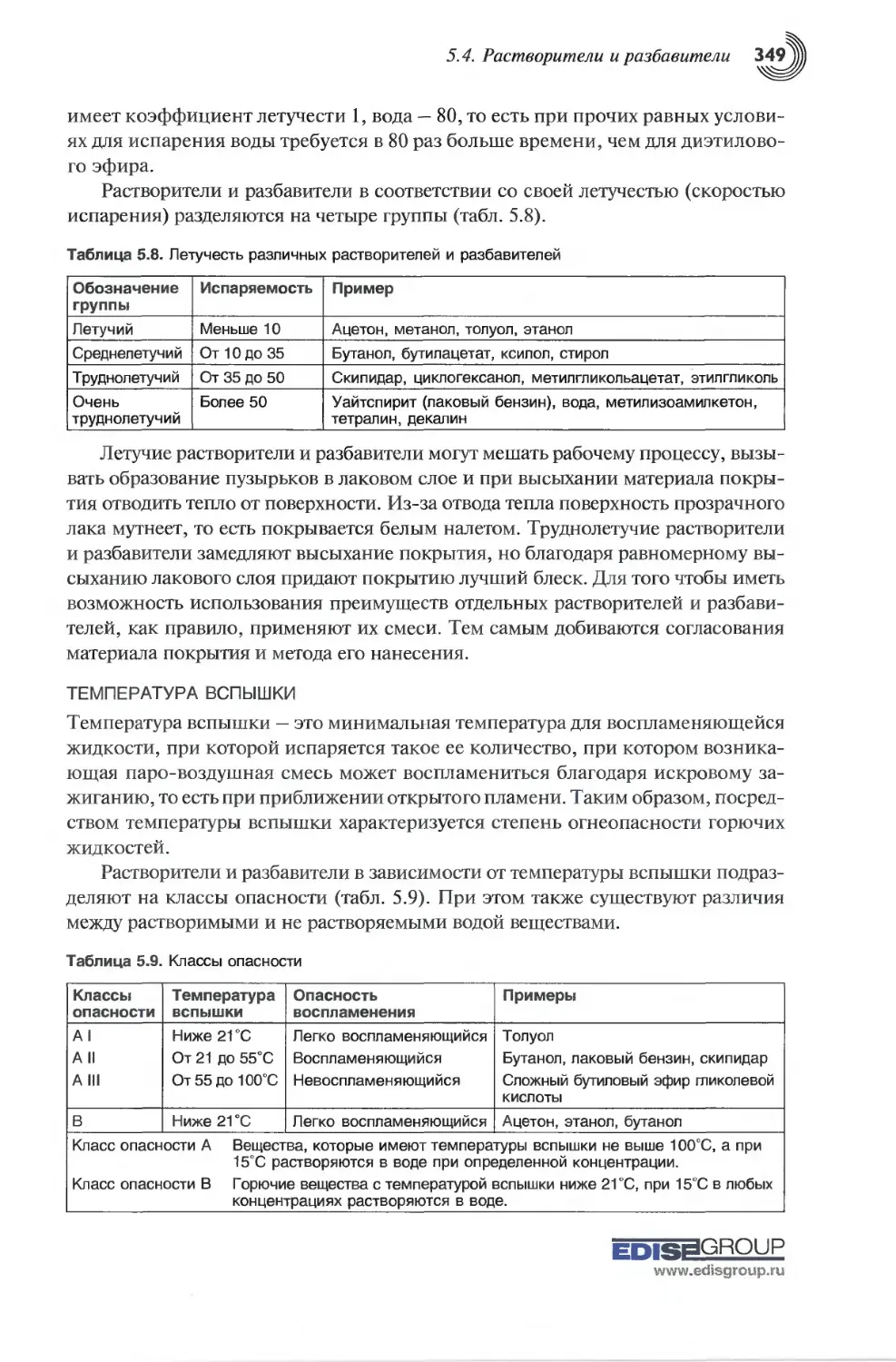
5.4. Растворители и разбавители..................................345
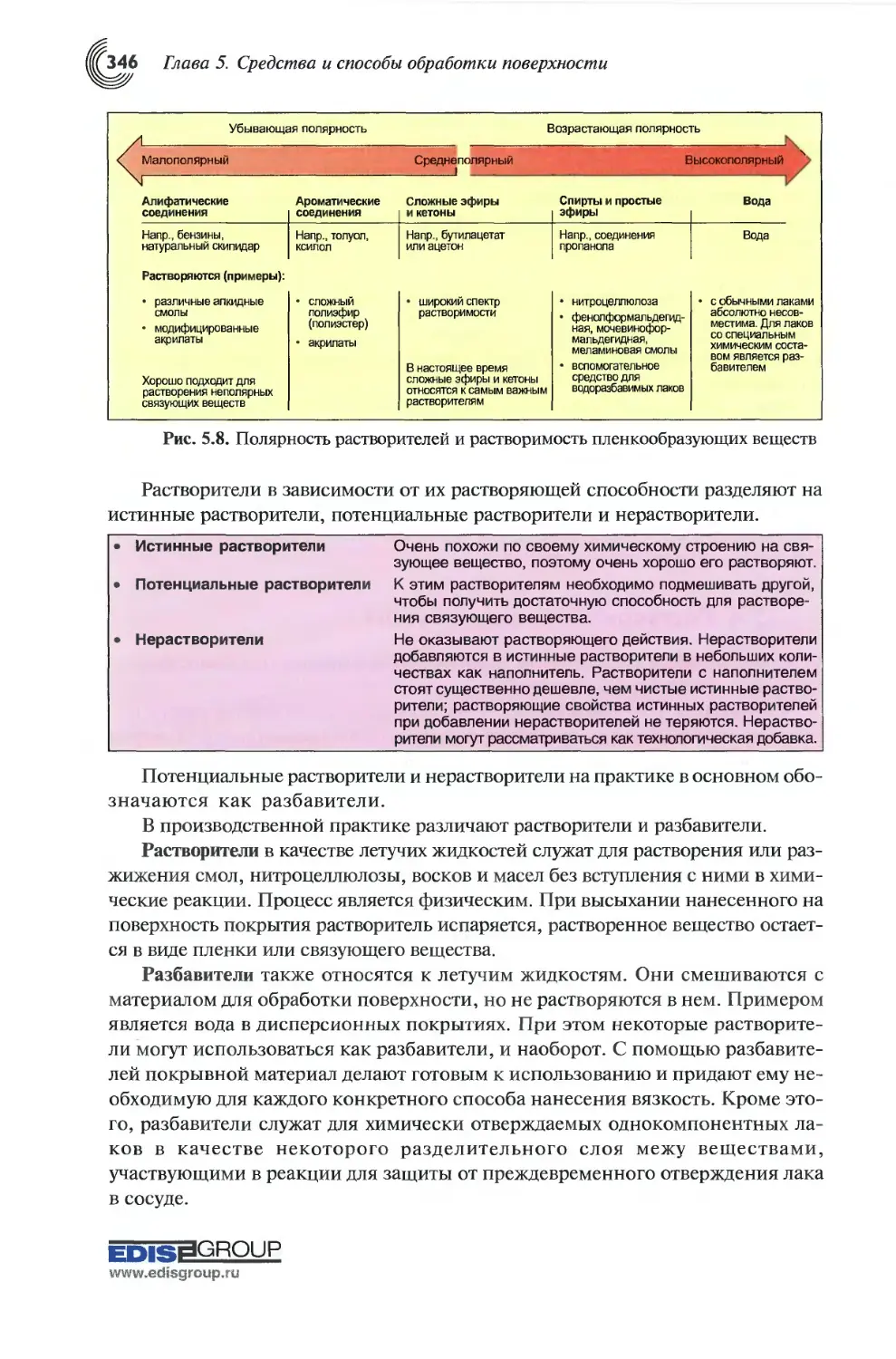
5.4.1. Растворяющая способность и классификация...............345
5.4.2. Виды растворителей и разбавителей......................347
5.4.3. Свойства и характеристики............................ 348
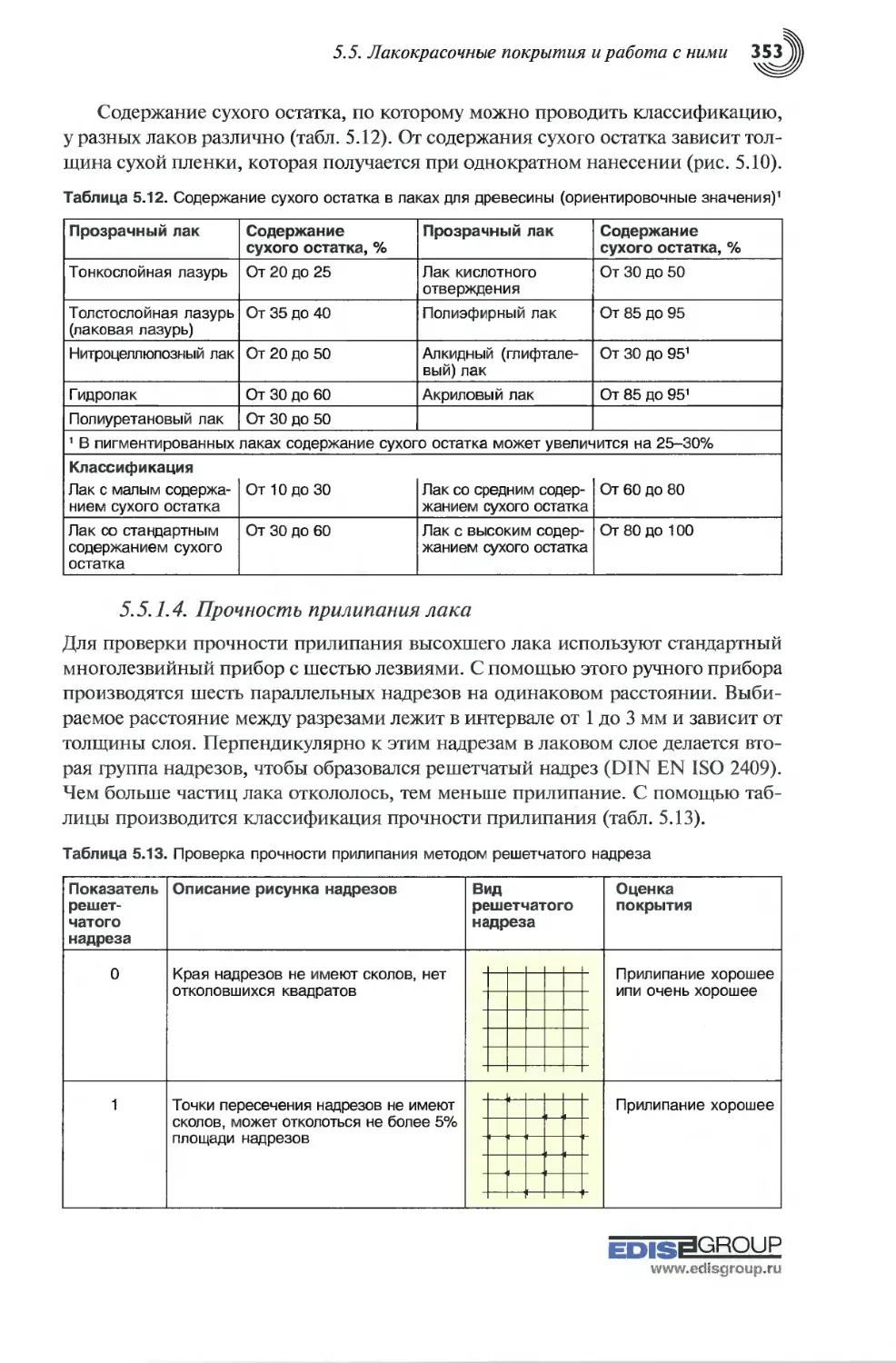
5.5. Лакокрасочные покрытия и работа с ними......................350
5.5.1. Классификация и испытания лакокрасочных материалов.....351
5.5.2. Химически отверждаемые покрытия........................355
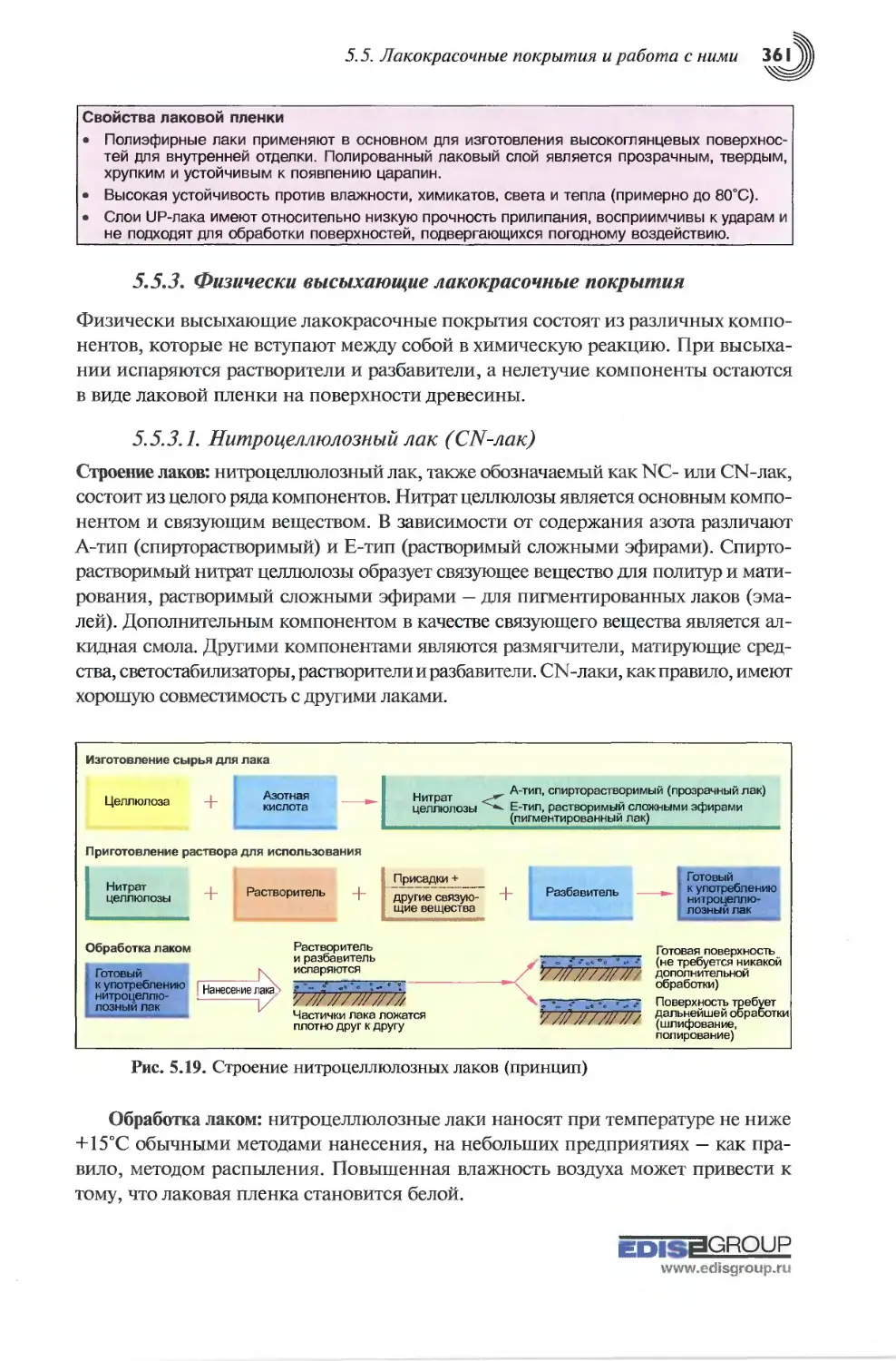
5.5.3. Физически высыхающие лакокрасочные покрытия............361
5.5.4. Масла и олифы..........................................369
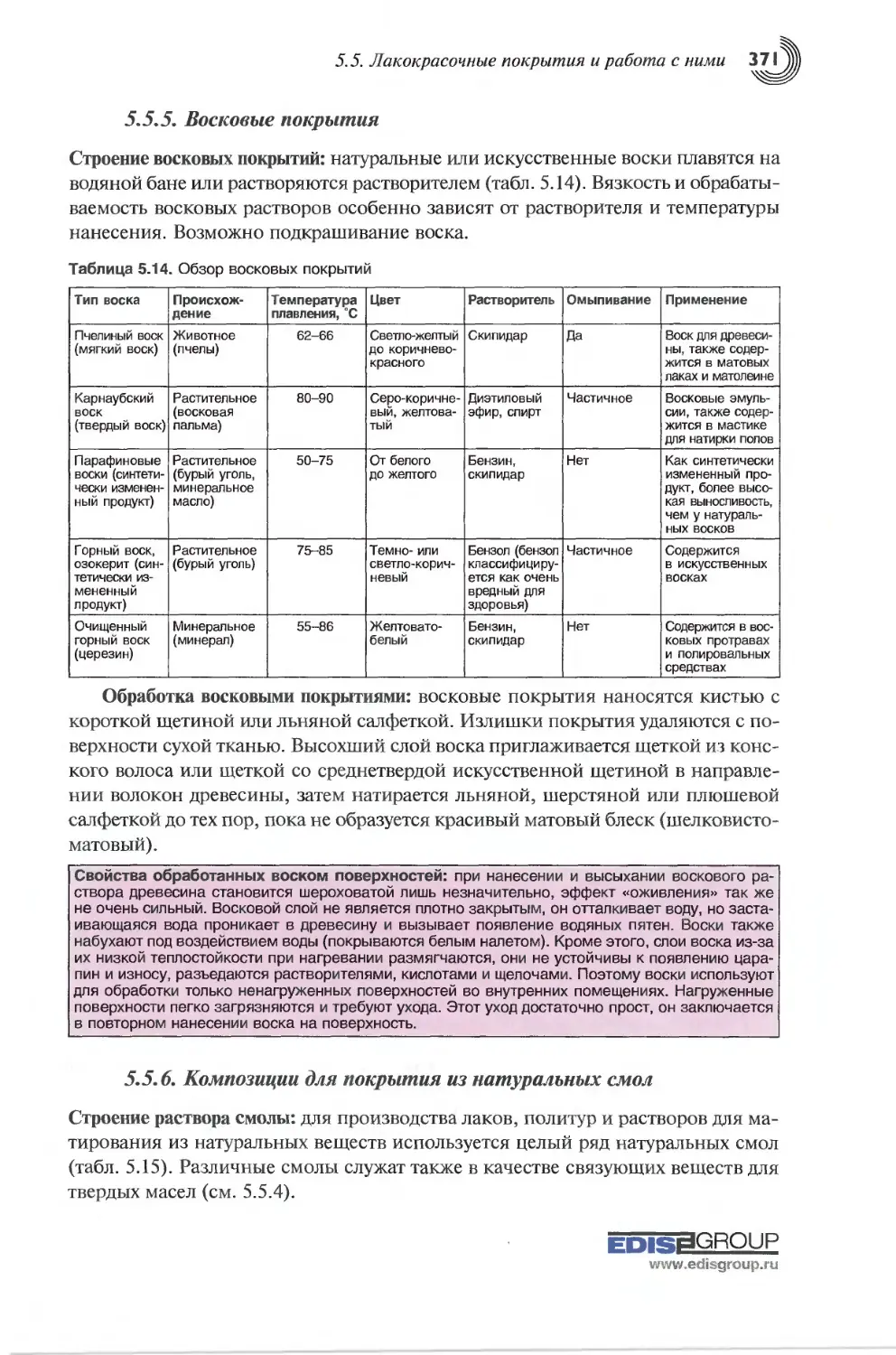
5.5.5. Восковые покрытия......................................371
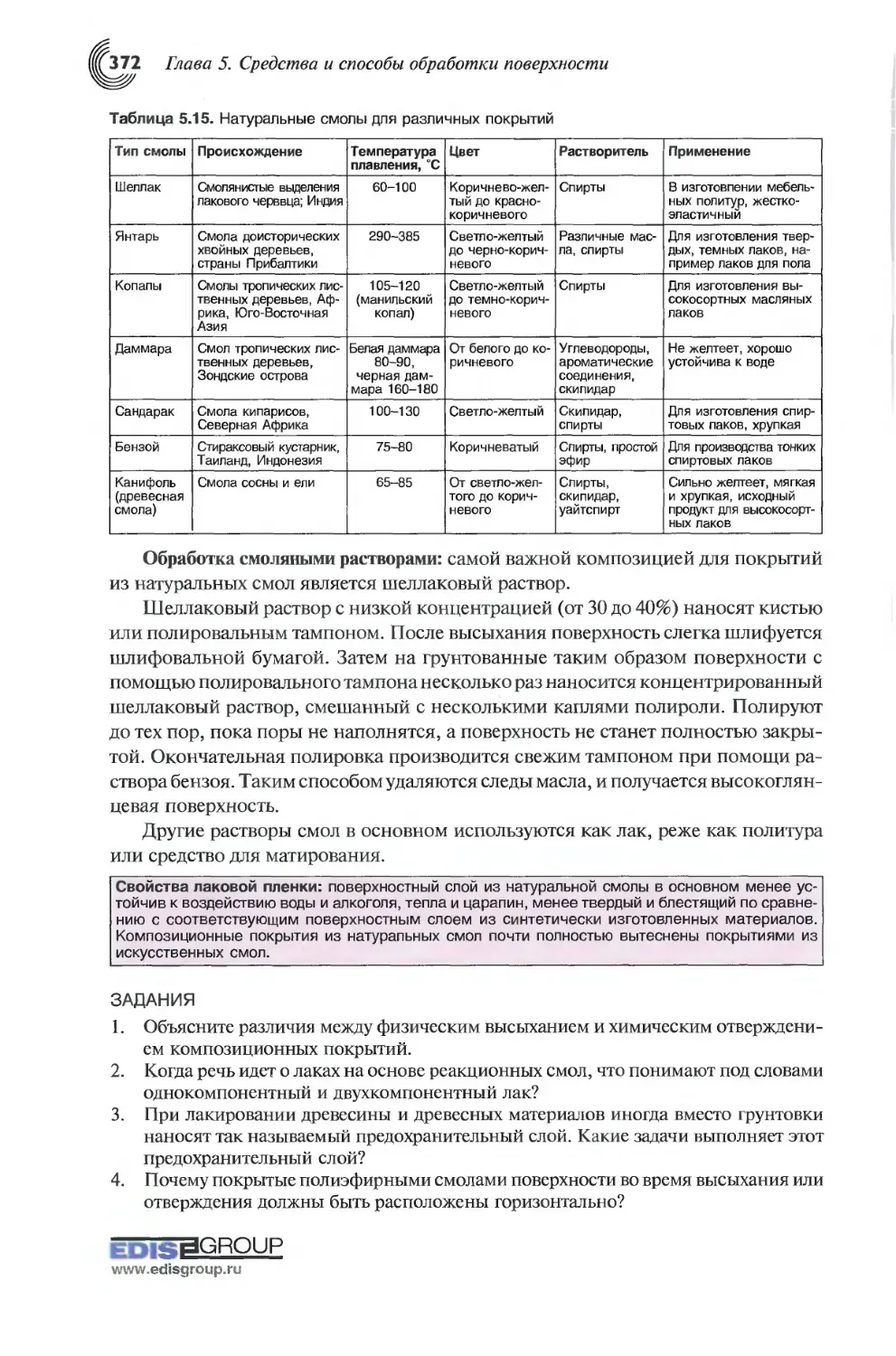
5.5.6. Композиции для покрытия из натуральных смол............371
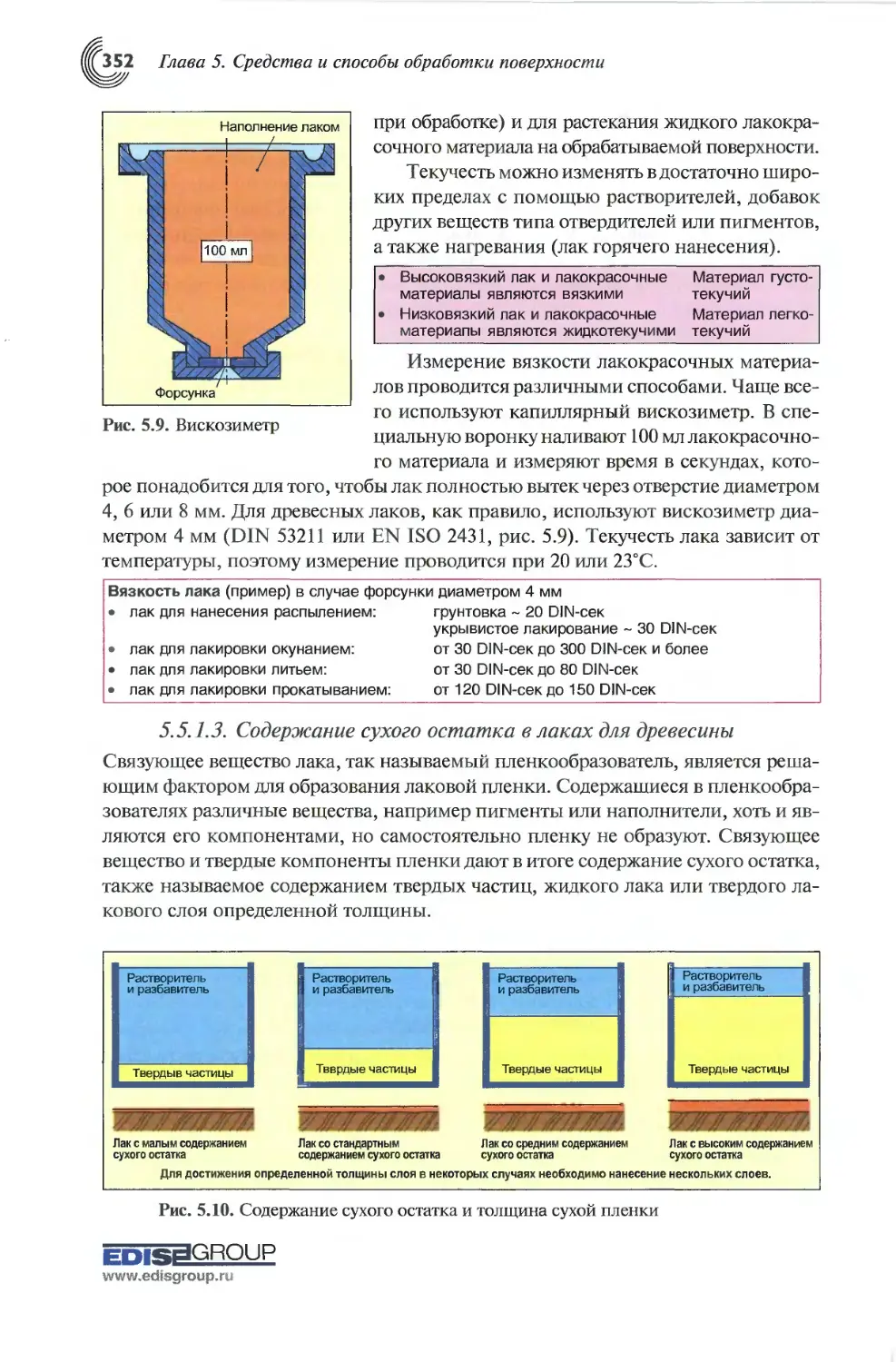
5.6. Техника обработки поверхности...............................373
5.6.1. Грунтование............................................373
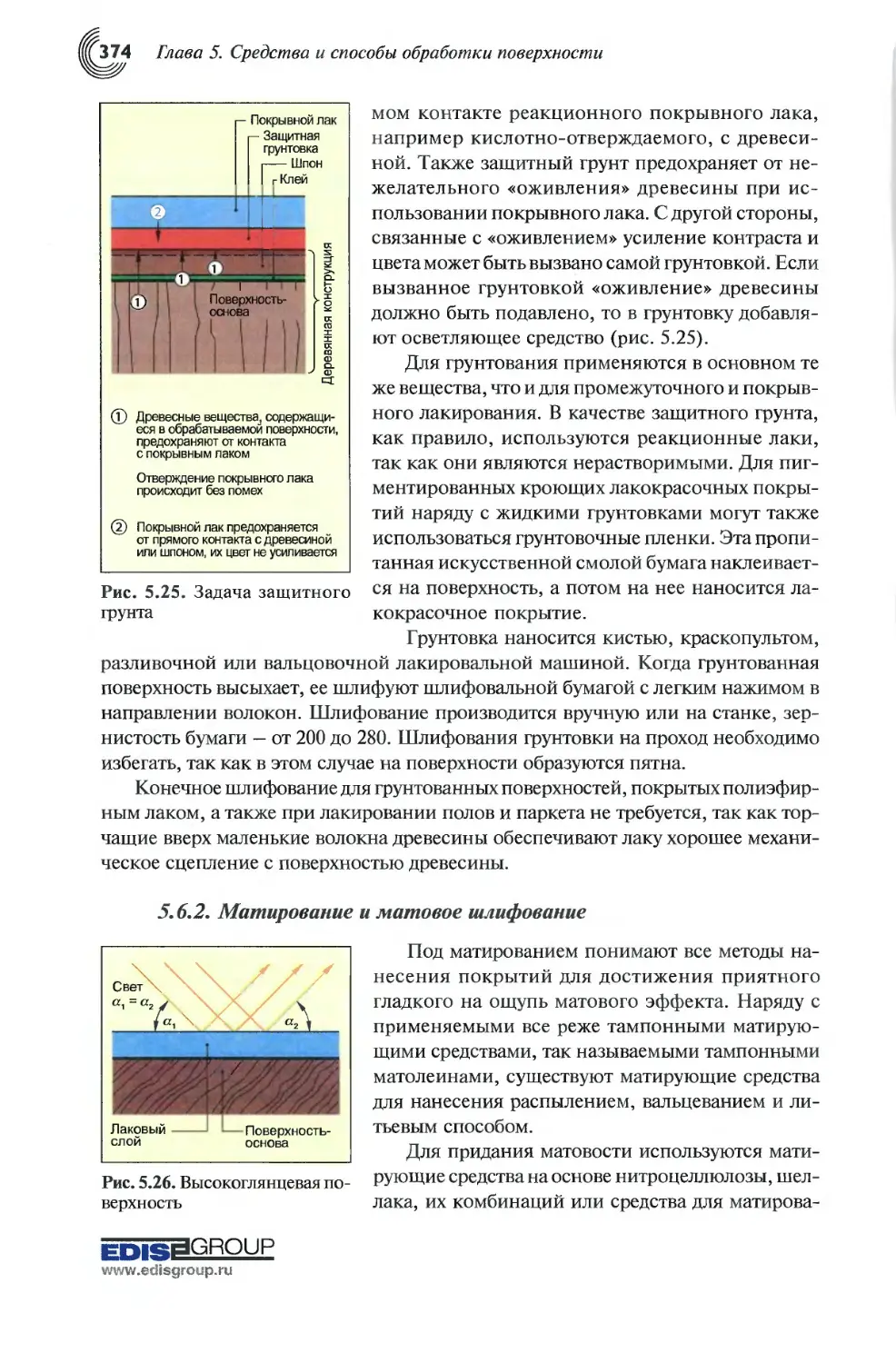
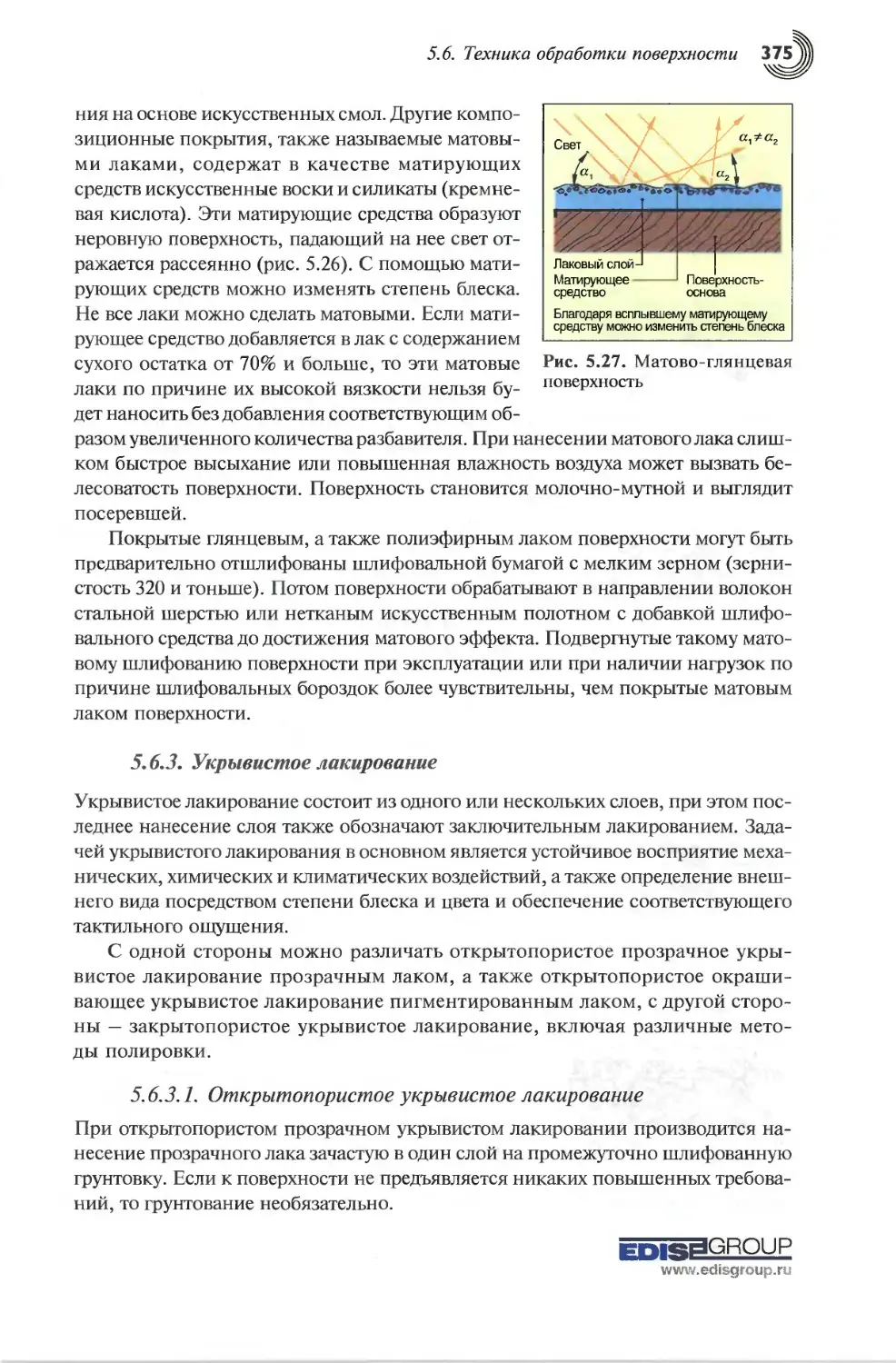
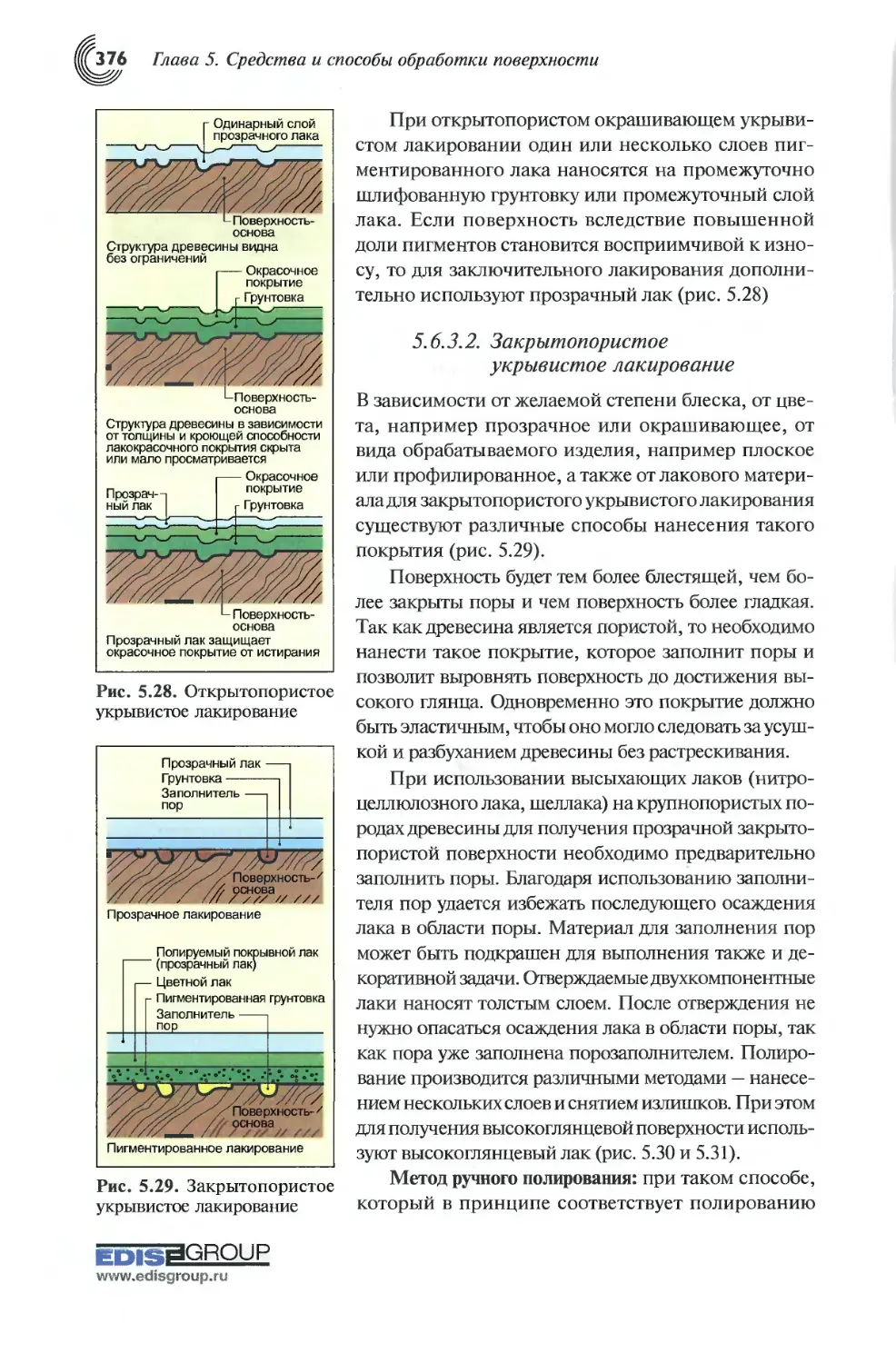
5.6.2. Матирование и матовое шлифование.......................374
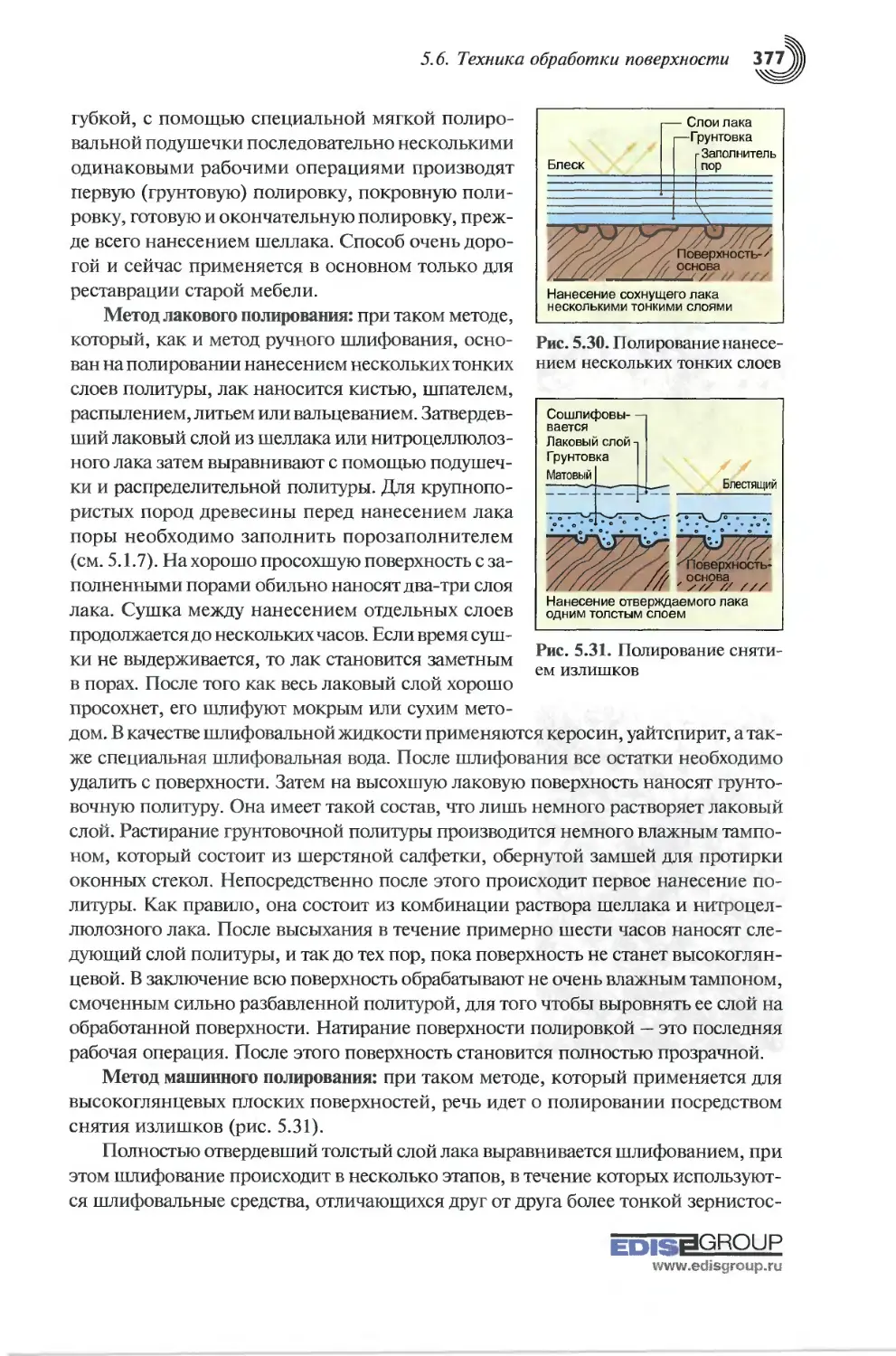
5.6.3. Укрывистое лакирование.................................375
5.6.4. Получение структурированных поверхностей...............379
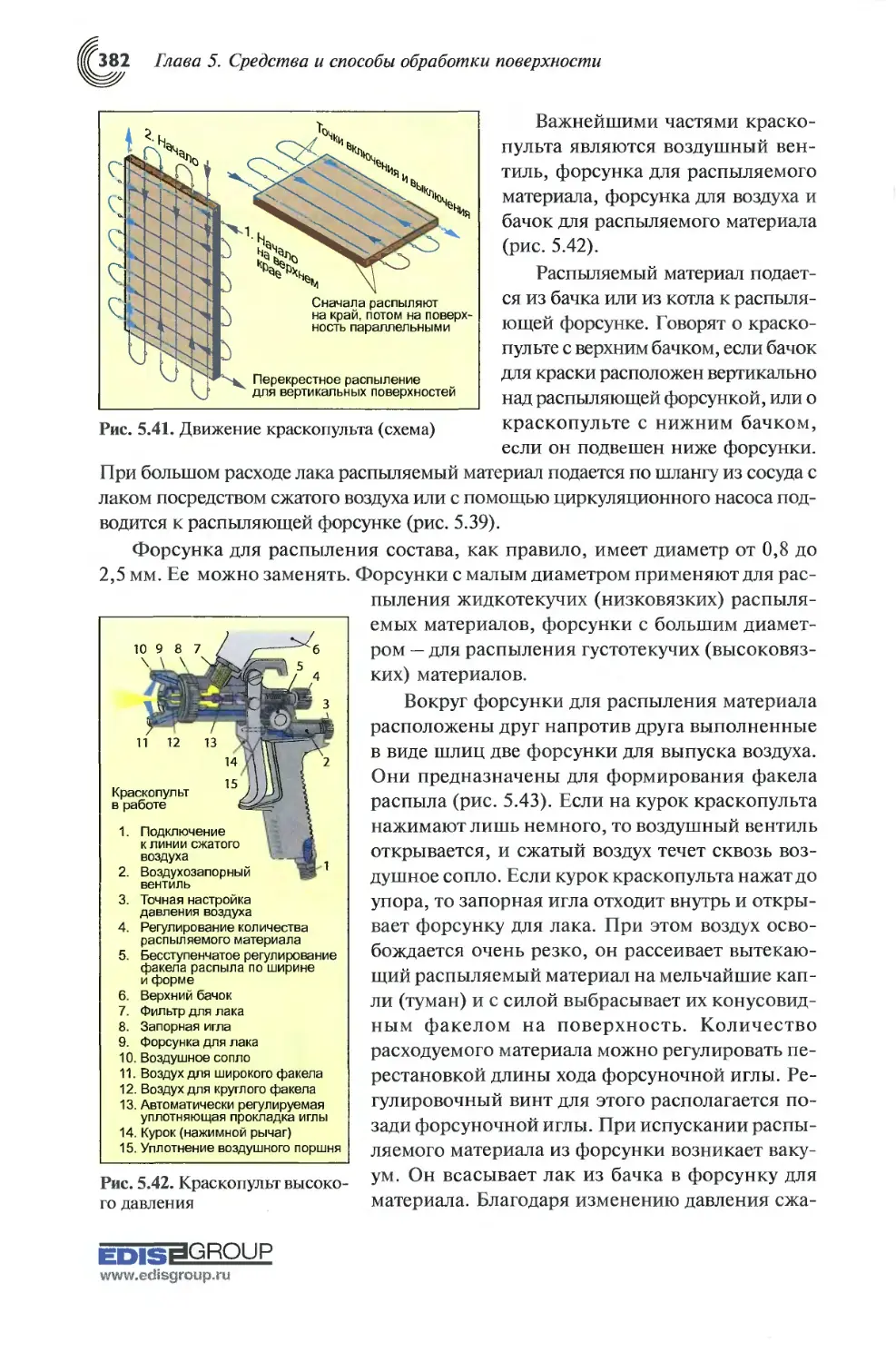
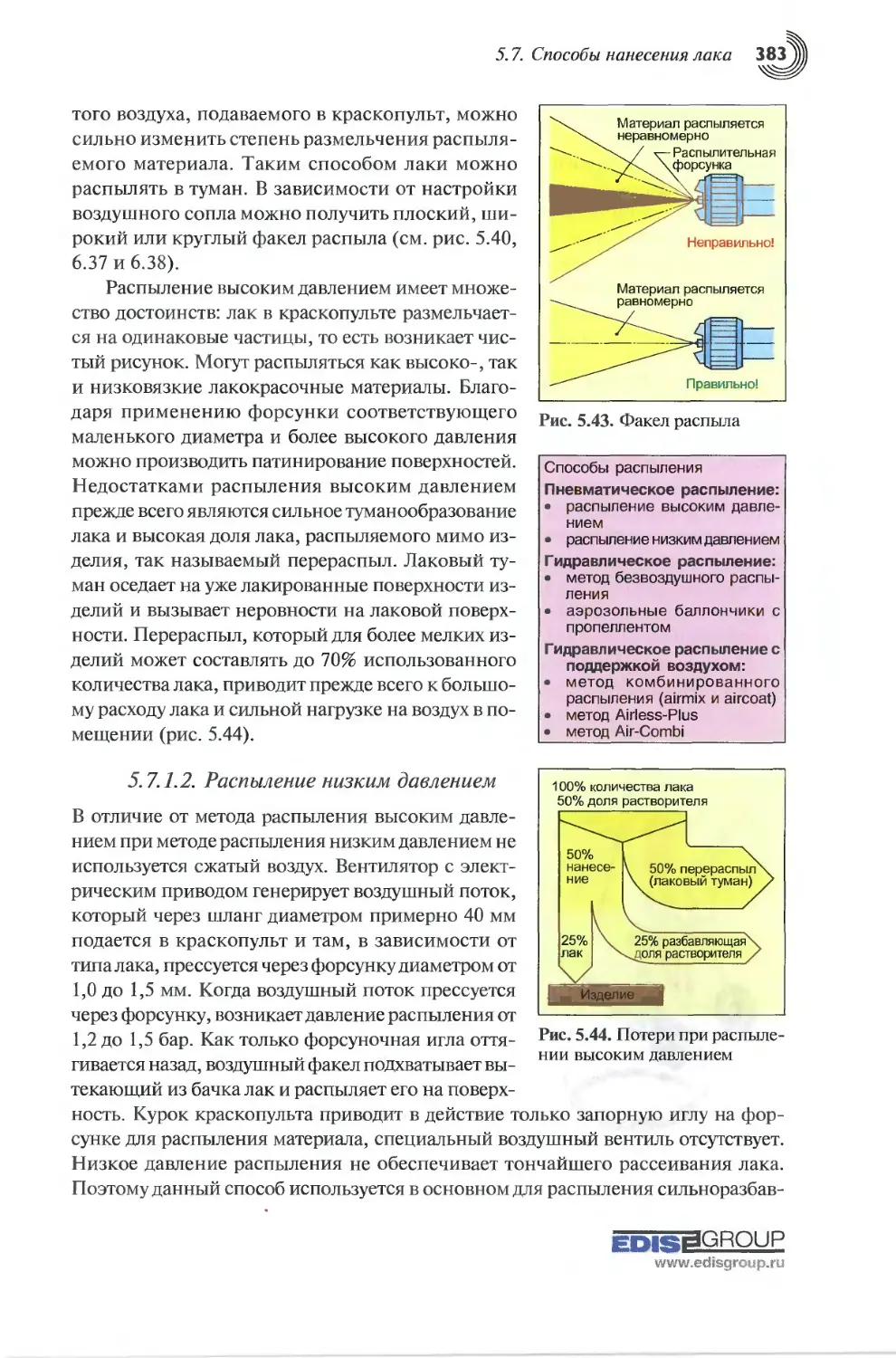
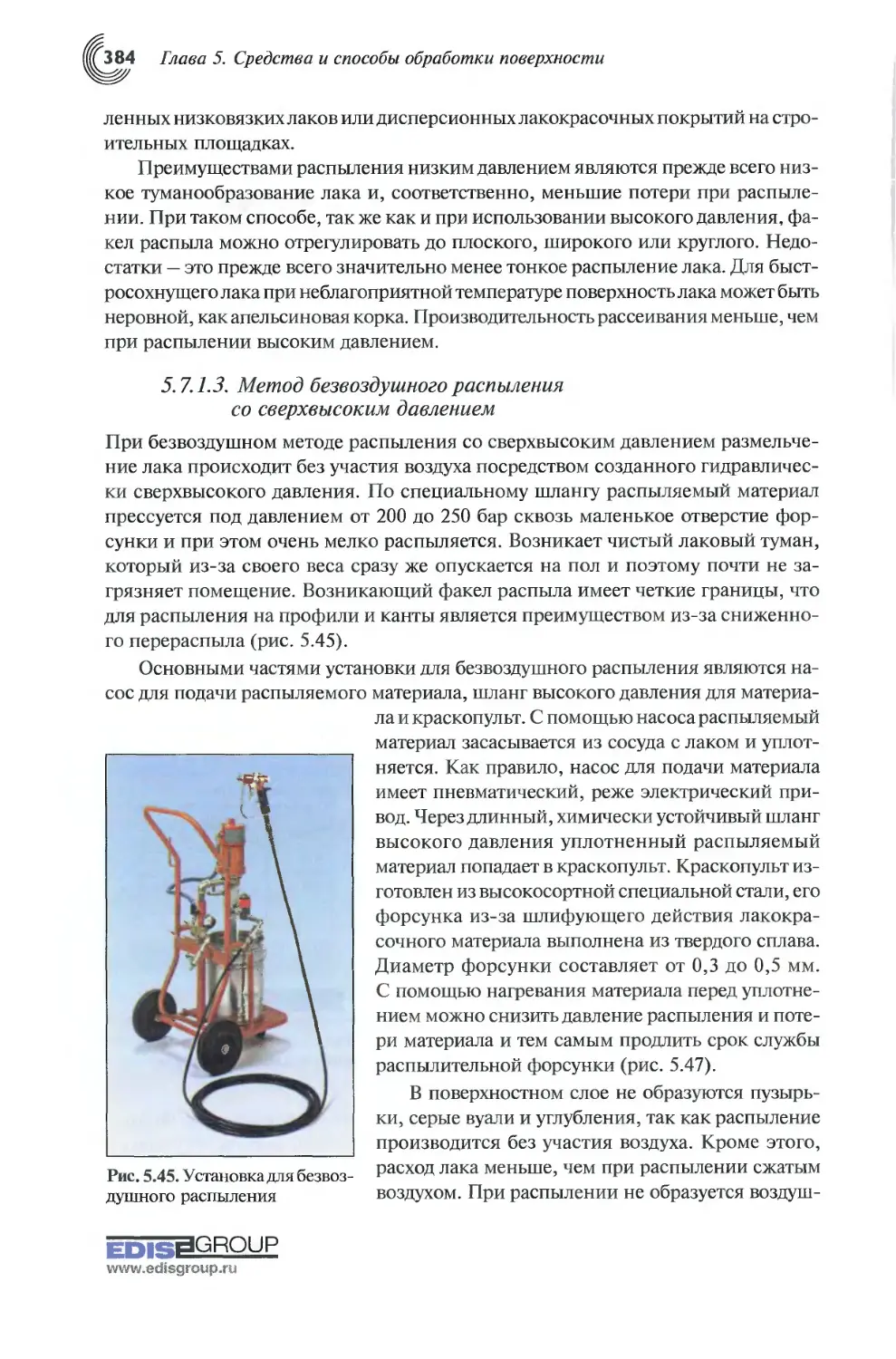
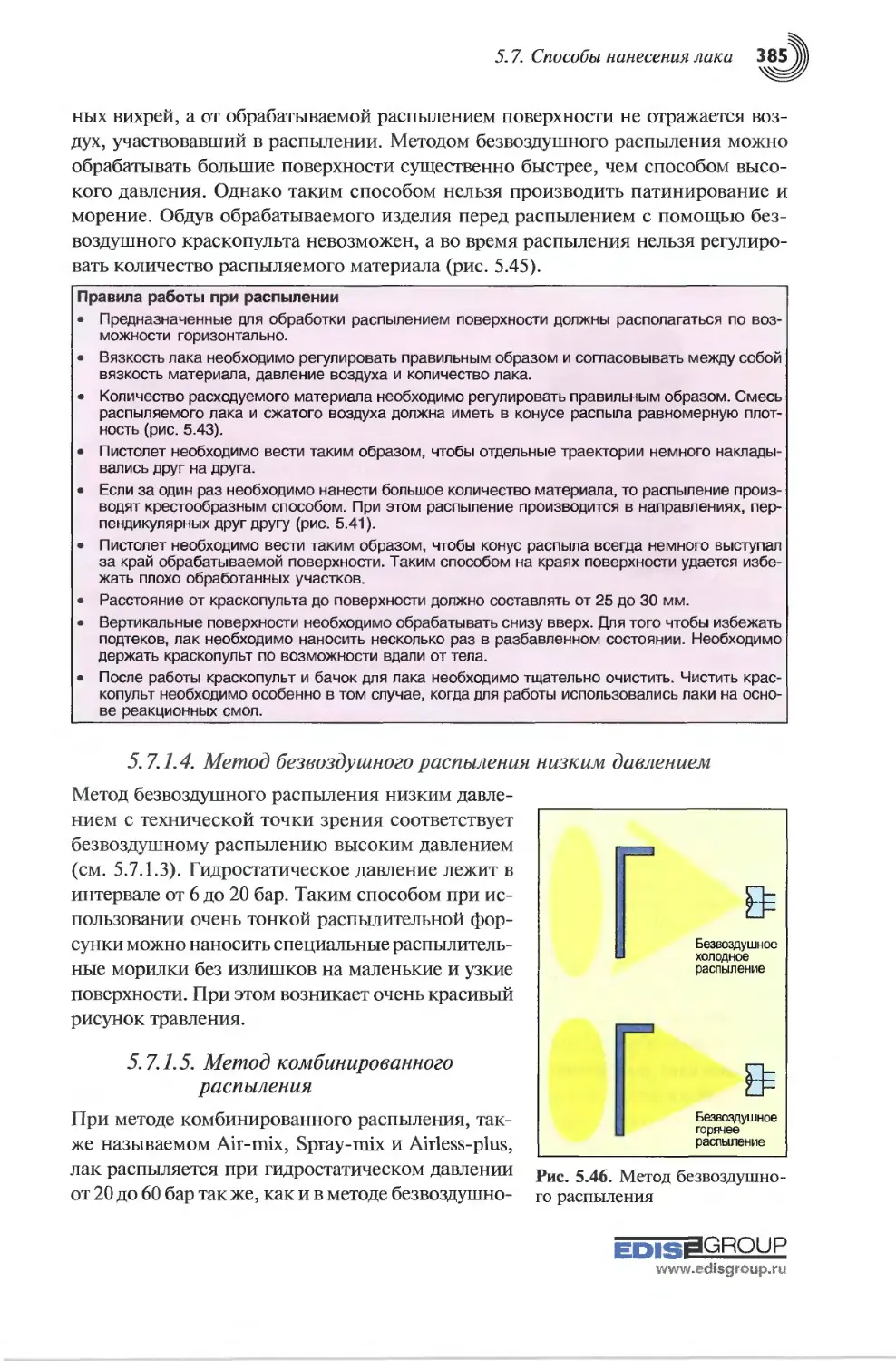
5.7. Способы нанесения лака......................................381
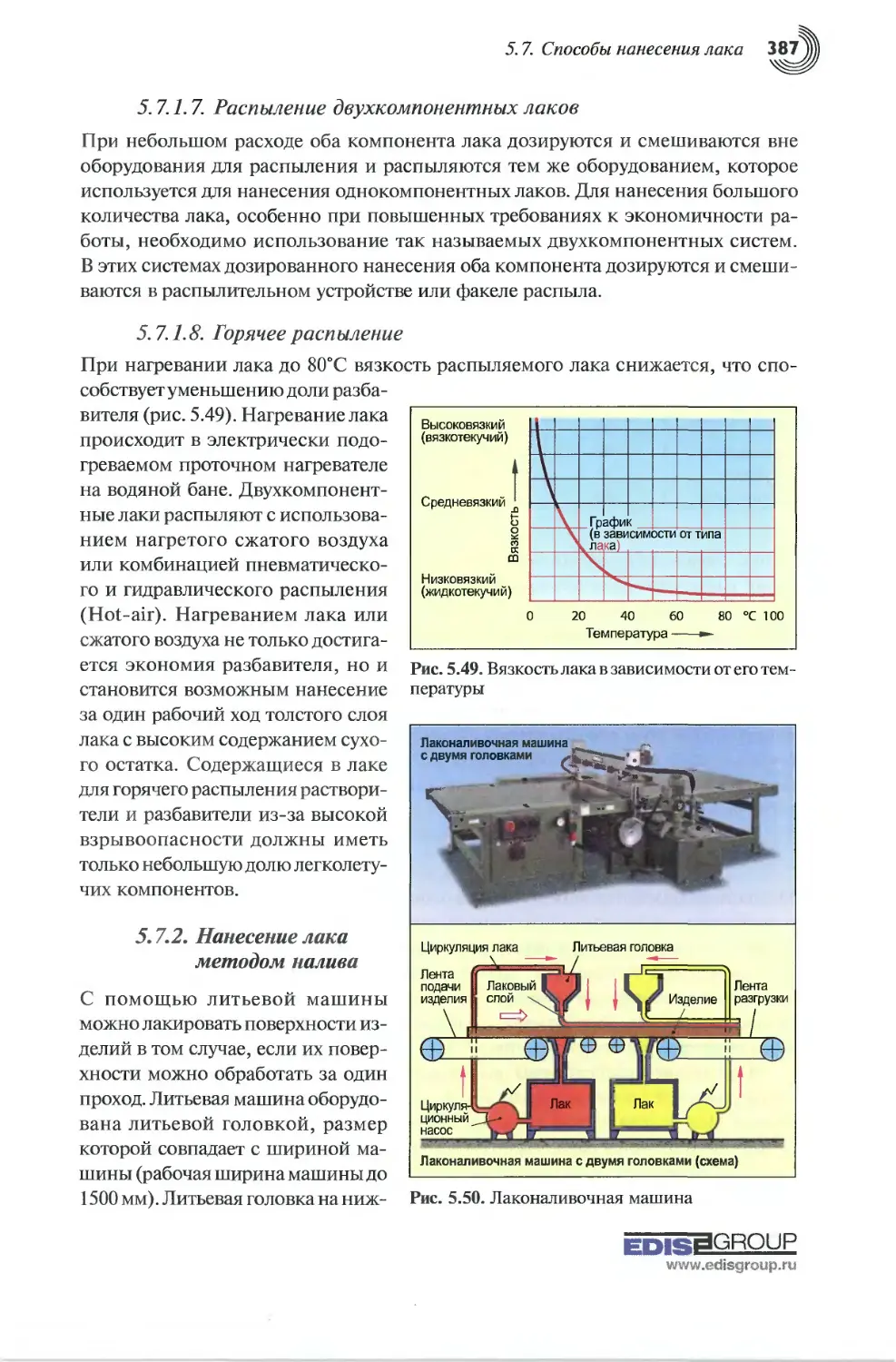
5.7.1. Распыление........................................... 381
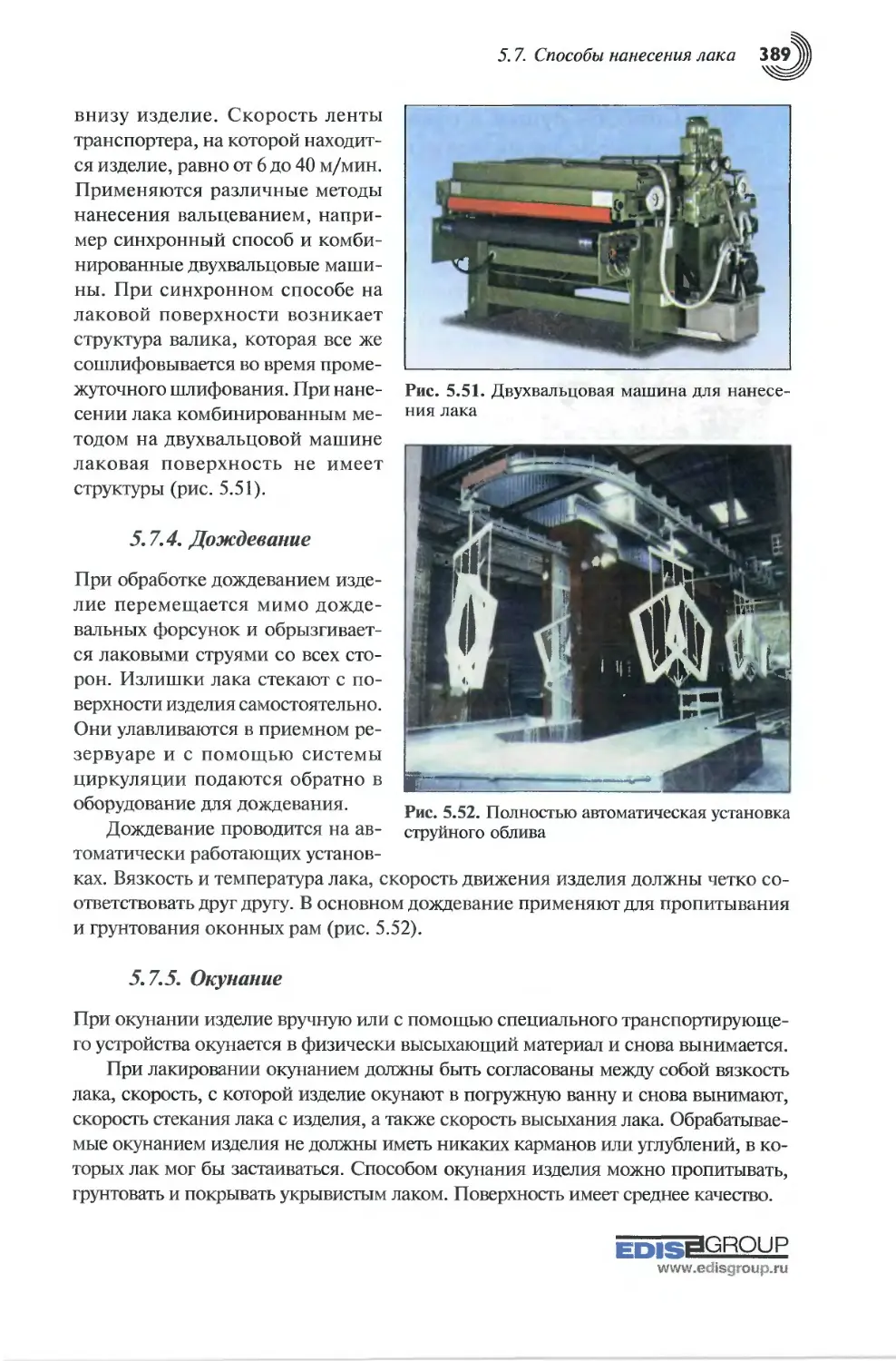
5.7.2. Нанесение лака методом налива..........................387
5.7.3. Вальцевание.......................................... 388
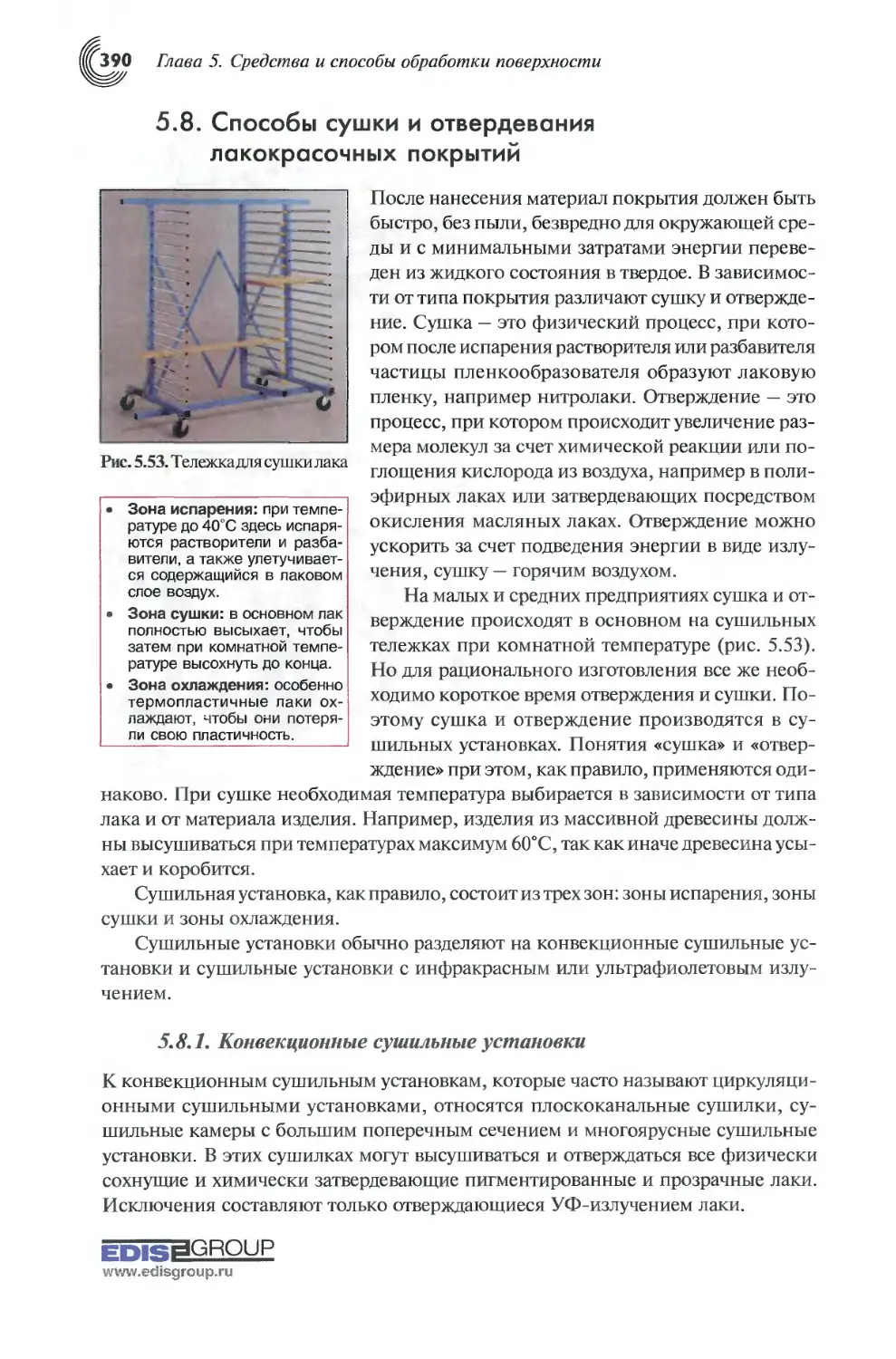
5.7.4. Дождевание.............................................389
5.7.5. Окунание...............................................389
5.8. Способы сушки и отвердевания лакокрасочных покрытий.........390
5.8.1. Конвекционные сушильные установки......................390
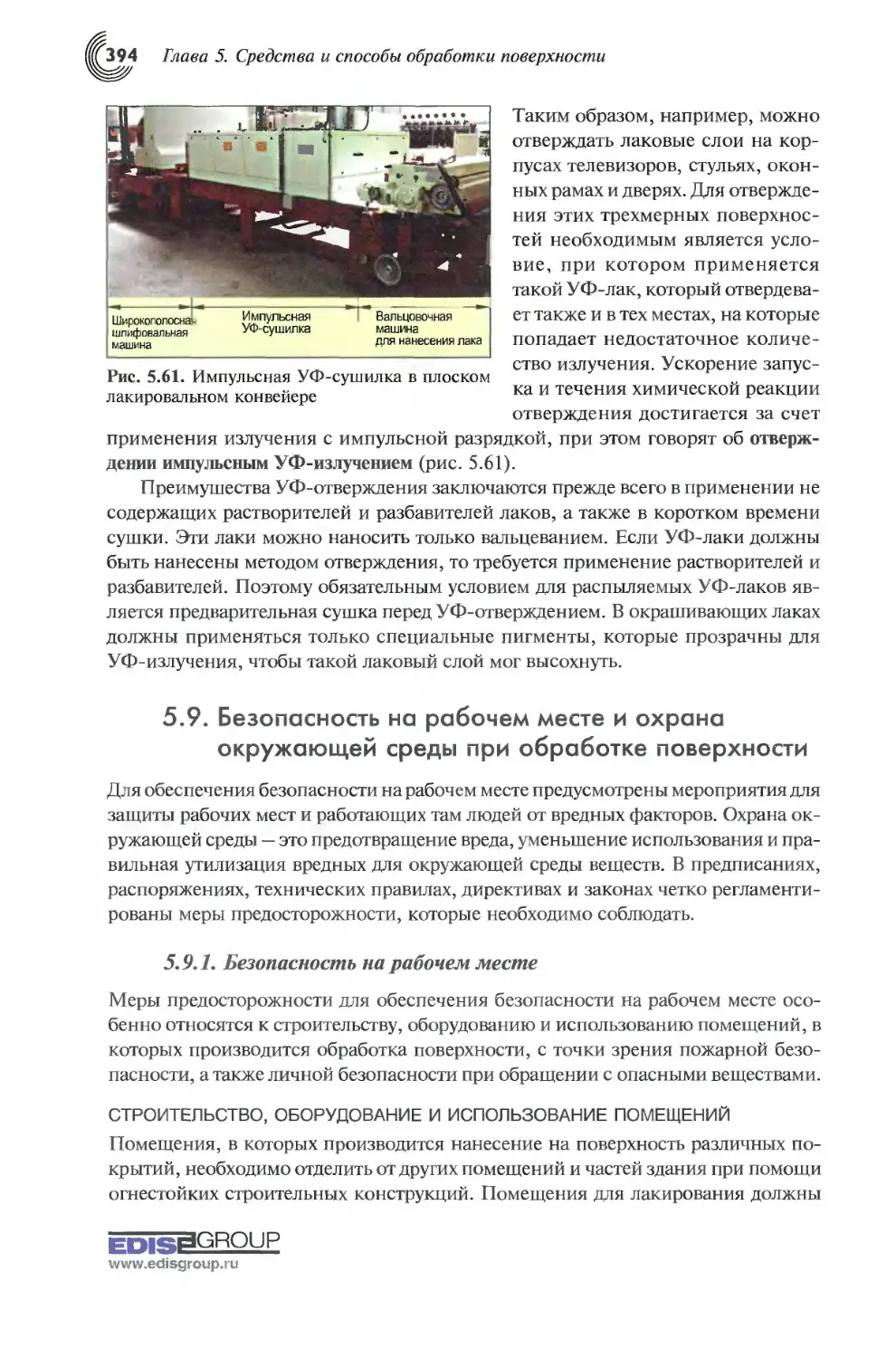
5.8.2. Сушильные установки с инфракрасным или ультрафиолетовым излучением....................................................392
5.9. Безопасность на рабочем месте и охрана окружающей среды при обработке поверхности.........................................394
5.9.1. Безопасность на рабочем месте..........................394
5.9.2. Защита окружающей среды................................397
Глава 6. СТАНКИ И СТАНОЧНЫЕ РАБОТЫ..................................398
6.1. Электродвигатели............................................398
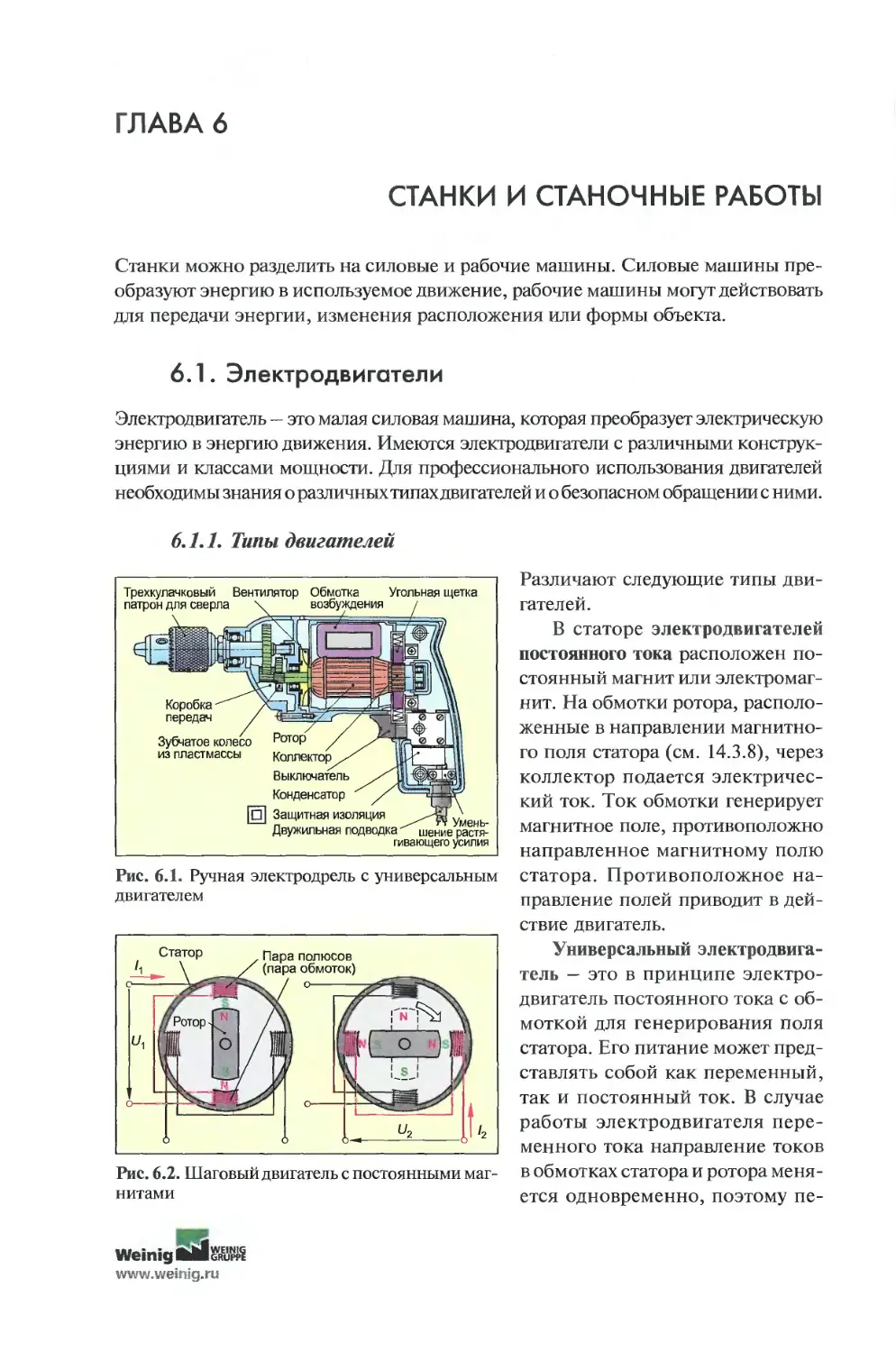
6.1.1. Типы двигателей........................................398
6.1.2. Безопасность эксплуатации и труда......................401
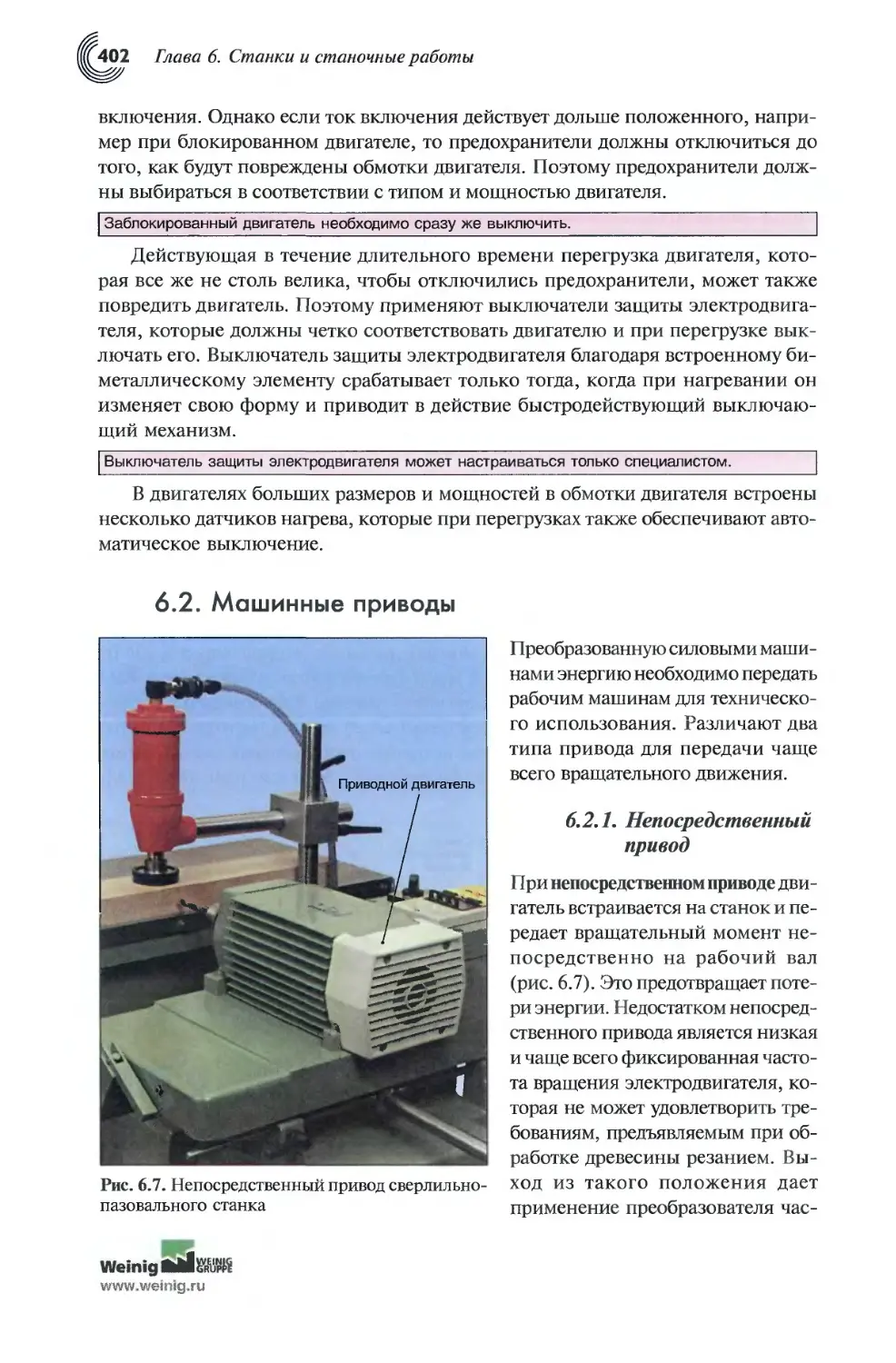
6.2. Машинные приводы............................................402
6.2.1. Непосредственный привод................................402
6.2.2. Ременный привод........................................403
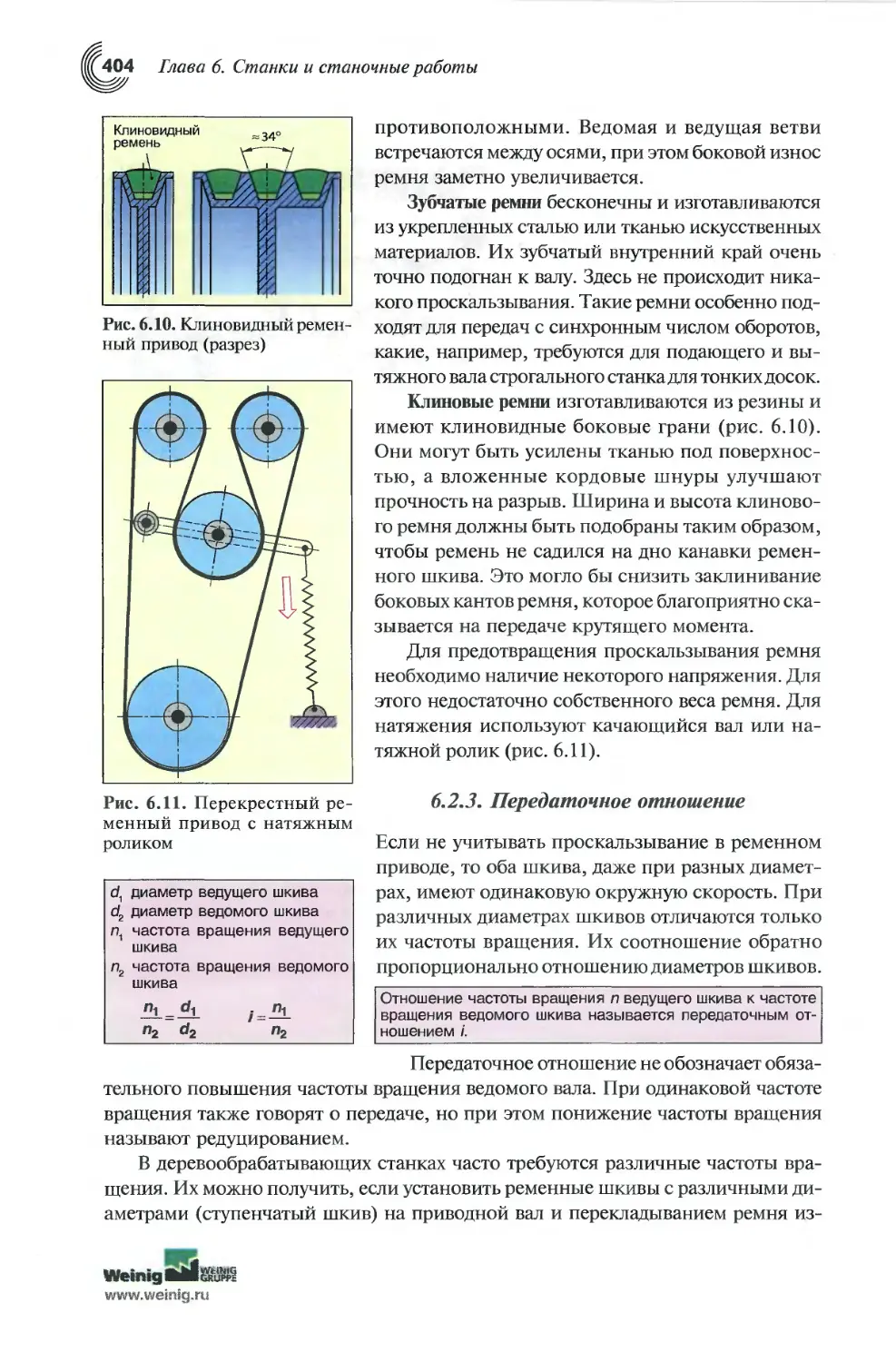
6.2.3. Передаточное отношение.................................404
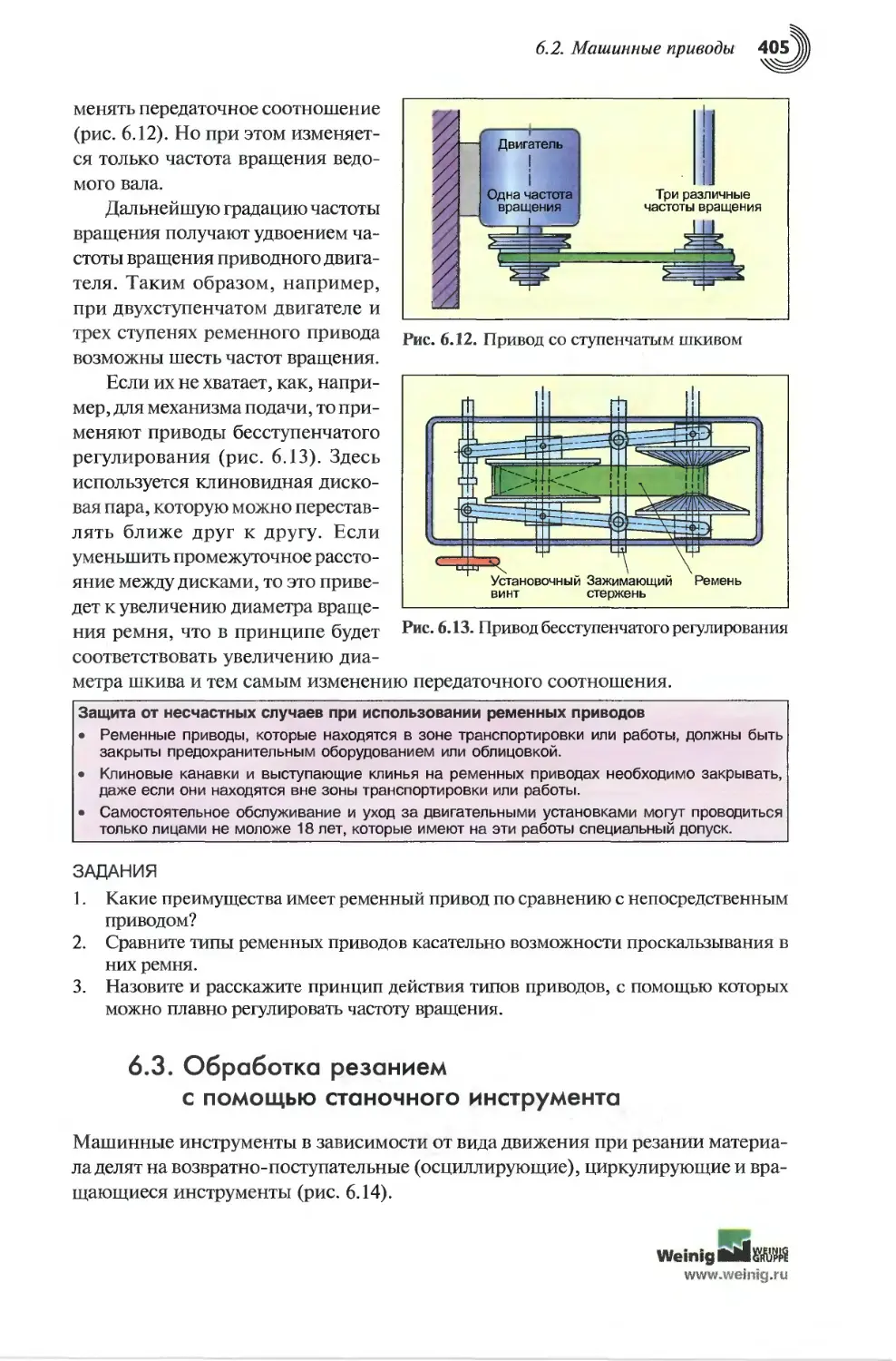
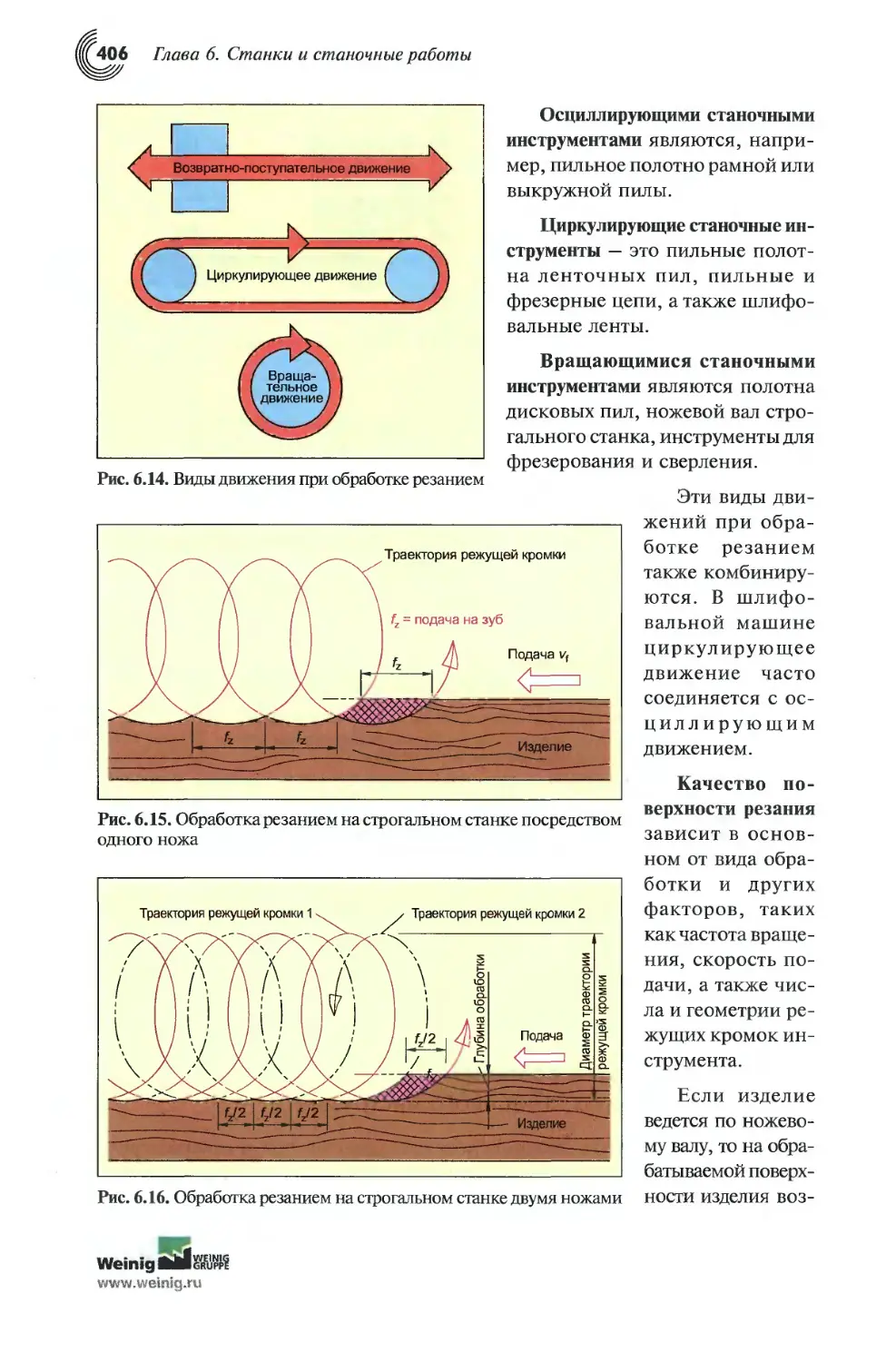
6.3. Обработка резанием с помощью станочного инструмента.........405
6.4. Общие правила предупреждения несчастных случаев при работе на деревообрабатывающих станках................................. 408
6.5. Ручные электроинструменты...................................409
6.5.1. Электрические дисковые пилы............................409
6.5.2. Электролобзики.........................................410
6.5.3. Электрорубанки.........................................411
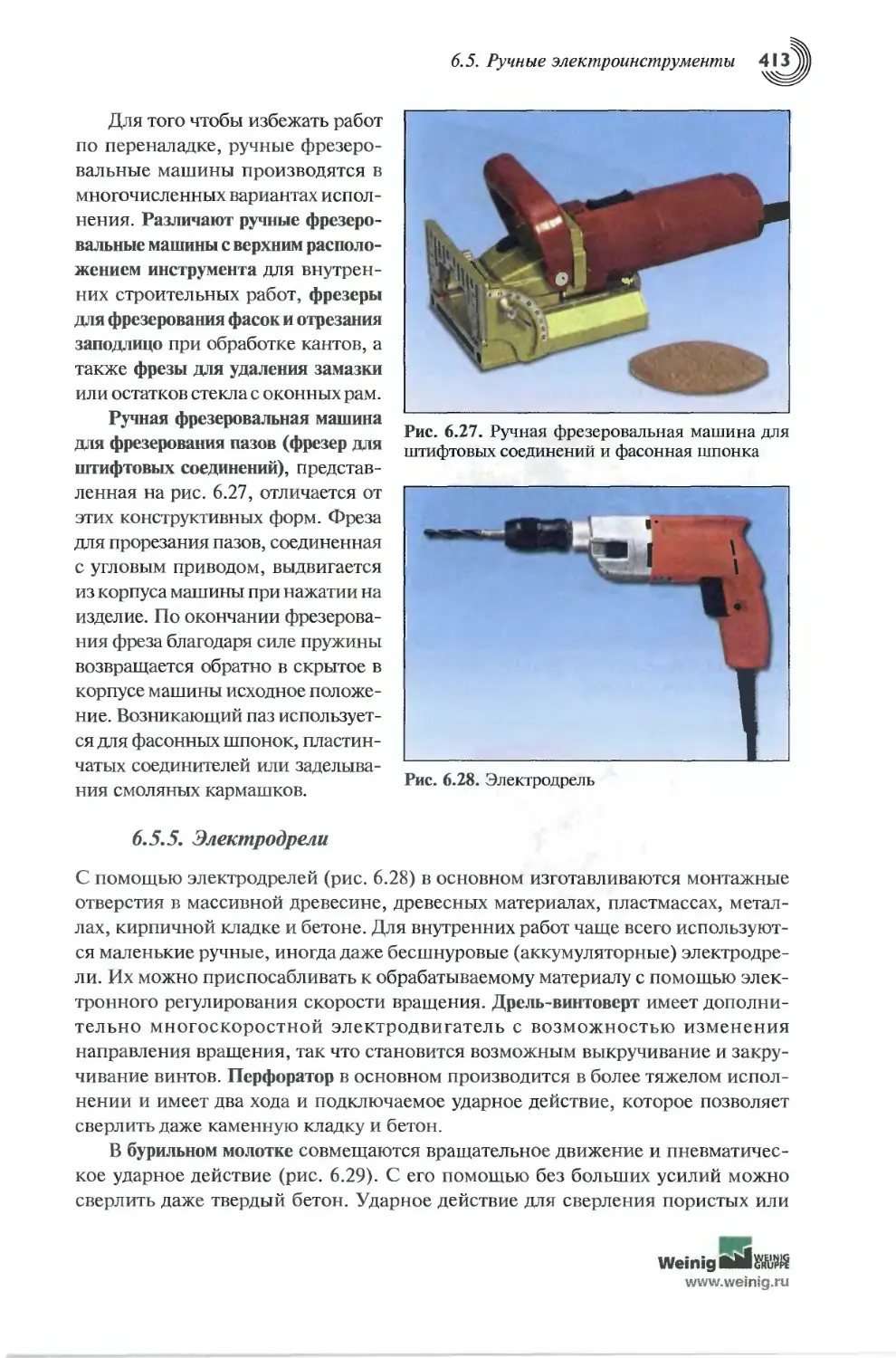
6.5.4. Ручные фрезеровальные машины...........................412
6.5.5. Электродрели...........................................413
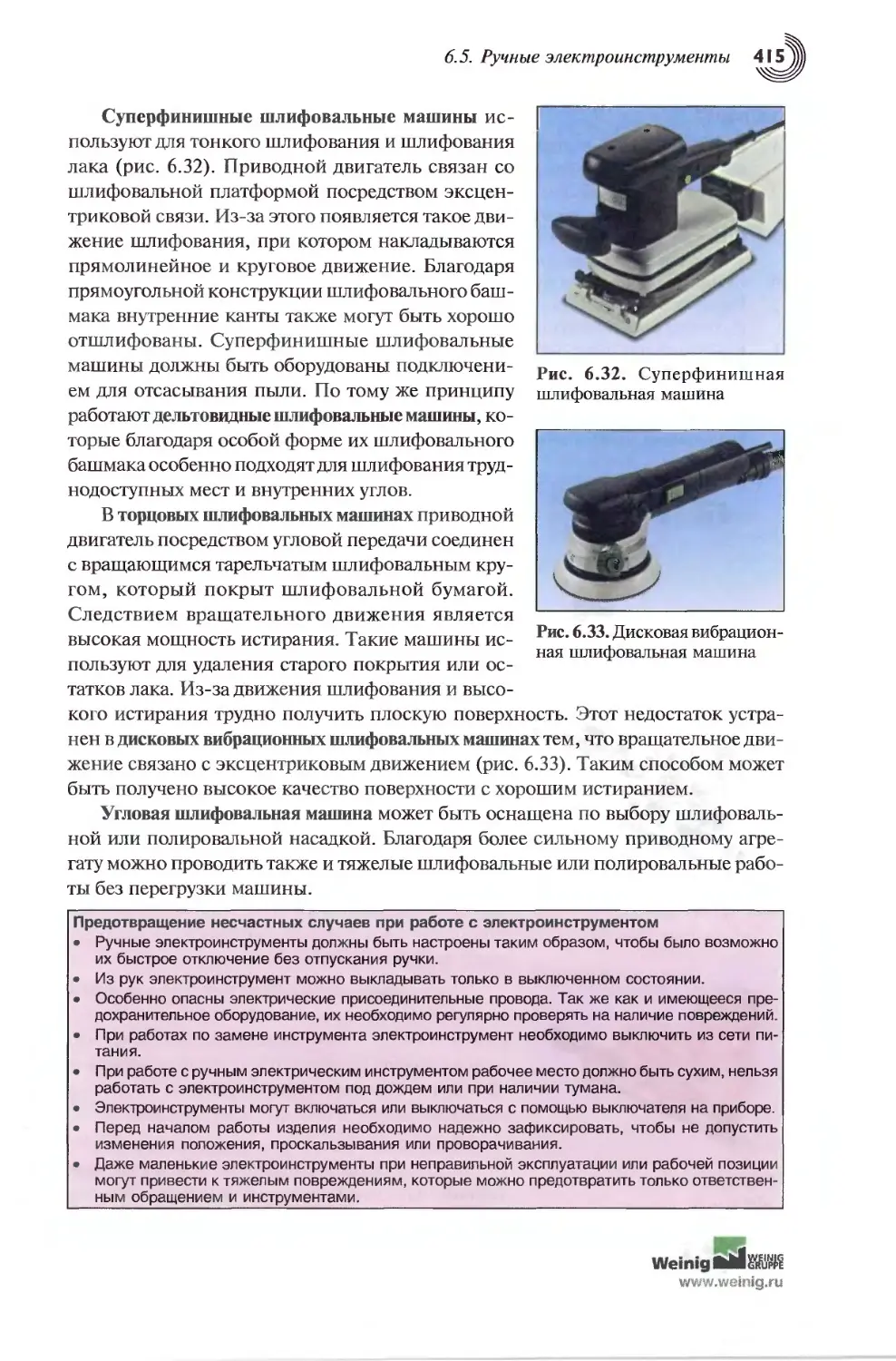
6.5.6. Электрические шлифовальные машины......................414
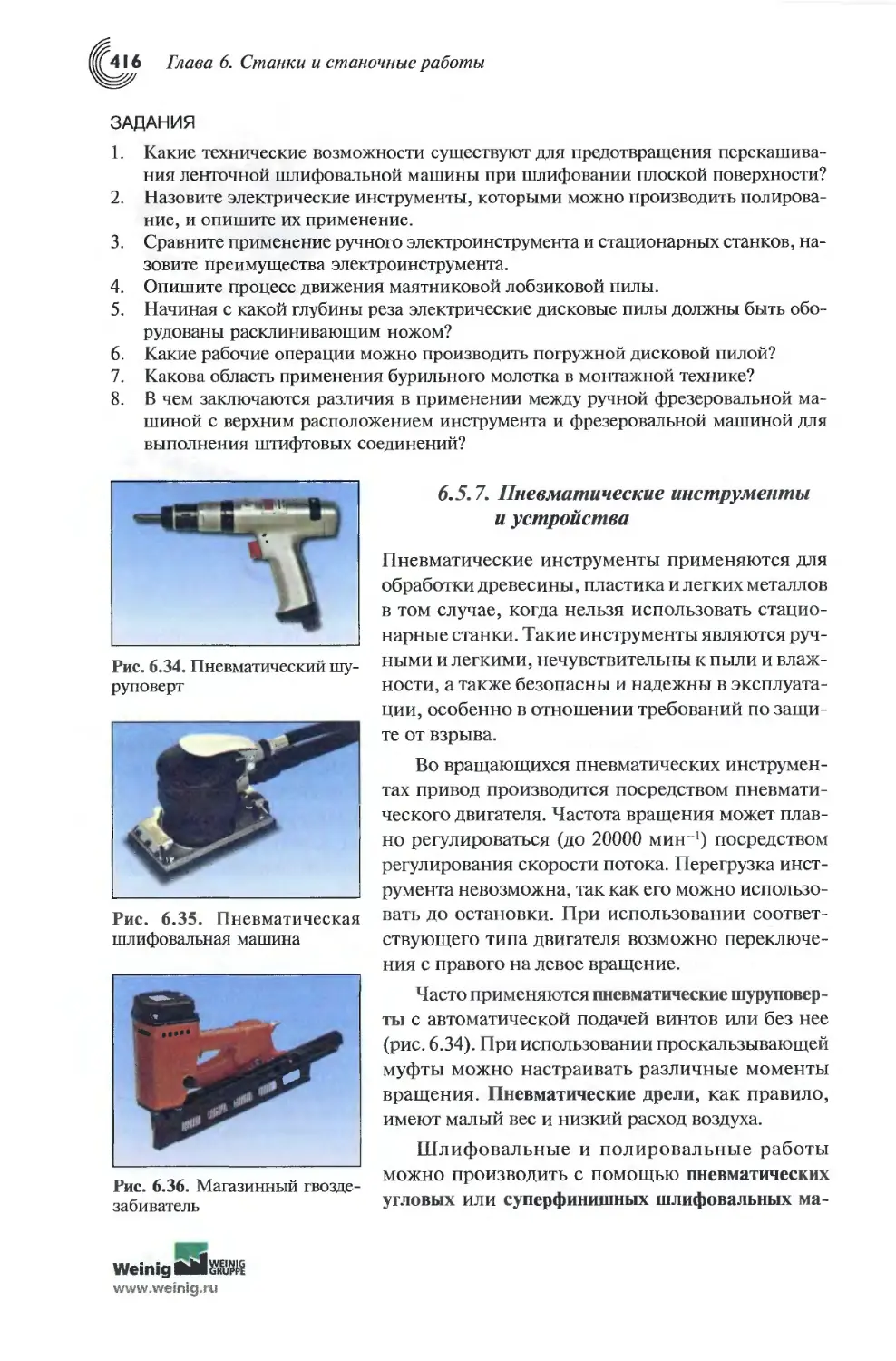
6.5.7. Пневматические инструменты и устройства................416
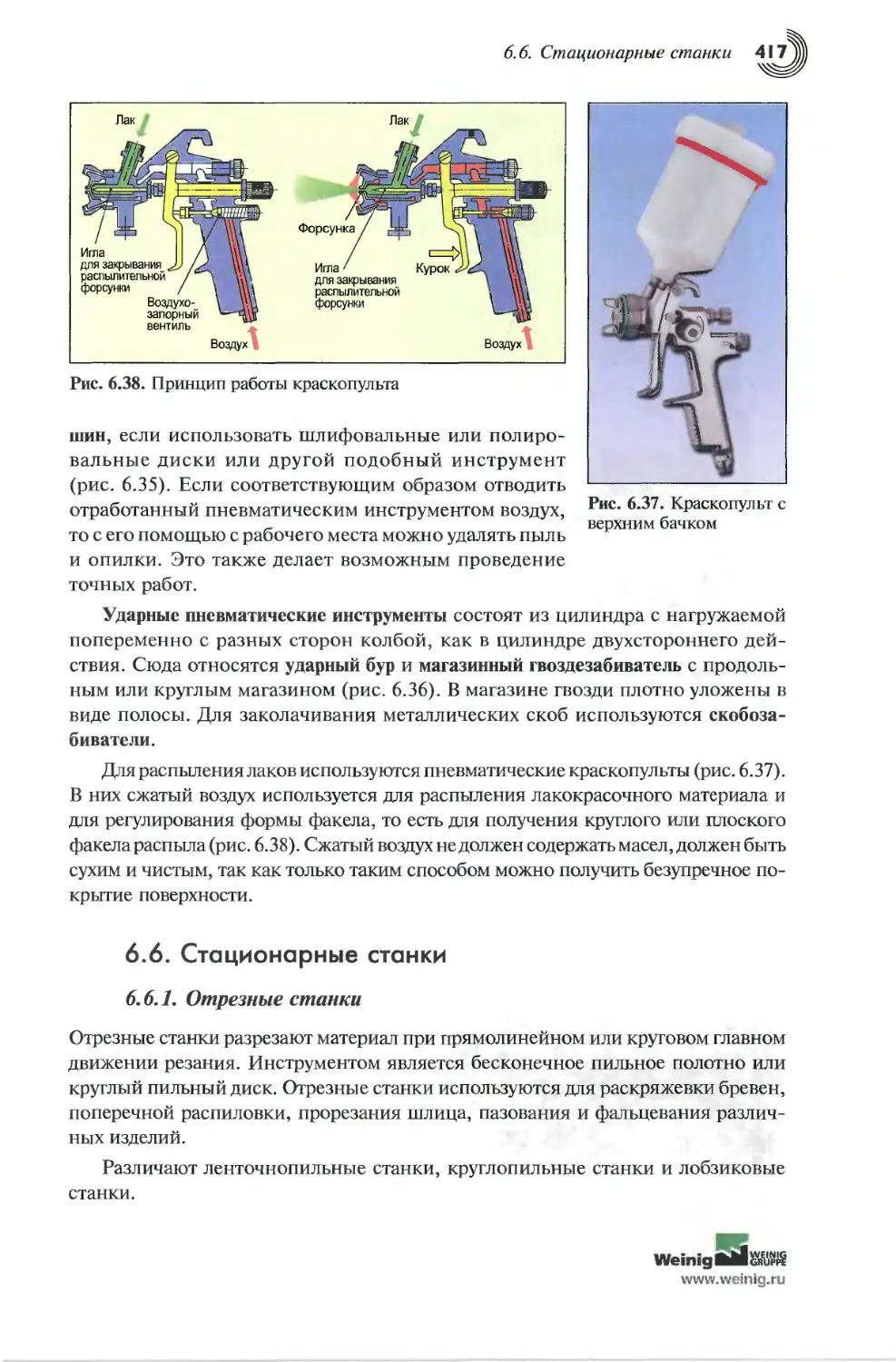
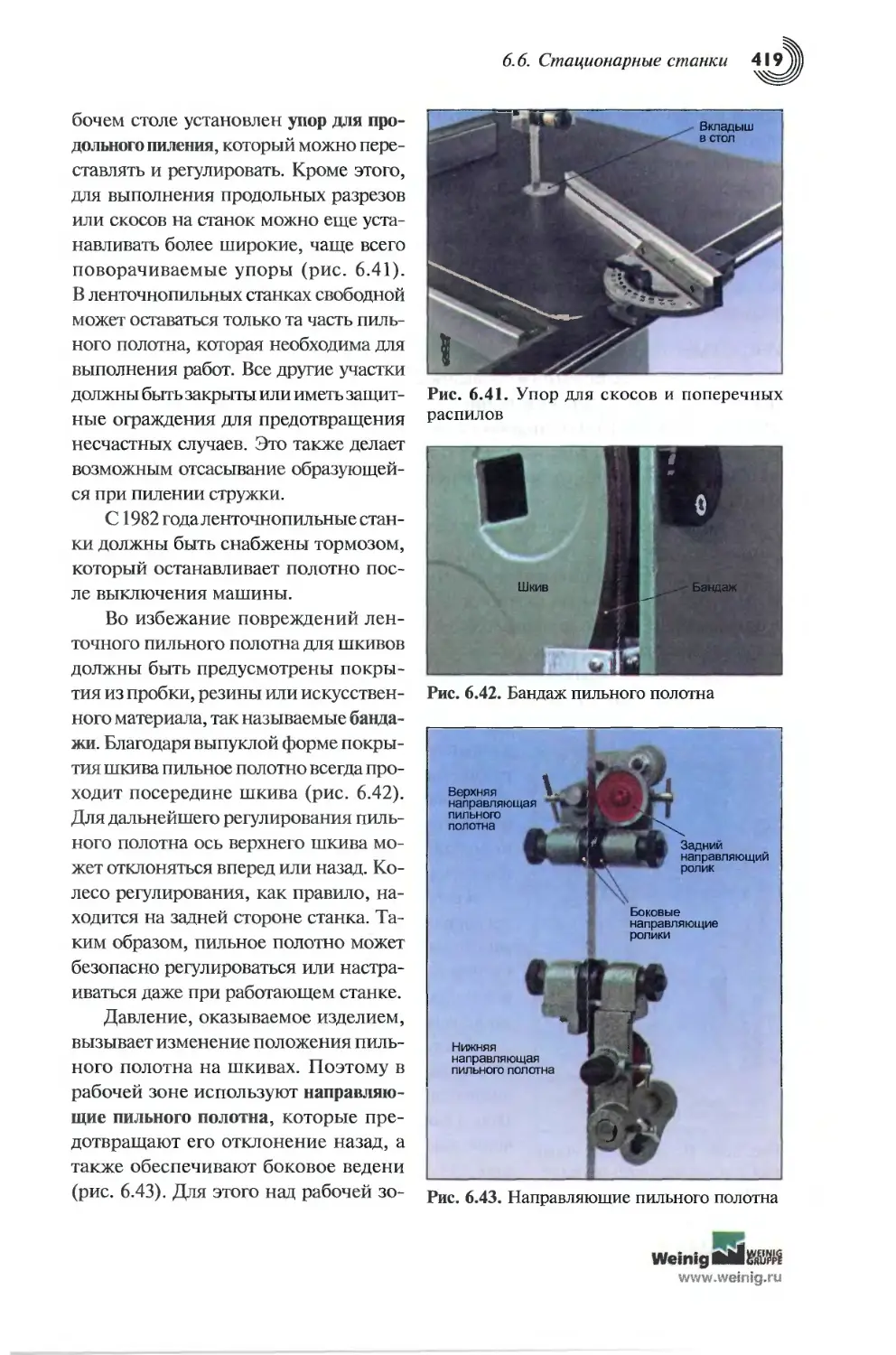
6.6. Стационарные станки.........................................417
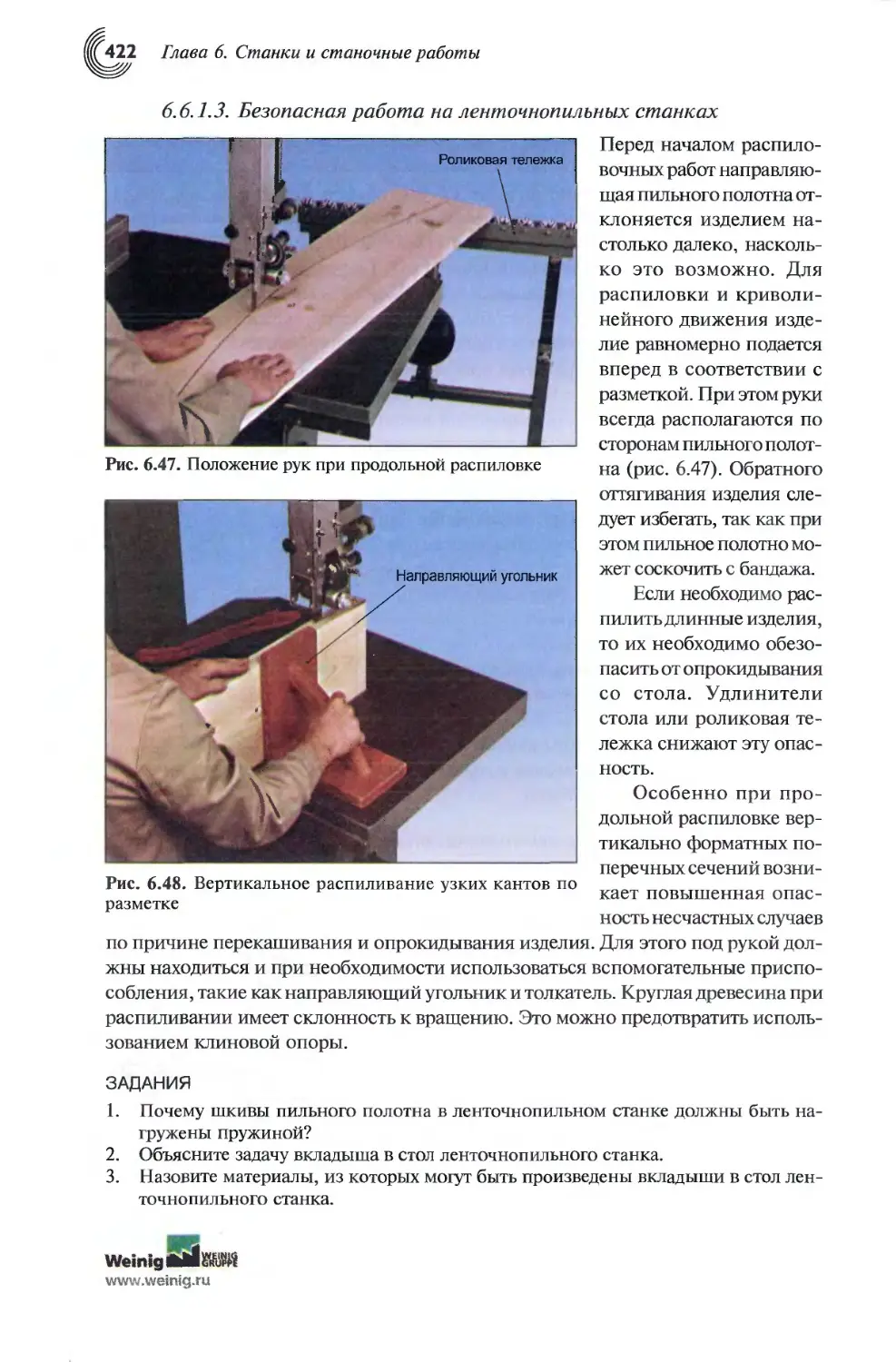
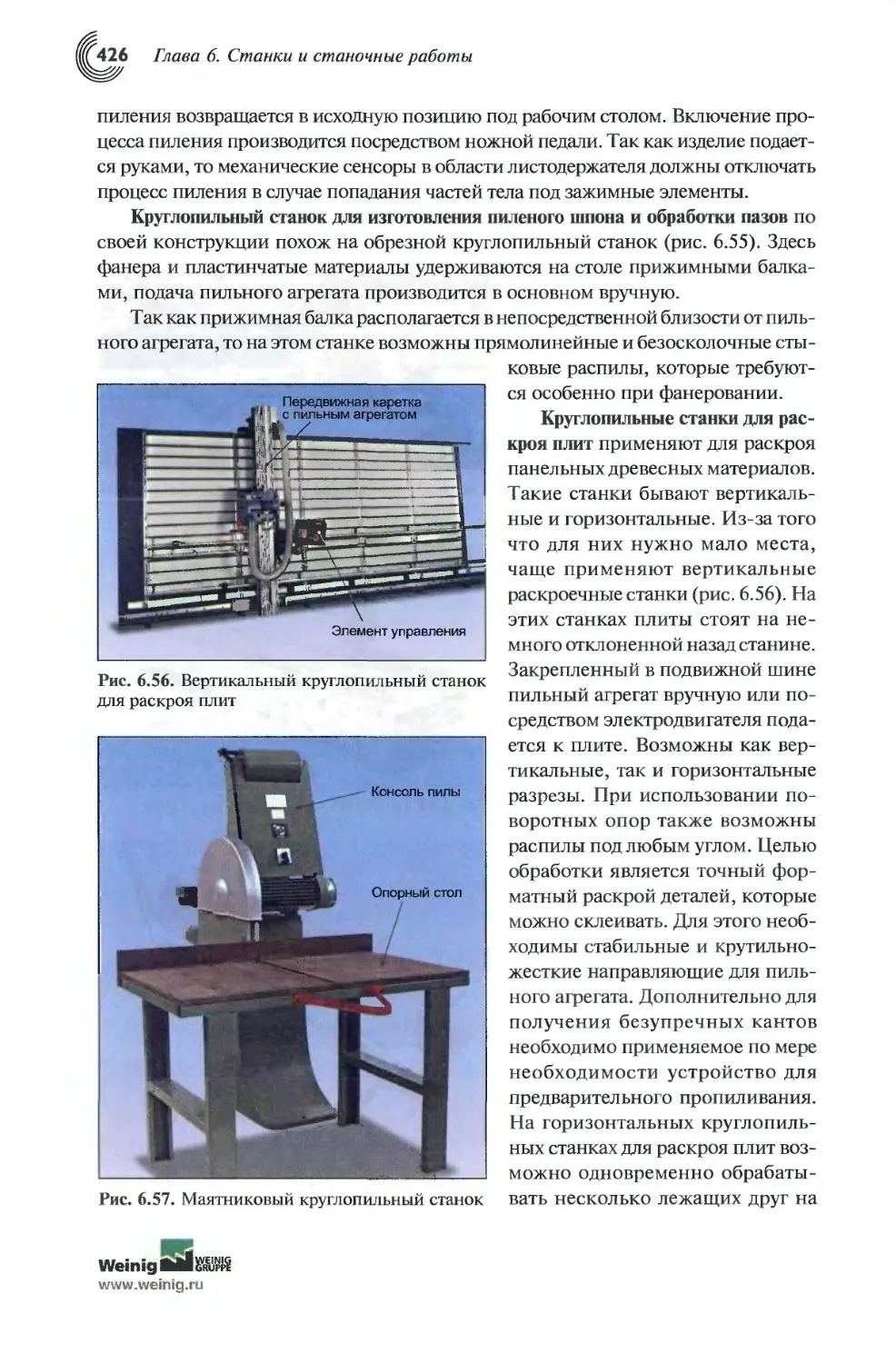
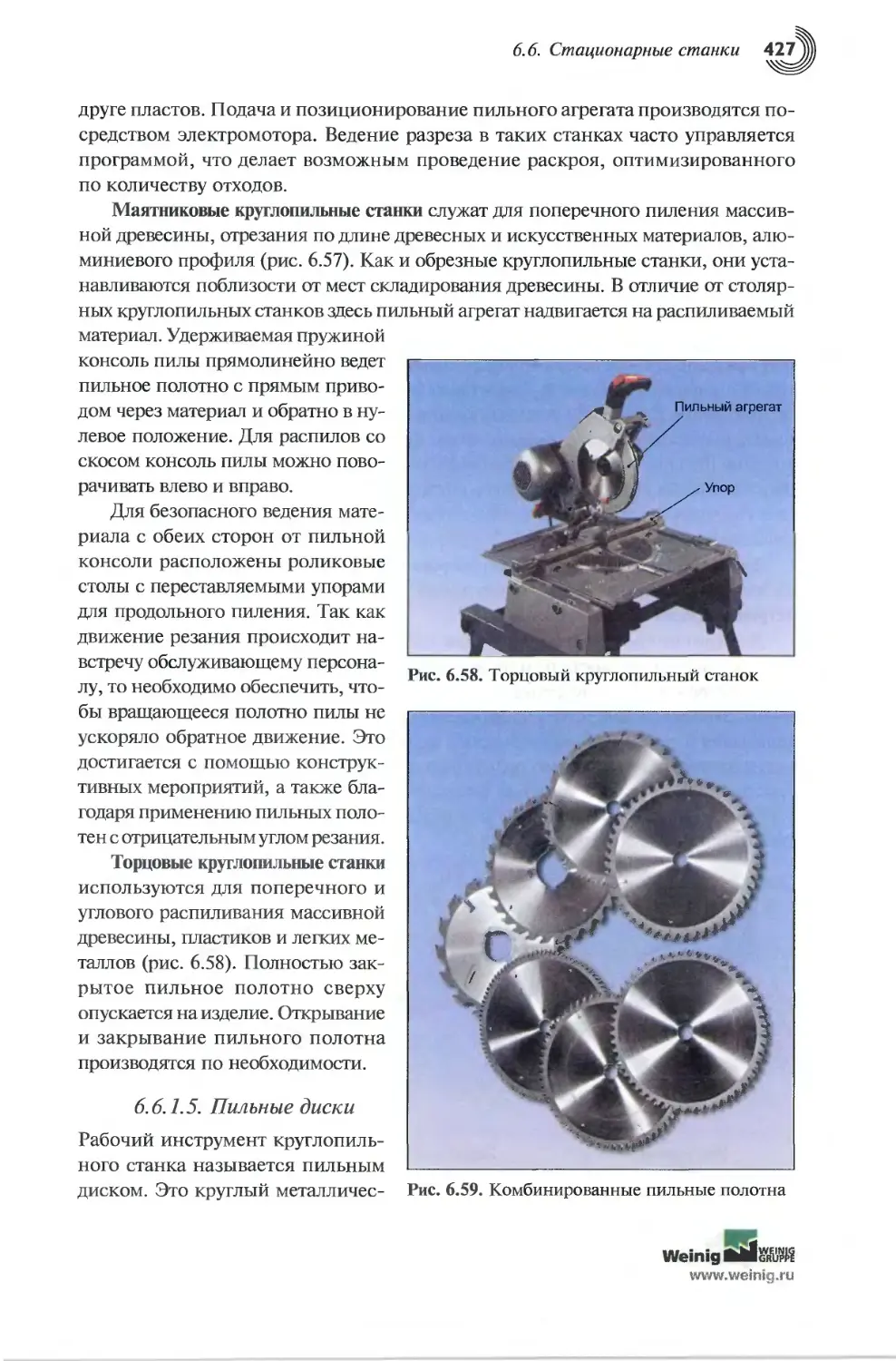
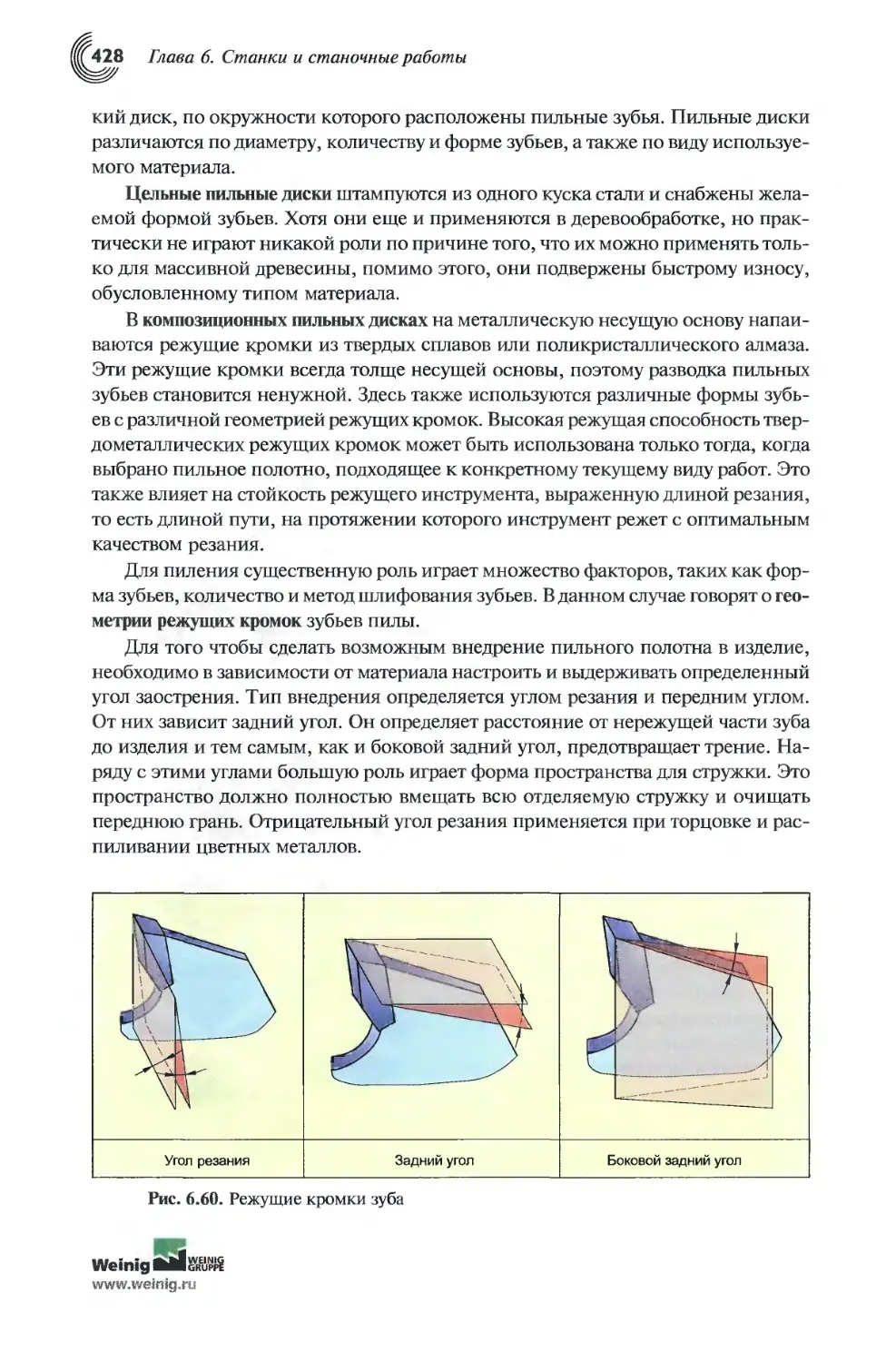
6.6.1. Отрезные станки........................................417
жиги
В СЕРИИ
“МИР СТРОИТЕЛЬСТВА”:
М.А.Рылько
Основы работы в ArchiCAD 8.1
Пособие для проектировщиков и строителей. Может быть использовано студентами любых инженерно-строительных специальностей вузов и массовых читателей для самостоятельного освоения системы проектирования Archi-CADлюбых версий. На конкретном примере рассматриваются (с разъяснением приемов работы в ArchiCad) основные этапы создания проекта здания в виде чертежей планов, разрезов и трехмерного представления его.
В. Блази
Справочник проектировщика. Строительная физика
Справочник содержит материал по технологическим, теплофизическим и акустическим характеристикам современных строительных материалов. Рассматриваются вопросы пожарозащиты зданий и защиты от огня несущих и ограждающих конструкций. В книге описывается влияние химических процессов на работу, долговечность и эксплуатационные качества несущих и ограждющих конструкций зданий.
В. Харке
Умный дом
Эта книга написана для тех, кто занимается планированием, проектированием и оборудованием сетевых систем. Книга поможет составить общее представление о современном уровне развития техники. Обширный перечень конфигураций электронного оборудования дает читателю возможность получить детальную информацию о предлагаемых товарах.
Е. М. Белова Системы кондиционирования воздуха с чиллерами и фэнкойлами
В книге рассмотрены основные этапы проектирования СКВ с чиллерами и фэнкойлами с учётом особенностей современного холодильного оборудования для систем кондиционирования воздуха. Даны теоретические основы проектирования и расчета основных элементов системы, практические методики и рекомендации по проектированию, указания по монтажу, пуску системы в эксплуатацию, наладки и техническому обслуживанию.
А. Бекер
Системы вентиляции
Приведены физиолого-гигиенические основы создания в воздушной среде вентилируемых и кондиционируемых помещений комфортных параметров микроклимата для людей, в них находящихся; физические основы построения и классификация систем вентиляции и кондиционирования воздуха. Большое внимание уделено проектированию современных систем вентиляции жилых домов. Книга дополнена приложениями, облегчающими подбор оборудования.
О) ТЕХНОСФЕРА
"1 S РЕКЛАМНО-ИЗДАТЕЛЬСКИЙ ЦЕНТР
125319 Москва, а/я 594 телефон' (495) 234-0110, факс: (495) 956-3346 E-mail: sales@technosphera.ru http://www.technosphera.ru
Содержание
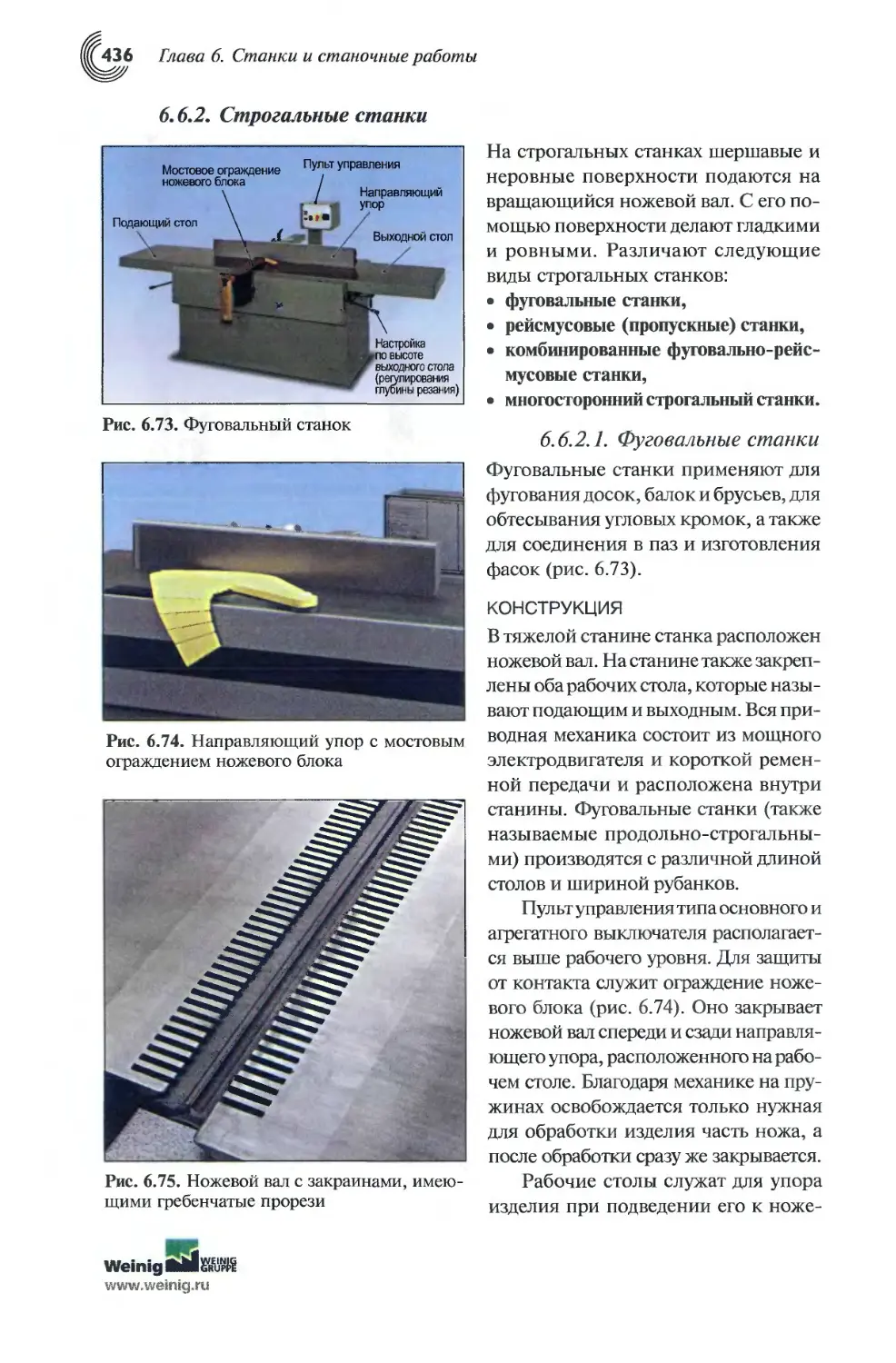
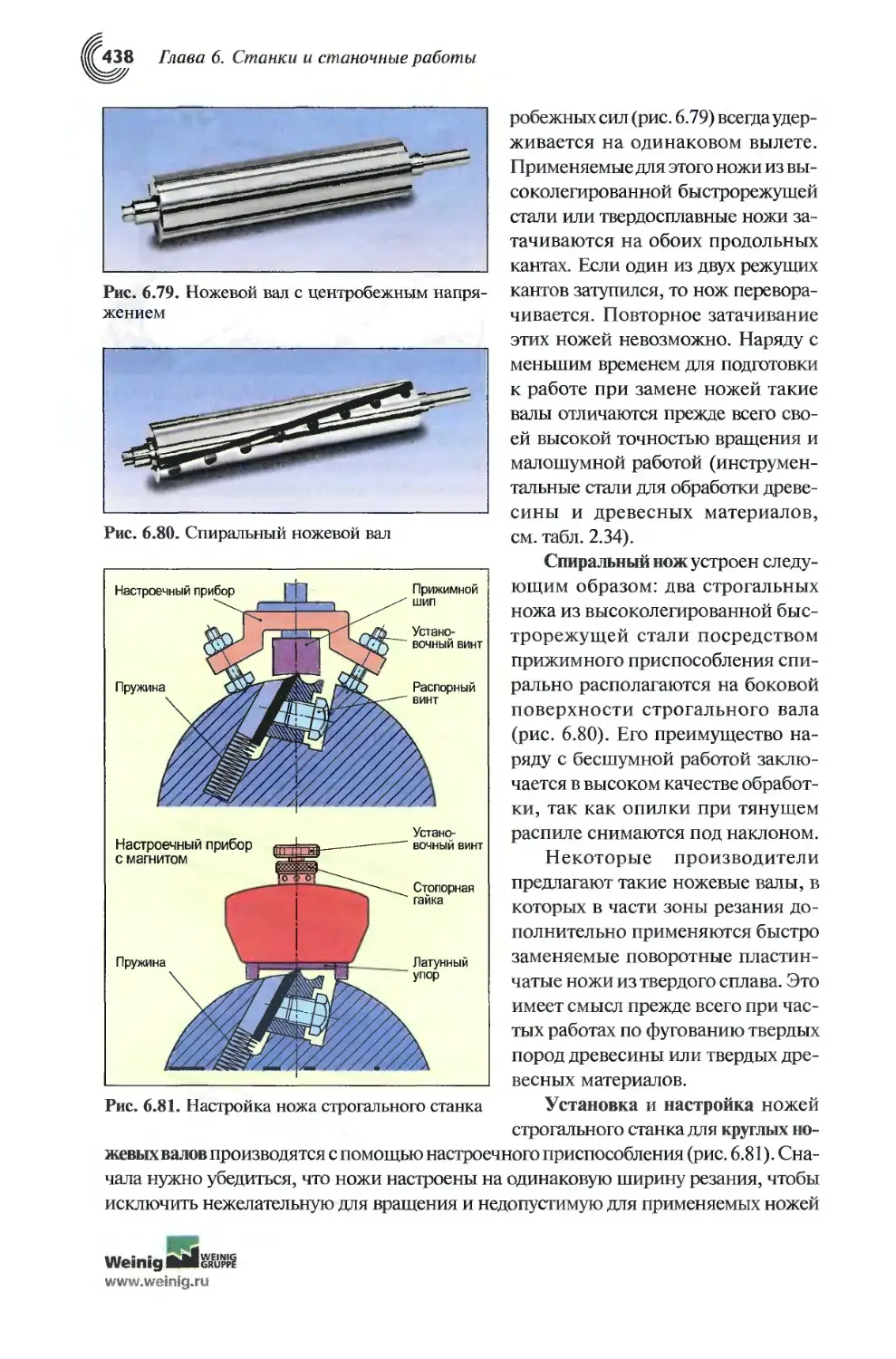
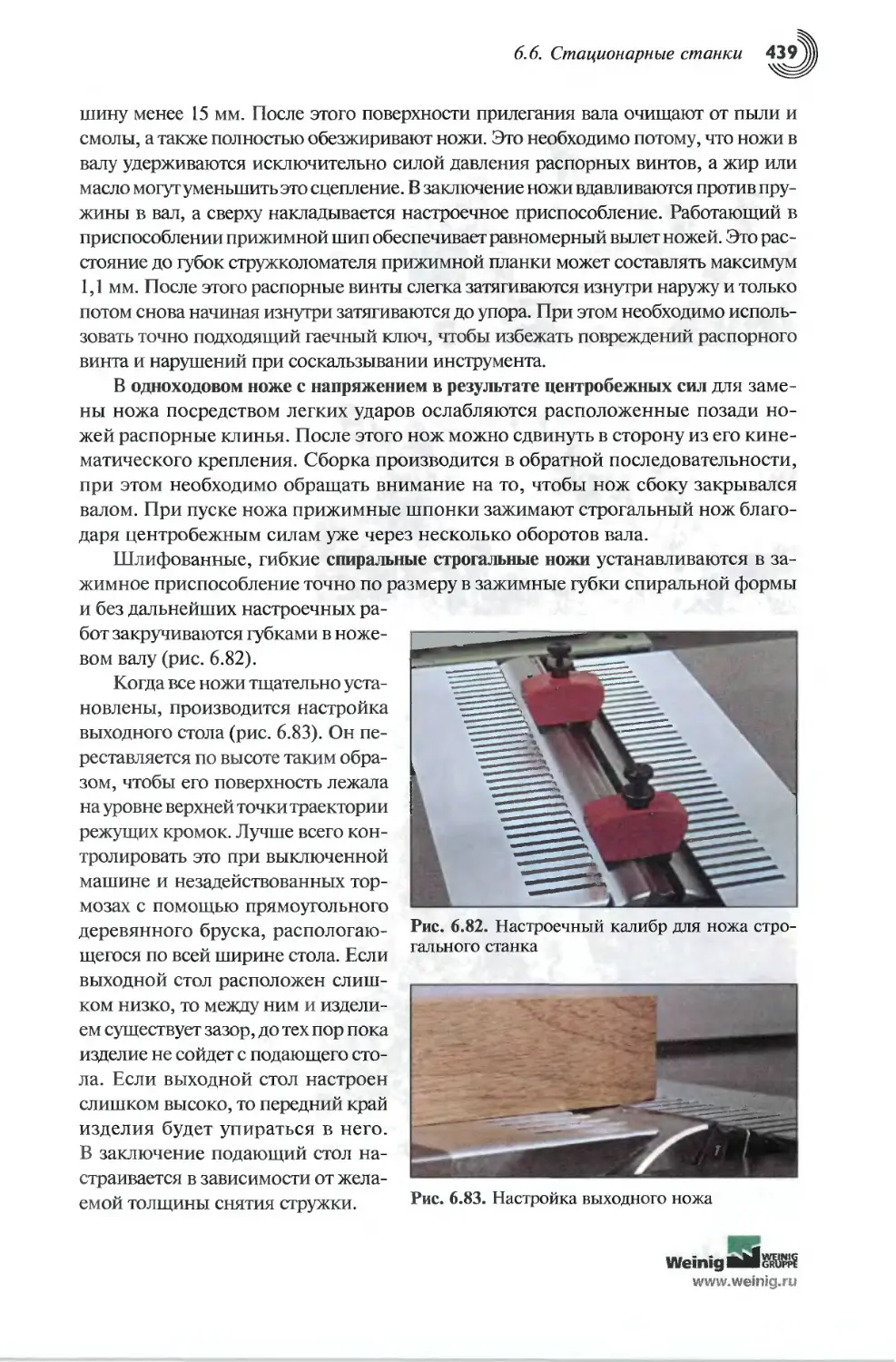
6.6.2. Строгальные станки....................................436
6.6.3. Фрезерные станки......................................444
6.6.4. Сверлильные станки....................................457
6.6.5. Шлифовальные станки...................................465
6.7. Основы техники управления и регулирования..................471
6.7.1. Управление............................................471
6.7.2. Механическое управление...............................473
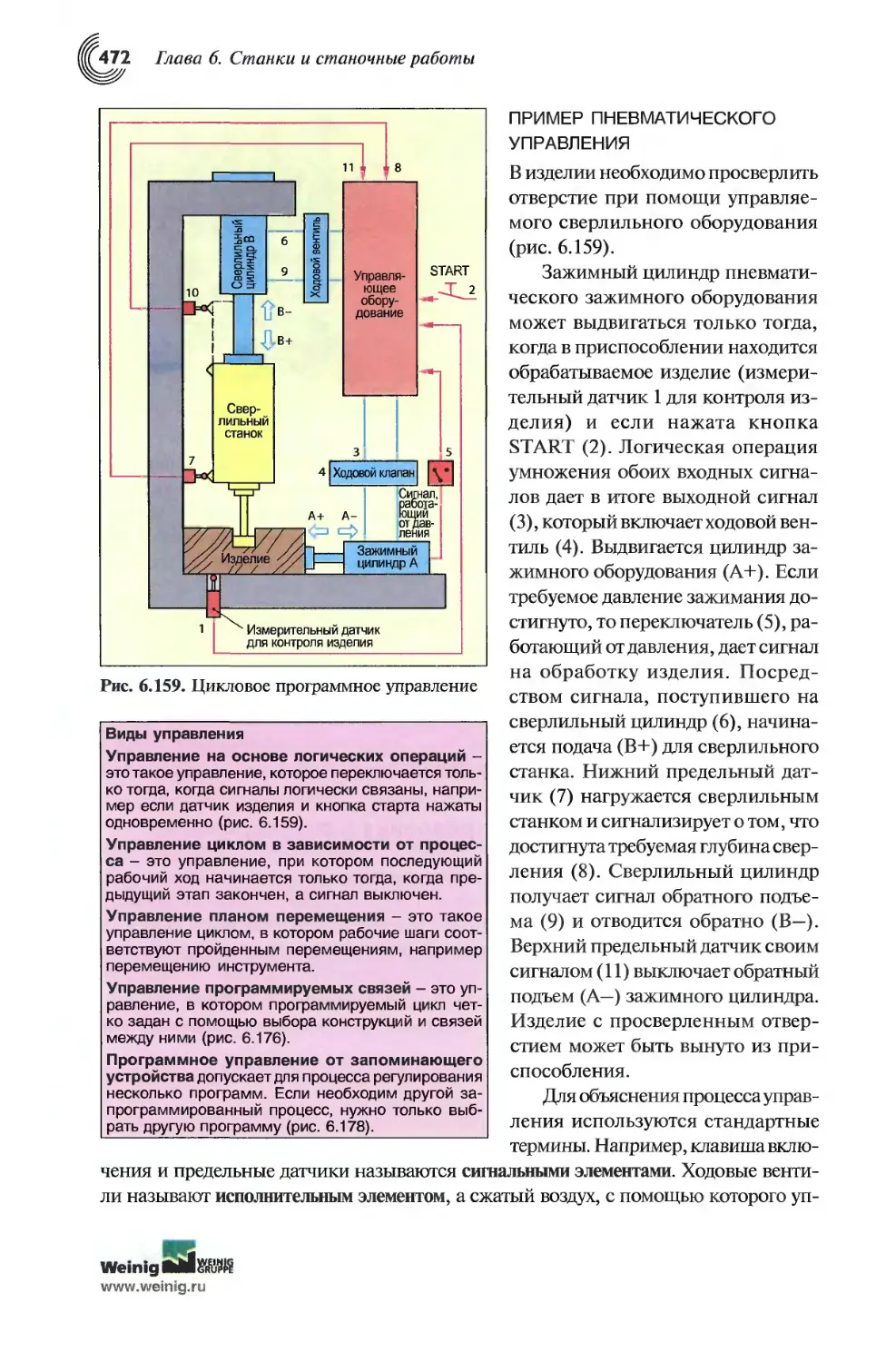
6.7.3. Пневматическое управление.............................473
6.7.4. Гидравлическое управление.............................479
6.7.5. Логические операции над сигналами.....................480
6.7.6. Электрическое управление..............................482
6.7.7. Регулирование.........................................484
6.8. Станки с КПЧУ..............................................486
6.8.1. Числовое управление...................................486
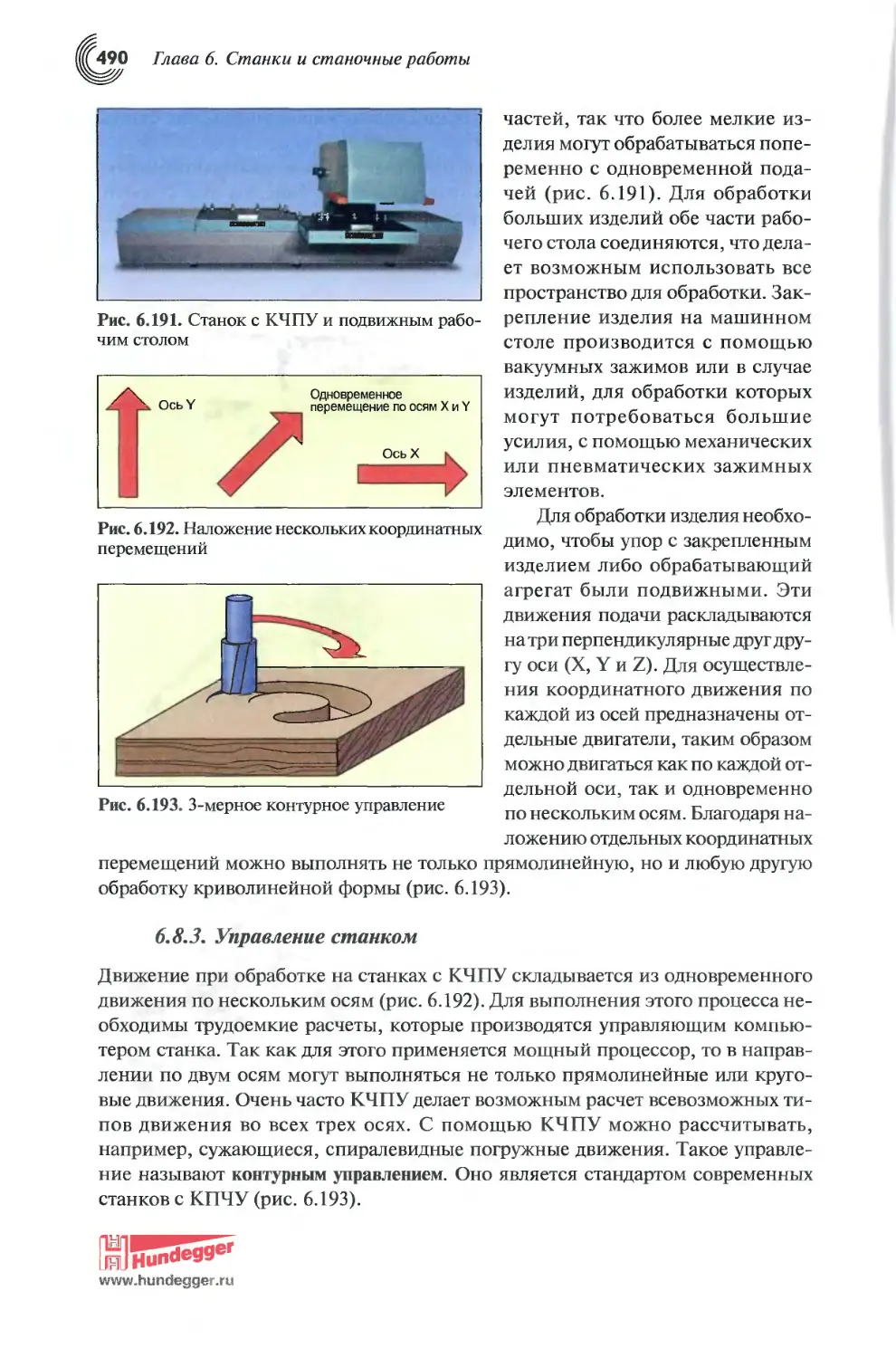
6.8.2. Конструкции станков...................................489
6.8.3. Управление станком....................................490
6.8.4. Оси координат станка и исходные точки.................491
6.8.5. Программирование станков с ЧПУ........................493
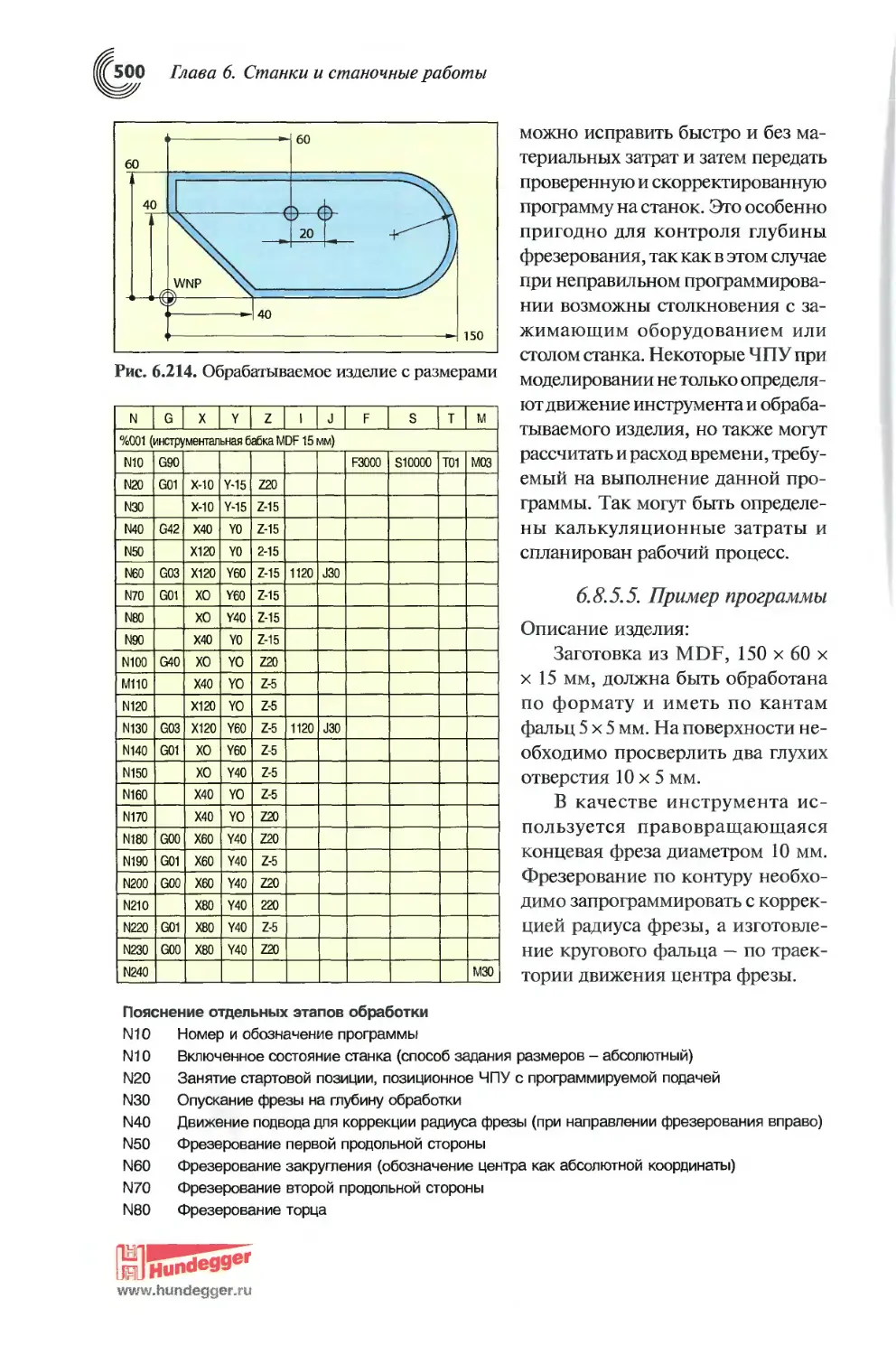
6.8.6. Фрезерный станок с верхним расположением шпинделя с ЧПУ.501
6.8.7. Обрабатывающие центры с ЧПУ...........................502
6.8.8. Панельная раскроечная циркулярная пила с ЧПУ..........504
6.8.10. Инструменты для станков с ЧПУ........................505
6.9. Автоматическая конвейерная линия...........................507
6.10. Станки для заточки инструмента ...........................508
Глава 7. ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКИЕ СИСТЕМЫ...................510
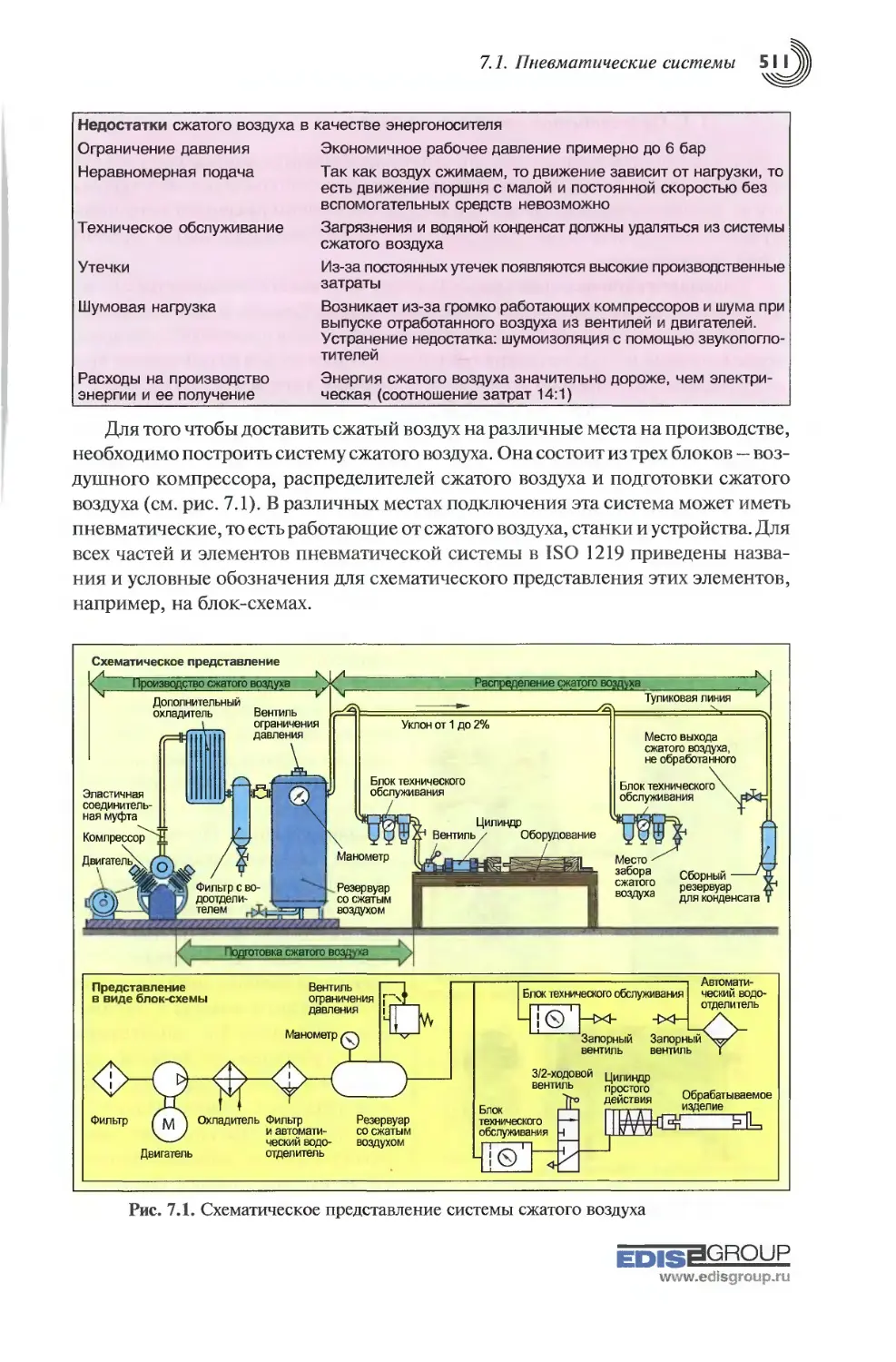
7.1. Пневматические системы.....................................510
7.1.1. Производство сжатого воздуха..........................512
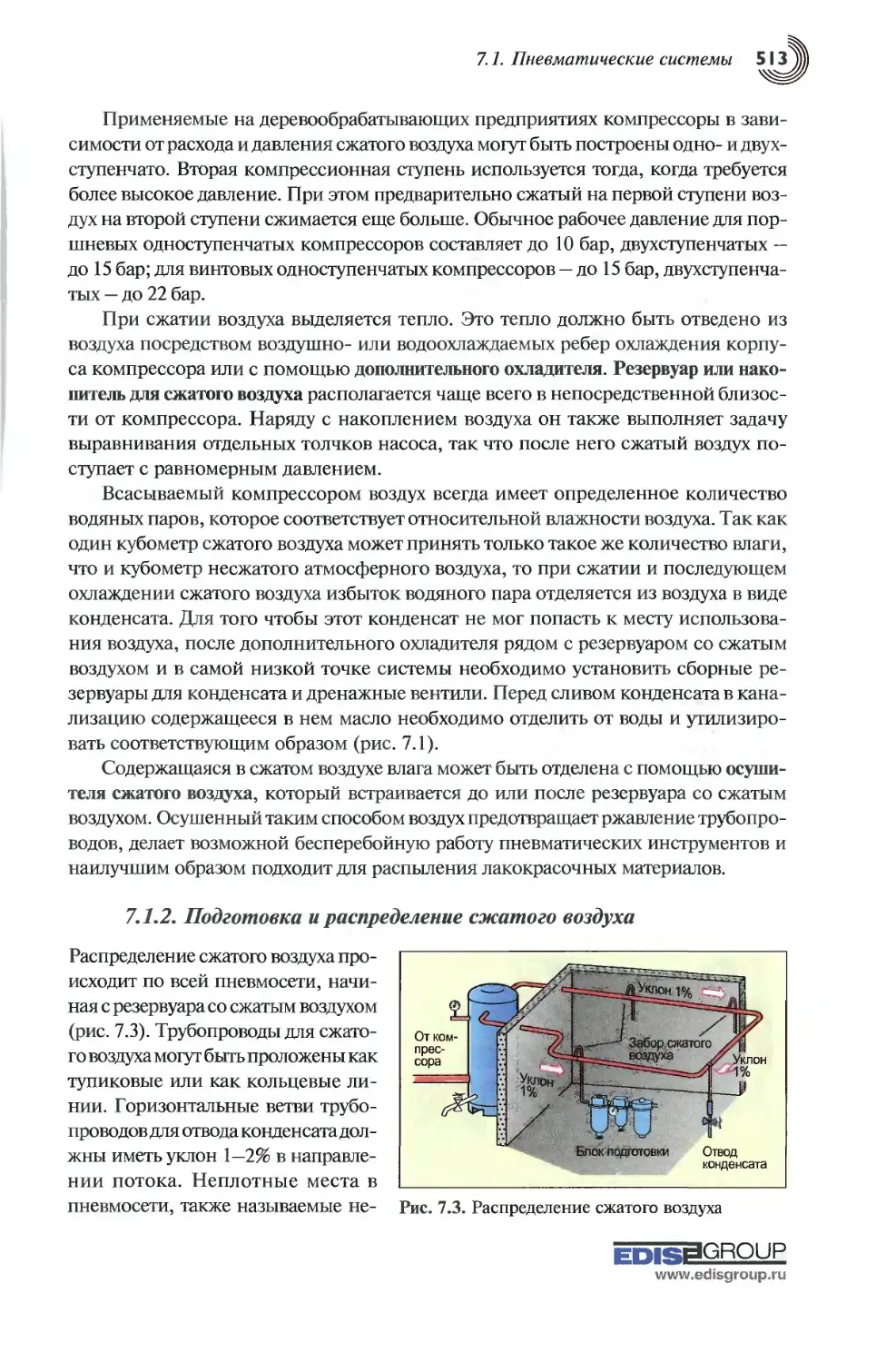
7.1.2. Подготовка и распределение сжатого воздуха...........513
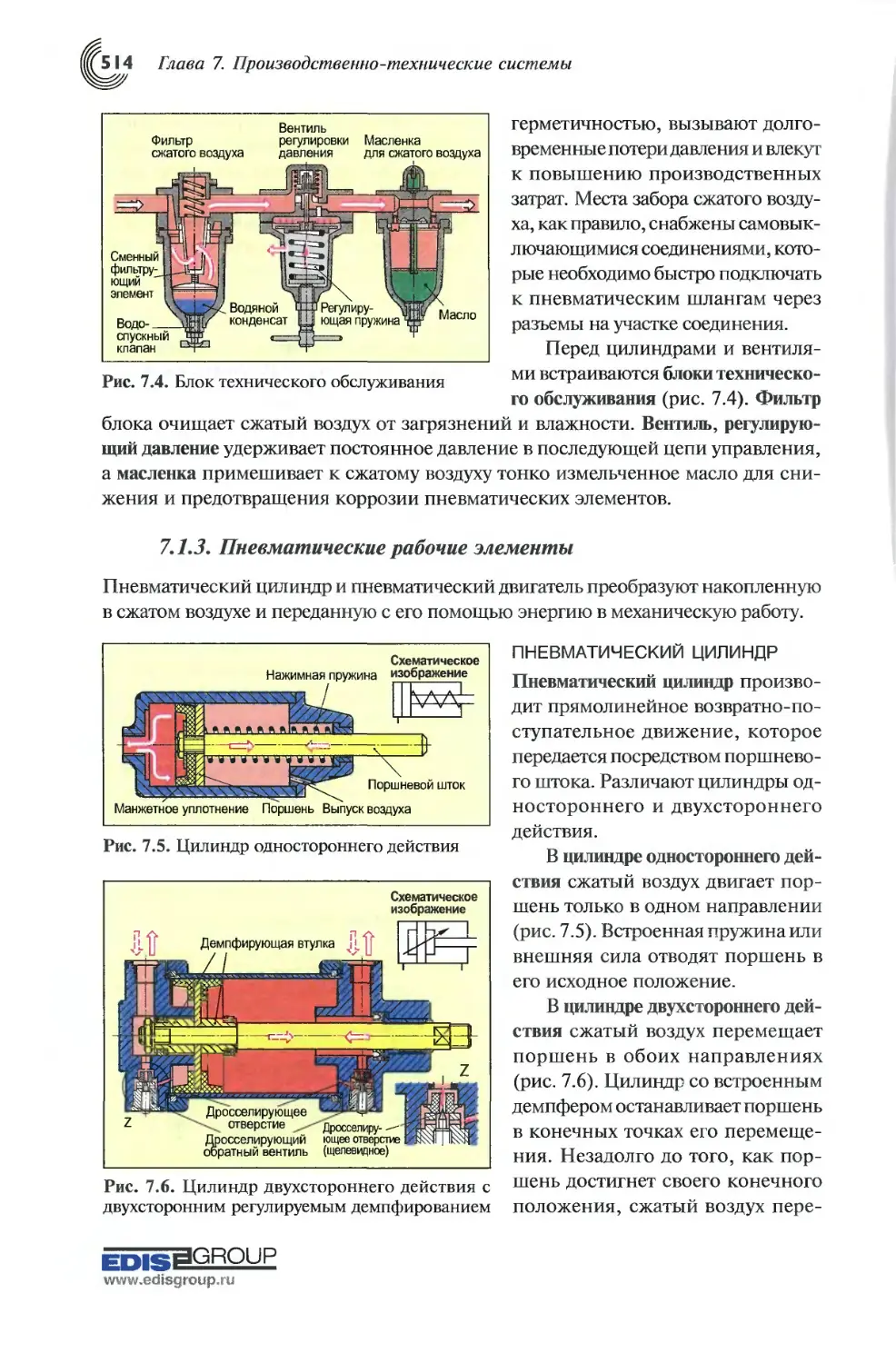
7.1.3. Пневматические рабочие элементы.......................514
7.2. Подъемно-транспортные средства.............................515
7.2.1. Напольные транспортные средства.......................516
7.2.2. Подвесные подъемно-транспортные средства..............518
7.3. Отсасывание стружек и пыли.................................519
7.3.1. Отсасывающие системы..................................519
7.3.2. Вентилятор............................................520
7.3.3. Осаждающее оборудование...............................521
7.3.4. Бункер для опилок.....................................523
7.4. Осаждающие системы для лакировальных установок.............524
7.5. Топочные установки и вредные выбросы.......................526
7.6. Защита окружающей среды в деревообработке..................527
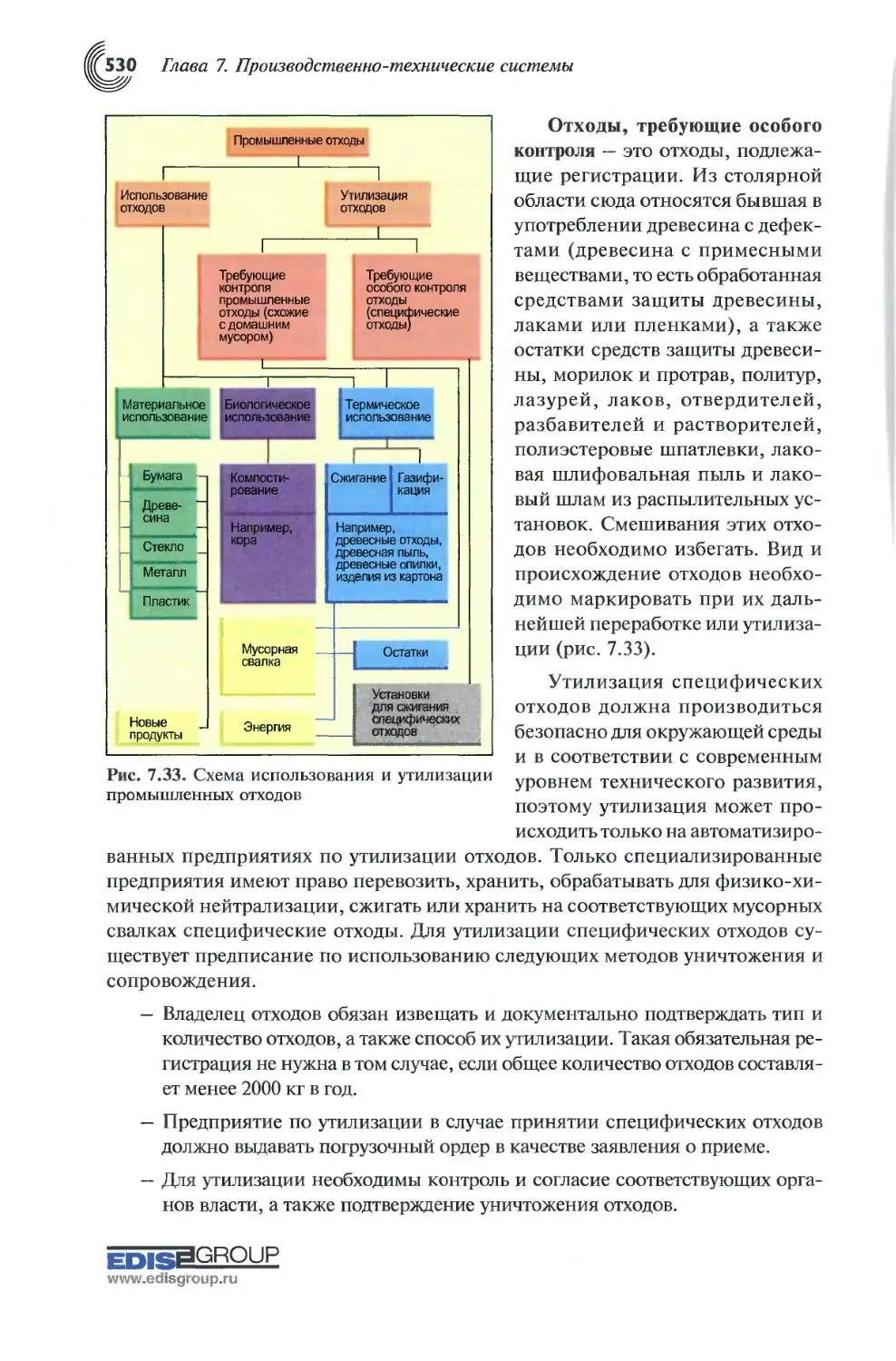
7.6.1. Уменьшение количества, использование и ликвидация промышленных отходов.........................................529
Глава 8. ИЗГОТОВЛЕНИЕ МЕБЕЛИ.......................................532
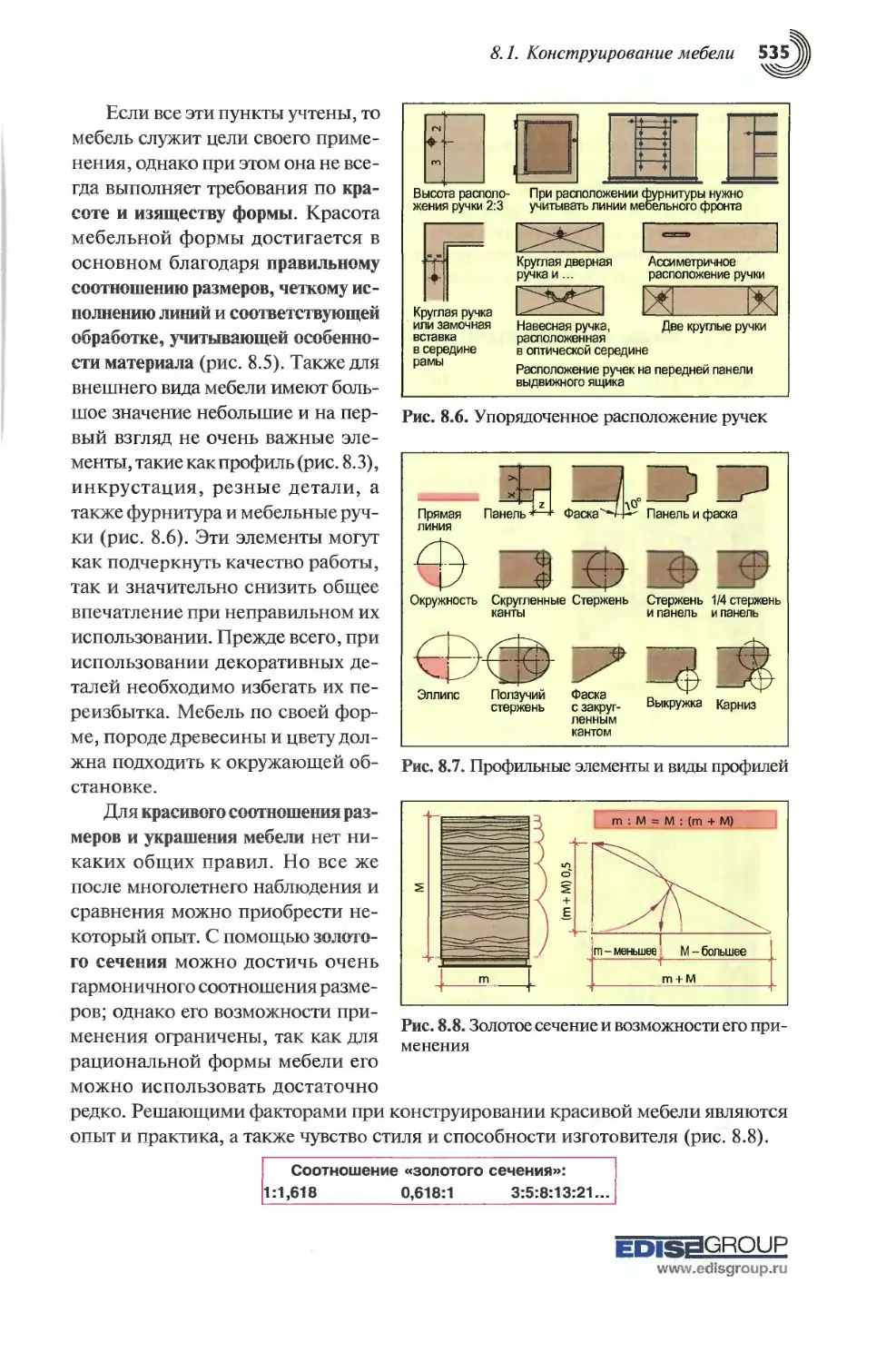
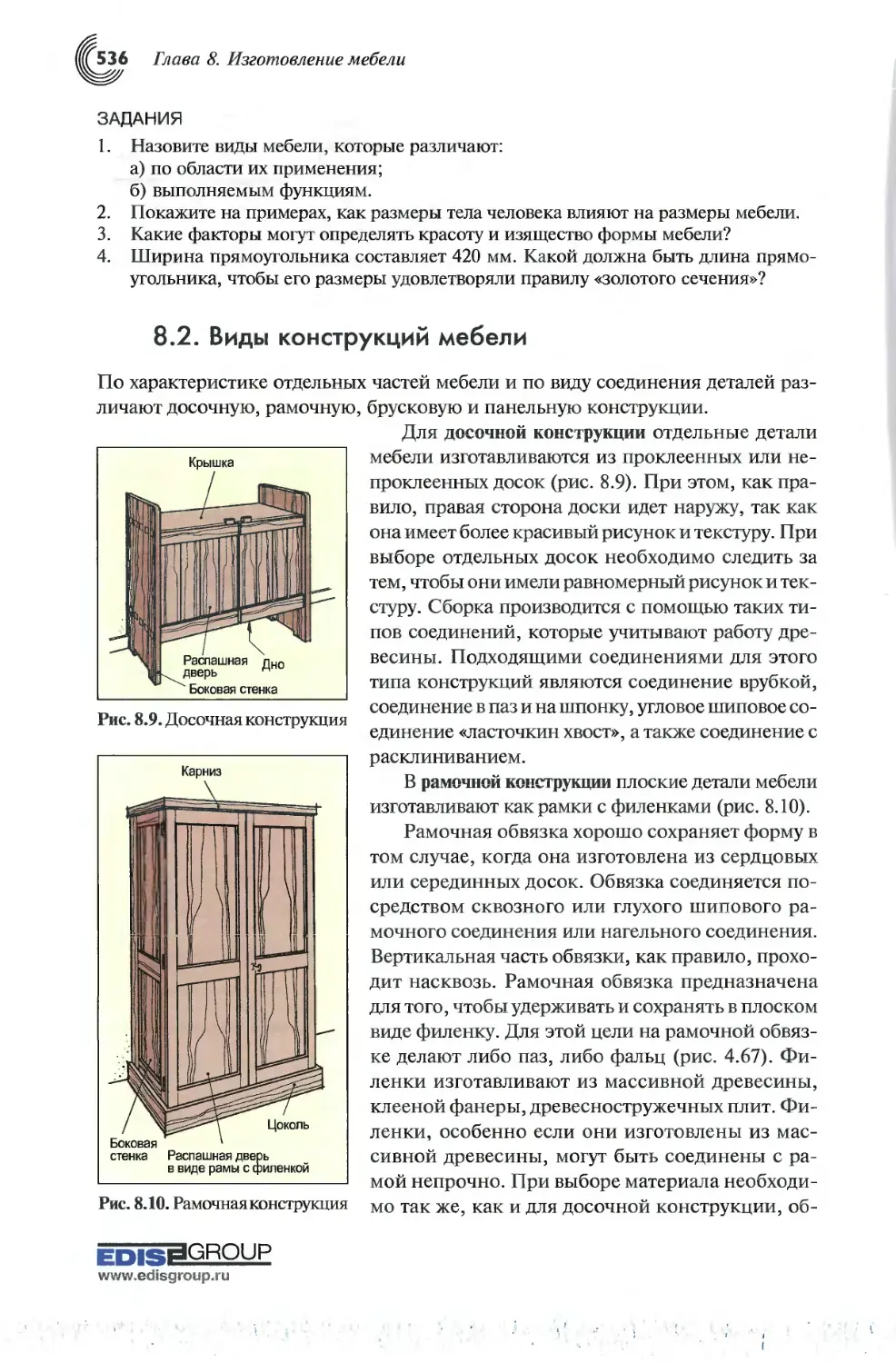
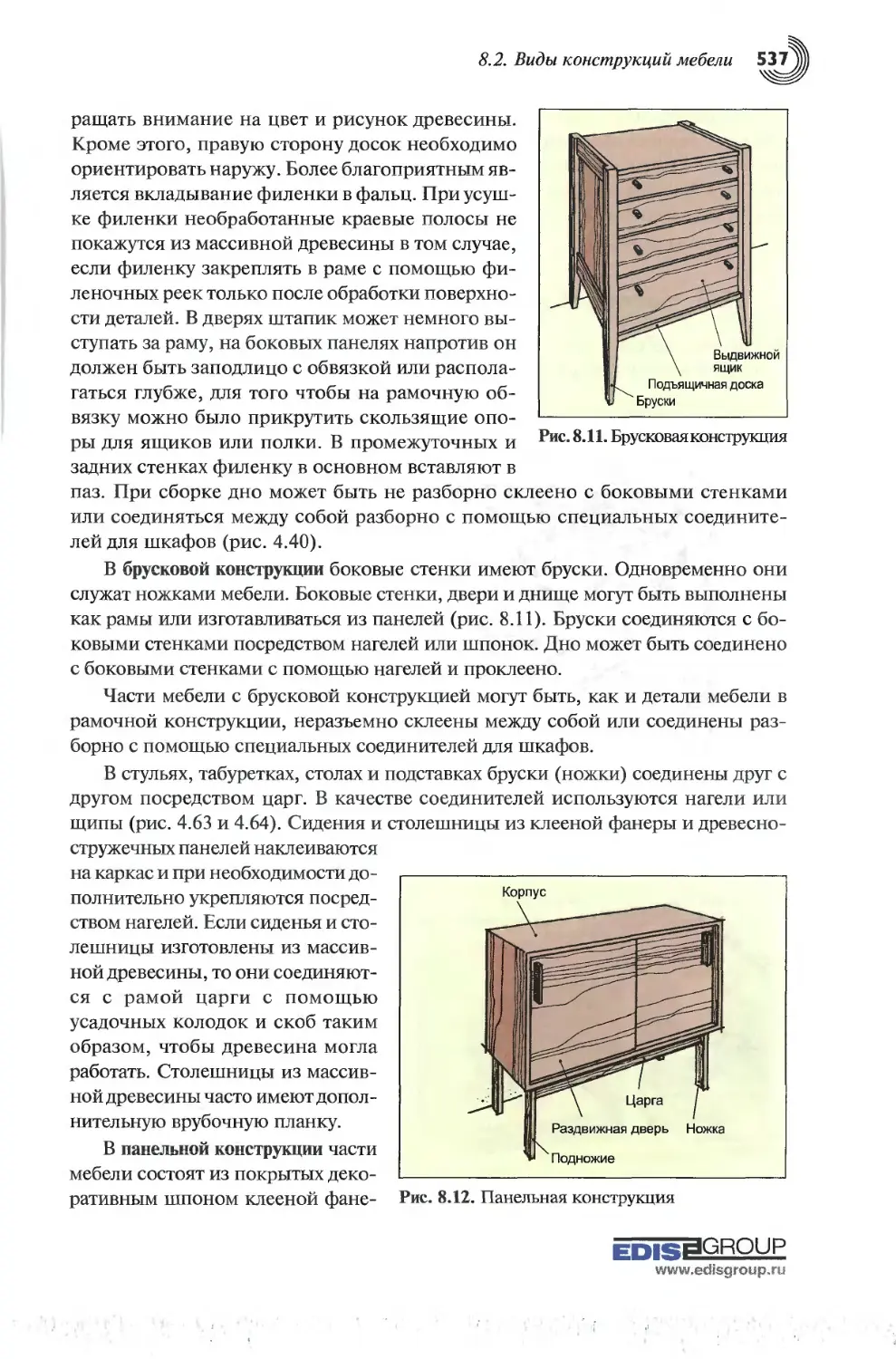
8.1. Конструирование мебели.....................................532
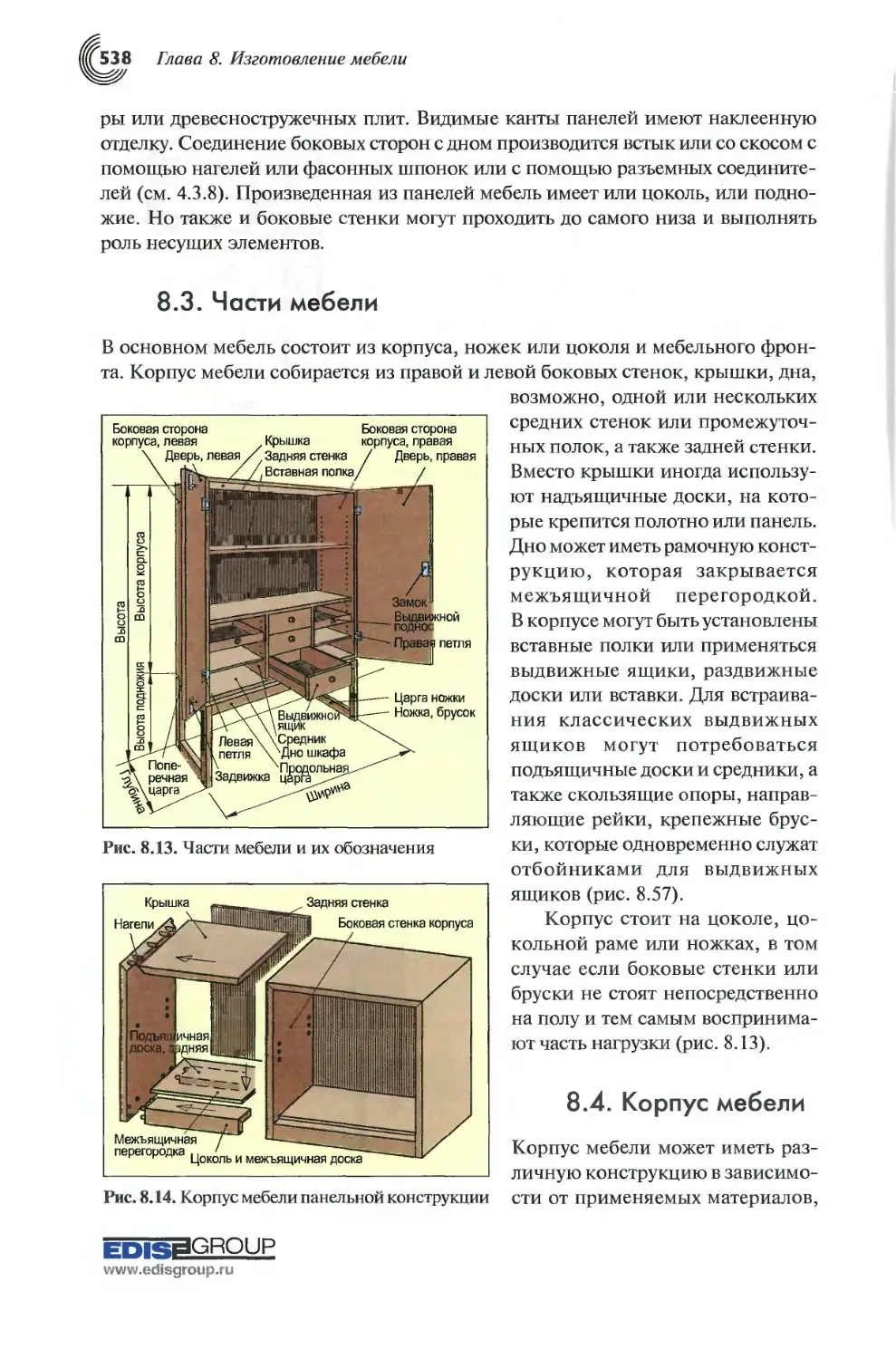
8.2. Виды конструкций мебели....................................536
8.3. Части мебели...............................................538
8.4. Корпус мебели..............................................538
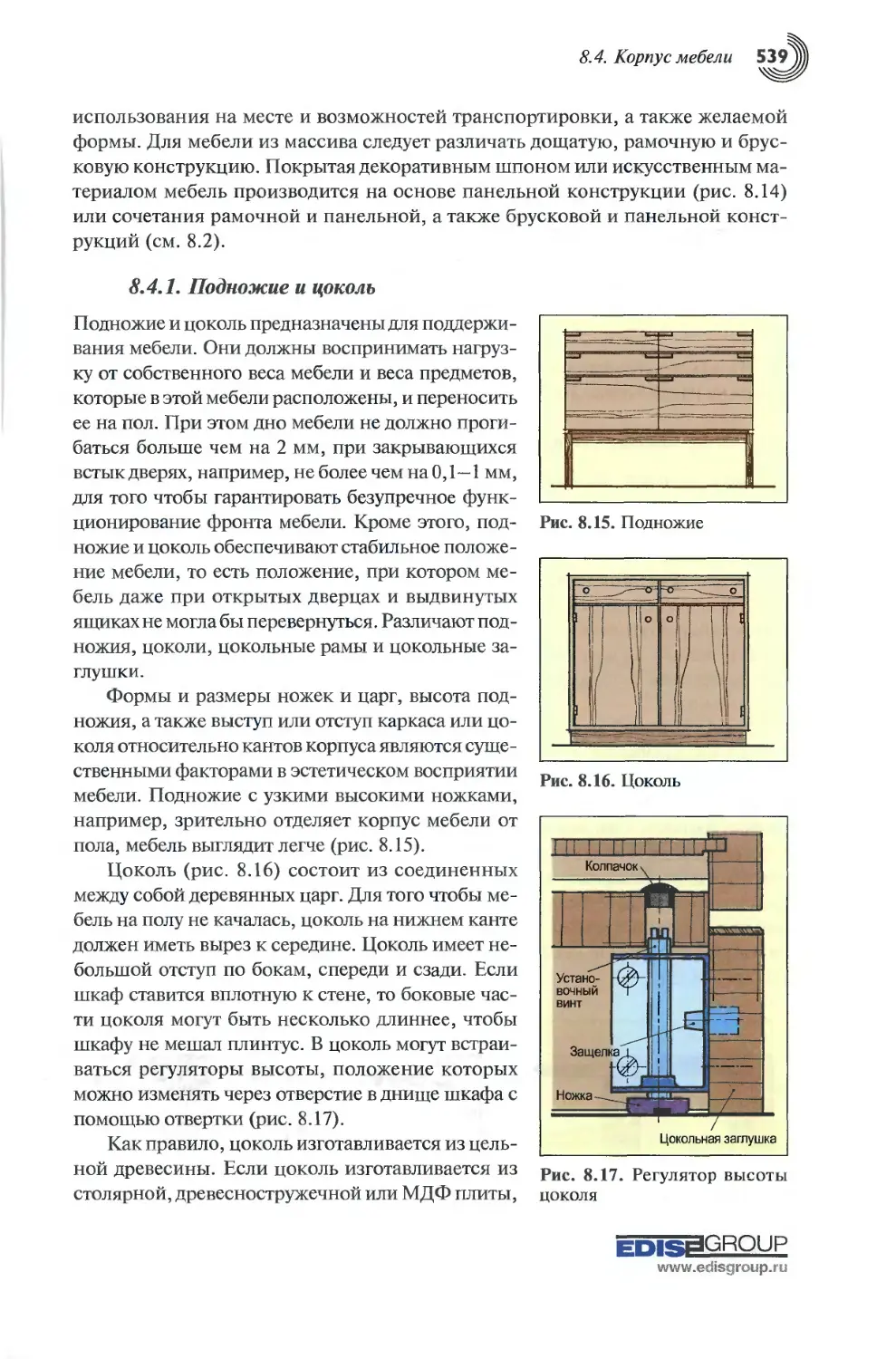
8.4.1. Подножие и цоколь.....................................539
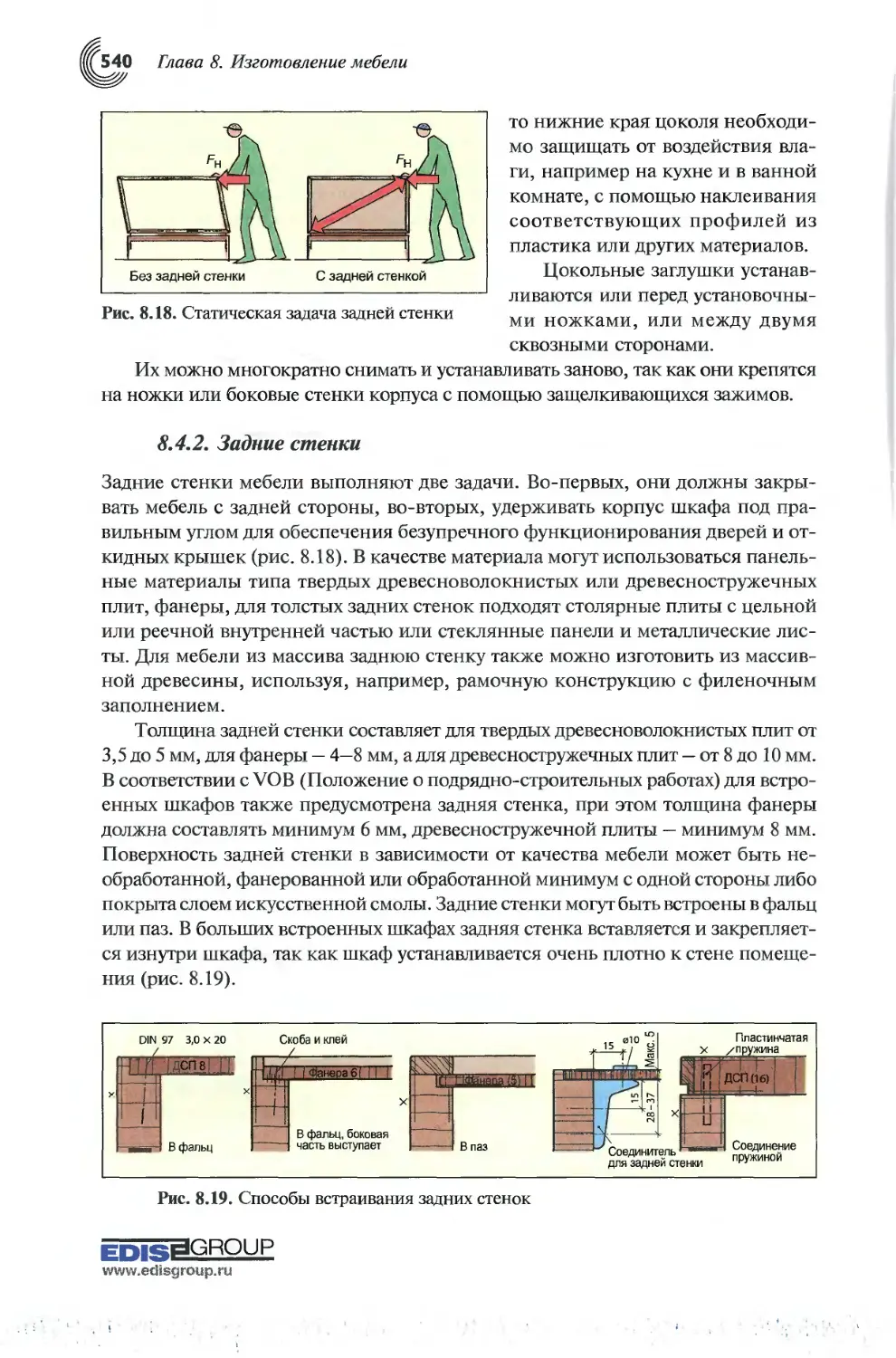
8.4.2. Задние стенки.........................................540
8.5. Мебельные фронты...........................................541
Содержание 15
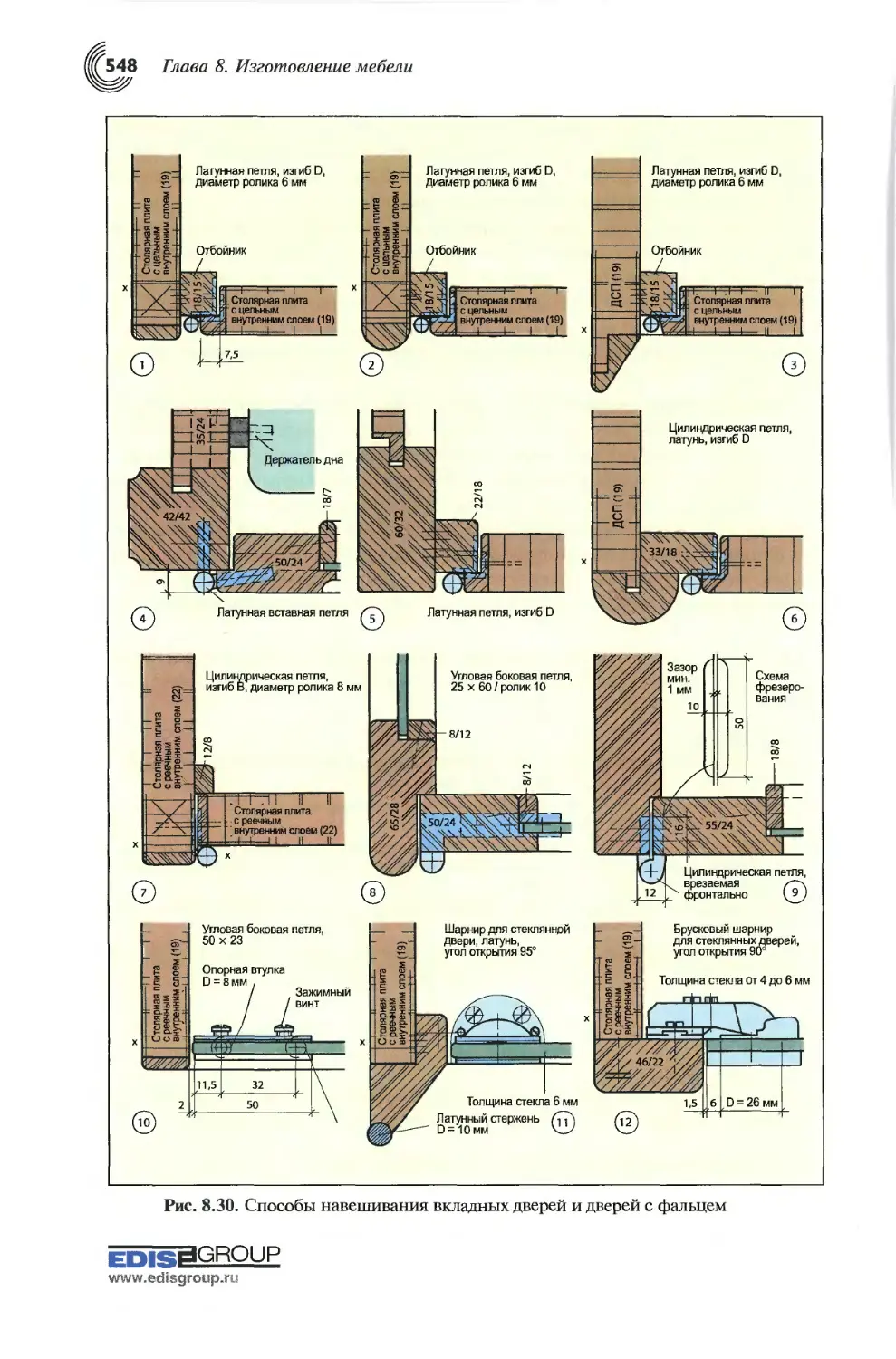
8.5.1. Распашные двери.........................................541
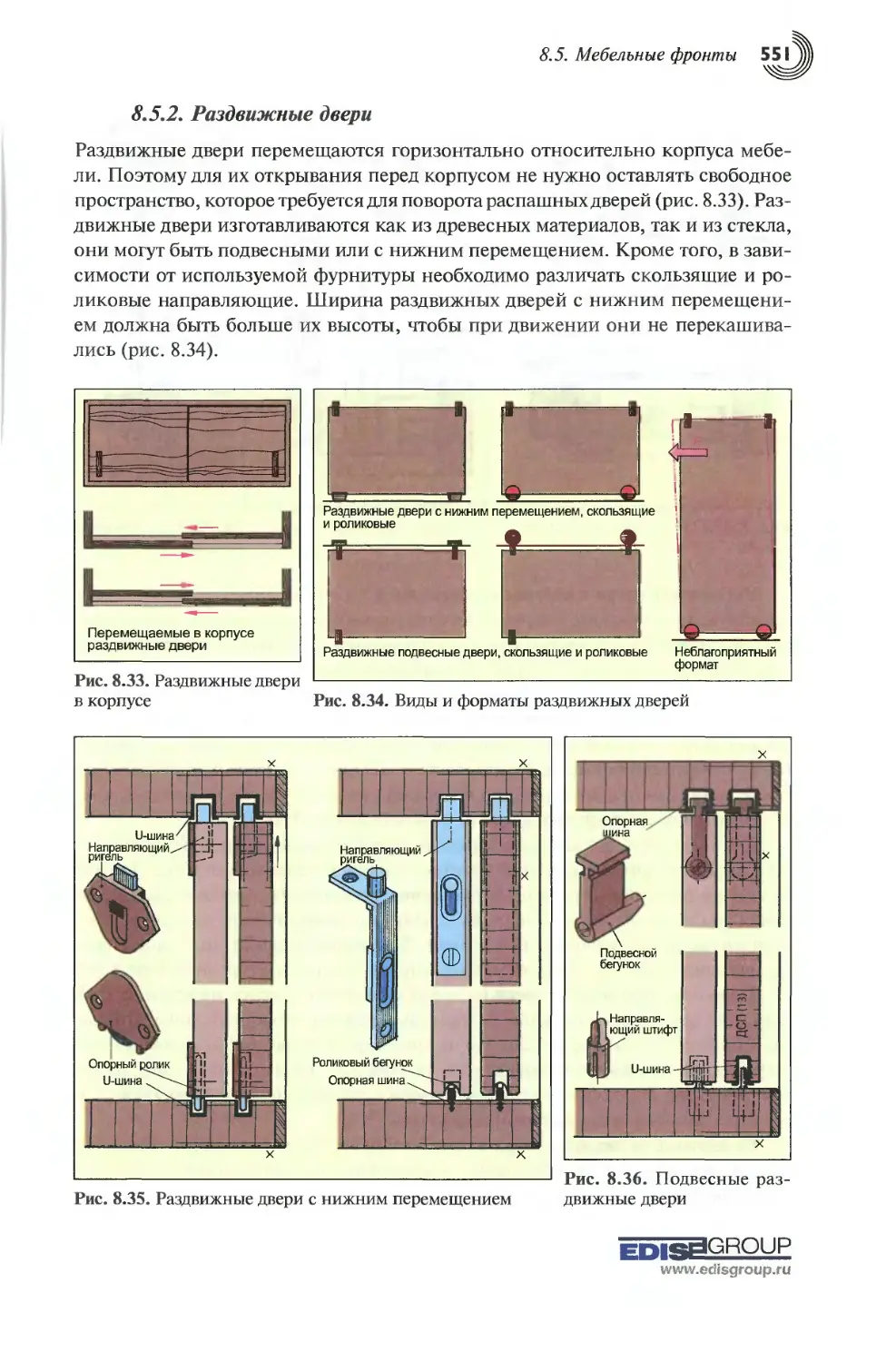
8.5.2. Раздвижные двери........................................551
8.5.3. Откидные крышки.........................................553
8.5.4. Двери-шторки............................................556
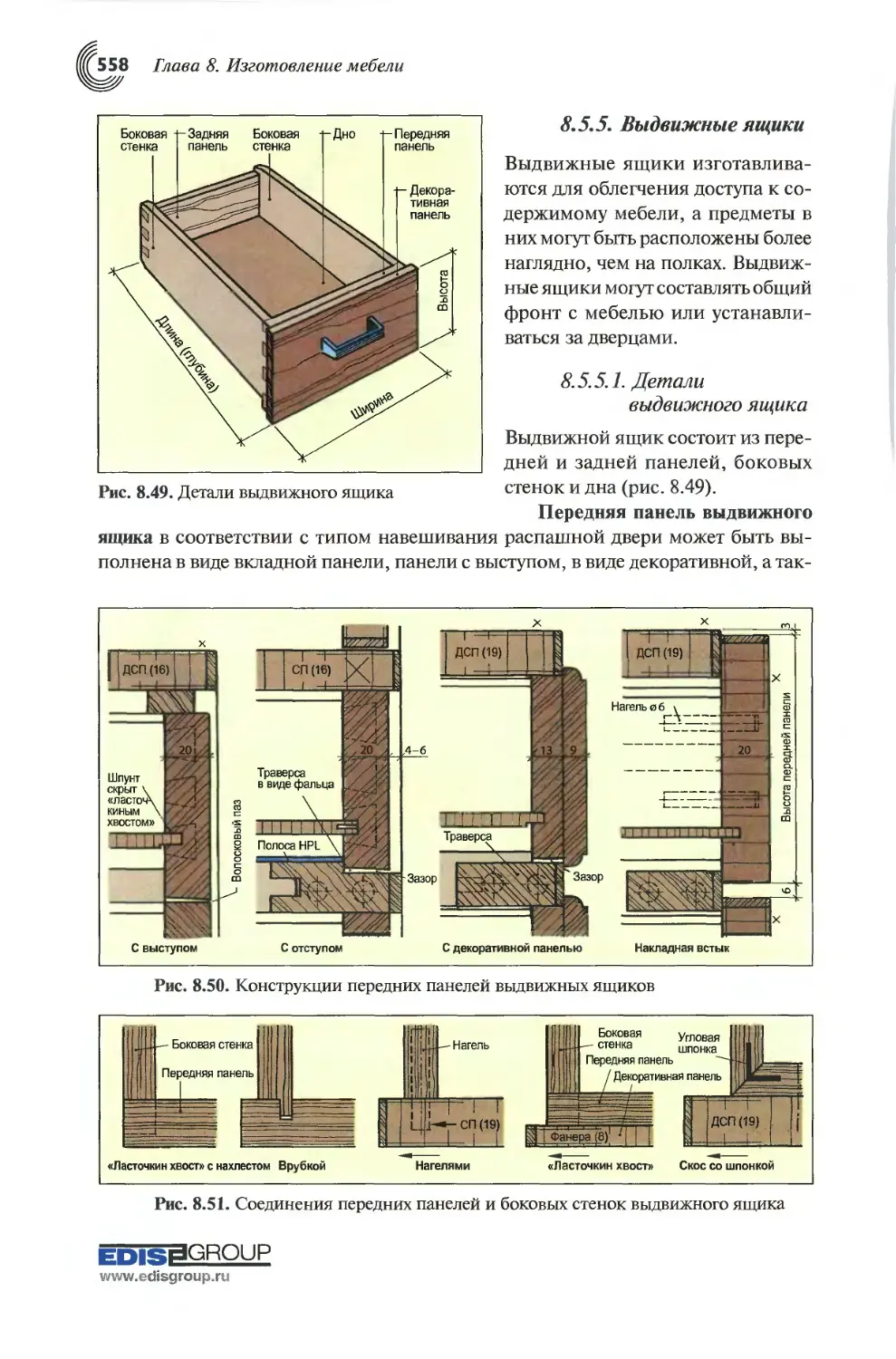
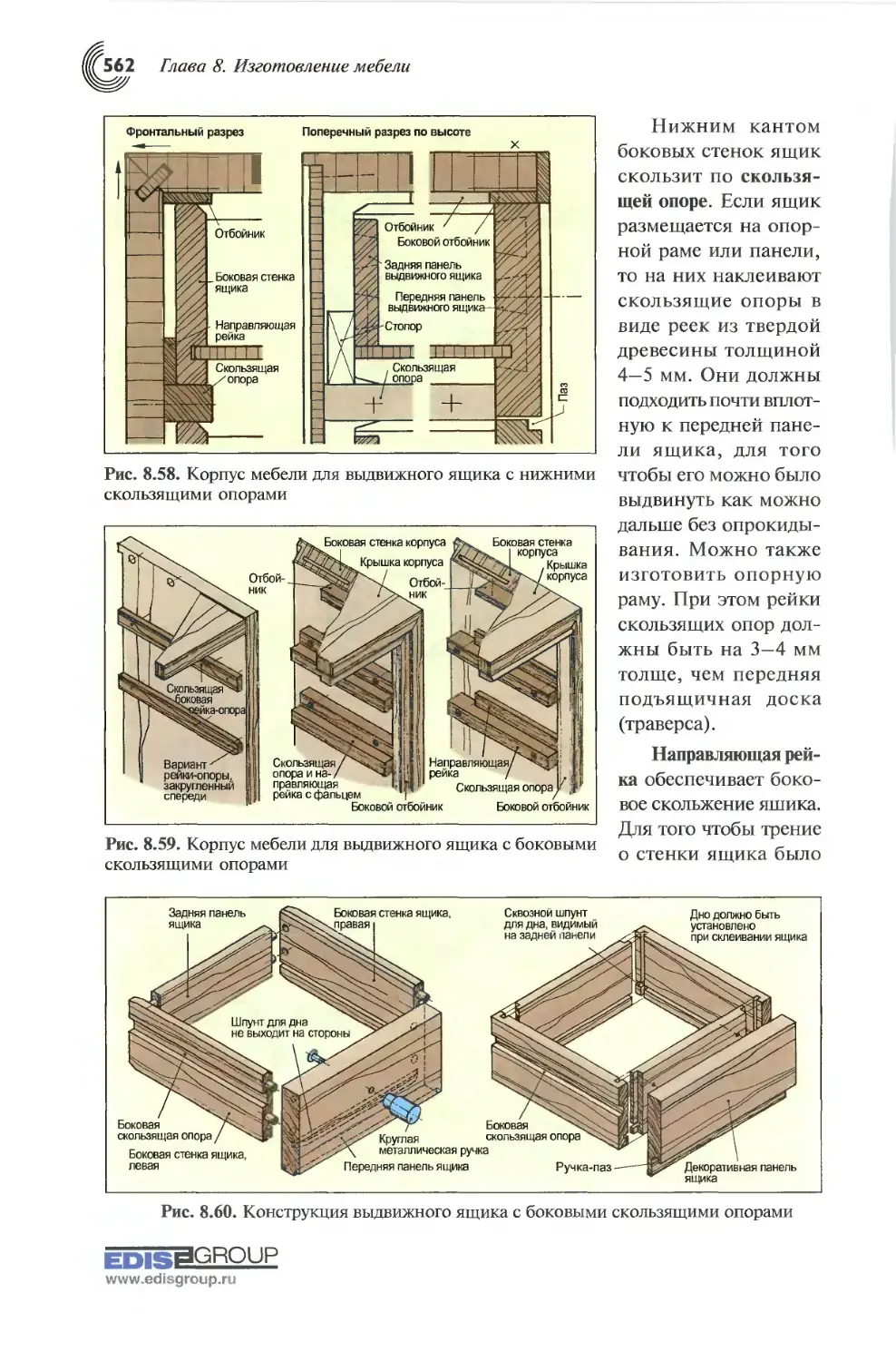
8.5.5. Выдвижные ящики.........................................558
8.6. Встраиваемые части мебели....................................566
8.6.1. Вставные полки..........................................566
8.6.2. Внутренние выдвижные ящики..............................567
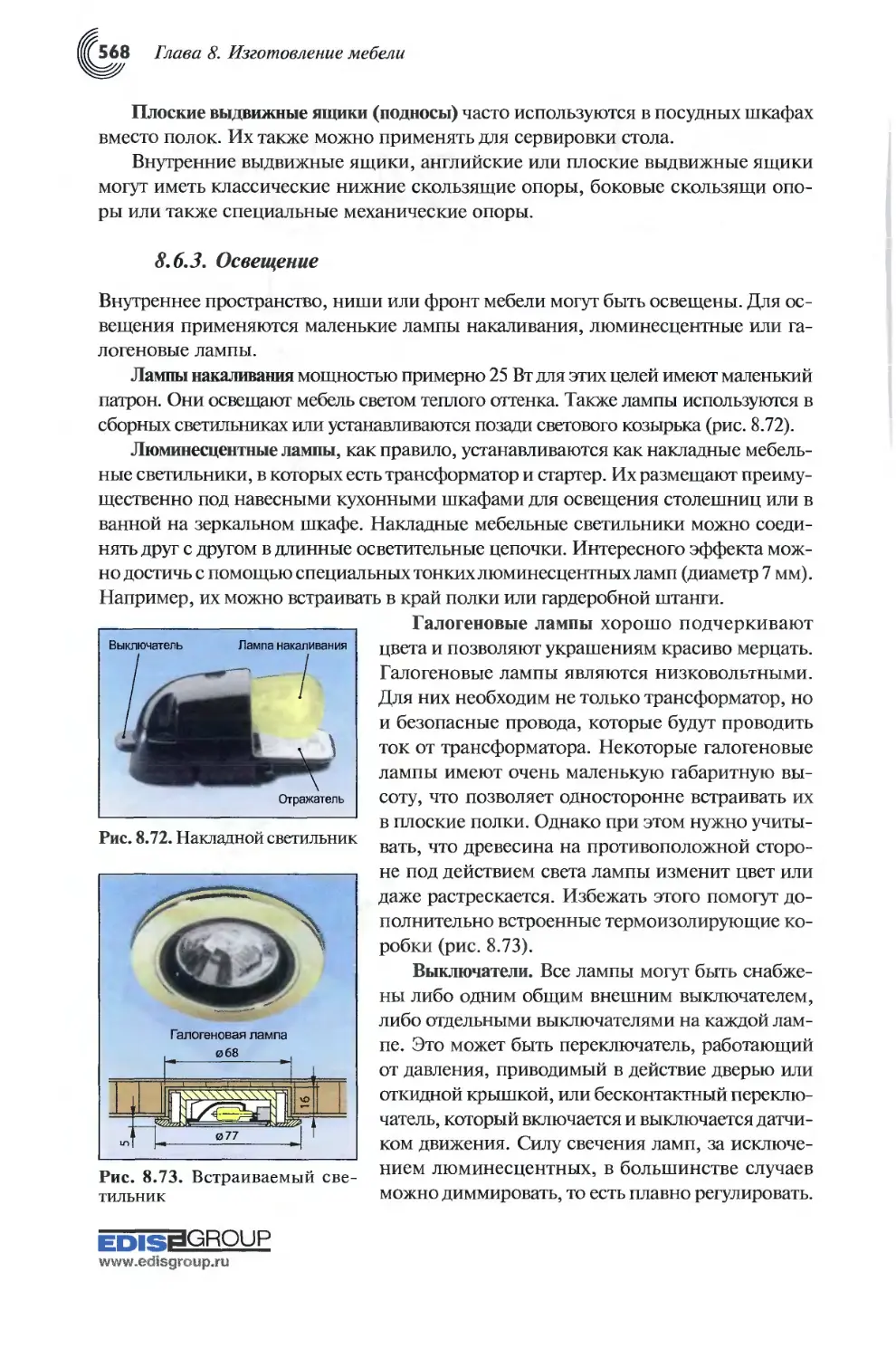
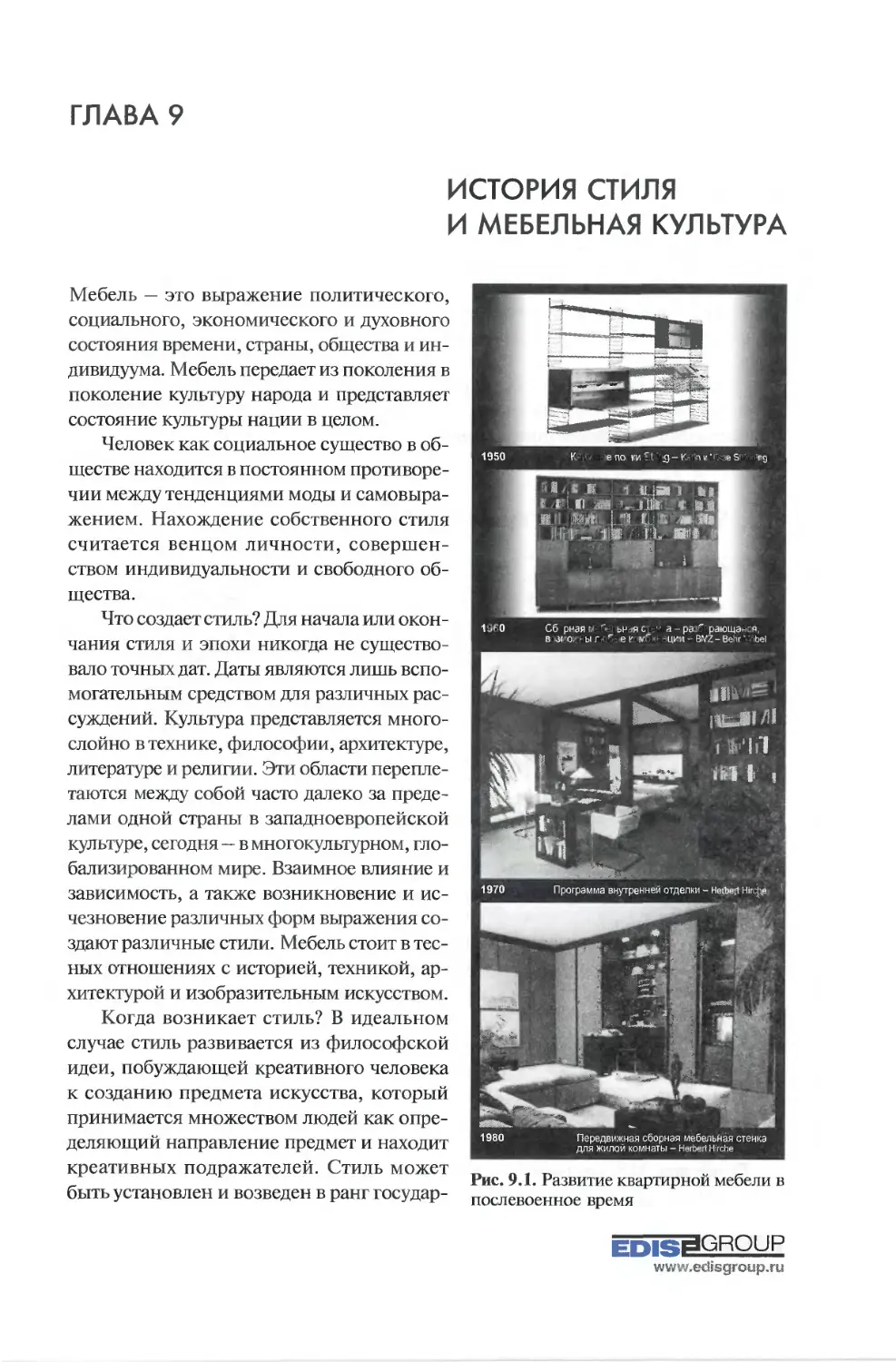
8.6.3. Освещение...............................................568
Глава 9. ИСТОРИЯ СТИЛЯ И МЕБЕЛЬНАЯ КУЛЬТУРА..........................569
9.1. Мебельная культура Египта....................................570
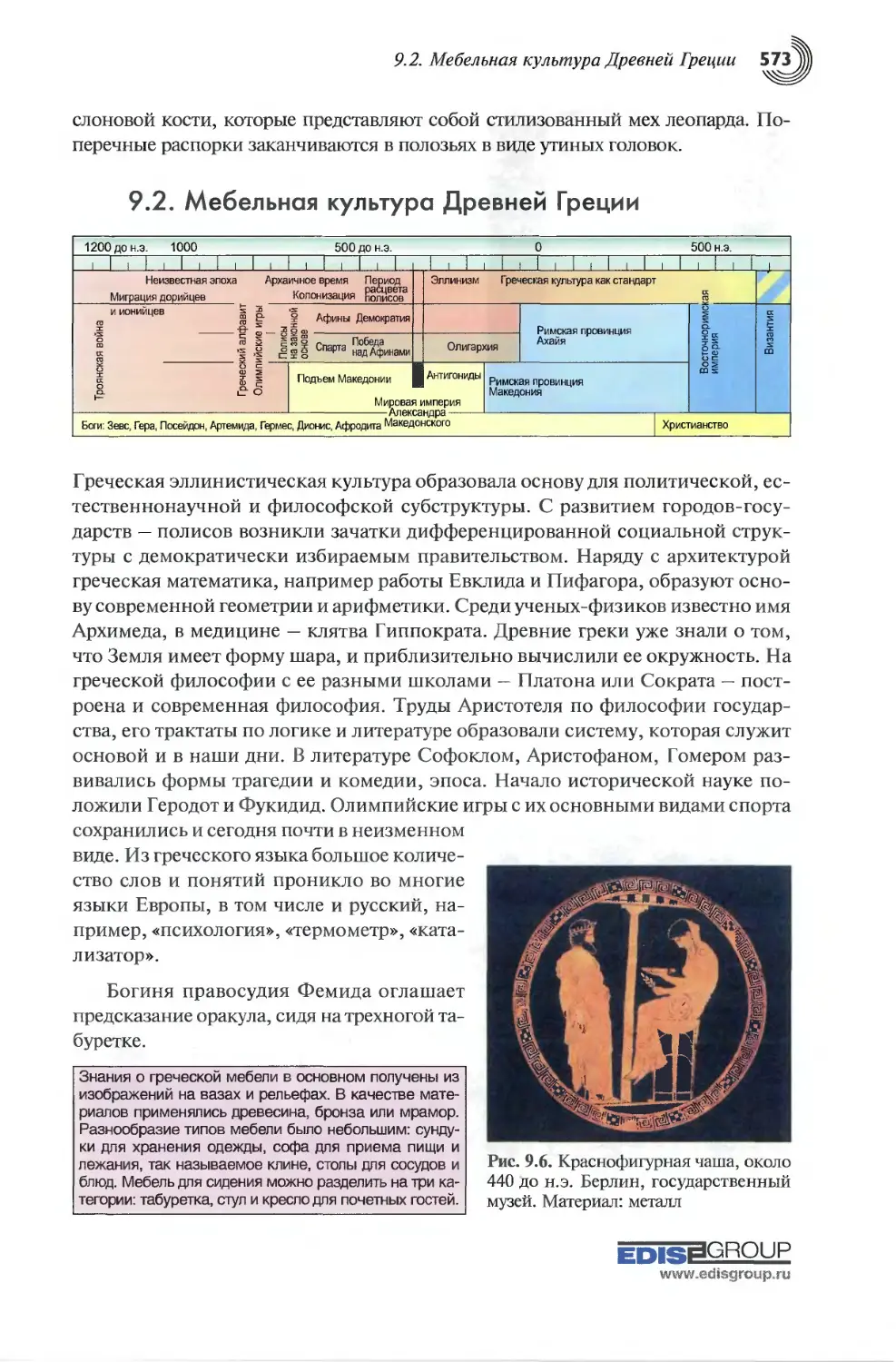
9.2. Мебельная культура Древней Греции............................573
9.3. Мебельная культура Древнего Рима.............................575
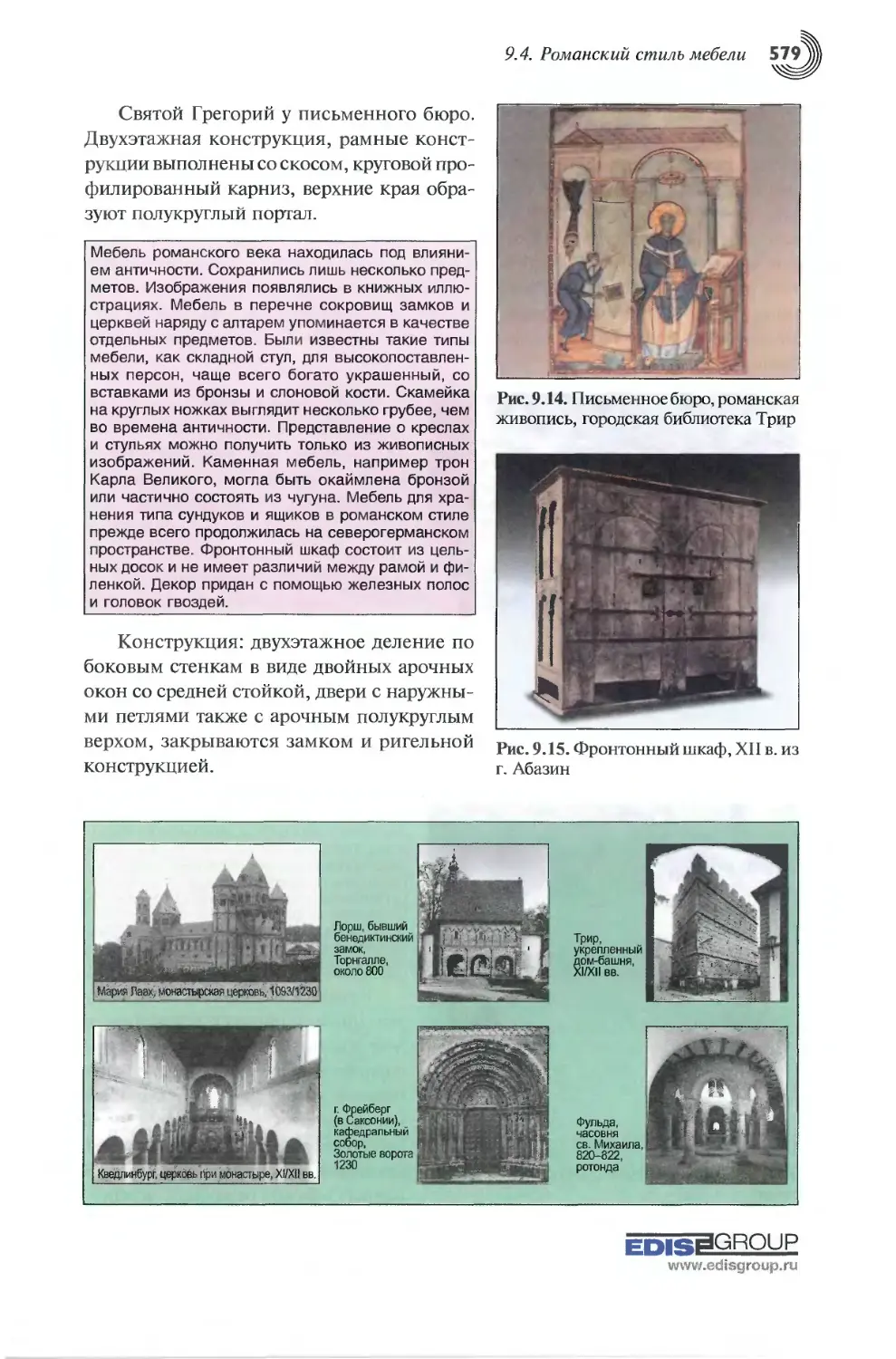
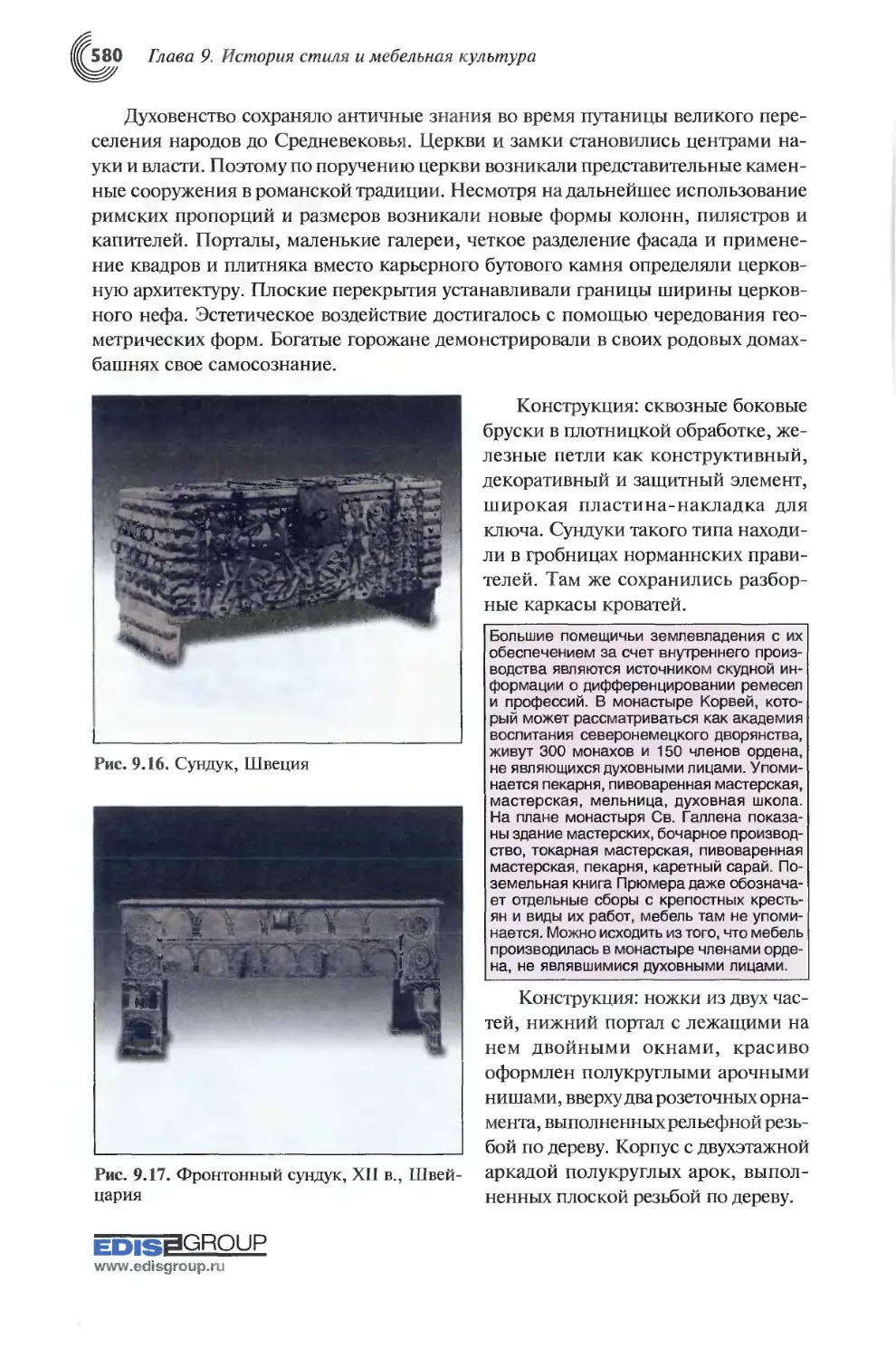
9.4. Романский стиль мебели.......................................578
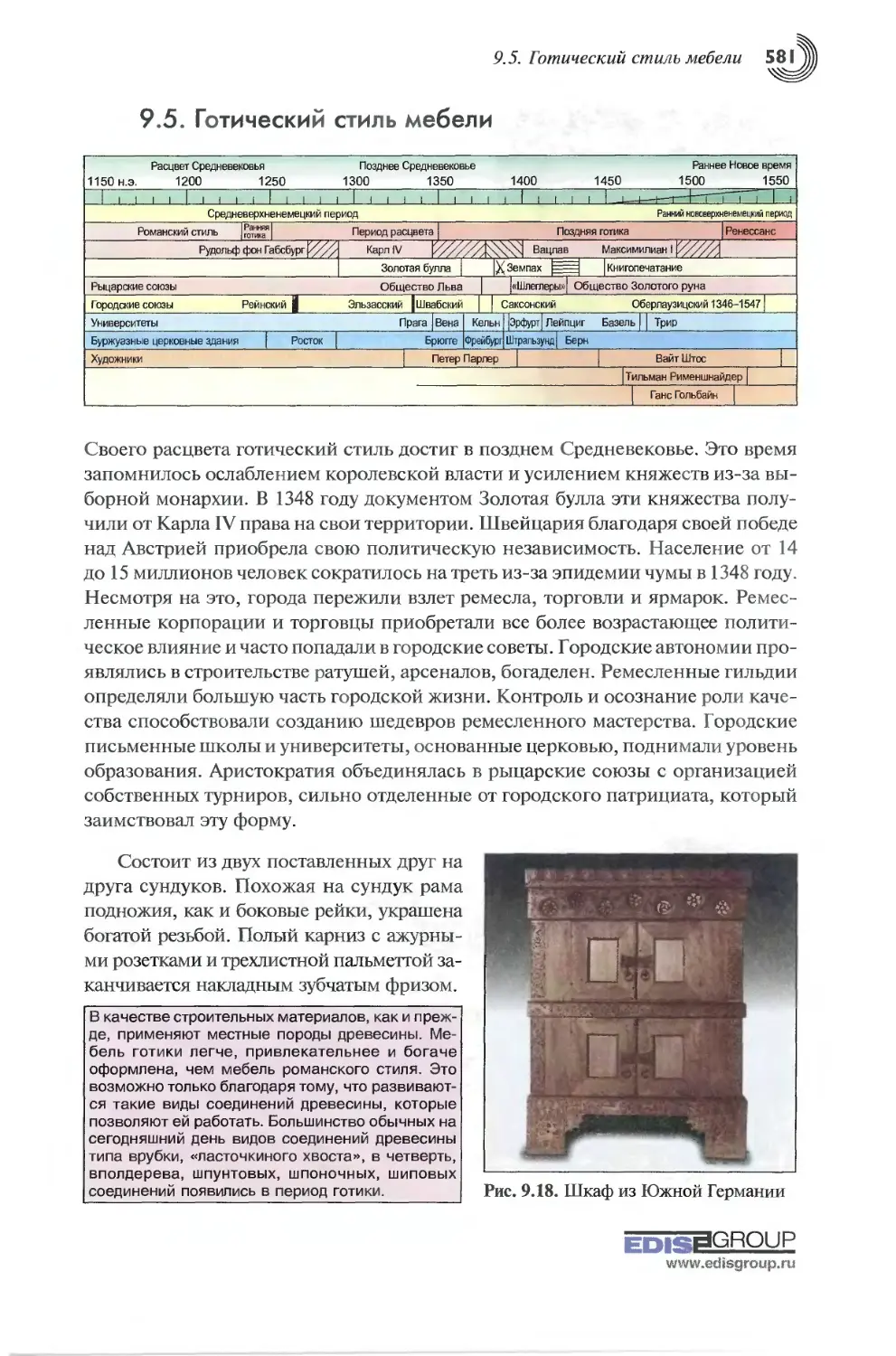
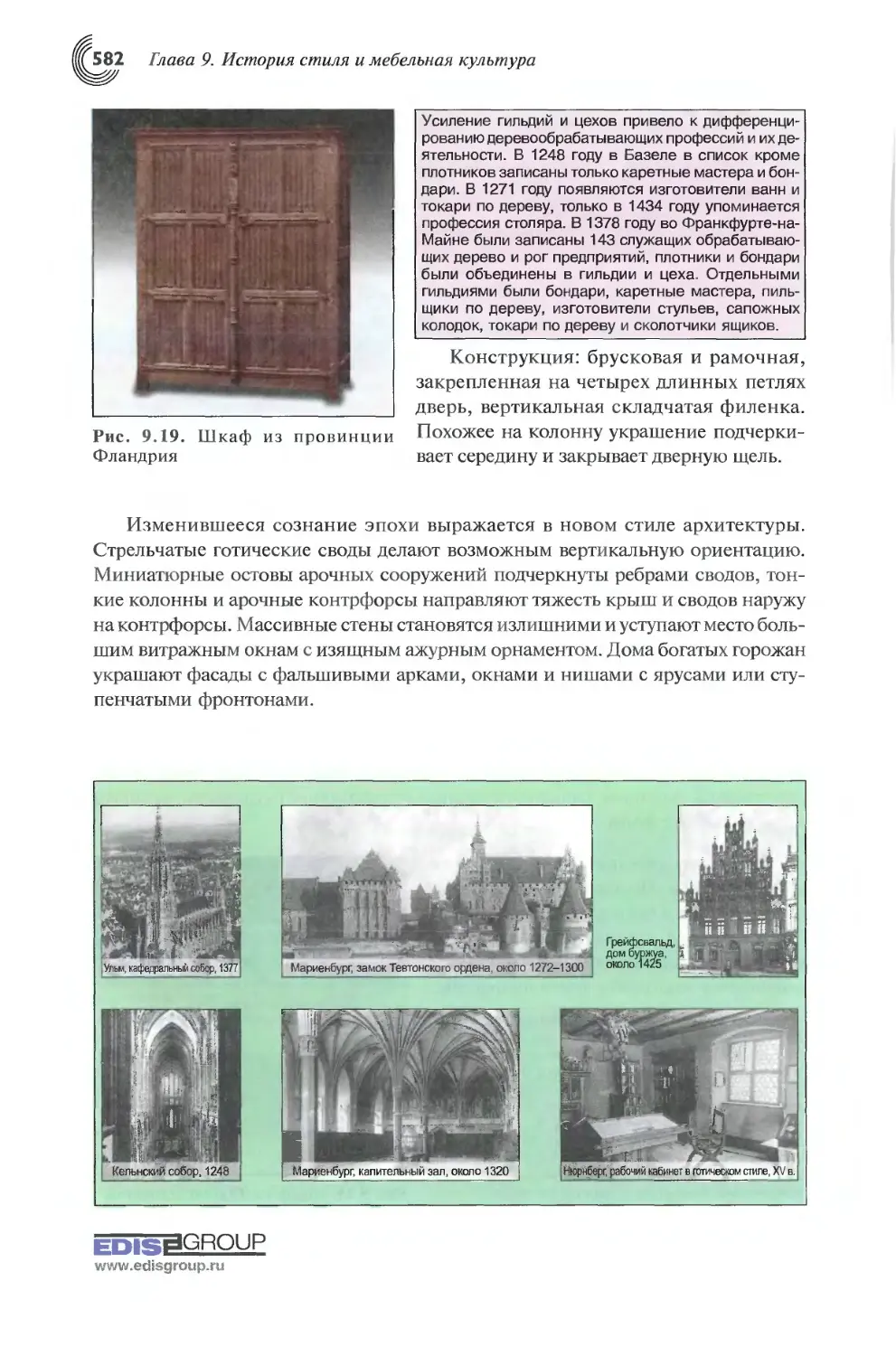
9.5. Готический стиль мебели......................................581
9.6. Стиль мебели эпохи Возрождения...............................583
9.7. Стили мебели барокко и рококо................................586
9.8. Стили мебели: классицизм Людовика XVI, ампир.................588
9.9. Стиль мебели XIX века, бидермайер, историзм..................591
9.10. Стиль мебели XX века, модерн, Арт Деко......................594
Глава 10. ВНЕШНЯЯ И ВНУТРЕННЯЯ ОТДЕЛКА ЗДАНИЙ........................597
10.1. Снятие размеров строительной конструкции....................598
10.1.1. Регламентирование размеров в наземном строительстве....599
10.1.2. Допуски размеров в наземном строительстве..............599
10.1.3. Обмер помещений и объектов.............................600
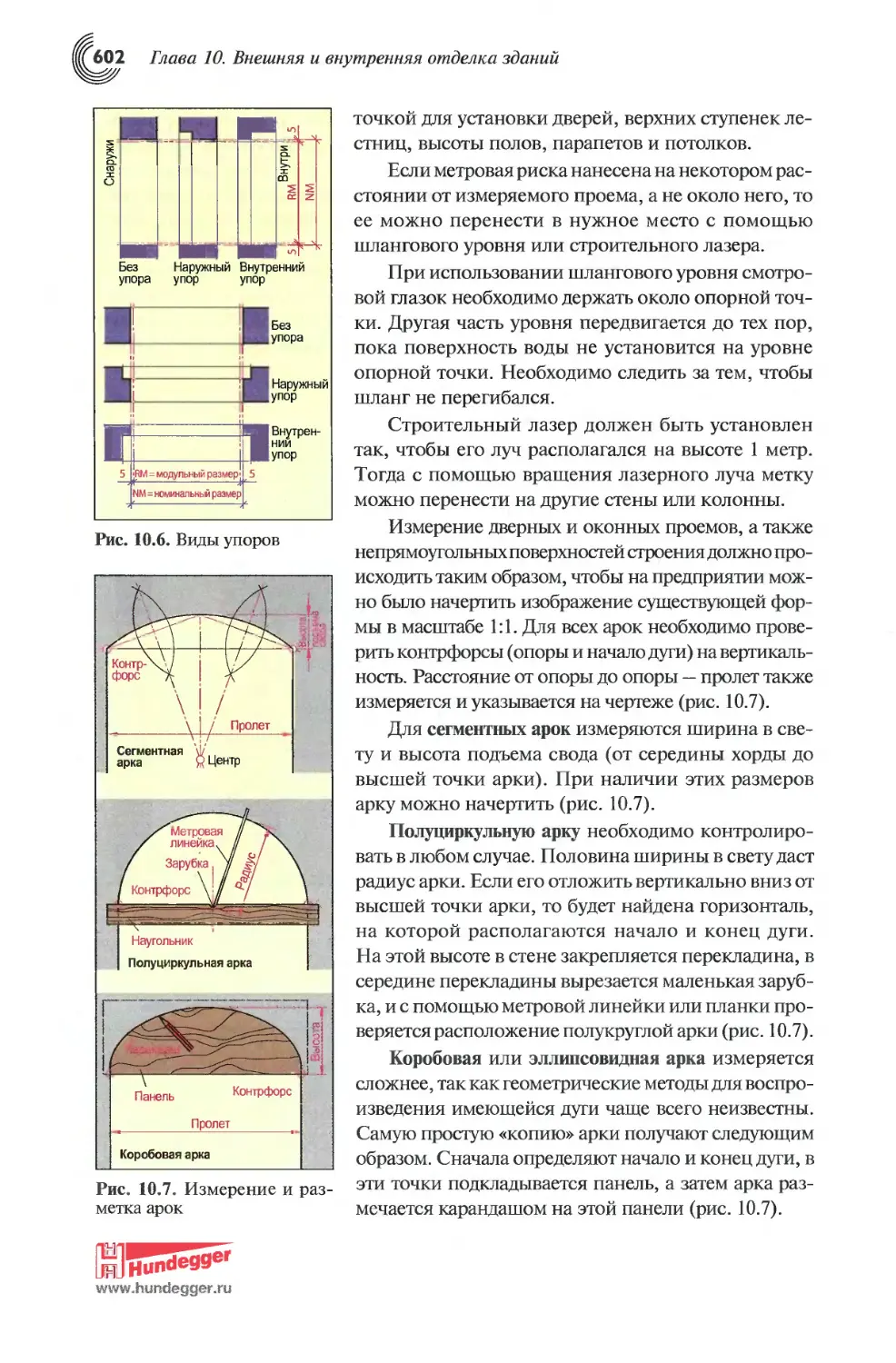
10.1.4. Обмер проемов в стене..................................601
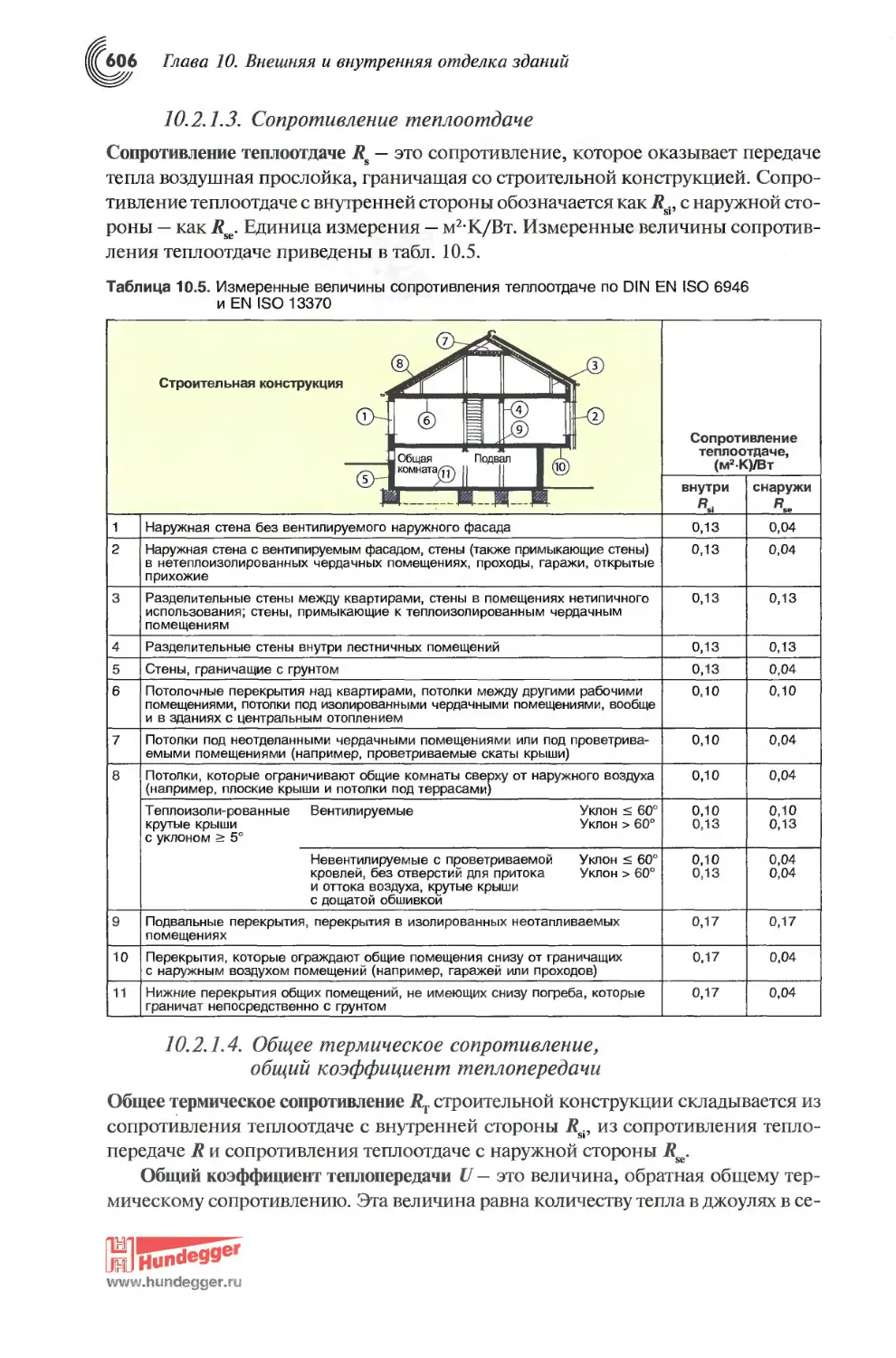
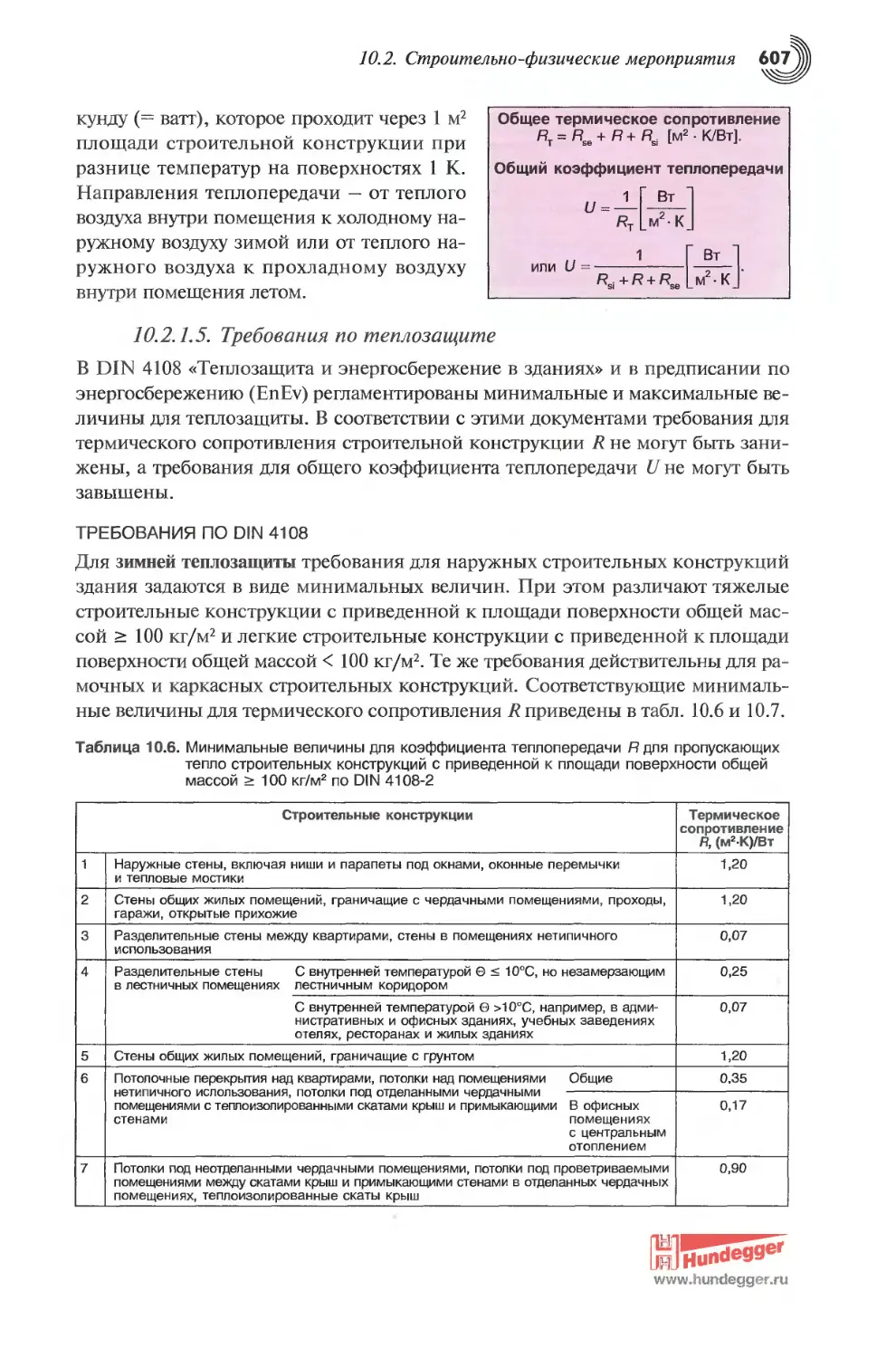
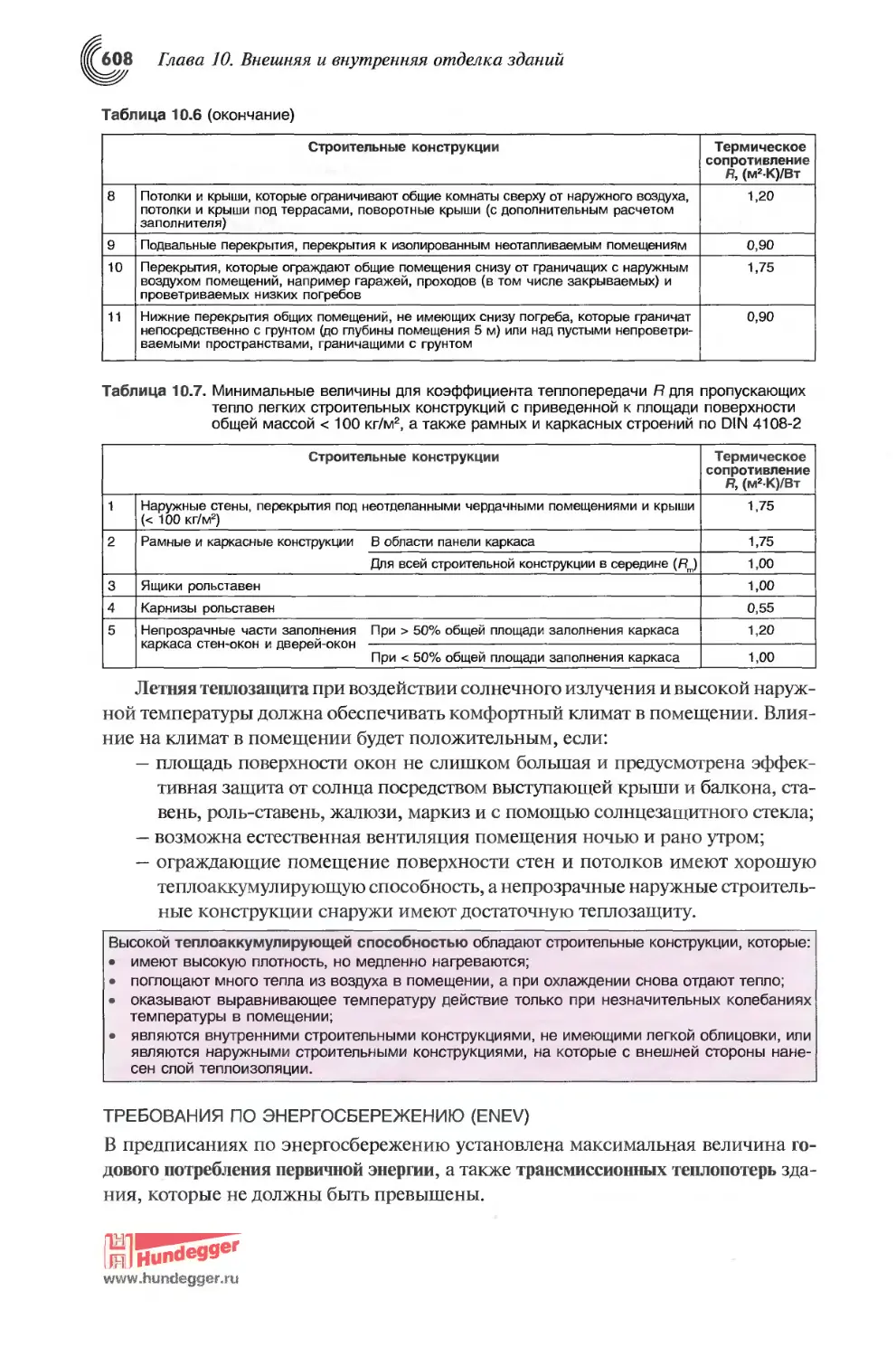
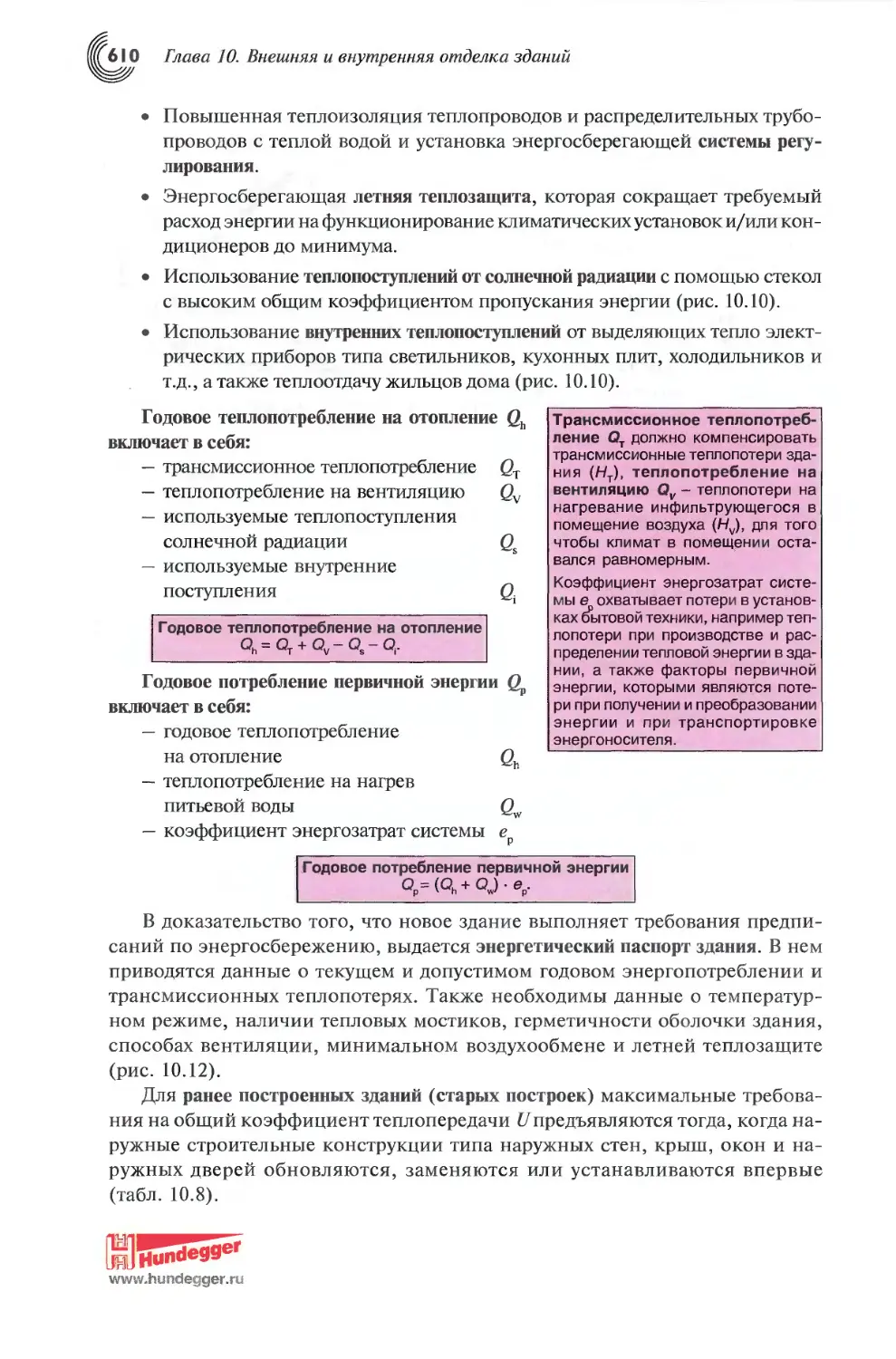
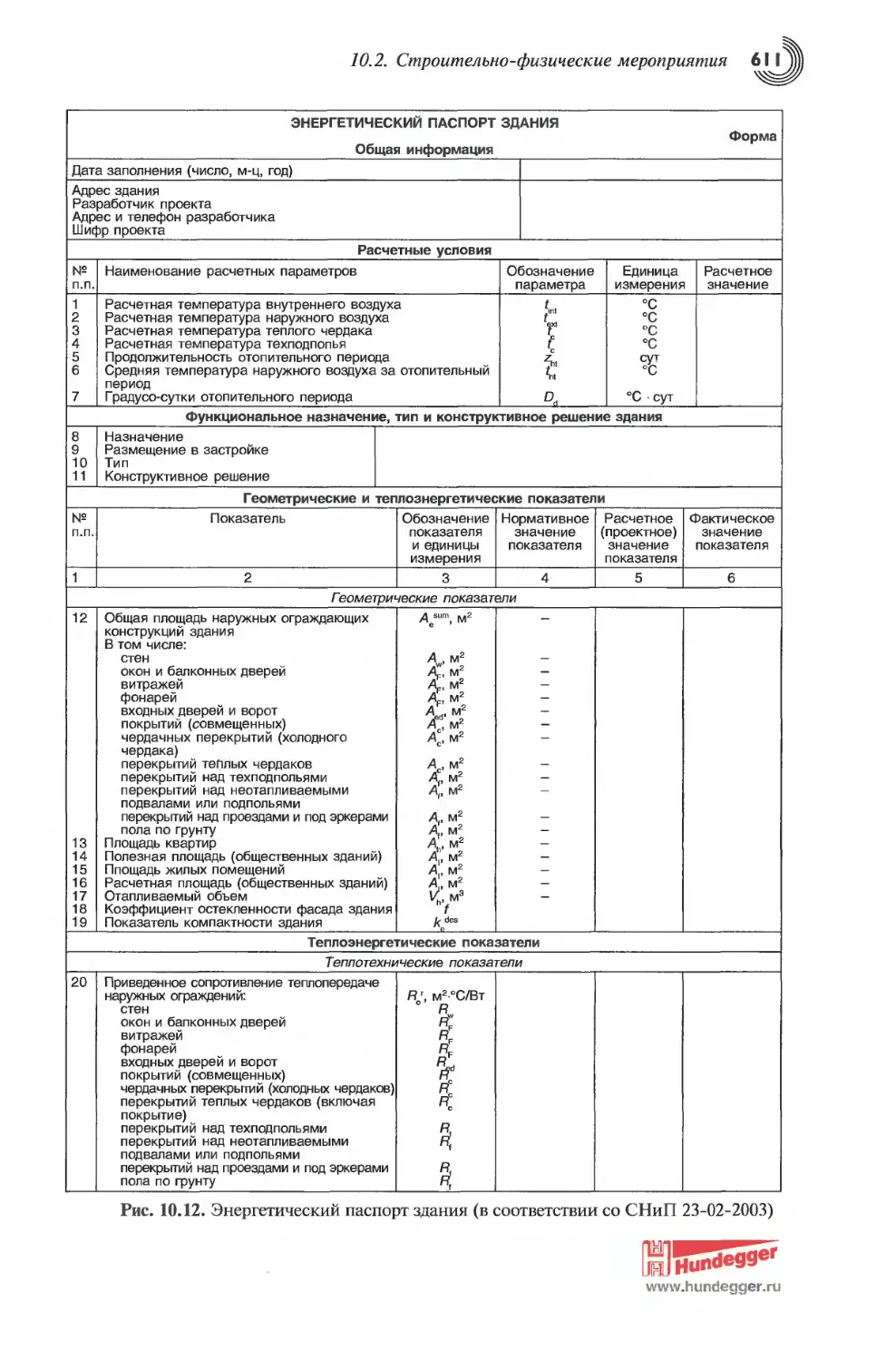
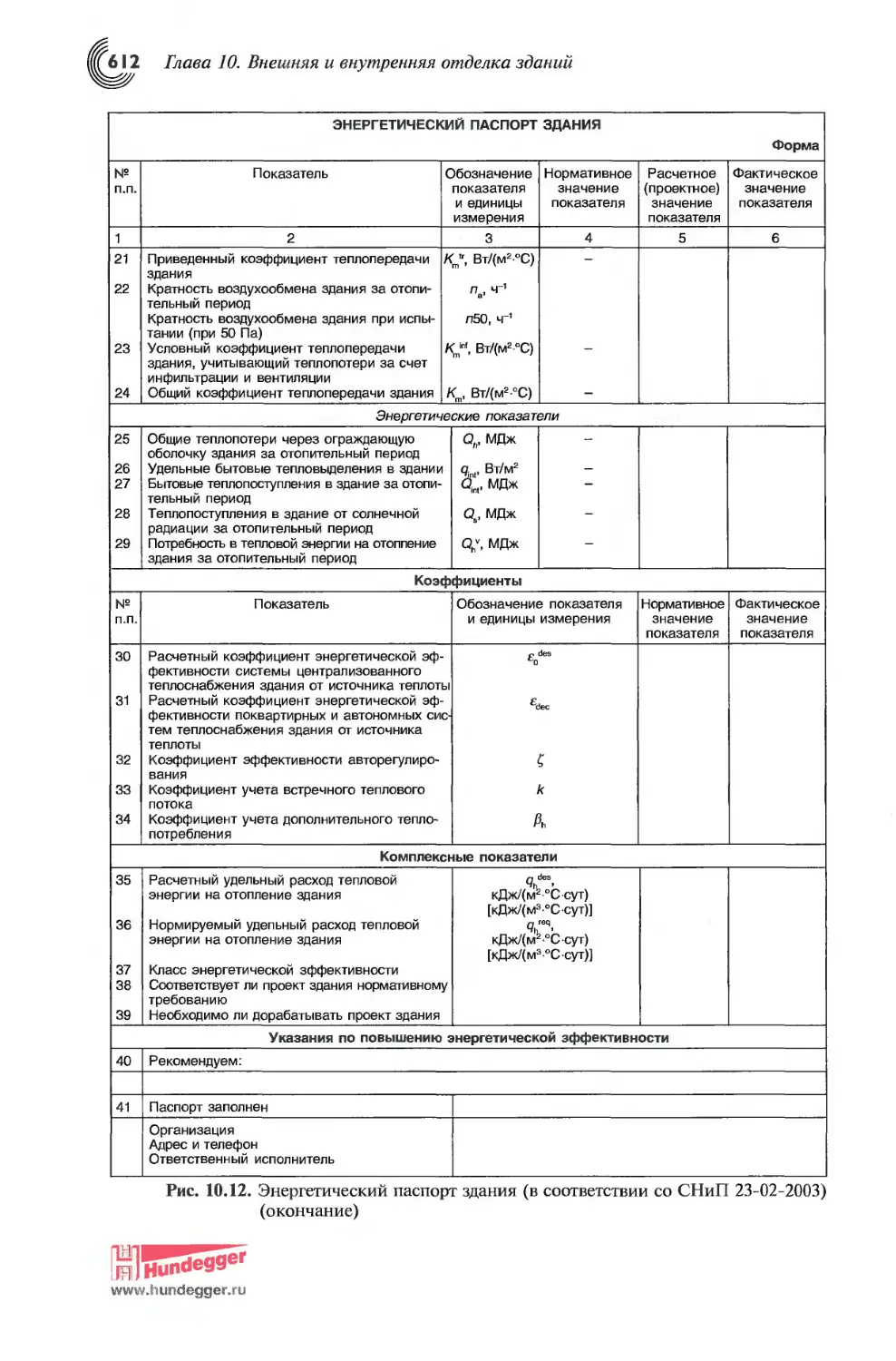
10.2. Строительно-физические мероприятия..........................603
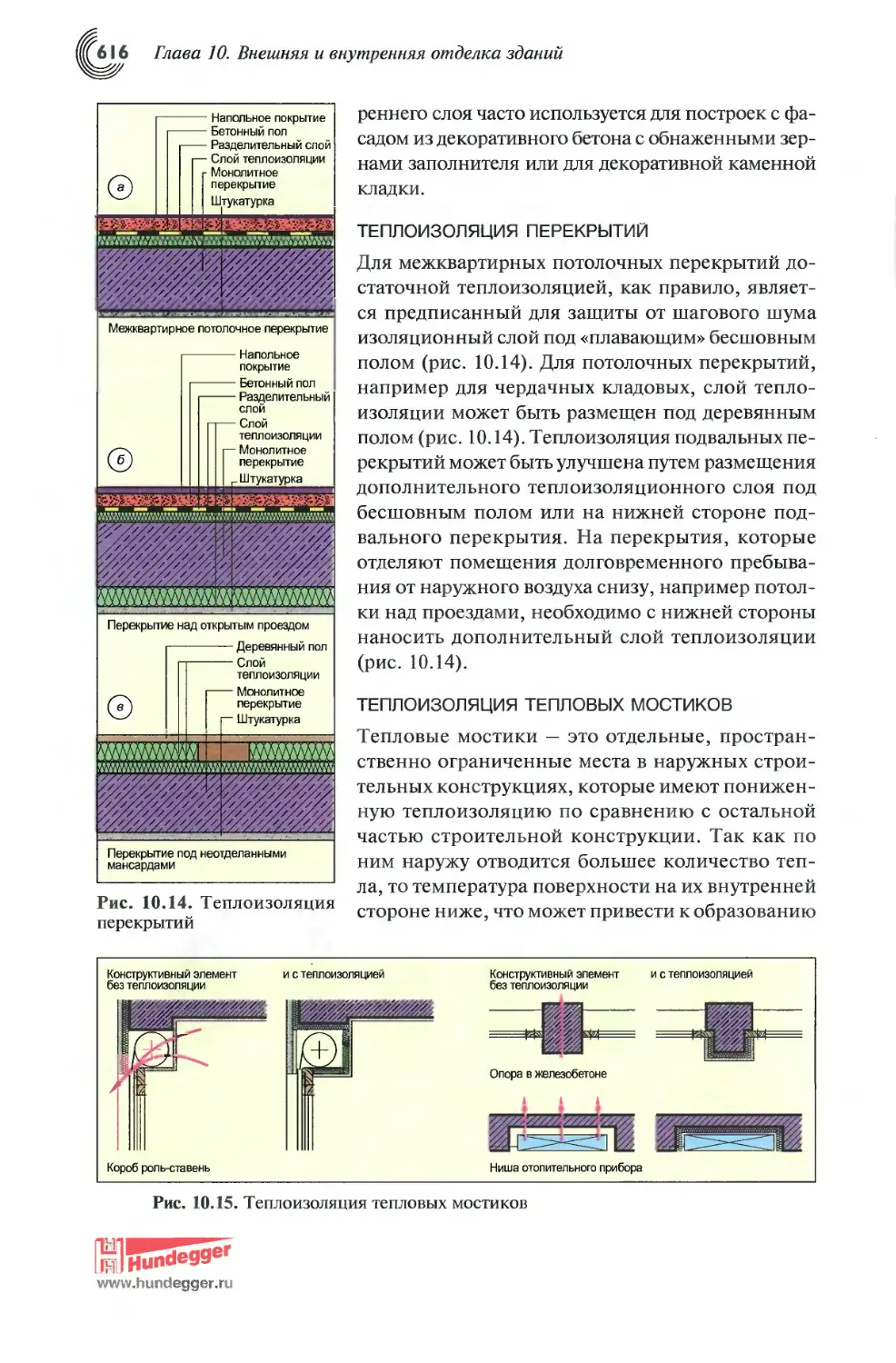
10.2.1. Тепловая защита........................................603
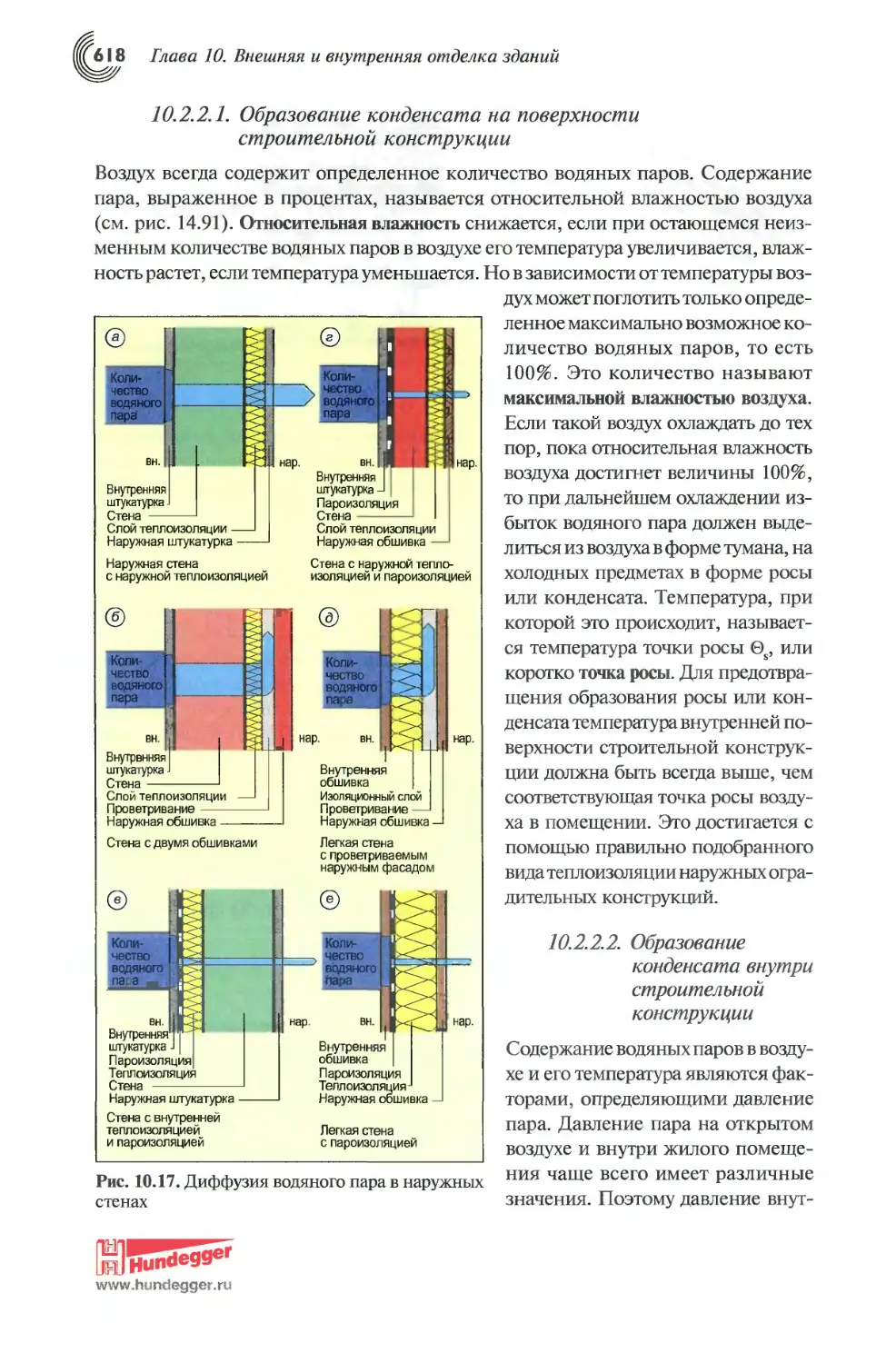
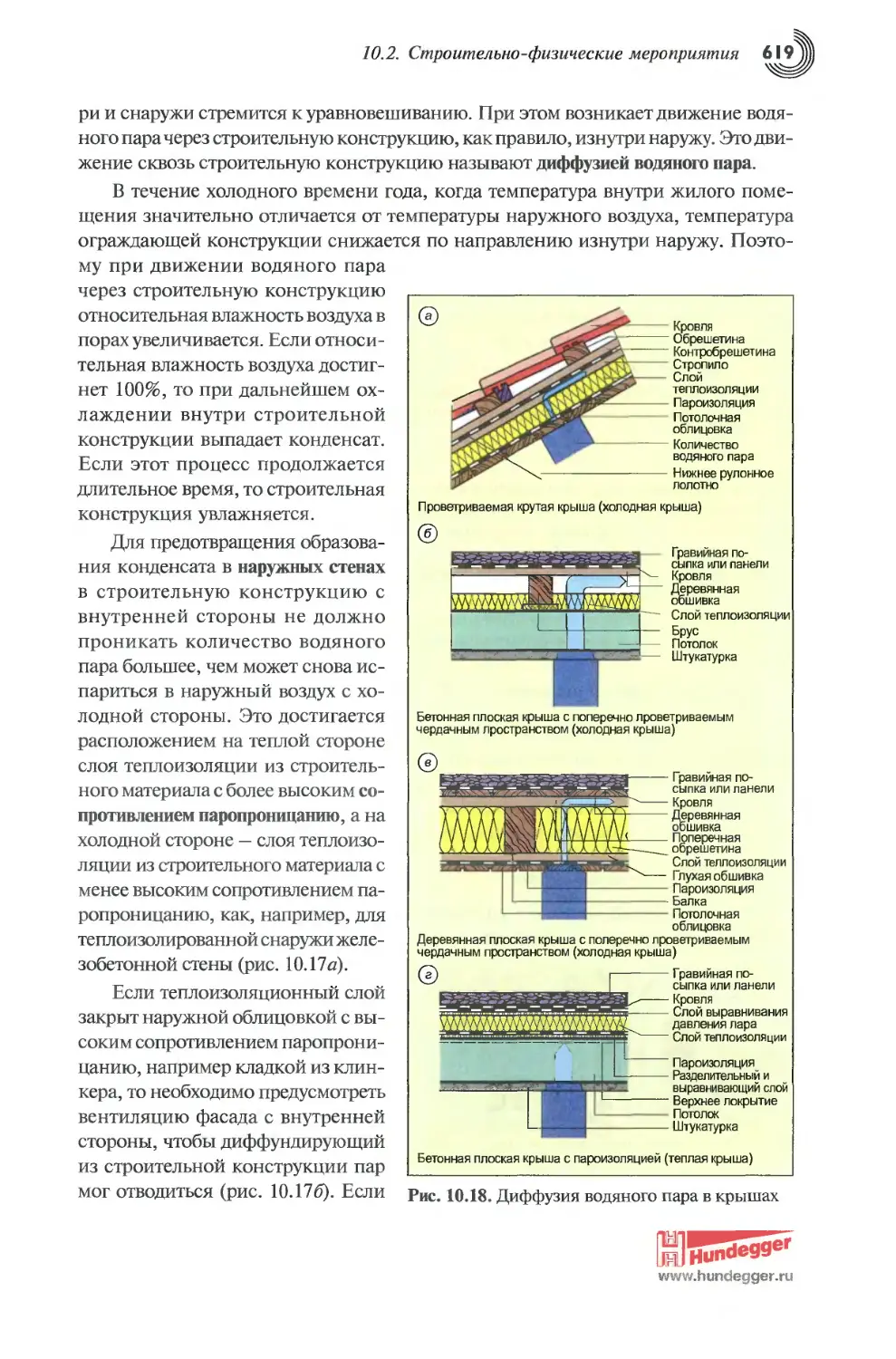
10.2.2. Защита от влаги........................................617
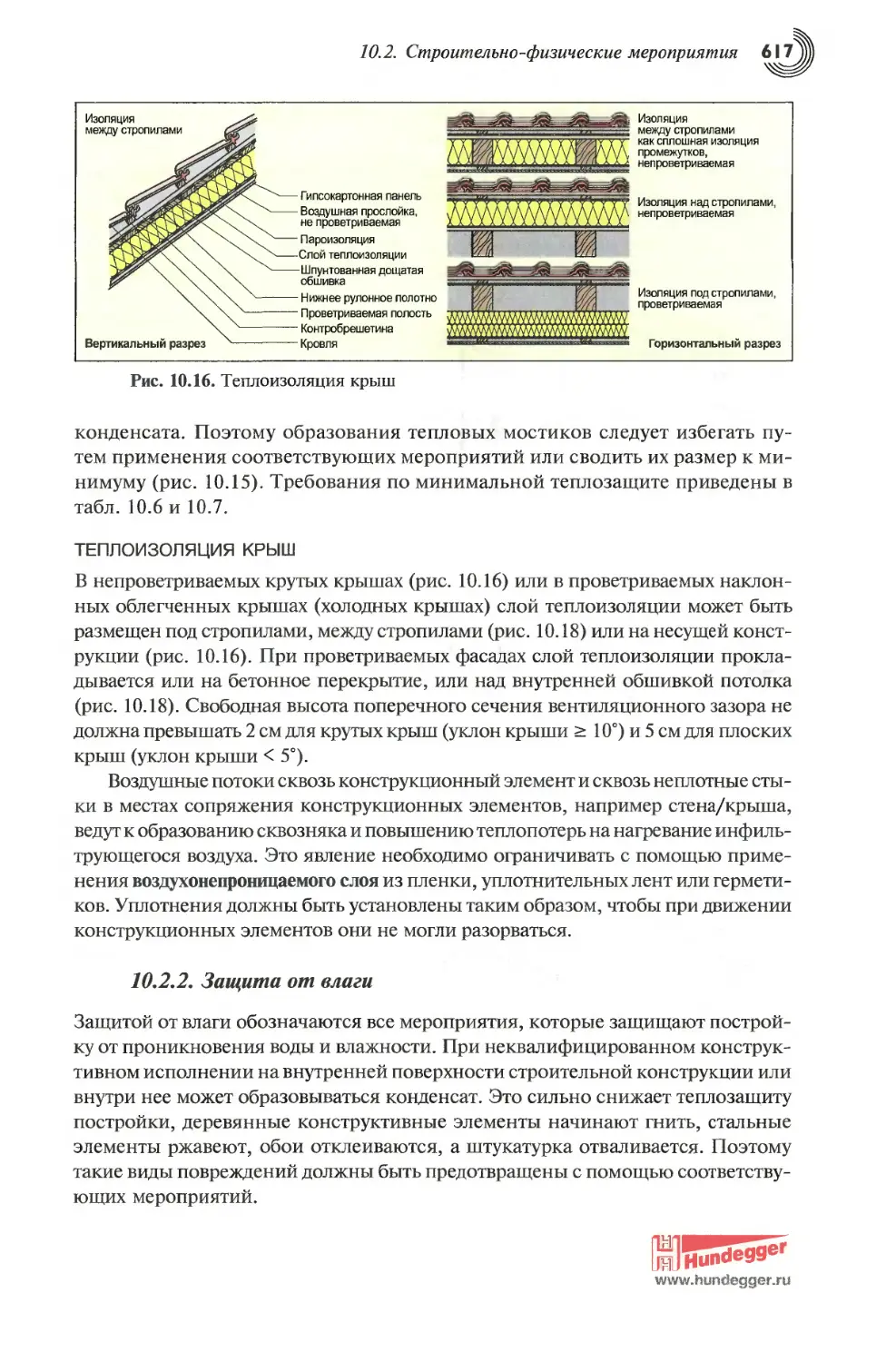
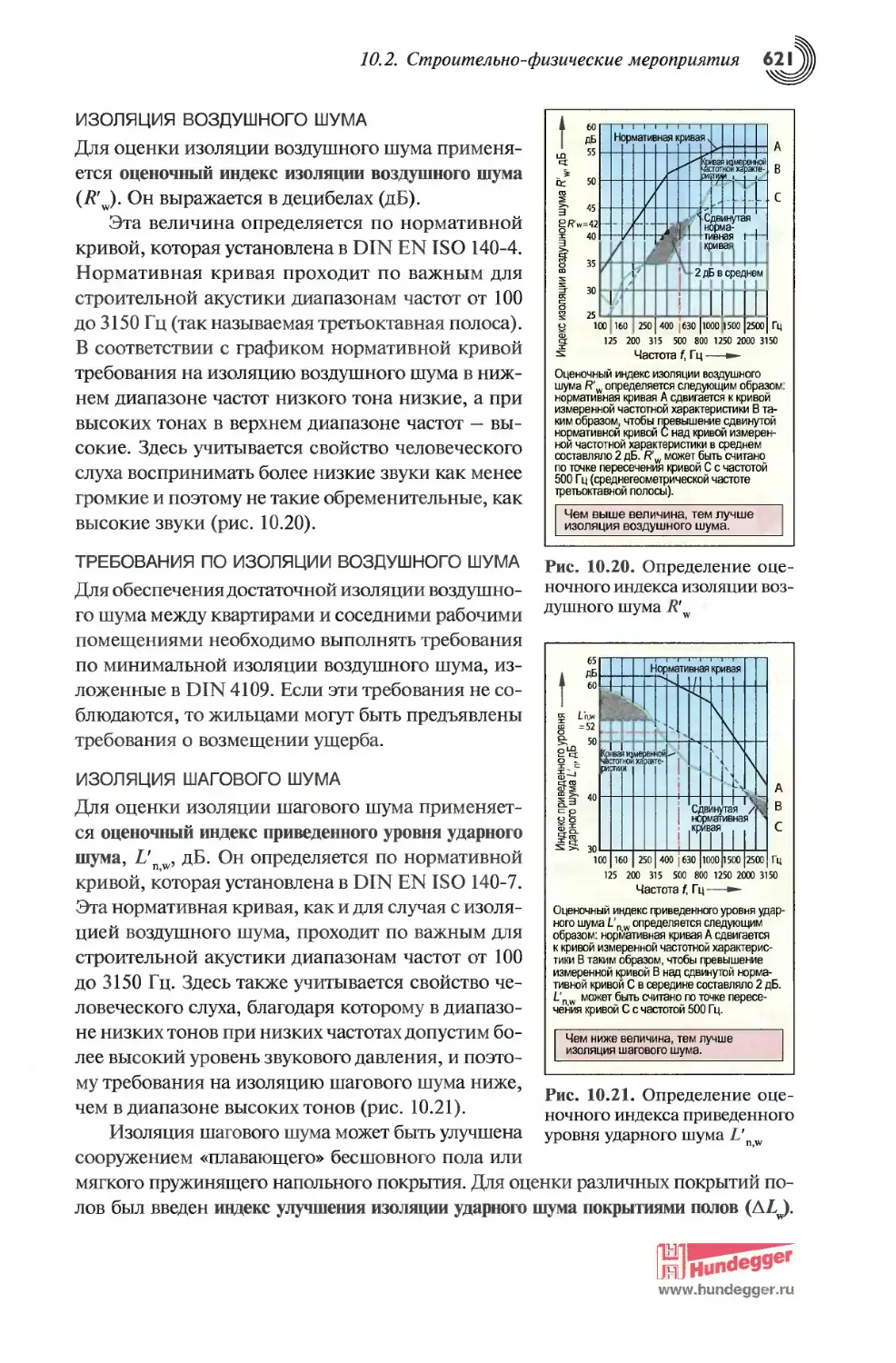
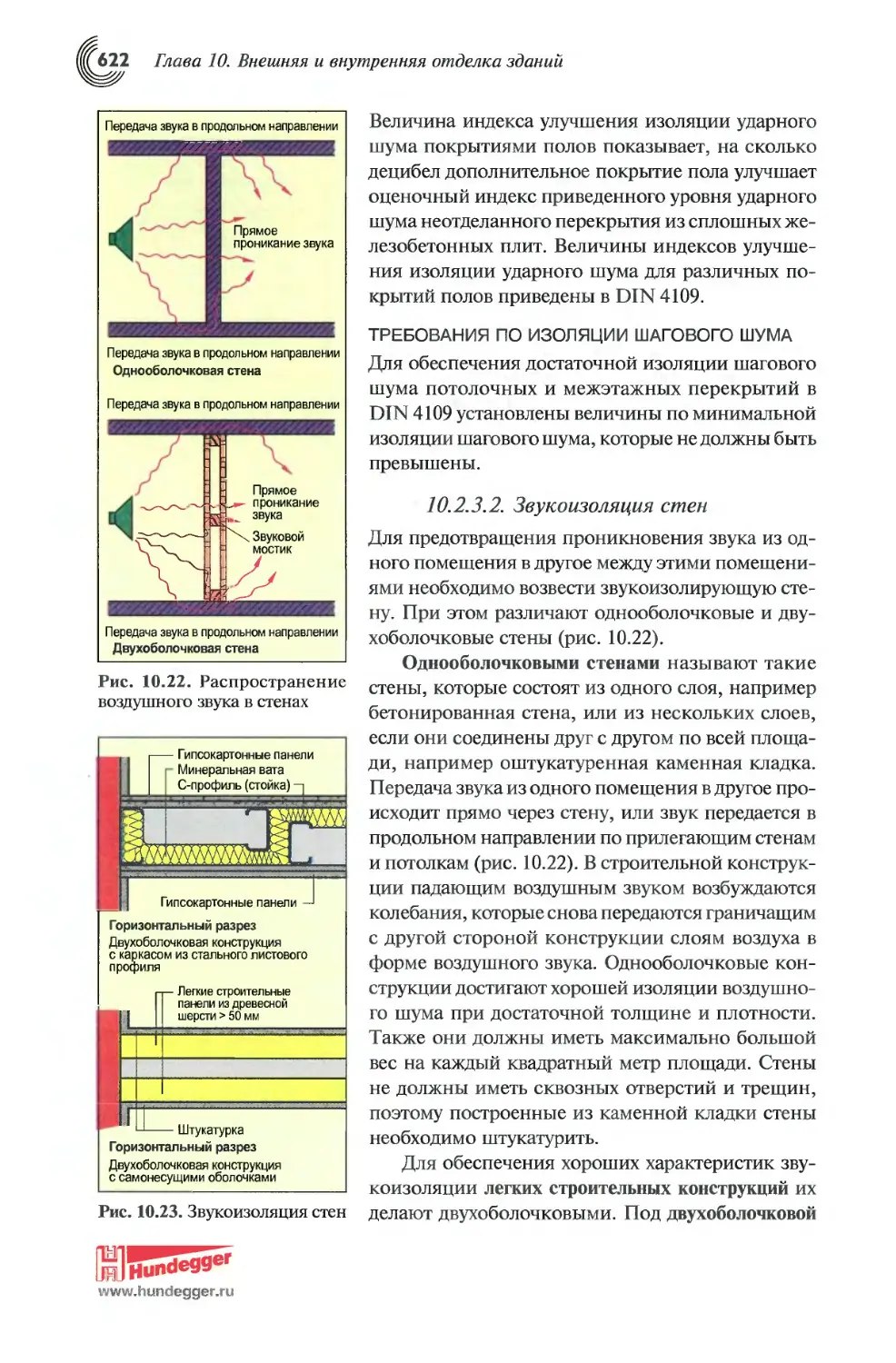
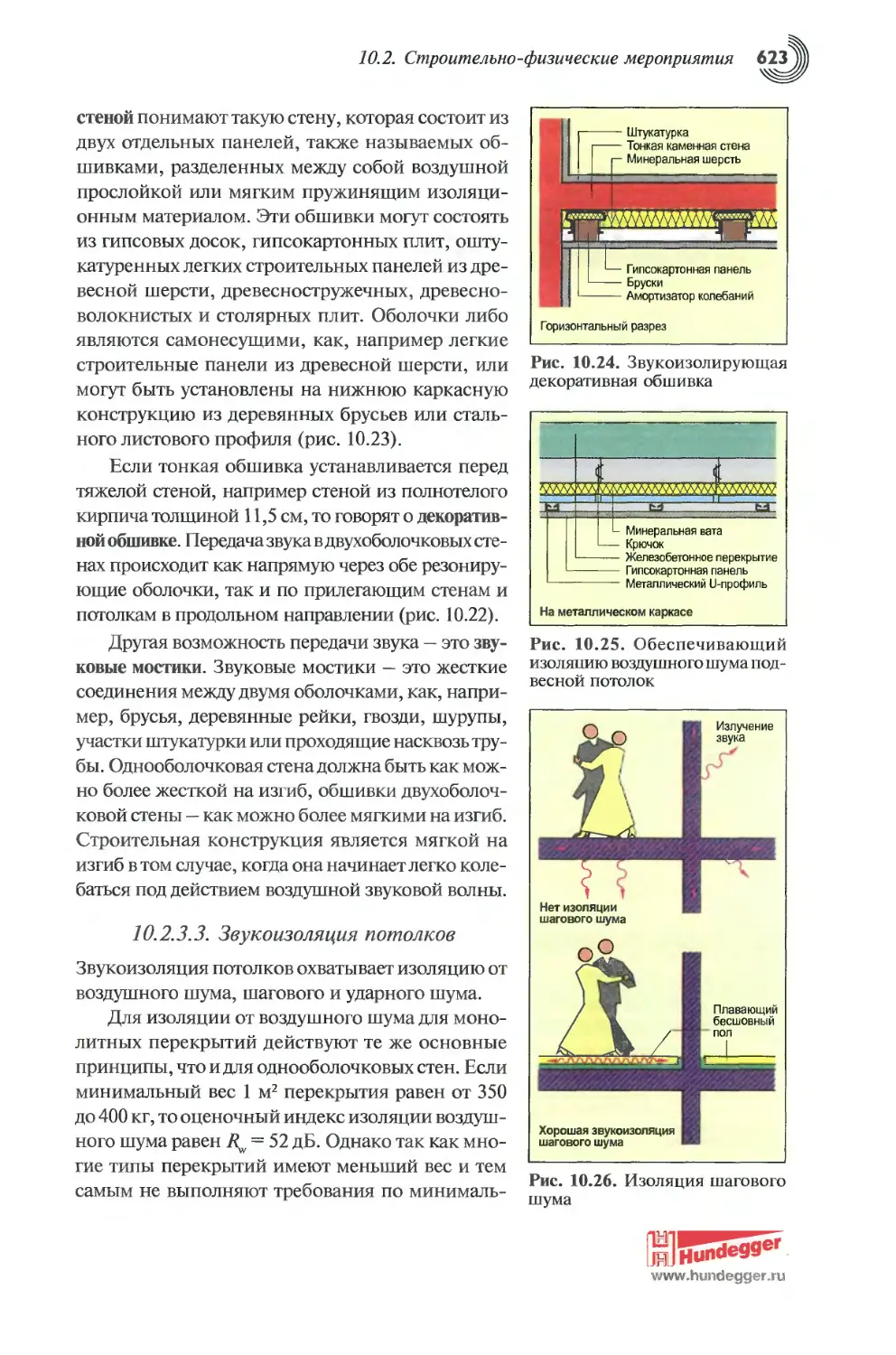
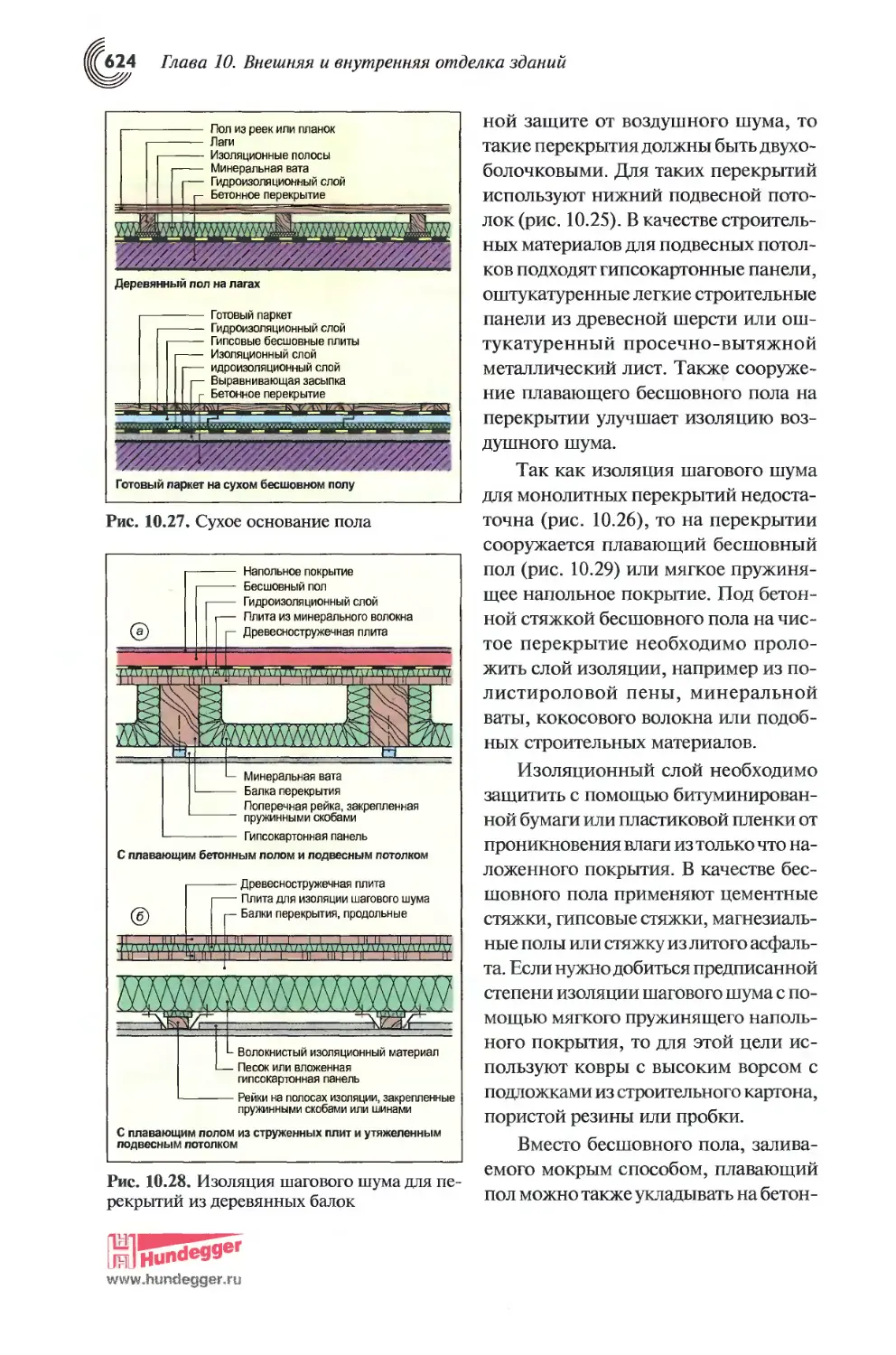
10.2.3. Защита от шума.........................................620
10.2.4. Противопожарная защита.................................627
10.3. Внутренние и межкомнатные двери.............................634
10.3.1. Вращающиеся двери......................................635
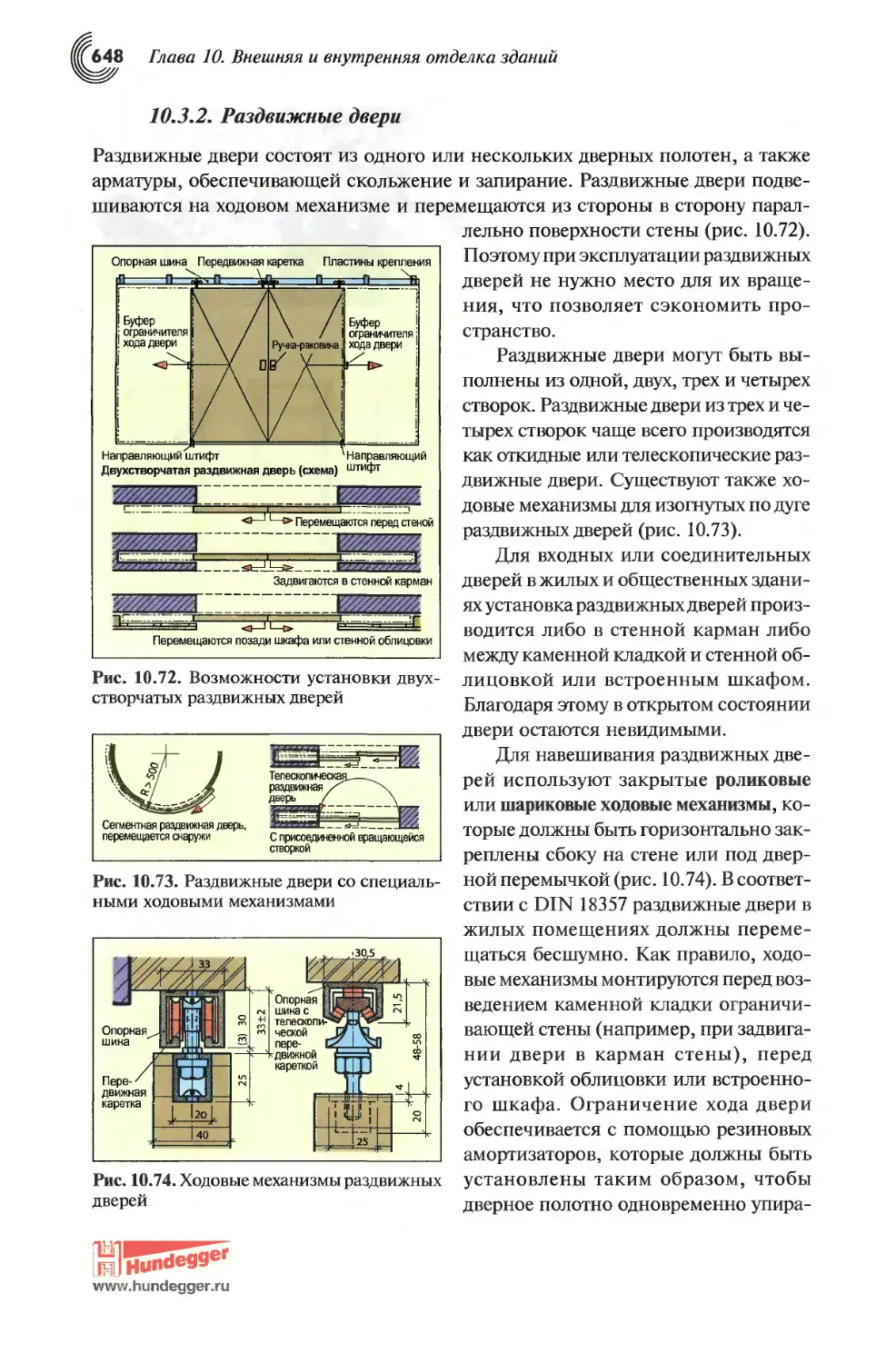
10.3.2. Раздвижные двери.......................................648
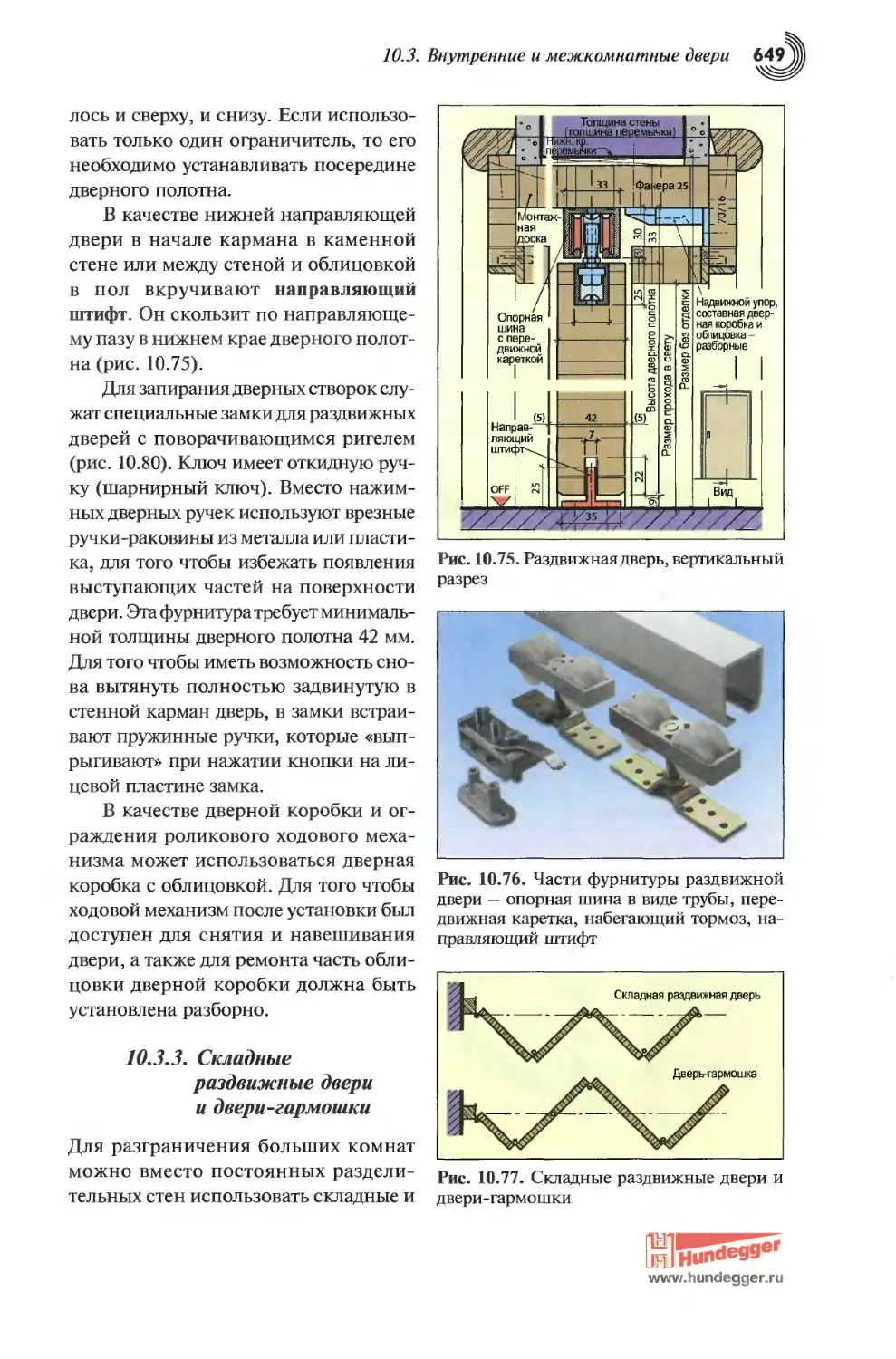
10.3.3. Складные раздвижные двери и двери-гармошки.............649
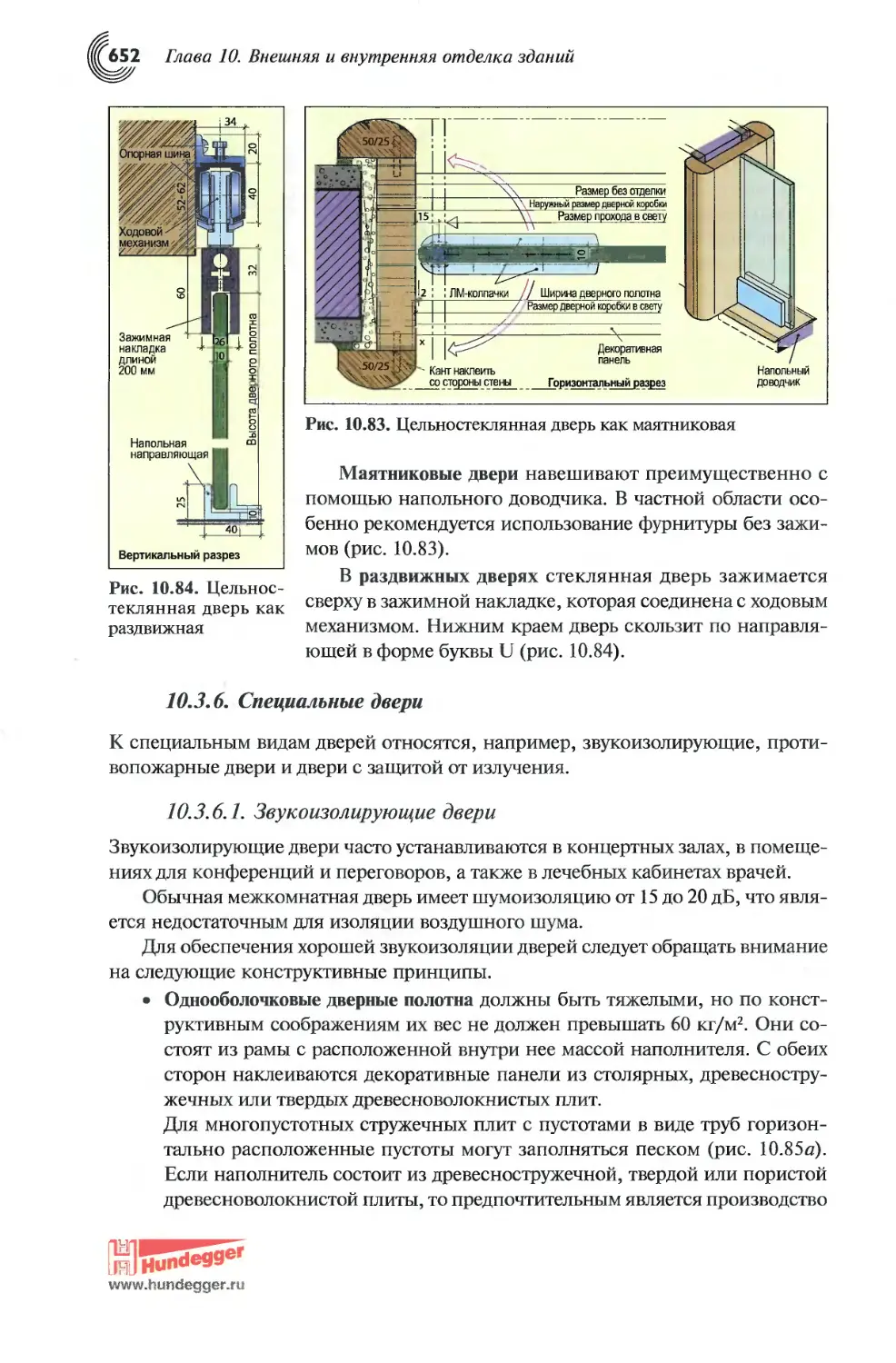
10.3.4. Маятниковая дверь......................................650
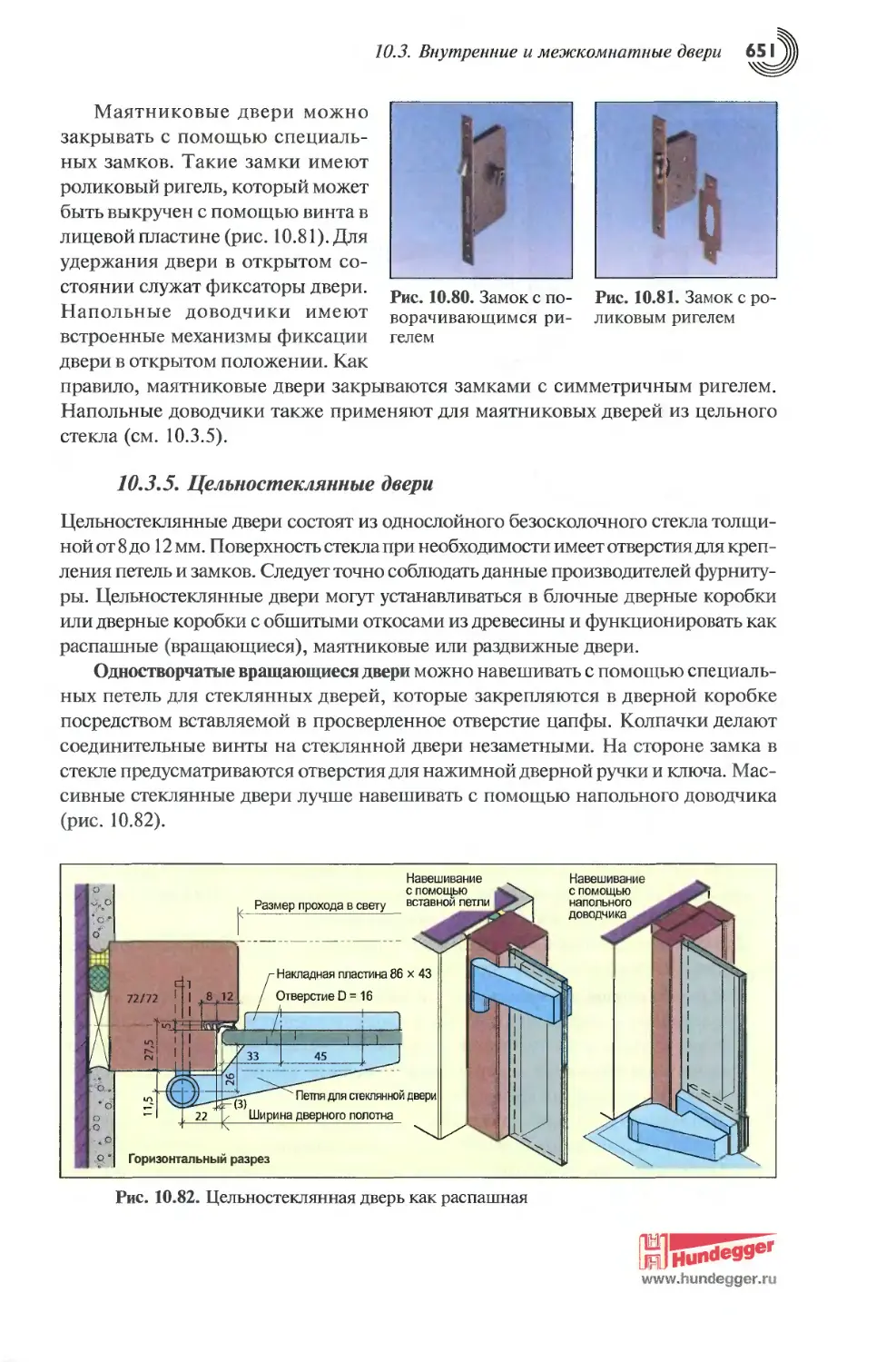
10.3.5. Цельностеклянные двери.................................651
10.3.6. Специальные двери......................................652
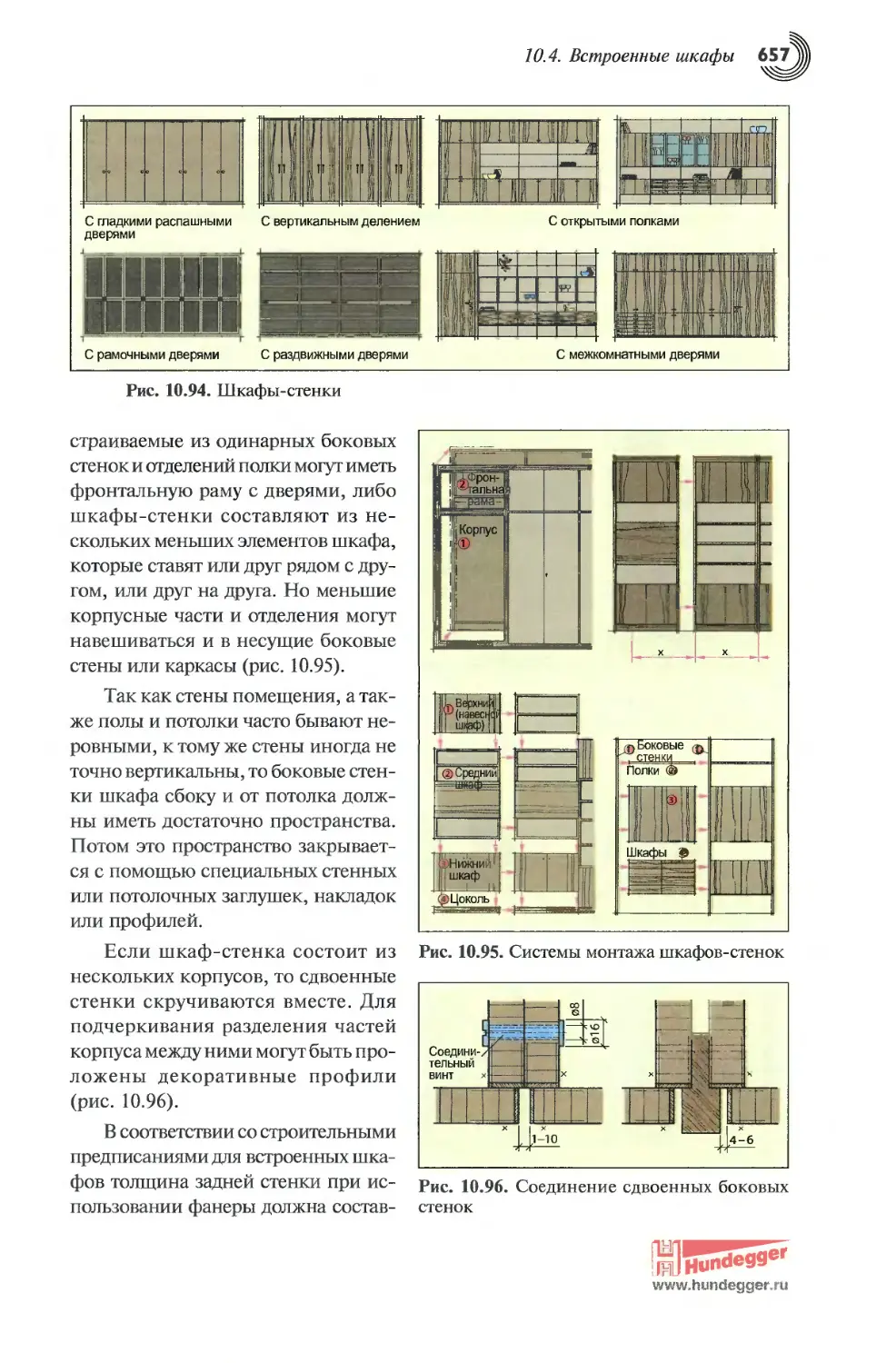
10.4. Встроенные шкафы............................................655
10.4.1. Стенные шкафы..........................................656
10.4.2. Шкафы-стенки...........................................656
10.4.3. Предметы мебели, используемые для разделения комнаты...658
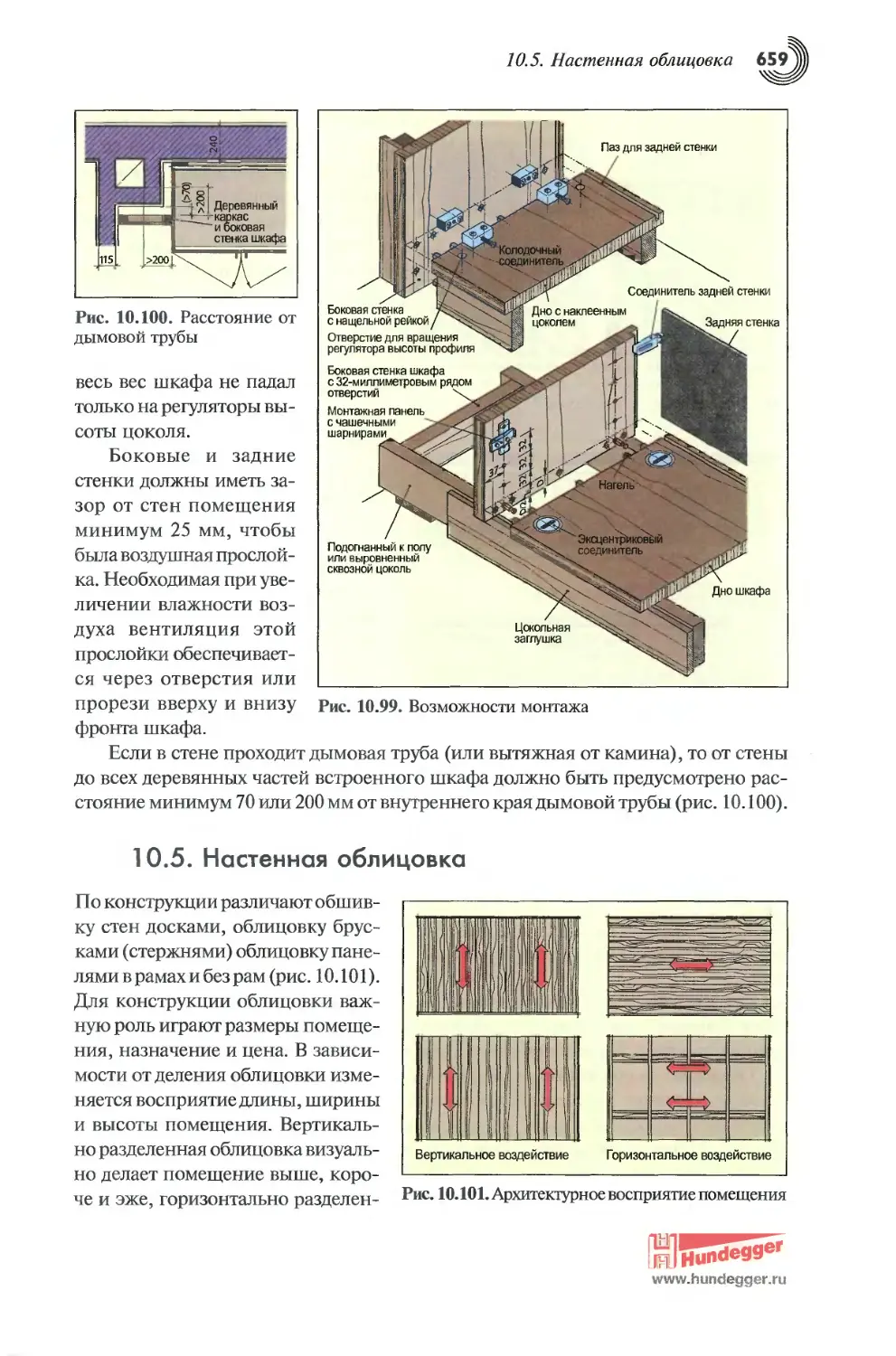
10.4.4. Монтаж.................................................658
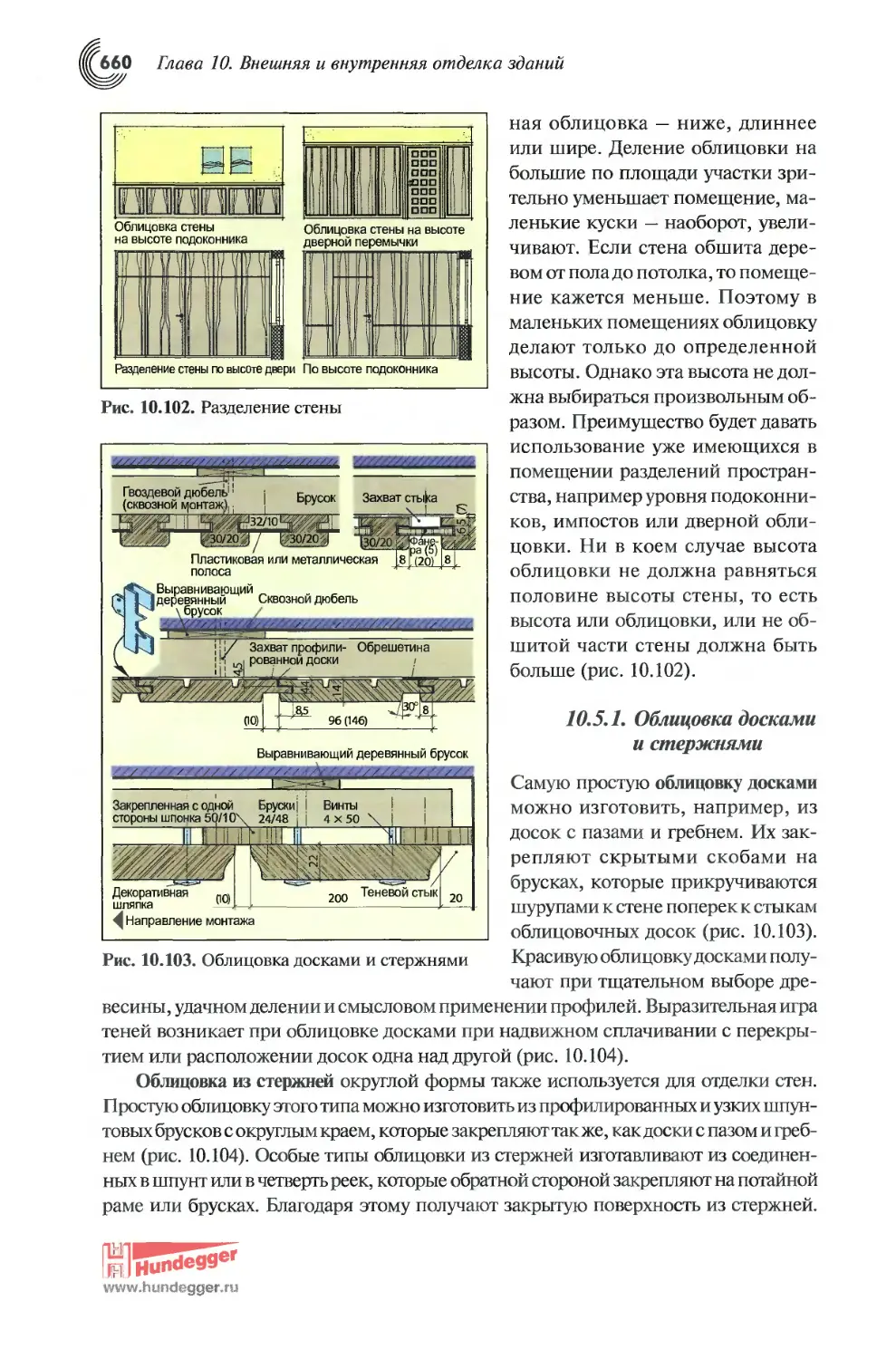
10.5. Настенная облицовка.........................................659
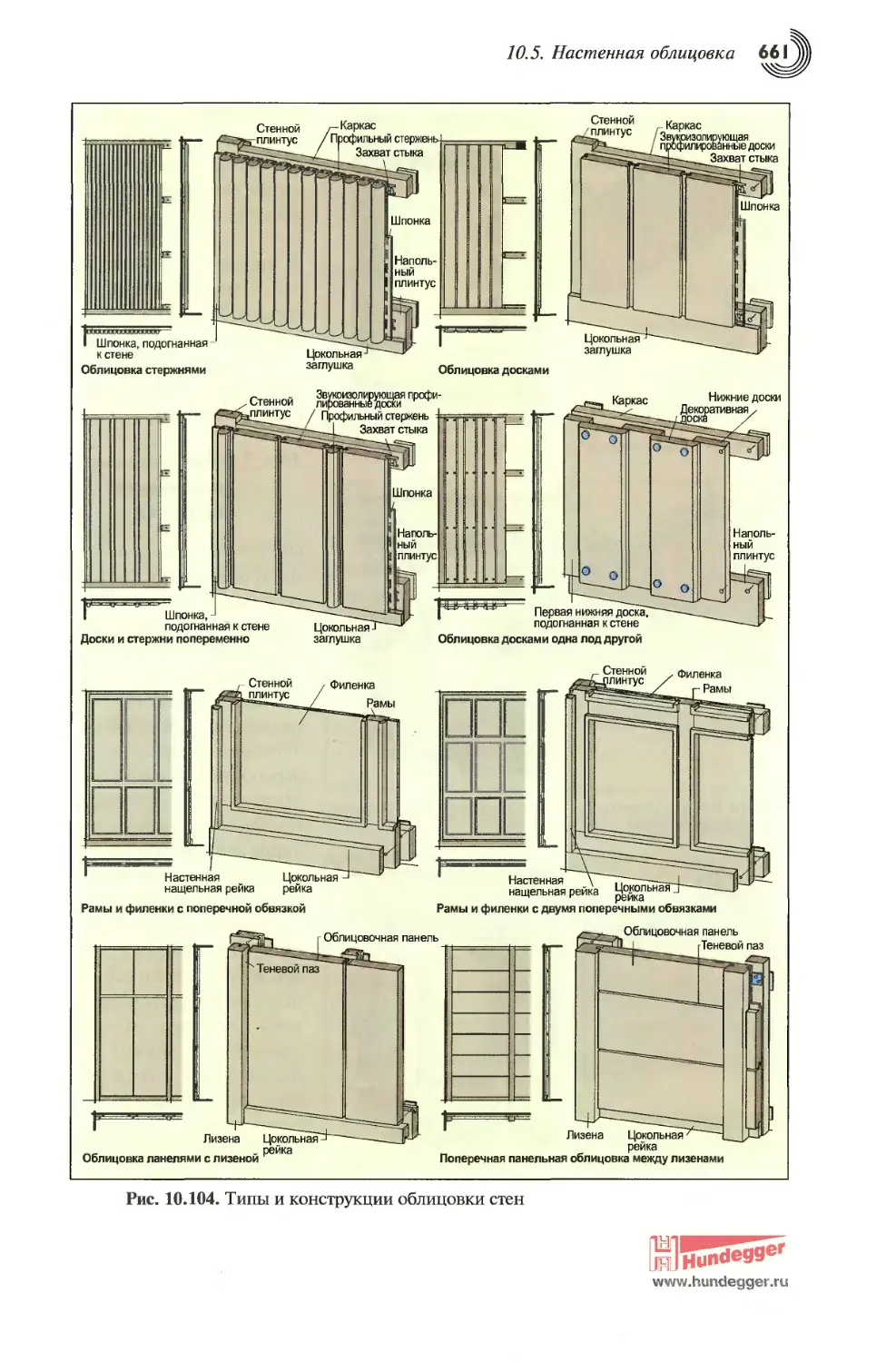
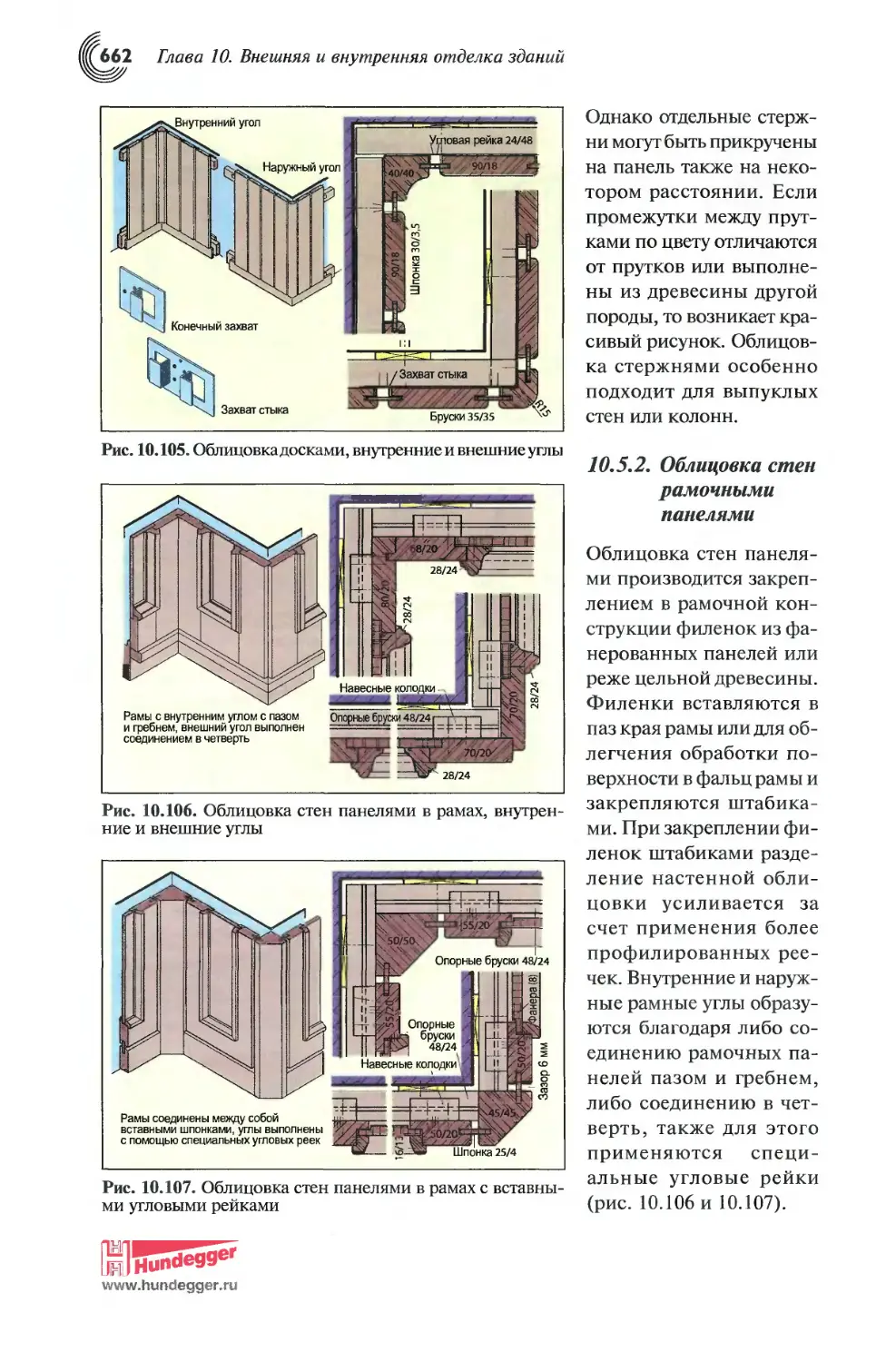
10.5.1. Облицовка досками и стержнями..........................660
10.5.2. Облицовка стен рамочными панелями......................662
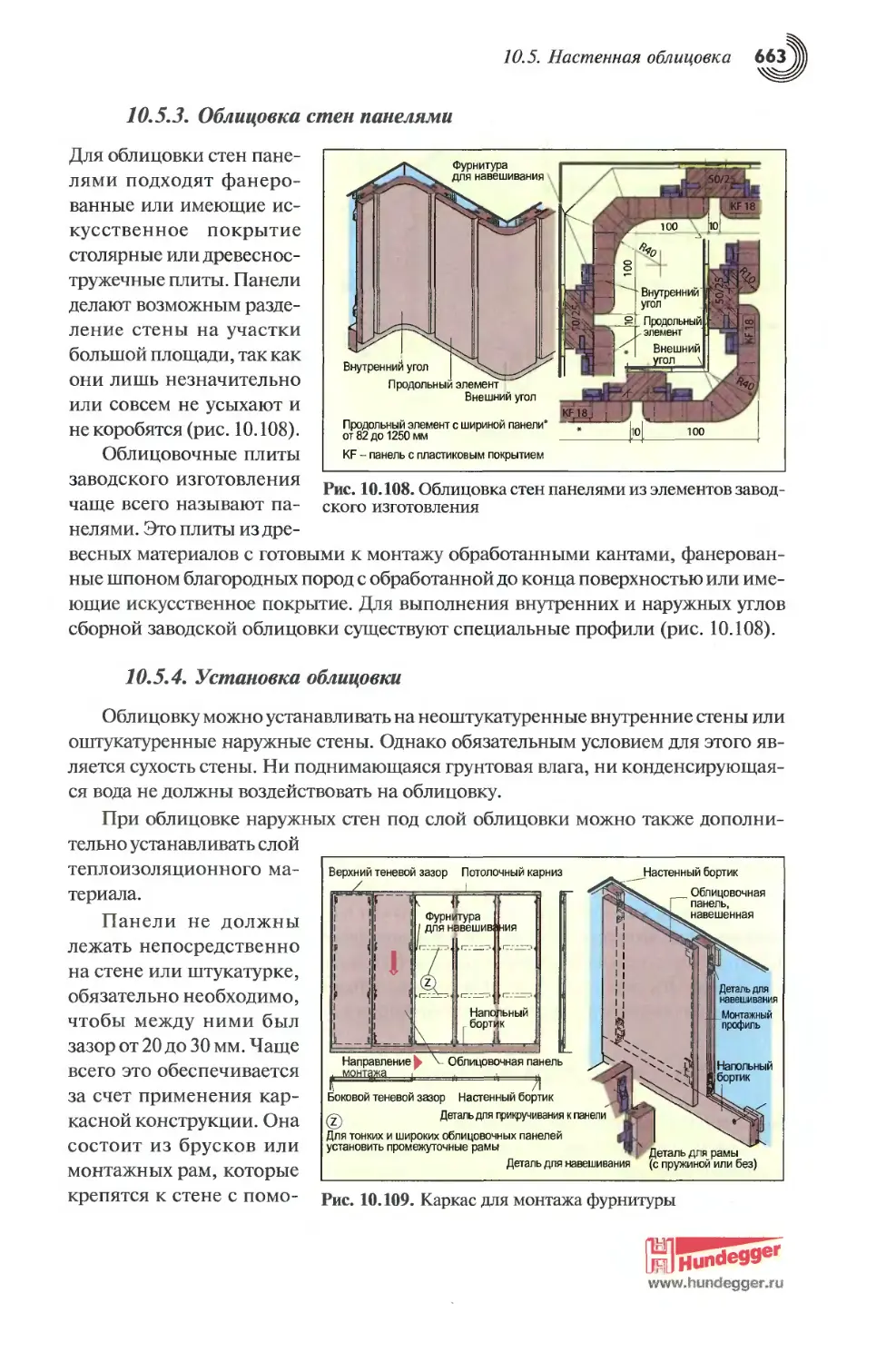
10.5.3. Облицовка стен панелями................................663
10.5.4. Установка облицовки....................................663
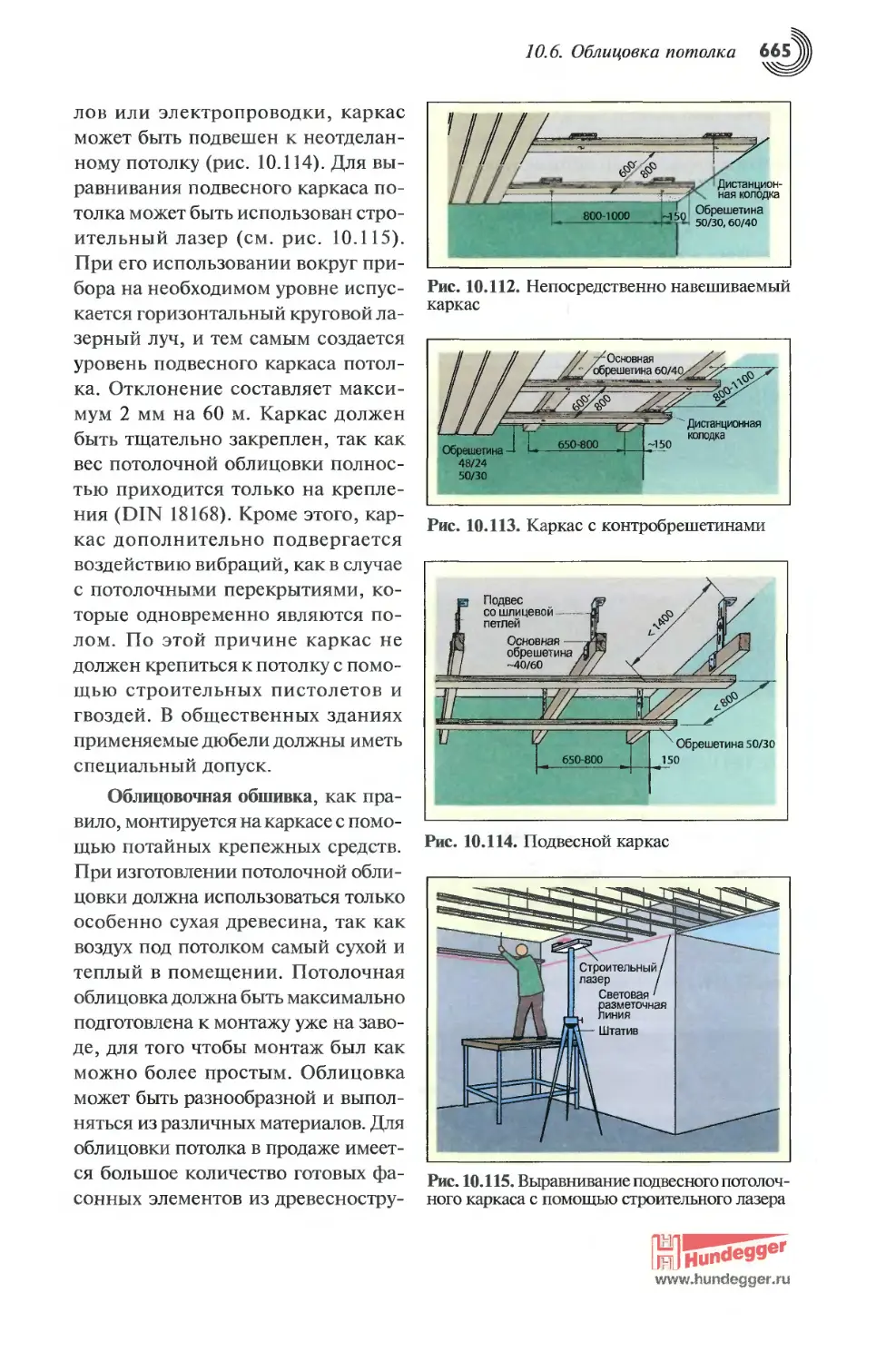
10.6. Облицовка потолка...........................................664
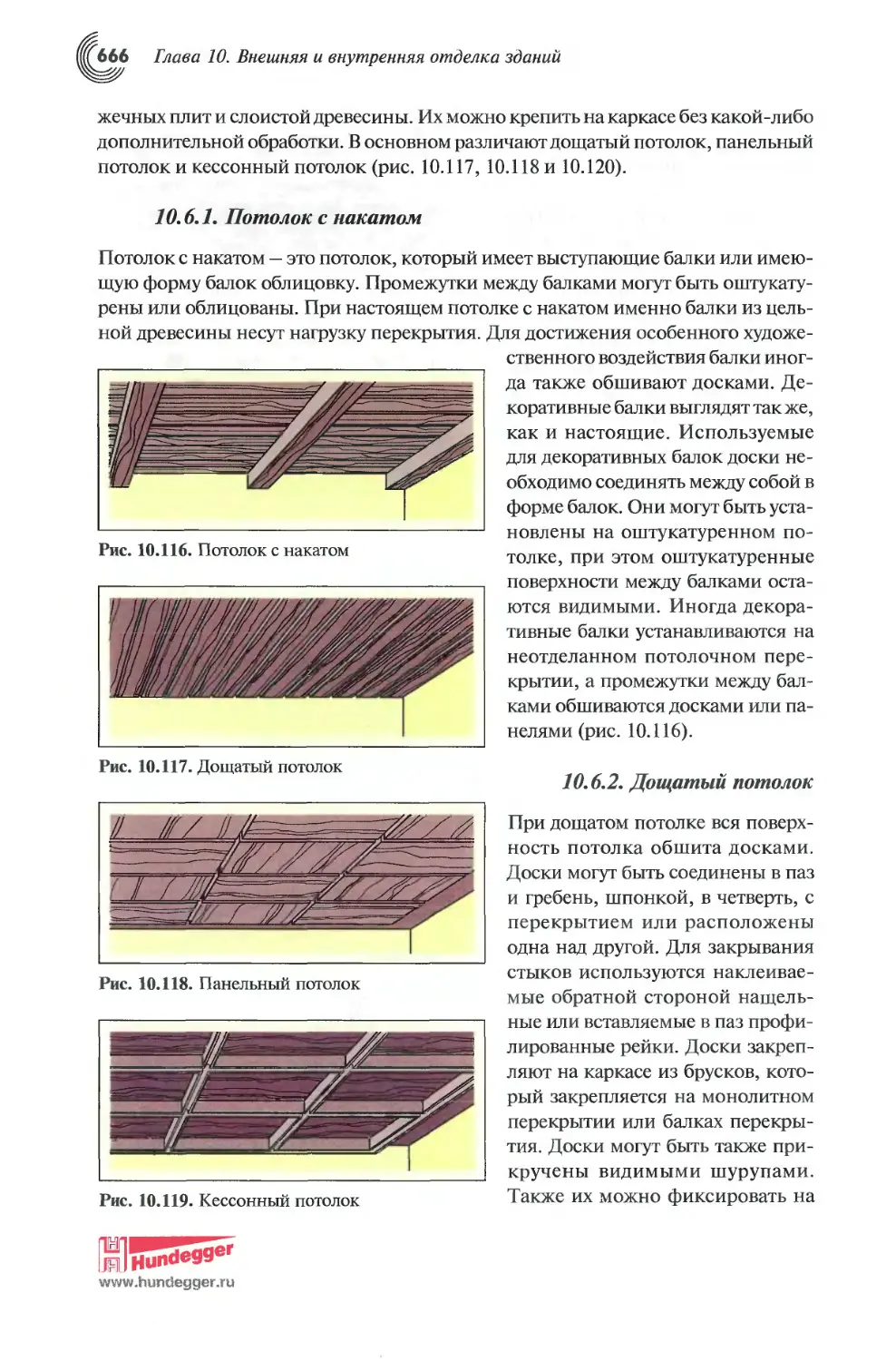
10.6.1. Потолок с накатом......................................666
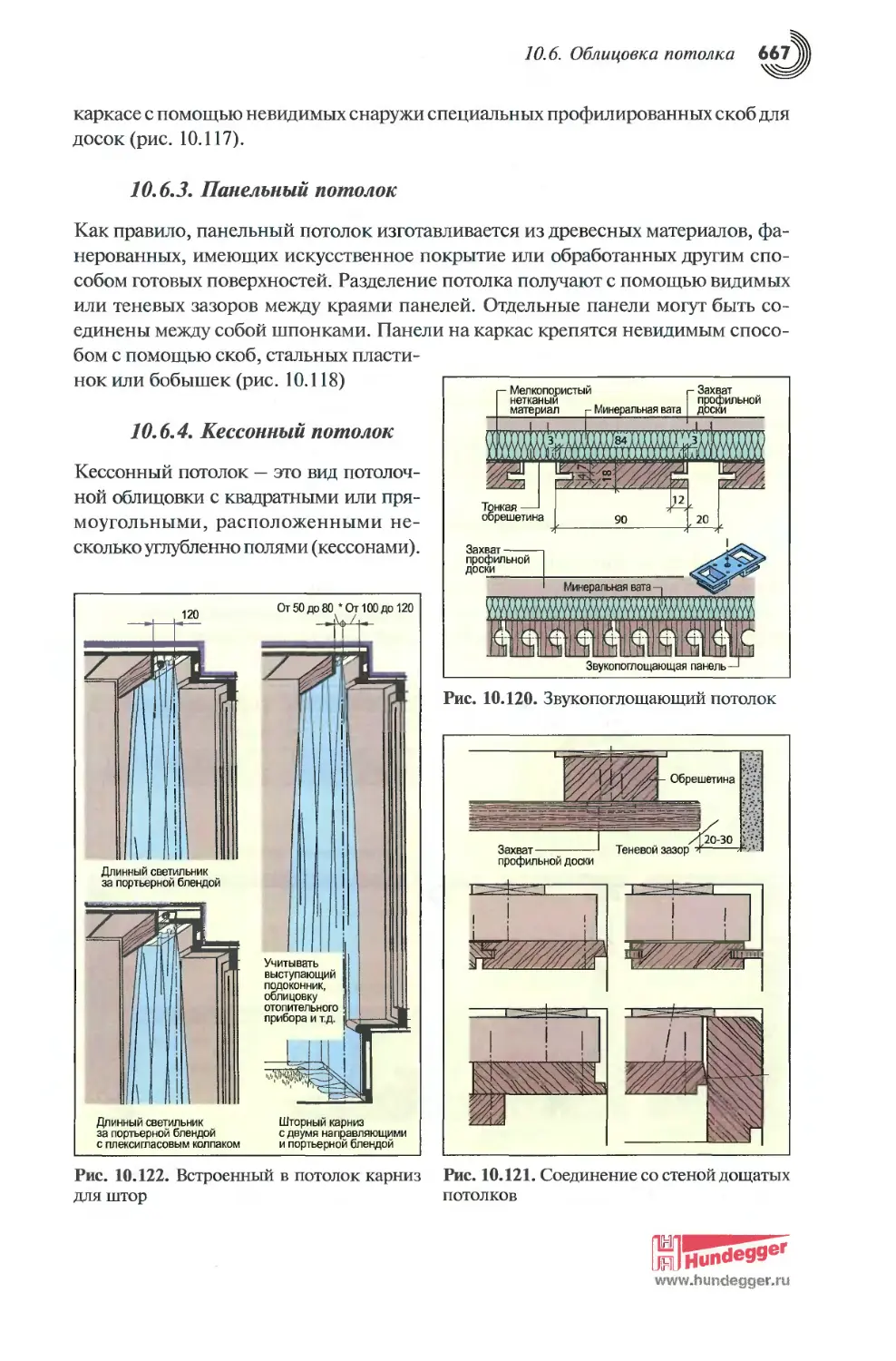
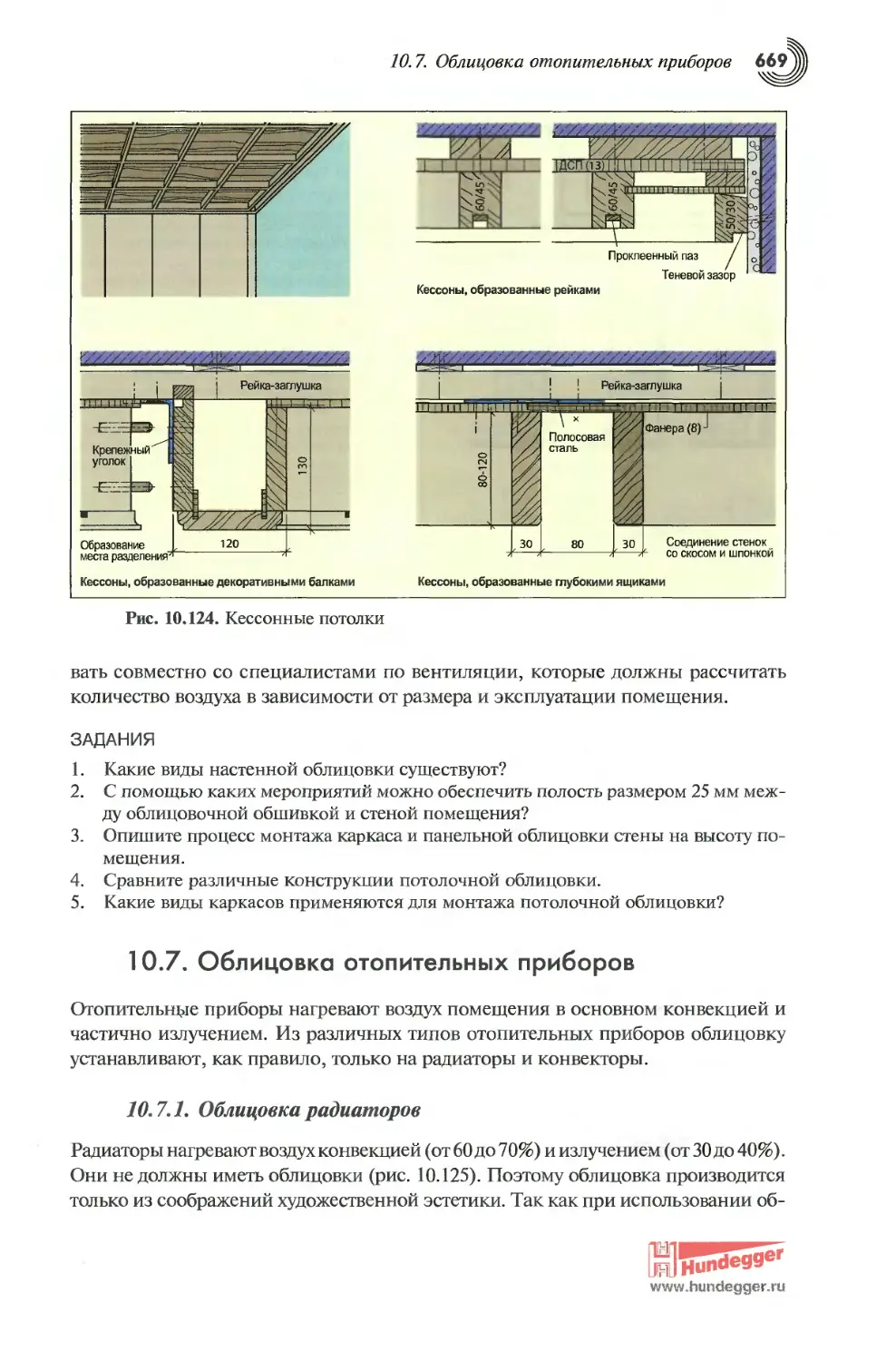
10.6.2. Дощатый потолок........................................666
Содержание
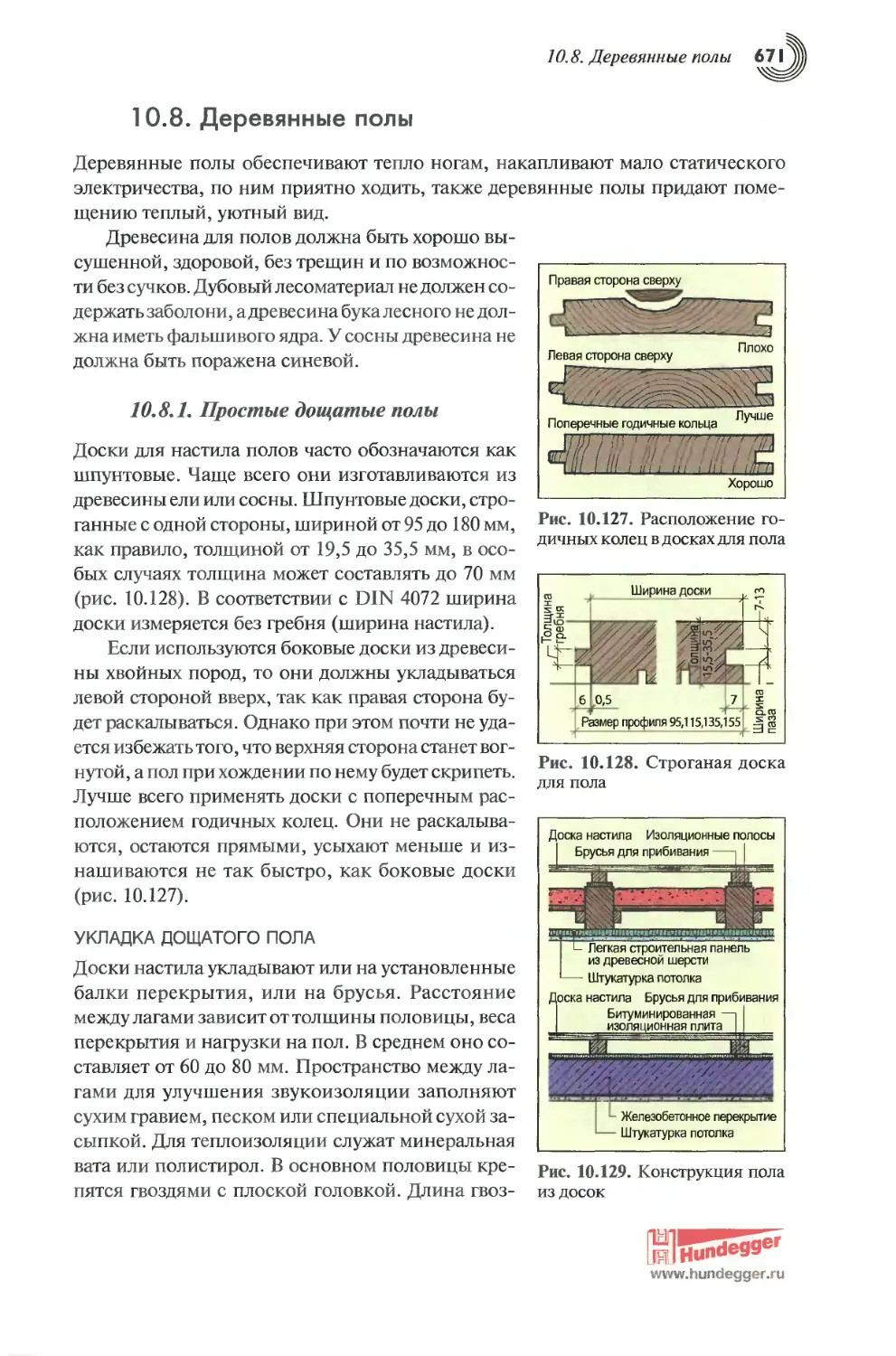
10.6.3. Панельный потолок......................................667
10.6.4. Кессонный потолок......................................667
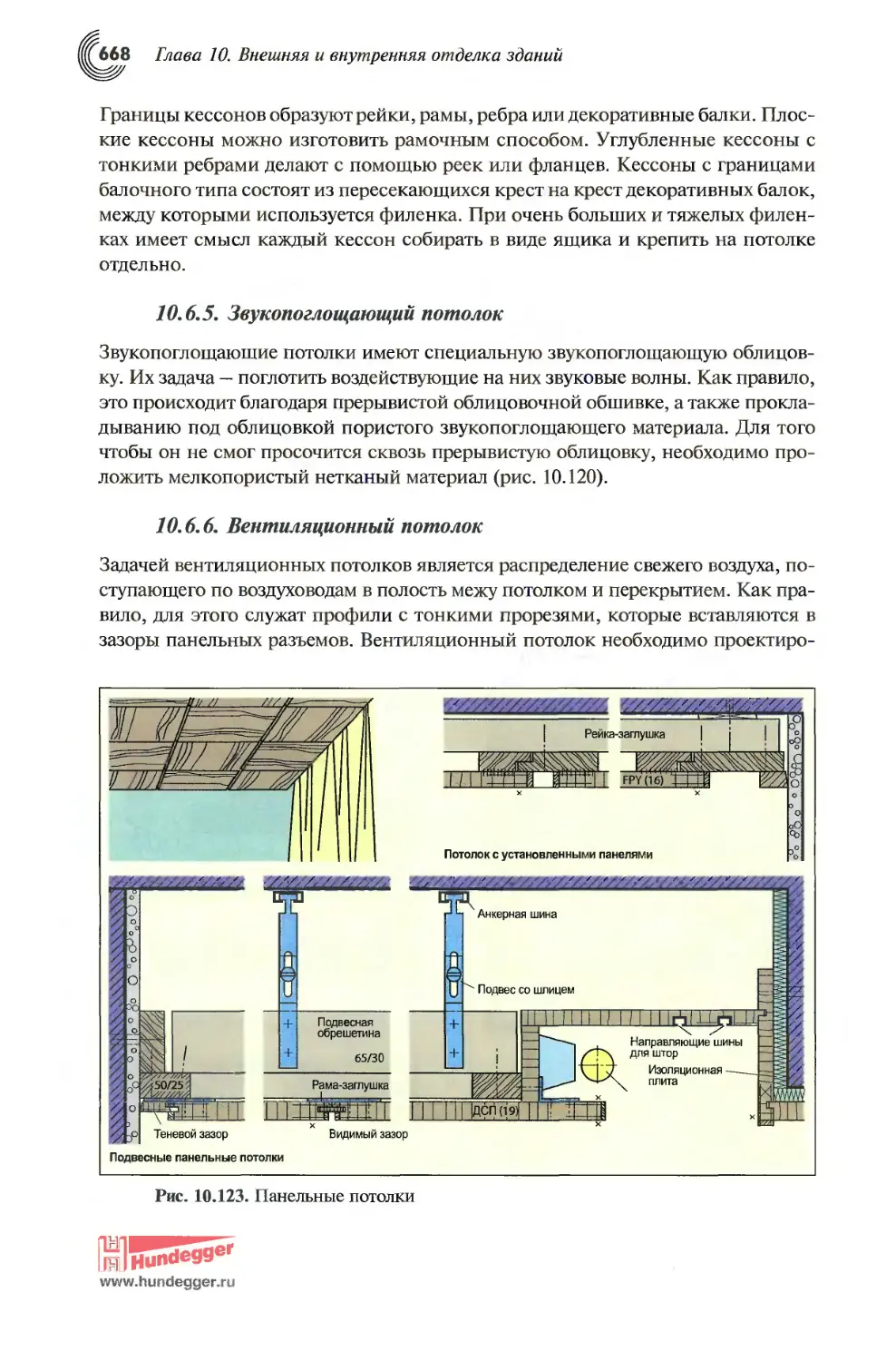
10.6.5. Звукопоглощающий потолок...............................668
10.6.6. Вентиляционный потолок.................................668
10.7. Облицовка отопительных приборов..............................669
10.7.1. Облицовка радиаторов................................. 669
10.7.2. Облицовка конвекторов..................................670
10.8. Деревянные полы..............................................671
10.8.1. Простые дощатые полы...................................671
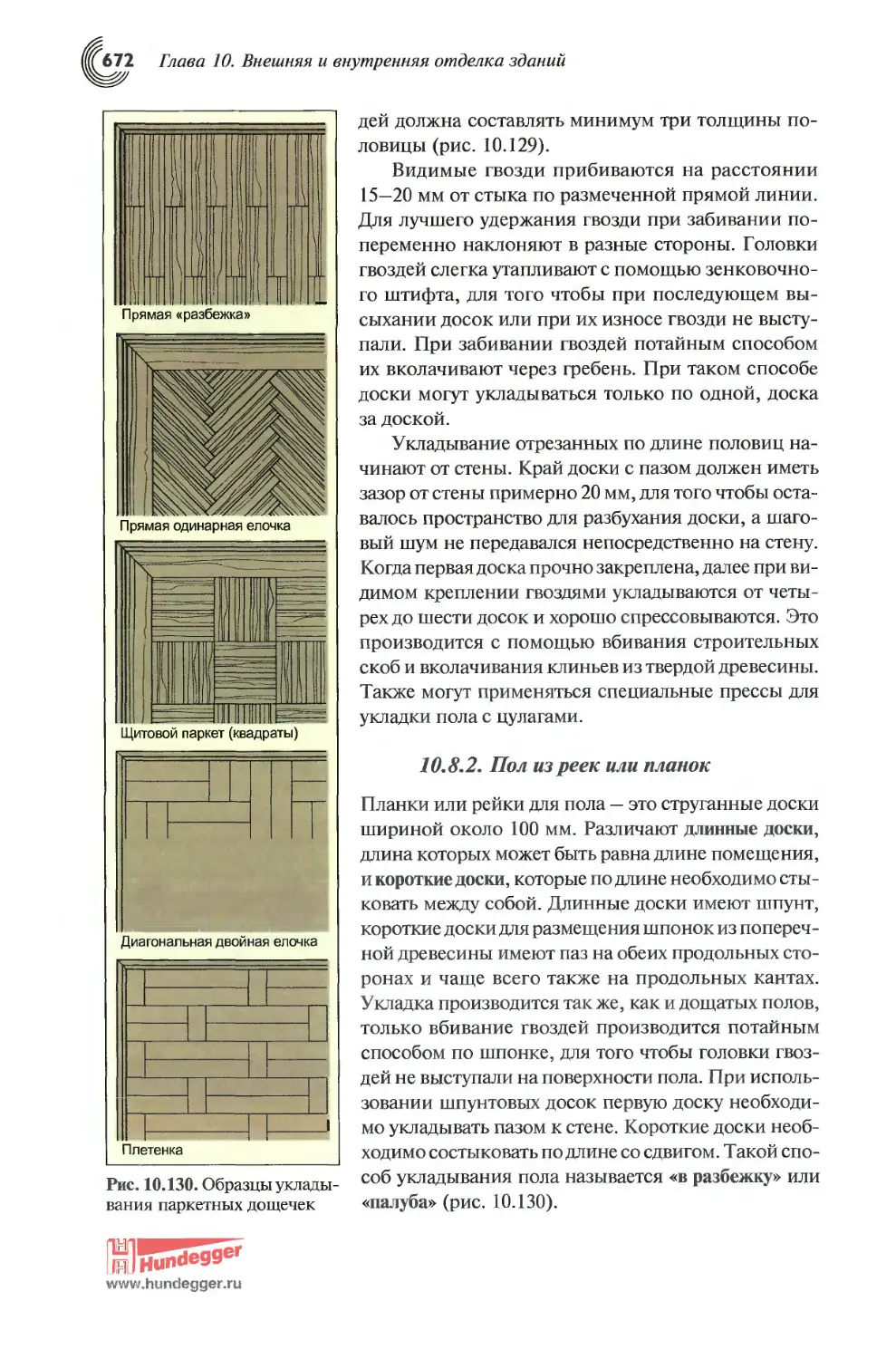
10.8.2. Пол из реек или планок.................................672
10.8.3. Сухое основание пола...................................673
10.8.4. Паркетный пол..........................................673
10.8.5. Ламинатный пол.........................................675
10.9. Легкие разделительные перегородки...........................675
10.9.1. Каркасные стены........................................675
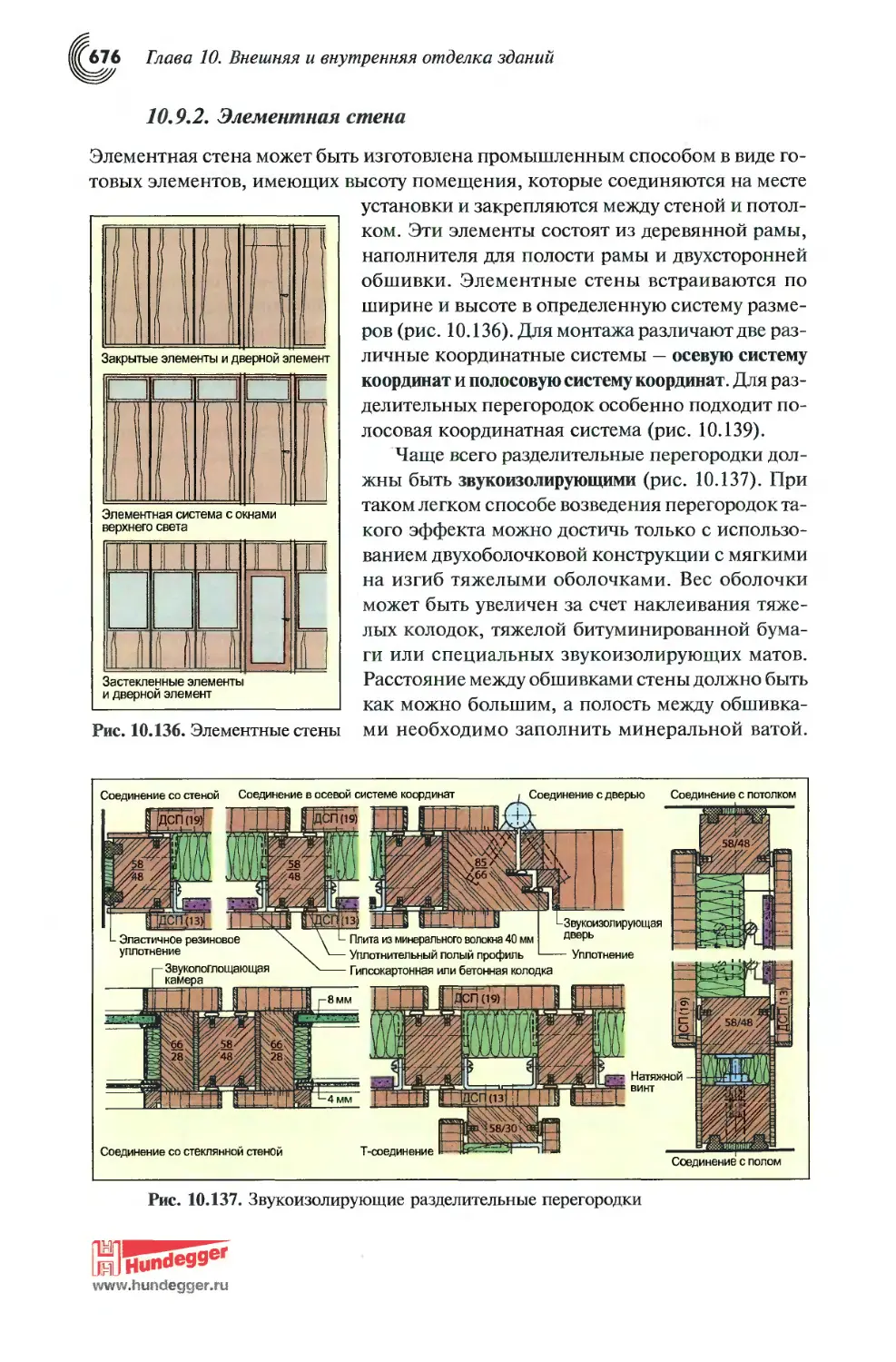
10.9.2. Элементная стена.......................................676
10.9.3. Стеклянные разделительные перегородки..................678
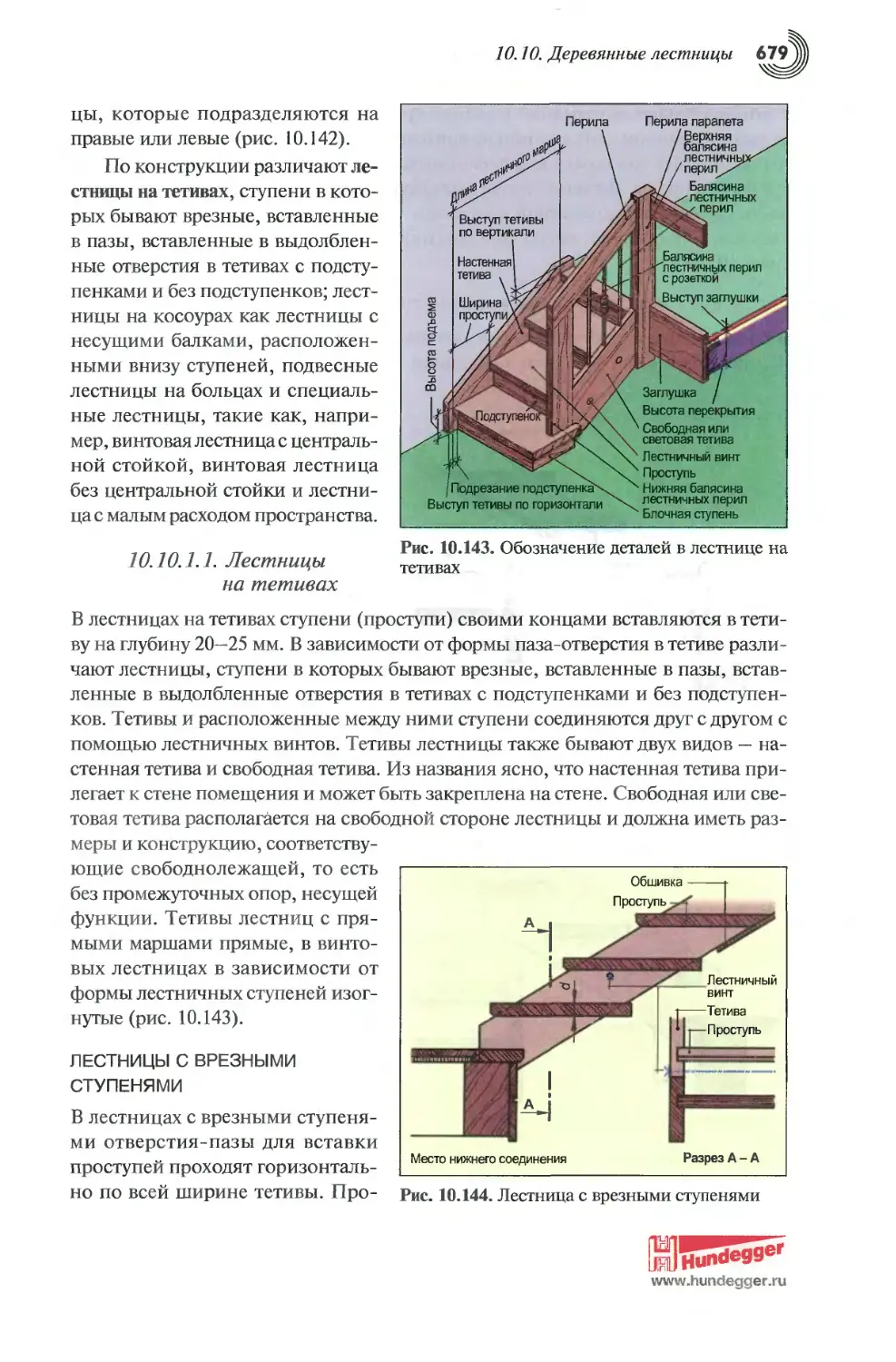
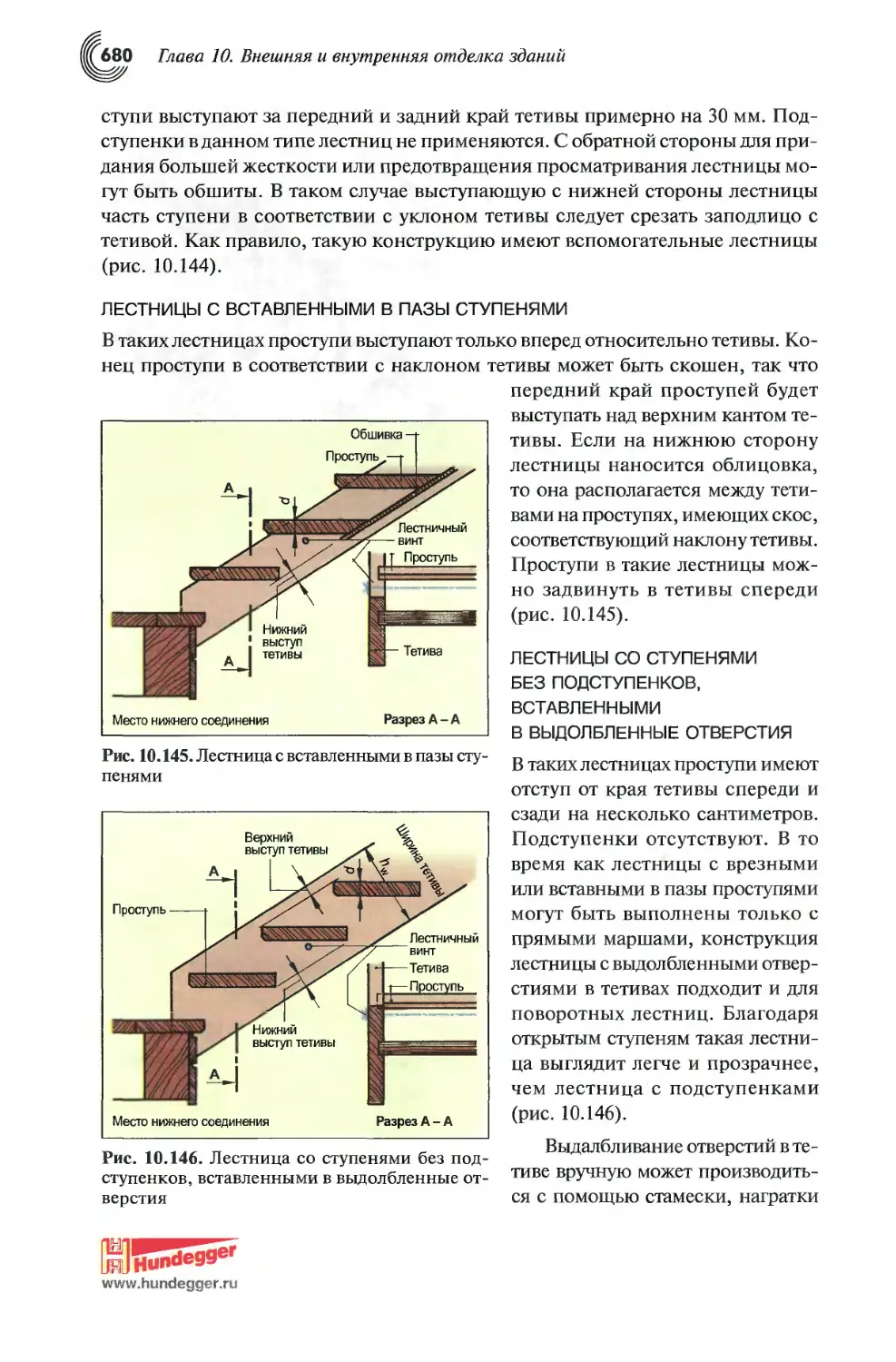
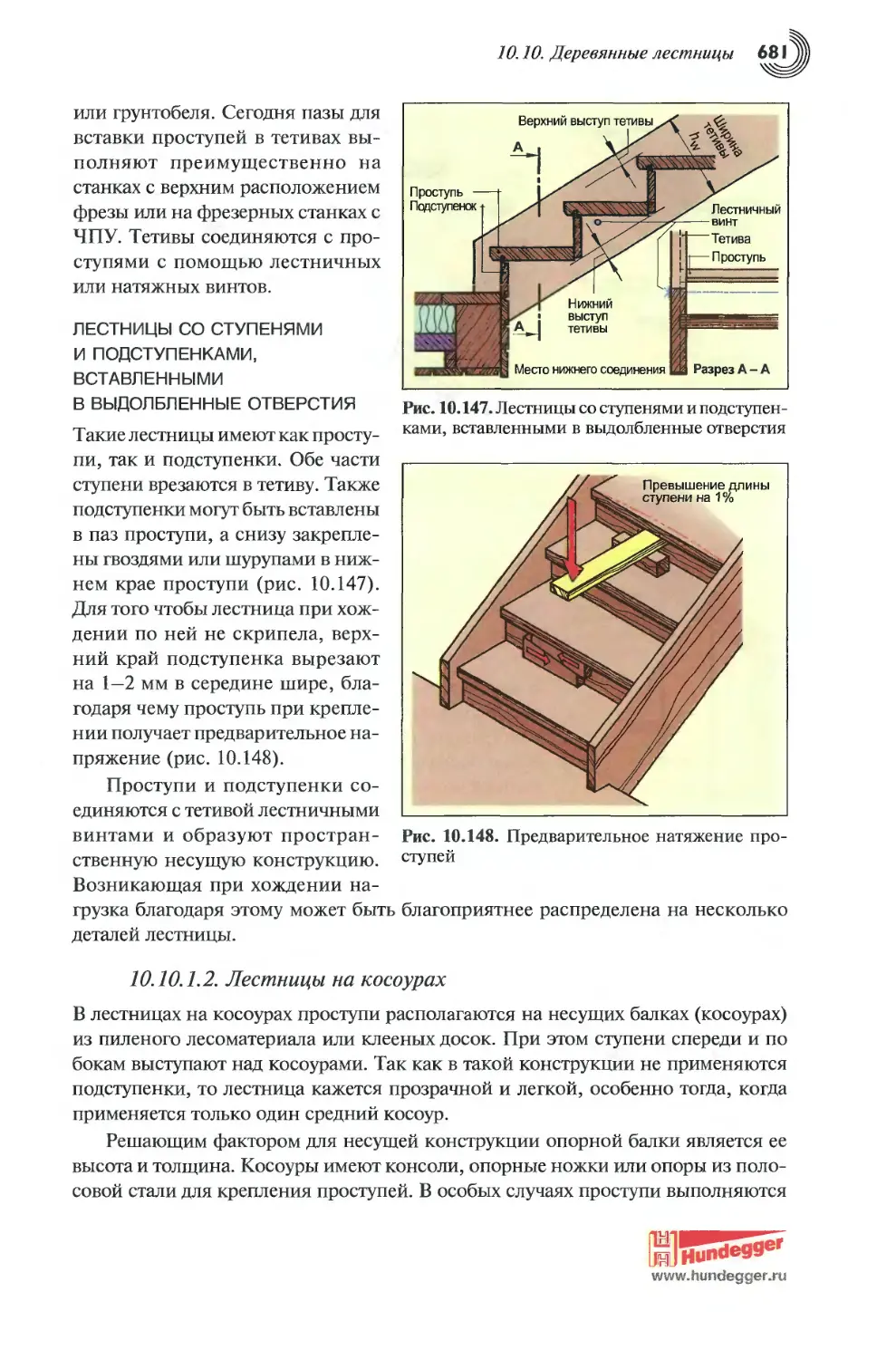
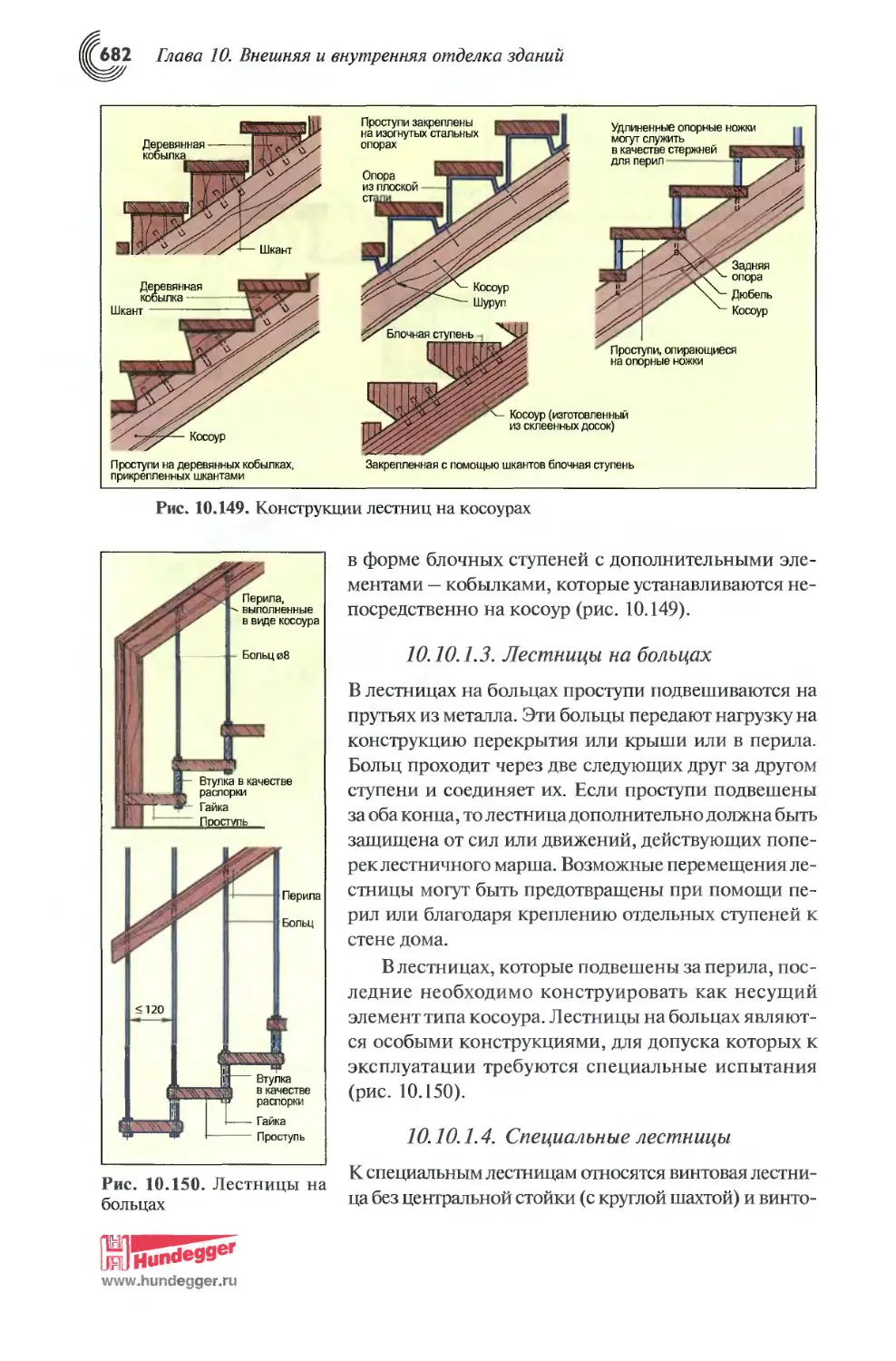
10.10. Деревянные лестницы........................................678
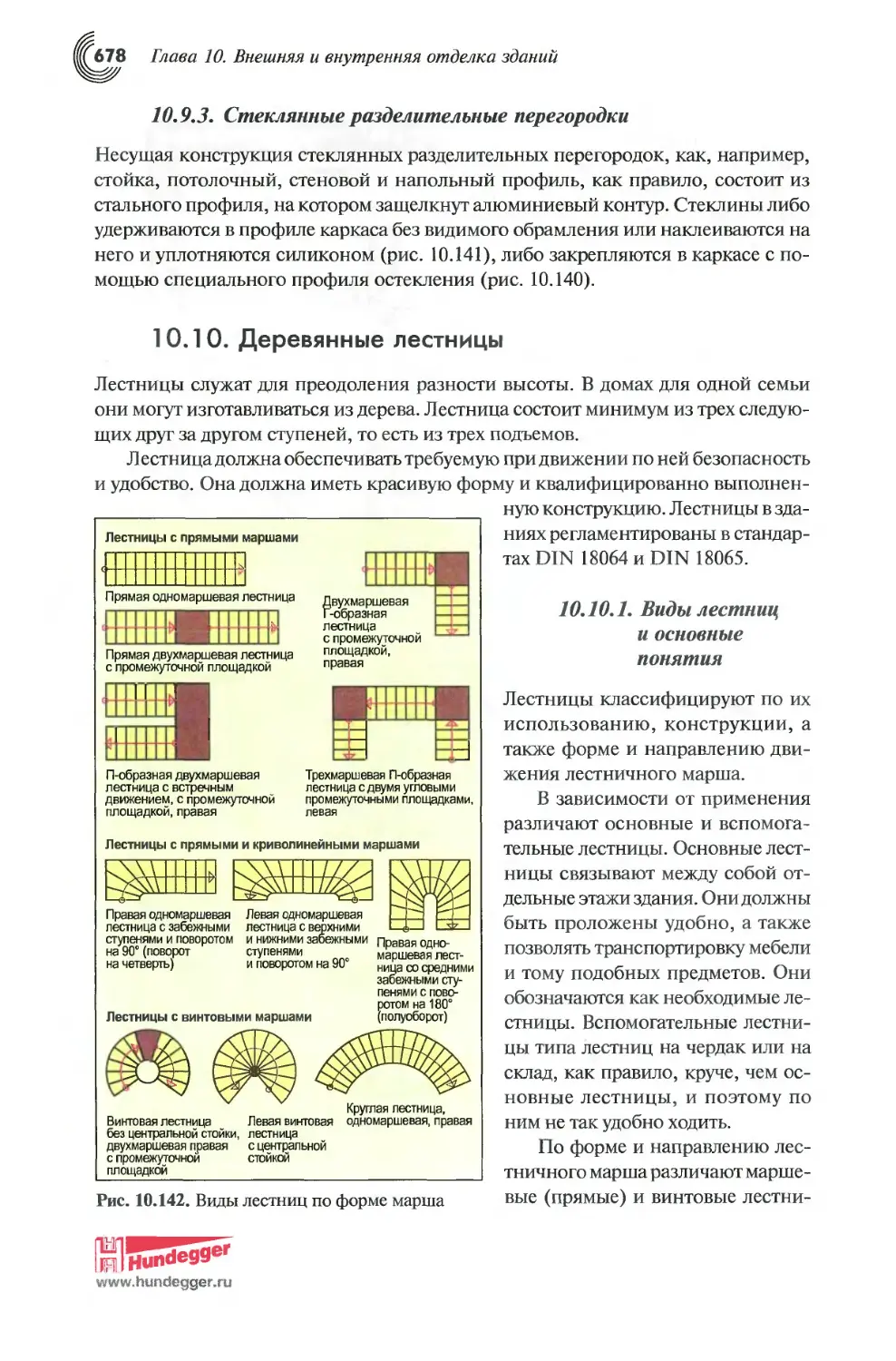
10.10.1. Виды лестниц и основные понятия.......................678
10.10.3. Расчет криволинейных лестниц..........................686
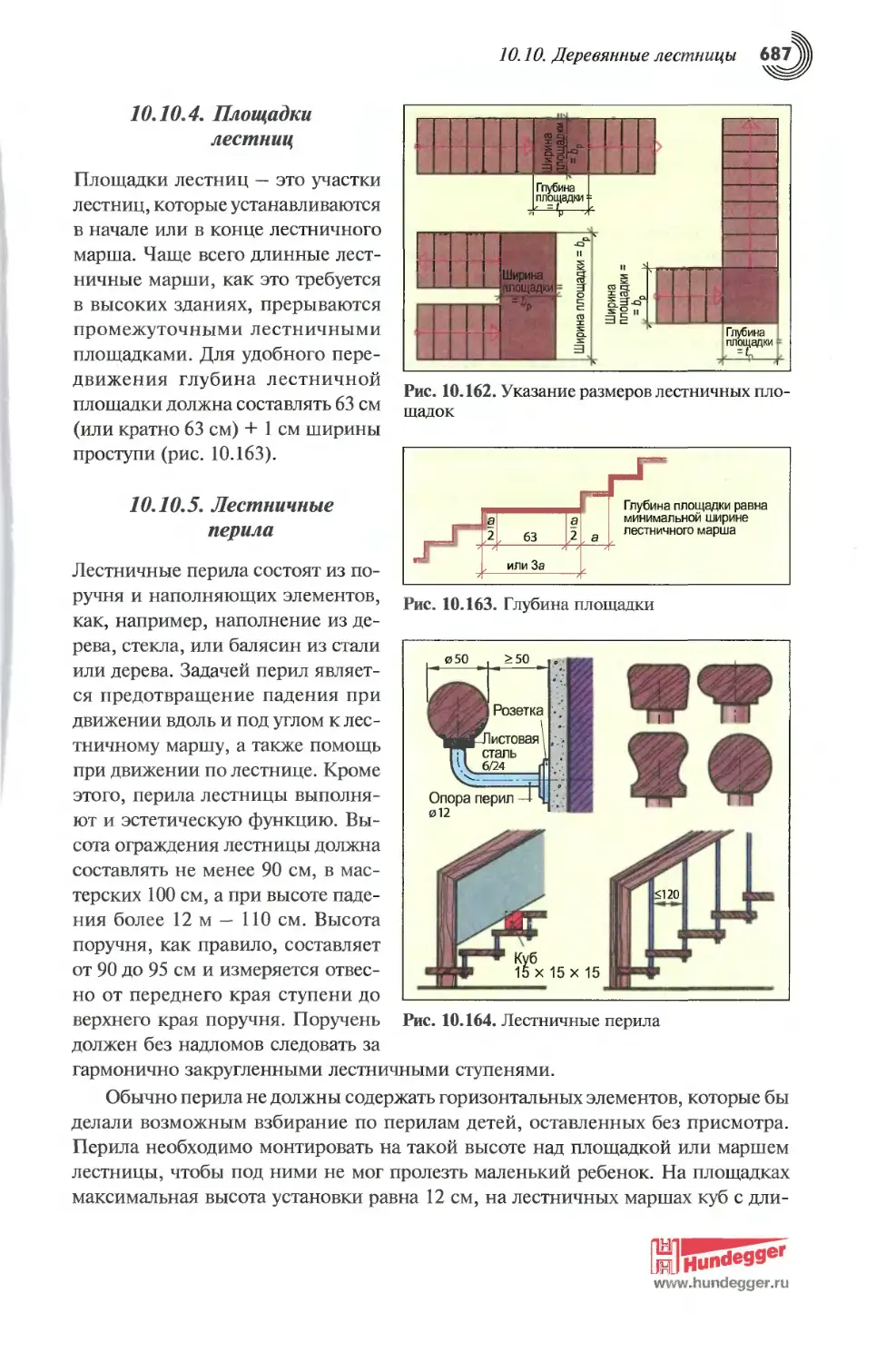
10.10.4. Площадки лестниц......................................687
10.10.5. Лестничные перила.....................................687
Глава 11. ОКНА И ДВЕРИ ОКОННОГО ТИПА.................................689
11.1. Требования для окон и дверей оконного типа..................689
11.2. Обозначения окон и дверей оконного типа.....................689
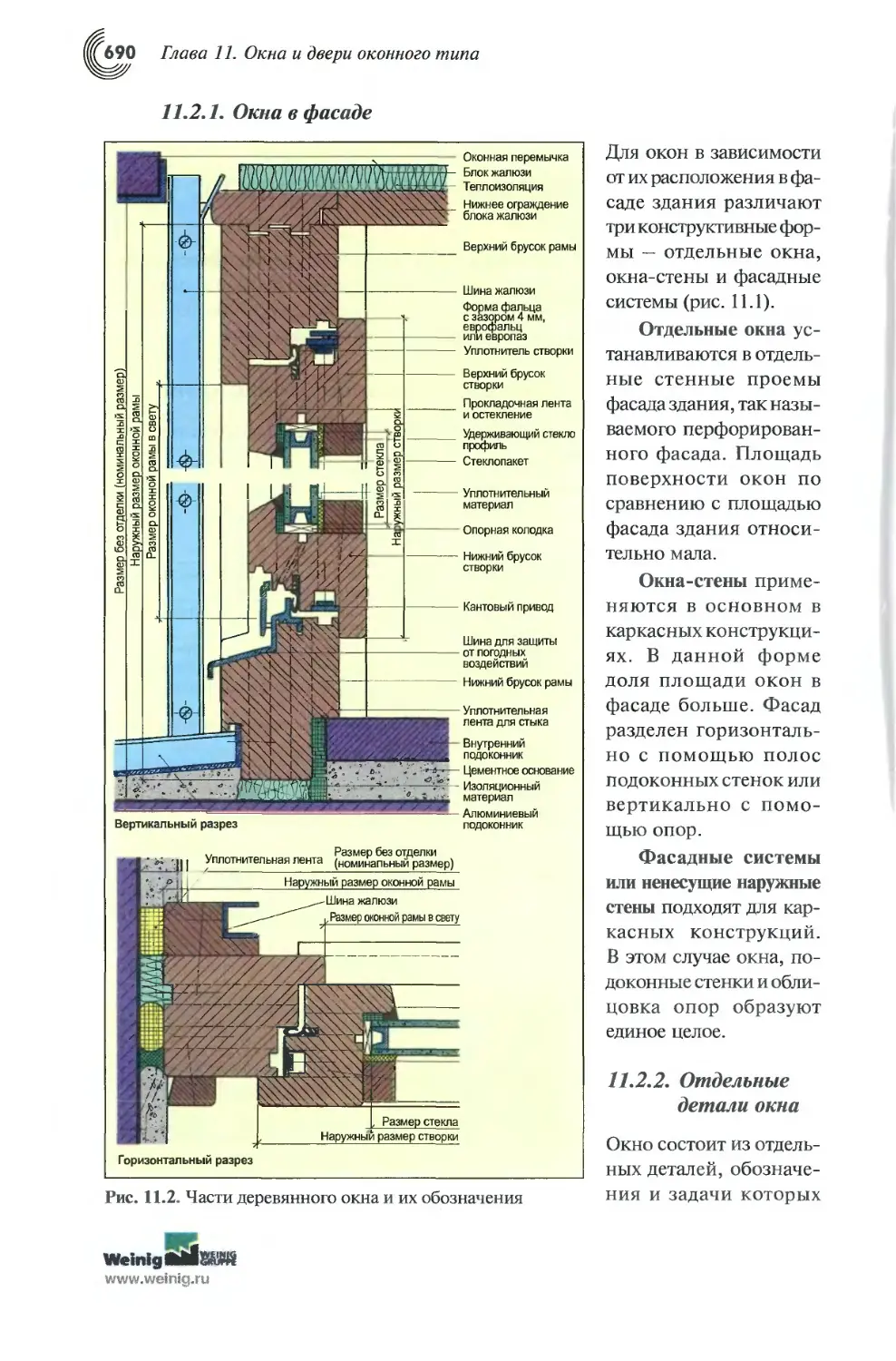
11.2.1. Окна в фасаде..........................................690
11.2.2. Отдельные детали окна..................................690
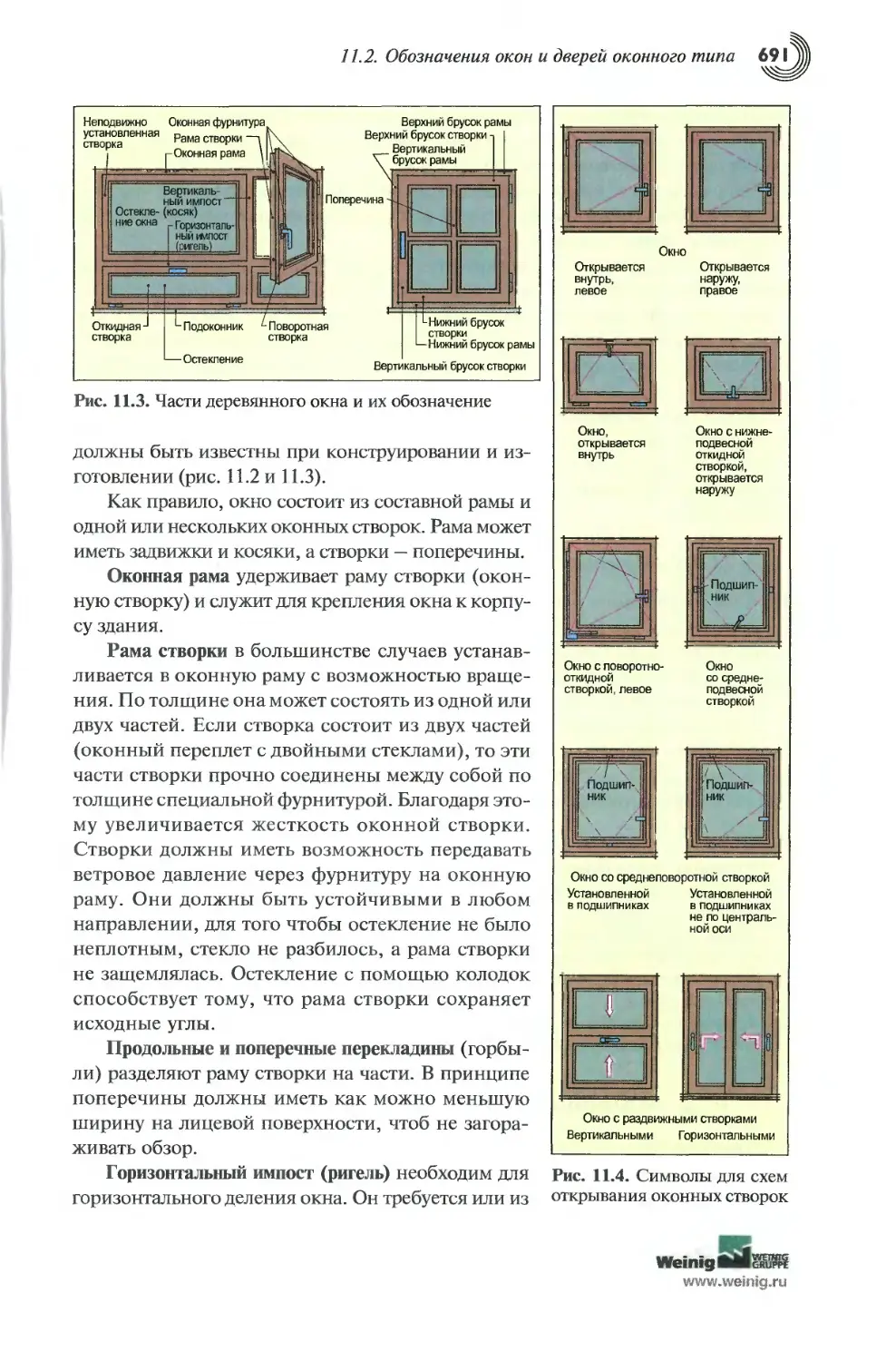
11.2.3. Обозначения по схеме открывания оконных створок........692
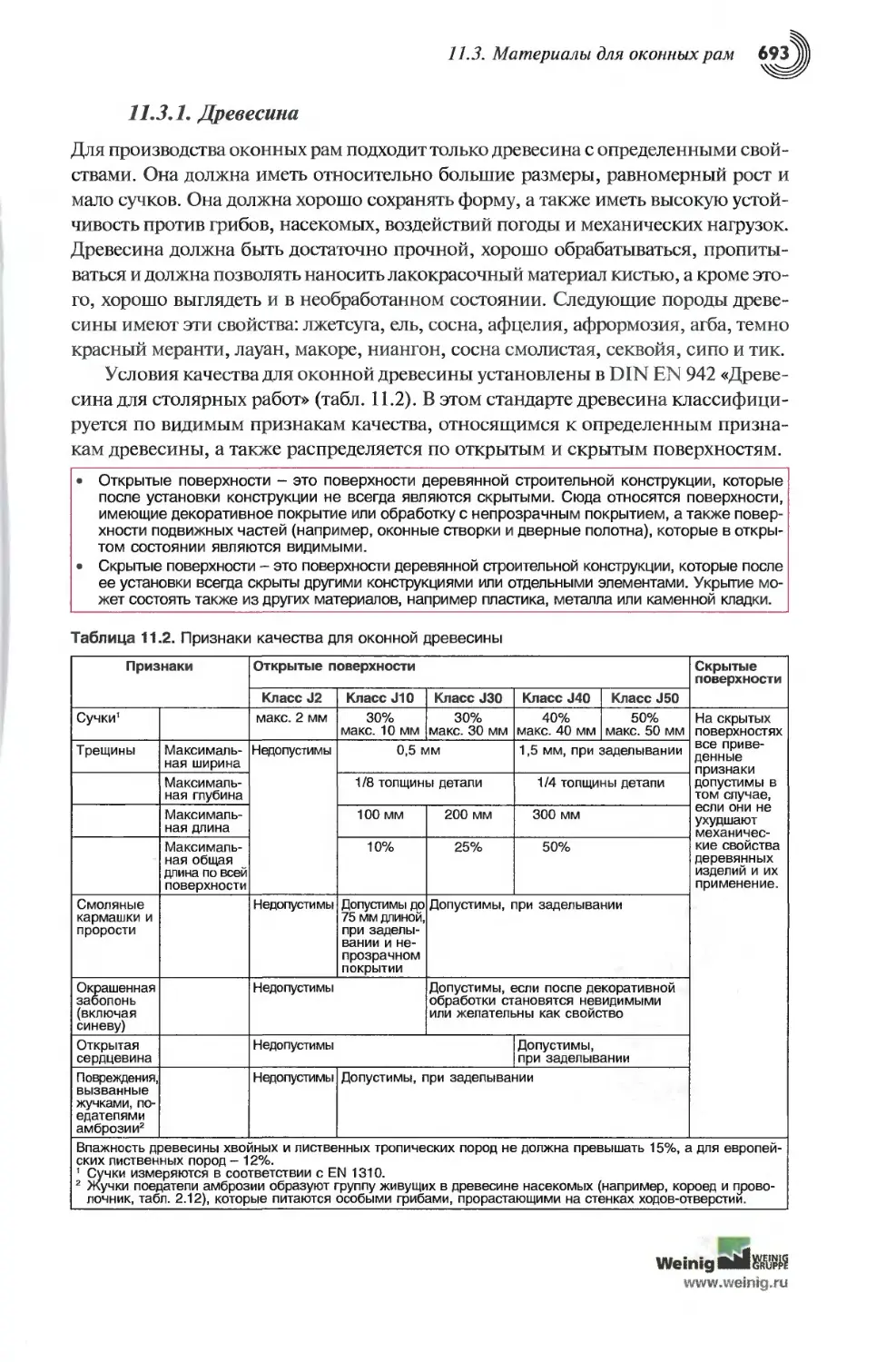
11.3. Материалы для оконных рам...................................692
11.3.1. Древесина..............................................693
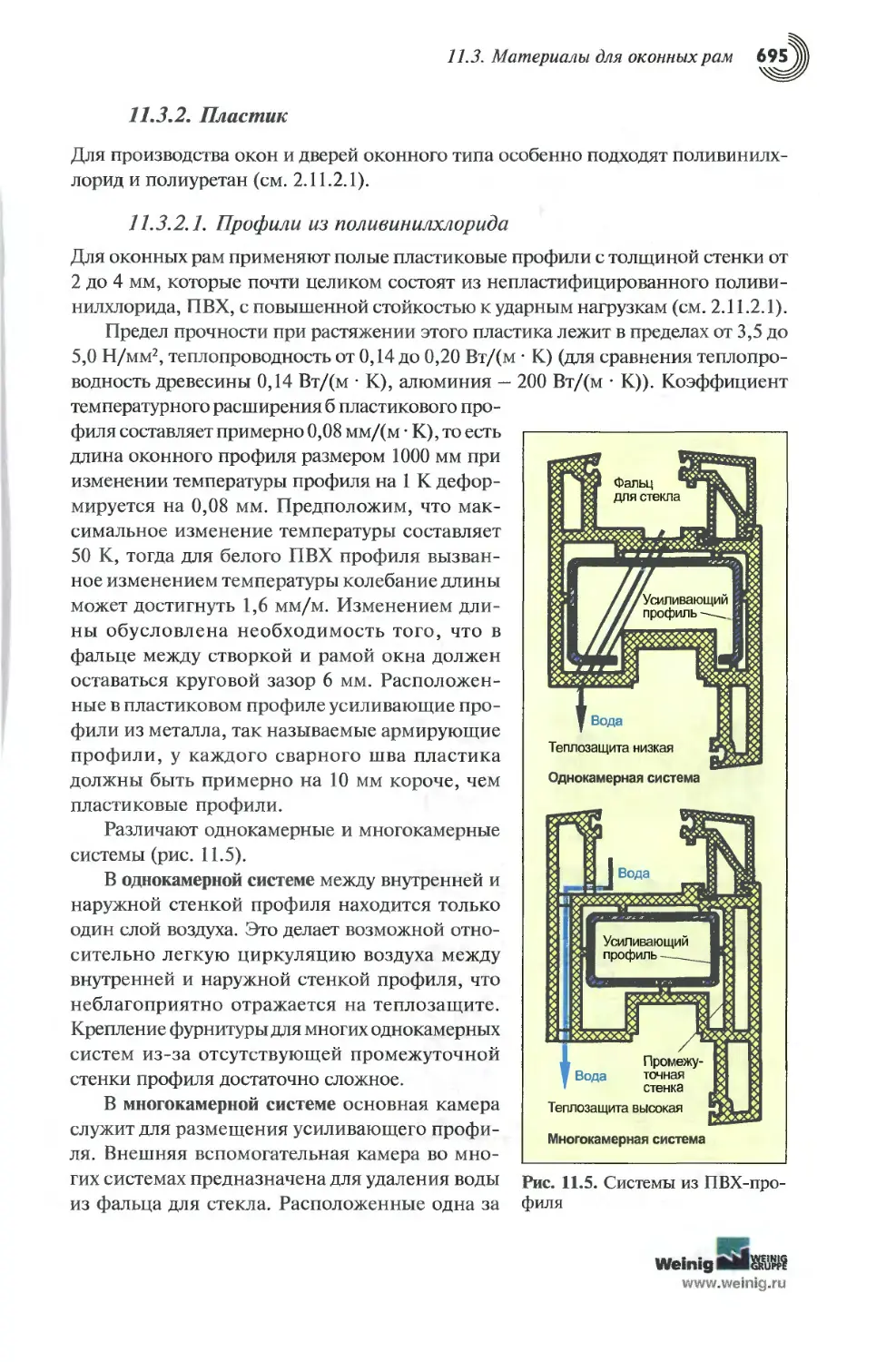
11.3.2. Пластик................................................695
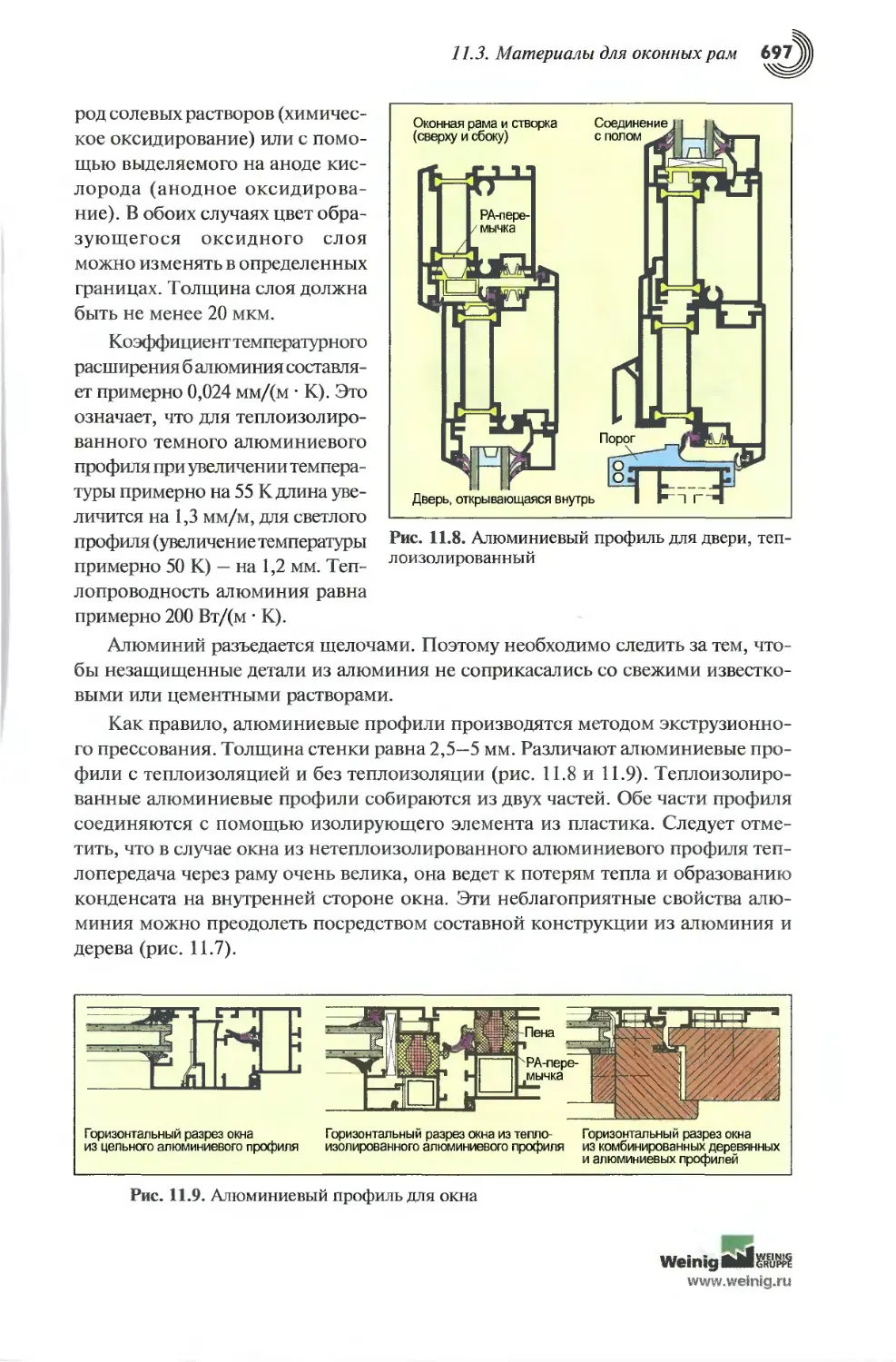
11.3.3. Алюминий...............................................696
11.4. Технологические процессы и способы изготовления окон........698
11.4.1. Подготовка работ..................................... 698
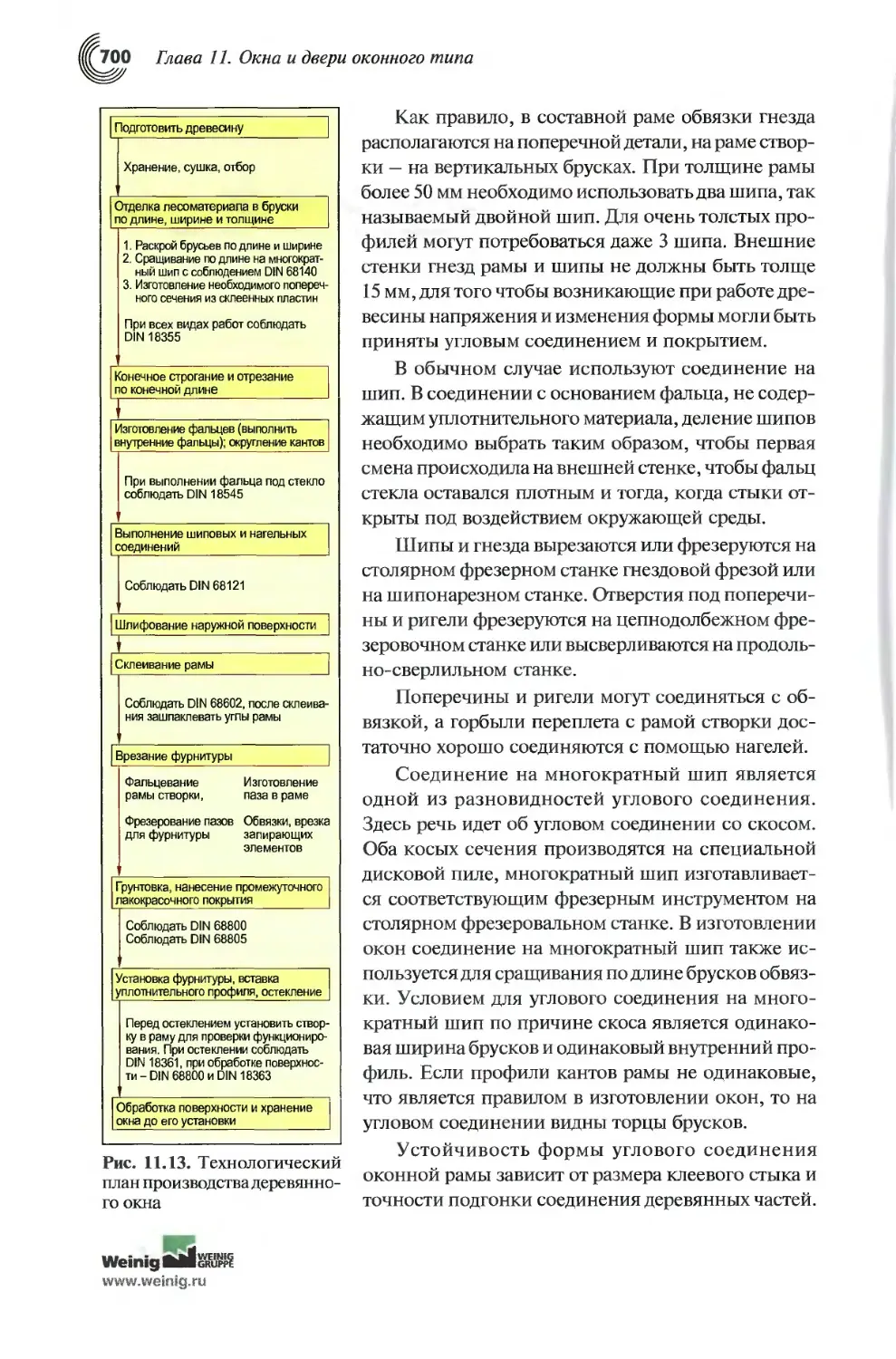
11.4.2. Технология изготовления окна...........................699
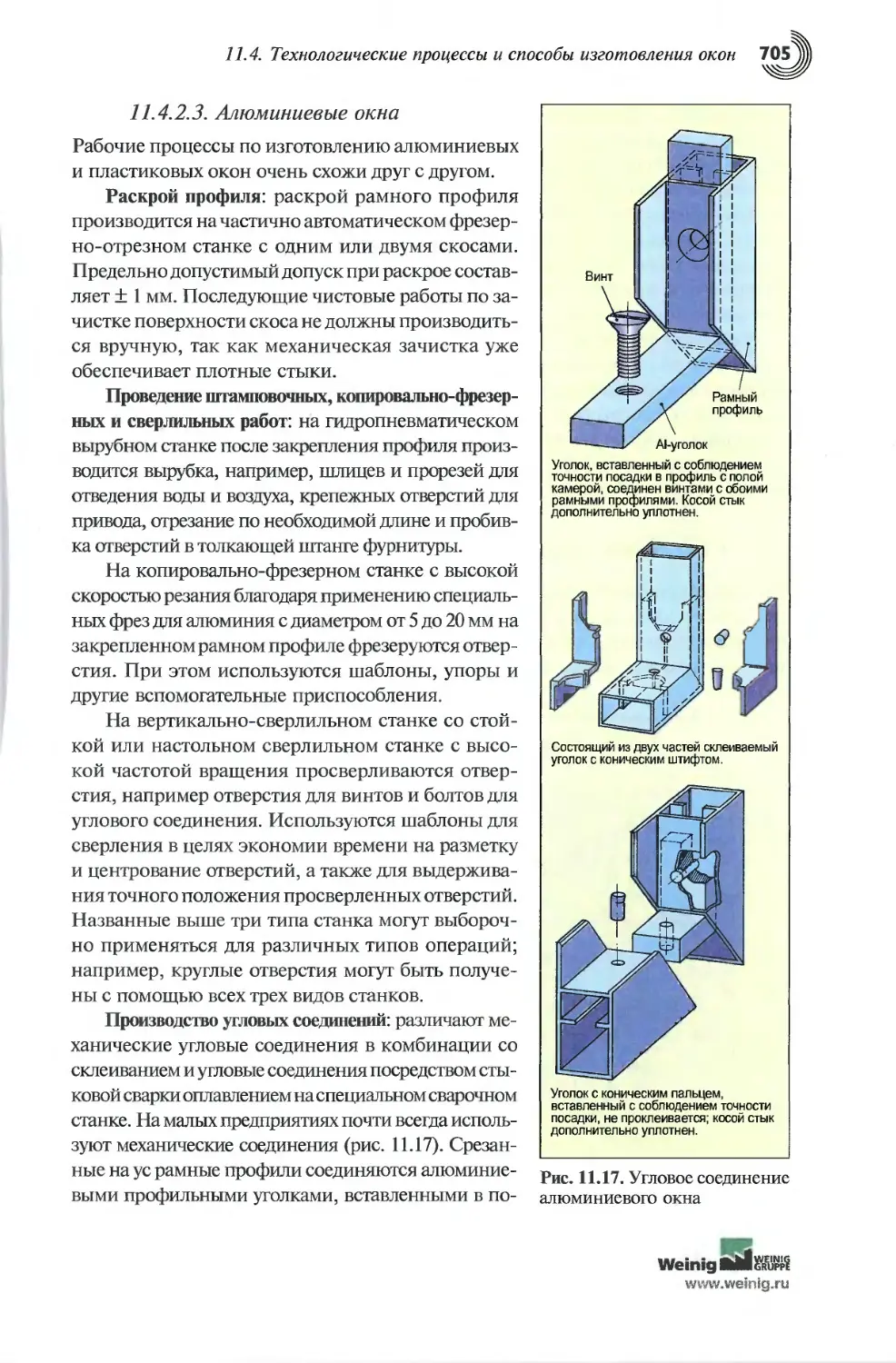
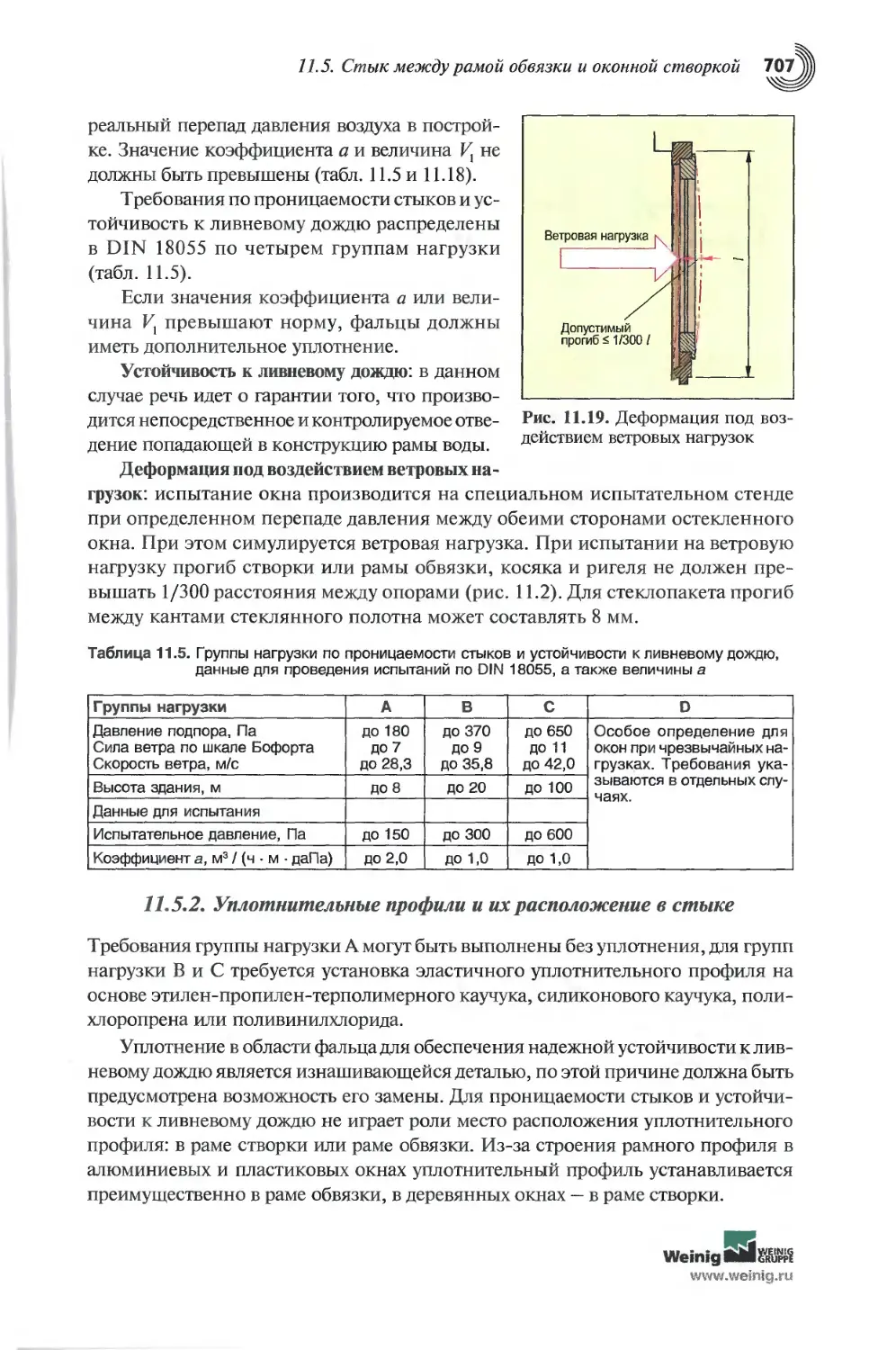
11.5. Стык между рамой обвязки и оконной створкой.................706
11.5.1. Проницаемость стыков, устойчивость к ливневому дождю и деформация под воздействием ветровых нагрузок................706
11.5.2. Уплотнительные профили и их расположение в стыке.......707
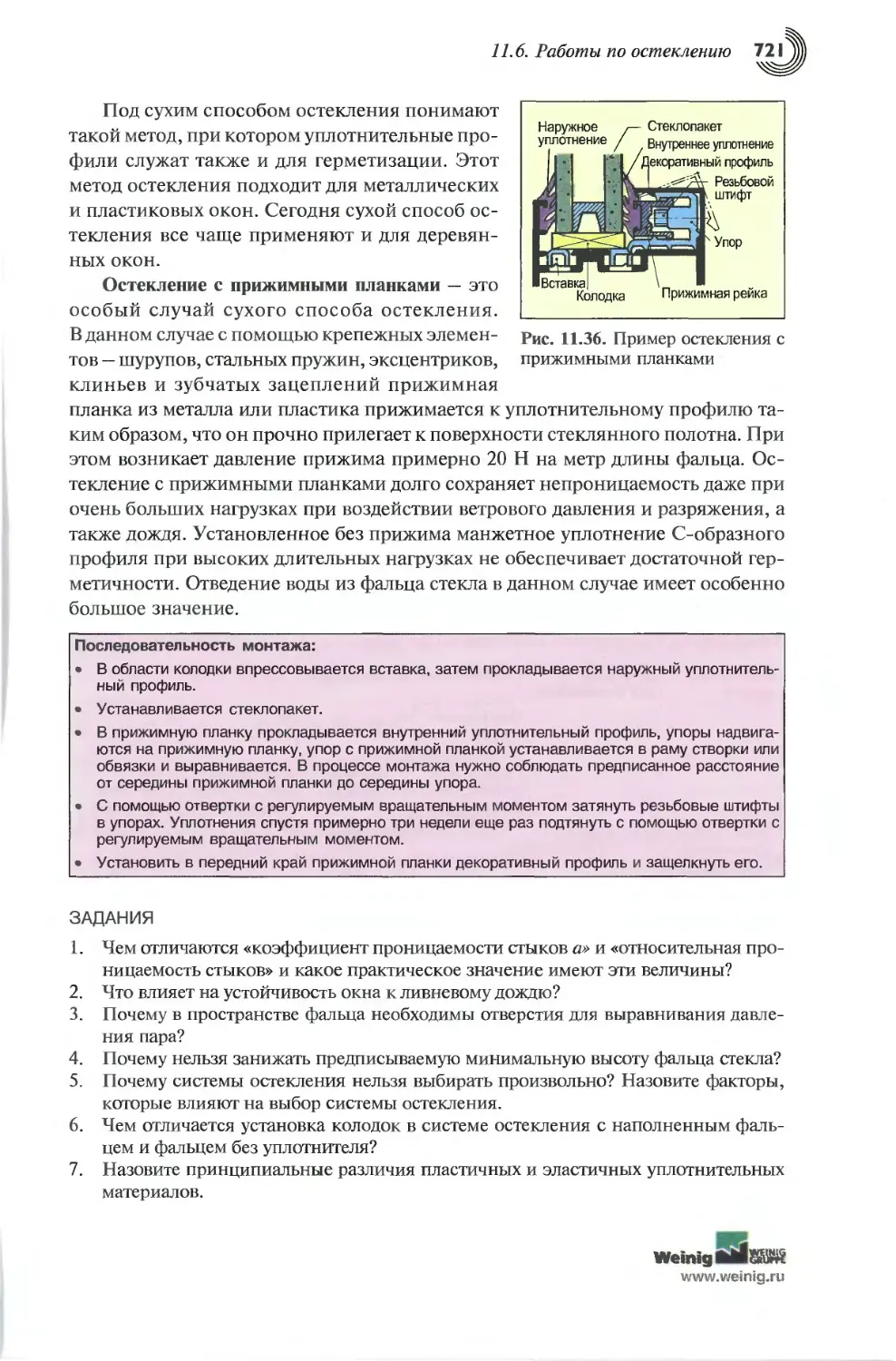
11.6. Работы по остеклению...................................... 709
11.6.1. Отличие окон по типу остекления........................709
11.6.2. Определение толщины стекла.............................712
11.6.3. Определение размера фальца стекла......................712
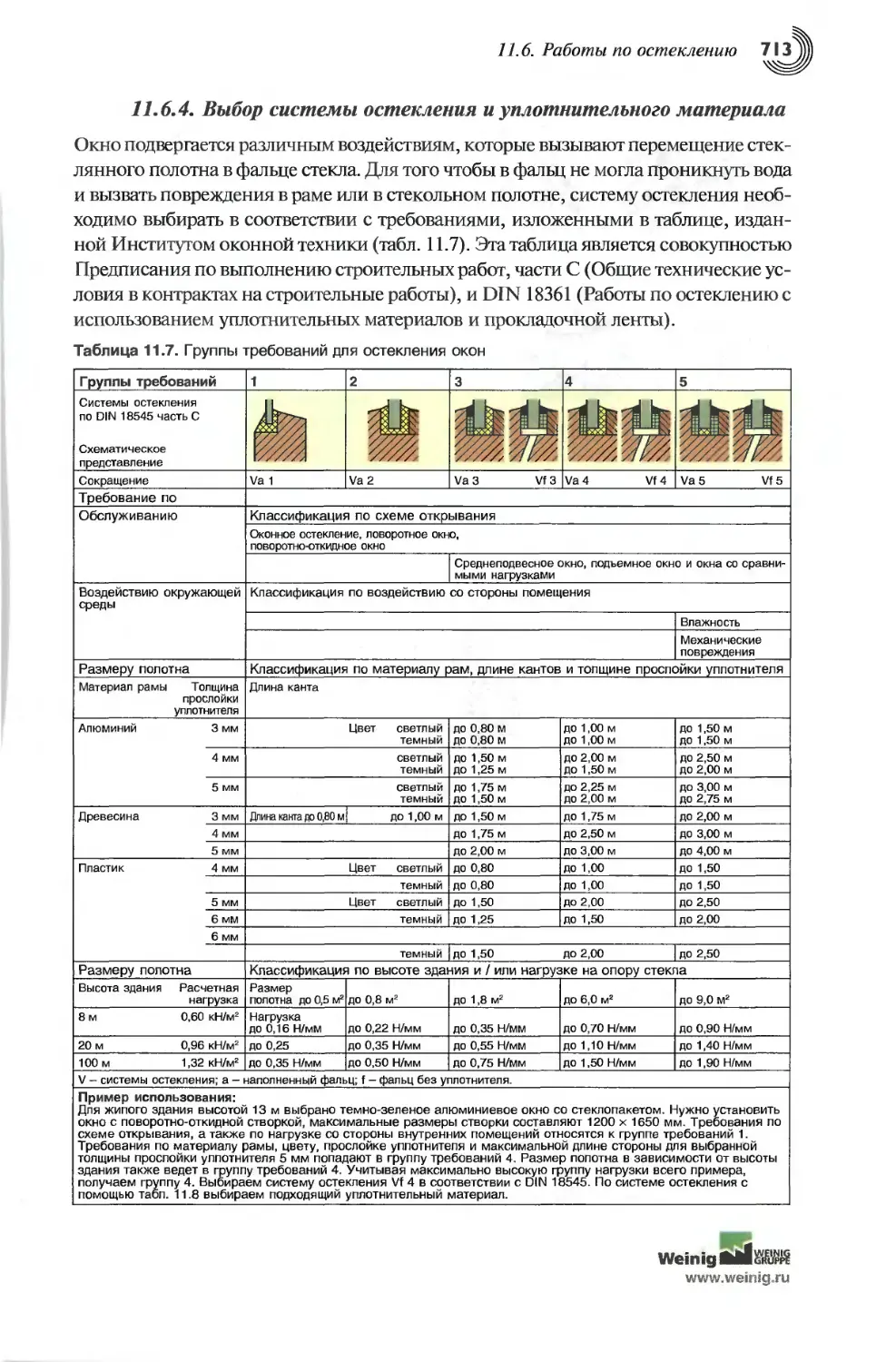
11.6.4. Выбор системы остекления и уплотнительного материала...713
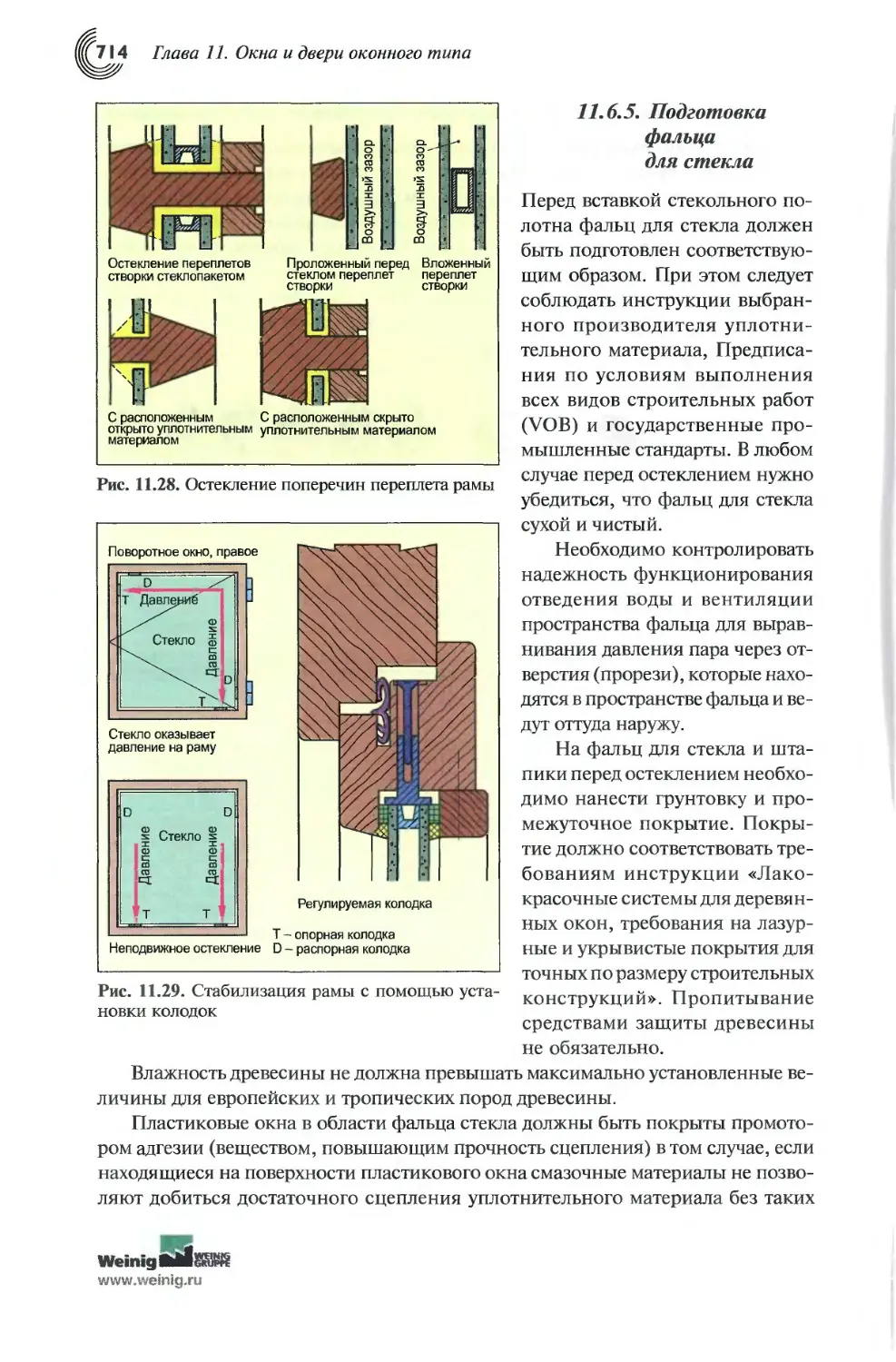
11.6.5. Подготовка фальца для стекла...........................714
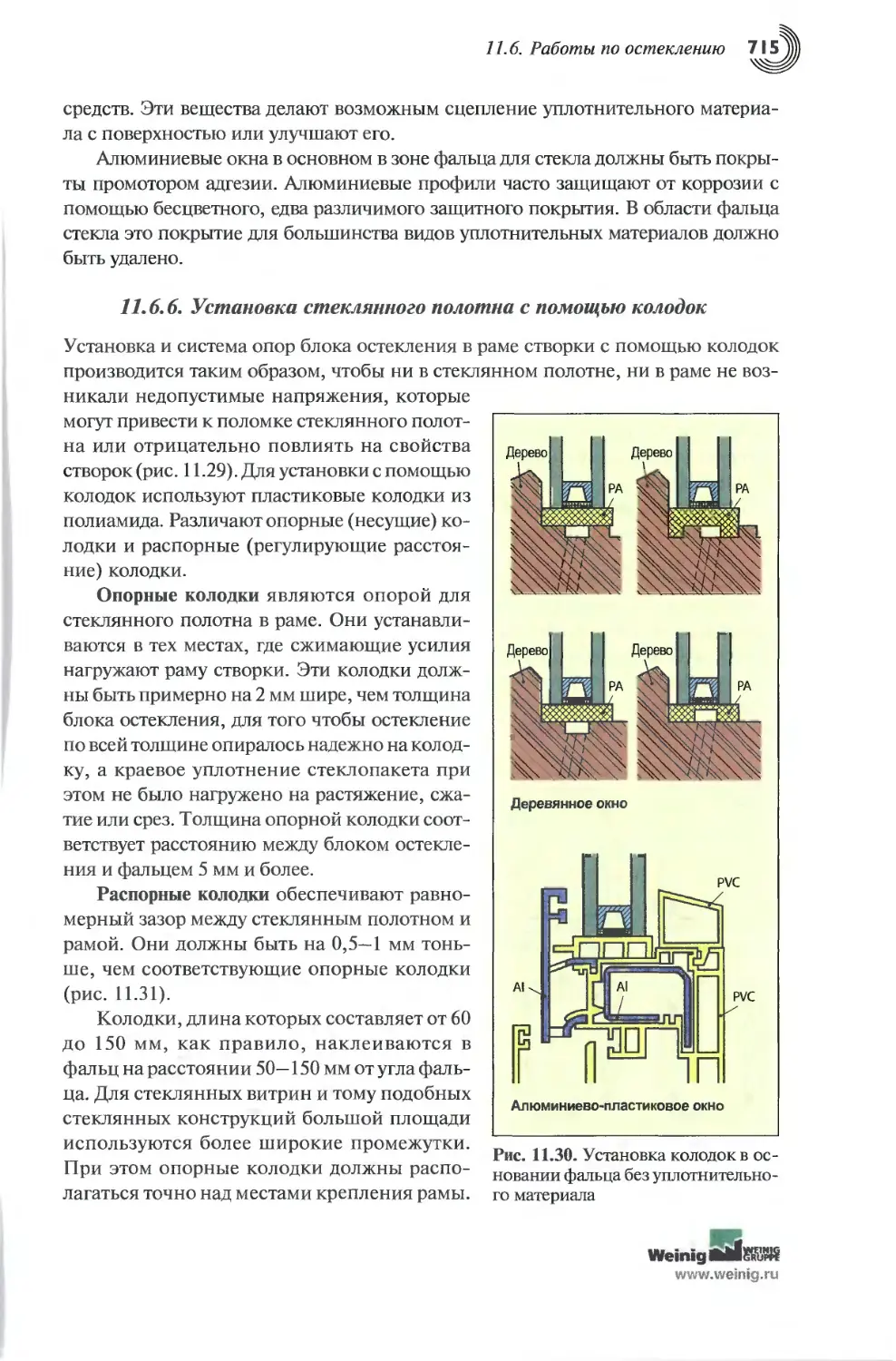
11.6.6. Установка стеклянного полотна с помощью колодок........715
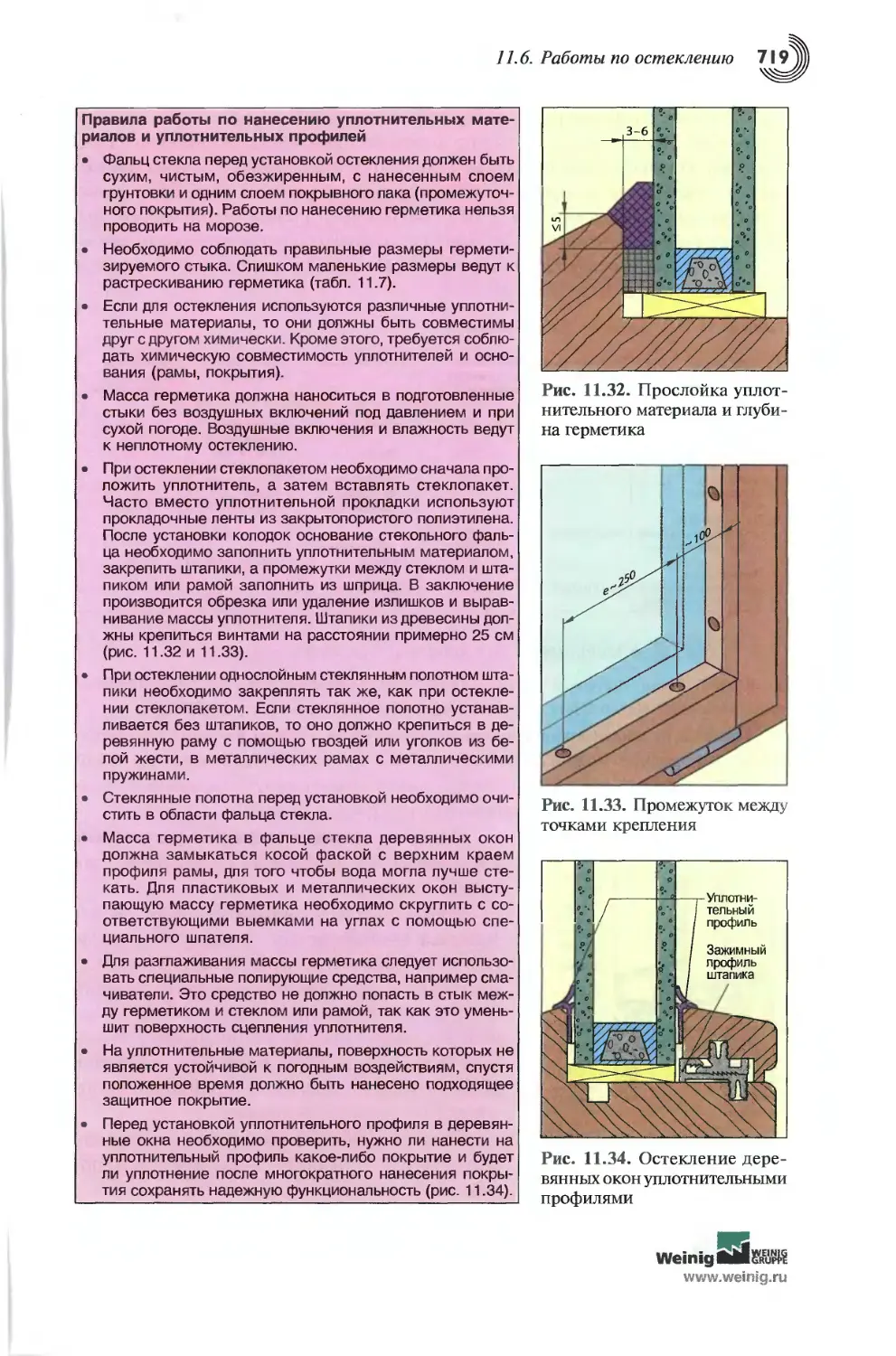
11.6.7. Уплотнение соединительных стыков между рамой створки и стеклом......................................................718
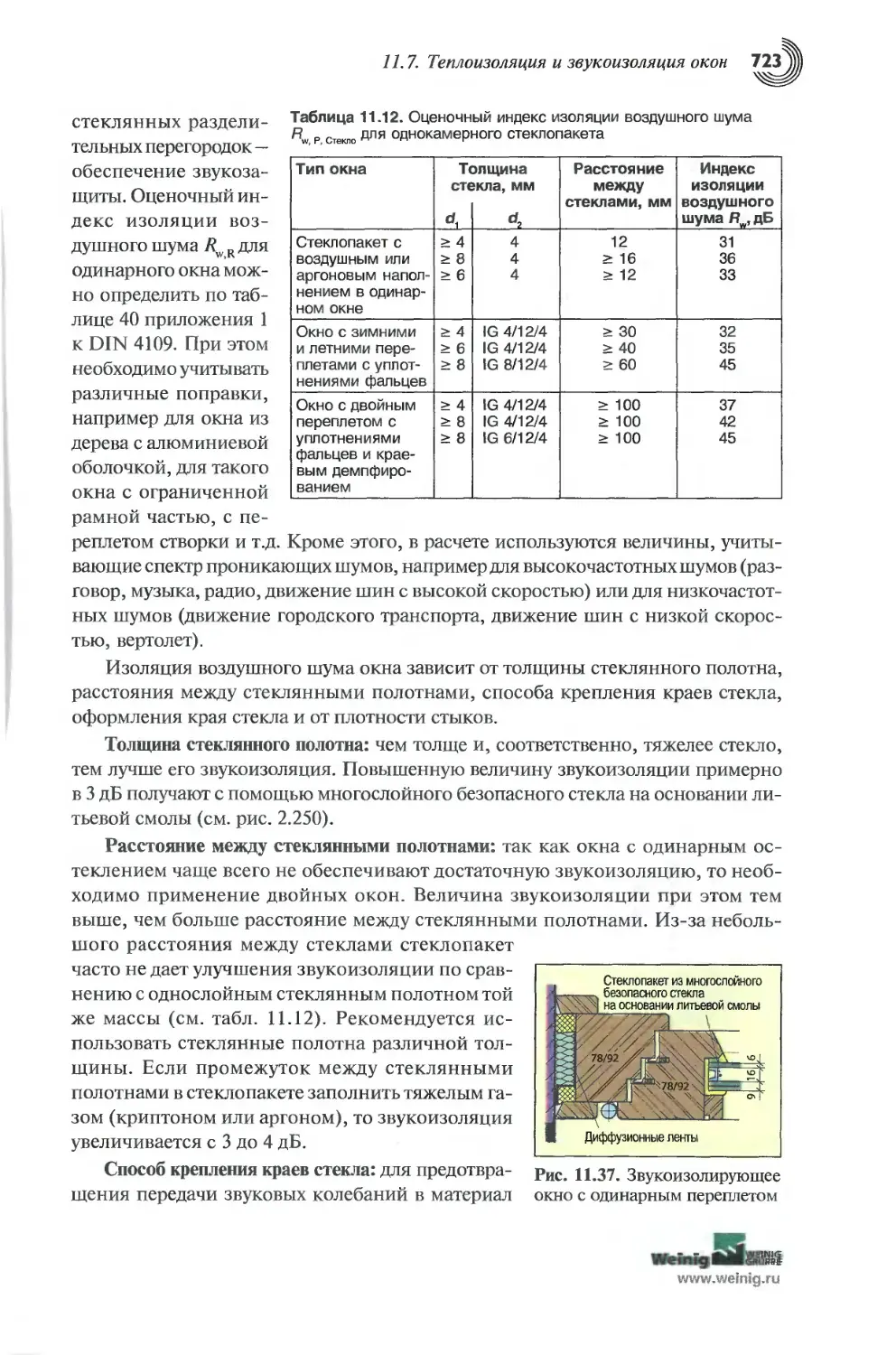
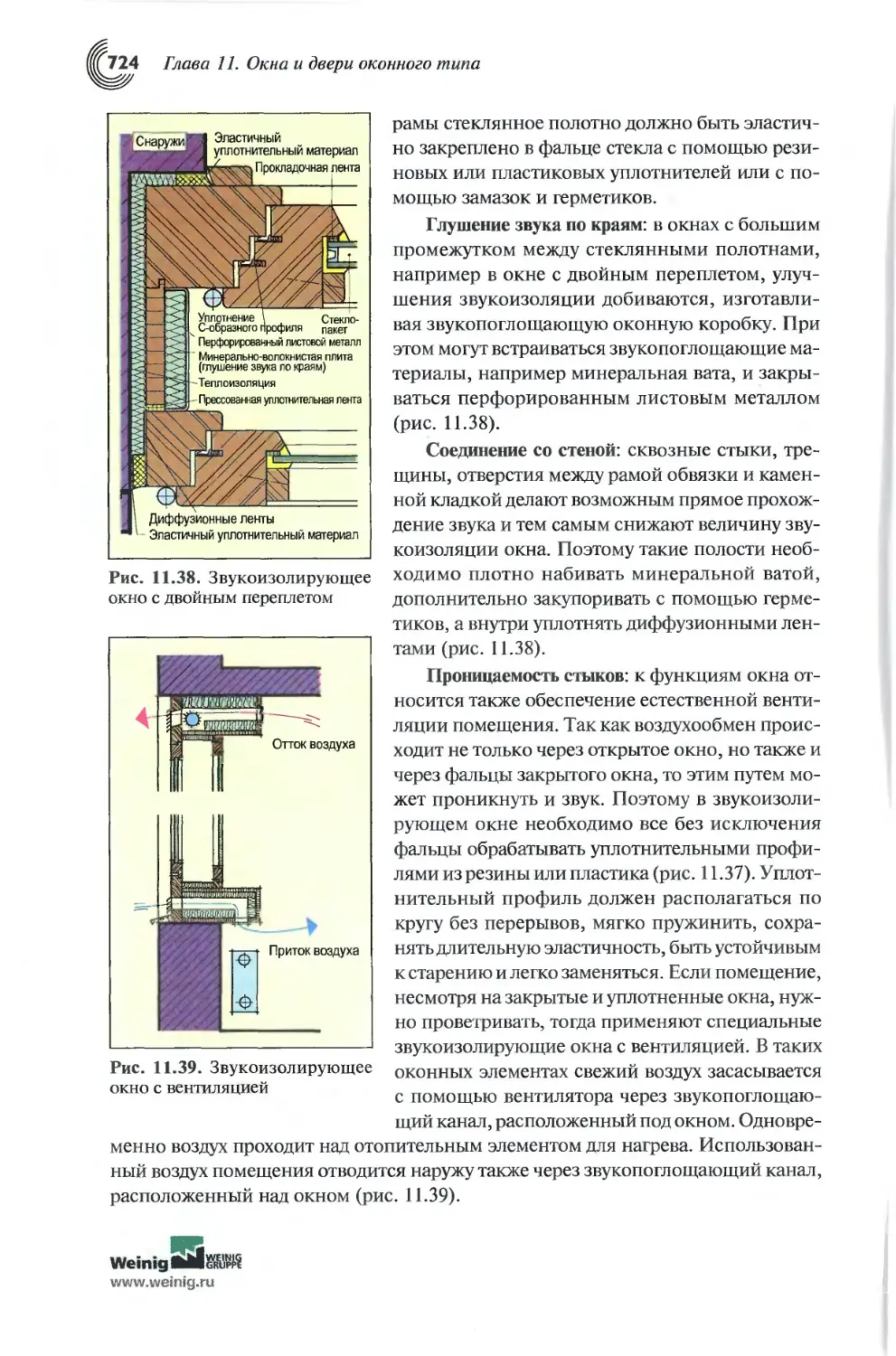
11.7. Теплоизоляция и звукоизоляция окон...........................722
11.7.1. Теплоизоляция окон и дверей оконного типа..............722
11.7.2. Звукоизоляция окон и дверей оконного типа..............722
Содержание
11.8. Вентиляция через окно............................................725
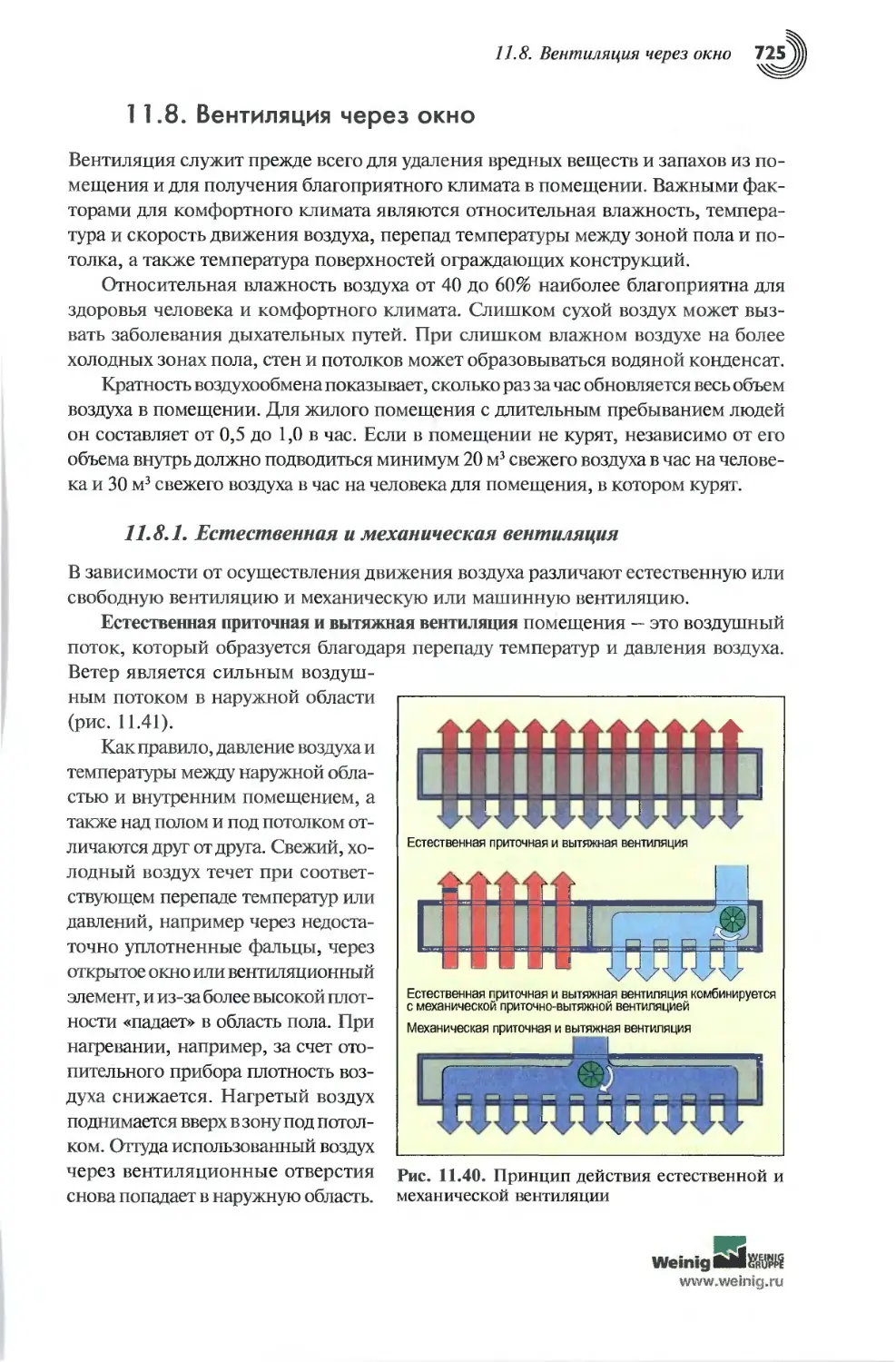
11.8.1. Естественная и механическая вентиляция......................725
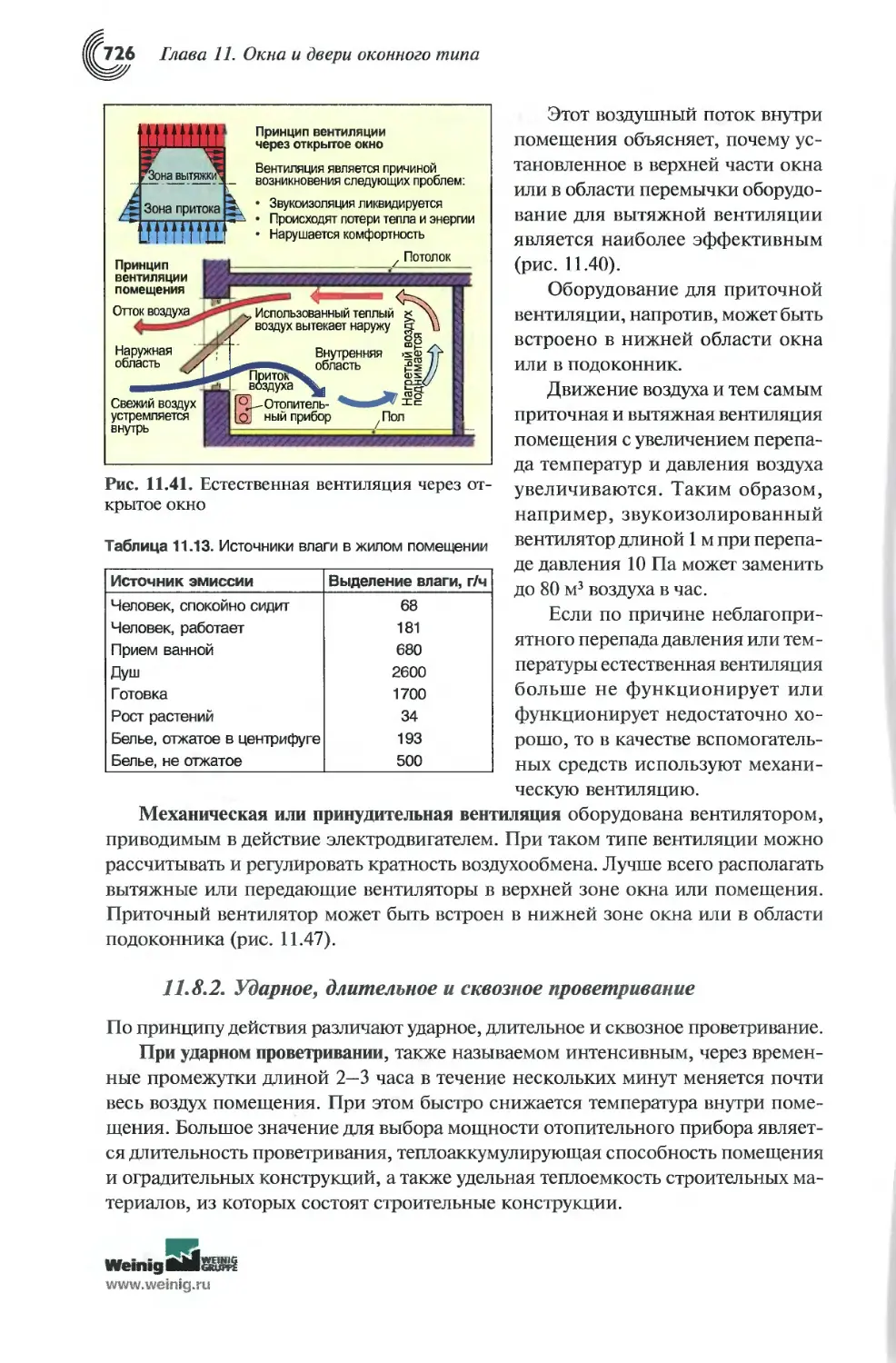
11.8.2. Ударное, длительное и сквозное проветривание...........726
11.8.3. Мероприятия по обеспечению вентиляции..................727
11.9. Конструкции окон и дверей оконного типа.....................730
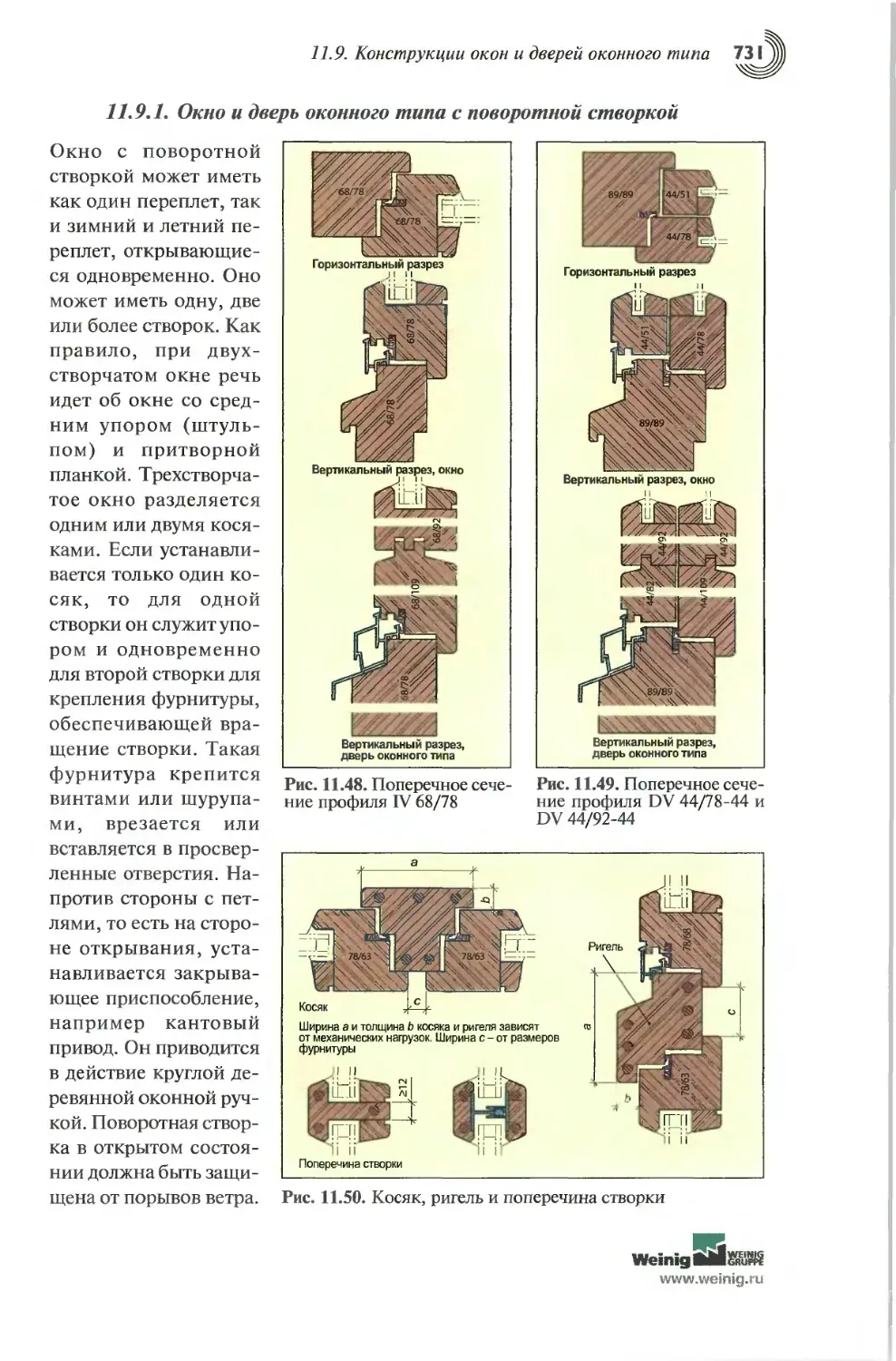
11.9.1. Окно и дверь оконного типа с поворотной створкой............731
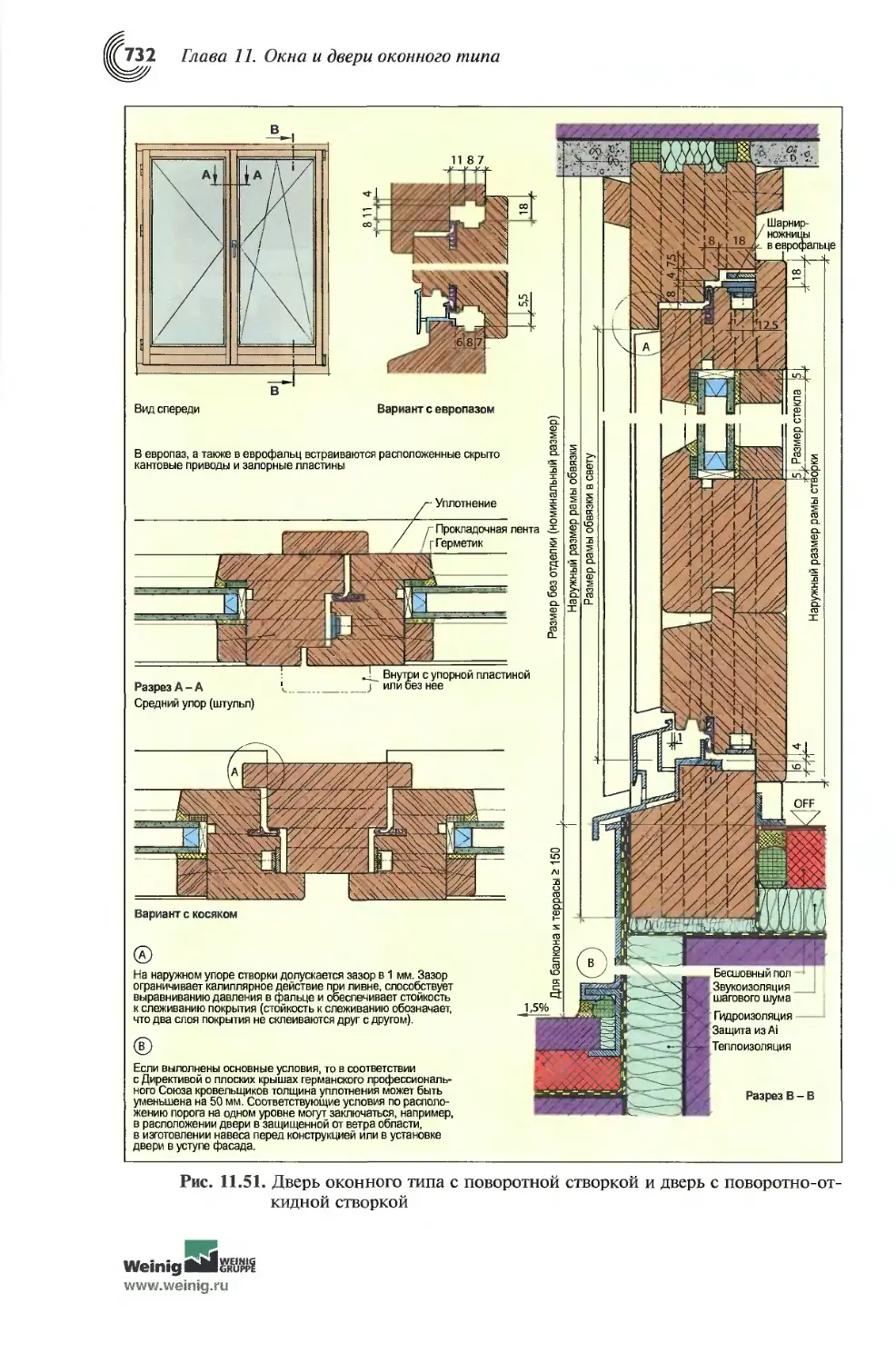
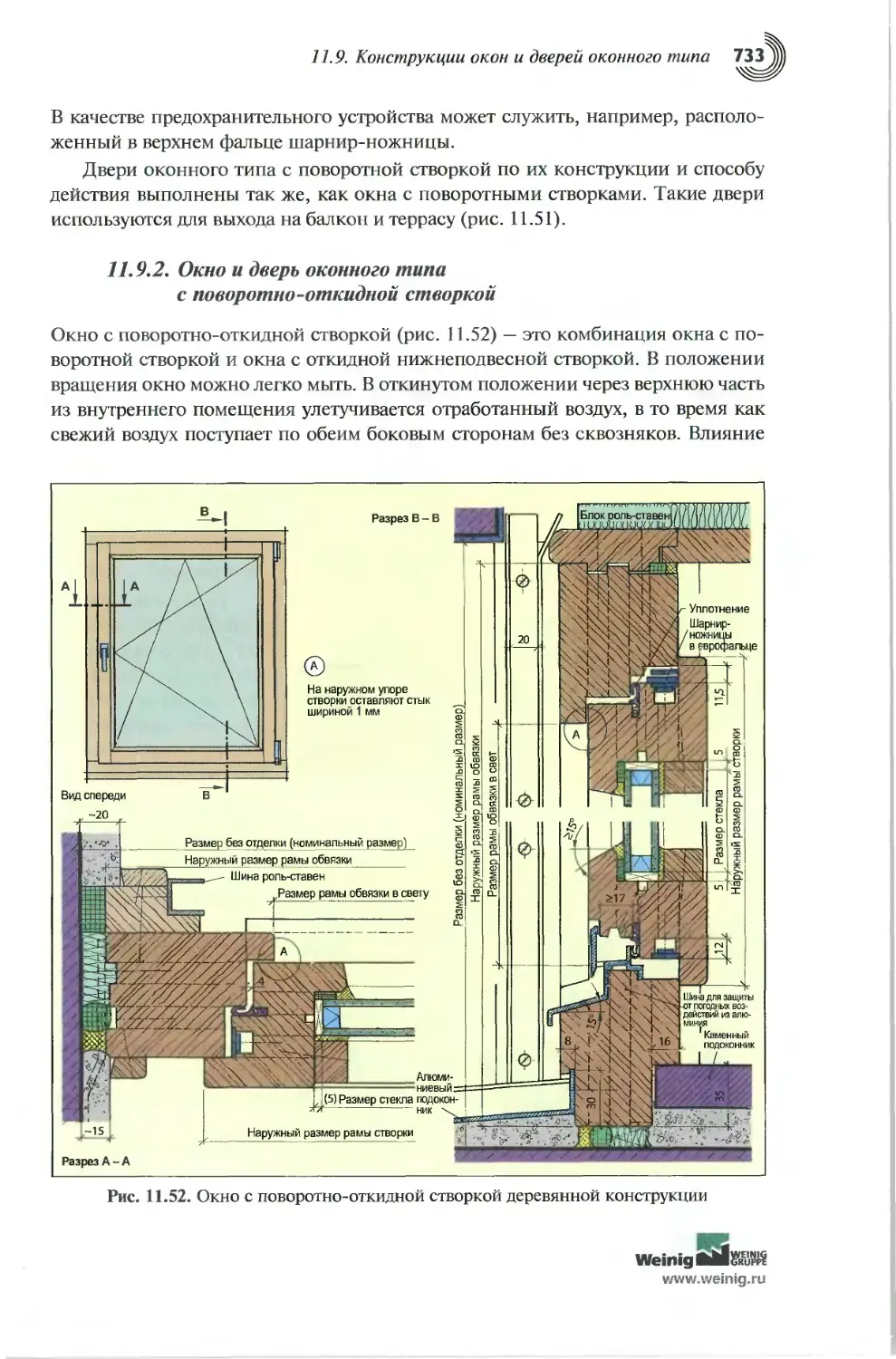
11.9.2. Окно и дверь оконного типа с поворотно-откидной створкой....733
11.9.3. Окно с двойным переплетом..............................735
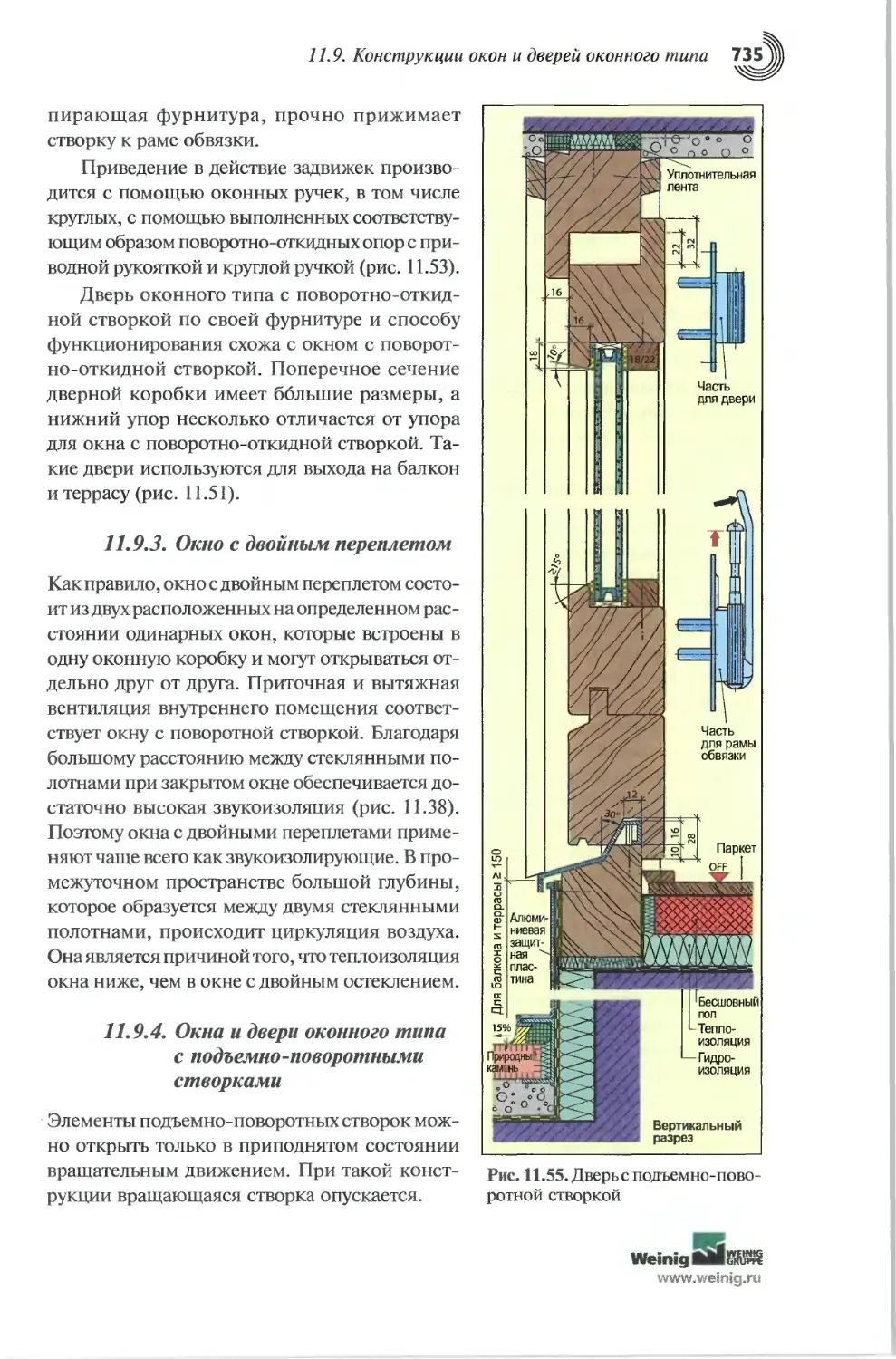
11.9.4. Окна и двери оконного типа с подъемно-поворотными створками.735
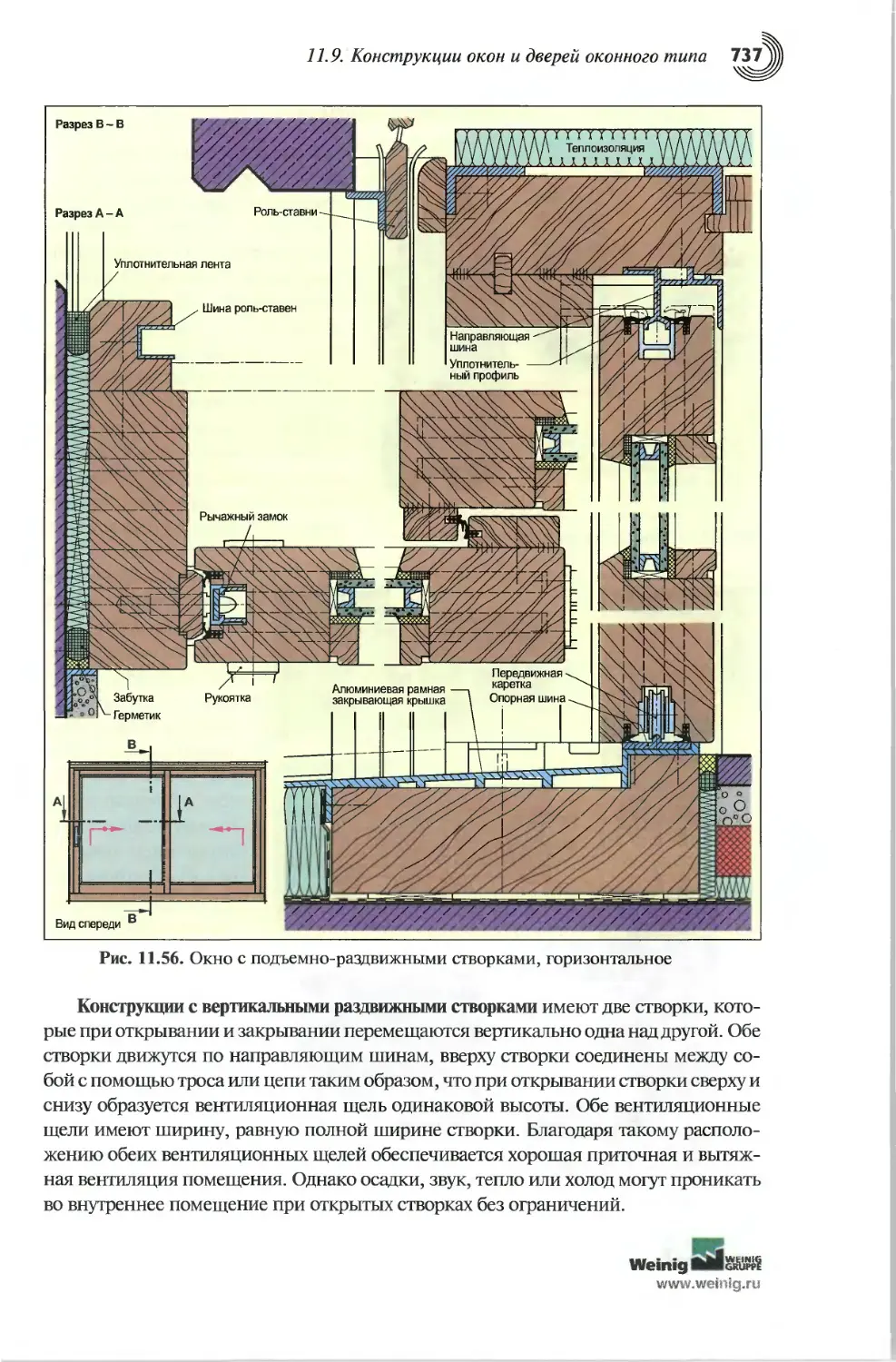
11.9.5. Подъемно-раздвижные окна и двери.......................736
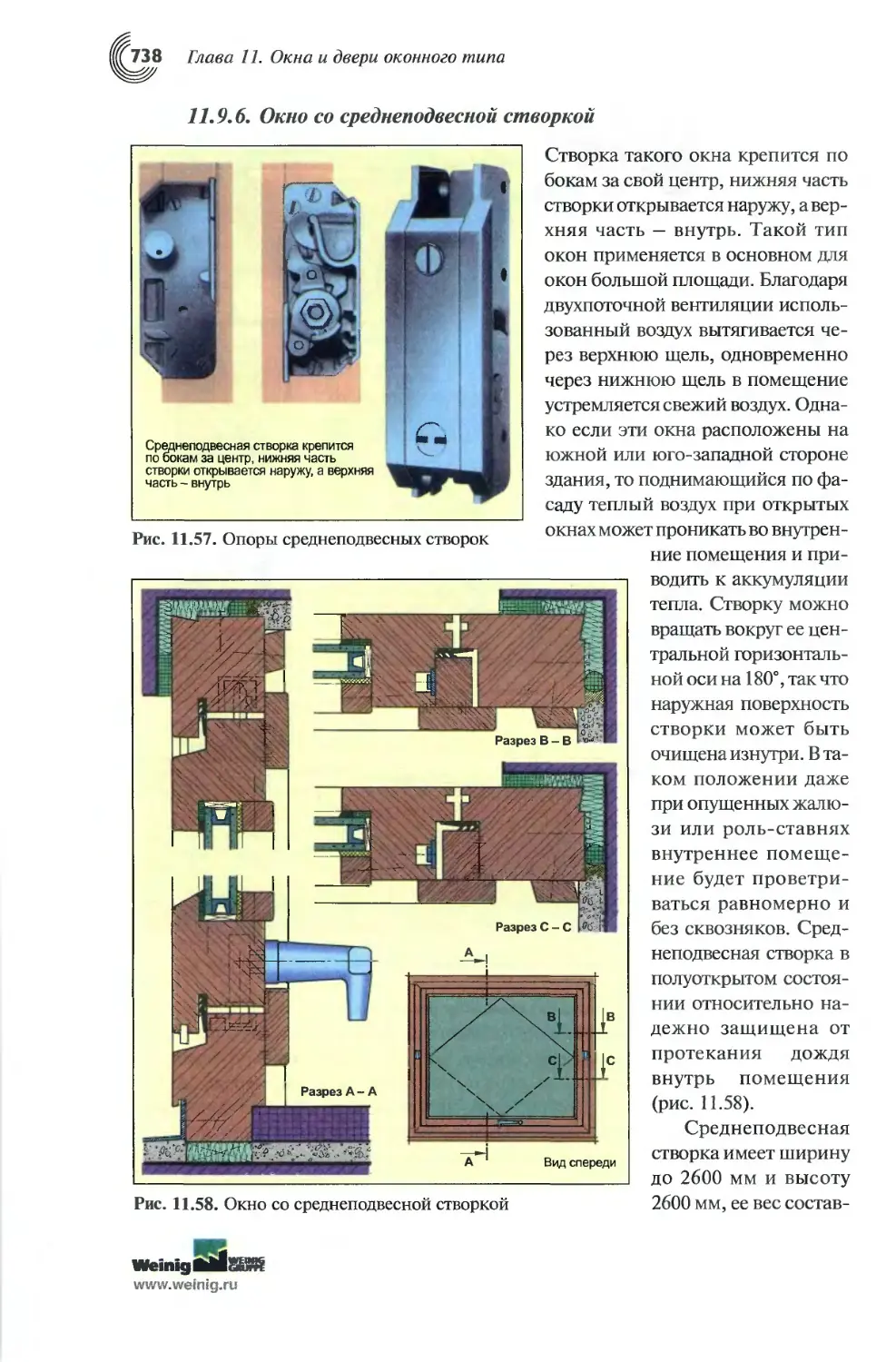
11.9.6. Окно со среднеподвесной створкой.......................738
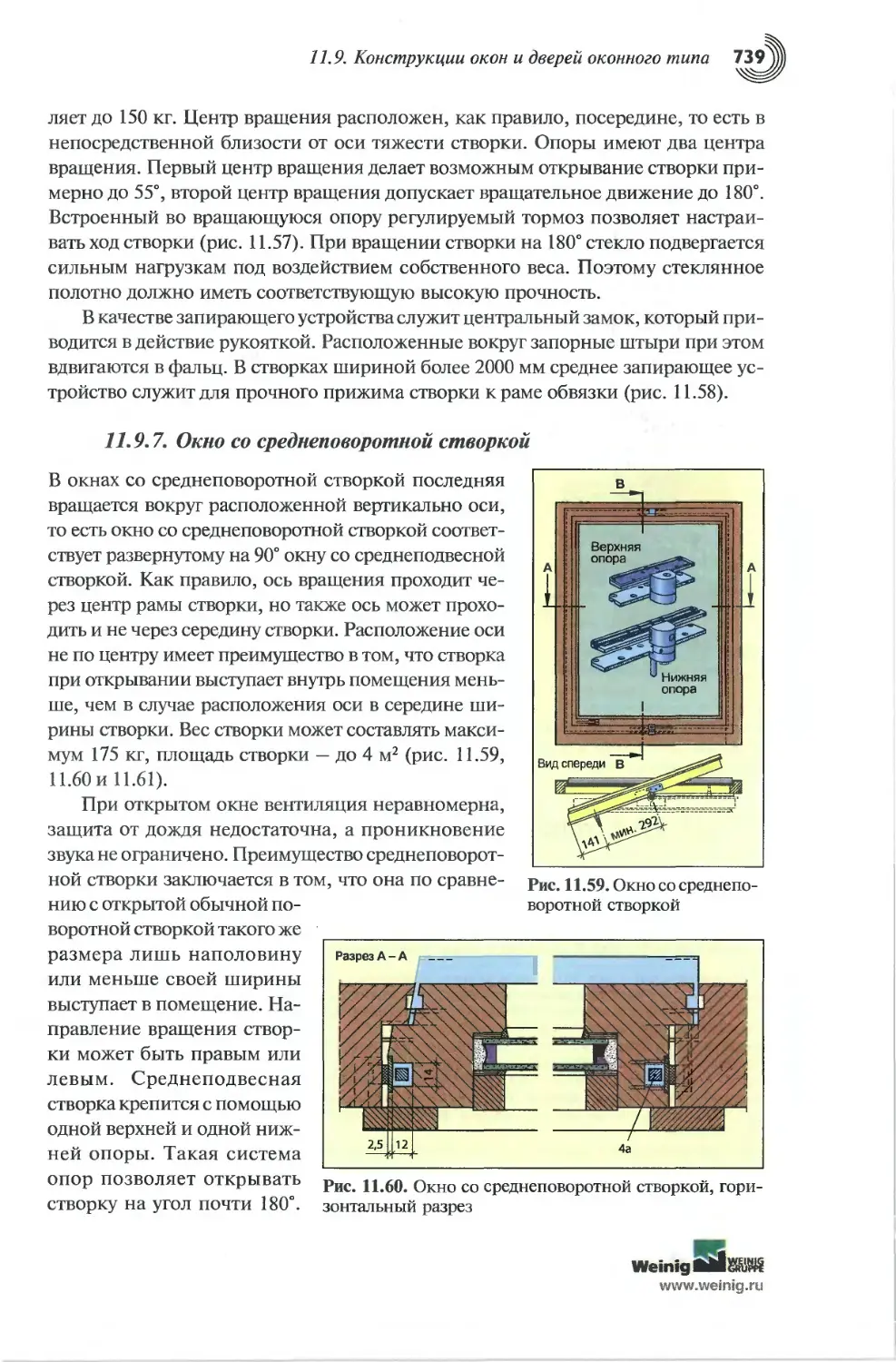
11.9.7. Окно со среднеповоротной створкой......................739
11.9.8. Окно с нижнеподвесными створками.......................740
11.9.9. Окно с верхнеподвесными створками......................740
11.10. Установка окна в корпус здания.............................740
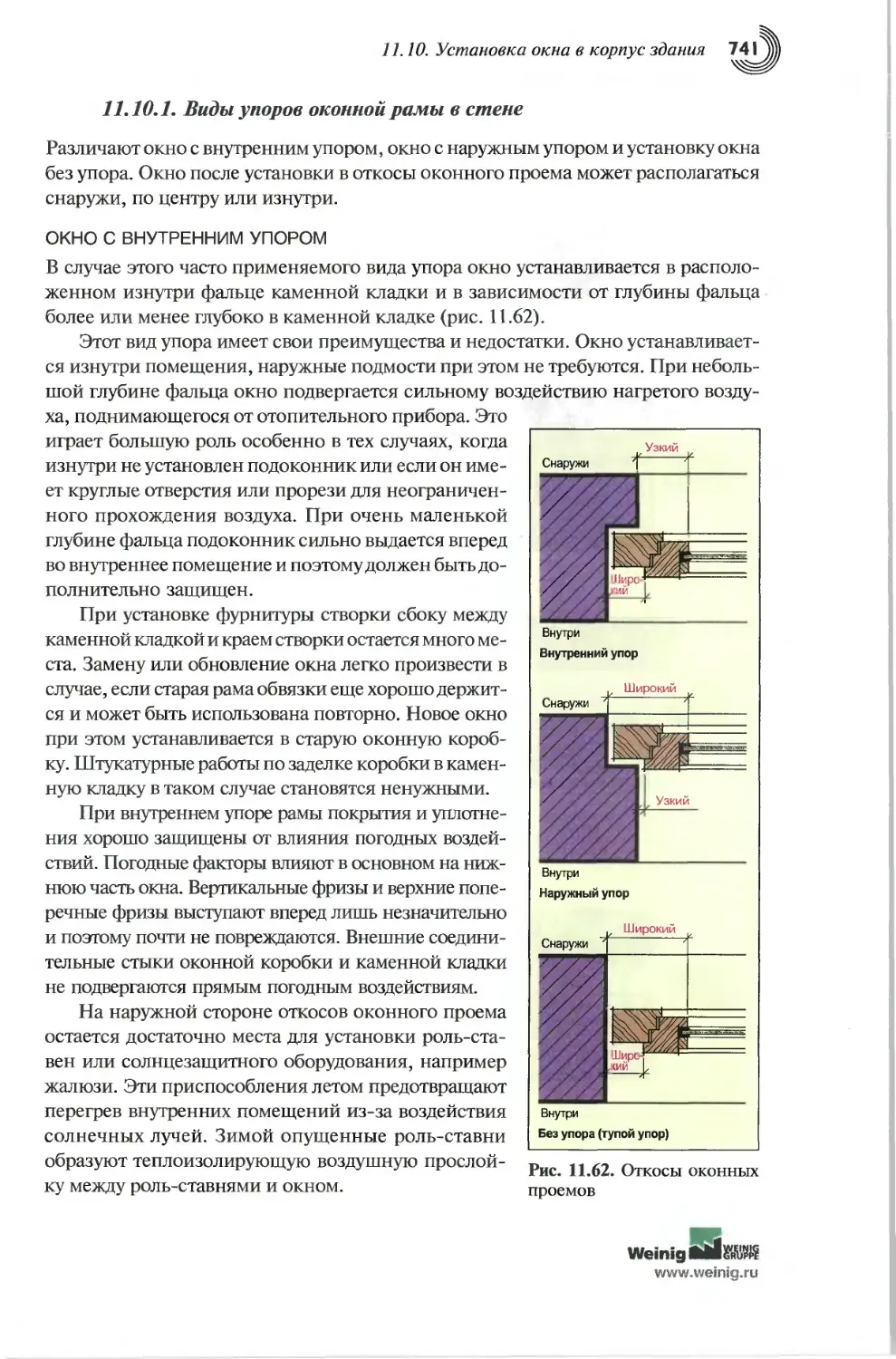
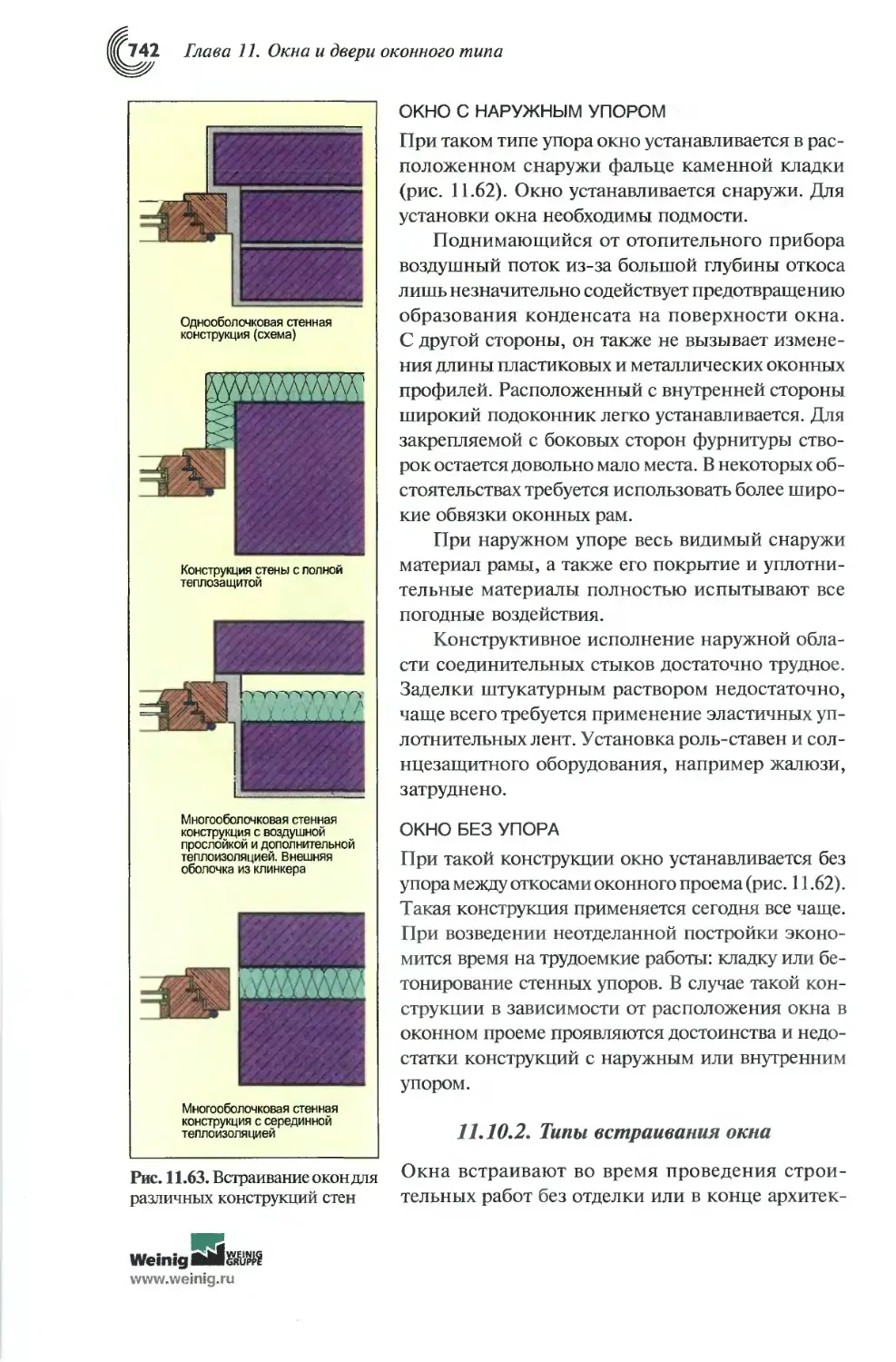
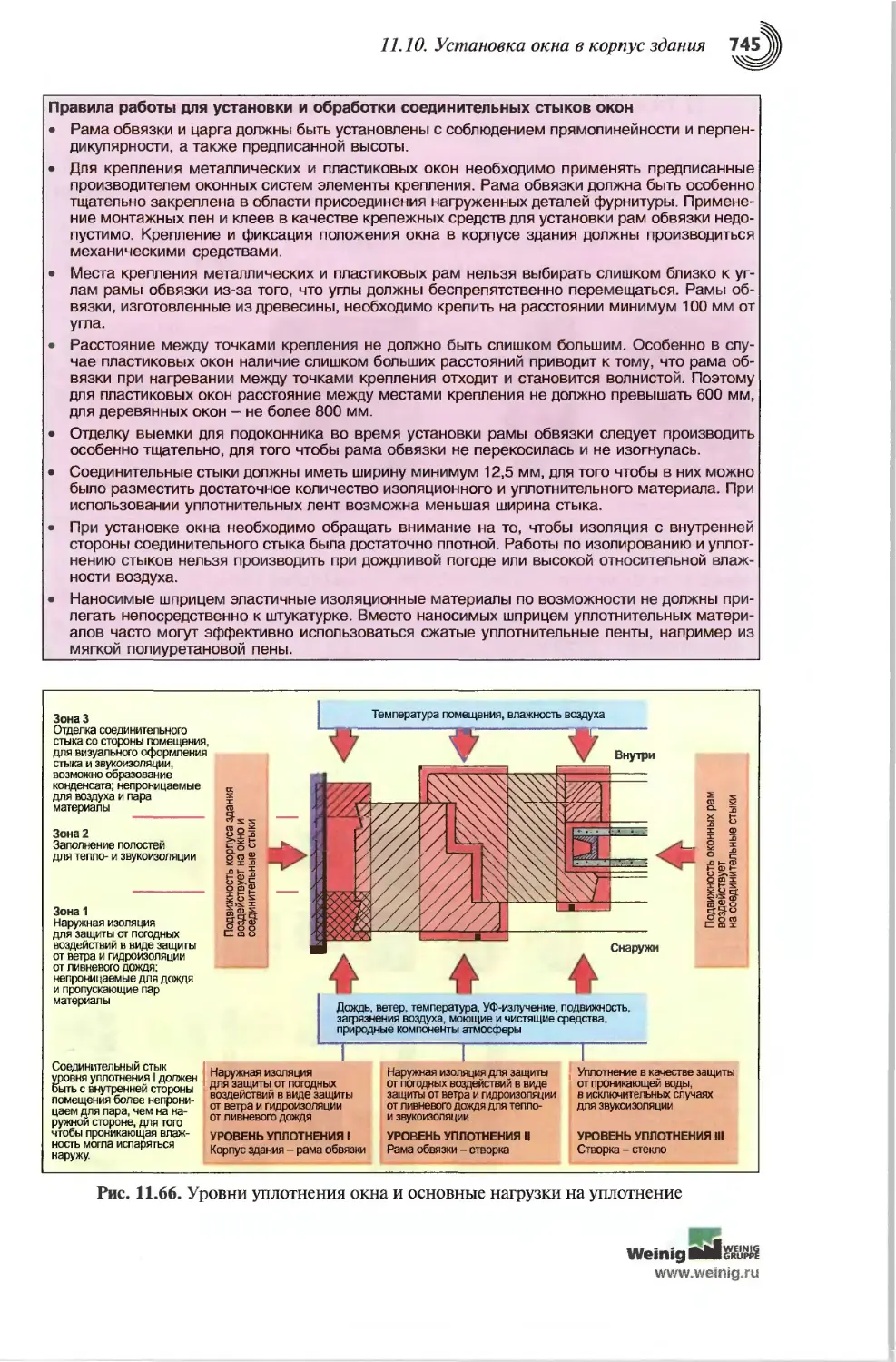
11.10.1. Виды упоров оконной рамы в стене......................741
11.10.2. Типы встраивания окна.................................742
11.10.3. Крепление рамы обвязки................................743
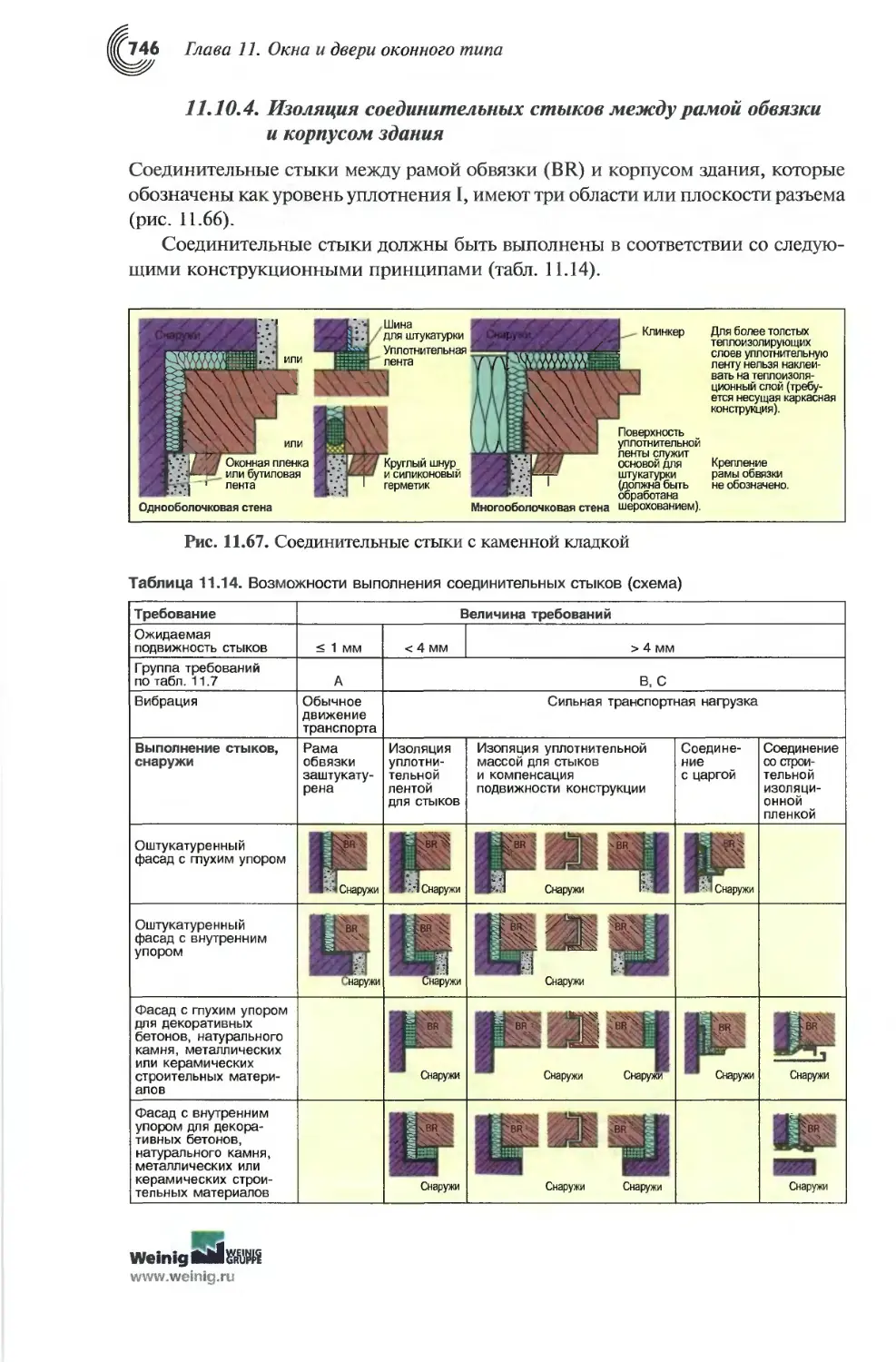
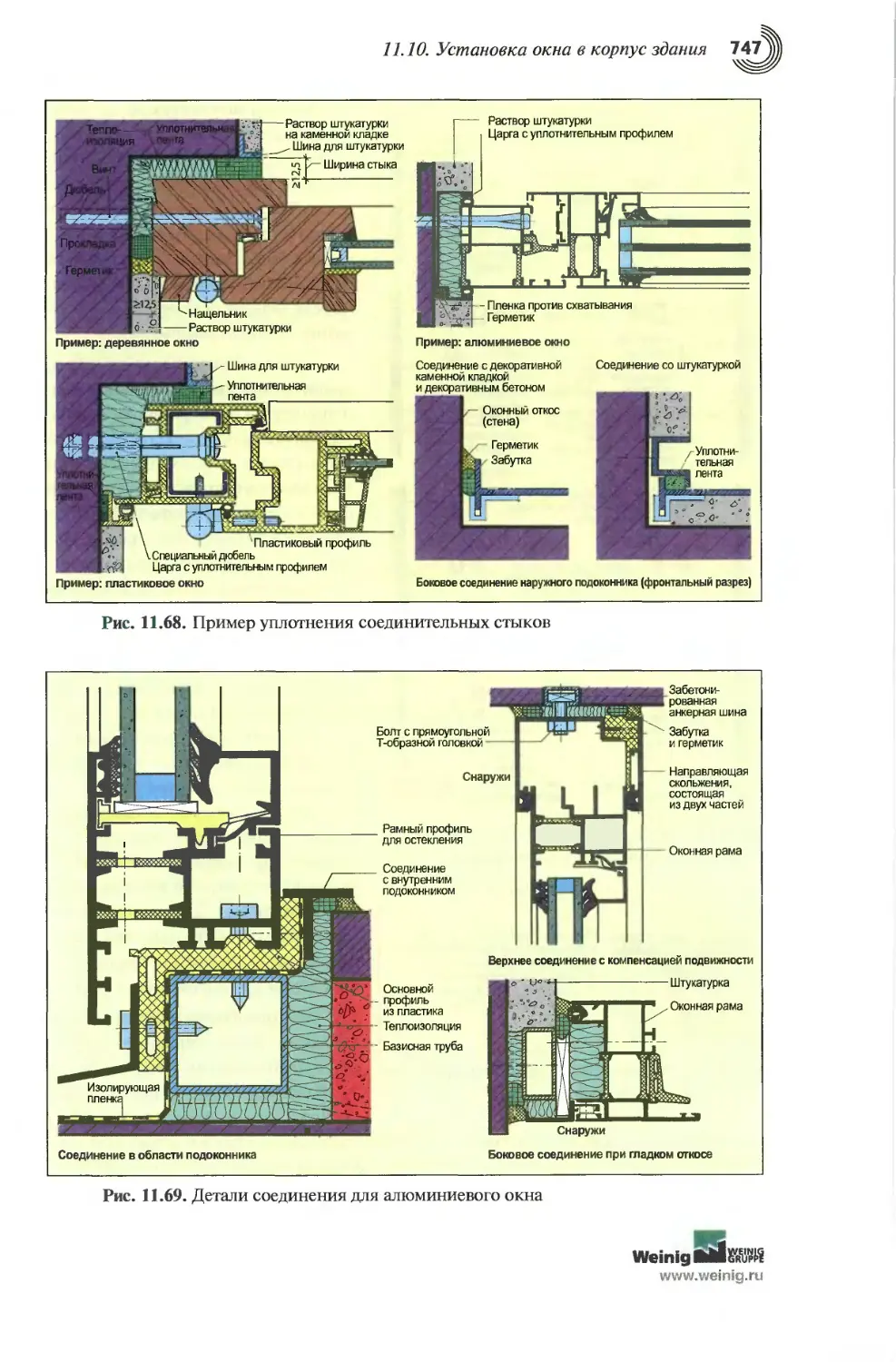
11.10.4. Изоляция соединительных стыков между рамой обвязки и корпусом здания.............................................746
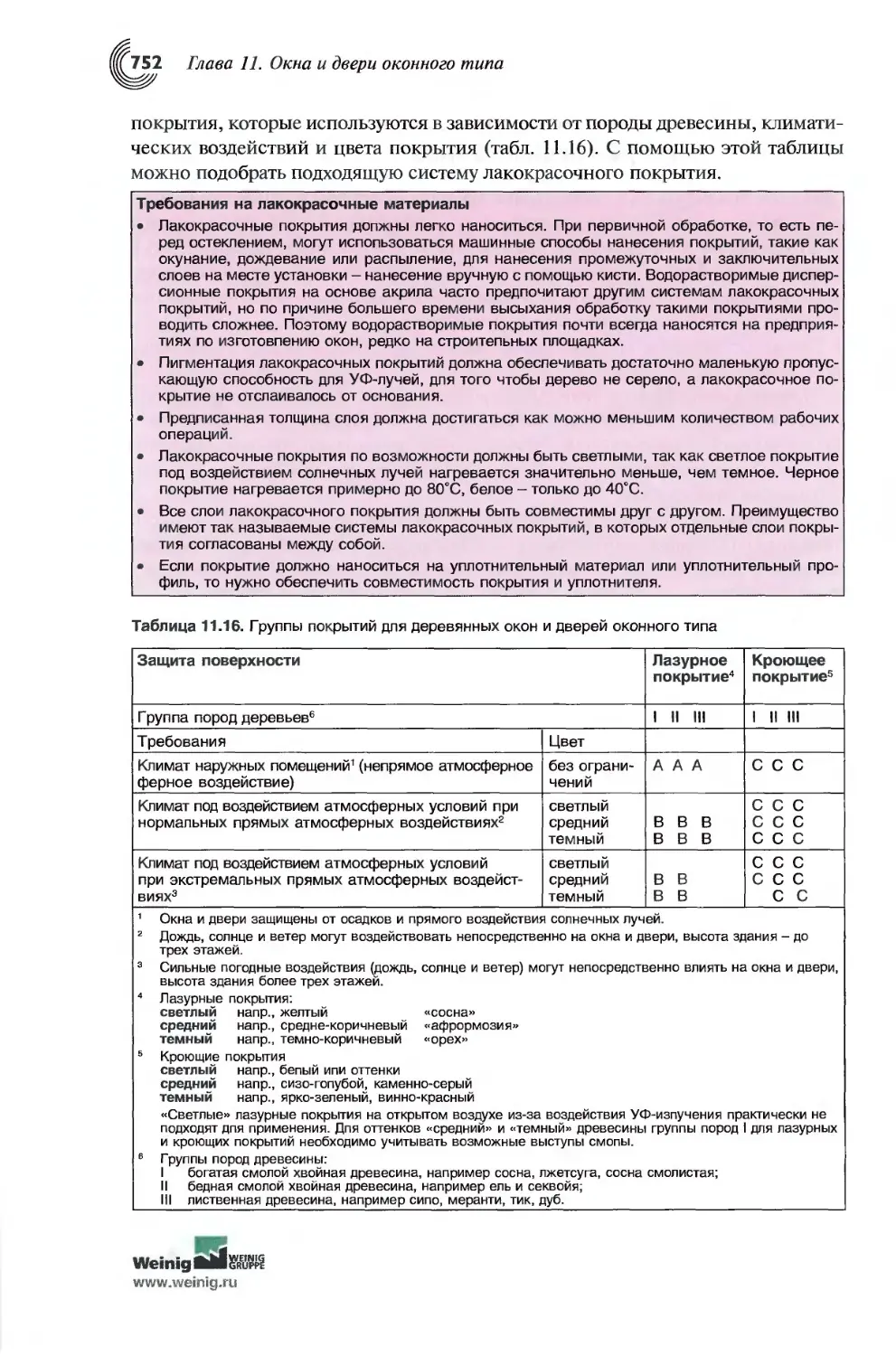
11.11. Защитные покрытия для окон и дверей оконного типа..........751
11.11.1. Требования к лакокрасочным материалам.................751
11.11.2. Требования к грунтовочным покрытиям...................753
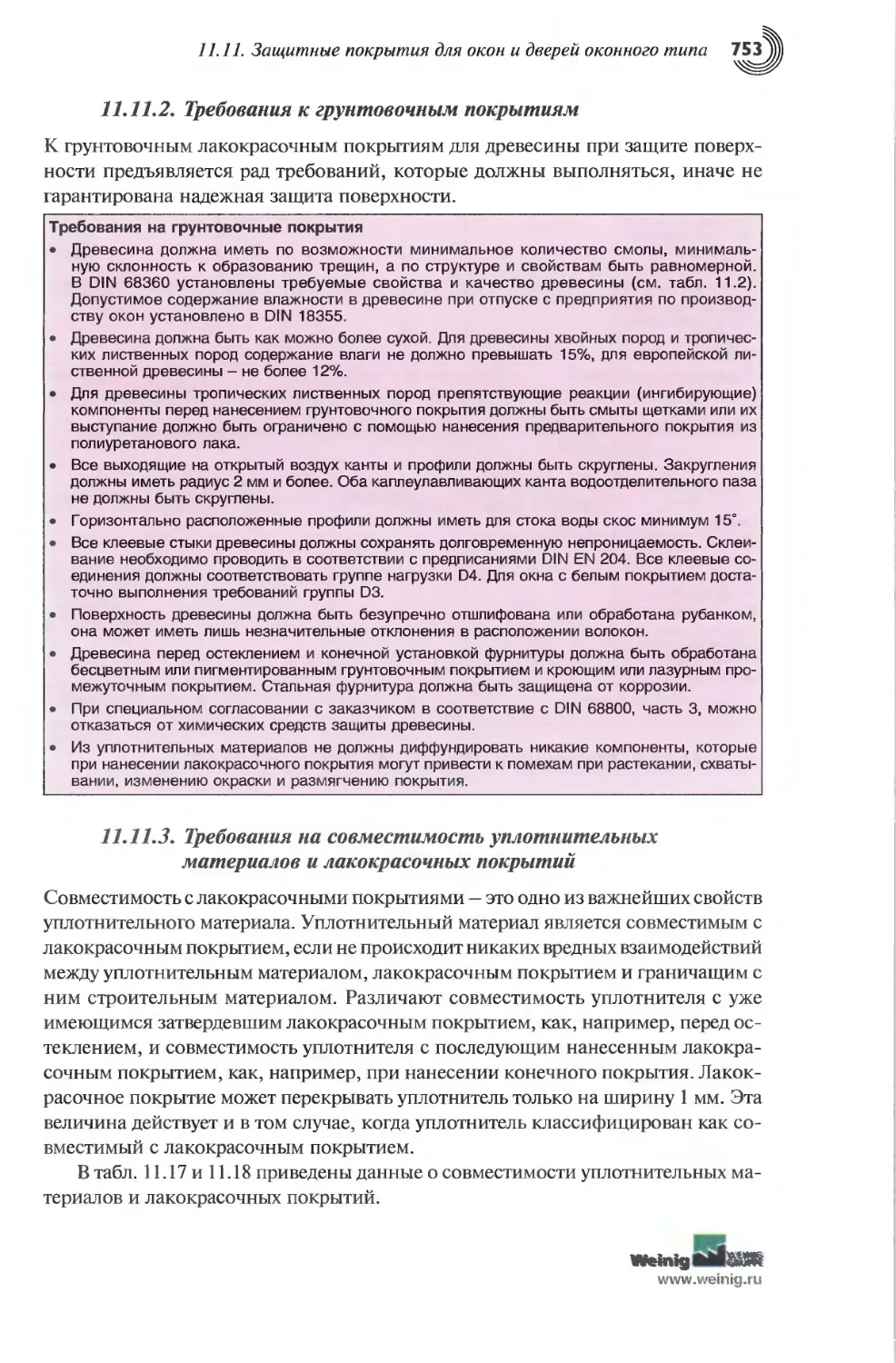
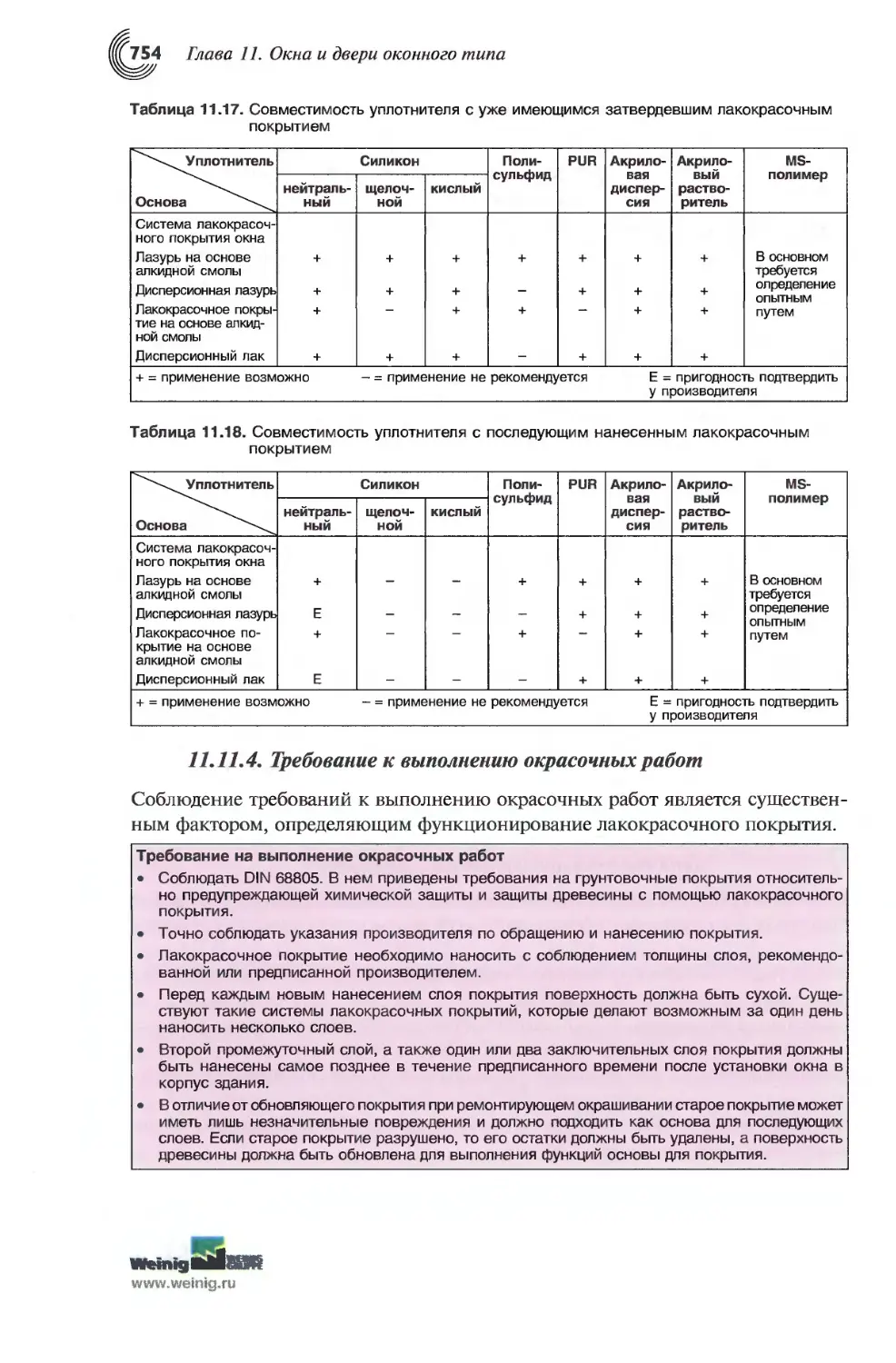
11.11.3. Требования на совместимость уплотнительных материалов и лакокрасочных покрытий......................................753
11.11.4. Требование к выполнению окрасочных работ..............754
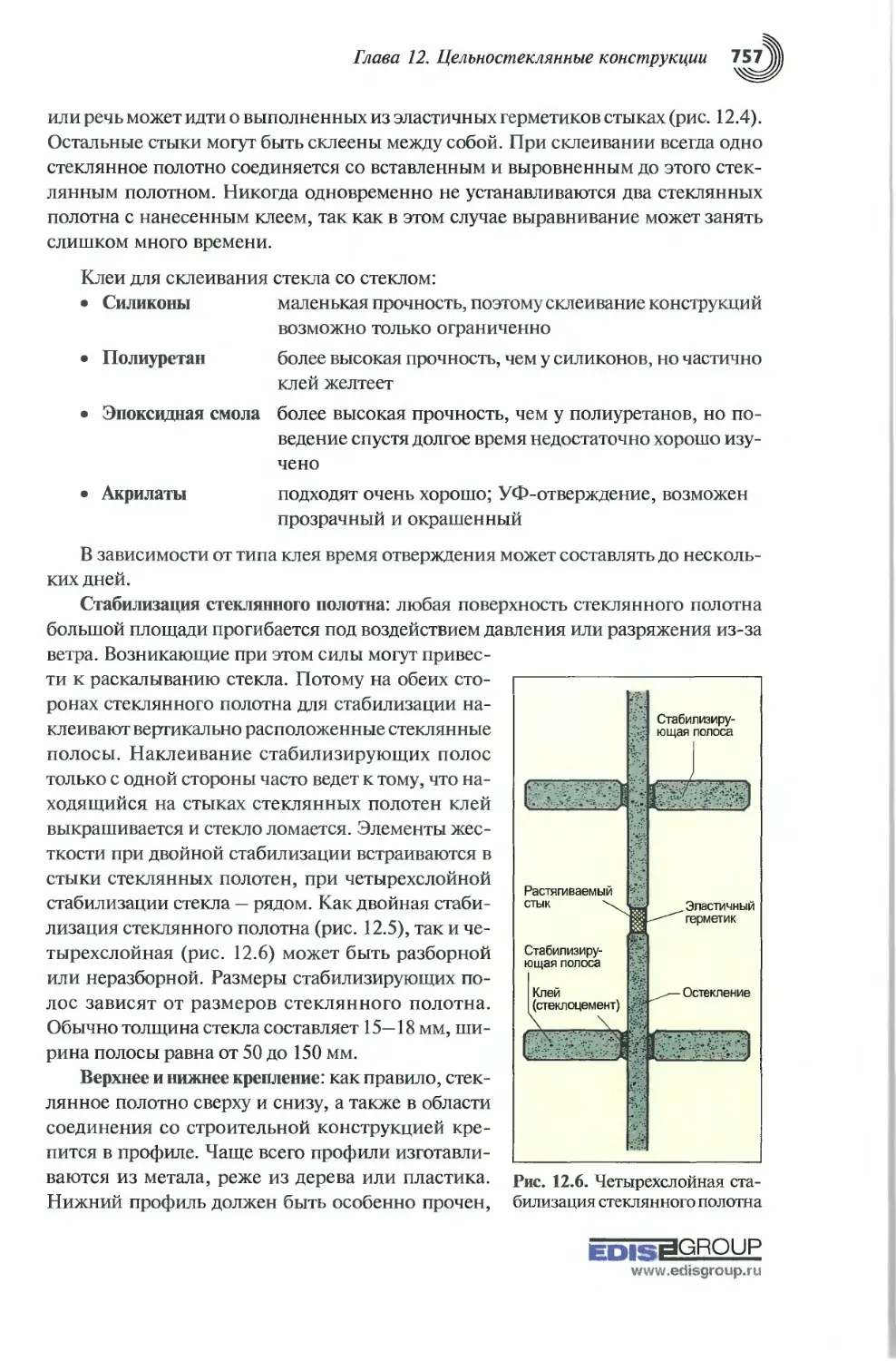
Глава 12. ЦЕЛЬНОСТЕКЛЯННЫЕ КОНСТРУКЦИИ...............................755
Глава 13. НАРУЖНЫЕ ВХОДНЫЕ ДВЕРИ.....................................759
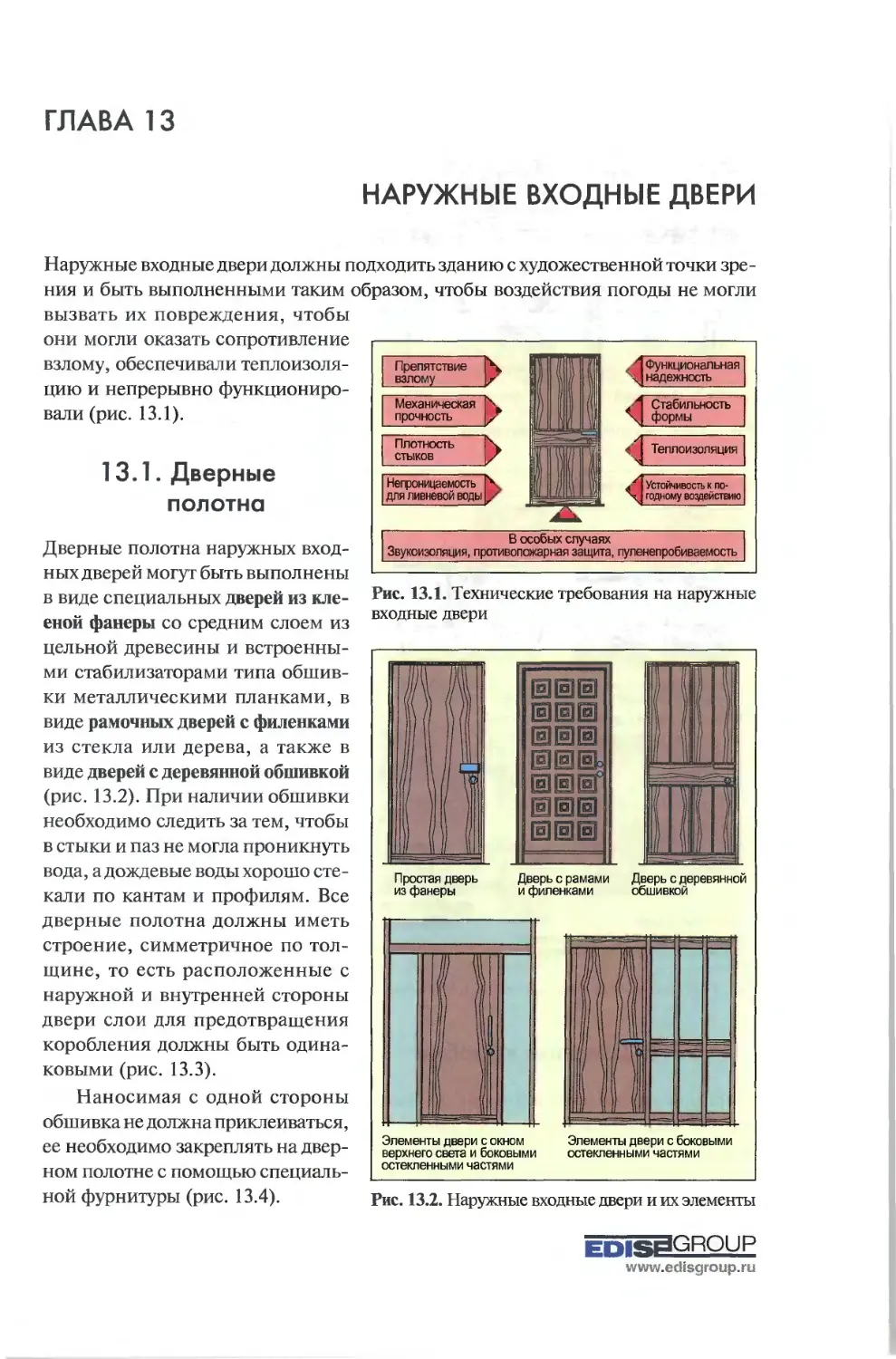
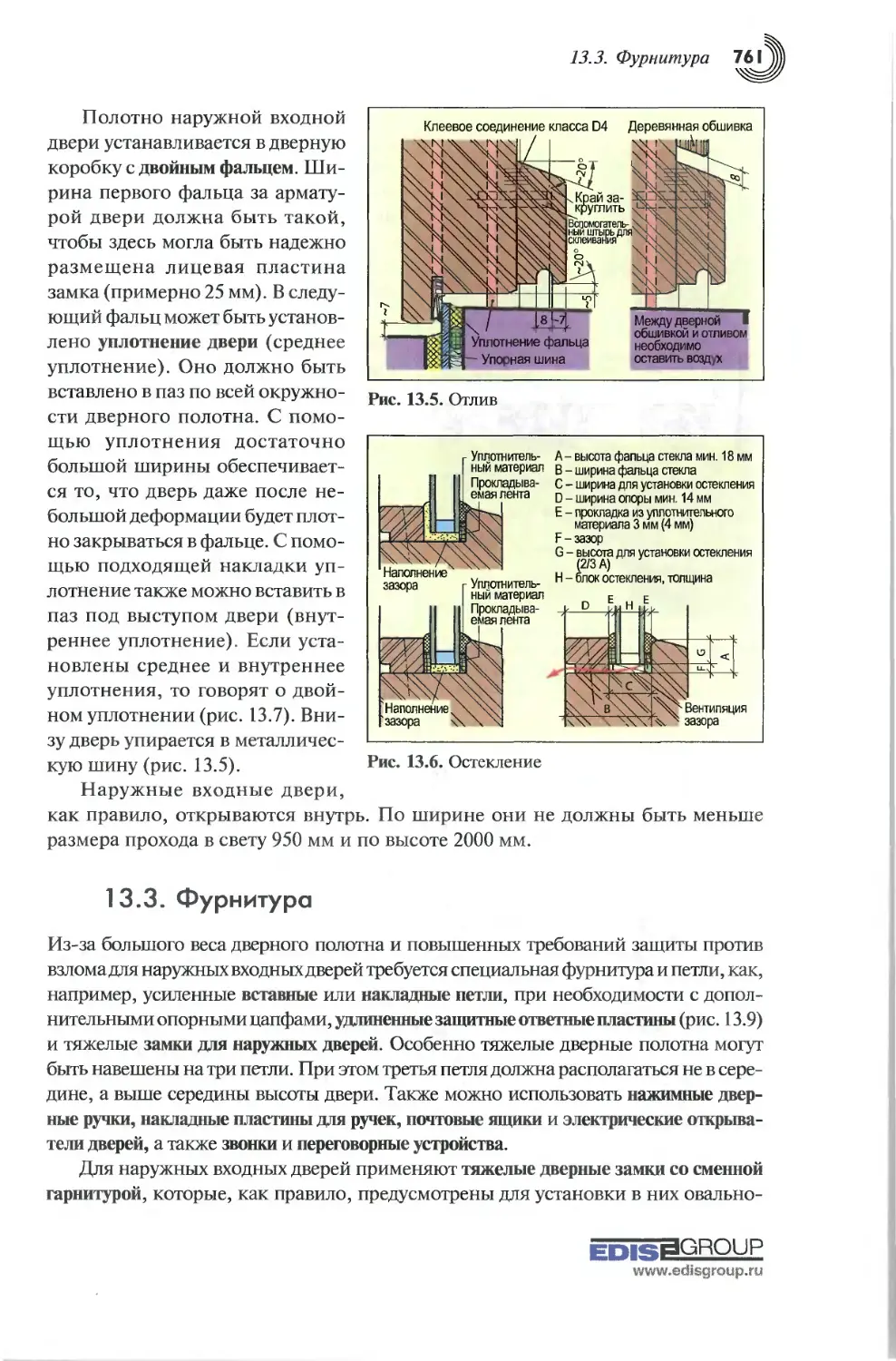
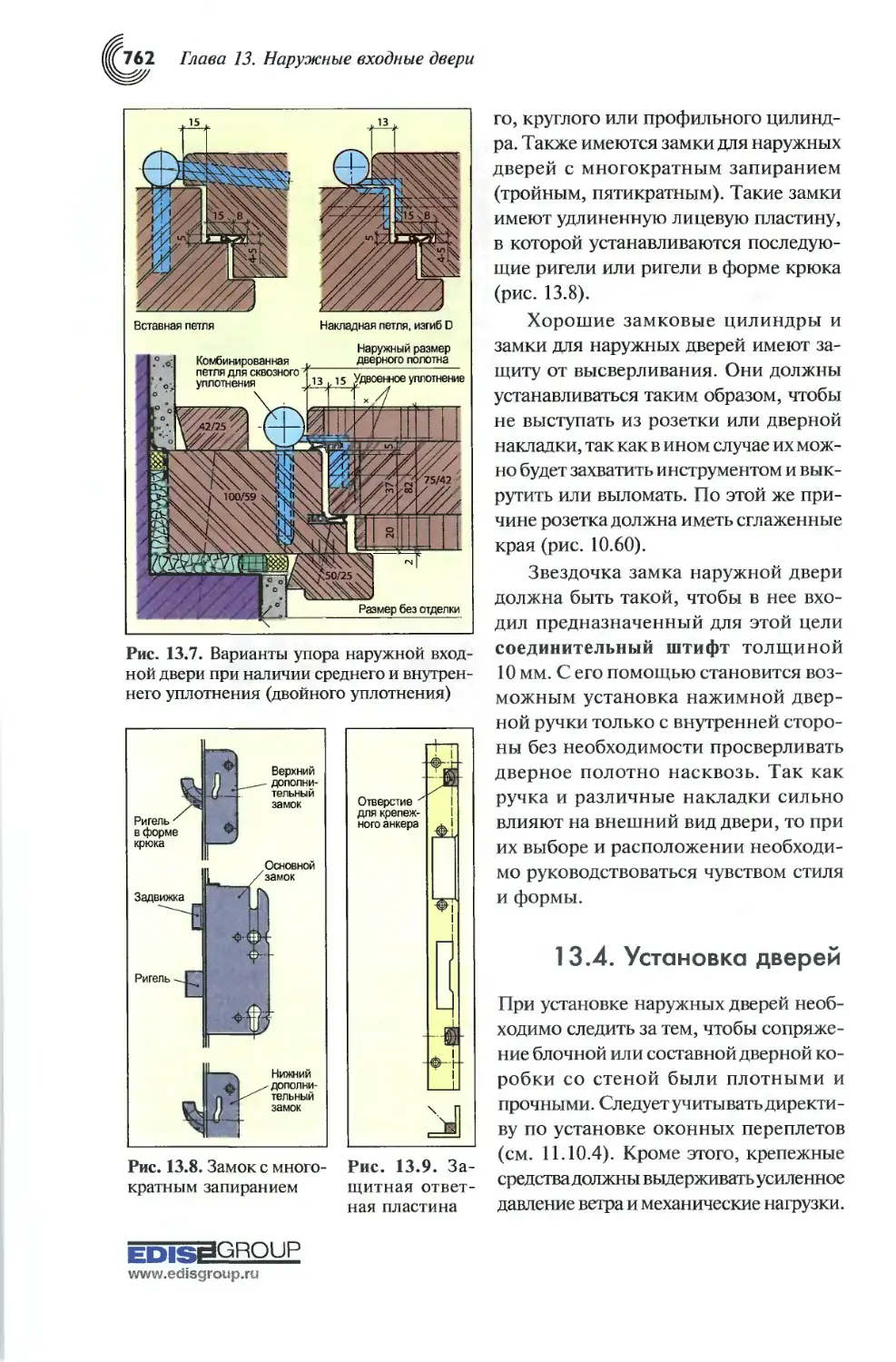
13.1. Дверные полотна.............................................759
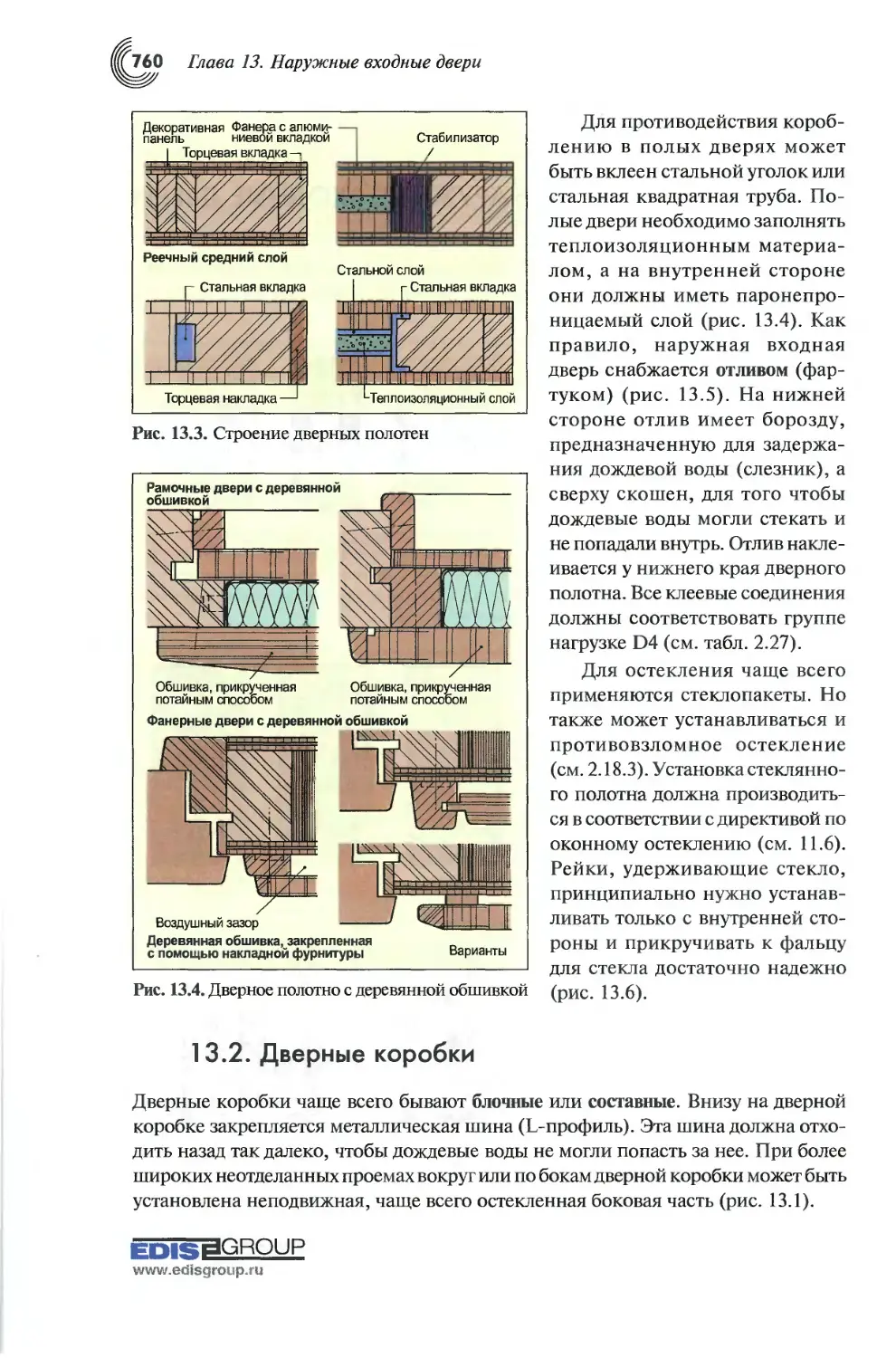
13.2. Дверные коробки.............................................760
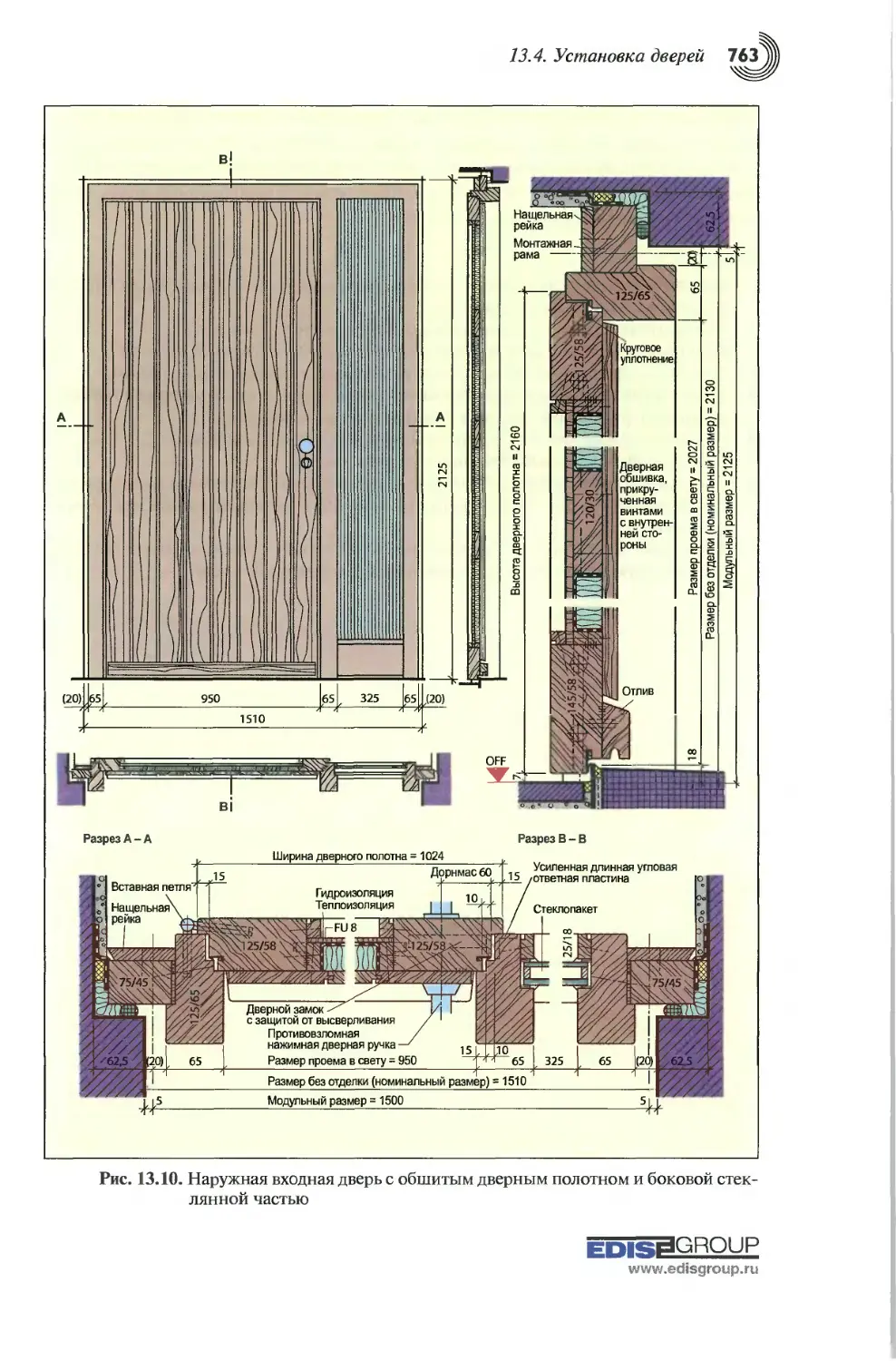
13.3. Фурнитура................................................. 761
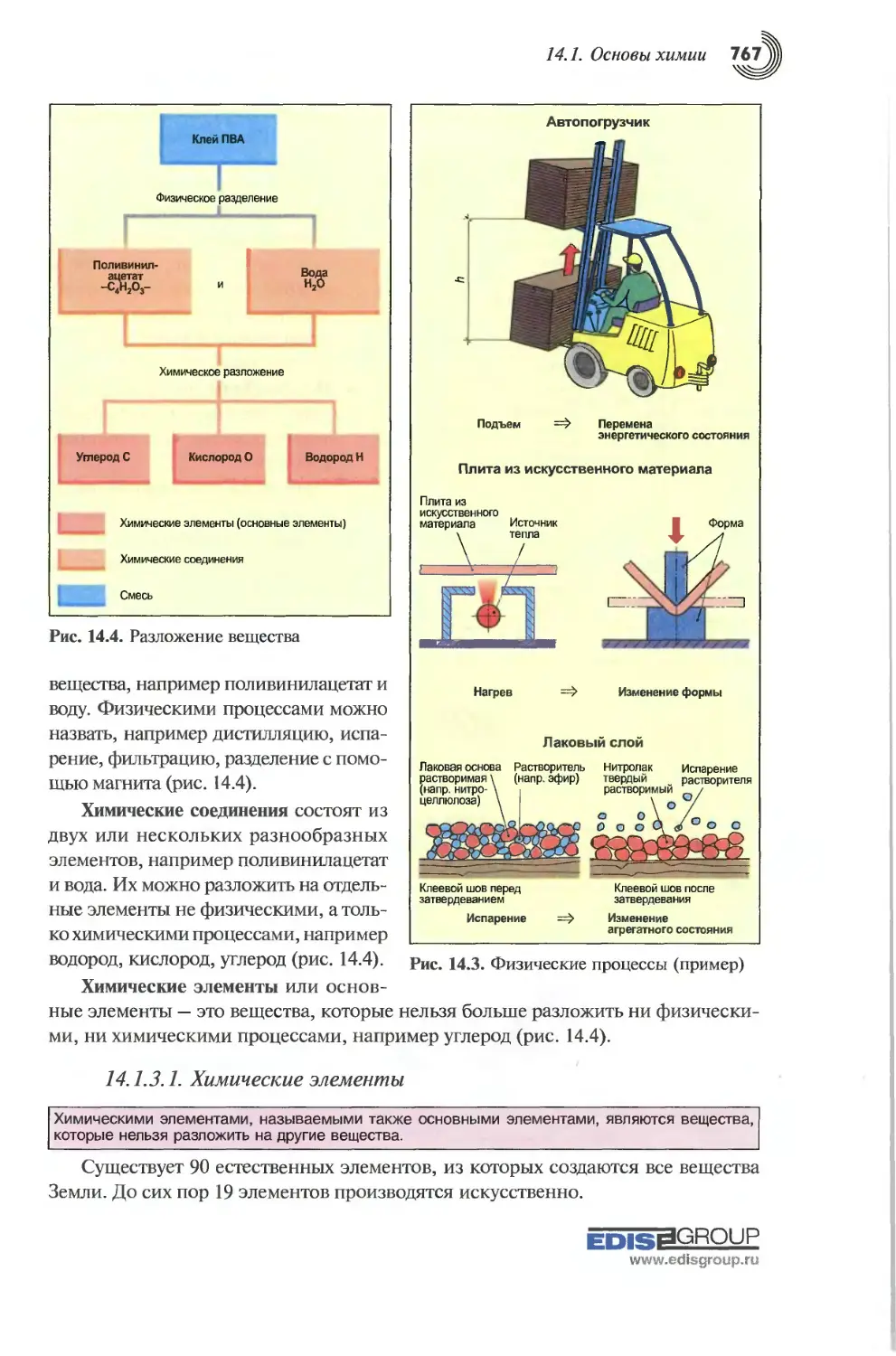
13.4. Установка дверей............................................762
Глава 14. ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ И СПРАВОЧНАЯ ИНФОРМАЦИЯ...........................................................765
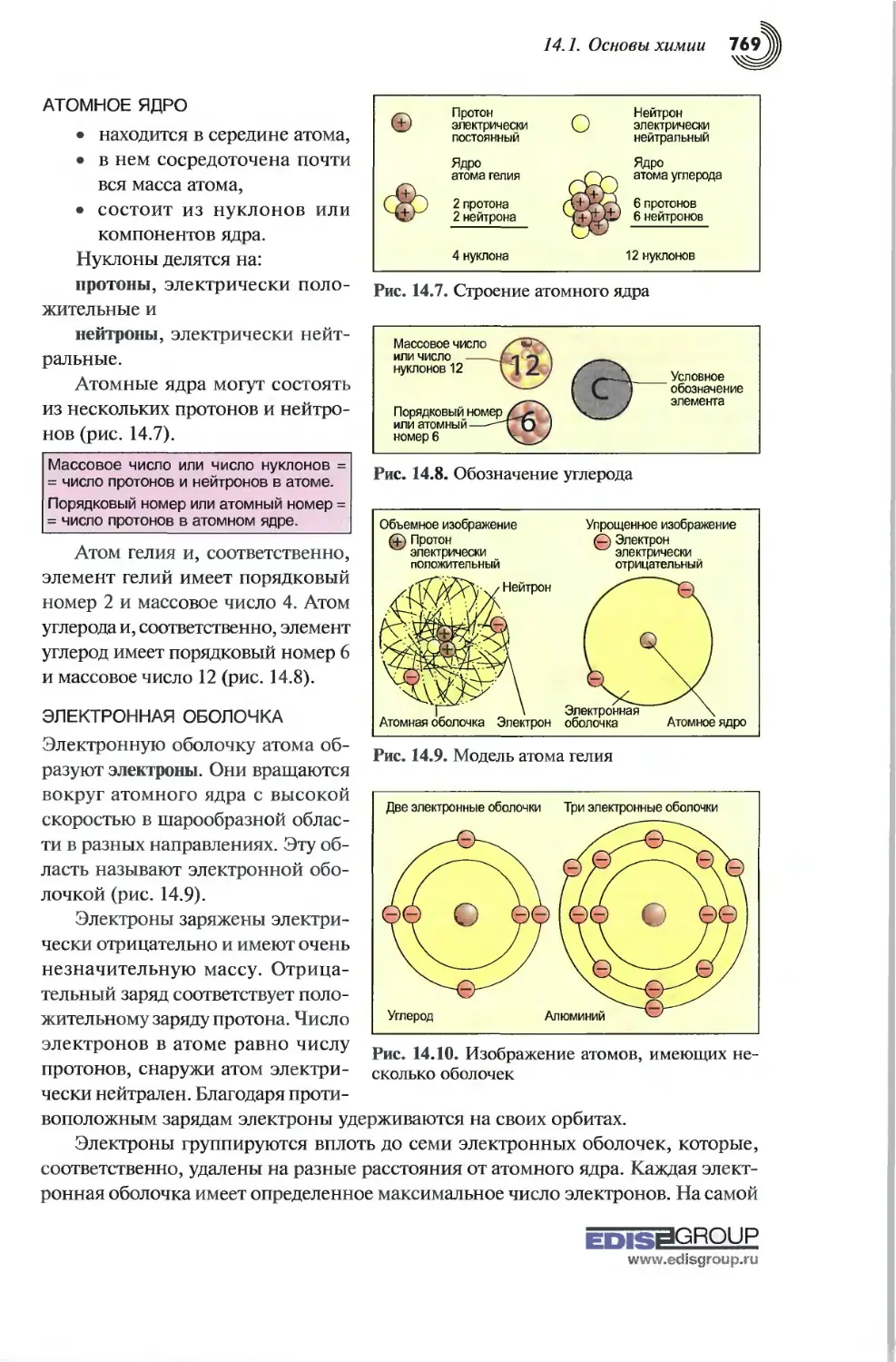
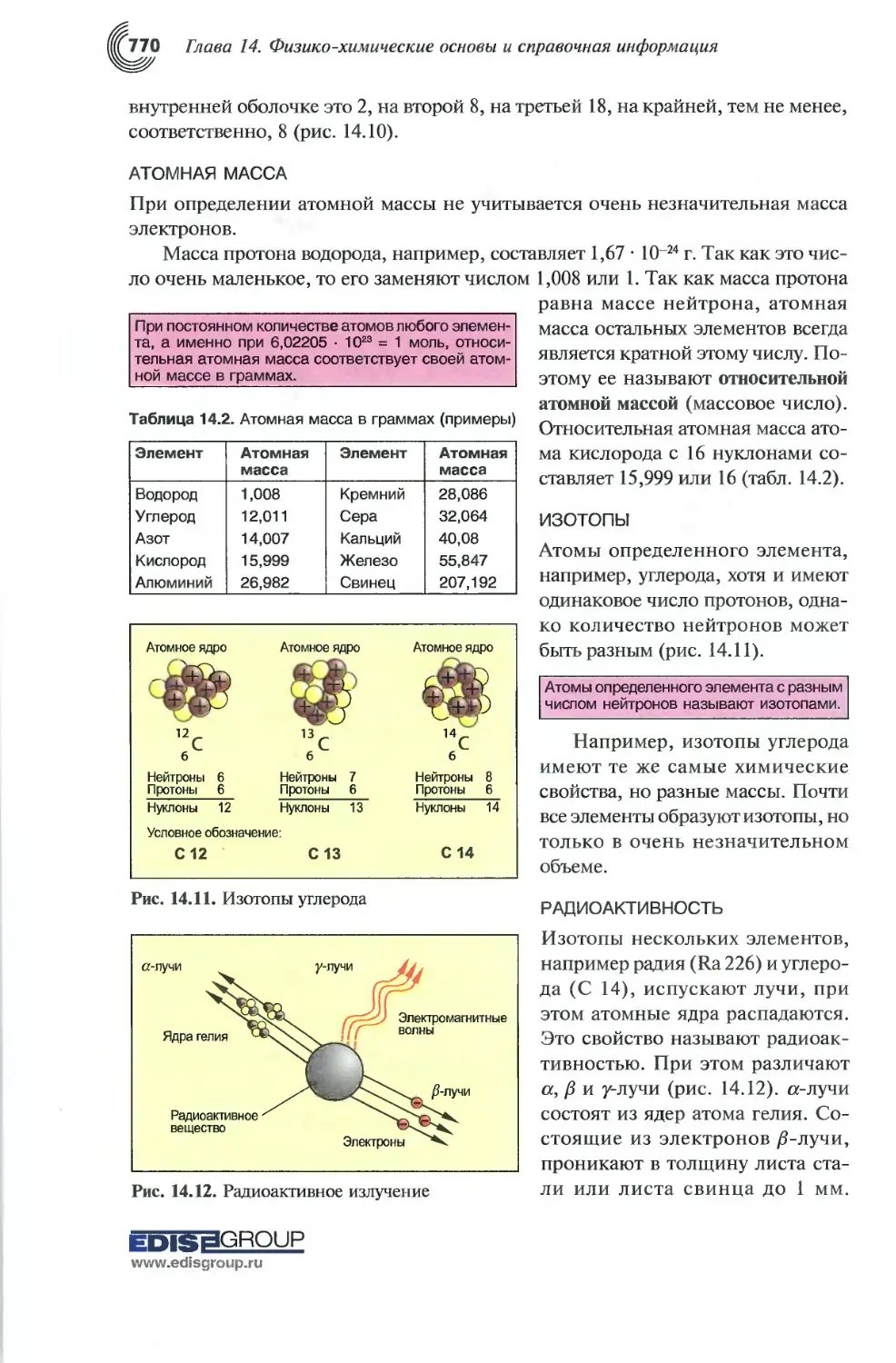
14.1. Основы химии................................................765
14.1.1. Тело и вещество ..................................... 765
14.1.2. Химические и физические процессы.......................766
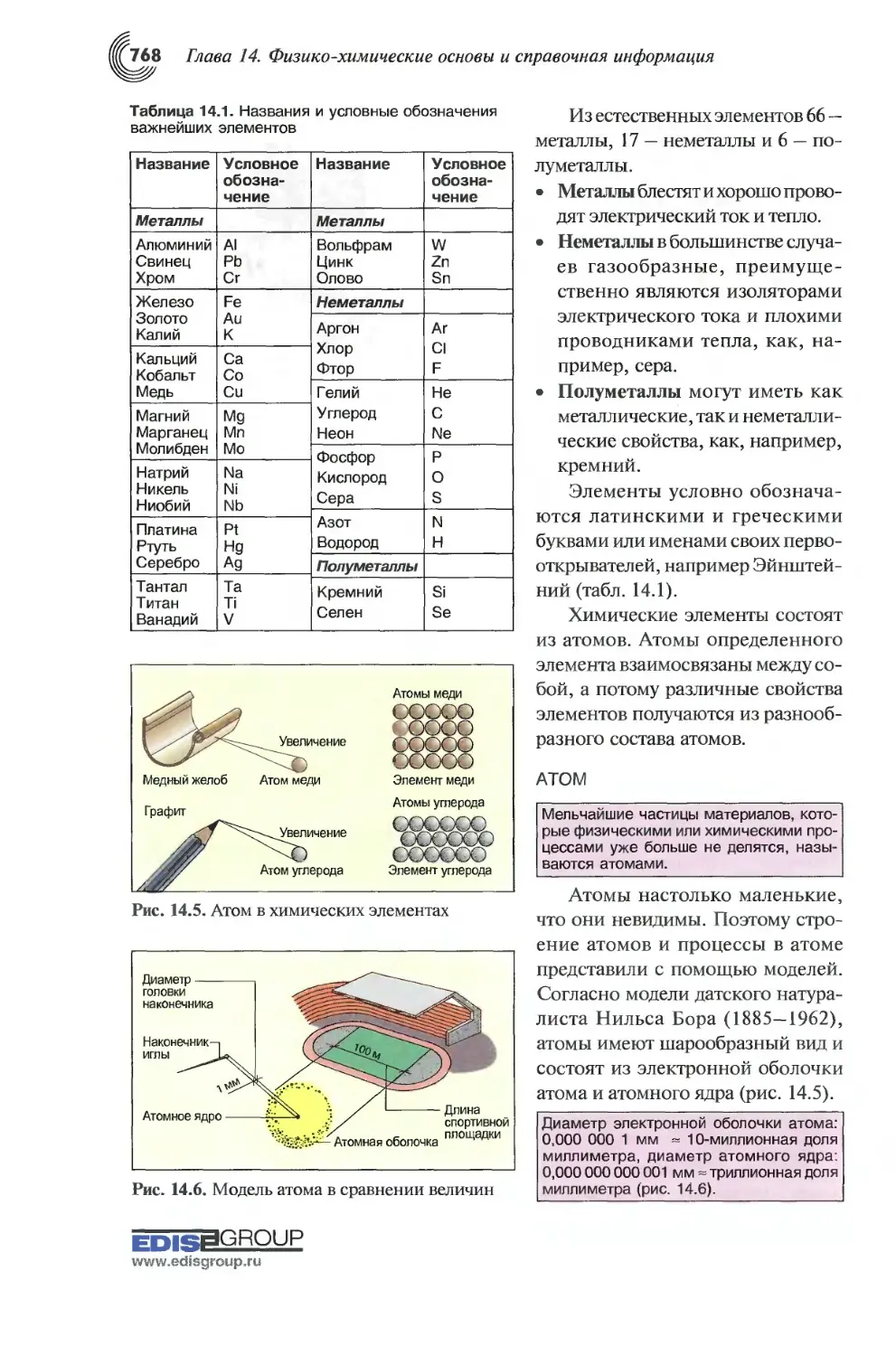
14.1.3. Виды веществ...........................................766
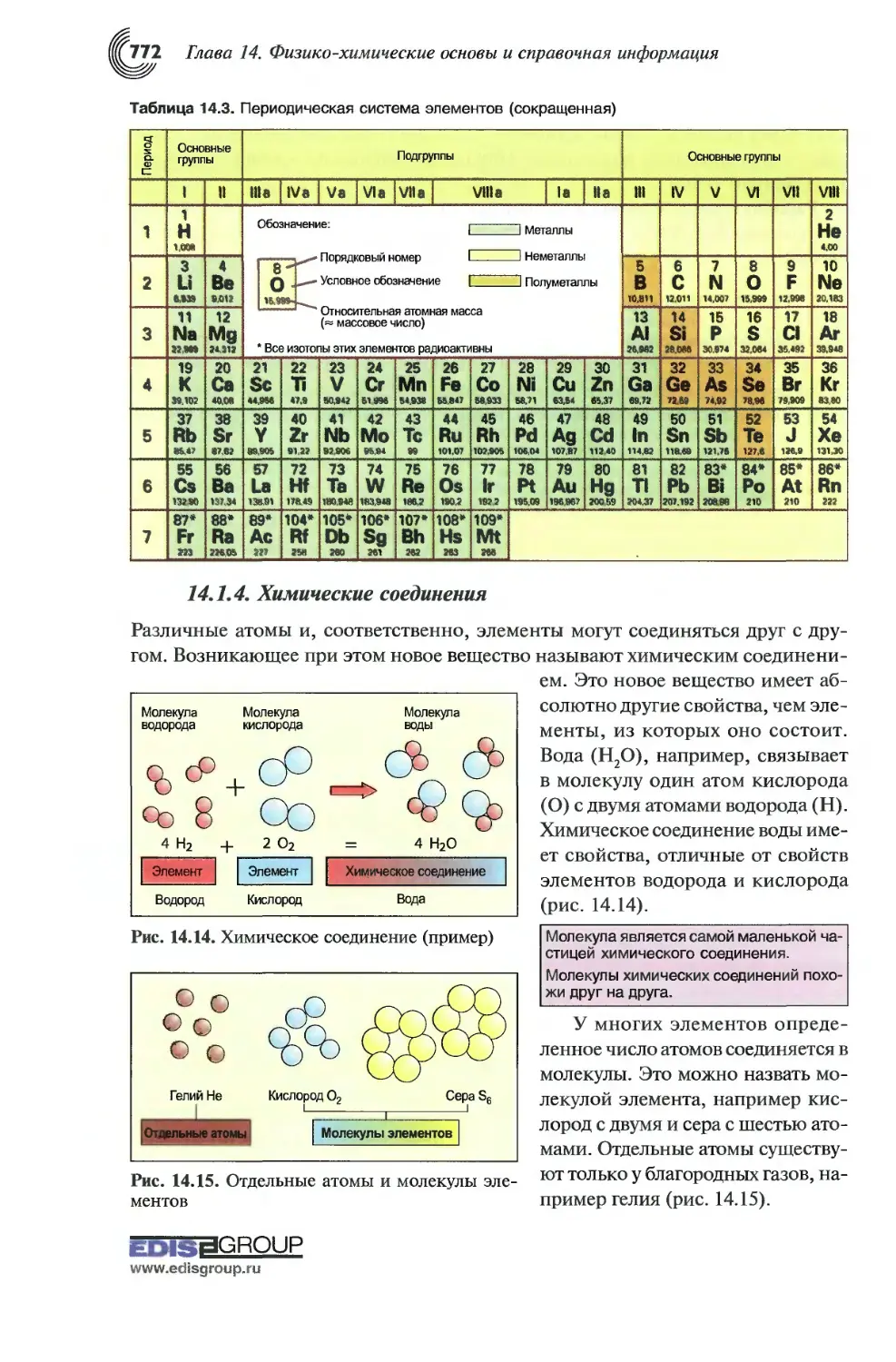
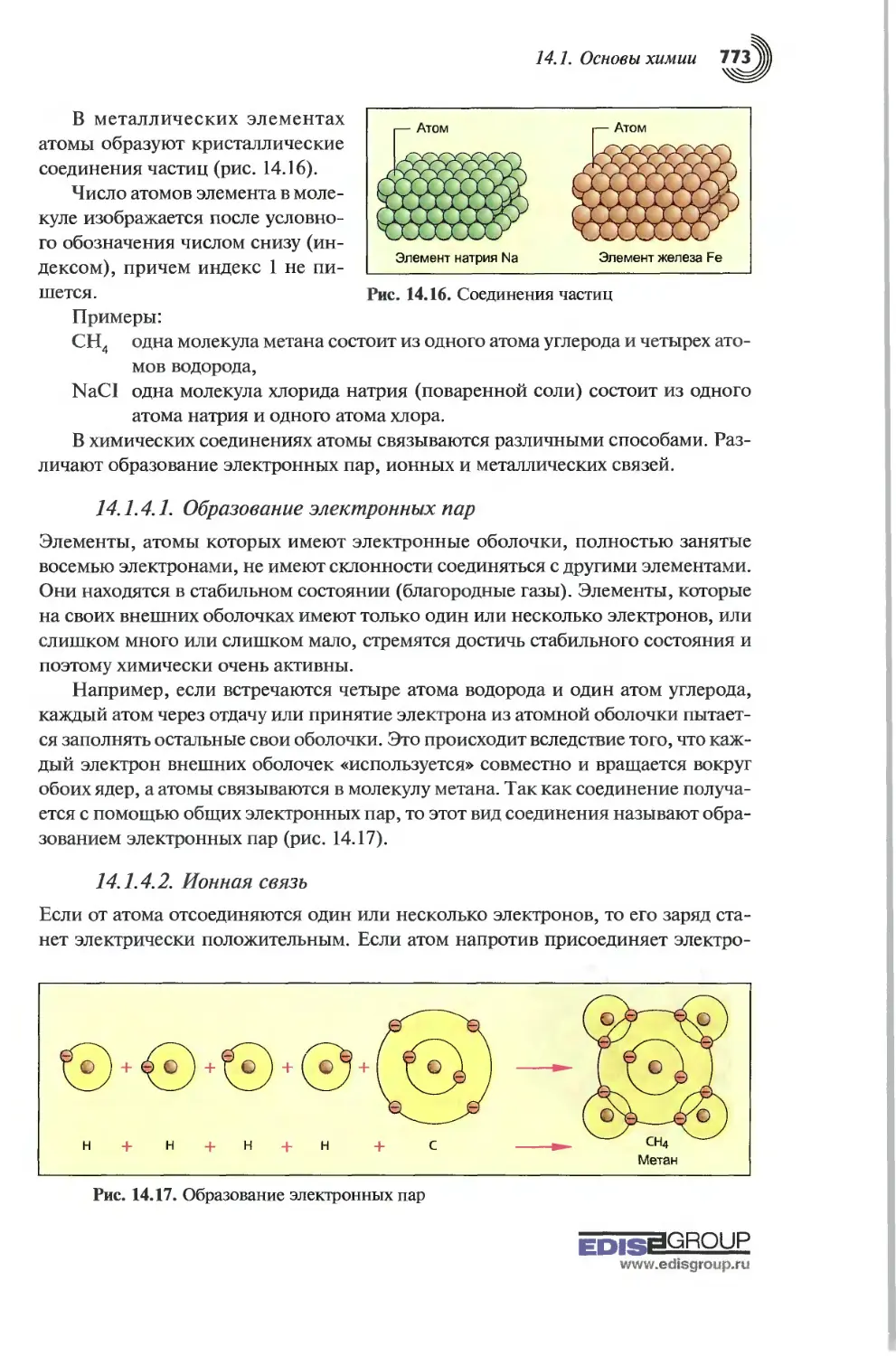
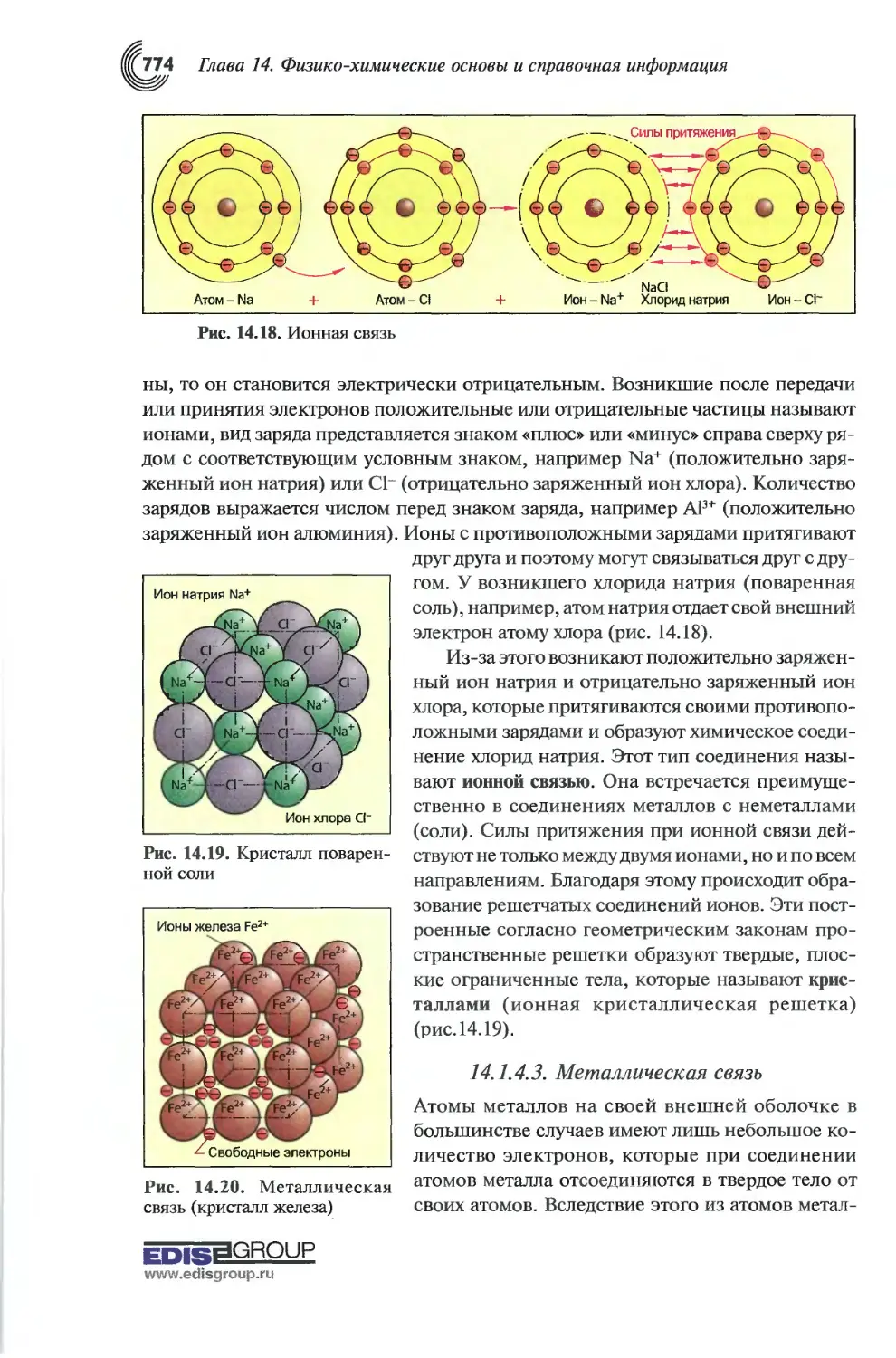
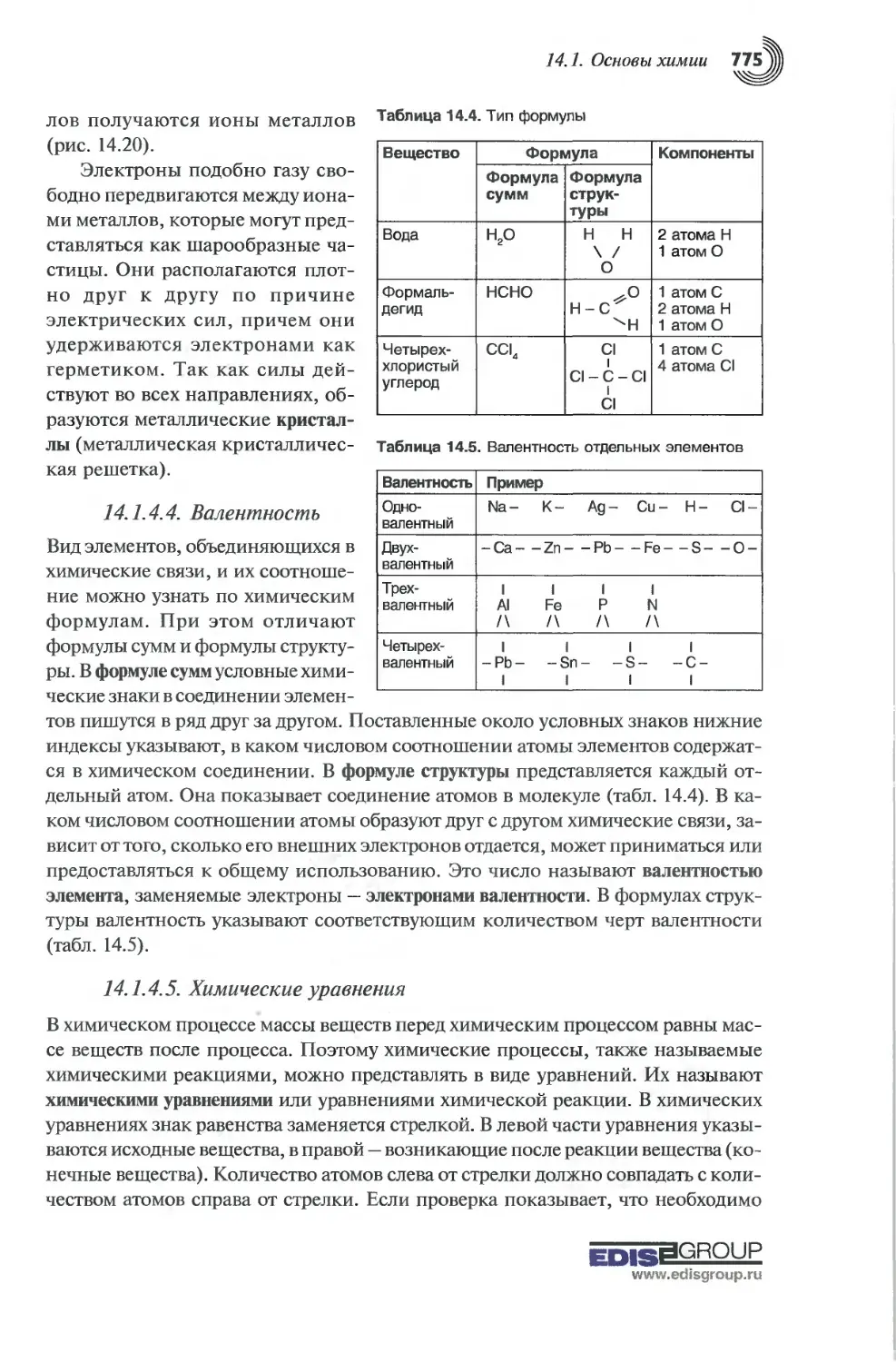
14.1.4. Химические соединения..................................772
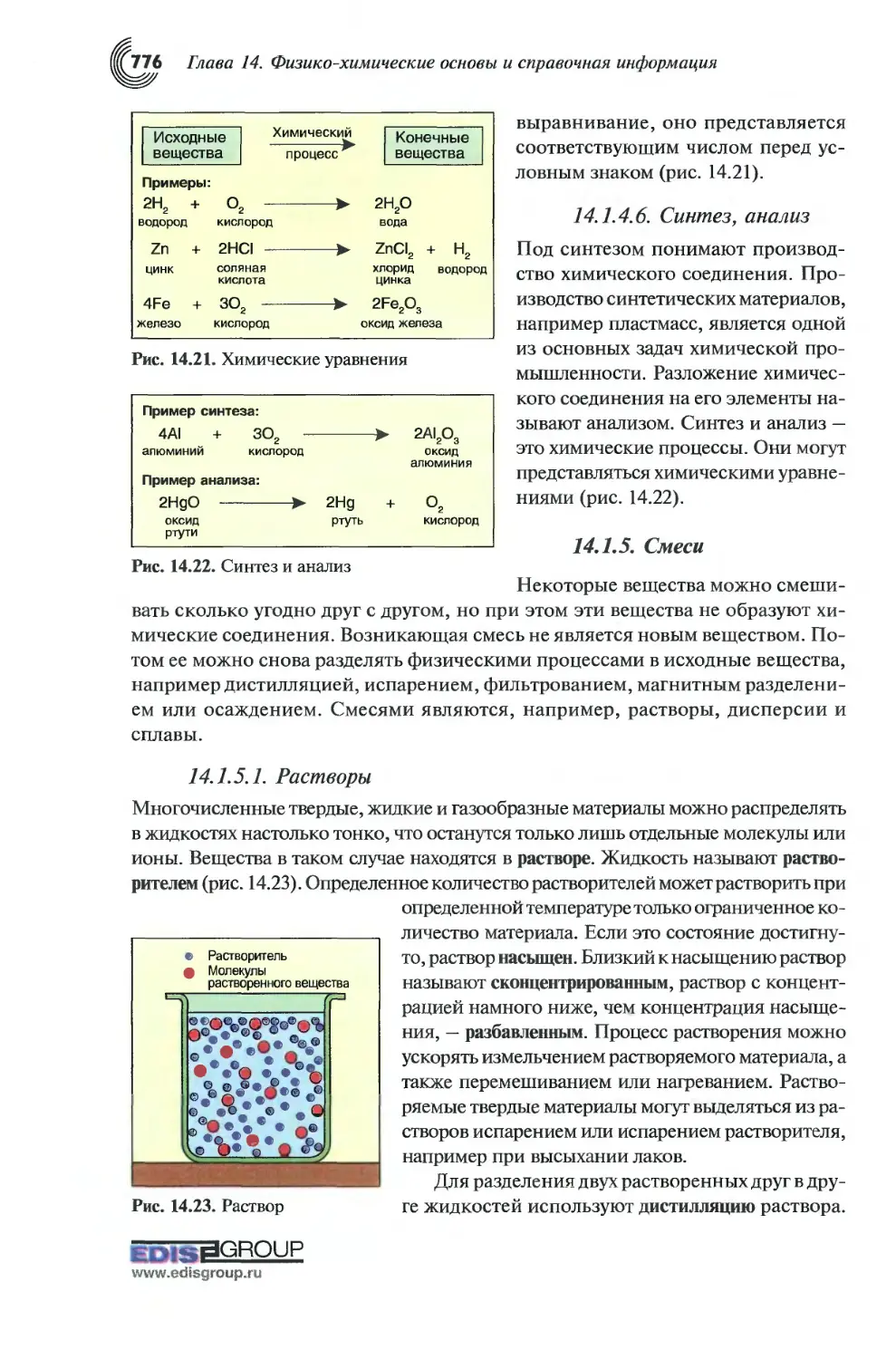
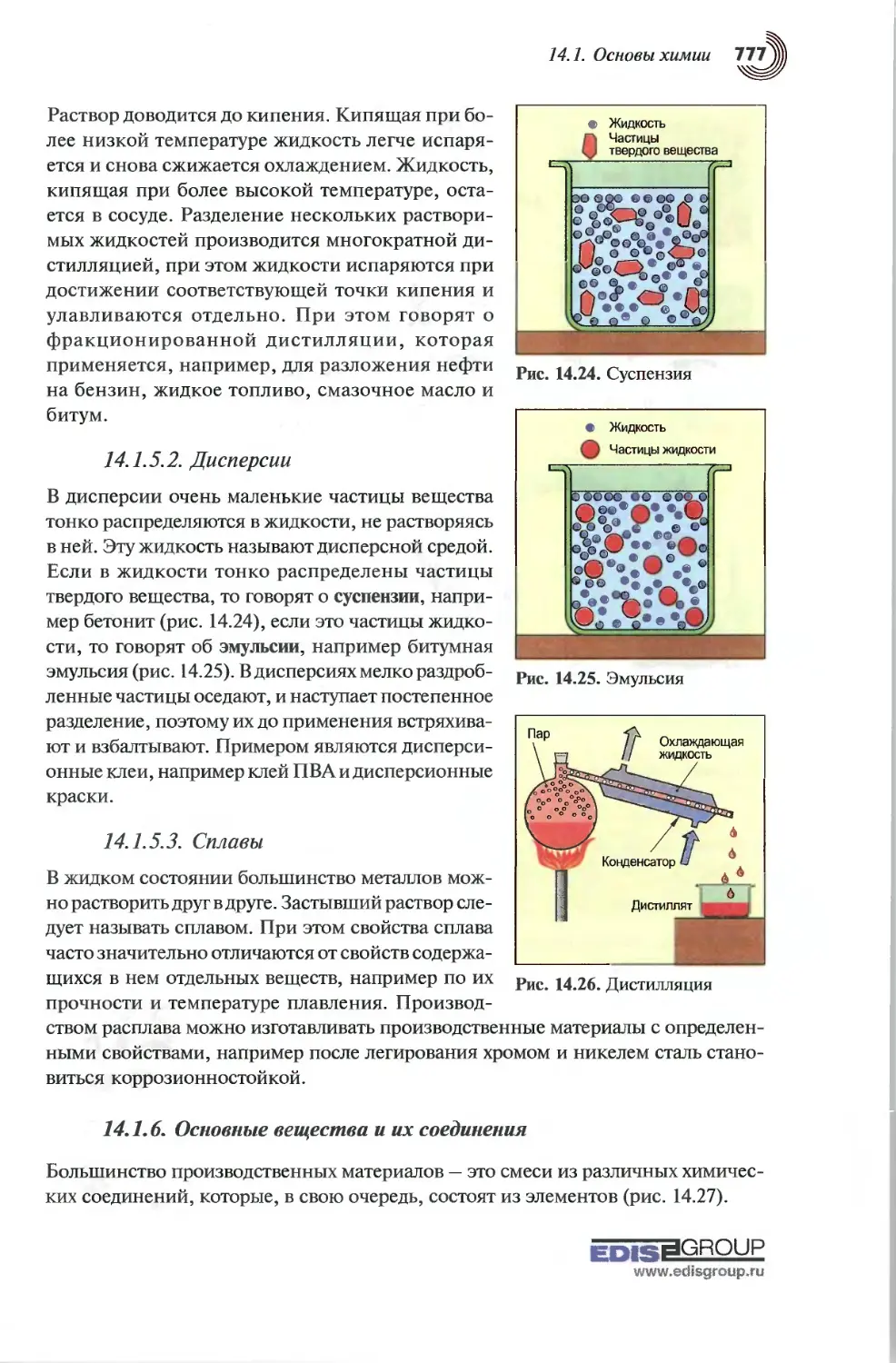
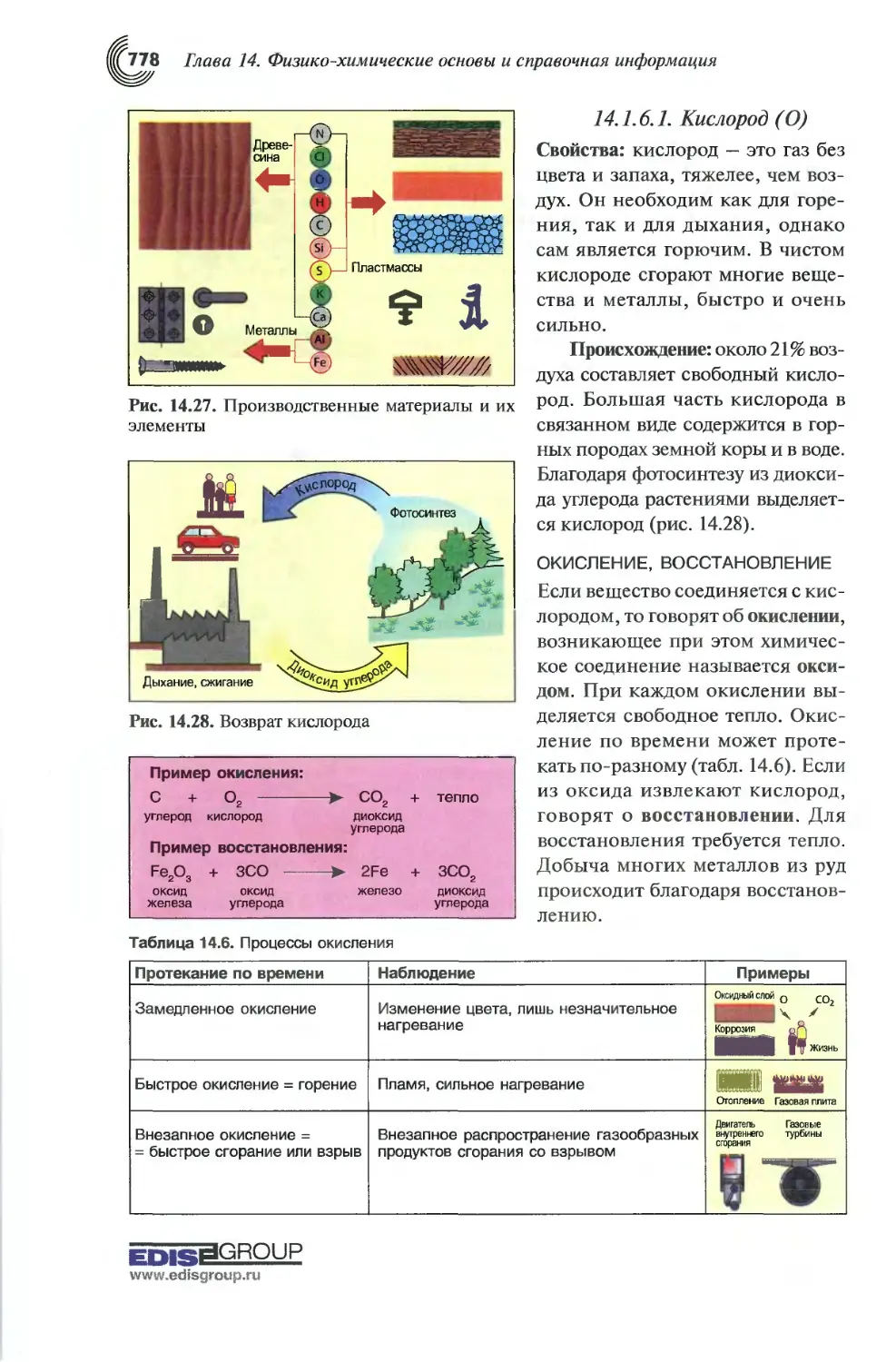
14.1.5. Смеси..................................................776
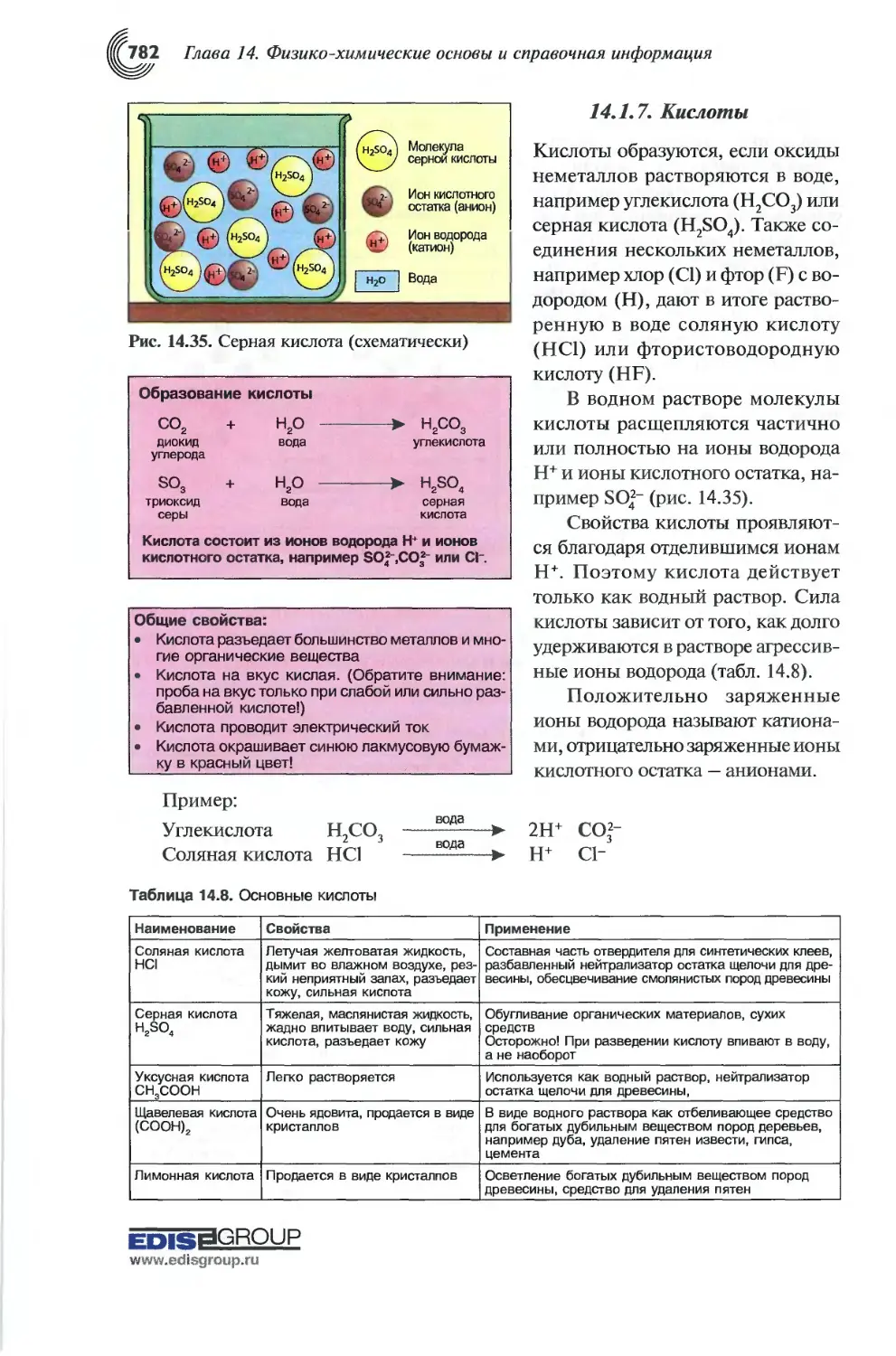
14.1.6. Основные вещества и их соединения......................777
14.1.7. Кислоты................................................782
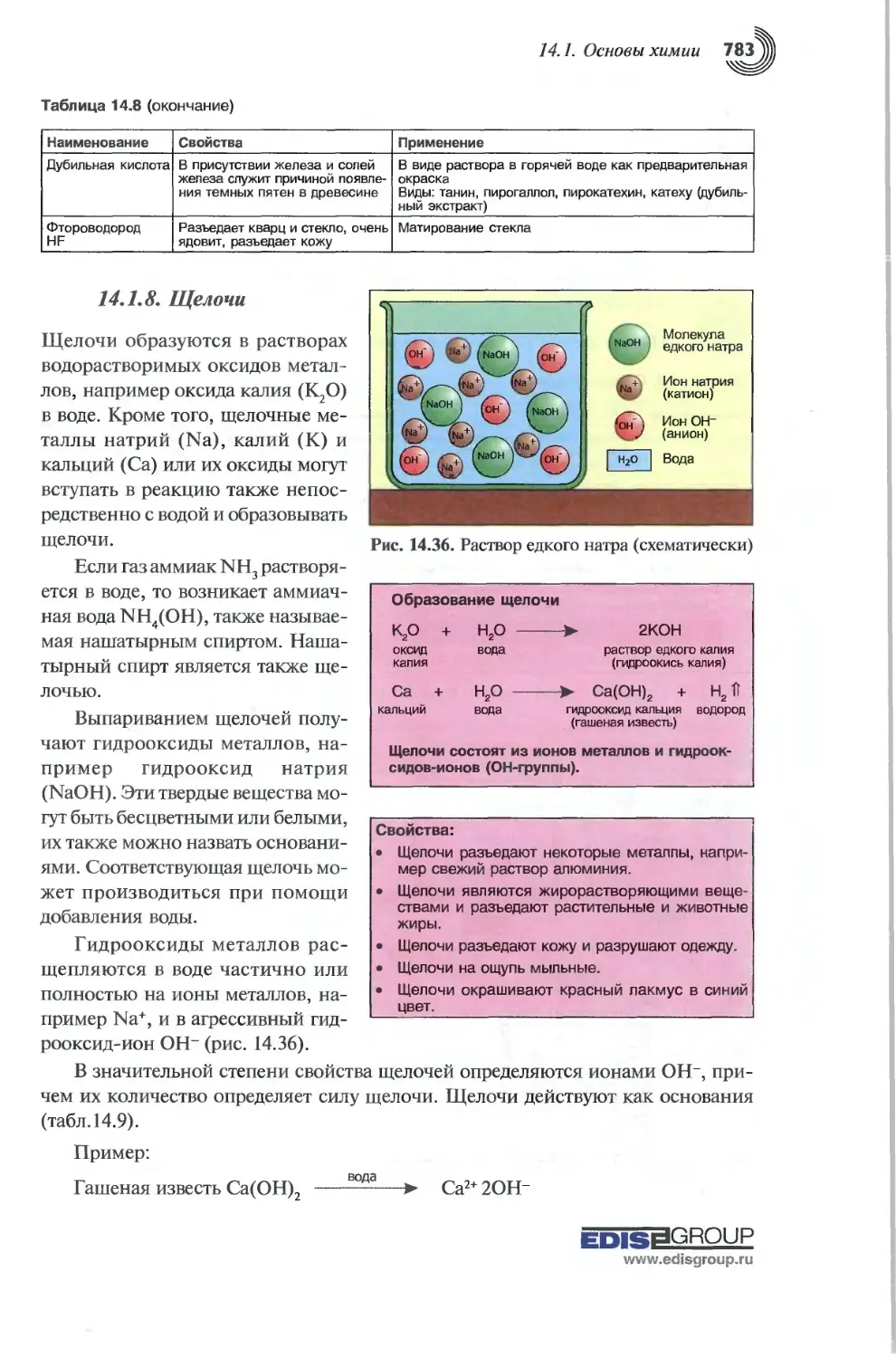
14.1.8. Щелочи.................................................783
14.1.9. Соли...................................................784
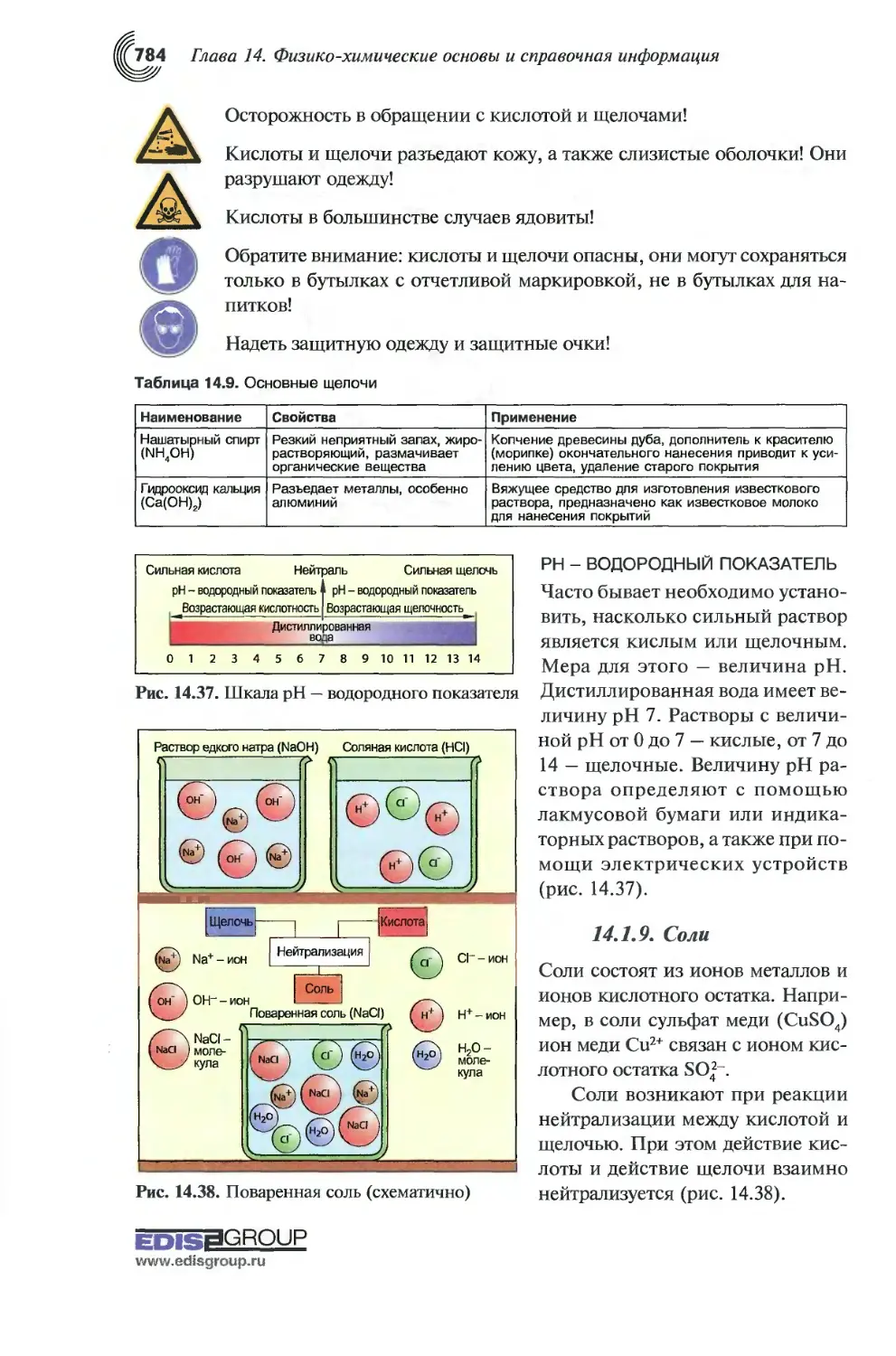
14.1.10. Воздух................................................786
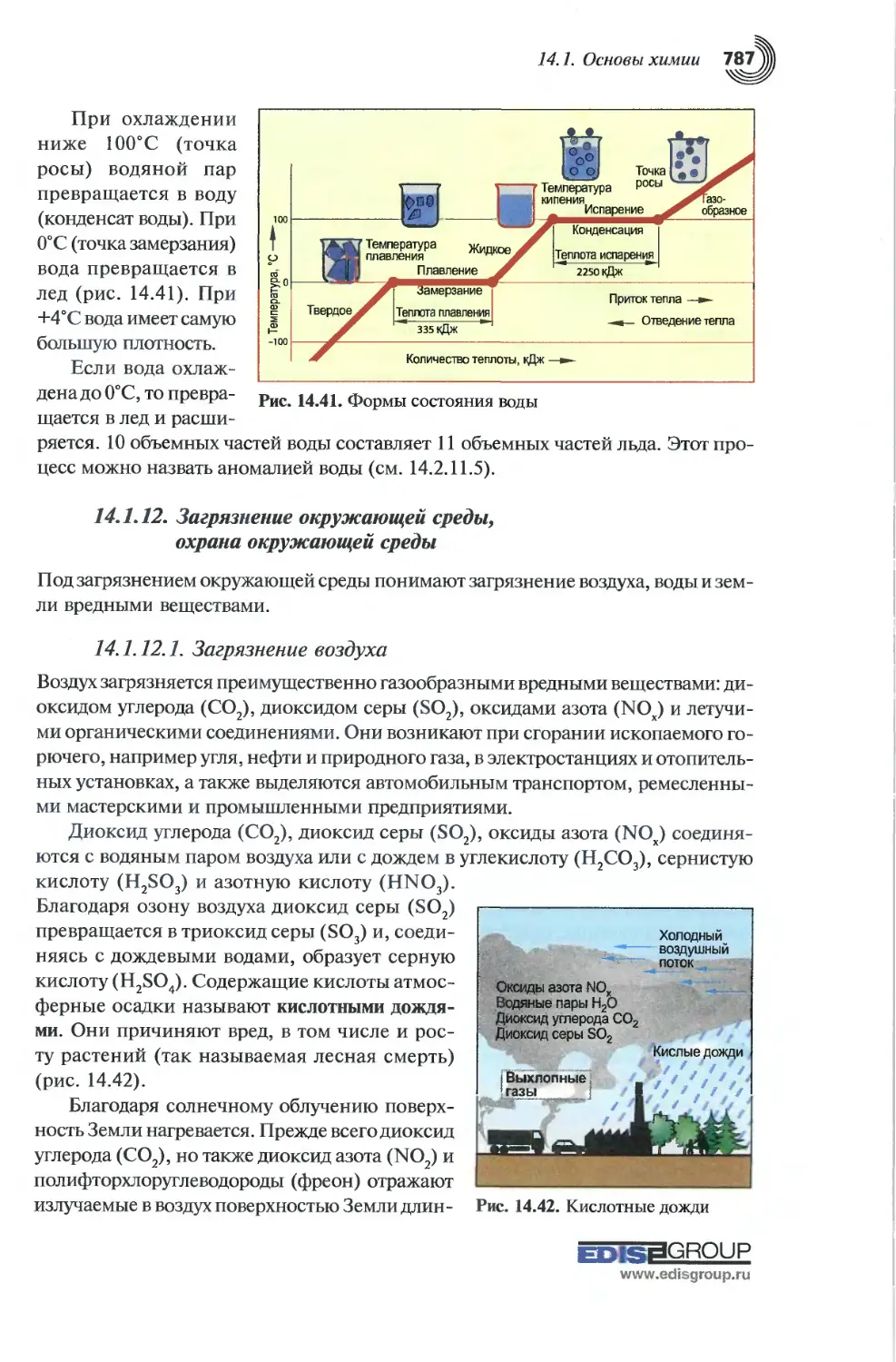
14.1.11. Вода..................................................786
14.1.12. Загрязнение окружающей среды, охрана окружающей среды......787
14.2. Основы физики...............................................789
14.2.1. Физическая величина....................................789
14.2.2. Объем, масса, плотность................................790
18 Содержание
14.2.3. Когезия, адгезия, формы состояния сцепления..............791
14.2.4. Поверхностное натяжение, капиллярность, вязкость.........792
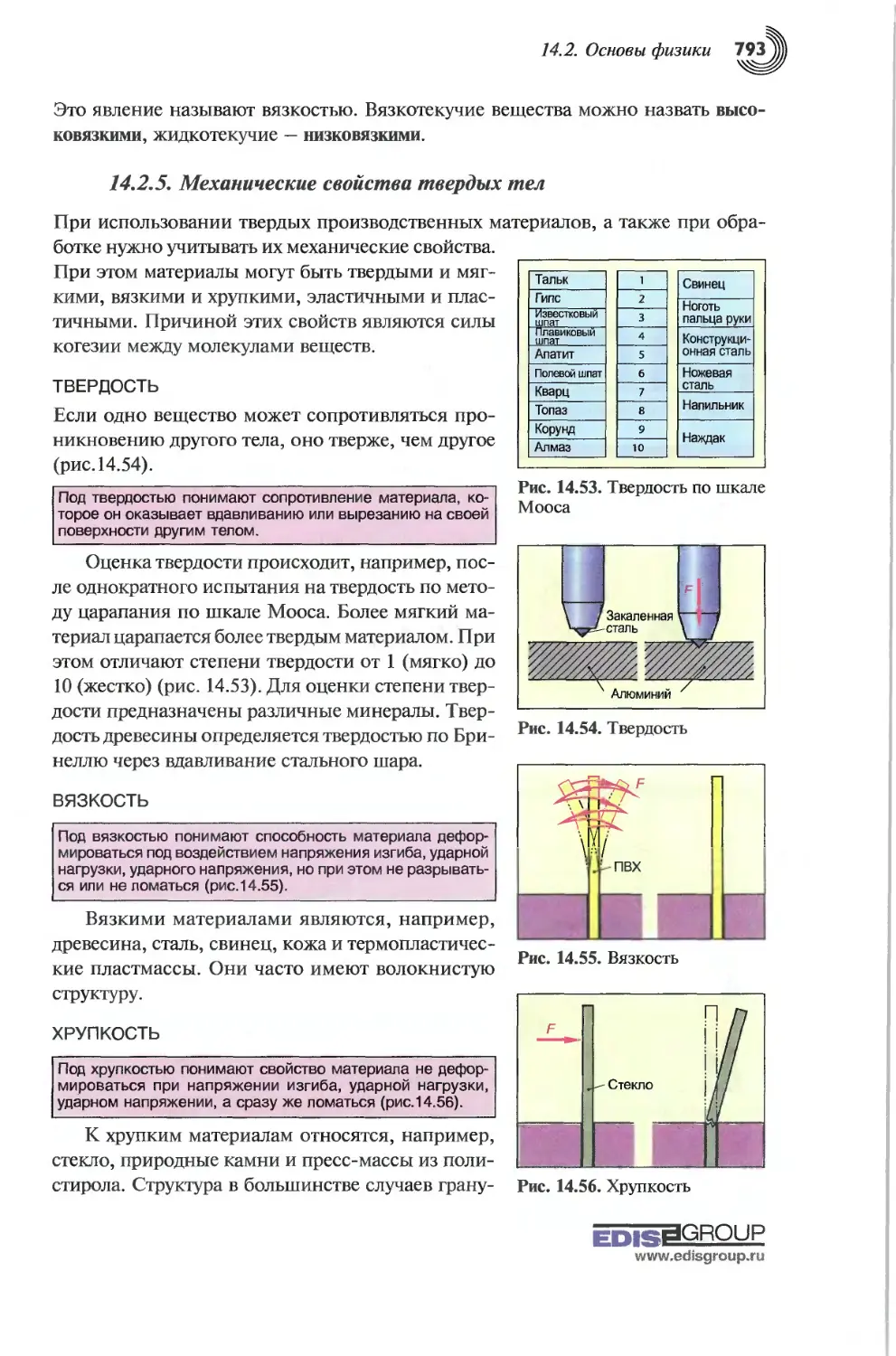
14.2.5. Механические свойства твердых тел........................793
14.2.6. Силы.....................................................794
14.2.7. Давление в жидкостях и газах.............................798
14.2.8. Движение.................................................800
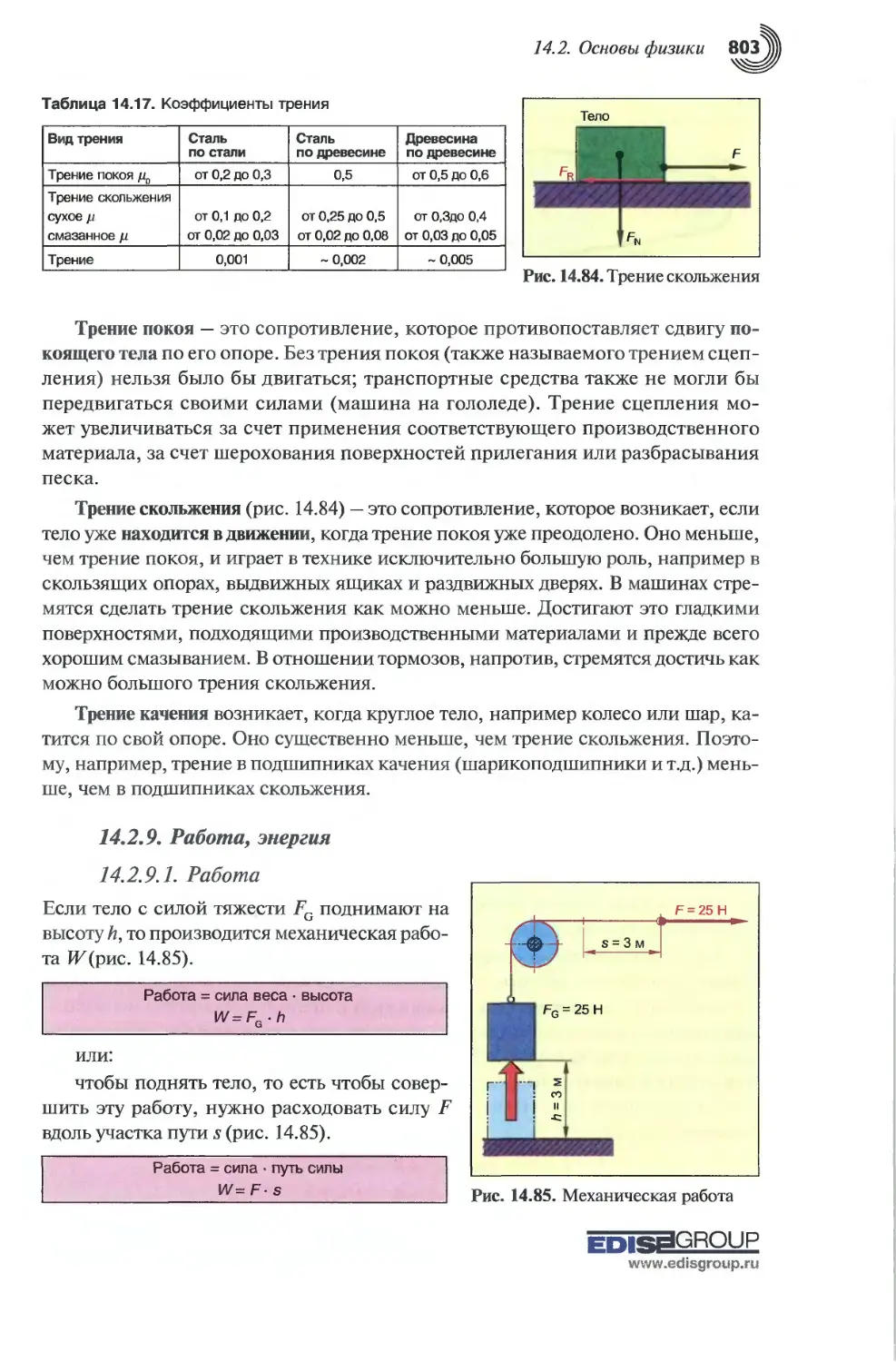
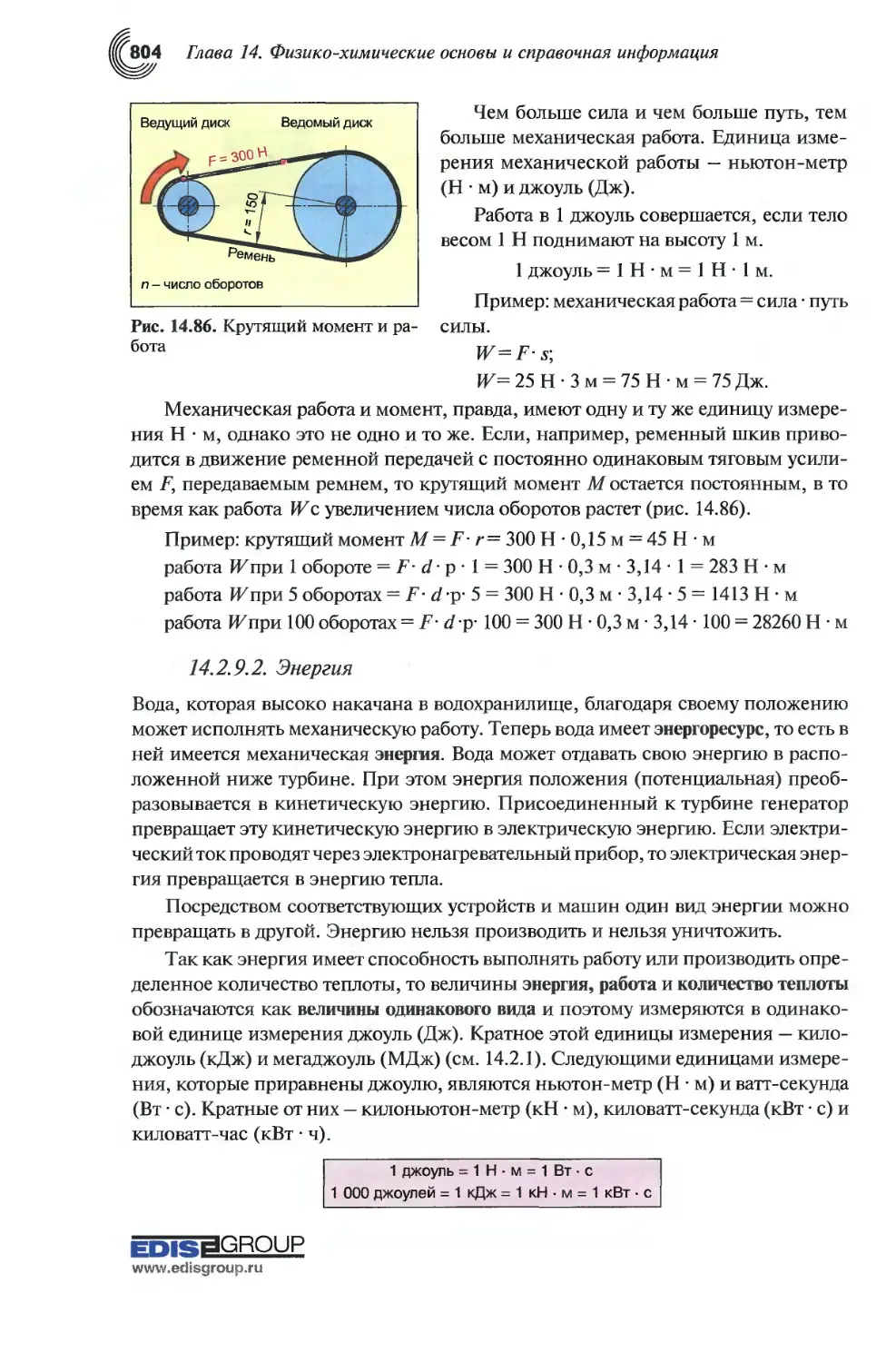
14.2.9. Работа, энергия..........................................803
14.2.10. Мощность, коэффициент полезного действия................805
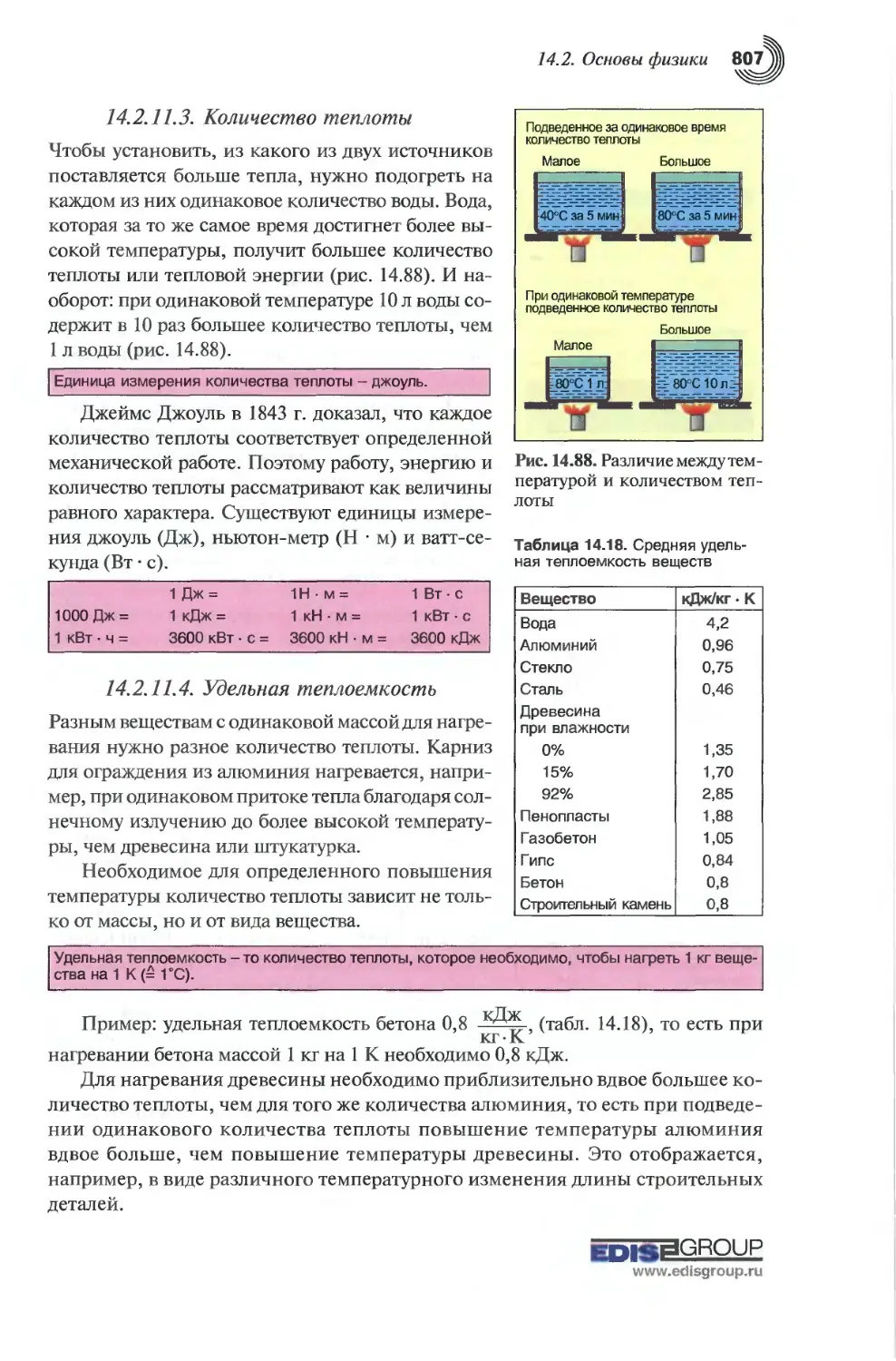
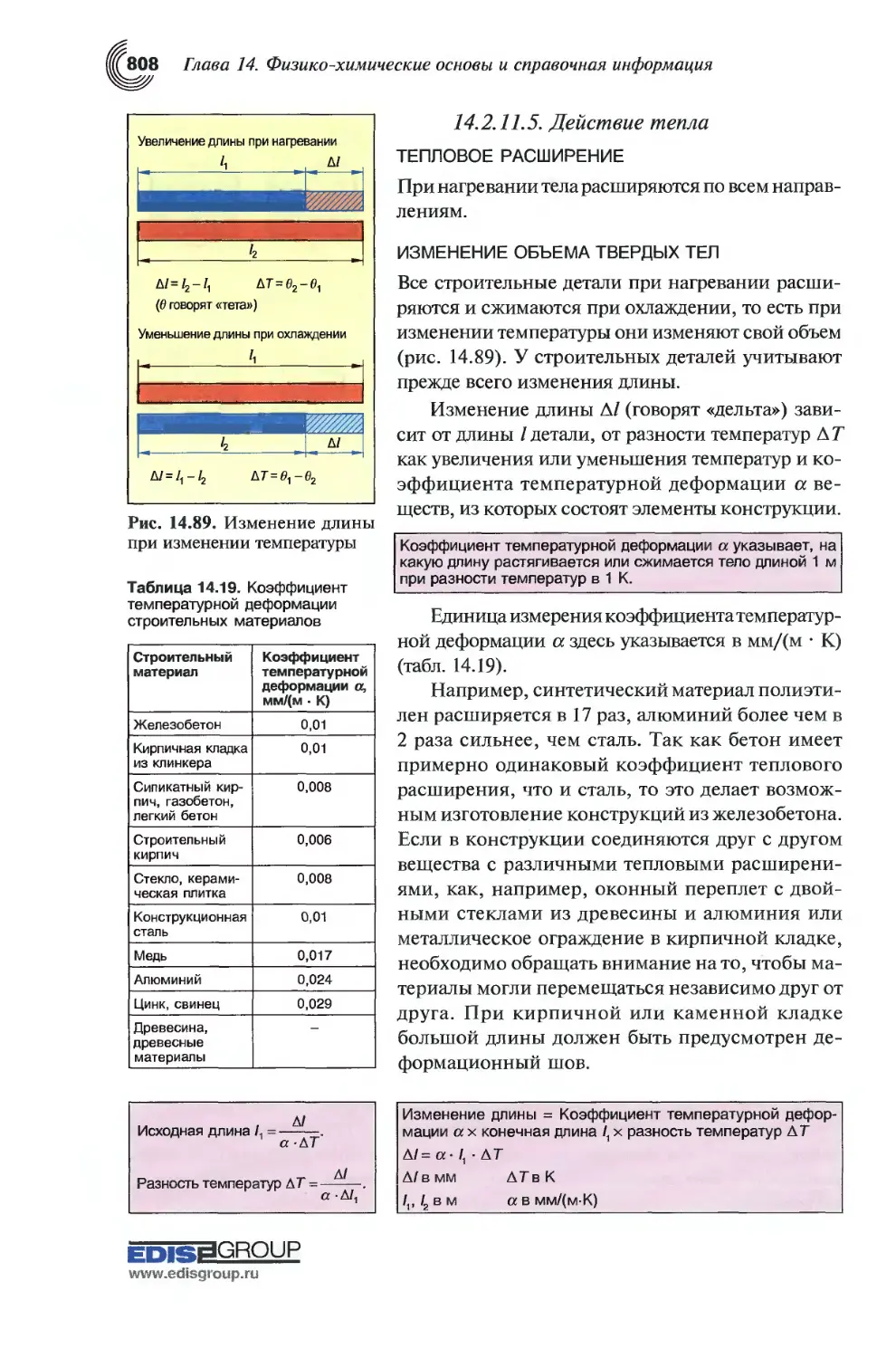
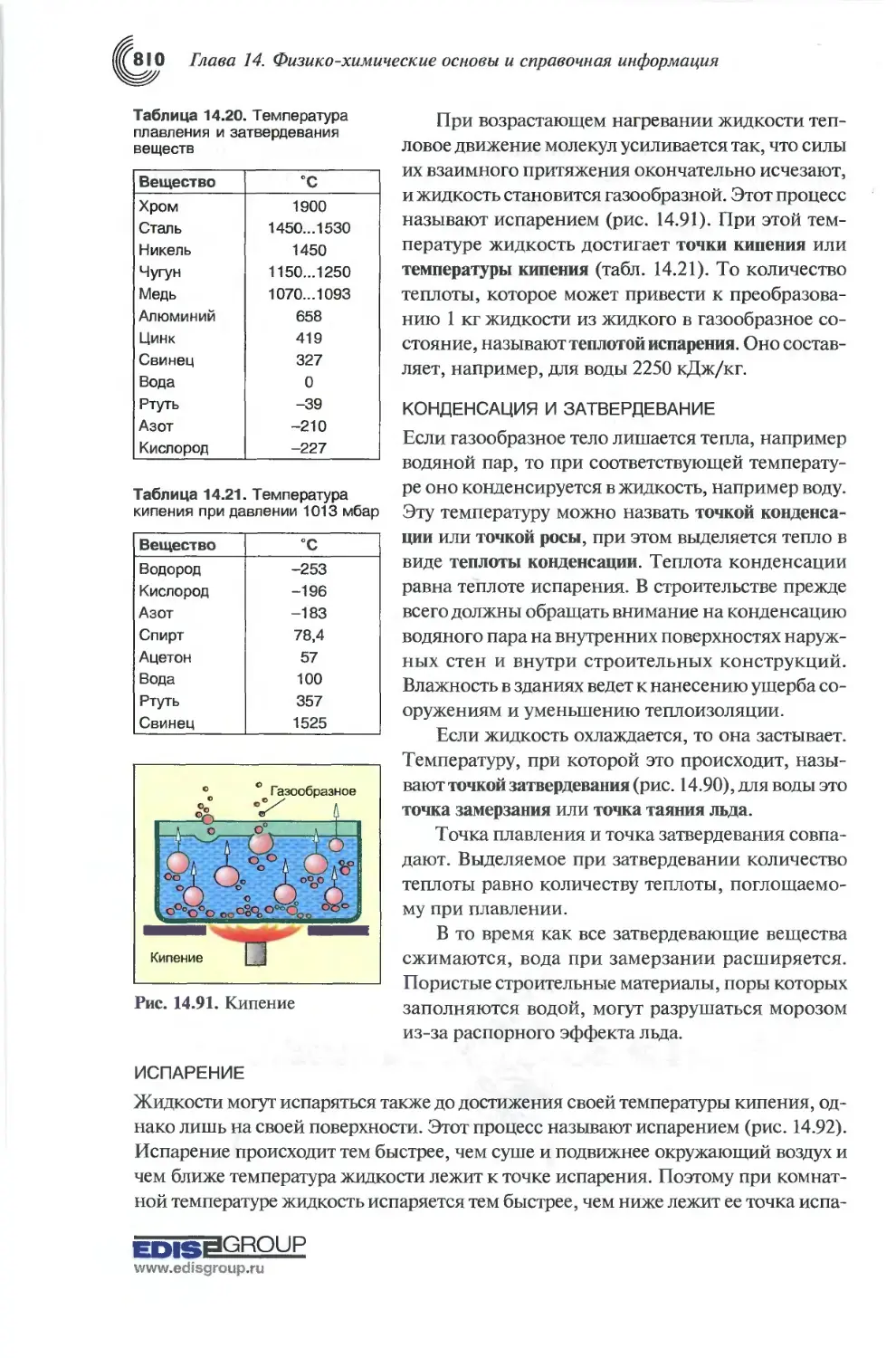
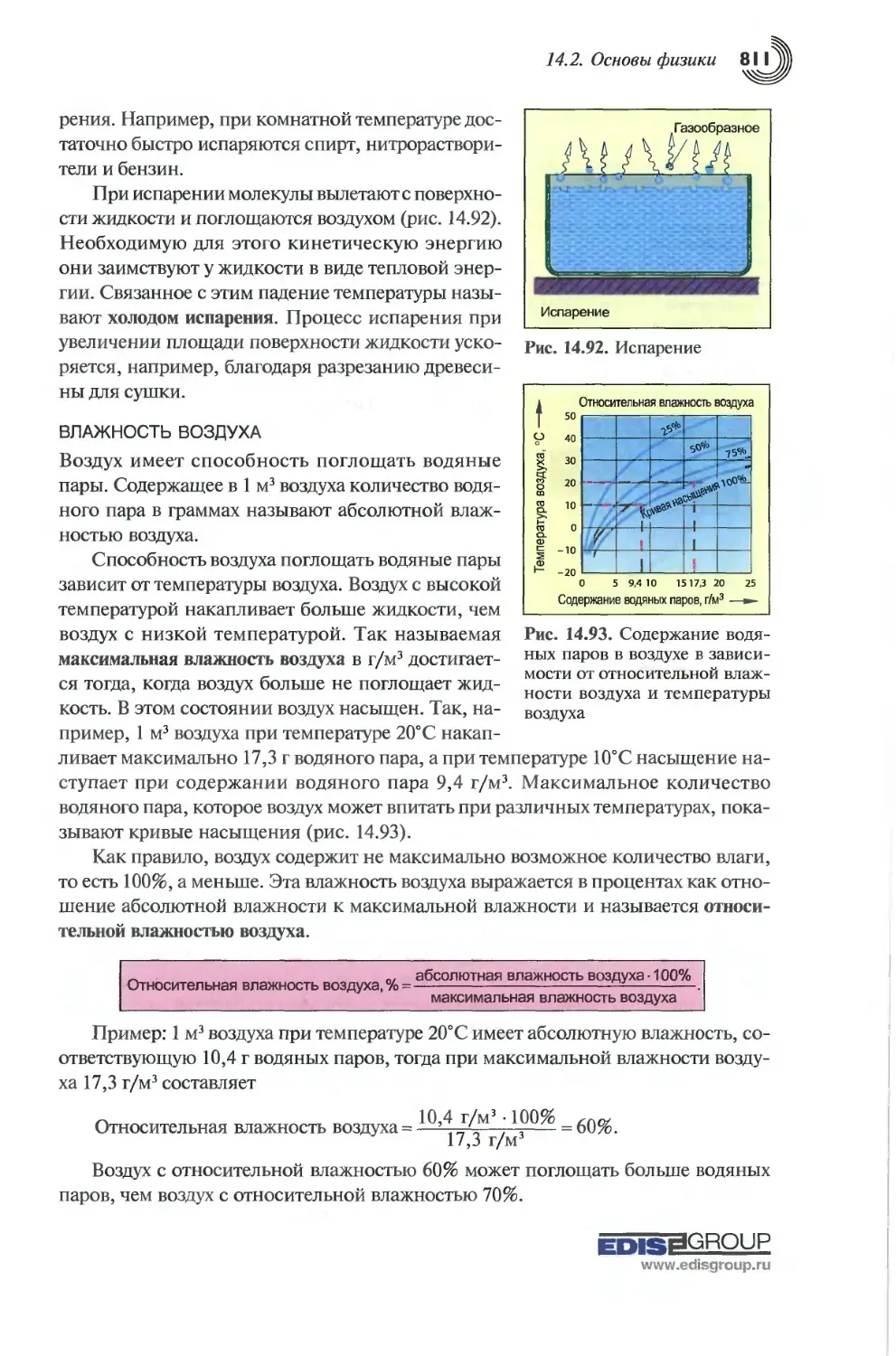
14.2.11. Тепло...................................................806
14.2.12. Звук....................................................813
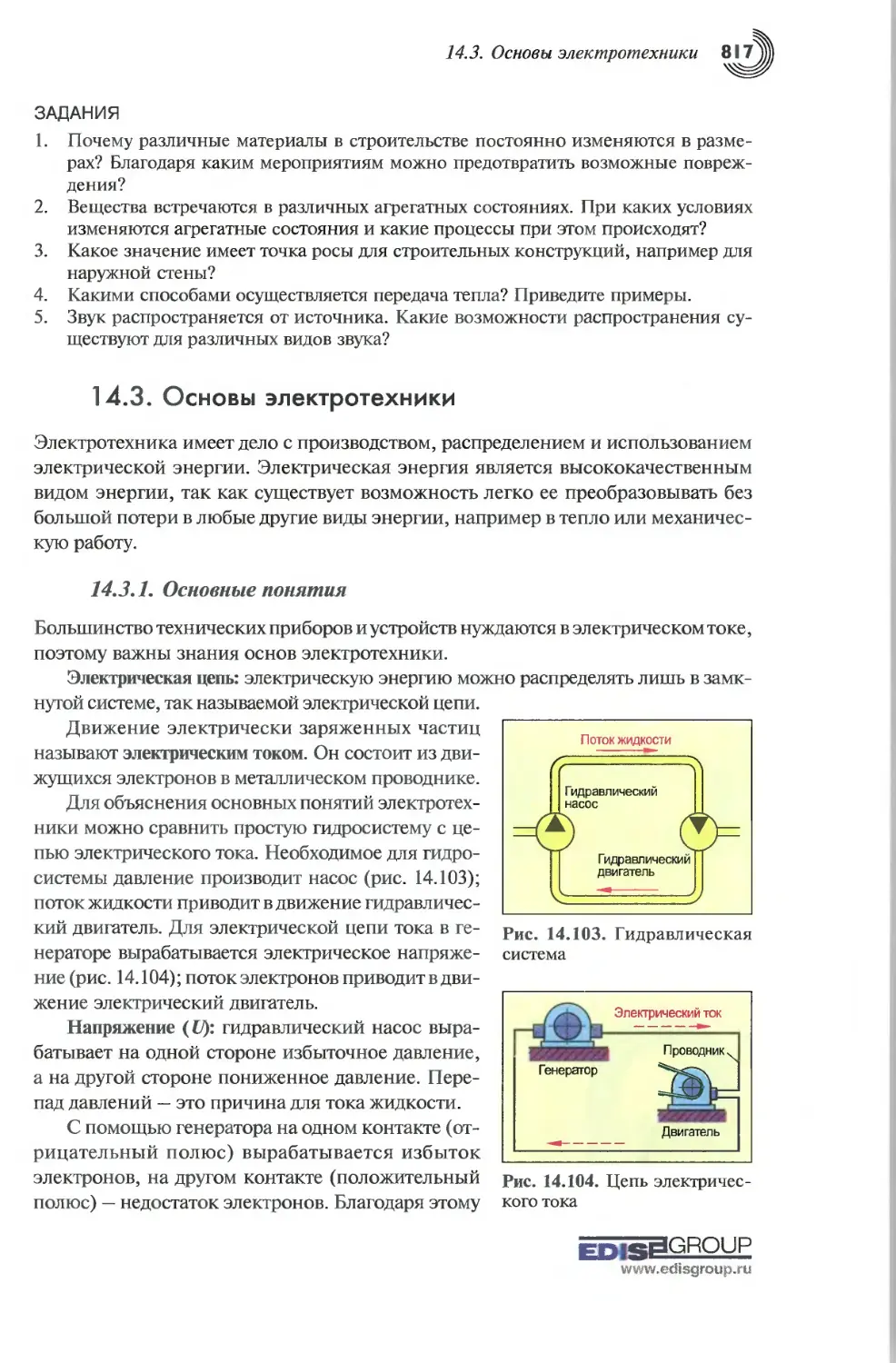
14.3. Основы электротехники.........................................817
14.3.1. Основные понятия.........................................817
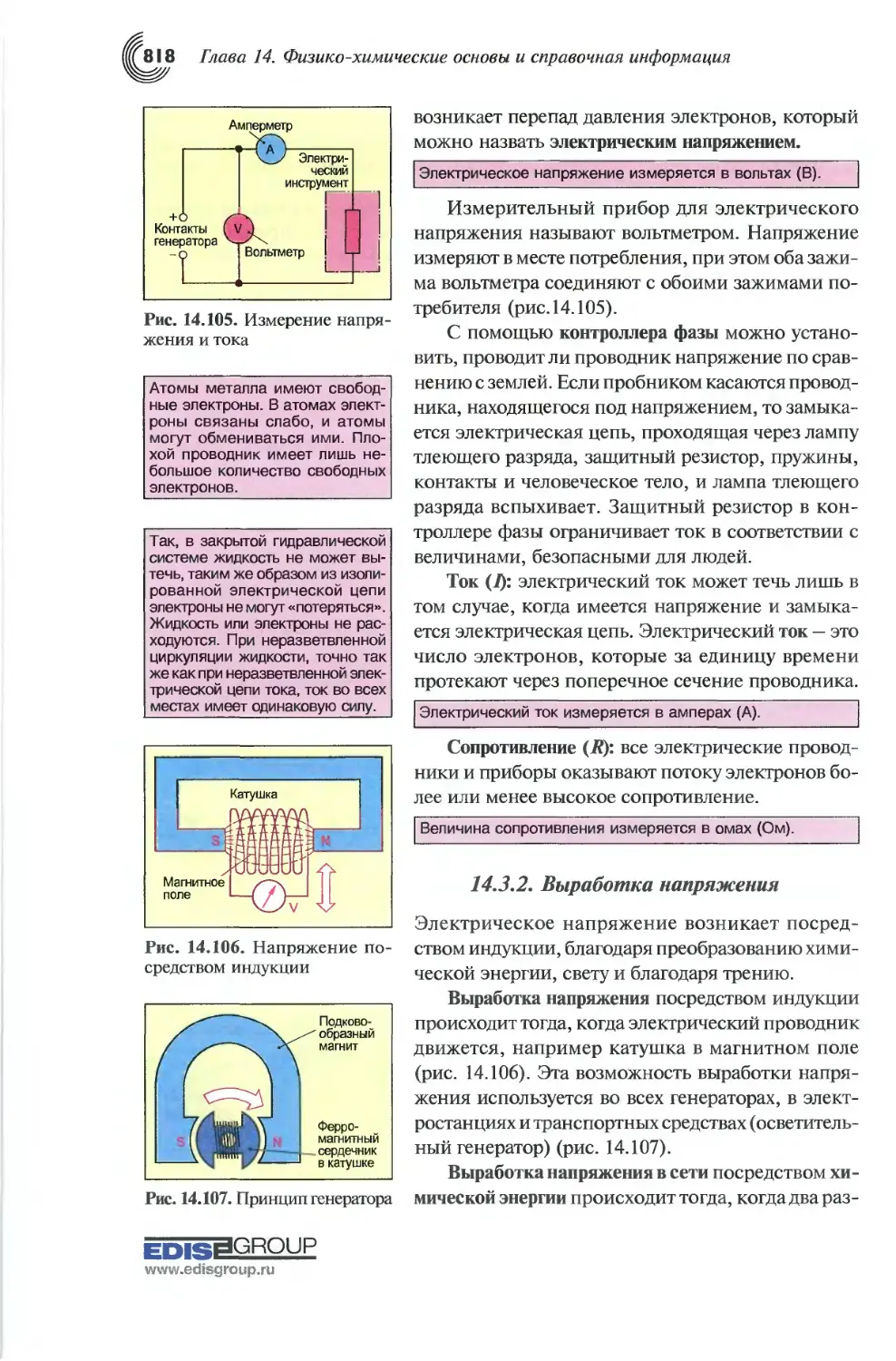
14.3.2. Выработка напряжения.....................................818
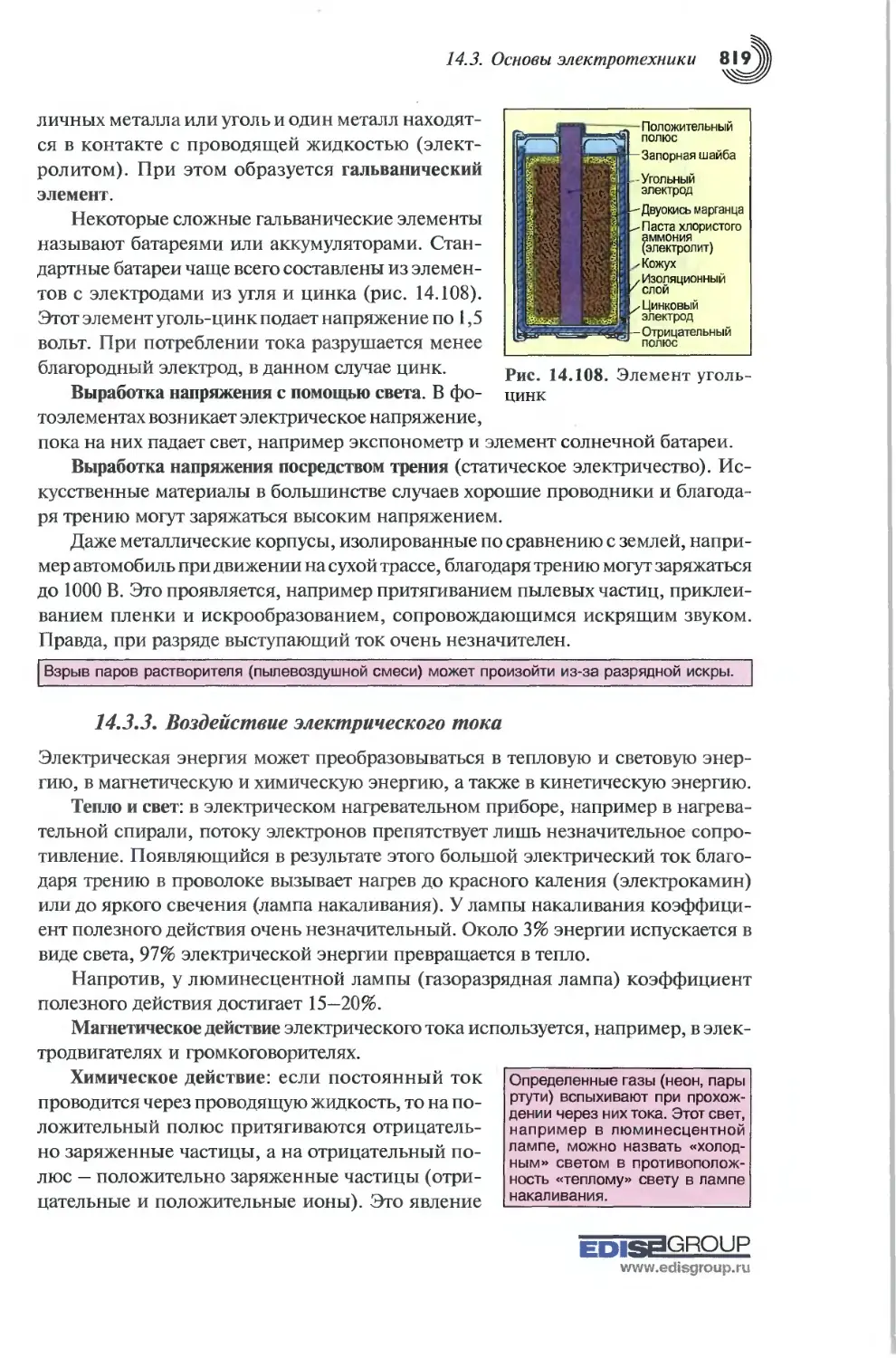
14.3.3. Воздействие электрического тока..........................819
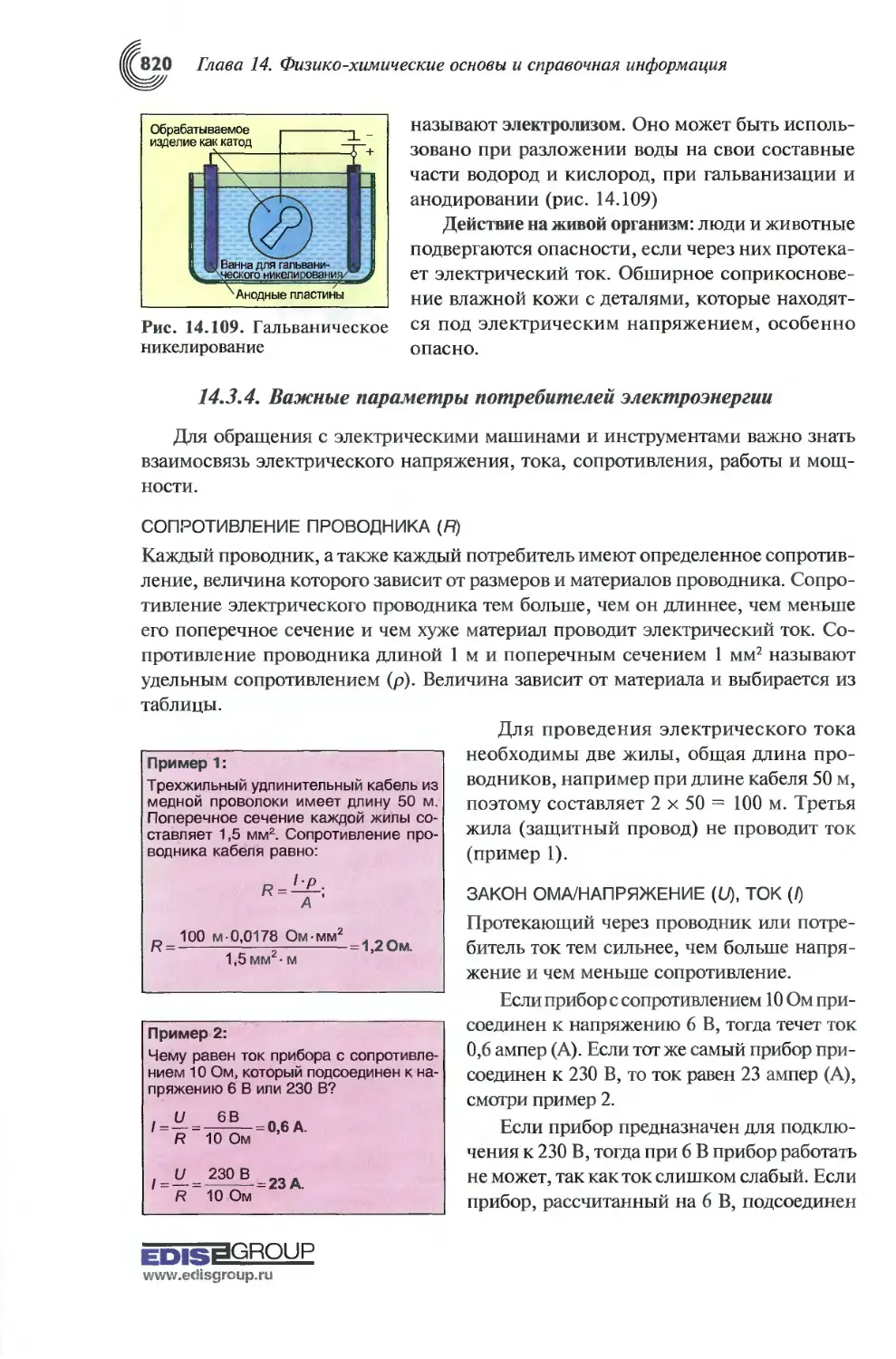
14.3.4. Важные параметры потребителей электроэнергии.............820
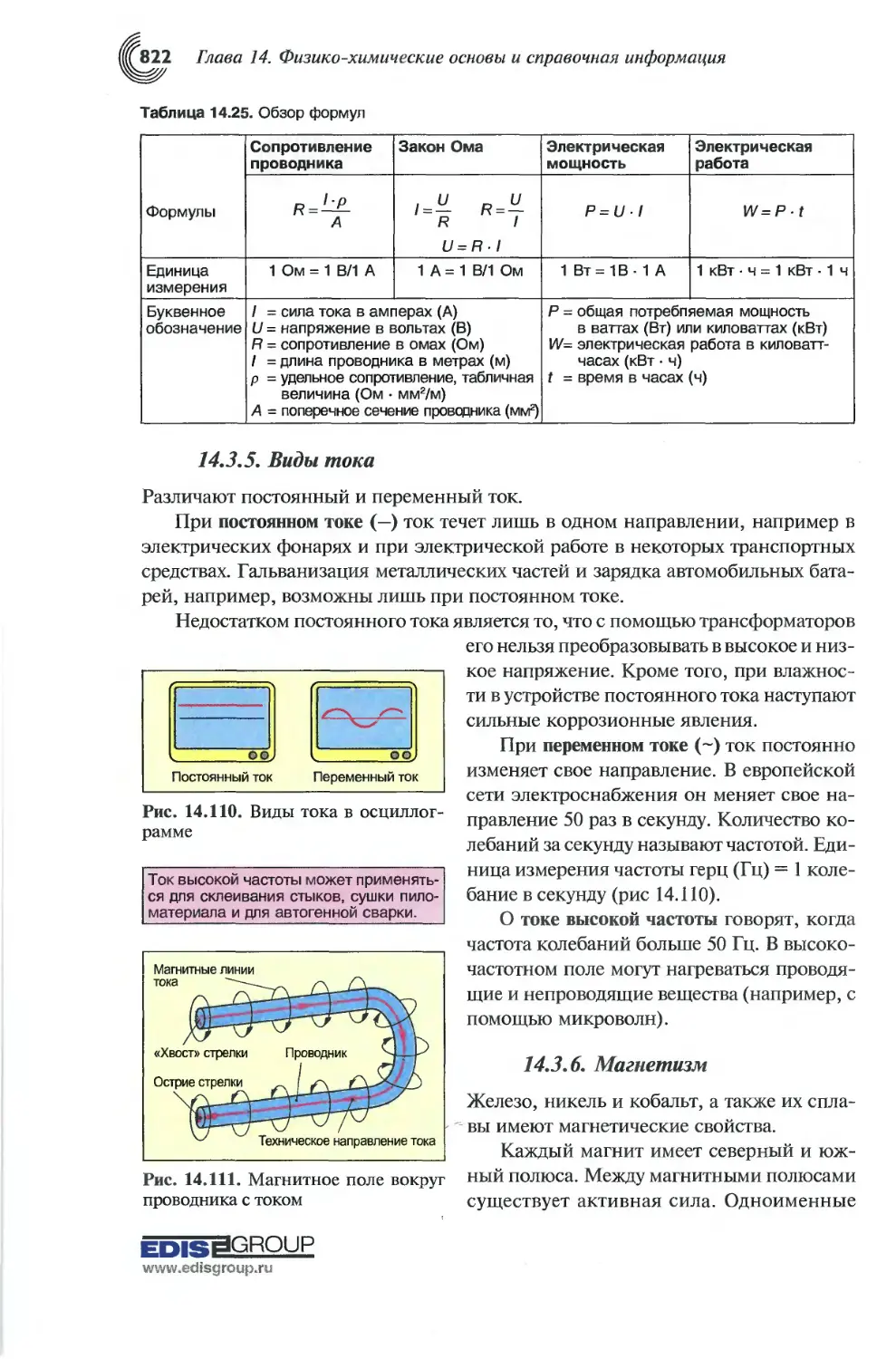
14.3.5. Виды тока................................................822
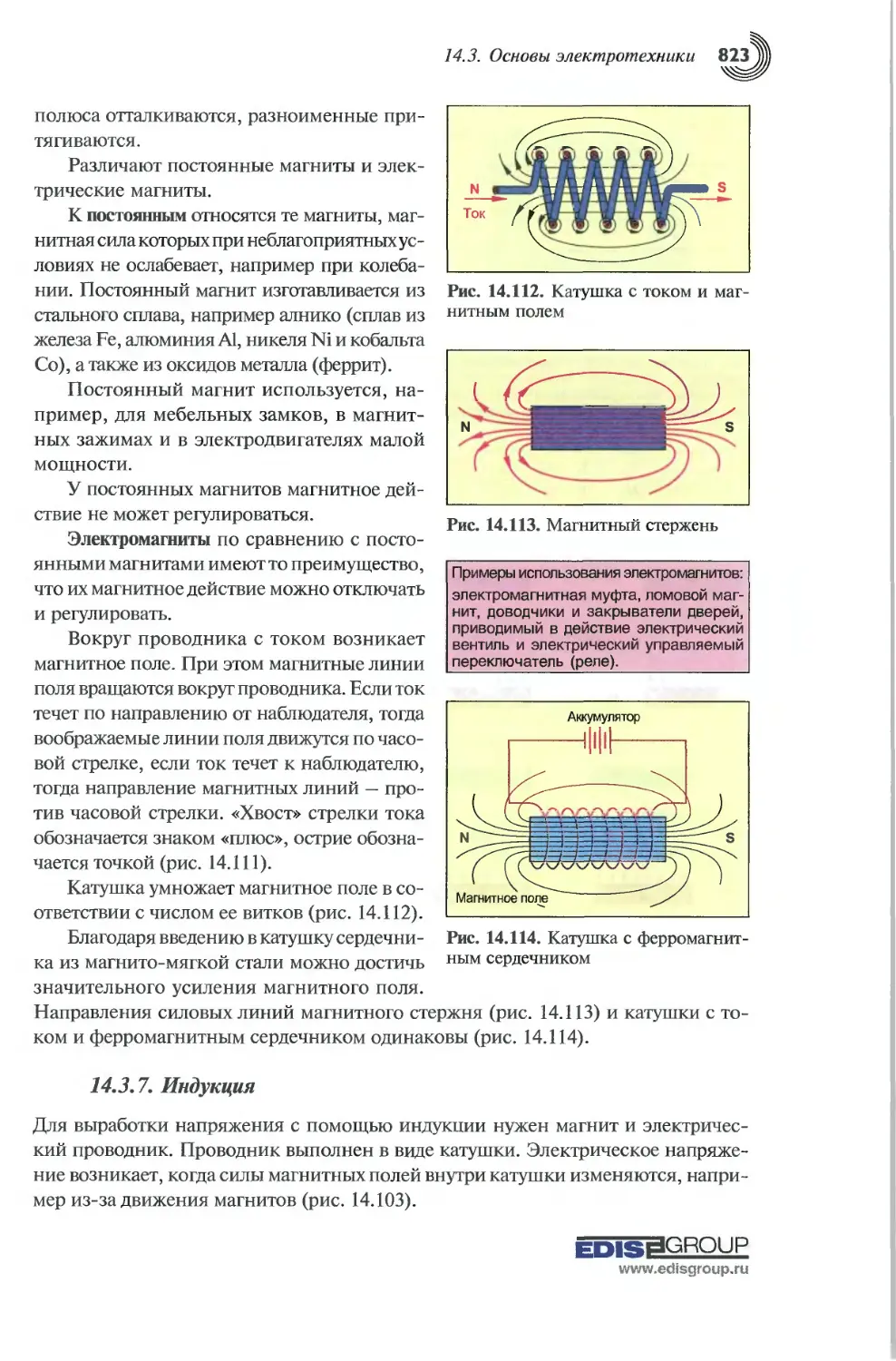
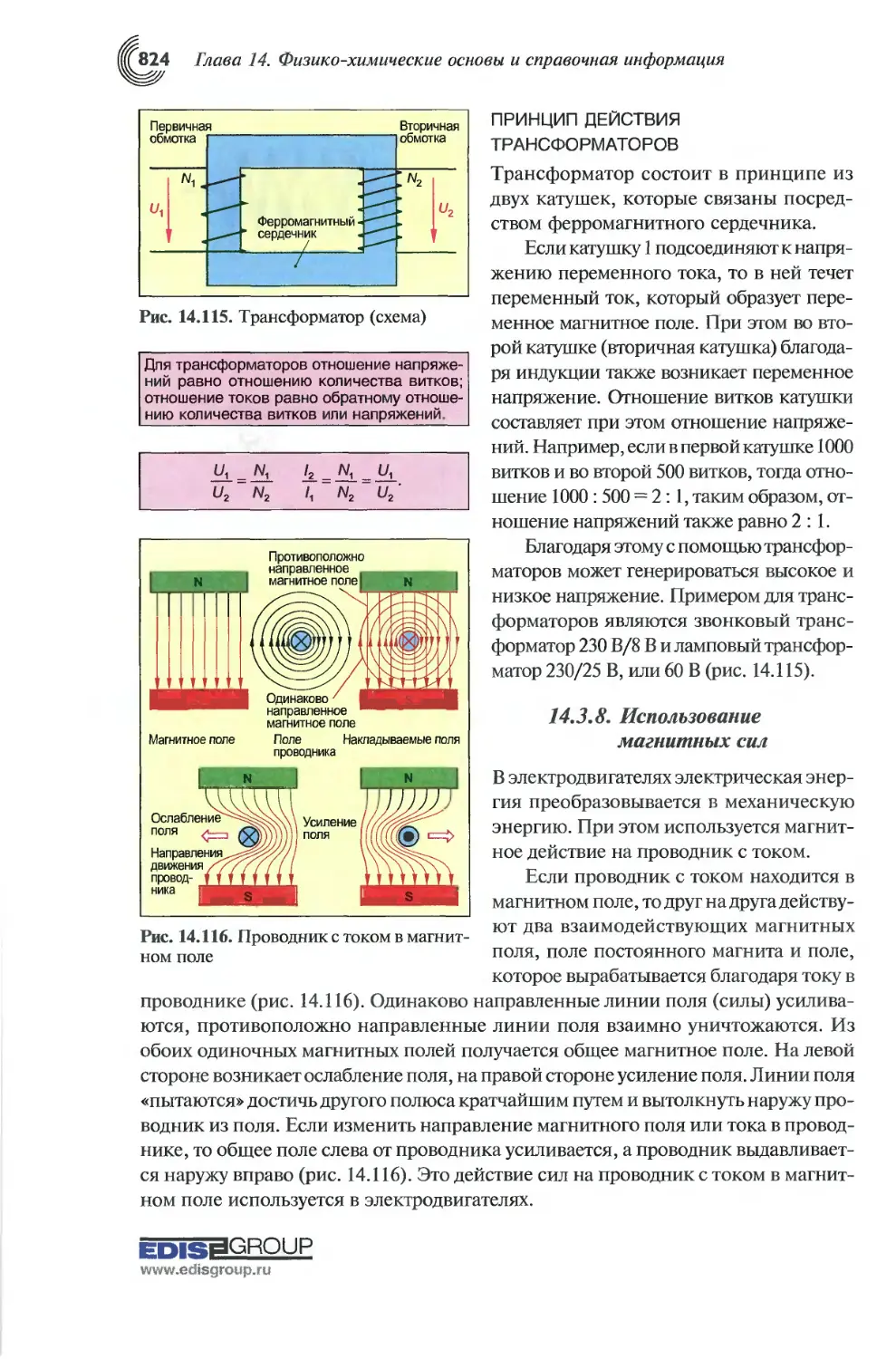
14.3.6. Магнетизм................................................822
14.3.7. Индукция.................................................823
14.3.8. Использование магнитных сил..............................824
14.3.9. Распределение электрической энергии......................825
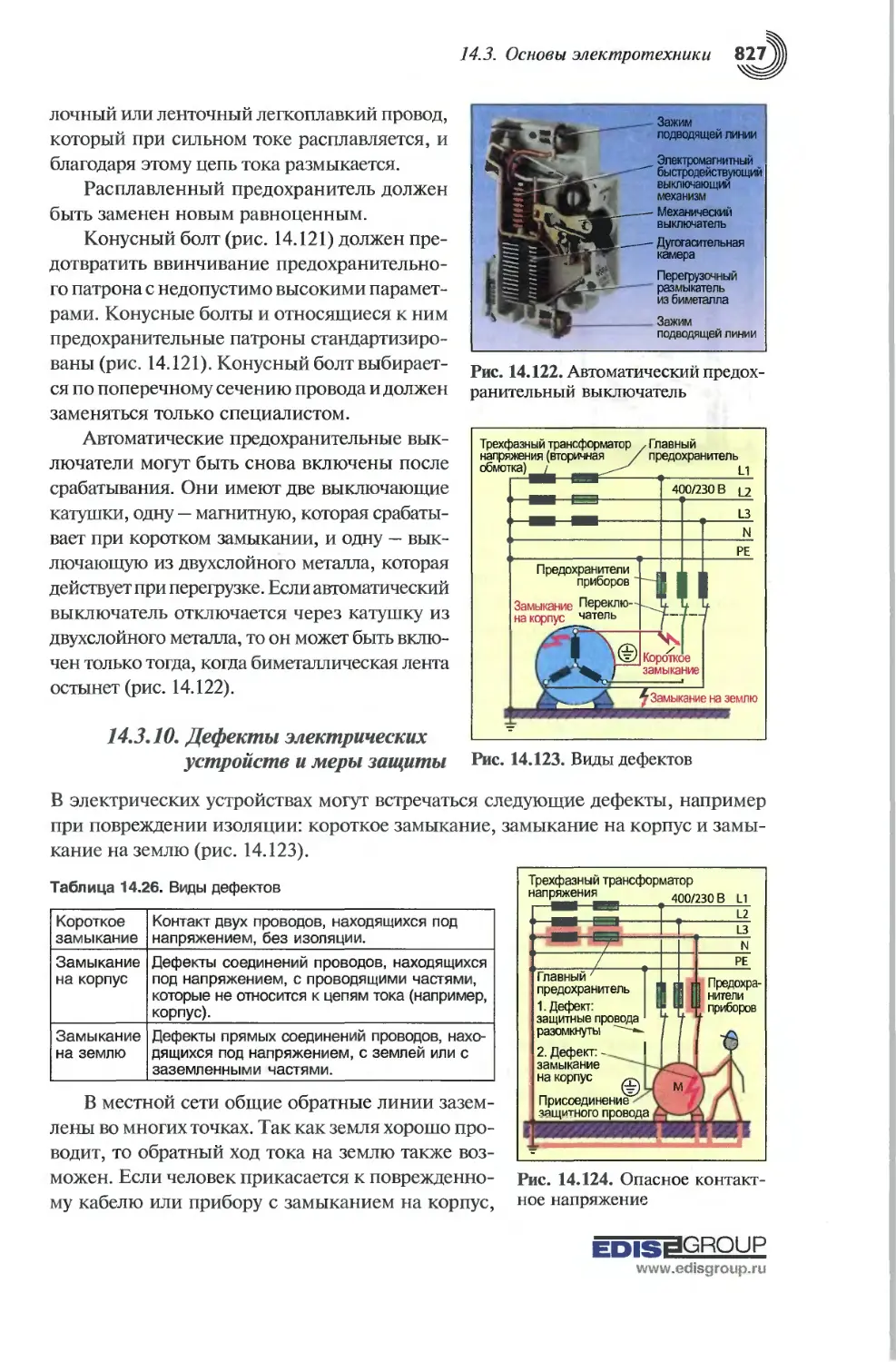
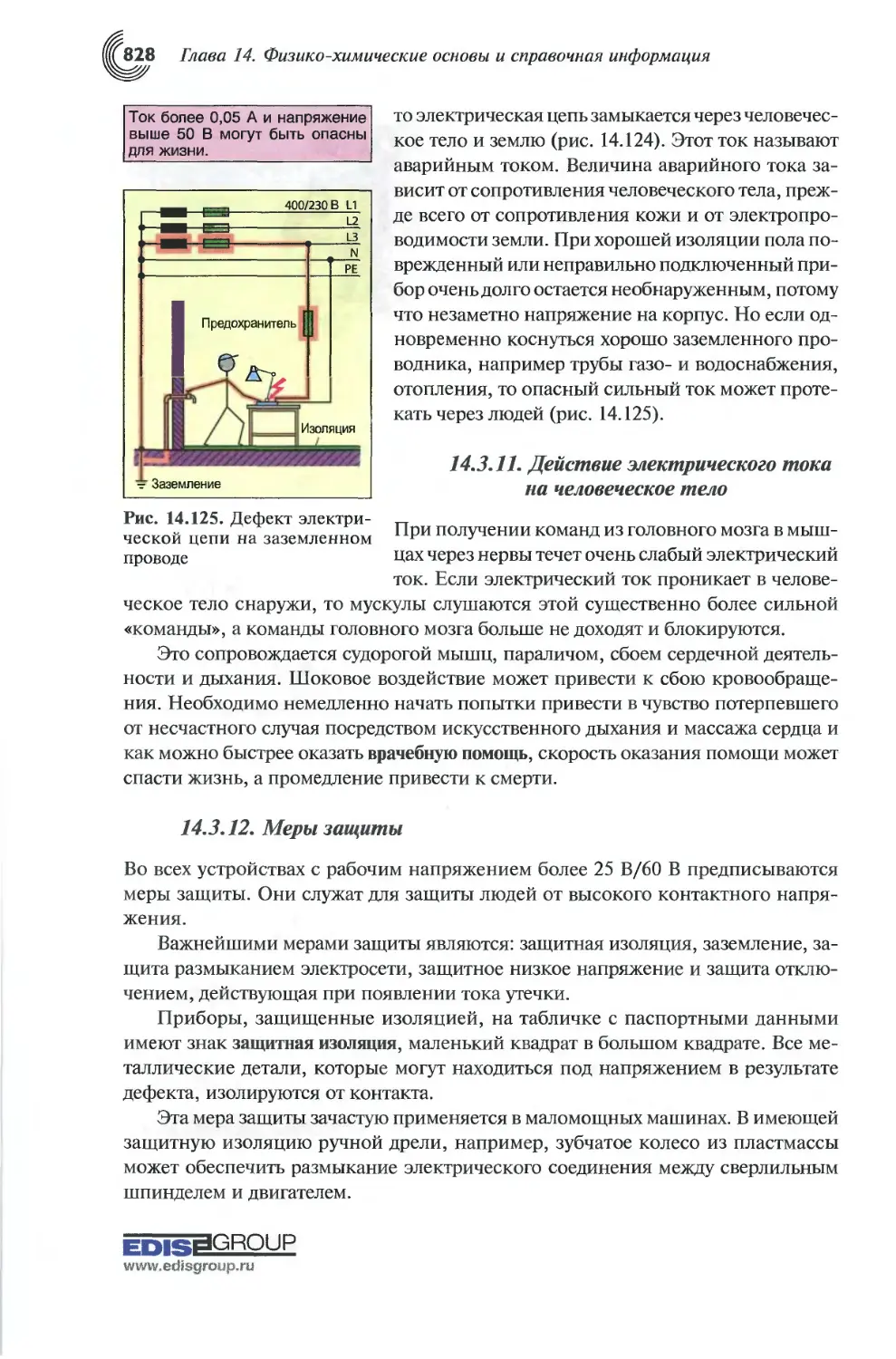
14.3.10. Дефекты электрических устройств и меры защиты...........827
14.3.11. Действие электрического тока на человеческое тело.......828
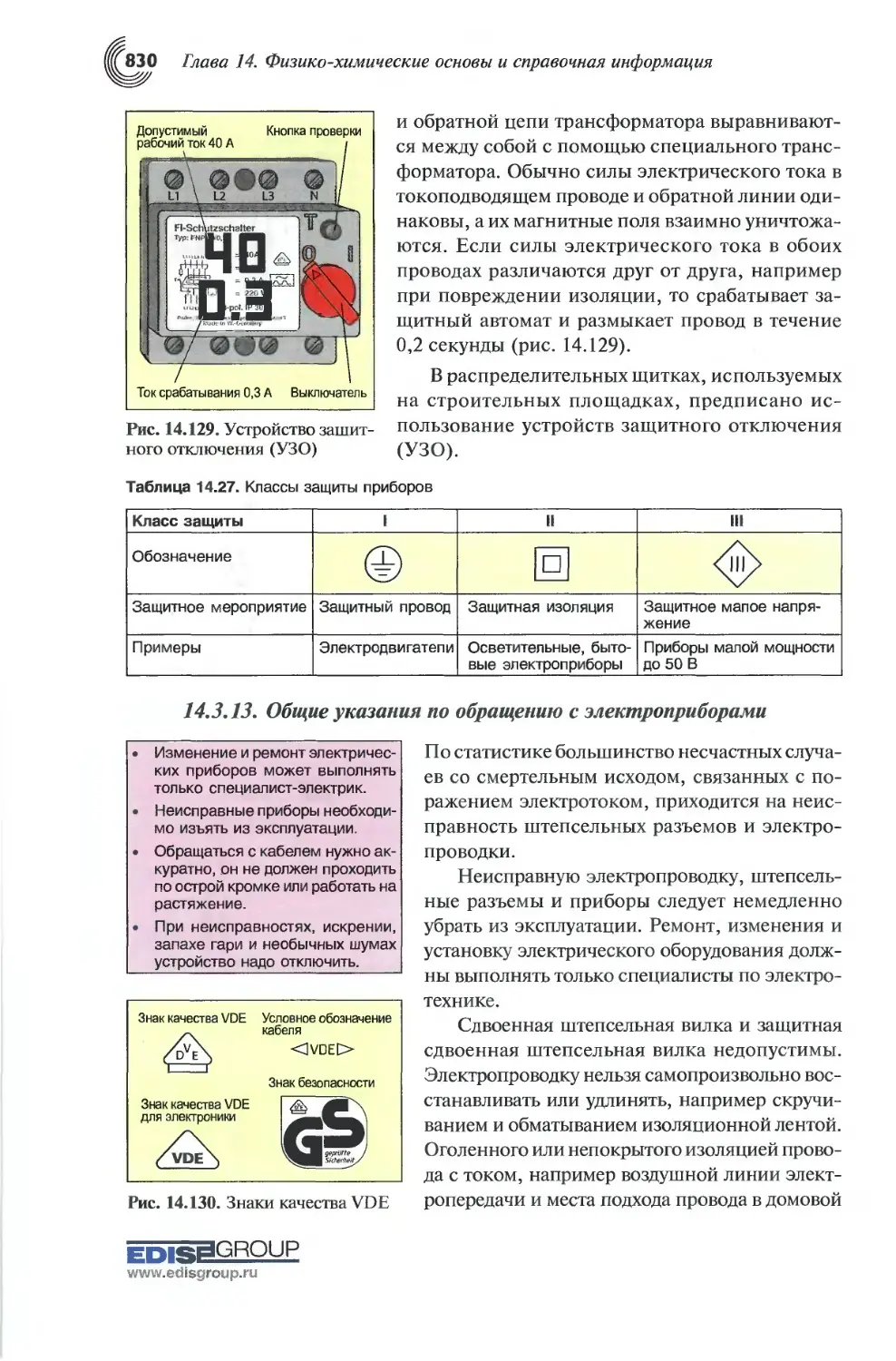
14.3.12. Меры защиты.............................................828
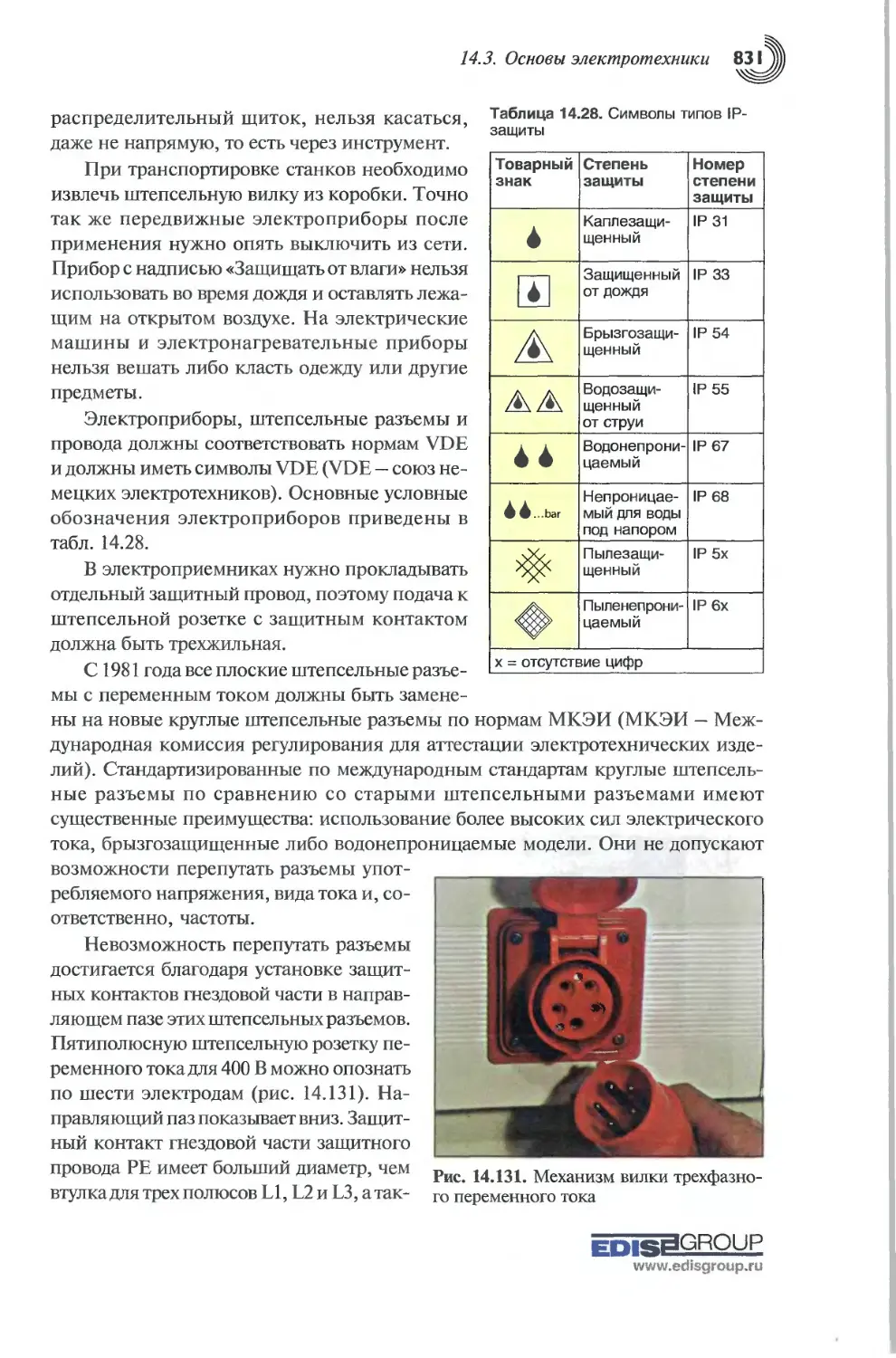
14.3.13. Общие указания по обращению с электроприборами..........830
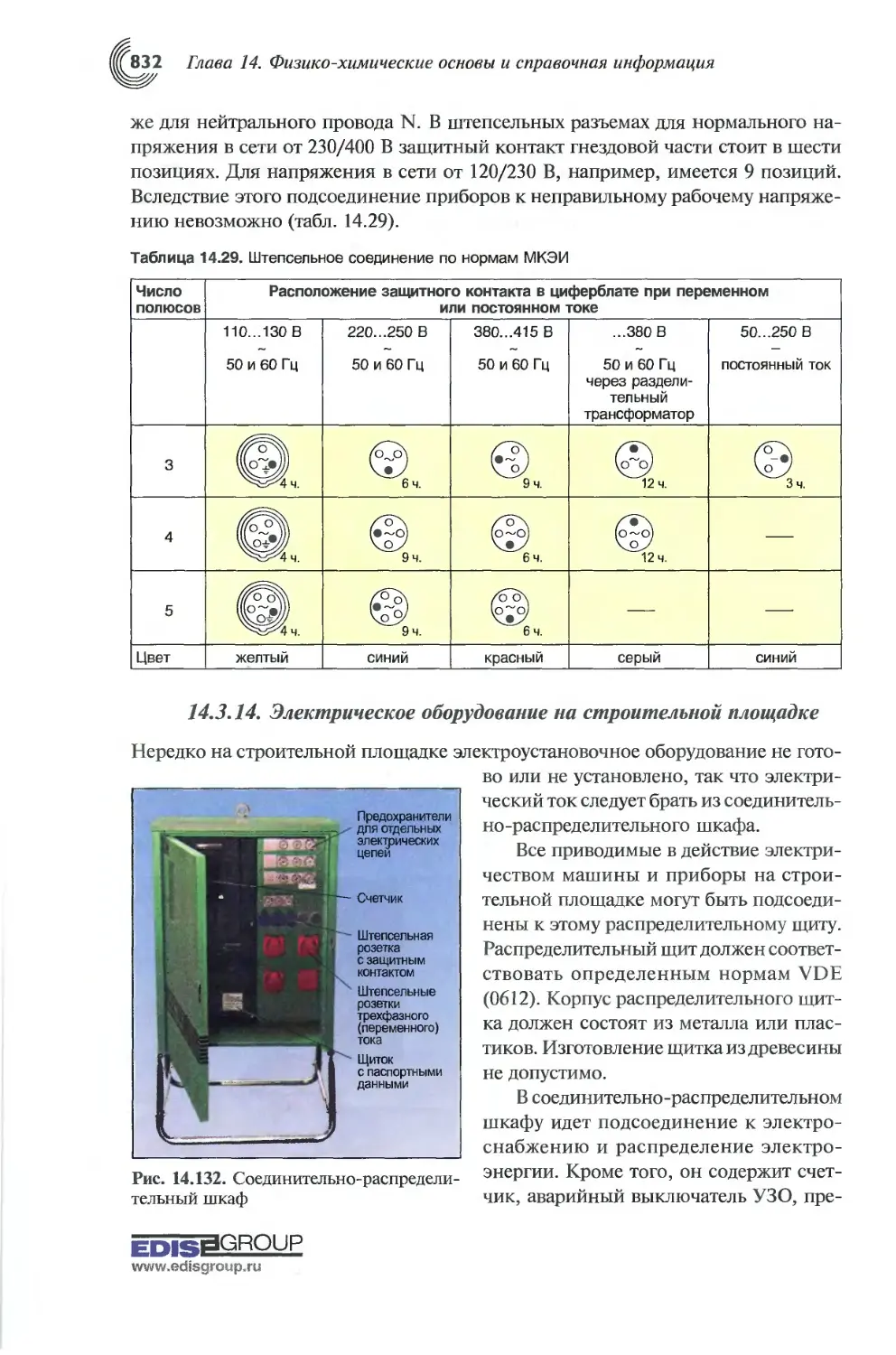
14.3.14. Электрическое оборудование на строительной площадке......832
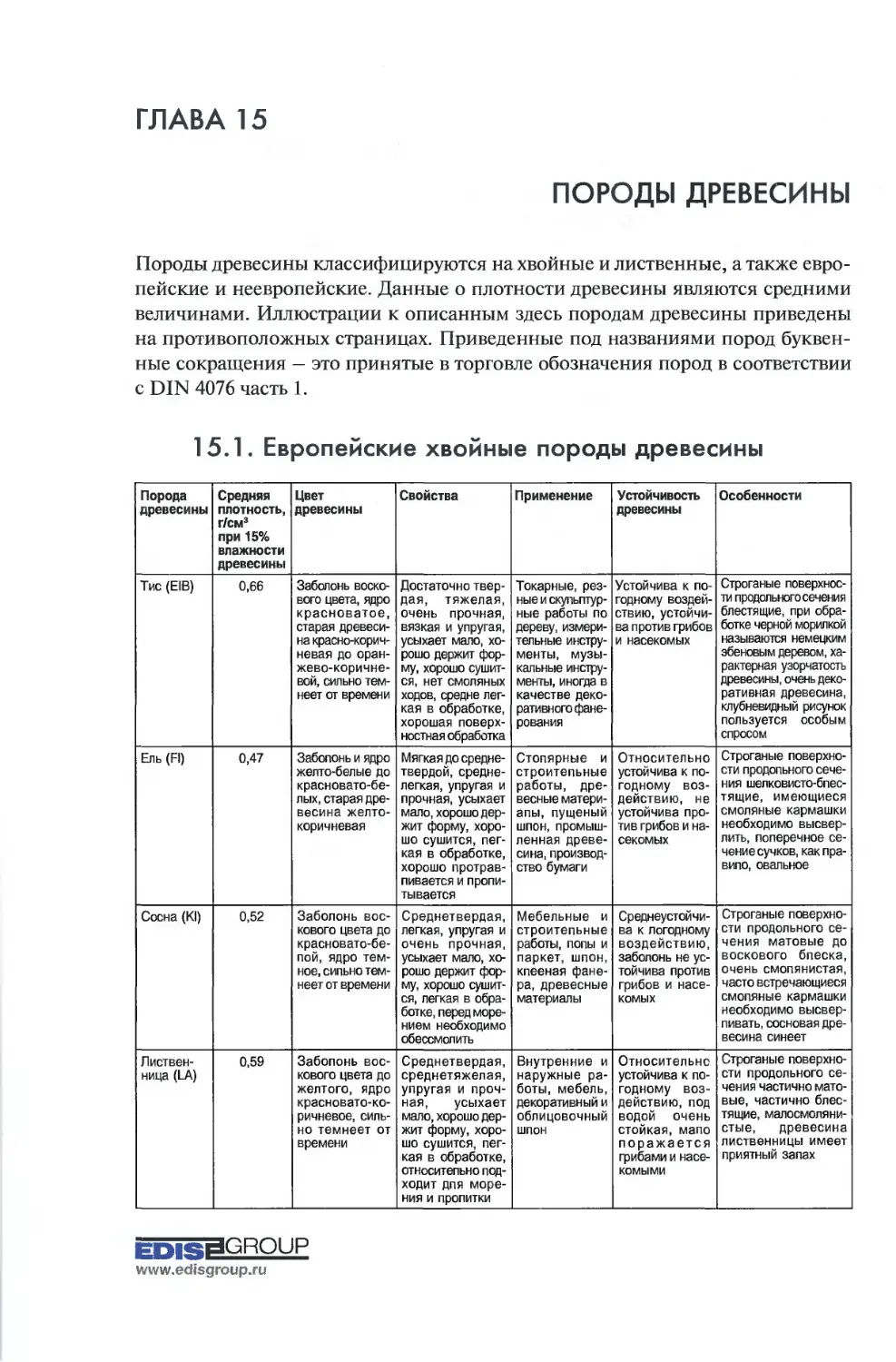
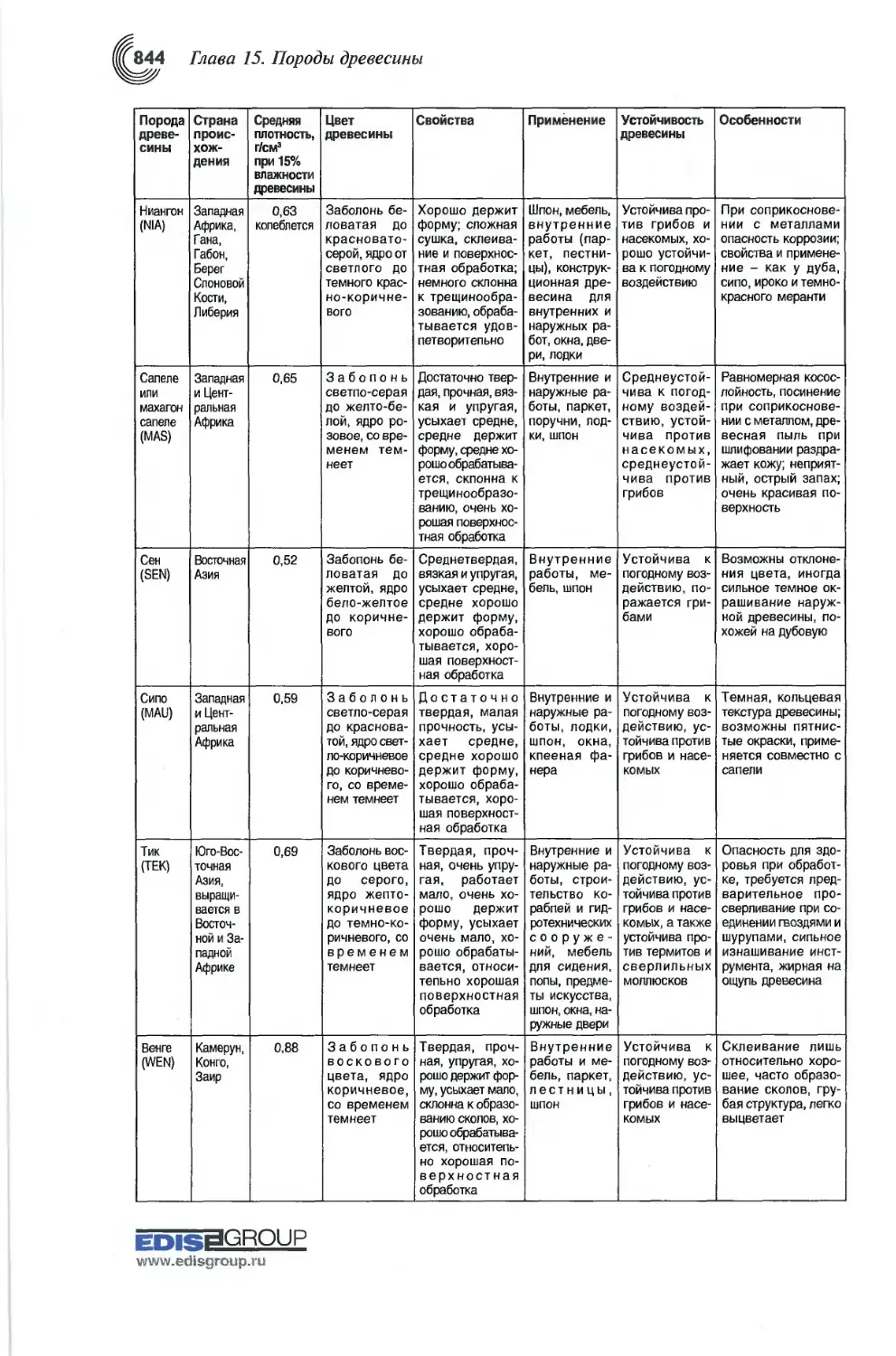
Глава 15. ПОРОДЫ ДРЕВЕСИНЫ.............................................834
15.1. Европейские хвойные породы древесины..........................834
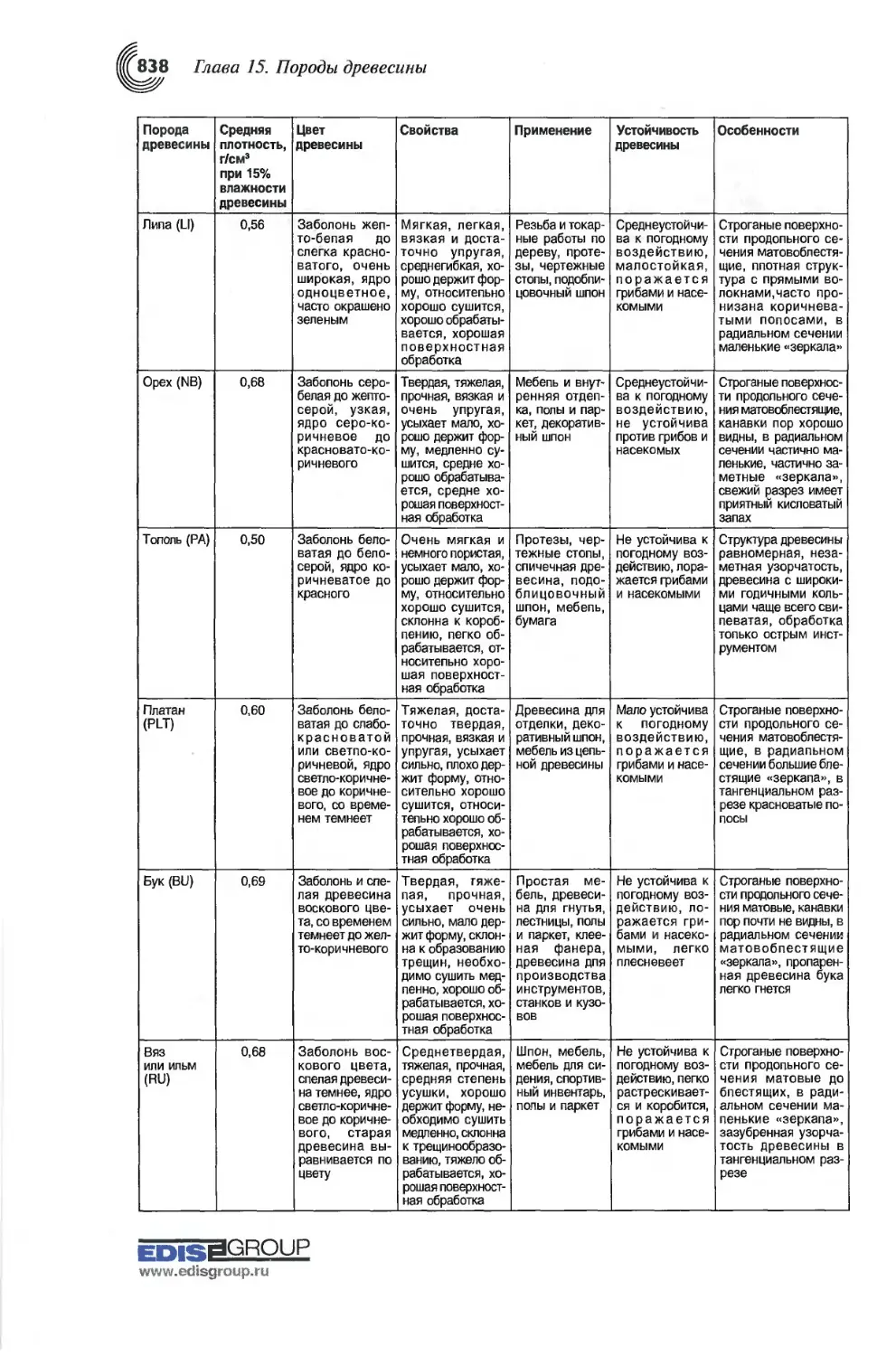
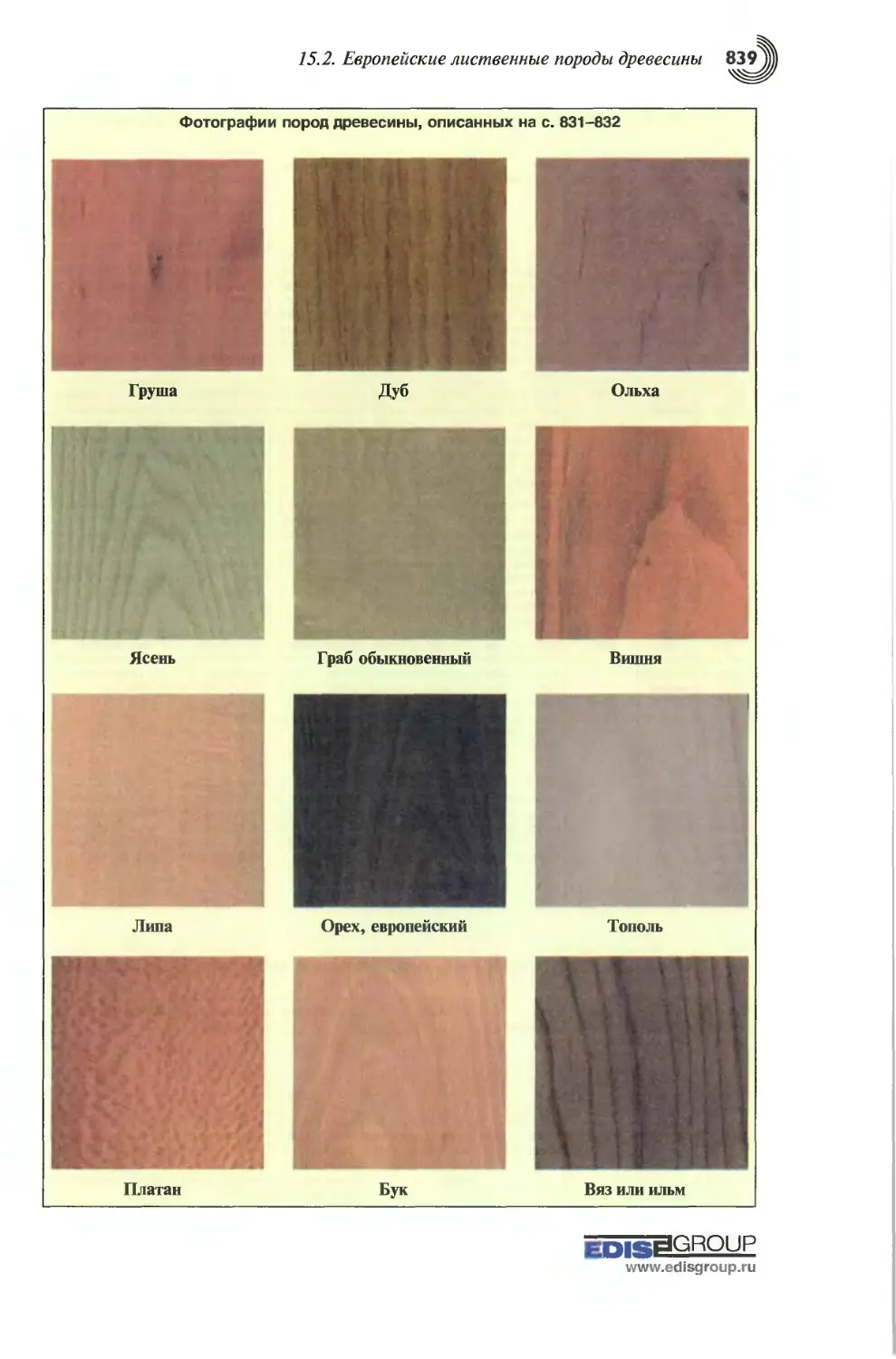
15.2. Европейские лиственные породы древесины.......................835
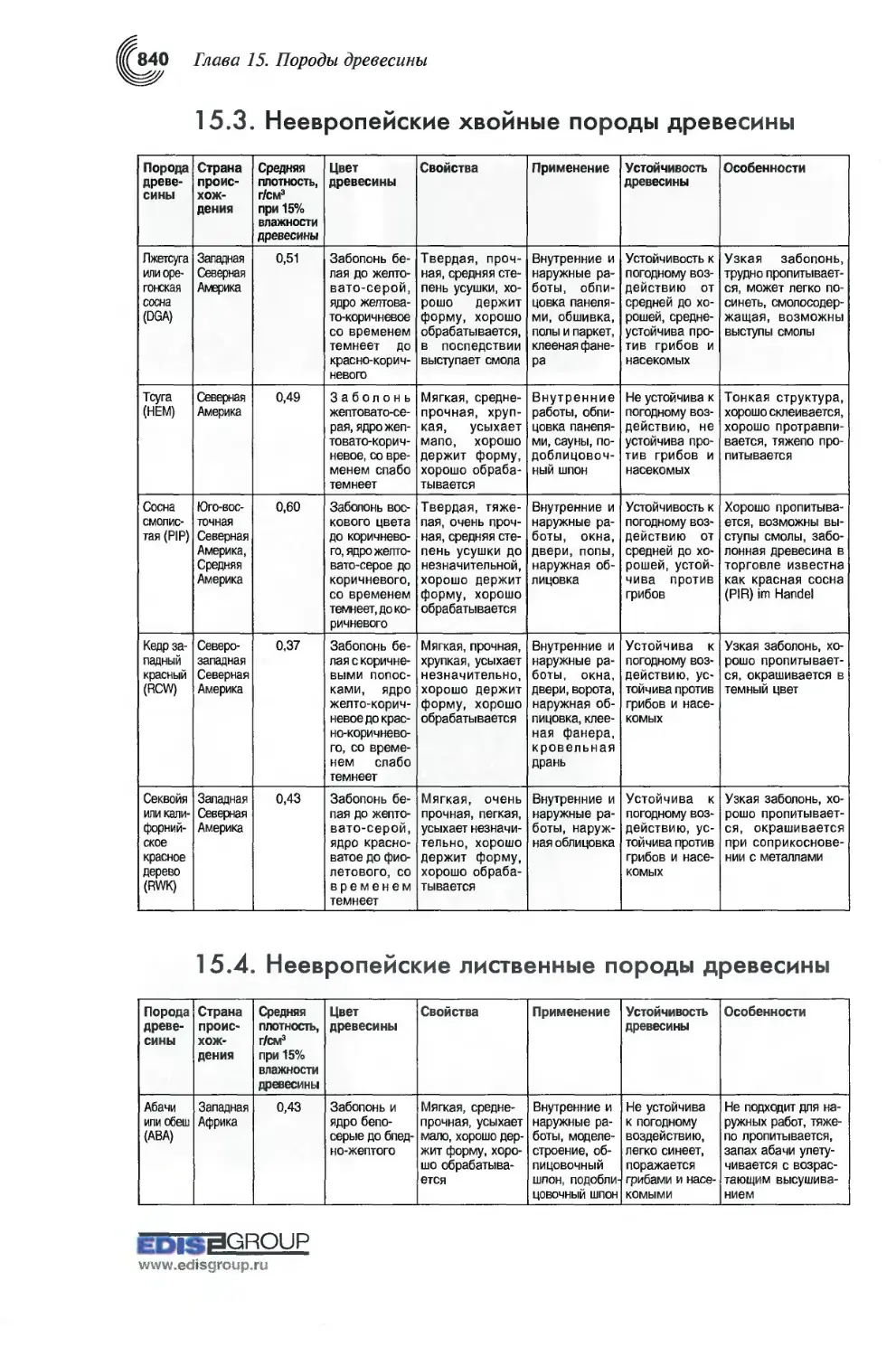
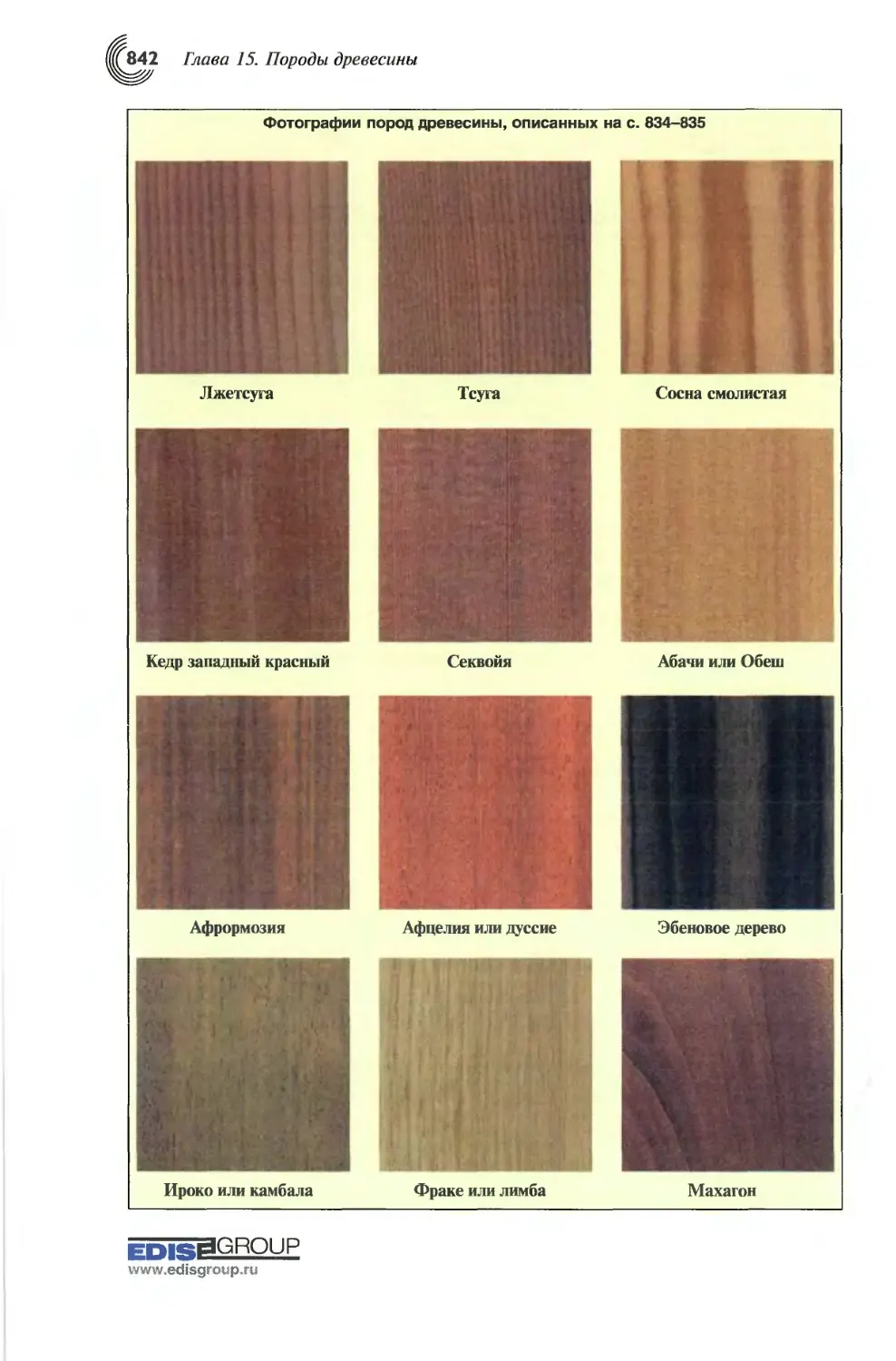
15.3. Неевропейские хвойные породы древесины........................840
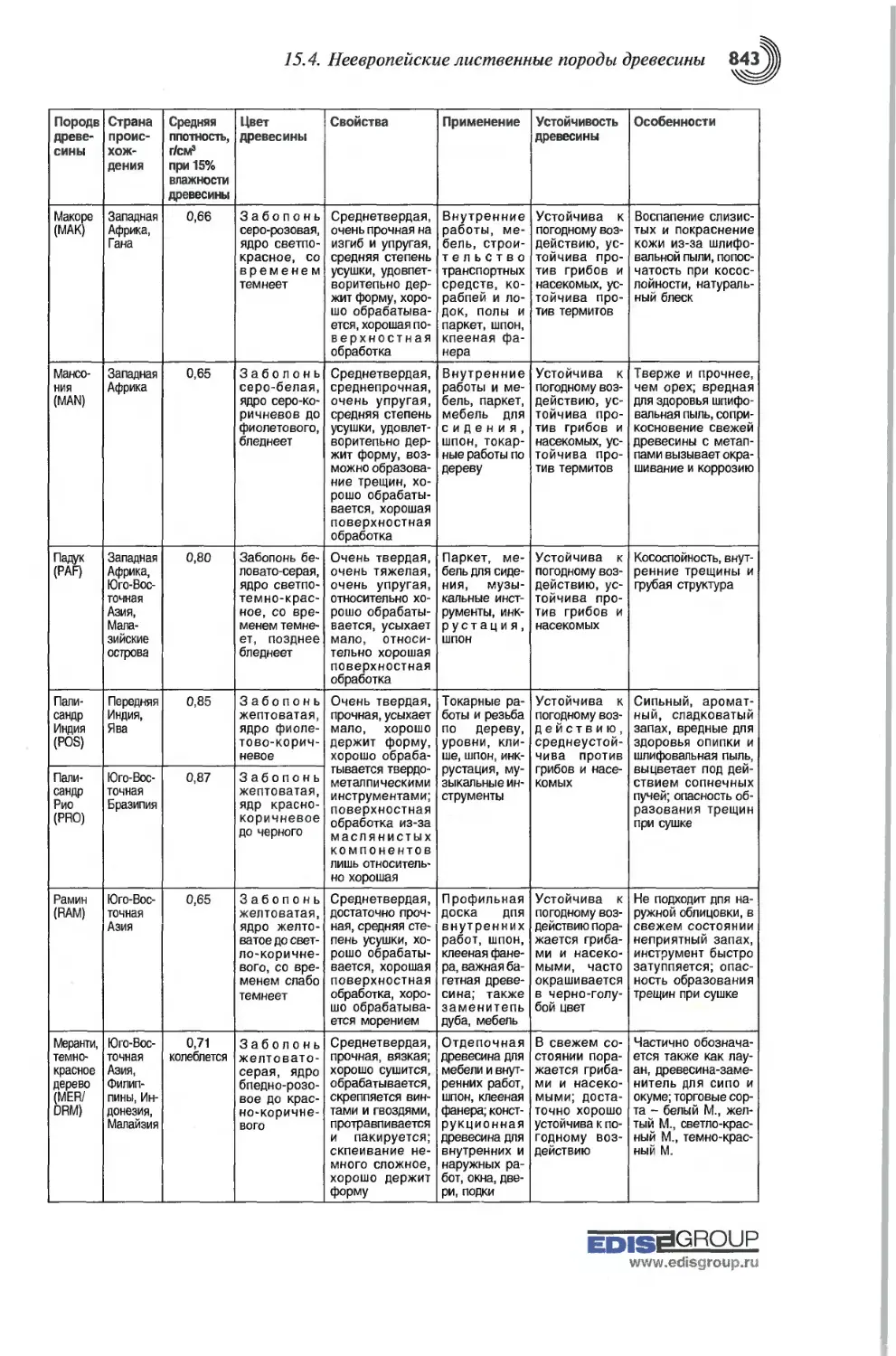
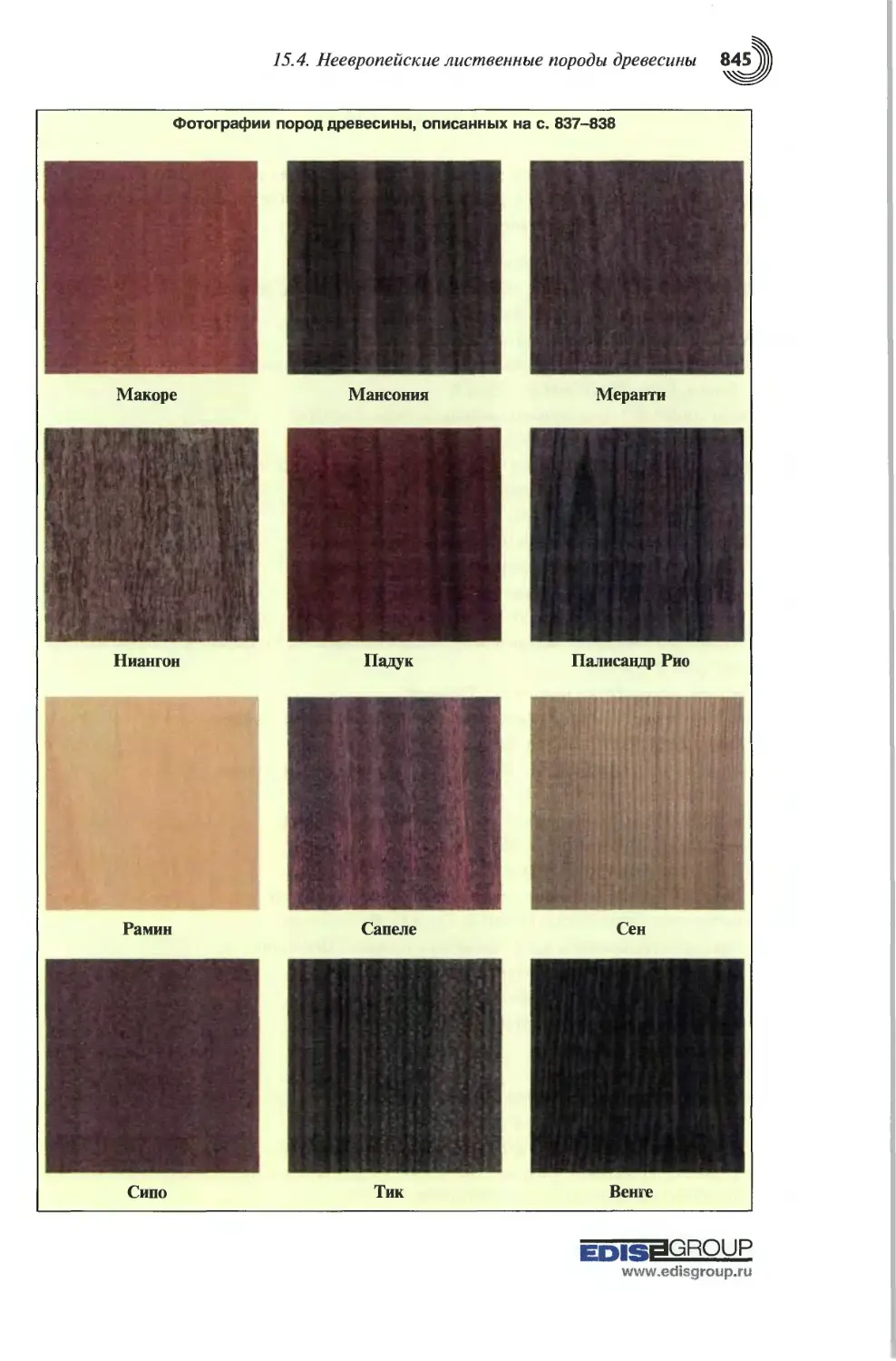
15.4. Неевропейские лиственные породы древесины.....................840
Список фирм............................................................846
ПРЕДИСЛОВИЕ К 20-му ИЗДАНИЮ
Это учебное пособие включает в себя технологическое содержание учебного курса по специальностям: столяр, механик по деревообработке и стекольщик (специалист по изготовлению окон). В 20-м издании были переработаны компоновка и структура учебного пособия, а также содержание текста и иллюстраций. Книга соответствует действующему в настоящее время общему учебному плану отдельных федеральных земель по преподаванию технологических учебных курсов и Предписанию по профессиональному образованию по специальности «столяр».
Тематические разделы поделены таким образом, чтобы участники производственного обучения могли получать профессиональное образование поэтапно. Данное учебное пособие будет полезным как при обучении с преподавателем, так и при самостоятельном изучении, оно является важным и доступным источником информации, которая имеет особенное значение для ориентированного на деятельность обучения.
Учебное пособие начинается с раздела «Профессия и рабочее место» и в общих чертах знакомит обучающегося с производственным процессом. Далее идет речь о мастерской, рабочих местах мастерской, материалах и ручных инструментах, рассказано о производстве и соединении деталей, описаны средства и способы обработки поверхностей. Далее рассматриваются такие важные темы, как станки и станочные работы, техника ЧПУ, управление и регулирование, производственно-технические системы, производство мебели, внутренняя отделка, изготовление окон, цельностеклянные конструкции, а также лестницы и входные наружные двери. Само собой разумеется, что почти во всех областях специальности учитываются соображения и условия безопасности и надежности, защиты окружающей среды и экологии. В конце книги дана общая информация по химии, физике и электротехнике.
Подробный список терминов, многочисленные перекрестные ссылки на текст и рисунки облегчают работу с этой книгой. Также благодаря детализированному и подробному изложению отдельных тематических материалов, добавлению множества информативных чертежей и цветных фотографий, применяемых на практике диаграмм и таблиц, это учебное пособие подходит для современного обучения, ориентированного на деятельность. Для возможности дальнейшего углубленного изучения особое значение уделяется данным новейших промышленных стандартов Германии и Евросоюза, а также действующим в настоящее время предписаниям и директивам. Расчет и исполнение теплозащиты и звукозащиты еще раз переведены на новый уровень, особенно благодаря DIN 4108 — теплозащита и энергосбережение в зданиях — и новым величинам Предписания по энергосбережению.
Важная информация и правила работы выделены в тематических материалах четко и наглядно. Задания в конце больших учебных разделов способствуют глубокой проработке текста и облегчают контроль усвоения учебного материала.
edisSSROUp
www.edisgroup.ru
Предисловие к 20-му изданию
Это учебное пособие для участников производственного обучения в профессиональных учебных заведениях и профессиональных школах является очень полезным учебником, для учащихся средних специальных учебных заведений и ремесленных школ — ценным справочником, в котором обобщены основные знания, а для практиков — исчерпывающим источником информации. Данное учебное пособие подходит также для самостоятельного обучения.
В процессе переработки в издание были включены многие вопросы, касающиеся специальности «деревообработка», но не все могли быть учтены по причине ограничения объема книги. Как и прежде, мы будем признательны за вопросы
и критические замечания, которые помогут еще лучше учесть пожелания и ожидания читателей.
Осень 2005 года
Автор
Ответственная комиссия
В основе содержания данной книги лежит современный уровень знаний в области науки и техники. Именно в этой области знания и практический опыт изменяются очень быстро. Если чертежи или текст содержат технические ошибки или недостатки, то авторы и издательство не могут быть привлечены за это к ответственности.
gniSUGROUP
www.edisgroup.ru
ГЛАВА 1
ПРОФЕССИЯ И РАБОЧЕЕ МЕСТО
1.1. Профессия столяра и механика по деревообработке
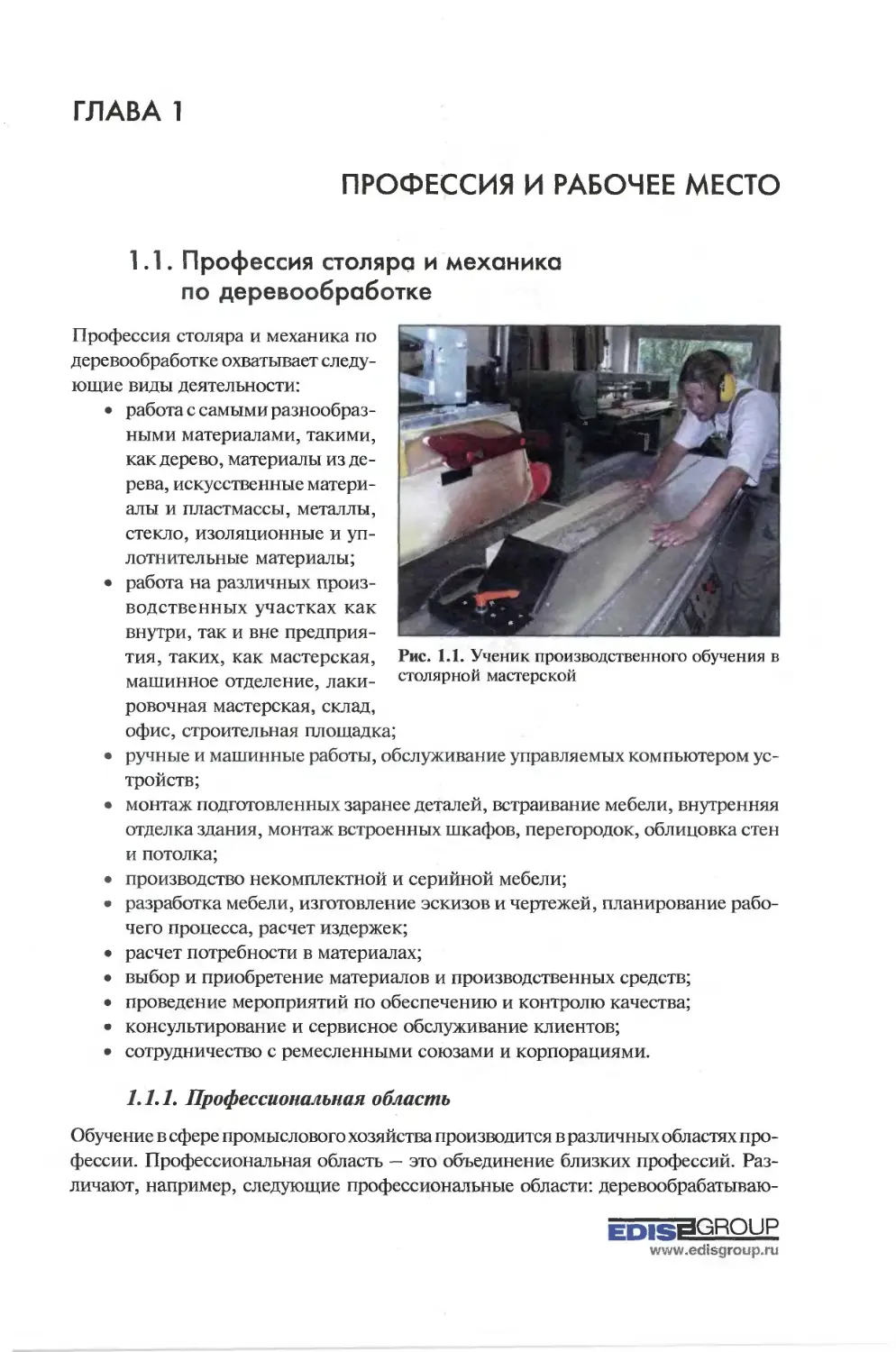
Профессия столяра и механика по деревообработке охватывает следующие виды деятельности:
• работа с самыми разнообразными материалами, такими, как дерево, материалы из дерева, искусственные материалы и пластмассы, металлы, стекло, изоляционные и уплотнительные материалы;
• работа на различных производственных участках как внутри, так и вне предприятия, таких, как мастерская, машинное отделение, лаки-
Рис. 1.1. Ученик производственного обучения в столярной мастерской
ровочная мастерская, склад, офис, строительная площадка;
• ручные и машинные работы, обслуживание управляемых компьютером устройств;
• монтаж подготовленных заранее деталей, встраивание мебели, внутренняя отделка здания, монтаж встроенных шкафов, перегородок, облицовка стен и потолка;
• производство некомплектной и серийной мебели;
• разработка мебели, изготовление эскизов и чертежей, планирование рабочего процесса, расчет издержек;
• расчет потребности в материалах;
• выбор и приобретение материалов и производственных средств;
• проведение мероприятий по обеспечению и контролю качества;
• консультирование и сервисное обслуживание клиентов;
• сотрудничество с ремесленными союзами и корпорациями.
1.1.1. Профессиональная область
Обучение в сфере промыслового хозяйства производится в различных областях профессии. Профессиональная область — это объединение близких профессий. Различают, например, следующие профессиональные области: деревообрабатываю-
FQISI^GROUP
www.edisgroup.ru
Глава 1. Профессия и рабочее место
Образование в учебно-производственном г едприятии торгово-промышленной палаты (IHK)
Название профессии Сфера деятельности
Изготовитель корпусов Деревянные части кузовов транспортных средств Н/| транспортных средств
Планеры и спортивные самолеты
Сундуки, промышленное производство мебели, окон и дверей, изготовление ящиков и кузовов
Строитель легких самолетов
Механик
по деревообработке
Модельщик (по изготовлению деревянных моделей)
Модели частей машин и приборов как основы для изготовления металлической отливки
пплтими Палубная надстройка, лестницы
плотник и ТраПы На кораблях
Образование в учебно-производственном предприятии ремесленной палаты (HWK) _______________________
Столяр
Мебель, окна, двери, облицовка полов и стен, оборудование для магазинов и офисов, лестницы и встроенные конструкции
Вагоностроитель (кузовщик)
Туристические автоприцепы, спортивный инвентарь
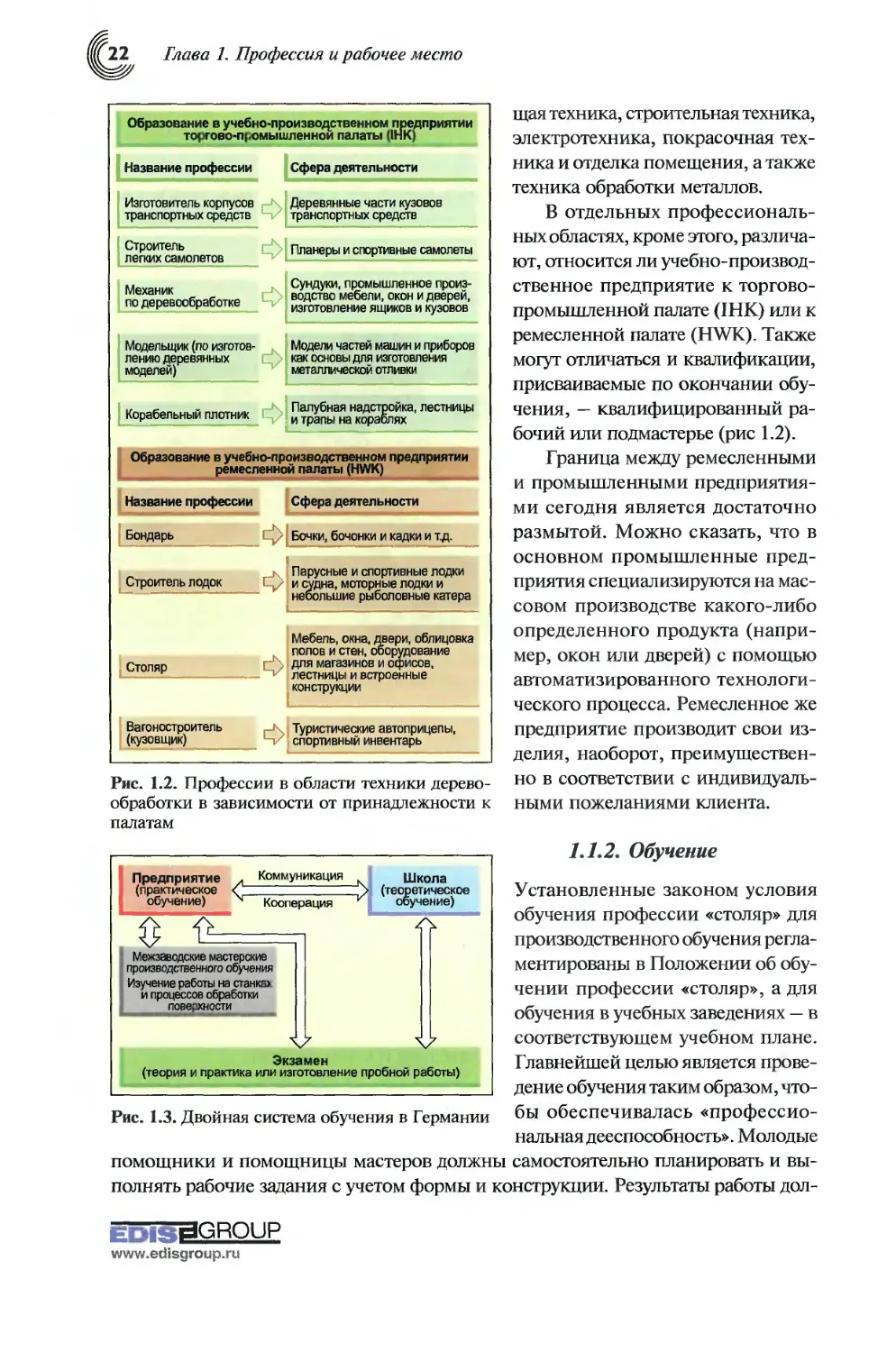
Рис. 1.2. Профессии в области техники деревообработки в зависимости от принадлежности к палатам
щая техника, строительная техника, электротехника, покрасочная техника и отделка помещения, а также техника обработки металлов.
В отдельных профессиональных областях, кроме этого, различают, относится ли учебно-производственное предприятие к торгово-промышленной палате (IHK) или к ремесленной палате (HWK). Также могут отличаться и квалификации, присваиваемые по окончании обучения, — квалифицированный рабочий или подмастерье (рис 1.2).
Граница между ремесленными и промышленными предприятиями сегодня является достаточно размытой. Можно сказать, что в основном промышленные предприятия специализируются на массовом производстве какого-либо определенного продукта (например, окон или дверей) с помощью автоматизированного технологического процесса. Ремесленное же предприятие производит свои изделия, наоборот, преимущественно в соответствии с индивидуальными пожеланиями клиента.
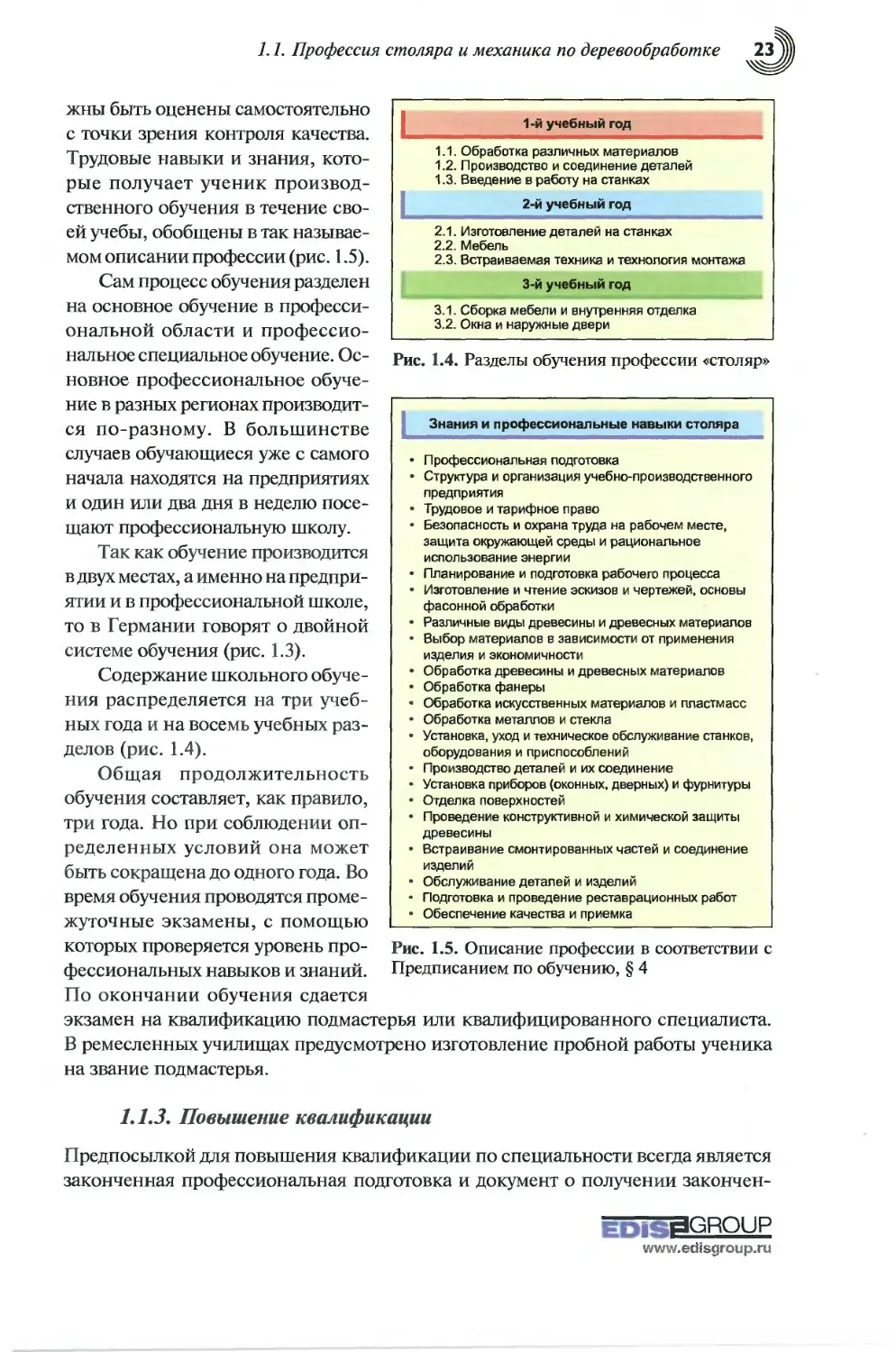
Предприятие Л Коммуникация к Школа (практическое (______________________У (теоретическое
| обучение) Кооперация к| обучение)
I Межзаводские мастерские производственного обучения Изучение работы на станках, и процессов обработки поверхности
Экзамен (теория и практика или изготовление пробной работы)
Рис. 1.3. Двойная система обучения в Германии
1.1.2. Обучение
Установленные законом условия обучения профессии «столяр» для производственного обучения регламентированы в Положении об обучении профессии «столяр», а для обучения в учебных заведениях — в соответствующем учебном плане. Главнейшей целью является проведение обучения таким образом, чтобы обеспечивалась «профессиональная дееспособность». Молодые
помощники и помощницы мастеров должны самостоятельно планировать и выполнять рабочие задания с учетом формы и конструкции. Результаты работы дол-
gpiadGROUP
www.edisgroup.ru
1.1. Профессия столяра и механика по деревообработке
1-й учебный год
1.1. Обработка различных материалов
1.2. Производство и соединение деталей
1.3. Введение в работу на станках
2-й учебный год
2.1. Изготовление деталей на станках
2.2. Мебель
2.3. Встраиваемая техника и технология монтажа
3-й учебный год
3.1. Сборка мебели и внутренняя отделка
3.2. Окна и наружные двери
Знания и профессиональные навыки столяра
• Профессиональная подготовка
• Структура и организация учебно-производственного предприятия
• Трудовое и тарифное право
• Безопасность и охрана труда на рабочем месте, защита окружающей среды и рациональное использование энергии
• Планирование и подготовка рабочего процесса
• Изготовление и чтение эскизов и чертежей, основы фасонной обработки
* Различные виды древесины и древесных материалов
* Выбор материалов в зависимости от применения изделия и экономичности
• Обработка древесины и древесных материалов
• Обработка фанеры
• Обработка искусственных материалов и пластмасс
• Обработка металлов и стекла
• Установка, уход и техническое обслуживание станков, оборудования и приспособлений
* Производство деталей и их соединение
• Установка приборов (оконных, дверных) и фурнитуры
• Отделка поверхностей
• Проведение конструктивной и химической защиты древесины
• Встраивание смонтированных частей и соединение изделий
• Обслуживание деталей и изделий
* Подготовка и проведение реставрационных работ
• Обеспечение качества и приемка
Рис. 1.5. Описание профессии в соответствии с
Предписанием по обучению, § 4
жны быть оценены самостоятельно с точки зрения контроля качества. Трудовые навыки и знания, которые получает ученик производственного обучения в течение своей учебы, обобщены в так называемом описании профессии (рис. 1.5).
Сам процесс обучения разделен на основное обучение в профессиональной области и профессио-
нальное специальное обучение. Ос- Рис. 1.4. Разделы обучения профессии «столяр» новное профессиональное обучение в разных регионах производится по-разному. В большинстве случаев обучающиеся уже с самого начала находятся на предприятиях и один или два дня в неделю посещают профессиональную школу.
Так как обучение производится в двух местах, а именно на предприятии и в профессиональной школе, то в Германии говорят о двойной системе обучения (рис. 1.3).
Содержание школьного обучения распределяется на три учебных года и на восемь учебных разделов (рис. 1.4).
Общая продолжительность обучения составляет, как правило, три года. Но при соблюдении определенных условий она может быть сокращена до одного года. Во время обучения проводятся промежуточные экзамены, с помощью которых проверяется уровень профессиональных навыков и знаний. По окончании обучения сдается экзамен на квалификацию подмастерья или квалифицированного специалиста. В ремесленных училищах предусмотрено изготовление пробной работы ученика на звание подмастерья.
1.1.3. Повышение квалификации
Предпосылкой для повышения квалификации по специальности всегда является законченная профессиональная подготовка и документ о получении закончен-
rnisriGROUP
www.edtsgroup.ru
Глава 1. Профессия и рабочее место
• Обучающийся, сдавший экзамен на звание мастера, а также работающий в столярной мастерской
• Деревообработчик/конструктор, сдавший государственный экзамен
• Руководящий работник ремесленного предприятия (например, специалист по экономике и организации производства, специалист по организации труда)
• Реставратор, сдавший государственный экзамен
• Конструктор на ремесленном предприятии, сдавший соответствующий экзамен
• Разработчик, сдавший соответствующий экзамен по специальности деревообработка
• Выпускник профессиональных и высших учебных заведений, изучивший следующие учебные курсы
• Архитектура и внутренняя отделка
* Инженерные технологии обработки древесины и искусственных материалоа,
• Написание диплома по теме, связанной с лесной промышленностью
• Написание диплома для получения квалификации дизайнера
• Преподавание в профессиональной школе
Рис. 1.6. Возможности продолжения образования с целью дальнейшего профессионального роста по профессии «столяр»
ного общего образования. Это может быть документ о получении вторичной ступени I или II, специализированный или общий аттестат зрелости.
Иногда перед посещением учреждения по повышению квалификации необходимо предъявить документ о работе по профессии в течение одного или нескольких лет.
Различают последующее повышение квалификации, корректирующее последующее обучение, продолжение образования с целью дальнейшего профессионального роста.
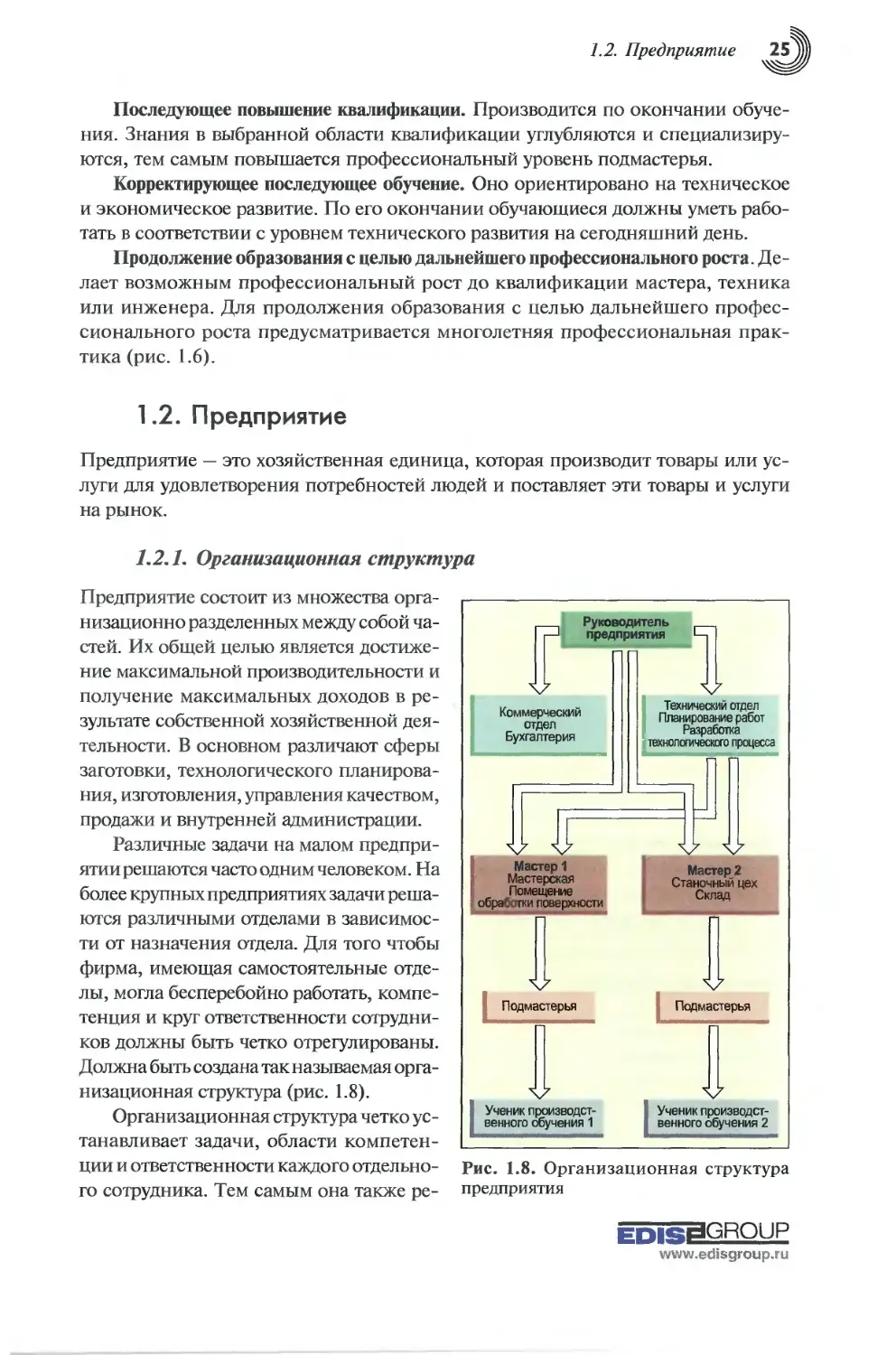
Самостоятельный работник предприятия
Конструктор-реставратор
Техник по специальности деревообраб
Дипломированный инженер, дизайнер
Дипломированный инженер,специалист по экономике и организации деревообрабатывающего производства, преподаватель в профессиональной школе
Дипломированный инженер, специалист по экономике и организации производства
Высшее техническое учебное заведение или университет
Ремесленная школа
Среднее специальное учебное заведение
Техническое учебное заведение
Отраслевая академия
Общеобразовательная специализированная школа ''ЧЯШЯШШГ'
ft
Профессиональная гимназия
Предприятия и профессиональные школы
Профессиональная одно-, двухгодичная школа
Общеобразовательная школа
Рис. 1.7. Обзор возможностей обучения и повышения квалификации по специальности «деревообработка»
misplGROUP
www.edisgroup.ru
1.2. Предприятие
Последующее повышение квалификации. Производится по окончании обучения. Знания в выбранной области квалификации углубляются и специализируются, тем самым повышается профессиональный уровень подмастерья.
Корректирующее последующее обучение. Оно ориентировано на техническое и экономическое развитие. По его окончании обучающиеся должны уметь работать в соответствии с уровнем технического развития на сегодняшний день.
Продолжение образования с целью дальнейшего профессионального роста. Делает возможным профессиональный рост до квалификации мастера, техника или инженера. Для продолжения образования с целью дальнейшего профессионального роста предусматривается многолетняя профессиональная практика (рис. 1.6).
1.2. Предприятие
Предприятие — это хозяйственная единица, которая производит товары или услуги для удовлетворения потребностей людей и поставляет эти товары и услуги на рынок.
1.2.1. Организационная структура
Предприятие состоит из множества организационно разделенных между собой частей. Их общей целью является достижение максимальной производительности и получение максимальных доходов в результате собственной хозяйственной деятельности. В основном различают сферы заготовки, технологического планирования, изготовления, управления качеством, продажи и внутренней администрации.
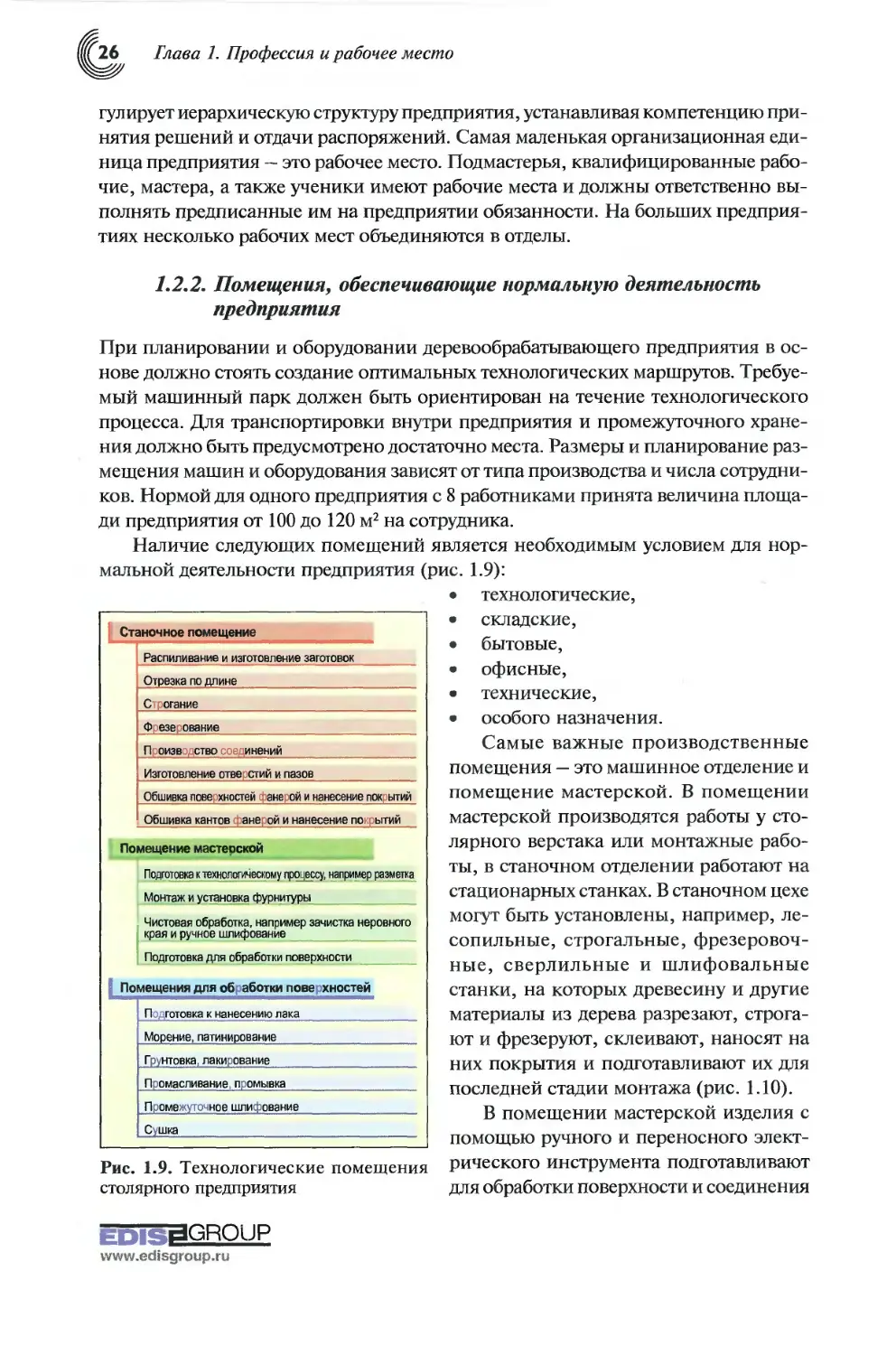
Различные задачи на малом предприятии решаются часто одним человеком. На более крупных предприятиях задачи решаются различными отделами в зависимости от назначения отдела. Для того чтобы фирма, имеющая самостоятельные отделы, могла бесперебойно работать, компетенция и круг ответственности сотрудников должны быть четко отрегулированы. Должна быть создана так называемая организационная структура (рис. 1.8).
Организационная структура четко устанавливает задачи, области компетен
Рис. 1.8. Организационная структура предприятия
ции и ответственности каждого отдельного сотрудника. Тем самым она также ре
EDisSSBQUP
www.edisgroup.ru
Глава 1. Профессия и рабочее место
гулирует иерархическую структуру предприятия, устанавливая компетенцию принятия решений и отдачи распоряжений. Самая маленькая организационная единица предприятия — это рабочее место. Подмастерья, квалифицированные рабочие, мастера, а также ученики имеют рабочие места и должны ответственно выполнять предписанные им на предприятии обязанности. На больших предприятиях несколько рабочих мест объединяются в отделы.
1.2.2. Помещения, обеспечивающие нормальную деятельность предприятия
При планировании и оборудовании деревообрабатывающего предприятия в основе должно стоять создание оптимальных технологических маршрутов. Требуемый машинный парк должен быть ориентирован на течение технологического процесса. Для транспортировки внутри предприятия и промежуточного хранения должно быть предусмотрено достаточно места. Размеры и планирование размещения машин и оборудования зависят от типа производства и числа сотрудников. Нормой для одного предприятия с 8 работниками принята величина площади предприятия от 100 до 120 м2 на сотрудника.
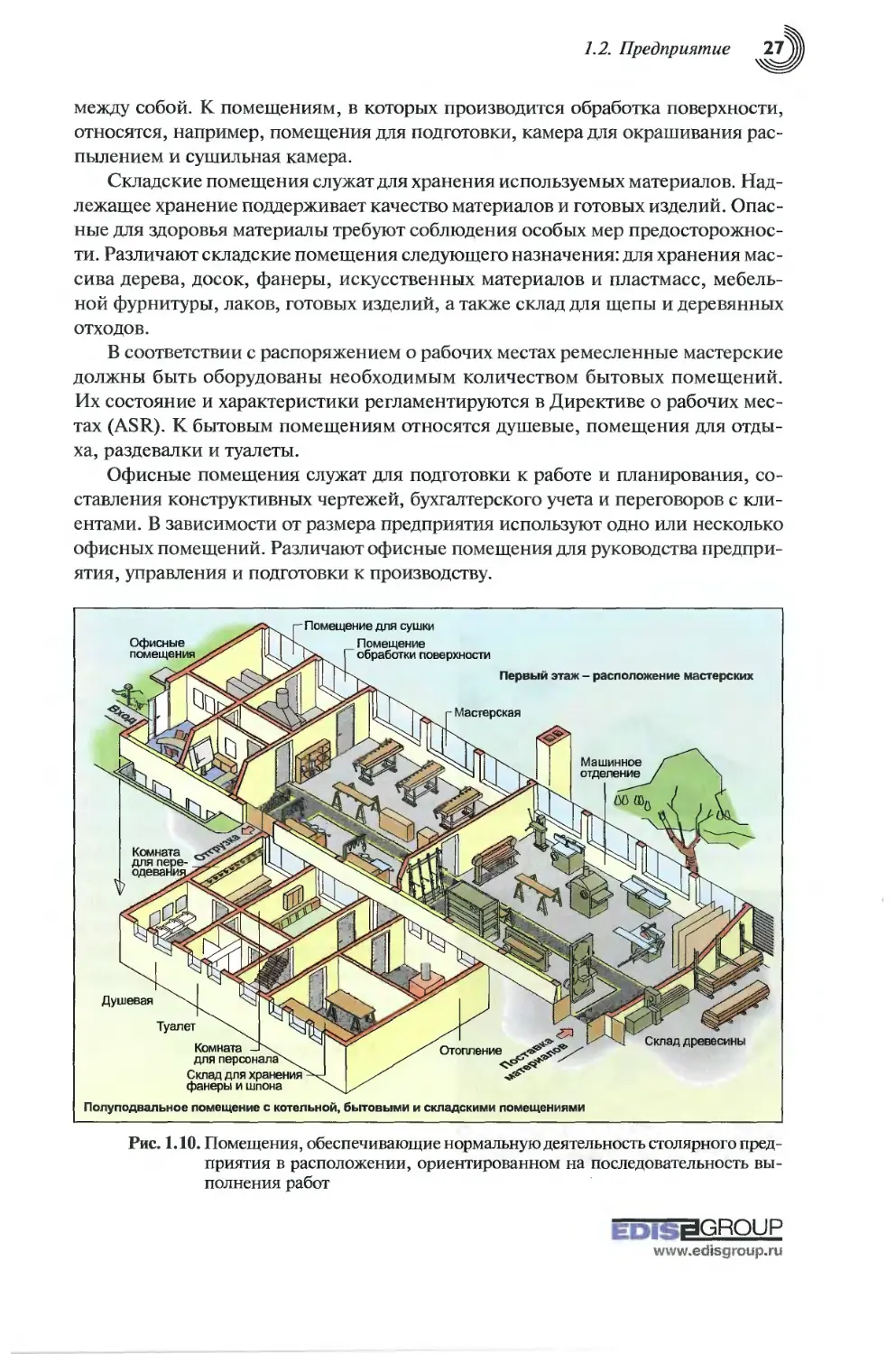
Наличие следующих помещений является необходимым условием для нормальной деятельности предприятия (рис. 1.9):
Станочное помещение
Распиливание и изготовление заготовок
Отрезка по длине
Строгание
Фрезерование
Производство соединений
Изготовление отве сгий и пазов
Обшивка поверхностей фанерой и нанесение покрытий
I Обшивка кантов фанерой и нанесение покрытий
Помещение мастерской
Подготовка к технологическому процессу, например разметка
Монтаж и установка фурнитуры
Чистовая обработка, например зачистка неровного края и ручное шлифование
Подготовка для обработки поверхности
Помещения для об аботки пове хностей
|П готовка к нанесению лака
Морение, патинирование
Грунтовка, лакирование
Промасливание, промывка
Промежуточное шлифование
Сушка
Рис. 1.9. Технологические помещения столярного предприятия
gni^riGROUP
www.edisgroup.ru
• технологические,
• складские,
• бытовые, • офисные, • технические, • особого назначения.
Самые важные производственные помещения — это машинное отделение и помещение мастерской. В помещении мастерской производятся работы у столярного верстака или монтажные работы, в станочном отделении работают на стационарных станках. В станочном цехе могут быть установлены, например, лесопильные, строгальные, фрезеровочные, сверлильные и шлифовальные станки, на которых древесину и другие материалы из дерева разрезают, строгают и фрезеруют, склеивают, наносят на них покрытия и подготавливают их для последней стадии монтажа (рис. 1.10).
В помещении мастерской изделия с помощью ручного и переносного электрического инструмента подготавливают для обработки поверхности и соединения
1.2. Предприятие
между собой. К помещениям, в которых производится обработка поверхности, относятся, например, помещения для подготовки, камера для окрашивания распылением и сушильная камера.
Складские помещения служат для хранения используемых материалов. Надлежащее хранение поддерживает качество материалов и готовых изделий. Опасные для здоровья материалы требуют соблюдения особых мер предосторожности. Различают складские помещения следующего назначения: для хранения массива дерева, досок, фанеры, искусственных материалов и пластмасс, мебельной фурнитуры, лаков, готовых изделий, а также склад для щепы и деревянных отходов.
В соответствии с распоряжением о рабочих местах ремесленные мастерские должны быть оборудованы необходимым количеством бытовых помещений. Их состояние и характеристики регламентируются в Директиве о рабочих местах (ASR). К бытовым помещениям относятся душевые, помещения для отдыха, раздевалки и туалеты.
Офисные помещения служат для подготовки к работе и планирования, составления конструктивных чертежей, бухгалтерского учета и переговоров с клиентами. В зависимости от размера предприятия используют одно или несколько офисных помещений. Различают офисные помещения для руководства предприятия, управления и подготовки к производству.
Рис. 1.10. Помещения, обеспечивающие нормальную деятельность столярного предприятия в расположении, ориентированном на последовательность выполнения работ
www.edisgraup.ru
Глава 1. Профессия и рабочее место
В технических помещениях устанавливается техническое оборудование, при этом могут исходить из класса пожарной опасности или опасности для здоровья. Различают следующие технические помещения: топочные, компрессорные, помещения для отсасывания и хранения опилок и стружки. Их состояние и характеристики регламентируются в соответствующих технических директивах и законодательных предписаниях.
К специализированным помещениям предприятия относятся, например, демонстрационные и переговорные помещения. Они служат для презентации продукции и консультаций с клиентами.
1.2.3. Защита от несчастных случаев на рабочем месте
Для защиты собственного здоровья и предотвращения несчастных случаев действует следующий принцип:
Безопасность при соблюдении порядка и чистоты
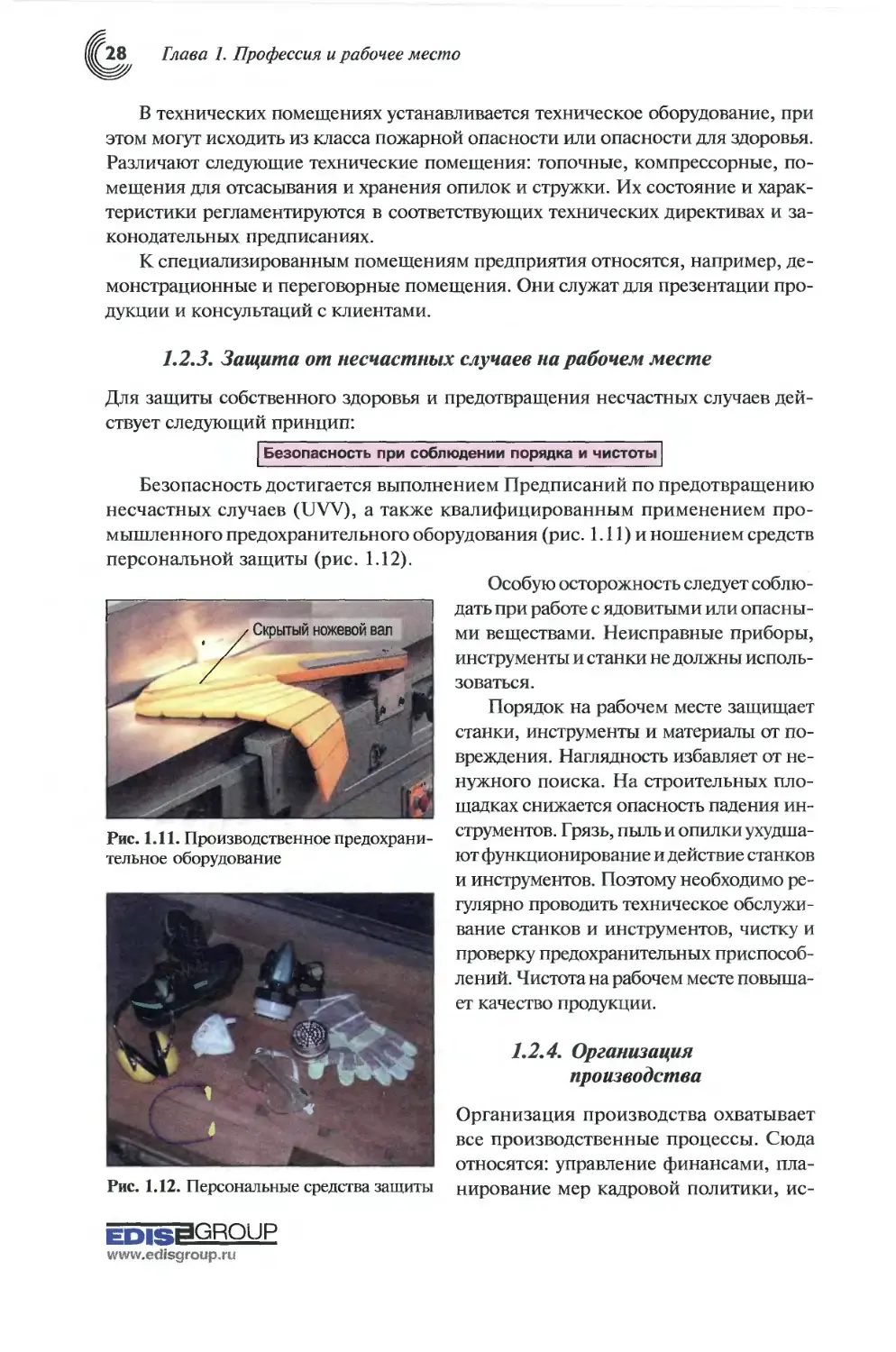
Безопасность достигается выполнением Предписаний по предотвращению несчастных случаев (UW), а также квалифицированным применением промышленного предохранительного оборудования (рис. 1.11) и ношением средств
персональной защиты (рис. 1.12).
Рис. 1.11. Производственное предохранительное оборудование
Рис. 1.12. Персональные средства защиты
Особую осторожность следует соблюдать при работе с ядовитыми или опасными веществами. Неисправные приборы, инструменты и станки не должны использоваться.
Порядок на рабочем месте защищает станки, инструменты и материалы от повреждения. Наглядность избавляет от ненужного поиска. На строительных площадках снижается опасность падения инструментов. Грязь, пыль и опилки ухудшают функционирование и действие станков и инструментов. Поэтому необходимо регулярно проводить техническое обслуживание станков и инструментов, чистку и проверку предохранительных приспособлений. Чистота на рабочем месте повышает качество продукции.
1.2.4. Организация производства
Организация производства охватывает все производственные процессы. Сюда относятся: управление финансами, планирование мер кадровой политики, ис-
FDBMJGRQUP
www.edisgroup.ru
пользование станков и оборудования, маркетинг, защита окружающей среды, закупка материалов, составление отчетности, реклама, управление качеством, разработка технологического процесса. Организация производства охватывает планирование, управление и контроль.
1.2.4.1. Планирование
Изготовление обрабатываемых изделий происходит в логической последовательности в соответствии с определенными этапами изготовления. В небольших и обозримых ремесленных предприятиях все этапы изготовления часто производятся одним работником. На промышленных предприятиях рабочий процесс чет
ко разделен, и здесь имеет место соответствующая специализация.
Для поэтапного изготовления необходимы различные станки и инструменты. Поэтому деталь при производстве должна быть многократно транспортирована от одного станка к другому или от одного производственного участка к другому. Технологический процесс должен быть разработан таким образом, чтобы не возникало «узких мест» или работы вхолостую.
Разработка технологического процесса состоит в основном из трех областей: обработка заданий, планирование потребностей и планирование рабочего тех
нологического процесса.
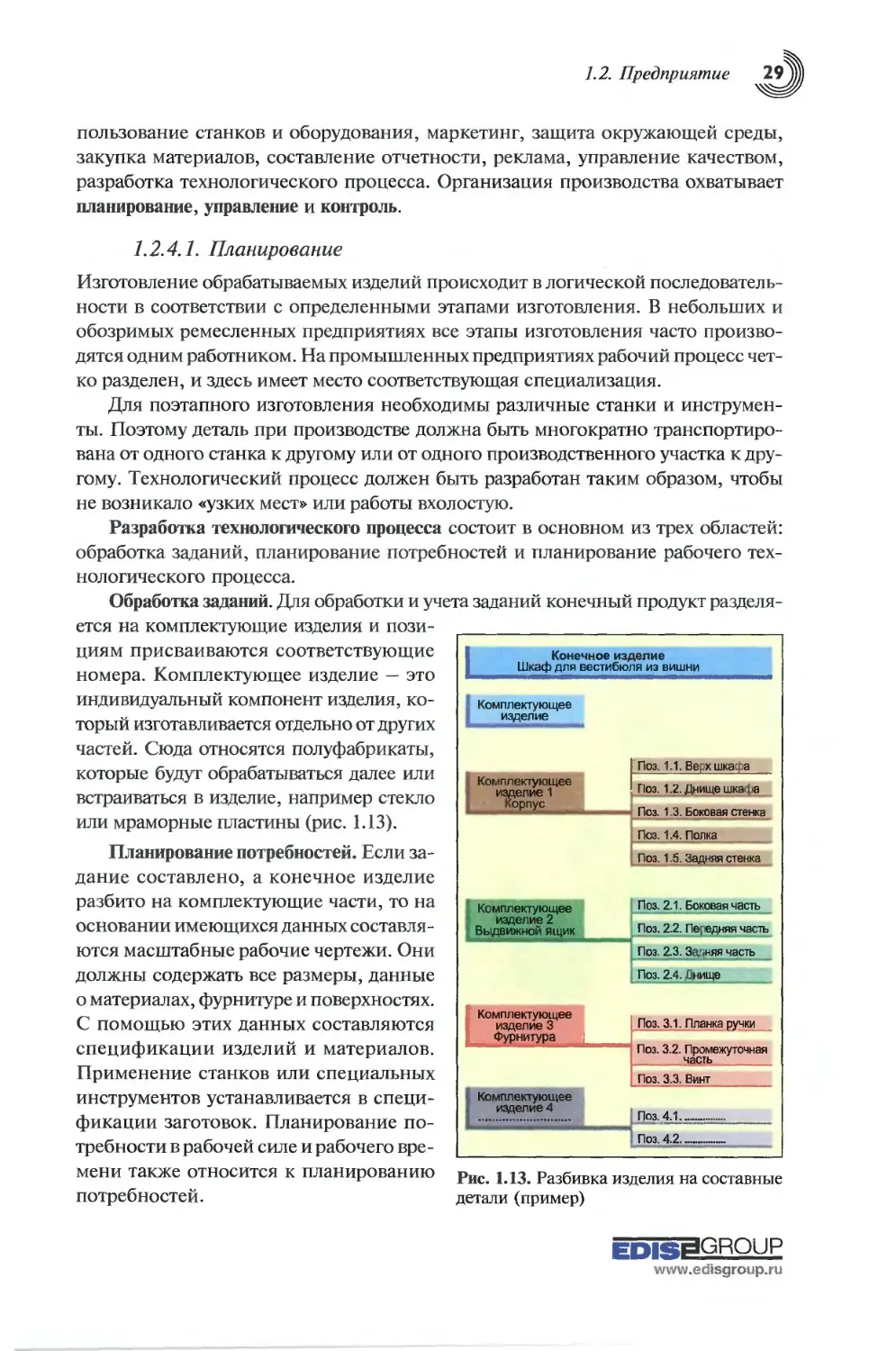
Обработка заданий. Для обработки и учета заданий конечный продукт разделя-
ется на комплектующие изделия и позициям присваиваются соответствующие номера. Комплектующее изделие — это индивидуальный компонент изделия, который изготавливается отдельно от других частей. Сюда относятся полуфабрикаты, которые будут обрабатываться далее или встраиваться в изделие, например стекло или мраморные пластины (рис. 1.13).
Планирование потребностей. Если задание составлено, а конечное изделие разбито на комплектующие части, то на основании имеющихся данных составляются масштабные рабочие чертежи. Они должны содержать все размеры, данные о материалах, фурнитуре и поверхностях. С помощью этих данных составляются спецификации изделий и материалов. Применение станков или специальных инструментов устанавливается в спецификации заготовок. Планирование потребности в рабочей силе и рабочего времени также относится к планированию потребностей.
Конечное изделие Шкаф для вестибюля из вишни
Комплектующее изделие
Комплектующее изделие 1 Корпус
Комплектующее изделие 2 Выдвижной ящик
Поз. 1.1. Верх шкафа
Поз. 1.2. Днище шка
Поз. 1.3. Боковая стенка
Поз. 1.4. Полка_____
Поз. 1.5. Задняя стенка
Поз. 2.1. Боковая часть
Поз. 2.2. Передняя часть
Поз. 23. Зд .няя часть
Поз. 2.4. Днище
Ко плектующее
изделие 3 Поз. 3.1. Планка ручки
Фурнитура I
Поз. 3.2. Промежуточная часть
__________________ Поз. 3.3. Винт
Комплектующее изделие 4 п ..
I .............. Поз. 4.1...............
| Поз. 4.2________
Рис. 1.13. Разбивка изделия на составные детали (пример)
Fni*S^GRQUP
www.edisgroup.ru
Глава 1. Профессия и рабочее место
Область работы
Распилочные работы
Этап изготовления
Инструменты, станки
Время, мин.
Снять кромку с сырьевого лесоматериала, распилить на доски, отрезать на заданную длину
Выровнять поверх-ность, кромки Строгать до определенной толщины
Круглопильный станок
Строгальные работы
Строгальные работы
Фуговально-строгальный станок________________
Рейсмусовый станок
Управление производством
изготовление изделия с контролем качества
1. Подготовка рабочег к выполнению производственного задания
2. Изготовление
В мастерской и станочном цехе
3. Поставка, монтаж и конечный контроль
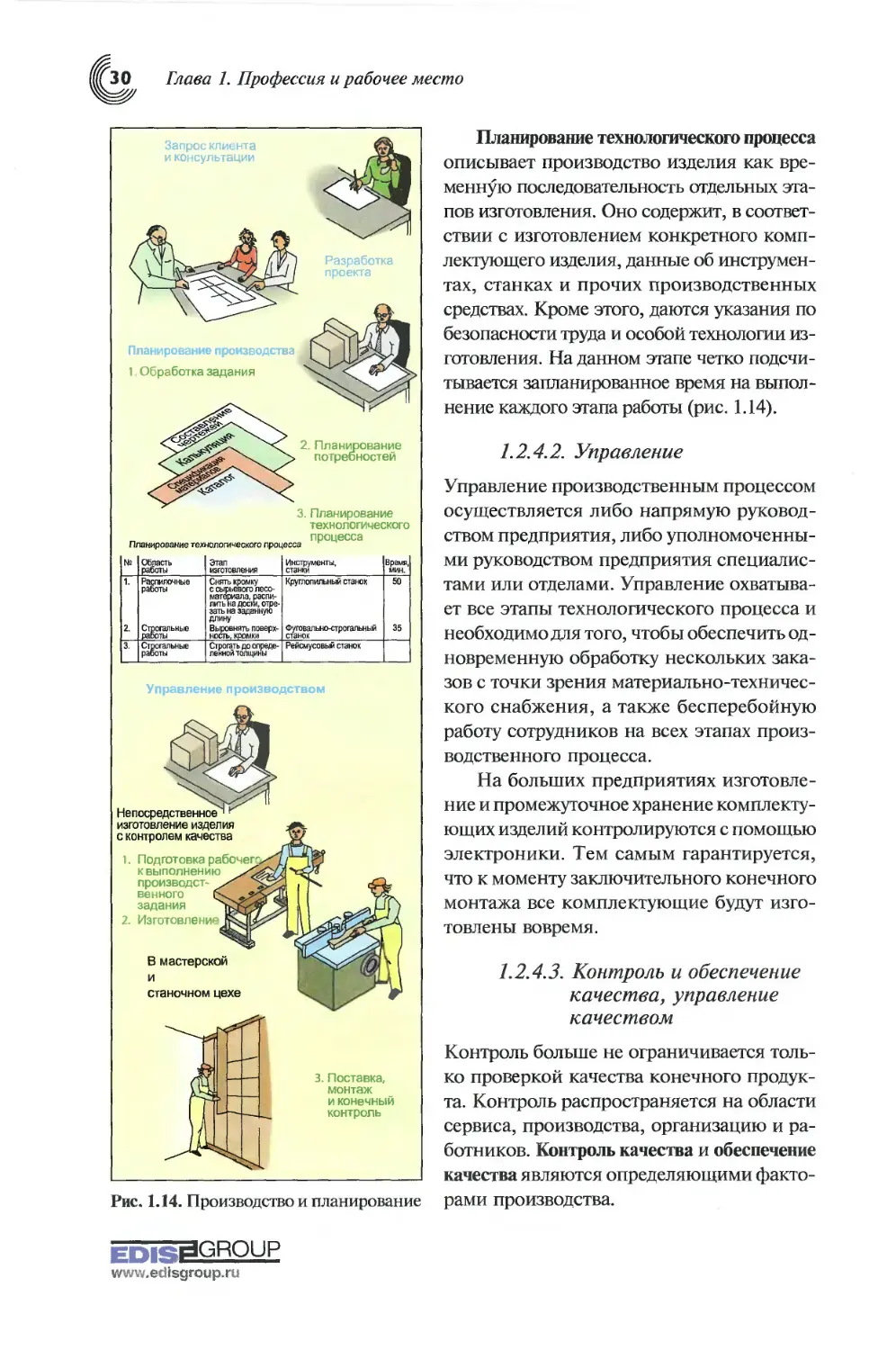
Рис. 1.14. Производство и планирование
Планирование технологического процесса описывает производство изделия как вре-менттую последовательность отдельных этапов изготовления. Оно содержит, в соответствии с изготовлением конкретного комплектующего изделия, данные об инструментах, станках и прочих производственных средствах. Кроме этого, даются указания по безопасности труда и особой технологии изготовления. На данном этапе четко подсчитывается запланированное время на выполнение каждого этапа работы (рис. 1.14).
1.2.4.2. Управление
Управление производственным процессом осуществляется либо напрямую руководством предприятия, либо уполномоченными руководством предприятия специалистами или отделами. Управление охватывает все этапы технологического процесса и необходимо для того, чтобы обеспечить одновременную обработку нескольких заказов с точки зрения материально-технического снабжения, а также бесперебойную работу сотрудников на всех этапах производственного процесса.
На больших предприятиях изготовление и промежуточное хранение комплектующих изделий контролируются с помощью электроники. Тем самым гарантируется, что к моменту заключительного конечного монтажа все комплектующие будут изготовлены вовремя.
1.2.4.3. Контроль и обеспечение качества, управление качеством
Контроль больше не ограничивается только проверкой качества конечного продукта. Контроль распространяется на области сервиса, производства, организацию и работников. Контроль качества и обеспечение качества являются определяющими факторами производства.
pni«tFlGROUP
www.edisgroup.ru
Маркетинг Проектирование и исследования продукта рынка и его монтаж
КОНТРОЛЬ КАЧЕСТВА
Контроль качества проверяет, выполняются ли все заданные требования по качеству. Требования по качеству задаются в национальных, общеевропейских стандартах или стандартах ISO, соответствующих законах или в специальных требованиях покупателя. При этом различают измеримые, исчислимые и оцениваемые признаки качества.
При измеримых признаках качества речь идет, например, о контроле допустимых размеров или выполнении требований по тепло-, звуке- и влагозащите.
При исчислимых признаках качества говорят о контроле требуемого количества изделий.
Под оцениваемыми признаками качества понимают, например, оценку сорта массивной древесины или красоту рисунка шпона. Такая оценка, как правило, возможна только квалифицированными специалистами.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА
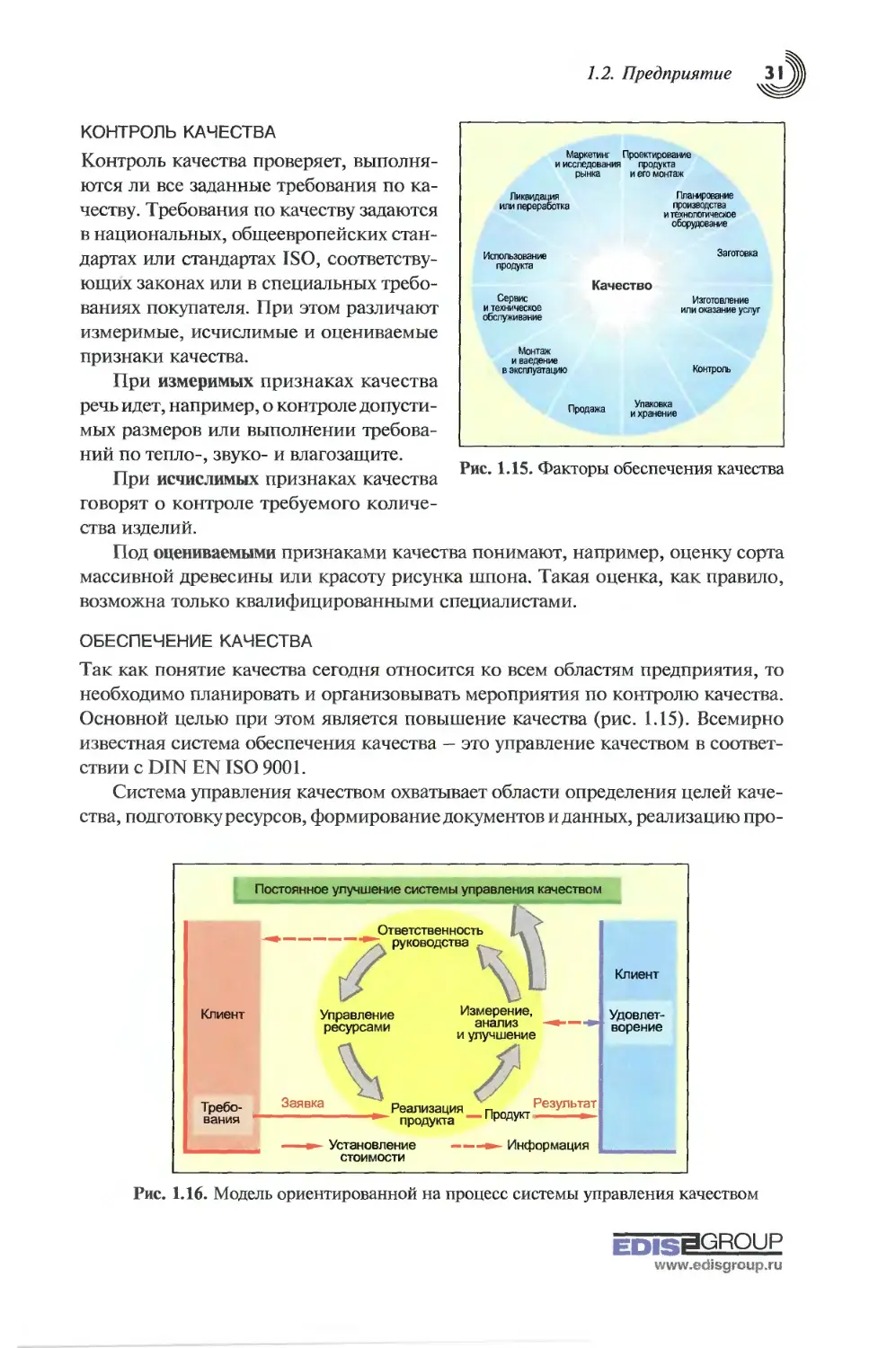
Так как понятие качества сегодня относится ко всем областям предприятия, то необходимо планировать и организовывать мероприятия по контролю качества. Основной целью при этом является повышение качества (рис. 1.15). Всемирно известная система обеспечения качества — это управление качеством в соответствии с DIN EN ISO 9001.
Система управления качеством охватывает области определения целей качества, подготовку ресурсов, формирование документов и данных, реализацию про-
Ликвидация или переработка
Планирование производства и технологическое оборудование
Использование продукта
Сервис и техническое обслуживание
Качество
Заготовка
Изготовление или оказание услуг
Монтаж и введение в эксплуатацию
Контроль
Продажа
Упаковка и хранение
Рис. 1.15. Факторы обеспечения качества
Рис. 1.16. Модель ориентированной на процесс системы управления качеством
gnigJJGRQUP
www.edisgroup.ru
Глава 1. Профессия и рабочее место
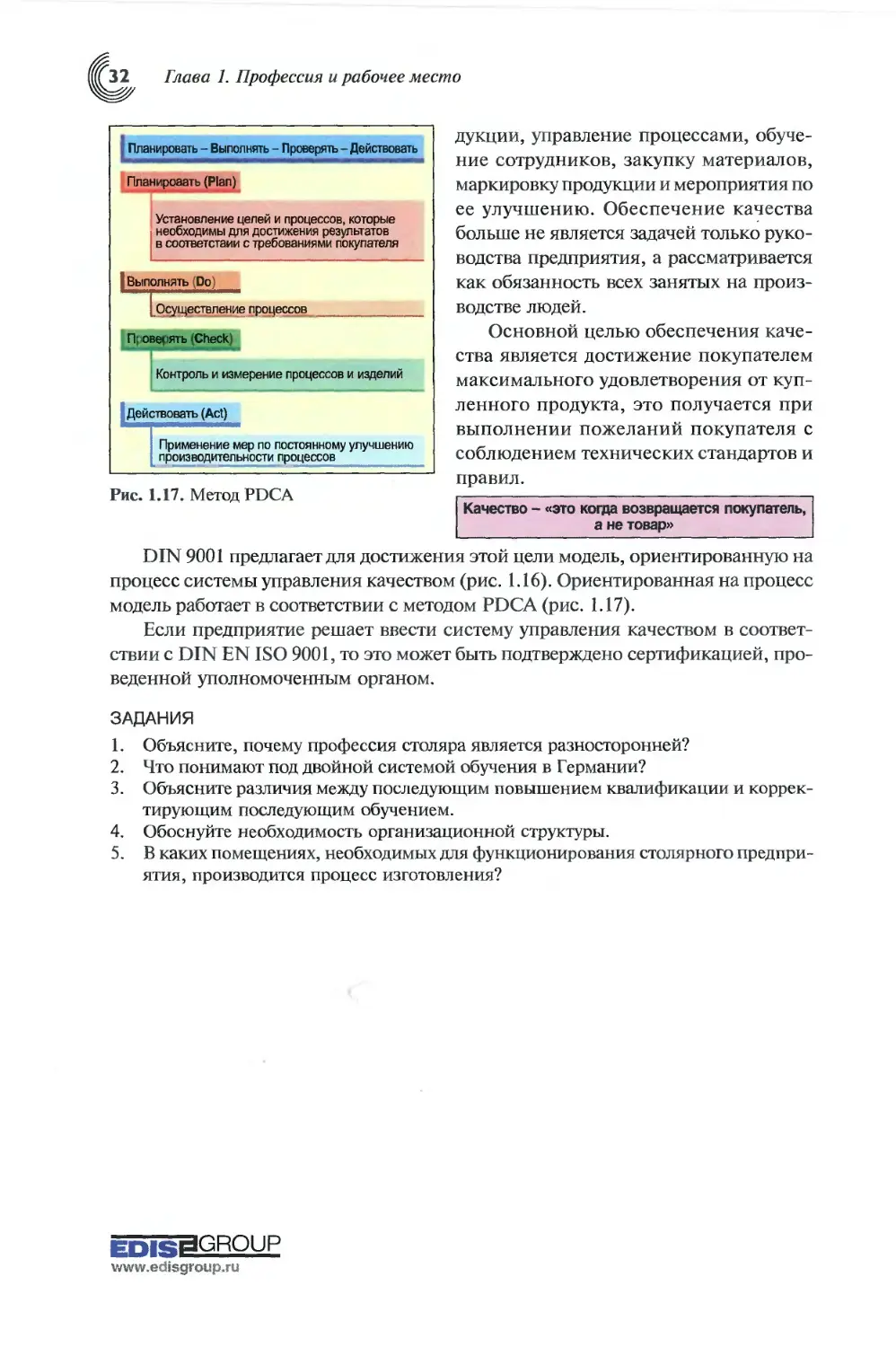
Планировать - Выполнять - Проверять - Действовать
Планировать (Plan)
Установление целей и процессов, которые необходимы для достижения результатов в соответствии с требованиями покупателя
| Выполнять (Do) [<?су цествление процессов
Проверять (Check) _____________________________________________
Контроль и измерение процессов и изделий
Действовать (Act)
{Применение мер по постоянному улучшению производительности процессов
Рис. 1.17. Метод PDCA
дукции, управление процессами, обучение сотрудников, закупку материалов, маркировку продукции и мероприятия по ее улучшению. Обеспечение качества больше не является задачей только руководства предприятия, а рассматривается как обязанность всех занятых на производстве людей.
Основной целью обеспечения качества является достижение покупателем максимального удовлетворения от купленного продукта, это получается при выполнении пожеланий покупателя с соблюдением технических стандартов и правил.
Качество - «это когда возвращается покупатель, а не товар»
DIN 9001 предлагает для достижения этой цели модель, ориентированную на процесс системы управления качеством (рис. 1.16). Ориентированная на процесс модель работает в соответствии с методом PDCA (рис. 1.17).
Если предприятие решает ввести систему управления качеством в соответствии с DIN EN ISO 9001, то это может быть подтверждено сертификацией, проведенной уполномоченным органом.
ЗАДАНИЯ
1. Объясните, почему профессия столяра является разносторонней?
2. Что понимают под двойной системой обучения в Германии?
3. Объясните различия между последующим повышением квалификации и корректирующим последующим обучением.
4. Обоснуйте необходимость организационной структуры.
5. В каких помещениях, необходимых для функционирования столярного предприятия, производится процесс изготовления?
t?r>i«siaGROUP
www.edisgroup.ru
ГЛАВА 2
МАТЕРИАЛЫ
И ОБРАБОТКА МАТЕРИАЛОВ
В современной деревообрабатывающей технике обрабатывается множество материалов, например древесина, фанера, древесные и искусственные материалы и пластмассы, клеящие вещества, стекло и изоляционные материалы.
Разные материалы одной и той же группы могут значительно различаться между собой. Материалы могут быть профессионально выбраны и соответствующим образом переработаны только при наличии глубоких знаний о материалах и их обработке.
2.1. Лес
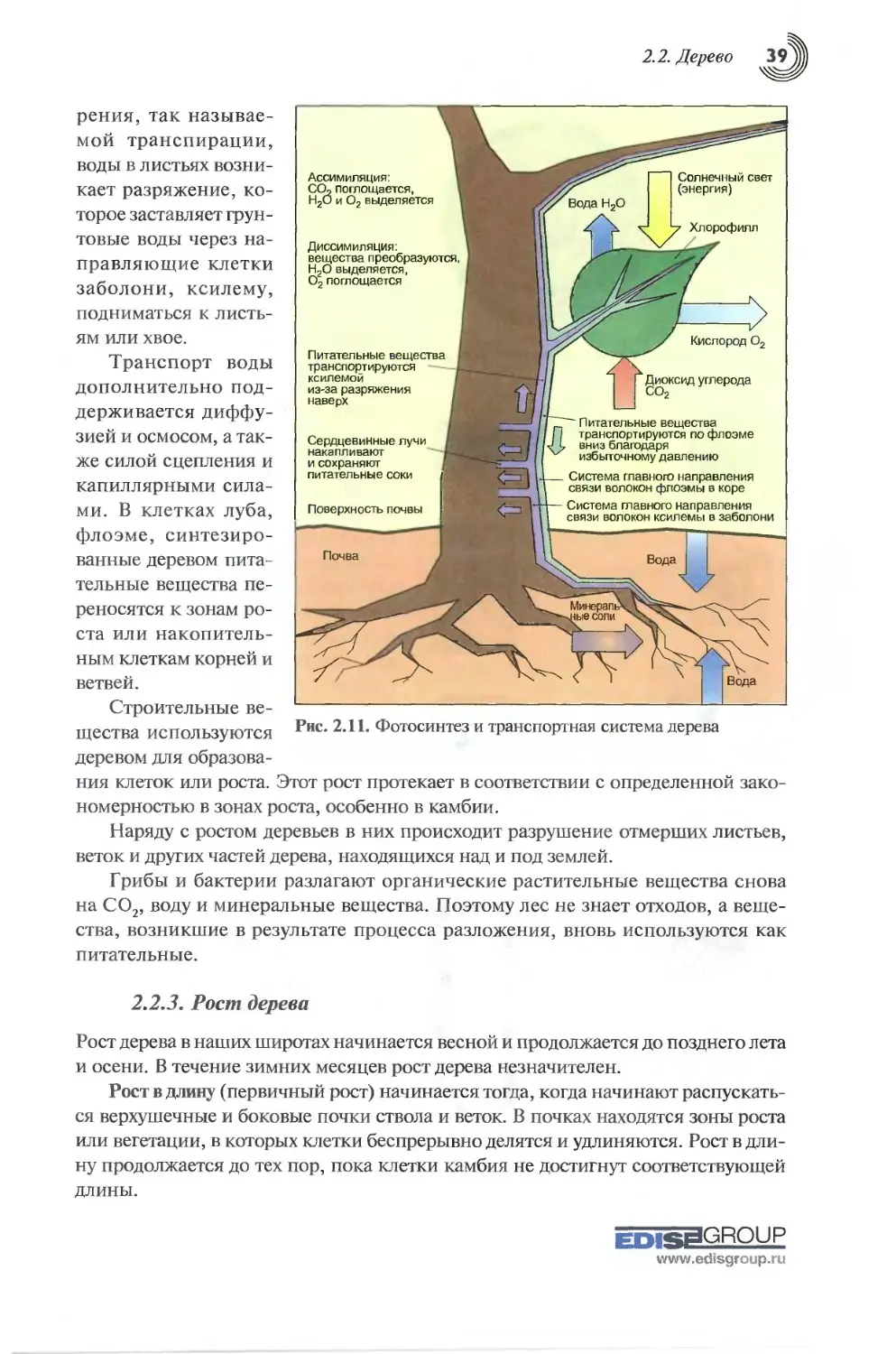
Древесина — это, как правило, выросшее в лесу органическое сырье, которое потом перерабатывается и покрывается защитными покрытиями, для того чтобы в дальнейшем она могла хорошо и долго выполнять свои функции. Древесиной в общем обозначают части дерева, которые пригодны к использованию. В основном это части ствола и в значительно меньшей степени ветви, корни и корневища. Но в принципе, действует правило, что все части дерева могут быть полностью использованы, лес не производит отходов (см. рис. 2.29).
Лес — это природный биоценоз (лесорастительное сообщество), экосистема, которая состоит из растений и животных. Основной частью этой биосистемы являются деревья. В древнем лесу деревья росли в соответствии с природными условиями роста, которые не зависели от человека. Если человек начинает упорядочивать, планировать или частично разрушать это живое сообщество прежде всего для возможности хозяйственного использования леса, то лес ста-
новится лесными угодьями или лесом хозяйственного назначения. В Германии примерно 98% леса находится в хозяйственном использовании. В лесах сажаются и выращиваются такие деревья, которые могут поставлять технически ценную древесину в достаточном количестве.
Важнейшими породами древесины в Германии являются ель, в меньшей степени пихта и лжетсуга (примерно 41%), сосна и лиственница (около 25%), дуб (10%), бук и другие лиственные деревья (примерно 24%) (рис. 2.1).
Отдельные породы деревьев, как правило, не образуют чистых насаждений (монокультур), в основном культура является смешанной минимум из двух пород деревьев (смешанный лес).
Рис. 2.1. Доля пород деревьев в лесных насаждениях ФРГ
TOISiaGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
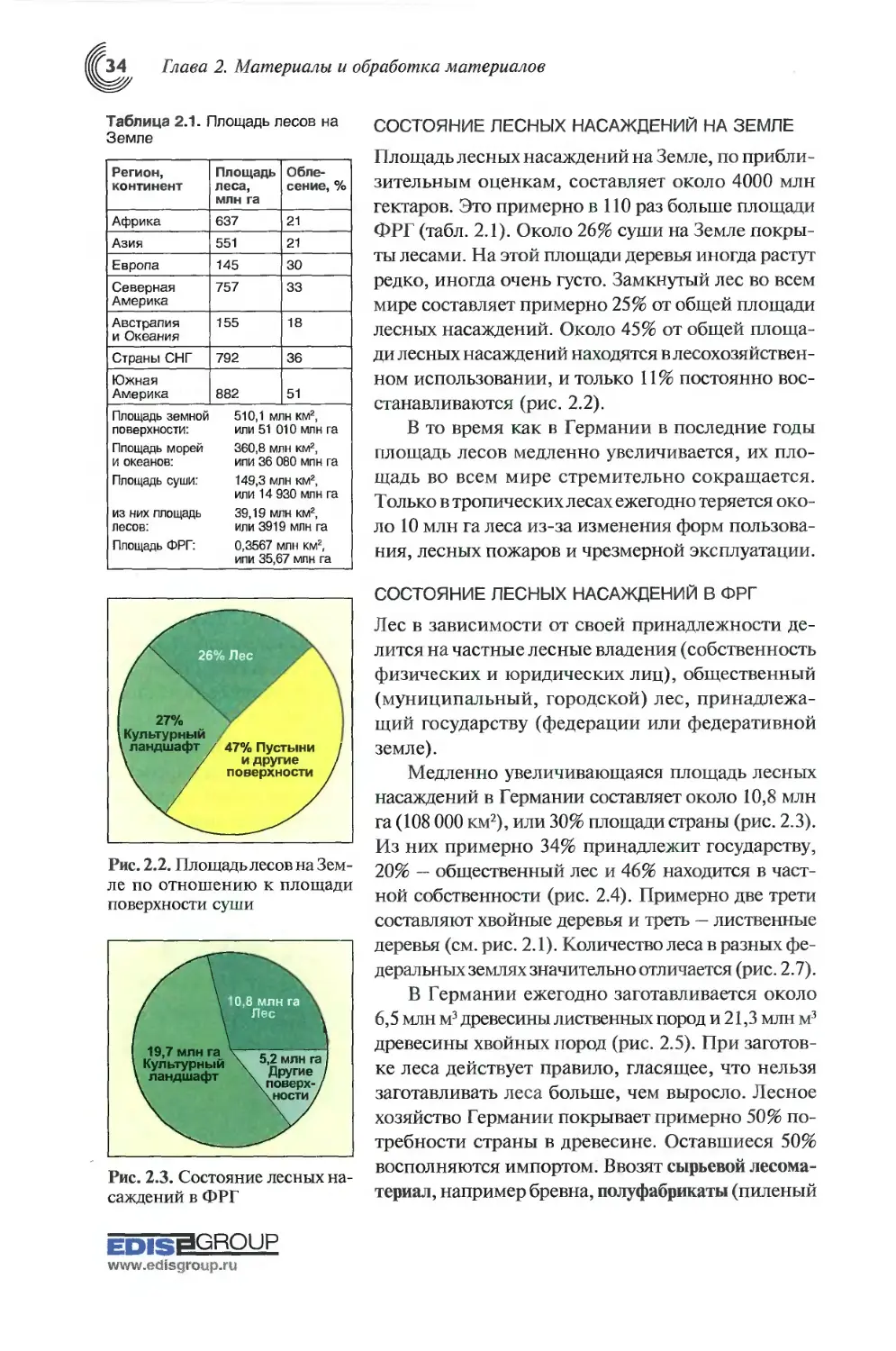
Таблица 2.1. Площадь лесов на Земле
Регион, континент Площадь леса, млн га Облесение, %
Африка 637 21
Азия 551 21
Европа 145 30
Северная Америка 757 33
Австралия и Океания 155 18
Страны СНГ 792 36
Южная Америка 882 51
Площадь земной поверхности: 510,1 млн км2, или 51 010 млн га
Площадь морей и океанов: 360,8 млн км2, или 36 080 млн га
Площадь суши: 149,3 млн км2, или 14 930 млн га
из них площадь лесов: 39,19 млн км2, или 3919 млн га
Площадь ФРГ: 0,3567 млн км2, или 35,67 млн га
Рис. 2.2. Площадь лесов на Земле по отношению к площади поверхности суши
Рис. 2.3. Состояние лесных насаждений в ФРГ
СОСТОЯНИЕ ЛЕСНЫХ НАСАЖДЕНИЙ НА ЗЕМЛЕ
Площадь лесных насаждений на Земле, по приблизительным оценкам, составляет около 4000 млн гектаров. Это примерно в ПО раз больше площади ФРГ (табл. 2.1). Около 26% суши на Земле покрыты лесами. На этой площади деревья иногда растут редко, иногда очень густо. Замкнутый лес во всем мире составляет примерно 25% от общей площади лесных насаждений. Около 45% от общей площади лесных насаждений находятся в лесохозяйственном использовании, и только 11% постоянно восстанавливаются (рис. 2.2).
В то время как в Германии в последние годы площадь лесов медленно увеличивается, их площадь во всем мире стремительно сокращается. Только в тропических лесах ежегодно теряется около 10 млн га леса из-за изменения форм пользования, лесных пожаров и чрезмерной эксплуатации.
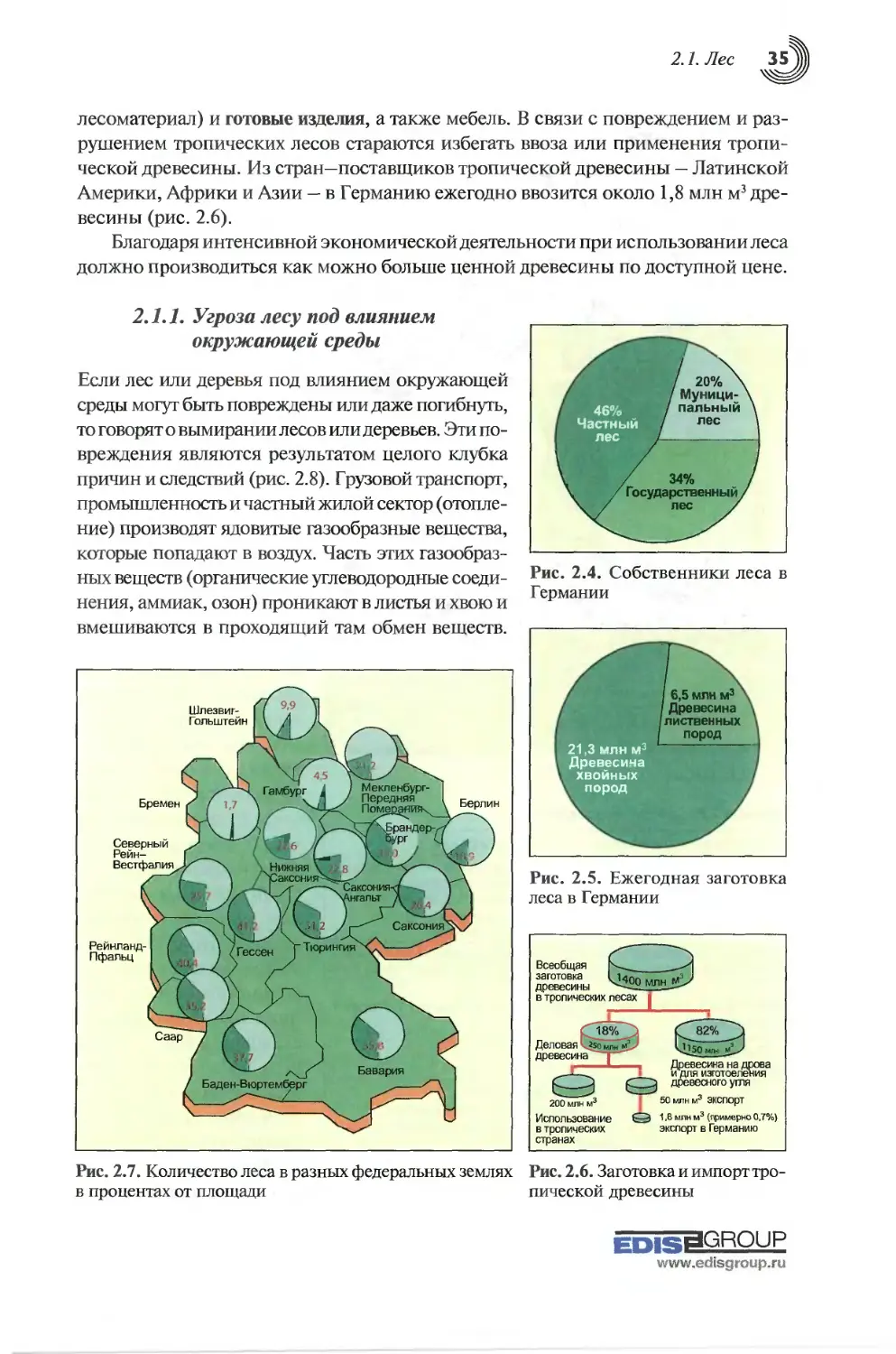
СОСТОЯНИЕ ЛЕСНЫХ НАСАЖДЕНИЙ В ФРГ
Лес в зависимости от своей принадлежности делится на частные лесные владения (собственность физических и юридических лиц), общественный (муниципальный, городской) лес, принадлежащий государству (федерации или федеративной земле).
Медленно увеличивающаяся площадь лесных насаждений в Германии составляет около 10,8 млн га (108 000 км2), или 30% площади страны (рис. 2.3). Из них примерно 34% принадлежит государству, 20% — общественный лес и 46% находится в частной собственности (рис. 2.4). Примерно две трети составляют хвойные деревья и треть — лиственные деревья (см. рис. 2.1). Количество леса в разных федеральных землях значительно отличается (рис. 2.7).
В Германии ежегодно заготавливается около 6,5 млн м3 древесины лиственных пород и 21,3 млн м3 древесины хвойных пород (рис. 2.5). При заготовке леса действует правило, гласящее, что нельзя заготавливать леса больше, чем выросло. Лесное хозяйство Германии покрывает примерно 50% потребности страны в древесине. Оставшиеся 50% восполняются импортом. Ввозят сырьевой лесоматериал, например бревна, полуфабрикаты (пиленый
gPlsqGROUP
www.edisgroup.ru
2.1. Лес
лесоматериал) и готовые изделия, а также мебель. В связи с повреждением и разрушением тропических лесов стараются избегать ввоза или применения тропической древесины. Из стран—поставщиков тропической древесины — Латинской Америки, Африки и Азии — в Германию ежегодно ввозится около 1,8 млн м3 древесины (рис. 2.6).
Благодаря интенсивной экономической деятельности при использовании леса должно производиться как можно больше ценной древесины по доступной цене.
2.1.1. Угроза лесу под влиянием окружающей среды
Если лес или деревья под влиянием окружающей среды могут быть повреждены или даже погибнуть, то говорят о вымирании лесов илидеревьев. Этипо-вреждения являются результатом целого клубка причин и следствий (рис. 2.8). Грузовой транспорт, промышленность и частный жилой сектор (отопление) производят ядовитые газообразные вещества, которые попадают в воздух. Часть этих газообразных веществ (органические углеводородные соединения, аммиак, озон) проникают в листья и хвою и вмешиваются в проходящий там обмен веществ.
Рис. 2.4. Собственники леса в Германии
Рис. 2.5. Ежегодная заготовка леса в Германии
Использование 1.8 млн м3 (примерно 0,7%)
в тропических экспорт в Германию
странах
Рис. 2.6. Заготовка и импорт тро-
пической древесины
Рис. 2.7. Количество леса в разных федеральных землях
в процентах от площади
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Выбросы транспорта, промышленности, домашнего хозяйства, сельского хозяйств впитываются в крону и почву
Вредные факторы окружающей среды
Атмосферные условия
Ураганы Жаркое лето Засуха
g Части дерева
§ получают механические
У повреждения
Диоксид серы и оксид азота образуют кислые дожри и кислый туман
Аммиак, озон и органические углеводороды
Прямое повреждение листвы и xboHj а также односторонний избыток питательных веществ ведут к болезням, потере листвы или хвои и к ослаблению жизненной силы
Дерево
Закисление почвы по причине кислотных осадков ведет прежде всего к повреждению корневой системы и помехам роста
Повышение индустриализации ведет к недостатку воды и ослаблению жизненной силы в основном кроны
Рис. 2.8. Процесс гибели дерева
Закисление почвы ведет прежде всего к потере питательных и строительных материалов, опадению хвои и листвы, а также к ослаблению жизненной силы
Дефицит осадков ведет прежде всего к закислению почвы, а это в свою очередь, к повреждению корневой системы и помехам роста
Таблица 2.2. Степени повреждения
Степени повреждения Повреждение
0 Без видимых повреждений
1 Слабые повреждения
2 Средние повреждения
3 Сильные повреждения
4 Гибель дерева
Классификация производится на основании изменений по отношению к нормальному рисунку кроны, листвы и хвои, ветвей и суков ствола и коры
Таблица 2.3. Потери листвы и хвои в зависимости от степени повреждения
Степени повреждения Повреждение
0 Дерево здоровое, хороший рост
1 > 10% < 25%, крона начинает изреживаться
2 > 25% < 60%, сильное изреживание кроны
3 > 60%, дерево умирает
4 Больше нет живых листьев или хвои, дерево погибло
Гибельдерева— это процесс, который, как правило, занимает несколько
месяцев или лет
Кроме этого, эти ядовитые вещества повреждают листья и хвою напрямую.
Оксиды серы и азота при взаимодействии с дождем и туманом образуют кислую воду. Она вымывает из листьев и хвои минеральные вещества и ведет к закислению почвы. Кислая почва является причиной повреждения корней. Если корневая система повреждена, то приток воды и питательных веществ из почвы затруднен. Кроме этого, дерево теряет свою устойчивость и может быть повреждено ветром.
В 1985 году в Германии был опубликован первый доклад об ущербе, нанесенном лесным насаждениям, который основывался на проведенном в 1984 году анализе вреда, наносимого окружающей среде. С тех пор доклад об ущербе регулярно обновлялся и публиковался.
До 1985 года в основном заболевали хвойные деревья. Но с 1985 года стали в большом масштабе заметными повреждения и лиственных деревьев, прежде всего бука и дуба. Сегодня около 25% всех деревьев имеют повреждения от среднего до сильного (табл. 2.2).
Различают пять степеней повреждения (табл. 2.3).
www.edisgroup.ru
2.2. Дерево
2.1.2. Значение и задача леса
Лес для страны имеет большое хозяйственное и экономическое значение. При этом лес должен выполнять очень важные задачи по защите окружающей среды и
экологии.
Экономическое значение леса заключается в производстве сырьевой древесины. Кроме этого, лесное хозяйство предоставляет большое количество рабочих
мест.
Экологические задачи леса — это прежде всего улучшение и очистка воздуха, сохранение здорового климата и защита ландшафта. При этом лес является жизненным пространством для растений и животных. Благодаря выделению кислорода и связыванию имеющихся в воздухе частиц пыли и дыма лес обеспечивает постоянное обновление воздуха и уменьшает его загрязнение. При этом лес создает условия, которые жизненно необходимы для отдыха людей и поддержания окружающей среды. Кроме того, лес выравнивает климат.
Лес фильтрует воду и регулирует круговорот воды в природе. Он сохраняет влагу в почве дольше, чем не имеющий леса участок, так как испарение из лесистой почвы и отдача влаги листьями дерева происходят гораздо медленней. Тем самым лес делает возможным более ровное наполнение водой ручьев и рек, прежде всего в период таяния снега. Опасность наводнения в лесистой местности гораздо ниже, чем в местности с малым количеством деревьев. Лес снижает снос и вымывание почвы ветром, водой, осыпями и снежными лавинами и тем самым предотвращает закар-стовывание ландшафта. Кроме того, уровень грунтовых вод благодаря корневой системе деревьев защищен от снижения.
Лес является накопителем углерода, так как он постоянно связывает углерод из адсорбирующегося в листьях и хвое диоксида углерода. В одном килограмме сухой древесины содержится примерно 500 г углерода. Благодаря поглощению диоксида углерода из воздуха и связыванию углерода в древесине в атмосфере снижается доля СО2, являющегося причиной парникового эффекта.
2.2. Дерево
2.2.1. Части дерева
Дерево состоит из корней, ствола (стебля) и кроны. Каждая из этих частей выполняет соответствующую задачу.
Корни в своей совокупности образуют корне
вую систему. Основной корень и добавочные кор- 2 9 Дерево кустовидного ни служат для удерживания дерева в почве. Корне- типа
gPISSPiGRQUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.10. Дерево древовидного типа
вые волоски впитывают из почвы необходимые для жизни и роста дерева воду с растворенными в ней питательными солями.
Ствол удерживает крону дерева и служит для переноса и накопления строительных и питательных веществ. В зависимости от строения ствола дерево обозначается как древовидного и кустовидного типов (рис. 2.9 и 2.10).
Крона состоит из ветвей, почек, листьев или хвои, цветов и плодов. Благодаря фотосинтезу крона способствует росту дерева, кроме того, обеспечивает его размножение (см. рис. 2.9).
Крона у свободно стоящих деревьев полностью сформирована (так называемые свободностоящие деревья), у деревьев, которые растут в насаждениях, — достаточно слабая, у деревьев, которые растут на кромке насаждений, — чаще всего односторонняя.
2.2.2. Процесс питания дерева
Дерево самостоятельно образует необходимые для его жизни и роста компоненты.
Для этого дерево поглощает через многочисленные устьица на нижней стороне листьев диоксид углерода из воздуха и неорганические минеральные вещества из почвы. Диоксид углерода и вода в листьях с помощью хлорофилла и солнечного света в качестве источника энергии превращаются в сахар и крахмал. Освобождающийся при этом кислород через устьица листьев выделяется обратно в воздух. Превращение поглощаемых деревом неорганических, чужеродных веществ в органические, аутогенные вещества называют ассимиляцией. Так как это превращение происходит только на свету, то есть в дневное время, этот процесс также называют фотосинтезом (рис. 2.11). Хвоя выполняет в основном те же функции, что и листья.
Из сахара и крахмала дерево образует другие аутогенные органические вещества, в первую очередь глюкозу, затем целлюлозу, лигнин, смолы и жиры. Для этого используются различные элементы, такие, как, например, питательные вещества. Ими являются растворенные в воде азот, фосфор, кремний, сера, калий, кальций, магний и железо, которые впитываются корневой системой.
Для превращения сахара и крахмала в органические вещества необходим кислород, который дерево поглощает с помощью коры и клеток корней. При этом выделяется диоксид углерода. Этот процесс называют диссимиляцией или дыханием. Диссимиляция происходит в основном ночью. При этом дерево не выделяет кислород, а, наоборот, поглощает его.
Поглощение воды и растворенных в ней питательных веществ происходит в основном благодаря силе всасывания корней и корневой системы. Из-за испа
EQISldGROUP
www.edisgroup.ru
2.2. Дерево
рения, так называемой транспирации, воды в листьях возникает разряжение, которое заставляет грунтовые воды через направляющие клетки заболони, ксилему, подниматься к листьям или хвое.
Транспорт воды дополнительно поддерживается диффузией и осмосом, а также силой сцепления и капиллярными силами. В клетках луба, флоэме, синтезированные деревом питательные вещества переносятся к зонам роста или накопительным клеткам корней и ветвей.
Строительные вещества используются деревом для образова
Ассимиляция: СО, поглощается, Н2О и О2 выделяется
Диссимиляция: вещества преобразуются, Н2О выделяется, О2 поглощается
Питательные вещества транспортируются ксилемой из-за разряжения наверх
Сердцевинные лучи накапливают и сохраняют питательные соки
Поверхность почвы
Почва
Вода Н2О
Солнечный свет (энергия)
Хлорофилл
Вода
Кислород О2
Диоксид углерода СО2
Питательные вещества транспортируются по флоэме вниз благодаря избыточному давлению
Система главного направления связи волокон флоэмы в коре
Система главного направления связи волокон ксилемы в заболони
Рис. 2.11. Фотосинтез и транспортная система дерева
ния клеток или роста. Этот рост протекает в соответствии с определенной закономерностью в зонах роста, особенно в камбии.
Наряду с ростом деревьев в них происходит разрушение отмерших листьев,
веток и других частей дерева, находящихся над и под землей.
Грибы и бактерии разлагают органические растительные вещества снова на СО2, воду и минеральные вещества. Поэтому лес не знает отходов, а веще
ства, возникшие в результате процесса разложения, вновь используются как
питательные.
2.2.3. Рост дерева
Рост дерева в наших широтах начинается весной и продолжается до позднего лета и осени. В течение зимних месяцев рост дерева незначителен.
Рост в длину (первичный рост) начинается тогда, когда начинают распускаться верхушечные и боковые почки ствола и веток. В почках находятся зоны роста или вегетации, в которых клетки беспрерывно делятся и удлиняются. Рост в длину продолжается до тех пор, пока клетки камбия не достигнут соответствующей длины.
FniS^GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Кора
г Луб
- Корковый слой
Сердцевина
Годичные кольца Зона ранней древесины Зона поздней древесины
Сердцевинные лучи
Камбий
Рис. 2.12. Группы клеток на поперечном разрезе ствола
пластина
Деление Растягивание
Рис. 2.13. Деление и рост клеток
Рост в толщину (вторичный рост) дерева происходит только в слое камбия. Камбий — это тонкий слой клеток, которые имеют цилиндрическую форму и находятся около древесной части дерева (рис. 2.12). В камбии в период роста образуются три типа клеток: клетки, способные делиться до своего собственного роста, лубяные клетки на наружной стороне и клетки новой древесины на внутренней стороне (рис. 2.12). Часть клеток луба деревенеет и образует корковый слой, задачей которого является защита зоны луба от внешних воздействий.
Образование клеток: клетки древесины образуются в несколько этапов из клеток, способных к делению. Такие клетки состоят в основном из клеточной оболочки, протоплазмы и клеточного ядра (рис. 2.13). Похожая на кожицу клеточная оболочка тонкая, прозрачная и мягкая. Протоплазма — это вязкотекучая масса из воды и растворенных в ней солей, белков, жиров, кислот и особых ферментов. Кроме этого, в ней содержатся сахара и красящие вещества. Из отдельных частей протоплазмы самой важной является клеточное ядро. Оно управляет всеми процессами в клетке. В клеточном ядре находятся хромосомы, которые являются носителями наследственной информации клетки и дерева.
Возникновение новых клеток происходит делением. При этом шарообразное ядро сначала принимает форму веретена. Одновременно происходит увеличение длины и деление хромосом. Наследующем этапе деления половина хромосом перемещается на один конец веретена, вторая — на другой. После этого посередине
RO U Р
www.edisgroup.ru
2.2. Дерево
веретена образуется новая клеточная оболочка. На этом процесс деления завершен (рис. 2.13). Возникли две новые клетки, лишь одна из которых будет развиваться до тех пор, пока сама не будет способна к делению.
Клетки, способные делиться, являются самой малой организационной формой жизни. После деления или, точнее, отмирания протоплазмы клетка становится плотной массой. На данном этапе клетка состоит из клеточной стенки, которая окружает заполненное водой или воздухом полое пространство.
Клетка, более неспособная к делению, начинает растягиваться. После растягивания длина клетки может увеличиться в несколько раз. Кроме этого, увеличивается диаметр клетки. Из-за этого в протоплазме возникают полости, которые постоянно увеличиваются. Когда рост по длине и толщине закончен, то протоплазма лежит тонким слоем на внутренней стороне клеточной стенки (рис. 2.14).
Клеточная стенка клетки, более неспособной к делению, утол
Средняя пластина
----Первичный слой ----Вторичный слой ----Третичный слой
Толщина:
1,6-20 мкм
Толщина
Клеточная стенка между двумя клетками древесины
1. Трахеида
2. Паренхимная клетка
3. Ранняя трахеида
4. Склеренхимная клетка
5. Ситовидная трубка
щается прежде всего из-за накопления целлюлозы и лигнина. Длинные нити целлюлозы образуют состоящий из нескольких слоев несущий каркас, в котором на хранение откладывается лигнин. Только благодаря заполнению лигнином в образованном из целлюлозы клеточном каркасе образуется «древесина». Готовые клетки древесины, которые связаны с соседними клетками, имеют твердую, жесткую и неизменную форму.
Рис. 2.14. Клетки древесины
Поперечный рост
Живые клетки, способные к делению
Половина клеток становится вновь способной к делению, вторая половина только увеличивается в объеме
Из способных к делению клеток образуются новые клетки; клетки, более неспособные к делению, растут до превращения в древесные клетки
Рис. 2.15. Продольный и поперечный рост посредством деления клеток (продольный разрез)
mi«SFlGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Вытянутые по длине клетки, которые преимущественно располагаются в продольном направлении ствола, обеспечивают связь между корнями и листьями или хвоей. Они поддерживают дерево и дают ему прочность. Кроме этого, они образуют систему хранения и транспортировки питательных, строительных и накопленных веществ.
Возникающие при увеличении клетки полости наполняются клеточным соком, водным раствором различных минеральных солей. Этот раствор является для дерева питательными соками (см. рис. 2.11).
Клетки древесины, которые больше не используются как транспортные пути для питательных веществ, состоят из клеточной оболочки и клеточных полостей. В этих клетках клеточные полости частично или полностью наполнены отложенными или содержащимися в древесине веществами, такими, как, например, жир, масло, смола, воск, терпентин, дубильные и красящие вещества.
Полностью развившиеся отдельные клетки древесины хвойных пород имеют длину от 0,7 до 11 мм при диаметре между 4 и 80 мкм. Клетки древесины лиственных пород имеют длину от 0,1 до 2 мм при диаметре между 5 и 500 мкм. Отдельные клетки находятся между собой в непосредственной связи — через окаймленные поры в хвойных породах и так называемые сеточные поры или ситовидные трубки в лиственных породах (рис. 2.14и2.15, см. также рис. 2.21).
2.2.4. Строение ствола
На продольном и поперечном срезах ствола можно увидеть расположение всех возникающих в течение периода роста клеток. Клетки образуют определенные зоны (рис. 2.16).
Клетки луба образуют снаружи корку, или кору.
Древесные клетки лежат ближе к центру, к сердцевине.
Камбий — слой образовательной ткани, из которого образуются древесина и луб. Кора — состоит из внешнего омертвевшего слоя клеток. В процессе роста кора
растрескивается.
Рис. 2.16. Поперечный рост
Ранняя древесина состоит из клеток, которые образуются весной и летом. Эти тонкостенные клетки более крупные, волокнистые и более светлых тонов.
Поздняя древесина состоит из клеток, которые образуются в конце лета и осенью. Клетки меньшего размера, толстостенные и более темных оттенков.
Годичные кольца состоят из ранней и поздней древесины. По количеству годичных колец можно определить возраст дерева.
В тропической древесине вместо годичных колец встречаются нерегулярные и менее выраженные зоны роста. Поэтому тропическая древесина имеет практически неразличимые
www.edisgroup.ru
2.2. Дерево
или нерегулярно расположенные годичные кольца (рис. 2.17).
Внешние годичные кольца служат для транспортировки соков или воды в дереве. Эта часть древесины называется заболонью. Некоторые породы деревьев имеют тонкий слой заболони, у других заболонь идет от камбия до сердцевины. У большого количества пород деревьев с увеличением возраста дерева происходит ядрообразование. Более старые, внутренние годичные кольца заболони перестают прово
Древесина с годичными кольцами (европейская древесина)
Древесина без годичных колец (тропическая древесина)
Рис. 2.17. Древесина с годичными кольцами и без годичных колец (торцовый разрез)
Рис. 2.18. Классификация деревьев по величине ядра и заболони
дить соки и питательные вещества и заполняются отложенными или содержащимися в древесине веществами, такими, как, например, жир, масло, смола, воск, дубильные и красящие вещества. Поэтому древесина функционирует меньше, становится более тяжелой, прочной и износостойкой. Если при яд-рообразовании внутренних слоев древесины происходит также и изменение цвета, то такую древесину называют внутренней ядровой древесиной. Древесина, в которой происходит ядрообразование или клетки, только в незначительной степени служащие питанию дерева, практически не отличаются по цвету от заболони, называют зрелой древесиной. Различают заболонные,
ядровые, спелодревесные и ядровые спелодревесные породы деревьев (рис. 2.18).
В деревьях ядровых пород отчетливо различимы заболонь и ядровая древесина. К этой группе относятся тис, дуб, сосна, лиственница, ореховое дерево, все фруктовые деревья, кроме груши.
Спелодревесными породами деревьев являются, например, груша, клен полевой, ель, липа, бук лесной и пихта.
Заболонные породы деревьев имеют только заболонь, которая является равномерной твердостью по всему слою. К этой группе относят клен явор и клен остролистный, березу, ольху, граб обыкновенный и осину.
Ядровая спелодревесная порода имеет одновременно ядровую и зрелую древесину, а также заболонь. Примером такой породы является вяз (ильм).
Fni<w^GRQUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Сбежистость
Косослойность Морозные трещины и трещины от удара молнии
Разветвление
Сучковатость и наросты
Разветвление, двойное ядро
Крень
Крень нельзя путать с ядровой древесиной или красным деревом, как, например, сапелли, сипо (ютиль), макоре, махагон и
Рис. 2.19. Пороки древесины ствола (часть 1)
2.2.5. Пороки древесины ствола
Пороками древесины являются отклонения от нормального роста дерева, прежде всего ствола (рис. 2.19). Пороки древесины могут появляться при произрастании дерева в экстремальном месте, при нарушении процессов питания и различных погодных воздействиях.
Кривизна или кривоствольность: кривизна ствола — это отклонение оси дерева от прямой линии. Противоположностью кривоствольности является прямоствольность. Пиленый лесоматериал, например брусья или балки, произведенные из кривых стволов, имеет по разрезанным волокнам более низкий предел прочности на изгиб и предел прочности на растяжение. С другой стороны, изготовленные из кривоствольного леса изогнутые деревянные части имеют благодаря изогнутому расположению волокон более высокую прочность и используются в лодкостроении и изготовлении мебели для сидения.
Сбежистость: ствол обозначают как сбежистый, если уменьшение диаметра составляет более 1 см на 1 м длины ствола. Пиленый лесоматериал из сильно сбежистых стволов обладает из-за разрезанных волокон пониженной прочностью при изгибе.
Косослойность: при косослойном стволе волокна древесины проходят в продольном направлении спиралью, закрученной вправо или влево относительно ствола. Косослойная древесина деформируется и коробится.
Морозные трещины (морозобоины) и трещины от удара молнии: имеющие большую длину (до нескольких метров), проходящие вдоль продольной оси наплывы и гребни разросшейся древесины и коры. Размер наплыва зависит от количества годовых колец, которые использовались для зарастания лежащей под наплывом трещины. Прежде всего по причине внутренних трещин такая древесина непригодна для многих целей.
Разветвление: при разветвлении два или более ствола одинакового типа срастаются друг с другом около поверхности земли (возникает двойное
mHWGROUP
www.edisgroup.ru
2.2. Дерево
ядро), или раздваивается молодое дерево. Разветвление считается пороком формы ствола. Пиленый лесоматериал часто непригоден для столярных работ, особенно тогда, когда двойное ядро выросло не полностью. Для некоторых пород дерева, например ореха и красного дерева, возможна переработка разветвлений в ценную фанеру пирамидальной текстуры.
Сучковатость и наросты: сучковатость — это общее понятие для частого прорастания сучков. Для качества стволовой древесины важную роль играют величина и структура сучков. Сучья могут значительно снизить практическую ценность ствола или пригодность к употреблению пиленого лесоматериала, но иногда наличие сучков увеличивает декоративность поверхности. Наросты на стволе являются наплывами над находящимися под ними сучками. Наросшая древесина может быть поражена грибами.
Раковый нарост: наросты в виде шишки или желвака, которые вызываются разрушающими дерево грибами.
Крены часто образуется в древесине хвойных пород как реакционная древесина при одностороннем воздействии на дерево, например ветра. Крень является более темной и более хрупкой, чем нормально выросшая древесина, пиленые лесоматериалы имеют склонность к короблению.
Трещины: стволы могут иметь как видимые трещины на поверхности (метиковые трещины), так и невидимые внутренние трещины. Причиной трещин всегда является напряжение. Поэтому трещины могут появляться уже при жизни дерева, например из-за напряжений роста, воздействия ветра и мороза. Чаще всего они возникают на стволе срубленного дерева в результате слишком быстрого высушивания из-за появляющихся усадочных напряжений. При этом опасность возникновения трещин увеличивается, если в стволе уже есть внутренние напряжения, например при эксцентричном расположении ядра или наличии крени. Кольцевая трещина, так называемая отлуп-ная трещина, — это трещина в ядре или спелой
Поверхностные Внутренние
(метиковые) трещины трещины
Отлупная Ядровая
трещина гниль
Эксцентричное Пятнистость расположение ядра
Червоточина Внутренняя заболонь
Прорость Ройки
Свилеватость Свилеватость
(утолщение (ствола) корневой шейки)
Рис. 2.19. Пороки древесины ствола (часть 2)
EDISFlGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
древесине, проходящая между годичными слоями и имеющая значительную протяженность по длине сортимента. Годичные кольца разрываются. Причиной возникновения этих трещин являются напряжения в древесине прежде всего в зонах с неодинаковой шириной годичных колец. Эти трещины появляются в растущем дереве и увеличиваются в срубленной древесине в процессе ее высыхания.
Ядровая гниль: грибы, разрушающие различную древесину, могут поражать в растущем дереве как зрелую древесину, так и ядровую. Сначала пораженная древесина окрашивается, потом ствол разрушается изнутри наружу. В зависимости от цвета пораженной древесины различают красную гниль (в основном хвойных пород) и белую гниль (лиственных пород).
Эксцентричное расположение ядра: при таком пороке роста сердцевина располагается не точно в центре поперечного сечения ствола. На одной из сторон ствола годичные кольца сжаты сильнее, на противоположной стороне расстояние между ними несколько больше. Пиломатериал из таких стволов подвержен короблению в случае неподходящего разреза.
Пятнистость (окрашивание): под пятнистостью понимают видимые на поперечном разрезе ствола пятна и полосы, отличающиеся по цвету. Для классификации сырьевой древесины по товарным классам пятнистость не играет никакой роли.
Червоточина: растущие или поваленные деревья могут быть поражены живущими в дереве или питающимися древесиной насекомыми или их личинками. Ценность такой древесины снижается.
Внутренняя заболонь — группа смежных годичных слоев, расположенных в зоне ядра, окраска и свойства которых близки к окраске и свойствам заболони. Этот порок бывает на торцах в виде одного или нескольких колец разной ширины и более светлых, чем окружающая древесина, и имеет несколько пониженную твердость. Встречается в ядровой древесине, прежде всего дуба. Кроме этого, при отклонении окраски ценность древесины снижается.
Прорость — на растущем дереве раны могут начать зарастать, но полностью заросшая рана встречается редко. Заросшее место всегда имеет отклонения в расположении волокон, кроме этого, в прилегающей древесине часто развиваются грибные пятна. Древесина теряет свою ценность.
Ройки: при этом дефекте роста, который часто встречается у граба обыкновенного, поперечное сечение ствола имеет сильно выраженные сужения и расширения годичных колец. Их рисунок имеет волнистые линии. Из-за неравномерного напряжения пиломатериалы подвержены сильному короблению.
Свилеватость: при свилеватости речь идет о сильно измененной структуре древесины. Места свилеватости встречаются как на стволе, так и на утолщении корневой шейки (комеле). Свилеватую древесину трудно обрабатывать, но из-за своей особенной текстуры такая древесина применяется для производства дорогой фанеры и в токарных работах по дереву.
EDISFIGRQUP
www.edisgroup.ru
2.3. Строение древесины
2.3. Строение древесины
Древесина состоит из множества клеток, которые отличаются по типу, форме и выполняемым задачам. Отдельные составные части клетки или древесины зависят от химического состава.
2.3.1. Химический состав древесины
Химический состав древесины имеет заметно выраженные отличия между отдельными породами дерева, менее выраженные отличия между древесиной одной породы или между различными зонами древесины (например, ядро и заболонь).
Основными компонентами древесины являются целлюлоза (между 42 и 51 %), гемицеллюлоза (между 24 и 40%), лигнин (от 18 до 30%). Также древесина содержит примеси, так называемые экстрактивные вещества, как, например, смола, терпентин, жир, воск и красящие вещества (от 1 до 10%), и золу, то есть несгораемые компоненты, как, например, калий, натрий, магний, фосфор и оксид железа (от 0,2 до 0,8%).
Основными химическими элементами являются углерод (примерно 50%), водород (около 6%), кислород (примерно 44%) и азот (до 0,25%), а также вышеназванные экстрактивные вещества. Химический состав целлюлозы и лигнина очень похож (рис. 2.20).
2.3.2. Типы клеток
Клетки древесины должны выполнять различные задачи. В соответствии с этими задачами они име
Рис. 2.20. Химический состав древесины
Типы клеток:
Хвойные деревья имеют: трахеиды, ситовидные клетки, паренхимные клетки, смоляные ходы
Лиственные деревья имеют: ранние трахеиды, склеренхимные клетки, паренхимные клетки, ситовидные трубки
ют различную форму (см. рис. 2.15).
Соседние клетки соединены друг с другом отверстиями в клеточных оболочках через так называемые поры. Поры делают возможным передачу воды и питательных веществ от клетки к клетке прежде всего в горизонтальном направлении ствола.
Поры древесины лиственных пород образуют сплетение из волокон целлюлозы, называемых микрофибриллами, с очень маленькими отверстиями без затвора.
Поры древесины хвойных пород, так называемые окаймленные поры, устроены сложнее, чем поры древесины лиственных пород. Такие поры представляют собой маленькие запирающиеся отверстия со сводом в оболочке одной из двух соседних клеток. В центре мембраны в окаймленных порах имеется непроницае-
EDISaGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Серединная пластинка
Камера поры
Диск (torus)
Клеточная оболочка
Мембрана поры (margo)
Отверстие поры (porus)
Рис. 2.21. Окаймленные поры (схема)
Рис. 2.22. Мелкослойная и широкослойная древесина
Рис. 2.23. Древесина дуба, крупнопористая и кольцесосудистая
мое утолщение самой разнообразной формы — торус (рис. 2.21). Через отверстие поры становится возможным передача воды и питательных веществ от клетки к клетке, а также запирание клетки при повреждении дерева. Закрытие пор является необратимым процессом, оно осложняет сушку и им-прегнирование древесины.
Хвойные породы, такие, как ель, сосна и лиственница, в специальных клетках содержат смо
лу, которая через смоляные ходы, или смоляные каналы, передается дальше в различные зоны древесины. Засмолок, или смоляной кармашек, — это наполненные смолой плоские пустоты внутри увеличившихся смоляных ходов.
Пихта, тис, кипарис и можжевельник не имеют смоляных ходов, смола в них находится в пределах наружной и корковой зоны.
Количество и диаметр клеток внутри годичного кольца — это определяющий фактор для того, будет ли древесина классифицирована как мелкослойная (с узким расположением годичных колец) или широкослойная. Понятия «мелкослойная» и «широкослойная» древесина не включают определения четких размеров (рис. 2.22).
Склеренхимные клетки, также называемые опорными (поддерживающими), закрепляющими клетками или клетками либриформа, — это узкие, заостренные на концах клетки с толстыми стенками, соединенные концами одна с другой. Они образуют основную массу древесины лиственных пород и предназначены для придания древесине прочности и твердости, например прочности на разрыв и сжатие.
Ранние трахеиды, также называемые проводящими клетками, сосудами или порами, — это трубчатые клетки, которые соединяются друг с другом в достаточно длинные проводящие системы и служат для проведения поднимающейся от корней
воды с растворенными в ней питательными веществами. Эти клетки содержатся в зоне луба и заболони. Зона, в которой располагаются ранние трахеиды, называется ксилемой.
Сосуды в торцовом срезе видны как поры, в продольном срезе — как очень мелкие углубления. Размер и распределение этих клеток в древесине влияют на ее структуру и являются одним из важных признаков различных пород дерева.
EnwttfGROUP
www.edisgroup.ru
2.3. Строение древесины
Дуб, ясень, грецкий орех и вяз имеют, например, настолько большие поры, что их можно различить невооруженным глазом. Древесина этих пород дерева обозначается как крупнопористая (рис. 2.23). У клена, груши, липы, березы и бука поры нельзя увидеть без лупы. Это мелкопористые породы древесины (рис. 2.24). В зависимости от распределения пор в древесине отличают кольцесосудистую и рассеянно-сосудистую древесину (рис. 2.23 и 2.24). Клен, груша, бук, например, имеют рассеянно-сосудистую древесину, дуб, ясень и вяз, напротив, кольцесосудистую.
Ситовидные трубки (у лиственных пород) и ситовидные клетки (у хвойных пород) образуют в лубе проводящую систему. Отдельные трубки или клетки, особенно у лиственных пород, отделены друг от друга перегородками. Перегородки ситовидных элементов имеют множество отверстий и напоминают сито. Эта проводящая система направлена вниз. Она служит для передачи образующихся в листьях или хвое органических строительных веществ — ассимилятов. Ассимиляты, в основном сахара, растворены в воде. Зона луба, в которой располагаются ситовидные трубки и ситовидные клетки, называется флоэмой (см. рис. 2.14).
Трахеиды встречаются только в древесине хвойных пород и являются клетками, которые, с одной стороны, придают древесине прочность, с другой стороны, выполняют функции ведущих вверх проводящих клеток. Трахеиды у хвойных пород составляют примерно до 95% основной массы древесины. Форма поперечного сечения этих клеток по
Рис. 2.24. Древесина вишни, мелкопористая и рассеяннососудистая
Рис. 2.25. Сердцевидные или древесные лучи
чти прямоугольная.
Паренхимные, или накапливающие, клетки встречаются в древесине как хвойных, так и лиственных пород. Они служат для накопления питательных и строительных веществ, а также продуктов обмена веществ. Сохраненные питательные и строительные вещества используются деревом прежде всего для набухания почек и листьев весной; более не используемые продукты обмена веществ откладываются для хранения. Тонкостенные накапливающие клетки располагаются разрозненно в направлении волокна, но в основном поперек к нему, исходя лучевидно от сердцевины (рис. 2.25). Они тянутся до луба. Поэтому горизонтальные накапливающие клетки называют также сердцевинными или древесными лучами. Сердцевинные лучи особенно видны в радиальной плоскости разреза древесины дуба. Они играют существенную роль при превращении заболони в ядро-
edisf^RQup
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.26. Сечения на стволе
Рис. 2.27. Радиальное сечение (простое)
Рис. 2.28. Тангентальное или тангенциальное сечение (полосчатая текстура)
вую древесину, так как в них накапливаются и сохраняются ядровые вещества.
2.3.3. Главные сечения древесины
Для древесины или ствола различают три основных разреза: поперечное, или торцовое, сечение, радиальное и касательное (тангенциальное) сечение. Радиальное и касательное сечения являются продольными, то есть сечениями, проходящими параллельно оси ствола или направлению волокон (рис. 2.26).
Поперечное, или торцовое, сечение проходит поперек оси ствола. На поперечном сечении по направлению от центра к краю можно увидеть сердцевину, годичные кольца, луб и кору, а также исходящие от сердцевины сердцевинные лучи. Камбий, который примыкает изнутри к лубу, нельзя различить невооруженным глазом (см. рис. 2.12). Поперечное, или торцовое, сечение лучше всего подходит для макроскопического исследования древесины под микроскопом.
Циклически расположенные годичные кольца могут иметь различную ширину. Ширина зависит от породы дерева, но также и от климатических условий, в которых растет дерево. Чем обильнее рост, тем, как правило, шире годичные кольца. В этом случае говорят о широкослойной древесине, в отличие от мелкослойной древесины, которая состоит из узких годичных колец (см. рис. 2.22).
Радиальное сечение проходит через ось дерева в направлении сердцевинных лучей. При этом годичные кольца имеют вид параллельных полос (рис. 2.27). У различных пород древесины, например дуба, проходящие на поперечном сечении поперек оси ствола разрезанные сердцевинные лучи выглядят как гладкие, блестящие полосы, которые также называют зеркалом. Такая поверхность радиального разреза также учитывается в оценке текстуры древесины.
Тангентальное, или тангенциальное, сечение также проходит в направлении оси ствола, но не в направлении сердцевинных лучей, а по хорде (не по центру) ствола. Так как ствол с годичными кольцами сужается кверху, то конусообразные наложенные
www.edisgroup.ru
друг на друга годичные кольца видны на каждом сечении как вытянутые вверх параболы. Поэтому возникает типичная для тангенциального разреза полосчатость древесины (рис. 2.28).
2.4. Использование древесины
Древесина — это важнейший материал для столярных работ. Используются в основном стволы деревьев, в значительно меньшей степени — другие части дерева, как, например ветви, корни и корневища.
Древесина — это воспроизводимое, не загрязняющее и щадящее окружающую среду сырье. Запасы деловой древесины в лесах Германии оцениваются примерно в 2,8 млрд м3. Ежегодный прирост составляет около 58 млн м3. В данный момент это больше, чем ежегодно используется в стране. Заготовка леса в лесах Германии становится сырьевой проблемой, особенно если учесть, что площади тропических лесов сокращаются, а потребление древесины в мире растет. Эту проблему можно несколько уменьшить, если принимать во внимание возможности полного использования древесины (рис. 2.29).
Максимальное использование растущих частей дерева, особенно ствола
Получение плоской или крупнокусковой структуры древесины
Использование маленьких частей древесины
Механическое разделение волокна
Химическое разделение волокна и отделение компонентов клеточной оболочки
Химическое расщепление, растворение и превращение компонентов клеточной оболочки
Разделение составных частей
Мачты, столбы, балки, брусья, шпалы Доски, брусья, планки, фанера, фанерные плиты, столярные плиты Древесностружечные плиты, древесная шерсть, лёгкие строительные плиты Древесноволокнистые плиты, древесная пыль Целлюлоза для бумаги и картона, а также для химической промышленности Вискозный шёлк, целлофан, этанол, метанол, синтетические материалы Дубильные вещества, красители, смолы, жиры, масла, воски Энергия, древесный уголь, древесный газ, химикалии Компост, мульчирующие материалы, грунт
Рис. 2.29. Возможности полного использования древесины
frpjc^GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
ЗАДАНИЯ
1. Объясните, почему лес можно назвать экосистемой.
2. Назовите основные породы деревьев европейского лесного хозяйства.
3. Лес повреждается различным образом. Назовите причины и следствия повреждений.
4. Расскажите о значении леса для человека и окружающей среды.
5. Перечислите, какие задачи должны выполнять в растущем дереве корни, ствол и крона.
6. Объясните, какие процессы протекают в листьях или хвое при росте дерева.
7. Объясните на примере доски взаимосвязь между направлением разреза и текстурой древесины.
8. Назовите вещества, которые транспортируются в заболони и лубе.
9. Объясните задачи камбия.
10. Объясните, как возникают ранняя и поздняя древесина и чем они отличаются.
И. Расскажите о различиях ядровой и заболонной древесины относительно их свойств.
12. Опишите пороки роста деревьев и расскажите, какое значение они имеют для применения древесины.
13. Расскажите, какие функции выполняют отдельные виды клеток.
14. Назовите основные компоненты древесины и расскажите, из каких элементов состоят эти компоненты.
15. Опишите возможности полного применения древесины.
2.5. Древесина как лесоматериал или пиломатериал
2.5.1. Валка леса, формование и классификация бревен
Валка леса: при валке леса цепной бензомоторной пилой делают клинообразный подпил под прямым утлом к направлению падения дерева. Подпил дополнительно защищает ствол от разрыва при падении. Для того чтобы свалить дерево, производят основной пропил. Он должен находиться на противоположной стороне
Рис. 2.30. Подпил и основной пропил
от подпила и располагаться на несколько сантиметров выше основания подпила, для того чтобы комель не разорвался (рис. 2.30).
Корневище, как правило, остается в земле. У ценных древесных пород, например ореха, вишни или дуба, корневище иногда выкапывается и перерабатывается в корневую свилеватую фанеру.
Формование (разделка на сортименты): срубленное дерево подвергают разделке и формованию. При этом удаляют ветви (в большинстве случаев цепной бензомоторной пилой) и отделяют верхнюю часть кроны, ствол остается. Со стволов хвойных деревьев часто снимают кору, чтобы предотвратить поражение древесины различными вредителями. Со стволов лиственных деревьев, как правило, кору не снимают, чтобы при быстром высушивании не происходило образование трещин.
FQ|<jgGROUP
www.edisgroup.ru
2.5. Древесина как лесоматериал или пиломатериал
Классификация: после формования производится классификация. Сырьевая и стволовая древесина, а также кругляк сортируются по сортам сырьевой древесины, под которыми эта древесина в дальнейшем будет
обрабатываться. При этом применяются Закон о торговых сортах сырьевого лесоматериала (HKIG), и Распоряжение о торговых сортах сырьевого лесоматериала (HKIV).
Сорта для особого применения
Длинномерный лес
Сырьевой к Короткомерная лесоматериал Н ;> Древесина (кругляк) Р Д Г~и | (балансы и дрова)
Шпальник
Промышленная древесина
Толстомерный кругляк (диаметр > 14 см)
|~Z^| Стволы
:ьев и столбов Части ствола
Короткомерная древесина - разрезанные на поленницу кругляк и колотый лесоматериал Промышленная древесина для древесностружечных и древесноволокнистых плит целлюлозы, бумаги
Рис. 2.31. Схема классификации сырьевого лесоматериала
Сорта сырьевого лесоматериала и стволовой древесины
А - здоровая древесина без дефектов или с незначительными дефектами, которые не влияют на ее использование.
В - древесина нормального качества с одним или несколькими дефектами, как, например, слабое искривление, незначительная косослойность или сбежистость, некоторое количество здоровых веток малого или среднего диаметра.
С - древесина, которая из-за своих дефектов не может быть отнесена к сортам А и В, но при этом ее можно промышленно использовать.
D - древесина, которая из-за своих дефектов не может быть отнесена к сортам А, В и С, но при этом ее можно промышленно использовать минимум до 40%.
В основном используется как дрова
В основном
II используется как промышленная древесина:
П строительная
у- древесина
| Г Верхний отруб u Очень ветвистый Брусья;
в основном, низкая прочность
Середина ствола Ветвистый Брусья и доски
В отдельных федеральных землях существуют нормы, отклоняющиеся от данных определений или дополняющие эти правовые основы.
В лесном хозяйстве сортировка производится в большинстве случаев на основании этих двух предписаний — по породе дерева, толщине (толщина, диаметр), качеству, или добротности, и назначению (рис. 2.31).
Столяр перерабатывает прежде всего стволовую древесину. Она сортируется по средней толщине и по минимальному диаметру ствола в верхнем отрубе (Хейлброннский метод сортировки).
При сортировке по среднему диаметру стволы или части стволов измеряются на всей длине, на половине длины или десятой части и классифицируются по сортам по среднему диаметру без коры. Длина при этом не является признаком качества, но служит для определения объема бревна.
При сортировке по минимальному диаметру ствола в верхнем отрубе (Хейлброннский метод сортировки) стволы или части стволов измеряются на всей дли-
Комлевое бревно Почти без веток Доски и брусья, бревна
Высокая стоимость
Корневище Частично корневая свилеватая фанера
Рис. 2.32. Классификация бревен ствола
Fni^F^GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
не и в верхней, узкой части ствола и по минимальному диаметру без коры и длине классифицируются по сортам. Под диаметром ствола в верхнем отрубе понимают самый маленький диаметр в верхней части бревна. Этот способ сортировки применяется чаще всего для пихт, елей и лжетсуг. Здесь признаком качества является длина бревна.
Обозначение стволовой древесины по сортам А, С и D производится с помощью нанесения надписи или штампования текущего номера, длины в метрах, среднего диаметра в сантиметрах и букв А, С и D. Стволовая древесина, не имеющая обозначений, относится к сорту В. Для продажи стволовая древесина предлагается кубометрами (ранее фестметр, кубический метр сплошной массы древесины). Измерение и расчет для стволовой древесины производится посредством определения объема (м3) для бревна с корой или без коры.
Объем (м3) = средняя площадь поперечного сечения (м2) • длину (м); 1/(м3) = Дт(м2) /(м)
При измерении среднего диаметра сантиметровую ленту располагают в самом низу. Если измерение производится с корой, то предусматривается специальный вычет на толщину коры. Для бревен диаметром до 19 см измерение среднего диаметра производится однократно мерной вилкой по окоренной кольцевой полосе (рис. 2.33), для бревен диаметром более 20 см измерение диаметра без коры проводится дважды во взаимно перпендикулярных направлениях. Если место измерения попадает на мутовку (группирование сучьев в поперечном сечении ствола дерева) или прочие неравномерные части бревна, то определение диаметра производится как среднее из измерений, равноудаленных вверх и вниз от исходной точки измерений.
При измерении длины сантиметровую ленту протягивают до самого низа. Бревна со средним диаметром 20 см и меньше могут быть измерены на всю длину сразу. Если на бревне имеется подпил, который возникает при валке дерева, то измерительная лента располагается на половине величины подпила (рис. 2.33).
Транспортировка сваленного и разделанного на сортименты леса должна производиться как можно скорее, особенно для древесины хвойных пород. С места валки они увозятся по лесной проезжей дороге. Потом производится переотправка на лесопильный завод с помощью грузового автотранспорта, железной дороги или по воде. Как правило, древесина не может быть сразу же распилена. Поэтому она высушивается или хранится в воде. Перед распиливанием древесину измеряют по длине и при необходимости окоряют. Длинные бревна разрезаются на две или три
47 номер бревна
8,50 длина бревна, м
34 средний диаметр, см
А сорт А
Обозначение
Длина /
-Средний диаметр
Измерение L Средняя площадь длины ствола поперечного сечения Ат (м2)
Измерение среднего диаметра
Рис. 2.33. Маркировка и измерение бревен
FrMSbpJGROUP
www.edisgroup.ru
2.5. Древесина как лесоматериал или пиломатериал
части. Такие части называются: комлевое бревно, середина ствола и верхний отруб (рис. 2.32). Самой ценной древесиной является комлевое бревно.
При распиливании механик по деревообработке (ранее пильщик) должен обращать внимание на то, чтобы использовать древесину с максимальной выгодой.
2.5.2. Распиловка бревен
Для распиловки бревен применяются лесопильные инструменты и станки. К важнейшим инструментам относятся пилорама, ленточная пила, дисковая (циркульная) и цепочная пила.
Цепная бензомоторная пила (рис. 2.34) используется для отрезания по размеру (поперек) и разделки стволовой древесины.
Дисковые пилы могут быть однодисковыми и многодисковыми. Многодисковые станки применяют прежде всего для параллельного распиливания досок и балок или для распиливания брусков за один рабочий ход.
Вертикальные ленточнопильные пилы для бревен используют для распиливания ценных бревен (рис. 2.35). Кроме этого, такие пилы применяют для двоения. Под этим понимают разделение толстых до-
Рис. 2.34. Цепная бензомоторная пила
Ширина пильного полотна от 180 до 360 мм, диаметр ролла до 2000 мм, скорость движения ленты до 50 м/с
Горизонтальная Вертикальная
ленточнопильная пила ленточнопильная пила
Рис. 2.35. Ленточнопильные пилы
сок на две более тонкие.
Вертикальные или горизонтальные пилорамы бывают следующих типов: вертикальная брусующая лесорама, горбыльная пилорама, многопильная лесопильная рама или распильный станок (рис. 2.36). В многопильной лесопильной раме могут быть установлены до 20 пильных полотен. Расстояние между отдельными пильными полотнами может быть одинаковым и различным.
Вертикальная Горбыльная
брусующая лесорама пилорама
Распильный станок
Горизонтальная лесопильная рама
Вертикальные пилорамы
Рис. 2.36. Пилорамы
FnRFJGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
2.5.3. Пиленый лесоматериал
Пиломатериал — это изделие из древесины, которое получается при распиливании кругляка параллельно продольной оси. Пиломатериал может иметь острые края или горбыль.
Балки - пиломатериал, наибольшая площадь поперечного сечения составляет минимум 200 мм. Брусья - пиломатериал с квадратным или прямоугольным сечением, с длиной стороны минимум 60 мм. Большая сторона должна быть не более чем в три раза больше, чем меньшая.
Бруски - пиломатериал с толщиной минимум 40 мм. Большая сторона должна быть не менее чем в два раза больше, чем меньшая.
Бруски иногда обозначаются как доски настила, а также в зависимости от применения как доски для подмостей или строительные доски.
Доски - пиломатериал с толщиной минимум 8 мм и меньше 40 мм. Ширина должна составлять минимум 80 мм.
Рейки - пиломатериал с площадью поперечного сечения до 32 см2 и шириной до 80 мм.
Круглый Полубревно,
лесоматериал; двухстоечный
одностоечный
Трехстоечный Четвертина, четырехстоечный
Рис. 2.37. Виды распиловки на брусья и балки
Продольная распиловка (сквозная или вразвал)
Модельная распиловка
Поперечнослоистая распиловка
Полурадиальная распиловка
Рис. 2.38. Виды распиловки на доски и бруски
БАЛКИ И БРУСЬЯ
При распиливании стволовой древесины на балки и брусья с помощью лесопильных станков различают разные виды распиловки (рис. 2.37). Вид распиловки влияет прежде всего на деформацию поперечного сечения при усадке (см. рис. 2.84).
ДОСКИ И БРУСКИ
Распиловка бревен на доски и бруски производится, как правило, на многопильных лесопильных рамах. В основном различают продольную распиловку (сквозную или вразвал), модельную распиловку, поперечнослоистую и полурадиальную распиловку (рис. 2.38).
При продольной распиловке бревно распиливается за один проход пилорамы. Получаемые при этом доски являются необрезными. Если они должны быть обрезаны, то обрезку можно производить параллельно или конически (рис. 2.39). При конической обрезке пиломатериала распил и обрезанный край проходят вдоль горбыля. При параллельной обрезке они проходят параллельно друг другу, доски и бруски при этом имеют одинаковую толщину по всей длине.
Обычные доски и бруски имеют правую и левую стороны (рис. 2.39). Правую и левую стороны можно распознать на торце по положению годичных колец. Левая сторона, также называемая заболонной стороной, является стороной, обращенной наружу от ядра (сердцевины или центра); правая сторона обращена к ядру. Различие между правой и левой сто-
foir^group
www.edisgroup.ru
2.5. Древесина как лесоматериал или пиломатериал
Облапол
Получистые доски
'Mxaaase^^ssssssssss^
Левая сторона
Правая сторона
Серединные доски
Z/77W///Z^i^feWW5.\\\\\\l
чтипш/шжёж
жвдиинш
и ни mm...............
Серединные доски
ТТЛ ^\\\\\ШТИИ^ййЖ///7777/Ш1
U\V\\\\V»S^
иваиу^
Получистые
Облапол
Правая сторона
Левая сторона
Правая сторона Левая сторона
Необрезанная Коническая Параллельная обрезка обрезка
Рис. 2.39. Доски и бруски
ронами играет существенную роль в деревообработке, например, при соединении досок склеиванием, при ручном строгании и учете формы деформации.
Столяры часто придают значение тому, в каком направлении — продольном или поперечном — расположены годичные кольца. Древесина с поперечным расположением годичных колец функционирует лучше, чем с продольным. Для получения поперечно-слоистой древесины применяют особые типы распиловки — радиальную и поперечно-слоистую распиловку. Для такой распиловки необходимы два и более прохода на лесопильном станке. Каждый дополнительный проход при этом ведет к удорожанию пиломатериала и дополнительным потерям на пропил.
Доски и бруски подразделяются: согласно части 1 DIN 4071, на неструганные доски и бруски из хвойной древесины метрического размерного ряда, согласно DIN 68372 на неструганный пиломатериал из лиственной древесины и, согласно части 1 DIN 4073, на струганные доски и бруски из хвойной древесины метрического размерного ряда (табл 2.4, 2.5, 2.6).
Таблица 2.4. Неструганные доски и бруски из хвойной древесины, согласно DIN 4071
Доски Толщина, мм 16 18 22 24 28 28
Допустимое отклонение ± 1 мм
Доски и бруски Толщина, мм 44 48 50 63 70 75
Допустимое отклонение ±1,5 мм ± 2 мм
Стандартная длина необработанных досок составляет от 1500 до 6000 мм, шаг составляет 250 или 300 мм. Градация по длине для лесоматериала из комлевой части бревна и блоков составляет 100 мм, начальный размер - 10 см. Лесоматериал из комлевой части бревна и блоки являются необработанным пиломатериалом.
Наряду со стандартными толщинами в торговле древесиной используются и другие размеры, как, например, 23, 38 и 48 мм, в Северной Германии также 22 мм.
Таблица 2.5. Неструганные доски и бруски из лиственной древесины, согласно DIN 68372
Доски 18 20 26 30 35 Доски и бруски 45 50 55 60 65 70 75 80 90 100
В таблице указана номинальная толщина в мм, то есть толщина, которая не учитывает погрешность распиловки, изменение влажности и дальнейшую обработку древесины.
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Обозначение доски 22 мм толщиной, 120 мм шириной и 3000 мм длиной из ели (FI):
Доска DIN 4071 - 22 х 120 х 3000 FI
Обозначение сорта следует за обозначением породы дерева:
Доска DIN 4071 - 22 х 120 х 3000 FI II
Струганные доски с одной стороны обработаны гладко, с обратной стороны обработаны (на строгальном станке) до одинаковой толщины. Поверхности кромок не обработаны или профилированы. Обработанные гладко с обеих сторон доски могут иметь толщину на 1 мм меньше номинального размера. В таком случае номинальную толщину нужно согласовывать особенно внимательно.
Таблица 2.6. Струганные доски и бруски из хвойной древесины, согласно DIN 4073
Европейская древесина Северная древесина
Доски Толщина, мм 13,5 15,5 19,5 25,5 35,5 9,5 12,5 14 16 19,5 22,5 25,5 28,5
Допустимое отклонение ± 0,5 мм ± 1 мм + 0,5 мм ± 1 мм
Доски и бруски Толщина, мм 41,5 45,5 40 45
Допустимое отклонение +1,5 мм ± 1 мм
Стандартная длина обработанных досок и брусков составляет от 1500 до 6000 мм, шаг составляет 250 или 300 мм. Градация по длине для лесоматериала из комлевой части бревна и блоков составляет 100 мм, начальный размер - 10 мм.
Нормированные размеры досок и брусков указывают на содержание влаги от 14 до 20% относительно веса в абсолютно сухом состоянии. Для размерных товаров влажность может составлять 30% и более. Размерные товары — это пиломатериалы, которые распилены по заказу по иным размерам, нежели принято в торговле. Размеры пиломатериала указываются для воздушно-сухой древесины. Принятый в торговле термин «воздушно-сухой» обозначает, что содержание влаги составляет менее 20%. Механик по деревообработке (ранее пильщик) по этой причине должен распиливать свежую древесину с учетом поправок на толщину и ширину, на которые древесина усохнет. До того как древесина будет отправлена, она должна быть достаточно высушенной для того, чтобы не покрыться пятнами при транспортировке. Это достигается при уровне содержания влаги примерно 30%. По общепринятым правилам торговли пиломатериалы должны быть доставлены потребителю высушенными до такого состояния, чтобы их можно было складировать в складских помещениях без поддонов друг на друга и без повреждения.
ИЗМЕРЕНИЯ И РАСЧЕТЫ ДЛЯ ПИЛОМАТЕРИАЛА
В DIN 68250 и DIN 68371 четко регламентировано, как и в каких местах производится измерение длины, толщины и ширины обрезанных и необрезанных брусков и досок из неструганной древесины хвойных и лиственных пород, а также установлен порядок расчета площади и объема.
Длина (/) пиломатериала измеряется как кратчайшее расстояние между двумя противоположными торцами (рис. 2.40).
Ширина (£) измеряется для параллельно обрезанного пиломатериала в любом месте без учета горбыля, минимальное расстояние от торца составляет 150 мм (рис. 2.40).
FQIStfGROUP
www.edisgroup.ru
2.5. Древесина как лесоматериал или пиломатериал
Ширина обрезанного непараллельно пиломатериала (например, при конической обрезке) измеряется на середине длины (£т). Измерение производится на стороне, которая не имеет горбыля (рис. 2.40).
Ширина необрезанного пиломатериала измеряется на середине длины (Z>m). Для досок измерение проводят на узкой (левой) стороне, для толстых досок и брусков ширина определяется как среднее арифметическое (Z>m) результатов измерения ширины по двум сторонам (рис. 2.41).
Толщина (d) пиломатериала измеряется в любом месте, минимальное расстояние от торца составляет 150 мм.
Площадь (А) рассчитывается по измерениям ширины и толщины и задается в квадратных метрах (м2).
Объем пиломатериала (V) рассчитывается по измерениям длины, ширины и толщины и задается в кубических метрах (м3).
СОРТ ПИЛОМАТЕРИАЛА
При распиловке длинномерного леса пиломатериалы для торговли подразделяются, с одной стороны, по породе древесины (сортимент) и габаритам (размерам), с другой стороны — по сортам.
Отдельные сорта обозначаются цифрами I, II, III и IV, при этом самое меньшее число указывает наилучший сорт. При определении сорта древесины учитывают размеры по длине и ширине, а также положение древесины в стволе (комлевое бревно, бревно из середины ствола или верхнего отруба). Кроме этого, учитывают имеющиеся пороки роста древесины, такие, как
Рис. 2.40. Измерения для досок
Определение площади для параллельно обрезанных досок:
А = / • b А- площадь
/ - длина b - ширина
Определение площади для конически обрезанных досок:
А = I • Ьт А - площадь
/ - длина Ьт - ширина
Определение площади для необрезанных досок:
А = I Ьт1 А - площадь
/ - длина Ьт1 - ширина
Определение площади для необрезанных брусков и толстых досок
A 1 ^т2 л
А = •------- д _ площадь
/ - длина
Ьт1 -средняя ширина узкой стороны
bm2 - средняя ширина широкой стороны
Объем = площадь толщина; V = А • d
Рис. 2.41. Измерение средней ширины брусков
FQIRFdGRQUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
сучки, кривизна, косослойность или крень. Дефекты, которые возникают после валки дерева при неправильной обработке, например трещины из-за усушки, окрашивание или поражение насекомыми, также влияют на определение сорта древесины.
При определении признаков сорта необходимо обращать внимание на то, что древесина является природным материалом, у которого свойства и признаки могут иметь достаточно широкие пределы.
2.5.4. Полуфабрикаты
Полуфабрикаты из древесины — это изделия или промежуточная продукция, ко-
торая уже подверглась одному или нескольким производственным процессам для выполнения определенного назначения. Полуфабрикаты, как правило, постав-
1. Шпунтованная доска
2. Доска для соединения вразбежку, шпунтованная
3. Доска для соединения вразбежку, фальцованная
4. Доска со срезанным углом (фаской), шпунтованная
5. Доска со срезанным углом (фаской), шпунтованная с выемкой
6. Профилированная доска
7 8
7. Плинтус
8. Балконная доска
9 10
9. Звукопоглощающая доска с гладким кантом
10. Звукопоглощающая доска с профилированным кантом
Рис. 2.42. Полуфабрикаты (пример для профилированных досок)
ляются для других деревообратыва-ющих предприятий, например столярных, для изготовления конечных изделий. К полуфабрикатам относятся, например, такие строительные элементы, как двери и дверные наличники, окна, паркет, лестницы, профилированные доски, выточенные детали, мебельные ножки, сиденья и детали выдвижных ящиков, стержни и планки (рис. 2.42). Многие из таких полуфабрикатов стандартизованы.
2.5.5. Признаки качества пиломатериалов
Пиломатериалы сортируются по определенным признакам. Главным признаком качества, наряду с размерами, является структура древесины. В этой связи пороки древесины образуют важнейшие параметры качества для определения сорта пиломатериала. Сортировка производится в основном по виду, количеству и размеру допустимых пороков древесины.
В DIN 68256 регламентированы параметры сортировки для древесины лиственных и хвойных пород. Различают следующие пороки дре-
FBISI^GROUP
www.edisgroup.ru
2.5. Древесина как лесоматериал или пиломатериал
весины: сучки и трещины, пороки структуры, грибковое поражение и задыхание, поражение насекомыми, плесенью, изменение формы, вросшая кора. Поверхность также оценивается по определенным признакам.
СУЧКИ
Ветви являются жизненно необходимыми для дерева. Сучки представляют собой части ветвей, заключенные в древесине ствола и обросшие новыми годичными кольцами. В пиломатериалах в зависимости от своего размера, коли
Круглый Овальный Продолговатый
По форме сучков
Пластевой Ребровый Сшивной
По положению в пиломатериале
Разбросанные Групповые Разветвленные
По взаимному расположению
Рис. 2.43. Классификация сучков в пиломатериале
чества, расположения и структуры они уменьшают прочность древесины и ее устойчивость против грибов. Кроме этого, сучки усложняют обработку и отрицательно сказываются на внешнем виде мебели или строительной конструкции (рис. 2.43). Иногда все же хорошо заросшие сучки имеют интересные очертания, как, например, сучки европейского кедра.
Большие сучья могут значительно снижать практическую ценность несущих и точных строительных конструкций, например строевого леса, окон и дверей, прочность на изгиб и на разрыв также снижается. Сучки вызывают искривление конструкционной древесины, например обвязки двери. Сгибаемые детали ломаются в месте расположения сучка, и сучки проявляются окрашиванием и образо
ванием трещин в лаковом покрытии.
Сучки в пиломатериале, согласно DIN 68256, подразделяют:
- по их форме на поверхности древесины: на продолговатые (лапчатые), овальные и круглые;
- по их положению в древесине: на пластевые, ребровые, сшивные и сквозные;
- по их взаимному расположению на стороне пиломатериала: на разбросанные, групповые и разветвленные;
- по степени срастания с окружающей древесиной: на сросшиеся и несросшиеся;
- по состоянию древесины: на здоровые, загнившие и гнилые.
ТРЕЩИНЫ
Трещины в древесине (рис. 2.44) располагаются в различных направлениях и имеют разные размеры. Они уменьшают прочность древесины. Причиной образования трещин являются напряжения в древесине.
Метиковая трещина Морозная трещина Трещина усушки Отлупная как боковая какпластевая как торцовая трещина
Поверхностная Глубокая Сквозная Чешуйчатая
трещина трещина трещина трещина
Они появляются в расту- Рис. 2.44. Трещины
Eni^GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
щем дереве, при рубке или транспортировке, при сушке и, наконец, при нагрузке
древесины.
Трещины в пиломатериале оцениваются по их длине, направлению относительно продольного направления древесины, положению и глубине:
Метиковые трещины - радиально направленные трещины в ядре по направлению к заболони, имеющие большую протяженность по длине пиломатериала.
Трещины усушки - это радиально направленные трещины, возникающие в срубленной древесине под действием внутренних напряжений в процессе ее высыхания.
Отлупные трещины - трещины в ядре или спелой древесине, проходящие между годичными слоями и имеющие значительную протяженность по длине сортимента. Эти трещины возникают в растущем дереве и увеличиваются в срубленной древесине в процессе ее высыхания.
Чешуйчатые трещины - чешуйчатые отслаивания плоских слоев древесины, которые происходят в сердцовой доске под наклоном к расположению волокон.
Морозные трещины - радиально направленные наружные трещины, проходящие из заболони в ядро и имеющие значительную протяженность по длине сортимента. Такие трещины возникают в растущем дереве и сопровождаются образованием на стволе характерных валиков и гребней разросшейся древесины и коры.
Боковые трещины располагаются на боковой поверхности (широкой стороне) сортимента, а также на боковой поверхности и торце.
Пластевые трещины выходят на пласть (узкую сторону) или на пласть и торец.
Торцовые трещины располагаются на торцах сортимента.
Поверхностные трещины, также называемые волосными, при толщине сортимента до 50 мм идут не глубже чем на 5 мм, при большей толщине - не глубже чем на 1/10 толщины.
Глубокие трещины идут глубже, чем поверхностные.
Сквозные трещины видны на обеих противоположных сторонах или торцах.
ПОРОКИ СТРОЕНИЯ ДРЕВЕСИНЫ
Сердцевинная трубка или сердцевина: сердцевинная трубка располагается в центре ствола внутри первого годичного кольца и отличается по цвету и структуре от окружающей ее древесины. Она видна в сердцовых досках. Зона сердцевины иногда имеет так много трещин, что ее приходится выпиливать из досок.
Наклон волокон: при наклоне волокон говорят о непараллельности волокон продольной оси сортимента. Наклон волокон отрицательно сказывается на строительных конструкциях, несущих механическую нагрузку, и часто является признаком косослойности.
Крень (твердая краснина): речь идет о местном изменении структуры древесины, вызванном утолщением клеточных оболочек из-за отложения лигнина, в основном
Рис. 2.45. Свилеватость
на находящейся под давлением подветренной стороне деревьев хвойных пород. Крень является реакционной древесиной и имеет красноватую окраску. Древесина твердая и хрупкая, имеет предрасположенность к изменению формы и короблению.
Тяговая древесина: местное изменение строения древесины, вызванное утолщением клеточных оболочек из-за отложения целлюлозы во время роста дерева. Тяговая древесина появляется в деревьях лиственных пород в растянутой под воздействием ветра зоне стволов и ветвей. Тяговая древесина является реакционной, ее можно распознать по пушисто-бархатистой поверхности на поперечном и про
GROUP
www.edisgroup.ru
2.5. Древесина как лесоматериал или пиломатериал
дольном распиле, окраска — несколько светлее, чем прилегающая «нормальная древесина». Волнистая структура усложняет обработку. Определение происходит в соответствии с DIN 68367.
Свилеватость: извилистое или беспорядочное расположение волокон древесины, часто в зоне наплыва либо заросшей раны или сучка дерева. Если встречается более волнистое или путаное расположение волокон из-за небольших сучков или «водяные побеги», то говорят о розетках, соцветиях и свилях. Фанера с розетками может иметь высокую декоративную ценность. Свилеватая древесина ломается и образует трещины. Определение происходит в соответствии с DIN 68367 (рис. 2.45).
Косослойность: Различают простую косослойность и неравномерную косослойность. Простая косослойность отличается спиралевидным, в основном параллельным расположением волокон под наклоном к оси дерева. Возможны левое и правое вращения. Степень наклона волокон определяет пригодность косослойной древесины. Пиломатериал из такой древесины в основном имеет трещины и перекошен (рис. 2.59).
При неравномерной косослойности, которая встречается у тропической и субтропической древесины, волокна следующих друг за другом зон роста имеют разнообразный наклон в противоположных, не совпадающих с осью дерева направлениях. Благодаря равномерному чередованию волокон напряжения в пиломатериале значительно выровнены. Как правило, коробление такой древесины незначительно. Неравномерная косослойность вызывает встречное стружкообразование и приводит к полосовидной структуре. Промежуточная обработка такой древесины усложнена, так как за один проход приходится работать и по направлению волокна, и против волокна. Влияние неравномерной косослойности на текстуру поверхности заключается
Рис. 2.46. Косослойность
Рис. 2.47. Неравномерная косослойность
Рис. 2.48. Засмолок
в том, что она состоит из непрерывных светлых и темных полос, как, например, у пород сапелли и абачи. Древесина имеет полосчатую структуру (рис. 2.47). Определение косослойности производится по DIN 52181, DIN 68367 и DIN 4074.
Засмолок (смоляной кармашек): представляет собой плоскую полость, заполненную смолой, которая находится внутри годичного слоя хвойных пород деревьев. Их форма на различных сечениях: продольная полоса на радиальном, оваль-
edisSSSSUE
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.49. Прорость
Рис. 2.50. Ложное ядро
ная на тангенциальном и короткая дугообразная полость на поперечном сечении (рис. 2.48).
О засмоленной древесине говорят в том случае, если встречается зона с особенно высокой смолистостью. Смолистость деревьев хвойных пород, произрастающих в Германии, составляет от 0,8 до 6,5%. Более высокую смолистость имеет сосна черная, а также некоторые внеевропейские сосновые породы, для засмоленной древесины которых смолистость составляет до 40%. Пихта, тис и лиственные деревья, произрастающие на территории Германии, смолы не имеют.
Прорость: здесь речь идет о частично проросшем внутрь большом или маленьком участке коры (рис. 2.49). Причиной прорости является внешнее повреждение дерева, такое, как, например, градобитие или наплыв поврежденного места. У бука лесного прорости называются наминкой. Прорости, как правило, рассматриваются как дефекты, но при так называемом березовом капе они все же являются компонентом текстуры и декоративным элементом отделки.
Ложное ядро: ложное ядро возникает у различных лиственных пород из-за влияния окружающей
среды как ненормально сильная окраска различной интенсивности и оттенков внутри ствола. Твердость древесины не снижается. Ложное ядро, которое у бука лесного называется внутренней красниной, а у ясеня и березы — коричневым ядром, не имеет, в отличие от ядровой древесины, никакой повышенной естественной сопротивляемости. Ложное ядро можно рассматривать как цветовое ядро, которое значительно повышает стоимость соответствующего шпона, как, например, в случае так называемого оливкового ясеня. По форме на поперечном разрезе ствола ложное ядро может быть круглым, звездчатым или лопастным, иногда бывает эксцентрическим. От заболони ложное ядро отделено темной (реже светлой) каймой. На продольных разрезах оно имеет вид широкой полосы одного или нескольких цветов, иногда зазубренный край (рис. 2.50).
Определение ложного ядра производится по DIN 68367.
Продубина: красновато-коричневая или бурая окраска подкорковых слоев (глубиной до 5 мм) сплавной древесины тех пород, кора которых богата дубильными веществами (ель, дуб, ива).
Fbi'^GRQUP
www.edisgroup.ru
2.5. Древесина как лесоматериал или пиломатериал
Пятна и окраски: пятна и окраски являются местными окрашиваниями заболони, возникающими у растущего дерева в виде пятен и полос, цвет которых незначительно отличается от ядровой древесины. Твердость древесины не уменьшается (рис. 2.51).
Внутренняя заболонь: это более светлые зоны в древесине ядровых пород (особенно дуба), имеющие на поперечном сечении форму кольца шириной до 30 мм. Внутренняя заболонь возникает из-за нарушения ядрообразования в растущем дереве. Светлые зоны по своим свойствам лишь незначительно отличаются от заболони (рис. 2.52). Поэто
му ценность древесины несколько снижается.
ГРИБКОВЫЕ ПОРАЖЕНИЯ И ЗАДЫХАНИЕ Сердцевинная гниль и краснополосица: ряд живущих в древесине и разрушающих ее грибов могут поразить растущее дерево или складируемую в лесу срубленную древесину и тем самым снизить ее ценность. Деревоокрашивающие грибы вызывают окрашивание древесины, дереворазрушающие сначала окрашивают древесину, потом разрушают ее (рис. 2.53).
При сердцевинной гнили ядровая древесина или зона около сердцевины приобретает ненормальную окраску. Прочность древесины снижается. Сердце
винная гниль по цвету делится на красную гниль, в основном у древесины хвойных пород, и белую гниль у древесины лиственных пород. При краснополоси-це заболонь хвойных пород окрашивается в красные и коричневые полосы, прочность древесины также снижается. Краснополосица вызывается после рубки дерева дереворазрушающими грибами (рис. 2.54).
Ядровые пятна и полосы: ядровые пятна и полосы возникают в ядровой древесине растущего дерева под влиянием грибов. Сортимент в соответствующих местах имеет окраску, его прочность часто снижена.
Наружная трухлявая гниль или твердая заболон
Рис. 2.52. Внутренняя заболонь
Рис. 2.53. Сердцевинная гниль
Рис. 2.54. Краснополосица
ная гниль: наружная трухлявая гниль возникает на
складируемых бревнах под влиянием дереворазрушающих грибов как пятна коричневатой или беловатой окраски на заболони лиственных пород деревьев, особенно бука лесного. Прочность древесины снижена.
Заболонные грибные окраски: при таком окрашивании речь идет об изменении естественной окраски заболони, вызванном различными грибами. Прочность древесины не снижена. Окрашивание возникает на поверхности или проникает на несколько миллиметров в глубь древесины. Синева — самое известное окра-
F ГН GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.55. Заболонные грибные окраски
Рис. 2.56. Поражение плесневыми грибами
шивание. Древесина окрашивается в цвета от серого до голубого. Другое важное окрашивание — это так называемые цветные заболонные пятна. Древесина окрашивается в оранжевый, желтый, розовый или светлофиолетовый цвет (рис. 2.55).
Рис. 2.57. Повреждения древесины различными насекомыми
Рис. 2.58. Поражение омелой
Плесень: плесень возникает из-за различных
грибов, которые живут на поверхности древесины. Они вызывают изменение окраски (рис. 2.56). По
тери прочности возникают достаточно редко.
Задыхание (появление серой окраски древесины или побурение): побурение проявляется на складируемых свежих бревнах древесины лиственных пород. Начиная от торцов вследствие биохимических
процессов развивается окрашивание от серого до коричневого, которое в форме полос или языков проникает в бревно на различную глубину. Грибы в этом процессе участия не принимают. Поражается только ядровая древесина.
ПОВРЕЖДЕНИЯ ДРЕВЕСИНЫ НАСЕКОМЫМИ
Дефекты при поражении насекомыми: различные насекомые повреждают растущие или хранимые в лесу свежесрубленные материалы. Возникающие червоточины, проделанные личинками, всегда являются дефектами качества для сортимента. Червоточины различают по положению, глубине и диаметру. Качество древесины определяется по количеству червоточин на один метр длины (рис. 2.57).
ПОРАЖЕНИЕ ОМЕЛОЙ
Отверстия от омелы: отверстия от омелы — это от
верстия в древесине, вызываемые при поражении растущего дерева омелой. Вечнозеленое паразитирующее растение омела получает необходимые для его роста питательные вещества из растущего дерева с помощью отводных корней. Отмершие отводные корни оставляют в древесине отверстия диаметром около 5 мм. Повреждения проявляются в основном на древесине хвойных пород, так как на них омела, в отличие от лиственных пород, растет на стволе (рис. 2.58).
gnHS^GROUP
www.edisgroup.ru
2.5. Древесина как лесоматериал или пиломатериал
ДЕФОРМАЦИИ ДРЕВЕСИНЫ
Деформации: деформации — при этом также говорят о покоробленной или перекошенной древесине — это простое или многократное искривление сортимента в продольном направлении. Узкая сторона пиломатериала может иметь продольную деформацию, доска и брусок могут быть искривлены по ширине, то есть быть выпуклыми или вогнутыми. Пиломатериал в продольном направлении может быть изогнут спирально или в форме пропеллера, при этом говорят о покоробленной древесине. Покоробленности вызываются большим количеством причин, например: неравномерная усушка, напряжения усушки, дефекты штабелирования и косослойность. Покоробленность может привести к большим потерям материала при обработке или сделать древесину непригодной для предусмотренного использования. К тому же нужно учитывать, что коробление после обработки пиломатериала в конечное изделие может продолжиться или начаться заново (рис. 2.59).
ОБЗОЛ И ПРИЗНАКИ НА ПОВЕРХНОСТИ РАЗРЕЗА Обзол: это оставшаяся на обрезанном пиломатериале часть поверхности ствола; кромки сортимента при этом неострые. Влияние обзола на несущую способность строительной древесины незначительно, но площадь опоры все же может быть уменьшена. Для некоторых видов соединения древесины наличие обзола может вызвать определенные проблемы. Поэтому наличие обзола является одним из важны; признаков качества и играет существенную роль при измерении ширины досок и брусков (рис. 2.60 и 2.61).
ПРИЗНАКИ НА ПОВЕРХНОСТИ РАЗРЕЗА
При распиловке бревна могут возникать неравномерности. Речь идет о следах, оставляемых зубьями пилы на поверхности, прежде всего о выпрямленных волокнах древесины, которые классифи
цируются по глубине и шероховатости. Кроме этого, пиломатериал может быть распилен неплоско, то есть быть ребристым, волнистым или изогнутым. При неравномерностях сортимента необходимо обращать внимание на то, что заданная толщина обрабатываемого изделия может быть получена только из сортимента с большей номинальной толщиной.
Рис. 2.59. Покоробленности
Класс распиловки S Класс распиловки А с острыми краями с полной кромкой
Класс распиловки Класс распиловки С В оозольный слегка спиленный
Рис. 2.60. Обзол на балках и брусьях
Рис. 2.61. Обзол на досках и брусках
epiSF^GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
ЗАДАНИЯ
1. Требуется рассчитать объем бревна. Объясните порядок расчета и расскажите, какие измерения для этого необходимы.
2. Нарисуйте эскиз поперечного сечения боковой доски с указанием годичных колец и покажите левую и правую стороны.
3. Представьте порядок расчета площади необрезанной доски.
4. Объясните, как рассчитывается объем необрезанных толстых досок и брусков.
5. Объясните, почему при выборе древесины должна учитываться сучковатость.
6. Объясните различие между косослойностью и неравномерной косослойностью и расскажите об их влиянии на сортимент.
7. Расскажите на примере, какие трудности могут возникнуть при обработке засмоленной древесины.
2.6. Свойства древесины
Для того чтобы научиться выбирать древесину в качестве материала для различных целей применения, необходимо ознакомиться с ее физическими свойствами, а также свойствами, характеризующими внешний вид древесины различных пород.
2.6.1. Свойства, характеризующие внешний вид древесины
Рис. 2.62. Поперечная и муаровая текстура
Рис. 2.63. Запах древесины
Свойства, характеризующие внешний вид древесины, воспринимаются органами чувств. Для древесины речь идет о текстуре, цвете, блеске и запахе.
Текстура, также называемая рисунком или узорчатостью, зависит от структуры и естественной разницы окраски древесины. Под структурой понимают расположение годичных колец и волокон древесины заболони и ядровой древесины, пор, сердцевинных лучей, а также свилеватость и торцовую структуру. Например, говорят о полосчатой, свилеватой, поперечной, пирамидальной, витиеватой или муаровой текстуре (рис. 2.62).
Естественный цвет древесины зависит в основном от красящих компонентов древесины, которых, как правило, в ядре содержится больше, чем в заболони. Цвет часто определяет ценность и применение древесины. Изменение цвета возможно, например, под влиянием солнечного света и кислорода, содержащегося в воздухе. Окраску древесины могут также изменять грибы.
Естественный блеск поверхности древесины проявляется при поперечной, радиальной или поперечно-слоистой распиловке, ненормальном расположении волокон, как, например, при задержанном росте, повышенном количестве содержащих-
FDISjrtGROUP
www.edisgroup.ru
2.6. Свойства древесины
ся в клетке веществ, которые усиливают блеск. Естественный блеск с развитием техники обработки поверхности почти утратил свое исходное значение.
Запах древесины зависит от легколетучих веществ, особенно от эфирных масел, таких, как, например, скипидар, кедровое и сандаловое масло. Многие породы древесины обладают характерным запахом, который становится особенно ощутимым во время обработки. Запах древесины определенных пород при обработке может привести к головной боли, слабости и потере сознания (рис. 2.63).
2.6.2. Плотность и условная плотность
Условная плотность — это отношение массы древесины к объему древесины без учета объема клеточных полостей. Вещество древесины состоит для всех пород деревьев из одних и тех же компонентов. Поэтому для всех пород древесины условная плотность чистого древесного вещества имеет одинаковое значение. Оно составляет 1,56 г/см3.
Плотность — это отношение массы к объему
Условная плотность:
относительно материала без пустот
Плотность:
относительно материал
с пустотами
Рис. 2.64. Плотность и условная плотность
Таблица 2.7. Среднее значение плотности при различном содержании влаги и
Порода древесины Плотность при и = 0%, г/см3 Плотность при и =15%, г/см3
Ель 0,42 0,46
Сосна 0,49 0,52
Лиственница 0,55 0,58
Пихта 0,43 0,48
Клен 0,60 0,64
Дуб 0,65 0,69
Ясень 0,67 0,71
Лесной бук 0,68 0,76
с учетом объема клеточных полостей (пор). Влажность древесины существенно влияет на ее плотность. Как правило, значения плотности берутся из соответствующих таблиц, в которых плотность указывается для соответствующего содержания влаги (рис. 2.64, табл. 2.7).
„ Масса т
Плотность рв =-----=—
Объем V
Свойства древесины очень сильно зависят от ее плотности. Она особенно влияет на прочность, твердость, износ, а также обрабатываемость и высушивание.
2.6.3. Прочность
Под прочностью понимают внутреннее сопротивление древесины действующей извне силе. В зависимости от вида нагрузки различают прочность на разрыв, прочность на сжатие, прочность при изгибе, прочность на срез, прочность на скручивание, прочность на продольный изгиб и сопротивление раскалыванию. Прочность зависит от породы древесины, свойств древесины и содержания влаги.
Fr>l<jbfdGRQU Р
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Таблица 2.8. Пределы прочности в направлении параллельно волокнам при содержании влаги от 10 до 15%
Порода древесины Прочность на разрыв, Н/мм2 Прочность на сжатие, Н/мм2 Прочность на изгиб, Н/мм2 Прочность на срез, Н/мм2 Твердость, Н/мм2
Ель 80 40 68 7,5 27
Сосна 100 45 80 10 30
Лиственница 105 48 93 9 38
Пихта 80 40 68 7,5 34
Клен 82 49 95 9 67
Дуб 110 52 95 11,5 69
Ясень 130 50 105 13 76
Лесной бук 135 60 120 10 78
Твердость измерена по методу Янка. В таблице указаны средние пределы прочности. Используемые для статических расчетов значения пределов прочности или допустимые напряжения о (сигма), как правило, отличаются от этих значений из соображений безопасности.
Рис. 2.65. Напряжение при растяжении древесины
Рис. 2.66. Напряжение сжатия древесины
Рис. 2.67. Нагруженная давлением деревянная деталь в тисках
Прочность древесины на разрыв для мебели или внутренней отделки имеет небольшое значение. Различают продольную и поперечную нагрузку. Поперечная прочность на разрыв, то есть прочность на разрыв в направлении поперек волокон, составляет всего лишь 5—10% от прочности вдоль волокон (табл. 2.8, рис. 2.65). Столь сильная зависимость от направления нагрузки ведет к тому, что сучки, косослойность, трещины и другие дефекты значительно снижают прочность древесины. Прочность древесины на разрыв определяется по DIN 52188.
Прочность древесины на сжатие — это степень сопротивления древесины против сжимания. Испытание для определения прочности на сжатие производится по DIN 52185. Прочность на сжатие бывает продольной и поперечной. В направлении параллельно волокнам древесина имеет прочность на сжатие в 5—8 раз большую, чем в направлении поперек волокон (табл. 2.8, рис. 2.66).
Прочность на сжатие при столярных работах может не учитываться. Но в случае применения прессов и тисков могут остаться отпечатки (рис. 2.67). Их возникновение можно предотвратить применением плоских подкладок. Вдавленные места могут быть выправлены обратно с помощью теплой чистой воды.
Прочность при изгибе (несущая прочность) имеет особое значение для тонких, длинных и плоских встроенных элементов. Элемент сгибается в случае
EPiS^GROUP
www.edisgroup.ru
2.6. Свойства древесины
приложения нагрузки в месте, отличном от места закрепления, как, например, полочная доска, сиденье скамьи, доски пола, стоячие вешалки и откидные крышки (рис. 2.68).
Прочность древесины на изгиб определяется по DIN 52186. Обычно она тем выше, чем больше плотность и тем меньше, чем выше содержание влаги в древесине. Наклон волокон и сучки снижают прочность на изгиб (табл. 2.8).
Прочность на срез — это сопротивление действующей извне силе, которая пытается сдвинуть по определенной плоскости (плоскости среза) одну часть материала относительно другой части. В этой плоскости образуется напряжение среза. Различают прочность на срез параллельно волокнам и перпендикулярно волокнам (рис. 2.69).
Прочность на срез параллельно волокнам имеет место при заклинивании, шиповом соединении, соединении в четверть и креплении раскосами (соединении врубкой) (рис. 2.69 и 2.70). Напряжения на срез также появляются в процессе обработки древесины, например при распиливании, долблении и обработке напильником. Прочность на срез в направлении параллельно волокнам очень мала (табл. 2.8).
Прочность на срез в направлении перпендикулярно волокнам необходима прежде всего для различных видов деревянных соединений, например соединение в шип, шпоночное соединение.
Чистая нагрузка на срез встречается редко, чаще всего изделие одновременно подвергается изгибу и растяжению или сжатию.
Испытание для определения прочности на срез производится по DIN 52187.
Под прочностью на скручивание (кручение) понимают сопротивление древесины против скручивания вокруг продольной оси волокон. Часто древесина только скручивается. При этом ослабляет
Рис. 2.68. Напряжение при изгибе древесины
Рис. 2.69. Напряжение древесины на срез
Рис. 2.70. Напряжение древесины на срез при соединении врубкой «ласточкин хвост»
ся строение древесины, но это не приводит к немедленной поломке. Прочность на скручивание зависит от породы древесины, ее плотности и влажности. Напряжению скручивания, например, подвергаются деревянные детали, обрабатываемые на токарном станке, или ножки стула при повороте тела во время сидения (рис. 2.71).
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Нагрузка на кручение
Рис. 2.71. Напряжение древесины на скручивание
Рис. 2.72. Нагрузка древесины на продольный изгиб
Рис. 2.73. Раскалывающая нагрузка на древесину
Прочность на продольный изгиб должна учитываться тогда, когда тонкие деревянные конструкции нагружаются давлением по их продольной оси (рис. 2.72). То есть прочность на продольный изгиб — это особый случай прочности на сжатие. Если строительные конструкции, например стойки, колонны, столбы, штанги, бруски или ножки мебе
ли, слишком сильно нагружены по длине, то они изгибаются в самую слабую сторону. Прочность на продольный изгиб зависит от длины и толщины
конструктивного элемента, при этом отношение длины к минимальной толщине обозначается как гибкость балки.
Деформация при продольном изгибе (выпучивание) зависит от гибкости изделия, породы древесины, формы поперечного сечения, а также от крепления обоих концов стержня.
Сопротивление раскалыванию — это сопротивление древесины против разделения своей структуры при введении клина в направлении волокон. При раскалывании трещина проходит по направлению клина. Обычно древесина раскалывается в радиальном направлении легче, чем в тангенциальном. Поперек волокон древесину расколоть нельзя. Незначительное сопротивление раскалыванию имеют ель, сосна, лиственница, дуб, ясень, лесной бук и ольха. Высокое сопротивление раскалыванию имеют клен, береза, вяз, тополь, липа, конский каштан, граб и фруктовые деревья. Хорошо раскалывающуюся древесину применяют для производства кровельной драни, бочарных клепок, колесных спиц, перекладин и весел (рис. 2.73).
Колотая древесина имеет следующее достоинство: ее поверхность проходит параллельно волок
нам, поэтому на поверхности имеется мало разрезанных волокон, что положительно сказывается на несущей способности (например, перекладин) и на проникновении жидкости (вода для весел).
2.6.4. Твердость, пластичность, упругость и гибкость
Твердость — это сопротивление, которое оказывает древесина проникновению индентора (твердое малодеформирующееся тело для определения твердости материала методом вдавливания) в свою поверхность, или сопротивление истиранию. Твердость и сопротивление износу тем выше, чем больше плотность и ниже содержание влаги (рис. 2.74).
FDISUGROUP
www.edisgroup.ru
2.6. Свойства древесины
Обычно древесину разделяют на мягкую и твердую. На практике часто используется градация твердости древесины в соответствии с табл. 2.9. Более точным распределением, однако, является то, которое выражено числовыми значениями, то есть указанное в табл. 2.8.
Таблица 2.9. Твердость различных пород древесины
Твердость Порода древесины (пример)
Очень мягкая Мягкая Средней твердости Твердая Очень твердая Бальза, липа, тополь, ива Береза, ольха, ель, пихта Благородный каштан, сосна, лиственница, лимба Клен, тис, дуб, ясень, вишня, орех Самшит, палисандровое дерево, бакаут (железное дерево), граб, белая акация
Пластичность: под пластичностью понимают способность древесины сохранять вызванное внешним воздействием изменение формы даже после снятия нагрузки. Таким свойством обладают заболонь орехового дерева и березовая древесина. Благодаря пропариванию, провариванию и сильному нагреву древесина становится временно пластичной и может изменять форму. Поэтому из пропаренной древесины бука лесного, а также из непроторенной древесины березы производятся изогнутые части мебели. Предел пластичности или гибкости достигается тогда, когда древесина начинает ломаться (рис. 2.75).
Упругость: древесина является упругой, если после устранения изгибающего усилия пружинит и принимает первоначальную форму. Предел уп
Рис. 2.74. Твердость и износ древесины
До нагрузки
После нагрузки
Рис. 2.75. Пластичность древесины
Рис. 2.76. Упругость древесины
ругости достигается тогда, когда при изгибе появляется сохраняющееся изменение формы. Поэтому упругость и гибкость не одно и то же. Упругость зависит от
породы древесины, ее плотности, влажности и температуры древесины, а также ее текстуры и содержания древесных компонентов. Очень упругой является, например, древесина ясеня, карии, бука и лиственницы. Упругая древесина часто применяется при изготовлении спортивных снарядов, мебели для сидения, а также в транспортостроении (рис. 2.76).
Гибкость — это изменение формы древесины под влиянием силы, действующей вне плоскости. Сгибание изогнутых деревянных частей происходит, как правило, при помощи пара и давления прессования. После охлаждения и сушки древесины изогнутое изделие незначительно разгибается обратно до тех пор, пока не будет достигнут определенный радиус изгиба. Это приводит к поломке в том случае, когда действующее извне усилие сжатия или растяжения превышает предел
EOIS^GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.77. Поведение древесины при нагрузке на изгиб
Теплопроводность вдоль волокон * около 65%
Рис. 2.78. Теплопроводность древесины
Рис. 2.79. Электропроводность древесины
прочности при изгибе древесины: изделие ломается в зоне растяжения или сжатия. В зоне сжатия разлом проявляется как сплющивание волокон древесины (рис. 2.77).
2.6.5. Проводящая и звукоизоляционная способность
Теплопроводность древесины зависит прежде всего от ее плотности и содержания влаги. Из-за своей пористой структуры древесина по сравнению с другими материалами проводит тепло от одной поверхности до другой достаточно плохо. Сухая древесина имеет высокое термическое сопротивление и поэтому является плохим проводником тепла (см. табл. 10.3). Поэтому древесина может использоваться для выполнения теплоизоляционных функций (рис. 2.78).
Обычно теплопроводность древесины увеличивается с увеличением ее плотности и влажности.
Электропроводность древесины зависит в основном от влажности. Только абсолютно сухая древесина имеет столь высокое сопротивление, что ток не может протекать вообще. С увеличением содержания связанной воды электропроводность увеличивается почти равномерно до насыщения волокон. Если количество воды превышает предел насыщения, то электропроводность увеличивается лишь незначительно. На зависимости электропроводности от содержания воды в древесине основан принцип действия специального прибора — электрического влагомера для древесины (рис. 2.79).
Звукоизоляционная способность древесины из-за ее сравнительно малого веса и жесткости при изгибе растущего дерева является относительно небольшой. Из-за своей почти закрытой поверхности и незначительной глубины пор древесина не обладает звукопоглощающими свойствами. Попадающие на поверхность древесины звуковые волны большей частью отражаются от нее. Древесина в основном используется в виде тонкого материала пластинчатой формы, из ко
торого все же можно изготовить звукоизолирующие и звукопоглощающие конструкции (рис. 2.80).
FrMyHGROUP
www.edisgroup.ru
Скорость распространения звуковых волн составляет в направлении вдоль волокон в зависимости от породы древесины от 2500 до 6000 м/с. Это почти в два раза больше скорости распространения поперек волокон. Поэтому корпусный (механический) шум хорошо переносится древесиной. Это свойство для звукоизоляционных конструкций является неблагоприятным, но при применении древесины в качестве материала для изготовления музыкальных инструментов дает определенные преимущества.
2.6.6. Работа древесины
Древесина является гигроскопичной, то есть она может впитывать и отдавать влагу. Впитывание и отдача влаги начинаются тогда, когда нарушается равновесие между содержанием влаги в древесине и влажностью воздуха, то есть имеется перепад влажности (рис. 2.81). При изменении уровня содержания влаги в древесине при определенных условиях меняется форма и объем древесины, древесина дает усадку или разбухает, коробится или вытягивается, растрескивается. Эти процессы называют «работой» древесины.
В древесине содержится влага, вода, в полостях клеток — так называемая свободная вода, и в
Рис. 2.80. Звукоизоляционные свойства древесины
<5 0^——————>———
00 0 10 20 30 40 50 60 70 80 90100
Относительная влажность —► воздуха,%
Пример: влажность древесины 13% при относительной влажности воздуха 70% (график действителен для температуры 15°С)
Рис. 2.81. Зависимость влажности древесины от относительной влажности воздуха
клеточных стенках — так называемая связанная вода. При сушке древесины сначала испаряется свободная вода, потом связанная (рис. 2.82). Свободная вода испаряется относительно быстро, связанная — достаточно медленно. Влагопереда-ча при этом основывается на целом комплексе физических процессов, таких, как, например, диффузия и испарение.
Рис. 2.82. Усушка при высыхании древесины
iKXtfGRQUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Таблица 2.10. Диапазон насыщения волокон
Порода древесины Влажность,%
Бук, береза 32-35
Ель, пихта 30-34
Сосна,
лиственница 26-28
Дуб, ясень, орех 23-25
2.6.6.1. Направление и величина усушки
При отдаче влаги в пределах диапазона насыщения уменьшаются размеры и объем древесины; этот процесс называется усушкой, обратный процесс — разбуханием.
Отдача воды из внешних клеток происходит быстрее, чем из внутренних. Бедные смолой участки древесины, заболонь и верхняя часть ствола отдают воду быстрее, чем богатые смолой участки древесины, ядро и нижняя часть ствола. Выделение воды происходит тем быстрее, чем больше перепад влаги между древесиной и окружающим воздухом.
Во время испарения свободной воды размеры и объем древесины не изменяются. Волокна и клеточные стенки к этому моменту еще насыщены. Поэтому говорят о насыщении волокон. Насыщение волокон отличается у отдельных пород, а также частей ствола; для важнейших пород древесины значение насыщения лежит в диапазоне влажности древесины от 23 до 35%. Поэтому речь идет о диапазоне насыщения волокон (табл. 2.10).
Уже во время испарения свободной воды при определенном перепаде влажности между влажной древесиной и сухим окружающим воздухом начинается испарение связанной воды. При этом объем древесины уменьшается, древесина дает усушку (рис. 2.82). Усушка начинается около предела насыщения, то есть около 30% влажности древесины, и продолжается до тех пор, пока влажность древесины не составит 0%, то есть древесина не станет абсолютно сухой.
Различают три направления усушки древесины: продольное (вдоль волокон), радиальное (по направлению сердцевинных лучей) и тангенциальное (в направлении годичных колец).
В направлении вдоль волокон усушка составляет от 0,1 до 0,3%, в направлении сердцевинных лучей — около 5% и в направлении годичных колец — около 10% (рис. 2.83). Для одной и той же породы древесины эти значения все же могут существенно отличаться от этих средних значений.
В табл. 2.11 приведены средние значения коэффициентов усушки в процентах на каждый процент изменения влагосодержания.
Усушка по ширине становится заметной даже на профессионально изготовленных столярных изделиях. Например, соединенные по кромке наличники могут выступить вперед, широкий средник филеночной (рамочной) двери торцами может не подойти вертикальной обвязке.
Рис. 2.83. Максимальная усушка при изменении влажности древесины от 30 до 0%
FDIStfGROUP
www.edisgroup.ru
Таблица 2.11. Коэффициент усушки на каждый процент изменения влагосодержания, %
Порода древесины Усушка в направлении Порода древесины Усушка в направлении
сердцевинных лучей (радиальном) годичных колец (тангенциальном) сердцевинных лучей (радиальном) годичных колец (тангенциальном)
Клен 0,20 0,30 Вишня 0,16 0,26
Бук 0,20 0,41 Лиственница 0,14 0,30
Дуб 0,18 0,34 Орех 0,18 0,29
Ель 0,19 0,36 Пихта 0,14 0,28
Сосна 0,14 0,30 Вяз (ильм) 0,22 0,43
Для простоты на практике пределом насыщения волокон обозначают влажность древесины в 30%.
Из-за усушки изменяется не только объем древесины, но и ее форма. Изменение формы зависит от расположения годичных колец на поперечном сечении. Клетки ранней древесины годичного кольца имеют большие размеры и более тонкие клеточные стенки. По этой причине они накапливают больше свободной воды и меньше связанной воды, чем мелкие клетки поздней древесины со своими толстыми клеточными стенками. Поэтому клетки ранней древесины отдают по сравнению с поздней древесиной больше свободной воды и меньше связанной. В связи с этим усушка ранней древесины меньше, чем поздней.
В радиальном направлении встречающиеся при усушке поздней древесины сильные напряжения лишь частично передаются тонкостенной ранней древесиной в следующий слой поздней древесины. В тангенциальном направлении ранняя и поздняя древесина может более или менее двигаться. Поздняя древесина сильно стягивается при усушке, граничащие с ней клетки ранней древесины приспосабливаются к изменению объема и формы поздней древесины таким образом, что форма клеточных оболочек ранней древесины существенно меняется. Такое изменение формы клеточных оболочек ранней древесины служит причиной лишь незначительной усушки и разбухания в радиальном направлении и сильной усушки и разбухания в тангенциальном направлении.
Левая сторона Сильное стягивание
Правая сторона Выпуклость боковой доски
Левая сторона Слабое стягивание
Серединная доска Предельная распиловка (по центру)
Сердцевинная Продольная трубка трещина
Формы усушки для брусьев и балок
Трещины усушки на кругляке
Рис. 2.84. Формы усушки массивной древесины
FrMAF^GROUP
www.edisgroup.ru
78 Глава 2. Материалы и обработка материалов
Боковой усушки филенок и рам можно избежать благодаря выбору соответствующей влажности древесины
Склеивание Дверная филенка толстых деталей
Усушка особенно заметна на поперечном сечении как усушка по толщине и по ширине, как изменение формы и растрескивание, это так называемые трещины усушки (рис. 2.84).
Чем меньше древесина «работает», тем лучше ее выносливость и постоянность размеров и формы.
По значениям коэффициентов усушки (табл. 2.11) может быть рассчитана величина усушки при влагоотдаче древесины и величина разбухания при влагопоглощении.
Процессы, проходящие в клеточных стенках при усушке и разбухании
Клеточные стенки древесинного вещества состоят из микроскопических волокон и пучков волокон. При влагопоглощении в пределах насыщения вода проникает в пространство между волокнами и пучками волокон прежде всего благодаря диффузии и сжимает их друг с другом. Этот процесс распространяется на весь кусок древесины; объем древесины увеличивается, то есть древесина разбухает.
Если в пределах насыщения происходит влагоотдача, то гибкие волокна и пучки волокон клеточных стенок возвращаются в их первоначальное состояние, древесина уменьшается в объеме.
Плинтус Декоративная панель выдвижного ящика
Соединение врубкой допускает усушку и разбухание древесины
Рис. 2.85. Меры против «работы» древесины
Пример расчета величины усушки:
Сердцовая доска из древесины бука шириной 280 мм и 40-процентной влажности древесины сохнет до уровня влажности 8%. Какова будет ширина доски после сушки?
При сушке от 40 до 30% усушки не происходит. При сушке от 30 до 8% изменение влажности составляет 22%. Коэффициент усушки для бука равен в радиальном направлении 0,20. Таким образом, общая усушка составляет 4,4% (22% • 0,20 = 4,4%), или 12 мм. То есть ширина доски после сушки составит примерно 268 мм.
2.6.6.2. Мероприятия против «работы» древесины
Устойчивость древесины или деревянной конструкции к изменению формы и размера может быть достигнута или улучшена с помощью правильного выбора древесины и сушки древесины до необходимого содержания влаги, с помощью правильного склеивания поверхностей массивной древесины и применением подходящих конструкций и блокировки древесины.
При выборе древесины можно учитывать ее свойство сохранять размеры и форму в пе-
EQISFlGROUP
www.edisgroup.ru
2.7. Вредители древесины
ременном климате, подбирая породы древесины, имеющие хорошую формо-устойчивость. Это могут быть, например, груша, ольха, орех, афцелия и тик (см. таблицы гл. 15). Доски и брусья с поперечными годичными кольцами по сравнению с продольным расположением колец деформируются значительно меньше.
Перед обработкой древесина должна быть высушена до такого влагосодержа-ния, которое она будет иметь на месте применения.
Поверхности массивной древесины следует склеивать по ширине таким образом, чтобы они были склеены оборотными сторонами и ядро было склеено с ядром, а заболонь — с заболонью. При таком способе склеивания поверхности остаются прямыми (см. гл. 4.4.2 «Сплачивание»). При склеивании элементов большой толщины швы остаются сомкнутыми, если склеивание производится по левым сторонам (рис. 2.85). При изготовлении выдвижного ящика шов при высыхании декоративной накладной панели остается закрытым, если она приклеена к передней панели ящика левой стороной (рис. 2.85).
Благодаря применению подходящих конструкций можно преодолеть проблему изменения объема древесины при изменении влажности так, что она не будет являться препятствием или ограничением в эксплуатации мебели или строительных конструкций. Примерами таких конструкций служат рамы и филенки, соединения врубкой (рис. 2.85), а также шпунтовое соединение и соединение вставным шипом. Дверная филенка и плинтус должны быть изготовлены и установлены таким образом, чтобы при усушке древесины облицовка или плинтус притягивались к стене (рис. 2.85).
Меры, направленные против изменения объема древесины при изменении содержания в ней влаги, применяются также при склеивании фанеры (при изготовлении клееной фанеры), разрезании древесины на планки и бруски и их блокировании подоблицовочным (упрочняющим) слоем фанеры.
ЗАДАНИЯ
1. Объясните, почему для древесины различают плотность и условную плотность.
2. В зависимости от применения древесина должна выдерживать различные нагрузки. Опишите различные виды нагрузок с помощью примеров.
3. Объясните, что понимают под «работой» дерева.
4. Расскажите, почему при сушке боковая доска изменяет свою форму.
5. Объясните, почему сердцовая доска растрескивается в зоне сердцевины.
2.7. Вредители древесины
Вредителей древесины разделяют на лесных вредителей (или древесных вредителей) и вредителей складируемой или перерабатываемой древесины. В обоих случаях речь идет о грибах и насекомых.
2.7.1. Лесные вредители
Лесные вредители поражают растущее дерево и складируемую в лесу древесину.
EDigfdGRQUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Таблица 2.12. Лесные грибы и лесные насекомые
Лесные грибы
Грибы разлагают древесину, очень часто они «специализируются» на конкретных породах деревьев.
Дубовый трутовик вызывает на старых живых дубах белую гниль.
Сосновая древесная губка - один из самых опасных грибов для деревьев хвойных пород.
Пластинчатый корковый гриб разрушает ядро живых дубов.
Опята встречаются на лиственных и хвойных деревьях после засухи или поражения насекомыми.
Дубовый трутовик
Сосновая древесная губка Пластинчатый корковый гриб
Опята
Лесные насекомые
Повреждения древесины и деревьев вызываются гусеницами (личинками).
Дровосеки (усачи) имеют в основном темную окраску, как характерный признак - длинные усики. Длина тела составляет от 15 до 35 мм.
Короеды - маленькие, плотные, в основном темно-коричневые жучки длиной от 2 до 6 мм. Они откладывают яйца под корой или в наружные слои древесины чаще всего хвойных деревьев.
Долгоносик - жук длиной от 2 до 15 мм, в основном коричневый или темно-коричневый.
Проволочник - жук длиной от 6 до 18 мм, имеет окраску от красно-коричневой до черной. Личинки точат и повреждают прежде всего стволы бука и дуба.
Перепончатокрылое насекомое, наличие которого в древесине имеет значение для столяра, -это рогохвост черной или синеватой окраски и длиной от 8 до 46 мм. Рогохвост поражает преимущественно хвойные деревья и часто появляется на свет только после обработки древесины. Повторное поражение обработанной древесины откладыванием яиц не происходит.
Чешуекрылые (бабочки) - монашенка, шелкопряд сосновый или непарный. Они относятся к особенно опасным лесным насекомым. Монашенка поражает лиственную и хвойную древесину, преимущественно ель, шелкопряд сосновый - сосну, шелкопряд непарный - часто лиственные породы, реже хвойные.
Короед
Дровосек (усач)
Долгоносик Проволочник Перепончатокрылые (рогохвост)
Чешуекрылые (шелкопряд)
2.7.2. Вредители складируемой и обрабатываемой древесины
Из множества встречающихся в складируемой и обрабатываемой древесине грибов и насекомых лишь некоторые имеют для столяра существенное значение. Однако они могут привести к снижению стоимости, потерям древесины и произведений искусства, а также обвалу строительных конструкций и сооружений.
EPISUGROUP
www.edisgroup.ru
2.7. Вредители древесины
Предпосылками для поражения вредителями являются:
• перенос пор и мицелия или прилет насекомых,
• достаточная влажность древесины для грибов минимум 18%, для насекомых - 30%,
• температура между +15 и +35°С в зависимости от вида вредителя,
• наличие в древесине подходящих питательных веществ в достаточном количестве.
Если одно из этих условий не выполняется, то поражение вредителями маловероятно, но в отдельных случаях не исключено.
2.7.2.1. Грибы, поражающие здания
К опасным грибам относят домовой гриб, бурый бородавчатый гриб, белый пористый гриб, заборный трутовик, а также различные виды грибов, вызывающих посинение древесины (грибы синевы).
У грибов различают споры, из которых они образуются, плодовые тела, в которых образуются споры, и грибные тела. Последние являются кожистыми образованиями со сплетением волокон (мицелием) из похожих на корни нитей и канатиков, с помощью которых грибы вытягивают из древесины питательные вещества. Для развития грибам кроме питательных веществ необходим неподвижный воздух, определенная влажность и температура. Так как они не содержат хлорофилла, то для их роста не нужен солнечный свет. Благоприятной для роста грибов является температура от +15 до +35°С. Споры из-за их очень малой массы имеются почти везде.
Домовой гриб встречается в зданиях на древесине, на деревянных строительных конструкциях всех видов (рис. 2.86). Этот гриб настолько опасен, что на его счет выпущено специальное предписание: если несущие конструкции поражены этим грибом, то следует немедленно сообщить положение вещей в службу строительного надзора.
Этот гриб, в отличие от других грибов, благодаря своим длинным нитям может транспортировать воду на несколько метров в сухую древесину. Она даже может проникать через каменную кладку. Остатки мицелия могут снова ожить через несколько лет. При этом домовой гриб может впитывать влагу, необходимую для своей жизнедеятельности, прямо из воздуха. Таким образом, могут быть поражены даже сухие конструкции из лиственной и хвойной древесины, если гриб достиг определенной ступени своего развития.
Домовой гриб разрушает целлюлозу, несущий каркас древесины (рис. 2.86). При этом древесина приобретает бурую окраску (гниль бурая) и распадается на кусочки кубической формы (кубовидное разрушение).
Бурый бородавчатый гриб, также называемый бурым погребным грибом, встречается на влажных новых и старых постройках (рис. 2.86). На открытом воздухе он поражает древесину, которая имеет контакт с грунтом. Этот гриб поражает как лиственную, так и хвойную древесину, хотя и имеет высокую разрушающую способность, но не так опасен, как домовой гриб, так как с ним можно сравнительно просто бороться. При влагоудалении он относительно быстро погибает.
При поражении этот гриб может достаточно быстро привести к полному разрушению древесины. Сухие, встроенные и лакированные доски пола могут проломиться уже через год. Пораженная древесина приобретает бурую окраску и разламывается на кусочки кубовидной формы.
Fni<tfdGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Домовой гриб
Бурый бородавчатый гриб
Заборный трутовик
Гриб синевы
Рис. 2.86. Грибы и их повреждения
Белый пористый гриб встречается на складируемой и обработанной древесине как в зданиях, так и на открытом воздухе. Как и вышеупомянутые виды домовых плесневых грибов, он вызывает бурую плесень и разрушающее гниение. Разрушенная древесина имеет кубовидные разломы.
Этот гриб предпочитает древесину хвойных пород, лиственные породы поражаются им редко. При удалении влаги он впадает в сухую спячку. Поэтому он может ожить даже через несколько лет, когда древесина вновь получит достаточное количество влаги.
Заборный трутовик и глео-филлумы — это самые опасные разрушители применяемой на открытом воздухе древесины хвойных пород (рис. 2.86). Часто они встречаются в частях окна, перилах, изгородях, мачтах, на круглой древесине в местах складирования. Для этих грибов необходима высокая влажность древесины, чтобы приобрести большую разрушительную силу. При удалении влаги он может впадать в многолетнюю сухую спячку, а после нового увлажнения продолжить свой рост.
Глеофиллумы вызывают биржевую гниль, которая начинается внутри древесины. Внешние слои древесины долгое время выглядят
гтмч ingroup
www.edisgroup.ru
2.7. Вредители древесины
совершенно здоровыми, даже когда внутренняя часть древесины совершенно разрушена. Биржевая гниль возникает прежде всего тогда, когда встроенные или хранящиеся строительные конструкции долгое время имеют непосредственный контакт с влажным основанием или лежат на нем. Биржевая гниль может поразить, например, окно, незащищенная рама которого располагается на влажной кирпичной стене.
Грибы синевы — грибы, вызывающие посинение древесины. Они поражают древесину хвойных и лиственных пород, в основном заболонь сосны (рис. 2.86). Свежераспиленная сосновая древесина может быть полностью поражена синевой уже через несколько дней. Если сосновую древесину в высушенном виде встраивают в наружные конструкции, то до появления на древесине темных пятен и полос проходит несколько больше времени, до соответствующего выпадения осадков. На слой прозрачных лаков этот гриб действует отрицательно.
На пораженную грибами синевы древесину может быть нанесено покрытие без каких-либо отрицательных последствий, если древесину перед нанесением покрытия высушить до соответствующего содержания влаги. Если же содержание влаги перед нанесением покрытия слишком высоко, то уже находящиеся в древесине споры грибов синевы могут развиться и оторвать слой покрытия от поверхности древесины. Покрытие может даже разрушиться, если споры через поврежденные или дефектные места покрытия попадут в древесину и разовьются таким способом при достаточном количестве воды.
Грибы синевы в отличие от других грибов питаются ингредиентами, находящимися в накапливающих клетках древесины. Поэтому падения прочности древесины, на которое стоило бы обратить внимание, не происходит.
2.7.2.2. Насекомые, повреждающие здания
Из насекомых, повреждающих здания, прежде всего называют дровосека домового, обычного жука-точильщика, жука заболонника и рогохвоста.
Дровосек домовый — это самый опасный вредитель из животных (рис. 2.87). Черно-коричневое, длиной до 22 мм насекомое поражает только хвойную древесину. Самки откладывают до 400 яиц в древесную трещину. Опасности подвергается в первую очередь заболонь древесины стропил, каркасов, полов и дверей. Части с небольшим поперечным сечением, как, например, обрешетка крыши, повреждаются лишь в исключительных случаях.
Имеющие белую окраску личинки предпочитают сухую и полусухую древесину. Их развитие до взрослого насекомого длится в среднем от трех до шести лет. В течение этого времени они каждый день прогрызают в древесине ход, по длине равный длине их тела. После вылупления из яиц их длина 2 мм, в выросшем состоянии — от 20 до 30 мм.
Обыкновенный жук-точильщик изображен на рис. 2.87. При поражении данным вредителем разрушение древесины идет медленнее, чем при поражении дровосеком домовым. Этот жук откладывает от 20 до 40 яиц, предпочтительно в деревянные части, изготовленные из лиственных и хвойных пород. Его длина составляет до 5 мм, окраска в основном темная, особенно часто встречается в ме-
gFM«tfJGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Обыкновенный жук-точильщик (увеличено)
Жук заболонник (увеличено)
Рис. 2.87. Личинки и взрослые насекомые, а также вид повреждений
бельных ножках, перилах лестниц, деревянной облицовке, деревянных произведениях искусства и деревянной утвари.
Развитие личинки до конечной стадии (при этом ее длина составляет 6 мм) продолжается от одного до трех лет. В одной мебельной ножке их количество может доходить до нескольких сотен. При таком большом количестве личинок в небольшом пространстве уже через несколько лет большая часть древесины может быть полностью разрушена.
Жук заболонник, также называемый паркетным жуком, имеет длину от 3 до 6 мм и окраску от светло-коричневой до черной. Преимущественно поражает части, изготовленные из заболони лиственных пород деревьев, таких как дуб, благородный каштан, ясень, тополь, ива, вяз, клен, абачи и лимба.
Воскового цвета, в конечной стадии до 5 мм длины личинки развиваются уже при влажности древесины 7%. Прогрызенные ими ходы располагаются в основном в направлении волокон, ранняя древесина разрушается полностью. Цикл развития составляет от одного до трех лет. Поражение этим вредителем может стать заметным лишь через несколько лет после изготовления деревянной конструкции.
www.edisgroup.ru
2.8. Защита древесины против поражения грибами и насекомыми
Рогохвост попадает в здание со свежей древесиной в основном хвойных пород (рис. 2.87). Вылупившиеся личинки, до 40 мм длины, могут прогрызать соединенные с древесиной материалы, такие как пленка, ковры, даже свинцовые покрытия. Отверстие летка круглое, диаметром от 4 до 7 мм. При плохой погоде через эти отверстия в конструкции может проникать вода.
УСЛОВИЯ ЖИЗНИ И РАЗВИТИЯ
Разрушающие древесину насекомые проводят весь многолетний путь развития от яйца до личинки
Рис. 2.88. Цикл развития насекомого (на примере дровосека домового)
и от куколки до взрослого насекомого в древесине. Повреждают древесину только личинки, тем, что они прогрызают ходы в древесине в поисках благоприятных компонентов древесины. Взрослое насекомое, жук, прогрызает только в конце своего развития отверстие соответствующего размера в оболочке древесины, чтобы иметь возможность покинуть древесину.
Размер причиняемого личинками вреда зависит от имеющихся условий жизни и развития конкретного вредителя. Чем они более благоприятны, тем быстрее и сильнее будет повреждаться древесина или снижаться ее прочность.
ЗАДАНИЯ
1. Объясните, почему домовой гриб является самым опасным грибом для обработанной древесины.
2. Объясните, почему при достаточно высоком содержании воды в древесине в любой момент возможно поражение грибами.
3. Расскажите, что понимают под сухой спячкой грибов.
4. Объясните, почему виды глеофиллумов являются опасными для древесины, используемой на открытом воздухе.
5. Объясните, как древесина может быть защищена от поражения грибами, вызывающими ее синеву.
6. Почему личинки дровосека домового являются самыми опасными животными вредителями древесины несущих строительных конструкций?
7. Почему точильщик обыкновенный лишь иногда встречается в древесине балок чердачного перекрытия, но часто поражает мебель и части внутренней отделки?
2.8. Защита древесины против поражения грибами и насекомыми
Для того чтобы эффективно защитить древесину, столяр обязан подумать, какие мероприятия он должен, может и имеет право применить.
Различают предупредительные (профилактические) мероприятия и мероприятия по уничтожению вредителей.
FO|«M=lGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
2.8.1. Профилактическая защита древесины
Профилактическая защита древесины может заключаться в соответствующем выборе древесины, методов ее обработки и конструирования, а также в применении специальных химических средств защиты древесины.
2.8.1.1. Материально-техническая и конструктивная защита древесины
Различная устойчивость отдельных пород древесины против воздействия грибов и насекомых в основном зависит от содержания в древесине веществ, неблагоприятных для развития грибов (фунгицидное вещество) или насекомых (инсектицидное вещество). Такие вещества встречаются в ядровой древесине. Поэтому ядровая древесина, как правило, более устойчива, чем заболонь. Применение ядровой древесины по этой причине оказывается важным профилактическим мероприятием по защите древесины от грибов и насекомых.
Но ядровая древесина все же редко бывает в наличии в достаточном количестве. Поэтому должна применяться и соответствующим образом обрабатываться менее устойчивая зрелая и заболонная древесина. Древесина этих видов в любом случае должна пропитываться, особенно для применения на открытом воздухе. Это относится в первую очередь к заболонным и ядровым породам деревьев.
Естественная устойчивость, долговечность или сопротивляемость цельной (массивной) древесины против грибов и насекомых была определена опытным путем и распределена по классам устойчивости (табл. 2.13). Естественная устойчивость достаточно сильно отличается у различных пород. Для ядровой древесины различают пять классов устойчивости, которые не относятся к предрасположенной к различным видам поражений заболони. Заболонная древесина всех пород деревьев относится к 5 классу устойчивости.
Таблица 2.13. Классы устойчивости цельной древесины по DIN 68364, EN 350
Класс устойчивости Порода древесины (примеры)
1 Очень долговечная (очень устойчивая) Афцелия, ангелика, бонгосси, макоре, палисандр, робиния1, тиковое дерево1
2 Долговечная Каштан европейский, дуб, Sipo1
3 Среднедолговечная (среднеустой ч и вая) Лжетсуга (орегонская сосна)1, темно-красный меранти1, лиственница, орех, сапелли
4 Малодолговечная (малоустойчивая) Абачи, груша, ель, тсуга, сосна, лимба, пихта, вяз
5 Недолговечная (неустойчивая) Клен, береза, бук, ольха, липа, тополь
1 Для этих пород деревьев устойчивость колеблется. Здесь она отнесена к наиболее благоприятному классу.
FOICSFJGROUP
www.edisgroup.ru
2.8. Защита древесины против поражения грибами и насекомыми
Правила конструирования
• Деревянные части должны находиться на достаточном расстоянии от земли, чтобы водяные брызги не могли попасть на древесину.
• Встроенные конструкции, такие как окна и двери, не должны быть установлены заподлицо с фасадом, поскольку таким образом они будут недостаточно защищены от влияния непогоды.
• Соединения деревянных частей с другими конструкциями должны быть выполнены таким образом, чтобы вода не могла проникнуть в древесину. Из-за капиллярного эффекта древесина по возможности не должна находиться в непосредственном контакте с другими материалами.
• Наружные деревянные стены должны проветриваться с обратной стороны.
• Выходящие на открытый воздух части деревянной конструкции должны иметь по возможности минимальные размеры.
• Воздух всегда должен иметь свободный доступ к древесине. Поэтому наружные деревянные конструкции должны проветриваться с обратной стороны, а для встроенных шкафов, стеновых и потолочных облицовочных панелей должны быть предусмотрены отверстия для притока и удаления воздуха.
• В местах, где древесина может впитывать влагу, необходимо устанавливать вертикальные или горизонтальные изоляционные прокладки.
• Вода не должна задерживаться на деревянных поверхностях или конструкциях.
• Древесина должна иметь возможность беспрепятственно изменять объем при изменении влагосодержания, иначе могут возникнуть напряжения, которые могут привести к образованию трещин.
• Содержание влаги в древесине должно быть менее 20%, поражение грибами в таких условиях является маловероятным.
• Сучки в древесине необходимо рассматривать как проблемные зоны. Они могут привести к напряжениям и тем самым к образованию трещин, в которые может проникнуть вода.
• Применение древесины с большим содержанием смолы для фасадов достаточно проблематично. При температуре выше 60°С смола начинает течь. Последствием смолотечения может стать расшатывание хорошо заросших сучков и вздутие покрытия, что сделает возможным проникновение воды в древесину.
• Горизонтально расположенные строительные деревянные конструкции должны иметь достаточно большой уклон (скашивание), а также возможность стекания, для того чтобы удаление воды происходило быстро.
• Края и углы должны быть слегка скруглены, чтобы слой защитного покрытия имел здесь такую же толщину, как и на других поверхностях, и лучше защищал древесину.
2.8.1.2. Химические средства защиты древесины
С точки зрения строительного надзора химическая защита применяется только для тех конструкций из древесины или искусственных древесных материалов, которые выполняют в строительных сооружениях несущие или укрепляющие функции и могут быть повреждены разрушающими грибами или насекомыми. Соответствующее средство защиты древесины подлежит обязательному нанесению контрольного знака строительного надзора в установленном законом порядке. Германский институт строительной техники в Берлине выдает допуск к эксплуатации строения и дает право на нанесение контрольного знака (например, PAV1351), который также отмечается в решении о проверке. Официально разрешенные к применению средства защиты древесины приведены в перечне таких средств, изданном Германским институтом строительной техники.
До того как будет выдан испытательный акт, средство защиты древесины должно пройти различные биологические и технологические испытания в официальной лаборатории по испытанию материалов. При этом также проверяется эффективность, экологическая совместимость и токсичность.
Ff>i<*^GRQUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Строительные федеральные распоряжения предписывают профилактическую защиту древесины несущих строительных конструкций, как, например, балки чердачного перекрытия, опорная балка, деревянный фахверк, пергол, лестниц, лестничные и балконные перила. Профилактические защитные мероприятия описаны в DIN 68800, часть 3, мероприятия по борьбе с грибными поражениями и насекомыми и их уничтожению — в DIN 68800, часть 4.
Из-за ответственности за качество произведенных продуктов и предоставленных услуг рекомендуется использовать только официально разрешенные и проверенные, имеющие специальную маркировку средства защиты древесины. Поэтому необходимо обращать внимание на прилагаемую документацию или знак качества на товаре.
Для профилактической защиты древесины используют средства на основе растворителей, масляные или водные средства. Средства на основе растворителей применяют для сухой или полусухой древесины (влажность древесины максимум от 20 до 30%), масляные средства защиты для сухой древесины (влажность древесины до 20%). Водяные средства, как правило, применяют для защиты полусухой (от 20 до 30%) или сырой древесины (влажность древесины более 30%).
СРЕДСТВА ЗАЩИТЫ ДРЕВЕСИНЫ НА ОСНОВЕ РАСТВОРИТЕЛЯ
Средства защиты древесины на основе растворителя состоят из органических действующих веществ против грибов (фунгициды) и насекомых (инсектициды), растворенных в органическом растворителе. Дополнительно в состав могут входить связывающие вещества и красители. До испарения растворителя существует повышенная воспламеняемость. На пропитанную таким средством древесину можно наносить кроющее покрытие.
Таблица 2.14. Средства защиты древесины на основе растворителя для профилактической обработки против дереворазрушающих грибов и насекомых
Обозначение Действующее вещество и основные компоненты Символ (см. «Сокращения») Область применения Указания по экологии Допустимый метод нанесения
Препараты на основе растворителя Органические фунгициды и инсектициды, органические растворители, частично окрашенные, различное содержание связующих веществ IV, р, W, частично с повышенной эффективностью Внутренняя и наружная отделка, ограничения применения приведены в «Особых условиях испытаний» Растворитель испаряется во время процесса высыхания, после испарения преимущественно без запаха и высокой воспламеняемости Как правило, нанесение кистью, распыление (пульверизация), погружение, пропитывание в ванной, частично обработка давлением
Средства защиты древесины на основе растворителя применяются только для сухой и полусухой древесины в соответствии с DIN 4074. Все средства поставляются в жидкой форме, их можно не разбавлять. Необходимо соблюдать ограничения по применению и указания в документации.
Препараты, которые содержат устойчивые к свету и погодным воздействиям пигменты, а также связующие вещества обозначаются как лазурные покрытия (см. гл. 11.11.1), которые также могут применяться и для наружных строительных конструкций. Сохраняемость устойчивых к погодным воздействиям покрытий часто ограничивается сроком от двух до трех лет.
FDi's3GROUP
www.edisgroup.ru
2.8. Защита древесины против поражения грибами и насекомыми
МАСЛЯНЫЕ СРЕДСТВА ЗАЩИТЫ ДРЕВЕСИНЫ
Масляные средства защиты древесины (дегтярные препараты) допустимо применять только для наружных строительных конструкций. В рамках этой книги они описаны не будут, так как для столяра они значения не имеют.
ВОДОРАСТВОРИМЫЕ СРЕДСТВА ЗАЩИТЫ ДРЕВЕСИНЫ
При водорастворимых средствах защиты древесины речь идет о солях, которые при растворении в воде образуют готовые к использованию средства защиты. Часть солей закрепляемая (плохо вымывается), часть — не закрепляется (вымывается). Средства защиты древесины обеих групп допустимы к применению частично для несущих строительных конструкций (например, опоры и фермы), а также частично для ненесущих и не требующих точного соблюдения размеров строительных конструкций (например, опалубка крыши, изгородь). Большинство солесодержащих средств защиты древесины можно окрашивать. При этом цвет пропитанной древесины не позволяет сделать выводы о защищающем воздействии средства.
При изготовлении раствора защитного средства следует обращать внимание на предписанную концентрацию.
Таблица 2.15. Водорастворимые средства защиты древесины для профилактической обработки против дереворазрушающих грибов и насекомых
Обозначение Действующее вещество и основные компоненты Символ (см. «Сокращения») Область применения Указания по экологии Допустимый метод нанесения
В-соли Неорганические соединения бора lv, Р Для всех защищенных от погод-ных воздействий строительных конструкций Не применять для древесины, которая подвергается конденсации, воздействию грунтовой влаги или другому контакту с водой Частично нанесение кистью, погружение, распыление (пульверизация) в стационарных системах, частично пропитывание в котлах под давлением или ваннах
SF-соли Кремневая соль фтористоводородной кислоты lv, Р
CFB-соли Соединения бора и фтора, хроматы lv, Р, W Для всех деревянных конструкций (внутренних и наружных), предпочтительно для древесины с нагрузкой на смываемость от незначительной до средней Не для древесины, находящейся в постоянном контакте с водой и грунтом Пропитывание в котлах под давлением или ваннах
Квасцы Специальные соединения аммония lv, Р, W
СКВ-соли Соли меди с добавкой соединений бора и хроматов lv, Р, W, Е Для всех деревянных конструкций (внутренних и наружных), предпочтительно для древесины со значительной нагрузкой на смываемость Также подходит для древесины, находящейся в постоянном контакте с водой и грунтом
EBISUGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Таблица 2.15 (окончание)
Обозначение Действующее вещество и основные компоненты Символ (см. «Сокращения») Область применения Указания по экологии Допустимый метод нанесения
СКВ-сопи Соли меди с добавкой соединений фтора и хроматов Iv, Р, W, Е Для всех деревянных конструкций (внутренних и наружных), Также подходит для древесины, находящейся в постоянном контакте с водой и грунтом Пропитывание в котлах под давлением или ваннах
СК-соли Соли меди, хроматы Iv, Р, W, Е предпочтительно для древесины со значительной нагрузкой на смываемость
Бетаиновые препараты Полимерный бетаин, частично дополнен соединениями бора и меди Iv и Р, а также W и Е, в зависимости от состава Для внутренних и наружных конструкций вне контакта с грунтом или для на-ружного приме-нения с контактом с грунтом, в зависимости от состава Не использовать для древесины, находящейся в прямом контакте с животными, продуктами питания или кормами
Cu-HDO-препараты Cu-HDO, соединения бора и меди, растворитель Iv и Р, W, а также Е, в зависимости от состава
СКА-соли Сопи меди с добавкой соединений мышьяка и хроматов Iv, Р, W, Е Для всех деревянных конструкций (внутренних и наружных), предпочтительно для древесины со значительной нагрузкой на смываемость Также подходит для древесины, находящейся в постоянном контакте с водой и грунтом Только пропитывание в котлах под давлением
Указания: соединения фтора могут повредить стекло и цветные металлы, необходимо соблюдать ограничения, указанные в документации.
ОБОЗНАЧЕНИЯ СРЕДСТВ ЗАЩИТЫ ДРЕВЕСИНЫ
Официально допущенные к применению средства защиты древесины обозначаются различным образом (рис. 2.89).
Для облегчения выбора походящего средства для защиты древесины используются проспекты, указания по обработке и применению, а также сокращения, которые имеют следующие значения:
Р - эффективно против грибов.
Iv — эффективная профилактика против насекомых.
lb - эффективен для борьбы с насекомыми.
(Р) - эффективный для профилактики против грибов особый препарат, способ обработки - добавление в клей при производстве искусственных древесных материалов.
W - также подходит для древесины, испытывающей значительные погодные воздействия. Однако древесина не должна находиться в контакте с грунтом или постоянном контакте с водой.
Е - также подходит для древесины, испытывающей значительные нагрузки (контакт с грунтом). Средство защищает также при постоянном контакте древесины с водой, а также при отложении загрязнений в трещинах и швах._________________________________
www.edisgroup.ru
2.8. Защита древесины против поражения грибами и насекомыми
Профилактические средства для несущих и придающих жесткость конструкций
Знак, присваиваемый Обществом контроля качества средств защиты древесины, г. Франкфурт-на-Майне
Средства для ненесущих строительных конструкций для профилактики и средства борьбы
Рис. 2.89. Обозначения средств защиты древесины
ОБРАБОТКА ДРЕВЕСИНЫ СРЕДСТВАМИ ЗАЩИТЫ
Средства защиты древесины можно наносить кистью, распылением (пульверизацией), погружением, а также пропитыванием в котлах под давлением или ваннах. При этом важно, чтобы было нанесено или использовано именно предписанное количество защитного средства.
Слишком маленькое количество защитного средства ведет к тому, что защита будет недостаточной, слишком большое количество вызывает излишнюю нагрузку
на окружающую среду.
Окрашивание кистью и распылением используется в основном для защиты поверхности и кантов. При погружении, которое длится от нескольких секунд до
минуты, также обеспечивается защита кантов. Пропитывание в ваннах, которое
длится от нескольких часов до нескольких дней, в основном обеспечивает глубо-
кую защиту. Как правило, длящаяся несколько часов обработка под давлением может также обеспечить глубокую защиту или полную защиту.
При защите поверхности защитное средство не проникает в древесину, при защите кантов — проникает не более чем на 10 мм, при глубокой защите — глубже чем на 10 мм. При полной защите все доступные части древесины должны быть пропитаны защитным средством (рис. 2.90).
Требования на глубину проникновения в древесину защитных средств, а также классификация глубины проникновения регламентированы в DIN EN 35.
КЛАССЫ ОПАСНОСТИ ДЛЯ НЕСУЩИХ
И ПРИДАЮЩИХ ЖЕСТКОСТЬ
СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
DIN 68800, часть 3, содержит требования по исполнению несущих и придающих жесткость строительных конструкций из дерева в отношении защиты древесины, для ненесущих конструкций лишь указания по исполнению.
Защита поверхности -нет проникновения в глубину
Глубокая защита -глубина проникновения больше 10 мм
Защита канта -глубина проникновения меньше 10 мм
Полная защита -пропитывание всех доступных частей древесины
Соли для защиты древесины, которые содержат бор и фтор, могут быть выявлены разбрызгиванием специальных реактивов. Распределение других защитных средств может быть определено только в лаборатории.
Рис. 2.90. Распределение средств защиты древесины по DIN 52175
FIWSFdGROUP
www.edlsgroup.ru
Глава 2. Материалы и обработка материалов
Несущие конструкции распределены по классам опасности, при этом критерием для классификации является влажность. В табл. 2.16 показаны классы опасности, включая существующие меры по защите древесины. Табл. 2.16 также показывает, что соответствующая особенностям материала конструкция имеет большое значение для защиты древесины. Наряду с выбором подходящей древесины сюда относятся безупречное со строительно-физической точки зрения исполнение строительных конструкций, при этом существенную роль играет теплозащита в зданиях (DIN 4108), включая соответствующую климатическим условиям защиту от влаги.
Таблица 2.16. Классы опасности (КО) и соответствующие строительные конструкции
по DIN 688001, включая требуемые мероприятия по защите древесины (обзор)
КО1 Нагрузка по влажности Область применения Опасность представляют Требуемые мероприятия по защите древесины
насекомые грибы вымывание трухлявая гниль Средства защиты древесины Выбор соответствующей древесины
0 Нет влажной нагрузки, относительная влажность воздуха < 70%; макс, влажность древесины 20% Внутренние конструкции, которые либо со всех сторон защищены закрытой облицовкой, ипи так расположены относительно помещения, что остаются контролируемыми Нет Нет Нет Нет Не требуется Нет особых требований
1 Нет влажной нагрузки, относительная влажность воздуха < 70%; макс, влажность древесины существенно > 20% Внутренние конструкции, которые не контролируются со стороны помещения и не имеют непроницаемого покрытия против насекомых Да Нет Нет Нет IV Цветная ядровая древесина, также с допей заболони < 10%
2 Относительная влажность воздуха > 70%; нет атмосферных воздействий, прямых брызг; макс, влажность древесины существенно > 20% Внутренние конструкции, в мокрых зонах покрытые водоотталкивающими покрытиями. Наружные конструкции, не подверженные средней погодной нагрузке и контакту с грунтом Да Да Да Нет lv и Р (Классы устойчивости -см. табп. 2.18)
3 Осадки и брызги, влажность древесины часто > 20% Наружные конструкции, подвергающиеся погодной нагрузке, но без постоянного контакта с водой и/ипи грунтом, внутренние конструкции в сырых помещениях Да Да Да Нет lv, Р и W Цветная ядровая древесина без заболони, класса устойчивости 1, 2 и 3
4 Постоянный контакт с пресной водой и/или грунтом, влажность древесины постоянно > 20% Наружные конструкции с постоянным контактом с пресной водой и/ипи грунтом, также при нанесении покрытия Да Да Да Да lv, Р, W, Е Цветная ядровая древесина без заболони, класса устойчи вости 1
5 Постоянный контакт с соленой морской водой ипи солеными грунтовыми водами, влажность древесины постоянно > 20% Наружные конструкции с постоянным контактом с соленой морской водой и контакт с грунтом, содержащим соленые грунтовые воды, также при нанесении покрытия Да Да Да Да lv, Р, W, Е Цветная ядровая древесина без заболони, класса устойчивости 1
1 DIN 68800 содержит классы опасности от КО 0 до КО 4, EN 335 - от КО 1 до КО 5.
В EN 335 отпадает класс опасности КО 0, вместо него добавлен КО 5 (контакт с морской водой).
FnHSFJGROUP
www.edisgroup.ru
2.8. Защита древесины против поражения грибами и насекомыми
В табл. 2.16 приведена классификация ненесущих и не придающих жесткость строительных конструкций. Данные этой таблицы относительно применения средств химической защиты носят рекомендательный характер, но не обязательный.
КЛАССЫ ОПАСНОСТИ ДЛЯ НЕНЕСУЩИХ И НЕ ПРИДАЮЩИХ ЖЕСТКОСТЬ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
Независимо от нормирования строительным надзором профилактической химической защиты древесины для несущих конструкций при определенной степени опасности рекомендуется применять защитные средства также для древесины ненесущих строительных конструкций. За нормирование применения этих
Таблица 2.17. Классы опасности КО для ненесущих и не придающих жесткость строительных конструкций
КО Область применения и нагрузка Особые условия, которые должны быть выполнены Требуется химическая защита против
разрушающих древесину насекомых разрушающих древесину грибов грибов, вызывающих посинение древесины
А. Д еревянные конструкции, не подверженные влиянию атмосферных осадков и брызг
0 Как в классе опасности 1 с учетом DIN 68800, часть 3 Нет Нет Нет Нет
1 Внутренние конструкции при средней относительной влажности воздуха до 70% и равномерно нагруженными конструктивными элементами Влажность древесины не должна превышать 20% Да Нет Нет
2 Внутренние конструкции при средней относительной влажности воздуха до 70% и равномерно нагруженными конструктивными элементами Посинение древесины имеет значение Да Да Да
Внутренние конструкции во влажных зонах, деревянные части имеют водоотталкивающее покрытие Посинение древесины не имеет значения Да Да Нет
Наружные конструкции, без непосредственной погодной нагрузки
в. д еревянные конструкции, подверженные влиянию атмосс верных осадков и брызг
3 Внутренние конструкции во влажных областях Посинение древесины имеет значение (например, окна, двери) Да Да Да
Наружные конструкции с погодным воздействием без постоянного контакта с грунтом или водой Посинение древесины не имеет значения (например, кровельная дрань, садовая изгородь) Да Да Нет
4 Деревянные конструкции с постоянным контактом с грунтом или пресной водой, также при нанесении покрытия Первичная обработка только через пропитывание в котлах под давлением. Дпя этой группы опасности используются только средства с контрольным знаком, а не с обычным знаком качества Да Да, включая защиту против трухлявой гнили Нет
Для градирни, а также для древесины, контактирующей с морской водой, действительны особые условия1 Требуется применение устойчивых к погодному влиянию средств защиты
1 Соответствует КО 5 по табл. 2.16.
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
защитных средств несет ответственность общество контроля качества средств защиты древесины. После необходимого испытания оно присваивает знак качества RAL (RAL — Государственный комитет по условиям поставки и обеспечению качества).
В табл. 2.17 приведена классификация по классам опасности для ненесущих и не придающих жесткость строительных конструкций и указаны требуемые и рекомендуемые меры по химической защите. При этом особенно необходимо для внутренних конструкций помнить о том, что средства защиты древесины являются ядами, которые не только защищают древесину, но могут оказать отрицательное влияние на здоровье людей.
ВЫБОР СРЕДСТВ ЗАЩИТЫ ДРЕВЕСИНЫ ПРОТИВ ПОРАЖЕНИЯ ГРИБАМИ
Естественная устойчивость древесины против грибов и насекомых (табл. 2.18) может быть взаимосвязана с классами опасности строительных конструкций. С помощью табл. 2.16 и 2.17 можно определить, необходимо ли применение химических защитных средств или достаточно естественной устойчивости древесины. Если применение химических защитных средств необходимо, то следует подумать об опасности или неприемлемом химическом воздействии на человека. В соответствующих случаях рекомендуется, чтобы столяр обратил внимание заказчика на такое положение вещей и получил письменное подтверждение достигнутого соглашения.
ВЫБОР СРЕДСТВ ЗАЩИТЫ ДРЕВЕСИНЫ ДЛЯ ОКОН И НАРУЖНЫХ ДВЕРЕЙ
Окна и наружные двери часто соответствуют классу опасности 3, при допущении использования долговременной эффективной защиты поверхности (комплексная система покрытий и технического обслуживания) могут быть отнесены к классу 2. Защитные мероприятия против насекомых для таких конструкций, как правило, не применяются (табл. 2.18).
Это значит, что
• в случае применения ядровой древесины класса устойчивости 1 и 2 не требуется дополнительных мер химической защиты;
• в случае применения заболонной древесины класса устойчивости 1 и 2, а также ядровой древесины класса устойчивости 3, 4 и 5 требуется защита против посинения, дереворазрушающих грибов (Р), защита от погодных условий (W) или письменное соглашение о том, что от защиты отказались;
• от защиты от погодных воздействий (W) можно отказаться, если обеспечена защита древесины при помощи функционирующей системы покрытий и регулярный уход и ремонт поверхностей;
• в случае применения заболонной древесины класса 3,4 и 5 требуется защита против посинения, дереворазрушающих грибов (Р) и защита от погодных воздействий (W).
gPH^GROUP
www.edisgroup.ru
2.8. Защита древесины против поражения грибами и насекомыми
Древесина при соблюдении оптимальных условий (лабораторных) может быть разрушена грибами за короткое время (рис. 2.91). В обычных условиях процесс разрушения протекает медленнее,оконная древесина может быть разрушена уже через 3 или 5 лет (ломается рама).
Рис. 2.91. Скорость разрушения древесины грибами
Таблица 2.18. Выбор мероприятий по защите древесины от поражения грибами (см. EN 460)
КО Класс устойчивости массивной древесины
1 2 3 4 5
1 2 3 4 5 0 0 0 0 0 0 0 0 (0) (X) 0 0 (0) (X) (X) (0) (0)-(Х) X X (0) (0) -(X) X X
0 - естественная устойчивость достаточна.
(0) - естественная устойчивость, как правило, достаточна. При более высокой нагрузке от влажности (например, порог) может быть рекомендована обработка средствами защиты древесины.
(О)-(Х) - естественная устойчивость может быть достаточна (например, древесина ели при проветриваемой изнутри наружной обшивке досками), но в зависимости от комбинации породы древесины, водопроницаемости и нагрузок в случае применения может понадобиться средство для защиты древесины, как, например, при применении древесины из сосновой заболони на плохо проветриваемом западном фасаде.
(X) - обычно рекомендована обработка средством защиты древесины, но при определен- ных условиях использования может быть достаточно естественной устойчивости, например в случае применения ядровой древесины лжетсуги для сухого пола.
X - необходима обработка средством защиты древесины.
2.8.2. Предписания по применению средств защиты и обработки
Средства защиты древесины не только воздействуют на повреждающие древесину грибы и насекомых, но и могут оказать вредное действие на людей, животных, товары на складе и строительные материалы, такие как металлы, штукатурку, пластмассы, стекло, клеевые соединения и покрытия. Поэтому перед обработкой древесины средствами защиты должны быть хорошо изучены соответствующие предписания по применению и обработке.
FOISPGRQUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
В целях избежания вреда здоровью при применении средств защиты древесины следует проводить следующие защитные мероприятия.
• Приведенные в изданных производителем указаниях по применению рекомендации по безопасности необходимо учитывать так же, как и соответствующие законы, предписания и распоряжения. Последние содержатся в том числе и в информационном письме бывшего федерального ведомства по вопросам народного здравоохранения, г. Берлин, «Об обращении со средствами защиты древесины», а также в изданном Профессиональным промышленным союзом по строительной химии и средствам защиты древесины, г. Франкфурт-на-Майне, документе «Инструкция по обращению со средствами защиты древесины».
• Средства защиты древесины необходимо хранить таким образом, чтобы они не были доступны лицам, не имеющим права на их использование. До обработки поверхности они должны храниться в оригинальной упаковке.
• Контакта средств с незащищенными руками по возможности следует избегать. Особую осторожность следует соблюдать при наличии открытых ран, ссадин на коже и т.д.
• Необходимо заботиться о том, чтобы при обработке не страдала окружающая среда, и остаток защитного средства после окончания работы хранился в надежном месте, так, чтобы он не мог попасть на почву либо в поверхностные или сточные воды. Неиспользованные остатки защитных средств должны утилизироваться только специальными фирмами в отведенных дпя этого местах. Пустую тару необходимо как можно быстрее уничтожить.
• При работе со средствами защиты древесины на основе растворителей необходимо избегать открытого пламени.
• Заказчику необходимо сообщить время, которое производитель используемого защитного средства предписывает выдержать до использования внутренних помещений после обработки.
• Обработка древесины защитными средствами должна производиться только обученным и допущенным к такому виду работ персоналом.
• Необходимо использовать непроницаемые перчатки, а также соответствующую верхнюю защитную одежду. Рекомендуется нанести на все незакрытые части тела специальный состав для защиты кожи, не содержащий жира при использовании масляных средств защиты древесины и жиросодержащий при использовании водорастворимых средств. При нанесении защитных средств методом распыления и пульверизации настоятельно рекомендуется использовать специальные защитные очки и защиту дыхания. При попадании брызг в глаза необходимо сразу же промыть их большим количеством воды. При работе во внутренних помещениях необходимо обеспечить хорошую вентиляцию. Если это невозможно, то необходимо использовать специальную маску для защиты дыхания. Работа со средствами защиты древесины при высоких температурах может особенно легко привести к вреду для здоровья.
• При работе со средствами защиты древесины не следует употреблять пищу и напитки, а также курить.
• После работы руки и лицо необходимо тщательно вымыть водой с мылом или другим подходящим моющим средством.
• При регулярной работе со средствами защиты древесины необходимо минимум раз в неделю менять рабочую одежду.
• Если при работе со средствами защиты древесины наступают ухудшения состояния здоровья, такие как головные боли, тошнота, ощущение головокружения, или другое, необходимо немедленно обеспечить большой приток свежего воздуха и обратиться к врачу, при этом необходимо приложить этикетку или упаковочный лист.
• В Германии существует целый ряд информационных и лечебных центров при отравлениях, куда может обратиться врач. Список центров приведен в «Перечне средств защиты древесины» и информационном письме бывшего федерального ведомства по вопросам народного здравоохранения «Об обращении со средствами защиты древесины».
gQISMJGROUP
www.edisgroup.ru
2.8. Защита древесины против поражения грибами и насекомыми
2.8.3. Борьба и уничтожение вредителей, мероприятия по оздоровлению
Борьба и уничтожение разрушающих древесину грибов и насекомых могут производиться с помощью подходящих средств защиты древесины, фумигантов или горячего воздуха.
Для того чтобы водорастворимые защитные средства могли достаточно глубоко проникнуть в древесину, древесина должна быть предварительно увлажнена. Масляные средства продаются готовыми к употреблению, их наносят неразбавленными. Оба этих вида защитных средств имеют не только поражающее действие, но и профилактическое.
Средства для борьбы и уничтожения плесневых грибов в каменной кладке имеют маркировку RAL (см. рис. 2.89). Такая маркировка также имеется на всех средствах для борьбы с насекомыми, повреждающими древесину.
Метод сверленых отверстий, также называемый прививкой отверстий, — это специальный метод борьбы с дровосеком домовым в балках и брусьях. При таком методе в находящейся под угрозой поражения и уже пораженной древесине просверливают отверстия диаметром от 10 до 15 мм на расстоянии 10—40 см, неоднократно наполняют их раствором защитного средства и заштифтовывают. При так называемом патронном методе в просверленные отверстия вставляют патроны с солью. Соль растворяется при повышенной влажности и диффундирует в древесину. При борьбе с точильщиком в мебели и предметах искусства часто используют инъекции. С их помощью средство зашиты древесины можно достаточно глубоко ввести через прогрызенные жуком отверстия в его ходы, а поверхность при этом будет свободна от пятен. В конце обработки отверстия летка заделываются шпаклевкой или воском.
Фумигация (окуривание), например, акрилонитрилом или синильной кислотой используется только для борьбы и уничтожения, а не в целях профилактики. При этом способе древесину часто в течение нескольких дней подвергают воздействию газа. Применение газа по причине его сильной токсичности разрешено только в особых случаях. Способ фумигации может применяться только для деревянных произведений искусства или мебели.
Метод горячего воздуха с помощью масляных нагревателей воздуха или дутьевых воздухонагревателей подходит только для борьбы. При этом пораженные деревянные конструкции выдерживаются при температуре около 55°C в течение 30—60 минут. Данный метод приводит к сильному высушиванию древесины, связанному с образованием трещин. Поэтому он не пригоден для деревянных произведений искусства или мебели.
При санировании поражений плесневыми грибами следует сначала определить происхождение повышенной влажности, а также размер и степень поражения. При этом с помощью конструктивных мероприятий повышенное содержание влаги в древесине и ее окрестностях, например в прилегающей кирпичной кладке, может быть устранено.
Пораженная грибами древесина, которая потеряла свою прочность, должна быть заменена новой древесиной, обработанной на достаточную глубину соответствующими средствами защиты.
Ff^jM^piGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
2.8.4. Удаление отходов обработки древесины
защитными средствами
При обработке древесины защитными средствами всегда остаются различные отходы, требующие особого обращения и утилизации. Это могут быть, например, остатки защитного средства, пустые упаковки, пропитанная такими средствами древесина в виде опилок и стружек, абразивной (шлифовальной) пыли, штучная древесина, которые представляют проблему для окружающей среды, так как должны быть решены вопросы обработки, вывоза и утилизации отходов с обрабатывающего предприятия. Концепция удаления отходов представлена в п. 7.6.1 «Предотвращение, использование и утилизация промышленных отходов».
2.8.5. Защита древесины и ее побочное действие
Средства для защиты древесины являются ядами, которые могут привести к нежелательным побочным действиям. Такие последствия могут проявиться как во время обработки древесины, так и при использовании уже обработанной древесины. Поэтому защитное средство должно использоваться тогда, когда это действительно необходимо. При обдумывании побочного действия средств защиты древесины необходимо учитывать то, что область применения древесины благодаря использованию защитных средств значительно расширяется. Защищенная химическими средствами древесина может применяться даже тогда, когда чаще всего могли применяться только такие строительные материалы, которые при общей оценке (производство, использование, утилизация) представляли собой намного большую нагрузку на окружающую среду, чем обработанная древесина.
2.9. Влажность древесины
Влажность — это общее понятие для обозначения содержащейся в материале воды в виде жидкости или пара.
Свежесрубленная и свежераспиленная древесина в зависимости от породы, места произрастания и возраста дерева содержит от 50 до 100% воды или влаги. Влажность лиственных деревьев обычно выше, чем у хвойных пород. Даже внутри одного ствола существуют различия; ранняя древесина, заболонь и верхний отруб содержат больше воды, чем поздняя и ядровая древесина, а также стволовая древесина. Находящаяся в древесине вода обозначается как влажность древесины и указывается в процентах от массы (старое обозначение: вес) абсолютно сухой древесины, так называемой сухой массы.
Свежесрубленная и свежераспиленная древесина, как правило, не подходит для применения. Из нее должно быть удалено столько влаги, чтобы остаток соответствовал влажности воздуха в месте ее дальнейшего использования (табл. 2.19). Это происходит при сушке древесины.
EDIS ^GROUP
www.edisgroup.ru
2.9. Влажность древесины
Таблица 2.19. Расчетная влажность древесины в зависимости от ее применения
Применение Влажность древесины
Строительная древесина < 20%
Строительные конструкции, которые находятся в постоянном контакте с наружным воздухом, например окна, наружные двери; DIN 18355 10-15%
Паркетная напольная доска; DIN 280 7-11%
Внутренние строительные конструкции, которые не находятся в постоянном контакте с наружным воздухом, как, например, встроенная мебель, внутренние двери, лестницы, облицовка стен и потолка; DIN 18355 6-10%
Мебель в отапливаемых печами помещениях 10-12%
Мебель в помещениях с центральным отоплением 8-10%
Спортивные снаряды 13-17%
Музыкальные инструменты 5-11%
Лодочные конструкции 16-18%
Эти значения влажности древесины устанавливаются для соответствующей температуры и влажности воздуха.
Расчетная влажность древесины - это конечная влажность, которая должна быть достигнута к концу сушки, такая, чтобы в месте конечного использования древесина не подвергалась разбуханию или усушке.
Если значение конечной влажности выше расчетного, то возникает опасность, что деревянная конструкция в месте конечного применения усохнет, если это значение ниже, то древесина конструкции может разбухнуть.
2.9.1. Определение влажности древесины
Для определения влажности древесины и используют сухой образец, электрический и электронный измеритель влажности (влагомер). В промышленности в ос
новном применяются электрические влагомеры.
Образец для определения влажности древесины весовым способом (сухой образец) дает более точные результаты измерения. Для этого берут из участка дос
ки, удаленного от торца минимум на 60 см, небольшие образцы длиной от 10 до 20 см и взвешивают их. При этом определяют массу влажной древесины ти. В небольшой электрической сушильной печи или на теплой плите эти образцы древесины сушат до тех пор, пока масса не перестанет снижаться. Масса, измеренная по окончании сушки, — это масса абсолютно сухой древесины т0 с содержанием влаги 0%. При процентном расчете влажности древесины в соответствии с DIN 52183 содержание воды в образце делится на его сухую массу (см. пример).
Рис. 2.92. Электрические влагомеры
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Определение влажности весовым способом используется на практике достаточно редко.
При использовании электрических влагомеров на батарейках через древесину посредством двух электродов пропускается ток. Так как электропроводность древесины и, соответственно, сила тока изменяются при изменении влажности древесины, по этой зависимости можно определить влажность древесины (рис. 2.92).
Электроды могут быть воткнуты, вбиты, вкручены или вдавлены в древесину. Измеренная влажность древесины будет показана на шкале влагомера стрелкой или цифрами (рис. 2.92). Диапазон измерения влажности начинается примерно от 4%, в пределах до 20% точность прибора составляет ± 2% влажности древесины. При превышении 100% от предела насыщения появляется значительно большая погрешность измерения.
Электронные влагомеры позволяют провести моментальное измерение влажности в пиломатериале и балках, фанере и древесных материалах. Необходимо только касание древесины пружинным измерительным электродом, то есть вбивание электрода больше не нужно. Принцип измерения базируется на системе электрического равновесия. С помощью волн плотность влажного образца сравнивается с плотностью сухого. Разность преобразуется в показатель влажности и выводится в цифровой форме.
2.10. Сушка древесины
Сушка древесины базируется в основном на двух физических процессах — на движении воды внутри древесины от внутренних слоев к наружным слоям и на отдаче (испарении) воды из древесины в окружающий воздух.
После рубки вода в дереве находится как «свободная вода» в клеточных полостях и как «связанная вода» в клеточных стенках. Свободная вода во время сушки испаряется достаточно быстро, так как движение воды наружу облегчается через трубчатые структуры клеток. Отдача связанной воды, напротив, значительно медленнее, так как происходит только благодаря диффузии, то есть движению водяного пара из-за перепада парового давления внутри клеточных соединений. Отдача находящейся на поверхности древесины воды в воздух производится испарением.
Пример: сырая масса = 180 г, абсолютно сухая масса = 150 г
Влажность древесины ив %:
(сырая масса [г] - абсолютно сухая масса [г]) 100% абсолютно сухая масса [г]
и = фи-ичо,. т оо% = ^180.~180) -Ю0% т0 150
30
= _£У_.Ю0% = 20%
150
При испарении в структуре древесины возникает разряжение, которое обеспечивает движение воды. Движение воды изнутри наружу называют влаготечением, без испарения нет влаготечения, и без влаготечения нет испарения. Свободная вода испаряется из древесины до достижения предела насыщения волокон (см. п. 2.6.6.1).
FOIRfIGRQUP
www.edisgroup.ru
2.10. Сушка древесины IОI
Испарение воды на поверхности древесины зависит в основном от влажности воздуха, его температуры и скорости движения, а также от площади поверхности древесины.
Определяющим при сушке древесины является ее высушивание как можно более экономичным и щадящим способом до уровня расчетной влажности, чтобы древесина во время обработки и в виде конечного продукта имела соответствующую для применения влажность. Это в равных долях относится и к атмосферной сушке пиломатериалов, и к технической сушке.
Между влажностью древесины и относительной влажностью воздуха существует равновесие. Древесина будет отдавать влагу в окружающий воздух или поглощать ее до тех пор, пока не будет достигнуто равновесие, то есть между уровнями влажности воздуха и древесины больше не будет перепада. Это состояние называют равновесием влажности древесины. В германском климате относительная влажность воздуха в период времени с марта по сентябрь составляет в среднем 70%, температура в среднем 15°С. Равновесие
Рис. 2.93. Линии равновесия влажности древесины для определения влажности древесины при нормальном атмосферном давлении
влажности устанавливается в данном случае при уровне влажности древесины примерно 15%. В зимние месяцы, когда относительная влажность выше, чем в летнее время, влажность древесины чаще всего повышенная — около 20%, то есть при атмосферной сушке в таком климате древесина может быть высушена примерно только до 15%. Такую древесину называют воздушносухой (рис. 2.93).
Воздушносухая древесина пригодна для деревянных строительных конструкций, которые находятся в постоянном контакте с наружным воздухом, например для окон, ставень и наружных дверей. Древесина для изготовления мебели или внутренней отделки должна быть высушена дальше. Расчетные значения влажности определены именно для таких обстоятельств (табл. 2.19).
Так как древесина будет сохнуть лишь до тех пор, пока воздух в состоянии принимать влагу или водяные пары, то при сушке древесины необходимо позаботиться о том, чтобы влажный воздух удалялся, а сухой подводился к древесине. При атмосферной сушке это обеспечивается за счет естественного движения воздуха, при искусственной сушке — с помощью вентиляторов. Чем выше скорость движения воздуха, тем суше будет воздух, чем тоньше пиломатериалы и больше площадь поверхности, тем быстрее происходит сушка.
F?f>I<5F*GRQUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.94. Климатические кривые и линии равновесия влажности древесины для атмосферной сушки
Древесина сушится на открытом воздухе в оборудованных крышей и проветриваемых местах складирования древесины (под навесом), а также с помощью технических приспособлений.
2.10.1. Атмосферная сушка древесины
Под атмосферной сушкой древесины, также называемой естественной, понимают предварительную сушку древесины на открытом воздухе под навесом с использованием естественного климата. Для достижения хорошего результата высушивания место сушки должно быть соответствующим образом оборудовано, а укладка в штабеля должна производиться целесооб
разным способом. Древесина, подлежащая сушке, должна быть уложена в штабеля или переложена, а для последующей сушки помещена под навес или в специальное помещение для хранения (табл. 2.20).
Место сушки пиломатериалов должно быть плоским и иметь такое сооружение, чтобы штабеля в своем продольном направлении лежали перпендикулярно линии запад-восток. На месте сушки каждый штабель, отдельный для каждой породы древесины, должен иметь возможность беспрепятственного вывоза или перекладывания. Площадка должна быть покрыта гравием или щебенкой либо выложена булыжниками. Часто полы мест сушки также бетонируют. Древесные отходы и прежде всего пораженные грибами части необходимо удалить с места сушки.
Таблица 2.20. Время для атмосферной воздушной сушки влажных пиломатериалов толщиной 25 мм, при высушивании до 20% конечной влажности
Порода древесины Время сушки, дни Порода древесины Время сушки, дни
Мягкая древесина Сосна 60-200 Твердая древесина Береза 70-200
Ель 90-200 Дуб 100-300
Сосна австралийская 30-130 Красный дуб 70-200
Орегонская сосна (лжетсуга) 20-200 Ясень 60-200
Твердая древесина Кария 60-200
Клен 50-200 Каштан 60-150
Бук 70-200 Вишня 70-200
Орех 70-200 Красное дерево 60-150
При атмосферной сушке обычно для хвойных пород и для мягких лиственных пород расчетное
время сушки составляет от нескольких недель до восьми месяцев, для твердых пород деревь-
ев это время может составлять до нескольких лет.
EDISfTOFIQUP
www.edisgroup.ru
2.10. Сушка древесины
При укладке штабеля следует обращать внимание на безупречное основание штабеля, правильный выбор и расположение штабельных реек, защиту торцов, а также аккуратное штабелирование и укрытие пиломатериалов.
Основание штабеля состоит из штабельных ножек и лежней (прокладок) (рис. 2.95). Расстояние между ножками штабеля рассчитывается на основании толщины высушиваемого материала. Чем толще штабелируемый пиломатериал, тем больше может быть расстояние между отдельными ножками, как правило, от 1,00 до 1,25 м в продольном направлении и от 0,50 до 1,50 м — в поперечном. Для обеспечения хорошего проветривания штабеля штабельные ножки должны иметь такую высоту, чтобы нижний слой штабеля находился на высоте от 0,40 до 0,60 м над полом (рис. 2.95). Прокладки в штабеле должны лежать в поперечном направлении горизонтально, в продольном — с уклоном от 1 до 5 см на метр. Это делает возможным сток попавших на штабель дождевых капель.
Штабельные рейки или пластины делают возможным проветривание высушиваемых пиломатериалов. Особенно удобны рейки с квадратным сечением, так как исключена возможность положить их неправильно. Штабельные рейки должны иметь такую длину, чтобы штабелируемый пиломатериал помещался на них по всей своей ширине. Тем самым будет предотвращено коробление пиломатериала. Рейки с немного большей длиной делают возможным поперечное соединение между отдельными штабелями и уменьшают опасность разрушения штабеля (рис. 2.95).
При штабелировании пиломатериалов штабельные рейки должны укладываться перпендикулярно друг к другу, чтобы предотвратить прогиб и коробление досок или брусков. Расстояние между рейками рассчитывается в зависимости от толщины штабелируемых изделий. Для досок толщиной до 15 мм расстояние между рейками не должно быть более 50 см, для досок толщиной более 15 мм — от 75 до 100 см, для брусков — от 130 до 150 см. Внутри одной зоны штабеля могут прокладываться только рейки с одинаковым поперечным сечением. Тем самым обеспечивается равномерность и постоянство расстояния по высоте между досками или брусками, и пиломатериал не коробится. Штабельные рейки должны быть изготовлены из ели, так как еловая древесина не приводит к окрашиванию высушиваемого материала и не образует на нем вмятин.
Рис. 2.95. Виды штабелей
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Окрашивание опорных поверхностей пиломатериала можно уменьшить применением реек круглого или треугольного сечения. В случае применения таких реек площади опорных поверхностей становятся меньше, и проникшая дождевая вода будет стекать быстрее, так что сушка на опорных поверхностях не будет замедлена.
При сушке древесины следует обращать особое внимание на защиту торцов высушиваемого пиломатериала. Для предотвращения или минимизации растрескивания торцов их необходимо защищать от воздействия прямых солнечных лучей. Это достигается посредством более широких штабельных реек, которые устанавливают на торцы штабелируемого пиломатериала. Для пород древесины, имеющих склонность к сильному образованию трещин, например для лиственных пород, торцы могут быть обернуты бумагой или окрашены защитной краской. Также обивка торцов досками, облаполом или горбылем в значительной степени защищает от разрывов. Для защиты от глубоко проникающего растрескивания древесины бука на торцы прибивают гофрированную стальную ленту, но эта лента не предотвращает образование напряжений усушки.
При штабелировании пиломатериалов различают прежде всего блочный и плотный штабель.
Блочное штабелирование используется для свежераспиленных, необрезанных досок и брусков, сгруппированных по бревну (рис. 2.95). Если в штабель складываются отдельные блоки, то говорят о единичном штабелировании. При двойном блочном штабелировании укладывают два блочных штабеля с использованием проходящих сквозь оба штабеля реек.
В плотный штабель, как правило, укладываются обрезанные пиломатериалы. Если должна быть высушена свежераспиленная древесина, то расстояние между досками или брусками должно составлять от 15 до 20 см. В плотном штабеле укладываются в основном уже подсушенные пиломатериалы с расстоянием от 2 до 5 см (рис. 2.95).
Верхний ряд досок штабеля должен быть защищен от дождя и солнечных лучей с помощью укрытия, которое все же должно обеспечивать достаточную вентиляцию. При использовании односкатной крыши скат должен иметь достаточно большой уклон и быть расположен таким образом, чтобы дождевая вода не могла приникнуть в штабель. Раз в год штабель должен перекладываться. При этом штабельные рейки не следует класть на то же место.
Длительность процесса сушки зависит от породы древесины, толщины высушиваемого пиломатериала и местного климата (температуры, относительной влажности, скорости ветра). Если древесина не высохла до определенной влажности, то она продолжает сушиться в сараях, в которых движение воздуха не затруднено, но нет солнечного света и дождя (табл. 2.20).
2.10.2. Техническая сушка древесины
Под технической сушкой древесины, также называемой искусственной сушкой, понимают сушку, при которой содержащаяся в древесине влага с помощью тепла превращается в водяные пары. Вода превращается в пар в древесине и испаряет-
edhsfjgroup
www.edisgroup.ru
2.10. Сушка древесины
ся с ее поверхности. Отсюда она отводится с помощью различных технических методов. В зависимости от способа подачи тепла или технического оборудования сушильной установки различают в основном камерные сушки, конденсационные сушки, высокочастотные и вакуумные сушки.
Метод технической сушки древесины является прежде всего экономически выгодным и более щадящим. Время сушки сокращается до нескольких дней или часов, а содержание влаги в древесине может быть определено более точно. Качество древесины улучшается, и снижаются потери древесины.
2.10.2.1. Камерная сушка
Этот способ, также называемый сушкой приточным воздухом, сушкой испарением или конвекцией, имеет большое практическое значение. Высушиваемая древесина штабелируется в теплоизолированных камерах из стали, алюминия или кирпича. Камеры, различные по размеру и форме, оснащены оборудованием, с помощью которого влажность, температура и поток воздуха могут быть установлены или отрегулированы таким образом, что для сушки древесины будет создан оптимальный климат. Таким техническим оборудованием в основном являются: нагревательный прибор, трубопровод для распылителя, двигатель аксиального вентилятора, клапаны приточного и вытяжного воздуха, промежуточное перекрытие с поворотными дугами, а так-
Различные породы древесины требуют особого обращения и ухода во время сушки.
Клен сохраняет свой белый цвет, только если с самого начала сушка производится в сараях. Доски необходимо устанавливать на вершину (штабелирование на тонких концах), чтобы содержащееся в комлевом конце бревна большее количество влаги могло быстрее испариться. Когда доски станут круглыми, они должны быть уложены горизонтально и перекладываться каждые полгода.
Дуб и ясень штабелируют сначала на открытом воздухе. Для торцов необходимо использовать защиту. Дождевая вода вымывает дубильные кислоты и делает древесину мягче и свободней от напряжений. Но если вода застаивается в штабеле, то образуются бурые пятна (дубильные пятна). Примерно через год древесина должна быть переложена на хранение в укрытом, проветриваемом сарае.
Орех в виде стволовой древесины может лежать на открытом воздухе до тех пор, пока не отделится кора. Затем бревна распиливаются, и пиломатериалы штабелируются в сарае.
Вяз следует как можно скорее после рубки распилить и уложить в штабели, так как он имеет склонность к растрескиванию.
Бук лесной, ольха и береза легко покрываются плесенью. Пиломатериалы этих пород древесины следует хранить в сухих и защищенных от прямых солнечных лучей сараях. Пропаренный лесной бук не восприимчив к плесени.
Г раб обыкновенный и липа должны быть перенесены в сарай сразу после распиловки и храниться в лежачем положении для максимального снижения опасности заплесневения.
Сушки для пиломатериалов бывают разных размеров:
• маленькие сушки для объема древесины примерно от 0,5 до 6,0 м3,
• средние сушки для объема древесины примерно от 10 до 40 м3,
• сушки для большого объема древесины примерно от 100 до 200 м3.
Параметры (переменные величины) для технической сушки древесины, относящиеся к сушильной установке:
• температура сушки,
• относительная влажность воздуха,
• скорость движения воздуха в сушильной установке,
• повышение давления воздуха или
• снижение давления воздуха (вакуум).
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Клапан вытяжного воздуха
Вытяжной воздух (влажный воздух)
Промежуточное вентилятор перекрытие двигатель /
Аксиальный Воздухо- Обратная линия
ооитмпа-глп ОТКЛОняющие нагревательного прибора дуги
Штабельная тележка
Штабельная тележка
Приточный воздух (сухой воздух)
Клапан приточного воздуха ^Отопительный клапан
Подающая линия нагревательного прибора
'Трубопровод для распылителя
Достоинства: сушка всех пород древесины, любой толщины, при любых начальных и конечных значениях влажности, время сушки - от маленького до среднего
Недостатки: большой расход энергии, опасность неправильной сушки, проблемы для окружающей среды со сточными водами, вытяжным воздухом и шумом
Рис. 2.96. Камерная сушка
же измерительные и контрольные приборы для регулирования и контроля процесса сушки (рис. 2.96).
С помощью нагревательного прибора повышается температура воздуха в камере. Нагретый воздух, подгоняемый вентилятором, отдает тепло влажной древесине и одновременно забирает из высушиваемого сортимента исходящую в виде пара влагу. Если воздух в камере слишком сухой или относительная влажность слишком низкая, то процесс сушки будет протекать слишком быстро и может вызвать повреждения древесины, например образование трещин. С помощью разбрызгивающего оборудования можно установить желаемую относительную влажность воздуха в камере.
Воздух в зависимости от температуры может принять только определенное количество водяного пара. При сушке температура не меняется. Для поддержания процесса сушки необходим постоянный приток свежего воздуха, так называемого сухого воздуха, через приточный клапан в сушильную камеру. В это время воздух, обогащенный водяными парами, так называемый влажный воздух, через вытяжной клапан отводится наружу. Конвекционная сушка по этой причине также обозначается как приточно-вытяжная сушка. Конвекция в данном случае значит подведение и удаление.
То, как работа отдельных элементов оборудования камерной сушки будет согласована между собой, будет зависеть от породы подлежащей сушке древесины, от толщины сортимента, значений начальной и желаемой конечной влажности. Некоторые породы древесины могут сушиться при температуре ниже 100°С, другие — выше 100°С. Твердая древесина сохнет сложнее и требует большего времени сушки, чем мягкая. Древесина с высокой начальной влажностью должна провести в сушильной камере больше времени, чем предварительно подсушенная древесина.
Безупречный результат сушки достигается только тогда, когда следуют плану сушки. Это может быть составленная от руки таблица, в которой расписана последовательность изменения режимов и их продолжительность. Современные су
FDI«^GROUP
www.edisgroup.ru
2.10. Сушка древесины
шильные камеры работают полностью или полуавтоматически. Это облегчает работу и обеспечивает надежность результатов сушки.
В соответствии с планом сушки высушивание древесины производится в пять этапов: нагрев находящегося в камере воздуха, прогрев находящейся в камере древесины, непосредственно процесс сушки с применением нагретого приточного воздуха и при необходимости распыленного пара, кондиционирование, то есть дополнительный обдув высушиваемого сортимента в конце сушки для лучшего выравнивания различий влажности и напряжений сушки, а также медленное охлаждение.
В зависимости от температуры воздуха сушки разделяют на низкотемпературные, нормальные и высокотемпературные.
Низкотемпературная сушка: древесина высушивается при температуре ниже 45°С. Процесс сушки длится медленнее, древесина высушивается бережнее и без напряжений (так называемая мягкая сушка). Этот метод применяется для толстой, трудно поддающейся сушке и склонной к изменению цвета древесины. Значение конечной влажности составляет примерно 20%, то есть речь идет о предварительном подсушивании.
Сушка при нормальной температуре: температура воздуха в сушильной камере лежит в интервале от 45 до 90°С. Этот диапазон температур подходит для древесины хвойных пород и для легко сохнущих лиственных пород. Начальная влажность не ограничена. Этим методом древесину можно высушивать до достижения конечного значения влажности.
Высокотемпературная сушка: температура воздуха в сушильной камере лежит в интервале от 100 до 130°С. При такой быстрой и резкой сушке существует опасность возникновения повреждений древесины, например образования трещин усушки, изменения цвета и т.д. Этот метод применяется для древесины хвойных пород. Многие лиственные породы, например дуб и бук, могут высушиваться при высоких температурах начиная с уровня влажности древесины менее 30%.
При высокотемпературной сушке различают сушку горячим воздухом и горячим паром. При сушке горячим воздухом используют горячий сухой воздух (паровоздушную смесь), сушка является резкой. При сушке горячим паром применяют перегретый водяной пар без примешивания воздуха. Такое высушивание является более мягким.
2.10.2.2. Конденсационная сушка
При конденсационной сушке находящийся в камере воздух попеременно нагревают и охлаждают. Нагрев и охлаждение воздуха производится в приборе для удаления влаги из древесины, называемом конденсационной сушилкой. Этот прибор может находиться внутри или снаружи сушильной камеры (рис. 2.97). Конденсационная сушилка работает как холодильная установка. Воздух камеры, который принял в себя влажность из древесины, подается в конденсационную сушилку и проходит через испаритель. Здесь воздух охлаждается до температуры ниже точки росы (см. п. 14.2.11). Имеющаяся в воздухе влага конденсируется на
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
сортимент
1. Отопительный клапан: дополнительный нагрев для воздуха в камере
2. Компрессор: охлажденный и осушенный воздух нагревается
3. Охлаждающий прибор (испаритель):
влажный, теплый воздух засасывается и охлаждается
4. Конденсатор:
влага из охлажденного воздуха конденсируется;
вода отводится
Рис. 2.97. Установка конденсационной сушилки
испарителе в виде воды и выводится наружу. Воздух, который освобожден от влаги и может снова впитывать влагу из древесины, с помощью расположенного в камере вентилятора проходит через штабель древесины. Этот процесс продолжается до тех пор, пока влажность высушиваемой древесины не достигнет желаемого значения (макс. 12%).
Конденсационная сушка применяется прежде всего для высушивания чувствительной древесины, то есть той древесины, которая требует особо щадящего высушивания. Так как такое высушивание древесины, как правило, производится при низких температурах (до 40°С), опасность трещинообразования и коробления значительно снижена. Кроме этого, уменьшаются дефекты поверхности, изменение окраски и коллапс клеток.
2.10.2.3. Высокочастотная сушка
При высокочастотной сушке древесина подается на конвейере в область действия высокочастотного электрического переменного поля, мощность которого можно изменять для достижения различных степеней высушивания древесины. Дос-
1. Доступ приточного воздуха
2. Выход влажного воздуха
3. Регулируемые по высоте верхние электроды
4. Конвейерная лента, одновременно нижний электрод
5. Электрическое переменное поле
Рис. 2.98. Высокочастотная сушильная установка
miSFlGROUP
www.edisgroup.ru
2.10. Сушка древесины
тоинство такой сушки заключается в том, что древесина достаточно быстро нагревается изнутри. Это способствует высушиванию, таким образом, требуется значительно более короткое время, чем при других методах сушки, даже для большого поперечного сечения. Время сушки лежит в пределах нескольких минут. Древесина типа дуба и бука при высокочастотной сушке имеет тенденцию к изменению окраски (рис. 2.98).
2.10.2.4. Вакуумная сушка
При вакуумной сушке высушиваемая древесина находится в имеющем форму трубы металлическом цилиндре, в котором имеется пониженное давление. Снижение давления воздуха примерно на 200 мбар приводит к тому, что испарение влаги из древесины при температуре сушки 80°С начинает происходить очень быстро. Вакуумная сушка может использоваться различными способами (рис. 2.99).
В установках с нагревательными плитами между отдельными слоями прокладываются плиты, которые через систему шлангов соединены с системой нагрева. После установки высушиваемого сортимента в сушильную камеру происходит нагрев воздуха, и давление воздуха снижается. Приток тепла происходит постоянно. Испаряющаяся из древесины влага охлаждается на встроенных поверхностях охлаждения, конденсируется и отводится. Незадолго до достижения желаемой конечной влажности нагрев выключают. Затем камера проветривается и открывается.
Для вакуумной сушки без нагревательных пластин между отдельными слоями древесины укладываются штабельные рейки, благодаря этому нагреваемый воздух может окружить древесину со всех сторон. Нагревание воздуха происходит при помощи отопительного клапана. Движение нагретого воздуха обеспечивается при помощи вентилятора. Вакуумная сушка, как правило, применяется тогда, когда требуется быстро и бережно высушить небольшой объем древесины.
Агрегат Холодильный для соз- агрегат дания пониженного давления
Без высушиваемого сортимента
Слив конденсата С высушиваемым сортиментом
Рис. 2.99. Вакуумная сушильная установка
eoisf^group
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
2.10.3. Дефекты сушки
При сушке древесины могут возникать различные дефекты. Почти всегда они означают значительное или незначительное снижение качества древесины.
Изменений формы высушиваемого пиломатериала из-за процессов усушки избежать практически нельзя (см. рис. 2.84). Их можно ограничить с помощью осторожной сушки.
Изменения окраски встречаются в основном для лиственных пород. Причиной этого является высокая температура сушки или слишком долгое разбрызгивание. Древесина бука в основном краснеет, сосна и дуб приобретают коричневатые оттенки. Клен, если он должен сохранить свой белый оттенок, можно спрыскивать при сушке лишь незначительно.
Смолотечение встречается у засмоленной древесины тогда, когда сушка производится при температуре от 60°С и выше. Смолотечение не снижает технические свойства древесины, но мешает обработке на станках, склеиванию и обработке поверхности.
Образование трещин: наряду с поверхностными и внутренними трещинами, которые возникают вследствие коробления, появляются волосные и торцовые трещины (рис. 2.100). Волосные трещины возникают, если находящаяся в сушильной камере древесина во время фазы прогрева нагревается слишком быстро, торцовые трещины — при слишком быстрой сушке.
Торцовые трещины возникают в основном в том случае, если незащищенная древесина высушивается слишком быстро.
Коллапс клеток, также называемый усушкой клеток, возникает, если древесина лиственных пород большой плотности, например дуба и бука, быстро высушивается при температурах выше 60 ° С до значения влажности древесины ниже предела насыщения волокон. При таком климате в сушильной камере вода испаряется слишком быстро и улетучивается из древесины. При этом возникает слишком сильное разряжение, вызывающее падение давления в клетках. Клетки очень
До сушки
Древесина во время сушки
После сушки
Этап 1
искривление наружу
снаружи древесина сохнет сильно, внутри слабо: снаружи напряжения на растяжение, изнутри - на сжатие
снаружи древесина сохнет теперь слабо, внутри сильно: снаружи напряжения на сжатие, изнутри -на растяжение
Этап 3 уменьшение напряжений
посредством пропаривания, орошения
или конденсации
напряжения снижаются
сухая древесина
нет напряжений
Рис. 2.100. Изменение формы вилкообразного образца для представления напряжений сушки
fBiW|3GROUP
www.edisgroup.ru
2.11. Искусственные материалы и переработка искусственных материалов
сильно деформируются и складываются, спадают. На поверхности древесины в таком случае можно наблюдать очень сильные нерегулярные искривления, в древесине — множество внутренних трещин. Изменения формы во время процесса высушивания можно исправить обратно с помощью пара, оборудования для разбрызгивания влаги. Процесс образования трещин является необратимым.
Под растрескиванием понимают нерегулярное высыхание древесины и возникающее при этом образование трещин. Причиной этого является слишком быстрая сушка, когда наружные слои слишком быстро отдают влагу. Из-за усушки наружных слоев течение влаги изнутри наружу прерывается. Так как объем влажных внутренних частей древесины остается постоянным, то в наружных слоях возникают напряжения, которые ведут к образованию поверхностных трещин. Этого можно избежать использованием орошения.
Особенно влажная и толстая, но прежде всего влажная или тяжелая, древесина при неправильной сушке растрескивается очень легко.
2.11. Искусственные материалы и переработка искусственных материалов
В деревообрабатывающей промышленности используются многие производственные материалы, которые либо целиком состоят из искусственных материалов, например лаки и клеи, либо искусственные материалы являются их важными компонентами, как, например, пластины ламината или древесностружечные плиты. Также готовые детали типа нажимной дверной ручки часто изготавливаются из искусственных материалов (рис. 2.101).
2.11.1. Структура, обозначения, свойства искусственных материалов
Основными сырьевыми веществами для производства искусственных материалов являются нефть, газ, уголь, вода и воздух. Из них прежде всего производятся химическим путем предварительные продукты, молекулы которых состоят из малого количества атомов, например, этилен (С2Н2) и формальдегид (СН2О). Эти небольшие молекулы называют мономерами.
Благодаря химическому соединению тысяч мономеров (моно, от греч. — один) образуются большие молекулы, макромолекулы (макро, от греч. — большой). Макромолекулы могут иметь нитевидную структуру или объединяться в пространственные структуры, что для дальнейших свойств искусственных материалов имеет большое значение. Вещества, состоящие из макромолекул, называют полимерами (поли, от греч. — много).
Рис. 2.101. Примеры использования искусственных материалов
EBl^piGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Все искусственные материалы являются полимерами. Искусственные материалы состоят, как и натуральные органические вещества, например хлопок, рог и целлюлоза древесины, в основном из элементов углерода (С), водорода (Н) и кислорода (О). Поэтому они также относятся к органическим веществам. Однако некоторые искусственные вещества содержат в качестве важного элемента кремний. Такие вещества называются силиконами.
В соответствии с DIN EN ISO 1043 и DIN ISO 1629 искусственные материалы имеют условные обозначения, которые ведут свое начало от их химических названий. Например, поливинилхлорид обозначают как ПВХ (РУС), полиэтилен как ПЭ (РЕ) и фенолформальдегидная смола как ПФ (PF) (табл. 2.21, 2.22 и 2.23).
Так как искусственные материалы на некоторых стадиях обработки могут деформироваться пластично, то их также можно назвать пластмассами.
Искусственные материалы - это произведенные химическим способом органические, макромолекулярные вещества. Они состоят в основном из элементов углерода (С), водорода (Н), кислорода (О), азота (N), хлора (CI), серы (S), фтора (F) и кремния (Si).
Искусственные материалы производят в промышленных масштабах тремя способами: полимеризацией, поликонденсацией и ступенчатой полимеризацией.
При полимеризации чаще всего одинаковые мономеры преобразуются в макромолекулы с нитевидной или линейной структурой. Мономеры — это ненасыщенные углеводородные соединения, например этилен (С2Н2). После разделения двойной связи они могут полимезироваться в длинные молекулярные нити. Из этилена получают полиэтилен (ПЭ) (рис. 2.102).
'(H) (Н)' (^ГНн) '(H) н н '(H) ® Сн) ® ((H) (н)'! ((h) (н)] ((h) (Н)| [(h) (н) (н) (н) (н) (н) — е-а >а — • (® ®J (® ®] (® ®| (® ® ® ® (н) ®
Этилен (мономер) Полиэтилен (полимер)
Рис. 2.102. Полимеризация (на примере полиэтилена)
Основными полимерами наряду с полиэтиленом (защитная пленка строительных конструкций от коррозии, трубы) являются поливинилхлорид (кантовый профиль, покрытие полов, оконные переплеты) и поливинилацетат (клей ПВА).
Поликонденсацией называется химический процесс получения высокомолекулярных соединений из низкомолекулярных исходных веществ, например при реакции фенола (С6Н5ОН) с формальдегидом (СН2О), при одновременном выделении побочных продуктов (веществ), например воды (Н2О) (рис. 2.103).
Основными полимерами, полученными поликонденсацией, являются фенолформальдегидная смола, резорцино-альдегидный полимер, мочевиноформаль-дегидная смола и полиамиды.
При ступенчатой полимеризации высокомолекулярные соединения, структура которых нитевидная или пространственная, образуются благодаря соединению различных молекул исходных веществ без выделения побочных продуктов, например при реакции диэтилового спирта (С4Н8(ОН)2) с диизоцианатом (C6H12(CNO)2).
foir^G ROU Р
www.edisgroup.ru
2.11. Искусственные материалы и переработка искусственных материалов I 13
Рис. 2.103. Образование фенолформальдегидной смолы
Бутилен гликоль
Диизоцианат
Бутиленгликоль
Полиуретан
Рис. 2.104. Образование полиуретана
Основными продуктами ступенчатой полимеризации являются полиуретановая смола — клеящее вещество и полиуретановая пена (рис. 2.104).
Благодаря соответствующему химическому составу и способу изготовления искусственных материалов, а также смешиванию различных искусственных веществ можно достичь почти любых свойств материалов.
Типичными свойствами искусственных материалов являются: • низкая плотность, • регулируемые механические свойства, • электрическая непроводимость, • теплоизоляция, • коррозионная и химическая стойкость, • хорошая деформируемость и обрабатываемость, • хорошая окрашиваемость, • гладкие, декоративные поверхности.
Искусственные материалы имеют также свойства, которые ограничивают их применение: • в основном низкая термостойкость, • частично воспламеняющиеся, • в основном невысокая прочность, • частично неустойчивы против растворителей.
Высокая сопротивляемость искусственных материалов хоть и является преимуществом в случае их применения, но служит недостатком при их утилизации. Из-за возрастания количества применяемых продуктов из искусственных материалов их утилизация стала проблемой для охраны окружающей среды.
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
2.11.2. Виды искусственных материалов
Искусственные материалы подразделяются, как правило, по своим механическим свойствам и по поведению при нагревании на термопласты, реактопласты и эластомеры.
2.11.2.1. Термопласты
Термопласты - это искусственные материалы, которые при нагревании размягчаются, а при охлаждении снова затвердевают. Они состоят из нитевидных макромолекул, которые как волокна войлока перемешаны между собой, а также могут быть связаны между собой (частичная кристаллизация) (рис. 2.105).
Внутренняя структура
нитевидные макромолекулы
Поведение при нагревании
Твердый
Мягкий
\
Пастообразный
Изменение прочности при нагревании
Жидкий
Температура —►
Рис. 2.105. Структура и параметры термопластов
Уголь
Нефть
Газ
+ Известь + Вода
+ Вода + Воздух
Ацетилен
Бутилен
Бензол
+ Соляная кислота
Стирол
Этиловый спирт
+ Ацетон
+ Угольная кислота
| + Уксусная кислота
+ Синильная кислота I
Этилен
Фенол
Полиэтилен
Полистирол
Полиамид
Поликарбонат
Поливинилхлорид
Поли-метил-мета-крилат
Поли-винилацетат
Полиизобутилен
Рис. 2.106. Термопласты
При низких температурах нитеобразные молекулы плотно расположены между собой и почти неподвижны. Искусственные материалы твердые и хрупкие. С увеличением температуры молекулы двигаются все больше, силы притяжения между ними становятся все меньше. Искусственные материалы становятся эластичными. При дальнейшем нагревании силы притяжения уменьшаются настолько, что отдельные волокна молекул проскальзывают между собой, искусственные материалы становятся пластичными. Так как при дальнейшем повышении температуры волокна молекул ограничены в свободе перемещения, то искус-
ственные материалы становятся вязкими, однако не газообразными. При охлаждении изменения состояния протекают в обратном порядке. Они могут
повторяться сколько угодно раз, до тех пор, пока из-за перегрева молекулярные
BS^GROUP
www.edisgroup.ru
нити не распадутся, и не произойдет химическое разложение искусственных материалов.
Термопласты могут обрабатываться в твердом состоянии резанием. В пластическом состоянии они могут деформироваться посредством гнутья, растягивания и выдувания. Если искусственные материалы мягкие, то они обрабатываются посредством распыления, прессования, вальцевания и вспенивания.
Основными термопластами являются поливинилхлорид (ПВХ или PVC), поливинилацетат (ПВА или PVA), полистирол (ПС или PS), полиэтилен (ПЭ или РЕ), полиметилметакрилат (ПММА или РММА), полиамид (ПА или РА), поликарбонат (ПК или PC) и полиизобутилен (ПИВ или Р1В)(рис. 2.106 и табл. 2.21).
Таблица 2.21. Основные термопласты
Обозначение
Свойства
Обработка
Поливинилхлорид (ПВХ) Жесткий ПВХ р = 1,38 кг/дм3 До 80°С жесткий, до 165°С пластичномягкий, устойчивый к кислотам, щелочам, солям, спиртам, бензину и маслам, стойкий к старению, устойчивый против атмосферных воздействий, неустойчивый к таким растворителям, как бензол и ацетон (разбухает) Сгибание<^'4£^__|
Резание
Пластифицированный ПВХ р = 1,25 кг/дм3 До 40°С мягкий, обладающий эластичностью резины, кожеобразный, постепенно становиться хрупким, не такой химически устойчивый, как жесткий ПВХ
Сварка
Склеивание 1— 1х-—
Полистирол (ПС) р = 1,05 кг/дм3
До 70°С теплостойкий, бесцветный, прозрачный, блестящая поверхность, сополимер с акрилом и бутадиеном особенно ударопрочный.
Применение (примеры)
Вспененный полистирол (около 95% воздух) р = 0,02 кг/дм3
Относительно устойчив к кислотам, щелочам и солям, растворяется почти во всех растворителях
Поливинилацетат (ПВА) р = 1,2 кг/дм3
Немного твердый, размягчается при температуре около 80°С, при нормальной температуре эластичный до умеренно твердого, на просвет белый, взаимодействует с водой, ведет себя как диспергатор
Полиэтилен (ПЭ)
р = 0,90 кг/дм3 Высокого давления PE-HD (мягкий) Низкого давления PE-LD (жесткий)
При нормальной температуре твердый, при температуре около 115 С расплавляется, при -50°С еще эластичен, молочно-белый, матовый, полупрозрачный, восковидный на ощупь, устойчив к кислотам, щелочам и солям, бензину и маслам, относительно устойчив к растворителям
Полиметилметакрилат (ПММА)
Органическое стекло р = 1,18 кг/дм3
При нормальной температуре твердый, более 90°С - вязкопластичный, светостойкий, прозрачный, мало хрупкий, чувствительный к выделению пыли, царапинам, устойчивый против атмосферных воздействий, устойчив к слабым кислотам, щелочам и солям, маслам, бензину, растворяется в некоторых растворителях
Поликарбонат (ПК) р = 1,3 кг/дм3
Прозрачный, стойкий к ударным нагрузкам, стойкий к растрескиванию, очень блестящая поверхность, высокая стойкость при температурах от -150 до +135°С, устойчивый против атмосферных воздействий, тяжело воспламеняемый, устойчив к спиртам, бензинам, маслам, жирам, частично к растворителям и кислотам, неустойчив к щелочам
Вспенивание°
Сварка
Склеивание
Сварка
Не склеивать!
Сварка
Склеивание
Обработка резанием
Вспенивание
Обработка резанием (опасность осколков)
Обработка резанием
Нанесение кистью
Обработка резанием (опасность осколков)
Сварка
Склеивание
Упаковка
Фурнитура
w
Корпуса
Ограждения лестниц
Полиэтилен высокого давления:
Покрытие полов
Профили
Пленки
Жесткие плиты пенопласта
Клеи для склеивания дерева Добавка для штукатурки, бетона и покрытия полов
Шланги
Канистры
Пленка для защиты строительных конструкций
Л.'.,
Световые купола
Защитные очки
Фурнитура
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Таблица 2.21 (окончание)
Обозначение Свойства Обработка Применение (примеры)
Полиамид (ПА) р = 1,13 кг/дм3 Молочно-белый до желтоватого, очень вязкий и износостойкий, сохраняющий форму при температуре от 90 до 150°С, устойчив к бензину, маслам и растворителям, не устойчив к кислотам и щелочам, подвергают прядению Обработка ———i резанием 1 Склеивание у-т^т^н Сварка .^.01 J Прядение ) Фурнитура Защитные __ каски Клиновые ремни Зубчатые колеса Плоские ремни
Полиизобутилен (ПИБ) р = 0,93 кг/дм3 Обладающий эластичностью резины, пластичный при температуре от -30 до +65°С, устойчив к кислотам и щелочам, не устойчив к растворителям, маслам и бензину, устойчивый против атмосферных воздействий и старения Нанесение шпателем Вспенивание °? Ь₽°п :6е- Нанесение шприцем ( Клеящие вещества Долго эластичные Гидроизоля- герметики ционные материалы
2.11.2.2. Термореактивные смолы (реактопласты)
Поведение при нагревании
Внутренняя структура
Плотно связанный, сетчатый
Выдув горячего воздуха
Изменение прочности при нагревании
Рис. 2.107. Структура и параметры реактопластов
Этилен
Бензол
Де- Аце- Водяной
готь тилен газ
Диоксид углерода
Азот
Карбид
Ненасыщенный полиэфир
Полиэфир-! ная смола
Водород —— Аммиак
L
Ацетон Формаль-
(пропа- Фенол f нон) т-н-Ч;
Эпоксид- I Поли- I Фенолфор- I Мочевинофорная смола I уретан i мальдегид- I мальдегидная (ЕР) I (PU) I ная смола (PF) | смола (U
Меламиновая смола (MF)
Термореактивные смолы -это искусственные материалы, которые в отвержденном состоянии даже при сильном нагревании больше не размягчаются и не расплавляются. Они состоят из макромолекул, которые, как правило, благодаря поликонденсации образуются из различных исходных материалов. Макромолекулы термореактивных смол имеют пространственную сетчатую структуру (рис. 2.107).
Реактопласты, как правило, для конечной обработка! поставляются в виде двух компонентов.
Жидкие исходные продукты, например фенол и формальдегид, отверждаются под воздействием тепла, давления или химическим способом, их называют отвердителями для реактопластов. Этот процесс отверждения можно прервать, но его невозможно обратить. Не полностью отвержденные реактопласты в большинстве случаев можно еще растворить или расплавить. Процесс
Т
Рис. 2.108. Реактопласты
FOISldGROUP
www.edisgroup.ru
2.11. Искусственные материалы и переработка искусственных материалов
отверждения можно запустить снова и продолжать до полного отверждения. Это свойство используют для получения синтетических клеев и лаков.
Дальше к исходным веществам могут быть добавлены наполнители, например каменная пыль, древесные опилки или текстильные волокна. Из этой смеси с помощью компрессионного прессования производят предметы произвольной формы с различными свойствами. Так, фанеру и текстильные полотна можно пропитать смолой и спрессовать в пластины или фасонные детали. При этом они окончательно затвердевают.
Полностью отвержденные реактопласты уже нельзя обрабатывать термопластичным деформированием, поэтому формообразование должно производиться до и во время окончательного затвердевания.
Отвержденные реактопласты больше нельзя растворить или расплавить, они остаются твердыми или пластичными, разлагаются при увеличении температуры и обугливаются. Их нельзя ни сваривать, ни склеивать. Однако склеивание возможно при хорошей адгезии. Особое значение имеют реактопласты в качестве пенопластов.
Таблица 2.22. Основные реактопласты
Обозначение/свойства
Обработка
Применение (примеры)
Фенолформальдегидная смола р = 1,4 кг/дм3
Желто-коричневая, темнеет, твердая и хрупкая, нерастворимая, неплавкая, трудно воспламеняющаяся, типичный запах, стойкая к атмосферной коррозии, устойчива к бензину и маслам, не устойчива к сильным кислотам и щелочам
Налив Распыление Склеивание
Жесткий плиточный пенопласт
Древесностружечная плита
[б~5]
Монтажная пена
Фенолформальдегидный клей
Мочевиноформальдегидная смола Меламиновая смола
р = 1,5 кг/дм3
Прозрачная, бесцветная, не темнеет, твердая и хрупкая, нерастворимая, не плавкая, без запаха, устойчива к бензину, маслам, жирам, не устойчива к сильным кислотам и щелочам
После
затвердевания
Склеивание
“О" о о
Вспенивание
Слоистые прессованные панельные материалы
Мочевиноформальдегид-ные, меламиновые клеи
Ненасыщенные полиэфирные смолы р = 1,3 кг/дм3
Прозрачная, бесцветная твердая и хрупкая, нерастворимая, неплавкая, со стекловолокном усиливается прочность, устойчива к спиртам, бензину, маслам и жирам, не сетчатая термопластичная
Распыление Налив
Склеивание
Кровля из усиленного стекловолокном полиэфира
Клеевой раствор Облицовка
Эпоксидные смолы р = 1,3 кг/дм3 Золотистая, в жидком состоянии ядовита, твердая и хрупкая, неплавкая, нерастворимая, устойчива к слабым кислотам и щелочам, к бензину, маслам, жирам, при обработке выделяются ядовитые пары
Склеивание металлов
Обработка резанием
Склеивание
Добавки к растворам и бетону
Клей для дерева, стекла и металла
Полиуретановая смола р = 1,26 кг/дм3
Золотистая, прозрачная, в зависимости от образования поперечных связей твердая и вязкая или мягкая и обладающая эластичностью резины, при линейном образовании поперечных связей термопластична, пенящаяся, устойчива к слабым кислотам и щелочам, также почти ко всем растворителям, с огнезащитным средством нормально воспламеняется, в виде жесткого пенопласта тяжело воспламеняется
Нанесение шприцем
Fr>|<t|dGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Реактопластичные производственные материалы могут обрабатываться резанием посредством сверления, фрезерования, распиливания и обработкой напильником. Основными реактопластами являются фенолформальдегидная смола, мо-чевиноформальдегидная смола, меламиновая смола и эпоксидные смолы, ненасыщенная полиэфирная смола и полиуретаны (рис. 2.108 и табл. 2.22).
Внутренняя Поведение Изменение
структура при воздействии силы прочности
Мостик между макромолекулами р Температура —
Рис. 2.109. Структура и поведение эластомеров
2.11.2.3. Эластомеры Эластомеры состоят, как и реактопласты, из пространственных сетчатых макромолекул. Однако их молекулярные сетки крупноячеистые и более свободные, чем у реактопластов.
Эластомеры не термопластичны и поэтому не деформируются при продолжительном нагревании, а также не поддаются сварке.
При механической деформации ячейки растягиваются далеко друг от друга, но при этом мостик между макромолекулами не разрушается.
После деформации ячейки, похожие на резину, возвращаются в свое первоначальное положение, искусственные материалы снова принимают свои прежние формы (рис. 2.109).
Эластомеры - это искусственные материалы с эластичными свойствами. Они отличаются от других эластичных искусственных материалов тем, что их эластичность не зависит от температуры.
Основными эластомерами являются стирол-бутадиеновый каучук, бутилкаучук и силиконовый каучук (табл. 2.23).
Таблица 2.23. Основные эластомеры
Обозначение Свойства/обработка Применение (примеры)
Стирол-бутадиеновый каучук (SBR) Обладающий эластичностью резины, износостойкий, более устойчив к старению и термостойкий чем натуральная резина (от -40 до +110°С), устойчив к кислотам и щелочам, неприятный запах, неустойчив к бензину, маслам и жирам Микро- Клей пппигтяя ~о. *4..
резина 1__1 Ленты - Ж я
Шланги и
и профили Резиновые сапоги Автомобильные шины
Бутилкаучук (HR) Обладающий эластичностью резины с длительной пластичностью, высокое сопротивление старению, теплостойкость от -40 до +130°С, устойчив к кислотам и щелочам, неустойчив к бензину, маслам и жирам Уплотнитель окна, задел
са швов уплотните пьной пентой
Силиконовый каучук (Q) Обладающий эластичностью резины с пластичностью и эластичностью в диапазоне от -90 до +180°С, стойкий к старению, нерастворимый, распыляемый и шпаклюемый, пенящийся й Стык Заде Jk злка шв ЭВ
шва
Полихлоропреновый каучук (CR) Обладающий эластичностью резины, стойкий к атмосферной коррозии, распыляемый и шпаклюемый, устойчив к маслам и бензину Xх Уплот- В растворенном пяк^ЛЬНаЯ виде как клей рама для контактного чгУ формования ур' Уплотнительный профиль Дт й
та оконных профиле
Fr^IcbFlG ROU Р
www.edisgroup.ru
2.11. Искусственные материалы и переработка искусственных материалов
2.11.2.4. Силиконы (кремнийорганический полимер)
Силиконы принадлежат к группе искусственных материалов, которые отличаются по составу от остальных и в которых атомы углерода замещены атомами кремния.
Свойства силиконов зависят от длины макромолекул и степени образования их поперечных связей. Силиконы с нитевидными молекулами являются силиконовыми маслами. Слабое образование поперечных связей в макромолекулах ведет к образованию эластичных, как резина, силиконовых каучуков (табл. 2.23). Особые свойства силиконов — это их способность отталкивать воду и длительная теплостойкость.
Рис. 2.110. Заполнение стыков силиконовым герметиком
Силиконы используют для пропитывания кирпичной кладки и водоотталкивающих тканей. Герметики, которые применяются, например, для вставки оконных стекол и заполнения подвижных стыков, являются обычными силиконовыми каучуками (рис. 2.110).
Из силиконовых каучуков также можно производить пеноматериалы. Силиконовые пены в основном применяются для высококачественных набивочных работ.
2.11.3. Обработка искусственных материалов
При обработке искусственных материалов, как правило, следует различать, во-первых, промышленное производство полуфабрикатов в больших объемах или готовых конструкций, например панелей, труб и баков, и, во-вторых, обработку полуфабрикатов в промышленных и ремесленных масштабах, например сварка ПВХ-труб.
В то время как формование происходит в основном обработкой без снятия стружки, например литье под давлением и экструзионное прессование, на ремесленных предприятиях полуфабрикаты из искусственных материалов обрабатывают склеиванием и сваркой, а также методами со снятием стружки, то есть резанием, пилением и сверлением.
2.11.3.1. Формование
Фасонные детали из термопластичных искусственных материалов, например ведра, защитные шлемы и пластиковые бутылки, производят литьем под давлением, формованием на вытяжном штампе и раздувом или выдувом. Полу-
pr»|<b^GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Загрузочное устройство
Рис. 2.111. Червячный пресс (экструдер)
Гранулат искусственного материала
Шнек Нагреваемый цилиндр под давлением
Рис. 2.112. Литьевой пресс
Пластина искусственного материала
//////Л
Отсасываемый
7 воздух
Отсасывание воздуха
Источник тепла
Форма
Воз- •'---ЛьЖ '
душный ТЖЗЕЯБЗК канал
Загрузка
Фасонная деталь
Вынимание
VZZZZZZZ //////А
Отсасы-I ваемый
XX воздух
Твердение
Рис. 2.113. Формование на вытяжном штампе
фабрикаты, например плиты, пленки, профили и трубы, изготавливают каландрированием и экструзионным прессованием. Фасонные детали из реактоплас-тичных искусственных материалов, типа электрических розеток или частей корпусов, изготавливаются компрессионным прессованием (в горячих пресс-формах), полуфабрикаты типа плит из слоистых пластиков, в многоэтажных прессах. Многие искусственные материалы можно также обрабатывать вспениванием.
ЭКСТРУЗИЯ
Профили, стержни, трубы, а также плиты и пленки производятся в червячных прессах, также называемых экструдерах (рис. 2.111). Вращающийся в нагретом цилиндре шнек транспортирует массу искусственного материала от загрузочного устройства до выпускного отверстия и выдавливает размягченную пластическую массу через насадку. В зависимости от формы насадки после охлаждения образуются бесконечные канто-вые профили, оконные профили, плинтуса и трубы, а также пленки и плиты.
ЛИТЬЕ ПОД ДАВЛЕНИЕМ
При литье под давлением размягченная масса искусственного материала посредством симметричного ударного вращательного движения шнека в коллекторе по-
дается в прилегающий формовочный инструмент (рис. 2.112). В закрытом со всех сторон формовочном инструменте пластмасса охлаждается и затвердевает. После этого форму открывают и вынимают отливку. Методом литья под давлением можно производить, например, фурнитуру для мебели и строительных конструкций.
EDIS^GROUP
www.edisgroup.ru
ФОРМОВАНИЕ НА ВЫТЯЖНОМ ШТАМПЕ
При формовании на вытяжном штампе термопластичный пластик должен быть предварительно сформован в виде пластины и разрезан на соответствующие размеру готового изделия куски (рис. 2.113). Заготовка закрепляется на форме для глубокой вытяжки и нагревается до тех пор, пока она не станет эластичной, как резина. В заключение через тонкий воздушный канал в форме отсасывается воздух, который находится между пластиком и формой. При этом эластично-мягкая пластина принимает очертания внутренней поверхности вытяжной формы.
КАЛАНДРИРОВАНИЕ
Пленю! для покрытия древесных материалов в основном производятся на каландрах (рис. 2.114). Каландр — это прокатный стан, с тремя или четырьмя вращающимися в противоположном направлении нагреваемыми тяжелыми стальными валами, которые развальцовывают предварительно размягченную пластическую массу в бесконечную пленку желаемой толщины. Посредством установки вала для тиснения можно получать пленки со структурированной поверхностью. На каландрах также полотна ткани можно покрывать слоем искусственного материала, например для производства напольных покрытий и рулонных гидроизоляционных материалов. Благодаря применению горячего пресса можно производить плиты большой толщины.
Рис. 2.114. Листовальный каландр
Верхняя часть пресс-формы
Наполнение
Пластическая масса
Нижняя часть пресс-формы
Прессование
Вынимание
Рис. 2.115. Компрессионное прессование
КОМПРЕССИОННОЕ ПРЕССОВАНИЕ
Фасонные детали из реактопластичных материалов, например детали фурнитуры и корпусов электрических приборов, производят в компрессионном прессе. Точно отмеренное количество смешанного с отвердителем и наполнителем искусственного материала, часто предварительно спрессованное в так называемую таблетку, подается в состоящую из двух частей пресс-форму. При закрывании формы реактопласт становится пластичным и полностью заполняет полость. Одновременно фасонная деталь отверждается и может быть вынута из пресс-формы в еще горячем состоянии (рис. 2.115).
Для производства плит из слоистых пластиков бумажные ленты пропитывают термореактивными искусственными смолами, например фенолформальдегид-
ROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.116. Многоэтажный пресс
Смешанная пена
Структурированный пенопласт
ной или мочевиноформальдегидной смолой. Несколько пропитанных бумажных лент накладываются друг на друга и прессуются в многоэтажном прессе (рис. 2.116). Бумажный брикет отвердевает при этом в монолитную (гомогенную) плиту.
ВСПЕНИВАНИЕ
Благодаря вспениванию синтетические материалы получают ячеистую структуру, в которой маленькие шарообразные полости, наполненные воздухом или другим газом, тесно прилегают или частично переходят друг в друга.
Почти все искусственные материалы можно вспенивать. Пенопласты имеют значительную устойчивость к воде, коррозии, растительным и животным вредителям. Пенопласты имеют низкую плотность и превосходные теплоизоляционные качества.
Пенопласты различают по их структуре и строению, механическим свойствам, способу производства и виду искусственного материала.
Структура пенопласта может быть открытопористая, закрытопористая и
Рис. 2.117. Структура пенопластов смешанная (рис. 2.117).
В закрытопористых пенопластах ячейки отделены друг от друга. Закрытые ячейки предотвращают воздухообмен и не допускают капиллярного распространения жидкости. Эти пенопласты особенно хорошо подходят для теплоизоляции и благодаря своей водонепроницаемости для парового заграждения. Как правило, закрытопористые пенопласты имеют большую прочность, чем открытопористые.
В открытопористых пенопластах ячейки соединены друг с другом. Благодаря капиллярному действию они могут засасывать воду. Поэтому их применяют преимущественно в качестве звукоизоляции и обивочного материала.
Пенопласты со смешанной структурой имеют как открытые, так и закрытые поры, например один из видов пенопласта на основе мочевинной смолы имеет 80% открытых ячеек.
Особую структуру имеет изготовленный из полиуретана структурированный пенопласт (рис. 2.117). Детали этой пены имеют плотную, густую, почти без пор наружную зону, которая глубже переходит в структуру с увеличивающимися ячейками и уменьшающейся плотностью. Структурированный пенопласт, структура
edise*grou|3
www.edisgroup.ru
2.11. Искусственные материалы и переработка искусственных материалов
и плотность слоев которого изменяются нужным образом в зависимости от глубины расположения слоя, особенно хорошо подходит для самонесущих строительных конструкций и предметов, например мебельных дверей, стульев и столов, а в последнее время приобретает все возрастающее значение.
В зависимости от механических свойств различают твердые, полутвердые и мягкие пенопласты. Эти свойства определяют величину ячейки, распределение ячеек, вид искусственного материала и долю пластификатора.
Для изготовления пенопластов, как правило, требуется газообразующее вещество. К искусственному материалу его примешивают в виде порошка или жидкости. Благодаря превращению газообразующего средства в газ из жидкого или пластично-мягкого искусственного материала образуется пена.
Газообразующее средство может быть превращено в пар физическим способом или путем химической реакции.
В качестве газообразующего средства, действующего на основе физических процессов, в основном применяют низкокипящие жидкости. При нагревании смеси газообразователя и искусственного материала газообразователь испаряется и вспенивает искусственный материал.
При изготовлении мипоры — пенопласта из мочевиноформальдегидной смолы особый пенообразователь вспенивается воздухом и смешивается с жидкой смолой. Подмешивание отвердителя вызывает быстрое отверждение пенопласта.
Кроме этого, существуют такие газообразователи, которые при нагревании химически разлагаются с выделением газа. В процессе изготовления полиуретановой пены благодаря химической реакции воды со смолой образуется газ — диоксид углерода, который оказывает пенообразующее действие.
Как правило, пенопласты из искусственных материалов производятся фабричным способом на больших литьевых или распылительных установках и поставляются в ФИДЕ фасонных деталей или плит различных размеров. Если искусственные пеноматериалы, например полиуретановую пену, вспенивают непосредственно на месте строительства, то говорят о монтажной пене или пенистом герметике. Таким способом можно заделывать пеной стыки между оконной рамой и кирпичной кладкой,
пазы в кладке стены и другие труд- Рис. 2.118. Заделка стыка монтажной пеной
ргн^споир
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
недоступные полости непосредственно на месте. Также эти пены можно применять для монтажа и склеивания. Особенно простым и экономичным является нанесение пены из одноразовых банок или переносных бутылок (рис. 2.118). Пены, которые в качестве газообразователя содержат фтористые углеводороды (FCKW), по экологическим соображениям применяться не должны (см. 14.1.12).
2.11.3.2 Соединение стыков
Искусственные материалы можно соединять между собой сваркой и склеиванием. Их также можно склеивать с другими материалами, например древесиной, металлом и бетоном. Примерами для этого служат покрытия древесных материалов пленкой из искусственных материалов и наклеивание кафельных плит и напольных покрытий.
СВАРКА
Под свариванием искусственных материалов понимают соединение термопластичных пластмасс посредством тепла и давления с применением или без применения
Рис. 2.119. Сварка теплым воздухом с использованием сварочного прутка
Рис. 2.120. Сварка теплым воздухом с использованием сварочного шнура
Рис. 2.121. Сварочный паяльник
дополнительных материалов (сварочных шнуров, сварочных прутков).
При сваривании одновременно обе детали из искусственных материалов в месте соединения переводятся с помощью нагревания в пластичное состояние и при легком давлении соединяются. При этом свободно двигающиеся молекулярные нити спутываются и соединяются друг с другом в
волокнистую структуру, которая упрочняется после охлаждения.
Сваривать можно только термопластичные материалы. Так как различные виды искусственных материалов переходят в пластическое состояние при разных температурах, то можно сваривать между собой только одинаковые или родственные виды материалов.
В зависимости от способа подведения тепла различают различные методы сварки. Самые важные методы — это сварка теплым воздухом и сварка с контактным нагревом.
При сварке теплым воздухом необходимое тепло подводится к изделию и присадочному материалу с помощью аппарата для ручной термосварки, который похож на применяемую для сварки металлов сварочную горелку
EniSFlGROUP
www.edisgroup.ru
(рис. 2.119). В качестве сварочного газа в основном используется воздух, который нагревается встроенной в прибор электрической нагревательной спиралью и подается под давлением с помощью вентилятора на обрабатываемое изделие. Присадочный материал в зависимости от изделия и от формы шва в виде сварочного прутка вручную сверху вдавливается в нагретый свариваемый стык (рис. 2.119) и свари
вается с основным материалом. Присадочный пруток должен быть изготовлен из
того же вещества, что и основной материал.
Способ сварки теплым воздухом в основном применяется для сваривания
плит толщиной до 5 мм, труб и пленок. Поэтому его используют при изготовле
нии резервуаров и строительстве трубопроводов (рис. 2.119) или применяют сва-
-ГЧХЛТТТТХ ТТЖ ТТТТТЖГК* ТТХЛТЖ'ЧТГТЯГ» гттт т» г ГГТХТЛ/Л» < П 1 плч
а также при укладке напольных покрытий.
При укладке напольных покрытий после сваривания выступающий наплавленный валик необходимо срезать заподлицо с помощью ножа.
При сварке с контактным нагревом в качестве нагревающего элемента используют сварочный паяльник, который также называется нож для разрезания сварного шва или сварочный клин.
Сварочный паяльник похож на обычный паяльник и имеет спереди нагревательную пластину в форме ножа, которая нагревается от электричества (рис. 1.121). Его используют для сваривания встык различных профилей с небольшим поперечным се
чением, например кантов для стола и профилей движущихся поручней.
При стыковом сваривании профилей соединяемые торцовые поверхности с обеих сторон прижимаются к нагретой пластине сварочного паяльника. Когда пластик начинает течь, паяльник убирают, а оба размягчившихся профиля плотно прижимают друг к другу. После охлаждения соединение становится прочным и его можно сразу же обрабатывать (рис. 2.122).
При разрезании пленки ножом для разрезания сварного шва с легким нажимом в зависимости от толщины пленки быстро или медленно проводится линия. Нагретый край ножа расплавляет пленку насквозь.
СКЛЕИВАНИЕ
Искусственные материалы, за редким исключением, например полиэтилен, можно хорошо склеивать друг с другом. Клеящие вещества и способы склеивания выбираются в основном в
Рис. 2.122. Сварка контактным нагревом (сварочным паяльником)
Растворитель
Рис. 2.123. Склеивание с растворителем (сваривание набуханием)
grwBbEjGRQUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Двухкомпонентный
Рис. 2.124. Склеивание двухкомпонентным клеем
зависимости от вида соединяемых искусственных материалов.
При склеивании деталей из термопластов склеиваемые поверхности немного размачивают растворителем, после этого наносят максимально разбавленный клей и соединяют детали при легком давлении. Давление необходимо сохранять до тех пор, пока средство, способствующее набуханию, и растворитель клея полностью не испарятся из клеевого стыка. При этом между молекулярными нитями склеиваемой поверхности и клея происходит взаимное свойлачивание, которое после полного испарения растворителя образует соединение, прочность которого близка к прочности сварного шва (диффузионное склеивание) (рис. 2.123).
Очень надежным клеящим средством для термопластов является раствор склеиваемого вещества.
Если между собой соединяют детали из одного и того же искусственного материала, то обе склеиваемые поверхности размягчают с помощью подходящего для данного материала растворителя и сжимают друг с другом.
Детали из реактопластичных материалов имеют трудноразъедаемые, часто гладкие поверхности. Поэтому рекомендуется для обеспечения лучшего сцепления клея с поверхностью сделать их неровными с помощью шлифовальной бумаги и очистить (адгезионное склеивание).
В качестве клея применяются реактопласты. Они наносятся, как правило, с отверждаемые, например фенолформальдегидные или мочевиноформальдегид-ные клеи, или как двухкомпонентные клеи, типа эпоксидного и полиуретанового. При использовании этих клеев необходимо следить за тщательным перемешиванием обоих компонентов и четко выдерживать предписанное соотношение компонентов (рис. 2.124).
СГИБАНИЕ ИСКУССТВЕННЫХ МАТЕРИАЛОВ
Плиты из реактопластов, например слоистые пластики, по сравнению с плитами из термопластов сгибаются трудно и лишь в ограниченном объеме.
Рис. 2.125. Сгибание плиты из термопластичного материала
Если необходимо согнуть плиту из термопласта, то в зоне сгибания ее необходимо нагреть до эластичного состояния и отогнуть край вручную или с помощью специального приспособления. Для нагрева применяется нагревательная шина или излучающий инфракрасный стержень. Отбортовка или сгибание должны производиться за
www.edisgroup.ru
2.11. Искусственные материалы и переработка искусственных материалов 127
одну операцию (рис. 2.125). Если плита из термопластичного материала должна быть согнута под острым углом, то плиту нагревают на предусмотренном месте вдавлива-
Пластиковая плита
Нагревательный элемент (сварочный кант)
Сварочный шов \
нием клиновидного нагреватель- уу
ного элемента, например свароч- ______________________________________
ного канта, примерно до середины рИс. 2.126. Отгибание кромок
толщины плиты. Если сразу же ото-
гнуть край плиты, то на внутренней стороне канта возникает сваривание. Этот
метоп мячмияетоа орягтутлм 'гг'л0еых соединений ^ио. 2.126)
2.11.3.3. Разрезание
Придание формы обработкой искусственных материалов со снятием стружки (резанием) по сравнению с обработкой давлением применяется достаточно редко.
Обработка искусственных материалов резанием в основном возможна обычными деревообрабатывающими станками. Однако она затруднена из-за плохой теплопроводности, низкой теплостойкости и большого теплового расширения искусственных материалов. При резании обрабатываемые поверхности быстро нагреваются, что в случае термопластичных материалов легко может привести к смазыванию и плавлению. Кроме этого, часто существует угроза опасной для здоровья загазованности и пылеобразования, что делает необходимым ношение защиты дыхания.
Обработка резанием применяется чаще всего при разрезании и обработке полуфабрикатов, например плит, пленок и профилей. Важнейшими методами обработки являются насечка, резание, обработка напильником, пилой и сверление.
ОБРАБОТКА РЕЗЦОМ И РАЗРЕЗАНИЕ
Термореактопласты, например слоистые пластики, а также термопластичные панельные материалы, которые являются достаточно хрупкими и чувствительными к надрезу, могут разделяться резцом при толщине до 3 мм. При этом ведут ручной резец, который может быть изготовлен из твердого сплава, под давлением вдоль линии и насекают пластину на глубину от трети до половины ее толщины. После этого плита надламывается от канта, как при разрезании стекла стеклорезом.
Мягкие панельные материалы, прежде всего пленки, разрезаются ножами особой формы. Термопласты можно разрезать сварочным паяльником. Пленки и пластины из мягкой резины могут быть также разрезаны ножницами.
ОБРАБОТКА НАПИЛЬНИКОМ
Напильники применяются чаще всего для обработки шлифованных и искривленных поверхностей изделий, а также для округления кромок и снятия грата и заусенцев. Для термореактопластов подходят насеченные напильники. Термопласты можно обрабатывать фрезерованными напильниками, по возможности с гру-
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.127. Фрезерованные напильники для строгания со сменными полотнами
бым шагом зубьев. Особенно подходят так называемые фрезерованные напильники для строгания (рис. 2.127).
РАСПИЛИВАНИЕ
Для распиливания искусственных материалов можно использовать все применяемые в деревообработке ручные пилы. Они должны быть особенно хорошо заточены и разведены. При распиливании необходимо обеспечить обрабатываемому изделию хорошую опору. Особенно хорошо подходят для распиливания пластиков лобзики и ножовки.
Распиливание машинными способами может производиться на ленточнопильном или круглопильном станке.
С помощью ленточнопильных станков, как правило, производятся распилы изогнутой формы, а также обрезаются профили и прутки.
Прямолинейные разрезы производят на круглопильном станке. Для распиливания термопластов можно применять обычные в деревообработке пильные полотна из инструментальной стали. Для распиливания реактопластов требуются твердометаллические пильные диски. Для сильно наполненных или усиленных стекловолокном пластиков рекомендуется применение алмазных отрез
ных дисков.
При распиливании плит на круглопильных станках необходимо следить за тем, чтобы они были хорошо закреплены на машинном столе. Вибрация плиты ведет
Спиральное сверло
Сверло
с цилиндрической головкой
Рис. 2.128. Спиральные сверла для пластика
к неаккуратному разрезу, кроме того, это очень опасно. Самые благоприятные скорости резания и подачи, а также правильную настройку выступа полотна лучше всего определять опытным путем. Как правило, более твердые и хрупкие пластики требуют более низкой скорости резания и подачи. Необходимо позаботиться об удалении опилок, частиц пыли и паров.
СВЕРЛЕНИЕ
Для сверления твердых и хрупких пластиков, особенно реактопластов, можно применять обычные спиральные сверла для обработки металлов. Мяг
кие пластики сверлят специальными спиральными сверлами для пластика (рис. 2.128). Они име-
FfMRplGROUP
www.edisgroup.ru
2.12. Клеи и обработка клеями
ют более вертикальное направление спиральной канавки сверла, более широкие стружечные канавки и угол при вершине от 60 до 90°. Благодаря этому ускоряется отведение стружки и снижается опасность зацепления или поднятия обрабатываемого изделия. При сверлении глубоких отверстий стружку необходимо удалять многократным поднятием сверла в просверливаемом отверстии и охлаждать сверло. Сверление отверстий большого диаметра в реактопластах можно производить с помошью сверл с цилиндрической головкой, например сверлом Форстнера.
Для искусственных материалов с высоким содержанием наполнителей и для усиленных стекловолокном реактопластов существуют спиральные сверла с твер-ПГЛЛЛР^ЯППТЛиРСЪПГЛЛЛТЛ ГХРМЛХГГТТТЛАЛТЛ
ЗАДАНИЯ
1. Искусственные материалы в соответствии со способом их производства и с учетом физических свойств подразделяют на три группы. Объясните различия между группами и приведите примеры.
2. Пенопласты из искусственных материалов в деревообрабатывающей технике имеют очень большое значение. Опишите различные виды, свойства и применение пенопластов.
3. Опишите способы соединения термопластичных материалов и приведите примеры использования таких соединений.
4. Клеи и лаки являются важными материалами для деревообработки. Опишите, в каких случаях применяются вещества искусственного происхождения и на что нужно обратить внимание при обработке клеями и лаками.
5. Как сваривают пластиковые профили с помощью сварочного паяльника?
6. Какими способами можно сваривать искусственные материалы?
7. Как можно склеивать между собой детали из термопластов?
8. Как классифицируются пенопласты в зависимости от их строения?
9. Для каких целей в строительстве применяют пеноматериалы?
10. Что понимают под монтажной пеной? Какое вещество используется для этого?
11. На что необходимо обратить внимание при распиливании пластиков на круглопильном станке?
12. Чем отличаются спиральные сверла для пластика от спиральных сверл по металлу?
2.12. Клеи и обработка клеями
Клеи — это вещества в различной форме, от жидкой до пастообразной и твердой. С их помощью можно прочно соединять между собой другие материалы например древесину, искусственные материалы, стекло и металлы, или строительные конструкции, например ножки стола и царги. Соединение происходит с помощью процессов адгезии (взаимное притяжение поверхностей двух разных тел при их соприкосновении) или когезии (сила сцепления отдельных молекул одного и того же тела, обусловленная межмолекулярными связями).
Общее понятие клей охватывает целый ряд других общеупотребительных терминов для связующих материалов, которые используются с физической, химической точки зрения, а также техники обработки, например клеи на основе воды, дисперсионные клеи, реакционные клеи, контактные и плавящиеся клеи.
FOIS^GRQUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Под клеями на основе воды понимают все клеящие вещества животного или растительного происхождения или с использованием синтетических исходных веществ, которые содержат воду в качестве растворителя или дисперсионного средства.
Неводорастворимые клеи в соответствии с происхождением сырьевых веществ разделяются на клеи природного происхождения и синтетические клеи или клеи на основе синтетической смолы.
2.12.1. Клеи природного происхождения
К клеям животного происхождения относятся глютеиновый клеи и казеиновый клей. Клеи растительного происхождения имеют ограниченное применение.
2.12.1.1. Глютиновый клей
Основным компонентом глютинового клея является глютин, белковое соединение, получаемое вывариванием из шкур и костей животных. Тип применяемых исходных продуктов дает название глютиновому клею.
Мездровый клей получают из сыромятной кожи и сухожилий, костный клей — из костей, смешанный клей получают смешиванием этих двух типов клеев.
Клеящие свойства можно изменить добавлением химических соединений. Таким способом получаются специальные глютиновые клеи, например быстросохнущий глютиновый клей, глютиновые клеи горячего и холодного склеивания, а также глютиновый клей горячего склеивания с прессованием.
Глютиновые клеи продаются в виде зерен, хлопьев или небольших гранул, плиток или порошка от светло-желтого до темно-коричневого цвета.
Они плавятся при нагревании на водяной бане до температуры 70°С. При этом они становятся липкой, размазывающейся жидкостью. После затвердевания она образует прочный и твердый слой клеящего вещества. Конечная твердость в условиях предприятия достигается только через 24 часа. Мездровый клей имеет небольшую щелочную реакцию, костный клей — кислую.
Стыки, обработанные глютиновым клеем, являются вязкими, но не устойчивыми к влажности и теплу. Глютиновый клей поражается бактериями и плесневыми грибами. Поэтому он может применяться только для соединения изделий, предназначенных для использования в сухих помещениях.
2.12.1.2. Казеиновый клей
Казеиновый клей — это физически связывающий клей на основе воды и казеина, который получают из обезжиренного молока. Благодаря добавкам, прежде всего щелочам и кальцию, клей становится влагоустойчивым. Казеиновый клей продается в виде белого порошка. Порошок впитывает влагу (является гигроскопичным) и поэтому должен храниться в герметичных светонепроницаемых сосудах. Для нанесения порошок разводят водой, а готовый к употреблению клеевой состав отверждают горячим или холодным способом.
Клеевые швы, выполненные с использованием казеинового клея, являются твердыми и хрупкими, устойчивыми к плесени и влаге. Этот клей не подходит для строительных конструкций, подвергающихся сильному погодному воздействию. Сильная щелочность клея, вызывает окрашивание древесины и стыков в темный цвет, особенно для богатых дубильными веществами пород древесины, например дуба, ореха или махагони.
Fnis»i^GRQUP
www.edisgroup.ru
2.12. Клеи и обработка клеями
2.12.2. Синтетические клеи
Общеупотребительными почти исключительно являются синтетические клеи, так как они лучше всего удовлетворяют техническим требованиям на клеевое соединение с точки зрения обрабатываемости, области применения, прочности или устойчивости, в отличие от клеев натурального происхождения.
Для обозначения клеев используются сокращения. Буква К вначале обозначает клей. Следующие за ней буквы служат для указания типа используемого синтетического вещества данного клея. Например, KPVAC — клей из поливинилацетата.
Все клеи на основе синтетической смолы являются химическими соединениями на основе природных материалов, которые получены полимеризацией и поликонденсацией (рис. 2.130). Годный к обработке клей содержит наряду с непосредственно связующим веществом также и другие вещества, например заполнитель, наполнитель, стабилизатор, растворитель или разбавитель, размягчитель, красители и смачиватель.
Синтетические клеи могут быть разбиты на группы, представленные на рис. 2.129.
2.12.2.1. Дисперсионные клеи
К дисперсионным клеям относятся поливинилацетатный клей и полиметилмет-акрилатный клей (пленочный тип клея).
ПОЛИВИНИЛАЦЕТАТНЫЙ КЛЕЙ
Поливинилацетатный клей, обычно произносится как клей ПВА, получают полимеризацией термопластичного синтетического материала винилацетата. По-ливинилацетат не растворяется в воде, а поэтому очень мелкими дисперсными частицами распределен в воде. По этой причине клей ПВА продается только в жидком виде. Цвет — молочно-белый. Из-за этого его часто называют также белым клеем.
Изготовленный без применения повышающих твердость добавок клей ПВА затвердевает физически, клей с добавками — частично физически, частично химически.
Если жидкий клей или клеевой шов перед склеиванием слишком холодный, то разбухшие частички ПВА ложатся друг на друга очень рыхло. Они не образуют
из из из из из
• поливинилацетата • фенолформальде- • эпоксидной смолы • полихлорбутадиена • этилен-винилацетата
• модифицированного гидной смолы • полиуретановой • полиамида
винилацетата • мочевиноформаль- смолы • полиолефина
дегидной смолы . полиуретана
* меламиновой смолы
Рис. 2.129. Синтетические клеи
FrURF^GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.130. Исходные вещества и способы производства поливинилацетатного, фенолформальдегидного, мочевиноформальдегидного и меламинового клея
непрерывную и плотную пленку. Слой клея ломкий и похож на мел, он не имеет прочности склеивания. Температура, при которой состояние клея становится таким, называют самой низкой температурой образования клеевой пленки. Она лежит в диапазоне от 2 до 8°С.
Соединения клеем ПВА, изготовленным без применения повышающих твердость добавок, при температуре от 40 до 60°С снова становятся мягкими. Соединения клеем с добавками являются теплостойкими до 150°С. Стыки в обоих случаях остаются эластичными, стабильными во времени и устойчивыми против плесени. При воздействии воды клей разбухает в стыке, особенно тогда, когда он был применен без отвердителя. При этом клей почти не растворяется, но его прочность сцепления снижается. Когда клей ПВА высыхает, он становится светлым и поэтому не вызывает изменения окраски древесины, если он не был в контакте с железом.
Клеи ПВА разделяют на монтажный, фанеровочный, смешанный и для склеивания лакированных поверхностей:
Монтажный клей ПВА очень часто используют в деревообработке. Но для склеивания слоистой древесины, стыков шпона и кантов используются другие гелей.
Фанеровочный клей из ПВА применяют для фанерования. Как правило, он содержит наполнитель и разбавитель. Шпон может изменить цвет, если его в течение нескольких часов прессовать при температуре ниже 15°С между металлическими прокладками.
Fn««*riGROUP
www.edisgroup.ru
2.12. Клеи и обработка клеями
Условия обработки Монтажный клей Фанеровочный клей
Наносимое количество сильно зависит от поверхности стыка от 140 до 200 г/м2
Время выдержки от 5 до 30 мин 5 мин (реже 3 мин)
Температура затвердевания как правило, около 20°С (комнатная) в основном 100°С, реже до 150°С
Давление прессования мягкая древесина от 0,3 до 0,4 Н/мм2 твердая древесина 0,6 Н/мм2 мягкая древесина до 0,3 Н/мм2 твердая древесина до 0,5 Н/мм2
Время прессования до 30 мин при 20°С - 60 мин, при 50°С - 30 мин, при 80°С - 80 мин
Окончательное время схватывания до 3 часов, для несущих конструкций также более 12 часов благоприятно время охлаждения и кондиционирования
Смешанный клей состоит из поливинилацетатного клея, к которому примешано примерно 10% специального клея на основе мочевиноформальдегидной смолы. Срок годности смешанного клея составляет до 15 часов, время выдержки до 15 минут. Благодаря добавке клея на основе мочевиноформальдегидной смолы повышается устойчивость к влаге клеевого соединения, однако эластичность стыка снижается. Условия по температуре, времени прессования и времени окончательного схватывания, давлению прессования, влажности древесины, воздуха и помещения соответствуют условиям применения монтажного клея ПВА. Смешанный клей используется для внутренних строительных конструкций и мебели, которые подвержены влиянию влажности, а также для неподверженных погодному влиянию наружных конструкций, например для защищенных наружных дверей.
Клей ПВА для склеивания лакированных поверхностей — это модифицированный клей ПВА. Он растворяет слой нитроцеллюлозного лака, так что при склеивании деталей и корпусов получается прочное соединение. Лаки на основе синтетической смолы растворяются лишь частично. Здесь соединение возникает прежде всего благодаря сильной адгезии между лаком и клеем. Клеи ПВАдля склеивания лакированных поверхностей имеют время выдержки от 5 до 20 минут. Время после затвердевания составляет до нескольких часов. Осторожно: выступающий из клеевого стыка клей в зависимости от обстоятельств растворяет или повреждает граничащее лаковое покрытие.
ПЛЕНОЧНЫЙ ТИП КЛЕЯ
Термопластичные пленочные клеящие вещества, также называемые клеящими пленками, сделаны на основе полиметилметакрилата (КРММА), винилацетата или этилена. Такие клеи используются прежде всего для нанесения на поверхности различных покрытий (каширования) и для покрытия частей мебели пленкой. Нанесение клея происходит или только на поверхность-основу, только на пленку, или на обе соединяемые поверхности. Пленочные клеи в основном используются в непрерывно работающих вальцовочных или роликовых
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
машинах для напрессовки пленки с нагревом или без нагрева, редко наносятся по частям вручную.
При прерывистой ручной обработке готовые к употреблению покупные пленочные клеи с помощью обычных устройств для нанесения в рекомендованных производителем количествах наносятся на чистую и гладкую поверхность-основу. Из-за маленькой толщины пленки при использовании для нанесения клея зубчатого шпателя может получиться неровная поверхность. Пленка накладывается после нанесения клея, разглаживается рейкой с наклеенным слоем фетра таким образом, чтобы не осталось пузырей, и после этого припрессовывается при давлении примерно 0,1 Н/мм2. Длительность прессования составляет при холодном склеивании до 30 минут. При теплом склеивании при температуре от 30 до максимум 40°С время прессования сокращается до 1—3 минут. В промышленности для наклеивания пленок используются роликовые прессы.
Пленочные клеящие материалы имеют особенно хорошие адгезивные свойства. В затвердевшем состоянии они сохраняют достаточно высокую пластичность. Поэтому они не предназначены, как, например, клей ПВА, для выдерживания большой и длительной механической нагрузки на стык. Клеящая пленка не чувствительна для кратковременного воздействия воды.
2.12.2.2. Клеи на основе поликонденсационных смол
Термореактивные реактопласты, типа фенолформальдегидной, мочевинофор-мальдегидной и меламиновой смол, при изготовлении предварительно конденсируются и, как правило, становятся готовыми к употреблению при добавлении воды. При обработке клеевого раствора прерванная конденсация при нагревании и добавлении отвердителей, так называемых мостикообразователей (вещества, сшивающего макромолекулы) или ускорителей, запускается снова и продолжается до полного затвердевания. При комнатной температуре также происходит медленное затвердевание. Клеи на основе поликонденсационных смол по этой причине могут храниться лишь ограниченное время, а проступивший клей больше нельзя удалить.
Отвердители состоят из кислот или солей. Они содержатся в клее или добавляются в виде порошка или растворов в клеевой раствор перед нанесением (способ примешивания). Но также отвердители могут быть нанесены перед приклеиванием на одну из склеиваемых поверхностей (способ грунтовки).
ФЕНОЛФОРМАЛЬДЕГИДНЫЕ КЛЕИ
Фенолформальдегидные клеи (KPF) имеются в жидкой форме как монтажные клеи холодного склеивания и как фанеровочный клей горячего склеивания, а также в виде клеящей пленки горячего склеивания. Для отверждения жидких клеев необходим отвердитель, который добавляется способом примешивания или грунтовки. Клеящая пленка затвердевает под воздействием тепла. Как правило, она состоит из бумажной ленты, которая пропитана фенолформальдегидной смолой с добавлением отвердителя.
epkse*grQup
www.edisgroup.ru
2.12. Клеи и обработка клеями
Условия обработки Фенолформальдегидный клей
Время созревания до примерно 15 мин
Срок годности до 3 часов
Наносимое количество от 120 до 160 г/м2
Время выдержки до 15 мин
Температура затвердевания для фанеровочного клея горячего склеивания от 90 до 140°С
Давление прессования 0,5 Н/мм2 (монтажный клей) примерно 4 Н/мм2 (для облицовочной фанеры) от 0,8 до 2,0 Н/мм2 (клеящая пленка)
Время прессования для монтажного клея холодного склеивания до 4 часов с последующим временем после затвердевания 12 часов; для клеящей пленки горячего склеивания от 5 до 10 мин
Клеевые соединения, выполненные фенолформальдегидным клеем, являются устойчивыми к воздействию воды, атмосферных влияний и кипячению, стойкие в тропических условиях. Стыки темно-коричневого цвета достаточно эластичны. Фенолформальдегидный клей применяется там, где водостойкость других клеев слишком мала, например для окон, элементов фасада, в кораблестроении и лодкостроении. Достоинство фенолформальдегидного клея заключается в том, что он также пригоден для склеивания древесины с повышенной влажностью до 25%.
МОЧЕВИНОФОРМАЛЬДЕГИДНЫЕ КЛЕИ
Мочевиноформальдегидные клеи (KUF) продаются в виде порошка, жидкости или пленки различных сортов. Различают мочевиноформальдегидные клеи холодного и горячего склеивания, а также монтажные и фанеровочные клеи. В клеевой порошок необходимо добавить чистую воду. После приготовления раствора клей, который используется в основном для фанерования, не должен соприкасаться с металлическими предметами, так как в этом случае при склеивании могут образоваться пятна.
Условия обработки Время созревания Срок годности Наносимое количество Время выдержки Температура затвердевания Мочевиноформальдегидный клей примерно 60 мин от 2 до 70 часов в зависимости от отвердителя от 120 до 150 г/м2 примерно 10 мин для клея холодного склеивания 20°С, для клея и клеящих пленок горячего склеивания до 120°С
Давление прессования примерно 0,3 Н/мм2 (монтажный клей) до 10 Н/мм2 (фанеровочный клей и клеящая пленка)
Время прессования для монтажного клея от 15 минут до 6 часов; для фанеровочного клея горячего склеивания от 5 до 10 мин
Клеевые соединения, выполненные мочевиноформальдегидным клеем, не являются устойчивыми к воздействию воды, атмосферных влияний и кипячению. Но кратковременное влияние повышенной влажности почти не вызывает повреждений. Клеевые стыки являются твердыми, хрупкими и частично прозрачными. Использование мочевиноформальдегидного клея подходит только для сухой древесины. Мочевиноформальдегидный клей имеет кислую реакцию.
МЕЛАМИНОВЫЕ КЛЕИ
Меламиновые клеи (KMF) продаются в форме порошков как монтажные клеи холодного склеивания и как фанеровочные клеи горячего склеивания, частично как смешанные клеи (с ПВА) или как смешанный конденсат (с KUF).
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.131. Исходные вещества и способы производства эпоксидного, полихлоропренового, полиметилметакрилатного и полиуретанового клея
2.12.2.3. Реакционные клеи
Реакционные клеи затвердевают чисто химической реакцией. Затвердевание таких клеев также называется упрочнением, отверждением, дисперсионным твердением и сшиванием.
ЭПОКСИДНЫЕ КЛЕИ (КЕР)
Таблица 2.24. Информация о продукте
Химическое строение Термореактивный одно- или двухкомпонентный клей с гидроксильной группой, для холодного склеивания используется в основном однокомпонентный клей, для горячего склеивания - двухкомпонентный
Форма проявления Цвет от светло-желтого до темно-коричневого, жидкий (с растворителем) или твердый (порошок, палочки)
Отверждение Холодное (при комнатной температуре) или горячее (от 100°С); реакция ступенчатой полимеризации
Время отверждения При подводе тепла примерно до 30 минут; при комнатной температуре до полного отверждения - несколько дней. Действует принцип: чем выше температура обработки, тем короче время отверждения
EDISUGROUP
wvvw.edisgroup.ru
2.12. Клеи и обработка клеями
При работе с жидкими эпоксидными клеями следует строго соблюдать условия по работе, охране здоровья и противопожарной безопасности.
Эпоксидные клеи очень хорошо прилипают почти ко всем не содержащим жира грунтовкам. Эти клеи из-за их относительно высокой стоимости, как правило, используются только для специальных соединений, например склеивания дерева с металлом, двух металлов, стекла, керамики, пластмасс, гипса и бетона. Соединение имеет высокую прочность, твердость и эластичность.
ПОЛИУРЕТАНОВЫЕ КЛЕИ (KPUR)
Таблица 2.25. Информация о продукте
Химическое строение Термореактивный одно- или двухкомпонентный клей с изоцианатной группой, для однокомпонентных клеев вязкость достигается растворителем, двухкомпонентные клеи не содержат растворителя
Форма проявления Жидкий, цвет от бежевого до коричневого
Отверждение Однокомпонентный полиуретан затвердевает при впитывании окружающей влаги, двухкомпонентный полиуретан - благодаря ступенчатой полимеризации
Время отверждения Зависит от температуры отверждения и для однокомпонентных клеев от окружающей влажности
Количество клея для одностороннего или двухстороннего нанесения в зависимости от его вязкости составляет от 150 (маловязкий) до 600 г/м2 (высоковязкий).
Виды:
• Однокомпонентный клей требует времени выдержки примерно от 20 до 120 минут при относительной влажности воздуха около 50%. В течение этого времени испаряется почти весь растворитель, одновременно в полиуретан проникает вода. Затем полиуретановый клей затвердевает в стыке, используя влажность воздуха или древесины. Достаточная для последующей обработки начальная прочность достигается спустя 30-60 минут, конечная прочность через 10-80 часов.
• Двухкомпонентные клеи затвердевают после смешивания обоих компонентов или нанесения при комнатной температуре в течение 3-24 часов. Срок годности смешанного двухкомпонентного клея при комнатной температуре и пятидесятипроцентной относительной влажности воздуха составляет от 30 до 120 минут. При соответствующем составе полиуретанового клея возможно увеличение срока годности до 24 часов.
Благодаря хорошей адгезии полиуретанового клея на различных поверхностях наряду с древесиной им можно склеивать металлы, пластмассы и ткани с получением огнеупорного и стойкого к атмосферным воздействиям соединения. Температурная устойчивость клеевого соединения лежит в пределах от -30 до +120°С. В зависимости от вида примененного полиуретанового клея клеевое соединение является вязким, химически устойчивым, мягкоупругим или жесткоупругим.
2.12.2.4. Контактные клеи
В контактных клеях речь идет о методе, при котором соединяемые детали склеиваются между собой под действием давления кажущейся сухой на ощупь клеящей пленкой. До сих пор из разработанных для этой цели клеев в деревообрабатывающей технике используются только полихлорбутадиеновые или полихлоропреновые клеи.
ПОЛИХЛОРБУТАДИЕНОВЫЕ КОНТАКТНЫЕ КЛЕИ
Полихлорбутадиеновый контактный клей (КРСВ), а также полихлоропреновый клей (КРСР) состоят из искусственного каучука, который образуется полимеризацией и снабжен растворителем (растворимые клеи). Свойства контактных клеев могут быть изменены выбором исходных веществ и добавок при дальнейшем использовании. Клеи продаются в жидком виде.
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Виды:
• без отвердителя термопластичный клей с теплостойкостью около 60°С;
• с отвердителем из термопластичного клея получают благодаря частичному образованию
связей эластичный клей с повышенной теплостойкостью и устойчивостью к воздействию воды.
Полихлорбутадиеновый и полихлоропреновый клеи используются контактным способом. При этом клей наносится на обе поверхности соединяемых деталей. Детали можно соединять только тогда, когда после прошествия определенного времени, времени открытой выдержки, большая часть летучего органического растворителя испарится из клея. Сильно впитывающая древесина и панельные материалы иногда требуют предварительной грунтовки разбавленным клеем. Для разбавления клея подходят только специальные разбавители. Они являются огнеопасными, их пары вредны для здоровья. Для нанесения в зависимости от текучести (вязкости) клея используют кисточки, шпатели, краскопульты или валики. Нанесенный клей перед склеиванием деталей должен стать сухим на ощупь. При касании пальцами он не должен прилипать к пальцам или образовывать нити (проба надавливанием пальцем). Получение безупречного клеевого соединения предусматривает непродолжительное высокое давление прессования, равное 0,5—1,5 Н/мм2.
Клейкость вязких клеев и скорость схватывания являются высокими. Клеем легко пользоваться, необходимо только короткое прессование; стыки эластичны. Сфера применения достаточно широкая, но ограничивается только внутренней отделкой; для соединения строительных конструкций данный тип клея не подходит.
2.12.2.5. Плавящиеся клеи
Плавящийся клей (KSCH), также называемые клеем-расплавом или термоклеем, — это твердый, не содержащий растворителя клей на основе синтетической смолы, который используется в расплавленном состоянии. Температура плавления в зависимости от вида клея лежит в интервале от 100 до 280°С. Благодаря сразу же следующему за нанесением охлаждению (физический процесс) клей-расплав затвердевает в течение нескольких секунд. Наряду с этим имеются реактивные плавящиеся вещества, в которых после физического отвердения дополнительно происходит химическая реакция образования полимерной сетки. Благодаря модификации другими искусственными смолами, парафинированию, использованию наполнителей или красителей и других добавок плавящиеся клеи могут быть приспособлены для различных технологий использования и областей применения.
Область применения
• Нанесение покрытий на канты Наклеивание кантов всех видов, как правило, только для внутренней отделки.
• Облицовка профилей Облицовка профилей на облицовочном станке.
• Монтажные клеевые соединения Применение ограничено, например при соединении со скосом методом фальцовки.
Плавящиеся клеи, на 100% состоящие из твердых частиц, поступают в продажу в виде гранул, палочек, стружек и пластин.
misHGROUP
www.edisgroup.ru
2.12. Клеи и обработка клеями
1 Плавящиеся клеи I
1 1 1 I
Этиленвинилацетатные Полиамидные Полиофелиновые Полиуретановые плавящиеся клеи плавящиеся клеи плавящиеся клеи плавящиеся клеи
• Сополимер из этилена • Продукт поликонденсации; • Продукт полимеризации • Продукт ступенчатой и винилацетата; из диамина и дикарбоновой различных термореактоплас- полимеризации из спирта • Добавки типа размягчителя кислоты; тов, например, полиэтилена; и изоцианата и пигментов • Добавки типа размягчителя • Добавки и пигментов • Температура обработки • Температура обработки • Температура обработки • Температура обработки от 180 до 220°С от 170 до 190°С, примерно совпадает от 120 до т 50°С, для обра- частично при 220°С с температурой обработки ботки требуются специаль- полиамидов ные машинные технологии • Отверждение охлаждением • Отверждение охлаждением • Отверждение охлаждением • Отверждение кристалли-(кристаллизацией) (кристаллизацией) (кристаллизацией) зацией, с последующим образованием поперечных связей с использованием влажности окружающего воздуха
Рис. 2.132. Классификация плавящихся клеев
Обычно короткое время выдержки, а также длящееся лишь несколько секунд время схватывания приводят к тому, что плавящиеся клеи могут использоваться только с помощью специальных устройств и станков, например монтажных пистолетов или станков для оклейки кромок. Быстрое затвердевание клея делает возможным полностью автоматическое непрерывное склеивание со скоростью обработки до 40 м/мин.
Таблица 2.26. Свойства клеевых соединений, выполненных плавящимися клеями
Термостойкость Влагоустойчивость Область применения
EVA-плавящиеся клеи
От -10 до +75°С Влажность древесины > 10%, а также последующее влияние влажности ослабляет прочность стыка, стыки только влагопрочные Применение в сухих внутренних помещениях; проблематично для кухонной мебели и мебели для ванных комнат
Полиамидные плавящиеся клеи
От-20 до+130°С частично кристаллическая структура Совпадает с впагоустой-чивостью этиленвинил-ацетатных плавящихся клеев Более высокая стойкость к теплу, холоду, химикатам, чем у EVA-плавящихся клеев, при одинаковой адгезии. Часто применяется для наклеивания пластмасс на узкие поверхности для сухих помещений.
Полиофелиновые плавящиеся клеи
Примерно совпадает с термостойкостью полиамидных плавящихся клеев; частично кристаллическая структура Из-за широкого спектра сырьевых веществ возможны различные свойства. Применение в сухих помещениях, там, где требуется короткое время выдержки, низкая вязкость при обработке и хорошая адгезия.
Полиуретановые плавящиеся клеи
От -40 до +140°С для не облучаемых стыков, при УФ-отверждении примерно до 220°С Особенно высокая устойчивость к химикатам, растворителям, температуре и влажности. Применение для подверженных погодному воздействию строительных конструкций (например, накладок на входные двери), мебели для ванных комнат и кухни.
FrMRplGRQUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Правила работы с плавящимися клеями
• Реактивные плавящиеся клеи классифицированы в группу опасных клеев из-за наличия изоцианатной группы. Поэтому такие клеи должны использоваться в закрытой системе, чтобы не было контакта паров плавящегося клея с вдыхаемым воздухом.
• Термопластичные плавящиеся клеи могут плавиться также в открытых сосудах. Возникающие при этом пары только тогда классифицируются как опасные, когда расплав перегревается.
• В готовых стыках, выполненных термопластичными клеями, нет эмиссии. Стыки, выполненные реактивными клеями, следует рассматривать как непроблемные, если химическая реакция завершится не позднее чем через две недели. Плавящийся клей или клеи в клеевом стыке реагируют прежде всего на тепло и влажность.
Влияние температуры на вязкость плавящегося клея
Относительная влажность воздуха,%
В зависимости от относительной влажности и температуры воздуха устанавливается определенная влажность древесины
Время
Конечная прочность клеев ПВА и плавящихся клеев в зависимости от времени
6,5 8,5
Равновесие относительной влажности древесины,%
Прочность на разрыв соединения, выполненного плавящимся клеем, в зависимости от влажности древесины
Изображение А
На изображении А показано изменение вязкости в зависимости от температуры: чем выше температура плавления, тем ниже вязкость.
Вязкость определяет прежде всего скорость подачи клея, наносимое количество и толщину стыка.
Изображение Б
Из изображения Б следует, что слишком влажная древесина ведет к снижению прочности клеевого соединения (измерения проводились в соответствии с DIN 52366).
Изображение В
На изображении В показано, что конечная прочность термопластичных клеев и клея ПВА развивается с различной скоростью. Плавящийся клей достигает своей конечной прочности после остывания.
Рис. 2.133. Влияние тепла и влажности на стыки, выполненные плавящимся клеем
2.12.3. Процессы в клеевых стыках
Процесс схватывания или затвердевания начинается со смачивания клеевой поверхности материала клеем и заканчивается получением прочного стыка. Как правило, тепло ускоряет процесс схватывания. Прочность стыка зависит от когезии клея, от адгезии, то есть от прилипания клея к соединяемым деталям, а для пористых материалов — дополнительно от механической фиксации. Необходимо различать схватывание клеев на основе воды (водосодержащих) или растворителя, а также клеев без воды и растворителя. Но в обоих случаях клей служит для заполнения полостей и промежутков между соединяемыми деталями.
2.12.3.1. Водосодержащие клеи
Когда дисперсионная вода клея впитается в поверхность-основу или испарится из стыка, то молекулы клея больше не будут разделены между собой слоем воды и начнут соприкасаться друг с другом. В слое клея начинают действовать силы когезии. Благодаря связи частичек клея он становится прочным. Силы адгезии между поверх-
misdGROUP
www.edisgroup.ru
2.12. Клеи и обработка клеями
ностью склеивания и клеем становятся тем больше, чем точнее они подогнаны друг к другу. Механическое скрепление проявляется в том случае, когда клей проникает в поры пористых склеиваемых поверхностей и там схватывается. Но клей в порах должен быть связан со слоем клея, находящимся в стыке (рис. 2.134). Механическое закрепление увеличивает прежде всего касательное усилие.
Закрепление
Адгезия
Когезия
Адгезия
Когезия
Рис. 2.134. Стык, выполненный водосодержащим клеем
Закрепление
Адгезия Когезия Адгезия Когезия Адгезия Когезия
Рис. 2.135. Стык, выполненный клеем на основе растворителя
2.12.3.2. Клеи на основе растворителей
Когезионные силы в клеевом слое возникают при испарении растворителя и относительно высоком давлении прессования. Молекулы клея, находящиеся в слоях клея на обеих склеиваемых поверхностях, тесно соединяются друг с другом при испарении растворителя. При соединении и прессовании обеих выдержанных на воздухе поверхностей способные к деформированию молекулы на поверхностях обоих слоев клея соединяются благодаря сильным адгезионным и слабым когезионным силам. Давление прессования повышает при этом силу сцепления между слоями клея и поверхностями соединяемых деталей (рис. 2.135).
2.12.3.3. Клеи, не содержащие растворитель
Для двухкомпонентных клеев такого типа когезионные силы образуются при химической реакции между обоими компонентами. Адгезионные силы также могут образоваться, так как перед химической реак
Рис. 2.136. Стык, выполненный клеем без растворителя
цией клей является жидким и поэтому может выровнять поверхность (рис. 2.136).
Благодаря добавлению отвердителя в реакционные клей начинается химическая реакция в слоях клея, при этом возникают когезионные силы. На адгезию и механическое закрепление отвердитель не влияет.
В реакционных дисперсных клеях, например в мочевиноформальдегидных клеях, после физического соединения частиц клея начинается химическая реакция. Благодаря химической реакции клеевое соединение становится прочным или стабильным.
fpisfiGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
2.12.4. Технические термины, относящиеся к склеиванию
• Наполнитель — тонко измельченные, способные набухать органические вещества с собственной клеящей способностью, например зерновая мука, крахмал и водорастворимая целлюлоза, которые применяются в основном для фанеровочных клеев. Благодаря применению наполнителей можно снизить затраты на клей, регулировать вязкость клеевого раствора, улучшить эластичность клеевого стыка, повысить наполняющую способность клея и снизить опасность проступания клея.
• Заполнитель — тонко измельченные вещества без собственной клеящей способности, например мел и пенопласт, каменная, древесная или корковая мука. Используется как наполнитель.
• Время созревания — время от приготовления клея до его превращения в возможное для использования состояние. Клей можно наносить только по истечении предписанного времени созревания.
• Срок годности или жизнеспособность — это время, в течение которого клей остается пригодным к использованию до начала схватывания в сосуде. По истечении времени жизнеспособности клея его применять нельзя.
• Время выдержки — под этим понимают время высыхания нанесенного на поверхности клея до достижения полного давления прессования. Различают время открытой и закрытой выдержки.
• Время открытой выдержки — это время от нанесения клея до соединения между собой склеиваемых деталей. Время закрытой выдержки клея присоединяется к времени открытой выдержки и заканчивается при достижении полного давления прессования.
• Температура схватывания или затвердевания — это температура в течение времени схватывания или затвердевания. При холодном склеивании лежит в интервале от 5 до 30°С, при горячем склеивании — от 30 до 200°С и выше.
• Время схватывания или затвердевания — это время, которое необходимо клею для достижения прочности стыка. Для некоторых клеев после истечения времени схватывания прочность стыка еще недостаточна для дальнейшей обработки изделия. В этих случаях по истечении времени схватывания должно пройти время окончательного схватывания. В течение времени окончательного схватывания панели с наклеенным покрытием складывают в штабель друг на друга. Дополнительное давление прессования необязательно. Для реакционных клеев типа клеев на основе поликон-денсационных смол говорят в основном не о времени схватывания, а о времени отверждения.
• Давление прессования — это давление на клеевой стык в течение времени схватывания или затвердевания.
• Время прессования или длительность прессования, время закрепления — это время между началом и окончанием действия полного давления прессования. Для контактных клеев говорят о времени запрессовки.
FQIStaGROUP
www.edisgroup.ru
2.12. Клеи и обработка клеями
• Толщина клеевого стыка — клеевой стык со средней толщиной максимум 0,1 мм обозначается как тонкий, с толщиной больше 0,1 мм — как толстый.
• Метод термической сварки или горячее склеивание — при таком методе наносят вязкий термореактивный клей, в основном ПВА. После высыхания клея склеиваемые поверхности соединяются друг с другом и прессуются. Благодаря воздействию тепла клеевая пленка разжижается еще раз. Благодаря этому она соединяет обе поверхности и схватывается при охлаждении.
• Группы нагрузки — клеи для соединения древесины и древесных материалов в зависимости от прочности стыка в соответствии с EN 204 классифицируются на группы нагрузки DI, D2, D3 и D4. Клеи должны удовлетворять предписанным в стандарте требованиям относительно устойчивости против воздействий климата и воды. Требования относятся к твердым стыкам. Клеевые соединения группы D1 должны быть устойчивы в закрытых помещениях с обычно низкой влажностью, в то время как клеевые соединения группы D4 устойчивы к климатическим воздействиям умеренной зоны в особенно тяжелых условиях (табл. 2.27).
Таблица 2.27. Группы нагрузки клеевых соединений в соответствии с EN 204
Группа нагрузки Климатические условия и область применения1
D1 Внутренние помещения, в которых температура лишь кратковременно и случайно превышает 50°С, а влажность древесины составляет максимум 15%, например для внутренних дверей, мебели, облицовки.
D2 Внутренние помещения с кратковременным и случайным воздействием стекающей воды или водяного конденсата и/или кратковременно высокой влажностью воздуха с повышением влажности древесины максимум до 18%, например в кухне, ванной комнате.
D3 Внутренние помещения с частым кратковременным воздействием стекающей воды или водяного конденсата и/или долговременно высокой влажностью воздуха. Для наружных конструкций, защищенных от погодных воздействий, например наружных дверей, окон, лестниц.
D4 Внутренние помещения с частым сильным воздействием стекающей воды или водяного конденсата. Для наружных конструкций, подверженных влиянию погодных воздействий, но с соответствующей защитой поверхности, например закрытый бассейн, душевая кабина, окна и наружные двери с лазурью или темным покрывным покрытием, кроме этого, для приставных и обычных лестниц.
1 Если к клеевому соединению предъявляются более высокие или отличные от приведенных в таблице требований, например для применения в других климатических зонах, тогда необходимо соблюдать соответствующие особым практическим условиям варианты выбора между породой древесины и типом клея. После этого необходимо провести испытания по EN 205.
2.12.5. Работа с клеями
Работа с клеями — это системный процесс. Как правило, клей, поверхность-основа или склеиваемые детали, метод обработки, включая устройства и станки, эксплуатационные показатели и эффективность склеивания, а также внешний вид и стоимость клеевого соединения должны быть согласованы между собой.
EoisSSSOUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Подготовка
Поверхность-основа
Создание запасов, выбор, дозировка, смешивание, выдержка, проверка вязкости, соблюдение температуры, срока годности
Очистка, удаление пыли
Шлифование поверхности, мойка щетками и удаление пыли
Шпон
Нанесение клея вручную или автоматическое
Соблюдение времени открытой выдержки
Соединение слоев вручную, автоматическое
Правильная установка давления прессования и температуры
Соблюдение времени прогрева и давления прессования
Прессование, дискретное, тактовое
или непрерывное
Окончательное схватывание клея, наступает конечная прочность
Фанерованное изделие
Схватывание или отверждение
Охлаждение после горячего склеивания, выравнивание напряжений и влажности
Рис. 2.137. Технологический рабочий процесс при фанеровании
Рис. 2.138. Затвердевание дисперсионных клеев при подводе тепла
В технологическом рабочем процессе задаются, например, важные влияющие факторы для применения клея при фанеровании. Каждый этап обработки имеет свое собственное значение, которое должно учитываться для того, чтобы по окончании работ по фанерованию получилось безупречное изделие (рис. 2.137 и 4.9).
При использовании клея важным фактором является температура. Она устанавливается в соответствии с типом используемого клея, отвердителя и временем отверждения. В определенных пределах с увеличением температуры время схватывания уменьшается. Эта зависимость недействительна для работы с плавящимися клеями. Они при нагревании разжижаются, а при охлаждении твердеют.
На рис. 2.138 представлено влияние на затвердевание дисперсионных клеев при склеивании поверхностей в нагретом прессе.
ЗАДАНИЯ
1. Объясните, почему чистый поливинилацетатный клей не пригоден для склеивания оконных рам, подверженных погодному влиянию?
2. На что необходимо обращать внимание при работе с клеем для склеивания лакированных поверхностей?
3. Сравните свойства трех клеев на основе поликонденсационных смол с точки зрения их применения для склеивания оконных рам.
EDisS^ROUP
www.edisgroup.ru
2.13. Древесные материалы
4. Объясните различия между наполнителем и заполнителем.
5. Какое влияние оказывает превышение времени выдержки на прочность клеевого стыка?
6. Как можно уменьшить время схватывания клея?
2.13. Древесные материалы
Древесные материалы — это состоящие из нескольких слоев одной или разной
толщины, из древесных опилок или волокон и клеящего вещества проклеенные (склеенные) и/или прессованные плиты или фасонные детали. В зависимости от строения древесные материалы с некоторыми исключениями можно разделить на следующие группы: слоистые древесные материалы, комбинированные (композиционные), древесностружечные и древесноволокнистые древесные материалы (рис. 2.140).
Древесные материалы по свому строению более равномерны и устойчивы по размеру, чем натуральная древесина, и поэтому обеспечивают более широкое применение, чем массивная древесина.
2.13.1. Слоистые древесные материалы
Слоистые древесные материалы состоят минимум из трех слоев, которые проклеены между собой и спрессованы в плиту или фасонную деталь. К слоистым материалам относятся клееная фанера, клееная древесина (с параллельным направлением волокон), фасонные детали из слоистой древесины, столярные плиты с цельной средней частью, а также с серединой из реек, а также многослойная массивная древесина.
2.13.1.1. Фанера
Фанера состоит из проклеенных крест накрест относительно друг друга слоев лущеного шпона. Поэтому отдельные слои фанеры не могут беспрепятственно «работать», они блокируют друг друга.
Клееная фанера должна иметь поперечное сечение, симметричное по толщине слоя шпона, породе древесины и направлению волокон. Поэтому слоистая фанера, как правило, состоит из нечетного количества слоев, то есть минимум 3, далее 5, 7,9,11 слоев и больше. В таких случаях фанера обозначается как трех-, пяти- или многослойная фа-
нерная плита (рис. 2.139). Рис. 2.139. Фанера
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.140. Классификация древесных материалов
Толстая и многослойная фанера минимум из пяти слоев и с толщиной более 12 мм в торговле известна как мультиплексные плиты.
ПРОИЗВОДСТВО
Лущеный шпон нарезается и склеивается стыками по ширине. Верхняя плита должна быть высокого качества (без сучков, трещин или окрасок). Также и серединные слои фанеры не должны иметь крупных дефектов и сучков, так как они могут проступить через верхний слой фанеры. Подготовленные по величине плиты слои шпона намазываются клеем с помощью специального станка. В желаемом количестве и последовательности слои накладываются друг на друга и проклеиваются в горячем прессе.
После прессования фанера должна складываться в штабеля таким образом, чтобы добавленная клеем влажность, а также внутренние напряжения могли выравниваться. Этот процесс называют кондиционированием. После этого плиты распиливаются по формату, шлифуются, контролируются и маркируются.
СВОЙСТВА
Фанера имеет высокую прочность, более высокую устойчивость размеров и формы, чем обычная древесина. Фанеру, как и массивную древесину, можно обрабатывать с помощью обычных деревообрабатывающих инструментов и станков, например пилить, фрезеровать, сверлить, выдалбливать, строгать и шлифовать. Кроме этого, фанеру можно покрывать различными покрытиями, шпоном или обрабатывать ее поверхность каким-либо иным образом. Сколачивать гвоздями ее можно даже за края.
fpirf=»GRQUP
www.edisgroup.ru
2.13. Древесные материалы
ПРИМЕНЕНИЕ
Фанера для внутренних работ благодаря незначительной усушке применяется для имеющих большую площадь ненесущих конструкций мебели и внутренней отделки, таких как задние стенки, филенки, корпуса выдвижных ящиков. Из более толстой (мультиплексной) фанеры можно изготавливать части мебели и столешницы. Она хорошо подходит для изготовления фрезеровочных шаблонов и лестничных ступеней.
Облицовочная фанера может использоваться как деревянная обшивка для мебели и торгового оборудования, в холодильных камерах, а также как конструкционный элемент большой площади в помещениях с большой влажностью.
ОБРАБОТКА
Фанера обрабатывается твердосплавными инструментами. При распиловке на круглопильном форматном станке необходимо обеспечить хорошую возможность укладывания плит на станок. Восходящие зубья пильного полотна поднимают легкую плиту от поверхности распила так, что возможен обратный отскок, таким образом, может возникнуть опасность несчастного случая.
Для намазывания клея и нанесения какого-либо покрытия могут использоваться все применяемые в столярном деле клеи. Если фанера должна быть покрыта слоем еще какого-либо шпона, то направление волокон облицовочного слоя должно быть перпендикулярным направлению волокон внешнего слоя фанеры, для того чтобы избежать образования трещин на облицовочном слое, то есть это необходимо учитывать уже при распиловке фанеры.
ОСОБЫЕ ВИДЫ ФАНЕРЫ
Фанера в соответствии со своим строением, применяемым клеем, а также способом обработки поверхности может быть предназначена для конкретного использования. Различают строительную фанеру (BFU), противопожарную фанеру, фанеру для бетонных опалубок (SFU), лакированную и отделанную благородным шпоном, бронированную металлом с двух сторон, паронепроницаемую с внут-
Класс водостойкости
В зависимости от использованного клея для фанеры различают классы водостойкости 20 и 100.
Фанера класса водостойкости 20 применяется в основном для помещений с низкой влажностью. Не является погодоустойчивой, но переносит кратковременное воздействие теплой или холодной воды.
Фанера класса водостойкости 100 может выдерживать высокую нагрузку по влажности. Выдерживает кратковременное воздействие горячей воды и ограниченно погодные воздействия. Устойчивость к погоде относится только к применяемому клею. Древесина - это органическое вещество, которое, как и прежде, способно разлагаться. Фанера класса водостойкости 100 может иметь защиту против грибов или насекомых.
Размеры
Фанера производится следующей толщины: 4, 5, 6, 8, 10 и 12 мм. Особенно толстая фанера (мультиплексные плиты) может иметь толщину 12,15, 18, 22, 25, 30, 35, 40 и 50 мм, тонкая клееная или авиационная фанера 0,5; 0,8; 1,0; 1,5; 2,0 и 3,0 мм. При указании размеров плиты сначала указывается длина. Она измеряется в направлении волокон лицевого слоя фанеры, то есть наружного видимого слоя.
Сорта фанеры
По качеству наружного лицевого слоя фанеру классифицируют на 1, 2 и 3 сорт. Лучшее качество обозначается первым сортом. Часто лицевые и оборотные слои фанеры имею разное качество, они имеют соответствующие обозначения 1-2, 1-3 и 2-3. Эти обозначения сорта наносятся на стороне с более низким качеством фанеры, как правило, рядом с обозначением фирмы-производителя, а также класса водостойкости и толщины плиты.
mMscaGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.141. Слоистая древесина
Рис. 2.142. Фасонные детали из фанеры и слоистой древесины
ренним слоем из алюминия, пропитанную противогрибковым и инсектицидным защитным средством фанеру.
2.13.1.2. Слоистая древесина
Слоистая древесина (SCH) не является фанерой. В слоистой древесине направление волокон слоев шпона преимущественно параллельно (рис. 2.141), Для повышения прочности на изгиб допустимо применение только около 15% слоев с поперченным расположением волокон.
Подготовка шпона и склеивание происходит так же, как для фанеры.
СВОЙСТВА
Благодаря отчетливо выраженному направлению слоя шпона слоистая древесина приобретает высокую прочность в направлении волокон, которая значительно превышает прочность массивной древесины. Эта прочность только увеличивается с уменьшением толщины отдельных слоев. На 1 см толщины плиты могут использоваться от 7 до 20 слоев шпона. Клееная древесина производится толщиной от 4 до 100 мм. Ее можно обрабатывать обычными для деревообработки станками и инструментами.
ПРИМЕНЕНИЕ
Слоистая древесина применяется для конструкционных элементов, испытывающих большую нагрузку на изгиб и растяжение в продольном направлении, то есть для изготовления спортивных снарядов, лестниц, самолетов, в моделестроении и при изготовлении каркасов.
2.13.1.3. Фасонные детали из слоистой древесины
Фасонные детали из слоистой древесины (КР) делятся на фасонные детали из фанеры и фасонные детали из слоистой древесины.
Фасонные детали из фанеры состоят из склеенных под прямым углом или в виде звезды слоев лущеного или строганого шпона, которые прессуются в форму многократно изогнутых деревянных частей. Клей между слоями шпона удерживает после
FrtmidGROUP
www.edisgroup.ru
2.13. Древесные материалы
высыхания слои шпона в заданном при искривлении положении, так что обратное разгибание прессованных частей ограничено. После прессования фасонные детали могут быть вырезаны по желаемому размеру. Таким способом можно изготавливать, например, многократно изогнутые части стульев или мягкой и другой мебели, а также корпуса для радиотехники (рис. 2.142).
Фасонные детали из слоистой древесины имеют одинаковое направление волокон в слоях шпона. Поэтому из них можно изготавливать незначительно изогнутые детали, такие как обручи, рамы и сиденья стульев, рамы столов и прижимные планки для пружин. С помощью клеев, содержащих термореактивную пластмассу, отдельные слои в фасонной детали сохраняют свою форму в стабильном состоянии. Кроме этого, такие детали имеют более высокую прочность, чем изогнутая массивная древесина (рис. 2.141 и 2.142).
Фасонные детали из клееной древесины в основном производятся из шпона бука. В особых случаях для слоистых древесных материалов может быть предусмотрено покрытие из лущеного или строганого шпона других пород.
2.13.1.4. Древеснослоистый пластик
Древеснослоистый пластик на синтетическом связующем — это уплотненный слоистый древесный материал с заданными заранее прочностными качествами.
ПРОИЗВОДСТВО
Для изготовления используют лущеный шпон лесного бука толщиной 0,8 мм. Сильно высушенные слои шпона кладут в погружную ванну или вакуумный резервуар с 50%-м раствором фенолформальдегидной смолы. Пропитанная синтетической смолой древесина высушивается до влажности, необходимой для прессования. В гидравлических прессах слои шпона прессуют под высоким давлением (от 2000 до 3000 Н/см2) и при высокой температуре (от 135 до 155°С). При этом древесина уплотняется, поры заполняются синтетической смолой, а пропитанные смолой тесно прилегающие друг к другу стенки склеиваются между собой прочно и неразрывно (рис. 2.143).
СВОЙСТВА
Древеснослоистые пластики, несмотря на свое строение на основе слоев древесины, имеют очень хорошие механические свойства. Они очень твердые, имеют высокую прочность на сжатие и износ, устойчивы против воды, масел, щелочей и слабых кислот. Их можно фрезеровать, строгать, пилить и сверлить, нарезать резьбу, отделывать с помощью напильника и шлифовать. Поверхность благодаря прессу чистая и гладкая. Благодаря фенолформальдегидной смоле имеет коричневые оттенки. Плиты производятся толщиной от 4 до 100 мм.
Рис. 2.143. Древеснослоистый пластик
ffh^^gRQUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.144. Сиденье стула из древеснослоистого пластика
Рис. 2.145. Столярная плита с цельной внутренней частью
ПРИМЕНЕНИЕ
Древеснослоистые пластики применяют на деревообрабатывающих предприятиях как шаблоны для фрезерования и сверления для станков, которые обрабатывают отверстия в древесине, например для изготовления окошка касс. Из таких пластиков изготовляются чашеобразные сиденья и подносы (рис. 2.144).
2.13.1.5. Столярные плиты с цельной внутренней частью
Столярные плиты (ST) состоят из среднего слоя уложенных рядом брусков толщиной от 24 до 30 мм, которые с обеих сторон оклеены облицовочным слоем наружной фанеры (рис. 2.145).
ПРОИЗВОДСТВО
Столярные плиты производятся исключительно промышленным способом. Для качества столярной плиты в высокой степени определяющим являются вид и состав внутреннего слоя. Бруски для внутреннего слоя изготовляют, как правило, из ели или сосны. Годичные кольца брусков должны по возможности проходить поперек досок. Так как дефекты среднего слоя могут отпечататься на поверхности плиты сквозь слой облицовочного шпона, то при изготовлении столярной плиты сучья и трещины, а также обзол и смоляные кармашки вырезают, а отдельные бруски Также плотно соединяют по длине.
Изготовление среднего слоя производится на реечном наборном станке, где бруски укладываются и склеиваются в среднем положении или только в отдельных точках.
Средний щит оклеивается шпоном в поперечном направлении волокон на гидравлическом прессе горячего прессования. Для того чтобы усилия усушки, разбухания и скручивания наружного шпона не передавались на средний щит, его толщина не должна превышать 13% всей толщины плиты. Толщина облицовочного слоя шпона, например, при толщине плиты 13 мм составляет от 1,5 до 2 мм, при толщине от 16 до 22 мм — от 2,5 до 2,8 мм, при толщине столярной плиты более 25 мм — от 3,0 до 3,5 мм. В Германии для наружного слоя столярной плиты применяют в основном древесину бука, в Скандинавии и Польше — березы и ели, в Италии — тополя. Применяемая до сих пор тропическая древесина пород лимба, пломба, абачи и окоум практически вытеснена. После прессования необходимо долговременное промежуточное хранение, чтобы привнесенная с
EBHwJGROUP
www.edisgroup.ru
2.13. Древесные материалы 151
клеем влага равномерно распределилась по плите или испарилась. Этот процесс называют кондиционированием. Только после этого плита разрезается по размерам, торцы шлифуются и маркируются.
СВОЙСТВА
Благодаря перекрестному расположению слоев древесины в облицовочном слое выравниваются напряжения усушки, так что столярная плита имеет практически одинаковое значение величины усушки по разным направлениям, которое колеблется в пределах величины продольной усушки. Чем тоньше рейки в среднем слое, чем равномернее распределение продольной усушки отдельных реек среднего слоя между собой, чем ровнее облицовочный шпон, тем лучше формоустойчивость материала и ровнее поверхность. Столярная плита имеет относительно небольшой вес, ее можно качественно покрывать декоративным шпоном и обрабатывать на обычных деревообрабатывающих станках и инструментах. Благодаря среднему слою из массивной древесины может выдержать достаточно высокую нагрузку на изгиб. Эта прочность на изгиб может быть повышена еще больше благодаря дополнительно наклеенному слою облицовочной фанеры. Так как наибольшая прочность имеется в направлении среднего слоя и направление волокон облицовочной фанеры должно проходить поперек волокон наружного слоя, то при распиливании следует учитывать направление волокон среднего слоя (рис. 2.145).
ПРИМЕНЕНИЕ
Столярные плиты используются при изготовлении мебели для производства несущих конструкций большой площади, типа частей корпуса, дверей, вставных полок. При внутренних работах подходит для изготовления облицовки, встроенной мебели и дверных полотен.
ОБРАБОТКА
Столярная плита состоит из древесины и поэтому может обрабатываться всеми столярными деревообрабатывающими инструментами и станками, то есть ее можно распиливать, фрезеровать, строгать, сверлить, штамповать и шлифовать. При фрезеровании кантов режущий инструмент в области клеевых стыков быстрее затупляется и зазубривается. Поэтому для проведения фрезеровальных работ в больших объемах следует использовать твердосплавный режущий инструмент.
В качестве угловых соединений применяют особые соединения с помощью нагелей или вставных шипов, так как поперечное сечение плиты ослабляется при сверлении или фрезеровании пазов (см. п. 4.3). Для склеивания можно использовать
Класс водостойкости
Столярные плиты производятся двух классов водостойкости - 20 и 100. Класс водостойкости зависит от применяемого связующего вещества или клея. Сама древесина является гигроскопичной, так что столярная плита не может использоваться для наружной отделки.
Размеры
Длина плиты - это размер, который измеряется по направлению волокон облицовочного шпона (наружного слоя), указывается первым (табл. 2.28).
Сорта
Сортировка столярных ллит производится по сортам облицовочного шпона. Различают первый и второй сорт. В 1 -м сорте внутренний слой также не должен иметь дефектов. Производятся столярные плиты следующих сортов: 1-1, 1-2 или 2-2.
Сорт, класс водостойкости и маркировка фирмы-производителя могут быть нанесены на крае или углу столярной плиты.
FPIRF1GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Декоративный — шпон (внешний слой шпона)
Облицовочный слой
Рис. 2.146. Столярная плита, отделанная дополнительным
слоем шпона
Рис. 2.147. Столярная плита с реечной внутренней частью
все применяемые в столярном деле клеи (клеящие вещества). Чаще всего столярные плиты покрывают еще одним слоем декоративного шпона. Для того чтобы избежать растрескивания слоя декоративного шпона фанеры, направление волокон декоративного шпона должно быть перпендикулярным к направлению волокон в облицовочном слое (рис. 2.146). На видимые канты наклеивают профили или слои окантовочного шпона. В случае применения тонкого окантовочного шпона необходимо следить за тем, чтобы торцы наружного слоя, а также дефекты среднего слоя не проступили на окантовочном шпоне.
Столярные плиты с наружным слоем из древесных материалов — это особые столярные плиты, в которых в качестве наружного слоя шпона применяют тонкие древесностружечные или древесноволокнистые плиты (MDF). Они легче, чем обычные столярные плиты, и благодаря ровной структуре поверхности легче подвергаются обработке деко
ративным шпоном, лакированию или нанесению других покрытий.
2.13.1.6. Столярная плита с реечной внутренней частью
Столярная плита с реечной внутренней частью (STAE) имеет такое же строение, как и столярная плита с цельной внутренней частью. Отличие в том, что средний слой состоит из склеенных между собой реек толщиной до 8 мм, изготовленных из лущеного шпона. Так как при производстве лущеного шпона древесина разрезается в направлении годичных слоев, то рейки имеют преимущественно продольное расположение годичных колец. Поэтому их поверхность остается плоской. Другие свойства, способы склеивания, размеры, применение и обработка такие же, как у столярных плит с цельной внутренней частью (рис. 2.147).
2.13.1.7. Строительные столярные плиты Строительные столярные (BST, BSTAE) плиты про
изводятся с достаточно толстым наружным слоем из стойких пород древесины, таких как бук или макоре, класса водоустойчивости 100. Такие плиты подходят для строительства сборных домов, изготовления кон
FFMSFlGROUP
www.edisgroup.ru
2.13. Древесные материалы
тейнеров, а также бетонной опалубки. Для большинства видов бетонной опалубки предусмотрены столярные плиты с покрытием из синтетической смолы. С помощью этого получают гладкую поверхность бетона.
2.13.1.8. Многослойная массивная древесина
Многослойная массивная древесина состоит не из шпона, а из трех, реже пяти слоев пластин массивной древесины.
Пластины массивной древесины имеют толщину от 5 до 10 мм, ширину около 100 мм, склеиваются в плиты и затем как клееная фанера склеиваются крест на крест друг с другом. Так получается материал, поверхность которого выглядит как склеенная из досок поверхность цельной древесины (рис. 2.148).
ПРОИЗВОДСТВО
Пластины распиливаются на многопильном раскряжевочном станке по толщине и ширине. Узкие поверхности должны подходить для склеивания, широкие поверхности шлифуются. Высокоценные поверхности перед склеиванием пластин и прессованием сортируются по цвету и рисунку.
ПРИМЕНЕНИЕ
Многослойная массивная древесина применяется для изготовления поверхностей большой пло
Таблица 2.28. Размеры столярных плит с цельной и реечной внутренней частью
Толщина, мм 13, 16, 19, 22,25, 28, 30, 38
Длина, мм 1220, 1530, 1830, 2050, 2500
Ширина, мм 2440, 2500, 3500, 5100, 5200, 5400
Пластины, подогнанные и проклеенные
После прессования
Многослойная массивная древесина, трехслойная
Возможное профилирование кантов
Рис. 2.148. Многослойная массивная древесина
щади, которые должны выглядеть и иметь свойства как у массивной древесины. Такую древесину можно обрабатывать как обычную массивную древесину по узким и широким поверхностям, без необходимости особого склеивания. Благодаря крестообразному склеиванию поверхность является хорошо устойчивой.
2.13.2. Композиционные материалы
Композиционными материалами называют плиты, которые состоят из среднего слоя и с двух сторон оклеены облицовочным шпоном.
Средний слой может состоять из пластин цельной древесины, древесностружечной плиты, пористой древесноволокнистой плиты, гипсокартонной плиты или пенистой смолы. Также может использоваться пустотелый средний щит, например щит с сотами из гофрированной бумаги, рейки из древесностружечных плит или твердых древесноволокнистых плит.
edisugroup
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.149. Конструкция заградительной двери
Таблица 2.29. Классы нагрузки для заградительных дверей
Облицовочный слой — это слой шпона, тонкие древесностружечные или древесноволокнистые плиты, твердые древесноволокнистые или пластиковые плиты, а также металл.
К этой группе относятся заградительные двери.
2.13.2.1. Заградительные двери
Заградительные двери (DIN 68706) состоят из четырехсторонней рамы толщиной от 55 до 75 мм, вставки и облицовочных плит (рис. 2.149 и 2.151).
Вставка может являться пустотелым или наполненным щитом. В качестве пустотелых вставок используют гофрированную бумагу или картон, шпон, склеенный в шахматном порядке и растянутый в виде гармошки, полосы из древесноволокнистых плит, цельной древесины или древесностружечных плит. К наполнителям относятся пористые древесноволокнистые изоляционные плиты, пеноматери-алы, прессованная пробка, гипсокартонные плиты, многопустотные плиты экструзионного прессования или средние слои из массивной древесины.
Облицовочный слой состоит из слоистой фанеры, древесноволокнистых плит или тонких древес
Гидротермическая нагрузка
Класс I 11 III нормальная средняя высокая Климатическая нагрузка
Механическая нагрузка
Класс N MS нормальная средняя высокая Механическая нагрузка
ностружечных плит.
Нормальные заградительные двери имеют небольшой вес и толщину от 38 до 40 мм. В зависимости от вида вставки и облицовочного слоя они распределяются в различные классы по климату и нагрузкам (табл. 2.29). На дверях может быть предусмотрено стеклянное окошко, глазок, прорезь для вентиляции или доставки писем, края могут быть гладкими или фальцованными (см. п. 10.3 «Дверные полотна»).
Специальные заградительные двери благодаря большему весу обеспечивают более хорошую звукоизоляцию, другие двери в случае применения свинцовой вкладки предназначены для защиты от излучения. Заградительные двери для ис
пользования в домах бывают толщиной от 58 до 70 мм и имеют конструкцию, которая противодействует искривлению (см. п. 10.3 «Дверные полотна»). Двери для
защиты от пожара или задымления имеют вкладки из негорючего материала, а по краям обработаны противопожарными полосами, так называемыми расширительными полосами (см. п. 10.3.6.2 «Огнестойкие и дымозащитные двери»), Проти-вовзломные двери снабжены устойчивой вкладкой и облицовочным слоем. Для бронированных дверей вкладка состоит из непропускающей выстрел древесины.
В продажу заградительные двери поступают без дополнительной облицовки или облицованные шпоном, покрытые лаком, пластиком или металличес-
ED»SI=iGROUP
www.edisgroup.ru
2.13. Древесные материалы
Рис. 2.150. Конструкция рамы заградительной двери
Рис. 2.151. Заградительная дверь с дверной коробкой и облицовкой
ким покрытием. Также они поставляются с готовыми к монтажу дверными коробками и облицовкой (рис. 2.151).
2.13.3. Древесностружечные материалы
Древесностружечные материалы производят из древесных опилок и клеев на основе синтетической смолы под воздействием тепла и давления. Различают древесностружечные плиты плоского прессования, древесностружечные плиты экструзионного прессования, а также формованные древесностружечные детали.
2.13.3.1. Древесностружечные плиты плоского прессования
Древесностружечная плита плоского прессования Р1 и Р2 для общего применения — это древесностружечная плита, древесные частицы которой расположены преимущественно параллельно пласти. Древесностружечные плиты плоского прессования на поперечном сечении имеют различные слои (рис. 2.152).
Однослойные плиты состоят из одного равномерного слоя опилок. Такие плиты применяются в качестве наполнителя или звукопоглощающих плит.
Трехслойные и многослойные плиты имеют рыхлый средний слой и более плотные облицовочные
Однослойная плита
Наружные слои
Трехслойная плита
Наружные слои
Внешние слои
Средний слой
F(Направление прессования)
Многослойная плита
Рис. 2.152. Слоистое строение древесностружечной плиты
ED1SEIGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
слои. Поэтому они имеют более высокую прочность на изгиб при нагрузке перпендикулярно плоскости плиты.
Древесностружечная плита с бесступенчатым изменением структуры — это произведенные благодаря всыпанию опилок бросками или воздушным потоком древесностружечные плиты, в которых более тонкие и легкие опилки расположены в наружных слоях, а более толстые и тяжелые — во внутренних слоях.
Древесностружечная плита с мелкоструктурной поверхностью (FPO) — это древесностружечная плита с наружными слоями из дополнительно измельченных и (или) отсортированных древесных частиц и пыли. Делает возможным непосредственное нанесение лака, напрессовывание декоративной пленки на поверхность или ламинацию.
ПРОИЗВОДСТВО
Древесностружечные плиты, в том числе и плоского прессования, производят из опилок сосны, ели, пихты, тополя и ольхи, а также из березы и бука. Опилки получают из здоровых, тонких и окоренных стволов, веток и промышленной древесины (древесных отходов). Древесина измельчается на опилки, размер которых зависит от того, в какой слой — наружный или внутренний — они пойдут. В заключение опилки высушиваются до 3—4% влажности древесины, многократно сортируются с помощью воздушной сепарации или просеивания и загружаются в промежуточный бункер.
Предварительное Конечное прессование
прессование
Загрузка
Выгрузка
Подготовка опилок
слоя
Металлоискатель
Лущильный станок
Образование непрерывной ленты
Древесина Отделение Окорка Размель- Сушка Сортировка для наружного металла чение
на опилки
Смешивание с клеем
Полимерный клей
Опилки наружного слоя
Опилки среднего слоя
Клеема-зальная секция
в d* 1
Формовочная машина с дозирующими весами
Воздушно- Бункер паровая сушки форсуночная О. сушилка
Хранение кругляка
Древесина
Измельчитель
Разрезание
Многоэтажный пресс
Разъединительный ПЩИ-
Сформованная заготов
Отправка
Складирование Контролирование Шлифование
плоского прессования
Транспортное средство
Склад
Контроль
пресс
Разрезание по размерам
Связывание в стопки
Охлаждение после нагревания
Контактно- Штабель Форматная шлифовальная пила
машина
Климатическая камера
Рис. 2.153. Производство древесностружечных плит плоского прессования (схема)
edisfIGROUP
www.edisgroup.ru
2.13. Древесные материалы
Количество опилок для наружного или внутреннего слоя зависит от желаемой толщины плиты и дозируется при помощи точных весов. На пути к формовочной машине опилки методом обкатки и распыления смешиваются с искусственными смолами, такими как, например, мочевиноформальде-гидная смола, меламиновая смола, фенолформальдегидная смола, или дианизидиндиизоцианатны-ми клеящими веществами (изоцианатами). В формовочной машине опилки на транспортере формируются в сформованные заготовки, при этом опилки среднего слоя наносятся методом набрасывания, а опилки наружного слоя — методом воздушной сепарации. Таким способом более тонкие опилки попадают на поверхность плиты.
Подаваемая непрерывная лента предварительно уплотняется в прессе, отрезается по длине и потом подается на многоэтажный пресс или постоянно двигающийся рулонный пресс. Во время процесса прессования клей на основе синтетической смолы затвердевает при температуре от 170 до 190°С и давлении около 300 Н/м2. После прессования плиты остужают и выдерживают неделю в штабеле. В течение этого времени влага и тепло в сечении плит должны выровняться, чтобы снизить вероятность внутренних напряжений и изменения формы (кондиционирование). Последним этапом изготовления является шлифование поверхности, а также контроль и маркировка поверхности (рис. 2.153).
СВОЙСТВА
Древесностружечные плиты для изготовления мебели и внутренних работ имеют плотность около 660 кг/м3. Наружные слои таких плит достаточно тонкие и плотные, средние слои — рыхлые, как правило, грубые. Поэтому они имеют более высокую прочность на изгиб, чем при гомогенном строении поперечного сечения стружечной плиты. Древесностружечные плиты плоского прессования преимущественно устойчивы к изменению формы и размеров и подходят для применения в несущих конструкциях. Из-за поперечно направленной структуры опилок плиты имеют маленькую прочность на разрыв в поперечном сечении. Древесно
Класс водостойкости
V20: Клеящее вещество устойчиво в помещениях с низкой влажностью воздуха. Такие плиты предназначены для применения в помещениях с низкой влажностью для изготовления мебели или внутренней отделки.
V100: Клеящее вещество плиты устойчиво к высокой влажности воздуха и лишь ограниченно устойчиво против атмосферных влияний.
Классы эмиссии
Доля клеящего вещества в древесностружечной плите составляет менее 10%. В качестве клеящего вещества применяются мочевиноформальдегидная смола, меламиновая смола, фенолформальдегидная смола или дианизидиндиизоцианатные клеящие вещества и их смеси. При затвердевании смолы выделяются газы, в числе которых формальдегид, едко пахнущий газ. При высокой концентрации он может повредить слизистые оболочки и вызвать головные боли. В зависимости от испарения формальдегида древесностружечные плиты подразделяются на классы эмиссии Е1 и Е2 (DIN EN 13986).
Испарение формальдегида
Для изготовления мебели и внутренней отделки могут применяться только древесностружечные плиты класса эмиссии Е1.
При использовании лаковых покрытий, покрытий из шпона или пластика эмиссия плит класса Е2 может быть снижена до класса Е1.
Древесностружечные плиты общего применения также предлагаются без формальдегида (класс ЕО). В качестве связующего средства используется по-ликарбамидные вещества, которые не растворяются в воде и безопасны для пищевых продуктов и окружающей среды.
Размеры
Толщина: 8, 10,13, 16,19,22,25, 28, 35 и 40 мм
Форматы: до 5200 х 2070 (1820) мм
edh^grqup
www.edisgroup ru
Глава 2. Материалы и обработка материалов
стружечные плиты плоского прессования можно хорошо обрабатывать на деревообрабатывающих станках и инструментах. Благодаря практически одинаковой прочности во всех направлениях плоскости плиты при разрезании не нужно придерживаться какого-либо особого направления резания. Такие плиты можно склеивать обычными клеящими средствами, поверхности можно лакировать, покрывать шпоном или слоем пластика.
ПРИМЕНЕНИЕ
Древесностружечные плиты (Р1 и Р2) в исходном виде или с нанесением слоя шпона или другого покрытия применяются для изготовления частей мебели и внутренней отделки поверхностей большой площади.
Древесностружечные плиты сорта РЗ подходят для применения в ненесущих конструкциях внутренней отделки для условий расчетной повышенной влажности, например при наружной отделке помещений с относительной влажностью воздуха 85% и температуре воздуха 20°С в течение нескольких недель в году.
ОБРАБОТКА
Древесностружечная плита может обрабатываться всеми столярными деревообрабатывающими инструментами и станками, то есть ее можно распиливать, фрезеровать, строгать, сверлить и шлифовать. Так как связывающие смолы могут
быстро затупить режущий инструмент, то необходимо использовать твердосплавные станочные инструменты. Древесностружечные плиты плоского шлифования
Рис. 2.154. Угловые соединения древесностружечных плит
Накладка для двери, обработанной под сплачивание в четверть
Треугольная накладка
Накладка для монтажа дверной обшивки
Рис. 2.155. Кромки и накладки на канте древесностружечной плиты
имеют, как правило, менее плотный средний слой с меньшей прочностью при поперечном растяжении и меньшим временным сопротивлением срезу. Поэтому следует избегать проходящих поперек поверхности пазов или канавок. Они разрушат придающий жесткость наружный слой и значительно уменьшат прочность плиты. В качестве соединительных средств рекомендуется использовать нагели и вставные шипы (рис. 2.154).
Для склеивания, нанесения покрытия и приклеивания шпона могут использоваться все применяемые в столярном деле клеи. Для облицовки тонкими декоративными плитами следует использовать только ДСП плоского прессования с очень мелким наружным слоем, чтобы позднее структура опилок не проступила на поверхности.
Видимые канты обрабатываются приклеиванием кромки или накладкой из шпона. Если обрабатывают древесностружечные плиты класса водостойкости VI00 (например, РЗ или Р4) для применения их во влажных помещениях или на открытом воздухе, то необходимо все невидимые
EOIS0GROUP
www.edisgroup.ru
Классификация древесностружечных плит
В соответствие с DIN EN 312 различают 7 типов плит:
Тип Р1: плиты для общих целей и применения в сухих местах Тип Р2: плиты для внутренней отделки и мебели для применения в сухих местах
Тип РЗ: плиты для ненесущих конструкций, могут использоваться во влажных местах
Тип Р4: плиты для несущих конструкций для применения в сухих местах
Тип Р5: плиты для несущих конструкций для применения во влажных местах
Тип Р6: плиты с высокой нагрузочной способностью для несущих конструкций для применения в сухих местах
Тип Р7: плиты с высокой нагрузочной способностью для несущих конструкций для применения во влажных местах
Во влажных местах содержание влажности в материале должно быть равно такому значению, которое соответствует температуре 20°С и относительной влажности воздуха 85%. Это значение может быть превышено только в течение небольшого периода времени (несколько недель в году).
канты также обработать приклеиванием кромок или шпаклевкой, чтобы влажность не могла проникнуть в плиту через канты. Древесностружечные плиты плоского прессования хорошо скрепляются гвоздями и шурупами. Сопротивление выдергиванию этих соединительных элементов в краях плит, однако, незначительно, а опасность раскалывания достаточно высокая. Если необходимо получить высокое сопротивление выдергиванию для гвоздей или шурупов в крае плиты, то нужно использовать специальную накладку из цельной древесины (рис. 2.155).
СПЕЦИАЛЬНЫЕ ПЛИТЫ ПЛОСКОГО ПРЕССОВАНИЯ Древесностружечные плиты плоского прессования могут быть приспособлены для различных целей применения с помощью нанесения специального покрытия на поверхность или при использовании различных добавок при производстве. Имеются стружечные плиты с грунтовочным покрытием из пленки, с узорчатой облицовочной фанерой или шпоном. К специальным плитам также относятся трудновоспламеняемые плиты, класс строительного материала В1 и негорючие плиты, класс строительного материала А2 (DIN 4102). Последние, как правило, являются плитам, в которых связующим веществом является цемент (см. п. 2.19.5 «Древесностружечные плиты на основе цемента»).
Легкие древесностружечные плиты (LF) имеют плотность от 250 до 500 кт/м3 и почти рыхлую равномерную структуру. Из-за особой структуры поверхности и высокой звукопоглощающей способности такие плиты используются для звукоизоляции. Они могут иметь покрытие или быть обшиты досками.
2.13.3.2. Древесностружечные плиты
с покрытием из искусственных материалов (KF)
Декоративные древесностружечные плиты с покрытием из искусственных материалов состоят из уплотненной многослойной стружечной плиты и декоративного слоя, пропитанного искусственной смолой. Декоративный слой имеет от трех до шести слоев сульфатной крафт-бумаги, пропитанных фенолформальдегидной смолой, при меньшем количестве слоев — также пропитанных меламиновой смолой, и декоративного слоя меламиновой смолы и поверхностного слоя. Эти слои искусственных материалов спрессовываются между собой и с поверхностью древесностружечной плиты при температуре 150° С и давлении 300 Н/см2. При этом полированные щиты пресса придают поверхности блеск и гладкость, матовые щиты — матовость, а структурированные щиты пресса позволяют получить струк-
FQIRtdGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Поверхностный слой Декоративный слой меламиновой смолы
Средний слой меламиновой смолы
Д ревесностружеч н ая плита с тонкодисперсными лицевыми слоями
Средний слой меламиновой смолы
Декоративный слой меламиновой смолы
Декоративный слой искусственного материала
Древесностружечная плита плоского прессования
Декоративный слой искусственного материала
Рис. 2.156. Структура плиты с покрытием из искусственных материалов
Исполнение
Древесностружечные плиты с покрытием из искусственных материалов (KF) подразделяются в зависимости от толщины искусственного покрытия и стойкости к износу следующим образом.
Плиты с искусственным покрытием до 0,14 мм - класс 1.
Плиты с искусственным покрытием более 0,14 мм - класс 2.
Классы износостойкости обозначаются как N, М, Н и S, соответственно как нормальное, среднее, высокое, очень высокое сопротивление износу.
Обозначение и маркировка
Плита с покрытием из искусственных материалов длинной 3000 мм, шириной 1800 и толщиной 16 мм с сопротивлением износу М и толщиной слоя 2 мм обозначается следующим образом:
KF-плита DIN EN 14322:2004-3000x1820x16-М2
Обозначение такой же плиты с маркировкой фирмы-производителя может быть таким: (Фирма) KF-плита DIN EN 14322:2004-16-М2
Предохранительное приспособление не показано
Рис. 2.157. Распиловка плит с покрытием дисковым пильным станком, оборудованным пилой для предварительного пропиливания
турированную поверхность. Декоративные древесностружечные плиты с покрытием из искусственных материалов могут быть произведены с множеством цветов и рисунков, также под древесину и с металлическим эффектом (рис. 2.156).
СВОЙСТВА
Декоративные древесностружечные плиты с покрытием из искусственных материалов не нуждаются в дальнейшей обработке поверхности. После разрезания должны быть обработаны только видимые края. Плиты имеют плотность около 710 кг/м3, высокую прочность на изгиб и хорошо сохраняются. Их поверхность достаточно твердая и не имеет пор, высоко устойчива к износу, стойка к кипящей воде, на нее можно ставить даже горячие кастрюли. Также выдерживает обычные в домашнем хозяйстве щелочи, кислоты, алкоголь. Не влияет на вкус и запах продуктов, легко моется и кратковременно может выдержать воздействие горящей сигареты. Однако плиты с покрытием из искусственных материалов неустойчивы против сильно окрашивающих растворов, соляной и азотной кислоты, каустической соды, перекиси водорода и гидроокиси калия. Поверхность может быть повреждена острыми и режущими предметами.
ПРИМЕНЕНИЕ
Декоративные древесностружечные плиты с покрытием из искусственных материалов применяются во всех областях изготовления мебели и внутренней отделки, особенно тогда, когда требуются нечувствительные поверхности для производства кухонной и лабораторной мебели, а также торгового оборудования.
EDiS^GROUP
www.edisgroup.ru
2.13. Древесные материалы
Рис. 2.158. Углы входа и выхода зубьев пилы
Скорость резания v от 50 до 70 м/с Подача на зуб fz от 0,03 до 0,05 мм
Расчет скорости подачи ц
v, = f2-n-Z
Подача А, = 0,4 мм
Число зубьев Z- 52
Скорость вращения п = 4000 1/мин vf = 0,04 мм • 4000 1/мин 52 у, = 8320 мм/мин ~ 8,00 м/мин
ОБРАБОТКА
Декоративные древесностружечные плиты с покрытием из искусственных материалов имеют готовую поверхность, которая не должна быть повреждена при транспортировке. Поэтому такие плиты необходимо складировать и перевозить с осторожностью. Большие плиты при переноске нужно ставить на ребро, чтобы предотвратить прогиб в середине и образование трещин в декоративном слое. Стол станка должен быть чистым, чтобы поверхность плиты не поцарапалась. Для распиливания, сверления и фрезерования пригодны из-за твердого облицовочного слоя только твердосплавные инструменты. Для того чтобы обе стороны при распиливании получили края без вырывов, необходимо применять пильные диски с особым нарезанием зубьев (см. табл. 6.1).
Наряду со скоростью подачи и резания необходимо соблюдать также правильную установку пильного диска по высоте. При использовании большого выступа пильного диска над кромкой реза U качество верхнего края будет выше, а нижнего — ниже, так как маленький угол входа резания дает хороший верхний край, а большой угол выхода резания дает хороший нижний край. Подходящий выступ пильного диска над кромкой реза должен быть определен пробным путем (рис. 2.158).
Некоторые круглопильные форматные станки имеют маленькие дисковые пилы для предварительного пропиливания. Они устанавливаются на кромку реза основного пильного полотна (рис. 2.157). После отрезания по формату на видимые канты необходимо приклеить кромки, ABS-канты (ABS — акрилонитрил/бутадиен/сти-рол), кромки из полиэстера или меламиновой смолы. Для столешниц, подоконников и т.д. слой искусственного покрытия может быть наложен также и на края (рис. 2.159).
Для фрезерования необходимо использовать специальные фрезы с заменяемыми твердосплавными поворотными плитами. Для сверления поверхности используют твердосплавные сверла.
Для выполнения угловых соединений используются стыковые нагельные и шпоночные соединения. При выполнении стыкового нагельного соединения на имеющей покрытие стороне количество нагелей следует увеличить. Поверхности с покрытием могут быть сделаны шероховатыми или необходимо использовать лаковый клей.
Рис. 2.159. Столешница с покрытием, переходящим без шва через кант
FDI«M<GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Загрязненные поверхности можно очистить спиртом или содержащими бензин смесями. Нельзя использовать абразивные чистящие средства. Между готовыми деталями обрабатываемого изделия при штабелировании должны прокладываться узкие полосы из стирола или маленькие войлочные пластинки, чтобы поверхности не поцарапались.
2.13.3.3. Плиты из длинных стружек
Плиты из длинных стружек, также называемые OSB-плиты (Oriented Strand Board - плита с ориентированной плоской стружкой), — это многослойные плиты, которые производятся из длинных, узких и ориентированных стружек (Strand) определенной толщины и формы (DIN EN 300 и DIN EN 12369-1).
Благодаря специальному способу рассеивания длинные стружки в наружных слоях лежат
Рис. 2.160. OSB-плиты из длин- преимущественно в продольном направлении ных стружек плиты, а в средних слоях — в поперечном направ-
лении. В продольном направлении плита имеет более высокую прочность на изгиб. Проклеивание и структура опилок придают OSB-плитам их характерный внешний вид. Благодаря длинным и узким стружкам наружного слоя этого типа плит их прочность на изгиб выше, чем у обычной древесностружечной плиты плоского прессования. Конечно, при распиловке следует учитывать продольное направление плиты. OSB-плиты при
меняются в основном как строительные панели или покрываются шпоном для применения во внутренней отделке или при изготовлении мебели. Стойким штампом или наклейкой плиты маркируются, при этом указываются производитель, номер DIN, номинальная толщина и класс содержания формальдегида (рис. 2.160).
Различают следующие типы плит и их обозначения:
OSB/1 плиты для общих целей и применения в сухих местах, включая применение для внутренней отделки и изготовления мебели, в маркировке содержат одну синюю полосу,
OSB/2 плиты для несущих конструкций для применения в сухих местах, например в качестве внутренних стен в сборных домах, в маркировке содержат две синие полосы,
OSB/3 плиты для ненесущих конструкций, могут использоваться во влажных местах, в маркировке содержат одну белую полосу,
OSB/4 плиты с высокой нагрузочной способностью для несущих конструкций для применения во влажных местах, например в качестве стен в сборных домах, в маркировке содержат две белые полосы.
OSB-плиты можно обрабатывать как обычные древесностружечные плиты. При нанесении покрытия слой материала все же должен быть достаточно толстым, чтобы структура опилок не проступила на поверхности.
EBiSgGROUP
www.edisgroup.ru
2.13. Древесные материалы 163
2.13.3.4. Фасонные детали из древесностружечных материалов
Из древесных опилок могут быть произведены изделия, изогнутые в двух или трех измерениях. В случае применения таких деталей в сухих внутренних помещениях опилки склеиваются мочевино-формальдегидной смолой, при использовании во влажных помещениях или на открытом воздухе — фенолкрезоловой или меламиновой смолой.
Поверхности могут быть покрыты декоративным слоем шпона, искусственным материалом или другим декоративным материалом, а также тканью или металлической пленкой. Для наружного применения видимые части фасонной детали покрывают в основном слоем особо устойчивой прозрачной меламиновой смолы. В столярном деле могут применяться такие древесностружечные фасонные детали, как подоконники, столешницы или облицовочные доски (рис. 2.161).
2.13.3.5. Древесностружечные плиты экструзионного прессования
Древесностружечные плиты экструзионного прессования — это плиты, в которых опилки благодаря экструзионному способу прессования располагаются перпендикулярно плоскости плиты. Существуют сплошные древесностружечные плиты экструзионного прессования (SV) и многопустотные древесностружечные плиты экструзионного прессования (SR), которые представлены на рис. 2.162.
Видимая сторона: слой меламиновой смолы
Обратная сторона:
слой фенолформальдегидной смолы
Рис. 2.161. Древесностружечные фасонные детали
Рис. 2.162. Сплошные и многопустотные древесностружечные плиты экструзионного прессования
ПРОИЗВОДСТВО
При методе экструзионного прессования перемешанные с полимерным клеем стружки подаются через качающуюся распределительную трубу. Поршни экструзионного пресса непрерывно набивают стружки перпендикулярно пласти плиты в нагреваемый канал матрицы пресса, в котором масса стружек уплотняется и склеивается. Выходящая из канала матрицы пресса непрерывная лента шириной 1250 или 1850 мм нарезается по длине на плиты. Преимущество метода экструзионного прессования состоит в том, что могут использоваться древесные отходы, такие как отходы фанеры, горбыль, рейки от обреза, лущина, остатки рулонов шпона и даже опилки.
Многопустотные древесностружечные плиты экструзионного прессования имеют похожие на трубы пустоты в направлении вдоль прессования. Они возникают благодаря тому, что в канале матрицы пресса расположены несколько нагреваемых
fdirfJGRQUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Тип приклеивания
По типу приклеивания планок к многопустотной плите, а также внутреннего связующего вещества различают типы SV1, TSV1, SR1 и SV2, TSV2, SR2. Обозначенная единицей плита предназначена для использования в помещениях с низкой влажностью воздуха. У обозначенных цифрой 2 плит клеящее вещество может выдержать высокую влажность воздуха. Кромки плит необходимо защищать от воздействия и проникновения влаги.
Толщина
Сплошные плиты: от 8 до 25 мм
Многопустотные плиты: от 23 до 50 мм, стеновые панели для сборных домов до 120 мм.
труб с поперечным сечением, равным размеру желаемой полости, вокруг которых поршни пресса образуют манжету. Таким способом можно производить толстые плиты с достаточно маленьким весом. Выходящие из пресса плиты из-за специфической структуры их поперечного сечения имеют низкую прочность на изгиб. Поэтому их используют, предварительно обив планками из фанеры, фанерных плит, древесноволокнистых плит или искусственного материала. Обитые планками плиты имеют обозначение TSV.
СВОЙСТВА
Обитые планками плиты имеют высокую устойчивость и могут быть хорошо соединены нагелями, гвоздями или шурупами, особенно по краям, которые проходят в направлении поперек прессования. Также как и плиты плоско
го прессования, древесноволокнистые плиты экструзионного прессования можно обрабатывать на всех деревообрабатывающих станках и инструментах.
ПРИМЕНЕНИЕ
Древесностружечные плиты экструзионного прессования используют как сырье для изготовления дверей и элементов стены. Если необходимо снизить вес конструкции, то используют многопустотные плиты. Обитые планками древесностружечные плиты экструзионного прессования применяют для изготовления облицовки при внутренней отделке зданий.
2.13.4. Древесноволокнистые материалы
Древесноволокнистые материалы производятся из волокон древесины или других целлюлозосодержащих волокон. Свою прочность они получают благодаря свойлачиванию разложенного на волокна сырьевого материала и особенным образом подготовленного клея. Их свойства подгоняются для дальнейшего применения при помощи различных давлений и температур прессования, добавления специальных веществ или при последующей обработке поверхности.В соответствии с DIN EN 316 различают древесноволокнистые плиты пористые, твердые, средней твердости и средней плотности.
2. 13.4.1. Пористые древесноволокнистые плиты
Пористые древесноволокнистые плиты (SB) в соответствии с их применением также называют древесноволокнистыми изоляционными плитами. Битумированные, пористые древесноволокнистые плиты используются в строительстве (рис. 2.163).
ПРОИЗВОДСТВО
Сначала древесина механическим способом измельчается в щепу (промежуточный продукт в технологии получения волокнистых полуфабрикатов целлюлоз-
EDiSFlGROUP
www.edisgroup.ru
2.13. Древесные материалы 165
но-бумажного производства), затем паровым способом помола разлагается на волокна при помощи пара высокого давления и высокой температуры. В чанах, снабженных мешалкой или винтом, волокнистый материал перемешивается, и к нему в зависимости от типа плиты добавляются клеящие смолы, такие как природная, фенольная, кре-зольная или мочевиноформальдегидная смола, или водная битумная эмульсия. Подготовленная таким образом волокнистая суспензия растряхивается на длинносеточной машине до получения
нетканого волокна, осушается при помощи пониженного давления и уплотняется при последующем вальцевании. Плиты высушиваются в сушильных камерах большой емкости при температурах от 120 до 190°С, в заключение охлаждаются и разрезаются по формату.
СВОЙСТВА
Древесноволокнистые изоляционные плиты имеют пористое строение. Благодаря тонкодисперсной
Рис. 2.163. Пористая древесноволокнистая плита
Размеры
Пористые древесноволокнистые плиты
Толщина, мм: 6; 8; 10; 12; 15; 20; 25; 30; 35; 40; 50
Ширина, мм: 1000; 1250; 1500;
2000
Длина, мм: 1250; 2000; 2500; 2750; 3000; 3500; 5000
Плотность от 230 до 350 кг/м3
поверхности пригодны для окрашивания или наклейки обоев. Древесноволок
нистые плиты имеют теплоизоляционные, звукоизоляционные и звукопоглощающие свойства. Битумированные пористые древесноволокнистые плиты почти
не подвержены гниению.
ПРИМЕНЕНИЕ
Пористые древесноволокнистые плиты особенно подходят для изготовления настенных и дверных вкладок. Битумированные плиты подходят для звукоизоляции шагового шума и в качестве защищающего от влаги слоя, например в несущих конструкциях крыши.
2. 13.4.2. Твердые древесноволокнистые плиты
Твердые древесноволокнистые плиты в зависимости от степени уплотнения разделяют на среднетвердые древесноволокнистые плиты малой плотности (MBL), среднетвердые волокнистые плиты (МВН) и твердые древесноволокнистые плиты высокой плотности (НВ).
ПРОИЗВОДСТВО
Волокнистая суспензия готовится так же, как и для пористых древесноволокнистых плит. Но для уменьшения последующего разбухания по толщине в суспензию все же еще добавляют в качестве связующего средства смолу и колофониум-парафинную эмульсию.
При влажном или полусухом способе производства твердых волокнистых плит волокнистая суспензия растряхивается на длинносеточной машине до получения
edir^group
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.164. Лицевая и оборотная пласть твердой древесноволокнистой плиты
Размеры
Твердые древесноволокнистые плиты
Толщина, мм: 1,6; 2,0; 2,5; 3,0; 3,2; 3,5; 4,0; 5,0; 6,0; 8,0
Ширина, мм: 1830; 2050
Длина, мм: 1300; 1730; 2600; 5200
Плотность от 800 до 900 кг/м3
• При разрезании на дисковой пиле плиту необходимо прижимать к столу станка, чтобы она не сдвинулась относительно направления резания, и это не привело к опасной отдаче.
• Древесноволокнистые плиты с искусственным покрытием необходимо транспортировать таким образом, чтобы плита не перегибалась, так как в этом случае декоративное покрытие растрескивается.
• Лицевые пласти древесноволокнистых плит с искусственным покрытием при обработке нельзя царапать. Стол станка должен быть чистым, а при штабелировании плит друг на друга необходимо прокладывать между плитами чистые полоски из фетра или пеноматериалов.
• Древесноволокнистые плиты при поглощении влаги могут сильно увеличиваться в объеме. Это необходимо учитывать при конструировании.
нетканого волокна, уплотняется вальцеванием и прессуется в многоэтажном прессе.
Для того чтобы выжимаемая вода могла отводиться, нижняя часть пресса имеет проволочную решетку. Эта проволочная решетка оставляет на оборотной пласти древесностружечной плиты характерные следы (рис. 2.164).
При сухом способе изготовления масса волокон предварительно высушивается и особым методом рассеивания насыпается в полотно.
Благодаря этому возможно изготовление многослойных волокнистых плит. Произведенные таким способом плиты, как правило, являются гладкими с обеих сторон. Их качества улучшаются при помощи многочасовой тепловой обработки (затвердевания) и пропитывания высыхающими маслами. В заключение производится нарезка по формату и маркировка.
СВОЙСТВА
Твердые, среднетвердые и очень твердые древесноволокнистые плиты имеют гладкую верхнюю (лицевую) пласть и в зависимости от способа производства решетчатую нижнюю пласть. Их можно обрабатывать обычными инструментами и станками, а также прибивать гвоздями, шурупами и приклеивать. Благодаря практически равной величине усушки во всех направлениях поверхности плиты направление обработки значения не имеет. Так как древесноволокнистые плиты при изменении влажности изменяют свой размер, то необходимо влажность плиты уравнять с влажностью на месте применения.
Кроме того, твердые древесноволокнистые плиты производятся перфорированные, с выраженной структурой поверхности, с рисунком под древесину или декоративной печатью, покрытые синтетическим лаком или ПВХ-пленкой.
ПРИМЕНЕНИЕ
Твердые древесноволокнистые плиты, так же как и фанерные плиты, пригодны для ненесущих поверхностей большой площади, изогнутых в одном направлении. Они используются при внутренней отделке здания для обшивки разделительных пере
Fnis^GRQUP
www.edisgroup.ru
2.13. Древесные материалы
городок и дверей, а также при изготовлении мебели для небольших по площади задних стенок и днищ выдвижных ящиков.
ОБРАБОТКА
При машинной обработке преимуществом является применение твердосплавных инструментов. Для склеивания между собой или приклеивания в качестве деревянной обшивки особенно хорошо подходит поливинилацетатный клей. Поверхности плит можно лакировать или дополнительно покрывать шпоном. Перед обработкой поверхности гладких плит следует сделать шероховатыми при помощи шлифования.
2. 13.4.3. Древесноволокнистые плиты с покрытием из искусственных материалов
Декоративные древесноволокнистые плиты с покрытием из искусственных материалов (КН) — это твердые древесноволокнистые плиты, которые на лицевой стороне имеют покрытие из слоя искусственной смолы. Они могут быть как одно
цветными, так и во множестве вариантов декоративного покрытия под дерево и другие материалы. Такие плиты могут иметь бле
стящую, матовую или структурированную поверхность (рис. 2.165 и 2.166).
ПРОИЗВОДСТВО
На лицевую сторону твердой древесноволокнистой плиты приклеивают при помощи меламиновой смолы непрозрачный слой декоративной бумаги. Этот декоративный слой защищается с помощью поверхностного слоя меламиновой смолы. Декоративный и поверхностный слои «свариваются» с древесноволокнистой плитой в многоэтажном прессе при высоком давлении и высокой температуре. При этом поверхностный слой из термореактивной пластмассы (дюропла-ста) затвердевает подобно стеклу и становится полностью прозрачным. После бережного охлаждения и заключительного кондиционирования плиты разрезаются по формату, контролируются на наличие дефектов и отправляются далее.
СВОЙСТВА
Декоративные древесноволокнистые плиты с покрытием из искусственных материалов благодаря пропитанному меламиновой смолой декоративному и поверхностному слою имеют плотную поверхность без пор. Их можно обрабатывать на деревообрабатывающих станках при помощи
Поверхностный слой меламиновой смолы
Рис. 2.165. Структура древесноволокнистой плиты с покрытием из искусственных материалов
Рис. 2.166. Древесноволокнистая плита с искусственным покрытием и перфорацией
FFMg^GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
твердосплавного инструмента. Толщина плит составляет около 3 мм. Свойства поверхности соответствуют свойствам поверхности древесностружечных плит плоского прессования с покрытием из искусственных материалов (см. 2.13.3.2).
ПРИМЕНЕНИЕ
Декоративные древесноволокнистые плиты с покрытием из искусственных материалов применяются при производстве мебели, в основном для изготовления задних стенок и днищ выдвижных ящиков, а также в кузовостроении.
2. 13.4.4. MDF-плиты
MDF-плиты (Medium Density Fiberboard) — это древесноволокнистые плиты средней плотности с почти однородным строением. Эти волокнистые плиты применяются при изготовлении мебели вместо древесностружечных плит, особенно в тех случаях, когда канты и поверхности должны быть профилированы, а детали типа мебельных дверок и накладных панелей выдвижных ящиков должны быть
лакированы или покрыты пленкой без необходимости нанесения специальной кромочной отделки (рис. 2.168).
Производство: древесину хвойных пород, в основном из двухметрового кругляка, окоривают в бичевом роторе и с помощью рубильной дисковой машины
Рис. 2.167. Производство MDF-плит на непрерывно работающем рулонном прессе
измельчают на кусочки размером 20 х 20 х 5 мм. Эти кусочки размягчаются в котле при температуре от 140 до 160°С и давлении от 7 до 8 бар. Подготовленные таким образом кусочки можно измельчить в дисковой мельнице (мельнице тонкого помола) в тонкое волокно при полном давлении насыщенного пара. Расстояние между жерновами мельницы составляет менее 0,1 мм. Все еще влажное волокно насыщается точно дозированным количеством клея и высушивается в трубоогневой сушилке длиной 80 м и диаметром 1,2 м до влажности от 8 до 10%.
После промежуточного хранения в бункере волокна попадают в насыпное устройство, в котором из них на формирующих лентах формируются волокнистые куличи. Для получения, например, 16-миллиметровой MDF-плиты необходимо насыпать волокнистый кулич толщиной примерно 800 мм.
На предварительном прессе волокнистый кулич уплотняется и затем подается на постоянно движущиеся металлические ленты рулонного пресса. В этом рулонном прессе примерно 20-метровой длины предварительно уплотненный волокнистый кулич прессуется при температуре 230°С до конечного размера плиты с допуском по толщине ±0,2 мм и полностью отвердевает (рис. 2.167).
1 " - fJGRQUP
www.edisgroup.ru
2.13. Древесные материалы
После охлаждения, нарезания по формату и многодневного хранения на складе для дозревания плиты калибруются и шлифуются в трехступенчатой шлифовальной установке.
СВОЙСТВА
MDF-плиты имеют среднюю плотность от 600 до 900 кг/м3. Из-за очень тонкого, гомогенного строения плиты канты, а также поверхности могут быть профилированы. Плиты толщиной более 15 мм обладают хорошей способностью удерживать винты в кантах и плоскостях. У MDF-плит с низким содержанием формальдегида значение величины перфорации ниже, чем допустимая величина класса эмиссии 1.
Благодаря хорошей обрабатываемости, в том числе и кантов, а также хорошей возможности нанесения лаков и покрытий для этих материалов открываются новые горизонты применения.
Рис. 2.168. Профилированное изделие из MDF-плиты
Размеры MDF-плит
Толщина, мм: 6; 8; 10; 12; 16; 19; 22; 25; 28; 30; 32; 35; 40; 45; 50.
Длина, мм: 2200; 2620; 3660; 4100; 5240; 5600.
Ширина, мм: 1830; 2070; 2200
ПРИМЕНЕНИЕ
MDF-плиты применяют вместо обычных древесностружечных плит тогда, когда требуется особенно тонкая и гладкая поверхность изделия, которая в дальнейшем должна быть покрыта лаком или пленкой. Для таких изделий канты и поверхности можно профилировать без дополнительного наклеивания кромок (рис. 2.168).
ОБРАБОТКА
MDF-плиты могут обрабатываться на станках. Плиты можно проклеивать обычными столярными клеями. Изделия из MDF-плит можно хорошо лакировать или оклеивать пленкой. Так как всасывающая способность кантов и фрезерованных пазов больше, чем у необработанной поверхности плиты, то рекомендуется эти поверхности перед заключительной обработкой предварительно обработать грунтовкой.
ЗАДАНИЯ
1. Расскажите о преимуществах древесных материалов по сравнению с цельной древесиной.
2. Сравните свойства и применение слоеной древесины и фанеры.
3. Дайте характеристику применения древесностружечных плит экструзионного прессования и столярных плит с цельной внутренней частью в качестве вставных полок (днищ).
4. Расскажите о классах водостойкости фанерных плит и древесностружечных плит плоского прессования.
5. Объясните понятие «класс эмиссии древесностружечной плиты».
6. Назовите особые свойства плит из длинных стружек.
7. Назовите части мебели и внутренней отделки здания, которые могут быть произведены из твердых древесноволокнистых плит.
8. Сравните древесноволокнистые и древесностружечные плиты плоского прессования с покрытием из искусственных материалов и назовите области их применения.
9. Опишите основные этапы и методы производства MDF-плит.
wnia^GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
2.13.5. Специальные древесные материалы
2.13.5.1. Готовый паркет
Готовый паркет, паркетная доска или паркетные доски настила в зависимости от производителя имеют двух- или трехслойное строение. Упрочняющий слой состоит, как правило, из реек, на которые наклеен верхний слой. При двухслойном строении несущий слой многократно распилен, для того чтобы принять растягивающее усилие. При трехслойном строении готовый паркет напоминает многослойную массивную древесину. Верхний слой паркета состоит из износостойких пород древесины, таких как дуб, бук, клен, черная вишня или береза, нижний и средний слои — из древесины хвойных пород, в основном ели (рис. 2.169).
В кромках паркетных досок предусмотрены паз и гребень (шпунт), служащие для их соединения между собой. Они предусмотрены для получения гладкой, износоустойчивой поверхности. Малоформатный готовый паркет, изготовленный из паркетных реек, наклеивается на пол; паркет большого формата, например паркетная доска, может быть уложен плавающим способом (см. 10.2.3.3).
Ламинатная плита состоит из древесностружечной плиты с наружным слоем
Прямоугольный от 100 до 240
Квадратный от 200 до 650 '
Рис. 2.169. Строение элемента готового паркета, пример
Шпунт (гребень) Несколько слоев лака Верхний слой, твердая древесина
Плита с продольным
Плита с поперечным расположением реек
Рис. 2.170. Клееные деревянные плиты
из тонкой стружки или древесноволокнистой плиты, которая на видимой стороне покрыта слоем ламината толщиной от 0,8 до 1,5 мм из синтетического материала, а на нижней стороне оклеена специальной пленкой, которая предотвращает растяжение. Верхний слой имитирует паркет, который очень сильно похож по цвету и структуре на натуральное дерево.
2.13.5.2. Клееные деревянные плиты
Клееные деревянные плиты состоят из реек или досок, которые по длине склеены в достаточно длинные рейки или доски. В основном стыки вы
полнены шиповым соединением. Такие склеенные на большую длину доски или рейки могут быть соединены также по ширине для образования поверхности большой площади (рис. 2.170).
Преимуществом такого способа производства является то, что сучки, а также другие пороки древесины могут быть вырезаны, то есть получается чистая несуковатая клееная деревянная плита. Однако такая плита не является упрочняющей и может, как массивная древесина, усыхать и разбухать по ширине.
2.13.5.3. Нитевая древесина
Нитевая древесина состоит из полос шпона толщиной и шириной 1,5 мм, изготовленных из мягких
www.edisgroup.ru
2.14. Шпон
пород древесины. Узкие полосы проклеиваются, соединяются пучками и прессуются под высоким давлением в форму почти однородного профиля.
Таким способом можно производить трехмерно изогнутые предметы, например спинки и подлокотники стульев.
2.14. Шпон
Шпон в соответствии с DIN 4079 — это тонкие деревянные листы, которые могут быть получены лущением, строганием или распиливанием бревен или частей бревна.
2.14.1. Виды шпона в соответствии с применением и способом производства
В зависимости от применения различают облицовочный (декоративный) шпон, подоблицовочный и упрочняющий шпон. В зависимости от способа производства различают шпон строганный, лущеный и фанеропильный (рис. 2.171).
2.14.1.1. Декоративный шпон Декоративный шпон может быть наружным или внутренним.
Наружный шпон образует для изделий, например мебели или частей мебели, наружные поверхности, внутренний шпон — внутренние. Декоративный шпон наносят на несущие плиты типа столярных плит с реечным и цельным внутренним слоем, фанерные плиты, древесностружечные или древесноволокнистые плиты. Прежде всего декоративный слой служит для облагораживания деревянной поверхности.
Кроме этого, особо ценная древесина может использоваться более экономно. Толщина декоративного слоя согласно DIN 4079 составляет для лиственных пород от 0,5 до 0,75 мм, для хвойных пород — от 0,85 до 1,00 мм (см. табл. 2.30). Для специальных работ можно использовать слой декоративного шпона толщиной до 3 мм.
Для декоративного шпона в зависимости от направления волокон различают продольный и узор-
Радиальный шпон
Эксцентрическое лущение
Тангенциальный
Лучевидное лущение
Рис. 2.171. Виды шпона
Таблица 2.30. Стандартная толщина шпона
мм Порода древесины
0,50 Орех, махагони, макоре, палисандр
0,55 Клен, береза, бук, груша, вишня, афромозия, сен, тиковое дерево
0,60 Дуб, ольха, ясень, тополь, вяз, лимба
0,65 Дуб, липа, тополь
0,70 Абачи
0,90 Сосна, лиственница, ель
1,00 Пихта
FFM<gtfGROUP
www.edtsgroup.ru
Глава 2. Материалы и обработка материалов
Нож-салазки с прижимной балкой и ножом
Плоское строгание на горизонтальном фанерострогальном станке
Плоское строгание на вертикальном фанерострогальном станке
Радиальное строгание четверти
Тангенциальное строгание четверти
строгание четверти
Строгание четверти на вертикальном фанерострогальном стенке
Рис. 2.172. Изготовление строганого шпона (схема)
чатый шпон. Продольный шпон — это шпон, полученный из отрезка бревна, причем резание производилось в направлении, параллельном оси ствола. Узорчатый шпон — шпон, полученный из корневого клубня или частей ствола с очень неоднородным ростом, например корневая свилеватая фанера или клубневая фанера.
Шпоном для нелицевой стороны обозначают шпон, который предназначен не для лицевой стороны изделия, например для обратной стороны стенной облицовки, в том случае, когда при одностороннем нанесении шпона только на лицевую сторону может произойти коробление плиты. Шпон для нелицевой стороны, который не несет никакой декоративной нагрузки, должен быть наклеен в том же направлении, что и слой декоративного шпона на видимой стороне.
При маркировке шпона указываются толщина шпона (например, 0,65 мм), способ производства, номер DIN и порода древесины.
2.14.1.2. Подоблицовочный шпон
Подоблицовочный шпон наклеивается под слой декоративного шпона. Он снижает трещинообразо-вание в декоративном шпоне, например когда в качестве декоративного применяется узорчатый шпон или если декоративный и облицовочный слои шпона наклеены в одном направлении. Кроме этого, при использовании подоблицовочного шпона улучшается качество поверхности плиты. Для столярных плит подоблицовочный слой наклеивают под углом 30—45° относительно наружного слоя. В качестве подоблицовочной фанеры особенно хорошо используется тонкий мелкопористый шпон.
2.14.1.3. Облицовочный шпон
Облицовочный шпон должен предотвращать работу дерева, то есть не допускать изменение его размеров при изменении влажности. Такой вид шпона, как правило, наклеивается на средний слой столярных плит с цельным и реечным внутренним слоем, в более редких случаях—на поверхность цельной древесины. Толщина слоя облицовочного шпона
B=[r>|<»^GRC)UP
www.edisgroup.ru
2.14. Шпон
составляет от 1,5 до 3,5 мм. Она не должна превышать 10% толщины плиты, чтобы слой облицовочного шпона не вызывал ее коробления.
2.14.1.4. Строганый шпон
Строганый шпон производится на фанерострогальном станке (рис. 2.173). Бревна, которые подлежат строганию, необходимо тщательно отобрать и очистить. Потом их отрезают по длине, удаляют луб и раскряжевывают. Удаление луба и раскряжевка бревна дают хорошую поверхность надреза, а также обеспечивают благоприятную опорную поверхность на станочном столе.
Так как древесина часто слишком твердая и хрупкая, то кряжи перед строганием подвергают обработке в паровом или варочном чане. В паровых чанах их орошают паром, в варочных чанах — горячей водой. В зависимости от породы древесины, плотности и объема кряжа эта обработка длится от нескольких часов до нескольких дней. При этом большинство пород древесины меняют свою окраску.
Когда кряжи для строгания становятся достаточно мягкими, то они посредством зажимных тисков закрепляются на столе строгального станка. Существуют вертикальные и горизонтальные строгальные станки. В вертикально работающих станках закрепленный кряж движется снизу вверх по отношению к неподвижному строгальному ножу. В горизонтально работающих строгальных станках нож-
салазки скользит по размещенным с двух сторон направляющим над неподвижным кряжем. В обоих типах станков кряж подвигается к ножу фанерострогального станка на толщину фанеры, и при каждом ходе снимается лист шпона. Для того чтобы древесина при отделении шпона не растрескивалась, перед ножом размещают прижимную балку. Кроме того, нож закреплен под наклоном к кряжу, чтобы разрезать древесину под углом, то есть с растянутым срезом. Из-за зажимных тисков кряж не может быть разрезан на шпон полностью, и обычно остается так называемый остаток после строгания.
Рисунок строганого шпона определяется не только натуральными свойствами и ростом дерева, но и способом установки и разрезания при строгании. Круглые брев-
на режут на половины, трети и четверти. Блоки, получаемые при распиливании бревна на четыре части, называют четвертями.
При плоском строгании половину кряжа строгают снаружи внутрь (рис. 2.172). При этом сначала возникает тангенциальный разрез с красивым свилеватым рисунком, потом ближе к середине полос-
Рис. 2.173. Фанерострогальный станок
www.edtsgroup.ru
Достоинства строганого шпона: Строганый шпон, так же как и фанеропильный, сохраняет свой естественный рисунок, свилеватую или полосчатую структуру. При производстве кроме небольшого остатка от строгания не возникает больше никаких отходов. Недостатки строганого шпона: Строганый шпон часто имеет измененную окраску. На его нижней стороне клетки древесины легко разрушаются и ломаются. Поэтому возникают трещины. Эту сторону обозначают как левая сторона, которая по возможности должна приклеиваться.
Рис. 2.174л. Производство лущеного шпона
Рис. 2.1746. Производство лущеного шпона эксцентричным лущением (схема)
чатая текстура шпона. Эти структуры также могут быть получены при строгании четверти (рис. 2.172). Так, при радиальном строгании четверти получается фанера с полосчатой структурой, а при строгании в ядровой зоне благодаря наклонному резанию сердцевинных лучей получается фанера с тангенциальным рисунком, как, например, при строгании дуба. При тангенциальном строгании четверти строгание производится снаружи к ядру, при этом получают только свилеватую (витиеватую) фанеру. При полурадиаль-ном строгании четверти получается полусвилева-тый рисунок шпона. Шпон такого вида с помощью переворачивания собирается в симметричный рисунок (рис. 2.172).
2.14.1.5. Лущеный шпон
Для получения лущеного шпона лущение может производиться в круглом, эксцентричном или радиальном направлении. При таком способе предназначенные для лущения бревна отрезают по длине и обрабатывают так же, как и для производства строганого шпона в паровых и варочных чанах.
Перед обычным лущением бревна центрируются, то есть на обоих торцах бревна наносятся отметки центра. Центрированное бревно устанавливается в лущильный станок (рис. 2.175), при этом оно зажимается в центральных точках. При лущении лущильный нож движется против вращающегося бревна, при этом образуется непрерывная лента шпона. Для того чтобы на фанере образовались трещины как можно меньшего размера, перед лущильным ножом применяют прижимную балку (рис. 2.174с). При этом лущильный нож постоянно подается вперед в соответствии с заданной толщиной шпона. Образующаяся при лущении непрерывная полоса шпона наматывается на мотовило позади лущильного станка или специальными ножницами для шпона разрезается на небольшие листы шпона. На стволе вдоль образующей можно сделать пропилы специальной пилой. Посредством таких разрезов после каждого оборота бревна получают отрезанный лист шпона с размером, равным охвату бревна.
EniSFdGROUP
www.edisgroup.ru
2.14. Шпон
Рис. 2.175. Лущильный станок
С помощью лущильных станков можно получить шпон толщиной от 0,5 до 10 мм. Его применяют как шпон для облицовочного слоя, как средний слой для производства столярных плит с реечным внутренним слоем и как материал для фанерных плит. Лущеный шпон из березы, ясеня, клена и бука применяется в качестве декоративного. Характерный рисунок березы (муар), венгерского ясеня (волнистый) или сахарного клена (маленькие глазки) получают
Достоинства лущеного шпона:
Лущеный шпон имеет очень красивый и необычный рисунок. При лущении остается очень малое количество отходов, так как непрерывная лента шпона легко может быть разрезана на куски желаемой ширины.
Недостатки лущеного шпона:
Лущеный шпон большинства пород древесины имеет неестественный, иногда беспорядочный рисунок. Лущеный шпон имеет на левой стороне мелкие трещины, так называе-мую посечку.______________
Рис. 2.176. Лучевидный шпон
при помощи лущения.
При эксцентричном лущении бревно закрепляется в зажимах эксцентрично, то есть не по центру (рис. 2.1746). Лущению при этом можно подвергать не только цельные круглые бревна, но и половины кряжей и их четверти. Годичные кольца при таком способе лущения разрезаются под разными углами, то есть рисунок шпона соответствующим образом меняется. В зависимости от части ствола и способа закрепления бревна получают свилеватый или полосчатый шпон. Эксцентрически лущеный шпон по своему рисунку похож на строганый шпон. Все же годичные кольца, как правило, из-за дугообразного вре
зания расположены немного дальше друг от друга, чем при строганом шпоне. Эксцентрически лущеный шпон особенно хорошо подходит для получения узорчатого шпона, чаще всего его обрабатывают для использования в качестве облицовочного шпона.
Лучевидный шпон похож на стружку от деревянного карандаша, полученную при использовании точилки. При этом возникают круглые листы шпона со своеобразным рисунком. Такой тип шпона применяют в основном для изготовления круглых столешниц (рис. 2.176).
2.14.1.6. Пиленый шпон
Фанеропильный шпон может быть получен при помощи горизонтальной лесопильной рамы или фанеропильной дисковой пилы. При обоих способах произ-
EniSflGROUP
www.edtsgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.177. Производство пиленого шпона (схема)
водства с круглого бревна снимают кору, на ленточной пиле с двух сторон снимают горбыль и распиливают по средине.
При пилении на горизонтальной лесопильной раме предназначенный для этой цели кряж закрепляют вертикально на рамной тележке и подают снизу вверх к движущимся горизонтально взад вперед пильным полотнам. Так называемый резец обеспечивает боковое ведение пильного полотна, отклоняет отрезанное полотно шпона и одновременно освобождает пильные полотна (рис. 2.177).
При пилении на фанеропильном станке предназначенный для этой цели кряж закрепляют горизонтально лежа на рамной тележке и подводят к огромному пильному полотну. Резец, который отводит отрезанные листы шпона от пилы, выполняет функцию клина. При помощи фанеропильного станка могут быть распилены относительно длинные кряжи. Кроме этого, можно использовать существенно более высокие скорости подачи, чем при пилении в лесопильных рамах (рис. 2.177).
Достоинства пиленого шпона:
Пиленый шпон сохраняет свои естественные цвета и остается даже при суковатой и свилеватой древесине практически без трещин.
Недостатки пиленого шпона:
Пиленый шпон из-за больших временных затрат на его изготовление и большого количества отходов является достаточно дорогим. Как правило, не производится тоньше 1 мм.
2.14.2. Сушка и хранение шпона
Шпон должен быть высушен сразу же после изготовления. Тем самым удается избежать окраски, поражения плесенью или коробления. Шпон, содержание влаги в ко
Рис. 2.178. Загрузка шпона в роликовую сушилку
тором из-за пропаривания или проваривания очень высоко, должен быть высушен в соответствии со своим дальнейшим применением, как правило, до 10%. Такое значение содержания влаги может быть достигнуто атмосферной или искусственной сушкой.
Атмосферная сушка шпона производится в сушильных камерах, в которых отдельные листы шпона укладываются на полки. Хотя этот метод и является для шпона достаточно щадящим, но требует много времени и трудозатрат. Поэтому в промышленном производстве шпона используется только искусственная сушка.
I^FiGROUP
www.edisgroup.ru
2.14. Шпон 177
Искусственная сушка происходит в сушилке непрерывного действия. Сушильная камера для фанеры может загружаться и опустошаться вручную, полуавтоматически или в полностью автоматическом режиме. Скорость прохода определяется соответствующей электронной программой сушки в зависимости от породы древесины, начальной влажности шпона и его толщины. Шпон проходит при сушке от одной до четырех различных климатических зон, таких как зона предварительной и основной сушки, а также зону охлаждения. Отдельные зоны соответствующим образом нагреваются и вентилируются (рис. 2.178).
В зависимости от применения различают различные типы сушек. Таким образом, непрерывные роликовые и ленточные сушилки применяются преимущественно для лущеного шпона, обычные ленточные и прессовочные сушилки применяют для сушки строганого шпона. В роликовой сушилке шпон из ценных пород древесины при высоком давлении прокатывается под нагретым цилиндром, при этом фанера получается особенно гладкой и гибкой и в дальнейшем гораздо лучше обрабатывается.
Рис. 2.179. Выемка шпона из роликовой сушилки
Рис. 2.180. Склад шпона
Загрузка и выемка листов шпона в сушилку должны производиться таким образом, чтобы шпон по окончании сушки был сложен в том порядке, в каком он в дальнейшем будет измеряться, обрабатываться или распиливаться. В заключение листы шпона пакетируются и пакетным способом обрезаются по размеру. Как правило, пакеты шпона содержат 16, 24 или 32 листа. Количество листов шпона должно быть всегда кратно 4. После этого пакеты шпона нумеруются и оцениваются (рис. 2.179).
При складировании шпона следует соблюдать осторожность. В складских помещениях для хранения шпона необходимо соблюдать порядок. В этих помещениях должна соблюдаться равномерная температура и влажность воздуха. В слишком сухих помещениях шпон становится хрупким и ломким, в слишком влажных помещениях — волнообразным и заплесневелым. Кроме этого, шпон необходимо защищать от прямого солнечного света, чтобы не возникло потемнения или выцветания.
ЗАДАНИЯ
1. Опишите способы производства шпона.
2. Сравните достоинства и недостатки различных способов производства шпона с точки зрения возможностей применения.
3. Объясните, какое действие на шпон может оказать неправильное хранение.
FDIS^GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Декоративные слоистые пластики
|
HPL
Бумажнослоистый ламинат высокого давления
I CPL
DPL
Бумажнослоистый ламинат непрерывного производства
Полиэфирные слоистые пластики
Рис. 2.181. Классификация декоративных слоистых пластиков
Рис. 2.182. Строение HPL-плиты
2.15. Облицовочные материалы
Древесные материалы можно не только фанеровать, но и покрывать облицовочными материалами. Среди облицовочных материалов различают декоративные слоистые пластики, рулонные слоистые материалы, пленки и линолеум.
2.15.1. Декоративные слоистые пластики
К декоративным слоистым материалам относятся слоистый прессованный материал (ламинат) высокого давления и рулонные слоистые материалы (рис. 2.181).
2.15.1.1. Декоративные бумажно-слоист ые пластики высокого давления
Декоративные бумажно-слоистые пластики высокого давления (HPL) производятся из реактопластов. Они имеют уже готовую поверхность и применяются для облицовки древесных материалов.
Производство. Пластики листовые декоративные слоистые высокого давления на основе термореактивных смол (DIN EN 438) состоят из нескольких целлюлозных лент, которые пропитаны различными искусственными смо-
Таблица 2.31. Виды декоративных слоистых пластиков
Тип Свойства
N Нормальные плиты для общего применения
Р Плиты при определенной температуре можно сгибать
F Плиты, устойчивые против воздействия пламени
С Компактные бумажно-слоистые пластики
CF Компактные бумажно-споис-тые пластики, высокое сопротивление против воздействия пламени
лами, отверждающимися в результате химической реакции. Различают основной слой, декоративный и поверхностный. Основной или несущий слой плиты состоит из нескольких пропитанных фенолформальдегидной смолой листов целлюлозы. Декоративный слой образует высококачественная и обладающая повышенной впитывающей способностью бумага, которая покрыта поверхностным слоем из застывшей прозрачной меламиновой смолы. Вместо декоративной бумаги под слой меламиновой смолы можно также класть натуральный
шпон или художественные репродукции (рис. 2.182).
Пропитанная смолой и предварительно просушенная бумага складывается
слоями и укладывается в многоэтажные прессы, в которых она прессуется при
ctwsf^group
www.edisgroup.ru
2.15. Облицовочные материалы
температуре около 150°С и давлении примерно 10 Н/мм2. При этом все слои бумаги свариваются в гомогенную плиту. Вид поверхности плиты слоистого пластика высокого давления зависит от поверхности плиты пресса. Хромированные блестящие поверхности пресса дают в результате блестящую поверхность пластика, матовые поверхности пресса — матовую, а структурированная поверхность пресса дает соответствующую структурированную поверхность пластика. После прессования плиты обрезаются, шлифуются с боковых сторон и складываются для последующего конечного отверждения.
Свойства. Декоративные слоистые пластики производятся множества цветов и рисунков, а также с различной структурированной поверхностью. Наружная поверхность является плотной, без пор, устойчива к ударам и износу, а также нечувствительна к спиртам и многим химикатам, кроме того, ее легко чистить. Слоистые пластики имеют нейтральный вкус и запах, кратковременно устойчивы к воздействию горящей сигареты, устойчивы к нагреву и свету и трудно воспламеняемы. Обычные бумажно-слоистые пластики имеют толщину 0,9 или 1,3 мм, но также производят толщиной до 5 мм. Декоративные слоистые пластики толщиной > 2 мм называют компактными пластиками.
Применение. Декоративные слоистые пластики, как правило, наклеиваются на поверхность-основу из древесных материалов. Благодаря своим хорошим механическим свойствам они применяются при изготовлении мебели, оборудования для лабораторий, кухонь, столовых, во внутренней отделке для межкомнатных дверей, разделительных стен, настенной и потолочной облицовки в больницах, лабораториях, больших кухнях, столовых, ресторанах и т.д.
ХРАНЕНИЕ И ТРАНСПОРТИРОВКА
Декоративные бумажно-слоистые пластики высокого давления следует защищать от влаги и по возможности хранить в закрытых помещениях. Плиты могут лежать на полках или стоять под наклоном около 80°. Имеет смысл прислонять друг к другу именно две декоративные стороны. Самую верхнюю плиту следует накрыть тяжелой древесностружечной плитой для того, чтобы тонкие пластины слоистого пластика не покоробилась (рис. 2.184).
При транспортировке необходимо обязательно следить за тем, чтобы декоративные поверхности плит не скользили одна по другой, так как иначе поверхности поцарапаются. Кроме этого, необходимо избегать сильного прогиба плит при транспортировке (рис. 2.183).
ОБРАБОТКА
Декоративные бумажно-слоистые пластики отличаются высокой сопротивляемостью и твердостью. Эти свойства должны учитываться при обработке.
Рис. 2.183. Перенос слоистых пластиков
Складирование плит в горизонтальном и вертикальном положениях
Рис. 2.184. Хранение слоистых пластиков
m»«MJGROUP
www.edtsgroup.ru
Глава 2. Материалы и обработка материалов
Для обработки должны применяться соответствующие обрабатываемому материалу инструменты с режущими кромками из твердого сплава (НМ).
Поверхность-основа.Тонкие слоистые пластики должны наклеиваться на поверхность-основу. Поверхность-основу во время приклеивания необходимо хорошо зафиксировать, она должна быть плоской, а ее влажность не должна превышать 8—10%.
Лучше всего подходят древесностружечные плиты с тонким наружным слоем, реечные или фанерные клееные плиты, а также твердые древесноволокнис
Поверхность-основа
Плиты слоистого пластика
Правильно!
Изделие не деформируется
Неправильно!
Изделие покоробится
Рис. 2.185. Облицовка слоистым пластиком высокого давления
Для незакрепленных изделий всегда необходимо:
• облицовывать обе стороны,
• следить, чтобы направление изделия из слоистого пластика на обеих сторонах было одинаковым,
• обеспечивать равенство толщины, качества и влажности плит слоистого пластика с обеих сторон.
тые плиты. Абсолютно не подходят плиты из массивной древесины. Такие плиты становятся волнистыми и кривыми. Только узкие поверхности из массивной древесины с узким расположением годовых колец можно оклеивать слоистым пластиком без появления дефектов.
Выбор и раскрой. Слоистые пластики, несмотря на пропитывание бумаги смолой, обладают еще гигроскопичными свойствами, то есть они расширяются при воздействии влажности и усыхают при сухом воздухе. Поэтому для слоистых пластиков необходимо установить величину теплового расширения и усушки при последующем затвердевании искусственной смолы. Так как для получения бумажных лент волокна древесины насыпаются автоматически, то волокна преимущественно располагаются в одном направлении, то есть плита расширяется или сжимается по длине до 0,15% и по ширине до 0,3 %. Эти величины необходимо учитывать при раскрое и наклеивании слоистого пластика. В принципе свободные плиты должны быть оклеены только с обеих сторон. При двухстороннем оклеивании необходимо следить за тем, чтобы направление изделия из слоистого пластика с обеих сторон плиты было одинаковым (рис. 2.185). На
правление изделия можно определить по следам шлифования на обратной стороне плиты. Особенно для не закрепленных изделий, например дверей, наклеиваемые с двух сторон плиты должны иметь одинаковую толщину и качество. Даже плиты из различных партий поставки могут вызвать коробление изделия, если речь идет о только что произведенной и имевшей меньший срок хранения плите. По этой причине поверхность-основа и наклеиваемый слоистый пластик должны быть перед обработкой кондиционированы. При этом их тем
gQIRFlGROUP
www.edisgroup.ru
2.15. Облицовочные материалы
пература и влажность должны стать равными тому значению, которое они будут иметь после обработки (климат потребления). Это достигается многодневным хранением при температуре около 20°С и относительной влажности воздуха от 50 до 60%.
Слоистые пластики можно распиливать на дисковых пилах. Распиливание вручную возможно только в небольших количествах или непосредственно при сборке. Для того чтобы избежать обламывания кантов плиты, распил необходимо производить со стороны декоративного слоя плиты. Машинное распиливание можно производить электрической дисковой пилой, на кромкофуговальном станке или на круглопильном станке, оборудованном пильным диском с твердометаллическими режущими кромками. Для уменьшения и предотвращения вибрации плит и получения чистого разреза пильный диск должен иметь высокий выступ. Плиты бумажно-слоистого пластика высокого давления при распиливании необходимо прижимать к столу станка накладными брусками или прижимными роликами.
Приклеивание. Для наклеивания слоистых пластиков подходят дисперсионные клеи типа ПВА, конденсационные клеи типа клеев на основе мочевинофор-мальдегидной смолы, мочевиноформальдегидной и меламиновой смол, фенолформальдегидной смолы, а также контактные клеи.
Склеивание клеем ПВА дает хорошее, длительно жестко-эластичное соединение. Равномерное нанесение клея посредством зубчатого шпателя или валика является обязательным условием для получения хорошего соединения и гладкой поверхности. Так как слоистые пластики не пропускают воду, то содержащаяся в клее влага должна быть полностью впитана поверхностью-основой, из которой она позже испарится. Чем меньше воды содержит клей, чем выше впитывающая способность поверхности и выше температура прессования, тем меньше время схватывания (табл. 2.32).
Конденсационные клеи при высыхании становятся хрупкими. Поэтому они не должны применяться, если при эксплуатации поверхность будет нагружена.
Плиты с только что нанесенным покрытием необходимо еще минимум 10 ча-
сов хранить уложенными непосредственно друг на друга в закрытый штабель, чтобы влажность могла равномер- но распределиться в поверхностях- Таблица 2.32. Клеи и способы склеивания
основах. Этот процесс называют кондиционированием. Для того чтобы при прессовании поверхность из искусственного материа-ла не повреждалась, применяемые цулаги должны быть безупречно чистыми. Рекомендуется прокладывать бумагу между слоистым пластиком цулагами или нагревательными поверхностями пресса. Контактные клеи имеют преимущество в том, что они не несут никакой влажности для оклеивае- Тип клея Количество клея, г/м2 Давление прессования, бар Время прессования при температуре, мин/ °C
Дисперсионный клей 90-150 2-5 10-60 / 20°
Конденсационный клей (например, мочевино-формаль-дегидная смола 10%) 90-180 3-5 15-180/20° 5-30 / 40° 1-12/60° в зависимости от отвердителя
Контактные клеи По 150-200 (с обеих сторон) Мин. 5 Коротко при 20,40 ипи 60°
pr>|<S|dGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
мой поверхности. Они содержат растворитель, который легко испаряется. Клей
равномерно наносят на обе соединяемые предварительно тщательно очищенные поверхности. Распределение клея лучше всего производить специальным зубча
тым шпателем и таким образом, чтобы, например, на поверхность-основу клей был нанесен вдоль, а на слой пластика — поперек (рис. 2.186). После нанесения клея выдержка склеиваемых поверхностей очень важна. Только спустя 10—20 минут, когда клей при пальцевой пробе больше не образует нитей, можно соединять поверхности друг с другом. При этом пластиковая плита должна быть наложена точно, так как клей сразу же затвердевает, и плиту больше нельзя сдвинуть.
Рис. 2.186. Нанесение клея зубчатым шпателем
Таблица 2.33. Обработка на станках
Рабочая операция Скорость резания, м/мин Скорость подачи, м/мин
Разрезание 40-60 10-30
Фрезерова-
ние кантов 40-60 5-15
Пазы 40-60 3-8
Разрезание
по формату 40-60 6-20
Фреза для торцевания и фасок
Рис. 2.187. Кромочные фрезы
При оклеивании больших поверхностей можно облегчить работу, если положить на выдерживаемые поверхности нагельные прутки. С их помощью оклеиваемые поверхности можно точно надвинуть друг на друга. Когда поверхности принимают правильное положение, их прочно прижимают с двух противоположных сторон и после этого удаляют лежащие под пластиком прутки.
При склеивании контактными клеями лучшая прочность достигается коротким, но сильным прессованием в фанеровочном прессе. Простого наложения пластика на поверхность недостаточно. Правильно выполненное клеевое соединение контактным клеем является водостойким и долгое время эластичным. Теплостойкость для обычного контактного клея составляет только 70°С. Если изделие будет подвергаться более высоким температурам, то необходимо применять клей с отвердителем. Таким способом теплостойкость можно повысить до 130°С.
Обработка кантов. После промежуточного хранения покрытые пластиком поверхности обрабатывают дальше. При форматном резании существует две возможности: изделия, которые не надо сильно отрезать, могут быть разрезаны по формату подходящим дисковым пильным станком, оборудованным пилой для предварительного надреза. Но можно также перед нанесением покрытия распилить по размеру и поверхность-основу и при необходимости предусмотреть накладки на канты. Затем нужно будет удалить только выступающие части пластиковой плиты. Для этого используют ручные высокооборотные электрические фрезеры с верхним расположением инструмента с твердометаллическими фрезами и упорным кольцом на шарикоподшипни
ке, с помощью которых прямые и изогнутые канты
fois^group
www.edisgroup.ru
2.15. Облицовочные материалы
можно фрезеровать заподлицо. При использовании соответствующих кромочных
фрез края пластиковой плиты одновременно надламываются посредством малень-
кой фаски (рис. 2.187).
Обычно покрытые слоистым пластиком поверхности получают кант из полосы слоистого или обычного пластика, ПВХ-профиля, металлического профиля или из цельной древесины (рис. 2.188).
Обработка кантов слоистыми пластиками с последующим формованием. Благодаря использованию слоистых пластиков последующего формования можно формовать вогнутые, изогнутые вовнутрь и выгнутые, то есть с выгнутым наружу радиусом, поверхности с радиусом изгиба до 10 мм. Это помогает избежать острых кромок, а покрытие переходит без стыка с поверхности на кант. Различают два способа. В первом плита слоистого пластика предварительно сгибается и наклеивается на поверхность-основу, во втором способе сначала покрывают поверхность и в заключение формируют закругление (последующее формование). Однако в каждом способе необходимо предварительно нагреть места сгибания. Это можно сделать с помощью инфракрасного излучателя, нагретой трубки или нагревательной шины. В теплом состоянии при использовании соответствующего приспособления плита сгибается до желаемого радиуса и в заключение охлаждается воздухом или водой (рис. 2.191 и 2.192). Такие закругления особенно хорошо подходят для обработки столешниц в кухнях, для облицовочных элементов и подоконников (рис. 2.189).
Разрезание и сверление. Плиты слоистых пластиков реагируют на колебания температуры и влажности. Для предотвращения образования трещин напряжения в пазах и выемках необходимо избегать острых углов (рис. 2.190). Углы должны иметь минимальный радиус 10 мм. Поэтому выемки лучше всего выполнять на фрезере с верхним расположением инструмента.
Отверстия можно просверливать спиральным сверлом с маленьким углом при вершине (см. рис. 2.128). Для того чтобы плита слоистого пластика не откалывалась, с нижней стороны при сверлении необходимо прочно прижимать изделие к плоской деревянной подкладке. Также нужно
Кант из пластика
Вкладка из цельной древесины
Металлический профиль с распоркой
Накладка из цельной древесины
Рис. 2.188. Защита кантов при использовании плит из слоистых пластиков
Рис. 2.189. Элементы, выполненные последующим формированием
Рис. 2.190. Разрезание и сверление
EOlSFiGFiQUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
1 Плита слоистого пластика
для последующего формования------
Поверхность-----
основа
Рис. 2.191. Последующее формование слоистого пластика с использованием приспособления
следить за тем, чтобы просверленные отверстия под винты были немного больше диаметра стержня винта. Неправильно просверленные отверстия или слишком прочно сидящие винты могут привести к образованию трещин.
2.15.1.2. Рулонные слоистые материалы Рулонные слоистые материалы — это произведенные непрерывным действием декоративные ламинаты (CPL) или декоративные полиэфирные слоистые материалы (DPL) толщиной менее 0,8 мм. Они продаются в виде рулонов.
CPL-материалы, то есть бумажно-слоистые ламинаты непрерывного производства, имеют структуру, как и бумажно-слоистые пластики высокого давления. Они непрерывно производятся на двойном ленточном прессе при давлении от 50 до 95 бар. При изготовлении полиэфирных слоистых материалов основной и декоративные слои пропитываются полиэфирной смолой и отверждаются при высокой температуре с отсасыванием воздуха. Также при низкой температуре их можно повергать последующему формованию и изготавливать с высокоглянцевой поверхностью.
СВОЙСТВА
Рулонные слоистые материалы имеют толщину от 0,3 до 0,8 мм и поставляются и хранятся в рулонах. Они особенно хорошо подходят для нанесения покрытия на закругления с радиусом изгиба от 50 мм.
Благодаря высокой температуре можно получить и меньшие радиусы, например при 80°С — до 20 мм, при 90°С — до 15 мм, при 100°С — 10 мм и при 120°С - 6 мм.
Поверхность плиты готова к использованию, устойчива к истиранию и не чувствительна к пятнам. Обратная сторона неровная, то есть, как и HPL-плита, может быть наклеена на поверхность-основу.
Канты из слоистых пластиков производятся из рулонных слоистых материалов. Они имеют толщину от 0,3 до 0,5 мм и ширину минимум 16 мм. Они поставляются в рулонах от 25 до 400 м. Канты для лучшего приклеивания с обратной стороны сделаны шершавыми, предварительно обработаны средством, улучшающим сцепление, особым ПВА клеем или подготовлены для приглаживания плавящимся клеем.
ОБРАБОТКА
Рулонные слоистые материалы, так же как и бумажно-слоистые пластики высокого давления, можно хорошо обрабатывать всеми используемыми в столярном деле инструментами.
ED'isBGROUP
www.edisgroup.ru
2.15. Облицовочные материалы
Используемые поверхности-основы должны быть чистыми и иметь чисто обработанную поверхность, чтобы неровности после наклеивания покрытия не проступали.
Для оклеивания поверхностей можно применять дисперсионные клеи, например, специальные ПВА-клеи, клеи на основе конденсационных смол, например мочевиноформальдегидной или меламиновой, а также контактные клеи типа полихлоропренового клея.
Для приклеивания покрытия на фасонные детали требуются специальные приспособления из древесины, металла или резины (рис. 2.191). Но могут также использоваться и станки для нанесения покрытий на фасонные детали (рис. 2.192).
ПРИМЕНЕНИЕ
Рулонные слоистые материалы используются при изготовлении мебели и внутренней облицовки, особенно для изделий с закругленными краями.
2.15.2. Пленки
Как правило, пленки — это тонкие, мягкие или твердые ленты из искусственных материалов, которые применяются для облицовки древесных материалов. В зависимости от производства и применения различают термопластичные пленки типа ПВХ-пленки и реактопластичные пленки, например декоративные, грунтовочные и пленки противонатяжения (рис. 2.193). Из них также производятся материалы для обработки кантов. ПВХ-пленки и ABC-канты (акрилнит-рил-бутадиен-стирол) состоят, как правило, из одного материала и имеют готовую поверхность. Реактопластичные пленки производятся из пропитанной реактопластичной смолой бумаги, которая после приклеивания в основном должна еще быть подвергнута обработке поверхности.
Декоративные пленки могут быть одноцветными, иметь фабричный рисунок или рисунок, имитирующий структуру древесины. Они или имеют готовую поверхность, или после приклеивания в основном должны быть подвергнуты обработке поверхности.
Грунтовочные пленки используют для грунтования (ламинирования) поверхности-основы, для того чтобы получить чистую и гладкую поверхность. При необходимости перед нанесением лака их можно шлифовать.
Рис. 2.192. Непрерывное формование (схема)
Пленки
Реактопластичные пленки
Термопластичные пленки
Декоративные, грунтовочные пленки, пленки противонатяжения
ПВХ-пленки, АБС-пленки
Рис. 2.193. Типы пленок (обзор)
EOISSfIGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Необрабо----
тайная плита
г- Декоративная пленка
прети вонатяжения
Рис. 2.194. Варианты применения пленок
Рис. 2.195. Защита кантов оклеенной линолеумом поверхности
Пленки противонатяжения наклеиваются вместо шпона для выравнивания напряжений на невидимую сторону фанерованной с одной стороны плиты (рис. 2.194).
Поверхность-основа для обработки пленкой должна быть плоской и гладкой, не иметь пыли и жира, а также быть полностью акклиматизирована. Для этого подходят только плиты с очень качественной поверхностью, так как любая неровность будет заметна через тонкую пленку. Клей на поверхности плит наносится в клеенамазывающем станке. Отрезанные с запасом пленки приклеиваются без пузырьков в роликовых или в фанеровочных прессах. После оклеивания готовое изделие для выравнивания влажности должно лежать в закрытом штапеле от 5 до 12 часов, при этом верхнюю плиту необходимо закрыть тяжелой плитой для предотвращения коробления.
2.15.3. Линолеум
Линолеум состоит из смеси окисленного льняного масла, смол, пробковой муки и красителей, которые напрессованы на джутовую ткань. Одноцветный или цветной линолеум производится в виде рулонов. Линолеум является натуральным продуктом, теплым, приятным на ощупь и легким в уходе, и поэтому его часто наклеивают на столы и столешницы. В качестве поверхности основы подходят только плоские древесные материалы. Линолеум наклеивается дисперсионными клеями при небольшом давлении в
фанеровочных прессах. Канты оклеенных линолеумом поверхностей необходимо защищать с помощью накладок. При плоском фрезеровании или строгании накладки поверхность линолеума не должна быть повреждена (рис. 2.195).
ЗАДАНИЯ
1. Сравните структуру и свойства различных декоративных слоистых материалов.
2. Опишите процесс обработки поверхности декоративными слоистыми материалами, делая акцент на использовании различных рабочих средств.
3. Предложите варианты обработки и защиты кантов для поверхности, которая покрыта бумажно-слоистым пластиком высокого давления.
4. Сравните поверхности, оклеенные линолеумом и бумажно-слоистым пластиком высокого давления.
5. Покажите на примерах три различные области применения пленок.
6. Опишите два способа, которые можно применять для последующего формования слоистых материалов.
7. Оцените поверхность шириной 300 мм из цельной ели, которая с обеих сторон оклеена слоистым пластиком.
Fmy group
www.edisgroup.ru
2.16. Металлы
2.16. Металлы
Среди металлов различают железоуглеродистые сплавы, цветные металлы, твердые сплавы и стеллиты.
2.16.1. Железоуглеродистые сплавы
Сталь и чугуны являются железоуглеродистыми сталями. Они состоят прежде всего из химического элемента железа (Fe), который производится из природной железной руды. Железоуглеродистые сплавы образуются в том случае, когда в жидкое железо подмешиваются другие вещества или когда железо обрабатывается в дальнейшем соответствующим образом.
2.16.1.1. Получение доменных чугунов и продуктов доменной печи Сырьевой материал для производства железоуглеродистых сплавов производится в доменных печах. Общая высота доменной печи может составлять до 80 м, диаметр — до 12 м, а вместимость — до 1000 м3. Она находится в непрерывной эксплуатации от 5 до 10 лет, потом необходимо новое строительство. В небольших доменных печах ежедневно производится до 1000 тонн чугуна, в больших — до 6000 тонн. Доменный чугун является промежуточным продуктом, который образуется в доменных печах и должен обрабатываться дальше.
Получение доменного чугуна. Доменная печь сверху постоянно наполняется железной рудой, коксом и известняком. Кокс служит в основном в качестве топлива для плавления железной руды и как восстановитель оксидов железа, извест-
Руда Кокс Присадки
Жидкий серый чугун
ная
Вагранка
Шлаки
Доменный
чигун
Жидкий белый чугун Преобладает х Мп-составляющая
Миксер для чугуна
подогрева
восстановления
Присадки, лом X науглероживания
и легирующие компоненты (4) Зона плавления
ЛД-конвертер (кислородный конвертер [
Jjfl-npoqeccaj^j
Мартеновская печь
Электрическая печь
Преобладает
Si-составляющая
Литейные I формы
40 И0И
Литейная форма Кокили
Кокили
Литейная форма
0813
Литейная форма Кокили ______।
Печь для отжига
Изделие - Отожженное серый изделие
^угун (Чугунолитейное
производство
Прокатный Вытяжной Экструзионный пресс стан 1 стан i
Прокатный стан 1
Литье стальных изделий
Прокатные Вытяжное изделия изделие
Изделие,полученное экструзионным прессованием
Литье стальных изделий
Сталелитейное производство
Прокатные изделия для высокой нагрузки
Рис. 2.196. Обзор способов получения чугуна и стали
Fm<saGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
няк (флюс) служит для связывания содержащихся в железной руде загрязнений. В отдельных зонах доменной печи при получении чугуна протекают различные процессы (рис. 2.196).
В зоне подогрева железная руда выделяет воду и серу.
В зоне восстановления из железной руды с помощью углерода вытягивается кислород. Кокс выделяет при обдуве горячим воздухом углерод. При этом образуются диоксид углерода (СО2) и оксид углерода (СО). Оксид углерода поглощает из железа кислород. Этот газ вместе с другими газами образует колошниковый газ.
В зоне науглероживания железо насыщается углеродом. Поэтому снижается точка плавления железной руды. Кроме этого, железо поглощает кремний (Si), марганец (Мп), серу (S) и фосфор (Р).
В зоне плавления железо полностью расплавляется. Освобождающийся жидкий чугун собирается в нижней части доменной печи, в горне.
Известь или флюс связывает находящиеся в железной руде и топливе загрязнения в шлаки. Они имеют меньшую плотность, чем чугуны, и поэтому всплывают на поверхность; их сливают через специальные отверстия — шлаковые летки.
Продуктами доменной печи являются колошниковый газ, шлаки и чугуны.
Колошниковый газ состоит в основном из оксида и диоксида углерода, водорода и азота. Он горюч. Поэтому колошниковый газ используют преимущественно для нагревания воздуха в воздухоподогревателях и для теплоснабжения доменной печи. В воздухоподогревателях нагревается горячий воздух для доменного процесса.
Шлаки в дальнейшем перерабатываются в шлаковату, шлакоблоки, шлаковый песок, шлакопортландцемент и минеральные (искусственные) удобрения.
Доменные чугуны содержат наряду с железом (Fe) от 3 до 5% углерода (С), от 0,4 до 2% кремния (Si), от 0,5 до 6% магния (Мп), а также небольшое количество серы (S), фосфора (Р) и азота (N). Чугуны с повышенным содержанием кремния имеют серую поверхность излома. Они хрупкие и хорошо плавятся. Из-за их хороших литейных свойств их перерабатывают на чугунолитейных производствах в ковкий чугун. Чугуны с повышенным содержанием магния имеют белую поверхность излома, в дальнейшем на сталелитейных заводах они перерабатываются в сталь.
В белых чугунах углерод химически связан с железом, в серых чугунах углерод большей частью находится в структуре в виде пластинок
Рис. 2.197. Влияние углерода на стали и чугуны или шариков графита (рис. 2.197).
Не так хорошо плавится Ковкий Сваривается Закаляется Вязкий Эластичный
Хорошо плавится
Хорошие литейные свойства Не сваривается Не закаляется
Хрупкий
Мало эластичный
Ео1з|эсноур
www.edisgroup.ru
2.16. Металлы
2.16.1.2. Производство стали
Дальнейшую переработку доменного чугуна в сталь называют фришеванием (окислительной плавкой чугуна). При получении стали путем окислительной плавки чугуна углерод и другие содержащиеся в чугуне вещества, так называемые примеси железа, например кремний, марганец, сера и фосфор, благодаря сжиганию частично или полностью удаляются из чугуна. Посредством окисления хрупкие в начальном состоянии чугуны превращаются в эластичную сталь. Фришева-ние производится следующими способами: продувкой кислородом (конвертерный способ), мартеновским способом (передел чугуна в кричном горне), а также получением стали в электропечах (рис. 2.196).
При продувке кислородом, ЛД-способе (способ, разработанный фирмой Линн-Донавитц), чугун находится в конвертере. Через водоохлаждаемую трубу, кислородное копье, сверху в жидкий чугун продувается кислород с давлением от 8 до 12 бар. Благодаря поступлению кислорода возникают температуры от 2000 до 3000°С. При этом загрязнения, так называемые примеси железа, сгорают почти полностью или связываются в шлаки. По истечении 25—30 минут процесс очищения завершен. Образующаяся сталь имеет особенно низкое содержание азота и поэтому является вязкой и эластичной.
Мартеновский способ производится в отражательной пламенной печи или подовой (плавильной) печи. Процесс окислительной плавки чугуна продолжается до восьми часов. Предварительно подогретая под печью до температуры около 2000°С газовоздушная смесь сжигается над чугунной ванной. В расплавленный чугун могут быть добавлены металлолом и легирующие добавки, например хром (Сг), ванадий (V) и никель (Ni). Этот способ сегодня почти не применяется.
При получении стали в электропечах тепло генерируется посредством электрического тока. Возникающие температуры достигают 3500°С. Электрические печи вмещают от 50 до 10000 кг чугуна. В него могут быть добавлены металлолом и легирующие компоненты, например вольфрам, молибден, тантал и ванадий.
Получаемая с помощью этого способа сталь является особенно чистой. Благодаря своей высокой степени чистоты в отношении примесей и из-за наличия легирующих компонентов она обозначается как высококачественная сталь, а по виду производства также и электросталь. В столярном деле эти стали используются в основном как инструментальные.
В зависимости от дальнейшей обработки чугунов, сталей говорят о различных продуктах и изделиях: сталелитейных, прокатных, вытяжных и экструзионных (рис. 2.196).
Сталелитейные отливки — это форма отлива сталей. Их применяют для изготовления высоконагруженных деталей станков и двигателей. Прокатные изделия — это прутковая и фасонная сталь, листовой металл, трубы и стальная проволока. Вытяжные изделия — это прежде всего проволоки и гладкая сталь с меленьким поперечным сечением. Методом экструзионного прессования производят фасонные стальные изделия со сложным поперечным сечением.
EDIgSFdGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
2.16.1.3. Сталь
В зависимости от состава различают легированные и нелегированные стали, в зависимости от применения — конструкционные и инструментальные (рис. 2.198).
Сталь
Рис. 2.198. Классификация сталей по составу
Сталь
Высоколегированные стали
Рис. 2.199. Классификация сталей по применению
Таблица 2.34. Инструментальные стали для обработки древесины и древесных материалов (DIN 4990, ISO 513)
Типы Свойства и применение
Нелегированные стали Стали состоят из железа (Fe) и углерода (С). • Зажимные инструменты, детали машин, соединительные элементы, фурнитура
1. Инструментальные стали Содержание углерода от 0,5 до 1,5% служит для упрочнения сталей • Буровой инструмент, полотна ленточной пилы
2. Нелегированные высококачественные стали Нелегированные стали с особенно высокой степенью чистоты (так называемые электростали)
Легированные стали Стали содержат наряду с железом и углеродом еще и легирующие компоненты, которые в сумме составляют менее 5%. • зажимные инструменты, детали машин, соединительные элементы, фурнитура
1. Легированные инструментальные стали Обозначаемый также как «специальные стали», этот сорт поддается закалке; такие стали имеют повышенную ковкость и срок годности режущих кромок • основные части инструментов, основу для режущих кромок, например для твердых сплавов, станочного инструмента
2. Легированные высококачественные стали Стали с особенно высокой степенью чистоты, доля легирующих компонентов в сумме составляет менее 5%
Высоколегированные стали Эти стали содержат от 5 до 30% легирующих компонентов, стали натурально жесткие, их нельзя закаливать искусственно. Они твердые, но менее эластичные, то есть относительно хрупкие. Из-за большой опасности разрушения инструмента на станке необходимо устанавливать соответствующее защитное оборудование.
1. Высоколегированные инструментальные стали Эти высококачественные сорта содержат более 5% легирующих компонентов. • фрезерный инструмент
2. Быстрорежущие стали Быстрорежущие стали содержат максимум 12% легирующих компонентов • фрезерный и строгальный инструмент
3. Высоколегированные быстрорежущие стали Эти высококачественные быстрорежущие стали содержат более 12% легирующих компонентов • фрезерный и строгальный инструмент, комбинированный инструмент
EDiSFi£BQ.u£
www.edisgroup.ru
2.16. Металлы
Легирующие компоненты, которые изменяют свойства сталей (примеры):
Хром Сг н ► повышает прочность на разрыв, теплостойкость и износостойкость, твердость, коррозионную стойкость
Кобальт Со -Молибден Мо -Никель Ni Ванадий V -> Вольфрам W > повышает твердость, срок службы режущих кромок, теплостойкость - > повышает прочность на разрыв, теплостойкость, срок службы режущих кромок повышает прочность материала, ковкость, коррозионную стойкость повышает предел усталости, теплостойкость, твердость повышает прочность на разрыв, теплостойкость, твердость, срок службы режущих кромок
2.16.1.4. Чугуны
Чугуны — это железоуглеродистые сплавы, получаемые переплавкой и очисткой серых доменных чугунов на чугунолитейном производстве. Прежде всего различают серые и ковкие чугуны (табл. 2.35).
Таблица 2.35. Чугуны
Типы Свойства и применение
Серый чугун (литейный чугун) Содержание углерода от 2,6 до 3,6%; серый чугун твердый, хрупкий, чувствителен к ударам и толчкам, нековкий, незакаливаемый, несвариваю-щийся • корпуса подшипников и двигателей, столы станков и другие детали машин, трубы
Ковкий чугун Чугунная отливка подвергается особой тепловой обработке в течение нескольких дней (отжиг); ковкий чугун по сравнению со сталью легче обрабатывается резанием, частично закаливаемый, частично сваривающийся • фурнитура, ключи, барашковые гайки и винты, маховики, дверные замки, домкраты, вентили
2.16.2. Цветные металлы
Цветные металлы в зависимости от их плотности классифицируются на тяжелые и легкие металлы. Важнейшими цветными тяжелыми металлами являются медь, цинк, свинец, никель и хром. Из легких металлов в строительстве чаще всего используют алюминий и алюминиевые сплавы.
За исключением меди все цветные металлы разъедаются свежим строительным известковым раствором и бетоном. Поэтому их необходимо защищать нанесением покрытия кистью или наклеиванием бумаги или пленки до тех пор, пока раствор или бетон полностью не отвердеют.
Медь (Си) мягкая, ковкая и гибкая. Чистая медь имеет красноватый блеск. Медь имеет хорошую проводимость для тепла и электрического тока. Медь устойчива к коррозии. При реакции с углекислотой, содержащейся в воздухе, образует тонкий, нерастворимый водой защитный слой зеленого цвета, который называется патиной. Если медь соприкасается с угольной кислотой, то образуется ядовитая и нерастворимая водой ярь-медянка. Медь перерабатывается в листы, пленки, бесшовные трубы, профили и проволоку. Она подходит для облицовки дверей и фасадов. Медь можно хорошо паять, при определенных условиях также сваривать, но по причине ее низкой твердости медь плохо обрабатывается резанием.
EP|SFIGROUp
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Латунь (CuZn) — это сплав меди и цинка. Она тверже и прочнее чистой меди. Латунь применяется, например, для арматуры, фурнитуры, винтов и декоративных планок. Латунь более хрупкая, чем сталь. Поэтому латунные шурупы необходимо осторожно вкручивать в древесину, чтобы они не сломались.
Свинец (РЬ) матово серый и самый тяжелый из цветных металлов. На воздухе быстро покрывается темно-серым защитным слоем. Этот слой придает свинцу хорошую коррозионную стойкость даже против кислот. Соединения свинца очень ядовиты, поэтому при обращении со свинцом и его соединениями следует соблюдать специальные меры предосторожности. В столярном деле свинец используется в качестве вставки в защищающие от излучения двери и разделительные перегородки, в стекольном деле — при изготовлении свинцового стекла. Так как свинец очень мягкий, его можно деформировать даже в холодном виде. Кроме этого, свинец можно хорошо паять. Для обработки резанием он не подходит по причине слишком большой мягкости.
Алюминий (А1) имеет матовую поверхность. Он очень хорошо проводит электрический ток и тепло. На воздухе алюминий покрывается оксидным слоем и поэтому становится очень устойчивым к коррозии. Алюминий применяют в виде листов для облицовки фасадов и в виде пленки в качестве изоляционных слоев. Алюминиевые сплавы с магнием и кремнием имеют высокую прочность и являются коррозионностойкими. Из них производятся листы и трубы, профили для окон и дверных коробок, козырьки для зашиты от дождя и карнизные перекрытия, а также солнцезащитные козырьки и жалюзи, нажимные дверные ручки и круглые оконные ручки. Конструкционные элементы из алюминия или алюминиевых сплавов могут быть защищены от коррозии с помощью анодирования (электрохимическое оксидирование).
2.16.3. Твердые сплавы
Спеченные твердые сплавы состоят из соединений вольфрама, титана и тантала с углеродом (карбидов). Карбиды вместе с кобальтом перемалываются в тонкий порошок и как порошковая смесь под высоким давлением прессуются в плоские прутки или сразу же в конечную форму режущих кромок инструмента. Изготовленные из плоских прутков режушие кромки, так же как и спрессованные в готовые режущие кромки, до конца спекают при высокой температуре и высоком давлении. Спекание — это отжиг спрессованных частиц порошка, при котором образуется связанная кристаллическая структура. После спекания режущие кромки инструмента являются настолько твердыми, что их дальнейшая обработка возможна только алмазными или кремний-карбидными инструментами. Твердые сплавы классифицированы в соответствии с DIN 4990 и ISO 513 в основную группу стружкоудаления и группу применения для обработки резанием.
Спеченные твердые сплавы очень хрупкие. Поэтому режущие кромки должны быть напаяны на эластичную подложку из стали. Инструменты с твердосплавным покрытием режущих кромок допускают значительно более высокие скорости резания, чем инструменты со стальными режущими кромками. Стойкость ре-
mm^GROUP
www.edisgroup.ru
2.16. Металлы 193
жущего инструмента, выраженная длиной резания для инструментов с твердосплавным покрытием режущих кромок, в 10—60 раз больше, чем стойкость инструмента со стальными режущими кромками.
Твердые сплавы чувствительны к ударам и толчкам. Поэтому режущие кромки необходимо специально защищать от ударов и толчков. Соприкосновение с металлами, например при выкладывании инструмента на станочный стол, в любом случае следует избегать.
2.16.4. Стеллиты
Стеллиты, или литые наплавочные твердые сплавы, содержат в основном от 40 до 50% кобальта, 25—35% хрома, 12—20% вольфрама и до 3% углерода. Твердые сплавы на кобальтовой основе применяются при распиливании массивной древесины вместо твердометаллических пильных полотен. Прочность и хрупкость стеллитов меньше, чем у спеченных твердых сплавов, но выше, чем у инструментальных сталей. Высокая естественная твердость стеллитов делает закаливание режущих кромок излишним.
Наплавочные твердые сплавы с помощью специальных устройств наплавляются на кончики зубьев пилы. После наплавления сплава, так называемого стеллитирования, вершины зубьев выравниваются с помощью шлифования на обеих сторонах, а пильные зубья по передней и задней грани формируются или затачиваются с помощью заточки или шлифования алмазным шлифовальным диском.
2.16.5. Коррозия и коррозионная защита
Под коррозией понимают разъедание и разрушение материалов вследствие химических или электрохимических процессов с участием коррозионных агентов, например воды и воздуха.
2.16.5.1. Коррозия
Химическая коррозия: при химической коррозии металлические материалы химически изменяются снаружи благодаря действию кислорода (окислению) без участия воды. Газы и пары, прежде всего при высоких температурах, могут ускорить процесс.
Это окисление нельзя путать с окислением цветных металлов, при котором на поверхности образуется толстый защитный оксидный слой.
Электрохимическая коррозия: различают электрохимическую коррозию с кислородной деполяризацией влажных стальных поверхностей и электрохимическую коррозию на коррозионных элементах (рис. 2.200).
Электрохимическая кислородная коррозия происходит особен-
но на нелегированных или низко- Рис. 2.200. Коррозия металлов
EDISgGROUP
www.edisgroup.ru
Химическая коррозия
Окисление
Коррозия
Электрохимическая коррозия
Контактная коррозия
Межкристаллитная коррозия
Глава 2. Материалы и обработка материалов
Катод ©
Анод ©
Рис. 2.201. Электрохимическая коррозия
Метал 1, напр. Си
Электролит
Анод растворяется, то есть коррозирует
Металл 2, напр. Zn
легированных сталях. Когда стальная поверхность покрыта влажной пленкой, то под влиянием кислорода из воздуха железо растворяется. Образуются ионы железа, которые в результате химической реакции с кислородом из воздуха образуют гидроокись железа Fe(OH)3, из которой образуется гидрат окиси железа FeO(OH), так называемая ржавчина.
Электрохимическая коррозия на коррозионных элементах базируется на тех же процессах, которые протекают в гальваническом элементе (см. 14.3.3). В этой
Золото
Платина
Серебро
Медь
+0,2
0
-0,2
+1,5 В
+0,86 В
+0,80 В
+0,34 В
-0,4
-0,6
-0,8
-1,0
-1,2
-1,4
-1,6
-1,8
X ом Цинк
Железо
Магний
Алюминий
Водород 0 В_______
Свинец, олово -0,13 В
Никель -0,23 В
Ч),44В_ -0 56 В
-0,74 В
-1,10В
-1,67 В
Си
Al AI
Рис. 2.202. Электрохимический ряд напряжений
коррозии участвуют два различных металла или более, между которыми находится проводящая жидкость типа воды, так называемый электролит. При таком расположении неблагородный металл растворяется, то есть говорят, что он коррозирует или разрушается.
В состоящем из цинка и меди гальваническом элементе медь является «более благородной» чем цинк, поэтому цинк разрушается.
Если сравнивать металлы с электрически нейтральным водородом, то можно увидеть, что между водородом и металлами возникает электрическое напряжение различной величины. Эту разницу в напряжениях можно представить в виде электрохимического ряда напряжений или потенциалов (рис. 2.202).
С помощью этого ряда напряжений можно рассчитать напряжение для каждого гальванического элемента. Например, элемент из меди и цинка дает 1,1В.
Металлы, которые образуют положительный полюс, обозначаются как благородные металлы, те, которые образуют отрицательный полюс, — как неблагородные металлы. Чем дальше металл удален от водорода в ряду потенциалов,
edkb^group
www.edisgroup.ru
2.16. Металлы
тем благородней (+) или неблагородней (—) он является. Чем дальше металлы одного гальванического элемента расположены друг от друга в ряду потенциалов, тем быстрее будет разрушаться менее благородный металл.
На основе этих данных можно предотвратить коррозию применением таких металлов, которые в ряду потенциалов расположены близко друг к другу, то есть медь, например, не должна крепиться оцинкованными стальными шурупами. Наряду с этим существует возможность предохранения областей контактов между различными металлами с помощью непроводящего промежуточного слоя, например покрытия, который исключает возможность попадания токопроводящей влаги непосредственно на области контактов.
2.16.5.2. Защита от коррозии
Защитные мероприятия в виде нанесения различных покрытий удерживают влагу и кислород от контакта с поверхностью металла, что предотвращает и уменьшает коррозию.
Смазывание и замасливание: для металлических частей, которые должны быть гладкими и блестящими, используют не содержащее кислоты минеральное масло или минеральный жир (вазелин), например для складированных легких металлов и стальных деталей, для измерительных приборов и поверхностей скольжения.
Окрашивание: на очищенные и обезжиренные поверхности в несколько слоев наносят покрытие из искусственной смолы или разжиженный искусственный порошок (порошковое лакокрасочное покрытие).
Анодирование (элоксирование): изделия из алюминия и алюминиевых сплавов, расположенные в ванне с серной кислотой (положительный полюс, анод), и свинцовая пластина (отрицательный полюс, катод) подключаются к цепи постоянного тока. Возникающий при этом кислород образует твердый и стойкий оксидный слой, элоксальное покрытие.
Элоксаль — это электрически окисленный алюминий. В отличие от покрытий, произведенных гальваническим путем, элоксальный слой находится в основном в поверхности изделия, а не на ней. Поэтому анодированный слой очень устойчивый. С помощью легирования или присадок в ванну с серной кислотой можно получать различные цвета элоксального покрытия.
Металлические покрытия: их можно наносить среди прочего методом окунания в расплавленный металл, распылением жидкого металла, гальванизацией или плакированием.
При методе окунания очищенное и обезжиренное в кислотной ванне изделие затем окунается в жидкий металл типа цинка или олова. Таким способом производят, например, оцинковку и огневое цинкование.
Для гальванизации производят гальванический элемент (рис. 2.202). Изделие и покрывной материал в зависимости от положения в ряду потенциалов подключают к полюсам источника постоянного тока таким образом, чтобы покрывной материал растворялся электролитом и оседал на изделии. Для гальванизации особенно подходят никель, хром, кадмий, цинк, серебро и золото.
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.203. Универсальный угломер
Циркуль с заостренными ножками
Чертилка
Кернер
Параллельный Штангенрейсмус штангенрейсмус со шкалой
Рис. 2.204. Разметочный инструмент
Рис. 2.205. Штангенциркуль
ЗАДАНИЯ
1. Объясните, что понимают под легированием и почему легируют стали.
2. Почему цельнометаллическая фреза не может состоять из высоколегированной быстрорежущей стали?
3. Что такое коррозия и как можно защитить от нее металлы?
4. Объясните, в чем состоит отличие твердых сплавов от сталей.
5. Объясните с помощью электрохимического ряда напряжений, какой из металлов будет разрушаться, если для закрепления карнизного листа из алюминия будут использоваться стальные винты. Карниз закрепляется на деревянном окне.
2.16.6. Обработка металлов
К обработке металлов относятся измерение и раз-метка, распиливание, обработка напильником, сверление, зенкование, сгибание и отгибание кромок, а также нарезание резьбы.
ИЗМЕРЕНИЕ И РАЗМЕТКА
При измерении и разметке размеры с чертежей с помощью различных приспособлений переносятся и размечаются на обрабатываемом изделии. Для этого используют масштабные линейки, штангенциркуль (раздвижной калибр), угломеры, чертилки, циркули и кернеры.
Масштабные линейки — это простые линейки из стали.
Штангенциркуль состоит из металлической шины с миллиметровыми делениями и подвижной измерительной губки (рис. 3.17).
Угломеры используют для разметки и контроля любых углов на изделии (рис. 2.203).
Чертилка состоит из стального стержня в форме карандаша. Ее кончик закален. С помощью чертилки на поверхности изделия можно рисовать тонкие линии (рис. 2.204).
Циркули с двумя переставляемыми ножками из стали и закаленными кончиками используют для разметки окружностей и закруглений (рис. 2.204).
Штангенциркули служат для разметки кругов большого диаметра, а также замера и переноса больших размеров (рис. 2.205).
EDIStJGROUP
www.edisgroup.ru
Кернеры используют для разметки центров отверстий. Тем самым облегчается центрование и засверловка отверстий. Форма стержня кернера цилиндрическая, кончик кернера — конический (рис. 2.204).
РАСПИЛИВАНИЕ
Принцип действия ножовок по металлу и дереву почти одинаков. Для того чтобы пильное полотно при распиливании не зажималось, зубья пилы разводят или делают полотно слегка волнистым (рис. 2.206). Угол заострения зубьев составляет примерно 50°. Количество зубьев на каждые 25 мм длины пильного полотна выбирается в соответствии с распиливаемым металлом. Для мягких металлов типа алюминия и меди берут пильные полотна с большим шагом зубьев, для твердых металлов, стали и чугуна выбираются пилы с более мелкими зубьями.
ОБРАБОТКА НАПИЛЬНИКОМ
Металлы, так же как и древесину, можно обрабатывать напильником. Снятие стружки в зависимости от формы зубьев производится скоблением или резанием (рис. 2.207). Для мягких металлов применяют напильники с грубой насечкой, для твердых металлов — с тонкой насечкой. Кроме этого, напильники по металлу различают по форме их поперечного сечения, например плоские и полукруглые (см. 3.2.7).
СВЕРЛЕНИЕ И ЗЕНКОВАНИЕ
Столяр использует для просверливания отверстий в металле преимущественно спиральные сверла из легированной инструментальной стали, реже сверла с твердометаллическими режущими кромками. Поперечный передний угол и угол при вершине сверла выбираются в зависимости от твердости металла, ко-
Дуговой [круговой] зуб
Рис. 2.206. Пильное полотно и лучковая пила
Насеченные зубья Отрицательный передний угол
Скоблящее действие
Фрезерованные зубья Положительный передний угол
Режущее действие
Рис. 2.207. Напильники по металлу
Тип N
(нормальное исполнение) для металлических материалов с нормальной прочностью и твердостью
Поперечный передний угол = 19°-40°
ТипН
Для твердых и вязко-твердых или дающих короткую стружку металлических материалов
Поперечный передний угол у = ю°- 19°
Поперечный передний угол у = 27°- 45°
Тип W
Для мягких и вязких или дающих длинную стружку металлических материалов
Коническая зенковка
Зенковки с направляющими цапфами
Рис. 2.208. Спиральные сверла и конические зенковки для металлов
FDI«*EJGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Z растягивающее усилие: удлинение
D сжимающее усилие: сжатие
Нейтральное волокно: никакого изменения
Рис. 2.209. Пластическое деформирование (сгибание)
Наружный диаметр резьбы d2, D2
Угол профиля резьбы 60°
Номинальный диаметр d = D
Шаг резьбы Р
Внутренний диаметр резьбы d3,01
Черновой Промежуточный Чистовой метчик метчик метчик
Рис. 2.210. Нарезание резьбы
торый необходимо сверлить. Поперечный передний угол (рис. 2.208) составляет для твердых металлов, например сталей, от 10 до 13°, угол при вершине составляет от 130 до 140°. Для сверления мягких металлов, например латуни, подходят сверла с углом спирали от 30 до 40° и углом при вершине до 118°.
Преимуществами спирального сверла являются его хорошее перемещение в изделии, а также остающийся постоянным диаметр при последующем шлифовании.
С помощью зенкерования конической зенковкой с краев просверленного отверстия снимается фаска и производится раззенковка для заклепок или головок шурупов.
ПЛАСТИЧЕСКОЕ ДЕФОРМИРОВАНИЕ
При пластическом деформировании металл под влиянием внешней силы принимает другую форму, а после деформирования сохраняет ее. Из различных методов пластического деформирования для столяра особенно важными являются сгибание, при работе с листовым металлом также называемая отбортовкой, то есть отгибание кромок. Узкие изделия, например кронштейн стула, сгибаются с помощью молотка при зажимании в тисках или через край металлической плиты. Листы более крупного размера сгибают в тисках с использованием специальных зажимных приспособлений. Чем больше радиус изгиба изделия, тем меньше он отпружинивает обратно при сгибании. Для твердых металлов, например стали, отпружинивание больше, чем для мягких, таких как медь. Поэтому для достижения желаемого радиуса изгиба изделие нужно немного перегибать (рис. 2.209).
Мягкие металлы типа алюминия и меди очень хорошо пластически деформируются и в холодном состоянии, твердые материалы, например высоколегированные стали, деформируются плохо или не деформируются вообще (опасность разрушения).
Рис. 2.211. Переставляемый вороток для нарезания резьбы
pf^ygjjGROUP
www.edisgroup.ru
2.16. Металлы
НАРЕЗАНИЕ РЕЗЬБЫ
Различают наружную и внутреннюю резьбу. Наружную резьбу имеют винты и болты, внутреннюю — гайки.
Наружная резьба нарезается плашкой. При этом диаметр болта должен быть на 0,2—0,3 мм меньше, чем диаметр резьбы. Благодаря тому, что диаметр болта немного меньше, резьба нарезается чище, а режущий инструмент сберегается.
Внутренняя резьба на тонких изделиях нарезается метчиком, на толстых изделиях — с помощью набора метчиков (рис. 2.210).
Набор метчиков состоит из чернового, промежуточного и чистового метчика. Отверстие в обоих случаях должно быть больше, чем внутренний диаметр резьбы, иначе болт заест, и он сломается. Метчик вкручивается с помощью воротка (рис. 2.211).
Существуют различные виды резьбы. В столярном деле чаще всего нарезают метрическую резьбу ISO. Эта резьба нарезается по системе стандартов, которая была разработана международной организацией по стандартизации (ISO). Понятие «метрическая» указывает на систему мер с десятичным делением, в которой за основу взят метр. При такой системе на внутреннем диаметре резьбы болта имеется большее закругление и большее срезание вершины у внутренней резьбы гайки. Благодаря этому закруглению снижается опасность разрушения болта, благодаря срезанию вершины у внутренней резьбы гайки облегчается нарезание резьбы метчиками и вкручивание болта (рис. 2.210).
2.16.7. Соединения металлов
Соединение металлов также называют стыкованием. Различают винтовые, клепаные, штифтовые, паяные, сварные и клееные соединения.
ВИНТОВЫЕ СОЕДИНЕНИЯ
Винтовые соединения — это разборный вид соединений. Винтовые соединения могут выполняться сквозными, затяжными и установочными болтами и винтами. При соединении сквозными винтами обе соединяемые детали удерживаются вместе с помощью винта и гайки. Гайки различаются в зависимости от целей применения по их форме, например шестигранная, колпачковая и барашковая гайка (см. 2.230).
При соединении затяжным винтом одна из деталей получает внутреннюю резьбу. Установочный
Рис. 2.212. Винтовые соединения
Рис. 2.213. Заклепочное соединение
EPISIdGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
винт — это особая форма затяжного винта, гайка в данном случае заменяет головку винта (рис. 2.212).
КЛЕПАНЫЕ СОЕДИНЕНИЯ
Под заклепочным соединением понимают неразборное соединение металлических деталей посредством расплющивания заклепки (рис. 2.213). В расположенные друг под другом просверленные отверстия вставляется заклепка, которая затем предварительно расплющивается заклепочным молотком. После этого на предварительно расплющенный конец заклепки надевают металлический болт, клепальный штамп. На насаживаемом конце он имеет профиль, сопряженный с желаемой формой заклепочной головки. Ударяя молотком по клепальному штампу, получают вторую головку заклепки, так называемую замыкающую головку.
ШТИФТОВЫЕ СОЕДИНЕНИЯ
В штифтовых соединениях металлические детали удерживаются вместе вставленным или впрессованным цилиндрическим стальным штифтом. Штифтовые соединения являются разборными. С их помощью соединяемые детали можно прочно удерживать друг с другом в фиксированном положении (рис. 2.214).
ПАЯНЫЕ СОЕДИНЕНИЯ
Паяные соединения — это сплошные соединения металлических материалов с помощью расплавленного присадочного металла, так называемого припоя (рис. 2.215). Припои имеют более низкую температуру плавления, чем соединяемые металлические детали. Находящийся на поверхности изделия оксидный слой удаляется плавлением, то есть жидким флюсом для пайки. Жидкий при соответствующем нагревании припой под действием капиллярных сил втягивается в паяемую шель. Оттуда он проникает в верхние слои паяемых деталей и частично растворяет их. Таким способом припой образует сплав с материалом изделия. После затвердевания соединение становится прочным и плотным, а также электро- и теп-
Цилиндрический штифт как установочный штифт
Конический штифт как штифт крепления
Срезной штифт
Рис. 2.214. Штифтовые соединения
Паяльник
Кабель
Кончик паяльника
Ручка
Правильно!
Неправильно!
Плавящийся припой
Плавящийся припой
п
Растопленный припой
Паяемая щель 0,05...0,2 мм
Расплавленный припой
Паяемый стык > 0,5 мм
Рис. 2.215. Паяное соединение
лопроводящим.
g5j§@GROUP
www.edisgroup.ru
2.16. Металлы
СВАРНЫЕ СОЕДИНЕНИЯ
Под свариванием понимают соединение двух металлов с помощью нагревания. Соединяемые места с помощью подведения тепла переводятся в жидкое состояние и делаются пластичными. В столярном деле важными являются в основном различные виды газовой и автогенной сварки, а также электродуго-вая сварка. При газовой сварке посредством газокислородного пламени с температурой 3200°С материал расплавляется и сваривается вместе с помощью сварочного прутка (также называемого сварочной проволокой), как это представлено на рис. 2.216. В качестве сварочного газа в основном используется ацетилен.
При электродуговой сварке, также называемой электросваркой, материал в предназначенном для сваривания месте расплавляется посредством электрической дуги, одновременно электрод расплавляется как присадочный материал и образует сварной шов. Температуры у поверхности изделия равны примерно 4200°С (рис. 2.216). Для генерации электрической дуги один полюс источника тока посредством полюсной клеммы подается на изделие, второй полюс присоединяется к прутку электрода.
КЛЕЕНЫЕ СОЕДИНЕНИЯ
Склеиванием с помощью клеев на основе искусственных смол можно производить неразборные соединения металлов между собой (рис. 2.217). Наряду с этим клей служит для защиты винтов от выкручивания и уплотнения поверхностей стыков. В основном применяют реакционные клеи на основе эпоксидной и полиуретановой смол, но также на основе фенолформальдегидной и акрилатной смол. Различают клеи горячего и холодного отверждения, а также одно- и двухкомпонентные клеи. Клеи горячего отверждения затвердевают при нагреве до 120—180°С в течение времени от нескольких минут до двух часов. Клеи холодного отверждения затвердевают при комнатной температуре частично через несколько секунд или только через 80 часов. Однокомпонентные клеи — это готовые к употреблению клеи, двухкомпонентные клеи состоят из двух жидких или пастообразных компонентов, которые не-
Сварочный пруток (присадочный материал)
Сварочный шов
Газовая сварка
Ацетиленовокислородное пламя
Газовый шланг
Горелка
Изделие
Кабель
Присадочный материал одновременно электрод
Изделие Кабель
Электрическая Дуга
Держатель электрода Полюсная клемма
Электродуговая сварка
Рис. 2.216. Сварные соединения
Рис. 2.217. Клеевые соединения
edhs^group
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
обходимо смешать друг с другом в предписанной пропорции. Не каждый клей подходит для склеивания любых металлов и любой области применения.
Для производства клеевых соединений металлов действуют определенные правила работы.
Правила работы:
• Поверхности стыков должны быть достаточно большими, чистыми, слегка шершавыми и обезжиренными.
• Склеенные стыки должны подвергаться по возможности только нагрузке на срез, нагрузка на шелушение, изгиб или растяжение ведут к растрескиванию клеевого слоя.
• Подготовленных для склеивания поверхностей нельзя касаться голыми руками.
• Поверхности стыка должны склеиваться друг с другом непосредственно после предварительной подготовки.
• Во время затвердевания клея склеиваемые поверхности необходимо предохранять от сдвига, в некоторых случаях требуется обеспечение давления прессования.
• Жидкие клеи могут быть едкими и выделять опасные для здоровья пары.
2.17. Соединительные и монтажные элементы
Соединительными элементами являются шпонки, дюбели, нагели, гвозди, проволочные гвозди, скобы и винты. Они применяются для изготовления разборных
Рис. 2.218. Шпонки
или неразборных соединений древесины и древесных материалов.
2.17.1. Шпонки
Шпонки вкладываются в пазы обоих изделий. Они могут проклеиваться или вкладываться в паз свободно (рис. 2.218).
Свободно вставленные шпонки в основном состоят из клееной фанеры или из твердых древесноволокнистых плит. Они применяются прежде всего для соединения досочных обшивок и панелей.
Вклеенные шпонки могут изготавливаться из массивной древесины, клееной фанеры, твердых древесноволокнистых плит или пластиков. Благодаря использованию шпонки площадь поверхности склеивания увеличивается, и тем самым повышается прочность. Шпонки из массивной древесины в зависимости от расположения волокон в них могут обозначаться как продольные или поперечные вставные рейки (рис. 2.218). Толщина и ширина выбираются в зависимости от размеров соединяемых деталей. Проклеенные вставные шпонки можно применять для изготовления стыковых угловых соединений, а также для соединения со скосом (см. 4.2.2.5 и 4.3.2). Специальными
www.edisgroup.ru
2.17. Соединительные и монтажные элементы
формами шпонок являются фасонные шпонки, угловые шпонки и шпонки из
пластика.
Фасонные шпонки имеют почти эллиптическую форму (рис. 2.218). Они изготавливаются из искусственно высушенной древесины бука и имеют на обеих сторонах впрессованные, диагональные бороздки, а также край с фаской. Паз для фасонных шпонок в соответствии с размерами соединяемых деталей фрезеруется с помощью фрезы для пазов. После нанесения клея на основе воды и установки шпонки в паз шпонка разбухает и поэтому образует очень прочное соединение. Шпонку можно применять для соединений встык, а также для соединений со скосом деталей из массивной древесины и древесных материалов (см. 4.3.2). Толщина фасонной шпонки для всех размеров и форм составляет 4 мм.
Угловые шпонки применяются только для изготовления угловых соединений поверхностей со скосом (см. 4.3.2). Они состоят из наклеенного крестообразно друг на друга шпона (рис. 2.218). Размеры угловых шпонок, их толщины и длина уголка различны. Их можно купить в виде отдельных элементов 50 мм длины и в виде полос длиной 1000 мм.
Шпонки из пластика имеют для лучшего сцепления бороздки и отверстия для клея. Они имеются в виде угловых шпонок для 90° и 45°, а также в виде прямых шпонок для соединений встык (рис. 2.218). Они подходят для соединения деталей из массивной древесины, клееной фанеры и древесностружечных плит небольшой
толщины. Для более толстых плит можно применять две шпонки, расположенные
одна над другой. Угловые шпонки имеют длину уголка 15 мм, прямые пластиковые шпонки — в основном ширину 35 мм. Толщина шпонок из искусственных материалов составляет 2 мм.
2.17.2. Дюбели и нагели
Нагели — это гладкие или рифленые палочки из древесины бука различных диаметров и длин. Наиболее часто используемые диаметры — это 6, 8,10,12, 14, 16, 18 и 20 мм. Наряду с нагельными прутками
длиной до 1 м имеются готовые нагели (рис. 2.129) с различными размерами, а также с фасками на концах. Наиболее употребительные размеры приведены в табл. 2.36. Спиральные и продольные нагели с поперечными бороздками, а также с возможностью разбухать после нанесения клея на основе воды называют рифлеными, спиральными или разбухающими нагелями. Для предварительно намазанных клеем разбухающих нагелей вместо клея в просверленное отверстие впрыскивается вода. Благодаря разбуханию нагель прочнее прижимается к стенкам отверстия. Нагельное соединение держится лучше. Кроме этого, клеевые бороздки делают возможным
Рис. 2.219. Деревянные нагели
Таблица 2.36. Деревянные нагели, размеры по DIN 68150
d, мм Длина, мм
6 25 30 35 40
8 25 30 35 40 50
10 30 35 40 45 50 60
12 35 40 45 50 60 80
14 50 60 80 120 140 160
16 60 80 120 140 160
18 80 120 140 160
20 60 120 160
mic^GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.220. Угловой дюбели
Paketinhalt 2,5 kg netto
Drahtnagel DIN 1151 f Jr' Senkkopf
28 x 60
Рис. 2.221 Маркировка пакета с гвоздями
Гвоздь с гладкой головкой
----------
Гвоздь с рифленой потайной головкой
Гвоздь с замыкающей головкой
и-тТН11111ТТТТТ1ТИТ11111 гтттттП
Ершенный гвоздь
Винтовой нагель
;---------------------------4
Гвоздь для легких строительных плит
+ -*---------------&
Гвоздь Гвоздь с полу-
с большой шляпкой круглой головкой
Обойный гвоздь Глубоко раззенкованный гвоздь
Гвоздь Соединительный
для оконных петель гвоздь
Оконный звездчатый гвоздь
Скобка U-образная Гвозди-с заостренными концами невидимки
Рис. 2.222. Проволочные гвозди/гвозди
равномерное распределение клея по поверхности нагеля (рис. 2.219). Также в продаже имеются готовые дюбели и нагели из пластика.
Дюбели и нагели применяют как для соединений встык, так и для соединений со скосом деталей из массивной древесины, столярных плит и древесностружечных плит (см. 4.3.4).
Угловые дюбели изогнуты под углом 90°. Они используются для соединений со скосом. Они изготавливаются из пластика и имеют при длине уголка 30 мм диаметр 6 или 8 мм (рис. 2.220).
2.17.3. Проволочные гвозди
Гвозди обычно производятся из стальной проволоки и состоят из головки гвоздя, стержня и кончика. В зависимости от формы головки различают по DIN 1151 гвозди с гладкой головкой (форма А), гвозди с рифленой потайной головкой (форма В) и по DIN И 52 гвозди с замыкающей головкой (рис. 2.222). Стержень гвоздя имеет, как правило, круглое поперечное сечение. В соответствии с DIN 1151 гвозди могут быть чистыми (без покрытия), оцинкованными или металлизированными. Под металлизацией понимают нанесение лакового покрытия, обогащенного металлическими пигментами.
Гвозди продаются по весу. Вес нетто пакета с гвоздями в зависимости от размера гвоздей лежит в пределах от 1 до 10 кг. Пакеты маркируются фабричной наклеенной этикеткой или печатной маркировкой (рис. 2.221), на которой указаны вес нетто, тип гвоздей, номер DIN и размер гвоздей. Толщина или диаметр стержня и длина гвоздя указаны цифрами, например 12 х 20. Первое число указывает диаметр стержня в десятых долях миллиметра, второе число — длину гвоздя в миллиметрах.
Пример: 10 кг гвозди А 12 х 20 DIN 1151 - без покрытия
Гвозди могут забиваться специальным пневматическим магазинным инструментом — гвоздезаби-вателем (рис. 6.36). При этом используются гвозди длиной от 30 до 100 мм, собранные в полосы или круглые магазины.
Наряду с обычными гвоздями имеются гвозди специального назначения, например гвозди с боль-
ediri^group
www.edisgroup.ru
2.11. Соединительные и монтажные элементы
шими шляпками (DIN 1160), обойные гвозди (DIN 1157), костыли (DIN 1158), скобки U-образные с заостренными концами (DIN 1159), гвозди для легких строительных плит (DIN 1144). Кроме этого, в продаже встречаются гвозди с полукруглой головкой, глубоко раззенкованные гвозди, гвозди для оконных петель, соединительные гвозди, оконные звездчатые гвозди, стальные гвозди, ершенные гвозди и цветные гвозди-невидимки (рис. 2.222).
2.17.4. Скобы
Скобы — это соединительные элементы, которые, как и гвозди, производятся из стальной проволоки. В соответствии с их формой различают узкие, нормальные и широкие скобы (рис. 2.223). Скобы могут быть длиной от 8 до 64 мм и толщиной от 1 до 1,6 мм.
Скобы применяют, например, для закрепления задних стенок мебели, выполненных из досок облицовок. Их можно забивать только с помощью специального скобозабивателя.
2.17.5. Шпильки и кованые гвозди
Деревянная шпилька используется для неразъемных соединений древесины типа шипового соединения. Деревянные шпильки в основном изготавливаются вручную, зауживаются конически и заостряются на конце. Изготовленные машин
ным способом деревянные шпильки — это небольшие круглые стержни, которые
имеют длину определенного размера или реализуются как товар, продаваемый на метры (рис. 2.224).
Кованные гвозди используются преимущественно в качестве декоративных
гвоздей с фасонной головкой для закрепления выкованной вручную фурнитуры, в качестве замочных или тесовых гвоздей при накладывании изделий друг на друга. Они изготавливаются из нелегированной стали и выковываются вручную (неровная форма) или машинным способом (гладкая форма) (рис. 2.224).
Гофрированная скоба — это тонкий волнистый металлический лист, который используется для стабилизации проклеенных угловых соединений встык. Как правило, вбивается с помощью специального пневматического скобозабивателя в тех местах, которые позже не будут видны (рис. 2.225).
Рис. 2.225. Гофрированная скоба
EDIStJGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
DIN 97 DIN 96 DIN 95
Рис. 2.226. Шурупы в соответствии с DIN
Прямой шлиц
Крестовой шлиц
Шлиц в виде внутреннего шестигранника
Головка в виде шестигранника
Рис. 2.227. Шлицы шурупов
2.17.6. Шурупы и винты
Шурупы применяют преимущественно для закрепления фурнитуры и для соединения деревянных деталей. Соединения, выполненные шурупами, прочнее соединений, выполненных гвоздями, и к тому же являются разборными.
Шурупы чаще всего изготавливаются из нелегированной стали, но могут также выполняться из латуни, сплава меди и цинка, из алюминиевого сплава или других металлов и высококачественных сталей. Шурупы могут быть без покрытия или
иметь вороненую, покрытую латунью, цинком или никелированную поверхность. Для более легкого вкручивания может быть предусмотрено покрытие, облегчающее вращение.
Шурупы состоят из головки, тела и резьбы (рис. 2.226). В зависимости от формы головки различают шуруп с потайной головкой (DIN 97), шуруп с полукруглой головкой (DIN 96) и шуруп с полупо-тайной головкой (DIN 95). Шурупы продаются в пакетах по 200 штук. Но существуют пакеты, ко-
торые, как и раньше, содержат 144 штуки (гросс, 12 дюжин). Пакеты маркируются фабричной этикеткой (рис. 2.221). На ней указаны форма шурупа, диаметр стержня в миллиметрах, длина в миллиметрах, номер DIN и тип материала, а
также количество в штуках.
Пример: шурупы 4 х 20 DIN 95 - нелегир. сталь, 200 штук
Шурупы закручиваются с помощью отвертки, которая должна точно походить к шурупам (рис. 3.99). При точных работах шлицы шурупов после окончания вкручивания должны располагаться в одинаковом направлении.
Шурупы с потайной головкой, шурупы с полукруглой головкой и шурупы с полупотайной головкой также могут иметь крестовый шлиц (DIN 7997, 7996, 7995). В древесину они закручиваются при помощи крестовой отвертки. Другие типы головок со шлицем показаны на рис. 2.227 — это внутренний шестигранник (Inbus) и внутренняя звездочка (Torx, AW). Такие шурупы имеют увеличенную
EDISi3GROyP
www.edisgroup.ru
2.17. Соединительные и монтажные элементы
площадь поверхности шлица и поэтому лучше слушаются отвертку. Благодаря этому их легче закручивать и можно сильнее затянуть. Они особенно хорошо подходят для закручивания аккумуляторным и пневматическим шуруповертом (рис. 3.102), в котором используются различные насадки (рис. 3.103).
При тонких работах твердую древесину нужно предварительно наколоть шилом, для длинных шурупов — просверлить. При предварительном просверливании отверстий под шурупы с потайной головкой имеет смысл использовать установленное на определенную глубину сверло с раззенковкой. Нельзя делать предварительные отверстия слишком глубокими и большими, так как иначе шуруп, который должен сам нарезать резьбу в древесине, не получит сцепления. По той же самой причине шурупы, за исключением винтовых гвоздей, нельзя забивать в древесину молотком. Для того чтобы шуруп не сломался, перед вкручиванием в твердую древесину необходимо натереть его резьбу воском или мылом или использовать шурупы с облегчающим скольжение покрытием.
Винтовые гвозди имеют такую форму резьбы, которая разрешает забивание шурупа молотком (рис. 2.228). При использовании такого типа шурупов волокна древесины сжимаются против резьбы, поэтому шуруп сидит в древесине прочнее, чем обычный гвоздь. Винтовые гвозди можно выкручивать обратно левым вращением отвертки или шуруповерта.
Шурупы с декоративной головкой — это шурупы с потайной головкой, которые в головке имеют отверстие или внутреннюю резьбу. После вкручивания этих шурупов в отверстие в головку вставляется пластиковый колпачок или вкручивается шуруп с декоративным колпачком (рис. 2.228).
Шуруп с фрезерующей головкой имеет на фаске потайной головки фрезерованные граты, которые автоматически раззенковывают шуруп в древесине (рис. 2.228).
Шуруп для древесностружечных плит изготавливается из закаленной стали и имеет острую двухза-ходную резьбу. Резьба может распространяться на всю длину шурупа или, например, для закрепления на нижних конструкциях иметь тонкий стержень.
Шуруп с потайной головкой
Шуруп с полукруглой головкой
Шуруп с полупотайной головкой
Винтовой гвоздь
Шуруп с декоративной головкой с вкрученным декоративным колпачком
Шуруп с шестигранной головкой
Lllllliyill*v*1113
Шуруп для ДСП с потайной головкой
Шуруп для ДСП с головкой «Рал Head»
lIHIIIIHIIIH
Шуруп для ДСП с тонким стержнем
Дюбельный шуруп
Ь11111111111111111!1
Шуруп с фрезерной головкой
Стержневой шуруп
Вклеиваемая муфта
Ввертная гайка
Рис. 2.228. Шурупы
ivmmmwil
edi^f^group
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Центрирующий кончик шурупа делает возможным точную установку шурупа и прямое вкручивание. Благодаря самонарезающейся резьбе растрескивание древесины существенно снижается. Шурупы для древесностружечных плит подходят для использования аккумуляторных и пневматических шуруповертов. Из-за самонарезающей резьбы они, как правило, не могут использоваться в сочетании с пластиковым распорным дюбелем, для этого существуют специальные дюбельные шурупы (рис. 2.228).
Шурупы с квадратной головкой (DIN 570) и шестигранной головкой (DIN 571) применяются для соединения больших и толстых деталей. Их закручивают гаечным ключом соответствующего размера (рис. 2.228).
Рис. 2.229. Шуруп с полупотай-
ной головкой с М-резьбой 2.17.7. Специальные шурупы
Рис. 2.230. Специальные гайки
Декоративная головка со шлицем Тогх
Рис. 2.231. Стопорный винт
Головка винта
Подкладная шайба!
Рис. 2.232. Палец с резьбой и винт с полупотайной головкой
Соединительные шурупы (рис. 2.228) изготавливаются до резьбового стержня в основном из полиамида (нейлона) различных цветов. Их применяют для соединения частей мебели. Соединительные шурупы могут быть также целиком изготовлены из металла и иметь различные гайки (рис. 2.229 и 2.230)
Стержневой шуруп имеет спереди резьбу по дереву, а на другом конце — метрическую резьбу. В древесину его закручивают с помощью колпачковой гайки (рис. 2.228).
Стопорный винт — это шуруп с метрической резьбой (М-резьбой), имеющий головку особой формы с внутренним шестигранником или внутренним многогранником. Шлицевое отверстие в головке винта выполнено с заглушкой (рис. 2.231).
Вклеиваемая муфта из пластика с метрической внутренней резьбой (рис. 2.228) используется в качестве средства крепления для прикручиваемых и откручиваемых деталей из древесины и древесных материалов. Один конец муфты может иметь конический скос, для того чтобы муфта легче вкручивалась в древесину. После нанесения клея, лучше всего лакового, муфта вбивается в древесину или древесный материал.
Ввертная гайка или ввертная муфта (резьбовая вкладка) в соответствии с DIN 7965 изготавливается из стали, латуни или алюминиевых сплавов, имеет внутри метрическую резьбу, снаружи — резьбу для дерева и на одном конце — выполненный по
FrHApGRQUP
www.edisgroup.ru
2.17. Соединительные и монтажные элементы
оси шлиц (рис. 2.228). Она служит для анкеровки станочных винтов в древесине, древесных материалах или пластике.
Винт с полупотайной головкой и квадратным подголовком (DIN 603) служит в основном для противовзломных соединений частей металлической обшивки с древесиной (рис. 2.232).
Винт с полупотайной головкой может иметь также квадратный подголовок. Он предотвращает при завинчивании винтовой гайки совместное вращение винта.
Палец с резьбой (DIN 601) применяют для соединения сильно нагруженных деталей. Он имеет стержень с резьбой, четырех- или шестигранную винтовую гайку (рис. 2.232). Так как при затягивании винта головка и гайка винта вдавливались бы в древесину, то на обеих сторонах следует использовать подкладные шайбы.
ЗАДАНИЯ
1. Расскажите о преимуществах рифленого нагеля по сравнению с гладким нагелем. 2. Назовите данные, которые указываются на пакете с гвоздями.
3. В чем состоит отличие шурупов для ДСП от обычных шурупов?
4. Оцените использование шурупов для ДСП в комбинации с пластиковым распорным дюбелем при монтаже перекрытий.
2.17.8. Строительный монтаж и технические приемы крепления
Части строительной отделки и мебели часто должны быть прочно закреплены на строительной конструкции здания. Так как это крепление должно надежно и долговременно выдерживать значительные нагрузки, то пользователь несет при таком монтаже высокую ответственность. Если существует угроза общественной безопасности, а также жизни и здоровью людей, то в таких случаях разрешается использование только проверенных систем крепления, имеющих строительный допуск. Особенно это касается перил, подвесных потолков и фасадных конструкций. Само собой разумеется, что крепежные средства должны использоваться грамотно и профессионально.
Перед началом монтажа необходимо получить данные о величине и направлении нагрузок для данного места крепления, а также о данном материале для забивки крепления (стене, фундаменте и т.д.). Только после этого можно выбрать правильную систему крепления. Дополнительно действует следующий принцип: чем прочнее структура материала, чем более закрыты поры и чем толще стенки материала, тем большую нагрузку может вынести каждая отдельная точка крепления. Проведенное в нескольких местах пробное сверление дает более подробные данные об имеющемся строительном материале (табл. 2.38).
Для всех дюбельных креплений должны просверливаться посадочные отверстия. В зависимости от материала стены применяются различные способы сверления, например вращательное бурение, ударное бурение и бурение с использованием бурильного молотка, а также выбирается подходящий бурильный инструмент (рис. 2.233).
Многие системы крепления производят распорную силу. Выбор точки крепления должен быть тщательно рассчитан, особенно это касается достаточного расстояния от края и необходимой глубины анкерного крепления. В качестве эмпирической формулы для расстояния от края можно использовать двойную
edis^group
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Вращательное сверло
Ударное сверло
Бур
Пустотелый кирпич, строительные материалы с малой прочностью, пористые бетоны
Сплошные строительные материалы с плотной структурой
Сплошные строительные материалы с плотной структурой
Сверленое отверстие нельзя расширять, перегородки нельзя выламывать
Щадящее для материала, но медленное
Самый быстрый способ сверления твердых материалов
Рис. 2.233. Типы сверл
глубину анкерного крепления, разжимная сила при этом не должна действовать в направлении малого расстояния до края. Глубина сверления отверстия почти для всех систем крепления несколько больше, чем длина выбранного дюбеля. При таком способе крепежные шурупы в дюбеле производят полную разжимную силу.
В зависимости от целей применения различают три формы монтажа. Они представлены на рис. 2.234.
При закреплении в кирпичной стене в случае легких нагрузок используются дюбели, в случае тяжелых — так называемые анкеры. При этом по их способу действия различают системы крепления с силовым, геометрическим и материальным замыканием.
Рис. 2.234. Формы монтажа
Дюбель впрессовывается в просверленное в стене отверстие и поэтому производит трение сцепления
Дюбель подгоняется по своей форме фундаменту или просверленному отверстию
Материальное замыкание
Соединительное средство типа строительного раствора или синтетической смолы соединяет дюбель со стеной
gniSUGROUP
www.edisgroup.ru
2.17. Соединительные и монтажные элементы
Таблица 2.37. Обзор наиболее часто употребляемых дюбелей или анкеров и область их применения
1 Обозначение Тип монтажа Сцепление Сплошной материал Пустотелый материал Плиты/ пустоты
- > * > Распорный дюбель —!Ц-Г ( Предварительный Силовое X
Х«93ВВИЙ ' * < > ft. ~ Сквозной Силовое X X
Рамный дюбель
Универсальный дюбель Сквозной Силовое и геометрическое X X X
Дюбель для пористого бетона Л 7. ' Предварительный Силовое X
Дюбель ' для полостей 4 т- Предварительный Г еометри-ческое X
Анкер для высоких нагрузок 1г-л Предварительный, сквозной Силовое X
мииин|| Хвостовой нарезной анкер & - ' 1 - v z г » .• 1 • > М з | Предварительный, сквозной Г еометри-ческое X
/ЯШЕннВмк ® Инъекционный анкер *7 •<- ’* 1 Предварительный Материальное X X
Реакционный анкер 5. к" 4 It? .*% Предварительный Материальное X
gbKidGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Таблица 2.38. Определение вида строительного материала с помощью пробного сверления
Строительный материал Цвет буровой муки Твердость материала Пористость
беловатый серый красноватый твердый мягкий нет полостей полое пространство
Сплошной бетон X X X
Легкий бетон X X X
Сплошной силикатный кирпич X X X
Пористый бетон X X X
Сплошной кирпич X X X
Пористый пустотелый блок из легкого бетона X X X
Силикатный кирпич с отверстием X X X
Пористый кирпич X X X
2.18. Стекло
Стекло — это расплавленная смесь из нескольких исходных веществ. Например, оконное стекло может содержать 60% кварцевого песка, 14% доломита, 5% известняка, 1% сульфата, 18% карбоната натрия и различные красители.
2.18.1. Производство стекла
Исходные вещества тонко перемалываются, смешиваются друг с другом и расплавляются в плавильной печи при температуре около 1600°С. После охлаждения примерно до 1000°С стекольный расплав становится настолько густым, что
ebis^group
www.edisgroup.ru
2.18. Стекло
его можно формовать. В зависимости от способа формообразования говорят о дутьевом способе, способе вытягивания, Float-методе или формовании листового термически полированного стекла на поверхности расплава олова, о литом, прессованном или пеностекле, а также о стекловолокне. Стекло также можно подвергать и последующей обработке, например шлифованием.
ДУТЬЕВОЙ МЕТОД
При методе выдувания различают ручное выдувание и машинное выдувание. Для ручного выдувания используется стеклодувная трубка. С ее помощью можно выдувать закрытые на конце цилиндрической формы стеклянные сосуды, при помощи дутьевой формы также более сложные формы типа бутылок и стаканов для питья. Если торец цилиндра отрезать, то получается стеклянный валик. Его можно разрезать в продольном направлении и выпрямить в стеклянный лист. Отрезанные концы цилиндров используются как круглое оконное стекло (с утолщением посредине). Таким способом стекло производили на протяжении сотен лет.
Принцип работы машинного дутьевого способа такой же, как и у ручного способа с использованием дутьевых форм (рис. 2.235).
МЕТОД ВЫТЯГИВАНИЯ
При методе вытягивания из расплава стекла с помощью машин вытягивается широкая непрерывная полоса стекла желаемой толщины, которая после затвердевания разрезается на плиты.
Метод вертикального вытягивания стекла используется с 1914 года, подходит для изготовления тонких стекол толщиной от 0,5 мм.
Метод Либби-Оуэна используется с 1917 года и особенно подходит для изготовления толстого стекла толщиной до 30 мм (рис. 2.236).
Стеклянные листы получаются гладкими и имеют равномерную толщину. Все же перпендикулярно к направлению вытягивания они имеют небольшие продольные полосы, которые при дальнейшей обработке стекла должны быть ошлифованы.
Рис. 2.235. Ручной дутьевой метод
Метод вертикального вытягивания стекла
"'х Вытягивающие или направляющие ролики
Вытягивающая форсунка в форме щели
Метод Либби-Оуэна
Рис. 2.236. Метод машинного вытягивания
fbiseIGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Варочный бассейн Канал (ванной стекловарен- перелива ной печи) (около 60 м) (10м)
Ванна расплава металла (около 70 м)
Зона Канал охлаждения
отвода (около 150 м)
Смесь исходных веществ расплавляется
1600°с
Регулирующая заслонка
11ОО°С
Зона 1 Всплывание расплава стекла по толщине юоо°с
Зона 2
Охлаждаемый расплав становится твердым стеклом
650°С
2О°С
0GOO0OO0O
Горелки на природном газе
Смесь и расплавленное стекло
Жидкое стекло
Горелки Верхние ' Защитный Приподнимающие
на природном газе ролики Жидкое олово газ валки
Вытягивающие и транспортировочные валки
Рис. 2.237. Метод формования листового стекла на поверхности расплава
МЕТОД ФОРМОВАНИЯ ЛИСТОВОГО СТЕКЛА НА ПОВЕРХНОСТИ РАСПЛАВА
При методе формирования стекла на поверхности расплава, который был разработан в 1950—1960 годах, расплав стекла поступает из варочного бассейна стекловаренной печи в ванну расплавленного олова. Над ванной расплавленного олова находится защитный газ, состоящий из смеси азота и водорода, который защищает жидкое олово от окисления под воздействием кислорода воздуха. Плотность олова равна 7,3 г/см3, что больше плотности расплава стекла, равной 2,5 г/см3. Поэтому стеклянный расплав всплывает на поверхность ванны расплавленного олова в виде плоскопараллельной стеклянной ленты с одинаковой толщиной от 1,5 до 12 мм с ровными обеими сторонами. Поэтому затвердевшее стекло больше не нужно полировать и шлифовать.
Большинство оконных стекол и зеркал в западной Европе производится именно таким способом.
Толщина стеклянной ленты регулируется посредством настройки скорости течения или подачи расплава, но прежде всего с помощью верхних роликов. Похожие на толстые дисковые полотна с очень мелкими зубьями на обеих сторонах ванны
расплава захватывают пластичную ленту стекла и транспортируют его в направлении охлаждающего канала. При этом в зависимости от угла настройки верхних ро
Рис. 2.238. Литьевой метод
ликов по отношению к ленте расплава стекла шириной в 3,2 м лента или «сжимается» (стекло становится толще), или «растягивается» (стекло становится тоньше). После всплывания стеклянного расплава возникающая бесконечная лента охлаждается примерно до 650°С, приподнимается с расплава олова и подается в охлаждающий канал. После свободного от внутренних напряжений охлаждения до комнатной температуры стеклянное полотно контролируется на наличие дефектов, частично с помощью лазерного луча, и после этого режется на листы. Листы штабелируются и подготавливаются к отправке (рис. 2.237).
www.edisgroup.ru
2.18. Стекло
МЕТОДЫ ЛИТЬЯ И ПРОКАТА
При методе литья расплав выливается на литьевой стол и раскатывается с помощью находящегося на расстоянии желаемой толщины стекла вала (рис. 2.238).
Методом проката получают толстые плоские стекла, а также стекла с орнаментами.
Между парой вращающихся валов с водяным охлаждением, которые имеют
тиснение при изготовлении стекол с орнаментом, стекольный расплав прокатывается в бесконечную ленту. При таком способе в расплав можно вводить проволоку и изготавливать изогнутые стекла, например в форме буквы U.
МЕТОД ПРЕССОВАНИЯ
Метод прессования используется для производства толстостенных изделий массового производства типа пустотелых стеклянных блоков, стеклянной черепицы и стеклянных облицовочных плит. При таком методе отмеренное количество стеклянного расплава помещается в металлическую форму и прессуется пуансоном с сопряженной формой.
МЕТОД ВСПЕНИВАНИЯ
При таком способе измельченное в порошок алю-миниево-силикатное стекло смешивается с мелко измельченным углеродом, смесью наполняют формы и нагревают примерно до 1000°С. При этом углерод окисляется и образует в расплаве маленькие пузырьки, которые имеют закрытую структуру ячеек без капиллярной связи (рис. 2.240). Поэтому вспененное стекло является водо- и звуконепроницаемым. Медленно охлажденные блоки вспененного стекла разрезаются на плиты или фасонные детали. Благодаря избытку углерода вспененное стекло имеет черный цвет. Также этот теплоизоляционный материал сохраняет форму, устойчив против влаги, грибов и насекомых, негорючий (рис. 2.240).
ПРОИЗВОДСТВО СТЕКЛОВОЛОКНА
Стекловолокно имеет диаметр менее 0,1 мм. При его производстве жидкий стекольный расплав протягивается через тонкие платиновые форсуньей, затем собирается и сматывается на катушку, или стекольный
Рис. 2.239. Способ проката
Рис. 2.240. Производство вспененного стекла
расплав
стекловолокно
Катушка
Связующее вещество
Рис. 2.241. Метод протягивания через форсунки
расплав разлагается на волокна при помощи сжатого пара или воздуха (рис. 2.241 и 2.242).
FFMSb^GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Сушка газом
Стеклянный расплав
Короткое
Форсунки
Катушка Всасывание стеклянной пыли
Рис. 2.242. Метод продувания через форсунки
Разложение на волокна с помощью сжатого воздуха
Негорючее стекловолокно перерабатывается в изделия из стекловолокна, например ткань, маты, стекловату и нетканый материал. Их используют в качестве звуко- и теплоизоляционного материала, для усиления слоя искусственной смолы и гипсокартонных плит.
2.18.2. Виды стекла
При переработке стеклянного расплава образуются различные виды стекла, которые также обозначают как основные стеклянные изделия, например оконное стекло, литое стекло или армированное проволокой стекло.
Затем эти виды стекла перерабатываются в изделия из стекла, например функциональные стекла типа безопасного безосколочного стек
ла, противопожарного стекла, солнцезащитного, звукозащитного стекла и зеркал.
Оконное стекло — это плоское, равномерной толщины, прозрачное, бесцветное или окрашенное щелочно-известковое стекло, обе поверхности которого гладкие (неполированные), DIN 1249 (табл. 2.39, 2.40 и 2.41).
Таблица 2.39. Свойства и технические параметры оконного стекла
Свойства Данные Свойства Данные
Плотность Предел прочности на сжатие Предел прочности на растяжение Прочность на изгиб Твердость Температура размягчения Светопроницаемость Е-модуль 2,5 г/см3 от 700 до 930 Н/мм2 от 30 до 90 Н/мм2 45 Н/мм2 от 6 до 7 по десятичной шкале твердости Мооса от 560 до 580°С от 72 до 88% в зависимости от толщины стекла 7,3 • 104 Н/мм2 Абсорбция Отражение от поверхности Теплопроводность Коэффициент теплопередачи (для стекла толщиной от 2 до 4 мм) Устойчивость против кислот и щелочей Устойчивость против воды Коэффициент расширения от 1,6 до 2,5% от 5 до 8% 0,80 Вт/(м • К) 5,9 Вт/(м2 • К) Очень устойчиво против кислот и щелочей, Плавиковая кислота и соединения фтора сильно разъедают стекло Используемые стекла нечувствительны к воде, но при хранении вода проникает между двумя листами стекла, щелочные компоненты стекла растворяются, стекло становится тусклым 9 Ю-^К-1
ED|^HGRC>IJP
www.edisgroup.ru
Таблица 2.40. Размеры и допустимые отклонения размеров оконного стекла и зеркал (DIN 1249)
Номинальная толщина, мм Оконное стекло Зеркальное стекло Максимальный размер листа2
Отклонение по толщине, мм Отклонение размера1, мм Отклонение по толщине, мм Отклонение размера1, мм Ширина, мм Длина, мм
3 ±0,2 ±2 (±3) ±0,2 ±2 (±3) 3180 4500
4 ±0,3 3180 6000
5 3180 6000
6 3180 6000
8 ±0,4 ±3 (±4) 3180 7500
10 ±0,5 ±0,3 ±3 (±4) 3180 9000
12 ±0,6 3180 9000
15 ±1,0 ±5 (±6) ±0,5 ±5 (±6) 3180 6000
19 ±1,0 2820 4500
1 Значение в скобках для размера листа более 2000 мм.
2 В соответствии с данными производителя также большие и меньшие размеры.
Таблица 2.41. Недостатки и дефекты оконного и зеркального стекла
Недостатки и дефекты Описание Недостатки и дефекты Описание
Свили или неоднородность стекла Возникает из-за неоднородного состава стекла, данные по излому отличаются Пузыри Образуются внутри стекла под влиянием газа, просвет с искажениями
Расстеклование Возникает в основном из-за слишком медленного охлаждения расплава и проявляется как помутнение стекла Узелки Возникают при расслоении отдельных компонентов смеси при комнатной температуре, проявляются как появление мути
Камень Синева Непрозрачное включение в стекле Окрашивание из-за щелочных отложений на поверхности Полосность Возникают при производстве стекла методом вытягивания; просвет с искажениями
Античное стекло производится в основном способом дутья, реже литьем и прокатыванием. Содержит особенные признаки, характерные для произведенного в древности стекла типа пузырей, свилей и неровностей.
Армированное стекло — это белое или окрашенное литое стекло с вложенной проволочной сеткой. При вложенной проволочной сетке речь может идти о плетеной, тканой или сваренной в отдельных точках проволочной сети. Прочность стекла из-за вложения проволочной сетки не повышается, но при разбивании стекла благодаря проволочной сетке оно держится дольше. Поэтому армированное стекло может применяться для огнестойких строительных конструкций.
Армированное орнаментное стекло — это литое стекло с вложенной проволочной сеткой, которое имеет тисненую поверхность с одной или двух сторон. Стекло белое или окрашенное, светопроницаемое и прозрачное, но пропускает лучи с искажениями (рис. 2.243).
EDIRtfGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.243. Армированное орнаментное стекло
Рис. 2.244. Кафедральное стекло
Рис. 2.245. Орнаментное стекло
Армированное зеркальное стекло после литья с помощью шлифования и полирования получает гладкую поверхность, так что просвет становится неискаженным.
Литое стекло в зависимости от поверхности валов имеет гладкие, с одной или двух сторон узорчатые поверхности. Литое стекло изготавливается прозрачным или окрашенным, а также с проволочным армированием или без.
Кафедральное стекло — это особый вид орнаментного стекла. Его поверхность имеет неравномерные большие и маленькие вмятины. Оно напоминает применяемое раньше в церквях и соборах оконное стекло, изготовленное методом ручного дутья. Кафедральное стекло используют, например, для остекления межкомнатных дверей и дверок мебели (рис. 2.244).
Непрозрачное стекло — это окрашенное в массе, непрозрачное стекло. Одна из поверхностей может быть шлифованной, другая гофрированной для нанесения строительного раствора или клея. Непрозрачное стекло используют для столешниц, маленьких полок и для настенной облицовки.
Орнаментное стекло — это литое стекло с одной или с двух сторон узорчатой поверхностью. Это стекло благодаря структуре своей поверхности выгладит особенно декоративно (рис. 2.245).
Зеркальное стекло или хрустальное зеркальное стекло — это плоское, прозрачное стекло, изготовленное методом формования на поверхности расплава или с помощью шлифования и полирования обеих поверхностей. Просвет без искажений.
Обозначение «хрустальное зеркальное стекло» должно применяться только для зеркального стекла.
2.18.3. Функциональное стекло, производство и обработка
Прошедшее дальнейшую обработку оконное или плоское стекло используется как функциональное. При этом поверхность стекла должна выполнять определенные функции или требования, например как антибликовое стекло, противопожарное или безосколочное стекло, тепло- или солнцезащитное, матовое стекло или зеркало.
Антибликовое стекло — имеет на обеих сторонах выжженный несмазывающий-ся и устойчивый к царапинам тонкий слой. Оба слоя различаются по толщине и
mis^GROUP
www.edisgroup.ru
коэффициенту преломления света. Слои уменьшают отражение света. Прозрачность стекла лежит в пределах от 92 до 99%. Антибликовое стекло применяют для остекления витрин и картин.
Противопожарное стекло — это прозрачное многослойное стекло толщиной от 15 мм и больше, состоящее из нескольких стеклянных листов с огнезадерживающим промежуточным слоем из вещества, похожего на воду. Это стекло выполняет все требования, которые предъявляются в соответствии с DIN 4102 на строительные конструкции класса огнестойкости Т (двери) и F (стены и перекрытия). Стекло класса огнестойкости G хоть и предотвращает проникновение пламени и угарного газа, но не защищает от теплового излучения.
Безосколочное стекло — плоское или изогнутое, полностью прозрачное или окрашенное. Различают однослойное и многослойное безосколочное стекло (триплекс).
Однослойное безосколочное стекло — это предварительно напряженное стекло, которое при разбивании благодаря искусственно вызванным внутренним напряжениям распадается на мелкие кусочки с тупыми кромками, что существенно снижает опасность ранений по сравнению с обычным стеклом. Однослойное безосколочное стекло по сравнению с нормальным оконным стеклом эластичное, ударопрочное и нечувствительное к температуре. Такое стекло применяется для остекления спортивных залов, стеклянных дверей, витрин, столов, парапетов лестниц, балконов и галерей, а также транспортных средств.
Однослойное безосколочное стекло по причине наличия внутренних напряжений нельзя обрабатывать дополнительно, что конечно же является некоторым недостатком. Даже небольшое повреждение поверхности или канта ведет к разрушению этого стекла, так называемому спонтанному бою.
Многослойное безосколочное стекло (триплекс) — это стекло, в котором листы оконного стекла с помощью эластичной поливиниловой пленки соединяются в блоки толщиной от 5,5 до 34 мм. При разбивании такого стекла обломки остаются на пленке. Это предотвращает образование отдельных осколков с острыми краями. Наряду с триплексом на основе поливиниловой пленки имеется триплекс на литьевой смоле. Последний вид стекол также улучшает звукоизоляцию.
Многослойное безосколочное стекло может быть бесцветным или окрашен
ным, прозрачным или полупрозрачным, в продаже имеются триплексы с количеством слоев от 2 до 6. Пропускание света — около 90%. Триплекс не только пред
лагает защиту от повреждений, но при соответствующей толщине служит защитой объекта и людей. При использовании многослойного стекла для остекления следует учитывать прежде всего его вес (рис. 2.247).
Высокопрочное остекление по DIN 52290:
• противоударное Класс устойчивости А1 - АЗ
• пуленепробиваемое Класс устойчивости В1 - ВЗ
• противовзломное Класс устойчивости С1 - СЗ
• противовзрывное Класс устойчивости D1 - D3
Устойчивость повышается с увеличением числового значения.
Противовзломное остекление:
Класс устойчивости ЕН 01, ЕН 02, ЕН 1, ЕН 2 и ЕН 3.
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Оконное стекло
Теплопроводность или общий коэффициент пропускания энергии д = 87%; светопроницаемость в зависимости от толщины стекла от 70% до 90%
Теплозащитное стекло
Снаружи
Внутри
Тепловое излучение внутренних помещений отражается
Трехслойное покрытие
Сухой воздух или природный газ
Стекло
%-
38
Вторичная теплоотдача 16%
Вторичная теплоотдача 12%
62
%
Вторичная теплоотдача складывается из теплоотведения (конвекции) и теплопроводности.
Светопроницаемость = 75%; общий коэффициент пропускания энергии д = 62%
Многослойное изоляционное стекло (стеклопакет) состоит из двух или более одинаковых или разных листов плоского стекла. Стеклянные листы образуют многослойное стекло, в котором зазор достигается с помощью перемычек или специальных сварочных швов на краях. Благодаря наполненному воздухом зазору изоляционное стекло имеет почти такое же теплоизоляционное действие, как окно с двойной рамой. Промежуток между стеклами содержит сухой воздух или специальный газ, например аргон, криптон или ксенон. С помощью этих веществ предотвращается запотевание стекла.
В не имеющем покрытия стеклопакете тепло-поток от одного листа стекла к другому происходит из-за высокой эмиссионной способности поверхности стекла на 2/3 посредством излучения и примерно на 1/3 посредством теплопроводности и конвекции через находящееся между листами стекла газовое или воздушное наполнение.
• Краевое соединение должно долговременно и герметично изолировать полость между стеклами от атмосферного воздуха.
В изоляционном стекле со сваркой по краям листы стекла свариваются друг с другом без использования постороннего вещества (сворка стеклом). При запаянной системе зазор между стеклами получают при помощи находящегося по краям свинцового профиля. В системе, склеенной по краям, два или три слоя стекла удерживаются проходящим по краю профилем из алюминия или оцинкованной стали. Различают простое и двойное уплотненное краевое соединение. В простом уплотненном краевом соединении удерживающий зазор профиль лежит исключительно между обоими стеклами, а пространство над планками удерживающего зазор профиля между краями обоих стекол запечатано уплотнительным материалом (клеем). В двойном уплотненном краевом соединении между обеими боковыми поверхностями удерживающего зазор профиля и стеклами в качестве конструктивного вспомогательного средства и дополнительного уплотнения от водяных паров прокладывается термопластичная уплотнительная масса, чаще всего полиизобутилена. В качестве внешнего уплотнения применяется, как правило, полисульфидный полимер - реже силиконовый каучук, полиуретан и плавкий бутил. Чаще всего используются изоляционные стеклопакеты с двойным проклеенным краевым соединением.
• Осушитель в профиле, образующем зазор между стеклами, служит для того, чтобы адсорбировать водяной пар, возможно диффундирующий через краевое соединение в промежуток между стеклами.
Рис. 2.246. Теплопроводность и светопроницаемость стекла с покрытием и без
В зависимости от толщины, количества и покрытия стекол в стеклопакете различают следующие типы изоляционных стеклопакетов.
FFMS^GRQUP
www.edisgroup.ru
2.18. Стекло
Теплозащитное стекло — это стеклопакет, в котором внутренняя сторона обращенного в помещение стекла имеет напыленное металлическое покрытие или покрыта металлической пленкой. Это покрытие, так называемый тепловой функциональный слой, может состоять из серебра, золота или оксида олова. Толщина покрытия составляет от 0,010 до 0,012 мкм. Под этим тепловым функциональным слоем находится слой с хорошей адгезией к подложке, над ним — покрывной или защитный слой. Общая толщина трех слоев может составлять до 0,1 мкм. Удерживающий и покрывной слои подавляют блики лежащего между ними функционального слоя, в результате улучшается светопроницаемость и нейтральность цвета. Кроме этого, с помощью удерживающего и покрывного слоя
Рис. 2.247. Безосколочное стекло
Снаружи
Абсорбция и конвекция
Внутри
Вторичное тепловое излучение
Профиль, образующий зазор
Газовое наполнение (например, аргон) Теплопередача наружу
Тепловой функциональный слой
L Отражение,
Рис. 2.248. Теплозащитный стеклопакет
уменьшается переход теплового излучения (инфракрасного излучения) из внутреннего помещения наружу (см. рис. 2.246 и 2.248).
В стеклопакете, который имеет тепловой функциональный слой из серебра, теплообмен излучением между двумя стеклами почти не происходит. Значение коэффициента теплопередачи Uv для остекления снижается по этой причине для воздушного наполнения примерно на 3,0 Вт/м2 К до 1,6 Вт/м2 • К, а при на
Снаружи
Отражение
Газовое
- наполнение (например, аргон)
Тепло-
передача
образующий зазор
Тепловой функциональный слой (напыленный оксид металла)
Внутри
Вторичное тепловое излучение
Рис. 2.249. Солнцезащитный стеклопакет
Абсорбц
полнении инертными газами при-
мерно до 1,3 Вт/м2 - К. Неизменным остается теплопоток в результате теплопровод
ности и конвекции воздуха или газа в пространстве между стеклами стеклопакета.
В стеклопакете с функциональным покрытием светопроницаемость лежит в пределах от 60 до 82%; общий коэффициент пропускания энергии д от 57 до 76%.
В стеклопакете без функционального покрытия светопроницаемость лежит в пределах от 79 до 82%; общий коэффициент пропускания энергии д равен от 71 до 76%.
Солнцезащитное стеклопакет по конструкции соответствует теплозащитному стеклопакету. Однако тепловой функциональный слой здесь нанесен на внутрен-
EBlSgGROUP
www.edtsgroup.ru
Глава 2. Материалы и обработка материалов
Снаружи
Сильный внешний
Наружное стекло -толстое со связкой из литьевой смолы
Большой зазор между стеклами с наполнением
зазор
нюю сторону наружного стекла. Оксидный слой отражает и поглощает солнечное излучение (рис. 2.249). Этот эффект достигается и окрашиванием наружного стекла.
Светорассеивающий стеклопакет содержит между двумя соединенными листами стекла капиллярную пластину из мелких прозрачных трубочек из искусственного матери-
Рис. 2.250. Звукозащитный стеклопакет ала или пряжу из стекловолокна.
Благодаря вкладышу усиливается светорассеивание, так что даже глубокое освещение помещения получается равномерным и без резких теней.
Звукозащитный стеклопакет сокращает передачу звука благодаря повышенному весу стекла, неравномерной толщине отдельных стекол, максимально увели
ченному расстоянию между стеклами, а также с помощью наполнения тяжелым газом, например гексафторидом серы или аргоном и криптоном. Если в таком стеклопакете внешнее стекло состоит из двух или нескольких стеклянных листов, соединенных между собой специальной литьевой смолой, то звукоизоляционная способность повышается на несколько децибел (рис. 2.250).
Матовое стекло — это стекло с одной равномерно шершавой стороной. Шеро-хование происходит посредством протравливания плавиковой (фтороводородной) кислотой, пескоструйной обработкой, мелким наждаком или шлифованием.
Поверхность матового стекла может также иметь декоративный рисунок.
Зеркала производятся из плоского стекла с помощью покрытия обратной стороны отражающим слоем (см. 2.18.6).
2.18.4. Обработка стекла
Рис. 2.251. Стеклорезы
Стекло можно резать, сверлить, шлифовать или полировать канты, а также деформировать.
Резка стекла. Стекло разрезают с помощью стеклореза. Его режущая кромка тверже, чем стекло. Стеклорез состоит из рукоятки для удержания, зажима (оправа или шток) и головки в форме молотка с режущим телом.
Головка имеет с одной или двух сторон пазы для отламывания узких полос стекла. В качестве резца используется впаянный в головку алмаз. Также применяются вращающиеся сменные колесики из твердого сплава или стали диаметром примерно 4,5 мм (рис. 2.251).
При резке стекло ослабляется односторонним надрезом и ломается при нажатии с противоположной стороны. Никогда нельзя наносить два надреза на одном и том же месте, так как иначе режущая
ETHSCJGROUP
www.edisgroup.ru
2.18. Стекло
кромка стеклореза может быть повреждена. В случае применения эмульсии для охлаждения инструмента типа скипидара или керосина разрезаемость стекла улучшается, кроме того, требуется более низкое давление резания, при этом возникают более выраженные напряжения в месте разреза. При этом жидкость для резания благоприятно сказывается на скольжении инструмента.
J со стальным
J колесиком
Стеклорез
Поверхность
W----_ Жидкость
К. для резания 1 /к и стеклянная пыль
Трещина
Напряжение
Рис. 2.252. Процесс резки стекла
Горячий разрез Обозначение свежего разреза
Стекло по краю разреза легко ломается
Холодный разрез Обозначение старого разреза
Напряжения в стекле рассеялись, стекло больше не ломается по краю или ломается плохо
В соответствии с DIN 1249 для разрезанного стекла существуют следующие квалитеты обработки:
Обрезное Края разреза необработанные, с острыми кромками.
Окаймленное Края с обработанными кромками соответствуют краям разреза, которые более или менее скруглены шлифовальным инструментом
Правила работы при резке стекла
• Стекло при резке необходимо класть на ровную, чистую поверхность, чтобы оно не сломалось под давлением резания.
• Зеркала можно разрезать только на покрытой тканью или войлоком подложке, чтобы они не поцарапались.
• Для разметки стекла используются восковые мелки или маркер.
• Перед резкой место разреза необходимо очистить, чтобы стеклорез мог подействовать.
• Алмаз при резании необходимо держать таким образом, чтобы в направлении резания со стеклом он образовывал угол от 80 до 85°, чтобы он при резании не колол и не волочился.
• При резании нельзя изменять наклон стеклореза для предотвращения неровного разреза.
• Стеклорез ведется с легким постоянным давлением. Это обеспечивает равномерность режущей трещины и бережет стеклорез.
• Более тонкое стекло режут с менее сильным давлением, чем толстое. Для тонкого стекла важно, чтобы режущие кромки стеклореза не имели дефектов.
• После разрезания стекло необходимо разломить («горячий разрез»). Если подождать несколько дней, то стекло будет ломаться намного хуже («холодный разрез»).
• Для вырезания закруглений или криволинейного резания применяют шаблоны, вдоль краев которых и ведут стеклорез.
Шлифование и полирование стекла. Стекло в основном шлифуют в мокром виде, так как при сухом шлифовании оно нагревается и трескается. Для шлифования используют шлифовальные валики, плоские камни, шлифовальные диски и ленты, а также порошковые шлифовальные и полировальные средства из натуральных или искусственных камней. Из натуральных камней используют мелкозернистый песок и вулканические камни, из искусственных камней наряду с корундом и карбидом кремния в основном используют алмазную пыль. Шлифовальные зерна для обработки стекла имеют в основном керамическую связку. Также применяются и связки из искусственной смолы, силикатные, магнезит-ные, резиновые и металлические. Зернистость для шлифования стекла доходит до 600, степень твердости — от очень мягкой до очень твердой, а структура — до очень открытой. Края часто шлифуются начисто корковой лентой. Полирование
FrWwFJGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
стекла — это шлифование поверхности с использованием очень тонкого шлифовального средства (шлифовальной пудры).
Сверление стекла. Для сверления стекла применяют специальные сверла, которые имеют различную форму (трехгранные, плоские, трубчатые сверла) и изготавливаются из различных материалов (сталь, твердый сплав, алмаз). Как правило, для сверления используется настольный сверлильный станок. Для получения сверленого отверстия с безупречными краями лист стекла необходимо сверлить с обеих сторон.
Для стальных сверл в качестве средства для сверления применяют взмученный в воде карбид силиция (шлифовальное средство). При этом очень важно охлаждение специальной эмульсией, водой, скипидаром или керосином. При использовании алмазных сверл необходимо применять охлаждающее средство.
Деформирование стекла. Стекло постепенно
В соответствии с DIN 1249 для шлифованных и полированных кантов стекла предусматривают следующие квалитеты обработки. Шлифование по размеру KMG: Лист стекла посредством шлифования кантов получает заданные размеры. Допустимы гладкие места.
Шлифование
KGN: Канты обработаны шлифованием по всей поверхности. Они выглядят шлифовано-матовыми и не имеют гладких мест.
Полирование
КРО: Полированные канты -это очень тонко отшлифованные канты.
Рис. 2.253. Стеклянное окно в здании ООН, выполненное М. Шагалом (фрагмент)
размягчается при увеличении температуры. При температуре около 570°С стекло можно пластически деформировать. Говорят о гнутье, когда стекло для витрин сгибают в одном направлении, и о выгибании, когда стеклянный лист со всех сторон изгибается в свод. Задача столяра — указать вид деформирования с помощью точных чертежей с указанием толщины стекла, его высоты и длины изгиба или изготовление точного шаблона для деформированного стекла. По заданной столяром форме изготавливается шаблон для гнутья из ша-моты или стального листа. Шаблон для гнутья вместе с наложенным на него стеклянным листом ставится в гибочную печь. При температуре размягчения стекло прилегает к заданной форме.
2.18.5. Особые виды обработки стекла
Особые виды обработки стекла — это, например, живопись по стеклу, свинцовые переплеты для остекления, пескоструйная обработка и травление стекла, гравировка по стеклу и мозаика по бетону.
ЖИВОПИСЬ ПО СТЕКЛУ
Живопись по стеклу — это картины на стекле и витражи, например на окнах церквей, которые состоят из раскрашенных или нераскрашенных кусков стекла, вставленных в свинцовое обрамление.
Контуры и цвета законченного рисунка в основном предварительно изготавливаются из карто -на. Контуры отдельных кусков стекла вырезаются с помощью шаблона. Затем при цветной живописи по стеклу на внутренней стороне вырезанного кус-
gnisHGROUP
www.edisgroup.ru
2.18. Стекло
Рис. 2.254. Крестовое и стыковое соединения
ка плоского стекла черным наносят контуры рисунка, а на лицевой стороне наносят соответствующие эмалевые краски. При этом речь идет о красителях, которые также применяются для окрашивания стекла при его производстве. Надглазурные эмали в обжиговой печи при температуре около 600°С наплавляются на поверхность стекла (рис. 2.253).
Наряду с цветной живописью по стеклу существуют также черные паяные витражи. В них применяется исключительно черный цвет.
ОСТЕКЛЕНИЕ С ИСПОЛЬЗОВАНИЕМ СВИНЦОВЫХ ПЕРЕПЛЕТОВ
При остеклении с использованием свинцовых переплетов отдельные окрашенные или неокрашенные куски стекла соединяются свинцовыми полосами, так называемыми прутьями, которые имеют форму Н, U или I. Поверхность окна получается разделенной с помощью геометрических линий на орнаменты или фигуры. Использование свинцовых переплетов для остекления необходимо рассматривать вместе с живописью по стеклу.
Куски стекла вставляются между развернутыми, немного отогнутыми под прямым углом стенками свинцового профиля. Когда все куски стекла расположены правильно, а полосы свинца выпрямлены, то стенки свинцового профиля пригибаются к стеклам и спаиваются в точках пересечения или узлах. Для пайки используется припой третник, так как его температура плавления примерно на 100°С ниже, чем у свинца. При пайке свинец остается неповрежденным.
При изготовлении остекления со свинцовыми переплетами необходимо соблюдать правила соединения свинца (рис. 2.255): рамка из свинца должна прерываться как можно реже, лишь сгибаться, чтобы поле остекления было стабильным. В поле остекления должна использоваться техника плетения, в которой одна свинцовая полоса идет только по двум стеклам. Благоприятными являются крестовые и стыковые соединения. В крестовом соединении одна полоска свинца идет насквозь, две полосы упираются в нее с двух сторон, при этом образуется крест. В стыковом соединении одна полоска свинца идет насквозь, другая полоска, поперечина, упирается в нее (рис. 2.254).
Если остекление со свинцовыми переплетами необходимо надолго защитить от воздействия окружающей среды, то его вставляют
Изгиб
Поперечина
Крестовое соединение
Рамка / из свинца
Размыкание
Изгиб Изгиб
Ромбическое соединение Прямоугольное соединение
Рис. 2.255. Техника плетения
FniRpIGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Наружное, остекление
Остекление со свинцовыми переплетами
Осушитель L Полисульфидное уплотнение Бутиловое уплотнение Специальный профиль,
образующий зазор
Остекление со свинцовыми переплетами Внутреннее остекление
Рис. 2.256. Изоляционный стеклопакет с внутренним остеклением со свинцовыми переплетами
Рис. 2.257. Оформление стекла с помощью травления и гравировки
между стеклами изоляционного стеклопакета (рис. 2.256).
ПЕСКОСТРУЙНАЯ
ОБРАБОТКА СТЕКЛА
Пескоструйная обработка стекла проводится в пескоструйном аппарате. Песок с острыми кромками распыляется в пескоструйной кабине, оборудованной вытяжным устройством. При распылении песка от поверхности стекла откалываются мельчайшие стеклянные осколочки, поэтому поверхность получается шершавой и матовой. Части стеклянной поверхности можно закрыть самоклеящейся пленкой или листовым шаблоном. Таким способом возможно получать художественные стеклянные поверхности с надписями, полосами и орнаментами.
При пескоструйной обработке образуется вредная для здоровья пыль. Поэтому необходимо соблюдать соответствующие предписания по безопасности труда и охране здоровья при производстве.
ТРАВЛЕНИЕ СТЕКЛА
Для травления стекла используется фтористоводородная кислота. Это единственная кислота, которая разъедает стекло. Протравливать можно всю поверхность стекла или только часть поверхности. На краях поверхности делают бортик из восковой смеси, если она должна быть протравлена целиком. Восковая смесь состоит из воска, смолы и жира. В образованное с помощью воска углубление наливают фтористоводородную кислоту (плавиковую кислоту HF). Для вытравливания полос, надписей, орнаментов поверхность стекла покрывают асфальтовым лаком или другим подходящим средством, которое не разъедается кислотой. Асфальтовый лак состоит из асфальта, канифоли, стеарина и скипидара.
После вырезания из лакового слоя желаемого рисунка образующиеся углубления заполняют плавиковой кислотой. Через несколько минут она разъедает стекло, но не лак. После протравливания стекло тщательно промывается водой, а лак или восковую смесь удаляют с помощью керосина (рис. 2.257).
Фтористоводородная кислота очень едкая и ядовитая, поэтому при обработке этой кислотой всегда необходимо надевать резиновые перчатки, использовать вытяжные устройства, а также соблюдать обычные предписания по обращения с фтористоводородной кислотой.
FOIRfIGROUP
www.edisgroup.ru
2.18. Стекло 22?)
ГРАВИРОВКА ПО СТЕКЛУ
При гравировании стекло шлифуется шлифовальными изделиями различной формы машинным способом для придания стеклу декоративного внешнего вида. Пришлифовываются геометрические рисунки типа кристаллов пирамидальной формы, фасет и фигурных мотивов (рис. 2.257).
МОЗАИКА ПО БЕТОНУ
При мозаике стеклом по бетону цветные стеклянные плиты или лом стекла вкладываются в бетон. Из соображений безопасности стекло должно иметь толщину минимум 20 мм. Его поверхность может быть гладкой или структурированной.
ХРАНЕНИЕ И ТРАНСПОРТИРОВКА СТЕКЛА
Стекло хрупкое, поэтому его нельзя ставить на металл или сталь, а только на мягкие материалы типа древесины, картона или войлока. В подложке не должно быть никаких посторонних включений, чтобы стекло не поцарапалось и не сломалось.
Стеклянные листы должны тесно прилегать друг к другу и храниться по возможности вертикально на гладкой, эластичной поверхности, так как иначе они легко ломаются. Напряжений на сжатие и на разрыв следует избегать, чтобы стекло не сломалось. Стекло может сломаться, если между листами попадает инородное тело. Штабелированное стекло необходимо защищать от влаги, так как иначе оно мутнеет и становится непрозрачным.
При транспортировке стекло в виде отдельных листов или упакованное в ящики всегда должно стоять на боку или переноситься вертикально, так как иначе возникают напряжения на изгиб, и стекло ломается. Чтобы стекло не царапалось, при одновременной транспортировке нескольких стекол необходимо использовать бумажные или корковые прокладки.
Из-за опасности разбивания стекла или несчастного случая при транспортировке стекол большой площади необходимо следить за тем, чтобы транспортируемое вертикально стекло не опрокинулось. При обращении со стеклом большой площади в любом случае необходимо надевать на лучезапястные суставы защитные повязки из кожи и кожаные фартуки в качестве защитной одежды.
ЗАДАНИЯ
1. Объясните преимущества стекла, полученного на расплаве металла, по сравнению со стеклом, полученным методом вытягивания при использовании его для остекления окон.
2. Оконные стекла какой толщины имеются в продаже?
3. Чем отличается кафедральное стекло от античного?
4. Объясните, почему трехслойное безосколочное стекло нельзя резать с помощью стеклореза?
5. Почему изоляционные стеклопакеты имеют хорошие теплоизоляционные свойства?
6. Назовите задачи, которые должны выполнять вспомогательная эмульсия при резании стекла. Чем отличаются «горячий» и «холодный» разрез?
7. Назовите варианты соединения свинцовых оконных переплетов.
8. Почему пескоструйная обработка стекла может производиться только в закрытой кабине с вытяжным оборудованием?
9. Как можно получить орнамент на стеке методом травления?
epis^group
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Прохождение световых лучей Структура зеркала
Рис. 2.258. Строение зеркала
Композиционное безосколочное зеркало одинарное
Композиционное безосколочное зеркало двойное
(Т) Плоское стекло
(г) Отражающий слой
(з) Медный слой
(?) Грунтовочный пак
(?) Покрывной лак
(б) Клеящая пленка
(7) Стабилизирующая пленка
Пленочное безосколочное зеркало
Простое зеркало с односторонней прозрачностью
Рис. 2.259. Виды зеркал
2.18.6. Зеркала
Зеркала состоят из плоского стеклянного листа, обратная сторона которого покрыта серебряным слоем. Этот слой серебра отражает падающий свет, и поэтому его называют отражающим слоем. Для защиты отражающего слоя применяют последующие металлические слои, пленки из искусственных материалов, защитные лаки или второе стекло (рис. 2.258).
Различные слои могут быть нанесены в такой последовательности, что падающие лучи света большей частью будут отражаться обратно, частично поглощаться, а частично проходить сквозь зеркало. Поэтому зеркала классифицируют по коэффициенту отражения, коэффициенту дымности и коэффициенту пропускания (табл. 2.42).
По виду и последовательности отдельных слоев, а также коэффициенту светопропускания различают следующие виды зеркал (рис. 2.259): • кристаллическое зеркало • гарантийное зеркало
• композиционное безосколочное зеркало одинарное
• композиционное безосколочное зеркало двойное
• пленочное безосколочное зеркало • простое зеркало с односторонней прозрачностью
• композиционное зеркало с односторонней прозрачностью
В окрашенных зеркалах плоское стекло окрашивается, что одновременно приводит к более высокой абсорбции и тем самым снижению коэффициента отражения.
Зеркала и установленные к ним требования по качеству регламентированы в стандартах DIN 1238, DIN 50017 и DIN 50021. Так как отражаю
FniAldGROUP
www.edisgroup.ru
2.18. Стекло
щий слой очень чувствителен к внешним воздействиям, например парам воды или солесодержащему морскому воздуха, то его устойчивость проверяется с помощью специальных испытаний. Описание методов испытаний содержатся в стандарте RALRG 528/1. Поврежденный отражающий слой ведет к тому, что зеркало становится потускневшим и теряет блеск.
Зеркала могут иметь различные геометрические формы и размеры. Края можно полировать, шлифовать и фацетировать.
ПРОИЗВОДСТВО
На очищенную и полированную поверхность плоского стекла наносят химически подготовленный раствор нитрата серебра. В ходе химического процесса серебро осаждается и тонким слоем покрывает поверхность стекла. После очистки с помощью дистиллированной воды первый серебряный слой покрывается либо последующим слоем серебра, либо слоем меди. После полного высыхания металлических слоев наносятся грунтовочный и покрывной лаки. Некоторые зеркала для усиления могут содержать дополнительную пленку или второе стекло (рис. 2.259).
Нанесение зеркального слоя на плоское стекло производится благодаря химическому фольгированию. Различают следующие методы.
Настольный метод (рис. 2.260): на горизонтальной деревянной решетке все этапы работы проделываются вручную.
Метод качающегося стола (рис. 2.261): фиксированное стек
ло лежит в прямоугольной ванне Рис. 2.260. Настольный метод
и наклоняется из стороны в сторону качающими движениями. Раствор нитрата серебра при этом распределяется более равномерно и экономично.
Метод распыления: все этапы работы производятся полностью автоматически поточным методом. Растворы серебра и меди наносятся с помощью краскопультов. Этот очень рациональный способ делает возможным нанесение покрытий на стекла размером до 6000 х 3210 мм.
Рис. 2.261. Метод качающегося стола
FDIR^GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
ОБРАБОТКА
Для обработки зеркал действуют те же правила и мероприятия по защите труда, что и при работе со стеклом. При разрезании и при обработке кантов следует все же особенно следить за тем, чтобы серебряный слой не повреждался и не приобретал нежелательную окраску.
ИСПОЛЬЗОВАНИЕ
Зеркала применяют, например, для установки в дверях мебели, межкомнатных дверях, облицовке стен, ванных комнат, гардеробных, а также для изготовления торгового оборудования. Зеркалами можно оформлять поверхности мебели и стен, делать светлее темные помещения и оптически расширять узкие пространства.
Общие указания по обработке и использованию зеркал
1. Зеркала необходимо закреплять на сухую, обезжиренную и плоскую подложку.
2. Необходимо обеспечить достаточное проветривание обратной стороны. Тем самым будет предотвращено помутнение стекла под влиянием влажности.
3. Лампы накаливания необходимо закреплять на достаточном расстоянии. Высокие температуры ведут к образованию напряжений и образованию трещин.
4. Зеркала должны быть демонтируемыми.
5. Клеящие вещества не должны повреждать обратную сторону наклеиваемого зеркала.
6. При монтаже в рамах зеркало должно проветриваться с обратной стороны и снизу стоять на треугольных колодках.
7. Для зеркал, которые монтируются в фальце, необходимо предусмотреть опрокидывание. Поэтому поверхность фальца необходимо держать чистой.
8. Зеркала большой площади необходимо монтировать безопасно с точки зрения несчастных случаев.
МОНТАЖ
Закрепление зеркал производится механически, с помощью магнита или клеев.
Механическое крепление состоит из пластин крепления, которые наклеиваются на обратную сторону зеркала, и сопряженных деталей, которые закрепляются на стене. Детали фурнитуры могут цепляться друг задруга посредством крючка и быть рассчитанными под определенные размеры (рис. 2.262).
При закреплении с помощью клеев различают крепление с помощью клеевой ленты или силиконовых клеев.
Рис. 2.262. Крепление зеркал
gpiSldGROUP
www.edisgrcup.ru
2.18. Стекло
Двухстороння клеевая лента применяется для наклеивания зеркал на абсолютно плоскую подложку. Необходимо следить за тем, чтобы предназначенные для приклеивания части были точно позиционированы, так как последующий сдвиг более невозможен. Полная сила сцепления достигается только через 24 часа. Высокое давление прессования способствует сцеплению по всей поверхности (рис. 2.262).
Силиконовые клеи наносятся в виде вертикальных полос на одинаковом расстоянии на обратную сторону зеркала. На 1 кг веса зеркала необходима полоса силикона длиной минимум 20 см. Необходимо учитывать то, что отверждаемый воздухом однокомпонентный силиконовый клей спустя 24 часа достигает только 50% своей механической прочности (рис. 2.262).
Магнитное крепление состоит из пластины крепления и сопряженной детали. Сопряженная деталь имеет магнит и закрепляется на стене (рис. 2.262).
Таблица 2.42. Виды зеркал, строение и применение
Виды зеркала Толщина стекла, мм Строение Применение, свойства
Кристаллическое зеркало 3, 4, 5, 6 Плоское стекло, отража-ющий слой из серебра, защитный слой из меди, грунтовочный или покрывной пак Для сухих внутренних помещений
Цвета: бесцветный, бронза, серый, золотой топаз, шампанское, розалин, зеленый, синий
Гарантийное зеркало 4, 6 Плоское стекло, отражающий слой, защитный слой Плавательный бассейн, сауны, кораблестроение
Погодостойкое (отражающий слой устойчив против влияния водяных паров и солесодержащего морского воздуха)
Композиционное безосколочное зеркало одинарное 3+3 или 3+6 Плоское стекло, отражающий слой, стабилизирующая пленка, плоское стекло В общественных помещениях типа плавательных бассейнов, тренажерных залов, детских садах, гостиницах, школах и т.п.
Высокая механическая нагрузка
Композиционное безосколочное зеркало двойное 3+3 или 3+6 Плоское стекло, отража-ющий слой, стабилизиру-ющая пленка, отражающий слой, плоское стекло В общественных помещениях
Высокая механическая нагрузка, двухстороннее отражение
Пленочное безосколочное зеркало Плоское стекло, отражающий слой, очень толстая стабилизирующая пленка В жилых вагонах, транспорте, внутренней отделке
Только один слой стекла для экономии веса, высокая механическая нагрузка
Простое зеркало с односторонней прозрачностью Плоское стекло, очень тонкий отражающий слой Для торговли
Прозрачное ло направлению из темного помещения в светлое, очень тонкий отражающий слой
Композиционное зеркало с односторонней прозрачностью 6 Плоское стекло, очень тонкий отражающий слой, плоское стекло В дверях или обшивке в качестве зеркальной филенки
Второй слой стека как защитный слой, прозрачное по направлению из темного помещения в светлое
misUGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
2.19. Минеральные строительные панели
Минеральные строительные панели — это панели из различных, преимущественно минеральных компонентов. Различают панели из искусственного камня, гипсокартонные плиты, гипсоволокнистые плиты, цементноволокнистые плиты и древесностружечные плиты на основе цемента.
2.19.1. Панели из искусственного камня
Панели из искусственного камня — это плиты искусственного производства, которые выглядят очень похоже на натуральный камень. В столярном деле они применяются достаточно часто. Плиты и панели состоят из мелко измельченных минералов, например гидроксида алюминия, и искусственной смолы в качестве связующего средства. В зависимости от своего состава панели могут иметь цвет и
Рис. 2.263. Панели из искусственного камня
Рис. 2.264. Покрытия и канты, выполненные из искусственного камня
структуру гранита, мрамора или травертина, также они могут быть выполнены однотонными в различной цветовой гамме. Эти панели применяют на кухне, в ванных, во внутренней отделке и оборудовании торговых предприятий, для подвергающихся значительным нагрузкам и декоративным поверхностям типа столешниц и облицовки. Такие панели могут быть равномерно склеены с заранее изготовленными штампованными глубокими мойками или кухонными раковинами (рис. 2.263).
Свойства. Панели из искусственного камня с помощью различных инструментов и станков, имеющихся в столярной мастерской, можно распиливать, фрезеровать, сверлить и шлифовать. При этом необходимо использовать твердосплавные инструменты. После нагревания в фанеровочном прессе плиты становятся мягкими и их можно деформировать в этом состоянии. После сгибания по форме или шаблону они остывают и сохраняют форму.
С помощью клея соответствующего цвета плиты можно склеивать почти в однородное изделие (рис. 2.264). Для зачистки неровного края можно использовать шлифовальную бумагу с постепенно уменьшающейся зернистостью и стальную шерсть. При наклеивании плит из искусственного камня на подложные конструкции необходимо применять сохраняющие длительную эластичность клеи на основе неопрена или силикона, так как могут наступить вызванные изменением температуры увеличение размеров.
gnigclGROUP
www.edisgroup.ru
2.19. Минеральные строительные панели
Панели из искусственного камня долго сохраняют свой цвет, являются устойчивыми к погоде, свету, воздействию многих кислот и щелочей, ацетона и спирта, а также имеют высокую прочность к износу, ударам и гниению. Плотность плит примерно 1,75 г/см3. Толщина плит — от 3 до 18 мм.
2.19.2. Гипсокартонные плиты
Гипсокартонные плиты в основном состоят из гипса; их пласти и продольные канты для придания жесткости и прочности оклеены картоном (рис. 2.265). Существуют гипсокартонные строительные панели для облицовки стен и потолка, гипсокартонные строительные панели для повышенных требований по противопожарной защите, гипсокартонные панели с основой под штукатурку и гипсокартонные звукопоглощающие панели.
Гипсокартонные плиты крепятся в качестве сухой штукатурки или потолочной облицовки либо на несущие конструкции из дерева или металла с помощью скоб, гвоздей и винтов, либо непосредственно на неотделанную стену с помощью специального гипса или клея. Стыки и отверстия от крепежа следует зашпатлевать. Для того чтобы стыки снова не растрескались, они проклеиваются стекловолокнистой полосой. Гипсокартонные плиты могут устанавливаться в качестве вкладки в звукоизоляционные строительные конструкции. Гипсокартонные строительные панели производятся толщиной 9,5, 12,5, 15, 18 и 25 мм.
2.19.3. Гипсоволокнистые плиты
Гипсоволокнистые плиты производятся из гипса и целлюлозного волокна, которое получают из макулатуры. Они не содержат дополнительных связующих веществ, но при этом полностью усилены волокном.
Гипсоволокнистые плиты применяются для потолочной облицовки, для межкомнатных перегородок и разделительных стен, в качестве элемента бесшовного пола для звукоизолированных и теплоизолированных полов (рис. 2.266). Такие плиты находят универсальное применение как строительные, противопожарные панели и панели для сырых
Картонное покрытие
Уплощенный продольный кант
Цельный продольный кант строительной панели
Продольный кант плиты под штукатурку
Поперечное сечение звукоизоляционной панели
Рис. 2.265. Гипсокартонные плиты
Рис. 2.266. Гипсоволокнистые плиты в качестве потолочной облицовки
Рис. 2.267. Гипсоволокнистые плиты в качестве элемента бесшовного пола
|grM<b^G RO U Р
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Рис. 2.268. Гипсоволокнистые плиты для разделительных перегородок
Рис. 2.269. Соединение кантов древесностружечных плит на основе цемента
помещений. Гипсоволокнистые плиты можно крепить шурупами к несущим конструкциям или наклеивать с помощью монтажных клеев на неоштукатуренную стену (рис. 2.266, 2.267 и 2.268). Плиты имеют толщину 10, 12,5, или 15 мм, длину от 2540 до 3000 мм, ширину 1245 мм.
2.19.4. Цементноволокнистые плиты
Цементноволокнистые плиты производятся из минеральных и синтетических волокон, цемента и воды. Благодаря таким сырьевым веществам эти плиты не горят и устойчивы против грибов, бактерий, насекомых, слабых кислот и щелочей.
Благодаря этим свойствам цементноволокнистые плиты применяют для настенной и потолочной облицовки влажных помещений. Необработанные плиты имеют цвет цемента. На них может быть нанесено дисперсионное покрытие или покрытие из искусственных смол. Также в продаже имеются плиты сквозной окраски или с цветным покрытием. Цементноволокнистые плиты можно обрабатывать твердосплавным инструментом. Все элементы крепления должны быть из оцинкованного или нержавеющего металла.
2.19.5. Древесностружечные плиты на основе цемента
Древесностружечные плиты на основе цемента на 63,5% состоят из древесины, 25% цемента, 10% связанной воды и 1,5% добавок. Из-за наличия в составе древесных опилок они не являются чисто минеральными строительными панелями, но благодаря достаточно высокому содержанию цемента и их специфическим свойствам могут быть причислены к этому классу.
Древесные опилки, цемент и добавки смешиваются и затем формируются в трехслойный стружечный ковер, который в прессе высокого давления прессуется до одной трети толщины засыпки. Только что прессованные плиты охлаждаются в климатических камерах, а затем кондиционируются на складах для дозревания.
Древесностружечные плиты на основе цемента в зависимости от состава и толщины могут быть классифицированы в следующие классы строительных материалов: В1 — трудно воспламеняющийся или А2 — не горючий. Они устойчивы к погодным воздействиям, гниению и термитам. Их поверхность можно фанеровать, оклеивать кафельной плиткой, отделывать штукатуркой на основе синтетической смолы или красить. Но клеи и краски должны быть совместимы с цементом, то есть со щелочью. Древесностружечные плиты на основе цемента можно обрабатывать твердосплавным инструментом.
gQBR^GRQUP
www.edisgroup.ru
2.20. Строительные, изоляционные и гидроизоляционные материалы
Такие панели используются при укладке пола, настенных и потолочных панелей во влажных помещениях, для наружной облицовки, а также для противопожарных и звукозащитных конструкций во внутренней отделке. Плиты производятся толщиной 8, 10, 12, 16, 18, 20, 24, 28, 32, 40 мм.
2.20. Строительные, изоляционные и гидроизоляционные материалы
Для профессионального строительства и внутренней отделки требуются знания о природном и искусственном камне, бетоне, строительных растворах, кафельной плитке, изоляционных, уплотнительных и гидроизоляционных материалах.
2.20.1. Природные каменные материалы
Природные каменные материалы подразделяются на изверженные (магматические) породы, осадочные породы и метаморфические породы.
2.20.1.1. Изверженные породы
Изверженные (магматические) породы состоят из поднявшегося из толщи земной коры на поверхность и застывшего каменного расплава — магмы. В зависимости от того, в каком месте застывает при извержении магма, говорят о глубинных, излив
шихся, жильных или осколочных горных породах.
Глубинная горная порода, типа гранита, образуется при очень медленном остывании глубоко в земной коре. Порода с крупными одинаковыми зернами, прочная, очень твердая и трудно обрабатываемая.
Жильная горная порода, типа порфира, образуется в жерле вулкана и жилах жерла при медленном остывании магмы. Порода зернистая, прочная, твердая и трудно обрабатываемая.
Осколочные горные породы, типа пемзы и туфа, это пористые и мало сцементированные породы.
2.20.1.2. Осадочные породы
Осадочные (седиментные) породы возникают благодаря выветриванию излившихся горных пород. Состоящие из мелких частиц продукты выветривания смывались водой или уносились ветром и слоями откладывались на расположенных ниже местах. Из таких отложений образовались осадочные горные породы, например песчаник и известняк. Осадочные породы относительно мягкие, мало прочные и легко обрабатываются.
Рис. 2.270. Возникновение изверженных пород
Рис. 2.271. Образование осадочных пород
roiS^GRQUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Таблица 2.43. Изверженные породы
Виды ~1 Глубинная порода Г ранит Жильная порода Порфир 4V* V- Месторождение Гарц, Фихтепь, Шварцвальд, Саксония, Шпессарт, Оденвальд Гарц, Саар, Тюрингия, Рудные горы, Саксония Свойства Очень твердый, высокая прочность на сжатие, серый до серокоричневого Очень твердый, высокая прочность на сжатие, красно-коричневый до коричневозеленого Применение Мостовой камень, бортовой камень тротуара, лестничные ступени Мостовой камень, лестничные ступени
Излившаяся порода Базальт •V .г ч Зибенгебирге, Эйфель, Рен, Рудные горы, Фогельсберг Очень твердый, высокая прочность на сжатие, темно-серый до серо-черного Каменная кладка, лестничные ступени, щебенка и гравий
Осколочные породы Пемза Нойвидский бассейн, Эйфель Пористый, очень легкий, светло-серый Каменная кладка из пемзы и пемзовых плит
Туф Нойвидский бассейн, Нордлинген, Саксония Ломкий от влаги, очень мягкий, затвердевает на воздухе, серый Облицовка, укрытие
Трасс (измельчен-ный туф) - “Ji ' Нойвидский бассейн Пористый, легкий, темно-серый Трассовый цемент
Таблица 2.44. Осадочные породы
Виды Месторождение Свойства Применение
Песчаник Шпессарт, Гарц, Бергише Ланд, Шварцвальд, Эпьбские Песчаниковые горы, Тюрингия Разноцветный, с увеличением плотности -бопее погодоустойчив Каменная кладка, облицовка
Известняк . - Швабская Юра, Франконская Юра, Альпы, Везерская горная страна, Швейцарская Юра Цвет серый до белого, с увеличением плотности - более погодоустойчив Штучный (строительный) камень, каменная кладка, гравий и щебенка, вяжущее вещество
2.20.1.3. Метаморфические породы
Метаморфические породы получаются благодаря высоким температурам и давлениям из изверженных и осадочных пород (табл. 2.45). Так, например, из
• Изверженной породы гранит
• Осадочной породы известняк песчаник глина
Метаморфическая порода
> гнейс
Метаморфическая порода
> мрамор
> кварцит
> глинистый сланец (рис. 2.272).
Изверженная порода
Осадочная порода
Высокое давление
Высокая температура
Метаморфическая порода
Технические свойства природных каменных материалов, такие как прочность на сжатие, зависят от твердости, веса и плотности породы, погодоустой-
Рис. 2.272. Образование метаморфических пород
FDI*№*GRQUP
www.edisgroup.ru
2.20. Строительные, изоляционные и гидроизоляционные материалы
Таблица 2.45. Метаморфические породы
Виды Месторождение Свойства Применение
Гнейс Шварцвальд, Рудные горы, Богемский Лес, Альпы Цвет от белого до зеленого, прочный на сжатие, погодоустойчив Мостовой камень
Сланец Сланцевые горы, Гарц, Альпы, Судеты Темно-серый цвет, легко раскалывается, водонепроницаемый Кровельное покрытие, облицовка
Мрамор Шпессарт, Гарц, Бергише Ланд, Шварцвальд, Эпьбские Песчаниковые горы, Тюрингия Разноцветный, часто белый, полосатый, устойчив к царапинам Полы, настенная облицовка, укрытие
чивоть — от пористости, а способность к впитыванию воды, механическая обрабатываемость и устойчивость против кислот и щелочей зависят от вида породы.
Декоративные свойства определяются видом породы, ее цветом и текстурой, а также структурой поверхности.
2.20.2. Искусственные каменные материалы
К искусственным каменным материалам относятся глиняный кирпич, известково-песчаный (силикатный) кирпич, блоки из легкого бетона, а также блоки из пористого бетона.
2.20.2.1. Глиняный кирпич
При производстве глиняного кирпича смешиваются глина, суглинок, мелкий песок и вода. Потом из смеси формируются кирпичи с пустотами или сплошные и обжигаются. В зависимости от температуры отжига говорят об обычном глиняном кирпиче, облицовочном кирпиче или клинкере. Клинкер — тверже, прочнее на сжатие и устойчивее против мороза, огня и агрессивной воды, чем обычный кирпич. Но к обычному кирпичу штукатурка прилипает лучше, чем к клинкеру. Наиболее частые размеры строительных кирпичей приведены на рис. 2.273 (DF — тонкий формат, NF — нормальный формат).
Сырьевая смесь может содержать горючие компоненты типа опилок или мелкоизмельченные искусственные материалы. Эти вещества обугливаются или сгорают при обжиге сформированного сырья. В таком случае глиняный кирпич получается особенно пористым. Поэтому его обозначают как пористый или легкий кирпич. Его теплоизоляционная способность из-за множества маленьких пор больше, чем у обычного кирпича.
Свойства определяются в стандартах:
• Глиняный кирпич DIN 105
• Известково-
песчаный кирпич DIN 106
• Блоки из легкого DIN 18151/
бетона DIN 18152
• Блоки из пористого бетона DIN 4165
Рис. 2.273. Глиняный кирпич (предпочтительные размеры)
misrtGROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
2.20.2.2. Известково-песчаный кирпич
Смешанные с водой исходные вещества типа мелкого кварцевого песка, негашеной извести и красящих добавок формируются в прессах в силикатные кирпичи, сплошные или с пустотами, и отверждаются в автоклаве при воздействии тепла. Известково-песчаный кирпич является устойчивым против агрессивной воды, к огню и частично к морозу. Из-за гладкой поверхности кирпича к нему плохо прилипает штукатурка. Теплоизоляционная способность этого кирпича меньше, чем у глиняного кирпича.
2.20.2.3. Блоки из легкого бетона
Пористая присадка (например, пемза, керамзит), добавочная вода и цемент или известь перемешиваются и формируются в сплошные, одно- и многокамерные блоки. После отверждения на воздухе или в закалочном котле (с помощью водяного пара и давления) становятся частично морозоустойчивыми. Их сопротивление против агрессивной воды незначительно, теплоизоляционная способность — как у глиняного кирпича. Строительный раствор хорошо прилипает к их шершавой поверхности (рис. 2.274).
Рис. 2.274. Многопустотный блок из легкого бетона
Рис. 2.275. Блок из пористого бетона
2.20.3.4. Блоки из пористого бетона
При их производстве цемент или водостойкую известь (высокосортная гидравлическая известь) смешивают с мелкозернистым песком и водой и заливают в литейные формы. В смесь добавляется газойли пенообразующее средство, которое ведет к образованию мелких пор. Отлитые из исходных материалов и разрезанные по формату бетонные блоки, плиты для облицовки крыш и потолка отверждаются в автоклаве под воздействием пара. Этот строительный материал устойчив к огню и частично к морозу и почти не разъедается агрессивной водой. Его поверхность хорошо подходит для нанесения штукатурного раствора. Теплоизоляционная способность пористого бетона выше, чем у глиняного и силикатного кирпича, а также блоков из легкого бетона (рис. 2.275).
2.20.3.5. Керамические изделия
Керамические изделия изготавливаются в основном в виде настенных кафельных плит и панелей. Кафельная плитка — это тонкая, чаще прямоугольная или квадратная керамическая плитка. Она готовится из глины, песка и другого минерального сырья, прессуется в формах под высоким давлением и обжигается при температуре около 1050°С.
poiafIGROUP
www.edisgroup.ru
2.20. Строительные, изоляционные и гидроизоляционные материалы
При втором обжиге настенная кафельная плитка получает глазурь, напольная кафельная плитка, как правило, нет. Обоими видами плит можно выкладывать столешницы и другие плоские поверхности.
Кафельная плитка имеет твердую, износостойкую, устойчивую к воздействию мороза, кислот и воды поверхность; плитки могут быть гладкими или структурированными, а также одно- и многоцветными. Кафельная плитка легко ломается из-за своей хрупкости, поэтому наклеивать ее необходимо по всей поверхности.
2.20.3. Бетон
Как правило, бетон состоит из гравия или щебня, песка, цемента и воды. При переработке свежеприготовленный бетонный раствор заливается в формы, чаще всего в так называемую опалубку, и уплотняется. Затем уплотненный бетон после отверждения в течение 28 дней достигает своей нормальной прочности; предел прочности на сжатие составляет в зависимости от качества бетона от 5 до 55 Н/мм2.
Если бетон содержит стальные вкладки, то говорят про армированный бетон или железобетон; если бетон не содержит стальные вкладки, то говорят о неар-мированном бетоне, то есть просто о бетоне. Неармированный бетон может воспринимать только нагрузку на сжатие, армированный бетон также и на растягивание с изгибом.
Для строительства и внутренней отделки следует учитывать важные свойства бетона:
• Плотность обычного «бетона» составляет от 2,0 до 2,8 кг/дм3, плотность легкого бетона меньше 2,0 кг/дм3, а плотность тяжелого бетона > 2,8 кг/дм3.
Легкий бетон по сравнению с обычным бетоном имеет значительно более высокую долю пор. Блоки из легкого и пористого бетона относятся к этой группе бетонов с повышенной долей пор.
Теплоизоляционная способность строительного материала возрастает с увеличением количества пор, поэтому нормальный бетон имеет относительно низкую теплоизоляционную способность.
• Свежий бетон сильно разъедает алюминий, меньше свинец, цинк и медь, поэтому необходима защита этих металлов от прямого контакта с бетоном с помощью нанесения изоляционного слоя.
• Как известь и содержащие известь строительные материалы, свежий бетон является причиной появления темных пятен на незащищенной древесине, содержащей дубильные вещества. Эти пятна можно снова удалить с помощью кислоты.
• Из-за капиллярного эффекта бетон может впитывать влагу. Поэтому при контакте бетона и древесины последнюю необходимо защищать с помощью изоляционного слоя, например пленкообразующего окрашивания.
2.20.4. Строительный раствор
Строительный раствор состоит из связующего вещества, песка и воды. Связующее вещество — это цемент, известь и гипс, а также смеси из цемента и извести или гипса и извести. Цемент и гипс нельзя смешивать между собой, так как иначе произойдет дефектное затвердевание. Песок в растворе образует твердый каркас, уменьшает образование усадочных трещин и придает необходимую пористость. Гипсовый строительный раствор увеличивается в объеме на 1—2%, поэтому его можно готовить без песка.
FniS^GRQUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
ШТУКАТУРНЫЙ РАСТВОР ИЛИ ШТУКАТУРКА
Штукатурка накладывается в один или несколько слоев. Толщина строительного раствора составляет снаружи в среднем 20 мм, внутри 15 мм. Штукатурным раствором можно отделывать поверхности кирпичной кладки и потолков, защищать их от погодных воздействий, а также создавать плоские и ровные поверхности-основы для окрашивания, наклейки обоев и настенной облицовки. Стальные строительные конструкции защищаются от влияния пламени, и достигается необходимая теплоизоляция. Различают цементные, гипсовые и известковые строительные растворы.
• Цементный штукатурный раствор имеет высокую прочность и водостойкость, но маленькую эластичность.
• Гипсовый штукатурный раствор имеет более низкую прочность, чем цементный раствор. Он образует особенно гладкие поверхности и разрушается при частой смене климата с сухого на влажный. Поэтому гипсовый штукатурный раствор применяют в сухих внутренних помещениях.
• Известковый штукатурный раствор может относительно быстро поглощать и выделять влагу. Его прочность меньше, чем у цементного раствора, но выше, чем у гипсового.
РАСТВОР ДЛЯ КАМЕННОЙ КЛАДКИ
Раствор для каменной кладки служит связующим веществом для камней и кирпичей. В качестве связующего из-за требуемой прочности могут использоваться только известь и цемент.
В зависимости от связующего вещества различают три группы растворов для каменной кладки:
• группа раствора I (известь)
• группа раствора II (известь-цемент)
• группа раствора III (цемент)
РАСТВОР ДЛЯ БЕСШОВНОГО ПОЛА
Раствор для бесшовного пола наносится в виде свежего раствора (жидкой стяжки) или в виде твердого раствора (сухой стяжки) на несущую поверхность необработанного пола или перекрытия толщиной от 20 до 70 мм. При этом между бесшовным полом и несущей поверхностью располагается разделительный и изоляционный слои для выполнения требований по звукоизоляции и теплозащите (см. 10.2.3.3).
2.20.5. Изоляционные, уплотняющие и гидроизоляционные материалы
Строительные сооружения подвергаются внешнему воздействию, например теплу, холоду, влажности и шуму. Эти воздействия могут нанести зданию повреждения, могут представлять нагрузку для жителей этого здания и снижать экономичность от использования здания.
Изоляционные, уплотняющие и гидроизоляционные материалы противодействуют внешним воздействиям в качестве теплозащиты, а также защиты от звука и влажности.
misidGROUP
www.edisgroup.ru
2.20.5.1. Изоляционные материалы
Под изоляцией понимают мероприятия против влияния температуры и звука.
Для изоляции применяют такие материалы, которые по причине своего состава и структуры плохо проводят звук и тепло. Существуют материалы, которые применяются только для звукоизоляции или только для теплоизоляции или могут выполнять обе эти функции. Кроме этого, они могут служить для защиты от пожара. Наряду с собственно изоляционными материалами многочисленные строительные материалы обладают хорошей теплоизоляционной способностью, например блоки из легкого пемзобетона и пористого бетона, древесина и древесные материалы.
Изоляционные материалы маркируются на упаковке, здесь также указывается степень теплопроводности изоляционного материала (табл. 2.46). В этой маркировке теплопроводности изоляционного материала применяется только последовательность цифр после запятой. Пример: теплопроводность в 0,035 Вт/(м К) маркируется степенью теплопроводности 035.
Таблица 2.46. Неорганические изоляционные материалы (по DIN V 4108 и DIN EN 12524)
Вид изоляционного материала Плотность кг/м3 Теплопроводность Л, Вт/ м- К Коэффициент диффузионного сопротивления паропро-ницанию Д Компоненты и производство Свойства материала Применение
1. Пористые изоляционные материалы
Вспученная слюда (вермикулит) 100 0,07 3 Осадочная слюда, вспученная посредством тепла Устойчива к нагреву, старению, кислотам Легкий заполнитель для противопожарной отделки
Вспученный перлит 100 0,06 5 Ячеистая, вулканическая, кремнийсодержащая горная порода Устойчив к плесени, старению, не горючий Легкий заполнитель для бесшовного пола и изолирующих плит
Вспученная глина 400 0,16 3 Обогащенная органическими компонентами глина гранулируется в шарики и обжигается при 1200°С, при этом шарики вспучиваются Легкий, прочный на сжатие, теплоизолирующий устойчив к кислотам, щелочам, пламени, морозо-стойкий, экологичный Теплоизоляция, противопожарная защита, в качестве засыпки, как легкий заполнитель для глиняного кирпича, бетона, строительного раствора
Вспененное стекло от 100 до 150 0,045 0,050 0,055 Практически паронепроницаемый Закрытопористое вспененное стекло в виде плит Негорючий, теплоизолирующий, паронепроницаемый, устойчив к старению и коррозии Теплоизоляция, защита от влаги
2. Волокнистые изоляционные материалы
Стеклянная, каменная и шлаковая вата в форме матов и войлока от 8 до 500 0,035 0,040 0,045 0,050 1 Тонкие волокна из расплавленного стекла, расплавленного известняка и мергеля, расплавленного доменного шлака, войлок и плиты на связующем из фенолформальдегидной смолы, плиты также битумированные или с одной стороны имеют алюминиевую фольгу Легкий, теплоизолирующий, звукопоглощающий, не горючий, устойчив к старению, гниению, не вызывает рак, если Ki > 40 Теплоизоляция и изоляция от воздушного шума для стен, потолков, крыш, противопожарная защита
Плиты Теплоизоляция и звукоизоляция от шагового шума под плавающим бетонным полом
В свободной форме или в виде полос Для набивания полостей
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Таблица 2.46 (продолжение)
Вид изоляционного материала Плотность р, кг/м3 Теплопроводность Л, Вт/м-К** Коэффициент диффузионного сопротивления паропро-ницанию Д* Компоненты и производство Свойства материала Применение
Силикатно-волокнистые плиты 870 450 0,175 0,083 8 Из силикатов, минеральных волокон и цемента Негорючий, теплоизолирующий, гигроскопичный, устойчив против гниения Противопожарная защита, устойчивое к пламени покрытие стали, теплоизоляция
' ' .. . •
Вспученная слюда Вспученный перлит Вспученная глина Вспененное стекло Войлок из минеральной ваты
1. Пористые изоляционные материалы
Плиты из прессованной пробки, засыпка из пробковой крошки от 80 до 500 0,045 0,050 0,055 5/10 Корковая крошка вспучивается посредством нагрева и спекается вместе, без битума или с ним Звуко- и теплоизолирующий, малое влагопогло-щение, устойчивый к гниению Звукоизоляция шагового и корпусного шума, теплоизоляция, в холодильниках
Полистироловый ненопласт (PS) Вспененный полистирол (EPS) Экструзионный полистироловый пенопласт (XPS) 0,035 0,040 0,040 20/100 80/250 Вспенивается в блоках, плитах или фасонных деталях, в виде гранулированного пенопласта, в виде экстру-зированного пенопласта Воспламеняется или трудно воспламеняется, устойчив к гнинию, старению, не сморщивается Теплоизоляция, звукоизоляция от шагового шума, армируется для свободно несущих элементов крыши, уплотняющий слой в сэндвич-панелях
Полиуретановый пенопласт (PUR) 0,020 0,025 0,030 0,035 0,040 40/200 Вспенивается в блоках, плитах или фасонных деталях, в качестве монтажной пены в каналах или под крышами Теплоизолирующий, при температурных колебаниях не изменяет размеры, устойчив к старению Теплоизоляция
Л
Пробковая плита Пенополистирол Экструзионный полистирол Пенополиуретан Легкие строительные плиты из древесного войлока
2. Волокнистые изоляционные материалы (экологически чистые изоляционные материалы)
Легкие строительные панели из древесной шерсти 15 мм > 25 мм 570 от 360 до 480 0,15 0,090 2/5 Длинноволокнистая древесная шерсть, с минеральным связующим (магнезит, цемент, гипс) Устойчивый к изгибу, нерасширяю-щийся, хорошо обрабатывается, непогодостойкий, трудновоспламе-няемый, оштукату-ренный звукоизолирует, не оштукатуренный - звукопоглощающий, теплоизолирующий, хорошо держит штукатурку Теплоизолирующая основа под штукатурку для стен, потолков, крыш, оштукатуренный для звукоизолирующих обшивок стен или для легких распределительных стен, неоштукатуренный - для звукопоглощения, рассеивания звука в железобетонном строительстве
Многослойные легкие строительные панели, пенопласты > 15 0,040 20/50 Пенопласты (например, стиропор), с одной или двух сторон обшит легкими панелями из древесной шерсти
gpiSPlGROUP
www.edisgroup.ru
Таблица 2.46 (окончание)
Вид изоляционного материала Плотность р> кг/м3 Теплопроводность Л Вт/м-К** Коэффициент диффузионного сопротивления паройро-ницанию Д* Компоненты и производство Свойства материала Применение
Пористые древесноволокнистые плиты 250 0,070 5 В виде древесноволокнистых плит на связующем из искусственной смолы, битумированные или неби-тумированные Легкий, теплоизолирующий, звукопоглощающий, устойчивый Теплоизоляция для перекрытий и крыш, битумированные для сухих полов, звукопоглощающие облицовочные плиты
Целлюлозноволокнистые изоляционные материалы Плиты коагулированной засыпки от 40 до 80 0,045 1-2 Пригодная для вторичного использования газетная бумага разделяется на волокна, обрабатывается против вредителей солями бора и прессуется Теплоизолирующий, диффузионнооткрытый, звукопоглощающий, нейтральный запах, нормально воспламеняется Для звукоизоляции как чистая засыпка, в качестве вдутого изоляционного слоя в закрытых полостях, в виде плит
Овечья шерсть Полотнище Плиты от 16 ДО 18 0,030-0,045 1-3 Волокно овечьей шерсти сваливают в полотно и плиты с добавлением солей бора в качестве средства от моли Т еплоизолиру ю-щий, звукоизолирующий от шагового шума В виде матов для теплоизоляции, в виде войлока и плит для изоляции шагового шума
Кокосовое волокно Рулонное полотно Изоляционные панели 85 0,045 1 Производство матов и панелей из кокосового волокна, обработанного антипиреном Нейтральный запах, теплоизолирующий, звукоизолирующий от шагового шума Теплоизоляция, изоляция от шагового шума
Хлопок, солома, камыш
’ х т V- - '> .*• • ’ •V, - '* 4 -.. - 5 SKSbaiijSsSIaaE Древесноволокнистая плита Целлюлозноволокнистая плита • Овечья шерсть зйМW'JR ejr Л ч' “IW . В ,1 --.V ” 11 Кокосовое волокно Тростниковый мат
* Для расчета строительных конструкций необходимо использовать менее благоприятную величину. * * Измеренная величина.
Изоляционные материалы в зависимости от вида вещества и типа применения производятся в различных формах, например в виде засыпки, в форме плит и панелей, полотна, матов, войлока или нетканого материала. Они должны соответствовать стандартам и качеству защиты, а также быть допущенными к применению в строительных конструкциях. Для выбора изоляционного материала в DIN V 4108-10 области применения изоляционных материалов и их свойства были сведены в таблицу, а для их обозначения были выбраны соответствующие буквенные комбинации (пример см. в табл. 2.48).
Все изоляционные материалы должны иметь на упаковке стандартизованную маркировочную этикетку (рис. 2.276). Знак соответствия (U-знак) свидетельствует о том, что этот продукт соответствует требованиям стандартов, а его производство контролируется.
FFMj^^GROUP
www.edisgroup.ru
Глава 2. Материалы и обработка материалов
Толщина
80 мм
Полиуретановый пенопласт (PUR/PIR)
Плоская изоляционная плита для крыш тип DAAdh (DIN 4108-10), оклеенная минеральным войлоком
Формат: 1200 х 600 мм (наружный размер) 11В5 х 585 мм (внутренний размер) Значение теплопроводности: А = 0,02В Вт/(м К) (WLS 02В, только для D) Класс пожаробезопасности: В2 (DIN 4102)
6 плит: Наружный размер: 4,32 м2 Установочный размер: 4,16 м2 Производитель: Дата производства:
EN 13165
;.D = 0,027 Вт/(м К)
Rd = 2,95 м2 • К/Вт
Класс пожаробезопасности:
Е (EN ISO 11925-2)
Швейцария: Класс пожаробезопасности BKZ 5.2
CTG-
PUR - EN 13165 - Т2 - DS(TH)9 - CS(10\Y)100-TR80
Рис. 2.276. Стандартизированная маркировка изоляционного материала
Кроме этого, указываются:
• обозначение продукта
• вид материала и форма поставки
• тип применения
• номер стандарта DIN
• измеренные значения или степень теплопроводности
• класс пожаробезопасности
• номинальная толщина, длина, толщина
• указание завода-поставщика
• дата изготовления
• знак контроля
Таблица 2.47. Области применения изоляционных материалов по DIN V 4108-10
Сокращение Примеры применения и свойства продукта Сокращение Примеры применения и свойства продукта
DAD (dg) Наружная изоляция перекрытий и крыш, маленькая нагрузочная способность на сжатие DZ (dk) Промежуточная изоляция стропил, не рассчитанная на нагрузку от людей, но допустима для межэтажных перекрытий, нет нагрузочной способности на сжатие
DES (sm) Внутренняя изоляция перекрытий под бесшовным полом со звукоизоляцией от шагового шума, средняя сжимаемость WAB (sk) Наружная изоляция стен за облицовкой, нет требований по свойствам звукоизоляции
DI (zk) Внутренняя изоляция перекрытий (с нижней стороны) подвесные потолки, нет требований по прочности на разрыв Wl (wk) Внутренняя изоляция стен, нет требований на влагопоглощение
WTR (zg) Изоляция межкомнатных разделительных перегородок, маленькая прочность на разрыв Другие примеры см. DIN V 4108-10
2.20.5.2. Уплотнительные и гидроизоляционные материалы
Говоря о герметизации и гидроизоляции, имеют в виду мероприятия против защиты от проникновения влаги в строение. Для этого применяют уплотнительные и гидроизоляционные материалы в виде рулонов из картона, металлической или искусственной пленки, а также наливные массы из металлических или органических компонентов. Эти уплотнительные и гидроизоляционные материалы (табл. 2.50) не пропускают капельную влагу (воду), но допускают или ограничивают проникновение водяного пара, как, например, пароизоляционные материалы (табл. 2.49).
С помощью правильного расположения уплотнительных и гидроизоляционных слоев предотвращается увлажнение древесины и теплоизоляционных материалов.
Водяной пар диффундирует из более теплой стороны строительной конструкции на более холодную сторону. В наружных стенах диффузия водяного пара протекает в среднем в течение года изнутри здания наружу. Поэтому гидроизоляционный слой с более высоким коэффициентом диффузии необходимо наносить на более теплую сторону строительной конструкции, чтобы это не привело к скоплению влаги в конструкции. По этой причине, например, на деревянные оконные рамы и наружную настенную облицовку из древесины в вентилируемых фасадах на так называемую теплую сторону, то есть на сторону, обращенную к внутренним помещениям, должно наноситься более паронепроницаемое покрытие, чем на так называемую холодную сторону, то есть ориентированную наружу поверхность.
EDHSb^GROUP
www.edisgroup.ru
Таблица 2.48. Пароизоляционные материалы
Вид материала Толщина, мм Коэффициент диффузионного сопротивления паропроницанию, Д* Свойства материала Обработка Применение
Пленка ПВХ > 0,1 20000/50000 Устойчива к износу, ограниченно устойчива к старению Крепится гвоздями, зажимами, клеем Для крыш, потолков и наружных стен
Полиэтиленовая пленка > 0,1 100000 Устойчива к кислотам и щелочам,не погодостойкая
Алюминиевая пленка > 0,05 Практически паронепроницаема Устойчива к старению Приклеивание, припрессовка на изоляционные маты и плиты Для крыш и наружных стен
* Для расчета строительных конструкций необходимо использовать менее благоприятную величину.
Таблица 2.49. Уплотнительные и гидроизоляционные материалы
Вид материала Производство и строение Свойства и обработка Место применения Выполняемая защита Способ применения
Битум, чистый Посредством дистилляции нефти, также содержится в природном асфальте Водонепроницаем, устойчив против химического воздействия (кроме бензина), размягчение при повышении температуры, жидкий при 150°С, пластичен при долговременном сжатии, обработка горячая или холодная На картоне или на ткани Против влажности Пропиточное средство
Смешанный с искусственными добавками (напр., Ре, iir) На стенах, потоках, крышах Против грунтовой влажности, просачивающейся воды и поверхностных вод Как предварительное покрытие (холодное), покрытие потолков (холодное или горячее), шпатле-вальная масса (холодная или горячая)
С наполнителями (напр., глинистыми минералами) Для наклеивания картона, полотна, пленки В качестве клеящей массы (горячая)
Битумные полотна без покрытия Строительный картон, пропитанный битумом или натуральным асфальтом При переработке заливается в битумную массу Против грунтовых вод, при строительстве резервуаров Против напорной воды Как вкладка-основа
Битумные полотна дпя крыш Пропитанный битумом строительный картон с покровным слоем из битума с одной или двух сторон Наклеивается с помощью битумной клеящей массы Для стен подвалов, кровельных покрытий Против грунтовой влажности, поверхностных вод Как гидроизоляция
Битумные уплотнительные полотна для крыш Полотно-основа из джутовой ткани, стеклоткани или полиэстера, с обеих сторон покрыто битумом, поверхность посыпана песком или шифером Толщина > 3 мм, наклеивается с помощью битумной клеящей массы Для стен Против грунтовой влажности Как горизонтальные и вертикальные гидроизоляционные слои
Для стен, крыш Против ненапорной воды, просачивающейся воды Как гидроизоляция
Битумные сварные полотна Несущая основа и покрывные слои как у уплотнительных полотен для крыш, дополнительно с одной стороны слой клеящей массы Клеящаяся масса на полотне нагревается и прижимается к приклеиваемой поверхности Для плоских крыш Против поверхностных вод Как гидроизоляция
Металлические ленты Мягкая медь или чистый алюминий толщиной минимум 0,1 мм Прокладывается в битуме Для стен, потолков, плоских крыш Против грунтовой влажности, поверхностных вод Как гидроизоляционная пленка
Термопластичные пленки Попиизобутилен или мягкий ПВХ
Подкладные пленки Нетканое полотно из искусственного материала, покрытое битумом Дренирование воды, непромокаемый, паропро-ницаемыи Под чердаками, в облицовках наружной стены, перекрытий деревянных балок Против пыли и воды Как гидроизоляция
gQISl^GROUP
www.edisgroup.ru
ГЛАВА 3
ВЕРСТАК И РУЧНЫЕ ИНСТРУМЕНТЫ
Рис. 3.1. Столярный верстак
Рис. 3.2. Откидной ящик с инструментами
Рис. 3.3. Специальные зажимы
Рис. 3.4. Хлопец (подставка к столярному верстаку)
Столярный верстак и ручные инструменты — это, как правило, персональное технологическое оснащение столяра, который сам несет ответственность за уход и состояние этих инструментов. На многих предприятиях столярный верстак заменяется более простыми верстаками или специальными монтажными площадками. Вместо стационарных инструментальных шкафов применяются мобильные тележки с инструментами.
3.1. Верстак и инструментальный шкаф
Столярный верстак служит для установки и зажимания в тисках изделия во время его обработки. Он состоит из верстачной доски и подверстачья (основания), рис. 3.1. Тяжелая верстачная доска изготавливается из твердой древесины бука. На левой стороне находятся передние (поперечные) тиски. Их используют для закрепления изделия, прежде всего при долблении и обтесывании, фуговании и распиливании. Задние (продольные) тиски на правой стороне служат для вертикального закрепления изделия и для закрепления изделия между зажимами верстака. Зажимные цанги перемещаются с помощью цангового винта.
Fni^pIGROUP
www.edisgroup.ru
3.1. Верстак и инструментальный шкаф 247
Зажимы верстака служат для горизонтального закрепления длинных плоских изделий. Они снабжены плоской пружиной для того, чтобы их можно было устанавливать в отверстии для зажима на любой желаемой высоте. Расположенный на задней стороне верстачной доски лоток предназначен для кратковременного выкладывания инструментов.
Для особых видов работ применяются различные комплектующие принадлежности. Боковые зажимы верстака предназначены для закрепления собранного ящика. Остроконечные зажимы обеспечивают надежное закрепление тонких дощечек, реек и палочек. Применение остроконечных зажимов только с одним шипом позволяет вращать изделие при обработке (рис. 3.3 и 3.6). Хлопец (подставка к столярному верстаку) применяется для поддержки тяжелых и длинных изделий. Его опора переставляется по высоте (рис. 3.4).
Существуют столярные вер
Рис. 3.5. Инструментальный шкаф
Рис. 3.6. Работа с задними тисками
стаки, в которых изделие может зажиматься с помощью пневматических или вакуумных зажимов. Также используют вакуумные рабочие стойки с количеством вакуумных присосов от 1 до 4. Вакуумные присосы монтируются неподвижно или их можно поворачивать на 90° и вращать на 360°. Удерживающая сила вакуумных присосов в зависимости от размера может быть равна 30—200 кг (рис. 3.7).
Столярные верстаки с откидными ящиками оборудованы закрываемыми откидными ящиками, в которых все необходимые ручные инструменты могут храниться под рукой. Эти откидные ящики и находящееся в них отделение для рамной пилы делают излишним наличие инструментального шкафа на стене (рис. 3.2).
Для столярных верстаков без откидных ящиков ручные инструменты хранятся в особых инструментальных шкафах, где они располагаются наглядно и доступно. Такие шкафы должны быть расположены на стене как можно ближе к верстаку (рис. 3.5).
ffiirfIGROUP
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
Рис. 3.7. Стойка и блок с вакуумными присосами
Рис. 3.8. Мобильные боксы с инструментами
Для переставных верстаков особенно практичны мобильные инструментальные боксы. Их можно привезти на место изготовления и применять для монтажа также вне мастерской (рис. 3.8).
Правила работы
• Для того чтобы защитить верстак от повреждений, на верстачной доске нельзя сверлить, долбить долотом или пилить без подложки ипи подстилки.
• Металлические детали нельзя зажимать в зажимах во избежание повреждения плоскости зажима.
• Зажатую в тисках деталь нельзя долбить долотом. Это повреждает направляющие тисков.
• Нельзя бить молотком по верстачным зажимам, чтобы не повредить головки зажимов.
• Верстачную доску необходимо время от времени натирать льняным маслом, чтобы было легче удалять брызги клея и загрязнения. Использованные масляные тряпки нельзя выбрасывать в опилки, так как теплота окисления масла может воспламенить опилки.
• Вакуумные присосы следует очищать от пыли и опилок, поворотные и вращающиеся поверхности следует надежно фиксировать перед наложением изделия.
• Инструменты следует складывать в инструментальные шкафы или ящики всегда на предназначенные именно для них места, чтобы они всегда были под рукой, и можно было контролировать полную комплектность.
ЗАДАНИЯ
1. Назовите основные части столярного верстака.
2. Объясните, почему металлические детали нельзя зажимать в зажимах.
3. Опишите мероприятия по уходу за столярным верстаком.
4. Объясните, почему инструменты следует складывать в инструментальные шкафы или ящики всегда на предназначенные именно для них места.
3.2. Ручной инструмент
Хотя столяр и обрабатывает изделия, как правило, на станках, он не может полностью отказаться от использования ручных инструментов. Ему нужны инструменты для измерения, разметки, ручного долбления или строгания, приспособления для изготовления соединений и для зажимания изделий.
jEDiSgGROUP
www.edisgroup.ru
3.2. Ручной инструмент
3.2.1. Измерительный и разметочный инструмент
Измерение — это сравнение, например, длины или угла с соответствующим средством измерения. Раз-метка — это нанесение соответствующей величины размера или угла на изделие с помощью маркировки карандашом или иглой рейсмуса.
3.2.1.1. Устройства для измерения длины
Для измерения длины могут использоваться механические устройства, как например складной метр, измерительная рулетка, мерная линейка, штангенциркуль и измерительный прибор с циферблатом, а также электронные измерительные устройства типа лазерного дальномера.
Складной метр имеет длину 1 или 2 метра, разделен на сантиметры и миллиметры. Состоит из нескольких элементов, которые связаны между собой шарнирными соединениями (рис. 3.9).
Жесткая стальная измерительная линейка имеет длину от 100 до 500 мм и цену деления 0,5 мм. Под
Рис. 3.9. Накладывание и считывание показаний с измерительных линеек
ходит для металлообработки и при Рис. з.Ю. Электромеханическая рулетка работе на станках (рис. 3.9).
Измерительная рулетка состоит в основном из закаленной, слегка изогнутой пружинной стали, которая свернута в корпусе. Измерительная рулетка наряду с измерением и разметкой прямых расстояний также особенно хорошо подходит для измерения и разметки изогнутых деталей. Измерительные рулет
ки длиной 10 метров и более облегчают измерения больших участков. Длинные измерительные линейки могут быть также изготовлены изо льна.
Рис. 3.11. Телескопическая измерительная линейка
roi«M*GROUP
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
Рис. 3.12. Раздвижной калибр
Электромеханические измерительные рулетки показывают измеренное значение на дисплее. Измерительная лента считывается при протягивании над фото-ячейками, значение сохраняется и выводится на дисплей. Диапазон измерений таких рулеток ограничивается пятью метрами (рис. 3.10).
Телескопическая измерительная линейка изготовлена из телескопически раздвигающегося до нескольких метров легкого металлического профиля. Она особенно хорошо подходит для измерения больших полостей и отверстий. Результат измерения может быть считан на указателе размера. Имеются телескопические измерительные линейки с цифровой индикацией и электронными устройствами измерения и памяти (рис. 3.11).
Измерительный калибр — это прибор для измерения длины, который можно особенно эффективно использовать при изготовлении изделий и деталей изделий с одинаковыми размерами. С его помощью можно, например, настроить и перепроверять размеры длины, ширины, расстояние между отверстиями под нагели, а также форму паза. Измерительный калибр состоит, как правило, из стальной квадратной трубы и различных контрольных скоб (рис. 3.13). Эти скобы можно переставлять по трубе и четко настраивать с их помо-
Рис. 3.13. Измерительный калибр *«ь10 заданные размеры .Длина
стальной трубы может лежать меж-
Контрольная скоба
Стальная труба
Контроль наружного размера
Настраиваемый упорный выступ
(Т - допуск)
Измерение наружного размера Минимальный размер (наружный) Максимальный размер (наружный)
Минимальный размер (внутренний) Максимальный размер (внутренний) Измерение внутреннего размера
Рис. 3.14. Измерительный калибр (схема) для измерения размера изделия с определенным допуском
ду 1000 и 3000 мм.
Измерительные калибры можно применять для настройки номинального размера или, при наличии допуска на минимальный и максимальный размеры, для настройки соответствующего номинального значения (рис. 3.14).
Раздвижной калибр применяется для настройки и проверки измерительных калибров. Это измерительное устройство состоит из измерительной линейки с миллиметровыми делениями. На подвижной
FHICb^GROUP
www.edisgroup.ru
3.2. Ручной инструмент
Рис. 3.15. Односторонний калибр-скоба
и фиксируемой измерительных губках с помощью точной настройки можно считывать десятые доли миллиметра (рис. 3.12).
Электронные измерительные приборы определяют размер электронным образом и выдают значение в цифровом виде с точностью до 1/10 мм на жидкокристаллическом индикаторе.
С помощью калибра-скобы контролируют диаметр стержней и толщину плоских изделий типа реек. Калибр-скоба бывает односторонним и двухсторонним (рис. 3.15).
Калибры формы, угла и длины также применяются при серийном производстве, например для контроля профиля, закруглений и расстояний от паза и планки до кромки (рис. 3.19 и 3.20).
Лазерный дальномер определяет длину оптическим методом с помощью отправки и принятия отраженных световых лучей, например лазерных. Он применяется для измерения длин от 0,5 до 50 м. Размер определяется бесконтактно и выводится на цифровой дисплей (рис. 3.16).
Измерительный штангенциркуль (раздвижной калибр) может быть использован для измерения толщины (рис. 3.17). С его помощью можно также измерять небольшие внутренние и наружные размеры, а также провести измерения глубины. С помощью делений нониуса становится возможным получение точности измерения, равной 0,1 мм.
Нониус — это вспомогательная шкала. При десятичном нониусе 9 мм разделены на 10 частей (рис. 3.18).
Рис. 3.16. Лазерный дальномер
Крестовая ножка Движок раздвижного (счетной Направ-
\ S калибра линейки) ляющая Деления в дюймах (inch)
Рис. 3.17. Универсальный измерительный штангенциркуль
Рукоятка зажима Глубиномер
Фиксированная Нониус Миллиметровые деления измерительная губка
Подвижная измерительная губка
Рис. 3.18. Десятичный нониус
ffh^group
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
Рис. 3.19. Калибр расстояния
Рис. 3.20. Калибр формы
Рис. 3.21. Измерительные приборы с циферблатом
Рис. 3.22. Регулируемые измерительные приборы
Цена деления шкалы нониуса, таким образом, равна:
9 мм : 10 = 0,9 мм — 0,1 мм.
При считывании десятичного нониуса нулевой штрих нониуса рассматривают как запятую, которая отделяет целое число от десятых. То есть сначала считывают слева от нулевого штриха на основной шкале целые миллиметры, а затем на правой стороне нониуса ищут штрих, который четко совпадает со штрихом основной шкалы. Он дает десятые доли миллиметра.
Измерительные приборы с циферблатом — это устройства для измерения толщины, которые особенно подходят для измерения фанеры и плит толщиной до 30 мм. На круглой шкале показывается измеренное значение. Оно может быть считано до десятых долей миллиметра (рис. 3.21).
Регулируемые измерительные приборы предназначены для настраивания и регулировки машинных инструментов (рис. 3.22). С их помощью можно настраивать глубину и высоту резания режущей кромки всех типов фрез и пил. Кроме этого, их применяют для контроля вылета ножей и параллельности ножа в ножевом валу строгального станка. Измеряемая величина в долях миллиметра показывается на круглом индикаторе в аналоговом виде.
Имеются также регулируемые измерительные приборы со встроенным микропроцессором и электронным цифровым индикатором.
3.2.1.2. Приборы для измерения и контроля уровня
Измерение и контроль уровня производятся механически, при помощи водяных уровней, шланговых уровней или отвеса или оптико-электронным способом при
FQISSFdGROUP
www.edisgroup.ru
3.2. Ручной инструмент
помощи лазерного прибора для измерения уровня или водяного электронного уровня.
Шланговый уровень (рис. 3.23) применяется для нахождения точек, лежащих на равной высоте, например для нанесения метровых рисок. Шланг и окулярная труба наполнены водой. Принцип действия основан на законе сообщающихся сосудов. Одна окулярная труба устанавливается на фиксированной высоте, а другая перемещается по вертикали до тех пор, пока уровень воды не установится на определенной точке. При использовании такого уровня необходимо следить за тем, чтобы шланг не перегибался.
Водяной уровень используют для контроля и выравнивания горизонтального и вертикального расположения плоскостей при строительных работах. Вертикальность может быть проверена при помощи отвеса (лота). Водяной уровень кладут на проверяемую поверхность или на наугольник. Если поверхность горизонтальна или вертикальна, то воздушный пузырек в глазке останавливается между внутренними маркировочными штрихами (рис. 3.25).
Водяной уровень со встроенным лазером может устанавливаться на штатив. При помощи лазерного луча при выровненном водяном
Рис. 3.24. Водяной уровень со встроенным лазером
Рис. 3.25. Электронный и обычный лазерный уровень
уровне можно наносить на стену отметки на равной высоте (рис. 3.24).
В электронном водяном уровне положение водяного пузырька в окошечке отслеживается фотоячейками и оценивается электронным образом. Данные показываются на дисплее. Вместо трубочки с воздухом в уровень могут быть также встроены круглые сенсорные камеры, которые наполнены соответствующей жидкостью. Положение водной поверхности, которое изменяется при изменении положения прибора, определяется сенсорно, оценивается электронным образом и показыва-
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
Рис. 3.26. Ротационный лазер
ется на дисплее. Во многих электронных уровнях можно настроить желаемый уровень наклона, при достижении которого подается звуковой сигнал (рис. 3.25).
Ротационный лазер генерирует лазерный луч, который вращается со скоростью до 800 оборотов в минуту, след этого луча остается на стене. Лазерный прибор устанавливается на штативе или стойке. Грубая горизонтальная настройка прибора производится вручную с помощью
сферического уровня и юстировочного винта, точная настройка горизонтали производится автоматически (рис. 3.26). Ротационный лазер хорошо подходит для горизонтального выравнивания потолочной облицовки, нижних конструкций потолочных световых панелей с экранирующей решеткой и нанесения меток или при вертикальной прокрутке для выравнивания разделительных стен.
3.2.1.3. Устройства для измерения угла
Рис. 3.27. Угольник и контроль угла
Для измерения, разметки и контроля углов служат механические инструменты для угловых измерений, такие как угломер, угольник, малка и ерунок. Также имеются малковочные угольники с электронным индикатором угла.
Для измерения углов используют угломеры (см. рис. 2.203). Очень важные для столяра углы 90° (прямой угол) и 45° (угол скоса) могут быть проконтролированы и размечены с помощью фиксированных приспособлений.
Угольник состоит из упора (головки) и линейки. Упор и линейка образуют между собой угол 90° (рис. 3.27). Существуют также достаточно большие угольники, с длинным упором и длинной линейкой.
В ерунке угол между упором и краем линейки составляет 45° (рис. 3.28). Малка имеет подвижную линейку. С ее помощью можно снимать, переносить и размечать любые углы (рис. 3.29).
Малка с электронным угломером имеет в точке вращения плеча электронное измерительное устройство, которое определяет размер угла и показывает его на дисплее. В то время как обычная малка может только отмерить и перенести угол, с помощью электронной малки можно точно узнать его размер в градусах и секундах.
www.edisgroup.ru
3.2. Ручной инструмент
3.2.1.4. Разметочный инструмент
Рейсмус применяют для нанесения рисок, которые должны проходить параллельно краю. При разметке необходимо упор рейсмуса твердо прижимать к изделию. Имеются рейсмусы для двух и четырех вариантов настройки (рис. 3.31).
Шило делает возможным нанесение отчетливых рисок. Так как при этом поверхность повреждается, а риска видна не очень хорошо, то часто вместо шила применяется остро заточенный твердый карандаш.
Циркуль используют для деления отрезков, разметки дуг, кругов и эллипсов. Для этого также служат маленький заостренный циркуль (рис. 2.204), большой деревянный циркуль, штангенциркуль (рис. 2.205), а также циркуль для эллипсов.
Правила работы
• При измерении и разметке с помощью инструмента для измерения длины инструмент необходимо твердо и всей поверхностью накладывать на измеряемое или размечаемое изделие.
• При разметке и считывании размера необходимо смотреть перпендикулярно измерительному инструменту.
• Штангенциркуль при измерении нельзя наклонять и перекашивать.
• При накладывании угломера упор можно накладывать только на гладкий или прямой край изделия и всегда на одну и туже базовую кромку.
Подвижное
плечо
Фиксированное плечо как водяной уровнемер
Дисплей с указателем угла
Рис. 3.30. Электронный угломер
Измерительное устройство в точке вращения
Разметочная ип а фиксирующий винт
Колодка' Линейка
Рис. 3.31. Рейсмус
Рис. 3.32. Шило
3.2.2. Инструменты для распиливания
Под ручным пилением понимают отделение и выброс мелких древесных стружек при помощи возвратно-поступательных движений пильного полотна. Пильные полотна могут быть закреплены в стойке или быть незакрепленными и иметь ручку или рукоятку.
3.2.2.1. Пильные полотна и нарезание зубьев
Пильные полотна изготавливаются из закаленной
Рис. 3.33. Обозначения на пильном полотне
инструментальной стали.
Зубья пилы имеют форму расположенных друг за другом равных по величине треугольников, вершины которых расположены на одной линии, так называемой линии вершин зубьев. Часть зуба пилы, направленная против направления резания, называется торцевой частью зуба, главная режущая кромка зуба называется спинкой зуба. Под шагом зубьев (длиной зуба) понимают расстояние от одной вершины
epis^GROUP
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
Рис. 3.34. Углы зубьев пильного полотна: задний, заострения и резания
Двухстороннее (от себя и к себе)
Слабо при движении от себя
При движении от себя
Рис. 3.35. Типы нарезания зубьев в зависимости от угла резания
зуба до другой. Самое глубокое место между двумя зубьями называется дном впадины. Высотой зуба обозначают вертикальное расстояние между линией вершин зубьев и линией основания зубьев. Впадина зуба (пространство для стружки) — это свободное пространство между двумя зубьями (рис. 3.33).
Угол, который образуется между торцовой частью зуба и линией вершин зубьев, называется углом резания. Торцовая часть зуба и спинка зуба образуют угол заострения, который для большинства ручных пил составляет 60° (рис. 3.34). Угол, который образуется между спинкой зуба и линией вершин зубьев, называется задним углом. От угла резания, а также от величины зубьев зависит характеристика резания пилы.
Если угол резания составляет 120°, а форма зуба — равнобедренный треугольник, то пила пилит как в прямом, так и в обратном направлении. Она работает как при движении от себя, так и при движении на себя. С уменьшением угла резания возрастает как эффективность пилы, так и требуемое для пиления усилие. При этом пила пилит только в прямом направлении. В случае угла резания 90° пила работает при движении от себя, при угле резания 100° при движении от себя она работает слабо, при угле резания меньше 90° — сильно (рис. 3.35). Зубы пилят при движении на себя, если торцовая часть зуба повернута к тому, кто пилит. В зависимости от угла резания пилы различают на те, которые пилят при толкании от себя, тяге на себя и в обоих направлениях.
С увеличением размера зубьев увеличивается режущее действие пилы. Однако если при этом выигрывают во времени, то теряют в усилиях, которые при этом необходимо затратить. Кроме этого, при увеличении размера зуба распил становится грубым и неопрятным. Если необходим чистый тонкий распил, применяют пилы с мелкими зубьями.
Пильные полотна во время применения следует держать на прямой линии, то есть они должны
иметь требуемую рабочую жесткость. Для ручных пил это достигается посредством выбора соответствующей толщины полотна или специальной накладки на верхний край. Для других типов пил пильное полотно получает свою прочность при
помощи стойки из дерева или предварительно напряженной металлической руч-
ки, благодаря которой пильное полотно растягивается или закрепляется.
Fni^^GROUP
www.edisgroup.ru
3.2. Ручной инструмент
3.2.2.2. Виды пил
Самыми важными видами пил в столярном деле являются лучковая пила и ножовка.
ЛУЧКОВЫЕ ПИЛЫ
В лучковых пилах узкое пильное полотно двумя концами и ручками соединено с обеими стойками таким образом, что при помощи вращения этих ручек пильное полотно можно натягивать. Для ручного ведения пилы на нижней части стоек приспособлены ручки. С помощью тетивы, натягиваемой посредством резьбовой шпильки и барашковой гайки, пильное полотно можно натягивать. Находящийся в середине средник придает стойкам требуемую жесткость (рис. 3.36).
К лучковым пилам относятся натяжная пила, распашная (распускная) пила, выкружная лучковая пила и поперечная пила.
Натяжные лучковые пилы (DIN 7245, форма С) имеют длину 700 мм и относительно большие пилящие при толкании от себя зубья. Полотно натяжной пилы дает при этом более грубый распил с больший режущей способностью. Такие пилы применяют для продольной и поперечной распиловки пиломатериалов.
Распашные (распускные) пилы (DIN 7245, форма D) имеют длину 600 или 700 мм. Зубья пилы примерно в два раза меньше, чем у натяжной пилы, и стоят слабо на толкание. Поэтому они предназначены для работ, которые требуют четкого чистого распила, как, например, обработка шиповых соединений и соединений типа ласточкин хвост.
Выкружная пила (DIN 7245, форма Е) — это лучковая пила, предназначенная для выпиливания криволинейных поверхностей. Пильное полотно имеет ширину от 4 до 10 мм и длину 600 мм, а зубья такие же маленькие, как у распашной пилы. Для того чтобы было удобно выпиливать отверстия внутри поверхности, пильное полотно выкружной пилы можно снимать (рис. 3.37).
Поперечная пила (DIN 7245, форма G) — это лучковая пила длиной 700 или 800 мм с пильным полотном, зубья которого могут пилить в обе стороны. Такие пилы применяют для поперечного распиливания по необходимой длине досок, брусьев и балок.
Рис. 3.37. Выкружная лучковая пила
Fni^fdGROUP
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
Рис. 3.38. Пила чистовой распиловки с поворотной изогнутой ручкой
РУЧНЫЕ ПИЛЫ
К ручным пилам относятся пилы для чистовой распиловки (лобзики), ножовки, ножовки с обушком, награтка, пила для резки шпона и выкружная ножовка.
Пилы для чистовой распиловки или лобзики (DIN 7235, формы А, В, С, Е) — это небольшие ножовки с обушком с особенно мелким нарезанием зубьев. Зубья пил тонкой распиловки пилят слабо при движении от себя. Длина зуба составляет 1,5 мм (рис. 3.38).
Различают следующие пилы для чистовой распиловки: с прямой ручкой (форма А), с изогнутой ручкой, то есть с ручкой, изогнутой параллельно полотну (форма В и С), и с переставной ручкой (форма Е).
Изогнутая вправо или влево ручка делает возможным ведение полотна пилы по плоской поверхности.
В пилах для чистовой распиловки с перекидной ручкой существует возможность переставлять ручку с одного конца полотна на другой при ослаблении винта. Зубья пилы с перекидной ручкой имеют форму равнобедренного треугольника, а пила пилит в обоих направлениях (рис. 3.38).
Японские пилы чистовой распиловки имеют пильное полотно в форме трапеции с очень мелким нарезанием зубьев, которые работают при движении на себя. С их помощью можно получать особенно тонкие распилы. Пильное полотно закреплено на одной длинной ручке и при затуплении может быть заменено (рис. 3.42).
Ножовка (DIN 7244) имеет грубые зубья, работающие при движении от себя. Ее прочность определяется соответствующей толщиной пильного полотна. Ножовку используют прежде всего для распиловки больших плит (рис. 3.39).
Ножовка с обушком (DIN 7243) получает прочность пильного полотна благодаря специальной накладке, так называемому обушку. Мелкие, работающие при движении от себя зубья делают возможным получение чистового распила (рис. 3.40).
Выкружная ножовка (DIN 7258) предназначена для разрезания по кривым линиям внутри больших
Рис. 3.41. Выкружная ножовка поверхностей. Прежде всего, такая
Рис. 3.39. Ножовка
Рис. 3.40. Ножовка с обушком
gnisidGROUP
www.edisgroup.ru
пила служит для расширения маленьких отверстий. Зубья выкружной пилы не разведены. Для того чтобы зубья пилы при распиливании не зажимались, верхняя часть полотна делается тоньше, чем вершины зубьев (рис. 3.41).
Награтка — это ручная пила, которая пилит исключительно при движении на себя. Она предназначена для нарезания шпунтов (рис. 3.43).
Пила для заготовки шпона име
Рис. 3.42. Японская пила чистовой распиловки
Рис. 3.43. Награтка
Рис. 3.44. Пила для заготовки шпона
ет маленькое пильное полотно с круглой линией вершин зубьев, которое заточено ножеобразным образом. Благодаря изогнутой ручке возможно надежное ведение при начале обработки. Служит для нарезания по длине и достаточно грубого разрезания шпона (рис. 3.44).
3.2.2.3. Поддержание пил в исправном состоянии
Пильное полотно должно быть всегда чистым, защищенным от влажности, иметь правильную разводку и остроту, при необходимости перед затачиванием его выправляют.
РАЗВОДКА ЗУБЬЕВ ПИЛЫ
При разводке зубья пилы отгибают попеременно вправо и влево при помощи разводки (специальный инструмент для развода зубьев пилы) или разводными клещами. Разводка расширяет пропил относительно толщины пильного полотна. По этой причине снижается защемление полотна, и обеспечивается более точное резание благодаря возможности небольшой коррекции.
Ширина разводки зубьев все же не должна превышать толщину пильного полотна более чем в два раза. Также разводка должна быть равномерной в обе стороны, так как в противном случае пила будет перемещаться в направлении более сильно разведенной стороны (рис. 3.46). Глубина раз-
Рис. 3.45. Ширина разводки зубьев ручной пилы
Рис. 3.46. Правка вершин зубьев
gniSFiGROUP
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
Вид сбоку
Рис. 3.47. Ведение напильника при заточке пилы
• Для проведения запланированных распилочных работ необходимо выбрать подходящую пилу, например для продольной распиловки - пилу с крупными зубьями, работающую сильно при движении от себя и слабо при движении на себя, для проведения чистовых и точных распилочных работ, как, например, обработка соединения ласточкин хвост или изготовления прорези, выбирают пилу с мелкими зубьями.
• Распиливаемое изделие необходимо закрепить таким образом, чтобы оно не могло пружинить или отклоняться при нажиме пилы.
• При распиливании лучковыми или натяжными пилами необходимо следить за тем, чтобы полотно было достаточно сильно натянуто и не вращалось.
• Пилу необходимо держать твердо, пилить с умеренным нажимом.
• При пилении необходимо использовать всю длину пильного полотна.
• При ведении обратно пилы, которая пилит в направлении от себя, давление не должно оказываться.
• Последние движения пилой следует делать особенно легкими и осторожными. Растрескивания древесины можно избежать, если твердо держать отпадающий кусок.
• Полотна пилы при хранении и транспортировке должны быть защищены.
• При заточке пилу необходимо обрабатывать в направлении от конца к ручке.
• Правка зубьев пипы должна производится перед разводкой, разводка - перед заточкой пилы.
водки должна составлять примерно половину высоты зуба, так как иначе у основания зуба образуются трещины, и зуб может отломиться.
Зубья для тонких работ имеют меньшую разводку, чем для грубых работ. Мягкая и влажная древесина требуют широкой разводки. Пилы, зона нарезания зубьев у которых толще, чем нерабочая грань, или которые должны резать только на незначительную глубину, разводить не нужно.
ЗАТОЧКА ПИЛ
Заточка производится обработкой трехгранным напильником торцовой части и спинки зуба. Для этой цели пильное полотно близко к линии основания зубьев зажимается в ручные тиски. При заточке напильник следует держать горизонтально и вести с легким нажимом таким образом, чтобы кромки зуба обрабатывались полностью и равномерно. При этом необходимо обрабатывать всегда в направлении от конца пилы к ручке (рис. 3.47). Зубья выкружной пилы обрабатываются трехгранным напильником под наклоном попеременно вправо и влево.
Пила для заготовки шпона затачивается маленьким трехгранным напильником, но не разводится. Для того чтобы обеспечивался как можно более тонкий распил, зубья заостряют также и по ширине. Затачивание производится маленьким плоским напильником на по
вернутой к ручке стороне полотна. Возникающая при этом фаска снимается оселком. При правке необходимо следить за тем, чтобы зубья оставались острыми. После заточки полотно закрепляется на ручке.
FEMR^GROUP
www.edisgroup.ru
ПРАВКА
Если вершины зубьев не образуют прямую линию или зубья пилы являются не одинаковыми, то пила при пилении выгибается и застревает. Такие пилы можно сделать пригодными к употреблению с помощью правки (рис. 3.46). Вершины зубьев зажатого в ручных тисках пильного полотна при правке с помощью плоского напильника выравниваются до одинаковой высоты, а при помощи трехгранного напильника приводятся к одинаковой форме. Правка должна производиться перед разводкой и заточкой пилы.
ЗАДАНИЯ
1. Нарисуйте зубья пилы и укажите: задний угол, углы заострения и резания пильного полотна, торцовую часть и спинку зуба.
2. Опишите различные типы нарезания зубьев для ручных пил и расскажите, как они применяются для различных столярных работ.
3. Сравните лучковые пилы с ножовками, особенно подчеркните их различия.
4. Объясните, почему зубья пилы должны иметь разводку.
5. Расскажите, как производится заточка ручных пил.
6. Сравните качество распила и характеристику распиловочной работы при использовании правильно разведенной и неправильно или вообще не разведенной ручной пилы.
7. Опишите процесс распиловки по длине досок из цельной древесины с помощью лучковой пилы.
8. Какой тип пилы следует выбрать для ручного разрезания округлой поверхности?
3.2.3. Инструменты для строгания
Под строганием понимают процесс отделения стружки с поверхности древесины при помощи рубанка.
3.2.3.1. Части рубанка
Рубанок, как правило, состоит из колодки рубанка с прорезью для стружки или щелью и отверстием для отвода стружки, а также ножа рубанка (железко) и приспособления для его закрепления (рис. 3.48).
НОЖ РУБАНКА (ЖЕЛЕЗКО)
Нож рубанка изготавливается из инструментальной стали. Благодаря закалке стали переднюю часть ножа затачивают в виде острой, выправляемой, режущей кромки. По форме различают ножи для полуфуганка, фуганка и шлифтика (DIN 5145), ножи для шерхебеля (DIN 5146) и ножи с ручкой для зензубелей, шпунтубелей и фальцгебелей (DIN 7372). Также ножи для рубанков различают по форме. Форма А — обычный нож без прорези, форма В — обычный нож с прорезью, форма С — двойное железко. Для ножей с
Рис. 3.48. Устройство рубанка
edis^group
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
а - задний угол ё - угол резания Р - угол заострения у - передний угол
Рис. 3.49. Части и углы ножа рубанка
Рис. 3.50. Угол резания у разных типов рубанков
ручкой различают форму А — обычное железко с ручкой и форму D — двойное железко с ручкой.
Переднюю часть ножа рубанка называют передней гранью. Противоположную сторону называют задней гранью. Шлифованная поверхность в нижней части называется фаской. Ребро, по которому фаска пересекается с передней гранью, называется режущей кромкой (рис. 3.49).
Для силы резания рубанка значение имеют угол резания, угол заострения и задний угол ножа рубанка.
Угол резания различается у разных типов рубанков. Для фуганков, шерхебелей, полуфуганков и рубанков с двойной железкой угол резания составляет 45° (DIN 5151). Для шлифтика и улучшенного шлифтика угол резания составляет 50° (рис. 3.50). Исключением является зензубель с углом резания от 70 до 80°.
Угол заострения должен составлять приблизительно 25°. От угла заострения зависит срок службы ножа. Если угол заострения меньше 25°, то лезвие легко ломается, особенно при строгании древесины с сучками. Угол заострения больше 30° усложняет отделение стружки. Основной принцип здесь такой: длина фаски ножа рубанка должна быть примерно в два раза больше толщины ножа рубанка (рис. 3.53).
Задним углом обозначают угол, который образует фаска ножа с подошвой рубанка. Задний угол должен существовать всегда, так как в противном случае лезвие не сможет проникнуть в поверхность древесины (рис. 3.49).
ДВОЙНЫЕ НОЖИ ДЛЯ РУБАНКОВ
Рис. 3.51. Двойной нож для ру- (ДВОЙНОЕ ЖЕЛЕЗКО)
банков со стружколомом Рубанок с обычным ножом часто не может предот-
вратить надрывы в строгаемой древесине. Поэтому железко рубанка снабдили стружколомом. Ножи рубанков со стружколомом обозначают двойными ножами. Стружколом предназначен для надлома стружки непосредственно позади режущей кромки, чтобы она не разрывалась. Стружколом выполняет свою задачу только в том случае, когда его передний край, ломающая кромка, сформирован правильно. Ломающая кромка очень маленькая и должна составлять с передней гранью рубанка угол примерно 60° (рис. 3.51). Кроме этого, передний край стружколома по всей ширине должен плотно прилегать к ножу рубанка, для того чтобы между стружколомом и ножом рубанка не могла
Fr>|jSb^GROUP
www.edisgroup.ru
3.2. Ручной инструмент
вклиниться стружка. Чем тоньше выполняемая работа, тем меньше расстояние от ломающей кромки до режущей кромки ножа рубанка. Оно составляет примерно от 0,5 до 1,0 мм.
КОЛОДКА РУБАНКА
Колодку рубанка изготавливают из пропаренной древесины бука или фруктовых деревьев, с подошвой из граба или бакаута (железного дерева). Другими частями являются рог, а также клин и регулятор положения клина. Кроме этого, на задней части колодки рубанка находится ударная головка и упор. В середине подошвы имеется прорезь или щель для отвода стружки. Колодка и подошва рубанка имеют между собой клееное зубчатое соединение (рис. 3.48).
3.2.3.2. Настройка рубанка
Выступ режущей кромки резца ножа рубанка относительно подошвы рубанка определяет толщину стружки. Настройка толщины стружки производится с помощью удара молотком по ударной головке при необходимости отведения железка назад или при помощи удара молотком по железку рубанка, если его нужно подвинуть вперед. При этом вылет режущей кромки необходимо контролировать визуально со стороны подошвы рубанка. Перед режущей кромкой ножа рубанка при отделении древесной стружки возникает направленная вперед трещина. Для того чтобы избежать глубоких надрывов, расстояние между передним
Клин
Щель в колодке — рубанка
Рис. 3.52. Образование стружки при строгании
Рис. 3.53. Формы фаски
Железко двойного рубанка и фуганка
Железко шерхебеля
Рис. 3.54. Формы режущей кромки
краем щели в подошве рубанка и режущей кромкой ножа должно быть достаточно маленьким (рис. 3.52). Край при строгании нажимает на поверхность древесины, заблаговременно надламывает отделяемую стружку и действует так же, как и ломающая кромка. Если щель в колодке рубанка слишком большая, то стружка надламывается позже, и получаются глубокие надрывы. Величина щели в колодке рубанка должна всегда соответствовать его типу. То есть для шерхебеля щель в колодке рубанка должна быть очень большой, а для шлифтика — очень маленькой.
3.2.3.3. Заточка ножей рубанка
При строгании хорошее качество обработанной поверхности достигается только при использовании острого ножа в рубанке. Если режущая кромка только немного затупилась и не имеет зазубрин, то ее можно заострить при помощи правки. Зазубренные или очень тупые ножи необходимо шлифовать на шлифовальном круге.
Fr>i<s^GROUP
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
Рис. 3.55. Шлифование ножа рубанка на шлифовальном круге
ШЛИФОВАНИЕ НА ШЛИФОВАЛЬНОМ КРУГЕ
При шлифовании на шлифовальном круге нож рубанка свободно кладется на плоскую опорную поверхность или зажимается в салазки. Во время шлифования железко необходимо двигать из стороны в сторону по шлифовальному диску. При этом из-за трения происходит нагрев деталей. Поэтому при обработке изделия должно оказываться умеренное давление, чтобы режущая кромка не засинела и не потеряла свою твердость (рис. 3.55).
Рис. 3.56. Правка ножа рубанка
ПРАВКА НА ОСЕЛКЕ
После шлифования нож рубанка должен быть подвергнут правке. Только благодаря этому он получит требуемую остроту. Для правки от руки используют натуральные или искусственные бруски (оселки), которые изображены на рис. 3.56. Машинным образом железко или нож рубанка может быть выправлен на доводочном диске (притире).
Натуральные оселки — это бельгийские оселки или оселки, изготовленные из арканзаса. На бельгийских оселках правка может производиться только с добавлением воды. На оселках из арканзаса, напротив, для правки используются смесь керосина и масла.
Искусственные оселки производятся с различной степенью размельчения. Многие имеют мелкозернистую и крупнозернистую стороны. Крупнозернистая сторона служит для предварительной правки, а мелкозернистая — для тонкой правки. Для правки на искусственных оселках можно применять или воду, или смесь масел.
При правке фаску хорошо упирают в оселок и водят ей крест накрест до тех пор, пока фаска не станет блестящей как зеркало, а все заусенцы не будут удалены. Передняя сторона железка водится по оселку только вверх и вниз, а ее правка длится меньше по времени (рис. 3.56).
Доводочный диск (притир) — это диск из искусственного материала, который содержит очень мелкодисперсное абразивное средство. С помощью таких дисков можно производить машинную правку железка.
Сегодня существуют ножи для рубанков с использованием поворотного резца. Если одно из лезвий такого ножа затупляется, то на первый раз нож переворачивают, а в следующий раз заменяют новым, острым ножом.
3.2.3.4. Уход за рубанком
Для того чтобы выполняемая рубанком работа была хорошего качества, подошва рубанка должна быть чистой, абсолютно прямой и плоской. При изношенности переднего края щели в подошве, при наличии на подошве рубанка борозд или остатков клея подошву необходимо выправить с помощью шлифовальной лен-
EDISPGROUP
www.edisgroup.ru
ты, закрепленной на столе станка. Сдвинутое при этом вверх железко должно быть заклинено в колодке рубанка.
3.2.3.5. Виды рубанков
Основными видами столярных рубанков являются: шлифтик, полуфуганок, рубанок с двойным ножом, зензубель и фуганок.
Фуганок (DIN 5145 и DIN 7218) — имеет длину 550 или 480 мм, ширину двойного лезвия 54 или 48 мм. Применяется для обработки плоских деревянных поверхностей, пазов и прямых кантов. Из-за своей длины подходит для обработки длинных изделий (рис. 3.62).
Рубанки с двойным железком (DIN 7219) имеют длину 240 мм, ширину двойного лезвия 45 или 48 мм. Их угол резания составляет 45°, а ширина прохода для стружки примерно 1 мм. Рубанок с двойным железком применяют вместо фуганка для обработки коротких маленьких изделий и для обтесывания торцов (рис. 3.57).
Шлифтик (DIN 7220) имеет длину всего 220 мм, то есть он короче, чем рубанок с двойным ножом, но имеет двойной нож шириной 45 или 48 мм. Применяется для зачистки массивной древесины и фанерованных поверхностей, а также для работ по пригонке. Угол резания составляет 50°. Благодаря вертикальной настройке железка дополнительно снижается вероятность разрывов древесины (рис. 3.59).
У современных рубанков железко можно без зазора переставлять вперед и назад с помощью винта регулировки вылета ножа (рис. 3.60 и 3.61).
Полуфуганки (DIN 7311) имеют такие же размеры, как рубанки с двойным ножом, но ширина простого ножа составляет 45 или 48 мм (DIN 5145). Угол резания составляет, как и у рубанков с двойным ножом, 45°. Ширина щели для опилок 1 мм. С помощью полуфуганка можно обрабатывать шершавые и неплоские поверхности и канты до выравнивания их плоскости (обрабатывать начисто). Также подходит для обтесывания торцов древесины (рис. 3.58).
Шерхебель (DIN 7310) длиной 240 мм, а его железко шириной 33 мм имеет режущую кромку, за-
Рис. 3.57. Рубанок с двойным железком
Рис. 3.58. Полуфуганок
Рис. 3.59. Шлифтик с укороченным корпусом
Рис. 3.60. Регулируемый шлифтик
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
Рис. 3.61. Улучшенный шлифтик
точенную по дуге. Радиус равен ширине железка (рис. 3.54). Железко шерхебеля при строгании выступает вперед дальше, чем железко других типов рубанков, и поэтому снимает более толстую стружку. Ширина щели для стружки также соответственно больше. Шерхебель предназначен для предварительного строгания сильно изогнутой или неровной древесины или для снятия строганием толстых
Рис. 3.63. Зензубель с двойным слоев древесины.
железком Цанубель (DIN 7312) имеет такие же размеры,
как шлифтик, а ширина железка 48 мм. Угол резания составляет от 70 до 80°. Поэтому нож рубанка скорее скоблит, чем режет. В передней плоскости железка профрезерованы маленькие бороздки на расстоянии 1 мм, которые при резании образуют тонкие зубцы. Цанубель поэтому иногда называют зубчатый струг и применяют для шерохования поверхностей.
Зензубель (DIN 7306 и 7307) служит для выстругивания и зачистки фальцев, профилей и профилированных кантов. Имеются зензубели как с одинарным, так и с двойным железком. Для зензубелей с двойным железком передняя часть подошвы может быть переставлена. Благодаря этому щель для отвода стружки регулируется по ширине, а нож рубанка можно заменять (рис. 3.63).
3.2.3.6. Особые виды рубанков
Особые виды рубанков могут быть в наличии в столярной мастерской, но они не принадлежат к стандартному набору инструментов. К специальным видам рубанков относятся среди других переставляемый фальцгебель, гратубель (косой фаль-
Нождля предваритель-
Рис. 3.64. Гратубель (косой фаль-цебель)
цгебель), шпунтгебель (пазник), грунтобель, гор-батик (горбач) и двуручный струг (скобель).
Переставляемый фальцгебель имеет переставляемые боковые упоры и упоры по глубине, то есть благодаря этому можно настраивать ширину и глубину фальца. Нож предварительного прорезания предотвращает надрыв при поперечном строгании и свилеватой древесине.
Гратубель (косой фальцгебель) служит для выстругивания гребня (у соединения внаграт). Его по
*r>M«JGROUP
www.edisgroup.ru
3.2. Ручной инструмент
дошва стоит под углом 75—80° к правой боковой поверхности рубанка. Рейсшина (с упором) делает возможным точную настройку. Нож предварительного прорезания и железко должны быть согласованы между собой (рис. 3.64).
Шпунтгебелем (пазником) можно в зависимости от ширины применяемого железка обрабатывать пазы различной ширины. Упоры дают возможность настраивать глубину и положение паза.
Грунтобель имеет ширину железка 10, 15 или 20 мм. С его помощью можно обрабатывать основания пазов типа шпунтовых и выемки на установленную глубину (рис. 3.65).
Горбатик (горбач) оснащен двойным ножом и имеет выпуклую или вогнутую переставляемую железную подошву рубанка. При помощи установочного винта положение подошвы подгоняется к выпуклой или вогнутой форме изделия (рис. 3.66).
Двуручный струг (скобель) имеет простое железко. Оно может иметь прямую или выпуклую форму режущей кромки. Скобель с прямой режущей кромкой используют для обработки изогнутых деталей с малым радиусом, скобель с изогнутым лезвием — для обработки прутков (рис. 3.67 и 3.68).
• Для каждого вида работ и толщины снимаемой стружки рубанок необходимо настроить соответствующим образом.
• Подошву рубанка необходимо время от времени смазывать.
• Рубанок следует вовремя затачивать.
• Рубанок нельзя хранить и оставлять в положении на подошве, его следует класть на боковую поверхность.
• Рубанок нельзя заклинивать слишком прочно.
Рис. 3.65. Грунтобель
Рис. 3.67. Двуручный струг (скобель)
Рис. 3.68. Двуручный струг (скобель) с вогнутым ножом
ЗАДАНИЯ
1. Опишите части шлифтика и выполняемые ими функции.
2. Сравните конструкцию и области применения шлифтика и полуфуганка.
3. Расскажите, каким образом следует производить заточку ножа рубанка.
4. Опишите функцию стружколома на ноже рубанка.
5. Какими могут быть причины неправильной работы рубанка?
3.2.4. Инструменты для скобления
Инструментами для скобления являются цикли. Это снимающие стружку инструменты, в которых снятие стружки производится с помощью тонкого, зажатого лезвия.
FnmuGROUP
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
Рис. 3.69. Цикли различных форм
Рис. 3.70. Циклевальный рубанок
ПРОСТАЯ ЦИКЛЯ
Простая цикля имеет ширину примерно 60 мм, длину 150 мм и толщину от 1 до 3 мм. Она изготавливается из инструментальной стали и подходит для зачистки твердой древесины. Циклю применяют для зачистки плоских и выпуклых поверхностей и кантов, а также для зачистки узорчатой фанеры и искривленной древесины. Кроме этого, ее применяют для контрольной зачистки мест надрывов и для удаления мельчайших неровностей. Так как цикля больше скребет, чем режет, то древесина становится сильно шероховатой, особенно если древесина протравлена. Зачищенная с помощью цикли древесина должна быть сначала вымочена, а потом еще раз отшлифована (рис. 3.69).
ЦИКЛЯ РУБАНОЧНОГО ТИПА
В цикле рубаночного типа цикля закреплена в приборе (рис. 3.70). Для заточки лезвие легко вытаскивается и заменяется.
Цикля рубаночного типа используется для правки больших поверхностей, а также для удаления следов клея и остатков бумаги.
НАПОЛЬНЫЕ ЦИКЛИ
Напольные цикли используются при укладке паркета и полов. Они больше и толще, чем столярные цикли, и служат для зачистки полов.
ЦИКЛИ ЯЙЦЕОБРАЗНОЙ ФОРМЫ ИЛИ В ФОРМЕ «ШЕЙКИ ЛЕБЕДЯ»
Цикли бывают яйцеобразной формы или в форме «шейки лебедя». Они особенно подходят для обработки выпуклых поверхностей и больших профилей (рис. 3.69).
3.2.4.1. Заточка циклей
Для заточки простых циклей закрепляют одно, но лучше несколько лезвий одновременно в простых столярных тисках или между двумя прямоугольными колодками из твердой древесины в столярном верстаке. Длинные канты цикли обрабатываются напильником под прямым углом. В заключение они правятся круговыми движениями на оселке до тех пор, пока не будет видно ни одной царапины, а канты не станут совершенно прямыми. По окончании попеременно правятся канты и плоскость, для того чтобы возникающие заусенцы и царапины были полностью удалены. Для правки заусенцев, возникающих в результате резания, циклю кладут на верстак, берут слегка смазанное жиром воронило (закаленный металлический стержень) и несколько раз проводят им плоско по поверхности, немного надавливая (рис. 3.71). Благодаря этому края цикли несколько уплотняются. Только после этого циклю пододвигают к краю верстака, достаточно хорошо фиксируют и проводят краем воронила при умеренном надавливании одним движени
EDIRFJGROUP
www.edisgroup.ru
3.2. Ручной инструмент
ем от переднего угла цикли к телу, при этом образуется грат или заусенец режущей кромки. Если требуется более сильный заусенец, то этот процесс повторяют (рис. 3.72).
Если при использовании цикли режущая кромка износилась, то для переточки цикли затупившуюся режущую кромку сначала обрабатывают плоско наложенным воронилом и правят так, как описано выше для нового лезвия.
Приспособление для правки циклей — это устройство, в котором заусенцы режущей кромки на прямых гранях циклей могут быть выправлены с точно предписанным углом. При этом цикля зажимается на верстаке, а приспособление для правки с легким нажимом перемещают вперед-назад по канту выправляемой цикли (рис. 3.73).
Циклю и приспособление для правки или воронило перед началом работы необходимо слегка смазать. При закреплении цикли в верстаке следует в качестве прокладки использовать толстую мягкую тряпку.
3.2.5. Инструменты для долбления
Под долблением понимают отделение и в некоторых случаях отбрасывание отдельной, грубой стружки из древесины или древесных материалов. Важнейшими инструментами для долбления являются стамеска, долото, полукруглая стамеска и киянка.
СТАМЕСКА
Стамеска (рис. 3.75 и 3.76) предназначена в основном для выдалбливания шипов, соединений в «ласточкин хвост» и шпунтов, а также пазов для врубки гребнем оконных или дверных приборов. В соответствии с DIN 5139 изготавливают стамески
Рис. 3.74. Процесс долбления
Рис. 3.71. Уплотнение края цикли
Рис. 3.72. Правка режущей кромки при помощи воронила
Рис. 3.73. Правка режущей кромки на специальном приспособлении
• Для обработки плоскостей следует применять только острые цикли, которые образуют тонкую ровную стружку.
• Цикли подходят только для выравнивания твердой древесины.
• Продольные канты цикли перед правкой заусенца необходимо обработать напильником под прямым углом и выправить.
• Воронило при правке заусенца необходимо держать под правильным наклоном.
• Цикли, воронило или приспособление для правки перед началом работы необходимо слегка смазать.
ffur^GROUP
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
Рис. 3.75. Лезвие стамески с рукояткой
меска
Вогнутая фаска Двойная фаска Прямая фаска
Рис. 3.79. Фаски на лезвии долота
шириной от 3 до 50 мм. В инструментальные наборы для столярного верстака входит в основном комплект из шести стамесок самых употребляемых размеров (по ширине) 6, 10, 12, 16, 20 и 26 мм.
Стамеска состоит из лезвия или полотна из инструментальной стали, шейки, упора или заплечика,
хвостовика и ручки или рукоятки (рис. 3.75). Лезвие может иметь края прямые или с фаской.
Для выдалбливания шипов и соединений в «ласточкин хвост» особенно хорошо подходит стамеска с боковыми краями с фаской, так как с их помощью углы могут быть выдолблены чистыми. Для более сильных нагрузок подходят стамески с прямоугольным сечением, их называют чекан.
Заплечик на лезвии служит для упора рукоятки. Он предотвращает глубокое проникновение хвостовика в рукоятку при долблении.
Рукоятка изготавливается из древесины дуба, клена, бука, граба, белой акации, ясеня или ударопрочной пластмассы. Два металлических крепежных кольца охватывают верх и низ рукоятки. Нижнее крепежное кольцо должно предотвращать раскалывание рукоятки при насаживании на хвостовик, верхнее кольцо также предотвращает раскалывание рукоятки, но при ударах по стамеске киянкой.
ДОЛОТО
Долото (рис. 3.78) применяется для выдалбливания отверстий для
шипа. Его ширина нормирована в DIN 5143 и составляет от 4 до 26 мм. Чаще всего используются долото следующей ширины: 4, 5, 6, 8, 10, 12, 13 и 16 мм. Долото
при долблении испытывает большие нагрузки, чем стамеска. Поэтому лезвие долота имеет большую толщину, чем ширину. Кроме этого, лезвия долота заужены
gPISPiGROUP
www.edtsgroup.ru
3.2. Ручной инструмент
с боковых сторон. Благодаря этому они легче проскальзывают внутрь выдалбливаемого отверстия и реже застревают в нем. Рукоятка больше и крепче, чем у стамески, и, как правило, имеет железную головку.
ПОЛУКРУГЛАЯ СТАМЕСКА
Полукруглая стамеска предназначена для чистового выдалбливания бороздок и желобков, а также для пазов при врубке гребнем круглых частей оконных или дверных приборов. Лезвия полукруглой стамески нормированы в DIN 5142 (рис. 3.77). Они имеют ширину от 4 до 32 мм. Имеются такие полукруглые стамески, у которых режущая кромка отшлифована изнутри (форма А) и снаружи (форма В).
ЗУБИЛО
Среди зубил различают плоское зубило, пикообразное зубило (для вращательного бурения) или круглое зубило. Они изготовлены из инструментальной стали и предназначены для прорубания отверстий и гнезд в кирпичных стенах или бетоне. Чтобы при работе предотвратить нанесение вреда здоровью, «бороду», которая образуется при ударах по зубилу молотком, необходимо вовремя удалять полировкой.
КИЯНКА
При долблении стамеской и долотом применяют киянки, изготовленные из бука. Благодаря этому сберегаются рукоятки долбежных инструментов (рис. 3.80).
3.2.5.1. Заточка инструментов для долбления
Стамески и долота затачиваются как ножи рубанков. Самый благоприятный угол заострения составляет 25°. Углы должны оставаться с острыми краями. Из-за проскальзывания долота вовнутрь выдалбливаемого отверстия оно не должно шлифоваться особенно вогнуто. Иначе режущая кромка легко ломается.
Для маленьких шлифовальных кругов лучше, если стамеска шлифуется на боковой поверхности круга, так как в этом случае фаска будет прямая. Для шлифования на боковой поверхности шлифовального круга необходим твердый упор или специальное приспособление. Полукруглую стамеску
Рис. 3.80. Киянка
• Для долбления, как правило, необходимо использовать киянку.
• При транспортировке стамесок и долот необходимо защищать их режущие кромки.
• Стамески и долота можно шлифовать на искусственных шлифовальных кругах только при умеренном давлении.
• Для шлифования долота на боковой поверхности шлифовального круга необходим твердый упор или специальное приспособление.
для правки кладут на фиксированную подложку и проводят оселком по фаске.
Вогнутая сторона должна выправляться маленьким полукруглым оселком.
ЗАДАНИЯ
1. Назовите части стамески.
2. Назовите виды работ, которые можно производить с помощью обычной и полукруглой стамески, а также с помощью долота.
3. Объясните, почему для проведения долбежных работ используют деревянные киянки из древесины, а не металлические молотки?
Fru*» regroup
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
3.2.6. Инструменты для сверления
Сверление — это процесс снятия стружки с помощью движущегося вперед центрически вращающегося режущего инструмента. К инструментам для ручного сверления относятся перка и развертка, буравчик, центровое сверло, винтовое сверло, спиральное сверло, сверло Форстнера и зенковка. К инструментам для сверления могут быть причислены коловорот, приспособление для глубокого сверления и подготовки отверстий для нагелей. Сверла для электрических дрелей и сверлильных станков подробно описаны в п. 6.6.4.
ПЕРКА И РАЗВЕРТКА
Рис. 3.81. Перка и развертка
Направляющее острие с резьбой
Рис. 3.83. Центровое сверло форма В
Рис. 3.84. Центровое сверло форма С
Перка или шило служат для разметки и проделывания небольших отверстий для маленьких шурупов.
Развертка так же, как и перка, служит для предварительного прокалывания отверстий. Благодаря вращению граненого шила после предварительного прокалывания отверстие расширяется (рис. 3.81).
БУРАВЧИК
Буравчик имеет расширяющуюся режущую резьбу спиральной формы. Она пригодна для мягкой и твердой древесины. Буравчик с квадратным хвостовиком можно использовать в коловороте, который при использовании кольцевой ручки становится ручной дрелью (рис. 3.82).
Буравчик с рашпильной рукояткой применяется для грубых сверлильных работ, прежде всего для расширения уже просверленных отверстий.
ЦЕНТРОВОЕ СВЕРЛО
Центровое сверло имеет центральный острый кончик с мелкой резьбой, подрезатель (шпору) и режущее лезвие. Центральный острый кончик с мелкой резьбой вкручивается в древесину и одновременно обеспечивает сверлу направление. Подрезатель режет древесину вокруг отверстия, режущее лезвие отделяет стружку (рис. 3.83).
Центровое сверло с переставляемым ножом делает возможным сверление различных по диаметру отверстий (от 15 до 40 мм или от 25 до 75 мм). Такое сверло представлено на рисунке 3.84.
ВИНТОВОЕ СВЕРЛО
Винтовое (шнековое) сверло имеет центральный острый кончик с мелкой резьбой, один или два под-
fpirfIGROUp
www.edisgroup.ru
3.2. Ручной инструмент 273
резателя (шпоры) и одну или две режущие кромки. По его телу проходит винтовой выступ, или шнек, который удерживает необходимое направление при сверлении глубоких отверстий и удаляет отходную массу. Винтовое сверло подходит для сверления твердой и мягкой древесины, а также торцов. Винтовое сверло формы С удаляет очень тонкую стружку и довольно медленно входит в древесину. Сверло формы G благодаря особой форме шнека оставляет в древесине отверстия с очень чистыми стенками (рис. 3.85 и 3.86).
СПИРАЛЬНОЕ СВЕРЛО
Спиральные сверла подразделяют на сверла с одной и двумя канавками для стружки.
Спиральные сверла с одной канавкой (DIN 7480)
имеют одну профрезерованную канавку для удале- Рис , 85 Винтовое сверло ния отделяемой стружки. Канавка образует спи- форма С
Направляющее
Режущая кромка
раль, которая у наконечника сверла заточена в режущую кромку. Такое сверло подходит для сверления мягкой древесины.
Спиральные сверла с двумя канавками (DIN 7487) бывают с треугольным и центрирующим кончиком. У спиральных сверл с треугольным кончиком (рис. 3.87) режущие кромки при вершине (основные лезвия) заточены под определенным углом, со
ответствующим твердости просверливаемого материала. Угол при вершине для спиральных сверл по дереву составляет примерно 130°, для сверл по металлу — 118°. Продольные стенки канавок в основном заточены фаской в направлении резания. Фаска действует как второе лезвие (вспомогательная режущая кромка) для чистого высверливания боковых стенок отверстия.
Спиральное сверло с центрирующим наконечником (рис. 3.88) имеет наряду с центрирующим наконечником два подрезателя, две режущих кромки, а на продольных сторонах канавок, как правило, вспомогательные режущие кромки. Такие сверла применяют для просверливания отверстий под нагель в продольной и поперечной древесине, а также древесных материалах.
ЗЕНКОВОЧНОЕ СВЕРЛО
Зенковочное сверло, также называемое разверткой или раззенковкой, имеет конусовидную головку с несколькими режущими кромками. Используется для развертки отверстий для шляпки шурупа при его ввинчивании заподлицо. Угол раззенковки со
Режущая кромка
Рис. 3.86. Винтовое сверло форма G
Рис. 3.87. Спиральное сверло с двумя канавками и треугольным кончиком
Рис. 3.88. Спиральное сверло с центрирующим кончиком
Рис. 3.89. Зенковочное сверло
gfwacJGROUP
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
ставляет 90°. Имеются зенковочные сверла с зауженным квадратным хвостовиком для коловоротов и с цилиндрическим хвостовиком для дрелей и сверлильных станков (рис. 3.89).
Сверла зажимаются в сверлильный патрон коловорота и механической дрели. Сегодня для ручного сверления, особенно если речь идет о небольших объемах сверления, применяют аккумуляторные дрели и шуруповерты (рис. 3.102).
3.2.6.1. Уход за сверлами
У сверл особенно чувствительны наконечники и режущие кромки. Эти части не должны касаться металлических предметов. Поэтому сверла следует хранить по отдельности воткнутыми в кусок древесины.
Загрязненные смолой сверла необходимо очистить керосином или скипидаром и теплой водой. При очистке не должны использоваться металлические предметы. После очистки и сушки сверла смазывают.
3.2.7. Рашпили и напильники
Рашпили и напильники при работе также снимают стружку. Они состоят из закаленной рабочей поверхности и незакаленного хвостовика. Хвостовик — это клин для надевания рукоятки (ручки). Длина напильника или рашпиля измеряется от выступа хвостовика до конца (рис. 3.90).
Рашпили и напильники различают по их длине, методу насечки, шагу насечки, по форме поперечного сечения и по способу изготовления зубьев. В основном рашпили и напильники различают по способу изготовления зубьев, а также
Рис. 3.90. Полукруглый рашпиль для древесины
Рис. 3.91. Фрезерованный рашпиль
Рис. 3.92. Поперечные сечения рашпилей
Рис. 3.93. Форма зубьев у напильников, и рашпилей
по их форме (рис. 3.93).
3.2.7.1. Рашпили
Выбитые на рашпиле смещено стоящие отдельные зубья по своей форме и способу получения обозначаются как рашпильная или точечная насечка (рис. 3.93). В зависимости от количества насечек
в соответствии с DIN 7263 различают три номера насечки — 1,2 и 3. Число насечек — это количество зубьев на квадратный сантиметр площади рашпиля. С увеличением числа насечек при одинаковой длине рашпиля повышается точность обработ
FPiSF*GRQUp
www.edisgroup.ru
3.2. Ручной инструмент
ки. По форме сечения рашпилей в DIN 7263 различают плоский тупоносый, полукруглый, кабинетный и круглый рашпиль по дереву (рис. 3.92).
Особой формой рашпиля является рашпиль для обработки лестниц. Он предназначен прежде всего для чистовой обработки изгибов поручней и перил лестниц. В торговле также предлагается фрезерованный рашпиль (рис. 3.91).
Рашпили бывают диной 150, 200, 250 и 300 мм.
3.2.7.2. Напильники
В отличие от отдельно стоящих зубьев насечки у рашпиля напильники имеют более или менее выраженные ряды зубьев. Они или насекаются, или фрезеруются. Напильники с насеченными зубьями скребут, напильники с фрезерованными зубьями со стружколомами — срезают стружку.
Оба способа изготовления зубьев обозначаются как насечка (рис. 3.95). Имеются напильники с одинарной и двойной насечками. У напильников с одинарной насечкой ряды зубьев проходят параллельно друг другу. У напильников с двумя видами насечек ряды пересекаются под углом (перекрестная насечка). При изготовлении таких напильников более грубая насечка расположена снизу, более тонкая — сверху (рис. 3.95).
В зависимости от числа насечек на единицу площади напильника различают насеченные напильники с числом насечек от 1 до 4, реже 5. Для фрезерованных
напильников существует 3 числа насечек.
Так же как для рашпилей, шаг насечки напильника зависит от номера насечек, а также от длины напильника. Маленький напильник с тем же числом насечек как у большого, действует тоньше. Решающим является число насечек. Оно равно количеству насечек на 1 см длины напильника в направлении его оси. Имеются напильники длиной 250, 300, 350 и 400 мм.
Для обработки древесины, пластика и искусственных материалов, рогов и подобных материалов применяют кабинетные напильники с одинарной насечкой.
Треугольный заточной напильник для лучковых, ручных и специальных пил
Треугольный заточной напильник для ленточных пил
1 Плоский напильник J с острыми кромками
f ч Плоский напильник
< J с закругленными кромками
Четырехгранный напильник для обшивки
Круглый напильник для обшивки и пола
Ножовочный напильник
Рис. 3.94. Поперечное сечение напильников
Рис. 3.95. Напильник с двойной (перекрестной) насечкой
Рис. 3.96. Полукруглый и кабинетный напильник
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
Однако часто используются и полукруглые напильники с одинарной насечкой (рис. 3.96).
Особым видом напильников считается напильник для обработки лестниц. Он применяется для выравнивания грубо обработанных рашпилем шершавых деревянных поверхностей.
Для обработки металлов наряду с насеченными и фрезерованными напильниками различают цеховые напильники и прецизионные напильники. К последним относятся заточные напильник и игольчатые надфили. Цеховые напильники имеют длину от 100 до 350 мм.
Заточной напильник используют на деревообрабатывающем предприятии как для заточки инструмента, так и для чистовой обработки частей фурнитуры и окладов.
Игольчатые надфили — это маленькие напильники с различной формой поперечного сечения. Они особенно хорошо подходят для выполнения тонких работ по дереву и металлу.
• Обрабатываемое изделие необходимо закрепить таким образом, чтобы оно не пружинило.
• Рашпили и напильники должны иметь твердо сидящую ручку или рукоятку.
• На рашпили и напильники следует надавливать только при движении от себя.
• Напильники для обработки дерева не должны использоваться для обработки металла.
• Рашпили и напильники, зубья которых загрязнились остатками древесных волокон, следует замочить в теплой воде и почистить щеткой из грубой щетины.
• Загрязненные металлическими опилками напильники следует очищать щеткой из латуни.
• Напильники нельзя класть друг на друга сторонами, имеющими насечку.
ЗАДАНИЯ
1. Сравните длину, форму и насечку рашпилей и напильников друг с другом и опишите их области применения.
2. Назовите рабочие процессы, для которых используются круглый, четырехгранный, плоский или трехгранный напильник.
Узкая сторона бойка
Рис. 3.97. Молоток
Широкая сторона бойка
Рис. 3.98. Кусачки и пассатижи
3.2.8. Инструменты для работы с гвоздями и шурупами
3.2.8.1. Молотки
Молоток состоит из стального тела (бойка) с широкой и узкой стороной, а также овальной, сужающейся вперед рукоятки из древесины дуба. Рукоятка должна быть точно подогнана под сверленое отверстие в бойке и зафиксирована там при помощи вклеенного деревянного или стального клина (рис. 3.97).
3.2.8.2. Кусачки и пассатижи
Наиболее часто для столярных работ используются кусачки и пассатижи. Кусачки служат прежде всего для выдергивания гвоздей. Если режу-
fhishgroup
www.edisgroup.ru
3.2. Ручной инструмент
щие кромки губок затупились или повреждены, то их можно привести в рабочее состояние правильной обработкой напильником (рис. 3.98).
У пассатижей на поверхности захвата нарезаны зубья. Их применяют преимущественно для сгибания тонких металлических частей, для удержания круглых деталей, а также при использовании их дополнительных режущих кромок для откусывания маленьких гвоздей и шурупов (рис. 3.98).
3.2.8.3. Отвертки
Отвертка состоит из наконечника и ручки (рис. 3.100). Наконечник может представлять собой съемную насадку или быть соединен заклепками и крепежным кольцом с рукояткой. Иногда наконечник может проходить через всю ручку и иметь на конце ударную головку. Для того чтобы шлиц винта не повреждался отверткой, наконечник должен иметь правильную ширину и быть плоским, а не клиновидным (рис. 3.99). Наконечник отвертки должен входить в шлиц винта как можно плотнее. Если необходимо вкрутить винт, который имеет крестовой шлиц, то применяют крестовую отвертку. Для винтов со шлицем в виде звезды используют подходящую для этой формы головки шурупа отвертку с шестигранной или двенадцатигранной звездочкой.
Если необходимо закрутить или выкрутить несколько винтов или шурупов, то применяют отвертки с трещоткой, так называемым храповым механизмом (рис. 3.101) либо электрические или аккумуляторные шуруповерты. Как и отвертки с храповым механизмом, электрические или аккумуляторные шуруповерты могут быть настроены как на правое, так и на левое вращение.
Рис. 3.99. Головки винтов и применяемые наконечники отверток
Рис. 3.100. Отвертка
Рис. 3.101. Спиральная отвертка с храповым механизмом
3.2.8.4. Аккумуляторный шуруповерт
Благодаря использованию аккумуляторного шуруповерта закручивание и откручивание винтов существенно облегчается. Он имеет сверлильный патрон, в который можно вставлять различные насадки (рис. 3.103) для завинчивания шурупов,
KhMSHGRQUP
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
Сверлильный Регулятор
Рис. 3.102. Аккумуляторный шуруповерт с дрелью
Крестовая Шлицевая Позидрайв (PZ) Внутренняя звездочка (Torx, Т)
Насадки для винтов
Рис. 3.103. Насадки для шуруповерта различной формы
а также сверла. Крутящий момент можно регулировать (от 28 до 60 Н/м). Скорость вращения плавно регулируется силой нажатия на выключатель. Возможны правое и левое вращение. Подзаряжаемый аккумулятор можно очень быстро заменить (рис. 3.102).
ЗАДАНИЯ
1. Сравните возможности применения кусачек и пассатижей.
2. Объясните, какой должна быть правильная форма наконечника отвертки для головок шурупов различной формы.
3. Назовите инструменты и устройства, которые могут облегчить вкручивание и выкручивание шурупов.
3.3. Зажимные приспособления
3.3.1. Механические зажимные приспособления
Винтовая струбцина—это важнейшее механическое зажимное приспособление. Она состоит из стальной шины и двух зажимных губок из ковкого чугуна. Одна из губок зафиксирована на стальной шине, вторая может по ней переставляться. На подвижной губке находится стальной ходовой винт с деревянной рукояткой.
Верхняя зажимная губка и нажимная пластина имеют пластмассовый защитный колпачок. Расстояние между губками может составлять 160, 200, 250 и 300 мм, вылет прижимной губки - 80, 100, 120, 140 и 175 мм (рис. 3.104).
В так называемых цельностальных винтовых струбцинах шина и верхняя прижимная губка состоят из одного куска (рис. 3.105).
Рис. 3.104. Винтовая струбцина
Рис. 3.105. Цельностальная винтовая струбцина
Fr>|«SElGROUP
www.edisgroup.ru
3.3. Зажимные приспособления
Более длинные винтовые струбцины могут называться хлопцом. Они имеют расстояние между губками 400, 600, 800, 1000, 1250, 1500, 1800, 2000, 2500 и 3000 мм.
Тележки для струбцин применяются для упорядоченного хранения винтовых струбцин различной длины (рис. 3.107).
Краевая струбцина может использоваться совместно с винтовой струбциной. Имеются также специальные краевые струбцины из ковкого чугуна (рис. 3.106).
Приспособление для закрепления дверных проемов состоит из стальной шины с двумя упорами и стального ходового винта с рукояткой. Один из упоров можно переставлять по шине, второй передвигается с помощью ходового винта и упирается в изделие. Если такое приспособление для закрепления дверных проемов используется достаточно часто, то целесообразно установить его на раму.
Приспособление для закрепления дверных коробок позволяет производить точную юстировку дверной коробки в соот
Рис. 3.106. Краевая струбцина
Рис. 3.107. Тележки для струбцин
Рис. 3.108. Скобы для скле- Рис. 3.109. Скобы для склеивания (параллельные) ивания (угловые)
Рис. 3.110. Приспособление для закрепления дверных коробок
ветствующем стеновом проеме, например при заполнении шва пеной. Такое приспособление имеет расстояние между упорами от 500 до 1000 мм (рис. 3.110).
Коленчатый зажим используется на приспособлениях для закрепления изделия. С его помощью можно обеспечивать высокое давление.
Fr>l<E^GROUP
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
Рис. 3.111. Рамная струбцина
Рис. 3.112. Рамная струбцина
Рис. 3.113. Угловая струбцина
Рис. 3.114. Угловая струбцина
Рис. 3.115. Угловое зажимное приспособление
Рис. 3.116. Корпусной зажим
Рис. 3.117. Пресс для круглых стен
Рычажные струбцины изготавливаются из древесины граба. На их переставляемой губке имеется эксцентриковый рычаг. Такая струбцина особенно хорошо подходит для наклеивания маленьких реек.
Скобы для склеивания (параллельные) устанавливаются с помощью разжимных струбцин. Они предназначены для наклеивания легких планок и заменяют винтовые струбцины (рис. 3.108).
Угловые скобы для склеивания также устанавливаются с помощью разжимных струбцин. Они предназначены для склеивания соединений в ус, например рам для картин (рис. 3.109).
Рамная струбцина имеет отлитый под давлением корпус, в который вкручиваются нажимные ходовые винты. Такая струбцина предназначена для склеивания углов рамы усовым соединением или под углом в 90° (рис. 3.111 и 3.112).
Угловая струбцина — это приспособление, совместное использование
которого вместе с обычной винтовой струбциной делает возможным проклеивание любого усового соединения под любым углом (рис. 3.113 и 3.114).
Угловое зажимное приспособление — это массивное устройство, на котором могут быть зафиксированы для склеивания соединения в ус с углом от 15 до 120° с шагом 15° (рис. 3.115).
gniS^GRQUP
www.edisgroup.ru
3.3. Зажимные приспособления
Корпусной зажим предназначен для склеивания небольших мебельных ящиков. Он имеет фиксированные зажимающие упоры и ходовой винт в оси струбцины. Расстояния между губками бывают до 700, 1000 и 1500 мм (рис. 3.116).
Сборочный стенд на строительной площадке или в мастерской может заменить столярный верстак. Для экономии места его можно транспортировать в сложенном виде и благодаря различным возможностям закрепления использовать при проведении большого числа столярных работ (рис. 3.118).
Рис. 3.118. Сборочный стенд с зажимным оборудованием
3.3.2. Пневматические и гидравлические зажимные инструменты
Прессы для склеивания кантов и стыков, а также рам часто оборудованы для зажимания изделий механическими или гидравлическими цилиндрами. Благодаря этому можно производить высокое давление в прессе при незначительных затратах сил. В струбцинах или прессах с вакуумом используется атмосферное давление.
Прессы для склеивания кантов и стыков используются для склеивания рам всех видов, а также для стыков и наклеивания кромок. Для изогнутых кантов в приспособлении для передачи давления зачастую используется пожарный шланг.
Пресс для круглых стен используется для склеивания круглых стен или закруглений из фанеры. Вертикальные стойки можно переставлять на желаемый радиус. Они оборудованы балками прижима и пневматическими элементами пресса, которые оказывают на склеиваемые слои изделия необходимое давление (рис. 3.117).
• Поверхности скольжения и зажимания струбцин и зажимов, а также клеевых прессов необходимо всегда поддерживать в чистоте. Следы клея следует удалять.
• Для обрабатываемых изделий можно применять только чистые прокладки из древесины граба.
• При использовании пневматического или гидравлического зажимного инструмента руки не должны входить в зону давления цилиндра.
• Проклеиваемые поверхности большой ширины необходимо предохранять от выгибания.
• При склеивании рам и корпусов необходимо проверить настройку углов и прямолинейность кантов (перекошенность).
Рис. 3.119. Рамочный пресс для склеивания встык
FnisUGROUP
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
Рис. 3.120. Корпусный пресс с двумя позициями
Рамочные прессы (рис. 3.119) сконструированы специально для склеивания оконных рам, корпусные прессы — для склеивания корпусов мебели (рис. 3.120). В качестве технологической позиции склеивания они располагаются на поточной или монтажной линии.
Вакуумные прессы под воздухонепроницаемой пленкой производят пониженное давление, поэтому благодаря атмосферному давлению пленка очень плотно прижимается к изделию. Таким способом можно
производить, например, нанесение покрытия на перила для винтовых лестниц их клееной фанеры с использованием определенного шаблона.
ЗАДАНИЯ
1. Расскажите о применении зажимного инструмента и приспособлений для склеивания соединений в ус.
2. Расскажите о склеивании корпусов мебели с использованием различных зажимных устройств или прессов.
Рис. 3.121. Усорез
Рис. 3.122. Усорезный зажим
3.4. Приспособления и инструменты для производства соединений в ус
3.4.1. Усорез
Усорез (цулага для зарезки на ус) состоит из доски основания и двух боковых реек (продольных стенок). В продольных стенках под углом 45° сделаны пропилы, в котором при выпиливании усового соединения вставляется пила с мелкими зубьями. Усорезы особенно часто применяются для реек с небольшим поперечным сечением (рис. 3.121).
3.4.2. Усорезный зажим
Усорезный зажим закрепляется на столярном верстаке и служит для закрепления изделия при чистовом строгании (подгонке) поверхностей усового соединения. Такой зажим применяют прежде
www.edisgroup.ru
3.5. Шлифовальные материалы и их применение
всего тогда, когда распил является слишком грубым. При зажиме изделие следует закреплять таким образом, чтобы поверхности усового соединения лишь немного выступали за поверхность зажима. Выступающая часть строгается шлифтиком или торцевым рубанком до поверхности усорезного зажимного приспособления. Строгать при этом само приспособление, однако, не следует (рис. 3.122).
3.4.3. Усорезная пила для резания под углом
В усорезной пиле для резания под углом пильное полотно закреплено в приспособлении, которое делает возможным распил под различным, но точным углом для выполнения соединений в ус. Крепление пильного полотна производится с помощью зажимного оборудования. Угол скоса может составлять 90°, 45° (четырехугольный), 36° (пятиугольный), 30° (шестиугольный) и 22,5° (восьмиугольный). Усорезная пила представлена на рисунке 3.123.
3.4.4. Усорезный вырубной станок
Рис. 3.123. Усорезная пила для резания под углом
Рис. 3.124. Усорезный вырубной станок
Усорезный вырубной станок служит для отрезания скосов на рейках. Получаемая поверхность среза является гладкой благодаря специальному ножу данной резальной машины. Нож с помощью длинного рычага и передачи двигается вниз. Усорезный вырубной станок делает возможным получение любых углов от 45 до 90°. С помощью применения специального ножа усорезный вырубной станок можно использовать для вырезания крестовых соединений для оконного и дверного переплета.
• Скосы у профилированных рам должны проходить точно посередине, чтобы линия профиля и косой срез точно подходили друг к другу.
• Косые срезы в усовом соединении должны быть настолько точными, чтобы соединение было со всех сторон непроницаемым.
• Древесина для выполнения клеевых соединений в ус должна быть сухой. При последующем высыхании древесины косые клеевые стыки, особенно в случае рам, становятся неплотными.
3.5. Шлифовальные материалы и их применение
Для шлифования древесины, древесных материалов, пластмассы, лаков, а также металлических поверхностей используют шлифовальную (наждачную) бумагу, абразивные шкурки и специальные абразивные средства. Инструменты затачивают на шлифовальных кругах и оселках.
FnR^GROUP
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
3.5.1. Шлифовальные материалы
В качестве шлифовальных материалов используются искусственные или натуральные шлифовальные зерна.
Натуральные шлифовальные материалы производятся из кремния, граната, природного корунда, наждака, кварца и природного алмаза. Эти шлифовальные материалы имеют различную твердость, поэтому они применяются относительно редко.
Искусственные шлифовальные материалы — это зерна из элекгрокорунда (оксид алюминия), карбида кремния (карборундума), нитрида бора, стекла и искусственно полученных алмазов. Эти шлифовальные материалы имеют постоянные физические и химические свойства. Зерна остроконечные или плоские.
Корунды в зависимости от своего вида предназначены для шлифования различных инструментальных сталей и металлических поверхностей, твердой или мягкой древесины, искусственных материалов, пластмасс и лаков. Твердость по Кнупу составляет от 1635 до 2080 Н/мм2.
Карбид кремния (карборундум) предназначен для шлифования фанерованных или покрытых лаком поверхностей, чугуна и цветных металлов, а также инструментальной стали. Кроме того, карбид кремния и бора наряду с алмазами применяют как доводочную суспензию для твердосплавных инструментов. Твердость по Кнупу составляет 2480 Н/мм2.
Нитрид бора с твердостью 4700 Н/мм2 является не таким твердым, как алмаз, относительно стали ведет себя химически нейтрально. Поэтому нитрид бора применяют для шлифования высоколегированных сталей.
Стекло из-за своей относительно низкой твердости, высокой хрупкости и острых кромок применяется достаточно редко и только для ручного шлифования древесины. Стеклянные зерна очень быстро затупляются.
Алмазы используют для шлифования твердых сплавов. Твердость по Кнупу составляет 7000 Н/мм2.
ЗЕРНИСТОСТЬ
Натуральные или искусственные шлифовальные материалы измельчаются. Возникающую при этом смесь зерен различного размера сортируют с помощью вибрационных сит по отдельным размерам зерен. Зернистость обозначается номерами типа 60,100 или 150. Она задается количеством отверстий в сите на каждые 25,4 мм его стороны. 25,4 мм соответствуют одному дюйму. Если через сито просеиваются зерна с зернистостью 60, то на площади сита в 645,16 мм2 (645,16 мм2 = 25,4 мм • 25,4 мм) будет 3600 ячеек (3600 = 60 • 60), а зерна останутся на более тонком сите. Поэтому абразивное зерно большего размера имеет маленький номер, более мелкое абразивное зерно — больший номер. Разделение по зернистости 240 производится в наполненной спиртом самотечной трубе. Зерна большего размера из-за своей большей массы тонут в жидкости быстрее, чем зерна меньшего размера, при этом образуются слои с зернами различного размера. Шлифовальные средства в зависимости от зернистости применяются для различных видов работ (табл. 3.1).
www.edisgroup.ru
3.5. Шлифовальные материалы и их применение
Таблица 3.1. Зернистость шлифовальных материалов и их применение
Зернистость Номер зернистости Применение
Г рубая 6 8 10 12 14 16 20 24 Для специальных шлифовальных работ.
Средняя 30 36 46 54 60 От 30 до 46: для удаления лака, клея и других покрытий. От 54 до 90: для предварительного шлифования строганных и фанерованных поверхностей, для удаления гуммированной бумажной ленты. От 100 до 180: для тонкого шлифования фанерованных поверхностей.
Тонкая 70 80 90 100 120 150 180
Очень тонкая 220 240 280 320 400 500 600 800 От 220 до 400: шлифование шпаклевок, лаков и пластмасс. От 500 до 800: для специальных шлифовальных работ.
3.5.2. Шлифовальная бумага и шлифовальная шкурка
Шлифовальная бумага и шлифовальная шкурка состоят из бумаги или ткани, также называемых основой или подложкой, на которую с помощью специальных клеев, смол или лаков наклеены не содержащие железа шлифовальные материа
лы (рис. 3.125). Железо при шлифовании древесины, содержащей дубильные вещества, вызывает образование черных точек или пятен.
3.5.2.1. Основа
В качестве основы для шлифования дерева применяют чаще всего бумагу, для особых целей — ткань типа льняной, кроме этого, применяют комбинацию ткани и бумаги.
Бумага-основа должна быть особо прочной на разрыв и жесткой. Она может состоять из одного или нескольких слоев. Однослойная бумага плотностью от 70 до 80 г/м2 применяется, например, для ручного шлифования лакированных поверхностей и древесины, многослойная бумага плотностью 240 г/м2 применяется для больших нагрузок в шлифовальных машинах.
Для тканей различают усиленные виды для машинного шлифования и более тонкие для менее сильных нагрузок или профильного шлифования.
Комбинированная основа состоит из нескольких слоев покрытой тканью бумаги. Такая основа используется для шлифовальных лент. Она отно
----Шлифовальное зерно - Вторичный слой клея
Первичный слой клея
Структура
Закрытое напыление: «зерно к зерну»; особенно применимо для смол и лаков
Открытое напыление:
60% площади покрыто зерном, особенно применимо
для мягкой и смолистой древесины
Рис. 3.125. Структура и напыление шлифовальной бумаги
EOiS^GROUP
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
сительно жесткая. Поэтому ее можно подвергать достаточно сильным нагрузкам, как, например, в широкополосных шлифовальных станках.
3.5.2.2. Напыление
Для шлифовальной бумаги и шлифовальных лент различают открытое и закрытое напыление. В закрытом напылении зерна располагаются тесно друг к другу, зерно к зерну, таким образом, поверхность основы почти на 100% покрыта зернами и поэтому содержит особенно большое количество режущих кромок. При открытом напылении поверхность закрыта зернами примерно на 60% (рис. 3.125). В образующиеся между отдельными зернами промежутки может проникать шлифовальная пыль и удаляться с обрабатываемой поверхности. При шлифовании таким способом не образуется так называемых смазок или пятен ожогов на шлифуемой поверхности.
3.5.2.3. Хранение шлифовальных лент
Шлифовальные ленты следует хранить в сухих, незамерзающих помещениях, вдали от отопительных приборов, холодных или влажных стен, дверей или окон и не на полу. Кроме этого, шлифовальные ленты следует защищать от прямых солнечных лучей. Благоприятной для хранения является температура от 18 до 22°С при относительной влажности воздуха от 45 до 65%. Шлифовальным лентам для привыкания к климату рабочего помещения необходимо до 24 часов.
Края ленты, в основном ленты широкополосных шлифовальных станков, не должны соприкасаться с влажной подложкой. В этом случае они неравномерно впитывают влагу и коробятся. Слишком долгого хранения шлифовальных лент и шкурок необходимо избегать, так как связывающее вещество стареет и становится ломким. Шлифовальные ленты при извлечении из оригинальной упаковки, а также при транспортировке следует оберегать от повреждений, например от ударов, изгибания или разрыва кромок.
После снятия оригинальной упаковки со шлифовальной ленты их необходимо развесить на стержень или другое цилиндрическое тело диаметром минимум 50 мм. При хранении нельзя использовать маленькие диаметры, так как это вызывает повреждения, например растрескивания или появление надломов.
3.5.3. Шлифование изделий
Задачи шлифования изделий
Шлифование служит для:
• придания формы, то есть изделие шлифуется плоско, по толщине (калибруется) и профилируется (профиль производится шлифованием, а не фрезерованием).
• улучшения поверхности, то есть после обработки резанием поверхности могут быть очищены от следов проведенной обработки, при шлифовании грубой шлифовальной бумагой даже । скошенные поверхности могут быть выровнены; находящиеся на поверхности загрязнения могут быть удалены с помощью мелкозернистой шлифовальной бумаги. Поверхность при помощи шлифовальной бумаги также делается шероховатой для улучшения сцепления при склеивании и механическом сцеплении.
FF>|<5FiGROUP
www.edisgroup.ru
3.5. Шлифовальные материалы и их применение
Правила работы при шлифовании изделий
• Шлифовальные ленты следует накладывать без напряжений и при каждом использовании проверять на целостность.
• Следует соблюдать направление вращения, указанное на обратной стороне ленты.
• Скорость движения ленты при шлифовании древесины составляет от 24 до 30 м/с, для шлифования лакового слоя - от 12 до 15 м/с.
• Шлифование должно производиться при минимально возможном давлении.
• Предварительное шлифование производится до тех пор, пока поверхность не будет выровнена и очищена соответствующим образом, чистовое шлифование - пока не исчезнут все неровности.
• Шлифовальную пыль необходимо отсасывать, чтобы это не привело к образованию смазки на поверхности ленты, и не возникли пятна ожога.
• Шлифовальную ленту при длинных паузах в работе следует освобождать от зажимов.
Таблица 3.2. Способы шлифования, формы шлифовальных материалов и их применение
Способ Форма шлифовальных материалов Применение шлифовальных материалов
Ручные способы (ручное шлифование, применение ручных шлифовальных машин)
Ручное шлифование Листы и рулоны (DIN 69177), шлифовальное полотно № Канты, профили, контуры; плоское шлифование древесины и фанеры, шлифование после вымачивания и отбеливания; перед грунтовкой, промежуточное шлифование лака
Шлифование на эксцентриковых, угловых, щеточных машинах, тарельчатый шлифовальный круг Диски (DIN 69177) Для создания структуры и реставрации; шлифование после вымачивания и отбеливания перед грунтовкой, промежуточное шлифование лака
Шлифование с помощью суперфинишных машин, ручных шлифовальных блоков Полосы IS Канты, плоское шлифование древесины и фанеры; шлифование после вымачивания и отбеливания перед грунтовкой, промежуточное шлифование лака
Шлифование с помощью ручных ленточных шлифовальных машин Ленты для ручного шлифования (DIN 69130) Шлифование кантов по отдельности и вместе, плоское шлифование древесины и фанеры
Машинные способы (на стационарных станках)
Контактное и подушечное шлифование Широкие ленты (DIN 69130) Калибровочное шлифование цельной древесины и панельных материалов, тонкое шлифование поверхностей древесины, шпона, древесных материалов; промежуточное шлифование лака
Шлифование кантов и контуров Краевые ленты, гильзы (DIN 69130) ^8 Шлифование кантов, тонкое шлифование кантов и контуров
Плоское шлифование Длинные ленты (DIN 69130) Шлифование кантов по отдельности и вместе, тонкое шлифование поверхностей древесины, шпона, древесных материалов; промежуточное шлифование лака
Профильное ленточное шлифование Профильные ленты (DIN 69130) Шлифование профилей и контуров (предварительное и чистовое)
При машинных способах для получения безупречной поверхности необходимо соблюдать предписанную скорость шлифования.
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
3.5.4. Специальные шлифовальные материалы
Для машинной обработки поверхности применяются специальные ленты, маты и диски.
Ленты, маты и диски из плетеного стального волокна, а также ленты из нейлонового нетканого полотна с нанесением шлифовального средства на тканевую основу используются для матового шлифования лакированных поверхностей.
Кожаные полировальные круги из текстиля служат для полирования лакированных поверхностей с применением полировальной пасты.
Ворсистые ленты из искусственных волокон с вплетенными волокнами шерсти или хлопка и поверхностью качения из ПВХ применяют для полирования на широкополосных полировальных машинах.
3.5.5. Шлифовальные диски и оселки
Шлифовальные диски состоят из связанных клеящим средством шлифовальных зерен — корунда (А), нитрида бора (В), карбида кремния (С) или алмаза (D). В клеящем веществе имеются поры. Таким образом, шлифовальный диск состоит из связанных шлифовальных зерен и пор. Находящиеся во время обработки на поверхности поры во время шлифования наполняются шлифовальной пылью и отводят ее. Клеящее средство прочно удерживает шлифовальные зерна до тех пор, пока они не затупляются и не выкрашиваются. Вид и количество используемого связывающего средства (связки) влияют на степень твердости и шлифовальные свойства диска. Различают керамическую связку V (из полевого шпата, глины, кварцевого песка), связку на основе синтетических смол В, в том числе с усилением волокон BF (из фенолформальдегидной смолы), металлическую связку М (из металлического порошка), гальваническую связку G (посредством нанесения металлического покрытия), резиновую связку R, в том числе с усилением волокон RF (природная смола), силикатную связку S. Разные связующие средства различаются по упругости, хрупкости и теплостойкости.
Шлифовальные диски для инструментов с металлическими режущими кромками в основном имеют керамическое связывающее вещество. Керамическая связка позволяет производить диски с различной степенью твердости, но является чувствительной к ударам.
Структура шлифовальных дисков может быть как открытой, так и закрытой (рис. 3.126). Числа от 1 до 14 обозначают тип структуры. Чем больше число, тем более открытой является структура, и тем больше пор имеет шлифовальный диск. Очень пористый шлифовальный диск хорошо удаляет пыль и стружку. Кроме того, посредством захвата воздуха или жидкого охлаждающего средства охлаждается сам шлифовальный диск и инструмент. Шлифовальные диски с маркировкой 4 или 5 обычно используются для шлифования нелегированных и легированных инструментальных сталей (WS, SP), 6 и 7 — для высоколегированных инструментальных сталей (HL), быстрорежущих сталей (SS) и высоколегированных быстрорежущих сталей (HSS). Для твердых сплавов (НМ) и легированных твердых сплавов (стеллитов) применяются шлифовальные диски с маркировкой 8 и 9.
Fm^F^GROUP
www.edisgroup.ru
3.5. Шлифовальные материалы и их применение
Рис. 3.126. Структура твердого и мягкого шлифовального диска
Шлифовальные диски имеют различную твердость. Под твердостью шлифовального диска понимают не твердость отдельных шлифовальных зерен, а прочность, с которой эти шлифовальные зерна удерживаются в связующем веществе. Твердость шлифовальных дисков должна выбираться в зависимости от твердости обрабатываемого инструмента.
Для заточки твердых режущих кромок инструментов требуются мягкие шлифовальные диски, для заточки мягких — твердые. Например, если шлифовать твердую инструментальную сталь слишком твердым шлифовальным диском, то изношенные шлифовальные зерна не выламываются из-за твердости (прочности) связующего вещества, а добавляются вместе со шлифовальной пылью в поры шлифовальной поверхности.
В мягком шлифовальном диске затупившиеся шлифовальные зерна выламываются из связующего вещества и освобождают острые шлифовальные зерна.
Необходимая для инструмента степень твердости шлифовального диска задается производителем инструмента.
Степени твердости шлифовальных дисков: супермягкий (А, В, С, D), очень мягкий (Е, F, G), мягкий (Н, I, J, К), средний (L, М, N, О), твердый (Р, Q, R, S), очень твердый (Т, U, V, W), супертвердый (X, Y, Z).
Для шлифования инструментальных сталей часто используют шлифовальные круги с твердостью L и М, для высококачественной стали J и для твердосплавного инструмента — еще меньшую твердость.
Обозначение
Форма и размеры
1 - 180 х 20 х 127
Материал
А 120 К 8 V 35
Основная форма по ISO— (прямой шлифовальный круг)
Наружный диаметр 180 мм----
Ширина шлифовального круга 20 мм
Внутренний диаметр 127 мм-----
— Допустимая частота вращения 35 м/с
---Связка V: керамика
— Обозначение структуры 8: средняя
---Степень твердости К: мягкая
---Зернистость (сито со 120 ячейками на дюйм)
— Шлифовальный материал А: корунд
Рис. 3.127. Обозначение шлифовальных кругов (пример)
EDisS^BQUP
www.edisgroup.ru
Глава 3. Верстак и ручные инструменты
Таблица 3.3. Выбор шлифовального круга для шлифования инструментов (пример)
Твердометаллическая режущая кромка Режущая кромка из быстрорежущей стали
Шлифовальный > Карбид материал С кремния Шлифовальный > Корунд материал А
Степень > Мягкая твердости J Степень Мягкая твердости J
Зернистость >. Тонкая 70-100 Зернистость > От средней 70-100 до тонкой
Твердые сплавы и быстрорежущая сталь являются «твердыми» режущими материалами, поэтому степень твердости шлифовального диска должна быть «мягкой».
Охрана труда при шлифовании инструментов
• Шлифование можно производить только с помощью неповрежденных дисков. Невидимые повреждения можно установить с помощью пробы на звучность. Диск, не содержащий трещин, издает звонкий звук.
• Новые, а также замененные шлифовальные круги перед началом использования необходимо минимум в течение пяти минут заставить работать пробно. При этом опасная зона должна быть заблокирована.
• Можно использовать только те шлифовальные круги, которые имеют следующую маркировку: тип связки, размеры круга, допустимая скорость вращения, зернистость, твердость и знак контроля производителя.
• При проведении шлифовальных работ необходимо всегда надевать защитные очки и устанавливать противоосколочные защитные окна шлифовального станка в предохранительное положение.
Оселки применяют для тонкого шлифования и правки режущих кромок инструментов. Различают натуральные и искусственные доводочные камни (см. 3.2.3.3).
Натуральные оселки — это бельгийские оселки, правка может производиться только с добавлением воды, или изготовленные из арканзаса, для шлифования на которых используется смесь керосина и масла. Искусственные оселки соответствуют по материалу и структуре шлифовальным кругам.
EoisgGROUP
www.edisgroup.ru
ГЛАВА 4
ИЗГОТОВЛЕНИЕ
И СОЕДИНЕНИЯ ДЕТАЛЕЙ
Соединяемые детали могут состоять из массивной древесины или древесных материалов. Многие применяемые для древесины соединения, такие как шиповое соединение, врубка или соединение в проушину, подходят в основном только для
массивной древесины, другие, например нагельные, особенно подходят для соединений изделий из древесных материалов.
Соединение деталей может быть как разборным, так и неразборным. В неразборных соединениях детали склеиваются друг с другом. В разборных соединениях они должны быть соединены друг с другом соответствующим соединительным элементом или с помощью крепежа.
4.1. Выбор и раскрой лесоматериала
Обрабатываемое изделие из массивной древесины должно быть раскроено в виде брусков или досок. Для того чтобы можно было начисто выстрогать изделие, исходная толщина доски или бруска должна быть примерно на 5 мм больше, чем толщина готового изделия. Естественно, исходная толщина выбирается также с учетом структуры исходной древесины и длины обрабатываемого изделия. Для изогнутых досок и брусков прибавка в 5 мм на разницу между исходной и конечной толщиной может оказаться слишком маленькой.
Рис. 4.1. Типы досок и требуемые разрезы при обрезке и раскрое
Рис. 4.2. Линия обрезки древесины, заболонь которой использовать нельзя
Weinig
www.weinig.ru
Глава 4. Изготовление и соединения деталей
Из ствола получают боковую, среднюю и сердцовую доску. Прежде всего, с помощью обрезки должен быть удален обзол. Боковые доски имеют красивую структуру. Если ее необходимо сохранить, то боковую доску не разрезают посередине. Но все же необходимо учитывать, что такая доска может коробиться. Кро
ме этого, из-за продольного расположения годичных колец при изменении влажности она особенно изменяется в размерах по ширине (см. рис. 2.84). Форма суч
Рис. 4.3. Разметка и раскрой изделия
Спецификация Заказ: Заказ № 512 Клиент: ffofewartft Дата поставки: 2006 Лист №: 1
Ид. н-р Обозначение Мат. Коп. Готовые размеры, мм Исх. тол-щина Канты Примечание
Длина Ширина Высота
1 2 3 4 5 6 7 8 9 10
1 сосна 2 420 120 14 20
2 Сторона, поперечная сосна 2 310 120 14 20
3 (Ино <fw 1 298 408 6
4 •Штн сосна 2 408 298
Рис. 4.4. Написанная от руки спецификация (пример)
4. Строгать по ширине 5. Строгать по толщине 6. Обрезать по длине
Рис. 4.5. Последовательность обработки детали с прямыми параллельными краями
ков на боковой доске, как правило, округлая. Здоровые сучки могут быть оставлены в изделии, однако они не должны находиться в зоне соединения. Средняя доска разрезается посередине, примерно в области сердцевины. Сучки в основном имеют овальную форму. Если сучки слишком большие или непрочно проросшие, то их необходимо высверлить или вырезать. Из сердцовых досок получают дета
ли с поперечным расположением годичных колец. Поэтому сердцо-вые доски меньше всего работают по ширине. Рисунок поверхности гладкий и полосчатый. Сучки имеют крыловидную форму. Так как они изменяют форму изделия из-за прерывистого направления волокон, то их необходимо вырезать в обязательном порядке (рис. 4.1).
Если используется древесина, заболонь которой обрабатывать нельзя, например дуба, то ее необходимо удалить без остатка при обрезке (рис. 4.2).
Для разрезания и раскроя необходимо иметь спецификацию материалов и деталей, из которой можно взять все размеры обрабатываемых элементов (рис. 4.4). Древесина для запланированного изделия выбирается по вышеназванным критериям. По наугольнику или шаблону изготавливаемые детали размечаются на верхней стороне доски. Номер позиции в специфи
WeinigiMm
www.weinig.ru
4.2. Сплачивание
кации можно написать на детали. При применении обрезных круглопильных станков и лазерного луча необходимость в прямолинейной разметке деталей может отпасть. В любом случае, для дальнейшей обработки данного изделия типа строгания или фрезерования необходимо учитывать достаточные припуски на обработку (рис. 4.3).
Для прямых обрабатываемых деталей после разреза поверхность обрабатывается фугованием, потом узкая сторона доски обрабатывается под прямым углом к широкой стороне и контролируется ее прямолинейность. После этого детали можно строгать по толщине и по ширине. Только после продольной обработки детали можно отрезать по соответствующей длине (рис. 4.5).
Контроль качества для обрабатываемых деталей с прямоугольным сечением.
Рис. 4.6. Проверка сформованной обрабатываемой детали
Прежде всего, необходимо про-
верить, все ли поверхности являются чистыми, без трещин, прямыми и плоскими (рис. 4.6); подходят ли углы отдельных поверхностей друг к другу; выдержаны ли предписанные размеры; использована ли древесина эффективно с экономической точки зрения, то есть необходимо оценить количество отходов.
4.2. Сплачивание
Обычно широкие поверхности получают из столярных или древесностружечных плит. Из художественных или технических соображений иногда необходимо изготавливать широкие поверхности из массивной древесины. Такие поверхности мотут быть как клеевые, так и неклеевые сплоченные соединения.
4.2,1. Неклеевые сплоченные соединения
Неклеевые сплоченные соединения встречаются в тех случаях, когда широкие поверхности должны состоять из массивной древесины. Однако такая поверхность особенно подвержена колебаниям размеров при изменении влажности. Каждая отдельная доска должна иметь возможность беспрепятственно работать. По этой причине неклеевые сплоченные соединения требуют применения подложной конструкции, на которой доски могут быть закреплены, а также такого соедине
Weinig
SU
www.weinig.ru
Глава 4. Изготовление и соединения деталей
ния между собой, которое хоть и дает возможность работы досок по отдельности, но делает ее совсем или почти незаметной.
В неклеевых сплоченных соединениях различают: сплачивание в поддерева (взакрой), сплачивание в шпунт и сплачивание на рейку, а также надвижное сплачивание.
4.2.1.1. Сплачивание в четверть
При сплачивании в четверть каждая доска на канте получает переменный фальц. Оба паза имеют одинаковые размеры. Высота фальца равна половине толщины доски. Глубина фальца также должна составлять примерно половину толщины доски. Если хотят особенно подчеркнуть отдельные доски в поверхности, то можно предусмотреть на краях досок фаски или профиль. Такое соединение применяется только для простой обшивки досками (рис. 4.7).
4.2.1.2. Сплачивание в шпунт
При сплачивании в шпунт (такое соединение может называться соединением в паз и гребень по кромке) на одном из кантов доски фрезерованием вырезают паз, на другом гребень. Это соединение получают вставлением гребня одной доски в паз другой. Паз должен быть немного глубже, чем ширина гребня, для того чтобы
Рис. 4.7. Сплачивание в четверть
Рис..4.8. Стандартизованные доски с пазом и гребнем и звукопоглощающие доски
при скрепленном соединении стык был плотным. В случае, когда применяются нестандартизованные размеры, для размеров паза и гребня действует правило (рис. 4.8): толщина гребня и ширина паза составляют примерно 1/3 толщины доски, глубина паза — около 1/2 толщины доски или 11/2 толщины гребня (рис. 4.9).
Сплачивание в шпунт применяется в основном при изготовлении потолочной и настенной облицовки, деревянной обшивки дверей, наружной обшивки, а также при настиле полов. Доски с гребнем и пазом, а также строганые доски для пола стандартных размеров имеются в продаже. У таких досок гребень располагается не по центру с той целью, чтобы при настиле полов увеличить толщину более износостойкого слоя либо, если речь идет об обшивке, толщину видимого края.
WeinigSSm
www.weinig.ru
4.2. Сплачивание
Доски с пазом и гребнем часто незаметно крепятся на нижнюю конструкцию при изготовлении настенной и потолочной облицовки. Для этого в продаже имеются специальные захватки для профилированных досок или скобки (рис. 4.8).
4.2.1.3. Сплачивание на рейку
При сплачивании на рейку паз фрезеруется в обеих продольных кромках досок. Рейки изготавливаются отдельно, поэтому не происходит потерь древесины досок. Рейка может быть изготовлена из столярной или твердой древесноволокнистой плиты. Ширина рейки должна составлять примерно от 1 до 1 1/4 толщины доски, толщина рейки — около 1 /3 толщины доски. Рейка должна быть немного уже, чем глубина обоих пазов, особенно в том случае, когда паз должен быть плотным (рис. 4.10). Стыки могут быть сделаны видимыми при помощи профилирования продольных кромок или изготовлением более широкой рейки, то есть когда рейка также делается видимой. Видимую рейку можно покрыть шпоном, искусственным материалом или металлом. Такое
Рис. 4.9. Сплачивание в шпунт
Съемная рейка (фанерованная столярная плита)
Рис. 4.10. Сплачивание на рейку
Рис. 4.11. Сплачивание с перекрытием
сплачивание, так же как и соедине-
ние в шпунт, применяется при изготовлении настенной и потолочной облицовки, облицовки наружных дверей и т. д.
4.2.1.4. Сплачивание с перекрытием
При помощи сплачивания с перекрытием особенно выразительный, пластичный результат достигается, например, для облицовки и обшивки наружных дверей дома или гаража. Для изготовления данного вида соединения паз на кантах доски фрезеруется таким образом, чтобы верхняя стенка паза одной доски и нижняя стенка другой доски хорошо подходили друг к другу (рис. 4.11).
WeinigSsgRg
www.weinig.ru
Глава 4. Изготовление и соединения деталей
4.2.2. Клеевые соединения сплачиванием
В производстве мебели из массивной древесины для подвергающихся сильным
нагрузкам столешниц необходимы широкие поверхности с плотными стыками,
поэтому отдельные доски нужно проклеивать. В зависимости от нагрузки поверхности проклеиваемых стыков они должны быть дополнительно соединены с помощью нагелей (шипов), корончатого профиля или рейки.
4.2.2.1. Правила склеивания
Перед склеиванием досок необходимо решить, должна ли поверхность древесины иметь декоративную свилеватую структуру или более простую полосчатую, будет ли проклеенная деревянная поверхность лежать свободно, быть зажатой в пазах или удерживаться врубочной планкой. Выбор также может производиться между сердцовой, серединной и боковой досками. При склеивании очень широких поверхностей необходимо обязательно учитывать работу древесины и направления усушки.
Из сердцовых досок следует обязательно вырезать середину, так как древесина в этой области склонна к образованию трещин (рис. 4.13). После этого получают две половинки доски с зонами заболони и ядра в каждой. Так как заболонь и ядро
Рис. 4.12. Положение досок работают по-разному, необходимо всегда клеить заболонь с заболонью, а ядро с ядром. Таким образом, на клеевых стыках получается плавный переход. Поверхности из склеенных сердцовых досок меньше всего усыхают и разбухают по ширине и сохраняют благодаря поперечному расположению годичных колец почти плоскую наружную поверхность. Структура этой части древесины — простая или полосчатая (рис. 4.12).
Боковые доски могут быть склеены таким образом, что узорчатость древесины будет полностью сохранена. Такие поверхности коробятся и становятся круглыми. Поэтому они должны быть закреплены с помощью врубочных планок или торцовых закраин либо удерживаться в рамах. Для сво-боднолежащих поверхностей боковые доски также необходимо разрезать и проклеить заново. При
Рис. 4.14. Совместная марки- этом проклеить их нужно таким образом, чтобы ровка досок для сплачивания наверху попеременно оказывалась то правая, то
Правая сторона
Боковая доска, не разрезанная
Правая сторона
Боковая доска, разрезанная
Правая сторона, левая сторона
Боковая доска, проклеенная перевернутым образом
ижиииии
Ядро с ядром, заболонь с заболонью
Сердцовая доска
Рис. 4.13. Вырезание сердцевины
WeinigSl»^
www.weinig.ru
4.2. Сплачивание
левая сторона, и заболонь склеивалась с заболонью, а ядро с ядром. Это так называемое перевернутое склеивание (рис. 4.12). Однако натуральная структура древесины из-за переворачивания отдельных досок при этом теряется.
Серединная доска разрезается посередине и склеивается так же, как боковая доска.
Склеивание сердцовых и боковых досок вперемежку производиться не должно из-за различных степеней работы древесины.
Для склеивания доски, как правило, складываются в штабель. Для того чтобы при склеивании доски легли в правильной последовательности, их перед этим совместно маркируют (рис. 4.14).
4.2.2.2. Соединение на гладкую кромку
Узкие кромки досок гладко склеиваются между собой. Предпосылкой для выполнения безупречного склеивания являются хорошо подогнанные стыки, которые по длине могут быть слегка вогнутыми. Фугование узких кромок можно производить вручную с помощью фуганка или на фуговально-строгальном станке. Как правило, обрезанные или разрезанные доски подгоняются и склеиваются в необработанном состоянии. После этого вся поверхность выравнивается и строгается. Такой способ сплачивания применяется для получения широких поверхностей из массивной древесины в изготовлении мебели и внутренней отделке (рис. 4.15).
4.2.2.3. Корончатый профиль
Корончатый профиль придает дополнительную прочность клеевому соединению стыков и увеличивает поверхность склеивания. Особенно высокая прочность стыка часто требуется для столешниц и ступеней лестниц. Узкие кромки досок обрабатываются на столярном фрезерном станке фрезой с корончатым профилем. Перед фрезерованием доски необходимо отстрогать по толщине и отфуговать по узким сторонам. После проклеивания обрабатываемое изделие необходимо еще раз отстрогать по толщине с малым съемом стружки. Корончатая фреза должна быть настроена по высоте таким образом, чтобы отдельную доску на обеих узких сторонах можно было фрезеровать только поворотом доски (рис. 4.16).
Рис. 4.15. Соединение на гладкую кромку
Рис. 4.16. Корончатый профиль
Weinig&№W
www.weinig.ru
Глава 4. Изготовление и соединения деталей
Рис. 4.17. Нагельное соединение
Рис. 4.18. Сплачивание на рейку
годичных колец Лежащая врубочная планка
врубочная планка
Рис. 4.19. Соединение врубкой
4.2.2.4. Нагельное соединение
Повышенной прочности соединения можно достичь применением нагелей. Кроме этого, нагели облегчают склеивание. Для того чтобы стык получился плотным, нагель должен быть короче, чем отверстие для него, на 2—3 мм, чтобы излишки клея могли разместиться в концах нагельного отверстия (рис. 4.17).
4.2.2.5. Сплачивание на рейку
Клеевые соединения могут быть упрочнены с помощью рейки из древесных материалов. Конструк
ция соответствует неклеевому соединению на рейку (рис. 4.18). Иногда в качестве вспомогательного средства для склеивания применяют фасонные шпонки.
4.2.3. Укрепление
клеевых соединений массивной древесины
Открытые поверхности из массивной древесины могут быть укреплены с помощью врубочных планок или торцевых закраин таким образом, что они почти не смогут работать, коробиться и искривляться.
4.2.3.1. Врубочная планка Врубочная планка — эта планка с выточенным на одной стороне гребнем, который вставляется в
паз, вырезанный в поверхности деревянной детали или фрезерованный на станке. Для того чтобы гребень можно было заклинить в паз, их оба необходимо обработать конически к переднему концу на расстояние от 1 до 2 мм.
Различают лежащие и стоящие врубочные планки (рис. 4.19).
Стоящие врубочные планки узкие и длинные. Они применяются в основном для горизонтальных поверхностей, так как стоящие врубочные планки лучше воспринимают нагрузку (рис. 4.19).
WeinigSȣ
www.weinig.ru
4.2. Сплачивание
Лежащие врубочные планки широкие и плоские и применяются чаще всего для вертикальных поверхностей типа дверей. В случае применения лежащих врубоч-ных планок необходимо обращать внимание на то, чтобы они имели поперечное расположение годичных колец. Врубочные планки с продольным расположением годичных колец могут коробиться и ослабнуть из-за большей величины усушки (рис. 4.19).
При соединении врубкой соединяются деревянные детали с различными коэффициентами и направлениями усушки. Для того чтобы широкая поверхность из массивной древесины могла беспрепятственно работать на врубоч-ной планке, необходимо чтобы гребень в концах паза имел зазор, а врубочная планка была проклеена только на одном конце.
Рис. 4.20. Торцевая закраина
Рис. 4.21. Стабилизирующие стержни
4.2.3.2. Торцевая закраина
Торцевая закраина предотвращает коробление узких поверхностей из массивной древесины. Она может быть зашпунтована, соединена при помощи шипов или клиньев, а также вклеена в торец. Для использования торцевых закраин ширина поверхности должна быть максимум 200 мм. На более широких поверхностях из массивной древесины торцевые закраины с поперечным расположением волокон можно вклеивать только в середине и закреплять при помощи шипов (рис. 4.20).
4.2.3.3. Стабилизирующие стержни
Детали из массивной древесины могут быть нанизаны на стабилизирующие стержни из алюминия или прямоугольные деревянные рейки. Они не видны снаружи и предотвращают коробление поверхностей их массивной древесины (рис. 4.21).
Конструкции из массивной древесины, прежде всего клееные или такие, в которых древесина с продольным расположением волокон соединяется с древесиной с поперечным расположением волокон, не должны подвергаться большим колебаниям влажности.
Если между собой соединяются части из массивной древесины и применяется клей, то обязательно необходимо следить за тем, чтобы продольная древесина склеивалась с продольной, а поперечная - с поперечной. Ведь древесина слабо работает по длине и сильно по ширине (см. рис. 2.83).
IMeinig
www.weinig.ru
Глава 4. Изготовление и соединения деталей
4.3. Угловые соединения
Для того чтобы иметь возможность производить корпуса мебели и различные ящики, необходимо соединять торцы широких поверхностей друг с другом. Поверхности могут быть произведены из цельной древесины, столярных или древесностружечных плит. В зависимости от применения изделия, вида обрабатываемого материала или экономичности процесса изготовления можно использовать самые раз
Рис. 4.22. Соединенные гвоздями углы ящиков
Рис. 4.23. Соединение гвоздями
ные угловые соединения.
4.3.1. Угловые соединения с помощью гвоздей
Соединение гвоздями используется для простых изделий. Гвозди удерживаются в торцевой древесине не так хорошо, как в древесине с продольным расположением волокон. Поэтому при изготовлении транспортировочных ящиков, складских полок и других изделий, которые должны иметь соответствующую прочность, предусмотрено использование угловых реек. Здесь используются проволочные гвозди с потайной головкой, которые не очень легко входят в древесину. Для того чтобы еще больше повысить прочность соединения гвоздями, их можно пробить насквозь через угловую рейку, с помощью чистового железа на другой стороне согнуть под прямым углом в форме рыболовного крючка и забить кончик в рейку (рис. 4.22).
На фабриках по производству ящиков и на столярно-плотничных предприятиях может использоваться пневматический пистолет для забивки гвоздей и скоб (см. рис. 6.36).
Для более тонкого соединения гвоздями используют гвозди с замыкающей головкой, так как их можно установить впотай и замазать шпаклевкой. Если необходимо забивать гвозди снаружи в концы
Weiniglhllwi
www.weinig.ru
4.3. Угловые соединения 301
досок, то древесина из-за клиновидной формы кончика проволочного гвоздя может расколоться. Раскалывающее действие можно уменьшить расплющиванием кончика гвоздя при помощи ударов молотка. Под тупым кончиком волокна древесины сжимаются и не расклиниваются.
Проволочный гвоздь с круглой плоской шляпкой имеет гладкий стержень, и поэтому его можно легко вытянуть обратно в направлении оси гвоздя. Для того чтобы повысить прочность соединения на гвоздях, их необходимо забивать под углом. Длина гвоздя должна составлять 2,5 толщины закрепляемых деталей (рис. 4.23).
Если поверхность древесины на месте соединения фальцуется, то говорят о соединении гвоздями с нахлестом. Благодаря фальцу другая поверхность получает уступ, из-за которого она при сколачивании гвоздями не сможет сдвинуться. В основном дополнительно используют клей. Соединение гвоздями с нахлестом подходит для изделий, у которых вид сверху или снизу невозможен (рис. 4.23).
Если промежуточное дно прибитой гвоздями полки нагружается сильнее, то целесообразным является угловое соединение врубкой. Дно из массивной древесины таким способом будет дополнительно защищено от искривления. Из-за паза боковая доска хоть и будет ослаблена, но будет сохранять достаточную стабильность, если паз вырезан на глубину не более чем 1/4—1/3 толщины боковой доски.
4.3.2. Угловые соединения врубкой
В угловых соединениях врубкой толщина гребня не должна превышать 1/4—1/3 толщины днища, а гребень должен быть не глубже 4/10 толщины боковой доски. Гребень должен точно подходить к пазу, особенно в наружных углах. Слишком натянутое угловое соединение в данном случае могло бы выломать часть доски при встраивании (рис. 4.24). Для промежуточного дна гребень может быть вырезан как вверху, так и внизу. Если его вырезают сверху, то дно при сильной нагрузке может расколоться в области гребня. Если гребень вырезают снизу, то при высокой нагрузке образуется видимый сверху стык (рис. 4.25).
Угловые соединения врубкой применяются для наружных углов в изделиях из массивной древеси-
Рис. 4.24. Врубка заподлицо
Рис. 4.25. Соединение врубкой промежуточного днища
WeinigSl®
www.weinig.ru
Глава 4. Изготовление и соединения деталей
Угловая шпонка
из искусственного материала
Рис. 4.26. Угловые шпоночные соединения со скосом
Рис. 4.27. Угловые соединения врубкой «ласточкин хвост»
ны и столярных плит, но не для деталей из древесностружечных плит. Соединение проклеивается и в исключительных случаях может быть дополнительно скреплено гвоздями. Используется при изготовлении полок, дверных коробок, выдвижных ЯЩИКОВ И Т.Д.
Вместо вырезанных или фрезерованных гребней в паз может быть вставлена также шпоночная рейка из фанерной или древесноволокнистой плиты, а также поперечной древесины. При угловых шпоночных соединениях со скосом шпонка должна быть установлена как можно плотнее к внутреннему канту, чтобы он мог быть как можно толще (рис. 4.26). Также надежными являются некоторые специальные типы шпонок, сухарей и вставных реек, такие как, например, угловые шпонки из искусственных материалов, которые представлены в продаже в полном ассортименте размеров (рис. 2.218).
4.3.3. Угловые соединения врубкой «ласточкин хвост»
Соединение врубкой «ласточкин хвост» подходит только для Т-образного соединения плит из цельной древесины. Его прочность достаточно сильно зависит от правильного и добросовестного ис
полнения гребня-«хвоста» и паза. Паз всегда прорезается в сквозной детали или фрезеруется ручной фрезой, а гребень делается на присоединяемой встык детали. Для того чтобы проходящая деталь не слишком сильно ослаблялась пазом, его глубина не должна превышать 1/3 толщины доски.
Гребень «ласточкина хвоста» изготавливается гратубелемили фрезеруется. Он получает уклон от 75 до 80°, для того чтобы древесина не могла срезаться у гребня. Паз и гребень кпереди имеют небольшой конический уклон. Из-за этого гребень зажимает соединение при сборке в последней трети или четверти ширины доски.
WeinigSlWf
www.weinig.ru
4.3. Угловые соединения
В зависимости от исполнения гребня различают односторонний и двухсторонний «ласточкин хвост».
Так как в основном гребень вбивается в паз, то на стенках гребня возникают силы, которые вызывают в древесине напряжения на срез (см. рис. 2.69). По этой причине при соединении врубкой «ласточкин хвост» необходимо соблюдать достаточное расстояние от края детали (> 30 мм), как это показано на рис. 4.27.
4.3.4. Нагельные угловые соединения
Нагельное соединение производится с помощью ручной дрели или сверлильного приспособления, а также с помощью автомата для вставки нагелей. Благодаря круглой форме и достаточному расстоянию между нагелями или нагельными отверстиями древесина соединяемых частей ослабляется лишь незначительно. Кроме этого, нагели позволяют легко соединять детали мебели при сборке. Нагельное соединение можно применять для соединения деталей мебели из массивной древесины, столярных и древесностружечных плит. Различают нагельное соединение встык и нагельное соединение со скосом (рис. 4.28). В последнем соединении могут применяться прямые деревянные нагели или угловые нагели из пластика (рис. 2.219 и 2.220).
4.3.5. Соединение в проушину
В этом угловом соединении все плоскости распилов параллельны друг другу, поэтому при сборке это соединение не затягивается самостоятельно. Оно должно быть проклеено на корпусном прессе или приспособлении. Благодаря тому что все поверхности соединения проходят параллельно друг другу,
Рис. 4.28. Нагельные угловые соединения
Рис. 4.29. Соединение в проушину
WeinigSfSW
www.weinig.ru
Глава 4. Изготовление и соединения деталей
Рис. 4.30. Соединение на многократный шип с расклиниванием
Рис. 4.31. Простое угловое соединение «ласточкин хвост»
проушины можно нарезать на станках или с помощью специальной фрезы на фрезеровальном станке (рис. 4.29).
4.3.6. Соединение на многократный шип с расклиниванием
Соединение на многократный шип с расклиниванием также подходит для встраивания промежуточных днищ. Гнезда под шипы выдалбливаются вручную долотом. Требуется очень точная разметка на обеих сторонах. Для лучшего удержания шипы можно расклинивать снаружи. Но при этом необходимо следить за тем, чтобы клин был вбит поперек волокон боковой стороны (рис. 4.30).
4.3.7. Шиповое угловое соединение «ласточкин хвост»
При шиповом угловом соединении используются многократные шипы клиновидной формы, которые часто также называют «ласточкиным хвостом». Это соединение часто выбирают для монтажа деталей из массива, так как соединенные таким способом детали могут беспрепятственно усыхать и набухать, но не могут коробиться. Наиболее часто употребляемые виды шиповых соединений — это простое угловое соединение «ласточкин хвост» и угловое соединение «ласточкин хвост» внахлест.
4.3.7.1. Простое угловое соединение «ласточкин хвост»
В простом соединении «ласточкин хвост», также называемом сквозным соединением, все шипы и «ласточкины хвосты» видны (рис. 4.31). На какой детали вырезать шипы, а на какой «ласточкин хвост», зависит от дальнейшей нагрузки детали мебели и возможностей сборки. Так как данный тип соединения одновременно может являться и украшением, то разметку такого соединения нужно выполнять очень добросовестно. Для этого существует два способа (рис. 4.32).
После разметки шипов они выпиливаются таким образом, чтобы остались распилы шипов. После этого промежуток для «ласточкина хвоста» удаляется при помощи стамески. При разметке «ласточкина хвоста» деталь с готовыми
Weinigtrilm
www.weinig.ru
4.3. Угловые соединения
шипами накладывается на деталь с гнездами таким образом, чтобы она была точно заподлицо с торцом. С помощью шила тщательно размечают «ласточкин хвост».
«Ласточкин хвост» необходимо вырезать точно по разметке таким образом, чтобы с наружной стороны он был немного шире, чем с внутренней. Благодаря этому получают хорошо подогнанное соединение.
После выдалбливания стамеской промежутков для шипов (гнезд) внутреннюю сторону доски необходимо очистить и зашлифовать. После нанесения клея на шипы с обеих сторон детали с применением прокладок из твердой древесины сколачивают молотком и выравнивают для соблюдения точного угла.
Если детали в соединении частей мебели из массивной древесины должны иметь скос на передних кантах, то передний шип можно выполнять со скосом (рис. 4.31).
Сквозное соединение «ласточкин хвост» может использоваться также в качестве декоративного шипового соединения. При этом шипы и гнезда вырезаются немного длиннее, а торцевые части обрабатываются особым образом (рис. 4.36).
1-й способ
Шипы размечаются на средней линии толщины древесины. Одна часть соответствует примерно половине толщины древесины. Ширина «ласточкина хвоста» равна двум частям, а ширина шипа - одной части. Формула:
ширина доски
Количество гнезд =---------------------
3 1/2 толщины доски
Например, при ширине доски 80 мм и толщине 16 мм получается:
80 Количество гнезд =----------
3- 1/2 -16
~ 3 гнезда
Количество шипов = количество хвостов + 1 = = 3 + 1=4 шипа
Суммарное количество частей = части для гнезд (6) + + части для шипов (4) = 10 частей
Уклон шипа получают, если удвоенную толщину доски переносят на плоскость (вспомогательной линией) и соединяют точки деления на линии середины и точки распила на средней оси с помощью вспомогательной линии.
2-й способ
Внутреннюю линию разметки разделить на нечетное число таким образом, чтобы величина части примерно соответствовала толщине детали. Перед разметкой следует нанести с наружной стороны уклон с соотношением 1:6 для твердой древесины и 1:7 для мягкой древесины.
Рис. 4.32. Разметка соединения «ласточкин хвост»
4.3.7.2. Угловое соединение «ласточкин хвост» внахлест
Если шиповое соединение с одной из сторон хотят сделать невидимым, то используют угловое соединение «ласточкин хвост» внахлест (рис. 4.35). Для разметки частей в данном соединении пригодны оба вышеназванных способа. В таких случаях вместо толщины доски используют высоту шипов. Деревянная часть, которая закрывает торцы «ласточкина хвоста», называется «нахлест». Толщина нахлеста должна составлять примерно от 1/4 до 1/3 толщины доски. Вырезание шипов может производиться только с внутренней стороны обрабатываемой детали.
www.weinig.ru
Глава 4. Изготовление и соединения деталей
Рис. 4.33. Изготовление простого соединения «ласточкин хвост»
Рис. 4.34. Изготовление углового соединения «ласточкин хвост» внахлест
Остающиеся углы, которые не могут быть обработаны пилой, должны быть чисто выдолблены стамеской. Можно облегчить долбежные работы, если старым пильным полотном предварительно пробить углы, но это возможно только для мягкой древесины. После выдалбливания шипов деталь с гнездами размечается, выпиливается и выдалбливается стамеской или при необходимости отпиливается (рис. 4.34).
www.weinig.ru
4.3. Угловые соединения
4.3.7.3. Угловое соединение «ласточкин хвост» со скосом
В угловом соединении «ласточкин хвост» со скосом шипы не видны с обеих сторон. При этом нахлесты детали с гнездами и детали с шипами соединены под углом. Соединение может иметь скос на обоих кантах. Сегодня такой тип соединения почти не применяется.
4.3.7.4. Угловое соединение «ласточкин хвост», выполненное на станке
На станках для фрезерования пазов в форме «ласточкина хвоста» можно фрезеровать шипы и гнезда за один рабочий ход с помощью специальной концевой фрезы для выборки шпоночных канавок. Эта фреза ведется с помощью направляющего болта и установочного конуса. Благодаря форме фрезы
Рис. 4.35. Угловое соединение «ласточкин хвост» внахлест
Рис. 4.36. Декоратив ное соединение «ла сточкин хвост»
Рис. 4.37. Угловое соединение «ласточкин хвост», выполненное на станке
Рис. 4.38. Шиповое угловое соединение и декоративное шиповое угловое соединение, выполненное на шипорезном станке
получают шипы с круглым основанием. С помощью шипорезного станка можно получить сквозные соединения, а также соединения «внахлест» (рис. 4.37).
Новые типы шипорезных устройств, на которых можно применять ручной фрезер, делают возможным изготовление таких шиповых соединений, которые практически нельзя отличить от соединений ручной работы, так как здесь гнезда и шипы профрезеро-ваны прямоугольно. С помощью свободно переставляемого направляющего кулачка можно производить шипы и гнезда любой ширины.
Особые направляющие кулачки делают возможным изготовление угловых соединений «ласточкин хвост» с очень интересными декоративными формами шипов, которые можно использовать как элементы украшения предметов мебели (рис. 4.38).
Weinigl
www.weinig.ru
Глава 4. Изготовление и соединения деталей
Рис. 4.39. Шипорезный станок (верхняя фреза не показана)
Рис. 4.40. Эксцентриковый и трапециевидный соединители для шкафов, а также соединительные винты
Рис. 4.41. Соединительный винт с цилиндрической поперечной гайкой
Рис. 4.42. Винтовой неразъемный соединитель
4.3.8. Разборные угловые соединения
Большие шкафы очень неудобно упаковывать и перевозить в собранном виде. Поэтому углы таких шкафов соединяются разборным соединением без клея с использованием соединительных накладок только закручиванием винтов или эксцентриков. Для усиления соединений можно дополнительно использовать дюбели (нейлоновые втулки с внешней нарезкой).
Эксцентриковый соединитель состоит из эксцентриковой втулки, соединительного болтай муфты. Муфты устанавливаются в отверстия, просверленные на расстоянии 32 мм друг от друга. За-
Weinig ЙйЛ grupp!
www.weinig.ru
4.4. Рамочные угловые соединения 309
тем соединительные болты закручиваются в муфты. Дно должно иметь подходящие фрезерованные или просверленные отверстия для болтов и эксцентриковых втулок. Благодаря вращению эксцентриковой муфты дно прочно соединяется с боковой деталью. Место скрепления может быть закрыто колпачком (рис. 4.40).
Трапециевидный угловой соединитель впрессовывается в предусмотренное для этого отверстие в дне. С помощью соединителя дно прикручивают к боковым сторонам (рис. 4. 40).
С помощью угловых соединительных винтов можно прикручивать к боковым деталям шкафа такие детали, как цоколь или карниз (рис. 4.40).
Соединительный винт, который вкручивается через боковую часть в цилиндри
ческую поперечную гайку, которая находится в днище, можно увидеть снаружи. Головка винта может быть закрыта колпачком (рис. 4.41).
Винтовой неразъемный соединитель — это особый винт, который вкручивается через боковую сторону в днище. Для изготовления отверстий необходимо специальное ступенчатое сверло (рис. 4.42).
Мини-соединитель очень похож на эксцентриковый угловой соединитель, но при его использовании в днище видна только маленькая эксцентриковая втулка. Благодаря применению шарнирных болтов дно и боковые части шкафов можно соединять под разными углами (рис. 4.43).
С помощью соединительного уголка элементы шкафа можно соединять друг с другом винтами. Пазы рассчитаны на системное расстояние 32 мм (рис. 4.44).
4.4. Рамочные угловые соединения
Рамы, как правило, являются несущими или придающими жест
кость конструкционными элементами. Поэтому они не должны
Рис. 4.43. Мини-сосдинигсль
Рис. 4.45. Совместная маркировка древесины для рамы
WeinigSwi
www.weinig.ru
Глава 4. Изготовление и соединения деталей
Рис. 4.46. Выбор древесины, предназначенной для изготовления рам
Рис. 4.47. Соединение вполдерева
Рис. 4.48. Шип и гнездо в шиповом угловом соединении
коробиться. Для изготовления рам лучше всего подходят сердцо-вые доски (рис. 4.46). Они не должны иметь сучков, так как в серд-цовых досках сучки имеют крыло-видную форму, а рамы в местах расположения сучков будут коробиться. Для производства рам важным является не только выбор
древесины, но и правильно выполненное угловое соединение. Вырезанные под наклоном шипы и гнезда, а также неточно вставленные нагели могут привести к короблению всей рамы. Перед распиловкой углового соединения древесину, предназначенную для изготовления рамы, следует промаркировать (рис. 4.45). В рамочных угловых соединениях различают соединения в четверть, шиповое соединение, шиповое соединение для рам с расклиниванием и выступом, а также нагельное и шпоночное угловые рамочные соединения.
4.4.1. Соединения вполдерева
Соединение в четверть — это самое простое рамочное соединение. При его изготовлении углы рам взаимно вырезаются до половины толщины. Это соединение должно проклеиваться. Соединение в четверть применяется преимущественно для простых работ или для очень слабой древесины, как, например, декоративная об
лицовка межкомнатных дверей или оконных рам, затянутых сеткой от насекомых (рис. 4.47).
Для слабых декоративных рам можно использовать соединение в четверть со скосом. Такое соединение имеет очень маленькую поверхность для склеивания.
WeinigifeM№
www.weinig.ru
4.4. Рамочные угловые соединения
4.4.2. Шиповое соединение
Для изготовления мебельных и оконных рам хорошо подходит прежде всего шиповое соединение. При этом шипы могут быть прямоугольными (рис. 4.48), с односторонним (рис. 4.50) или двухсторонним выступом. Вертикальная часть рамы (рамочной обвязки), как правило, получает гнездо, горизонтальная перекладина — шип. Для особенно нагруженных угловых соединений или для толстых рам могут использоваться соединения на двойной шип (рис. 4.49).
Если рама предназначена для вставки стекла или деревянной филенки, то чаще всего на внутренней стороне она получает фальц (рис. 4.50). Вложенное стекло или филенка удерживаются в фальце с помощью филеночной рейки (рис. 4.67).
Если филенка должна быть установлена в раму прочно, то в раме необходимо предусмотреть паз (рис. 4.52). Если внутренний край обвязки имеет профиль, то профильная часть либо получает скос, либо надвигается (рис. 4.51). При надвинутом профиле передняя грань шипа получает сопряженный контур, то есть грань шипа законтривается (рис. 4.58).
Рис. 4.49. Угловое соединение на двойной шип
Рис. 4.50. Шиповое соединение для рамы с фальцем с внутренней стороны
Рис. 4.51. Соединение для рам с фасонной кромкой со скосом
Рис. 4.52. Шиповое соединение для рамы с пазом
l/Veinig
www.weinig.ru
Глава 4. Изготовление и соединения деталей
Рис. 4.53. Шиповое соединение для рамы с фальцем и фаской
Рис. 4.54. Шиповое соединение для рам с выступом и расклиниванием
Рис. 4.55. Изготовление шиповых соединений
4.4.3. Глухое шиповое соединение для рам с выступом и расклиниванием
В рамах с широкой обвязкой или в оконных и дверных рамах шлиц прорезают не до торца, а выдалбливают отверстие под шип (гнездо). Благодаря этому шип прочнее удерживается по ширине, особенно в том случае, когда он дополнительно расклинен. Такое соединение применяется преимущественно для изготовления наружных дверей в доме, межкомнатных дверей и столов. В шиповых соединениях с выступом и расклиниванием шип вырезается таким образом, чтобы при этом образовывался выступ (рис. 4.54). Длина выступа примерно соответствует его толщине. Он предотвращает коробление обвязки. Ширина шипа составляет примерно 2/3 толщины обвязки. Отверстие гнезда изготавливается вручную долотом либо на сверлильно-па-зовальном или цепнофрезерном (цепнодолбежном) станке. Для того чтобы сквоз-
www.weinig.ru
4.4. Рамочные угловые соединения
Рис. 4.56. Изготовление шипового соединения с односторонним выступом со скосом, с внутренним фальцем
ные шипы могли быть расклинены, отверстие гнезда расширяют наружу. Спереди клинья должны быть тупые. Это нужно для того, чтобы они как можно ближе прижимались к передней грани шипа и обеспечивали там прочное соединение.
4.4.4. Нагельное угловое рамочное соединение
В нагельном соединении части рамы могут быть соединены встык, со скосом, с выступом или без, с профилем или сопряженным профилем (рис. 4.57 и 4.58).
Использование выступа дает преимущества в том случае, когда речь идет о соединении особенно широких рамочных конструкций, которые могут сильнее покоробиться или усохнуть. При производстве нагельных соединений необходимо следить за тем, чтобы отверстия для нагелей при сверлении оставались соосными, иначе при сборке
Рис. 4.57. Нагельное угловое рамочное соединение
рама может перекоситься.
Если рама имеет фальц или паз для филенки, то торцевая поверхность перекладины должна быть подогнана к этому профилю. Для того чтобы отверстия оставались соосными, изделия при таком угловом соединении необходимо сверлить обязательно перед вырезанием фальца или паза.
4.4.5. Угловое рамочное соединение с вставным шипом
Углы рам могут быть также со
единены при помощи шпонки.
www.wejnig.ru
Глава 4. Изготовление и соединения деталей
Рис. 4.58. Нагельное угловое рамочное соединение с сопряженным профилем
Рис. 4.60. Соединение со вставным шипом (замком)
Рис. 4.59. Угловое рамочное соединение с вставным шипом
Если шпонка имеет такую же толщину и ширину, как обычный шип, то ее называют вставным шипом. При этом стойка и поперечина рамы срезаются со скосом, и в них вырезается соответствующий паз для шпонки или вставного шипа (рис. 4.59 и 4.60). При использовании фасонных шпонок соединение со всех сторон остается невидимым.
Рамы также могут быть сначала проклеены встык со скосом. После схватывания клея в них вырезается паз для стабилизирующего шипа (замка).
Рис. 4.61. Переплетное крестовое соединение
Рис. 4.62. Сращивание на зубчатый шип
WeinigSm
www.weinig.ru
4.7. Каркасные соединения
4.5. Переплетные соединения
В переплетных соединениях перекладины, как правило, соединяются крест на крест. Перекладины в основном имеют паз или профиль и фальц для установки стекла или деревянной филенки. Для перекладин с фаской (рис. 4.61) вертикальную перекладину вырезают с дух сторон под наклоном, а для изготовления со-
единения в четверть также вырезают половину толщины снизу. При этом горизонтальную перекладину вырезают под прямым углом спереди. В перекладинах с профилем места соединения должны быть вырезаны со скосом (рис. 4.61). Эту работу можно также выполнять с использованием усорез-ного вырубного станка для перекладин (рис. 3.124).
4.6. *Сращивание
Сращивание делает возможным соединение древесины в направлении волокон древесины. Сращивание древесины по длине можно производить соединением в четверть, шиповым соединением, свободного или вставного шипа, а также с помощью слоистого склеивания или сращивания на зубчатый шип.
При слоистом склеивании доски строгаются на одинаковую толщину и в несколько слоев наклеиваются друг на друга. При этом стыковые зазоры располагаются сдвинуто. Таким способом получают круглые царги столов и другие изогнутые изделия.
При сращивании на зубчатый шип концы обрабатываемых деталей обрабатываются специальны-
ми фрезами. При тщательном изготовлении, проклеивании и прессовании такое соединение по длине является очень хорошим. Оно используется для удлинения профильных реек, досок и деревянных деталей, предназначенных для изготовления рам.
4.7. Каркасные соединения
В каркасных соединениях корпуса соединяются с ножками мебели. Для этого используются угловые шиповые каркасные соединения (рис. 4.63) и нагельные каркасные соединения (рис. 4.64). Для того чтобы, несмотря на маленькую площадь поперечного сечения ножки, шипы и нагели можно было глубо-
Рис. 4.63. Угловое шиповое каркасное соединение
Рис. 4.64. Нагельное каркасное соединение
Рис. 4.65. Разборное каркасное соединение
WeinigS»
www.weinig.ru
Глава 4. Изготовление и соединения деталей
Рис. 4.66. Прокладывание филенки колодками
ко ввести в древесину, перекладину необходимо установить в наружном крае ножки настолько далеко, насколько это возможно. Шипы и нагели могут иметь скос. В случае широких перекладин нагели также можно вбивать со сдвигом. Для тяжело склеиваемой древесины каркасы также могут иметь разъемные соединения. Для этой цели особенно подходят винты с внутренним шестигранником с цилиндрической поперечной гайкой (рис. 4.65).
Филенка в шпунт, канты фальцованные
Филенка из массивной древесины в шпунт
Филенка в шпунт, канты вырезанные
Надвинутая филенка
Филенка из массивной древесины, широкие накладки
Филенка закреплена в фальце с одной стороны
Филенка закреплена с двух сторон
Рис. 4.67. Рамы и филенки
4.8. Рамы и филенки
Филенки могут быть изготовлены из массивной древесины, столярных плит с цельной основой, древесностружечных и древесноволокнистых плит или стекла. Филенка может быть вставлена в раму в шпунт, вложена в фальц, с одной или двух сторон закреплена рейками, а также перекрыта (рис. 4.67).
Фальцовочные рейки (штапики) должны выступать вперед или назад за древесину рамки. Но они могут быть также сделаны с маленькими заплечиками в древесине рамки.
Стеклянные филеночные пластины можно закреплять только с помощью реек, чтобы в случае повреждения стекло можно было заменить. Для того чтобы филенка удерживала особенно изящные рамки, их необходимо прокладывать колодками (рис. 4.66). Если поверхность филенки имеет значительное разделение, то можно использовать филенки с калевочным стыком или раму со средником (рис. 4.67).
Правила работы
• При сплачивании необходимо всегда склеивать ядровую древесину с ядровой древесиной, а заболонь с заболонью.
• При проклеивании угловых соединений необходимо следить за тем, чтобы продольная древесина склеивалась с продольной древесиной, а поперечная - с поперечной.
• Сквозных пазов при выполнении Т-образных соединений углов ящика из древесностружечных или столярных плит следует избегать.
• Отверстие для нагеля всегда должно быть на 2-3 мм глубже его длины.
• Филенки с узкими рамами необходимо прокладывать колодками для того, чтобы рамы держались в углах (см. п. 11.6.6).
• При сборке и монтаже деталей и мебели необходимо отслеживать правильность углов и прямолинейность кантов.
• Древесина для рам должна иметь поперечное расположение годичных колец, то есть изготавливаться из сердцо-вых или серединных досок.
WeinigSim
www.weinig.ru
4.9. Фанерование
ЗАДАНИЯ
1. Опишите способы правильного склеивания массивной древесины, при которых древесина будет коробиться как можно меньше.
2. Расскажите на примере, как можно предотвратить или снизить коробление массивной древесины при склеивании.
3. Как можно увеличить площадь склеивания при сплачивании и укрепить соединение?
4. Расскажите о различиях в способах изготовления и устойчивости нагельных и шпоночных угловых соединений деталей из древесностружечных плит.
5. Опишите нагельные, шпоночные и шиповые рамочные соединения с точки зрения их прочности и экономичности.
6. Нарисуйте эскиз открывающейся влево рамочной двери со стеклянной пластиной в качестве филенки и обоснуйте способ укрепления двери колодками.
7. Опишите и нарисуйте угловое рамочное нагельное соединение с сопряженным профилем.
8. Предложите варианты встраивания в раму филенки из массивной древесины.
9. Сравните переплетные соединения с надвинутым профилем и профилем со скосом.
10. Опишите конструкцию разборного каркасного соединения.
4.9. Фанерование
Под фанерованием понимают наклеивание шпона на несущий материал. Таким материалом могут быть, например, фанерные и столярные плиты, древесностружечные и древесноволокнистые плиты, а также цельная древесина.
4.9.1. Выбор шпона
Для выбора шпона необходим опыт и надежная интуиция в отношении красоты и действия древесины. При этом необходимо обдумать, должен ли предмет мебели, изготовленный из соответствующей породы древесины, иметь гладкую или свилеватую текстуру поверхности. Для одного комплекта мебели должен использоваться по возможности шпон, полученный с одного и того же ствола. Для того чтобы предотвратить нежелательные изменения формы, в принципе необходимо производить фанерование с обеих сторон с одинаковым направлением волокон шпона. Если плита фанеруется только с одной стороны, то возникают односторонние напряжения, которые нельзя выровнять. Для дверей и наружных поверхностей слои облицовочной и внутренней фанеры должны быть одинаковы по толщине, чтобы двери или другие поверхности не коробились под влиянием разных напряжений.
При выборе декоративной облицовочной фанеры необходимо обращать внимание на то, что направление волокон при накладывании на слоеную древесину должно проходить всегда поперек направления волокон наружного слоя, при фанеровании шпоном массивной древесины — всегда в том же направлении, что и у волокон древесины. Для возникновения симметричного рисунка шпона листы шпона переворачивают, то есть лежащие друг на друге в стволе шпоновые слои откидываются друг от друга. Из-за этого число листов пакета фанеры должно быть всегда кратно 2 или 4. Кроме того, необходимо обращать внимание не только на структуру шпона, то есть на сучки, пороки роста или окраски, но и на погрешно-
WteinigSs^
www.weinjg.ru
Глава 4. Изготовление и соединения деталей
сти изготовления. Погрешностями изготовления в данном случае являются места, где измеряемая толщина меньше, чем по всей площади шпона. Их можно легко увидеть, если посмотреть на лист шпона против света.
4.9.2. Разрезание и фугование шпона
До того как шпон будет разрезан, необходимо проверить его на содержание влажности. Наклеенный во влажном состоянии шпон образует после высыхания маленькие волосные трещины, которые позже проявляются на блестящей поверхности. Поэтому шпон перед обработкой должен иметь влажность не более 6—10%. Отрезание шпона по длине производится пакетным способом на станке для фугования кромок шпона или фанерных ножницах (рис. 4.68), разрезание отдельных листов шпона также можно производить с помощью пилки для шпона (рис. 4.70). Для продольного разрезания, а также обрезания кромок и фугования применяют станок для фугования кромок шпона или фанерные ножницы.
Фугование также возможно на фуговально-строгальном станке, если лист шпона зажать между двумя досками. Плохо подогнанные кромки должны быть по возможности обработаны начисто фуганком, чтобы стык был плотным (рис. 4.71).
Если обработке подлежит волнистая фанера, как, например, узорчатая или корневая свилеватая фанера, то она перед фанерованием должна быть один или несколько раз подвергнута плоскому прессованию, чтобы после проклеивания кромки хорошо стыковались. Для этого они слегка увлажняются и при температуре примерно 40°С зажимаются в прессе. Проложенная между нагревательными плитами и шпоном бесцветная непрессованная бумага впитывает часть подаваемой жидкости. Только когда шпон высыхает, его можно обрабатывать дальше.
4.9.3. Соединение шпона
Листы шпона, как правило, имеют меньшую ширину, чем это требуется для обрабатываемого изделия. Поэтому их необходимо соединять между собой. При этом отдельные листы шпона соединяются между собой при помощи гуммированной
WeinigttMM
www.weinig.ru
4.9. Фанерование
Рис. 4.69. Соединительный станок для стяжки шпона
бумажной ленты (для стяжки фуг), полосами клейкой ленты для шпона, полиамидными нитями или клеями для получения фанерованной поверхности. Соединение листов шпона производится вручную с помощью ребросклеивающего приспособления для стяжки шпона. Для того чтобы шпон не растрескивался, торцевые концы также заклеиваются гуммированной лентой. Для блестящих поверхностей края листов шпона для лучшего соединения незадолго до накладывания на основу могут быть дополнительно покрыты клеем, чтобы позднее, после нанесения лакового покрытия, стыки не выделялись.
Машинное соединение шпона может производиться как в продольном, так и в поперечном направлении. На соединительном станке для стяжки шпона листы соединяются зигзагом в продольном направлении полиамидной нитью (рис. 4.69). При этом с одной или двух сторон через нагреваемый нитеводитель наносится клеевая нить и с помощью нажимных роликов плоско раскатывается. На других станках стыки могут проклеиваться клеем ПВА, плавящимися клеящими веществами или клеями на основе мочевиноформальдегидной смолы. На более крупных предприятиях используются станки для склеивания шпона встык, которые с помощью быстросхватывающегося вяжущего вещества на основе ПВА делают возможным склеивание шпона в поперечном направлении. Проклеенные стыки могут быть укреплены также и дополнительным сшиванием нитками.
4.9.4. Подготовка основы для приклеивания шпона
Поверхности фанерных и столярных, а также древесностружечных плит, как правило, имеют волнистую поверхность. Так как эта волнистость хорошо просматривается на лакированных поверхностях, то эти неровности необходимо удалить
WeinigftllWf
www.weinig.ru
Глава 4. Изготовление и соединения деталей
Рис. 4.70. Разрезание с помощью пилки для шпона
Рис. 4.71. Фугование шпона фуганком
Рис. 4.72. Накладки из цельной древесины на закруглениях
перед фанерованием. Лучше всего это делать на широкоформатной шлифовальной машине. Если для шлифования применяется продольная шлифовальная машина, то на нее необходимо установить большой шлифовальный башмак. Шлифование производится грубой шлифовальной бумагой, по возможности под наклоном к волокнам верхнего слоя плиты. Если плита отшлифована неровно, то после высыхания клея в местах неровностей образуются углубления. При использовании клея на основе мочевиноформальдегидной смолы он плотно проникает в такие места углублений и образует наплывы.
Для того чтобы покрыть шпоном узкие поверхности (канты и кромки), необходимо использовать накладку из массивной древесины, фанеры или искусственного материала. Накладка из массивной древесины должна иметь влажность такую же, как и плита, то есть от 6 до 9%. Как правило, она наклеивается неразведенным клеем встык. Если место склеивания должно быть невидимым, то накладку наклеивают до фанерования. Если накладку наклеивают на края уже фанерованной поверхности, то она выглядит как обрамление. Так как накладка легко проступает через слой декоративного шпона, ее необходимо делать как можно тоньше или использовать вклейку из рейки или бруска. Широкие накладки необходимы в том случае, когда края плиты должны быть профилированы. Если накладка присоединяется впритык к уг-
Рис. 4.73. Фасонный пресс для приклеивания накладок из шпона
Рис. 4.74. Станок для оклейки кромок фасонных деталей
Weinig
www.weinig.ru
4.9. Фанерование
лам, то она должна иметь скос. Для закруглений используются закругленные канты или вставки из массивной древесины необходимой формы, имеющие соответствующие скосы на углах. Эти вставки могут быть скруглены и на заключительном этапе работы (рис. 4.72).
Накладка напрессовывается на края и канты с помощью пневматического или механического прижимного оборудования типа струбцин и хлопцев. Приклеенная часть из массивной древесины может быть подвергнута плоскому строганию или фрезерованию только после высыхания клея (см. 3.3.1, рис. 3.106).
Если фанерованные плиты не должны более подгоняться под другие обрабатываемые детали, то их края можно также зафанеровать. Как правило, на края наклеиваются накладки из шпона или накладки из цельной древесины. Если необходимо фанеровать закругления, то фанерованный край прижимается сопряженным профилем (рис. 4.73) или гибким прижимным элементом. Если для фанерования кантов применяют контактные клеи, то их необходимо наносить на обе соединяемые части. После испарения растворителя шпон притирается к краю.
Накладки из искусственного материала перед роликом намазываются клеем ПВА или, если на них уже нанесено плавящееся клеящее вещество, приглаживаются утюгом. Оставшиеся излишки накладок из шпона или пластмассы могут быть отрезаны с помощью ручного фрезера только после схватывания клея.
Накладки из массивной древесины, шпона или искусственных материалов могут также наклеиваться на узкие поверхности плит машинным способом на станке для оклейки кромок (рис. 4.75). На станке устанавливается соответствующий магазин и подающее оборудование. Наклеивание происходит методом кон-
Рис. 4.75. Станок для оклейки кромок
www.weinig.ru
Глава 4. Изготовление и соединения деталей
вейера с использованием плавящегося клея. При этом клей в горячем виде наносится на канты через форсунку, а непосредственно за этим автоматически подаваемая накладка напрессовывается роликами. В зависимости от оснащения машины дальше производится торцовка (отпиливание) накладки, плоское фрезерование, профилирование или шлифование кантов.
Канты круглых и овальных деталей или прямых деталей со скругленными углами и наружным радиусом минимум 25 мм могут оклеиваться на станке для оклейки кромок фасонных деталей. Кромки из шпона или искусственных материалов после нанесения клея напрессовываются на изделие с помощью прижимного ролика, который имеет сопряженный с обрабатываемым изделием контур (рис. 4.74).
4.9.5. Нанесение клея и укладка шпона
Нанесение клея производится с помощью клеенамазывающего станка (рис. 4.76), ручного валика для нанесения клея или зубчатого шпателя (гребня для клея). Количество наносимого клея зависит от его типа и вязкости. Если клея нанесено слишком мало или применяемый клей слишком жидкий, то он может легко впитаться в древесину. Следствием недостаточного количества клея будет то, что в некоторых местах шпон не приклеится. Такие непроклеенные места называют «пузырь». Их можно обнаружить по определенному шороху, если провести рукой по обработанной поверхности или постучать пальцами по этому месту. Зачастую они становятся заметными только тогда, когда фанерованная поверхность увлажняется, протравливается или на нее наносят слой лака. Из-за поглощения влаги шпоном образуются пузыри. Пузыри образуются также в том случае, если поверхность-основа перед нанесением клея имела жирные пятна или остатки пыли либо если толщина шпона неодинакова.
Если жидкий клей нанести в слишком большом количестве, то древесина впитает слишком много влаги. Кроме этого, излишки клея просочатся через поры в шпоне, и на поверхности будет заметным проступание клея.
Если наносится слишком много вязкого клея, то он также может проступить через шпон. Но чаще всего при прессовании излишки клея не впитываются в дре-
Рис. 4.76. Клеенамазывающий станок
весину, а возникает волнистая поверхность. Она образуется из-за наплывов клея под шпоном.
Для того чтобы предотвратить проступание клея, особенно у крупнопористых пород древесины, к клею для фанерования примешивают разбавитель или наполнитель, при некоторых обстоятельствах и то и другое (см. 2.12.4). Для темных пород древесины, например ореха или махагони, клей может быть соответствующим образом окрашен. Благодаря этому клей, просту-
Weinig
www.weinig.ru
4.9. Фанерование
пивший через поры, становится менее заметным.
Шпон закладывают в пресс незадолго перед приклеиванием. Если шпон положить слишком быстро, то он впитает слишком много влаги из клея, разбухнет и станет волнистым. Разбухший шпон часто уже нельзя выровнять даже прессованием до плоского состояния, при этом также возникают волны, а стыки могут сдвинуться относительно друг друга. На это стоит обращать внимание, особенно при работе со свилеватым шпоном, так как он впитывает влагу еще быстрее, чем нормальный шпон, и становится волнистым. Кроме этого, шпон может намного легче сдвинуться, а этого необходимо избегать, особенно при наличии сквозных стыков. Если шпон накладывают на намазанную клеем основу слишком поздно, то склеивание также не будет безупречным. В табл. 4.1 приведены наиболее часто встречающиеся ошибки фанерования панельных материалов.
4.9.6. Напрессовка шпона
В зависимости от типа клея шпон напрессовывается в горячем, теплом или холодном виде. Напрессовка должна производиться непосредственно после наложения шпона на поверхность-основу. Для этого используется гидравлический пресс с греющими плитами.
Рис. 4.77. Пресс с греющими плитами
Пример считывания:
Площадь обрабатываемого изделия = 1,5 м2
Требуемое давление на обрабатываемое изделие = = 30 н/см2 (3,0 кг/см2)
Требуемое общее давление по манометру = = 170 бар
Рис. 4.78. Таблица давления для пресса с греющими плитами
Рис. 4.79. Пресс проходного типа
Пресс с греющими плитами имеет две нагревательные плиты из алюминия (одноэтажный пресс) или большее количество плит (многоэтажный пресс). Эти плиты могут нагреваться посредством пара, горячей воды или электрического тока. Давление прессования обеспечивается с помощью гидравлических цилиндров. Темпера-
тура нагрева и давление прессования устанавливаются в соответствии с типом клея и используемого шпона. Закладка и выемка изделий из пресса производятся вручную.
WeinigSl»
www.weinig.ru
Глава 4. Изготовление и соединения деталей
Таблица 4.1. Дефекты фанерования строительных плит
Вид дефекта Возможные причины Способы предотвращения
Пузыри - углубление в поверхности-основе - ошибки при обмере шпона - нет или слишком мало клея - загрязнение или жир на поверхности-основе - поверхность-основа должна быть чистой и плоско отшлифованной - клей необходимо наносить равномерным слоем - контроль толщины шпона
LJ
Проступание клея - клея нанесено слишком много, или он слишком густотекучий - используемый клей слишком жидкотекучий - шпон крупнопористый - использовать клей в соответствии с указаниями производителя - окрашивать клей для темной древесины в цвет древесины
Открытый или надвинутый стык - дефект фугования кантов - дефекты склеивания - волнистый шпон - шпон был слишком рано положен на поверхность-основу с нанесенным клеем - шпон накладывать незадолго до прессования, чтобы он не мог размокнуть - волнистый шпон перед фугованием увлажнить и плоско прессовать
У
Вмятины - / _ - загрязненная поверхность плиты пресса - кусочек шпона между плитой пресса и изделием при прессовании - проверять на отсутствие загрязнений поверхность плиты пресса при закладке изделий, например удалять остатки старого клея
/ I ) I
Трещины в шпоне - волнистый шпон - торцы шпона не усилены клеевой пентой - использование слишком влажного шпона - шпон был слишком рано положен на поверхность-основу с нанесенным клеем - волнистый шпон перед накладыванием плоско прессовать - использовать высушенный шпон - недостаточное количество влаги в клее
Сдвиг шпона при прессовании - невнимательность при закладывании изделия в пресс - слишком маленький выступ шпона над поверхностью-основой - наклеивание упорных колодок для предотвращения сдвига
Окрашивание шпона - слишком долгое время прессования - слишком высокая температура склеивания - окрашивание из-за слоя разделительной смазки - использовать быстро затвердевающие клеи - устанавливать более низкую температуру склеивания - использовать не содержащие кислоту разделительные смазки
Неровности и волн на поверхности 2 X ы - неровная поверхность-основа - дополнительная усушка или разбухание древесины кантов - поперечное сечение кантов слишком большое - одинаковая влажность поверхности-основы и древесины кантов - поверхность-основу перед фанерованием полностью отшлифовать до плоского состояния "S'- - |
I I I I j I
Просвечивание поверхности-основы через шпон - надпись на подоблицовоч-ной фанере или шпоне - просвечивание соединяющих нитей при использовании светлого или тонкого шпона - надпись на подобпицовоч-ной фанере или шпоне удалить - в особых случаях нити клея вывести наружу
WeinigSfe^
www.weinig.ru
4.9. Фанерование
Прессы с коротким временем нагрева, быстрым открыванием и закрыванием называют прессом с коротким тактом прессования.
В прессе проходного типа прессуемые материалы подготавливаются на ленте транспортера загрузочного стола. После открывания пресса готовые изделия с помощью ленты пресса сдвигаются на сторону разгрузки и далее на разгрузочный конвейер. В это же время синхронно с загрузочной стороны в пресс подается новое изделие. Такие прессы могут быть встроены в конвейерную производственную линию, при этом процесс прессования будет проходить по тактам. Так как в данном случае применяются быстрореагирующие клеи в сочетании с высокими температурами прессования, то промежутки времени для загрузки, закрывания, прессования, открывания и выгрузки должны быть согласованы между собой.
Поверхности нагревающих плит должны быть всегда чистыми. Остатки клея или бумаги при фанеровании впечатываются в слой декоративного шпона, поэтому металлические поверхности плит необходимо после каждого использования очищать или при необходимости натирать не содержащими кислот разделительными средствами (смазкой). Для того чтобы в первую очередь светлая древесина не окрашивалась, между слоем шпона и плитой пресса можно прокладывать бесцветную набивную бумагу.
4.9.7. Нанесение подоблицовочного слоя
На лакированных поверхностях часто проступают достаточно тонкие трещины, так как слой облицовочной фанеры под слоем декоративного шпона еще работает. Особенно часто такие трещины усушки встречаются тогда, когда слой декоративного шпона (из благородных пород древесины) должен быть наклеен в том же направлении волокон, что и под облицовочный слой, например в фанерованных поперек дверях. Для предотвращения этих трещин необходимо использовать перед слоем декоративного шпона второй облицовочный слой, так называемый подоблицовочный. Слой подоблицовочного шпона наклеивается с обеих сторон с одинаковым направлением волокна, чаще всего под наклоном к облицовочному слою. В качестве под облицовочного слоя используется шпон абачи, лимбы, Габона.
При использовании свилеватого шпона опасность растрескивания особенно велика, поэтому на облицовочные плиты перед наклеиванием свилеватого шпона необходимо наклеить подоблицовочный слой. Так как слои подоблицовочного и декоративного шпона не должны иметь одинакового направления волокон, то при декоративном фанеровании, например при крестовых стыках или шахматном фанеровании, на слой облицовочного шпона также должен быть наклеен слой подоблицовочного. Если в качестве основы используются древесные плиты из тонких стружек или MDF-плиты, то подоблицовочный слой становится необязательным. Иногда также рамы для стеклянных филенок шкафов должны быть фанерованы встык или со скосом. Для того чтобы стыки на местах соединения деталей рам не растрескивались, рекомендуется наклеить на раму под наклоном к волокнам под облицовочный слой, а потом декоративный слой со стыками, проходящими точно по местам соединения деталей рамы.
Weinig
www.weinig.ru
Глава 4. Изготовление и соединения деталей
— Мембрана
— Нагреватель- а Давления
ные плиты Мембрана
г Вакуумное П Шпон
оборудование Г Поверхность-
1 I I основа
Напрессовывание шпона мембраной
Пленка-I
г- Поверхность-I основа
Напрессовывание синтетической пленки без мембраны
Функционирование мембранного формовочного пресса
Примеры напрессованных фасонных деталей
Рис. 4.80. Нанесение покрытия из шпона или синтетической пленки на вогнутые и выпуклые детали на мембранном формовочном прессе
Функционирование профильного облицовочного станка
Примеры облицованных профилей
Рис. 4.81. Нанесение покрытия из шпона или синтетической пленки на профили из дерева, металла и пластмассы на профильном облицовочном станке
4.9.8. Фанерование выгнутых или профилированных поверхностей
Обрабатываемые изделия плоской формы с изогнутыми в одном направлении поверхностями, как вогнутые или выгнутые дверцы шкафов, также могут быть фанерованы шпоном, если применять прижимной элемент с соответствующей формой сопряженного профиля.
Предварительно фрезерованные фасонные детали, например дверные филенки, панели или столешницы, могут быть покрыты шпоном или слоем синтетической пленки на мембранном формовочном прессе (рис. 4.80). При этом слои шпона напрессовываются с помощью нагретой мембраны, а предварительно нагретые пленки — без мембраны. Давление прессования производится действующим снизу вакуумом и одновременно действующим сверху давлением воздуха. Холодный воздух под давлением обеспечивает быстрое схватывание клея, что делает возможным короткое время такта при прессовании (рис. 4.80).
4.9.9. Фанерование профилированных кантов
Закругления, например на кантах дверей или корпуса, или профилированные рейки фанеруют в основном на самодельных устройствах. При этом шпон прижимается к обрабатываемому изделию сопряженным профилем или с помощью гибких прижимных элементов с использованием эластичной вкладки, изготовленной изо льна, резиновых ковриков или шлангов. Давление прессования может производиться благодаря использованию вакуума.
Если покрытие из синтетической пленки должно быть нанесено на длинные рейки или профили, то это можно сделать с помощью профильного облицовочного станка. В этом станке профиль нагревается, наносится плавящийся клей, клей на основе растворителя или ПВА, и шпон прижимается с помощью расположенных по профилю вальцов и роликов (см. рис. 4.81). Выступы шпона могут быть позже отрезаны заподлицо пилой или фрезером.
WeinigSSIm
www.weinig.ru
4.9. Фанерование
На рис. 4.81 представлены примеры профилей с нанесенным покрытием.
4.9.10. Инкрустация шпоном
В инкрустации шпоном различают нитки (пояски) и мозаичные вставки (интарсии). Нитками называют узкие полосы шпона различной ширины. Мозаичные вставки — это геометрические или графические изображения из шпона различных цветов. Нитки и мозаичные вставки служат для украшения фанерованных поверхностей. Нитки и пояски нарезаются на специальном приспособлении или на станке для фугования кромок шпона, перед фанерованием они склеиваются с другими частями шпона с помощью клейкой ленты. Нитки можно вставлять в поверхность также и после фанерования. Для этого с помощью режущего рейсмуса нужно вырезать из фанерованной поверхности паз, а потом в этот паз вклеить нитку или поясок из шпона (рис. 4.82). Мозаичные вставки производятся с помощью ножа для интарсии.
При фанеровании состоящих из нескольких частей поверхностей необходимо следить за тем,
Рис. 4.82. Отделка обрамления нитками
Рис. 4.83. Защита шпона против сдвига
чтобы листы шпона укладывались особенно тщательно и были защищены от сдвигания. Для этого можно использовать упорные струбцины для шпона. Также возможно наклеивать небольшие колодки из древесины в качестве упоров (рис. 4.83).
4.9.11. Уход за фанерованными поверхностями
После извлечения плиты из нагретого пресса в наружном слое происходит сильное высушивание, поэтому плиты после короткой фазы охлаждения укладываются непосредственно друг на друга. Это способствует предотвращению возможности коробления и возникновения маленьких поверхностных трещин. По этой причине верхнюю плиту также следует накрывать. В течение времени кондиционирования (нескольких часов) клей может полностью отвердеть, а привнесенная клеем влажность равномерно распределяется в прессованных изделиях. Кроме этого, давление, влажность и высокая температура могут вызвать внутренние напряжения в плитах.
После кондиционирования выступающие части шпона следует отрезать заподлицо с кантами. Для этого берут стамеску или кромкообрезатель для шпона. Если фанерованная поверхность должна быть обрезана по формату только после фанерования шпоном, то это можно сделать с помощью дисковой пилы.
WeinigSlm
www.weinig.ru
Глава 4. Изготовление и соединения деталей
ЗАДАНИЯ
1. Необходимо изготовить двери шкафа. Опишите подробно процесс фанерования, начиная от подготовки поверхности-основы до последующего ухода за этой поверхностью. Расскажите об отдельных следующих друг за другом технологических операциях, а также применении возможных инструментов и станков.
2. Назовите возможные дефекты, встречающиеся на фанерованных поверхностях, и как их можно распознать, устранить и предотвратить в дальнейшем.
3. Соблюдение направления волокон наклеиваемого на поверхность-основу шпона достаточно важно. Оцените правильность этого высказывания для фанерованной с одной, двух сторон поверхности.
4. На что следует обратить внимание при фанеровании свилеватым шпоном?
5. Назовите и опишите возможные способы фанерования профилированных поверхностей и кантов.
Weinig&lM
www.weinig.ru
ГЛАВА 5
СРЕДСТВА И СПОСОБЫ ОБРАБОТКИ ПОВЕРХНОСТИ
Под средствами и способами обработки поверхности понимают все материалы и методы работы, которые служат для украшения и защиты поверхности древесины.
5.1. Подготовка поверхности
Подходящая и проведенная тщательным образом подготовка поверхности является обязательным условием для безупречной с технической и эстетической точки зрения обработки поверхности.
5.1.1. Зачистка и шлифование
ЗАЧИСТКА
Так называемая зачистка поверхности — это старый, сегодня очень редко применяемый способ чистовой обработки древесины. При зачистке поверхность древесины обрабатывалась или гладко выстругивалась в направлении волокон шлиф-тиком, циклевочным рубанком и циклей.
ШЛИФОВАНИЕ
Шлифование — это выравнивание поверхности с помощью снятия мельчайшей стружки. Зернистость шлифовальной бумаги должна быть согласована с подлежащим шлифованию материалом, а также с требуемым качеством поверхности. В зависимости от используемой зернистости различают грубое, предварительное, чистовое и конечное шлифование. Поверхности, подлежащие травлению и покрытию прозрачным слоем вещества, по крайней мере, при последней обработке следует шлифовать параллельно волокнам, для того чтобы на готовой поверхности не было видно никаких следов и царапин от шлифования. Перед нанесением покрытия также можно шлифовать и поперек волокон. Благодаря полированию более твердой поздней древесины годичных колец поверхность получается особенно гладкой.
Для ручного шлифования применяют шлифовальные колодки из корки, из древесины липы или тополя. Для шлифования профилей особенно хорошо подходят шлифовальные колодки с сопряженным профилем.
После каждого шлифования шлифовальная пыль должна быть выметена из пор неметаллической щеткой, чтобы поверхность хорошо увлажнялась средствами для обработки поверхности, например морилкой или лаками. При этом пыль должна быть удалена с помощью пылесосов, так как пыль впитывает жидкость, содержащуюся в морилке.
Шлифование сначала поперек волокон, потом вдоль волокон также применяют при обработке фанерованных поверхностей на станках для перекрестной шлифовки._
edispGRC)UP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
Таблица 5.1. Ступенчатое шлифование древесины
Зернистость Применение Шлифование
От 16 до 60 Предварительное шлифование массивной древесины, обдирочное шлифование старого лакового слоя Грубое шлифование
От 60 до 120 Шлифование строганных и фрезерованных поверхностей массивной древесины, фанерованных поверхностей Предварительное шлифование
От 120 до 220 Поверхности массивной древесины, фанерованные поверхности, вымоченные поверхности Чистовое шлифование
От 280 до 600 Шлифование грунтованных поверхностей и после промежуточного нанесения лака Конечное (особо тонкое) шлифование
Правила работы при шлифовании: • Шлифование производится в основном острой шлифовальной бумагой с умеренным давлением, чтобы волокна не вдавливались, и не возникали темные пятна. • Шлифовальная бумага не должна содержать железа, так как содержание железа в бумаге вызывает темные пятна на древесине.
5.1.2. Обессмаливающие средства и обессмоливание
Направление шлифования
Разбухшие волокна древесины
Смолистые породы древесины плохо и неравномерно впитывают морилку. На обработанных прозрачным лаком поверхностях при нагревании смола может выступить под покрытием и вызвать образование темных пятен. Обессмоливание проводится на уже отшлифованной поверхности. Для этого наряду со специальными обессмоливающими средствами используются щелочи из древесного мыла (ядровое и мазеобразное мыло) и бесщелочное древесное мыло (нейтральное мыло), кроме этого, сода и поташ. Для обессмоливания также пригодны растворители типа легколетучего бензина, скипидара, спирта, ук-сусноэтилового эфира и ацетона. Поверхность древесины обильно смачивается обессмоливаю-щим средством и затем сильно чистится щеткой из корней или волокон. Излишки удаляются губкой. Образующаяся при чистке щеткой пена полностью смывается с поверхности чистой водой, чтобы при последующем морении не образовывались пятна. Действия обессмоливающего средства в глубину меньше чем на 1 мм очень недостаточно, поэтому после обессмоливания необходимо не шлифовать поверхность вовсе или делать это очень осторожно.
5.1.3. Вымачивание
Вдавленные места разбухают, если отдельные волокна только сжаты друг с другом, но не срезаны
Разбухший край поры
Рис. 5.1. Разбухающие места на поверхности древесины
Вымачивание используют, если поверхность обрабатывается водосодержащими травильными растворами или водяными лаками. Вода вызывает разбухание сжатых или вдавленных волокон древесины, вмятин и краев пор. Разбухшие места пос-
www.edisgroup.ru
5. J. Подготовка поверхности
ле высыхания можно ошлифовать острой мелкозернистой шлифовальной бумагой с легким нажимом против волокон. Так получают поверхность высокого качества.
Вымачивание и промывание проводят чистой теплой водой, при промышленном производстве также используют водяной пар. Если в воде растворено немного поваренной соли, то при последующем травлении новое шерохова-ние уменьшается. При промывании древесины хвойных пород вместо поваренной соли используют нашатырный спирт. Он очищает поверхность от загрязнений и одновременно обессмоливает ее. Для древесины, содержащей большое количество дубильных веществ, в качестве добавки используется уксусная кислота.
Вымачиванию не подлежат:
• поверхности, испытывающие высокую механическую нагрузку, например полы и ступени лестниц, которые должны быть покрыты лаком. При этом исходят из того, что лак лучше удерживается в стоящих вертикально волокнах, чем в гладко шлифованной поверхности;
• отбеленные поверхности. Содержащаяся в отбеливающих средствах вода заменяет вымачивание.
5.1.4. Удаление следов клея
Клей, который просачивается через шпон или поры, а также виден на фанерованных поверхностях, называют проступанием клея. Остатки клея проступают также в том случае, когда гуммированная бумажная лента для стяжки стыков была удалена не полностью, и при использовании монтажного клея он выступил из стыка. Наличие следов клея при травлении и фанеровании ведет к различию цвета: поверхности и поры при морении становятся темнее, если клей впитывает морилку, и светлее, если клей морилку не впитывает. Остатки различных клеев можно удалить.
Таблица 5.2. Удаление остатков и следов клея
Вид клея Возможности удаления
Глютиновый клей Остатки глютинового клея можно удалить щавелевой кислотой или ее солями либо раствором мыла. Теплый раствор обильно наносится на всю поверхность. После короткого времени воздействия разбухший клей можно счистить щеткой. По окончании поверхность древесины промывается теплой чистой водой. Осторожно: щавелевая кислота оказывает отбеливающее действие, кроме того, она очень едкая.
Казеиновый клей Следы и остатки казеинового клея вызывают почти на всех породах древесины образование темных пятен. Их можно удалить с помощью разбавленной уксусной или разбавленной не содержащей железо соляной кислотой. Остатки кислоты в древесине вымываются теплой водой.
Клеи ПВА Свежие остатки или следы клея ПВА можно смыть теплой водой, но в затвердевшем состоянии только ацетоном или другим подходящим растворителем, который растворяет клей. Если растворители слишком долго действуют на поверхность, это может привести к образованию пузырей.
Конденсационные и реакционные клеи Остатки клея на основе конденсационных смол удалить нельзя. Иногда рекомендуется окрашивать раствор клея в желаемый тон, соответствующий цвету древесины. В таком случае остатки и следы клея на готовой обработанной поверхности становятся мало или совсем незаметны.
FFWgHGROUP
www.edisgroup.ru
Таблица 5.2 (окончание)
Вид клея Возможности удаления
Клеящие пленочные материалы, контактные ные, термопластичные плавящиеся клеи Остатки клеящих пленок, контактных или термопластичных плавящихся клеев удаляют растворителем, который предлагается производителем клея. Если растворитель действует на фанерованную поверхность слишком долго, то возникают пузыри.
Проступания клея можно избежать, если использовать добавление наполнителей и заполнителей, а также выбирать соответствующее низкое давление прессования и температуру склеивания.
5.1.5. Шпатлевка и шпатлевание
Шпатлевкой заполняются небольшие углубления в уже обработанной поверхности. В зависимости от предусмотренной обработки поверхности используются различные шпатлевки.
Дефекты поверхностей, обрабатываемых прозрачным лаком, могут быть улучшены:
• перед морением и лакированием: применяемые для исправления дефектов вещества должны быть совместимы с морилкой или лаком;
• после морения или лакирования: наряду с совместимостью веществ существенную роль играет также и степень прозрачности места исправленного дефекта.
Таблица 5.3. Шпатлевка и шпатлевание
Вид шпатлевки Возможности исправлении дефекта
Замазка для древесины Замазка для древесины, также называемая жидкой или пластичной древесиной, это наиболее часто используемый вид шпатлевки. Она изготавливается из древесной муки и быстросохнущего связующего вещества. Эту шпатлевку можно разбавлять ацетоном и после высыхания снова делать пригодной к употреблению. Как правило, из-за связующего вещества впитывает меньше морилки, чем окружающая поверхность древесины. Поэтому замазку перед применением на подлежащих морению поверхностях следует окрасить в желаемый тон. Наряду с этим имеются также и окрашиваемые морилкой замазки для древесины.
Замазка для торцевой древесины Замазка для торцевой древесины состоит из соскобленной торцевой древесины и шлифовальной пыли, смешанной с клеем. Этот тип замазки не впитывает морилку. Поэтому пред применением на подлежащих морению поверхностях шпатлевку необходимо окрасить в желаемый тон. Замазанные места должны хорошо просохнуть, при слишком раннем плоском шлифовании замазанные места будут заметны.
Восковая шпатлевка Восковая шпатлевка состоит в основном из твердого воска. Она продается в виде палочек и производится в большом ассортименте цветов. Замазка расплавляется паяльником или нагретым шпателем вдавливается в поврежденное место. Выступающий остаток соскабливается или сошлифовывается. Восковые шпатлевки применяются также для улучшения и исправления дефектов уже обработанной поверхности.
Шеллаковая шпатлевка Шеллаковые палочки подходят для заполнения углублений в поверхности, которые подлежат полированию. Шеллаковые шпатлевки можно подобрать по цветам, их применяют как восковые палочки, в том числе для улучшения и исправления дефектов уже обработанной морилкой или лаком поверхности. Шеллак - это натуральная смола, которая получается из гуммилака, выделяемого насекомыми или растениями.
Fr>i«MdGROUP
www.edisgroup.ru
5.1.6. Удаление пятен
Качество поверхности существенно снижается при наличии пятен. Поэтому пятна должны быть удалены перед нанесением морилки или лака, но лучше их появления избегать вообще.
Таблица 5.4. Удаление пятен
Тип пятна Возможности удаления
Масло и жир Пятна масла и жира удаляются кашей из магнезии или отмученного мела и растворителя, которая наносится на пятно. После испарения растворителя порошок впитывает растворенное вещество. Затем порошок счищается щеткой.
Парафин Остатки парафина из разделительных смазок на вкладках можно смыть нитроразбавителем, уксусно-этиловым эфиром и ацетоном.
Известь, гипс, цемент Пятна извести, гипса, цемента удаляются разбавленной уксусной кислотой или разбавленной, не содержащей железа соляной кислотой. После этого обрабатываемая поверхность должна быть несколько раз промыта водой, чтобы в древесине не осталось никаких остатков кислоты.
Окислительные пятна Окислительные пятна возникают тогда, когда металлы соприкасаются с древесиной, содержащей большое количество дубильных веществ. Для отбеливания этих пятен используют перекись водорода или лимонную кислоту. Важно сразу же после удаления пятна промыть поверхность чистой водой. Тем самым предотвращается обесцвечивание древесины.
Пятна воды Смывание пятен производится теплой чистой водой. В воду для усиления действия на содержащих мало дубильных веществ породах древесины добавляют нашатырный спирт, для пород древесины, содержащих много дубильных веществ, - уксусную и лимонную кислоты.
5.1.7. Заполнители пор и работа с ними
Получить высокоглянцевую поверхность можно, только полностью закрыв поры. Этого можно добиться, используя специальные заполнители пор. Цветные или окрашенные заполнители позволяют подобрать соответствующий оттенок для обработки пор.
Для заполнения пор чаще всего применяют специальные заполняющие поры вещества, намного реже поры заполняют нанесением нескольких слоев лака. Заполнители пор состоят из мелко измельченного вещества-заполнителя и связующего вещества. Для уравнивания по цвету с морилкой или древесиной они также содержат пигменты или красители. Минеральным наполнителем является, например, порошок пемзы, органическим — рисовая пудра. В качестве связующего вещества используются нитролак, раствор шеллака или специальное масло. Заполнители пор, которые наносят на подлежащие покрытию лаком поверхности, являются высоковязкими смесями из заполнителя и связующего вещества. Они заполняют поры, а также полости между пигментами.
Различают заполнение пор до морения и после. В обоих случаях действуют одинаково. Из заполнителя пор, связующего вещества и при необходимости красителя изготавливают пасту, которая при помощи льняной тряпки хорошо втирается в поры древесины.
• Заполнение пор после морения: для заполнения пор после морения используют заполнитель пор, подобранный по цвету. Заполнитель втирается в мореную и грунтованную поверхность, излишек сразу же удаляется или
ROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
Рис. 5.2. Обработка пор
после полного высыхания осторожно сошлифовывается. Заполнитель пор должен быть совместим с композицией для покрытия, чтобы потом покрытие могло безупречно высохнуть и затвердеть.
• Заполнение пор до морения: при таком способе пасту для заполнения пор наносят непосредственно на шлифованную поверхность древесины. После высыхания поверхность шлифуется, обрабатывается протравой, а в заключение наносится покрытие. Этот метод имеет преимущество, так как поверхность не сереет, слой лака прилипает к поверхности безупречно, а поверхность при морении становится неровной лишь незначительно. Протрава должна быть совместима с порозаполнителем.
• Заполнение пор с использованием покрытия из полиэстера: при таком покрытии для окрашивания и заполнения пор используют разбавленный и окрашенный лак на основе полиуретановой смолы (DD-лак). Полиуретановое связующее вещество обеспечивает хорошее прилипание между древесиной, порозаполнителем и полиэстером, так что даже при темной древесине видимые и мешающие широкие поры могут быть практически незаметны.
Известкование, или эффект известкованного дуба, эффективно только для крупнопористых пород древесины, таких как дуб и ясень. Дуб при этом может быть натуральным или окрашенным морилкой. На древесину наносится грунтовка, поверхность слегка шлифуется или обрабатывается щеткой, удаляется пыль. Затем в поры втирают так называемую известковую пасту, которая состоит из жидкого заполнителя пор и белого синтетического пигмента. Излишек аккуратно удаляется с поверхности, поверхность покрывается матовым лаком. В таком случае с помощью заполнителя пор можно достигнуть и окрашивающего эффекта.
Если подлежащая известкованию поверхность плоская, то часто она обрабатывается один раз белой разбавленной шпатлевкой, а после шпатлевания шлифуется до тех пор, пока не будут видны только белые поры. Потом поверхность лакируется прозрачным лаком.
RQ и р
www.edisgroup.ru
5.1.8. Отбеливающие средства и отбеливание
Зачастую при отбеливании натуральные красящие вещества древесины, имеющие слабую устойчивость к свету, в различной степени разрушаются. Красящие вещества могут быть осветлены (частичное отбеливание) или полностью отбелены (полное отбеливание). После отбеливания древесину можно окрасить в желаемый цвет с помощью светоустойчивой морилки.
Для отбеливания используются перекись водорода, щавелевая, лимонная, соляная кислоты и отбеливающие протравы.
Отбеливание — это химический процесс, который является:
• окислением (присоединение кислорода), как при отбеливании перекисью водорода и отбеливающими протравами, или
• восстановлением (раскислением), как при использовании щавелевой, лимонной и соляной кислот.
Таблица 5.5. Отбеливающие средства и отбеливание (обзор)
Перекись водорода Перекись водорода - это бесцветная жидкость без запаха, которая разъедает кожу (см. 14.1.6.2). Чаще всего продается в виде 30%-го раствора, обработку с ее помощью можно производить уже при данной концентрации. Более низкие концентрации можно получить добавлением воды. Это отбеливающее вещество при воздействии света, тепла, нашатыря или специальных активаторов, а также при соприкосновении с металлами легко распадается на воду и кислород. Именно этот освободившийся кислород и оказывает отбеливающее действие. Остатки кислорода в древесине могут оказывать отбеливающее действие и по окончании обработки.
Щавелевая кислота и кисличная соль Содержащая дубильную кислоту древесина, например дуб, редко отбеливается, как правило, только осветляется. Щавелевая кислота и кисличная соль хорошо подходят для отбеливания и осветления дуба (см. табл. 14.35). Нанесенный в горячем виде раствор должен быть во влажном состоянии смыт водой, чтобы его остатки не вызвали разрушения материала покрытия. Осветленные поверхности непригодны к дальнейшей обработке маслами и масляными лаками. Щавелевая кислота и кисличная соль вредны для здоровья, поэтому вместо них чаще всего используют лимонную кислоту.
Лимонная кислота Лимонная кислота не ядовита. С ее помощью отбеливают или осветляют содержащую дубильную кислоту древесину.
Соляная кислота Соляная кислота ядовитая и едкая (см. табл. 14.35). В соответствующей концентрации она используется для отбеливания смолистой древесины. Соляная кислота при обработке является вредной для здоровья. Кроме этого, остатки соляной кислоты в древесине могут негативно повлиять на дальнейшую обработку поверхности (вызвать изменение цвета).
Отбеливающая протрава Отбеливающая протрава объединяет морение и отбеливание в одном рабочем процессе. В основном используется для древесины ореха и вишни для получения однородного цветового тона. Отбеливающая протрава состоит из перекиси водорода, в которой растворены специальные красители. Срок жизнеспособности такого раствора составляет несколько часов.
Перекись водорода в качестве отбеливающего средства применяется чаще всего.
Для того чтобы перекись водорода не распадалась раньше времени, в нее добавляют стабилизатор. В процессе отбеливания добавленный нашатырь или активатор растворяют стабилизатор, так что отбеливание ускоряется и усиливается. Степень белизны поверхности можно улучшить только с помощью многократного отбеливания или при использовании более высокой концентрации, но не с помощью увеличения наносимого количества.
FDI^GROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
Обработку перекисью водорода можно производить различными способами. Для обработки небольших поверхностей нашатырь добавляют непосредственно перед обработкой. Эта смесь обильно наносится с помощью нейлонной или волокнистой кисти без металлического крепежного кольца или деревянной палочкой, на которую намотана хлопковая ткань. Избыток после короткого времени воздействия удаляется. Последующее промывание водой необязательно. Смешанная с нашатырем перекись водорода достаточно быстро разрушается. При этом она теряет свои отбеливающие свойства, так что с помощью такой смеси не получится отбеливать поверхности большой площади.
Для отбеливания большой площади поверхность сначала обрабатывают неразбавленным нашатырем. Воздействие нашатыря на отбеливающее средство происходит непосредственно в волокнах древесины.
Перекись водорода оказывает сильное разъедающее действие на кожу, слизистые оболочки, дыхательные пути и глаза. Поэтому при работе с перекисью водорода необходимо использовать защитные очки и резиновые перчатки. После окончания работ руки и лицо следует промыть большим количеством воды. Остатки отбеливающего средства должны быть утилизированы или храниться в надежном месте.
5.2. Виды протрав
Морением при использовании красителей изменяют цвет древесины. Это делают:
• для выравнивания и подгона различий в цвете массивной древесины и шпона,
• лучшего представления структуры древесины,
• придания конструкциям и предметам мебели индивидуальной цветовой ноты,
• улучшения устойчивости к свету древесины или ее цвета.
Морение (травление) — это химический процесс, при котором с помощью химических реагентов, а частично с помощью красителей изменяют цвет древесины.
Окрашивание — это физический процесс, при котором растворенные в воде или органическом растворителе органические красители или нерастворимые пигменты соединяются с волокнами древесины.
С точки зрения терминологии оба понятия в технике деревообработки не отличаются друг от друга, поэтому используется термин «морение».
Морилки или протравы могут классифицироваться различными способами, например по принципу действия - на химически и физически действующие морилки.
На практике различают: окрашивающие морилки, субстратные морилки, химические морилки, натуральные вещества для изменения цвета и комбинационные морилки.
5.2,1. Окрашивающие морилки
Окрашивающие морилки — это растворы синтетических красителей, полученных рафинированием каменноугольной смолы, и добавок или особо тонко измельченных пигментов (так называемых микроскопических пигментов) с большой или
FrM<SfdGRQUP
www.edisgroup.ru
5.2. Виды протрав
маленькой долей связующего вещества. В так называемых пигментных морилках связующее вещество служит для фиксации нерастворимых компонентов красителя на волокнах древесины. Добавки обеспечивают равномерное нанесение морилки и хорошее проникновение, прежде всего для красителей. Окрашивающие морилки по силе окрашивания и многообразию цветов не могут превзойти ни один другой тип морилок. Их применение является относительно простым. Как правило, они растворяются в горячей воде и после охлаждения готовы к употреблению. Возможно применение нашатыря. Процесс морения при этом состоит в основном из пропитывания древесины красителем. Краситель откладывается в древесине, то есть он соединяется с волокнами физически. Окрашивающие морилки в продаже также обозначаются как морилки на водной основе, морилки для твердой древесины, отбеливающие морилки, морилки под старину, грубые морилки, морилки на основе растворителя, масла, спирта или паровые морилки. За исключением спиртовых протрав, все окрашивающие морилки имеют светостойкость от хорошей до очень хорошей, а также являются устойчивыми к разбавленным кислотам и щелочам. На древесине хвойных пород возникает негативный рисунок травления (см. рис. 5.4). Протравленные и обработанные морилкой поверхности должны иметь покрытие для защиты от влажности.
Растворимые красители
Окрашивающие морилки
Пропитывание
Структура древесины не закрыта
„ Структура древесины частично
Отложение слоя '7 77/77 /77 // —
закрыта
Рис. 5.3. Окрашивающие морилки
Морилки на водной основе
• могут продаваться в виде порошка, перед употреблением необходимо развести водой. Сегодня почти всегда продаются уже готовыми к употреблению,
• как правило, делают поверхность шероховатой, поэтому вымачивание благоприятно,
Морилки на основе растворителя
• продаются готовыми к употреблению. Эти морилки могут использоваться для частичного подцвечивания лака,
• сохнут по сравнению с морилками на основе растворителя долго,
• не наносят вред окружающей среде,
• не делают поверхность шероховатой. Как правило, необходимость в вымачивании отпадает,
• сохнут по сравнению с морилками на водной основе быстро. Поэтому морилки на основе растворителя используются при серийном производстве,
• не наносят вред окружающей среде при ис пользовании в качестве растворителя этилового спирта,
водорастворимые лаки растворяют морилку, • последующее лакирование, как правило, не представляет проблем, окрашивает древесину в глубину, структура древесины оживляется лишь незначительно, цветовой тон больше уравнивается
окрашивает древесину в глубину (под поверх- • ностью); структура древесины оживляется, подчеркивается своеобразие древесины
5.2.2. Химические морилки
Химические морилки, также называемые морилками двойного крашения или реакционными морилками, состоят из морилки предварительного нанесения и морилки окончательного нанесения. В морилку окончательного нанесения мо
EDIR^GRQUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
жет быть добавлен краситель. Морилка предварительного нанесения состоит из дубителя, морилка окончательного нанесения — из солей тяжелых металлов. Возникновение тона морилки (коричневого тона, также черного) происходит сильнее в волокнах поздней древесины посредством химической реакции. Дубитель получается естественным путем, прежде всего из поздней древесины, поэтому возникает позитивный рисунок морения (рис. 5.4). Если морению подвергается древесина, содержащая мало дубильных веществ, то сначала наносится и равномерно распределяется морилка предварительного нанесения, то есть дубитель.
МОРИЛКА ПРЕДВАРИТЕЛЬНОГО НАНЕСЕНИЯ
Морилка предварительного нанесения — это раствор содержащих дубильную кислоту веществ, которые можно смешивать между собой.
• Танин, также называемый дигалловой кислотой, — это дубильная кислота из коры дуба или чернильных орешков.
• Пирогаллол получают из дегтя. В торговле его часто обозначают как галловая кислота.
• Пирокатехин получают чаще искусственным путем, реже из коры ели.
• Катеху (дубильный экстракт) получают чаще искусственным путем, реже из коры ели. Катеху, также называемый «японская земля», — это коричневый, похожий на смолу дубильный экстракт.
Морилка предварительного нанесения теряет свое действие уже через несколько часов. Поэтому ее необходимо растворять горячей водой незадолго до использования. Морилка предварительного нанесения не должна контактировать с металлами. Поэтому для приготовления можно использовать сосуды из стекла, фарфора или пластмассы, а для нанесения - кисточку без металлического кольца. По той же причине перед нанесением необходимо убрать с обрабатываемого изделия всю фурнитуру. Поверхности, обработанные морилкой предварительного нанесения, нельзя шлифовать, и из-за опасности возникновения пятен их нельзя касаться руками.
МОРИЛКА ОКОНЧАТЕЛЬНОГО НАНЕСЕНИЯ
Морилка окончательного нанесения — это, как правило, сильно или не очень ядовитые соли тяжелых металлов, которые могут реагировать с дубильными веществами. При этом образуется тон морения. Существуют различные морилки окончательного нанесения.
• Карбонат калия — в основном белая, рассыпчатая масса, в торговле часто обозначается как поташ (см. табл. 14.11).
• Карбонат натрия, также называемый содой, — это белый порошок, который впитывает влагу из воздуха. Растворяется в воде, имеет щелочную реакцию (см. табл. 14.11).
• Сульфат меди (медный купорос) состоит из синих ядовитых кристаллов (см. табл. 14.11).
• Хромат калия состоит из ядовитых лимонно-желтых светочувствительных кристаллов (см. табл. 14.11).
• Бихромат калия состоит из ядовитых красно-желтых светочувствительных кристаллов (см. табл. 14.11).
Для усиления образования светового тона и действия морилки к морилке окончательного нанесения добавляют нашатырь. Добавлять ли нашатырь или нет, зависит от материала последующего покрытия. При работе с морилками предварительного и окончательного нанесения очень важно наносить морилку равномерно для получения однородного тона без пятен.
EDISUGROUP
www.edisgroup.ru
5.2. Виды протрав
ПОЗИТИВНЫЕ ОДНОКОМПОНЕНТНЫЕ МОРИЛКИ
С помощью позитивных однокомпонентных морилок можно получить эффект, похожий на действие морилок двойного нанесения. В случае использования этих готовых к употреблению средств морилки предварительного и окончательного нанесения наносятся за одну технологическую операцию. Под воздействием кислорода из воздуха через 6—12 часов проявляется положительный рисунок морения. Мореные поверхности необходимо обработать специальным покрывным лаком (ранее осветляющим лаком), так как иначе эффект от травления исчезнет.
МОРЕНИЕ ПАРАМИ АММИАКА
Для содержащих дубильные вещества пород древесины можно получить изменение цвета при воздействии на древесину парами аммиака (нашатырного спирта). Этот способ преимущественно используется для морения древесины дуба. Пары аммиака вступают в реакцию с содержащимися в древесине дубильными веществами. При этом древесина приобретает тон в пределах от натурального до темно-коричневого. В зависимости от концентрации паров и длительности обработки (от 6 до 12 часов) древесина может окраситься на глубину до нескольких миллиметров.
МОРЕНИЕ ПАРАМИ ДРУГИХ ВЕЩЕСТВ
При морении парами других веществ, богатых дубильными веществами лиственных пород древесины, преимущественно дуба, можно получить такой же эффект, как при морении парами аммиака. Цветовой тон является светостойким.
Вдыхание паров при морении становится особенно опасным в том случае, когда морилка содержит бихромат калия.
5.2.3. Комбинационные морилки
В комбинационных морилках, также называемых комбиморилками, растворенные красители, связывающие красители химикалии, пигменты и связующие вещества скомбинированы друг с другом таким образом, что достигается требуемый на практике эффект. Комбиморилки содержат растворитель и частично могут быть смешаны с водой, продаются готовыми к потреблению.
В этих морилках красители задают силу и тон цвета, компоненты связывающих красители химикалиев подчеркивают структуру древесины, пигменты придают светостойкость, связующие вещества (воски, искусственные смолы, дисперсии искусственных смол) образуют покрытие.
Комбиморилки часто подобраны под тип древесины, например, как отбеливающие морилки, протрава для морения парами нашатыря, а также морилки под орех и красное дерево. Здесь будут подробнее представлены две группы комбиморилок.
Восковая морилка (протрава) изначально содержала восковую эмульсию, красители и частично связывающие красители химикалии (восково-металлическая протрава). Эти морилки подходят только для несущих малую механическую нагрузку поверхностей из лиственных и хвойных пород древесины, но закрашивают небольшие различия в цвете древесины. Большим недостатком этой морилки является то, что поверхность получается не устойчивой к появлению царапин Если вместо воска в качестве связующего вещества применять дисперсию из ис-
FFW*lfdGROUP
www.edisgroup.ru
кусственных смол, то требуемая устойчивость против царапин будет достигнута (стойкие к царапанию морилки). В этой области дальнейшим усовершенствованием являются уже морилки на основе водяного лака.
Морилка на основе водяного лака — это окрашивающие морилки с водяным лаком в качестве связующего средства. В течение одной рабочей операции производится протравливание и грунтовка. Слой грунтовки из-за относительно небольшого наносимого количества является достаточно слабым, но его достаточно, чтобы хорошо зафиксировать краситель в древесине. Благодаря такой комбинации достигается одновременно хорошее морение пор и выравнивание тона древесины. Морилки на основе водяного лака не являются вредными для окружающей среды.
5.2.4. Субстратные морилки
Субстратные морилки — это окрашивающие морилки, которые наряду с обычными красителями содержат бесцветный впитывающий субстрат, то есть мелкий порошок из синтетических материалов. Субстрат при растворении морилки окрашивается в ее цвет, особенно хорошо при нанесении откладывается в поры и там фиксируется связующим средством. Таким способом достигается особенное подчеркивание пор древесины (морилка для пор и грубая морилка). Дополнительно эта морилка образует более или менее покрывающий слой, так что структура древесины и дефекты покрытия немного закрываются.
5.2.5. Цветотоновое оформление натуральными красителями
Применение натуральных красителей, начавшись в незапамятные времена, частично продолжается и до сих пор. Натуральные красители, как правило, имеют низкую светостойкость и поэтому не всегда соответствуют требованиям. Минеральные красители являются светостойкими, но при окрашивании или морении производят покрывной эффект, то есть структура древесины частично скрывается.
Таблица 5.6. Натуральные красители (пример)
Группа веществ Краситель или пигмент Цветовой тон
Растительные красители Гуммигут Индиго Кармин Крапплак Желтый лак Из смолы натурального индийского каучука Из листьев дерева индиго Из ядровой древесины красного сандалового дерева Из корней растения марена Из жостера слабительного или древесины красильного тутового дерева Желтый Синий Красный Красный Желтый
Животные красители пигмент Кобальтовый же лтый Карминовый лак Сепия Из мочи индийских коров, которых кормили листьями дерева манго Из специальных щитовок Из чернильного мешочка каракатиц Желтый Красный От желтого до коричневого
Минеральные красители (пигменты) Г рафит Глауконит Кассельский коричневый Охра Умбра Киноварь Из кристаллического углерода Из различных силикатов и глины Из бурого угля Различные виды из оксидов железа и глины Из оксидов марганца и глины Из натуральной красной киновари (сернистой ртути) Черный Серый Коричневый От желтого до красного От красного др коричневого Красный
fdi<si=igrqup
www.edisgroup.ru
5.3. Морение
Подготовка поверхности: поверхность древесины перед морением сначала необходимо отшлифовать, вымочить и затем еще раз отшлифовать окончательно. Смолянистые поверхности древесины перед морением обессмолить, подлежащие осветлению — обработать отбеливателем. Перед нанесением морилки необходимо удалить пыль из пор.
Морение хвойной древесины: для морения древесины хвойных пород должны применяться только химические морилки, потому что в этом случае сохраняется естественное различие между более светлой ранней и более темной поздней древесиной. Возникающий рисунок морения называют позитивным (рис. 5.4).
При нанесении окрашивающей морилки на хвойную древесину пористая ранняя древесина впитывает больше раствора и тем самым больше красителя, чем более плотная поздняя древесина, то есть ранняя древесина становится темнее, чем
Древесина перед морением
Негативный рисунок морения
Позитивный рисунок морения
Рис. 5.4. Рисунки морения
поздняя. Рисунок морения называют негативным. Благодаря применению мори
лок предварительного и окончательного нанесения не всегда удается получить любой цветовой тон. Поэтому в морилку окончательного нанесения для получения желаемого тона часто добавляются окрашивающие морилки (комбинационные морилки).
Морение лиственной древесины: для морения древесины лиственных пород, как правило, применяют окрашивающие морилки на основе воды или растворителя. Химическим морением получают позитивный рисунок морения, который является даже более «четким», чем при использовании окрашивающих морилок. Для содержащих дубильные вещества пород древесины, например дуба, ореха и махагони, возможно использование химических морилок без предварительного нанесения. Но такой способ все же не рекомендуется, так как природное содержание дубителей в шпоне и цельной древесине, а также в отдельных партиях древесины зачастую очень различно. Благодаря предварительному морению достигается равномерное содержание дубильных веществ. Древесина, содержащая мало дубильных веществ, при использовании химических морилок в любом случае должна подвергаться обработке морилкой предварительного нанесения.
5.3.1. Изготовление травильного раствора
Для изготовления окрашивающей морилки травильный порошок в основном растворяют в воде, спиртовую морилку — в спирте. Обычно растворяют 30—50 г травильного порошка в 1 литре воды или спирта. Каждая морилка должна наносить
FQjcudGRQUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
ся только в определенной концентрации, только в таком случае она хорошо впитается, а поверхность после морения будет иметь равномерный тон.
Для растворения порошка всегда используют горячую воду. При этом тщательно взвешенное количество травильного порошка смешивают с частью воды до исчезновения комочков, потом в этот раствор при непрерывном помешивании вливают оставшуюся часть воды. Добавление нашатыря обеспечивает лучшее впитывание морилки в древесину и усиливает цветовой тон. При этом необходимо помнить, что нашатырь (щелочь) совместим не со всеми лаками. В процессе приготовления спирторастворимой морилки спирт нельзя нагревать на открытом пламени. После охлаждения травильного раствора морилка готова к употреблению. Сейчас в столярном деле применяются в основном только смешанные производителем морилки, так называемые готовые морилки.
Цвет протравленной поверхности складывается из цвета древесины и морилки, а также от взаимного действия друг на друга цвета древесины и красителей морилки. Поэтому невозможно получить одинаковый тон на разных породах древесины с использованием одной и той же морилки. Вследствие этого требуется пробное морение и при необходимости корректировка морилки.
• Осветленная перекисью водорода древесина не пригодна к протравливанию химическими морилками, так как они особенно чувствительны к этому виду отбеливания.
• Из-за целого ряда недостатков, таких, как, например, необходимость двух рабочих операций, получение только коричневых тонов, долгое время проявления и потенциальная опасность для здоровья химические морилки применяются все реже. То же самое можно сказать и про морение парами аммиака и парами других веществ.
Ни одна из морилок не должна соприкасаться с металлом, так как это приводит к изменению цвета. Поэтому растворы для морения хранятся в чистых, плотно закрываемых стеклянных или пластиковых сосудах. На сосуды должна быть нанесена надпись об их содержимом для исключения возможности их перепутать.
5.3.2. Нанесение раствора для морения
Нанесение раствора для морения производится следующими способами: вручную, распылением, погружением и методом обката.
Пробное морение: морение начинается с пробного морения на большом куске цельной древесины или фанерованной поверхности.
При морении пробной поверхности морилка перед выравниванием должна находиться и впитываться в древесину ровно столько же по времени, сколько будет проводиться морение изделия. Только так можно проверить, соответствует ли получаемый тон морения требуемому образцу тона или выбранному по карте цвету. При этом следует учитывать, что цвет мореной поверхности при нанесении окончательного покрытия типа лака изменится еще раз.
Ручное нанесение морилки: морилка наносится на тщательно очищенную от пыли поверхность в остывшем виде. Теплые растворы при морении дают более темный цвет, чем холодные. Пыль вызывает появление маленьких темных или светлых пятен. Части фурнитуры из металла не должны соприкасаться с раствором для морения, поэтому их необходимо снять с обрабатываемой поверхности.
Поверхность, подлежащую морению, кладут максимально горизонтально, чтобы морилка не могла стечь с поверхности. Вертикальные поверхности обрабатывают морилкой снизу вверх. При таком способе нанесения не образуются полосы.
ffhsfjgrQUP
www.edisgroup.ru
На рис. 5.5 показаны отдельные этапы морения при ручной обработке и нанесении окрашивающих морилок.
Морилки предварительного и окончательного нанесения: морилку предварительного нанесения обильно наносят кисточкой или губкой, чтобы древесина могла равномерно пропитаться. Нанесение производится в направлении параллельно волокнам, чтобы при последующей обработке морилкой окончательного нанесения не были видны поперечные полосы. Выравнивание (эгализирование) морилки производится белой ветошью или широкой кистью с мягкой щетиной. Поверхности, обработанные морилкой предварительного нанесения, шлифовать нельзя. Шлифование неравномерно изменит содержание дубильных веществ в поверхности, что при окончательной обработке может вызвать появление пятен.
Морилки окончательного нанесения накладывают только после полного высыхания морилок предварительного нанесения.
Кисточки для нанесения химических морилок не должны иметь металлических фиксирующих колец, так как из-за взаимодействия с металлом на поверхности древесины появляются пятна. Раствор морилки обильно наносится в направлении волокон, после короткого впитывания разравнивается, избыток удаляется с поверхности и в заключение выравнивается в направлении волокон. Снятые избытки морилки не должны примешиваться к неиспользованной, то есть свежей морилке, так как это загрязнит свежий травильный раствор.
Метод распыления: при этом способе морилка обильно наносится с помощью краскопульта. Те части краскопульта, которые непосредственно соприкасаются с жидкой морилкой, изготовлены из пластика или специальной стали. Работы производятся при давлении распыления около 2,5 бар и диаметре форсунки до 1,5 мм.
Матовое покрытие: матовое покрытие, также называемое оттенением, подцве-чиванием или патинированием, — это особо тонкое распыление морилки с помо-
• Подготовка поверхности — Проведение для морения пробного морения
• Приготовление
травильного раствора
Перемешивание раствора для мо ения
Дать морилке немного высохнупъ
Тонко распределить морилку параллельно волокнам
Морилку распределить в направлении перпендикулярно волокнам
Морилку равномерно и обильно нанести в направлении параллельно волокнам1
Распределить морипку сначала перпендикулярно, затем параллельно волокнам, при этом при необходимости удалить излишки
— В условиях помещения или в сушильном канале
1 Высушить мореную поверхность
Грунтование мореной поверхности
— Мореные поверхности, как правило, перед грунтованием не шлифуются
1 Технологический процесс морения показан на примере окрашивающих морилок.
Рис. 5.5. Технологический процесс морения при ручном способе нанесения
EQMtfdGROUP
www.edisgroup.ru
Рис. 5.6. Травильная установка
Очистка Морение Выравнивание Вытирание
Рис. 5.7. Способ работы травильной установки
Таблица 5.7. Время высыхания или проявления для морилок (ориентировочные значения)
Тип морилки Процесс Время в часах
Морилки на водной основе Физический До 4
Морилки на основе растворителя Физический До 1
Восковые морилки Физический До 10
Восково-металлическая морилка Физико-химический До 10
Однокомпонентная позитивная морилка Химический До 6
Морилка двойного нанесения: • морилка предварительного нанесения • морилка окончательного нанесения Физический Химический До 8 До 24
На время сушки влияют следующие факторы:
• температура в помещении
• растворитель морилки
• скорость впитывания древесины
• относительная влажность воздуха
• нанесенное количество морилки
• температура древесины
щью краскопульта. В качестве травильного раствора используются так называемые распыляемые морилки (окрашивающие). При таком способе распыления нанесение с помощью краскопульта производится круговыми движениями и на несколько большем расстоянии, чем при нанесении обычной морилки. Работы производятся при давлении распыления от 2 до 3 бар и диаметре форсунки до 0,8 мм. При таком тонком нанесении возможно получение плавного перехода от темного тона к светлому, например от светлой середины поверхности к более темному краю. Кроме этого, возможно выравнивание (оттенение) различий в цвете между древесиной и шпоном.
Патинирование: если уже грунтованной или лакированной поверхности необходимо придать более темный тон, то патинирование производят специально подкрашенным и разбавленным лаковым материалом (патинирующая краска).
Погружение: метод погружения пригоден для морения только при массовом производстве. Подлежащие морению, чаще всего мелкие предметы погружаются в холодный раствор морилки. После извлечения излишкам раствора дают стечь с поверхности. Через несколько минут нанесенную морилку выравнивают. Для обработки методом погружения пригодны только специальные погружные морилки.
Обработка методом обката: при таком методе автомат для нанесения морилки сначала удаляет с поверхности пыль, потом наносит и выравнивает морилку (рис. 5.6 и 5.7). Нанесение морилки производится в зависимости от
FOI<4F«GRQUP
www.edisgroup.ru
5.4. Растворители и разбавители
типа морилки и породы древесины с помощью валиков из пористой резины или гладким резиновым валиком. Наносимое количество лежит в пределах от 10 до 60 г/м2. Выравнивание производится специальной щеткой. Она вдавливает морилку в поры и одновременно удаляет излишек морилки с поверхности. С помощью протирочного валика или протирочной ленты морилка выравнивается.
5.3.3. Сушка протравленных поверхностей
Обработанные окрашивающими морилками поверхности можно высушивать в условиях помещения или в сушильной камере, красители или пигменты образуют цветовой тон тогда, когда вода или растворитель испаряются.
При использовании химических морилок или морилок с химически действующими компонентами цвет проявляется только тогда, когда пройдет время реакции, которое может составлять до нескольких часов. Поэтому обработанные такими морилками поверхности можно обрабатывать дальше, как правило, только на следующий день. Химическая реакция не допускает быстрой сушки, для нее требуются особые условия помещения. После окончания реакции возможно досушивание в сушильной камере.
5.4. Растворители и разбавители
В технике обработки поверхности растворители и разбавители должны выполнять ряд задач. Они должны:
• приводить пленкообразующее вещество и другие компоненты лаков, частично и красители в пригодное к употреблению состояние, при котором морилки и лаки можно наносить и распределять по поверхности,
• регулировать вязкость в зависимости от способа нанесения и сушки,
• влиять на смачивание, дисперсионные процессы, текучесть, характеристики и степень блеска,
• при электростатическом методе нанесения регулировать электрические свойства материала покрытия.
5.4.1. Растворяющая способность и классификация
Растворяющая способность вещества очень сильно зависит от его молекулярного строения. Универсального средства, которое бы растворяло все используемые при обработке поверхности вещества, не существует.
Для процесса растворения очень важно, чтобы действующие между молекулами растворителя силы притяжения или когезии как можно меньше отличались от силы притяжения между молекулами растворителя и молекулами связующего средства. Сами силы притяжения значительно зависят от полярности растворителя или связующего средства. При этом действует принцип: растворитель растворяет связующее, так называемое пленкообразующее вещество только в том случае, если их полярности близки (рис. 5.8).
Fm<MdGROUP
www.edisgroup.ru
Убывающая полярность Возрастающая полярность
</ Малополярный Среднеполярный 1 Высокополярный
Алифатические соединения Ароматические соединения Сложные эфиры и кетоны Спирты и простые эфиры Вода
Напр., бензины, натуральный скипидар Растворяются (примеры): • различные алкидные смолы • модифицированные акрилаты Хорошо подходит для растворения неполярных связующих веществ Напр., толуол, ксилол • сложный полиэфир (полиэстер) • акрилаты Напр., бутилацетат или ацетон • широкий спектр растворимости В настоящее время сложные эфиры и кетоны относятся к самым важным растворителям Напр., соединения пропанола • нитроцеллюлоза • фенолформальдегидная, мочевинофор-мальдегидная, меламиновая смолы • вспомогательное средство для водоразбавимых лаков Вода • с обычными лаками абсолютно несовместима. Для лаков со специальным химическим составом является разбавителем
Рис. 5.8. Полярность растворителей и растворимость пленкообразующих веществ
Растворители в зависимости от их растворяющей способности разделяют на истинные растворители, потенциальные растворители и нерастворители.
• Истинные растворители Очень похожи по своему химическому строению на связующее вещество, поэтому очень хорошо его растворяют.
• Потенциальные растворители К этим растворителям необходимо подмешивать другой, чтобы получить достаточную способность для растворения связующего вещества.
• Нерастворители Не оказывают растворяющего действия. Нерастворители
добавляются в истинные растворители в небольших количествах как наполнитель. Растворители с наполнителем стоят существенно дешевле, чем чистые истинные растворители; растворяющие свойства истинных растворителей при добавлении нерастворителей не теряются. Нерастворители могут рассматриваться как технологическая добавка.
Потенциальные растворители и нерастворители на практике в основном обозначаются как разбавители.
В производственной практике различают растворители и разбавители.
Растворители в качестве летучих жидкостей служат для растворения или разжижения смол, нитроцеллюлозы, восков и масел без вступления с ними в химические реакции. Процесс является физическим. При высыхании нанесенного на поверхность покрытия растворитель испаряется, растворенное вещество остается в виде пленки или связующего вещества.
Разбавители также относятся к летучим жидкостям. Они смешиваются с материалом для обработки поверхности, но не растворяются в нем. Примером является вода в дисперсионных покрытиях. При этом некоторые растворители могут использоваться как разбавители, и наоборот. С помощью разбавителей покрывной материал делают готовым к использованию и придают ему необходимую для каждого конкретного способа нанесения вязкость. Кроме этого, разбавители служат для химически отверждаемых однокомпонентных лаков в качестве некоторого разделительного слоя межу веществами, участвующими в реакции для защиты от преждевременного отверждения лака в сосуде.
edissfJGrqup
www.edisgroup.ru
5.4.2. Виды растворителей и разбавителей
Растворители и разбавители в зависимости от их химического строения разделяют на органические и неорганические. Органические растворители и разбавители можно объединить в группы.
НЕОРГАНИЧЕСКИЕ РАСТВОРИТЕЛИ И РАЗБАВИТЕЛИ
Вода: с помощью воды можно растворять гидрофильные группы молекул водорастворимых связующих веществ, так называемых водяных лаков. Вода в отличие от органических растворителей и разбавителей не наносит вреда окружающей среде и не опасна для здоровья. Покрытия, которые оказывают на окружающую среду меньшую нагрузку, чем изделия той же товарной группы, получают знак за хорошие экологические показатели в виде голубого ангела. Многие экологически вредные покрытия на основе растворителей могут быть заменены водорастворимыми или водораз-бавимыми системами. При этом говорят о водяных, аква- или гидролаках.
При использовании воды в качестве разбавителя (летучесть 80) материалы для покрытия при прочих равных условиях высыхают значительно дольше, чем при использовании органических растворителей и разбавителей.
ОРГАНИЧЕСКИЕ РАСТВОРИТЕЛИ И РАЗБАВИТЕЛИ
Чистые углеводороды, так называемые алифатические соединения: в случае этих состоящих из углерода и водорода растворителей и разбавителей речь идет о летучих линейно-цепочных бензинах, например уайтспирите (лаковом бензине), о цепочном или циклическом скипидаре и о циклических циклоалканах, например тетралине и декалине. Этими веществами растворяют прежде всего масла, воски и алкидные смолы. Скипидар, который получают из древесной смолы хвойных пород, в основном сосны, можно назвать природным продуктом. Смесь паров скипидара и воздуха является взрывоопасной.
Ароматические углеводородные соединения: эти вещества, например толуол, стирол и ксилол, состоят из циклических ненасыщенных углеводородных соединений. Они являются химически активными и растворяют смолы, воски и масла, как правило, лучше, чем чистые углеводороды. Однако их применение является нежелательным из-за повышенной опасности для здоровья человека.
Хлоруглеводороды: имеют молекулы в виде цепочек, являются летучими, невоспламеняемыми, не растворимыми в воде веществами. К ним относятся, например, трихлорэтилен, перхлорэтилен и дихлорметан (см. 14.1.6.3). Эти средства имеют высокую растворяющую способность. Несмотря на это, при работе они заменяются другими средствами, так как существует подозрение, что эти вещества являются концерогенами.
Спирты: к цепочным спиртам относятся прежде всего бутанол, этанол, метанол, бензиловый и метилбензиловый спирт и метилциклогексанол. Этиловый спирт состоит из этанола и добавок (см. 14.1.6.3). Количество ОН-групп в молекуле спирта и полярность связующего средства являются решающими факторами для растворяющей способности спиртов. Все применяемые в деревообрабатывающей технике материалы для покрытий более или менее хорошо растворимы спиртами. Ис-
pni^FJGRQUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
пользование спиртов представляет собой значительно меньшую опасность для здоровья, чем использование ароматических углеводородных соединений.
Кетоны: представляют собой цепочные или циклические, горючие, прозрачные, как вода, растворители и разбавители с хорошей растворяющей способностью для лаковых смол. К ним относятся ацетон, метилизобутилкетон, метилизоамилкетон, циклогексанон, бутанон и изофорен. Ацетон хорошо растворяется в воде, у других соединений растворимость в воде достаточно низкая. Многие кетоны, например ацетон, быстро испаряются, так что если при нанесении лака в ходе рабочего процесса встречаются какие-либо помехи, то лак недостаточно хорошо растекается.
Сложные эфиры: имеют молекулы в форме цепочек, прозрачные, зачастую обладают фруктовым запахом и хорошей растворяющей способностью. Эта способность усиливается еще больше при смешивании со спиртами. К сложным эфирам относятся метил-, этил-, бутил-, метилгликоль- и этилгликольацетаты, а также сложный бутиловый эфир гликолевой кислоты. Эти вещества растворимы в других органических растворителях и разбавителях, частично растворимы в воде. Сложные эфиры в присутствии сильных оснований или кислот (например, кислотоотверждаемого лака) омыливаются, то есть разлагаются.
Простые эфиры: имеют молекулы в форме цепочек, обладают приятным запахом. К простым эфирам относятся соединения типа тетрагидрофуран, метил-, этил-, бутилгликоль, а также метил- и этилдигликоль. Простые эфиры являются хорошими растворителями для лаков. Они почти не смешиваются с водой, но хорошо смешиваются с другими органическими жидкостями. Диэтиловый эфир, так называемый серный эфир, из-за быстрого испарения (испаряемость 1) редко используется в качестве растворителя, другие простые эфиры являю'гея важными растворителями в технике лакирования.
Смеси растворителей: на практике часто используют смеси растворителей, для того чтобы иметь возможность изменять некоторые важные свойства жидких материалов для покрытий типа растекания и высыхания. Названия этих смесей характеризуют область их применения: разбавители для синтетических смол применяют для лаков на основе синтетических смол, разбавители для кистевой окраски или распыления — для соответствующего метода нанесения, нитроразбавители — для разбавления нитроцеллюлозных лаков, универсальные разбавители — для различных покрытий и специальные разбавители — для специальных покрытий.
5.4.3. Свойства и характеристики
ПЛОТНОСТЬ
Плотность большинства органических растворителей и разбавителей в жидком состоянии меньше плотности воды, в газообразном состоянии, однако, они тяжелее воздуха. Поэтому эти вещества всплывают в воде и оседают в виде паров у пола. При работе с такими веществами, например при нанесении лака, вытяжное устройство должно улавливать и отводить пары в области пола.
ЛЕТУЧЕСТЬ
Летучесть показывает, во сколько раз медленнее испаряется данный растворитель или разбавитель по сравнению с простым эфиром. Диэтиловый эфир
|?r>|<^fdGRQU Р
www.edisgroup.ru
5.4. Растворители и разбавители
имеет коэффициент летучести 1, вода — 80, то есть при прочих равных условиях для испарения воды требуется в 80 раз больше времени, чем для диэтилового эфира.
Растворители и разбавители в соответствии со своей летучестью (скоростью испарения) разделяются на четыре группы (табл. 5.8).
Таблица 5.8. Летучесть различных растворителей и разбавителей
Обозначение группы Испаряемость Пример
Летучий Меньше 10 Ацетон, метанол, толуол, этанол
Среднелетучий От 10 до 35 Бутанол, бутилацетат, ксилол, стирол
Труднолетучий От 35 до 50 Скипидар, циклогексанол, метилгликольацетат, этилгликоль
Очень труднолетучий Более 50 Уайтспирит (лаковый бензин), вода, метилизоамилкетон, тетралин, декалин
Летучие растворители и разбавители могут мешать рабочему процессу, вызывать образование пузырьков в лаковом слое и при высыхании материала покрытия отводить тепло от поверхности. Из-за отвода тепла поверхность прозрачного лака мутнеет, то есть покрывается белым налетом. Труднолетучие растворители и разбавители замедляют высыхание покрытия, но благодаря равномерному высыханию лакового слоя придают покрытию лучший блеск. Для того чтобы иметь возможность использования преимуществ отдельных растворителей и разбавителей, как правило, применяют их смеси. Тем самым добиваются согласования материала покрытия и метода его нанесения.
ТЕМПЕРАТУРА ВСПЫШКИ
Температура вспышки — это минимальная температура для воспламеняющейся жидкости, при которой испаряется такое ее количество, при котором возникающая паро-воздушная смесь может воспламениться благодаря искровому зажиганию, то есть при приближении открытого пламени. Таким образом, посредством температуры вспышки характеризуется степень огнеопасности горючих жидкостей.
Растворители и разбавители в зависимости от температуры вспышки подразделяют на классы опасности (табл. 5.9). При этом также существуют различия между растворимыми и не растворяемыми водой веществами.
Таблица 5.9. Классы опасности
Классы опасности Температура вспышки Опасность воспламенения Примеры
А I А II A III Ниже 21 °C От 21 до 55°С От 55 до 100°С Легко воспламеняющийся Воспламеняющийся Невоспламеняющийся Толуол Бутанол, лаковый бензин, скипидар Сложный бутиловый эфир гликолевой кислоты
В Ниже 21 °C Легко воспламеняющийся Ацетон, этанол, бутанол
Класс опасности А Вещества, которые имеют температуры вспышки не выше 100°С, а при 15°С растворяются в воде при определенной концентрации. Класс опасности В Горючие вещества с температурой вспышки ниже 21 °C, при 15°С в любых концентрациях растворяются в воде.
FhlSMdGROUP
www.edisgroup.ru
Согласно требованиям безопасности труда вводится запрет на курение и на наличие на рабочих местах открытых источников света.
ТЕМПЕРАТУРА ВОСПЛАМЕНЕНИЯ
Температура воспламенения — это температура, при которой смесь паров растворителя и воздуха самовоспламеняется при нагревании. Воспламенение может вызвать пожар и взрыв. Растворы материалов для обработки поверхности могут иметь температуру воспламенения значительно более низкую, чем содержащиеся в них растворители.
Растворители и разбавители в зависимости от температуры воспламенения классифицируются по группам воспламеняемости (табл. 5.10).
Таблица 5.10. Группы воспламеняемости
Г руппа воспламеняемости Температура воспламенения Примеры
G 1 Выше 450°С Ацетон, метанол, толуол, ксилол
G2 От 300 до 450°С Этанол, бутанол
G 3 От 200 до 300°С Лаковый бензин, скипидар, этипдигликоль
G 4 От 135 до 200°С В покрытиях для древесины не используются
G 5 От 100 до 135°С В покрытиях для древесины не используются
Воспламенение горючей паро-воздушной смеси возможно только в определенных пределах концентрации. Для того чтобы смесь воспламенилась, необходимо, чтобы температура достигла уровня воспламенения, и, кроме этого, в смеси должно присутствовать достаточное количество кислорода. Поэтому безопасность труда можно повысить при помощи соответствующей приточной и вытяжной вентиляции рабочего помещения. Кроме этого, опасность воспламенения можно существенно понизить с помощью использования разбавляемых водой покрывных материалов.
Опасность, представляемая растворителями для здоровья и окружающей среды
Органические растворители и разбавители могут попасть в тело человека через кожу, дыхательные пути или пищеварительный тракт и причинить вред нервной системе, дыхательным путям и слизистым оболочкам, печени и почкам, а также сердечно-сосудистой системе и желудочно-кишечному тракту. Кроме этого, некоторые вещества при вдыхании оказывают наркотическое воздействие на организм. Для защиты работников в рабочем помещении не должны быть превышены предельно допустимые концентрации вредных веществ (см. табл. 5.17). Поэтому на рабочем месте должна функционировать достаточная приточная и вытяжная вентиляция, при необходимости следует использовать защиту дыхания. Кроме этого, следует соблюдать указания по безопасности и предписания по работе с опасными веществами.
Органические растворители и разбавители сильно загрязняют воздух, почву и воду. Это загрязнение можно существенно уменьшить, используя очистные установки для вытяжного воздуха или устройства для рекуперации растворителя, а также используя покрытия, разбавляемые водой. Утилизация должна проводиться тем способом, который соответствует типу растворителя.
5.5. Лакокрасочные покрытия и работа с ними
Материалы для покрытий на основе органических растворителей до и во время обработки являются жидкими, после отверждения образуют пленку, которая выполняет защитные и декоративные функции. Как правило, материалы для покрытий называют лакировкой. Она состоит из лаковой пленки.
FOIAtf GROUP
www.edisgroup.ru
5.5. Лакокрасочные покрытия и работа с ними
5.5.1. Классификация и испытания лакокрасочных материалов
Для того чтобы все технические условия по обработке выполнялись, а готовая обработанная поверхность удовлетворяла всем требованиям по качеству, при выборе лакокрасочных материалов необходимо учитывать классификацию и прежде всего их свойства. К этим требования относится классификация лакокрасочных покрытий, их вязкость, доля содержания сухого остатка, прочность прилипания лака, группа нагрузки мебельной поверхности, влияние растворителя и разбавителя во время процесса обработки лаками.
5.5.1.1. Классификация лакокрасочных покрытий
Классификация лака может производиться по различным признакам. Примеры классификации приведены в табл. 5.11. На практике при выборе материала для покрытия используют сразу несколько из этих классификационных критериев, чтобы выбрать подходящее покрытие для каждого конкретного случая применения.
Таблица 5.11. Классификация лаков или материалов для покрытия
Признак классификации Примеры лаков
Цели применения (область использования) Внутренний лак, наружный лак, лак для древесины, корабельный лак, мебельный лак, оконный лак, паркетный лак, лак для стульев
Тип пленкообразователя Нитролак, полиуретановый лак, полиэфирный лак, алкидный (глифталевый) лак, акриловый лак, лак кислотного отверждения (SH-лак)
Классификация по содержанию сухого остатка Лак с малым содержанием сухого остатка, лак со стандартным содержанием сухого остатка, лак со средним содержанием сухого остатка, лак с высоким содержанием сухого остатка
Функция в строении слоя Нижний слой (адгезионная грунтовка), защитный грунт, шпатле вка, заполнитель, грунтлак (грунтовочный лак), покрывной лак, лак для однослойного покрытия, лак для многослойного покрытия
Техника нанесения Лак для нанесения распылением, лак для безвоздушного распыления, лак для лакировки окунанием, лак для лакировки наливанием, лак для лакировки вальцеванием
Пористость Лак с открытыми порами, лак с полуоткрытыми порами, пак с закрытыми порами
Затвердевание Физически сохнущий лак, химически отверждаемый лак (реакто-лак), лак с окислительно-восстановительными отвердением, лак с отвердением под воздействием излучения (например, УФ-лак)
Вид обработанной поверхности Прозрачный лак, матовый лак, лак с шелковым блеском, глянцлак (лак для придания блеска), высокоглянцевый лак, лак с специальными эффектами, лак с трещиноватым рисунком
По отношению к окружающей среде Водяной лак, порошковое лакокрасочное покрытие, лак с высоким содержанием твердой фазы
Лакокрасочные покрытия или лаки для обработки изделий прежде всего классифицируют по типу затвердевания.
5.5.1.2. Вязкость
Вязкость, также называемая текучестью и консистенцией, — это степень вязкоте-кучести лакокрасочного материала. Прежде всего, вязкость имеет значение для текучести лакокрасочного покрытия в зависимости от способа нанесения (вязкость
FQ1RUGROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
Рис. 5.9. Вискозиметр
при обработке) и для растекания жидкого лакокрасочного материала на обрабатываемой поверхности.
Текучесть можно изменять в достаточно широких пределах с помощью растворителей, добавок других веществ типа отвердителей или пигментов, а также нагревания (лак горячего нанесения).
• Высоковязкий лак и лакокрасочные материалы являются вязкими
• Низковязкий лак и лакокрасочные материалы являются жидкотекучими
Материал густотекучий
Материал легкотекучий
Измерение вязкости лакокрасочных материалов проводится различными способами. Чаще всего используют капиллярный вискозиметр. В специальную воронку наливают 100 мл лакокрасочно-
го материала и измеряют время в секундах, которое понадобится для того, чтобы лак полностью вытек через отверстие диаметром 4, 6 или 8 мм. Для древесных лаков, как правило, используют вискозиметр диаметром 4 мм (DIN 53211 или EN ISO 2431, рис. 5.9). Текучесть лака зависит от температуры, поэтому измерение проводится при 20 или 23°С.
Вязкость лака (пример) в случае форсунки диаметром 4 мм
• лак для нанесения распылением: грунтовка ~ 20 DIN-сек
укрывистое лакирование ~ 30 DIN-сек
• лак для лакировки окунанием: от 30 DIN-сек до 300 DIN-сек и более
• лак для лакировки литьем: от 30 DIN-сек до 80 DIN-сек
• лак для лакировки прокатыванием: от 120 DIN-сек до 150 DIN-сек
5.5.1.3. Содержание сухого остатка в лаках для древесины Связующее вещество лака, так называемый пленкообразователь, является решающим фактором для образования лаковой пленки. Содержащиеся в пленкообра-зователях различные вещества, например пигменты или наполнители, хоть и являются его компонентами, но самостоятельно пленку не образуют. Связующее вещество и твердые компоненты пленки дают в итоге содержание сухого остатка, также называемое содержанием твердых частиц, жидкого лака или твердого лакового слоя определенной толщины.
Растворитель и разбавитель
Растворитель и разбавитель
Растворитель и разбавитель
I Растворитель | и разбавитель
Твердые частицы
Твердые частицы
Твердые частицы
Твердые частицы
Лак с малым содержанием сухого остатка
Лак со стандартным содержанием сухого остатка
Лак со средним содержанием сухого остатка
——Г—
Лак с высоким содержанием сухого остатка
Для достижения определенной толщины слоя в некоторых случаях необходимо нанесение нескольких слоев.
Рис. 5.10. Содержание сухого остатка и толщина сухой пленки
FniS^GROUP
www.edisgroup.ru
5.5. Лакокрасочные покрытия и работа с ними
Содержание сухого остатка, по которому можно проводить классификацию, у разных лаков различно (табл. 5.12). От содержания сухого остатка зависит толщина сухой пленки, которая получается при однократном нанесении (рис. 5.10).
Таблица 5.12. Содержание сухого остатка в лаках для древесины (ориентировочные значения)1
Прозрачный лак Содержание сухого остатка, % Прозрачный лак Содержание сухого остатка, %
Тонкослойная лазурь От 20 до 25 Лак кислотного отверждения От 30 до 50
Толстослойная лазурь (лаковая лазурь) От 35 до 40 Полиэфирный лак От 85 до 95
Нитроцеллюлозный лак От 20 до 50 Алкидный (глифтале-вый) лак От 30 до 951
Г идролак От 30 до 60 Акриловый лак От 85 до 951
Полиуретановый лак От 30 до 50
1 В пигментированных лаках содержание сухого остатка может увеличится на 25-30%
Классификация Лак с малым содержанием сухого остатка От 10 до 30 Лак со средним содержанием сухого остатка От 60 до 80
Лак со стандартным содержанием сухого остатка От 30 до 60 Лак с высоким содержанием сухого остатка От 80 до 100
5.5.1.4. Прочность прилипания лака
Для проверки прочности прилипания высохшего лака используют стандартный многолезвийный прибор с шестью лезвиями. С помощью этого ручного прибора производятся шесть параллельных надрезов на одинаковом расстоянии. Выбираемое расстояние между разрезами лежит в интервале от 1 до 3 мм и зависит от толщины слоя. Перпендикулярно к этим надрезам в лаковом слое делается вторая группа надрезов, чтобы образовался решетчатый надрез (DIN EN ISO 2409). Чем больше частиц лака откололось, тем меньше прилипание. С помощью таблицы производится классификация прочности прилипания (табл. 5.13).
Таблица 5.13. Проверка прочности прилипания методом решетчатого надреза
Показатель решетчатого надреза Описание рисунка надрезов Вид решетчатого надреза Оценка покрытия
0 Края надрезов не имеют сколов, нет отколовшихся квадратов Прилипание хорошее ипи очень хорошее
1 Точки пересечения надрезов не имеют сколов, может отколоться не более 5% площади надрезов Прилипание хорошее
FOISI^GROUP
www.edisgroup.ru
Таблица 5.13 (окончание)
Показатель решетчатого надреза Описание рисунка надрезов Вид решетчатого надреза Оценка покрытия
2 Покрытие откололось вдоль надрезов и/или в точках пересечения, площадь отколовшейся поверхности очевидно больше 5%, но существенно меньше 15% площади разреза Только ограниченное прилипание
ГД L
h
3 Покрытие вдоль линий надрезов отко- Прилипание более
полось частично или полностью широ- не удовлетворительное
кими полосами. Некоторые квадраты 1
откололись полностью или частично, Т
площадь отколовшейся поверхности
больше 15%, но ненамного больше 35% h 4
площади разреза
4 Описание см. п. 3. Площадь отколов- Прилипания почти
шейся поверхности больше 35%, но нет
ненамного больше 65% площади раз-
реза
5 Описание см. п. 3. Площадь отколов- Прилипания больше
шейся поверхности составляет больше 65% площади разреза д нет
Расстояние между лезвиями зависит от толщины слоя покрытия, если слой составляет не более 60 мкм, появляется дополнительная зависимость от грунтовки: при толщине слоя покрытия < 60 мкм и твердой грунтовке расстояние между лезвиями составляет 1 мм, при мягкой грунтовке-2 мм. При толщине слоя от 61 до 120 мкм -2 мм, при толщине слоя от 121 до 250 мкм -3 мм.
5.5.1.5. Группа нагрузки мебельной поверхности
Сопротивляемость лакокрасочного покрытия против ожидаемых химических и механических нагрузок можно определить с помощью испытания поверхности (рис. 3.11). Испытания могут выявить соответствующие недостатки.
5.5.1.6. Влияние растворителя и разбавителя во время процесса обработки лаками
Растворители и разбавители при работе с химически и физически отверждаемыми лакокрасочными материалами должны выполнять целый ряд функций (рис. 5.12). Исключениями являются порошковое лакокрасочное покрытие и лак с высоким содержанием сухого остатка.
ebis^group
www.edisgroup.ru
5.5. Лакокрасочные покрытия и работа с ними
Поверхность испытывается в соответствии с условиями испытания DIN 68861 или DIN EN 12720, потом производится ее классификация по группе нагрузки.
Растворитель, разбавитель
Пример испытания Поведение при химической нагрузке
В DIN 68861 ипи DIN EN ISO 12720 приведены 27 средств, которые встречаются в домашнем хозяйстве и могут быть использованы для испытания поверхности мебели на химическую устойчивость. В соответствии с ожидаемой интенсивностью нагрузки и материалом поверхности могут быть выбраны тип и количество применяемых для проверки испытательных средств.
Изменения поверхности оцениваются при осмотре:
1 А нет видимых изменений;
1 В почти неразличимые изменения блеска и цвета;
1 С легкие изменения блеска и цвета, структура испытываемой поверхности не изменилась;
1 D заметны сильные помарки, структура испытываемой поверхности в основном не повреждена;
1 Е заметны сильные помарки, структура испытываемой поверхности изменена;
1 F поверхность сильно изменена или разрушена.
Связующее вещество
Холодное хранение изменяет срок годности после смешивания
Растворитель, разбавитель
Связующее вещество
Химически отверждаемый лак
Физически отверждаемый лак
1. Добавление растворителей и разбавителей перед нанесением лака
• растворитель приводит ппенкообразователь в пригодное к обработке состояние
• растворитель и разбавитель являются разделительным веществом для отвердителя и связующего средства
• растворитель приводит ппенкообразователь в пригодное к обработке состояние
• растворитель и разбавитель предотвращают плотное осаждение или отложение частиц связующего вещества тесно друг к другу
Группа нагрузки мебельной поверхности
Отдельные требования Группа нагрузки (цифры от 1 до 8 -индексы нагрузки)
Нагрузка 1сокая средняя низкая
Поведение при химической нагрузке 1А 1В 1С 1D 1Е 1F
Поведение при нагрузке на истирание 2А 2В 2С 2D 2Е 2F
Поведение при царапании 4А 4В 4С 4D 4Е 4F
Поведение при воздействии горящей сигареты 6А 6В 6С 6D 6Е
Поведение при сухом нагревании 7А 7В 7С 7D 7Е
Поведение при влажном нагревании 8А 8В 8С
2. Добавление растворителей и разбавителей при нанесении лака
• установка требуемой для обработки вязкости
• средство транспорта для твердых веществ на обрабатываемую поверхность
• воздействие на смачивание и текучесть, растекание и блеск
3. Добавление растворителей и разбавителей после нанесения лака
растворитель и разбавитель испаряются. Возникающий тесный контакт между связующим веществом и отвердителем делает возможным химическую реакцию
Рис. 5.11. Испытание поверхности и ее классификация по группе нагрузки
Тепло ускоряет процесс отверждения
растворитель и разбавитель испаряются. Частицы связующего вещества ложатся тесно друг к другу, возникает физическое сцепление
Благодаря образованию поперечных связей лаковая пленка становится твердой и нерастворимой
Благодаря образованию связей лаковая пленка становится «мягкой» и снова растворимой
Рис. 5.12. Влияние растворителя и разбавителя во время процесса обработки лаками
5.5.2. Химически отверждаемые покрытия
К химически отверждаемым лакам относятся лаки кислотного отверждения, полиуретановые и полиэфирные лаки.
5.5.2.1. Лаки кислотного отверждения (SH-лаки)
Строение лаков: основным компонентом связующего вещества лака кислотного отверждения является мочевинная, меламиновая или фенольная смола, часто в комбинации с алкидной смолой и нитроцеллюлозой (нитро-комби-лак). Затвердевание лака проходит поэтапно. Сначала испаряется растворитель и разбавитель,
gnisriGROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
Растворитель и разбавитель
Дополнительный слой лака Отвердитель
Связующее вещество
Нитроцеллюлоза сохнет быстро. Благодаря этому лакированная поверхность по истечении пропорционально короткого промежутка времени может обрабатываться дальше.
Акриловый отвердитель делает лаковую пленку эластичнее. Благодаря этому лаковая пленка может совершать движения вместе с поверхностью-основой при работе древесины, при этом на лаковой поверхности не образуются микротрещины.
Рис. 5.13. SH-комби-лак
Виды SH-лаков:
SH-лак: SH-лаковая смола и отвердитель смешиваются перед нанесением (двухкомпонентный лак).
SHE-лак: SHE-лаковая смола с высокой долей физически высыхающего пленкообразователя и отвердителя. SHE-лак лишь ограниченно годен для складского хранения.
SH-гидролак: лак в качестве разбавителя содержит воду, поэтому также обозначается как SH-водяной лак.
потом между лаком кислотного отверждения и отвердителем происходит химическая реакция (поликонденсация); выделяются формальдегид и продукт деления (вода).
Обработка лаками: SH-лак наносится как двухкомпонентный однослойный лак обычными способами нанесения при температуре в помещении не ниже 15°С. Наносимое количество не должно превышать 350 г/м2, так как иначе возникает опасность растрескивания лаковой пленки. Как правило, толщина пленки составляет от 20 до 60 мкм, в особых случаях до 100 мкм. Если необходимо нанести несколько лаковых слоев, например для получения закрытого пленочного слоя, то работают, не дожидаясь промежуточного высыхания или с промежуточным шлифованием слоев.
Для того чтобы лаковый слой удовлетворял поставленным требованиям, при работе с лаками необходимо соблюдать различные требования.
• Должно добавляться только предписанное количество отвердителя. При избытке отвердителя лаковая пленка становится слишком твердой и хрупкой, при недостатке отвердителя лаковая пленка остается пластичной и клейкой. Для двухкомпонентного лака кислотного отверждения в качестве отвердителя добавляют около 10% кислоты.
• Пары аммиака (нашатыря) при работе с SH-ла-ками не должны находится или проникать в рабочее помещение, так как в таком случае SH-лак
приобретает белую окраску (неправильное отверждение из-за комбинации кислоты и щелочи).
• Кислота, содержащаяся в лаке, для некоторых пород древесины, например ели, лиственницы, бука и вишни, может вызвать изменение окраски. В таком случае требуется нанесение изолирующей или защитной грунтовки, например слоя полиуретанового лака.
• Кислота, содержащаяся в жидком лаке, при контакте с металлами, например фурнитурой или устройствами для нанесения краски, может вызвать коррозию. Поэтому в процессе работы необходимо проведение определенных защитных мероприятий.
• При работе с SH-лаками в рабочих помещениях необходимо предусмотреть хорошую приточную и вытяжную вентиляцию.
MOIS^GROUP
www.edisgroup.ru
5.5. Лакокрасочные покрытия и работа с ними
Свойства лаковой пленки
• Содержание сухого остатка в количестве примерно 50% придает хорошую наполняющую способность. Имеются матовые и глянцевые лаки.
• Прочность и износостойкость лакового слоя - достаточно высокие, эластичность - низкая. SH-лак применяется прежде всего при изготовлении мебели для сидения, мебели для офисов, школ и кухонь, а также при изготовлении внутренних дверей.
• Лаковая пленка имеет среднюю устойчивость против воды и химикатов, включая кратковременное воздействие разбавителей и растворителей. SH-лаки непригодны для обработки подверженных погодному влиянию поверхностей.
• Благодаря добавлению алкидных смол и нитроцеллюлозы свойства пакового слоя SH-лака изменяются в соответствии с добавкой.
• Опасность, которую представляет выделяющийся при отверждении формальдегид, приводит к тому, что применение этой выгодной с экономической точки зрения и недорогой лакокрасочной системы снижается.
5.5.2.2. Полиуретановые лаки (PUR-лаки)
Строение лаков: полиуретановые лаки в торговле из-за двух полиуретановых композитов, входящих в их состав — Desmodur и Desmophen, также называются DD-лаками. Desmophen — это так называемый исходный лак, Desmodur — это добавляемый лак или отвердитель. Основной лак состоит из специальной полиэфирной смолы, отвердитель — из диизоцианата. Свойства полиуретанового лака можно менять в широких пределах, его можно делать как твердым, так и эластичным, высыхание может происходить как физически, так и химически или с образованием поперечных связей при окислении (рис. 5.14). К основному лаку можно подмешать краситель.
Полиуретановые лакокрасочные материалы
.---------------------—..............Г , ----------------------.
Однокомпонентные лаки
PUR-лаки с физическим отверждением
I
Двухкомпонентные лаки
Специальные формы PUR-лаков
• окислительно высыхающие при комнатной температуре (возможны температуры до 80°С)
• затвердевающие под влиянием влажности при комнатной температуре
• смеси, затвердевающие под влиянием влажности при комнатной температуре
• нереактивные, термопластичные полиуретаны, высыхающие при комнатной температуре (возможны температуры до 130°С); система на основе растворителя
• полиуретановые дисперсии, высыхающие при комнатной температуре; система на водяной основе
• образование полиуретана при отверждении при комнатной температуре, (возможны температуры до 130°С); система на основе растворителя
• образование полиуретана при отверждении при комнатной температуре, (возможны температуры до 130°С); система на водяной основе
• акрилат-РиК-лаки. Высыхающие физически или отверждаемые химически, качественные полноценные комбилаки
• PUR-лаки УФ-отвержде-ния. Они содержат так называемые фотоини-циаторы, которые делают возможным отверждение с помощью УФ-лучей.
Рис. 5.14. Классификация полиуретановых лакокрасочных материалов
Обработка лаками: полиуретановые лакокрасочные материалы можно наносить всеми способами и методами, применяемыми для лакокрасочных покрытий, так как срок годности после приготовления может составлять от нескольких минут до восьми дней. Количество наносимого лака в зависимости от требуемой толщины пленки составляет от 80 до 400 г/м2. За один раз по возможности не должно наноситься более 120 г/м2 лака, чтобы он мог растекаться без пузырьков.
mi<s^GRQUP
www.edisgroup. u
Содержание сухого остатка лежит в пределах от 30 до 50% (иногда 80%). При грунтовании оно должно быть небольшим, при промежуточном и укрывистом лакировании — значительным. Как правило, толщина пленки составляет от 40 до 100 мкм, в особых случаях и более 100 мкм.
Для безупречного отверждения матовых или высокоглянцевых лаковых слоев необходимо соблюдение особых условий работы с таким типом лакокрасочного покрытия:
• температура в рабочем помещении не должна быть ниже 20°С. При температуре в помещении, равной 20°С, лаковая пленка через 1—7 часов становится пылесухой, в том числе через 2 часа ее можно шлифовать, после 6—24 часов затвердевает насквозь, а после 2—3 дней поверхность можно нагружать;
• PUR-лаки желтеют, когда их наносят на поверхность, которая была отбелена перекисью водорода. В таком случае полиуретановый лак должен быть защищен подходящей изолирующей или защитной грунтовкой;
• различные типы PUR-лаков в качестве защитной или изолирующей грунтовки могут защищать от веществ, содержащихся в древесине, которые мешают отверждению промежуточной или укрывистой лакировки. Однако PUR-лаки не пригодны для масляных пород древесины (например, тик) или промасленных поверхностей, в таком случае происходит образование серой вуали;
• при обработке необходимо выдерживать предписанную влажность воздуха и древесины.
Свойства лаковой пленки
Лаковая пленка, которая также хорошо прилипает к загрязненной грунтовке, может быть и твердой, и эластичной. Она имеет высокое сопротивление износу и химическую устойчивость, труд-новоспламеняема. Полиуретановые лаки в зависимости от типа отвердителя имеют очень хорошую степень светостойкости. Прозрачные PUR-лаки не пригодны для обработки поверхностей, подвергающихся погодному воздействию.
Полиуретановые лаки благодаря своим свойствам применяются там, где часто требуется высокая нагрузочная способность и устойчивость к влаге, например для полов и лестниц, для школьной, лабораторной, кухонной мебели и мебели для ванных комнат, а также для торгового оборудования.
5.5.2.3. Полиэфирные лаки (UP-лаки)
Строение лаков: ненасыщенные полиэфирные лаки состоят из нескольких компонентов: основного лака (полиэфирная смола или полистирол), отвердителя (пероксидные соединения), ускорителей (кобальтовые соединения), парафина или воска (защита от доступа кислорода), стабилизаторов, красителей, а также растворителей и разбавителей.
Опасность отдельных компонентов требует точного соблюдения требований по технике безопасности на рабочем месте и использованию персональных средств защиты.
Принцип химически сложного процесса отвердения показан на рис. 5.15.
gpi<^^GRQUP
www.edisgroup.ru
5.5. Лакокрасочные покрытия и работа с ними
Обработка лаками: полиэфирные лаки наносятся распылением, методом налива и вальцевания. Количество лака для нанесения определяется в соответствии с требованиями, предъявляемыми к поверхности. Количество лака для нанесения лежит в пределах от 300 до 800 г/м2, для поверхностей с открытыми порами оно несколько меньше. Толщина пленки высокоглянцевых лаков от 300 до 500 мкм, для матовых поверхностей — от 20 до 50 мкм. Как правило, общее количество полиэфирного лака наносится за один рабочий ход. Если необходимо нанести два слоя, то второй наносят только спустя 10—30 минут, когда первый слой начнет застывать. На небольших предприятиях лак смешивается с отвердителем непосредственно перед обработкой (так называемый метод примешивания) и затем распыляется или наносится способом ручного литья. Для распыления лак необходимо разбавить.
• Распыление на двухкомпонентных распылительных установках: работают с форсункой диаметром от 1,5 до 2 мм при давлении распыления от 1,5 до 2 бар (см. также 5.7.1.7).
• Нанесение лака методом налива с использованием двух головок: первая головка наносит смешанный с отвердителем основной лак, вторая головка - основной лак, смешанный с ускорителем. Работают «мокрым» по «мокрому» (см. рис. 5.17).
• Метод реакционной грунтовки или контактной грунтовки: первая литьевая головка наносит смешанную с отвердителем (пероксидом) грунтовку в количестве от 80 до 100 г/м2, вторая литьевая головка наносит смешанный с ускорителем основной лак. Слой грунтовки может также состоять из нитроцеллюлозы. При таком способе полиэфирный лак наносят на грунтовку спустя время сушки, которое составляет 2-3 часа. Отверждение происходит преимущественно от реакционной грунтовки (см. рис. 5.18).
• Нанесение лака методом вальцевания: отверждаемые УФ-лучами полиэфирные паки для открытопористого лакирования не содержат парафина, но имеют высокое содержание сухого остатка. Как правило, эти лаки наносят на плоское обрабатываемое изделие методом вальцевания.
Если отверждение полиэфирного лака происходит при комнатной температуре, то по прошествии времени сушки (от 12 до 24 часов) поверхность можно шлифовать и полировать до блеска. Специальные методы сушки (сушка облучением) делают возможной дальнейшую обработку спустя время сушки, составляющее от нескольких секунд до нескольких минут, в случае, если применяются отверждаемые ультрафиолетом полиэфирные лаки.
ftmw^GRQUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
Рис. 5.17. Метод налива с использованием двух головок
Рис. 5.18. Метод реакционной грунтовки
Рис. 5.16. Метод примешивания
При работе с полиэфирными лаками следует соблюдать следующие правила
• Смешанный с отвердителем лак имеет срок годности лишь от 30 до 60 минут.
• Непосредственного подмешивания отвердителя и ускорителя в любом случае следует избегать, так как оба компонента активно реагируют друг с другом при выделении тепла (создают опасность для здоровья и глаз).
• Рабочие помещения, обрабатываемые изделия и лаки во время лакирования должны иметь температуру примерно от 20 до 25°С. Иначе это приводит к помехам при высыхании и образованию пузырьков в лаковой пленке.
• Влажность древесины должна составлять 8-12%. Для более сухой или влажной древесины прочность прилипания лака недостаточна. Также это может способствовать короблению и перекашиванию древесины.
• Применение мочевиноформальдегидных клеев для фанерования не вызывает помех к прилипанию UP-лаков. Контактные клеи при прямом контакте с полиэфирным лаком препятствуют его отверждению.
• Для того чтобы достичь достаточного механического закрепления полиэфирного лака в поверхность древесины, необходимо провести шлифование древесины шлифовальным средством с зернистостью 150 или 120.
• Полиэфирные лаки в незатвердевшем состоянии очень чувствительны против посторонних примесей. Поэтому поверхность древесины должна не только быть сухой, но и не содержать следов масла, жира, воска, пыли и загрязнений. Можно применять только полиэфирные морилки в предписанных концентрациях. Для отбеливания подходит перекись водорода.
• Для некоторых пород типа макассар, палисандр, тик, а также для корневого свилеватого шпона из-за содержащихся в древесине веществ необходимо накладывать на древесину слой защитной грунтовки.
• В распылительных камерах нельзя одновременно проводить обработку нитроцеллюлозными и полиэфирными лаками, так как в этом случае нитроцеллюлозные лаки могут самовоспламениться.
• При распылении лака в воздухе, подающемся под давлением в краскопульт, не должно быть воды или масла, чтобы в обрабатываемой лаком поверхности не возникали углубления и ямки.
• Поверхности во время обработки лакокрасочными материалами и их отвердевания должны лежать горизонтально, чтобы толщина пленки везде была одинаковой, а слой парафина мог растечься равномерно. Нанесение лакокрасочных материалов на вертикальные поверхности или лежащие поверхности с закруглениями возможно только при помощи специальных полиэфирных лаков, так называемых тиксотропных1 полиэфирных лаков.
• Покрытые полиэфирным лаком поверхности нельзя трогать в течение шести часов, иначе место касания сильно западет, и это потребует большого объема шлифовальных работ.
• Шлифование и полирование покрытых полиэфирным лаком поверхностей можно проводить только после полного отвердения, так как недостаточно просохнувшая поверхность может быть оторвана от поверхности древесины или грунтовки. В таком случае говорят, что лак «смазался».
1 Тиксотропные лаки (греч. Thixotrop) — гели, которые при встряхивании или перемешивании ненадолго разжижаются. Гель — производное слово от слова «желатин».
miStdGROUP
www.edisgroup.ru
5.5. Лакокрасочные покрытия и работа с ними
Свойства лаковой пленки
• Полиэфирные лаки применяют в основном для изготовления высокоглянцевых поверхностей для внутренней отделки. Полированный лаковый слой является прозрачным, твердым, хрупким и устойчивым к появлению царапин.
• Высокая устойчивость против влажности, химикатов, света и тепла (примерно до 80°С).
• Слои UP-лака имеют относительно низкую прочность прилипания, восприимчивы к ударам и не подходят для обработки поверхностей, подвергающихся погодному воздействию.
5.5.3. Физически высыхающие лакокрасочные покрытия
Физически высыхающие лакокрасочные покрытия состоят из различных компонентов, которые не вступают между собой в химическую реакцию. При высыхании испаряются растворители и разбавители, а нелетучие компоненты остаются в виде лаковой пленки на поверхности древесины.
5.5.3.1. Нитроцеллюлозный лак (CN-лак)
Строение лаков: нитроцеллюлозный лак, также обозначаемый как NC- или CN-лак, состоит из целого ряда компонентов. Нитрат целлюлозы является основным компонентом и связующим веществом. В зависимости от содержания азота различают A-тип (спирторастворимый) и Е-тип (растворимый сложными эфирами). Спирторастворимый нитрат целлюлозы образует связующее вещество для политур и матирования, растворимый сложными эфирами — для пигментированных лаков (эмалей). Дополнительным компонентом в качестве связующего вещества является алкидная смола. Другими компонентами являются размягчители, матирующие средства, светостабилизаторы, растворители и разбавители. CN-лаки, как правило, имеют хорошую совместимость с другими лаками.
Изготовление сырья для лака
Целлюлоза -|- 1 £
Нитрат А-тип, спирторастворимый (прозрачный лак)
целлюлозы <'*^ Е-тип, растворимый сложными эфирами (пигментированный лак)
Приготовление раствора для использования
Нитрат целлюлозы
-|- Растворитель
Присадки + другие связующие вещества
Разбавитель
Готовый употреблению нитроцеллюлозный лак
Обработка лаком
Готовый к употреблению нитроцеллю лозный лак
Растворитель и разбавитель испаряются
ГНанесение лака
Частички лака ложатся плотно друг к другу
Готовая поверхность (не требуется никакой дополнительной обработки)
Поверхность требует дальнейшей обработки (шлифование, полирование)
® •=. ° о" оч ° О ° в» “
У//7Я7ЛПГ/
Рис. 5.19. Строение нитроцеллюлозных лаков (принцип)
Обработка лаком: нитроцеллюлозные лаки наносят при температуре не ниже +15°С обычными методами нанесения, на небольших предприятиях — как правило, методом распыления. Повышенная влажность воздуха может привести к тому, что лаковая пленка становится белой.
KOIS^GROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
• Для распыления используют форсунку диаметром от 1,5 до 1,8 мм. Давление распыления — от 2,5 до 3 бар.
• При грунтовании не следует наносить лака больше, чем 200 г/м2, так как иначе это ведет к помутнению грунтовочного слоя и вуалированию цвета и структуры древесины.
• Грунтовка после высыхания при комнатной температуре может шлифоваться уже через 20—30 минут.
• Температура высыхания для большинства нитроцеллюлозных лаков не должна превышать 45°С, так как эти лаки являются легко воспламеняемыми. При использовании этих лаков в основном действует правило: чем меньше наносимое количество материала и чем больше температура высыхания, тем короче время сушки.
Свойства лаковой пленки
• Лаковая ппенка высыхает быстро, имеет относительно высокую твердость.
• Склонность к пожелтению и огнеопасность лаковой пленки достаточно высокие.
• Лак мало устойчив к воздействию химикатов, влажности и тепла, устойчивость против царапин и истирания также незначительна.
• Нитроцеллюлозные лаки благодаря возможности их последующего улучшения особенно хорошо применимы для внутренней отделки и малонагруженных мебельных поверхностей. Для нанесения покрытий на подверженные погодным воздействиям поверхности пригодны только нитроцеллюлозные комби-лаки.
5.5.3.2. Алкидные лаки (АК-лаки)
Строение лака: алкидные лаки — это полиэфирные смолы, модифицированные маслами или кислотами жирного ряда или другими компонентами (в том числе и карбоновыми кислотами). В зависимости от модификации алкидные лаки высыхают физически, при окислении или химически. Затвердевающие вследствие химических или окислительных реакций АК-лаки могут выносить значительно более высокую нагрузку, чем системы, сохнущие только за счет испарения растворителей и разбавителей. Недостатком масел является относительно долгое время сушки.
Некоторые алкидные смолы являются водорастворимыми системами, другие растворяются алифатическими растворителями.
Алкидные смолы могут содержать добавки, например сиккатив (ускоряющее сушку вещество) и пигменты. Кроме этого, для улучшения определенных свойств пленки алкидной смолы АК-лаки часто смешиваются с другими лаками и веществами. Добавление некоторых веществ приводит к определенным реакциям:
• нитрат целлюлозы
• эпоксидная смола
• уретан
• силикон
• полиамид
улучшается начальная стадия сушки и прочность прилипания,
улучшается прочность прилипания и устойчивость к химическим воздействиям,
улучшается устойчивость к химическим воздействиям, к воде и износу,
улучшается теплостойкость и устойчивость против атмосферных влияний,
улучшается устойчивость влажной пленки.
EPISFlGROUP
www.edisgroup.ru
5.5. Лакокрасочные покрытия и работа с ними
Дикарбоновая кислота
Спирт
Полиэфир
Алкидная смола
Олеиновая кислота или кислота жирного ряда
Другие компоненты, например эпоксид уретан
Отвердители для химически отверждаемых алкидных смол
Модифицированная алкидная смола
Высыхание, окисление или отвердение
Рис. 5.20. Строение алкидной смолы
Обработка лаком: алкидные лаки наносятся кистью, распылением, окунанием, методом струйного облива и налива, на небольших предприятиях в основном распылением, реже кистью (окна).
Распыление производится форсункой маленького диаметра при давлении около 5 бар. Наносимое количество лежит в пределах от 70 до 500 г/м2, толщина пленки — от 30 до 120 мкм. Свойства растекаемости лака достаточно хорошие, то есть свежее нанесенный лак стекается хорошо.
Нижняя допустимая температура, при которой возможна обработка алкидным лаком, — 8°С. При более холодном грунтовочном слое у водорастворимых лаков возможно появление белого налета.
Время сушки в зависимости от толщины слоя и состава лака составляет от 1 до 48 часов. Высыхающий на воздухе лак (сушка лака при комнатной температуре) не должен наноситься слишком толстыми слоями, чтобы слои могли хорошо просохнуть под образующейся в первую очередь тонкой верхней пленкой. Слои отверждаемых теплом лаков, так называемых лаков горячей (печной) сушки, напротив, могут быть толстыми, здесь температура сушки может лежать в интервале от 120 до 180°С. Устойчивость отверждаемых теплом лаков выше, чем отверждаемых воздухом.
Свойства лаковой пленки
• Хорошие свойства растекаемости лака делают излишней конечную обработку.
• Из-за многочисленных различий в строении и составе лака возможно получение лаковых пленок с очень разными свойствами. Благодаря выгодным свойствам лак применяют для обработки полов, паркета, лестниц, окон и облицовки фасадов, внутренних и наружных дверей, мебели для кухни, ванной комнаты и сада.
• Алкидные лаки хорошо прилипают к грунтовке.
• Для нанесения на подверженную атмосферным воздействиям поверхность пригодны только пигментированные лаки.
• Недостатки лаковой пленки: относительно низкая устойчивость к химическим воздействиям (особенно против веществ, оказывающих щелочное действие), постепенно развивающееся пожелтение и появление хрупкости, а также потеря блеска (связанное с мелением).
5.5.3.3. Акриловые лаки (АС-лаки)
Строение лака: акриловая смола получается полимеризацией мономера акрила СН2=СН-СООН. Эти термопластичные, нитевидной формы молекулы могут при встраивании других молекул образовывать различные функциональные группы. Таким образом, в зависимости от своего молекулярного состава АС-лаки могут быть физически отверждаемыми, отверждаться воздухом или теплом или образовывать поперечные связи. В акриловых лаках, не образующих поперечных свя
rrwMwaGROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
зей, отсутствуют функциональные группы, эти пигментированные или непигмен-тированные лаки имеют долю сухого остатка от 40 до 60% и наносятся как чистые пленкообразователи. Растворителями для АС-лаков служат алифаты, для водорастворимых систем — вода.
По своему строению лаки можно классифицировать:
• на не образующие поперечных связей акриловые лаки со степенью блеска от высокоглянцевых до матовых,
• отверждаемые посторонними отвердителями акриловые лаки, как однокомпонентная или двухкомпонентная система,
• водяные однокомпонентные лаки (так называемые водяные лаки); эти системы образуют пленку физическим способом, частично дополнительно оксидационно или также с последующим образованием поперечных связей,
• водяные двухкомпонентные лаки; в основном эти лаки дополнительно содержат разбавляемые водой полимеризующие смолы, так называемые сшивающие компоненты, например меламиновую смолу,
• отверждаемые облучением лаки с высоким сухим остатком на основе акриловой смолы. Они загрязняют окружающую среду.
Обработка лаком: проводится так же, как и алкидными лаками (см. 5.5.3.2).
Свойства лаковой пленки
• лаковая пленка хорошо прилипает к поверхности, твердая, но, несмотря на это, гибкая;
• лаковая пленка имеет высокую устойчивость к воде и щелочам;
• лак даже при наружном применении часто мало восприимчив к пожелтению, возникновению хрупкости и устойчив против потерь блеска.
..........— Поверхность лака Поверхность лака —► т-т.—,-т-г—тт
7777777777 >77/7777777
Увеличение неровности поверхности или уменьшение степени блеска ▲ ▲ ▲ ▲ Ж. Ж
Высокоглянцевый Полуглянцевый Шелковисто-глянцевый Шелковисто-матовый Полуматовый Матовый
RMW90 RMW 76-90 RMW 45-65 RMW 25-45 RMW10-25 RMW0-10
Лаковая пленка кажется тем более блестящей, чем более гладкая поверхность
Высокоглянцевую поверхность получают
• специально подготовленным лаком с высоким сухим остатком (глянцлак), который наносится в максимально очищенном от пыли помещении. Полирование не нужно;
• с помощью полирования поверхностей, которые были обработаны лакированием с закрытыми порами.
Принцип измерения степени блеска
При измерении степени блеска испускаемое источником количество света сравнивается с количеством света, полученным фотоячейками. Величина степени блеска (RMW) слоя лака в зависимости от его гладкости или неровности поверхности измеряется в пределах от 0 до 100. При матовой поверхности падающий на лаковую поверхность свет диффузионно рассеивается, и на фотоячейку попадает малое количество света, числовое значение низкое.
Лаковая пленка кажется тем более матовой, чем сильнее и равномернее неровности поверхности
Матовую поверхность получают
• с помощью лака, с добавлением матирующего средства (матовый лак), которое вызывает микроскопические неровности;
• тем, что поверхности, обработанные лакированием с закрытыми порами, делают неровными с помощью шлифования (шлифовальная бумага, стальная шерсть).
а, = угол падения света; ct2= угол отражения света Поверхность является высокоглянцевой при ct, = ct2
Рис. 5.21. Степень блеска лаков
gpisaGROUP
www.edisgroup.ru
5.5. Лакокрасочные покрытия и работа с ними
ОПРЕДЕЛЕНИЕ СТЕПЕНИ БЛЕСКА ЛАКА
Степень блеска лака определяется рефлектомером (рис. 5.21) и классифицируется количественно (DIN 67530 или ISO 2830).
5.5.3.4. Водяной лак
Строение лака: водяные лаки, в торговле известные также как гидро- или аквалаки, это лаки, в которых в качестве растворителя и разбавителя в основном применяется вода. Доля органических растворителей и разбавителей лежит в большинстве случаев в пределах от 3 до 10%. Таким образом, нагрузка на окружающую среду снижается. Водяные лаки классифицируются как содержащие мало вредных веществ.
Связующее вещество этих лаков состоит из искусственных смол, например полиуретановой, полиэфирной, алкидной, акрилатной, молекулы которых содержат гидрофильные молекулярные группы. Эти модифицированные смолы могут растворяться в воде и органических растворителях. Гидрофильные искусственные смолы из-за размера их частиц, равного 10—20 мкм, наносятся как дисперсии, а не как истинный лаковый раствор. Содержание сухого остатка в основном от 30 до 35%, реже около 60%. Толщина мокрого слоя при однократном нанесении от 5 до 100 мкм, толщина сухого слоя при многократном нанесении от 200 до 400 мкм.
Виды отверждения водяных лаков:
• Физическое высыхание
Однокомпонентный лак, например чистая акриловая дисперсия или акрилатполиуретановая дисперсия
> После испарения воды частички связующего вещества образуют лаковую пленку.
• Физико-химическое высыхание или отверждение без добавления отвердителя Например, УФ-водяные лаки или ненасыщенные акриловые
> После испарения воды происходит образование поперечных связей при облучении УФ-лу-чами. Лак твердеет.
• Физико-химическое высыхание или отверждение с добавлением отвердителя Например, двухкомпонентные лаковые системы, полиуретаново-акрилатные дисперсии в соединении с отвердителем
> Отверждение после испарения воды благодаря химической реакции со сшивающим агентом (отвердителем).
Затвердевший лаковый слой более не растворяется водой.
gnisiaGROUP
www.edisgroup.ru
Растворение
Эмульгирование
Диспергирование Нанесение и высыхание
Рис. 5.22. Дисперсия на основе искусственной смолы
Обработка лаком
• Водяные лаки наносятся в принципе теми же способами, что и другие лаки. Особенно часто используют распыление, нанесение кистью и вальцевание.
• При высыхании следует учитывать, что время сушки несколько увеличивается из-за медленного испарения или улетучивания воды (летучесть 80). Время сушки очень сильно зависит от влажности, температуры и скорости движения воздуха в рабочем помещении. При лакировании действует принцип: чем толще нанесенный слой, тем дольше он сохнет. Водяные лаки при комнатной температуре (от 18 до 20°С) и влажности воздуха <65% через 10—15 минут становятся пылесухими, а спустя 60 минут их можно подвергать промежуточному шлифованию.
• Наличие воды в веществе при грунтовании ведет к образованию неровностей на поверхности. С помощью промежуточного шлифования слоя грунтовки неровности снова убираются. Образование неровностей является также и преимуществом — оно улучшает сцепление водяного лака и грунтовки.
• После нанесения дисперсия является молочно-мутной. Только при высыхании образуется прозрачная и бесцветная пленка. Прозрачность темной от природы древесины или обработанных темной морилкой поверхностей при отсутствии защитного слоя может быть замутнена из-за образования серой вуали.
• При использовании воды в качестве растворителя и разбавителя снижаются требования техники безопасности на рабочем месте, например становится ненужной защита от взрыва.
Особенности подготовки поверхности:
• Водяной лак прилипает благодаря своей полярности хорошо, но для этого обрабатываемая поверхность должна быть отшлифована (зернистость 180 до 220). Это шлифование необходимо как для поверхности из древесины, так и для слоя грунтовки или промежуточного лакового слоя.
• Если водяной лак применяется в качестве грунтовки или промежуточного покрытия, то его можно шлифовать примерно через 60 минут. Шлифовальную пыль необходимо удалить неворсистой влажной салфеткой. Для улучшения сцепления между отдельными слоями пака необходимо наносить следующий слой лака сразу после промежуточного шлифования.
• Окрашивающие морилки на водяной основе с растворенными красителями непригодны для обработки поверхности, так как они линяют при нанесении лака. Следует использовать окрашивающие морилки на пигментной основе (пигментные морилки).
mB<S^GROUP
www.edisgroup.ru
5.5. Лакокрасочные покрытия и работа с ними
• Водяной лак растворяет древесинные вещества, растворимые в воде, то есть древесина линяет. При бесцветном лакировании это не представляет проблем. При цветном лакировании в качестве защиты необходимо в достаточном количестве наносить слой двухкомпонентной системы (также на водяной основе).
• Водяные лаки из-за размера своих частиц не «оживляют» древесину совсем или «оживляют» очень мало. Если древесину желательно «оживить», то ее нужно либо обработать морилкой, либо соответствующим образом окрасить лак.
Особенности технического оборудования:
• Все приборы и части приборов, которые контактируют с водяным лаком, должны быть коррозионностойкими, изготовленными из нержавеющей стали или никелированными.
• Загрязнение приточного воздуха и краскопульта ведет к образованию углублений. Некоторые устройства для нанесения можно промывать водой, некоторые - ацетоном и другими органическими растворителями.
• Диаметр форсунки и размер ячеек фильтра должны выбираться в соответствии с толщиной материала и вязкостью лака, а также в соответствии с обрабатываемым объектом.
• При нанесении лака температура, влажность воздуха и скорость удаления отработанного воздуха в рабочем помещении должны соответствовать типу наносимого материала.
Скорость удаления отработанного воздуха и температура не должны быть слишком высокими, а влажность - слишком низкой.
Сухое пылеулавливание улавливает находящиеся в воздухе помещения частички лака в легко заменяемые фильтры, которые находятся в расположенных в полу колосниковых решетках.
Помещение для работы с водяными лаками
Приток воздуха сверху посредством вертикальных воздушных потоков над рабочим местом или над обрабатываемым изделием в направлении всасывающих отверстий в полу обеспечивает состояние, при котором в рабочем помещении или на только что обработанных поверхностях не оседает распыленный туман.
Удаление отработанного воздуха через всасывающие отверстия в полу поддерживает вертикальные воздушные потоки.
Удаление отработанного воздуха через всасывающие отверстия в полу является очень благоприятным для нанесения лакокрасочных покрытий на поверхности различной площади.
Свойства лаковой пленки: лаковая пленка имеет высокую устойчивость к механическим и химическим нагрузкам. Как правило, является светостойкой и устойчивой к воздействию растворителей. Прилипание, эластичность и твердость (сопротивление истиранию) - хорошие и очень хорошие. С помощью обработки водяным лаком нельзя получить высокоглянцевую поверхность.
Пигментированные водяные лаки имеют хорошую устойчивость против атмосферных воздействий, а прозрачные системы не пригодны для наружного применения. Для изделий, подвергающихся очень высоким нагрузкам, например столешниц, получаются очень хорошие поверхности, если водяной лак используют в качестве грунтовки, а покрывное лакирование производят лаком, который предназначен для высоких нагрузок, например полиуретановым.
5.5.3.5. Лазури
Строение лазурей: лазури — это прозрачные, просвечивающие или пигментированный лакокрасочные материалы, которые либо бесцветны, либо изменяют цвет древесины, но при этом структура древесины и ее рисунок еще видимы. Содержащиеся в лазури пигменты защищают древесину от УФ-излучения или потемнения окраски, а содержащиеся в некоторых видах лазури средства защиты предотвращают поражение древесины грибами и насекомыми.
edir^GROUP
www.edisgroup.ru
Состоящие из восковых лазурей лакокрасочные покрытия отталкивают воду и являются эластичными, однако, как правило, делают последующую обработку древесины невозможной.
Лазури — это лакокрасочные покрытия, которые содержат связующее вещество, чаще всего на основе алкидных смол, высыхающих в результате окислитель-но-полимеризационных процессов. Возрастающее значение приобретают разбавляемые водой акрилаты, то есть имеются лазури, которые разбавляются водой или растворителем. Водорастворимые лазури можно назвать также лазурями-дисперсиями. Содержание сухого остатка от 20 до 40% часто приводит к тому, что при однократном нанесении образуется лишь тонкая пленка покрытия, которая при наружном применении отталкивает капли воды (дождевую воду), но пропускает водяные пары. Соответствующие тонкослойные покрытия-лазури поэтому обозначаются как «открытопористые покрытия», «дышащие», то есть пропускающие воздух, покрытия и как «вентилируемые» покрытия. Однако при нанесении только тонкой пленки древесина будет впитывать влагу в форме водяных паров и отдавать ее снова, а соответствующие строительные конструкции, например окна и двери, будут иметь по этой причине непостоянные размеры, они будут работать. Различают пропиточные лазури и лаковые лазури.
Пропиточные лазури, так называемые тонкослойные или защищающие древесину лазури, -это, как правило, маловязкие лазури с относительно низким содержанием сухого остатка. Способность проникновения этих лазурей в древесину хорошая, они проникают в древесину на глубину от 1 до 3 мм, поэтому средство защиты древесины находится в древесине, а не только на поверхности. Слой сухой пленки после трехкратного нанесения лазурей имеет толщину от 15 до 25 мкм, поэтому пленочный слой не является закрытым. Несмотря на то что поверхность отталкивает воду, строительная конструкция продолжает работать. Повторная обработка поверхности требуется в большинстве случаев через 1-2 года.
Лаковые лазури, так называемые толстослойные лазури, - это высоковязкие лазури с высоким содержанием сухого остатка. Толщина сухой пленки при трехкратном нанесении может достигать 60 мкм, для предотвращения работы деталей требуется толщина слоя минимум 60 мкм. Пленка покрытия таких лазурей разлагается под воздействием погоды относительно медленно, повторная обработка требуется по прошествии срока до 5 лет.
Обработка лазурями: лазури, как правило, наносятся кистью. Наряду с распылением, прежде всего для новых окон, используется метод окунания. Наносят два или три слоя с промежуточной сушкой в течение времени от нескольких часов до нескольких дней. При этом максимальное содержание влаги в древесине
Изнутри
Водяной пар
Лакокрасочное покрытие по возможности «закрытое» (паронепроницаемое)
Снаружи
Капающая
Лакокрасочное покрытие по возможности «открытое», но непроницаемое для капельной воды
(дождевая вода)
В середине года водяные пары диффундируют из внутренних помещений здания наружу, если они не могут улетучиться наружу посредством вентиляции.
Внутренний слой лакокрасочного покрытия должен иметь более высокую паронепроницаемость, чем наружный для того, чтобы проникшие внутрь древесины или конструкции водяные пары могли испаряться наружу.
Водяные пары должны иметь возможность проходить через наружный слой лакокрасочного покрытия, одновременно это покрытие должно быть настолько закрытым, чтобы капающая вода не могла проникнуть сквозь него.
Посредством нанесения нескольких так называемых открытопористых слоев лакокрасочного покрытия получают более толстый слой покрытия и тем самым снижают паропроницае-мость. Полное перекрытие проницаемости пара скажется на том, что покрытие снаружи будет пузырями отрываться от поверхности нанесения, а находящаяся под ним древесина будет поражаться грибами.
Рис. 5.23. Лакокрасочное покрытие и водяной пар
www.edssgroup.ru
5.5. Лакокрасочные покрытия и работа с ними
для хвойных и тропических лиственных пород не должно превышать 15%, для европейских лиственных пород —12%.
Свойства лазурной пленки: лакокрасочное покрытие в зависимости от его толщины является более или менее паропроницаемым. Пропиточные лазури вызывают минимальные внутренние напряжения или не вызывают их вовсе, поэтому они не образуют пузырей, не растрескиваются и не откалываются.
Степень блеска поверхности от матовой до шелковисто-матовой. Прилипание, эластичность, твердость, устойчивость к истиранию и против химикатов достаточно высокие. Лазури используются для внутренней и наружной отделки. Покрытые лазурями поверхности мебели, как правило, не соответствуют эстетическим требованиям.
5.5.4. Масла и олифы
Масла и олифы состоят из натуральных веществ. Оба средства для покрытий высыхают с участием физико-химических процессов, или окислительной полимеризации. Ряд масел (например, льняное, древесное, соевое, подсолнечное или касторовое масло) служат в модифицированной форме в качестве связующего вещества, особенно для масляных или алкидных лаков или лакокрасочных покрытий. Различные масла применяют непосредственно для нанесения покрытий.
ЧИСТЫЕ МАСЛА
Строение масел: тиковое масло, получаемое из семян тикового дерева, и льняное масло, получаемое из семян льна, применяются для обработки поверхности без других добавок. Эти масла после нанесения окисляются кислородом, содержащимся в воздухе, и затвердевают самое раннее через несколько дней.
Обработка маслами: масла можно втирать в холодном или нагретом виде льняной или трикотажной салфеткой в мореную или необработанную сухую древесину. Масляный слой сохнет изнутри наружу, поэтому масло можно наносить только тонкими слоями. При этом предыдущий слой должен полностью высохнуть перед нанесением последующего слоя. Затвердевание ускоряется с помощью света и тепла и замедляется холодом и влажностью.
Свойства обработанной маслом поверхности: древесина «оживляется» маслом, натуральный тон древесины при этом становится несколько темнее. Масляная пленка твердая и эластичная, ее можно покрывать физически сохнущими матовыми лаками, но она мало устойчива к нагрузкам и, кроме того, восприимчива к пыли. При воздействии воды масляная пленка разбухает, при отсутствии света - желтеет. Щелочи, например нашатырный спирт и раствор едкого натра, вызывают омыливание масляной пленки. Поэтому масляное покрытие можно применять только для малонагруженных поверхностей, которые, как правило, состоят из массивной древесины. Маспяные поверхности необходимо время от времени обновлять.
ТВЕРДЫЕ МАСЛА
Строение твердых масел: твердые масла, также называемые натуральными твер-домасляными пропиточными лазурями и грунтовочными маслами, состоят из смеси различных масел, растворенных натуральной смолой и восками. Такое средство для нанесения покрытий может состоять из льняного или древесного масла, масла из кожуры лимона, скипидара, древесной смолы, пчелиного воска, спирта, а также сиккативов, заполнителей и усилителей. Поэтому твердые масла являются воспламеняемыми.
EPIS^GROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
Обработка твердыми маслами: хорошо перемешанное твердое масло наносится кистью на отшлифованную, высушенную, чистую и очищенную от жира поверхность. Излишки убираются. Расход при нанесении составляет при нормально впитывающей поверхности около 0,05 л/м2. После промежуточного высыхания поверхность слегка шлифуют, потом наносят следующий слой. После достижения конечной твердости, то есть через 2—3 дня, поверхность можно дополнительно покрыть воском.
В нормальном климате время высыхания до пылесухого состояния составляет от 8 до 10 часов, до шлифования — от 18 до 24 часов. При низкой температуре и высокой влажности время сушки увеличивается.
Твердые масла являются горючими, поэтому на рабочем месте не должно быть источников открытого пламени. Для пропитанных твердыми маслами тряпок и салфеток существует опасность самовоспламенения. Поэтому такие салфетки должны храниться в закрытом, светонепроницаемом, негорючем сосуде.
Свойства обработанной маслом поверхности: при соответствующей толщине нанесения твердые масла действуют как герметик. Поэтому их можно применять для сильно нагруженных поверхностей внутри помещений, например для полов, ступеней лестниц, а также для мебели, выполненной из массива.
ОЛИФЫ
Строение олифы: олифы — это масла, которые благодаря специальным добавкам, тепловой или химической обработке высыхают быстрее, чем чистые и необработанные масла. Для древесины применяют специальное льняное масло с добавкой 2—5% так называемых сиккативов, то есть веществ, ускоряющих высыхание или ускорителей. Сиккативы — это соединения металлов, например кобальта, свинца, марганца с кислотами. Сиккативы, добавляющиеся в олифу уже при производстве средства для покрытия, ускоряют расщепление двойных связей и присоединение кислорода к маслу и тем самым вызывают его отверждение. Отверждение слоя олифы происходит в течение 12—24 часов.
Обработка олифами: в отличие от масел олифы наносятся с помощью салфетки в холодном состоянии, чтобы особенно для смолянистой древесины не происходило увеличения времени сушки. При работе с олифой всегда наносят только тонкие слои.
Требуемая для нанесения вязкость может быть получена с помощью скипидара или уайтспирита. Если к льняной олифе при нанесении последнего слоя добавить от 10 до 20% штандоля, то это улучшит водостойкость поверхности. Штан-доль — это льняное масло, молекулы которого благодаря длительному нагреву при высоких температурах были полемеризованы.
Пропитанные олифой салфетки могут самовоспламениться. Поэтому сразу после использования их необходимо сжигать или хранить в плотно закрытых сосудах.
Свойства обработанных олифой поверхностей: слой олифы не растворяется водой, но разбухает при этом. Лаки с сильным растворителем растворяют спой олифы, щелочи вызывают омыпивание. Поверхность древесины «оживляется». При воздействии света поверхность желтеет, особенно тогда, когда сиккатив содержит марганец. Олифы применяются, как правило, для наружной обработки древесины.
wmraGRoup
www.edisgroup.ru
5.5. Лакокрасочные покрытия и работа с ними
5.5.5. Восковые покрытия
Строение восковых покрытий: натуральные или искусственные воски плавятся на водяной бане или растворяются растворителем (табл. 5.14). Вязкость и обрабатываемость восковых растворов особенно зависят от растворителя и температуры нанесения. Возможно подкрашивание воска.
Таблица 5.14. Обзор восковых покрытий
Тип воска Происхождение Температура плавления, °C Цвет Растворитель Омыпивание Применение
Пчелиный воск (мягкий воск) Животное (пчелы) 62-66 Светло-желтый до коричневокрасного Скипидар Да Воск для древесины, также содержится в матовых лаках и матолеине
Карнаубский воск (твердый воск) Растительное (восковая пальма) 80-90 Серо-коричневый, желтоватый Диэтиловый эфир, спирт Частичное Восковые эмульсии, также содержится в мастике для натирки полов
Парафиновые воски (синтетически измененный продукт) Растительное (бурый уголь, минеральное масло) 50-75 От белого до желтого Бензин, скипидар Нет Как синтетически измененный продукт, более высокая выносливость, чем у натуральных восков
Горный воск, озокерит (синтетически измененный продукт) Растительное (бурый уголь) 75-85 Темно-или светло-коричневый Бензол (бензол классифицируется как очень вредный для здоровья) Частичное Содержится в искусственных восках
Очищенный горный воск (церезин) Минеральное (минерал) 55-86 Желтоватобелый Бензин, скипидар Нет Содержится в восковых протравах и полировальных средствах
Обработка восковыми покрытиями: восковые покрытия наносятся кистью с короткой щетиной или льняной салфеткой. Излишки покрытия удаляются с поверхности сухой тканью. Высохший слой воска приглаживается щеткой из конского волоса или щеткой со среднетвердой искусственной щетиной в направлении волокон древесины, затем натирается льняной, шерстяной или плюшевой салфеткой до тех пор, пока не образуется красивый матовый блеск (шелковистоматовый).
Свойства обработанных воском поверхностей: при нанесении и высыхании воскового раствора древесина становится шероховатой лишь незначительно, эффект «оживления» так же не очень сильный. Восковой слой не является плотно закрытым, он отталкивает воду, но застаивающаяся вода проникает в древесину и вызывает появление водяных пятен. Воски также набухают под воздействием воды (покрываются белым налетом). Кроме этого, слои воска из-за их низкой теплостойкости при нагревании размягчаются, они не устойчивы к появлению царапин и износу, разъедаются растворителями, кислотами и щелочами. Поэтому воски используют для обработки только ненагруженных поверхностей во внутренних помещениях. Нагруженные поверхности легко загрязняются и требуют ухода. Этот уход достаточно прост, он заключается в повторном нанесении воска на поверхность.
5.5.6. Композиции для покрытия из натуральных смол
Строение раствора смолы: для производства лаков, политур и растворов для матирования из натуральных веществ используется целый ряд натуральных смол (табл. 5.15). Различные смолы служат также в качестве связующих веществ для твердых масел (см. 5.5.4).
gDl^FlGROUP
www.edisgroup.ru
Таблица 5.15. Натуральные смолы для различных покрытий
Тип смолы Происхождение Температура плавления, °C Цвет Растворитель Применение
Шеллак Смолянистые выделения лакового черввца; Индия 60-100 Коричнево-желтый до краснокоричневого Спирты В изготовлении мебельных политур, жесткоэластичный
Янтарь Смола доисторических хвойных деревьев, страны Прибалтики 290-385 Светло-желтый до черно-коричневого Различные масла, спирты Для изготовления твердых, темных лаков, например лаков для пола
Копалы Смолы тропических лиственных деревьев, Африка, Юго-Восточная Азия 105-120 (манильский копал) Светло-желтый до темно-коричневого Спирты Для изготовления высокосортных масляных лаков
Даммара Смол тропических лиственных деревьев, Зондские острова Белая даммара 80-90, черная даммара 160-180 От белого до коричневого Углеводороды, ароматические соединения, скипидар Не желтеет, хорошо устойчива к воде
Сандарак Смола кипарисов, Северная Африка 100-130 Светло-желтый Скипидар, спирты Для изготовления спиртовых паков, хрупкая
Бензой Стираксовый кустарник, Таиланд, Индонезия 75-80 Коричневатый Спирты, простой эфир Для производства тонких спиртовых лаков
Канифоль (древесная смола) Смола сосны и ели 65-85 От светло-желтого до коричневого Спирты, скипидар, уайтспирт Сильно желтеет, мягкая и хрупкая, исходный продукт для высокосортных лаков
Обработка смоляными растворами: самой важной композицией для покрытий из натуральных смол является шеллаковый раствор.
Шеллаковый раствор с низкой концентрацией (от 30 до 40%) наносят кистью или полировальным тампоном. После высыхания поверхность слегка шлифуется шлифовальной бумагой. Затем на грунтованные таким образом поверхности с помощью полировального тампона несколько раз наносится концентрированный шеллаковый раствор, смешанный с несколькими каплями полироли. Полируют до тех пор, пока поры не наполнятся, а поверхность не станет полностью закрытой. Окончательная полировка производится свежим тампоном при помощи раствора бензоя. Таким способом удаляются следы масла, и получается высокоглянцевая поверхность.
Другие растворы смол в основном используются как лак, реже как политура или средство для матирования.
Свойства лаковой пленки: поверхностный слой из натуральной смолы в основном менее устойчив к воздействию воды и алкоголя, тепла и царапин, менее твердый и блестящий по сравнению с соответствующим поверхностным слоем из синтетически изготовленных материалов. Композиционные покрытия из натуральных смол почти полностью вытеснены покрытиями из искусственных смол.
ЗАДАНИЯ
1. Объясните различия между физическим высыханием и химическим отверждением композиционных покрытий.
2. Когда речь идет о лаках на основе реакционных смол, что понимают под словами однокомпонентный и двухкомпонентный лак?
3. При лакировании древесины и древесных материалов иногда вместо грунтовки наносят так называемый предохранительный слой. Какие задачи выполняет этот предохранительный слой?
4. Почему покрытые полиэфирными смолами поверхности во время высыхания или отверждения должны быть расположены горизонтально?
FDISUGROUP
www.edisgroup.ru
5.6. Техника обработки поверхности 373
5. Какие преимущества имеет обработка лазурью по сравнению с лакированием?
6. Почему полиэфирные и нитроцеллюлозные лаки не должны наноситься одним и тем же краскопультом?
7. Назовите преимущества и недостатки водяных лаков по сравнению с лаковыми системами на основе растворителя.
5.6. Техника обработки поверхности
Поверхности можно покрывать грунтовкой, матировать, лакировать, полировать, патинировать, подвергать пескоструйной обработке, обрабатывать песком, щеткой, обжигать или тиснить. Покрывание глазурью, маслами, олифами или восками, а также обработка смоляными растворами также относится к технике обработки поверхности.
5.6.1. Грунтование
Грунтование — это первая рабочая операция при обработке поверхности древесины пленкообразующими покрытиями. Грунтовка используется как средство,
улучшающее адгезию, в качестве предохранительного слоя, также называемого изоляционным или защитным грунтом, а также используется как материал-основа для добавок, например для абсорбера УФ-лучей при светозащитном грунтовании, отвердителя при методе реакционного грунтования. Кроме этого, целью грунтования является наполнение и упрочнение наружных клеток древесины, уменьшение впитывающей способности наружного слоя древесины, а также улучшение шлифуемости при промежуточном шлифовании (рис. 5.24).
Благодаря применению улучшающей прилипание грунтовки удается избежать отрывания промежуточного и покрывного лаковых слоев от грунта, в случае если древесину, содержащую проблемные древесные вещества, например палисандр и ироко, покрывают полиэфирным лаком.
Посредством защитного грунта древесные вещества, содержащиеся особенно в древесине экзотических пород, предохраняют от контакта с последующими слоями лака, чтобы их высыхание или отверждение не были нарушены. Кроме этого, при использовании защитного грунта удается избежать неблагоприятного влияния клеев, отбеливателей и протрав на покрывной лак и изменения окраски, которое может произойти при пря-
(толщина слоев не в масштабе)
(J) Вещества, содержащиеся в поверхности-основе и шпоне
(5) Клей из стыков и в местах проступания
(3) Вещества от предварительной обработки, например, средства для отбеливания и протравливания
@ Разбухание и усушка поверхности-основы и шпона
(5) Покрывной лак, например, растворители и разбавители
(6) Шлифование елияет на прилипание
(7) Внешние влияния, например, УФ-излучение, тепло.
Рис. 5.24. Факторы, влияющие на грунтование
cnisUGROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
ф Древесные вещества, содержащиеся в обрабатываемой поверхности, предохраняют от контакта с покрывным лаком
Отверждение покрывного лака происходит без помех
ф Покрывной лак предохраняется от прямого контакта с древесиной или шпоном, их цвет не усиливается
мом контакте реакционного покрывного лака, например кислотно-отверждаемого, с древесиной. Также защитный грунт предохраняет от нежелательного «оживления» древесины при использовании покрывного лака. С другой стороны, связанные с «оживлением» усиление контраста и цвета может быть вызвано самой грунтовкой. Если вызванное грунтовкой «оживление» древесины должно быть подавлено, то в грунтовку добавляют осветляющее средство (рис. 5.25).
Для грунтования применяются в основном те же вещества, что и для промежуточного и покрывного лакирования. В качестве защитного грунта, как правило, используются реакционные лаки, так как они являются нерастворимыми. Для пигментированных кроющих лакокрасочных покрытий наряду с жидкими грунтовками могут также использоваться грунтовочные пленки. Эта пропитанная искусственной смолой бумага наклеивает-
Рис. 5.25. Задача защитного ся на поверхность, а потом на нее наносится ла-грунта кокрасочное покрытие.
Грунтовка наносится кистью, краскопультом, разливочной или вальцовочной лакировальной машиной. Когда грунтованная поверхность высыхает, ее шлифуют шлифовальной бумагой с легким нажимом в направлении волокон. Шлифование производится вручную или на станке, зернистость бумаги — от 200 до 280. Шлифования грунтовки на проход необходимо избегать, так как в этом случае на поверхности образуются пятна.
Конечное шлифование для грунтованных поверхностей, покрытых полиэфирным лаком, а также при лакировании полов и паркета не требуется, так как торчащие вверх маленькие волокна древесины обеспечивают лаку хорошее механическое сцепление с поверхностью древесины.
5.6.2. Матирование и матовое шлифование
Рис. 5.26. Высокоглянцевая поверхность
Под матированием понимают все методы нанесения покрытий для достижения приятного гладкого на ощупь матового эффекта. Наряду с применяемыми все реже тампонными матирующими средствами, так называемыми тампонными матолеинами, существуют матирующие средства для нанесения распылением, вальцеванием и литьевым способом.
Для придания матовости используются матирующие средства на основе нитроцеллюлозы, шеллака, их комбинаций или средства для матирова-
FTMMrtGROUP
www.edisgroup.ru
5.6. Техника обработки поверхности
средство основа
Благодаря всплывшему матирующему средству можно изменить степень блеска
Рис. 5.27. Матово-глянцевая поверхность
ния на основе искусственных смол. Другие композиционные покрытия, также называемые матовыми лаками, содержат в качестве матирующих средств искусственные воски и силикаты (кремневая кислота). Эти матирующие средства образуют неровную поверхность, падающий на нее свет отражается рассеянно (рис. 5.26). С помощью матирующих средств можно изменять степень блеска. Не все лаки можно сделать матовыми. Если матирующее средство добавляется в лак с содержанием сухого остатка от 70% и больше, то эти матовые лаки по причине их высокой вязкости нельзя будет наносить без добавления соответствующим образом увеличенного количества разбавителя. При нанесении матового лака слишком быстрое высыхание или повышенная влажность воздуха может вызвать белесоватость поверхности. Поверхность становится молочно-мутной и выглядит посеревшей.
Покрытые глянцевым, а также полиэфирным лаком поверхности могут быть предварительно отшлифованы шлифовальной бумагой с мелким зерном (зернистость 320 и тоньше). Потом поверхности обрабатывают в направлении волокон стальной шерстью или нетканым искусственным полотном с добавкой шлифовального средства до достижения матового эффекта. Подвергнутые такому матовому шлифованию поверхности при эксплуатации или при наличии нагрузок по причине шлифовальных бороздок более чувствительны, чем покрытые матовым лаком поверхности.
5.6.3. Укрывистое лакирование
Укрывистое лакирование состоит из одного или нескольких слоев, при этом последнее нанесение слоя также обозначают заключительным лакированием. Задачей укрывистого лакирования в основном является устойчивое восприятие механических, химических и климатических воздействий, а также определение внешнего вида посредством степени блеска и цвета и обеспечение соответствующего тактильного ощущения.
С одной стороны можно различать открытопористое прозрачное укрывистое лакирование прозрачным лаком, а также открытопористое окрашивающее укрывистое лакирование пигментированным лаком, с другой стороны — закрытопористое укрывистое лакирование, включая различные методы полировки.
5.6.3.1. Открытопористое укрывистое лакирование
При открытопористом прозрачном укрывистом лакировании производится нанесение прозрачного лака зачастую в один слой на промежуточно шлифованную грунтовку. Если к поверхности не предъявляется никаких повышенных требований, то грунтование необязательно.
FFHCbFJGROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
- Одинарный слой прозрачного лака
-Поверхность-основа
Структура древесины видна без ограничений
--- Окрасочное
покрытие
!-Поверхность-основа
Структура древесины в зависимости от толщины и кроющей способности лакокрасочного покрытия скрыта или мало просматривается
--- Окрасочное
L Поверхность-основа
Прозрачный лак защищает окрасочное покрытие от истирания
Рис. 5.28. Открытопористое укрывистое лакирование
Прозрачное лакирование
_ Полируемый покрывной лак (прозрачный лак)
— Цветной лак
г- Пигментированная грунтовка
Заполнитель ----
пор
Пигментированное лакирование
Рис. 5.29. Закрытопористое укрывистое лакирование
При открытопористом окрашивающем укрыви-стом лакировании один или несколько слоев пигментированного лака наносятся на промежуточно шлифованную грунтовку или промежуточный слой лака. Если поверхность вследствие повышенной доли пигментов становится восприимчивой к износу, то для заключительного лакирования дополнительно используют прозрачный лак (рис. 5.28)
5.6.3.2. Закрытопористое укрывистое лакирование
В зависимости от желаемой степени блеска, от цвета, например прозрачное или окрашивающее, от вида обрабатываемого изделия, например плоское или профилированное, а также от лакового материала для закрытопористого укрывистого лакирования существуют различные способы нанесения такого покрытия (рис. 5.29).
Поверхность будет тем более блестящей, чем более закрыты поры и чем поверхность более гладкая. Так как древесина является пористой, то необходимо нанести такое покрытие, которое заполнит поры и позволит выровнять поверхность до достижения высокого глянца. Одновременно это покрытие должно быть эластичным, чтобы оно могло следовать за усушкой и разбуханием древесины без растрескивания.
При использовании высыхающих лаков (нитроцеллюлозного лака, шеллака) на крупнопористых породах древесины для получения прозрачной закрытопористой поверхности необходимо предварительно заполнить поры. Благодаря использованию заполнителя пор удается избежать последующего осаждения лака в области поры. Материал для заполнения пор может быть подкрашен для выполнения также и декоративной задачи. Отверждаемые двухкомпонентные лаки наносят толстым слоем. После отверждения не нужно опасаться осаждения лака в области поры, так как пора уже заполнена порозаполнителем. Полирование производится различными методами — нанесением нескольких слоев и снятием излишков. При этом для получения высокоглянцевой поверхности используют высокоглянцевый лак (рис. 5.30 и 5.31).
Метод ручного полирования: при таком способе, который в принципе соответствует полированию
miss^GROUP
www.edisgroup.ru
5.6. Техника обработки поверхности
Рис. 5.30. Полирование нанесением нескольких тонких слоев
Блестящий
Сошлифовы— вается Лаковый слой q Грунтовка Матовый
Нанесение отверждаемого лака одним толстым слоем
Рис. 5.31. Полирование снятием излишков
•' । юверхность-основа
губкой, с помощью специальной мягкой полировальной подушечки последовательно несколькими одинаковыми рабочими операциями производят первую (грунтовую) полировку, покровную полировку, готовую и окончательную полировку, прежде всего нанесением шеллака. Способ очень дорогой и сейчас применяется в основном только для реставрации старой мебели.
Метод лакового полирования: при таком методе, который, как и метод ручного шлифования, основан на полировании нанесением нескольких тонких слоев политуры, лак наносится кистью, шпателем, распылением, литьем или вальцеванием. Затвердевший лаковый слой из шеллака или нитроцеллюлозного лака затем выравнивают с помощью подушечки и распределительной политуры. Для крупнопористых пород древесины перед нанесением лака поры необходимо заполнить порозаполнителем (см. 5.1.7). На хорошо просохшую поверхность с заполненными порами обильно наносят два-три слоя лака. Сушка между нанесением отдельных слоев продолжается до нескольких часов. Если время сушки не выдерживается, то лак становится заметным в порах. После того как весь лаковый слой хорошо просохнет, его шлифуют мокрым или сухим методом. В качестве шлифовальной жидкости применяются керосин, уайтспирит, а также специальная шлифовальная вода. После шлифования все остатки необходимо удалить с поверхности. Затем на высохшую лаковую поверхность наносят грунтовочную политуру. Она имеет такой состав, что лишь немного растворяет лаковый слой. Растирание грунтовочной политуры производится немного влажным тампоном, который состоит из шерстяной салфетки, обернутой замшей для протирки оконных стекол. Непосредственно после этого происходит первое нанесение политуры. Как правило, она состоит из комбинации раствора шеллака и нитроцеллюлозного лака. После высыхания в течение примерно шести часов наносят следующий слой политуры, и так до тех пор, пока поверхность не станет высокоглянцевой. В заключение всю поверхность обрабатывают не очень влажным тампоном, смоченным сильно разбавленной политурой, для того чтобы выровнять ее слой на обработанной поверхности. Натирание поверхности полировкой — это последняя рабочая операция. После этого поверхность становится полностью прозрачной.
Метод машинного полирования: при таком методе, который применяется для высокоглянцевых плоских поверхностей, речь идет о полировании посредством снятия излишков (рис. 5.31).
Полностью отвердевший толстый слой лака выравнивается шлифованием, при этом шлифование происходит в несколько этапов, в течение которых используются шлифовальные средства, отличающихся друг от друга более тонкой зернистос-
Fr>l*g^G ROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
Рис. 5.32. Ручная полировальная машина
Рис. 5.33. Открытопористая лакированная поверхность
Рис. 5.34. Закрытопористая лакированная поверхность, полированная
тью. При первом шлифовании используют зернистость 280 и грубее, при последнем — 600 и тоньше. После удаления пыли с отшлифованной поверхности ее можно полировать до блеска с использованием полировальных кругов. Для полирования используют кожаный полировальные круги или войлочные ленты (рис. 5.32).
В качестве полировального средства используют полировальную пасту или твердые полировальные воски. Оба содержат очень тонкое шлифовальное средство. Полировальная паста наносится непосредственно на полируемую поверхность или на войлочную ленту. Полировальные воски в виде палочек прижимаются напротив движущейся войлочной ленты или полировального круга. Действие пасты или воска усиливается, если во время полирования кожаный диск или войлочная лента смачиваются шлифовальной жидкостью, например уайтспиритом. Полирование производят сначала поперек, потом вдоль направления шлифования. Поверхность считается отполированной, когда на ней более не видны следы шлифования или какие-либо другие царапины (рис. 5.34).
Оставшиеся после полирования остатки воска необходимо удалить с поверхности при помощи полировальной воды, полироли, при этом одновременно усиливается действие блеска. Обработка поверхности полиролью производится мягким чистым тампоном, мягкой фетровой или креповой лентой или закрепленным на ручной шлифовальной машине диском из шкуры ягненка.
Высокоглянцевое лакирование: канты, профили и корпуса в отличие от плоских больших поверхностей можно полировать только вручную или ручными машинами. Для того чтобы избежать этой отнимающей много времени и, как следствие, дорогой ручной работы, применяют высокоглянцевые, не содержащие парафина полиэфирные и полиуретановые лаковые системы. При нанесении этих лаков многое зависит, прежде всего, от того, чтобы нанесение лака, в основном методом распы
ления, а также сушка или отверждение происходили в очищенных от пыли помещениях. Кроме этого, в рабочих помещениях долж
ны постоянно поддерживаться предписанные влажность и температура воздуха.
FOicadGROUP
www.edisgroup.ru
5.6. Техника обработки поверхности
При использовании таких лаков плоские детали можно полировать дополнительно.
5.6.3.3. Патинирование
Под понятием «патинирование» понимают технику имитации, в которой используются выравнивание цвета и оттенков и изготавливаются поверхности, которые выглядят старинными. Как правило, цвет затемняют, а не осветляют. Прежде всего, применяют специальные протравы и тинктуры, окрашенные покрывные лаки и средства для ретуширования. Патинирование требует опыта и практики.
Для шлифованных необработанных поверхностей используют специальные водяные морилки, для протравленной и грунтованной поверхности — специальные морилки на основе растворителя. Так на
зываемые распыляемые морилки распыляются краскопультом с маленькой форсункой (диаметр примерно 0,5 мм) и при давлении около 3 бар. Нанесение производится с соблюдением точной дозировки и без излишков, морилка не растирается. С помощью осторожного шлифования обработанных таким способом поверхностей получают более светлые места. Таким образом, становится возможным получение очень мягкого цветового перехода (рис. 5.35).
5.6.4. Получение структурированных поверхностей
С помощью пескоструйной обработки (обработке песком), крацевания (обработке щеткой) и обжигания в древесине хвойных пород структура мягкой ранней древесины сильно разрушается, в то время как поздняя древесина остается почти неизменной. Возникает рельефная структура поверхно
Рис. 5.35. Патинированная поверхность
Рис. 5.36. Дуб, протравленный парами аммиака и обработанный песком
сти. Тиснение — это другой метод получения структурированной поверхности.
Структурированные поверхности можно протравливать или лакировать.
5.6.4.1. Пескоструйная обработка
Для пескоструйной обработки используют колючий чистый мелкозернистый песок, соответствующий подготовленному заранее искусственному материалу или стеклу. Сыпучий материал подается пескоструйным аппаратом при давлении воздуха около 6 бар на левую сторону деревянной поверхности. При этом мягкие места древесины разрушаются сильнее, чем твердые. Таким способом получается рельефная поверхность, при которой отчетливо проступает натуральная текстура дре-
gmsaGROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
Рис. 5.37. Кедр, обработанный песком, протравленный, шлифованный и покрытый лаком
весины. Применение подходящих шаблонов делает возможным изготовление различных орнаментов пескоструйным способом.
Для поверхностей с небольшой площадью вместо пескоструйного аппарата используют шлифовальную колодку из древесины, в которой проделано отверстие, наполняемое песком. Поверхность древесины натирается этой колодкой (рис. 5.37).
После сметания щеткой остатков поверхность древесины можно обработать морилкой и покрыть лаком, например специальной морилкой под сандаловое дерево или матовым лаком (рис. 5.36).
При обработке кварцевым песком необходимо соблюдать особые мероприятия по безопасности труда для защиты работников от возможных вредных воздействий.
Рис. 5.38. Кедр, обработанный щеткой и обожженный, покрытый матовым лаком
5.6.4.2. Крацевание
Крацеванием получают структурированную поверхность, похожую на обработанную песком. Для крацевания применяют специальные щетки со стальной щетиной. Обработку щеткой производят вдоль волокон древесины (рис. 5.38).
5.6.4.3. Обжигание
При обжигании обработанную или необработанную рубанком поверхность древесины без стыков обугливают пламенем паяльной лампы или сварочной горелки. Благодаря предварительной обработке разбавленной азотной или соляной кислотой обугливание ускоряется (рис. 5.38).
В отличие от пескоструйной обработки при обжигании лучше всего обрабатывать правую сторону древесины. При обработке щеткой со щетиной из стальной проволоки более темная поздняя древесина сильно выступает вперед. В заключение поверхность обрабатывают обычной щеткой и мыльной водой, для того чтобы удалить остатки древесно-угольной пыли.
5.6.4.4. Тиснение
Поверхность влажной древесины, как правило мягких пород, может быть структурирована штампом для тиснения или роликом при помощи нагреваемой матрицы или давления прессования. Соответствующие формы или орнаменты похожи на резьбу по дереву. При такой технике волокна древесины сжимаются друг с другом, поэтому вымачивания, а также применения водяных морилок и водяных лаков следует по возможности избегать.
IFniHF^GRQUP
www.edisgroup.ru
5.7. Способы нанесения лака
5.7. Способы нанесения лака
Для нанесения на поверхность лакокрасочных покрытий используют различные методы. К ручным методам относятся нанесение кистью, валиком, распыление и ручное окунание, к машинным методам нанесения относятся распыление с помощью специальных автоматов, налив, вальцевание, окунание и дождевание. Какой способ выбрать в каждом конкретном случае, зависит от совокупности технических возможностей, экономичности, безопасности данного метода для окружающей среды и эстетических требований на готовую поверхность, а также от таких факторов, как форма изделия, лакокрасочный материал, метод нанесения
и производительность метода.
5.7.1. Распыление
Существуют следующие способы распыления: распыление высоким давлением, распыление низким давлением, метод безвоздушного распыления и метод комбинированного распыления, распыление лакокрасочного покрытия в электростатическом поле, распыление двухкомпонентных лаков и горячее распыление.
5.7.1.1. Распыление высоким давлением
Распыление высоким давлением — это самый распространенный метод распыления. Для этого необходим сухой сжатый воздух, так как капельки воды в лаке могут вызвать образование пузырей на обрабатываемой поверхности, ямки или дырочки. Сжатый воздух через шланг подается в краскопульт. Рабочее давление в зависимости от распыляемого материала находится в пределах от 1,5 до 7 бар. Густотекучие и холодные лаки требуют более высокого давления, чем жидкотекучие и теплые. Расход сжатого воздуха в основном зависит от диаметра форсунки и давления воздуха.
Система подачи под давлением:подачей лака из бака под давлением
Циркуляционная система с подачей лака поршневым или турбинным насосом в циклической системе с центральным баком
Рис. 5.39. Подача распыляемого состава
Рис. 5.40. Настойка факела распыла
FnigidGROUP
www.edtsgroup.ru
Глава 5. Средства и способы обработки поверхности
Рис. 5.41. Движение краскопульта (схема)
Важнейшими частями краскопульта являются воздушный вентиль, форсунка для распыляемого материала, форсунка для воздуха и бачок для распыляемого материала (рис. 5.42).
Распыляемый материал подается из бачка или из котла к распыляющей форсунке. Говорят о краскопульте с верхним бачком, если бачок для краски расположен вертикально над распыляющей форсункой, или о краскопульте с нижним бачком, если он подвешен ниже форсунки.
При большом расходе лака распыляемый материал подается по шлангу из сосуда с
лаком посредством сжатого воздуха или с помощью циркуляционного насоса подводится к распыляющей форсунке (рис. 5.39).
Форсунка для распыления состава, как правило, имеет диаметр от 0,8 до
2,5 мм. Ее можно заменять. Форсунки с малым диаметром применяют для рас-
s. Точная настройка давления воздуха
4. Регулирование количества распыляемого материала
5. Бесступенчатое регулирование факела распыла по ширине и форме
6. Верхний бачок
7. Фильтр для лака
8. Запорная игла
9. Форсунка для лака
10. Воздушное сопло
11. Воздух для широкого факела
12. Воздух для круглого факела
13. Автоматически регулируемая уплотняющая прокладка иглы
14. Курок (нажимной рычаг)
15. Уплотнение воздушного поршня
Рис. 5.42. Краскопульт высоко-
го давления
пыления жидкотекучих (низковязких) распыляемых материалов, форсунки с большим диаметром — для распыления густотекучих (высоковязких) материалов.
Вокруг форсунки для распыления материала расположены друг напротив друга выполненные в виде шлиц две форсунки для выпуска воздуха. Они предназначены для формирования факела распыла (рис. 5.43). Если на курок краскопульта нажимают лишь немного, то воздушный вентиль открывается, и сжатый воздух течет сквозь воздушное сопло. Если курок краскопульта нажат до упора, то запорная игла отходит внутрь и открывает форсунку для лака. При этом воздух освобождается очень резко, он рассеивает вытекающий распыляемый материал на мельчайшие капли (туман) и с силой выбрасывает их конусовидным факелом на поверхность. Количество расходуемого материала можно регулировать перестановкой длины хода форсуночной иглы. Регулировочный винт для этого располагается позади форсуночной иглы. При испускании распыляемого материала из форсунки возникает вакуум. Он всасывает лак из бачка в форсунку для материала. Благодаря изменению давления ежа-
EOlStfGRQUP
www.edisgroup.ru
5.7.
того воздуха, подаваемого в краскопульт, можно сильно изменить степень размельчения распыляемого материала. Таким способом лаки можно распылять в туман. В зависимости от настройки воздушного сопла можно получить плоский, широкий или круглый факел распыла (см. рис. 5.40, 6.37 и 6.38).
Распыление высоким давлением имеет множество достоинств: лак в краскопульте размельчается на одинаковые частицы, то есть возникает чистый рисунок. Могут распыляться как высоко-, так и низковязкие лакокрасочные материалы. Благодаря применению форсунки соответствующего маленького диаметра и более высокого давления можно производить патинирование поверхностей. Недостатками распыления высоким давлением прежде всего являются сильное туманообразование лака и высокая доля лака, распыляемого мимо изделия, так называемый перераспыл. Лаковый туман оседает на уже лакированные поверхности изделий и вызывает неровности на лаковой поверхности. Перераспыл, который для более мелких изделий может составлять до 70% использованного количества лака, приводит прежде всего к большому расходу лака и сильной нагрузке на воздух в помещении (рис. 5.44).
5.7.1.2. Распыление низким давлением
В отличие от метода распыления высоким давлением при методе распыления низким давлением не используется сжатый воздух. Вентилятор с электрическим приводом генерирует воздушный поток, который через шланг диаметром примерно 40 мм подается в краскопульт и там, в зависимости от типа лака, прессуется через форсунку диаметром от 1,0 до 1,5 мм. Когда воздушный поток прессуется через форсунку, возникает давление распыления от 1,2 до 1,5 бар. Как только форсуночная игла оттягивается назад, воздушный факел подхватывает вытекающий из бачка лак и распыляет его на поверх
Материал распыляется
Рис. 5.43. Факел распыла
Способы распыления
Пневматическое распыление:
• распыление высоким давлением
• распыление низким давлением
Гидравлическое распыление:
• метод безвоздушного распыления
• аэрозольные баллончики с пропеллентом
Гидравлическое распыление с поддержкой воздухом:
• метод комбинированного распыления (airmix и aircoat)
• метод Airless-Plus
• метод Air-Combi
100% количества лака 50% доля растворителя
Рис. 5.44. Потери при распылении высоким давлением
ность. Курок краскопульта приводит в действие только запорную иглу на форсунке для распыления материала, специальный воздушный вентиль отсутствует. Низкое давление распыления не обеспечивает тончайшего рассеивания лака. Поэтому данный способ используется в основном для распыления сильноразбав-
EOI^HGROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
ленных низковязких лаков или дисперсионных лакокрасочных покрытий на строительных площадках.
Преимуществами распыления низким давлением являются прежде всего низкое туманообразование лака и, соответственно, меньшие потери при распылении. При таком способе, так же как и при использовании высокого давления, факел распыла можно отрегулировать до плоского, широкого или круглого. Недостатки — это прежде всего значительно менее тонкое распыление лака. Для быстросохнущего лака при неблагоприятной температуре поверхность лака может быть неровной, как апельсиновая корка. Производительность рассеивания меньше, чем при распылении высоким давлением.
5.7.1.3. Метод безвоздушного распыления со сверхвысоким давлением
При безвоздушном методе распыления со сверхвысоким давлением размельчение лака происходит без участия воздуха посредством созданного гидравлически сверхвысокого давления. По специальному шлангу распыляемый материал прессуется под давлением от 200 до 250 бар сквозь маленькое отверстие форсунки и при этом очень мелко распыляется. Возникает чистый лаковый туман, который из-за своего веса сразу же опускается на пол и поэтому почти не загрязняет помещение. Возникающий факел распыла имеет четкие границы, что для распыления на профили и канты является преимуществом из-за сниженного перераспыла (рис. 5.45).
Основными частями установки для безвоздушного распыления являются на-
сос для подачи распыляемого материала, шланг высокого давления для материала и краскопульт. С помощью насоса распыляемый
Рис. 5.45. Установка для безвоз-
душного распыления
материал засасывается из сосуда с лаком и уплотняется. Как правило, насос для подачи материала имеет пневматический, реже электрический привод. Через длинный, химически устойчивый шланг высокого давления уплотненный распыляемый материал попадает в краскопульт. Краскопульт изготовлен из высокосортной специальной стали, его форсунка из-за шлифующего действия лакокрасочного материала выполнена из твердого сплава. Диаметр форсунки составляет от 0,3 до 0,5 мм. С помощью нагревания материала перед уплотнением можно снизить давление распыления и потери материала и тем самым продлить срок службы распылительной форсунки (рис. 5.47).
В поверхностном слое не образуются пузырьки, серые вуали и углубления, так как распыление производится без участия воздуха. Кроме этого, расход лака меньше, чем при распылении сжатым воздухом. При распылении не образуется воздуш-
ffm<»fJGroup
www.edisgroup.ru
5.7. Способы нанесения лака 385
ных вихрей, а от обрабатываемой распылением поверхности не отражается воздух, участвовавший в распылении. Методом безвоздушного распыления можно обрабатывать большие поверхности существенно быстрее, чем способом высокого давления. Однако таким способом нельзя производить патинирование и морение. Обдув обрабатываемого изделия перед распылением с помощью безвоздушного краскопульта невозможен, а во время распыления нельзя регулировать количество распыляемого материала (рис. 5.45).
Правила работы при распылении
• Предназначенные для обработки распылением поверхности должны располагаться по возможности горизонтально.
• Вязкость лака необходимо регулировать правильным образом и согласовывать между собой вязкость материала, давление воздуха и количество лака.
• Количество расходуемого материала необходимо регулировать правильным образом. Смесь распыляемого лака и сжатого воздуха должна иметь в конусе распыла равномерную плотность (рис. 5.43).
• Пистолет необходимо вести таким образом, чтобы отдельные траектории немного накладывались друг на друга.
• Если за один раз необходимо нанести большое количество материала, то распыление производят крестообразным способом. При этом распыление производится в направлениях, перпендикулярных друг другу (рис. 5.41).
• Пистолет необходимо вести таким образом, чтобы конус распыла всегда немного выступал за край обрабатываемой поверхности. Таким способом на краях поверхности удается избежать плохо обработанных участков.
• Расстояние от краскопульта до поверхности должно составлять от 25 до 30 мм.
• Вертикальные поверхности необходимо обрабатывать снизу вверх. Для того чтобы избежать подтеков, лак необходимо наносить несколько раз в разбавленном состоянии. Необходимо держать краскопульт по возможности вдали от тела.
• После работы краскопульт и бачок для лака необходимо тщательно очистить. Чистить краскопульт необходимо особенно в том случае, когда для работы использовались лаки на основе реакционных смол.
5.7.1.4. Метод безвоздушного распыления низким давлением
Метод безвоздушного распыления низким давлением с технической точки зрения соответствует безвоздушному распылению высоким давлением (см. 5.7.1.3). Гидростатическое давление лежит в интервале от 6 до 20 бар. Таким способом при использовании очень тонкой распылительной форсунки можно наносить специальные распылительные морилки без излишков на маленькие и узкие поверхности. При этом возникает очень красивый рисунок травления.
5.7.1.5. Метод комбинированного распыления
При методе комбинированного распыления, также называемом Air-mix, Spray-mix и Airless-plus, лак распыляется при гидростатическом давлении от 20 до 60 бар так же, как и в методе безвоздушно-
Рис. 5.46. Метод безвоздушного распыления
Fr>l<5FJGROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
Регулирующий поток
Распылительная форсунка
сжатого воздуха
Распылительная форсунка гидравлического распыления
го распыления. Распыление на распылительной форсунке также поддерживается сжатым воздухом. Если во время обработки методом безвоздушного распыления возникает четко очерченный факел распыла, то в случае способа комбинированного распыления факел мягкий и имеет значительно менее резкие границы. Образование тумана при распылении достаточно низкое. Таким способом распыляют морилки, лаки и лазури (рис. 5.47).
5.7.1.6. Распыление
лакокрасочного покрытия в электростатическом поле
Распылительная форсунка комбинированного распыления
Рис. 5.47. Распылительные форсунки
Распылительная форсунка
Ч.-----Линии поля
\ х Заземленное изделие
Захват благодаря электростатическому полю
Рис. 5.48. Нанесение покрытий электростатическим напылением (принцип)
Электростатическое лакирование — это способ распыления для специальных лаков. Между распыляющим лак прибором и заземленным обрабатываемым изделием генерируется электрическое поле постоянного напряжения от 50 до 150 кВ. Размельченные и заряженные частицы лака движутся по линиям электрического поля на поверхность изделия. Линии поля проходят также и по обратной стороне изделия (электростатический захват), таким образом, повернутая в обратную сторону от краскопульта поверхность изделия также обрабатывается. Кроме того, благодаря линиям поля процент попадания лака на поверхность изделия сильно повышается (до 95%), то есть достигается значительное снижение перераспыла и нагрузки на окружающую среду.
Распыление лака при ручном методе нанесения может производиться с помощью пневматических и безвоздушных краскопультов, при машинном нанесении — с помощью специального, зачастую вращающегося с высокой скоростью распылительного
элемента. Этот способ часто используют для лакирования металлов. Для лакирования деревянных поверхностей его можно использовать только в том случае, когда влажность древесины составляет от 8 до 10%. Этим методом лакируются конструкции из труб особой формы, рамы и корпуса (рис. 5.48).
Нанесение порошковых материалов электростатическим напылением в принципе похоже на электростатическое лакирование. С помощью такого метода на нагретую поверхность изделия вместо лаков напыляются порошки из искусственных материалов, эпоксидной смолы и полиэфира. Там порошок расплавляется и образует лаковую пленку. Нанесение порошковых покрытий может производиться только на металлические изделия (рис. 5.48).
fertmidGROUP
www.edisgroup.ru
5.7. Способы нанесения лака
5.7.1.7. Распыление двухкомпонентных лаков
При небольшом расходе оба компонента лака дозируются и смешиваются вне оборудования для распыления и распыляются тем же оборудованием, которое используется для нанесения однокомпонентных лаков. Для нанесения большого количества лака, особенно при повышенных требованиях к экономичности работы, необходимо использование так называемых двухкомпонентных систем. В этих системах дозированного нанесения оба компонента дозируются и смешиваются в распылительном устройстве или факеле распыла.
5.7.1.8. Горячее распыление
При нагревании лака до 80°С вязкость распыляемого лака снижается, что спо
собствует уменьшению доли разбавителя (рис. 5.49). Нагревание лака происходит в электрически подогреваемом проточном нагревателе на водяной бане. Двухкомпонентные лаки распыляют с использованием нагретого сжатого воздуха или комбинацией пневматического и гидравлического распыления (Hot-air). Нагреванием лака или сжатого воздуха не только достига
ется экономия разбавителя, но и становится возможным нанесение за один рабочий ход толстого слоя лака с высоким содержанием сухого остатка. Содержащиеся в лаке для горячего распыления растворители и разбавители из-за высокой взрывоопасности должны иметь только небольшую долю легколетучих компонентов.
5,7.2, Нанесение лака методом налива
С помощью литьевой машины можно лакировать поверхности изделий в том случае, если их поверхности можно обработать за один проход. Литьевая машина оборудована литьевой головкой, размер которой совпадает с шириной машины (рабочая ширина машины до 1500 мм). Литьевая головка на ниж-
Рис. 5.49. Вязкость лака в зависимости от его температуры
Лаконаливочная машина с двумя головками (схема)
Рис. 5.50. Лаконаливочная машина
wnmaGROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
Таблица 5.16. Коэффициент нанесения лака различными способами
Метод нанесения Коэффициент нанесения лака, %
Для больших поверхностей Для маленьких поверхностей
Кистью, валиком 98 98
Распыление вы-
соким давлением 65 От 20 до 50
Безвоздушное 80 От 40 до 70
распыление
Электро- 95 От 80 до 85
статическое
распыление
Горячее 70 40
распыление
Налив 98 98
Вальцевание 98 98
Окунание 90 80
Дождевание 90 80
ней стороне имеет регулируемый зазор шириной от 0,6 до 1,2 мм. Из литьевой головки через зазор лак в виде тонкого закрытого полога попадает на поверхность изделия. Наносимое количество лежит в пределах от 40 до 600 г/м2. Изделие движется на транспортере под литьевой головкой со скоростью от 40 до 90 м/мин. Попадающий мимо изделия лак при помощи улавливающего желоба попадает в сборник. Из этого резервуара посредством нагнетательного насоса с бесступенчатым регулированием лак попадает обратно в литьевую головку (рис. 5.50).
При нанесении лака методом
налива образуются только небольшие потери лака. Толщина лакового слоя, а
также наносимое количество можно легко регулировать изменением расстояния между литьевыми губками и скоростью движения ленты транспортера, на которой находится изделие. Почти все типы лаков можно наносить методом налива, решающим фактором при этом является вязкость. Вязкость лака, измеренная вискозиметром (рис. 5.9), должна быть в пределах от 30 до 80 сек. Двухкомпонентные лаки можно наносить на лаконаливочной машине с двумя головками. При этом сначала первая литьевая головка наносит слой отвердителя, вторая — слой основного лака. Когда первый слой лака зажелируется, можно наливать второй слой лака, то есть нанесение слоев производится методом «мок
рым» по «мокрому».
5.7.3. Вальцевание
Методом вальцевания можно наносить большое и маленькое количество лака в достаточно широком диапазоне вязкости. Наносимое количество можно плавно регулировать. Достигаемая толщина мокрого слоя лежит в пределах от 5 до 100 мкм за один ход, при вязкости от 10 до 250 сек. Для увеличения наносимого количества можно использовать два расположенных последовательно валика или обрабатывать изделие на двух отдельных валковых машинах для нанесения покрытий (рис. 5.51).
Над изделием расположены два прорезиненных цилиндрических валика или растрированные стальные вальцы, расстояние между которыми можно плавно изменять. Между этими двумя вальцами неодинакового размера наливается лак, который распределяется равномерно по всей поверхности вальца. Меньший вал является дозирующим. С его помощью регулируется наносимое количество лака. Больший вал служит для нанесения, с его помощью лак наносится на проходящее
FmgS^GROUP
www.edisgroup.ru
5.7. Способы нанесения лака
внизу изделие. Скорость ленты транспортера, на которой находится изделие, равно от 6 до 40 м/мин. Применяются различные методы нанесения вальцеванием, например синхронный способ и комбинированные двухвальцовые машины. При синхронном способе на лаковой поверхности возникает структура валика, которая все же сошлифовывается во время промежуточного шлифования. При нанесении лака комбинированным методом на двухвальцовой машине лаковая поверхность не имеет структуры (рис. 5.51).
5.7.4. Дождевание
При обработке дождеванием изделие перемещается мимо дождевальных форсунок и обрызгивается лаковыми струями со всех сторон. Излишки лака стекают с поверхности изделия самостоятельно. Они улавливаются в приемном резервуаре и с помощью системы циркуляции подаются обратно в оборудование для дождевания.
Дождевание проводится на автоматически работающих установ
Рис. 5.51. Двухвальцовая машина для нанесения лака
Рис. 5.52. Полностью автоматическая установка струйного облива
ках. Вязкость и температура лака, скорость движения изделия должны четко соответствовать друг другу. В основном дождевание применяют для пропитывания и грунтования оконных рам (рис. 5.52).
5.7.5. Окунание
При окунании изделие вручную или с помощью специального транспортирующего устройства окунается в физически высыхающий материал и снова вынимается.
При лакировании окунанием должны быть согласованы между собой вязкость лака, скорость, с которой изделие окунают в погружную ванну и снова вынимают, скорость стекания лака с изделия, а также скорость высыхания лака. Обрабатываемые окунанием изделия не должны иметь никаких карманов или углублений, в которых лак мог бы застаиваться. Способом окунания изделия можно пропитывать, грунтовать и покрывать укрывистым лаком. Поверхность имеет среднее качество.
FnicadGROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
5.8. Способы сушки и отвердевания лакокрасочных покрытий
Рис. 5.53. Тележка для сушки лака
• Зона испарения: при температуре до 40°С здесь испаряются растворители и разбавители, а также улетучивается содержащийся в лаковом слое воздух.
• Зона сушки: в основном лак полностью высыхает, чтобы затем при комнатной температуре высохнуть до конца.
• Зона охлаждения: особенно термопластичные лаки охлаждают, чтобы они потеряли свою пластичность.
После нанесения материал покрытия должен быть быстро, без пыли, безвредно для окружающей среды и с минимальными затратами энергии переведен из жидкого состояния в твердое. В зависимости от типа покрытия различают сушку и отверждение. Сушка — это физический процесс, при котором после испарения растворителя или разбавителя частицы пленкообразователя образуют лаковую пленку, например нитролаки. Отверждение — это процесс, при котором происходит увеличение размера молекул за счет химической реакции или поглощения кислорода из воздуха, например в полиэфирных лаках или затвердевающих посредством окисления масляных лаках. Отверждение можно ускорить за счет подведения энергии в виде излучения, сушку — горячим воздухом.
На малых и средних предприятиях сушка и отверждение происходят в основном на сушильных тележках при комнатной температуре (рис. 5.53). Но для рационального изготовления все же необходимо короткое время отверждения и сушки. Поэтому сушка и отверждение производятся в сушильных установках. Понятия «сушка» и «отвер-
ждение» при этом, как правило, применяются одинаково. При сушке необходимая температура выбирается в зависимости от типа лака и от материала изделия. Например, изделия из массивной древесины должны высушиваться при температурах максимум 60°С, так как иначе древесина усыхает и коробится.
Сушильная установка, как правило, состоит из трех зон: зоны испарения, зоны сушки и зоны охлаждения.
Сушильные установки обычно разделяют на конвекционные сушильные установки и сушильные установки с инфракрасным или ультрафиолетовым излучением.
5.8.1. Конвекционные сушильные установки
К конвекционным сушильным установкам, которые часто называют циркуляционными сушильными установками, относятся плоскоканальные сушилки, сушильные камеры с большим поперечным сечением и многоярусные сушильные установки. В этих сушилках могут высушиваться и отверждаться все физически сохнущие и химически затвердевающие пигментированные и прозрачные лаки. Исключения составляют только отверждающиеся УФ-излучением лаки.
FrMRFlGROUP
www.edisgroup.ru
В конвекционных сушильных установках сушка производится горячим воздухом. Воздух подается к высушиваемым изделиям посредством вентилятора или форсунки. Горячий воздух нагревает высушиваемые изделия и отводит пары растворителя. Для реакционных лаков тепло служит для запускания и ускорения химической реакции. Высушиваемые изделия при сушке движутся сквозь сушильную установку с помощью конвейера или тележки-стеллажа.
Как правило, в зоне испарения, а также в зоне охлаждения работают по приточно-вытяжному принципу, в зоне сушки по принципу циркуляции воздуха. При использовании принципа циркуляции подводимый в сушильную камеру теплый или горячий воздух подвергается многократной циркуляции. В зоне испарения благодаря притоку свежего воздуха и вытяжке насыщенного парами воздуха концентрация паров растворителей и разбавителей в воздухе поддерживается в приемлемых с точки зрения безопасности труда пределах.
Как правило, в конвекционных сушильных установках скорость движения воздуха в зоне испарения составляет до 2 м/с, в зоне сушки — от 3 до 8 м/с и в зоне охлаждения — до 12 м/с. Температура воздуха в зоне испарения составляет от 20 до 40°С, в зоне сушки может составлять до 250°С, в зоне охлаждения температура примерно соответствует наружной температуре. Время сушки лежит в интервале
от 5 минут до нескольких часов.
Плоскоканальные сушилки применяют для высушивания плоских изделий. Сушильная установка разработана таким образом, что процесс сушки занимает всего несколько минут.
У некоторых сушилок конвекционного типа, в так называемых циркуляционных форсуночных сушилках, подогретый воздух выдувается на изделия с помощью форсунок. Благодаря этой направленной подаче теплого воздуха на лакированную поверхность время сушки значительно сокращается. Поэтому применение форсуночных сушилок является особенно благоприятным для высушивания водяных лаков (рис. 5.54).
Сушильные камеры с большим поперечным сечением, например сушилки для тележек-стеллажей (рис. 5.55), используются для плоских изделий, когда требуется длительное время сушки. Кроме
Рис. 5.54. Плоскоканальная сушилка (фрагмент)
Рис. 5.55. Тележка-стеллаж
Рис. 5.56. Многоярусная сушильная установка
FrH<5FJGROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
этого, они применяются для высушивания громоздких деталей, например каркасов и стульев.
Многоярусная сушильная установка, также называемая башенной или вертикальной сушилкой, используется для плоских изделий, когда требуется длительное время сушки, а на предприятии недостаточно места для плоскоканальной сушилки. Многоярусная сушильная установка все равно разделена на зоны испарения, сушки и охлаждения. Высушиваемые изделия часто группами штабелируются на паллете со стороны загрузки в сушилку и тактами на вертикальном конвейере транспортируются наверх. На верхнем конце сушильной установки изделия сначала транспортируются поперек, потом вниз. Зона выгрузки одновременно является зоной охлаждения. В таких сушилках возможно время сушки от одного часа и больше (рис. 5.56).
5.8.2. Сушильные установки с инфракрасным или ультрафиолетовым излучением
Излучающие сушильные установки используются для сушки инфракрасными лучами (ИК-сушка) и отверждения ультрафиолетовым излучением (УФ-отверждение). Оба способа применяются прежде всего для быстрого высушивания или отверждения лаков, содержащих мало растворителя или не содержащих его совсем.
ИК-сушка проводится в основном средневолновым ИК-излучением. Излучение генерируется за счет электрической энергии. Длина волны излучения составляет от 2300 до 2700 нм (1 нм = 10~6 м), температура излучения — около 800°С. Мощность излучения задается в киловаттах на квадратный метр излучающей поверхности и составляет около 15 кВт/м2. Излучение частично впитывается, частично поглощается поверхностью изделия. Поглощенное излучение ведет к быстрому нагреву лакового слоя. Само изделие практически не нагревается.
Излучатели можно перестраивать по высоте, кроме этого, в сушильной камере находятся несколько излучателей, которые выборочно можно включать и выключать. Поэтому способ сушки средневолновым ИК-излучением можно легко приспособить к практическим требованиям. ИК-сушилки применяются для плоских изделий. Покрытие кантов, как правило, должно высушиваться конвекцией воздуха. Если высушиваются лаки на основе растворителя, то испаряющийся растворитель необходимо отводить по принципу приточно-вытяжной вентиляции, применяемому в конвекционных сушилках. Этот способ нужно ис-
Рис. 5.57. ИК-сушилка, открытая со стороны пользовать только как поточный
EPISPlGROUP
www.edisgroup.ru
метод, в котором скорость движения транспортера может быть четко согласована с высушиваемыми изделиями.
ИК-сушка из-за применения электрической энергии является высокозатратным методом высушивания. Поэтому она используется
только для дополнительного нагревания в конце конвекционного высушивания (рис. 5.57).
Отверждение УФ-излучением при помощи сфокусированного УФ-излучения от ртутных ламп высокого давления (длина волны между 300 и 380 нм) применяется для не содержащих растворителей лаков, в основном на основе акрилата и полиэфира.
Применяемые лампы подбираются в соответствии с лаковой системой, толщиной лакового слоя и скоростью перемещения изделия.
УФ-лаки содержат особые действующие вещества, так называемые фотоинициаторы, которые под воздействием УФ-излучения разрушаются и запускают химическую реакцию. Лак отвердевает в течение 5—15 сек. Отверждение происходит без эмиссии, то есть все компоненты лака связываются в лаковой пленке. Само изделие не нагревается (рис. 5.58).
При обычном отверждении УФ-излучением излучение сфокусировано таким образом, что расстоя
Рис. 5.59. Обычное отверждение УФ-излучением
Рис. 5.60. Отверждение импульсным УФ-излучением
ние между поверхностью изделия и лампой нельзя варьировать, поэтому лак можно отверждать только на плоских ровных изделиях (рис. 5.59). Мощность ламп
часто регулируют в зависимости от скорости движения транспортера и указывают в метрах в минуту на лампу (м/мин на лампу).
При использовании специальных рефлекторов для излучения лучи направляются на поверхность изделия пучками так, что при остающемся одинаковом качестве отверждения изделие может быть неодинаковым по высоте (рис. 5.60).
gpifuaGROUP
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
Рис. 5.61. Импульсная УФ-сушилка в плоском лакировальном конвейере
Таким образом, например, можно отверждать лаковые слои на корпусах телевизоров, стульях, оконных рамах и дверях. Для отверждения этих трехмерных поверхностей необходимым является условие, при котором применяется такой УФ-лак, который отвердевает также и в тех местах, на которые попадает недостаточное количество излучения. Ускорение запуска и течения химической реакции отверждения достигается за счет
применения излучения с импульсной разрядкой, при этом говорят об отверждении импульсным УФ-излучением (рис. 5.61).
Преимущества УФ-отверждения заключаются прежде всего в применении не содержащих растворителей и разбавителей лаков, а также в коротком времени сушки. Эти лаки можно наносить только вальцеванием. Если УФ-лаки должны быть нанесены методом отверждения, то требуется применение растворителей и разбавителей. Поэтому обязательным условием для распыляемых УФ-лаков является предварительная сушка перед УФ-отверждением. В окрашивающих лаках
должны применяться только специальные пигменты, которые прозрачны для УФ-излучения, чтобы такой лаковый слой мог высохнуть.
5.9. Безопасность на рабочем месте и охрана окружающей среды при обработке поверхности
Для обеспечения безопасности на рабочем месте предусмотрены мероприятия для защиты рабочих мест и работающих там людей от вредных факторов. Охрана окружающей среды — это предотвращение вреда, уменьшение использования и правильная утилизация вредных для окружающей среды веществ. В предписаниях, распоряжениях, технических правилах, директивах и законах четко регламентированы меры предосторожности, которые необходимо соблюдать.
5.9.1. Безопасность на рабочем месте
Меры предосторожности для обеспечения безопасности на рабочем месте особенно относятся к строительству, оборудованию и использованию помещений, в которых производится обработка поверхности, с точки зрения пожарной безопасности, а также личной безопасности при обращении с опасными веществами.
СТРОИТЕЛЬСТВО, ОБОРУДОВАНИЕ И ИСПОЛЬЗОВАНИЕ ПОМЕЩЕНИЙ
Помещения, в которых производится нанесение на поверхность различных покрытий, необходимо отделить от других помещений и частей здания при помощи огнестойких строительных конструкций. Помещения для лакирования должны
ft>b<sf^group
www.edisgroup.ru
5.9. Безопасность на рабочем месте и охрана окружающей среды
при обработке поверхности
иметь определенное количество огнетушителей, и эти помещения должны быть проветриваемыми.
Все оборудование для лакирования должно быть изготовлено из негорючих веществ. Освещение должно иметь защиту от взрыва, а пол — быть электропроводящим, предписано заземление на каждом рабочем месте. Полы в помещениях для лакирования, где хранятся материалы для обработки поверхности, должны быть негорючими и непропускающими.
Вентиляция помещения должна охватывать все рабочее помещение и по возможности быть направленной от потолка к полу.
В помещениях для лакирования должны быть предусмотрены два аварийных выхода, при этом двери рабочих помещений должны открываться наружу из помещения и быть самозапирающимися.
Во время работы необходимо использовать предписанные средства по защите дыхания, спецодежду, средства для очищения и защиты кожи. На случай тушения при возгорании спецодежды для персонала непосредственно на рабочем месте должны быть предусмотрены устройства для тушения типа противопожарных пледов.
МЕРОПРИЯТИЯ ПО ПРОТИВОПОЖАРНОЙ БЕЗОПАСНОСТИ
И ОБРАЩЕНИЕ С ОПАСНЫМИ ВЕЩЕСТВАМИ
Мероприятия по противопожарной безопасности охватывают меры по предотвращению пожара и борьбу с ним. Возникновение пожара будет предотвращено в том случае, когда помещение для лакирования и его оборудование соответствуют строительным требованиям и выполнены при соблюдении технических предписаний. Взрыв или пожар может возникнуть в том случае, когда имеется источник открытого пламени, или при окислении, когда может произойти самовозгорание остатков, например полиэфирной смолы и высыхающих масел. В качестве мероприятий по противопожарной безопасности служат строительные меры, такие как использование огнеупорных конструкций, оборудование для тушения пожара в форме ручных огнетушителей и встроенных стационарных устройств для тушения пожара. Применяемые для тушения средства, например вода и пена, должны подходить к горючему веществу.
Хранение горючих веществ: в помещениях для лакирования должно храниться такое количество горючих лаков и разбавителей, которое можно использовать в течение одной рабочей смены. Сосуды должны быть небьющимися и плотно закрытыми. Пустые сосуды также представляют опасность, так как даже небольшое количество растворителя или разбавителя в сосуде может привести к взрыву.
Безопасность при обращении с опасными веществами: в Положении о работе с опасными веществами (GefStoffV) регламентируется хранение и транспортировка опасных веществ. Опасными являются такие вещества, которые представляют угрозу для человека и окружающей среды. В зависимости от опасности, которая исходит от этих веществ, они классифицируются как взрывоопасные, поддерживающие горение, легковоспламеняющиеся, воспламеняющиеся, очень ядовитые, ядовитые, мало ядовитые, едкие и раздражающие. Для обозначения опасности или действия вещества применяются определенные предупреждающие знаки (см. рис. 5.62).
Величина максимальной концентрации на рабочем месте: существенным аспектом безопасности является соблюдение максимальных концентраций вредных веществ на рабочем месте, так называемых ПДК. Для того чтобы снизить негативное воздействие на здоровье работников, концентрация вредных веществ в воздухе на рабочем месте не должна превышать допустимое значение.
eem«s^group
www.edisgroup.ru
Глава 5. Средства и способы обработки поверхности
Предельно допустимая концентрация на рабочем месте - это уровень концентрации вещества в виде газа, пара или взвешенного вещества в воздухе при воздействии в течение восьмичасового рабочего дня. Эти величины определены в соответствии с опытом врачей заводов и предприятий, учреждений по фабричному надзору и профсоюзов (табл. 5.17).
ПДК задаются для чистого вещества, не для смесей различных веществ. Величина указывается в миллиграммах вещества на кубометр воздуха помещения (мг/м3), в кубических сантиметрах вещества на кубометр воздуха помещения (см3/м3) или количеством частиц вещества на миллион частей воздуха (ppm; 1 ppm = 1 см3/м3).
Таблица 5.17. Значения ПДК для различных веществ
Вещество Величина ПДК
мг/м3 ppm (см3/м3)
Ацетон 2400 1000
Этанол (спирт) 1900 1000
Этиловый эфир уксусной кислоты 1400 400
Бутиловый эфир уксусной кислоты 950 200
Формальдегид 0,6 0,5
Метанол 260 200
Метиленхлорид 360 100
Стирол 85 20
Скипидар 560 100
Толуол 380 100
Трихлорэтилен 270 50
Значения ПДК не являются константами, действительны только самые последние значения.
Е
Взрывоопасные
Поддерживающие горение
Xi
Едкие
Мало ядовитые
Раздражающие
Рис. 5.62. Предупреждающие знаки и обозначение опасности
ПДК представляют собой ориентировочные значения для вредного воздействия веществ при попадании в организм через дыхательные пути. В отдельных случаях они могут не наносить вред здоровью. Их также нельзя применять для сравнения степени опасности различных веществ. На основании величин ПДК нельзя рассчитывать проявление или отсутствие вредного воздействия при длительности рабочего дня больше или меньше восьми часов.
Проверка состояния воздуха на рабочем месте, как правило, возможна только с помощью специальных приборов или с помощью лабораторных исследований. Для различных веществ были разработаны контрольные трубочки, принцип действия которых похож на принцип действия трубочек для контроля наличия паров алкоголя в выдыхаемом воздухе. Столяр может защитить себя от воздействия повышенных концентраций проведением контроля за наличием и выполнением на предприятии всех предписанных защитных мероприятий при работе с опасными для здоровья веществами. Для того чтобы эти технические мероприятия выполнялись, необходимо следить за тем, чтобы на рабочем месте была обеспечена соответствующая приточная и вытяжная вентиляция и количество находящихся в поме-
ffPiy^GRQUP
www.edisgroup.ru
5.9. Безопасность на рабочем месте и охрана окружающей среды 397
при обработке поверхности
щении материалов, необходимых для рабочего процесса в течение определенного времени, не превышало установленную величину.
5.9.2. Защита окружающей среды
Защита окружающей среды при обработке поверхности начинается с выбора материала покрытия и способа нанесения с минимальным выбросом вредных веществ. Лаки с низкой долей органических растворителей и разбавителей, а также методы нанесения с максимальным КПД (см. табл. 5.16) являются менее вредными для окружающей среды и имеют экономические преимущества. Доля пе-рераспыла является достаточно высокой при традиционном распылении, но низкой при нанесении покрытия вальцеванием, окунанием, наливом и электростатическим нанесением. Большие потери лака приводят к повышению затрат на утилизацию лакового шлама при очистке вытяжного воздуха.
Растворители и разбавители могут быть выделены из вытяжного воздуха посредством дорогостоящих технических методов или при помощи последовательно подключенной установки утилизированы термическим путем. В законах и предписаниях, например в «Техническом руководстве по санитарной охране воздуха», приведены предельные значения количества лака, которое может содержаться в вытяжном воздухе (максимум 3 мг/м3 воздуха).
EC№E<GROUP
www.edisgroup.ru
ГЛАВА 6
СТАНКИ И СТАНОЧНЫЕ РАБОТЫ
Станки можно разделить на силовые и рабочие машины. Силовые машины преобразуют энергию в используемое движение, рабочие машины могут действовать для передачи энергии, изменения расположения или формы объекта.
6.1. Электродвигатели
Электродвигатель — это малая силовая машина, которая преобразует электрическую энергию в энергию движения. Имеются электродвигатели с различными конструкциями и классами мощности. Для профессионального использования двигателей необходимы знания о различных типах двигателей и о безопасном обращении с ними.
6.1.1. Типы двигателей
Трехкулачковый Вентилятор Обмотка Угольная щетка патрон для сверла возбуждения
Зубчатое колесо из пластмассы
Коробка передач
Уменьшение растягивающего усилия
Ротор
Коллектор Выключатель
Конденсатор [□] Защитная изоляция
Двужильная подводка
Рис. 6.1. Ручная электродрель с универсальным двигателем
Рис. 6.2. Шаговый двигатель с постоянными магнитами
Различают следующие типы двигателей.
В статоре электродвигателей постоянного тока расположен постоянный магнит или электромагнит. На обмотки ротора, расположенные в направлении магнитного поля статора (см. 14.3.8), через коллектор подается электрический ток. Ток обмотки генерирует магнитное поле, противоположно направленное магнитному полю статора. Противоположное направление полей приводит в действие двигатель.
Универсальный электродвигатель — это в принципе электродвигатель постоянного тока с обмоткой для генерирования поля статора. Его питание может представлять собой как переменный, так и постоянный ток. В случае работы электродвигателя переменного тока направление токов в обмотках статора и ротора меняется одновременно, поэтому пе-
www.weinig.ru
6.1. Электродвигатели
ременное направление электрического тока не влияет на направление вращения.
Движущая обмотка шагового двигателя находится в статоре. Ротор состоит из постоянного магнита или из магнитомягкого материала. Благодаря следующим друг за другом наводкам в обмотке статора ротор пошагово поворачивается в направлении возбужденной пары полюсов (рис. 6.2). Количество пар полюсов (пар обмоток) в статоре и геометрия ротора определяют величину углового шага двигателя.
Синхронные электродвигатели, асинхронные электродвигатели и электродвигатели с линейно движущимся ротором являются двигателями трехфазного тока и в качестве питания используют трехфазный переменный ток.
Синхронный электродвигатель имеет в принципе такую же конструкцию, как и шаговый двигатель с одним ротором из постоянного магнита и тремя парами полюсов в статоре. Обмотки статора, правда, возбуждаются не отдельно друг за
Рис. 6.3. Синхронный двигатель
Рис. 6.4. Короткозамкнутый электродвигатель
другом, а питаются со сдвигом во
времени переменным током (трехфазным), поэтому в корпусе возникает вращающееся поле, как будто постоянный магнит вращается вокруг ротора. Постоянно возбужденный ротор следует за этим вращающим полем с той же частотой (синхронно).
Большинство асинхронных двигателей является короткозамкнутыми электродвигателями. В них ротор состоит из медных или алюминиевых прутков, которые на концах соединены друг с другом (короткозамкнутая обмотка) (см. рис. 6.4). Как и в синхронном двигателе, статор имеет три пары полюсов, которые генерируют вращающее поле. Вращающее поле генерирует в короткозамкнутой обмотке ток, магнитное поле которого совместно с вращающим полем приводит в действие ротор. Для этого ротор должен двигаться медленнее, чем вращающее поле, так как иначе в нем нельзя будет индуцировать ток, то есть говорят, что двигатель работает асинхронно.
WeinigSS <?RLIPP^
www.weinig.ru
Глава 6. Станки и станочные работы
Рис. 6.5. Электродвигатель с линейно движущимся ротором
Если мысленно разрезать синхронный двигатель вдоль оси и плоско раскатать его, то получится электродвигатель с линейно движущимся ротором (рис. 6.5). Три пары обмоток бывшего статора расположены в салазках электродвигателя с линейно движущимся ротором рядом друг с другом. Салазки движутся по направляющей, в которой
находятся постоянные магниты переменной полярности. При питании трехфазным переменным током в салазках возникает бегущее поле, посредством которого салазки «следуют» вдоль магнитного поля направляющей. Аналогами короткозамкнутого двигателя являются также электродвигатели с линейно движущимся ротором, в направляющих которых имеются прутки короткого замыкания.
Трехфазный электродвигатель при частоте в сети 50 Гц может иметь скорость вращения максимум 3000 об/мин. Если требуются более высокие частоты вращения, то для небольших мощностей можно использовать универсальные двигатели. Для более высоких мощностей необходимо электроснабжение с более высокой частотой, например преобразователь частоты, который генерирует 300 Гц. Частота вращения подключенного к 300 Гц двигателя равна примерно 18000 об/мин, например для фрезерования с верхним расположением инструмента. Двигатели, приводимые в действие более высокой частотой, меньше и легче, чем двигатели той же мощности для сетевой частоты.
Свойства различных типов двигателей
Электродвигатель постоянного тока • большой диапазон частоты вращения • угольные щетки требуют ухода • может применяться в качестве серводвигателя с низкими затратами на электронику
Универсальный электродвигатель • большой диапазон частоты вращения • угольные щетки требуют ухода • применяется в основном в небольших электроинструментах (например, ручная электродрель)
Шаговый электродвигатель • точная, простая настройка позиции угла • применяется в качестве серводвигателя, например для привода подачи в обрабатывающих станках
Синхронный электродвигатель • при перегрузке останавливается • возможно точное задание частоты вращения с помощью преобразователя частоты • применяется в качестве серводвигателя, например для привода подачи в обрабатывающих станках
Асинхронный электродвигатель • простая надежная конструкция • многочисленные возможности применения • при оборудовании электроникой может применяться в качестве серводвигателя
Электродви гател ь с линейно движущимся ротором • возможно линейное движение без коробки передач • движущаяся масса мала -> быстрое динамичное движение • необходим преобразователь частоты переменного тока с электронным регулированием • применяется, например, в каретках обрабатывающих станков и в скоростном транспорте
Weinig •йЛйшрЙ
www.weinig.ru
Для электронной настройки двигателя трехфазного тока также необходим преобразователь частоты переменного тока. В таком преобразователе электрическая энергия промежуточно сохраняется. Благодаря этому с помощью электронного переключателя генерируется трехфазный переменный ток с желаемой частотой. Это делает возможным высокодинамичное регулирование частоты вращения или угловой скорости для серводвигателей. Регулятор сравнивает мгновенную частоту вращения или угловую скорость с заданной величиной и настраивает преобразователь таким образом, чтобы двигатель достиг заданной величины частоты вращения.
6.1.2. Безопасность эксплуатации и труда
При включении двигателя в зависимости от его типа может возникнуть импульс тока, который превышает величину нормального рабочего тока в 2—12 раз. Ток включения является таким большим потому, что в состоянии покоя в приводных обмотках не генерируется противодействующее напряжение, которое снижает действие рабочего напряжения. Для того чтобы ударные нагрузки сети не были слишком большими, ток включения в электродвигателях постоянного тока высокой мощности ограничивают с помощью пускового сопротивления. Двигатели небольшой мощности можно включать без пускового сопротивления.
Двигатели трехфазного тока с мощностью более 4 кВт можно включать только с использованием пускового устройства. Самое простое пусковое устройство — это переключатель звезда-треугольник. На обмотки двигателя сначала подается 230 В в позиции Y (звезда), потом в позиции А (треугольник) полное напряжение в 400 В (см. 14.3.9). Для последующего переключения с позиции Y на позицию А необходимо подождать, пока двигатель не достигнет своей полной частоты вращения. В современных машинах это переключение производится большей частью автоматически. Процесс включения протекает быстрее всего, если двигатель не нагружен (рис. 6.6).
Позиция Y нужна только для пускового процесса. Если двигатель нагрузить в этой позиции, то допустимая нагрузка не должна превышать треть от его номинальной мощности. При полной нагрузке в таком случае обмотки двигателя получали бы утроенный ток и были бы повреждены из-за перегрева.
При перегрузке двигателя его обмотки могут разрушиться.
Встроенные в цепь тока электродвигателя предохранители должны иметь такую инертность, чтобы они не выключались в течение кратковременного действия тока
Рис. 6.6. Пусковое устройство звезда-треугольник
Weinig
www.weinig.ru
Глава 6. Станки и станочные работы
включения. Однако если ток включения действует дольше положенного, например при блокированном двигателе, то предохранители должны отключиться до того, как будут повреждены обмотки двигателя. Поэтому предохранители должны выбираться в соответствии с типом и мощностью двигателя.
Заблокированный двигатель необходимо сразу же выключить.
Действующая в течение длительного времени перегрузка двигателя, которая все же не столь велика, чтобы отключились предохранители, может также повредить двигатель. Поэтому применяют выключатели защиты электродвигателя, которые должны четко соответствовать двигателю и при перегрузке выключать его. Выключатель защиты электродвигателя благодаря встроенному биметаллическому элементу срабатывает только тогда, когда при нагревании он изменяет свою форму и приводит в действие быстродействующий выключающий механизм.
Выключатель защиты электродвигателя может настраиваться только специалистом.
В двигателях больших размеров и мощностей в обмотки двигателя встроены несколько датчиков нагрева, которые при перегрузках также обеспечивают автоматическое выключение.
6.2. Машинные приводы
Рис. 6.7. Непосредственный привод сверлильно-пазовального станка
Преобразованную силовыми машинами энергию необходимо передать рабочим машинам для технического использования. Различают два типа привода для передачи чаще всего вращательного движения.
6.2.1. Непосредственный привод
При непосредственном приводе двигатель встраивается на станок и передает вращательный момент непосредственно на рабочий вал (рис. 6.7). Это предотвращает потери энергии. Недостатком непосредственного привода является низкая и чаще всего фиксированная частота вращения электродвигателя, которая не может удовлетворить требованиям, предъявляемым при обработке древесины резанием. Выход из такого положения дает применение преобразователя час-
WeinigSi»
www.wetnig.ru
6.2. Машинные приводы
тоты и использование непрямого привода с помощью ремней.
6.2.2. Ременный привод
В ременном приводе вращательное движение передается на приводной вал посредством ремней (рис. 6.8). Частота вращения может изменяться с помощью ременных шкивов различного размера. Также колебания мотора не передаются на рабочий вал, что положительно влияет на поверхность обрабатываемого изделия.
В деревообрабатывающих стан
Рис. 6.8. Ременный привод на столярной фрезе
ках используются различные виды
ремней. В зависимости от формы и поперечного сечения различают плоские, клиновые и зубчатые ремни.
Плоские ремни имеют, как правило, трехслойное строение. Средний слой сделан из полиамида, и он с двух сторон покрыт хромированной воловьей кожей. Кожа придает ремню хорошее сцепление с ременным шкивом, полиамидный слой обеспечивает требуемую прочность на разрыв. Плоские ремни нельзя сделать бесконечными, поэтому их концы необходимо расплющить и склеить между собой.
Ремень должен быть наложен на вал таким образом, чтобы стык ремня двигался не против, а в направлении шкива. Поэтому направление вращения нового ремня указывается на его внешней стороне стрелкой. При использовании плоского ремня нельзя избежать проскальзывания ремня на ременном шкиве.
В зависимости от расположения ремня различают открытый и перекрестный ременный привод.
В опфытом ременном приводе ведущий и ведомый шкивы имеют одинаковое направление вращения. Нагруженная часть ремня также называется ведущая ветвь ремня, ненатянутая разгруженная часть называется ведомой ветвью ремня (рис. 6.9). Рас-
положение шкивов ведет к тому, что ремень охватывает шкивы лишь частично, что сказывается на сцеплении ремня со шкивом. Здесь действует такой принцип, что сцепление ремня увеличивается при увеличении дуги обхвата шкива.
С помощью установки отклоняющих роликов можно увеличить угол дуги обхвата, но это проявляется в более высоких силах трения.
Больший угол дуги обхвата можно получить также посредством использования перекрестного ременного привода, однако направления вращения ведомого и ведущего шкивов при этом являются
Рис. 6.9. Ременный привод, открытый
Weinig
www.weinig.ru
Глава 6. Станки и станочные работы
Рис. 6.10. Клиновидный ременный привод (разрез)
Рис. 6.11. Перекрестный ременный привод с натяжным роликом
диаметр ведущего шкива с/2 диаметр ведомого шкива пЛ частота вращения ведущего шкива
л2 частота вращения ведомого шкива
/="l
Г?2 С^2 ^2
противоположными. Ведомая и ведущая ветви встречаются между осями, при этом боковой износ ремня заметно увеличивается.
Зубчатые ремни бесконечны и изготавливаются из укрепленных сталью или тканью искусственных материалов. Их зубчатый внутренний край очень точно подогнан к валу. Здесь не происходит никакого проскальзывания. Такие ремни особенно подходят для передач с синхронным числом оборотов, какие, например, требуются для подающего и вытяжного вала строгального станка для тонких досок.
Клиновые ремни изготавливаются из резины и имеют клиновидные боковые грани (рис. 6.10). Они могут быть усилены тканью под поверхностью, а вложенные кордовые шнуры улучшают прочность на разрыв. Ширина и высота клинового ремня должны быть подобраны таким образом, чтобы ремень не садился на дно канавки ременного шкива. Это могло бы снизить заклинивание боковых кантов ремня, которое благоприятно сказывается на передаче крутящего момента.
Для предотвращения проскальзывания ремня необходимо наличие некоторого напряжения. Для этого недостаточно собственного веса ремня. Для натяжения используют качающийся вал или натяжной ролик (рис. 6.11).
6.2.3. Передаточное отношение
Если не учитывать проскальзывание в ременном приводе, то оба шкива, даже при разных диаметрах, имеют одинаковую окружную скорость. При различных диаметрах шкивов отличаются только их частоты вращения. Их соотношение обратно пропорционально отношению диаметров шкивов. Отношение частоты вращения л ведущего шкива к частоте вращения ведомого шкива называется передаточным отношением /.
Передаточное отношение не обозначает обязательного повышения частоты вращения ведомого вала. При одинаковой частоте вращения также говорят о передаче, но при этом понижение частоты вращения называют редуцированием.
В деревообрабатывающих станках часто требуются различные частоты вращения. Их можно получить, если установить ременные шкивы с различными диаметрами (ступенчатый шкив) на приводной вал и перекладыванием ремня из-
Weinig
www.weinig.ru
6.2. Машинные приводы
менять передаточное соотношение (рис. 6.12). Но при этом изменяется только частота вращения ведомого вала.
Дальнейшую градацию частоты вращения получают удвоением частоты вращения приводного двигателя. Таким образом, например, при двухступенчатом двигателе и трех ступенях ременного привода возможны шесть частот вращения.
Если их не хватает, как, например, для механизма подачи, то применяют приводы бесступенчатого регулирования (рис. 6.13). Здесь используется клиновидная дисковая пара, которую можно переставлять ближе друг к другу. Если уменьшить промежуточное расстояние между дисками, то это приведет к увеличению диаметра вращения ремня, что в принципе будет соответствовать увеличению диа
Рис. 6.12. Привод со ступенчатым шкивом
Рис. 6.13. Привод бесступенчатого регулирования
метра шкива и тем самым изменению передаточного соотношения.
Защита от несчастных случаев при использовании ременных приводов
• Ременные приводы, которые находятся в зоне транспортировки или работы, должны быть закрыты предохранительным оборудованием или облицовкой.
• Клиновые канавки и выступающие клинья на ременных приводах необходимо закрывать, даже если они находятся вне зоны транспортировки или работы.
• Самостоятельное обслуживание и уход за двигательными установками могут проводиться только лицами не моложе 18 лет, которые имеют на эти работы специальный допуск.
ЗАДАНИЯ
1. Какие преимущества имеет ременный привод по сравнению с непосредственным приводом?
2. Сравните типы ременных приводов касательно возможности проскальзывания в них ремня.
3. Назовите и расскажите принцип действия типов приводов, с помощью которых можно плавно регулировать частоту вращения.
6.3. Обработка резанием с помощью станочного инструмента
Машинные инструменты в зависимости от вида движения при резании материала делят на возвратно-поступательные (осциллирующие), циркулирующие и вращающиеся инструменты (рис. 6.14).
WeinigSl»!
www.weinig.ru
Глава 6. Станки и станочные работы
Осциллирующими станочными инструментами являются, например, пильное полотно рамной или выкружной пилы.
Циркулирующие станочные инструменты — это пильные полотна ленточных пил, пильные и фрезерные цепи, а также шлифовальные ленты.
Вращающимися станочными инструментами являются полотна дисковых пил, ножевой вал строгального станка, инструменты для фрезерования и сверления.
Эти виды дви-
Рис. 6.15. Обработка резанием на строгальном станке посредством одного ножа
Рис. 6.16. Обработка резанием на строгальном станке двумя ножами
жений при обработке резанием также комбинируются. В шлифовальной машине циркулирующее движение часто соединяется с ос-цил л ирую щи м движением.
Качество поверхности резания зависит в основном от вида обработки и других факторов, таких как частота вращения, скорость подачи, а также числа и геометрии режущих кромок инструмента.
Если изделие ведется по ножевому валу, то на обрабатываемой поверх
ности изделия воз
Weinig Ыж
www.weinig.ru
6.2. Машинные приводы
никают волнистые следы. Величина расстояния между отдельными волнами соответствует толщине снимаемой стружки и называется подачей на зуб /z (рис. 6.15).
Использование дополнительных режущих кромок (рис. 6.16), замедление подачи или повышение частоты вращения уменьшают подачу на зуб и
улучшают каче- Рис. 6.17. Диаграмма для определения благоприятных режимов ство обработан- Резания ной поверхности.
Подачу и частоту вращения нельзя увеличивать произвольным образом. Слишком маленькая подача наряду с увеличением теплоты трения ведет к скобле
4 = подача на зуб (снятие стружки на одну режущую кромку)
Величина fz (примерное снятие стружки на одну режущую кромку)
нию вместо резания с повышенным износом, режущие кромки затупляются намного быстрее, а обрабатываемая поверхность получает обожженные пятна. Для частоты вращения также существуют верхние границы, которые зависят от обрабатываемого материала. Для вращающегося инструмента существует опасность, что напаянные твердометаллические режущие кромки разрушатся из-за действия центробежных сил.
При ручной подаче соблюдение равномерной скорости подачи невозможно. Поэтому получаемое качество поверхности необходимо постоянно контролировать.
Пример считывания диаграммы (рис. 6.17):
Частота вращения п — 6000 мин-1
Количество режущих кромок z — 4
Скорость подачи vf = 12 м/мин
Частота вращения п перемножается с количеством режущих кромок z, в результате получается 24000 1/мин. Точка пересечения этой линии с линией скорости подачи 12 м/мин дает подачу на зуб 0,5 мм и находится в благоприятной области.
WeinigSIm
www.weintg.ru
Глава 6. Станки и станочные работы
6.4. Общие правила предупреждения несчастных случаев при работе на деревообрабатывающих станках
• Несовершеннолетним не могут быть доверены эксплуатация и обслуживание фрезерно-отрезных, строгальных, фрезеровальных или окорочных станков с механическими приводами.
• Под эксплуатацией в случае профессиональной обработки древесины понимают оснащение, настройку, включение и выключение станков, а также подачу и отвод обрабатываемых изделий. Под обслуживанием понимают уход и чистку станков, проверку безопасности эксплуатации, а также устранение неисправностей и недостатков.
• Ученики производственного обучения старше 15 лет могут работать на этих станках, если это требуется для их образования, а безопасность их работы обеспечивается под надзором квалифицированных специалистов.
• При работе на станках необходимо носить тесно прилегающую одежду, особенно в области лучезапястных суставов. Кольца и браслеты, а также наручные часы при работе на станках нужно снимать.
• Длинные волосы во время станочных работ должны быть прикрыты подходящим головным убором.
• Распитие алкоголя и других опьяняющих напитков на рабочем месте недопустимо. Работники не должны допускаться к работе в состоянии, при котором они могут причинить вред себе или другим.
• Станки и станочные инструменты перед использованием необходимо проверить на безопасность. О неисправностях необходимо сразу сообщить ответственным лицам.
• Лица, которые вводят в эксплуатацию станок или работают на нем, должны следить за тем, чтобы никто не пострадал. Особенную осторожность необходимо соблюдать в случае, когда на станке работают несколько человек. С лицами, работающими у станка, нельзя разговаривать или мешать им, особенно в то время, когда они рукам удерживают инструмент у обрабатываемого изделия.
• На вращающихся инструментах должна быть отчетливо нанесена допустимая частота вращения, а также маркировка производителя. Исключение составляют фрезеровальные инструменты с диаметром хвостовика до 16 мм и инструменты для сверления.
• Не готовые к использованию машины необходимо соответствующим образом обозначить и отключить от сети питания.
• Свободную стружку или осколки необходимо удалять подходящими вспомогательными средствами только при выключенной машине.
• Машины можно оставлять без присмотра только в выключенном состоянии.
• Необходимо использовать специальные приспособления для защиты слуха, так как вызываемые шумом повреждения слуха неизлечимы.
• Если при работе могут образоваться осколки или искры, то необходимо использовать защитные очки для глаз.
• Изделия при работе на деревообрабатывающих станках необходимо надежно накладывать и четко вести или надежно закреплять. Свободные концы длинных изделий необходимо поддерживать с помощью кронштейнов, удлинительных столов или других приспособлений.
ЗАДАНИЯ
1. Покажите на примерах возможные способы закрепления станочных инструментов при деревообработке.
2. Назовите факторы, влияющие на качество обработки поверхности.
3. Расскажите о последствиях, к которым может привести выбор слишком низкой скорости подачи.
4. Станок можно включить с допустимой фрезой на частоту вращения 12000 мин-1. Какой должна быть скорость подачи, если требуется получить чистую поверхность? Величины брать по диаграмме.
5. Почему при работе на станках необходимо носить прилегающую одежду, а длинные волосы нужно закрывать подходящим головным убором?
WeinigSlm
www.weinig.ru
6.5. Ручные электроинструменты
6.5. Ручные электроинструменты
Очень часто для облегчения работы вместо ручных инструментов применяют электроинструменты. Они делают возможной более быструю и значительно более точную работу. Из-за их небольшого веса они также хорошо подходят для строительных и монтажных работ.
Ручные электроинструменты должны быть оборудованы приспособлением для отсасывания отделяющихся стружек и могут присоединяться к маленьким мобильным пылесосам (рис. 6.18).
6.5.1. Электрические дисковые пилы
Электрические дисковые пилы применяются для отрезания досок и брусков по длине, а также для разрезания различных древесных и других плиточных материалов.
Связанное напрямую с приводом пильное полотно полностью накрыто кожухом выше уровня накладывания. На нижней стороне находится поворотное ограждение, которое убирается при воздействии обрабатываемого изделия. Когда полотно выходит из материала, подпружиненное ограждение возвращается и закрывает диск. Начиная с глубины пропила 18 мм ручные дисковые пилы должны быть оборудованы расклинивающим ножом. Для изготовления глухих пропилов он может быть сделан на пружине. При работе зазор между ножом и зубьями пилы не должен превышать 5 мм. Для изготовления различных обрезных кромок опорный столик может быть установлен под наклоном и приспособлен под глубину резания инструмента (рис. 6.19).
Пропилы могут производиться по встроенному в корпус параллельному упору, на упорной шине
Рис. 6.18. Мобильный пылесос для ручного электроинструмента
Рис. 6.19. Ручная дисковая пила
www.vieinig.ru
Глава 6. Станки и станочные работы
Рис. 6.20. Дисковая пила для выполнения скрытых пазов
Рис. 6.21. Электролобзик
Рис. 6.22. Пильные полотна электролобзиков
или по визиру пропила. С помощью дополнительного оборудования возможна переделка ручной дисковой пилы в небольшой передвижной отрезной станок.
Погружные дисковые пилы используются для глухих пропилов, то есть для выпиливания фрагментов внутри обрабатываемого изделия. Пильное полотно при выключении стопорного приспособления можно наклонять относительно изделия, при этом можно произвольно настроить и зафиксировать глубину резания.
Особой формой погружных пил является дисковая пила для выполнения скрытых пазов. Она производится в облегченном исполнении, так как с ее помощью часто работают в положении «над головой». Ведение разреза производится параллельно стене. Занимающие много времени подгоночные работы для частей облицовки отпадают (рис. 6.20).
Для обработки различных материалов предлагаются пильные диски с соответствующей формой зубьев.
6.5.2. Электролобзики
Электролобзики применяют для производства прямолинейных и изогнутых распилов массивной древесины, древесных материа
лов, пластмасс и цветных металлов (рис. 6.21).
Вращательное движение приводного двигателя преобразуется в возвратно-поступательное движение пильного полотна. Дополнительно к рабочему ходу некоторые машины имеют маятниковое движение вперед. Это облегчает распиливание толстых материалов. Такие пилы называют маятниковыми лобзиками. В качестве опоры при работе используется изменяемая по наклону опорная плита (лыжа). Она плотно прижимается к обрабатываемому изделию. В зависимости
www.weinig.ru
6.5. Ручные электроинструменты
от используемого материала в приспособлении для крепления инструмента может зажиматься пильное полотно различной ширины (рис. 6.22).
Электролобзиком можно производить параллельные разрезы с помощью направляющего упора, а также дуговые распилы или распилы по метке. В пластинчатых материалах можно делать погружные распилы без предварительного просверливания.
6.5.3. Электрорубанки
Рис. 6.23. Электрорубанок
С помощью электрорубанков можно плоско и заподлицо выстругивать канты массивной древесины, а также изготовлять в массивной древесине пазы и фальцы.
Электрорубанки преимущественно применяются для припасовочных работ на строительной площадке (рис. 6.23).
Корпус машины закрывает приводной двигатель и ножевой вал. Две части упора до и после ножевого вала служат в качестве рабочей опоры. Для регулирования глубины строгания можно поднимать или опускать переднюю или подающую часть подошвы с помощью поворотной кнопки или ползунка. Для точной обработки машина оборудована переставляемой и поворотной боковой линейкой для регулирования ширины пазов и желобов. Стружка отводится через расположенный сбоку патрубок для удаления стружки. Ножевой вал освобождается поворотным ограждением только при отведении его назад заготовкой в начале прохода. После окончания работы ограждение вновь закрывает ножевой блок благодаря силе натяжения пружины. Стандартная ширина ножевого вала для внутренних отделочных работ составляет 75 мм. Электрорубанки можно класть на подложку только после полной остановки ножевого вала.
Особой формой электрорубанков являются электрорубанки для строгания заподлицо (рис. 6.24). С его помощью можно обработать заподлицо канты из массивной древесины, наклеенные на панельные материалы. Ножевой вал расположен сбоку на опорной поверхности. Это делает возможным строгание заподлицо оклеенного со всех сторон изделия за один рабочий ход.
Рис. 6.24. Электрорубанок для строгания заподлицо
www.weinig.ru
Глава 6. Станки и станочные работы
6.5.4. Ручные фрезеровальные машины
С помощью ручной фрезеровальной машины можно выполнять следующие работы:
• фрезерование пазов, шпунтов и канавок;
• фрезерование профилей на прямых, изогнутых и выгнутых изделиях;
• изготовление отверстий для установки фурнитуры;
• фрезерование заподлицо наклеенных вставок, декоративного и кантового
Рис. 6.25. Ручная фрезеровальная машина с верхним расположением инструмента
шпона;
• фрезерование по копиру при помощи шаблона.
В корпусе машины располагается двигатель, а также связанный с ним напрямую рабочий шпиндель с приспособлением для крепления инструмента (рис. 6.25). При помощи цилиндрической направляющей опорная рабочая поверхность пер-страивается по высоте и соединяется с корпусом. На нижней стороне машины могут устанавливаться различные регулируемые упоры, которые делают возможным проведение обработки прямых изделий параллельно кантам. Для обработки изогнутых изделий можно использовать такие инструменты, на которых закрепляется или опорное кольцо на шарикоподшипниках, или упорные цапфы. Ручные фре
Рис. 6.26. Фрезерный рабочий орган для ручной фрезеровальной машины с верхним расположением инструмента
зеровальные машины могут иметь различную мощность двигателя и регулируемую частоту вращения.
С помощью конического зажимного винта инструмент устанавливается в шпинделе фрезера. Может использоваться множество различной формы фрез, в основном с твердометаллическими кромками (рис. 6.26). При использовании инструментов с диаметром фрезы больше 16 мм следует соблюдать предписания по инструментам с ручной подачей относительно конструкции и выступа режущих кромок. Стружка отсасывается с места образования посредством пылеулавливающего приспособления.
Weinig ЯЙ Ж
www.weinig.ru
6.5. Ручные электроинструменты
Для того чтобы избежать работ по переналадке, ручные фрезеровальные машины производятся в многочисленных вариантах исполнения. Различают ручные фрезеровальные машины с верхним расположением инструмента для внутренних строительных работ, фрезеры для фрезерования фасок и отрезания заподлицо при обработке кантов, а также фрезы для удаления замазки или остатков стекла с оконных рам.
Ручная фрезеровальная машина для фрезерования пазов (фрезер для штифтовых соединений), представленная на рис. 6.27, отличается от этих конструктивных форм. Фреза для прорезания пазов, соединенная с угловым приводом, выдвигается из корпуса машины при нажатии на изделие. По окончании фрезерования фреза благодаря силе пружины возвращается обратно в скрытое в корпусе машины исходное положение. Возникающий паз используется для фасонных шпонок, пластинчатых соединителей или заделывания смоляных кармашков.
Рис. 6.27. Ручная фрезеровальная машина для штифтовых соединений и фасонная шпонка
Рис. 6.28. Электродрель
6.5.5. Электродрели
С помощью электродрелей (рис. 6.28) в основном изготавливаются монтажные отверстия в массивной древесине, древесных материалах, пластмассах, металлах, кирпичной кладке и бетоне. Для внутренних работ чаще всего используются маленькие ручные, иногда даже бесшнуровые (аккумуляторные) электродрели. Их можно приспосабливать к обрабатываемому материалу с помощью электронного регулирования скорости вращения. Дрель-винтоверт имеет дополнительно многоскоростной электродвигатель с возможностью изменения направления вращения, так что становится возможным выкручивание и закручивание винтов. Перфоратор в основном производится в более тяжелом исполнении и имеет два хода и подключаемое ударное действие, которое позволяет сверлить даже каменную кладку и бетон.
В бурильном молотке совмещаются вращательное движение и пневматическое ударное действие (рис. 6.29). С его помощью без больших усилий можно сверлить даже твердый бетон. Ударное действие для сверления пористых или
Weinig SSSI^j^
www.weinig.ru
Глава 6. Станки и станочные работы
Рис. 6.29. Бурильный молоток
Рис. 6.30. Обработка поверхности ленточной шлифовальной машиной
Рис. 6.31. Ленточная шлифовальная машина в опорной раме
чувствительных материалов можно отключать. В некоторых моделях можно отключать и вращательное движение, таким образом, становится возможным проведение чисто долбежных работ. Для применения в строительной сфере особенно хорошо подходят твердосплавные буровые инструменты и сверла (см. рис. 2.233).
6.5.6. Электрические шлифовальные машины
С помощью электрических шлифовальных машин можно шлифовать массивную древесину, древесные материалы, пластмассы и металлы. Существуют следующие типы шлифовальных машин:
• ленточные шлифовальные машины,
• суперфинишные и дельтовидные шлифовальные машины,
• торцовые шлифовальные машины и дисковые вибрационные шлифовальные машины,
• углошлифовальные машины.
Ленточной шлифовальной машиной шлифуют грубые поверхности с высокой мощностью истирания (рис. 6.30). Вокруг двух валов движутся бесконечные шлифовальные ленты. Расположенная между роликами рабочая
опорная поверхность соединена с корпусом машины. На одной стороне машины она заканчивается заподлицо со шлифовальной лентой, то есть становится возможной обработка фальцев. Образующаяся шлифовальная пыль удаляется через штуцер в корпусе машины. Связанные с корпусом опорные или щеточные рамы ограничивают перекашивание машины при обработке больших поверхностей. Встроенную раму можно использовать как стационарный станок. Таким способом обрабатывают маленькие или узкие изделия (рис. 6.31).
Weinig&tlffi
www.weinig.ru
6.5. Ручные электроинструменты
Рис. 6.32. Суперфинишная шлифовальная машина
Рис. 6.33. Дисковая вибрационная шлифовальная машина
Суперфинишные шлифовальные машины используют для тонкого шлифования и шлифования лака (рис. 6.32). Приводной двигатель связан со шлифовальной платформой посредством эксцентриковой связи. Из-за этого появляется такое движение шлифования, при котором накладываются прямолинейное и круговое движение. Благодаря прямоугольной конструкции шлифовального башмака внутренние канты также могут быть хорошо отшлифованы. Суперфинишные шлифовальные машины должны быть оборудованы подключением для отсасывания пыли. По тому же принципу работают дельтовидные шлифовальные машины, которые благодаря особой форме их шлифовального башмака особенно подходят для шлифования труднодоступных мест и внутренних углов.
В торцовых шлифовальных машинах приводной двигатель посредством угловой передачи соединен с вращающимся тарельчатым шлифовальным кругом, который покрыт шлифовальной бумагой. Следствием вращательного движения является высокая мощность истирания. Такие машины используют для удаления старого покрытия или остатков лака. Из-за движения шлифования и высокого истирания трудно получить плоскую поверхность. Этот недостаток устранен в дисковых вибрационных шлифовальных машинах тем, что вращательное движение связано с эксцентриковым движением (рис. 6.33). Таким способом может быть получено высокое качество поверхности с хорошим истиранием.
Угловая шлифовальная машина может быть оснащена по выбору шлифовальной или полировальной насадкой. Благодаря более сильному приводному агрегату можно проводить также и тяжелые шлифовальные или полировальные работы без перегрузки машины.
Предотвращение несчастных случаев при работе с электроинструментом
• Ручные электроинструменты должны быть настроены таким образом, чтобы было возможно их быстрое отключение без отпускания ручки.
• Из рук электроинструмент можно выкладывать только в выключенном состоянии.
• Особенно опасны электрические присоединительные провода. Так же как и имеющееся предохранительное оборудование, их необходимо регулярно проверять на наличие повреждений.
• При работах по замене инструмента электроинструмент необходимо выключить из сети питания.
• При работе с ручным электрическим инструментом рабочее место должно быть сухим, нельзя работать с электроинструментом под дождем или при наличии тумана.
• Электроинструменты могут включаться или выключаться с помощью выключателя на приборе.
• Перед началом работы изделия необходимо надежно зафиксировать, чтобы не допустить изменения положения, проскальзывания или проворачивания.
• Даже маленькие электроинструменты при неправильной эксплуатации или рабочей позиции могут привести к тяжелым повреждениям, которые можно предотвратить только ответственным обращением и инструментами.
Weinig Ы»
www.weinig.ru
Глава 6. Станки и станочные работы
ЗАДАНИЯ
1. Какие технические возможности существуют для предотвращения перекашивания ленточной шлифовальной машины при шлифовании плоской поверхности?
2. Назовите электрические инструменты, которыми можно производить полирование, и опишите их применение.
3. Сравните применение ручного электроинструмента и стационарных станков, назовите преимущества электроинструмента.
4. Опишите процесс движения маятниковой лобзиковой пилы.
5. Начиная с какой глубины реза электрические дисковые пилы должны быть оборудованы расклинивающим ножом?
6. Какие рабочие операции можно производить погружной дисковой пилой?
7. Какова область применения бурильного молотка в монтажной технике?
8. В чем заключаются различия в применении между ручной фрезеровальной машиной с верхним расположением инструмента и фрезеровальной машиной для выполнения штифтовых соединений?
Рис. 6.34. Пневматический шуруповерт
Рис. 6.35. Пневматическая шлифовальная машина
Рис. 6.36. Магазинный гвозде-забиватель
6.5.7. Пневматические инструменты и устройства
Пневматические инструменты применяются для обработки древесины, пластика и легких металлов в том случае, когда нельзя использовать стационарные станки. Такие инструменты являются ручными и легкими, нечувствительны к пыли и влажности, а также безопасны и надежны в эксплуатации, особенно в отношении требований по защите от взрыва.
Во вращающихся пневматических инструментах привод производится посредством пневматического двигателя. Частота вращения может плавно регулироваться (до 20000 мин”1) посредством регулирования скорости потока. Перегрузка инструмента невозможна, так как его можно использовать до остановки. При использовании соответствующего типа двигателя возможно переключения с правого на левое вращение.
Часто применяются пневматические шуруповерты с автоматической подачей винтов или без нее (рис. 6.34). При использовании проскальзывающей муфты можно настраивать различные моменты вращения. Пневматические дрели, как правило, имеют малый вес и низкий расход воздуха.
Шлифовальные и полировальные работы можно производить с помощью пневматических угловых или суперфинишных шлифовальных ма-
Weinig
BS»
www.weinig.ru
6.6. Стационарные станки
Рис. 6.38. Принцип работы краскопульта
шин, если использовать шлифовальные или полировальные диски или другой подобный инструмент (рис. 6.35). Если соответствующим образом отводить отработанный пневматическим инструментом воздух, то с его помощью с рабочего места можно удалять пыль и опилки. Это также делает возможным проведение точных работ.
Рис. 6.37. Краскопульт с верхним бачком
Ударные пневматические инструменты состоят из цилиндра с нагружаемой попеременно с разных сторон колбой, как в цилиндре двухстороннего действия. Сюда относятся ударный бур и магазинный гвоздезабиватель с продольным или круглым магазином (рис. 6.36). В магазине гвозди плотно уложены в виде полосы. Для заколачивания металлических скоб используются скобоза-биватели.
Для распыления лаков используются пневматические краскопульты (рис. 6.37). В них сжатый воздух используется для распыления лакокрасочного материала и для регулирования формы факела, то есть для получения круглого или плоского факела распыла (рис. 6.38). Сжатый воздух не должен содержать масел, должен быть сухим и чистым, так как только таким способом можно получить безупречное покрытие поверхности.
6.6. Стационарные станки
6.6.1. Отрезные станки
Отрезные станки разрезают материал при прямолинейном или круговом главном движении резания. Инструментом является бесконечное пильное полотно или круглый пильный диск. Отрезные станки используются для раскряжевки бревен, поперечной распиловки, прорезания шлица, пазования и фальцевания различных изделий.
Различают ленточнопильные станки, круглопильные станки и лобзиковые станки.
Weinig^S GRUPpl
www.weinig.ru
Глава 6. Станки и станочные работы
Регулятор натяжения полотна Регулятор
\ перестановки по высоте
Станина
Рис. 6.39. Ленточнопильный станок
Рис. 6.40. Отклоняемый рабочий стол
6.6.1.1. Ленточнопилъные станки
В ленточнопильных станках круговое движение приводного двигателя посредством бесконечного пильного полотна преобразуется в прямолинейное движение резания в месте распила.
КОНСТРУКЦИЯ
Станина ленточнопильного станка несет рабочий стол станка, приводной двигатель, шкивы и направляющую пильного полотна. Бесконечное пильное полотно перемещается по верхнему и нижнему шкивам. Нижний шкив, который прочно связан со станиной, приводится в движение напрямую электродвигателем или соединен с ним посредством ременной передачи. Положение верхнего шкива можно регулировать по высоте с помощью ручного регулятора натяжения полотна. Его ось нагружена пружиной для выравнивания биения при пилении и компенсации теплового расширения полотна. Через расположенный между шкивами рабочий стол станка проходит идущая вниз часть пильного полотна. Производимая пильным полотном сила резания отводится рабочим столом, поэтому обрабатываемое изделие получает надежную опору (рис. 6.39). Рабочий стол, который может отклоняться внутрь и наружу, имеет запирающийся паз для замены пильного полотна (рис. 6.40). В месте вхождения пильного полотна в стол находится заменяемый вкладыш. Он служит для защиты пильного полотна и должен быть изготовлен из разрушаемого материала, например твердой древесины, алюминия или пластика. На ра
Weinig
www.weinig.ru
6.6. Стационарные станки
бочем столе установлен упор для продольного пиления, который можно переставлять и регулировать. Кроме этого, для выполнения продольных разрезов или скосов на станок можно еще устанавливать более широкие, чаще всего поворачиваемые упоры (рис. 6.41). В ленточнопильных станках свободной может оставаться только та часть пильного полотна, которая необходима для выполнения работ. Все другие участки должны быть закрыты или иметь защитные ограждения для предотвращения несчастных случаев. Это также делает возможным отсасывание образующейся при пилении стружки.
С1982 года ленточнопильные станки должны быть снабжены тормозом, который останавливает полотно после выключения машины.
Во избежание повреждений ленточного пильного полотна для шкивов должны быть предусмотрены покрытия из пробки, резины или искусственного материала, так называемые бандажи. Благодаря выпуклой форме покрытия шкива пильное полотно всегда проходит посередине шкива (рис. 6.42). Для дальнейшего регулирования пильного полотна ось верхнего шкива может отклоняться вперед или назад. Колесо регулирования, как правило, находится на задней стороне станка. Таким образом, пильное полотно может безопасно регулироваться или настраиваться даже при работающем станке.
Давление, оказываемое изделием, вызывает изменение положения пильного полотна на шкивах. Поэтому в рабочей зоне используют направляющие пильного полотна, которые предотвращают его отклонение назад, а также обеспечивают боковое ведени (рис. 6.43). Для этого над рабочей зо
Рис. 6.41. Упор для скосов и поперечных распилов
Рис. 6.42. Бандаж пильного полотна
Рис. 6.43. Направляющие пильного полотна
www.weinig.ru
Глава 6. Станки и станочные работы
ной и под рабочим столом расположены направляющие пильного ленточного полотна. Без давления пиления пильное полотно не должно касаться этих закаленных стальных роликов. Из-за различной ширины пильного полотна для направляющих должна быть предусмотрена возможность их перестановки вперед и в сторону, чтобы ролики направляющих при пилении не вступали в контакт с зубьями полотна.
Дополнительно верхняя направляющая пильного полотна может переставляться по высоте посредством регулировочного колеса. Это сделано для того, чтобы сквозное отверстие можно было подобрать в зависимости от обрабатываемого изделия. Тем самым обеспечивается оптимальное ведение около изделия.
ИНСТРУМЕНТЫ
Ленточное пильное полотно изготавливается из нелегированной инструментальной стали. Длина, ширина и толщина выбираются в зависимости от диаметра применяемых в ленточнопильном станке шкивов. Ленточные пильные полотна стандартизованы. Длина лежит в пределах от 2250 и 8500 мм, ширина — от 6,3 до 63 мм. Толщина пильного полотна не должна превышать 1/1000 диа
метра шкива.
В зависимости от задач пиления могут применяться различные пильные полотна с различными размерами и формой зубьев. Прямые распилы производятся с помощью широких пильных полотен, которые обеспечивают хорошее ведение
и имеют незначительную склонность к отклонению от направления пиления. Криволинейное пиление производится узкими пильными полотнами. Они лучше подходят к радиусу изгиба кривых, так что становится возможным выпиливание даже небольших радиусов.
Для качества пиления большую роль играет форма зубьев пилы, поэтому в
Высота зуба 1/3 а
Нависающие (стандартные) зубья
Нарезка зубьев с большим пространством для стружки
Рис. 6.44. Полотна ленточных пил для продольного распиливания
зависимости от характеристик и свойств материала изделия, а также формы распила применяются различные пильные полотна.
Продольный распил в мягкой древесине производится таким пильным полотном, которое имеет большие впадины зубьев для удаления стружки и положительный передний угол (рис. 6.44).
Для поперечного распиливания мягкой древесины используются пильные полотна с прямоугольными зубьями (рис. 6.45). Переднийугол при такой форме зуба составляет 0°, угол резания — 90°. Продольное и поперечное распиливание твердой древесины также выполняется этим пильным полотном.
Расстояние между отельными зубьями называют шагом зубьев, расстояние от кончиков зубьев до дна впадины между зубьями называют высотой зуба. Шаг и высота зубьев влияют друг на друга. Увеличение высоты зуба означает увеличение пространства для стружки, стружка хорошо отводится. Одновременно уменьшается выносливость зуба пилы.
WeinigSls
www.weinig.ru
6.6. Стационарные станки
Эмпирическая зависимость для высоты зуба следующая.
При положительном переднем угле высота зуба составляет 1/3 шага зуба, при прямоугольных зубьях от 1/2 до 2/3 шага зуба. ____________________________________________
Для получения безупречного распила большую роль играет разводка зубьев. Равномерная разводка обеспечивает необходимое, особенно для криволинейного пиления, свободное движение пильного полотна. Ширина разводки выбирается в соответствии с распиливаемой древесиной. Твердая и сухая древесина требует малой разводки, мягкая и влажная — широкой разводки. Для предотвращения растрескивания впадин зубьев зубья пилы разводятся максимум до половины их высоты. Ширина разводки составляет 11/2 толщины полотна.
Заточка полотен ленточных пил производится после разводки на заточном станке. Заточку производят с помощью шлифовального диска или трехгранного
напильника, начиная от места сварки или пайки пильного полотна против направления пиления. При этом шлифовальный диск или трехгранный напильник движутся горизонтально и перпендикулярно к пильному полотну. При шлифовании или обработке напильником необходимо следить за тем, чтобы впадины зубьев сохраняли круглую форму. Это предотвращает растрескивание при сильных нагрузках на инструмент.
Ленточные пилы применяют для всех типов продольного и поперечного распиливания мягкой и твердой древесины. При этом работы ведут по риске или упору. В основном ленточная пила не позволяет получить высокого качества распил. Края распила чаще всего шершавые и должны подвергаться последующей обработке.
6.6.1.2. Делительные ленточнопилъные станки и ленточнопилъные станки для бревен
Делительные ленточнопилъные станки и ленточнопильные станки для бревен с точки зрения конструкции и принципа работы мало отличаются от обычных ленточнопильных станков. Они лишь соответственно больше и работают с использованием специальных ленточных пильных полотен.
Делительные ленточнопильные станки служат для продольного раскроя брусьев, толстых досок и горбылей на тонкие доски или заготовки.
На ленточнопильных станках для бревен распиливают стволы и склеенные блоками средние щиты (см. рис. 2.35).
Рис. 6.45. Полотно ленточных пил для поперечного распиливания
Рис. 6.46. Схема ленточнопильного станка для бревен
Weinig SSrag
www.weinig.ru
Глава 6. Станки и станочные работы
6.6.1.3. Безопасная работа на ленточнопилъных станках
Рис. 6.47. Положение рук при продольной распиловке
Рис. 6.48. Вертикальное распиливание узких кантов по разметке
Перед началом распиловочных работ направляющая пильного полотна отклоняется изделием настолько далеко, насколько это возможно. Для распиловки и криволинейного движения изделие равномерно подается вперед в соответствии с разметкой. При этом руки всегда располагаются по сторонам пильного полотна (рис. 6.47). Обратного оттягивания изделия следует избегать, так как при этом пильное полотно может соскочить с бандажа.
Если необходимо распилить длинные изделия, то их необходимо обезопасить от опрокидывания со стола. Удлинители стола или роликовая тележка снижают эту опасность.
Особенно при продольной распиловке вертикально форматных поперечных сечений возникает повышенная опасность несчастных случаев
по причине перекашивания и опрокидывания изделия. Для этого под рукой должны находиться и при необходимости использоваться вспомогательные приспособления, такие как направляющий угольник и толкатель. Круглая древесина при распиливании имеет склонность к вращению. Это можно предотвратить исполь
зованием клиновой опоры.
ЗАДАНИЯ
1. Почему шкивы пильного полотна в ленточнопильном станке должны быть нагружены пружиной?
2. Объясните задачу вкладыша в стол ленточнопильного станка.
3. Назовите материалы, из которых MOiyr быть произведены вкладыши в стол ленточнопильного станка.
Wemig
Ж
www.weinig.ru
6.6. Стационарные станки
4. Как можно регулировать положение ленточного пильного полотна на шкивах?
5. Назовите функциональные части направляющих ленточного пильного полотна и объясните их задачи.
6. Как выполняется разводка пильных зубьев на ленточном пильном полотне?
7. Почему дно впадины зубьев пильного ленточного полотна должно иметь круглую форму?
8. Обсудите представленный на рис. 6.48 способ вертикального распиливания узких кантов на ленточнопильном станке.
9. Круглое изделие должно быть распилено поперек на ленточнопильном станке. Какой безопасный способ для этого можно использовать?
10. Назовите вспомогательные приспособления, которые делаю возможным безопасное распиливание длинных изделий на ленточнопильном станке.
6.6.1.4. Круглопилъные станки
На круглопильных станках производится большое количество столярных работ. В зависимости от области применения различают:
• столярные круглопильные станки,
• круглопильные станки для форматного раскроя,
• двухпильные и многопильные круглопильные станки,
• обрезные круглопильные станки,
• круглопильные станки для изготовления пиленого шпона,
• вертикальные и горизонтальные круглопильные станки для раскроя плит,
• маятниковые круглопильные станки,
• торцовые круглопильные станки.
Столярный круглопильный станок принадлежит к стандартному оборудованию столярной мастерской. На станине столярного круглопильного станка закреплен рабочий стол (рис. 6.49). Он имеет сквозное отверстие для пильного диска. Внутри станка располагаются станочные агрегаты для привода пильного вала, а также механизм регулирования высоты и наклона пильного диска. Настройка высоты и наклона производится с помощью ручного регулировочного колеса или посредством электродвигателя. Регулировка наклона делает возможным выполнение точных пропилов под углом от 0 до 45°. На правой стороне рабочего стола находится упор для продольного пиления. Он позволяет производить распиливание обрабатываемого изделия по ширине, при этом желаемый размер предварительно выставляется на шкале. На левой стороне рабочего стола закреплен роликовый стол. На него устанавливается регулируемый
Рис. 6.49. Круглопильный станок для форматного раскроя
WeinigSS»f
www.weinig.ru
Глава 6. Станки и станочные работы
Рис. 6.50. Регулируемый упор для скосов
Рис. 6.51. Элементы пульта управления
Рис. 6.52. Двухпильный круглопильный станок
упор для скосов (рис. 6.50). Изделие кладется на роликовый стол и подводится к пильному диску. Здесь желаемые размеры и угол также могут быть предварительно выставлены на соответствующих шкалах. Упор для скосов можно удалить из направляющей. Элементы управления типа основного и агрегатного выключателя расположены в откидном пульте управления над рабочим столом (рис. 6.51). Это обеспечивает безопасное обслуживание станка. Для защиты от контакта с пильным
диском служит также откидываемый вверх защитный кожух, расположенный над пильным полотном. Он связан с центральным вытяжным устройством станка и способствует удалению образующихся при пилении пыли и опилок.
Для привода вала дисковой пилы используется клиновая или ременная передача посредством ременных шкивов различного диаметра. Таким способом в сочетании с многоскоростным электродвигателем получаются различные частоты вращения.
Круглопильные станки для форматного раскроя используются для обычного и форматного раскроя древесных материалов и массивной древесины. Они оборудованы большим рабочим столом и устойчивым раздвижным столом в виде параллелограмма с регулируемым углом. Такой стол благодаря своей большой площади опорной поверхности делает воз
можным точное распиливание даже для изделий больших размеров. Длинный роликовый стол на этом станке также может применяться для обрезания массивной древесины.
WeinigSlmi
www.weinig.ru
6.6. Стационарные станки
Пильное полотно для предварительного пропиливания
Рис. 6.53. Устройство предварительного пропиливания
Bi w »* **»• BrdMW »«**• Curtm-OMgr tlactrfrAt!
Рис. 6.54. Обрезной круглопильный станок
На двухпильных круглопильных станках доски и деревянные обвязки за один рабочий ход обрабатываются по двум сторонам (рис. 6.52). Для этого пильный агрегат параллельно оси перемещается по направляющим салазкам до получения желаемого расстояния между двумя пильными дисками. Для распиливания без трещин покрытых искусственными материалами древесных плит эти станки чаще всего оборудованы пилами для предварительного пропиливания (рис. 6.52). Обрабатываемое изделие прочно удерживается на роликовом столе посредством вакуумных держателей и одновременно подается на оба пильных диска. При движении роликового стола назад они самостоятельно разжимаются на 2 мм.
С помощью многопильного дискового станка, также называемого раскроечным автоматом, массивную древесину раскраивают на несколько частей. Этот станок делает возможным даже распиливание массивной древесины на узкие пластины за один проход. Для этого на рабочем валу могут быть размещены несколько пильных дисков одинаковой величины. Подача изделия производится автоматически с помощью транспортерной ленты с вальцовой подачей. Гусеничный предохранитель отскока с максимальной шириной 15 мм предотвращает обратный отскок изделия в сторону работающего на станке.
На обрезных круглопильных станках производится обрезка горбыля с массивной древесины и распиливание досок по ширине (рис. 6.54). Изделие прочно закрепляется на длинном рабочем столе с помощью пневматического листо-держателя. Одновременно листо-держатель закрывает рабочее пространство пильного диска, который механически подается на обрабатываемое изделие, а после окончания
Рис. 6.55. Круглопильный станок для изготовления пиленого шпона
Weinigli»»
www.weinig.ru
Глава 6. Станки и станочные работы
пиления возвращается в исходную позицию под рабочим столом. Включение процесса пиления производится посредством ножной педали. Так как изделие подается руками, то механические сенсоры в области листодержателя должны отключать процесс пиления в случае попадания частей тела под зажимные элементы.
Круглопильный станок для изготовления пиленого шпона и обработки пазов по своей конструкции похож на обрезной круглопильный станок (рис. 6.55). Здесь фанера и пластинчатые материалы удерживаются на столе прижимными балка
ми, подача пильного агрегата производится в основном вручную.
Так как прижимная балка располагается в непосредственной близости от пильного агрегата, то на этом станке возможны прямолинейные и безосколочные сты
Рис. 6.56. Вертикальный круглопильный станок для раскроя плит
Рис. 6.57. Маятниковый круглопильный станок
ковые распилы, которые требуются особенно при фанеровании.
Круглопильные станки для раскроя плит применяют для раскроя панельных древесных материалов. Такие станки бывают вертикальные и горизонтальные. Из-за того что для них нужно мало места, чаще применяют вертикальные раскроечные станки (рис. 6.56). На этих станках плиты стоят на немного отклоненной назад станине. Закрепленный в подвижной шине пильный агрегат вручную или посредством электродвигателя подается к плите. Возможны как вертикальные, так и горизонтальные разрезы. При использовании поворотных опор также возможны распилы под любым углом. Целью обработки является точный форматный раскрой деталей, которые можно склеивать. Для этого необходимы стабильные и крутильножесткие направляющие для пильного агрегата. Дополнительно для получения безупречных кантов необходимо применяемое по мере необходимости устройство для предварительного пропиливания. На горизонтальных круглопильных станках для раскроя плит возможно одновременно обрабатывать несколько лежащих друг на
WeinigSSwi
www.weinig.ru
6.6. Стационарные станки
Рис. 6.58. Торцовый круглопильный станок
друге пластов. Подача и позиционирование пильного агрегата производятся посредством электромотора. Ведение разреза в таких станках часто управляется программой, что делает возможным проведение раскроя, оптимизированного по количеству отходов.
Маятниковые круглопильные станки служат для поперечного пиления массивной древесины, отрезания по длине древесных и искусственных материалов, алюминиевого профиля (рис. 6.57). Как и обрезные круглопильные станки, они устанавливаются поблизости от мест складирования древесины. В отличие от столярных круглопильных станков здесь пильный агрегат надвигается на распиливаемый материал. Удерживаемая пружиной консоль пилы прямолинейно ведет пильное полотно с прямым приводом через материал и обратно в нулевое положение. Для распилов со скосом консоль пилы можно поворачивать влево и вправо.
Для безопасного ведения материала с обеих сторон от пильной консоли расположены роликовые столы с переставляемыми упорами для продольного пиления. Так как движение резания происходит навстречу обслуживающему персоналу, то необходимо обеспечить, чтобы вращающееся полотно пилы не ускоряло обратное движение. Это достигается с помощью конструктивных мероприятий, а также благодаря применению пильных полотен с отрицательным углом резания.
Торцовые круглопильные станки используются для поперечного и углового распиливания массивной древесины, пластиков и легких металлов (рис. 6.58). Полностью закрытое пильное полотно сверху опускается на изделие. Открывание и закрывание пильного полотна производятся по необходимости.
6.6.1.5. Пильные диски
Рабочий инструмент круглопильного станка называется пильным
диском. Это круглый металличес- Рис. 6.59. Комбинированные пильные полотна
www.weinig.ru
Глава 6. Станки и станочные работы
кий диск, по окружности которого расположены пильные зубья. Пильные диски различаются по диаметру, количеству и форме зубьев, а также по виду используемого материала.
Цельные пильные диски штампуются из одного куска стали и снабжены желаемой формой зубьев. Хотя они еще и применяются в деревообработке, но практически не играют никакой роли по причине того, что их можно применять только для массивной древесины, помимо этого, они подвержены быстрому износу, обусловленному типом материала.
В композиционных пильных дисках на металлическую несущую основу напаиваются режущие кромки из твердых сплавов или поликристаллического алмаза. Эти режущие кромки всегда толще несущей основы, поэтому разводка пильных зубьев становится ненужной. Здесь также используются различные формы зубьев с различной геометрией режущих кромок. Высокая режущая способность твердометаллических режущих кромок может быть использована только тогда, когда выбрано пильное полотно, подходящее к конкретному текущему виду работ. Это также влияет на стойкость режущего инструмента, выраженную длиной резания, то есть длиной пути, на протяжении которого инструмент режет с оптимальным качеством резания.
Для пиления существенную роль играет множество факторов, таких как форма зубьев, количество и метод шлифования зубьев. В данном случае говорят о геометрии режущих кромок зубьев пилы.
Для того чтобы сделать возможным внедрение пильного полотна в изделие, необходимо в зависимости от материала настроить и выдерживать определенный угол заострения. Тип внедрения определяется углом резания и передним углом. От них зависит задний угол. Он определяет расстояние от нережущей части зуба до изделия и тем самым, как и боковой задний угол, предотвращает трение. Наряду с этими углами большую роль играет форма пространства для стружки. Это пространство должно полностью вмещать всю отделяемую стружку и очищать переднюю грань. Отрицательный угол резания применяется при торцовке и распиливании цветных металлов.
Рис. 6.60. Режущие кромки зуба
Weinig^S Gffuppi
www.weinig.ru
Таблица 6.1. Форма зубьев композиционных пильных дисков
Плоские зубья применяются для продольного распиливания твердой и мягкой древесины. Между зубьями иногда выбираются пазы для отвода стружек. Они ограничивают снятие стружки отдельными пильными зубьями и тем самым повышают безопасность обработки.
При переменных зубьях спинки и иногда также торцовые части двух следующих друг за другом зубьев скашиваются в разные стороны. Такое пильное полотно обозначается как универсальный пильный диск, так как он подходит и для продольного, и для поперечного распиливания древесины, а также может применяться для большинства древесных материалов.
Для фанерованных материалов также подходят пустотелые зубья. Круглая выемка в торцовой части зуба делает возможным очень точное и тонкое пиление без вырывов.
В трапециевидных зубьях углы спинки зубьев выполнены со скосом. Это делает возможным проведение распилов без вырывов в материалах с лаковым или искусственным покрытием.
Комбинация из трапециевидных и плоских зубьев особенно подходит, например, для станков по раскрою панельных материалов. Применение такого инструмента делает возможным получение кантов без вырывов с одновременным очищением от стружки благодаря плоским зубьям. Такой способ нарезки зубьев подходит также для обработки плит из искусственных материалов толщиной до 10 мм.
Комбинация из треугольных и пустотелых зубьев особенно подходит для раскроя древесностружечных плит с покрытием из искусственных материалов.
Weinig
www.weinig.ru
Глава 6. Станки и станочные работы
Таблица 6.2. Скорости резания для твердосплавных пильных дисков
Материал кс, м/с
Мягкая древесина 70-100
Твердая древесина 70-90
Древесностружечные плиты 60-80
Столярные плиты 60-80
Твердые древесноволокнистые плиты 60-80
Плиты с покрытием из искусственного материала 60-120
Наряду с формой зубьев скорость резания также играет важную роль. Она соответствует окружной скорости режущего инструмента и влияет на качество резания, длину резания и тем самым на экономичность применения инструмента. Так как выбор правильной скорости резания зависит не только от материала режущих кромок, но и от обрабатываемого материала, то
табличные величины могут представлять только рекомендуемые ориентировочные значения (табл. 6.2).
Для продления срока службы пильного полотна также важны такие факторы, как уход и техническое обслуживание. Пильные полотна необходимо подвергать регулярному визуальному контролю. Пильные полотна с шатающимися или отсутствующими зубьями необходимо сразу же удалять из станка, потому что ими больше нельзя произвести пиления с соответствующим качеством резания.
Испачканные смолой пильные диски также необходимо удалять из станка и
очищать, так как имеющаяся грязь значительно ухудшает качество резания.
Регулярная очистка благодаря улучшению свойств резания улучшает и стойкость режущего инструмента, выраженную длиной резания. Таким образом можно существенно снизить затраты на последующее затачивание инструмента. Кроме этого, пильные полотна необходимо регулярно обследовать на предмет наличия повреждений и волосных трещин в несущем каркасе. Если они обнаружены, то это пильное полотно больше применять нельзя.
Рис. 6.61. Закрепление пильного диска
В пильных дисках несущий каркас обжимается производителем в краевой зоне с помощью молотка или вальцов. Этот процесс называют предварительное напряжение. Оно предназначено для того, чтобы выровнять напряжения, появляющиеся во время обработки из-за давления на боковую поверхность зубьев и нагрева в результате трения. Предварительное напряжение важно для спокойного вращения диска без биений и, как следствие, для качества резания. Пильные диски, которые в результате чрезмерного перегрева потеряли свое предварительное напряжение, имеют нерегулярное вращение и плохое качество резания даже в заточенном состоянии. Эти пильные диски больше использовать нельзя.
Заточка композиционных пильных дисков производится на заточном станке. Так как в столярной
мастерской часто отсутствуют необ-
www.weinig.ru
6.6. Стационарные станки
ходимые для заточки каждой конкретной формы зуба приспособления и станки, то заказы на заточку в основном отправляются на специализированные фирмы. Если остаточная высота или остаточная толщина режущей пластины составляют менее 1 мм, то эти пильные диски больше использовать нельзя.
Закрепление пильного полотна на пильном валу производится с
Рис. 6.62. Хранение пильных дисков
помощью двух зажимных дисков, между которыми зажимается пильное полотно (рис. 6.61). Контргайка с левой резьбой сжимает вместе зажимные диски на валу. Левая резьба предотвращает скручивание контргайки во время работы станка. Необходимо следить затем, чтобы отверстия в пильном диске соответствовали диаметру пильного вала. Пильное полотно с отверстием большего диаметра может быть закреплено с помощью впрессованного или вклеенного промежуточного кольца. При замене пильного диска нужно обратить внимание на то, что бы ни контргайка, ни
Рис. 6.63. Рабочее положение вне зоны опасности
зажимные диски не были повреждены. Пильные диски должны храниться таким образом, чтобы их режущие кромки не касались друг друга или не находились в непосредственном контакте с твердым металлом (рис. 6.62).
6.6.1.6. Безопасная работа на круглопилъном станке
Так как множество столярных работ производится на круглопильном станке, то особое внимание нужно уделить безопасности труда.
При работе на круглопильном станке работающий персонал должен находиться вне опасной зоны, то есть стоять сбоку от станка (рис. 6.63). Предохранительное оборудование и вспомогательные приспособления должны находиться рядом со станком и применяться по мере необходимости.
Сюда относится расклинивающий нож круглопильного станка, который закрепляется позади пильного полотна. При раскрое пиломатериала он должен держать распил открытым. Если расклинивающий нож отсутствует, то стык из-за напряжений в древесине может быть зажат. Следствием этого будет то, что движущаяся вверх часть зубчатого обода натолкнется на изделие, придаст ему
WeinigSun
www.weinig.ru
Глава 6. Станки и станочные работы
Рис. 6.64. Установка расклинивающего ножа
Рис. 6.65. Установка защитного кожуха
ускорение и бросит в оператора станка. Для предотвращения несчастных случаев расклинивающий нож должен иметь правильные размеры. Он должен быть тоньше ширины пропила, но толще, чем несущий каркас пильного диска. Расстояние до пильного полотна выбирается настолько маленьким, чтобы в промежуток не могли попасть части обрабатываемого изделия. Также расклинивающий нож ни в коем случае не должен касаться пильного диска. В качестве промежутка предписано расстояние от 8 до 10 мм. С помощью зажимной направляющей расклинивающий нож должен быть дополнительно застрахован от опрокидывания на пильное полотно. Если пильный диск заменяется диском меньшего диаметра, то расстояние от расклинивающего ножа до зубчатой кромки необходимо настроить заново. При необходимости расклинивающий нож заменяется ножом с меньшим радиусом изгиба. Для того чтобы иметь возможность выполнять и скрытые пропилы, верхний край расклинивающего ножа может
располагаться немного ниже (примерно на 2 мм) самой верхней точки режущих кромок (рис. 6.64).
При выполнении пазов на круглопильном станке расклинивающий нож должен быть удален. Появляющаяся при этом опасность откидывания изделия в сторону оператора должна быть предотвращена с помощью применения соответствующего защитного оборудования и защиты от обратного удара. Фиксатор расклинивающего ножа должен быть надежно закреплен даже при снятом ноже, чтобы не допустить контакт фиксатора ножа с пильным полотном. С верхней стороны пильное полотно закрывается защитным кожухом, который также может служить для удаления опилок. Он опускается до верхнего края изделия, исключая таким образом контакт с пильным полотном (рис. 6.65). Вылетающие при пилении с высокой скоростью опилки задерживаются и удаляются через отсасывающее отверстие в защитном кожухе. Защитный кожух должен быть
Weinig Ем«
www.weinig.ru
6.6. Стационарные станки
сконструирован таким образом, чтобы даже при самой большой возможной высоте резания все части пильного полотна и расклинивающего ножа были полностью закрыты.
Если пильное полотно устанавливается под наклоном, то защитный кожух должен быть заменен конструкцией с более широким
размером.
Столярные и форматные круглопильные станки оборудованы упором для продольного пиления. С его помощью изделия распиливаются по ширине. Он начинается от переднего края рабочего стола и заканчивается позади расклинивающего ножа. Посредством накладывания профилированных упоров можно применять высокие и низкие упорные канты. Дополнительно упор для продольного пиления можно переставлять и закреплять по длине.
Если обрабатываемое изделие
Рис. 6.66. Настройка упора при распиливании по ширине
Рис. 6.67. Настройка упора и отклонителя при отрезании коротких изделий по длине
распиливается по ширине, то переставляемый по длине упор отводится назад настолько, чтобы его кончик упирался в мысленную линию, которая начинается от середины зубьев пильного диска и проходит по рабочему столу назад под углом примерно в 45° (рис. 6.66).
Если распиливается изделие шириной менее 120 мм, то упор применяется дополнительно, так, чтобы его нижний край был также задействован. При такой настройке возможно распиливание даже тонких реек, при этом защитный кожух может оставаться полностью опущенным. Для работ с изделиями шириной менее 120 мм обязательно применение толкателя (рис. 6.66). При работах, которые требуют точного ведения детали по упору, его можно оставить в основном положении, то есть с высоким упорным краем. Это требуется, например, при выпили
вании шлицев и пазов.
При отрезании коротких изделий от длинных частей на угловом упоре упор для продольного пиления отводится за пильное полотно. Тем самым предотвращается заклинивание отрезанных на заданную длину деталей (рис. 6.67). Для того чтобы отрезанные части не попали в контакт с движущейся вверх частью зубчатой кромки и не были отброшены в оператора станка, на рабочем столе устанавливается отклонитель. Дополнительный вспомогательный упор дела-
Weinig
www.weinig.ru
Глава 6. Станки и станочные работы
Рис. 6.68. Шаблонное пиление с использованием вспомогательного оборудования
Рис. 6.69. Механизм подачи круглопильного станка
Рис. 6.70. Применение листодержателя
Рис. 6.71. Фальцевание изделий на круглопильном станке
ет возможным изготовление непрямоугольных изделий, особенно при использовании соответствующего шаблона (рис. 6.68).
Для столярных и форматных круглопильных станков существует механизм подачи, который вставляется вместо параллельного упора в имеющиеся направляющие (рис. 6.69). Установленный таким образом механизм подачи может быть настроен по положению упора на желаемую ширину распила. Три установленных под наклоном резиновых валика надежно транспортируют изделие при высоте пропускания до 85 мм вдоль пильного полотна. Кроме того, при ширине резания менее 80 мм от края пильное полотно закрывается от механизма подачи. Если распиливаются более широкие детали, необходимо применение кожуха от опилок.
Обрезание кромок может производиться с помощью роликовой тележки на круглопильном станке для форматного раскроя. При выполнении такой работы необходимо следить за тем, чтобы изделие было надежно зафиксировано на передвижном столе. Для этого в соответствующий паз вставляется и закрепляется листодержатель (рис. 6.70).
Снабженный клеммными кончиками поперечный упор прочно удерживает изделие на роликовой тележке и позволяет при отведенном назад упоре для продольного пиления также распиливать рейки без дополнительного оснащения машины.
При фальцевании изделий на
круглопильном станке пропилы необходимо производить в такой последователь
ности, чтобы при выпиливании второй стенки паза освобождающаяся часть из
www.weinig.ru
6.6. Стационарные станки
делия не могла быть зажата между упором и пильным полотном, а безопасно отделялась со стороны, обращенной не к упору (рис. 6.71).
6.6.1.7. Лобзиковые станки
Движение резания в лобзиковых станках в точке пиления прямолинейное (рис. 6.72). Такое движение инструмента производится с помощью шатуна, эксцентрически закрепленного на приводном диске. Его движение приводит в действие закрепленное в пружинах пильное полотно, так что ход полотна вниз
Рис. 6.72. Лобзиковый станок
используется для резания.
С помощью лобзиковых станков производится криволинейное выпиливание и резание для инкрустации. Пильные полотна имеют соответственно малую толщину и узкую форму. Для предотвращения деформации пильного полотна изделие можно подавать на полотно только с небольшим давлением.
Так как движение пильного полотна вверх может приподнять изделие с установленного наклонно рабочего стола, изделие при пилении необходимо надежно прижимать к упору.
Эта задача на многих станках выполняется переставляемым по высоте листо-держателем.
ЗАДАНИЯ
1. Объясните функции положительного и отрицательного переднего угла на пильных дисках.
2. Назовите защитные приспособления на круглопильном станке и объясните их задачи.
3. Оцените принцип действия загрязненного смолой пильного диска.
4. Назовите различные формы зубьев пильного диска и их типичные зоны применения.
5. Какая опасность может возникнуть при отрезании по длине узких коротких деревянных реек? Назовите оборудование, которое предотвращает эту опасность.
6. Начиная с какой ширины обрабатываемых изделий обязательно использование толкателя?
7. Изделие необходимо отрезать по длине на круглопильном станке установленным под наклоном пильным диском. Назовите безопасные настройки круглопильного станка.
8. Расскажите о задачах расклинивающего ножа и о его настройках для обеспечения безопасности.
9. В чем заключается зависимость между диаметром пильного диска и правильным выбором расклинивающего ножа.
10. Как должен проходить процесс пиления при изготовлении фальца на круглопильном станке?
11. Опишите процесс обрезания кромок на круглопильном станке.
Weinig SllW
www.weinig.ru
6.6.2. Строгальные станки
Рис. 6.73. Фуговальный станок
Рис. 6.74. Направляющий упор с мостовым ограждением ножевого блока
Рис. 6.75. Ножевой вал с закраинами, имеющими гребенчатые прорези
На строгальных станках шершавые и неровные поверхности подаются на вращающийся ножевой вал. С его помощью поверхности делают гладкими и ровными. Различают следующие виды строгальных станков:
• фуговальные станки,
• рейсмусовые (пропускные) станки,
• комбинированные фуговально-рейсмусовые станки,
• многосторонний строгальный станки.
6.6.2.1. Фуговальные станки Фуговальные станки применяют для фугования досок, балок и брусьев, для обтесывания угловых кромок, а также для соединения в паз и изготовления фасок (рис. 6.73).
КОНСТРУКЦИЯ
В тяжелой станине станка расположен ножевой вал. На станине также закреплены оба рабочих стола, которые называют подающим и выходным. Вся приводная механика состоит из мощного электродвигателя и короткой ременной передачи и расположена внутри станины. Фуговальные станки (также называемые продольно-строгальными) производятся с различной длиной столов и шириной рубанков.
Пульт управления типа основного и агрегатного выключателя располагается выше рабочего уровня. Для защиты от контакта служит ограждение ножевого блока (рис. 6.74). Оно закрывает ножевой вал спереди и сзади направляющего упора, расположенного на рабочем столе. Благодаря механике на пружинах освобождается только нужная для обработки изделия часть ножа, а после обработки сразу же закрывается.
Рабочие столы служат для упора изделия при подведении его к ноже-
WeinigSl»1
www.wesnig.ru
вому валу, а также снятия после окончания обработки. Оба рабочих стола можно переставлять по высоте с помощью регулировочного колеса или ручки. Для того чтобы происходил процесс снятия стружки, высота подающего стола должна быть ниже самой верхней точки окружности ножевого вала. Эта разница высот определяет толщину снятой за один проход стружки. Выходной стол настраивается точ
Рис. 6.76. Повернутый вперед фуговальный упор
но по высоте окружности ножево-
го вала. При смене ножевого вала высота обоих рабочих столов настраивается заново. Оба стола на обращенных к ножевому валу краях оборудованы специальными закраинами. Для снижения шума они могут иметь гребенчатые прорези.
Расстояние от закраин до ножевого вала должно даже при изменении высоты подающего стола составлять максимум 5 мм. Под уровнем стола улавливается снятая стружка и отводится при поддержке центральной системы отсасывания стружки. В качестве боковой направляющей во время строгания служит направляющая линейка, которая также называется направляющим упором (рис. 6.76). Положение упора по отношению к ножевому валу можно переставлять из стороны в сторону в зависимости от ширины изделия и наклонять под углом до 45° для работ по снятию фаски. На основной направляющий упор устанавливается также вспомогательный упор, который при необходимости может быть зажат перед упорной планкой. Он предотвращает при фуговании узких реек контакт двигающей руки с ножевым валом.
б.6.2.2. Ножи строгального станка
Ножевые валы имеют различные конструкции. Основная форма—это круглый ножевой вал, в котором два, три или четыре ножа из высоколегированной быстрорежущей стали соединены с помощью прижимных планок с телом вала (рис. 6.78 и 6.79). Для обеспечения равномерного снятия стружки всеми ножами крайние точки всех ножей должны быть точно отрегулированы. Так как замена этих ножей с помощью распорных винтов и прижимных планок требует много времени, были разработаны такие ножи, в которых изогнутый специальным образом одноходовой нож благодаря напряжению цент-
Рис. 6.78. Ножевой вал с четырьмя ножами
Weinig
S»
www.weinig.ru
Глава 6. Станки и станочные работы
Рис. 6.79. Ножевой вал с центробежным напряжением
Рис. 6.80. Спиральный ножевой вал
Рис. 6.81. Настройка ножа строгального станка
робежныхсил (рис. 6.79) всегда удерживается на одинаковом вылете. Применяемые для этого ножи из высоколегированной быстрорежущей стали или твердосплавные ножи затачиваются на обоих продольных кантах. Если один из двух режущих
кантов затупился, то нож переворачивается. Повторное затачивание этих ножей невозможно. Наряду с меньшим временем для подготовки к работе при замене ножей такие валы отличаются прежде всего своей высокой точностью вращения и малошумной работой (инструментальные стали для обработки древесины и древесных материалов, см. табл. 2.34).
Спиральный нож устроен следующим образом: два строгальных ножа из высоколегированной быстрорежущей стали посредством прижимного приспособления спирально располагаются на боковой поверхности строгального вала (рис. 6.80). Его преимущество наряду с бесшумной работой заключается в высоком качестве обработки, так как опилки при тянущем распиле снимаются под наклоном.
Некоторые производители предлагают такие ножевые валы, в которых в части зоны резания дополнительно применяются быстро заменяемые поворотные пластинчатые ножи из твердого сплава. Это имеет смысл прежде всего при частых работах по фугованию твердых пород древесины или твердых древесных материалов.
Установка и настройка ножей
строгального станка для круглых но-
жевых валов производятся с помощью настроечного приспособления (рис. 6.81). Сначала нужно убедиться, что ножи настроены на одинаковую ширину резания, чтобы исключить нежелательную для вращения и недопустимую для применяемых ножей
www.weinig.ru
6.6. Стационарные станки
шину менее 15 мм. После этого поверхности прилегания вала очищают от пыли и смолы, а также полностью обезжиривают ножи. Это необходимо потому, что ножи в
валу удерживаются исключительно силой давления распорных винтов, а жир или масло могут уменьшить это сцепление. В заключение ножи вдавливаются против пружины в вал, а сверху накладывается настроечное приспособление. Работающий в приспособлении прижимной шип обеспечивает равномерный вылет ножей. Это расстояние до губок стружколомателя прижимной планки может составлять максимум 1,1 мм. После этого распорные винты слегка затягиваются изнутри наружу и только потом снова начиная изнутри затягиваются до упора. При этом необходимо использовать точно подходящий гаечный ключ, чтобы избежать повреждений распорного
винта и нарушений при соскальзывании инструмента.
В одноходовом ноже с напряжением в результате центробежных сил для замены ножа посредством легких ударов ослабляются расположенные позади ножей распорные клинья. После этого нож можно сдвинуть в сторону из его кинематического крепления. Сборка производится в обратной последовательности, при этом необходимо обращать внимание на то, чтобы нож сбоку закрывался валом. При пуске ножа прижимные шпонки зажимают строгальный нож благодаря центробежным силам уже через несколько оборотов вала.
Шлифованные, гибкие спиральные строгальные ножи устанавливаются в зажимное приспособление точно по размеру в зажимные губки спиральной формы
и без дальнейших настроечных работ закручиваются губками в ножевом валу (рис. 6.82).
Когда все ножи тщательно установлены, производится настройка выходного стола (рис. 6.83). Он переставляется по высоте таким образом, чтобы его поверхность лежала на уровне верхней точки траектории режущих кромок. Лучше всего контролировать это при выключенной машине и незадействованных тормозах с помощью прямоугольного деревянного бруска, распологаю-щегося по всей ширине стола. Если выходной стол расположен слишком низко, то между ним и изделием существует зазор, до тех пор пока изделие не сойдет с подающего стола. Если выходной стол настроен слишком высоко, то передний край изделия будет упираться в него. В заключение подающий стол настраивается в зависимости от желаемой толщины снятия стружки.
Рис. 6.82. Настроечный калибр для ножа строгального станка
Рис. 6.83. Настройка выходного ножа
Weinig
www.weinig.ru
Глава 6. Станки и станочные работы
6.6.2.3. Безопасная работа на фуговальном станке
Рис. 6.84. Фугование широких изделий
Рис. 6.85. Фугование коротких изделий с помощью подающего приспособления
Рис. 6.86. Фугование с использованием вспомогательного упора
Перед началом строгальных работ фуговальный упор отводят по назад направляющей до тех пор, пока не добьются удобства обработки изделия по всей ширине. Затем доску кладут на рабочий стол вогнутой стороной вниз и с легким давлением подают на вал. При этом изделие подается двумя руками в такой позиции (рис. 6.84), чтобы основное давление приходилось против выходного стола. Для коротких изделий длиной менее 400 мм необходимо использовать подающее приспособление (рис. 6.85), которое должно храниться недалеко от станка, чтобы его можно было взять в любой момент. При подаче это приспособление устанавливают под наклоном около 20° к валу, чтобы давление резания действовало не только на один кант изделия.
При использовании механизма подачи его необходимо располагать таким образом, чтобы обработанное фугованием изделие подавалось на выходной стол снова через вал.
Для обтесывания под углом обработанная сторона поворачивается к
www.weinig.ru
6.6. Стационарные станки
упору и вновь ведется по валу (рис. 6.86). Большой главный упор не подходит для обработки узких реек, поэтому для таких работ перед основным упором устанавливают низкий вспомогательный упор (рис. 6.76). Таким способом изделия можно безопасно удерживать и подавать на ножевой вал. В основном фуговальные станки для всех видов работ должны быть оснащены таким образом, чтобы открытой была только используемая часть вала. Различные ограждения ножевого блока выполняют эту задачу с помощью пружины. Так как в случае более старой шарнирной за
щиты вала эта задача выполняется не в полном объеме, необходимо применять дополнительно прижимную планку для защиты стыка.
6.6.2.4. Рейсмусовый станок
С помощью рейсмусового станка доски, балки и брусья обрабатываются по толщине. Обычно изделие перед обработкой на рейсмусовом станке подвергается фугованию.
В тяжелых станинах, оборудованных звукоизоляцией, расположены ножевой вал, оборудование подачи, а также приводной электродвигатель (рис. 6.87). Рабочий стол лежит на нескольких винтах. Стол можно переставлять по высоте вручную или посредством электродвигателя для настройки размера обрабатываемого изделия. Настроенный размер показывается на шкале или цифровом индикаторе. Установленная высота стола не должна изменяться во время обработки. Для этого предназначен механический зажим, который отсутствует в станках новых моделей, так как в них высота рабочего стола устанавливается автоматически. Расположенный в станине над рабочим столом ножевой вал, а также требующиеся для транспортировки изделия подающие валки остаются на неизменной высоте. Так как скорость подачи зависит от породы древесины и жела
Рис. 6.87. Рейсмусовый станок
Рис. 6.88. Рейсмусовый станок с открытой приводной стороной
www.weinig.ru
Глава 6. Станки и станочные работы
емого качества обработки поверхности, то в основном используется второй приводной электродвигатель, для того чтобы иметь возможность регулировать скорости подачи. Расположенный перед ножевым валом подающий валок, а также расположенный после вала принимающий валок должны вращаться с абсолютно одинаковой скоростью. Это достигается с помощью приводной цепи (рис. 6.88).
Для обеспечения надежного перемещения изделий, в том числе и различной толщины рядом друг с другом, подающий валок должен быть гибким настолько, чтобы разница по высоте выравнивалась (рис. 6.90). Этого можно достичь, применяя такие подающие валки, которые покрыты среднетвердой резиной (рис. 6.89). Секционные подающие вальцы, которые состоят из нескольких рифленых сдвигаемых относительно друг друга по высоте металлических валков, сегодня применяются исключительно для деревянного строительства. Поверхность принимающего валка должна быть гладкой, чтобы избежать повреждения уже обработанной поверхности. Засмоленная или сырая древесина часто плохо скользят по рабочему столу. Скольжение в некоторых станках облегчается с помощью установленных в рабочем столе и переставляемых по высоте настольных валков. Так как изделие во
Рис. 6.89. Расположение ножевого вала и валков
Рис. 6.90. Выравнивание высоты подающего валка для изделий различной толщины
время процесса строгания должно быть прочно прижато к рабочему столу, то по обеим сторонам ножевого вала расположены прижимные балки. Тут также необходима надежная фиксация изделий различной толщины. Поэтому расположенная перед ножевым валом прижимная балка состоит из нескольких сдвигаемых относительно друг друга отдельных частей. Такую балку называют секционной.
Сила действия вращающегося ножевого вала направлена против оператора станка, который осуществляет подачу изделия перед станком. Для того чтобы отброшенное изделие не стало причиной несчастного случая, с подающей стороны машины установлена защита от обратного удара. Она состоит из подвижных грейферных звеньев шириной максимум 15 мм, которые могут вращаться на одной оси. Они качаются в сторону вала. Их обратное движение должно быть ограничено посредством упора, который предотвращает поворот грейфера.
WeinigS3»i
www.weinig.ru
6.6. Стационарные станки
Отделяемая при обработке стружка через расположенный сверху от ножевого вала патрубок отводится с помощью централизованной системы отсасывания стружки. Решетка патрубка должна быть установлена таким образом, чтобы ножевой вал не мог ее коснуться.
6.6.2.5. Многосторонний строгальный станок
С помощью многостороннего строгального станка за один рабочий ход производится обработка лицевой стороны, чистовой кромки и строгание по заданной толщине (рис. 6.91). Изделие подводится по роликам транспортера на обрабатывающие шпиндели, которые делают возможной одновременную обработку всех кантов изделия. Применение дополнительного фрезерного устройства позволяет производить также одновременное профилирование строганых кантов (рис. 6.92). Подгонка агрегата на желаемый формат изделия производится с помощью электропривода, при этом отдельные позиции показываются на цифровом индикаторе, а в современных станках
могут быть сохранены в запоминающем устройстве числового программного управления (ЗУ ЧПУ). Таким образом, можно производить любые сечения обрабатываемых изделий в диапазоне от 22 х 5 до 260 х 160 мм.
Так как при этом изделие подается и транспортируется механизированным оборудованием подачи и зажимными приспособлениями, то на этом станке также могут применяться инструменты для механической подачи. Чаще всего на качество обработки изделия предъявляются высокие требования. Предпосылкой для этого является маленький допуск на инструмент. Поэтому наряду с обычными центробежными строгальными головками можно применять такой инструмент, который с помощью гидравлического зажимного оборудования без зазора крепится на рабочий шпиндель. Такой инструмент называют гидравлическим высокоточным инструментом, а точность его вращения в несколько сотых долей миллиметра делает возможным получение точных поверхностей изделий.
Рис. 6.91. Многосторонний строгальный станок
Рис. 6.92. Расположение обрабатывающих шпинделей в многостороннем строгальном станке (схема)
WeinigfiMKI
www.weinig.ru
Глава 6. Станки и станочные работы
Так как в многостороннем строгальном станке одновременно используются несколько агрегатов, то чаще всего станина полностью закрыта поворотными дверями. Это значительно сокращает шумовую нагрузку и облегчает отсасывание образующейся при обработке стружки.
ЗАДАНИЯ
1. Какие задачи должен выполнять секционный подающий валок в рейсмусовом станке?
2. Опишите последовательность действий при настройке высоты стола на фуговальном станке.
3. Назовите различные виды строгальных ножей и их особенности.
4. Как производится закрепление одноходового ножа в ножевом валу?
5. Каково максимальное расстояние от режущих кромок до закраин прижимной балки для ножевых валов?
6. Объясните понятие «протягивающее резание» в связи со строгальными ножевыми валами.
7. Назовите и опишите различное предохранительное оборудование на фуговальном станке.
8. Объясните с помощью эскиза задачи защиты от обратного удара на рейсмусовом станке.
9. Покажите на примере шпунтованной доски способ ее обработки на многостороннем строгальном станке.
Рис. 6.93. Столярный фрезерный станок с нижним расположением шпинделя
6.6.3. Фрезерные станки
Фрезерные станки служат для изготовления фальцев, пазов и профилей, а также для выполнения соединений древесины. На них можно обрабатывать прямые и изогнутые изделия из массивной древесины и древесных материалов. Направление резания фрезерного рабочего органа — кругообразное. Обрабатываемое изделие ведется мимо инструмента, при этом подача производится вручную или с помощью механизма подачи.
Различают:
• столярные фрезерные станки с нижним расположением шпинделя,
• столярные фрезерные станки с верхним расположением шпинделя,
• цепнодолбежные фрезерные станки.
Weinig
Ж
www.weinig.ru
6.6. Стационарные станки
6.6.3.1. Столярные фрезерные станки с нижним расположением шпинделя
В тяжелой станине станка располо-жена вся приводная механика, а также вертикальный фрезерный шпиндель (рис. 6.93). Расположенный горизонтально рабочий стол, на который кладут изделие, прочно соединен со станиной. Стол имеет отверстие для фрезерного шпинделя. С помощью колец-вкладышей его можно приспосабливать под различные диаметры
Рис. 6.94. Упор для фрезерования с поворотной механикой
инструмента. Приставной ролико-
вый стол и удлинители для стола облегчают подачу и накладывание изделия. На рабочем столе с помощью зажимных винтов закреплен съемный переставляемый линейный упор (рис. 6.93). Он служит для ведения изделия при прямолинейной обработке и состоит из двух половин. Их можно переставлять в продольном направлении для того, чтобы необходимое для обработки отверстие оставалось как можно меньшим. Части разводного мостового ограждения, которые дополнительно закрывают это отверстие над инструментом, крепятся на половинах линейного упора так, чтобы их можно было откидывать или выдвигать. Для обработки изделий дугообразной формы весь упор можно снимать или откидывать назад и использовать специальные упоры для фрезерования по дуге.
Фрезерный шпицдель можно переставлять по высоте с помощью специальных направляющих и дополнительно наклонять. Настройка по высоте и на
гайка фрезерной оправки
Предохранительное кольцо
Промежуточное кольцо
Фрезерный рабочий орган
Рис. 6.95. Фрезерная оправка
клон производятся механически с помощью ручных
регулировочных колес или электродвигателя. Диапазон наклона составляет 45° вперед и 5° назад. Фрезерная оправка соединена с фрезерным шпинделем посредством конического хвостовика с накидной гайкой. Необходимый для обработки инструмент закрепляется во фрезерной оправке гайкой и промежуточным кольцом (рис. 6.95). Диаметр фрезерной оправки составляет от 30 до 40 мм. Так как фрезерный шпиндель при отключении станка тормозится автоматически, то гайка фрезерной оправки должна быть застрахована от самопроизвольного откручивания. Этого добиваются с помощью продольного паза во фрезерной оправке, в который вставляется зацепка промежуточного кольца. Это специальное кольцо вкладывается непосредственно под гайку фрезерной оправки и предотвращает самостоятельное откру-
www.weinig.ru
Глава 6. Станки и станочные работы
Рис. 6.96. Открытый приводной блок
Рис. 6.97. Управляющий блок фрезерного станка
чивание гайки при быстром торможении. Такое предохранительное устройство изготавливают вращающимся и соединяют с гайкой фрезерной оправки.
Из-за большого разнообразия используемых рабочих органов необходимо иметь возможность изменения и подбора частоты вращения. Это производится с помощью перекидывания клинового ремня на ременные шкивы различного размера, расположенные на двигателе фрезы и фрезерном шпинделе (рис. 6.96).
Дополнительно скорость приводного электродвигателя может быть удвоена для любого положения. Различные производители также предлагают такие конструкции, в которых частота вращения благодаря регулировочному оборудованию может изменяться постепенно. Обычно фрезерные шпиндели имеют правое вращение, то есть со стороны
привода предусмотрено направление вращения по
часовой стрелке. Однако при некоторых видах работ также требуется и левое вра
щение, поэтому направление вращения двигателя можно переключать с помощью переключения полюсов на блоке управления (рис. 6.97).
6.6.3.2. Фрезерный рабочий орган и маркировка
Так как на фрезерных станках производятся разные виды работ, то для различных целей применения предусмотрены различные рабочие инструменты. В зависимости от их конструкции различают цельные фрезы, комбинированные фрезы, сборные фрезы, а также фрезерные гарнитуры.
На инструменты для столярного фрезерного станка должна быть нанесена стойкая маркировка производителя, которая содержит указание допустимого диапазона частоты вращения, материал режущих кромок, а также начиная с 1988 года год производства.
Так как фрезерные рабочие органы используются для различных методов
подачи, начиная с 1988 года инструменты для ручной подачи должны иметь кон
трольный знак BG-TEST, а инструменты для механической подачи — маркировку
Ручная подача Машинная подача
BG-TEST 000-000 МЕСН. VORSCHUB
MAN МЕС
Рис. 6.98. Маркировка фрезерного инструмента
MEC.VORSCHUB (рис. 6.98). Инструменты с маркировкой BG-FORM для частично механизированной подачи с 1987 года запрещены. Переходный период их использования закончился 31 декабря 1997 года.
В старых фрезерных рабочих органах маркировка часто становится нечитаемой. Такие инструменты должны быть впоследствии маркированы представленными на рис. 6.98 круглыми знаками.
Указанная на инструменте допустимая частота вращения никогда не должна быть превышена или занижена.
WeinigM»f
www.weinig.ru
6.6.
В цельных фрезах снабженная посадочным отверстием несущая часть и режущие кромки инструмента состоят из одного типа материала. Так как этот инструмент при последующем затачивании меняет свою форму и, кроме этого, имеет небольшой путь резания, то такой тип фрез применяют очень редко. Комбинированный инструмент (рис. 6.100) состоит из несущей части, неразъемно оборудованной режущими кромками из твердых инструментальных материалов. В качестве материалов для режущих кромок применяются высоколегированные быстрорежущие стали, твердые сплавы, стеллиты или поли-кристаллические алмазы. Фрезы для пазов, для профилирования, фреза для изготовления желобка и скругляющие фрезы, а также нерегулируемые фасочные фрезы производятся именно в такой технике. Сборные фрезы (рис. 6.101) состоят из нескольких частей, разъемно соединенных между собой. Режущая часть соединена взаимозаменяемо с несущей частью.
В роли преимущества сборного инструмента выступает то, что он является экономичным и достаточно гибким. Закрепление режущих элементов происходит путем кинематического замыкания; непреднамеренное разъединение режущих частей или ограничителя толщины стружки невозможно. К этой группе инструментов относятся фальцовочная фрезерная головка, ножевые режущие и строгальные головки, профильные головки, поворотные ножевые головки, переставляемые пазовые фрезы, фасочные фрезы и пазорезные диски. Фрезерные гарнитуры (рис. 6.102) состоят из нескольких совместно закрепленных отдельных инструментов. Здесь применяются цельные, сборные и комбинированные фрезы. Допустимая частота вращения для гарнитуры всегда выбирается по отдельному инструменту с самой низкой допустимой частотой вращения. Такие гарнитуры применяются, например, для изготовления окон или в качестве продольных пазовых фрез.
ТИПЫ ПОДАЧИ ПРИ ФРЕЗЕРОВАЛЬНЫХ РАБОТАХ Безопасная работа на фрезерном станке возможна только при наличии точных знаний об инструменте, его области применения и допустимого для данного типа инструмента метода подачи. При ручной пода-
Рис. 6.99. Цельная фреза
Рис. 6.100. Комбинированная фреза
Рис. 6.101. Сборная фреза
Рис. 6.102. Фрезерная гарнитура
Weinig Slffi
www.weinig.ru
Рис. 6.103. Механизм подачи
Рис. 6.104. Проверочный шаблон инструмента для ручной подачи
че удержание и ведение обрабатываемого изделия или инструмента производится вручную. К этому типу подачи также относятся механизмы (рис. 6.103) и приспособления типа передвижных салазок, в которых ввод производится вручную или без стопора с помощью привода инструмента. Инструменты для ручного ввода не должны иметь обратной отдачи. Они имеют ограничение по толщине снимаемой стружки в 1,1 мм, круглую конструкцию и узкие стружечные канавки. Кроме того, закрепление режущих кромок должно быть обеспечено путем кинематического замыкания или замыкания за счет химического процесса. С 1988 года на инструментах для ручной подачи должна быть обозначена допустимая частота вращения.
Проверенные инструменты, которые выполняют эти требования, получают знак соответствия BG-TEST. Немаркированный инструмент может быть проверен при выполнении всех остальных условий с помощью проверочного шаблона (рис. 6.104) на предмет канавок для стружки и выступа ножа по толщине снимаемой стружки, то есть на пригодность для ручной подачи.
Механическая подача означает, что изделие подается и двигается вперед с помощью механизированного зажимного и подающего оборудования. Такой тип подачи встречается в универсальном двустороннем поперечно-профильном станке. Начиная с 1988 года инструменты для механической подачи имеют выполненную производителем маркировку «Meeh. Vorschub». Более старые инструменты необходимо снабдить соответствующей отметкой, желательно красного
Weinig
www.weinig.ru
6.6. Стационарные станки
цвета. Так как для этих инструментов нет специальных предписаний по поводу стружечных канавок, конструкции и выступу режущих кромок, то можно применять все инструменты, которые соответствуют текущим требованиям безопасности. Само собой разумеется, что для машинной подачи можно ис
пользовать и те инструменты, которые применяют для ручной подачи, но не всегда наоборот.
Предприятиям, на которых нет
станков с механической подачей, „ , „
Рис. 6.105. Диаграмма определения частоты вране нужно хранить такие инстру- щения менты. Правильная частота враще-
ния играет очень важную роль для предотвращения несчастных случаев. При слишком низкой частоте вращения повышается опасность отдачи, при слишком высокой частоте вращения наряду с повышенной шумовой нагрузкой возможно разрушение материала инструмента. Так как не все применяемые инструменты снабжены маркировкой требуемой частоты вращения, то в зависимости от диаметра инструмента используют диаграммы частоты вращения. Основой для составления диаграмм является предписанная для массивной древесины и древесных материалов минимальная скорость резания 40 м/с (рис. 6.105).
ПРИМЕР ВЫБОРА ФРЕЗЫ
Для работ по профилированию дверной обвязки необходимо выбрать инструмент для станка, оснащенного ручной подачей. Подходящая фреза кроме маркировки производителя не имеет никаких данных.
Для начала необходимо проверить инструмент с помощью шаблона (рис. 6.104) на его пригодность для ручной подачи. Если инструмент имеет требуемый выступ режущих кромок, а также округлую форму, то после этого выбирается частота вращения. После определения диаметра фрезы частота вращения определяется с помощью диаграммы и устанавливается на станке (рис. 6.105). В заключение инструмент обследуется на качество режущих кромок, загрязнения или возможные повреждения. Когда эти неполадки исключаются, инструмент можно устанавливать в станок. Настройка для снятия стружки производится с помощью измерительного прибора без пробного фрезерования. После проведенного контроля упора станок можно включать, выбрав правильное направление вращения.
ТИПЫ ФРЕЗ
Пазовые фрезы производятся для наиболее используемых пазов шириной 4, 6, 8, 10, 12, 14 и 16 мм из высоколегированной быстрорежущей стали или твердых сплавов. Они имеют от 4 до 12 зубьев и такую форму, что режут или торцами по касательной к окружности, или дополнительно заточенными с обеих сторон боковыми кромками.
WeinigSlK
www.weinig.ru
Глава 6. Станки и станочные работы
Рис. 6.106. Пазовая фреза с бесступенчато регулируемой шириной паза
Рис. 6.107. Фуговальная фреза, режет цилиндрической
поверхностью
Рис. 6.108. Фреза для выборки паза, режет боковой и цилиндрической поверхностью
Рис. 6.109. Бесступенчато-регулируемая фасочная фреза
Рис. 6.110. Профильная фреза для изготовления желобка
Пазы с другой шириной производятся с помощью регулируемых пазовых фрез. Существуют также двухкорпусные пазовые фрезы, в которых желаемая ширина паза достигается вкладыванием промежуточного кольца, и бесступенчатые регулируемые пазовые фрезы, в которых ширина паза настраивается с помощью резьбовой втулки (рис. 6.106).
Фуговальные фрезы производятся шириной от 10 до 100 мм. Количество зубьев — от 2 до 4, режут исключительно торцевой частью и поэтому не подходят для изготовления фальца и выборки пазов. Производятся из высоколегированной быстрорежущей стали или твердых сплавов (рис. 6.107).
Фрезы для выборки паза производятся шириной от 10 до 100 мм из высоколегированной быстрорежущей стали или твердых сплавов. В основном режут торцами (цилиндрической поверхностью) и боковыми кромками, имеют от 2 до 6 зубьев. Они производятся либо с затылованными основными режущими кромками для боковых разрезов, либо с особым под-резателем (рис. 6.108).
Фасочные фрезы производятся с фиксированным углом фаски от 5 до 60° или со свободно переставляемыми твердометаллическими поворотными пластинами.
Weinig ЕмК
www.weinig.ru
6.6. Стационарные станки
В регулируемых фасочных фрезах держатель режущих кромок можно бесступенчато отклонять при помощи шкалы до 85° влево или вправо.
Профильные фрезы производятся с наиболее употребительными профилями закруглений, желобков или галтелей в виде комбинированных фрез из высоколегированной быстрорежущей стали или твердых сплавов (рис. 6.110).
Универсальные фрезерные головки очень гибкие. В них различные профильные ножи из высоколегированной быстрорежущей стали или твердых сплавов зажимаются распорными клиньями в несущей головке (рис. 6.111). Для выдерживания максимально допустимого для ручной подачи вылета ножа в 1,1 мм в этих фрезах дополнительно к профильному ножу закрепляется имеющий такую же форму ограничитель.
Профилирующая фрезерная головка для изготовления профилированных филенок выполняется с двумя радиусными режущими кромками и двумя боковыми режущими кромками для получения скошенной поверхности. Изготавливается из высоколегированной быстрорежущей стали или твердых сплавов и подходит для ширины скашивания до 65 мм (рис. 6.112).
Фреза для фрезерования криволинейных кромок под склейку и нарезания мини-шипа
Рис. 6.111. Универсальная профильная фрезерная головка
Рис. 6.112. Профилирующая фрезерная головка с твердометаллическими поворотными пластинами
Рис. 6.113. Фреза для фрезерования криволинейных кромок под склейку
Рис. 6.114. Фрезерная гарнитура шипового соединения
Рис. 6.115. Фрезерная гарнитура для изготовления оконного профиля
Walnlg&M
www.weinig.ru
Глава 6. Станки и станочные работы
применяется для сплачивания деталей из массивной древесины, соединений со скосом и продольного сращивания древесины. Имеющие зубчатую форму поверхности, обработанные с помощью такого инструмента, имеют большую площадь склеивания и при соединении не сдвигаются. Изготавливаются из высоколегированной быстрорежущей стали или твердых сплавов (рис. 6.113).
Фрезерная гарнитура — это комбинация из отдельных инструментов, которые используются совместно. С их помощью можно изготовлять шипы и гнезда (рис. 6.114), пазовые или шпоночные профили, а также сопряженные профили для окон и дверей (рис. 6.115). Так как эти инструменты применяются преимущественно в серийном производстве, они чаще всего оснащены заменяемыми режущими кромками. Что касается их использования для ручной подачи, то все применяемые совместно отдельные инструменты в гарнитуре должны соответствовать действующим предписаниям. Если они не выполняются, то такая гарнитура может использоваться только для машинной подачи.
6.6.3.3. Безопасная работа на фрезерном станке с нижним расположением инструмента
Для работы на фрезерном станке с нижним расположением инструмента в пределах досягаемости должно располагаться определенное предохранительное оборудование. Различные рабочие операции могут выполняться безопасно и надежно только с помощью этих приспособлений. На рис. 6.116 представлено основное оборудование для подготовки и настройки различных процессов для прямолинейного и криволинейного фрезерования. Сюда относятся удлинитель стола (1), защита от обратного удара (2), зажимное приспособление для фрезерования по шаблону (3), зажимное приспособление для тор-
Рис. 6.116. Предохранительное оборудование цевого фрезерования (4), защитный ко-для фрезерного станка жух и упор для фрезерования изогнутых
Weinig ЕЙ»
www.weinig.ru
6.6. Стационарные станки
Рис. 6.117. Настройка фрезы при помощи циферблатного измерительного прибора
кромок (5, 6), прижимный ролик (7), сменная ручка для деревянного толкателя (8) и настроечный измерительный инструмент с циферблатом (9).
ПОДГОТОВКА СТАНКА
После того как инструмент выбран и визуально проверен на отсутствие повреждений, загрязнений, на соответствие типу подачи и диапазону частоты вращения, его необходимо закрепить на фрезерной головке и снять блокировку шпинделя. В заключение проходное отверстие в машинной станине закрывается настолько, насколько позволяет подходящее подкладное кольцо. Настройка желаемого размера фрезерования производится с помощью соответствующего индикаторного прибора (рис. 6.117). Пробного фрезерования для контроля размеров необходимо по возможности избегать. После этого затягиваются винты упора. После монтажа оборудования, которое может потребоваться дополнительно, выбираются частота и направления вращения на фрезерном станке, и станок включается.
ФРЕЗЕРОВАНИЕ ПРОДОЛЬНОЙ СТОРОНЫ
Если изделия фрезеруются по продольному канту, то их необходимо подавать на изделие с использованием подручника (рис. 6.118). Пространство резания необходимо держать как можно меньшим с помощью сдвигания половинок продольного упора. По возможности должны использоваться непрерывный упор или поворотные части разводного мостового ограждения. В ином случае приспособление для отталкивания рук должно закрывать опасное место над инструментом. Для многих работ может использоваться механизм подачи с небольшими затратами на подготовку (рис. 6.119). Так как согласно предписаниям Союза деревообработчиков он относится к группе ручной подачи, то при работе должны использоваться только допустимые для этого типа подачи инструменты с маркировкой BG-Test. Механизм подачи настраивается таким образом, чтобы его ролики прижимали изделие к упору под
углом примерно 5°. Рис. 6.118. Фрезерование продольной стороны
WeinigSSl»!
www.weinig.ru
Глава 6. Станки и станочные работы
Рис. 6.119. Фрезерование с использованием механизма подачи
Рис. 6.120. Фрезерование узкой продольной стороны
Рис. 6.121. Фрезерование узкого торца
Рис. 6.122. Фрезерование по шаблону длинных изделий
ФРЕЗЕРОВАНИЕ УЗКОЙ ПРОДОЛЬНОЙ СТОРОНЫ
Узкие изделия при ручной подаче нельзя подвести к инструменту достаточно безопасно. Прижимная пружина или прижимные ролики обеспечивают при работе достаточное давление прижима на упор (рис. 6.120). В этом случае пространство резания должно быть также закрыто при помощи подходящих вспомогательных приспособлений, если они уже не снабжены оттяжными гребенками.
ФРЕЗЕРОВАНИЕ УЗКОГО ТОРЦА
Узкие торцевые поверхности очень трудно вести вдоль упора без использования вспомогательных приспособлений. Поэтому для таких работ применяют достаточно широкий толкатель, который снабжен съемной ручкой или специальным клеммным приспособлением. Его можно быстро настроить на заданную ширину детали. Также он делает возможным надежное удержание и хорошее ведение изделия. Он особенно хорошо подходит для изготовления сопряженного профиля в рамочных соединениях (рис. 6.121).
Weinig*fel»1
www.weinig.ru
6.6. Стационарные станки
ФРЕЗЕРОВАНИЕ ПО ШАБЛОНУ МАЛЕНЬКИХ И ДЛИННЫХ ИЗДЕЛИЙ Фрезерование по шаблону (рис. 6.122) в основном должно производиться с использованием защиты от обратного удара. Держалки на удлинителях стола делают возможным фрезерование по шаблону длинных изделий и одновременно служат конечными упорами. Маленькие изделия подают на инструмент с помощью регулируемого зажимного приспособления и при этом используют защиту от обратного удара (рис. 6.123).
ФРЕЗЕРОВАНИЕ КРИВОЛИНЕЙНЫХ КРОМОК
Если фрезерование выгнутых кромок еще можно производить на продольном упоре с использованием шаблона, то для фрезерования внутренних вогнутых кромок необходим специальный упор для криволинейного фрезерования
Рис. 6.123. Фрезерование по шаблону с использованием зажимного приспособления
Рис. 6.124. Криволинейное фрезерование непосредственно на упорном кольце
Рис. 6.125. Криволинейное фрезерование с использованием копировального шаблона
или упорное кольцо
(рис. 6.124). При использовании упора для криволинейного фрезерования поверх инструмента монтируется прорезной упор. Его наружное закругление не зависит от радиуса фрезы и маркируется только точкой максимально глубины фрезерования. Для фрезерования на упорном кольце оно устанавливается вместе с шарикоподшипником на фрезерной оправке. Направляющая рейка облегчает подачу изделия и одновременно предотвращает проворачивание упорного кольца. Упорные кольца имеют различные диаметры с шагом 5 мм. Изделия могут обрабатываться непосредственно на упорном кольце или с помощью копировального шаб-
Weinigfttl
www.weinig.ru
Глава 6. Станки и станочные работы
лона (рис. 6.125). Работы на упорном кольце можно проводить только при одновременном применении защитного кожуха над фрезерным шпинделем.
При использовании копировального шаблона диаметр упорного кольца должен учитываться при изготовлении шаблона. В случае упора для криволинейного фрезерования это ненужно, так как его можно регулировать бесступенчато.
6.6.3.4. Столярные фрезерные станки с верхним расположением шпинделя
Настройка глубины фрезерования
Ножной для суппорта
Рис. 6.126. Столярный фрезерный станок с верхним расположением шпинделя
Защитный бугель
Копироваль ный —
Настройка высоты копировального штифта
Колесо для ручной регулировки высоты стола
Ножная для суппорта
Рис. 6.127. Цепнодолбежный фрезерный станок
Фрезерные станки с верхним расположением шпинделя используются для изготовления пазов (в том числе для соединений врубкой), для фрезерования формы по шаблону и для фрезерования углублений в изделиях (рис. 6.126).
В станине станка удерживает консоль поворотного и регулируемого по высоте инструментального суппорта. Рабочий стол устанавливается на рабочую высоту пневматически или с помощью ножной педали. Изделия обрабатываются с помощью шаблонов и вставленного в стол направляющего штифта или на переставляемой упорной линейке. Привод инструментального суппорта производится напрямую. Так как необходима высокая частота вращения от 12000 до 24000 мин-1, то используют электроприводы с преобразователями частоты.
Для фрезерных станков с верхним расположением шпинделя используются инструменты с одной или несколькими режущими кромками цельного исполнения или с поворотными режущими ножами. Инструменты с одной режущей кромкой при соблюдении геометрии кромок зажимаются в эксцентриковом зажимном патроне. Для инструментов с двумя режущими кромками используют осевой зажимный патрон. Концевые фрезы диаметром от 16 мм и больше касательно вылета режущих кромок и конструкции попадают под действие предписаний для инструментов для ручной подачи. Для фрез диаметром до 30 мм допустимая частота вращения может не указываться.
6.6.3.5. Цепнодолбежный фрезерный станок
Цепнодолбежный фрезерный станок служит для изготовления сквозных и несквозных гнезд прямоугольного сечения для ящичных соединений
www.weinig.ru
6.6. Стационарные станки
(рис. 6.127). Изделие для обработки закрепляется на станине станка. Затем верхняя резцовая каретка с фрезерной цепью и направляющей шиной опускается вниз на изделие, а после окончания посредством пружинной тяги отводится в исходное положение. При опускании автоматически включается приводной механизм. Поэтому для предотвращения несчастных случаев верхняя каретка должна быть застрахована от непреднамеренного опускания.
С обеих сторон фрезерной цепи расположены защитные штанги. Они защищают оператора от непреднамеренного контакта с фрезерной цепью, а на их концах дополнительно расположены стружколомные приспособления.
ЗАДАНИЯ
1. Объясните значения маркировки на фрезах и расскажите об особенностях инструментов для ручной и механической подачи.
2. Чем отличаются фрезы с точки зрения их конструкции? Приведите примеры.
3. Чем отличаются фрезы с точки зрения их применения?
4. Какие параметры влияют на установку частоты вращения фрезерного рабочего органа?
5. Объясните, почему фуговальные фрезы не подходят для фальцевания изделий?
6. Какие конструкции пазовых фрез существуют?
7. Покажите на изображении головки для изготовления фальца пригодность конструкции для ручной подачи.
8. Сравните различные фрезеровальные операции с точки зрения применения защитного и предохранительного оборудования.
6.6.4. Сверлильные станки
Сверло — это вид обработки резанием, при которой благодаря вращательному движению инструмента делаются отверстия круглой формы или с закругленными концами. При сверлении цилиндрических отверстий подача инструмента или изделия производится в направлении оси сверления. Продольные отверстия сначала обрабатываются в направлении оси, затем поэтапно в поперечном к оси направлении (рис. 6.144).
6.6.4.1. Вертикально -сверлильный станок со стойкой
На вертикально-сверлильном станке со стойкой по разметке выполняются небольшие монтажные отверстия. Рабочая штанга и приводной блок соединены между собой посредством колон
Захват сверлильного патрона
Штанга колонны
Элементы управления
Рабочий стол
Приводной двигатель
Рис. 6.128. Вертикально-сверлильный станок со стойкой
WeinigSlm
www.weinig.ru
Глава 6. Станки и станочные работы
ны (рис. 6.128). При помощи клеммного соединения рабочий стол закреплен на колонне так, что его можно переставлять по высоте. Для подгонки к различному материалу и инструментам частоту вращения приводного шпинделя можно регулировать. Это производится посредством или ременных шкивов разного размера, или передачи с бесступенчато-регулируемым передаточным отношением. При сверлении изделия необходимо следить за тем, чтобы изделие имело надежную опору. Небольшие изделия при сверлении зажимаются в сверлильных тисках.
6.6.4.2. Станок для высверливания сучков
Станок для высверливания сучков служит для удаления сучков, изготовления вставных поперечных реек (филеночных пластин) и для сверления отверстий под фурнитуру. Установленная на станине станка или стене консоль несет приводной механизм и несколько сверлильных шпинделей (рис. 6.129). С помощью ручного рычага приводной двигатель наклоняется к рабочему столу. При этом поводковый патрон приводит в действие закрепленный на поворотном круге сверлильный инструмент таким образом, что всегда используется только один инструмент. Затем снабженное пружиной устройство обратного отведения сверлильного механизма автоматически выключает привод сверления. Оператор защищен от древесных осколков и опилок с помощью прозрачного защитного стекла. Если возвратно-поступательное движение сверлильного инструмента производится автоматически посредством пневматического цилиндра, то говорят об
Рис. 6.129. Станок для высверливания сучков
автоматическом станке для заделки сучков и отверстий. Движение вверх включается при нажатии на ножную педаль. Различные автоматы дополнительно оборудованы приспособлениями, которые в высверленные отверстия от сучков сразу же вклеивают пробку и впрессовывают ее заподлицо.
6.6.4.3. Сверлилъно-пазовалъный станок
Сверлильно-пазовальный станок служит для изготовления продольных отверстий и пазов, а также для сверления отверстий под нагели.
На станине станка закреплен, как правило, неподвижный рабочий стол и упорная линейка (рис. 6.130). Приводной двигатель и сверлильный шпиндель с прямым приводом соединены на каретке изделия, ко
Weinig
www.weinig.ru
6.6. Стационарные станки
торая переставляется из стороны в сторону, по оси и по высоте, со станиной. Для сверления изделие посредством зажима с коленчатым рычагом или пневматического цилиндра фиксируется на рабочем столе. Затем к изделию подается сверлильный инструмент.
При изготовлении продольных пазов сначала производится аксиальное сверление. Затем находящиеся между отверстиями остатки древесины про-фрезеровываются посредством боковых возвратно-поступательных движений каретки. Эти движения ограничиваются с помощью зажимаемого упорного штифта. Для того чтобы избежать проскальзывания изделия при сверлении продольных пазов, конечная глубина обработки отделывается поэтапно.
6.6.4.4. Сверлильный станок для изготовления гнезд под нагели
Сверлильный станок для изготовления гнезд под нагели служит для изготовления плоскостных и торцевых отверстий под нагели, а также для высверливания рядов отверстий и отверстий под фурнитуру (рис. 6.131). Установленный на станине станка поворотный агрегатный кронштейн несет приводной электродвигатель, а также соединенные друг с другом посредством зубчатых колес сверлильные шпиндели. Пневматический цилиндр управляет возвратным движением всей сверлильной балки. При этом изделие прочно удерживается на рабочем столе с помощью зажимных элементов и линейного упора. Включаемое ножной педалью движение вниз одновременно запускает привод сверлильных инструментов. Для сокращения времени подготовительных работ
Рис. 6.130. Сверлильно-пазовальный станок
Рис. 6.131. Сверлильный станок для изготовления гнезд под нагели
WeinigSiMWt
www.weinig.ru
Глава 6. Станки и станочные работы
при высверливании рядов отверстий или отверстий под фурнитуру балка с зажатыми в ней сверлами может поворачиваться на 90°. Таким образом можно применять желаемую группу инструментов без дополнительной замены.
Если отверстия должны быть просверлены под наклоном к опорной поверхности, то агрегатный кронштейн может закрепляться в любом наклонном положении от 0 до 90°.
В зависимости от привода отдельных сверлильных шпинделей сверлильные инструменты вращаются в попеременном направлении, то есть по часовой стрелке и против часовой стрелки. Это должно соответствующим образом учитываться при смене инструмента.
6.6.4.5. Сверла для сверлильных станков
Различают спиральные сверла, сверла Форстнера, композиционные сверла, сверла для фурнитуры, сверла для фрезерования продольных пазов, специальные сверла и зенковочные сверла.
СПИРАЛЬНЫЕ СВЕРЛА
Спиральные сверла применяются для сверления твердой и мягкой древесины, древесных материалов, пластиков, металлов и каменной кладки. Отделяемая режущими кромками стружка транспортируется по отверстию посредством стружечной
га
га Канавка для стружки Вспомогательная режущая кромка
Основные режущие кромки
Задняя фань основной кромки Лд
Длина стружечной канавки
Длина тхвостовика
Общая длина сверла
Отверстие при использовании сверла с центрирующим наконечником и подрезателем
Отверстие при использовании сверла с треугольным наконечником
Рис. 6.132. Спиральное сверло
Рис. 6.133. Спиральное сверло с центрирующим наконечником
канавки и выводится наружу.
В спиральных сверлах с треугольным кончиком основные режущие кромки при вершине заточены под определенным углом (углом при вершине), соответствующим твердости просверливаемого материала (рис. 6.132). Угол при вершине для спиральных сверл по металлу составляет 118°, для дерева и древесных материалов примерно 130°, для пластиков в зависимости от их свойств — от 60 до 90°. На стенках канавок для стружек, лежащих в направлении резания, выполнены фаски. Эти фаски, которые обозначаются как вспомогательная режущая кромка, зачищают боковые стенки отверстия и служат в процессе сверления в качестве боковых направляющих.
Спиральное сверло с центрирующим наконечником благодаря особому исполнению кончика сверла подходят для изготовления точно
Weinigttilm
www.weinig.ru
6.6. Стационарные станки
центрированных отверстий. Основные режущие кромки из твердого сплава или инструментальной стали заточены так, что боковые концы суживаются и образуют подреза-тели (рис. 6.133). Вспомогательные режущие кромки на таких сверлах отсутствуют, так как подрезатели очень точно вырабатывают боковые стенки отверстия, а боковое направление обеспечивается центрирующим наконечником. Эти сверла применяют для обработки древесины и древесных материалов, а также для мягких металлов и пластиков. Для обработки имеющих покрытие древесных материалов, а также для пластиков с большим количеством наполнителей рекомендуется применение сверл с твердометаллическими режущими кромками (рис. 6.134).
Спиральное сверло с твердометаллическим треугольным кончиком подходит для сверления каменной кладки, натурального камня, бетона и кафельных плит. Диаметр применяемого твердометаллического кончика больше, чем диаметр хвостовика. Твердометаллический кончик защищает хвостовик от повреждений (рис. 6.135). Эти сверла также изготавливают со специальными хвостовиками для перфораторов в целях быстрой вставки сверла в патрон или замены (рис. 6.136).
СВЕРЛА ДЛЯ НАГЕЛЕЙ
Сверла для нагелей по своей конструкции похожи на спиральные сверла с центрирующим наконечником. Они имеются с одной или двумя канавками для стружки. Так как в основном ими производятся глухие отверстия в массивной древесине и древесных материалах, то их стру
Рис. 6.134. Спиральное сверло с центрирующим наконечником и твердометаллическими режущими кромками
Рис. 6.135. Спиральное сверло с твердометаллическим треугольным кончиком
Рис. 6.136. Спиральные сверла с твердометаллическим треугольным кончиком и специальными хвостовиками для перфораторов
Рис. 6.137. Сверло для нагелей с одной канавкой для стружки
Рис. 6.138. Станочное сверло для нагелей
Weinig Ibllm
www.weinig.ru
Глава 6. Станки и станочные работы
жечные канавки более крутые, и тем самым они обеспечивают более быстрое отведение стружки из сверленого отверстия (рис. 6.137).
Так как такие сверла применяются особенно часто в автоматах для сверления отверстий под нагели и обрабатывающих центрах с высокой мощностью сверления, то режущие кромки сверл в основном твердосплавные. Для специального применения в однорядном многошпиндельном сверлильном станке производятся также сверла для нагелей левого вращения, которые имеют специальную цветовую маркировку. Их хвостовики цилиндрической формы и снабжены резьбой и центрирующим конусом для точной установки в сверлильные автоматы (рис. 6.138 и 6.139).
СВЕРЛА ФОРСТНЕРА
Сверло Форстнера (рис. 6.140) имеет низкую цилиндрическую режущую головку,
центрирующий наконечник и две основные режущие кромки. Заточенная изнутри
Рис. 6.139. Станочное сверло для нагелей, праворежущее
Рис. 6.141. Сверло с цилиндрической головкой
периферийная режущая кромка используется в качестве подрезателя и определяет диаметр отверстия. Основные режущие кромки расположены под прямым углом к оси сверла и гладко высверливают дно отверстия. Центрирующий наконечник служит для установки сверла и установлен низко для того, чтобы при сверлении глухих отверстий в тонких стенках не проткнуть их насквозь. Таккакиз-запериферийных режущих кромок при сверлении возникает большое трение, то эти кромки сужаются к хвостовику. Так как в сверлах Форстнера подрезает почти вся окружность, то с его помощью могут выполняться такие отверстия, кромка которых частично выступает за край изделия. Сверло Форстнера подходит для сверления твердой и мягкой древесины, а также древесных материалов.
СВЕРЛА С ЦИЛИНДРИЧЕСКОЙ ГОЛОВКОЙ
Сверла с цилиндрической головкой (рис. 6.141) — это следующий этап развития сверла Форстнера. Их не полностью круглая режущая головка имеет наряду с центрирующим кончиком и прямыми основными
WeinigSlM
www.weinig.ru
6.6. Стационарные станки
кромками два отдельных подрезателя. В отличие от подрезателей сверла Форст-нера их можно легко затачивать. Из-за увеличенного отверстия под стружку в головке сверла стружка лучше удаляется из отверстия при сверлении.
Сверла с цилиндрической головкой применяется для сверления массивной древесины, а в твердосплавном исполнении также для сверления древесных материалов и пластмасс.
СВЕРЛА ДЛЯ ФУРНИТУРЫ
Сверла для фурнитуры были разработаны специально для изготовления отверстий правильного размера и с гладкими кромками для установки мебельной фурнитуры. По своей конструкции они похожи на композиционные сверла, но имеют диаметр от 15 до 40 мм. Такими сверлами выполняются исключительно глухие отверстия с плоским дном в массивной древесине, древесных и искусственных материалах. Поэтому они имеют малоизнашиваюгциеся твердосплавные режущие пластины с отдельно расположенными и хорошо затачиваемыми подрезателя-ми. Обычное исполнение — это 2 или 3 основные режущие кромки. Эти сверла могут быть также со сменными твердосплавными режущими кромками и подрезателями (рис. 6.142). С помощью такого сверла возможно выполнение отверстий с высокой точностью размеров, так как диаметр отверстия не изменяется при износе или повторном затачивании режущих кромок.
СВЕРЛА ДЛЯ ФРЕЗЕРОВАНИЯ ПРОДОЛЬНЫХ ПАЗОВ
Сверлами для изготовления продольных пазов (рис. 6.143) изготавливаются пазы и гнезда. Из-за их конструкции они подходят исключительно для применения в свер-лильно-пазовальном станке. В отличие от спиральных сверл они
Рис. 6.142. Сверло для фурнитуры со сменными
твердосплавными режущими пластинами
Рис. 6.143. Сверло для фрезерования продольных пазов
Рис. 6.144. Постепенное возвратно-поступательное движение при фрезеровании пазов
WeinigSU»
www.weinjg.ru
Глава 6. Станки и станочные работы
имеют только прямые канавки для стружки. Это означает, что при сверлении необходимо учитывать маленький отвод стружки, поэтому пазы нельзя сверлить до конечного размера за один раз, а вырабатывать поэтапно (рис. 6.144). Две или три расположенные в осевом направлении режущие кромки часто имеют пазы. Эти пазы для надламывания стружки облегчают разрушение и удаление стружки.
В соответствии с DIN 6442 различают форму А, имеющую цилиндрический хвостовик с заплечиками, и форму В со сплошным цилиндрическим хвостовиком.
СПЕЦИАЛЬНЫЕ СВЕРЛА
Ступенчатое сверло — это инструмент, в котором диаметр сверла ступенчато уменьшается от его хвостовика до кончика (рис. 6.145). Такие сверла применяют для сверления за один проход отверстия с двумя различными диаметрами. Тем самым можно, например, объединить работы по сверлению и зенкерованию. Та
кие сверла также применяют при навешивании межкомнатных и мебельных две
рей, так как форма отверстия обеспечивает надежное сцепление при ввертыва
Рис. 6.145. Ступенчатое сверло
Рис. 6.146. Сверло для предварительного сверления отверстий для втулок
Рис. 6.147. Сверло по дереву пустотелое
Рис. 6.148. Развертка
нии в резьбу.
В сверле для предварительного сверления отверстий для втулок инструмент уже оборудован упором-ограничителем по глубине сверления в соответствии с желаемой длиной втулки (рис. 6.146).
Сверло по дереву пустотелое в соответствии с DIN 7489 — это сверлильный инструмент, с помощью которого производят шайбы и пробки из поперечной древесины для заделки отверстий от сучков. Существующие диаметры таких сверл — от 10 до 60 мм с шагом 5 мм.
ЗЕНКОВОЧНЫЕ СВЕРЛА
Зенковка и развертка имеют конический наконечник с несколькими режущими кромками. Их используют для раззенковки отверстий под шурупы и нагели. Угол раззенковки составляет 60 и 90°. Зенковки также применяются в ручных электродрелях и при использовании рукоятки вручную. Режущие зубья имеют такую форму, что древесина при раззенковке соскабливается (рис. 6.148).
Weinig SSlm
www.weinig.ru
6.6. Стационарные станки
В коническом зенкере, который был разработан для применения в металлообработке, режущие кромки слегка заточены с обратной стороны, так что при проникновении
в древесину отрезается стружка. Поэтому конический зенкер подходит не только для твердых и мягких металлов, но и для обработки массивной древесины и древесных материалов (рис. 6.149).
Наездный зенкер с помощью зажимного винта закрепляется на спиральном сверле таким образом, что
Рис. 6.149. Конический зенкер
Рис. 6.150. Насадный зенкер
за один рабочий ход можно просверливать и раззенковывать отверстие. Одновременно у танавливается фиксированная глубина сверления. Если насадный зенкер
развернуть на сверле в сторону патрона, то он будет служить только для ограничения глубины сверления (рис. 6.150).
• Сверла следует хранить отдельно в соответствии с их размерами и конструкцией. Это сэкономит время при поиске нужного сверла.
• Режущие кромки сверл никогда не должны соприкасаться с другими сверлами или металлическими предметами, поэтому лежачее хранение в ящике или коробке исключается.
• Лучше и нагляднее хранить сверла в вертикальном положении в специальных держателях для сверл или в куске дерева.
• Затупившиеся сверла следует сразу же отсортировывать и держать наготове для затачивания.
• Сверла, запачканные смолой, можно очистить нитрорастворителем или горячей водой.
ЗАДАНИЯ
1. Опишите различия спиральных сверл с точки зрения формы из наконечников и области применения.
2. Сравните спиральные сверла и сверла с цилиндрической головкой с точки зрения их пригодности для сверления глухих глубоких отверстий в древесине.
3. Назовите станки, в которых необходимо применять левовращающийся и право-вращающийся сверлильный инструмент, и назовите причину этого.
4. Чем отличается принцип действия сверла для фрезерования пазов и спирального сверла?
5. Опишите различные возможности и варианты зенкерования отверстий в древесных материалах.
6. Объясните принцип действия спирального сверла с центрирующим кончиком и подрезателем для изготовления отверстий под нагели.
6.6.5. Шлифовальные станки
Шлифовальные станки служат для выравнивания поверхности изделия и придания ей гладкости. Снятие стружки при этом происходит посредством зерен шлифовального материала. Различают следующие виды шлифовальных станков:
• ленточно-шлифовальные станки,
• кромкошлифовальные станки,
• широкоформатные шлифовальные станки.
WeinigSm
www.weinig.ru
Глава 6. Станки и станочные работы
6.6.5.1. Продольные ленточно-шлифовальные станки
Рис. 6.151. Продольный ленточно-шлифовальный станок
На тяжелой станине станка закреплены два шлифовальных ролика, на которых натянута шлифовальная лента (рис. 6.151). Левый ролик (ведущий ролик) имеет фиксированное положение и связан с приводным валом. Правый ролик (натяжной ролик) закреплен подвижно и может переставляться для замены
или натяжения шлифовальной ленты. Натяжение обеспечивается за счет натяжного груза или винтовой пружины. На различных станках предусмотрены обе эти возможности, которые можно применять независимо друг от друга. Натяжной груз натягивает шлифовальную ленту очень эластично. Это делает возможным шлифование слегка выпуклых изделий. Менее эластичное пружинное натяжение лучше подходит для плоского шлифования.
Под шлифовальной лентой расположен переставляемый по высоте шлифовальный стол. Благодаря телескопическим направляющим его можно также расположить поперек к шлифовальной ленте. Изделие закрепляется и удерживается на шлифовальном столе с помощью упорной шины или вакуумных присосов.
Между ленточными роликами располагается передвигаемый в продольном направлении шлифовальный башмак. Он с помощью ручки через движущуюся ленту прижимается к изделию. Для бережного отношения к шлифовальной ленте его внутренняя сторона имеет покрытие из войлока или искусственного материала или щетку. Шлифовальный башмак должен быть немного уже шлифовальной ленты, тем самым удается избежать образования канавок при шлифовании кантов изделия. Во многих станках вместо шлифовального башмака применяются прижимные балки или контактные ролики.
Возникающая при шлифовании шлифовальная пыль во избежание оказания вредного влияния на здоровье, а также оберегания шлифовальной ленты и опор станка должна отсасываться. Для этого шлифовальная лента с верхней стороны, а также в области роликов имеет кожух с вытяжным штуцером.
В основном выключатель станка и вытяжки связаны друг с другом. Возникающая шлифовальная пыль сразу же отсасывается, поэтому поверхность изделия можно лучше контролировать. Для этого также предназначены расположенные в области ленты лампы, которые освещают всю область шлифования.
Для шлифования маленьких или узких изделий верхнее укрытие шлифовальной ленты можно поднять наверх. Это освобождает верхний шлифовальный стол и должно закрываться при использовании шлифовального башмака.
Weinig
www.weinig.ru
6.6. Стационарные станки
Ленточные шлифовальные станки с помощью переключения полюсов могут работать в режиме как левого, так и правого вращения. В некоторых станках посредством передачи с регулируемым передаточным отношением скорость шлифования можно приспосабливать под шлифуемый материал.
Для различных задач шлифования используются шлифовальные ленты с различной зернистостью. Как правило, первой шлифовальной лентой производят грубое предварительное шлифование, а второй — тонкое шлифование. Для этого необходимо заменять шлифовальную ленту. После замены ленты необходимо обратить внимание на то, чтобы лента двигалась к башмаку равномерно и по центру, в противном случае необходимо отрегулировать положение и натяжение ленты.
В ленточно-шлифовальных станках с двумя шлифовальными головками рядом друг с другом расположены две шлифовальные ленты. Предварительное и конечное шлифование можно производить без замены ленты.
Для работ по мокрому шлифованию лаков и искусственных материалов существуют станки с разбрызгивателями. Движущаяся шлифовальная лента равномерно смачивается шлифовальной жидкостью, а образующийся шлифовальный шлам
сразу же смывается.
Длины бесконечных шлифовальных лент составляют 7000, 7600 и 8000 мм, их ширина — 150 мм.
Эти данные, а также указание зернистости печатаются на внутренней стороне шлифовальной ленты. Кроме этого, стрелкой указывается главное направление вращения шлифовальной ленты, которое обязательно нужно учитывать при ее замене. Неиспользованные ленты должны храниться в сухих помещениях в подвешенном состоянии. Поврежденные шлифовальные ленты в станках больше ис
пользовать нельзя.
6.6.5.2. Кромко-шлифовалъные станки
На кромкошлифовальном станке (рис. 6.152) обрабатывают прямые, наклонные или изогнутые кромки, чаще всего перед шлифованием поверхности. При достаточно широкой ленте можно также подгонять выдвижные ящики из массивной древесины.
Бесконечная шлифовальная лента движется вокруг двух вертикально расположенных шлифовальных роликов. Можно изменять высоту и наклон горизонтально расположенного рабочего стола по отношению к шлифовальной ленте. Длинные, прямые изделия переме-
Рис. 6.152. Кромкошлифовальный станок
WeinigSS&W
www.weinig.ru
Глава 6. Станки и станочные работы
Рис. 6.153. Шлифование длинных и прямых изделий
Рис. 6.154. Широкоформатный шлифовальный станок
щаются вдоль обеих половин упора по шлифовальной ленте, короткие прямые изделия по всей их длине прижимаются к шлифовальной ленте (рис. 6.153). Криволинейные поверхности шлифуются на направляющем ролике с использованием упора соответствующей формы. Кроме этого, в некоторых машинах такие ролики можно подбирать по диаметру в зависимости от задач шлифования. В кромкошлифовальных станках сила обработки действует не на рабочий стол, а в направлении движения ленты. Поэтому изделия при подаче на шлифовальную ленту дополнительно упираются в расположенный на рабочем столе упор. Это следует учитывать особенно при торцевой обработке прямоугольных изделий.
Так как в основном используется только короткий участок шлифовальной ленты, то он быстро изнашивается. Если изменить наклон отклоняющей оси, то изменяется и положение шлифовальной ленты на ролике. В станках с возвратно-поступательным движением такое изменение положения естественно вызывается с помощью длительного маятникового движения отклоняющей оси, шлифовальная лента изнашивается более равномерно. Дополнительно могут быть уста
новлены приспособления для притупления кромок и снятия фасок.
6.6.5.3. Широкоформатные шлифовальные станки
На широкоформатных шлифовальных станках обрабатываются шлифованием поверхности массивной древесины, необработанные и фанерованные древесные материалы, а также лакированные изделия (рис. 6.154).
В станине станка расположены горизонтально одна или несколько бесконечных шлифовальных лент (рис. 6.155). Параллельно к уровню шлифования с помощью ленты транспортера изделие подается над или под шлифовальной лентой. Различа
WeinigSls^
www.weinig.ru
6.6. Стационарные станки
ют станки с цилиндрической зоной зацепления, станки с плоской зоной зацепления и комбинации этих конструктивных типов. Прижим шлифовальной ленты к изделию осуществляется в зависимости от конструкции с помощью эластичных контактных вальцов, покрытых оболочкой, посредством сквозной или сегментированной прижимной балки или с помощью пружинно нагруженного стола транспортера. При использовании прижимных сегментов толщина и форма изделия при подаче изделия в станок измеряются с помощью тестера и далее выставляются на прижимном сегменте (рис. 6.156). Таким образом, могут быть точно отшлифованы изделия с вырезами или несимметричным наружным контуром.
В зависимости от оборудования станок оснащается одной или не
Калибровка
Тонкое шлифование
Комбинированное шлифование
Рис. 6.155. Широкоформатный шлифовальный станок (схема)
Рис. 6.156. Принцип действия сегментной прижимной балки
сколькими шлифовальными лентами различной зернистости, которые применяются совместно или по отдельности. Это делает возможным получение различного качества шлифования за одну рабочую операцию. Для повышения качества шлифования и для предотвращения неравномерного износа движение лент во время процесса шлифования является осциллирующим. Возникающая шлифовальная пыль отсасывается уже в корпусе станка. Дополнительно изделие перед выемкой его из станка обрабатывается щеткой. Часто древесные материалы имеют допуск по толщине, поэтому перед дальнейшей обработкой их шлифуют на широкоформатном шлифовальном станке до получения равномерной толщины. Этот процесс называют калибровкой. Для этого используют станок с контактными вальцами, в то время как станки с прижимными балками применяют исключительно для улучшения качества обработки поверхности. Устанавливаемое для прижимной балки и прижимных сегментов давление прессования также позволяет выполнять тяжелые работы по шлифованию фанерованных и лакированных поверхностей. Специальные дополнительные агрегаты с вращающимися щетками дают возможность получения структурированных поверхностей.
ЗАДАНИЯ
1. Объясните понятие «осциллирующее движение» на примере широкоформатного шлифовального станка.
2. Какие рабочие операции можно производить на современном кромкошлифовальном станке?
Weinig ЕЯ»
www.weinig.ru
Глава 6. Станки и станочные работы
3. Сравните широкоформатный шлифовальный станок с продольном ленточношлифовальным станком с точки зрения возможностей их применения. Назовите преимущества, которые имеет тот и другой станок.
4. Какие размеры и свойства имеет шлифовальный башмак на продольном ленточно-шлифовальном станке?
6.6.5.4. Шлифовальные ленты и хранение шлифовальных лент
В шлифовальных лентах для ленточно-шлифовальных станков речь идет о несущем материале, на который с помощью связующего вещества нанесены шлифовальные зерна (см. п. 3.5). Несущий материал, также называемый подложкой, может состоять из бумаги, ткани или их комбинаций. Шлифовальные зерна — это натуральный или искусственный продукт. В качестве связующего вещества используют мездровый клей или искусственную смолу. При производстве шлифовальные ленты сначала изготавливаются в виде рулонных изделий, затем в соответствии с необходимой длиной круга отрезаются по косой и склеиваются в бесконечные шлифовальные ленты. Места склеивания на
зывают стыками.
Для эксплуатации ленты в ленточно-шлифовальном станке необходимо использовать прочную подложку. В соответствии с плотностью от 80 до 250 г/м2 ее обозначают латинскими буквами от А до Е. A-бумага и В-бумага — это типичная бумага для ручного шлифования и для применения в станках не подходит.
Также наряду с разновидностью применяемых шлифовальных зерен важным фактором является покрытие зернами поверхности ленты. Если поверхность закрыта на 50—70%, то говорят об открытом напылении, если от 90 до 100% — то напыление называют закрытым. Открытое напыление и ленты с образованными в результате такого способа напыления промежутками на поверхности больше не являются необходимыми при использовании современных шлифовальных
средств, так как последние производятся из отталкивающих материалов, а образующаяся пыль в основном эффективно отсасывается.
В зависимости от желаемой тонкости обработки поверхности выбирают шлифовальные ленты различной зернистости. Перед коэффициентом зернистости,
Рис. 6.157. Шлифовальная лента в заводской упаковке
который указан на шлифовальной ленте, ставится буква Р (ранее К). Чем выше коэффициент зернистости, тем тоньше шлифовальное средство и тем чище и ровнее получаемая в результате обработки поверхность.
При транспортировке и хранении необходимо обязательно избегать повреждений из-за коробления и перегиба. До использования шлифовальную ленту следует хранить по возможности в заводской упаковке (рис. 6.157).
Weinig SiЖ
www.weinig.ru
6.7. Основы техники управления и регулирования 471
Помещение для хранения не должно быть слишком сухим или влажным, ни в коем случае это не должен быть влажный подвал или место непосредственно над отопительным прибором. Ленту со снятой упаковкой лучше всего хранить в подвешенном виде, многие производители рекомендуют для хранения стержень диаметром не менее 50 мм (рис. 6.158). Шлифовальные ленты перед использованием необходимо подвергнуть ви
Рис. 6.158. Хранение ленты в подвешенном виде
зуальному контролю, поврежден-
ные ленты нельзя использовать и оставлять в станке. При установке шлифовальных лент в станок следует соблюдать направление движения, которое указано на обратной стороне стрелкой. В основном ленты устанавливаются без напряжения. Натяжение ленты, по возможности при одновременном вращении роликов, повышается только тогда, когда найдена конечная позиция на направляющих роликах.
• Шлифование начинают только тогда, когда шлифовальная лента натянута, а станок достиг максимальной частоты вращения.
• Шлифовальные ленты следует нагружать преимущественно посередине.
• Шлифовальные станки нельзя выключать до тех пор, пока шлифовальное средство находится в контакте с обрабатываемым изделием.
• Шлифовальные ленты следует менять только тогда, когда лента полностью остановится.
• При длительных перерывах в эксплуатации станка натяжение шлифовальных лент следует ослабить.
6.7. Основы техники управления и регулирования
Оборудование для управления и регулирования делает возможным проведение самостоятельно протекающих процессов в станках и системах. Такими процессами, например, являются резание, подача или работа инструмента в станке, а также процессы включения и выключения в устройствах отопления, кондиционирования, опрыскивания или вентиляции, например в сушильных установках или в установках для испытаний на атмосферную коррозию. Различают механическое, пневматическое, гидравлическое, а также электронное оборудования для управления и регулирования.
6.7.1. Управление
Автоматическим управлением называется процесс, при котором операции выполняются посредством системы, функционирующей без вмешательства человека в соответствии с заданным алгоритмом.
Weinig
Иж
www.weinig.ru
Глава 6. Станки и станочные работы
Рис. 6.159. Цикловое программное управление
Виды управления
Управление на основе логических операций -это такое управление, которое переключается только тогда, когда сигналы логически связаны, например если датчик изделия и кнопка старта нажаты одновременно (рис. 6.159).
Управление циклом в зависимости от процесса - это управление, при котором последующий рабочий ход начинается только тогда, когда предыдущий этап закончен, а сигнал выключен.
Управление планом перемещения - это такое управление циклом, в котором рабочие шаги соответствуют пройденным перемещениям, например перемещению инструмента.
Управление программируемых связей - это управление, в котором программируемый цикл четко задан с помощью выбора конструкций и связей между ними (рис. 6.176).
Программное управление от запоминающего устройства допускает для процесса регулирования несколько программ. Если необходим другой запрограммированный процесс, нужно только выбрать другую программу (рис. 6.178).
ПРИМЕР ПНЕВМАТИЧЕСКОГО УПРАВЛЕНИЯ
В изделии необходимо просверлить отверстие при помощи управляемого сверлильного оборудования (рис. 6.159).
Зажимный цилиндр пневматического зажимного оборудования может выдвигаться только тогда, когда в приспособлении находится обрабатываемое изделие (измерительный датчик 1 для контроля изделия) и если нажата кнопка START (2). Логическая операция умножения обоих входных сигналов дает в итоге выходной сигнал (3), который включает ходовой вентиль (4). Выдвигается цилиндр зажимного оборудования (А+). Если требуемое давление зажимания достигнуто, то переключатель (5), работающий от давления, дает сигнал на обработку изделия. Посредством сигнала, поступившего на сверлильный цилиндр (6), начинается подача (В+) для сверлильного станка. Нижний предельный датчик (7) нагружается сверлильным станком и сигнализирует о том, что достигнута требуемая глубина сверления (8). Сверлильный цилиндр получает сигнал обратного подъема (9) и отводится обратно (В—). Верхний предельный датчик своим сигналом (11) выключает обратный подъем (А—) зажимного цилиндра. Изделие с просверленным отверстием может быть вынуто из приспособления.
Для объяснения процесса управления используются стандартные термины. Например, клавиша вклю
чения и предельные датчики называются сигнальными элементами. Ходовые венти
ли называют исполнительным элементом, а сжатый воздух, с помощью которого уп-
Weinig
та
www.weinig.ru
6.7. Основы техники управления и регулирования 473
равняется зажимный цилиндр или сверлильный цилиндр, обозначают как рейдирующая переменная. Путь, который проходит зажимный элемент или сверло, называется ре1улируемой величиной. Элементы конструкции типа цилиндра сверла или зажимного цилиндра, на которые влияют сигналы, называют объектами управления.
6.7.2. Механическое управление
При механическом управлении сигналы производятся с помощью кулачков, кулачковых дисков или кулачковых барабанов, которые затем включают соединения и механизмы. Механически управляемой является, например, унифицированная сверлильная головка, в которой снабженный зубчатым сегментом качающийся рычаг входит в зацепление со сверлильной штангой и прижимается к кулачковому диску возвратной пружиной (рис. 6.160). При вращении кулачкового диска сверло постоянно подается вперед, а после достижения требуемой глубины сверления быстро отводится обратно.
Возвратная пружина Зубчатая штанга
Пневматические рабочие
6.7.3. Пневматическое управление
элемен-
ты, например пневматический цилиндр, управляются в производственных системах и автоматах пневматическим вентилем (клапаном). Этот вентиль управляют в качестве ходового клапана направлением сжатого воздуха, а также началом и окончанием протекания воз-
Сверлильная пиноль \
Сверлильный 1 л
шпиндель
Качающийся
рычаг I у
Кривая '''X' Т X
для подачи /" \Х '
сверла / * /—ч.
Кривая '
хода°браТНОГ° Кулачковый диск
га
га = гга|
I га^^1-1-Привод сверла
Привод
Рис. 6.160. Механически управляемая унифицированная сверлильная головка
духа; в качестве запорного вентиля — направлением, а в качестве поточного вентиля — объемным потоком проходящего воздуха. Вентиль для управления давлением ограничивает степень давления воздуха.
6.7.3.1. Ходовой вентиль
С помощью ходового вентиля можно, например, управлять направлением движения цилиндра двухстороннего действия (рис. 6.161).
В позиции а ходового вентиля сжатый воздух проходит от места присоединения к трубопроводу, находящемуся под давлением 1 к
Рис. 6.161. Управление цилиндром двухстороннего действия с помощью ходового вентиля
WeinigS9l«
www.weinig.ru
Глава 6. Станки и станочные работы
Тип вентиля
Условное изображение
Обозначение подключения
3/2-ходовой вентиль, закрытый, управляемый рычагом с возвратной пружиной
3/2-ходовой вентиль, открытый, управляемый давлением с возвратной пружиной
5/2-ходовой вентиль, управляемый с обеих сторон давлением
Рабочий трубопровод
1 - подача сжатого воздуха
2 - рабочий трубопровод 2
4 - рабочий трубопровод 4
3 - трубопровод выпуска воздуха 3
5 - трубопровод выпуска воздуха 5
Управляющий трубопровод
Управление подключением 10: запирает подключение 1
Управление подключением 12: соединяет подключения 1 и 2
Управление подключением 14:
соединяет подключения 1 и 4
подключению рабочего трубопровода 4. Поршневой шток выдвигается. Вытесняемый поршнем на другой стороне цилиндра воздух удаляется через рабочий трубопровод 2 с помощью ходового вентиля к отверстию выпуска воздуха 3 и потом в атмосферу. В позиции b ходового клапана сжатый воздух проходит от подключения 1 к трубопроводу 2, а вытесняемый из цилиндра воздух — от подключения 4 к отверстию выпуска воздуха 3. Поршневой шток отходит обратно.
В символическом представлении ходового вентиля каждое включен-
ное положение представляется в виде прямоугольника (рис. 6.162). В прямоугольнике стрелки обозначают направление воздушного потока между подключениями. Прямоугольники включенных положений а и b чертятся рядом друг с другом, а места подключений указывают у исходных положений. Для того чтобы иметь возможность узнать принцип работы ходового вентиля в позиции а, все места подключений в позиции включения b мысленно передвигают в позицию включения а.
Сокращения для обозначения ходового вентиля образуются в соответствии с количеством управляемых подключений и включенных положений. Таким образом, ходовой вентиль с 3 подключениями и 2 включенными положениями обозначают как ходовой вентиль 3/2.
Управление ходовым вентилем может производиться вручную либо при помощи ножной педали, механически, электрически, пневматически или посредством комбинации двух типов управления. Управление ходовым вентилем с помощью сжатого воздуха можно осуществлять напрямую или косвенно через клапан управления. Непрямое управление применяется тогда, когда возбуждаемая сила должна быть меньше по сравнению с силой управления. Типы управления стандартизованы и указываются в условных обозначениях с наружной стороны вен-
Рис. 6.162. Обозначения в условных изображениях ходового вентиля
Вручную, ножной педалью
Кнопкой
Давлением
Непрямое через клапан управления
Механическое
Клавишей
Роликом
Роликовым рычагом, действующим односторонне
Электрическое
электромагнита
I— Посредством
I / |> электромагнита
I— и клапана управления сжатым воздухом
Рис. 6.163. Типы управления вентилями
Weinig Ем»
www.weinig.ru
6.7. Основы техники управления и регулирования
тиля под прямым углом к подключению (рис. 6.163).
Управление цилиндрами производится с помощью ходовых вентилей.
При прямом управлении цилиндром одностороннего действия в положении b (нулевое положение) 3/2-ходового вентиля путь сжато
го воздуха в цилиндр перекрыт (рис. 6.164). Поршневой шток выдвигается только тогда, когда ходовой вентиль переключается в положение а. При прямом управлении цилиндром двухстороннего действия (рис. 6.165) поршневой шток выдвигается, когда положение включения а соответствует 4/2-хо-довому вентилю. Вместо 4/2-ходо-вого вентиля можно также применять ходовой вентиль 5-2 или 5/3.
При непрямом управлении (рис. 6.165) ходовой вентиль IV1 цилиндра управляется идущими от ходовых вентилей сигналами 1S1 и 1S2 (сигнальный элемент, приемник сигнала). Если ходовой вентиль 1S1 кратковременно приводится в действие, то импульс давления переключает ходовой вентиль 1VI в позицию а. Это положение включения сохранится также в том случае, когда сигнала давления от 1S1 больше нет. Ходовой вентиль 1S1 тем самым
Цилиндр одностороннего действия
Цилиндр двухстороннего действия
Рис. 6.164. Прямое управление цилиндрами
Рис. 6.165. Непрямое управление цилиндром двухстороннего действия
Рис. 6.166. Обратный клапан
Рис. 6.167. Переключающий клапан
служит для сохранения сигнала.
Поршневой шток выдвигается и приводит в действие в переднем конечном положении ходовой вентиль 1S2. Этот пневматический сигнал устанавливает ходовой вентиль 1V1 снова в позицию Ь. Поршневой шток отходит обратно.
6.7.3.2. Запорные вентили
Запорные вентили управляются и приводятся в действие сжатым воздухом, но только в одном направлении потока.
Обратный клапан позволяет протекать воздуху в направлении от 1 к 2, но перекрывает поток в направлении запирания от 2 к 1 (рис. 6.166).
WeinigESi»
www.weinig.ru
Глава 6. Станки и станочные работы
Переключающий клапан имеет два попеременно запираемых подключения 1 (слева) и 1 (справа), а также один выход 2. Если на вход 1 (слева) или вход 1 (справа) подается сжатый воздух, то в роли запорного элемента выступает ненагружен-ный вход (логическое ИЛИ), а сжатый воздух попадает на выход 2.
Двухсторонний вентиль имеет два входа 1 (слева) и 1 (справа), а также один выход 2 (рис. 6.168). Если хотя бы на один из входов подается сжатый воздух, то запирающий элемент закрывает соединение к выходу 2. Только когда на обоих 1-входах действует сжатый воздух, возможен поток к выходу 2. Таким образом,
двухсторонние вентили связывают два входных сигнала так, что на выходе по-
Рис. 6.168. Двухсторонний вентиль
Рис. 6.169. Клапаны аварийного сброса воздуха
Запорный элемент
: Свободный поток
Дросселированный поток
Рис. 6.170. Дросселирующий обратный вентиль
лучается их логическое умножение (И-соединение). Поршневой шток в цилиндре 1А1 выдвигается только тогда, когда оба 3/2-ходовых вентиля 1S1 и 1S2 находятся под давлением, а выходной сигнал двухстороннего вентиля 1V2 ходового вентиля 1V1 включен в положение а.
Клапаны аварийного сброса воздуха устанавливаются непосредственно на цилиндр. Они отводят воздух^ выдавливающийся из цилиндра при обратном ходе поршня, не обратно через ходовой вентиль в систему, а непосредственно в атмосферу (рис. 6.169). Благодаря более короткому пути сопротивление потока отходящего воздуха снижается, а скорость обратного хода поршня повышается.
6.7.3.3. Поточные вентили
С помощью поточных вентилей регулируется величина текущего сквозь трубопровод потока сжатого воздуха. Дросселирующие вентили и дросселирующие обратные вентили могут встраиваться в идущие к цилиндрам трубопроводы (дросселирование приточного воздуха) или в идущие от цилиндра трубопроводы (дросселирование отходящего воздуха).
www.weinig.ru
6.7. Основы техники управления и регулирования
В дросселирующих обратных вентилях сжатый воздух в одном направлении проходит свободно, в то время как поток в другом направлении дросселируется. В цилиндре двухстороннего действия на рис. 6.170 со встроенным в рабочий трубопровод дросселирующим обратным вентилем скорость выдвижения устанавливается посред-
Мембрана
Отверстие для выпуска воздуха в атмосферу
Неотрегу- V-лиров^Нный сжатый
Рис. 6.171. Вентиль для
ограничения давления
Головка вентиля Кольцевой зазор
сжатый воздух
в- Штифт
Пружина
ством дросселирования отходящего
воздуха. Благодаря этому при вклю-
чении ходового вентиля сжатый воздух попадает на поршень. Обратный ход не дросселируется, то есть происходит быстро.
6.7.3.4. Вентили для управления давлением
Самыми важными вентилями для управления давления являются вентиль для ограничения давления и вентиль для регулирования давления.
Вентиль для ограничения давления предотвраща-
Рис. 6.172. Вентиль для
регулирования давления
Сигнальный элемент
Сигнальные линии, логические операции для сигналов
Сигнальные линии
Разветвление сигналов
Условие ИЛИ
ет возникновение недопустимо высокого давления в сосудах, находящихся под давлением, трубопроводах и конструктивных элементах (рис. 6.171). В состоянии покоя они закрыты. Запирающий элемент открывается только тогда, когда сила давления воздуха больше, чем установленная сила пружины.
Вентиль для регулирования давления удерживает давление рабочего трубопровода постоянным. В состоянии покоя вентиль остается открытым. Регулирование давления производится посредством мембраны, на которую сверху действует рабочее давление, а снизу — сила регулирующей пружины (рис. 6.172).
6.7.3.5. Представление пневматического управления Структура и принцип действия пневматического управления изображаются при помощи блок-схем и функциональных диаграмм, при необходимости также используют план расположения.
План расположения служит для лучшего понимания механизма и показывает пространственное расположение исполнительных элементов (рис. 6.174).
Рис. 6.173. Условные изображения на функциональных диаграммах
Рис. 6.174. План расположения сверлильного оборудования
Рис. 6.175. Функциональная диаграмма для сверлильного оборудования
WeinigSB»
www.weinig.ru
Блок-схема показывает функционирование управления без учета пространственного расположения регулирующих и рабочих элементов, при этом вентили и приборы изображаются в исходном положении управления. В целом относительно последовательности процессов движения схему управления подразделяют на отдельные, расположенные друг рядом с другом логические ячейки, при этом логическая ячейка охватывает приводной элемент А (например, цилиндр) со всеми необходимыми для его управления конструктивными элементами (например, вентили V и приемник сигнала S). Логические ячейки нумеруются по порядку. Конструктивные элементы получают номер логической ячейки (например, 1), обозначение конструктивного элемента (А, V или S) и номер конструктивного элемента (например, 3). Таким образом, обозначение получается следующее 1S3 (рис. 6.176).
Например, в сверлильном оборудовании зажимной цилиндр 1А1 выдвигается тогда, когда ходовой вентиль 1S1 прижат и сверлильный цилиндр 2А1 убран. Контроль производится вентилем 1S2. Выдвигающийся поршневой шток зажимного цилиндра незадолго до его конечного положения с помощью ходового вентиля 2S1 включает рабочее движение сверлильного цилиндра. Сверлильный цилиндр выдвигается со скоростью, регулируемой с помощью дросселирующего обратного вентиля, и сам переключается в предыдущее конечное положение посредством ходового вентиля 282.При обратном движении сверлильного цилиндра зажимной цилиндр посредством ходового вентиля 1S3 снова отводится обратно, при этом зажимной цилиндр в конечном положении включает ходовой вентиль 1S2. Новый процесс зажимания, однако, может начаться только тогда, когда прижат ходовой вентиль 1S1, так как двухсторонний вентиль 1V2 открыт только тогда, когда на обоих входах устанавливается равное давление (функция И) (рис. 6.176).
Функциональная диаграмма показывает процессы движения в целом и взаимодействие конструктивных элементов с точки зрения техники управления.
WeinigttM№№
www.weinig.ru
6.7. Основы техники управления и регулирования
По вертикальной координате изображается состояние рабочих элементов, то есть их положение и направление движения. По горизонтальной координате откладываются этапы работы и при необходимости время. В сетку горизонтальных линий состояния и вертикальных линий времени наносятся функциональные линии, которые описывают процесс движения и положение коммутирующих элементов конструкции (рис. 6.175).
Узкая непрерывная линия (голубая) соответствует состоянию элементов при исходном положении, широкая непрерывная линия (красная) показывает состояние активных устройств, например поршневой шток цилиндра выдвинут или задвинут, вентиль нагружен и закрыт (рис. 6.175).
6.7.4. Гидравлическое управление
Гидравлика охватывает привод и управление станков с помощью жидкостей. Гидравлически управляются, например, фанеровочные прессы, фиксирующие губки торцовой пилы, а также тормоза транспортных средств.
К основным конструктивным элементам гидравлической системы (рис. 6.177) относятся: сосуд для гидравлической жидкости, всасывающие трубопроводы, насос, трубопроводы под давлением, вентили ограничения давления, гидроаккумулятор, ходовые вентили, запорные вентили, цилиндр, гидравлический двигатель, обратные трубопроводы, фильтр и обратные вентили.
Насос всасывает гидравлическую жидкость из сосуда и нагнетает ее в начале работы с помощью ходового и поточного вентиля в цилиндр. Вытесняемая поршнем гидравлическая жидкость течет через ходовой вентиль и запорный вентиль обратно в сосуд. Если поршень цилиндра достиг своего конечного положения, то давление нагнетаемой насосом жидкости начинает превышать максимально допустимое давление, открывается вентиль ограничения давления, и жидкость утекает в сосуд.
Задачами сосуда являются аккумулирование гидравлической жидкости, возмещение потерь утечки, охлаждение жидкости, а также очищение жидкости от загрязнений в отстойнике с помощью фильтра.
Цилиндр . Г
Ходовой вентиль _ н
Вентиль ограничения давления
Схематическое представление
Блок-схема
Запорный вентиль
Обратный трубопровод
Всасывающий трубопровод
Сосуд
Фильтр
Гидравлическая жидкость
Рис. 6.177. Гидравлическая система
Weinig
www.weinig.ru
Глава 6. Станки и станочные работы
Преимущества гидравлической системы
• большая сила в маленьком пространстве благодаря высоким давлениям
• плавно регулируемые скорости
• равномерное движение из-за малой степени сжатия масла
• надежная защита от перегрузок благодаря вентилю ограничения давления
Недостатки гидравлической системы
• выделение тепла и изменение вязкости масла при увеличении температуры
• шум насоса, гидравлического двигателя и переключения вентилей
• существует вероятность утечка масла
ЗАДАНИЯ
1. В чем заключается различие между прямым и косвенным управлением?
2. В чем состоит задача ходового вентиля? Как он изображается на блок-схеме?
3. Опишите виды, функции и применение запорных вентилей и вентилей управления давлением.
4. В технических автоматических процессах при работе станков и систем часто используется управление. Назовите различные типы управления и опишите их способы действия.
5. Что изображается на пневматической блок-схеме, на плане расположения и функциональной диаграмме?
6.7.5. Логические операции над сигналами
В зависимости от задач управления управляющие сигналы часто должны быть связаны между собой различными логическими операциями. При этом не важно, о каком виде сигнала — пневматическом, гидравлическом или электрическом — идет речь, эти сигналы используются в виде связанных между собой логических функций И/ИЛИ. Эти логические функции представлены в качестве стандартизированных условных обозначений, функциональных таблиц или с помощью уравнения (рис. 6.178). Функциональная таблица для обоих входных сигналов Е1 и Е2 с двумя возможными значениями 0 (сигнала нет) и 1 (сигнал есть) состоит для всех возможных комбинаций из четырех клеток. Сигнал на выходе отсутствует (сигнал 0), если логическая функция не выполнена, и сигнал на входе присутствует (сигнал 1), когда логическая функция выполнена.
ФУНКЦИЯ «И»
Условное обозначение для логического элемента И — это прямоугольник со знаком & внутри. Входные сигналы Е1 и Е2 показаны с левой стороны, выходной сигнал — с правой стороны на горизонтальных линиях.
В функциональной таблице для И-функции (рис. 6.178) выходной сигнал А принимает состояние 1 только тогда, когда на обоих входах Е1 И Е2 имеются сигналы (сигнал 1).
При пневматическом управлении логическая операция И получается при помощи последовательно включенных ходовых вентилей или посредством двухстороннего вентиля.
Если в принципиальной электрической схеме замыкающие контакты Е1 (или S1) И Е2 (или S2) замыкаются, то сердечник реле втягивается и замыкается контакт А. Тем самым может быть включена, например, подсоединенная в цепь лампа.
WeinigS3»i
www.weinig.ru
6.7. Основы техники управления и регулирования
Пневматически
Электрически
Электронно ИС-модулем
Программным способом с операторным листом для ПУ от ЗУ
Условное обозначение в функциональной схеме:
Ходовыми вентилями:
Функциональная таблица:
Е1 Е2 А
0 0 0
0 1 0
1 0 0
1 1 1
Логическая алгебра: Е1 A Е2 = А (Е1 И Е2 равно А)
Двухсторонним вентилем: А
Последовательным подключением:
Напряжение питания 5 В
Е1лЕ2 = А о В
14131211109 8
Размеры в мм
РЕ - конец программы
Рис. 6.178. Логическая операция И
При электронном управлении для логической операции И используются ТТЛ-модули (модули транзисторно-транзисторной логики), тип 7408. Такой модуль имеет четыре встроенных И-элемента каждый с двумя входами. Элементы залиты в пластиковый штекерный корпус, который имеет 14 штырьковых выводов (пинов). Расстояние между пинами соответствует шагу координатной сетки печатных плат.
Логические операции могут быть также осуществлены с помощью программного обеспечения, например посредством задания программ для микропроцессоров или компьютеров. Программные логические операции для программного управления от запоминающего устройства (SPS, ПУ от ЗУ) показаны на рис. 6.178 и 6.179.
ФУНКЦИЯ «ИЛИ»
Условное обозначение для логического элемента ИЛИ — это прямоугольник со знаком >1 внутри. Входные сигналы Е1 и Е2 показаны с левой стороны, выходной сигнал — с правой стороны на горизонтальных линиях.
Рис. 6.179. Логическая операция ИЛИ
www.weinig.ru
Глава 6. Станки и станочные работы
В функциональной таблице для ИЛИ-функции (рис. 6.179) выходной сигнал А принимает состояние 1, если хотя бы минимум на одном из входов Е1 ИЛИ Е2 ИЛИ на обоих входах имеются сигналы (сигнал 1).
В пневматическом и электрическом управлении функцию ИЛИ получают, например, параллельным подключением ходовых вентилей или замыкающих контактов. В печатных платах используют в том числе и ТТЛ-модуль тип 7432 с четырьмя встроенными элементами ИЛИ.
6.7.6. Электрическое управление
Электрическое управление построено в том числе на кнопочных и фиксирующихся выключателях, реле, контакторах и электромагнитах. Эти конструктивные элементы обозначаются как электрооборудование. Электрические элементы управления имеют контакты для открывания и закрывания.
Электронное управление действует напротив бесконтактно. Оно строится на транзисторах, трубках, конденсаторах и других конструктивных элементах.
Кнопочный выключатель
Пластина
для подключения Контактные пружины
Рис. 6.180. Электрооборудование
КНОПОЧНЫЕ
И ФИКСИРУЮЩИЕСЯ ВЫКЛЮЧАТЕЛИ
Для механического включения сигнала служат кнопочные и фиксирующиеся выключатели. Их замыкающие контакты при нагружении могут размыкать электрическую сеть (контакт размыкания) или замыкать ее (контакт замыкания). После отпускания кнопочный выключатель под воздействием силы пружины отжимается в исходное положение, в то время как фиксирующийся выключатель остается во включенном положении.
С помощью предельного кнопочного выключателя, нагруженного через кулачок, получают сигнал о достижении предельного или конечного положения подвижной детали машины (рис. 6.180).
РЕЛЕ И КОНТАКТОРЫ
Контакт, приводимый в действие электромагнитной силой, называют реле или контактором. С помощью реле переключают электрические
Weinig
www.weinig.ru
6.7. Основы техники управления и регулирования
мощности до 1 кВт, для переключения более высоких мощностей требуются контакторы специальной конструкции. Реле состоит из катушки с железным сердечником и нескольких контактных пружин в качестве контактов размыкания и замыкания. Когда по катушке реле протекает постоянный ток, то в железном сердечнике возникает электромагнитная сила, которая втягивает якорь, и реле замыкается (рис. 6.180).
С помощью реле и контакторов коммутационные сигналы можно переносить с одной цепи тока в другую. Сами контакторы и реле для приведения в действие требуют маленькую мощность, однако посредством их контактов осуществляется включение силовых электрических сетей (усилители). Благодаря последователь
ному и параллельному включению электрических контактов коммутационные сиг
Усиление сигнала Логические операции
Управляющая Основная электрическая электрическая цепь цепь
налы можно подвергать логическим операциям и делать их зависимыми от определенных условий (рис. 6.181).
Электрическая управляющая часть системы с помощью выключателей, датчиков или сенсоров принимает сигнал (условные обозначения см. табл. 6.3). Реле или контактор обрабатывает (логически, замедляет или усиливает) сигнал и передает коммутационный сигнал на управляемый электро-
магнитом пневматический ходовой _ , т_
, Рис. 6.181. Коммутирование реле
вентиль (рис. 6.182).
В пневматической силовой части приводимые в действие электромагнитом 3/2,4/2 или 5/2-ходовые вентили управляют цилиндрами и моторами, которые в свою очередь приводят в действие станки или приспособления.
В представлении электропнев-матического управления пневматическая силовая часть изображается отдельно от электрической управляющей части. Силовая часть изображается как пневматическая блок-схема.
Электрическую управляющую часть изображают в виде принципиальной электрической схемы (сокращения см. табл. 6.4), которая наглядно показывает прохождение сигнала при управлении (рис. 6.182).
L+ 24 В постоянный ток
Приводной элемент (пневматический цилиндр)
2
3/2-ходовой
L- Д вентиль
Электрический блок управления Пневматическая силовая часть
1. Принципиальная электрическая схема в совместном представлении
Пневматическая блок-схема Принципиальная электрическая схема
2. Принципиальная электрическая схема в отдельном представлении
Рис. 6.182. Прямое управление цилиндром
www.weinig.ru
Таблица 6.3. Условные обозначения для электрических схем
Электрооборудование Условное схемное обозначение Электрооборудование Условное схемное обозначение
Включаемый вручную кнопочный выключатель 1 ф Аварийный выключатель
Включаемый давлением кнопочный выключатель Реле с замыкающим контактом
Включаемый вручную фиксирующийся выключатель (в зацеплении) -7 Реле с размыкающим контактом ^7
Включаемый роликом кнопочный выключатель 1 Электрически управляемый ходовой вентиль
Таблица 6.4. Обозначения и сокращения проводов и электрооборудования
Вид провода Сокращение Электрооборудование Сокращение
Внешний проводник 1 L1 • Предохранительное оборудование, например предохранитель F
Внешний проводник 2 L2 • Сигнализирующее оборудование, например аварийное освещение Н
Внешний проводник 3 L3 ф Контакторы, реле К
Нейтральный провод N @ Двигатели м
Положительный провод L+ О Выключатели S
Отрицательный провод L-O Электрически включаемое механическое оборудование, например магнитный вентиль Y
Защитный провод РЕ О
Цветовая маркировка L1+ L3 = черный, L2 - коричневый, N = голубой, РЕ = зелено-желтый, L+ = красный, L- = синий
В качестве примера электропневматического управления на рис. 6.182 показано прямое управление цилиндром. Для управления необходим 3/2-ходовой вентиль, который в качестве вентиля с обратной пружиной оборудован электромагнитом (Y1). Для цилиндра двухстороннего действия применяют, например, 4/2-ходовой вентиль с установленными с двух сторон электромагнитами (Y1 hY2).
6.7.7. Регулирование
Ели не удается достигнуть расчетной точности процессов на станках, системах и приборах посредством управления, то на помощь приходит регулировочная техника.
Под регулированием понимают такое влияние на процессы в станках, системах и приборах, при котором фактическое значение величины непрерывно измеряется, сравнивается с заданным значением, и на основе этого устраняется отклонение от заданной величины.
Weinig Si®?
www.weinig.ru
6.7. Основы техники управления и регулирования
ПРИМЕРЫ РЕГУЛИРОВАНИЯ
Устройство для регулирования давления в рабочем диапазоне установки сжатого воздуха должно выравнивать слишком высокое или неравномерное давление и поддерживать его величину постоянной. Для этого используется вентиль регулирования давления (рис. 6.183). В этом вентиле посредством вращения установочного винта устанавливается заданная величина для давления воздуха на выходе установки. Предварительное напряжение пружины действует снизу на мембрану, в то время как рабочее давление через небольшое отверстие производит противодавление сверху на мембрану.
Если воздух проходит к цилиндру и при этом давление воздуха меньше, чем заданная установочным винтом величина, то пружина отжимает мембрану и соответственно подвижный штифт наверх. Из-за этого увеличивается кольцевой зазор подвижного регулирующего вентиля, со стороны входа протекает больше сжатого воздуха, что вызывает увеличение рабочего давления. Это давление, в свою очередь, давит сверху на мембрану, кольцевой зазор уменьшается, как следствие, уменьшается рабочее давление. Если рабочее давление в рабочих трубопроводах наоборот увеличивается, например из-за нагревания, то мембрана приподнимается от штифта, так что избыточный воздух из рабочих трубопроводов через отверстие для выпуска воздуха в корпусе вентиля может выйти в атмосферу. Этот процесс регулирования продолжается до тех пор, пока фактическое значение величины ра-
Конструктивный элемент
I Диапазон рабочего давления
Объект регулирования
Регулирующий вентиль
Установочный винт
Регулирование стока
Постоянное рабочее давление
Колеблющееся давление на входе
Кольцевой зазор
Мембрана
Пружина
Элемент сравнения
Исполнительный элемент
Регулирующий элемент
Измерительный элемент
Перемещение
Управляющее воздействие
Задающее воздействие
Объемный поток сжатого воздуха
Предварительное напряжение пружины
Регулирующая переменная
Измеренное рабочее давление
Возмущающее воздействие
<р
ю
Нерег \: руемос \ давление
ВОЗЛу
Регулируемое давлени Фактическое ва-7ха значение
Вращение
Задающее устройство
CD CD H 2
Входной параметр
Заданная величина
Рис. 6.183. Вентиль регулирования давления
Задающее устройство
(напр., установочный винт)
Сравнивающий, измеряющий и регулирующий -----►
элементы (напр., пружина и мембрана)
Исполнительный элемент
(напр., регулирующий вентиль) ! Объект
регулирования
Принимает входной сигнал и передает его как задающее воздействие дальше на регулирующий элемент
Производит сравнение фактической и заданной величины обрабатывает результат сравнения и передает регулирующее отклонение в виде управляющего воздействия на исполнительный элемент.
Регулирует объемный поток сжатого воздуха на кольцевом зазоре
Это регулируемый диапазон, например диапазон рабочего давления
Входной параметр
Заданная величина
(напр., вращение установочного винта)
Задающее воздействие
Управляющее воздействие
(напр., движение подвижного штифта)
Возмущающее воздействие
(напр., колеблющееся давление воздуха)
Настройка значения параметра, которое должна иметь регулируемая величина
Значение предварительного напряжения пружины, которое подводится к элементу сравнения
Управляет исполнительным элементом
Действует на регулирование извне и вызывает отклонение от заданной величины
Рис. 6.184. Термины регулирующей техники
WeinigS«
www.weinig.ru
Глава 6. Станки и станочные работы
бочего давления не будет соответствовать установленному заданному значению параметра.
ИСПОЛЬЗОВАНИЕ РЕГУЛИРОВАНИЯ
Регулирующие устройства нужны, например, при поддержании постоянной величины пневматического или гидравлического давления, температуры или определенной влажности воздуха, например в установках для сушки древесины. Также часто необходимо регулировать скорость движения, частоту вращения и месторасположение подвижных частей станка.
ЗАДАНИЯ
1. Объясните различие между процессами управления и регулирования.
6.8. Станки с КПЧУ
6.8.1. Числовое управление
Эксплуатация рабочих станков посредством числового управления производит
ся на основании программы, которую можно представить в цифровом (число
вом) виде. Рабочие станки с числовым (программным) управлением также назы
Сигналы контроля и управления
Станок для серийного производства
Рис. 6.185. Структура числового программного управления
вают станками с ЧПУ (CN-станками). Сокращение ЧПУ означает «числовое (программное) управление» (numerical control, NC).
6.8.1.1. Числовое программное управление
Если мебельная деталь производится обычным способом, то каждая рабочая операция на станке настраивается и проводится по отдельности. В этих рабочих операциях необходима постоянная подстройка рабочего технологического процесса.
Станки с числовым управлением производят эти рабочие операции самостоятельно, если рабочий технологический процесс разработан заранее и с помощью команд управления сообщен станку. Поэтому станки с ЧПУ не имеют регулирующего оборудования, но оснащены панелью управления, с
www.hundegger.ru
6.8. Станки с КПЧУ
помощью которой в станок вводятся команды управления. Эти команды управления действуют так, что, например, закрепление изделия на столе станка производится автоматически, а также четко указывается направление и длина пути, который должен пройти инструмент. Кроме этого, с помощью команд управления можно включать рабочий шпиндель и приводить его в движение с определенной частотой. Команды управления могут зашифровываться (кодироваться) в форме букв или цифр и вводиться в блок управления в виде программы. Введенные данные сохраняются и преобразовываются в код, который может понимать станок. Поэтому ЧПУ управляет в том
Преимуществами станков с ЧПУ являются:
• постоянное качество обработки
• малые затраты на сортировку и контроль
• более короткое время подготовки
• возможности расширения для дальнейшей автоматизации, например для самостоятельной замены инструмента
• производство сложных контуров
• сохранение ранее разработанной программы
Рис. 6.186. Возможности управления
числе процессом движения инструмента, направлением и частотой его вращения, а также общими условиями работы типа отсасывания пыли и зажимания изделия. Далее ЧПУ контролирует действительное положение инструмента посредством обратных сигналов и при необходимости корректирует его (рис. 6.185).
6.8.1.2. Компьютерное числовое программное управление
Сокращение КЧПУ (CNC-управление) расшифровывается как «компьютерное числовое программное управление» (computerized numerical control) и обозначает такое управление, которое наряду с указаниями для станка рассчитывает геометрические данные для изделия и преобразует их в машинный код.
DNC — это сокращение от direct numerical control — прямое числовое программное управление — обозначает режим работы, при котором несколько станков с ЧПУ получают свои управляющие программы для обработки деталей напрямую от одного центрального компьютера (рис. 6.186).
Компьютерное ЧПУ состоит из нескольких микропроцессоров, электронного запоминающего устройства, блоков ввода-вывода данных и системы шин. Важнейшими задачами ЧПУ являются ввод, сохранение, обработка и вывод данных, а также постоянный контроль регулировочных процессов.
ВВОД ДАННЫХ
Ввод данных осуществляется с помощью клавиатуры, магнитного носителя, дискеты или посредством присоединенного компьютера. С помощью панели управления с графическим экраном программу можно вводить заново, изменять и выводить на экран. На экране можно представлять контуры обрабатываемого изделия, а также моделировать выполнение программы (рис. 6.187).
www.hundegger.ru
Глава 6. Станки и станочные работы
Рис. 6.187. Структура и задачи ЧПУ
RAM Программное запоминающее устройство EPROM Операционная система Микропроцессор 1 Система и обработка данных RAM Программное запоминающее устройство для технологии
Микропроцессор 2 Интерполяция, регулирование положения Микропроцессор 3 Адаптивное управление
СОХРАНЕНИЕ ДАННЫХ
Для сохранения данных в КЧПУ служат электронные запоминающие устройства, которые сохраняют данные и программы:
• для рабочей программы управления,
• управления действиями оператора со стороны системы и графикой,
• указания и поиска ошибки,
• сохранения нескольких управляю -щих программ обработки детали,
• корректировки движения инструмента и сдвига нулевой точки, а также
• рабочего цикла и движения инструмента.
ОБРАБОТКА ДАННЫХ
Для обработки информации в КЧПУ имеется несколько микропроцессоров. Вместе с операционной системой они обеспечивают правильность процесса обработки данных. К обработке данных относятся, например, расчет прямолинейной или круговой траектории движения инструмента, а также постоянный расчет измерений для регулирования положения привода подачи.
ВЫВОД ДАННЫХ
Для вывода данных служит адаптивное управление, которое усиливает и адаптирует рассчитанные данные таким образом, что появляется возможность использовать их для управления двигателем подачи и задач включения, например частоты вращения шпинделя, зажима инструмента и т.д. Расчеты, необходимые для определения управляющих данных для приводов подачи и механизмов обработки, а также для контроля и корректировки фактически осуществляемого движения станка,
www.hundegger.ru
6.8. Станки с КПЧУ
производятся с помощью поддерживаемого компьютером управления станка (см. 6.8.5.1).
В станках с КЧПУ обработка изделия производится с помощью программируемых движений инструмента. Величина точности изготовления, высокая скорость производства, а также гибкие возможности применения — это особые признаки таких станков. В деревообработке на станках с КЧПУ в основном обрабатываются изделия из массивной древесины, древесных материалов, пластиков и цветных металлов. Возможно проведение следующих операций: фрезерование, сверление, распиливание, шлифование и частично сборочные работы.
6.8.2. Конструкции станков
Рис. 6.188. Станок с КЧПУ и подвижным порталом Станки с ЧПУ в основном состоят
из станины с механизмами привода и обработки, а также управления, необходимого для регулирования процесса обработки.
Различают станки с подвижным порталом и станки с подвижной траверсой (рис. 6.188 и 6.189). Далее станки подразделяются на те, машинное движение в которых ограничивается лишь движением инструмента, и те, в которых обработка изделия производится по-
Рис. 6.189. Станок с КЧПУ и подвижной траверсой
средством наложения одновременных движений инструмента и рабочего стола. Станки с неподвижным столом (рис. 6.190) позволяют, в зависимости от величины изделия, выполнять попеременную обработку двух изделий на одном станке. Благодаря этому уже во время обработки одного изделия может производиться закрепление следующей детали.
По этой причине подвижные рабочие столы часто производятся из двух отдельных подвижных
Рис. 6.190. Станок с КЧПУ и фиксированным рабочим столом
www.hundegger.ru
Рис. 6.191. Станок с КЧПУ и подвижным рабочим столом
Рис. 6.192. Наложение нескольких координатных перемещений
Рис. 6.193. 3-мерное контурное управление
частей, так что более мелкие изделия могут обрабатываться попеременно с одновременной подачей (рис. 6.191). Для обработки больших изделий обе части рабочего стола соединяются, что делает возможным использовать все пространство для обработки. Закрепление изделия на машинном столе производится с помощью вакуумных зажимов или в случае изделий, для обработки которых могут потребоваться большие усилия, с помощью механических или пневматических зажимных элементов.
Для обработки изделия необходимо, чтобы упор с закрепленным изделием либо обрабатывающий агрегат были подвижными. Эти движения подачи раскладываются натри перпендикулярные друг другу оси (X, Y и Z). Для осуществления координатного движения по каждой из осей предназначены отдельные двигатели, таким образом можно двигаться как по каждой отдельной оси, так и одновременно по нескольким осям. Благодаря на-
ложению отдельных координатных перемещений можно выполнять не только прямолинейную, но и любую другую обработку криволинейной формы (рис. 6.193).
6.8.3. Управление станком
Движение при обработке на станках с КЧПУ складывается из одновременного движения по нескольким осям (рис. 6.192). Для выполнения этого процесса необходимы трудоемкие расчеты, которые производятся управляющим компьютером станка. Так как для этого применяется мощный процессор, то в направлении по двум осям могут выполняться не только прямолинейные или круговые движения. Очень часто КЧПУ делает возможным расчет всевозможных типов движения во всех трех осях. С помощью КЧПУ можно рассчитывать, например, сужающиеся, спиралевидные погружные движения. Такое управление называют контурным управлением. Оно является стандартом современных станков с КПЧУ (рис. 6.193).
www.hundegger.ru
6.8. Станки с КПЧУ
6.8.4. Оси координат станка и исходные точки
Движение обработки на станке раскладывается по нескольким координатным перемещениям. Основу для этого образует прямоугольная (декартова) система координат, при этом оси, параллельные рабочему столу станка, в основном обозначают как X и Y. Для движения подъема или вертикальной подачи обрабатывающего агрегата, как правило, используют Z-ось.
Так как ЧПУ делает возможным расчет практически любого вида контуров тела, то программирования по трем осевым направлениям недостаточно. Например, для обработки цилиндрического тела необходимо обрабатывающий агрегат вращать вокруг его собственной оси. Эту ось также называют С-осью или осью вращения. Станки такого типа обозначаются как 4-осевые станки (рис. 6.194).
Для изготовления предметов с шарообразным контуром вращающаяся ось также должна быть наклоняемой. Ее также называют В-осью. Станки с такой техникой называют 5-осевыми станками. Преимущественно они используются при изготовлении лестниц и корпусов (рис. 6.195).
Естественно, такая обработка также имеет свои границы, так как конструкция станка не позволяет достичь всех точек контура одним инструментом. Например, изготовление шара хоть и возможно рассчитать теоретически, но без смены места крепления изделия вряд ли возможно за один рабочий ход.
Все три оси X, Y и Z пересекаются в начале координат. Так как
Рис. 6.194. 4-осевая обработка
Рис. 6.195. Изделие с обработкой по пяти осям
Нулевая точка станка и точка отсчета
Рис. 6.196. Положение нулевой точки
www.hundegger.ru
Глава 6. Станки и станочные работы
координаты по всем осям в этой точке равны нулю, то эту точку также называют нулевой точкой.
На станках с ЧПУ различают несколько установленных стандартом нулевых точек (рис. 6.196): нулевая точка станка обозначает начало всех координат станка. Начало координат фиксированной производителем станка системы измерения обозначают как точка отсчета. Она берется за основу всех передаваемых управлением на станок движений и, как правило, при повторном пуске станка устанавливается автоматически. Нулевая точка станка и точка отсчета могут совпадать.
Основой для программирования движений станочного стола или обрабатывающего агрегата является нулевая точка изделия. Она устанавливается программистом в произвольном месте и рассчитывается в основном по началу координат
Рис. 6.197. Символы для обозначения нулевых точек
Рис. 6.198. Сканирующее оборудование
размеров, указанных на чертеже для изготовления детали. Положение нулевой точки изделия при этом обозначается на чертеже.
Для последующей обработки решающим является положение закрепленного изделия в пространстве для обработки. Так как станок «не знает» положение нулевой точки изделия, то эту информацию необходимо передать в станок посредством ЧПУ. Для этого измеряют расстояние между обрабатывающим инструментом и нулевой точкой изделия по всем трем осям и сохраняют эти значения в так называемом корректирующем запоминающем устройстве станочного управления.
При обработке эти величины запрашиваются посредством управляющей команды или автоматически, и на их основании ЧПУ корректирует текущее перемещение станка. Для маркировки исходных точек применяются единые стандартизированные символы и сокращения; для точки отсчета «R», для нулевой точки станка «MNP» и для нулевой точки изделия «WNP» (рис. 6.197).
Многие станки имеют сканирующее или позиционирующее обо-
www.hundegger.ru
6.8. Станки с КПЧУ 493)
рудование, которое или автоматически определяет положение закрепленного изделия и сравнивает его с управляющими данными, или проецирует на рабочий стол оптимальное положение изделия, а также положение зажимных приспособлений с помощью лазерного луча (рис. 6.198).
6.8.5. Программирование станков с ЧПУ
Необходимые для обработки на станках программы для ЧПУ могут быть произведены различным способом.
Если требуемые для обработки изделия команды и данные вводятся с клавиа
туры или через управляющий компьютер напрямую в управление станка, то говорят о прямом программировании (рис 6.199). Машинное программирование такого вида часто производится в соответствии с DIN 66025. Это программирование часто требует больших затрат, так как все требуемые для обработки геометрические данные и ма-
Рис. 6.199. Прямое программирование
шинные команды должны вводиться в форме программной строки. Поэтому программы для комплексной обработки почти всегда очень большие и запутанные.
В CAD-программировании (с использованием систем автоматического проектирования) векторные координаты производятся на основании CAD-чертежей. Затем эти координаты с помощью одной из подходящих для данного станка программ, так называемого постпроцессора (англ, post — после), преобразуются в машинный код. Это делает возможным использование данных разнообразнейших CAD-программ для производства изделий на станках с ЧПУ (рис. 6.200).
Сегод ня на практике часто применяется так называемое объектно-ориентированное программирование. При этом на одном из компьютеров, как на чертеже изготовления, воспроизводится вид тип вспомо-
Рис. 6.200. CAD-программирование
Рис. 6.201. Пример объектно-ориентированного программирования
www.hundegger.ru
Глава 6. Станки и станочные работы
Рис. 6.202. Получение информации о контуре методом teach-in
гательного контура. Этот контур используется для программирования потому, что отдельные точки этого вспомогательного контура с точки зрения производства ставятся в соответствие с указаниями для станка по выбору инструмента, частоты вращения и т.д. (рис. 6.201).
Так как этапы обработки многих изделий сходны друг с другом, то контуры таких похожих изделий могут быть запрограммированы как переменные. При этом, напри-
мер, для изготовления боковой стенки шкафа могут задаваться только наружные размеры. Другие необходимые для изготовления данные типа координат ряда отверстий и отверстий для систем крепления при соблюдении программируемых
условий производятся автоматически.
Метод обучения (teach-in) применяется для изготовления сложных контуров. Исходная форма изготавливаемого изделия при этом сканируется оптически или сенсором. Полученные для контура данные сохраняются и потом преобразуются в программу обработки (рис. 6.202).
6.8.5.1. Разработка программы в соответствии с DIN
Программы ЧПУ состоят из определенной последовательности информации, которая посредством машинного управления преобразуется в движения станка. Эта информация унифицируется по форме и содержанию в DIN 66025 «Станки с числовым программным управлением. Общие положения построения программ».
В соответствии с DIN программа разделяется на следующие компоненты (рис. 6.203).
Программно-техническая Геометрическая
информация информация
Технологическая Дополнительные информация функции
Рис. 6.203. Элементы программы в соответствии с DIN
www.hundegger.ru
6.8. Станки с КПЧУ
Программно-техническая информация, которая передает запрограммированный процесс, а также информационные потоки на машинное управление.
Геометрическая информация, которая четко определяет обрабатывающий контур, а также используемую систему координат.
Технологическая информация, которая определяет механические особенности, например подачу и частоту вращения.
Дополнительные функции, которые регулируют режим работы станка, например направление вращения шпинделя и замену инструмента.
Совокупность этих информационных данных в определенной последовательности называют предложением. Любая отдельная часть информации — это слово, при этом последовательность слов четко регламентирована. В свою очередь, каждое слово состоит из адреса (буквы) и непосредственно следующего за ним кодового числа. Все возможные адреса должны быть названы в предложении, повторения адресов или несовместимые друг с другом адреса недопустимы в одном предложении.
ПРОГРАММНО-ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
N G X Y Z
%001 (боковая стенка шкафа, клиент Мюллер)
N10 G90
N20 G01 Х-10 Y-15 Z20
Рис. 6.204. Маркировка начала программы
Для того чтобы машинное управление могло правильно толковать различные программные команды, они должны быть расставлены в последовательности, соответствующей процессу. Сюда относится указание начала программы знаком %. Непосредственно за этим следует название программы, которое чаще всего задается программистом в цифровой форме. В качестве вспомогательного средства при программировании или в качестве пояснений для оператора станка в любом месте программы можно сделать примечания. Они должны стоять в круглых скобках (...) и не рассматриваются ЧПУ (рис. 6.204).
ГЕОМЕТРИЧЕСКАЯ ИНФОРМАЦИЯ Условие перемещения регулирует тип и условия, при которых производятся движения при обработке на станке. Это условие состоит из адреса G (англ, go — идти) и двухзначного кодового числа. Например, команда G01 обозначает, что станок должен выполнить прямолинейное движение. Координатные слова устанавливают конеч
ный пункт и длину перемещения Рис. 6.205. Прямолинейное движение G01
www.hundegger.ru
Глава 6. Станки и станочные работы
N G X Y Z
N10 G90
N20 G01 Х2 Y2 Z0
Y
2 -
1 - 1 1 1 1
0 W 1 2 1 3 1 1 4 5 X
Рис. 6.206. Ввод абсолютных размеров G90
Рис. 6.207. Ввод размеров в приращениях G91
Таблица 6.5. Важная геометрическая информация по DIN 66025
Команда Условие перемещения
G00 Движение позиционирования в ускоренном ходе
G01 Прямая интерполяция скорости подачи
G02 Круговая интерполяция в направлении по часовой стрелке
G03 Круговая интерполяция в направлении против часовой стрелки
G40 Отмена коррекции диаметра фрезы
G41 Коррекция диаметра фрезы влево
G42 Коррекция диаметра фрезы вправо
G59 Сдвиг нулевой точки
G90 Ввод абсолютных размеров
G91 Ввод размеров в приращениях
программируемого в данном предложении движения. Координатное слово состоит из адреса X, Y или Z для выбранной оси станка и числового значения, которое определяет по выбору длину перемещения или конечную координату по текущей оси (рис. 6.205).
Задание размеров производится двумя способами.
Ввод абсолютных размеров обозначает, что все размеры, которые задаются координатным словом, измеряются от нулевой точки изделия (рис. 6.206). Такое проставление размеров соответствует указанию размеров по возрастанию при изготовлении чертежа. Относящееся сюда условие перемещения — это G90.
Ввод размеров в приращениях обозначает, что все размеры для движения задаются от последней текущей точки изделия (рис. 6.207). Они соответствуют проставлению размерных цепочек или раздельному проставлению размеров. Соответствующее условие перемещения — это G91. Внутри программы можно делать выбор между вводом размеров в абсолютной форме и форме приращений.
Команды для задания размеров относятся к модальным (самопод-держивающимся) командам, то есть они действуют до тех пор, пока посредством несовместимой команды не будут переведены в другое состояние. Команды, которые действительны только в текущем предложении, называют командами для одного предложения.
Если программируется криволинейная траектория, то наряду с заданием конечного пункта и направления вращения криволинейной траек-
www.hundegger.ru
6.8. Станки с КПЧУ
тории требуется указать и ее желаемый радиус (рис. 6.208). Эти данные называют параметрами интерполяции. При криволинейных траекториях они относятся к центру окружности и состоят из адреса I, J или К и соответствующего размерного числа. Адреса соответствуют осям станка следующим образом:
• I — расстояние от центра параллельно оси X
• J — расстояние от центра параллельно оси Y
• К—расстояние от центра параллельно оси Z
Рис. 6.208. Программирование кривой в абсолютном виде
G02 при программировании дуг используется для обозначения движения по часовой стрелке, G03 — для движения против часовой стрелки относительно позиции инструмента. Задание конечной точки дуги производится при G90 в виде конечной координаты (рис. 6.208) и G91 — как участки перемещения по отдельным осям, отсчитывая от позиции инструмента (рис. 6.209).
ТЕХНОЛОГИЧЕСКАЯ ИНФОРМАЦИЯ С помощью адреса F (англ, feedrate — скорость подачи) и кодового числа в управление станка передается скорость подачи. Кодовое число обозначает скорость подачи в мм/мин.
Адрес S (spindle speed — скорость шпинделя) и кодовое число устанавливают частоту вращения инструментального шпинделя в единицах 1/мин. Если с точки зрения обработки резанием это возможно, то
частота вращения также может быть задана в форме постоянной скорости резания в м/мин.
Адрес Т ( англ, tool —инструмент) и двухразрядное кодовое число обозначают инструмент, внесенный в накопитель режущих инструментов управления (рис. 6.210).
Рис. 6.209. Программирование кривой в виде приращений G02
N G F S т м
N10 G90
N20 G01 F3000 S9000 Т01 МОЗ
Рис. 6.210. Технологическая информация и дополнительные функции
www.hundegger.ru
Глава 6. Станки и станочные работы
Таблица 6.6. Важные дополнительные функции ДОПОЛНИТЕЛЬНЫЕ ФУНКЦИИ
Команда Дополнительная функция Дополнительные функции состоят из адреса М и двухразрядного кодового числа. Посредством М-ко-манд устанавливается режим рабо-ты станка. В DIN эти команды раз-личаются для различных видов станков с ЧПУ, то есть М-коман-
МОЗ Направление вращения инструментального шпинделя правое
М04 Направление вращения инструментального шпинделя левое
М05 Программируемая остановка шпинделя
М06 Программируемая замена инструмента
МЗО Конец программы с возвратом
ды для деревообрабатывающих
станков частично отличаются от тех, которые применяются для обработки металлов (табл. 6.6).
Типичными для деревообработки дополнительными функциями являются, например, команда на включение отсасывания стружки и команда на активизацию зажимного оборудования.
6.8.5.2. Виды программ
При программировании ЧПУ указываются начало и конец программы, отдельные этапы обработки с помощью нумерации упорядочиваются во времени и в этой последовательности отрабатываются с помощью управления. Эту форму программы называют основной программой. Она относится к конкретному изделию.
Если при обработке изделия несколько раз встречается один и тот же рабочий ход, то для этого процесса может быть написана своя собственная программа, так называемая подпрограмма. Эта подпрограмма при необходимости вызывается и отрабатывается из основной программы. После этого управление возвращается обратно в основную программу. Подпрограмма вызывается с помощью адреса L и кодового числа для номера программы. Начало и конец подпрограммы должны быть обозначены так же, как и для основной программы. Подпрограмма может быть вызвана не только из основной программы, но и из подпрограммы. Это называют подпрограммным включением.
Другая возможность программирования повторяющихся циклов обработки, например при просверливании ряда отверстий или фрезеровании гнезд, это так называемые циклы обработки. Они вызываются адресом G и двухразрядным кодовым числом образца обработки. Этот образец должен иметь определенные размеры. После этого управление самостоятельно рассчитывает необходимые для обработки движения. Циклы обработки зависят от используемого типа станка и поэтому не определены в DIN подробно. Соответственно, соответствующие уточнения могут быть получены у производителя конкретного станка с ЧПУ.
6.8.5.3. Данные о коррекции на инструмент
При программировании движения инструмента чаще всего исходят из траектории центра инструмента. Диаметр инструмента и образующаяся при этом траектория движения инструмента не учитываются (рис. 2.211). Поэтому ЧПУ имеют в памяти данные об инструментах. Там хранятся фактические данные о каждом инструменте, полученные с помощью измерения или сканирования. С помощью адреса
www.hundegger.ru
6.8. Станки с КПЧУ
вызова D и двухразрядного кодового числа, соответствующего выбранной ячейке из накопителя, запрашиваются фактические данные об инструменте, и рассчитывается программируемое движение инструмента.
Существует возможность коррекции длины и радиуса инструмента, которые в результате износа и при последующем затачивании со временем могут изменяться. При коррекции радиуса фрезы необходимо прежде всего учитывать направление обработки, так как инструмент может корректировать свою траекторию вправо или влево. Команда G41 используется для смещения влево, G42 — для смещения вправо. Коррекция радиуса фрезы и накопителя режущих инструментов может аннулироваться с помощью обращения к программе G40 или ООО или с помощью конца программы (рис. 2.212).
Для обработки на станках с ЧПУ эти возможности коррекции траектории движения инструмента имеют большое значение, так как с их помощью можно производить изменения в контуре обрабатываемого изделия без нового программирования.
6.8.5.4. Программное моделирование
Многие ЧПУ предлагают программисту возможность моделирования на мониторе результата производственной программы обработки на станке (рис. 6.213). В зависимости от оборудования ЧПУ возможны даже трехмерные изображения технологического процесса изготовления. Грубые ошибки в программе
Накопитель Инструмент Наименование Длина Радиус Коррекция по длине Коррекция радиуса
D01 Т01 Концевая фреза 40,0 10,0 40,0 -0,5
D02 Т02 Концевая фреза 40,0 20,0 40,0 -1,0
D03 ТОЗ Концевая фреза 50,0 30,0 30,0 0,0
D04 Т04 Закрут ительная фреза 40,0 25,0 40,0 0,0
D05 Т05 Закругпительная фреза 50,0 30,0 30,0 0,0
D06 Т06 Закругпительная фреза 30,0 35,0 50,0 0,0
D07 Т07 Фасочная фреза 30,0 15,0 50,0 0,0
D08 г. 0,0 0,0 0,0 0,0
D09 Т.. 0,0 0,0 0,0 0,0
D10 Т„ 0,0 0,0 0,0 0,0
Рис. 6.211. Накопитель режущих инструментов с данными коррекции
Рис. 6.212. Коррекция радиуса фрезы
Рис. 6.213. Программное моделирование на мониторе компьютера
www.hundegger.ru
Глава 6. Станки и станочные работы
Рис. 6.214. Обрабатываемое изделие с размерами
N G X Y Z I J F S т м
%001 (инструментальная бабка MDF15 мм)
N10 G90 F3000 S10000 Т01 МОЗ
N20 G01 Х-10 Y-15 Z20
N30 Х-10 Y-15 Z-15
N40 G42 Х40 Y0 Z-15
N50 Х120 Y0 2-15
N60 G03 Х120 Y60 Z-15 1120 J30
N70 G01 ХО Y60 Z-15
N80 ХО Y40 Z-15
N90 Х40 Y0 Z-15
N100 G40 ХО Y0 Z20
М110 Х40 Y0 Z-5
N120 Х120 Y0 Z-5
N130 G03 Х120 Y60 Z-5 1120 J30
N140 G01 ХО Y60 Z-5
N150 ХО Y40 Z-5
N160 Х40 Y0 Z-5
N170 Х40 Y0 Z20
N180 G00 Х60 Y40 Z20
N190 G01 Х60 Y40 Z-5
N200 GOO Х60 Y40 Z20
N210 Х80 Y40 220
N220 G01 Х80 Y40 Z-5
N230 G00 Х80 Y40 Z20
N240 мзо
можно исправить быстро и без материальных затрат и затем передать проверенную и скорректированную программу на станок. Это особенно пригодно для контроля глубины фрезерования, так как в этом случае при неправильном программировании возможны столкновения с зажимающим оборудованием или столом станка. Некоторые ЧПУ при моделировании не только определяют движение инструмента и обрабатываемого изделия, но также могут рассчитать и расход времени, требуемый на выполнение данной программы. Так могут быть определены калькуляционные затраты и спланирован рабочий процесс.
6.8.5.5. Пример программы Описание изделия:
Заготовка из MDF, 150 х 60 х х 15 мм, должна быть обработана по формату и иметь по кантам фальц 5x5 мм. На поверхности необходимо просверлить два глухих отверстия 10x5 мм.
В качестве инструмента используется правовращающаяся концевая фреза диаметром 10 мм. Фрезерование по контуру необходимо запрограммировать с коррекцией радиуса фрезы, а изготовление кругового фальца — по траектории движения центра фрезы.
Пояснение отдельных этапов обработки
N10 Номер и обозначение программы
N10 Включенное состояние станка (способ задания размеров - абсолютный)
N20 Занятие стартовой позиции, позиционное ЧПУ с программируемой подачей
N30 Опускание фрезы на глубину обработки
N40 Движение подвода для коррекции радиуса фрезы (при направлении фрезерования вправо)
N50 Фрезерование первой продольной стороны
N60 Фрезерование закругления (обозначение центра как абсолютной координаты)
N70 Фрезерование второй продольной стороны
N80 Фрезерование торца
www.hundegger.ru
6.8. Станки с КПЧУ
N90 Фрезерование фаски
N100 Движение отвода для коррекции радиуса фрезы (при направлении фрезерования вправо)
N110 Первая контурная позиция для фрезерования фальца (траектория движения центра фрезы)
N120 Фрезерование фальца первой продольной стороны
N130 Фрезерование фальца закругления (направление движения инструмента против часовой стрелки)
N140 Фрезерование второй продольной стороны
N150 Фрезерование фальца на торце
N160 Фрезерование фальца фаски
N170 Подъем инструмента (окончание фрезерования фальца)
N180 Занятие первой позиции для сверления отверстия при ускоренном ходе станка
N190 Сверление первого отверстия с программированной подачей
N200 Подъем сверла из просверленного отверстия
N210 Занятие второй позиции
N220 Сверление второго отверстия с программированной подачей
N230 Подъем сверла из второго просверленного отверстия
N240 Конец программы с возвратом ЧПУ к началу программы
Почти все станки для деревообработки могут быть оснащены программным управлением от запоминающего устройства, которое позволяет заранее рассчитывать в цифровом виде и занимать определенные позиции инструмента и упоров. Это не является CNC-техникой в прямом смысле, так как здесь никакие геометрические данные не должны рассчитывать с помощью ЧПУ. Границы здесь являются достаточно расплывчатыми, но все более широкие области деревообработки осваиваются техникой такого рода.
6.8.6. Фрезерный станок с верхним расположением шпинделя с ЧПУ
Основным типом деревообрабатывающих станков с ЧПУ является фрезерный станок с верхним расположением шпинделя (рис. 2.215). Зажатое на рабочем столе изделие обрабатывается подвижным фрезерным и сверлильным инструментом. Зачастую рабочий стол оборудован растрированным пневматическим зажимным приспособлением, то есть обрабатываемое изделие или стопорные устройства могут быть
закреплены непосредственно на столе. При трудоемких видах обработки резанием рабочий стол может быть также оборудован специальными прихватами, так что даже при высоких усилиях обработки обрабатываемое изделие надежно фиксируется (рис. 6.216). В зависимости от вида закрепления изделие можно обрабатывать с плоской стороны или по формату со всех сторон.
Рис. 6.215. Фрезерный станок с верхним расположением шпинделя с ЧПУ
www.hundegger.ru
Глава 6. Станки и станочные работы
Рис. 6.216. Закрепление обрабатываемого изделия с помощью прихватов при тяжелой обработке резанием
Различные виды ЧПУ делают возможным как прямолинейное, криволинейное, гнездовое фрезерование, так и сверление отверстий.
Преимущественно обрабатываются изделия из массивной древесины, но также можно использовать древесные материалы с меньшими размерами.
Фрезерный станок с верхним расположением шпинделя с ЧПУ пригоден также для тяжелых видов обработки резанием, поэтому он должен иметь стабильную конструкцию. Колебания, вызванные обрабатывающим агрегатом, по возможности не должны передаваться на станину станка, так как это отрицательно влияет на точность обработки.
Эти станки в большинстве случаев оборудованы несколькими рабочими шпинделями, которые применяются по отдельности и друг за другом. Инструментальный
Рис. 6.217. Сверлильный и фрезеровальный агрегаты в обрабатывающем центре
магазин подготавливает необходимый инструмент и может автоматически занимать нужную позицию. Сама замена инструмента происходит автоматически и очень быстро. Фрезерные станки с ЧПУ — это специальные станки с ограниченной областью применения. Часто они применяются при изготовлении лестниц и корпусов.
6.8.7. Обрабатывающие центры с ЧПУ
Задачей обрабатывающих центров с ЧПУ является комплексная обработка изделия. С их помощью существенно снижаются временные затраты на транспортировку
и загрузку внутри предприятия. Все рабочие операции по возможности про
водятся в одном положении зажимания изделия.
$ VOLLMER
www.vollmer.ru
6.8. Станки с КПЧУ
Для сверлильных работ применяются многочисленные одно- или многошпиндельные сверлильные инструменты (рис. 2.217). С их помощью производятся конструкционные отверстия, отверстия для фурнитуры, а также ряды отверстий в плоскости изделия или его кантах. Эти отверстия чаще всего располагаются под прямым углом к поверхности изделия или его кантам. Кроме этого, с помощью поворотного сверлильного агрегата можно производить отверстия под различными углами к поверхности изделия (рис. 6.218).
Так как для фрезеровальных работ необходимы множество различных фрезеровальных инструментов, то часто эти инструменты закрепляются на обрабатывающем агрегате непрочно и не на долгое время, атак, чтобы их можно было быстро заменить. Инструментальные магазины управляют фрезерными инструментами и автоматически передают их на обрабатывающий шпиндель с помощью инструментального револьвера или цепного магазина, подводимых оборудованием для за
Рис. 6.218. Угловой сверлильный агрегат с ЧПУ
Рис. 6.219. Сверлильный агрегат обрабатывающего центра
мены инструмента.
Для распилочных работ имеется отрезной агрегат, который может поворачиваться и наклоняться по всем осям. С его помощью можно проводить распиливание по формату, а также выпиливать пазы и делать предварительные пропилы (рис. 2.219).
Агрегат для оклейки кромок вытягивает окантовочный материал из соответствующих магазинов и наклеивает их как на прямые, так и на изогнутые контуры. В заключение эти обработанные канты могут быть фрезерованы заподлицо.
Для обработки поверхности применяются шлифовальные агрегаты и цикли. С их помощью шлифуются и циклюются плоско фрезерованные или профилированные канты изделий.
Большие обрабатывающие поверхности обрабатывающих центров с ЧПУ позволяют одновременно закреплять несколько изделий. Станочные ЧПУ в основном оборудованы так, что изделия могут обрабатываться попеременно или симметрично, то есть правая и левая стороны изделия могут обрабатываться за один рабочий ход.
$ VOLLMER
www.vollmer.ru
Глава 6. Станки и станочные работы
Так как при обработке на изделие часто воздействуют очень большие силы, то необходимо обращать внимание на надежное закрепление изделия. В большинстве случаев это происходит с помощью свободно перемещаемых вакуумных зажимов. Но иногда, особенно для неровных, имеющих покрытие или пористых материалов, удерживающей силы вакуумных зажимов оказывается недостаточно. Поэтому в таких случаях используют пневматические зажимные захваты. Так как они действуют на канты изделия, то иногда они ограничивают форматную обработку наружного контура. Многие ЧПУ по этой причине автоматически убирают зажимные приспособления с места обработки и сразу же опускают их после окончания обработки данного места.
6.8.8. Панельная раскроечная циркулярная пила с ЧПУ
Рис. 6.220. Панельная раскроечная циркулярная пила с нижним столом и ЧПУ
Рис. 6.221. План распилов панельной раскроечной циркулярной пилы
Задачей панельной раскроечной циркулярной пилы с ЧПУ является раскрой панельных строительных материалов на более мелкие форматы (рис. 6.220). Для этого спецификация необходимых изделий вводится в управление станка. Оно
рассчитывает и показывает на экране оптимизированный с точки зрения минимизации отходов план раскроя, который оператор станка может при необходимости изменить. По положению распилов на плане классифицируют продольную и поперечную распиловку, перекрестную распиловку, а также смешанную распиловку, при которой продольные и
поперечные распилы смещены относительно друг друга (рис. 6.221).
6.8.9. Проходные кромкообрабатывающие станки с ЧПУ
В проходных кромкообрабатывающих станках с ЧПУ изделия при одновременной подаче подвергаются различным стадиям обработки по продольным кантам. Канты профилируются или оклеиваются кромочным материалом, а также проходят финишную обработку (рис. 6.222).
QVOLLMER
www.vollmer.ru
6.8. Станки с КП ЧУ
Преимуществом данных станков является короткое время на подготовку. Станочное управление сохраняет относящиеся к изделию позиции обработки отдельных агрегатов и сразу же устанавливает их в требуемую позицию при обращении к ним. Ручная припасовка по ширине или толщине изделия больше не нужна. Проходные кромкообрабатывающие станки с ЧПУ чаще всего соединены с другими производственными станками, поэтому подача изделий происходит автоматически, с помощью ленты транспортера. Проходные станки с ЧПУ особенно подходят для промышленного производства с высоким материальным потоком и коротким временем обработки.
Рис. 6.222. Проходной кромкообрабатывающий станок с ЧПУ
Рис. 6.223. Концевая фреза постоянной формы
6.8.10. Инструменты для станков с ЧПУ
Инструменты для станков с ЧПУ из-за высокой скорости резания и большой частоты вращения должны выполнять высочайшие требования в отношении точности обработки и материала режущих кромок. Основное оборудование — это концевая фреза с постоянной формой (рис. 6.223, 6.224). Наряду с обычными твердосплавными режущими кромками, которые особенно хорошо подходят для обработки массивной древесины, используются режущие пластины из поликрис-таллического алмаза, а также инструменты со стеллитовым покрытием. Они особенно хорошо подходят для обработки
Рис. 6.224. Концевая фреза с заменяемыми ре-
жущими кромками
Рис. 6.225. Черновая фреза с твердосплавным покрытием
Рис. 6.226. Черновая фреза с алмазным покрытием
О VOLLMER
www.vollmer.ru
Глава 6. Станки и станочные работы
Рис. 6.227. Пазовальная фреза с заменяемыми приспособлениями
Рис. 6.228. Приспособление для зажима инструмента с полым конусным хвостовиком
Рис. 6.229. Приспособление для зажима инструмента с хвостовиком с крутым конусом
MDF-плит и древесностружечных панелей с искусственным покрытием.
В зависимости от области работ применяются специальные черновые инструменты (рис. 6.225 и 6.226) с высокой производительностью резания или чистовые инструменты с высокой точностью обработки поверхности.
Специально для обработки наружных контуров используются инструменты с большим диаметром. Это делает возможным высокие скорости резания, врезающаяся дуга режущей кромки мягче, что позволяет сберегать инструмент и материал.
Многие виды работ на обрабатывающих центрах производятся с помощью распилочного и пазовального инструмента (рис. 6.227). Скорости обработки существенно выше, чем у концевой фрезы, поэтому возможно более короткое время обработки.
Во многих инструментах в хвостовике встроено запоминающее устройство, на котором записаны все важные для инструмента данные. С помощью считывающей системы ЧПУ станка может счи-
тывать эти сохраненные данные.
Некоторые производители станков используют для зажима инструмента так называемый полый конусный хвостовик HSK (рис. 6.228). В данном хвостовике в отличие от хвостовика с крутым конусом (рис. 6.229) закрепление инструмента производится не снаружи, а изнутри через полый хвостовик. Именно при высокой частоте вращения при обработке на станках с ЧПУ начинают действовать высокие центробежные силы, которые снижают наружные удерживающие силы, но увеличивают внутренние. Дополнительно увеличивается точность вращения, что, в свою очередь, повышает качество обработки поверхности. Концевые инструменты сами заклиниваются в специальных зажимных цангах в приспособлениях для зажимания инструмента.
$ VOLLMER
www.vollmer.ru
6.9. Автоматическая конвейерная линия
6.9. Автоматическая конвейерная линия
Автоматическая конвейерная линия — это соединение нескольких производственных станков в автоматическую линию в целях более равномерной и эффективной подачи обрабатываемых изделий на отдельные станки. Автоматические конвейерные линии используются на больших производственных предприятиях с высокой производительностью и объемом производства в штучном выражении. В обработке древесины и искусственных материалов это преимущественно предприятия по производству окон и дверей, а также серийные производства древесных материалов, мебели и мебельных частей. Наряду с обработкой резанием на автоматических производственных линиях обрабатываемые изделия могут смазываться клеем, прессоваться и по отдельности в порядке сдачи на контроль упаковываться (рис. 6.230 и 6.231).
Упаковка и отправка
Распиловка, панельная раскроечная циркулярная пила
Угловая передача
Центральный управляющий компьютер
Поворотная позиция,
Установка фурнитуры, монтажный блок
Угловая передача
Рис. 6.230. Схема автоматической конвейерной линии с угловой передачей
Рис. 6.231. Автоматическая конвейерная линия
@ VOLLMER
www.vollmer.ru
Глава 6. Станки и станочные работы
Подача и транспортировка материала между отдельными станками производятся на конвейерных линиях полностью автоматически. Для этого используются транспортирующие ролики или ленты, с помощью которых материальный поток можно сделать не только прямолинейным, но и отклонить по горизонтали или по вертикали.
Как для планирования и производства, так и для контроля за качеством продукции часто используются компьютеры, так как из-за высоких инвестиционных затрат все производственные процессы должны быть оптимизированы и сокращены по времени. Во избежание дорогих простоев автоматической конвейерной линии они используются в многосменном производстве. Так как совокупный производственный процесс при выходе из строя отдельного станка прерывается, то на качество станков предъявляются высочайшие требования. Это особенно касается используемых инструментов, периодичность технического обслуживания которых четко регламентирована и оптимизирована.
6.10. Станки для заточки инструмента
На станке для заточки инструмент с изношенными или поврежденными режущими кромками затачивают, шлифуют, в случае необходимости разводят зубья или придают определенную геометрическую форму. Для затачивания инструменты обычно вынимаются из станка или инструментального суппорта и устанавливаются на специальное зажимное приспособление для заточки. Высокоточные инструменты с высокой точностью вращения, которые применяются, например,
Рис. 6.232. Заточный станок для пильных дисков
в многосторонних строгальных станках, для предотвращения влияния допусков на закрепление при затачивании остаются в инструментальном суппорте.
Чистый и ухоженный инструмент является предпосылкой для точной и безопасной работы. Так как техническое обслуживание современных станочных инструментов требует высокой точности и, соответственно, особых станков, а во многих станках используются одноразовые режущие кромки из твердых сплавов, то все меньше работ по затачиванию столяр может произвести самостоятельно. Профессионалы берут эту задачу на себя и гарантируют грамотную заточку инструмента даже при сложной геометрии режущих кромок.
$ VOLLMER
www.vollmer.ru
6.10. Станки для заточки инструмента
Рис. 6.233. Закрепление детали на заточном станке
Рис. 6.234. Заточный станок для ножей рубанка
Часто для разнообразных материалов режущих кромок требуются различные шлифовальные инструменты, приобретение которых для небольшого предприятия является нерентабельным. Поэтому на столярном предприятии производятся преимущественно только простые заточные работы, например пильных полотен ленточной пилы, железка рубанка или другого ручного инструмента. При этом прежде всего следует обращать внимание на то, чтобы при повторном шлифовании не внести нежелательных изменений в геометрию режущих кромок. Кроме этого, слишком сильный нагрев при шлифовании вызывает изменение структуры материала режущих кромок. Особенно при сильном нагреве теряют свои свойства закаленные стали, они быстрее затупляются или становятся абсолютно непригодными. Станки для заточки инструмента с высокой производительностью шлифования снабжены охлаждающим оборудованием, с помощью которого место шлифования поливается охлаждающей жидкостью и удаляется сошлифованный слой (рис. 6.232 и 6.233).
Для требующего частой заточки ручного инструмента имеются специальные станки, которые позволяют избежать особенного перегрева режущих кромок посредством пластин из теплопроводных материалов (рис. 6.234).
Так как при шлифовании материал режущих кромок снимается под воздействием тепла, то при шлифовальных работах необходимо особенно защищать глаза от раскаленных опилок или частиц шлифовального средства.
$ VOLLMER
www.vollmer.ru
ГЛАВА 7
ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКИЕ СИСТЕМЫ
К производственно-техническим системам относятся среди других пневматические системы и устройства, транспортные средства, системы отсасывания стружек, отопление, сепарационные системы для лакировальных установок и противопожарные системы.
7.1. Пневматические системы
Сжатый воздух — это обычный атмосферный воздух, сжатый в сосуде. Давление, которое оказывает этот сжатый воздух на стенки сосуда, будет тем выше, чем выше температура воздуха и меньше объем сосуда. При сжатии воздуха компрессоры производят механическую работу, при этом к воздуху подводится энергия. Эту энергию с помощью сжатого воздуха можно передавать на определенные расстояния к рабочим станкам, приборам или исполнительным элементам. В этих устройствах сохраненная энергия благодаря расширению сжатого воздуха снова преобразуется в механическую работу.
В качестве энергоносителя на деревообрабатывающих предприятиях сжатый воздух применяется, например, для забивания скоб и гвоздей, завинчивания винтов и шурупов, для сверления и шлифования, прессования и транспортировки, распыления лаков и протрав, для очистки, вспенивания и герметизации, а также для регулирования и управления.
Преимущества сжатого воздуха в качестве энергоносителя
Универсальность применения Хорошо подходит для привода пневматических инструментов и устройств, для целей управления, регулирования и измерения
Экологичность Чистый, бесшумный
Способность выдерживать перегрузки Не наносит повреждений в результате перенагрузки пневматическим инструментам и устройствам
Взрывобезопасность Воздух не горит и не взрывается
Нечувствительность к температуре Выработка не зависит от окружающей температуры
Возможность накопления Посредством сосудов со сжатым воздухом в распоряжение предоставляются большие и маленькие количества
Быстрая скорость течения Быстрое рабочее тело с высоким начальным пусковым моментом
Быстрая реакция Быстрая смена старт - стоп, низкая инерционность воздуха
Плавное регулирование Посредством дросселирования легкое изменение рабочего давления
Нет необходимости в обратных трубопроводах Требуется только подвод для сжатого воздуха, чаще в виде кольцевого воздуховода
pr>№|dGROUP
www.edisgroup. ru
7.7. Пневматические системы
Недостатки сжатого воздуха в качестве энергоносителя
Ограничение давления Неравномерная подача Экономичное рабочее давление примерно до 6 бар Так как воздух сжимаем, то движение зависит от нагрузки, то есть движение поршня с малой и постоянной скоростью без вспомогательных средств невозможно
Техническое обслуживание Загрязнения и водяной конденсат должны удаляться из системы сжатого воздуха
Утечки Из-за постоянных утечек появляются высокие производственные затраты
Шумовая нагрузка Возникает из-за громко работающих компрессоров и шума при выпуске отработанного воздуха из вентилей и двигателей. Устранение недостатка: шумоизоляция с помощью звукопогло-тителей
Расходы на производство энергии и ее получение Энергия сжатого воздуха значительно дороже, чем электрическая (соотношение затрат 14:1)
Для того чтобы доставить сжатый воздух на различные места на производстве, необходимо построить систему сжатого воздуха. Она состоит из трех блоков — воздушного компрессора, распределителей сжатого воздуха и подготовки сжатого воздуха (см. рис. 7.1). В различных местах подключения эта система может иметь пневматические, то есть работающие от сжатого воздуха, станки и устройства. Для всех частей и элементов пневматической системы в ISO 1219 приведены названия и условные обозначения для схематического представления этих элементов, например, на блок-схемах.
Й
Эластичная соединительная муфта
Компрессор
Схематическое представление
Производство сжатого Дополнительный охладитель
Фильтр с во-
Уклон от 1 до 2%
Манометр
Резервуар со сжатым
Вентиль ограничения давления
Представление в виде блок-схемы
Двигатель
Распределение сжатого воздуха
Тупиковая линия
Место выхода сжатого воздуха, не обработанного
Блок технического обслуживания
Цилиндр
Вентиль Оборудование
Блок технического обслуживания
Место забора сжатого воздуха
Сборный резервуар для конденсата
Подготовка сжатого воздуха
Фильтр Резервуар
и автомати- со сжатым
ческий водо- воздухом
отделитель
Обрабатываемое изделие
3/2-ходовой вентиль
Цилиндр простого действия
О
Рис. 7.1. Схематическое представление системы сжатого воздуха
grr>i<&^GROUP
www.edisgroup.ru
Глава 7. Производственно-технические системы
7.1.1. Производство сжатого воздуха
Требуемый на производстве сжатый воздух производится компрессорной установкой. Компрессор может быть передвижным или стационарным. В зависимости от способа производства сжатого воздуха в основном различают поршневые и ротационные компрессоры, последние чаще всего сконструированы в виде винтовых компрессоров.
В поршневых компрессорах (рис. 7.2) воздух засасывается и сжимается с помощью возвратно-поступательных движений поршня. Сжатый воздух накапливается в резервуаре со сжатым воздухом. Компрессор должен производить как можно более холодный воздух, не содержащий пыли. Загрязненный воздух должен быть отфильтрован. Компрессор приводится в действие чаще всего электродвигателем, но в особых случаях посредством дизельного двигателя. Электродвигатель, как правило, управляется прерывистым регулированием. Оно отключает двига
тель при достижении максимального давления в резервуаре со сжатым воздухом
и вновь включает при соответствующем падении давления.
В мембранном компрессоре воздух засасывается подвижной мембраной и сжимается (рис. 7.2). При этом сжатый воздух не загрязняется маслом и поэтому не нуждается в очистке.
В винтовом компрессоре захват воздуха происходит за счет двух встречно вращающихся валов винтовой формы, имеющих разные диаметры и, соответствен
Поршневой компрессор
Мембранный компрессор
Сторона всасывания Напорная сторона
Винтовой компрессор
Рис. 7.2. Компрессоры
но, разные частоты вращения. При вращении рабочего вала всасываемый воздух сжимается благодаря тому, что воздушные камеры вокруг валов уменьшаются в сторону напорной стороны или выходного отверстия (рис. 7.2). Сжатие отдельной камеры происходит посредством масляной пленки. Поэтому сжатый воздух после компрессии очищается маслоуловителем. При использовании винтового компрессора сосуд для сжатого воздуха не нужен, так как с помощью регулятора автоматически поставляется требуемое количество сжатого воздуха с постоянным давлением. Преимуществами такого компрессора являются маленькая шумовая нагрузка и спокойное движение. В роли недостатка выступает то, что винтовой компрессор работает экономически выгодно только начиная с производительности 1000 л/мин.
EBISBIGROUP
www.edisgroup.ru
7.7. Пневматические системы
Применяемые на деревообрабатывающих предприятиях компрессоры в зависимости от расхода и давления сжатого воздуха могут быть построены одно- и двухступенчато. Вторая компрессионная ступень используется тогда, когда требуется более высокое давление. При этом предварительно сжатый на первой ступени воздух на второй ступени сжимается еще больше. Обычное рабочее давление для поршневых одноступенчатых компрессоров составляет до 10 бар, двухступенчатых — до 15 бар; для винтовых одноступенчатых компрессоров — до 15 бар, двухступенчатых — до 22 бар.
При сжатии воздуха выделяется тепло. Это тепло должно быть отведено из воздуха посредством воздушно- или водоохлаждаемых ребер охлаждения корпуса компрессора или с помощью дополнительного охладителя. Резервуар или накопитель для сжатого воздуха располагается чаще всего в непосредственной близости от компрессора. Наряду с накоплением воздуха он также выполняет задачу выравнивания отдельных толчков насоса, так что после него сжатый воздух поступает с равномерным давлением.
Всасываемый компрессором воздух всегда имеет определенное количество водяных паров, которое соответствует относительной влажности воздуха. Так как один кубометр сжатого воздуха может принять только такое же количество влаги, что и кубометр несжатого атмосферного воздуха, то при сжатии и последующем охлаждении сжатого воздуха избыток водяного пара отделяется из воздуха в виде конденсата. Для того чтобы этот конденсат не мог попасть к месту использования воздуха, после дополнительного охладителя рядом с резервуаром со сжатым воздухом и в самой низкой точке системы необходимо установить сборные резервуары для конденсата и дренажные вентили. Перед сливом конденсата в канализацию содержащееся в нем масло необходимо отделить от воды и утилизировать соответствующим образом (рис. 7.1).
Содержащаяся в сжатом воздухе влага может быть отделена с помощью осушителя сжатого воздуха, который встраивается до или после резервуара со сжатым воздухом. Осушенный таким способом воздух предотвращает ржавление трубопроводов, делает возможной бесперебойную работу пневматических инструментов и наилучшим образом подходит для распыления лакокрасочных материалов.
7.1.2. Подготовка и распределение сжатого воздуха
Распределение сжатого воздуха происходит по всей пневмосети, начиная с резервуара со сжатым воздухом (рис. 7.3). Трубопроводы для сжатого воздуха мотуг быть проложены как тупиковые или как кольцевые линии. Горизонтальные ветви трубопроводов для отвода конденсата должны иметь уклон 1—2% в направлении потока. Неплотные места в
Рис. 7.3. Распределение сжатого воздуха
пневмосети, также называемые не-
FnM«tfJGROUP
www.edisgroup.ru
системы
Вентиль
Фильтр
регулировки Масленка
Рис. 7.4. Блок технического обслуживания
герметичностью, вызывают долговременные потери давления и влекут к повышению производственных затрат. Места забора сжатого воздуха, как правило, снабжены самовыключающимися соединениями, которые необходимо быстро подключать к пневматическим шлангам через разъемы на участке соединения.
Перед цилиндрами и вентилями встраиваются блоки технического обслуживания (рис. 7.4). Фильтр
блока очищает сжатый воздух от загрязнений и влажности. Вентиль, регулирую
щий давление удерживает постоянное давление в последующей цепи управления,
а масленка примешивает к сжатому воздуху тонко измельченное масло для снижения и предотвращения коррозии пневматических элементов.
7.1.3. Пневматические рабочие элементы
Пневматический цилиндр и пневматический двигатель преобразуют накопленную в сжатом воздухе и переданную с его помощью энергию в механическую работу.
Схематическое
Нажимная пружина изображение
Рис. 7.5. Цилиндр одностороннего действия
Рис. 7.6. Цилиндр двухстороннего действия с двухсторонним регулируемым демпфированием
ПНЕВМАТИЧЕСКИЙ ЦИЛИНДР Пневматический цилиндр производит прямолинейное возвратно-поступательное движение, которое передается посредством поршневого штока. Различают цилиндры одностороннего и двухстороннего действия.
В цилиндре одностороннего действия сжатый воздух двигает поршень только в одном направлении (рис. 7.5). Встроенная пружина или внешняя сила отводят поршень в его исходное положение.
В цилиндре двухстороннего действия сжатый воздух перемещает поршень в обоих направлениях (рис. 7.6). Цилиндр со встроенным демпфером останавливает поршень в конечных точках его перемещения. Незадолго до того, как поршень достигнет своего конечного положения, сжатый воздух пере-
FfM^GROUP
www.edisgroup.ru
7.2. Подъемно-транспортные средства
стает выходить через большое центральное отверстие, так как оно закрывается демпфирующими втулками. В этот момент воздух должен проходить через регулируемое дросселирующее отверстие. Для этого воздуху нужно больше времени. Поршень эластично тормозится и мягко входит в свое конечное положение. Демпфирующее действие можно регулировать, изменяя поперечное сечение дросселирующего отверстия.
Цилиндр с двухсторонним поршневым штоком благодаря двойной опоре поршневого штока делает возможным нагрузку поперечными усилиями (рис. 7.7).
ПНЕВМАТИЧЕСКИЕ ДВИГАТЕЛИ Пневматические двигатели приводят в движение пневматические инструменты с вращательным рабочим движением. Чаще всего это пла-
Двухстороннего действия с двойным постоянным демпфированием
Цилиндры
Одностороннего действия с возвратной пружиной
Двухстороннего действия с двойным регулируемым демпфированием
Двигатели
Постоянный двигатель с неизменной частотой вращения
Двухстороннего действия без демпфирования
Двухстороннего действия с двухсторонним поршневым штоком и двойным регулируемым демпфированием
Серводвигатель с двумя частотами вращения
Рис. 7.7. Условные обозначения рабочих элементов
Одно направление вращения Два направления вращения
Подача сжатого воздуха Корпус Подача сжатого воздуха
Рис. 7.8. Пластинчатый ротационный пневмодвигатель с двумя направлениями вращения
стинчатые ротационные пневмодвигатели. Они состоят из корпуса и ротора с пластинами, которые серповидное рабочее пространство делят на несколько меньших напорных камер (рис. 7.8). Подаваемый в двигатель сжатый воздух вращает эксцентрично расположенный ротор, оказывая давление на расположенные в шлицах ротора радиально переставляемые пластины. Так как напорные камеры при вращении увеличиваются, то сжатый воздух расширяется, отдает свою энергию. После этого открывается выпускное отверстие, и порция отработанного воздуха выходит наружу. Выходной вращающий момент двигателя зависит от давления воздуха и нагружаемой площади пластин. Пневматические двигатели с двумя направлениями вращения имеют
два подключения для сжатого воздуха, которые в зависимости от желаемого направления вращения двигателя попеременно снабжаются сжатым воздухом.
Пневматические конструктивные элементы представляются на блок-схемах с помощью условных обозначений (рис. 7.7).
7.2. Подъемно-транспортные средства
Подъемно-транспортные средства во внутрипроизводственном транспорте — это приспособления, приборы и средства для транспортировки или перемещения материалов, вспомогательных материалов, обрабатываемых и готовых
gnisqGROUP
www.edisgroup.ru
Глава 7. Производственно-технические системы
изделий, а также отходов. Задачей подъемно-транспортных средств является освобождение работников от больших нагрузок и непродуктивных работ по транспортировке, обеспечение большей безопасности рабочего места с точки зрения возникновения несчастных случаев, обеспечение плавности и непре
рывности материального потока, а также минимизация и предотвращение по
Рис. 7.9. Расположение колес в ручных тележках
Рис. 7.10. Большие и маленькие ходовые ролики
Рис. 7.11. Подъемная тележка с палетой
Рис. 7.12. Тележка с рычажным роликом и роликовой платформой
вреждения изделий при транспортировке. Решение о выборе подходящего транспортного средства зависит в основном от процесса изготовления, размера и веса транспортируемого груза, характеристик здания, а также от длины и ширины транспортного пути. Следует различать напольные и подвесные транспортные приспособления, которые могут представлять собой постоянно или непостоянно работающие подъемно-транспортные средства.
7.2.1. Напольные транспортные средства
К напольным транспортным средствам относятся ручная тележка, подъемная тележка, тележка с рычажным роликом, автопогрузчик с вильчатым захватом, роликовый конвейер и ленточный конвейер.
Ручная тележка — это самое экономичное транспортное средство для малых и средних предприятий. В зависимости от конструкции различают тележки для панелей, тележки с ручкой, тележку в виде ящика, тележки со стойками (рис. 7.13), а также тележки для инструмента, монтажные (рис. 7.18) и тележки для струбцин (рис. 3.107). Решающим фактором для подвижности ручной тележки является расположение ее колес (рис. 7.9). При наличии четырех поворотных роликов тележки очень подвижны и могут использоваться даже в очень тесных помещениях, но при длинном пути транспортировки очень плохо удерживают направление перемещения. Расположение колес с двумя фиксированными и двумя подвижными роликами напротив имеет хорошие инерционные свойства прямолинейного движения, но в то же время еще достаточно подвижно. Для транспортировки тяжелых предметов применяются ролики большого диаметра со сплошной резиновой шиной. Они преодолевают легкие препятствия и
EblSsIGROUP
www.edisgroup.ru
7.2. Подъемно-транспортные средства
Рис. 7.13. Ручные тележки различных конструкций
Рис. 7.15. Роликовый конвейер
проезжают по неровностям лучше, чем маленькие ролики (рис. 7.10).
Подъемные тележки имеют плоской формы шасси, которое можно закатить под грузовые приспособления типа палет или транспортировочных ящиков. С помощью гидравлического подъемного оборудования тележку можно приподнимать и перевозить на ней груз (рис. 7.11).
Тележка с рычажным роликом имеет отсоединяемую от рычага роликовую платформу, которая спереди снабжена двумя опорами, а сзади двумя поворотными роликами (рис. 7.12).
Подъемный стол предназначен для того, чтобы поднимать обрабатываемые изделия на высоту стола станка. Они могут быть передвижными (рис. 7.17).
Автопогрузчик с вильчатым захватом является как подъемным, так и транспортным средством. Он особенно хорошо подходит для погрузочно-разгрузочных работ грузовых автомобилей, для транспортировки тяжелого груза, а также загрузки складов массивной древесины и панельных материалов (рис. 7.14).
Роликовый конвейер состоит из несущего профиля и транспортерных вальцов. Он может быть немного наклонен как гравитационный транспортер или располагаться горизонтально для установки и ручного перемещения груза, а также иметь механический или электрический привод. Роликовые транспортеры применяются для промежуточного хранения даже тяжелых штабелей обрабатываемых изделий. Для безопасности крайние ролики со стороны разгрузки оборудованы стопорным устройством или тормозом (рис. 7.15).
Рис. 7.14. Автопогрузчик с вильчатым захватом
edispgroup
www.edisgroup.ru
Глава 7. Производственно-технические системы
Рис. 7.16. Подъемный стол, передвижной
Рис. 7.17. Монтажная тележка
Рис. 7.18. Подвесной монорельсовый конвейер
Конвейеры из маленьких роликов состоят из несущего профиля и маленьких транспортировочных роликов. Как правило, они используются как гравитационные конвейеры, то есть транспортируемый груз перемещается благодаря своему собственному весу по имеющему слабый уклон роликовому транспортеру.
Ленточный транспортер состоит из приводного пластинчатого полотна или текстильного полотна. Они используются при конечном монтаже или приемном контроле, так как на таких конвейерах могут перемещаться в надежном положении также изделия с ножками или цоколями.
7.2.2. Подвесные подъемно-транспортные средства
К подвесным подъемно-транспортным средствам относятся подвесные (монорельсовые) конвейеры и подвесная кран-балка (тельфер).
Подвесные монорельсовые конвейеры применяются при распиловке панелей или массивной древесины. Они состоят из подвесного рельсового пути, монорельса, крановой тележки и грузозахватного приспособления. Грузозахватное приспособление должно подходить к транспортируемому грузу. С помощью специальных захватных или вакуумных приспособлений для закрепления даже тяжелые материалы могут транспортироваться со склада на станок и обратно одним человеком.
Люлечный конвейер — это чаще всего закрытая транспортная система (круговой транспортер), которая состоит из направляющего рельса, тяговой цепи, ходовых роликов и подвесных приспособлений. Направляющие рельсы могут иметь любую конфигурацию, так что транспортируемый груз может быть перемещен в любое нужное место. Люлечный конвейер особенно удобно использовать при обработке поверхности изделий, и он является непрерывно работающим транспортером (рис. 5.52).
EDjSgGROUP
www.edisgroup.ru
7.3. Отсасывание стружек и пыли
7.3. Отсасывание стружек и пыли
Отсасывающие установки на деревообрабатывающих предприятиях выполняют задачу по поглощению образующихся в процессе работы станков стружек, опилок или древесной пыли, а также осуществляют их транспортировку через систему труб с помощью вентиляторов и осаждающих установок в бункер. Все станки, производящие обработку резанием, необходимо подключать к отсасывающей установке.
Преимуществом отсасывания опилок является то, что воздух внутри и снаружи предприятия остается чистым и что опасность несчастных случаев, а также опасности пожара или взрыва также снижаются. Благодаря уменьшению количества осаждающейся пыли повышается точность изготовления, а вероятность преждевременного износа станков и устройств значительно снижается. С помощью отсасывания опилок и пыли собранные древесные отходы могут быть использованы в виде топлива.
7.3.1. Отсасывающие системы
Среди отсасывающих установок различают промышленные пылесосы и мобильные пылеуловители, стационарные отдельные отсасывающие установки, групповые отсасывающие установки и централизованные отсасывающие системы.
Промышленные пылесосы служат для отсасывания осевших древесных опилок на рабочем месте и в
Мобильный пылеуловитель
Стационарные отдельные отсасывающие установки
Групповые отсасывающие установки
Рис. 7.19. Принцип действия сепаратора обломков и вентилятора
Централизованная отсасывающая система
Рис. 7.20. Отсасывающие системы
EDISriGROUP
www.edisgroup.ru
Глава 7. Производственно-технические системы
Рис. 7.21. Промышленный пылесос
рабочих помещениях (рис. 7.21). При наличии соответствующего подключения они могут использоваться также для отсасывания опилок при работе с ручными электроинструментами.
Мобильный пылеуловитель — это передвижное устройство для улавливания, транспортировки и осаждения древесных опилок и стружки у отдельных станков или ручных электроинструментов (рис. 7.20).
Стационарные отдельные отсасывающие установки хорошо устанавливать в тех местах, где в определенный момент времени работает только один станок. Таким образом, благодаря меньшему размеру и мощности вентилятора можно сэкономить энергию (рис. 7.20).
В групповых отсасывающих установках удаление пыли производится на нескольких станках одновременно. Достоинством таких установок является то, что отсасываемый воздух может перемещаться с различ
ными скоростями потока и одновременно могут улавливаться разнородные древесные отходы, например древесная пыль и стружка (рис. 7.20).
В централизованной отсасывающей системе один большой вентилятор с высо
ким расходом энергии отсасывает пыль на всех станках. Из-за большого количества подключений к главному трубопроводу эта система более восприимчива к помехам, чем другие системы (рис. 7.20).
Система труб может быть проложена различны
Рис. 7.22. Подвал для стружки с фильтрующим пылеуловителем
ми способами. Например, при расположении отсасывающих установок над полом трубы ведут по потолку наверх, а при расположении отсасывающих трубопроводов в полу — по специальным каналам вниз или по междуэтажным перекрытиям.
Скорость воздушного потока в месте подключения отсоса для древесной пыли, стружек и мелких опилок должна быть не менее 20 м/с, для влажных опилок — 28 м/с. Ветвь вытяжного трубопровода у каждого отдельного станка может закрываться с помощью запорной задвижки, приводимой в действие вручную, электрически или пневматически. Запорная задвижка может быть открыта только в тех станках, в которых на текущий момент производится обработка.
7.3.2. Вентилятор
Вентилятор, как правило, располагается в конце системы трубопроводов и во время работы производит в трубах разряжение, то есть так называемую
ebisHGROUP
www.edisgroup.ru
7.3. Отсасывание стружек и пыли
тягу. Благодаря этому захватываются пыль, опилки и кусочки древесины. После выключения станка вентилятор должен работать еще 15 секунд, для того чтобы засосать остатки стружки и опилок. Для предотвращения повреждения лопастей вентилятора к системе может быть подключен самостоятельно действующий уловитель, который отделяет более крупные кусочки древесины, не давая поспасть им в вентилятор (рис. 7.19).
7.3.3. Осаждающее оборудование
Рис. 7.23. Циклонный пылеуловитель
В осаждающем оборудовании воздух отделяется от опилок и стружки, шлифовальную пыль и мелкие опилки следует отсасывать отдельно. Самый простой способ сепарации — это продувка смеси воздуха и опилок в подвал для стружки. Благодаря уменьшенной скорости воздуха стружки и опилки осаждаются под действием силы тяжести, а пыль — с помощью последовательно включенных фильтров (рис. 7.22).
В центробежном сепараторе, также называемом циклонным пылеуловителем, разделение смеси воздуха и опилок происходит благодаря тому, что вдуваемые стружки и опилки под действием центробежных сил прижимаются к стенкам сепаратора и по спирали опускаются вниз, в то время как очищенный воздух удаляется через верхнее отверстие (рис. 7.23). Очень мелкие опилки и пыль нельзя отделить таким способом, в основном циклонные пылеуловители применяются как предварительные отделители для стружки и опилок (рис. 7.24).
Пыль осаждается из воздуха посредством фильтрующих пылеуловителей. В них в качестве фильтрующей части в большинстве случаев используются мешочные или рукавные фильтры (рис. 7.22). Они состоят из хлопчатобумажной или синтетической ткани. При протекании воздуха через ткань частицы пыли остаются на фильтре. Поверхность фильтра во время перерывов в работе снова очищается посредством встряхивания, при этом пыль падает в резервуар или отводится с
Рис. 7.24. Система для транспортировки стружки с кольцевым трубопроводом
FnmidGROUP
www.edisgroup.ru
Глава 7. Производственно-технические системы
помощью винтового конвейера. Необходимо следить за тем, чтобы древесная и лаковая шлифовальная пыль никогда не засасывались и не хранились вместе из-за высокой опасности возникновения пожара.
Пылеулавливающий фильтр для одновременной вытяжки от нескольких станков нельзя устанавливать в рабочем помещении. Для отдельных станков следует применять пылеуловители. При этом общая поверхность всех используемых на предприятии пылеуловителей не должна превышать 20 м2.
Очищенный воздух из осаждающих установок в теплое время года выдувается наружу. Остаточное содержание пыли в отработанном воздухе в соответствии с законом о вредных выбросах не должно превышать 20 мг/м3. Зимой по соображениям экономии энергии отработанный воздух может снова подаваться в производственные помещения.
Для рециркуляции воздуха в производственных помещениях остаточное содержание пыли в отработанном воздухе не должно превышать 0,2 мг/м3. Это равно 1/10 концентрации вредного вещества в воздухе, при которой необходимы защитные мероприятия и технико-измерительный контроль на рабочем месте (так называемый TRK). Для соблюдения остаточного содержания пыли при использовании систем с рекуперацией необходимо производить регулярные контрольные измерения. Необходимость в контрольных измерениях при использовании серийно изготовленных стационарных отсасывающих установок может отпасть, если эти установки получили контрольные знаки Н2 или НЗ от отраслевого Союза деревообработчиков (рис. 7.25я). Также контрольные измерения не требуются при использовании пылеуловителей, промышленных пылесосов, а также устройств для отсасывания стружки для ручных электроинструментов, если эти устройства имеют контрольный знак GS (проверенная безопасность) Н2 (рис. 7.256). Предельная величина содержания пыли в воздухе на рабочем месте должна быть ниже 2 мг/м3.
Если для определения содержания древесной пыли в воздухе используются ПДК или речь идет канцерогенных веществах (например, древесной пыли дуба и бука), то пылеуловители для ручных электроинструментов и промышленные пылесосы должны иметь GS-знак С, G, К1 или U (рис. 7.25в и г). Кроме этого,
Контрольный знак для отсасывающих систем
Контрольные знаки для пылеуловителей, промышленных пылесосов и устройств отсасывания пыли от ручных электроинструментов
Рис. 7.25. Примеры контрольных знаков отраслевого Союза деревообработчиков и отраслевого Института безопасности труда (BIA)
EpiSadGROUP
www.edisgroup.ru
Рис. 7.26. Принцип действия искрогасителя
по причине противопожарной защиты нужно использовать конструкцию В1, в случае если должны засасываться горючая пыль и опилки (рис. 7.25).
Знак ££ на станках обозначает: продажа станка в Европе может производиться без ограничений.
В отсасывающих установках повышенной мощности может быть также встроен теплообменник для рекуперации тепла. Кроме этого, рекомендуется установка искрогасителя (рис. 7.26) в транспортирующий трубопровод для фильтрующей установки, если очищенный воздух подается обратно на производство и если используются такие станки, в которых во время работы могут образоваться искры, как, например, в круглопильном многодисковом станке или в широкоформатном шлифовальном станке.
Если отсасывающие установки в производственном помещении работают с пониженным давлением, то есть опилки всасываются непосредственно от станков, то при большом удалении бункера от осаждающей установки опилки могут транспортироваться до него с помощью пневматических трубопроводов для транспортировки стружки посредством повышенного давления. В системах транспортировки стружки с кольцевым трубопроводом отработанный воздух не выдувается наружу, а используется в качестве транспортирующего воздуха (рис. 7.24).
В соответствии с Техническими правилами для опасных веществ TRGS 553 «Древесная пыль» работники перед началом трудовой деятельности и далее каждые полгода должны получать от работодателя устный инструктаж об опасности и мерах предосторожности при обращении с древесной пылью на рабочем месте. После получения такого инструктажа сотрудники подписывают соответствующий документ, подтверждающий их ознакомление с инструкцией по работе с древесной пылью.
7.3.4. Бункер для опилок
В бункере для опилок хранятся осажденные опилки. Для предотвращения пожара, взрывов и несчастных случаев бункер для опилок в соответствии с Предписанием по защите от несчастных случаев VBG 112 отраслевого Союза необходимо снабдить различным предохранительным оборудованием.
Таким образом, в верхней части бункера необходимо расположить пыленепроницаемые поверхности для снижения давления, например в виде клапанов (рис. 7.27). Для борьбы с пожарами в бункере должно быть установлено автоматически или вручную включаемое пожарное оборудование, например спринклерное оборудование, разбрызгивающие устройства или струйные установки, которые делают возможным борьбу с пожаром, не открывая бункер и не входя внутрь.
fiws^group
www.edisgroup.ru
Глава 7. Производственно-технические системы
Возврат чистого Пожарное Встряхивающее устройство воздуха в произ- оборудование водственные помещения
77/777/.
Для бункеров с ручной разгрузкой
Поверхности, для снижения давления
Датчики уровня наполнения
Смесь воздуха и опилок
Колосниковый люк \
Распылительные дюзы Поверхности для снижения давления
Максималь-у7 ная высота -v-запопнения
Лестница
Лопастный затвор
Поверхности для снижения давления
Пожаробезопасная стальная дверь
Разгрузочная фреза для автоматической разгрузки
Напорный рукавный фильтр
Лестничная площадка
Прикрытие / лестницы со спины
Выпускное отверстие наружу
/ / 777 777,
Рис. 1.Т1. Бункер для опилок
Испарительный канал
Вытяжной фильтрующий прибор
Рис. 7.28. Сухая сепарация лакового тумана
Отверстия для заполнения и опустошения должны быть расположены и оборудованы таким образом, чтобы их можно было обслуживать безопасно, а выгружаемый материал мог загружаться и вытекать без помех. Поэтому необходимо располагать датчики уровня в виде смотровых глазков, оптических или акустических сигналов, которые отражают уровень заполнения бункера, особенно при достижении максимального уровня (рис. 7.27).
Для безопасности человека, находящегося внутри бункера, необходимо проложить стационарные лестницы или лестничные площадки. Прилипающий засыпной материал и его застои могут удаляться только через верх. Этого можно добиться, например, посредством тяговой системы через колосниковый люк. Входное отверстие в бункер необходимо держать закрытым. Это должно производиться при согласовании и под надзором руководства. Вошедшие в бункер лица должны быть привязаны страховочным тросом, ведущим снаружи и постоянно удерживаемым в натянутом состоянии, до тех пор пока они не выйдут из бункера. Трос на противоположном конце должен быть прочно закреплен снаружи. Несовершеннолетние не могут быть допущены к работам в бункере.
7.4. Осаждающие системы для лакировальных установок
При лакировании поверхности древесины используются различные виды лаков, такие как лаки на основе реакционных смол, лаки на основе растворителей и алкидной смолы, или водорастворимые лаки (см. табл. 5.11). Нанесение лака на поверхность древесины может производиться распылением, наливом,
Fni*>^GRQUP
www.edisgroup.ru
7.4. Осаждающие системы для лакировальных установок
вальцеванием, окунанием или дождеванием (см. 5.7). По возможности необходимо выбирать такой способ нанесения лака, при котором расход лака и растворителя были бы наименьшими (см. табл. 5.16).
При нанесении лака распылением не все количество лака попадает на поверхность изделия. Часть лака, так называемый «перераспыл», распыляется мимо и образует потери, которые должны в распыленном состоянии быть удалены из воздуха. Для этого можно применить как сухой, так и влажный способ.
При сухом методе (рис. 7.28) вытяжной воздух отсасывается через фильтры из оплетенного стекловолокна, при этом частички лака остаются в фильтрующем материале. Через определенное время фильтры необходимо менять и утилизировать как сходные с домашним мусором промышленные отходы.
При мокром пылеулавливании перераспыл поглощается с помощью водяной завесы на передней стенке и отводится в отстойный бассейн (рис. 7.29). Там в эту воду добавляется жидкое или порошковое коагулирующее средство, которое связывает частички лака и образует лаковый шлам. Он отса
Рис. 7.29. Мокрое улавливание лакового тумана в кабине для
окраски распылением
Рис. 7.30. Схема осаждения лакового тумана и удаления лакового шлама
сывается и утилизируется как специальные отхо-
ды (рис. 7.31). При работе с водорастворимыми лаками сточная вода должна быть также очищена и нейтрализована до того, как будет слита в канализацию. Спуск неочищенной должным образом отработанной воды в канализацию наказывается штрафом.
Для предотвращения необходимости утилизации перераспыла и получения возможности его повторного использования были разработаны различные способы рециркуляции. Вот несколько примеров.
При обработке водорастворимым лаком ультрафиолетового отверждения перераспыл может быть отделен от воды посредством ультрафильтрационной мембраны (рис. 7.31). При другом способе вода в качестве растворителя испаряется в вакууме при температуре 40°С. Оставшийся лак в дальнейшем можно применять снова. Существуют также спрысковые завесы, которые вместо воды орошаются наносимым водяным лаком, так что перераспыл напрямую распыляется в циркулирующий лак, а это делает возможным практически стопроцентное использование лакового материала.
При нанесении и высыхании лакового слоя испаряются растворители, которые должны быть удалены из помещения для лакирования. Воздух в таких помещениях ни в коем случае даже после очистки нельзя подавать обратно в произ-
EDISE1GROUP
www.edisgroup.ru
Глава 7. Производственно-технические системы
Водорастворимый Новый лак лак
Рис. 7.31. Схема рециркуляции водорастворимых лаков с помощью ультрафильтрации
Обратная линия (Т) Первичный воздух х Вытяжка @ Вторичный воздух для дыма (з) зона газификации
@ Зона выжигания
Рис. 7.32. Шахтный котел с ручной загрузкой щепы и опилок
Бедственные помещения. Из-за загрязнения воздуха его можно отводить в атмосферу только с незначительным содержанием растворителя (максимум 100 мг/м3). В противном случае растворители отделяются от отработанного воздуха, например, посредством фильтров из активированного угля и в потоке горячего воздуха направляются в установку для сжигания газов.
В соответствии с Техническим руководством по санитарной охране воздуха (TA-luft) все лакировальные установки, в которых перерабатывается 25 кг/ч и больше органического растворителя, требуют разрешения на использование. Все лакировальные установки должны соответствовать современным техническим стандартам для предотвращения вреда окружающей среде.
7.5. Топочные установки и вредные выбросы
На деревообрабатывающих предприятиях часто применяются не требующие специального разрешения малые топочные установки. Первое распоряжение о введении Федерального закона о защите от вредных выбросов регулирует эксплуатацию малых топочных установок номинальной тепловой мощностью до 1000 кВт. В качестве топлива может использоваться мазут, газ, а также твердое топливо типа древесины, угля и торфа. Так как в столярных предприятиях сжигаются преимущественно отходы, состоящие из древесины и древесных стружек, то здесь должны выполняться требования только для этой области.
Принципиально могут сжигаться только те виды топлива, для которых предназначена конкретная топочная установка. Например, для топочных установок с ручной загрузкой это может быть только воздушно-сухая древесина, в них нельзя сжигать бумагу и картон (рис. 7.32). На де
ревообрабатывающих предприятиях, на которых должны сжигаться также и
остатки древесных материалов, номинальная тепловая мощность топочных установок должна составлять не менее 50 кВт.
www.edisgroup.ru
В малых топочных установках с ручной загрузкой топлива могут сжигаться:
- натуральная древесина, кусковая древесина с корой,
- опилки, древесная пыль, щепа,
- древесные брикеты, если они произведены без использования связующих средств,
- окрашенная, лакированная или имеющая покрытие древесина, если она не обрабатывалась средствами защиты древесины и если материалы для обработки поверхности древесины не содержат органических галогеновых соединений, например соединений хлора, и
- остатки клееной фанеры, древесностружечных или древесноволокнистых плит, даже если они покрыты меламиноформальдегидной смолой или слоистым пластиком высокого давления.
Нельзя сжигать:
- панельные материалы с ПВХ-покрытием или с наклеенными элементами из ПВХ,
- древесностружечные плиты класса водостойкости V100, так как они часто содержат средства защиты древесины,
- древесину и древесные материалы с противопожарным лаковым покрытием, а также
- остатки лака.
7.6. Защита окружающей среды в деревообработке
Втечение последних лет люди стали все чаще задумываться об экологии и своем влиянии на окружающую среду. Человечество признало растущую во всем мире проблему окружающей среды, которая подвергает опасности естественные основы жизни на Земле (см. также 2.1.1 и 14.1.12), поэтому на государственном уровне в последние годы принят ряд законодательных основ для эффективной защиты окружающей среды. Некоторые важные законы, предписания и административные распоряжения, которые касаются деревообрабатывающих предприятий, приведены в табл. 7.1.
Особенно важными являются законодательные предписания по отсасыванию пыли и опилок, выбросам вредных веществ лакировальных и топочных установок, а также предписания по утилизации промышленных отходов.
Отсасывание пыли и опилок обязательно требуется потому, что вдыхание этих веществ наносит вред здоровью. В соответствии с предписаниями для опасных веществ это особенно касается древесной пыли бука и дуба, так как они классифицированы как потенциально канцерогенные вещества.
Технические правила для опасных веществ TRGS 553 «Древесная пыль» ограничивают количество древесной пыли в воздухе около рабочего места, выраженное так называемой TRK-величиной (концентрация вредного вещества в воздухе, при которой необходимы защитные мероприятия и технико-измерительный контроль на рабочем месте). В этих Правилах говорится о том, что общий уровень концентрации пыли в воздухе на рабочем месте около всех станков всегда должен составлять ниже 2 мг/м3. Эти станки и приборы после соответствующего испытания получают от отраслевого союза деревообработчиков знак «GS — контроль пыли» (рис. 7.25).
В «черном списке» отраслевого Союза деревообработчиков находятся такие станки и устройства, в которых концентрацию пыли ниже 2 мг/м3 достичь технически нельзя. Для таких станков действует ПДК, равная максимум 5 мг/м3.
FOI^pIGRQUP
www.edisgroup.ru
Глава 7. Производственно-технические системы
Вредные выбросы от лакировальных установок образуются прежде всего из-за растворителей, которые при обработке древесины лакокрасочным материалом, то есть при нанесении лака на поверхность древесины, испаряются в воздух. По причине опасности нанесения вреда здоровью эти вещества по возможности должны быть отделены от воздуха. Очищенный после лакировальных установок воздух больше нельзя подавать в производственные помещения. Его можно выпускать в атмосферу только при соблюдении низкой концентрации растворителя (см. 7.4 и табл. 5.17).
Галогенные соединения типа трихлорэтилена, растворители и хладагенты в большинстве случаев являются опасными для здоровья и окружающей среды.
Таблица 7.1. Важные законы, предписания и административные распоряжения по защите окружающей среды на деревообрабатывающих предприятиях
Федеральный закон по защите от вредных выбросов (BlmSchG)
Защита людей, животных, растений и потребительских товаров от вредного воздействия окружающей среды (вредных выбросов) типа загрязнений воздуха (пыль, опилки, дым, газы или пары), шума, вибрации и излучения.
Распоряжения о введении Федерального закона о защите от вредных выбросов
1-е Распоряжение (1. BlmSchVO): ограничение вредных выбросов от малых топочных установок, не требующих специального разрешения.
4-е Распоряжение (4. BlmSchVO): ограничение вредных выбросов от установок, требующих специального разрешения (например, топочные и лакировальные установки).
7-е Распоряжение (7. BlmSchVO): ограничение выбросов древесной пыли.
Техническое Руководство по санитарной охране воздуха (TA-luft)
Требования к установкам, которые могут вызвать загрязнение воздуха посредством дыма, сажи, пыли, газа, паров или пахучих веществ.
Техническое Руководство по защите против шума (TA-Larm)
Требования к установкам, которые могут беспокоить живущих по близости людей шумовым влиянием, например шумом от деревообрабатывающих станков.
Положение о работе с опасными веществами (GefStoffV)
Классификация и маркировка опасных веществ с помощью величин ПДК (см. 5.9.1 и табл. 5.17).
Технические правила для опасных веществ - TRGS 553 - древесная пыль
Требования к рабочим местам, около которых может появляться древесная пыль.
Технические правила для опасных веществ - TRGS 560
Установление максимальной остаточной концентрации пыли в очищенном воздухе при его рециркуляции и при работе с канцерогенными опасными веществами.
Директива о взрывобезопасности АТЕХ 137
Требования к приводам электрических и неэлектрических приборов для защиты работников, которые подвергаются риску нахождения во взрывоопасной атмосфере (из-за газовой, паровой или воздушной смеси).
-Закон о регулировании водного режима (WHG)
Предписание о спуске отработанной воды в систему сточных вод посредством прямого спуска или непрямого через систему муниципальной канализации.
Распоряжение о происхождении сточной воды
Регламентирование области происхождения сточной воды, которую необходимо подвергать очистке.
Закон об обороте материалов и отходах (KrW-/AbfG)
Регулирование уменьшения количества, использования и ликвидации отходов.
Распоряжение о специфических отходах
Регламентирование области происхождения и цифровые обозначения отходов для всех видов специфических отходов.
Предписание о надзоре за отходами и вторичным сырьем
Регулирование транспортировки и утилизации отходов и вторичного сырья.
Технически правила для отходов (TA-Abfall)
Описание предложений по использованию, запрета смешивания и способов утилизации специфических отходов.
EDISUGROUP
www.edisgroup.ru
7.6. Защита окружающей среды в деревообработке 529
7.6.1. Уменьшение количества, использование и ликвидация промышленных отходов
В соответствии с Законом об обороте материалов и отходах количество промышленных отходов при производстве на предприятии должно быть предельно минимальным. Если появления отходов избежать не удается, им должно быть найдено другое применение, и только в том случае, когда их вторичное использование также невозможно, они должны быть утилизированы. Оборот материалов охватывает также подготовку, передачу, сбор при помощи системы сбора и доставки, транспортировку, хранение и обработку отходов для получения из них вторичного сырья.
7.6.1.1. Предотвращение отходов
Само собой разумеется, что отходы, которые не образовались при производстве, не вызывают никаких затрат и не оказывают вредного влияния на окружающую среду. Поэтому в процессе производства изделий необходимое количество основных и вспомогательных материалов должно быть рассчитано и обработано таким способом, чтобы образовывалось как можно меньше отходов.
7.6.1.2. Использование отходов
Вторичное сырье — это отходы, которые перерабатываются другими фирмами и находят другое применение. Они измельчаются, расплавляются или прессуются. Из этих предварительно обработанных материалов с помощью переработки и вторичного использования в зависимости от их загрязнения или состава могут быть произведены новые изделия, например древесностружечные плиты, изделия из пластика или стекла, бумага. Тем самым эти вторичные материалы могут быть снова возвращены в экономический цикл.
7.6.1.3. Утилизация отходов
Различают «требующие контроля отходы» (ранее: схожие с домашним мусором отходы) и «требующие особого контроля отходы» (ранее: специфические отходы).
К требующим контроля промышленным отходам относятся такие вещества, которые больше нельзя использовать в качестве вторичного сырья. Если эти вещества являются горючими, то их можно применять термически сжиганием или газификацией (пиролизом), то есть использовать для получения энергии. Сюда относятся также небольшие количества древесины, древесных опилок и древесной пыли, если они не обработаны и не смешаны с вредными веществами и не имеют вредных покрытий. Негорючие вещества должны складироваться на мусорных свалках.
Утилизация таких отходов может производиться по району, городу или поселению, на самостоятельных предприятиях по сбору, уничтожению, обезвреживанию и утилизации отходов или посредством объединений из нескольких небольших деревообрабатывающих предприятий с совместной концепцией утилизации отходов, а также с помощью биржи остатков древесины и стружки.
Fm*»l=IGRQUP
www.edisgroup.ru
Глава 7. Производственно-технические системы
Промышленные отходы
Использование Утилизация
отходов отходов
Рис. 7.33. Схема использования и утилизации промышленных отходов
Отходы, требующие особого контроля — это отходы, подлежащие регистрации. Из столярной области сюда относятся бывшая в употреблении древесина с дефектами (древесина с примесными веществами, то есть обработанная средствами защиты древесины, лаками или пленками), а также остатки средств защиты древесины, морилок и протрав, политур, лазурей, лаков, отвердителей, разбавителей и растворителей, полиэстеровые шпатлевки, лаковая шлифовальная пыль и лаковый шлам из распылительных установок. Смешивания этих отходов необходимо избегать. Вид и происхождение отходов необходимо маркировать при их дальнейшей переработке или утилизации (рис. 7.33).
Утилизация специфических отходов должна производиться безопасно для окружающей среды и в соответствии с современным уровнем технического развития, поэтому утилизация может происходить только на автоматизированных предприятиях по утилизации отходов. Только специализированные предприятия имеют право перевозить, хранить, обрабатывать для физико-химической нейтрализации, сжигать или хранить на соответствующих мусорных свалках специфические отходы. Для утилизации специфических отходов существует предписание по использованию следующих методов уничтожения и сопровождения.
— Владелец отходов обязан извещать и документально подтверждать тип и количество отходов, а также способ их утилизации. Такая обязательная регистрация не нужна в том случае, если общее количество отходов составляет менее 2000 кг в год.
— Предприятие по утилизации в случае принятии специфических отходов должно выдавать погрузочный ордер в качестве заявления о приеме.
— Для утилизации необходимы контроль и согласие соответствующих органов власти, а также подтверждение уничтожения отходов.
www.edisgroup.ru
7.6. Защита окружающей среды в деревообработке
ЗАДАНИЯ
1. На деревообрабатывающем предприятии все станки для обработки резанием должны быть подключены к системе улавливания пыли и опилок. Опишите конструкцию и функционирование различных отсасывающих и осаждающих систем.
2. Назовите необходимое предохранительное оборудование бункера для опилок, опишите его функционирование. На что необходимо обращать внимание при вхождении человека в такой бункер?
3. Что обозначают наносимые отраслевым союзом контрольные знаки для отсасывающих установок и пылеуловителей?
4. Какие виды древесных отходов можно сжигать в топочных установках, а какие нельзя?
5. На деревообрабатывающем предприятии образуются отходы, которые должны быть утилизированы. Назовите различные виды отходов и расскажите, где, как и кем эти отходы могут быть утилизированы.
fdir^group
www.edisgroup.ru
ГЛАВА 8
ИЗГОТОВЛЕНИЕ МЕБЕЛИ
Мебель — это не стационарные, а мобильные предметы обстановки, которые выполняют различные функции для удовлетворения соответствующих потребностей человека. В зависимости от функции, исполнения и применяемых материалов мебель носит различные названия (см. табл. 8.1).
Таблица 8.1. Виды мебели по DIN 68880
Наименование по: Примеры
Материалу или исполнению Деревянная мебель, плетеная мебель, пластиковая мебель, металлическая, мягкая мебель, стилизованная мебель (мебель, которая по форме изготовлена по более раннему мебельному стилю)
Функции Мебель для хранения (налример, платяные шкафы, шкафы для посуды, буфеты, серванты, комоды). Малогабаритная мебель (сервировочный столик, столик для цветов, стоячая вешалка). Спальная мебель (кровать, кушетка). Мебель для сидения (скамьи, стулья, табуретки, кресло, софа)
Конструкции Корпусная мебель (комоды, шкафы, секретеры, сундуки, «звуковая мебель»). Полки (мебель с открытыми фронтальными поверхностями). Столы (мебель с панелью, расположенной горизонтально на каркасе)
Применению в помещении Некомплектная мебель (буфет, сервант, комод, стол). Системная мебель (комбинированная и секционная мебель, встроенная мебель, предметы меблировки, используемые для разделения комнаты)
Области применения Комнатная мебель, кухонная мебель, школьная мебель, лабораторная, садовая, офисная мебель
8.1. Конструирование мебели
Мебель должна подходить пожеланиям и потребностям человека. Ее конструкция должна быть целесообразной и красивой.
Целесообразность достигается посредством выбора правильных размеров, подходящих материалов и соответствующей им конструкции предмета мебели, а также благодаря соответствующей обработке поверхности. Расчет размеров мебели нужно производить с учетом размеров тела человека. Мебель конструируется таким способом, чтобы она могла использоваться людьми разного роста и телосложения, поэтому за основу берутся средние величины размеров тела человека (нормальные размеры). Однако размеры также должны соответствовать и способу использования мебели. Например, это относится к высоте сиденья или высоте рабочей поверхности мебели (рис. 8.1). Обеденный стол имеет высоту от 720 до 750 мм. Подходящий к такому столу стул имеет высоту сиденья от 420 до 460 мм. Высота журнального столика составляет лишь от 400 до 650 мм, а подходящее для такого столика кресло имеет высоту
fdi'S^grqup
www.edisgroup.ru
8.1. Конструирование мебели
Рис. 8.1. Учет размеров тела человека
сиденья от 380 до 400 мм. Высота столешницы кухонной мебели — от 800 до 950 мм, так как исходят из того, что за кухонным столом работают в основном стоя. Письменный стол имеет высоту 720—760 мм, при этом высоту сиденья офисного стула можно регулировать в пределах от 420 до 560 мм, высота стойки администратора — от 1100 до 1150 мм (рис. 8.1).
Далее целесообразность мебели требует учета размера и количества размещаемых в данной мебели предметов. Например, глубина и высота платяного шкафа рассчитываются по габаритам предметов одежды, глубина комода для белья — по размерам сложенного постельного комплекта. Для повешенного на плечики пальто требуется внутренняя глубина шкафа 560 мм и минимальная высота стоячей вешалки 1400 мм. В платяных
Бокал Бокал Бокал
для для для
белого красного коньяка
вина вина
Письменные принадлеж-
Книги нести
Бокал для шампанского
0 120
Стакан Столовые приборы для сока
Тарелки Обеденные Кофейные для тарелки чашки завтрака
Рис. 8.2. Размеры размещаемых в мебели предметов
Fr».«^GROUP
www.edisgroup.ru
।
Глава 8. Изготовление мебели
шкафах с раздвижными дверями размер глубины шкафа необходимо увеличить на 20—40 мм, так как иначе внутренняя раздвижная дверь будет задевать при движении содержимое гардероба (рис. 8.2).
Для проектирования книжного шкафа определяющими размеры конструкции являются размеры книг, для посудного шкафа — высота стаканов и диаметр тарелок. Для мебели, которая должна выполнять несколько разных функций одновременно, основными являются размеры размещаемых в ней предметов. Переставляемые внутренние полки могут значительно улучшить использование
Длина х ширина х высота
Длина х ширина х высота
Рис. 8.3. Указание размеров для различных видов мебели
Рис. 8.4. Учет возможностей транспортировки и сборки мебели на месте
Рис. 8.5. Конструкция влияет на форму
внутреннего пространства.
При определении размеров мебели, кроме этого, необходимо учитывать место установки и возможности транспортировки. В основном проблему представляет размер диагонали корпуса шкафа. Из-за ограничения лестниц и коридоров по ширине мебель должна предполагать возможность разборки (рис. 8.4).
Кроме размеров необходимо обращать внимание на тип предметов, которые будут храниться в данной мебели. Продукты питания, например, требуют достаточной вентиляции. Чувствительные предметы должны храниться в пыленепроницаемой, полностью закрывающейся мебели, другие могут располагаться на открытой полке.
Также для мебели нужно правильно учесть конструкцию, породу древесины и вид обработки поверхности. Например, в случае подвер
гающихся значительным нагрузкам столов в гостиницах и ресторанах выбирают крепкую, прочную конструкцию и применяют твердую древесину. Кухонную и лабораторную мебель в целях повышения прочности и легкости очищения покрывают нечувствительным лаком или оклеивают поверхность слоистым пластиком.
FniAF^GROUP
www.edisgroup.ru
8.1. Конструирование мебели
Если все эти пункты учтены, то мебель служит цели своего применения, однако при этом она не всегда выполняет требования по красоте и изяществу формы. Красота мебельной формы достигается в основном благодаря правильному соотношению размеров, четкому исполнению линий и соответствующей обработке, учитывающей особенности материала (рис. 8.5). Также для внешнего вида мебели имеют боль-
При расположении фурнитуры нужно учитывать линии мебельного фронта
Высота расположения ручки 2:3
Круглая ручка или замочная вставка в середине рамы
Круглая дверная ручка и...
Навесная ручка, расположенная в оптической середине
Ассиметричное расположение ручки
Две круглые ручки
Расположение ручек на передней панели выдвижного ящика
шое значение небольшие и на первый взгляд не очень важные элементы, такие как профиль (рис. 8.3), инкрустация, резные детали, а также фурнитура и мебельные ручки (рис. 8.6). Эти элементы могут как подчеркнуть качество работы, так и значительно снизить общее впечатление при неправильном их использовании. Прежде всего, при использовании декоративных деталей необходимо избегать их переизбытка. Мебель по своей форме, породе древесины и цвету должна подходить к окружающей обстановке.
Рис. 8.6. Упорядоченное расположение ручек
Окружность Скругленные Стержень Стержень 1/4 стержень канты и панель и панель
Эллипс Ползучий ___________ „
стержень с закруг- выкружка Карниз
ленным кантом
Рис. 8.7. Профильные элементы и виды профилей
Для красивого соотношения размеров и украшения мебели нет никаких общих правил. Но все же после многолетнего наблюдения и сравнения можно приобрести некоторый опыт. С помощью золотого сечения можно достичь очень гармоничного соотношения разме
ров; однако его возможности применения ограничены, так как для рациональной формы мебели его
Рис. 8.8. Золотое сечение и возможности его применения
можно использовать достаточно
редко. Решающими факторами при конструировании красивой мебели являются опыт и практика, а также чувство стиля и способности изготовителя (рис. 8.8).
Соотношение «золотого сечения»: 1:1,618 0,618:1 3:5:8:13:21...
EDISfdGROUP
www.edisgroup.ru
Глава 8. Изготовление мебели
ЗАДАНИЯ
1. Назовите виды мебели, которые различают:
а) по области их применения;
б) выполняемым функциям.
2. Покажите на примерах, как размеры тела человека влияют на размеры мебели.
3. Какие факторы могут определять красоту и изящество формы мебели?
4. Ширина прямоугольника составляет 420 мм. Какой должна быть длина прямоугольника, чтобы его размеры удовлетворяли правилу «золотого сечения»?
8.2. Виды конструкций мебели
По характеристике отдельных частей мебели и по виду соединения деталей различают досочную, рамочную, брусковую и панельную конструкции.
Для досочной конструкции отдельные детали мебели изготавливаются из проклеенных или не-проклеенных досок (рис. 8.9). При этом, как правило, правая сторона доски идет наружу, так как она имеет более красивый рисунок и текстуру. При выборе отдельных досок необходимо следить за тем, чтобы они имели равномерный рисунок и текстуру. Сборка производится с помощью таких типов соединений, которые учитывают работу древесины. Подходящими соединениями для этого типа конструкций являются соединение врубкой,
„ „ соединение в паз и на шпонку, угловое шиповое со-
Рис. 8.9. Досочная конструкция единение «ласточкин хвост», а также соединение с
Рис. 8.10. Рамочная конструкция
расклиниванием.
В рамочной конструкции плоские детали мебели изготавливают как рамки с филенками (рис. 8.10).
Рамочная обвязка хорошо сохраняет форму в том случае, когда она изготовлена из сердцовых или серединных досок. Обвязка соединяется посредством сквозного или глухого шипового рамочного соединения или нагельного соединения. Вертикальная часть обвязки, как правило, проходит насквозь. Рамочная обвязка предназначена для того, чтобы удерживать и сохранять в плоском виде филенку. Для этой цели на рамочной обвязке делают либо паз, либо фальц (рис. 4.67). Филенки изготавливают из массивной древесины, клееной фанеры, древесностружечных плит. Филенки, особенно если они изготовлены из массивной древесины, могут быть соединены с рамой непрочно. При выборе материала необходимо так же, как и для досочной конструкции, об-
mi<tiaGROUP
www.edisgroup.ru
8.2. Виды конструкций мебели
Рис. 8.11. Брусковая конструкция
ращать внимание на цвет и рисунок древесины. Кроме этого, правую сторону досок необходимо ориентировать наружу. Более благоприятным является вкладывание филенки в фальц. При усушке филенки необработанные краевые полосы не покажутся из массивной древесины в том случае, если филенку закреплять в раме с помощью филеночных реек только после обработки поверхности деталей. В дверях штапик может немного выступать за раму, на боковых панелях напротив он должен быть заподлицо с обвязкой или располагаться глубже, для того чтобы на рамочную обвязку можно было прикрутить скользящие опоры для ящиков или полки. В промежуточных и задних стенках филенку в основном вставляют в паз. При сборке дно может быть не разборно склеено с боковыми стенками или соединяться между собой разборно с помощью специальных соединителей для шкафов (рис. 4.40).
В брусковой конструкции боковые стенки имеют бруски. Одновременно они служат ножками мебели. Боковые стенки, двери и днище могут быть выполнены как рамы или изготавливаться из панелей (рис. 8.11). Бруски соединяются с боковыми стенками посредством нагелей или шпонок. Дно может быть соединено с боковыми стенками с помощью нагелей и проклеено.
Части мебели с брусковой конструкцией могут быть, как и детали мебели в рамочной конструкции, неразъемно склеены между собой или соединены разборно с помощью специальных соединителей для шкафов.
В стульях, табуретках, столах и подставках бруски (ножки) соединены друг с другом посредством царг. В качестве соединителей используются нагели или щипы (рис. 4.63 и 4.64). Сидения и столешницы из клееной фанеры и древесностружечных панелей наклеиваются на каркас и при необходимости дополнительно укрепляются посредством нагелей. Если сиденья и столешницы изготовлены из массивной древесины, то они соединяются с рамой царги с помощью усадочных колодок и скоб таким образом, чтобы древесина могла работать. Столешницы из массивной древесины часто имеют дополнительную врубочную планку.
В панельной конструкции части мебели состоят из покрытых деко
ративным шпоном клееной фане- Рис. 8.12. Панельная конструкция
www.edisgroup.ru
Глава 8. Изготовление мебели
ры или древесностружечных плит. Видимые канты панелей имеют наклеенную отделку. Соединение боковых сторон с дном производится встык или со скосом с помощью нагелей или фасонных шпонок или с помощью разъемных соединителей (см. 4.3.8). Произведенная из панелей мебель имеет или цоколь, или подножие. Но также и боковые стенки могут проходить до самого низа и выполнять роль несущих элементов.
8.3. Части мебели
В основном мебель состоит из корпуса, ножек или цоколя и мебельного фронта. Корпус мебели собирается из правой и левой боковых стенок, крышки, дна,
Ж
Боковая сторона корпуса, левая
\ Дверь, левая
Боковая сторона
Крышка корпуса, правая Задняя стенка / Дверь, правая Вставная полка/ /
Царга ножки Ножка, брусок
Выдвижной4
ящик
Попе
речная 1 царга
Рис. 8.13. Части мебели и их обозначения
Замок Выдвижной поднос Права? петля
Левая петля
Средник
Дно шкафа
Задвижка
возможно, одной или нескольких средних стенок или промежуточных полок, а также задней стенки. Вместо крышки иногда используют надъящичные доски, на которые крепится полотно или панель. Дно может иметь рамочную конструкцию, которая закрывается межъящичной перегородкой. В корпусе могут быть установлены вставные полюй или применяться выдвижные ящики, раздвижные доски или вставки. Для встраивания классических выдвижных ящиков могут потребоваться подъящичные доски и средники, а также скользящие опоры, направляющие рейки, крепежные брус-
Рис. 8.14. Корпус мебели панельной конструкции
ки, которые одновременно служат отбойниками для выдвижных ящиков (рис. 8.57).
Корпус стоит на цоколе, цокольной раме или ножках, в том случае если боковые стенки или бруски не стоят непосредственно на полу и тем самым воспринимают часть нагрузки (рис. 8.13).
8.4. Корпус мебели
Корпус мебели может иметь различную конструкцию в зависимости от применяемых материалов,
fpirfIGROUP
www.edisgroup.ru
8.4. Корпус мебели
использования на месте и возможностей транспортировки, а также желаемой формы. Для мебели из массива следует различать дощатую, рамочную и брусковую конструкцию. Покрытая декоративным шпоном или искусственным материалом мебель производится на основе панельной конструкции (рис. 8.14) или сочетания рамочной и панельной, а также брусковой и панельной конструкций (см. 8.2).
8.4.1. Подножие и цоколь
Подножие и цоколь предназначены для поддерживания мебели. Они должны воспринимать нагрузку от собственного веса мебели и веса предметов, которые в этой мебели расположены, и переносить ее на пол. При этом дно мебели не должно прогибаться больше чем на 2 мм, при закрывающихся встык дверях, например, не более чем на 0,1—1 мм, для того чтобы гарантировать безупречное функционирование фронта мебели. Кроме этого, подножие и цоколь обеспечивают стабильное положение мебели, то есть положение, при котором мебель даже при открытых дверцах и выдвинутых ящиках не могла бы перевернуться. Различают подножия, цоколи, цокольные рамы и цокольные заглушки.
Формы и размеры ножек и царг, высота подножия, а также выступ или отступ каркаса или цоколя относительно кантов корпуса являются существенными факторами в эстетическом восприятии мебели. Подножие с узкими высокими ножками, например, зрительно отделяет корпус мебели от пола, мебель выглядит легче (рис. 8.15).
Цоколь (рис. 8.16) состоит из соединенных между собой деревянных царг. Для того чтобы мебель на полу не качалась, цоколь на нижнем канте должен иметь вырез к середине. Цоколь имеет небольшой отступ по бокам, спереди и сзади. Если шкаф ставится вплотную к стене, то боковые части цоколя могут быть несколько длиннее, чтобы шкафу не мешал плинтус. В цоколь могут встраиваться регуляторы высоты, положение которых можно изменять через отверстие в днище шкафа с помощью отвертки (рис. 8.17).
Как правило, цоколь изготавливается из цельной древесины. Если цоколь изготавливается из столярной, древесностружечной или МДФ плиты,
Рис. 8.16. Цоколь
Рис. 8.17. Регулятор высоты цоколя
FniRfdGROUP
www.edisgroup.ru
Глава 8. Изготовление мебели
Рис. 8.18. Статическая задача задней стенки
то нижние края цоколя необходимо защищать от воздействия влаги, например на кухне и в ванной комнате, с помощью наклеивания соответствующих профилей из пластика или других материалов.
Цокольные заглушки устанавливаются или перед установочными ножками, или между двумя сквозными сторонами.
Их можно многократно снимать и устанавливать заново, так как они крепятся на ножки или боковые стенки корпуса с помощью защелкивающихся зажимов.
8.4.2. Задние стенки
Задние стенки мебели выполняют две задачи. Во-первых, они должны закрывать мебель с задней стороны, во-вторых, удерживать корпус шкафа под правильным углом для обеспечения безупречного функционирования дверей и откидных крышек (рис. 8.18). В качестве материала могут использоваться панельные материалы типа твердых древесноволокнистых или древесностружечных плит, фанеры, для толстых задних стенок подходят столярные плиты с цельной или реечной внутренней частью или стеклянные панели и металлические листы. Для мебели из массива заднюю стенку также можно изготовить из массивной древесины, используя, например, рамочную конструкцию с филеночным заполнением.
Толщина задней стенки составляет для твердых древесноволокнистых плит от 3,5 до 5 мм, для фанеры — 4—8 мм, а для древесностружечных плит — от 8 до 10 мм. В соответствии с VOB (Положение о подрядно-строительных работах) для встроенных шкафов также предусмотрена задняя стенка, при этом толщина фанеры должна составлять минимум 6 мм, древесностружечной плиты — минимум 8 мм. Поверхность задней стенки в зависимости от качества мебели может быть необработанной, фанерованной или обработанной минимум с одной стороны либо покрыта слоем искусственной смолы. Задние стенки могут быть встроены в фальц или паз. В больших встроенных шкафах задняя стенка вставляется и закрепляется изнутри шкафа, так как шкаф устанавливается очень плотно к стене помещения (рис. 8.19).
Рис. 8.19. Способы встраивания задних стенок
Fr>|«SF*GRQUP
www.edisgroup.ru
8.5. Мебельные фронты 541
8.5. Мебельные фронты
Задачей мебельного фронта является защита корпуса мебели от непосредственного доступа, просматривания или запыления. В зависимости от использования, потребности в пространстве при открывании и закрывании или выполняемой функции предмета мебели в роли фронта могут выступать распашные двери, раздвиж-
ные двери, рольставни, откидные крышки или выдвижные ящики.
8.5.1. Распашные двери
Распашные двери должны закрывать передний фронт мебели таким образом, чтобы защищать содержимое мебели от пыли, просматривания, вредного воздействия света, а также от воровства.
Распашные двери могут быть изготовлены из досок, фанерованных столярных или древесностружечных плит, в виде рамы с филенкой из древесины или стекла или в виде полностью стеклянных дверей. Распашные двери закрепляются по продольному канту петлями или шарнирами таким образом, чтобы двери могли вращаться вокруг них. Если петли или шарниры расположены на правой боковой стенке, то говорят о правой двери, если на левой стороне — то о левой двери (рис. 8.20). Для того чтобы не перегружать приборы, распашные двери не должны быть слишком широкими и иметь форму вертикально расположенного прямоугольника.
8.5.1.1. Виды конструкций распашных дверей
Различают вкладные двери встык, двери с фальцем и накладные двери встык.
Вкладные двери располагаются между боковыми стенками корпуса. Их можно навешивать с высту-
Левый замок
Левые петли
Рис. 8.20. Направление открывания дверей
Навешивание двери заподлицо Дверь утоплена
Цилиндрическая плоская петля, Цилиндрическая коленчатая ролик D8 (D6) без изгиба* петля, ролик D8 (D6) изгиб В*
Цилиндрическая коленчатая петля, ролик D8 (D6) изгиб С*
Навешивание утопленной в древесину рояльной петлей
Определение точки вращения
Навешивание угловой боковой петлей
Навешивание боковой петлей, невидимой
* Обычное обозначение на практике (см. также рис. 8.25).
Рис. 8.21. Вкладные двери
www.edisgroup.ru
Глава 8. Изготовление мебели
Вставная петля
Цилиндрическая коленчатая петля, изгиб D
Потайная петля с роликом
Рис. 8.22. Двери с фальцем
Цилиндрическая петля, плоская (А)
Потайная петля
Быстрозакрывающаяся петля
Рис. 8.23. Накладные двери
пом вперед или с отступом назад, то есть немного утопленными (рис. 8.21).Если дверь должна хорошо защищать от пыли, то на боковых стенках и днище делают фальц или используют планку против пыли. Промежуточная вставная полка может выступать в качестве защиты нижнего ящика от пыли и в качестве упора. Для дверей с отступом применяют коленчатые петли и шарниры с изгибом В, а для выступающих дверей — коленчатые петли с изгибом С. Для навешивания вкладных дверей применяют или рояльные петли, или специальные потайные петли с сильно изогнутой опорной пластиной, а также боковые и коленчатые боковые петли (рис. 8.21).
Двери с фальцем располагаются с перекрытием на брковых стенках мебели. Канты перекрывающей части могут быть выполнены встык, иметь фаску или профиль. Для навешивания применяют цилиндрические петли с изгибом D или петли, устанавливающиеся в просверленные отверстия или пазы (вставные петли). Толщина перекрывающей части при использовании вставных петель должна составлять минимум 8 мм для того, чтобы край двери не раскололся из-за вставленной в отверстие цапфы (рис. 8.22).
Накладные двери накладываются встык на боковые стенки
корпуса. Закрепление может производиться с помощью торцевых двухстворчатых петель или шарниров, угловых (коленчатых петель) и с помощью специальных шарниров, как, например, потайная дверная петля (рис. 8.23). При использовании прямых шарниров или плоских петель края навешанных встык накладных дверей при открывании достаточно сильно отходят по ширине, что делает невозможной установку нескольких предметов мебели плотно друг к другу.
miS^GRQUP
www.edisgroup.ru
8.5. Мебельные фронты
* Расстояние от центра ручки до лицевой стороны замка.
Рис. 8.24. Серединные соединители
При использовании угловых петель (изгиб L) навешанные встык накладные двери могут открываться на угол до 270°.
Серединный соединитель требуется для мебели с двумя дверцами. Двери в середине должны так сходиться или накладываться друг на друга, чтобы закрывание было плотным. В качестве соединения используются ограничители, края дверей делаются шпунтованными (рис. 8.24).
8.5.1.2. Фурнитура
Фурнитурой называются все детали, которые служат для соединения, закрывания и вращения частей мебели. Как правило, фурнитура изготавливается из металлов или пластика.
Врезная петля имеет створки, которые врезаются в края корпуса и дверей. Врезные петли применяются только для дверей с фальцем. Врезанные петли необходимо закрепить с помощью специальных штифтов или винтов.
Как правило, для навешивания правой двери применяют правые петли, для навешивания двери с левой стороны — левые. Навешанные с помощью врезных петель двери можно снимать. При изготовлении мебели такие петли в некоторых случаях применяются до сих пор (рис. 8.25).
Петля (цилиндрическая петля) имеет цилиндрический ролик. Она состоит из штифтовой створки (корпусной части) и створки с отверстием (дверная часть). Створки могут быть прямыми или изогнутыми (коленчатыми). Для изогнутых петель различают формы изгиба В, С и D, а также угловые петли. Петли с прямыми створка
Врезная петля
Торцевая двухстворчатая петля (прямая)
Рис. 8.25. Классическая фурнитура для навешивания распашных дверей
FFMS^GROUP
www.edisgroup.ru
Глава 8. Изготовление мебели
ми используют для навешиваемых встык накладных дверей или для вкладных дверей, которые навешаны заподлицо с кантами корпуса. Коленчатые петли с изгибом В (форма С по DIN 81402) подходят для вкладных и утопленных дверей, петли с изгибом С (форма В по DIN 81402) — для выступающих вперед дверей, а петли с изгибом D (форма D по DIN 81402) — для дверей с фальцем. Угловые петли нужно применять только для навешиваемых встык накладных дверей (рис. 8.25).
Петли изготавливают из нержавеющей стали, латуни или из сплавов легких металлов, покрытых различными оксидными пленками. Их величина определяется длиной и диаметром ролика, а также шириной открытых створок.
Вставные петли вместо привинчиваемых створок имеют вставляемые цапфы (рис. 8.25). С помощью калибра для просверливания отверстий можно быстро и точно просверлить отверстия для цапф.
Боковые петли подходят для потайного навешивания вкладных дверей (рис. 8.21). Для того чтобы нижний край двери получил достаточный воздушный зазор, нижняя боковая петля имеет подкладную шайбу. При использовании коленчатой угловой боковой петли в углу корпуса виден маленький ролик (рис. 8.21 и 8.25).
Шарниры имеют ролик, состоящий из нескольких элементов. Длинные шарниры, которые крепятся вдоль всего дверного канта, называются рояльными петлями (рис. 8.25). Навешанную с помощью шарниров дверь снять нельзя. Створки в основном прямые (форма А). Однако существуют также и шарниры с изгибом В (форма F по DIN 81402).
Потайные дверные петли имеют несколько точек вращения. Это делает возможным невидимое навешивание дверей. Потайная дверная петля состоит из округлой чашки и опорной пластины (рис. 8.26). Чашка утапливается в высверленное в двери углубление, опорная пластина крепится шурупами к стенке. Обычные потайные шарниры подходят только для накладных дверей толщиной около 20 мм. Угол открытия составляет около 95°. Имеются также специальные потайные шарниры для более толстых дверей, с более широким углом открытия, для соединения в середине с волосным стыком, для вкладных дверей и с различными ограничителями открывания двери (рис. 8.25 и 8.32).
Шарниры с несколькими центрами вращения вставляются во фрезерованные верхней фрезерной головкой или просверленные отверстия в дверном канте и боковые стенки корпуса. Распашные двери имеют виртуальную ось вращения, так что шарнир со стороны мебельного фронта остается невидимым (рис. 8.31, п. 6).
Для запирания или удерживания распашных дверей в закрытом состоянии необходимо установить защелки, магнитные запоры, замки и задвижки.
а) Регулировка ширины стыка б) Регулировка глубины в) Регулировка высоты
Рис. 8.26. Потайная дверная петля
feOISFiGROUP
www.edisgroup.ru
Защелки подразделяют на роликовые и шариковые. Как правило, они прикручиваются к внутренней стороне двери. Шарик или ролик цепляется за закрепленный на корпусе упор или фиксируется в упоре.
Магнитный запор состоит из электромагнитного ловителя и контактной пластины. Они могут быть предназначены для прикручивания шурупами или для установки в предусмотренные отверстия. Также существуют магниты, которые могут покрываться декоративным шпоном и поэтому оставаться невидимыми.
При использовании потайных дверных петель со встроенным пружинным держателем дополнительные запирающие приспособления можно не применять. Для поглощения шума при закрывании дверей с таким петлями на дверные упоры должны быть установлены резиновые амортизаторы.
Замки для распашных дверей могут быть следующих видов: накладные, вставные, врезные, врезные глухие, а также замки с поворачивающимися или выдвижными штоками (рис. 8.27 и 8.28).
Накладные замки прикручиваются на заднюю сторону дверцы. В одностворчатой двери задвижка фиксируется в пластину ответной части замка, которая вделывается заподлицо в боковую стенку корпуса. При двухстворчатых дверцах ригель цепляется за вторую дверь, которая, как правило, в этом месте должна быть немного усилена (рис. 8.27 и 8.24).
Вставные замки впрессовываются с обратной стороны двери в предусмотренные для замка отверстия (рис. 8.27). Для крепления не нужны никакие винты или шурупы.
Врезные замки устанавливаются на дверь таким образом, чтобы поверхность замка была заподлицо с обратной стороной двери. Ригель фиксируется в пластине ответной части замка, которую в случае одностворчатой двери необходимо установить в боковую стенку корпуса или в кант второй двери в случае двухстворчатой (рис. 8.24 и 8.27).
Замки с поворачивающимся стержнем состоят из замковой коробки, поворачивающегося
Накладной замок
Врезной Врезной пластина
замок глухой замок замка
Рис. 8.27. Замки для распашных дверей
Запирающий
или захватывающий Ответная
крючок пластина
Направляющая /
петля /
Средняя петля
Р^ь-Длина хода стержня
Направляющая пластина стержня
Верхний стержень | ^Замковая коробка
Ригель
Дорн
Поворачивающийся стержень
Ответная пластина Нижний стержень
Дорн
j Длина Г^Лхсда sg^ail стержня
Запорный болт
Запорная муфта
Рис. 8.28. Замки с поворачивающимися или выдвижными стержнями
Fni^^GROUP
www.edisgroup.ru
Глава 8. Изготовление мебели
Рис. 8.29. Задвижки
стержня и запирающего крючка. В таких замках запирающий крючок на конце поворачивающегося стержня цепляется за запорные болты, которые вкручиваются в дно и крышку корпуса (рис. 8.28).
Замки с выдвижными стержнями запирают двери по верхнему и нижнему краям за счет того, что поднимающийся стержень вдвигается в ответные пластины или запорные муфты в крышке и дне корпуса. Замковая коробка может быть прикручена шурупами или врезана заподлицо с внутренней поверхностью двери. Стержни замка могут быть закрыты планками. Существуют такие замки с выдвижными стержнями, которые обеспечивают запирание двери по трем направлениям, с их помощью дверь может быть дополнительно заперта в середине. Такие замки особенно хорошо подходят для высоких дверей (рис. 8.28).
Выдвижные фиксаторы используют в случае двухстворчатых дверей для удержания левой двери (рис. 8.29). Задвижки бывают прямые и изогнутые. Для накладных дверей необходимо применять изогнутые задвижки. При использовании стержневых замков необходимость в задвижках отпадает.
При заказе и покупке замков необходимо обращать внимание на то, для какой двери — левой или правой — он предназначен, какой тип замка и запирания используется. Кроме этого, необходимо учитывать дорнмас замка. Дорнмас — это расстояние от лицевой стороны замка до центра дорна (ручки или замочной скважины), см. рис. 8.24. Для рамочных дверей необходимо следить за тем, чтобы замочная скважина располагалась строго посередине рамы. Большинство замков изготовлены таким образом, что их можно встраивать как в левые, так и в правые двери, а также для выдвижных ящиков. Чем сложнее способ запирания замка, тем надежнее сам замок. Различают замки сувальдные и цилиндрические. Замочные скважины могут быть скрыты или украшены с помощью запорных муфт или личинок замка.
Сегодня также существуют электронные замки, которые могут открываться и закрываться бесконтактно. Код замка должен соответствовать коду ключа.
8.5.1.3. Навешивание распашных дверей
Под навешиванием дверей понимают их закрепление на корпусе мебели с помощью различной фурнитуры.
Двухстворчатые петли и шарниры, как правило, врезаются вручную. Сначала дверную створку петли закрепляют на краю двери, затем дверь накладывают на корпус таким образом, чтобы в фальцах со всех сторон она имела достаточный зазор. Затем размечают высоту штифтовой створки, после чего створка врезается заподлицо и прикручивается. Сначала каждую часть петли закрепляют несколькими, но не всеми винтами. Только когда дверь окончательно выровнена, вкручивают остальные винты. Пазы для двухстворчатых петель с закругленными краями могут производиться с помощью фрезы.
FFM«t^GROUP
www.edisgroup.ru
При использовании вставных петель цапфа створки с отверстием вставляется в просверленное отверстие в канте двери, а цапфа створки со штифтом — в отверстие в крае корпуса. Для более точного просверливания отверстий под вставные петли требуются специальные сверлильные шаблоны.
В случае применения боковых петель сначала необходимо определить центр вращения. Для этого на одном и том же чертеже рисуют поперечное сечение двери в открытом и закрытом положении. Точка пересечения нарисованных средних осей или диагоналей будет являться искомым центром вращения (рис. 8.21). Деталь петли с цапфой заподлицо врезается в кант двери, деталь с отверстием — в корпус. Для установки и снятия двери верхняя или нижняя боковая петля должна быть снята.
Потайные дверные петли состоят из округлой чашки и монтажного кронштейна с опорной пластиной. Чашка вместе с отверстиями для крепления утапливается в высверленное во внутренней стороне двери углубление. Опорная пластина прикручивается на внутреннюю поверхность боковой стенки корпуса. Для этого при сверлении используются калибры, или на сверлильном станке для изготовления гнезд под нагели или станках с ЧПУ изготавливаются ряды отверстий. Для разных потайных дверных петель функционирование и ряды отверстий очень отличаются, поэтому необходимо четко соблюдать руководство по установке петель. Для незнакомых и новых потайных петель необходимо произвести пробную установку.
В современных потайных шарнирах монтажный кронштейн защелкивается на опорной пластине. Таким образом, становится возможным легкое снятие двери без использования инструмента.
Правила работы
• Так как видимая фурнитура существенно влияет на внешний вид мебели, то ее необходимо выбирать, размещать и устанавливать очень тщательно.
• Правильно навешанные двери при закрывании или открывании не должны натягиваться или касаться корпуса мебели.
• Если на один шкаф должны быть навешаны накладные двери или двери с фальцем, то стыки между кантами двери должны иметь одинаковую ширину. Все верхние и нижние края дверей должны располагать по прямой линии.
• При навешивании дверей шкаф должен располагаться строго вертикально, а канты корпуса нужно располагать по прямой линии.
• Замки и задвижки должны легко закрываться и открываться, а дверь хорошо притягиваться к краям корпуса.
ЗАДАНИЯ
1. Какие существуют виды мебельных дверей по их расположению относительно краев корпуса?
2. Какие шарниры и петли применяются для навешивания накладных дверей?
3. Сравните конструкции замков с поворачивающимися или выдвижными стержнями.
4. Назовите подходящие виды замков для накладных дверей.
5. Нарисуйте схему и объясните принцип действия трех различных серединных соединителей для двухстворчатых вкладных дверей.
www.edisgroup.ru
548 Глава 8. Изготовление мебели
7,5
Латунная петля, изгиб D, диаметр ролика 6 мм
Отбойник
1. Столярная плита j с цельным внутренним слоем (19)
Латунная петля, изгиб D, диаметр ролика 6 мм
Латунная вставная петля
Латунная петля, изгиб D
Угловая боковая петля, 25 х 60/ролик 10
Брусковый шарнир для стеклянных дверей, угол открытия 90°
D = 26 мм
Рис. 8.30. Способы навешивания вкладных дверей и дверей с фальцем
FmssFlGRQIJP
www.edisgroup.ru
8.5. Мебельные фронты
Рис. 8.31. Способы навешивания накладных дверей
gpis^GROUP
www.edisgroup.ru
Глава 8. Изготовление мебели
Угловое навешивание накладной рамочной двери
Угловое навешивание вкладной стеклянной двери на косых брусках
Потайная мини-петля
Угловое навешивание под углом 30° (45°) вкладной или накладной стеклянной двери
Рис. 8.32. Возможности применения потайных дверных петель
FFM^^GROUP
www.edisgroup.ru
8.5. Мебельные фронты
8.5.2. Раздвижные двери
Раздвижные двери перемещаются горизонтально относительно корпуса мебели. Поэтому для их открывания перед корпусом не нужно оставлять свободное пространство, которое требуется для поворота распашных дверей (рис. 8.33). Раздвижные двери изготавливаются как из древесных материалов, так и из стекла, они могут быть подвесными или с нижним перемещением. Кроме того, в зависимости от используемой фурнитуры необходимо различать скользящие и роликовые направляющие. Ширина раздвижных дверей с нижним перемещением должна быть больше их высоты, чтобы при движении они не перекашивались (рис. 8.34).
Рис. 8.33. Раздвижные двери в корпусе
Раздвижные двери с нижним перемещением, скользящие 1
Раздвижные подвесные двери, скользящие и роликовые Неблагоприятный формат
Рис. 8.34. Виды и форматы раздвижных дверей
Рис. 8.35. Раздвижные двери с нижним перемещением
Рис. 8.36. Подвесные раздвижные двери
EDisS^ROUP
www.edisgroup.ru
Глава 8. Изготовление мебели
Рис. 8.37. Запирание раздвижных дверей
Рис. 8.38. Навешиваемая перед фронтом шкафа подвесная дверь
Рис. 8.39. Стеклянные
раздвижные двери
Раздвижные двери с нижним перемещением нижним кантом скользят по направляющим накладкам, а верхним кантом удерживаются в правильном положении. Как правило, для дверей из дерева применяют пластиковые направляющие (рис. 8.35). Для лучшего скольжения в нижний край двери вклеивают бегунок. Он должен располагаться как можно ближе к наружному канту двери, чтобы раздвижная дверь могла свободно перемещаться в середине и при движении не перекашивалась. Верхний кант двери вставляется в паз. Он должен иметь такую глубину, чтобы дверь можно было установить и вытащить. Раздвижные двери сверху также могут иметь направляющий штифт или ригель (рис. 8.35), который прикручивается после подгонки двери на ее внутреннюю сторону.
Для больших и, прежде всего, тяжелых дверей подходят ролики с шарикоподшипниками, которые скользят по пластиковой или металлической шине. Для них нужно предусмотреть ограничитель движения и обеспечить правильность направления перемещения. В качестве ручек используют металлические или деревянные утопленные ручки-раковины или планки. Для герметизации от пыли применяют специальные рейки, которые могут быть выполнены в разных вариантах (рис. 8.37).
Подвесные раздвижные двери из древесины навешиваются на верхний край корпуса с помощью скользящих подвесов или роликов в опорной шине, которая закрепляется на крышке мебели. По нижнему краю подвесные раздвижные двери удерживаются в вертикальном положении посредством направляющих штифтов (рис. 8.36). Подвесные раздвижные двери в специальных приборах также могут перемещаться перед фронтом шкафа (рис. 8.38).
Стеклянные раздвижные двери в основном перемещаются в направляющих из металла или пластика. Для больших и особенно высоких стеклянных раздвижных дверей применяют дверные приборы с опорным башмаком. В качестве ручек таких
www.edisgroup.ru
8.5. Мебельные фронты
дверей служат шлифованные в стекле углубления. Для герметизации можно использовать пыленепроницаемые шины, которые снабжены волосяной щеткой (рис. 8.39). Стеклянные раздвижные двери большого формата также могут быть подвесными.
Раздвижные двери из древесины могут закрываться по канту с помощью замка с плоским ригелем или при использовании двойных дверей с помощью цилиндрического замка нажимного действия (рис. 8.37). Стеклянные раздвижные двери со специальными опорными башмаками, как правило, имеют цилиндрический замок нажимного действия в опорном башмаке (рис. 8.39).
8.5.3. Откидные крышки
Откидные крышки — это похожие на дверцы конструктивные элементы мебели, которые навешиваются горизонтально. Откидные крышки бывают следующих видов: вертикальные, подъемные и горизонтальные.
8.5.3.1. Вертикальные откидные крышки
Вертикальные откидные крышки закрепляются по нижнему краю и двигаются сверху вниз. В открытом состоянии они могут использоваться в секретерах, бюро, барах или в качестве поверхности для письма. На шкафах такие крышки должны навешиваться только ниже уровня глаз.
Вертикальные откидные крышки могут вкладываться в корпус или накладываться на края корпуса встык. Откидные крышки с фальцем используются редко,
Рис. 8.40. Навешивание вкладных и накладных вертикальных откидных крышек
edi^GROUP
www.edisgroup.ru
Глава 8. Изготовление мебели
так как их нельзя навесить без паза в дне. В открытом состоянии откидная крышка должна лежать в той же плоскости, что и элемент конструкции, к которому она крепится. Кроме этого, между этим элементом и откидной крышкой не должно образовываться промежутка. При вкладных откидных крышках это достигается применением соответствующей окантовки, а при накладных крышках — с помощью специальных откидных петель (рис. 8.40).
Для навешивания откидных крышек, которые вкладываются в корпус, используют боковые петли. Для этого особенно подходят тяжелые боковые петли с фиксирующим устройством (рис. 8.40). Накладываемые встык на боковые стенки корпуса откидные крышки наиболее целесообразно навешивать с помощью чашечных петель для откидных крышек. Чашечные петли делают возможным снятие откидной крышки, а также регулирование положения крышки с точностью до миллиметра по глубине, высоте и ширине. При использовании таких чашечных петель внутренняя поверхность открытой крышки будет располагаться заподлицо с элементом, к которому крепится крышка. Под чашечной петлей должен оставаться зазор от 4 до 6 мм (рис. 8.40).
Запирание и удерживание в закрытом состоянии надежнее всего обеспечивается с помощью замков. Если откидная крышка верхним кантом подходит под полку или крышку мебели, то можно использовать врезаемые заподлицо или глухо замки. Для крышки, которая упирается в полку встык, лучше всего подходит специальный цилиндрический замок нажимного действия для откидной крышки (рис. 8.40). Имеются замки для откидных крышек с принудительным закрыванием, из которых нельзя вытащить ключ, когда они находятся в открытом состоянии, то есть ключ не может выпасть из такого замка (рис. 8.40).
Откидные крышки с большим вылетом и особенно откидные крышки для письма по бокам должны быть дополнительно снабжены кронштейнами или откидными петлями с тормозом (рис. 8.41).
8.5.3.2. Подъемные откидные крышки
Под ъемные откидные крышки навешиваются за их верхний кант и двигаются наверх. Эти крышки навешивают как вкладные, накладные встык или с фальцем (рис. 8.43).
Для навешивания подъемных крышек используются обычные петли и шарниры для распашных дверей. При использовании цилиндрических петель для от-
тормоза
08
18.5
Рис. 8.41. Откидная петля с тормозом
X - длина крепления П Y - высота установки
L - длина ножниц
А-расстояние до точки крепления шарнира
В - угол ножниц 30-45°
Регулирование силы торможения
Рис. 8.42. Размеры откидных крышек для письма с креплением боковыми или чашечными петлями
www.edisgroup.ru
8.5. Мебельные фронты
Рис. 8.44. Горизонтальные откидные крышки
крышки
кидной крышки необходимо использовать одну правую и одну левую петлю, для того чтобы дверь самопроизвольно не снялась с петель. Для накладных встык подъемных откидных дверей были разработаны специальные шарниры, которые удерживают крышку в открытом состоянии. Их можно закрыть только после дополнительного приподнимания крышки. Удерживание крышки в открытом состоянии может производиться также с помощью особых пневматических упоров крышки или механически поднимаемых упоров. Для запирания подъемной крышки подходят замки, защелки, а также магнитные запоры.
8.5.3.3. Горизонтальные откидные крышки
Горизонтальные откидные крышки закрывают корпус в горизонтальном или наклонном положении. Как правило, они открываются вниз. Такие дверцы можно навешивать видимыми прямыми шарнирами или петлями или впотай с помощью закрытых шарниров. Невидимые шарниры устанавливаются в просверленные отверстия заподлицо с кантами таким образом, что дверца вращается вокруг мнимого центра вращения, который лежит вне паза. Для удержания горизонтальных крышек в открытом состоянии необходимо размещать упоры для крышки или шарнир «ножницы» (рис. 8.44).
ЗАДАНИЯ
1. Сравните различные системы раздвижных мебельных дверей и опишите способы их запирания.
2. Опишите установку стеклянной раздвижной двери в корпус мебели.
3. Какие способы навешивания применяются для вертикальных откидных крышек?
4. Как можно удержать вертикальную откидную крышку в открытом состоянии или предотвратить ее от падения вниз?
5. Опишите функции цилиндрического замка нажимного действия для откидной крышки.
RO U Р
www.edisgroup.ru
Глава 8. Изготовление мебели
8.5.4. Двери-шторки
Рис. 8.45. Вертикально и горизонтально открываемые двери-шторки
Двери-шторки или мебельные жалюзи используются для закрывания шкафа в том случае, когда они могут долгое время оставаться открытыми или когда в пространстве перед шкафом не должны мешать открытые двери или откидные крышки. Существуют вертикально и горизонтально открываемые двери-шторки (рис. 8.45).
Вертикально открываемые двери-шторки в зависимости от конструкции могут открываться вверх или вниз. Поверхность шторки либо двигается при этом за задней стенкой, либо откатывается наверх или вниз в пространстве шкафа (рис. 8.46).
Для открываемых наверх дверей-шторок из пластика или алюминия существуют такие приспособления, которые состоят из поворотного вала и наматывающего вала. В наматывающем вале установлен пружинный механизм, который обеспечивает требуемое уравновешивание, так, чтобы дверь-шторка легко открывалась и затем оставалась открытой в любом положении. Для профилей дверей-шторок существуют подходящие для них направляющие шины и дуги, которые обеспечивают безупречное перемещение (рис. 8.48).
Горизонтально открываемые двери-шторки при открывании сдвигаются в сторону. При этом поверхность двери-шторки двигается
Рис. 8.46. Вертикально открываемые двери-шторки
Рис. 8.47. Вертикально открываемые двери-шторки
epi^HGRQUP
www.edisgroup.ru
8.5. Мебельные фронты
Рис. 8.48. Пластиковые роликовые дверцы с наматывающим валом
вдоль боковой стенки корпуса до задней стенки (рис. 8.47).
Так как полный вес двери-шторки приходится на нижнюю направляющую, то для паза необходимо использовать, например, пластиковую шину или специальные приспособления.
Мебельные двери-шторки или мебельные жалюзи состоят из узких деревянных реек или из специальных пластиковых профилей и закрывающего элемента. Рейки деревянной дверцы-шторки могут изготавливаться из цельной древесины или из покрытой декоративным шпоном фанеры. Обратная сторона реек наклеена на плотную ткань, например джут или тик. Так как текстильная лента действует между рейками как шарнир, то для наклеивания реек должен применяться только такой клей, который долгое время сохраняет эластичность, например глютиновый клей или клей ПВА. Алюминиевые и пластиковые двери-шторки изготавливаются из соединенных вместе алюминиевых или пластиковых профилей. Первая рейка двери-шторки фиксируется на закрывающем элементе.
На закрывающем элементе располагается ручка. Кроме этого, на этот элемент устанавливаются замок или ответная пластина замка. Для запирания дверей-шторок используют врезные замки с ригелем в виде крючка. Дверца движется в пазах, в которые для лучшего скольжения может быть вклеена пластиковая шина. Направляющие пазы должны иметь такую ширину, чтобы шторка имела достаточный зазор и легко двигалась. Для того чтобы закрывающий элемент в открывающихся вниз шторках не оборвался, шторка должна фиксироваться. Также на задней стенке или на верхней промежуточной полке шкафа с роликовыми дверцами могут быть установлены уравновешивающие приспособления, которые удержат дверцу на любой высоте. Для ремонта роликовых дверок, установленных в собранном шкафу, необходимо предусмотреть возможность их снятия и установки (рис. 8.46).
FOMRFlGRQUP
www.edisgroup.ru
Рис. 8.49. Детали выдвижного ящика
8.5.5. Выдвижные ящики
Выдвижные ящики изготавливаются для облегчения доступа к содержимому мебели, а предметы в них могут быть расположены более наглядно, чем на полках. Выдвижные ящики могут составлять общий фронт с мебелью или устанавливаться за дверцами.
8.5.5.1. Детали выдвижного ящика
Выдвижной ящик состоит из передней и задней панелей, боковых стенок и дна (рис. 8.49).
Передняя панель выдвижного
ящика в соответствии с типом навешивания распашной двери может быть выполнена в виде вкладной панели, панели с выступом, в виде декоративной, а так-
Рис. 8.50. Конструкции передних панелей выдвижных ящиков
Рис. 8.51. Соединения передних панелей и боковых стенок выдвижного ящика
miRF3GRQUP
www.edisgroup.ru
8.5. Мебельные фронты
Рис. 8.52. Выдвижные ящики с металлическими царгами
же накладной встык панели (рис. 8.50). Передняя панель изготавливается из массивной древесины, столярных плит с цельным или реечным внутренним слоем, а также древесностружечных плит. Передняя панель соединяется с боковыми сторонами «ласточкиным хвостом» или нагелями, реже врубкой. При использовании декоративных панелей ее можно наклеивать на переднюю панель ящика или прикручивать изнутри винтами (рис. 8.51).
Если боковые стороны выдвижного ящика состоят из металлических царг, то на задней стенке передней панели располагаются крепежные элементы, с помощью которых передняя панель защелкивается на кантах царги. Чаще всего име
ется возможность небольшого выравнивания передней панели на царгах из стороны в сторону и по высоте (рис. 8.52).
Для того чтобы классический выдвижной ящик хорошо двигался, его длина должна быть больше ширины.
Боковые стенки выдвижных ящиков, как правило, изготавливаются из массивной древесины, но могут быть сделаны из пластикового профиля, древесностружечных плит с пластиковым покрытием и без покрытия, фанеры или металлических царг. Выдвижные ящики скользят по боковым стенкам. Для того чтобы боковые стенки из мас
Выдвижной ящик с классическими нижними скользящими опорами
Рис. 8.53. Классические опоры выдвижного ящика
EDISggROUP
www.edisgroup.ru
Глава 8. Изготовление мебели
сивной древесины при использовании не стачивались, они должны изготавливаться из твердых пород. При более тонких работах боковые стенки выдвижных ящиков могут быть профилированы по верхнему краю. Для встраивания дна ящика и при необходимости для направляющей рейки-опоры стенки должны иметь паз или шпунт. Боковые стенки для выдвижного ящика обычного размера должны быть толщиной около 12—13 мм (рис. 8.53 и 8.54).
Задние панели выдвижного ящика закрывают ящик сзади. Если после склеивания ящика дно должно быть вставлено в пазы, то заднюю панель нужно выкроить более узкой. Верхний кант задней панели находится ниже верхнего канта боковой стенки на 5—8 мм. Задняя панель должна быть ниже боковых стенок ящика для того, чтобы при задвигании ящика воздух имел выход. Задняя панель соединяется
Направляющая рейка-опора под крышкой или полкой
Направляющая рейка-опора на боковой стенке корпуса
Рис. 8.54. Боковые скользящие опоры выдвижного ящика
с боковыми стенками ящика «ласточкиным хвостом» или нагелями. Шипы и нагели при этом располагаются на задней панели или в ней. Задняя панель также может быть выполнена как боковые стенки. В этом случае она соединяется с боковыми стенками скосом со шпонкой или выполненным на станке шиповым соединением (рис. 8.55).
Дно ящика выполняет следующие задачи: удерживает стенки под прямым углом, а также несет нагрузку от положенных в ящик предметов. Дно может быть изготовлено из фанеры, твердых древесноволокнистых плит, ДВП с пластиковым покрытием, реже из массивной древесины. Как правило, дно вставляется в
Шурупы
Выступ дна из масивной древесины
Шурупы, гвозди или скобы
Узкая задняя панель для классического выдвижного ящика
Рис. 8.55. Конструкции задних панелей выдвижных ящиков
Край дна имеет фальц
Край дна вставляется в паз
Рис. 8.56. Варианты встраивания дна выдвижного ящика
fbi«w*GROUP
www.edisgroup.ru
8.5. Мебельные фронты
шпунт боковых стенок и передней панели. Также оно может быть зашпунтовано со всех сторон или вставлено в фальц (рис. 8.56). Обычно дно задвигается в шпунт после склеивания ящика. Затем оно снизу крепится к задней панели с помощью шурупов, нагелей или скоб. Для того чтобы дно хорошо подходило ящику, края дна могут иметь фальц или прорезь. Днища ящиков площадью более 0,25 м2 должны изготавливаться из фанеры толщиной 6 мм.
8.5.5.2. Направляющие выдвижных ящиков
Направляющие выдвижных ящиков должны быть выполнены таким образом, чтобы ящик скользил по ним легко и быстро. Существуют следующие виды направляющих: классические нижние, боковые и механические.
При классических нижних опорах выдвижного ящика скольжение происходит с помощью скользящей опоры, направляющей рейки и крепежного бруска, также выполняющего роль отбойника (рис. 8.57 и 8.53).
Боковой отбойник
Скользящая опора
Отбойник
Скользящая опора
Траверса с фальцем
Траверса
Напраьгй ющая йцкэ
Декоративная панель ящика
Ручка-раковина
Боковая стенка ящика, левая
Боковая стенка ящика, правая
Задняя надъящичная доска
Задняя надъящичная доска
Передняях; надъящична: ч. /доска
Скользящая опора частично лежит на траверсе
Отбойник
Шпунт в дне®* Передняя панель ящика yS,
Боковая стенка ящика, левая
Отбойник
/ Передняя
надъящичная доска
C^xxJ Боковая стенка Э^ххЬх/ корпуса
При профилированных декоративных панелях боковой отбойник может быть врезан со скосом
Передняя панель, ящика
Задняя панель ящика
Боковая стенка ящика, х. правая
Дно ящика вдвигается после склеивания ящика
Направляющая рейка
Боковой отбойник
Задняя панель Боковая стенка ящика, ящика ,^^Д1Равая
Боковая стенка / корпуса
Задняя панель ящика
Неправ, тощая / рейка /
Боковая стенка ящика, левая «
\ Ручка-дужка
Декоративная панель ящика
й*кРУглаяручка
К Передняя панель
\ ящика
Шпунт в дне скрыт ласточкиным хвостом
Двойной шип /
Траверса с фальцем
Рис. 8.57. Классические нижние скользящие опоры выдвижных ящиков
fpir^group
www.edisgroup.ru
562 Глава 8. Изготовление мебели
Фронтальный разрез
Поперечный разрез по высоте
Рис. 8.58. Корпус мебели для выдвижного ящика с нижними скользящими опорами
Отбойник
Вариант ' реики-опорьц закругленный спереди
Скользящая опора и направляющая рейка с фальцем
Боковой отбойник
Боковая стенка корпуса Крышка корпуса Отбойник
Боковая стенка корпуса
Крышка
корпуса
Скользящая опора
Боковой отбойник
Рис. 8.59. Корпус мебели для выдвижного ящика с боковыми скользящими опорами
Нижним кантом боковых стенок ящик скользит по скользящей опоре. Если ящик размещается на опорной раме или панели, то на них наклеивают скользящие опоры в виде реек из твердой древесины толщиной 4—5 мм. Они должны подходить почти вплотную к передней панели ящика, для того чтобы его можно было выдвинуть как можно дальше без опрокидывания. Можно также изготовить опорную раму. При этом рейки скользящих опор должны быть на 3—4 мм толще, чем передняя подъящичная доска (траверса).
Направляющая рейка обеспечивает боковое скольжение яшика. Для того чтобы трение о стенки ящика было
Рис. 8.60. Конструкция выдвижного ящика с боковыми скользящими опорами
FDI«tFlGROUP
www.edisgroup.ru
8.5. Мебельные фронты
как можно меньшим, направляющие рейки не должны быть слишком широкими. Их внутренние нижние канты скашиваются, чтобы имеющаяся пыль не ухудшала скольжение выдвижного ящика. Длина направляющих реек равна примерно двум третям глубины выдвижного ящика (рис. 8.57).
Отбойники при выдвигании ящика обеспечивают его верхнее скольжение и одновременно предотвращают опрокидывание. Если ящик вставляется между опорными рамами, то нижний край надъящичной рамы будет являться отбойником для нижнего ящика (рис. 8.57).
При скользящих боковых опорах выдвижной ящик скользит по боковым направляющим рейкам-опорам, изготовленным чаще всего из твердой древесины или пластика (рис. 8.59 и 8.54). В этом случае на боковых стенках ящика делается паз, соответствующий рейке-опоре (рис. 8.60). Направляющие боковые рейки-опоры при этом выполняют функ
ции скользящей опоры, направляющих реек и отбойника. Их необходимо прикрутить винтами на соответствующей высоте или закрепить с помощью скоб и клея. Передняя панель должна закрывать боковые направляющие рейки-опоры.
В особых случаях выдвижные ящики могут подвешиваться под крышкой мебели или столешницей
(рис. 8.54 и 8.61).
Механические направляющие применяют в том случае, если ящик будет тяжело нагружаться, если его ширина больше глубины или если ящик должен выдвигаться из корпуса особенно далеко. Механические направляющие бывают следующих видов — частично выдвигаемые
Поперечный разрез по высоте
Рис. 8.61. Корпус мебели для выдвижного ящика с боковыми скользящими опорами
Рис. 8.62. Механические направляющие выдвижного ящика с самостоятельным втягиванием ящика в корпус
и полностью выдвигаемые (рис. 8.63).
EDISBIGROUP
www.edis@roup.ru
Глава 8. Изготовление мебели
Рис. 8.63. Механические направляющие выдвижного ящика
Направляющие с частичным выдвиганием значительно улучшают скольжение выдвижного ящика по опорам. При использовании направляющих с полным выдвиганием ящик можно выдвинуть из корпуса мебели до самой задней стенки. Также имеются боковые стенки ящиков из металлического профиля (рис. 8.52) со встроенными механическими направляющими.
Механические направляющие частично снабжены приспособлениями, которые самостоятельно втягивают выдвижной ящик в корпус мебели и делают воз-
2. Ручка-дужка
3. Ручка-раковина
4. Ручка-паз
5. Накладные ручки и ручки-планки
Рис. 8.64. Ручки для выдвижных ящиков
можным легкую установку и снятие ящика (рис. 8.62).
8.5.5.3. Ручки и замки для выдвижных ящиков
В качестве ручек для открывания выдвижных ящиков используются выточенные на токарном станке круглые деревянные ручки, деревянные ручки-раковины, металлические круглые ручки, подвесные, ручки дужки, также выступающие вперед или фрезерованные пазы. Так как ручки сильно влияют на архитектурное действие фронта мебели, то выбирать их необходимо очень тщательно. Круглые и подвесные ручки располагают примерно над серединой высоты передней или декоративной панели ящика. Эту точку обозначают как оптическую середину. Особенно при использовании
EDIg^GROUP
www.edisgroup.ru
8.5. Мебельные фронты
подвесных ручек необходимо следить за тем, чтобы просверленные отверстия располагались над серединой ручки. Ручка-паз должна быть шириной примерно 25 мм, для того чтобы браться за нее было удобно. Деревянные круглые ручки и ручки-раковины, как правило, вставляются в просверленное отверстие в передней панели и приклеиваются. Для установки металлических круглых ручек передняя панель ящика просверливается насквозь, для того чтобы ручку можно было закрепить на панели с помощью винтов изнутри (рис. 8.64).
Выдвижные ящики также могут быть сделаны запирающимися. Для этого на передних панелях вкладных ящиков, в том числе с декоративной панелью, применяются врезные или накладные замки. Выдвижные ящики с накладными передними панелями могут
Рис. 8.65. Возможности запирания выдвижных ящиков
запираться накладным замком или врезаемым заподлицо ригельным замком (рис. 8.65). Замочную скважину необходимо снабдить втулкой для введения ключа или личинкой замка. Если несколько расположенных друг над другом выдвижных ящиков должны запираться одной задвижкой, то необходимо устанавливать центральный замок.
ЗАДАНИЯ
1. Расскажите о функции мебельных дверок-шторок.
2. Предметы обихода могут храниться в выдвижных ящиках или на полках. Расскажите, какие преимущества имеет выдвижной ящик по сравнению со вставной полкой?
3. Нарисуйте эскиз классического выдвижного ящика и назовите основные детали.
4. Почему ширина классического выдвижного ящика с нижними скользящими опорами не должна быть больше его длины?
5. С помощью каких приспособлений и фурнитуры можно значительно улучшить скольжение ящика?
6. Опишите различные виды передних панелей выдвижного ящика.
7. Сравните конструкцию выдвижного ящика с нижними скользящими опорами и с боковыми скользящими опорами.
8. Назовите виды замков, которые подходят для закрывания выдвижных ящиков.
ED«SF«GROUP
www.edisgroup.ru
Глава 8. Изготовление мебели
8.6. Встраиваемые части мебели
Благодаря целевому делению внутреннего пространства мебели с помощью вставных полок, выдвижных ящиков или внутренних выдвижных ящиков, а также соответствующему внутреннему освещению значительно повышается полезность мебели.
8.6.1. Вставные полки
Вставные мебельные полки изготавливаются из цельной древесины, столярных плит с цельной и реечной внутренней частью или фанерованных древесностружечных плит. Толщина вставной полки зависит от расстояния между ее опорами и последующей нагрузки, например веса книг, посуды или белья. Как правило, толщина полки равна 196—22 мм. Для того чтобы канты вставной полки не казались очень резкими, из можно профилировать. Опоры полок должны находиться на расстоянии не более 1 м для предотвращения сильного прогиба. Кроме того, полки из массивной древесины и столярных плит могут вынести более высокую
нагрузку, чем полки из древесностружечных плит.
Рис. 8.66. Держатели полок в виде штекеров
Рис. 8.67. Держатели полок для системы 32
Вставные полки не должны пригибаться на величину более 1/250 расстояния между опорами, если под полкой находится выдвижной ящик, и не более чем на 1/300, если дверь. При этом для определения группы нагрузок исходят из DIN 68874.
Группа рабочая нагрузка 25 кг/м2, на-нагрузки L 25 пример легкие декоративные предметы
Группа рабочая нагрузка 50 кг/м2, на-нагрузки L 50 пример домашняя посуда, белье Группа рабочая нагрузка 75 кг/м2, на-нагрузки L 75 пример книги
Группа рабочая нагрузка 125 кг/м2, на-нагрузки L 125 пример тяжелые книги, папки с бумагами
Часто на одну мебельную полку необходимо установить предметы разной высоты. Поэтому держатели полок должны быть переставляемыми. В качестве держателей для полок из цельной древесины используются прикрученные винтами или вделанные врубкой опорные рейки, для вкладных полок из древесностружечных или столярных плит используют держатели полок в виде штекера или нагеля (рис. 8.66 и 8.69). Хорошую возможность для перестановки дают
www.edisgroup.ru
8.6. Встраиваемые части
Рис. 8.69. Держатели полок в виде штифтов
Держатель полки в виде шины~~~-^ (сталь)
Рис. 8.70. Держатель полки в виде шины
держатели полок в виде шины (рис. 8.70) или система 32 (рис. 8.67).
Как правило, полки витрин состоят из стекла толщиной от 6 до 8 мм. Держатель стеклянной полки благодаря своей конструкции или материалу должен предотвращать сдвигание полки. В специальных конструкциях закрепление держателя полок производится на тонкой металлической штанге или проволочном тросе. Одновременно трос или штангу можно использовать для подачи тока к низковольтной лампе (рис. 8.68).
Проволочный трос 2,5 мм Латунная шайба
Латунная муфта с зажимным винтом
Рис. 8.68. Держатели для стеклянных полок
8.6.2. Внутренние выдвижные ящики
За дверями мебели могут быть установлены внутренние выдвижные ящики, английские или плоские выдвижные ящики (рис. 8.71).
Внутренние выдвижные ящики имеют такую же конструкцию, как обычные наружные выдвижные ящики. Они устанавливаются за дверями и поэтому не могут иметь далеко выступающих ручек. Подходящими являются ручки в виде паза, отверстий или подвесные ручки.
Английский выдвижной ящик — это ящик с низкой передней панелью, которая одновременно служит ручкой. Такие ящики часто применяются в письменных столах для хранения документов или в платяных шкафах для хранения белья или сорочек.
Рис. 8.71. Внутренние выдвижные ящики
Для всех видов внутренних выдвижных ящиков необходимо следить за тем, чтобы их можно было вытащить из корпуса мебели при угле открытия двери 90°.
^PHS^GROUP
www.edisgroup.ru
Глава 8. Изготовление мебели
Плоские выдвижные ящики (подносы) часто используются в посудных шкафах вместо полок. Их также можно применять для сервировки стола.
Внутренние выдвижные ящики, английские или плоские выдвижные ящики могут иметь классические нижние скользящие опоры, боковые скользящи опоры или также специальные механические опоры.
8.6.3. Освещение
Внутреннее пространство, ниши или фронт мебели могут быть освещены. Для освещения применяются маленькие лампы накаливания, люминесцентные или галогеновые лампы.
Лампы накаливания мощностью примерно 25 Вт для этих целей имеют маленький патрон. Они освещают мебель светом теплого оттенка. Также лампы используются в сборных светильниках или устанавливаются позади светового козырька (рис. 8.72).
Люминесцентные лампы, как правило, устанавливаются как накладные мебельные светильники, в которых есть трансформатор и стартер. Их размещают преимущественно под навесными кухонными шкафами для освещения столешниц или в ванной на зеркальном шкафе. Накладные мебельные светильники можно соединять друг с другом в длинные осветительные цепочки. Интересного эффекта можно достичь с помощью специальных тонких люминесцентных ламп (диаметр 7 мм). Например, их можно встраивать в край полки или гардеробной штанги.
Галогеновые лампы хорошо подчеркивают цвета и позволяют украшениям красиво мерцать. Галогеновые лампы являются низковольтными. Для них необходим не только трансформатор, но и безопасные провода, которые будут проводить ток от трансформатора. Некоторые галогеновые лампы имеют очень маленькую габаритную высоту, что позволяет односторонне встраивать их в плоские полки. Однако при этом нужно учитывать, что древесина на противоположной стороне под действием света лампы изменит цвет или даже растрескается. Избежать этого помогут дополнительно встроенные термоизолирующие коробки (рис. 8.73).
Выключатели. Все лампы могут быть снабжены либо одним общим внешним выключателем, либо отдельными выключателями на каждой лампе. Это может быть переключатель, работающий от давления, приводимый в действие дверью или откидной крышкой, или бесконтактный переключатель, который включается и выключается датчиком движения. Силу свечения ламп, за исключением люминесцентных, в большинстве случаев можно диммировать, то есть плавно регулировать.
Рис. 8.73. Встраиваемый светильник
mjsHGROUP
www.edisgroup.ru
ГЛАВА 9
ИСТОРИЯ СТИЛЯ И МЕБЕЛЬНАЯ КУЛЬТУРА
Мебель — это выражение политического, социального, экономического и духовного состояния времени, страны, общества и индивидуума. Мебель передает из поколения в поколение культуру народа и представляет состояние культуры нации в целом.
Человек как социальное существо в обществе находится в постоянном противоречии между тенденциями моды и самовыражением. Нахождение собственного стиля считается венцом личности, совершенством индивидуальности и свободного общества.
Что создает стиль? Для начала или окончания стиля и эпохи никогда не существовало точных дат. Даты являются лишь вспомогательным средством для различных рас-суждений. Культура представляется многослойно в технике, философии, архитектуре, литературе и религии. Эти области переплетаются между собой часто далеко за пределами одной страны в западноевропейской культуре, сегодня — в многокультурном, глобализированном мире. Взаимное влияние и зависимость, а также возникновение и исчезновение различных форм выражения создают различные стили. Мебель стоит в тесных отношениях с историей, техникой, архитектурой и изобразительным искусством.
Когда возникает стиль? В идеальном случае стиль развивается из философской идеи, побуждающей креативного человека к созданию предмета искусства, который принимается множеством людей как определяющий направление предмет и находит креативных подражателей. Стиль может быть установлен и возведен в ранг государ-
Рис. 9.1. Развитие квартирной мебели в послевоенное время
EDHS^GROUP
www.edisgroup.ru
Глава 9. История стиля и мебельная культура
ственной культуры авторитарной государственной системой или также главой государства (Людовик XIV, Наполеон, государственная культура Третьего Рейха). Политико-военная гегемония может привести к экспорту культуры, как в эллинизме, а также к смешению культур.
Внутри одного общества стиль служит в качестве символа социальной самооценки и отгораживания от других групп. Это отчетливо проявляется во всем, начиная от одежды и заканчивая архитектурой. Мебель различных стилей, от консерватизма и мещанства до авангарда, используется для демонстрации общественного положения, духовного состояния и стиля жизни. Даже в течение одной жизни представления о стиле меняются в процессе духовного и социального формирования личности.
Столяр с собственными разработками мебели пользуется свободой деятеля культуры, но несет ответственность за самовыражение перед клиентом. Поэтому к качественному образованию должны прилагаться знания исторических и культурных связей, а также художественного формотворчества и конструирования.
9.1. Мебельная культура Египта
Египет представлял собой одну из самых ранних высокоразвитых культур Средиземноморья. Теплый климат и речной ландшафт обеспечивали достаточное количество пропитания. Развитие письменности с помощью иероглифов, производство папируса благоприятствовали образованию дифференцированной государственности с основанным на разделении труда обществом, правлением, наукой и культурой. Развивались профессии рабочего, крестьянина, ремесленника, надсмотрщика, писаря, воина и жреца. Во главе государства находился фараон, бог-царь, который осуществлял централизованное управление с помощью государственного аппарата.
Культурными достижениями египтян являлось следующее:
Астрономия. Календарь разделял солнечный год на 12 х 30 + 5 дней.
Математика. Была известна десятичная система счисления, каждая степень числа от 10 до 1000000 имела свой собственный знак, были известны методы вычитания и умножения, а также дроби.
Геометрия. Методы расчета площади и угла являлись основой измерения земельных участков. Система измерения была связана с частями человеческого тела,
fpi^^grqup
www.edfsgroup.ru
9.1. Мебельная культура Египта
единицами измерения служили локоть (предплечье вместе с ладонью), фут (стопа), пядь (ширина ладони) и дюйм (ширина большого пальца).
Медицина. Систематические учебники с унифицированным профессиональным языком и терапевтическими рекомендациями, а также мумифицирование достигли достаточно высокого уровня.
Египтяне верили в жизнь после смерти. Поэтому в тщательно обеспеченных гробницах в долине царей находились церемониальные, а также обычные предметы обихода, которые в сухом пустынном климате сохранялись тысячелетиями. В гробнице Тутанхамона была найдена роскошная мебель, принадлежавшая фараону.
Ножки стула в виде львиных лап соединены с сиденьем в шип и зафиксированы гвоздями из бронзы, головки гвоздей украшены колпачками из золота. Стабилизация нижнего каркаса достигается с помощью поперечных балок, которые заканчиваются во втулках из слоновой кости (конструкция «ветровая растяжка»).
Церемониальная и обычная мебель из гробницы Тутанхамона была предназначена для использования царем-богом в загробной жизни. Более простую мебель находили в гробницах высокопоставленных государственных чиновников. Другие используемые в то время типы мебели - кровать, складной табурет, сундук, брусковый шкаф.
Двое полозьев, которые соединены с поперечными рейками «ласточкиным хвостом», несут четыре ножки в виде львиных лап (соединение в шип). Их верхние концы удерживают раму, на которой свободно лежит игровой ящик. Верхняя и нижняя стороны ящика имеют различные игровые поля, выполненные инкрустацией. Выдвижной ящик на торцевой стороне имеет шиповое соединение «ласточкин хвост» с нахлестом.
Египетскими строителями наряду с тремя большими пирамидами были построены и другие гробницы в долине царей и храмовые постройки по всему Египту. Дворцы фараонов и частные здания могут быть реконструированы только с помощью археологических раскопок. Внутри огороженных стеной деревень и городов жилые кварталы могли различаться по размеру зданий и плотности застройки. Кварталы
Рис. 9.2. Обычный стул принца. Египетский национальный музей, Каир. Материал: эбеновое дерево, слоновая кость, золото
Рис. 9.3. Настольная игра. Египетский национальный музей, Каир. Материал: эбеновое дерево, слоновая кость
для низкого сословия чаще всего имели высокую плотность застройки. Дома для людей и скота делились на переднюю, комнату с колонной, кухню и кладовку. Дома
среднего сословия с широкой застройкой, напротив, имели несколько этажей, в которых освещение обеспечивали два, три или четыре часто очень маленьких квадратных окошка. В домах на гладкой почве жили ремесленники. Дома чиновников
часто располагались вне застроенных кварталов, имели несколько дворов, вестибюль, гостиные, комнаты для господ, ванные комнаты и комнаты отдыха. Особую
EOisgGROUP
www.edisgroup.ru
Глава 9. История стиля и мебельная культура
любовь египтяне питали к планировке садов с бассейнами для воды и зеленым покровом из кувшинок. Дома знати имели великолепные сады и парки с искусственными насаждениями прямоугольных или других геометрических форм, которые были засажены растениями. В таких садах могли быть собраны и высажены почти все встречающиеся в долине Нила виды растений. Это были финиковые, кокосовые и дум-пальмы, сикоморы, инжир, унаби, авокадо, гранатовые деревья, акации,
Рис. 9.4. Золотой постамент для статуи. Египетский национальный музей, Каир. Материал: дерево, обшитое листовым золотом и серебром
Рис. 9.5. Складной стул. Египетский национальный музей, Каир. Материал: эбеновое дерево и слоновая кость
тис, гребенщики и ивы.
Ценные породы древесины для изготовления мебели, например эбеновое (черное) дерево, привозились экспедициями из других стран или легендарной страны Пунт (также называемой «страна бога») либо, как слоновая кость, ввозились из Нубии. Кроме этого, резчики по дереву обрабатывали древесину акации, можжевельника, рожкового дерева. Пиния и кедр импортировались из Сирии.
На обитых серебряным листом салазках установлена покрытая листовым золотом рамочная конструкция, которая имеет типичную для того времени крышу. Благодаря наличию двух дверей получается конструкция шкафа.
Египтяне выпиливали доски с помощью ручных пил из стволов, которые закреплялись на вколоченном в землю столбе. Балки вырабатывались из ствола с помощью топора. Плотницкое тесло служило в качестве гладилки и железка рубанка. Рубанки в Египте были неизвестны. Сверло приводилось в действие смычком. Детали из древесины соединялись в шип, с помощью деревянных нагелей или клея. Металлические гвозди часто использовались для закрепления металлических пластин. В Новом Царстве изготовление колесниц являлось специальным ремеслом. Другими областями специализации являлись изготовление луков, стрел, дротиков, палок, скипетров, музыкальных инструментов. Групповая работа была самой распространенной формой организации труда, которая, как и все другие работы, строго контролировалась надсмотрщиками.
Изогнутое сиденье изготовлено из эбенового дерева с вложенными инкрустациями из
GROUP
www.edisgroup.ru
9.2. Мебельная культура Древней Греции
слоновой кости, которые представляют собой стилизованный мех леопарда. Поперечные распорки заканчиваются в полозьях в виде утиных головок.
9.2. Мебельная культура Древней Греции
1200 до н.э. 1000
500 до н.э.
Неизвестная эпоха
Миграция дорийцев
Архаичное время Период
,, расцвета
Колонизация полисов
Эллинизм Греческая культура как стандарт
и ионийцев
&
Афины Демократия
Опяптя ПобеДа опарта над Афинами
Олигархия
| Антигониды
Мировая империя ---------------------------------------------------------Александра — Боги: Зевс, Гера, Посейдон, Артемида, Гермес, Дионис, Афродита Македонского
Подъем Македонии
Римская провинция Ахайя
Римская провинция Македония
500 н.э.
Христианство
О
о
Греческая эллинистическая культура образовала основу для политической, естественнонаучной и философской субструктуры. С развитием городов-государств — полисов возникли зачатки дифференцированной социальной структуры с демократически избираемым правительством. Наряду с архитектурой греческая математика, например работы Евклида и Пифагора, образуют основу современной геометрии и арифметики. Среди ученых-физиков известно имя Архимеда, в медицине — клятва Гиппократа. Древние греки уже знали о том, что Земля имеет форму шара, и приблизительно вычислили ее окружность. На греческой философии с ее разными школами — Платона или Сократа — построена и современная философия. Труды Аристотеля по философии государства, его трактаты по логике и литературе образовали систему, которая служит основой и в наши дни. В литературе Софоклом, Аристофаном, Гомером развивались формы трагедии и комедии, эпоса. Начало исторической науке положили Геродот и Фукидид. Олимпийские игры с их основными видами спорта
сохранились и сегодня почти в неизменном виде. Из греческого языка большое количество слов и понятий проникло во многие языки Европы, в том числе и русский, например, «психология», «термометр», «катализатор».
Богиня правосудия Фемида оглашает предсказание оракула, сидя на трехногой табуретке.
Знания о греческой мебели в основном получены из изображений на вазах и рельефах. В качестве материалов применялись древесина, бронза или мрамор. Разнообразие типов мебели было небольшим: сундуки для хранения одежды, софа для приема пищи и лежания, так называемое клине, столы для сосудов и блюд. Мебель для сидения можно разделить на три категории: табуретка, стул и кресло для почетных гостей.
Рис. 9.6. Краснофигурная чаша, около 440 до н.э. Берлин, государственный музей. Материал: металл
Frm^GROUP
www.edisgroup.ru
Глава 9. История стиля и мебельная культура
Рис. 9.7. Рельеф на надгробии Амфа-реты, 405 до н.э. Афины, Национальный музей
Ножки мебели прямоугольные или точеные, иногда серповидно изогнутые. Прямые ножки в форме колонн украшались сверху спиралевидными завитками. Резные ножки имели сверху четырехугольный набалдашник, в который вставлялись цапфы. Ножки складных стульев, по оформлению напоминающие древнеегипетские, наряду с львиными лапами заканчивались также копытами домашних животных. Стулья со спинками служили для представительских цепей. Аристократы почти всегда использовали скамеечку для ног. В греческих домах было мало мебели, которая переставлялась в зависимости от потребностей.
Кресло с изогнутыми ножками, удлиненными сверху и усиленными для присоединения царги в шип. Задние ножки S-образной формы отведены далеко назад, сильно вогнутая спинка.
До настоящего времени конструктивные формы греческих храмов типа акрополя служат образцами для архитекторов. Основой греческой архитектуры являлись четкие геометрические формы. Эстетические представления могли быть выражены в размерах, количестве и пропорциях. Все размеры зависели друг от друга. Греческие орнаменть украшали постройки и мебель во все времена. Примеры пропорций до сих пор дают греческие храмы. Например, соотношение количества колонн фронтонной стороны к продольной стороне составляет 6:15, расстояние между колоннами равно 2,5 нижнего диаметра колонны, высота — от 5 до 6 диаметров, а сужение кверху — 1/4 нижнего диаметра колонны.
gPIS^GROUP
www.edisgroup.ru
9.3. Мебельная культура Древнего Рима
Гость, лежащий на клине, протягивает гетере сосуд для питья. Табуретка на четырех точеных ножках в верхней части усилена для крепления рамы с плетеным сиденьем и подушками.
Клине имеет четыре массивные ножки, которые часто заканчиваются спиралевидными завитками. Стол на трех ножках с вставной или накладной крышкой предназначался для того, чтобы можно было подать или отставить в сторону дорогие столовые приборы.
Ремесло можно было изучить только в мастерской. Профессия преимущественно являлась семейной традицией, бездетные мастера-ремесленники могли усыновлять юношу из бедной семьи, принимать его в ученики (с составлением договора об обучении) или покупать себе раба. Талант можно было улучшить только посредством образования. Обучение начиналось уже в детском или юношеском возрасте. В документах упоминаются ремесленники с талантами мастера, которым было от 12 до 16 лет. В то время как с одной стороны ремесленник по дереву мог изучать также работу плотника или каменщика, возрастала и углублялась специализация - различались профессии каменотес, скульптор, лепщик моделей из воска, резчик по дереву, плотник, пильщик, столяр, токарь, маляр, варщик клея, позолотчик. Оплата работы была одинаковой, независимо от того, кем работа была выполнена - свободным или рабом.
Табуретка с точеными ножками на прямоугольных цоколях, на сиденье положена специальная подушка. Пропорции вытянуты до высоты скамейки для ног. Сундук имеет брусковую конструкцию.
Рис. 9.8. Пир, VI—V вв. до н.э. Афины, национальный музей
Рис. 9.9. Женщина со служанкой, VI в. до н.э. Афины, национальный музей
9.3. Мебельная культура Древнего Рима
Причины расцвета Рима заключаются в благоприятном географическом положении и в хороших качествах римских граждан, например таких, как преданность римской республике. После фазы монархии республиканская кон
FFM<£FiGROUP
www.edisgroup.ru
Глава 9. История стиля и мебельная культура
ституция ловко связывает воедино элементы монархии, аристократии и демократии. В результате Пунических войн Рим становится морской державой, и тем самым достигается его гегемония над Средиземноморьем. Социальные и экономические последствия создают революционный конфликтный потенциал, который разряжается в борьбе за римское гражданское право и политическое право участвовать в принятии совместных решений. Эта революция приводит к преобразованию государства-города, к образованию итальянского государства в целом. Внешняя политика Цезаря начиналась среди прочего с романизации Галлии. Его самодержавие противоречило республиканской конституции и привело к его убийству. За этим последовал принципат Августа и время римских императоров. После времени расцвета, в течение которого империя достигла своих максимальных границ, всеохватывающий кризис империи также привел к общему упадку культуры. В поздней античности Диоклетиану благодаря разделению империи удалось добиться кратковременной политической и экономической стабилизации. После многих лет преследования при Константине Великом и его последователях христианство возвышается до государственной религии. Трир остается не только резиденцией императора, но и становится резиденцией епископа. Объединенная империя переживает перед смутным временем переселения народов кратковременный, поздний расцвет.
Рис. 9.10. Саркофаг в Симпельфельде, музей Рижкс
Рис. 9.11. Клине с портретом умершего, фрагмент рис. 9.10, фото У. Рудиш
Саркофаг с высеченной в камне полной обстановкой жилья: стол, шкаф, полки с сосудами для запасов, кресло, клине.
Севернее Альп не сохранилось никакой мебели, находки в основном были сделаны в городе Геркуланум в Италии. Римская мебель имеет ясные геометрические формы с четко разделенными поверхностями и четкими пропорциями размеров. При изготовлении мебели использовались железные рубанки, в том числе зензубели. Для строгания профилей использовалось только железко рубанка. Соединение деталей производилось посредством «ласточкиного хвоста» и шипов. Также использовались клеевые соединения, например трехслойные конструкции для щитов, поверхности изделий обрабатывались маслом. Римские инструменты со своей оригинальной и легко изменяемой формой применяются почти во всех областях ремесленничества и до сегодняшнего дня.
Профилированная рама на точеных ножках, вогнутая внутрь боковина, спинка с четырьмя филенками.
Fr>|<b^GROUP
www.edisgroup.ru
9.3. Мебельная культура Древнего Рима
Римская архитектура находилась под сильным впечатлением монументального способа возведений каменных построек. Типичными являлись строения с плоской черепицей. Строительство терм (общественных бань), водопроводов с акведуками, а также оборудование вилл ванными, напольным и стенным отоплением заложили высокие технические стандарты. Внутренняя отделка, настенная живопись, напольная мозаика и мебель демонстрировали высокую культуру жилья древних римлян.
Круглое кресло с закрытой спинкой, два стола-приставки с панелью, вставленной в квадратный фальц брусков, накрытый скатертью стол, кресла на трех ножках с вогнутой полукругом массивной спинкой и подставкой для ног в виде очень низкого стула из досок.
В Риме ремеслом занимались рабы и свободные граждане. Мастера ремесла могли даже владеть «большими предприятиями». Кирпичи снабжались фирменным клеймом для маркировки. Римская мораль утверждала: работа обеспечивает социальное удовлетворение. Если лень порождает бедность и преступность, то это потрясает основы государства. Ручная работа в основном выполнялась лицами, принадлежавшими к низкому сословию. Свободные профессии типа архитектуры и медицины считались благородными.
Рис. 9.12. Семейная сцена. Рейнский краевой музей в Трире
FFM<»^GROUP
www.edisgroup.ru
Глава 9. История стиля и мебельная культура
Рис. 9.13. Проектная работа. BBS Виттлих, Университет Трир, Рейнский комитет по памятникам, Кобленц
Те, кто хотел принадлежать к элите общества, никогда не должен был работать, их состояние должно было обеспечить жизнь из непрерывного досуга и свободного времяпрепровождения. Такой человек мог свободно распоряжаться своим временем. Эти люди несколько часов в день тратили на то, чтобы разобраться в домашних делах, например в управлении имуществом, или для своей политической деятельности.
Мебель для сидения: кубические табуретки с усиливающими треугольниками, стулья со спинкой из досок, сиденье соединено с каркасом соединением в шип, сундук брусковой конструкции с профилированными кантами, массивные панели. Конструкция без клеевых соединений. Реконструкция настенной живописи.
9.4. Романский стиль мебели
Раннее Средневековье Расцвет Средневековья 750 н.э. 800 850 900 950 1000 1050 1100 1150 1200 1250
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 ill 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Древневерхненемецкий период Средневерхненемецкий период
Предроманский стиль Ранний романский стиль Средний романский стиль Поздний романский стиль | Готика
Каролингское искусство Оттонское искусство Салическое искуство Гогенштауфенское искусство
Каролинги Саксонский император Салические франки Гогенштауфены
Карл Великий Отто 1, II, III Генрих IV Фридрих 1 Фридрих II
Крестовый поход 1-й | 2-й • 3-й ЦЦ1} 5-й |
Священные ордена: Клюнийский орден Картезианский орден | |^де®Рциан™^ орЖгТВУющие ^орден™1™™ Бенедитский орден Премонстратенский орден | Доминиканский орден Орден Кармелитов
Рыцарские ордена Тамплиеры | Мальтийский орден | Германский орден
Основание городов/ Лейпциг присвоение городам их прав Нюрнберг Фрейбург Любек Вена Мюнхен Аннвайпер
Цеха/гильдии Вормс 1 1 Вюрцбург Кельн I , г-1 Ганза
Романский стиль родился во времена позднего Средневековья. Возникла самобытная культура, образ жизни которой частично просуществовал многие века. Время определяли династии. Общество имело три морали для различных сословий: для духовенства «молись», для аристократии «защищай» и для крестьян «работай». Аристократия получила в идеальном образе христианского рыцаря культурный пример для подражания, чьи идеалы вежливости, рыцарства, любовные серенады оказали влияние на все сословия. Крестьяне стали крепостными. Возникающие города в своих функциях крепости и рынка становились центрами торговли и ремесла. Девиз того времени гласил: городской воздух делает свободным. Ремесленные цеха и корпорации занимались контролем и обеспечением качества продукции. Одновременно с этим происходило дифференцирование ремесленных профессий с четко установленными областями деятельности. Социальным обеспечением в городах занимались нищенствующие монашеские ордены с богадельнями и госпиталями.
EDMgGROUP
www.edisgroup.ru
9.4. Романский стиль мебели
Святой Грегорий у письменного бюро. Двухэтажная конструкция, рамные конструкции выполнены со скосом, круговой профилированный карниз, верхние края образуют полукруглый портал.
Мебель романского века находилась под влиянием античности. Сохранились лишь несколько предметов. Изображения появлялись в книжных иллюстрациях. Мебель в перечне сокровищ замков и церквей наряду с алтарем упоминается в качестве отдельных предметов. Были известны такие типы мебели, как складной стул, для высокопоставленных персон, чаще всего богато украшенный, со вставками из бронзы и слоновой кости. Скамейка на круглых ножках выглядит несколько грубее, чем во времена античности. Представление о креслах и стульях можно получить только из живописных изображений. Каменная мебель, например трон Карла Великого, могла быть окаймлена бронзой или частично состоять из чугуна. Мебель для хранения типа сундуков и ящиков в романском стиле прежде всего продолжилась на северогерманском пространстве. Фронтонный шкаф состоит из цельных досок и не имеет различий между рамой и филенкой. Декор придан с помощью железных полос и головок гвоздей.
Конструкция: двухэтажное деление по боковым стенкам в виде двойных арочных окон со средней стойкой, двери с наружными петлями также с арочным полукруглым верхом, закрываются замком и ригельной конструкцией.
Рис. 9.14. Письменное бюро, романская живопись, городская библиотека Трир
Рис. 9.15. Фронтонный шкаф, XII в. из г. Абазин
Лорш, бывший бенедиктинский замок, Торнгалле, около 800
Трир, укрепленный дом-башня, X1/XII вв.
г. Фрейберг (в Саксонии), кафедральный собор, Золотые ворота 230
Фульда, часовня св. Михаила, 820-822, ротонда
www.edisgroup.ru
Глава 9. История стиля и мебельная культура
Духовенство сохраняло античные знания во время путаницы великого переселения народов до Средневековья. Церкви и замки становились центрами науки и власти. Поэтому по поручению церкви возникали представительные каменные сооружения в романской традиции. Несмотря на дальнейшее использование римских пропорций и размеров возникали новые формы колонн, пилястров и капителей. Порталы, маленькие галереи, четкое разделение фасада и применение квадров и плитняка вместо карьерного бутового камня определяли церковную архитектуру. Плоские перекрытия устанавливали границы ширины церковного нефа. Эстетическое воздействие достигалось с помощью чередования геометрических форм. Богатые горожане демонстрировали в своих родовых домах-башнях свое самосознание.
Рис. 9.16. Сундук, Швеция
Рис. 9.17. Фронтонный сундук, ХП в., Швейцария
Конструкция: сквозные боковые бруски в плотницкой обработке, железные петли как конструктивный, декоративный и защитный элемент, широкая пластина-накладка для ключа. Сундуки такого типа находили в гробницах норманнских правителей. Там же сохранились разборные каркасы кроватей.
Большие помещичьи землевладения с их обеспечением за счет внутреннего производства являются источником скудной информации о дифференцировании ремесел и профессий. В монастыре Корвей, который может рассматриваться как академия воспитания северонемецкого дворянства, живут 300 монахов и 150 членов ордена, не являющихся духовными лицами. Упоминается пекарня, пивоваренная мастерская, мастерская, мельница, духовная школа. На плане монастыря Св. Галлена показаны здание мастерских, бочарное производство, токарная мастерская, пивоваренная мастерская, пекарня, каретный сарай. Поземельная книга Прюмера даже обозначает отдельные сборы с крепостных крестьян и виды их работ, мебель там не упоминается. Можно исходить из того, что мебель производилась в монастыре членами ордена, не являвшимися духовными лицами.
Конструкция: ножки из двух частей, нижний портал с лежащими на нем двойными окнами, красиво оформлен полукруглыми арочными нишами, вверху два розеточных орнамента, выполненных рельефной резьбой по дереву. Корпус с двухэтажной аркадой полукруглых арок, выполненных плоской резьбой по дереву.
edbs^group
www.edisgroup.ru
9.5. Готический стиль
9.5. Готический стиль мебели
Расцвет Средневековья 1150 н.э. 1200 1250 Позднее Средневековье 1300 1350 1400 1450 Раннее Новое время 1500 1550
I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I I 1—-1—I—1—1 i i Г 1 1 L
Средневерхненемецкий период Ранний нововерхненемецкш период
Романский СТИЛЬ | готика" I Период расцвета | Поздняя готика | Ренессанс
Рудольф фон Габсбург \^/// Карл IV Вацлав Максимилиан I \//%//\
Золотая булла * Земпах | --1 |Книгопечатание
Рыцарские союзы Общество Льва |«Шлеглеры»| Общество Золотого руна
Городские союзы Рейнский | Эльзасский | Швабский | Саксонский Оберлаузицский 1346-15471
Университеты Прага |Вена Кельн |Эрфурт| Лейпциг Базель | | Трир
Буржуазные церковные здания | Росток | Брюгге Фрейбург Штральзунд| Берн
Художники | Петер Парлер I I Вайт Штос I
|Тильман Рименшнайдер |
Ганс Гольбайн
Своего расцвета готический стиль достиг в позднем Средневековье. Это время запомнилось ослаблением королевской власти и усилением княжеств из-за выборной монархии. В 1348 году документом Золотая булла эти княжества получили от Карла IV права на свои территории. Швейцария благодаря своей победе над Австрией приобрела свою политическую независимость. Население от 14 до 15 миллионов человек сократилось на треть из-за эпидемии чумы в 1348 году. Несмотря на это, города пережили взлет ремесла, торговли и ярмарок. Ремесленные корпорации и торговцы приобретали все более возрастающее политическое влияние и часто попадали в городские советы. Городские автономии проявлялись в строительстве ратушей, арсеналов, богаделен. Ремесленные гильдии определяли большую часть городской жизни. Контроль и осознание роли качества способствовали созданию шедевров ремесленного мастерства. Городские письменные школы и университеты, основанные церковью, поднимали уровень образования. Аристократия объединялась в рыцарские союзы с организацией собственных турниров, сильно отделенные от городского патрициата, который заимствовал эту форму.
Состоит из двух поставленных друг на друга сундуков. Похожая на сундук рама подножия, как и боковые рейки, украшена богатой резьбой. Полый карниз с ажурными розетками и трехлистной пальметтой заканчивается накладным зубчатым фризом.
В качестве строительных материалов, как и прежде, применяют местные породы древесины. Мебель готики легче, привлекательнее и богаче оформлена, чем мебель романского стиля. Это возможно только благодаря тому, что развиваются такие виды соединений древесины, которые позволяют ей работать. Большинство обычных на сегодняшний день видов соединений древесины типа врубки, «ласточкиного хвоста», в четверть, вполдерева, шпунтовых, шпоночных, шиповых соединений появились в период готики.
Рис. 9.18. Шкаф из Южной Германии
www.edisgroup.ru
Глава 9. История стиля и мебельная культура
Рис. 9.19. Шкаф из провинции Фландрия
Усиление гильдий и цехов привело к дифференцированию деревообрабатывающих профессий и их деятельности. В 1248 году в Базеле в список кроме плотников записаны только каретные мастера и бондари. В 1271 году появляются изготовители ванн и токари по дереву, только в 1434 году упоминается профессия столяра. В 1378 году во Франкфурте-на-Майне были записаны 143 служащих обрабатывающих дерево и рог предприятий, плотники и бондари были объединены в гильдии и цеха. Отдельными гильдиями были бондари, каретные мастера, пильщики по дереву, изготовители стульев, сапожных колодок, токари по дереву и сколотчики ящиков.
Конструкция: брусковая и рамочная, закрепленная на четырех длинных петлях дверь, вертикальная складчатая филенка. Похожее на колонну украшение подчеркивает середину и закрывает дверную щель.
Изменившееся сознание эпохи выражается в новом стиле архитектуры. Стрельчатые готические своды делают возможным вертикальную ориентацию. Миниатюрные остовы арочных сооружений подчеркнуты ребрами сводов, тонкие колонны и арочные контрфорсы направляют тяжесть крыш и сводов наружу на контрфорсы. Массивные стены становятся излишними и уступают место большим витражным окнам с изящным ажурным орнаментом. Дома богатых горожан украшают фасады с фальшивыми арками, окнами и нишами с ярусами или ступенчатыми фронтонами.
misriGROUP
www.edisgroup.ru
9.6. Стиль мебели эпохи Возрождения
Конструкция: резной фронт, украшенный ажурным орнаментом, средняя дверь между двумя неподвижными боковыми частями. Пропорции деления фронта 2:3, 3:3, 3:4. Нижнее и среднее отделения с орнаментом в виде квадрата с цветами внутри, верхнее отделение с килевидными персидскими арками и венцом из зубцов. Шкаф по наружной форме похож на родовой дом-башню.
Ремесленные корпорации предписывают профессиям их вид деятельности. Различие под-вижный/неподвижный отделяет работу столяра от плотника. Склеивание и строгание являлись строго оберегаемой привилегией столяров. Плотники не имеют права владеть собственной мастерской в своем доме или работать при свете. Им разрешено выполнять только грубую столярную работу: ткацкие станки, прилавки для мелких торговцев, гробы, скрепленные железными гвоздями. Фанерование и мозаичные работы, а также использование нагелей считаются столярными работами, к которым также относится изготовление алтарей, исповедален, рам для картин, столов, стульев и кроватей.
Изогнутые рейки S-образной формы перекрещиваются в виде ножниц и вставлены в пазы в полозьях и подлокотниках. Вставленные в зазоры поперечные стержни образуют сиденье, фиксируются тремя проходящими насквозь круглыми деревянными стержнями, правый стержень является осью вращения. Спинка вращается на цапфе одного из подлокотников. Так создавалась складываемая дорожная мебель.
Рис. 9.20. Настенный шкафчик, конец XV в., Музей прикладного искусства, Кельн
Рис. 9.21. Кресло-ножницы, середина XV в., Верхняя Италия, Музей прикладного искусства, Кельн
9.6. Стиль мебели эпохи Возрождения
Позднее Средневековье Священная Римская империя немецкой нации Раннее Новое время 1450 1500 1550 1600
1 1 1 1 1 1 1 1 1 1 1 1 L 1 1 1 1 1 1 . 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
Германия Поздняя готика Ранний Ренессанс Высокий Ренессанс/маньеризм^ —
| Италия Ранний Ренессанс | Высокий Ренессанс | Поздний Ренессанс___ Барокко
Короли/ императоры | Максимилиан | Карл V |
Падение Константинополя | Колумб | Реформация | И Крестьянская война | Меркатор, карта мира
Университеты Виттенберг | | Франкфурт-на-Одере Иена | Заршава | | Вюрцбург
Художники | Леонардо да Винчи |
Г Рафаэль
| Тициан и Микеланджело
[ Альбрехт Дюрер
FF>Ic^GRQUP
www.edisgroup.ru
Глава 9. История стиля и мебельная культура
Стиль ренессанс: возрождение и преобразование культуры античного мира, связанное с образом мыслей гуманизма, способствуют раскрытию индивидуальности и идеи равноправия всех людей. Посредством концентрации на народном языке, народном образовании с помощью переводов (Библия Лютера) и комментариев античная наука получает возможность расширяться (книгопечатание). Ремесло создает в поэзии мейстерзингеров культурную копию любовной рыцарской поэзии, например Ганс Сакс в Нюрнберге. Эта тенденция к просвещению продолжается в основании гражданских университетов. Согласованность всех знаний ведет к инновациям как в научно-технической, так и в кулыурно-худо-жественной области. Новая картина мира, появившаяся благодаря знаниям астрономии и открытию Америки, ставит под сомнение традиционные церковные мировоззрения. Реорганизация территорий в территории государств и возникающий абсолютизм ведут к социальным напряжениям, которые выливаются в рыцарские и крестьянские войны.
Рис. 9.22. Кабинетный шкаф, 1-я четв. XVII в., Музей прикладного искусства, Кельн
Рис. 9.23. Шкаф в стиле ренессанс из Нюрнберга
Плиточная и дощатая конструкция с выступающей рамой, позолоченные украшения из слоновой кости вставлены в слой эбенового шпона. На обеих дверцах и боковых филенках нарисованы сцены из жизни дворян. Внутренняя часть, покрытая мозаичными многогранниками в перспективном представлении, демонстрирует классические художественные требования заказчика, а также качество работы ремесленника. Греческая математика и геометрия принадлежат к канонам образования.
Итальянская мебель часто использует архитектурные формы. Самой важной мебелью остается сундук в качестве универсальной мебели для сидения и хранения вещей. Итальянская касапанка (ларь-скамья) имеет спинку и подлокотники и тем самым является прообразом современного дивана. Низкий буфет является переходным звеном от сундука к шкафу с двумя дверцами на передней стороне и выдвижными ящиками. Итальянская кровать имеет приподнятую головную часть и расположенные по кругу ящики.
Популярные столы имеют прямоугольную столешницу, которая стоит на двух козлах (готика). Опоры по образцу римских мраморных столов имеют изогнутые завитки и украшены львиными головами. Табуретки состоят из двух параллельных дощатых опор с резьбой (маски, сфинксы) и похожей по форме спинки. Стулья на четырех ножках имеют впереди точеные, а сзади четырехугольные ножки.
Fr»l«wFJGROUP
www.edisgroup.ru
9.6. Стиль мебели эпохи Возрождения
г. Флоренция, палаццо Strozzi, 1489-1539, внутренний Двор
Сохранились готические формы, вариации выразились в изменении орнамента и рельефной резьбе, намек на триглиф и зубчики.
В городах строились роскошные дома буржуазии, ратуши, дома цеховых собраний и жилые строения в похожем на резиденции стиле. Тем самым представители сословия бюргеров все чаще выступали в роли культуртрегеров и заменяли духовенство. Выражение нового буржуазного самосознания создает пышные одежды, богато оформленные внутренние помещения с настенной и потолочной обшивкой, выполненной в дорогой кессонной технике, стимулирует импорт ковров и появление новых типов мебели. Идеальной формой культовой и церковной архитектуры является строение с круглыми куполами, части которого расположены симметрично по отношению к центру. Прямоугольники и круги образуют доминирующие формы. Симметрия Андреа Палладио и наука о пропорциях стали классическими образцами эпохи Ренессанса.
Центральная рустикальная полукруглая ниша, украшенная по бокам двумя полукруглыми аркадами, выступающие вперед полуколонны, внешние выступают за углы, две боковые ручки для переноса. Подножие с продолжающимися колоннами, возможно, было изготовлено позже.
В области торговли и производства с развитием домашних систем крупной промышленности, например купеческих династий Фуггеров и Велсе-ров, появляются торговые империи. Все, от сырья до готового продукта, продавалось из одних рук. Хозяева использовали население целой деревни в качестве рабочей силы. Добыча сырья также производилась на собственных предприятиях, но распространение и продажа готового продукта были задачей хозяина. Эта рассчитанная на количество система обслуживала средние вкусы.
Рис. 9.24. Сундук с фасадом, начало XVI в., антикварный салон Фишера, Люцерн
mistUGROUP
www.edisgroup.ru
Глава 9. История стиля и мебельная культура
Рис. 9.25. Стол-сундук, XVI в., антикварный салон Фишера, Люцерн
Ремесленные корпорации реагировали на эту конкуренцию изоляцией городских рынков. Строгое регламентирование при одновременном повышении стандартов качества способствовали появлению шедевров ремесленного мастерства.
Орех и мягкая древесина, профилированная прямоугольная царга с откидной верхней доской стола, продольные стенки со сдвоенным средним ребром. На задней стороне отделения с выдвижными ящиками.
9.7. Стили мебели барокко и рококо
1600 1650 1700 1750 1800
1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 h h h 1 1 h 1 1 1 1 1 1 1 1 1 1 1 1 1
Германия Ренессанс Орнаментика Барокко Рококо —•
Италия Раннее барокко | Зрелое барокко Позднее барокко | Классицизм
Франция Людовик XIII Людовик XIV Эпоха Регентства | Людовик XV Рококо | Людовик XVI
Короли/ императоры | Фридрих Вильгельм 1 Фридрих Великий II 1
П Кайзер Леопольд 1 Мария Тереза
| 30-летняя война | X Вена | Мейсен X Белград. Принц Евгений
Философы 1 Вольтер
Художники | Ян Вермер | | Монтескье |
Рембрандт 1 Дидро г
Веласкес | Руссо
Ван Дик Ватто
Стиль барокко начинается после Тридцатилетней войны, которая явилась причиной потерь примерно 50% населения в деревнях и около 30% населения в городах. Возникло множество суверенных, маленьких государств с абсолютистским правительством. Швейцария и объединенные Нидерланды получили свою независимость. Пруссия поднялась при правлении Фридриха Вильгельма I, Австрия после победы над турками в битве при Вене стала великой державой. Во Франции Людовик XIV ведет абсолютизм к полному расцвету. Французский язык, обычаи и привычки становятся культурным образцом. В управляемой централизованно Франции король мог стать основателем культуры. Эпохи стиля назывались по имени правителя того времени. С введением мануфактур, основанных на разделении труда и работающих под государственным руководством, Франция производит предметы роскоши высочайшего качества и удовлетворяет потребности княжеских дворцов и домов крупной буржуазии по всей Европе. XVIII век становится веком просвещения. Он способствует развитию рациональных наук, религиозной терпимости и прав человека. В Германии это приводит к Просвещенному абсолютизму при правлении Фридриха II Прусского, в Австрии при правлении Марии Терезы, во Франции в конце концов к Французской революции.
edispgroup
www.edisgroup.ru
9.7. Стили мебели барокко и рококо 587
Фанерованный корпус из орехового дерева с выступающими планками, соединенными на ус, корпус на ножках в виде сплющенных шаров, выдающийся вперед профилированный венец. Эти шкафы с прямоугольным корпусом изначально обозначаются как профилированные шкафы.
Во Франции разработаны новые типы мебели. Кабинетные шкафы устанавливаются на подножии из восьми-двенадцати изогнутых опор. Второй тип -это бюро. Софа и кушетка начинают новую культуру благоустройства жилья. Комод заменяет шкаф, он украшается богатой мозаикой из тонких деревянных пластинок, так называемое маркетри, мозаикой из слоновой кости, черепаховых панцирей, металлов и ценных пород деревьев. Эбеновое (черное) дерево используется все чаще. Самым известным «королевским мебельщиком» барокко считается Андре Шарль Буль. В Германии становятся предпочтительными большие украшенные колоннами шкафы с выступающими вперед потолочными карнизами. Франкфуртские профилированные шкафы производятся из массива или покрываются декоративным шпоном.
Шкаф с выступающим вперед потолочным карнизом, точеными колоннами на четко выраженном постаменте, дверные филенки с полукруглыми арочными мотивами, украшен резьбой.
Рис. 9.26. Шкаф, Цюрих, середина XVIII в., антикварный магазин Фишера, Люцерн
Рис. 9.27. Шкаф в стиле барокко, Нюрнберг
www.edisgroup.ru
Глава 9. История стиля и мебельная культура
Барокко — это стиль абсолютизма, который символизирует величие христианской римской церкви и веры. Архитектурные проекты представляют собой цельные произведения искусств. Сады, здания, интерьеры, мебель и убранство, даже церемонии действуют как часть мирового спектакля. Большое значение приобретают фасады. Пересечение вогнутых и выпуклых элементов каменной кладки с полной симметрией определяет концепцию. Это ведет к нагромождению пластических орнаментов из фигур, пилястров и колонн. Дома буржуазии строятся из камня. Первый этаж называется «бельэтаж» и содержит жилые помещения и кухни.
Рис. 9.28. Комод для письма и хранения предметов, около 1740, антикварный магазин Фишера, Люцерн
Рис. 9.29. Расписанный комод в стиле рококо из Франконии
Ореховое дерево, украшенное паркетным рисунком из нитевидных и ленточных вставок, ножки в форме шара, откидная крышка с легкой фаской для образования письменной поверхности, изогнутый назад верх комода с дверцей, по бокам которой расположены выдвижные ящики.
Во Франции образовываются мануфактуры, находящиеся под государственным надзором, которые благодаря экспорту увеличивают доходы государства. Организация работы меняется. Разделение труда и специализация с применением «станков» улучшали не только количество, но и качество. Известным становится такой материал, как гобелен, которым в резиденциях и церквях отделывали стены. Излюбленными образцами остаются античные мифические мотивы, а также представления из буколической поэзии. Производство мебели осуществляется в больших производственных цехах, в которых располагались ряды столярных верстаков. Здесь также преобладал ручной труд.
Многократно изогнутый корпус, цветное основание, поднимающиеся от ножек вьющиеся цветочные мотивы украшения разветвляются около выдвижных ящиков.
9.8. Стили мебели: классицизм Людовика XVI, ампир
XVIII век, век просвещения и Просвещенного абсолютизма, приводит к освобождению буржуазии от зависимости. Требования по равноправию всех людей и сословий, по правам человека и религиозной терпимости, в конце концов, побеждают во Французской революции старый режим французского аб-
FniS^GROUP
www.edisgroup.ru
Священная Римская империя немецкой нации Германский Союз 1700 1750 1800 1850 1900
1 1 1 I 1 1 1 1 1 1 1 L 1 1 1 L . 1 1 1 1 1 1 1 1 1 1 1 । 1 1 I 1 I 1 I III
Германия Рококо - Классицизм Историзм
Франци | Людовик XVI | | Ампир Историзм
Италия Классицизм Стиль либерти
| Эпоха просвещения 1 Эпоха оасцвета [ культуры Романтизм | Реализм
Фридрих II Великий | 1 Наполеон
Французская революция |Венский конгресс | Парижская июльская революция
Майнцская республика | | Реформы 1 Гамбахский праздник
Архитекторы Карл Фридрих Шинкель 1
| Лео фон Кленцв |
солютизма, так называемый Ancien Regime. Одобрение Французской революции с ее свободой, равенством и братством изменяется под террором якобинцев. Наполеон добивается восхищения созданием новой системы, которая олицетворяет порядок, монархическую представительность и классический стиль. Венский конгресс после ссылки Наполеона регулирует новую организацию Европы, которая ведет к образованию Германского Союза, но вопреки ожиданиям многих представителей буржуазии не приводит к образованию единого национального государства. Фаза реставрации во Франции прерывается Июльской революцией в Париже (1830), которая в Бельгии, Польше и Италии привела к вооруженным восстаниям, а в Германии вызвала политизацию. Самое позднее со смертью Гете (1832) заканчивается германская классическая литература, одними из самых выдающихся представителей которой являлись Шиллер, Иоганн Хельдерлин, Гердер, Виланд.
Прямоугольный каркас из орехового дерева на украшенных интарсией пирамидальных ножках, спинка с полукруглой аркой, соединение со стойками с точеными мотивами в виде желудя, рельефная «набегающая волна» и инкрустированный ленточный фриз.
Стиль Людовика XVI был разработан в Париже. Формы и элементы конструкции при изготовлении мебели опять становятся видимыми и частично даже выступают на первый план, подчеркивается, что поверхности мебели плоские и прямоугольные. Обрабатывают и применяют древесину ценных пород, преимущественно махагони. Естественная красота древесины и ее структура используются в качестве украшения, выразительность которого повышается еще больше с помощью полирования. В качестве дополнительного украшения используется фурнитура. Она изготавливается из бронзы, латуни или серебра, иногда покрывается позолотой. Фурнитуру называют «бронза». Декоративными орнаментами служат гирлянды, венки, ленты, а также медальоны.
Рис. 9.30. Кровать для ниши, стиль Людовика XVI, антикварный магазин Фишера, Люцерн
WCbldGRQUP
www.edisgroup.ru
Глава 9. История стиля и мебельная культура
Рис. 9.31. Цилиндрическое бюро
Пирамидальные ножки. Полукруглая крышка закрывает внутренние отделения. Выдвижные ящики с инкрустированным орнаментом, накладные ряды зубчиков, контур и ленточные вставки представлены в двух измерениях и напоминают очертания дома представителя буржуазии.
Археологически классицизм начинается в середине XVIII века, когда археолог Иоганн Винкельман производил раскопки Помпей. Французская революция видит в древнеримских добродетелях исцеление от болезней Ancien Regime и провозглашает римскую культуру образцом в архитектуре. Архитектура должна возрождаться из геометрии. Наполеон провозглашает классицизм официальной государственной политикой в искусстве. Культурно-бытовое строительство производится преимущественно в этом стиле. Частных домов этот стиль коснулся лишь частично, здесь классические мотивы нашли свое применение во внутреннем убранстве. Салоны в аристократических домах были местом встреч интеллигенции, художников и философов.
Париж, Пантеон, внутреннее убранство
Fn^b^GROUP
www.edisgroup.ru
Прямоугольный корпус, облицован фанерой радиальной распиловки из махагони, две дверцы, ограниченные гермой, и украшенные лавровым венком. Откидная крышка с мотивом в виде орла, боковое разграничение через соединительные стержни, увенчанные бронзовыми элементами в греческом стиле, на нижнем конце два топорика, которые по форме похожи на топорики ликторов (государственная должность в Риме), которые символизируют административную власть римского магистрата.
Экономически поворот происходит благодаря реформам Штайна и Гарденбергера в Пруссии. Освобождение крестьян и отмена крепостного права, ликвидация крепостного строя, городское самоуправление, введение свободы выбора деятельности благодаря ликвидации гильдий, упрощение министерств и административных учреждений (1807-1814) должны были продвинуть вперед экономику и реконструкцию Пруссии.
Махагони с инкрустацией из латунных нитей, круглая царга на трех ножках в виде колонн, цоколь в виде трехлистной пальметты на ножках-шарах с латунными роликами, мраморные плиты с белыми и серыми прожилками.
Рис. 9.32. Секретер
Рис. 9.33. Салонный стол, ампир, антикварный магазин Фишера, Люцерн
9.9. Стиль мебели XIX века, бидермайер, историзм
1800 Новое время Германский Союз 1850 Северонемецкий Союз Германский Рейх / 1900 1920
1 1 I 1 1 1 ! . 1 < , ! L_LJ ! 1 i1 ! 1 1
Венский конгресс Германское Национальное Собрание | 1-я Мировая война
Короли/императоры | Фридрих Вильгельм IV | Вильгельм! | Вильгельм II
Германия Бидермайер 1 Стиль Грюндер
| Историзм
Франция 1 Историзм
Grunderstil
| Art Nouveau (Новый стиль)
Промышленная революция Связь на дальние расстояния | Морской кабель | Океаническое сообщение |
(в Германии) Пароходы | ая | {Двигатель внут- | 1 реннего сгорания | Электрическое освещение
| Газовое освещение в Берлине [телефонный аппара Электрическая железная дорога
gB|<SFJGROUP
www.edisgroup.ru
Глава 9. История стиля и мебельная культура
XIX век — это время параллельных, но также противоречивых течений. Многие граждане начинают отступление из политики в частную сферу. Эти граждане, объединенные понятием «бидермайер», подвергаются высмеиванию. Домашний быт и семья отходят от соблюдения этикета и условностей салонов в сторону домашнего уюта с теплой атмосферой. Романтизм показывает идеал человека, находящегося в гармонии с природой. Получение образования с помощью путешествий непосредственно принадлежит к этой жизненной цели. Рейнская романтика с восстановлением разрушенных рыцарских замков, оформление помещений мебелью, стилизованной в соответствии с нормами
античного искусства, изготовление и восстановление рыцарских доспехов и средневекового оружия. Одновременное признание Средневековья в качестве
общего культурного прошлого должно выровнять путь к единому национальному государству. С политической точки зрения путь к национальному развитию ведет через подавленную революцию в 1848 году во Франкфурте. Согла
Рис. 9.34. Два канапе, бидермайер, антикварный магазин Фишера, Люцерн
Рис. 9.35. Витрина, бидермайер, антикварный магазин Фишера, Люцерн
шение Австрии с Пруссией в 1867 году приводит к господству Пруссии и отделению Австрии из Германского Союза. После германо-французской войны в Версале провозглашено образование Рейха. Начало нового века, Fin de siede, многими воспринималось как наступление новой эры. В конце концов после окончания Первой мировой войны оно привело к полному преобразованию и новой ориентации на современность.
Ореховое дерево, частично фанерованное, ажурная спинка, изогнутые в виде рога изобилия ножки.
Люди больше не хотели жить представительно, на первый план вышел уют и удобство. Исходя из этой позиции, развивался стиль бидермайер, который вновь вернул в простые, классические формы. Простота, скромность и четкость были основными требованиями, которые стали предъявляться к мебели. Наряду с вишневым деревом обрабатывались также орех, береза, ясень и махагони. Вместо дорогой бронзы применялись черные профильные прутки и вставки из самшита, эбенового дерева, ореха и клена.
Корпус, фанерованный шпоном орехового дерева, на шестигранных ножках, расположенные по бокам колонны из покрытой черной краской твердой древесины на цокольной подставке, рельефный карниз.
edmmJgroup
www.edfsgroup.ru
9.9. Стиль мебели XIX века, бидермайер, историзм
Берлин, здание аокзала, 1878-1882
Готенбургский музей, комната для приема в буржуазном доме, ок. 1885
Во времена стиля грюндер в Германии становится очень популярным строительство. Возводятся постройки во всех стилях, имевших большое значение ранее. Кельнский собор только в это время получает свой превосходный готический внешний вид. В большинстве европейских государств культурно-бытовое строительство стремится подчеркнуть базирующуюся на классическом фундаменте государственность. При выборе стиля для зданий юстиции действуют романские традиции, ратуши и школы строятся в готическом стиле, а для зданий администрации и управления используются элементы греческого стиля.
Изогнутая древесина бука, поверхность сидения с оплеткой и выраженной фанеровкой. Эти стулья были произведены в 1849 году братьями Тонет. По истечении срока действия патентных прав Kohn и другие фирмы начали в 1869 году
изготовление таких же стульев. В 1900 году на предприятиях братьев Тонет было занято 6000 работников, которые на паровых станках для гнутья древесины производили в день до 4000 предметов мебели. Стул № 14, типичный стул для использования в кафетериях, до сегодняшнего дня был продан в количестве более 100 миллионов штук.
Большое влияние оказывают индустриализация и механизация со своими стремительными преобразованиями мира и одновременно возврат к традиционным ценностям. Возникает конкуренция между ремесленным и промышленным производством. Ремесленники пытаются поставлять изделия, более ценные с точки зрения качества и художественного исполнения, изготовленные в лучших традициях.
Рис. 9.36. Стулья из гнутой древесины, J. & J. Kohn, антикварный салон Коттмай-ера, Трир
EDISpGRQUP
www.edisgroup.ru
Глава 9. История стиля и мебельная культура
Рис. 9.37. Секретер с откидной крышкой, историзм, антикварный салон Фишера, Люцерн
Промышленность отвечает серийным производством традиционных изделий, изготавливаемых и производимых при сопровождении научных исследований. Так производятся высококачественные копии, а также мебель в историческом стиле. Таким же образом это приводит к созданию новых элементов и предметов мебели, производимых в промышленном масштабе, как, например, изделие братьев Тонет. Эта тенденция продолжается до конца Первой мировой войны.
Прямой корпус на ножках с кольцами, с коринфскими пилястрами, три выдвижных ящика, откидываемая крышка для письма. Внутренняя отделка в виде окна в романском стиле с колоннами, овальные медальоны украшены лавром, под ними еще несколько выдвижных ящиков, отделка из тяжелой мраморной плиты.
9.10. Стиль мебели XX века, модерн, Арт Деко
Германский Рейх Веймарская Респ. 3-й Рейх Федеративная Республика Германия Современная история 1870 1900 1950 2000
1 1 1 1 1 1 ! 1 1 1 ! 1 < 1 ! 1 1 1 1 1 1 1 1 1 1
Германо-французская война ^оина1 Р°ВаЯ || в^отаийИЯ 1ок^ир°вай Объединение Германии
Историзм
Стиль Грюндер
Стиль модерн Арт Деко
Экспрессионизм
Баухауз
(Голландия) Де Стийл
Международный стиль построек целевого назначения
На рубеже XIX и XX веков современность вступает в культуру. Техника открывает человечеству новые измерения. В политической жизни Германия празднует победу над Францией, которая ведет к образованию Рейха. С образованием Рейха устанавливается стиль Грюндер, который способствует классическим культурным ценностям. После поражения в Первой мировой войне в Германии заканчивается монархия. В России с победой Октябрьской революции наступает коммунизм. Веймарская Республика не может стабилизировать ни экономическую, ни политическую ситуацию, среди прочего чрезмерная безработица способствует приходу к власти Адольфа Гитлера. С его диктатурой заканчивается и культурное разнообразие Веймарской Республики, которая достигает новых тенденций, что казалось достижимым только в далеком будущем. Монументальная архитектура занимает свое место.
Импрессионисты, экспрессионисты, а также художники школы Баухауз в 1933 году запрещены, искусство деградирует и подчиняется «национальным народным» точкам зрения. Благодаря этому Германия во времена Третьего Рейха переживает прорыв в науке и искусстве, который с началом восстановления страны в послевоенное время должен вызвать напряженный подъем культуры.
gOIS^GROUP
www.edisgroup.ru
9.10. Стиль мебели XX века, модерн, Арт Деко
Цитата: «Как основа этого стиля перед моими глазами ясно стоит стремление не делать ничего такого, что не имело бы понятных для всех причин к существованию».
Стиль модерн может рассматриваться как осознанное движение навстречу историзму. Предпринимаются попытки создать такое единое произведение искусства, в котором бы архитектура, живопись, пластическое искусство и художественное ремесло слились бы воедино. Господствует стремление, выраженное простыми волнистыми линиями и формами, к достижению элегантности растительного и животного мира. Целью является эстетическое единство. Ансамблевое действие стоит в центре стремлений.
Оформление помещения рассматривается как единое целое, в котором орнаменты и деление отдельных предметов мебели подчиняются единому ритму. Мебель для сидения изготавливается с учетом эргономических данных, то есть в соответствии с размерами и двигательными функциями человеческого тела.
Закрепленные на опорах столешницы, отделанные прямоугольными листами. В сдвинутом положении столики подвешиваются в паз на внутренней стороне стенок самого большого столика.
Рис. 9.38. Письменный стол в стиле модерн (Ван ден Вельде)
Рис. 9.39. Квартет приставных столиков, антикварный салон Фишера, Люцерн
Экспрессионизм, Дорнах в Базеле, Готеариум II, 1923-1926, Р. Штейнер. Каркасная конструкция с железобетонными фермами, различные рамные фермы. Многократно изогнутые поверхности предъявляют высочайшие требования по статике и конструкции опалубки.
Дессау, Баухауз 1925/26, архитектор Вальтер Гропиус. Здание школы, модельная фабрика, общежитие, навесной фасад на здании мастерских, окна в ряд на здании профессиональной школы.
Де Стийл, дом Шредера-Шрадера, Утрехт, 1924/25, архитектор Г.Е. Ритвельд. Кирпич, железобетонные элементы, потолки из деревянных балок, маленькие помещения в подвальном этаже, большие помещения в верхнем этаже с жилой, обеденной и музыкальной зоной, которые можно разделять с помощью раздвижных перегородок на 7 помещений.
FOIR^GROUP
www.edisgroup.ru
Глава 9. История стиля и мебельная культура
Рис. 9.40. Красно-синий стул, 1917, Г.Е. Ритвельд
Рис. 9.41. Мебель из стальных труб, производства Людвига Миса Ван дер Роэ, ок. 1930
Конструкция состоит из прямоугольных форм: черные рамы, синяя поверхность сиденья и красная спинка. Изначально стул изготовлен из нелакированной древесины бука, окрашен в 1923 году, когда Ритвельд стал членом группы Де Стийля и следовал теории Пита Мондрианса, который требовал полной абстракции в искусстве: только горизонтальные и вертикальные линии в качестве элементов очертания, а в качестве цвета наряду с первичными цветами — красным, синим и желтым, могут применяться только черный, серый и белый.
В 20-е годы влияние Де Стийля стало особенно заметно в строительстве домов. Пригодные для промышленного изготовления разработки должны были изготавливаться с применением стальных труб, клееной фанеры и промышленного стекла. Целью создания недорогих товаров массового производства было удовлетворение основных потребностей широких слоев населения. Эта цель была достигнута, среди прочего, изготовлением стульев из стальных трубок, которые производил Тонет. Формы брались из теории функционализма, в соответствии с которой форма определяется функцией, а любое украшение является ненужным или вредит с эстетической точки зрения. Создание квартир для прожиточного минимума с оборудованием их легкой разнообразной фанерной мебелью было основной задачей. Возникали образцовые поселения типа поселения Вайсенхоф в Штутгарте в 1927 году в рамках выставки художественных ремесел и промышленности, которая проходила под названием «Квартира». С новыми материалами и сдержанными формами Гропиус переходит на современное ощущение жизни большого города, который к 1930 году развился до метрополии, а технические формы индустриального века стали цениться в качестве эстетического выражения.
EDISgGRQUP
www.edisgroup.ru
ГЛАВА 10
ВНЕШНЯЯ И ВНУТРЕННЯЯ
ОТДЕЛКА ЗДАНИЙ
К внешней и внутренней отделке зданий относятся стационарно установленные двери, окна, лестницы, легкие разделительные перегородки, настенная и потолочная облицовка, а также встроенные шкафы. Они являются компонентами строительного сооружения и изготавливаются из древесины, древесных материалов, а также других строительных материалов, используемых в столярном деле (рис. 10.1).
Возведение здания требует целевого взаимодействия многих специалистов. Для обеспе-
Перегородка
Потолочная облицовка \ Досочный пол Л*
Раздвижная дверь
Настенная облицовка .. ' \ • 1
Облицовка отопительного прибора.
Стенной шкаф
Полки
Окно ' / Дверь подвала Наружная дверь подвала
Встроенный шкаф
Разделительная перегородка из мебели
Встроенная
। кухня
'Ворота гаража
Лестница
§ ] /\ Стеклянная \
. дверь „ ' Наружная
дЬрь в комнаты ХГ1™
Рис. 10.1. Столярные работы при внешней и внутренней отделке здания
чения гарантии безупречной работы должны соблюдаться определенные правила и условия, а также минимальные требования заказчика и исполнителя. Необходимые директивы собраны в изданном германским комитетом по нормам и стандартам Предписании по условиям выполнения всех видов строительных работ (VOB). Этот документ подразделяется на три части А, В и С.
Часть А регулирует передачу строительных заказов. В новом издании сюда включены также страны ЕС.
Часть В охватывает законодательное регулирование финансовых расчетов, рекламации и претензии по возмещению убытков, процедуры сдачи-приемки строительных работ, установленные законом сроки предъявления претензий (в течение двух лет), регулирование предварительных взносов, авансов, рассрочек, а также платежей для окончательного расчета.
Часть С регламентирует технические условия для отдельных специалистов.
www.hundegger.ru
598 Глава 10. Внешняя и внутренняя отделка зданий
Эти Предписания являются обязательными для выполнения всеми участниками строительных работ. Стороны и участники договора должны знать о данных Предписаниях и действовать в соответствии с ними. Эти предписания лежат в основе проведения большинства строительных тендеров, а также используются для разъяснения правовых положений в спорных случаях.
Самые важные технические предписания для столяра регламентированы в VOB, часть С, DIN 18355.
Среди столярных работ различают:
Изготовление мебели
Например, комнатные шкафы, буфеты, серванты, шкафы для посуды, гардеробная мебель
Работы по внутренней отделке
Например, встроенные шкафы, межкомнатные двери, настенная и потолочная облицовка
Строительные столярные работы
Наружные двери, перегородки, ворота, простые внутренние межкомнатные двери, лестницы, окна (лестницы и разделительные перегородки во многих местах производятся плотниками, иногда окна изготавливаются стекольщиками).
Предписания по условиям выполнения всех видов строительных работ (VOB)
Часть А: Общие условия для заключения подрядов на выполнение строительных работ -DIN 1960
Часть В: Общие условия договоров на выполнение строительных работ - DIN 1961
Часть С: Общие технические условия договора на выполнение строительных работ
DIN 18355 Столярные работы
DIN 18361 Работы по остеклению DIN 18356 Паркетные работы
DIN 18334 Бетонные работы DIN 18357 Установка оконных и дверных приборов
Эти технические предписания содержат минимальные требования. Также могут быть предъявлены более высокие требования по качеству выполнения строительных работ, которые, однако, должны быть четко прописаны и установлены в условиях договора или контракта. Если столяр должен выполнять также работы по установке оконных и дверных приборов или по остеклению, малярные или плотницкие работы, то он должен учитывать относящиеся к этим специальностям технические предписания, содержащиеся в VOB, часть С. Однако столяр не обязан выполнять большой объем работ из области других специальностей, например малярные или плотницкие работы. Почти во всех договорах подряда необходимо учитывать и другие предписания, например более подробные DIN-предписания, строительные нормы и правила, предписания по пожарной охране, зву-ко- и теплоизоляции.
10.1. Снятие размеров строительной конструкции
Исполнение любого договора начинается со снятия размеров строительной конструкции, если для строительства неотделанной постройки использовались нестандартизированные готовые детали. Снятие размеров является обязанностью подрядчика. Обмер необходимо производить с большим профессионализмом, так как на его основе создаются чертежи для дальнейшего изготовления.
www.hundegger.ru
10.1. Снятие размеров строительной конструкции
10.1.1. Регламентирование размеров в наземном строительстве
В регламенте размеров в наземном строительстве DIN 4172 различают модульный размер (размер в осях), номинальный размер, а также габаритные размеры для неотделанного здания и размеры здания с отделкой.
Модульный размер (размер в осях) является основой для всех отдельных размеров, размеров без отделки и внешних. Модульный размер определяется в ахтельметрах. (сокращенно ат = Achtelmeter) (рис. 10.2). Это восьмая часть метра, составляет 12,5 мм. Все модульные размеры
являются кратным или частью величины ат, например: 87,5 см = 7 • 12,5 мм = 7 ат.
Габаритные размеры без отделки — это действительные размеры неотделанного строительного сооружения. Такие размеры наносятся на строительных чертежах. В постройках без швов в каменных кладках, например при использовании бетона, габаритные размеры соответствуют модульным размерам. При постройках из каменной кладки со швами габаритный размер складывается из модульного с добавлением или вычетом размера шва кладки. Толщина шва принимается
О5 4 х ат О5
Односторонние выступы
О5 4 х ат О5
Наружные размеры колонны
Рис. 10.2. Проемы, выступы и колонны в am, а также габаритные размеры без отделки
равной 10 мм (рис. 10.2). В соответствии с этим длина проема в стене в см равна X х 12,5 + 1, длина выступа стены в см равна X х 12,5, величина стенных
колонн, толщина стены или внешний размер стены в см равна X х 12,5 — 1. Номинальная высота всегда измеряется от верхнего края готового пола. Габаритные размеры без отделки — это все размеры неотделанной постройки, как правило, они же являются номинальными (рис. 10.5). Размеры здания с отделкой — это размеры готового сооружения.
10.1.2. Допуски размеров в наземном строительстве
В DIN 18202 «Сооружения строительные. Допуски. Здания» заданы допустимые отклонения проемов в стенах и потолке, ниш, высоты лестничных площадок и этажей, а также допуски плоскостности на поверхности стен и нижних поверхностей потолка и поверхности пола. Все же отклонения размера относятся к диапазону номинального размера и степени точности готовой строительной конструкции. Например, допустимое отклонение для большего номинального размера больше, чем для меньшего размера, а для уже готовой, оштукатуренной или облицованной плиткой поверхности допустимое отклонение размера меньше, чем для необработанной поверхности.
www.hundegger.ru
600 Глава 10. Внешняя и внутренняя отделка зданий
Таблица 10.1. Допуски размеров в наземном строительстве
Допустимые отклонения размера в мм для строительных конструкций, DIN 18202
Диал, до 1 м азон номинальн от 1 до 2,5 м □го размера от 2,5 до 5 м
Проемы, не готовые Проемы, готовые Горизонтальные/вертикальные поверхности откосов проема ± 10 ±5 5 ± 10 ±5 5 ± 15 ± 10 10
Допустимые допуски плоскостности в мм для готовых строительных конструкций, DIN 18202
Расст до 1 м гояние до точки до 4 м измерения до 10 м
Стены и потолки повышенная точность готовые полы готовые полы повышенной точности, например паркет 5 3 4 3 10 8 10 9 20 15 12 12
Примеры: 1. Для больших стенных проемов размером от 1 до 2,5 м линия лота или горизонтальная линия может отклоняться только на 5 мм, если стена оштукатурена или облицована декоративной каменной кладкой. 2. Для проемов до 2,5 м действительный размер может отклоняться от номинального не более чем на ± 5 мм. 3. Оштукатуренные стены и уложенные полы должны быть настолько плоскими, чтобы при расстоянии до точки измерения менее 4 мм неровность составляла не более 10 мм.
Рис. 10.3. Габаритные размеры без отделки для строительных конструкций из каменной кладки и системное снятие размеров стен
Рис. 10.4. Символы, используемые при снятии размеров для обозначения высоты верхнего края пола, расстояния от стены справа или слева
10.1.3. Обмер помещений и объектов
Снятие размеров производится на строительном участке с помощью строительных планов и описания работ. Для этого требуются следующие вспомогательные средства: складная линейка, телескопическая линейка, измерительная рулетка, наугольник, водяной уровень, шланговый уровень, возможно, строительный лазерный уровень, отвес, малка и журнал для записи результатов измерения (см. 3.2.1.2 и рис. 10.115).
Размеры заносятся в журнал для записи результатов измерения в упорядоченной, систематизированной последовательности (рис. 10.3). Не должны использоваться листы для записи свободной формы. Сегодня размеры часто считываются с измерительного прибора электронным образом с помощью портативного компьютера и сохраняются в электронной памяти.
В соответствии с DIN 18100 для проемов сначала записывается ширина, а затем высота. Для стенных проемов со встроенными упорами, а также профилями и скошенными кромками лучше всего приложить эскиз сечения и нанести размеры именно на этот эскиз.
www.hundegger.ru
Наряду с определением размеров особенно важно контролировать вертикальность и горизонтальность поверхностей с помощью водяного уровня. Кроме этого, с помощью наугольника проверяется, являются ли стены, пол и потолок плоскими. Для булыпих отклонений изготавливаемые отдельные строительные конструкции соответственно этому должны иметь булыпие люфты или зазоры, а требуемые подгоночные планки должны быть шире.
При снятии размеров также необходимо обращать внимание на возможность транспортировки строительных конструкций, предназначенных для монтажа. Необходимо контролировать, чтобы эти конструкции можно было доставить внутрь строящегося или построенного здания через имеющиеся дверные проемы, лестницы и коридоры.
10.1.4. Обмер проемов в стене
Для проемов в стене сначала измеряются номинальные размеры — ширина и высота. Для оконных проемов эти размеры являются размерами в свету. Внутренняя поверхность дверного откоса может быть снабжена упором (внутренним или
внешним) или быть ровной без упора (рис. 10.6). В этом случае размеры упора должны быть сняты отдельно. Для дверных проемов ширина определяется также как номинальная ширина окна. И наоборот, номинальная высота дверного проема измеряется от поверхности готового пола (OFF) до нижнего края дверной перемычки (рис. 10.5). Размер необходимо снимать в том помещении, в которое открывается дверь. При снятии размеров в новостройках, как правило, еще нет готового пола, вместо него в наличии лишь неотделанный пол (уровень поверхности которого обозначается OFR). Поэтому искомый уровень поверхности готового пола (OFF) устанавливается строителями с помощью метровой риски.
Метровая риска для большей наглядности наносится на стене около дверного проема на высоте 1 метр над поверхностью будущего готового пола (рис. 10.5). Метровая риска является исходной
Рис. 10.5. Стенной дверной проем с метровой риской
Таблица 10.2. Размеры для стенных проемов
ат 1 2 3 4 5 6 7 8
Модульный размер 12,5 25 37,5 50 62,5 75 87,5 100
Наружный размер 11,5 24 36,5 49 61,5 74 86,5 99
Размер проема 13,5 26 38,5 51 63,5 76 88,5 101
Размер выступа 12,5 25 37,5 50 62,5 75 87,5 100
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Без Наружный Внутренний
Рис. 10.6. Виды упоров
Сегментная \1/ арка Я Центр
Наугольник
Полуциркульная арка
Пролет
Коробовая арка
Рис. 10.7. Измерение и раз-метка арок
точкой для установки дверей, верхних ступенек лестниц, высоты полов, парапетов и потолков.
Если метровая риска нанесена на некотором расстоянии от измеряемого проема, а не около него, то ее можно перенести в нужное место с помощью шлангового уровня или строительного лазера.
При использовании шлангового уровня смотровой глазок необходимо держать около опорной точки. Другая часть уровня передвигается до тех пор, пока поверхность воды не установится на уровне опорной точки. Необходимо следить за тем, чтобы шланг не перегибался.
Строительный лазер должен быть установлен так, чтобы его луч располагался на высоте 1 метр. Тогда с помощью вращения лазерного луча метку можно перенести на другие стены или колонны.
Измерение дверных и оконных проемов, а также непрямоугольных поверхностей строения должно происходить таким образом, чтобы на предприятии можно было начертить изображение существующей формы в масштабе 1:1. Для всех арок необходимо проверить контрфорсы (опоры и начало дуги) на вертикальность. Расстояние от опоры до опоры — пролет также измеряется и указывается на чертеже (рис. 10.7).
Для сегментных арок измеряются ширина в свету и высота подъема свода (от середины хорды до высшей точки арки). При наличии этих размеров арку можно начертить (рис. 10.7).
Полуциркульную арку необходимо контролировать в любом случае. Половина ширины в свету даст радиус арки. Если его отложить вертикально вниз от высшей точки арки, то будет найдена горизонталь, на которой располагаются начало и конец дуги. На этой высоте в стене закрепляется перекладина, в середине перекладины вырезается маленькая зарубка, и с помощью метровой линейки или планки проверяется расположение полукруглой арки (рис. 10.7).
Коробовая или эллипсовидная арка измеряется сложнее, так как геометрические методы для воспроизведения имеющейся дуги чаще всего неизвестны. Самую простую «копию» арки получают следующим образом. Сначала определяют начало и конец дуги, в эти точки подкладывается панель, а затем арка размечается карандашом на этой панели (рис. 10.7).
www.hundegger.ru
10.2. Строительно-физические мероприятия
ЗАДАНИЯ
1. Назовите предписания, с которыми столяр сталкивается при проведении работ по внутренней отделке и столярных строительных работ.
2. Сравните величины модульных размеров и номинальных размеров в постройках из каменной кладки.
3. Что такое метровая риска? Для каких целей она применяется? Как можно перенести метровую риску на другую стену здания?
4. Какие допуски на размеры существуют в наземном строительстве для внутренней отделки?
5. Что обозначают буквы OFF и OFR на строительных чертежах?
6. Какие виды упоров используются для стенных проемов? Укажите диапазон их номинальных размеров.
7. Как измеряются сегментная, полуциркульная и коробовая арка?
8. Объясните понятия «пролет», «высота подъема свода» и «контрфорс» для арочных конструкций.
10.2. Строительно-физические мероприятия
Строительные сооружения подвержены влиянию множества факторов, таких как жара, мороз, влажность и шум, в случае пожара также влиянию пламени. Эти воздействия могут вызвать повреждения строения, они могут быть раздражающим фактором для жильцов здания и снижать экономичность использования здания. Поэтому необходимо оказывать противодействие этим влияющим факторам посредством подходящих мероприятий. При этом различают теплозащиту, защиту от влажности, звукоизоляцию и защиту от пожара.
10.2.1. Тепловая защита
Под теплозащитой понимают мероприятия по снижению теплопередачи между помещением и наружным воздухом и между помещениями с различной температурой. Достаточная теплозащита является важной предпосылкой для здорового и комфортного проживания. С помощью хорошей теплозащиты затраты на отопление удерживаются на низком уровне, а общие затраты на ремонт снижаются.
Теплозащита здания зависит от теплоизоляционных свойств ограждающих поверхностей здания, например стен, потолков, крыш, окон и дверей. Под теплоизоляционной способностью понимают способность строительной конструкции ограничивать переход тепла с одной стороны строительной конструкции на другую и тем самым по возможности предотвращать поступление или отток тепла. Теплоизоляционная способность повышается посредством использования подходящих материалов, а также с помощью соответствующих конструкций. Передача тепла в строительной конструкции происходит посредством теплового излучения, конвекции, но прежде всего посредством теплопроводности.
Объем необходимых мероприятий по теплозащите установлен в DIN 4108 «Теплоизоляция и энергосбережение в зданиях», а также в нормативных документах по энергосбережению1. Эти документы содержат теплотехнические величины и еди-
1 В России это СНиП 23-02-2003 «Тепловая защита зданий». — Примеч. пер.
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Термическое сопротивление R
Общий коэффициент теплопередачи U
Коэффициент теплоотдачи h
На внутренней стороне hsi
На наружной стороне hse
Сопротивление теплоотдаче Rs На внутренней стороне Rsi На наружной стороне R^
Рис. 10.8. Перечень важных величин, относящихся к теплозащите
Таблица 10.3. Теплопроводность различных строительных материалов в соответствии с DIN V 4108-4 (фрагмент)
Строительный материал Плотность р, кг/м3 Теплопроводность Я, Вт/(м-К)
Бетон Нормальный бетон 2400 2,00
Легкий бетон 1000 0,36
Каменная кладка Полнотелый кирпич, пустотелый кирпич 1200 0,50
Легкий многопустотный кирпич, тип W 700 0,21
Силикатный полнотелый кирпич 1800 0,99
Силикатный пустотелый кирпич 1400 0,70
Полнотелые блоки из легкого бетона 1200 0,54
Пустотелые блоки из легкого бетона 800 0,41
Блоки из пористого бетона 600 0,19
Штукатурка, строительный раствор Известковая штукатурка 1800 1,00
Цементная штукатурка 2000 1,60
Известково-гипсовая штукатурка 1400 0,70
Гипсовая штукатурка 1200 0,51
Гипсовые строительные материалы Гипсовые стеновые панели 1200 0,58
Гипсокартонные плиты 800 0,25
Древесина и древесные материалы* Твердая древесина 700 0,18
Мягкая древесина 500 0,13
Фанера 700 0,17
Древесностружечные плиты 600 0,14
Древесноволокнистые плиты, твердые, НВ 800 0,18
Древесноволокнистые плиты, пористые, SB 250 0,07
Теплоизоляционные материалы Полистироловый пенопласт (EPS) > 15 0,035-0,040
Полиуретановый пенопласт > 30
Степень WLS 025 0,025
теплопроводности WLS 030 0,030
WLS 035 0,035
Минеральные и растительные волокнистые 8-500
изоляционные материалы Степень WLS 025 0,035
теплопроводности WLS 030 0,040
WLS 035 0,045
Прочие* Стекло 2500 1,00
Сталь 7800 50
Алюминиевые сплавы 2800 160
Медь 8900 380
* По DIN EN 12524.
ницы измерения, а также не-обходтиые методы расчета. Перечень важных величин, относящихся к теплозащите, содержится в DIN 4108 и DIN EN ISO 7435 (рис. 10.8).
10.2.1.1. Теплопроводность
В качестве параметра, характеризующего передачу тепла в различных веществах, используется теплопроводность Л. Она характеризует то количества тепла в джоулях (Дж), которое за 1 секунду проходит через 1 м2 поверхности материала толщиной 1 метр при разнице температур поверхностей 1 К (см. рис. 10.9). Так как джоуль в секунду (Дж/с) соответствует единице измерения ватт (1 Вт), то в качестве единицы измерения теплопроводности используется ваттна метр-кельвин Вт/(м • К).
В табл. 10.3 содержатся значения теплопроводности различных строительных материалов.
www.hundegger.ru
10.2. Строительно-физические мероприятия
10.2.1.2. Коэффициент теплопередачи, сопротивление теплопередаче
Теплопроводность определяется по отношению к передаче тепла через слой материала толщиной 1 метр. Но строительные конструкции, как правило, бывают намного тоньше 1 метра, они имеют толщину слоя d. Коэффициент теплопередачи Л (произносится: «большая лямбда») равен тому количеству тепла в джоулях в секунду (= ватт), которое проходит через поверхность материала площадью 1 м2 и толщиной слоя d, если разница температур обеих поверхностей оставляет 1 К (рис. 10.9).
Коэффициент теплопередачи
А Г Вт а [м2- kJ’
где Л в Вт/(м2 К), Л в Вт/(м - К), d в м.
В то время как коэффициент теплопередачи определяет количество тепла, которое проходит через строительную конструкцию, сопротивление теплопередаче характери
Рис. 10.9. Представление теплопроводности и коэффициента теплопередачи
Таблица 10.4. Сопротивление теплопередаче R неподвижных воздушных прослоек по DIN EN isb 6946, м2 • K/Вт
Толщина воздушной прослойки, мм Направление воздушного потока
вверх по горизонтали вниз
5 0,11 0,11 0,11
7 0,13 0,13 0,13
10 0,15 0,15 0,15
15 0,16 0,17 0,17
25 0,16 0,18 0,19
50 0,16 0,18 0,21
100 0,16 0,18 0,22
300 0,16 0,18 0,23
зует сопротивление, которое строительная конструкция оказывает прохождению сквозь нее тепла. С расчетной точки зрения это означает величину, обратную коэффициенту теплопередачи Л.
Л „ d м2 • К
Сопротивление теплопередаче R = — - -- , где R в м2 • K/Вт, d в м, Л в Вт/(м • К).
Если строительная конструкция состоит из нескольких слоев, то общее термическое сопротивление складывается из суммы отдельных термических сопротивлений.
_ „ d. d2 d3 Сопротивление теплопередаче R = —+ —2. Xi Zg м2К Вт
Расчет сопротивления теплопередаче возможен только для твердых строительных материалов. Сопротивление теплопередаче воздушных прослоек, которые находятся между оболочками строительных конструкций, необходимо брать из табл. 10.4. Эти величины действительны для воздушных прослоек, которые не связаны с наружным воздухом, и для воздушных прослоек многооболочковой каменной или кирпичной кладки по DIN 1053-1.
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
10.2.1.3. Сопротивление теплоотдаче
Сопротивление теплоотдаче Rs — это сопротивление, которое оказывает передаче тепла воздушная прослойка, граничащая со строительной конструкцией. Сопротивление теплоотдаче с внутренней стороны обозначается как J?sj, с наружной стороны — как J?se. Единица измерения — м2-К/Вт. Измеренные величины сопротивления теплоотдаче приведены в табл. 10.5.
Таблица 10.5. Измеренные величины сопротивления теплоотдаче по DIN EN ISO 6946 и EN ISO 13370
Строительная конструкция (з) -(Г) Сопротивление теплоотдаче, (м2К)/Вт
г zz: X® 1
J Общая 1комната<л I Подв; Г 1(Й)
и 1 внутри «Si снаружи Rse
“Я -И И—-гЦ-
1 Наружная стена без вентилируемого наружного фасада 0,13 0,04
2 Наружная стена с вентилируемым фасадом, стены (также примыкающие стены) в нетеплоизолированных чердачных помещениях, проходы, гаражи, открытые прихожие 0,13 0,04
3 Разделительные стены между квартирами, стены в помещениях нетипичного использования; стены, примыкающие к теплоизолированным чердачным помещениям 0,13 0,13
4 Разделительные стены внутри лестничных помещений 0,13 0,13
5 Стены, граничащие с грунтом 0,13 0,04
6 Потолочные перекрытия над квартирами, потолки между другими рабочими помещениями, потолки под изолированными чердачными помещениями, вообще и в зданиях с центральным отоплением 0,10 0,10
7 Потолки под неотделанными чердачными помещениями или под проветриваемыми помещениями (например, проветриваемые скаты крыши) 0,10 0,04
8 Потолки, которые ограничивают общие комнаты сверху от наружного воздуха (например, плоские крыши и потолки под террасами) 0,10 0,04
Теплоизоли-рованные Вентилируемые Уклон < 60° крутые крыши Уклон > 60° с уклоном > 5° 0,10 0,13 0,10 0,13
Невентилируемые с проветриваемой Уклон < 60° кровлей, без отверстий для притока Уклон > 60° и оттока воздуха, крутые крыши с дощатой обшивкой 0,10 0,13 0,04 0,04
9 Подвальные перекрытия, перекрытия в изолированных неотапливаемых помещениях 0,17 0,17
10 Перекрытия, которые ограждают общие помещения снизу от граничащих с наружным воздухом помещений (например, гаражей или проходов) 0,17 0,04
11 Нижние перекрытия общих помещений, не имеющих снизу погреба, которые граничат непосредственно с грунтом 0,17 0,04
10.2.1.4. Общее термическое сопротивление, общий коэффициент теплопередачи
Общее термическое сопротивление Rv строительной конструкции складывается из сопротивления теплоотдаче с внутренней стороны J?si, из сопротивления теплопередаче R и сопротивления теплоотдаче с наружной стороны J?se.
Общий коэффициент теплопередачи U — это величина, обратная общему термическому сопротивлению. Эта величина равна количеству тепла в джоулях в се-
www.hundegger.ru
10.2. Строительно-физические мероприятия
кунду (— ватт), которое проходит через 1 м2 площади строительной конструкции при разнице температур на поверхностях 1 К. Направления теплопередачи — от теплого воздуха внутри помещения к холодному наружному воздуху зимой или от теплого наружного воздуха к прохладному воздуху внутри помещения летом.
Общее термическое сопротивление Нт=Яе + Н+Я, [м2 • К/Вт].
Общий коэффициент теплопередачи
ипи U =----------
Rsi+R + Rse
Вт м2К
10.2.1.5. Требования по теплозащите
В DIN 4108 «Теплозащита и энергосбережение в зданиях» и в предписании по энергосбережению (EnEv) регламентированы минимальные и максимальные величины для теплозащиты. В соответствии с этими документами требования для термического сопротивления строительной конструкции R не могут быть занижены, а требования для общего коэффициента теплопередачи U не могут быть завышены.
ТРЕБОВАНИЯ ПО DIN 4108
Для зимней теплозащиты требования для наружных строительных конструкций здания задаются в виде минимальных величин. При этом различают тяжелые строительные конструкции с приведенной к площади поверхности общей массой >100 кг/м2 и легкие строительные конструкции с приведенной к площади поверхности общей массой < 100 кг/м2. Те же требования действительны для рамочных и каркасных строительных конструкций. Соответствующие минимальные величины для термического сопротивления R приведены в табл. 10.6 и 10.7.
Таблица 10.6. Минимальные величины для коэффициента теплопередачи R для пропускающих тепло строительных конструкций с приведенной к площади поверхности общей массой >100 кг/м2 по DIN 4108-2
Строительные конструкции Термическое сопротивление Я, (м2 К)/Вт
1 Наружные стены, включая ниши и парапеты под окнами, оконные перемычки и тепловые мостики 1,20
2 Стены общих жилых помещений, граничащие с чердачными помещениями, проходы, гаражи, открытые прихожие 1,20
3 Разделительные стены между квартирами, стены в помещениях нетипичного использования 0,07
4 Разделительные стены С внутренней температурой 0 < 10°С, но незамерзающим в лестничных помещениях лестничным коридором 0,25
С внутренней температурой 0 >10°С, например, в административных и офисных зданиях, учебных заведениях отелях, ресторанах и жилых зданиях 0,07
5 Стены общих жилых помещений, граничащие с грунтом 1,20
6 Потолочные перекрытия над квартирами, потолки над помещениями Общие нетипичного использования, потолки под отделанными чердачными помещениями с теплоизолированными скатами крыш и примыкающими В офисных стенами помещениях с центральным отоплением 0,35 0,17
7 Потолки под неотделанными чердачными помещениями, потолки под проветриваемыми помещениями между скатами крыш и примыкающими стенами в отделанных чердачных помещениях, теплоизолированные скаты крыш 0,90
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Таблица 10.6 (окончание)
Строительные конструкции Термическое сопротивление Я, (м2К)/Вт
8 Потолки и крыши, которые ограничивают общие комнаты сверху от наружного воздуха, потолки и крыши под террасами, поворотные крыши (с дополнительным расчетом заполнителя) 1,20
9 Подвальные перекрытия, перекрытия к изолированным неотапливаемым помещениям 0,90
10 Перекрытия, которые ограждают общие помещения снизу от граничащих с наружным воздухом помещений, например гаражей, проходов (в том числе закрываемых) и проветриваемых низких погребов 1,75
11 Нижние перекрытия общих помещений, не имеющих снизу погреба, которые граничат непосредственно с грунтом (до глубины помещения 5 м) или над пустыми непроветриваемыми пространствами, граничащими с грунтом 0,90
Таблица 10.7. Минимальные величины для коэффициента теплопередачи R для пропускающих тепло легких строительных конструкций с приведенной к площади поверхности общей массой <100 кг/м2, а также рамных и каркасных строений по DIN 4108-2
Строительные конструкции Термическое сопротивление R, (м2 К)/Вт
1 Наружные стены, перекрытия под неотделанными чердачными помещениями и крыши (< 100 кг/м2) 1,75
2 Рамные и каркасные конструкции В области панели каркаса 1,75
Для всей строительной конструкции в середине (Ят) 1,00
3 Ящики рольставен 1,00
4 Карнизы рольставен 0,55
5 Непрозрачные части заполнения При > 50% общей площади заполнения каркаса 1,20
При < 50% общей площади заполнения каркаса 1,00
Летняя теплозащита при воздействии солнечного излучения и высокой наружной температуры должна обеспечивать комфортный климат в помещении. Влияние на климат в помещении будет положительным, если:
— площадь поверхности окон не слишком большая и предусмотрена эффективная защита от солнца посредством выступающей крыши и балкона, ставень, роль-ставень, жалюзи, маркиз и с помощью солнцезащитного стекла;
— возможна естественная вентиляция помещения ночью и рано утром;
— ограждающие помещение поверхности стен и потолков имеют хорошую теплоаккумулирующую способность, а непрозрачные наружные строительные конструкции снаружи имеют достаточную теплозащиту.
Высокой теплоаккумулирующей способностью обладают строительные конструкции, которые:
• имеют высокую плотность, но медленно нагреваются;
• поглощают много тепла из воздуха в помещении, а при охлаждении снова отдают тепло;
• оказывают выравнивающее температуру действие только при незначительных колебаниях температуры в помещении;
• являются внутренними строительными конструкциями, не имеющими легкой облицовки, или являются наружными строительными конструкциями, на которые с внешней стороны нанесен слой теплоизоляции.
ТРЕБОВАНИЯ ПО ЭНЕРГОСБЕРЕЖЕНИЮ (ENEV)
В предписаниях по энергосбережению установлена максимальная величина годового потребления первичной энергии, а также трансмиссионных теплопотерь здания, которые не должны быть превышены.
www.hundegger.ru
Под первичной энергией законодатели понимают такую форму энергии, которая получается непосредственно от природы и еще не подвержена каким-либо преобразованиям, как, например, энергия каменного или бурого угля, природного газа, нефти и урана (рис. 10.10).
Возобновляемая (регенеративная) энергия — это такие виды энергоносителей, которые постоянно возобновляются и поэтому являются «неисчерпаемыми», например солнечная энергия, энергия ветра и
Рис. 10.10. Теплопотребление и теплопоступле-ния (схематически)
приливов, теплота земли и окружающей среды, биомасса и в ограниченном количестве древесина. Пока используется этот вид энергии, годовое потребление первичной энергии уменьшается.
При расчете годового потребления первичной энергии здания проверяется выполнение следующих требований.
• Компактность здания с возможно меньшим соотношением А/ Ve (А — площадь оболочки здания, К — отапливаемый объем помещений).
• Повышенная теплоизоляция для всех наружных конструкций здания, типа стен, перекрытий, крыш, окон, стеклянных дверей и наружных дверей. Тепловых мостиков при этом необходимо избегать для исключения образования плесени во влажных местах помещения (рис. 10.10).
• Оболочка здания с воздухопроницаемыми поверхностями, стыками и включениями, в которой необходимый воздухообмен нужно обеспечить посредством естественной вентиляции или с помощью вентиляционного оборудования (рис. 10.11).
• Установка экономичных отопительных систем типа низкотемпературных котлов или конденсационных котлов (с маркировкой СЕ).
Конечная энергия - это энергия на месте использования, которая поставляется потребителю и оплачивается им, например тепло от теплоцентрали, мазут для отопления в баках, угольные брикеты или электричества (рис. 10.10).
Рис. 10.11. Механическая вентиляция с рекуперацией тепла
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
• Повышенная теплоизоляция теплопроводов и распределительных трубопроводов с теплой водой и установка энергосберегающей системы регулирования.
• Энергосберегающая летняя теплозащита, которая сокращает требуемый расход энергии на функционирование климатических установок и/или кондиционеров до минимума.
• Использование теплопоступлений от солнечной радиации с помощью стекол с высоким общим коэффициентом пропускания энергии (рис. 10.10).
• Использование внутренних теплопоступлений от выделяющих тепло электрических приборов типа светильников, кухонных плит, холодильников и т.д., а также теплоотдачу жильцов дома (рис. 10.10).
Годовое теплопотребление на отопление Qh включает в себя:
— трансмиссионное теплопотребление QT
— теплопотребление на вентиляцию Qv
— используемые теплопоступления
солнечной радиации Qs
— используемые внутренние
поступления Q
Годовое теплопотребление на отопление
Qh = QT + Qv - Qs - Qr
Годовое потребление первичной энергии Ц, включает в себя:
— годовое теплопотребление
на отопление Qh
— теплопотребление на нагрев
питьевой воды Qw
— коэффициент энергозатрат системы ер
Трансмиссионное теплопотребление QT должно компенсировать трансмиссионные теплопотери здания (/7Т), теплопотребление на вентиляцию Qv - теплопотери на нагревание инфильтрующегося в помещение воздуха (Hv), для того чтобы климат в помещении оставался равномерным.
Коэффициент энергозатрат системы е охватывает потери в установках бытовой техники, например теплопотери при производстве и распределении тепловой энергии в здании, а также факторы первичной энергии, которыми являются потери при получении и преобразовании энергии и при транспортировке энергоносителя.
Годовое потребление первичной энергии __________QP=(Qh + Q>eP-________
В доказательство того, что новое здание выполняет требования предписаний по энергосбережению, выдается энергетический паспорт здания. В нем приводятся данные о текущем и допустимом годовом энергопотреблении и трансмиссионных теплопотерях. Также необходимы данные о температурном режиме, наличии тепловых мостиков, герметичности оболочки здания, способах вентиляции, минимальном воздухообмене и летней теплозащите (рис. 10.12).
Для ранее построенных зданий (старых построек) максимальные требования на общий коэффициент теплопередачи Uпредъявляются тогда, когда наружные строительные конструкции типа наружных стен, крыш, окон и наружных дверей обновляются, заменяются или устанавливаются впервые (табл. 10.8).
www.hundegger.ru
10.2. Строительно-физические мероприятия
ЭНЕРГЕТИЧЕСКИЙ ПАСПОРТ ЗДАНИЯ Форма Общая информация
Дата заполнения (число, м-ц, год)
Адрес здания Разработчик проекта Адрес и телефон разработчика Шифр проекта
Расчетные условия
№ п.п. Наименование расчетных параметров Обозначение параметра Единица измерения Расчетное значение
1 2 3 4 5 6 7 Расчетная температура внутреннего воздуха Расчетная температура наружного воздуха Расчетная температура теплого чердака Расчетная температура техподпопья Продолжительность отопительного периода Средняя температура наружного воздуха за отопительный период Градусо-сутки отопительного периода t, int I nt °, °C °C °C °C сут °C °C • сут
Функциональное назначение, тип и конструктивное решение здания
8 9 10 11 Назначение Размещение в застройке Тип Конструктивное решение
Геометрические и теплоэнергетические показатели
№ п.п. Показатель Обозначение показателя и единицы измерения Нормативное значение показателя Расчетное (проектное) значение показателя Фактическое значение показателя
1 2 3 4 5 6
Геометрические показатели
12 13 14 15 16 17 18 19 Общая площадь наружных ограждающих конструкций здания В том числе: стен окон и балконных дверей витражей фонарей входных дверей и ворот покрытий (совмещенных) чердачных перекрытий (холодного чердака) перекрытий теплых чердаков перекрытий над техподпольями перекрытий над неотапливаемыми подвалами или подпольями перекрытий над проездами и под эркерами пола по грунту Площадь квартир Полезная площадь (общественных зданий) Площадь жилых помещений Расчетная площадь (общественных зданий) Отапливаемый объем Коэффициент остекленное™ фасада здания Показатель компактности здания ’о.-к » - . . . § to М М М м М М М М м М М м м м м 2 м l l l l l I l III I I l l l l l I
Теплоэнергетические показатели
Теплотехнические показатели
20 Приведенное сопротивление теплопередаче наружных ограждений: стен окон и балконных дверей витражей фонарей входных дверей и ворот покрытий (совмещенных) чердачных перекрытий (холодных чердаков) перекрытий теплых чердаков (включая покрытие) перекрытий над техподпольями перекрытий над неотапливаемыми подвалами или подпольями перекрьп’ий над проездами и под эркерами пола по грунту о СС^СС^Сц%С°СС°СС° ссИГ QCttT 0?
Рис. 10.12. Энергетический паспорт здания (в соответствии со СНиП 23-02-2003)
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
ЭНЕРГЕТИЧЕСКИЙ ПАСПОРТ ЗДАНИЯ Форма
№ п.п. Показатель Обозначение показателя и единицы измерения Нормативное значение показателя Расчетное (проектное) значение показателя Фактическое значение показателя
1 2 3 4 5 6
21 22 23 24 Приведенный коэффициент теплопередачи здания Кратность воздухообмена здания за отопительный период Кратность воздухообмена здания при испытании (при 50 Па) Условный коэффициент теплопередачи здания, учитывающий теплопотери за счет инфильтрации и вентиляции Общий коэффициент теплопередачи здания К/, Вт/(м2-°С) па, ч-1 л50, ч-1 Ктм, Вт/(м2-°С) Кт, Вт/(м2°С) -
Энергетические показатели
25 26 27 28 29 Общие теплопотери через ограждающую оболочку здания за отопительный период Удельные бытовые тепловыделения в здании Бытовые теплопоступления в здание за отопительный период Теплопоступления в здание от солнечной радиации за отопительный период Потребность в тепловой энергии на отопление здания за отопительный период Qh, МДж <7int, Вт/м2 QM, МДж Qs, МДж Qhv, МДж -
Коэффициенты
№ п.п. Показатель Обозначение показателя и единицы измерения Нормативное значение показателя Фактическое значение показателя
30 31 32 33 34 Расчетный коэффициент энергетической эффективности системы централизованного теплоснабжения здания от источника теплоты Расчетный коэффициент энергетической эффективности поквартирных и автономных систем теплоснабжения здания от источника теплоты Коэффициент эффективности авторегулирования Коэффициент учета встречного теплового потока Коэффициент учета дополнительного тепло-потребления Р des с0 £dec С к Рь
Комплексные показатели
35 36 37 38 39 Расчетный удельный расход тепловой энергии на отопление здания Нормируемый удельный расход тепловой энергии на отопление здания Класс энергетической эффективности Соответствует ли проект здания нормативному требованию Необходимо ли дорабатывать проект здания q des кДж/(м^-°С-сут) [кДж/(м3-°Ссут)] <7hreq, кДж/(м2-°Ссут) [кДж/(м3°С-сут)]
Указания по повышению энергетической эффективности
40 Рекомендуем:
41 Паспорт заполнен
Организация Адрес и телефон Ответственный исполнитель
Рис. 10.12. Энергетический паспорт здания (в соответствии со СНиП 23-02-2003) (окончание)
www.hundegger.ru
Таблица 10.8. Максимально допустимые значения общего коэффициента теплопередачи U при первичной установке, замене или обновлении строительных конструкций в уже построенных зданиях в соответствии с Предписаниями по энергосбережению (EnEv)
Строительная конструкция Коэффициент теплопередачи и , макс’ Вт/(м2 К)
1 Наружные стены, общие 0,45
2 Наружные стены: а) если установлены наружные панели, дощатая обшивка или каменная облицовка или облицовка предусмотрена на внутренней стороне; б) если встроены теплоизоляционные слои или для обновления использовалась наружная штукатурка cU > 0,9 Вт/(м2- К) 0,35
3 Перекрытия под неотделанными чердачными помещениями, а также перекрытия, стены и скаты крыш, которые ограничивают отапливаемое помещение сверху от контакта с наружным воздухом: а) в новостройке или при замене облицовки с наружной или внутренней стороны или дощатой обшивки и изоляционного слоя; б) установка дополнительной облицовки и изоляционного слоя в стены к неотапливаемым чердачным помещениям 0,30
4 Плоские стены: а) при обновлении кровли и изоляционного слоя; б) при установке облицовки ипи дощатой обшивки с внутренней стороны 0,25
5 Потолки и стены, граничащие с неотапливаемыми помещениями: а) при установке настенной и потолочной облицовки на холодной стороне 0,40
6 Потолки и стены отапливаемых помещений, граничащие с грунтом, при нанесении: а) настенной облицовки с наружной или внутренней стороны, включая гидроизоляцию или дренаж; б) отделки пола на отапливаемую сторону с укладкой изоляционного слоя 0,50
7 Обновление наружных дверей (дверных полотен) 2,90
10.2.1.6. Экологичные строения
Термин «экологичное строение» обозначает, что для возведения здания был выбран такой способ:
— который требует минимальных затрат энергии на отопление;
— при котором применяются строительные материалы, для производства, транспортировки и обработки которых требуется минимальное количество энергии, и эти материалы, а также их отходы посредством определенной переработки могут быть использованы вторично;
— который сберегает невозобновляемые источники энергии, такие как уголь, природный газ и нефть.
При использовании норм Предписания по энергосбережению с ежемесячным подведением итогов благодаря такому низкому годовому расходу энергии на отопление достигается стандарт дома с низким потреблением энергии. С помощью постоянного эколого-технического развития уже сейчас могут быть построены так называемые пассивные дома, которые обходятся без активной отопительной системы зимой и без кондиционеров летом, но при этом достигается высокий показатель комфортности в доме.
В строительном стандарте пассивного дома с расходом энергии на отопление менее 15 кВт ч/м2 в год требуются:
— компактная форма здания наименьшим возможным показателем компактности здания (= соотношение А/ К);
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
— хорошая теплоизоляция наружной оболочки здания (значения общего коэффициента теплопередачи Uсм. табл. 10.9) с толщиной слоя теплоизоляционного материала от 25 до 40 см в виде наружного уплотнения или промежуточного уплотнения в деревянных домах;
— полная герметизация оболочки здания и предотвращение образования любых тепловых мостиков;
— установка оконных элементов с величиной U < 0,8 Вт/(м2 • К);
— контролируемые системы приточной и вытяжной вентиляции квартир с рекуперацией тепла (см. рис. 10.11);
— использование теплопоступлений от солнечной радиации и внутренних источников;
— покрытие остающегося энергопотребления за счет использования возобновляемой энергии, например с помощью нагреваемых солнцем коллекторов или тепловых насосов для подготовки теплой воды или посредством солнечных батарей для производства электрического тока.
Таблица 10.9. Развитие теплозащиты: от старых построек к пассивным домам
Критерии сравнения Старые постройки согласно Предписаниям по теплозащите 1977 г. Строительство согласно Предписаниям по теплозащите 1995 г. Дома с низким потреблением энергии согласно Предписаниям по энергосбережению 2002 г. Пассивные дома
Величина U для наружных стен 1,4 Вт/(м2- К) 0,8-0,6 Вт/(м2- К) 0,4-0,2 Вт/(м2- К) <0,15 Вт/(м2- К)
Крыши и самые верхние потолочные перекрытия 0,9 Вт/(м2-К) 0,5-0,3 Вт/(м2- К) 0,2-0,15 Вт/(м2- К) < 0,1 Вт/(м2-К)
Подвальные перектытия 0,8 Вт/(м2- К) 0,7-0,55 Вт/(м2- К) 0,4-0,3 Вт/(м2- К) < 0,2 Вт/(м2- К)
Окна Окно с одинарными или двойными рамами 5,2 Вт/(м2- К) Стеклопакет 1,8-3,1 Вт/(м2- К) Однокамерный теплозащитный стеклопакет 1,3 Вт/(м2- К) Двухкамерный теплозащитный стеклопакет < 0,8 Вт/(м2- К)
Вентиляция Незначительные требования Вентиляция через оконные стыки Механические вытяжные вентиляционные установки Вентиляционные установки с рекуперацией тепла
Использование теплопоступлений от солнечной радиации и внутренних источников Неэффективное Частично эффективное Эффективное, но недостаточное Очень эффективное
Отопление Большой расход Меньший расход Низкий легко регулируемый расход Отсутствует
Максимальный годовой расход энергии на отопление 280-180 кВт- ч/м2 100-54 кВт- ч/м2 70-50 кВт- ч/м2 <15 кВт- ч/м2
T ребуемое подтверждение Максимальный средний коэффициент теплопередачи к m Максимальный годовой расход энергии на отопление Qh Максимальный годовой расход первичной энергии Qo —
Расход мазута на отопление 18-13 л/м2 в год 9 л/м2 в год 5-4 л/м2 в год Энергопотребление соответствует 1,5 л/м2 в год
www.hundegger.ru
10.2.1.7. Теплоизоляционные конструкции
ТЕПЛОИЗОЛЯЦИЯ СТЕН
На наружных стенах слои теплоизоляционного материала могут быть размещены на наружной стороне стены (наружная теплоизоляция), на внутренней стороне наружной стены (внутренняя теплоизоляция), как средний слой между двумя обшивками стены или одновременно на наружной и внутренней стороне стены (двухоболочковая конструкция). Возможность размещения теплоизоляции зависит от типа здания. Строительно-физические и экономические преимущества и недостатки этих четырех конструкций необходимо учитывать уже при проектировании.
Наружную теплоизоляцию, как самое благоприятное решение, по возможности необходимо планировать уже при разработке проекта здания. Преимуществами при этом является то, что стена остается непромерзаемой, не образуются ведущие наружу тепловые мостики, а тепловое расширение несущих строительных конструкций является небольшим, а также то, что стена благодаря наружной изоляции оказывает выравнивающее температуру действие, то есть помещение зимой медленнее охлаждается, а летом медленнее нагревается. Наружную теплоизоляцию необходимо применять прежде всего в тех помещениях, которые постоянно используются или заселены, как, например, жилые дома, дома престарелых и больницы (рис. 10.13).
Внутреннюю теплоизоляцию необходимо использовать там, где помещения должны быстро нагреваться и когда они используются лишь кратковременно, например в церквях, лекционных залах или воскресных домах отдыха. Нанесение такой теплоизоляции является более простым и возможно без использования устойчивой к погодным воздействиям облицовки. Теплоизоляция в виде внут-
Крупноформатные плиты
Снаружи
Малоформатные плиты
Обрешетина Обрешетина Спой теплоизоляции
|— Каменная кладка Штукатурка
Наружная штукатурка
Легкие-----------------
строительные панели из древесного волокна
Бетон
Штукатурка
Дисперсионная штукатурка на основе искусственной смолы
Полистироловый пенопласт
----- Клей на основе искусственной смолы
Внутри
В качестве наружной теплоизоляции
Наружная штукатурка
Каменная кладка
Клеевая штукатурка
Пароизоляция
Внутренняя штукатурка
Innenputz------------
В качестве внутренней теплоизоляции
Рис. 10.13. Размещение теплоизоляционного слоя на стене
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Напольное покрытие
Бетонный пол
----Разделительный слой
— Слой теплоизоляции
г Монолитное перекрытие Штукатурка
Межквартирное потолочное перекрытие
----- Напольное покрытие
-----Бетонный пол
-----Разделительный слой
п— Слой
теплоизоляции
— Монолитное перекрытие г Штукатурка
Перекрытие над открытым проездом
Деревянный пол
Перекрытие под неотделанными мансардами
Рис. 10.14. Теплоизоляция перекрытий
реннего слоя часто используется для построек с фасадом из декоративного бетона с обнаженными зернами заполнителя или для декоративной каменной кладки.
ТЕПЛОИЗОЛЯЦИЯ ПЕРЕКРЫТИЙ
Для межквартирных потолочных перекрытий достаточной теплоизоляцией, как правило, является предписанный для защиты от шагового шума изоляционный слой под «плавающим» бесшовным полом (рис. 10.14). Для потолочных перекрытий, например для чердачных кладовых, слой теплоизоляции может быть размещен под деревянным полом (рис. 10.14). Теплоизоляция подвальных перекрытий может быть улучшена путем размещения дополнительного теплоизоляционного слоя под бесшовным полом или на нижней стороне подвального перекрытия. На перекрытия, которые отделяют помещения долговременного пребывания от наружного воздуха снизу, например потолки над проездами, необходимо с нижней стороны наносить дополнительный слой теплоизоляции (рис. 10.14).
ТЕПЛОИЗОЛЯЦИЯ ТЕПЛОВЫХ МОСТИКОВ
Тепловые мостики — это отдельные, пространственно ограниченные места в наружных строительных конструкциях, которые имеют пониженную теплоизоляцию по сравнению с остальной частью строительной конструкции. Так как по ним наружу отводится большее количество тепла, то температура поверхности на их внутренней стороне ниже, что может привести к образованию
Конструктивный элемент без теплоизоляции
Конструктивный элемент без теплоизоляции
Опора в железобетоне
и с теплоизоляцией
Ниша отопительного прибора
Короб роль-ставень
Рис. 10.15. Теплоизоляция тепловых мостиков
www.hundegger.ru
10.2. Строительно-физические мероприятия
Изоляция между стропилами
I, Изоляция
; между стропилами
как сплошная изоляция промежутков,
I непроветриваемая
Вертикальный разрез
Гипсокартонная панель Воздушная прослойка, не проветриваемая Пароизоляция Слой теплоизоляции -Шпунтованная дощатая обшивка
Нижнее рулонное полотно Проветриваемая полость Контробрешетина
Кровля
Изоляция над стропилами, непроветриваемая
Т/
Изоляция под стропилами, проветриваемая
Горизонтальный разрез
Рис. 10.16. Теплоизоляция крыш
конденсата. Поэтому образования тепловых мостиков следует избегать путем применения соответствующих мероприятий или сводить их размер к минимуму (рис. 10.15). Требования по минимальной теплозащите приведены в табл. 10.6 и 10.7.
ТЕПЛОИЗОЛЯЦИЯ КРЫШ
В непроветриваемых крутых крышах (рис. 10.16) или в проветриваемых наклонных облегченных крышах (холодных крышах) слой теплоизоляции может быть размещен под стропилами, между стропилами (рис. 10.18) или на несущей конструкции (рис. 10.16). При проветриваемых фасадах слой теплоизоляции прокладывается или на бетонное перекрытие, или над внутренней обшивкой потолка (рис. 10.18). Свободная высота поперечного сечения вентиляционного зазора не должна превышать 2 см для крутых крыш (уклон крыши > 10°) и 5 см для плоских крыш (уклон крыши < 5°).
Воздушные потоки сквозь конструкционный элемент и сквозь неплотные стыки в местах сопряжения конструкционных элементов, например стена/крыша, ведут к образованию сквозняка и повышению теплопотерь на нагревание инфильтрующегося воздуха. Это явление необходимо ограничивать с помощью применения воздухонепроницаемого слоя из пленки, уплотнительных лент или герметиков. Уплотнения должны быть установлены таким образом, чтобы при движении конструкционных элементов они не могли разорваться.
10.2.2. Защита от влаги
Защитой от влаги обозначаются все мероприятия, которые защищают постройку от проникновения воды и влажности. При неквалифицированном конструктивном исполнении на внутренней поверхности строительной конструкции или внутри нее может образовываться конденсат. Это сильно снижает теплозащиту постройки, деревянные конструктивные элементы начинают гнить, стальные элементы ржавеют, обои отклеиваются, а штукатурка отваливается. Поэтому такие виды повреждений должны быть предотвращены с помощью соответствующих мероприятий.
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
10.2.2.1. Образование конденсата на поверхности строительной конструкции
Воздух всегда содержит определенное количество водяных паров. Содержание пара, выраженное в процентах, называется относительной влажностью воздуха (см. рис. 14.91). Относительная влажность снижается, если при остающемся неиз-
менным количестве водяных паров в воздухе его температура увеличивается, влажность растет, если температура уменьшается. Но в зависимости от температуры воз-
Внутренняя
штукатурка
Стена --------
Слой теплоизоляции-----
Наружная штукатурка-----
Стена с наружной теплоизоляцией и пароизоляцией
Наружная стена с наружной теплоизоляцией
Стена с двумя обшивками
Легкая стена с проветриваемым наружным фасадом
Теплоизоляция
Стена -------------
Наружная штукатурка
Стена с внутренней теплоизоляцией и пароизоляцией
Внутренняя обшивка Пароизоляция Теплоизоляция-1 Наружная обшивка —
Легкая стена с пароизоляцией
дух может поглотить только определенное максимально возможное количество водяных паров, то есть 100%. Это количество называют максимальной влажностью воздуха. Если такой воздух охлаждать до тех пор, пока относительная влажность воздуха достигнет величины 100%, то при дальнейшем охлаждении избыток водяного пара должен выделиться из воздуха в форме тумана, на холодных предметах в форме росы или конденсата. Температура, при которой это происходит, называется температура точки росы 0s, или коротко точка росы. Для предотвращения образования росы или конденсата температура внутренней поверхности строительной конструкции должна быть всегда выше, чем соответствующая точка росы воздуха в помещении. Это достигается с помощью правильно подобранного вида теплоизоляции наружных оградительных конструкций.
10.2.2.2. Образование конденсата внутри строительной конструкции
Содержание водяных паров в воздухе и его температура являются факторами, определяющими давление пара. Давление пара на открытом воздухе и внутри жилого помещения чаще всего имеет различные значения. Поэтому давление внут-
Рис. 10.17. Диффузия водяного пара в наружных стенах
www.hundegger.ru
10.2. Строительно-физические мероприятия 619
ри и снаружи стремится к уравновешиванию. При этом возникает движение водяного пара через строительную конструкцию, как правило, изнутри наружу. Это движение сквозь строительную конструкцию называют диффузией водяного пара.
В течение холодного времени года, когда температура внутри жилого поме-
щения значительно отличается от температуры наружного воздуха, температура ограждающей конструкции снижается по направлению изнутри наружу. Поэто-
му при движении водяного пара
через строительную конструкцию относительная влажность воздуха в порах увеличивается. Если относительная влажность воздуха достигнет 100%, то при дальнейшем охлаждении внутри строительной конструкции выпадает конденсат. Если этот процесс продолжается длительное время, то строительная конструкция увлажняется.
Для предотвращения образования конденсата в наружных стенах в строительную конструкцию с внутренней стороны не должно проникать количество водяного пара большее, чем может снова испариться в наружный воздух с холодной стороны. Это достигается расположением на теплой стороне слоя теплоизоляции из строительного материала с более высоким сопротивлением паропроницанию, а на холодной стороне — слоя теплоизоляции из строительного материала с менее высоким сопротивлением паропроницанию, как, например, для теплоизолированной снаружи железобетонной стены (рис. 10.11а).
Если теплоизоляционный слой закрыт наружной облицовкой с высоким сопротивлением паропроницанию, например кладкой из клинкера, то необходимо предусмотреть вентиляцию фасада с внутренней стороны, чтобы диффундирующий из строительной конструкции пар
мог отводиться (рис. 10.176). Если
в
Проветриваемая крутая крыша (холодная крыша)
Гравийная посыпка или панели
Кровля Деревянная обшивка
Слой теплоизоляции
Брус Потолок Штукатурка
Бетонная плоская крыша с поперечно проветриваемым чердачным пространством (холодная крыша)
Кровля Обрешетина Контробрешетина Стропило
Слой теплоизоляции Пароизоляция Потолочная облицовка Количество водяного пара Нижнее рулонное полотно
------Гравийная посыпка или панели ------Кровля
Деревянная обшивка Поперечная обрешетина
Слой теплоизоляции Глухая обшивка Пароизоляция Балка Потолочная облицовка Деревянная плоская крыша с поперечно проветриваемым чердачным пространством (холодная крыша)
Гравийная по-
сыпка или панели
Кровля
Слой выравнивания давления лара Слой теплоизоляции
Пароизоляция Разделительный и выравнивающий слой Верхнее покрытие Потолок Штукатурка
Бетонная плоская крыша с пароизоляцией (теплая крыша)
Рис. 10.18. Диффузия водяного пара в крышах
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
невозможно обеспечить проветривание фасада, то на внутренней стороне стены необходимо разместить слой пароизоляции (рис. 10.11г и д). Если слой теплоизоляции расположен с внутренней стороны, то из-за малого сопротивления паро-проницанию внутренней штукатурки на холодной железобетонной стене образуется конденсат. Для того чтобы этого избежать, на теплой стороне теплоизоляционного слоя необходимо предусмотреть слой пароизоляции (рис. 10.17в).
Защита от влаги крыш обеспечивается таким же способом, что и для стен. Проветриваемые крыши (холодные крыши) имеют между теплоизоляционным слоем и кровлей промежуток, через который отводится диффундирующий пар. Установка пароизоляции рекомендуется в проблематичных случаях (рис. 10.18а и в). Для непроветриваемых крыш (теплых крыш) необходимо применение пароизоляции на теплой стороне теплоизоляционного слоя, для того чтобы избежать образования конденсата под холодной кровлей (рис. 10.18г).
ЗАДАНИЯ
1. Изоляционные материалы должны иметь высокую теплоизолирующую способность. Благодаря чему это свойство достигается у отдельных строительных материалов?
2. Почему стены и потолки помещения должны иметь достаточную теплоаккумулирующую способность?
3. Объясните, где в здании могут образоваться тепловые мостики. Предложите меры по их устранению.
4. С помощью каких мероприятий можно предотвратить образование конденсата на поверхности и внутри строительной конструкции?
10.2.3. Защита от шума
С возрастающим количеством промышленных предприятий и транспортных средств постоянно увеличивается количество шума. Длительное шумовое воздействие отрицательно сказывается на здоровье людей. Задачей защиты от шума является защита людей от шумового воздействия как снаружи, так и внутри здания. Это достигается с помощью звукоизоляции и звукопоглощения.
10.2.3.1. Звукоизоляция
Под звукоизоляцией понимают сопротивление строительной конструкции (например, стен, потолков, дверей или окон), которое она оказывает прохождению
Рис. 10.19. Изоляция воздушного шума
звуковой энергии. Когда говорят о звукоизоляции, то речь идет, как правило, о звуковых процессах между двумя помещениями или помещением и наружным воздухом. По виду распространения звука различают изоляцию воздушного шума (рис. 10.19) и изоляцию ударного шума, особенно изоляцию
шагового шума.
www.hundegger.ru
10.2. Строительно-физические мероприятия
ИЗОЛЯЦИЯ ВОЗДУШНОГО ШУМА
Для оценки изоляции воздушного шума применяется оценочный индекс изоляции воздушного шума (A'w). Он выражается в децибелах (дБ).
Эта величина определяется по нормативной кривой, которая установлена в DIN EN ISO 140-4. Нормативная кривая проходит по важным для строительной акустики диапазонам частот от 100 до 3150 Гц (так называемая третьоктавная полоса). В соответствии с графиком нормативной кривой требования на изоляцию воздушного шума в нижнем диапазоне частот низкого тона низкие, а при высоких тонах в верхнем диапазоне частот — высокие. Здесь учитывается свойство человеческого слуха воспринимать более низкие звуки как менее громкие и поэтому не такие обременительные, как высокие звуки (рис. 10.20).
ТРЕБОВАНИЯ ПО ИЗОЛЯЦИИ ВОЗДУШНОГО ШУМА Для обеспечения достаточной изоляции воздушного шума между квартирами и соседними рабочими помещениями необходимо выполнять требования по минимальной изоляции воздушного шума, изложенные в DIN 4109. Если эти требования не соблюдаются, то жильцами могут быть предъявлены требования о возмещении ущерба.
ИЗОЛЯЦИЯ ШАГОВОГО ШУМА
Для оценки изоляции шагового шума применяется оценочный индекс приведенного уровня ударного шума, L'nw, дБ. Он определяется по нормативной кривой, которая установлена в DIN EN ISO 140-7. Эта нормативная кривая, как и для случая с изоляцией воздушного шума, проходит по важным для строительной акустики диапазонам частот от 100 до 3150 Гц. Здесь также учитывается свойство человеческого слуха, благодаря которому в диапазоне низких тонов при низких частотах допустим более высокий уровень звукового давления, и поэтому требования на изоляцию шагового шума ниже, чем в диапазоне высоких тонов (рис. 10.21).
Изоляция шагового шума может быть улучшена сооружением «плавающего» бесшовного пола или
Оценочный индекс изоляции воздушного шума R'w определяется следующим образом, нормативная кривая А сдвигается к кривой измеренной частотной характеристики В таким образом, чтобы превышение сдвинутой нормативной кривой С над кривой измеренной частотной характеристики в среднем составляло 2 дБ. R'w может быть считано по точке пересечения кривой С с частотой 500 Г ц (среднегеометрической частоте третьоктавной полосы).
Чем выше величина, тем лучше изоляция воздушного шума.
Рис. 10.20. Определение оценочного индекса изоляции воздушного шума 7?'w
Оценочный индекс приведенного уровня ударного шума L'n w определяется следующим образом: нормативная кривая А сдвигается к кривой измеренной частотной характеристики В таким образом, чтобы превышение измеренной кривой В над сдвинутой нормативной кривой С в середине составляло 2 дБ. L'n w может быть считано по точке пересечения кривой С с частотой 500 Гц.
Чем ниже величина, тем лучше изоляция шагового шума.
Рис. 10.21. Определение оценочного индекса приведенного уровня ударного шума Z'nw
мягкого пружинящего напольного покрытия. Для оценки различных покрытий полов был введен индекс улучшения изоляции ударного шума покрытиями полов (AEw).
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Передача звука в продольном направлении
Передача звука в продольном направлении
Однооболочковая стена
Передача звука в продольном направлении
Передача звука в продольном направлении
Двухоболочковая стена
Рис. 10.22. Распространение воздушного звука в стенах
Горизонтальный разрез
Двухоболочковая конструкция с каркасом из стального листового профиля
pi— Легкие строительные
шерсти > 50 мм
панели из древесной
Штукатурка
Горизонтальный разрез
Двухоболочковая конструкция с самонесущими оболочками
Величина индекса улучшения изоляции ударного шума покрытиями полов показывает, на сколько децибел дополнительное покрытие пола улучшает оценочный индекс приведенного уровня ударного шума неотделанного перекрытия из сплошных железобетонных плит. Величины индексов улучшения изоляции ударного шума для различных покрытий полов приведены в DIN 4109.
ТРЕБОВАНИЯ ПО ИЗОЛЯЦИИ ШАГОВОГО ШУМА Для обеспечения достаточной изоляции шагового шума потолочных и межэтажных перекрытий в DIN 4109 установлены величины по минимальной изоляции шагового шума, которые не должны быть превышены.
10.2.3.2. Звукоизоляция стен
Для предотвращения проникновения звука из одного помещения в другое между этими помещениями необходимо возвести звукоизолирующую стену. При этом различают однооболочковые и двухоболочковые стены (рис. 10.22).
Однооболочковыми стенами называют такие стены, которые состоят из одного слоя, например бетонированная стена, или из нескольких слоев, если они соединены друг с другом по всей площади, например оштукатуренная каменная кладка. Передача звука из одного помещения в другое происходит прямо через стену, или звук передается в продольном направлении по прилегающим стенам и потолкам (рис. 10.22). В строительной конструкции падающим воздушным звуком возбуждаются колебания, которые снова передаются граничащим с другой стороной конструкции слоям воздуха в форме воздушного звука. Однооболочковые конструкции достигают хорошей изоляции воздушного шума при достаточной толщине и плотности. Также они должны иметь максимально большой вес на каждый квадратный метр площади. Стены не должны иметь сквозных отверстий и трещин, поэтому построенные из каменной кладки стены необходимо штукатурить.
Для обеспечения хороших характеристик звукоизоляции легких строительных конструкций их делают двухоболочковыми. Под двухоболочковой
Рис. 10.23. Звукоизоляция стен
www.hundegger.ru
10.2. Строительно-физические мероприятия
стеной понимают такую стену, которая состоит из двух отдельных панелей, также называемых обшивками, разделенных между собой воздушной прослойкой или мягким пружинящим изоляционным материалом. Эти обшивки могут состоять из гипсовых досок, гипсокартонных плит, оштукатуренных легких строительных панелей из древесной шерсти, древесностружечных, древесноволокнистых и столярных плит. Оболочки либо являются самонесущими, как, например легкие строительные панели из древесной шерсти, или могут быть установлены на нижнюю каркасную конструкцию из деревянных брусьев или стального листового профиля (рис. 10.23).
Если тонкая обшивка устанавливается перед тяжелой стеной, например стеной из полнотелого кирпича толщиной 11,5 см, то говорят о декоративной обшивке. Передача звука в двухоболочковых стенах происходит как напрямую через обе резонирующие оболочки, так и по прилегающим стенам и потолкам в продольном направлении (рис. 10.22).
Другая возможность передачи звука — это звуковые мостики. Звуковые мостики — это жесткие соединения между двумя оболочками, как, например, брусья, деревянные рейки, гвозди, шурупы, участки штукатурки или проходящие насквозь трубы. Однооболочковая стена должна быть как можно более жесткой на изгиб, обшивки двухоболочковой стены — как можно более мягкими на изгиб. Строительная конструкция является мягкой на изгиб в том случае, когда она начинает легко колебаться под действием воздушной звуковой волны.
10.2.3.3. Звукоизоляция потолков
Звукоизоляция потолков охватывает изоляцию от воздушного шума, шагового и ударного шума.
Для изоляции от воздушного шума для монолитных перекрытий действуют те же основные принципы, что и для однооболочковых стен. Если минимальный вес 1 м2 перекрытия равен от 350 до 400 кг, то оценочный индекс изоляции воздушного шума равен 7?w = 52 дБ. Однако так как многие типы перекрытий имеют меньший вес и тем самым не выполняют требования по минималь-
-----Штукатурка
-----Тонкая каменная стена г- Минеральная шерсть
Бруски
Амортизатор колебаний
Горизонтальный разрез
Рис. 10.24. Звукоизолирующая декоративная обшивка
L Минеральная вата ---Крючок
------Железобетонное перекрытие
----------Гипсокартонная панель ---------- Металлический 11-профиль
На металлическом каркасе
Рис. 10.25. Обеспечивающий изоляцию воздушного шума подвесной потолок
Рис. 10.26. Изоляция шагового шума
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
—— Пол из реек или планок
---- Лаги
---- Изоляционные полосы
---- Минеральная вата
— Гидроизоляционный слой
- Бетонное перекрытие
Деревянный пол на лагах
Готовый паркет Гидроизоляционный слой Гипсовые бесшовные плиты
Готовый паркет на сухом бесшовном полу
Рис. 10.27. Сухое основание пола
----- Напольное покрытие
----- Бесшовный пол
----- Гидроизоляционный слой
— Плита из минерального волокна
— Древесностружечная плита
— Минеральная вата ------ Балка перекрытия
Поперечная рейка, закрепленная ------- пружинными скобами
------------ Гипсокартонная панель
С плавающим бетонным полом и подвесным потолком
L Волокнистый изоляционный материал — Песок или вложенная
гипсокартонная панель
— Рейки на полосах изоляции, закрепленные пружинными скобами или шинами
С плавающим полом из струженных плит и утяжеленным подвесным потолком
Рис. 10.28. Изоляция шагового шума для перекрытий из деревянных балок
ной защите от воздушного шума, то такие перекрытия должны быть двухоболочковыми. Для таких перекрытий используют нижний подвесной потолок (рис. 10.25). В качестве строительных материалов для подвесных потолков подходят гипсокартонные панели, оштукатуренные легкие строительные панели из древесной шерсти или оштукатуренный просечно-вытяжной металлический лист. Также сооружение плавающего бесшовного пола на перекрытии улучшает изоляцию воздушного шума.
Так как изоляция шагового шума для монолитных перекрытий недостаточна (рис. 10.26), то на перекрытии сооружается плавающий бесшовный пол (рис. 10.29) или мягкое пружинящее напольное покрытие. Под бетонной стяжкой бесшовного пола на чистое перекрытие необходимо проложить слой изоляции, например из полистироловой пены, минеральной ваты, кокосового волокна или подобных строительных материалов.
Изоляционный слой необходимо защитить с помощью битуминированной бумаги или пластиковой пленки от проникновения влаги из только что наложенного покрытия. В качестве бесшовного пола применяют цементные стяжки, гипсовые стяжки, магнезиальные полы или стяжку из литого асфальта. Если нужно добиться предписанной степени изоляции шагового шума с помощью мягкого пружинящего напольного покрытия, то для этой цели используют ковры с высоким ворсом с подложками из строительного картона, пористой резины или пробки.
Вместо бесшовного пола, заливаемого мокрым способом, плавающий пол можно также укладывать на бетон-
www.hundegger.ru
10.2. Строительно-физические мероприятия
ное перекрытие сухим способом (рис. 10.27). В качестве сухого основания пола используются, например, древесностружечные плиты на лагах с полосами изоляции, гипсовые бесшовные плиты на изоляционном слое или битуминиро-
ванные древесноволокнистые или легкие строительные плиты на выравнивающей засыпке из битуминированного перлита. Верхнее покрытие пола может быть готовым паркетом, искусственным или готовым напольным покрытием, уложенным на древесностружечные плиты.
Традиционные перекрытия из деревянных балок в многоквартирных домах не выполняют требования по изоляции воздушного и шагового шума. Выполнение этих требований можно достичь закреплением потолочной облицовки на подвесном потолке, который фиксируется на балках перекрытия с помощью пружинных скоб (рис. 10.28). Другая возможность улучшения, прежде всего изоляции шагового шума — это плавающий бесшовный пол (рис. 10.28а) или плавающая стружечная плита (рис. 10.286).
Изоляцию от корпусного или ударного шума необходимо предусмотреть там, где станки, двигатели или подобные устройства во время сво-
Напольное покрытие — Плавающий пол —------
Разделительный слой — Изоляционный слой----
Перекрытие-----------
Рис. 10.29. Строение плавающего пола
Рис. 10.30. Изоляция ударного шума
ей работы могут передавать полу и стенам шумы и колебания в виде ударного шума. Оттуда ударный шум может легко распространиться по другим строительным конструкциям. Изоляция ударного шума достигается за счет того, что станки и двигатели устанавливают на виброизоляторы из твердой резины, стальные пружины или подобное оборудование (рис. 10.30).
10.2.3.4. Защита от звука посредством звукопоглощения
Мероприятия по звукопоглощению применяются там, где должен быть понижен уровень шума в шумном помещении, например в машинном цехе (рис. 10.31). Также в концертных и лекционных залах, где очень важна хорошая акустика, необходимы мероприятия по поглощению звука. Таким образом, звукопоглощение всегда относится к процессам распространения воздушного звука внутри «шумного» помещения.
Различают пористые звукопоглощающие материалы и резонансные звукопоглотители.
Рис. 10.31. Защита от звука посредством звукопоглощения
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Звукопоглощение средних тонов
Рис. 10.32. Звукопоглощающие конструкции
Пористые звукопоглощающие материалы — это легкие материалы с неровной и открытопористой поверхностью, как, например, плиты из минерального волокна, древесноволокнистые плиты или различные пенопласты. Звукопоглощающее действие таких материалов зависит от их поверхности. При поглощении звука звуковые волны падают на поверхность звукопоглощающего материала. Часть волн отражается, то есть отбрасывается обратно в помещение, другая часть проникает в поры. При этом возвратно-поступательные колебания молекул воздуха затормаживаются при трении о стенки пор, из-за чего звуковая энергия преобразуется в тепловую энергию. Тем самым звук поглощается, то есть гасится. Повышения поглощающего действия достигают посредством перфорирования или гофрирования поверхности. Пористые звукопоглощающие материалы в основном закрепляются на стенах или потолках в виде плит и поглощают прежде всего высокие звуки (рис. 10.326).
Резонансные звукопоглотители состоят из закрытопористых плит, как, например, тонкие столярные, древесностружечные, древесноволокнистые или гипсокартонные плиты, которые необходимо закрепить на определенном расстоянии от стены или потолка. Под действием звуковых волн эти плиты начинают колебаться, при этом часть звуковой энергии преобразуется в энергию движения. Прежде всего поглощаются низкие звуки (рис. 10.32г).
Звукопоглощение в среднем диапазоне обеспечивается посредством комбинации пористых и резонансных звукопоглощающих материалов. При этом пористые звукопоглотители закрепляются на стене или потолке на определенном расстоянии. Дополнительно они могут быть покрыты металлическими листами, гипсокартонными, древесноволокнистыми или столярными плитами с отверстиями или прорезями (рис. 10.32в).
Способность материала или конструкции поглощать звук может быть определена с помощью методов измерения, изложенных в DIN 52210. В этом же документе регламентируется коэффициент звукопоглощения «для различных звуковых частот.
Например, различные величины коэффициент звукопоглощения означают: а — 0,0 нет звукопоглощения, отражение 100%;
а= 0,8 поглощение 80%;
а= 1,0 поглощение 100%, нет отражения.
www.hundegger.ru
10.2. Строительно-физические мероприятия
10.2.4. Противопожарная защита
Ежедневно возникающие пожары наносят значительный ущерб государственному и частному имуществу. Но еще более тяжелыми являются потери жизни и здоровья людей. Для обеспечения безопасности людей, надежности предприятий и рабочих мест и сохранения материальных ценностей были изданы многочисленные законы, предписания и распоряжения по противопожарной безопасности.
Поэтому строительные предписания содержат требования пожарной безопасности, предъявляемые как к используемым в постройке строительным материалам, так и к различным конструкциям здания. Применяемые в этих предписаниях термины и понятия регламентированы в DIN 4102 и DIN EN 13501. В соответствии с DIN 4102 обычно различают огнестойкость строительного материала и характеристику горения строительной конструкции, которая, как правило, состоит из нескольких строительных материалов.
10.2.4.1. Огнестойкость строительных материалов
Строительные материалы при воздействии пламени ведут себя по-разному в зависимости от своего типа. Поэтому в DIN 4102 «Огнестойкость строительных материалов и конструкций» произведена их классификация на группы строительных материалов А и В. Различают горючие и негорючие строительные вещества. Последние классифицируются на трудновоспламеняющиеся, нормально воспламеняющиеся и легковоспламеняющиеся строительные материалы (табл. 10.10).
Таблица 10.10. Классификация строительных материалов
Европейская классификация строительных материалов по DIN EN 13501-1 Классификация строительных материалов по DIN 4102
Осн. Еврокласс Евро-подклассы Класс строительного материала Наименование для строительного надзора Примеры
А1 А1 А - негорючие строительные материалы А1 Без горючих компонентов Гипс, известь, цемент, камень, бетон, стекло, армированный волокнами бетон
С горючими компонентами (< 1%) Определенные типы огнезащитных плит из минерального волокна, плиты из силикатного волокна
А2 A2-s1,d0 А2 С горючими компонентами Гипсокартонные плиты, изделия из минерального волокна
A2-s1,d1 A2-s1,d2 А2 - s2, dO A2 - s2, d1 A2 - s2, d2 A2-s3, dO A2-S3, d1 A2-s3,d2 В - горючие строительные материалы В1 Трудно воспламеняемые строительные материалы Гипсокартонные плиты с перфорированной поверхностью, легкие строительные плиты из древесной шерсти, трудно воспламеняемые стружечные плиты, некоторые виды пенопласта, некоторые изделия из ПВХ, дубовый паркет, бесшовный пол из литого асфальта
В B-s1,d0 B-s1,d1 B-s1,d2 В - s2, dO В - s2, d1 В - s2, d2 В - s3, dO В - s3, d1 В - s3, d2 В1
С C-s1,d0 C-s1,d1 C-s1,d2 C-s2, dO C-s2, d1 C-s2, d2 C - s3, dO C - s3, d1 C - s3, d2 В1
D D-s1,d0 D-s1,d1 D-s1,d2 D - s2, dO D - s2, d1 D - s2, d2 D - s3, dO D - s3, d1 D - s3, d2 В2 Нормально воспламеняющиеся строительные материалы Древесина и древесные материалы, р > 400 кг/м3 и толщиной более 2 мм, стандартный толевый картон и напольные покрытия из ПВХ
Е E-d2 В2
F Результаты не установлены ВЗ Нормально воспламеняющиеся строительные материалы Бумага, древесная шерсть, древесина толщиной до 2 мм
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Принадлежность строительного материала к соответствующему классу может быть обозначена с помощью маркировки на самом материале или его упаковке. Строительные материалы без специальной маркировки отнесены в DIN 4102, часть 4, к определенному классу строительных материалов.
Отдельные строительные материалы, которые применяются в соединениях, например клеевых или винтовых, также должны пройти испытания в соединении, так как нет гарантии того, что соединение материалов будет иметь те же свойства по огнестойкости, что и отдельные компоненты соединения.
В рамках европейской гармонизации стандартов наряду с DIN 4102-1 действует новый межгосударственный стандарт DIN EN 13501-1. Он содержит новую европейскую классификацию с основными классами A—F и подклассы si, s2 и s3 для дымообразования (от англ, smoke), а также d0, dl и d2 для горючих капель (Droplets). В табл. 10.10 приведено сравнение все еще действующей классификации строительных материалов по DIN 4102-1 и их классификация по европейскому стандарту.
В подклассах дымообразование обозначается как незначительное (si), среднее (s2) и высокое (s3), образование горючих капель или горючих отходов как не встречающееся (d0), незначительное (dl) или сильное (d2). Пример обозначения: B-s2,dl.
10.2.4.2. Огнестойкость строительных конструкций
Строительные конструкции классифицируются в зависимости от характеристик своего горения по классам огнестойкости. Различают класс огнестойкости F для стен, перекрытий, опор, балок и лестниц, класс W для ненесущих наружных стен, парапетов и дымовых зонтов, класс Т для дверей, ворот, откидных крышек и рольставен, G для остекления и L для воздуховодов.
Огнестойкость строительных конструкций в минутах определяется с помощью испытания на пожаробезопасность. То есть отнесение стены в класс огнестойкости F 120 обозначает, что при испытании на пожаробезопасность до сквозного проникновения пламени сквозь стену прошло минимум 120 минут и что стена выдержала относящийся к испытанию контроль прочности (табл. 10.11). Кроме этого, классы огнестойкости для строительных конструкций групп F и W содержат данные о горючести строительных материалов.
Таблица 10.11. Классы огнестойкости по DIN 4102
Огнестойкость, в минутах Классы огнестойкости для Наименование класса
стен, перекрытий, опор, балок, лестниц ненесущих наружных стен, парапетов противопожарной отделки, дверей, ворот, откидных крышек остекления воздуховодов
> 30 F 30 W30 тзо G 30 L30 Полуогнестойкий
> 60 F60 W60 T60 G 60 L60 Высоогнестойкий
> 90 > 120 F90 F 120 W 90 W 120 T90 Т 120 G 90 G 120 L90 L 120 Огнеупорный
> 180 F 1В0 W 180 Т 180 G 180 L 180 -
www.hundegger.ru
10.2. Строительно-физические мероприятия
Примеры:
F 90-А Строительная конструкция класса огнестойкости F 90, состоит из негорючих материалов
F 30-В Строительная конструкция класса огнестойкости F 30, состоит из горючих материалов
W 60-АВ Строительная конструкция класса огнестойкости W 60, несущий и придающий жесткость элементы, а также сквозной слой, проходящий через плоскость детали, для ограждающей строительной конструкции состоят из негорючих материалов
F 90-ВА Строительная конструкция класса огнестойкости F 90, несущий и придающий жесткость элементы состоят из горючих материалов, ограждающие помещение и строение конструкции, а также изоляционные материалы состоят из негорючих материалов
Критериями для европейской классификации огнестойкости по DIN EN 13501-2 являются:
R — сохранение несущей способности и устойчивости,
I — соблюдение предельной температуры поверхности,
S — ограничение проникновения дыма,
М— повышенная механическая прочность (ударная нагрузка),
Е — сохранение герметичности помещения,
W — ограничение проникновения теплового излучения,
С — самозакрывающийся (двери для защиты от огня и/или дыма)
Огнестойкость в минутах составляет минимум 15, 20, 30, 45, 60, 90, 120, 240 или 360.
Если при испытании на пожаробезопасность, например, несущей конструкции проверяются несколько различных критериев, то при классификации результаты испытаний должны суммироваться.
Пример: Строительная конструкция при испытании на пожаробезопасность сохраняет несущую способность в течение 155 минут, функции по герметизации помещения — в течение 115 минут и требуемую теплоизоляцию — в течение 42 минут, в том числе под действием ударной нагрузки. Эта строительная конструкция должна быть классифицирована как R 120/RE 90/REI 30/REI-M.
10.2.4.3. Противопожарная защита стальных строительных конструкций
Сталь по своим характеристикам относится к классу негорючих строительных материалов (класс А1) и при сильном нагревании сама не выделяет тепловой энергии. Но в случае пожара из-за своей высокой теплопроводности сталь все же начинает очень быстро накаляться, при этом сильно расширяется и при температуре около 500°С уже в течение несколысих минут теряет свою статическую прочность. Это ведет к непредсказуемому обрушению конструкций и строения в целом. Важные со статической точки зрения стальные строительные конструкции, например опоры, балки перекрытия и балки крыши, по этой причине должны быть защищены от воздействия пламени и сильного нагрева с помощью специальных мероприятий. Стальные конструкции либо покрываются оболочкой (непосредственная защита), либо отгораживаются от пламени с помощью установки подвесных потолков (непрямая защита).
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
10.2.4.4. Противопожарная защита деревянных строительных конструкций
В DIN 4102 строительные материалы, включая древесину и древесные материалы, в зависимости от своего поведения при воздействии пламени классифицированы по различным группам строительных материалов (табл. 10.10). Несущие и герметизирующие помещение конструкции проверяются в соответствии с этим стандартом и подразделяются по классам огнестойкости (табл. 10.11). Строительными конструкциями, выполненными из древесины, могут быть, например, опоры, перекрытия по деревянным балкам, стропильные фермы, склеенные из слоев досок стропильные фермы для больших залов, легкие межкомнатные перегородки, внутренняя настенная облицовка, наружная и потолочная обшивка, две
ри и лестницы.
При отнесении строительного материала к определенному классу решаю
щим критерием является воспламеняемость и распространение пламени, при
отнесении строительного материала к классу огнестойкости играет роль время
прогорания строительной конструкции насквозь, то есть от одной стороны до другой, и ее прочность в случае пожара. На поведение древесины и деревянных
конструкций при воздействии пламени влияет порода древесины, конструкция
элемента, а также химические защитные мероприятия, причем эти факторы за
частую обеспечивают достаточное защитное действие только в совместной ком-
и ii.Tir.hind TirwarpF
Стальные несущие перекрытия с подвесным потолком из оштукатуренной легкой строительной панели из древесной шерсти
Перекрытие на деревянных балках с подвесным потолком из гипсокартонных плит
Конструкция крыши с нижней обшивкой из гипсокартонных плит
Рис. 10.33. Примеры непрямой противопожарной защиты перекрытий
бинации (рис. 10.33).
КОНСТРУКТИВНЫЕ ЗАЩИТНЫЕ МЕРОПРИЯТИЯ
В отличие от стали или железобетона древесина является горючим материалом. Несмотря на это, деревянные конструкции соответствующей толщины могут достигать длительности огнестойкости от F 30 В до F 60 В. Древесина имеет особенное свойство — ее поверхность обугливается при воздействии пожара. Этот слой древесного угля на наружной зоне строительной конструкции образует защитный слой, который заметно замедляет дальнейшее выгорание древесины. Благодаря низкой скорости выгорания примерно 3,5 см в час на поверхности строительной конструкции и низкой теплопроводности древесины прочность и несущая способность конструкции сохраняются относительнодлительное время; изменение несущей способности также существенно зависит от поперечного сечения.
Кроме этого, в отличие от стали древесина имеет следующее преимущество: в случае пожара по характерному хрусту и треску можно предсказать обрушение строения, что при тушении пожара и
www.hundegger.ru
10.2. Строительно-физические мероприятия
проведении спасательных работ может иметь жизненно важное значение. При сгорании древесины благоприятным фактором также является то, что при этом не выделяется никаких опасных для жизни газов и что уровень образования дыма остается в пределах допустимой величины.
Для ограничения воспламенения древесины и распространения пламени по деревянным строительным конструкциям могут использоваться предупредительные меры противопожарной защиты. Прежде всего сюда относятся материально-технические, строительно-конструктивные и химические мероприятия.
МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ И СТРОИТЕЛЬНО-КОНСТРУКТИВНЫЕ ЗАЩИТНЫЕ МЕРОПРИЯТИЯ
Благодаря выбору подходящей породы древесины, а также строительно-конструктивным мероприятиям опасность воспламенения древесины и скорость распространения пламени по деревянным строительным конструкциям могут быть существенно снижены, что сделает деревянные конструкции надежнее и безопаснее с точки зрения противопожарной защиты. Это действует также в том случае, если деревянные строительные конструкции не классифицированы по DIN 4102.
Опасность воспламенения и быстрота сгорания могут быть существенно снижены за счет выбора подходящей породы древесины и конструктивных мероприятий.
• С увеличением плотности древесины воспламеняемость и скорость сгорания древесины снижаются.
• Трещины облегчают выделение газа и благоприятствуют доступу пламени и кислорода воздуха внутрь древесины. Кроме этого, трещины увеличивают соотношение площади поверхности к объему древесины. Поэтому необходимо применять древесину без трещин и мало склонную к трещинообразованию.
• Гладкая поверхность древесины со скругленными углами и кантами уменьшает соотношение площади поверхности к объему древесины и тем самым затрудняет возгорание.
• Устойчивость деревянных конструкций тем выше, чем больше площадь поперечного сечения деревянного элемента.
• Поверхности большого формата и горизонтально расположенные облицовки оказывают пламени большее сопротивление, чем маленькие поверхности и вертикально расположенные облицовки.
• Деревянные строительные конструкции могут быть эффективно защищены с помощью облицовки негорючими материалами или покрытиями из штукатурки, легких строительных панелей из древесной шерсти и гипсокартонных плит, но при этом такие конструкции маскируют древесину.
ХИМИЧЕСКИЕ ЗАЩИТНЫЕ МЕРОПРИЯТИЯ
Древесина и древесные материалы толщиной более 12 мм благодаря применению допустимых огнезащитных средств (антипиренов) могут быть сделаны «трудновоспламеняемыми». Обычная древесина классифицируется как «нормально воспламеняемая». В древесностружечные плиты при их производстве добавляются антипирены в форме порошков или растворов. Отнесение панельных строительных материалов к классу материалов согласно DIN 4102 в таком случае зависит от вида добавленного защитного средства, его количества и распределения в материале.
Проверенные и допущенные к применению соответствующим органом огнезащитные средства наряду с другими негорючими и трудновоспламеняемыми строительными материалами приведены в «Перечне контрольных знаков для не-
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Материал горит в том случае, когда доля горючего вещества, количество имеющегося кислорода и величина подводимой энергии воспламенения находятся в определенной пропорции.
Рис. 10.34. Использование противопожарных панелей для огнезащитных дверей
Рис. 10.35. Химические мероприятия по защите древесины от воздействия пламени
горючих строительных материалов, трудновоспламеняемых строительных материалов и текстильных изделий, огнезащитные средства для строительных материалов и текстильных изделий», изданном Германским институтом строительной техники.
Применяются пенообразующие антипирены, огнезащитные соли, противопожарные панели и специальные системы прозрачных лаков. С помощью этих химических средств древесина становится трудновоспламеняемой, но не перестает быть горючей.
Пенообразующие антипирены (рис. 10.35) состоят из неорганических и органических компонентов, комбинированных в основном из термореактивных пластмасс. В них почти всегда добавляется соединения аммония. Наносимое в виде покрытия защитное средство может содержать красящие пигменты или быть бесцветным. При воздействии прямого пламени или при тепловом воздействии температурой около 200°С в процессе разложении этого средства образуется защищающий древесину теплоизолирующий, трудновоспламе-няемый слой пены толщиной от 10 до 30 мм.
Слой пены является теплоизолирующим слоем, который защищает древесину от доступа кислорода и благодаря низкой теплопроводности также от проникающего тепла. Таким образом, температура разрушения древесины достигается через больший промежуток времени, и замедляется выделение горючих газов. Кроме этого, при
www.hundegger.ru
10.2. Строительно-физические мероприятия 633
образовании пены выделяются негорючие газы, которые перемешиваются с горючими газообразными продуктами разложения древесины, а также с воздухом.
Использование пенообразующих антипиренов, как правило, ограничивается сухими внутренними помещениями. Воздействующей время от времени на защитный слой высокой влажностью воздуха можно пренебречь, если защитный слой защищен специальным лаковым слоем.
Для стальных конструкций существуют образующие изоляционный слой защитные средства, предназначенные для применения при различных погодных воздействиях. Защитное действие в данном случае соответствует классификации F 30 до F 90 в соответствие с DIN 4102. Покрытие, нанесенное на стальную конструкцию, выполняет тройную функцию: обеспечивает противопожарную защиту, защиту от коррозии и дает возможность окрашивания в индивидуальный цвет.
Огнезащитные соли состоят прежде всего из фосфатов и сульфата аммония. Для достижения фунгицидного действия в них необходимо добавить SF- или HF-соли. Огнезащитные соли оказывают свое действие следующим образом: отводят тепло в процессе плавления и способствуют образованию расплавленного слоя на поверхности древесины, обеспечивают выделение негорючих газов, а также содействуют обугливанию древесины.
Огнезащитные соли защищают древесину изнутри, поэтому они должны как можно глубже проникнуть в древесину. Применение огнезащитных солей ограничено сухими внутренними помещениями.
Противопожарные панели состоят из содержащих воду силикатов калия или натрия, которые удерживаются с помощью стекловолокна или проволочной сетки. Противопожарные панели являются ненесущими конструкциями. Поэтому они должны быть закреплены на несущем каркасе с цельной поверхностью, чаще всего панели наклеиваются (рис. 10.34).
Как только на противопожарные панели действует температура от 150 до 250°С, на поверхности панели толщиной около 2 мм образуется теплоизолирующий слой пены толщиной от 2 до 15 мм. Пена связывает тепло благодаря испарению воды, способствует обугливанию древесины и в качестве теплоизолирующего слоя удерживает тепло от проникновения в древесину. Из-за этого в древесине образуется меньшее количество горючих газов. Установленные в стыках силикатные прослойки вспениваются под воздействием тепла и таким образом препятствуют в течение некоторого времени проникновению пламени, дыма и тепла. При этом вспенивание полос противопожарных панелей и тем самым быстрота закрывания стыка ускоряются посредством встроенных алюминиевых полос, так как алюминий очень хорошо проводит тепло.
ЗАДАНИЯ
1. Наружные стены и крыши дома необходимо изолировать от проникновения через них тепла. Предложите несколько вариантов конструкции для решения этой задачи.
2. Опишите строение одно- и двухоболочковой стены, которая обеспечит необходимую звукоизоляцию между жилыми и рабочими помещениями.
3. Сравните строение и принцип действия звукопоглощающих конструкций, которые поглощают высокие, средние и низкие тона.
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
4. Как строительные материалы и конструкции классифицируются по характеристикам их горения в соответствии с DIN 4102?
5. Что понимают под огнестойкостью строительной конструкции, выраженной в минутах?
6. Какие конструктивные и химические защитные мероприятия можно применять для защиты деревянных строительных конструкций от пожара?
10.3. Внутренние и межкомнатные двери
Внутренние двери служат для доступа и закрывания помещений и секций зда
Левая дверь Правая дверь
Рис. 10.36. Обозначение правой и левой двери в случае вращающихся дверей
Номинальная ширина 88,5
Метровая риска
X
Рис. 10.37. Размеры и направление вращения двери на строительных чертежах
ния. Кроме этого, в зависимости от потребностей они могут обеспечивать безопасность или также быть теплоизолирующими или звукоизолирующими. Двери могут быть скромными и незаметными или иметь отделку в соответствии с задачами помещениями.
Внутренние двери имеют следующие названия:
по виду дверной коробки или по способу соединения со стеной — дверь с блочной коробкой, дверь с составной коробкой и рамная дверь с обечайкой или как дверь с обшитыми откосами;
по конструкции дверного полотна: досочная, рамочная, цельностеклянная или заградительная, а также звукоизолирующая дверь и дверь с деревянной обшивкой;
по использованию двери: входные квар-
тарные двери, межкомнатные, двери в ванную комнату, туалет, потайные двери, двери в подвал;
по виду верхнего края двери: сегментные, полуциркульные и коробовые двери;
по движению при открывании и закрывании двери: вращающаяся (распашная), маятниковая, подъемная, раздвижная, складная раздвижная дверь, дверь-гармошка и подъемно-раздвижная дверь;
по положению дверного полотна в дверной коробке: дверь в паз (дверь с фальцем) и двери заподлицо (двери встык) (рис. 10.39);
по количеству створок двери: одностворчатая и двухстворчатая дверь;
по расположению петель: правая и левая дверь.
www.hundegger.ru
10.3. Внутренние и межкомнатные
10.3.1. Вращающиеся двери
В случае распашной двери дверное полотно навешивается на дверную коробку по продольному канту. В зависимости от направления вращения различают правые и левые двери. При обозначении двери как правой или левой (DIN 107) на дверь смотрят с той стороны, в которую она открывается. Если петли расположены слева от наблюдателя, то эта дверь — левая. Используемые при этом петли и замки также являются левыми (рис. 10.36).
Размеры дверей, как правило, стандарти
Рис. 10.38. Части двери с рамой и облицовкой
зованы. Одностворчатые двери имеют стандартные модульные размеры 750 х 2000 мм, 875 х 2000 мм, 1000 х 2000 мм и 1125 х 2000 мм
или 875 х 2125 мм, 1000 х 2125 мм и 1125 х 2125 мм. В архитектурных чертежах указывается номинальная ширина и высота, а также направление вращения. Необходимо следить за тем, чтобы номинальная высота двери измерялась от поверхности готового пола (OFF) (рис. 10.37).
Вращающиеся двери в основном состоят из дверной коробки или рамы, подвижного дверного полотна и фурнитуры (рис. 10.38).
10.3.1.1. Дверные коробки
Дверные коробки прочно соединяются с постройкой и должны удерживать дверное полотно. В низ дверной коробки может быть встроен порог из древесины или металлическая шина, задачей которых является создание упора дверному полотну или разграничение различных напольных покрытий. Различают дверные коробки следующих видов: блочная коробка, составная коробка, коробка с обечайкой и коробка с обшитыми откосами.
Размер фальца дверной коробки (ширина) Размер прохода в свету и
Врезной замок
.Размер фальца дверного полотна , 1 з
Задвижка
Петля - —-------—------- - - ----------—
.Наружный размер дверного полотна (ширина)
Дверная оробка
чДверное' тно
Размер прохода в свету
Врезной замок
Сторона с петлями Сторона замка
Горизонтальный разрез
Размер фальца дверной коробки (ширина)
Дорнмас 55 LS .Размер фальца дверного полотна
Задвижка
Ответная _ . пластина 2-4
Сторона замка
Петля 2-4
Сторона с петлями
Горизонтальный разрез
LS - зазор сбоку; LO - зазор сверху; LU - зазор снизу
верная
\Дверноа полотно
Рис. 10.39. Размеры пазов для дверей «в фальц» и вкладных дверей заподлицо
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Рис. 10.40. Дверь с блочной рамой, вкладная встык
Рис. 10.41. Дверь с составной рамой
Блочная коробка, также называемая брусковая коробка, имеет почти квадратное поперечное сечение. Она вставляется в дверной проем заподлицо со штукатуркой или примерно до середины толщины стены и закрепляется в откосах проема с помощью анкеров или дюбелей для каменной кладки. Дверные откосы в каменной кладке, как правило, штукатурят. Стыки можно закрыть декоративными рейками (рис. 10.40).
Составная рама располагается в фальце стены и закрепляется в стене с помощью специальных винтов,
Рис. 10.42. Дверная коробка с обечайкой, дверь заподлицо с фальцем
зацементированных анкерных болтов или дюбелей (рис. 10.41). Декоративные планки можно устанавливать после оштукатуривания составной коробки.
Коробка с обечайкой изготавливается из массивной древесины или древесных материалов с поперечным сечением в виде доски. Такая рама устанавливается на откосы двер-
ного проема и закрывает их полностью или частично. Они мотуг быть установлены заподлицо с поверхностью штукатурки или немного выступать над поверхностью стены (рис. 10.42).
www.hundegger.ru
10.3. Внутренние и межкомнатные
Коробка с обечайкой может крепиться в дверном откосе открытым способом с помощью винтов, вкручиваемых в распорные дюбели, или незаметно с помощью металлических уголков, скоб для дверных коробок, клеевых анкеров или клеевой пены. Соединение со штукатуркой может производиться с помощью зашпунтованной профильной шины из оцинкованного стального листа или с помо
Рис. 10.43. Дверная коробка с обшитыми откосами
щью декоративных планок из дерева.
Коробка с обшитыми откосами защищает края и углы дверного проема и полностью закрывает откосы, так что их не нужно штукатурить (рис. 10.43). Коробка с порогом или без порога, из массивной древесины или древесных материалов в углах крепится на шпонку или фальц и дополнительно проклеивается и скрепляется гвоздями. Если встраивается порог, то его необходимо изготавливать из древесины твердых пород. Порог можно также изготовить из угловой или плоской стали или латуни.
Дверные наличники должны быть соединены в углах в шип или фасонной шпонкой, профилированную видимую сторону необходимо соединить на ус. Наличники и коробка соединяются пазом и шпонкой или вставной шпонкой и проклеиваются. Облицовка в фальц должна охватывать дверное полотно. Ее необходимо перед монтажом прочно склеить с дверной коробкой. Декоративную облицовку, напротив, только после установки и закрепления коробки в откосах стены (рис. 10.43).
10.3.1.2. Дверные полотна
Дверные полотна могут быть выполнены в виде дощатой двери, рамочной двери со стеклянной или деревянной филенкой, в виде заградительной двери, сдвоенной, полностью стеклянной или звукоизолирующей двери (рис. 10.44).
Дощатая дверь может изготавливаться из шпунтованных или соединенных шпонкой досок. Если доски не проклеены, то они удерживаются вместе прикрученной шурупами поперечной рейкой, а для жесткости — также косой рейкой. В дощатой двери с врубочной поперечиной доски также могут быть проклеены между собой. Навешивание дощатых дверей производится чаще всего
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Рамочные двери
Дверь с деревянной обшивкой
Заградительные двери со стеклянной вставкой и без нее
Рис. 10.44. Типы дверных полотен
продольными петлями, при этом скоба прикручивается на составную раму или цементируется в стену.
Рамочные двери состоят из рамочной обвязки и филенки (рис. 10.44). Для рамной обвязки из массивной древесины подходят лишь сердцовые и серединные доски без каких-либо пороков. Косослойность или эксцентрично выросшая древесина для этого непригодны, так как дверное полотно может скоробиться или перекоситься. Соединение углов рамы может быть шиповым или нагельным.
В шиповых соединениях углов дверной рамы (рис. 10.45) соединение проклеивается и расклинивается таким образом, чтобы даже после усушки не были видны какие-либо открытые стыки или скосы. Шип должен располагаться заподлицо с выступающей внешней кромкой дверного полотна, для того чтобы в фаль
Рис. 10.45. Расклинивание шипа в шиповом соединении дверной рамы
це кромки никакие части шипа не выступали. Ширина шипа не должна превышать 120 мм, выступ шипа должен быть шириной примерно 10 мм. Горизонтальный средник рамы не должен располагаться на высоте дверного замка, так как при установке врезного замка выпадет большая часть его шипа.
В нагельных соединениях углов дверной рамы нагели устанавливаются в рамной обвязке при определенном соотношении к ширине и толщине обвязки. Горизонтальная часть рамы со скошенной внутренней кромкой на торце должна иметь сопряженный скос, таким образом они будут законтрены. В рамах с со-
www.hundegger.ru
10.3. Внутренние и межкомнатные
единением встык стыковой зазор должен быть дополнительно укреплен шпонкой. Части рамной обвязки шириной менее 150 мм должны иметь соединяться двумя нагелями, шириной более 150 мм — тремя нагелями. Длина нагеля составляет 2 х 2/3 ширины обвязки, толщина нагеля — 2/5 толщины обвязки (рис. 10.46). Пазы или фальцы для филенок из массивной древесины должны иметь глубину 15 мм. Для филенок из фанеры достаточно глубины 15 мм.
При склеивании рамной дверной обвязки рама с филенками собирается без нанесения клея таким образом, чтобы для дальнейшего нанесения клея свободными остались еще примерно 1 /3 длины нагеля или шипа. Таким образом, клеем покрывается только внутренняя часть шипа или нагеля, что для вертикальной рамной обвязки дает возможность усушки снаружи внутрь. После того как на шипы, нагели и стыковые поверхности нанесен клей, дверное полотно сколачивается и зажимает
Рис. 10.46. Нагельное соединение дверной рамы
Рис. 10.47. Контроль прямолинейности и перпендикулярности при склеивании дверной рамы
ся в прессе. Одновременно с помощью жесткой линейки проверяется перпендикулярность углов рамы. При склеивании дверной рамы желательно использовать гидравлический рамочный пресс (рис. 3.119). Расклинивание сквозного шипового соединения производится в конце, при этом всегда сначала вбивается наружный и затем внутренний клин. При расклинивании и схватывании клея двер
ное полотно должно располагаться строго вертикально или горизонтально для того, чтобы избежать перекоса (рис. 10.47).
Заградительные двери имеют гладкие дверные полотна из древесных материалов (2.13.2.1). Промышленно изготавливаемые дверные полотна в зависимости от производителя могут быть покрыты шпоном из благородных пород древесины, панелями из слоистого пластика или пленкой, иметь готовую обработанную поверхность с вырезами различной формы (рис. 10.48). Дверь может быть снабжена замком или петлями, которые расположены таким образом, что дверь будет подходить к готовым дверным коробкам.
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
200
Прорезь
под почту для вентиляции для света
Для нанесения дополнительного покрытия или фанеровки подходят только полые двери с жесткой внутренней вкладкой или заградительные двери со средним слоем из цельной древесины или древесностружечных плит. Оклеивание реек, козырьков на обвязке или вставных филенок только с одной стороны ведет к короблению и перекашиванию дверного полотна.
Полностью стеклянные двери состоят из небьющегося стекла толщиной от 8 до 12 мм. В них имеются все необходимые отверстия и пазы для установки фурнитуры, а все края обработаны фаской (см. 10.3.5).
Рис. 10.48. Образцы заградительных дверей
Накладная петля
Накладная петля с укороченным штырем
Шарнир с двумя подшипниками
Вставная петля из трех частей
Комбинированная петля
Рис. 10.49. Петли для вращающихся дверей (подборка)
10.3.1.3. Дверная фурнитура
К фурнитуре для вращающихся дверей относятся петли, замки и замочные принадлежности.
ПЕТЛИ
Петли бывают врезные, вставные, накладные и комбинированные. В зависимости от веса дверного полотна, от оформления двери и положения дверного полотна в дверной коробке необходимо выбирать соответствующие петли.
Врезные петли применяют для дверей с фальцем. Они могут иметь фиксированный или вынимаемый штифт. Если штифт вынимается, то дверь можно сни-
мать даже в том случае, если сверху от двери нет места для ее приподнимания. Врезные петли для межкомнатных дверей имеют длину от 140 до 160 мм. Существуют правые и левые петли (рис. 10.49 и 10.50).
Вставная петля при использовании калибров для сверления делает возможным быстрое навешивание. Преимущественно такие петли используются для дверей с фальцем. Вставляемый в просверленное отверстие шип этой петли может
www.hundegger.ru
10.3. Внутренние и межкомнатные двери
быть гладким или резьбовым. Вставные шипы с резьбой должны быть вкручены в древесину. Благодаря этому можно регулировать зазор на стороне упора двери. Гладкие вставные шипы следует дополнительно закрепить с помощью шурупов, штифтов или крепежных пластин. Вставные петли могут быть как правые, так и левые (рис. 10.50 и 10.51).
Накладные петли могут иметь прямые или изогнутые створки. Петли с прямыми створками используются для навешивания вкладных дверей встык, петли с изгибом формы D — для дверей с фальцем. Для особенно тяжелых дверей петли могут быть дополнительно оборудованы несущими шипами. Существуют накладные левые и правые петли (рис. 10.50 и 10.52).
Комбинированные петли — это комбинация врезных и вставных или вставных и накладных петель (рис. 10.53). Существуют дверные петли, которые поднимают дверь при открывании, и комбинированные петли, которые делают возможным регулирование воздушного зазора.
Дверные петли в основном изготавливаются из стали, оцинковываются и покрываются порошковым окрасочным покрытием. Также петли изготавливаются из латуни, нержавеющей стали, легких металлов и пластика.
В соответствии с DIN 18268 для дверных полотен устанавливается базовая линия петель, которая, как правило, проходит через середину высоты ролика, но для петель из трех частей может не совпадать с их серединой. Она обеспечивает единое положение дверного полотна для промышленно изготавливаемых дверей и дверной коробки (рис. 10.67).
Рис. 10.50. Вставная петля для дверей с составной или обшитой дверной коробкой
Рис. 10.51. Вставные петли на двери с фальцем
Рис. 10.52. Накладные петли для дверей с фальцем и вкладных дверей встык
Рис. 10.53. Комбинированные петли на двери с фальцем
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Рис. 10.54. Шарнир-невидимка для вкладной двери встык
Рис. 10.55. Напольный закрыватель с доводчиком для деревянной двери
Врезной замок для межкомнатной двери с фальцем, лицевая пластина 20 х 235 мм
ответная пластина, равносторонняя, 20 х 20 х 1,5 мм, длина 170 мм
Рис. 10.56. Установочные размеры врезных замков
Специальные петли — это, например, шарниры-невидимки, петли для напольных закрывателей и фронтальные вставные петли, а также петли для специальных дверей типа звукоизолирующих или пожарозащитных.
Шарниры-невидимки подходят для вкладных дверей встык. Они имеют воображаемый центр вращения, который расположен вне шарнира. Шарниры-невидимки применяются, например, для потайных дверей, скрытых обоями (рис. 10.54).
Напольные закрыватели применяют для особенно тяжелых дверей. По верхнему и нижнему краям двери врезаются тяжелые петли, похожие на боковые, с выступающим центром вращения (рис. 10.55).
ДВЕРНЫЕ ЗАМКИ
Внутренние и наружные двери в домах, межкомнатные двери, двери ванных комнат и уборных обычно имеют врезные замки (рис. 10.57). Они стандартизованные, и поэтому их размеры регламентированы. Замки для входных дверей дома обычно имеют более тяжелую конструкцию, чем межкомнатные двери. Двери ванных комнат и уборных вместо ключа с внутренней стороны запираются специальной ручкой. Для дверей гостиниц, больниц, а также звукоизолирующих дверей в продаже имеются специальные типы замков.
Тип закрывания для врезных замков может быть различным. Различают бессувальдные, сувальдные и цилиндрические замки, замки с замковым цилиндром круглой, про-
www.hundegger.ru
10.3. Внутренние и межкомнатные двери
фильной или овальной формы, а также электронные замки, которые могут быть открыты карточкой с магнитной полосой или ключом со встроенным датчиком.
Бессувальдные замки имеют минимальную надежность. Поэтому они применяются только для межкомнатных дверей.
Сувальдные замки имеют более высокую надежность благодаря су-вальдам, расположенным на внутренней стороне замочной коробки, которым соответствует ключ. Для входных дверей дома или квартиры допустимо использование только цилиндрических замков с цилиндром переменного действия, профильной или круглой формы, а также элект-
ронных замков. Такие замки имеют самую высокую надежность. Термин «переменное действие» обозначает, что щеколда замка также может быть приведена в действие ключом. Двери с такими замками могут иметь ручку или кнопку с наружной стороны. Форма ключа или его бородки дает представление о типе замка (рис. 10.58).
Для двери, навешиваемой справа, требуется правый замок (R), для двери навешиваемой слева — левый (L). Однако в продаже име-
Щеколда
Замковая Лицевая пластина, коробка прямоугольная или с круглыми краями
Щеколда
Замочная ' скважина для английского ключа
□8,9,10
Ригель
Дорнмас
I Скважина для ключа или отверстие профильного ^цилиндра
Ригель, совершающий Два оборота
55,60,65,70,80
Лицевая пластина по центру Лицевая пластина не по центру
Рис. 10.57. Врезной замок для дверей встык и с фальцем
Ключ с сувальдной головкой
/ Канавка
' Для закрывания
Ключ с закрывающей головкой
Ключ для магнитного замка
Ключ для закрывающего цилиндра
Рис. 10.58. Виды ключей
ются и такие замки для межкомнатных дверей, в которых защелка может быть
переставлена, так что эти замки можно использовать и как правые, и как левые. Кроме этого, различают замки для дверей с фальцем и для вкладных дверей встык. В замках для дверей, навешанных встык, лицевая пластина замка расположена по центру замковой коробки, для дверей с фальцем лицевая пластина замка с одной стороны расположена заподлицо с замковой коробкой. Для фанерованных дверей или дверей с фальцем чаще всего устанавливаются ответные пластины с узким уголком, при этом необходимо использовать замки с высокорасположенными ригелями (рис. 10.56).
Дверные замки имеют дорнмас от 25 до 100 мм. Но чаще всего для межкомнатных дверей применяются замки с дорнмасом 55 мм.
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Рис. 10.59. Сменная дверная гарнитура с защитой от высверливания
Рис. 10.60. Накладные розетки для профильных цилиндров
Рис. 10.61. Виды отверстий в накладках на замочную скважину
для лицевом пластины
Рис. 10.62. Части замкового цилиндра
ПРИНАДЛЕЖНОСТИ ЗАМКОВ Специальными принадлежностями для замков являются гарнитуры с нажимными дверными ручками, ответные пластины, закрывающие цилиндры и в некоторых случаях ригели.
К полному комплекту нажимных дверных ручек относятся две нажимные ручки, соединяющий ручки штифт и накладки на замочную скважину (рис. 10.59 и 10.60). Если дверь снабжена нажимной ручкой только с одной стороны, а другая сторона имеет кнопку или ручку, то в таком случае необходим соединительный штифт. Соединительный штифт закрепляется на замковой коробке или накладке кнопки, он делает возможным закрепление нажимной ручки на внутренней стороне двери. Материалами для изготовления комплекта нажимных дверных ручек являются анодированные легкие металлы, черный отожженный ковкий или литой чугун, латунь, нержавеющая сталь или пластик. Материал для соединяющего ручки штифта — сталь. У врезных замков для межкомнатных дверей расстояние от середины дверной ручки до центра дорна составляет 72 мм, у замков для входных дверей — 92 мм. Накладка на замочную скважину должна подходить для ключа или профиля замкового цилиндра (рис. 10.61).
Вместо накладок на дверь могут использоваться декоративные накладки-ро
зетки для нажимных ручек или кнопки с розетками.
Замковый цилиндр для врезных замков, как правило, поставляется отдельно. Он должен быть вставлен в замок и закреплен шурупом (рис. 10.62).
Щеколды и ригели замка зацепляются за ответную пластину. Различают угловые и створчатые ответные пластины (рис. 10.63). Угловые ответные пластины с равносторонними уголками используются для дверей с фальцем, которые позже будут окраше-
www.hundegger.ru
10.3. Внутренние и межкомнатные двери
Рис. 10.63. Типы ответных
Угловая ответная пластина с узким уголком
Угловая ответная пластина
Створчатая ответная пластина
Рис. 10.64. Дверные шпингалеты
пластин
ны. Угловые ответные пластины с узким уголком используются для дверей с фальцем, в которых ответная пластина будет закрыта выступом канта двери. При использовании ответных пластин с узким уголком необходимо устанавливать замки с высокорасположенными ригелями. Как правило, подходящие ответные пластины поставляются вместе с замком. Некоторые фирмы предлагают полностью врезные ответные пластины, которые можно использовать и как правосторонние, и как левосторонние. Створчатые ответные пластины применяют для вкладных дверей встык (рис. 10.56).
В случае двухстворчатых дверей в края двери у среднего шпунтованного края фиксируемой дверной створки вверху и внизу устанавливают дверные шпингалеты (рис. 10.64). Верхний шпингалет цепляется за дверную коробку, нижний вмонти-руется в пол.
ЕДИНАЯ СИСТЕМА ЗАМКОВ
Единая система замков делает возможным открывание и закрывание нескольких дверей одним ключом или открывание и закрывание центральной двери различными отдельными ключами. Различают систему замков с универсальными или главными ключами и систему с центральным замком.
В единой системе замков с универсальными ключами замки группы дверей могут быть открыты одним так называемым универсальным ключом. Главный ключ, как правило, подходит для всех без исключения дверей здания. Такие единые системы замков с универсальными и главными ключами используются в офисных и общественных зданиях и т.п. (рис. 10.65).
В системах с центральным замком можно несколькими различными ключами открыть замок одной общей двери, например входной двери в многоквартирный дом. При использовании такой системы жители различных квартир могут открыть
Рис. 10.65. Единая система замков
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Рис. 10.66. Уплотнения
Рис. 10.67. Расположение петель и замка
Гарнитура
для межкомнатной двери
Рис. 10.68. Комплекты дверных нажимных ручек
Рис. 10.69. Крепление дверной коробки клеевыми анкерами
своими собственными ключами двери от общего входа в дом или подвала (рис. 10.65).
УПЛОТНЕНИЯ
Двери могут быть изолированы от пропускания воздуха вокруг фальца и по полу. Прежде всего это требуется для звукоизолирующих дверей. Для погашения шума при открывании и закрывании двери достаточно уплотнения вдоль фальца. Для уплотнения вдоль пола на внутренних дверях используются автоматически действующие напольные уплотнительные профили (рис. 10.66).
10.3.1.4. Навешивание и установка дверей
К навешиванию относится установка дверных петель. Дверь необходимо навешивать таким образом, чтобы она легко открывалась и закрывалась, а закрытые створки хорошо подходили к дверной коробке. Створки после окрашивания не должны задевать коробку. Воздушный зазор сбоку (LS) и сверху (LO) может составлять от 2,5 до 6 мм, но вообще не более 9 мм, зазор снизу (LU) — 7 мм (см. рис. 10.39). Так как в дальнейшем дверь еще немного опустится вниз, то зазор в фальце на стороне навешивания у нижней петли несколько больше, чем у верхней петли. Высота базовой линии петель и расположения нажимной ручки нормированы в DIN 18101 (рис. 10.67).
При установке дверей в постройке необходимо сначала закрепить в каменной кладке ту сторону дверной коробки, на которой расположены петли. При этом с помощью водяного уровня контролируется вертикальность. Вращающиеся двери должны быть установлены таким об-
разом, чтобы створка при открывании немного поднималась. Затем в стене за-
www.hundegger.ru
10.3. Внутренние и межкомнатные двери
крепляется сторона дверной коробки, на которой расположен замок, таким образом, чтобы между дверью и дверной коробкой оставался достаточный зазор, а выступ края двери везде располагался равномерно.
Закрепление дверной коробки и наличников в стенном проеме производится с помощью винтов, заворачиваемых в распорный дюбель. Для дверей из древесины натурального цвета или с готовой поверхностью крепеж должен быть сделан незаметным. Для этого применяют скобы для дверных коробок из стали, стальные уголки, клеевые анкеры (рис. 10.69) или заполняют промежуток между стеной и дверной коробкой мелкопористой полиуретановой монтажной пеной. При этом дверную коробку предварительно нужно точно выровнять и
Рис. 10.70. Раздвижная скоба для дверной коробки
Рис. 10.71. Крепление дверной коробки монтажной пеной
закрепить вертикальные части коробки друг относительно друга (рис. 10.70и10.71).
Внутренние двери могут устанавливаться до укладки бесшовного пола или после нее. Если двери устанавливаются в неотделанную постройку, то необходимо обратить внимание на уровень верхнего края готового пола, который можно определить с помощью метровой риски. Установка дверной коробки до укладки бесшовного пола имеет преимущество, так как в этом случае коробка может быть устойчиво вмонтирована в бесшовный пол, однако такой способ имеет и недостаток, так как напольное покрытие должно точно подходить к краю дверной коробки. При установке дверной коробки после укладки бесшовного пола дверная рама может быть установлена на пол. Опасность повреждения коробки при последующих строительных работах при этом снижается.
ЗАДАНИЯ
1. По каким признакам различают правую и левую дверь?
2. Какие бывают виды дверных коробок для межкомнатных дверей?
3. Какие существуют виды дверного полотна?
4. С помощью каких петель можно навешивать межкомнатные двери с фальцем и вкладные встык?
5. Сравните замки для межкомнатных дверей, включая виды ответных пластин для дверей с фальцем и вкладных встык?
6. Какие данные необходимо обязательно указать при заказе или покупке дверного замка?
7. Какие виды замков существуют?
8. Опишите процесс установки двери в постройку.
9. Назовите две различные единые системы замков и сравните их между собой.
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
10.3.2. Раздвижные двери
Раздвижные двери состоят из одного или нескольких дверных полотен, а также арматуры, обеспечивающей скольжение и запирание. Раздвижные двери подве
шиваются на ходовом механизме и перемещаются из стороны в сторону парал
Рис. 10.72. Возможности установки двухстворчатых раздвижных дверей
Рис. 10.73. Раздвижные двери со специальными ходовыми механизмами
Рис. 10.74. Ходовые механизмы раздвижных дверей
лельно поверхности стены (рис. 10.72). Поэтому при эксплуатации раздвижных дверей не нужно место для их вращения, что позволяет сэкономить пространство.
Раздвижные двери могут быть выполнены из одной, двух, трех и четырех створок. Раздвижные двери из трех и четырех створок чаще всего производятся как откидные или телескопические раздвижные двери. Существуют также ходовые механизмы для изогнутых по дуге раздвижных дверей (рис. 10.73).
Для входных или соединительных дверей в жилых и общественных зданиях установка раздвижных дверей производится либо в стенной карман либо между каменной кладкой и стенной облицовкой или встроенным шкафом. Благодаря этому в открытом состоянии
двери остаются невидимыми.
Для навешивания раздвижных дверей используют закрытые роликовые или шариковые ходовые механизмы, которые должны быть горизонтально закреплены сбоку на стене или под дверной перемычкой (рис. 10.74). В соответствии с DIN 18357 раздвижные двери в жилых помещениях должны перемещаться бесшумно. Как правило, ходовые механизмы монтируются перед возведением каменной кладки ограничивающей стены (например, при задвигании двери в карман стены), перед установкой облицовки или встроенного шкафа. Ограничение хода двери обеспечивается с помощью резиновых амортизаторов, которые должны быть установлены таким образом, чтобы дверное полотно одновременно упира-
www.hundegger.ru
10.3. Внутренние и межкомнатные двери
лось и сверху, и снизу. Если использовать только один ограничитель, то его необходимо устанавливать посередине дверного полотна.
В качестве нижней направляющей двери в начале кармана в каменной стене или между стеной и облицовкой в пол вкручивают направляющий штифт. Он скользит по направляющему пазу в нижнем крае дверного полотна (рис. 10.75).
Для запирания дверных створок служат специальные замки для раздвижных дверей с поворачивающимся ригелем (рис. 10.80). Ключ имеет откидную ручку (шарнирный ключ). Вместо нажимных дверных ручек используют врезные ручки-раковины из металла или пластика, для того чтобы избежать появления выступающих частей на поверхности двери. Эта фурнитура требует минимальной толщины дверного полотна 42 мм. Для того чтобы иметь возможность снова вытянуть полностью задвинутую в стенной карман дверь, в замки встраивают пружинные ручки, которые «выпрыгивают» при нажатии кнопки на лицевой пластине замка.
В качестве дверной коробки и ограждения роликового ходового механизма может использоваться дверная коробка с облицовкой. Для того чтобы ходовой механизм после установки был доступен для снятия и навешивания двери, а также для ремонта часть облицовки дверной коробки должна быть установлена разборно.
10.3.3. Складные раздвижные двери и двери-гармошки
Для разграничения больших комнат можно вместо постоянных разделительных стен использовать складные и
Толщина стены (толщина перемычки) 1ЖН.’“Кр.
ремычки~~\
OFF
Вид
Монтажная доска
Рис. 10.75. Раздвижная дверь, вертикальный разрез
Опорная шина с передвижной кареткой
„, । (5)
Направляющий штифт
Надвижной упор, составная дверная коробка и облицовка -разборные
Рис. 10.76. Части фурнитуры раздвижной двери — опорная шина в виде трубы, передвижная каретка, набегающий тормоз, направляющий штифт
Рис. 10.77. Складные раздвижные двери и двери-гармошки
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
раздвижные двери-стенки. Отдельные створки двери подвешены в ходовых механизмах и соединены шарнирами между собой, а их нижний край посредством направляющего ролика скользит по напольной шине.
В складных раздвижных дверях отдельные створки движутся по верхним и нижним углам, поэтому все створки имеют почти одинаковую ширину. В дверях-гармошках створки подвешены за середину верхнего края, напольная направляющая в данном случае не нужна. Ширина первой створки двери-гармошки равна примерно половине ширины остальных створок (рис. 10.77).
10.3.4. Маятниковая дверь
Маятниковая дверь — это самозакрывающаяся, открывающаяся в обе стороны от дверной коробки дверь (рис. 10.78). Она делает возможным быстрый проход че-
рез нее и тем самым защищает коридоры и жилые помещения от сквозняка.
Такая дверь устанавливается с
Рис. 10.78. Маятниковые двери с петлями двойного действия
Рис. 10.79. маятниковая дверь с напольным доводчиком
помощью специальных петель для маятниковых дверей (петли двухстороннего действия) на блочную или составную дверную коробку (рис. 10.78). Эти петли позволяют открывать дверь в обе стороны. Крутильная пружина внутри петли обеспечивает самостоятельное закрывание. Такие петли закрывают дверь с размахом. Если дверь должна закрываться медленнее, то используют напольный доводчик. В его напольном ящике расположен закрывающий механизм с пружиной и гидравлические цилиндры, которые закрывают дверь медленнее с помощью давления масла. Посредством регулирования давления масла можно настраивать различные скорости закрывания (рис. 10.79).
Для того чтобы при встречном движении видеть, что происходит за дверью, минимум верхние две трети створки маятниковой двери должны иметь стеклянную филенку. Стекло защищают от ударов с помощью ручки или предохранительной штанги или применяют небьющееся стекло.
www.hundegger.ru
10.3. Внутренние и межкомнатные двери
Маятниковые двери можно закрывать с помощью специальных замков. Такие замки имеют роликовый ригель, который может быть выкручен с помощью винта в лицевой пластине (рис. 10.81). Для удержания двери в открытом состоянии служат фиксаторы двери. Напольные доводчики имеют встроенные механизмы фиксации двери в открытом положении. Как
Рис. 10.80. Замок с поворачивающимся ригелем
Рис. 10.81. Замок с роликовым ригелем
правило, маятниковые двери закрываются замками с симметричным ригелем. Напольные доводчики также применяют для маятниковых дверей из цельного стекла (см. 10.3.5).
10.3.5. Цельностеклянные двери
Цельностеклянные двери состоят из однослойного безосколочного стекла толщиной от 8 до 12 мм. Поверхность стекла при необходимости имеет отверстия для крепления петель и замков. Следует точно соблюдать данные производителей фурнитуры. Цельностеклянные двери могут устанавливаться в блочные дверные коробки или дверные коробки с обшитыми откосами из древесины и функционировать как распашные (вращающиеся), маятниковые или раздвижные двери.
Одностворчатые вращающиеся двери можно навешивать с помощью специальных петель для стеклянных дверей, которые закрепляются в дверной коробке посредством вставляемой в просверленное отверстие цапфы. Колпачки делают соединительные винты на стеклянной двери незаметными. На стороне замка в стекле предусматриваются отверстия для нажимной дверной ручки и ключа. Массивные стеклянные двери лучше навешивать с помощью напольного доводчика (рис. 10.82).
Рис. 10.82. Цельностеклянная дверь как распашная
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Вертикальный разрез
Рис. 10.84. Цельностеклянная дверь как раздвижная
Наружный размер дверной коробки
s ___ Размер прохода в свету
2 i i ЛМ-колпачки , / Ширина дверного полотна , Размер дверной коробки в свету
_ Горизонтальный разрез
Кант наклеить
со стороны стены
Размер без отделки
Декоративная панель
Напольный доводчик
Рис. 10.83. Цельностеклянная дверь как маятниковая
Маятниковые двери навешивают преимущественно с помощью напольного доводчика. В частной области особенно рекомендуется использование фурнитуры без зажимов (рис. 10.83).
В раздвижных дверях стеклянная дверь зажимается сверху в зажимной накладке, которая соединена с ходовым механизмом. Нижним краем дверь скользит по направляющей в форме буквы U (рис. 10.84).
10.3.6. Специальные двери
К специальным видам дверей относятся, например, звукоизолирующие, противопожарные двери и двери с защитой от излучения.
10.3.6.1. Звукоизолирующие двери
Звукоизолирующие двери часто устанавливаются в концертных залах, в помещениях для конференций и переговоров, а также в лечебных кабинетах врачей.
Обычная межкомнатная дверь имеет шумоизоляцию от 15 до 20 дБ, что является недостаточным для изоляции воздушного шума.
Для обеспечения хорошей звукоизоляции дверей следует обращать внимание на следующие конструктивные принципы.
• Однооболочковые дверные полотна должны быть тяжелыми, но по конструктивным соображениям их вес не должен превышать 60 кг/м2. Они состоят из рамы с расположенной внутри нее массой наполнителя. С обеих сторон наклеиваются декоративные панели из столярных, древесностружечных или твердых древесноволокнистых плит.
Для многопустотных стружечных плит с пустотами в виде труб горизонтально расположенные пустоты могут заполняться песком (рис. 10.85о). Если наполнитель состоит из древесностружечной, твердой или пористой древесноволокнистой плиты, то предпочтительным является производство
www.hundegger.ru
10.3. Внутренние и межкомнатные двери
наполнителя, состоящего из нескольких слоев, которые соединены между собой в отдельных точках гвоздями или клеем (рис. 10.856). Также использование тонких свинцовых или тяжелых пластиковых плит под декоративным слоем из-за их высокого веса способствует улучшению звукоизоляционных качеств двери (рис. 10.85в).
• Двухоболочковые дверные полотна из-за требуемого промежутка между обшивками толще, чем однооболочковые дверные полотна. Обе обшивки должны быть подвижными и поэтому состоят из тонких столярных или древесностружечных плит. Для повышения веса, отнесенного к единице площади поверхности, на внутреннюю сторону обшивки могут быть наклеены свинцовые пластины (рис. 10.85г) или звукоизолирующий материал (рис. 10.856), а также прибит тяжелый кровельный картон. Полость между обшивками следует заполнить минеральной ватой.
• Для предотвращения прямого прохождения звука фальц двери необходимо уплотнить эластичным уплотнителем. В продаже имеются профилированные уплотнительные ленты из пористой резины (рис. 10.87о), а также полые профили или уплотнители С-образного профиля из пластика или резины. Дверные уплотнители могут быть закреплены или в пазе дверного фальца, или на дверной коробке, а также прикручены с помощью шины из легкого металла (рис. 10.876, в).
• Зазор около пола между нижним краем двери и поверхностью пола необходимо уплотнить с помощью порогового упора, порога в виде бугра или автоматического дверного уплотнителя. Пороговый упор с уплотнителем на пороге или
Рис. 10.87. Уплотнение дверного фальца
Песок
в отдельных точках
Изоляционный мате-риал из минерального волокна
Пластины звуковой изоляции
Твердая ДВП, 4 мм
Толщина, мм СМ .2 ы: Ф СО LO СГ о?
41- 43 32- 36 38
41 33 42
45 52 34
86 46 45
82 50 46
Рис. 10.85. Одно- и двухоболочковые дверные полотна
Пороговый упор
в)
Порог-бугор
Автоматическое дверное уплотнение
Рис. 10.86. Напольные дверные уплотнения
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Рис. 10.88. Пример звукоизолирующей двери
на нижнем канте двери является особенно эффективным уплотнением стыка против прохождения звука (рис. 10.86о). В качестве недостатка выступает то, что упор ощутим при ходьбе или при движении через такой порог с помощью колесного средства. Порог в виде бугра из легкого металла или пластика может быть приклеен или прикручен в том случае, когда пол в обоих помещениях расположен на одинаковом уровне. При закрывании двери установленный на нижнем крае дверного полотна пластинчатый уплотнитель набега-
ет на порог и действует как уплотнитель стыка (рис. 10.866).
Если пол под дверью проходит ровно и без стыков, то в качестве уплотнения устанавливают автоматический уплотнитель. При закрывании двери посредством освобождающего кулачка в фальце вниз опускается уплотнительная полоса из резины или войлока (рис. 10.86в).
• Для предотвращения прямого проникновения звука звукоизолирующие двери должны иметь профильный цилиндрический замок.
• Полость между дверной коробкой и откосами дверного проема необходимо хорошо набить минеральной ватой и уплотнить эластичным изоляционным материалом или прочно запрессованной лентой из вспененной резины (рис. 10.88).
10.3.6.2. Огнестойкие и дымозащитные двери
Для разделения здания на противопожарные отсеки или для отделения лестничных клеток, коридоров и выходов в качестве безопасных путей эвакуации должны применяться огнестойкие противопожарные двери. В соответствии с DIN 4102 различают «огнезадерживающие двери» класса огнестойкости Т 30 и «огнестойкие двери» класса огнестойкости Т 90 (см. табл. 10.10). Двери класса Т 30 допустимо использовать в деревянных обрамлениях. Двери класса Т 90 должны иметь негорючую металлическую раму в качестве дверной коробки. В дверное полотно устанавливается специальный противопожарный средний слой, а по краям — расширительные полосы, которые расширяются в случае пожара и тем самым уплотняют дверное полотно против проникновения дыма и пламени. Канты двери с трех сторон упираются в двойное трудновоспламеняемое пластиковое уплотнение. Вырез для света должен быть сделан из огнеостанавливающего противопожарного стекла. Также вся фурнитура типа петель, замков и нажимных дверных ручек должна быть допущена к использованию на пожарозащитной двери. Пожарозащитные двери должны закрываться самостоятельно с помощью доводчи-
www.hundegger.ru
10.4. Встроенные шкафы 655
ка. Если дверь оборудована устройством фиксации в открытом положении, то в этом случае предусматривают датчик задымления, который освобождает дверь в случае пожара. В дымозащитных дверях в соответствии с DIN 18085 дополнительно устанавливается эффективный напольный уплотнитель.
Производители огнестойких и дымозащитных дверей должны подтвердить соответствующими документами, что конструкция
Расширительная полоса
Рис. 10.89. Огнестойкая дверь
Рис. 10.90. Дверь с защитой от излучения
двери удовлетворяет требованиям специальных стандартов. Как правило, огнестойкие и дымозащитные двери имеют металлический жетон с отметкой техноконтроля о проверке (рис. 10.89).
10.3.6.3. Двери с защитой от излучения
Двери с защитой от рентгеновского излучения применяются в медицинских кабинетах, в которых это излучение может возникнуть. Они содержат задерживающие излучение свинцовые пластины, которые в зависимости от требуемой кратности ослабления излучения имеют различную толщину (рис. 10.90).
ЗАДАНИЯ
1. Из каких отдельных элементов состоит фурнитура раздвижной двери? Какие функции выполняют эти элементы?
2. В каких случаях установка раздвижных дверей является более предпочтительной, чем установка распашных вращающихся дверей? Приведите примеры.
3. Опишите конструкцию замка для раздвижной двери.
4. Сравните складную раздвижную дверь и дверь-гармошку, которые могут использоваться в качестве разделительных перегородок для больших помещений.
5. Как должно быть сконструировано дверное полотно для маятниковой двери, чтобы обеспечивались ее удобство и надежность?
6. Какие конструктивные возможности существуют для изготовления звукоизолирующей двери?
10.4. Встроенные шкафы
Шкафы, которые встраиваются в строительное сооружение и прочно с ним связаны, называют встроенными шкафами. Иногда они одновременно служат разделительной перегородкой между двумя помещениями. Используя встроенные шкафы, выигрывают больше места, чем при использовании свободно стоящих шкафов, так как их можно встраивать впритык к стене и к потолку. Кроме этого, можно избежать пыльных углов на полу между стеной и шкафом. Такие полностью встроенные в стену шкафы называют шкафы-стенки, частично встроенные — стенными шкафами.
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Рис. 10.91. Стенные шкафы
DIN 96, 4 X 20
32-45
дюбель D = 10 х 12
Подвес шкафа для вдавливания
Винт регулировки высоты
DIN 97, 5,5 х 50 в распорный дюбель
Подвесная шина Регулировка "1 гЧ высоты
Винт регулировки глубины
Рис. 10.92. Возможности навешивания стенных шкафов
Гнездо
Подвесной крюк
Подвесная шина
Рис. 10.93. Состыковка панелей со стеной
10.4.1. Стенные шкафы
Стенные шкафы — частично встроены и закрывают только часть стены (рис. 10.91). Они могут или стоять на полу или быть навешанными на стену. Для крепления навесных шкафов служат подвесные профили или специальная фурнитура (рис. 10.92). Для того чтобы подвес не был слишком нагружен на растяжение, высота подвесного шкафа должна быть больше его глубины. В стационарно встроенных стенных шкафах, как правило, боковые стенки или панели точно подогнаны к стенке помещения, или этот промежуток закрывается с помощью специальных заглушенных профилей (рис. 10.93).
10.4.2. Шкафы-стенки
Шкафы-стенки простираются от пола до потолка, а сбоку ограничиваются стенами помещения. В зависимости от оформления фронта шкафа получается различное художественное воздействие (рис. 10.94). Двери большой площади с узкими разделительными стыками выглядят скромно и просто. Узкие двери с высотой, равной высоте помещения, подчеркивают фронт шкафа в вертикальном направлении.
Рамочные двери с филенками придают шкафу четкое деление. Чередование дверей, откидных крышек, декоративных накладных панелей выдвижных ящиков и открытых полок делает фронт шкафа более живым, а шкаф — визуально легче. Если в стене, в которой встроен шкаф-стенка, требуется установить межкомнатную дверь, то она может быть задумана или как художественно отделенная от фронта шкафа, или гармонично в него вписана (рис. 10.94).
Большие встраиваемые шкафы не должны прочно собираться в мастерских, иначе их нельзя будет пронести в двери или по лестницам. Установка и сборка также мотуг представлять трудности. Различают несколько систем монтажа. Либо вы-
www.hundegger.ru
10.4. Встроенные шкафы
С рамочными дверями
С раздвижными дверями
С межкомнатными дверями
Рис. 10.94. Шкафы -стенки
страиваемые из одинарных боковых стенок и отделений полки могут иметь фронтальную раму с дверями, либо шкафы-стенки составляют из нескольких меньших элементов шкафа, которые ставят или друг рядом с другом, или друг на друга. Но меньшие корпусные части и отделения могут навешиваться и в несущие боковые стены или каркасы (рис. 10.95).
Так как стены помещения, а также полы и потолки часто бывают неровными, к тому же стены иногда не точно вертикальны, то боковые стенки шкафа сбоку и от потолка должны иметь достаточно пространства. Потом это пространство закрывается с помощью специальных стенных или потолочных заглушек, накладок или профилей.
Если шкаф-стенка состоит из нескольких корпусов, то сдвоенные стенки скручиваются вместе. Для подчеркивания разделения частей корпуса между ними могут быть проложены декоративные профили (рис. 10.96).
В соответствии со строительными предписаниями для встроенных шкафов толщина задней стенки при использовании фанеры должна состав
Рис. 10.95. Системы монтажа шкафов-стенок
Рис. 10.96. Соединение сдвоенных боковых стенок
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
лять не менее 6 мм, а ДСП — минимум 8 мм. Вкладные полки при нагрузке не должны прогибаться более чем на 1/250 их длины, если под полкой находится выдвижной ящик, дверь или откидная крышка — то не более чем на 1/300 (см. 8.6.1).
10.4.3. Предметы мебели, используемые для разделения комнаты
Такими предметами могут быть встроенные шкафы, которые устанавливаются в помещении вместо стены. С их помощью часто отделяют столовую от кухни, гардеробную комнату от спальни или несколько офисных помещений одно от другого. В таких встроенных мебельных перегородках могут быть сделаны окна (как в столовой) или двери для прохода через них. Они также могут быть сделаны прозрачными, то есть можно будет видеть, что происходит в другой части помещения.
Рис. 10.97. Настройка цоколя по высоте и установка цокольной заглушки
10.4.4. Монтаж
Встроенные шкафы собираются и устанавливаются на месте использования. Детали и элементы шкафа должны иметь такие размеры, чтобы их можно было без проблем доставить к месту сборки, а там собрать и выровнять. При этом различают несколько систем монтажа (рис. 10.94). Если встроенный шкаф состоит исключительно из отдельных частей, то в основном
существует две возможности монтажа (рис. 10.99). В первом варианте основой являются боковые стенки, которые проходят до пола, или шкаф монтируется на хорошо выровненном цоколе. В первом случае для выравнивания можно применять регуляторы высоты цоколя (рис. 10.97). Однако несущие боковые стенки обязательно должны быть дополнительно поставлены на подкладку, чтобы
Рис. 10.98. Стенные заглушки для шкафов-стенок
www.hundegger.ru
10.5. Настенная облицовка
Рис. 10.100. Расстояние от дымовой трубы
весь вес шкафа не падал только на регуляторы высоты цоколя.
Боковые и задние стенки должны иметь зазор от стен помещения минимум 25 мм, чтобы была воздушная прослойка. Необходимая при увеличении влажности воздуха вентиляция этой прослойки обеспечивается через отверстия или
Паз для задней стенки
Соединитель задней стенки
Дно с наклеенным цоколем
Задняя стенка
Боковая стенка шкафа с 32-миллиметровым отверстий
Монтажная панель с чашечными
Боковая стенка с нащельной рейкой Отверстие для вращения регулятора высоты профиля
Цокольная заглушка
Подогнанный к полу или выровненный сквозной цоколь
Дно шкафа
прорези вверху и внизу рис. 10.99. Возможности монтажа фронта шкафа.
Если в стене проходит дымовая труба (или вытяжная от камина), то от стены до всех деревянных частей встроенного шкафа должно быть предусмотрено расстояние минимум 70 или 200 мм от внутреннего края дымовой трубы (рис. 10.100).
10.5. Настенная облицовка
По конструкции различают обшивку стен досками, облицовку брусками (стержнями) облицовку панелями в рамах и без рам (рис. 10.101). Для конструкции облицовки важную роль играют размеры помещения, назначение и цена. В зависимости от деления облицовки изменяется восприятие длины, ширины и высоты помещения. Вертикально разделенная облицовка визуально делает помещение выше, короче и эже, горизонтально разделен-
Вертикальное воздействие
Рис. 10.101. Архитектурное восприятие помещения
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Рис. 10.102. Разделение стены
Рис. 10.103. Облицовка досками и стержнями
ная облицовка — ниже, длиннее или шире. Деление облицовки на большие по площади участки зрительно уменьшает помещение, маленькие куски — наоборот, увеличивают. Если стена обшита деревом от пола до потолка, то помещение кажется меньше. Поэтому в маленьких помещениях облицовку делают только до определенной высоты. Однако эта высота не должна выбираться произвольным образом. Преимущество будет давать
использование уже имеющихся в помещении разделений пространства, например уровня подоконников, импостов или дверной облицовки. Ни в коем случае высота облицовки не должна равняться половине высоты стены, то есть высота или облицовки, или не обшитой части стены должна быть больше (рис. 10.102).
10.5.1. Облицовка досками и стержнями
Самую простую облицовку досками можно изготовить, например, из досок с пазами и гребнем. Их закрепляют скрытыми скобами на брусках, которые прикручиваются шурупами к стене поперек к стыкам облицовочных досок (рис. 10.103). Красивую облицовку досками получают при тщательном выборе дре
весины, удачном делении и смысловом применении профилей. Выразительная игра теней возникает при облицовке досками при надвижном сплачивании с перекрытием или расположении досок одна над другой (рис. 10.104).
Облицовка из стержней округлой формы также используется для отделки стен. Простую облицовку этого типа можно изготовить из профилированных и узких шпунтовых брусков с округлым краем, которые закрепляют так же, как доски с пазом и гребнем (рис. 10.104). Особые типы облицовки из стержней изготавливают из соединенных в шпунт или в четверть реек, которые обратной стороной закрепляют на потайной раме или брусках. Благодаря этому получают закрытую поверхность из стержней.
www.hundegger.ru
Рис. 10.104. Типы и конструкции облицовки стен
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Рис. 10.105. Облицовка досками, внутренние и внешние углы
Рис. 10.106. Облицовка стен панелями в рамах, внутренние и внешние углы
Рамы соединены между собой вставными шпонками, углы выполнены с помощью специальных угловых реек
Рис. 10.107. Облицовка стен панелями в рамах с вставными угловыми рейками
Однако отдельные стержни могут быть прикручены на панель также на некотором расстоянии. Если промежутки между прутками по цвету отличаются от прутков или выполнены из древесины другой породы, то возникает красивый рисунок. Облицовка стержнями особенно подходит для выпуклых стен или колонн.
10.5.2. Облицовка стен рамочными панелями
Облицовка стен панелями производится закреплением в рамочной конструкции филенок из фанерованных панелей или реже цельной древесины. Филенки вставляются в паз края рамы или для облегчения обработки поверхности в фальц рамы и закрепляются штабика-ми. При закреплении филенок штабиками разделение настенной облицовки усиливается за счет применения более профилированных реечек. Внутренние и наружные рамные углы образуются благодаря либо соединению рамочных панелей пазом и гребнем, либо соединению в четверть, также для этого применяются специальные угловые рейки (рис. 10.106 и 10.107).
www.hundegger.ru
10.5.3. Облицовка стен панелями
Для облицовки стен панелями подходят фанерованные или имеющие искусственное покрытие столярные или древесностружечные плиты. Панели делают возможным разделение стены на участки большой площади, так как они лишь незначительно или совсем не усыхают и не коробятся (рис. 10.108).
Облицовочные плиты
Продольный элемент с шириной панели* от 82 до 1250 мм
KF - панель с пластиковым покрытием
100
заводского изготовления чаще всего называют панелями. Это плиты из древесных материалов с готовыми к монтажу обработанными кантами, фанерованные шпоном благородных пород с обработанной до конца поверхностью или имеющие искусственное покрытие. Для выполнения внутренних и наружных углов сборной заводской облицовки существуют специальные профили (рис. 10.108).
Рис. 10.108. Облицовка стен панелями из элементов заводского изготовления
10.5.4. Установка облицовки
Облицовку можно устанавливать на неоштукатуренные внутренние стены или оштукатуренные наружные стены. Однако обязательным условием для этого является сухость стены. Ни поднимающаяся грунтовая влага, ни конденсирующаяся вода не должны воздействовать на облицовку.
При облицовке наружных стен под слой облицовки можно также дополни-
тельно устанавливать слой теплоизоляционного материала.
Панели не должны лежать непосредственно на стене или штукатурке, обязательно необходимо, чтобы между ними был зазор от 20 до 30 мм. Чаще всего это обеспечивается за счет применения каркасной конструкции. Она состоит из брусков или монтажных рам, которые
Верхний теневой зазор Потолочный карниз
ц монтажа
Боковой теневой зазор Настенный бортик ф Деталь для прикручивания к панели
Для тонких и широких облицовочных панелей установить промежуточные рамы
Деталь для навешивания
Настенный бортик
Облицовочная панель, навешенная
Напольный бортик
Деталь для навешивания
Монтажный профиль
Деталь для рамы (с пружиной или без)
крепятся к стене с помо-
Рис. 10.109. Каркас для монтажа фурнитуры
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Рис. 10.110. Каркас для навесных колодок
Рис. 10.111. Вертикальный разрез настенной облицовки
щью винтов, вкрученных в распорные дюбели (рис. 10.109 и 10.110).
В основном используются пластиковые распорные дюбели. Отверстия для них в каменной кладке или бетоне стены просверливаются с помощью перфоратора или бура (см. 6.6.5). Длина анкеровки и диаметр винта должны подходить к выбранному дюбелю. Для монтажа каркаса из брусьев хорошо подходят дюбели с удлиненным стержнем, которые заполняют также и отверстие в древесине (см. 2.17.8). Существуют также дюбели со специальными винтами, с помощью которых можно регулировать расстояние обрешетин от стены. В ином случае обрешетины необходимо устанавливать с использованием выравнивающих клиньев.
Каркас служит для сглаживания неровностей стены здания и для закрепления облицовочной обшивки. Прямолинейность и вертикальность каркаса во время монтажа необходимо проверять наугольникам и уровнем.
Полость между облицовкой и стеной служит в качестве воздушной подушки, которая также выполняет и теплоизолирующие функции. Если на облицовке предусмотреть отверстия сверху и снизу, то воздух за обшивкой будет постоянно обновляться. Эти отверстия являются обязательными в тех случаях, когда нужно учитывать влажность и когда речь идет об облицовке наружной стены (рис. 10.111).
10.6. Облицовка потолка
Потолочная облицовка состоит из каркаса и облицовочной обшивки.
Каркас при потолочной облицовке может быть закреплен прямо на неотделанном потолке (рис. 10.112 и 10.113). В очень высоких помещениях, как и при наличии подвесных потолков в случае облицовки вентиляционных кана-
www.hundegger.ru
10.6. Облицовка потолка
лов или электропроводки, каркас может быть подвешен к неотделанному потолку (рис. 10.114). Для выравнивания подвесного каркаса потолка может быть использован строительный лазер (см. рис. 10.115). При его использовании вокруг прибора на необходимом уровне испускается горизонтальный круговой лазерный луч, и тем самым создается уровень подвесного каркаса потолка. Отклонение составляет максимум 2 мм на 60 м. Каркас должен быть тщательно закреплен, так как вес потолочной облицовки полностью приходится только на крепления (DIN 18168). Кроме этого, каркас дополнительно подвергается воздействию вибраций, как в случае с потолочными перекрытиями, которые одновременно являются полом. По этой причине каркас не должен крепиться к потолку с помощью строительных пистолетов и гвоздей. В общественных зданиях применяемые дюбели должны иметь специальный допуск.
Облицовочная обшивка, как правило, монтируется на каркасе с помощью потайных крепежных средств. При изготовлении потолочной облицовки должна использоваться только особенно сухая древесина, так как воздух под потолком самый сухой и теплый в помещении. Потолочная облицовка должна быть максимально подготовлена к монтажу уже на заводе, для того чтобы монтаж был как можно более простым. Облицовка может быть разнообразной и выполняться из различных материалов. Для облицовки потолка в продаже имеется большое количество готовых фасонных элементов из древесностру
Рис. 10.112. Непосредственно навешиваемый каркас
Рис. 10.113. Каркас с контробрешетинами
Рис. 10.114. Подвесной каркас
Рис. 10.115. Выравнивание подвесного потолочного каркаса с помощью строительного лазера
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
жечных плит и слоистой древесины. Их можно крепить на каркасе без какой-либо дополнительной обработки. В основном различают дощатый потолок, панельный потолок и кессонный потолок (рис. 10.117, 10.118 и 10.120).
10.6.1. Потолок с накатом
Потолок с накатом — это потолок, который имеет выступающие балки или имею
щую форму балок облицовку. Промежутки между балками могут быть оштукату
Рис. 10.116. Потолок с накатом
рены или облицованы. При настоящем потолке с накатом именно балки из цельной древесины несут нагрузку перекрытия. Для достижения особенного художественного воздействия балки иногда также обшивают досками. Декоративные балки выглядят также, как и настоящие. Используемые для декоративных балок доски необходимо соединять между собой в форме балок. Они могут быть установлены на оштукатуренном потолке, при этом оштукатуренные поверхности между балками остаются видимыми. Иногда декоративные балки устанавливаются на неотделанном потолочном перекрытии, а промежутки между балками обшиваются досками или панелями (рис. 10.116).
Рис. 10.117. Дощатый потолок
Рис. 10.118. Панельный потолок
Рис. 10.119. Кессонный потолок
10.6.2. Дощатый потолок
При дощатом потолке вся поверхность потолка обшита досками. Доски могут быть соединены в паз и гребень, шпонкой, в четверть, с перекрытием или расположены одна над другой. Для закрывания стыков используются наклеиваемые обратной стороной нащель-ные или вставляемые в паз профилированные рейки. Доски закрепляют на каркасе из брусков, который закрепляется на монолитном перекрытии или балках перекрытия. Доски могут быть также прикручены видимыми шурупами. Также их можно фиксировать на
www.hundegger.ru
каркасе с помощью невидимых снаружи специальных профилированных скоб для досок (рис. 10.117).
10.6.3. Панельный потолок
Как правило, панельный потолок изготавливается из древесных материалов, фанерованных, имеющих искусственное покрытие или обработанных другим способом готовых поверхностей. Разделение потолка получают с помощью видимых или теневых зазоров между краями панелей. Отдельные панели могут быть соединены между собой шпонками. Панели на каркас крепятся невидимым спосо-
бом с помощью скоб, стальных пластинок или бобышек (рис. 10.118)
10.6.4. Кессонный потолок
Кессонный потолок — это вид потолочной облицовки с квадратными или прямоугольными, расположенными несколько углубленно полями (кессонами).
Длинный светильник за портьерной блендой с плексигласовым колпаком
Шторный карниз с двумя направляющими и портьерной блендой
Рис. 10.120. Звукопоглощающий потолок
Рис. 10.121. Соединение со стеной дощатых потолков
Рис. 10.122. Встроенный в потолок карниз для штор
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Границы кессонов образуют рейки, рамы, ребра или декоративные балки. Плоские кессоны можно изготовить рамочным способом. Углубленные кессоны с тонкими ребрами делают с помощью реек или фланцев. Кессоны с границами балочного типа состоят из пересекающихся крест на крест декоративных балок, между которыми используется филенка. При очень больших и тяжелых филенках имеет смысл каждый кессон собирать в виде ящика и крепить на потолке отдельно.
10.6.5. Звукопоглощающий потолок
Звукопоглощающие потолки имеют специальную звукопоглощающую облицовку. Их задача — поглотить воздействующие на них звуковые волны. Как правило, это происходит благодаря прерывистой облицовочной обшивке, а также прокладыванию под облицовкой пористого звукопоглощающего материала. Для того чтобы он не смог просочится сквозь прерывистую облицовку, необходимо проложить мелкопористый нетканый материал (рис. 10.120).
10.6.6. Вентиляционный потолок
Задачей вентиляционных потолков является распределение свежего воздуха, поступающего по воздуховодам в полость межу потолком и перекрытием. Как правило, для этого служат профили с тонкими прорезями, которые вставляются в зазоры панельных разъемов. Вентиляционный потолок необходимо проектиро-
Подвесные панельные потолки
Подвесная обрешетина
65/30
X
Видимый зазор
Рама-заглушка
Рис. 10.123. Панельные потолки
www.hundegger.ru
10.7. Облицовка отопительных приборов
Кессоны, образованные декоративными балками
Кессоны, образованные глубокими ящиками
Рис. 10.124. Кессонные потолки
вать совместно со специалистами по вентиляции, которые должны рассчитать количество воздуха в зависимости от размера и эксплуатации помещения.
ЗАДАНИЯ
1. Какие виды настенной облицовки существуют?
2. С помощью каких мероприятий можно обеспечить полость размером 25 мм между облицовочной обшивкой и стеной помещения?
3. Опишите процесс монтажа каркаса и панельной облицовки стены на высоту помещения.
4. Сравните различные конструкции потолочной облицовки.
5. Какие виды каркасов применяются для монтажа потолочной облицовки?
10.7. Облицовка отопительных приборов
Отопительное приборы нагревают воздух помещения в основном конвекцией и частично излучением. Из различных типов отопительных приборов облицовку устанавливают, как правило, только на радиаторы и конвекторы.
10.7.1. Облицовка радиаторов
Радиаторы нагревают воздух конвекцией (от 60 до 70%) и излучением (от 30 до 40%). Они не должны иметь облицовки (рис. 10.125). Поэтому облицовка производится только из соображений художественной эстетики. Так как при использовании об-
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Рис. 10.125. Облицовка радиаторов
лицовки доля тепла, передаваемая излучением, теряется, то при ее наличии должна быть максимально улучшена конвекция (рис. 10.125).
При установке облицовки на радиаторы следует учитывать следующие моменты.
• Расстояние от облицовки до края ребра радиатора должно составлять 40 мм.
• Высота отверстий для входа и выхода воздуха должно составлять от 2/3 до целой ширины радиатора.
• Если отверстия закрыты решеткой или чем-либо подобным, то размер нетто отверстий должен соответствовать названному размеру.
• Сквозных облицовочных плит следует избегать, так как они препятствуют движению воздушного потока вокруг конвектора.
Рис. 10.126. Облицовка конвекторов
10.7.2. Облицовка конвекторов
Конвекторы должны облицовываться, так как их действие происходит исключительно конвекцией (рис. 10.126). Размеры отверстия для притока воздуха (Н2) и отверстия для выхода воздуха (НЗ) зависят от ширины конвектора и высоты ниши (Н1) (табл. 10.12). Для облицовки используются закрытые поверхности из древесных материалов, которые внутри могут быть проложены алюминиевым листом или фольгой (рис. 10.126).
Таблица 10.12. Размеры отверстий для воздуха Н2 и НЗ
Ширина конвектора Ш, мм Высота ниши, мм
300 400 500 600 более 700
50 60 60 60 60 60
100 80 80 80 80 80
150 80 80 80 80 80
200 80 100 100 100 100
250 80 100 120 140 140
300 80 100 120 140 160
Пример: При ширине конвектора 200 мм и высоте ниши 400 мм размер отверстий для притока и выхода воздуха должен составлять 100 мм.
www.hundegger.ru
70.8. Деревянные полы 671
10.8. Деревянные полы
Деревянные полы обеспечивают тепло ногам, накапливают мало статического электричества, по ним приятно ходить, также деревянные полы придают помещению теплый, уютный вид.
Древесина для полов должна быть хорошо высушенной, здоровой, без трещин и по возможности без сучков. Дубовый лесоматериал не должен содержать заболони, а древесина бука лесного не должна иметь фальшивого ядра. У сосны древесина не должна быть поражена синевой.
10.8.1. Простые дощатые полы
Доски для настила полов часто обозначаются как шпунтовые. Чаще всего они изготавливаются из древесины ели или сосны. Шпунтовые доски, строганные с одной стороны, шириной от 95 до 180 мм, как правило, толщиной от 19,5 до 35,5 мм, в особых случаях толщина может составлять до 70 мм (рис. 10.128). В соответствии с DIN 4072 ширина доски измеряется без гребня (ширина настила).
Если используются боковые доски из древесины хвойных пород, то они должны укладываться левой стороной вверх, так как правая сторона будет раскалываться. Однако при этом почти не удается избежать того, что верхняя сторона станет вогнутой, а пол при хождении по нему будет скрипеть. Лучше всего применять доски с поперечным расположением годичных колец. Они не раскалываются, остаются прямыми, усыхают меньше и изнашиваются не так быстро, как боковые доски (рис. 10.127).
УКЛАДКА ДОЩАТОГО ПОЛА
Доски настила укладывают или на установленные балки перекрытия, или на брусья. Расстояние между лагами зависит от толщины половицы, веса перекрытия и нагрузки на пол. В среднем оно составляет от 60 до 80 мм. Пространство между лагами для улучшения звукоизоляции заполняют сухим гравием, песком или специальной сухой засыпкой. Для теплоизоляции служат минеральная вата или полистирол. В основном половицы крепятся гвоздями с плоской головкой. Длина гвоз-
Правая сторона сверху
Левая сторона сверху
п Лучше
Поперечные годичные кольца 1
777 ' ’ >!> 1 </7J
wIZSIMZS
Рис. 10.127. Расположение годичных колец в досках для пола
Рис. 10.128. Строганая доска для пола
Доска настила Изоляционные полосы Брусья для прибивания
строительная панель из древесной шерсти
---Штукатурка потолка
Доска настила Брусья для прибивания I Битуминированная —
- Железобетонное перекрытие — Штукатурка потолка
Рис. 10.129. Конструкция пола из досок
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Прямая одинарная елочка
EiSlllllllllilS
Щитовой паркет (квадраты)
Диагональная двойная елочка
дей должна составлять минимум три толщины половицы (рис. 10.129).
Видимые гвозди прибиваются на расстоянии 15—20 мм от стыка по размеченной прямой линии. Для лучшего удержания гвозди при забивании попеременно наклоняют в разные стороны. Головки гвоздей слегка утапливают с помощью зенковочного штифта, для того чтобы при последующем высыхании досок или при их износе гвозди не выступали. При забивании гвоздей потайным способом их вколачивают через гребень. При таком способе доски могут укладываться только по одной, доска за доской.
Укладывание отрезанных по длине половиц начинают от стены. Край доски с пазом должен иметь зазор от стены примерно 20 мм, для того чтобы оставалось пространство для разбухания доски, а шаговый шум не передавался непосредственно на стену. Когда первая доска прочно закреплена, далее при видимом креплении гвоздями укладываются от четырех до шести досок и хорошо спрессовываются. Это производится с помощью вбивания строительных скоб и вколачивания клиньев из твердой древесины. Также могут применяться специальные прессы для укладки пола с цулагами.
10.8.2. Пол из реек или планок
Планки или рейки для пола — это струганные доски шириной около 100 мм. Различают длинные доски, длина которых может быть равна длине помещения, и короткие доски, которые подлине необходимо стыковать между собой. Длинные доски имеют шпунт, короткие доски для размещения шпонок из поперечной древесины имеют паз на обеих продольных сторонах и чаще всего также на продольных кантах. Укладка производится так же, как и дощатых полов, только вбивание гвоздей производится потайным способом по шпонке, для того чтобы головки гвоздей не выступали на поверхности пола. При использовании шпунтовых досок первую доску необходимо укладывать пазом к стене. Короткие доски необходимо состыковать подлине со сдвигом. Такой способ укладывания пола называется «в разбежку» или «палуба» (рис. 10.130).
Рис. 10.130. Образцы укладывания паркетных дощечек
www.hundegger.ru
10.8. Деревянные полы
10.8.3. Сухое основание пола
Сухое основание пола производится из плит с ориентированной плоской стружкой или из обычных древесностружечных плит, которые относятся к классу склеивания V 100 или V 100 G. Эти укладочные панели на кантах имеют паз для установки шпонки или снабжены пазом и гребнем. Их можно укладывать непосредствен
но на лаги, на старый дощатый пол или плавающим способом на сухую засыпку из песка или изоляционную плиту из минерального волокна (см. рис. 10.27). От сте
ны пол должен иметь зазор 15 мм, для того чтобы предусмотреть возможное расширение плиты и вентиляцию каркасной конструкции. При укладке пола на бетонные перекрытия дополнительно необходимо проложить слой гидроизоляции. При укладывании сухого основания пола на лаги поперечно проходящие стыки должны располагаться на лагах. Панели необходимо закрепить шурупами на расстоянии от 200 до 250 мм по краю и в середине плиты — на расстоянии 400 мм. Головки шурупов утапливаются и шпаклюются. Точно так же действуют при укладке сухого основания пола на старый дощатый пол. Но при этом старые доски необходимо еще раз прибить гвоздями, чтобы они не скрипели. Если панели укладываются плавающим способом, то все стыки между плитами необходимо проклеить. Поперечно расположенные стыки должны проходить «в разбежку». На такие основания пола можно укладывать паркет, ковры или линолеум (рис. 10.131).
10.8.4. Паркетный пол
Паркет — это пол из цельной древесины. Паркет может состоять из паркетных дощечек, паркетных планок или реек, паркетной доски, мозаичных реек, паркетных плит или мозаично-паркетных плит. Порода древесины — преимущественно дуб, бук, ясень, клен, сосна и неевропейская древесина.
Паркетные дощечки имеют округлый паз для вставки шпонки из торцевой древесины. Различают короткие дощечки с длиной от 250 до 560 мм и длинные дощечки с длиной более 600 мм (с шагом 50 мм). Ширина от 45 до 80 мм (с шагом 5 мм), толщина 22 мм (рис. 10.132).
Паркетные планки на продольных кантах, а также на одном из поперечных торцов имеют фрезерованный гребень, который вставляется в паз со-
Рис. 10.131. Сухое основание пола
Рис. 10.132. Паркетные дощечки, размеры
Рис. 10.133. Паркетные планки, размеры
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Рис. 10.134. Паркетная доска и паркетные плиты, размеры
пряженного канта другой доски. Размеры соответствуют паркетным дощечкам (рис. 10.133).
Паркетные доски (многослойные паркетные доски) — это произведенные промышленным способом доски для укладки (готовый паркет). Пластины из твердых сортов древесины толщиной от 4 до 10 мм наклеиваются на длинные доски из мягкой древесины поперек или по определенному образцу. Доски из мягкой древесины удерживаются благодаря расположенным на нижней стороне продольным или поперечным пропилам без внутренних напряжений. Паркетная доска имеет длину более 1200 мм и ширину от 100 до 240 мм. Толщина составляет от 13 до 26 мм. Готовый паркет очень часто имеет разнообразную готовую поверхность, то есть покрыт слоем искусственной смолы или обработан натуральными смолами (рис. 10.134).
Паркетные плиты — это промышленно изготовленные элементы паркета из различных пород древесины. Как и столярные плиты, они могут быть изготовлены из нескольких слоев. Их размер покрытия составляет по длине и ширине от 200 мм до 650 мм, толщина от 13 до 26 мм.
Мозаичный паркет состоит из маленьких паркетных дощечек (пластин), которые имеют длину примерно 165 мм, максимальную ширину 25 мм и толщину 8 мм. Из них составляется мозаичный паркет (пластинчатый паркет). В торговле он имеется в виде готовых панелей.
УКЛАДКА И ОБРАЗЦЫ УКЛАДКИ
Паркетные дощечки укладывают на черновой пол из шершавых обрезных, не слишком широких досок толщиной от 18 до 30 мм или на сухое основание пола из древесностружечных плит (укладочных плит).
Паркетные дощечки также можно наклеивать на ровную, сухую поверхность бесшовного пола без сдвигов слоем клея достаточной толщины. Бесшовный пол предварительно нужно отшлифовать и покрыть гидроизоляционным грунтом.
Паркетные дощечки и доски можно располагать различными рисунками — «палубой» или «в разбежку», «квадратами» и «плетенками», а также расположенными под углом 45° «елочками» (рис. 10.131).
Паркетные плиты и мозаичный паркет наклеивается на пол-основание с помощью специального клея.
НАТИРАНИЕ ВОСКОМ И ЛАКИРОВАНИЕ
Если паркет не имеет готовой обработанной поверхности, то его нужно после укладывания отшлифовать и обработать его поверхность до конца.
При натирании воском различают холодный, теплый и горячий способ. Речь идет о растворенном в скипидаре или бензине парафине или натуральном воске, который холодным или теплым, при горячем методе нагретым до 180°, несколько раз наносится на поверхность паркета. Воск должен проникнуть в древесину и защитить ее от влаги и загрязнения.
www.hundegger.ru
10.9. Легкие разделительные перегородки
Для лакирования применяются лаки, например полиуретановые или DD-лаки, специальные паркетные лаки на основе масла и искусственной смолы, уретан-ал-кидые паркетные лаки, а также водорастворимые лаки. С их помощью получают гладкие, легкие в уходе и устойчивые к различным воздействиям поверхности.
10.8.5. Ламинатный пол
Ламинатные полы состоят из древесностружечных или древесноволокнистых плит (МДФ), которые с видимой стороны и часто также с обратной стороны покрыты слоем искусственной пленки (HPL, CPL) или имеют отвердевший слой акрилата с минеральными компонентами. Видимая сторона, как правило, является достаточно хорошей имитацией паркета, противоположная сторона, напротив, гладкая и бесцветная. Пластины ламината, как паркетные элементы, имеют на кантах паз или гребень и укладываются так же, как паркет, — плавающим способом или наклеиванием. Они очень устойчивы к царапанию, однако после повреждения не могут быть отшлифованы.
ЗАДАНИЯ
1. Какие существуют возможности выполнения пола из досок?
2. Опишите различные виды паркетных полов, расскажите о способах и рисунках укладывания паркетного пола.
3. Какие виды обработки поверхности подходят для деревянного пола?
4. Какое влияние на пол из цельной древесины могут оказать значительные колебания климата в помещении и какие мероприятия могут этому противостоять?
10.9. Легкие разделительные перегородки
Легкие разделительные перегородки — это статические ненесущие внутренние стены с небольшим весом. Как правило, их можно переставлять без существенного повреждения самой разделительной перегородки или несущих стен и перекрытий помещения. Они дают возможность деления большого помещения на несколько более мелких. Различают каркасные стены и составные (элементные) стены.
10.9.1. Каркасные стены
Для каркасных стен сначала в постройке устанавливаются каркасы из деревян-
ных или стальных опор. Потом они оббиваются фанерными или столярными плитами, древесностружечными или гипсокартонными плитами, промежуточное пространство заполняется плитами из минерального волокна. Если коридор должен освещаться через эту перегородку или необходим обзор из одного помещения в другое, то в перегородку встраивают стеклянное окошко (рис. 10.135).
Рис. 10.135. Каркасная стена
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
10.9.2. Элементная стена
Элементная стена может быть изготовлена промышленным способом в виде го
товых элементов, имеющих высоту помещения, которые соединяются на месте
Il Ш 1 illlli д
и дверной элемент
Рис. 10.136. Элементные стены
установки и закрепляются между стеной и потолком. Эти элементы состоят из деревянной рамы, наполнителя для полости рамы и двухсторонней обшивки. Элементные стены встраиваются по ширине и высоте в определенную систему размеров (рис. 10.136). Для монтажа различают две различные координатные системы — осевую систему координат и полосовую систему координат. Для разделительных перегородок особенно подходит полосовая координатная система (рис. 10.139).
Чаще всего разделительные перегородки должны быть звукоизолирующими (рис. 10.137). При таком легком способе возведения перегородок такого эффекта можно достичь только с использованием двухоболочковой конструкции с мягкими на изгиб тяжелыми оболочками. Вес оболочки может быть увеличен за счет наклеивания тяжелых колодок, тяжелой битуминированной бумаги или специальных звукоизолирующих матов. Расстояние между обшивками стены должно быть как можно большим, а полость между обшивками необходимо заполнить минеральной ватой.
Соединение с дверью
Соединение с потолком
:П (19)
ДСП (19)
.58/48
:П (19)
8 мм
4 ММ
Т-соединение
Соединение со стеклянной стеной
Соединение с полом
Звукоизолирующая дверь
- Уплотнение
Натяжной винт
Соединение со стеной Соединение в осевой системе координат
Плита из минерального волокна 40 мм Уплотнительный полый профиль — Гипсокартонная или бетонная колодка
Эластичное резиновое уплотнение
г— Звукопоглощающая камера ____________
Рис. 10.137. Звукоизолирующие разделительные перегородки
www.hundegger.ru
10.9. Легкие разделительные перегородки
Обшивки не должны быть прочно закреплены или расклинены, чтобы они имели возможность свободно колебаться. Обязательно требуется эластичное уплотнение в местах соединения элементов со стеной, потолком и полом. Для встраивания дверей или стеклянных филенок действуют те же основные принципы, что и для звукоизолирующих дверей и окон.
Если разделительная перегородка должна к тому же быть огнестойкой, то для обшивки необходимо применять трудновоспламеняемые древесностружечные плиты, трудновоспламеняемые материалы для обработки поверхности, а в качестве материала для наполнения полости между обшивками — изоляционный слой минерального волокна.
Рис. 10.138. Полосовая система координат
Рис. 10.139. Осевая система координат
Рис. 10.141. Стеклянная разделительная перегородка без видимой рамы
Рис. 10.140. Стеклянная разделительная перегородка с алюминиевым профилем
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
10.9.3. Стеклянные разделительные перегородки
Несущая конструкция стеклянных разделительных перегородок, как, например, стойка, потолочный, стеновой и напольный профиль, как правило, состоит из стального профиля, на котором защелкнут алюминиевый контур. Стеклины либо удерживаются в профиле каркаса без видимого обрамления или наклеиваются на него и уплотняются силиконом (рис. 10.141), либо закрепляются в каркасе с помощью специального профиля остекления (рис. 10.140).
10.10. Деревянные лестницы
Лестницы служат для преодоления разности высоты. В домах для одной семьи они могут изготавливаться из дерева. Лестница состоит минимум из трех следующих друг за другом ступеней, то есть из трех подъемов.
Лестница должна обеспечивать требуемую при движении по ней безопасность и удобство. Она должна иметь красивую форму и квалифицированно выполнен-
Лестницы с прямыми маршами
Двухмаршевая Г-образная лестница с промежуточной площадкой,
Прямая одномаршевая лестница
Прямая двухмаршевая лестница
П-образная двухмаршевая лестница с встречным движением, с промежуточной площадкой, правая
правая
Трехмаршевая П-образная лестница с двумя угловыми промежуточными площадками, левая
Лестницы с прямыми и криволинейными маршами
Правая одномаршевая лестница со средними забежными ступенями с поворотом на 180° (полуоборот)
Правая одномаршевая Левая одномаршевая лестница с забежными лестница с верхними ступенями и поворотом и нижними забежными на 90е (поворот ступенями
на четверть) и поворотом на 90°
Лестницы с винтовыми маршами
Круглая лестница, одномаршевая, правая
Винтовая лестница без центральной стойки, двухмаршевая правая с промежуточной площадкой
Левая винтовая лестница с центральной стойкой
ную конструкцию. Лестницы в зданиях регламентированы в стандартах DIN 18064 и DIN 18065.
10.10.1. Виды лестниц и основные понятия
Лестницы классифицируют по их использованию, конструкции, а также форме и направлению движения лестничного марша.
В зависимости от применения различают основные и вспомогательные лестницы. Основные лестницы связывают между собой отдельные этажи здания. Они должны быть проложены удобно, а также позволять транспортировку мебели и тому подобных предметов. Они обозначаются как необходимые лестницы. Вспомогательные лестницы типа лестниц на чердак или на склад, как правило, круче, чем основные лестницы, и поэтому по ним не так удобно ходить.
По форме и направлению лестничного марша различают марше-
вые (прямые) и винтовые лестни-
Рис. 10.142. Виды лестниц по форме марша
www.hundegger.ru
10.10. Деревянные лестницы
цы, которые подразделяются на правые или левые (рис. 10.142).
По конструкции различают лестницы на тетивах, ступени в которых бывают врезные, вставленные в пазы, вставленные в выдолбленные отверстия в тетивах с подступенками и без подступенков; лестницы на косоурах как лестницы с несущими балками, расположенными внизу ступеней, подвесные лестницы на больцах и специальные лестницы, такие как, например, винтовая лестница с центральной стойкой, винтовая лестница без центральной стойки и лестница с малым расходом пространства.
10.10.1.1. Лестницы на тетивах
Перила парапета Верхняя балясина лестничнь перил
Балясина лестничных перил
Перила
Заглушка
Высота перекрытия
Свободная или световая тетива
Лестничный винт
Проступь
Нижняя балясина лестничных перил Блочная ступень
Подрезание подступенка
Выступ тетивы по горизонтали
Рис. 10.143. Обозначение деталей в лестнице на тетивах
Выступ тетивы по вертикали
Настенная тетива
проступ
Балясина лестничных перил с розеткой
Выступ заглушки
В лестницах на тетивах ступени (проступи) своими концами вставляются в тетиву на глубину 20—25 мм. В зависимости от формы паза-отверстия в тетиве различают лестницы, ступени в которых бывают врезные, вставленные в пазы, вставленные в выдолбленные отверстия в тетивах с подступенками и без подступенков. Тетивы и расположенные между ними ступени соединяются друг с другом с помощью лестничных винтов. Тетивы лестницы также бывают двух видов — настенная тетива и свободная тетива. Из названия ясно, что настенная тетива прилегает к стене помещения и может быть закреплена на стене. Свободная или световая тетива располагается на свободной стороне лестницы и должна иметь раз
меры и конструкцию, соответствующие свободнолежащей, то есть без промежуточных опор, несущей функции. Тетивы лестниц с прямыми маршами прямые, в винтовых лестницах в зависимости от формы лестничных ступеней изогнутые (рис. 10.143).
ЛЕСТНИЦЫ С ВРЕЗНЫМИ СТУПЕНЯМИ
В лестницах с врезными ступенями отверстия-пазы для вставки проступей проходят горизонтально по всей ширине тетивы. Про
Рис. 10.144. Лестница с врезными ступенями
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
ступи выступают за передний и задний край тетивы примерно на 30 мм. Подступенки в данном типе лестниц не применяются. С обратной стороны для придания большей жесткости или предотвращения просматривания лестницы могут быть обшиты. В таком случае выступающую с нижней стороны лестницы часть ступени в соответствии с уклоном тетивы следует срезать заподлицо с тетивой. Как правило, такую конструкцию имеют вспомогательные лестницы (рис. 10.144).
ЛЕСТНИЦЫ С ВСТАВЛЕННЫМИ В ПАЗЫ СТУПЕНЯМИ
В таких лестницах проступи выступают только вперед относительно тетивы. Конец проступи в соответствии с наклоном тетивы может быть скошен, так что
Рис. 10.145. Лестница с вставленными в пазы ступенями
Место нижнего соединения
Разрез А - А
Рис. 10.146. Лестница со ступенями без подступенков, вставленными в выдолбленные отверстия
передний край проступей будет выступать над верхним кантом тетивы. Если на нижнюю сторону лестницы наносится облицовка, то она располагается между тетивами на проступях, имеющих скос, соответствующий наклону тетивы. Проступи в такие лестницы можно задвинуть в тетивы спереди (рис. 10.145).
ЛЕСТНИЦЫ СО СТУПЕНЯМИ БЕЗ ПОДСТУПЕНКОВ, ВСТАВЛЕННЫМИ
В ВЫДОЛБЛЕННЫЕ ОТВЕРСТИЯ
В таких лестницах проступи имеют отступ от края тетивы спереди и сзади на несколько сантиметров. Подступенки отсутствуют. В то время как лестницы с врезными или вставными в пазы проступями могут быть выполнены только с прямыми маршами, конструкция лестницы с выдолбленными отверстиями в тетивах подходит и для поворотных лестниц. Благодаря открытым ступеням такая лестница выглядит легче и прозрачнее, чем лестница с подступенками (рис. 10.146).
Выдалбливание отверстий в тетиве вручную может производиться с помощью стамески, награтки
www.hundegger.ru
10.10. Деревянные лестницы
Рис. 10.148. Предварительное натяжение проступей
или грунтобеля. Сегодня пазы для вставки проступей в тетивах выполняют преимущественно на станках с верхним расположением фрезы или на фрезерных станках с ЧПУ. Тетивы соединяются с проступями с помощью лестничных или натяжных винтов.
ЛЕСТНИЦЫ СО СТУПЕНЯМИ И ПОДСТУПЕНКАМИ, ВСТАВЛЕННЫМИ
В ВЫДОЛБЛЕННЫЕ ОТВЕРСТИЯ
Такие лестницы имеют как проступи, так и подступенки. Обе части ступени врезаются в тетиву. Также подступенки могут быть вставлены в паз проступи, а снизу закреплены гвоздями или шурупами в нижнем крае проступи (рис. 10.147). Для того чтобы лестница при хождении по ней не скрипела, верхний край подступенка вырезают на 1—2 мм в середине шире, благодаря чему проступь при креплении получает предварительное напряжение (рис. 10.148).
Проступи и подступенки соединяются с тетивой лестничными винтами и образуют пространственную несущую конструкцию. Возникающая при хождении нагрузка благодаря этому может быть благоприятнее распределена на несколько деталей лестницы.
Рис. 10.147. Лестницы со ступенями и подступенками, вставленными в выдолбленные отверстия
10.10.1. 2. Лестницы на косоурах
В лестницах на косоурах проступи располагаются на несущих балках (косоурах) из пиленого лесоматериала или клееных досок. При этом ступени спереди и по бокам выступают над косоурами. Так как в такой конструкции не применяются подступенки, то лестница кажется прозрачной и легкой, особенно тогда, когда применяется только один средний косоур.
Решающим фактором для несущей конструкции опорной балки является ее высота и толщина. Косоуры имеют консоли, опорные ножки или опоры из полосовой стали для крепления проступей. В особых случаях проступи выполняются
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Закрепленная с помощью шкантов блочная ступень
Рис. 10.149. Конструкции лестниц на косоурах
Рис. 10.150. Лестницы на больцах
в форме блочных ступеней с дополнительными элементами — кобылками, которые устанавливаются непосредственно на косоур (рис. 10.149).
10.10.1. 3. Лестницы на больцах
В лестницах на больцах проступи подвешиваются на прутьях из металла. Эти больцы передают нагрузку на конструкцию перекрытия или крыши или в перила. Больц проходит через две следующих друг за другом ступени и соединяет их. Если проступи подвешены за оба конца, то лестница дополнительно должна быть защищена от сил или движений, действующих поперек лестничного марша. Возможные перемещения лестницы могут быть предотвращены при помощи перил или благодаря креплению отдельных ступеней к стене дома.
В лестницах, которые подвешены за перила, последние необходимо конструировать как несущий элемент типа косоура. Лестницы на больцах являются особыми конструкциями, для допуска которых к эксплуатации требуются специальные испытания (рис. 10.150).
10.10.1. 4. Специальные лестницы
К специальным лестницам относятся винтовая лестница без центральной стойки (с круглой шахтой) и винто
www.hundegger.ru
10.10. Деревянные лестницы
вая лестница с центральной стойкой. Они имеют форму круга в горизонтальной проекции и, как правило, соединяют два уровня частного жилья (рис. 10.151 и 10.152).
Еще одной особой формой лестниц являются экономящие место лестницы, также называемые «самба» или «утиный шаг». Они имеют ширину всего от 50 до 70 см и очень большую крутизну, так как благодаря особой конструкции преодолевают два подъема при одинаковой ширине ступени. Движение по таким лестницам следует начинать с «правильной» ноги. Такие конструкции лестниц в жилищном строительстве не применяются.
Вид сбоку
Вид сбоку
Горизонтальная проекция
Рис. 10.151. Винтовая лестница без центральной стойки
Горизонтальная проекция
Рис. 10.152. Винтовая лестница с центральной стойкой
10.10.2. Определение размеров и обозначения
Определение размеров объясняет, каким образом необходимо измерять ту или иную деталь лестницы. Кроме этого, определение размеров, а также обозначения
Поперечное сечение
Пролет
----между маршами
1- Средняя линия лестничного марша
Длина лестничного марша
Глубина площадки Гр
Глубина площадки Гр
Горизонтальная проекция
Ширина лестничной клетки
Полез! ая ширина лестничного марша
Рис. 10.153. Определение размеров лестницы
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
Рис. 10.154. Свободный габарит лестниц
Полезная ширина лестничного марша
Диаграмма зоны хода для винтовых лестниц, а также для лестниц, которые состоят из прямых и криволинейных участков
Диаграмма зоны хода для винтовых лестниц с внутренней стойкой
Рис. 10.155. Зона хода лестниц
Рис. 10.156. Уклон лестницы
Рис. 10.157. Определение уклона по чертежу
служат для лучшего понимания и согласования работ, связанных с проектированием и постройкой лестниц (рис. 10.153).
10.10.2.1. Свободный габарит лестниц и зона хода
Ширина лестничного марша и вы
сота прохода в свету рассчитывают
ся по существующим строительным предписаниям или действующим стандартам. Для жилых зда
ний с не более чем двумя квартирами полезная ширина лес
тничного марша должна составлять минимум 80 см, лучше 100 см, высота лестничного проема 200 см (рис. 10.154). Зона хода составляет примерно 2/10 ширины марша (рис. 10.155). Внутри зоны хода проходит средняя линия лестничного марша, по которой лестница делится на ступени в соответствии с выбранным уклоном. Средняя линия лестничного марша должна быть обозначена на чертеже. Она
начинается у входной ступени кружочком и заканчивается у выходной ступени стрелкой (рис. 10.153).
www.hundegger.ru
10.10.2.2. Уклон и правило расчета, основанное на длине шага
Соотношение высоты ступени или подъема ступени (х) к ширине ступени (а) называется уклоном лестницы. Для удобных лестниц в жилых зданиях уклон должен составлять примерно 17:29 (около 30°)• Средняя длина шага человека равна 63 см. Так как за один шаг по лестнице преодолевается два подъема и одна ширина ступени, то получается формула для расчета оптимального соотношения размеров проступей и подступенков (рис. 10.156).
Правило расчета, основанное на длине шага
2 высоты подъема ($) + 1 ширина проступи (а) = 63 см (по DIN 59 до 65 см).
2 • s + a = 63; s = ff---; a = 63 - 2 . s. _________________2 ______________
Правило удобство подъема: ширина проступи (а) - высота подъема (s) = 12 см (для лестниц с уклоном около 30°).
Правило безопасности
ширина проступи (а) + высота подъема (s) = 46 см.
Если угол уклона лестницы известен, то уклон как соотношение можно определить по чертежу (рис. 10.157). Как правило, соотношение подъема определяют расчетным образом (см. пример).
Пример расчета лестницы:
Высота этажа от уровня готового пола первого этажа до уровня готового пола второго этажа составляет 275 см. Лестница должна быть удобной для перемещения, а высота ступени должна составлять около 17 см.
Дано: Н = 275 см, s =17 см.
Решение:
1. Количество подъемов = 275 : 17 = 16,18.
Выбираем: 16 подъемов.
2. Количество проступей = количество подъемов -1 =16-1 =15.
_ высота этажа Н
3. Высота подъема s =------------------
количество подъемов
4. Ширина проступи (а) = 63 см - 2 х высота подъема (s);
а = 63 - 2 • 17,2 см;
а = 28,6 см, выбираем 29 см.
5. Длина средней линии лестничного марша Lg = количество проступей х ширину проступи (а) = 15 29 см = 435 см.
6. Правило удобство подъема:
29 см - 17 см = 12 см.
7. Правило безопасности: 29 см +17 см = 46 см.
Подъем s
Кант проступи
Стыковая поверхность
Поверхность у проступи 7///У////Л
Проступь а * Выступ проступи и
Проступь
Подступенок
Рис. 10.158. Обозначения на ступенях
Рис. 10.159. Размеры для определения уклона
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
10.10.3. Расчет криволинейных лестниц
В криволинейных лестницах лестничные ступени также должны быть непрямоугольными, для того чтобы по лестнице было удобно и безопасно ходить, а перила и тетивы гармонично переходили от прямых участков в криволинейные. Для безопасности важно, чтобы наименьшая ширина проступи изогнутой ступени, измеренная в 15 см от закругления, составляла не менее 10 см. Для расчета криволинейных лестниц можно использовать различные способы. В примерах 1 и 2 применяется угловой метод (рис. 10.160 и 10.161).
LB и Lb образуют одну восьмую круга
Искривление симметрично оси I -1, поэтому следующие ширины соответствуют друг другу: 4' + 6' 3' + 7' 2'+ 8' Г+ 9'
Рис. 10.160. Расчет лестницы с четвертьоборотным маршем по угловому методу
Рис. 10.161. Расчет лестницы с полуоборотным маршем по угловому методу
www.hundegger.ru
10.10. Деревянные лестницы
10.10.4. Площадки лестниц
Площадки лестниц — это участки лестниц, которые устанавливаются в начале или в конце лестничного марша. Чаще всего длинные лестничные марши, как это требуется в высоких зданиях, прерываются промежуточными лестничными площадками. Для удобного передвижения глубина лестничной площадки должна составлять 63 см (или кратно 63 см) + 1 см ширины проступи (рис. 10.163).
10.10.5. Лестничные перила
Лестничные перила состоят из поручня и наполняющих элементов, как, например, наполнение из дерева, стекла, или балясин из стали или дерева. Задачей перил является предотвращение падения при движении вдоль и под углом к лестничному маршу, а также помощь при движении по лестнице. Кроме этого, перила лестницы выполняют и эстетическую функцию. Высота ограждения лестницы должна составлять не менее 90 см, в мастерских 100 см, а при высоте падения более 12 м — ПО см. Высота поручня, как правило, составляет от 90 до 95 см и измеряется отвесно от переднего края ступени до верхнего края поручня. Поручень должен без надломов следовать за
Рис. 10.162. Указание размеров лестничных площадок
63
или За
а
2
а
Глубина площадки равна минимальной ширине лестничного марша
Рис. 10.163. Глубина площадки
Рис. 10.164. Лестничные перила
гармонично закругленными лестничными ступенями.
Обычно перила не должны содержать горизонтальных элементов, которые бы делали возможным взбирание по перилам детей, оставленных без присмотра. Перила необходимо монтировать на такой высоте над площадкой или маршем лестницы, чтобы под ними не мог пролезть маленький ребенок. На площадках максимальная высота установки равна 12 см, на лестничных маршах куб с дли-
www.hundegger.ru
Глава 10. Внешняя и внутренняя отделка зданий
ной граней 15 см не должен проходить через отверстие между перилами и лестницей. Расстояние между вертикальными балясинами перил не должно превышать 12 см (рис. 10.164).
ЗАДАНИЯ
1. Какие бывают типы лестниц по форме лестничного марша?
2. Сравните между собой различные конструкции лестниц на тетивах.
3. Опишите конструкцию лестницы на косоурах и назовите три возможности крепления проступей на косоуре.
4. Объясните правило расчета лестниц, основанное на длине шага, и расскажите о его возникновении.
5. Какой уклон является наиболее благоприятным для лестниц в жилых домах?
6. Рассчитайте длину лестничного марша, количество подъемов и проступей, а также уклон лестницы для высоты этажа 2,65 м. Высота подъема 5 какого элемента должна составлять примерно 18 см.
7. Чему должна быть равна высота поручня перил лестницы? Какие особые условия должны выполняться для перил?
8. Нарисуйте эскиз двухмаршевой лестницы с промежуточной площадкой и укажите ширину и глубину площадки.
www.hundegger.ru
ГЛАВА 11
ОКНА И ДВЕРИ ОКОННОГО ТИПА
Окна и двери оконного типа закрывают проемы в фасадах здания. На основании критериев, которые сочетают в себе области конструктивного оформления, техники, экономичности, хорошего самочувствия и защиты окружающей среды, можно сформировать требования для окон и дверей оконного типа.
11.1. Требования для окон и дверей оконного типа
Требования, которые должны учитываться, прежде всего при планировании окон и дверей оконного типа, приведены в табл. 11.1.
Таблица 11.1. Требования к окнам и дверям оконного типа
Область предъявляемых требований Требования
Конструктивное оформление Размеры, разделение, форма, схема открывания, материал, поперечины, оконные косяки, импосты, цвет
Техника Строительная физика Тепло- и звукозащита, проницаемость стыков, непроницаемость для ливневых вод, вентиляция
Естественное освещение Инсоляция неслепящим светом в дозируемом количестве, возможность и ограничение просмотра внутрь и наружу
Безопасность и надежность Против нежелательного доступа, в случае пожара, при обслуживании и механических нагрузках
Экономичность Как можно более низкие инвестиционные, эксплуатационные и энергетические затраты
Хорошее самочувствие человека Учет потребности в контакте, частной сферы, ориентацию, внимание и развлечение
Защита окружающей среды Учет материала и его обработку, возможность повторного использования и утилизации отходов
11.2. Обозначения окон и дверей оконного типа
Окна и двери оконного типа различаются в основном по расположению в фасаде, по их составным частям и по схеме открывания их створок.
Рис. 11.1. Конструктивные формы окон и фасадов
WeinigSSim
www.weinig.ru
11.2.1. Окна в фасаде
Вертикальный разрез
Оконная перемычка Блок жалюзи Теплоизоляция
Нижнее ограждение блока жалюзи
Верхний брусок рамы
Шина жалюзи
Форма фальца с зазором 4 мм, еврофальц или европаз Уплотнитель створки
Верхний брусок створки
Прокладочная лента и остекление
Удерживающий стекло профиль
Стеклопакет
Уплотнительный материал
Опорная колодка
Нижний брусок створки
Кантовый привод
Шина для защиты от погодных воздействий
Нижний брусок рамы
Уплотнительная лента для стыка
Внутренний подоконник
Цементное основание Изоляционный материал Алюминиевый подоконник
Размер без отделки
Уплотнительная лента (номинальный размер)
Наружный размер оконной рамы
Шина жалюзи
Размер оконной рамы в свету
Размер стекла размер створки
Горизонтальный разрез
Рис. 11.2. Части деревянного окна и их обозначения
Для окон в зависимости от их расположения в фасаде здания различают три конструктивные формы — отдельные окна, окна-стены и фасадные системы (рис. 11.1).
Отдельные окна устанавливаются в отдельные стенные проемы фасада здания, так называемого перфорированного фасада. Площадь поверхности окон по сравнению с площадью фасада здания относительно мала.
Окна-стены применяются в основном в каркасных конструкциях. В данной форме доля площади окон в фасаде больше. Фасад разделен горизонтально с помощью полос подоконных стенок или вертикально с помощью опор.
Фасадные системы или ненесущие наружные стены подходят для каркасных конструкций. В этом случае окна, подоконные стенки и облицовка опор образуют единое целое.
11.2.2. Отдельные детали окна
Окно состоит из отдельных деталей, обозначения и задачи которых
Weinig IlSlsW
www.weinig.ru
11.2. Обозначения окон и дверей оконного типа
Рис. 11.3. Части деревянного окна и их обозначение
Открывается внутрь, левое
Открывается наружу, правое
Окно, открывается внутрь
Окно с нижнеподвесной откидной створкой, открывается наружу
должны быть известны при конструировании и изготовлении (рис. 11.2 и 11.3).
Как правило, окно состоит из составной рамы и одной или нескольких оконных створок. Рама может иметь задвижки и косяки, а створки — поперечины.
Оконная рама удерживает раму створки (оконную створку) и служит для крепления окна к корпусу здания.
Рама створки в большинстве случаев устанавливается в оконную раму с возможностью вращения. По толщине она может состоять из одной или двух частей. Если створка состоит из двух частей (оконный переплет с двойными стеклами), то эти части створки прочно соединены между собой по толщине специальной фурнитурой. Благодаря этому увеличивается жесткость оконной створки. Створки должны иметь возможность передавать ветровое давление через фурнитуру на оконную раму. Они должны быть устойчивыми в любом направлении, для того чтобы остекление не было неплотным, стекло не разбилось, а рама створки не защемлялась. Остекление с помощью колодок способствует тому, что рама створки сохраняет исходные углы.
Продольные и поперечные перекладины (горбыли) разделяют раму створки на части. В принципе поперечины должны иметь как можно меньшую ширину на лицевой поверхности, чтоб не загораживать обзор.
Горизонтальный импост (ригель) необходим для горизонтального деления окна. Он требуется или из
Окно с поворотнооткидной створкой, левое
р Подшипник
Окно со среднеподвесной створкой
Окно со среднеповоротной створкой
Установленной в подшипниках
Установленной в подшипниках не по центральной оси
Окно с раздвижными створками
Вертикальными Горизонтальными
Рис. 11.4. Символы для схем открывания оконных створок
Weinig
www.weinig.ru
Глава 11. Окна и двери оконного типа
соображений художественной эстетичности, или для установки оконной фрамуги или расположенной внизу откидной рамы. Ригель действует как элемент жесткости при воздействии ветрового давления.
Горизонтальные импосты разделяют окно по высоте на верхнюю и нижнюю части. Расположенные сверху импосты имеют особенное значение при разделении окна по форматной высоте.
Вертикальный импост (косяки) разделяет окно вертикально по ширине. Вертикальное деление с помощью импоста используется для окон с несколькими створками. Деление с помощью импостов в значительной степени определяет внешнюю картину окна. Для архитектурного решения особенно важно учитывать соотношение между размерами рамного профиля и размерами стекла.
Вертикальный импост, так же как и ригель, действует как придающий жесткость элемент при воздействии ветрового давления. Кроме этого, к импосту можно крепить фурнитуру для створки. Петли удерживают створку как в открытом, так и в закрытом состоянии, шарниры (используемые в откидных створках) — только в открытом.
11.2.3. Обозначения по схеме открывания оконных створок
По схеме открывания оконных створок их подразделяют на следующие типы: поворотная створка (с поворотом вокруг вертикальной крайней оси), поворотно-откидная створка, нижнеподвесная откидная створка, верхнеподвесная створка, среднеподвесная створка, поворотная створка (с поворотом вокруг вертикальной оси), раздвижная створка.
Символы для представления многочисленных типов створок стандартизированы в DIN 18059. Для створок, открывающихся внутрь, треугольник рисуется сплошной линией, для створок, открывающихся наружу, — пунктирной линией, для раздвижных створок используют стрелки (рис. 11.4).
ЗАДАНИЯ
1. Сравните с помощью изображений, например из специализированных журналов, художественные и конструктивные различия фасадов с отдельными окнами и окнами-стенами.
2. Объясните, почему в фасадных системах по сравнению с фасадами с отдельными окнами форму отдельного окна не всегда удается распознать с первого взгляда.
3. Что обозначает понятие «несущая строительная конструкция»? Назовите несущие части окна.
4. Какими типами линий обозначаются на чертежах окна, открывающиеся наружу, и окна, открывающиеся внутрь?
11.3. Материалы для оконных рам
Материалами для оконных рам являются дерево, пластик, алюминий и сталь. Эти материалы часто используют в различных комбинациях между собой, например алюминий и дерево.
Weinig
www.weinig.ru
11.3. Материалы для оконных рам
11.3.1. Древесина
Для производства оконных рам подходит только древесина с определенными свойствами. Она должна иметь относительно большие размеры, равномерный рост и мало сучков. Она должна хорошо сохранять форму, а также иметь высокую устойчивость против грибов, насекомых, воздействий погоды и механических нагрузок. Древесина должна быть достаточно прочной, хорошо обрабатываться, пропитываться и должна позволять наносить лакокрасочный материал кистью, а кроме этого, хорошо выглядеть и в необработанном состоянии. Следующие породы древесины имеют эти свойства: лжетсуга, ель, сосна, афцелия, афрормозия, агба, темно красный меранти, лауан, макоре, ниангон, сосна смолистая, секвойя, сипо и тик.
Условия качества для оконной древесины установлены в DIN EN 942 «Древесина для столярных работ» (табл. 11.2). В этом стандарте древесина классифицируется по видимым признакам качества, относящимся к определенным признакам древесины, а также распределяется по открытым и скрытым поверхностям.
• Открытые поверхности - это поверхности деревянной строительной конструкции, которые после установки конструкции не всегда являются скрытыми. Сюда относятся поверхности, имеющие декоративное покрытие или обработку с непрозрачным покрытием, а также поверхности подвижных частей (например, оконные створки и дверные полотна), которые в открытом состоянии являются видимыми.
• Скрытые поверхности - это поверхности деревянной строительной конструкции, которые после ее установки всегда скрыты другими конструкциями или отдельными элементами. Укрытие может состоять также из других материалов, например пластика, металла или каменной кладки.
Таблица 11.2. Признаки качества для оконной древесины
Признаки Открытые поверхности Скрытые поверхности
Класс J2 Класс J10 Класс J30 Класс J40 Класс J50
Сучки1 макс. 2 мм 30% макс. 10 мм 30% макс. 30 мм 40% макс. 40 мм 50% макс. 50 мм На скрытых поверхностях все приведенные признаки допустимы в том случае, если они не ухудшают механичес-кие свойства деревянных изделий и их применение.
Трещины Максимальная ширина Недопустимы 0,5 мм 1,5 мм, при заделывании
Максимальная глубина 1/8 толщины детали 1/4 толщины детали
Максимальная длина 100 мм 200 мм 300 мм
Максимальная общая длина по всей поверхности 10% 25% 50%
Смоляные кармашки и прорости Недопустимы Допустимы до 75 мм длиной, при заделывании и непрозрачном покрытии Допустимы, при заделывании
Окрашенная заболонь (включая синеву) Недопустимы Допустимы, если после декоративной обработки становятся невидимыми или желательны как свойство
Открытая сердцевина Недопустимы Допустимы, при заделывании
Повреждения, вызванные жучками, по-едатепями амброзии2 Недопустимы Допустимы, при заделывании
Влажность древесины хвойных и лиственных тропических пород не должна превышать 15%, а для европейских лиственных пород - 12%.
1 Сучки измеряются в соответствии с EN 1310.
2 жучки поедатепи амброзии образуют группу живущих в древесине насекомых (например, короед и проволочник, табл. 2.12), которые питаются особыми грибами, прорастающими на стенках ходов-отверстии.
Weinig Ы®
www.weinig.ru
Глава 11. Окна и двери оконного типа
Большая часть рамной древесины, прежде всего по причине стабильности формы, представляет собой клееную древесину, также обозначаемую как ламинат или слоистая древесина. Указания по производству и обеспечению качества приведены в директиве «Изготовление оконных профилей из тонких пластин древесины», выпущенной институтом оконной техники, г. Розенхайм.
Таблица 11.3. Поперечное сечение профилей для одинарных окон и дверей оконного типа со стеклопакетом
Обозначение профиля Рамы створок и окон
Минимальная толщина, мм1 Номинальная толщина, мм1 Ширина, мм2 Поперечное сечение рамы толщина/ширина
IV 56 IV 63 IV 68 IV 78 IV 92 55 62 66 76 90 56 63 68 78 92 78 ипи 92 78 ипи 92 78 или 92 78 или 92 78 или 92 56/78 или 56/92 63/78или 63/92 68/78 или68/92 78/78 или 78/92 92/78 или 92/92
1 Минимально значение толщины не должно быть занижено. 2 При сдвоенном фальце и для дверей оконного типа рама створки имеет ширину 92 мм. Для одинарных дверей оконного типа для нижних горизонтальных частей деревянной рамы частично действуют значения ширины профилей, отличные от тех, которые приведены в данной таблице (см. DIN 68121).
Таблица 11.4. Поперечные сечения профилей для двойных окон и дверей оконного типа
Обозначение профиля Внутренняя створка Наружная створка Поперечное сечение рамы створки
Минимальная толщина, мм Номинальная толщина, мм1 Ширина, мм Минимальная толщина, мм Номинальная толщина, мм1 Ширина, мм Внутренняя створка Наружная створка
DV 44/78-32 42 44 78 30 32 51 44/78 32/51
44/92-322 42 44 92 30 32 65 44/92 32/65
DV 44/78-44 42 44 78 42 44 51 44/78 44/51
44/Э2-442 42 44 92 42 44 65 44/92 44/65
DV 56/78-36 54 56 78 34 36 51 56/78 36/51
56/92-362 54 56 92 34 36 65 56/92 36/65
1 Минимально значение толщины не должно быть занижено.
2 Для одинарных дверей оконного типа для нижних горизонтальных частей деревянной рамы частично действуют значения ширины профилей, отличные от тех, которые приведены в данной таблице (см. DIN 68121).
Ширина створки в мм-----►
** Поворачивается только для мытья
Диаграмма для профиля IV 78 с шириной рамы 78 мм
Наружные размеры створок
Наружные размеры створок в соответствии с DIN 68121 определяются с помощью диаграмм. Максимальные наружные размеры створок, особенно для ширины створок, зависят от группы нагрузки BG (см. табл. 11.5). При выполнении требований группы нагрузки существенную роль играет количество дополнительных запорных приспособлений.
------- Дополнительное __ Макс, ширина створки
запорное для группы нагрузки В
приспособление составляет 1500 мм.
--------- Макс, ширина створки —— ——— Макс, ширина створки для группы нагрузки С для группы нагрузки А
составляет 1350 мм. составляет 1600 мм.
1. Дверь оконного типа размером 950 х 2300 мм должна быть отнесена к группе нагрузки С, по высоте необходимо предусмотреть два дополнительных запорных приспособления.
2. Окно размером 1300 х 1600 мм должно быть отнесено к группе нагрузки В, по ширине и по высоте необходимо предусмотреть по два дополнительных запорных приспособления.
3. Окно размером 1400 х 1500 мм должно быть отнесено к группе нагрузки А, по ширине и по высоте необходимо предусмотреть по одному дополнительному запорному приспособлению.
Weinig BjJi ^rupp!
www.weinig.ru
11.3. Материалы для оконных рам 695
11.3.2. Пластик
Для производства окон и дверей оконного типа особенно подходят поливинилхлорид и полиуретан (см. 2.11.2.1).
11.3.2.1. Профили из поливинилхлорида
Однокамерная система
Для оконных рам применяют полые пластиковые профили с толщиной стенки от 2 до 4 мм, которые почти целиком состоят из непластифицированного поливинилхлорида, ПВХ, с повышенной стойкостью к ударным нагрузкам (см. 2.11.2.1).
Предел прочности при растяжении этого пластика лежит в пределах от 3,5 до 5,0 Н/мм2, теплопроводность от 0,14 до 0,20 Вт/(м • К) (для сравнения теплопроводность древесины 0,14 Вт/(м • К), алюминия — 200 Вт/(м • К)). Коэффициент температурного расширения б пластикового профиля составляет примерно 0,08 мм/(м • К), то есть длина оконного профиля размером 1000 мм при изменении температуры профиля на 1 К деформируется на 0,08 мм. Предположим, что максимальное изменение температуры составляет 50 К, тогда для белого ПВХ профиля вызванное изменением температуры колебание длины может достигнуть 1,6 мм/м. Изменением длины обусловлена необходимость того, что в фальце между створкой и рамой окна должен оставаться круговой зазор 6 мм. Расположенные в пластиковом профиле усиливающие профили из металла, так называемые армирующие профили, у каждого сварного шва пластика должны быть примерно на 10 мм короче, чем пластиковые профили.
Различают однокамерные и многокамерные системы (рис. 11.5).
В однокамерной системе между внутренней и наружной стенкой профиля находится только один слой воздуха. Это делает возможной относительно легкую циркуляцию воздуха между внутренней и наружной стенкой профиля, что неблагоприятно отражается на теплозащите. Крепление фурнитуры для многих однокамерных систем из-за отсутствующей промежуточной стенки профиля достаточно сложное.
В многокамерной системе основная камера служит для размещения усиливающего профиля. Внешняя вспомогательная камера во мно
Многокамерная система
Рис. 11.5. Системы из ПВХ-про-филя
гих системах предназначена для удаления воды из фальца для стекла. Расположенные одна за
Weinig S«
www.weinig.ru
Глава 11. Окна и двери оконного типа
Рис. 11.6. Системы из полиуретанового профиля
другой камеры образуют закрытые воздушные пространства, таким образом теплозащита по сравнению с однокамерными системами улучшается.
11.3.2.2. Профили из полиуретана
Наряду с профилями из поливинилхлорида применяют профили из полиуретана с металлическим сердечником из алюминия или стали. Металлический профиль покрыт оболочкой из интегрированного PUR-пенопласта толщиной около 10 мм. Поверхность пенопласта покрыта слоем цветного лака на полиуретановой основе (рис. 11.6).
PUR-профили отличаются очень хорошей теплоизоляцией, коэффициент теплопроводности составляет 1,8 Вт/(м • К). Полиуретановый пенопласт можно подвергать повторной переработке или сжигать как древесину. Предположим, что максимальное изменение температуры составляет 50 К, тогда для этого профиля колебание длины, вызванное изменением температуры, может достигнуть 1,0 мм/м. Полиуретановые профили
Рис. 11.7. Комбинация алюминиевого профиля с деревянным профилем
отрезаются со скосом под углом 45° и с помощью специальных металлических уголков соединяются в прочную крутильно-жесткую раму.
11.3.3. Алюминий
Для производства алюминиевых профилей применяют алюминиевые сплавы с магнием и кремнием, так как прочность чистого алюминия для изготовления рам недостаточна. Посредством легирования прочность при растяжении повышается до 320 Н/мм2.
Образующийся на поверхности алюминия плотный оксидный слой защищает алюминий от дальнейшей коррозии. Такой оксидный слой можно получить с помощью выделяющих кисло-
Weinig
www.weinig.ru
11.3. Материалы для оконных рам
род солевых растворов (химическое оксидирование) или с помощью выделяемого на аноде кислорода (анодное оксидирование). В обоих случаях цвет образующегося оксидного слоя можно изменять в определенных границах. Толщина слоя должна быть не менее 20 мкм.
Коэффициент температурного расширения б алюминия составляет примерно 0,024 мм/(м • К). Это означает, что для теплоизолированного темного алюминиевого профиля при увеличении температуры примерно на 55 К длина увеличится на 1,3 мм/м, для светлого профиля (увеличение температуры примерно 50 К) — на 1,2 мм. Теплопроводность алюминия равна примерно 200 Вт/(м • К).
Оконная рама и створка (сверху и сбоку)
РА-пере-/ мычка
Дверь, открывающаяся внутрь
Рис. 11.8. Алюминиевый профиль для двери, теплоизолированный
Алюминий разъедается щелочами. Поэтому необходимо следить за тем, чтобы незащищенные детали из алюминия не соприкасались со свежими известко
выми или цементными растворами.
Как правило, алюминиевые профили производятся методом экструзионного прессования. Толщина стенки равна 2,5—5 мм. Различают алюминиевые профили с теплоизоляцией и без теплоизоляции (рис. 11.8 и 11.9). Теплоизолированные алюминиевые профили собираются из двух частей. Обе части профиля соединяются с помощью изолирующего элемента из пластика. Следует отметить, что в случае окна из нетеплоизолированного алюминиевого профиля теплопередача через раму очень велика, она ведет к потерям тепла и образованию конденсата на внутренней стороне окна. Эти неблагоприятные свойства алюминия можно преодолеть посредством составной конструкции из алюминия и дерева (рис. 11.7).
Горизонтальный разрез окна из цельного алюминиевого профиля
Горизонтальный разрез окна из теплоизолированного алюминиевого профиля
Горизонтальный разрез окна из комбинированных деревянных и алюминиевых профилей
Рис. 11.9. Алюминиевый профиль для окна
Weinig
www.weinig.ru
Глава 11. Окна и двери оконного типа
Рис. 11.10. Работы с ротационным строительным лазером
Пример: одинарное окно IV 56, наружный размер рамы 1115 х 1485 мм
IV 56 Ширина
RAM 1115
-2xHR -2X78 - 156
RLM +2 X + 2 Х/?4 +2 X/?5 + 2х 15 + 2Х 12 + 2X11 959 + 30 + 24 + 22
FAM -2 х HF -2X78 1035 - 156
FLM + 2х/?. + 2х 18 879 + 36
GFM -2 х/?2 -2x5 915 - 10
GM 905
IV 56 Высота
RAM 1485
-2 х HR -2x78 - 156
RLM + 1 Xh3 + 1 Xfi4 + 2 x/?s + 1 x 15 + 1 x 12 + 1 XII 1329 + 15 + 12 + 22
FAM -2х HF -2X78 1378 - 156
FLM + 2xh, + 2X 18 1222 + 36
GFM -2xh3 -2x5 1258 - 10
GM 1248
RFM - размер рамы створки «WSS - погодозащитная шина
RLM - размер рамы в свету
GFM
HF - ширина бруса
GM-размер .стекла
HR - ширина бруска рамы
h4
Л5
Размер опоры стекла
*—*•
^5
FLM-размер створки в свету
FFM - размер фальца створки FAM - наружный размер створки RAM - наружный размер рамы RR - размер в осях без отделки RNM - номинальный размер без отделки (размер без отделки)
Рис. 11.11. Определение размеров расчетным методом
11.4. Технологические процессы и способы изготовления окон
Технологический процесс изготовления окон разделяется на подготовку и выполнение работы.
11.4.1. Подготовка работ
Определение требований и конструирование: после приема заказа устанавливаются формальные и конструктивные требования к виду окна. Формальные требования относятся к форме и эстетике окна, конструктивные — к технике и функционированию. По этим требованиям составляется конструкционное описание. Оно образует основу для поперечного сечения рам, формы профиля, остекления и уплотнения, для деревянных окон — также защиту поверхности.
Обмер постройки: на строительной площадке условия опоры и монтажа проверяются для готового окна, а также производится обмер стенного проема для установки окна. Измеряется размер без отделки (номинальный размер), наружный размер рамы (рис. 11.11), угол открывания окна, горизонтальное положение подоконника и оконной перемычки, а также вертикальное расположение откосов окна, включая их плоскостность. Для высоты окна или подоконника, кроме этого, необходимо учитывать положение метровой риски (рис. 11.10).
Все размеры фиксируются в письменном виде и по возможности сопровождаются выполненным от руки эскизом.
Weinig ЕЯж
www.weinig.ru
Передвижной чертеж для снятия размеров с барашковыми винтами в качестве крепежного элемента
Изготовление рабочих чертежей: рабочий чертеж изготавливается на основе результатов измерения и описания конструкции в масштабе 1:1. Иногда используют переставные чертежи на досках (рис. 11.12) или компьютерные программы (рис. 11.11).
Рис. 11.12. Переставные чертежи на досках
Заготовка материала: с помощью размеров отдельных элементов составляется спецификация материалов для изготовления окна, а также спецификация для
заказа строительных материалов.
Разработка производственного плана: производственный план для изготовления окна составляется с учетом данных о деревообрабатывающих станках, устройствах и сотрудниках.
11.4.2. Технология изготовления окна
Технология изготовления окна зависит от материала рамы.
11.4.2.1. Деревянные окна
Выбор древесины: выбор материала нужно осуществлять в соответствии с установленными в DIN 68360 условиями качества древесины (см. 11.3.1).
Раскрой древесины: обвязка для рамы раскраивается из брусков. Так как обычно древесина при раскрое или после него коробится, то бруски рамы должны быть вырезаны несколько шире положенного размера, чтобы их потом можно было отрихтовать и обработать строганием до готового состояния. Также бруски рам изготавливают из предварительно подготовленных реек.
Обвязка окна может быть проклеена по толщине или изготавливаться из пластин. При этом необходимо следить за тем, чтобы поперечное сечение имело симметричное строение, а клеевые стыки не подвергались прямому воздействию погодных условий. Влажность отдельных слоев не должна различаться более чем на 2%. Следует соблюдать директиву «Изготовленные из тонких пластин древесины оконные профили — требования и испытания».
Обвязка окна в продольном направлении должна соединяться сращиванием на зубчатый шип. При этом необходимо соблюдать DIN 68140.
Разметка: отдельные размеры для разметки берутся из чертежа. При разметке цапф необходимо следить за тем, чтобы цапфы соответствовали фальцам. Стенки фальцев и шлицев должны располагаться на одном уровне. Кроме этого, нужно особенно учитывать высоту и ширину фальца стекла.
Изготовление деталей: к изготовлению деталей относится заделка сучков, отрезание брусков рамы по необходимой длине, фрезерование внутренних и наружных профилей и врезка фурнитуры. Особенное значение придается угловым соединениям, так как именно угловые соединения обеспечивают соответствие углов рамы.
Weinig ВДЖ
www.weinig.ru
Глава 11. Окна и двери оконного типа
Рис. 11.13. Технологический план производства деревянного окна
Как правило, в составной раме обвязки гнезда располагаются на поперечной детали, на раме створки — на вертикальных брусках. При толщине рамы более 50 мм необходимо использовать два шипа, так называемый двойной шип. Для очень толстых профилей могут потребоваться даже 3 шипа. Внешние стенки гнезд рамы и шипы не должны быть толще 15 мм, для того чтобы возникающие при работе древесины напряжения и изменения формы могли быть приняты угловым соединением и покрытием.
В обычном случае используют соединение на шип. В соединении с основанием фальца, не содержащим уплотнительного материала, деление шипов необходимо выбрать таким образом, чтобы первая смена происходила на внешней стенке, чтобы фальц стекла оставался плотным и тогда, когда стыки открыты под воздействием окружающей среды.
Шипы и гнезда вырезаются или фрезеруются на столярном фрезерном станке гнездовой фрезой или на шипонарезном станке. Отверстия под поперечины и ригели фрезеруются на цепнодолбежном фрезеровочном станке или высверливаются на продольно-сверлильном станке.
Поперечины и ригели могут соединяться с обвязкой, а горбыли переплета с рамой створки достаточно хорошо соединяются с помощью нагелей.
Соединение на многократный шип является одной из разновидностей углового соединения. Здесь речь идет об угловом соединении со скосом. Оба косых сечения производятся на специальной дисковой пиле, многократный шип изготавливается соответствующим фрезерным инструментом на столярном фрезеровальном станке. В изготовлении окон соединение на многократный шип также используется для сращивания по длине брусков обвязки. Условием для углового соединения на многократный шип по причине скоса является одинаковая ширина брусков и одинаковый внутренний профиль. Если профили кантов рамы не одинаковые, что является правилом в изготовлении окон, то на угловом соединении видны торцы брусков.
Устойчивость формы углового соединения оконной рамы зависит от размера клеевого стыка и точности подгонки соединения деревянных частей.
Weinig Щ Ж.
www.weinig.ru
11.4. Технологические процессы и способы изготовления окон 701
Необходимо избегать перекоса вторых стенок фальца. Перекос в фальце стекла может привести к поломке стеклянного полотна. Если перекос происходит в области упора створок, то между створкой и рамой обвязки образуется неплотный стык. Плоскостность и точность подгонки углового соединения рамы зависят от способа подачи и прилегания брусков рамы при обработке конечных профилей, от тщательности выполнения этого рабочего процесса, используемого инструмента, инструментального суппорта и качества используемых станков.
Устойчивость формы углового соединения оконных рам с точки зрения склеивания зависит от вида клея, соблюдения инструкций по обработке, а также давления и длительности прессования в сочетании с походящей для обработки температурой.
В угловых рамных соединениях клей должен наноситься также и на всю поверхность торца подоконной стенки, здесь клей выполняет функции уплотнительного материала. Попавший в V-стыки или на поверхность рамы клей должен быть удален, так как иначе возможны проблемы при последующем сцеплении с рамой нанесенного лакокрасочного покрытия.
Пригонка оконной створки: оконная створка подгоняется в фальц таким образом, чтобы вокруг створки в фальце оставался зазор около 5 мм, а внутри выступ располагался прочно; на наружном выступе оставляют зазор 1 мм. Для внутреннего выступа необходимо учитывать среди прочего толщину уплотнительного профиля; при наружном выступе не должно устанавливаться никакого уплотнения. Для предотвращения путаницы необходимо проставить одинаковый номер на соответствующие друг другу створку и обвязку. Однако такая маркировка не должна просвечивать через окончательное лакокрасочное покрытие.
Навешивание: после подгонки рамы створки последняя навешивается на раму обвязки с помощью соответствующей функционированию и обычной фурнитуры. Процесс навешивания зависит от типа выбранной фурнитуры. Производители фурнитуры разработали различные системы фурнитуры для закрывания и навешивания, при установке следует соблюдать соответствующие инструкции. Задачей фурнитуры прежде всего являются поддержание створки в подвижном состоянии и возможность запирания окна. Поэтому фурнитуру необходимо выбирать в соответствии со схемой открывания створки. Например, существует фурнитура для поворотно-откидных створок, поворотных створок с вращением вокруг не крайней оси и для среднеподвесных створок.
Проведение мероприятий для защиты рамы: перед остеклением и конечной установкой фурнитуры древесина должна быть защищена лакокрасочным покрытием посредством окрашивания кистью (DIN 18363 — Малярные и лакировальные работы).
ЗАДАНИЯ
1. Почему древесина для изготовления окна в соответствии с DIN 68360 должна быть равномерно проросшей и иметь мало сучков?
2. Какие достоинства имеют склеенные из пластин оконные профили по сравнению с другими?
3. Назовите 5 поперечных сечений профиля, которые используют для одинарного окна.
Weinig
www.weinig.ru
Глава 11. Окна и двери оконного типа
4. Почему указанное в DIN 68121 минимальное значение толщины рамы створки не должно быть занижено?
5. Назовите преимущество, которое получают в случае, когда бруски для рам обвязки и створки имеют одинаковую толщину и ширину?
6. Почему для некоторых рам предписано использование дополнительных запорных приспособлений по ширине и высоте?
7. Определите с помощью диаграммы количество дополнительных запорных приспособлений для откидного окна IV 78 по ширине, если размеры окна равны 2350 х 750 мм.
8. На сколько процентов отличаются теплопроводности древесины и алюминия?
9. Сколько миллиметров составляет удлинение пластикового профиля из поливинилхлорида повышенной ударопрочности, если при установке при температуре 10°С он имеет длину 3000 мм, а при воздействии солнечного излучения нагревается на 50°С?
10. Почему в пластиковых окнах армирующий профиль должен быть короче, чем пластиковый профиль?
11.4.2.2. Пластиковые окна
Процесс изготовления пластиковых окон на некоторых этапах существенно отличается от процесса изготовления деревянных окон (рис. 11.5).
Раскрой профиля: в зависимости от величины предприятия для раскроя используются пилы с одинарным или двойным скосом. При раскрое многое зависит от настройки точной длины профиля. Каждый профиль на каждом из соединяемых сваркой концов должен иметь прибавку по длине 2,5—3 мм к готовому размеру, так как при расплавлении профиль укорачивается на этот размер (так называемая окалина).
Для раскроя профиль должен быть закреплен под соответствующим углом без перекашивания, для того чтобы образовался точный стык. V-вырезы на профиле обвязки или на профиле створки для принятия импоста или горбыля выполняются при помощи одного или двух пильных полотен, для изготовления выреза на сопряженной детали используют одни и те же станки.
При раскрое и после него на место разреза не должно попадать никаких загрязнений, чтобы прочность углового соединения при сваривании не снизилась. Раскроенные профили должны свариваться самое позднее через три дня после раскроя, так как в противном случае поглощение влаги на месте сваривания приведет к снижению прочности.
Установка в профиль элементов жесткости: ПВХ-профили имеют достаточно высокую гибкость. Поэтому перед свариванием в оконные створки из ПВХ-про-филя начиная с длины канта 80 см необходимо устанавливать элементы жесткости из алюминиевого профиля или профилей из оцинкованного стального листа. Поверхности разрезов стального профиля перед установкой армирования в пластиковый следует защитить от коррозии. Разрезанные со скосом армирующие профили, которые должны заканчиваться примерно за 10 мм до обеих поверхностей разреза пластикового профиля, для предотвращения сползания прикручивают к последнему.
Сверлильные и фрезеровочные работы: сливные отверстия для отведения воды из рамы обвязки и фальца стекла, а также отверстия для поворотных и
Weinig S И
www.weinig.ru
11.4. Технологические процессы и способы изготовления окон
запирающих приспособлений на малых предприятиях просверливаются с помощью ручных электроинструментов с использованием шаблонов для сверления и фрезерования. На больших предприятиях для этого используют специальные стационарные станки. При производстве этих видов работ многое зависит прежде всего от соблюдения предписанных углов и расстояний между выемками.
Сварочные работы: пластиковые профили практически всегда соединяются с помощью станков для стыковой сварки так называемым методом зеркальной сварки, реже соединяются винтами с помощью уголков (рис. 10.15).
Срезанные со скосом профили пневматически прижимаются к обоим нагреваемым электрически сварочным зеркалам до тех пор, пока профили не достигнут требуемой сварочной температуры от 230 до 265°С. После этого тот же станок сжимает ставшие вязкотекучими концы профиля с давлением от 0,2 до 0,4 Н/мм2 для образования оконных углов.
Различные сварочные автоматы позволяют сваривать друг с другом все оконные углы за одну рабочую операцию. Качество сварных угловых соединений при этом зависит от температуры плавления профиля, толщины расплавляемой длины на сварочном зеркале, времени прогрева, давлении при стыковании профиля и от времени охлаждения. Эти величины могут настраиваться на сварочном аппарате.
Работы по зачистке: по истечении предписанного времени сжатия и охлаждения места сварки зачищаются, то есть выравниваются с помощью ручных электроинструментов или так называемо
Рис. 11.14. Технологический план производства окна из пластикового ПВХ-профиля
го углозачистного автомата.
Углозачистной автомат снабжен резцами для тягового строгания, которые одновременно зачищают верхние и нижние валики сварных швов, и одним фрезерным инструментом, устанавливаемым в зависимости от пластикового профиля, который предназначен для зачистки внутренних и наружных углов. В ручных электроинструментах используют пазовую фрезу для видимых поверхностей или отрезную фрезу для удаления валиков сварного шва, которая удаляет выступающие части валика посредством образования видимого на готовом окне паза в месте углового соединения. Удаление сварного валика посредством шлифования или полирования по причине высоких производствен-
WeinlgSm
www.weinig.ru
оконного типа
Рис. 11.15. Сварочный станок для ПВХ профиля
Рис. 11.16. Крепление петель на пластиковых профилях
ных затрат применяется только в исключительных случаях.
Установка уплотнительных профилей и фурнитуры: уплотнительные профили протягиваются в оконный профиль вручную до или после сваривания углов. При этом они не должны растягиваться во избежание напряжений в уплотнительном профиле.
Как правило, применяемая фурнитура рекомендуется производителем профиля. Несущая способность фурнитуры часто выбирается в зависимости от размера створки (рис. 11.16). Установка фурнитуры, не согласованной с профилем, в большинстве случаев требует повышенных производственных затрат в связи с необходимостью проведения фрезерных работ.
При выполнении сверлильных работ для винтовых соединений необходимо следить за тем, чтоб диаметр сверла не был выбран слишком большим, а шурупы фурнитуры могли проходить минимум сквозь две стенки профиля. Если шурупы проходят только через одну стенку, а за ней устанавливается армирующий профиль, то при нагрузке прочность на разрыв также становится достаточной. Шурупы ни в коем случае не должны быть перекручены. При установке фурнитуры нельзя, чтобы уплотнительные профили были повреждены.
Нарезка штапика: перед остеклением производится нарезка штапиков — деревянных или пластиковых реек, фиксирующих (удерживающих) стеклопакет в окне. На малых предприятиях длина измеряется линейкой и штапик нарезается на торцовке или усорезной пиле для резания под углом. На больших предприятиях для раскроя штапика используются специальные копировальные фрезерноотрезные станки. При этом длина штапика определяется ощупыванием длины соответствующего фальца на еще не остекленной створке и передается на фрезерноотрезной станок.
При нарезании штапика должна соблюдаться точная длина. Если она превосходит положенное значение, могут возникнуть напряжения, которые приводят к тому, что штапик выпрыгивает из крепления.
Weinig ЕиЖ
www.weinig.ru
11.4.2.3. Алюминиевые окна
Рабочие процессы по изготовлению алюминиевых и пластиковых окон очень схожи друг с другом.
Раскрой профиля: раскрой рамного профиля производится на частично автоматическом фрезерно-отрезном станке с одним или двумя скосами. Предельно допустимый допуск при раскрое составляет ± 1 мм. Последующие чистовые работы по зачистке поверхности скоса не должны производиться вручную, так как механическая зачистка уже обеспечивает плотные стыки.
Проведение штамповочных, копировально-фрезерных и сверлильных работ: на гидропневматическом вырубном станке после закрепления профиля производится вырубка, например, шлицев и прорезей для отведения воды и воздуха, крепежных отверстий для привода, отрезание по необходимой длине и пробивка отверстий в толкающей штанге фурнитуры.
На копировально-фрезерном станке с высокой скоростью резания благодаря применению специальных фрез для алюминия с диаметром от 5 до 20 мм на закрепленном рамном профиле фрезеруются отверстия. При этом используются шаблоны, упоры и другие вспомогательные приспособления.
На вертикально-сверлильном станке со стойкой или настольном сверлильном станке с высокой частотой вращения просверливаются отверстия, например отверстия для винтов и болтов для углового соединения. Используются шаблоны для сверления в целях экономии времени на разметку и центрование отверстий, а также для выдерживания точного положения просверленных отверстий. Названные выше три типа станка могут выборочно применяться для различных типов операций; например, круглые отверстия могут быть получены с помощью всех трех видов станков.
Производство угловых соединений: различают механические угловые соединения в комбинации со склеиванием и угловые соединения посредством стыковой сварки оплавлением на специальном сварочном станке. На малых предприятиях почти всегда используют механические соединения (рис. 11.17). Срезанные на ус рамные профили соединяются алюминиевыми профильными уголками, вставленными в по-
Уголок, вставленный с соблюдением точности посадки в профиль с полой камерой, соединен винтами с обоими рамными профилями. Косой стык дополнительно уплотнен.
Состоящий из двух частей склеиваемый уголок с коническим штифтом.
Уголок с коническим пальцем, вставленный с соблюдением точности посадки, не проклеивается; косой стык дополнительно уплотнен.
Рис. 11.17. Угловое соединение алюминиевого окна
|Ж
Weinig
www.weinig.ru
Глава 11. Окна и двери оконного типа
лость профиля. Уголки производятся методом литья под давлением или методом экструзионного прессования. Крепление уголков производится с помощью вдавливания и прессования стенок профиля в предусмотренные для этого пазы уголка или в цельный материал. Другая возможность крепления заключается в соединении с помощью шурупов, болтов или конических штифтов. Почти всегда в дополнение к механическому соединению углов производится проклеивание специальным двухкомпонентным клеем при одновременном уплотнении косого стыка. Клей должен быть устойчивым к погодным воздействиям и теплостойким. При проведении склеивания необходимо соблюдать определенные инструкции и предписания.
Установка фурнитуры: крепление отдельных частей фурнитуры производится с помощью регулировочных винтов, клиньев или упоров в предварительно прессованные для этого пазы, а также в выемки и углубления. Используемые для крепления винты должны быть самонарезающими или иметь упорное действие. Использование шаблонов и калибров упрощает установку фурнитуры. Одновременно обеспечивается безупречная работа фурнитуры. Подвижные части перед установкой в раму необходимо слегка смазать не содержащим кислоту жиром.
11.5. Стык между рамой обвязки и оконной створкой
Стык между рамой обвязки и оконной створкой в закрытом состоянии окна должен обеспечивать защиту от воздухообмена между внутренним помещением и наружной областью, а также от дождя. Плотность стыка определяется проницаемостью стыка и устойчивостью к ливневому дождю.
11.5.1. Проницаемость стыков, устойчивость к ливневому дождю и деформация под воздействием ветровых нагрузок
Рис. 11.18. Относительная проницаемость стыков
Относительная проницаемость стыков: с ее помощью измеряется количество воздуха, которое проходит через 1 м стыка между рамой и створкой окна в единицу времени. Воздухообмен между наружным и внутренним воздухом вызывается перепадом давления.
Коэффициент проницаемости стыков а — это количество воздуха, так называемый воздушный поток V, который проникает через 1 м стыков между рамами и створками при перепадах давления в 10 Па (1 мм вод. ст., сила ветра 3 балла) за 1 час (см. 14.2.7).
Коэффициент проницаемости стыков в качестве параметра применяется в том случае, когда при изготовлении одинаковых окон необходимо осуществить их контроль на проницаемость стыков. Посредством величины относительной проницаемости стыков учитывается
Weinig Яш
www.weinig.ru
реальный перепад давления воздуха в постройке. Значение коэффициента а и величина не должны быть превышены (табл. 11.5 и 11.18).
Требования по проницаемости стыков и устойчивость к ливневому дождю распределены в DIN 18055 по четырем группам нагрузки (табл. 11.5).
Если значения коэффициента а или величина Е] превышают норму, фальцы должны иметь дополнительное уплотнение.
Устойчивость к ливневому дождю: в данном случае речь идет о гарантии того, что производится непосредственное и контролируемое отведение попадающей в конструкцию рамы воды.
Деформация под воздействием ветровых на
Рис. 11.19. Деформация под воздействием ветровых нагрузок
грузок: испытание окна производится на специальном испытательном стенде при определенном перепаде давления между обеими сторонами остекленного окна. При этом симулируется ветровая нагрузка. При испытании на ветровую нагрузку прогиб створки или рамы обвязки, косяка и ригеля не должен превышать 1/300 расстояния между опорами (рис. 11.2). Для стеклопакета прогиб между кантами стеклянного полотна может составлять 8 мм.
Таблица 11.5. Группы нагрузки по проницаемости стыков и устойчивости к ливневому дождю, данные для проведения испытаний по DIN 18055, а также величины а
Группы нагрузки А В С D
Давление подпора, Па Сила ветра по шкале Бофорта Скорость ветра, м/с до 180 до 7 до 28,3 до 370 ДО 9 до 35,8 до 650 до 11 до 42,0 Особое определение для окон при чрезвычайных нагрузках. Требования ука-зываются в отдельных случаях.
Высота здания, м ДО 8 ДО 20 до 100
Данные для испытания
Испытательное давление, Па ДО 150 до 300 до 600
Коэффициент а, м3 / (ч • м • даПа) ДО 2,0 ДО 1,0 ДО 1,0
11.5.2. Уплотнительные профили и их расположение в стыке
Требования группы нагрузки А могут быть выполнены без уплотнения, для групп нагрузки В и С требуется установка эластичного уплотнительного профиля на основе этилен-пропилен-терполимерного каучука, силиконового каучука, полихлоропрена или поливинилхлорида.
Уплотнение в области фальца для обеспечения надежной устойчивости к ливневому дождю является изнашивающейся деталью, по этой причине должна быть предусмотрена возможность его замены. Для проницаемости стыков и устойчивости к ливневому дождю не играет роли место расположения уплотнительного профиля: в раме створки или раме обвязки. Из-за строения рамного профиля в алюминиевых и пластиковых окнах уплотнительный профиль устанавливается преимущественно в раме обвязки, в деревянных окнах — в раме створки.
Weinig ЕЙ Ж
www.weinig.ru
Глава 11. Окна и двери оконного типа
Заграждение от ветра и заграждение от дождя
Одноступенчатая
Система уплотнения
Заграждение от дождя
Заграждение от ветра
Двухступенчатая
Поперечное сечение 4 мм х 20 мм, или просверленное отверстие диам. 6 мм, на расстоянии не более 300 мм
Щель шириной 1 мм для выравнивания давления между наружным воздухом и областью фальца
Разрез через водосборную камеру
Рис. 11.20. Уплотнение профиля в области фальца
Среднее уплотнение и уплотнение в месте упора
Среднее уплотнение
Протекание воды ---------Прохождение воздуха
Рис. 11.21. Положение уплотнительного профиля в области фальца
Принимая во внимание проницаемость стыков, уплотнение должно проходить вокруг всей створки, располагаться на одном уровне, образовывать четкие углы и по возможности плотно присоединяться с помощью приклеивания, сварки или вулканизации. Круговое уплотнение должно иметь стык в середине верхнего поперечного участка, так как здесь нагрузка является наименьшей.
Для обеспечения надежной устойчивости к ливневому дождю в течение долгого времени эксплуатации наряду с исполнением фальца, расположением уплотнения, а также дренажных отверстий для воды в шине, защищающих от попадания дождя, особенно важную роль играет положение уплотнения в области фальца. Благоприятными являются так называемые двухступенчатые системы уплотнения с пространственно разделенными заграждениями от ветра и дождя. Двухступенчатая конструкция функционирует только в том случае, когда возможно выравнивание давления между наружным воздухом и пространством фальца, а также контролируемое отведение воды из пространства фальца (рис. 11.20). При этом должна быть гарантия того, что ветер может проникнуть через дождевое заграждение, вследствие чего происходит выравнивание давления в фальце. Пространственное разделение заграждений от ветра и дождя не только повышает устойчивость к ливневому дождю, но также уменьшает значение коэффициента проницаемости стыков а.
По положению уплотнительного профиля в области фальца различают три вида уплотнения:
Weinig
www.weinig.ru
11.6. Работы по остеклению
• расположенное внутри или снаружи уплотнение в месте упора;
• комбинированное уплотнение в месте упора и среднее уплотнение;
• среднее или центральное уплотнение (рис. 11.21).
Как правило, из-за наибольшего количества достоинств применяется среднее уплотнение, а также комбинация среднего уплотнения и расположенного с внутренней стороны уплотнения в месте упора.
11.6. Работы по остеклению
К работам по остеклению относятся определение системы остекления и толщины стеклянного полотна, учет размеров фальца стекла, подготовка фальца для стекла и уплотнение.
11.6.1. Отличие окон по типу остекления
Различают одинарное окно с однослойным стеклянным полотном, одинарное окно со стеклопакетом и окно с зимними и летними переплетами с однослойным стеклянным полотном и/или стеклопакетом (рис. 11.22).
11.6.1.1. Одинарное окно с однослойным стеклянным полотном
В одинарном окне рамный профиль створки состоит из одной части и остекляется только одним стеклянным полотном. Недостатком являются низкая теп-
Остекление однослойным стеклянным полотном
Герметик Фаску можно^ не выполнять
Прокладочная лента
Пластичный уплотни- — тельный материал Колодка --------------
Прокладочная лента
Пластичный уплотни----
тельный материал
Колодка --------------
Остекление стеклопакетом
Пластичный уплотнительный материал и колодка--------------
Пластичный уплотнительный материал и колодка--------------
Окно с зимними и летними переплётами с однослойным стеклянным полотном и/или стеклопакетом
Рис. 11.22. Системы остекления с уплотнительными материалами и прокладочной лентой
Weinig Иж
www.weinig.ru
Глава 11. Окна и двери оконного типа
ло- и звукоизоляция. Вследствие сильно ограниченной теплоизоляции стеклянное полотно очень быстро запотевает. Стеклянные полотна герметизируются от-
верждающимся или пластичным расположенным открыто уплотнительным мате-
Оконное остекление
Отверстия
для выравнивания давления пара
• направленные вниз перед подоконником
• при различных видах примыкания сбоку через угловые соединения рам
• над угловыми соединениями рам в соседних зонах и оттуда наружу
• при уплотнении против ветра, расположенном в углублении также сбоку через угловые соединения рам
Ригель
через более толстую раму вниз и вверх через угловые соединения рам
для тонких рам через прорезь и просверленные отверстия вниз
Створка
риалом, реже используются удерживающие стекло профили с эластичным уплотнительным материалом. Одинарные окна с однослойным стеклянным полотном допускается применять только для нежилых помещений.
11.6.1.2. Одинарное окно со стеклопакетом
В одинарном окне со стеклопакетом. Рама располагается в двойном фальце с дополнительным уплотнительным профилем. В качестве остекления используется стеклопакет. Использование стеклопакета позволяет добиться достаточно высокой теплоизоляции. Звукоизоляция вследствие относительно небольшого расстояния между полотнами стекла лучше, чем при использовании только одного стеклянного полотна. Стеклопакет удерживается с помощью расположенного со стороны помещения удерживающего профиля и чаще всего уплотняется с помощью эластичного уплотнительного материала. Для окон со стеклопакетным остеклением стоимость материала и работ выше, чем для окна с одинарным ос-
Горбыль оконного переплета
через соединение с рамой в соседних зонах и оттуда наружу
Эластичный уплотнительный материал или
Удаление воздуха в шину для защиты от непогоды
Удаление воздуха в шину для защиты от непогоды
Рис. 11.23. Система остекления без использования уплотнительных материалов, герметиков и прокладочных лент
Рис. 11.24. Отверстия для выравнивания давления пара в деревянных окнах
Weinig Ь1Ж1
www.weinig.ru
11.6. Работы по остеклению
теклением, но ниже, чем при двойном остеклении. Остекление с помощью стеклопакета сегодня применяется чаще всего.
11.6.1.3 . Окно с зимними и летними переплетами с однослойным стеклянным полотном и стеклопакетом
В окне с зимними и летними переплетами, также называемом двойным окном, рамный профиль створки состоит из двух частей. В каждой из обеих створок располагается или однослойное стеклянное полотно, или в одной из створок однослойное стеклянное полотно, в другой створке используется стеклопакет. Возникающее между стеклянными полотнами обеих створок воздушное пространство способствует хорошей теплоизоляции. Отпотевание внутренней стороны наружного остекления происходит в том случае, когда теплый воздух помещения может проникнуть в пространство между двумя стеклянными полотнами. По этой причине необходимо устанавливать уплотнение в фальце на внутренней створке.
11.6.1.4 . Остекление с неуплотненным пространством фальца и сухой способ остекления
При таком способе остекления перед пространством фальца должны располагаться отверстия для выравнивания парциального давления пара внутреннего и наружного воздуха. Это делается для того, чтобы в полости между кантом стеклянного полотна и основанием фальца не конденсировалась вода, и было возможно выравнивание влажности воздуха. Эффективным оказывается расположение минимум трех отверстий во внутреннем горизонтальном фальце и минимум одного отверстия в области верхнего утла. Минимальный размер отверстий не должен быть меньше 8 мм при сверлении, а для отверстия в виде прорези 5 х 20 мм (рис. 11.24).
Используемая для пластиковых и металлических окон техника остекления без уплотнительного материала, но с использованием уплотнительных профилей, так называемый сухой способ остекления, все чаще применяется и для деревянных окон. В этом случае при остеклении деревянных окон уплотнительные материалы и герметики не используются совсем или частично (рис. 10.23).
Рис. 11.25. Отверстия для выравнивания давления пара в пластиковых и алюминиевых окнах
www.weinig.ru
Глава 11. Окна и двери оконного типа
11.6.2. Определение толщины стекла
Для остекления с однослойным стеклянным полотном толщина стекла может быть определена по диаграмме или с помощью таблиц в зависимости от ширины и высоты полотна (рис. 11.26).
В DIN 18056 приведены данные о минимальной толщине стеклянного полотна. При установке стеклопакетов необходимо соблюдать инструкции по остеклению от их производителей.
Короткая сторона, см
Опорное значение толщины стекла, мм-------►
Считываемое значение, так называемое опорное значение, умножается на коэффициент от 1,0 до 2,24, который зависит от высоты здания или ожидаемой ветровой нагрузки
11.6.3. Определение размера фальца стекла
Размеры фальца стекла должны учитываться при планировании остекления, для того чтобы предотвратить повреждения или разрушения остекления особенно при нагрузке. В стеклопакетах краевое соединение дополнительно защищается от воздействия ультрафиолетового излучения. По-разному определяют размеры фальца для остекления однослойным стеклянным полотном и остеклении стеклопакетом (рис. 11.27 и табл. 11.6). Размеры фальца для стекла действительны также для горбылей оконного переплета створки.
Высота фальца для стекла приведена в табл. 11.6. Ширина фальца для
Рис. 11.26. Диаграмма для определения толщины стекла
стекла рассчитывается в соответствии с DIN 18545.
Таблица 11.6. Высота фальца стекла
Минимальная высота фальца стекла h, мм Минимальная длина кантов, м
от ДО
Остекление с однослойным стеклянным полотном: 10 1,00
12 1,00 2,50
15 2,50 4,00
17 4,00 6,00
20 6,00
Остекление стеклопакетом: 18 2,50
20 2,50
Остекление с однослойным стеклянным полотном
h высота фальца стекла
Ь ширина фальца стекла
Ь. положение уплотнителя, соответствует h
d толщина стеклянного полотна dy толщина прослойки уплотнителя
Остекление стеклопакетом
h высота фальца стекла
h1 расстояние от края стеклопакета до основания фальца
h2 зазор 5 мм
Ь ширина фальца
Ь( ширина фальца стекла
Ь2 положение штапика, для дерева > 12 мм
d толщина стеклопакета
d^ толщина прослойки уплотнителя
Рис. 11.27. Размеры фальца для стекла в соответствии с DIN 18545
Weinig
www.weinig.ru
11.6. Работы по остеклению
11.6.4. Выбор системы остекления и уплотнительного материала
Окно подвергается различным воздействиям, которые вызывают перемещение стеклянного полотна в фальце стекла. Для того чтобы в фальц не могла проникнуть вода и вызвать повреждения в раме или в стекольном полотне, систему остекления необходимо выбирать в соответствии с требованиями, изложенными в таблице, изданной Институтом оконной техники (табл. 11.7). Эта таблица является совокупностью Предписания по выполнению строительных работ, части С (Общие технические условия в контрактах на строительные работы), и DIN 18361 (Работы по остеклению с использованием уплотнительных материалов и прокладочной ленты).
Таблица 11.7. Группы требований для остекления окон
Группы требований 1 2 3 4 5
Системы остекления по DIN 18545 часть С Схематическое представление Й Яи Не
Сокращение Va 1 Va 2 Va 3 Vf 3 Va 4 Vf 4 Va 5 Vf 5
Требование по
Обслуживанию Классификация по схеме открывания
Оконное остекление, поворотное окно, поворотно-откидное окно
Среднеподвесное окно, подъемное окно и окна со сравнимыми нагрузками
Воздействию окружающей среды Классификация по воздействию со стороны помещения
Влажность
Механические повреждения
Размеру полотна Классификация по материалу рам, длине кантов и толщине прослойки уплотнителя
Материал рамы Толщина прослойки уплотнителя Длина канта
Алюминий 3 мм Цвет светлый темный до 0,80 м до 0,80 м до 1,00 м до 1,00 м до 1,50 м до 1,50 м
4 мм светлый темный до 1,50 м до 1,25 м до 2,00 м до 1,50 м до 2,50 м до 2,00 м
5 мм светлый темный до 1,75 м до 1,50 м до 2,25 м до 2,00 м до 3,00 м до 2,75 м
Древесина 3 мм Длина канта до 0,80 м до 1,00 м до 1,50 м до 1,75 м до 2,00 м
4 мм до 1,75 м до 2,50 м до 3,00 м
5 мм до 2,00 м до 3,00 м до 4,00 м
Пластик 4 мм Цвет светлый до 0,80 до 1,00 до 1,50
темный до 0,80 до 1,00 до 1,50
5 мм Цвет светлый До 1,50 до 2,00 ДО 2,50
6 мм темный ДО 1,25 до 1,50 до 2,00
6 мм
темный до 1,50 до 2,00 ДО 2,50
Размеру полотна Классификация по высоте здания и / или нагрузке на опору стекла
Высота здания Расчетная нагрузка Размер полотна до 0,5 м2 до 0,8 м2 до 1,8 м2 до 6,0 м2 до 9,0 М2
8 м 0,60 кН/м2 Нагрузка до 0,16 Н/мм до 0,22 Н/мм до 0,35 Н/ММ до 0,70 Н/мм до 0,90 Н/мм
20 м 0,96 кН/м2 до 0,25 до 0,35 Н/мм до 0,55 Н/мм до 1,10 Н/мм до 1,40 Н/мм
100 м 1,32 кН/м2 до 0,35 Н/мм до 0,50 Н/мм до 0,75 Н/мм до 1,50 Н/мм до 1,90 Н/мм
V - системы остекления; а - наполненный фальц; f - фальц без уплотнителя.
Пример использования:
Для жилого здания высотой 13 м выбрано темно-зеленое алюминиевое окно со стеклопакетом. Нужно установить окно с поворотно-откидной створкой, максимальные размеры створки составляют 1200 х 1650 мм. Требования по схеме открывания, а также по нагрузке со стороны внутренних помещений относятся к группе требований 1. Требования по материалу рамы, цвету, прослойке уплотнителя и максимальной длине стороны для выбранной толщины прослойки уплотнителя 5 мм попадают в группу требований 4. Размер полотна в зависимости от высоты здания также ведет в группу требований 4. Учитывая максимально высокую группу нагрузки всего примера, получаем группу 4. Выбираем систему остекления Vf 4 в соответствии с DIN 18545. По системе остекления с помощью табп. 11.8 выбираем подходящий уплотнительный материал.
Weinig ШЙЖ
www.weinig.ru
Глава 11. Окна и двери оконного типа
С расположенным С расположенным скрыто открыто уплотнительным уплотнительным материалом материалом
Рис. 11.28. Остекление поперечин переплета рамы
Рис. 11.29. Стабилизация рамы с помощью установки колодок
11.6.5. Подготовка фальца для стекла
Перед вставкой стекольного полотна фальц для стекла должен быть подготовлен соответствующим образом. При этом следует соблюдать инструкции выбранного производителя уплотнительного материала, Предписания по условиям выполнения всех видов строительных работ (VOB) и государственные промышленные стандарты. В любом случае перед остеклением нужно убедиться, что фальц для стекла сухой и чистый.
Необходимо контролировать надежность функционирования отведения воды и вентиляции пространства фальца для выравнивания давления пара через отверстия (прорези), которые находятся в пространстве фальца и ведут оттуда наружу.
На фальц для стекла и шта-пики перед остеклением необходимо нанести грунтовку и промежуточное покрытие. Покрытие должно соответствовать требованиям инструкции «Лакокрасочные системы для деревянных окон, требования на лазурные и укрывистые покрытия для точных по размеру строительных конструкций». Пропитывание средствами защиты древесины не обязательно.
Влажность древесины не должна превышать максимально установленные величины для европейских и тропических пород древесины.
Пластиковые окна в области фальца стекла должны быть покрыты промотором адгезии (веществом, повышающим прочность сцепления) в том случае, если находящиеся на поверхности пластикового окна смазочные материалы не позволяют добиться достаточного сцепления уплотнительного материала без таких
Weinig
www.weinig.ru
11.6. Работы по остеклению
средств. Эти вещества делают возможным сцепление уплотнительного материала с поверхностью или улучшают его.
Алюминиевые окна в основном в зоне фальца для стекла должны быть покрыты промотором адгезии. Алюминиевые профили часто защищают от коррозии с помощью бесцветного, едва различимого защитного покрытия. В области фальца стекла это покрытие для большинства видов уплотнительных материалов должно быть удалено.
11.6.6. Установка стеклянного полотна с помощью колодок
Установка и система опор блока остекления в раме створки с помощью колодок производится таким образом, чтобы ни в стеклянном полотне, ни в раме не воз
никали недопустимые напряжения, которые могут привести к поломке стеклянного полотна или отрицательно повлиять на свойства створок (рис. 11.29). Для установки с помощью колодок используют пластиковые колодки из полиамида. Различают опорные (несущие) колодки и распорные (регулирующие расстояние) колодки.
Опорные колодки являются опорой для стеклянного полотна в раме. Они устанавливаются в тех местах, где сжимающие усилия нагружают раму створки. Эти колодки должны быть примерно на 2 мм шире, чем толщина блока остекления, для того чтобы остекление по всей толщине опиралось надежно на колодку, а краевое уплотнение стеклопакета при этом не было нагружено на растяжение, сжатие или срез. Толщина опорной колодки соответствует расстоянию между блоком остекления и фальцем 5 мм и более.
Распорные колодки обеспечивают равномерный зазор между стеклянным полотном и рамой. Они должны быть на 0,5—1 мм тоньше, чем соответствующие опорные колодки (рис. 11.31).
Колодки, длина которых составляет от 60 до 150 мм, как правило, наклеиваются в фальц на расстоянии 50—150 мм от угла фальца. Для стеклянных витрин и тому подобных стеклянных конструкций большой площади используются более широкие промежутки. При этом опорные колодки должны располагаться точно над местами крепления рамы.
Рис. 11.30. Установка колодокв основании фальца без уплотнительного материала
Weinig
www.weinig.ru
Глава 11. Окна и двери оконного типа
Для поворотных створок, где ось вращения не крайняя, опорные колодки должны располагаться над вращающейся опорой. Для окон с профилями заводского исполнения колодки следует устанавливать, руководствуясь указаниями производителя профиля. Изготовители стеклопакетов также дают рекомендации по установке колодок остекления из стеклопакетов или функционального стекла.
После установки колодок необходимо проверить, можно ли открыть и закрыть створку без помех. Если нет, то остекление необходимо вынуть из створки и установить колодки заново.
Можно выиграть преимущество, используя регулируемые колодки (рис. 11.29). Выполненная в форме опорной колодки круглая цапфа диаметром 10 мм снабжена регулировочным винтом, головка которого упирается в пластину противодавления или стенку профиля. Остекление с регулируемыми колодками можно в любое время подкорректировать, что является особенным преимуществом при юстировке створки, при монтаже окна, а также работах по техническому обслуживанию и ремонту.
При использовании регулируемых колодок прокладочная лента в зоне колодки должна иметь выемку для того, чтобы колодочный элемент можно было настраивать.
В случае, если основании фальца не содержит уплотнительный материал, нужно следить за тем, чтобы в полости между кантом стеклянного полотна и основанием фальца не конденсировалась влага. По этой причине полость по всей длине фальца окна не должна прерываться колодками. Сквозная полость может быть получена посредством профилирования основания фальца, с помощью пазов на колодках, а также с помощью перемычек в основании фальца, которые перекрываются колодками (рис. 11.30).
Нижнеподвесная створка
Среднеподвесная створка
Поворотно-подъемная створка
Верхнеподвесная створка
Неподвижное остекление
Среднеповоротная створка, вращающаяся вокруг центральной оси
Подшипник
Опорная колодка
Распорная колодка
Опорная колодка для неподвижной среднеподвесной створки
Рис. 11.31. Установка колодок
Среднеповоротная створка, вращающаяся вокруг нецентральной оси
Weinig
www.weinig.ru
Таблица 11.8. Группы уплотнительных материалов и требования к ним в соответствии с DIN 18545
Группа нагрузки по остеклению окна (см. табл. 11.7) 1 2 3 4 5
Системы остекления Va 1 [Де Lt™ Lt'- 1 fl- £>5
II Va2 Ltvn 1 Vf4
Группа уплотнительного материала А В С D E
Требуемые свойства уплотнительного материала Требования для каждой группы уплотнительного материала
1. Способность восстанавливать исходную форму, % — — > 5 > 30 > 60
2. Свойства адгезии и расширения при световом старении, % — 5 50 75 100
3. Свойства адгезии и расширения при передвижной опоре, % - 5 50 75 100
4. Когезия, то есть напряжение при растяжении по п. 3, Н/мм2 — — < 0,6 < 0,5 < 0,4
5. Изменение объема, % < 5 < 5 < 15 < 10 < 10
6. Устойчивость формы, то есть выгибы, мм < 2 < 2 < 2 < 2 < 2
Уплотнительные материалы при согласовании с производителем могут быть испытаны на другие определенные свойства, например отклонение состава вяжущих веществ, совместимость с другими строительными материалами, химикатами и другими уплотнительными материалами.
Уплотнительные материалы, которые, как правило, имеют требуемые свойства отверждающиеся1 пласти чные вязкопластичные эластичные
1 Отверждающиеся уплотнительные материалы сегодня применяются редко, так как они не могут воспринимать подвижность. Поэтому они также не приведены в табл. 11.10.
Таблица 11.9. Уплотнительные материалы для отдельных систем остекления
Группа нагрузки остекления окна 1 2 3 4 5
Системы остекления с заполненным пространством фальца
Система остекления LL।Vai |^va2 |Ue^4 IlC Va5
Группа уплотнителя для пространно DIN 18545 ства фальца А* В в в В
для остекления отсутствует отсутствует с D E
Системы остекления с пространством фальца без уплотнителя
Система остекления — — II уЛС Vf3 vf4 Vf5
Группа уплотнителя для пространно DIN 18545 ства фальца - — отсутствует отсутствует отсутствует
для остекления — — С D E
* Для системы остекления Va 1 могут также применяться уплотнители группы В, если они рекомендованы для этого производителем уплотнительного материала.
www.weinig.ru
Глава 11. Окна и двери оконного типа
11.6.7. Уплотнение соединительных стыков между рамой створки и стеклом
Для уплотнения на уровне 3 (см. рис. 11.66), который образуется в соединительном стыке между рамой створки и стеклянным полотном, используют уплотнительные материалы и уплотнительные профили. Задачей этих материалов и профилей является плотная и долговременная изоляция стеклянного полотна в фальце рамы створки от проникновения воды, сквозняка, звуков и запахов. Также они служат для того, чтобы стеклянное полотно занимало в фальце такое положение, чтобы напряжения, вызванные расширением или усадкой, тряской или вибрацией, а также переменой температуры и механическими воздействиями, не вызывали повреждения стекла и могли быть сглажены.
11.6.7.1. Уплотнительные материалы для остекления
В качестве уплотнительных материалов для остекления применяют бесформенную массу, которая остается твердой, пластичной или эластичной.
Затвердевающие уплотнительные материалы: эти уплотнительные материалы изготавливаются на основе растительного или синтетического масла и обозначаются как стекольные замазки или замазки на олифе, придавать им необходимую форму можно только в свежем состоянии. Отверждение происходит в течение короткого времени после обработки благодаря поглощению кислорода. Отверждаемые окислением при поглощении кислорода уплотнительные материалы являются прочными и твердыми; поэтому они не могут воспринимать подвижность. Фаска замазки должна иметь защитное покрытие, так как ее поверхность не является устойчивой к погодным воздействиям.
Сохраняющие пластичность уплотнительные материалы: эти уплотнительные материалы изготавливаются на основе растительного или синтетического масла, битума или искусственных веществ. Несмотря на то что необходимую форму им можно придавать в течение нескольких лет из-за того, что при деформации они почти не возвращаются в исходное состояние, такие материалы также могут воспринимать лишь незначительную подвижность. Упрочнение этих материалов происходит также благодаря окислению; образующийся поверхностный слой в большинстве случаев не является устойчивым к погодным воздействиям, поэтому фаска замазки должна иметь защитное покрытие.
Сохраняющие эластичность уплотнительные материалы, так называемые герметики: эти уплотнительные материалы изготавливаются на основе силикона, полисульфида (тиокола), полиуретана, акрила, MS-полимеров и полиизобутилена, после нанесения при воздействии сохраняют возможность возвращения в исходную форму, то есть остаются эластичными. Частично эти уплотнительные материалы являются однокомпонентными, часть — двухкомпонентными. Упрочне
ние происходит в результате химического процесса или при поглощении влаги и кислорода из воздуха. В акриловых дисперсиях и не содержащих растворителя акрилатах происходит физико-химическое упрочнение (табл. 11.10). Необходимо проверять совместимость такого уплотнителя с наносимым впоследствии покрытием.
Weinig W1Igru«£
www.weinig.ru
11.6. Работы по остеклению
Правила работы по нанесению уплотнительных материалов и уплотнительных профилей
• Фальц стекла перед установкой остекления должен быть сухим, чистым, обезжиренным, с нанесенным слоем грунтовки и одним слоем покрывного лака (промежуточного покрытия). Работы по нанесению герметика нельзя проводить на морозе.
• Необходимо соблюдать правильные размеры герметизируемого стыка. Слишком маленькие размеры ведут к растрескиванию герметика (табл. 11.7).
• Если для остекления используются различные уплотнительные материалы, то они должны быть совместимы друг с другом химически. Кроме этого, требуется соблюдать химическую совместимость уплотнителей и основания (рамы, покрытия).
• Масса герметика должна наноситься в подготовленные стыки без воздушных включений под давлением и при сухой погоде. Воздушные включения и влажность ведут к неплотному остеклению.
• При остеклении стеклопакетом необходимо сначала проложить уплотнитель, а затем вставлять стеклопакет. Часто вместо уплотнительной прокладки используют прокладочные ленты из закрытопористого полиэтилена. После установки колодок основание стекольного фальца необходимо заполнить уплотнительным материалом, закрепить штапики, а промежутки между стеклом и шта-пиком или рамой заполнить из шприца. В заключение производится обрезка или удаление излишков и выравнивание массы уплотнителя. Штапики из древесины должны крепиться винтами на расстоянии примерно 25 см (рис. 11.32 и 11.33).
• При остеклении однослойным стеклянным полотном штапики необходимо закреплять так же, как при остеклении стеклопакетом. Если стеклянное полотно устанавливается без штапиков, то оно должно крепиться в деревянную раму с помощью гвоздей или уголков из белой жести, в металлических рамах с металлическими пружинами.
• Стеклянные полотна перед установкой необходимо очистить в области фальца стекла.
• Масса герметика в фальце стекла деревянных окон должна замыкаться косой фаской с верхним краем профиля рамы, для того чтобы вода могла лучше стекать. Для пластиковых и металлических окон выступающую массу герметика необходимо скруглить с соответствующими выемками на углах с помощью специального шпателя.
• Для разглаживания массы герметика следует использовать специальные полирующие средства, например смачиватели. Это средство не должно попасть в стык между герметиком и стеклом или рамой, так как это уменьшит поверхность сцепления уплотнителя.
• На уплотнительные материалы, поверхность которых не является устойчивой к погодным воздействиям, спустя положенное время должно быть нанесено подходящее защитное покрытие.
• Перед установкой уплотнительного профиля в деревянные окна необходимо проверить, нужно пи нанести на уплотнительный профиль какое-либо покрытие и будет ли уплотнение после многократного нанесения покрытия сохранять надежную функциональность (рис. 11.34).
Рис. 11.32. Прослойка уплотнительного материала и глубина герметика
Рис. 11.33. Промежуток между точками крепления
Рис. 11.34. Остекление деревянных окон уплотнительными профилями
Weinig
www.weinig.ru
Глава 11. Окна и двери оконного типа
Уплотнительные материалы должны выполнять определенные требования или иметь необходимые свойства для того, чтобы воспринимать действующие на них нагрузки. На уплотнение стеклянного полотна в нормальных условиях воздействуют: дождь, ветер, ультрафиолетовое излучение, компоненты атмосферы, температура, средства для очистки, а также подвижность стекла в раме створки. Для удобства выбора уплотнительного материала, подходящего к отдельным системам остекления, они классифицированы в DIN 18545 на группы уплотнительных материалов от Адо Е (табл. 11.9).
Таблица 11.10. Уплотнительные материалы
Группа сырья Эластичные свойства Длительное восприятие подвижности Группа сырья Эластичные свойства Длительное восприятие подвижности
1. Силикон — кислотного отверждения - нейтрального отверждения - щелочного отвержения 2. Полисульфид - однокомпонентный - двухкомпонентный 3. Полиуретан - однокомпонентный - двухкомпонентный эластичный эластичный эластичный 15-25% 20-25% 20-25% 15-25% 20-25% 20-25% 25% 4. Акрилат - дисперсия - дисперсия — дисперсия - на основе расворителя 5. MS-полимер (гибрид) 6. Бутил или полиизобутилен эластично-пластичный пластичноэластичный эластичный вязкопластичный эластичный пластичный 10% 15-20% 20% 5-10% 20-25% 0-5%
11.6.7.2. Уплотнительные профили для остекления
Уплотнительные профили состоят из различных предварительно формованных
синтетических материалов, сохраняющих долговременную эластичность.
Профиль из этилен-пропилен-терполимер-каучука, так называемый EPDM-npo-филь: этот профиль можно покрывать краской, при этом процесс высыхания может быть нарушен, это в свою очередь может вызвать охрупчивание из-за проникновения размягчителей в нанесенное на профиль покрытие.
Полихлоропреновые профили, так называемые
Стеклопакет
Эластичный уплотнительный профиль
Штапик
Колодка
Распорка Отведение воды из фальца Пластиковый профиль с металлическим элемен-
том жесткости
Рис. 11.35. Пример остекления без прижимных планок
CR-профили: эти профили ведут себя так же, как EPDM-профили.
Профили из силиконовых каучуков, так называемые Q-профили: эти профили имеют особенно благоприятные характеристики эластичности, при воздействии давления при нагревании возможность принятия прежней формы также остается очень высокой. Устойчивость к старению выше, чем у других профилей. Диффузия размягчителей, вызывающая отрицательные последствия, здесь не происходит.
Уплотнительные профили используются как манжетное уплотнение С-формы при сухом способе остекления (рис. 11.35 и 11.36).
Weinig •J<&Euppi
www.weinig.ru
11.6. Работы по остеклению
Под сухим способом остекления понимают такой метод, при котором уплотнительные профили служат также и для герметизации. Этот метод остекления подходит для металлических и пластиковых окон. Сегодня сухой способ остекления все чаще применяют и для деревянных окон.
Остекление с прижимными планками — это особый случай сухого способа остекления. В данном случае с помощью крепежных элементов — шурупов, стальных пружин, эксцентриков, клиньев и зубчатых зацеплений прижимная
Наружное ,— Стеклопакет
уплотнение / , Внутреннее уплотнение
Упор
Вставка
Колодка
Декоративный профиль Резьбовой штифт
Прижимная рейка
Рис. 11.36. Пример остекления с прижимными планками
планка из металла или пластика прижимается к уплотнительному профилю таким образом, что он прочно прилегает к поверхности стеклянного полотна. При этом возникает давление прижима примерно 20 Н на метр длины фальца. Ос
текление с прижимными планками долго сохраняет непроницаемость даже при очень больших нагрузках при воздействии ветрового давления и разряжения, а также дождя. Установленное без прижима манжетное уплотнение С-образного профиля при высоких длительных нагрузках не обеспечивает достаточной герметичности. Отведение воды из фальца стекла в данном случае имеет особенно большое значение.
Последовательность монтажа:
• В области колодки впрессовывается вставка, затем прокладывается наружный уплотнительный профиль.
• Устанавливается стеклопакет.
• В прижимную планку прокладывается внутренний уплотнительный профиль, упоры надвигаются на прижимную планку, упор с прижимной планкой устанавливается в раму створки или обвязки и выравнивается. В процессе монтажа нужно соблюдать предписанное расстояние от середины прижимной планки до середины упора.
• С помощью отвертки с регулируемым вращательным моментом затянуть резьбовые штифты в упорах. Уплотнения спустя примерно три недели еще раз подтянуть с помощью отвертки с регулируемым вращательным моментом.
• Установить в передний край прижимной планки декоративный профиль и защелкнуть его.
ЗАДАНИЯ
1. Чем отличаются «коэффициент проницаемости стыков а» и «относительная проницаемость стыков» и какое практическое значение имеют эти величины?
2. Что влияет на устойчивость окна к ливневому дождю?
3. Почему в пространстве фальца необходимы отверстия для выравнивания давления пара?
4. Почему нельзя занижать предписываемую минимальную высоту фальца стекла?
5. Почему системы остекления нельзя выбирать произвольно? Назовите факторы, которые влияют на выбор системы остекления.
6. Чем отличается установка колодок в системе остекления с наполненным фальцем и фальцем без уплотнителя?
7. Назовите принципиальные различия пластичных и эластичных уплотнительных материалов.
Weinig
www.weinig.ru
11.7. Теплоизоляция и звукоизоляция окон
Окна и двери оконного типа должны выполнять определенные функции по теплозащите и звукоизоляции.
11.7.1. Теплоизоляция окон и дверей оконного типа
Переход тепла через окно от более теплого внутреннего воздуха к холодному наружному воздуху происходит, с одной стороны, через материалы окна — древесину, металл, пластик и стекло, включая газовую или воздушную прослойку между стеклянными полотнами, с другой стороны — чрез стыки и фальцы окна.
Теплоизоляция окна характеризуется коэффициентом теплопередачи Uw (w — от англ, window — окно). U* зависит от коэффициента теплопередачи стекольного полотна Ug (g— от англ, glass — стекло) и от коэффициента теплопередачи рамного профиля U{ (f— от англ, frame — рама). Из таблицы в DIN 4108-4 с помощью величины Uf может быть определено оценочное значение коэффициента теплопередачи U{ Bw для всей оконной рамы, которое необходимо для определения коэффициента теплопередачи Ц* для всей поверхности окна (пример в табл. 11.11). В соответствии с предписаниями по энергосбережению величина коэффициента теплопередачи U* для всего окна при замене или первичной установке не должна превышать 1,7 Вт/(м2 • К).
Таблица 11.11. Коэффициенты теплопередачи для различных видов окон (примеры)
Вид стеклопакета Величина l/g для остекления Коэффициент теплопередачи l/w, Вт/(м2 К)
Оценочное значение для рамы и 2,*ЙВ1Йт/(м2 • К) Чви 3,0 Вт/(м2 • К) Чви 7,0 Вт/(м2 К)
Группа материалов, схожих со старыми рамами 1 (дерево и пластик) 2 (теплоизо-лир. металли ческий профиль) 3(бетон, сталь или алюминий)
Однокамерный 1,7 2,0 2,3 3,3
Двухкамерный 1,1 1,6 1,9 2,9
Теплозащитное стекло 0,7 0,5 1,3 1,2 1,6 1,4 2,6 2,5
Количество тепла, которое улетучивается через стыки или фальцы, определяется их воздухопроницаемостью. Коэффициент проницаемости стыков а — это количество воздуха, которое проникает через 1 м стыков между рамами и створками при перепаде давления в 10 Па (1 декапаскаль, даП) за 1 час. Во время отопительного периода все же должен обеспечиваться воздушный поток, дающий воздухообмен 0,5 ч-1.
11.7.2. Звукоизоляция окон и дверей оконного типа
Задачей окон является предотвращение проникновения уличного шума в жилое помещение, недопущение пропускания производственного шума наружу, а для
Weinig feline
www.weinig.ru
11.7. Теплоизоляция и звукоизоляция окон
стеклянных разделительных перегородок— Таблица 11.12. Оценочный индекс изоляции воздушного шума /?w р Стекло для однокамерного стеклопакета
обеспечение звукоза-щиты. Оценочный индекс изоляции воз- Тип окна Т< СТС d1 элщина ;кла, мм *2 Расстояние между стеклами, мм Индекс изоляции воздушного шума дБ
душного шума Aw R для одинарного окна можно определить по таб-лице 40 приложения 1 к DIN 4109. При этом необходимо учитывать Стеклопакет с воздушным или аргоновым наполнением в одинарном окне > 4 > 8 > 6 4 4 4 12 16 > 12 31 36 33
Окно с зимними и летними переплетами с уплотнениями фальцев > 4 > 6 > 8 IG 4/12/4 IG 4/12/4 IG 8/12/4 > 30 > 40 > 60 32 35 45
различные поправки, например для окна из дерева с алюминиевой оболочкой, для такого окна с ограниченной Окно с двойным переплетом с уплотнениями фальцев и краевым демпфированием > 4 > 8 > 8 IG 4/12/4 IG 4/12/4 IG 6/12/4 > 100 > 100 > 100 37 42 45
рамной частью, с пе-
реплетом створки и т.д. Кроме этого, в расчете используются величины, учитывающие спектр проникающих шумов, например для высокочастотных шумов (разговор, музыка, радио, движение шин с высокой скоростью) или для низкочастотных шумов (движение городского транспорта, движение шин с низкой скоростью, вертолет).
Изоляция воздушного шума окна зависит от толщины стеклянного полотна, расстояния между стеклянными полотнами, способа крепления краев стекла, оформления края стекла и от плотности стыков.
Толщина стеклянного полотна: чем толще и, соответственно, тяжелее стекло, тем лучше его звукоизоляция. Повышенную величину звукоизоляции примерно в 3 дБ получают с помощью многослойного безопасного стекла на основании литьевой смолы (см. рис. 2.250).
Расстояние между стеклянными полотнами: так как окна с одинарным остеклением чаще всего не обеспечивают достаточную звукоизоляцию, то необходимо применение двойных окон. Величина звукоизоляции при этом тем выше, чем больше расстояние между стеклянными полотнами. Из-за неболь-
шого расстояния между стеклами стеклопакет часто не дает улучшения звукоизоляции по сравнению с однослойным стеклянным полотном той же массы (см. табл. 11.12). Рекомендуется использовать стеклянные полотна различной толщины. Если промежуток между стеклянными полотнами в стеклопакете заполнить тяжелым газом (криптоном или аргоном), то звукоизоляция увеличивается с 3 до 4 дБ.
Способ крепления краев стекла: для предотвращения передачи звуковых колебаний в материал
Рис. 11.37. Звукоизолирующее окно с одинарным переплетом
www.weinig.ru
Глава 11. Окна и двери оконного типа
Снаружи
Эластичный уплотнительный материал
Диффузионные ленты
Эластичный уплотнительный материал
Рис. 11.38. Звукоизолирующее окно с двойным переплетом
Уплотнение Стекло-
С-ооразного Профиля пакет
Перфорированный листовой металл Минерально-волокнистая плита (глушение звука ло краям)
Теплоизоляция
Прессованная уплотнительная лента
Рис. 11.39. Звукоизолирующее окно с вентиляцией
рамы стеклянное полотно должно быть эластично закреплено в фальце стекла с помощью резиновых или пластиковых уплотнителей или с помощью замазок и герметиков.
Глушение звука по краям: в окнах с большим промежутком между стеклянными полотнами, например в окне с двойным переплетом, улучшения звукоизоляции добиваются, изготавливая звукопоглощающую оконную коробку. При этом могут встраиваться звукопоглощающие ма
териалы, например минеральная вата, и закрываться перфорированным листовым металлом (рис. 11.38).
Соединение со стеной: сквозные стыки, трещины, отверстия между рамой обвязки и каменной кладкой делают возможным прямое прохож
дение звука и тем самым снижают величину звукоизоляции окна. Поэтому такие полости необходимо плотно набивать минеральной ватой, дополнительно закупоривать с помощью герметиков, а внутри уплотнять диффузионными лентами (рис. 11.38).
Проницаемость стыков: к функциям окна относится также обеспечение естественной вентиляции помещения. Так как воздухообмен происходит не только через открытое окно, но также и через фальцы закрытого окна, то этим путем может проникнуть и звук. Поэтому в звукоизолирующем окне необходимо все без исключения фальцы обрабатывать уплотнительными профилями из резины или пластика (рис. 11.37). Уплотнительный профиль должен располагаться по кругу без перерывов, мягко пружинить, сохранять длительную эластичность, быть устойчивым к старению и легко заменяться. Если помещение, несмотря на закрытые и уплотненные окна, нужно проветривать, тогда применяют специальные звукоизолирующие окна с вентиляцией. В таких оконных элементах свежий воздух засасывается с помощью вентилятора через звукопоглощающий канал, расположенный под окном. Одновре
менно воздух проходит над отопительным элементом для нагрева. Использованный воздух помещения отводится наружу также через звукопоглощающий канал, расположенный над окном (рис. 11.39).
www.weinig.ru
11.8. Вентиляция через окно 725
11.8. Вентиляция через окно
Вентиляция служит прежде всего для удаления вредных веществ и запахов из помещения и для получения благоприятного климата в помещении. Важными факторами для комфортного климата являются относительная влажность, температура и скорость движения воздуха, перепад температуры между зоной пола и потолка, а также температура поверхностей ограждающих конструкций.
Относительная влажность воздуха от 40 до 60% наиболее благоприятна для здоровья человека и комфортного климата. Слишком сухой воздух может вызвать заболевания дыхательных путей. При слишком влажном воздухе на более холодных зонах пола, стен и потолков может образовываться водяной конденсат.
Кратность возд ухообмена показывает, сколько раз за час обновляется весь объем воздуха в помещении. Для жилого помещения с длительным пребыванием людей он составляет от 0,5 до 1,0 в час. Если в помещении не курят, независимо от его объема внутрь должно подводиться минимум 20 м3 свежего воздуха в час на человека и 30 м3 свежего воздуха в час на человека для помещения, в котором курят.
11.8.1. Естественная и механическая вентиляция
В зависимости от осуществления движения воздуха различают естественную или свободную вентиляцию и механическую или машинную вентиляцию.
Естественная приточная и вытяжная вентиляция помещения — это воздушный поток, который образуется благодаря перепаду температур и давления воздуха. Ветер является сильным воздушным потоком в наружной области (рис. 11.41).
Как правило, давление воздуха и температуры между наружной областью и внутренним помещением, а также над полом и под потолком отличаются друг от друга. Свежий, холодный воздух течет при соответствующем перепаде температур или давлений, например через недостаточно уплотненные фальцы, через открытое окно или вентиляционный элемент, и из-за более высокой плотности «падает» в область пола. При нагревании, например, за счет отопительного прибора плотность воздуха снижается. Нагретый воздух поднимается вверх в зону под потолком. Оттуда использованный воздух
через вентиляционные отверстия рис. 11.40. Принцип действия естественной и снова попадает в наружную область, механической вентиляции
Естественная приточная и вытяжная вентиляция комбинируется с механической приточно-вытяжной вентиляцией
Механическая приточная и вытяжная вентиляция
www.weinig.ru
Глава 11. Окна и двери оконного типа
Принцип вентиляции помещения
Отток воздуха
Принцип вентиляции через открытое окно
Вентиляция является причиной возникновения следующих проблем:
• Звукоизоляция ликвидируется
• Происходят потери тепла и энергии
• Нарушается комфортность
Потолок
Наружная область
Пол
। ipi воздуха
Свежий воздух устремляется внутрь
Рис. 11.41. Естественная вентиляция через открытое окно
Использованный теплый * воздух вытекает наружу g
Внутренняя область
Таблица 11.13. Источники влаги в жилом помещении
Источник эмиссии Выделение влаги, г/ч
Человек, спокойно сидит 68
Человек, работает 181
Прием ванной 680
Душ 2600
Готовка 1700
Рост растений 34
Белье, отжатое в центрифуге 193
Белье, не отжатое 500
Этот воздушный поток внутри помещения объясняет, почему установленное в верхней части окна или в области перемычки оборудование для вытяжной вентиляции является наиболее эффективным (рис. 11.40).
Оборудование для приточной вентиляции, напротив, может быть встроено в нижней области окна или в подоконник.
Движение воздуха и тем самым приточная и вытяжная вентиляция помещения с увеличением перепада температур и давления воздуха увеличиваются. Таким образом, например, звукоизолированный вентилятор длиной 1 м при перепаде давления 10 Па может заменить до 80 м3 воздуха в час.
Если по причине неблагоприятного перепада давления или температуры естественная вентиляция больше не функционирует или функционирует недостаточно хорошо, то в качестве вспомогательных средств используют механи-
ческую вентиляцию.
Механическая или принудительная вентиляция оборудована вентилятором, приводимым в действие электродвигателем. При таком типе вентиляции можно рассчитывать и регулировать кратность воздухообмена. Лучше всего располагать вытяжные или передающие вентиляторы в верхней зоне окна или помещения. Приточный вентилятор может быть встроен в нижней зоне окна или в области подоконника (рис. 11.47).
11.8.2. Ударное, длительное и сквозное проветривание
По принципу действия различают ударное, длительное и сквозное проветривание.
При ударном проветривании, также называемом интенсивным, через временные промежутки длиной 2—3 часа в течение нескольких минут меняется почти весь воздух помещения. При этом быстро снижается температура внутри помещения. Большое значение для выбора мощности отопительного прибора является длительность проветривания, теплоаккумулирующая способность помещения и оградительных конструкций, а также удельная теплоемкость строительных материалов, из которых состоят строительные конструкции.
Weinig вй1йгигй
www.weinig.ru
11.8. Вентиляция через окно 727
Длительное проветривание обеспечивает постоянный и равномерный воздухообмен, при этом не происходит больших колебаний температуры в помещении. Такой тип проветривания особенно предпочтителен для помещений, в которых имеется сильная постоянная нагрузка по влажности. Но в соответствии с требованиями комфортности необходимо следить за тем, чтобы скорость движения воздуха не превышала 0,2 м/с. Длительное проветривание вызывает высокие затраты на отопление.
Сквозное проветривание — это особая форма ударного и сквозного проветривания. При сквозном проветривании положение приточных и вытяжных вентиляционных элементов обеспечивает хорошее продувание помещения или всей квартиры свежим воздухом. Для эффективного сквозного проветривания приточные и вытяжные вентиляционные элементы должно быть расположены друг напротив друга в верхней области стены.
11.8.3. Мероприятия по обеспечению вентиляции
Такими мероприятиями являются самовентиляция закрытой створки окна и двери оконного типа, вентиляция через створку, а также вентиляция с помощью специального и механического вентиляционного оборудования.
11.8.3.1. Естественная вентиляция через закрытую и открытую створку
При так называемой самовентиляции воздухообмен происходит через недостаточно уплотненные фальцы закрытого окна и двери оконного типа. Такая вентиляция с точки зрения требований по тепло- и звукозащите является нецелесообразной. Через фальцы поворотно-откидной створки размерами 1,20 х 1,60 м, например, во внутреннее помещение может проникнуть в среднем лишь 0,9 м3 воздуха в час. Тем самым вентиляция через фальцы и стыки является недостаточной. Существенно эффективнее самовентиляции является вентиляция через открытую створку. Вентиляция различается в зависимости от схемы открывания окон и дверей оконного типа.
Поворотная створка: благоприятными являются узкие и длинные поворотные створки. В открытом положении возможно эффективное ударное проветривание.
Нижнеподвесная створка: в зависимости от расположения откидной нижнеподвесной створки в оконном элементе преобладает приточное или вытяжное действие. Откидная створка верхнего света малоэффективна, так как из-за недостаточного притока воздуха в нижней зоне отработанный воздух в верхней зоне мало или почти не подвижен.
Среднеподвесная створка: в среднеподвесной створке в любом открытом положении всегда имеются одинаковые по размеру зоны притока и оттока воздуха, то есть этот тип створки с точки зрения техники вентиляции представляет хорошее решение. Если окно со среднеподвесной створкой находится в фасаде здания, который выходит на улицу, то приточный воздух может быть загрязнен выхлопными газами (рис. 11.42).
Weinig 33 SE0K
www.weinig.ru
Глава 11. Окна и двери оконного типа
Средне поворотная створка, вращающаяся вокруг центральной оси
Раздвижная створка
Рис. 11.42. Открытое положение окна
Вырез для вентиляционной щели в окне 240 мм х 17 мм
Рис. 11.43. Вентиляция через клапаны, штаники и щели
Верхнеподвесная створка: способ вентиляции похож при таком же положении окна с нижнеподвесной створкой (рис. 11.42).
Поворотно-откидная створка в откинутом состоянии: в открытом положении преобладает вытяжное действие. Вытяжной воздух выходит наружу, в том числе и в верхней области, на обеих сторонах в помещение втекает приточный воздух. Чем выше створка, тем лучше вентиляционное действие. Кроме этого, вентиляционное действие зависит от глубины оконной ниши, а также от бокового и верхнего расстояния от створки до откосов оконного проема и до перемычки. Через окно с поворотно-откидной створкой размером 1,20 х 1,60 м в открытом состоянии при перепаде давления около 4 Па во внутренние помещения попадает примерно 550 м3 воздуха в час. Такой воздухообмен приводит к высоким потерям тепла на нагрев поступающего воздуха.
Поворотная стойка, вращающаяся вокруг центральной оси: зона вентиляции разделена вертикальным положением створки на две части, в каждой из которых расположены зоны притока и оттока воздуха (рис. 11.42).
Раздвижная створка: плавно регулируемое открытое положение делает возможным как ударное, так и длительное проветривание. Горизонтальная раздвижная створка по своему принципу вентиляции сходна с поворотной створкой, вертикальная раздвижная створка — с верхнеподвесной и нижнеподвесной створками (рис. 11.42).
11.8.3.2. Естественная вентиляция через специальное вентиляционное оборудование
Специальное вентиляционное оборудование различается по конструкции и способу установки.
Вентиляционные клапаны: узкие клапаны располагаются горизонтально над створкой. В зависимости от расположения вентиляционные клапаны выполняются как нижнеподвесные, верхнеподвесные или поворотные створки (рис. 11.43).
Вентиляция через штапик: свежий воздух попадает через рамный профиль створки из металла или пластика в расположенный внутри снабженный специ-
www.weinig.ru
11.8. Вентиляция через окно
альными прорезями и отверстиями штапик (рис. 11.43).
Вентиляция через щель: этот тип вентиляционных отверстий, как правило, располагается горизонтально в раме створки или обвязки. Щель чаще всего шириной менее 20 мм открывается вручную откидыванием или поворотом закрывающей крышки.
Вентиляция через ретулируемые вентиляционные решетки, так называемая длительная вентиляция: изготовленные в виде кулис передвигаемые один над другим металлические профили, которые с помощью соответствующего механизма можно бесступенчато открывать и закрывать. Такие
Рис. 11.44. Регулируемые вентиляционные решетки
вентиляционные элементы чаще всего горизонтально располагаются в рамах створки или обвязки (рис. 11.44).
Звукоизолированные вентиляционные приспособления: требуемую звукоизоляцию окно может обеспечить только будучи закрытым. Движение воздуха через звукоизолированные вентиляционные приспособления, как правило, происхо
Устройство естественной вентиляции, установленное вверху или внизу
Устройство механической вентиляции, комбинированное с естественной приточной или вытяжной вентиляцией
Устройство механической вентиляции, комбинированное с естественной приточной или вытяжной вентиляцией
Рис. 11.45. Звукоизолированные вентиляционные приспособления
дит посредством похо-
жих на лабиринт, отделанных искусственными пеноматериалами звукоизолирующих участков. Проникновение воздуха через звукоизолированные вентиляционные приспособления по причине их конструкции сильно замедляется. Для получения возможности обеспечения требуемого воздухообмена во многих случаях необходима установка вентилятора (рис. 11.45).
11.8.3.3. Механические вентиляционные устройства
Механические вентиляционные устройства — это вентиляторы, приводимые в действие электродвигателем, которые встраиваются в фальц стекла, между рамой обвязки и корпусом здания или в стену и делают возможной контролируемую вентиляцию. Полностью автоматические вентиляторы обеспечивают вентиляцию с постоянным притоком или забором воздуха. Поток приточного воздуха может ре-
WeinigMe®!
www.weinig.ru
Глава 11. Окна и двери оконного типа
Рис. 11.46. Звукоизолированные вентиляционные устройства, встроенные горизонтально или вертикально в фальц стекла
Рис. 11.47. Звукоизолированные вентиляционные устройства, встроенные горизонтально в раму обвязки
гулироваться по влажности или температуре.
Механические или машинные вентиляционные устройства могут служить для целей зву-козащиты и одновременно с помощью вентиляторов обеспечивать расчетный воздухообмен. Встроенные в звукоизолированные вен
тиляционные устройства рекуператоры тепла забирают у нагретого отработанного воздуха тепловую энергию, которая может быть использована для нагрева холодного свежего воздуха. Другие модели звукоизолированных вентиляционных устройств снабжены электрическим оборудованием для нагрева свежего воздуха или его охлаждения в летний период. Звукоизолированные вентиляционные устройства
могут выполнять свои функции полностью автоматически, если в них встроен
выключатель с часовым механизмом или датчик контроля воздуха.
11.9. Конструкции окон и дверей оконного типа
В DIN 68121 приведены поперечные сечения профилей для окон и дверей оконного типа с одинарными и двойными переплетами (см. табл. 11.Зи 11.4,рис. 11.48, 11.49, 11.50). Эти поперечные сечения профилей являются основой для конструкции окон и дверей оконного типа.
Для конструкции окон различают окна с поворотными створками, с поворотно-откидной створкой, с подъемно-поворотной створкой, подъемно-раздвижной створкой, со среднеподвесной створкой, со среднеповоротной створкой, с нижнеподвесной откидной створкой, с верхнеподвесной створкой, а также окно с двойным переплетом.
Weinig
www.weinig.ru
11.9. Конструкции окон и дверей оконного типа
11.9.1. Окно и дверь оконного типа с поворотной створкой
Окно с поворотной створкой может иметь как один переплет, так и зимний и летний переплет, открывающиеся одновременно. Оно может иметь одну, две или более створок. Как правило, при двухстворчатом окне речь идет об окне со средним упором (штуль-пом) и притворной планкой. Трехстворчатое окно разделяется одним или двумя косяками. Если устанавливается только один косяк, то для одной створки он служит упором и одновременно для второй створки для крепления фурнитуры, обеспечивающей вращение створки. Такая фурнитура крепится винтами или шурупами, врезается или вставляется в просверленные отверстия. Напротив стороны с петлями, то есть на стороне открывания, устанавливается закрывающее приспособление, например кантовый привод. Он приводится в действие круглой деревянной оконной ручкой. Поворотная створка в открытом состоянии должна быть защищена от порывов ветра.
Вертикальный разрез, дверь оконного типа
Рис. 11.48. Поперечное сечение профиля IV 68/78
Рис. 11.49. Поперечное сечение профиля DV 44/78-44 и DV 44/92-44
Вертикальный разрез, дверь оконного типа
Рис. 11.50. Косяк, ригель и поперечина створки
www.weinig.ru
Глава 11. Окна и двери оконного типа
Рис. 11.51. Дверь оконного типа с поворотной створкой и дверь с поворотно-откидной створкой
www.weinig.ru
11.9. Конструкции окон и дверей оконного типа
В качестве предохранительного устройства может служить, например, расположенный в верхнем фальце шарнир-ножницы.
Двери оконного типа с поворотной створкой по их конструкции и способу действия выполнены так же, как окна с поворотными створками. Такие двери используются для выхода на балкон и террасу (рис. 11.51).
11.9.2. Окно и дверь оконного типа с поворотно-откидной створкой
Окно с поворотно-откидной створкой (рис. 11.52) — это комбинация окна с поворотной створкой и окна с откидной нижнеподвесной створкой. В положении вращения окно можно легко мыть. В откинутом положении через верхнюю часть из внутреннего помещения улетучивается отработанный воздух, в то время как свежий воздух поступает по обеим боковым сторонам без сквозняков. Влияние
Блок ооль-ставен
Уплотнение
Шарнир-ножницы в еврофальце
На наружном упоре створки оставляют стык шириной 1 мм
Вид спереди
-20
Размер без отделки (номинальный размер)
размер рамы обвязки__________
Шина роль-ставен
рамы обвязки в свету
-15 ->г---» “
Разрез А - А
-----------------Алюми------------------ниевый= (5) Размер стекла подокон------------------ник \
Наружный размер рамы створки
'SSSSSSI
Шина для защиты -ют погодных воздействий из алюминия
Каменный подоконник
Рис. 11.52. Окно с поворотно-откидной створкой деревянной конструкции
Weinig
MIgruppe
www.weinig.ru
Глава 11. Окна и двери оконного типа
Рис. 11.53. Окно с поворотно-откидной створкой пластиковой конструкции
Вид спереди рамного угла створки с угловой опорной петлей
Разрез через угловой опорный кронштейн и угловую опорную петлю
Вид спереди шарнир-ножницы
Вид сверху шарнир-ножницы
Угловой опорный кронштейн
Рис. 11.54. Фурнитура для окна с поворотно-откидной створкой
метеорологических условий на внутреннее помещение в откинутом положении створки меньше, чем, например, в случае окна с поворотными створками, вращающимися вокруг крайней или не крайней оси.
В откинутом состоянии створка удерживается посредством несущих регулируемых ножниц, в закрытом состоянии — с помощью ножничной опоры. Регулируемые ножницы в закрытом состоянии чаще всего видны в фальце.
Тормозное приспособление предотвращает закрытие створки в откинутом состоянии под воздействием сквозняка. Оба нижних угла створки опираются на балансирные шарнирные опоры. Предохранительное приспособление в нижней области бокового фальца предотвращает возможность открытия откинутой створки снаружи посторонними лицами. Запирание чаще всего производится кантовы-ми приводами. Канто-вые приводы могут быть расположены с одной стороны, на двух или трех сторонах, а также по кругу. Запор, как правило, так называемая за
WeinigSwg
www.weinig.ru
11.9. Конструкции окон и дверей оконного типа 735
пирающая фурнитура, прочно прижимает створку к раме обвязки.
Приведение в действие задвижек производится с помощью оконных ручек, в том числе круглых, с помощью выполненных соответствующим образом поворотно-откидных опор с приводной рукояткой и круглой ручкой (рис. 11.53).
Дверь оконного типа с поворотно-откидной створкой по своей фурнитуре и способу функционирования схожа с окном с поворотно-откидной створкой. Поперечное сечение дверной коробки имеет большие размеры, а нижний упор несколько отличается от упора для окна с поворотно-откидной створкой. Такие двери используются для выхода на балкон и террасу (рис. 11.51).
11.9.3. Окно с двойным переплетом
Как правило, окно с двойным переплетом состоит из двух расположенных на определенном расстоянии одинарных окон, которые встроены в одну оконную коробку и могут открываться отдельно друг от друга. Приточная и вытяжная вентиляция внутреннего помещения соответствует окну с поворотной створкой. Благодаря большому расстоянию между стеклянными полотнами при закрытом окне обеспечивается достаточно высокая звукоизоляция (рис. 11.38). Поэтому окна с двойными переплетами применяют чаще всего как звукоизолирующие. В промежуточном пространстве большой глубины, которое образуется между двумя стеклянными полотнами, происходит циркуляция воздуха. Она является причиной того, что теплоизоляция окна ниже, чем в окне с двойным остеклением.
11.9.4. Окна и двери оконного типа с подъемно-поворотными створками
Элементы подъемно-поворотных створок можно открыть только в приподнятом состоянии вращательным движением. При такой конструкции вращающаяся створка опускается.
Рис. 11.55. Дверь с подъемно-поворотной створкой
I
Weinig
www.weinig.ru
оконного типа
Опускание происходит во внутренней горизонтально расположенной части рамы обвязки в коническом профиле, так называемой седельной шине.
Поднятие и опускание створки производится с помощью рукоятки подъемной петли, которая закреплена на вертикальном профиле рамы створки на стороне с петлями. Обе специальные петли имеют удлиненный стержень. Напротив стороны с петлями расположены продольные задвижки. Для более широких створок вверху также встраивается поперечное запирающее устройство. Для открывания (движением на себя) и закрывания (нажатием) створки служит ручка или головка. В открытом положении створка может удерживаться фиксатором.
Двери с подъемно-поворотными створками используются в основном для доступа на балконы и террасы. В таких дверях почти всегда вместо обычной седельной шины применяется широкая декоративная. Она защищает нижнюю часть рамы обвязки от повреждений при прохождении через дверь (рис. 11.55).
11.9.5. Подъемно-раздвижные окна и двери
Различают подъемно-раздвижные створки и вертикальные раздвижные створки. Подъемно-раздвижные створки при открывании и закрытии движутся горизонтально. Для открывания они поднимаются поворотной ручкой или рукояткой. Их используют в случае больших и тяжелых створок, например для дверей на балконы или террасы либо в больницах или школах. В зависимости от ширины открывания и соответствующего конструктивного оформления дверь может состоять из одной, двух или более частей. Таким образом, например, в двухстворчатой конструкции обе створки могут быть подвижными или одна створка может быть неподвижной, а вторая — подвижной. При трехстворчатой конструкции средняя створка может быть установлена подвижно, а обе крайние створки — фиксировано.
Подвижная створка после приподнимания может быть передвинута в желаемое открытое положение и зафиксирована в нем опусканием. Благодаря боковому перемещению для открывания створки не требуется пространства внутри помещения. При сдвигании створки окно открывается по всей высоте. Изменяемая ширина щели позволяет регулировать вентиляцию через окно. Через вентиляционную щель дождь и звук неограниченно попадают во внутренние помещения. Наружная сторона стеклянного полотна может быть очищена только снаружи.
Перемещение створки производится с помощью передвижных кареток на двух или четырех роликах. Ролики кареток перемещаются по опорной шине. Передвижная каретка встраивается в нижнюю горизонтально расположенную часть рамы створки. В верхней части створка движется через специальный направляющий стальной профиль. В створке отсутствует давление прижима. Поэтому для верхнего и бокового уплотнения необходимо устанавливать дополнительные щеточные уплотнители или уплотнительные профили С-образного сечения.
Подъемно-раздвижные двери используются в основном для больших проемов. Их фурнитура и принцип действия такие же, как у окна с подъемно-раздвижными створками (рис. 11.56).
Weinig Ы»
www.weinig.ru
11.9. Конструкции окон и дверей оконного типа Til
Рис. 11.56. Окно с подъемно-раздвижными створками, горизонтальное
Конструкции с вертикальными раздвижными створками имеют две створки, которые при открывании и закрывании перемещаются вертикально одна над другой. Обе створки движутся по направляющим шинам, вверху створки соединены между собой с помощью троса или цепи таким образом, что при открывании створки сверху и снизу образуется вентиляционная щель одинаковой высоты. Обе вентиляционные щели имеют ширину, равную полной ширине створки. Благодаря такому расположению обеих вентиляционных щелей обеспечивается хорошая приточная и вытяжная вентиляция помещения. Однако осадки, звук, тепло или холод мотуг проникать во внутреннее помещение при открытых створках без ограничений.
Weinig
www.weinig.ru
Глава 11. Окна и двери оконного типа
11.9.6. Окно со среднеподвесной створкой
Среднеподвесная створка крепится по бокам за центр, нижняя часть створки открывается наружу, а верхняя часть - внутрь
Рис. 11.57. Опоры среднеподвесных створок
Створка такого окна крепится по бокам за свой центр, нижняя часть створки открывается наружу, а верхняя часть — внутрь. Такой тип окон применяется в основном для окон большой площади. Благодаря двухпоточной вентиляции использованный воздух вытягивается через верхнюю щель, одновременно через нижнюю щель в помещение устремляется свежий воздух. Однако если эти окна расположены на южной или юго-западной стороне здания, то поднимающийся по фасаду теплый воздух при открытых
окнах может проникать во внутренние помещения и при-
Рис. 11.58. Окно со среднеподвесной створкой
водить к аккумуляции тепла. Створку можно вращать вокруг ее центральной горизонтальной оси на 180°, так что наружная поверхность створки может быть очищена изнутри. В таком положении даже при опущенных жалюзи или роль-ставнях внутреннее помещение будет проветриваться равномерно и без сквозняков. Среднеподвесная створка в полуоткрытом состоянии относительно надежно защищена от протекания дождя внутрь помещения (рис. 11.58).
Среднеподвесная створка имеет ширину до 2600 мм и высоту 2600 мм, ее вес состав-
WeinigSh^g
www.weinig.ru
11.9. Конструкции окон и дверей оконного типа
ляет до 150 кг. Центр вращения расположен, как правило, посередине, то есть в непосредственной близости от оси тяжести створки. Опоры имеют два центра вращения. Первый центр вращения делает возможным открывание створки примерно до 55°, второй центр вращения допускает вращательное движение до 180°. Встроенный во вращающуюся опору регулируемый тормоз позволяет настраивать ход створки (рис. 11.57). При вращении створки на 180° стекло подвергается сильным нагрузкам под воздействием собственного веса. Поэтому стеклянное полотно должно иметь соответствующую высокую прочность.
В качестве запирающего устройства служит центральный замок, который приводится в действие рукояткой. Расположенные вокруг запорные штыри при этом вдвигаются в фальц. В створках шириной более 2000 мм среднее запирающее устройство служит для прочного прижима створки к раме обвязки (рис. 11.58).
11.9.7. Окно со среднеповоротной створкой
В окнах со среднеповоротной створкой последняя вращается вокруг расположенной вертикально оси, то есть окно со среднеповоротной створкой соответствует развернутому на 90° окну со среднеподвесной створкой. Как правило, ось вращения проходит через центр рамы створки, но также ось может проходить и не через середину створки. Расположение оси не по центру имеет преимущество в том, что створка при открывании выступает внутрь помещения меньше, чем в случае расположения оси в середине ширины створки. Вес створки может составлять максимум 175 кг, площадь створки — до 4 м2 (рис. 11.59, 11.60 и 11.61).
При открытом окне вентиляция неравномерна, защита от дождя недостаточна, а проникновение звука не ограничено. Преимущество среднеповоротной створки заключается в том, что она по сравнению с открытой обычной по
Рис. 11.59. Окно со среднеповоротной створкой
воротной створкой такого же размера лишь наполовину или меньше своей ширины выступает в помещение. Направление вращения створки может быть правым или левым. Среднеподвесная створка крепится с помощью одной верхней и одной нижней опоры. Такая система опор позволяет открывать створку на угол почти 180°.
Рис. 11.60. Окно со среднеповоротной створкой, горизонтальный разрез
Weinig
www.weinig.ru
Глава 11. Окна и двери оконного типа
Рис. 11.61. Окно со среднеповоротной створкой, вертикальный разрез
В поворотную опору встроено приспособление, которое может фиксировать створку в различных выбранных положениях. Для запирания служит центральный замок с рукояткой и расположенными по кругу кан-товыми приводами. Центральный замок располагается на правой половине нижнего профиля створки, если створка открывается налево.
11.9.8. Окно с нижнеподвесными створками
В окне такого типа створки вращаются вокруг нижней оси и открываются внутрь или наружу.
В качестве фурнитуры используются накладные или потайные фиксаторы фрамуги. Они могут быть расположены сбоку или в верхней части рамы створки. Шарниры-ножницы могут приводиться в действие рукояткой, кривошипом, вертикальным приводом, гидравлическим насосом или электродвигателем посредством шатуна. Фиксирующее оборудование шарнира надежно удерживает створку также и во время бури.
11.9.9. Окно с верхнеподвесными створками
В окне с верхнеподвесными откидными створками створки вращаются вокруг верхней оси и открываются наружу, реже внутрь.
Фурнитура и принцип действия такие же, как у окон с нижнеподвесными створками.
11.10. Установка окна в корпус здания
При установке окон различают несколько видов соединения окна со стеной и несколько видов встраивания. Следует обращать особое внимание на выполненное по всем правилам крепление окна, а также выполнение соединительных стыков между оконной коробкой и корпусом здания.
Соединительные стыки, также называемые уровнем уплотнения (рис. 11.66) и областью соединения, в основном подвержены нагрузкам под воздействием внешней и внутренней температуры, солнца, звука и влажности воздуха из внутренних помещений, ветра и осадков, подвижности и деформации окна и корпуса здания.
Подвижность окна может быть объяснена процессами разбухания и усушки, изменением длины материала рам под воздействием колебаний температуры, собственным весом окна, открыванием и закрыванием створок, а также воздействиями ветра и движения городского транспорта.
Подвижность корпуса здания объясняется преимущественно процессами разбухания и усушки, расширения и ползучести по причине нагрузки корпуса здания постоянными и динамическими нагрузками.
Перечисленные виды подвижности оказывают нагрузку как на уплотнение, так и на крепления оконной коробки.
Перечисленные виды подвижности требуют тщательного и квалифицированного конструктивного исполнения и изготовления как крепления рамы, так и соединительных стыков.
Weinig Llllm
www.weinig.ru
11.10. Установка окна в корпус здания
11.10.1. Виды упоров оконной рамы в стене
Различают окно с внутренним упором, окно с наружным упором и установку окна без упора. Окно после установки в откосы оконного проема может располагаться снаружи, по центру или изнутри.
ОКНО С ВНУТРЕННИМ УПОРОМ
В случае этого часто применяемого вида упора окно устанавливается в расположенном изнутри фальце каменной кладки и в зависимости от глубины фальца более или менее глубоко в каменной кладке (рис. 11.62).
Этот вид упора имеет свои преимущества и недостатки. Окно устанавливается изнутри помещения, наружные подмости при этом не требуются. При небольшой глубине фальца окно подвергается сильному воздействию нагретого возду
ха, поднимающегося от отопительного прибора. Это играет большую роль особенно в тех случаях, когда изнутри не установлен подоконник или если он имеет круглые отверстия или прорези для неограниченного прохождения воздуха. При очень маленькой глубине фальца подоконник сильно выдается вперед во внутреннее помещение и поэтому должен быть дополнительно защищен.
При установке фурнитуры створки сбоку между каменной кладкой и краем створки остается много места. Замену или обновление окна легко произвести в случае, если старая рама обвязки еще хорошо держится и может быть использована повторно. Новое окно при этом устанавливается в старую оконную коробку. Штукатурные работы по заделке коробки в каменную кладку в таком случае становятся ненужными.
При внутреннем упоре рамы покрытия и уплотнения хорошо защищены от влияния погодных воздействий. Погодные факторы влияют в основном на нижнюю часть окна. Вертикальные фризы и верхние поперечные фризы выступают вперед лишь незначительно и поэтому почти не повреждаются. Внешние соединительные стыки оконной коробки и каменной кладки не подвергаются прямым погодным воздействиям.
На наружной стороне откосов оконного проема остается достаточно места для установки роль-ста-вен или солнцезащитного оборудования, например жалюзи. Эти приспособления летом предотвращают перегрев внутренних помещений из-за воздействия солнечных лучей. Зимой опущенные роль-ставни образуют теплоизолирующую воздушную прослойку между роль-ставнями и окном.
Внутренний упор
Без упора (тупой упор)
Рис. 11.62. Откосы оконных проемов
Weinig SO
www.weinig.ru
Глава 11. Окна и двери оконного типа
Однооболочковая стенная конструкция (схема)
Конструкция стены с полной теплозащитой
Многооболочковая стенная конструкция с воздушной прослойкой и дополнительной теплоизоляцией. Внешняя оболочка из клинкера
Многооболочковая стенная конструкция с серединной теплоизоляцией
Рис. 11.63. Встраивание окон для различных конструкций стен
ОКНО С НАРУЖНЫМ УПОРОМ
При таком типе упора окно устанавливается в расположенном снаружи фальце каменной кладки (рис. 11.62). Окно устанавливается снаружи. Для установки окна необходимы подмости.
Поднимающийся от отопительного прибора воздушный поток из-за большой глубины откоса лишь незначительно содействует предотвращению образования конденсата на поверхности окна. С другой стороны, он также не вызывает изменения длины пластиковых и металлических оконных профилей. Расположенный с внутренней стороны широкий подоконник легко устанавливается. Для закрепляемой с боковых сторон фурнитуры створок остается довольно мало места. В некоторых обстоятельствах требуется использовать более широкие обвязки оконных рам.
При наружном упоре весь видимый снаружи материал рамы, а также его покрытие и уплотнительные материалы полностью испытывают все погодные воздействия.
Конструктивное исполнение наружной области соединительных стыков достаточно трудное. Заделки штукатурным раствором недостаточно, чаще всего требуется применение эластичных уплотнительных лент. Установка роль-ставен и солнцезащитного оборудования, например жалюзи, затруднено.
ОКНО БЕЗ УПОРА
При такой конструкции окно устанавливается без упора между откосами оконного проема (рис. 11.62). Такая конструкция применяется сегодня все чаще. При возведении неотделанной постройки экономится время на трудоемкие работы: кладку или бетонирование стенных упоров. В случае такой конструкции в зависимости от расположения окна в оконном проеме проявляются достоинства и недостатки конструкций с наружным или внутренним упором.
11.10.2. Типы встраивания окна
Окна встраивают во время проведения строительных работ без отделки или в конце архитек
WeinigSlW^
www.weinig.ru
11.10. Установка окна в корпус здания
турно-отделочных работ. Установка различается для различных конструкций стен (рис. 11.63).
При установке окон во время проведения строительных работ без отделки оконные коробки встраиваются зачастую без створок. Внутренние стены могут быть оштукатурены до оконных откосов. После встраивания производится оштукатуривание внутренних откосов. Наружная штукатурка часто производится только после монтажа. При таком способе установки крепление рам обвязки производится достаточно легко. С другой стороны, влажность, выделяющаяся во время строительных работ, повреждает древесину и лакокрасочные покрытия окон. Кроме этого, влажные слои штукатурки могут привести к окрашиванию или коррозии как деревянных, так и металлических окон.
При установке окон после окончания архитектурно-отделочных работ во время их проведения в откосы оконного проема встраивают царгу, чаще всего из металла. Рама обвязки окна закрепляется в этой царге, которая часто снабжена фальцем. При таком типе установки встраиваются остекленные окна. При этом не возникает опасности, что окно или стеклянное полотно будет повреждено во время выполнения дальнейших строительных работ. На деревянные окна уже при установке можно наносить конечное покрытие. Соединительный стык между царгой и корпусом здания необходимо заполнить эластичным уплотнителем, для того чтобы здесь вследствие различных температурных расширений разных строитель
ных материалов не образовывались волосные трещины. При тщательно подготовленных откосах оконного проема (металлоконструкция, каркасная конструкция) полностью остекленное и покрашенное окно может устанавливаться после окончания всех строительных работ с царгой или без нее.
11.10.3. Крепление рамы обвязки
Окно — это ненесу-
Как правило, фиксирование положения окна производится с помощью пружинящих или скользящих крепежных элементов, для того чтобы не возникло никаких стягивающих усилий. Силы в уровне окна отводятся через опорные колодки. Они должны быть нагружены только на давление.
— — Направление компенсации перемещений
+ Точка опоры: здесь также возможно неподвижное крепление
Компенсация перемещений в горизонтальных и вертикальных частях рамы с помощью анкерной шины
щая строительная конструкция, ко-
Рис. 11.64. Опоры и компенсация перемещений окна в корпусе здания (принцип)
Weinig S3
www.weinig.ru
оконного типа
Неподвижное крепление
Пружинящее крепление
Скользящее крепление
Рис. 11.65. Принципы построения конструкции крепежных элементов
торая не должна воспринимать какие-либо силовые воздействия от корпуса здания. Поэтому крепление окна должно производиться таким образом, чтобы вредная подвижность или деформация корпуса здания не могли привести к повреждающим окно силовым воздействиям (рис. 11.64).
Элементы крепления в уровне окна должны быть выполнены передвижными
или пружинящими (рис. 11.65). Неподвижное крепление без возможности выравнивания возможно только для сохраняющих форму строительных конструкций и маленьких окон.
Компенсация перемещений вдоль рамы обвязки может быть выполнена через продольные отверстия или анкерные шины (рис. 11.64).
Силы, вызванные собственным весом оконной конструкции, должны передаваться на корпус постройки. Для этого оконный элемент устанавливается на несущую горизонтальную строительную конструкцию или донный профиль. Для того чтобы нагрузка не давила на элементы крепления, между нижним горизонтальным фризом рамы обвязки и находящимся под ним несущим конструктивным элементом устанавливают опорные колодки.
При обслуживании поворотных створок начинают действовать горизонтально направленные напряжения растяжения и сжатия, которые достигают своего максимума при угле открывания 90° и действуют горизонтально на уровне окна. Верхняя петля или верхнее крепление рамы обвязки нагружено в области угла рамы на растяжение, нижнее крепление рамы нагружено на сжатие, что необходимо учитывать при креплении рамы обвязки.
При креплении рамы обвязки необходимо соблюдать различные правила работы.
Weinig SlwS
www.weinig.ru
11.10. Установка окна в корпус здания
Правила работы для установки и обработки соединительных стыков окон
• Рама обвязки и царга должны быть установлены с соблюдением прямолинейности и перпендикулярности, а также предписанной высоты.
• Для крепления металлических и пластиковых окон необходимо применять предписанные производителем оконных систем элементы крепления. Рама обвязки должна быть особенно тщательно закреплена в области присоединения нагруженных деталей фурнитуры. Применение монтажных пен и клеев в качестве крепежных средств для установки рам обвязки недопустимо. Крепление и фиксация положения окна в корпусе здания должны производиться механическими средствами.
• Места крепления металлических и пластиковых рам нельзя выбирать слишком близко к углам рамы обвязки из-за того, что углы должны беспрепятственно перемещаться. Рамы обвязки, изготовленные из древесины, необходимо крепить на расстоянии минимум 100 мм от угла.
• Расстояние между точками крепления не должно быть слишком большим. Особенно в случае пластиковых окон наличие слишком больших расстояний приводит к тому, что рама обвязки при нагревании между точками крепления отходит и становится волнистой. Поэтому для пластиковых окон расстояние между местами крепления не должно превышать 600 мм, для деревянных окон - не более 800 мм.
• Отделку выемки для подоконника во время установки рамы обвязки следует производить особенно тщательно, для того чтобы рама обвязки не перекосилась и не изогнулась.
• Соединительные стыки должны иметь ширину минимум 12,5 мм, для того чтобы в них можно было разместить достаточное количество изоляционного и уплотнительного материала. При использовании уплотнительных лент возможна меньшая ширина стыка.
• При установке окна необходимо обращать внимание на то, чтобы изоляция с внутренней стороны соединительного стыка была достаточно плотной. Работы по изолированию и уплотнению стыков нельзя производить при дождливой погоде или высокой относительной влажности воздуха.
• Наносимые шприцем эластичные изоляционные материалы по возможности не должны прилегать непосредственно к штукатурке. Вместо наносимых шприцем уплотнительных материалов часто могут эффективно использоваться сжатые уплотнительные ленты, например из мягкой полиуретановой пены.
ЗонаЗ
Отделка соединительного стыка со стороны помещения, для визуального оформления стыка и звукоизоляции, возможно образование конденсата; непроницаемые для воздуха и пара материалы
Зона 2
Заполнение полостей для тепло- и звукоизоляции
Зона 1
Наружная изоляция для защиты от погодных воздействий в виде защиты от ветра и гидроизоляции от ливневого дождя;
непроницаемые для дождя и пропускающие пар материалы
Дождь, ветер, температура, УФ-излучение, подвижность, загрязнения воздуха, моющие и чистящие средства, природные компоненты атмосферы
Соединительный стык уровня уплотнения I должен быть с внутренней стороны помещения более непроницаем для пара, чем на наружной стороне, для того чтобы проникающая влажность могла испаряться наружу.
Наружная изоляция для защиты от погодных воздействий в виде защиты от ветра и гидроизоляции от ливневого дождя
УРОВЕНЬ УПЛОТНЕНИЯ I
Корпус здания - рама обвязки
Наружная изоляция для защиты от погодных воздействий в виде защиты от ветра и гидроизоляции от ливневого дождя для тепло-и звукоизоляции
УРОВЕНЬ УПЛОТНЕНИЯ II
Рама обвязки - створка
Уплотнение в качестве защиты от проникающей воды, в исключительных случаях для звукоизоляции
УРОВЕНЬ УПЛОТНЕНИЯ III
Створка - стекло
Рис. 11.66. Уровни уплотнения окна и основные нагрузки на уплотнение
Weinig
www.weinig.ru
Глава 11. Окна и двери оконного типа
11.10.4. Изоляция соединительных стыков между рамой обвязки и корпусом здания
Соединительные стыки между рамой обвязки (BR) и корпусом здания, которые обозначены как уровень уплотнения I, имеют три области или плоскости разъема (рис. 11.66).
Соединительные стыки должны быть выполнены в соответствии со следующими конструкционными принципами (табл. 11.14).
Поверхность уплотнительной ленты служит основой для штукатурки (должна быть обработана
Многооболочковая стена шерохованием).
.. Клинкер
Для более толстых теплоизолирующих слоев уплотнительную ленту нельзя наклеивать на теплоизоляционный слой (требуется несущая каркасная конструкция).
Крепление рамы обвязки не обозначено.
Рис. 11.67. Соединительные стыки с каменной кладкой
Таблица 11.14. Возможности выполнения соединительных стыков (схема)
Требование Величина требований
Ожидаемая подвижность стыков < 1 мм < 4 мм > 4 мм
Группа требований по табл. 11.7 А В, С
Вибрация Обычное движение транспорта Сильная транспортная нагрузка
Выполнение стыков, снаружи Рама обвязки заштукатурена Изоляция уплотнительной лентой для стыков Изоляция уплотнительной массой для стыков и компенсация подвижности конструкции Соединение с царгой Соединение со строительной изоляционной пленкой
Оштукатуренный фасад с глухим упором i Снаружи =Rbr4 J 1 Снаружи
Д-k'BR : Li 1
Е
1 К • Снаружи i . 1 Снаружи
Оштукатуренный фасад с внутренним упором ^BR ; В |BR I
(.наружи Снаружи Снаружи
Фасад с гпухим упором для декоративных бетонов, натурального камня, металлических или керамических строительных материалов J..!
1 ? BR > Снаружи 1 -BR
ж
1
снаружи снаружи снаружи снаружи
Фасад с внутренним упором для декоративных бетонов, натурального камня, металлических или керамических строительных материалов z
и ft
Si-s-iS K'jT'.'/.A
Снаружи Снаружи Снаружи Снаружи
Weinig
www.weinig.ru
11.10. Установка окна в корпус здания
Пример: деревянное окно
---- Раствор штукатурки
Царга с уплотнительным профилем
Пример: алюминиевое окно
Соединение с декоративной каменной кладкой и декоративным бетоном
Соединение со штукатуркой
Боковое соединение наружного подоконника (фронтальный разрез)
Рис. 11.68. Пример уплотнения соединительных стыков
Рис. 11.69. Детали соединения для алюминиевого окна
Weinig&Ж
www.weinig.ru
Глава 11. Окна и двери оконного типа
Уплотнитель Состояние Уплотнитель остается покоя строи- вновь ПРИ" в деформи- тельной нимает свою рованном конструкции первоначаль состоянии ную форму
Силы сжатия сплющивают уплотнитель
Состояния покоя или установки строительной конструкции или уплотнителя
Уплотнитель рвется
Силы растяжения
Уплотнитель : вновь принимает свою первоначаль-1 ную форму ;
Уплотнитель Новое сос-остается в тояние по-новом дефор- коя строи-мированном тельной состоянии конструкции
Уплотнитель в нормально! случае не рвется
жения растягивают уплотнитель
Срезывающее усилие
Уплотнитель | рвется
Срезывающее усилие вызывает в поперечном сечении уплотнителя напряжения сдвига
Уплотнитель^ в норма льне' случае не рвется
Пластичный уплотнительный материал для стыков
Эластичный уплотнительный материал для стыков
Рис. 11.70. Изменение формы пластичных и эластичных уплотнительных материалов для стыков
Состояния покоя строительной конструкции
Заделка штукатуркой: по причине своей хрупкости не может воспринимать подвижность. Штукатурка хорошо проводит влажность, поэтому через штукатурку в соединительный стык может проникать вода. Заделку штукатуркой без дополнительной массы уплотнителя можно применять для изоляции очень ограниченно.
Ленты для уплотнения стыков из пропитанной сжатой мягкой пены, например из полиуретановой пены, подгоняются по форме неровностей штукатурки. Преимущество при этом выигрывают за счет установки соединительного профиля для штукатурки, который имеет гладкую поверхность соединения. Эти уплотнительные ленты могут выполнять функцию защиты от дождя и ветра. Оконные откосы должны быть гладкими и плоскими. Возведенные из камня откосы можно герметизировать наилучшим образом в случае, когда раствор стыка гладко окрашен. Уплотнительные ленты могут быть прочно вклеены в стык, частично они являются самоклеющимися с
Ширина уплотнительной ленты в зависимости от материала рамы, цвета и ширины окна составляет от 6 до 12 мм. Глубина стыка или толщина уплотнительной ленты составляет от 15 до 20 мм.
Рис. 11.71. Поперечное сечение уплотнительной ленты в сжатом состоянии
одной стороны, что облегчает их монтаж. Предварительная обработка стыка не требуется, монтаж не зависит от погоды. Для защиты от механических воздействий при необходимости используют укрытие специальным профилем (рис. 11.71).
Уплотнительная масса и забутка образуют функциональную единицу. Уплотнительная масса (замазка) долговременно герметизирует стык. Забутка ограничивает глубину уп-
лотнительной массы, препятствует ее схватыванию с дном стыка и делает возможным образование симметричных поперечных сечений массы для уплотнения стыков. Из рассмотренного примера изменения формы пластичных и эластичных уплот-
-
Weinig
www.weinig.ru
11.10. Установка окна в корпус здания
нительных материалов для стыков видно, что в данном случае уплотни- Таблица 11.15. Поперечное сечение швов уплотнительного материала
тельная масса должна состоять из эла- Минимальная Требуемая
стичных материалов (рис. 11.70). ширина стыка Ь, мм глубина стыка d, мм
Для выбора уплотнительной 10 1S 8 10
массы для заделки стыков опреде- 20 12
ляющим фактором является ожи- 25 15
даемая общая деформация массы 30 15
уплотнителя.
Благоприятным для применения эластичных уплотнительных материалов является не очень маленькое поперечное сечение. Ширина соединительного стыка и, соответственно, ширина массы уплотнителя зависят от размера подвижности стыка. В соответствии с DIN 18050 и DIN 18202 в качестве минимальной ширины для соединительного стыка окна в состоянии встраивания принят размер 12,5 мм. Глубина массы уплотнителя должна находиться в определенном соотношении к ширине стыка. На практике оптимальными оказались величины, полученные опытным путем, приведенные в табл. 11.15.
Перед нанесением уплотнительной массы для заделки стыка необходимо проверить, достаточно ли их сцепление с корпусом здания и рамой окна. При необходимости требуется нанести предварительное покрытие, которое может быть обозначено как промотор адгезии, грунтовка или первый слой, улучшающий адгезию покрытия к подложке.
Забутка должна выполнять различные требования: диаметр материала для забутки должен быть примерно на 25% больше ширины стыка, чтобы забутка могла быть достаточно прочно запрессована в стык. Круглое поперечное сечение материала для забутки увеличивает общую площадь сцепления уплотнительной массы на обеих боковых поверхностях и одновременно обеспечивает симметричное поперечное сечение массы уплотнителя. Материал забутки должен быть устойчивым к старению и иметь закрытую поверхность для защиты против всасывания, кроме этого, на краях стыка с массой уплотнителя не должно выделяться никаких веществ. Сцепления массы уплотнителя с материалом забутки происходить не должно, чтобы не возникало сцепления по трем боковым сторонам. В качестве материала для забутки используются круглые профили из закрытопористого полиэтилена и полиуретана. Уплотнения стыков, которые не ограничены забутками, для предотвращения сцепления по трем боковым сторонам должны быть проложены полиэтиленовыми полосами или другими подходящими разделительными средствами.
Царги с предварительно проложенными уплотнительными профилями могут использоваться как в качестве чисто вспомогательных монтажных средств, так и для компенсации подвижностей в соединительных стыках. Для монтажных царг при оштукатуренном наружном фасаде возможна герметизация между царгой и корпусом здания с помощью уплотнительных лент; в этом случае устанавливаются эластичные уплотнительные профили.
Заделка с помощью строительных пленок из металлических лент или пластиков типа полиизобутилена, полихлоропрена, бутилкаучука и полиэтилена при
WeinigSSl^W
www.weinig.ru
Глава 11. Окна и двери оконного типа
меняется для компенсации подвижностей, а также для герметизации против ненапорной воды. Часто они устанавливаются в нижнем горизонтальном соединительном стыке окна с корпусом здания. Если пленки служат для компенсации перемещений, то для защиты пленки от механических повреждений, а также для улучшения внешнего вида стыка требуется дополнительная облицовка соединительного стыка. Строительная пленка крепится на корпусе здания и окне с помощью клея или диффузионной сварки с помощью растворителя.
Заполнитель полостей прокладывается в качестве тепло- и звукоизоляционного слоя между наружными и внутренними сторонами соединительного стыка. Эти изоляционные слои подвергаются воздействию воды в жидкой и парообразной фазе, поэтому они должны быть устойчивыми не только против старения, но и против влажности. Применяются волокнистые изоляционные материалы на основе стекла, камня и шлаков, пенопласты на основе полиуретана, полиэтилена и полиизобутилена.
Заделка со стороны помещения служит для визуального оформления стыка, кроме этого, она защищает заполнение полостей со стороны помещения от механических воздействий и от возможного увлажнения вследствие образования конденсата.
В среднем в течение года относительная влажность воздуха во внутренних помещениях больше, чем снаружи. Это означает, что влажность из воздуха может проникнуть в расположенную с внутренней стороны часть соединительного стыка, если она не является воздухонепроницаемой, и в первую очередь непроницаемой для пара. Если влажность проникнет в соединительный стык, то теплоизолирующее действие будет потеряно. Кроме этого, деревянные рамы будут заражаться грибами и разрушаться. Для того чтобы предотвратить риск нанесения вреда влажностью, проникающей с внутренней стороны соединительного стыка, его внешнюю сторону необходимо выполнить из паропроницаемых материалов (уплотнительные ленты, паропроницаемые уплотнительные пленки).
Внутреннее уплотнение должно быть менее проницаемым для пара, чем наружное.
ЗАДАНИЯ
1. От каких факторов зависит теплоизоляция окна?
2. Как влияют толщина стеклянного полотна и расстояние между стеклами на звукоизоляцию окна?
3. Почему так называемая самовентиляции окна в отличие от вентиляции через открытое окно является нецелесообразной?
4. Сравните европаз и еврофальц.
5. Какие задачи должен выполнять зазор шириной 1 мм на внешнем упоре створки? 6. Назовите требования, которые должны выполнять лакокрасочные покрытия для защиты окна от погодных воздействий?
7. Какими мероприятиями деревянное окно может быть защищено от поражения грибами?
8. Почему деревянное окно перед транспортировкой к месту установки должно быть покрыто грунтовкой и промежуточным слоем лакокрасочного покрытия?
9. Нарисуйте эскиз и опишите крепление деревянного окна в каменной кладке.
10. В чем состоят преимущества уплотнительных лент по сравнению с уплотнительными материалами?
Weinig
www.weinig.ru
11.11. Защитные покрытия для окон и дверей оконного типа
Защитные покрытия или окрашивание выполняют несколько задач: они защищают древесину от влажности, загрязнения и образования пятен, предохраняют ее от воздействия УФ-излучения, обеспечивают легкий уход за поверхностью и служат для цветового оформления. Тем самым лакокрасочные покрытия являются защитой от погодных воздействий и элементом оформления. Применяются лазурные и кроющие лакокрасочные покрытия.
От качества покрытия существенно зависит срок службы окна и двери оконного типа.
Окна и двери являются точными по размеру строительными конструкциями. Любое изменение влажности древесины ведет к разбуханию или усушке. Изменения влажности предотвращается с помощью достаточной толщины слоя покрытия. Одновременно достаточная толщина слоя покрытия защищает древесину от поражения грибами.
Толщина сухого слоя покрытия перед установкой окна или двери оконного типа должна составлять минимум 30 мкм. После установки с помощью последующего окрашивания для лазурного покрытия толщина сухого слоя должна достигнуть минимум 60 мкм, а для кроющего покрытия — от 100 до 150 мкм.
Все лакокрасочные покрытия должны содержать достаточное количество пигментов, для того чтобы пропускающая способность для УФ-лучей была снижена; УФ-излучение разрушает поверхность древесины из-за разложения лигнина. Для обработанной лазурными покрытиями и подвергающейся погодным воздействиям древесины, как правило, период времени между повторным техническим обслуживанием составляет меньшую величину по сравнению с тем же периодом для покрытой кроющим покрытием древесины. При использовании кроющих систем лакокрасочных покрытий капитальный ремонт покрытия производят через 6—8 лет, при использовании лазурных покрытий — примерно через 2 года.
Окна и двери оконного типа являются ненесущими строительными конструкциями, поэтому для них не требуется химическая защита в соответствии с DIN 68800. Для повреждаемых по большей части влажностью окон и дверей оконного типа в соответствии с рекомендациями по защите ненесущих деревянных строительных конструкций (см. 2.8.1.2) может быть рекомендовано применение средств защиты древесины в виде пропитывания, средств защиты от синевы, обозначаемых как грунтовки от синевы или пропиточные грунтовки.
Качество окрашивания зависит от лакокрасочного материала, грунта для окрашивания, от совместимости лакокрасочного покрытия с уплотнительным материалом и от техники окрашивания.
11.11.1. Требования к лакокрасочным материалам
В изданном Германским институтом оконной техники рекомендательном документе «Группы лакокрасочных покрытий для окон и наружных дверей», так называемой таблице Розенхаймера, различают лазурные и кроющие лакокрасочные
www.weinig.ru
оконного типа
покрытия, которые используются в зависимости от породы древесины, климатических воздействий и цвета покрытия (табл. 11.16). С помощью этой таблицы можно подобрать подходящую систему лакокрасочного покрытия.
Требования на лакокрасочные материалы
• Лакокрасочные покрытия должны легко наноситься. При первичной обработке, то есть перед остеклением, могут использоваться машинные способы нанесения покрытий, такие как окунание, дождевание или распыление, для нанесения промежуточных и заключительных слоев на месте установки - нанесение вручную с помощью кисти. Водорастворимые дисперсионные покрытия на основе акрила часто предпочитают другим системам лакокрасочных покрытий, но по причине большего времени высыхания обработку такими покрытиями проводить сложнее. Поэтому водорастворимые покрытия почти всегда наносятся на предприятиях по изготовлению окон, редко на строительных площадках.
• Пигментация лакокрасочных покрытий должна обеспечивать достаточно маленькую пропускающую способность для УФ-лучей, для того чтобы дерево не серело, а лакокрасочное покрытие не отслаивалось от основания.
• Предписанная толщина слоя должна достигаться как можно меньшим количеством рабочих операций.
• Лакокрасочные покрытия по возможности должны быть светлыми, так как светлое покрытие под воздействием солнечных лучей нагревается значительно меньше, чем темное. Черное покрытие нагревается примерно до 80°С, белое - только до 40°С.
• Все слои лакокрасочного покрытия должны быть совместимы друг с другом. Преимущество имеют так называемые системы лакокрасочных покрытий, в которых отдельные слои покрытия согласованы между собой.
• Если покрытие должно наноситься на уплотнительный материал или уплотнительный профиль, то нужно обеспечить совместимость покрытия и уплотнителя.
Таблица 11.16. Группы покрытий для деревянных окон и дверей оконного типа
Защита поверхности Лазурное покрытие4 Кроющее покрытие5
Группа пород деревьев6 I II III I II III
Требования Цвет
Климат наружных помещений1 (непрямое атмосферное ферное воздействие) без ограничений AAA С С С
Климат под воздействием атмосферных условий при нормальных прямых атмосферных воздействиях2 светлый средний темный В В В В В В с с с с с с с с с
Климат под воздействием атмосферных условий при экстремальных прямых атмосферных воздействиях3 светлый средний темный В В В В с с с с с с с с
1 Окна и двери защищены от осадков и прямого воздействия солнечных лучей. 2 Дождь, солнце и ветер могут воздействовать непосредственно на окна и двери, высота здания - до трех этажей. 3 Сильные погодные воздействия (дождь, солнце и ветер) могут непосредственно влиять на окна и двери, высота здания более трех этажей. 4 Лазурные покрытия: светлый напр., желтый «сосна» средний напр., средне-коричневый «афрормозия» темный напр., темно-коричневый «орех» 5 Кроющие покрытия светлый напр., белый ипи оттенки средний напр., сизо-гопубой, каменно-серый темный напр., ярко-зеленый, винно-красный «Светлые» лазурные покрытия на открытом воздухе из-за воздействия УФ-изпучения практически не подходят дпя применения. Дпя оттенков «средний» и «темный» древесины группы пород I для лазурных и кроющих покрытий необходимо учитывать возможные выступы смопы. 6 Группы пород древесины: I богатая смолой хвойная древесина, например сосна, лжетсуга, сосна смолистая; II бедная смолой хвойная древесина, например ель и секвойя; III лиственная древесина, например сипо, меранти, тик, дуб.
Weinig
www.weinig.ru
11.11. Защитные покрытия для окон и дверей оконного типа
11.11.2. Требования к грунтовочным покрытиям
К грунтовочным лакокрасочным покрытиям для древесины при защите поверхности предъявляется рад требований, которые должны выполняться, иначе не гарантирована надежная защита поверхности.
Требования на грунтовочные покрытия
• Древесина должна иметь по возможности минимальное количество смолы, минимальную склонность к образованию трещин, а по структуре и свойствам быть равномерной. В DIN 68360 установлены требуемые свойства и качество древесины (см. табл. 11.2). Допустимое содержание влажности в древесине при отпуске с предприятия по производству окон установлено в DIN 18355.
• Древесина должна быть как можно более сухой. Для древесины хвойных пород и тропических лиственных пород содержание влаги не должно превышать 15%, для европейской лиственной древесины - не более 12%.
• Для древесины тропических лиственных пород препятствующие реакции (ингибирующие) компоненты перед нанесением грунтовочного покрытия должны быть смыты щетками или их выступание должно быть ограничено с помощью нанесения предварительного покрытия из полиуретанового лака.
• Все выходящие на открытый воздух канты и профили должны быть скруглены. Закругления должны иметь радиус 2 мм и более. Оба каплеулавливающих канта водоотделительного паза не должны быть скруглены.
• Горизонтально расположенные профили должны иметь для стока воды скос минимум 15°.
• Все клеевые стыки древесины должны сохранять долговременную непроницаемость. Склеивание необходимо проводить в соответствии с предписаниями DIN EN 204. Все клеевые соединения должны соответствовать группе нагрузки D4. Для окна с белым покрытием достаточно выполнения требований группы D3.
• Поверхность древесины должна быть безупречно отшлифована или обработана рубанком, она может иметь лишь незначительные отклонения в расположении волокон.
• Древесина перед остеклением и конечной установкой фурнитуры должна быть обработана бесцветным или пигментированным грунтовочным покрытием и кроющим или лазурным промежуточным покрытием. Стальная фурнитура должна быть защищена от коррозии.
• При специальном согласовании с заказчиком в соответствие с DIN 68800, часть 3, можно отказаться от химических средств защиты древесины.
• Из уплотнительных материалов не должны диффундировать никакие компоненты, которые при нанесении лакокрасочного покрытия могут привести к помехам при растекании, схватывании, изменению окраски и размягчению покрытия.
11.11.3. Требования на совместимость уплотнительных материалов и лакокрасочных покрытий
Совместимость с лакокрасочными покрытиями — это одно из важнейших свойств уплотнительного материала. Уплотнительный материал является совместимым с лакокрасочным покрытием, если не происходит никаких вредных взаимодействий между уплотнительным материалом, лакокрасочным покрытием и граничащим с ним строительным материалом. Различают совместимость уплотнителя с уже имеющимся затвердевшим лакокрасочным покрытием, как, например, перед остеклением, и совместимость уплотнителя с последующим нанесенным лакокрасочным покрытием, как, например, при нанесении конечного покрытия. Лакокрасочное покрытие может перекрывать уплотнитель только на ширину 1 мм. Эта величина действует и в том случае, когда уплотнитель классифицирован как совместимый с лакокрасочным покрытием.
В табл. 11.17и11.18 приведены данные о совместимости уплотнительных материалов и лакокрасочных покрытий.
Weinig Smt
www.weinig.ru
оконного типа
Таблица 11.17. Совместимость уплотнителя с уже имеющимся затвердевшим лакокрасочным покрытием
Уплотнитель Основа Силикон Поли-сульфид PUR Акриловая дисперсия Акриловый растворитель MS-полимер
нейтральный щелочной кислый
Система лакокрасочного покрытия окна Лазурь на основе + + В основном
алкидной смолы требуется
Дисперсионная лазурь + + + - + + + определение опытным
Лакокрасочное покрытие на основе алкидной смолы + + + + + путем
Дисперсионный лак + + + - + + +
+ = применение возможно - = применение не рекомендуется Е = пригодность подтвердить
у производителя
Таблица 11.18. Совместимость уплотнителя с последующим нанесенным лакокрасочным покрытием
Уплотнитель Основа Силикон Поли-сульфид PUR Акриловая дисперсия Акриловый растворитель MS-полимер
нейтральный щелочной КИСЛЫЙ
Система лакокрасочного покрытия окна Лазурь на основе алкидной смолы Дисперсионная лазурь Лакокрасочное покрытие на основе алкидной смолы Дисперсионный лак Е Е - - + 1 + 1 + + 1 + + + В основном требуется определение опытным путем
+ = применение возможно - = применение не рекомендуется Е = пригодность подтвердить
у производителя
11.11.4. Требование к выполнению окрасочных работ
Соблюдение требований к выполнению окрасочных работ является существенным фактором, определяющим функционирование лакокрасочного покрытия.
Требование на выполнение окрасочных работ
• Соблюдать DIN 68805. В нем приведены требования на грунтовочные покрытия относительно предупреждающей химической защиты и защиты древесины с помощью лакокрасочного покрытия.
• Точно соблюдать указания производителя по обращению и нанесению покрытия.
• Лакокрасочное покрытие необходимо наносить с соблюдением толщины слоя, рекомендованной или предписанной производителем.
• Перед каждым новым нанесением слоя покрытия поверхность должна быть сухой. Существуют такие системы лакокрасочных покрытий, которые делают возможным за один день наносить несколько слоев.
• Второй промежуточный слой, а также один или два заключительных слоя покрытия должны быть нанесены самое позднее в течение предписанного времени после установки окна в корпус здания.
• В отличие от обновляющего покрытия при ремонтирующем окрашивании старое покрытие может иметь лишь незначительные повреждения и должно подходить как основа для последующих слоев. Если старое покрытие разрушено, то его остатки должны быть удалены, а поверхность древесины должна быть обновлена для выполнения функций основы для покрытия.
WeinigSm
www.weinig.ru
ГЛАВА 12
ЦЕЛЬНОСТЕКЛЯННЫЕ КОНСТРУКЦИИ
Цельностеклянные конструкции используются в витринах, крытых галереях, тамбурах, вестибюлях, в качестве разделительных перегородок, кроме этого, для обрамления лестниц, балконов, парапетов в качестве защиты от падения с высоты
или ограждения.
Под цельностеклянной конструкцией понимают остекление без створок, в котором листы стекла удерживаются профилями. В применяемых профилях из
металла, реже из дерева или пластика, уплотнение производится так же, как и
при обычном остеклении. Для соединения вертикально расположенных стыков
стекла служат специальные клеи, стеклоцементы. тированный или бесцветный одно- или двухкомпонентный клей, например на основе эпоксидной смолы, силикона или акрилата.
Стекло: стеклянное полотно должно выполнять несущую функцию, оно устанавливается на каркасе, в витринах, например на специальных колодках. Для защиты от падения стеклянное полотно, как правило, устанавливается в разборных держателях из металла.
Так как стеклянные полотна должны выполнять несущую функцию, то стекло имеет определенную толщину. В оконных сооружениях площадью более 9 м2 для определения толщины стеклянного полотна действует следующее правило: минимум 8 мм при ширине полотна 120 см и высоте 180 см, минимум 10 мм при ширине полотна 160 см и высоте 300 см. Для стеклянных полотен большего размера определение толщины полотна производится на основании статического расчета.
Применяется стекло как с предварительным напряжением, так и без предварительного напряжения. Стекло с предварительным напряжением — это однослойное безосколочное стекло с повышенной прочностью на изгиб. Повышенная прочность на изгиб достигается с помощью специальной тепловой обработки готового обработанного стеклянного полотна (рис. 12.1).
В процессе производства полированное листо
Стеклоцемент — это пигмен-
Рис. 12.1. Структура внутренних напряжений в однослойном безосколочном стекле
Стеклянное полотно
Клеевой кант
Кант
Кант с фаской Клей Стеклянное полотно
Кант-^ с фаскоь
Основная видимая сторона
Соединение встык
Соединение со скосом
Рис. 12.2. Угловые соединения
вое или зеркальное стекло нагревается до темпе-
www.edisgroup.ru
Глава 12. Цельностеклянные конструкции
Стеклоцемент
Стабилизирующая полоса
Подвижный стык
Эластичный герметик
Резьбовое соединение с распорным держателем
—- -.
Остекление-1
Стабилизирующая полоса
Рис. 12.3. Разборное соединение стеклянных полотен с подвижным стыком
ратуры выше 600°С, а затем быстро охлаждается. При охлаждении или закалке упрочняются сначала обе внешние зоны, затем сжимается внутренняя зона. Сжатие внутренней зоны огранич вается, так как наружные зоны уже застыли. Таким образом, в наружных слоях возникает напряжение сжатия, а во внутренних — напряжение растяжения. При разбивании предварительно напряженного стекла образуется в основном стеклянная крошка с тупыми кромками, то есть опасность нанесения повреждений по сравнению с обычным полированным листовым стеклом значительно снижается.
Предварительно напряженное стекло должно заказываться точных размеров и формы, в том числе углы и канты перед тепловой обработкой должны быть обработаны полностью. Стеклянное полотно без предварительного напряжения можно обрабатывать в соответствии с формой конструкции. После разрезания видимые канты тонко шлифуются или полируются, клеевые канты тонко шлифуются. Фаска кантов должна быть как можно меньше, чтобы поверхность склеивания имела максимально большую площадь. Углы можно соединять встык или со скосом. Отшлифованные со скосом углы при одинаковой толщине стекла имеют большую площадь поверхности склеивания, чем при склеивании углов встык (рис. 12.2).
Швы: швы и стыки являются видимыми. Поэтому по всей конструкции они должны быть одинаковой ширины, а при соединении встык стеклянные полотна должны располагаться таким образом, чтобы на основной видимой стороне стекло проходило насквозь. В витринах и тому подобных больших остеклениях толщина стыка должна быть от 2 до 5 мм.
Более тонкие или более толстые швы недопустимы. Толщину стыка необходимо соответствующим образом учитывать при раскрое стеклянного полотна для всей конструкции.
Стекло расширяется при нагревании и сжимается при охлаждении. Коэффициент температурного расширения для плоского стекла равен 0,008 мм/(м • К). Поэтому цельностеклянная конструкция должна иметь минимум один подвижный стык на каждые 10 м. Они могут быть защищены металлическим профилем (рис. 12.3),
Остекление-,
Эластичный герметик
L Подвижный стык
Рис. 12.4. Неразборное соединение стеклянных полотен с
ПОДВИЖНЫМ стыком
Рис. 12.5. Двойная стабилизация стеклянного полотна
KBiftldGROUP
www.edisgroup.ru
Глава 12. Цельностеклянные конструкции 757
или речь может идти о выполненных из эластичных герметиков стыках (рис. 12.4). Остальные стыки могут быть склеены между собой. При склеивании всегда одно стеклянное полотно соединяется со вставленным и выровненным до этого стеклянным полотном. Никогда одновременно не устанавливаются два стеклянных полотна с нанесенным клеем, так как в этом случае выравнивание может занять слишком много времени.
Клеи для склеивания стекла со стеклом:
• Силиконы маленькая прочность, поэтому склеивание конструкций
возможно только ограниченно
• Полиуретан более высокая прочность, чем у силиконов, но частично клей желтеет
• Эпоксидная смола более высокая прочность, чем у полиуретанов, но поведение спустя долгое время недостаточно хорошо изучено
• Акрилаты подходят очень хорошо; УФ-отверждение, возможен
прозрачный и окрашенный
В зависимости от типа клея время отверждения может составлять до нескольких дней.
Стабилизация стеклянного полотна: любая поверхность стеклянного полотна большой площади прогибается под воздействием давления или разряжения из-за ветра. Возникающие при этом силы могут привести к раскалыванию стекла. Потому на обеих сторонах стеклянного полотна для стабилизации наклеивают вертикально расположенные стеклянные полосы. Наклеивание стабилизирующих полос только с одной стороны часто ведет к тому, что находящийся на стыках стеклянных полотен клей выкрашивается и стекло ломается. Элементы жесткости при двойной стабилизации встраиваются в стыки стеклянных полотен, при четырехслойной стабилизации стекла — рядом. Как двойная стабилизация стеклянного полотна (рис. 12.5), так и четырехслойная (рис. 12.6) может быть разборной или неразборной. Размеры стабилизирующих полос зависят от размеров стеклянного полотна. Обычно толщина стекла составляет 15—18 мм, ширина полосы равна от 50 до 150 мм.
Верхнее и нижнее крепление: как правило, стеклянное полотно сверху и снизу, а также в области соединения со строительной конструкцией крепится в профиле. Чаще всего профили изготавли
ваются из метила, реже из дерева или пластика. Рис. 12.6. Четырехслойнэя ста-Нижний профиль должен быть особенно прочен, билизация стеклянного полотна
Eois@GROUP
www.edjsgroup.ru
Глава 12. Цельностеклянные конструкции
чтобы нести нагрузку, и жестко закреплен. Если стеклянное полотно ставится на колодки, то колодки должны располагаться точно на крепежных анкерах профиля. В ином случае из-за большого веса стеклянного полотна нижний профиль может прогнуться так сильно, что стеклянное полотно в некоторых точках «сядет» на профиль. Следствием этого будет поломка стекла.
Для остекления, имеющего большую высоту, следует рассчитать температурное изменение длины стеклянного полотна. Между верхним кантом стеклянного полотна и дном верхнего профиля, чаще всего имеющего П-форму, по этой причине должен остаться достаточно большой зазор для компенсации температурного изменения длины. Для витрин и тому подобных видов остекления зазор должен составлять минимум 10 мм.
EDIS^GROUP
www.edisgroup.ru
ГЛАВА 13
НАРУЖНЫЕ ВХОДНЫЕ ДВЕРИ
Наружные входные двери должны подходить зданию с художественной точки зрения и быть выполненными таким образом, чтобы воздействия погоды не могли вызвать их повреждения, чтобы
они могли оказать сопротивление взлому, обеспечивали теплоизоляцию и непрерывно функционировали (рис. 13.1).
13.1. Дверные полотна
Дверные полотна наружных входных дверей могут быть выполнены в виде специальных дверей из клееной фанеры со средним слоем из цельной древесины и встроенными стабилизаторами типа обшивки металлическими планками, в виде рамочных дверей с филенками из стекла или дерева, а также в виде дверей с деревянной обшивкой (рис. 13.2). При наличии обшивки необходимо следить за тем, чтобы в стыки и паз не могла проникнуть вода, а дождевые воды хорошо стекали по кантам и профилям. Все дверные полотна должны иметь строение, симметричное по толщине, то есть расположенные с наружной и внутренней стороны двери слои для предотвращения коробления должны быть одинаковыми (рис. 13.3).
Наносимая с одной стороны обшивка не должна приклеиваться, ее необходимо закреплять на дверном полотне с помощью специальной фурнитуры (рис. 13.4).
В особых случаях
Звукоизоляция, противопожарная защита, пуленепробиваемость
Рис. 13.1. Технические требования на наружные входные двери
Элементы двери с окном верхнего света и боковыми остекленными частями
Элементы двери с боковыми остекленными частями
Рис. 13.2. Наружные входные двери и их элементы
FQI^FiGROUP
www.edisgroup.ru
Стальная вкладка
Теплоизоляционный слой
Торцевая накладка —
Г Стальная вкладка
Рис. 13.3. Строение дверных полотен
Деревянная обшивка, закрепленная с помощью накладной фурнитуры Варианты
Рис. 13.4. Дверное полотно с деревянной обшивкой
Для противодействия короблению в полых дверях может быть вклеен стальной уголок или стальная квадратная труба. Полые двери необходимо заполнять теплоизоляционным материалом, а на внутренней стороне они должны иметь паронепроницаемый слой (рис. 13.4). Как правило, наружная входная дверь снабжается отливом (фартуком) (рис. 13.5). На нижней стороне отлив имеет борозду, предназначенную для задержания дождевой воды (слезник), а сверху скошен, для того чтобы дождевые воды могли стекать и не попадали внутрь. Отлив наклеивается у нижнего края дверного полотна. Все клеевые соединения должны соответствовать группе нагрузке D4 (см. табл. 2.27).
Для остекления чаще всего применяются стеклопакеты. Но также может устанавливаться и противовзломное остекление (см. 2.18.3). Установка стеклянного полотна должна производиться в соответствии с директивой по оконному остеклению (см. 11.6). Рейки, удерживающие стекло, принципиально нужно устанавливать только с внутренней стороны и прикручивать к фальцу для стекла достаточно надежно (рис. 13.6).
13.2. Дверные коробки
Дверные коробки чаще всего бывают блочные или составные. Внизу на дверной коробке закрепляется металлическая шина (L-профиль). Эта шина должна отходить назад так далеко, чтобы дождевые воды не могли попасть за нее. При более широких неотделанных проемах вокруг или по бокам дверной коробки может быть установлена неподвижная, чаще всего остекленная боковая часть (рис. 13.1).
eoib^group
www.edisgroup.ru
Полотно наружной входной двери устанавливается в дверную коробку с двойным фальцем. Ширина первого фальца за арматурой двери должна быть такой, чтобы здесь могла быть надежно размещена лицевая пластина замка (примерно 25 мм). В следующий фальц может быть установлено уплотнение двери (среднее уплотнение). Оно должно быть вставлено в паз по всей окружности дверного полотна. С помо-
Рис. 13.5. Отлив
щью уплотнения достаточно большой ширины обеспечивается то, что дверь даже после небольшой деформации будет плотно закрываться в фальце. С помощью подходящей накладки уплотнение также можно вставить в паз под выступом двери (внутреннее уплотнение). Если установлены среднее и внутреннее уплотнения, то говорят о двойном уплотнении (рис. 13.7). Внизу дверь упирается в металлическую шину (рис. 13.5).
Наружные входные двери,
г Уплотнительный материал Прокладываемая лента
г Уплотнительный материал
Рис. 13.6. Остекление
А - высота фальца стекла мин. 18 мм В - ширина фальца стекла С - ширина для установки остекления D - ширина опоры мин. 14 мм Е - прокладка из уплотнительного материала 3 мм (4 мм)
F-зазор
G - высота для установки остекления (2/3 А)
Н - блок остекления, толщина
как правило, открываются внутрь. По ширине они не должны быть меньше размера прохода в свету 950 мм и по высоте 2000 мм.
13.3. Фурнитура
Из-за большого веса дверного полотна и повышенных требований защиты против взлома для наружных входных дверей требуется специальная фурнитура и петли, как, например, усиленные вставные или накладные петли, при необходимости с дополнительными опорными цапфами, удлиненные защитные ответные пластины (рис. 13.9) и тяжелые замки для наружных дверей. Особенно тяжелые дверные полотна могут быть навешены на три петли. При этом третья петля должна располагаться не в середине, а выше середины высоты двери. Также можно использовать нажимные дверные ручки, накладные пластины для ручек, почтовые ящики и электрические открыватели дверей, а также звонки и переговорные устройства.
Для наружных входных дверей применяют тяжелые дверные замки со сменной гарнитурой, которые, как правило, предусмотрены для установки в них овально-
FOI^fdGRQUP
www.edisgroup.ru
Глава 13. Наружные входные двери
Рис. 13.7. Варианты упора наружной входной двери при наличии среднего и внутреннего уплотнения (двойного уплотнения)
Рис. 13.8. Замок с многократным запиранием
Рис. 13.9. Защитная ответная пластина
го, круглого или профильного цилиндра. Также имеются замки для наружных дверей с многократным запиранием (тройным, пятикратным). Такие замки имеют удлиненную лицевую пластину, в которой устанавливаются последующие ригели или ригели в форме крюка (рис. 13.8).
Хорошие замковые цилиндры и замки для наружных дверей имеют защиту от высверливания. Они должны устанавливаться таким образом, чтобы не выступать из розетки или дверной накладки, так как в ином случае их можно будет захватить инструментом и выкрутить или выломать. По этой же причине розетка должна иметь сглаженные края (рис. 10.60).
Звездочка замка наружной двери должна быть такой, чтобы в нее входил предназначенный для этой цели соединительный штифт толщиной 10 мм. С его помощью становится возможным установка нажимной дверной ручки только с внутренней стороны без необходимости просверливать дверное полотно насквозь. Так как ручка и различные накладки сильно влияют на внешний вид двери, то при их выборе и расположении необходимо руководствоваться чувством стиля и формы.
13.4. Установка дверей
При установке наружных дверей необходимо следить за тем, чтобы сопряжение блочной или составной дверной коробки со стеной были плотными и прочными. Следует учитывать директиву по установке оконных переплетов (см. 11.10.4). Кроме этого, крепежные средства должны выдерживать усиленное давление ветра и механические нагрузки.
misHGROUP
www.edisgroup.ru
Разрез А - А
Разрез В-В
Ширина дверного полотна = 1024
Вставная петля'
Нащельная рейка
Гидроизоляция Теплоизоляция
FU8
75/45
62,5
Дверной замок с защитой от высверливания
Противовзломная /
нажимная дверная ручка
Размер проема в свету = 950
Дорнмас 60
Усиленная длинная угловая ответная пластина
Стеклопакет
75/45
325 С.___
62.5
Размер без отделки (номинальный размер) = 1510
Модульный размер = 1500___________________
Рис. 13.10. Наружная входная дверь с обшитым дверным полотном и боковой стеклянной частью
pniR^GROUP
www.edisgroup.ru
Глава 13. Наружные входные двери
Крепежные средства необходимо располагать на расстоянии не более 800 мм, но минимум на высоте дверных петель и ответной пластины замка. Чаще всего при навешивании наружной входной двери пол в помещении еще не настлан или входная лестничная площадка не готова. Поэтому верхний край дверной шины необходимо устанавливать по метровой риске.
ЗАДАНИЯ
1. Назовите технические требования, которые предъявляются к наружным входным дверям, и способы их выполнения.
2. Покажите на примерах возможное строение дверного полотна.
3. Опишите возможные способы крепления обшивки на дверном полотне.
4. Назовите основные части замка наружной двери и опишите их функции.
5. Предложите варианты конструкции наружной двери, а также варианты выбора и установки фурнитуры, для того чтобы защитить их от взлома.
6. Опишите кратко процесс установки наружной двери в постройку.
7. Опишите функцию, конструкцию и монтаж отлива.
8. Составьте полный список фурнитуры для изготовления элементов наружной двери, включая электрические открыватели дверей и почтовые ящики для дома на две семьи.
9. Нарисуйте эскиз упорной стороны наружной двери с составной дверной коробкой, которую необходимо установить в упор в каменной кладке.
gPl<jgGRQUP
www.edisgroup.ru
ГЛАВА 14
ФИЗИКО-ХИМИЧЕСКИЕ ОСНОВЫ И СПРАВОЧНАЯ ИНФОРМАЦИЯ
В деревообрабатывающей отрасли мебель и детали для внутренней отделки, как, например, окна, двери, облицовки стен и потолка, а также лестницы, произво-
дятся из множества материалов с помощью определенных технологических процессов. Это требует знаний о строе-
нии, качествах и поведении материалов, а также об их выборе и их специальной обработке.
Основой для этого являются естественные науки — химия и физика. Важным разделом прикладной физики является электротехника.
14.1. Основы химии
Химия имеет дело со строением, составом, изготовлением и свойствами веществ, а также их преобразованиями и протекающими при этом процессами.
14.1.1. Тело и вещество
Каждое тело занимает некоторое пространство, оно либо твердое, либо жидкое, либо газообразное. Там, где уже есть одно тело, второе тело одновременно существовать не может. Каждое тело состоит из определенного вещества, так называемой материи. Понятия «вещество» и «материя» часто пересекаются, поэтому употребляются с одинаковым значением (рис. 14.1).
Каждое тело занимает определенное пространство и состоит из определенного вещества.
Каждое вещество нуждается в пространстве и поэтому образует тело.
Водяной пар
Свойства веществ
горючие, негорючие,
иметь вкус кислого, сладкого
химически активный
Свойства тел
твердое, жидкое, газообразное, холодное, теплое, состояние покоя, подвижное
Рис. 14.1. Вещество и тело (пример)
FFM^FlGROUP
www.edisgroup.ru
Можно отличать тела и вещества по их свойствам.
Существуют следующие свойства тел, например:
• агрегатное состояние — твердое, жидкое и газообразное;
• объем, например масса, размер или форма;
• энергетическое состояние, например покой или движение.
• Существуют следующие свойства веществ, например:
• реакционная способность;
• запах и вкус;
• коррозионная стойкость.
Фотосинтез
Клеевой шов
Растворимая, жидкая мочевинная смола
Жидкий формальдегид
Прочная, нерастворимая, тугоплавкая мочевино-формальдегидная
Клеевой шов перед затвердеванием
Клеевой шов после затвердевания
Мочевино-формальдегидная смола
Мочевинная смола + Формальдегид
Лаковый слой
Меламиновая смола + Отвердитель
Слой лака на основе синтетических смол
Твердый, нерастворимый, тугоплавкий
Меламиновый лак
Физика занимается состоянием тела и его изменениями при физических процессах. При этом материальный состав тела не изменяется.
Химия занимается составом и свойствами веществ, а также изменениями веществ при химических процессах.
14.1.2. Химические и физические процессы
14.1.2.1. Химические процессы Процессы, при которых из одного или из нескольких исходных веществ образуется одно вещество или несколько веществ со свойствами, отличными от свойств исходных веществ, называют химическими процессами (рис. 14.2).
14.1.2.2. Физические процессы При физических процессах не возникают никакие новые вещества, напротив, изменяются формы их состояния—жидкие или газообразные; энергетические состояния — покой или движение, а также масса или форма вещества (рис. 14.3).
14.1.3. Виды веществ
По структуре вещества различают химические элементы, химические соединения и смеси (рис. 14.4).
Смеси состоят из нескольких разнообразных отдельных веществ, например клей ПВА. Его можно с помощью физи-
Рис. 14.2. Химические процессы (пример)
ческих процессов разделять на отдельные
Fni«^GRQUP
www.edisgroup.ru
14.1. Основы химии
Клей ПВА
Физическое разделение
Поливинил-ацетат “Ч?
-CJH2°3- и Н2°
Химическое разложение
Углерод С Кислород О Водород Н
Химические элементы (основные элементы)
Химические соединения
Смесь
Рис. 14.4. Разложение вещества
вещества, например поливинилацетат и воду. Физическими процессами можно назвать, например дистилляцию, испарение, фильтрацию, разделение с помощью магнита (рис. 14.4).
Химические соединения состоят из двух или нескольких разнообразных элементов, например поливинилацетат и вода. Их можно разложить на отдельные элементы не физическими, а только химическими процессами, например водород, кислород, углерод (рис. 14.4).
Химические элементы или основ
ные элементы — это вещества, которые нельзя больше разложить ни физическими, ни химическими процессами, например углерод (рис. 14.4).
Рис. 14.3. Физические процессы (пример)
14.1.3.1. Химические элементы
Химическими элементами, называемыми также основными элементами, являются вещества, которые нельзя разложить на другие вещества.
Существует 90 естественных элементов, из которых создаются все вещества Земли. До сих пор 19 элементов производятся искусственно.
pm^^GRQUP
www.edisgroup.ru
Таблица 14.1. Названия и условные обозначения важнейших элементов
Название Условное обозначение Название Условное обозначение
Металлы Металлы
Алюминий AI Вольфрам W
Свинец РЬ Цинк Zn
Хром Сг Олово Sn
Железо Fe Неметаллы
Золото Au
Калий К Аргон Ar
Кальций Са Хлор Cl
Кобальт Со Фтор F
Медь Си Гелий He
Магний Мд Углерод C
Марганец Мп Неон Ne
Молибден Мо Фосфор P
Натрий Никель Na Ni Кислород О
Ниобий Nb Сера S
Платина Pt Азот N
Ртуть нд Водород H
Серебро Ад Полуметаллы
Тантал Титан Та Ti Кремний Si
Ванадий V Селен Se
Атомы меди
Увеличение
Медный желоб
Атом меди
оооо
оооо оооо
Элемент меди
Атомы углерода
Графит
Увеличение
Атом углерода
Элемент углерода
Рис. 14.5. Атом в химических элементах
Рис. 14.6. Модель атома в сравнении величин
Из естественных элементов 66 — металлы, 17 — неметаллы и 6 — полуметаллы.
• Металлы блестят и хорошо проводят электрический ток и тепло.
• Неметаллы в большинстве случаев газообразные, преимущественно являются изоляторами электрического тока и плохими проводниками тепла, как, например, сера.
• Полуметаллы могут иметь как металлические, так и неметаллические свойства, как, например, кремний.
Элементы условно обозначаются латинскими и греческими буквами или именами своих первооткрывателей, например Эйнштейний (табл. 14.1).
Химические элементы состоят из атомов. Атомы определенного элемента взаимосвязаны между собой, а потому различные свойства элементов получаются из разнообразного состава атомов.
АТОМ
Мельчайшие частицы материалов, которые физическими или химическими процессами уже больше не делятся, называются атомами.
Атомы настолько маленькие, что они невидимы. Поэтому строение атомов и процессы в атоме представили с помощью моделей. Согласно модели датского натуралиста Нильса Бора (1885—1962), атомы имеют шарообразный вид и состоят из электронной оболочки атома и атомного ядра (рис. 14.5).
Диаметр электронной оболочки атома: 0,000 000 1 мм = 10-миллионная доля миллиметра, диаметр атомного ядра: 0,000 000 000 001 мм = триллионная доля миллиметра (рис. 14.6).
Fm«a=lGROUP
www.edisgroup.ru
14.1. Основы химии
АТОМНОЕ ЯДРО
• находится в середине атома,
• в нем сосредоточена почти вся масса атома,
• состоит из нуклонов или компонентов ядра.
Нуклоны делятся на:
протоны, электрически положительные и
нейтроны, электрически нейтральные.
Атомные ядра могут состоять из нескольких протонов и нейтронов (рис. 14.7).
Массовое число или число нуклонов = = число протонов и нейтронов в атоме.
Порядковый номер или атомный номер = = число протонов в атомном ядре.
Атом гелия и, соответственно, элемент гелий имеет порядковый номер 2 и массовое число 4. Атом углерода и, соответственно, элемент углерод имеет порядковый номер 6 и массовое число 12 (рис. 14.8).
ЭЛЕКТРОННАЯ ОБОЛОЧКА
Электронную оболочку атома образуют электроны. Они вращаются вокруг атомного ядра с высокой скоростью в шарообразной области в разных направлениях. Эту область называют электронной оболочкой (рис. 14.9).
Электроны заряжены электрически отрицательно и имеют очень незначительную массу. Отрицательный заряд соответствует положительному заряду протона. Число электронов в атоме равно числу протонов, снаружи атом электрически нейтрален. Благодаря проти-
(+) Протон электрически постоянный Нейтрон электрически нейтральный
Ядро атома гелия Ядро атома углерода
2 протона 2 нейтрона fytccGA ° протонов 6 нейтронов
4 нуклона 12 нуклонов
Рис. 14.7. Строение атомного ядра
Рис. 14.8. Обозначение углерода
Объемное изображение (+) Протон электрически положительный
Упрощенное изображение О Электрон электрически отрицательный
Рис. 14.9. Модель атома гелия
Рис. 14.10. Изображение атомов, имеющих несколько оболочек
воположным зарядам электроны удерживаются на своих орбитах.
Электроны группируются вплоть до семи электронных оболочек, которые, соответственно, удалены на разные расстояния от атомного ядра. Каждая электронная оболочка имеет определенное максимальное число электронов. На самой
FHl^piGROUP
www.edisgroup.ru
внутренней оболочке это 2, на второй 8, на третьей 18, на крайней, тем не менее, соответственно, 8 (рис. 14.10).
АТОМНАЯ МАССА
При определении атомной массы не учитывается очень незначительная масса
электронов.
Масса протона водорода, например, составляет 1,67 • К)24 г. Так как это число очень маленькое, то его заменяют числом 1,008 или 1. Так как масса протона
При постоянном количестве атомов любого элемента, а именно при 6,02205 • 1023 = 1 моль, относительная атомная масса соответствует своей атомной массе в граммах.
Таблица 14.2. Атомная масса в граммах (примеры)
Элемент Атомная масса Элемент Атомная масса
Водород 1,008 Кремний 28,086
Углерод 12,011 Сера 32,064
Азот 14,007 Кальций 40,08
Кислород 15,999 Железо 55,847
Алюминий 26,982 Свинец 207,192
Атомное ядро Атомное ядро Атомное ядро
Нейтроны 6 Нейтроны 7 Нейтроны 8
Протоны 6 Протоны 6 Протоны 6
Нуклоны 12 Нуклоны 13 Нуклоны 14
Условное обозначение:
С 12 С 13 С 14
равна массе нейтрона, атомная масса остальных элементов всегда является кратной этому числу. Поэтому ее называют относительной атомной массой (массовое число). Относительная атомная масса атома кислорода с 16 нуклонами составляет 15,999 или 16 (табл. 14.2).
ИЗОТОПЫ
Атомы определенного элемента, например, углерода, хотя и имеют одинаковое число протонов, однако количество нейтронов может быть разным (рис. 14.11).
Атомы определенного элемента с разным числом нейтронов называют изотопами.
Например, изотопы углерода имеют те же самые химические свойства, но разные массы. Почти все элементы образуют изотопы, но только в очень незначительном объеме.
РАДИОАКТИВНОСТЬ
Рис. 14.11. Изотопы углерода
Изотопы нескольких элементов, например радия (Ra 226) и углерода (С 14), испускают лучи, при этом атомные ядра распадаются. Это свойство называют радиоактивностью. При этом различают a, и у-лучи (рис. 14.12). а-лучи состоят из ядер атома гелия. Состоящие из электронов /1-лучи, проникают в толщину листа стали или листа свинца до 1 мм.
Рис. 14.12. Радиоактивное излучение
www.edisgroup.ru
14.1. Основы химии
Очень коротковолновые у-лучи возникают при ядерной реакции. Они проникают через бетонные стены толщиной 1 м и могут быть остановлены только толстыми свинцовыми пластинами. Они очень опасны для человека и ведут к разрушениям ткани.
Радиоактивные материалы используют в технике, например для контроля толщины материала при изготовлении бумаги, фольги и металлических листов.
14.1.3.2. Периодическая система элементов
Если рассматривать элементы в последовательности порядковых номеров по их свойствам, то через восемь элементов периодически встречаются элементы с почти теми же свойствами. При таком подходе получается семь строк или периодов. Третий период содержит в себе, например, элементы от натрия до аргона (рис. 14.13).
Рис. 14.13. Элементы третьего периода с количеством внешних электронов от 1 до 8
Если расположить семь периодов таким образом, что элементы с одними и теми же свойствами стоят друг под другом, то получим восемь вертикальных рядов или основные группы с I по VIII (табл. 14.3).
Расположение элементов по своим свойствам в семи горизонтальных периодах и восьми вертикальных основных группах называют периодической системой элементов (PSE).
Установлено, что элементы основных групп на внешних оболочках своих атомов имеют соответственно одинаковое число электронов от одного до восьми. Элементы основной группы I имеют, соответственно, 1 внешний электрон. Они являются металлами (кроме водорода) и энергично вступают в реакцию с неметаллами, например с кислородом и хлором. Элементы основной группы VIII имеют восемь внешних электронов. При комнатной температуре они газообразные и не соединяются с другими веществами (благородные газы). Металлы находятся в левой части, неметаллы в правой части периодической системы, между ними расположены полуметаллы. В периодической системе отчетливо видно, что свойства элементов зависят от числа своих внешних электронов.
Атомы элементов групп, расположенных в центре, имеют один или два внешних электрона и отличаются числом электронов на внутренних оболочках. Свойства элементов центральной группы имеют большое сходство, все эти элементы — металлы (табл. 14.3).
ediseJGRQUP
www.edisgroup.ru
Таблица 14.3. Периодическая система элементов (сокращенная)
Период Основные группы Подгруппы Основные группы
I II tile IVa Va Via Vila Villa la На III IV V VI VII VIII
1 1 н кем Обозначени е: Порядковый номер Условное обозначение 1 Mer аллы еталлы у металлы 2 He 4.00
2 3 Li мм 4 Be sou jo® 1 Пол 5 В 10.811 6 C 12.011 7 N 14.007 8 0 15,999 9 F 12.998 10 Ne 20.183
3 11 Na »>«п 12 Mg 34.312 Все и: Относительная атомная масса (~ массовое число) зотопы этих элементов радиоактивны 13 Ai 26.985 14 Si 28.066 15 P 30.974 16 s 35.064 17 Cl 36.495 18 Ar 39,948
4 19 К 3S, тог 20 Се то,ее 21 Sc 44,956 22 Ti 47.9 23 V 50,945 24 Сг 51998 25 Мп 54.938 26 Fe 55.847 27 Co 58,933 28 Ni 58.71 29 Си 63,54 30 Zn 85.37 31 Ga 69.72 32 Ge 725» 33 As 74.95 34 Se 78,96 35 Br 79,909 36 Kr 83,80
5 37 Rb 85.47 38 Sr •г.вг 39 Y 89,905 40 Zr si,гг 41 Nb 92.906 42 Мо 98,94 43 Тс 99 44 Ru 10107 45 Rh 107,905 46 Pd 106,04 47 АЗ 107.87 48 Cd 11240 49 In П4.ез 50 Sn 118.89 51 Sb 121.79 52 Те 127 6 53 J 126,9 54 Xe 131,30
6 55 Cs mso 56 Ва 137.34 57 La 13891 72 Hf 178.49 73 Та 180.948 74 W 183,948 75 Re я»,г 76 Os 190.2 77 lr 192 5 78 Pt 195.09 79 Аи 196,987 80 Hg 200 Б9 81 TI 204.37 82 Pb 207.192 83* Bi 20896 84* Po 210 85* At 210 86* Rn 222
7 87* Fr г» 88* Ra ггода 89* Ac »г 104* Rf г» 105* Db гео 106* Sg sei 107* Bh гвг 108* Hs 293 109* Mt 299
14.1.4. Химические соединения
Различные атомы и, соответственно, элементы могут соединяться друг с другом. Возникающее при этом новое вещество называют химическим соединени
Молекула водорода
Молекула кислорода
Водород
Кислород
Молекула воды
4 Н2О
Химическое соединение
Вода
Рис. 14.14. Химическое соединение (пример)
Рис. 14.15. Отдельные атомы и молекулы элементов
ем. Это новое вещество имеет абсолютно другие свойства, чем элементы, из которых оно состоит. Вода (Н2О), например, связывает в молекулу один атом кислорода (О) с двумя атомами водорода (Н). Химическое соединение воды имеет свойства, отличные от свойств элементов водорода и кислорода (рис. 14.14).
Молекула является самой маленькой частицей химического соединения.
Молекулы химических соединений похожи друг на друга.
У многих элементов определенное число атомов соединяется в молекулы. Это можно назвать молекулой элемента, например кислород с двумя и сера с шестью атомами. Отдельные атомы существуют только у благородных газов, например гелия (рис. 14.15).
GROUP
www.edisgroup.ru
14.1. Основы химии
В металлических элементах атомы образуют кристаллические соединения частиц (рис. 14.16).
Число атомов элемента в молекуле изображается после условного обозначения числом снизу (индексом), причем индекс 1 не пишется.
Рис. 14.16. Соединения частиц
Примеры:
СН4 одна молекула метана состоит из одного атома углерода и четырех атомов водорода,
NaCI одна молекула хлорида натрия (поваренной соли) состоит из одного атома натрия и одного атома хлора.
В химических соединениях атомы связываются различными способами. Различают образование электронных пар, ионных и металлических связей.
14.1.4.1. Образование электронных пар
Элементы, атомы которых имеют электронные оболочки, полностью занятые восемью электронами, не имеют склонности соединяться с другими элементами. Они находятся в стабильном состоянии (благородные газы). Элементы, которые на своих внешних оболочках имеют только один или несколько электронов, или слишком много или слишком мало, стремятся достичь стабильного состояния и поэтому химически очень активны.
Например, если встречаются четыре атома водорода и один атом углерода, каждый атом через отдачу или принятие электрона из атомной оболочки пытается заполнять остальные свои оболочки. Это происходит вследствие того, что каждый электрон внешних оболочек «используется» совместно и вращается вокруг обоих ядер, а атомы связываются в молекулу метана. Так как соединение получается с помощью общих электронных пар, то этот вид соединения называют образованием электронных пар (рис. 14.17).
14.1.4.2. Ионная связь
Если от атома отсоединяются один или несколько электронов, то его заряд станет электрически положительным. Если атом напротив присоединяет электро-
Рис. 14.17. Образование электронных пар
www.edisgroup.ru
Рис. 14.18. Ионная связь
ны, то он становится электрически отрицательным. Возникшие после передачи или принятия электронов положительные или отрицательные частицы называют
ионами, вид заряда представляется знаком «плюс» или «минус» справа сверху рядом с соответствующим условным знаком, например Na+ (положительно заряженный ион натрия) или СГ (отрицательно заряженный ион хлора). Количество зарядов выражается числом перед знаком заряда, например А13+ (положительно заряженный ион алюминия). Ионы с противоположными зарядами притягивают
Рис. 14.19. Кристалл поваренной соли
Рис. 14.20. Металлическая связь (кристалл железа)
друг друга и поэтому могут связываться друг с другом. У возникшего хлорида натрия (поваренная соль), например, атом натрия отдает свой внешний электрон атому хлора (рис. 14.18).
Из-за этого возникают положительно заряженный ион натрия и отрицательно заряженный ион хлора, которые притягиваются своими противоположными зарядами и образуют химическое соединение хлорид натрия. Этот тип соединения называют ионной связью. Она встречается преимущественно в соединениях металлов с неметаллами (соли). Силы притяжения при ионной связи действуют не только между двумя ионами, но и по всем направлениям. Благодаря этому происходит образование решетчатых соединений ионов. Эти построенные согласно геометрическим законам пространственные решетки образуют твердые, плоские ограниченные тела, которые называют кристаллами (ионная кристаллическая решетка) (рис. 14.19).
14.1.4.3. Металлическая связь
Атомы металлов на своей внешней оболочке в большинстве случаев имеют лишь небольшое количество электронов, которые при соединении атомов металла отсоединяются в твердое тело от своих атомов. Вследствие этого из атомов метал
miyiaGROUP
www.edisgroup.ru
14.1. Основы химии
лов получаются ионы металлов (рис. 14.20).
Электроны подобно газу свободно передвигаются между ионами металлов, которые могут представляться как шарообразные частицы. Они располагаются плотно друг к другу по причине электрических сил, причем они удерживаются электронами как герметиком. Так как силы действуют во всех направлениях, образуются металлические кристаллы (металлическая кристаллическая решетка).
14.1.4.4. Валентность
Вид элементов, объединяющихся в химические связи, и их соотношение можно узнать по химическим формулам. При этом отличают формулы сумм и формулы структуры. В формуле сумм условные химические знаки в соединении элемен-
Таблица 14.4. Тип формулы
Вещество Формула Компоненты
Формула сумм Формула структуры
Вода Н2О Н Н \ / О 2 атома Н 1 атом О
Формальдегид нсно /О н-с 1 атом С 2 атома Н 1 атом О
Четыреххлористый углерод CCI. 4 CI CI - С - CI 1 CI 1 атом С 4 атома CI
Таблица 14.5. Валентность отдельных элементов
Валентность Пример
Одновалентный Na- К- Ag - Си - H- Cl-
Двухвалентный -Са- -Zn- -Pb- -Fe- -s- -0-
Трехвалентный I AI I Fe I I P N
/\ /\ /\ /\
Четырехвалентный I -РЬ-I I -Sn I I - -S- I I -c-I
тов пишутся в ряд друг за другом. Поставленные около условных знаков нижние индексы указывают, в каком числовом соотношении атомы элементов содержатся в химическом соединении. В формуле структуры представляется каждый отдельный атом. Она показывает соединение атомов в молекуле (табл. 14.4). В каком числовом соотношении атомы образуют друг с другом химические связи, зависит от того, сколько его внешних электронов отдается, может приниматься или предоставляться к общему использованию. Это число называют валентностью элемента, заменяемые электроны — электронами валентности. В формулах структуры валентность указывают соответствующим количеством черт валентности (табл. 14.5).
14.1.4.5. Химические уравнения
В химическом процессе массы веществ перед химическим процессом равны массе веществ после процесса. Поэтому химические процессы, также называемые химическими реакциями, можно представлять в виде уравнений. Их называют химическими уравнениями или уравнениями химической реакции. В химических уравнениях знак равенства заменяется стрелкой. В левой части уравнения указываются исходные вещества, в правой — возникающие после реакции вещества (конечные вещества). Количество атомов слева от стрелки должно совпадать с количеством атомов справа от стрелки. Если проверка показывает, что необходимо
EPISIdQRQUP
www.edisgroup.ru
Глава 14. Физико-химические основы и справочная информация
Исходные вещества
Химический процесс
Конечные вещества
Примеры:
2Н2 + водород
выравнивание, оно представляется соответствующим числом перед условным знаком (рис. 14.21).
Zn цинк
4Fe железо
О2 -кислород
2HCI -
соляная кислота
зо2 -кислород
2Н2О вода
ZnCL, + Н2
хлорид водород цинка
2Fe2O3
оксид железа
Рис. 14.21. Химические уравнения
Пример синтеза:
4AI алюминий
ЗО2 -кислород
2А12О3
ОКСИД алюминия
14.1.4.6. Синтез, анализ
Под синтезом понимают производство химического соединения. Производство синтетических материалов, например пластмасс, является одной из основных задач химической промышленности. Разложение химичес-
Пример анализа:
2НдО -------------► 2Нд
ОКСИД ртуть
ртути
О2
кислород
кого соединения на его элементы называют анализом. Синтез и анализ — это химические процессы. Они могут представляться химическими уравнениями (рис. 14.22).
14.1.5. Смеси
Рис. 14.22. Синтез и анализ
Некоторые вещества можно смешивать сколько угодно друг с другом, но при этом эти вещества не образуют химические соединения. Возникающая смесь не является новым веществом. Потом ее можно снова разделять физическими процессами в исходные вещества, например дистилляцией, испарением, фильтрованием, магнитным разделением или осаждением. Смесями являются, например, растворы, дисперсии и сплавы.
® Растворитель
• Молекулы
растворенного вещества
Рис. 14.23. Раствор
14.1.5.1. Растворы
Многочисленные твердые, жидкие и газообразные материалы можно распределять в жидкостях настолько тонко, что останутся только лишь отдельные молекулы или ионы. Вещества в таком случае находятся в растворе. Жидкость называют растворителем (рис. 14.23). Определенное количество растворителей может растворить при определенной температуре только ограниченное ко- личество материала. Если это состояние достигнуто, раствор насыщен. Близкий к насыщению раствор называют сконцентрированным, раствор с концентрацией намного ниже, чем концентрация насыщения, — разбавленным. Процесс растворения можно ускорять измельчением растворяемого материала, а также перемешиванием или нагреванием. Растворяемые твердые материалы могут выделяться из растворов испарением или испарением растворителя, например при высыхании лаков.
Для разделения двух растворенных друг в друге жидкостей используют дистилляцию раствора.
••
О © о
®_® с°
* •
foi^sfIGROUP
www.edisgroup.ru
14.1. Основы химии
Раствор доводится до кипения. Кипящая при более низкой температуре жидкость легче испаряется и снова сжижается охлаждением. Жидкость, кипящая при более высокой температуре, остается в сосуде. Разделение нескольких растворимых жидкостей производится многократной дистилляцией, при этом жидкости испаряются при достижении соответствующей точки кипения и улавливаются отдельно. При этом говорят о фракционированной дистилляции, которая применяется, например, для разложения нефти на бензин, жидкое топливо, смазочное масло и битум.
14.1.5.2. Дисперсии
В дисперсии очень маленькие частицы вещества тонко распределяются в жидкости, не растворяясь в ней. Эту жидкость называют дисперсной средой. Если в жидкости тонко распределены частицы твердого вещества, то говорят о суспензии, например бетонит (рис. 14.24), если это частицы жидкости, то говорят об эмульсии, например битумная эмульсия (рис. 14.25). В дисперсиях мелко раздробленные частицы оседают, и наступает постепенное разделение, поэтому их до применения встряхивают и взбалтывают. Примером являются дисперсионные клеи, например клей ПВА и дисперсионные краски.
14.1.5.3. Сплавы
В жидком состоянии большинство металлов можно растворить друг в друге. Застывший раствор следует называть сплавом. При этом свойства сплава часто значительно отличаются от свойств содержащихся в нем отдельных веществ, например по их прочности и температуре плавления. Производ
Рис. 14.24. Суспензия
• Жидкость Частицы твердого вещества
• Жидкость
Частицы жидкости
Рис. 14.25. Эмульсия
Рис. 14.26. Дистилляция
ством расплава можно изготавливать производственные материалы с определенными свойствами, например после легирования хромом и никелем сталь становиться коррозионностойкой.
14.1.6. Основные вещества и их соединения
Большинство производственных материалов — это смеси из различных химических соединений, которые, в свою очередь, состоят из элементов (рис. 14.27).
FFMRFiGROUP
www.edSsgroup.ru
Рис. 14.27. Производственные материалы и их элементы
Рис. 14.28. Возврат кислорода
Пример окисления:
С + О2 ----------------> СО2 + тепло
углерод кислород диоксид
углерода
Пример восстановления:
Fe2O3 + ЗСО 2Fe + ЗСО2 железо диоксид
ОКСИД ОКСИД
железа углерода углерода
14.1.6.1. Кислород (О) Свойства: кислород — это газ без цвета и запаха, тяжелее, чем воздух. Он необходим как для горения, так и для дыхания, однако сам является горючим. В чистом кислороде сгорают многие вещества и металлы, быстро и очень сильно.
Происхождение: около 21% воздуха составляет свободный кислород. Большая часть кислорода в связанном виде содержится в горных породах земной коры и в воде. Благодаря фотосинтезу из диоксида углерода растениями выделяется кислород (рис. 14.28).
ОКИСЛЕНИЕ, ВОССТАНОВЛЕНИЕ Если вещество соединяется с кислородом, то говорят об окислении, возникающее при этом химическое соединение называется оксидом. При каждом окислении выделяется свободное тепло. Окисление по времени может протекать по-разному (табл. 14.6). Если из оксида извлекают кислород, говорят о восстановлении. Для восстановления требуется тепло. Добыча многих металлов из руд происходит благодаря восстановлению.
Таблица 14.6. Процессы окисления
Протекание по времени Наблюдение Примеры
Замедленное окисление Изменение цвета, лишь незначительное нагревание Оксидный слой Q (-Q Коррозия пП । | Ии Жизнь
Быстрое окисление = горение Пламя, сильное нагревание Отопление Газовая плита
Внезапное окисление = = быстрое сгорание или взрыв Внезапное распространение газообразных продуктов сгорания со взрывом ригатель Газовые нутреннего турбины горания
FniciFiGROUP
www.edisgroup.ru
14.1. Основы химии
14.1.6.2. Водород (Н)
Свойства: водород — это бесцветный газ, не имеющий запаха, он является самым легким из всех газов, масса 1 л водорода при нормальных условиях равна 0,09 г. Смесь водорода и кислорода в отношении 2 : 1 является высоковзрывчатой (гремучий газ).
Происхождение: водород в чистом виде в природе не встречается, но в виде соединений встречается во многих ископаемых и в воде. Необходимый для промышленности водород производится из нефти или природного газа.
ПЕРОКСИД ВОДОРОДА
Пероксид водорода (Н2О2) — бесцветный и жидкий в чистом состоянии. При дневном освещении он разлагается со взрывом на кислород и воду и поэтому должен сохраняться всегда в прохладном месте в коричневых стеклянных бутылках. Пероксид водорода используется для осветления древесины.
14.1.6.3. Углерод (С)
Происхождение: углерод встречается в чистом виде в природе как графит и алмаз. В виде соединений он имеется в горных породах земной коры, например в известняке (СаСО3), и содержится в растительных остатках, например в угле, нефти и природном газе. Наряду с этим он — составная часть биомассы растений и животных. Как диоксид углерода (СО2) он имеется в воздухе, а также растворен в воде (рис. 14.29).
Свойства: графит—это мягкий, блестящий и темно-серый материал. Алмаз — бесцветный, прозрачный, очень твердый и хрупкий.
Применение: технически произведенный углерод служит коксом для добычи железа, сажей в производстве резины, как волокна углерода для усиления пластмасс, как алмаз для бурения горных пород и
Разложение пероксида водорода
2Н2О2 ---СВет..> 2Н2О +
пероксид вода
водорода
О2 кислород
Как диоксид (С02) в воздухе
В растениях и животных (биомасса)
Рис. 14.29. Углерод в природе
Рис. 14.30. Использование углерода (примеры)
FniS^GRQUP
www.edisgroup.ru
Рис. 14.31. Различные соединения углерода
для резки материалов. Алмаз в форме порошка используется как шлифовальный материал, например для отрезного диска, а также для полировки материалов (рис. 14.30).
СОЕДИНЕНИЯ УГЛЕРОДА
Различают неорганические и органические соединения углерода. К неорганическим соединениям относятся оксид углерода (СО), диоксид углерода (СО2), углекислота и ее соли, а также карбиды, все остальные — это органические углеродистые соединения (рис. 14.31).
НЕОРГАНИЧЕСКИЕ СОЕДИНЕНИЯ УГЛЕРОДА
Оксид углерода (СО) образуется при сгорании углеродистых материалов при недостаточном притоке кислорода. Это бесцветный, без запаха и очень ядовитый газ, который горит с синеватым пламенем. Он используется для промышленного изготовления многих материалов, например пластмасс и растворителей.
Диоксид углерода (СО2) образуется при сгорании углеродистых материалов. Это не горючий, без запаха, бесцветный и неядовитый газ. Так как он примерно 1,5 раз тяжелее, чем воздух, то накапливается в более низко расположенных местах, например в подвалах и шахтах. Из-за этого там возникает опасность удушья!
Углекислота (Н2СО3) образуется, если диоксид углерода растворяется в воде. Соли углекислоты являются карбонатами (см. 14.1.9).
Карбиды — это соединения углерода с металлами, например карбид железа (Fe3C), карбид вольфрама (WC), карбид титана (TiC), карбид кальция (СаС2), карбид кремния (SiC) и карбид бора (В4С3). Некоторые карбиды имеют высокую твердость и поэтому используются как шлифовальные материалы и материалы для изготовления режущих кромок.
ОРГАНИЧЕСКИЕ СОЕДИНЕНИЯ УГЛЕРОДА
Важные органические соединения углерода — это углеводороды. По их молекулярному строению различают цепные и циклические, а также разветвленные свободные углеводороды. В цепных углеводородах атомы углерода образуют ряды, а вален-
Рис. 14.32. Углеводород с молекулами цепной формы
тные связи атомов углерода используются для присоединения атомов водорода (рис. 14.32). Цепочкиугле-водорода, содержащие до 5 атомов углерода С, являются газообразными, например пропан С3Н8, от 6 до 15 атомов углерода С—жидкими, например октан С8Н18, содержащие от
FFHS^GRQUP
www.edisgroup.ru
14.1. Основы химии
15 атомов углерода С и больше — от пастообразных до твердых, например ок-тадеан (стеарин) С18Н38. Бензин — это смесь жидких углеводородов. Атомы углерода могут соединяться друг с другом с использованием двух- или трехвалентных связей. Такие углеводороды называют непредельными (ненасы-
Рис. 14.33. Непредельные (ненасыщенные) углеводороды
щенными). Примером непредельных (ненасыщенных) углеводородов являются газы, например ацетилен и этилен (рис. 14.33). Самое простое циклическое углеводородное соединение — это бензол С6Н6. Другая образуемая бензолом связь — это фенол С6Н5ОН (рис. 14.34). Циклические и непредельные (ненасыщенные) углеводороды — это важные исходные материалы для химической промышленности, например для изготовления пластмассы. Следующие органические углеродистые соединения, которые наряду с водородом содержат и другие элементы, например кислород, хлор и азот, являются спиртами, альдегидами, органическими кислотами и хлористыми углеводородами (табл. 14.7).
Таблица 14.7. Важные органические соединения углерода
Вещество Суммарная формула Структурная формула Свойства Применение
Этиловый спирт (этанол) C.I-LOH £. О Н Н 1 1 н - С - С - ОН 1 1 н н Летучий, легко возгораемый, приятный запах, пары тяжелее, чем воздух Растворитель для нитроцеллюлозы, исходный материал для промышленно го изготовления паков и пластмасс
Уксусная кислота (этанол) СН3СООН Н-( X о о / о 1 Летучий, легко возгорае-Летучая, острый раздражающий запах, едкая Растворитель для нитро-Растворитель, консервирующее средство, исходный материал для изготовления пластмасс, техники крашения
Формальдегид (метаналь) ясно О X / о 1 X Резкий неприятный запах пары ядовиты Изготовление фенолформальдегидной, мочевино-формальдегидной, меламиновой смол, средство для дезинфекции
Трихлорэтилен CCI2CHCI СК / CI .с = с CI н Летучий, усыпляющий, ядовитый, негорючий Растворитель и средство для очистки
Четыреххлористый углерод (тетрахлор-метан) СС14 CI 1 CI - С - CI 1 CI Сладковатый запах, трудно-воспламеняемый, ядовитый Растворитель и средство для очистки
Бензол С Н 6 6 Летучий, сладковатый запах (похож на бензин), сгорает с сильно коптящим пламенем, очень ядовит! Растворитель для пластмасс; наполнитель топлива, исходный материал для изготовления пластмасс, красок и лекарственных средств
www.edisgroup.ru
Молекула серной кислоты
Ион кислотного остатка (анион)
Ион водорода (катион)
н2о Вода
Рис. 14.35. Серная кислота (схематически)
Образование к ислоты
СО2 ДИСЖИД углерода + н2о ► вода н2с°3 углекислота
so3 триоксид серы + н2о ► вода H2SO4 серная кислота
Кислота состоит из ионов водорода Н * и ионов
кислотного остатка, например SO|~,CO|~ или СГ.
Общие свойства:
• Кислота разъедает большинство металлов и многие органические вещества
• Кислота на вкус кислая. (Обратите внимание: проба на вкус только при слабой или сильно разбавленной кислоте!)
• Кислота проводит электрический ток
• Кислота окрашивает синюю лакмусовую бумаж-ку в красный цвет!_______________________
Пример:
вода
Углекислота НЭСО. -----------------►
С, вода
Соляная кислота НО ----------------►
14.1.7. Кислоты
Кислоты образуются, если оксиды неметаллов растворяются в воде, например углекислота (Н2СО3) или серная кислота (H2SO4). Также соединения нескольких неметаллов, например хлор (С1) и фтор (F) с водородом (Н), дают в итоге растворенную в воде соляную кислоту (НС1) или фтористоводородную кислоту (HF).
В водном растворе молекулы кислоты расщепляются частично или полностью на ионы водорода Н+ и ионы кислотного остатка, например SO2- (рис. 14.35).
Свойства кислоты проявляются благодаря отделившимся ионам Н+. Поэтому кислота действует только как водный раствор. Сила кислоты зависит от того, как долго удерживаются в растворе агрессивные ионы водорода (табл. 14.8).
Положительно заряженные ионы водорода называют катионами, отрицательно заряженные ионы кислотного остатка — анионами.
2Н+ СО2-
Н+ Cl-
Таблица 14.8. Основные кислоты
Наименование Свойства Применение
Соляная кислота HCI Летучая желтоватая жидкость, дымит во влажном воздухе, резкий неприятный запах, разъедает кожу, сильная кислота Составная часть отвердителя для синтетических клеев, разбавленный нейтрализатор остатка щелочи для древесины, обесцвечивание смолянистых пород древесины
Серная кислота h2so4 Тяжелая, маслянистая жидкость, жадно впитывает воду, сильная кислота, разъедает кожу Обугливание органических материалов, сухих средств Осторожно! При разведении кислоту впивают в воду, а не наоборот
Уксусная кислота сн3соон Легко растворяется Используется как водный раствор, нейтрализатор остатка щелочи для древесины,
Щавелевая кислота (СООН)2 Очень ядовита, продается в виде кристаллов В виде водного раствора как отбеливающее средство для богатых дубильным веществом пород деревьев, например дуба, удаление пятен извести, гипса, цемента
Лимонная кислота Продается в виде кристаллов Осветление богатых дубильным веществом пород древесины, средство для удаления пятен
FFMR fJGRQUP
www.edisgroup.ru
14.1. Основы химии
Таблица 14.8 (окончание)
Наименование Свойства Применение
Дубильная кислота В присутствии железа и солей железа служит причиной появления темных пятен в древесине В виде раствора в горячей воде как предварительная окраска Виды: танин, пирогаллол, пирокатехин, катеху (дубильный экстракт)
Фтороводород HF Разъедает кварц и стекло, очень ядовит, разъедает кожу Матирование стекла
14.1.8. Щелочи
Щелочи образуются в растворах водорастворимых оксидов металлов, например оксида калия (К2О) в воде. Кроме того, щелочные металлы натрий (Na), калий (К) и кальций (Са) или их оксиды могут вступать в реакцию также непосредственно с водой и образовывать щелочи.
Если газ аммиак NH3 растворяется в воде, то возникает аммиачная вода NH4(OH), также называемая нашатырным спиртом. Нашатырный спирт является также щелочью.
Выпариванием щелочей получают гидрооксиды металлов, например гидрооксид натрия (NaOH). Эти твердые вещества могут быть бесцветными или белыми, их также можно назвать основаниями. Соответствующая щелочь может производиться при помощи добавления воды.
Гидрооксиды металлов расщепляются в воде частично или полностью на ионы металлов, например Na+, и в агрессивный гид-рооксид-ион ОН- (рис. 14.36).
Рис. 14.36. Раствор едкого натра (схематически)
Образование щелочи
К2О + Н2О
оксид вода
калия
Са + Н2О
кальций вода
-> 2КОН
раствор едкого калия (гидроокись калия)
> Са(ОН)2 + Н2 ft
гидрооксид кальция водород (гашеная известь)
Щелочи состоят из ионов металлов и гидроок-сидов-ионов (ОН-группы).
Свойства:
• Щелочи разъедают некоторые металлы, например свежий раствор алюминия.
• Щелочи являются жирорастворяющими веществами и разъедают растительные и животные жиры.
• Щелочи разъедают кожу и разрушают одежду.
• Щелочи на ощупь мыльные.
• Щелочи окрашивают красный лакмус в синий цвет.
В значительной степени свойства щелочей определяются ионами ОН-, причем их количество определяет силу щелочи. Щелочи действуют как основания (табл. 14.9).
Пример:
Гашеная известь Са(ОН)2 -——► Са2+2ОН-
www.edisgroup.ru
Осторожность в обращении с кислотой и щелочами!
Кислоты и щелочи разъедают кожу, а также слизистые оболочки! Они разрушают одежду!
Кислоты в большинстве случаев ядовиты!
Обратите внимание: кислоты и щелочи опасны, они могут сохраняться только в бутылках с отчетливой маркировкой, не в бутылках для напитков!
Надеть защитную одежду и защитные очки!
Таблица 14.9. Основные щелочи
Наименование Свойства Применение
Нашатырный спирт (NH4OH) Резкий неприятный запах, жирорастворяющий, размачивает органические вещества Копчение древесины дуба, дополнитель к красителю (морипке) окончательного нанесения приводит к усилению цвета, удаление старого покрытия
Гидрооксид кальция (Са(ОН)2) Разъедает металлы, особенно алюминий Вяжущее средство для изготовления известкового раствора, предназначено как известковое молоко для нанесения покрытий
Сильная кислота Нейтраль Сильная щелочь pH - водородный показатель I pH - водородный показатель Возрастающая кислотность | Возрастающая щелочность^
Дистиллированная вода
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Рис. 14.37. Шкала pH — водородного показателя
Рис. 14.38. Поваренная соль (схематично)
PH - ВОДОРОДНЫЙ ПОКАЗАТЕЛЬ Часто бывает необходимо установить, насколько сильный раствор является кислым или щелочным. Мера для этого — величина pH. Дистиллированная вода имеет величину pH 7. Растворы с величиной pH от 0 до 7 — кислые, от 7 до 14 — щелочные. Величину pH раствора определяют с помощью лакмусовой бумаги или индикаторных растворов, а также при помощи электрических устройств (рис. 14.37).
14.1.9. Соли
Соли состоят из ионов металлов и ионов кислотного остатка. Например, в соли сульфат меди (CuSO4) ион меди Си2+ связан с ионом кислотного остатка SO2-.
Соли возникают при реакции нейтрализации между кислотой и щелочью. При этом действие кислоты и действие щелочи взаимно нейтрализуется (рис. 14.38).
EQISiaGROUP
www.edisgroup.ru
14.1. Основы химии
Кроме того, соли образуются при реакции кислоты с металлом или оксидом металла, а также непосредственно из металла и неметалла.
Соль расщепляется в водном растворе частично или полностью на ионы металлов и ионы кислотного остатка.
Соль, растворенная в воде, при испарении воды образует крис-
Образование солей
NaOH + HCI ► NaCI + Н2О
раствор соляная хлорид вода
едкого кислота натрия
натра
Zn + HCI ► ZnCI2 + Н2
цинк соляная хлорид водород
кислота цинка
СиО + H2SO4 ► CuSO4 + Н2О
оксид серная сульфат вода
меди кислота меди
2 Na + Cl2 ► 2NaCI
натрий хлор хлорид натрия
таллы.
Химическое обозначение соли содержит обозначение участвующих в ее образовании кислот и металлов (табл. 14.10 и 14.11).
Примеры:
Поваренная соль NaCI Сульфат меди CuSO4 ——> Na+Cl- ——► Cu2+ SO42-
Таблица 14.10. Обозначение солей
Кислоты Соли Примеры
Серная кислота H2SO4 сульфаты Сульфат цинка ZnSO4
Соляная кислота HCI хлориды Хлорид цинка ZnCI?
Углекислота Н?СО3 карбонаты Карбонат кальция СаСО3
Кремниевая кислота H2SiO3 силикаты Алюмосиликаты AI(SiO2)3
Ортофосфорная кислота Н3РО4 фосфаты Фосфат кальция Са(РО4)2
Таблица 14.11. Основные соли
Наименование Свойства Применение
Карбонат калия W Белая хрупкая масса, растворим в воде, в воде начинает действовать как щелочь (углекислый натрий) Как последующая дополнительная обработка протравой, в производстве стекла (искусственный хрусталь), в производстве мыла
Карбонат натрия Na2CO3 Белый гранулированный порошок, впитывает влажность, в воде начинает действовать как щелочь (сода) Как последующая дополнительная обработка протравой, в производстве стекла (искусственный хрусталь), в химической промышленности
Карбонат кальция СаСО3 Бело-желтый минерал, нерастворим в воде Изготовление извести и цемента, природный камень (мрамор, известняк), в производстве стекла
Хлорид натрия NaCI Белые кристаллы, легко растворяется в воде Как поваренная соль, удобрение, в химической промышленности
Дихромат калия КзСгА Ядовит, оранжево-красные кристаллы, светочувствительный Как последующая дополнительная обработка протравой (больше не разрешается)
Большинство солей не вступают в реакцию, то есть их раствор не окрашивает лакмус.
Однако растворы соды (Na2CO3), углекислого натрия (К2СО3) и буры (Na2B4O7) действуют как щелочные, а раствор сульфата алюминия (A12(SO4)3) действует как кислотный.
FtMR0GROUP
www.edisgroup.ru
14.1.10. Воздух
Рис. 14.39. Состав воздуха
Земля окружена слоем воздуха, атмосферой. Наверху воздух становится все более разряженным и переходит на высоте примерно 500 км в свободное космическое пространство.
При температуре 0°С и нормальном атмосферном давлении 1 м3 воздуха весит 1,29 кг. Воздух — это смесь различных газов. Он систоит из 21% кислорода, 78% азота, 0,9% благородных газов (аргон, гелий) и 0,03% диоксида углерода (рис. 14.39). Помимо этого, воздух содержит водяные пары, в зависимости от месторасположения происходит сильное или слабое загрязнение воздуха пылью и выхлопными газами.
Воздух несет несколько функций.
• Для людей, животных и растений он является необходимым веществом для жизни - дыхание.
• Для химической промышленности - как сырье для добычи кислорода, азота и благородных газов.
• Кроме того, он необходим для сгорания веществ.
Рис. 14.40. Круговорот воды в природе
14.1.11. Вода
В природе постоянно происходит круговорот воды. Вода испаряется с поверхности Земли из рек и морей. Из водяного пара образуются облака, которые при охлаждении становятся дождем (рис. 14.40).
Вода, встречаю-
щаяся в природе, не является химически чистой. Морская вода содержит большие количества различных солей, например поваренной соли (NaCI), сульфата магния (MgSO4) и сульфата натрия (Na2SO4). Содержание соли, например, в Северном море составляет 36 г/л.
ФОРМЫ СОСТОЯНИЯ ВОДЫ
Вода — это вещество, которое в природе встречается в различных состояниях — твердом (лед), жидком (вода) и газообразном (пар). Лед тает при 0°С (температура плавления). Для плавления 1 кг льда необходимо количество тепла, равное 335 кДж (теплота плавления). Вода закипает при нормальном атмосферном давлении при 100°С (температура кипения). Для испарения 1 кг воды нужно количество тепла, равное 2250 кДж.
www.edisgroup.ru
14.1. Основы химии
При охлаждении ниже 100°С (точка росы) водяной пар превращается в воду (конденсат воды). При 0°С (точка замерзания) вода превращается в лед (рис. 14.41). При +4°С вода имеет самую большую плотность.
Если вода охлаждена до 0°С, то превращается в лед и расши-
ряется. 10 объемных частей воды составляет 11 объемных частей льда. Этот процесс можно назвать аномалией воды (см. 14.2.11.5).
100
-100
о° О О
образное
Точка росы '-----
Температура кипения
Испарение Конденсация
Теплота испарения 2250 кДж
амерзание
Теплота плавления "" 335 кДж
Температура Жидкое плавления Плавление
Твердое
Приток тепла —►
Отведение тепла
Количество теплоты, кДж —►
Рис. 14.41. Формы состояния воды
14.1.12. Загрязнение окружающей среды, охрана окружающей среды
Под загрязнением окружающей среды понимают загрязнение воздуха, воды и земли вредными веществами.
14.1.12.1. Загрязнение воздуха
Воздух загрязняется преимущественно газообразными вредными веществами: диоксидом углерода (СО2), диоксидом серы (SO2), оксидами азота (NOx) и летучими органическими соединениями. Они возникают при сгорании ископаемого горючего, например угля, нефти и природного газа, в электростанциях и отопительных установках, а также выделяются автомобильным транспортом, ремесленны
ми мастерскими и промышленными предприятиями.
Диоксид углерода (СО2), диоксид серы (SO2), оксиды азота (NOx) соединяются с водяным паром воздуха или с дождем в углекислоту (Н2СО3), сернистую
кислоту (H2SO3) и азотную кислоту (HNO3). Благодаря озону воздуха диоксид серы (SO2) превращается в триоксид серы (SO3) и, соединяясь с дождевыми водами, образует серную кислоту (H2SO4). Содержащие кислоты атмосферные осадки называют кислотными дождями. Они причиняют вред, в том числе и росту растений (так называемая лесная смерть) (рис. 14.42).
Благодаря солнечному облучению поверхность Земли нагревается. Прежде всего диоксид углерода (СО2), но также диоксид азота (NO2) и полифторхлоруглеводороды (фреон) отражают
Рис. 14.42. Кислотные дожди
излучаемые в воздух поверхностью Земли длин-
FFH<^GROUP
www.edisgroup.ru
отражение -теплоотдача
L Атмосфера Земли
Рис. 14.43. Парниковый эффект
Рис. 14.44. Озоновый слой
новолновые тепловые лучи снова на поверхность Земли и нагревают ее. При этом говорят о парниковом эффекте. Это ведет к климатическим изменениям и вместе с тем к повышению уровня моря, к увеличению опасности ураганов и наводнений (рис. 14.43).
Полифторхлоруглеводороды (фреоны), применяемые в холодильных устройствах, аэрозольных баллонах и растворителях, ведут к разрушению озонового слоя, так называемым озоновым дырам. Вследствие этого содержащие в солнечном свете разрушающие клетки ультрафиолетовые лучи беспрепятственно попадают на поверхность Земли. Они могут нанести вред здоровью людей и урожаям сельского хозяйства (рис. 14.44).
Мероприятия для уменьшения загрязнения воздуха:
• экономия энергии за счет сокращения расхода топлива, расхода электрического тока и газа в домашнем хозяйстве, бизнесе и промышленности;
• очистка газообразных отходов на угольных электростанциях, промышленных предприятиях, в системах отопления и на автомобильном транспорте;
• использование возобновляемой энергии с помощью гидросиловых установок, ветрогенераторов и солнечных батарей.
14.1.12.2. Загрязнение воды
Большая часть воды используется в домашнем хозяйстве, в бизнесе и на промышленных предприятиях, из которых загрязненная вода выводится как сточные воды. Тем не менее сточные воды не должны содержать никаких вредных веществ. С предприятия ядовитые вещества поступают преимущественно при травлении и лакировке. Но также к ядовитым веществам относятся очистительные средства и растворитель, например четыреххлористый углерод (СС14) и трихлорэтилен (СС12СНС1), а также клеи, средства защиты древесины и масла. Они ни в коем случае не должны попадать в сточные воды.
Особую опасность для окружающей среды представляют неконтролируемые выбросы на землю или в водоемы остатков лаков, травления, растворителей и разбавителей, клеев и средств защиты древесины. Они заражают грунтовую воду и ведут к разрушению всей жизни в воде и в почве! Эти вещества, требующие особого надзора при утилизации (ранее специальные отходы), должны вывозиться и утилизироваться только специально уполномоченными предприятиями под надлежащим контролем.
www.edisgroup.ru
14.2. Основы физики
14.2. Основы физики
При физических процессах изменяется форма тела, его положение или его состояние. В деревообрабатывающей отрасли существуют такие изменения тел, которые можно измерить. Например, могут быть измерены изменения длины, массы, времени и температуры.
Форма изменяется, например, при производстве фасонных изделий из клееной фанеры или при фрезеровании.
Изменение положения проис-
Рис. 14.45. Физические процессы
ходит, если, например, древесностружечная плита транспортируется руками или тележкой с грузоподъемным приспособлением.
Об изменении состояния говорят, если, например, при сушке древесины испаряется свободная вода или при лакировке испаряется растворитель (рис. 14.45).
14.2.1. Физическая величина
Чтобы указать физическую величину, нужно знать ее единицу измерения и ее числовое значение.
Физические величины состоят из произведения числового значения на единицу измерения.
Физическая величина = числовое значение • единицу измерения.
Числовое значение указывает, во сколько раз физическая величина больше, чем единица измерения.
Пример: длина 1=5- 1 м = 5 м, то есть длина стержня в 5 раз больше, чем единица длины 1 м.
Если числовые значения очень большие или очень маленькие, то благодаря использованию общепринятых приставок, стоящих перед единицей измерения число можно представить наглядно и понятно (табл. 14.12).
Единицы физических величин соответствуют единицам Международной системы единиц измерения (системе СИ). Из установленных законом основных единиц в большинстве случаев можно выводить
Таблица 14.12. Основные приставки основных единиц
Обозначение Символ Коэффициент Пример
Милли- м 10~3 1 мм = 10'3м = 0,001 м
Санти- см 10~2 1 мм = 10-2м = 0,01 м
Деци- дм 10-1 1 мм = 10-1м = 0,1 м
Гекто- г 102 1 г= 102л = 100л
Кило- к 103 1 кг = 103г = 1000 г
Мега- м 106 1 МН = 106Н = 1 000000 Н
Таблица 14.13. Важные основные величины СИ и основные единицы
Базовая величина Базовая единица Обозначение единицы измерения
Длина метр м
Масса килограмм кг
Время секунда с
Электрический ток ампер А
Температура кельвин К
g0l^fdlGRQUP
www.edisgroup.ru
Таблица 14.14. Важные производные единицы СИ со специальными названиями и обозначениями единицы измерения
Физическая величина Единица измерения Обозначение единицы измерения Обозначение
Сила ньютон Н 1 Н = 1 (кг- мус2
Работа, энергия джоуль Дж 1 Дж = 1 Нм
Давление паскаль Па 1 Па = 1 Н/м2
Мощность ватт Вт 1 Вт = 1 Дж/с
Электрическое напряжение вольт В 1 В = 1 Вт/А
Электрическое сопротивление ом Ом 1 Ом = 1 В/А
Частота герц Гц 1 Гц= 1 1/с
все другие единицы со специальными названиями и обозначениями единицы измерения (табл. 14.13 и 14.14).
Пример: Производная величина скорости образуется из основных величин длины и времени.
„ длина (путь)
Скорость = —--——
время
Производная единицы скорости образуется из основных единиц метра и секунды.
._ метр
Единица скорости =-—.
секунда
14.2.2. Объем, масса, плотность
Рис. 14.46. Тело объемом в 1 м3
Рис. 14.47. Масса 1 л воды
ОБЪЕМ
Каждое тело имеет объем. Единица измерения объема — кубометр (м3), что соответствует 1 м длины ребра куба (рис. 14.46). Части кубометра — это кубические дециметры (дм3), кубические сантиметры (см3) и кубические миллиметры (мм3). Для жидкостей часто используется единица измерения литр (л).
1 м3 = 1000 дм3, 1 дм3 = 1000 см3,
1 см3 = 1000 мм3, 1 дм3 = 1 л.
МАССА
Каждое тело имеет массу (количество вещества). Единица измерения массы тела — килограмм (кг). Он соответствует массе 1 дм3 (= 1 л) воды при 4 °C (рис. 14.47). Кратная единица для килограмма — тонна. Части килограмма — грамм (г) и миллиграмм (мг).
1 т = 1000 кг, 1 кг = 1000 г.
1 г = 1000 мг,
ПЛОТНОСТЬ
Различныетвещеетва с одинаковой массой имеют в большинстве случаев разный объем. Различные вещества с одинаковым объемом имеют в большинстве случаев разные массы (рис. 14.48).
ROUP
www.edisgroup.ru
14.2. Основы физики
Плотность вещества р (произносят «ро») — это отношение массы к объему.
масса
Плотность =------;
объем
Объем =
масса плотность’
V = объем в см3, дм3, м3;
р = плотность в г/см3, кг/дм3, т/м3.
Масса = объем плотность
т = I/ • с;
т = масса в г, кг, т;
Сталь Вода Древесина ели
1 кг 0,13 дм3 1 кг э 1,00 дм3 1 кг 0 2,13 дм3
1 дм3 7,85 кг 1 ДМ3 § 1,00 кг 0,47 кг
Рис. 14.48. Сравнение различных веществ
Плотность строительных материалов можно задать как среднее значение (табл. 14.15).
В строительной и деревообрабатывающей промышленности различают плотность (р) и условную плотность (pR).
О плотности говорят, когда вещества не содержат пор и воздушных пустот.
Под условной плотностью понимают плотность твердых материалов, которые содержат поры или также пустоты, например древесина и пенопласты.
Пример: масса дубовой балки с объемом 0,3 м3 составляет:
т = V- pR = 300 дм3 • 0,7 кг/дм3 = 210 кг.
Таблица 14.15. Плотность (средняя величина)
Материал кг/дм3
Свинец 11,30
Медь 8,90
Сталь 7,85
Цинк 7,10
Алюминий 2,70
Стекло 2,60
Железобетон 2,50
Кирпичная стена 1,80
Вода 1,00
Пористый бетон 0,80
Древесина дуба (воздушносухая) 0,67
Еловая древесина (воздушносухая) 0,47
Полистироловый жесткий пенопласт 0,02
14.2.3. Когезия, адгезия, формы состояния сцепления
КОГЕЗИЯ
Под когезией понимают силу, с которой молекулы внутри тела взаимно притягиваются. Эту силу можно называть силой связи.
Если, например, раскалывают каменную плиту резцом, то материал оказывает сопротивление разрушению, то есть действует
сила когезии.
АДГЕЗИЯ
Под адгезией понимают силу притяжения молекул различных материалов. Эту силу можно называть сцепляющей силой.
Адгезия способствует, например, при использовании лаков или покраске сцеплению покрытий с деревянной поверхностью. Также в клеевом стыке адгезия появляется в плоскостях соприкоснове-
Когезия
Адгезия Когезия
Рис. 14.49. Силы когезии и адгезии в различных веществах
FniA^GROUP
www.edisgroup.ru
ния между древесиной и клеем, в то время как в пределах слоя клея действует когезионное сцепление (рис. 14.49).
Рис. 14.50. Состояния вещества
СОСТОЯНИЯ ВЕЩЕСТВА
Благодаря разным по величине силам когезии возможны три состояния вещества: • твердое: молекулы остаются на месте, так как действует большая когезия;
• жидкое: молекулы могут изменять свое местоположение, так как когезия незначительная;
• газообразное: молекулы отталкиваются друг от друга, так как никакой когезии в наличии не имеется. Вызванное по этой причине стремление к расширению в газах называют экспансией (рис. 14.50).
Состояния вещества также называют агрегатными состояниями. Благодаря теплу они могут переходить друг в друга.
14.2.4. Поверхностное натяжение, капиллярность, вязкость
ПОВЕРХНОСТНОЕ НАТЯЖЕНИЕ
Силы когезии вызывают также соединение молекул на поверхности жидкости. Эту силу называют поверхностным натяжением. Она проявляет себя, например, если капли воды остаются на сухой стеклянной площади почти шаровидными и не растекаются (рис. 14.51).
КАПИЛЛЯРНОСТЬ
Под капиллярностью понимают подъем жидкости в капиллярах (капиллярных трубках). Чем тоньше капилляры, тем выше жидкость поднимается.
Следовательно, на молекулы жидкости действуют как силы когезии, так и силы адгезии по направлению к стенкам сосуда. Если силы адгезии между жидкостью и сосудистой стенкой больше, чем силы когезии и силы земного притяжения, например как в воде, то жидкость в стенках сосуда начинает подниматься вверх (рис. 14.52).
ВЯЗКОСТЬ
Если жидкость перемешивается, то она оказывает сопротивление против движения. Так происходит из-за появляющегося между молекулами трения.
Рис. 14.51. Поверхностное натяжение
Рис. 14.52. Капиллярность в различных трубках
www.edisgroup.ru
14.2. Основы физики
Это явление называют вязкостью. Вязкотекучие вещества можно назвать высоковязкими, жидкотекучие — низковязкими.
14.2.5. Механические свойства твердых тел
При использовании твердых производственных материалов, а также при обра
ботке нужно учитывать их механические свойства. При этом материалы могут быть твердыми и мягкими, вязкими и хрупкими, эластичными и пластичными. Причиной этих свойств являются силы когезии между молекулами веществ.
ТВЕРДОСТЬ
Если одно вещество может сопротивляться проникновению другого тела, оно тверже, чем другое (рис. 14.54).
Под твердостью понимают сопротивление материала, которое он оказывает вдавливанию или вырезанию на своей поверхности другим телом.
Оценка твердости происходит, например, после однократного испытания на твердость по методу царапания по шкале Мооса. Более мягкий материал царапается более твердым материалом. При этом отличают степени твердости от 1 (мягко) до 10 (жестко) (рис. 14.53). Для оценки степени твердости предназначены различные минералы. Твердость древесины определяется твердостью по Бри
неллю через вдавливание стального шара.
ВЯЗКОСТЬ
Под вязкостью понимают способность материала деформироваться под воздействием напряжения изгиба, ударной нагрузки, ударного напряжения, но при этом не разрываться или не ломаться (рис.14.55).
Вязкими материалами являются, например, древесина, сталь, свинец, кожа и термопластические пластмассы. Они часто имеют волокнистую
структуру.
ХРУПКОСТЬ
Под хрупкостью понимают свойство материала не деформироваться при напряжении изгиба, ударной нагрузки, ударном напряжении, а сразу же ломаться (рис.14.56).
К хрупким материалам относятся, например, стекло, природные камни и пресс-массы из полистирола. Структура в большинстве случаев грану-
Тальк 1 Свинец
Гипс 2
Ноготь пальца руки
Известковый шпат 3
Плавиковый шпат 4 Конструкционная сталь
Апатит 5
Полевой шпат 6 Ножевая сталь
Кварц 7
Напильник
Топаз 8
Корунд 9 Наждак
Алмаз 10
Рис. 14.53. Твердость по шкале Мооса
Рис. 14.54. Твердость
Рис. 14.56. Хрупкость
gPI^GROUP
www.edisgroup.ru
Рис. 14.57. Эластичность
Рис. 14.58. Пластичность
Рис. 14.59. Сила веса, мышечная сила
Рис. 14.60. Действие силы
лированная. Хрупкость производственных материалов, как правило, считается недостатком.
ЭЛАСТИЧНОСТЬ
Эластичность - это свойство материала позволяет сжиматься или растягиваться, а после прекращения воздействия силы снова возвращаться в свою первоначальную форму (рис. 14.57).
Эластичными производственными материалами являются, например, каучук и пружинная сталь, которые можно применять для изготовления пружин. Также древесина более или менее эластична. Имеются материалы, которые при длительной нагрузке не возвращаются в свою первоначальную форму, так как их предел упругости превышается. Такие производственные материалы, как, например, древесина, силикон-каучук и конструкционная сталь, должны подвергаться нагрузкам только ниже их предела упругости.
ПЛАСТИЧНОСТЬ
Пластичностью можно назвать свойство материала, при котором материал способен сохранять форму после деформации, вызванной внешней силой (рис. 14.58).
Пластичными строительными материалами можно назвать, например, глину, свинец, замазку на олифе.
14.2.6. Силы
На каждое тело действует множество сил, например силы давления и силы тяжести.
14.2.6.1. Понятие силы
Если потянуть рукой винтовую пружину, то она увеличивается до определенного размера. То же самое происходит, если к пружине прицепить груз (рис. 14.59). В обоих случаях на пружину действует сила F, в данном случае как мышечная сила или сила веса. Она является причиной растяжения пружины. Если растяжение одинаковой величины, то силы должны быть также одинаковой величины.
Единицей измерения силы является ньютон (Н).
Десятичные кратные единицы ньютона — это деканьютоны (деН), килоньтоны (кН) и меганьтоны (МН).
1 деН = 10 Н, 1 кН = 1000 Н, 1 МН = 1000 кН.
edIsi^group
www.edisgroup.ru
14.2. Основы физики
Кроме мышечных сил и сил веса, существуют другие силы, например сила ветра, сила воды, магнитные силы и вырабатываемые машинами силы.
14.2.6.2. Сила тяжести и вес
На массу тела оказывает влияние сила притяжения массы Земли. Она обозначается как сила тяжести Эта сила притяжения тем больше, чем больше масса тела и чем меньше расстояние от центра Земли.
Сила тяжести тела указана в единицах измерениях для сил в Н, деН, кН или МН.
Сила тяжести (FG) для массы (м) в 1 кг равняется:
Fr = 9,81 Н ~ 10 Н.
Сила тяжести тела определяется с помощью пружинного измерительного прибора. Сила тяжести тела изменяется по мере его удаления от центра Земли. При очень большом удалении она может, например, равняться нулю (невесомое состояние). Однако масса тела остается везде одинаковой.
Массу можно измерить с помощью коромысловых весов. При этом сравнивают массу тела с эталонными массами. Эту массу эталона представляют также как набор гирь. Поэтому в обычных условиях массу тела часто называют весом (рис. 14.61).
Рис. 14.61. Определение силы
14.2.6.3. Действие и изображение силы тяжести и массы
Сила необходима тогда, когда покоящееся тело приводится в движение, движущее тело ускоряется или замедляется или хочет изменить свое направление движения. Также сила необходима для деформации тела.
Действие силы зависит не только от ее величины, но и от ее направления и точки приложения. Тогда как сила тяжести действует всегда вертикально (рис. 14.59), для других сил возможны любое направление действия (рис. 14.60).
Вектор направления действия силы можно назвать линей действия. Действие не изменяется, когда точка приложения силы сдвигается по линии действия (рис. 14.60).
Сила изображаются стрелками (рис. 14.62). Длина стрелки показывает с помощью масштаба силы М (например, 1 см = 150 Н) величину силы. Направление стрелки обозначает направление силы.
Если сила действует на тело, то возникает противодействующая сила, как, например, при зажиме пневматического крепежного элемента.
Рис. 14.62. Графическое представление силы
Рис. 14.63. Противоположно действующие силы одинаковой величины
FOicbtfG ROU Р
www.edisgroup.ru
Сила F вызывает появление одинаковой по величине силы противодействия F' (рис. 14.63).
Если сила действия и противодействия имеют одинаковую величину, то устанавливается равновесие.
Противоположно действующие силы одинаковой величины взаимно компенсируются в их действии. Устанавливается равновесие. Тело пребывает в покое или двигается равномерно и прямолинейно (рис. 14.63).
Рис. 14.64. Силы на одной и той же линии действия
14.2.6.4. Сложение и разложение сил
Две или несколько сил могут действовать либо на одной и той же линии, либо под углом друг к другу.
СИЛЫ НА ОДНОЙ И ТОЙ ЖЕ ЛИНИИ ДЕЙСТВИЯ
Силы на одной и той же линии действия складываются, если они действуют в одном направлении, или вычитаются, если они действуют противоположно друг к другу (рис. 14.64). Как результат получают непосредственные действующие или результирующие силы Fr.
СЛОЖЕНИЕ СИЛ
Если две силы Fx и F2 действуют под углом друг к другу, например в распорках стропил, то можно определить величину и направление равнодействующей силы Fr графически с помощью параллелограмма сил или с помощью треугольника сил (рис. 14.65).
В параллелограмме сил равнодействующая сила /-R представляет собой диагональ параллелограмма, при этом силы Fx и F2 являются его ребрами.
Рис. 14.65. Сложение сил
FF>l<gfdGRQUP
www.edisgroup.ru
Рис. 14.66. Разложение сил
14.2. Основы физики
В треугольнике сил обе сосредоточенные силы Fx и Л2 складываются как стрелки сил с данными их величин и направлений. Соединяя исходные точки и конечные точки стрелок сил, получают равнодействующую силу FR (рис. 14.66).
РАЗЛОЖЕНИЕ СИЛ
Если силу 7R необходимо разложить на две отдельные силы, действующие под углом, то их величину можно определять также с помощью параллелограмма сил или треугольника сил (рис. 14.66).
КЛИН
С помощью клиньев может увеличиваться действие силы. Клинья используются, например, для раскалывания материалов и для приподнимания тяжелых грузов. Клин — это основная форма лезвия режущего инструмента. Величины сил в клине можно определить графически с помощью параллелограмма сил.
При одностороннем клине действующая на клин сила удара Fx преобразуется в силу резания F2, намного большую первоначальной (рис. 14.67).
При двустороннем клине действующая на клин сила удара разлагается на две действующие перпендикулярно наклонным поверхностям клина силы раскалывания. Величина сил раскалывания зависит от угла клина (угла заострения) и от силы удара (рис. 14.68).
НАКЛОННАЯ ПОВЕРХНОСТЬ
Расположенную под углом к горизонтальной линии поверхность называют наклонной поверхностью (рис. 14.69). По ней можно доставить вверх на высоту h большой груз Fg посредством приложения относительно маленькой силы F. Сила Fзависит от угла наклона наклонной поверхности и величины груза Fc. При этом F^ является силой, которой нагружается наклонная поверхность.
При использовании наклонной поверхности «сэкономленная» сила должна уравновешиваться увеличением пути силы л по отношению к высоте подъема h.
14.2.6.5. Рычаг, момент
Каждое тело, в котором сила вызывает вращение, обозначается как рычаг (рис. 14.70). Рычаг—это вращающееся вокруг оси (центра вращения) твердое тело.
Рис. 14.67. Односторонний клин
Рис. 14.68. Двусторонний клин
Рис. 14.69. Наклонная плос-
кость
Рис. 14.70. Понятие рычага
fdisugroup
www.edisgroup.ru
Рис. 14.71. Односторонний рычаг
Рычагами являются, например, ломы, гаечные ключ и щипцы.
Вращение в рычаге называют моментом (М). Момент растет с длиной плеча рычага и с увеличением силы, которая действует в рычаге. При этом плечо рычага есть кратчайшее расстояние от центра вращения до точки приложения силы.
Момент = сила плечо рычага M = F-I
FbH
/ в м или см
М в Н • м или Н - см
Рис. 14.72. Двусторонние рычаги
В рычаге действуют минимум два момента. Моменты могут быть либо левовращающие (вращение против часовой стрелки), либо правовращающие (вращение по часовой стрелке). В зависимости от положения моментов по отношению к центру вращения различают односторонние рычаги, например тачка (рис. 14.71), двусторонние рычаги, например весы рычажные (рис. 14.72), и коленчатые рычаги, например гвоздодер.
Рычаг находится в равновесии, если левовращающий момент равен правовращающему моменту (закон рычага).
Левовращающий момент = Правовращающий момент М, = М2
Если моменты рычага не находятся в равновесии и вызывают вращательное
движение, то их называют крутящим моментом.
14.2.7. Давление в жидкостях и газах
14.2.7.1. Давление в жидкостях
Жидкость практически нельзя сжать. Давление р, которое оказывает влияние на замкнутую жидкость, распределяется во все стороны (рис. 14.73).
Давление внутри жидкости везде одинаково.
Рис. 14.73. Давление жидкости
сила
Давление=--------------;
площадь сжатия
F
Р=А
FbH
А в м2, см2 или мм2
р в Па, наличными, Н/м2, Н/см2, Н/мм2
Единицы измерения давления — паскаль (Па) и бар.
1 Па = 1-5-; 1 бар = 100 000 Па = 100 кПа = 0,1 МПа.
1 бар=100 000 -Ц- = 10 -= 0,1-
м2 см2 мм2
Fr»|«w^GROUP
www.edisgroup.ru
ГИДРОСТАТИЧЕСКОЕ ДАВЛЕНИЕ
Если сосуд, в котором сбоку друг над другом имеются отверстия, наполнить жидкостью, будет отчетливо видно, что она выходит из верхних отверстий с малым изгибом, а из нижних отверстий с большим изгибом (рис. 14.74). Это показывает, что в нижней области сосуда господствует более высокое давление, чем в верхней области. Это увеличение давления возникает потому, что с возрастающей высотой столбика жидкости h и, соответственно, действующей вниз силы тяжести жидкости гидростатическое давление становится больше.
Под гидростатическим давлением понимают давление, производимое силой тяжести жидкости.
ГИДРАВЛИЧЕСКИЙ ПРЕСС
В гидравлическом прессе, например, маленькой силой Fx = 800 Н, действующей в маленьком поршне площадью Ах = 10 см2, воздействовать большей силой F2 = 3200 Н на большой поршень площадью А - 40 см2 (рис. 14.75).
Fl=F2. 800 Н _ 3200 Н 4 А ’ 10 см2 40 см2 ’
р = 80 -Д = 8 бар. см2
Рис. 14.74. Величина гидростатического давления
Рис. 14.75. Гидравлический пресс
Соотношение сил равно соотношению площадей. Соотношение ходов поршня и s2 противоположно.
Fx = 800 Н _ 1. Д _ Ю см2 _ 1 _ 10 см _ 1
F2 3200 Н 4’А 40 см2 4’ s2 Зсм 4'
Как и на всех машинах, здесь также имеет место «золотое правило механики»: выигрывая в силе, мы теряем в расстоянии.
14.2.7.2. Давление в газах
Газы — это тела, имеющие вес. 1 м3 воздуха весит примерно 1,29 кг. Молекулы газа отталкивают друг друга. Поэтому газы занимают всегда все предоставляемое им пространство и оказывают давление на ограничивающую пространство поверхность. Между молекулами газа имеется большое пустое пространство. Поэтому газы можно легко сжимать или сдавливать. При сжатии газа его температура растет.
АТМОСФЕРНОЕ ДАВЛЕНИЕ
Земля окружена воздушной оболочкой высотой примерно 500 км, атмосферой. Она становится все тоньше с возрастающей высотой. Воздушная масса оказывает давление на воздух, расположенный, например, близко у поверхности моря,
gpisuGROUP
www.edisgroup.ru
Pabs
Положительное избыточное давление, например
ре= + 8 бар
Pamb 1 I Атмосферное давление
I I Отрицательное
I / избыточное
I I давление, например
ре = -0,5 бар
Рис. 14.76. Показания давления у газов
Всасываемый I Воздух,
воздух ф охлажда-
1...—4 ющий
Рис. 14.77. Поршневой компрессор
Рис. 14.78. Винтовой компрессор
которое при нормальных атмосферных условиях равно примерно 1 бар (атмосферного давления). Атмосферное давление тем меньше, чем больше расстояние от поверхности моря. Единица измерения атмосферного давления — это гектопаскаль (гПа). 1 бар = 1000 гПа.
ДАВЛЕНИЕ ГАЗА
В технике используют не давление по сравнению с безвоздушным пространством, так называемое абсолютное давление pabs, а давление по отношению к существующему атмосферному давлению. Если давление газа в закрытом контейнере больше, чем атмосферное давление, то говорят об избыточном давлении ре. Таким образом, избыточное давление ре является разницей между абсолютным давлением pabs и преобладающим атмосферным давлением Лть(Рис-14-76)-Такимобразом,Pe=pabs~Pamb. Если в контейнере давление меньше, чем атмосферное давление, то возникает отрицательное избыточное давление (раньше: низкое давление). Если давление существенно меньше, чем атмосферное давление, говорят, как правило, о вакууме.
КОМПРЕССОРЫ
Компрессоры производят давление воздуха, требуемое для привода в действие пневматических зажимных элементов и управляющих устройств, для распыления лака и краски, а также для пневматических инструментов типа пистолетов для забивки гвоздей и скоб и винтовертов. Различают поршневые компрессоры (рис. 14.77) и винтовые компрессоры (рис. 14.78).
14.2.8. Движение
Различают по направлению движения прямолинейные и криволинейные (например, круговые) движения, по виду протекания движения подраз-
деляется на равномерное и неравномерное.
14.2.8.1. Прямолинейное движение
При прямолинейном движении тело передвигается в одном направлении, например деталь при обработке на циркулярной пиле. Если тело движется так, что оно проходит одинаковое расстояние за одинаковые периоды времени, то это движе-
ffh^fjgroup
www.edisgroup.ru
14.2. Основы физики
ние называют равномерным. Важной характеристикой движения тела является скорость.
Если транспортное средство проходит расстояние 120 км за 2 ч, то его средняя скорость 120 км
v = ——— = 60 км в час (км/ч). Итак
„ путь S
Скорость=—-—; 1/ = —. время t
Обычные единицы измерения скорости: км/ч (километр в час), например, скорость транспортного средства v,
м/мин (метр в минуту), например, скорость подачи vf при обработке древесины,
м/с (метр в секунду), например, скорость резания ve, при обработке древесины.
Под скоростью резания рс понимают скорость лезвия инструмента в процессе разрезания.
Скорость подачи vf—это скорость, с которой деталь либо вручную (ручная подача), либо машинным способом (автоматическая подача) двигается против инструмента и, соответственно, наоборот (рис. 14.79).
Скорости подачи могут составлять на круглопильных станках при ручной подаче 5 м/мин, при автоматической подаче до 50 м/мин, на фрезерных станках от 5 до 20 м/мин.
Пример: доска длиной 3,60 м обрабатывается в строгальном станке для тонких досок за I — 48 с. Какова скорость подачи vf (рис. 14.80)?
v = - v = MQ м • 60 с _ д 50 м/мин
f t f 48с-1 мин f '
14.2.8.2. Круговое движение
Если точка Рдвижется по окружности (рис. 14.81), то можно рассчитать ее скорость v (окружная скорость) с помощью диаметра окружности d и частоты вращения п. Принято обозначать частоту вращения как число оборотов в минуту.
При обороте точка вращения Р проходит путь d- л-(длина оборота). За 1 минуту, соответственно, п число оборотов, то есть путь d- л - п. Путь точки вращения за одну минуту называют скорость вращения.
vc - скорость резания v{ - скорость подачи
Рис. 14.79. Скорость подачи и скорость резания в ленточнопильном станке
Скорость резания при обработке древесины: метр в секунду (м/с) Скорость резания при обработке металлов: метр в минуту (м/мин)
3,60 м 3,60 м
Рис. 14.80. Строгальный станок для тонких досок
Таблица 14.16. Обычные скорости резания vc в м/с
Ленточная пила Циркулярная пила Строгальный станок Столярная фреза От 30 до 40 От 40 до 65 От 30 до 48 От 30 до 60
Рис. 14.81. Круговое движение
EPBg^GROUP
www.edisgroup.ru
Рис. 14.82. Прорезная фреза
Рис. 14.83. Центробежные силы
Скорость вращения = диаметр окружности • я- число оборотов v = d- я- п
У режущих инструментов с вращательным движением скорость вращения лезвий обозначается как скорость резания рс:
d = диаметр инструмента в м
п - число оборотов в 1/мин i/c = скорость резания в м/с
Пример: диаметр прорезной фрезы составляет d= 120 мм (рис. 14.82). Число оборотов п = 6000 1/мин. Какова скорость резания vc?
v = „ = о, 120М-3,14-6000 „ = 37 68м/с
14.2.8.3. Ускорение, торможение, центробежные силы
Если скорость увеличивается, то говорят об ускорении. Если она уменьшается, то говорят о торможении. Ускорение и торможение являются изменениями скорости. Они встречаются, например, при запуске и остановке двигателя машин.
Если тело двигается по кругу, то возникают центробежные силы (рис. 14.83). Они тем больше, чем
больше масса вращающегося тела и чем больше скоростью вращения. Они могут
быть настолько большими, что они превосходят силу связи молекул (когезия), вследствие чего тело вращения разрывается. Поэтому предписанные частоты вращения не должны превышаться, например для фрезерного рабочего органа или
шлифовального круга.
14.2.8.4. Трение
Если тело силой Fдвигается по своей опоре, то возникает сила трения на поверхности соприкосновения (рис. 14.84). При горизонтальной поверхности FR имеет такую же величину, как сила F, но противоположное направление. Трение — это сопротивляемость тела против сдвига по его опоре. Сила трения зависит от вертикальнодействующей силы Fn (нормальная сила) к поверхности трения (рис. 14.84) и коэффициента трения ц (мю). Коэффициенты трения устанавливались испытаниями (табл. 14.17).
Сила трения = коэффициент трения • нормальная сила
FR = перпендикулярная сила в Н
FN = сила трения в Н
Сила трения тем больше, чем больше нормальная сила и чем больше коэффициент трения.
Величина площади поверхности соприкосновения не влияет на трение.
Различают трение покоя, трение скольжения и трение качения.
www.edisgroup.ru
14.2. Основы физики
Таблица 14.17. Коэффициенты трения
Вид трения Сталь по стали Сталь по древесине Древесина по древесине
Трение покоя ц0 от 0,2 до 0,3 0,5 от 0,5 до 0,6
Трение скольжения сухое р смазанное р от 0,1 до 0,2 от 0,02 до 0,03 от 0,25 до 0,5 от 0,02 до 0,08 от О.Здо 0,4 от 0,03 до 0,05
Трение 0,001 ~ 0,002 ~ 0,005
Рис. 14.84. Трение скольжения
Трение покоя — это сопротивление, которое противопоставляет сдвигу покоящего тела по его опоре. Без трения покоя (также называемого трением сцепления) нельзя было бы двигаться; транспортные средства также не могли бы передвигаться своими силами (машина на гололеде). Трение сцепления может увеличиваться за счет применения соответствующего производственного материала, за счет шерохования поверхностей прилегания или разбрасывания песка.
Трение скольжения (рис. 14.84) — это сопротивление, которое возникает, если тело уже находится в движении, когда трение покоя уже преодолено. Оно меньше, чем трение покоя, и играет в технике исключительно большую роль, например в скользящих опорах, выдвижных ящиках и раздвижных дверях. В машинах стремятся сделать трение скольжения как можно меньше. Достигают это гладкими поверхностями, подходящими производственными материалами и прежде всего хорошим смазыванием. В отношении тормозов, напротив, стремятся достичь как можно большого трения скольжения.
Трение качения возникает, когда круглое тело, например колесо или шар, катится по свой опоре. Оно существенно меньше, чем трение скольжения. Поэтому, например, трение в подшипниках качения (шарикоподшипники и т.д.) меньше, чем в подшипниках скольжения.
14.2.9. Работа, энергия
14.2.9.1. Работа
Если тело с силой тяжести Fc поднимают на высоту h, то производится механическая работа ИДрис. 14.85).
Работа = сила веса • высота W=FG-h
или:
чтобы поднять тело, то есть чтобы совершить эту работу, нужно расходовать силу F вдоль участка пути 5 (рис. 14.85).
Работа = сила • путь силы W= F- s
Рис. 14.85. Механическая работа
FFH«EFiGRQIJP
www.edisgroup.ru
Глава 14. Физико-химические основы и справочная информация
Рис. 14.86. Крутящий момент и работа
Чем больше сила и чем больше путь, тем больше механическая работа. Единица измерения механической работы — ньютон-метр (Н • м) и джоуль (Дж).
Работа в 1 джоуль совершается, если тело весом 1 Н поднимают на высоту 1 м.
1 джоуль = 1 Н • м = 1 Н • 1 м.
Пример: механическая работа = сила • путь силы.
W=Fs;
25 Н • 3 м = 75 Н • м = 75 Дж.
Механическая работа и момент, правда, имеют одну и ту же единицу измерения Н • м, однако это не одно и то же. Если, например, ременный шкив приводится в движение ременной передачей с постоянно одинаковым тяговым усилием F, передаваемым ремнем, то крутящий момент М остается постоянным, в то время как работа Wс увеличением числа оборотов растет (рис. 14.86).
Пример: крутящий момент М = F- г= 300 Н-0,15м = 45Н-м
работа И7 при 1 обороте = F- d • р • 1 = 300 Н • 0,3 м • 3,14 • 1 = 283 Н • м
работа И7 при 5 оборотах = F- d р- 5 — 300 Н • 0,3 м • 3,14 • 5 = 1413 Н • м работа Жири 100 оборотах = F- dp- 100 = 300 Н • 0,3 м • 3,14 • 100 = 28260 Н • м
14.2.9.2. Энергия
Вода, которая высоко накачана в водохранилище, благодаря своему положению может исполнять механическую работу. Теперь вода имеет энергоресурс, то есть в ней имеется механическая энергия. Вода может отдавать свою энергию в расположенной ниже турбине. При этом энергия положения (потенциальная) преобразовывается в кинетическую энергию. Присоединенный к турбине генератор превращает эту кинетическую энергию в электрическую энергию. Если электрический ток проводят через электронагревательный прибор, то электрическая энергия превращается в энергию тепла.
Посредством соответствующих устройств и машин один вид энергии можно превращать в другой. Энергию нельзя производить и нельзя уничтожить.
Так как энергия имеет способность выполнять работу или производить определенное количество теплоты, то величины энергия, работа и количество теплоты обозначаются как величины одинакового вида и поэтому измеряются в одинаковой единице измерения джоуль (Дж). Кратное этой единицы измерения — килоджоуль (кДж) и мегаджоуль (МДж) (см. 14.2.1). Следующими единицами измерения, которые приравнены джоулю, являются ньютон-метр (Н • м) и ватт-секунда (Вт • с). Кратные от них — килоньютон-метр (кН • м), киловатт-секунда (кВт • с) и киловатт-час (кВт • ч).
1 джоуль = 1Н-м = 1Вт-с
1 000 джоулей = 1 кДж - 1 кН • м = 1 кВт • с
FDlStdGROUP
www.edisgroup.ru
14.2. Основы физики
14.2.10. Мощность, коэффициент полезного действия
14.2.10.1. Мощность
Работу, которая совершается за единицу времени в 1 секунду, можно назвать мощностью Р.
Единица измерения как механической, так и электрической мощности — ватт (Вт), кратные — киловатт (кВт) и мегаватт (МВт).
Пример: если поднимать доску весом 150 Н на высоту 2 м за 3 секунды, то приложенная мощность равна: ЛМ .ДЖ 1 Вт = 1 = 1 с с
Р = l50^1'2^1 = 100 И21 = 100 Вт. Зс с Г. с В формуле Р = —— сила стоит около дроби р также обозначаемой как скорость v. Итак, мощность можно вычислить также с помощью силы, с которой тело перемещается, и скорости тела. По мощности и времени можно вычис-лить совершаемую работу. Эту формулу ис-пользуют обычно для вычисления электрической работы (см. 14.3.4). Пример: кран поднимает груз весом 30 кН со скоростью 0,5 м/с. Какова величина необходимой при этом мощности? 1000 Вт = 1 кВт = 1 = 1 с с .. сила • путь силы _ F s Мощность = ; Р время t FbH sbm Гвс .« работа W Мощность = - ; P = — время t И/вН-м PbBt Мощность = сила • скорость P=Fv FbH izbm/c PbBt Работа = мощность время W=Pt
P = Fg-v = 30 000 Н-0,5 с PbBt tec I/Ив Вт• c
Р = 15 000 —М = 15 000 Вт = 15 кВт. с
14.2.10.2. Коэффициент полезного действия
Машины служат или для использования, или для преобразования энергии. Электрическая энергия, например, в моторах преобразовывается в кинетическую энергию, энергию трения, тепловую и звуковую энергию. Однако энергия трения, тепловая и звуковая энергии являются потерями полезной энергии. Отдаваемую станком за секунду энергию можно обозначить как отдаваемую мощностью РаЬ; энергию, забираемую мотором из электрической сети за секунду, — как подводимую мощностью Р и. Отношение отдаваемой мощности РаЪ к подводимой мощности Ри называют коэффициентом полезного действия ц (говорят «этта»). Разность между подводимой мощностью Р u и отдаваемой мощностью РаЪ называют мощностью потерь Ру.
.. . . „ отдаваемая мощность РаЬ
Коэффициент полезного действия =—-----“-----; w =——.
подводимая мощность Рги
www.edisgroup.ru
806 Глава 14. Физико-химические основы и справочная информация
Так как вследствие потери отдаваемая мощность всегда меньше, чем подводимая, то коэффициент полезного действия всегда меньше 1. Коэффициент полезного действия можно также обозначать в процентах (%).
Пример: электрический двигатель отбирает от электрической сети мощность Pzu = 3 кВт. Подключенному круглопильному станку передается мощность РаЬ = 2,52 кВт. Чему равны коэффициент полезного действия двигателя и мощность потерь?
'7=^=Щ^=°.«4и-™я4%;
Р = Рт — Р,ъ = 3,0 кВт — 2,52 кВт = 0,48 кВт.
14.2.11. Тепло
14.2.11.1. Сущность тепла
Молекулы любого вещества находятся в постоянном движении. Молекулы газа передвигаются беспорядочно, молекулы твердых тел колеблются в своем положении покоя туда и сюда. Молекулы в веществах с высокой температурой движутся быстро, в веществах с низкой температурах — с низкой скоростью и отталкивают друг друга. Они отталкивают друг драга тем сильнее, чем теплее является вещество. Итак, тепло — это энергия движения молекул. Таким образом, тела нагреваются из-за того, что их молекулы повышают энергию движения.
14.2.11.2. Температура и измерение температуры
Понятия «температура» и «тепло» часто используются одинаково. Но все же они имеют различный смысл. В то время как температура указывает соответствующий тепловой режим тела, под теплом понимают содержащееся в телах количе-
ство теплоты. Единицы измерения температуры — кельвин (К) и градус Цельсия (°C). 0°С соответствует точке замерзания воды (точка таяния льда). 100°С соответствует точке кипения воды при нормальном атмосферном давлении (точа пара).
- -100
Самое низкое значение температуры равно примерно —273°С, ее можно назвать точкой абсолютного нуля. При этой температуре все вещества находятся в твердом состоянии, так как при этом прекращается всякое движение молекул.
Единица измерения кельвин исходит от абсолютно нулевой точки. 0 К это, соответственно, точка абсолютного нуля, 273 К соответствует точке таяния льда, 373 К — точке кипения воды (рис. 14.87).
Прибор измерения температуры называют термометром. Различают жидкие и биметаллические
Рис. 14.87. Шкала температур термометры, а также электрический термометр и
вКи°С
пироскоп.
BDISF1GROUP
www.edisgroup.ru
14.2. Основы физики
14.2.11.3. Количество теплоты
Чтобы установить, из какого из двух источников поставляется больше тепла, нужно подогреть на каждом из них одинаковое количество воды. Вода, которая за то же самое время достигнет более высокой температуры, получит большее количество теплоты или тепловой энергии (рис. 14.88). И наоборот: при одинаковой температуре 10 л воды содержит в 10 раз большее количество теплоты, чем 1 л воды (рис. 14.88).
Единица измерения количества теплоты - джоуль.
Джеймс Джоуль в 1843 г. доказал, что каждое количество теплоты соответствует определенной механической работе. Поэтому работу, энергию и количество теплоты рассматривают как величины равного характера. Существуют единицы измерения джоуль (Дж), ньютон-метр (Н • м) и ватт-секунда (Вт • с).
1 Дж = 1Н • м = 1 Вт • с
1000 Дж = 1 кДж = 1 кН - м = 1 кВт•с
1 кВт•ч - 3600 кВт • с = 3600 кН • м = 3600 кДж
14.2.11.4. Удельная теплоемкость
Разным веществам с одинаковой массой для нагревания нужно разное количество теплоты. Карниз для ограждения из алюминия нагревается, например, при одинаковом притоке тепла благодаря солнечному излучению до более высокой температуры, чем древесина или штукатурка.
Необходимое для определенного повышения температуры количество теплоты зависит не только от массы, но и от вида вещества.
Подведенное за одинаковое время количество теплоты
Малое Большое
При одинаковой температуре подведенное количество теплоты
Рис. 14.88. Различие между температурой и количеством теплоты
Таблица 14.18. Средняя удельная теплоемкость веществ
Вещество кДж/кг К
Вода 4,2
Алюминий 0,96
Стекло 0,75
Сталь 0,46
Древесина
при влажности
0% 1,35
15% 1,70
92% 2,85
Пенопласты 1,88
Г азобетон 1,05
Гипс 0,84
Бетон 0,8
Строительный камень 0,8
Удельная теплоемкость - то количество теплоты, которое необходимо, чтобы нагреть 1 кг вещества на 1 К (= 1°С).
Пример: удельная теплоемкость бетона 0,8
кДж кг-К
(табл. 14.18), то есть при
нагревании бетона массой 1 кт на 1 К необходимо 0,8 кДж.
Для нагревания древесины необходимо приблизительно вдвое большее ко
личество теплоты, чем для того же количества алюминия, то есть при подведении одинакового количества теплоты повышение температуры алюминия вдвое больше, чем повышение температуры древесины. Это отображается, например, в виде различного температурного изменения длины строительных деталей.
^Hi^PGROUP
www.edisgroup.ru
Увеличение длины при нагревании
А _ А/
д/=/2-/1 дт=е2-е1
(6 говорят «тета»)
Уменьшение длины при охлаждении
Рис. 14.89. Изменение длины при изменении температуры
Таблица 14.19. Коэффициент температурной деформации строительных материалов
Строительный материал Коэффициент температурной деформации а, мм/(м • К)
Железобетон 0,01
Кирпичная кладка из клинкера 0,01
Силикатный кирпич, газобетон, легкий бетон 0,008
Строительный кирпич 0,006
Стекло, керамическая плитка 0,008
Конструкционная сталь 0,01
Медь 0,017
Алюминий 0,024
Цинк, свинец 0,029
Древесина, древесные материалы —
Исходная длина /. =----.
а АТ
г, АТ. А/
Разность температур АГ =----.
а
14.2.11.5. Действие тепла
ТЕПЛОВОЕ РАСШИРЕНИЕ
При нагревании тела расширяются по всем направлениям.
ИЗМЕНЕНИЕ ОБЪЕМА ТВЕРДЫХ ТЕЛ
Все строительные детали при нагревании расширяются и сжимаются при охлаждении, то есть при изменении температуры они изменяют свой объем (рис. 14.89). У строительных деталей учитывают прежде всего изменения длины.
Изменение длины А/ (говорят «дельта») зависит от длины I детали, от разности температур АТ как увеличения или уменьшения температур и коэффициента температурной деформации а веществ, из которых состоят элементы конструкции.
Коэффициент температурной деформации а указывает, на какую длину растягивается или сжимается тело длиной 1 м при разности температур в 1 К.
Единица измерения коэффициента температурной деформации а здесь указывается в мм/(м • К) (табл. 14.19).
Например, синтетический материал полиэтилен расширяется в 17 раз, алюминий более чем в 2 раза сильнее, чем сталь. Так как бетон имеет примерно одинаковый коэффициент теплового расширения, что и сталь, то это делает возможным изготовление конструкций из железобетона. Если в конструкции соединяются друг с другом вещества с различными тепловыми расширениями, как, например, оконный переплет с двойными стеклами из древесины и алюминия или металлическое ограждение в кирпичной кладке, необходимо обращать внимание на то, чтобы материалы могли перемещаться независимо друг от друга. При кирпичной или каменной кладке большой длины должен быть предусмотрен деформационный шов.
Изменение длины = Коэффициент температурной деформации ах конечная длина /,х разность температур АГ А/ = а-/, АТ
А/ в мм АТ в К
/,, /2 в м авмм/(м-К)
Fni«bFJGROUP
www.edisgroup.ru
14.2. Основы физики
ИЗМЕНЕНИЕ ОБЪЕМА ЖИДКОСТИ
Жидкости при нагревании расширяются более существенно, чем твердые тела. Ацетон имеет очень большое тепловое расширение, вода и ртуть в жидком состоянии имеют маленькое тепловое расширение.
Каждое тело при охлаждении сжимается, исключение из правила составляет вода (аномалия воды). Хоть при охлаждении до +4°С вода и уменьшает свой объем, однако при дальнейшем охлаждении от +4 до 0°С снова увеличивает объем. Поэтому вода при +4°С имеет самую большую плотность. Увеличение объема льда — это причина того, что лед плавает в воде, а замерзшие водопроводы лопаются.
ИЗМЕНЕНИЕ ОБЪЕМА ГАЗООБРАЗНЫХ ТЕЛ
Газы при нагревании расширяются намного сильнее, чем жидкости. Их расширение при повышении температуры на ГС составляет 1/273 их объема при 0°С. Например, если воздух в пространстве нагревается, то он расширяется. Его плотность по сравнению с ненагретым воздухом меньше, поэтому нагретый воздух поднимается вверх.
Газы, которые находятся в закрытой емкости, например в бутылке, при нагревании не могут расширяться. Давление газа увеличивается, что может привести к разрыву емкости.
ПЛАВЛЕНИЕ И КИПЕНИЕ
Вещества встречаются в трех различных состояниях — твердом, жидком и газообразном, которые можно назвать агрегатными состояниями. Преобразование из одного состояния в другое происходит при определенной температуре (рис. 14.90).
Твердое вещество становится жидким, если молекулы благодаря притоку тепла начинают двигаться так интенсивно, что теряют привязку к определенному месту внутри структуры. Температура, при которой это происходит, называется точкой плавления или температурой плавления (табл. 14.20).
Чтобы перевести 1 кг вещества из твердого состояния в жидкое, необходимо определенное количество теплоты, так называемая теплота плавления. Она составляет, например, для воды 335 кДж/кт.
Рис. 14.90. Различные агрегатные состояния.
FFWa^GROUP
www.edisgroup.ru
Таблица 14.20. Температура плавления и затвердевания веществ
Вещество °C
Хром 1900
Сталь 1450... 1530
Никель 1450
Чугун 1150...1250
Медь 1070... 1093
Алюминий 658
Цинк 419
Свинец 327
Вода 0
Ртуть -39
Азот -210
Кислород -227
Таблица 14.21. Температура кипения при давлении 1013 мбар
Вещество °C
Водород -253
Кислород -196
Азот -183
Спирт 78,4
Ацетон 57
Вода 100
Ртуть 357
Свинец 1525
Рис. 14.91. Кипение
При возрастающем нагревании жидкости тепловое движение молекул усиливается так, что силы их взаимного притяжения окончательно исчезают, и жидкость становится газообразной. Этот процесс называют испарением (рис. 14.91). При этой температуре жидкость достигает точки кипения или температуры кипения (табл. 14.21). То количество теплоты, которое может привести к преобразованию 1 кг жидкости из жидкого в газообразное состояние, называют теплотой испарения. Оно составляет, например, для воды 2250 кДж/кг.
КОНДЕНСАЦИЯ И ЗАТВЕРДЕВАНИЕ
Если газообразное тело лишается тепла, например водяной пар, то при соответствующей температуре оно конденсируется в жидкость, например воду. Эту температуру можно назвать точкой конденсации или точкой росы, при этом выделяется тепло в виде теплоты конденсации. Теплота конденсации равна теплоте испарения. В строительстве прежде всего должны обращать внимание на конденсацию водяного пара на внутренних поверхностях наружных стен и внутри строительных конструкций. Влажность в зданиях ведет к нанесению ущерба сооружениям и уменьшению теплоизоляции.
Если жидкость охлаждается, то она застывает. Температуру, при которой это происходит, называют точкой затвердевания (рис. 14.90), для воды это точка замерзания или точка таяния льда.
Точка плавления и точка затвердевания совпадают. Выделяемое при затвердевании количество теплоты равно количеству теплоты, поглощаемому при плавлении.
В то время как все затвердевающие вещества сжимаются, вода при замерзании расширяется. Пористые строительные материалы, поры которых заполняются водой, могут разрушаться морозом из-за распорного эффекта льда.
ИСПАРЕНИЕ
Жидкости могут испаряться также до достижения своей температуры кипения, однако лишь на своей поверхности. Этот процесс называют испарением (рис. 14.92). Испарение происходит тем быстрее, чем суше и подвижнее окружающий воздух и чем ближе температура жидкости лежит к точке испарения. Поэтому при комнатной температуре жидкость испаряется тем быстрее, чем ниже лежит ее точка испа
FFW«tElGROUP
www.edisgroup.ru
рения. Например, при комнатной температуре достаточно быстро испаряются спирт, нитрорастворители и бензин.
При испарении молекулы вылетают с поверхности жидкости и поглощаются воздухом (рис. 14.92). Необходимую для этого кинетическую энергию они заимствуют у жидкости в виде тепловой энергии. Связанное с этим падение температуры называют холодом испарения. Процесс испарения при увеличении площади поверхности жидкости ускоряется, например, благодаря разрезанию древесины для сушки.
ВЛАЖНОСТЬ ВОЗДУХА
Воздух имеет способность поглощать водяные пары. Содержащее в 1 м3 воздуха количество водяного пара в граммах называют абсолютной влажностью воздуха.
Способность воздуха поглощать водяные пары зависит от температуры воздуха. Воздух с высокой температурой накапливает больше жидкости, чем воздух с низкой температурой. Так называемая максимальная влажность воздуха в г/м3 достигается тогда, когда воздух больше не поглощает жидкость. В этом состоянии воздух насыщен. Так, например, 1 м3 воздуха при температуре 20°С накап
Рис. 14.92. Испарение
Рис. 14.93. Содержание водяных паров в воздухе в зависимости от относительной влажности воздуха и температуры воздуха
ливает максимально 17,3 г водяного пара, а при температуре 10°С насыщение наступает при содержании водяного пара 9,4 г/м3. Максимальное количество
водяного пара, которое воздух может впитать при различных температурах, показывают кривые насыщения (рис. 14.93).
Как правило, воздух содержит не максимально возможное количество влаги, то есть 100%, а меньше. Эта влажность воздуха выражается в процентах как отношение абсолютной влажности к максимальной влажности и называется относи
тельной влажностью воздуха.
_ абсолютная влажность воздуха-100%
Относительная влажность воздуха, %=-----------------—--------.
максимальная влажность воздуха
Пример: 1 м3 воздуха при температуре 20°С имеет абсолютную влажность, соответствующую 10,4 г водяных паров, тогда при максимальной влажности воздуха 17,3 г/м3 составляет
Относительная влажность воздуха = = 60%.
17,3 г/м3
Воздух с относительной влажностью 60% может поглощать больше водяных паров, чем воздух с относительной влажностью 70%.
gQISPlGROUP
www.edisgroup.ru
Таблица 14.22. Теплота сгорания топлива
Топливо Количество кДж
Кокс 1 кг 28596
Брикетирован- 1 кг 20097
ный древесный
уголь
Дрова 1 кг 14654
Мазут легкий 1 л 37153
Мазут тяжелый 1 л 39062
Городской газ 1 м3 15994
Природный газ 1 м3 31736
Рис. 14.94. Теплопередача излучением
14.2.11.6. Источник тепла
Важнейшим источником тепла на Земле является Солнце. Оно передает тепло посредством излучения, при вертикальном падении солнечные лучи дают около 80 кДж/м2-мин. Другим источником тепла на Земле является твердое, жидкое и газообразное топливо. Как правило, топливо имеет растительное или животное происхождение и при сжигании отдает тепло.
При сгорании 1 кг топлива выделяется количество теплоты, обозначаемое как теплота сгорания вещества. Теплота сгорания топлива различна (табл. 14.22).
Возрастающее значение получает производство тепла благодаря атомной и солнечной энергии. Тепловая энергия может вырабатываться также благодаря преобразованию других видов энергии, например из электрической энергии.
14.2.11.7. Теплопередача
Каждое тело, которое теплее окружающей среды, является для этой среды источником тепла. Передача тепла происходит благодаря тепловому излучению, теплоотведению (конвекции) или теплопроводности.
ТЕПЛОВОЕ ИЗЛУЧЕНИЕ
Тепловые лучи ведут себя так же, как лучи света. Они переносят тепловую энергию какизлучение, также через вакуумное пространство, и отдают эту энергию при столкновении первому же телу (рис. 14.94). При этом энергия излучения превращается в тепловое движение молекул. Способность поглощать тепловое излучение для различных тел зависит в основном от качества поверхности. Тело с темной и шершавой поверхностью поглощает большую часть падающего теплового излучения и благодаря этому сильнее нагревается, чем светлые и гладкие тела, которые отражают значительную часть падающего излучения. В качестве примера можно привести поглощение тепла черной крышей автомобиля или дома или черной одеждой при падении на нее солнечных лучей. Наоборот, темные тела излучают тепло быстрее, чем светлые, например батарея. В технике тепловое излучение применяется, например, для отопления помещения, отверждения клеев и лаков.
КОНВЕКЦИЯ
В противоположность тепловому излучению конвекция возможна только в газах и жидкостях. Если эти газы, например воздух, или жидкость, например вода, нагреваются в системе отопления, то они расширяются. Благодаря своей более низ
gmRFiGROUP
www.edisgroup.ru
14.2. Основы физики
кой плотности они легче и поднимаются вверх, в то время как холодные и тяжелые газы или жидкости поступают на их место. Образуется газовой поток или круговорот жидкости, который отводит тепло из источника тепла и вновь отдает менее нагретому материалу или веществу, как кирпичная кладка, бетон, воздух и т.д. Примером является циркуляция воздуха в радиаторах и гравитационная система отопления теплой водой (рис. 14.95).
Конвекция происходит также на поверхностях строительных конструкций или в воздушной прослойке с ограничивающими поверхностями различной температуры, например в оконных стеклопакетах.
ТЕПЛОПРОВОДНОСТЬ
При теплопроводности выравнивание температуры происходит благодаря передаче тепла в веществе от молекулы к молекуле, без обмена молекул местами. Тепло передается как энергия колебаний от расположенных ближе к источнику тепла молекул, которые колеблются интенсивно, к сосед
Рис. 14.95. Теплопередача конвекцией
Пространство движения атома
Отдача Приток
тепловой энергии тепловой энергии
Рис. 14.96. Теплопроводность (схематическое изображение)
ним молекулам, которые колеблются слабее, благодаря процессам столкновения (рис. 14.96).
Хорошим проводником тепла являются твердые вещества с высокой плотностью, особенно металлы. Плохими проводниками тепла являются древесина, искусственные материалы, пористые строительные материалы. Также жидкости и особенно газы плохо проводят тепло в том случае, когда конвекция ограничена.
Теплопроводность веществ тем меньше, - чем меньше их плотность, - чем пористее вещество, - чем меньше поры, - чем ниже их влажность.
14.2.12. Звук
14.2.12.1. Возникновение звука
Если ударить по камертону, то оба его свободных конца начнут совершать возвратно-поступательные движения, так называемые колебания. Эти колебания камертона передаются к прилегающим молекулам воздуха. При этом возникают зоны уплотнения и разряжения воздуха, которые распространяются от источника звука в виде звуковых волн. Если колебания достигают ушей, то барабан-
Рис. 14.97. Распространение звука
EOISUGROUP
www.edisgroup.ru
ная перепонка начинает резонировать, и колебания становятся слышны как звук, если частота колебаний в секунду лежит в пределах от 16 до 20000 (рис. 14.97).
Количество колебаний в секунду называется частотой звука, единица измерения частоты -герц (Гц). Чем больше частота, тем выше звук.
Звук, который состоит из несколько тонов, можно назвать шумом. Мешающиеся и неприятные шумы называют сильным шумом.
Шум угрожает здоровью людей и снижает их производительность. Шум тем надоедливее, чем резче и чаще он повторяется и чем длиннее отдельные интервалы. Там, где сильный производственный шум, например в машинном зале, безопасность труда людей находится под угрозой.
14.2.12.2. Распространение звука
Для того чтобы звук имел возможность распространяться, ему нужно тело, которое передает колебания дальше. Звукопроводящие тела могут быть газообразными, жидкими и твердыми. Звук доходит до человеческого уха обычно благодаря колеблющимся молекулам воздуха. Поэтому его называют воздушным звуком. Воздушный звук возникает, например, благодаря вибрирующим голосовым связкам при разговоре и пении, благодаря вибрации мембраны в громкоговорителях, благодаря возбужденному резонатору в музыкальных инструментах. Звук распространяется во всех направлениях. Если на пути звука встречается строительная
Падающий звук
Передаваемая fl /Поглощаемая доля fl ‘ доля
В- Пропускаемая 'О' ДОЛЯ
Рис. 14.98. Распространение воздушного звука (схематично)
1-
Ударный шум Шаговый шум
Рис. 14.99. Распространение ударного шума
конструкция, то часть падающего воздушного звука отражается, то есть отправляется назад, другая часть вызывает колебания строительных деталей. Эти колебания не только передаются другим строительным конструкциям, но и переходят на другие стороны строительных деталей или гасятся внутри строительной конструкции (рис. 14.98).
Ударный (корпусной) шум — это звук, который распространяется в твердых телах, например в кирпичной кладке, а возникает благодаря непосредственному возбуждению, например удару. Так, ударный шум возникает преимущественно при хождении по конструкции, например по полу, в этом случае говорят о шаговом шуме (рис. 14.99).
Колебания корпусного и шагового шума в перекрытиях и стенах частично гасятся строительными конструкциями, большая часть испускается опять в виде воздушного звука, и поэтому эти колебания слышны.
14.2.12.3. Измерение звука
Для установления силы звука определяется давление, которое оказывают колебания молекул воздуха на измерительный прибор. Это давление назы-
www.edisgroup.ru
14.2. Основы физики
2/10000 2/1000 2/100 2/10 2 20 200
Звуковое давление Г
Уровень звукового Г ——
давления 1 Г“ 1
0 20 40 60 80 100 120
Рис. 14.100. Сопоставление между звуковым давлением и уровнем звукового давления
вают звуковым давлением. Такое давление соответствует определенной силе звука или уровню звукового давления. Измеренное звуковое давление изображается на шкале измерительного прибора в измерительном диапазоне от 1 до 120 как уровень звукового давления. При этом одно деление шкалы измерения соответствует единице измерения 1 децибел (дБ) (рис. 14.100).
Как показывают исследования, человеческий слух имеет свойство чувствовать низкий тон как менее громкий, чем высокий тон. Начало слухового восприятия, порог слышимости, лежит, например, в тоне частоты от 1000 Гц около 0 дБ. При тоне от 100 Гц звук слышится только начиная с силы звука 25 дБ (рис. 14.101).
Эта особенность человеческого слуха воспринимать различные тона как звуки разной громкости принимается во внимание за счет того, что определяемая при измерении шума величина силы звука в децибелах корректируется. Эта величина корректировки устанавливается в DIN EN ISO 60651. После учета величины корректировки можно получить эквивалентный уровень звукового давления (А-уровень звукового давления), который выражается в дБ(А).
Для оценки высоты эквивалентного уровня звукового давления служат знакомые шумы, указанные в табл. 14.23. Предельное значение уровня звукового давления указано в табл. 14.24.
Когда на людей одновременно воздействует шум от некоторых источников, уровень звукового давления увеличивается. Однако повышенный уровень звукового давления не является таким же высоким, как сумма величин A-уровня звукового давления отдельного источника звука. Если складываются две одинаковых величины A-уровня звукового давления, то общий уровень звукового давления возрастает на 3 дБ(А).
Рис. 14.101. Уровень звукового давления при различных частотах на пороге слышимости
Таблица 14.23. Оценочный уровень звукового давления известных шумов
Шумы ДБ(А)
Обычные шумы в квартире 30
Тихий разговор 40
Обычная беседа 50
Громкий разговор 60
Сильный транспортный шум 80
Шум мотоцикла 90
Таблица 14.24. Предельное значение уровня звукового давления
Граничная ситуация ДБ(А)
Порог слышимости 0
Верхний допустимый предел ночного шума в жилом квартале 35
Верхний допустимый предел дневного шума в жилом квартале 45
Повреждение вегетативной нервной системы 65
Начало потери слуха 90
Болевой порог 120
www.edisgroup.ru
Пример:
Два строгальных станка с предельным значением A-уровня звукового давления каждый в 80 дБ(А) показывают суммарный уровень звукового давления в 83 дБ(А).
Как звук вдвое громче люди воспринимают звук, если его уровень звукового давления больше на 10 дБ(А), например если A-уровень звукового давления повышается от 80 до 90 дБ(А).
Как видно из табл. 14.24, продолжительное воздействие шума на людей вредно для здоровья, а именно вред здоровью тем больше, чем сильнее шум и чем продолжительнее воздействие шума. Так, например, слух работника, который всю рабочую смену работает на шумных машинах, подвергается особенной опасности. По этой причине отраслевой союз издал правила техники безопасности «Шумы» (ПТБ «Шумы»). Из этого видно, что A-уровень звукового давления сам еще не является величиной для оценки шумовой травмы, так как не учитывается время воздействия. Поэтому был введен допустимый уровень продолжительного воздействия.
Оценочный уровень продолжительного воздействия - это A-уровень звукового давления, который относится к длительности рабочей смены восемь часов при постоянной шумовой нагрузке.
Установлено, что при A-уровне звукового давления по результатам измерения, равным 90 дБ(А) и длительности воздействия в восемь часов оценочный уровень продолжительного воздействия составляет 90 дБ(А). Если длительность воздействия составляет лишь четыре часа в день, то оценочный уровень продолжительного воздействия уменьшается на 3 дБ(А) до 87 дБ(А). Если время воздействия составляет лишь два часа в день, то оценочный уровень продолжительного воздействия опять уменьшается на 3 дБ(А), то есть до 84 дБ(А). Общими словами это означает, что при неизменном A-уровне звукового давления благодаря сокращению в два раза времени воздействия оценочный уровень продолжительного воздействия уменьшается на 3 дБ(А).
В правилах техники безопасности «Шумы» рабочая область называется шумной рабочей областью, если для этой области оценочный уровень продолжительного воздействия устанавливается > 90 дБ(А). В 2007 году этот предел будет сни-
Рис. 14.102. Стенд «Шумная рабочая область»
жен до 85 дБ(А). Шумную рабочую область необходимо маркировать на стендах бело-голубым цветом (рис. 14.102). Для предотвращения вреда слуху при работе в шумной рабочей области необходимо носить индивидуальные защитные средства для органов слуха, например беруши, наушники или каску. Уже при оценочном уровне продолжительного воздействия, равном 85 или 80 дБ(А) начиная с 2007 года, предприятие должно будет предоставлять в распоряжение работников индивидуальные средства защиты органов слуха.
misUGROUP
www.edisgroup.ru
14.3. Основы электротехники
ЗАДАНИЯ
1. Почему различные материалы в строительстве постоянно изменяются в размерах? Благодаря каким мероприятиям можно предотвратить возможные повреждения?
2. Вещества встречаются в различных агрегатных состояниях. При каких условиях изменяются агрегатные состояния и какие процессы при этом происходят?
3. Какое значение имеет точка росы для строительных конструкций, например для наружной стены?
4. Какими способами осуществляется передача тепла? Приведите примеры.
5. Звук распространяется от источника. Какие возможности распространения существуют для различных видов звука?
14.3. Основы электротехники
Электротехника имеет дело с производством, распределением и использованием электрической энергии. Электрическая энергия является высококачественным видом энергии, так как существует возможность легко ее преобразовывать без большой потери в любые другие виды энергии, например в тепло или механическую работу.
14.3.1. Основные понятия
Большинство технических приборов и устройств нуждаются в электрическом токе,
поэтому важны знания основ электротехники.
Электрическая цепь: электрическую энергию можно распределять лишь в замк
нутой системе, так называемой электрической цепи.
Движение электрически заряженных частиц называют электрическим током. Он состоит из движущихся электронов в металлическом проводнике.
Для объяснения основных понятий электротехники можно сравнить простую гидросистему с цепью электрического тока. Необходимое для гидросистемы давление производит насос (рис. 14.103); поток жидкости приводит в движение гидравлический двигатель. Для электрической цепи тока в генераторе вырабатывается электрическое напряжение (рис. 14.104); поток электронов приводит в движение электрический двигатель.
Напряжение (Г): гидравлический насос вырабатывает на одной стороне избыточное давление, а на другой стороне пониженное давление. Перепад давлений — это причина для тока жидкости.
С помощью генератора на одном контакте (отрицательный полюс) вырабатывается избыток электронов, на другом контакте (положительный полюс) — недостаток электронов. Благодаря этому
Рис. 14.103. Гидравлическая система
Рис. 14.104. Цепь электрического тока
pm<g^GRQUP
www.edisgroup.ru
Рис. 14.105. Измерение напряжения и тока
Атомы металла имеют свободные электроны. В атомах электроны связаны слабо, и атомы могут обмениваться ими. Плохой проводник имеет лишь небольшое количество свободных электронов.
Так, в закрытой гидравлической системе жидкость не может вытечь, таким же образом из изолированной электрической цепи электроны не могут «потеряться». Жидкость или электроны не расходуются. При неразветвленной циркуляции жидкости, точно так же как при неразветвленной электрической цепи тока, ток во всех местах имеет одинаковую силу.
Рис. 14.106. Напряжение посредством индукции
возникает перепад давления электронов, который можно назвать электрическим напряжением.
Электрическое напряжение измеряется в вольтах (В).
Измерительный прибор для электрического напряжения называют вольтметром. Напряжение измеряют в месте потребления, при этом оба зажима вольтметра соединяют с обоими зажимами потребителя (рис. 14.105).
С помощью контроллера фазы можно установить, проводит ли проводник напряжение по сравнению с землей. Если пробником касаются проводника, находящегося под напряжением, то замыкается электрическая цепь, проходящая через лампу тлеющего разряда, защитный резистор, пружины, контакты и человеческое тело, и лампа тлеющего разряда вспыхивает. Защитный резистор в контроллере фазы ограничивает ток в соответствии с величинами, безопасными для людей.
Ток (7): электрический ток может течь лишь в том случае, когда имеется напряжение и замыкается электрическая цепь. Электрический ток — это число электронов, которые за единицу времени протекают через поперечное сечение проводника.
Электрический ток измеряется в амперах (А).
Сопротивление (/?): все электрические проводники и приборы оказывают потоку электронов более или менее высокое сопротивление.
Величина сопротивления измеряется в омах (Ом).
Рис. 14.107. Принцип генератора
14.3.2. Выработка напряжения
Электрическое напряжение возникает посредством индукции, благодаря преобразованию химической энергии, свету и благодаря трению.
Выработка напряжения посредством индукции происходит тогда, когда электрический проводник движется, например катушка в магнитном поле (рис. 14.106). Эта возможность выработки напряжения используется во всех генераторах, в электростанциях и транспортных средствах (осветительный генератор) (рис. 14.107).
Выработка напряжения в сети посредством химической энергии происходит тогда, когда два раз-
gpigb^GROUP
www.edisgroup.ru
14.3. Основы электротехники
личных металла или уголь и один металл находятся в контакте с проводящей жидкостью (электролитом). При этом образуется гальванический элемент.
Некоторые сложные гальванические элементы называют батареями или аккумуляторами. Стандартные батареи чаще всего составлены из элементов с электродами из угля и цинка (рис. 14.108). Этот элемент уголь-цинк подает напряжение по 1,5 вольт. При потреблении тока разрушается менее благородный электрод, в данном случае цинк.
Выработка напряжения с помощью света. В фотоэлементах возникает электрическое напряжение,
Положительный полюс
Запорная шайба
Угольный электрод
Двуокись марганца Паста хлористого аммония (электролит) Кожух Изоляционный слой
Цинковый электрод Отрицательный полюс
Рис. 14.108. Элемент уголь-цинк
пока на них падает свет, например экспонометр и элемент солнечной батареи.
Выработка напряжения посредством трения (статическое электричество). Искусственные материалы в большинстве случаев хорошие проводники и благода
ря трению могут заряжаться высоким напряжением.
Даже металлические корпусы, изолированные по сравнению с землей, например автомобиль при движении на сухой трассе, благодаря трению могут заряжаться до 1000 В. Это проявляется, например притягиванием пылевых частиц, приклеиванием пленки и искрообразованием, сопровождающимся искрящим звуком. Правда, при разряде выступающий ток очень незначителен.
Взрыв паров растворителя (пылевоздушной смеси) может произойти из-за разрядной искры.
14.3.3. Воздействие электрического тока
Электрическая энергия может преобразовываться в тепловую и световую энергию, в магнетическую и химическую энергию, а также в кинетическую энергию.
Тепло и свет: в электрическом нагревательном приборе, например в нагревательной спирали, потоку электронов препятствует лишь незначительное сопротивление. Появляющийся в результате этого большой электрический ток благодаря трению в проволоке вызывает нагрев до красного каления (электрокамин) или до яркого свечения (лампа накаливания). У лампы накаливания коэффициент полезного действия очень незначительный. Около 3% энергии испускается в виде света, 97% электрической энергии превращается в тепло.
Напротив, у люминесцентной лампы (газоразрядная лампа) коэффициент полезного действия достигает 15—20%.
Магнетическое действие электрического тока используется, например, в элек
тродвигателях и громкоговорителях.
Химическое действие: если постоянный ток проводится через проводящую жидкость, то на положительный полюс притягиваются отрицательно заряженные частицы, а на отрицательный полюс — положительно заряженные частицы (отрицательные и положительные ионы). Это явление
Определенные газы (неон, пары ртути) вспыхивают при прохождении через них тока. Этот свет, например в люминесцентной лампе, можно назвать «холодным» светом в противоположность «теплому» свету в лампе накаливания.
FniRf^GRQUP
www.edisgroup.ru
Рис. 14.109. Гальваническое никелирование
называют электролизом. Оно может быть использовано при разложении воды на свои составные части водород и кислород, при гальванизации и анодировании (рис. 14.109)
Действие на живой организм: люди и животные подвергаются опасности, если через них протекает электрический ток. Обширное соприкосновение влажной кожи с деталями, которые находятся под электрическим напряжением, особенно опасно.
14.3.4. Важные параметры потребителей электроэнергии
Для обращения с электрическими машинами и инструментами важно знать взаимосвязь электрического напряжения, тока, сопротивления, работы и мощности.
Пример 1:
Трехжильный удлинительный кабель из медной проволоки имеет длину 50 м. Поперечное сечение каждой жилы составляет 1,5 мм2. Сопротивление проводника кабеля равно:
R-Ь»; А
„ 100 м-0,0178 Ом-мм2 .
R =------1—-5---------= 1,2 Ом.
1 ;5 ММ • М
СОПРОТИВЛЕНИЕ ПРОВОДНИКА (Я)
Каждый проводник, а также каждый потребитель имеют определенное сопротивление, величина которого зависит от размеров и материалов проводника. Сопротивление электрического проводника тем больше, чем он длиннее, чем меньше его поперечное сечение и чем хуже материал проводит электрический ток. Сопротивление проводника длиной 1 м и поперечным сечением 1 мм2 называют удельным сопротивлением (р). Величина зависит от материала и выбирается из таблицы.
Для проведения электрического тока необходимы две жилы, общая длина проводников, например при длине кабеля 50 м, поэтому составляет 2 х 50 = 100 м. Третья жила (защитный провод) не проводит ток (пример 1).
ЗАКОН ОМА/НАПРЯЖЕНИЕ (U), ТОК (/)
Протекающий через проводник или потребитель ток тем сильнее, чем больше напряжение и чем меньше сопротивление.
Если прибор с сопротивлением 10 Ом присоединен к напряжению 6 В, тогда течет ток 0,6 ампер (А). Если тот же самый прибор присоединен к 230 В, то ток равен 23 ампер (А), смотри пример 2.
Если прибор предназначен для подключения к 230 В, тогда при 6 В прибор работать не может, так как ток слишком слабый. Если прибор, рассчитанный на 6 В, подсоединен
Пример 2:
Чему равен ток прибора с сопротивлением 10 Ом, который подсоединен к напряжению 6 В или 230 В?
/="=_^_ = 0,6А.
R 10 Ом
6 В
,=к= 230В=23д.
R 10 Ом
g-P|<S^GROUP
www.edisgroup.ru
14.3. Основы электротехники
к 230 В, то он разрушается, так как ток слишком сильный.
ЭЛЕКТРИЧЕСКАЯ МОЩНОСТЬ (Р)
Электрическая мощность оборудования зависит как при постоянном токе, так и при переменном токе от действующих значений напряжения и силы тока.
Электрическая мощность — это произведение величин электрического напряжения и силы тока. Единица измерения мощности — ватт (Вт) и киловатт (кВт) (пример 3).
Каждый прибор может эксплуатироваться только с тем напряжением, для которого он сконструирован. Смотри табличку с данными по мощности!
Если электрический прибор или машина подсоединены через удлинительный кабель, то возникают потери напряжения. Потери напряжения могут составлять по счетчику потребителя лишь 1,5%, при сетевом напряжении 230 В допустимые потери напряжения —3,5 В. Для подводящего провода двигателя потери напряжения не должны превышать более 3% (пример 4).
Кроме того, кабель удлинителя из-за тока нагревается. Намотанный кабель на кабельном барабане может повреждаться из-за аккумуляции тепла. Поэтому при подсоединении большой мощности кабель из кабельного барабана должен быть размотан по всей своей длине.
Пример 3:
Чему равен ток нагревательного прибора мощностью 3 кВ, который подсоединен к напряжению 230 В?
3000 Вт
230 В
= 13,0 А.
Пример 4:
Каковы потери напряжения отопительного прибора, который подсоединен через рассчитанный в примере 1 кабель длиной 50 м?
U= R-1
U -^ 1,2 Ом • 13,0 А = 15,6 В
Эти потери напряжения недопустимы!
Нагревание кабельного удлинителя соответствует мощности
P=U-1
Р= 15,6 В • 13,0 А = 202,8 Вт
Пример 5:
Нагревательный прибор с общей потребляемой мощностью 2 кВт работает в течение 5 часов. Чему равна стоимость электрической работы по тарифу 0,12 €/кВт • ч?
W=P-1
W= 2 кВт 5 ч = 10 кВт • ч
Стоимость электрической работы =
0,12евро-10 кВт-ч
= —----—---------= 1.2 евоо.
ЭЛЕКТРИЧЕСКАЯ РАБОТА (И/)
Чем больше мощность и чем дольше продолжительность эксплуатации подключенных приборов, тем больше электрическая работа. Таким образом, работа — это произведение электрической мощности и времени. В сети электрическая работа считывается со счетчика в киловатт-часах.
СТОИМОСТЬ ЭЛЕКТРИЧЕСКОЙ РАБОТЫ
Стоимость электрической работы получается из произведения электрической работы и тарифа (пример 5).
Стоимость электрической работы рассчитывается организацией по энергоснабжению по основному тарифу.
roi«>^GRQUP
www.edisgroup.ru
Глава 14. Физико-химические основы и справочная информация
Таблица 14.25. Обзор формул
Формулы Сопротивление проводника Закон Ома Электрическая мощность Электрическая работа
rJ-2-А Sill —. * сс II о|о: и P=UI W=P-t
Единица измерения 1 Ом = 1 В/1 А 1 А = 1 В/1 Ом 1 Вт= 1В -1 А 1 кВт -ч = 1 кВт - 1 ч
Буквенное обозначение 1 = сила тока в амперах (А) U - напряжение в вольтах (В) R = сопротивление в омах (Ом) / = длина проводника в метрах (м) р = удельное сопротивление, табличная величина (Ом • мм2/м) А = поперечное сечение проводника (мм2) Р = общая потребляемая мощность в ваттах (Вт) или киловаттах (кВт) W- электрическая работа в киловатт-часах (кВт • ч) t = время в часах (ч)
14.3.5. Виды тока
Рис. 14.110. Виды тока в осциллограмме
Различают постоянный и переменный ток.
При постоянном токе (—) ток течет лишь в одном направлении, например в электрических фонарях и при электрической работе в некоторых транспортных средствах. Гальванизация металлических частей и зарядка автомобильных батарей, например, возможны лишь при постоянном токе.
Недостатком постоянного тока является то, что с помощью трансформаторов его нельзя преобразовывать в высокое и низкое напряжение. Кроме того, при влажности в устройстве постоянного тока наступают сильные коррозионные явления.
При переменном токе (~) ток постоянно изменяет свое направление. В европейской сети электроснабжения он меняет свое направление 50 раз в секунду. Количество колебаний за секунду называют частотой. Единица измерения частоты герц (Гц) = 1 колебание в секунду (рис 14.110).
О токе высокой частоты говорят, когда частота колебаний больше 50 Гц. В высокочастотном поле могут нагреваться проводящие и непроводящие вещества (например, с помощью микроволн).
14.3.6. Магнетизм
Железо, никель и кобальт, а также их сплавы имеют магнетические свойства.
Каждый магнит имеет северный и юж-
Рис. 14.111. Магнитное поле вокруг ный полюса. Между магнитными полюсами проводника с током существует активная сила. Одноименные
Ток высокой частоты может применяться для склеивания стыков, сушки пиломатериала и для автогенной сварки.
fois^group
www.edisgroup.ru
14.3. Основы электротехники
полюса отталкиваются, разноименные притягиваются.
Различают постоянные магниты и электрические магниты.
К постоянным относятся те магниты, магнитная сила которых при неблагоприятных условиях не ослабевает, например при колебании. Постоянный магнит изготавливается из стального сплава, например алнико (сплав из железа Fe, алюминия Al, никеля Ni и кобальта Со), а также из оксидов металла (феррит).
Постоянный магнит используется, например, для мебельных замков, в магнитных зажимах и в электродвигателях малой мощности.
У постоянных магнитов магнитное действие не может регулироваться.
Электромагниты по сравнению с посто
янными магнитами имеют то преимущество, что их магнитное действие можно отключать и регулировать.
Вокруг проводника с током возникает магнитное поле. При этом магнитные линии поля вращаются вокруг проводника. Если ток течет по направлению от наблюдателя, тогда воображаемые линии поля движутся по часовой стрелке, если ток течет к наблюдателю, тогда направление магнитных линий — против часовой стрелки. «Хвост» стрелки тока обозначается знаком «плюс», острие обозначается точкой (рис. 14.111).
Катушка умножает магнитное поле в соответствии с числом ее витков (рис. 14.112).
Благодаря введению в катушку сердечника из магнито-мягкой стали можно достичь
Рис. 14.112. Катушка с током и магнитным полем
Рис. 14.113. Магнитный стержень
Примеры использования электромагнитов: электромагнитная муфта, ломовой магнит, доводчики и закрыватели дверей, приводимый в действие электрический вентиль и электрический управляемый переключатель (реле)._______________
Рис. 14.114. Катушка с ферромагнитным сердечником
значительного усиления магнитного поля.
Направления силовых линий магнитного стержня (рис. 14.113) и катушки с током и ферромагнитным сердечником одинаковы (рис. 14.114).
14.3.7. Индукция
Для выработки напряжения с помощью индукции нужен магнит и электрический проводник. Проводник выполнен в виде катушки. Электрическое напряжение возникает, когда силы магнитных полей внутри катушки изменяются, например из-за движения магнитов (рис. 14.103).
EDISUGROUP
www.edisgroup.ru
Рис. 14.115. Трансформатор (схема)
Для трансформаторов отношение напряжений равно отношению количества витков; отношение токов равно обратному отношению количества витков или напряжений.
U2 N2 I, N2~ U2
Противоположно
Магнитное поле Поле Накладываемые поля проводника
Рис. 14.116. Проводник с током в магнитном поле
ПРИНЦИП ДЕЙСТВИЯ ТРАНСФОРМАТОРОВ
Трансформатор состоит в принципе из двух катушек, которые связаны посредством ферромагнитного сердечника.
Если катушку 1 подсоединяют к напряжению переменного тока, то в ней течет переменный ток, который образует переменное магнитное поле. При этом во второй катушке (вторичная катушка) благодаря индукции также возникает переменное напряжение. Отношение витков катушки составляет при этом отношение напряжений. Например, если в первойкатушке 1000 витков и во второй 500 витков, тогда отношение 1000 : 500 = 2: 1, таким образом, отношение напряжений также равно 2:1.
Благодаря этому с помощью трансформаторов может генерироваться высокое и низкое напряжение. Примером для трансформаторов являются звонковый трансформатор 230 В/8 В и ламповый трансформатор 230/25 В, или 60 В (рис. 14.115).
14.3.8. Использование магнитных сил
В электродвигателях электрическая энергия преобразовывается в механическую энергию. При этом используется магнитное действие на проводник с током.
Если проводник с током находится в магнитном поле, то друг на друга действуют два взаимодействующих магнитных поля, поле постоянного магнита и поле, которое вырабатывается благодаря току в
проводнике (рис. 14.116). Одинаково направленные линии поля (силы) усиливаются, противоположно направленные линии поля взаимно уничтожаются. Из обоих одиночных магнитных полей получается общее магнитное поле. На левой
стороне возникает ослабление поля, на правой стороне усиление поля. Линии поля
«пытаются» достичь другого полюса кратчайшим путем и вытолкнуть наружу проводник из поля. Если изменить направление магнитного поля или тока в проводнике, то общее поле слева от проводника усиливается, а проводник выдавливается наружу вправо (рис. 14.116). Это действие сил на проводник с током в магнит-
ном поле используется в электродвигателях.
mistJGROUP
www.edisgroup.ru
14.3. Основы электротехники
ПРИМЕР ДВИГАТЕЛЯ ПОСТОЯННОГО ТОКА
Если в магнитном поле проводник опирается на вращающуюся ось, то на часть проводника сверху и снизу при прохождении тока действуют силы, которые вращают проводник в виде петли по часовой стрелке (рис. 14.117). Те же самые силы действуют на другую петлю (рис. 14.118), когда она приводится в вертикальное положение. Подача тока происходит через угольную щетку и коллектор, подключенные к проводнику в виде петли.
Если обмотка вращается в магнитном поле, то в обмотке возникает электрическое напряжение. Таким образом, каждый двигатель постоянного тока можно использовать и как генератор. Выработанное напряжение зависит от сил магнитного поля, от количества витков, обмотки ротора и скорости вращения ротора. В состоянии покоя напряжение не возникает (рис. 14.118).
Двигатель постоянного тока одновременно является генератором.
Выработка напряжения происходит также и в процессе работы двигателя, так как имеется магнитное поле и вращающаяся обмотка. Вы
Рис. 14.117. Катушка в магнитном поле
Угольная щетка
Изоляционный материал Пластина меди
Коллектор
Полюсный наконечник
I
Воздушный зазор
Рис. 14.118. Двигатель постоянного тока
рабатываемое благодаря вращению ротора напряжение направлено против прилагаемого напряжения сети. Это противодействующее напряжение уменьшает действие сетевого напряжения, поэтому с возрастающей скоростью вращения потребление электроэнергии становится меньше. При включении противодействующее напряжение еще не существует, так как в момент включения двигатель не вращается, поэтому в данный момент сетевое напряжение действует в полную силу, а потребление тока максимально.
14.3.9. Распределение электрической энергии
Для распределения электрической энергии необходимы провода, предохранители и приборы коммутации.
Для малой мощности используется однофазный переменный ток с напряжением 230 В и частотой 50 Гц. Для этого нужны проводящий напряжение проводник и обратный провод.
Для большей мощности используется трехфазный переменный ток (трехфазный ток либо также ток высокого напряжения). В нем соединяются три однофазных напряжения перемен-
Рис. 14.119. Трехфазный переменный ток
EDIsgGROUP
www.edisgroup.ru
Трехфазный переменный ток
Рис. 14.120. Однофазная-трехфазная электросеть
ного тока, которые сдвинуты по времени друг относительно друга на одну треть колебаний. Тем самым могли бы обеспечиваться три автономные сети, и при этом нужно было бы для прямых и обратных проводов в целом шесть линий. Если обратные провода соединяют вместе, то обходятся четырьмя линиями (рис. 14.119).
Общий обратный провод заземленного проводника называют нулевым проводом (N, синий). Другие три провода (фазовые провода трехфазной системы) имеют условное обозна
чение LI, L2 (черный) и L3 (коричневый). Кроме этого, имеются еще защитные провода РЕ (желто-зеленый), которые соединены с землей.
Напряжение между фазовым проводом и нулевым проводом или землей всегда равно 230 В. Напряжение между двумя фазовыми проводами, например между L1 и L2, составляет 400 В. Это напряжение используется для двигателей и других устройств.
Местная сеть через высоковольтные линии и подключенный трансформатор снабжается электрической энергией от электростанции. Подключение потребителя к местной сети происходит через кабель и воздушные линии электропередачи для подсоединения к домовому распределительному щитку. Эти распределительные щитки, защищенные пломбами, содержат в том числе предохранительные устройства. Подсоединение главных линий к электросчетчику также пломбируют, так, чтобы без повреждения пломб электрическая энергия не могла потребляться без учета.
Рис. 14.121. Предохранители и их маркировка
Предохранители предотвращают опасные превышения допустимых значений токов.
Предохранители не Должны восстанавливаться и перемыкаться вручную.
Для электрических проводов из-за хорошей электропроводимости чаще всего применяется медь. Но медная проволока также нагревается при прохождении тока вследствие своего сопротивления. При слишком высокой силе тока происходит недопустимое нагревание, и тем самым повреждается изоляция, что может привести к возгоранию.
Допустимые значения тока могут быть превышены из-за перегрузки или короткого замыкания. Перегрузка наступает тогда, когда подключенные одновременно приборы вызывают протекание тока высокой силы. Короткое замыкание — это прямое соединение между электрическими линиями в обход потребителей, поэтому ток становится чрезвычайно большим.
Предохранитель с плавкой вставкой (рис. 14.121) содержит в себе тонкий прово-
FFM<S^GROUP
www.edisgroup.ru
14.3. Основы электротехники
лочный или ленточный легкоплавкий провод, который при сильном токе расплавляется, и благодаря этому цепь тока размыкается.
Расплавленный предохранитель должен быть заменен новым равноценным.
Конусный болт (рис. 14.121) должен предотвратить ввинчивание предохранительного патрона с недопустимо высокими параметрами. Конусные болты и относящиеся к ним предохранительные патроны стандартизированы (рис. 14.121). Конусный болт выбирается по поперечному сечению провода и должен заменяться только специалистом.
Автоматические предохранительные выключатели могут быть снова включены после срабатывания. Они имеют две выключающие катушки, одну — магнитную, которая срабатывает при коротком замыкании, и одну — выключающую из двухслойного металла, которая действует при перегрузке. Если автоматический выключатель отключается через катушку из двухслойного металла, то он может быть включен только тогда, когда биметаллическая лента остынет (рис. 14.122).
14.3.10. Дефекты электрических устройств и меры защиты
Зажим подводящей линии
Электромагнитный быстродействующий выключающий механизм
Механический выключатель
Дугогасительная камера
Перегрузочный размыкатель из биметалла
Зажим подводящей линии
Рис. 14.122. Автоматический предохранительный выключатель
Трехфазный трансформатор , Главный напряжения (вторичная / предохранитель обмотка) / и
400/230 В |_2
Рис. 14.123. Виды дефектов
В электрических устройствах могут встречаться следующие дефекты, например
при повреждении изоляции: короткое замыкание, замыкание на корпус и замыкание на землю (рис. 14.123).
Трехфазный трансформатор напряжения
Таблица 14.26. Виды дефектов
Короткое замыкание Контакт двух проводов, находящихся под напряжением, без изоляции.
Замыкание на корпус Дефекты соединений проводов, находящихся под напряжением, с проводящими частями, которые не относится к цепям тока (например, корпус).
Замыкание на землю Дефекты прямых соединений проводов, находящихся под напряжением, с землей или с заземленными частями.
400/230 В L1
1------------
I L3
I_________N
РЕ
Главный z предохранитель 1. Дефект: защитные провода разомкнуты
2. Дефект: замыкание на корпус
В местной сети общие обратные линии заземлены во многих точках. Так как земля хорошо проводит, то обратный ход тока на землю также возможен. Если человек прикасается к поврежденному кабелю или прибору с замыканием на корпус,
Присоединение защитного провода
Предохранители приборов
П| j |
Рис. 14.124. Опасное контактное напряжение
EDISjdGROUP
www.edisgroup.ru
Ток более 0,05 А и напряжение выше 50 В могут быть опасны для жизни.
Рис. 14.125. Дефект электрической цепи на заземленном проводе
то электрическая цепь замыкается через человеческое тело и землю (рис. 14.124). Этот ток называют аварийным током. Величина аварийного тока зависит от сопротивления человеческого тела, прежде всего от сопротивления кожи и от электропроводимости земли. При хорошей изоляции пола поврежденный или неправильно подключенный прибор очень долго остается необнаруженным, потому что незаметно напряжение на корпус. Но если одновременно коснуться хорошо заземленного проводника, например трубы газо- и водоснабжения, отопления, то опасный сильный ток может протекать через людей (рис. 14.125).
14.3.11. Действие электрического тока на человеческое тело
При получении команд из головного мозга в мышцах через нервы течет очень слабый электрический ток. Если электрический ток проникает в челове-
ческое тело снаружи, то мускулы слушаются этой существенно более сильной «команды», а команды головного мозга больше не доходят и блокируются.
Это сопровождается судорогой мышц, параличом, сбоем сердечной деятельности и дыхания. Шоковое воздействие может привести к сбою кровообращения. Необходимо немедленно начать попытки привести в чувство потерпевшего от несчастного случая посредством искусственного дыхания и массажа сердца и как можно быстрее оказать врачебную помощь, скорость оказания помощи может спасти жизнь, а промедление привести к смерти.
14.3.12. Меры защиты
Во всех устройствах с рабочим напряжением более 25 В/60 В предписываются меры защиты. Они служат для защиты людей от высокого контактного напряжения.
Важнейшими мерами защиты являются: защитная изоляция, заземление, защита размыканием электросети, защитное низкое напряжение и защита отключением, действующая при появлении тока утечки.
Приборы, защищенные изоляцией, на табличке с паспортными данными имеют знак защитная изоляция, маленький квадрат в большом квадрате. Все металлические детали, которые могут находиться под напряжением в результате дефекта, изолируются от контакта.
Эта мера защиты зачастую применяется в маломощных машинах. В имеющей защитную изоляцию ручной дрели, например, зубчатое колесо из пластмассы может обеспечить размыкание электрического соединения между сверлильным шпинделем и двигателем.
FFMR^GRQUP
www.edisgroup.ru
14.3.
Кроме того, корпус и выключатель этой дрели должны быть изолированы. Токоподводящий провод и штепсельная вилка на приборе, имеющем защитную изоляцию, являются двухполюсными.
Заземление — это наиболее часто применяемая мера зашиты. При этом металлический корпус подсоединенных приборов соединяется с маркированными зеленовато-желтым защитными проводами (рис. 14.126)
В пути следования защитного провода не должно быть каких-либо предохранителей или размыкания.
Рис. 14.126. Заземление
Если в приборах с заземлением появляется заземление на корпус, то образуется сильный ток короткого замыкания и срабатывает предвключен-ный предохранитель (рис. 14.125).
Подвижные приборы подсоединяются штепсельными разъемами с защитными контактами. Металлический корпус электроприборов соединяется с защитным проводом. Тем самым в случае дефектов не возникает никаких опасных контактных напряжений. Даже если предохранитель не выключается (ток утечки низкий), прибор заземлен и поэтому безопасен (рис. 14.127).
При защите размыканием между сетью и электроприбором подключается трансформатор, напряжение на выходе которого не заземлено. Этот трансформатор называют разделительным трансформатором. К каждому трансформатору можно подключить лишь один электроприбор. Защита размыканием применяется прежде всего в строительных машинах типа бетономешалки и шлифовальных станках для работы с жидкостным охлаждением (рис. 14.128).
При защитном малом напряжении используется напряжение не более 25В/60В, которое вырабатывается, например, с помощью трансформатора. Оно, например, предписано для переносной лампы, используемой для работы в котлах. Для более высокой мощности применение этой меры защиты не рационально, потому что при этом было бы необходимо большое поперечное сечение провода.
Трансформатор
Защитные контакты "
L1
N РЕ
И /Обратный z провод
Защитный
Защитный провод' зелено-желтого \ цвета
провод
\ Нагрева-
) тельный элемент
Рис. 14.127. Штепсельное соединение с защитным контактом
Рис. 14.128. Защита размыканием
Всегда старайтесь избегать одновременного касания электрического прибора и хорошо заземленного проводника.
При защите отключением, действующей при появлении тока утечки, которая коротко называют УЗО, силы электрического тока в токоподводящем проводе
FDI«SF1GRQUP
www.edisgroup.ru
Рис. 14.129. Устройство защитного отключения (УЗО)
и обратной цепи трансформатора выравниваются между собой с помощью специального трансформатора. Обычно силы электрического тока в токоподводящем проводе и обратной линии одинаковы, а их магнитные поля взаимно уничтожаются. Если силы электрического тока в обоих проводах различаются друг от друга, например при повреждении изоляции, то срабатывает защитный автомат и размыкает провод в течение 0,2 секунды (рис. 14.129).
В распределительных щитках, используемых на строительных площадках, предписано использование устройств защитного отключения (УЗО).
Таблица 14.27. Классы защиты приборов
Класс защиты 1 II III
Обозначение 1 1 <^>
Защитное мероприятие Защитный провод Защитная изоляция Защитное малое напряжение
Примеры Электродви гатеп и Осветительные, бытовые электроприборы Приборы малой мощности до 50 В
14.3.13. Общие указания по обращению с электроприборами
• Изменение и ремонт электрических приборов может выполнять только специалист-электрик.
• Неисправные приборы необходимо изъять из эксплуатации.
• Обращаться с кабелем нужно аккуратно, он не должен проходить по острой кромке или работать на растяжение.
• При неисправностях, искрении, запахе гари и необычных шумах устройство надо отключить.
Условное обозначение кабеля
<VDE>
Знак качества VDE для электроники
Знак безопасности
Рис. 14.130. Знаки качества VDE
По статистике большинство несчастных случаев со смертельным исходом, связанных с поражением электротоком, приходится на неисправность штепсельных разъемов и электропроводки.
Неисправную электропроводку, штепсельные разъемы и приборы следует немедленно убрать из эксплуатации. Ремонт, изменения и установку электрического оборудования должны выполнять только специалисты по электротехнике.
Сдвоенная штепсельная вилка и защитная сдвоенная штепсельная вилка недопустимы. Электропроводку нельзя самопроизвольно восстанавливать или удлинять, например скручиванием и обматыванием изоляционной лентой. Оголенного или непокрытого изоляцией провода с током, например воздушной линии электропередачи и места подхода провода в домовой
ffm^fIGRQUP
www.edisgroup.ru
14.3. Основы электротехники
распределительный щиток, нельзя касаться, даже не напрямую, то есть через инструмент.
При транспортировке станков необходимо извлечь штепсельную вилку из коробки. Точно так же передвижные электроприборы после применения нужно опять выключить из сети. Прибор с надписью «Защищать от влаги» нельзя использовать во время дождя и оставлять лежащим на открытом воздухе. На электрические машины и электронагревательные приборы нельзя вешать либо класть одежду или другие предметы.
Электроприборы, штепсельные разъемы и провода должны соответствовать нормам VDE и должны иметь символы VDE (VDE — союз немецких электротехников). Основные условные обозначения электроприборов приведены в табл. 14.28.
В электроприемниках нужно прокладывать отдельный защитный провод, поэтому подача к штепсельной розетке с защитным контактом должна быть трехжильная.
С1981 года все плоские штепсельные разъе
Таблица 14.28. Символы типов IP-защиты
Товарный знак Степень защиты Номер степени защиты
4 Каплезащищенный IP 31
[7 Защищенный от дождя IP 33
Брызгозащищенный IP 54
ДА Водозащищенный от струи IP 55
44 Водонепроницаемый IP 67
A A...bar Непроницаемый для воды под напором IP 68
Пылезащищенный IP 5x
Пыленепроницаемый IP6x
х = отсутствие цифр
мы с переменным током должны быть замене
ны на новые круглые штепсельные разъемы по нормам МКЭИ (МКЭИ — Меж
дународная комиссия регулирования для аттестации электротехнических изделий). Стандартизированные по международным стандартам круглые штепсельные разъемы по сравнению со старыми штепсельными разъемами имеют существенные преимущества: использование более высоких сил электрического тока, брызгозащищенные либо водонепроницаемые модели. Они не допускают
возможности перепутать разъемы употребляемого напряжения, вида тока и, соответственно, частоты.
Невозможность перепутать разъемы достигается благодаря установке защитных контактов гнездовой части в направляющем пазе этих штепсельных разъемов. Пятиполюсную штепсельную розетку переменного тока для 400 В можно опознать по шести электродам (рис. 14.131). Направляющий паз показывает вниз. Защитный контакт гнездовой части защитного провода РЕ имеет больший диаметр, чем втулка для трех полюсов LI, Ь2иЬЗ,атак-
Рис. 14.131. Механизм вилки трехфазного переменного тока
EDISPgroup
www.edisgroup.ru
же для нейтрального провода N. В штепсельных разъемах для нормального напряжения в сети от 230/400 В защитный контакт гнездовой части стоит в шести позициях. Для напряжения в сети от 120/230 В, например, имеется 9 позиций. Вследствие этого подсоединение приборов к неправильному рабочему напряжению невозможно (табл. 14.29).
Таблица 14.29. Штепсельное соединение по нормам МКЭИ
Число полюсов Расположение защитного контакта в циферблате при переменном или постоянном токе
110...130 в 50 и 60 Гц 220...250 В 50 и 60 Гц 380...415 В 50 и 60 Гц ...380 В 50 и 60 Гц через разделительный трансформатор 50...250 В постоянный ток
3 ^^4ч. /о/р\ 6 ч. \о/ 9 ч. \О~О/ ^12 ч. /6А \сГ/ Зч.
4 ^^4ч. (о г о) т ZoV° (° г •) (о~о) \о/ 12 ч. —
5 ^^4ч. /о?о\ \р О/ со / г 6 ч. — —
Цвет желтый синий красный серый синий
14.3.14. Электрическое оборудование на строительной площадке
Нередко на строительной площадке электроустановочное оборудование не гото-
Предохранители
для отдельных электрических цепей
Счетчик
Штепсельная розетка с защитным контактом
Штепсельные розетки трехфаз ого (переменного) тока
Щиток с паспортными данными
Рис. 14.132. Соединительно-распределительный шкаф
во или не установлено, так что электрический ток следует брать из соединительно-распределительного шкафа.
Все приводимые в действие электричеством машины и приборы на строительной площадке могут быть подсоединены к этому распределительному щиту. Распределительный щит должен соответствовать определенным нормам VDE (0612). Корпус распределительного щитка должен состоят из металла или пластиков. Изготовление щитка из древесины не допустимо.
В соединительно-распределительном шкафу идет подсоединение к электроснабжению и распределение электроэнергии. Кроме того, он содержит счетчик, аварийный выключатель УЗО, пре-
ppi<S|dGROUP
www.edisgroup.ru
14.3. Основы электротехники
дохранитель, а также штепсельные разъемы и зажимы. Шкаф должен запираться. Важнейшим условием является безупречное заземляющее устройство для распределительного щитка (рис. 14.132).
За состояние электрического оборудования отвечает ответственное лицо и представитель, которые должны быть знакомы всем лицам на предприятиях, занятым на этой работе. Ответственный за щиток должен ежедневно проверять посредством нажатия испытательной кнопки все аварийные выключатели, а по окончании работы с помощью нажатия главного выключателя должен выключить общее электрическое оборудование и запереть соединительно-распределительный шкаф.
ЗАДАНИЯ
1. Перечислите при помощи примеров различные действия электрического тока.
2. Объясните, почему кабель на канатном барабане перед использованием должен быть полностью размотанным.
3. Почему в двигателе ток в момент включения является максимальным?
4. Опишите назначение предохранителей и назовите различные виды защиты.
5. Для чего служит защитный провод?
6. Электрический ток подвергает людей опасности. Каким способом можно предупредить эту опасность?
FF>|<^GROUP
www.edisgroup.ru
ГЛАВА 15
ПОРОДЫ ДРЕВЕСИНЫ
Породы древесины классифицируются на хвойные и лиственные, а также европейские и неевропейские. Данные о плотности древесины являются средними величинами. Иллюстрации к описанным здесь породам древесины приведены на противоположных страницах. Приведенные под названиями пород буквенные сокращения — это принятые в торговле обозначения пород в соответствии с DIN 4076 часть 1.
15.1. Европейские хвойные породы древесины
Порода древесины Средняя плотность, г/см3 при 15% влажности древесины Цвет древесины Свойства Применение Устойчивость древесины Особенности
Тис (EIB) 0,66 Заболонь воскового цвета, ядро красноватое, старая древесина красно-коричневая до оранжево-коричневой, сильно темнеет от времени Достаточно твердая, тяжелая, очень прочная, вязкая и упругая, усыхает мало, хорошо держит форму, хорошо сушится, нет смоляных ходов, средне легкая в обработке, хорошая поверхностная обработка Токарные, резные и скульптурные работы по дереву, измерительные инструменты, музыкальные инструменты, иногда в качестве декоративного фанерования Устойчива к погодному воздействию, устойчива против грибов и насекомых Строганые поверхности продольного сечения блестящие, при обработке черной морилкой называются немецким эбеновым деревом, характерная узорчатость древесины, очень декоративная древесина, клубневидный рисунок пользуется особым спросом
Ель (FI) 0,47 Заболонь и ядро желто-белые до красновато-белых, старая древесина желтокоричневая Мягкая до среднетвердой, среднелегкая, упругая и прочная, усыхает мало, хорошо держит форму, хорошо сушится, легкая в обработке, хорошо протравливается и пропитывается Столярные и строительные работы, древесные материалы, лущеный шпон, промышленная древесина, производство бумаги Относительно устойчива к погодному воздействию, не устойчива против грибов и насекомых Строганые поверхности продольного сечения шелковисто-блестящие, имеющиеся смоляные кармашки необходимо высверлить, поперечное сечение сучков, как правило, овальное
Сосна (KI) 0,52 Заболонь воскового цвета до красновато-белой, ядро темное, сильно темнеет от времени Среднетвердая, легкая, упругая и очень прочная, усыхает мало, хорошо держит форму, хорошо сушится, легкая в обработке, перед морением необходимо обессмолить Мебельные и строительные работы, попы и паркет, шпон, клееная фанера, древесные материалы Среднеустойчива к погодному воздействию, заболонь не устойчива против грибов и насекомых Строганые поверхности продольного сечения матовые до воскового блеска, очень смолянистая, часто встречающиеся смоляные кармашки необходимо высверливать, сосновая древесина синеет
Лиственница (LA) 0,59 Заболонь воскового цвета до желтого, ядро красновато-коричневое, сильно темнеет от времени Среднетвердая, среднетяжелая, упругая и прочная, усыхает мало, хорошо держит форму, хорошо сушится, легкая в обработке, относительно подходит дпя морения и пропитки Внутренние и наружные работы, мебель, декоративный и облицовочный шпон Относительно устойчива к погодному воздействию, под водой очень стойкая, мало поражается грибами и насекомыми Строганые поверхности продольного сечения частично матовые, частично блестящие, малосмолянистые, древесина лиственницы имеет приятный запах
FDiRiaGROUP
www.edisgroup.ru
15.2. Европейские лиственные породы древесины
Порода древесины Средняя плотность, г/см3 при 15% влажности древесины Цвет древесины Свойства Применение Устойчивость древесины Особенности
Пихта (ТА) 0,47 Заболонь и ядро белое до белосерого, старая древесина красновато-серая Мягкая, средне легкая, упругая и прочная, усыхает мало, хорошо держит форму, хорошо сушится, легкая в обработке, хорошо подходит для морения и пропитки Столярные и строительные работы, древесные материалы, лущеный шпон, промышленная древесина, производство бумаги Среднеустойчива к погодному воздействию, не устойчива против грибов и насекомых Строганые поверхности продольного сечения матовые, не смолянистые, форма поперечного сечения сучков чаще круглая, древесины пихты имеет очень неприятный запах
Сосна желтая (KIW) 0,40 Заболонь белая до светло-желтой, ядро желто-коричневое, сильно темнеет от времени Мягкая, достаточно легкая, упругая и средняя степень прочности, усыхает мало, хорошо держит форму, хорошо сушится, легкая в обработке, тяжело поддается морению и пропитке В некоторых случаях для столярных и строительных работ, древесные материалы, клееная фанера, древесина для изготовления моделей, средне подходит как строительная древесина Среднеустойчива к погодному воздействию, не устойчива против грибов и насекомых Строганые поверхности продольного сечения матовые до воскового блеска, очень смолянистая, часто встречающиеся смоляные кармашки необходимо заделывать заплатками
Кедр европейский (KIZ) 0,42 Заболонь воскового цвета, ядро красновато-коричневое, сильно темнеет от времени Мягкая, легкая, среднеупругая и прочная, хорошо держит форму, хорошо сушится, легкая в обработке, плохо поддается морению и пропитке Внутренняя отделка, облицовка панелями, мебель, шпон, древесина для резьбы и изготовления моделей, полы и паркет Относительно устойчива к погодному воздействию, сред-неустойчива против грибов и насекомых Строганые поверхности продольного сечения матово-блестящие, часто встречающиеся смоляные ходы особенно криво сросшиеся, каштанового цвета сучки, древесина сучков мягкая
15.2. Европейские лиственные породы древесины
Порода древесины Средняя плотность, г/см3 при 15% влажности древесины Цвет древесины Свойства Применение Устойчивость древесины Особенности
Клен (АН) 0,61 Древесина белая до воскового цвета, старая древесина серобелая Среднетвердая, среднетяжепая, прочная, упругая и вязкая, средняя степень усушки, хорошо держит форму, склонна к трещинообразо-ванию, долго сохнет, хорошо обрабатывается, хорошая поверхностная обработка Шпон, лесоматериал, бытовые приборы, музыкальные инструменты Не устойчива к погодному воздействию, поражается грибами и насекомыми, при неправильной сушке покрывается голубыми полосами Строганые поверхности продольного сечения шепковисто-бпестящие, часто имеют свилеватый рисунок, волнистое расположение волокон, в радиальном сечении видны меленькие, блестящие «зеркала»
Береза (BI) 0,65 Заболонь белая до красноватобелой, ядро од-ноцветное, сильно темнеет от времени Твердая, тяжелая, прочная, вязкая и упругая, средняя степень усушки, хорошо держит форму, относительно хорошо сушится, хорошо обрабатывается, хорошая поверхностная обработка Столы и стулья, полы и паркет, деревянные изделия, шпон и клееная фанера Не устойчива против грибов и насекомых, сильно поражается грибами и насекомыми Строганые поверхности продольного сечения матовоблестящие, тонкие желобки пор, в радиальном сечении желтоватые «зеркала», часто темно-коричневые пятна, «сердцевинные пятна», расположение волокон нерегулярное, выраженный перепивающийся рисунок, «муар»
Fr>l<SF^GROUP
www.edisgroup.ru
Глава 15. Породы древесины
Фотографии пород древесины, описанных на с. 828-829
Сосна
Лиственница Пихта Сосна желтая
Кедр европейский
Клен
Береза
EDHSriGROUP
www.edisgroup.ru
15.2. Европейские лиственные
Порода древесины Средняя плотность, г/см3 при 15% влажности древесины Цвет древесины Свойства Применение Устойчивость древесины Особенности
Г руша(ВВ) 0,74 Заболонь бледно-серая до красноватой, ядро одноцветное, темнеет у старых деревьев до красно-коричневого Твердая, тяжелая, вязкая, малоупругая, хорошо держит форму, тяжело сушится, склонна к трещи-нообразованию, относительно хорошо обрабатывается, хорошая поверхностная обработка Шпон для мебели и внутренней отделки, деревянные изделия, древесина для токарных работ Не устойчива к погодному воздействию, поражается грибами и насекомыми Равномерная структура, часто «муар», в радиальном сечении, многочисленные тонкие поры, пропаренная древесина груши имеет более интенсивный цвет
Дуб (EI) 0,67 Заболонь серобелая, узкая, ядро желто-коричневое до цвета дубленой кожи, сильно темнеет от времени Твердая, среднетяжелая, упругая, очень прочная, мало усыхает, хорошо держит форму, сохнет медленно, хорошо обрабатывается, относительно хорошая поверхностная обработка Внутренние и наружные работы, строительная древесина, попы и паркет, построение мостов и гидротехническое строительство, по-добпицовоч-ный шпон, мебель Ядровая древесина очень устойчива к погодному воздействию и стойкая, заболонь очень часто поражается грибами и насекомыми Строганые поверхности продольного сечения слабо блестящие, отчетливо видны канавки пор, в радиальном сечении ма-товобпестящие «зеркала», кислый запах
Ольха (ER) 0,53 Заболонь красновато-желтая до желто-красной, со временем темнеет до коричневой Мягкая, легкая, средняя степень усушки, хорошо держит форму, хорошо сушится, легкая в обработке, хорошая поверхностная обработка, заменитель для древесины ореха Столярные модельные работы, мебель, музыкальные инструменты, багет, подоблицовочный шпон, древесные материалы, заменитель древесины дпя ореха Не устойчива к погодному воздействию, сильно поражается грибами и насекомыми Строганые поверхности продольного сечения матовобпестя-щие, канавки пор почти не видны, в радиальном сечении нерегулярно встречающиеся «зеркала»
Ясень (ES) 0,69 Заболонь белосерая до беложелтой, ядро одноцветное, в старых деревьях темнее, фальшивое ядро называется оливковым ясенем Твердая, тяжелая, прочная, вязкая и гибкая, усыхает мало, хорошо держит форму, относительно хорошо сушится, хорошо обрабатывается, хорошая поверхностная обработка Кузовостроение, спортивный инвентарь, декоративный шпон Мало устойчива к погодному воздействию, не устойчива против грибов и насекомых, склонна к окрашиванию Строганые поверхности продольного сечения матовоблестящие, заметной величины канавки пор; древесина с волнистым рисунком называется волнистым ясенем
Граб обыкновенный (НВ) 0,77 Заболонь и ядро воскового цвета до серого, без ядровой окраски Очень твердая, тяжелая и вязкая, сильно усыхает при сушке, растрескивается и коробится, тяжелая в обработке, хорошая поверхностная обработка Подошвы рубанков, ручки инструментов, рукоятки молотков Не устойчива к погодному воздействию, поражается грибами и насекомыми, легко плесневеет Строганые поверхности продольного сечения слабоблестящие, годичные кольца почти невидимы, часто проходят волнисто, легко желтеют, необходима тщательная обработка поверхности
Вишня (КВ) 0,60 Заболонь красновато-белая, ядро темнее, часто с зелёным оттенком или с зелеными полосками, со временем темнеет Среднетвердая, среднетяжепая, прочная, вязкая, усыхает и растрескивается мало, хорошо об-рабатывается, хорошая поверхностная обработка Шпон для мебели и внутренней отделки, древесина для предметов искусства, музыкальные инструменты Относительно устойчива к погодному воздействию, поражается грибами и насекомыми Строганые поверхности продольного сечения слабоблестящие, в радиальном сечении светлоблестящие «зеркала»
EOISUGROUP
www.edisgroup.ru
Глава 15. Породы древесины
Порода древесины Средняя плотность, г/см3 при 15% влажности древесины Цвет древесины Свойства Применение Устойчивость древесины Особенности
Липа (LI) 0,56 Заболонь жеп-то-бепая до слегка красноватого, очень широкая, ядро одноцветное, часто окрашено зеленым Мягкая, легкая, вязкая и достаточно упругая, среднегибкая, хорошо держит форму, относительно хорошо сушится, хорошо обрабатывается, хорошая поверхностная обработка Резьба и токарные работы по дереву, протезы, чертежные стопы,подобпи-цовочный шпон Среднеустойчива к погодному воздействию, малостойкая, поражается грибами и насекомыми Строганые поверхности продольного сечения матовоблестящие, плотная структура с прямыми волокнами,часто пронизана коричневатыми полосами, в радиальном сечении маленькие «зеркала»
Орех (NB) 0,68 Заболонь серобелая до жепто-серой, узкая, ядро серо-коричневое до красновато-коричневого Твердая, тяжелая, прочная, вязкая и очень упругая, усыхает мало, хорошо держит форму, медленно сушится, средне хорошо обрабатывается, средне хорошая поверхностная обработка Мебель и внутренняя отделка, полы и паркет, декоративный шпон Среднеустойчива к погодному воздействию, не устойчива против грибов и насекомых Строганые поверхности продольного сечения матовоблестящие, канавки пор хорошо видны, в радиальном сечении частично маленькие, частично заметные «зеркала», свежий разрез имеет приятный кисловатый запах
Тополь (РА) 0,50 Заболонь беловатая до белосерой, ядро коричневатое до красного Очень мягкая и немного пористая, усыхает мало, хорошо держит форму, относительно хорошо сушится, склонна к короблению, легко обрабатывается, относительно хорошая поверхностная обработка Протезы, чертежные стопы, спичечная древесина, подоблицовочный шпон, мебель, бумага Не устойчива к погодному воздействию, поражается грибами и насекомыми Структура древесины равномерная, незаметная узорчатость, древесина с широкими годичными кольцами чаще всего свилеватая, обработка только острым инструментом
Платан (PLT) 0,60 Заболонь беловатая до слабо-красноватой или светпо-ко-ричневой, ядро светло-коричневое до коричневого, со временем темнеет Тяжелая, достаточно твердая, прочная, вязкая и упругая, усыхает сильно, плохо держит форму, относительно хорошо сушится, относительно хорошо обрабатывается, хорошая поверхностная обработка Древесина для отделки, декоративный шпон, мебель из цельной древесины Мало устойчива к погодному воздействию, поражается грибами и насекомыми Строганые поверхности продольного сечения матовоблестящие, в радиальном сечении большие блестящие «зеркала», в тангенциальном разрезе красноватые полосы
Бук (BU) 0,69 Заболонь и спелая древесина воскового цвета, со временем темнеет до желто-коричневого Твердая, тяжелая, прочная, усыхает очень сильно, мало держит форму, склонна к образованию трещин, необходимо сушить медленно, хорошо обрабатывается, хорошая поверхностная обработка Простая мебель, древесина для гнутья, лестницы, полы и паркет, клееная фанера, древесина для производства инструментов, станков и кузовов Не устойчива к погодному воздействию, поражается грибами и насекомыми, легко плесневеет Строганые поверхности продольного сечения матовые, канавки пор почти не видны, в радиальном сечении матовобпестящие «зеркала», пропаренная древесина бука легко гнется
Вяз или ильм (RU) 0,68 Заболонь воскового цвета, спелая древесина темнее, ядро светло-коричневое до коричневого, старая древесина выравнивается по цвету Среднетвердая, тяжелая, прочная, средняя степень усушки, хорошо держит форму, необходимо сушить медленно, склонна к трещинообразо-ванию, тяжело обрабатывается, хорошая поверхностная обработка Шпон, мебель, мебель для сидения, спортивный инвентарь, полы и паркет Не устойчива к погодному воздействию, легко растрескивается и коробится, поражается грибами и насекомыми Строганые поверхности продольного сечения матовые до блестящих, в радиальном сечении маленькие «зеркала», зазубренная узорчатость древесины в тангенциальном разрезе
FOWwaGROUP
www.edisgroup.ru
FHI^FlGRQUP
www.edisgroup.ru
Глава 15. Породы древесины
15.3. Неевропейские хвойные породы древесины
Порода древесины Страна происхождения Средняя плотность, г/см3 при 15% влажности древесины Цвет древесины Свойства Применение Устойчивость древесины Особенности
Лжетсуга или орегонская сосна (DGA) Западная Северная Америка 0,51 Забопонь белая до желтовато-серой, ядро желтовато-коричневое со временем темнеет до красно-коричневого Твердая, прочная, средняя степень усушки, хорошо держит форму, хорошо обрабатывается, в последствии выступает смола Внутренние и наружные работы, облицовка панелями, обшивка, полы и паркет, клееная фанера Устойчивость к погодному воздействию от средней до хорошей, среднеустойчива против грибов и насекомых Узкая забопонь, трудно пропитывается, может легко посинеть, смолосодержащая, возможны выступы смолы
Тсуга (НЕМ) Северная Америка 0,49 Заболонь жептовато-се-рая, ядро желтовато-коричневое, со временем слабо темнеет Мягкая, среднепрочная, хрупкая, усыхает мало, хорошо держит форму, хорошо обрабатывается Внутренние работы, облицовка панелями, сауны, подоблицовочный шпон Не устойчива к погодному воздействию, не устойчива против грибов и насекомых Тонкая структура, хорошо склеивается, хорошо протравливается, тяжело пропитывается
Сосна смолистая (PIP) Юго-восточная Северная Америка, Средняя Америка 0,60 Забопонь воскового цвета до коричневого, ядро желтовато-серое до коричневого, со временем темнеет, до коричневого Твердая, тяжелая, очень прочная, средняя степень усушки до незначительной, хорошо держит форму, хорошо обрабатывается Внутренние и наружные работы, окна, двери, попы, наружная облицовка Устойчивость к погодному воздействию от средней до хорошей, устойчива против грибов Хорошо пропитывается, возможны выступы смолы, заболонная древесина в торговле известна как красная сосна (PIR) im Handel
Кедр западный красный (RCW) Северо-западная Северная Америка 0,37 Забопонь белая с коричневыми полосками, ядро желто-коричневое до крас-но-коричне во-го, со временем слабо темнеет Мягкая, прочная, хрупкая, усыхает незначительно, хорошо держит форму, хорошо обрабатывается Внутренние и наружные работы, окна, двери, ворота, наружная облицовка, клееная фанера, кровельная дрань Устойчива к погодному воздействию, устойчива против грибов и насекомых Узкая заболонь, хорошо пропитывается, окрашивается в темный цвет
Секвойя или калифорнийское красное дерево (RWK) Западная Северная Америка 0,43 Забопонь белая до жепто-вато-серой, ядро красноватое до фиолетового, со временем темнеет Мягкая, очень прочная, легкая, усыхает незначительно, хорошо держит форму, хорошо обрабатывается Внутренние и наружные работы, наружная облицовка Устойчива к погодному воз-действию, устойчива против грибов и насекомых Узкая заболонь, хорошо пропитывается, окрашивается при соприкосновении с металлами
15.4. Неевропейские лиственные породы древесины
Порода древесины Страна происхождения Средняя плотность, г/см3 при 15% влажности древесины Цвет древесины Свойства Применение Устойчивость древесины Особенности
Абачи или обеш (АВА) Западная Африка 0,43 Забопонь и ядро бепо-серые до бпед-но-жептого Мягкая, среднепрочная, усыхает мало, хорошо держит форму, хорошо обрабатывается Внутренние и наружные работы, моделе-строение, облицовочный шпон, подоблицовочный шпон Не устойчива к погодному воздействию, легко синеет, поражается грибами и насекомыми Не подходит для наружных работ, тяжело пропитывается, запах абачи улетучивается с возрастающим высушиванием
Ebl<g'pGROUP
www.edisgroup.ru
15.4. Неевропейские лиственные породы древесины
Порода древесины Страна происхождения Средняя плотность, г/см3 при 15% влажности древесины Цвет древесины Свойства Применение Устойчивость древесины Особенности
Афрор-мозия (AFR) Берег Слоновой Кости, Конго 0,69 колеблется Заболонь белая до светло-серой, ядро желтовато-коричневое до оливкового, со временем темнеет Среднетяжелая, твердая, вязкая, усыхает мало, хорошо держит форму, хорошо обрабатывается, протравливается и полируется Внутренние и наружные работы, паркет, шпон Устойчива к погодному воз-действию, не поражается грибами и насекомыми, содержит дубильные кислоты Сильная косослойность, влажная древесина, при соприкосновении с металлами окрашивание и коррозионные явления, при сушке образование трещин
Афцелия или дуссие (AFZ) Тропическая Африка 0,79 Забопонь желтовато-серая, ядро светло-коричневое до крас-но-коричнево-го, со временем сильно темнеет Достаточно твердая, достаточно прочная, усыхает мало, относительно хорошо держит форму, относительно хорошо обрабатывается, хрупкая Внутренние и наружные работы, полы и паркет, шпон, окна, лестницы Устойчива к погодному воз-действию, очень устойчива против грибов и насекомых Тяжело сушится, тяжело пропитывается, образование трещин в свежей древесине
Эбеновое дерево (ЕВМ) Юго-Восточная Азия, Индонезия, Западная Африка 1,05 Заболонь воскового цвета до красноватой, ядро коричневое до глубокого черного Очень твердая, очень прочная, работает мало, хорошо обрабатывается острым инструментом, относительно хорошая поверхностная обработка Ценный шпон для мебели и внутренней отдепки, токарные работы, предметы искусства, музыкальные инструменты Устойчива к погодному воздействию, очень устойчива против грибов и насекомых, устойчива против термитов Нерегулярная узорчатость древесины, хрупкая, заболонная древесина не используется, опасность образования трещин, древесная пыпь при шлифовании раздражает кожу
Ироко или камбала (IRO) Тропическая Африка 0,63 Забопонь светло-желтая до серой, ядро желто-зеленое до оливкового, со временем сильно темнеет Среднетвердая, прочная, вязкая, средняя степень усушки, хорошо держит форму; хорошо обрабатывается, но минеральные отложения усложняют обработку резанием Внутренние и наружные работы, полы и паркет, шпон Устойчива к погодному воздействию, устойчива против грибов и насекомых Тяжело окрашивать и лакировать кистью, соприкосновение влажной древесины с металлами вызывает окрашивание, древесная пыль раздражает кожу
Фраке или лимба (LMB) Западная и Центральная Африка 0,56 Забопонь и ядро светло-желтые или ядро темно-коричневое до оливково-серого, со временем темнеет Среднетвердая, прочная, упругая, усыхает, хорошо держит форму, хорошо обрабатывается, особенно хорошо поддается морению Внутренние работы, клееная фанера, шпон Не устойчива к погодному воздействию, не устойчива против грибов и насекомых Иногда мягкая и свилеватая, при поражении насекомыми коричневая окраска
Махагон настоящий (МАЕ) Центральная и Северная Южная Америка 0,60 колеблется Забопонь светпо-серая, ядро краснокоричневое, со временем темнеет Твердая, прочная, малая степень усушки, хорошо держит форму, хорошо обрабатывается, очень хорошая поверхностная обработка Внутренние работы, строительство кораблей, яхт и лодок, окна, двери, шпон, мебель Устойчива к погодному воздействию, устойчива против грибов и насекомых Полосчатая из-за косослойности, особая текстура у пирамидального махагони, при обработке склонна к трещинообразо-ванию
snissiaGROUP
www.edisgroup.ru
Глава 15. Породы древесины
Фотографии пород древесины, описанных на с. 834-835
Лжетсуга Тсуга Сосна смолистая
Кедр западный красный
Секвойя
Абачи или Обеш
Афрормозия Афцелия или дуссие Эбеновое дерево
Ироко или камбала
Фраке или лимба
Махагон
FTMSE,GROUP
www.edisgroup.ru
Породе древесины Страна происхождения Средняя плотность, г/см3 при 15% влажности древесины Цвет древесины Свойства Применение Устойчивость древесины Особенности
Макоре (МАК) Западная Африка, Гана 0,66 Заболонь серо-розовая, ядро светло-красное, со временем темнеет Среднетвердая, очень прочная на изгиб и упругая, средняя степень усушки, удовлетворительно держит форму, хорошо обрабатывается, хорошая по-верхностная обработка Внутренние работы, мебель, строи-тельство транспортных средств, кораблей и лодок, полы и паркет, шпон, кпееная фанера Устойчива к погодному воздействию, устойчива против грибов и насекомых, устойчива против термитов Воспаление слизистых и покраснение кожи из-за шлифовальной пыли, полосчатость при косослойности, натуральный блеск
Мансо-ния (MAN) Западная Африка 0,65 Заболонь серо-белая, ядро серо-ко-ричневов до фиолетового, бледнеет Среднетвердая, среднепрочная, очень упругая, средняя степень усушки, удовлетворительно держит форму, возможно образование трещин, хорошо обрабатывается, хорошая поверхностная обработка Внутренние работы и мебель, паркет, мебель для сидения, шпон, токарные работы по дереву Устойчива к погодному воздействию, устойчива против грибов и насекомых, устойчива против термитов Тверже и прочнее, чем орех; вредная для здоровья шлифовальная пыль, соприкосновение свежей древесины с металлами вызывает окрашивание и коррозию
Падук (PAF) Западная Африка, Юго-Восточная Азия, Малазийские острова 0,80 Заболонь беловато-серая, ядро светпо-темно-крас-ное, со временем темнеет, позднее бледнеет Очень твердая, очень тяжелая, очень упругая, относительно хорошо обрабатывается, усыхает мало, относительно хорошая поверхностная обработка Паркет, мебель для сидения, музыкальные инструменты, инк-рустация, шпон Устойчива к погодному воздействию, устойчива против грибов и насекомых Косослойность, внутренние трещины и грубая структура
Палисандр Индия (POS) Передняя Индия, Ява 0,85 Забопонь желтоватая, ядро фиолетово-коричневое Очень твердая, прочная, усыхает мало, хорошо держит форму, хорошо обраба-гывается твердо-металпическими инструментами; поверхностная обработка из-за маслянистых компонентов лишь относительно хорошая Токарные работы и резьба по дереву, уровни, клише, шпон, инкрустация, музыкальные инструменты Устойчива к погодному воз-действию, среднеустойчива против грибов и насекомых Сильный, ароматный, сладковатый запах, вредные для здоровья опипки и шлифовальная пыль, выцветает под действием солнечных пучей; опасность образования трещин при сушке
Палисандр Рио (PRO) Юго-Восточная Бразилия 0,87 Забопонь желтоватая, ядр краснокоричневое до черного
Рамин (RAM) Юго-Восточная Азия 0,65 Забопонь желтоватая, ядро желтоватое до свет-ло-коричне-вого, со временем слабо темнеет Среднетвердая, достаточно прочная, средняя степень усушки, хорошо обрабатывается, хорошая поверхностная обработка, хорошо обрабатывается морением Профильная доска дпя внутренних работ, шпон, клееная фанера, важная багетная древесина; также заменитель дуба, мебель Устойчива к погодному воздействию поражается грибами и насекомыми, часто окрашивается в черно-голубой цвет Не подходит дпя наружной облицовки, в свежем состоянии неприятный запах, инструмент быстро затупляется; опасность образования трещин при сушке
Меранти, темнокрасное дерево (МЕЯ/ DRM) Юго-Восточная Азия, Филиппины, Индонезия, Малайзия 0,71 колеблется Заболонь желтовато-серая, ядро бпедно-розо-вое до красно-коричневого Среднетвердая, прочная, вязкая; хорошо сушится, обрабатывается, скрепляется винтами и гвоздями, протравливается и лакируется; склеивание немного сложное, хорошо держит форму Отделочная древесина для мебели и внутренних работ, шпон, клееная фанера; конст-рукционная древесина для внутренних и наружных работ, окна, двери, подки В свежем состоянии поражается грибами и насекомыми; достаточно хорошо устойчива к погодному воздействию Частично обозначается также как лау-ан, древесина-заменитель для сипо и окуме; торговые сорта - белый М., желтый М., светло-красный М„ темно-красный М.
cmicbtf GROUP
www.edisgroup.ru
Глава 15. Породы древесины
Порода древесины Страна происхождения Средняя плотность, г/см3 при 15% влажности древесины Цвет древесины Свойства Применение Устойчивость древесины Особенности
Ниангон (NIA) Западная Африка, Гана, Габон, Берег Слоновой Кости, Либерия 0,63 колеблется Заболонь беловатая до красноватосерой, ядро от светлого до темного красно-коричневого Хорошо держит форму; сложная сушка, склеивание и поверхностная обработка; немного склонна к трещинообра-зованию, обрабатывается удовлетворительно Шпон, мебель, внутренние работы (паркет, лестницы), конструкционная древесина для внутренних и наружных работ, окна, двери, лодки Устойчива против грибов и насекомых, хорошо устойчива к погодному воздействию При соприкосновении с металлами опасность коррозии; свойства и применение - как у дуба, сипо, ироко и темнокрасного меранти
Сапеле или махагон сапеле (MAS) Западная и Центральная Африка 0,65 Забопонь светпо-серая до желто-белой, ядро розовое, со временем темнеет Достаточно твердая, прочная, вязкая и упругая, усыхает средне, средне держит форму, средне хорошо обрабатывается, склонна к трещинообразо-ванию, очень хорошая поверхностная обработка Внутренние и наружные работы, паркет, поручни, лодки, шпон Среднеустойчива к погодному воздействию, устойчива против насекомых, среднеустойчива против грибов Равномерная косослойность, посинение при соприкосновении с металлом, древесная пыль при шлифовании раздражает кожу; неприятный, острый запах; очень красивая поверхность
Сен (SEN) Восточная Азия 0,52 Забопонь беловатая до желтой, ядро бело-желтое до коричневого Среднетвердая, вязкая и упругая, усыхает средне, средне хорошо держит форму, хорошо обрабатывается, хорошая поверхностная обработка Внутренние работы, мебель, шпон Устойчива к погодному воздействию, поражается грибами Возможны отклонения цвета, иногда сильное темное окрашивание наружной древесины, похожей на дубовую
Сипо (MAU) Западная и Центральная Африка 0,59 Заболонь светло-серая до красноватой, ядро светло-коричневое до коричневого, со временем темнеет Достаточно твердая, малая прочность, усыхает средне, средне хорошо держит форму, хорошо обрабатывается, хорошая поверхностная обработка Внутренние и наружные работы, лодки, шпон, окна, клееная фанера Устойчива к погодному воздействию, устойчива против грибов и насекомых Темная, кольцевая текстура древесины; возможны пятнистые окраски, применяется совместно с сапели
Тик (ТЕК) Юго-Восточная Азия, выращивается в Восточной и Западной Африке 0,69 Заболонь воскового цвета до серого, ядро жепто-коричневое до темно-коричневого, со временем темнеет Твердая, прочная, очень упругая, работает мало, очень хорошо держит форму, усыхает очень мало, хорошо обрабатывается, относительно хорошая поверхностная обработка Внутренние и наружные работы, строительство кораблей и гидротехнических сооруже-ний, мебель для сидения, попы, предметы искусства, шпон, окна, наружные двери Устойчива к погодному воздействию, устойчива против грибов и насекомых, а также устойчива против термитов и сверлильных моллюсков Опасность для здоровья при обработке, требуется предварительное просверливание при соединении гвоздями и шурупами, сильное изнашивание инструмента, жирная на ощупь древесина
Венге (WEN) Камерун, Конго, Заир 0,88 Забопонь воскового цвета, ядро коричневое, со временем темнеет Твердая, прочная, упругая, хорошо держит форму, усыхает мало, склонна к образованию сколов, хорошо обрабатывается, относительно хорошая поверхностная обработка Внутренние работы и мебель, паркет, лестницы, шпон Устойчива к погодному воздействию, устойчива против грибов и насекомых Склеивание лишь относительно хорошее, часто образование сколов, грубая структура, легко выцветает
Fni«tdGROUP
www.edisgroup.ru
Фотографии пород древесины, описанных на с. 837-838
Макоре Мансония Меранти
Ниангон Падук Палисандр Рио
Рамин Сапеле Сен
Сипо Тик Венге
FrH*S^GROUP
www.edisgroup.ru
Список фирм
Следующие лица и фирмы оказали авторам поддержку в написании книги посредством консультаций, а также предоставили в распоряжение авторов печатные материалы и приведенные в книге фотографии.
Aigner, техника безопасности, Райсбах
Altendorf GmbH & Со, KG, машиностроительный завод, Минден
Alup-Kompressoren GmbH, Кенген
Ауеп, машиностроительный завод, Мёссинген
г. Рейнхольд Бек, машиностроительный завод, Краухенвиз
г. Блюм, Julius Blum GmbH, Хёхст А
Восо GmbH & Со, производственная одежда, Гамбург
Boge, компрессоры, Билефельд
Bosch, Robert, GmbH, электроинструмент, Лейнфельден-Эхтердинген г. Генрих Брандт, Maschinenbau GmbH, Лемго
Biirkle GmbH, Фройденштадт
Biitfering, машиностроительный завод, Бекум
г. Альфред Клоус, лакокрасочный завод, Оффенбах
Compas Software GmbH, Дортмунд
Delignit-Blombeiger, деревообрабатывающая индустрия, Бломберг
Германский документационный центр истории искусства, Университет Philipps, Марбург Dick GmbH, Метен
Dollken, переработка пластмасс, Гладбек
Domini Design, System-Mobelvertriebs GmbH, Кирхдорф на Инне
Dupont de Nemours, Corian, Брюссель
Elimar Runkel, GmbH & Co. KG, шпон, Бад Ойенхаузен
г. Фритц Эггер, GmbH & Со. KG, Бролон
Feichtner & Barth, машиностроительный завод, Файхтен
Fein, электроинструменты, Штутгарт
Festo, электроинструменты и техника, Эслинген
г. Альберт Фецер, машиностроительный завод, Эслинген
Fischerwerke Artur Fischer GmbH & Co. KG, Вальдахталь
Gann, измерительная и регулировочная техника, Штутгарт
Griinzweig + Hartmann, Людвигсхафен
Gross und Froehch GmbH, Вайлдерштадт
Hafele GmbH, фурнитура, Нагольд
Hapfo, Киферсфельдерн
Henkel KG, Дюссельдорф
Herzig-mechanics, фурнитура, Брукмюль
Hettich, Beschlage GmbH & Co, Влото
Профессиональный Союз деревообработчиков, Мюнхен
Среднее специальное учебное заведение по деревообработке, зарегистрированное общество Bad Wildungen, Бад Вильдунген
etmr^GROUP
www.edisgroup.ru
Список фирм 847
Holz-Her, машиностроительный завод, Нюртинген
Holzkraft, представительство завода, Гальштат
Homag Engineering, Шопфлох в Шварцвальде,
Homapal Plattenwerk GmbH & Со. KG, Герцберг в Гарце
Homitex Werke, Горн-Бад Майнберг
IMA Kiessmann GmbH, деревообрабатывающие системы, Люббеке
Irion, машиностроительный завод, Лерах
Joos, Maschinenfabrik GmbH&Co, Пфальцграфенвайлер
Julius Blum GmbH, Хёхст A
Karcher GmbH, Бад Раппено
Karl Danzer, фанерный завод, Ройтлинген
Klebchemie M. G., Becker GmbH, Вайнгартен
Kneer, производство окон, Вестерхайм
Kuper GmbH, машиностроительный завод, Ритберг
Lamello AG, Bubendorf, CH
Lauber, Apparatebau GmbH, Альфдорф
Leigh Zinkenfrasgerate, Hacker GmbH, Розенхайм
г. Эмиль Лейц, Werkzeuge und Werkzeugsysteme, Оберкохен
Leuco Ledermann GmbH, Горб
Liapor, Leichtbeton, Галлендорф-Пауцфельд
МАКА - Max Mayer Maschinenbau GmbH, Новый Ульм
Martin, Maschinenbau, Оттобойрен
Metabowerke GmbH & Co, Нюртинген
Noiting Feuerungstechnik GmbH, Детмольд
Ostermann, канты и профили, Бохольт
Oppold GmbH & Co. KG, инструментальный завод, Оберкохен, A
Panhans, машиностроительный завод, Сигмаринген
Rehau AG &Co, Билефельд
Reich Spezialmaschinen, Holz-Her, Нюртинген
г. Людвиг Роснер, KG, лакокрасочный завод, Геретсрид
Saint-Gobain, Deutschland GmbH, Аах
SATA-Farbspritztechnik GmbH & Co, Корнвестхайм
Scheer, C.F. & Cie. GmbH & Co, Виернхайм
Schmithals, Doris, измерительный инструмент, Франкфурт на Майне
Schneider, Druckluft, Ройтлинген
Schock Distribution GmbH, Шорндорф
Spanex, Luft- und Umwelttechnik GmbH, Услар
Thermopal-Werke, Дойткирх
Ulmia, Georg Ott, инструментально-машиностроительный завод,Ульм
Объединение южногерманских заводов по производству силикатного кирпича
Votteler Lackfabrik GmbH & Со. KG, Корнталь-Мюнхинген
Wurth, Alfred, GmbH & Co. KG, Кюнцельзао
Ziirn, инструментальный завод, Дусслинген
ecmsfJGROUP
www.edisgroup.ru
Заявки на книги присылайте по адресу:
125319, Москва, а/я 594 Издательство «Техносфера» e-mail: knigi@technosphera.ru
sales@technosphera.ru
факс: (495) 956 33 46
В заявке обязательно указывайте свой почтовый адрес!
Подробная информация о книгах на сайте
http://www.technosphera.ru
Деревообработка
Сборник под ред. В. Нуча
Редактор — И.В. Рядченко Компьютерная верстка — В.В. Павлова
Дизайн — И.А. Куколева Корректор — О.Ч. Кохановская Выпускающий редактор — О.Н. Кулешова Ответственный за выпуск— С.В. Зинюк
Формат 70x100/16. Печать офсетная.
Гарнитура Ньютон
Печ.л. 53. Тираж 3000 экз. (1-й завод 1500 экз). Зак. № С-1444.
Бумага офсет №1, плотность 65г/м2.
Издательство «Техносфера»
Москва, Лубянский проезд, 27/1
Отпечатано в типографии ОАО ПИК «Идел-Пресс»
420066 г. Казань, ул. Декабристов, 2