/











































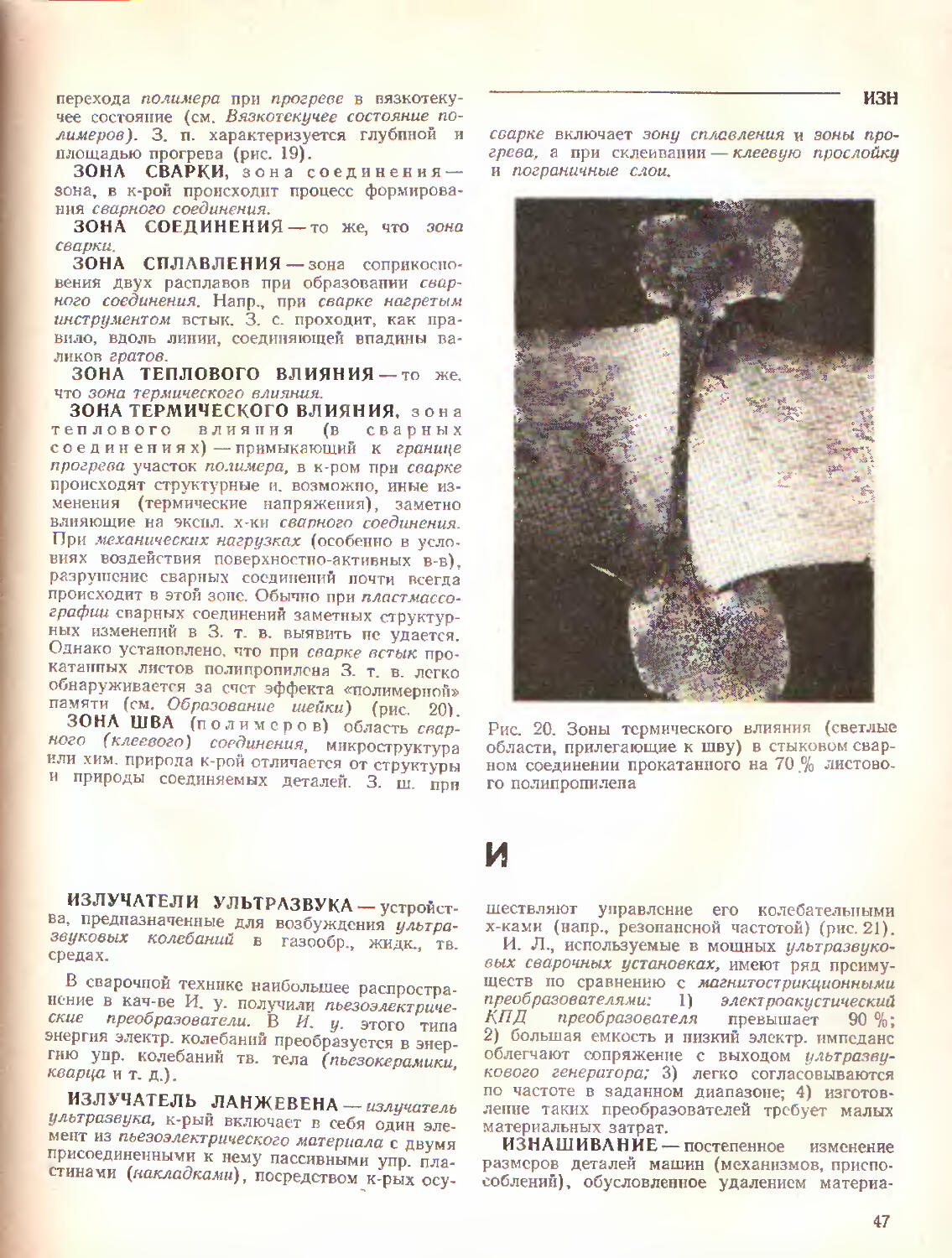













































































































Текст
АКАДЕМИЯ НАУК УКРАИНСКОЙ ССР ИНСТИТУТ ЭЛЕКТРОСВАРКИ им. Е. О. ПАТОНА
СЛОВАРЬ-СПРАВОЧНИК по_____________
СВАРКЕ
И СКЛЕИВАНИЮ
ПЛАСТМАСС
Под редакцией академика Б. Е. ПАТОНА
КИЕВ НАУКОВА ДУМКА 1788
Авт op ы:
Г. И. Кораб, А. Н. Шестопал, Г. В. Комаров, А. А. Адаменко, JI. И. Безрук, Ю. С. Васильев, В. Л. Гохфельд, Л. Н. Гращенкова, В. Д. Гринюк, Э. А. Минеев, Н. П. Нестеренко, О. В. Тарасенко, В. П. Тарногродский, В. А. Шишкин
УДК 621.791 : 678.029.43 (035)
СлбБарв=ГГфавочник по сварке и склеиванию пластмасс / Кораб Г. Н., Шестопал А. И., Комаров Г. В. и др.; Под ред. Патона Б. Е.— Киев : Наук, думка, 1988.— 160 с.— ISBN 5-12-000307-9.
Словарь-справочник содержит около 1,4 тыс. терминов по сварке и склеиванию полимерных материалов и смежным областям. Основное внимание уделено терминам по структурным, механическим и тепловым процессам, технологии и оборудованию сварки нагретым инструментом и нагретым газом, а также по технологии склеивания. Приведены термины и по другим способам сварки (расплавом, токами высокой частоты, ультразвуком, трением, инфракрасным излучением), а также термины, характеризующие явления и процессы, происходящие при эксплуатации сварных и клеевых соединений или относящиеся к методам исследования и контроля качества соединений.
При составлении словаря-справочника учтены все действующие в нашей стране терминологические стандарты в области сварки и склеивания пластмасс, аналогичные зарубежные стандарты, терминология, сложившаяся в отечественной и зарубежной научной литературе.
Для научных и инженерно-технических работников, преподавателей и студентов технических вузов и техникумов, специалистов информационных служб.
Ил. 167. Табл. 3. Библиогр.: с. 158—159.
Печатается по постановлению ученого совета Института электросварки им. Е. О. Патона АН УССР и решению редакционной коллегии справочной литературы АН УССР
Редакция справочной литературы Заведующий редакцией В, В. IIанюков Редактор А. В. Янковская
2803040100-443 , М221 < 04 >-88
КУ-3-364-88
ISBN 5-12-000307-9
§) Ичлятельство «Науковя дум«ся> ’988
ПРЕДИСЛОВИЕ
Заметное увеличение объема производства пластмасс и все более широкое их применение в хозяйственной практике привело к созданию ускоренных способов их переработки в изделия и конструкции, в том числе с помощью сварки и склеивания. Получили развитие десятки способов неразъемного соединения пластмасс» отличающихся друг от друга механизмом процесса и технологией, возросли объемы научных исследований в этой области, появилась новая специальная терминология Отнако до настоящего времени отсутствует единая общепризнанная система классификации способов сварки и склеивания полимерных материалов и единое толкование терминов. Так, одни и те же технологические процессы и способы сварки и склеивания пластмасс обозначаются разными терминами, или же одни и те же термины имеют неодинаковое толкование и не соответствуют установившейся терминологии в области сварки и склеивания металлов. Это затрудняет чтение научно-технической литературы и документации, общение научных и инженерных работников, обработку и анализ информационных материалов и результатов теоретических и эксперимен
тальных исследований, сдерживая тем самым развитие научных основ сварки и склеивания пластмасс.
Таким образом, давно назрела необходимость в составлении соответствующего словаря-справочника, дающего единую систему классификации способов сварки и склеивания и разъясняющего значение многочисленных специальных терминов. Научный и Координационный советы по сварке признали целесообразность создания такого словаря-справочника, а его подготовку осуществили специалисты Института электросварки им. Е. О. Патона АН УССР и Московского авиационного технологического института им. К. Э. Циолковского Минвуза РСФСР.
Это первый опыт систематизации понятий в области сварки и склеивания пластмасс. Пока ни одна страна не имеет подобного издания. Поскольку настоящая книга является первой попыткой столь сложного труда, в пей неизбежны отдельные пробелы и неточности. Поэтому замечания и пожелания читателей будут приняты и учтены авторами с благодарностью.
Академик Б. Е. Патон
РАЗВИТИЕ, СОВРЕМЕННОЕ СОСТОЯНИЕ И ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ СВАРКИ И СКЛЕИВАНИЯ ПЛАСТМАСС
Сварка пластмасс
Сварка пластмасс не имеет такой длительной истории, как сварка металлов. Первые методы сварки пластмасс были разработаны в XIX в. в связи с освоением первых полимерных материалов, в частности целлулоида. В это время игрушки и изделия бытового назначения из целлулоида изготовляли с помощью сварки растворителем. И в дальнейшем по мере появления новых видов пластмасс этот способ сварки не оставался без внимания сборщиков изделий (при соединении деталей из производных целлюлозы, из поливинилхлорида, полиакрилатов, полиамидов и других термопластов). Именно сварка растворителем, которая называлась не совсем точно склеиванием, вместе со сваркой нагретым инструментом бгдла описана в одном ил первых отечественных документов, посвященных сварке пластмасс Е
Начиная с 191^2 г. из опыта по получению плит из тонкостенных листовых полуфабрикатов стало известно, что пластмассы на основе полимеров с линейной или разветвленной структурой макромолекул могут соединяться друг с другом при одновременном действии давления и нагрева. Однако технология соединения деталей из пластмасс па основе этих знаний была разработана лишь в 30-х голах, перед второй мировой войной.
Первый патент на соединения деталей из термопластичных производных целлюлозы, преимущественно из ацетатнеллюлозы, был выдан в 1933 г. Запатентованный способ был призван заменить применявшееся до тех пор склеивание, которое из-за своей низкой производительности тормозило применение пластмасс для упаковки. В патенте было изложено несколько разновидностей тепловой сварки: сварка нагретым инструментом, осуществляемая на прессе (с помощью прессующего инструмента или штампа) или обогреваемыми электричеством роликом либо валками (в случае необходимости получения протяженных непрерывных швов); бес-
1 Инструкция № 116-46. Склеивание и сварка органического стекла / В сесоюзн. н.-и. ин-т авиационных материалов.— М., 1946.— 12 с.
присадочная сварка нагретым газом при давлении прессующим инструментом; комбинированная сварка нагревом и растворителем. К этому же времени относятся сообщения о сварке разнородных пластмасс (различных производных целлюлозы) и о применении прессующего инструмента с рельефом на рабочей поверхности. Однако насколько все эти предложения были реализованы в 30-е годы, неизвестно.
Промышленное применение сварки пластмасс началось с производства коррозионно-стойких конструкций из жесткого поливинилхлорида. Патенты на способ соединения термопластов сваркой нагретым газом с присадочным прутком при сборке конструкций из поливинилхлорида были выданы независимо друг от друга разным фирмам сначала в США. а затем в Германии. Причем в США эксперименты при разработке этого способа сварки были проведены на полпвинилиденхлоридс. В 1939 г. для нагревания термопластов при их сварке наряду с горячим воздухом предложили использовать пламя.
Принципы работы при сварке нагретым газом с присадочным материалом (оперирование сварочным аппаратом, подающим струю нагретого газа, и сварочным (присадочным) прутком соответствуют таковым при сварке металлов аналогичным способом, что\ вероятно, и обусловило появление этого первого промышленного способа. Отличие же состоит в том, что соединение происходит не в расплавленной жидкой ванне, как при сварке металлов а при соприкосновении поверхностей соединяемого материала и присадочного прутка, находящихся в вязкотекучем состоянии.
Тогда как это изобретение в США долгое время оставалось без внимания, во многих странах Европы сварка пластмасс нагретым газом получила широкое распространение (в частности в Германии в производстве конструкций из поливинилхлорида). После второй мировой войны этот способ стали применять в нашей стране и в США. Уже в начале 40-х годов появились первые зарубежные публикации по сварке термопластов и была защищена первая диссер-
4
талия, в которой освещались вопросы технологии сварки нагретым газом и результаты исследований других методов сварки пластмасс. Но развитие способов сварки в те годы сдерживалось отсутствием достаточного количества пригодных для сварки пластмасс.
Мощный толчок распространению сварки пластмасс дало появление полиэтилена, который начали сразу же использовать нс только в качестве изоляционного материала кабелей, ио и как конструкционный. Первые работы по сварке полиэтилена нагретым газом с присадочным материалом были проведены в 1942 г. в Англии.
В конце 40-х — начале 50-х годов сварку нагретым газом с присадочным материалом стали применять для покрытия полов линолеумом на основе пласт и финн ров апп ого поливинилхлорида. Давление в процессе этой сварки создавали прикаточным роликом. В это же время в производстве упаковки получил распространение метод сварки пламенем торцового шва пленок. Пленки приводили в контакт таким образом, что их кромки выступали над охлаждаемыми водой прижимами на 3 мм. Пламя, поступающее от нагревателя газа, оплавляло кромки с образованием сварного шва. Для повышения производительности сварки и улучшения внешнего вида сварного шва (например, у листов из органического стекла, линолеума и т. п.) в 50-х годах начали применять присадочные прутки треугольного профиля.
Для соединения листов и пленок толщиной 0,1 —0,5 мм из пластифицированного поливинилхлорида швами большой длины сварка нагретым инструментом косвенным нагревом и сварка нагретым газом были непригодны. Для этих целей был разработан способ непрерывной сварки нагретым инструментом прямым нагревом, при котором инструмент соприкасался непосредственно с соединяемыми поверхностями. Разработанный способ соединения, который в связи с клиновидной формой нагретого инструмента был назван сваркой нагретым клином, должен был заменить соединение шитьем, которое не обеспечивало получения высокопрочных швов у полимерных пленок. При сварке этим способом в большей степени учитывалась специфика полимерных материалов — их низкая теплопроводность, по в конце 40-х — начале 50-х годов шитье пленок этот способ вытеснить еще не мог, так как характеризовался низкой, по сравнению с шитьем на швейных машинках, производительностью и требовал применения дорогостоящего сварочного оборудования.
Сварка нагретым инструментом прямым нагревом пленок и тонких листов (преимущественно из пластифицированного поливинилхлорида) развивалась как в крупносерийном производстве изделий типа химически стойкой одежды, покрывал, накидок и т. п., так и при сборке небольших партий изделий. В первом случае исполь
зовали установки, по внешнему виду очень похожие на швейные машинки, с механизированным приводом свариваемых пленок и узлом создания давления. Во втором сварку выполняли с помощью ручных нагревателей тина паяльников со сменными наконечниками разной формы. Давление прижима при этом создавали вручную роликом, перемещаемым вслед за нагревателем. Именно этим способом были сварены первые изделия из соиолиамида (середина 40-х годов). Такая разновидность сварки нагретым инструментом не потеряла актуальности и в наше время, например при изготовлении крупногабаритных полотнищ из материалов, допускающих только локальный прогрев в соприкасающихся слоях (дублированные с термопластами полимерные ткани, многослойные пленочные композиционные материалы) или незначительную деформацию по толщине. В массовых производствах в настоящее время отдают предпочтение автоматическим сварочным устройствам, перемещаемым относительно неподвижного свариваемого материала с помощью автономного привода и работающих по принципу комбинированного нагрева (газом и инструментом).
Сварка нагретым инструментом прямым нагревом является самой распространенной для соединения листов и труб из термопластов. Этот способ, впервые примененный для сварки встык труб из поливинилхлорида и поливинили-денхлорпда в сороковые годы, сейчас успешно применяется для сварки враструб, а также для изготовления сварных соединительных деталей трубопроводов из термопластов. При соединении листов он позволяет получать не только стыковые, но также нахлесточные и тавровые соединения.
Начало становления высокочастотной сварки пластмасс, способных нагреваться в высокочастотном электромагнитном поле (в первую очередь, пленок из поливинилхлорида), по-видимому, можно датировать 1941 г., когда был выдан первый патент на высокочастотную сварочную установку (Великобритания). В этой установке для придания ей высокой производительности были применены роликовые электроды, один из которых, например верхний, был заземлен и создавал давление, а нижний соединялся с клеммой высокого напряжения высокочастотного генератора. Для обеспечения интенсивного тепловыделения в пластмассе и ускорения процесса сварки уже в этот ранний период развития высокочастотной сварки была выбрана относительно высокая частота: 30 — 50 и даже 200 МГц. Появилось множество устройств по регулированию и поддержанию параметров высокочастотного нагрева. Замена склеивания и сварки растворителем, которыми в основном пользовались при производстве тары из анетатпеллюлозной пленки, высокочастотной сваркой позволило снизить или полностью
исключить выпуск бракованных изделий, повысить производительность процесса и сэкономить до 20 % пленочного материала за счет уменьшения ширины шва. Подобно сварке пленок нагретым инструментом прямым нагревом высокочастотная сварка позволила заменить шитье и склеивание при изготовлении защитной одежды из пластифицированного поливинилхлорида.
В 1944 г. высокочастотную сварку стали применять для выполнения стыковых, нахлесточных и Т-образных швов в изделиях из листовых термопластов, в частности из полиметилметакрилата (органического стекла, или плексигласа). Разработка технологии сварки органического стекла была обусловлена расширением его использования в самолетостроении.
В это же время была обнаружена специфика тепловых видов сварки некоторых термопластов температура текучести которых была близка или выше температуры деструкции: сварка таких материалов требовала очень точного соблюдения температуры и продолжительности нагрева. При сварке полиакрилатов перегрев материала сварного шва приводил к выделению мономера, сопровождающемуся образованием газовых пузырей. Для получения бездефектного шва в таких случаях стали применять сварку растворителем, при которой присадочным материалом служил мономер — акрилат, полимеризующийся под влиянием высокочастотного нагрева. Это положило начало развитию других видов сварки с использованием химически активных присадочных материалов. Сварку растворителем при изготовлении протяженных швов стали осуществлять с подогревом роликами, нагреваемыми электричеством.
В 1947 г. для того чтобы исключить при высокочастотной сварке электрический пробой тонких пленок, приступили к созданию высокочастотных сварочных машин, работающих по принципу швейных машинок и образующих шов электродом с небольшой рабочей поверхностью, совершающим возвратно-поступательные движения, а свариваемый материал продвигается роликами. Несмотря па многочисленные и длительные исследования, посвященные разработке конструкций роликовых сварочных машин непрерывного действия, в особенности работающих по принципу возвратно-поступательного движения электродов, эти машины не получили такого широкого применения, как предполагалось. Развитие высокочастотной сварки пошло по несколько иному пути, обеспечивающему изготовление за один прием протяженного шва, все участки которого сварены при одинаковом режиме,— пути создания прессовых высокочастотных сварочных устройств.
Для осуществления высокочастотной сварки вручную была разработана различная аппаратура. Типичный аппарат для высокочастотной сварки состоит из неподвижного нижнего элек
трода и управляемого вручную подвижного верхнего. Для сварки деталей, двусторонний доступ к которым затруднен или вообще невозможен, применяют устройства для сварки в поле рассеивания. В этом случае система электродов состоит из неподвижного электрода в виде кольца и электрода-стержня, вводимого в центр первого. Оба электрода находятся в одной плоскости и прикладываются лишь с одной стороны свариваемых материалов. При высокочастотной сварке пластмасс., коэффициент диэлектрических потерь которых при 20°C составляет менее 0,01, применяют подогрев с помощью нагретого электрода или прокладки из материала, хорошо греющегося в поле токов высокой частоты. Широкое применение высокочастотной сварки в самых разнообразных областях — производстве упаковки, портфелей, чемоданов, обуви, одежды, игрушек, спортивных принадлежностей, обивки салона автомобилей характерно для начала 50-х голов.
При производстве упаковки сваркой постоянно нагретым инструментом косвенным нагревом возникла проблема предотвращения прилипания полимерного материала к нагретой поверхности металлического инструмента. К тому же этот способ сварки не обеспечивал получения хорошего вида сварного шва. Попытки устранить эти недостатки привели к созданию термо-импульсной сварки. Первое сообщение о технологии и аппарате для термоимпульсной сварки датировано 1945 г. Широкое распространение этого способа сварки совпало с началом массового выпуска полиэтиленовых пленок. Вскоре после начала освоения метода появились устройства для термоимпульсной сварки пленок с разделением, в которых нагревателем служила тонкая проволока, при нагревании до 600— 700 °C расплавляющая оба слоя пленки и разделяющая свариваемый пакет па две части с образованием двух швов. Во всех индустриально развитых странах для термоимпульсной сварки выпускается широкий ассортимент механизированных и автоматизированных установок и ручных устройств.
Для решения проблемы прилипания пленок к роликовому нагревателю в 50-х годах в упаковочных машинах стали использовать сварочные устройства ленточного типа, которые были запатентованы еще в 40-х годах. На этих устройствах пленка зажимается между двумя бесконечными узкими металлическими лентами, которые проходят сначала зону нагрева, а потом зону охлаждения. Между этими зонами обычно устанавливаются небольшие ролики, создающие давление.
Почти одновременно со сваркой нагретым инструментом прямым нагревом для изготовления стыковых, нахлесточных и других соединений стали применять сварку излучением. При этом способе сварки соединяемые поверхности
6
деталей в процессе нагрева находятся на небольшом расстоянии (1,5— 3 мм) от поверхности излучателя, нагретого до высокой температуры. Именно в технологии данного способа сварки в конце 50-х годов было предложено создавать напряжение сдвига в зоне шва путем поворота торцовых поверхностей свариваемых деталей в противоположных направлениях. Идея механического разрушения поверхностных слоев полимерного материала в дальнейшем была использована во многих технологиях сварки пластмасс. Принимая во внимание достоинства сварки излучением (нагрев без соприкосновения с соединяемыми поверхностями)» ее в дальнейшем стали использовать по различным схемам и для соединения полимерных пленок.
В период проведения первых опытов по сварке труб нагретым инструментом была апробирована и сварка трением, при которой одна деталь зажималась неподвижно, а вторая вращалась, находясь в контакте с первой.— так называемая ротационная сварка трением. Этот способ сварки оказался особенно удобным для соединения пластмасс, имеющих низкую теплопроводность и благодаря этому способных локализовать зону максимального нагрева на соединяемых поверхностях. В годы второй мировой воины сваркой трением соединяли на токарном станке диски из поливинилхлорида толщиной 25 мм для получения стержней большого диаметра. В нормативных документах сварка трением пластмасс впервые упоминается в 1943 г. Сообщение о другой разновидности сварки трением — сварке вибротрением — появилось в 1951 г. Дополнительный импульс распространению сварки вибротрением был дан в последние 10 лет в связи с расширением выпуска фасонных объемных деталей из термопластов неправильной формы с толстыми стенками. Сварка нагретым инструментом труб стыковым швом вызывала некоторое недоверие из-за небольшой площади сварного шва и необходимости строгого соблюдения множества технологических параметров. В связи с этим в середине 50-х годов была разработана технология сварки нагретым инструментом с использованием соединительных деталей, надеваемых па концы свариваемых труб,— так называемая сварка враструб. Прямой нагрев свариваемых поверхностей соединительной детали и трубы осуществляется инструментом, имеющим гильзу (для трубы) и дорн (для соединительной детали). Этот способ первоначально применяли для соединения труб только из полиолефинов диаметром 20 — 125 мм, но в настоящее время ввиду высокой надежности способа им пользуются для сое пи-нения труб из полибутена, поливинилиденфторида и других термопластов. Достоинство способа — получение швов, хорошо работающих при изгибающих нагрузках, а к недостаткам следует отнести возникновение концентрации
напряжений на концах соединительной детали, вызывающей преждевременное разрушение шва при длительном нагружении.
Раструбное соединение труб из термопластов может быть получено также с помощью соединительных деталей, имеющих в раструбной части электроспираль, по которой в процессе сварки пропускают электрический ток. В отечественной литературе такой способ сварки называется сваркой закладным элементом. Этот простой с технологической точки зрения способ уже более 30 лет успешно применяют при сооружении систем водоснабжения (в том числе в сложных условиях) и более 10 лет — при прокладке газопроводов. Нагрев металлических закладных элементов, помещенных между свариваемыми поверхностями, в 50-х годах стали производить с помощью электромагнитного поля. Закладной элемент может представлять собой термопласт, наполненный мелкодисперсным ферромагнитным материалом. После разогрева в электрическом поле и под влиянием давления со стороны подвижной детали закладной элемент течет и заполняет полость шва. В настоящее время использование сварки закладным элементом расширяется в связи с увеличением объемов применения соединительных деталей трубопроводов из термопластов и необходимостью создания новых конструктивных форм сварных швов, особенно в труднодоступных местах.
Для соединения пластмасс, не обладающих нужными для диэлектрического нагрева характеристиками, в первую очередь полиолефинов, в 1948 г. была предложена ультразвуковая сварка, которая оказалась пригодной и для соединения других термопластов (поливинилхлорида, поливинилиденхлорида и т. д.). Этим способом, кроме точечных швов, можно было получать и протяженные швы с помощью продольно-колеблющегося инструмента на роликовой опоре, подводящего механические колебания перпендикулярно соединяемым поверхностям при непрерывном перемещении материала. Сейчас благодаря целому ряду достоинств ультразвуковая сварка интенсивно развивается.
В 1944 г., еще до разработки ультразвуковой сварки, было испробовано соединение реактопластов комбинированным воздействием ультразвуковых механических колебаний и высокочастотного электрического поля. Процесс сварки заключался в том, что сначала происходила деструкция полимера под влиянием механических колебаний, а затем — реполимепиза-ция под влиянием высокочастотного нагрева. О реализации этого интересного с теоретической точки зрения метода данных не имеется.
Сварку расплавом первыми применили специалисты, которые занимались экструзией пленок и литьем под давлением деталей из термопластов. Для получения непрерывных прямых и
1
протяженных швов при соединении длинномерных полиэтиленовых пленок и тонких листов было предложено расплав подавать от экструдера в зазор между свариваемыми поверхностями. Расплав, отдавая свое тепло соприкасающимся с ним поверхностям, расплющивается под легким давлением обжимных роликов и сплавляется с соединяемыми пленками. Этот вид сварки расплавом получил название «экструзионная сварка». Для выполнения ее разработаны как стационарные сварочные установки, так и переносные ручные аппараты, в том числе работающие по более простому принципу, чем червячные экструдеры, который заключается в том, что расплав подается под давлением со стороны толкающего его присадочного прутка.
Вторая разновидность сварки расплавом — сварка литьем под давлением — появилась в крупносерийном производстве фасонных изделий из термопластов (бутылей и других емкостей). Когда мощность литьевых машин была недостаточной для формования этих изделий за один цикл литья, отливали их части, которые соединили расплавом термопласта, подаваемого литьевой машиной в полость между соединяемыми поверхностями. В дальнейшем этот способ сварки стали применять и для сборки небольших изделий, когда особое значение имеют такие его достоинства, как высокая производительность, возможность получения шва в труднодоступных местах (например, в полых изделиях), локализация зоны нагрева, высокая прочность швов в сочетании с хорошим внешним видом. К факторам, ограничивающим применение сварки расплавом, в первую очередь относится возможность использовать только материалы, которые способны нагреваться выше температуры текучести, нс деструктируя.
С освоением сварки как способа соединения деталей из пластмасс конструкционного назначения начались теоретические исследования механизма и технологии процесса. Хотя первая научная работа во сварке пластмасс появилась в начале 40-х годов, серьезные исследования начались позднее, в 50-е — начале 60-х годов.
Для объяснения механизма сваривания термопластов в середине 50-х годов была привлечена диффузионная теория аутогезии L При этом исходили из цепного строения и подвижности макромолекул термопластов, определяющих возможность смешения полимеров в пограничных слоях. Такой точки зрения придерживалось большинство специалистов по сварке пластмасс как у нас в стране, так и за рубежом. Сварка, основанная на диффузии макромолекул, была названа диффузионной.
Представления о химическом взаимодействии при соединении пластмасс па основе полимеров
1 Воюцкий С. С. Аутогезия и адгезия высокой олимеров.— М.: Ростехиздат, I960.— с. 92.
с пространственной структурой макромолекул получили развитие в начале 60-х годов. Сварка, основанная на образовании химических связей между макромолекулами, была названа химической 1 1.
Предположение о том, что при сварке пластмасс происходит химическое взаимодействие между поверхностями за счет частичной деструкции и последующей полимеризации мономера, было высказано в одной из первых монографий по сварке пластмасс2. Впоследствии предполагалась возможность разрыва и рекомбинации молекул полимера при высокой температуре сварки, что способствует восстановлению структуры полимера в зоне сварного шва3.
Общие представления о механизме диффузионной сварки в последние годы существенно не изменились. Но в связи с тем, что формирование шва при диффузионной сварке в значительной степени определяется течением расплава, которое предшествует соприкосновению свариваемых слоев материала и в результате которого из зоны шва вытесняются различные экранирующие и (или) ослабляющие его ингредиенты, в первую очередь газовые включения, для наименования этого способа сварки предложен более точный термин — «диффузионнореологическая сварка».
В связи с появлением данных о структуре зон соединения в системе полимер — полимер, полученных методом электронно-зондового рент-гепоспектрального анализа, стало ясно, что при тепловых видах сварки термопластов диффузия макромолекул на большую глубину в зоне соприкосновения поверхностей не является обязательным условием получения высокопрочного соединения.
Анализ экспериментальных данных и публикаций по вопросам соединения полимерных материалов всевозможных типов дает все больше доказательств того, что связи, образующиеся между соединяемыми поверхностями при сварке, имеют химическую природу. Можно считать, что сварка пластмасс происходит в результате взаимного смачивания поверхностей и образования межмолекулярных и (или) межатомных связей.
Поскольку на первых порах сваркой пластмасс занимались специалисты по сварке металлов, ее технология разрабатывалась па производствах, занятых выпуском сварных металлоконструкций. Такое положение дел казалось вполне естественным, так как технологии свар-
1 Т рост янская Е. Б., Комаров Г. В., Шишкин В. А. Сварка пластмасс.— М.: Машиностроение, 1967.— С. 6.
2 Haim. G.„ Zade Н. Р, Welding of plastics.— London: Crosby Look wood d Sons, 1947.— 206 p.
3 Вокщкий С. С. Аутогезия и адгезия высоко, полимеров.— С. 98.
кн пластмасс и сварки металлов имеют много общего и часто трудности, связанные с изготовлением сварных пластмассовых конструкции, решались методами, применяемыми при изготовлении сварных конструкций из металлов.
В конце 30-х годов в Германии, в г. Галле, была организована первая школа сварщиков пластмасс, которая готовила главным образом специалистов по сварке нагретым газом. В то время в школе сварщиков вели три курса. На первом изучали формирование и сварку изделий из поливинилхлорида на базе предприятий химической промышленности и ремонтных мастерских машиностроительных заводов. Объем курса составлял 88 ч. На втором изучали монтаж трубопроводов из поливинилхлорида. Объем курса — 44 ч. Третий курс был рассчитан на инженеров, работающих в цехах. Его объем составлял 44 ч. В 1940—1945 гг. эта школа подготовила более 2000 сварщиков пластмасс, а за 30 послевоенных лет — свыше 50 000 специалистов.
В настоящее время система обучения и повышения квалификации сварщиков пластмасс организована во всех промышленпо развитых странах. Причем особое внимание уделено подготовке сварщиков, запятых на строительстве трубопроводов.
По объему применения, многообразию принципиально различных технологических вариантов, разнообразию оборудования и оснастки сварка является одним из ведущих методов изготовления изделий из пластмасс, в частности методов их сборки. Сварку предпочитают другим способам соединения в тех случаях, когда: 1) детали изготовлены из однородных материалов; 2) по допускается использование крепежных элементов и клеев из материалов, отличных от материала соединяемых деталей; 3) надо обеспечить высокую производительность труда, механизацию и автоматизацию процесса.
Традиционные области крупномасштабного применения сварки пластмасс— химическое, нишевое и другие отрасли аппаратостроения, строительство трубопроводов всевозможного назначения, изготовление емкостей, пленочной тары и упаковки. Настоящую революцию совершила сварка пластмасс в автомобилестроении, где, кроме давно осуществляемого производства внутренней обивки автомобилей, ее используют для изготовления топливных баков, бамперов, корпусов аккумуляторов, крышек багажников и т, д. Сварные пластмассовые изделия изготовляют не только из полуфабрикатов (профилей, пленок, труб, тканей), но и все в большей мере из фасонных формованных деталей.
За последние 10 лет принципиально новых способов сварки пластмасс не появилось. Более того, некоторые исследователи считают, что создание новых способов сварки пластмасс закончилось, и происходит лишь модификация
изпестных методов. Усилия исследователей и производственников в последние годы были направлены на совершенствование классификации, уточнение терминологии, выяснение закономерностей сварки, поиски путей расчетного нахождения оптимальных параметров процесса и прогнозирования поведения сварных изделий в условиях эксплуатации, обеспечение высокой надежности сварных швов, внедрение механизированных и автоматизированных устройств, оазработку технологии сварки новых полимерных материалов, развитие существующих технологических процессов, создание методов и аппаратов для контроля за технологическими параметрами и качеством сварных швоз. Расширение применения сварки и технологии изготовления изделий из пластмасс послужило толчком для разработки на уровне изобретений сварочных машин, аппаратов и вспомогательных устройств.
Все больше внимания уделяют исследователи вопросам технологии сварки пластмасс с учетом результатов фундаментальных исследований, в первую очередь по изучению физических и химических свойств соединяемых материалов. К тому же теперь не вызывает сомнения тот факт, что качество сварных швов в большой мере зависит от качества свариваемых деталей. Поэтому на современном этапе повышение качества изделий, выполненных, например, сваркой нагретым инструментом, может быть обеспечено только при жестком согласовании определенных физических свойств материала деталей и технологии их изготовления.
По мере расширения применения полимерных материалов все чаще возникает необходимость в решении сложной проблемы соединения разнородных пластмасс, в первую очередь, разнородных термопластов. Даже для полимерных материалов, имеющих одинаковый химический состав и структуру, но различающихся реологическими свойствами, требуются особые технологические приемы сварки.
Одной из важных задач является разработка способов и выяснение закономерностей сварки полимерных композиционных материалов на термопластичной основе.
Для повышения сроков службы пластмасс сейчас стали применять вторичную переработку отходов и использованных деталей из пластмасс. В связи с этим весьма актуальны исследования свариваемости пластмасс, подвергнутых многократной переработке или содержащих в своем составе отходы.
Сварка нагретым инструментом в настоящее время и в ближайшем будущем останется доминирующим способом сварки пластмасс.
Она имеет наибольшее число разновидностей и в последние годы интенсивно изучается с теоретической и прикладной стороны. Из разновидностей сварки нагретым инструментом
9
прямым нагревом для стыкового соединения деталей наибольшее распространение благодаря простоте, возможности автоматизации, достаточной универсальности и экономичности получила прерывистая сварка без присадочного материала, которую принято обозначать термином «сварка встык нагретым инструментом» *. Ее применяют для соединения как полуфабрикатов (труб, профилей, плит и листов), так и фасонных деталей. Сварка встык труб — самое крупнотоннажное сварочное производство, и не случайно именно для нее разработаны теоретические основы технологии сварки нагретым инструментом. В современном производстве оборудования для сварки встык (и не только нанретым инструментом) прослеживается тенденция к использованию унифицированных узлов (модулей), а также микропроцессоров для управления и регулирования режимов сварки.
Сварку нагретым инструментом с подводом тепла с внешней стороны деталей применяют главным образом для соединения пленок. Из различных се разновидностей наиболее распространена термоимпульсная.
Важное место вслед за сваркой нагретым инструментом занимает ультразвуковая. Хотя ее стали широко применять с начала 60-х голов, наиболее интенсивное развитие этот способ получил в последние 10— 15 лет 1 2. Появление новых разновидностей ультразвуковой сварки было вызвано стремлением распространить се на новые виды изделий и материалов либо повысить качество соединений. Так, дистанционная сварка, при которой место контакта инструмента с деталью удалено от зоны шпа на расстояние до 150 мм и более, была предложена для соединения в труднодоступных местах. Возможности ультразвуковой сварки были расширены в результате разработки метода точечного соединения листов и плит толщиной до 8 мм без подготовки поверхностей, при котором наконечник инструмента проходит сквозь верхнюю деталь и па V2 толщины входит в нижнюю, а размягченный материал, попадая в зазор между поверхностями, растекается радиально. Если деформирование детален недопустимо, то их соединение по плоским поверхностям можно осуществить, воспользовавшись промежуточной вставкой для концентрации энергии. Ультразвуковую сварку тонких пленок, например из полиэтилентсрефталата, протяженным непрерывным швом предложено выполнять скользящим инструментом, размещая свариваемый участок между прокладками из неразмяг-чающсгося материала (например, бумаги). Для
1 Комаров Г. В. Сварка пластмасс//Сварка.—М.: ВИНИТИ АН СССР, 1985. Т. 17.— С. 21—57.
2 Комаров Г. В. Сварка пластмасс.— С. 59—78,
непрерывной сварки пленок стали применять волновод в виде вращающегося колеса с радиальным вибратором. При тангенциальном подведении ультразвуковых колебаний прямым методом (непосредственно к соединяемым поверхностям) толщина деталей и акустические свойства материала нс играют уже большой роли. При сварке раструбного соединения трубчатых деталей можно воспользоваться способом, при котором горизонтально установленные и прижатые пол небольшим давлением детали совершают медленное вращение, а инструмент располагается перпендикулярно шву. Ремонтные и различные сборочные работы можно выполнять с помощью ультразвуковой сварки в сочетании с прессовой посадкой (штифтовая сварка, сварка с обжатием шва). Обработку, в том числе и сварку пластмасс ультразвуком, ведут обычно на частоте 20—25 кГц. Переход на частоту 36—40 кГц полностью исключает звуковое воздействие на орган слуха человека, а тот же самый тепловой эффект достигается при меньшей амплитуде колебаний. Работа на частоте 2 МГц существенно улучшает свариваемость пластмасс благодаря возникновению в материале микровихревых перемещений. Применение в некоторых конструкциях сварочных машин частоты 10 кГц было продиктовано желанием усилить мощность последних по сравнению с мощностью машин, работающих на частоте 20 кГц, и увеличить размеры рабочей части инструмента.
Области применения ультразвуковой сварки постоянно расширяются, так как она позволяет повышать рентабельность производства, снижать трудозатраты, создавать новые изделия, улучшать качество выпускаемой продукции.
В отечественной электронной и радиотехнической промышленности ультразвуковой сваркой пользуются при изготовлении разъемов, колодок, перемычек и других изделий. Применение ультразвуковой сварки в производстве микроминиатюрных соединителей позволило упростить их конструкцию и резко снизить себестоимость. Ультразвуковую сварку используют для создания различных видов герметичной упаковки из термопластов, перерабатываемых литьем под давлением, а также из фольги и бумаги, покрытых термопластами. Этим способом изготовляют закрытую упаковку для жидких, порошкообразных твердых материалов, замороженных продуктов, лекарств, взрывчатых веществ, асептических материалов, не допускающих нагрева, прозрачную упаковку для магнитофонных кассет, губы, наполненные различными продуктами. В электротехнической промышленности ультразвуком сваривают корпуса аккумуляторов и микродвигателей, выключателей электроинструментов. В производстве экструзионных изделий ультразвуковую сварку применяют для изготовления
10
закрытых с одной или двух сторон рукавов длиной 30—1000 мм и диаметром до 100 мм из эластичных термопластов.
Одной из наиболее важных областей массового применения ультразвуковой сварки является автомобильная промышленность. В этой отрасли с помощью ультразвука сваривают облицовку приборной доски, воздуховоды, фонари, катафоты, трубопроводы системы отопления, крышку багажника легкового автомобиля, воздухоочистители. Применение ультразвуковой сварки в производстве игрушек повышает производительность процесса, обеспечивает высокую прочность и оптическую прозрачность швов. Разнообразна номенклатура изделий бытового назначения, свариваемых ультразвуком: газовые баллончики, корпуса кофемолок, бидоны, распылители для ухода за волосами, рассеиватели светильников, магнитофонные кассеты, ручные часы, внутренние емкости морозильных камер. Широкие перспективы имеет ультразвуковая сварка при изготовлении одежды из синтетических тканей.
Значительный шаг вперед сделала сварка трением, особенно ее разновидность — сварка вибротрепнем. Расширяются сферы использования сварки расплавом и ее разновидности — экструзионной сварки — в связи с решением проблем сборки крупногабаритных фасонных изделий (емкостей, ванн, корпусных деталей, трубной арматуры и т. п.) из толстостенных
Развитие склеивания тесно связано с успехами в области синтеза полимеров. Появление полусинтетического полимера типа целлулоида (около 1870 г.), фсноло-формальдегидной смолы (начало XX века), карбамидной смолы (1930-е годы), ненасыщенных полиэфиров (1936 г.), эпоксидных смол (1938 г.) способствовало созданию клеев с более широким спекIром, чем у природных клеев, технологических свойств, обеспечивающих получение высокопрочных соединений различных, в том числе и полимерных, материалов. Первыми клееными пластмассовыми изделиями можно считать упаковку из производных целлюлозы. В 30-х годах для склеивания деталей из отвержденных наполненных пластмасс стали применять термо-реактнвный клей, наполненный нитями.
В настоящее время склеивание наряду со сваркой -— один из наиболее распространенных способов соединения деталей из пластмасс. Каждый новый полимерный материал, появляющийся в промышленности, оценивается в отношении способности склеиваться. Это обусловлено следующими преимуществами склеивания по сравнению с другими способами соединения: возможностью соединения пластмасс с другими материалами; применению как в единичном.
полуфабрикатов и деталей. Сварка расплавом заменила сварку нагретым газом с присадочным материалом, которая уже не могла удовлетворить современные требования к производительности процесса и качеству сварного шва.
Совершенствуются технология и оборудование высокочастотной сварки.
Сварка растворителем менее распространена, чем тепловые виды сварки, в связи с ее меньшей производительностью и плохой растворимостью (или нерастворимостью) некоторых пластмасс. Тем не менее только сваркой растворителем удается часто решить проблемы сборки некоторых изделий. Применяя этот способ, можно локализовать зону соединения в небольшом объеме, исключить деформирование деталей, отказаться от использования мощных сварочных установок. Эта сварка незаменима при соединении органических стекол (полиметилметакрилата, поликарбоната, полистирола), так как обеспечивает получение оптически прозрачных швов, а также при изготовлении различных изделий из поливинилхлорида и сополимеров стирола. Только этим методом можно обеспечить высокую точность и качество сборки изделий из полиамидов, технология тепловой сварки которых очень сложна. Легко свариваются растворителем такие термопласты как полифениленоксид и полисульфон.
Решение многих технических задач основано на применении комбинированных способов сварки.
Склеивание пластмасс
так и в крупносерийном производстве; низкими энергетическими затратами при использовании клеев холодного отверждения; сохранностью структуры и свойств соединяемых материалов; возможностью соединять детали сложной формы и по большим поверхностям; способностью «залечивать» дефекты на соединяемых поверхностях: стойкостью создаваемого соединения к распространению трещин, зародившихся в соединяемом материале.
Развитие теоретических представлений о механизме склеивания относится к 40-м годам XX в., когда склеивание стали применять для соединения обшивки с элементами жесткости самолета. По современным представлениям прочность клеевого соединения обусловлена адгезионным взаимодействием соединяемых поверхностей с клеевой прослойкой, когезионной прочностью этой прослойки и склеиваемого материала, а также конструкцией соединения. В настоящее время преобладает точка зрения о межмолекулярном взаимодействии материала соединяемых поверхностей с полимерной основой клеевой прослойки. Сравнительно недавно было показано, что в зоне контакта поверхностей разнородных тел протекают химические реакции.
Сложность изучения адгезии, лежащей в основе склеивания и близкого к нему соединения приформовкой, связана с многообразием влияющих на нее факторов и неадгезионным характером разрушения клеевых соединений.
Из всех теорий, объясняющих причину адгезии (слипания), наиболее популярна адсорбционная, согласно которой для обеспечения высокой адгезионной прочности необходимо присутствие в клее и на склеиваемых поверхностях химически активных, полярных или способных поляризоваться групп. В этом случае между соединяемыми поверхностями возникают соответственно химические, ориентационные и индукционные связи. Однако необходимо учитывать, что от природы атомных групп в полимерной основе клея зависит не только его адгезионное взаимодействие со склеиваемой поверхностью, но и когезия клеевой прослойки.
На способность склеиваться влияют такие свойства пластмасс, как низкая поверхностная энергия полимерной фазы, наличие состарившихся слоев и низкомолекулярных веществ (мономеров, пластификаторов, смазок), вышедших на поверхность из объема, гетерогенность наполненных пластмасс, набухание под влиянием компонентов клеев (например, клеев-раство-ров).
Для склеивания пластмасс используют боль-шое число клеев на основе почти всех промышленных полимеров. При выборе клея учитывают прежде всего химическую природу соединяемых материалов, а также условия эксплуатации клеевого соединения, конструктивные особенности изделия и требования к технологическим свойствам клея. Часто применяют клеи, аналогичные или близкие по химической природе к полимерной основе пластмассы. Вместе с тем склеивание может быть осуществлено и универсальными (пригодными для различных материалов) клеями, например, эпоксидными, полиуретановыми. акрилатными.
Для склеивания отвержденных реактопластов рекомендуются главным образом термореактив-ныс клеи. Композиционные материалы на основе реактопластов соединяют с помощью клеев па основе жесткого термореактивного полимера, подвергнутого модифицированию каучуком: фенолокаучуковые клен (1950 г), эгю-ксикаучуковые клеи (1966 г.) или термопластом: феполоапетальные клеи (1944 г.), эпо-ксиполиамидные клеи (1960 г.). Теплостойкие композиционные материалы склеивают эпоксн-фенолокремнийоргаиическими (1963 г.), эпо-ксифеполытыми (1953 г.). полиимидными
(1966 г.) и другими полна рематическими клеями.
Термопласты по их способности склеиваться могут быть разделены на 3 группы: 1) легко-склеивасмые — полярные или неполярные, но хороню растворимые и не требующие специаль
ной подготовки поверхностей (поливинилхлорид, полиметилметакрилат, полистирол и сополимеры стирола, поликарбонат, полиуретаны, полиизобутилен); 2) условно лсгкосклеиваемые — полярные, но трудно растворимые и требующие несложной подготовки (полиэтилен!ерефталат, пентапласт, пластифицированный поливинилхлорид) ; 3) трудное к леива ем ые — неполярные или полярные, нерастворимые и требующие специальной подготовки поверхностей (полиэтилен, полипропилен, политетрафторэтилен, полиформальдегид, полиамиды). Трудносклеиваемые термопласты подготавливают к склеиванию различными химическими, физическими или комбинированными способами.
Склеивание не получило такого развития, как это предсказывали 25— 30 лег тому назад, только по причине несовершенной технологии. Подготовка поверхности перед нанесением клея иногда занимает до 75 % всей продолжительности склеивания, а затраты на ее выполнение составляют около 75 % всех затрат па процесс склеивания.
Поскольку максимальная прочность клеевого соединения обеспечивается соответствующей подготовкой склеиваемых поверхностей, этому вопросу уделяется большое внимание. Еще в самом начале освоения технологии склеивания композиционных материалов было предложено склеиваемую поверхность обрабатывать шлифовальной шкуркой до создания матовой поверхности и наносить на нее грунт. До сих пор этот способ предпочитают другим видам подготовки. Опсскоструивание при подготовке композиционных материалов эффективно лишь в случае снятия тонкого лакового слоя таким образом, чтобы наполнитель не выступал над поверхностью. Более технологичным считается способ подютовки поверхности волокнистых композиционных материалов, заключающийся в приформовывапии к ней удаляемого защитного (жертвенного) слоя и снятия его непосредственно перед нанесением клея.
Ведется поиск технологий склеивания, исключающих необходимость подготовки склеиваемых поверхностей. В этом направлении уже достигнуты некоторые успехи —- это вибрационное и механохнмическое склеивание, по своей сути мало отличающиеся друг от друга.
К перспективным направлениям рационализации процесса склеивания можно отнести использование скоростного отверждения традиционных реактивных клеев за счет химического или физического воздействия (например, введением ускорителей отверждения или подведением дополнительной энергии), применение одноупаковочных (однокомпонентных) клеев — капсули-рованных химически блокированных клеев (например. полиуретановых клеев). Скорость отверждения термореактивных клеев увеличивают методом теплового удара, т. е. резкого
12
местного повышения температуры в зоне клеевою шва. 1ак, формирование клеевого слоя на основе клеев холодного отверждения при температуре 150—200 °C заканчивается за 3—5 мин. Такое скоростное соединение можно осуществить с помощью ультразвукового или высокочастотного склеивания.
В технологии склеивания с целью ускорения сборки продолжают расширять область применения термоплавких клеев (клеев-расплавов), которые имеют уже более чем 25-летнюю историю.
Для ускорения соединения с помощью термо-акгивируемых клеев (реактивных и термонла-стичнЫхХ) используют индукционный нагрев последних. Эта технология получила название «электромагнитное склеивание». Более равномерное и строго регулируемое температурное поле по сравнению с традиционным индукционным нагревом с помощью катушечного индуктора и токов высокой частоты с частотой 450 кГц обеспечивает способ нагрева с использованием U-образных элементов и токов высокой частоты с частотой 10 — 20 кГц. Этим способом соединяют пластмассовые зажимные скобы с металлическим корпусом, присоединяют металлические зажимные скобы к элементам остекленели я или пластмассовым решеткам.
Много внимания уделяется вопросам механизации и автоматизации процесса склеивания и. в частности, созданию устройств для дозирования и нанесения клеев. С расширением применения термоплавких клеев возникла необходимость в создании оборудования для их нанесения. В настоящее время в технологию склеивания пластмасс началось внедрение промышленных роботов, предназначенных в первую очередь для нанесения клеев.
Одна из актуальных проблем в области технологии склеивания — неразрушающий контроль качества соединений. К его методам относят визуальный осмотр, простукивание, инфракрасную дефектоскопию, тепловой контроль, рентгенодефектоскопию, радиоскопию и ультразвуковую дефектоскопию. Для выполнения неразрушаюшего контроля, а также для изучения процесса возникновения и развития трещин в клеевом соединении в нагруженном состоянии представляет интерес метод акустической эмиссии. /Метод нейтронной радиографии чувствителен к дефектам типа пустот.
Большинство литературных данных по конструированию клеевых соединений касается рекомендаций по выбору формы клеевых швов. Успешное применение склеивания в большой
степени зависит от правильного конструирования мест соединения. Знание распределения напряжений в соединении служит основой для выбора формы и размеров клеевого шва. Одной из важнейших рекомендаций остается конструирование. исключающее действие отслаивающих нагрузок. Современная тенденция конструирования клеевых соединений предполагает учет не только прочностных, но и деформационных свойств соединяемых материалов и клеевой прослойки. Сходимость расчетных и практических данных, характеризующих деформации и напряжения в клеевом шве, улучшается при использовании метода конечных элементов, которое стало возможным благодаря внедрению ЭВМ
Склеивание не заменяет, а дополняет другие способы соединения, хотя и является иногда единственно возможным. Более широкому распространению склеивания препятствует недостаточно высокий уровень прочности клеевых прослоек по сравнению с прочностью некоторых видов пластмасс (например. армированных волокнами), сложность технологии склеивания, ограниченная возможность неразрушающего контроля качества соединения, а также, некоторое предубеждение работников производства против склеивания, обусловленное недостатком информации и специальных знаний. Главный же недостаток технологии склеивания, ограничивающий возможность автоматизации сборки — трудоемкость обработки поверхности деталей и длительность отверждения тсрморсактив-ных клеев.
Отдельные недостатки, характерные для клеевых соединений, могут быть устранены путем комбинирования склеивания с механическими соединениями. К перспективным комбинированным методам склеивания можно отнести склеивание с обжатием зоны телескопического шва импульсным электромагнитным полем и склеивание с обжатием шва с помощью термоуса-живающихся муфт.
Важную роль в расширении применения склеивания играет стандартизация процесса и подготовка специалистов этого профиля.
Перспективы развития технологии склеивания связаны с ростом номенклатуры полимерных материалов, созданием клеев, наделенных новыми свойствами и возможностями переработки, разработкой расчетных методов оценки прочности соединения, учитывающих большое число факторов, которые влияют на прочность, развитием неразрушающего контроля качества клеевых соединений.
ТЕРМИНОЛОГИЯ И КЛАССИФИКАЦИЯ СПОСОБОВ СВАРКИ И СКЛЕИВАНИЯ ПЛАСТМАСС
Упорядочение терминологии в области сварки и склеивания пластмасс — один из доминирующих вопросов совершенствования информационных процессов, обеспечивающих ускорение внедрения достижений науки в производство. Введение научно обоснованных терминов, однозначно трактующих понятия, которые в своей совокупности описывают область сварки или склеивания, позволяет четко аннотировать издания, наладить кодирование и быстрый ввод информации в банк данных, а также сбор и анализ информации, ускоряет процесс принятия объективного решения и его реализацию.
Уровень разработки терминов определяет объем и содержание информации, выбор эффективных способов ее сбора и передачи потребителю, возможности подбора имеющейся в банке данных информации и использования ее потребителями разных категорий.
Заслуживает внимания вопрос о необходимости использования упорядоченной терминологии при подготовке специалистов по сварке и склеиванию пластмасс в вузах и техникумах, поскольку четкость терминов — залог эффективного усвоения и запоминания излагаемого материала.
До определенного времени, пока наука о сварке и склеивании пластмасс развивалась относительно медленно и происходило медленное накопление понятий и терминов, а научные идеи, соответственно и новые термины, исходили в основном от сравнительно небольшой группы ученых, ее качество не играло сколько-нибудь заметной роли, а следовательно не требовалось и специальной терминологической работы. По мере ускорения научно-технического прогресса, сопровождаемого появлением различных научных школ, взаимодействием и взаимопроникновением различных наук, появились разночтения отдельных терминов (синонимия, многозначность и др.), что привело
к теоретическим и практическим ошибкам, усложнило научные исследования, учебный процесс, затруднило автоматизированную обработку информации, а в конечном итоге вызвало торможение научно-технического прогресса.
При разработке приведенных в словаре определений терминов в области сварки и склеивания пластмасс авторы стремились учесть следующие требования:
1) определения терминов должны в сжатой форме фиксировать сложившиеся на данный период времени представления об описываемом объекте, предмете, процессе, явлении;
2) термины в их определения должны быть взаимоувязаны со стандартизированными терминами других отраслей науки и производства, в первую очередь с действующими стандартами по классификации и терминологии сварки металлов;
3) применение в терминологии аббревиатур должно быть сведено к минимуму, так как они усложняют усвоение материала.
Несомненно, некоторые из терминов и определений спорны, но это лишь подтверждает необходимость дальнейшей работы по упорядочению классификации и терминологии сварки и склеивания пластмасс. Бесспорно также, что предложенные термины и их определения не являются застывшими понятиями. Процесс совершенствования терминологии непрерывен. Вместе с развитием научных основ, технологии и техники сварки и склеивания пластмасс будут появляться новые и исчезать отжившие термины и понятия, появятся уточнения и изменения в ранее сложившихся понятиях.
Поэтому предложенные в настоящем справочнике термины и их определения лишь фиксируют сложившиеся представления на период их разработки и должны периодически пересматриваться.*
Классификация сварки пластмасс
Сварку пластмасс различные авторы классифицируют по самым разнообразным критериям: способу подведения тепловой энергии, методам
активации процесса, типу образующихся связей, схеме приложения усилий при сварке, процессам превращения энергии, конструкции свароч-
14
кого оборудования, области применения или уровню механизации и т. д. Следует отметить, что совершенную классификацию, охватываю-щую все виды сварки, создать сложно и при любых схемах неизбежны совпадения и противоречия.
Отсутствие единых классификационных принципов привело к тому, что термины в области сварки пластмасс исследователи установили произвольно, без учета требований единства сварочной терминологии и специфики свойств пластмасс, в противоречии с установившимися терминами в области сварки металлов или без учета принципиальных отличительных признаков отдельных способов. Например, технологию получения соединений с применением растворителя одни называют «склеивание», а другие — «сварка растворителями», сварку нагретым инструментом обозначают терминами «контактно-тепловая сварка», «термоконтактная сварка», «контактная сварка», сварку нагретым газом с применением присадочного материала — термином «газовая прутковая сварка», а прессовую сварку — «контактная сварка проплавлением» или «прессовая конта кт но-тепловая сварка». Применение в указанных терминах слов «тепловая» и «оплавлением» нецелесообразно, поскольку они в равной мере могут быть отнесены к сварке негретым газом или сварке расплавом — при всех этих способах сварка является тепловой л осуществляется за счет оплавления свариваемых поверхностей при их соприкосновении с источником нагревания. Термин «контактная сварка» исходя из требований единства сварочной терминологии также неправомерен, поскольку в области сварки металлов он обозначает сварку с применением давления, при которой используется тепло, выделяющееся в месте, контакта свариваемых частей при прохождении электрического тока. По этой же причине неприемлем для сварки пластмасс термин «газовая сварка», обозначающий в сварке металлов сварку плавлением, при которой для нагрева используется тепло пламени смеси газов, сжигаемых с помощью горелки.
В общепринятой сварочной терминологии есть недостатки в наименовании сварочного оборудования и инструментов. Например, электрические нагреватели газа (электронагреватели) при сварке нагретым газом называют «горелками» (горелка ГЭП-2), в то время как ГОСТ 2601 — 84 устанавливает следующее определение термина «горелка»: «устройство для газовой сварки с регулируемым смешением газов и создания направленного сварочного пламени». Ни «газовой сварки», ни «смешения газов», ни сварочного пламени» в общепринятом значении этих терминов при сварке пластмасс «горелкой» ГЭП-2 не существует.
На основе анализа существующего положения в области классификации способов сварки
пластмасс и с учетом требований единства терминологии по сварке было предложено воспользоваться основными признаками и ступенями, по которым классифицируются способы сварки металлов: тип сварки определяют по механизму процесса сварки (диффузионно-реологическая и химическая сварка), класс сварки — по виду энергии и способу ее передачи при образовании сварного соединения, вид сварки — по виду источника энергии, непосредственно используемого для образования сварного соединения:
Класс снарки Термический
Термомеханический
Механический
Электромеханический
Вид сварки
Сварка пламенем
Сварка излучением
Сварка плазмой
Сварка нагретым газом
Сварка нагретым инструментом
Сварка закладным элементом
Сварка расплавом
Сварка растворигелем Лучепрсссовая сварка Ультразвуковая сварка
Сварка трением
Высокочастотна я сварка
М агпитноимпульсная сварка
Группу сварки определяют по техническим и технологическим признакам, устанавливаемым для каждой группы отдельно:
Основные технические и технологические класси- Группа сварки
фнкационныс данные
Применение присадочного материала
Вид присадочного материала
Наличие предварительного подогрева основного материала Источник излучения
Сварка без присадочного материала
Сварка с присадочным материалом
Сварка с прутковым присадочным материалом
Сварка с ленточным присадочным материалом
Сварка с порошковым присадочным материалом Сварка чистым растворителем
Сварка с высыхающей композицией
Сварка с полимеризующейся композицией
Сварка без предварительного подогрева
Сварка с предварительным подогревом
Сварка инфракрасным излучением
Световая сварка
Лазерная сварка
15
Схема нагрева Положение источника нагрева при сварке косвенным нагревом
Способ нагрева закладного элемента
Взаимное перемещение деталей в процессе сварки трением Способ передачи ультразвуковой энергии
Сварка прямым нагревом
Сварка косвенным нагревом Сварка с односторонним нагревом
Сварка с двусторонним нагревом
Индукционная сварка Терморезисторная сварка
Ротационная сварка трением Сварка вибротрением Сварка вибровращением
Контактная ультразвуковая сварка
Передаточная ультразвуковая сварка
Степень механизации
Вид оборудования
Прессовая сварка
Роликовая сварка
Ленточная сварка Термоимпульсиая сварка
Сварка нагретым клином
Магнитно-импульсная сварка
Экструзионная сварка
Сварка литьем под давлением
Ручная сварка
Меха низи ро ва ина я сварка
Полуавтоматическая сварка
Автоматическая сварка
Склеивание пластмасс
В наиболее распространенном подходе к склеиванию пластмасс с позиций химии, физики и технологии полимеров и полимерных материалов возникают определенные трудности при создании однотипной, научно обоснованной терминологии. Это связано, с одной стороны, с отсутствием единого взгляда на терминологические вопросы как в зарубежной, так и в отечественной литературе, а с другой — неодно-
значпым толкованием одних и тех же терминов в различных отраслях науки и в технологии склеивания.
В некоторых случаях авторам словаря пришлось отказаться от общепринятых, но недостаточно четких или устаревших определений и заменить их новыми, соответствующими современному уровню знаний в области склеивания пластмасс.
КАК ПОЛЬЗОВАТЬСЯ
СЛОВАРЕМ-СПРАВОЧНИКОМ
В словаре приведены толкования терминов, относящихся к сварке и склеиванию пластмасс, а также к смежным областям.
Термины, в том числе составные, набраны полужирным прописным шрифтом и расположены в алфавитном порядке. При этом составные термины приведены в общеупотребительной форме и скомпанованы в гнезда; инвертированы только составные термины, содержащие имя собственное. В зависимости от общепринятого употребления термины записаны либо в единственном (КОГЕЗИЯ. СВАРКА ИЗЛУЧЕНИЕМ), либо во множественном (ОСТАТОЧНЫЕ ДЕФОРМАЦИИ, ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА ПЛАСТМАСС) числе.
Синонимы термина приведены после названия статьи (через запятую) в разрядку. Также в разрядку набраны ремарки, уточняющие область применения того или иного термина. Ремарки помещены в скобках и расположены после основного термина и его синонимов (например, ДОРН (нагревательного и н с т р у м е и т а).
Для многозначных терминов каждое значение дается после соответствующей арабской цифры.
При повторении в тексте статьи слов, составляющих название термина, эти слова обозначаются начальными буквами (например, в статье СВАРКА НАГРЕТЫМ ИНСТРУМЕНТОМ —
С. н. и.), за исключением тех случаев, когда эти слова входят в какой-либо составной термин, упоминаемый в статье (например, в статье
СВАРКА НАГРЕТЫМ ГАЗОМ — сварка нагретым газом с присадочным материалом).
Во избежание повторения одних и тех же сведений, а также с целью обратить особое внимание читателя на тот или иной термин в словаре принята система перекрестных ссылок. Название статьи, на которую дается такая ссылка, набирается курсивом и заключено в скобки, например: (см. Анаэробные клеи). Перекрестная ссылка, например, в виде сварное (клеевое) соединение означает, что в словаре-справочнике есть два термина: сварное соединение и клеевое соединение. Если в тексте статьи встречается название какого-либо термина из данного словаря-справочника, то при первом упоминании он печатается курсивом, а при последующих — обычным шрифтом.
Термину, являющемуся синонимом основного термина, определение не дается, а после типе делается отсылка к основному термину (АБГЕ-ЗИВ — то же, что антиадгезив). Отсылка к правильному термину от устаревших или неправильных терминов производится следующим образом: КОНТАКТНАЯ СТЫКОВАЯ СВАРКА (нд. п) — неправильное название сварки нагретым инструментом встык.
список ПРИНЯТЫХ СОКРАЩЕНИЙ
абс. — абсолютный ПДК
В Т-Ч. — в том числе
в-во •— вещество пластич. -
внешн. — внешний потенц. -
внутр. — внутренний пр.
ВЧ — высокочастотный пред.
вязк. — вязкий пром-сть
газообр. — газообразный р-р
гидростатич . — гидростатический р-ция
гл. обр. — главным образом св-во
динам. •— динамический СВЧ
диэлектр. — диэлектрический след.
др- — другой, другие спектр.
естеств. — естественный спец. -
жидк. — жидкий специф.
изотерм. — изотермический срави.
ПК — инфракрасный сред.
к.-н. — какой-нибудь статич, -
к.-л. — какой-либо ТВ. “
кач-во — качество темп-ра
климат. — кл им атический темп-рный -
керам. — керамический тепл. -
кол-во — количество терм.
коэф. — коэффициент термодинам. -
КПД — коэффициент полезного действия термомех.
кристал. — кристаллический техн.
к-рый •— который технолог. -
к-та — кислота т.к. —
лабор. — лабораторный т.н.
макс. — максимум, максимальный т.о —
метал. — металлический уд. УЗ
мех. — механический
мин. — минимум, минимальный упр.
мол. — молекулярный ур-ние -
монохром. — монохроматический УФ -
нд.п. — недопустимо применение физ. —
напр. — например физ.-хим.
нек-рый — некоторый ф-ла —
нсорган. '— неорганический ф-ция —
ном ин. — номинальный хим. —
норм. — нормальный х-ка -
оптим. — оптимальный цикл. —
оптич. — оптический цилиндр. -
орган. — органический экспл.
относит. — относительный электр. -
ПАВ -— поверхностно-активные энергст. -
вещества эффект. -
предельно допустимая концентрация *
пластичный, пластический потенциальный
прочее, прочих предельный промышленность раствор реакция свойство
сверхвысокочастотный следующий спектральный специальный специфический сравнительный средний
статический твердый температура температурный тепловой термический термодинамический термомеханический технический технологический
так как
так называемый таким образом удельный
ультразвук, ультразвуковой упругий
уравнение ультрафиолетовый физический физико-химический формула функция химический
характеристика циклический цилиндрический эксплуатационный электрический энергетический эффективный
2»
СЛОВАРЬ
ТЕРМИНОВ
АБГЕЗИВ — то же, что антиадгезив.
АБРАЗИ В Н Ы Й ИЗНОС — изнашивание деталей машин и механизмов в результате резания и зачистки материала деталей более тв. материалами.
АБСОРБЦИЯ — сорбция всем объемом полимера.
АВАРИЙНАЯ ВЕНТИЛЯЦИЯ — механическая вентиляция, применяемая для быстрого удаления из помещений значительных объемов воздуха с большим содержанием вредных и взрывоопасных в-в. поступающих в помещение при нарушении технолог, режима и авариях.
АВТОКАТАЛИТИЧЕСКИЙ ХАРАКТЕР ДЕСТРУКЦИИ (пол и м еров) — деструкция полимеров, при к-рой образующиеся продукты разложения ускоряют дальнейшую деструкцию. Примером А. х. д. может служить деструкция поливинилхлорида» катализирующаяся выделяющимся при нагреве полимера хлористым водородом.
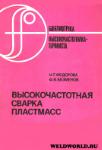
АВТОКЛАВ — стационарное оборудование, применяемое для создания давления при склеи-
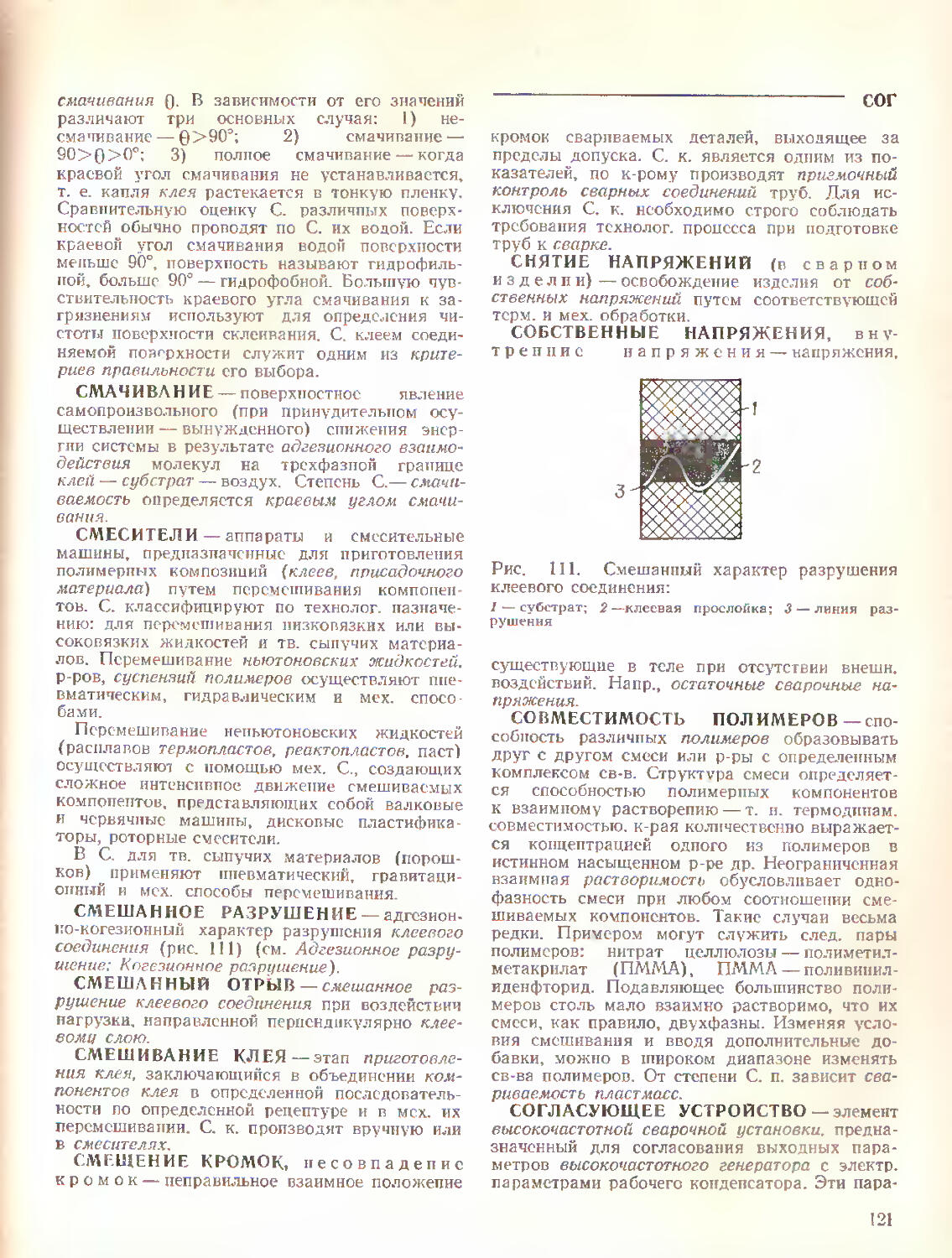
Рис. 1. Схема автоклава:
I — склеиваемая деталь; 2 — чехол; 3 — зажимное устройство; 4 — зажим; 5 — вакуумный шланг;
3 — сварной шов; 4 — замковое соединение
вании и формовании деталей из пластмасс. А. состоит из цилиндр, сосуда с герметически закрывающейся крышкой, внутри к-рого создается избыточное давление сжатым воздухом или инертным газом. А. применяют в технологии склеивания деталей больших размеров.
Подготовленные к склеиванию детали 1 (рис. 1) фиксируют в зажимном устройстве 3 и покрывают разреженной стеклотканью и воздухонепроницаемым чехлом 2 из резины, прорезиненной ткани или полимерной пленки. Чехол герметичного крепят к основанию зажимного устройства 3 с помощью зажимов 4 или клеем. К образовавшейся внутр, полости подсоединяют с помощью шлангов 5 вакуум-насос. После создания под чехлом необходимого разрежения покрытые чехлом и зафиксированные детали загружают в А. Тяжелые детали устанавливаю г на тележку 7 и вкатываются в А. по ^рельсам. Затем А. закрывают крышкой с байонетным затвором и создают в нем нужное давление, а с помощью расположенных внутри Электр, нагревателей устанавливают темп-ру. соответствующую режиму склеивания. Существуют также А. с аэродинамическим нагревом. Внутри А. для равномерного нагрева склеиваемой поверхности и всего объема А. обычно устанавливают вентилятор, управляемый расположенным снаружи приводом. В Аг можно создавать достаточно большие давления (1,5— 1,7 МПа) па значительные поверхности склеиваемых деталей.
А. снабжен автоматическими системами контроля, управления и блокировки, обеспечивающими безопасность работы,
АВТОКЛАВНОЕ СК Л ЕйВАННЕ — склеивание, при к-ром давление на соединяемые детали создается в автоклаве.
АВТОМАТ ДЛЯ СВАРКИ — аппарат для автоматической сварки.
АВТОМАТИЧЕСКАЯ СВАРКА — сварка, выполняемая автоматом для сварки, действующим по заданной программе, без непосредственного участия человека.
В ф-ции оператора при А. с. входит введение программ в оперативное запоминающее устройство и контроль за их выполнением. Автоматизированные системы управления технолог, процессами (АСУТП) сварки пластмасс включают системы автоматического регулирования (стабилизирующего или адаптивного) параметров режима сварки: темп-ры, давления, скорости и др. и автоматического управления цик
20
АДГ
лом сварки — автоматического выполнения операций процесса. Для создания АСУТП используются техн, средства аппаратного типа: датчики, преобразователи, вторичные приборы, средства ввода информации, регуляторы и исполнительные устройства, средства передачи и фиксации информации и пр.
В системах управления технолог, процессами применяют микропроцессорные системы в виде встроенных (локальных) систем контроля и управления, наир., универсальный программируемый контролер (блок местного управления) па основе секций микропроцессорных комплектов больших интегральных схем.
АГРЕГАТНЫЕ СОСТОЯНИЯ ПОЛИМЕРОВ — физ. состояния полимеров, обусловленные особенностями тепл, движения и взаимодействия их молекул и атомов. От А. с. п. зависит их способность сохранять объем и форму тела, а также тип мил. упаковки. Различают тв. (кристал.. к-рое характеризуется дальним порядком в расположении цепных молекул. стеклообразное) и жидк. А. с. п. В жидк. и стеклообразном состоянии (см. Стеклообразное состояние полимеров) полимеры характеризуются только ближним порядком в расположении цепных молекул. Газообразного А. с. н. не существует.
АДГЕЗИВ — в-во, участвующее в адгезионном взаимодействии с субстратом в процессе формирования адгезионного соединения.
АДГЕЗИОМЕТР — прибор, с помощью к-рого определяют адгезионную способность клеевых композиций. Основные типы А.: угловой, рол ик о в ый, пиев м этически й.
АДГЕЗИОННАЯ ПРОЧНОСТЬ — способность адгезионного соединения сопротивляться разрушению по межфазной границе адгезив — субстрат под действием внешн. усилий. А. п. зависит от энергии связи, обеспечивающей адгезию, полноты контакта, определяемой рельефом поверхности, межфазной поверхностной энергии, смачивания и др. поверхностных явлений, а также от условий формирования контакта (давления, темп-ры, продолжительное!и и т. п.). А. п. используют для оценки св-в клеев.
АДГЕЗИОННАЯ СВЯЗЬ — связь между поверхностями, основанная на адгезии. Знание природы сил, обусловливающих А. с. в клеевом соединении или соединении приформовкой, дает возможность прогнозировать работоспособность этих соединений.
АДГЕЗИОННАЯ СПОСОБНОСТЬ клеящая способность, клеящие свойства — комплексный параметр, определяющий закономерности адгезионного взаимодействия клея и субст раз а. А. с. клеев повышают введением в их состав реакционноспособных групп, А. с. субстратов — с помощью технолог, приемов подготовки свариваемых (склеиваемых) поверхностей.
АДГЕЗИОННОЕ ВЗАИМОДЕЙСТВИЕ — образование адгезионной связи между адгезивом и субстратом. А. в. делят на две стадии. Па первой стадии молекулы адгезива перемещаются по поверхности субстрата и ориентируются определенным образом в межфазном слое, что обеспечивает тесный контакт между молекулами и реакционноспособными гриппами молекул адгезива и субстрат. Протеканию первой стадии А. в. способствует повышение темп-ры и давления, а также перевод одной из фаз (обычно адгезива) в жидк. состояние путем растворения или плавления. Более тесный контакт между адгезивом и субстратом достигается после тщательной очистки соединяемых поверхностей. На второй стадии происходит взаимодействие адгезива и субстрата, обусловленное различными силами.— от ван-дер-ваальсовых (см. Ван-дер-ваальсовы, силы) до хим.
АДГЕЗИОННОЕ РАЗРУШЕНИЕ — разрушение адгезионного соединения по условной границе раздела пограничного слоя адгезива и субстрата (см. Граница раздела в клеевом шве). А. р. происходит крайне редко, т. к. между субстратом и адгезивом не существует резкой границы вследствие диффузионного, кристаллизационного, а иногда и хим. взаимодействия. к-рое происходит между Фазами В результате этих процессов возникает переходная зона — пограничный слон. Вероятность А. р. значительно возрастает при наличии слабого пограничного слоя.
АДГЕЗИОННОЕ СОЕДИНЕНИЕ — гетерогенная система, образующаяся в результате адгезионного взаимодействия и обладающая комплексом собственных х-к. определяемых св-вами адгезива и субстрата и наличием границы раздела между ними (см. Граница раздела в клеевом шве).
АДГЕЗИОННЫЙ ГРУНТ — слой материала, к-рым покрывают соединяемые поверхности перед нанесением клея. А. г. обычно служит тот же полимер, к-рый является основой (см. Основа клея) конструкционного клея. В отличие от последней А. г. может содержать модифицирующие добавки. Один из видов А. г — кремний-органические соединения, имеющие функциональные группы двух типов — взаимодействующие с клеем и взаимодействующие с субстратом. А. г. используют в вите разбавленного р-ра, к-рый наносят на субстрат метонами, принятыми тля клеев (см. Нанесение клея) и лакокрасочных покрытий.
Л. г. повышает экс пл. х-ки клеевого соединения, предохраняет подготовленные к склеиванию поверхности (см. Подготовка свариваемых (склеиваемых) поверхностей) от загрязнения во время промежуточной обработки, транспортировки и хранения, защищает склеиваемую
2)
АДГ
поверхность от нежелательного воздействия клея, улучшает ее смачиваемость клеем, повышает прочность, трещиност ой кость (см. Трещи-нестойкость сварного (клеевого) соединения) и долговечность клеевого соединения.
АДГЕЗИЯ — поверхностное явление, заключающееся в возникновении физ. и (или) хим. взаимодействия между телами в конденсированном состоянии при их мол. контакте, приводящее к образованию новой гетерогенной системы — адгезионного соединения (см. Теории адгезии), На явлении Л. основаны склеивание, сварка и приформовка. Частным случаем А. является аутогезия.
АДСОРБЦИОННАЯ ТЕОРИЯ АДГЕЗИИ (молекулярная теория адгезии) — одна из теорий адгезии, объясняющая адгезию действием межатомных (хим.) и (или) меж-молскуляриых (физ.) сил, имеющих Электр, природу и рассматривающая образование адгезионного соединения как двухстадийный процесс: 1) миграция молекул из р-ра или расплава адгезива к поверхности субстрата в результате броуновского движения; 2) установление адсорбционного равновесия. Основные положения А. т. а., выдвинутые де Брейне и Мак-Ла-реном и развитые впоследствии А. А. Берлиным и В. Е. Басиным, используют при разработке клеев и в технологии склеивания. Согласно А. т. а. для обеспечения высокой адгезионной прочности необходимо присутствие в клее и на склеиваемых поверхностях химически активных. полярных или способных поляризоваться групп. В этом случае между клеевой прослойкой и субстратом возникают соответственно
хим., ориентационные или индукционные связи.
АДСОРБЦИЯ — сорбция поверхностью полимера.
АКРИЛАТНЫЕ КЛЕИ —то же, что полиакриловые клеи.
АКСИАЛЬНАЯ ТЕКСТУРА, н а я текстура — состояние материала, ха ранг еризующееся
ориентацией больших осей макромолекул в кристаллитах относительно одного направления.
волокон-полимерпого выраженной
АКТИВАЦИЯ НАГРЕВОМ — 1. Применение нагрева для повышения адгезионной способности клеев и субстратов и активации их адгезионного взаимодействия.—2. Придание липкости (см. Липкость клея) и текучести (см. Индекс расплава) клеям-расплавам. — 3. Ускорение процесса отверждения клея.
АКТИВАЦИЯ РАСТВОРИТЕЛЕМ—1. Восстановление адгезионной способности высохше
го клеевого слоя путем нанесения па него растворителя. — 2. Обработка поверхности субст
рата растворителем для удаления слабых пограничных слоев.
АКТИВАЦИЯ СВАРИВАЕМЫХ ПОВЕРХНОСТЕЙ— 1. Операция технолог, процесса, предшествующая химической сварке и сварке растворителем, во время к-рой на свариваемые поверхности воздействуют хим. в-вом (присадочным материалом) или растворителем с целью интенсификации реологических (см. Реология) 9 диффузионных (см. Диффузия) и хим. процессов в месте соединения. —2. Операция нагрева при тепловой сварке.
АКТИВИРОВАННЫЙ СЛОЙ МАТЕРИАЛА—участок свариваемого материала, подвергнутый активации (см. Активация свариваемых поверхностей).
АКТИВНАЯ ПОДЛОЖКА — подложка, хорошо поглощающая излучение, падающее на ее поверхность. При сварке излучением пластмасс тепл, поток от нагретой поверхности А. п. ускоряет нагрев деталей, а также влияет на распределение темп-ры по сечению свариваемых деталей.
А. и. может служить ламповая сажа, черная бумага, микропористая саженаполненная резина, черная прорезиненная ткань и др.
АКТ ИВ Н Ы Й Р АЗБА В ИТЕ Л Ь — разбавитель реактивных клеев, вступающий в хим. взаимодействие с компонентами клея в процессе его отверждения (см. Отверждение клея). Напр., в кач-вс А. р. для высоковязких полиэфирных клеев применяют стирол, метилметакрилат, олигоэфиракр платы.
АКТИВНЫЙ РАСТВОРИТЕЛЬ — растворитель. способный растворять конкретный полимерный материал. Нанр., для поливинилхлорида А. р. являются тетрагидрофуран, циклогексанон, мети лэти л кетон; для полистирола и его сополимеров — бензол, хлорбензол, дихлорэтан, грихлорэтан; для полиакрилатов — меги-ленхлорид. ацетон, ксилол.
АКУСТИЧЕСКАЯ ГОЛОВКА — часть акустического узла ультразвуковой сварочной установки, включающая электроакустический преобразователь, трансформатор упругих колебаний, волновод (рис. 2). Рабочая частота А. г. соответствует частоте ультразвукового генератора.
АКУСТИЧЕСКИЙ ДЕФЕКТОСКОП, ультразвуковой дефектоскоп — дефектоскоп для акустического неразрушающего контроля, с помощью к-рого обнаруживают дефекты типа нарушений сплошности и однородности.
АКУСТИЧЕСКИЙ НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ, ультразвуковой контрол ь — не разрушающий контроль качества соединения, основанный на применении упр. колебаний, возбуждаемых или возникающих в объекте контроля. По сравнению с др. способами неразрушающего контроля А. и. к.
22
АМО
более эффективен для обнаружения трещин сварных соединений и непроваров.
АКУСТИЧЕСКИЙ УЗЕЛ —часть ультразвуковой сварочной установки, включающая акустическую головку н опору.
АКУСТИЧЕСКОЕ СОПРОТИВЛЕНИЕ— то же, что импеданс акустический.
Аллотропия — способность хим. элементов образовывать два или более простых в-в. Л. может быть обусловлена разным числом атомов в составе молекул (наир., кислород Ог и озон Оз) или различием кристал. форм (напр., графит и алмаз). В последнем случае А. называют также полиморфизмом.
Полиморфизм свойственен большинству кристаллизующихся полимеров и это необходимо учитывать при их сварке. В зависимости от условий сварочного процесса, многие полиморфные полимеры (напр., полиамиды) могут образовывать в сварном шве различные кристал. модификации, по-разному влияющие на его прочностные св-ва.
АЛЮМОФОСФАТНЫЕ КЛЕИ — металло-фосфатные клеи на основе алюмофосфатных связок. Связку готовят не более чем за 3 дня до использования, растворяя при нагреве гидроксид алюминия в фосфорной к-те или кислый алюмо фосфат в воде, и смешивают с наполнителем (напр., оксидами металлов — алюминия, титана, диоксидом кремния) непосредственно перед употреблением клея. В исходном состоянии А, к.— вязк. жидкости или пасты, затвердевающие при комнатной темп-ре или при 100—600 °C в течение нескольких суток или часов соответственно. Клеевые соединения на основе А. к. работоспособны до 2 000 °C, не выделяют летучих продуктов, после термообработки до 300 °C водостойки. А. к. применяют для соединения керамики, графита, ситалла и др. материалов, к-рыс не взаимодействуют с фосфорной к-той, в т. ч. с термостойкими полимерными композиционными материалами.
АМОРФНОЕ СОСТОЯНИЕ ПОЛИМЕРОВ — конденсированное состояние полимеров, не имеющих кристал. решетки. Наиболее надежный способ определения состояния полимеров (кристал. или аморфного) — рентгенострук-тарный анализ. В кристал. состоянии полимеры па рентгенограммах в больших углах рассеяния дают относительно резкие дифракционные рефлексы в виде колец (изотропный полимер) или дискретных пятен (ориентированный полимер). Рентгенограммы неориентированных (изотропных) полимеров в аморфном состоянии характеризуются наличием одного или нескольких широких колец. Такое широкое размытое кольцо часто называют аморфным гало. Ширина аморфного гало всегда значительно превышает ширину кристал. рефлексов.
Конденсированные аморфные полимеры в зависимости от темп-ры могут па холиться в трех
физ. состояниях: стеклообразном, высокоэластическом и вязкотскучем. При повышении темп-ры полимер сначала переходит из стеклообразного состояния в высокоэластичсское, а затем в вязкотекучее При охлаждении полимер проходит все три состояния в обратном порядке. Полимеры, цепные макромолекулы к-рых не обладают стереорегулярпостыо (атактические), принципиально нс способны кристал-
Рис. 2. Схема акустической головки:
1 — электроакустический преобразователь магнито стрикционного типа; 2 — трансформатор упругих ко лсбаний; 3 — волновод
лизоваться и всегда находятся в аморфном состоянии. К таким полимерам относятся, напр., атактические полистирол и полиметилметакрилат. Макромолекулы этих же полимеров, обладающие стереорсгул арностью, способны кристаллизоваться. Нужно отметить, что и многие кристаллизующиеся полимеры могут быть переведены в аморфное состояние быстрым охлаждением их расплава до темп-ры ниже температуры стеклования.
Вопрос о микроскопической структуре полимеров в аморфном состоянии еще мало изучен.
АМОРФНО-КРИСТАЛЛИЧЕСКОЕ СОСТОЯНИЕ ПОЛИМЕРОВ — физ. фазовое состояние кристаллизующихся полимеров, характеризующееся неполным завершением процесса кристаллизации. В отличие от низкомолекулярных в-в в полимерах после их кристаллизации всегда сохраняются области с неупорядоченной (аморфной) структурой. Поэтому полимеры в таком состоянии часто называют частичпокри-сталлическими, или двухфазными. Полагают,
23
АМП--------------------------------------
что Кристал, области в полимерах характеризуются трехмерным дальним порядком в расположении одновременно звеньев и цепей макромолекул. Аморфные области отличаются от кристал. отсутствием такого порядка, меньшей плотностью» большей доступностью для различных агентов. В аморфных областях при темп-ре выше температуры стеклования начинается интенсивное мол. движение, в то время как в кристал. областях мол. движение значительно слабее.
Для х-ки A-к. с. п. часто используют понятие степени кристалличности, к-рое показывает, какая часть полимера закристаллизована, т. е. представлена кристаллитами полимеров. Степень кристалличности А.-к. с. п. обычно составляет 20—80 %. Возможны и отклонения от этих значений.
Существует мнение, что представление об А.-к. с. п.— чрезмерно упрощенная модель кристаллизующихся полимеров. В эюй области требуются дальнейшие исследования.
АМПЛИТУДА КОЛЕБАНИЙ ВОЛНОВОДА — макс, отклонение поверхности рабочего торца волновода, работающего в режиме излучения ультразвуковых колебаний, от ее статич. положения
АМПЛИТУДА КОЛЕБАНИЙ ВОЛНОВОДА НА ХОЛОСТОМ ХОДУ — амплитуда колебаний волновода, не приведенного в соприкосновение с соединяемыми деталями. По этому показателю сварочную установку настраивают на оптим. режим.
АНАЭРОБНЫЕ ГЕРМЕТИКИ —то же. что анаэробные клеи.
АНАЭРОБНЫЕ КЛЕИ, анаэробные герметики-— полиэфирные клеи на основе олигоэфир акрилатов или олигокарбонатакр Платов со строго определенным соотношением перокси дн ого инициатора (гл. обр. гидропероксида кумола) (см. Отвердители], ускорителя отверждения (аминов и амидов) и ингибитора (фенолов). А. к.— обычно одноупаковочные клеи. Они могут храниться на воздухе, обычно в полиэтиленовой таре, стенки к-рой проницаемы для кислорода, не мепее гола. По вязкости А. к. разделяют па сильнотекучне (л = 10-5-— 20 мПа . с), текучие (т) ~ 20 -г- 200 мПа - с), средней вязкости (л =200 -т- 2 000 мПа .с), труднотекучие (л — 2—20 Па . с) и пастообразные (л — 20 100 Па - с). А. к. отверждаются
без доступа воздуха при 15—35 °C в течение 6 ч после обработки соединяемых поверхностей активаторами (наир., солями металлов переменной валентности и солями орган, или не-орган. к-т) или в течение 24 ч без такой обработки» а при 100 °C — в течение 15—30 мин. Отечественная пром-сть выпускает А. к. типов Апатсрм, Унигерм и ВАК. Разработаны А. ю
для соединения пластмасс. А. к. применяют для контровки винтовых и болтовых соединений, фиксации подшипников, зубчатых колес на валу, втулок, уплотнения фланцевых соединений деталей, в том числе из металлов и пластмасс.
АНИЗОТРОПИЯ СВОЙСТВ ПОЛИМЕРОВ— различие количественных х-к физ. св-в (оптич., мех.» акустических, терм., электр. и др.) полимеров по различным направлениям. А. с. и. обусловлена их строением, а именно — цепным характером строения макромолекул я их взаимным расположением. Агрегаты цепных макромолекул, составляющие полимер, в значительной степени сохраняют свою индивидуальность, поскольку межмолекулярные силы значительно слабее сил хим. взаимодействия атомов в макромолекуле. В связи с этим полимер в той или иной мере (в зависимости от характера агрегирования цепных макромолекул) обладает анизотропией, присущей отдельной макромолекуле. Физ. анализ А. с. п. тесно связан с изучением их структуры.
АНИЗОТРОПИЯ СВОЙСТВ СВАРНОГО СОЕДИНЕНИЯ — различие количественных х-к оптич.. мех.» терм, и др. св-в сварного соединения полимеров по различным направлениям. Различают общую А. с. с. с. и локальную, т. е. анизотропию различных зон шва. А. с. с. с. обусловлена структурой полимеров (см. Анизотропия свойств полимеров).
АНТИАДГЕЗИВ, абгезив, разделительный агент — материал, предотвращающий адгезию и применяемый в виде покрытия — пленки, прокладки и т. п. для получения неприлипающей поверхности. Нанесение А. — это первая вспомогательная операция перед склеиванием. защищает от адгезии рабочее место, приспособления для нанесения клея и т. п. Клей и Л. нельзя наносить одними и теми же приспособлениями. В кач-ве А. используют антиадгезионные смазки (глицерин, касторовое масло, кремнийорганические разделительные жидкости и т. п.). а также полимеры, обладающие низкой поверхностной энергией (поли-гексафторпропилен. политетрафторэтилен, полиолефины и т. п.).
АНТИАДГЕЗИОННАЯ П Л Е Н КА — анти-
адгезионное покрытие в виде пленки.
АНТИАДГЕЗИОННАЯ ПРОКЛАДКА — антиадгезионное покрытие в виде прокладки.
АНТИАДГЕЗИОННОЕ ПОКРЫТИЕ — покрытие в виде пленки, прокладки» слоя, обладающее св-вами антиадгезива. При сварке А. п. служит для предотвращения прилипания свариваемого материала к рабочей поверхности нагревательного инструмента, при склеивании — для предотвращения прилипания клея к поверхности технолог, оборудования, а также са-москлеивания липких пленочных клеев (см. Антиадгезионная пленка; Антиадгезионный слой; Антиадгезионная прокладка).
21
АНТИАДГЕЗИОННЫЙ СЛОЙ — 1. Слабый пограничный слой, образующийся на подлежащих соединению поверхностях деталей, к-рый препятствует склеиванию или сварке. к. с. в этом случае должен быть удален перед нанесением клея или перед сваркой.— 2. Антиадге-зионное покрытие, наносимое перед склеиванием на не подлежащие склеиванию участки для облегчения снятия подтеков клея после завершения склеивания. Роль А, с. в этом случае может выполнять липкая лента или смазка.
АНТИОКИСЛИТЕЛИ—то же, что антиоксиданты.
АНТИОКСИДАНТЫ, антиокислители, ингибиторы окисления — в-ва, повышающие устойчивость полимеров к действию кислорода. Св-вами А. обладают вторичные ароматические амины, фенолы, бисфенолы, фе-нолсульфиды и др. При этом соединения с одной функциональной группой являются средними или даже слабыми А., а соединения с двумя близко расположенными функциональными группами относятся к сильным А. Кроме А., обрывающих цепи, для стабилизации полимеров применяют также в-ва, способные разрушать гидропероксиды (сульфиды или фосфиты), а также смеси в-в, обладающих и тем и др. св-вом. А. препятствуют изменению св-в полимеров при их хранении, переработке и эксплуатации
АППАРАТ С АВТОНОМНЫМ ПИТАНИЕМ — ручной аппарат для сварки нагретым газом, в конструкцию к-рого входит воздуходувка. А. с а. п. удобен для выполнения сварочных работ с частными перерывами, в т. ч. в стесненных условиях. По сравнению с аппаратами, питаемыми от передвижного компрессора или баллонов со сжатым газом, А. с а. п. более маневренный.
АППАРАТ С ЗАМКНУТЫМ ГАЗОВЫМ ПОТОКОМ— аппарат с автономным питанием, в к-ром имеются камеры для подогрева основного и присадочного материала и первая полость соединена с полостью всасывания воздуходувки (рис. 3). А. с з. г. п. обеспечивает снижение энергет. затрат.
АППАРАТ С ЛУЧЕВЫМ ОБОГРЕВОМ — аппарат для сварки нагретым инструментом полимерных пленок, в к-ром нагревателем служит ИК-излучатель. Корпус аппарата изготовлен из алюминиевого сплава. Он имеет черное покрытие и снабжен вентилятором. Трубчатые излучатели расположены в каналах, выполненных в корпусе (рис. 4). Аппарат имеет небольшую массу. Большая мощность излучателей и малая масса корпуса обеспечивают быстрый нагрев аппарата. Высокие скорости нагрева и охлаждения, как и при термоимпульсной сварке, позволяют использовать А. с л. о. для соединения по большим поверхностям пленок и дублированных материалов, в т. ч. из термопластов, имеющих низкую вязкость в вязкотекучем со-
АПП
стояния (см. Вязкотекучее состояние полимеров), напр., полиамидов и полиуретанов.
АППАРАТУРА ДЛЯ СВАРКИ — совокупность механизмов, инструментов и приборов, с помощью к-рых осуществляют сварку.
Рис. 3. Схема аппарата с замкнутым газовым потоком:
1 — присадочный пруток; 2 — воздуходувка; 3 — полость всасывания; 4 — соединительная трубка; б — камера подогрева; 6 — свариваемый материал; 7 — прикатывающий ролик
Рис. 4. Схема аппарата с лучевым обогревом: 1 — излучатели; 2 — верхняя подвижная часть корпуса; 3— нижняя неподвижная часть корпуса; 4 — механизм, создающий давление; 5 — вентилятор; 6 — свариваемые пленки
АППАРАТУРА ДЛЯ СВАРКИ НАГРЕТЫМ ИНСТРУМЕНТОМ — аппаратура для сварки, обязательными элементами к-рой являются нагревательный инструмент и устройства для создания давления при сварке. А. д. с. н. и. можно разделить на две группы: для сварки кос*
25
ATM--------------------------------*
венным нагревом и для сварки прямым нагревом. К первой группе относится оборудование для прессовой сварки, установки ленточного типа и установки для термоимпульсной сварки. ко второй — гл. обр. аппаратура, предназначенная для изготовления стыковых и раструбных соединений полимерных труб.
АТМОСФЕРНОЕ СТАРЕНИЕ —изменение
во времени св-в материала под воздействием естсств. климат, факторов.
АТМОСФЕРОСТОЙ КОСТЬ — способность материала сохранять стойкость к атмосферному старению.
АУТОГЕЗИЯ—адгезия между приведенными в соприкосновение поверхностями одного и того же полимерного материала.
АЭРАЦИЯ — то же, что естественная вентиляция.
БАЛЛАСТНЫЙ НАПОЛНИТЕЛЬ, инертный наполнитель — 1. Материал, добавляемый в клей для уменьшения расхода основного клеящего компонента па единицу площади склеивания. — 2. Инертный материал, добавляемый в состав клея для повышения его способности заполнять зазоры и уменьшения растрескивания клеевой прослойки под нагрузкой.
Основные требования к Б. н.: хорошая смачиваемость клеем; диспергирование в нем с
Рис. 5. Два варианта получения безэлектрод-ного разряда:
/ — разрядная камера; 2 — конденсатор колебательного контура; 3— катушка индуктивности колебательного контура; 4 — ВЧ-генератор
образованием однородной композиции; стабильность св-в при хранении, а также при приготовлении клеевой композиции и эксплуатации клеевого соединения. Наиболее распространенные Б. н.— кварцевый песок, асбест, каолин, тальк, мел.
БЕЗЭЛЕКТРОДНЫЙ РАЗРЯД — кольцевой или линейный электр. разряд, полученный бесконтактным способом с помощью генератора высокой частоты (свыше 1 МГц). Если разрядную камеру (рис. 5, 1) с к.-н. разреженным га
зом поместить внутрь индуктора колебательного контура (рис. 5, 5), то получим разряд, который носит название кольцевого, или Н-раз-ряда, т. к. цепь разрядного тока замыкается с помощью тока индукции. Линейный, или Е-р аз ряд, происходит при замыкании цепи разрядного тока с помощью тока смещения, когда разрядная камера помещена между обкладками конденсатора колебательного контура (рис. 5,2).
Оба вида Б. р. могут быть использованы для травления полимеров и для активации свариваемых поверхностей полимерных материалов перед склеиванием или сваркой.
БЕСКОНТАКТНАЯ СВАРКА НАГРЕТЫМ ИНСТРУМЕНТОМ — лучепрессовая сварка прямым нагревом, при к-рой в кач-ве инфракрасного излучателя используют нагретое тело различной формы.
БЕСПРИСАДОЧНАЯ СВАРКА — сварка, выполняемая без использования присадочного материала.
БЕСПРИСАДОЧНАЯ ХИМИЧЕСКАЯ СВАРКА — бесприсадочная сварка, при к-рой образование сварного соединения происходит за счет взаимодействия реакционноспособных групп, имеющихся в полимере или появившихся в нем под влиянием условий и режимов сварки. Б. х. с. применяют, напр., для соединения полм-хлоропреновых резин, пластмасс па основе реактопластов, отвержденных поликонденсацией (см. Поликонденсационные смолы).
БЕССКОСНОЕ СОЕДИНЕНИЕ (ид. п.) — неправильное название стыкового соединения без скоса кромок.
БЛИЖНИЙ ПОРЯДОК В РАСПОЛОЖЕНИИ ЦЕПНЫХ МОЛЕКУЛ— наличие корреляции во взаимном расположении цепных молекул в тв. телах и жидкостях на расстояниях, соизмеримых со средними межатомными. В р-ре или расплаве полимера обязательно существует Б. п. в р. ц. м.» описываемый корреляционной ф-цией, равной разности между вероятностью нахождения молекулы в единице объема на расстоянии г от др. молекулы и средним числом молекул в единице объема. При
г->со корреляционная ф-ция стремится к нулю
БЛОК ПИТАНИЯ —совокупность устройств, аппаратов, приборов, необходимых для использования электр. энергии в установках и машинах. Б. и. могут быть электр., гидравлическими, пневматическими. В электр. Б. п. получаемый от сети переменный ток преобразуется с помощью выпрямителей, генераторов, электр. фильтров, трансформаторов, конденсаторов и др. устройств. Входящие в Б. п. приборы фиксируют значения преобразованных физ. величин. Гидравлические и пневматические Б. п. имеют насос, компрессор, аппаратуру управления их работой и приборы (манометры), контролирующие давление рабочей среды.
БЛОКИРОВАНИЕ РЕАКЦИИ ОТВЕРЖДЕНИЯ — технолог, прием, заключающийся в раздельном до момента смешивания клея (см. Приготовление клея) хранении компонентов последнего (см. Химически блокированный клей; Капсулированный отвердитель) или в снижении темп ры храпения готового клея. Б. р. о. обеспечивает требуемую жизнеспособность клея.
БЛОКИРОВАННЫЙ ОТВЕРДИТЕЛЬ — отвердитель, активность к-рого блокирована хим., физ., или мех. методами с целью уменьшения его токсичности и придания стабильности при храпении. Б. о., введенный в состав клея, придает ему большую жизнеспособность (см. Жизнеспособность клея), нежели неблоки-рованлый. К химически Б. о. относятся продукты обработки отвердителя хим. соединениями — т. н. блокирующими агентами. Примером таких Б. о. являются, на пр., блокированные изоцианаты. При повышенных темп-pax они
—---------—--------------—------- ВАН
разлагаются на блокирующий агент и изоцианат; последний взаимодействует с др. лсодшо-нентами клея. К физически Б. о. относятся отвердители, поглощенные адсорбентами. Освобождение отвердителя в таком Б. о. происходит при нагреве или при введении в клей дополнительного в-ва—т. н. освобождающего агента, вытесняющего отвердитель с поверхности адсорбента. К механически Б. о. относятся капсулырованные отвердители.
БОКОВОЕ СОЕДИНЕНИЕ (нд. п.) — неправильное название торцового соединения.
БЫСТРОСХВАТЫВА1ОЩИЕ КЛЕИ, схватывающие к л е и — клеи, способные практически мгновенно склеивать различные поверхности и образовывать клеевую прослойку с постоянной адгезионной прочностью при небольшом давлении и комнатной темп-ре. В зависимости от хим. природы основы (см. Основа клея) Б. к. подразделяют на клеи на основе эластомеров (см. Резиновые клеи), блоксопо-лимсров и производных акриловой, метакриловой и цианакриловой к-т (см. Полиакриловые клеи).
Б. к. выпускают в виде р-ра в орган, растворителе (см. Клеи-растворы) г водной дисперсии, не содержащей растворителя композиции со св-вами термопласта, полимерной композиции на подложке-носителе. Б. к. не обладают высокими теплостойкостью и прочностью. Обычно их используют в кач-ве липкого слоя в липких лентах. В отличие от контактных кле-ев Б. к. наносят на одну из соединяемых поверхностей.
ВАКУУМНЫЙ КОНТРОЛЬ — испытание сварного соединения на герметичность путем создания вакуума с одной его стороны (см. Разрушающий контроль качества соединения; Неразрушающий контроль качества соединения). Установка для проведения В. к. состоит из вакуум-насоса, пневматического шланга, вакуум-ресивера, осуществляющего очистку воздуха, поступающего из вакуум-камеры, и комплекта вакуум-камер для проверки сварных соединений различной конфигурации. Вакуум-камера состоит из метал, рамки, форма к-рой соответствует конфигурации проверяемого сварного соединения. В пазах рамки помещена губчатая резиновая прокладка. Верхняя часть камеры закрыта оргстеклом, что позволяет в процессе В. к. наблюдать за сварным швом. В. к. выполняют след, образом. Одну сторону контролируемого участка обильно смачивают р-ром ценного индикатора. При положительной
темп-ре в кач-ве пенного индикатора обычно используют мыльный р-р: 250 г хозяйственного мыла на 10 л воды, при отрицательной темп-ре— р-р хлористого кальция или натрия с экстрактом лакричного корпя. Из установленной па смоченный участок вакуум-камеры откачивают воздух, и тогда в местах нарушения герметичное ги появляются пузырьки. Эти места отмечают на изделии.
ВАЛИК ЗАПОЛНЯЮЩИЙ — сварочный валик, заполняющий зазор между кромками свариваемых деталей. В. з. укладывают поверх валика корневого после естественного охлаждения последнего до темп-ры не выше 40 °C.
ВАЛ И К КОР Н ЕВО Й — сварочный валик, уложенный по корню шва.
ВАН-ДЕР-ВААЛЬСОВЫ силы — силы взаимодействия между атомами или молекулами, имеющие физ. природу. Притяжение соседних молекул на больших расстояниях убывает по
27
ВЕН
закону Г~г”7, а на малых расстояниях взаимодействие приводит к быстро растущему отталкиванию. Поэтому в отсутствие ковалентной связи, расстояние между центрами двух атомов всегда больше суммы их атомных радиусов и не может быть меньше т. н. ван-дер-ваальсо-вого расстояния t/о- Когда достигнуто равновесное положение между силами притяжения и отталкивания и, следовательно, силы межмолекулярного взаимодействия равны нулю, потенц. энергия мин. Этим и объясняется, папр., слабая сжимаемость жидкостей, т. к. небольшое уменьшение г по сравнению с приводит к возникновению больших сил отталкивания, а небольшое увеличение г — к возникновению больших сил притяжения.
ВЕНТИЛЯЦИЯ (производственных помешени й) — регулируемый воздухообмен в помещениях, осуществляемый е помощью системы устройств для удаления из помещений вредных газов, пыли, влаги и регуляции теми-рною режима. В. предназначена для создания воздушной среды, благоприятной для здоровья человека, отвечающей требованиям технолог, процесса, сохранения оборудования, материалов, продуктов. В зависимости от способа перемещения воздуха различают естественную вентиляцию и механическую вентиляцию, а в зависимости о г направления перемещения — вытяжную вентиляцию, приточную вентиляцию и приточно-вытяжную вентиляцию. В. позволяет уменьшить кол-во вредных газов и паров в воздухе производственных помещений до уровня их ПДК- Контроль за содержанием вредных в-в в воздухе рабочей зоны и параметрами микроклимата следует проводить по ГОСТ 12.1.005—76, Перечень вредных в-в, выделяемых, на пр., при переработке полиэтилена, и их ПДК (мг/м3) в воздухе рабочей зоны по ГОСТ 12.3.030.—83 приведены ниже:
Формальдегид 0,5
Оксид углерода 20,0
Ацетальдегид 5,0
Уксусная к-та 5,0
Полиэтилен низкого давления 10,0 (аэрозоль)
При применении приточно-вытяжной вентиляции летучие в-ва, выделяемые при сварке полиэтиленовых труб на оптимальных режимах не превышают приведенных выше ПДК.
ВЕРТИКАЛЬНАЯ СВАРКА (нд. п.) — неправильное название вертикального положения сварки.
ВЕРТИКАЛЬНОЕ ПОЛОЖЕНИЕ СВАРКИ — положение сварки, при к-ром угол наклона сварного шва а равен 90°, а угол поворота сварного шва В равен 0°.
ВЕРТИКАЛЬНЫЙ ШОВ — сварной шов, выполняемый в вертикальном направлении (см. Вертикальное положение сварки).
ВЗДУТИЕ ПОВЕРХНОСТИ — образование неровностей на поверхности пластмассы в результате выделения из последней летучих продуктов. Такими продуктами могут быть влага, оставшийся в пластмассе растворитель, продукты деструкции пластмассы (см. Деструкция полимеров), появляющиеся при перегреве ее поверхностного слоя в процессе сварки или склеивания.
ВИБРАЦИОННАЯ ПРОЧНОСТЬ — прочность материала и его соединений при заданной частоте вибрации.
ВИБРАЦИОННЫЕ ИСПЫТАНИЯ, в и б poll с п ы т а н и я — испытания объекта на вибрационную прочность при заданной частоте вибрации.
ВИБРОИСПЫТАНИЯ—то же, что вибрационные испытания.
ВИД СВАРКИ—ступень классификации сварки пластмасс, в которую объединены способы сварки, характеризующиеся одинаковым видом источника энергии, непосредственно используемого для образования сварного соединения. В сварке пластмасс различают следующие В. с.: сварка пламенем, сварка излучением, сварка плазмой, сварка нагретым газом, сварка нагретым инструментом, сварка закладным элементом, сварка, расплавом., сварка растворителем, лучепрессовая сварка, ультразвуковая сварка, сварка трением, высокочастотная сварка. магнитно-импульсная сварка.
ВИД СОЕДИНЕНИЯ —то же, что тип соединения,
ВКЛАДЫШ ЦЕНТРАТОРА —сменная деталь для фиксации труб определенного диаметра, входящая в комплект зажимного приспособления центратора. Напр., в установку для сварки нагретым инструментом встык полиэтиленовых труб диаметром 63—НО мм входят В. ц. для труб дна метром 63; 75 и 90 мм.
В К Л Ю Ч Е Н И Я — при м ос и и и ой хим. н ри ро -ды в основном материале, в сварном (клеевом) шве. В.— одна из категорий морфологии. В. чаще всего представлены газообр. в-вами, реже — продуктами деструкции полимеров или пылевыми загрязнениями. Последние не всегда ухудшают прочностные св-ва сварного соединения, т. к. в определенных случаях являются центрами зародышеобразования при кристаллизации расплава полимера (см. кристаллизация полимеров) или оказывают армирующее действие.
ВЛАЖНОСТЬ ПОЛ ИМЕРОВ — содержание свободной влаги в полимере, выраженное в процентах его массы. Влага поглощается поверхностным слоем полимера в результате сорбции, а затем проникает внутрь материала путем диффузии. В связи с этим В. п. зависит
28
от относит, влажности среды, времени пребывания полимера в этой среде и степени его дисперсности.
Решающие факторы, влияющие на В. п.,— хим. состав, строение макромолекул и структура полимера. В. п. зависит также от режима сушки полимера и способности введенных в полимер ингредиентов поглощать влагу. Кол-во влаги в т. п. воздушно-сухом продукте может быть весьма значительным (0,2—4 %). Простейший метод определения В. п.— сушка навески до постоянной массы в сушильном шкафу при 100 ± 3°С или ИК-нагревателем.
В. п. существенно влияет на поведение полимеров при переработке и на кач-во готовых изделий. Повышенная В. п.— одна из основных причин брака (поры, раковины, вздутия поверхности и др.) при формовании и сварке изделий в процессе их нагрева. В. п. для большинства полимерных материалов — нормативный показатель. Поэтому перед сваркой полимеров их подвергают сушке. Ниже приведены нормативы по влажности (%) для нек-рых полимерных материалов:
Полиэтилен Полипропилен Полистирол Поликарбонат П оликапрола кта м
0.1
0,1
0,02—0,05
0,2
0,4
ВНЕШНЯЯ НАГРУЗКА (па сооружения и конструкции)—внешнее силовое воздействие и моменты сил, вызывающие изменение напряженно-деформированного состояния сооружения или конструкции. В. н. учитывают при расчете на прочность и устойчивость.
ВНУТРЕННИЕ НАПРЯЖЕНИЯ—то же, что собственные напряжения.
ВНУТРЕННИЙ ДЕФЕКТ — дефект, не выходящий на поверхность изделия (напр., пора, непровар, трещина, включение). При сварке нагретым инструментом встык В. д. обычно возникают при след, нарушениях технолог, процесса: превышении давления при прогреве и последующем снижении давления при осадке (по сравнению с заданным): недостаточной выдержкой сварного соединения под давлением и др. При наличии В. д. резко снижается работоспособность сварного соединения. Наиболее опасным В. д. является трещина сварного соединения, к-рая может увеличиться под воздействием собственного напряжения в процессе эксплуатации сварного соединения и стать причиной нарушения его герметичности (см. Гер-метичность сварного соединения). Для обнаружения В. д. применяют методы и средства неразрушающего контроля качества соединения. В нек-рых случаях появление В. д. сопровождается нарушением формы грата, что позво-
ВОД
ляет выявить указанные дефекты путем контроля внешним осмотром. Наиболее эффективным способом обнаружения В. д. является акустический неразрушающий контроль.
V-ОБРАЗНАЯ РАЗДЕЛКА КРОМОК (при сварке с присадочным материале м) — разделка кромок в стыковом соединении, при к-рой одна или обе кромки имеют односторонний прямолинейный или криволинейный скос (см. Скос кромки) (рис. 6).
Рис. 6. Виды V-ебразной разделки кромок: а — с прямолинейным скосом двух кромок; б — с прямолинейным скосом одной кромки; в — с криволинейным скосом двух кромок; г — с криволинейным скосом одной кромки
ВОДОРАСТВОРИМЫЙ КЛЕЙ — клей, содержащий воду в кач-ве растворителя или дисперсионной среды (см. Дисперсная система).
ВОДОСТОЙКИЙ КЛЕЙ— клей, создающий клеевую прослойку, к-рая сохраняет свои св-ва при длительном воздействии воды. Наиболее характерный параметр Б. к.— водопоглощение, к-рое оценивается кол-вом воды, поглощенным клеевым слоем за 24 ч поебывания в воде при 18—22 °C.
ВОДОРОДНАЯ СВЯЗЬ — вид хим. связи атомов водорода с нек-рыми электроотрицательными атомами (обычно фтора, кислорода, азота, реже углерода, хлора, серы, брома). При этом атом водорода ковалентно связан с одним из электроотрицательных агомов и одновременно взаимодействует с др. В. с. имеет направленный и насыщенный характер. Ее энергия превосходит энергию ван-дер-ваалъсового взаимодействия (см. Межмолекулярное взаимодействие), достигая значений 50 кДж/моль. Расстояние между атомами, соединенными В. с. обычно равно 0,24—0,32 нм. Различают внутри-и межмолекулярную В. с. Устойчивая В. с. присуща многим полимерам и может возникать
29
воз ----------------------------------------
в процессе образования сварных (клеевых) соединений.
ВОЗРАСТ КЛЕЯ — время от момента приготовления клея до момента его использования.
ВОЛ НОВОД, ультразвуковой инструмент — часть акустической головки, служащая для передачи продольных, изгибных или крутильных ультразвуковых колебаний от преобразователя к объекту ультразвуковой сварки. В. представляет собой тв. звукопровод, волновое сопротивление к-рого изменяется по определенному закону. Как правило, В. работают на резонансной частоте, поэтому его длина I должна быть кратна целому числу полуволн: I — пХ/2, где п — 1,2, 3... .
В. имеют, как правило, коническую, ступенчатую или катсноидальную форму. Материалы для изготовления В. должны обладать достаточно большой мех. прочностью, сравнительно низким уд. волновым сопротивлением, малым коэффициентом поглощения ультразвука (напр, титановые сплавы ВТ-1, ОТ-4, ВТЗ-1 и т, д.). В. может крепиться непосредственно к преобразователю или к трансформатору упругих колебаний. К В. в кач-ве составного элемента могут присоединяться сменные насадки из более износостойкого материала (папр., при сварке стеклонаполненных термопластов).
ВОЛНОВОЕ СОПРОТИВЛЕНИЕ (в акустике)— величина, равная отношению звукового давления р в бегущей плоской волне к колебательной скорости v частиц среды. Если в среде отсутствует дисперсия скорости звука, то В. с. пе зависит от формы волны и выражается ф-лой p/v = ри, где р — плотность среды; v — скорость звука в ней.
В. с. является важной х-кой, к-рую используют при расчетах и конструировании акустических узлов в ультразвуковых сварочных установках.
ВОЛОКОННАЯ ТЕКСТУРА — то же, что аксиальная текстура.
ВОЛОСНАЯ ТРЕЩИНА — то же, что волосовина.
ВОЛОСОВИНА, волосная трещина — дефект сварного соединения в виде очень тонкой, обычно неглубокой трещины.
ВРЕЗНОЕ КЛЕЕВОЕ СОЕДИНЕНИЕ — клеевое соединение, выполненное по боковым
и торцовым поверхностям деталей т. о., что боковая поверхность одной из деталей является продолжением боковой поверхности др. (рис. 7).
ВРЕМЕННАЯ НАГРУЗКА — механическая нагрузка, к-рая действует на конструкцию в определенные периоды эксплуатации.
ВРЕМЕННЫЕ ДЕФОРМАЦИИ (при сварке) — деформации полимеров, к-рые возникают при их сварке. После остывания изделия В. д. исчезают.
ВРЕМЕННЫЕ НАПРЯЖЕНИЯ (при сварке) — напряжения, к-рые возникают в изделии при сварке в результате нагрева и последующего остывания. После остывания изделия В. н. исчезают.
ВРЕМЯ ЗАТВЕРДЕВАНИЯ (кле я)—время от момента нанесения клея до его затвердевания (см. Затвердевание клея). В. з. необходимо для перехода клеев-расплавов из вязкотекучего состояния в тв. в процессе охлаждения, для испарения растворителя из клеев-растворов или испарения дисперсионной среды из дисперсных клеев.
ВРЕМЯ ОПЛАВЛЕНИЯ — время, в течение к-рого происходит оплавление свариваемых поверхностей. В. о.— один из основных параметров режима сварки. В. о. зависит от кач-ва подготовки свариваемых поверхностей (см. Подготовка свариваемых (склеиваемых) по-верхностей), давления при оплавлении и темп-ры нагревательного инструмента. С уменьше нием В. о. кач-во сварных соединений улучшается. При сварке прямым нагревом В. о. от считывается от момента соприкосновения па гревательного инструмента с поверхностям! свариваемых деталей до появления по кромю шва непрерывного грата.
ВРЕМЯ ОСАДКИ {при сварке) — время в течение к-рого происходит пластическая де формация зоны прогрева при сварке термопла стов. При сварке встык В. о. определяется ог момента приложения давления при осадке д момента завершения пластической деформации В. о.— один из основных параметров режим сварки. Рекомендуется нормировать В. о. в зг висимости от толщины свариваемого матери* ла. Это обеспечивает стабильную скорост осадки, папр., при сварке встык термопласти1 них материалов.
ВРЕМЯ ОТВЕРЖДЕНИЯ КЛЕЯ — врем от момента нанесения клея до его необратг мого превращения в тв., нерастворимый и н< плавкий трехмерный полимер (см. 0твержд1 ние клея).
ВРЕМЯ ОХЛАЖДЕНИЯ (при св а] к е) — время, в течение к-рого темп-pa сварм го шва после завершения сварки понижаете до темп-ры, заданной нормативными докуме] тами. В. о.— один из основных параметров р жима сварки. При сварке пластмасс охлажд
30
ние сварного соединения необходимо осуществлять только под давлением (см. Давление при охлаждении). В. о. устанавливают в зависимости от теплопроводности, особенностей структуры полимеров и толщины свариваемых деталей. Не допускается, особенно в толстостенных элементах конструкций, неравномерное ускоренное охлаждение сварных швов. В ряде случаев В. о. увеличивают послесварочным подогревом остывающих участков сварных швов.
ВРЕМЯ ПОДОГРЕВА — 1. Время, в течение к-рого происходит подогрев присадочного материала или зоны сварки основного материала, т. е. время от начала нагрева до момента, предшествующего оплавлению. —2. Время, в течение к-рого происходит нагрев сварного шва после сварки с целью уменьшения градиента темп-p в направлении, перпендикулярном свар-ному шву, и снижения скорости его охлаждения в условиях низких темп-p окружающей среды. В этом случае В. п. определяется условиями передачи теплоты теплоносителем, скоростью охлаждения, теплопроводностью материала, его толщиной.
ВРЕМЯ ПРОГРЕВА — время, в течение к-рого происходит прогрев материала свариваемых деталей, т. е. время от начала нагрева до момента оплавления свариваемых поверхностей. В. п. зависит от теплопроводности свариваемого материала, темп-ры нагревательного инструмента, толщины свариваемых деталей. В нек-рых случаях В. п. ставится в зависимость от длины сварного шва и от времени подогрева деталей.
ВРЕМЯ РЕЛАКСАЦИИ — величина, характеризующая скорость установления термодинамического равновесия в возмущенной замкнутой системе, к-рая определяется как время /р, в течение к-рого параметр х (О, описывающий отклонение системы в момент времени t от равновесного состояния, уменьшается в е раз по сравнению с его начальным значением х (0). В простейшем случае релаксационные процессы описываются экспоненциальной зависимостью х(0—х(0)е р, в общем случае — аналитическими выражениями незкепонеициалитого типа или формальным введением спектра В. р. В. р. всегда связано с конкретным релаксационным процессом и зависит от природы системы и характера неравновесного отклонения. Различают В. р. мех. напряжения, деформации, поляризации и др.
В. р.— одна из важнейших х-к в экспериментальной и теоретической физике полимеров.
ВРЕМЯ СВАРКИ (пластмасс) — время, в течение к-рого осуществляется цикл сварки. Напр., при сварке встык В. с. включает в себя время оплавления, время прогрева, время технологической паузы, время осадки и время охлаждения деталей под давле-
-----------------------------всп
нием. Длительность каждого из перечисленных этапов неодинакова. Так, время охлаждения составляет 40—80 % В. с., время прогрева 10— 15, время оплавления 3—5, время технологической паузы 0,01—0,20 %. При сварке встык В. с. увеличивается с ростом толщины свариваемых деталей.
ВРЕЛ1Я СКЛЕИВАНИЯ — время (производственный цикл), необходимое для изготовления изделий склеиванием. В. с. охватывает рабочий период и длительность технологических пауз. Рабочий перист состоит из операционного времени, затрачиваемого на основные технолог, операции: подготовку склеиваемых поверхностей, нанесение клея, открытую выдержку клея, нагрев и охлаждение, а также подготовительнозаключительные работы по базированию деталей и их фиксации, естественные процессы и вспомогательные операции по транспортировке, контролю и комплектации деталей и частей изделий.
ВРЕМЯ ТЕХНОЛОГИЧЕСКОЙ ПАУЗЫ (при сварке нагретым инструментом встык) — время от момента отвода деталей от нагревательного инструмента после их прогрева до момента приведения их в соприкосновение после удаления нагревательного инструмента. При сварке необходимо стремиться к сокращению В. т. п. Практически при сварке, напр., пластмассовых труб, В. т. п. составляет 1—15 с в зависимости от используемого сварочного оборудования.
ВСПЕНИВАЮЩЕЕ ВЕЩЕСТВО —то же, что порофор.
ВСПЕНИВАЮЩИЙСЯ КЛЕЙ — клей, к-рый в процессе склеивания вспенивается, создавая пористую клеевую прослойку. Вспенивание происходит под влиянием стабилизатора пены — порофора, вводимого в клей на стадии его приготовления (см. П риготовление клея), В. к. при вспенивании может увеличиваться в объеме в 3 раза. В. к. применяют для заполнения больших зазоров (до нескольких миллиметров) между соединяемыми деталями, напр., между боковой поверхностью сотопласта и элементом жесткости при сборке сотовой конструкции (рис. 8).
ВСПОМОГАТЕЛЬНОЕ СВАРОЧНОЕ ОБОРУДОВАНИЕ— оборудование для выполнения вспомогательных операций при сварке: сборочных, установочных, межоперационных транспортных, операций по контролю качества сварных соединений и др.
ВСПОМОГАТЕЛЬНЫЙ РАСТВОРИТЕЛЬ — в-во для приготовления р-ра присадочного материала, служащего растворителем термопласта при сварке растворителем. Примером В. р. может служить этанол для кристал. в-ва — резорцина, растворяющего полиамид.
31
вст --------------------------------
ВСТРЕЧНЫЙ ЭЛЕКТРОД (при высокочастотной сварке) — электрод, связанный с низкопотенциалъной плитой пресса высокочастотной сварочной установки, конфигурация к-рого является зеркальным отображением электрода, связанного с высокопотенциальной плитой пресса,
ВУЛКАНИЗАЦИЯ—сшивание каучука с образованием резины. Св-ва резины в значительной степени отличаются от св-в исходного каучука. Природные и синтетические каучуки не являются реактопластами. Для прида-
100 %-ного контроля связано с трудоемкостью проведения указанных измерений. В процессе сварки трубопроводов проводят разрушающий В, к. сварных, соединений по образцам, вырезанным из готовых участков трубопровода.
В Ы ДА ВЛ И В А Н И Е РАСПЛАВА — пластическое деформирование участков свариваемых деталей, переведенных в вязкотекучее состояние. (см. Вязкотекучее состояние полимеров). В каждой технологии сварки скорость В. р. нормирована. Процесс В. р. наиболее характерен для сварки нагретым инструментом встык. В этом случае В. р. происходит при оплавлении свариваемых деталей под давлением, прогреве
Рис. 8. Схема сотовой конструкции, изготовленной с применением вспенивающегося клея:
1—вспенивающийся клей; 2—сотопласт; 3 — обшивка; 4 — элемент жесткости
ния им пространственной структуры используют спец, вулканизирующие агенты — серу, орган, пероксиды, синтетические смолы и др. По типу используемого вулканизирующего агента обозначают различные способы В.— серная, перо-ксидная, радиационная.
ВХОДНОЙ КОНТРОЛЬ, контроль качества исходного материала — этап предупредительного контроля, включающий проверку соответствия к-ва свариваемых материалов требованиям, установленным в стандартах, техн, условиях и договорах.
ВЫБОРОЧНЫЙ КОНТРОЛЬ —контроль, при к-ром решение о кач-ве контролируемой продукции принимают по результатам проверки одной или нескольких выборок или проб из партии или потока продукции. При В, к. используют как неразрушающие, так и разрушающие методы испытаний (см. Неразрушающий контроль качества соединения; Разрушающий контроль качества соединения). При строительстве пластмассовых трубопроводов В. к. прежде всего используют в процессе предупредительного контроля. При этом наряду с выборочным измерением линейных размеров труб определяют предел текучести при растяжении и относительное удлинение при разрыве. В данном случае применение В. к. вместо
(за счет тепл, расширения) и при осадке при сварке после удаления нагревательного инструмента. В результате В. р. при оплавлении и прогреве последовательно сменяющих друг друга, образуется плавно искривленная поверхность грата. При осадке, отделяемой от предыдущих этапов технологической паузой, на поверхности выдавленного грата образуется линия излома. По местонахождению этой линии можно судить о кол-ве расплава, выдавленного во время осадки по отношению к суммарному объему грата при оплавлении и прогреве,
ВЫДЕРЖКА — этап технолог, процесса, в течение к-рого не происходит существенного изменения параметров (параметра) процесса, ио может измениться состояние, физ. и хим. св-ва свариваемых и склеиваемых материалов, а также клеевых композиций. На пр., при склеивании открытая выдержка обусловлена необходимостью удаления растворителя из клея.
ВЫДЕРЖКА КЛЕЕВОГО СОЕДИНЕНИЯ ПОД ДАВЛЕНИЕМ — выдержка, в течение к-рой образуется клеевое соединение под дав' леяием при склеивании. В. к. с. п. д. при скле* ивании контактным нагревом складывается пс выдержки, необходимой для доведения темп-рь в клеевом соединении до заданной, выдержкг при заданной темп-ре и выдержки, нгобходи
мой для охлаждения изделия до комнатной темп-ры. Время нагрева склеиваемых деталей до заданной темп-ры зависит от способа нагрева — в термошкафу или различными нагревателями. С целью сокращения времени нагрева применяют УЗ-па грев (см. Ультразвуковое склеивание) и высокочастотный нагрев. Быстрый нагрев необходим особенно в случае использования клеев с плохой текучестью. При медленном нагреве текучесть таких клеев еще более снижается, что ухудшает кач-во склеивания. Выдержка при заданной темп-ре необходима для отверждения клея. Она определяется экспериментально и обычно составляет 1—5 ч.
ВЫДЕРЖКА ПЕРЕД СКЛЕИВАНИЕМ — выдержка от момента нанесения клея до момента приложения давления. В. п. с. включает в себя открытую выдержку и закрытую выдержку.
ВЫДЕРЖКА ПОД ДАВЛЕНИЕМ (при сварке встык) — выдержка сварного шва под давлением при охлаждении.
ВЫНОСЛИВОСТЬ — св-во материалов и его соединений сопротивляться действию циклических нагрузок, не разрушаясь.
ВЫНУЖДЕННО-ЭЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ (поли моров) — высокоэластическая деформация, развивающаяся в кристал. или стеклообразных полимерах при напряжениях, превышающих предел вынужденной эластичности. Принято считать, что большие деформации (десятки — сотни процентов) полимеров в кристал. и стеклообразном состояниях по своей природе высокоэластические, т. е. связаны с изменением конформации макромолекул, для к-рого требуются значительные внешн. силы (только тепл, движение нс способно изменить конформацию макромолекул, фиксированных силами межмолекулярного взаимодействия). Поэтому после снятия внешн. нагрузки развившиеся высокоэластичсские деформации оказываются фиксированными. Однако они становятся обратимыми при нагреве деформированного образца до темп-p, близких или превышающих темп-ру их стеклования или плавления (см. Температура стеклования; Температура плавления). В.-э. д. чаще всего сопровождается образованием шейки.
ВЫПОТЕВАНИЕ ПЛАСТИФИКАТОРА — выделение пластификатора полимера на поверхность полимера вследствие их несовместимости. В. п. часто сопровождается синерезисом.. В. п. как ф-ция темп-ры может быть обратимым или необратимым и зависит от соотношения пласти фикатора и полимера в смеси. В. п. происходит не только в результате изменения темп-ры, но и под влиянием увлажнения, облучения, мех. напряжения или хим. процессов в полимере (наир., отверждения). В. п. определяют визуально или по впитыванию пластификатора
—----------------------------- ВЫС
бумагой. В. п. следует учитывать при сварке пластифицированных полимеров.
ВЫСОКОТЕМПЕРАТУРНАЯ СВАРКА — сварка нагретым инструментом прямым нагревом, при к-рой темп-pa рабочей поверхности нагревательного инструмента значительно превышает температуру деструкции полимера. При В. с. можно отказаться от применения анти-адгезионного покрытия на нагревательном инструменте и очистки последнего, т. к. при столь высокой темп-ре налипший полимер испаряется (см. Испарение) и происходит самоочистка инструмента. В. с. применяют для соединения ненаполценных термопластов (напр., полиэтилена, полипропилена, полиамидов, полимстил-метакрилата), продукты деструкции к-рых способны переходить в газообр. фазу. Остающиеся на поверхности инструмента продукты деструкции, попа чая на соединяемые поверхности деталей, ухудшают кач-во швов. В. с. требует строгого соблюдения техники безопасности.
ВЫСОКОТЕМПЕРАТУРНАЯ ЭКСТРУЗИОННАЯ СВАРКА — экструзионная сварка, при к-рой темп-ра присадочного материала после прохождения через пласильное устройство по крайней мере в 2 раза выше температуры плавления термопласта. В. э. с. позволяет отказаться от подогрева свариваемых поверхностей (см. Экструзионная сварка с предварительным подогревом) и значительно повысить производительность сварочных работ.
ВЫСОКОЧАСТОТНАЯ СВАРКА (пласт м асе) — вид сварки электромех. класса (см. Электромеханический класс сварки), объединяющий способы сварки, основанные на диэлектрическом нагреве пластмасс в электромагнитном поле. В мегагерцовом диапазоне, частот В. с. хорошо свариваются пластмассы, для к-рых коэффициент диэлектрических потерь больше сотых долей единицы (поливинилхлорид, полиамиды, полиуретаны, полиакрилаты, нек-рые фторсополимеры и т. д.). Пластмассы, для к-рых коэффициент диэлектрических потерь меньше сотых долей единицы (полиолефины, фторопласт-4 и др.), свариваются В. с. на частотах гигагерцового диапазона. В этом случае В. с. называют сверх высокочастотной сваркой. В. с. применяют преимущественно при сборке изделий из пленок и композиционных многослойных материалов. Отличительными особенностями В. с. пластмасс являются одновременный разогрев по толщине свариваемых материалов, что позволяет исключить перегрев наружных поверхностей, высокая скорость нагрева, составляющая секунды, возможность изготовления за одну технолог, операцию изделий со сложной конфигурацией сварного шва.
ВЫСОКОЧАСТОТНАЯ СВАРОЧНАЯ УСТАНОВКА — сварочная установка для выполне-
3 8-615
33
ВЫС ---------------------------------
ния высокочастотной сварки. В. с. у. включает в себя высокочастотный генератор, сварочный аппарат или сварочный пресс, механизмы для фиксирования и перемещения заготовок изделия (см. Загрузочное устройство), согласующее устройство, экранирующее устройство в фидерное устройство.
ВЫСОКОЧАСТОТНОЕ СКЛЕИВАНИЕ, склеивание высокочастотным нагревом — способ склеивания при к-ром для отверждения клея используется высокочастотный нагрев соединяемых деталей. Преимущества В. с.— высокая нроизводительность процесса, избирательность нагрева, активирование адгезионного взаимодействия клея и субстрата.
ВЫСОКОЧАСТОТНЫЙ ГЕНЕРАТОР — электр. устройство, предназначенное для преобразования тока промышленной частоты в ток частотой от десятков килогерц до нескольких сотен мегагерц. В. г. килогерцового диапазона частот могут использоваться для индукционного нагрева электропроводящих материалов, а В. г, мегагерцевого диапазона частот — для диэлектрического нагрева пластмасс.
ВЫСОКОЧАСТОТНЫЙ НАГРЕВ — нагрев материалов токами высокой частоты. В зависимости от характера физ. явлений, протекающих в материалах при В. н., различают две его разновидности: диэлектрический нагрев и индукционный нагрев.
ВЫСОКОЭЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ (полимеров)—большая (десятки — сотни процентов) обратимая деформация, свойственная только полимерам. В. д. возникает при наличии больших гибких макромолекул, к-рые могут легко изменить свою конформацию под воздействием силы. Наиболее отчетливо В. д. проявляется у резин. Принято считать, что В. д. в отличие от др. типов деформации (упругой и пластической) имеет энтропийную природу и обусловлена стремлением выпрямленных впешн. силой макромолекул вернуться в исходное (свернутое) состояние под действием тепл, движения. В. д. присуща также термоэластопластам.
ВЫСОКОЭЛАСТИЧЕСКОЕ СОСТОЯНИЕ ПОЛИМЕРОВ — одно из физ. состояний аморфных полимеров (см. Аморфное состояние полимеров), при к-ром доминирует высокоэластическая деформация. Способность к высокоэластической деформ а пни отличает полимеры как самостоятельный класс материалов от низкомолекулярных в-в. Степень проявления этой способности зависит от природы полимера.
Диапазон темп-p В. с. п. расположен между их температурой стеклования (структурного) и температурой текучести. Наиболее отчетливо В. с. п. проявляется у резин. Полимеры в высо-
коэластичсском состоянии широко используют в технике, гл. обр. в виде различных резинотехнических изделий (уплотнителей, клапанов, амортизаторов и др.), авиационных и автомобильных шин и др. К основным техн, св-вам высокоэластичных материалов следует отнести их низкий модуль упругости и хорошую амортизационную способность. Кроме резин В. с. п. ярко проявляется у термоэластопластов. В отличие от резин терм оэл а стопласты при нагреве способны переходить в вязкотекучее состояние (см. Вязко текучее состояние полимеров) и свариваться.
ВЫСЫХАЮЩАЯ КОМПОЗИЦИЯ — присадочный материал для сварки растворителем, представляющий собой раствор полимера в инертном растворителе. Полимер в В. к. по хим. природе должен быть аналогичен соединяемому полимеру или совместим с ним. Массовая доля полимера в В. к. может составлять 20—40 %. В. к. лучше, чем чистый растворитель, заполняет зазор между свариваемыми поверхности .ми.
ВЫТЯЖНАЯ ВЕНТИЛЯЦИЯ (производственных помещений) — вентиляция, предназначенная для удаления из помещения загрязненного воздуха.
ВЫЯВЛЯЕМОСТЬ ДЕФЕКТОВ — отношение числа обнаруженных дефектов к общему числу дефектов в контролируемом объекте.
ВЯЗКОЕ РАЗРУШЕНИЕ; пластическое разрушение — разрушение, характеризующееся значительной пластической деформацией.
ВЯЗКОСТЬ КЛЕЯ — св-во клея оказывать сопротивление перемещению одного слоя клея относительно др. под действием внешн. сил. Количественно В. к. оценивают по коэффициенту вязкости 1] (обычно называемому вязкостью), к-рый отражает зависимость напряжений сдвига т от скорости сдвига / при различ-
т
7 ’
называют ньютоновски-не зависит от т и j и не-зависит от j (см. Дила-
ВЯЗКОСТЬ МАТЕРИАЛА (в тв. состоя-н и и) — способность материала поглощать при пластической деформации мех. энергию в заметных кол-вах, не разрушаясь. Различают статическую вязкость при статической нагрузке и ударную вязкость — при быстром приложении нагрузки.
ВЯЗКОСТЬ ПОЛИМЕРОВ — св-во полимерных систем, находящихся в вязкотекучем состоянии (см. Вязкотекучее состояние полимеров), оказывать сопротивление необратимому изменению формы.
В. п., как и любых др. жидкостей, определяется их мол. структурой, а течение полиме
ных темп-pax, т. е. я—
Клеевые композиции ми, если т] = const, т. е. ньютоновскими, если т] тация; Тиксотропия).
34
ров рассматривается как кинетический процесс, при к-ром элементарный акт течения представляет собой переход молекулярно-кинетической единицы, совершающий этот акт, из одного равновесного состояния в дрм отделенное от первого потенциальным барьером. Зависимость В. п. от режима деформирования — важнейшая характерная особенность полимерной системы, определяемая соотношением вязкостных св-в и строения полимера.
В. п. может различаться в 1015 раз (от вязкости разбавленных растворов полимеров до их вязкости вблизи температуры стеклования). Кроме того, для полимерных систем вязкость в зависимости от скорости и напряжения сдвига может изменяться более чем в 103 раз. Для очень разбавленных р-ров полимеров в низкомолекулярных жидкостях вязкость составляет десятые доли паскаль-секунд (доли пауз), а вязкость полимеров, переходящих в стеклообразное состояние, равна 1 тН-с/м2 (1013 П).
Вязкость расплавов полимеров находится в диапазоне от десятков паскаль-секунд (сотен пауз) для полиамидов, полиэтилентерефталата до сотен килопаскаль-секунд (104 — 10е П) для полиэтилена, пропилена.
Вязкость зависит от мол. массы. Так, вяз
кость промышленных марок полиэтилена может различаться в 200 раз. В аналогичных пределах изменяется и вязкость расплавов промыш
ленных марок полипропилена.
В. п. в производственных условиях регулируется изменением темп-ры (напр., вязкость расплава полиэтилена снижается почти в 10 раз при повышении темп-ры на 60—80° С).
В. п. изучают с помощью вискозиметрии, представляющей собой совокупность методов измерений вязкостных св-в полимеров. Количественно В. п. оценивают по коэффициенту вязкости 7] (см. Вязкость клея), называемому также вязкостью, эффективной вязкостью (см. Реологические свойства пластмасс).
В. п. определяют несколькими методами: капиллярным, ротационным, падающего шарика, сдвига параллельных плоскостей. Наиболее распространенным и гибким является капиллярный
метод, при к-ром определяют расход в единицу времени расплава полимера Q, проходящего через капилляр радиусом R и длиной L при перепаде давления на концах капилляра ДР,
по закону П\-азейля для ньютоновских жидко-л л№ „
стой: g" . Ротационным методом вяз-
кость определяют по угловой скорости враще
ния концентрических цилиндров или др. полостей, заполненных расплавом полимера. Мето
дом падающего шарика измеряют вязкость вяз-
------------------------------------- вяз
ких жидкостей. Метод сдвига параллельных пластин применяют для измерения вязкости при низких скоростях сдвига как ньютоновских, так и нсньютоновских систем.
На практике для оценки В. п. применяют различные способы измерения вязкости в определенных, строго регламентированных условиях (темп-pa, режим деформации), моделирующих реальный технолог, процесс переработки полимера.
Для оценки текучести реактопластов во времени используют ротационный пластомср Ка-навца (ГОСТ 15882—84). Текучесть термопластов принято измерять капиллярным методом. Она характеризуется индексом расплава, к-рый представляет собой текучесть при определенной темп-ре и напряжении сдвига (ГОСТ 11645-73). Этими способами измеряют одно произвольно выбранное значение коэффициента вязкости при нек-рых скоростях и напряжениях сдвига. Полная характеристика В. п. может быть получена только при измерении зависимости скорости сдвига от напряжения сдвига в широком диапазоне изменения этих параметров.
ВЯЗКОТЕКУЧЕЕ СОСТОЯНИЕ ПОЛИМЕРОВ — одно из физ. состояний полимеров, к-рое характеризуется развитием необратимых деформаций. т. е. истинного течения (см. Течение расплава), при воздействии на полимеры мех. сил. Вместе с тем, в вязкотекучем состоянии наряду с необратимыми деформациями всегда присутствуют обратимые — высокоэластичные деформации, имеющие релаксационный характер. Существование медленных релаксационных процессов чрезвычайно усложняет разделение общей деформации в полимерах па необратимую и обратимую составляющие. К указанным особенностям В. с. п. относят также реологические св-ва (см. Реологические свойства пластмасс), связанные с их зависимостью от мол. массы (см. Вязкость полимеров).
В вязкотекучем состоянии у большинства полимеров в отличие от низкомолекулярных жидкостей в той или иной степени сохраняются достаточно большие упорядоченные элементы структуры, наличие к-рых обусловлено очень большой вязкостью, а значит, большим временем релаксации этих образований. Остатки упорядоченных элементов структуры играют при повторной кристаллизации роль гетерогенных зародышей, сохраняющих структурную «память» расплава.
Особенности В. с. п. следует учитывать при оценке их св-в в процессе технолог, переработки и сварки.
3*
35.
ГАЗОВАЯ ГОРЕЛКА (при сварке нагретым газом) (пд. п.) — неправильное название газонаг ревателя газа.
ГАЗОВАЯ ПОРА — то же, что пора.
ГАЗОВАЯ ПРУТКОВАЯ СВАРКА (нд. п.) —неправильное, название сварки нагретым газом с присадочным материалом.
ГАЗОВАЯ СВАРКА (нд. п.)—неправильное название сварки нагретым газом.
ГАЗОВОЕ ВКЛЮЧЕНИЕ —то же, что пора.
ГАЗОВЫЕ ПУЗЫРИ (нд. п.) —неправильное название пор.
ГАЗОНАГРЕВАТЕЛЬ ГАЗА (при сварке нагретым газом) — нагреватель газа, в к-ром для нагрева газа используется энергия, выделяемая при сгорании горючего газа. Различают Г. г. прямого и косвенного действия (см. Газонагреватель прямого действия; Г азонагреватель косвенного действия).
ГАЗОНАГРЕВАТЕЛЬ КОСВЕННОГО ДЕЙСТВИЯ — газонаг ревате ль газа, в к-ром нагрев газа происходит без его смешения с продуктами сгорания горючего газа (напр., при прохождении газа по змеевику, расположенному в камере сгорания горючего газа).
ГАЗОНАГРЕВАТЕЛЬ ПРЯМОГО ДЕЙСТВИЯ — газонагреватель газа, в к-ром нагрев газа происходит путем его смешения с продуктами сгорания горючего газа.
ГАЗОНАГРЕВАТЕЛЬНЫЙ ИНСТРУМЕНТ— нагревательный инструмент, нагрев к-рого осуществляется при сгорании горючего газа.
ГАЗ-ТЕПЛОНОСИТЕЛЬ (при сварке нагретым газом) (нд. п.) — неправильное название нагретого газа.
ГЕЛЕОБРАЗОВАНИЕ КЛЕЯ, желатинизация клея — переход жидких клеев в гелеобразное состояние. Г. к. обусловлено возникновением в клеевой композиции пространственной фазовой или мол. сетки, к-рая лишает систему текучести и придает ей нек-рые св-ва тв. тела (способность сохранять форму, пластичность, хрупкость, прочность). Г. к. характеризуется точкой гелеобразования и является одним из параметров жизнеспособности клея.
ГЕРМЕТИКИ — полимерные композиции, из к-рых формируются уплотняющие неподвижные соединения, слои, жгуты и прокладки, способные деформироваться, не разрушаясь, вместе с деталями. Г. наносят на болтовые, заклепочные и др. соединения метал, и неметаллических конструкций, приборов и агрегатов или вводят в места стыков. Отличие Г. от др. уплотняющих средств состоит в том, что уплотняющий слой! на их основе формируется непосредственно на или в шве соединения. Основные требования к Г.:
эластичность, высокая адгезия к субстрату, устойчивость к рабочим средам и др. В связи с этими требованиями основой Г. служат преимущественно каучуки. Наряду с основой в состав Г. могут входить наполнители, вулканизующие агенты (см. Вулканизация) или отвердители, растворители и др. ингредиенты. Г. могут быть классифицированы: по механизму формирования уплотняющего слоя — на вулканизующиеся, высыхающие и невысыхающие; по хим. природе основы — на полисульфидные, полисилоксановые (кремнийоргаиическис), углеводородные и др.; по консистенции во время
Рис. 9. Схема гибкого инструмента для сварки косвенным нагревом:
1 — основание; 2 — прокладка; 3 — электронагреватель; 4 — обмоточная лента
переработки; ио тем-ре вулканизации; по методам нанесения и по лр. признакам. Ф-иин Г. могут выполнять нек-рые клеи-герметики, гл. обр. резиновые клеи. В то же время многие Г. можно применять в кач-ве клеев, напр., при соединении пленок и др. полимерных материалов, к швам к-рых предъявляются требования повышенной эластичности и др. св-в, характерных для Г.
ГЕРМЕТИЧНОСТЬ СВАРНОГО СОЕДИНЕНИЯ— непроницаемость сварного соединения для жидкостей и газов. При эксплуатации полиэтиленовых трубопроводов нарушение Г. с, с. может произойти вследствие развития внутреннего дефекта под воздействием рабочего давления. Проверку Г. с. с. осуществляют методами акустического не разрушающего контроля.
ГИБКИЙ ИНСТРУМЕНТ — нагревательный инструмент для сварки косвенным нагревом. Г. и. состоит из расположенных послойно гибкого основания, термостойкой прокладки и гибкого ленточного электронагревателя газа, к-рые для обеспечения возможности их относит, продольного перемещения обмотаны лентой из термостойкого материала, напр. фторопласта (рис. 9). Основание может быть выполнено из алюминия. Во время сварки электронагреватель Г. и. обращен в сторону соединяемых деталей. Применение Г. и. позволяет изготовлять сварные швы различной формы.
36
ГИДРАВЛИЧЕСКОЕ ИСПЫТАНИЕ, гидростатическое испытание (сварного изделия) — проверка герметичности сварного соединения и прочности швов изделия путем создания давления водой, маслом или др. жидкостью (испытание наливом) или обливания струей воды (испытание поливом, испытание струей).
ГИДРОСТАТИЧЕСКОЕ ИСПЫТАНИЕ — то же, что гидравлическое испытание.
ГИЛЬЗА (при сварке нагретым инструментом) — часть нагревательного инструмента, служащая для оплавления и прогрева наружной поверхности трубы при сварке нагретым инструментом враструб. Для обеспечения плотного прилегания свариваемой поверхности детали к нагревательному инструменту внутр, диаметр Г. должен быть равным или несколько меньшим наружного диаметра трубы, для к-рого возможны положительные допускаемые отклонения.
ГЛУБИНА ПРОГРЕВА (при сварке) — толщина слоя прогреваемого материала детали от свариваемом поверхности и до границы прогрева. Прогрев на определенную глубину обеспечивает переход материала в вязкотскучее состояние, что позволяет при осадке (см. Осадка при сварке) удалить из зоны сварки неор-ган. включения, поры, окисленные слои материалов, продукты деструкции и т. п.
Требуемая Г. п. зависит от толщины свариваемых деталей и обеспечивается заданным временем прогрева. При сварке встык необходимо стремиться к равномерной Г. п. по всей зоне сварки. Предшествующие прогреву операции технолог, цикла (торцовка деталей и оплавление свариваемых поверхностей) направлены на обеспечение этого условия.
ГОЛОГРАФИЧЕСКИЙ КОНТРОЛЬ — неразрушающий контроль качества соединения, основанный на интерференции двух когерентных волн, одна из к-рых опорная, а др. предметная, образованная излучением, к-рос было рассеяно исследуемым объектом. При Г. к. регистрируется нс только амплитудная, но и фазовая х-ка рассеянной волны, что позволяет наблюдать распределение остаточных сварочных напряжений в контролируемом объекте.
«ГОЛОДНАЯ» СКЛЕЙКА — некачественное клеевое соединение, образующееся при недостаточном кол-ве клея в клеевом шве. Причиной «Г.» с. может быть образование зазора между соединяемыми субстратами из-за нанесения слишком тонкого слоя клея; недопустимо высокое давление при склеивании, приводящее к чрезмерному выдавливанию клея; избыточная шероховатость склеиваемых поверхностей; чрезмерная абсорбция клея пористым субстратом; слишком кратковременная открытая выдержка.
----------------------------------- ГРА
ГОМОГЕНИЗАЦИЯ ПРИСАДОЧНОГО МАТЕРИАЛА (при сварке расплавленным прутком) — перемешивание расплавленного присадочного материала с пелыо ликвидации его концентрационной неоднородности. Г. п. м. осуществляют в плавильном устройстве перед подачей к соединяемым поверхностям.
ГОРЕЛКА (ид. п.)—неправильное название газонагревателя газа.
ГОРИЗОНТАЛЬНАЯ СВАРКА (яд. п.) — неправильное название горизонтального положения сварки.
ГОРИЗОНТАЛЬНОЕ ПОЛОЖЕНИЕ СВАРКИ — положение сварки, при к-ром угол наклона сварного шва а равен 0°, а угол поворота сварного шва £ равен 90°.
ГОРИЗОНТАЛЬНЫЙ ШОВ —сварной шов, получаемый при горизонтальном положении сварки.
ГОРЮЧИЙ ГАЗ — газ или смесь газов, способные воспламеняться в среде воздуха или кислорода при зажигании и гореть при устранении источника зажигания. Г. г. применяют при сварке пламенем, сварке нагретым газом (в газонагревателях газа) и сварке нагретым инструментом (в газонагревательных инструментах).
ГРАНИЦА ПРОГРЕВА (при сварке) — слой, разделяющий расплавленный при прогреве и тв. полимер. На Г. п. существует прослойка частично расплавленного материала, в к-рой образуются характерные микроструктуры в процессе формирования сварного шва.
ГРАНИЦА РАЗДЕЛА В КЛЕЕВОМ ШВЕ — область контакта пограничного слоя и субст рата.
ГРАНИЦЫ ЗЕРЕН (нд. п) — неправильное название межсферолит ных границ.
ГРАНИЦЫ РАЗДЕЛА СТРУКТУРНЫХ ЭЛЕМЕНТОВ (полимеров) — поверхности раздела между структурными образованиями полимеров — сферолитами, ламелями, кристаллитами и т. д. (см. Сферолиты полимеров; Кристаллиты полимеров; Ламелярная структура).
ГРАНУЛИРОВАННЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ — сыпучая мех. смесь однородных по размеру частиц полимера. Г. п. м. получают в процессе производства пластических масс, уплотняя порошкообразные материалы с малой насыпной массой (распространенный термин — насыпной вес), продавливая расплав полимера через фильеру с дальнейшим разрезанием жгутов вращающимися ножами, либо размельчая всевозможные отходы и бракованные изделия из полимеров. Г. п. м. может иметь самую разнообразную окраску и форму — цилиндрическую, шаровидную, чечевицеобразную, кубическую, пластинчатую и т. п. Размер Г. п. м. зависит от вида материала и метода его дальней
ГРА
шей переработки. Так, Г. п. м. из термопластов, предназначенный для переработки методами сварки литьем под давлением, экструзионной сварки или сварки расплавом, имеет размеры 2—5 мм Г. п. м. .используют для производства труб, пленок, а также применяют в виде присадочного гранулированного материала при сварке расплавом.
Рис. 10. Конфигурация грата на сварном шве трубы из полиэтилена низкого давления: f — наружный грат; 2 — впадина между валиками грата; 3 — линия изменения кривизны гратовых поверхностей; 4 —внутренний грат; б — толщина стенки трубы
ГРАНУЛОМЕТРИЧЕСКИЙ СОСТАВ ПОЛИМЕРОВ— содержание в полимерном материале частиц разных размеров, выраженное в процентах массы исследованного образца. Полимерные материалы выпускают в виде порошков, гранулированных полимерных материалов и др.; в зависимости от условий получения Г. с. п. может изменяться в довольно широких пределах.
Г. с. п. определяют, разделяя материал по размерам частиц на ряд фракций с последующим их взвешиванием. Наиболее распространенный метод определения Г. с. п,— ситовый анализ, т. е. разделение материала на фракции с помощью набора сит с разным размером отверстий (ячеек).
Предварительное гранулирование полимерных материалов позволяет получать довольно однородные по размеру частиц материалы (с узким Г. с. п.), что значительно облегчает их переработку и является одним из важнейших условий получения сварных изделий с высоким техн, показателями.
ГРАТ, грат с варочный — материал, выдавленный в процессе оплавления, прогрева и осадки из зоны прогрева при сварке. Конфигурация Г. зависит от темп-ры нагревательного инструмента, глубины прогрева, давления и времени оплавления, прогрева и осадки и может служить косвенным показателем правильности выполнения техно логин сварки и. соответственно, показателем качества сварного соединения. При сварке нагретым инструментом встык труб различают внутр, и наружный Г (рис. 10).
ГРАТ СВАРОЧНЫЙ—то же, что грат.
ГРУППА СВАРКИ — совокупность способов сварки пластмасс, характеризующихся одинаковыми техническими и технологическими признаками: наличием предварительного подогрева основного материала (сварка без предварительного подогрева, сварка с предварительным подогревом), схемой нагрева (сварка прямым нагревом, сварка косвенным нагревом), видом оборудования (прессовая сварка, роликовая сварка, ленточная сварка, термоимпульсная сварка, сварка нагретым клином, магнитно-импульсная сварка, экструзионная сварка, сварка литьем под давлением), степенью механизации (ручная сварка, механизированная сварка, полуавтоматическая сварка, автоматическая сварка), источником излучения (сварка инфракрасным излучением, световая сварка, лазерная сварка).
д
ДАВЛЕНИЕ ПРИ ОПЛАВЛЕНИИ (при сварке нагретым инструментом встык)—давление, необходимое для выравнивания поверхностей свариваемых деталей путем их оплавления с целью обеспечения плотного прилегания к ним нагревательного инструмента. Д. п. о. регламентировано в нормативной документации. Напр. при сварке труб из полиэтилена высокого давления Д. п. о. должно быть равно 0,1 МПа, а из полиэтилена низкого давления — 0,2 МПа.
ДАВЛЕНИЕ ПРИ ОСАДКЕ (при сварке встык) — давление, необходимое для сближения поверхностей свариваемых деталей на расстояние, обеспечивающее их межмолекулярное взаимодействие.
Д. щ о. создают с помощью специального устройства — центратора.
В нормативных документах Д. п. о. регламентировано.
Нормативные значения Д. п. о. (МПа) нек-рых термопластов приведены ниже:
38
ДВУ
Полиэтилен
высокого давления
низкого давления
Полипропилен
11ол«винилхлорид
0,05—0,10 0,15—0,20 0,20—0,30 0,40—0,50
При пластической деформации сжатых деталей Д. н. о. поддерживают постоянным до ее окончания. Д. п. о., как правило, сохраняется до остывания сварного шва (см. Давление при охлаждении).
ДАВЛЕНИЕ ПРИ ОХЛАЖДЕНИИ — давление, необходимое для сжатия сварного шва при его охлаждении с целью уменьшения вероятности появления непроваров, трещин сварного шва или усадочных раковин. Д. п. о. способствует качественному формированию шва.
Величина Д. п. о. определяется в значительной степени др. этапами цикла сварки (темп-рой нагревательного инструмента, давлением при оплавлении, давлением при прогреве и давлением при осадке, временем прогрева и др.). В нормативной документации Д. п. о. регламентировано.
ДАВЛЕНИЕ ПРИ ПРОГРЕВЕ — давление, необходимое для плотного соприкасания нагревательного инструмента и свариваемых поверхностей. Д. п. п. обычно минимально и в нормативных документах регламентировано в пределах 0.02—0,05 МПа. Такие значения Д. п. и. обеспечивают прогрев свариваемого материала на необходимую глубину в зависимости от назначаемого времени прогрева.
ДАВЛЕНИЕ ПРИ СВАРКЕ — давление, необходимое для образования сварного соединения. При образовании стыкового соединения Д. п. с. определяется давлением при осадке.
ДАВЛЕНИЕ ПРИ СКЛЕИВАНИИ— давление, прилагаемое к субстрату при склеивании и направленное по нормали к клеевому соединению. Д. п. с. обычно регламентируется нормативной документацией на клей. Д. п. с. не только фиксирует положение склеиваемых поверхностей. по и способствует улучшению смачивания клеем субстрата, препятствует выделению летучих продуктов и исключает образование пористого клеевого шва.
ДАЛЬНИЙ ПОРЯДОК В РАСПОЛОЖЕНИИ ЦЕПНЫХ МОЛЕКУЛ — корреляция во взаимном расположении молекул в конденсированном агрегатном состоянии при неограниченном увеличении расстояния между ними (в пределах одного кристаллита или монокристалла). Следовательно, кроме ближнего порядка в расположении цепных молекул в полимерных кристаллах существуют и трехмерный, дальний порядок, являющийся мерой степени кристалличности материала. В жидк. кристаллах полимеров дальний порядок наблюдается лишь в ориентации молекул, т. е. там существует двумерный, а не трехмерный Д. п. в р. ц. м.
ДАТЧИК — входная часть регулирующего или регистрирующего устройства, принимающая воздействие извне и преобразующая это воздействие в вид, удобный для передачи на др. устройства. Д. применяют, напр., для регистрации деформации в процессе нагружения сварной конструкции, темп-ры. давления, сварочных деформаций и т. п.
ДВОЙНОЕ ЛУЧЕПРЕЛОМЛЕНИЕ В ПОЛИМЕРАХ—-разделение пучка света при прохождении через оптически анизотропный полимер на два луча, распространяющихся с разными скоростями и поляризованными в двух взаимно перпендикулярных плоскостях. Один из этих лучей подчиняется обычным законам
Рис. 11. Двустороннее врезное клеевое сосди* нение
преломления и его называют обыкновенным, др. не подчиняется, и его называют необыкновенным. Д. л. в п. определяют по разности показателей преломления необыкновенного гц и обыкновенного п-2 лучей Ап = П| — п г. Д. л. в п. может быть вызвано следующими основными причинами.
1. Оптич. анизотропностью кристал. полимеров, к-рая обусловлена ориентацией и координацией цепных молекул в кристал. решетке полимера. При этом знак Д. л. в п. зависит от знака анизотропии цепных молекул, а значение Д. л. в п. может служить мерой их средн, ориентации в пленке или волокне. Так, если известен знак оптической анизотропии молекул полимера, то по знаку Д. л. в п. можно судить о направлении в нем мол. цепей и знаке анизотропии сферолитов (см. Сферолиты полимеров). Следует подчеркнуть, что если пространственное расхождение лучей света практически незаметно, то Д. п. в п. можно определить по поляризационным и цветовым явлениям.
2. Способностью аморфных, оптически изотропных полимеров, становиться оптически анизотропными при мех. нагружении. Па этом явлении основан т и. метод фотоупругости, с помощью к-рого изучают напряженные состояния полимеров, в том числе сварочные напряжения.
Д. л. в п. используют для исследования анизотропных св-в сварных соединений полимеров.
ДВУСТОРОННЕЕ ВРЕЗНОЕ КЛЕЕВОЕ СОЕДИНЕНИЕ — врезное кгеевос соединение, выполненное т. о., что обе не подлежащие соединению боковые поверхности деталей являются продолжением друг друга (рис. 11).
39
ДВУ
ДВУСТОРОННЕЕ НАНЕСЕНИЕ КЛЕЯ— технолог, прием нанесения клея на оба субстрата. При Д. н. к. качество клеевого соединения повышается.
ДВУСТОРОННИЙ НАГРЕВ — косвенный нагрев, при к-ром теплота к месту сварки (склеи-
Рис. 12. Двусторонний шов стыкового (а), углового (б), Т-образного (е) и нахлесточного (г) соединений, изготовленных сваркой расплавом
Рис. 13. Двухскосное нахлесточное соединение
вания) подводится со стороны обеих соединяемых деталей
ДВУСТОРОННИЙ ШОВ — совокупность двух сварных швов в одном соединении (стыковом, угловом. Т-образном, нахлесточном) (рис. 12).
ДВУСТОРОННЯЯ ЛИПКАЯ ЛЕНТА— липкая лента, у к-рой липкий слой нанесен с двух сторон Д. л л применяют для временного соединения деталей и сглаживания неровностей соединяемых поверхностей.
ДВУСТОРОННЯЯ СВАРКА (нд. п.) — неправильное название сварки с двусторонним нагревом
ДВУХСКОСНОЕ НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ, нахлесточное соединение со скосом кромок — сварное (клеевое)
соединение, в к-ром боковые, не подлежащие сварке или склеиванию, поверхности деталей скошены (рис. 13).
Д В УХУП АКОВОЧ НЫ И КЛЕИ — клеевая композиция, поставляемая потребителю в виде двух упаковок, содержимое к-рых смешивают в определенной пропорции непосредственно перед склеиванием.
ДЕПОЛИМЕРИЗАЦИЯ ПОЛИМЕРОВ — разложение цепных макромолекул до низкомолекулярных летучих продуктов с преобладанием исходных мономеров. Д. п., по своей сути, р-ция, обратная полимеризации. Д. и. играет существенную роль при терм, распаде нек-рых полимеров, таких как полистирол, поли-а-ме-тнлетирол, полиметакрилонитрил, полиметилметакрилат. Явление Д. п. представляет определенный интерес при разработке технологии высокотемпературной сварки ряда полимеров при необходимости самоочистки нагревательного инструмента от налипшего расплава полимера.
ДЕСТРУКЦИЯ ПОЛИМЕРОВ, разложение полимеров — разрушение макромолекул полимеров под действием мех. напряжений, теплоты, света, кислорода, ионизирующего излучения, биологических и др. факторов. В результате Д. п. уменьшается их мол. масса, изменяется строение, физ. и хим. св-ва. Полимер часто становится непригодным для практического применения. Однако в нек-рых случаях, когда мол. масса полимера слишком велика и он из-за высокой вязкости (см. Вязкость полимеров) с трудом поддается переработке, деструкцию используют для частичного уменьшения мол. массы.
ДЕФЕКТ — каждое отдельное несоответствие кач-ва продукции установленным нормам или требованиям. В сварных соединениях в зависимости от расположения различают внутренние дефекты и наружные дефекты. По размерам различают макро- и микродефекты, по форме — трещины, непровары, поры, усадочные раковины, свиши, утяжины, цепочки пор. Обычные причины Д.: низкое кач-во свариваемых материалов, выход из строя сварочного обору' до вания, нарушение технологии сварки или склеивания. Для предотвращения появления Д. проводят комплекс мероприятий до начала сварки (предупредительный контроль) и в процессе сварки (операционный контроль). Выявление Д. и последующее принятие решения о годности соединения производится в процессе приемочного контроля (см. Не разрушающий контроль качества соединения).
ДЕФЕКТОСКОП — аппарат для обнаружения дефектов в материалах и изделиях методами неразрушающего контроля (см. Акустический дефектоскоп).
ДЕФЕКТОСКОПИЯ — комплекс методов и средств неразрушающего контроля материалов и изделий (см. Неразрушающий контроль каче-
40
ства соединения), основанных на применении видимого света, ионизирующего излучения, ультразвука, электромагнитных колебаний, а также проникающих жидкостей (см. Искровая дефектоскопия; Капиллярная дефектоскопия; Акустический не разрушающий контроль; Контроль внешним осмотром).
ДЕФЕКТЫ КРИСТАЛЛИЧЕСКОЙ РЕШЕТКИ (полимеров) — нарушения строения решетки реального полимерного кристалла по сравнению с идеальным. К основным типам Д. к. р. полимеров относятся: точечные (вакансии и межузельные нерегулярные боковые ответвления цепей), линейные (дислокации) и поверхностные (границы раздела структурных элементов). Кроме этих дефектов, присущих всем кристал. материалам, в полимерах могут существовать дефекты, характерные только для полимерного состояния в-ва. Это т. и. кинки (изломы полимерных цепей), изгибы макромолекул в складчатых ламелярных кристаллах и т. Д. В настоящее время Д. к. р. полимеров мало исследованы как в теоретическом, так и в экспериментальном отношениях.
ДЕФЕКТЫ УПАКОВКИ — дефекты кристаллической решетки, связанные с расщеплением линейных дефектов—дислокаций. При определенных условиях дислокации могут понижать свою энергию за счет расщепления на две (или больше) неполные (частичные) дислокации. При расщеплении они расходятся на нек-рое расстояние, при этом между ними образуется полоска, называемая Д. у. У неполимерных кристаллов Д. у. играют важную роль в таких процессах, как двойникование или мартенситное превращение. Д. у. полимерных монокристаллов наблюдали с помощью электронной микроскопии, однако пока этот тип дефектов и их влияние на св-ва к ристал, полимеров очень мало исследованы.
ДЕФОРМАЦИОННОЕ УПРОЧНЕНИЕ (по-л и мерой) — увеличение прочности полимерного материала путем его одноосного или двухосного растяжения или прокатки. Упрочненным такими способами полимерам присуща анизотропия мех. и физ, св-в. При их сварке обязательно следует принимать во внимание обратимость деформаций полимеров при нагреве — «полимерную» память (см. Образование шейки).
ДЕФОРМАЦИОННЫЕ СВОЙСТВА КЛЕЕВОЙ ПРОСЛОЙКИ — способность клеевой прослойки изменять форму и размеры под действием внешп. сил. К Д. с. к. п. относят упругость, пластичность и ползучесть. Упругость связана со способностью клеевой прослойки восстанавливать исходную форму и размеры сразу после снятия нагрузки. Пластичность Д. с. к. п. проявляется в необратимых деформациях, к-рые возникают после достижения нек-рого наименьшего напряжения, называемого пределом текучести. Ползучесть клеевой про-
----------------------------------- ДИС слойки обусловлена аддитивностью пластических деформаций при воздействии постоянной нагрузки.
ДЕФОРМАЦИЯ КЛЕЕВОГО ШВА — изменение размеров и формы клеевого шва в результате усадки клея или действия внешн. сил (см. Деформационные свойства клеевой прослойки ).
ДЕФОРМАЦИЯ ПОЛИМЕРОВ — изменение формы, размеров и структуры полимерного тела под действием впешн. сил. При Д. п. происходит перемещение участков цепей макромолекул и изменение их конформации. Различают упругую деформацию, высокоэластическую деформацию и вынужденно-эластическую деформацию полимеров.
У пр. Д. п. во многих случаях описывается законом Гука и характеризуется небольшим удлинением (порядка нескольких процентов). Высокоэластическая Д. п. характеризуется удлинением в сотни и тысячи процентов. Опа присуща только полимерам в высокоэластпческом аморфном состоянии (см. Аморфное состояние полимеров). Принято считать, что аналогичную природу имеет и вынужден но-эластическая деформация, проявляющаяся у полимеров, находящихся в тв. стеклообразном или кристал. состоянии. Она приводит к удлинению порядка сотен процентов, к-рое сохраняется после прекращения действия деформирующей силы. Однако при нагреве этот тип Д. п. полностью уничтожается и полимерное тело восстанавливает свою форму и размеры. Это явление называют «полимерной» памятью (см. Вынужденно-эластическая деформация; Образование шейки).
Д И JI АТ А Ц ИЯ — возрастание вязкости полимеров в процессе течения при увеличении скорости сдвига.
ДИН AM И Ч ЕС К АЯ Н А Г РУ 3 КА — нагрузка, значение, направление или точка приложения к-рой быстро изменяются во времени (наир., ударная нагрузка, вибрационная нагрузка).
ДИНАМИЧЕСКАЯ ПРОЧНОСТЬ — способность материала не разрушаться и по претерпевать существенных изменений под действием динамической нагрузки.
Д И НАМ ИЧ ЕСКОЕ И СП ЫТА Н И Е — экспериментальная проверка динами ческой прочности образца (материала).
ДИСЛОКАЦИОННАЯ СТРУКТУРА (п о-л и м е. р о в) —тонкая структура кристал. полимеров, обусловленная типом, плотностью и взаимным расположением дислокаций (см. Дефекты кристаллической решетки). Согласно современной дислокационной теории, движение дислокаций в кристал. решетках представляет собой элементарные акты пластической деформации кристаллов, а их взаимодействие между собой и др. дефектами кристал. решетки опре-
41
дис
деляет физ.-мех. св.-ва реальных кристаллов. Представление о Д. с. широко используется в металловедении. Основными методами исследования Д. с. являются избирательное травление дислокаций (ямки и холмики травления), а также электронная микроскопия. Теоретические и экспериментальные исследования Д. с. полимеров в настоящее время находятся в начальной стадии развития.
ДИСПЕРСНАЯ СИСТЕМА —система из двух или нескольких фаз с сильно развитой поверхностью раздела между ними. В Д. с. одна из фаз — дисперсная распределена в виде мелких частил в др, фазе—дисперсионной среде. Нек-рые виды клеев представляют собой Д. с. (см. Дисперсный клей).
ДИСПЕРСНЫЙ КЛЕИ — клей, основа к-рого (см. Основа клея) диспергирована (см. Дисперсная система) в воде или орган, растворителе.
ДИСТАНЦИОННАЯ УЛЬТРАЗВУКОВАЯ СВАРКА — то же, что передаточная ультразвуковая сварка.
ДИСТАНЦИОННЫЙ ЭЛЕМЕНТ —прокладка. помещаемая между склеиваемыми поверхностями и создающая клеевую прослойку нужной толщины (см. Клеевая прослойка переменной толщины). В кач-ве Д. э, служат кусочки фольги, пленок, проволочек, частицы порошкообразного наполнителя клея.
ДИФФУЗИОННАЯ СВАРКА ПЛАСТМАСС— то же. что диффузионно-реологическая сварка пластмае с.
ДИФФУЗИОННАЯ ТЕОРИЯ — то же, что диффузионная теория адгезии.
ДИФФУЗИОННАЯ ТЕОРИЯ АДГЕЗИИ, диффузионная теория — одна из теорий адгезии, согласно к-рой адгезия полимеров обусловлена диффузией макромолекул или отдельных их участков (сегментов). Д. т. а. объясняет механизм формирования межфазной границы раздела между разнородными телами во время образования адгезионной связи. Положения же Д. т. а., объясняющие причину сцепления разнородных тел, по сути своей нс отличаются от соответствующих положений адсорбционной теории адгезии.
ДИФФУЗИОННАЯ ТЕОРИЯ АУТОГЕ-ЗИИ — диффузионная теория адгезии применительно к случаю одинаковой природы соединяемых полимерных материалов. Д т. а. послужила основой для разработки диффузионно-реологической сварки термопластов.
ДИФФУЗИОННОЕ ДВИЖЕНИЕ МАКРО-ЛШЛЕКУЛ—макро- и микроброуновское движение макромолекул полимеров. Д. л. м. происходит при формировании адгезионного соединения в процессе растворения или расплавления полимеров.
ДИФФУЗИОННО-РЕОЛОГИЧЕСКАЯ СВАРКА ПЛАСТМАСС, диффузионная сварка пластмасс — способы сварки пластмасс, объединенные по механизму процесса в тип сварки, при к-рых соединение происходит преимущественно в результате течения пластмассы и диффузии макромолекул полимера в зоне сварки. Д.-р. с. п. выполняют путем нагрева соединяемых поверхностей или с помощью растворителя (см. Термический класс сварки; Термомеханический класс сварки; Механический класс сварки; Электромеханический класс сварки.
ДИФФУЗИЯ — взаимное проникновение соприкасающихся в-в друг в друга, обусловленное тепл, движением частиц. Д. протекает в направлении уменьшения концентрации в-ва и ведет к равномерному распределению его по всему занимаемому им объему. Д. играет большую роль при осуществлении сварки пластмасс.
ДИФФУЗИЯ С ПРОТЕКАНИЕМ РЕАКЦИЙ (при х ими ческой сварке) — диффузия присадочных реагентов в свариваемые полимерные материалы, сопровождающаяся хим. взаимодействием реагентов с реакционноспособными группами этих полимеров.
ДИЭЛЕКТРИЧЕСКАЯ ПРОНИЦАЕМОСТЬ (полимеров) — одно из физ. св-в диэлектриков, определяющее их способность увеличивать емкость конденсатора. Д. п. диэлектрика в' равна отношению емкости конденсатора С с размещенным между его пластинами диэлектриком к емкости Со этого же конденсатора с вакуумом между пластинами: г'= С/С0. Л. п. зависит от цикл, частоты со внешн. электр. поля, изменяясь от (при штр<1) до е<х> (при G)Tp > 1), где тр — еремя релаксации Д. п. Релаксационный характер Д. п. макс, выражен на частотах, определяемых условием свтр & 1, при к-рых происходит значительное поглощение энергии электр. поля и при к-рых четко выражена зависимость Д. п. от темп-ры. В этом случае в рассмотрение вводят комплексную Д. п. е* (со, Т) = е' (со, Т) — 1гп (со, 7’), где Т — абс. темп-ра; Z—V" — 1. Действительная часть комплексной Д. п, в' характеризует Д. п. диэлектрика, мнимая часть е" — диэлектрические потери.
е' пластиков и эластомеров при комнатной темп-ре обычно не превышает 4—7. Д. п. нек-рых пластмасс приведена в таблице.
Влияние строения полимера на Д. п. в основном определяется дипольным моментом отдельного звена макромолекулы и числом полярных групп в единице объема. Д. п. также зависит ст степени кристалличности и вида макроструктурных образований.
ДИЭЛЕКТРИЧЕСКИЕ ПОТЕРИ — часть энергии внешн. электромагнитного поля, к-рая необратимо рассеивается в диэлектрике, прсоб-
42
Диэлектр. проницаемость пластмасс е'
ДУБ
Полимер | Гемя-ра, °C е/
Полиэтилен плотностью
(кг/м3)
918 20 2,27
920 20 2,28
959 20 2,36
Полипропилен 23 2,26
Поливинилхлорид 20 3,0—3,3
Полистирол атакгический 25 2,56
Полиизобутиле н 25 2,23
Политетрафто рэтилен 23 2,1
Полиметилметакрилат 25 2,84
Полиэ гилентерефталат 25 3,12
Полиуретаны 20 6,7-7,5
Эпоксидные смолы 20 4,4-4,8
отвержденные
статная сварка; Высокочастотное склеивание).
ДЛИНА НАХЛЕСТКИ (нл. п.) — неправильное название длины перекрытия в нахлесточном соединении.
ДЛИНА ПЕРЕКРЫТИЯ — расстояние между кромками перекрывающих друг друга деталей в нахлесточном соединении (рис. 14).
Рис. 11 Длина перекрытия (I) в нахлесточном соединении
разуясь в теплоту. Д. п. связаны с релаксационными процессами при поляризации диэлектрика, гл. обр. с процессами установления дипольной поляризации. Д. п. характеризуются коэффициентом диэлектрических потерь. Преобразование энергии внеплк электромагнитного поля в теплоту при приложении к диэлектрическим материалам широко применяется в технолог. процессах переработки полимерных материалов. связанных с их нагревом (см. Диэлект-оический нагрев) и сваркой (см. Высокочастотная сварка).
ДИЭЛЕКТРИЧЕСКИЕ СВОЙСТВА ПОЛИМЕРОВ— совокупность параметров, к-рые определяют поведение полимеров в электр. поле. К таким параметрам относятся электр. прочность, уд. электр. сопротивление, диэлектрическая проницаемость и диэлектрические потери. Эти величины зависят от темп-ры, частоты и напряженности электр. поля. Д. с. п. необходимо учитывать при их высокочастотной сварке.
ДИЭЛЕКТРИЧЕСКИЙ НАГРЕВ — нагрев диэлектриков в электромагнитном поле в результате необратимого преобразования части энергии поля при его взаимодействии с веществом диэлектрика в теплоту (см. Диэлектрические потери). Мощность, выделяемая в виде теплоты, пропорциональна частоте и квадрату напряженности электр. поля, диэлектрической проницаемости и тангенсу угла диэлектрических потерь. При Д. и. используют частоты от 0,3 МГц и выше. При частотах 0,3—150 МГц Д. н. осуществляют в поле конденсатора, включенного в колебательный контур высокочастотного генератора, при более высоких частотах (в сверхвысокочастотном диапазоне)—в поле объемного резонатора или излучателя, подключенного к магнетрону. Д. н. применяют при сварке и склеивании пластмасс (см, Высокоча-
ДЛИТЕЛЬНАЯ ПРОЧНОСТЬ - статическая прочность, определяемая нагрузкой, вызывающей разрушение образца через определенное время. Зависимость Д. п. тв. тел от времени
н темп-ры. учитывающая кинетические представ-
лепия. может быть
•усг
описана соотношением
— г0 exp v0
где т — время до разрыва
образна; Т-—абс. темп-ра: о — растягивающее напряжение; k — постоянная Больцмана; то, uOii
у—постоянные коэффициенты, характеризующие прочностные св-ва тв. тела.
ДОЗИРОВКА КЛЕЯ—отмеривание (дозирование) заданных кол-в жидк. или сыпучих компонентов клея. Д. к. производят по массе — весовыми дозаторами периодического и непрерывного действия с ручным и автоматическим управлением.
ДОЛГОВЕЧНОСТЬ (поли м ера и ли его с о е д и н опий) — время от момента нагружения образца то его разрушения. Д. полимеров и их соединений зависит от приложенной на-
[ руэки и темп-ры.
ДОРН (нагревательного инстру-м с н т а) — часть нагревательного инструмента, служащая для оплавления и прогрева внутр, поверхности раструба соединительной детали (напр.. муфты) или трубы при сварке враструб (рис. 15).
ДРОБЕСТРУЙНАЯ ОБРАБОТКА — подготовка свариваемых (склеиваемых) поверхностей, заключающаяся в мех. обработке поверхности деталей направленной струей мелкой чугунной или стальной дроби, подаваемой сжатым воздухом или струей воды (гидродробеструйная обработка). Д. о. применяют для очистки и (или) изменения физ.-мех. св-в поверхностей, подлежащих склеиванию.
ДУБЛИРОВАНИЕ—1. Технолог, прием получения двусторонних липких лент, заключаю-
43
ЕСТ
щийся в том, что один клеевой слой дублируется полимерной лентой или бумагой во избежание слипания ленты при наматывании в рулон.— 2. Метод подготовки поверхности труд-
носклеиваемых полимерных материалов, при к-ром поверхность склеивания дублируется ткаными материалами, обладающими достаточной адгезионной способностью. Д. обычно осуществляют на прессах или каландрах, нагретых до опред. темп-ры.
Рис. 15. Схема нагревательного инструмента для сварки враструб:
I — дорн; 2 — нагревательный инструмент; 3 — гильза; 4 — труба; Дн — наружный диаметр трубы: I — длина рабочей поверхности дорна
ЕСТЕСТВЕННАЯ ВЕНТИЛЯЦИЯ, аэрация— вентиляция за счет естественного воздухообмена, осуществляемого в заранее заданных объемах и регулируемого в соответствии с темп-рой наружного воздуха, скоростью и направлением ветра. Обмен воздуха в производственном помещении обеспечивается ветровым напором (используется господствующее направление ветра) и давлением, обусловленным разностью темп-p воздуха снаружи и внутри производственного помещения. Е. в. осуществляется через окна, фрамуги, жалюзи, вытяжные трубы (без применения вентиляторов).
Е. в. допускается к применению при кратковременном (не более 20 мин в час) соприкосновении нагревательного инструмента с расплавом полимера на опт. режимах сварки.
Е
ЕСТЕСТВЕННОЕ ОХЛАЖДЕНИЕ (при сварке — охлаждение сварного соединения без применения спец, мер для ускорения или замедления этого процесса.
Е. о. обусловлено естественным конвективным теплообменом. Е. о. применяют, наир., в технологии сварки пластмассовых труб нагретым инструментом.
ЕСТЕСТВЕННОЕ СТАРЕНИЕ (полимеров) — изменение комплекса полезных св-в полимеров при их хранении и эксплуатации. Е. с. обусловлено физ., хим. и структурными изменениями материала, происходящими без принуд и тельного ускорения или замедления этих процессов. Е. с. ухудшает свариваемость пластмасс и приводит к образованию дефектов в сварных (клеевых) соединениях.
Ж
ЖЕЛАТИНИЗАЦИЯ КЛЕЯ — то же, что гелеобразование клея.
Ж Е РТ В Е Н И Ы й СЛОЙ — слой матери а л а на склеиваемых участках деталей из слоистых волокнистых полимерных композиционных материалов, удаляемый с них непосредственно перед нанесением клея. После снятия Ж. с. образуется поверхность, обладающая высокой адгезионной способностью.
ЖЕСТКИЙ КЛЕЙ — клей, создающий клеевую прослойку, модуль упругости к-рой больше чем v субстрата.
ЖЕСТКОЕ КЛЕЕВОЕ СОЕДИНЕНИЕ — клеевое соединение, характеризующееся низкой
деформационной способностью при нагружении. Ж. к. с. получают при соединении высокомодульных полимерных композиционных материалов с помощью жестких клеев.
ЖЕСТКОЕ СКЛЕИВАНИЕ (нд. п.) — неправильное название жесткого клеевого соединения.
ЖИДКИЙ КЛЕЙ — клей, в исходном состоянии имеющий жидкую консистенцию. Ж. к. может быть в виде р-ра (см. Клеи-растворы), эмульсии, суспензии и мономера.
ЖИЗНЕСПОСОБНОСТЬ КЛЕЯ— время, в течение к-рого клей нс изменяет своих технолог, св-в и пригоден к применению.
44
3
ЗАГОТОВКА (для сварки) — полимерный материал заданных размеров, из к-рого после необходимой мех. или хим. обработки получают сварное изделие. Наир., при сварке трубопроводов 3 представляет собой пластмассовую трубу, размеры к-рой регламентированы в нормативной документации.
ЗАГРУЗОЧНОЕ УСТРОЙСТВО — подвижная часть сварочной установки, предназначенная для размещения свариваемых деталей и подачи их к сварочному модулю.
ЗАЖИМ ТРУБОСВАРОЧНЫХ УСТАНОВОК — то же, что зажимной механизм трубосварочных установок.
ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ ЦЕНТРАТОРА, зажимной хомут центратора— приспособление для жесткого закрепления трубы под сварку в центраторе при сварке нагретым инструментом, 3. п. ц. должно быть сконструировано таким образом, чтобы проскальзывание трубы под действием давления при оплавлении или прогреве торцов труб и осадке свариваемых труб было полностью исключено. Рекомендуется конструировать 3. п. и. с учетом закрепления не менее 80 % длины окружности трубы.
ЗАЖИМНОЙ МЕХАНИЗМ ТРУБОСВАРОЧНЫХ УСТАНОВОК, зажим трубосварочных установок — механизм, с помощью к-рого в зажимном приспособлении центратора жестко закрепляется труба. Напр., при сварке труб диаметром до ПО мм обычно применяют эксцентриковый 3. м. т. у., а свыше 110 мм — винтовой.
ЗАЗОРОЗАПОЛНЯЮЩИЙ КЛЕЙ — 1. Клей, обладающий высокой проникающей способностью и заполняющий зазоры малой величины.— 2. Клей, увеличивающийся в объеме в процессе отверждения (см. Вспенивающийся клей).
ЗАЖИМНОЙ ХОМУТ ЦЕНТРАТОРА— то же. что зажимное приспособление центратора.
ЗАКЛАДНОЙ ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ — закладной нагревательный элемент, нагреваемый в электромагнитном поле индуктора (см. Индукционный нагрев.) 3. и. и. изготовляют из металлов: стали, никеля, кобальта или из оксидов металлов, напр., порошка оксида железа с размером частиц до 20 мкм. Оксиды металлов вводят в полимерный материал, аналогичный свариваемому материалу. Метал. 3. и. н. представляют собой проволоки, ленты, сетки, порошки или перфорированную фольгу, толщина к-рых меньше глубины проникновения тока. Форма и размер 3 и. н. соответствуют форме и размеру соединяемых поверхностей.
ЗАКЛАДНОЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ, за клад и ой элемент — элемент,
применяемый при термо резисторной сварке или индукционной сварке в кач-ве источника теплоты. 3. и. э. помещают между свариваемыми поверхностями и оставляют в сварном шве. Нагрев 3. н. э. происходит в результате преобразования электр. энергии в тепл, либо при пропускании через него электр. тока (закладной электронагреватель), либо в результате индукционного нагрева (закладной индукционный нагреватель).
ЗАКЛАДНОЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ — закладной нагревательный элемент, нагреваемый в результате пропускания через него электр.
Рис. 16. Схема закладного электронагревателя для сварки труб:
/ — муфта; 2 — электриспираль; 3 — контакт
тока. 3. э. изготавливают из метал, проволоки с высоким омическим сопротивлением. Как правило, он имеет форму спирали. Для удобства пользования и защиты от коррозии 3. э. за формой ывают в цилиндр из термопласта, аналогичного свариваемому материалу. Спираль имеет выводы к контактным втулкам для подключения к источнику тока (рис. 16).
ЗАКЛАДНОЙ ЭЛЕМЕНТ — то же, что закладной нагревательный элемент.
ЗАКЛЕПОЧНО-СВАРНОЕ СОЕДИНЕНИЕ— механо-сварное соединение, выполненное высокочастотной сваркой, сваркой литьем под давлением или сваркой нагретым инструментом и крепежным элементом в виде заклепки (рис. 17).
ЗАКРЫТАЯ ВЫДЕРЖКА — выдержка перед склеиванием от момента приведения в контакт соединяемых поверхностей с насенениым клеем до создания давления. В процессе 3. в. происходит плотное соприкосновение соединяемых поверхностей.
ЗАМКОВО-СВАРНОЕ СОЕДИНЕНИЕ — механо-сварное соединение, выполненное посредством замкового соединения и сварки. Сварку при изготовлении 3.-е. с. можно проводить с помощью растворителя, нагревательного инструмента, токов высокой частоты (см. Спарка растворителем; Высокочастотная сварка) (рис. 18). 3.-е. с. характеризуется перазъем-постью и герметичностью и применяется для
45
ЗАТ
сборки деталей цилиндр, формы (напр., стержней и деталей типа корпус-крышка).
ЗАТВЕРДЕВАНИЕ КЛЕЯ, отвердевание клея — переход клея из жидк. состояния в тв. в процессе склеивания без изменения хим. структуры основы клея. Затвердевание клеев-растворов и дисперсных клеев происходит в результате испарения растворителя или дисперсионной среды соответственно, а клеев-расплавов— в результате охлаждения клеевой композиции в зоне шва.
Рис. 17. Заклепочно-сварочное соединение, выполненное с помощью нагревательного инструмента:
1 — нагревательный инструмент; 2 — заклепка; 3 — сварное соединение
Рис. 18, Замково-сварное соединение:
1 — деталь с поднутрением; 2 — деталь с выступом;
3— сварной шов; 4 — замковое соединение
ЗАЧИСТКА КРОМОК — то же, что очистка кромок.
ЗАЩИТНАЯ ПЛЕНКА, удаляемый защитный ело и — антиадгезионный слой в виде пленки, защищающий подготовленную под склеивание деталь при хранении и транспортировке. 3. п. удаляют перед нанесением клея.
ЗАЩИТНЫЕ СРЕДЫ — газообр., жидк. или тв. в-ва, используемые при сварке для уменьшения вредного влияния сопутствующих хим. процессов (в основном окислительной деструкции).
ЗАЩИТНЫЙ ЭКРАН — то же, что экранирующее устройство.
ЗОЛЬНОСТЬ КЛЕЯ — показатель, характеризующий содержание в клеевой композиции минеральных в-в. 3. к. определяют отношением массы остатка клея после терм, разложения на воздухе (прокаливания в муфельной печи при 800-1000 °C) к массе исходного клея и выражают в процентах.
Рис. 19. Зона прогрева в стыковом сварном соединении полиэтилена, наблюдаемая с помощью световой микроскопии
ЗОНА НЕСПЛАВЛ ЕН ИЯ — участок сварного соединения, на к-ром по разным причинам не произошло сплавление поверхностей свариваемых деталей между собой или с присадочным материалом. Основными причинами образования 3. н. являются: недостаточно высокая или неравномерная темп-ра прогрева свариваемых поверхностей, недостаточное сварочное давление, загрязнение зоны сварки различными включениями.
ЗОНА ПЕРЕГРЕВА (в сварном соединен и и) — участок зоны сваркщ подвергшийся локальной термоокислительной деструкции в результате превышения нормативных значений температуры сварки.
ЗОНА ПРОГРЕВА — зона поперечного сечения сварного шва, образованная в результате
46
перехода полимера при прогреве в вязкотекучее состояние (см. Вязкотекучее состояние полимеров). 3. п. характеризуется глубиной и площадью прогрева (рис. 19).
ЗОНА СВАРКИ, зона соединения — зона, в к-рой происходит процесс формирования сварного соединения.
ЗОНА СОЕДИНЕНИЯ — то же, что зона сварки.
ЗОНА СПЛАВЛЕНИЯ — зона соприкосновения двух расплавов при образовании сварного соединения. Напр., при сварке нагретым инструментом встык. 3. с. проходит, как правило, вдоль линии, соединяющей впадины валиков гратов.
ЗОНА ТЕПЛОВОГО ВЛИЯНИЯ —то же. что зона термического влияния.
ЗОНА ТЕРМИЧЕСКОГО ВЛИЯНИЯ, зона теплового влияния (в сварных соединениях) — примыкающий к границе прогрева участок полимера, в к-ром при сварке происходят структурные и. возможно, иные изменения (термические напряжения), заметно влияющие на экспл. х-ки сваиного соединения. При механических нагрузках (особенно в условиях воздействия поверхностно-активных в-в), разрушение сварных соединений почти всегда происходит в этой зоне. Обычно при пластмассо-графии сварных соединений заметных структурных изменений в 3. т. в. выявить не удается. Однако установлено, что при сварке встык прокатанных листов полипропилена 3. т. в. легко обнаруживается за счет эффекта «полимерной» памяти (см. Образование шейки) (рис. 20).
ЗОНА ШВА (п о л и мсро в) область сварного (клеевого) соединения, микроструктура или хим. природа к-рой отличается от структуры и природы соединяемых деталей. 3. ш. при
ИЗИ
сварке включает зону сплавления и зоны прогрева, а при склеивании — клеевую прослойку и пограничные слои.
Рис. 20. Зоны термического влияния (светлые области, прилегающие к шву) в стыковом сварном соединении прокатанного на 70.% листового полипропилена
ИЗЛУЧАТЕЛИ УЛЬТРАЗВУКА — устройства, предназначенные для возбуждения ультразвуковых колебаний в газообр., жид к., тв. средах.
В сварочной технике наибольшее распространение в кач-ве И. у. получили пьезоэлектрические преооразователи. В И. у. этого типа энергия электр. колебании преобразуется в энергию упр. колебаний тв. тела (пъезокерамики, кварца и т. д.).
ИЗЛУЧАТЕЛЬ ЛАНЖЕВЕНА — излучатель ультразвука, к-рый включает в себя один элемент из пьезоэлектрического материала с двумя присоединенными к нему пассивными упр. пластинами (накладками), посредством к-рых осу-
И
шествляют управление его колебательными х-ками (напр., резонансной частотой) (рис. 21).
И. Л., используемые в мощных ультразвуковых сварочных установках, имеют ряд преимуществ по сравнению с магнитострикционными преобразователями: 1) электроакустический КПД преобразователя превышает 90 %; 2) большая емкость и низкий электр. импеданс облегчают сопряжение с выходом ультразвукового генератора; 3) легко согласовываются по частоте в заданном диапазоне; 4) изготовление таких преобразователей требует малых материальных затрат.
ИЗНАШИВАНИЕ — постепенное изменение размеров деталей машин (механизмов, приспособлений), обусловленное удалением материа-
47
ИЗН ----------------------------------
ла с поверхности в результате трения в местах подвижных сопряжений детали, а также трения частей машин об обрабатываемый материал (см. Абразивный износ).
ИЗНОСОСТОЙКОСТЬ — способность материала сопротивляться изнашиванию.
ИМПЕДАНС АКУСТИЧЕСКИЙ, акустическое сопротивление — комплексное сопротивление, представляющее собой отношение комплексных амплитуд звукового давле-
Рис. 21. Излучатель Ланжевена:
1 — демпферная накладка; 2 — стяжной болт; 3 — пьезоэлементы; 4 — изучающая накладка; 5 токо-подводы.
НИЯ р к объемной колебательной скорости и. Математическое выражение И. а. имеет вид: Za —
=Л ei Wp -<РО) = /?а + iXa, где <рр — <p., — фа-зовая характеристика — разность фаз звукового давления и колебательной скорости; Яа — действительная часть — активное сопротивление, связанное с трением и потерями энергии на излучение звука акустической головкой; Аа— мнимая часть—реактивное сопротивление, с р-цией сил инерции (масс) или сил упругости (гибкости); е — основание натурального логарифма; i — мнимое число.
При расчетах акустических головок часто используют такие понятия, как уд. И. a. Zh мех. импеданс ZM> к-рые связаны между собой след, зависимостью: ZM = SZi = S2Za, г-п>е $— рассматриваемая площадь в акустической головке. Для плоской волны уд. И. а. равен волновому сопротивлению среды.
ИМПУЛЬСНЫЙ РЕЖИМ ПРОГРЕВА —режим прогрева, при к-ром тепл, энергия передается свариваемым деталям импульсами (см.
Термоимпульсная сварка), Кол-во переданной тепл, энергии при И. р. п. определяется силой тока, проходящего через элемент нагревательного инструмента, и продолжительностью импульсов. И. р. п. обеспечивает прогрев деталей па заданную глубину без перегрева поверхностных слоев.
ИНГИБИТОР (в клее)—в-во, замедляющее полимеризацию клеевой композиции.
ИНГИБИТОРЫ ОКИСЛЕНИЯ — то же, что антиоксиданты.
ИНГРЕДИЕНТЫ КЛЕЕВ— добавки, к-рые вводят в клеевые композиции для придания им требуемых технол. и экспл. св-в. Общие требования к И. к.: способность диспергироваться в клее с образованием достаточно однородных композиций; стабильность св-в при хранении, а также в процессе формирования и эксплуатации клеевого соединения. Основные группы И. к.: наполнители, пластификаторы, ингибиторы, растворители, разбавители, порофоры (см. Вспенивающийся клей), структурообразователи, антипирены, антисептики.
ИНДЕКС РАСПЛАВА, показатель текучести расплава — показатель, характеризующий вязкость расплава полимера (термопласта) при определенной нагрузке. И. р. оценивают массой материала, выдавливаемого через капилляр стандартного вискозиметра при заданном режиме в течение 10 мин.
ИНДИКАТОРНАЯ ЖИДКОСТЬ — жидкость, наносимая на поверхность изделия для выявления поверхностных дефектов методом капиллярной дефектоскопии.
ИНДУКЦИОННАЯ СВАРКА, электромагнитная сварка — сварка закладным элементов, нагреваемым в электромагнитном поле индуктора (см. Индукционный нагрев). И. с. выполняют одновременным или непрерывно-последовательным нагревом. В первом случае соединяемые участки деталей с закладным нагревательным элементом пометают в электромагнитное поле (рис. 22), а во втором — индуктор перемещают относительно закладного нагревательного элемента. Давление при И. с. создают прессовой посадкой соединяемых деталей или дополнительным прижимом.
ИНДУКЦИОННЫЙ НАГРЕВ — нагрев токопроводящих тел (гл. обр. металлов) в результате необратимого преобразования части энергии внепш. электромагнитного поля в теплоту. И. н. осуществляют в килогерцовом диапазоне частот.
ИНЕРТНЫЙ НАПОЛНИТЕЛЬ —то же, что балластный наполнитель.
ИНЕРТНЫЙ РАСТВОРИТЕЛЬ — растворитель пластмассы, не вступающий в хим. взаимодействие с полимером.
ИНЕРЦИОННАЯ СВАРКА — ротационная сварка трением, при к-рой одна из соединяемых деталей неподвижна, а др- приводят во враще
48
ИНФ
ние перед соприкосновением с неподвижной деталью. Для увеличения кол-ва кинетической энергии, превращаемой в теплоту трения в момент торможения вращающейся детали, последнюю зажимают в патроне с маховиком, играющим роль дополнительной массы. Масса маховика должна быть такой, чтобы на 1 см2 соединяемой поверхности приходилось 1—2 кг. Продолжительность торможения — менее 2 с. Суммарная осадка деталей составляет десятые доли миллиметра. И. с. соединяют детали полусферической формы из иолиацеталей и полиамидов диаметром менее или равным 500 мм.
ИНИЦИАТОР — в-во, возбуждающее отверждение реакционноспособных смол и олигомеров благодаря свободным радикалам, образующимся при его распаде в условиях отверждения. Обычно в полимер вводят 0,1—0,5 % И. (в расчете на массу полимера). Часто применяют не один И., а т, в. отверждающую систему— И, и ускоритель его распада. Па пр., для отверждения полиэфирных смол часто используют систему, содержащую перекись метилэтил-кетона (И.) и нафтенат кобальта (ускоритель); при этом температура отверждения снижается приблизительно до 20 °C.
ИНСТРУМЕНТ ДЛЯ БЕЗНАПЛЫВНОЙ СВАРКИ — нагревательный инструмент, имеющий выступы для нагрева полостей, в к-рые затекает расплав (см. Расплав полимера) при осадке соединяемых деталей (см. Осадка при сварке) (рис. 23). И. д. 6. с. применяют при изготовлении стыковых сварных соединений прерывистой сваркой нагретым инструментом прямым нагревом.
ИНСТРУМЕНТ С ГАЗОВЫМ НАГРЕВОМ (нд. п.)—неправильное название газонагрева-теля газа
ИНСТРУМЕНТ С ЛУЧЕВЫМ ОБОГРЕВОМ — нагревательный инструмент, нагреваемый с помощью инфракрасного ияяцчатеяя Нагрев производят незадолго до сварки. Существуют инструменты двух типов. И. с л. о. первого типа состоит из двух пластин небольшой массы с адсорбирующим И К-л учи покрытием и рефлекторов. И. с л. о. второго типа состоит из компактной тонкой пластины, в каналах к-рой помещены трубчатые излучатели. Большая установочная мощность И. с л. о. по сравнению с нагревательным инструментом с омическим нагревателем компенсируется более коротким временем включения (1/3 времени включения нагревательного инструмента с омическим нагревателем) (рис. 24).
Высокая производственная готовность И. с л. о. позволяет использовать его в автоматизированных установках для сварки, нагретым ин-стпиментом.
ИНТЕНСИВНОСТЬ НАГРЕВА — плотность тепл, потока в единицу времени, т. е. кол-во теплоты, проходящей за 1 с через 1 м2 пло
щади, перпендикулярной тепл, потоку И. н. деталей зависит от темп-ры теплоносителя, теплопроводности материала, площади нагреваемых поверхностей, эффективности теплопередачи через границу раздела теплоносителя п детали и др. факторов.
Рис. 22. Индукционная сварка:
/, 2 — свариваемые детали; 3 — закладной нагревательный элемент; '/—индуктор
Рис. 23. Схема нагрева деталей инструментом для безнаплывной сварки:
1 — соединяемые детали; 2 — полости для размещения наплыва; 3 — выступы нагревательного инструмента; 4 — нагревательный инструмент
ИНТЕНСИВНОСТЬ УЛЬТРАЗВУКА —средняя по времени энергия, переносимая УЗ-вол-ной в направлении, перпендикулярном направлению распространения волны, через единицу площади в единицу времени. Для плоской беру р2
гущей волны И. у. равна: I = ~ > где
р — амплитуда звукового давления; v — амплитуда колебательной скорости частиц среды; р—плотность сречы; с—скорость звука в ней.
ИНФРАКРАСНАЯ СВАРКА (нд. п.)—неправильное название сварки инфракрасным излучением.
4
е-613
49
ИНФ
ИНФРАКРАСНО-УЛЬТРАЗВУКОВАЯ СВАРКА— комбинированная сварка, при к-рой подогрев свариваемых поверхностей осуществляют с помощью ИК-излучепия, а образование сварного соединения происходит под воздействием ультразвуковых колебаний. УЗ-колебання направлены тангенциально к плоскости стыкового соединения.
Рис. 24. Схема инструмента с лучевым обогревом (а — продольное, б — поперечное сечение) : 1 — излучатели; 2 — пластины с адсорбирующим покрытие м; 3 — рефлекторы
ИНФРАКРАСНЫЙ ИЗЛУЧАТЕЛЬ — источник электромагнитного излучения в ИК-диана-зоне частот. Кол-во излучаемой энергии И. и. зависит от темп-ры, интегрального коэф, излучения и размера излучаемой поверхносги, а спектр, состав излучения — от темп-ры и спектр, коэф, излучения. В кач-ве И. и. для сварки излучением используют гл. обр. галогенные лампы накаливания, реже — силитовые стержни и нагреватели из хромоникелевой стали. Галогенные лампы представляют собой прямую трубку или трубку с отогнутыми концами "из кварцевого стекла, наполненную аргоном с добавкой паров йода, вдоль оси к-рой расположена вольфрамовая спираль. Основная часть общего лучистого потока галогенных ламп (более 90 %) приходится на часть спектра в интервале длин волн 0,76—8 мкм. Галогенные лам
пы позволяют получать высокую энергетическую освещенность (до 60—100 кВт/м2), а при использовании в импульсном режиме — до 1600 кВт/м2. В СССР выпускают галогенные лампы мощностью 500—4500 Вт. Для одновременного нагрева или сварки на протяженном участке пластмасс применяют инфракрасные излучатели протяженного нагрева.
б
Рис. 25. Схема инфракрасного излучателя протяженного нагрева:
а — продольное; б — поперечное сечение;
1 — стержневые лампы; 2 — рефлекторы; 3 — корпус;
4 — подвод электроэнергии; 5 — фокус излучения
ИНФРАКРАСНЫЙ ИЗЛУЧАТЕЛЬ ПРОТЯЖЕННОГО НАГРЕВА — источник инфракрасного излучения, собранный из стержневых ИК-ламп, расположенных в вертикальной плоскости и чередующихся по высоте. Фокусные расстояния рефлекторов верхнего и нижнего рядов ламп подобраны т. о., что фокус излучения от всех ламп совпадает в одной непрерывной линии или полосе (рис. 25). И. и. п. и. применяют для получения протяженного сварного шва за один прием.
ИСКРОВАЯ ДЕФЕКТОСКОПИЯ — метод неразрушающего контроля качества соедине
но
ния на герметичность, основанный на возникновении электр. разряда между электродами в месте нарушения герметичности сварного соединения. Если противоположная сторона сварного соединения недоступна для подвода электрода, перед сваркой пол сварной стык, подкладывают лен 1 у из мега л. фольги. Рабочее напряжение выбирают в зависимости от толщины контролируемого объекта. Применение полей высокой частоты при И. д. не рекомендуется, т. к. при этом полярные пластмассы (напр., жесткий поливинилхлорид) нагреваются.
ИСКУССТВЕННОЕ ОХЛАЖДЕНИЕ, при и уд и тельное охлаждение (при сварке) — ускоренное охлаждение сварного соединения с помощью спел, охлаждающих устройств либо путем вынужденной конвекции.
ИСКУССТВЕННОЕ СТАРЕН НЕ (п о л и -м е ров) — ускорение старения полимеров путем целенаправленного воздействия различными факторами (темп-рой, влажностью, избытком кислорода, ионизирующим излучением и т. д.). И. с. проводят с помощью спей, установок (напр. климат, камер) для ускоренной оценки экспл. св-в полимеров.
ИСПАРЕНИЕ, улетучивание — переход в-ва из жидк. или тв. состояния в газо-обр. (пар). Обычно под И. понимают переход жидкости в пар, происходящий на свободной поверхности жидкости при темп-ре ниже точки кипения при данном давлении.
ИСПЫТАНИЕ КЕРОСИНОМ — метод испытания на герметичность соединения, заключающийся в том, что при смачивании одной стороны соединения керосином на др. стороне в месте нарушения герметичности появляются пятна. И. к. получило широкое распространение благодаря простоте и высокой чувствительности, к-рая обеспечивается высокой смачивающей способностью и сравнительно малой вязкостью керосина. В кач-ве индикатора керосина применяют меловую обмазку. Время проникновения керосина через дефектное место зависит от ряда факторов: темп-ры окружающей среды, размера дефекта и кол-ва смачиваний. Эффективность И. к. можно повысить путем обдува смоченных швов сжатым воздухом или с помощью вакуумного контроля. Для лучшей фиксации пятен керосина в пего добавляют краску.
ИСПЫТАНИЕ МАТЕРИАЛОВ — определение св-в материалов на спец, машинах, приборах или с помощью спец, приспособлений. Виды И. м.: мех., физ., хим., структурные и др. (см. Предупредительный контроль: Приемочный контроль).
ИСПЫТАНИЕ НА АБРАЗИВНЫЙ ИЗНОС (пластмасс и их соединений) — испытание материалов на стойкость к истиранию. И. н. а. и. осуществляют на испытательной ма
----------------------------------- исп
шине путем трения образца шлифовальной шкуркой с определенной скоростью и силой-Износ определяют по уменьшению объема образца в результате истирания.
ИСПЫТАНИЕ НА ВЫНОСЛИВОСТЬ — испытание материалов и их соединений на способность сопротивляться действию переменных по времени, величине и направлению циклических нагрузок при изгибе, растяжении и кручении (см. Испытание на изгиб; Испытание на растяжение). И. н. в. производят в норм, условиях, а также при повышенных или пониженных темп-pax, иод воздействием агрессивных сред и т. д.
Модуль упругости полимеров с ростом числа циклов нагружения снижается даже при неизменной темп-ре, т. к. в материале происходят необратимые превращения. В этом состоит отличие усталости пластмасс от усталости металлов. Усталостные св-ва полимеров оценивают по кривой Веллера. Испытания пластмасс на усталость дают результаты, подобные результатам для металлов, однако кривая Веллера для пластмасс не стремится к горизонтальной асимптоте, а полого падает вниз.
ИСПЫТАНИЕ НА ГЕРМЕТИЧНОСТЬ, испытание на плотность — проверка непроницаемости швов сварных и клеевых соединений. И. и. г. проводят след, способами: хим. индикацией, воздушным давлением, гидравлическим испытанием. И. и. г. швов сварных и клеевых соединений, допускается проводить и др. методами: давлением рабочей среды, искровой дефектоскопией, гелиевой и аммиачной индикацией, а также замером электр. сопротивления электролита по обе стороны шва.
ИСПЫТАНИЕ НА ДЛИТЕЛЬНУЮ ПРОЧНОСТЬ— испытание материалов и их соединений на способность сопротивляться разрушению в течение определенного времени, при определенной темп-ре под действием стати ческой нагрузки.
ИСПЫТАНИЕ НА ИЗГИБ — определение пластичности материалов по его способности принимать заданный угол изгиба под действием статической нагрузки. И. п, и. сварных и клеевых соединений проводят по схеме (рис. 26). Пластичность стыковых сварных соединений определяют по углу изгиба образна, при к-ром появляется трещина (см. Механические испытания соединения).
ИСПЫТАНИЯ НА НЕРАВНОМЕРНЫЙ ОТРЫВ — типы нагружения клеевого соединения при испытаниях па прсчность. Общим принципом методов И. и. н. о. является эксцентрическое приложение разрушающей силы. Клеевые соединения жестких материалов чаще всего испытывают след, способами: эксцентрическим растяжением соединения блочных
4*
51
исп
материалов (рис. 27, а); изгибом соединения пластина-блок (рис. 27, б); изгибом соединения двух пластин (рис. 27, в)\ консольным изгибом двух пластин (рис. 27, г). И. н. н. о. клеевого
Рис. 27. Испытание клеевых соединений па неравномерный отрыв:
с — эксцентрическое растяжение соединения блочных материалов; б — изгиб соединения пластина — блок: с— изгиб соединения двух пластин: г — консольный изгиб двух пластин
соединения упр. элемента с жестким называется испытанием на отслаивание, двух гибких элементов — испытанием на расслаивание,
ИСПЫТАНИЕ НА ОТСЛАИВАНИЕ — испытание на неравномерный отрыв клеевого соединения г заключающееся в отслаивании гибкого элемента клеевого соединения от жесткого (рис. 28). Прочность соединения при И. п. о.
оценивают нагрузкой, действующей на ограниченный участок по всей ширине образца, необходимой для разрушения клеевой прослойки, Сравнительные И. н. о. проводят при постоянном угле приложения нагрузки, к-рый обычно составляет 90 или 180°.
Рис. 28. Испытания клеевого соединения на отслаивание:
1 — гибкий субстрат; 2— клей; 3 — жесткий субстрат; <х — угол приложения нагрузки
Рис. 29. Испытания клеевого соединения на расслаивание:
1 — гибкие субстраты: 2 — клей
ИСПЫТАНИЕ НА ПЛОТНОСТЬ —то же, что испытание на герметичность.
ИСПЫТАНИЕ НА ПОЛЗУЧЕСТЬопределение способности соединения к пластической деформации при статической нагрузке.
ИСПЫТАНИЕ НА РАЗРЫВ — то же, что испытание на растяжение,
ИСПЫТАНИЕ НА РАССЛАИВАНИЕ — испытание на неравномерный отрыв клеевого соединения, состоящего из двух гибких субстратов, по сопротивлению расслаиванию (рис. 29). Прочность соединения при И. и. р. определяют разрушающей нагрузкой, отнесенной к 1 см ширины образна.
ИСПЫТАНИЕ НА РАСТЯЖЕНИЕ, испытание па разрыв — механическое испыта
52
ние соединений и определение мех. св-в материалов путем растяжения образцов. Метод основан на растяжении испытуемого образца с установленной скоростью деформирования и определении при этом след. мех. св-в пластмасс: предела текучести, условного предела текучести, прочности при растяжении, прочности яри разрыве (разрушающее напряжение при растяжении), предела текучести при растяжении, прочности при условном пределе текучести, относит, удлинения при макс, нагрузке, относит, удлинения при разрыве, относит- удлинения при пределе текучести. И. н. р. стыковых соединений состоит в определении их прочности при растяжении (ГОСТ 16971—71). И. н. р. производят па машинах, снабженных приборами для автоматической записи диаграммы растяжения в координатах нагрузка^—удлинение. Форма и размеры испытуемых образцов определены ГОСТ 11262-80-
ИСПЫТАНИЕ НА СВАРИВАЕМОСТЬ — определение пригодности материала к образованию сварного соединения при рациональном технолог, процессе. И. и. с. проводят путем сопоставления параметров изучаемых сварных соединении с аналогичными параметрами основного материала или с их нормативными значениями.
ИСПЫТАНИЕ НА СДВИГ— испытание материалов и их соединений на способность сопротивляться сдвигу. При испытании образца определяют разрушающую нагрузку, к-рую прикладывают с помощью спец, приспособления, создающего сдвиг соединения или материала образца. Прочность при сдвиге определяется касательным напряжением, действующим в момент разрушения на единицу площади сдвига.
ИСПЫТАНИЕ НА ТВЕРДОСТЬ — испытание материалов на способность сопротивляться местной пластической деформации при проникновении в них более тв. тела, не испытывающего остаточных деформаций. Основные виды И н. г.: испытание на твердость по Бринеллю, испытание на твердость по Роквеллу, испытание на твердость по Шору.
ИСПЫТАНИЕ НА ТВЕРДОСТЬ ПО БРИНЕЛЛЮ— испытание на твердость, к-рое осуществляют путем вдавливания в испытуемый материал стального шарика. Число твердости по Бринеллю — отношение нагрузки к площади поверхности отпечатка. И. н. т. п. Б. проводят на тверлометрах, обеспечивающих плавное приложение заданной нагрузки к шарику и постоянство ее в течение определенного времени.
ИСПЫТАНИЕ НА ТВЕРДОСТЬ ПО РОКВЕЛЛУ — испытание на твердость, к-рое осуществляют путем вдавливания алмазного наконечника или стального шарика в поверхность
—------ ист
испытуемого образна под действием двух последовательно прилагаемых нагрузок — предварительной и общей. Твердость определяют по глубине вдавливания шарика, равной разности между глубиной вдавливания под действием общей нагрузки и глубиной вдавливания под действием предварительной нагрузки. Твердость по Роквеллу измеряется в условных единицах. И. н. т. п. Р. производят спец, приборами (твердомерами), к-рые показывают число твердости сразу после окончания испытаний.
ИСПЫТАНИЕ НА ТВЕРДОСТЬ ПО ШОРУ — испытание на твердость ио глубине вдавливания в образец наконечника в виде конусной иглы под действием заданной нагрузки. Твердость по Шору выражается в условных единицах.
ИСПЫТАНИЕ НА УДАР — испытание материалов и их соединений на прочность путем воздействия ударными нагрузками. В зависимости от реакции образца на удар различают три основных типа разрушения — хрупкое, вязкое и смешанное. И. н. у. различают по виду деформации (изгиб, растяжение и т. п.), скорости нагружения, числу ударов, темп-ре, при к-рой они осуществляются. Применительно к трубам используют И. и. у. падающим грузом на спец, установках (копрах).
ИСПЫТАНИЕ НА УДАРНЫЙ ИЗГИБ — испытание на удар материалов и их соединении, заключающееся в определении работы разрушения при ударном приложении изгибающей нагрузки. При И. н. у. и. образец (с надрезом или без надреза), лежащий на двух опорах, разрушается ударом маятника. Линия удара находится посредине между опорами и непосредственно напротив надреза у образцов с надрезом или напротив исследуемой зоны в образцах без надреза. Грат или усиление шва в месте удара снимаются.
ИСПЫТАТЕЛЬНЫЙ СТЕНД—-спец, площадка, оборудованная установками и приборами. необходимыми для испытания материалов. изделий и их соединений (напр., стенд для гидравлических испытаний пластмассовых труб и их соединений на длительную прочность при постоянном давлении и темп-ре 20—80 °C).
ИСТИННЫЕ НАПРЯЖЕНИЯ (механические) — напряжения, определяемые отношением нагрузки к сечению образца в определенный момент деформации (т. е. с учетом изменения сечения образца в процессе деформации).
ИСТОЧИИК ПИТАНИЯ (при сварке) -устройство, преобразующее различные виды энергии в электр., с такими параметрами силы тока, напряжения и частоты, к-рые обеспечивают осуществление сварочных процессов.
53
к
КАПИЛЛЯРНАЯ ДЕФЕКТОСКОПИЯ — метод дефектоскопии, основанный на повышении свето- и иветоконтрастности дефектного участка по сравнению с неповрежденным в результате проникновения индикаторных жидкостей в мелкие поверхностные дефекты изделия под действием капиллярного давления. Различают лю чинесцсшную дефектоскопию и цветную дефектоскопию. Особенно широкое применение получила цветная дефектоскопия. Преимущество К- Д. заключается в наглядности результатов и простоте технологии контроля. К недостат-
Рис. 30. Катет (к) основных типов угловых швов
кам метода следует отнести возможность обнаружения только наружных дефектов.
КАПСУЛИРОВАННЫЙ ОТВЕРДИТЕЛЬ — блокированный отвердитель клея, активность к-рого блокирована мех. методами — капеулиру ющим материалом. Жизнеспособность клеевой композиции с К. о. может сохраняться в течение нескольких месяцев. При склеивании под давлением или при нагреве капсулы разрушаются и отвердитель взаимодействует с основой клея. После этого отверждение происходит с заданной скоростью (см. Микрокапсулирование; Скорость отверждения клея)
КАПСУЛ ИРУ 1ОЩ ИЙ МАТЕРИАЛ—1. Защитная пленка, покрывающая частицы клея или жидк. компоненты клея и предотвращающая слипание клея до запрессовки.— 2. Материал. применяемый для отделения клея от отвердителя (катализатора, инициатора) путем капсулирования.
КАРБАМИДНЫЙ КЛЕЙ, мочевино-формальдегидный клей, карбами-д о - ф о р м а л ь д е г и д я ы й клей — клей па основе, мочевине-формальдегидных (т. н. карбамидных смол), а также их смесей с мелами-но-формальдегидными смолами. К. к. представляет собой водный р-р карбамидной смолы в виде вязк. жидкости или пасты. Часто в состав клея входит отвердитель (щавелевая, фталевая, соляная к-ты или нек-рые соли) и наполнитель (крахмал, древесная мука, гипс и т. п.). К. к. готовят путем смешивания р-ра смолы с др. ингредиентами клея. Жизнеспособность К. к
в зависимости от типа клея составляет 0,5— 48 ч. К. к. может отверждаться как при нагреве, так и при норм, темп-ре (только в присутствии отвердителя). К- к. образуют клеевые соединения, обладающие хорошей мех. прочностью (10—13 МН/м2), пожаро- и взрывобез-опасностью и удовлетворительной плесене- и влагостойкостью. К. к. обычно используют для соединения аминопластов и различных изделий из дерева.
К АРБАМ ИДО - ФОРМАЛЬДЕГИДНЫЙ К Л Е И — то же, что карбамидный клей.
КАТАЛ И ЗАТОР (клея) — в-во, ускоряющее взаимодействие олигомеров между собой или с отвердителем Отверждение клея может протекать по типу поликонденсации или ионной полимеризации. Выбор К. определяется характером р-ций функциональных групп олигомеров. Напр., полимеризация олигомеров по эпоксидным группам, а также р-ции этих групп с гидроксильными, карбоксильными, ангидридными и др. группами наиболее эффективно катализируются третичными аминами и к-тами Льюиса; р-нии отверждения олигомеров с изоцианатными группами катализируются основаниями и к-тами; К- отверждения кремнийорга-нических олигомеров служат олово- и титано-органические соединения, амины и их комплексы, орган, соли щелочных металлов, свинца, железа, кобальта. Кол-во К- не связано с функциональностью олигомера и обычно составляет 2—5 массовых долей на 100 мол. долей олигомера.
КАТЕТ УГЛОВОГО ШВА, катет шва — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва па поверхности второй свариваемой части (рис. 30).
КАТЕТ ШВА — то же, что катет углового шва.
КАЧЕСТВО СВАРНОГО СОЕДИНЕНИЯ — совокупность св-в сварного соединения, обусловливающих его пригодность удовлетворять определенные потребности в процессе эксплуатации. Оценивают К. с. с. путем неразрушающего контроля качества соединения (обычно осуществляемого в 100 %-ном объеме) или разрушающего выборочного контроля, при к-ром небольшая часть продукции становится непригодной для эксплуатации.
При сварке пластмассовых трубопроводов прибегают к комплексной системе обеспечения качества, включающей мероприятия, проводимые на разных этапах сварочного производства.
КЕРАМИЧЕСКИЕ КЛЕИ — неорганические клеи на основе высокойлавких оксидов магния. алюминия, кремния, циркония с темп-рой
54
плавления 2825, 2053, 1725 и 2700 °C, соответственно и оксидов щелочных металлов с темп-ром плавления 350—400 °C, с добавками селитры, борной к-ты и в нек-рых случаях для повышения термостойкости — порошков металлов (алюминия, меди, никеля, кремния, железа, титана, бария). В исходном состоянии К. к.— суспензии тонкоизмсльчеиных компонентов в воде. Соотношение высокоплавких и низкоплавких оксидов определяет темпера гуру плавления этих клеев. К. к. готовят сплав л е-нием компонентов, быстрым охлаждением сплава в воде, сушкой, измельчением, смешиванием с наполнителями и др. модификаторами при добавления воды. К. к. наносят па соединяемые поверхности и выдерживают на воздухе для испарения воды. Склеивание производят при небольшом давлении и темп-ре, превышающей на 20—50 °C темп-ру их плавления, в течение 15—20 мин с последующим плавным охлаждением. Клеевые соединения работоспособны до 3000 °C, но отличаются хрупкостью. К. к. применяют для склеивания термостойких материалов.
КЛАСС СВАРКИ — ступень классификации сварки пластмасс, в к-рую объединены виды сварки, характеризующиеся одинаковой формой и способом передачи энергии, применяемой для образования сварного соединения. В сварке пластмасс выделены четыре К. с.: термический класс сварки, термомеханический класс сварки, механический класс сварки и электромеханический класс сварки.
КЛАССИФИКАЦИЯ КЛЕЕВ — разделение клеев по отличительным признакам: по хим. природе — натуральные клеи (животные, растительные и минеральные) и синтетические клеи (неорганические клеи и полимерные клеи); по товарному виду — твердые клеи, пастообразные клеи и жидкие клеи; по виду поставки — одно-упаковочные клеи, двухупаковочные клеи и многоупаковочные клеи; по условиям отверждения — клеи холодного отверждения, клеи теплого отверждения и клеи горячего отверждения; по деформ ативности — жесткие клеи и эластичные клеи; по спец, назначению — быстросхваты-ваюшиеся клеи, клеи вспенивающиеся, водорастворимые клеи, зазорозаполняющие клеи, клеи-герметики. контактные клеи, тиксотропные клеи, токопроводящие клеи, маслоадсорбирующие клеи.
КЛАССИФИКАЦИЯ СПОСОБОВ СВАРКИ ПЛАСТМАСС — разделение способов сварки пластмасс ио основным физическим, техническим и технологическим признакам па классы сварки и виды сварки. По механизму образования сварного соединения сварку пластмасс разделяют на типы сварки.
К Л Е Е Б О Л Т О В О Е СО ЕД И Н Е Н И Е — неразъемное клеемеханическое соединение, выполненное с помощью клея и крепежного элемента
------------------------------------ КЛЕ
в виде пластмассового или метал, болта. К. с. изготавливают двумя способами: 1) болтами скрепляют заранее склеенные детали после отверждения клея; 2) болтами скрепляют соединяемые детали с незатвердевшей клеевой прослойкой.
При соединении первым способом в деталях сверлят отверстия несколько меньшего диаметра, чем диаметр болта. После этого детали склеивают по режиму, рекомендованному для выбранного клея. У склеенных деталей рассверливают отверстия до диаметра болта и после этого устанавливают болты. Иногда сверление отверстий заданного размера под болты производят только после склеивания деталей. Это снижает трудоемкость изготовления соединения за счет устранения одной операции — рассверливания отверстий. Однако в этом случае из-за мех. повреждений снижается прочность соединения.
При соединении вторым способом в деталях сначала сверлят отверстия под болты, а затем на подготовленные к склеиванию поверхности, наносят клей, устанавливают болты и только после этого происходит отверждение клея. Этот способ К. с. проще первого, т. к. не требует оснастки для создания давленая при склеивании; давление создается при затяжке болтов. Однако все операции, связанные с постановкой болтов вторым способом необходимо выполнить, пока клей сохраняет свою жизнеспособность (см. Жизнеспособность клея). К тому же в соединении, выполненном этим способом, из-за неравномерного распределения давления при затяжке болтов возможно образование разното л шинной клеевой прослойки, что понижает прочность и герметичность соедпне-
Рис. 31. Клеевая галтель
ния. Во избежание этого, рекомендуется после установки болтов перед отверждением клея наносить на кромки и стыки тонкие валики клея с помощью шприца или кисти. При повышенных требованиях к герметичности соединений рекомендуется под головки болтов подкладывать шайбы из тонких (0.05—0.1 мм) пленочных клеев, или перед постановкой болтов покрывать их головки жидким клеем.
КЛЕЕВАЯ ГАЛТЕЛЬ — валик клея, выдавленный к торцовой поверхности нахлестки при формировании клеевого соединения (рис. 31). Образование К. г. является одним из показателей кач-ва клеевого соединения.
55
КЛЕ
КЛЕЕВАЯ КОМПОЗИЦИЯ, состав клея — композиционный материал с оптнм. сочетанием компонентов клея, высокой адгезионной способностью и технологичностью при склеивании, создающий клеевую прослойку, максимально удовлетворяющую требованиям эксплуатации клеевого соединения.
Рис. 32. Нахлесточное соединение с клеевой прослойкой переменной толщины
Рис. 33. Клеевое соединение с двойной нахлесткой
Рис. 34. Клеезамковое соединение:
1— деталь с выступом; 2 — деталь с поднутрением
КЛЕЕВАЯ ПЛЕНКА — то же, что пленочный клей.
КЛЕЕВАЯ ПРОСЛОЙКА — часть клеевого соединения, образующаяся после завершения склеивания в зазоре между соединяемыми поверхностями деталей. К. п. способна передавать нагрузки от одной детали к др. К- п. может быть пористой (см. Вспенивающийся клей). В зависимости от деформационных св-в различают жесткую (см. Жесткий клей) и эластичную (см. Эластичный клей) К. п. В нахлесточном соединении К. п. может иметь переменную толщину по длине нахлестки (см. Клеевая прослойка переменной толщины), быть комбинированной (см. Комбинированная клеевая прослойка) или прерывистой (см. Прерывистая клеевая прослойка). Прочность К. п. наряду
с адгезионной прочностью и прочностью соединяемого материала является составляющей прочности клеевого соединения.
КЛЕЕВАЯ ПРОСЛОЙКА ПЕРЕМЕННОЙ ТОЛЩИНЫ — клеевая прослойка в нахлесточном соединении, толщина к-рой увеличивается по длине нахлестки в направлении от центра к краям (рис. 32). Заданная толщина клеевой прослойки достигается путем размещения дистанционного элемента. По длине I нахлестки бд. может изменяться по линейному или квадратичному законам:
где 60 — толщина клеевой прослойки в центре соединения; I — длина нахлестки; а — константа, характеризующая степень изменения бх. В первом случае — 1 а во втором — 1 < а <
<Z °о.
КЛЕЕВОЕ СОЕДИНЕНИЕ — соединение деталей, выполненное посредством клеевой прослойки. Основными конструктивными элементами К. с. являются клеевой шов и субстрат
КЛЕЕВОЕ СОЕДИНЕНИЕ С ДВОЙНОЙ НАХЛЕСТКОЙ — клеевое соединение, элементы к-рого соединены т. о., что сторона одного из элементов частично перекрывается двумя др. элементами (рис. 33).
КЛЕЕВОЕ СОЕДИНЕНИЕ С ПРЕССОВОЙ ПОСАДКОЙ — то же, что клеепрессовое соединение.
КЛЕЕВОЙ СЛОИ—слой клея определенной толщины, наносимый на склеиваемые поверхности деталей перед формированием клеевого соединения и образующий клеевую прослойку после завершения склеивания.
КЛЕЕВОЙ ШОВ — шов соединения, образующийся в результате склеивания.
КЛЕЕЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ — клее механическое соединение, в к-ром мех. крепежом служат заклепки. К. с. получают двумя методами: I) заклепки вводят в отверстия деталей и расклепывают при наличии между соединяемыми поверхностями неотвер жданного клея; 2) заклепки устанавливают в отверстия склеенных деталей. При использовании первого метода нет необходимости в использовании устройств для создания давления на клеевой слой; второй метод позволяет получить соединения с более высокой прочностью и герметичностью.
КЛЕЕЗАМКОВОЕ СОЕДИНЕНИЕ — комбинированное соединение, выполненное посредством клеевой прослойки и замков, образуемых за счет того, что выступ на одной детали входит в поднутрение па др. детали (рис. 34).
КЛ ЕЁМЕХАН ИЧЕСКОЕ СОЕДИНЕНИЕ — комбинированное соединение, выполненное посредством клеевой прослойки и мех. крепежа (см. Клееболтовое соединение; Клеезаклспочное соединение).
56
КЛЕЕПРЕССОВОЕ СОЕДИНЕНИЕ, клеевое соединение с прессовой посадкой — комбинированное соединение, выполненное посредством клеевой прослойки и прессовой посадки. К- с. применяют при сборке изделий типа вал — ступица. При использовании К. с. предъявляются менее жесткие требования к исполнительным размерам вала и ступицы, а также к кач-ву посадочных поверхностей, чем при выполнении прессовых соединений; более успешно осуществляется сборка изделий из материалов, различающихся температурным коэффициентом линейного расширения и работающих при перепаде теми-р и вибрации. Прочность К. с. может быть выше, чем сумма прочности клеевого и прессового соединений, взятых в отдельности. К. с. осуществляют на прессах путем осевого перемещения деталей или с помощью магнитно-импульсных устройств, обеспечивающих обжатие или расширение одной из деталей в радиальном направлении.
КЛЕИ- МА СТ И К И — полимерные клеи и а основе каучуков (полихлоропрепового, диви-нилстирольного и др.), синтетических и природных полимеров (кумаропо-инденовых смол, битума, поливинил ацетата, канифоли и др.), к к-рым предъявляют также требование заполнять большие зазоры между соединяемыми поверхностями. Для придания К.-м. повышенной вязкости и снижения усадки в их состав вводят значительное кол-во наполнигелей (каолин. мел, цемент, техн, углерод, кварцевая мука и др.). Кроме этого К.-м. могут содержать др. модифицирующие добавки (пластификаторы, растворители, антисептики и др.). К.-м. применяют для приклеивания футеровочных плиток к поверхности строительных конструкций, теплоизоляционных материалов к бетону, а также при укладке кровельных и напольных покрытий.
КЛЕИ-РА С ПЛ А ВЫ, плавкие клеи — термопластичные клеи, адгезионная способность к-рых проявляется при их плавлении и последующем охлаждении до комнатной темп-ры. К.-р. могут содержать, кроме основы клея (полиэфира, полиамида, полисульфона, полиолефина и др.), определяющего когезионную прочность клеевой прослойки и техиол. св-ва клея, модифицирующие добавки: эластомеры, повышающие эластичность и липкость клея; наполнители, регулирующие вязкость клея и улучшающие физ.-мех. св-ва клеевой прослойки; смолы лля обеспечения смачивания соединяемых поверхностей и придания клею липкости и текучести; термостабилизаторы; пластификаторы. К.-р. выпускают в форме лент, шпуров, пленок, порошков, гранул, таблеток. шариков. Во время склеивания К.-р. нагревают до температуры текучести. При формировании клеевой прослойки хим. структура К.-р. нс изменяется. Адгезионная способность К.-р. сохраняется в течение длительного вре-
------------------------------------ КЛЕ
менн. Время схватывания может составлять от долей секунды до нескольких секунд.
К.-р. применяют при скоростной сборке различных изделий в машиностроении, в производстве обуви, для упаковки мебели, полиграфической продукции и др.
КЛЕИ-РАСТВОРЫ — клеи, основа к-рых (см. Основа клея) растворена в орган, растворителе или воде. Растворитель придает клею необходимую вязкость или способствует проявлению основой клея адгезионной способности. Затвердевание К.-р. (см. Затвердевание клея) термопластичной природы (см. Термопластичные клеи) при формировании клеевой прослойки происходит в результате испарения растворителя (см. Испарение), а минерального К.-р. (см. Неорганические клеи) — в результате превращения его в дисперсную систему с выделением тв. фазы и последующей конденсации в дисперсной системе на макроуровне.
КЛЕЙ — в-во, к-рое заполняет зазор между соединяемыми поверхностями деталей в процессе склеивания и после сто завершения образует клеевую прослойку. В состав К. наряду с основой (см. Основа клея) может входить отвердитель и др. компоненты (см. Компоненты клея). По типу основы К. разделяют на орган, (см. Природные клеи; Синтетические клеи) и нсоргаи. (см. Неорганические клеи). Адгезионная способность К. полимерной природы проявляется при комнатной темп-ре (см. Липкость клея), при нагреве (см. Клей, активируемый нагревом) или при действии растворителя (см. Клей, активируемый растворителем). К. может быть жидким (см. Жидкий клей), пастообразным или тв, (см. Твердый клей) одно- или мио-гоупаковочным (см. Одноупаковочный клей; Много у паковочный клей). По функциональному назначению различают конструкционный клей, неконструкционный клей, и спец, (напр., липкая лента).
КЛЕЙ, АКТИВИРУЕМЫЙ НАГРЕВОМ — клей, адгезионная способность к-рого проявляется при нагреве. К таким клеям относятся тв. термопластичные клеи, тв. термо реактивные клеи, а также нек-рые виды липких лент,
КЛЕЙ, АКТИВИРУЕМЫЙ РАСТВОРИТЕЛЕМ— клей, адгезионная способность к-рого проявляется при добавлении растворителя. К таким клеям относятся клеи-растворы на основе термопластов (см. Термопластичные клеи) и неорг ап. клеи-растворы и клеи-дисперсии (см. Неорганические клеи). Адгезионная способность термопластичных клеев может проявляться при нанесении растворителя на соединяемые поверхности.
КЛЕЙ-ГЕРМЕТИК — клей, к-рый наряду с ф-пией соединяющего элемента выполняет ф-цию герметизирующего средства.
57
КЛЕ ------------------------------------
КЛЕЙ ГОРЯЧЕГО ОТВЕРЖДЕНИЯ — клей, отверждающийся при темп-pax не ниже 100 °C.
КЛЕЙ, ОТВЕРЖДАЕМЫЙ УЛЬТРАФИОЛЕТОМ — реактивный клей, отверждение к-рого происходит под влиянием УФ излучения. Основой таких клеев (см. Основа клея) служат преимущественно акрилаты (см. Полакри-ловые клеи) или смеси акрилатов с эпоксидными олигомерами. К., о. у., содержит в кач-ве отвердителя фотоиниииатор (см. Инициатор), напр. метил пропен, бензоин или бензофенон. К., о. у., применяют для соединения пластмасс,
Рис. 35. Виды К-образной разделки кромок: л—с двумя симметричными скосами кромки; б — с двумя несимметричными скосами кромки; в — с двумя криволинейными скосами кромки
прозрачных для УФ-лучей, напр. полиметилме-такрплата, полиэтилептсрефталатных пленок.
КЛЕЙ ТЕПЛОГО ОТВЕРЖДЕНИЯ — реактивный клей, отверждающийся при температурах 31—99 °C.
КЛЕЙ ХОЛОДНОГО ОТВЕРЖДЕНИЯ — реактивный клей, отверждающийся без дополнительного нагрева.
КЛЕЙ ТЕПЛОГО ОТВЕРЖДЕНИЯ — реактивный клей, отверждающийся при температурах 31—99 °C.
КЛЕЯЩАЯ СПОСОБНОСТЬ — то же, что адгезионная способность.
КОАГУЛЯЦИЯ — слипание частиц дисперсной фазы (за счет ван-дер-ваальсовых сил) в микрогетсрогенных системах (коллоидах, суспензиях), состоящих из двух или более фаз, разделенных сильно развитой поверхностью. К. может происходить как без внешн. воздействия на систему, так и при повышении темп-ры, мех., электр. и др. воздействиях, а в случае золей — при введении коагулянтов. К. в жндк. средах приводит к выпадению гелеобразного осадка или гелеобразованию в системе (см. Гелеобразование клея). Производство ряда полимерных материалов основано на К.
КОАЛЕСЦЕНЦИЯ — соединение мельчайших объемов в-ва, сопровождающееся уменьшением свободной энергии системы. К. в ж ид к. средах
наблюдается при соприкосновении капель или пузырей под действием сил межмолекулярного взаимодействия. В тв. телах при нагреве может происходить К. частиц за счет уменьшения протяженности межфазных границ.
К-ОБРАЗНАЯ РАЗДЕЛКА—разделка кромок в стыковом соединении, при к-рой одна кромка имеет двусторонний скос (прямолинейный или криволинейный), а др. скоса не имеет (рис. 35).
КОГЕЗИОННАЯ ПРОЧНОСТЬ — мех. прочность материала, обусловленная когезией. Силы когезии влияют на весь комплекс физ. и физ.-хим. св-в полимера: агрегатное состояние, летучесть, растворимость, мех. х-ки, поверхностные св-ва и др. Энергия когезии различных хим. групп, встречающихся в полимерах, колеблется в пределах 1,6—37 кДж/моль. К. п. полимерных материалов обычно хорошо коррелирует с энергией когезии взаимодействующих групп. Так. полярные карбо-и гетероцепные полимеры имеют более высокие прочностные х-ки, чем неполярные. Кристал, состоянию полимеров соответствует наиболее высокая К. п. Мол. сцепление усиливается с ростом степени полимеризации. т. к. удлинение цепей сопровождается увеличением числа контактов между ними. При достаточно большом числе межцепочных контактов суммарная энергия межмолекулярного сцепления может превзойти энергию внутримолекулярных (валентных) связей между атомами главной цепи. В этом случае дальнейшее удлинение цепи нс приводит к росту К. п. материала. Когезионные св-ва полимеров, как правило, улучшаются при введении активных наполнителей. Наполнитель эффективен, когда работа адгезии превышает работу когезии полимера, причем когезия наполнителя не должна быть меньше когезии полимера.
Повышение любым способом К- п. материала всегда связано с увеличением жесткости, температуры плавления, температуры стеклования и с уменьшением набухаем ости и растворимости полимеров.
КОГЕЗИОННАЯ ПРОЧНОСТЬ КЛЕЕВОГО СО ЕД МНЕНИЯ — критическое значение сопротивления клеевого соединения разрушению при когезионном разрушении.
КОГЕЗИОННОЕ РАЗРУШЕНИЕ — разрушение клеевого соединения по клеевой прослойке или субстрату (рис. 36).
КОГЕЗИЯ—сцепление частиц, находящихся в одном агрегатном состоянии, в материале (теле), обусловленное действием сил межмолекулярного взаимодействия, образованием водородных и (или) хим. связей между составляющими его молекулами (атомами, ионами) и приводящее к объединению этих частиц в единое целое с наибольшей когезионной прочностью. Плотность энергии когезии эквивалентна работе удаления взаимно притягивающихся мо-
кон
лекул или атомов на бесконечно большое расстояние друг от друга, что наблюдается при сублимации или испарении.
КОЛЕБАТЕЛЬНАЯ СВАРКА ТРЕНИЕМ (ид. п.) — неправильное название сварки виб-рот рением.
КОЛЕБАТЕЛЬНОЕ СМЕЩЕНИЕ ЧАСТИЦ— смещение частиц среды по отношению к среде в целом, обусловленное прохождением УЗ-волны в этой среде.
КОМБИНИРОВАННАЯ КЛЕЕВАЯ ПРОСЛОЙКА— клеевая прослойка, состоящая из чередующихся эластичных и жестких участков (рис. 37). К- к. п. снижает неравномерность распределения напряжений сдвига в нахлесточном соединении при растягивающем нагружении и, т. о., повышает прочность последнего.
КОМБИНИРОВАННАЯ СВАРКА, комбинированный метод сварки — сварка пластмасс, осуществляемая сочетанием различных видов сварки (см., напр., Сварка нагревом и растворителем; Инфракрасно-ультразвуковая сварка).
КОМБИНИРОВАННОЕ СОЕДИНЕНИЕ — соединение деталей из пластмасс, выполненное склеиванием или сваркой при сочетании с различными мех. способами соединения (см. Клее-механическое соединение; Механо-сварное соединение; Клеепрессовое соединение; Клеезамковое соединение; Прессово-сварное соединение; Замково-сварное соединение).
КОМБИНИРОВАННЫЙ МЕТОД СВАРКИ — то же, что комбинированная сварка.
КОМПОНЕНТЫ КЛЕЯ —- составные части клея, смешиваемые на стадии его приготовления (см Приготовление клея). Наряду с основой (см. Основа клея), а в нек-рых случаях и отвердителем к К. к. относятся ингредиенты клея. К. к. могут быть хим. инертны или активны (см. Реакционноспособный компонент).
КОНВЕКТИВНЫЙ НАГРЕВ — передача энергии в форме теплоты к свариваемым или склеиваемым деталям за счет теплоотдачи (конвективного теплообмена между тв. телом и жидкостью или газом). В зависимости от причин движения жидкости или газа теплоотдача осуществляется при свободной (естественной) и вынужденной конвекции. В первом случае движение жидкости или газа обусловлено действием силы тяжести и является следствием неоднородной плотности различно нагретых участков жидкости или газа. Такой способ нагрева реализуется при склеивании деталей в автоклавах. заполненных газом или жили, теплоносителем. в термошкафах или камерных сушилках без принудительной циркуляции воздуха или жидкости, в к-рых осуществляется закрытая выдержка клея. Во втором случае движение жидкости или газа обеспечивается насосами или вентиляторами, что сокращает время нагрева деталей. К- н. используют при свар
ке нагретым газом, при к-рой нагретый газ движется относительно свариваемых поверхностей. Частично К. н. применяют и при сварке пламенем. при к-рой нагретый от пламени воздух перемещается относительно свариваемых деталей.
КОНСИСТЕНЦИЯ — понятие, характеризующее совокупность реологических св-в жидк. или пастообразных клеевых композиций. К., в отличие о г др. близких по значению реологических понятий (напр., вязкости, текучести, пластичности), не всегда имеет четкий физ. смысл.
Рис. 36. Когезионное разрушение клеевого соединения:
1 — субстрат; 2 — клеевая прослойка
Рис. 37. Нахлесточное соединение с комбинированной клеевой прослойкой (G — модуль сдвига клеевой прослойки; 01<С?2<С0з)
Обычно им пользуются при описании клеев с переменными (в зависимости от приложенного напряжения) х-ками течения. Иногда К- оценивают качественно, сравнивая с известными продуктами: «К. меда», «К. сливочного масла» и т. д.
КОНСТРУИРОВАНИЕ СОЕДИНЕНИЯ — выбор формы и расчет размеров соединения с учетом характера и длительности действия нагрузки, размеров деталей, физ.-мех, св-в материалов, условий эксплуатации, стоимости, а также спец, требований (герметичности, обтекаемости места соединения и т. п.).
КОНСТРУКЦИОННАЯ ПРОЧНОСТЬ — прочность материалов и их соединений, устанавливаемая при испытании конструкций или их частей.
КОНСТРУКЦИОННЫЙ КЛЕЙ —клей, используемый для получения высокопрочных клеевых соединений в конструкциях, эксплуатирующихся в жестких условиях.
КОНТАКТНАЯ РАСТРУБНАЯ СВАРКА (нд. п.) —неправильное название сварки нагретым инструментом враструб.
59
кон
КОНТАКТНАЯ СВАРКА ОПЛАВЛЕНИЕМ (нд. п.) —неправильное название сварки нагретым инструментом прямым нагревом.
КОНТАКТНАЯ СВАРКА ПРОПЛАВЛЕ-
НИЕМ (нд. п.) — неправильное название свар-
шим коэффициентом затухания (Р> 0.055 м"1), напр., полипропилен, полиэтилен и т. д.
КОНТАКТНО-ГАЗОВАЯ С В .Л Р КА — колхо и-нированная сварка, при к-рой подогрев соединяемых поверхностей происходит за счет их соприкосновения с мундштуком сварочного аппарата (см. Сварка нагретым инструментом
Рис. 38. Схема контактно-газовой сварки:
/ — свариваемые материалы; 2 —прижимный ролик; 3 — мундштук; 4 — подача газа; 5 — щелевое сопло; 6—сварной шов: стрелкой указано направление сварки
нагретого
ки нагретым инструментом косвенным нагревом
КОНТАКТНАЯ СТЫКОВАЯ СВАРКА (нд. п.) — неправильное название сварки нагретым инструментом встык.
КОНТАКТНАЯ УЛЬТРАЗВУКОВАЯ СВАРКА, ультразвуковая сварка в бл к ж-
Рис. 39. Схема контактно-диэлектрической сварки:
/— прокладки; 2— свариваемые материалы; 3— электроды
нем поле — ультразвуковая сварка, при к-рой сварное соединение получают на малом удалении от поверхности ввода ультразвуковых колебаний (0,02—0,005 м).
К. у. с. обычно применяют для соединения изделий из материалов, обладающих малым модулем упругости (Е< 1,5-103 МПа) и боль-
прямым нагревом), а нагретый газ подается в зону сварки непосредственно перед соединением деталей (см. Сварка нагретым газом прямым нагревом). К.- г. с, характеризуется высоким коэф, использования тепл, энергии (рис. 38). Она применяется при сборке конструкций из толстых пленок и гибких листовых полимерных материалов.
КОНТАКТНО-ДИЭЛЕКТРИЧЕСКАЯ СВАРКА — высокочастотная сварка, при к-рой свариваемые участки деталей из пластмасс помещают между прокладками из материала с высоким коэффициентом диэлектрических потерь (рис. 39), К.-д. с. применяют для соединения пластмасс с низким коэф, диэлектр. потерь (напр., полиэтилена); в кач-ве прокладок используют пленки и листы из поливинилхлорида, прессшпана, стеклотекстолита.
КОНТАКТНО-ИНФРАКРАСНАЯ СВАРКА-сварка инфракрасным излучением косвенным нагревом (см. Сварка косвенным нагревом), при к-рой соединяемые детали, преимущественно из полимерных пленок, помещают на подложку, поглощающую ИК-лучп, направленные на внепш. сторону пленки, и передающую теплоту свариваемому материалу (рис. 40). В кач-ве подложки используют пористую резину, черный поролон. Давление па свариваемый участок создастся за счет деформирования подложки или прижима прикатывающего ролика, следующего за ИК-излучателем. К.-и. с. при-
60
кон
меняют для соединения пленок, плохо поглощающих инфракрасное излучение, напр. про-зрачпых полиэтиленовых.
КОНТАКТНО-ТЕПЛОВАЯ ПРЕССОВАЯ СВАРКА (нд. п.)—неправильное название прессовой сварки постоянно нагретым инструментом.
КОНТАКТНО-ТЕПЛОВАЯ СВАРКА (нд. п.) — неправильное название сварки нагретым инструментом.
КОНТАКТНОЕ ДАВЛЕНИЕ— давление, обеспечивающее фиксацию склеиваемых поверхностей на время отверждения жидк. или пастообразных клеев. К- Д. обычно составляет 0,01— 0,02 МПа.
КОНТАКТНОЕ СКЛЕИВАНИЕ — способ склеивания, при к-ром формирование клеевого соединения обеспечивается контактным давлением.
КОНТАКТНЫЙ КЛЕЙ — клей-раствор, наносимый на обе соединяемые поверхности и образующий высокопрочную клеевую прослойку после испарения основной части растворителя и кратковременного приведения в соприкосновение соединяемых поверхностей под контактным давлением. Основу К* к. (см. Основа клея) составляют полярные, способные кристаллизоваться, синтетические каучуки (напр., ттоли-хлоропрсновый каучук, сополимер бутадиена и акрилонитрила), содержащие модификаторы, к-пые повышают адгезию или стабилизируют систему (напр., природные и синтетические смолы. амины, оксиды металлов).
КОНТРАСТИРОВАН ИЕ ПОЛ ИМЕРОВ — сиси, обработка ультратонких срезов полимерных материалов и их сварных соединений контрастирующими агентами — солями или др. соединениями тяжелых металлов, а также нек-рыми хим. элементами с большой атомной массой. обеспечивающая резкое (контрастное) изображение микроструктуры полимеров при их прямом наблюдении в просвечивающем электронном микроскопе. В кач-ве контрастирующих агентов чаще всего применяют тетраоксид осмия и уранилацетат, иногда — иод и бром.
Необходимость К. п. вызвана тем, что их макромолекулы состоят из хим. элементов с очень низкой атомной массой, что затрудняет прямое электронно-микроскопическое исследование полимеров. Контрастирующие агенты проникают в полимер по «разрыхленным» областям (прослойкам) — границам раздела структурных элементов. Прослойки, поглотившие контрастирующий агент, приобретают способность сильно рассеивать электроны и на экране микроскопа выглядят темными; плотные (кристал.) области остаются светлыми.
КОНТРОЛЬ ВНЕШНИМ ОСМОТРОМ (сварного шва) — метол приемочного контроля, при к-ром проверяют высоту грата и смещение кромок визуально или при неболь-
том увеличении с помощью лупы. При сварке нагретым инструментом встык пластмассовых труб эффективность К. в. о. основана на том, что форма и размеры доступного для измерений сварочного грата зависят от параметров режима сварки.
КОНТРОЛЬ ВТОРИЧНЫМ ЛОКАЛЬНЫМ НАГРЕВОМ — разрушающий контроль кач-ва сварных швов (см. Разрушающий контроль качества соединения), заключающийся в нагреве поверхности зоны шва выше темп-ры плавления материала, последующем замере размеров характерных участков шва и сравнении результатов этих замеров с эталонными. К. в. л. н. основан на св-ве полимеров при нагреве вос-
Рис. 40. Схема контактно-инфракрасной сварки:
f— ИК-излучатель: 2—свариваемые пленки: 3 — подложка
станавливать свою форму и размеры, измененные в ходе вынужденно-эластической деформации, и позволяет достаточно точно судить о правильности выполнения ряда технолог, операций. Контроль проводят на образцах. Нагрев поверхности можно осуществлять горячим воздухом, инфракрасным излучением и т. д. Метод может найти применение в технологии прерывистой сварки нагретым инструментом прямым нагревом.
КОНТРОЛЬ КАЧЕСТВА ИСХОДНОГО МАТЕРИАЛА — то же. что входной контроль.
КОНТРОЛЬ КАЧЕСТВА ПО ХАРАКТЕРУ ОТРЫВА — разрушающий контроль качества соединения при сварке нагретым газом с присадочным материалом, при к-ром приваренный участок присадочного прутка отрывают от поверхности детали, прикладывая нагрузку к свободному участку последнего в направлении, перпендикулярном поверхности. При качественной сварке разрушение соединения должно происходить по прутку.
КОНТРОЛЬ КАЧЕСТВА СВАРКИ — контроль количественных и (или) качественных х-к процесса сварки (см. Операционный контроль) и сварных соединений (см. Приемочный конт-
61
кон
рель; Неразрушающий контроль качества соединения; Разрушающий контроль качества соединения; Обеспечение качества).
КОНТРОЛЬ СВАРНЫХ ТРУБ РАДИАЛЬ-Н Ы М СЖАТ И ЕМ — не разрушающий контроль качества соединения труб из эластичных термо-пластов, при к-ром к сваренному участку прикладывают сжимающее усилие т. о., что сечение трубы становится эллиптическим. При этом диаметр трубы может уменьшиться на 50 %. Если в сварном шве имеются дефекты, при сжатии возникает звуковой сигнал в виде хлопка; возможно разрушение трубы. При отсутствии дефектов сжимающее усилие снимают и восстанавливают круглое сечение трубы.
Рис. 41. Корень шва К в Т-образном (а), в угловом (б) и стыковом (в) сварных соединениях
КОНЦЕНТРАТОР НАПРЯЖЕНИЙ —фактор, обусловливающий местное возрастание напряжений в материале или шве по сравнению с их расчетным значением. В сварных и клеевых швах 1\. п. являются трещина, непровар, непроклей, надрез, пора, инородное включение и др. дефекты. Концентрацию напряжений могут вызвать также швы нерациональных очертаний (напр., в стыковом шве грат создает концентрацию напряжений).
КОНЦЕНТРАТОР ЭНЕРГИИ при ультразвуковой сварке) — выступ на свариваемой поверхности детали из термопласта или вводимый в зону сварки дополнительный элемент из термопласта в виде сыпучего порошка или связанных между собой литых деталей различной формы, прутка и т. п. с целью концентрации тепловыделения в процессе превращения энергии ультразвуковых колебаний в теплоту.
КОРЕНЬ ШВА — часть сварного шва, наиболее удаленная от его лицевой поверхности (см. Лицевая поверхность шва) (рис. 41).
КОРКООБРАЗОВАН ИЕ — затвердевание, поверхности клеевого слоя, нанесенного на суб
страт, в результате слишком быстрого испарения растворителя из клеевой композиции.
КОРОБЛЕНИЕ — изменение геометрической форумы изделия, изготовленного сваркой или склеиванием, под действием остаточных напряжений.
КОРРОЗИОННАЯ СТОЙКОСТЬ СОЕДИНЕНИЯ, химическая стойкость соединен и я— способность сварных (клеевых) соединений не изменять в течение продолжительного времени внешн. вид и экспл. св-ва поч действием атмосферных факторов (атмосфера-стойкость) и хим. в-в (химическая стойкость соединения). В большинстве случаев при нарушении К. с. с. изменения носят необратимый характер и приводят к старению как основного материала, так и материала сварного или клеевого шва (см. Старение клеевого шва),
КОРРОЗИОННАЯ ТРЕЩИНОСТОЙКОСТЬ СОЕДИНЕНИЯ — трещиностойкость сварного (клеевого) соединения при воздействии коррозионно-активной жидк. или газообр. среды.
КОРРОЗИОННАЯ УСТАЛОСТЬ СОЕДИНЕНИЯ— изменение св-в сварных (клеевых) соединений при многократных циклических нагрузках и действии атмосферных факторов (солнечной радиации, теп-ры и влажности воздуха, кислорода, промышленных газов и др.), а также различных хим. в-в, жидк. или газообр.
КОСВЕННАЯ СВАРКА (нд. п.) -—неправильное название сварки косвенным нагревом.
КОСВЕННЫЙ НАГРЕВ —передача гешь энергии к свариваемым поверхностям о г внешн. стороны свариваемых деталей теплопроводностью. К. н. применяют при сварке нагретым инструментом, причем инструмент может располагаться с наружной стороны одной или обеих сва р ив а ем ых деталей.
КОЭФФИЦИЕНТ АСИММЕТРИИ ЦИКЛА (при испытании на усталость) — отношение мин. напряжения к макс, с учетом их знаков для заданного цикла напряжений.
КОЭФФИЦИЕНТ ДИЭЛЕКТРИЧЕСКИХ ПОТЕРЬ, фактор диэлектрических потер ь— величина, характеризующая диэлектрические потери и равная произведению диэлектрической проницаемости па тангенс угла диэлектрических потерь. При высокочастотной сварке и высокочастотном склеивании К. д. п. служит мерой их способности к нагреву.
КОЭФФИЦИЕНТ ЗАТУХАНИЯ — величина, характеризующая уменьшение амплитуды ультразвуковых колебаний, распространяющихся в данной среде, в зависимости от расстояния. Значение К- з. для того или иного полимерного материала можно принять за качественный критерий его свариваемости, т. к. энергия колебаний пропорциональна квадрату амплитуды, к-рая в свою очередь функционально зависит от К. з. Следовательно, К. з. определяет к-во энергии, доставляемой к границе раздела сва-
62
рпваемых изделий. Т. о., чем больше К. з. в данном полимерном материале, тем меньше энергии подводится к границе раздела свариваемых изделий и тем более трудной будет сварка.
КОЭФФИЦИЕНТ ИЗЛУЧЕНИЯ — отношение энсргст. яркости данного источника В' к энсргст. яркости абс. черного тела В при одной и той же тем-ре: К. и. характе-
ризует долю суммарного по спектру излучения данною источника от излучения абс. черного тела и является безразмерной величиной. К. и. зависит от материала, темп-ры и состояния излучающей поверхности. При рассмотрении излучения в узкой области спектра К. и. называют спектральным коэффициентом излучения е?, К. и,— одна из важнейших энергет. х-к источников светового излучения, используемых при сварке и склеивании пластмасс.
КОЭФФИЦИЕНТ КОНЦЕНТРАЦИИ НА-ПРЯЖЕН ИИ (теоретически й) — отношение макс, напряжения в зоне надреза или иного концентратора напряжений, определенного но формулам теории упругости, оптич. методом или тензометрированисм, к соответствующему номин. напряжению.
КОЭФФ И Ц И Е НТ МЛ ГН ИТОМЕХЛН ИЧ Е-СКОИ СВЯЗИ — коэффициент электромеханической связи для магнитострикционных материалов и магнитострикционных преобразователей.
КОЭФФИЦИЕНТ ОТРАЖЕНИЯ ИЗЛУЧЕНИЯ — отношение потока излучения, отраженного телом, к упавшему на него потоку излучения. Различают спектр. К. о. и. 0; и интегральный К. о. и. р соответственно для монохром. и нсмонохром. потока излучения: р?м =
Р= $ FoxP?idXA где "
— отраженный и падающий монохром, поток излучения соответственно.
К. о. и. характеризует св-ва основного материала и подложки и должен учитываться при сварке излучением.
КОЭФФИЦИЕНТ ПОГЛОЩЕНИЯ ИЗЛУЧЕНИЯ — отношение потока излучения, поглощенного средой, к упавшему на нее потоку излучения. Различают спектр. К. п. и. и интегральный К. п. и. а для монохром, и немонох-ром. потока излучения: ~ а =
= J FOkaKdK / J FWdl’ гда Fak и F0K — п°-глощенный средой и падающий на нее монохром. поток излучения. К. п. и. характеризует св-ва основного материала и подложки и должен учитываться при сварке излучением.
КОЭФФИЦИЕНТ ПОГЛОЩЕНИЯ УЛЬТРАЗВУКА— величина, численно характеризующая необратимый переход энергии УЗ-волны в др. виды энергии, напр, в теплоту. К. п. у.— вели-
-------------------------—------- коэ
чина, обратная расстоянию, на к-ром амплитуда УЗ-волны уменьшается в в раз.
КОЭФФИЦИЕНТ ПРОПУСКАНИЯ ИЗЛУЧЕНИЯ — отношение потока излучения, прошедшего через среду, к упавшему на нее потоку излучения. Различают спектр. К. п. и. тА и интегральный К. п. и. т соответственно для монохром, и немонохром. потока излучения:
» т ~ где тК
и — прошедший через среду и падающий на нее монохром, поток излучения соответственно* К. п. и. характеризует св-ва основного материала и подложки и должен учитываться при сварке излучением.
КОЭФФИЦИЕНТ ПРОЧНОСТИ СВАРНОГО ШВА — коэффициент прочности соединения, выполненного сваркой.
КОЭФФИЦИЕНТ ПРОЧНОСТИ СОЕДИНЕНИЯ, коэффициент сохранения свойств, относительная прочность соед и нения — отношение прочности сварного (клеевого) соединения к прочности соединяемого материала. К. п. с. выражают в процентах.
КОЭФФИЦИЕНТ СОХРАНЕНИЯ
СВОЙСТВ —то же, что коэффициент прочности соединения.
КОЭФФИЦИЕНТ ТРЕНИЯ — коэффициент, характеризующий величину сопротивления относительному тангенциальному перемещению двух тел, соприкасающихся под действием норм нагрузки. Различают К. т. скольжения у. К. т. качения k и К. т. покоя ф : y=F/Ar; k=FR/N: где F — сила трепня;/7,—сила трения покоя; N — норм, нагрузка; R— радиус катящегося тела. К. т. может изменяться в широких пределах в зависимости от материала трущихся тел, состояния их поверхности (шероховатости, волнистости), вида покрывающих их пленок, скорости движения.
К. т. характеризует св-ва основного материала и особенно существен при сварке трением.
КОЭФФИЦИЕНТ ФОРМЫ СВАРНОГО ШВА—отношение ширины стыкового шва пли углового шва к его толщине (рис. 42).
КОЭФФИЦИЕНТ ЭЛЕКТРОМЕХАНИЧЕСКОЙ СВЯЗИ — величина, характеризующая эффективность трансформации электр. энергии в мех. и обратно в пьезоэлектрических материалах и магнитострикционных материалах, в элскт-ромех, преобразователях различного типа. К. э. с, не учитывает диэлектр., магнитные и мех. потери, а также потери на излучение.
К. э. с. для пьезоэлектрических материалов и магнитострикционных материалов можно выразить через пьезоэлектрические и магнитострикционные коэф., коэф. упр. податливости и
63
KPA
магнитную или диэлектрическую проницаемость с помощью местных уравнений.
По отношению к магнитострикционным материалам и преобразователям К. э. с. обычно называют коэффициентом магнитомеханической связи
КРАЕВОЙ УГОЛ СМАЧИВАНИЯ—угол между поверхностью тв, тела и касательной
б
Рис. 42. Ширина (Ь) и толщина (h) стыкового (о) и углового (б) сварного шва
Рис. 43. Краевой угол смачивания
к поверхности капли жидкости, проведенной через точку соприкосновения тв., жидк. и газо-обр. фаз. К- V- с. измеряют со стороны жидк. фазы (рис. 43). К. у. с. служит мерой способности клея смачивать соединяемую поверхность тем выше, чем меньше. К. у. с.), а также мерой чистоты поверхности, эффективности ее подготовки перед склеиванием, изменения поверхностных св-в склеиваемого материала в процессе старения (см. Критерий смачивания клеем соединяемой поверхности). Значение К. у. с. может быть найдено по ф-ле tgO =2rft/(г2—/г2), где г — диаметр капли; h — высота капли.
КРЕМНИЙОРГАНИЧЕСКИЙ КЛЕЙ — реактивный клей на основе кремнийорганического олигомера. К. к. может содержать отвердитель (обычно амины, силазаны и др.), модифицирующие добавки (эпоксидный олигомер, каучук или др. орган, полимер, повышающие эластичность и прочность клеевого соединения, но снижающие термостойкость), полиорганометалло-силоксан, улучшающий термостойкость, эластичность и адгезию, наполнитель (асбест, нитрид бора, оксиды цинка, хрома и др.), растворитель (этилацетат, спирт, толуол и др.), реакционноспособные компоненты. К. к. выпускают в виде вязк. жидкости или пасты. Отверждается 2—3 ч при 150—270 °C, с помощью силазанов и аминных отвердителей — при комнатной темп-ре. Клеевое соединение на основе К. к. отличается высокой термо-, теплостойкостью и атмо-сферостойкостью.
К. к. применяют для соединения теплостойких пластмасс и неметаллов, теплоизоляционных и теплозащитных материалов с металлом.
КРИОМИКРОТОМИРОВАНИЕ ПОЛИМЕРОВ— получение тонких (1—999 мкм) или уль-тратопких (5—999 нм) срезов полимеров при темп-ре образца ниже 0°С для исследования морфологии полимеров. Полагают, что в этом случае структурно-морфологическими изменени я-мн полимера из-за возможной пластической деформации можно пренебречь. Напр., неискаженную сферолатную структуру полиэтилена можно наблюдать в срезах, изготовленных с помощью К. п., если темп-pa криотомирования была ниже —120 °C. Для К. п. используют спец, криомикротомы (для тонких срезов) или криоультрамикротомы (для ультратонких срезов), либо обычные микротомы со сиси, криоприставками.
КРИСТАЛЛИЗАЦИЯ ПОЛИМЕРОВ — образование кристал. фазы в полимерах, находящихся в аморфном состоянии (см. Аморфное состояние полимеров) при их температурной обработке К. п. является фазовым переходом пер-пого рода. К. п. происходит лишь в диапазоне температура плавления -— температура стеклования полимера, т. е. ниже темп-ры стеклования кристаллизация невозможна. Поэтому, если нужно подавить К. п. применяют термообработку изделия путем закалки. Спепиф. особенностью ряда полимеров является их способность кристаллизоваться при деформации (что не обнаружено для неполимерных систем). В результате К. п. возникают микроскопически различимые морфологические элементы (кристаллиты. ламели, сферолиты, фибриллы и т. л.) (см. Сферолиты полимеров; Ламелярная структура; Морфология полимеров).
КРИСТАЛЛИТЫ ПОЛ ИМЕРОВ — надмолекулярные образования полимеров, имеющие трехмерный дальний, порядок в расположении цепных молекул и состоящие из небольшого
64
числа макромолекул или их сегментов. К. п. не имеют явно выраженной огранки, их размер обычно составляет около 10 нм. К. п.— основной материал для сборки надкристаллитных образований полимеров — ламелей, фибрилл, сферолитов. Они обнаруживаются по уширению рентгеновских рефлексов в широких углах рассеяния либо по дискретным рефлексам мало-уг левого рассеяния рентгеновских лучей (см. Рентгенострцктцрный анализ).
КРИСТАЛЛИЧЕСКАЯ СТРУКТУРА (полимеров) — взаимосвязь и (или) взаиморасположение в аморфно-кристал. полимерах атомов (т. и. тонкая К. с.), надмолекулярных, надкристаллитных образований и др. ассоциатов. имеющих трехмерный дальний порядок в расположении цепных молекул.
Тонкая К* с. описывается в терминах кристаллографии с учетом сингонии и параметров элементарной ячейки. Для описания более грубой К. с. канонизированы лишь названия нек-рых морфологических образований, таких, как кристаллиты полимеров, ламели, сферолиты и тр.
КРИ СТАЛ Л И Ч Н О СТЬ — то же. что степень кристалличности.
КРИТЕРИИ СМАЧИВАНИЯ КЛЕЕМ СОЕДИНЯЕМОЙ ПОВЕРХНОСТИ- показатель, характеризующий способность клея смачивать шероховатую поверхность и равный сумме утла наклона у (рад) углубления и краевого угла смачивания 0 (рал) (см. Смачиваемость). Смачивание происходит, если у4-0<л (рис. 44).
КРИТИЧЕСКОЕ ДАВЛЕНИЕ (при ультразвуковой сварке) — статпч. давление на соединяемые поверхности, при к-ром сила трения превышает силу смещения под влиянием ультразвуковых колебаний. К. д. зависит от вида свариваемого материала и состояния поверхности (шероховатости). Для полиметилметакрилата и поливинилхлорида К. д. составляет 6—7 МПа, поликарбоната 5—6, полиамида 3,5, полипропилена 3 МПа.
------------------------------------- ЛАМ
КРИТИЧЕСКОЕ ПОВЕРХНОСТНОЕ НАТЯЖЕНИЕ СМАЧИВАНИЯ — макс. значение поверхностного натяжения жидкости, к-рая полностью смачивает данную поверхность. Сравнение К. п. п. с. склеиваемого материала и поверхностного натяжения клея позволяет оценить смачиваемость поверхности клеем.
Клей смачивает поверхность, если его поверхностное натяжение меньше К. п. и. с. материала. К. п. н. с. определяют измерением краевого
Рис. 44. Схема заполнения клеем углубления на склеиваемой поверхности:
1 — клей; 2 — углубление; 3 — склеиваемая поверхность
угла смачивания 6 при нанесении на поверхность полимерного материала ряда орган, жидкостей с различным поверхностным натяжением и последующей экстраполяцией найденной зависимости cos 0 от уж к значению cosO— 1.
КРОМКА ШВА—видимая линия сплавления на лицевой поверхности шва, параллельная его продольной оси.
КРУПНОСФЕРОЛ ИТНАЯ СТРУКТУРА (пол и мерой) — сферолитная структура по* лимеров, характеризующаяся крупными сферолитами порядка нескольких миллиметров (см. Сферолиты полимеров).
ЛАЗЕРНАЯ СВАРКА, сварка лазер-н ы м излучением — сварка излучением, при к-рой используется когерентный световой луч в видимом или инфракрасном диапазоне длин волн. Л. с. позволяет получать высокие степени концентрации энергии в зоне сварки. При этом сварка может выполняться как в непрерывном (см. Непрерывная сварка), так и в импульсном режимах излучения. Более широкое применение находит первая разновидность. В этом случае используют гл. обр. СО2-лазеры с длиной волны Я —10,6 мкм и мощностью
Л
излучения от десятков до нескольких сот ватт. Излучение с этой длиной волны хорошо поглощается большинством пластмасс. Л. с. эффективна для соединения пленок п позволяет достигать высоких скоростей сварки.
ЛАМЕЛЯРНАЯ СТРУКТУРА, пластинчатая структура — кристал шческая структура полимеров, характеризующаяся кристаллами пластинчатой форм ы-ла мелями. Ламели, образованные при кристаллизацин полимеров из очень разбавленных р-ров, имеют своеобразное строение. Их толщина в направлении
5 8-615
65
ЛАТ
осей полимерных молекул в десятки — сотни раз меньше, чем длина выпрямленных в линию молекул, т. е. они представляют собой сложенные (складчатые) молекулы (рис. 45). При кристаллизации полимеров из расплавов и концентрированных р’ров ламели образуются путем
соединений, образованных Л. к. восстанавливаются.
ЛЕНТОЧНАЯ СВАРКА НАГРЕТЫМ ГАЗОМ— сварка нагретым газом с присадочным материалом, при к-рой сварное соединение образуется приваркой ленточного присадочного материала к внешн. поверхности деталей. Давление па присадочный материал производят
Рис. 45. Схема ламеляриого кристалла из складчатых макромолекул
Рис. 46. Схема сдвигового (двойпиковоподоб-ного) формирования ламелярной структуры. Показаны два кристалла клиновидной и линзовидной формы. Вертикальные линии обозначают параллельно уложенные полимерные макромолекулы
двойниковоподобного сдвига мономерных звеньев в плоскостях, пересекающих оси полимерных молекул (рис. 46). Образование таких ламелей является одним из важнейших микромеханиз-мсв деформации кристал. полимеров, проявлением согласованной гибкости полимерных цепей на микроуровпе. Представление о двойниково-подобных ламелях было использовано для объяснения Л. с. кристал. полимеров в изотропном (сферолитная структура) и ориентированном состояниях (рис. 47).
ЛАТЕКСНЫЙ КЛЕЙ — клей па основе натурального или синтетического латексов. Л. к. применяют гл. обр. вместо резиновых клеев. Клеевые прослойки на основе Л. к. склонны к набуханию в воде, что снижает их прочность. После высыхания прочностные св-ва клеевых
Рис. 47. Схема ламелярной структуры поли-кристаллического полим ер а :
а — модель двухмерного сферолита (ламели расположены радиально); б—модель ориентированного полимера (ламели расположены поперек оси растяжения, образуя периодическую ламел яркую структуру).
с помощью прикатывающего ролика (рис. 48). При ручной сварке ролик перемещается вдоль сварного шва. При механизированной сварке свариваемые материалы перемешаются относительно неподвижного сварочного модуля. Л. с. и. г. применяют гл. обр. для изготовления стыковых соединений пленочных, тонколистовых и нетканых материалов из термопластов.
ЛЕНТОЧНЫЙ ПРИСАДОЧНЫЙ МАТЕРИАЛ — присадочный материал, имеющий форму ленты. Л. п. м. применяют в кач-ве накладки при сварке нагретым газом встык, при выполнении торцового соединения сваркой излучением и при сварке пленок различными способами, Л. п. м. улучшает свариваемость поверхностей и обеспечивает герметичность сварного соединения.
ЛИНЕЙНАЯ СВАРКА ВИБРОТРЕНИЕМ — сварка ьи&ротр&шем, при к-рой одна из соединяемых деталей или промежуточная вставка между ними совершает прямолинейные колебания. При Л. с. в. пластмасс используют колеба
66
ния частотой 50—150 Гц с амплитудой 1—10 мм.
ЛИПКАЯ ЛЕНТА —клей в виде тонколистовой подложки на основе пленки, фольги или ткани с нанесенным на нее с одной или двух сторон (см. Двусторонняя липкая лента) липким слоем, длительное время сохраняющим липкость (см. Липкость клея). Пленка-подложка Л. л. может быть монолитной или вспененной (см. Пенопласт). На обратную сторону Л. л. может быть нанесено антиадгезионное покрытие, напр. полисилоксановое или парафиновое (см. Дублирование). Выпускают Л. л. разной ширины, смотанную в рулой. Она прилипает к различным поверхностям при легком нажатии руки.
Рис. 48. Схема ленточной сварки нагретым газом:
/ — свариваемые детали; 2 — ленточный присадочный материал; 3 — нагретый газ; 4- наконечник нагревательного инструмента; 5— прикатывающий ролик; 6 — сварной шов (стрелкой указано направление сварки)
Л. л. применяют для временного крепления деталей при их сборке и обработке, электроизо-ляцпи проводов, защиты поверхностей, не подлежащих окраске или обработке, герметизации стыков и щелей, склеивания пленок, защиты поверхностей от эррозионного изнашивания и др. целей.
ЛИПКИЙ СЛОЙ — клеевой слой на поверхности липкой ленты. Л. с. готовят на основе (см. Основа клея) полиизобутилена, синтетического каучука, этил целлюлозы и др. полимеров. Он может содержать синтетическую смолу, придающую ему адгезионную способность, пластификатор. наполнитель, антиоксидант и др. ингредиенты клеев.
ЛИПКОСТЬ КЛЕЯ — способность клея прочно удерживаться на тв. поверхности субстрата в виде достаточно толстого слоя.
ЛИЦЕВАЯ ПОВЕРХНОСТЬ HI В А (одно стороннего) — открытая поверхность сварного шва, параллельная его продольной оси (см. Продольная ось сварного шва), со стороны к-рой осуществляется сварка.
ЛИЦЕВАЯ СТОРОНА ШВА (нд. п.) —непра-
------------------------- МАГ
вильное название лицевой поверхности шва
ЛОГАРИФМИЧЕСКИЙ ДЕКРЕМЕНТ ЗАТУХАВ ИЯ — величина, равная произведению зт на значение фактора механических потерь. Л. д. з. отражает способность полимерных материалов передавать мех. колебания при ультразвуковой сварке. Чем меньше Л. д. з., тем больше энергии ультразвуковых колебаний подводится через материал к соединяемым поверхностям.
ЛУЧЕПРЕССОВАЯ СВАРКА — вид сварки гермомеханического класса (см. Термомеханиче-ский класс сварки), объединяющий способы сварки, при к-рых для передачи энергии в форме теплоты к соединяемым поверхностям
используют излучение, а образование сварного соединения осуществляют с приложением давления. Нагрев пластмасс при Л. с. происходит по тому же принципу, что и при сварке излучением. Л. с. проводят по схемам сварки прямым нагревом или сварки косвенным нагревом. В зависимости от источника излучения различают Л. с. инфракрасно-прессовую, лазерно-прессовую и светопрессовую.
ЛУЧЕПРЕССОВАЯ СВАРКА ПРЯМЫМ НАГРЕВОМ— лучен рессовая сварка, при к-рой излучение направлено непосредственно па сое-динясмыс повсрхности.
ЛЮМИНЕСЦЕНТНАЯ ДЕФЕКТОСКОПИЯ — метод капиллярной дефектоскопии, заключающийся в том, что индикаторную жидкость, нанесенную на поверхность контролируемого изделия п оставшуюся в наружных дефектах., обнаруживают с помощью эффекта люминесценции.
м
МАГНЕТРОН—генератор tgkob сверхвысокой частоты. Для техн, целей выпускает М. непрерывного генерирования марки М-571 мощ
ностью 2,5 кВт, работающий на частоте 2375 Мгп. М. используют для нагрева пластмасс (см. Диэлектрический нагрев).
5*
67
МАГНИТНО-ИМПУЛЬСНАЯ СВАРКА, сварка в магнитно-импульсном поле — вид сварки электромеханического класса (см. Электромеханический класс сварки), объединяющий способы сварки, при к-рых образование сварного соединения осуществляется путем создания давления на свариваемые детали мсгал. инструментом, пластически деформируемым в импульсном магнитном поле электр.
дуктора импульсное магнитное поле, напряженность к-рого зависит от силы и частоты тока. Такое поле индуцирует вихревые токи в метал, инструменте. В результате между индуктором и инструментом наводятся два противоположных по знаку магнитных поля, вызывающих значительный перепад давлений (до 500 МПа), При этом инструмент, перемещаясь, деформируется и оказывает давление на спариваемые детали, помещенные внутри инструмента. Действующие силы либо сжимают инструмент, если он
Рис. 49. Электрическая схема магнитно-импульсной установки для сварки труб с помощью муфты:
/ — трансформатор; 2 — диод; 3 — выключатель; 4 — конденсатор; 5 — индуктор; 6 — нагревательный инструмент; 7—муфта; Й — трубы
индуктора. М.-и. с. осуществляют па магнитноимпульсной установке. Температура сварки для большинства термопластов находится в диапазоне температура стеклования — температура текучести, а уд. запасаемая энергия составляет (1,1—1.2) 10ЧТж/мй.
МАГН ИТНО-ИМПУЛЬСНАЯ УСТАНОВКА — сварочная установка, основным технолог, узлом к-рой является электр. индуктор. М.-и. у. состоит из источника питания с зарядным устройством, конденсаторной батареи, к-рая является накопителем энергии, и коммутирующего устройства (разрядника) (рис. 49). Накопленная в конденсаторной батарее энергия при разряде преобразуется с помощью индуктора в энергию магнитного импульсного поля, совершающего работу по деформированию инструмента.
Конденсаторная батарея (емкостью С) заряжается от высоковольтного выпрямителя до требуемого уровня запасаемой энергии ССг/2. При включении коммутирующего устройства батарея разряжается практически мгновенно (за 40 мкс и менее) па спиральную обмотку индуктора. Во время этого разряда по виткам индуктора протекает импульс тока большой силы, создающего вокруг витков ин-
расположен внутри индуктора, либо растягива
ют, если ом расположен снаружи индуктора.
Инструмент изготавливают из металлов с низким электр. сопротивлением (дюрали, латуни, меди). Необходимо, чтобы толщина инструмента была больше глубины проникновения магнит
ного поля в него, в противном случае возможно возникновение обратного давления (если свариваемая деталь находится на метал, опоре), препятствующего деформированию инструмента.
МАГНИТОСТРИКЦИОННАЯ ПОСТОЯН-
НАЯ — величина, определяющая чувствительность магнитострикционного преобразователя (по напряжению) как излучателя ультразвука.
М. п.
вычисляют по ф-ле а —
где о —
мех. напряжение; b — магнитная индукция; в — индекс, обозначающий неизменность деформации.
МАГНИТОСТРИКЦИОННЫЕ МАТЕРИАЛЫ — группа магнитно-мягких материалов с хорошо выраженными магнитострикционными св-вами (ем. Магнитострикция). лМ. м. применяют для изготовления магнитострикционных преобразователей.
В УЗ сварочной технике широкое применение
68
нашли метал. М. м.— никель и сплавы на его основе, а также железоалюмипиевыс и железо-кобальтовые сплавы. Для малых и средн, интенсивностей излучения используют магнитострикционные ферриты, представляющие собой либо чистый ферриг никеля, либо тв. р-ры на сто основе. Общая хим. ф-ла ферритов имеет след, вид: NiO—ZnO—CuO—СоО—FeO—Fe2O3.
М.м. характеризуются рядом физ. св-в: мех. прочностью, модулем Юнга, плотностью, магнитострикцией насыщения, намагниченностью насыщения, электр. сопротивлением и пр. При конструировании конкретного преобразователя М. м. выбирают по х-кам, определяющим главные (для данного случая) св-ва преобразователя.
МАГНИТОСТРИКЦИОННЫЙ ПРЕОБРАЗОВ АТЕ«П Ь — электроакустический преобразователь, работающий на магнитострикционном эффекте. Для линеаризации магнитострикционного эффекта и увеличения амплитуды смещения рабочих торцов М. п. последний помещают в зону действия постоянного и переменного магнитных полей. М. п. выполняют двух- или многостержневымн и для уменьшения потерь на вихревые токи и магнитный гистерезис набирают из тонких пластин магнитострикционного материала,
МАГНИТОСТРИКЦИЯ -- деформирование тел при их намагничивании. М. в ферромагнетиках обусловлена двумя типами взаимодействия: обменным и магнитным. При внесении в магнитное поле ферро- или ферримагнетика происходит смещение границ между областью спонтанной намагниченности и областью вращения магнитных доменов, в результате к-рого изменяется энергет. состояние кристал. решетки (т. е. изменяются равновесные расстояния между атомами решетки), а следовательно, происходит ее деформация. М. этого типа в полях ниже техн, насыщения носит анизотропный характер и приводит к изменению формы кристалла, практически без изменения его объема (линейная М ).
Работа магнитострикционных преобразователей, используемых в ультразвуковых сварочных установках основана па эффекте линейной М.
МАГНИТОУПРУГИЙ ДАТЧИК — элемент, используемый в электр. схемах измерения неэлектрических величин, а также в системах автоматического контроля и регулирования. Работа М. д. основана Fia эффекте магнитострикции.
При ультразвуковой сварке пластмасс для получения информации о ходе сварки (напр. о переходе полимера в вязкотекучее состояние) в кач-ве опоры используют ЛА. д.. представляющий собой стержень из магнитострикционного материала, имеющий две обмотки* обмотку для создания постоянного магнитного потока и рабочую обмотку, в к-рой при нагружении М. д.
------------------------------ МАС
внешн. переменной мех. нагрузкой, возникает соответствующий нагрузке электр. сигнал. Ввод ультразвуковых колебаний в свариваемый материал прекращают при достижении мин. сигнала (см. Ультразвуковая сварка с управлением по изменению амплитуды колебаний опоры)
МАКРОПРОЦЕССЫ В ЗОНЕ СВАРНОГО ШВА — крупномасштабные процессы в зоне илва, к-рые можно наблюдать визуально или при небольших увеличениях под лупой (напр., выдавливание расплава полимера из зоны шва).
МАКРОСКОПИЧЕСКИЕ ТРЕЩИНЫ, макро т р е щ и п ы — дефекты в виде грещин, выявляемые визуально или при небольших увеличениях с помощью лупы или микроскопа.
МАКРОСТРУКТУРА СВАРНОГО ШВА — строение сварного шва, видимое невооруженным глазом или при увеличении до 30 раз на поверхности макрошлифов, приготовленных из сварного соединения. В полимерах М. с. ш. можно наблюдать на просвет в тонкослойных прозрачных шлифах или микротомных срезах большой площади. Для кристал. полимеров в этом случае эффективно применение поляризованного света (см. Макроструктурный анализ).
МАКРОСТРУКТУРНЫЙ АНАЛИЗ— наиболее распространенный метод предварительной оценки кач-ва полимерного материала или его сварных соединений. ЛА. а. проводят на макрошлифах или срезах визуально или при небольшом увеличении под лупой или микроскопом. Преимущество М. а. заключается в возможности опенки состояния больших участков материала (сварного соединения). На основе данных М. а. можно составить предварительное представление о кач-ве сварного соединения и при необходимости принять соответствующие решения по изменению технологии сварки. М. а. выявляет форму и размеры шва, а также околошовной зоны, площадь и форму зоны прогрева, наличие в соединении и в основном материале различных дефектов: непроваров, трещин, пор, раковин и т. п.
МЛКРОТРЕЩИНЫ — то же. что макроскопические трещины.
МЛКРОШЛ ИФ (по л и м ера) — вырезанный из материала образец со шлифованной и протравленной поверхностью, а также прозрачный шлиф большой площади.
На М. проводят макроструктурный анализ полимеров и их соединений.
МЛСЛОАДСОРБИРУЮЩИЕ КЛЕИ — клеи, в составе к-рых имеются компоненты, способные растворять адсорбированную на поверхности склеиваемого материала пленку масла и после этого вступать во взаимодействие с субстратом. с образованием прочного клеевого соединения.
69
MAT
МАТЕРИАЛ СВАРНОГО ШВА —объемы полимера переведенные при нагреве в процессе сварки в вязкотекучее состояние и закристаллизовавшиеся (отвердившиеся) в процессе охлаждения.
М ЕЖ М О Л Е КУ Л Я Р Н О Е В ЗА И МОД Е И СТ-ВИЕ— взаимодействие атомов или молекул с
Рис. 50. Межсферолитное разрушение полиэтиленовой пленки
насыщенными хим. связями (т. е. нс имеющими нсспаренных электронов в электронной оболочке), основанное на силах притяжения и силах отталкивания (силы Ван-дер-Ваальса). М. в. обычно описывают потепп. энергией взаимодействия U (г) — потенциалом М. в.
Энергия ван-дер-ваальсового взаимодействия U включает энергию ориентационного ZJO, индуцированного Ui и дисперсионного Ud взаимодействий. Ориентационное взаимодействие вызвано взаимодействием постоянных («жестких») молекулярных диполей: £7/ ~ где. рг и
р2 — дипольные моменты взаимодействующих молекул, г — расстояние между центрами взаимодействующих диполей. Индуцированное взаимодействие вызвано взаимодействием постоянного диполя с наведенным: U. где р± —
дипольный момент полярной молекулы; а2 — поляризуемость молекулы с наведенным дипольным моментом. Дисперсионное взаимодействие имеет кваитово-мех. природу и связано с возникновением мгновенных диполей в атомах и молекулах при вращении электронов вокруг ядер. Дисперсионное взаимодействие имеет место как между полярными, так и неполярными молекулами: Ud а^г-6, где а1 и а2 — поляризуемость взаимодействующих молекул. Для слабополярных молекул Uo U(. С увеличением полярности молекул Uo возрастает, приближаясь по порядку значения к Ud. Энергия М. в., связанная с действием сил отталкивания (£>от г-12), также имеет квантово-мех. при-
роду.
Потенциальную энергию взаимодействия двух изолированных неполярных молекул обычно описываю г потенциалом Леппарда—-Джонса, к-рый дает хорошее согласие с опытом: U (г) =—Лх X (г-6 — 0,5гдГ-12), где А—’Постоянная; г — расстояние между молекулами; г0 — расстояние при к-ром U (г) = О.
Энергия межмолекулярных связей находится в пределах от единиц до нескольких десятков килоджоулей на моль.
МЕЖСФЕРОЛИТНЫЕ ГРАНИЦЫ (полимеров) — поверхности раздела смежных сферолитов (см. Сферолиты полимеров) в кристал. полимерах. М. г.— одна из важнейших структурных х-к изотропных кристал. полимеров, значительно влияющая на их фпз.-мех. св-ва. Напр.. возможно зарождение трещин и разрушение полимеров по М. г. (ряс. 50).
МЕЛКОЗЕРНИСТАЯ СТРУКТУРА (полимеров) — ней дентифициров энные мелкие образования в кристал. полимерах, наблюдаемые в световой микроскоп (редко употребляемый термин). Иногда термин «М. с.» употребляют для обозначения элементов микроструктуры аморфных полимеров, видимых в электронный микроскоп.
МЕЛКОКРИСТАЛЛИЧЕСКАЯ СТРУКТУРА (полимеров) — строение кристал. полимеров, имеющих структурные образования очень малых размеров (от нескольких микрометров и ниже). М. с. может быть представлена очень мелкими сферолитами (см. Сферолиты, полимеров) или иными (несферолитными) Кристал. образованиями (см. Мелкозернистая структура).
МЕСТНАЯ ВЫТЯЖНАЯ ВЕНТИЛЯЦИЯ* местный о т jc о с — вытяжная вентиляция, осуществляемая на данном рабочем месте. М.в.в. при сварке пластмасс выполняется в след, вариантах; 1) в виде вытяжного зонда (при незначительном объеме вредных выделений);
2) в виде вытяжного шкафа (при значительном объеме вредных выделений) .
МЕСТНЫЙ ОТСОС — то же, что местная вытяжная вентиляция.
МЕТАЛЛ ОФОСФЛТНЫЕ КЛЕИ — неорганические клеи на основе (см. Основа клея) металлофосфа тных связующих веществ. М. к. могут содержать наполнители, а для снижения хрупкости— орган, и кремнийорганические полимеры. Среди М. к. наибольшее распространение получили а л юмохрем фосфатные и алюмофос-фатные клеи.
МЕТОДЫ ИССЛЕДОВАНИЯ МАКРО- И МИКРОСТРУКТУРЫ СВАРНЫХ ШВОВ (полимеров) — макроструктурный анализ и микроструктурный анализ, с помощью к-рых оценивают общие особенности и тонкое строение сварных соединений.
МЕХАНИЗИРОВАННАЯ СВАРКА — различные виды сварки, осуществляемые при мин. затратах мускульной энергии рабочего (оператора) . При М. с. операции по транспортировке свариваемых деталей и их фиксации, перемещению подвижных частей сварочного оборудования, инструментов и приспособлений совершаются с помощью механизмов, действующих от индивидуального или общего привода, получающего энергию о г к.-л. источника.
М.с. создает условия для повышения кач-ва сварных соединений, т. к. в этом случае значительно легче поддерживать постоянные значения параметров режима сварки (темп-ру, давление, скорость). М.с. увеличивает производительность и уменьшает трудоемкость процесса. повышает культуру производства и позволяет автоматизировать процесс. Участие оператора при М. с. может быть сведено к контролю и управлению процессом сварки.
МЕХАНИЗМ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ — физ. и хим. процессы, происходящие при образовании сварного соединения. По преимущественному М. о. с, с . выделяют два типа сварки: диффузионно-реологическую сварку и химическую сварку. Знание М.о.с.с. необходимо для правильного подхода при назначении параметров режима, сварки и для выбора способов опенки качества сварного соединения.
МЕХАНИЧЕСКАЯ АДГЕЗИЯ — адгезия, обусловленная затеканием клея, в неровности субстрата.
МЕХАНИЧЕСКАЯ ВЕНТИЛЯЦИЯ,— вентиляция, осуществляемая с помощью спец. мех. систем (см. Аварийная вентиляция). М. в. позволяет поддерживать в производственном помещении постоянную темп-ру и относительную влажность воздуха. При тепловыделениях воздухообмен рассчитывают по избытку явной теплоты, при тепло- и влаговыделениях — по избытку явной и скрытой теплоты, а также влаги. При газовыделениях за основу расчета воз
---------- МЕХ
духообмена берется объем выделяющихся вредных газов. В норме все рассчитываемые параметры не должны превышать ПДК.
Воздухообмен, необходимый для удаления из помещений вредных выделений (газов, пыли), получаемых при сварке пластмасс, можно найти по ф-ле W-=B / (Вд — Ви), где В — содержание вредного в-ва, выделившегося в помещении в течение часа; Вд — ИДК вредного в-ва в воздухе помещения; Вп—содержание вредного в-ва в приточном воздухе. Содержание вредного в-ва определяют на основании аналитических расчетов или путем составления воздушно-газового баланса. При составлении баланса измеряют кол-во воздуха, поступающего и уходящего из помещения в единицу времени, темп-ру, влажность и содержание в приточном и вытяжном воздухе вредного в-ва.
МЕХАНИЧЕСКАЯ ДЕСТРУКЦИЯ, меха и оде. стр у к ц и я (п о л и м е р о в) — разрушение макромолекул полимеров под действием механической нагрузки, сопровождающееся уменьшением их мол. массы в результате разрыва упруго деформированных макромолекул (см. Деструкция полимеров). Разрывы макромолекул могут происходить при вальцевании, прессовании, измельчении, течении вязк. р-ров по узким капиллярам, действии УЗ и т. п. М. д. происходит в тех случаях, когда энергия, необходимая для перемещения макромолекул, превышает энергию хим. связи и мех. воздействия приводят к расщеплению отдельных связей макромолекул, оказавшихся в зоне случайной концентрации мех. напряжений. Разрыв, хим. связей в основной цепи макромолекул не связан с их пониженной прочностью пли с существованием «слабых» звеньев. Основная причина М. д.— неравномерность распределения напряжений по отдельным связям и существование «перенапряженных» участков цепей полимеров, на к-рых истинные нагрузки близки к предельной прочности хим. связей на разрыв.
МЕХАНИЧЕСКАЯ НАГРУЗКА — силовые воздействия, вызывающие изменения напряженно-деформированного состояния материалов, машин, частей сооружений и т. п. По характеру изменения во времени различают статическую и динамическую М. н. По характеру приложения сил различают М. и. сосредоточенную (приложенную к малой площади, точке) и распределенную (прилагаемую ко всей поверхности). При расчетах конструкций М.н. подразделяют на нормативную и расчетную.
МЕХАНИЧЕСКАЯ ОБРАБОТКА РЕЗАНИ-FM СВАРИВАЕМЫХ (СКЛЕИВАЕМЫХ) ПОВЕРХНОСТЕЙ. механическая очистка — один из способов подготовки свариваемых (склеиваемых) поверхностей деталей перед их
71
МЕХ ------------------------------------
соединением. М,о.р.с.(с.)н. заключается в мех. очистке поверхностей от загрязнений, придания им шероховатости точением, фрезерованием и снятием стружки, подгонки их друг к другу. Мех. обработку резанием как способ подготовки поверхностей деталей из реактопластов перед склеиванием следует применять только в том случае, если поверхность сильно загрязнена и не может быть очищена др. способами. При этом толщина снимаемого слоя должна быть мин. При резании нельзя применять охлаждаю» гцие жидкости, т. к. они загрязняют поверхность. Наилучший способ мех. очистки — обработка поверхности шкуркой с последующей обдувкой сухим сжатым воздухом. Перед сваркой встык труб их торцы подвергают мех. обработке тор-цевателем для получения ровной и чистой поверхности (см. Торцовка).
МЕХАНИЧЕСКАЯ ОЧИСТКА — то же, что механическая обработка резанием свариваемых (склеиваемых) поверхностей.
МЕХАНИЧЕСКАЯ ПРОЧНОСТЬ СОЕДИНЕНИЯ — св-во соединения в определенных условиях и пределах, не разрушаясь, воспринимать те или иные механические нагрузки,
МЕХАНИЧЕСКИЕ ИСПЫТАНИЯ СОЕДИНЕНИЯ— испытания па механическую прочность соединения или образцов для испытаний, включающих все характерные участки соединения. Примером М. и. с. могут служить испытание на растяжение, испытание на изгиб и др.
МЕХАНИЧЕСКИЕ СВОЙСТВА ПЛАСТМАСС — комплекс св-в, характеризующих способность пластмасс сопротивляться деформированию и разрушению под действием механических нагрузок. К М. с. п. относятся упругость, прочность, пластичность, ударная вязкость, сопротивление усталости и ползучести, чувствительность к надрезу. Наиболее общим способом исследования М. с. п. является испытание на растяжение. М. с. п. в большинстве случаев — основной показатель, по к-рому определяют возможность применения того или иного материала для сварных или клееных конструкций.
МЕХАНИЧЕСКИЕ СВОЙСТВА СВАРНОГО ШВА — комплекс св-в, характеризующих способность сварного шва сопротивляться деформированию (изменению формы) и разрушению под действием механических нагрузок. К М.с.с.ш. относятся твердость, предел прочности при растяжении, ударная вязкость, сопротивление усталости, ползучесть, чувствительность к надрезу и др. М. с. с. ш. определяют при механических испытаниях соединения на образцах для испытаний, рабочая часть к-рых включает только материал сварного шва. В нерабочих частях образца допустимо наличие участков околошов-ной зоны (напр., в головках образцов для испытания на растяжение).
МЕХАНИЧЕСКИЙ КЛАСС СВАРКИ — класс сварки, объединяющий способы сварки пластмасс, при к-рых образование сварного соединения происходит за счет преобразования в соединяемых деталях энергии мех. движения и взаимодействия (преимущественно кинетической энергии движущегося инструмента или детали) в теплоту, а плотное соприкосновение свариваемых поверхностей обеспечивается созданием на них давления (см. Классификация способов сварки пластмасс),
В этот класс входят ультразвуковая сварка и сварка трением.
МЕХАНИЧЕСКОЕ ОБОРУДОВАНИЕ ДЛЯ СВАРКИ (нд. п.)—неправильное название вспомогательного сварочного оборудования.
МЕХАНИЧЕСКОЕ СОЕДИНЕНИЕ — соединение деталей, выполненное посредством резьбы (резьбовое соединение), прессовой посадки, замков (замковое соединение) или крепежных элементов: заклепок (заклепочное соединение), болтов (болтовое соединение), винтов (винтовое соединение), штифтов (штифтовое соединение) и др.
МЕХАНИЧЕСКОЕ СТЕКЛОВАНИЕ — переход полимерного материала из состояния структурного равновесия в стеклообразное при теми-рах выше температуры стеклования с уменьшением времени действия силы или частоты нагружения. М. с. определяется теми же процессами мол. перегруппировок, что и стеклование полимеров при охлаждении в отсутствие мех. воздействия.
МЕХАНОДЕСТРУКЦИЯ — то же, что механическая деструкция.
МЕХАНО-СВАРНОЕ СОЕДИНЕНИЕ —коле бинированное соединение, выполненное посредством мех. крепежа и к.-л. вида сварки (см. Заклепочно-сварное соединение, Замково-сварное соединение, Прессово-сварное соединение).
МЕХАНОХИМИЧЕСКОЕ СКЛЕИВАНИЕ — склеивание, в процессе к-рого соединяемую поверхность с нанесенным слоем жидкого клея подвергают мех. воздействию абразивным материалом, обеспечивающему повышение хим. активности последней. Если клей не содержит абразивного наполнителя, мех. воздействие оказывают шлифовальной шкуркой, а на клей с абразивным наполнителем (напр., кварцевой мукой) воздействуют мех. колебаниями. хМ. с позволяет повысить х-ки соединения (в первую очередь прочность — до уровня прочности основного материала) трудно склеиваемых пластмасс, таких как фторопласты, полиолефины и др.
МИКРОДЕФЕКТ — микроскопический дефект, к-рьтй не обнаруживается невооруженным глазом. При сварке встык пластмассовых труб вследствие нарушения технологии сварки могут возникать М. в виде локальных несплавлеиий. При наличии М., равномерно распределенных по плоскости сплавления, происходит разрушение
72
МИК
сварного шва с образованием «зеркальной» поверхности. При разрушающих испытаниях сварных соединений (см. Разрушающий контроль качества соединения) такой вид разрушения считается недопустимым. Для исключения М. применяют методы и средства операционного контроля.
МИКРОКАПСУЛИРОВАНИЕ — технолог, процесс заключения мелких частиц в-ва в тонкую оболочку пленкообразующего материала. В результате М. диспергированное до нужной степени тв. или жидк. в-во превращают в порошок, состоящий из микрокапсул размером от нескольких микрометров до нескольких миллиметров. /VI. компонентов клеев позволяет создавать клеевые композиции, адгезионная способность к-рых проявляется только после высвобождения компонентов в результате раздавливания капсул или нагрева.
МИКРОНЕРОВНОСТИ ПОВЕРХНОСТИ СКЛЕИВАНИЯ — то же, что шероховатость поверхности.
МИКРОПРОЦЕССЫ В ЗОНЕ СВАРНОГО ШВА (при его формировании)—локальные структурные процессы, протекающие при контакте переведенных в вязкотекучее состояние (расплав) свариваемых поверхностей полимерных полуфабрикатов. Расплавы полимеров — вязкоупругие жидкости, обладающие многими аномалиями (по сравнению с обычными жидкостями), поэтому в процессе соединения полимеров необходимо строго придерживаться оптим. параметров режима сварки, к-рые обеспечивают особое активированное состояние расплава. М. в з. с. ш. при формировании сварного соединения в таких условиях характеризуются определенной стадийностью: 1) образование физ. контакта; 2) активация контактных поверхностей и образование активных центров; 3) развитие объемного взаимодействия и формирование общих структурных образований с исчезновением микроскопически различимой поверхности раздела. Изучение М. в з. с. ш., представляющих исключительный интерес с точки зрения развития научных основ свариваемости полимерных материалов, в настоящее время проводят методами пластмассог рафии, однако эти исследования находятся на начальном этапе развития.
МИКРОСТРУКТУРА ПОЛИМЕРОВ —строение полимеров, видимое под световым и электронным микроскопом на отшлифованной, отполированной до зеркального блеска и протравленной спец, методами поверхности шлифа (см. Травление) либо видимое на просвет при использовании микротомных или ультра микротомных срезов, а также прозрачных шлифов (см. Сферолиты полимеров; Ламелярная структура). М. п. исследуют методами микроструктурного анализа.
МИКРОСТРУКТУРА СВАРНОГО ШВА — строение сварного шва полимера, видимое под световым и электродным микроскопом, а также выявляемое дифракционными методами (рис. 51). Изучение М. с. ш, позволяет лучше понять суть процессов, происходящих в полимере при сварке непосредственно в зоне шва, а также в околошовной зоне.
МИКРОСТРУКТУРНЫЙ АНАЛИЗ — исследование структуры полимеров и их сварных
Рис. 51. Микроструктура стыкового сварного соединения листов полипропилена, наблюдаемая под световым микроскопом. В зоне шва (а) и в околошовной зоне (в) видны сферо-литные образования. Микроструктура полимера, образующаяся при осадке, видна по границам проплавления (б)
соединений под микроскопом на протравленных и прозрачных шлифах или микротомных срезах. М. а. проводят с помощью световых и электронных микроскопов, а также дифракционными методами. М. а. выявляет тонкое строение всех зон сварного соединения и позволяет оценить их влияние па его физ.-мех. св-ва.
МИКРОТВЕРДОСТЬ — твердость отдельных структурных составляющих соединения {напр., кристаллов) или твердость материала в микроскопически малом объеме. М. определяют по сопротивлению внедрения в шов или материал алмазной пирамидки под воздействием механической нагрузки с помощью спец, приборов.
МИКРОТОМ — прибор, предназначенный для получения тонких (от нескольких до десятков микрометров) и ультратонких (10—100 нм) срезов полимерных материалов или сварных (клеевых) соединений, используемых для исследования их микроструктуры методами просвечивающей световой или электронной микроскопии.
Выпускают М. универсальные и специализированные. На универсальных М. готовят как
73
МИК
топкие, так и ультратонкие срезы. Специализированные М. предназначены для изготовления преимущественно одного типа срезов. Основной проблемой при изготовлении срезов высокого кач-ва является предотвращение или уменьшение искажения исходной структуры объекта в процессе резки. Эта проблема частично решена с появлением крио микротомов или криоирпста-вок, а также с разработкой спец, методов фиксации исходной структуры изучаемых объектов (см. Криомикротомирование полимеров: Фиксация полимеров).
МИКРОТОМИРОВАНИЕ ПОЛИМЕРОВ — изготовление на микротоме тонких или ультра-
Рис. 52. Укладка сварочных валиков при выполнении V-образного многослойного стыкового шва сваркой нагретым газом с присадочным материалом (цифрами указана последовательность укладки)
тонких срезов полимерного материала для прямого анализа его структуры методами просвечивающей световой и электронной микроскопии. М. п, по существу представляет собой состругивание. Существенный недостаток метода — искажение микроструктуры полимера из-за деформаций изгиба и скручивания, происходящих при микротом и рова нии (см. Криомикротомиро-вание полимеров).
МИКРОТРЕЩИНА (сварного соеди-нения) — трещина сварного соединения, обнаруживаемая при 50-кратном и большем увеличении.
МНОГОПОЗИЦИОННАЯ СВАРОЧНАЯ УСТАНОВКА— 1. Сварочная установка, включающая не только рабочие позиции для сварки, но и механизмы для выполнения др. операций технологии сварки, в первую очередь, для загрузки деталей и перемещения сварного изделия.— 2. Сварочная установка, на к-рой сварку осуществляют на нескольких позициях одновременно.
МНОГОПРОХОДНАЯ СВАРКА — сварка с присадочным материалом, при к-рой образуется многопроходный шов.
МНОГОПРОХОДНЫЙ ШОВ — однослойный шов сварного соединения, образованный несколькими проходами.
МНОГОСЛОЙНАЯ СВАРКА — сварка с присадочным материалом, при к-рой образуется многослойный шов.
МНОГОСЛОЙНЫЙ ШОВ—шов сварного соединения, образованный несколькими слоями сварного шва. Для уменьшения деформации изделия при образовании М. ш. присадочный материал вводят в шов соединения в определенном порядке: каждый последующий сварочный валик укладывают после естественного охлаждения предыдущего до темп-ры не выше 40 °C. При выполнении V-образного стыкового и углового шва в конце сварки делают проход с обратной стороны шва (со стороны корня шва), предупреждая этим непровар отдельных участков (предварительно рекомендуется разделка корпя шва спец, резаком со скругленным торцом. Зачистка выступающих над поверхностью изделия сварочных валиков не требуется (рис. 52).
МНОГОСТУПЕНЧАТОЕ НАХЛЕСТОЧНОЕ КЛЕЕВОЕ СОЕДИНЕНИЕ — клеевое нахлесточное соединение, характеризующееся равномерной передачей нагрузки от одной детали к др. за счет разнесения шва на большое кол-во ступенек. Длина перекрытия на каждой ступени в М. н. к. с. может быть различной, ее выбирают исходя из условий более равномерного распределения напряжений сдвига в соединении. Недостаток М н. к. с.— сложность изготовления ступенчатых деталей и трудность их подгонки друг к другу.
МНОГОУПАКОВОЧНЫЙ КЛЕЙ —клей, поставляемый потребителю в виде нескольких (обычно более двух) упаковок. К таким клеям относятся, напр., термореактивные клеи с ограниченной жизнеспособностью (см. Жизнеспособность клея). Отвердители и (или) ускорители отверждения таких клеев, хранящиеся в отдельных упаковках, объединяют с основой клея непосредственно перед его использованием (см. (Приготовление клея).
МОДИФИЦИРОВАННЫЕ КЛЕИ — полимерные клеи, в основу к-рых (см. Основа клея) введены добавки (см. Компоненты клея) с целью направленного изменения свойств клея и (или) св-в клеевой прослойки. Напр.. для улучшения технолог, св-в клея в него вводят разбавители и наполнители, изменения внешн. вида клея — красители, пигменты, наполнители, для повышения морозостойкости — пластификаторы, для повышения стойкости к действию факторов окружающей среды — стабилизаторы. для снижения стоимости — разбавители. наполнители и т. п.
МОЛЕКУЛЯРНАЯ ТЕОРИЯ АДГЕЗИИ —то же. что адсорбционная теория адгезии.
МОНТАЖНОЕ СОЕДИНЕНИЕ — соединение, выполняемое при монтаже конструкции.
МОНТАЖНЫЙ ШОВ — сварной шов монтажного соединения.
МОРОЗОСТОЙКОСТЬ (полимеров) — способность полимерных материалов сохранять экспл. св-ва при низких темп-pax. Темп-рпой
74
НАГ
границей М. для стеклообразных полимеров является температура хрупкости, для эластомеров — температура стеклования. М. характеризуется степенью сохранения тех или иных св-в при низкой темп-pc по сравнению с этими же св-вами при комнатной темп-ре и выражается хт
коэф. М.: К= ~, гделтил'.^—значения дан-л 2 I!
ного показателя при низкой темп-ре Т и комнатой темп-ре (20°C). М. является важной х-кой клеевого (сварного) соединения.
МОРФОЛОГИЯ ПОЛИМЕРНОГО МАТЕРИАЛА— строение полимеров на уровне надмолекулярных (размером от нанометров п выикф падкристаллитных и более масштабных образований. М. п. м. включает шесть категорий: 1) форма; 2) размеры; 3) новообразования; 4) включения; 5) структура; 6) цвет. Изменение любой из этих категорий обязательно влечет за собой изменение к.-и. физ.-хим. св-ва полимера, и наоборот, если изменяется к.-н. физ.-хим. св-во (напр., прочность, деформируемое! ь. электропроводность), то обязательно изменится одна или несколько морфологических
категорий. Морфология сварного шва, как правило, характеризуется изменением всех шести категорий по сравнению с морфологией исходного материала.
МОЧ ЕВ И Н О-ФОРМА Л ЬД Е Г И Д Н Ы Й КЛЕЙ—то же, что карбамидный клей.
МОЩНОСТЬ ТРЕН ИЯ — физ. величина, определяемая кол-вом теплоты, выделяемой в зоне трения соединяемых деталей. М. т. при ротационной сварке трением: q — ^0,21 [njRPn • 10”2, где f — коэф, трения; п— частота вращения; 7? — радиус трущихся поверхностей; Рп — давление прижима.
МУ ФТ О В О Е СО ЕД И Н Е Н И Е — сварное (клеевое) соединение, выполненное с использованием соединительного элемента в виде муфты. М. с. применяют для соединения деталей трубчатой формы, имеющих наружный диаметр, равный внутр, диаметру муфты. Сварное М. с. выполняется сваркой закладным элементом, сваркой нагретым инструментом, сваркой трением, сваркой растворителем.
н
НАБУХ/АНИЕ ПОЛ И МЕРОЙ — ограниченное поглощен ие полимерами низком о лекуляриой жидкости или ее паров, сопровождающееся увеличением объема полимеров при сохранении формы материала. Н. п. происходит в процессе их растворения. Н. п. под влиянием растворителя способствует при химической сварке проникновению присадочного реагента в поверхностный слой полимера, а при склеивании — лучшему совмещению соединяемого полимера с основой клея, выявлению остаточных напряжений. к-рые под действием растворителя релаксируют, вызывая микрорастрескивание материала.
НАГРЕВ — передача теплоты к свариваемым деталям или готовым изделиям при прогреве и подогреве (см. Термообработка) от различных источников (см. Высокочастотный нагрев; Нагрев инфракрасным излучением; Конвективный нагрев).
НАГРЕВ ИНФРАКРАСНЫМ ИЗЛУЧЕНИЕМ— нагрев материала за счет преобразования в нем энергии инфракрасного излучения в теплоту.
НАГРЕВАТЕЛЬ ГАЗА (при сварке нагретым газом) — устройство, применяемое для нагрева газа при сварке нагретым газом. Н. г. разделяют на электронагреватели и газо-нагреватсли. Газонагреватели газа бывают прямого и косвенного действия. Подача газа в II. г. осуществляется от впешн. источника (компрессора, баллона пли воздушной магистрали).
Электронагреватели газа могут иметь автономный источник газа.
НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО (при сварке нагретым г а з о м) (нд. я.) — неправильное, названые нагревателя газа.
НАГРЕВАТЕЛ ЬН Ы Й И НСТРУМЕНТ — тех нолог. оснастка многократного пользования, применяемая в кач-ве источника теплоты при сварке нагретым инструментом. II. и. может иметь форму пластины, диска, кольца, ленты и др.
В зависимости от источника нагрева различают электронагревательные инструменты и газонаг рев отельные инструменты.
НАГРЕВАТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ЭКСТРУЗИОННОЙ СВАРКИ ’—нагревательный инструмент, осуществляющий подогрев с профилированием соединяемых поверхностей при экструзионной сварке. Рабочие поверхности Н. и. д. э. с. спрофилированы в соответствии с разделкой кромок и имеют рифления в направлении перемещения во время сварки (рис. 53). Профилированный Н. и. д. э. с. способствует увеличению площади его контакта с соединяемыми поверхностями, а следовательно, и кол-ва передаваемой им теплоты, и формирует волнистую поверхность па нагретых свариваемых кромках, благодаря чему затрудняется вылавливание присадочного материала на поверхность деталей и обеспечивается течение низковязкого присадочного материала параллельно направлению сварки.
75
ем ой вертикально, со скосами в нижней части придающими ей клиновидную форму и форм и рующими б детали V-образную разделку кромок (рис. 55).
НАГ---------------------------------
НАГРЕВАТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ
СВАР К И В РАСТРУБ — нагревательный инст-
Рис. 53. Схема сварки нагревательным инструментом для экструзионной сварки в продольном (а) и поперечном (б) сечениях:
1 — свариваемые детали; 2 — расплав; 3 — наконечник экструдера; 4—нагревательный инструмент; 5— шовоформирующий элемент; 6 — сварной шов
румент, включающий в себя дорн для оплавления и нагрева внутр, поверхности раструба муфты или трубы и гильзу для оплавления и нагрева внешн. поверхности трубы (рис. 54).
Рис. 54. Нагревательный инструмент для сварки враструб:
1 — дорн; 2 — гильза
Рис. 55. Нагревательный инструмент для сварки с формованием
НАГРЕВАТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СВАРКИ С ФОРМОВАНИЕМ — нагревательный инструмент в виде пластины, устанавлива-
НАГРЕВАТЕЛЬИЫЙ ИНСТРУМЕНТ ПРОФИЛИРОВАННЫЙ — нагревательный инструмент, рабочая поверхность к-рого имеет профилированную форму, причем выступы с одной стороны совпадают со впадинами на др. стороне. Н. и. п. служит для увеличения площади сварки за счет криволинейной (фигурной пли волнообразной) формы сварного шва и обеспечения сдвиговых деформаций расплава полимера при осадке свариваемых деталей.
НАГРЕВАТЕЛЬНЫЙ ИНСТРУМЕНТ ФИГУРНЫЙ (ид. п.)—неправильное название нагревательного инструмента профилированного.
НАГРЕТЫЙ ГАЗ — газ, применяемый в кач-ве теплоносителя для нагрева присадочного материала и (или) соединяемых поверхностей при сварке нагретым газом (напр., сжатый воз-дгх, азот, углекислый газ).
НАГРЕТЫЙ КЛИН ДЛЯ СВАРКИ С ПРИСАДОЧНЫМ ПРУТКОМ-— нагревательный инструмент с наконечником клиновидной формы, предназначенным для нагрева кромок соединяемых деталей (см. Сварка нагретым клином с присадочным прутком). и с наклонным к направлению сварки отверстием для нагрева присадочного прутка (сечение отверстия равно сечению прутка') (рис. 56).
НАДЕЖНОСТЬ СОЕДИНЕНИЯ, эксплуатационная надежность с седине-
76
ния — св-во соединения выполнять заданные ф-ции, сохраняя заданные эксил. показатели в течение требуемого времени или требуемой наработки.
НАДРЕЗ — резкое изменение сечения детали. Н. является концентратором напряжений и обычно предопределяет наиболее уязвимое место конструкции. При испытании на ударный изгиб V- и П-образный Н. делают в зоне шва или в основном материале фрезерованием.
НАИРИТОВЫЕ КЛЕИ — то же» что поли-хлоропреновые клеи.
НАКЛАДКА (в с о е д и н е н и и) — кон-струнгивный элемент соединения, перекрывающий кромки свариваемых или склеиваемых деталей (см. Соединение с накладками}.
НАКОНЕЧНИК (при сварке нагретым газом) — сменная деталь нагревателя газа, формирующая и направляющая струю газа в зону сварки. Конструкция II. зависит от формы сварного шва и присадочного материала, конструкции нагревателя газа и т. д.
НАКОНЕЧНИК ДЛЯ СКОРОСТНОЙ СВАРКИ (при сварке нагретым газом) — наконечник нагревателя газа для скоростной сварки нагретым газом с присадочным материалом. с помощью к-рого в зону сварки подводится нагретый газ для подогрева основного и присадочного материалов. Н. д. с. с. присоединяется к корпусу сварочного аппарата накидной ганкой. Бывают трехкамерные и однокамерные Н. д. с. с. В первой конструкции (рис. 57, а) пи гретый газ подается по трем раздельным каналам (1 — для подогрева присадочного прутка, 2 — для нагрева зоны сварки, 3 — для подогрева основного материала), во второй конструкции (рис. 57, б) газ подается по трем сообщающимся полостям, а давление на присадочный материал создается приглаживающей колодкой.
НАНЕСЕНИЕ КЛЕЯ— операция технологии склеивания, заключающаяся в равномерном распределении клея по поверхности соединяемых деталей и в обеспечении условий наилучшего смачивания поверхностей. Для этого клей наносят на обе соединяемые поверхности и мех. воздействием ускоряют его растекание. Клей наносят вручную или с помощью различных механизмов. Существуют след, способы Н. к.: нанесение клея кистью, нанесение клея распылением, шпателем, валиком, истечением из ванны, дублированием пленочного клея, вихревым напылением порошкообразного клея, окунанием, промазкой и экструзией клея-расплава.
НАНЕСЕНИЕ КЛЕЯ КИСТЬЮ — нанесение клея на поверхности соединяемых деталей с помощью кисти со свободной длиной ворса 15— 20 мм. Кистью клей наносят на обе склеиваемые поверхности плавным движением для предотвращения попадания в клеевой слой возду-
НАН
ха и образования пористой клеевой прослойки. И. к. к. применяют только в опытном и мелкосерийном производстве из-за низкой производи-
Рис. 56. Нагретый клин для сварки с присадочным пругком:
1 — наконечник; 2 — отверстие
Рис. 57. Трехкамерный (а) и однокамерный (б) наконечники для скоростной сварки (стрелками указано направление движения нагретого газа)
тельности этого способа, необходимости оборудования рабочего места местным вытяжным устройством (см. Местная вытяжная вентиляция} ; получения неравномерной клеевой прослойки. Перечисленные недостатки могут быть частично устранены при применении шпателей, валиков и роликов.
77
HAH --------------------------------
НАНЕСЕНИЕ КЛЕЯ РАСПЫЛЕНИЕМ — нанесение клея на поверхности соединяемых деталей с помощью распылителей. Существует три варианта Н. к. р.: воздушное, мех. (безвоздушное) и распыление в электростатическом поле.
НАНЕСЕНИЕ ПРИФОРМОВОЧНОИ МАССЫ — операция технолог, процесса приформов-ки, заключающаяся в распределении прифор-мовочной массы по поверхности соединяемых участков деталей. Способ Н. п. м. зависит от типа наполнителя в ней. Приформовочпую массу на
Рис. 58. Нанесение приформовочной массы методом распыления:
1 — жгут из стекловолокна; 2 — режущее устройство; 3 — форсунка для подачи связующего вещества; 4 — приформовочная масса; 5 — соединяемые детали;
6 — бобина
основе стеклоткани наносят преимущественно вручную, поочередно укладывая слои ткани и пропитывая их связующим веществом кистью или валком. Приформовочную массу на основе рубленого стекловолокна наносят распылением (рис. 58) или экструзией. При сборке изделий, имеющих форму тел вращения, Н. п. м. выполняют методом намотки.
НАПЛЫВ КЛЕЯ — выдавливание клея из клеевого шва. Н. к. происходит при избыточном нанесении клея и приводит к загрязнению склеиваемых материалов и оборудования.
НАПОЛНЕННЫЙ КЛЕИ— клей, содержащий в кач-ве модифицирующего компонента (см. Компоненты клея) наполнитель. Н. к. приобретают новые технолог, св-ва, напр., повышенную вязкость, меньшую усадку (см. Усадка клея) п создают клеевые прослойки с новыми экспл. х-ками. напр. повышенными жесткостью и теплостойкостью, по сравнению с непэполненными клеями.
НАПОЛНИТЕЛИ — тв., жидк. или газообр. неорган. или орган, в-ва, к-рые вводят в матричную основу для создания гетерофазных систем с сочетанием св-в, отличных от св-в исходных компонентов. II. играют важную роль в полимерных композиционных материалах и
клеях (см. Наполнители клеев). В подавляющем большинстве случаев применяют тв. II.: тонкодисперсные с частицами зернистой (сажа, диоксид кремния, древесная мука, мел, каолин и др,) цли пластинчатой (тальк, слюда, графит и др.) формы, а также разнообразные волокнистые материалы. Последние применяют в виде элементарных волокон, нитей, прядей, жгутов, тканей, холстов, матов, бумаги, шпон, прутков, сеток. Тип и природа И. находят отражение в классификации полимерных материалов. Различают, напр., стеклопластики, углеродопласти-ки, асбопоп ла стики, древесные пластики, органопластики, газонополнештые пластмассы. Полимерные материалы с волокнистыми наполнителями называют также армированными пласти-ками.
НАПОЛНИТЕЛИ КЛЕЕВ—тв. и газообр. в-ва, к-рые вводят в состав клея для улучшения технолог, св-в основы клея (см. Технологические свойства полимеров) и экспл. х-к клеевой прослойки и клеевого соединения, а также для снижения стоимости клея (наполнители, как правило, значительно дешевле полимеров). Н. к. могут служить практически все существующие природные и искусственные материалы в виде порошков, волокон, чешуек, тканей, сеток, матов, бумаги и т, п. Содержание наполнителя в клее может изменяться в широких пределах. Часто его доля по массе составляет 40—50 %. Среди порошкообразных Н. к. наиболее распространены диоксид кремния, оксиды металлов, мел, каолин, алюминиевая пудра, среди волокнистых — стеклянные, асбестовые и хим. волокна. .Многие из этих Н. к. повышают трещине-, термо- и теплостойкость, уменьшают ползучесть и горючесть клеевой прослойки, придают ей электро- и теплопроводность (метал. Н. к.). способствуют снижению хим. усадки клея и содержания летучих. Неорган. II. к., обработанные кремнийорганическимп аппретами, прочно соединяются с полимерной основой клея, что улучшает прочность и водостойкость клеевого соединения. Газообр. Н. к. (см. Вспенивающийся клей) улучшают способность клея заполнять зазоры между соединяемыми деталями, а также снижают массу клеевой прослойки.
НАПРАВЛЕНИЕ СВАРКИ — направление движения источника теплоты вдоль продольной оси сварного шва.
НАПРЯЖЕНИЕ ПРОБОЯ — мин. электр. напряжение, при к-ром происходит разрушение диэлектрических материалов. II. п. следует учитывать при высокочастотной сварке пластмасс.
НАРУЖНЫЙ ДЕФЕКТ — дефект, выходящий на поверхность материала (напр., наружная трещина). Крупные II. д. выявляют ппи контроле внешним осмотром, мелкие — с помощью капиллярной дефектоскопии.
78
НАСАДКА — съемная деталь нагревателя газа или сварочного экструдера, предназначен’ ная для предварительного подогрева присадочного материала и (или) поверхностей свариваемых деталей и подачи присадочного материала в зону сварки. При этом используют присадочный материал в виде прутков различного профиля. С помощью Н. может быть осуществлен также стабильный прижим присадочного материала к кромкам шва (при скоростной сварке нагретым газом).
НАСАДКА ПРОФИЛИРОВАННАЯ — насадка, применяемая для профилированного присадочного материала.
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ — сварное (клеевое) соединение, в к-ром соединяемые элементы расположены параллельно и частично перекрывают друг друга (рис. 59).
НАХЛЕСТОЧНОЕ СОЕДИНЕНИЕ СО СКОСОМ КРОМОК — то же, что двухскосное нахлесточное соединение.
НЕОРГАНИЧЕСКИЕ КЛЕИ — клеи на основе связующих веществ неорган. природы. По природе основы (см. Основа клея) Н. к. разделяют на минеральные и метал. По агрегатному состоянию первые могут быть клеями-порошками, клеями-растворами (связками) и клеями-дисперсиями. Адгезионные св-ва клеев-дисперсий проявляются только в сочетании тв. тело — жидкость. Клеи-дисперсии разделяют на клеи-цеменгы, в к-рых происходит хим. взаимодействие дисперсионной среды — растворителя (вода, водные р-ры солей, -к-т или щелочей) и дисперсной фазы (минеральные или метал, порошки), и на клеи-пасты, действие к-рых основано на высыхании дисперсионной среды. К клеям-пастам относятся, напр., суспензии глины, шликеры. Клен-пас гы не имеют такого значения, как клеи-цементы. Клеи-растворы представляют собой мол. насыщенные или пересыщенные р-ры, к-рые в процессе склеивания превращаются в дисперсную систему с выделением тв. фазы. Введение в клеи-растворы порошка превращает их в клеи-цементы. Важнейшими видами минеральных клеев, если их классифицировать по хим. природе основы клея, являются керамические клеи, метаялофосфат-ные клеи и силикатные клеи.
НЕПРЕРЫВНАЯ СВАРКА — сварка при непрерывном (последовательном) перемещении сварочного инструмента или свариваемого изделия.
НЕПРЕРЫВНАЯ СВАРКА НАГРЕТЫМ ИНСТРУМЕНТОМ ПРЯМЫМ НАГРЕВОМ — непрерывная сварка, при к-рой теплота к соединяемым поверхностям передастся непосредственно от нагревательного инструмента. Н. с. н. и. п. н. может выполняться без присадочного материала, или с присадочным материалом (см. Сварка нагретым клином, с присадочным прутком). Первая разновидность сварки более
НЕР
распространена; обычно ее называют сваркой нагретым клином.
НЕПРЕРЫВНАЯ УЛЬТРАЗВУКОВАЯ
СВАРКА— ультразвуковая сварка, при к-рой перемещение волновода и свариваемых изделий друг относительно друга обеспечивает получение протяженных непрерывных швов любой конфигурации. Существует несколько способов реализации И. у. с.: 1) свариваемый материал неподвижен, а акустическая головка перемещается вручную или с помощью спец, механизма. Такую разновидность сварки иногда называют сваркой скользящим инструментом.; 2) свариваемый материал перемещается между
Рис. 59. Сварное нахлесточное соединение без скоса кромок с односторонним (а) и двусторонним (б) сварными швами
рабочим торцом волновода и опорой или вращающимся роликом; 3) свариваемый материал перемещается через зазор, образованный двумя волноводами или одним расщепленным волноводом (см. Ультразвуковая сварка с фиксированным зазором).
Н. у. с. применяют в основном для соединения полимерных пленок или синтетических тканей.
НЕПРЕРЫВНЫЙ ШОВ — сварной шов без промежутков по длине.
НЕПРОВАР — дефект в виде несплавлепия в сварном соединении. Н. является наиболее опасным дефектом, не допустимым при любом его размере.
Н ЕРАЗРУШАЮЩИЕ ИСПЫТАН ИЯ — определение экспл. х-к материалов без их разрушения путем измерения значений нек-рых физ. величин, к-рые зависят от св-в материалов. Эти зависимое!и устанавливают экспериментально для каждого материала или изделия. Основное преимущество Н. и. состоит в возможности многократного повторения измерений, благодаря чему обеспечивается высокая надежность результатов. При строительстве пластмассовых трубопроводов Н. и. в совокупности с разрушающим контролем качества соединения входят в систему мероприятий по обеспечению качества сварных соединений.
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ КАЧЕ-С.Т ВА СО ЕД МНЕНИЯ — контроль качества сварки или склеивания, в процессе к-рого сохраняется целостность изделия. При Н. к. к. с. измеряемое значение нек-рой физ. величины сопоставляется с заданным нормативным зна*
79
HEP
чением, в результате чего дается заключение о кач-ве контролируемого объекта. Н. к. к. с. составляет основу приемочного контроля, к-рый входит в систему мероприятий по обеспечению качества сварных соединений (см. Контроль внешним осмотром).
НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ — соединение, в к-ром детали кренятся друг к другу т. о., что в последующем не могут быть разъединены без нарушения целостности деталей или соединительного элемента. К Н. с. относятся соединения, полученные сваркой, склеиванием, приформовкой и др. Способ получения и тип II. с. выбирают в зависимости от условий его эксплуатации, св-в материала соединяемых деталей и условий изготовления.
НЕСОВПАДЕНИЕ КРОМОК —то же, что смещение кромок.
Н ЕСУЩАЯ СПОСОБНОСТЬ — предельное состояние, при к-ром сохраняются эксплуатационные кач-ва конструкции, узла, элемента, соединения и т. л. Н. с. выражают через предельную нагрузку.
НИЖНЕЕ ПОЛОЖЕНИЕ СВАРКИ — положение сварки, при к-ром угол наклона сварного шва а равен 0°, а угол поворота сварного шва Р равен для углового шва 45°, для стыкового шва — 0°.
НИЖНЕЕ ПОЛОЖЕНИЕ СВАРКИ В ЛОДОЧКУ — положение сварки при выполнении углового шва, при к-ром угол наклона, сварного шва а и угол поворота сварного шва ₽ равны 0°.
НИТРИЛЬНЫЕ КЛЕИ — резиновые клеи на основе бутадиенакрилонитрильного каучука. Н. к. могут содержать вулканизующие системы, растворители (этилацетат и др.), феноло-
формальдегидные, кумароновые, алкидные и др. смолы, наполнители и др, ингредиенты клеев; выпускают в виде вязк. жидкостей. Одноупаковочные клеи жизнеспособны (см. Жизнеспособность клея) нс менее 6 мес. Срок годности двухупаковочных клеев (см. Многоупаковочный клей) после их приготовления 8—48 ч. Склеивание материалов Н. к. при комнатной темп-ре обычно происходит в течение 8—48 ч, а при S0—150 °C — в течение 2—0,5 ч. Клеевые соединения на основе II. к. стойки к действию алифатических углеводородов (бензину, керосину), минеральных масел, воды, выдерживают темп-ры от —60 до 200 °C.
Н. к, применяют для соединения нсвулкани-зованных резин и прорезиненных тканей, чаще на основе нитрильных каучуков, с последующей их вулканизацией и приклеиванием вулканизованных резин к металлам, стеклоткани, пластмассам и др. материалам.
НОРМАЛЬНОЕ НАПРЯЖЕНИЕ — внутр, сила, возникающая в теле под влиянием внешн. воздействий, отнесенная к единице площади в данной точке рассматриваемого сечения и перпендикулярно ему направленная.
НЬЮТОНОВСКАЯ ЖИДКОСТЬ — жидкость, вязкость к-рой при ламинарном течении не зависит от режима течения (напряжения сдвига и градиента скорости в направлении, перпендикулярном течению), и полностью определяется ее хим. природой и состоянием (темп-рой и давлением). Движение Н. ж, описывается уравнениями Навье — Стокса. К. II. ж. относятся, в частности, все индивидуальные низкомолекулярные в-ва и их р-ры в жидк. состоянии (орган, жидкости, расплавленные металлы, стекла при темп-pax выше температуры размягчения).
ОБВАРКА — сварка, осуществляемая по замкнутому контуру.
ОБЕЗЖИРИВАНИЕ — способ подготовки свариваемых (склеиваемых) поверхностей, заключающийся в удалении жировых загрязнений. О. проводят водными р-рами поверхностно-активных в-в или растворителями, не вызывающими набухания пластмассы (см. Набухание полимеров), обычно путем протирания тампоном, смоченным указанным р-ром или растворителями, или окунанием деталей в последние.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА (сварных соединений) — комплекс мероприятии, проводимых на различных этапах сварочного производства и включающих предупредительный контроль (до начала сварки), операционный контроль (в процессе сварки), приемочный контроль (после окончания сварки).
ОБЛОЙ — избыточный материал в виде заусенцев на деталях, образующийся при сварке, а также при прессовании в плоскостях разъема пресс-форм вследствие вытекания пресс-матсриала.
ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ ПРОНИКАЮЩИМ ИЗЛУЧЕНИЕМ —облучение сварных соединений ионизирующим излучением с целью создания трехмерной полимерной сетки, повышающей их физ,-мех. св-ва.
ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ (сварного соединения), сварной образец — вырезанный из сварного соединения образец определенной формы и размеров для оценки его мех. св-в в лабораторных условиях.
ОБРАЗОВАНИЕ ХЛОПУНОВ — возникновение непроклеенпых участков в клеевом шве вследствие неравномерного распределения клея
80
по субстрату, нарушения режима отверждения (темп-ры и давления), наличия в клеевой прослойке воздуха, воды или паров растворителя. В результате О х. снижается прочность и герметичность к л ее во г о соединения.
ОБРАЗОВАНИЕ 'ЛЕЙКИ (при испытаниях полимеров на растяжение) — появление в образце при соответствующем напряжении резко выраженного местного сужения. Последующая деформация образца осуществляется преимущественно путем перехода от широкого сечения к узкому со скоростью, отвечающей условиям деформации, О. тп. наблюдается при растяжении как кристал., так и аморфных полимеров (в стеклообразном состоянии). В обоих случаях О. ш. происходит внешне сходным образом. Удлинение образца при этом в зависимости о г природы полимера и условий растяжения может достигать десятков, сотен и даже тысяч процентов. О. ш. сопровождается перестройкой исходной структуры материала. Полимер переходит из неориентированного в ориентированное состояние, что сопровождается его упрочнением (см. Д ефо рмационное упрочнение ). Обр атимость больших деформаций полимеров, возникающих при О. ш., появляется при нагреве и заключается в восстановлении неориентированного состояния полимера и его геометрических размеров — т. н. полимерная память. Это происходит при нагреве кристал. полимеров до температуры плавления или стеклообразных полимеров до температуры стеклования.
О. ш. происходит и при растяжении ориентированных полимеров, если растягивающие силы действуют пол некоторым углом к направлению первичной вытяжки, т. е. при переориентации.
ОБРАТИМАЯ ДЕФОРМАЦИЯ — способность полимеров, а также их сварных (клеевых) швов восстанавливать исходные размеры и форму после снятия нагрузки. От упругой деформации О. д. отличается большей длительностью.
ОБЪЕМНАЯ НАГРУЗКА — механическая нагрузка, приложенная ко всем частицам тела. Напр., такую нагрузку испытывает погруженное в жидкость тело.
ОДНОПОЗИЦИОННАЯ ВЫСОКОЧАСТОТНАЯ СВАРОЧНАЯ УСТАНОВКА —I. Высокочастотная сварочная установка, загрузочное устройство к-рой включает один загрузочный стол.— 2. Высокочастотная сварочная установка, имеющая одну сварочную позицию.
ОД Н О П РОХ ОД НА Я С В А Р КА — сварка с присадочным материалом, при к-рой образуется однопроходный шов.
ОДНОПРОХОДНЫЙ ШОВ —шов сварного соединения, образованный одним проходом.
ОДНОСКОСНОЕ ВРЕЗНОЕ КЛЕЕВОЕ СОЕДИНЕНИЕ— врезное клеевое соединение, в
------------------------------ ОКИ
к-ром боковая не подлежащая соединению поверхность более толстой детали в зоне шва скошена (рис. 60).
ОДНОСЛОЙНАЯ СВАРКА — сварка с присадочным материалом, при к-рой образуется однослойный шов.
ОДНОСЛОЙНЫЙ ШОВ —шов сварного соединения, образованный одним слоем сварного шва (рис. 61). О. ш. может быть образован одним (см. Однопроходный шов) или несколькими (см. Многопроходный шов) проходами.
ОДНОСТОРОННИЙ НАГРЕВ — косвенный нагрев, при к-ром теплота к месту сварки (скле-
Рис. 60. Одпоскосное врезное клеевое соединение
ГУР
U 6
Рис. 61. Однослойные швы, полученные сваркой нагретым газом с присадочным материалом в результате одного (а) и двух (б) проходов
ивания) подводится со стороны одной из соединяемых деталей. При сварке разнотолщин-ных деталей О. н. осуществляют, как правило, со стороны тонкостенной летали. О. н. может быть выполнен излучением (см. Термоимпульс-но-световая сварка), нагретым газом, нагретым инструментом.
ОДНОСТОРОННИЙ ШОВ — сварной шов, образуемый в результате одностороннего заполнения зазора между кромками соединяемых деталей присадочным материалом (рис. 62). О. ш. выполняют сваркой нагретым газом с присадочным материалом, сваркой расплавом или светопрессовой сваркой с присадочным материалом.
ОДНОСТОРОННЯЯ СВАРКА (нд. п.) — неправильное название сварки с односторонним нагревом.
ОДНОУПАКОВОЧНЫЙ КЛЕЙ —клей, поставляемый потребителю в одной упаковке.
ОКИСЛИТЕЛЬНАЯ ДЕСТРУКЦИЯ (п о-л и м ер о в) — разрушение макромолекул полимера под действием кислорода или др. окисляющих агентов. В чистом виде О. д. встречается довольно редко. Гораздо чаще полимер подвергается термоокислительной деструкции.
6 8-GI5
81
око
ОКОЛОШОВНАЯ ЗОНА — область сварного соединения, прилегающая к сварному шву (см. (Зона термического влияния).
ОКОЛОШОВНЫЕ ТРЕЩИНЫ (в сварных соединениях) — трещины сварного соединения, возникающие в околошовной зоне. В стыковых швах О. т. возникают в подграто-вой области на границе прогрева. Появление О. т- обусловлено нарушениями технологии сварки и дефектами поверхностных слоев основного материала
ОПАСНОЕ СЕЧЕНИЕ—сечение элемента конструкции, в к-ром действуют макс, напряжения от внешн. нагрузки.
Рис. 62. Односторонний стыковой (а), угловой (б) и Т-образный (в) сварные швы
ОПЕРАЦИОННЫЙ КОНТРОЛЬ, технологический контроль — контроль продукции или процесса во время выполнения или после завершения технолог, операции (см. Обеспечение качества).
ОПЛАВЛЕНИЕ (нагревательным инструментом) — операция технологии сварки нагретым инструментом прямым нагревом. в процессе к-рой сглаживаются неровности соединяемых поверхностей и обеспечивается их плотное прилегание к нагревательному инструменту. О. считается завершенным, когда по периметру кромок оплавляемых поверхностей образуется непрерывный грат.
ОПОРА (при ультразвуковой сварке) — часть акустического узла, предназначенная для фиксации свариваемых материалов, их ориентации относительно рабочей поверхности волновода и, в отдельных случаях, для создания статического усилия. Различают опоры активные и опоры пассивные.
ОПОРА АКТИВНАЯ — опора, у к-рой собственная частота мех. колебаний совпадает с рабочей частотой акустической головки, что обеспечивает оптим. энергет. режим сварки.
ОПОРА ПАССИВНАЯ — опора, у к-рой собственная частота мех. колебаний не совпадает с рабочей частотой акустической головки.
Конструкцию и материал О. я. выбирают в зависимости от требуемого теплового режима сварки.
ОПТИМАЛЬНЫЕ СВАРОЧНЫЕ ПАРАМЕТРЫ— параметры режима сварки, обеспечивающие в комплексе заданные (оптим.) св-ва сварного соединения. Поскольку даже различные партии одного и того же материала могут иметь разные О. с. и., нормативные документы на сварку устанавливают допуски на каждый параметр, в пределах к-рых возможны вариации.
ОПТИМАЛЬНЫЙ РЕЖИМ СВАРКИ — режим сварки, при к-ром выдержаны оптимальные сварочные параметры,
ОРГАНОПЛАСТИКИ — пластические массы. армированные гл. обр. синтетическими волокнистыми наполнителями в виде тканей, бумаги, нитей или жгутов. Матрицей в них служат преимущественно эпоксидные полимеры или термопласты. Способность О к сварке и склеиванию во многом зависит от св-в матрицы. О. с термопластичной матрицей могут соединяться практически всеми известными способами сварки термопластов.
ОРИЕНТАЦИЯ ПРИСАДОЧНОГО МАТЕРИАЛА— переход линейного полимера в присадочном материале в ориентированное состояние при растяжении последнего (см. Ориентированное состояние полимеров). О. п. м. происходит, напр., при сварке нагретым газом с присадочным материалом.
ОРИЕНТИРОВАННОЕ СОСТОЯНИЕ ПОЛИМЕРОВ—анизотропное состояние материала в тв. агрегатном состоянии при пластической или высокоэластической деформации. В расплаве или растворе О. с. п. (особенно полярных) наблюдается и при наложении различного рода полей. В результате ориентации возникает анизотропия, что сказывается на изменении ряда св-в (прочности, деформируемости, поляризуемости, диэлектрической проницаемости и Др.). О. с. п. используют в технике для направленного регулирования этих св-в в полимерных и композиционных материалах.
ОСАДКА ПРИ СВАРКЕ — операция технологии сварки нагретым инструментом встык, в процессе к-рой происходит пластическая деформация переведенных в вязкотекучее состояние объемов свариваемых деталей. О. п. с. осуществляют под давлением при осадке с целью сближения поверхностей свариваемых деталей на расстояние, при к-ром становится возможным их межмолекулярное взаимодействие, и для удаления из зоны сварки неорган. включений, газов, окисленного и деструктиро-ванного материала и т. п.
Основным условием качественного выполнения О. п. с. является последовательное перемещение слоев вязкотекучего материала в грат. Это достигается послойным выдавливанием
82
материала с определенной скоростью (см. Скорость осадки).
ОСНОВА КЛЕЯ—составная часть клея, к-рая определяет его основные технолог, св-ва и св-ва клеевой прослойки. Природа О. к. находит отражение в классификации клеев.
ОСНОВНАЯ НАГРУЗКА — механическая нагрузка на конструкцию, существующая при ее эксплуатаций. К О. н. относится собственная масса конструкции, масса груза в подъемнике и т. д. (см. Полезная нагрузка).
ОСНОВНОЙ МАТЕРИАЛ (при сварке и ли с к л с и в а н и и) — материал, подвергаемый соединению.
ОСТАТОЧНЫЕ ДЕФОРМАЦИИ (при сварке) — деформации, остающиеся в сварном соединении после сварки и полною остывания изделия. О. д. возникают при местном (неравномерном) нагреве свариваемого материала концентрированным источником теплоты в результате затруднений расширения и сжатия материала при нагреве и остывании. Расширение н сжатие материала ограничено тем, что нагретый участок со всех сторон окружен холодным материалом, размеры к-рого не претерпевают никаких изменений.
ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ В КЛЕЕВЫХ СО ЕД МНЕНИЯХ — собственные напряжения, взаимно уравновешенные на границе раздела в клеев ом шве, О. н. в к. с. появляются в результате действия технолог, п экспл. факторов и сохраняются после прекращения действия указанных факторов. Появление О. н. в к. с. может быть обусловлено несколькими причинами: испарением растворителя из клея-раствора (см. Затвердевание клея), образованием хим. связей при отверждении термо реактивного клея, различием температурного коэффициента линейного расширения основного материала и клеевой прослойки.
ОСТАТОЧНЫЕ СВАРОЧНЫЕ НАПРЯЖЕНИЯ— собственные напряжения, возникающие в сварном шве или основном материале под влиянием режима и условий сварки п сохраняющиеся после окончания сварки. При тепловой сварке О. с. н. являются следствием локального нагрева полимерного материала, теплоизоляционного по своей природе и имеющего высокий температурный коэффициент линейного расширения (см. Температурные остаточные напряжения), при сварке растворителем —- следствием набухания полимера и последующей его усадки в результате испарения растворителя или полимеризации мономера (происходят только в зоне шва). Длительно действующие О. с. п. могут привести к короблению сварной конструкции, появлению трещин в шве (см. Трещина сварного соединения). Поэтому их следует снижать до безопасного уровня (см. Отжиг сварных соединений).
6*
----------------------------------- отв
ОСТЫBAН ИЕ Ш ВА — операция технологии сварки, в процессе к-рой происходит охлаждение сварного шва под определенным давлением. О. ш. характеризуется временем охлаждения и зависит от толщины материала, его теплопроводности и темп-ры окружающей среды.
Как правило, не допускается ускорение О. ш. обдувом, водяным охлаждением и др. способами. В отдельных случаях ускоренное О. ш. применяют при строгом нормировании этапов этого процесса для равномерного распределения остаточных сварочных напряжений и развития в зоне шва структурных образований, улучшающих экспл. кач-ва соединения.
В нормативной литературе О. ш. регламентируют временем охлаждения.
ОТВЕРДЕВАНИЕ КЛЕЯ—то же, что затвердевание клея.
ОТВЕРДИТЕЛИ — в-ва, вызывающие отверждение реакционноспособных смол и олигомеров. В кач-ве О. используют полнфункциональ-ные соединения (наир., полиамины, полиизопиа-наты, ангидриды орган, к-т), к-рые входят в структуру образующегося полимера, или инициаторы (напр., пероксиды) и катализаторы отверждения (напр., сульфокислоты, третичные амины, к-ты Льюиса). Инициаторы вызывают отверждение олигомеров и смол, содержащих ненасыщенные группы. Часто инициатор используют в сочетании с ускорителем его распада (см. Ускоритель отверждения). Катализаторы ускоряют взаимодейс гвис реакционноспособных групп олигомеров и смол между собой или с полифункциональными О. Тип О. влияет на режим отверждения. Для увеличения жизнеспособности отверждающихся композиций применяют блокированные отвердители.
ОТВЕРЖДЕНИЕ КЛЕЯ — переход реактивного клея из жидк. состояния в тв. в процессе склеивания в результате изменения хим. структуры основы клея (см. Отверждение полимеров).
ОТВЕРЖДЕНИЕ ПОЛИМЕРОВ —превращение жидк. реакционноспособных олигомеров, смол и (или) мономеров в тв. неплавкие и нерастворимые трехмерные полимеры, О. п. происходит в результате взаимодействия реакционноспособных групп отверждающихся материалов между собой или с реакционноспособными группами отвердителей при нагреве, под действием УФ-излучения или без почведения энергии извне. /Механизм О. п. зависит от природы реакционноспособных групп, типа отвердителя и условий процесса. О. п. имеет место при хим. сварке неполностью отвержденных реактопластов, при формировании клеевой прослойки из реактивного клея (см. Отверждение клея) и приформованной накладки (см. Приформовка).
ГЗ
отв ---------------------------------------
ОТВЕРЖДЕНИЕ НЛ ХОЛОДУ —то же, что холодное отверждение.
ОТДИРАЮЩЕЕ НАПРЯЖЕНИЕ — напряжение в клеевой прослойке, возникающее при испытании на отслаивание клеевого соединения О. и. определяют отношением разрушающей силы к ширине образца. О. н. зависит от угла приложения нагрузки и скорости отрыва
ОТЖИГ СВАРНЫХ СОЕДИНЕНИЙ — термообработка, заключающаяся в нагреве материала сварного шва до темп-ры не выше температуры стеклования аморфного стеклообразного полимера (см. Стеклообразное состояние полимеров) или не выше температуры плавления кристал. полимера (см. Кристаллическое состояние полимеров) и последующем медленном охлаждении. О, с. с. применяют для снятия остаточных сварочных напряжений до безопасного для эксплуатации уровня, а также для повышения степени кристалличности полимера и обеспечения однородности его структуры.
ОТКРЫТАЯ ВЫДЕРЖКА, сушка — выдержка перед склеиванием от момента нанесения клея до начала закрытой выдержки. Во время О. в. происходит испарение растворителей из клеевого слоя, заполнение клеем неровностей субстрата и пор, вытеснение из них воздуха и образование па склеиваемой поверхности слоя клея равномерной толщины, к-рая далее не изменяется вследствие повышения вязкости клея. Полное удаление растворителей из нанесенного клея необходимо для устранения вспенивания клея (см. Вспенивающийся клей) и предотвращения образования клеевой прослойки с пористой структурой, имеющей невысокую прочность и низкую теплостойкость. Темп-ра О. в. и время открытой выдержки зависят от кол-ва растворителя в клее и его природы Оптим. время О. в. определяется скоростью испарения растворителя и скоростью прохождения др. процессов; его устанавливают по точке перегиба кривой, характеризующей кинетику испарения растворителя. Для сокращения времени О. в. и более полного удаления растворителя ее проводят в две стадии — сначала при комнатной темп-ре, а затем при повышенной Если сразу же после нанесения клея повысить темп-ру, то па поверхности клеевого слоя образуется тончайшая пленка, препятствующая выходу из нее газов, вследствие чего получается пористая клеевая прослойка. Повышать темп-ру с самого начала О. в, мож-
ПАЗОВОЕ СОЕДИНЕНИЕ — то же, что шпцн токое соединение.
ПАРАМЕТР РАСТВОРИМОСТИ — количест
но лишь в случае нанесения очень тонкого слоя клея. Обычно для сокращения времени О. в. применяют конвективный нагрев и инфракрасное излучение. О. в. не назначают в том случае, если клей практически не содержит летучих в-в и растворителей.
ОТНОСИТЕЛЬНАЯ ПРОЧНОСТЬ СОЕДИНЕНИЯ — то же, что коэффициент прочности соединения.
ОТНОСИТЕЛЬНОЕ УДЛИНЕНИЕ (при и с п ы т а н и и на растяжение) — отношение приращения расчетной длины образца к ее первоначальной длине, О. у. выражают в процентах. Различают О. у. при макс, нагрузке, при разрыве, при пределе текучести.
ОТРАЖАТЕЛЬ — устройство, изменяющее направление и интенсивность потока электромагнитных волн, ультразвуковых, колебаний и др. Физ. св-ва О. резко отличаются от св-в среды, в к-рой распространяется поток. О. применяют при сварке излучением.
ОТ РЫВ — р азру шеиие м атериа л а или его соединений под действием растягивающих напряжений.
ОТСЛАИВАЙ ИЕ — разрушение клеевого соединения, заключающееся в отделении гибкого элемента клеевого соединения от жесткого О. может происходить в результате действия механических нагрузок, циклически изменяющихся теми-p, воздействия воды и хим. сред, а также комбинации перечисленных воздействий. Сравнительная опенка прочности различных соединений производится при испытании на отслаивание.
ОХРУПЧИВАНИЕ—переход тв. тела из пластического состояния в хрупкое. О. определяется след, основными факторами: темп-рой, скоростью нагружения, концентрацией напряжения.
ОЧИСТКА KPOMOKt зачистка кромок — способ подготовки свариваемых (склеиваемых) поверхностей, заключающийся в удалении с подлежащих соединению и прилегающих поверхностей деталей различных загрязнений (масла, нефти и пр.) с помощью воды, волосяных щеток и протирки ветошью до сухого состояния. Применение метал, гпеток, соскабливание грязи метал, инструментом не допускается. Напр., перед сваркой нагретым инструментом встык труб из полимерных материалов О. к. производят по наружной и внутр, поверхности труб на расстоянии от торца не менее чем на 30 мм, затем производят О. к. торцов труб. О. к. предшествует обезжириванию.
п
венная х-ка способности в-в к взаимному растворению, т. е. образованию гомогенной термодинамически устойчивой системы. В технолог.
84
ПЕР
практике сварки и склеивания оптим. считается система, в к-рой П. р. полимера и растворителя близки но значению.
ПАРАМЕТР СВАРИВАЕМОСТИ УЛЬТРАЗВУКОМ—безразмерная величина характеризующая энсргст. баланс за время от начала ультразвуковой сварки до перехода аморфного термопласта в вязкотекучее состояние или до достижения температуры плавления частично крист, термопласта П. с. у. определяют по ф-ле
где 7\ — начальная темп-pa; 7’2 — температура размягчения или темп-pa плавления; р — плотность; с — уд. теплоемкость; Ef — динам.
модуль; 6 — фактор механических потерь; р — статич. давление; р^ — мин. давление, при к-ром не происходит трения на границе контакта деталей (см. Критическое давление); р — коэффициент трения.
ПАРАЛ^ЕТРЫ РЕЖИМА СВАРКИ, технологические параметры сварки, параметры сварки — количественные х-ки последовательно выполняемых операций технологии сварки. Основные П. р. с. (напр., сварки встык) — темп-рй, давление, время оплавления, время прогрева, время осадки и время охлаждения деталей. П- р. с. определяются нормативными документами и, как правило, имеются в техн, документации к сварочному оборудованию.
П. р. с. корректируют в зависимости от физ.-хим. св-в свариваемых материалов (по партиям поставки), климат, условий, используемого оборудования.
ПАРАМЕТРЫ СВАРКИ — то же, что параметры режима, сварки.
ПАРТИЯ КЛЕЯ — кол-во клея (или отдельных компонентов клея), изготовленного в одних и тех же производственных условиях.
ПАССИВНАЯ ПОДЛОЖКА (при сварке из л у ч е н и ем) — подложка, хорошо пропускающая излучение. П. и. охлаждает прилегающие к ней более нагретые слои полимера, уменьшая т. о. скорость нарастания темп-ры в свариваемых материалах. В кач-ве материала подложки применяют фторопласт, кварцевое стекло и др.
ПАСТООБРАЗНЫЕ КЛЕИ — клеевые композиции, представляющие собой концентрированные дисперсные системы, в к-рых жидк. дисперсионной средой является синтетическая основа клея. П. к. обычно получают диспергированием тв. тел в жидком клее, хорошо их смачивающем (см. Смачивание). Для облегчения диспергирования и придания П. к. требуемых св-в (одпо-
родпости. пластичности и др.) в них добавляют поверхностно-активные вещества. П. к. могут содержать до 70—80 % в-ва дисперсной фазы, между частицами к-рого устанавливаются контакты коагуляционного типа (см. Коагуляция; Тиксотропия). П. к. применяют для склеивания вертикальных, наклонных и криволинейных поверхностей.
ПЕНОПЛАСТ — пластмасса, в к-рой газ заполняет нссообщающисся между собой поры. Структуру П. может иметь клеевая прослойка (см. Вспенивающийся клей). П. используется при создании тепло- и звукоизолирующих клееных и сварных конструкций.
ПЕРЕГРЕВ—(при сварке полимеров) — нагрев основного и (или) присадочного материала до температуры деструкции. П. обычно происходит при нарушении параметров режима сварки и приводит к ухудшению физ.-мех. св-в свапного соединения.
ПЕРЕДАТОЧНАЯ УЛЬТРАЗВУКОВАЯ СВАРКА, дистанционная ультразвуковая сварка, ультразвуковая сварка в дальнем иоле — ультразвуковая сварка, при к-рой поверхность ввода ультразвуковых колебаний удалена на значительное расстояние от соединяемых поверхностей (0,01—0,25 м). Удаление поверхности ввода энергии от границы раздела зависит от физ.-мех. св-в материала изделий, их размеров, вида и геометрии разделки кромок в зоне сварки.
11. у. с. рекомендуется для соединения деталей из пластмасс., обладающих высоким модулем упругости (£>2-103 МПа) и малым коэффициентом затухания (£<0,035 м~г),напр., полистирола, капролона, но л иметилмет акрилата и др.
ПЕРЕКОС ТОРЦОВ — наличие уела между поверхностями свариваемых торцов деталей.
ПЕРЕКРИСТАЛЛИЗАЦИЯ (и о л и м е • ров)—повторная кристаллизация полимеров, происходящая после их перехода из тв. состояния в жпдк. (вязкотекучее). П. характерна для зон шва свариваемых полимеров. Во многих случаях в ходе П. происходят полиморфные переходы элементарных ячеек (напр., у полипропилена, полибутена).
ПЕРЕРАБОТКА ПЛАСТМАСС — процесс изготовления из пластических масс изделий и полуфабрикатов с заданными св-вами. П. п. включает в себя след, этапы: подготовительный (смешивание, таблетирование, гранулирование, сушка и др.), формообразования (формования) деталей и заготовок (литье под давлением, прессование, экструзия, штамповка, формование раздувом, вспенивание, намотка, контактное формование и др.) и завершающий (сварка, склеивание, мех. обработка, термообработка
85
ПЕР
и др.). При переработке пластмассу переводят в вязкотекучее или высокоэластическое состояние. В нек-рых случаях ее перерабатывают в тв. состоянии, в виде р-ра или дисперсии. Выбор метода П. п. зависит от типа пластмассы, конструкции и требований к экспл. св-вам изделия, гиражности программы выпуска изделий, экономических факторов.
ПЛАСТИКИ — то же, что пластические, массы,
ПЛАСТИНЧАТАЯ СТРУКТУРА (полимеров) — то же, что ламелярная структура.
ПЛАСТИФИКАТОРЫ (полимеров) — высококипящие жидкости, вводимые в полимеры для придания (или повышения) эластичности и (или) пластичности в условиях переработки и эксплуатации. П. снижают темп-ру переработки полимерных материалов, облегча-
Рис. 63. Схема плавильного устройства для экструзионной сварки:
/ — направляющий канал; 2— трубчатый электронагреватель; 3 — плавильная камера; 4—элсктроспи-раль; 5 — теплоизоляция; 6 — электроизоляция; 7 — канал для выхода расплава
Рис. 64, Схема плавильного устройства с гомогенизирующим дорном:
1 — направляющий канал; 2— корпус плавильного устройства; 3 — плавильная камера; 4 — трубчатые электронагреватели; 5 — дорн; 6 — смесительная камера; 7 — шайба; £ — мундштук
ПЕРИОД ДООТВЕРЖДЕНИЯ — время от момента окончания всех операций технологии склеивания до достижения макс, прочности клеевого соединения (см. Прочность соединения).
ПЛАВИЛЬНОЕ УСТРОЙСТВО (для экструзионной сварки) — нагреватель в устройствах прямоточного типа, в к-ром происходит расплавление присадочного прутка перед подачей его в зону сварки. На входе в П. у. находятся направляющий канал, в к-ром осуществляется предварительный подогрев присадочного прутка, переходящего в плавильную камеру. С целью гомогенизации расплава (см, Гомогенизация присадочного материала) в плавильной камере устанавливают гомогенизирующий дорн. Нагрев П. у. осуществляют с помощью электроспирали или трубчатых электронагревателей (рис. 63, 64).
ПЛАВКИЕ КЛЕИ — то же, что клеи-расплавы.
66
ют диспергирование сыпучих ингредиентов в полимерах. Нек-рые П. придают полимерным материалам пожаро-, свето- и теплостойкость.
П. должны отвечать ряду требований: быть совместимыми с пластифицируемым материалом; обладать хим. стойкостью не ниже, чем у пластифицируемого материала; проявлять пластифицирующее действие и при пониженной темп-ре; пе иметь цвета и запаха и т. д.
Предложено свыше 500 продуктов в кач-ве П., но промышленное применение нашли не более 100. К числу важнейших П. относятся эфиры ароматических и алифатических карбоновых к-т, гликолей и монокарбоновых к-т, эфиры фосфорной кислоты, полиэфиры, эпоксидированные соединения и т. д. Наиболее распространенными П. являются дибутилфталат, диоктилфталат, дибутилсебацинат, трикрезилфосфат и др.
ПЛАСТИФИКАЦИЯ КЛЕЯ, эластификация клея — введение в клеевую композицию пластификаторов, повышающих эластичность и (или) пластичность клеевой прослойки в условиях эксплуатации и (или) в процессе склеивания.
ПЛАСТИФИКАЦИЯ ПОЛИМЕРОВ — введение в полимеры пластификаторов с целью повышения их эластичности и (или) пластичности в условиях эксплуатации и (или) переработки. Непременное условие П. п.—термоди-нам. совместимость полимера и пластификатора. Применяют как хорошо совместимые, так и ограниченно совместимые с полимером пластификаторы. Если кол-во введенного пластификатора превышает концентрацию, соответствующую равновесному пределу его совместимости с полимером, избыток пластификатора может выделиться из системы при переработке, хранении и эксплуатации материала (см. Выпотевание пластификатора; Синерезис).
ПЛАСТИЧЕСКАЯ ДЕФОРМАЦИЯ — Деформация без макроскопических изменений сплошности материала, не исчезающая после снятия нагрузки, ее создавшей.
ПЛАСТИЧЕСКИЕ МАССЫ, пластмассы, п л а с г и к и — материалы, основу к-рых составляют полимеры, находящиеся в период формования изделий в вязкотекучем или высокоэластическом состоянии, а при эксплуатации — в стеклообразном или кристал. состоянии (см. Высокоэластическое состояние полимеров; Вязкотекучее состояние полимеров; Стеклообразное состояние полимеров).
Б зависимости от характера процессов, сопутствующих формованию изделий. П. м. делят па термопласты и реактопласты. П, м. обычно состоят из нескольких совмещающихся и не совмещающихся компонентов. Помимо полимера, в состав П. м. могут входить наполнители, пластификаторы (см. Пластификация полимеров).
ПЛАСТИЧЕСКОЕ РАЗРУШЕНИЕ — то же, что вязкое разрушение.
ПЛАСТИЧНОСТЬ — св-во тв. тел принимать и сохранять определенную форму и размеры под воздействием внешн. сил не разрушаясь. П. очень важное св-во соединения особенно в тех случаях, когда после сварки и склеивания деталь подвергают вальцовке, штамповке и т. д.
ПЛАСТМАССОГРАФИЯ — паука о влиянии структуры и фазового состава полимеров и пластмасс на их мех., физ. и др. св-ва. Основными методами П. являются световая и электронная микроскопия, рентгеноструктурный анализ, методы, основанные на дифракции световых лучей, электронов и нейтронов. В настоящее время П.— важнейшее направление теоретических и прикладных исследований в области полимерного материаловедения.
----------------------------------- ПЛО
ПЛАСТМАССЫ — то же, что пластические массы.
ПЛАТО ЛИПКОСТИ — диапазон значений липкости клея, в пределах к-рого возможно формирование клеевого соединения. Липкость клея в этом диапазоне изменяется в результате испарения растворителя или его адсорбции.
ПЛ ЕНКООБРАЗОВАНИЕ — образование стабильной сплошной пленки клея при нанесении его на субстрат. П. нереакционноспособных клеев происходит е результате испарения растворителя; П. реакционноспособных клеев сопровождается реакциями полимеризации или поликонденсации.
ПЛЕНОЧНЫЙ КЛЕЙ, клеевая пленка — твердый клей, имеющий форму пленки. Основу П. к. (см. Основа клея) составляют реактопласты или термопласты. П. к. может быть армирован тканью или сеткой или нанесен на подложку. Получают П. к. пропиткой армирующего материала расплавом или р-ром основы клея, поливом р-ром основы клея ленты горизонтально движущегося транспортера с последующей сушкой, се экструзией или калапдрованием. В виде П. к. выпускают фено ло-ацетальные клеи типа БФ, феноло-каучуковые клеи, нек-рые типы эпоксидных клеев и др. Применение П. к. ускоряет сборку, повышает чистоту производства, делает условия труда более безопасными. Липкости (см. Липкость клея) при нанесении П. к. достигают, с?мачивая поверхность пленки растворителем или производя точечный кратковременный нагрев.
При сматывании П. к. в рулон для предотвращения слипания отдельных слоев между ними помешают антиадгезионную прокладку, напр.. полиэтиленовую пленку.
ПЛЕНОЧНЫЙ КЛЕЙ АРМИРОВАННЫЙ — пленочный клей, содержащий несущую внутр, армировку, к-рая остается после завершения склеивания в клеевом шве. Армировка состоит из орган, или неорган. волокон, обычно в виде тканого материала.
ПЛОСКОСТНЫЕ НАПРЯЖЕНИЯ (сва-р очи ы е) — напряжения, действующие по разным направлениям в одной плоскости.
ПЛОТНОЕ СОЕДИНЕНИЕ — сварное (клеевое) соединение, удовлетворяющее, в первую очередь, требованиям герметичности.
ПЛОТНО-ПРОЧНОЕ СОЕДИНЕНИЕ — сварное (клеевое) соединение, удовлетворяющее в равной мере требованиям герметичности и прочности.
ПЛОЩАДЬ ФАКТИЧЕСКОГО КОНТАКТА — х-ка контакта реальных поверхностей, к-рый всегда дискретен. Контактирование поверхностей происходит по П, ф. к., всегда мснь-
87
ПНЕ
шей номинальной площади геометрического контакта. При сварке и склеивании макс. П. ф. к. обеспечивают различными способами: при сварке — течением расплава полимера в зоне контакта деталей; при склеивании — макс. смачиваемостью клеем соединяемых поверхностей. П. ф. к. и кинетика ее формирования определяются мех. св-вами контактируй мых материалов и геометрией поверхности. В условиях пластического контакта при сварке П. ф. к. S определяется пределом текучести.'. S = Р0/о7ек С, где С — константа, равная 3; °тск —’ предел текучести; — растягивающая нагрузка. При упр. или эластичном контакте соприкосновение поверхностей идет по выступам. В этом случае относит. П. ф. к. определяют след, образом: 50ТН = 1 — (1 — So) exp (—- ₽р/£); Soth=S/Sh’ где SH—номип. площадь;
относит. П. ф. к. при Р = 0; Sl — П. ф. к. при Р = 0; Е — модуль упругости или эластичности; Р — коэффициент, зависящий от шероховатости поверхности. Экспериментально П. ф. к. определяют, используя явление переноса в-ва, измеряя сближение, поверхностей и оптич. методами. С помощью этих методов даю г качественную или количественную оценку П. ф. к
ПНЕВМАТИЧЕСКИЙ КОНТРОЛЬ КАЧЕСТВА ШВОВ — не раз ру тающий контроль качества соединения в сварном изделии из полимерных пленок, при к-ром в полость последнего подается сжатый воздух. При наличии непровара происходит расслоение шва. Если сваркой изготавливают плоское изделие типа полотнищ, то для П. к. к. ш. изготовляют два контрольных параллельных шва с промежутком между ними, в к-рый подают сжатый воздух.
ПОВЕРХНОСТНАЯ ЭНЕРГИЯ ПОЛИМЕРОВ— избыток энергии поверхностного слоя полимера в конденсированном состоянии Напр. И. э. п. на границе раздела структурных элементов может быть избыточной за счет различия в характере межмолекулярного взаимодействия кристаллитов полимеров, для к-рых характерен как ближний, так и дальний порядок в расположении цепных молекул, и аморфных прослоек, характеризующихся только ближним порядком в расположении цепных макромолекул II. э. в. существенно зависи! от условий кристаллизации, особенно в дисперсных системах. В жидк. агрегатном состоянии полимеров П. э. п. может быть измерена по величине поверхностного натяжения. В тв. полимерах корректному измерению этой величины мешает адсорбция различных загрязнений. П. э. п. существенно влияет на термодинамику и кинетику процессов при склеивании и несколько меньше.'— пр и теплое ой с ва р ке полимеров.
ПОВЕРХНОСТНО-АКТИВНЫЕ ВЕЩЕСТВА— в-ва, вызывающие понижение поверхностной энергии при адсорбции их на поверхности раздела двух фаз (тел) (см. Поверхностная энергия п олимеров).
II.- а. в. применяют при производстве полимеров методом эмульсионной полимеризации. Разнообразные П.-а. в. применяют для поверхностной обработки волокнистых (тканых и нетканых) и пленочных материалов, таких как антистатики, моющие средства. Водные р-ры П.-а. в. применяют также при ускоренных испытаниях сварных соединений полимеров на растрескивание. С их помощью выявляют коррозионно-чувствительные зоны сварного шва.
ПОВЕРХНОСТНОЕ НАТЯЖЕНИ1 КЛЕЯ — термодннам. х-ка поверхности раздела клей — газ (обычно воздух), определяемая работой обратимого изотермического образования единицы площади этой поверхности. Для жидких клеев П. и. к. часто рассматривается как сила, действующая на единицу длины контура поверхности и стремящаяся сократить поверхность до минимума при заданных объемах фаз. Работа при образовании новой поверхности затрачивается на преодоление сил меж молекулярного сцепления (когезии) при переходе молекул из объема клея в поверхностный слои. При повышении темп-ры, а также при введении в клей поверхностно-активных веществ П. и. к. уменьшается. П. н. к. можно измерить, напр., по массе капли, отрывающейся от конца вертикальной трубки (сталагмометра), по макс, давлению, необходимому для продавливания в жидк. клей пузырька воздуха, по форме капли клея, лежащей на поверхности и т. д.
ПОВОРОТНЫЙ НАГРЕВАТЕЛЬНЫЙ ИН-СТ РУ М Е Н Т — нагреватеяьн ы й инструмент, и м е -юший несколько, преимущественно две., рабочих поверхностей, периодически вступающих в соприкосновение со свариваемыми кромками в результате поворота инструмента на 180° после выполнения очередного цикла сварки (см. Сварка нагретым инструментом прямым нагревом). Такая конструкция нагревательного инструмента обеспечивает очистку его рабочей поверхности от налипшего термопласта путем мех. обработки (рис. 65—67).
ПОГРАНИЧНЫЙ СЛОЙ —переходная зона, образующаяся в клеевом шве па границе раздела адгезив — субстрат (см. Граница раздела в клеевом шве) в результате диффузионного, кристаллизационного и хим. взаимодействия фаз. Возникновение П с. обусловлено двумя основными механизмами: эпергет., основанным на мол. взаимодействии субстрата с клеем, и конформационным, когда наличие тв. поверхности мешает полимеру (или олигомеру в момент отверждения) занять определенный объем. В том и др. случае меняется плотность упаковки
88
молекул в зоне контакта, структура П. с., его релаксационные х-ки, температура склеивания н т. д. Клеевое соединение считается прочным, если разрушение происходит вне П. с. (ио субстрату или клею), и недостаточно прочным, если разрушение происходит в слабом пограничном слое.
ПОДГОТОВКА КРОМОК — способ подготовки свариваемых, (склеиваемых) поверхностей, заключающийся в обработке концевых частей свариваемых или склеиваемых деталей с целью придания им определенной конфигурации и направленности (см. Разделка кромок; Торцовка; V-образная разделка кромок).
ПОДГОТОВКА СВАРИВАЕМЫХ (СКЛЕИВАЕМЫХ) ПОВЕРХНОСТЕЙ — операция технологии сварки (склеивания), направленная на придание соединяемым поверхностям деталей определенной формы, а также св-в, способствующих улучшению кач-ва соединения. Типовыми способами П. с. (с.) п. являются: обезжиривание, механическая обработка резанием свариваемых (склеиваемых) поверхностей, химическая обработка, УФ и радиационное облучение, обработка УЗ, коронным разрядом, лазером, плазмой.
ПОДЛОЖКА (при сварке излуче-н и см) — опора, на к-рую укладывают свариваемые материалы (см. Активная подложка; Пассивная подложка). П. имеет большое значение при сварке полимерных пленок. В зависимости от материала П. и се формы выбирают способ создания необходимого сварочного давления. При сварке внахлестку пленок необходимое сварочное давление обеспечивается применением П. из микропористой резины или эластичного пенополиуретана. При соединении полимерных пленок, частично пропускающих излучение, материал П. влияет на скорость нагрева свариваемых материалов и распределение темп-ры по их сечению.
ПОДОГРЕВ — операция технологии сварки, заключающаяся в дополнительном нагреве основного или (и) присадочного материала до темп-ры ниже температуры текучести до или после сварки. П. до сварки (предварительный) способствует релаксации остаточных напряжений, удалению летучих продуктов из термопластов, подсушке соединяемых поверхностей и ускорению процесса сварки за счет уменьшения разности между температурой сварки и начальной темп-рой материала. П. осуществляют нагретым газом, нагревательным инструментом или излучателем. Различают П. всей детали (общий) пли же только ее части, подлежащей сварке (местный). В зависимости от схемы подведения теплоты к основному материалу П. может быть односторонним (см. Односторонний нагрев) или двусторонним (см. Двусторонний нагрев). П. после сварки (после-
— ПОД
сварочный) обеспечивает требуемую скорость охлаждения сварного шва (см. Термообработка) .
ПОДОГРЕВ С ПРОФИЛИРОВАНИЕМ--подогрев основного материала, выполняемый нагретым телом (наконечником экструдера, спец.
Рис. 65. Схема плоского поворотного нагревательного инструмента:
I — свариваемые детали; 2— нагревательный инструмент; 3 — ось вращения: 4 — налипший материал (С и — давление при нагреве)
Рис. 66. Схема поворотного нагревательного инструмента в виде многогранной трубы:
1 — свариваемые детали; 2—рабочая поверхность нагревательного инструмента; 3—прорези; 4—налипший материал (рн —давление при нагреве)
Рис. 67. Положение нагревательного инструмента во время образования сварного соединения (рс—давление при сварке)
8S
ПО К ---------------------------------“
нагрева re л ьным инструментом ит. п.), одновременно профилирующим соединяемые поверхности. ГЕ с п. применяют при экструзионной сварке.
ПОКАЗАТЕЛЬ ТЕКУЧЕСТИ РАСПЛАВА — то же, что индекс расплава.
ПОЛЕЗНАЯ НАГРУЗКА — часть основной нагрузки, для несения к-рой создана конструкция. К ГЕ н. не относится масса самой конструкции.
ПОЛЕЗНОЕ СЕЧЕНИЕ — сечение несущего элемента конструкции или его соединения за вычетом всех ослаблений.
ПОЛЗУЧЕСТЬ — св-во материала и его соединений медленно и непрерывно пластически деформироваться (см. Пластическая деформация) под действием постоянной механической нагрузки при напряжениях, меньших предела упругости для данного материала.
ПОЛИАКРИЛАТНЫЕ КЛЕИ — то же. что полиакриловые клеи.
ПОЛИАКРИЛОВЫЕ КЛЕИ, акрилатные клеи, п о л и а к р и л а т и ы е к л е и — полимерные клеи на основе акрилатов, пианакрилатов или их полимеров. Последние растворяют в активном растворителе — собственном мономере (см. Реактивные клеи) или инертном растворителе (напр., ацетоне, хлороформе, толуоле) (см. Термопластичные клеи). П. к. могут содержать наполнители, пластификаторы, смолы, каучуки и др. мономеры. Склеивание происходит в результате испарения растворителя (см. Клеи-растворы) или дисперсионной среды (см. Дисперсный клей), либо полимеризации мономеров в присутствии инициатора или инициатора и ускорителя отверждения при комнатной или повышенной темп-рах или под влиянием УФ-лучей (см. Клей, отверждаемый ультрафиолетом). Клеевые соединения ГЕ к. теплостойки, масло-, водо- и атмосферостойки, работоспособны до 70—100 °C. ГЕ к. применяют для соединения стекол, термопластов' тканей и др, материалов, в производстве липкой ленты.
ПОЛИАМИДНЫЕ КЛЕИ — синтетические клеи на основе полиамидов, П. к. могут быть представлены как полиамидами (жидк. смолами различной вязкости или тв. материалами— порошками, прутками, пленками), так и их р-рами или эмульсиями в орган, растворителях или в воде. П. к. могут быть термопластичными (см. Термопластичные клеи) и термореактивными (см. Термореактивные клеи). Основу первых составляют, напр., гомо- или сополиамиды, вторых — метилолполиамиды. Для повышения мех. и теплофизических св-в клеевых соединений в П к. вводят феноло-формальдегидные, эпоксидные, кумаропо-инде-новые смолы, полна иста ли, каучуки и др. поли
меры, а также пластификаторы (см. Пластификация клея) и наполнители. Гермореактивные II, к. отверждаются при комнатной темп-ре (в этом случае применяют отвердители) или при нагреве до 120—160 °C и контактном давлении. Термопластичные П. к.— клеи-расплавы — наносят на предварительно нагретые поверхности или после подогрева в спец, форсунках, в к-рых клей плавится, проходя через струю горячего газа. Клеевое соединение образуется в результате охлаждения слоя П к. ниже температуры плавления его основных компонентов. Теплостойкость клеевых соединений составляет 80—100 °C II к. применяют для склеивания различных полимеров.
ПОЛ ИАРОМА ГИЧЕСКИЕ КЛЕИ — полимерные. клеи на основе полиаром этических полимеров. имеющих в своей структуре ароматические и । етероциклические звенья В группу ГЕ к. входят полиимидные (см. Полиамидные клеи), полибензимидазольные, полибензотиазольныс, полихиноксалиновые, полиоксидиазольные, ноли-триазольные и др. Клеевое соединение на основе П. к. характеризуется высокой термостойкостью, стойкостью к действию агрессивных сред, низких темп-p и радиации. П. к применяют для склеивания теплостойких пластмасс, др. неметаллов и металлов.
ПОЛ ИВИН ИЛАЦЕТАЛЬНЫЕ КЛЕИ — термопластичные клеи на основе поливинилацеталей. Наибольшее значение имеют П. к. на основе поливннилбутираля (бутвара). В состав П. к. могут входить пластификаторы (см. Пластификация клея) и др. модификаторы. П. к. выпускают гл. обр. в виде пленок (см. Пленочный клей) и применяют по технологии склеивания клеями-расплавами для изготовления многослойных стекол, а также в производстве одежды, в том числе из синтетических тканей.
ПОЛ ИВИН ИЛ АЦЕТАТНЫЕ КЛЕИ — полимерные клеи на основе жидк низкомолекулярных продуктов полимеризации винилапетата, р-ров поливинилапетата в орган, растворителях (см. Клеи-растворы) — инертных (напр.. в спиртах, эфирах, кетонах) или активных (напр.. винилацетате), а также водных дисперсий поливинилацетата (см Дисперсный клей). П. к. могут содержать пластификаторы (см. Пластификация клея). др. полимеры, наполнители. Клеевое соединение на основе П. к. работоспособно до 40 °C, теплостойка, масло- и атмосферостойка. но имеет низкую водостойкость и прочность при длительном нагружении. П, к. применяют для соединения бумаги термопластов. тканей, кожи, древесины и др материалов.
ПОЛИИМИДНЫЕ КЛЕИ — полиапоматиче-ские клеи на основе поли а мн докис лот, олиго-им ид окис лот и олигоимидов с различными концевыми группами либо на основе исходных соединений для их синтеза — смесей мономеров. П. к. могут содержать наполнители, (алюминие
90
вую пудру, асбест, стекловолокно) и термоста-билизагоры (соединения мышьяка и сурьмы). Выпускают П. к. в виде вязких р-ров или пленок, армированных стеклотканью, метал, сетками и др. (см. Пленочный клей). Отверждаются (см. Отверждение клея) они при темп-ре 150—450 °C и давлении 1—1,5 МПа в течение нескольких часов, превращаясь в полиимиды. Клеевое соединение на основе II. к, характеризуется высокой термостойкостью, теплостойкостью, водо-, атмосферостойкостыо и хим. стойкостью. II. к. применяют в авиакосмической технике для склеивания силовых конструкций из титана, бериллия, легированных сталей, термостойких неметаллических материалов, напр., графита, керамики, стеклопластиков.
ПОЛ И КОНДЕНСАЦИОННЫЕ СМОЛЫ — синтетические промежуточные продукты поликонденсации (олигомеры). При переработке П. с. в процессе дальнейшей поликонденсации они способны отверждаться (см. Отверждение клея). Реакция отверждения приводит к образованию неплавких и нерастворимых полимеров трехмерной структуры. К П. с. относят алкид-н ые, фенол о -форм а льд еги дн ые, мел а мино - фор -мальдегндные. Их называют термореактивными смолами, а полимерные материалы на их основе реактопластами. II. с. используют для изготовления клеев.
Фсноло-формальдсгидныс смолы при обычной теми-ре отверждаются за 8—10 мес, при 140— 160 °C — за несколько минут с выделением летучих продуктов, а при введении в смолу катализатора — к-ты—за 2—4 ч при норм, темп-ре.
ПОЛИКОНДЕНСАЦИЯ — превращение низкомолекулярных би- и полифункпиональных в-в (мономеров) в конденсационные высокомолекулярные путем образования, как и при полимеризации, валентных связей между атомами, но с обязательным выделением в ходе П. побочного низкомолекулярного продукта (воды, спирта и др.), что обусловливает отличие атомного состава полученного полимера от исходных мономеров
ПОЛИМЕРИЗАЦИЯ —превращение низкомолекулярных в-в (мономеров) путем образования валентных связей между атомами в аддитивные высокомолекулярные, в к-рых атомный состав макромолекул аналогичен составу мономера.
ПОЛИМЕРИЗУЮЩАЯСЯ композиция (при сварке растворителем)—присадочный материал на основе ненасыщенного мономера, в к-рый введен инициатор полимеризации (см. Отвердители) В П. к. может быть введен полимер (до 40 %) для повышения вязкости, а также ускоритель отверждения. Природа мономера и полимера в П. к., как правило, должна быть аналогичной свариваемому
------------------------------------ пол
материалу (см. Сварка с полимеризующейся композицией). П. к., содержащая фотоинициатор (напр., бензоин), отверждается под влиянием УФ-лучей.
ПОЛИМЕРНЫЕ КЛЕИ—клен на основе полимеров синтетического или природного происхождения. Основой (см. Основа клея) П. к. могут быть реактопласты (см. Реактивные клеи), термопласты (см. Термопластичные клеи). рсакгоэласты (см. Резиновые клеи). В зависимости от механизма склеивания среди П. к. выделяют быстросхватывающие клеи, контактные клеи, клеи-расплавы, клеи-растворы.
ПОЛИМЕРЫ —высокомолекулярные соединения, молекулы к-рых (макромолекулы) состоят из большого числа одинаковых структурных единиц (звеньев), соединенных хим. связями. Часто, однако, П. называют также высокомолекулярные соединения, молекулы к-рых состоят из различных нерегулярно повторяющихся звеньев, напр., статистические синтетические сополимеры. Мол. масса П. находится в пределах от нескольких тысяч до многих миллионов. П. служат материалами, на основе к-рых получают пластические массы различного назначения.
ПОЛИМОРФИЗМ (полимеров) — способность полимеров существовать в различных кристаллографических формах (полиморфных модификациях). П. присущ большинству кристаллизующихся полимеров. Различают П. двух типов: П. без изменения конформации макромолекул при полиморфном переходе и П. с изменением конформации (конформационный П.). П- первого типа наблюдается у полиэтилена, полиамидов, изотактического полипропилена и др. Конформационный П. присущ таким полимерам, как полиоксиметилен, изотактический полибутен-1, политетрафторэтилен, поли-3-ме-тилбутен-1.
Обычно П. вызывается нагревом (охлаждением) полимеров, однако известны случаи П. при мех. воздействии. Так, при холодной прокатке полиэтилена ромбическая решетка полимера перестраивается в моноклинную сдвиговым (мартенситным) путем (П. первого типа). При растяжении поли-З-мстилбутспа-1 происходит конформационный переход: макромолекулы с более плотно закрученной спиралью тетрагональной симметрии превращаются в макромолекулы с более открытой (вытянутой) спиралью тригональной симметрии (П. второго типа). Очень интересен П. полибутена-1, к-рый при кристаллизации (см. Кристаллизация полимеров) из расплава сначала образует решетку тетрагональной симметрии, перестраивающуюся в течение нескольких суток при комнатной теми-ре в гексагональную. При полиморфных переходах изменяются св-ва полимеров, что
91
пол
следуе‘1 учитывать при разработке их технологии сварки,
ПОЛИУРЕТАНОВЫЕ КЛЕИ — полимерные клеи на основе изоцианатов в гядроксилсодер-жащих соединений (гл, обр. олигоэфиров), реагирующих между собой с образованием полиуретанов. П. к. могут содержать инициаторы оюерждепия (см, Отвердители) (воду, спирты, водные р-ры солей щелочных металлов и карбоновых к-т), порошкообразные наполнители (оксиды гитана и цинка, цемент и др»), растворитель (кетоны, спирты, хлорзамещен-ные углеводороды), добавки полимеров. II. к. выпускают в виде жидкостей различной вязкости (см, Жидкие клеи). II. к. могут быть реактивными (см. Реактивные клеи) и термопластичными (см. Термопластичные клеи). Реактивные П. к. могут быть двухупаковочными и одноупаковочными (см. Двухупаковочный клей; Одноупаковочный клей). Двухупаковочные П, к. смешивают непосредственно перед применением. Жизнеспособность смеси (см. Жизнеспособность клея) 1—3 ч. Отверждается при комнатной темп-ре в течение не менее 24 ч или при 100—130 °C и давлении до 0,3 МПа в течение 3—6 ч. Основа одно упаковочных П. к.— полиуретановый форполимер, содержащий свободные изоцианатные группы. В герметично закрытой емкости эти П. к. хранятся до 1 г, однако они сравнительно быстро отверждаются (см. Отверждение клея) при комнатной темп-ре после нанесения на склеиваемые поверхности (см. Нанесение клея), абсорбируя влагу с поверхности и из воздуха. Одноупаковочные П. к. могут быть в виде р-ров (см. Клеи-растворы) или дисперсий (см. Дисперсный. клей).
П. к. применяют при сборке конструкций из пластмасс (напр., линейных полиэфиров, полиметилметакрилата), стекол, керамики, металлов, резин в различных отраслях пром-сти,
ПОЛ ИХЛОРСПРЕНОВЫЕ КЛЕИ, и а иритов ы е клеи — резиновые клеи на основе хлоропренового каучука. П. к. могут содержать вулканизующие системы, растворители (трихлорэтилен, кетоны, сложные эфиры, бензол), др. полимеры (напр., фено ло-форм альдегидные и кумароновые смолы, канифоль, поливинилацетат), реакционноспособные компоненты (изоцианаты), наполнители (квари, каолин, мел), стабилизаторы гелеобразования (см. Гелеобразование клея) (диэтилам ин. этанол) и др. П. к. выпускают в виде вязких жидкостей. Жизнеспособность (см. Жизнеспособность клея) одноупаковочных П. к. 2—12 мес. Склеивание производят при комнатной темп-ре и давлении 0,02 МПа в течение не менее 24 ч. П. к. характеризую!ся хорошей адгезией к полярным поверхностям и быстрым схватыванием с поверхностями (см.
Схватывание клея) после удаления растворителя и приведения деталей в контакт, Клеевые соединения на основе П. к. водо-и атмосферостойки, малоустойчивы к действию топлив и минеральных масел, работоспособны от —50 до 70 °C, в нек-рых случаях до 120 °C.
П. к. применяют для склеивания резин с металлами, стеклом, тканями, древесиной, пластмассами, метал, листов с пенопластами в различных отраслях пром-сти и в быту.
ПОЛИЭФИРНЫЕ КЛЕИ — полимерные клеи на основе ненасыщенных или насыщенных сложных полиэфиров. Первые относятся к i руине реактивных клеев, вторые — термопластичных клеев. Для получения реактивных П. к. используют олигоэфир акрилаты и (или) полиэтилен-гликольмалеинаты или олигокарбонагакрилаты. Они могут содержать наполнители, мономеры (стирол, винилацетат, метилметакрилат, акриловую к-ту и др.), полифункпиональныс соединения, эпоксидные смолы, полиизоцианаты. В момент поставки состоят из двух или трех упаковок, к-рые смешивают (см. Смешивание клея) непосредственно перед применением. Жизнеспособность (см. Жизнеспособность клея) таких клеев о г нескольких минут до нескольких часов. Их отверждают (см. Отверждение клея) при 20 °C от нескольких часов до 3 сут или при 60—100 °C от нескольких минут до нескольких часов в присутствии инициатора (см. Отвердители), а в нек-рых случаях и ускорителя отверждения. Особую группу П. к. представляют анаэробные клеи.
Реактивные П. к. применяют для соединения полиэфирных стеклопластиков, термопластов, металлов, древесины, в производстве оптич. изделий, мебели, строительстве, машиностроении.
Термопластичные П. к. выпускают в виде р-ров или чаще в виде тв. составов (см. Твердые клеи). Соединение с их помощью ведут по технологии склеивания клеев-расплавов. Клеевые прослойки на основе П. к. водо-, масло-, атмосферостойки, теплостойки и работоспособны от —60 до 150 °C. Их применяют для склеивания пленок и тканей из полиэтилен терефталата, а также др. термопластов.
ПОЛОЖЕНИЕ СВАРКИ — пространственное положение лицевой поверхности шва при сварке расплавом и сварке нагретым газом с присадочным материалом при изготовлении угловых или стыковых соединений. П. с. определяется углом наклона продольной оси шва о и углом поворота поперечной оси шва р относительно их нулевых положений (рис. 68).
Различают след, основные П. с.:
нижнее положение сварки (обозначается буквой Н), при к-ром угол а=0° и угол 3=^45° для углового шва и Р = 0° для стыкового шва (рис. 69);
92
пол
Рис. 68. Характеристики положения сварки — продольная ось шва 01 и поперечная ось шва ОН
Рис. 69. Нижнее положение сварки углового (а) и стыкового (б) швов
положение сварки в лодочку (обозначается буквой Л), при к-ром угол а=0° и угол р = 0° (рис. 70);
Рис. 70. Положение сварки в лодочку
потолочное положение сварки (обозначается буквой П), при к-ром угол а=0°, а угол [3—180° (рис. 71);
Рис. 71. Потолочное положение сварки углового («) и стыкового (б) швов
полу потолочное положение сварки (обозначается буквами Пн), при к-ром угол а^0°, а угол £—135°, или угол а=135\ а угол р=0° (рис. 72);
Рис. 72. Полупотолочное положение сварки углового (а) и стыкового (б) швов
горизонтальное положение сварки (обозначается буквой Г), при к-ром угол а=0°, а угол Р = 90° (рис. 73);
Рис. 73. Горизонтальное положение сварки углового (а) и стыкового (б) швов
полугоризонтальное положение сварки (обозначается буквами Пг), при к-ром угол а=0°, а угол [3 — 45° (рис. 74);
Рис. 74. Полугоризонтальное положение сварки стыковою шва
93
пол
вертикальное положение сварки (обозначается буквой В), при к-ром угол а=90°, а угол ₽ = 0° (рис. 75);
Рис. 75. Вертикальное положение сварки углового (а) и стыкового (б) швов
полу вертикальное положение сварки (обозначается буквами Пв), при к-ром угол а«45°, а угол р —0° (рис. 76), Кроме основных П. с.
Рис. 76. Полувертикальное положение сварки углового (а) и стыкового (б) швов
возможны также промежуточные, к-рые обозначаются величинами углов а и |3. Направление сварки указывают стрелкой после букв, обозначающих П. с. Напр., при сварке на спуск острие стрелки направлено вниз «В 1 », а при сварке на подъем — вверх «В у При выполнении многослойных швов в разных положениях
Рис. 77. Схема свариваемых участков с полостями для размещения наплыва:
а — продольное сечение; б — поперечное сечение
обозначения основных П. с. следует относить к каждому слою в отдельности.
ПОЛОСТЬ ДЛЯ РАЗМЕЩЕНИЯ НАПЛЫВА— полость на стыкуемых участках деталей, соединяемых сваркой нагретым инструментом прямым нагревом, в к-рую маскируется наплыв, образуемый при осадке свариваемых поверхностей (рис. 77).
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА — сварка с применением технолог, оборудования, частично или полностью заменяющего физ. труд, и автоматизированных систем управления, частично заменяющих умственный труд
ПОЛ УАВТОМАТ И Ч ЕС КАЯ СВА РОЧ Н А Я УСТАНОВКА — установка, осуществляющая полуавтоматическую сварку.
ПОЛУВЕРТИКАЛЬНОЕ ПОЛОЖЕНИЕ СВАРКИ — положение сварки, при к-ром угол наклона продольной оси шва а равен 45°, а угол поворота поперечной оси шва р равен 0°.
ПОЛ УГОРИЗОНТАЛ ЬНОЕ ПОЛОЖЕНИЕ СВАРКИ — положение сварки, при к-ром угол наклона продольной, оси шва а равен 0°. а угол поворота поперечной оси шва р равен 45°.
ПОЛУПОТОЛОЧНАЯ СВАРКА (нд. п.) — неправильное название полу потолочного положения сварки.
ПОЛУПОТОЛОЧНОЕ ПОЛОЖЕНИЕ СВАРКИ — положение сварки, при к-ром угол наклона продольной оси шва а равен 0°, а угол поворота поперечной оси шва (3 равен 135°, или угол а=135°, а угол =
ПОПЕРЕЧНАЯ ОСЬ СВАРНОГО ШВА — перпендикуляр, проведенный из центра тяжести поперечного сечения сварного шва к отрезку прямой, к-рый соединяет крайние точки кривой, образующей лицевую поверхность шва (см. Положение сварки).
ПОПЕРЕЧНАЯ ТРЕЩИНА — трещина сварного соединения, ориентированная поперек шва.
ПОПЕРЕЧНАЯ УСАДКА (сварного шва) — усадка поперек шва.
ПОПЕРЕЧНЫЕ НАПРЯЖЕНИЯ — нормальные напряжения, действующие поперек шва, т. е. перпендикулярно продольной оси сварного шва.
ПОРА, газоваяпора, газовое включение — внутренний дефект сварного шва в виде полости округлой формы, заполненной газом. При сварке нагретым инструментом встык пластмассовых труб П. образуются в результате различных па рушений технологии сварки: перегрева и последующего недостаточного давления, загрязнения свариваемых поверхностей и др.
ПОРОГ ХЛАДНОЛОМКОСТИ — темп ра перехода материала или его соединений в хрупкое состояние.
ПОРОГОВАЯ ТЕМПЕРАТУРА— темп-pa. при к-рой термографическая бумага, используе-
94
мая для контроля глубины прогрева труб при сварке, изменяет свой цвет.
ПОРООБРАЗОВАТЕЛЬ— то же, что поро-фор.
ПОРОФОР, порообразователь, в с п е-нивающее вещество — ингредиент, вводимый в полимерный материал для создания в нем системы замкнутых или сообщающихся пор. П. используют для получения пенопластов и вспенивающихся клеев. В кач-ве П. применяют гл. обр. тв. в-ва, к-рые разлагаются с выделением газа (азота, углекислого газа, аммиака) при нагреве или в результате хим. р-ции с др. ингредиентами полимерной композиции. Из отечественных П. распространены ЧХЗ-57 (темн-ра разложения 90—100 °C) и ДЛБ (темп-ра разложения 120—150°C).
ПОРОШКООБРАЗНЫЙ ПРИСАДОЧНЫЙ МАТЕРИАЛ—присадочный материал в виде порошка. П. п. м. используют при ультразвуковой сварке по плоским поверхностям, при к-рой он одновременно является концентратором энергии.
ПОСЛЕДУЮЩЕЕ РАСТЯЖЕНИЕ (сварных конструкций) — метод частичного или полного снятия сварочных деформаций и сварочных напряжений в конструкции, заключающийся в ее растяжении после сварки.
ПОТОЛОЧНАЯ СВАРКА (нд. п.) — неправильное название потолочного положения сварки.
ПОТОЛОЧНОЕ ПОЛОЖЕНИЕ СВАРКИ — положение сварки, при к-ром угол наклона продольной оси шва а равен 0°. а угол поворота поперечной оси шва ₽ равен 180°
ПОТОЛОЧНЫЙ ШОВ-серной шов, выполняемый в потолочном положении сварки (см. Положение сварки).
ПРЕДЕЛ ВЫНОСЛИВОСТИ — то же, что предел усталости
ПРЕДЕЛ ПРОЧНОСТИ —отношение макс, нагрузки при испытании на растяжение к площади начального поперечного сечения образна. П. п. является основной х-кой сварного соединения при испытании на растяжение.
ПРЕДЕЛ ТЕКУЧЕСТИ — точка на кривой «нагрузка — удлиненно, соответствующая первому увеличению деформации образца без увеличения растягивающей нагрузки или моменту образования на образце местного сужения (см. Образование шейки).
ПРЕДЕЛ ТЕКУЧЕСТИ ПРИ РАСТЯЖЕНИИ— отношение растягивающей нагрузки у предела текучести к площади начального поперечного сечения образна.
ПРЕДЕЛ УСТАЛОСТИ, предел выносливости — предельное значение напряжения, определяемое из условия, что при более низком напряжении образец не должен разрушаться при сколь угодно большом числе циклов напряжения Иными словами, П. у.— напряже-
-------------------------------- ПРЕ
ние, соответствующее горизонтальному участку кривой усталости. Для нек-рых материалов, в гом числе полимеров, П. у. не существует.
ПРЕДЕЛЬНОЕ СОСТОЯНИЕ (материала изделия, соединения и т. д.) — напряженное состояние, начиная с к-рого обнаруживается резкое качественное изменение св-в материала или соединения. П. с. определяют по прочности, устойчивости, выносливости, деформируемости, герметичности. Примером П. с. может служить наступление текучести при мех. испытаниях.
ПРЕДУПРЕДИТЕЛЬНЫЙ КОНТРОЛЬ — исходный этап комплекса мероприятий по обес-
hvw МАЧ RXXAJ HWflVCT
Рис. 78. Нахлесточное соединение с прерывистой клеевой прослойкой
печению качества сварных соединений. П. к. производят до сварки. Он включает входной контроль кач-ва исходных материалов, а также проверку эффективности сварочного оборудования, квалификации сварщиков и технолог, готовности производства. Эффективность сварочного оборудования проверяют по набору показателей, отражающих его назначение, надежность, технологичность, эргономику, стандартизацию и унификацию. Аттестацию сварщиков проводят в соответствии с «Правилами аттестации сварщиков» путем проверки их теоретических знаний и практических навыков. Под технолог, готовностью производства понимается наличие полного комплекта технолог, документации и средств технолог, оснащения
ПРЕРЫВИСТАЯ КЛЕЕВАЯ ПРОСЛОЙКА— клеевая прослойка в нахлесточном соединении, сформированная т. о., что в ней по длине перекрытия чередуются склеенные участки с несклеенными (рис. 78). Клей на склеиваемые участки для формирования П. к. п. наносят полосками или точками в шахматном (горячке. П. к. п. обеспечивает более равномерное распределение напряжений сдвига, чем сплошная клеевая прослойка.
ПРЕРЫВИСТАЯ СВАРКА НАГРЕТЫМ ИНСТРУМЕНТОМ ПРЯМЫМ НАГРЕВОМ — сварка нагретым инструментом прямым нагревом, выполняемая в две фазы: I) нагрев соединяемых поверхностей в результате соприкосновения с нагревательным инструментом и 2) образование сварного соединения, к-рые во времени разделены технологической паузой. П. с. н. и. п. н. осуществляют след, образом.
95
ПРЕ --------------------------------------
Нагревательный инструмент вводят в зазор между соединяемыми поверхностями и производят оплавление свариваемых поверхностей, приводя их в соприкосновение с последним под давлением при оплавлении. Во время оплавления обеспечивают полное прилегание свариваемых поверхностей к рабочей поверхности нагревательного инструмента. Затем производят
П. с. н. и. п. н. изготовляют стыковые, нахлесточные, тавровые, угловые, раструбные соединения.
ПРЕРЫВИСТЫЙ КЛЕЕВОЙ ШОВ— клеевой шов с прерывистой клеевой прослойкой.
ПРЕРЫВИСТЫЙ СВАРНОЙ ШОВ — сварной шов с промежутками по длине.
ПРЕСС ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ— часть высокочастотной сварочной установки, включающая в себя высокопотснциаль-
Рис. 79. Схема прерывистой сварки нагретым инструментом прямым нагревом:
а — положение деталей перед сваркой; б — нагрев; в — образование сварного соединения; 1 —* соединяемые детали; 2 — нагревательный инструмент Роил — давление при оплавлении; Рн — давление при нагреве; рс—• давление при осадке)
нагрев свариваемых участков, понизив давление приблизительно до 0,02 МПа, чтобы исключить значительное выдавливание разогретого пластического материала — фаза нагрева. После нагрева на заданную глубину детали отводят до нагревательного инструмента, к-рый быстро удаляют из зоны сварки,— технологическая пауза, и приводят свариваемые поверхности в соприкосновение, повышая давление при осадке до заданного уровня, к-рое поддерживают
Рис. 80. Прессово-сварное соединение деталей: / — корпус: 2 — крышка: 3 — сварной шов
в течение времени, достаточного для охлаждения материала сварного шва,— фаза образования сварного соединения (рис. 79).
При П. с. н. и. п. и. можно одновременно изменять форму деталей (см. Сварка с формованием). Проблема прилипания пластического материала к нагревательному инструменту разрешается применением высокотемпературной сварки, а повышение качества сварного соединения достигают использованием инструмента с модулятором (см. Тепловая модуляция).
ную и низкопотенциальную плиты, привод для перемещения высокопотенциалыюй рабочей плиты, создающей давление, экранирующее устройство и станину.
ПРЕССОВАЯ КОНТАКТНО-ТЕПЛОВАЯ СВАРКА (нд. п.)—неправильное название прессовой сварки.
ПРЕССОВАЯ СВАРКА — способы сварки, при осуществлении к-рых для создания давления прижима деталей используют прессовое оборудование. II. с. находит применение при ультразвуковой сварке, высокочастотной сварке, сварке постоянно нагретым инструментом и т. п.
ПРЕССОВО-СВАРНОЕ СОЕДИНЕНИЕ — механо-сварное соединение, выполненное посредством сварки и прессовой посадки (рис. 80). В отличие от прессового соединения П. -с. с. не подвержено ослаблению в процессе эксплуатации, к тому же при его изготовлении пользуются более простым способом создания давления в зоне соединения, чем при изготовлении сварного соединения. ГЕ -с. с. выполняют сваркой растворителем или ультразвуковой сваркой е запрессовкой. П. -с. с. применяют при сборке изделий по цилиндр, поверхностям.
ПРИВАРКА — присоединение сваркой к основной части изделия к.-л. вспомогательной детали (к-рая обычно меньше основной детали), Напр., при строительстве пластмассовых трубопроводов предусматривается П. соединительных деталей к небольшим участкам труб.
ПРИГОТОВЛЕНИЕ КЛЕЯ—процесс изготовления клеевой композиции, состоящий из двух этапов: дозирования компонентов клея и их смешивания в определенной последовательности, определяемой рецептурой. Компоненты смешивают до получения равномерной конси-
96
сгепции вручную или с помощью смесителей (клеемешалок) с мех. приводом. В процессе П. к. определяют технолог, свойства клея, по к-рым оценивают его пригодность к применению. Клеемешалки могут быть снабжены дозирующими устройствами, отмеривающими определенное кол-во готового клея для его нанесения (см. Нанесение клея) или расфасовки.
ПРИГОТОВЛЕНИЕ ПРИФОРМОВОЧНОЙ МАССЫ — технолог, операция, заключающаяся в подютовке компонентов приформовочной массы и их смешивании. Жидк. связующее готовят путем смешивания его составных частей в соответствии с рецептурой. Подготовка стеклоткани заключается в се раскраивании ножами или пневматическими машинами на полосы, полотнища или заготовки.
Смешивание компонентов приформовочной массы на основе стеклоткани или рубленого стекловолокна происходит непосредственно во время нанесения приформовочной массы напылением.
ПРИЕМОЧНЫЙ КОНТРОЛЬ —заключительный этап комплекса мероприятий по обеспечению качества продукции, по результатам к-рого принимают решение о ее пригодности к поставкам и (или) использованию. П. к. осуществляют методами и средствами неразрушающего контроля (см. Не раз ру тающий контроль качества соединения), к-рый проводят после окончания сварки. При сварке пластмассовых труб в полевых условиях основным метолом П. к. является контроль внешним осмотром. Для повышения надежности П. к. пластмассовых трубопроводов целесообразно дополнительное использо ва пне акустического не разрушающего контроля.
ПРИНУДИТЕЛЬНОЕ ОХЛАЖДЕНИЕ — то же. что искусственное охлаждение.
ПРИПУСК НА ОБРАБОТКУ — технологический припуск, оставляемый для обработки деталей. П. п. о. гарантирует получение изделия с заданными геометрическими параметрами в пределах нормативных допусков. При сварке встык размер деталей устанавливают с учетом припуска на торцовку свариваемых поверхностей
ПРИПУСК НА ОПЛАВЛЕНИЕ — технологический припуск, оставляемый для компенсации уменьшения размера детали при оплавлении. П. н. о. зависит от кач-ва мех. обработки подготавливаемых к сварке поверхностей деталей.
ПРИПУСК НА ОСАД КУ — технологический припуск, оставляемый для компенсации уменьшения длины соединяемых деталей в процессе осадки.
ПРИРОДНЫЕ КЛЕИ — клеи на основе полимеров природного происхождения. П. к. могут содержать модифицирующие добавки: растворители, антисептики (фенол, к-ты), стабилиза-
--------------------------------- при
торы (щелочи, жидк. стекло), повышающие липкость (см. Липкость клея) смолы (канифоль). В зависимости от происхождения основы клея П. к. разделяют на животные (казеиновые, глютеиновые и др.) и растительные (клеи па основе натурального каучука, крахмала и др.). П. к. применяют для соединения бумаги, фотобумаги, древесины, для наклеивания бумаги на стекло, древесину и пластмассы.
ПРИСАДКА (при сварке пластмасс) (пд. и.) — неправильное название присадочного материала.
ПРИСАДОЧНЫЙ ГРАНУЛИРОВАННЫЙ МАТЕРИАЛ — присадочный материал в виде гранул, применяемый при сварке расплавом.
ПРИСАДОЧНЫЙ МАТЕРИАЛ —материал в виде прутка, ленты, порошка, гранул, растворителя или раствора пластмассы, предназначенный для введения в зазор между свариваемыми кромками в дополнение к расплавленному основному материалу. В случае необходимости в П. м. вводят спец. модифицирующие добавки, такие как пластификатор, пора-фор и т. д.
ПРИСАДОЧНЫЙ ПРУТОК — присадочный материал в виде прутка простого или сложного сечения, изготавливаемый из термопласта. Простейший П. п.— полоса пластмассы, отрезанная от того же материала, к-рый необходимо сваривать. Обычно П. п. изготавливают путем экструзии и он имеет круглое сечение. П. п. применяют при сварке нагретым газом с присадочным материалом и при свапке расплавом.
ПРИСАДОЧНЫЙ РЕАГЕНТ — химически активное в-во, предназначенное для введения в зону сварки при химической сварке. Гип П. р. зависит от природы основного материала, в частности от присутствия реакционноспособных групп на его поверхности, и требований к процессу хим. сварки. В кач-ве П. р. используют отвердители иногда в смеси с мономерами и (или) полимерами. П. р. наносят на соединяемые поверхности из р-ра в растворителе, вызывающем набухание свариваемого материала (см. Набухание полимера). Напр., при хим. сварке иолиэтилентерефталата П. р. служит пероксид бензоила, а при хим. сварке полиимидной пленки — гекса метилен диамин.
ПРИТОЧНАЯ ВЕНТИЛЯЦИЯ производственных помещени й) — вентиляция, предназначенная для подачи в помещение наружного воздуха.
ПРИТОЧНО-ВЫТЯЖНАЯ ВЕНТИЛЯЦИЯ производственных помещений) — вентиляция, предназначенная для одновременной подачи в помещение чистого воздуха и удаления из него загрязненного. При сварке пластмасс применяют преимущественно П.-в. в.
7 8-615
97
ПРИ
ПРИТУПЛЕНИЕ КРОМКИ — пескошенная часть торца кромки, подлежащей сварке (рис. 81).
ПРИФОРМОВАННАЯ НАКЛАДКА — соединительный элемент в соединении приформов-
Рис. 81. Притупление кромки (а) в вершине
разделки
Рис. 82. Прнформоваиная накладка в стыковом (а) и угловом (б) соединениях:
1 — соединяемые детали; 2 — прнформоваиная накладка
кой, изготовленный из приформовочной массы, Для всех типов соединения прифор-мовкой оптим. формой продольного сечения П. и. является сегментообразная, причем макс, толщина П. н. находится по месту стыка деталей. При стыковом соединении, приформов-кой полиэфирного стеклотекстолита длину П. н. принимают равной (150-}-10г5) мм, где 8—толщина соединяемых деталей в области ппва, а толщина П. н. равна 72d (рис. 82, «). Длину b стороны угольника в угловом и тавровом соединениях приформовкой определяют из соотношения b = (7 + 8)бмнн> где 6МИН — толщина
наиболее тонкой из соединяемых деталей (рис. 82, б).
ПРИФОРМОВКА — способ получения неразъемного соединения деталей из полимерных композиционных материалов посредством прифор-мованных накладок. Сущность П. состоит в нанесении на внешн. участки деталей по месту их соединения приформовочной массы и последующем их отверждении с образованием прочной связи между деталями и материалом накладки (см. Адгезионная связь). Технолог, процесс П. включает приготовление приформовочной массы, подготовку соединяемых поверхностей (см. Подготовка свариваемых (склеиваемых) поверхностей) , нанесение приформовочной массы, отверждение последней и контроль кач-ва соединения.
ПРИФОРЛ1ОВОЧН АЯ МАССА — композиция на основе жидк. связующего и стекловолокон-сгого наполнителя, к-рая в процессе приформов-ки служит полуфабрикатом для приформован-ной накладки. При соединении приформовкой деталей из полиэфирных стеклопластиков П. м. готовят (см. Приготовление приформовочной массы) на основе полиэфирных пли эпоксидных связующих, способных отверждаться (см. Отверждение полимеров) при невысоких давлении и темп-ре. Стекловолокнистым наполнителем в П. м. для соединения листовых деталей и полотнищ, подверженных действию больших растягивающих и изгибающих нагрузок, служит ткань сатинового или полотняного переплетения, массовая доля к-рой в П. м. составляет 50 %. В кач-ве наполнителей П. м. для угловых и тавровых соединений приформовкой используют рубленое стекловолокно. При нанесении приформовочной массы методом экструзии в нее добавляют порошкообразный паполнитель. Для удержания накладок в вертикальном или потолочном положении в П. м. добавляют тиксотропные наполнители (см. Тиксотропия).
ПРИХВАТКА — короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей.
ПРОБНАЯ НАГРУЗКА — нагрузка, создаваемая при испытании соединения, аналогичная нагрузке, действующей на соединение в условиях эксплуатации.
ПРОБНЫЙ ОБРАЗЕЦ—часть материала, взятого для анализа, испытания и т. п.
ПРОГРЕВ (нагревательным инструментом) — операция технологии сварки нагретым инструментом, заключающаяся в нагреве материала свариваемых детален до температуры сварки на требуемую глубину. П. производят с целью обеспечения при следующей операции цикла сварки (осадке) пластического деформирования материала свариваемых деталей, вза им о диффузии и перемешивания макрообъемов в зоне сплавления. Нормативными до-
98
кумептами П. регламентируется временем прогрева при определенной темп-ре нагревательного инструмента.
ПРОДОЛЬНАЯ ОСЬ СВАРНОГО ШВА — геометрический иен гр тяжести поперечных сечений сварного шва (см. Положение сварки).
ПРОДОЛЬНАЯ ТРЕЩИНА (сварного шва)—грещина. сварного соединения, ориентированная вдоль шва.
ПРОДОЛЬНАЯ УСАДКА (сварного, клеевого шва) — усадка шва вдоль его продольной оси.
ПРОДОЛЬНЫЕ НАПРЯЖЕНИЯ — нормальные напряжения, действующие параллельно продольной оси шва.
ПРОДУКТЫ ДЕСТРУКЦИИ — в ва, образующиеся в результате деструкции полимеров. П д.— летучие в-ва (чаще всего мономеры) и нелетучий остаток (фрагменты макромолекул).
ПРОЗРАЧНЫЙ ШЛИФ (сварных соединений полимеров) — подготовленный спец, методами образец сварного соединения, предназначенный для исследования методами световой и электронной микроскопии, а также дифракционными методами. Изготовление П. ш. сводится к след, операциям. Обычный отполированный и плазмо химически протравленный шлиф подготовленной поверхностью наклеивают на стекло, после чего резанием, шлифовкой, полировкой и плазмохимической обработкой его толщину доводят до 10—20 мкм. ГЕ ш. очень удобны для последовательного макро-и микроанализа сварных соединений в проходящем свете (см. Макроструктурный анализ; Микро-с труктурный анализ).
ПРОПИТКА — процесс проникновения жидк. состава па основе мономера, олигомера и (или) полимера в капилляры и поры тв. наполнителей. П.— стадия получения полуфабрикатов полимерных композиционных материалов — препрегов и премиксов или технологии изготовления изделий из них. П. имеет место при нанесении приформовочной массы на основе тканого наполнителя.
ПРОХОД (при сварке с присадочным прутком) — однократное перемещение источника нагрева в одном направлении.
ПРОЧНОСТНЫЕ ХАРАКТЕРИСТИКИ — х-ки, определяющие способность материала сопротивляться разрушению под воздействием механических нагрузок, неравномерного температурного, магнитного, электр. и др. полей или неравномерного набухания (см. Набухание полимеров). Примерами П. х. могут служить: предел текучести, предел усталости, предел ползучести, уд. ударная вязкость.
ПРОЧНОСТЬ КЛЕЯ — условная мех. х-ка клея, получаемая в результате стандартных прочностных испытаний клеевого соединения. П. к. учитывают при выборе клеевой композиции в процессе конструирования и расчетов
ПРЯ
клеевого соединения. Для сравнительной оценки П. к. проводят испытания клеевого соединения на неравномерный отрыв, расслаивание, ползучесть, удар, усталость и т. п. (см. Испытание на неравномерный отрыв; Испытание на ползучесть; Испытание на расслаивание; Испытание на удар).
ПРОЧНОСТЬ СОЕДИНЕНИЯ — св-во сварного (клеевого) соединения не разрушаясь воспринимать механические нагрузки. П. с. определяется прочностью сварного шва (клеевой
Рис. 83. Схема изготовления стыкового соединения прутковой сваркой нагретым газом:
1 — наконечник сварочного аппарата; 2— присадочный пруток; 3 — сварной шов; 4 — свариваемые детали;
5 —нагретый газ. Стрелками указаны направление колебания сварочного аппарата и направление сварки
прослойки), адгезионной прочностью и прочностью основного материала.
ПРУТКОВАЯ СВАРКА — способы сварки, при к-рых используют присадочный пруток.
ПРУТКОВАЯ СВАРКА НАГРЕТЫМ ГАЗОМ — сварка нагретым газом с присадочным материалом, при к-рой сварное соединение образуется в результате заполнения разделанной под шов полости между соединяемыми деталями размягченным присадочным прутком, выполняемого в определенной последовательности, обеспечивающей, напр., равномерный нагрев основного материала в зоне шва (рис. 83). Кач-во швов, изготовленных П. с. п. г., зависит от большого числа факторов. ГЕ с. н. г. выполняют ручным или механизированным способом (см. Ручная сварка; Механизированная сварка). В обоих случаях применяют подогрев основного материала и присадочного прутка. При механизированной сварке па присадочный пруток оказывают дополнительное воздействие приглаживанием или прикаткой.
П. с. н. г. изготовляют гл. обр. стыковые и угловые соединения деталей из листовых поливинилхлорида, полиэтилена, полипропилена и др термопластов.
ПРЯМОЙ НАГРЕВ — способ передачи тепл, энергии непосредственно к свариваемым поверх
7*
99
ПЬЕ ----------------------------------------
ностям (в отличие от косвенного нагрева) при контакте с ними нагревательного инструмента или нагретого газа за счет теплоотдачи или нагрева излучением (см. Нагрев инфракрасным излучением; Высокочастотный нагрев; конвективный нагрев).
ПЪЕЗОКЕРЛМИКА — керамич. поликристал-лические сегнетоэлектрики, обладающие устойчивыми пьезоэлектрическими св-вами и используемые в кач-ве пьезоэлектрических преобразователей в УЗ-сварочной технике (см. Пьезоэлектрический эффект). Элементы из П. характеризуются высокими значениями пъезомодулей и диэлектрической проницаемости, большой мех. прочностью и стойкостью к воздействию влаги.
Керамика представляет собой совокупность кристаллов со сложной доменной структурой. После отжига из керам, заготовок изготавливают пьезоэлементы заданных форм и размеров, наносят на них электроды (металлизируют), к-рые служат для подвода напряжения поляризации, возбуждения пьезоэлементов, их крепления и ир. Известны след, виды металлизации П.: никелирование, палладирование, лидирование, серебрение.
Поляризацию керамики производят приложением к электродам постоянного электр. напряжения. Так. для поляризации П. из титаната бария напряженность электр. поля должна быть равна 0,6—0,8 кВ/мм, а из цирконата титаната свинца — 5—6 кВ/мм. В процессе поляризации керамики домены ориентируются вдоль поля, что приводит к общей поляризации, сохраняющейся в материале после, снятия впешн. электр. поля. Т. о. керамика приобретает полярную анизотропию и пьезоэлектрические св-ва.
ПЬЕЗОЭЛЕКТРИЧЕСКИЕ МАТЕРИАЛЫ — кристаллы и поликрнсталличсские в-ва с хорошо выраженными пьезоэлектрическими св-вами {см. Пьезоэлектрический эффект) и используемые для создания излучателей и приемников звука, электромеханических преобразователей, пьезодатчиков и пр. Основными х-ками П. м. являются: скорость распространения звуковых волн, тангенс угла диэлектрических потерь, матрицы иьезомодулей и диэлектрической проницаемости, плотность, мех. добротность, максимально допустимая темп-pa эксплуатации (точка K«w).
ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ — электроакустический преобразоеатель,
работающий на пьезоэлектрическом эффекте. П. н. широко используют в различных областях техники в кач-ве излучателей ультразвука и приемников УЗ. В зависимости от назначения и диапазона частот применяют П. п. различных типов. В ультразвуковой сварочной установке в кач-ве преобразователей используют пьезо-керамику.
На эффективность работы П. п. влияют толщина пьезоэлемента, его расположение в системе пучность — узел, соотношение волновых сопротивлений накладок и пьезоэлемента, собственный нагрев за счет электр. и мех. потерь в пьезоэлементе, а также величина внешней нагрузки, на к-рую работает П. п.
ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ЭФФЕКТ, пьезоэффект — возникновение электр. поляризации под действием мех. напряжений (прямой вьезоэффект) или возникновение деформации под действием электр. поля (обратный пьезо-эффект) в пск-рых анизотропных диэлектриках, полупроводниках и поликристаллическпх сегнетоэлектриках. Прямой П. э. объясняется смещением ионов, чго приводит к изменению значения и направления дипольного момента элементарной ячейки кристал. решетки. Обратный П. э. обусловлен взаимодействием внешп. электр. поля с элементарными зарядами ячейки, что приводит к изменению средн, расстояний между ними, т. е. к деформации кристалла. Необходимыми условиями возникновения П. э. являются наличие в пьезоэлектрических материалах ионной проводимости, отсутствие центра симметрии и малая электропроводность. Только в этом случае возможно появление нсскомпен-си ров а иного электр. заряда, т.е. поляризация диэлектрика или полупроводника.
В настоящее время широко используют искусственный П. э., к-рый присущ поликристал-лическим сегнетоэлектрикам, приобретающим полярную анизотропию после поляризации в элскгр. поло (см. Пьезокерамика).
ПЬЕЗОЭЛЕМЕНТ — деталь. изготовленная из материалов, имеющих пьезоэлектрические св-ва (см. Пьезоэлектрический эффект) с нанесенными на определенные участки ее поверхности электродами. П. является базовым элементом пьезоэлектрического преобразователя. Для изготовления П. используют пьезоэлектрические материалы (см. Пьезокерамика).
ПЬЕЗОЭФФЕКТ — то же, что пьезоэлектрический эффект.
р
РАБОЧИЙ ЦИКЛ СВАРКИ — обшая продолжительность цикла сварки, подготовительных и послесварочных операций (напр., доставка заготовок к месту сварки, транспортировка сварочного оборудования и готовых изделий).
РАБОЧИЙ ЦИКЛ СКЛЕИВАНИЯ — общая продолжительность процесса склеивания.
РАВНОПРОЧНОЕ СОЕДИНЕНИЕ — сварное (клеевое) соединение, не уступающее по прочности основному материалу.
Ю0
РАДИАЦИОННАЯ ДЕСТРУКЦИЯ (полимеров) — деструкция полимеров в результате действия на них радиоактивного излучения (у-лучей, р- и а-частиц, нейтронов), обычно обладающих энергией, значительно превышающей энергию хим. связей. В результате действия радиоактивного излучения в полимере могут разорваться любые связи. При разрыве связей С—С и С—Н, наряду с низкомолекулярными радикалами (метильным, этильным, пропильным, бутильным) и атомами водорода, образуются и макрорадикалы, к-рые участвуют в дальнейших р-циях. Р. д. протекает практически при любой темп-ре. Количественно Р. д. характеризуется радациоппо-хим. выходом Cs— числом разрыва цепей, вызываемых поглощением 1,6 X X 10”17 Дж энергии излучения.
К сильно радиационно-дсструктируемым полимерам относятся политетрафторэтилен, поли-изобутилен (Gg 5), полибутил мета крил ат, полиметилмстакрилат, целлюлоза. Слабее дсст-руктируют полиэтилен, полипропилен, полистирол.
РАДИАЦИОННАЯ СТОЙКОСТЬ (полимеров) — способность полимеров сохранять свои св-ва при воздействии ионизирующего излучения (см. Радиационная деструкция), Р. с. полимеров во многом зависит от способа их синтеза и переработки, поскольку она в значительной степени определяется структурными особенностями материала. При облучении на воздухе Р. с. сильно зависит от уд. поверхности и толщины образна, а также от мощности дозы излучения. Количественно Р. с. обычно характеризуют пороговыми (предельными) значениями дозы или (и) мощности, при к-рых полимерный материал становится непригодным для применения в конкретных условиях (среда, темп-pa и пр.). Пороговые значения определяют по изменению в результате облучения тех физ. св-в, к-рые являются критическими для данного материала (прочностные, радиотехнические, электр.. деформационные, и т. и.).
РАДИАЦИОННОЕ УПРОЧНЕНИЕ (полимеров) — повышение прочности полимеров под действием ионизирующего излучения в результате образования поперечных хим. связей между макромолекулами и возникновения пространственной сетки. Радиационно-упрочненные полимеры обладают повышенной теплостойкостью и сопротивлением к растрескиванию в напряженном состоянии. Обработка ионизирующим излучением наполненных и высокона-полненных полимеров также значительно улучшает их физ.-мсх. св-ва. На практике Р. у. в основном подвергают полиэтилен. При этом свариваемость его (см. Свариваемость пластмасс) ухудшается.
РАДИОГРАФИЧЕСКИЙ КОНТРОЛЬ —метод не разрушающего контроля качества соеди-
--------------------------------- рДЗ
нения, основанный на просвечивании контролируемого обьекта пучком ионизирующего излучения. Р. к. позволяет наблюдать теневую картину контролируемого объекта на рентгеновской пленке, к-рая служит детектором прошедшего сквозь объект излучения. В кач-ве источников ионизирующего излучения используют рентгеновские аппараты и гамма-изотоны. В зависимости от источника ионизирующего излучения Р. к. называют соответственно рентгенографическим и гаммаграфическим контролем, Р. к. позволяет обнаруживать объемные дефекты: поры, включения и т. п. Эффективность Р. к. определяется порогом обнаружения и выявляемое? ью дефектов. Р. к. может быть также использован для исследования реологических процессов при сварке полиэтилена; при этом в объем контролируемого объекта вводят рентгеноконтрастный материал.
РАЗБАВИТЕЛ Ь, р а з ж и ж и те л ь — жидк. компонент клея, вводимый в клеевую композицию с целью улучшения ее. технолог, св-в или (и) снижения стоимости. Р. может быть пассивным, не взаимодействующим с др. компонентами клея, или активным (см. Активный разбавитель ).
РАЗБУХАЙ И Е ПОЛ ИМ ЕРА — увеличение объема полимера, под влиянием продуктов, выделяющихся при сварке (см. Деструкция полимеров), разложении порофора (см. Пенопласт) или отверждении (см. Отверждение полимеров).
РАЗДЕЛИТЕЛЬНЫЕ СЛОИ — 1. Слои антиадгезива, защищающие поверхность приспособлений, используемых для формирования клеевого соединения.— 2. Промежуточный материал, предотвращающий самослипание пленочных клеев.
РАЗДЕЛИТЕЛЬНЫЙ АГЕНТ —то же, что антиадгезив.
РАЗДЕЛКА КРОМОК — подготовка кромок непосредственно перед сваркой, заключающаяся в придании им требуемой формы строганием, фрезерованием и т. п. Чаще всего в результате разделки кромки приобретают прямолинейный скос.
РАЗЖИЖИТЕЛЬ — то же, что разбавитель.
РАЗЛОЖЕНИЕ ПОЛИМЕРОВ—то же, что деструкция полимеров.
РАЗЛОЖЕНИЕ РАСПЛАВА — деструкция (см. Деструкция полимеров) и (или) деполимеризация полимеров в расплавленном состоянии.
РАЗРУШАЮЩИЙ КОНТРОЛЬ КАЧЕСТВА СОЕДИНЕНИЯ—контроль качества сварки или склеивания, в процессе к-рого нарушается целостность изделия (напр., испытание на растяжение, испытание на ударный изгиб, испытание на усталость и т. д.).
101
РАЗ
РАЗУПРОЧНЕНИЕ (п р и сварке)—снижение прочности основного материала в зоне термического влияния.
РАЗЪ ЕМ НОЕ СОЕД МНЕНИЕ — соединение, в к-ром детали крепятся друг к другу т. о., что в последующем они могут быть разъединены без нарушения целостности деталей или соединительного элемента. К Р. с. относятся болтовые, винтовые, нек-рые замковые, шпоночные, шлицевые и др. соединения. Комбинирование Р. с. со сваркой или склеиванием (см.
Рис. 84. Нанесение клея раклей:
I — клей*, 2 — субстрат; 3 — ракля
Комбинированное соединение) делает их неразъемными (см. Неразъемное соединение).
РАКЛЯ — устройство для распределения клея по поверхности субстрата слоем определенной толщины. Толщина клеевого слоя задастся размером щели между Р. и субстратом (рис. 84). Р. изготавливают из пластмассы резины и металла. Ею пользуются гл. обр. при склеивании пленочных и текстильных материалов, бумаги и т. п.
РАНТОВОЕ СОЕДИНЕНИЕ (нд. п.)—неправильное название торцового соединения.
РАСПЛАВ ПОЛИМЕРА—состояние полимера, характеризующееся наличием только ближнего порядка в расположении цепных, молекул и возможностью необратимого деформирования. Формально термин «Р. п.» относится только к кристаллизующимся полимерам, нагретых до темп-р выше температуры плавления. Однако часто расплавом называют аморфные полимеры (см. Аморфное состояние полимеров), нагретые выше их температуры текучести. В расплавленном состоянии полимеры находятся при диффузионно-реологической сварке и при выполнении большинства методов формования (см. Переработка пластмасс).
РАССЛАИВАНИЕ — разрушение клеевого (сварного) соединения, состоящего из двух гибких субстратов.
РАССЛОЕНИЕ — разделение многокомпонентного клея (см. Компоненты клея) на части
(фракции) более или менее однородные по мол, массе или составу.
РАСТВОР КЛЕЯ — жидк. смесь основы клея и др. компонентов клея с растворителем (см. Клей-раствор). Концентрация растворителя в Р. к. обычно выше концентраций др. компонентов.
РАСТВОРЕНИЕ (п о л и м ера) — процесс образования термодинамически устойчивой смеси, состоящей из полимера и растворителя.
РАСТВОРИМОСТЬ (полимера) — способность полимера образовывать с низкомолекулярными жидкостями термодинамически равновесные системы — растворы полимеров. Соотношение растворителя и полимера может быть либо произвольным, либо ограниченным. В последнем случае Р. называют ограниченной. Мерой Р. при данных условиях служит концентрация его насыщенного р-ра. Р. полимера в определенном растворителе зависит от внешн. условий, прежде всего от темп-ры. Для большинства полимеров Р. с повышением темп-ры увеличивается. Р. полимеров характеризуется параметром растворимости.
РАСТВОРИТЕЛЬ, растворяющий агент—1. Жидк. компонент клея, обеспечивающий растворение его основы (см. Основа клея) при получении раствора клея. —2. Жидк. или тв. компонент присадочного материала при сварке растворителем. — 3. Жидк. в-во, обеспечивающее растворение присадочного реагента. — В-во, обеспечивающее растворение загрязнений на соединяемых поверхностях (см. Подготовка свариваемых (склеиваемых) поверхностей). Р. подразделяют на орган, и неорган. Среди неорган. Р. важнейший — вода, а среди орган.— кетоны (ацетон, мстилэтилке-тон), спирты, эфиры (бутилаиетат, этилацетат, амилацетат), углеводороды (бензин, толуол, ксилол), хлорзамещенныс углеводороды (трихлорэтилен, метиленхлорид, пер хлор этилен). Р, характеризуется растворяющей способностью, летучестью, горючестью, взрывоопасностью, токсичностью и др. св-вами. В зависимости от растворяющей способности различают активный растворитель и инертный растворитель.
РАСТВОРЫ ПОЛ ИМЕРОВ — термодинамически равновесные системы с мол. дисперсностью компонентов. Св-ва Р. п. зависят от мол. массы полимера и геометрических х-к макромолекул. В разбавленных Р. п. макромолекулы принимают форму статич. клубка и занимают неперекрывающиеся элементы объема — координационные сферы. При увеличении концентрации Р. п. координационные сферы соседних макромолекул начинают перекрываться. Критерием разделения Р. п. на разбавленные и концентрированные служит величина 1/т), где — характеристическая вязкость, соответствующая концентрации Р. п., при к-рой происходит перекрывание координационных сфер.
102
РАСТВОРЯЮЩИЙ АГЕНТ —то же, что растворитель.
РАСТРЕСКИВАНИЕ — появление на поверхности и в объеме материала нарушения сплошности при незначительных внешних нагрузках или даже без нагрузки. Р.— одно из проявлений старения полимеров. Оно вызывается собственными напряжениями, обусловленными структурной неоднородностью полимерных материалов и возникающими в процессе изготовления изделиями и его эсплуатапии.
РАСТРУБ — расширение конца трубы или соединительной детали, служащее для образования раструбного соединения. На конце трубы Р. формуется с предварительным подогревом, а в соединительной детали — литьем под давлением.
РАСТРУБНАЯ СВАРКА (нд. п.) — неправильное название сварки враструб.
РАСТРУБНОЕ СОЕДИНЕНИЕ — сварное (клеевое) соединение, в к-ром конец одной трубы входит в раструб соединительной детали или в раструб, отформованный на конце др. присоединяемо!! трубы такого же диаметра.
РАСХОД КЛЕЯ — кол-во клея, приходящегося на единицу склеиваемой поверхности. Р. к. выражают обычно в граммах на квадратный метр. Кол-во нанесенного клея определяет толщину, а следовательно, и прочность клеевой прослойки в соединении, к-рая в свою очередь зависит от природы клея, по в большей степени — от природы склеиваемых материалов и состояния поверхности склеивания. Чем выше кач-во подготовки склеиваемых поверхностей (см. Подготовка свариваемых (склеиваемых) поверхностей), тем меньше Р. к. При любой операции склеивания Р. к. должен быть таким, чтобы при создании давления по всем торцам соединяемых деталей выдавливались небольшие полоски клея без пропусков и избыточных подтеков. Недостаточная толщина клеевой прослойки влечет за собой образование местных непро-клеев, а избыток клея, помимо непроизводительного расхода,— образование чрезмерно толстых клеевых прослоек, а также загрязнение оборудования и рабочего места. Норма Р. к. указана в ТУ на клей. Наиболее рекомендуемая норма Р. к. на каждый слой 150—250 г/м2. Всего слоев может быть один или два.
РАСЧЕТНАЯ ВЫСОТА УГЛОВОГО ШВА — длина перпендикуляра, опущенного из точки макс, проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешн. часть углового шва прямоугольного треугольника.
РАСЧЕТНАЯ ДЛИНА ОБРАЗЦА — длина рабочей части образца, к-рая принимается за базовую при определении относительного удлинения.
РЕАКТИВАЦИЯ КЛЕЕВОЙ КОМПОЗИЦИИ — возвращение необходимых адгезионных
--------------------------------- рЕЗ
св-в клеевым композициям на растворителях.
РЕАКТИВНЫЕ КЛЕИ—клеи на основе реакционноспособных синтетических моно-, олиго-, полимеров и каучуков, к-рые во время склеивания изменяют свою хим. структуру и необратимо переходят из пластического в стеклообразное или эластическое (см. Резиновые клеи) состояние в результате поликонденсации, полимеризации, гюлиприсосдипепия (см. Отверждение клея). Важнейшими представителями Р. к. являются феноло-формалъдегидные клеи, эпоксидные клеи, полиуретановые клеи, карбамидные клеи, кремнийорганические клеи, полиэфирные клеи, полнароматические клеи.
РЕАКТОПЛАСТЫ — пластические массы, переработка к-рых в изделия сопровождается необратимой хим. р-цией, приводящей к образованию неплавкого и нерастворимого материала (см. Отверждение полимеров). Содержат обычно большие кол-ва наполнителя (сажи, стекловолокна, мела и др.). Наиболее распространены Р. па основе фенол о-формальдегидных, полиэфирных, эпоксидных, карбамидных смол.
РЕАКЦИОННОСПОСОБНОЕ ПОВЕРХНОСТНО-АКТИВНОЕ ВЕЩЕСТВО (в полимер и о м к л е е) — поверхностно-активное вещество, содержащее реакционноспособные группы, к-рые взаимодействуют с основой клея (напр., эпоксидным олигомером) при его отверждении (см. Отверждение клея). Р. п.-а. в. лучше совмещается с основой клея, чем обычное поверхностно-активное в-во.
РЕАКЦИОННОСПОСОБНЫЕ ГРУППЫ, функциональные группы — группы атомов, способные в ходе р-ций полимеризации и поликонденсации или при структурировании полимеров образовывать валентные (хим.) связи с другими атомами.
РЕАКЦИОННОСПОСОБНЫЙ КОМПОНЕНТ (в клее)—добавка к клеевой композиции, к-рая в процессе склеивания изменяет свою хим. структуру, взаимодействуя с основой (см. Основа клея) или с др. компонентами клея, а также, напр., с водой из окружающей среды.
РЕБРО ЖЕСТКОСТИ — элемент сварной конструкции, препятствующий местной потере устойчивости.
РЕЖИМ СВАРКИ — совокупность основных контролируемых параметров, определяющих условия сварки (см. Параметры режима сварки).
РЕЗИНОВЫЕ КЛЕИ, эластомерные клеи — полимерные клеи на основе натурального или синтетических каучуков. Р. к. могут содержать вулканизаторы, наполнители (техн, углерод, оксиды цинка, магния, титана), еннте-
103
РЕЗ ------------------------------------
тические и природные смолы, пластификаторы (см. Пластификация клея) „ стабилизаторы, препятствующие старению, растворители. Р. к. готовят перемешиванием компонентов (см. Компоненты клея) в спец, смесителях, т. н. клеемсшал-ках. Р. к. представляет собой вязк. жидкости или пасты. В кач-ве Р. к. можно использовать сырую резиновую каландроваиную смесь. В зависимости от температуры склеивания различают Р. к. горячей (100 °C и выше) и холодной (комнатная темп-pa) вулканизации. Последние Р. к. называют также самовулканизующимнся. Р. к. горячей вулканизации поставляются потребителю в готовом виде (см. Одноупаковочный клей). Самовулканизующиеся Р. к. поставляют в виде двух р-ров (один содержит каучук или его смесь с нек-рыми компонентами, др.— вулканизующую систему), к-рые смешивают перед применением клея. Х-ки клеевых соединений на основе Р. к. зависят от типа каучука (см. Нит-рильные клеи; Полихлоропреновые клеи).
Р. к. используют при сборке и ремонте резиновых изделий, для прикрепления резин к др. материалам.
РЕЗОРЦИНОВЫЕ КЛЕИ — термореактив-ныв клеи на основе, резорцине-формальдегидных смол. Р. к. могут' содержать растворитель, отвердитель, наполнители, др. компоненты (см. Компоненты клея). Поставляются в виде порошка или р-ра в воде или спирте. Отвердитель может быть тв. (порошок) или жидк.
Р. к. применяют для склеивания древесины и пластмасс на основе фоноле-формальдегидных смол как между собой, так и с др. материалами.
РЕКРИСТАЛЛИЗАЦИЯ (полимерев) — кристаллизация частично расплавленных или частично растворенных полимеров, при к-рой остающиеся нерасплавленными части кристаллов служат центрами кристаллизации. В зависимости от степени расплавления исходного кристал. материала Р. может быть ближе к спеканию либо к обьшпой кристаллизации (см. Кристаллизация полимеров; Отжиг сварных соединений).
РЕКУПЕРАЦИЯ — возвращение части материала и (или) энергии, расходуемых в технолог. процессах, для повторного использования. В технологии сварки (см. Сварка растворителем) и склеивания Р. можно подвергать растворитель из отработанных смесей с газами, инертными по отношению к данному растворителю.
РЕНТГЕНОГРАММА — теневое изображение контролируемого объекта на рентгеновской пленке или фотобумаге, получаемое при его просвечивании пучком ионизирующего излучения в процессе радиографического контроля.
Р. является документом, отражающим качество сварного соединения.
РЕНТГЕНОСТРУКТУРНЫЙ АНАЛИЗ — совокупность методов изучения строения в-ва, основанных па дифракции рентгеновских лучей в кристал. решетке. Р. а. (см. Пластмассогра-фия), один из методов изучения морфологии полимерного материала.
РЕОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРИ СВАРКЕ — процессы, характеризующие течение расплава полимера в зоне шва.
РЕОЛОГИЧЕСКИЕ СВОЙСТВА КЛЕЯ— св-ва клея, определяющие его текучесть при формировании клеевого слоя. Важнейшим Р. с. к. является вязкость (см. Вязкость клея).
РЕОЛОГИЧЕСКИЕ СВОЙСТВА ПЛАСТМАСС— св-ва пластмасс, определяющие их поведение при деформировании. Важнейшим из Р. с. п., влияющим на деформирование материала при сварке, является вязкость расплава (см. Вязкость полимеров).
РЕОЛОГИЯ (полимеров) — наука, изучающая деформационные св-ва полимерных материалов. Основная задача Р. полимеров — определение зависимостей между напряжениями и деформацией в различных условиях нагружения и переработки.
РЕОЛ О ГРАММА — макрофотография среза шва, изготовленного сваркой слоистого материала с различной окраской соседних слоев. Р. позволяет определить топографию зоны сварки, характер и форму потока расплава при осадке во время, напр., сварки нагретым инструментом прямым нагревом.
РОЛИКОВАЯ ОПОРА—опора в виде ролика, применяемая при непрерывной сварке пластмасс.
РОЛИКОВАЯ СВАРКА, сварка роли-к о м — способы сварки, при выполнении к-рых для почвода энергии к соединяемым поверхностям и (или) создания давления прижима используют нагревательный инструмент в виде ролика. Но схеме Р. с. могут выполняться сварка нагретым инструментом (см. Сварка нагретым роликом), высокочастотная сварка, ультразвуковая сварка, сварка излучением, сварка нагретым газом, сварка растворителем.
РОТАЦИОННАЯ СВАРКА ТРЕНИЕМ — сварка трением, при к-рой перемещение соединяемых деталей относительно друг друга осуществляется в результате вращения вокруг оси, совпадающей с направлением силы сжатия.
РУЧНАЯ С BA Р КА — способы сварки, при осуществлении к-рых основные операции выполняются вручную.
РУЧНОЕ СВАРОЧНОЕ УСТРОЙСТВО — устройство, состоящее в общем случае из источника питания, инструмента для ручной сварки и ручного приспособления для закрепления инструмента. Напр., устройство для сварки на-
104
гретым инструментом враструб полиэтиленовых труб диаметром 16—50 мм состоит из источника питания, электронагревательного инструмента с набором дорнов и гильз указанных ти-
------------------------------------ СВА
поразмеров; а также ручного приспособления для закрепления инструмента.
САМОСЛИПАНИЕ — нежелательна я адгезия, возникающая между соприкасающимися поверхностями деталей и материалов в процессе хранения, транспортировки и т. п.
СБОРКА — заключительная фаза мех. производственного процесса, к-рая следует после заготовки и обработки и заканчивается получением готового изделия. С. включает след, технолог. операции: базирование собираемых деталей, их взаимную фиксацию в определенном положении, образование соединения и контроль его качества.
СБОРОЧНЫЙ КЛЕЙ — клей, применяемый для взаимной фиксации деталей конструкции с целью упрощения сборки.
СВАРИВАЕМОСТЬ ПЛАСТМАСС — св-во, характеризующее способность пластмасс образовывать сварное соединение при том или ином способе сварки. С. оценивают путем сопоставления х-к сварного соединения с аналогичными х-ками основного материала или с их заданными значениями.
СВАРКА (пластмасс)—технолог, процесс получения неразъемного соединения деталей и элементов конструкции из пластмасс, основанный на диффузионно-реологических и (или) хим. процессах, к-рые протекают в зоне соединяемых поверхностей при их нагреве или без нагрева и (или) мех. воздействии. В результате С. между соединяемыми поверхностями исчезает первоначальная грапипа раздела, превращаясь в межфазный слой с однородной или разнородной хим. структурой. В зависимости от механизма С. выделяют диффузионно-реологическую сварку и химическую сварку, а в зависимости от вида используемой при С. п. энергии и способа се передачи к соединяемым поверхностям способы С. п. разделяются на классы: термический, терм ©механический, механический и электромеханический (см. Классификация способов сварки пластмасс).
Прочность связи между сваренными слоями определяется когезионной прочностью пластмасс (см. Когезия) и условиями нагружения С. предпочитают др. способам соединения (см. Склеивание: Соединение приформовкой) в тех случаях, когда 1) детали изготовлены из однородных материалов; 2) не допускается использование крепежных элементов или клеев из материалов, отличных от материала соединяемых деталей; 3) требуется обеспечить высокую производительность труда, а также механиза
цию и автоматизацию процесса. Важным преимуществом С. является возможность получения конструкции мин. массы. К недостаткам С. можно отнести нсраз ьсмность соединения, трудности при соединении разнородных пластмасс (см. Сварка разнородных пластмасс), низкая прочность швов при расслаивании, затруднения при соединении толстостенных (жестких) деталей из полимерных композиционных материалов.
СВАРКА В МАГНИТНО-ИМПУЛЬСНОМ ПОЛЕ — то же, что магнитно-импульсная сварка.
СВАРКА В ПАЗ (нд. п.) —неправильное название процесса изготовления сварного шпунтового соединения.
СВАРКА В УС (нд. п.)—неправильное название процесса изготовления сварного соединения на ус.
СВАРКА ВИБРОВРАЩЕНИЕМ — сварка трением, при к-рой одна из соединяемых деталей или промежуточная вставка между ними совершает круговое плоскопараллельное движение в плоскости, перпендикулярной направлению силы сжатия. Амплитуда плоскопараллельного движения составляет 1—6 мм. После достижения вязкотекучего состояния полимера в зоне сварки движение прекращают и производят торможение и охлаждение материала шва под давлением.
С. в. может быть писпользована для сборки изделий из фасонных деталей, не. имеющих форму тел вращения, из частично кристал. термопластов.
СВАРКА ВИБРОТРЕНИЕМ — сварка трением, при к-рой перемещение соединяемых деталей друг относительно друга осуществляется в результате колебаний обеих деталей в плоскости, перпендикулярной направлению силы сжатия колебаний одной из деталей, или колебаний промежуточной вставки между ними, В зависимости от характера колебаний различают линейную сварку вибротрением и угловую сварку вибротрением. С. в. могут свариваться различные симметричные и несимметричные объемные детали из большинства термопластов, в том числе из фторопластов, полиэфирных эластомеров и др. пластмасс, к-рые нельзя соединить ультразвуковой сваркой. С. в. получила широкое распространение при изготовлении резервуаров, крыльчаток насосов, канистр, насосов, фильтров и т. п.
105
СВА -------------------------------
СВАРКА ВНАХЛЕСТКУ — процесс изготовления сварного нахлесточного соединения.
СВАРКА ВНЕШНИМ ТЕПЛОВЫМ ИСТОЧНИКОМ, сварка с использованием внешнего теплоносителя — тепловая сварка, при к-рой передача тепл, энергии к соединяемым поверхностям осуществляется от внешн. теплоносителя (см. Сварка пламенем; Сварка плазмой; Сварка нагретым инструментом; Сварка расплавом; Сварка закладным элементом; Сварка нагретым газом).
Рис. 85. Схема сварки литьем под давлением: 1 — свариваемые детали; 2 — форма; 3— сопло литьевой машины: 4— сварной шов
СВАРКА ВНУТРЕННИМ ТЕПЛОВЫМ ИСТОЧНИКОМ, сварка с генерированием теплоты внутри свариваемого материала — тепловая сварка, при к-рой тепл, энергия генерируется основным материалом и (или) присадочным материалом в результате преобразования энергии мех. взаимодействия и (или) электромагнитной энергии в тепл. (см. Сварка излучением; Лучепрессовая сварка; Снарка трением; Ультразвуковая сварка; Высокочастотная сварка; Сверхвысокочастотная сварка).
СВАРКА ВРАСТРУБ — процесс изготовления сварного раструбного соединения.
СВАРКА ВСТЫК — процесс изготовления сварного стыкового соединения.
СВАРКА ГАЗОВЫМ ТЕПЛОНОСИТЕЛЕМ (нд. п.) — неправильное название сварки нагретым газом.
СВАРКА ЗАКЛАДНЫМ ЭЛЕМЕНТОМ, сварка элементом, остающимся в сварном шве — вид сварки термомех. класса (см. Термомеханический класс сварки), объединяющий способы сварки, при к-рых нагрев соединяемых поверхностей осуществляется с по
мощью закладного нагревательного элемента. С. з. э. эффективна при соединении деталей большой толщины и при расположении сварных швов в труднодоступных местах. Этот вид сварки обеспечивает более экономный расход энергии, чем, напр., сварка нагретым инструментом. К разновидностям С. з. э. относят индукционную сварку и ъерморезисторную сварку.
СВАРКА ИЗЛУЧЕНИЕМi — вид сварки терм, класса (см. Термический класс сварки), объединяющий способы, при к-рых нагрев соединяемых поверхностей происходит в результате преобразования в них энергии излучения в тепловую энергию. При С. и. используют источники электромагнитного излучения видимой или ПК-области спектра с диапазоном длин волн 0,4—15 мкм. В зависимости от источника излучения различают три разновидности С. и.: сварку инфракрасным излучением, лазерную свапку и световую сварку. С. и. осуществляют без присадочного материала или с применением накладок по схемам прямого или косвенного нагрева. С. и. применяют для соединения пластмасс, хорошо поглощающих излучение, к-рые при нагреве становятся достаточно вязкотекучими и сплавляются (см. Сплавление) без приложения давлений.
СВАРКА ИНФРАКРАСНЫМ ИЗЛУЧЕНИЕМ — сварка излучением, при к-рой используются световые лучи с длиной волны 1,0— 15,0 мкм. С. и. и. применяют для сварки труб и листов из полиолефинов, непрерывной сварки тканых полимерных материалов типа искусственных кож и др. При выборе источника излучения (см. Инфракрасный излучатель) следует принимать во внимание спектр, х-ки свариваемых полимерных материалов, к-рые определяют их поглощающую способность к И К-излучению.
СВАРКА КОНТАКТНЫМ НАГРЕВОМ (ид. п.) — неправильное название сварки нагретым инструментом.
СВАРКА КОСВЕННАЯ (ид. п.) — неправильное название сварки косвенным нагревом.
СВАРКА КОСВЕННЫМ НАГРЕВОМ — способы сварки, при к-рых применяют косвенный нагрев соединяемых поверхностей деталей. С. к. н. соединяют, как правило, тонкостенные, детали, напр., из пленок (см. напр.. Сварка нагретым инструментом косвенным нагревом; Сварка нагретым газом косвенным нагревом).
СВАРКА ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ — то же, что лазерная сварка.
СВАРКА ЛЕНТОЧНЫМ ТЕПЛОНОСИТЕЛЕМ— то же, что сварка нагретой лентой.
СВАРКА ЛИТЬЕМ ПОД ДАВЛЕНИЕМ — сварка расплавом, при к-рой расплавленный присадочный материал подается к соединяемым поверхностям из сопла литьевой машины под давлением. Соединяемые детали при С. л. п. д. фиксируют т. о., чтобы между свариваемыми поверхностями образовалась полость, заполни-
106
емая за один прием расплавом {рис. 85). С. л. п. д. применяют для соединения деталей в труднодоступных местах, напр., в производстве полых изделий, тонкостенных изделий, у к-рых не допускается наличие грата.
СВЛРК/Х НА УС (нд. и.) — неправильное название процесса изготовления сварного соединения на ус.
—— --------------------------------- СВА
ных местах. Теплоту можно подводить последовательно от одного участка шва к др. (см. Непрерывная сварка} или ко всей поверхности шва за один прием (см. Прерывистая сварка). С. н. г. целесообразно применять для соединения материалов, чувствительных к перегреву.
Рис. <86. Схема сварки нагретой лептой:
7 — свариваемые детали; 2— ленты; 3 — нагреватели. 4 — прикатывающие ролики; 5— охлади 1 ели; 6 — транспортирующие ролики
СВАРКА НАБУХАНИЕМ — то же, что сварка растворителем.
СВАРКА НАГРЕВОМ И РАСТВОРИТЕЛЕМ— комбинированная сварка, при к-рой нагрев соединяемых поверхностей сочетается с одно врем еняым воздей ст внем рост вор ителем. С. н. и р. позволяет ускорить процесс соединения (по сравнению со сваркой растворителем) и локализовать зону размягчения (по сравнению с тепловой сваркой}.
СВАРКА НАГРЕТОЙ ЛЕНТОЙ, сварка л е н т о ч н ы м теплоносителе м — снарка постоянно нагретым инструментом косвенным нагревом (см. Сварка косвенным нагревом), при к-рой используют нагретый инструмент в виде лепты, непрерывно перемещаемой совместно со свариваемым материалом (рис. 86, 87). Охлаждение сварного шва при С. и. л. происходит под давлением. Ес применяют для изготовления сварных швов большой протяженности, напр., при соединении пленок, запечатывании горловин мешков. Для обеспечения гер-метичностц сварного соединения по месту соприкосновения соединяемых поверхностей на кромке шва размещают П-образную накладку.
СВАРКА НАГРЕТЫМ ГАЗОМ — вид сварки термомех. класса (см. Термомеханический класс сварки), объединяющий способы, при к-рых для нагрева соединяемых поверхностей деталей используют нагретый газ (обычно — воздух). При С, и. г. соединяемые поверхности сначала разогревают струей нагретого газа, а затем приводят в контакт с нагретым той же струей присадочным материалом (см. Сварка нагретым газом с присадочным материалом) или друг с другом (см. Сварка нагретым газом без присадочного материала). Специфика способа заключается в возможности подвода теплоты непосредственно к соединяемым поверхностям и соединения деталей практически любых размеров и конфигураций, в том числе в труднодоступ-
а также для изготовления изделий в производственных условиях.
СВАРКА НАГРЕТЫМ ГАЗОМ БЕЗ ПРИСАДОЧНОГО МАТЕРИАЛА — сварка нагретым газом, при к-рой образование сварного со-
Рис. 87. Схема сварки нагретой лентой при за печатывании горловины мешка:
j — ленты; 2 — П-образ на я накладка; 3 — мешок
Рис. 88. Схема сварки нагретым газом косвенным односторонним нагревом:
/ — свариваемые пленки; 2—мундштук нагревателя; 3 — нагретый газ; 4 — ограничительные ленты; 5 — упругая подложка; 6 — сварной шов
единения происходит лишь за счет основного материала. С и. г. б. п. м. осуществляют по схемам сварки прямым нагревом либо сварки косвенным наг ревом.
СВАРКА НАГРЕТЫМ ГАЗОМ КОСВЕННЫМ НАГРЕВОМ — сварка нагретым газом
107
СВА -------------------------------------
без присадочного материала, при к-рой производят косвенный нагрев соединяемых поверхностей деталей. С. н. г. к. п. осуществляют преимущественно односторонним нагревом по непрерывной схеме (см. Непрерывная сварка}
СВАРКА НАГРЕТЫМ ГАЗОМ ПРЯМЫМ НАГРЕВОМ — сварка нагретым газом без присадочного материала, при к-рой производят прямой нагрев соединяемых поверхностей деталей С. н, г. и. и. осуществляют по непрерывной (см. Непрерывная сварка) или прерывистой (см. Прерывистая сварка) схемам. По первой
Рис. 89. Схема сварки нагретым газом 1 — свариваемые пленки; 2 — мундштуки н.
(рис. 88), Давление создастся струей нагретого газа и за счет упругого деформирования подложки (напр., из пористой резины), на к-рую укладывают соединяемые заготовки. При двустороннем нагреве, к-рый применяют при соединении толстых пленок, давление создается ©а счет натяжения пленки (рис. 89). Зону про-
Рис. 90. Схема непрерывной сварки нагретым газом прямым нагревом:
1 — свариваемые материалы; 2—мундштук нагревателя; 3 — нагретый газ; 4— прикатывающие ролики; 5 — сварной шов
греза с боков ограничивают метал, лептами. Оптим. режим сварки подбирают, регулируя темп-ру и расход нагретого газа, расстояние от мундштука нагревателя до свариваемого материала и скорость перемещения последнего. С. н. г. к. н. соединяют пленки гл. обр. из полиэтилена толщиной 8—60 мкм нахлесточным швом (см. Нахлесточное соединение).
схеме соединяют преимущественно пленки или листы из достаточно эластичных термопластов (напр., при изготовлении полотнищ). При этом возможны два варианта: 1) непрерывное перемещение свариваемых материалов относительно сварочного узла установки; 2) непрерывное перемещение сварочного аппарата относительно свариваемых материалов. Второй вариант применяют при сборке полотнищ в условиях стройки. Давление на соединяемые поверхности оказывают прикатывающими роликами. Непрерывную С. н. г. п. п. применяют для изготовления прямолинейных нахлесточных швов (см. Нахлесточное соединение) в изделиях типа полотнищ. По второй схеме сварку проводят в два приема: 1) нагрев соединяемых поверхностей; 2) приведение их в контакт (рис. 90, 91).
СВАРКА НАГРЕТЫМ ГАЗОМ С ПРИСАДОЧНЫМ МАТЕРИАЛОМ — сварка нагретым газом, при к-рой для образования сварного соединения используют присадочный материал. В зависимости от формы присадочного материала различают две разновидности С. н. г. с п. м.— прутковую сварку нагретым газом и ленточную сварку нагретым газом.
СВАРКА НАГРЕТЫМ ИНСТРУМЕНТОМ, сварка нагретым инструментом, удаляемым из зоны сварного ш в а.— вид сварки термомех. класса (см. Термомеханический класс сварки), объединяющий способы, при к-рых для нагрева соединяемых поверхностей деталей используют нагревательный инструмент. Благодаря доступности и низ-
108
СВА
кой стоимости инструментов и приспособлений, универсальности по отношению к различным пластмассам, легкости контроля параметров режима сварки этот вид сварки наиболее широко распространен в промышленности. С, н. и. осуществляют по схемам сварки прямым нагревом (см. Сварка нагретым инструментом прямым нагревом) или сварки косвенным нагревом (см.
СВАРКА НАГРЕТЫМ ИНСТРУМЕНТОМ, ОСТАЮЩИМСЯ В СВАРНОМ ШВЕ (нд. п.) — неправильное название сварки закладным элементом.
СВАРКА НАГРЕТЫМ ИНСТРУМЕНТОМ ПРЯМЫМ НАГРЕВОМ — сварка нагретым ин-
Рис. 91. Схема прерывистой сварки нагретым газом прямым нагревом горловины сосуда:
а — нагрев; б — приведение в контакт
Сварка нагретым инструментом косвенным нагревом) .
СВАРКА НАГРЕТЫМ ИНСТРУМЕНТОМ И РАСПЛАВОМ — комбинированная сварка, при к-рой соединяемые поверхности сначала нагревают нагревательным инструментом (см. Сварка нагретым инструментом)^ а потом зону сварки заполняют расплавом (см. Сварка расплавом) (рис. 92).
СВАРКА НАГРЕТЫМ ИНСТРУМЕНТОМ КОСВЕННЫМ НАГРЕВОМ — сварка нагретым инструментом, при к-рой производят косвенный нагрев соединяемых поверхностей деталей. С. н. и. к. н. осуществляют с помощью постоянно нагретого (см. Сварка постоянно нагретым инструментом) или периодически нагреваемого инструмента (см. Термоимпульсная сварка).
струментом, при к-рой производят прямой нагрев соединяемых поверхностей деталей. С. н. и. и. н. может быть прерывистой (см. Прерывистая сварка нагретым инструментом прямым нагревом) или непрерывной (см. Непрерывная сварка нагретым инструментов прямым нагревом) .
СВАРКА НАГРЕТЫМ ИНСТРУМЕНТОМ, УДАЛЯЕМЫМ ИЗ ЗОНЫ СВАРНОГО ШВА,— то же, что сварка нагретым инструментом.
СВАРКА НАГРЕТЫМ КЛИНОМ — непрерывная сварка нагретым инструментом прямым нагревом, при к-рой рабочая часть нагревательного инструмента имеет форму клина. При ручной сварке (рис. 93, 94) нагревательный инструмент перемещается относительно неподвижного свариваемого материала, а при механизирован-
109
СВА
ной сварке (рис. 95) перемещается материал относительно неподвижного инструмента. С. н. к. применяют для изготовления нахлесточных сое-
поверхности. Следующий за клином ролик спрессовывает пруток с кромками шва. С. н. к. с п. п. применяют для соединения длинномерных деталей из эластичных листовых термопластов, для к-рых изготовление стыкового соединения
Рис. 92. Схема сварки нагретым инструментом и расплавом па стадии нагрева инструментом (а) и введения расплава в зону сварки (б):
1 — свариваемые детали; 2 — нагревательный инструмент; 3 — расплав; 4— плавильная камера; 5 — поршень; 6 — сварной шов; 7 — пружина
динений в изделиях из термопластичных пленок, тканей из тонких листов, в том числе не допускающих прогрева по всей толщине, или стыковых соединений в изделиях из мягких пенопластов типа поролона.
Рис. 93. Схема изготовления нахлесточного соединения ручной сваркой нагретым клином: 1 — свариваемый материал; 2— прикатывающий ролик; 3 — нагретый клин (стрелкой указано направление сварки)
СВАРКА НАГРЕТЫМ КЛИНОМ С ПРИСАДОЧНЫМ ПРУТКОМ — сварка нагретым клином, при к-рой используют присадочный пруток, нагретый с помощью того же инструмента (см. Нагретый клин для сварки с присадочным прутком), к-рый нагревает соединяемые
с помощью сварки нагретым клином затруднено (рис. 96).
СВАРКА НАГРЕТЫМ ПРИСАДОЧНЫМ МАТЕРИАЛОМ — то же. что сварка расплавом.
Рис. 94. Схема изготовления стыкового соединения ручной сваркой нагретым клипом:
1 — нагретый клин; 2—свариваемый материал; 3 — сварной шов; 4 — прижимные планки (стрелкой указано направление сварки)
СВАРКА НАГРЕТЫМ ПРУТКОМ—то же, что сварка расплавленным прутком.
СВАРКА НАГРЕТЫМ РОЛИКОМ — сварка постоянно нагретым инструментом, при к-рой используют нагревательный инструмент в виде ролика (см. Роликовая сварка). С. и. р. применяют для соединения пленок и тканей на основе полимерных волокон (рис. 97).
НО
СВА
СВАРКА ОПЛАВЛЕНИЕМ (нд. п.) —неправильное название сварки нагретым инструментом прямым нагревом.
СВАРКА ПЛАЗМОЙ—вид сварки терм, класса (см. Термический класс сварки), объединяющий способы, при к-рых нагрев соединяемых поверхностей деталей осуществляется низ-
Рис. 95. Схема изготовления нахлесточного соединения механизированной сваркой нагретым клином:
1 — свариваемый материал; 2 — нагретый клин; 3 — прикатывающий ролик; 4—сварной шов; 5 — транспортирующий ролик (стрелкой указано направление сварки)
Рис. 96. Схема сварки нагретым клином с присадочным прутком в продольном (а) и поперечном (б) сечениях:
/ — сварной шов; 2— прикатывающий ролик; 3 — нагретый клин; 4 — присадочный пруток (стрелкой указано направление сварки)
котемпературяой плазмой, образующейся при электр. разряде в газовой струе. С. п. не получила широкого распросгранения в связи с. наличием более технолог, видов сварки.
СВАРКА ПЛАМЕНЕМ — вид сварки терм, класса (см. Термический класс сварки}* объединяющий способы, при к-рых для нагрева поверхности соединяемых деталей используют открытое пламя. С. п. осуществляют обычно по непрерывной схеме (см. Непрерывная сварка) и применяют для изготовления торцовых швов (см. Торцовые соединения) в пленках из термо-
Рис. 97. Схема сварки нагретым роликом:
/ — свариваемые детали; 2— нагретый ролик; 3 — прижимный ролик; 4— сварной шов
пластов (напр., полиэтилена, полипропилена, полиамидов, полиэтилентерефталата), к-рые при расплавлении становятся достаточно жидкотекучими и способны сплавляться без приложения давления. С. п. осуществляют след, образом. Свариваемые пленки накладывают друг на друга и зажимают губками из теплопроводящегс материала т. о., чтобы кромки пленок выступали за края прижимов. Под действием открытого пламени выступающие кромки оплавляются (рис. 98). С. п. можно изготавливать одновременно два шва (см. Сварка пламенем с разделением) .
СВАРКА ПЛАМЕНЕМ С РАЗДЕЛЕНИЕМ — свирка пламенем, при к-рой соединяемые детали зажимают между двумя парами зажимных губок и открытым пламенем проплавляют материал, находящийся в зазоре между зажимами. При С. п. с р. образуется два шва и происходит разделение сваренных изделий или отделение изделия от припуска материала (рис. 99).
СВАРКА ПОЛОЗОМ (нд. п.) —неправильное название сварки скользящим инструментом.
СВАРКА ПОСТОЯННО НАГРЕТЫМ ИНСТРУМЕНТОМ— сварка нагретым инструментом, при к-рой соединяемые детали приводят в соприкосновение с нагревательным инструментом, имеющим постоянную оптим. темп-ру.
111
СВА
С. п. н. и. могут осуществлять прямым и кос венным нагревом. Среди разновидностей С. л. н. и. различают прессовую сварку постоянно нагретым инструментом, сварку нагретым роликом, сварку нагретым клином, сварку скольз т-щим инструментом и сварку нагретой лентой.
Рис. 98. Схема сварки пламенем:
7 —зажимные губки; 2—пламя; 3—мундштук нагревателя; 4 — сварной шов; 5 — свариваемые пленки
Рис. 99. Схема сварки пламенем с разделением:
/ — свариваемые пленки; 2 —зажимные губки; 3 — мундштук нагревателя; 4 — пламя; 5 — сварной шов
СВАРКА ПРИХВАТКАМИ — технолог, прием при сварке, заключающийся в предварительном соединении (сборке) свариваемых деталей короткими сварными швами с целью исключения их смещения и коробления в процессе сварки. С. п. применяют чаще всего при сборке крупногабаритных деталей при невозможности их точной фиксации.
СВАРКА ПРОПЛАВЛЕНИЕМ (нд. п.)— неправильное название сварки нагретым инструментом косвенным нагревом.
СВАРКА ПРЯМАЯ (нд. п.)—неправильное название сварки прямым нагревом.
СВАРКА ПРЯМЫМ НАГРЕВОМ —способы сварки, при к-рых применяют прямой нагрев соединяемых поверхностей деталей (см. Сварка нагретым инструментом прямым нагревом; Сварка нагретым газом прямым нагревом)
СВАРКА РАЗДЕЛЕНИЕМ—то же. что сварка с разделением.
СВАРКА РАЗНОРОДНЫХ ПЛАСТМАСС — сварка деталей из пластмасс, различающихся хим. структурой или технологическими свойствами. Для того чтобы прочность сварного соединения разнородных пластмасс составляла более 50 % кратковременной прочности наиболее слабого из соединяемых термопластов, надо чтобы отношение полярных составляющих их поверхностного натяжения было меньше 2, а отношение температурного коэффициента линейного расширения — меньше 1,2. Ультразвуковой сваркой соединяют полистирол с сополимерами стирола, сополимеры стирола с поливинилхлоридом и полиметилметакрилатом, поливинилхлорид с полибутилентерефталатом и полиметилметакрилатом. Многие из этих пар могут быть соединены сваркой трением. При сварке нагретым инструментом прямым нагревом или лучепрессовой сварке прямым, нагревом каждый из разнородных термопластов нагревают до его оптим. темп-ры. Свариваемость разнородных термопластов улучшается: 1) при введении в зону шва низкомолекулярных добавок (напр., растворителей или смеси мономеров, из к-рых получены соединяемые полимеры); 2) при использовании в кач-ве присадочного материала привитого блоксополимсра на основе мономеров, из к-рых получены свариваемые материалы; 3) при создании условий для мех. перемешивания материалов в зоне шва; 4) при соединении поверхностей, подвергнутых модификации, методом привитой сополимеризации; 5) применении прослоек из одного или нескольких статистических сополимеров (при этом звенья макромолекул одного из соединяемых полимеров постепенно заменяются звеньями макромолекул др. полимера) (рис. 100); 6) при химической сварке.
СВАРКА РАСПЛАВЛЕННЫМ ПРУТКОМ сварка нагретым прутком — экструзионная сварка, при к-рой присадочный материал перед подачей в сварочное устройство (см. Устройство прямоточного типа) для получения расплава имеет форму прутка. Расплав из сварочного устройства выдавливается еще не нагретым прутком.
СВАРКА РАСПЛАВОМ, сварка нагретым присадочным материалом — вид сварки термомех класса (см. Термомеханический класс сварки), при к-рой нагрев соединяемых поверхностей деталей осуществляется расплавленным (см. Расплав полимера) приса-
112
СВА
дочным материалом. С. р. выполняют по непрерывной (см. Экструзионная сварка) или прерывистой (см. Сварка литьем под давлением) схемам. С. р. целесообразнее применять для соединения термопластов, к-рые способны нагреваться выше температуры текучести, нс дсструктируя
СВАРКА РАСТВОРИТЕЛЕМ, сварка с помощью растворителя, сварка набухание м — вид сварки термомех. класса (см. Термо механический класс сварки), объединяющий способы, при к-рых активация свариваемых поверхностей происходит при временном присутствии растворителя. С. р. заключается в смачивании соединяемых поверхностей материалом, содержащим растворитель, приведении их в контакт и выдержке, под давлением до момента затвердевания, материала сварного шва (С. р. используются для соединения термопластов, обладающих хорошей растворимостью), Кроме чис г ого растворителя (см. Сварка чистым растворителем), в кач-ве присадочного материала при С. р. используют высыхающие композиции и полимеризующиеся композиции. С. р. изготовляют все те же основные по форме соединения, что и при тепловой сварке.
Достоинства С. р.: низкий уровень или вообще отсутствие затрат на тепл, энергию; возможность локализации воздействия на свариваемый материал только в зоне сварки; возможность соединения трудносваривасмых тепловым методом термопластов (поливинилхлорида, полиэтилептереф галата, фторсополимеров. полиамидов и др.) и полуфабрикатов из них; возможность соединения орган, стекол с получением оптически прозрачных швов; пригодность к применению при изготовлении как единичных изделий, так и крупной их партии: возможность соединения нек-рых типов разнородных термопластов.
Ограничивают применение С. р. плохая растворимость ряда термопластов, повышенная токсичность нек-рых растворителей, трудности при изготовлении нс горизонтально расположенных швов, в нек-рых случаях — длительность затвердевания материала в зоне шва и др.
Для ускорения процесса С. р. применяют дополнительный нагрев; в нек-рых случаях растворяющая способность присадочного материала по отношению к пластмассе проявляется только при нагреве (см. Сварка нагревом и растворителем.) С. р. можно комбинировать с др. способами соединения (см. Комбинированные соединения).
СВАРКА РОЛИКОМ — то же, что роликовая сварка
СВАРКА С ВЫСЫХАЮЩЕЙ КОМПОЗИЦИЕЙ— сварка растворителем, при к-рой в кач-ве присадочного материала используют высыхающую композицию. Затвердевание материала в зоне шва основано на испарении растворителя.
С. с в. к. применяют при сборке изделий из поливинилхлорида, поликарбоната, полистиролов, фторсополимеров, полисульфона, по лифе-пн ленокс ид а, полна крилатов.
СВАРКА С ГЕНЕРИРОВАНИЕМ ТЕПЛОТЫ ВНУТРИ СВАРИВАЕМОГО МАТЕРИАЛА — то же, чю сварка внутренним тепловым источником.
СВАРКА С ДВУСТОРОННИМ НАГРЕВОМ — сварка косвенным нагревом, при к-рой
Рис. 100. Схема шва при сварке разнородных пластмасс с помощью прослоек из статистических сополимеров:
i — соединяемый полимер на осноае мономера А; 2 — сополимеры; 3 — соединяемый полимер на основе мономера 5; > л3 > п5 > . . . > пр, < mt <
<...,< my, где n, nlw n2, . , . , rii и tn, mit m2, . .. . . у —число ввел ьев соответственно монометров Л и Б в соединяемых полимерах и сополимерах
осуществляют двусторонний нагрев соединяемых поверхностей деталей (см. Сварка нагретым газом косвенным нагревом; Сварка нагретым инструментом косвенным нагревом).
СВАРКА С ДОПОЛНИТЕЛЬНЫМ ВОЗДЕЙСТВИЕМ— способы сварки, при к-рых на материал сварного шва оказывают дополнительное воздействие давлением (напр., прикатывающим роликом) или вибрациями. С. с д. в. способствует формированию менее дефектного ппза с более однородной структурой.
СВАРКА С ИЗГИБОМ — то же, что сварка с формованием.
СВАРКА С ИСПОЛЬЗОВАНИЕМ ВНЕШНЕГО ТЕПЛОНОСИТЕЛЯ — то же, что сварка внешним тепловым источником.
СВАРКА С ОБЖАТИЕМ ШВА — прерывистая сварка нагретым инструментом прямым нагревом, при к-рой деформация наружной части шва во время образования сварного соединения ограничивается формирующими элементами или осуществляется шовоформирующим узлом.. При этом создастся давление в направлении, перпендикулярном продольной оси соединяемых деталей. Расплав, выдавливаемый из
8 Ь-615
113
СВА
зоны шва, пол влиянием формирующего элемента или шовоформирующего узла приваривается
СВАРКА С ОДНОСТОРОННИМ НАГРЕВОМ — сварка косвенным нагревом, при к-рой осуществляют односторонний нагрев соединяемых деталей.
Рис. 101. Схема сварки с обжатием шва. Положение деталей перед сваркой (а), при нагреве (б) и образовании сварного соединения (в):
1 — свариваемые детали; 2 — нагревательный инструмент; 3 — формирующие элементы; 4 — расплав (рн— давление при нагреве; Р с—давление при сварке)
к боковым поверхностям детален и подвергается дополнительному термомех. воздействию (см. Сварка с дополнительным воздействием) (рис. 101).
Рс
Рис. 102. Схема сварки с формированием: фаза нагрева и формования V-образной полости в листовой заготовке (а) и фаза образования сварного соединения с формированием уголкового профиля (б):
/— листовая заготовка; 2 — нагревательный инструмент; 3 — на грета я плита; 4 — уголков ы й про ф иль; 5 — сварной шов; б — приспособления для формования (р—давление при нагреве; Рс — давление при сварке)
СВАРКА С ПОЛИМЕРИЗУЮЩЕЙСЯ КОМПОЗИЦИЕЙ — сварка растворителем, при к-рой в кач-ве присадочного материала используют полимеризующуюся композицию. Затвердевание материала в зоне шва основано на полимеризации мономера. С. с п. к. соединяют гл. обр. полиметил метакрилат и полистирол.
СВАРКА С ПОМОЩЬЮ РАСТВОРИТЕЛЯ— тс же, что сварка растворителем.
СВАРКА С ПРИСАДОЧНЫМ МАТЕРИАЛОМ— способы сварки, при к-рых в образовании сварного соединения участвует присадочный материал или присадочный реагент (см. Сварка нагретым газом с присадочным материалом; Сварка расплавом; Сварка нагретым клином с присадочным материалом; Светопрессовая сварка с присадочным материалом; Химическая сварка с присадочным материалом).
СВАРКА С РАЗДЕЛЕНИЕМ, сварка разделение м — способы сварки, при к-рых одновременно с образованием сварного соединения сваренные изделия отделяются друг от друга или от технологического припуска. С. с р. применяют для изготовления сварных изделий из полимерных пленок (см. Термоимпульсная сварка; Высокочастотная сварка; Сварка пламенем с разделением).
СВАРКА С ФОРМОВАНИЕМ, сварка с изгибом — способы сварки, при к-рых одновременно с образованием сварного соединения по месту макс, деформирования частей детали производят формование. Для выполнения С. с ф. целесообразно использовать нагре-^ вате ясный инструмент (см. Нагревательный инструмент для сварки с формованием), позволяющий локализовать зону прогрева и более легко управлять процессом нагрева (рис. 102). С. с ф. изготовляют профили небольшой длины из листовых термопластичных заготовок.
114
СВАРКА С ЧИСТЫМ РАСТВОРИТЕЛЕМ — то же, чю сварка чистым растворителем.
СВАРКА СКОЛЬЗЯЩИМ ИНСТРУМЕНТОМ — сварка постоянно нагретым инструментом, при к-рой нагревательный инструмент непрерывно перемещается относительно неподвижно закрепленных деталей. С. с. и. применяют для соединения пленок в мелкосерийном производстве. В кач-ве нагревательного инструмента при С. с. и. можно использовать паяльник.
СВАРКА ТРЕНИЕМ— вид сварки мех. класса (см. Механический класс сварки), объединяющий способы сварки, при к-рых нагрев происходит за счет работы сил трения, возникающих при взаимном перемещении сжатых соединяемых деталей.
Отличительными особенностями С. т. являются: малое время сварки (несколько секунд), локальное выделение теплоты, прочность сварного шва. возможность сварки окисленных и загрязненных поверхностей без предварительной очистки. В зависимости от того, каким образом создается трение, различают ротационную сварку трением, сварку вибротрением и сварку виб роя ращением с применением или без применения промежуточной вставки. Основные параметры С. т. приведены в таблице.
-------------------------------- СВА
СВАРКА ТРЕНИЕМ КОЛЕБАТЕЛЬНО-ВРАЩАТЕЛЬНАЯ (нд. п.) — неправильное название угловой сварки вибротрением.
СВАРКА ТРЕНИЕМ С КОНИЧЕСКОЙ ВСТАВКОЙ — сварка трением, при к-рой вращается коническая вставка, прижатая к коническому отверстию, просверленному в зоне стыка соединяемых деталей (рис. 103). При большой протяженности стыка просверливают ряд отверстий. Выступающие над поверхностью деталей
Рис. 103. Схема сварки трением с конической вставкой:
/ — свариваемые детали; 2 — коническая вставка
части вставки после сварки удаляются мех. обработкой. С. т. с к. в. применяют для соеди-
Основные параметры сварки трением
Материал сва пинаемых изделий Скорость, м/с Давление, 10 МПа Скорость, м/с Давление. 10 МПа
при нагреве 1 при осадке при нагреве при осадке
Без пром е ж у т о ч н о । 1 вставки С п р о м е • ж у т очной вставкой
Полиэтилен низкого давления 1,5—3 2—5 1,5—2 8,5 0,8—1 1,3-1,5
Полиэтилен высокого давления 1,5—3 1,5—3 0.5—1 8,5 0,8—1 1-1,2
Полипропилен 1,5—3 2—5 СП 1 ьо 8,5 0,8—1 0—1,2
Пол ивинил хло рид жесткий 1,6—2,5 00 1 со 3,5—5 9,5 1—1,2 1,8—2
Полками ч 1,5-2,2 1,5-2,5 1,5—2,5 9,0 0,6—0,8 0,8—1
1,5—1,6 0,8—1,5 1—2 8,5 0,5—0,6 0,7—0,8
Полиметил метакрилат 1,6—2,5 2—5 1,5—2,5 со о 1-1,2 1,2-1,4
0,15—0,4 6—10 0,5—1 9,0 1—1,2 1—1,2
С. т. применяют для соединения полиэтилена, полипропилена, поливинилхлорида, полиамида, полиметилмстакрилата, полистирола и сополимеров на его основе, а также нек-рых фторопластов. С. т. широко применяют для соединения деталей, имеющих форму тел вращения, а также деталей любой формы, соединяемые поверхности к-рых расположены в одной плоскости (напр., труб малых и сред, диаметров, водопроводной арматуры, изделий сантехники, фильтров, резервуаров, канистр, крыльчаток насосов и Др.).
Я*
пения плит, напр., из полиэтилена, толщиной более 20 мм.
СВАРКА ЧИСТЫМ РАСТВОРИТЕЛЕМ, сварка с чистым растворителем — сварка растворителем, при к-рой присадочный материал не содержит полимера. С. ч. р. не обеспечивает такого же кач-ва сварного соединения как сварка с полимеризующейся композицией в связи с большей летучестью и меньшей способностью присадочного материала заполнять зазор между соединяемыми поверхностями. Растворяющую способность и скорость
115
СВА
испарения присадочного материала регулируют подбором смеси растворителей.
СВАРКА ЭКСТРУДИРУЕМОЙ ПРИСАДКОЙ — то же» что экструзионная сварка.
СВАР КА ЭЛ Е КТРОСО П РОТ И ВЛ ЕН ИЕМ (нд. п.) — неправильное название термо резисторной сварки.
СВАРКА ЭЛЕМЕНТОМ, ОСТАЮЩИМСЯ В СВАРНОМ ШВЕ—то же, что сварка закладным элементом.
СВАРНАЯ КОНСТРУКЦИЯ —конструкция» полученная путем сварки отдельных изделий и деталей,
СВАРНОЕ ИЗДЕЛИЕ — изделие, изготовленное путем сварки отдельных деталей.
СВАРНОЕ СОЕДИНЕНИЕ — неразъемное соединение, выполненное сваркой. В зависимости от конструкции различают стыковое, раструбное, нахлесточное, угловое, тавровое и др. типы соединений.
СВАРНОЙ ОБРАЗЕЦ — образец для испытаний сварного соединения.
СВАРНОЙ СТЫК {при стыковом сварке) — стыковое соединение, выполненное сваркой.
СВАРНОЙ УЗЕЛ — часть конструкции, представляющая собой соединение двух или нескольких деталей с помощью сварки.
СВАРНОЙ ШОВ — шов соединения, образованный с помощью сварки.
СВАРОЧНАЯ ГОЛОВКА (для эк стру-з и о н и о й с в а р к и) — мех. устройство, осуществляющее подачу от червячного сварочного экструдера в зону сварки расплавленного присадочного материала. С. г. связана с экструдером подогреваемым шлангом.
СВАРОЧНАЯ ГОРЕЛКА (для сварки пластмасс) (нд. п.) — неправильное название нагревателя газа.
СВАРОЧНАЯ ТРЕЩИНА — то же, что трещина сварного соединения.
СВАРОЧНАЯ УСТАНОВКА — установка, предназначенная для осуществления сварки. В общем случае С. у. состоит из четырех технолог. узлов: для перемещения свариваемых детален с элементами для их базирования: для фиксации свариваемых деталей; для создания сварочного давления; для нагрева свариваемых поверхностей. Размеры и конструктивное оформление каждого узла и их взаимное положение в С. у. определяют се техн, х-ки и области применения.
СВАРОЧНОЕ ДАВЛЕНИЕ —давление, прилагаемое к свариваемым поверхностям при сварке. С. д. обеспечивает межмолекулярное взаимодействие термопластичных материалов (см. Термопласты), помогает устранить из зоны сварки расплав с измененными по сравнению с основным материалом физ.-хим. св-вами,
а также различного рода включения. При сварке нагретым инструментом встык С. д. определяется давлением при осадке. Как правило, С. д. поддерживают па постоянном уровне до остывания сварного шва (см. Давление при оплавлении; Давление при охлаждении; Давление при прогреве).
СВАРОЧНОЕ ОБОРУДОВАНИЕ (для сварки пластмасс)—оборудование, предназначенное для выполнения технолог, операций сварки пластмасс и поддержания заданных режимов сварки. С. о. может включать различные сварочные приспособления, для выполнения вспомогательных операций (напр., очистки соединяемых поверхностей, разделки кромок), размещения и правильного взаимного расположения свариваемых материалов или заготовок, их оптим. перемещения, а также устройства для поддержания и контроля параметров режимов сварки.
По способам сварки С. о. может быть разделено на группы — для сварки нагретым инструментом, инфракрасным излучением, трением и др., по устройству — на переносное и стационарное, а по назначению — на универсальное и специализированное.
СВАРОЧНОЕ ПРИСПОСОБЛЕНИЕ —приспособление, присоединяемое к сварочной установке нли используемое самостоятельно для закрепления или относительного перемещения свариваемых изделий и инструментов, съема готовых изделий, очистки соединяемых поверхностен т. п.
СВАРОЧНОЕ ПРОИЗВОДСТВО — комплекс производственных процессов с широким использованием сварочного оборудования, образующих самостоятельную, законченную технологию изготовления сварной продукции.
СВ А РОЧ Н Ы Е НА ПРЯЖЕ И ИЯ — собственные напряжения, вызываемые процессом сварки.
СВАРОЧНЫЙ ВАЛИК — часть присадочного материала, уложенного за один проход.
СВАРОЧНЫЙ ИНСТРУМЕНТ — инструмент, предназначенный для воздействия на свариваемый материал при выполнении сварки. С. и. может являться частью сварочной установки или применяться отдельно (напр., при ручной сварке пластмассовых пленок или труб).
СВАРОЧ НЫЙ КОНДУКТОР — приспособление для сборки и закрепления друг относительно друга свариваемых деталей в определенном положении.
СВАРОЧ НЫЙ МОДУЛЬ — функционально законченная часть сварочной установки, к-рая выполняет основные операции процесса сварки и оформлена конструктивно как самостоятельное устройство. В сварочных установках С. м. включает сварочный кондуктор, сварочное приспособление, сварочный инструмент, для доработки сварного шва и т. п.
116
СВАРОЧНЫЙ ПОЛУАВТОМАТ-то же, что полуавтоматическая сварочная установки, СВАРОЧНЫЙ ПОСТ (для сварки с применением присадочного прут-к а) —рабочее место, оснащенное, в общем случае, источником питания, ручным сварочным инструментом, сварочным кондуктором, кассетой для хранения присадочного прутка, компрессором или баллоном для подачи газа, шлангами, газовыми приборами.
СВАРОЧНЫЙ ПРЕСС — устройство, предназначенное для создания давления при прессовой сварке.
СВАРОЧНЫЙ ПРУТОК (нд. п.)—неправильное название присадочного прутка.
СВАРОЧНЫЙ ЦИКЛ—то же, что цикл
сварки.
СВАРОЧНЫЙ ЭКСТРУДЕР — устройство, предназначенное для подачи расплавленного присадочного материала непосредственно в зону сварки при экструзионной сварке. С. э. может быть переносным (ручным), подвижным или стационарным. Переносной С. э. включает малогабаритный пистолет (собственно экструдер) и переносной шкаф с электроаппаратурой. Подвижный С. э. устанавливаю г на портале или тележке и перемещают относительно свариваемого изделия с помощью спен. привода. Стационарный С. э. состоит из сварочного агрегата с экструдером и пульта управления, закрепленных неподвижно (иногда установленных на перемещаемой тележке), и подвижной сварочной головки, к-рая связана с агрегатом шлангами. В зависимости от способа подачи расплавленного присадочного материала различают червячный сварочный экструдер или ус тройство прямоточного типа. Последнее имеет более простую конструкцию, меньшие массу и габариты по сравнению с червячным С, э. В кач-ве самостоятельного узла С. э. входит в устройства для экструзионно-газовой сварки.
СВЕРХВЫСОКОЧАСТОТНАЯ СВАРКА —
высокочастотная сварка, выполняемая в сверх-высокочастотном (гигогерцовом) диапазоне частот.
С В ЕТО В А Я С В А Р КА — сварка излучением, при к-рой используют световые лучи с длиной волны 0,2—1,0 мкм. С. с. применяют для изготовления преимущественно торцовых соединений. в том число с применением U-образной накладной ленты (рис. 104). Источником световых лучей служат галогено-кварцевые лампы.
СВЕТОПРЕССОЕАЯ СВАРКА — лучепрессо-вая сварка, при к-рой используют световые лучи с длиной волны 0.2—1,0 мкм. С. с. проводят с присадочным материалом (см. Светопрессовая сварка с присадочным материалом) или без присадочного материала по схемам прямого (см. Прямой нагрев) или косвенного нагрева (рис. 105. 106). При С. с. используют стержневые и точечные излучатели.
--------------------------------- сво
СВЕТОГ1РЕССОВАЯ СВАРКА С ПРИСА-ДОЧ Н ЫМ МАТЕРИАЛ ОМ — светопрессовая сварка, при к-рой используют присадочный материал (рис. 107).
СВИЩ В СВАРНОМ ШВЕ — дефект в виде воронкообразного углубления в сварном шве.
Рис. 104. Схема световой сварки:
/ — рефлектор; 2 — из луч а гель; 3 — сварной шов; 4 — накладная лента
Рис. 105. Схема бесприсадочной светопрессовой сварки прямым нагревом:
/ — свариваемая пленка; 2 — стержневые излучатели;
3— точечный излучатель; 4— прикатывающие ролики
С. в. с. ш. обнаруживаются при контроле внешним осмотром.
СВОЙСТВА КЛЕЯ — комплекс физ., физ-хим. и технолог, х-к клея, определяющих его пригодность к склеиванию и получению качественного клеевого соединения. К основным С. к. относятся: внешний вид, плотность, вязкость (см. Вязкость клея), жизнеспособность (см. Жизнеспособность клея), время отверждения (см. Время отверждения клея), концентрация водородных ионов, сухой остаток (см. Сухой остаток клея), содержание летучих (см. Содержание летучих в клеевых пленках, усадка, модуль упругости.
117
СЕГ
СЕГНЕТОЭЛЕКТРИКИ —нелинейные полярные пьезоэлектрики, обладающие спонтанной поляризацией, к-рая возникает в результате фазового перехода (см. Пьезоэлектрический эффект; Точка Кюри) и к-рым свойственны аномально большие значения диэлектрической
спонтанной поляризации существенно зависит от темп-ры и могут быть изменены электр. полем и мех. напряжением.
СИЛИ КАТ Н Ы Е К Л Е И — неорганические
клеи на основе водных р-ров силикатов натрия или калия (жидк. стекол). С. к. могут содержать наполнители (глину, оксиды меди, кремния, железа (III), модифицирующие добавки
Рис. 106. Схема бссприсадочкой свстопрессовой сварки косвенным нагревом:
1 — прикатывающий ролик; 2— стержневой излучатель: 3— свариваемая пленка; 4 кварцевая труба; 5 — точечный излучатель; 6 — сваренная пленка
Рис. 107. Схема свстопрессовой сварки с присадочным материалом: I — прикатывающий ролик; 2 — присадочный пруток; 3—подогреватель: 4— точечный излучатель; 5 — стержневой излучатель; 6 — транспортирующий ролик; 7 — свариваемый материал
проницаемости, сильная зависимость св-в от темп-ры, электр. гистерезис и нелинейные эффекты. Различают два вида С.— монокристаллы и поляризованные поликристаллы (пьезо-керамика), ряд соединений к-рых находят широкое применение в кач-ве материалов для пьезоэлементов в пьезоэлектрических преобразователях ультразвуковых сварочных установок.
СЕГНЕТОЭЛЕКТРИЧЕСТВО — спонтанная поляризация (микроскопический элсюр. момент) сегнетоэлектриков, возникающая в результате самопроизвольного понижения симметрии кристал. решетки в определенном интервале темп-р и мех. напряжений независимо от наличия внешн. электр. поля. Величина и направление
I 18 ;
(оксиды фосфора и ванадия, алюминат натрия и др.); их используют в виде р-ров или дисперсий (см. Дисперсный клей). Для отверждения при комнатной темп ре в С. к. вводят тв. отвердители (кремниевокислый кальций, целлюлозную бумагу). Клеевые прослойки на основе С. к. работоспособны до II00 °C, но гигроскопичны. С. к. применяют для склеивания керамики, стекол, асбеста, картона, бумаги, и др. материалов, они могут быть использованы для соединения нек-рых реактопластов, напр., крем-нийорганических пластмасс с асбестовым или стеклянным наполнителями, между собой и с др. материалами.
СИММЕТРИЧНЫЙ ШОВ — двусторонний
шов, обе части к-рого, выполняемые с разных сторон относительно сечения, имеют одинаковые форму и размеры (рис. 108).
СИНГОНИЯ —кристаллографическое подразделение кристаллов по признаку симметрии их элементарной ячейки. Существуют семь С., различающихся соотношениями между осями а, в, с и углами а, 0, у ячейки.
СИНЕРЕЗИС — диффузионный процесс миграции низкомолекулярных пластификаторов из объема полимера на поверхность или к границе раздела в клеевом шве.
СИНТЕТИЧЕСКИЙ КЛЕЙ— клей на основе синтетическою мономера, олигомера, полимера (см. Полимерные клеи) или их смесей (см. Модифицированные клеи). С. к. получили наибольшее распространение среди различных клеен благодаря возможности направленного изменения их св-в и получения клеевой прослойки с высокими показателями прочности, атмосферостойкости.
СКАШИВАНИЕ КРОМОК (для сварки пластмасс) (нд. и.) — неправильное название разделки кромок.
СКЛЕИВАЕМАЯ ПОВЕРХНОСТЬ — то же, что субстрат.
СК Л Е И ВА Н И Е — получение неразъемного соединении деталей путем адгезионного взаимодействия клея с субстратами с последующим отверждением (затвердеванием) клеевой прослойки. Технология склеивания включает след, основные операции: подготовка поверхностей (см. Подготовка свариваемых (склеиваемых) поверхностей), нанесение клея, открытая выдержка (в случае необходимости), отверждение клея (или затвердевание клея), контроль качества соединения. Преимущества С.: возможность соединять разнородные пластмассы и пластмассы с др. материалами; сохранение структуры н св-в соединяемых материалов в зоне клеевого шва; возможность соединять элементы конструкций сложной формы; высокая производственная гибкость и др.
СКЛЕИВАНИЕ «В МЕШКЕ» — способ склеивания, при к-ром давление при склеивании осуществляется с помощью гидравлического мешка (рис. 109). Давление в гидравлическом мешке, представляющем собой аналог пресса, создается сжатым воздухом или жидкостью, что обеспечивает равномерное распределение давления по поверхности. С. «в м.» применяют для приклеивания эластичных субстратов к криволинейным поверхностям.
СКЛЕИВАНИЕ ВЫСОКОЧАСТОТНЫМ НАГРЕВОМ— то же, что высокочастотное склеивание
СКЛЕИВАНИЕ ИНФРАКРАСНЫМ НАГРЕВОМ — способ склеивания, при к-ром отверждение клея интенсифицируется ИК-пагревом.
СКЛЕИВАНИЕ КОНТАКТНЫМ НАГРЕВОМ — способ склеивания, при к-ром отвержде-
скл
ние клеевой прослойки активируется нагревом (см. Активация нагревом) при контакте теплоисточника с соединяемыми деталями в зоне клеевого шва (рис. ПО).
СКЛЕИВАНИЕ МЕТОДОМ ТЕРМИЧЕСКОЙ УСАДКИ — склеивание коаксиально располо-
Рис. 108. Последовательность выполнения (1— 6) симметричного шва сваркой нагретым газом с присадочным материалом
Рис. 109. Схема склеивания с помощью гидравлического мешка:
1 — опоры; 2 — гидравлический мешок; 3 — склеиваемые детали; 4— клеевая прослойка
Рис. 110. Схема склеивания контактным нагре-' вом:
1 — нагреватель; 2 — субстрат; 3 — опора; 4 — клеевая прослойка
женпых деталей с помощью муфты, способной к термической усадке, на внутр, поверхность к-рой нанесен клей. Муфту изготовляют из сшитых частично кристал. термопластов (напр. из сшитого полиэтилена). В процессе склеивания ее нагревают нагретым газом или пламенем. При С. м. т. у. применяют клеи-расплавы, реактивные клеи, клеи-мастики. Клеевые прослойки при С. м. т. у. выполняют ряд дополнительных ф-ций наряду с ф-цией соединения деталей: предотвращение проникновения влаги; защита от коррозии; разгрузка от растягивающих усилий; электр. изоляция. С. м. т. у.
119
ско -------------------------------—-----—
применяют при изготовлении разного рода шлангов и фасонных деталей, используемых в электротехнике, технике связи, автомобилестроении.
СКОРОСТНАЯ СВАРКА НАГРЕТЫМ ГАЗОМ — сварка нагретым газом с присадочным материалом, при к-рой за счет подогрева основного (см. Основной материал) и присадочного материала скорость сварки повышается в 3—5 раз. Для осуществления С. с. н. г. используется спец, наконечник (см. Наконечник для скоростной сварки).
СКОРОСТНОЕ ОТВЕРЖДЕНИЕ (клея) — отверждение клея холодного отверждения при кратковременном воздействии высоких гемп-р и последующем быстром охлаждении до комнатной темп-ры. Прочность клеевого соединения (см. Прочность соединения) после С. о, достаточна для проведения сборки изделия. Окончательное отверждение клея протекает вне цикла процесса склеивания. Продолжительность С. о. в зависимости от темп-ры и реакционной способности клея может изменяться от 10-15 с до нескольких минут. Нанося клей на уже подогретые детали, можно исключить из цикла склеивания время нагрева до температуры склеивания. Быстрое, охлаждение клеевой прослойки, осуществляют, напр., водой, имеющей темп-ру 20 —3 °C.
СКОРОСТЬ ИСТЕЧЕНИЯ РАСПЛАВА — кол-во расплавленного присадочного материала, выдавливаемого из мундштука сварочного экструдера в единицу времени. С. и. р.— один из параметров режима экструзионной сварки (см. Параметры режима сварки).
СКОРОСТЬ НАГРЕВА (при сварке) — изменение темп-ры определенных объемов свариваемых материалов в единицу времени. С, н. зависит от теплопроводности материала, темп-ры нагревательного инструмента, теплообмена свариваемых поверхностей. Чем выше С. н., тем более производительна сварка и, как правило, лучше качество сварных соединений. Увеличение С. н. достигают разными технолог, приемами (напр.. предварительным подогревом деталей под сварку, увеличением темп-ры нагревательного инструмента, увеличением площади нагреваемой поверхности и др).
СКОРОСТЬ ОСАДКИ (при сварке) — уменьшение длины детали при осадке в единицу времени. Правильно выбранная С. о. обеспечивает плавное и последовательное выдавливание слоев предварительно переведенного в вязкотекучес состояние материала свариваемых деталей с целью удаления из зоны сварки различного рода включений (окисленных слоев, деструктированиых частиц материала и т. п.)_ При этом создаются условия для получения качественного сварного соединения.
СКОРОСТЬ ОТВЕРЖДЕНИЯ КЛЕЯ — изменение степени отверждения клея во времени. С. о. к. влияет на формирование макс, площади фактического контакта склеиваемых поверхностей. Напр., время достижения точки гелеобразования клея должно быть больше времени полного смачивания клеем склеиваемой поверхности. В противном случае на шероховатой поверхности остаются незаполненные клеем углубления, что снижает прочность соединения.
СКОРОСТЬ ОХЛАЖДЕНИЯ (сварного шва)-— уменьшение темп-ры сварного шва в единицу времени при охлаждении. С. о. фиксируется с момента достижения нормативного давления при осадке до момента уравнивания темп-ры сварного шва п темп-ры окружающей среды С. о. сварного шва зависит в основном от толщины и теплопроводности материала, темп-ры и скорости движения воздуха В большинстве нормативных документов С. о. выражают через время охлаждения в условиях е.сте-ств. остывания сварного шва.
Ускорение охлаждения сварного шва допускается при условии равномерного охлаждения поверхностей изделия, если это не приводит к существенным структурным изменениям материала (значительное уменьшение размеров сферолитов и увеличение доли аморфной фазы).
СКОРОСТЬ ПРОГРЕВА — увеличение темп-ры материала при прогреве в единицу времени. С. п. зависит от теплопроводности материала и способов теплопередачи. Напр., передача теплоты может проводиться при низкой темп-ре с непрерывной теплопередачей (см. Непрерывная сварка) и при высокой темп-ре с импульсной подачей теплоты (см. Прерывистая сварка),
СКОС КРОМКИ—прямолинейный наклонный срез кромки, подлежащей сварке (см. Разделка кромок).
СЛАБЫЙ ПОГРАНИЧНЫЙ СЛОИ — пограничный слой клея, обладающий мин. прочностью (см. Прочность соединения). К возникновению С. п. с. приводит: наличие адсорбированных газов, жидкости и частиц тв. в-в па поверхности субстрата, а также неправильный выбор клея или его рецептуры (полимерной основы, растворителя, модифицирующих добавок и т. л.), нарушение режима отверждения (см. Отверждение клея) или технологии нано-сения клея. Для получения прочного клеевого соединения необходимо полностью устранить С. л. с.
СЛОЙ СВАРНОГО ШВА — часть материала сварного шва, к-рая состоит из одного или нескольких сварочных валиков, располагающихся на одном уровне поперечного сечения сварного шва.
СМАЧИВАЕМОСТЬ — степень смачивания субстрата клеем. С. определяют краевым углом
120
смачивания О- В зависимости от его значений различают три основных случая: 1) не-сма писание — 0 >90°; 2) смачивание —
90>0>0°; 3) полное смачивание — когда
краевой угол смачивания не устанавливается, т. е. капля клея растекается в тонкую пленку. Сравнительную оценку С. различных поверхностей обычно проводят по С. их водой. Если краевой угол смачивания водой поверхности меньше 90°, поверхность называют гидрофильной, больше 90° — гидрофобной. Большую чувствительность краевого угла смачивания к загрязнениям используют для определения чистоты поверхности склеивания. С. клеем соединяемой поверхности служит одним из критериев правильности его выбора.
С МАЧ И ВЛ Н ИЕ — поверхностное явление самопроизвольного (при принудительном осуществлении — вынужденного) снижения энергии системы в результате адгезионного взаимодействия молекул на трехфазной границе клей — субстрат — воздух. Степень С.— смачиваемость определяется краевым углом смачивания.
СМЕСИТЕЛИ — аппараты и смесительные машины, предназначенные для приготовления полимерных композиций (клеев, присадочного материала) путем перемешивания компонентов. С. классифицируют по технолог, назначению: для перемешивания низковязких или высоковязких жидкостей и тв. сыпучих материалов. Перемешивание ньютоновских жидкостей. р-ров, суспензий полимеров осуществляют пневматическим, гидравлическим и мех. способами.
Перемешивание непьютоновских жидкостей (расплавов термопластов, реактопластов, паст) осуществляют с помощью мех. С., создающих сложное интенсивное движение смешиваемых компонентов, представляющих собой валковые и червячные машины, дисковые пластификаторы, роторные смесители.
В С. для тв. сыпучих материалов (порошков) применяют пневматический, гравитационный и мех. способы перемешивания.
СМЕШАННОЕ РАЗРУШЕНИЕ — адгезионно-когезионный характер разрушения клеевого соединения (рис. 111) (см. Адгезионное разрушение: Когезионное разрушение).
СМЕШАННЫЙ ОТРЫВ — смешанное разрушение клеевого соединения при воздействии нагрузки, направленной перпендикулярно клеевому слою.
СМЕШИВАНИЕ КЛЕЯ — этап приготовления клея, заключающийся в объединении компонентов клея в определенной последовательности по определенной рецептуре и в мех. их перемешивании. С. к. производят вручную или в смесителях.
СМ ЕЩЕ Н И Е К РОМОК, несовпадение кромок — неправильное взаимное положение
сог
кромок свариваемых деталей, выходящее за пределы допуска. С. к. является одним из показателей, по к-рому производят приемочный контроль сварных соединений труб. Для исключения С. к. необходимо строго соблюдать требования технолог, процесса при подготовке труб к сварке.
СНЯТИЕ НАПРЯЖЕНИЙ (в сварном и з д е л и и) — освобождение изделия от собственных напряжений путем соответствующей терм, и мех. обработки.
СОБСТВЕННЫЕ НАПРЯЖЕНИЯ, внутренние напряжения — напряжения.
Рис. 111. Смешанный характер разрушения
клеевого соединения:
I — субстрат; 2—клеевая прослойка; 3 — линия разрушения
существующие в теле при отсутствии внешн. воздействий. Напр., остаточные сварочные напряжения.
СОВМЕСТИМОСТЬ ПОЛИМЕРОВ — способность различных полимеров образовывать друг с другом смеси или р-ры с определенным комплексом св-в. Структура смеси определяется способностью полимерных компонентов к взаимному растворению — т. в. термодииам. совместимостью, к-рая количественно выражается концентрацией одного из полимеров в истинном насыщенном р-ре др. Неограниченная взаимная растворимость обусловливает одно-фазность смеси при любом соотношении смешиваемых компонентов. Такие случаи весьма редки. Примером могут служить след, пары полимеров: нитрат целлюлозы — полиметилметакрилат (ПММА), ПММА— поливинилиденфторид. Подавляющее большинство полимеров столь мало взаимно растворимо, что их смеси, как правило, двухфазны. Изменяя условия смешивания и вводя дополнительные добавки, можно в широком диапазоне изменять св-ва полимеров. От степени С. п. зависит свариваемость пластмасс.
СОГЛАСУЮЩЕЕ УСТРОЙСТВО — элемент высокочастотной сварочной установки, предназначенный для согласования выходных параметров высокочастотного генератора с электр. параметрами рабочего конденсатора. Эти пара-
121
сод
метры, как правило, изменяют при переходе на сварку нового изделия. В кач-ве С. у* применяют конденсаторы переменной емкости, ручка управления к-рыми выводится на лицевую панель высокочастотного генератора, и ка-
Рис. 112. Соединение па ус
Рис. 113. Типы соединения приформовкой:
е— стыковое; б — Х-образное; е — ступенчатое Х-об-разное; г — V-образное; О — нахлесточное; е •— угловое; ж — Т-образное; з — торцовое
тушки индуктивности, подсоединяемые к рабочему конденсатору.
СОДЕРЖАНИЕ ЛЕТУЧИХ В КЛЕЕВЫХ ПЛЕНКАХ — один из показателей технолог, св-в пленочных клеев, В эпоксидных пленочных клеях допускается содержание 1—2 % летучих в-в, в фенольных пленочных клеях — 6—13 %. Для определения С. л. в к. п. образцы пленочного клея (50X50) мм высушивают при 130 ±2 °C в течение 4 ч, затем охлаждают в эксикаторе и взвешивают. По разности начальной массы образца и массы после высушивания определяют С. л. в к. п.
СОДЕРЖАНИЕ СУХОГО ВЕЩЕСТВА В К Л ЕЕ — то же. что сухой остаток клея,
СОЕДИНЕНИЕ — подвижная и неподвижная связь деталей и элементов конструкции между собой. В технике под С. обычно понимают неподвижную связь (неподвижное С.), обеспечивающую неизменность взаимного положения деталей в процессе работы изделия. Различают разъемные соединения и неразъемные соединения. Важнейшими способами получения неразъемных С. деталей из пластмасс являются сварка, склеивание и приформовка. С. может быть выполнено за счет основного материала (см. Бесприсадочная сварка} или с помощью дополнительных соединительных элементов и деталей: муфты (см. Муфтовое соединение), клея, присадочного материала, приформовочной массы и др. Независимо от способа С. в различных конструкциях применяют следующие типы соединений: нахлесточное соединение, стыковое соединение, угловое соединение, тавровое соединение и др.
СОЕДИНЕНИЕ В КОСОЙ СТЫК (нд. п.) — неправильное название соединения на ус.
СОЕДИНЕНИЕ В РЕБРО( нд. п.) — неправильное название таврового соединения.
СОЕДИНЕНИЕ ВНАХЛЕСТКУ (ид. п.) — неправильное название нахлесточного соеди-нения.
СОЕДИНЕНИЕ ВПРИТЫК (нд. и.) — неправильное название таврового соединения.
СОЕДИНЕНИЕ ВРАСТРУБ (нд. п.) — неправильное название раструбного соединения.
СОЕДИНЕНИЕ ВСКОС (нд. п.) — неправильное название соединения на ус.
СОЕДИНЕНИЕ ВСТЫК (нд. п.) — неправильное название стыкового соединения.
СОЕДИНЕНИЕ НА УС —сварное (клеевое) стыковое соединение деталей, имеющих обратноскошенные кромки (рис. 112).
СОЕДИНЕНИЕ ПРИФОРМОВКОЙ — неразъемное соединение, выполненное посредством приформованной накладки. В зависимости от формы соединяемых деталей и места расположения шва С. п. может быть стыковое, нахлесточное, угловое, тавровое и торцовое. С. п. под действием нагрузки ведет себя аналогично клеевому соединению (рис. 113).
122
СОЕДИНЕНИЕ С НАКЛАДКАМИ — сварное (клеевое) соединение, при выполнении к-рого соединяемые детали по боковым поверхностям перекрываются одной или двумя накладками (рис. 114).
СОЕДИНЕНИЕ С ПЕРЕКРЫТИЕМ (нд. и.)—неправильное название нахлесточного соединения.
----__-----------------------------— сп0
длину волны 1, к величине этого диапазона: f = dF/dK.
СПЛАВЛЕНИЕ— образование контакта между двумя расплавами. С. имеет место при приведении в соприкосновение нагретых по-
СОЕДИНЕНИЕ С ПРОКЛАДКОЙ — сварное (клеевое) соединение, при выполнении к-рого между соединяемыми деталями располагается прокладка (рис. 115).
а
СО ПОЛ ИМЕРЫ — полимеры, макромолекулы к-рых содержат два или несколько типов мономерных звеньев. В зависимости от распределения звеньев в макромолекулах различают регулярные и нерегулярные С. В регулярных С. расположение различных мономерных звеньев характеризуется определенной периодичностью. В нерегулярных С. звенья расположены случайным образом. С., в к-рых звенья каждого типа образуют достаточно длинные непрерывные последовательности, сменяющие, друг друга в пределах макромолекулы, называются блоксополимсрами. Блоксополимсры называются регулярными, если блоки разной длины чередуются в определенной последовательности. Привитыми С. называются полимеры, в к-рых к внутр, (нсконпевым) звеньям цепи одного хим. строе ни 51 присоединена одна или несколько цепей др. хим. строения. С. применяют в кач-ве присадочного материала при сварке несовместимых. химически разнородных полимеров.
Рис. 114. Стыковое соединение с одной (а) и двумя (б) накладками
СОПРОТИВЛЕНИЕ ОТСЛАИВАНИЮ — погонное разрушающее усилие, прилагаемое к клеевому соединению при испытании на отслаивание
СОРБЦИЯ (полимера м и) — поглощение полимерами (сорбентом), находящимися в тп. или жидк. (см. Агрегатное состояние полимеров) состоянии, сорбатов — газов, паров или к.-п. в-в из окружающей среды. Для сварки и склеивания полимерных материалов наиболее существенны абсорбция и адсорбция, являющиеся частными случаями С.
СОСРЕДОТОЧЕННАЯ НАГРУЗКА — механическая нагрузка, приложенная к относительно малой площади, к-рая при расчетах может быть заменена точкой.
СОСРЕДОТОЧЕННЫЕ ЭЛЕКТРОДЫ (при высокочастотной сварке) — сварочные электроды равной ширины.
СОСТАВ КЛЕЯ — то же, что клеевая композиция.
СПЕКТРАЛЬНАЯ ПЛОТНОСТЬ ЛУЧИСТОГО ПОТОКА — предел отношения потока излучения Г, взятого в бесконечно малом диапазоне длин волн, включающем данную
б
Рис. 115. Клеевое нахлесточное (я) и торцовое (б) соединения с прокладками:
1 — клееная прослойка; 2 — прокладка
верхностей деталей при сварке нагретым клином. сварке нагретым газом прямым нагревом, лучепрессовой сварке прямым нагревом, прерывистой сварке нагретым инструментом прямым нагревом, при подаче расплава от сварочного экструдера в полость между соединяемыми деталями при экструзионной сварке с предварительным подогревом.
СПЛОШНОЙ ШОВ (нд. п.) — неправильное название непрерывного шва.
СПОСОБ СВАРКИ — совокупность специф. технолог, приемов, средств и условий сварочного производства, характерных для данного технолог, процесса сварки пластмасс.
123
CPE
СРЕЗ — разрушение материала, вызнанное действием касательных напряжений.
СРОК ХРАНЕНИЯ КЛЕЯ—время, в течение к-рого одноупаковочный клей или компоненты многоупаковочных клеев годны к применению при храпении в регламентированных условиях.
СТАБИЛИЗАТОР (в клее)- 1. Компонент клея, к-рый препятствует деструкции основы клея (см. Деструкция полимеров} и модификаторов в процессе приготовления клея я его храпения, склеивания и эксплуатации клеевого соединения (напр., антиоксидант, антирад, светостабилизатор). —2. Добавка к клеевой композиции, к-рая обеспечивает сохранение технолог, свойств клея перед и в процессе склеивания (напр., стабилизатор пены во вспенивающемся клее, диспергатор в дисперсном клее}.
СТАРЕНИЕ КЛЕЕВОГО ШВА — необратимое изменение физ.-мех. св-в клеевого шва под воздействием лех. нагрузок, теплоты, света, озона, кислорода и др. агрессивных сред, ведущее к снижению прочности соединения.
СТАРЕ Н ИЕ ПОЛ ИМЕРОВ — изменение физ.-хим. св-в полимеров при эксплуатации, переработке или хранении, ведущее к потере ими комплекса полезных св-в. Обычно при С. п. протекают процессы двух типов: деструкция и сшивание макромолекул (см. Деструкция полимеров; Структурирование полимеров}. С. п. классифицируют по природе индуцирующего агента и характеру его воздействия па макромолекулу (терм., окислительное, механо-химическое и др.).
СТАТИЧЕСКАЯ ВЯЗКОСТЬ — св-во тв. тел. необратимо поглощать энергию при их пластическом деформировании под действием статической нагрузки. С. в. определяют по диаграмме деформации.
СТАТИЧЕСКАЯ НАГРУЗКА (механическая)— нагрузка, характеризуемая спокойным, плавным и относительно медленным ее приложением. Значение, направление и место приложения С. н. изменяются столь незначительно, что при расчетах их принимают независимыми от времени и пренебрегают влиянием сил инерции, обусловленных такой нагрузкой.
СТАТИЧЕСКАЯ ПРОЧНОСТЬ — прочность при статической нагрузке.
СТАТИЧЕСКОЕ ИСПЫТАНИЕ — экспериментальное воздействие на образец статической нагрузки. С. и. характеризуется малой скоростью деформации образца.
СТЕ КЛ О В А Н И Е ПОЛ ИМ ЕРО В — переход полимеров из вязкотекучего или высокоэластического состояния в стеклообразное при охлаждении до темп-p ниже температуры стеклова
ния (см. Вязкотекучее состояние полимеров; Высокоэластическое состояние полимеров; Стеклообразное состояние полимеров}. С. п., находящихся в аморфно-кристаллическом состоянии, заключается в переходе аморфных участков в стеклообразное состояние. Как правило, стеклованию подвергаются только полимеры с большими несимметричными молекулами при наличии значительного межмолекулярного взаимодействия, к-рое затрудняет упорядочение структуры и препятствует переходу переохлажденной жидкости в кристал. состояние.
СТЕКЛООБРАЗНОЕ СОСТОЯНИЕ ПОЛИМЕРОВ— тв. состояние аморфных полимеров. Переход в С. с. п: происходит из высоко-эластического или вязкотекучего состояний при охлаждении полимеров до темп-p ниже температуры стеклования. Такой переход называется стеклованием полимеров.
С. с. п. разделяют на хрупкое, к-рое реализуется при темп-pax ниже температуры хрупкости, и нехрупкое. В нехрупком стеклообразном состоянии при достаточно медленном растяжении при напряжениях, превышающих предел вынужденной высокоэласличности. происходит вытяжка полимера с образованием шейки (см. Образование шейки).
СТЕПЕНЬ ДЕСТРУКЦИИ (полимеров)— количественные х-ки изменения мол. массы полимеров под влиянием различных де-структирующих факторов.
СТЕПЕНЬ КРИСТАЛЛИЧНОСТИ, кристалличность (по л и м еров) — доля кристаллитов (по массе и объему) (см. Кристаллиты. полимеров) в полимере. С. к. зависит от структуры макромолекулы, от условий кристаллизации и обработки. Наименьшей С. к. обладают закаленные образцы. После отжига С. к. обычно увеличивается. Рост С. к. какого-либо полимера приводит к увеличению размеров кристаллитов (см. Аморфно-кристаллическое состояние полимеров).
С. к, определяют рентгенографическими методами, а также методами ИК-спектроскопии и выражают в процентах.
СТЕПЕНЬ ОТВЕРЖДЕНИЯ —х-ка полноты протекания хим. р-ции образования трехмерного полимера при отверждении реактивного клея. С. о. оценивают на начальной стадии отверждения клея различными физ. или хим. методами по изменению вязкости (см. Гелеобразование клея)* па конечной — по кол-ву функциональных групп, вступивших в хим. р-цию.
СТЕПЕНЬ ПОЛИМЕРИЗАЦИИ —число повторяющихся звеньев в макромолекуле полимера. С. п. служит для определения мол. массы макромолекулы: М = гп{1п, где — мол. масса повторяющегося звена; п — число повторяющихся звеньев (С. п.).
124
сты
СТРУКТУРА ПОЛИМЕРОВ — взаимное пространственное расположение структурных элементов, образующих макроскопическое полимерное тело (макроструктура), а также внутр, строение (микроструктура) и характер взаимодействия между ними. Первичным цементом С. п. принято считать макромолекулу, от кот [формации и конфигурации к-рой зависят структура и св-ва др. элементов, образующих микроструктуру полимера. Различают кристал. и аморфные полимеры (см. Аморфное состояние полимеров; Аморфно-кристаллическое состояние полимеров). Структура кристал. полимеров сравнительно хорошо изучена (см. Сферолиты полимеров; Ламелярная структура). Вопрос о детальной С. п. в аморфном состоянии в настоящее время является дискуссионным.
СТРУКТУРА СВАРНОГО ШВА — собирательное название х-к макроструктуры и микроструктуры сварного шва (см. Макроструктура сварного шва}.
СТРУКТУРИРОВАНИЕ ПОЛИМЕРОВ — технолог, процесс модификации хим. природы орган, макромолекул путем создания в них определенного взаиморасположения и (или) взаимосвязи различных сегментов. Наиболее известны три способа С. п.: 1) хим. (в т. ч. и радиационное сшивание (напр., при вулканизации каучуков, УФ и радиационном облучении полиэтиленов и др. сшивающихся при облучения полимеров), в результате к-рого образуется трехмерная пространственная структура полимеров; 2) полимеризация или поликонденсация (напр., в процессе сополимеризации при получении пластиков); 3) р-пия поли-присоечипепия (напр., при отверждении поли-функциональных олиго- и полимерных соединений— эпоксидных, полиэфирных или эфира-крилатных клеев и покрытий). С. п. проходит при склеивании и химической сварке реактопластов.
СТРУКТУРНАЯ НЕОДНОРОДНОСТЬ (в сварном с о е д и п е и и и п о л и м е-р о в) — различие микроструктуры (см. Микроструктура сварного шва) на разных участках соединения.
СТРУКТУРНЫЕ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ — зоны сварного соединения, наблюдаемые при микроструктурном анализе (см. Микроструктура сварного шва).
СТРУКТУРНЫЕ ПРЕВРАЩЕНИЯ, структурные преобразования — изменение структуры полимеров, происходящие вследствие того, что при изменении впешп. условий (напр., темп-ры) однофазовос состояние полимера (напр., кристал.) становится менее устойчивым, чем др. (наир., аморфное). С. п., происходящие при постоянной теми-ре, называются изотермическими, при переменной темп-ре — анизотермическими, а вызванные де*
формацией (см. Полиморфизм)—деформационными.
СТРУКТУРНЫЕ ПРЕОБРАЗОВАНИЯ — то же, что структурные превращения.
СТУПЕНЧАТОЕ ВРЕЗНОЕ КЛЕЕВОЕ СОЕДИНЕНИЕ — врезное клеевое соединение, в к-ром склеиваемые поверхности деталей имеют ступенчатую форму (рис. 116).
Рис. 116. Ступенчатое врезное клеевое соединение
СТЫКОВАЯ СВАРКА (нд. п.) — неправильное название сварки встык.
СТЫКОВОЕ СОЕДИНЕНИЕ — сварное со* единение двух элементов, примыкающих друг к другу торцовыми поверхностями (рис. 117).
Рис. 117. Стыковое соединение
СТЫКОВОЕ СОЕДИНЕНИЕ БЕЗ СКОСА КРОМОК — стыковое соединение элементов, не имеющих скоса кромок (рис. 118).
а
Рис. 118. Стыковое соединение без скоса кромок с односторонним (а, в) и двусторонним (б, а) сварным швом
г
СТЫКОВОЕ СОЕДИНЕНИЕ С ДВУМЯ СИММЕТРИЧНЫМИ СКОСАМИ ДВУХ КРОМОК — стыковое соединение элементов, к-рыс имеют по два симметричных скоса кромок (рис. 119).
СТЫКОВОЕ СОЕДИНЕНИЕ С ДВУМЯ СИММЕТРИЧНЫМИ СКОСАМИ ОДНОЙ
125
сты
КРОМКИ — стыковое соединение элементов, один из к-рых имеет два симметричных скоса кромки (рис. 120).
Рис. 119. Стыковое соединение с двумя симметричными скосами двух кромок, выполненное двусторонним сварным швом
Рис. 120. Стыковое соединение с двумя симметричными скосами одной кромки, выполненное двусторонним сварным швом
СТЫКОВОЕ СОЕДИНЕНИЕ СО СКОСОМ ДВУХ КРОМОК — стыковое соединение элементов, имеющих скос кромок (рис. 121).
Рис. 121. Стыковое соединение со скосом двух кромок с односторонним (а) и двусторонним (б) сварным швом
СТЫКОВОЕ СОЕДИНЕНИЕ СО СКОСОМ ОДНОЙ КРОМКИ — стыковое соединение элементов, один из к-рых имеет скос кромки (рис. 122).
а
Рис. 122. Стыковое соединение со скосом одной кромки с односторонним (а, в) и двусторонним (б, г) сварным швом
СТЫКОВОЙ ШОВ — сварной шов стыкового соединения, поперечное сечение к-рого, не считая усиления (см. Усиление шва), не превышает первоначальное поперечное сечение соединяемых элементов. Основными конструктивными элементами С. ш. являются ширина шва (см. Ширина шва соединения) и толщина соединяемых элементов
СУБМИКРОСКОПИЧЕСКИЕ ТРЕЩИНЫ (в полимерах)—дефекты в виде мельчайших тонких трещин, обнаруживаемые с помощью электронного микроскопа, а при большой концентрации и регулярном расположении — с помощью рентгеноструктурного анализа в малых углах рассеяния.
СУБСТРАТ, склеиваемая поверхность— поверхность детали, участвующая в адгезионном взаимодействии с адгезивом в процессе формирования адгезионного соединения. Адгезионную способность С. повышают различными способами их подготовки (см. Подготовка свариваемых (склеиваемых) поверхностей) .
СУСПЕНЗИЯ (для клесв)—дисперсная система, в к-рой дисперсионной средой является жидкость, а дисперсной фазой — тв. частицы, находящиеся во взвешенном состоянии. Нек-рые типы клеев, напр. керамические клеи, выпускают в виде С.
СУХОЙ ОСТАТОК КЛЕЯ, содержание сухого вещества в клее — один из показателей технолог, св-в клея, характеризующий концентрацию клея, т. е. содержание основы клея. С. о. к. определяют путем нагрева навески клея до постоянной массы и выражают в процентах. По разнице в массе исходного образна и высушенного рассчитывают С. о. к.
СУШКА — то же, что открытая выдержка.
СФЕРОЛИТНЛЯ СТРУКТУРА — кристаллическая структура полимеров, характеризующаяся наличием поликристаллических образований — сферолитов (см. Сферолиты полимеров) .
СФЕРОЛИТЫ ПОЛИМЕРОВ — поликри-сталлические образования с определенной формой организации тонких ламелярных кристаллов (см. Лаяелярная структура) и полимерных цепей. Как правило, в С. п. кристаллы ориентированы вдоль радиуса, а полимерные цепи — тангенциально. В начальный период кристаллизации (см. Кристаллизация полимеров) С. п. имеют вид шаров или дисков, а после столкновения друг с другом приобретают форму многоугольников. Границы между ними представляют собой отчетливые прямые линии или сильно размыты.
С. п. построены из радиально расположенных ламелярных кристаллов толщиной порядка 10 нм. Размеры С. п. могут изменяться в широких пределах — от нескольких до десятков и сотен микрометров. Быстрое охлаждение
расплава приводит к уменьшению размеров С п. Известны полимеры, способные образовывать сферолиты-гиганты размером в несколько миллиметров. К ним относятся полиоксиэтилен, полипропилен, полиэтиленссбаци-нат и др.
В проходящем поляризованном свете в С. п. виден темный мальтийский крест, плечи к-рого параллельны направлению поляризации поляризатора и анализатора. Свечение образца со сферолитной структурой, помешенного между скрещенными поляризаторами, определяется способностью составляющих его кристаллов к двойному лучепреломлению (см. Двойное лучепреломление в полимерах). С. п. разделяют на радиальные и кольцевые (рис. 123, 124). Последние, помимо мальтийского креста, образуют кольца гашения, причем частота кольцевой периодичности зависит от температуры кристаллизации. Нек-рые полимеры в зависимости от условий кристаллизации могут образовывать тот или иной тип сферолитов. Кроме того, С. п. подразделяют по знаку двойного лучепреломления на положительные и отрицательные. С. п. называются положительными, если показатель их преломления вдоль радиуса больше, чем поперек. Если он меньше, то сферолиты называют отрицательными.
Влияние размеров С. п. на их мех. св-ва еще недостаточно изучено. Полагают, что с увеличением размеров С. п. уменьшается ударная вязкость полимеров и удлинение при растяжении, увеличивается предел текучести.
СХВАТЫВАНИЕ КЛЕЯ — переход клея в тв. состояние по окончании жизнеспособности (см. Жизнеспособность клея).
СХВАТЫВАЮЩИЕ КЛЕИ — то же. что быстрасхватывающие клеи.
СХВАТЫВАНИЕ КЛЕЕВОГО СОЕДИНЕНИЯ — начальный период образования клеевого соединения, при к-ром происходит взаимная фиксация соединяемых деталей в результате схватывания клея.
СШИВАЮЩИЙ АГЕНТ — реакционноспособный компонент с линейной структурой мо-
---------------------------------- TAB
лекулы, с помощью к-рого создаются мгжмо-лекулярные мостики и двухмерные полимерные структуры превращаются в трехмерные (сетча-
Рис. 123. Радиальные сферолиты полипропилена
тые, или пространственные). Роль С. а. выполняет, напр., ненасыщенный мономер (стирол, акрилат и т. д.) в реактивных полиэфирных клеях.
ТАВРОВОЕ СОЕДИНЕНИЕ —сварное (клеевое) соединение, в к-ром развитая торцовая поверхность одной детали соединяется с боковой поверхностью др. (рис. 125).
ТАВРОВОЕ ШПУНТОВОЕ КЛЕЕВОЕ СОЕДИНЕНИЕ — шпунтовое соединение, в к-ром паз оформлен на боковой поверхности одной из деталей (рис. 126).
ТАВРОВЫЙ ШОВ — сварной (клеевой) шов таврового соединения.
т
ТАВРОВЫЙ ШОВ ДВУСТОРОННИЙ — сварной шов таврового соединения, образованный совокупностью двух швов, расположенных по двум сторонам примыкающего к боковой поверхности торца свариваемого элемента, т. е. имеющий две лицевые поверхности (см. Лицевая поверхность шва}.
ТАВРОВЫЙ ШОВ ОДНОСТОРОННИЙ — сварной шов таврового соединения, расположенный по одной стороне примыкающего к бо-
127
ТАН
новой поверхности торца свариваемого элемента, т. е. имеющий одну лицевую поверхность (см. Лииевая поверхность шва).
ТАНГЕНС УГЛА ДИЭЛЕКТРИЧЕСКИХ
ПОТЕРЬ — величина, характеризующая диэлектрические потери: tgrf = где &" — коэффициент диэлектрических потерь, е'— ди-
Рис. 125. Тавровое клеевое соединение
Рис. 126. Тавровое шпунтовое клеевое соединение
Рис. 127. Телескопическое клеевое соединение электрическая проницаемость, и — разность фаз между векторами поляризации и напряженности приложенного переменного электр. поля. В области релаксации дипольной поляризации зависимость 6 от частоты поля выражается формулой Дебая (без учета распределения времен релаксации дипольной поляризации) :
, (8|> — ««) <ОТ
tg в = (<+<) <оЧ2’ ’ где е« и е« - диэлек' трическая проницаемость соответственно при со = 0 и со — оо; со — цикл, частота; т — время релаксации дипольной поляризации. Зависимость
tg б от темп-ры определяется температурной зависимостью т: т = xGeU/RT, где т0 — постоянная; U — энергия активации дипольной поляризации; 7’— абсолютная темп-pa. При час-
1 1/^Г
тоте согпах = — | —— или при темп-ре, при
к-рой время релаксации удовлетворяв г условию
1 |/ ео
т ~ | , кривая зависимости tg 6 от
частоты (при Т = const) или от темп-ры (при ш == == const) проходит через максимум. Значения tgfi в области релаксации дипольной поляризации зависят от хим. строения, мол. и надмолекулярной структуры полимера и ряда внешн. факторов — давления, степени ориентационной вытяжки, присутствия низкомолекулярных примесей, в частности влаги. Вне максимумов tg 6 не зависит или слабо зависит ото и f и повышается при наличии в полимере полярных примесей и влаги.
Для неполярных полимеров значения tg б лежат в пределах 5 - Ю-5 — 1 • 10~3 и слабо зависят от св и Т, для полярных полимеров — в пределах 1 • 10“s — 8 • 10~2 и сильно зависят от со и Т.
ТВЕРДЫЙ КЛЕЙ — клей, находящийся в момент поставки в тв. состоянии. Т. к. может быть в виде пленки (см. Пленочный клей), прутка, волокон, порошка, лепты, гранул. Основой (см. Основа, клея) Т. к. является термопласт (см. Термопластичные клеи) или реактопласт (см. Реактивные клеи).
ТЕКУЧЕСТЬ ПОЛИМЕРОВ — величина, обратная динамической вязкости полимеров.
ТЕЛЕСКОПИЧЕСКОЕ СОЕДИНЕНИЕ — сварное (клеевое) соединение трубчатых деталей разных диаметров, выполненное по боковым поверхностям с частичным перекрытием последних (рис. 127).
ТЕМПЕРАТУРА ЗАТВЕРДЕВАНИЯ — темп-ра перехода расплава полимера в тв. состояние.
ТЕМПЕРАТУРА КРИСТАЛЛИЗАЦИИ (поли меро в) —темп-pa фазового перехода кристаллизующихся полимеров из аморфного в тв. кристал. состояние.
ТЕМПЕРАТУРА 07 ВЕРЖДЕН ИЯ (к лея) -темп-pa, при к-рой происходит отверждение клея. Т. о. влияет на скорость отверждения клея и степень отверждения. Применение высоких Т. о. реактивных клеев способствует повышению теплостойкости, атмосферостойкости, прочности, хим. стойкости, жесткости и др. св-в клеевой прослойки.
ТЕМПЕРАТУРА ОТКРЫТОЙ ВЫДЕРЖКИ— технолог, параметр, определяющий время открытой выдержки клея.
ТЕМПЕРАТУРА ПЛАВЛЕНИЯ — верхняя граница диапазона темп-p, в к-ром кристаллизующийся полимер (см. Кристаллизация поли-
128
ТЕМ
меров) переходит в аморфное, часто вязкотекучее состояние (см. Расплав полимера). Знание Т. п. позволяет назначить темп-ру диффузионно-реологической сварки термопластов.
ТЕМПЕРАТУРА ПОТЕРИ ПРОЧНОСТИ (термопласта) — мин. темп-pa, при к-рой термопласт разрушается без приложения механической нагрузки. Т. п. п. близка к температуре текучести.
ТЕМПЕРАТУРА ПРЕВРАЩЕНИЯ — темп-ра, при к-рой происходят фазовые превращения полимеров или полимер из одного физ. состояния переходит в др. (см. Агрегатные состояния полимеров).
ТЕМПЕРАТУРА РАЗЛОЖЕНИЯ (полимеров) — темп-ра, при к-рой происходят необратимые хим. изменения полимерного материала: термическая деструкция и термоокислительная деструкция, деполимеризация и т. д. (см. Деполимеризация полимеров; Деструкция полимеров).
ТЕМПЕРАТУРА РАЗМЯГЧЕНИЯ (полимеров) — темп-ра, при к-рой в процессе нагрева резко возрастает деформируемость образца. Т. р.— условная х-ка, определяющая теплостойкость полимерного материала и возможность его технол. переработки. Для кристал. полимеров Т. р. совпадает с температурой плавления. Если стеклообразный полимер при нагреве переходит в высокоэласгическое (см. Высоко эластическое состояние полимеров) или в вязкотекучее состояние (см. Вязкотекучее состояние полимеров), то его Т. р. совпадает с температурой стеклования. Для полимеров, термическая деструкция к-рых развивается еще до перехода их в высокоэластическое или вязкотекучсе состояние. Т. р. совпадает с темп-рой начала интенсивной термической деструкции (см. Температура термодеструкции).
Т. р. зависит от скорости нагрева, вида напряженного состояния, частоты или продолжительности деформирования, мех. напряжения, а также о г хим. состава и структуры полимера. Т. р. может быть понижена пластификацией (см. Пластификация, полимеров), уменьшением мол. массы и тр. способами.
ТЕМПЕРАТУРА СВАРКИ —темп-ра свариваемого материала, необходимая для образования сварного соединения в процессе сварки. Т. с. должна обеспечивать в зоне сварки вязко-текучее состояние материала (см. Вязкотекучсе состояние полимеров). В большинстве случаев при сварке термопластов Т. с. па 80—100° выше температуры плавления материала. При этом вязкость (см. Вязкость полимеров) расплава свариваемых термопластов должна быть примерло одинаковой.
ТЕМПЕРАТУРА СКЛЕИВАНИЯ —1. Темп ра реактивного клея в процессе его отверждения (см. Отверждение клея).— 2. Темп-ра клея-расплана во время склеивания.
ТЕМПЕРЛТУРХ СТЕКЛОВАНИЯ (полимеров) — темп-pa, при к-рой полимер при охлаждении переходит из высокоэластического или вязкотскучего состояния в стеклообразное (см. Высокоэластическое состояние полимеров; Вязкотекучее состояние полимеров; Стеклообразное состояние полимеров). Поскольку этот переход происходит в диапазоне темп-p, достигающем несколько десятков градусов, Т. с, характеризует его условно и зависит от скорости охлаждения и способа определения физ. состояния.
Т. с- определяется хим. составом и строением цепи полимера. Наиболее низкие значения Т. с. характерны для неполярных полимеров с гибкими макромолекулами, наиболее высокие — для полярных полимеров с жесткими макромолекулами. Т. с. — важная экспл. х-ка полимерного материала, так как она соответствует верхней температурной границе теплостойкости полимеров и нижней границе морозостойкости каучуков и резин.
Введение пластификатора (см. Пластификация полимеров) снижает Т. с. Введение наполнителя обычно приводит к повышению Т. с., однако при малых концентрациях наполнителя Т с. может снижаться.
ТЕМПЕРАТУРА ТЕКУЧЕСТИ (полимеров) — темп-ра, при к-рой полимеры во время нагрева переходят из высокоэластического (см. Высокоэластическое состояние полимеров) в вязкотскучее состояние (см. Вязкотекучее состояние полимеров). Определение Т. т. необходимо для выбора нижней границы темп-рной области, в к-рой возможна диффузионно-реологическая сварка, и переработка термопластов литьем под давлением, экструзией и т. п. (см. Переработка пластических масс).
ТЕМПЕРАТУРА ТЕРМОДЕСТРУКЦИИ (и о л и м с ров) — темп-ра, при к-рой при нагреве полимера в вакууме или инертной атмосфере происходит разрыв макромолекул или отщепление от них боковых групп.
ТЕМПЕРАТУРА ХРУПКОСТИ (при изгибе) — темп-ра, при к-рой 50 % образцов разрушается при заданных условиях испытания методами разрушающего контроля (см. Разрушающий контроль качества соединения).
ТЕМПЕРАТУРНАЯ СТОЙКОСТЬ (полимеров) — способность полимерных материалов сохранять свои экспл. св-ва при темп-рах, отличных от норм, темп-ры. К Т. с. относятся теплостойкость, термостойкость и морозостойкость
ТЕМПЕРАТУРНЫЕ ДЕФОРМАЦИИ — деформации, возникающие в конструкциях, в т. ч. сварных, при их эксплуатации вследствие колебаний темп-ры.
9 8-615
129
ТЕМ -------------------------------
ТЕМПЕРАТУРНЫЕ НАПРЯЖЕНИЯ, теп л о в ы е напряжения, термические напряжения — напряжения, возникающие в конструкциях, в т. ч. сварных, при их эксплуатации вследствие колебаний темп-ры.
ТЕМПЕРАТУРНЫЕ ОСТАТОЧНЫЕ НАПРЯ-
ЖЕНИЯ, термические остаточные напряжения — остаточные сварочные напряжения полимерного материала, являющиеся следствием локального нагрева.
ТЕМПЕРАТУРНЫЕ СОБСТВЕННЫЕ НА-
ПРЯЖЕНИЯ, тепловые собственные напряжения, тер ми ческ несобственны е напряжения — временные собственные напряжения, обусловленные неравномерным нагревом изделия и соответствующие упругим деформациям. При сварке Т. с. н. исчезают после полного остывания изделия.
ТЕМПЕРАТУРНЫЙ ДИАПАЗОН ВЯЗКОТЕКУЧЕГО СОСТОЯНИЯ — диапазон темп-p, в к-ром термопласт находится в вязкотскучем состоянии (см. Вязкотекучее состояние полимеров). Нижней границей Т. д. в. с. является температура текучести, верхней — температура деструкции термопласта. Чем шире Т. д. в. с., тем легче выбирать оптим. режимы сварки, тем меньше вероятность деструкции полимеров в процессе диффузионно-реологической сварки.
ТЕМПЕРАТУРНЫЙ ДИАПАЗОН КРИСТАЛЛИЗАЦИИ — диапазон темп-p, в к-ром кристаллизация полимеров протекает с наибольшей скоростью. Т. д. к. находится между температурой плавления и температурой стеклования.
ТЕМПЕРАТУРНЫЙ ДИАПАЗОН ПЕРЕРАБОТКИ ПЛАСТМАСС — диапазон темп-p, в к-ром возможна переработка пластмасс. Т. д. п. и. обычно соответствует температурному диапазону вязкотекучего состояния при переработке термопласта методами, требующими перевода материала в вязкотекучее состояние (см. Вязкотекучее состояние полимеров).
ТЕМПЕРАТУРНЫЙ ДИАПАЗОН СВАР-
КИ— диапазон темп-p, в к-ром возможно образование сварного соединения. Оптим. темп-ру нагревательного инструмента подбирают в каждом конкретном случае по Т. д. с.
ТЕМПЕРАТУРОПРОВОДНОСТЬ (пол и м е ров) — физ. величина, характеризующая ско-* рость выравнивания темп-ры среды при нестационарной теплопроводности. Т. определяют соотношением = Л/Срр, где К — теплопроводность; Ср — уд. теплоемкость при постоянном давлении, р — плотность. Т. аморфных полимеров в стеклообразном состоянии (см. Стеклообразное состояние полимеров) и кристал. полимеров монотонно уменьшается с ростом темп-ры. При размягчении аморфных полимеров (см. Аморфное состояние полимеров) Т. резко падает, а при плавлении кристал. по
13(-
лимеров достигает минимума. Т. расплавов (см. Расплав полимера) как аморфных, так и кристал. полимеров практически не изменяется с ростом темп-ры. Для всех полимеров Т. возрастает с повышением мол. массы полимера, степени кристалличности и давления.
1. ряда полимеров имеют след, значения (п-10? м2с): полистирол — 0,99, полиметил-силоксан — 1,08, полиметилметакрилат — 1,19, поливинилхлорид — 1,21, полиэтилен высокого давления — 1,40.
ТЕОРИИ АДГЕЗИИ — научные теории, объясняющие с позиций физики и химии причину адгезии приведенных в соприкосновение разнородных тел, а также механизм формирования адгезионной связи. Известны след. Т. а.: мех., адсорбционная (см. Адсорбционная теория адгезии), электр. (см. Электрическая теория адгезии) электронная, электрорелаксационная, диффузионная (см. Диффузионная теория адгезии), (микро) реологическая, термодинам., молекулярно-кинетическая.
ТЕПЛОВАЯ МОДУЛЯЦИЯ —формирование волнообразного тепл, потока при нагреве труб в процессе сварки встык. Т. м. осуществляют с помощью модуляторов, к-рые устанавливают при нагреве между нагревательным инструментом и торцами труб. Конструктивно модулятор выполняется в виде радиальных пазов в теле нагревательного инструмента, поверхность к-рого, как и поверхность нагреваемого торца, остается плоской в отличие от профилированного нагревательного инструмента (см. Нагревательный инструмент профилированный), к-рый одновременно с нагревом производит деформацию нагреваемой поверхности.
ТЕПЛОВАЯ СВАРКА — способы сварки, при к-рых к соединяемым поверхностям подводится энергия в форме теплоты. К Т. с. относятся все виды сварки, за исключением сварки растворителем. Т. с. можно комбинировать с последней (см. Комбинированная сварка нагревом и растворителем). В зависимости от технологии нагрева, различают сварку внешним тепловым источником и сварку внутренним тепловым источником.
ТЕПЛОВОЕ ИЗЛУЧЕНИЕ — электромагнитное излучение в-ва, возникающее за счет его внутр, энергии и определяемое его термодинам. темп-рой. Т. и. тв. тел имеет сплошной спектр, положение максимума к-рого зависит от темп-ры в-ва. Т. и. характеризуется пзлучательпо-стыо. Т. и., находящееся в термодинам. равновесии с в-вом, называют равновесным излучением. Спектр равновесного излучения определяется законом Планка. Для Т. и. в общем случае справедлив закон излучения Кирхгофа.
ТЕПЛОВЫЕ НАПРЯЖЕНИЯ — то же, что температурные напряжения.
ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ СВАРКЕ — изменение структурных и физ.-мех. св-в о пре-
ТЕР
деленных объемов свариваемых материалов в процессе их нагрева. Т. п. п. с. в совокупности с рядом др. процессов обеспечивают образование сварных соединений. В результате Т. п. п. с. происходит, во-первых, переход материала свариваемых деталей в вязкотекучее состояние за счет их нагрева до темп-ры, как правило, на 80—100 °C больше температуры плавления материала, во-вторых,— охлаждение сварных швов с определенной скоростью. В ряде случаев к Т. п. п. с. относят предварительный и послесварочный подогрев околошовных зон.
ТЕПЛОВЫЕ СОБСТВЕННЫЕ НАПРЯЖЕНИЯ — то же, что температурные собственные напряжения.
ТЕПЛОЕМКОСТЬ — кол-во теплоты, затрачиваемое для изменения темп-ры тела на один градус. Отношение Т. к единице кол-ва в-ва называют уд. Т. (если кол-во в-ва выражено в молях — молярной Т.). Различают Т. при постоянном давлении: СР — (dll/dt) р и Т. при постоянном объеме: Cv~(dU/dt)p, где Н и U — энтальпия и внутр, энергия соответственно: t — темп-pa, р — плотность, v — объем, р — давление. Значения Ср и Ctr связаны след, со-a2V (/ + 273)
отношением: Ср — Cv =-------—------, где а—
Л
температурный коэф, объемного расширения; х — коэф, изотермического сжатия.
Для большинства полимеров в диапазоне темп-p от —50 до 200 °C Ср линейно увеличивается с темп-рой. Для тв. полимеров те.мп-рный коэф. dCpjdt = 3 • 10-3, для расплава — 1,2 • 10^3. Значения Ср ряда полимеров при 25 °C приведены ниже:
Полимер
Ср*
Дж/(моль • град)
Полиэтилен 49,6
Полипропилен атактический 68,3
изотак тический 90,7
Политетрафторэтилен 96,6
Полистирол 128,2
Полиметилметакрилат 138,6
Поли-е-капроамид 164,2
Полиэтилен терефталат 218,4
ТЕПЛОПРОВОДНОСТЬ (полимеров) — способность тел переносить теплоту от более нагретых его частей к менее нагретым. Т. обусловлена распространением и рассеянием фотонов, вызываемых тепл, колебаниями атомов и молекул, и зависит от темп-ры, давления, хим. структуры полимеров и их физ. состояния. Темп-риал зависимость Т. большинства полимеров имеет сложный характер. Для изотропной среды вектор тепл, потока q пропорционален и противоположен по направлению к гради-
екту темп-ры: q = —X grad /, где X— коэф, теплопроводности.
Для всех полимеров с ростом степени кристалличности Т. увеличивается, а при плавлении— сильно уменьшается. Для всех полимеров Т. увеличивается с ростом давления. Значения X для ряда полимеров при 25 °C приведены ниже:
Полимер Z, Вт/(м • град)
Полистирол 0,130
Полидиметил силоксан 0,167
Поливинилхлорид 0,170
Полипропилен атактический 0,175
изотактический 0,230
Полиметилметакрилат 0,190
Полиэтилен высокого давления 0,380
Полиэтилен низкого давления 0,470
ТЕПЛОСТОЙКИЕ КЛЕИ — клеи, создающие после завершения склеивания клеевую прослойку, способную сохранять прочность при высоких темп-pax (выше 100—150°C). В группу Т. к. входят полиароматические клеи, кремний-органические клеи, нек-рые виды феноло-фор-мальдегидных клеев, неорганические клеи.
ТЕПЛОСТОЙКОСТЬ (полимеров) — способность не размягчаться при повышении темп-ры. Количественно Т. характеризуется температурой размягчения. Т. является важной х-кой сварного (клеевого) соединения пластмасс.
ТЕПЛОСТОЙКОСТЬ КЛЕЕВОЙ ПРОСЛОЙКИ— способность клеевой прослойки по размягчаться при повышении темп-ры. Наиболее общий метод оценки Т. к. п.— определение области темп-p и напряжений, в к-рой клеевая прослойка остается тв. в течение определенного времени. Для стеклообразных клеевых композиций Т. к. п. не может превышать температуру стеклования, для кристал.— температуру плавления.
ТЕПЛОСТОЙКОСТЬ КЛЕЕВОГО СОЕДИНЕНИЯ — способность клеевого соединения сохранять прочностные х-ки до определенной темп-ры. Количественная х-ка Т. к. с.— темп-ра, при к-рой в условиях действия постоянной нагрузки обратимая деформация не превышает нск-ру го величину. Т. к. с. зависит от теплостойкости. клеевой прослойки, температурных коэф, линейного расширения клеевой прослойки и субстрата и теплостойкости субстрата.
ТЕРМИЧЕСКАЯ ДЕСТРУКЦИЯ, термическое разложение (полимеров) — деструкция полимеров при нагреве в вакууме иля инертной атмосфере. Т. д. обусловлена увеличением при повышении темп-ры вероятности сосредоточения на одной из хим. связей в мак-
9*
131
ГЕР -------------------------------------
ромолекуле энергии, достаточной для разрыва этой связи. Большинство полимеров разрушаются при 200—300 °C, хотя известны термостойкие полимеры, напр., политетрафторэтилен не изменяется заметно и при 400 °C.
Т. д. протекает обычно с участием свободных радикалов. В результате Т. д. образуется большое кол-во летучих продуктов, к-рыс в нек-рых случаях могут состоять практически только из мономера или смеси различных в-в. Кроме того» образуется нелетучий остаток — частично разложившийся полимер, к-рый в конце концов превращается в уголь. В чистом виде Т д. встречается довольно редко. Чаще поли мер подвергается совместному действию теплоты и кислорода (см. Термоокислительная деструкция).
ТЕРМИЧЕСКАЯ ОБРАБОТКА — то же, что термооб работка.
ТЕРМИЧЕСКАЯ ОЧИСТКА (поверхности) — удаление загрязнений со спариваемых поверхностей воздействием высоких темп-p. Т. о. приводит к испарению загрязняющих в-в или к их превращению в газообр. продукты деструкции. Т. о. поверхности нагревательного инструмента имеет место при высокотемпературной сварке.
ТЕРМИЧЕСКИЕ НАПРЯЖЕНИЯ —то же, что температурные напряжения.
ТЕРМИЧЕСКИЕ ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ — то же, что температурные остаточные напряжения.
ТЕРМИЧЕСКИЕ СОБСТВЕННЫЕ НАПРЯЖЕНИЯ — то же, что температурные собственные напряжения.
ТЕРМИЧЕСКИЙ КЛАСС СВАРКИ — класс сварки, объединяющий способы сварки, при к-рых образование сварного соединения происходит в результате изменения внутр, энергии соединяемых материалов только за счет конвективного теплообмена и лучеиспускания без передачи мех. энергии (см. Классификация способов сварки пластмасс). К Т. к. с. относятся следующие виды сварки, отличающиеся источником энергии, непосредственно используемым для образования сварного соединения: сварка пламеней. сварка излучением, сварка плазмой.
ТЕРМИЧЕСКИЙ ЦИКЛ СВАРКИ — последовательное изменение темп-ры свариваемых деталей в цикле сварки от начала нагрева деталей до полного охлаждения сварного соединения (см. Остывание шва; Искусственное охлаждение: Естественное охлаждение). Т. ц. с. включает нагрев свариваемых деталей до температуры превращения, их прогрев и охлаждение сварного соединения до установленной нормативным документом темп-ры. В ряде случаев Т, ц. с. дополняется предварительным и послесварочным подогревом.. Чаще
всего Т. ц, с. изображают в виде графика зависимости темп-ры от времени сварки и используют для контроля за процессом сварки.
ТЕРМИЧЕСКОЕ РАЗЛОЖЕНИЕ —то же, что термическая деструкция.
ТЕРМОГРАФИЧЕСКАЯ БУМАГА — термочувствительная бумага, позволяющая следить за перемещением темп-рного фронта при термографии. При достижении пороговой температуры Т. б, изменяет свой цвет. Т. б. используют в вычислительной технике для термопечати.
ТЕРМОГРАФИЯ — метод операционного контроля сварки встык пластмассовых труб, основанный на регистрации положения темп-рпо-го фронта при нагреве трубы посредством термографической бумаги, к-рую укрепляют на поверхности трубы с помощью скотча. Т. позволяет определить время нагрева, необходимое для обеспечения заданной глубины прогрева, напр., при изменении темп-ры нагревательного инструмента Особенно эффект, применение Т. при сварке с использованием теп лозой модуляции.
ТЕРМОИМПУЛЬСНАЯ СВАРКА —- снарка нагретым инструментом косвенным нагревом, осуществляемая путем импульсной подачи теплоты от малоинерционного резистивного нагревательного инструмента, по к-рому пропускают электр. ток. После отключения электроэнергии сварной шов быстро охлаждается под давлением. Т. с. можно проводить одновременно с разделением изделий (см. Сварка с разделением). Т. с. соединяют пленки толщиной до 0,5 мм. Ее осуществляют по схемам с односторонним (см. Сварка с односторонним нагревом) или двусторонним (см. Сварка с двусторонним. нагревом) нагревом. Для соединения пленок толщиной более 200 мкм применяют вторую разновидность. Возможности Т. с. расширяет ее сочетание со сваркой излучением (см. Термоимпульсно-световая сварка) (рис. 128).
ТЕРМОИМПУЛЬСНО-СВЕТОВАЯ СВАРКА — комбинированная сварка, при к-рой косвенный нагрев одной из соединяемых поверхностей деталей осуществляют световым излучением через прозрачную подложку (см. Сварка излучением), а др. поверхности — с помощью малоиперционного резисторного нагревательного инструмента, во к-рому пропускают импульс тока (рис. 129) (см. Термоимпульсная сварка). В кач-ве прозрачной подложки используют кварцевое стекло, а источником светового излучения служит галогено-кварцевая лампа. Этот способ сварки пригоден для изготовления нахлесточных соединений листовых термопластов толщиной до 2 мм.
ТЕРМОКОНТАКТНАЯ СВАРКА (нд. п.)— неправильное название сварки нагретым инструментом.
132
ТЕР
ТЕРМОМЕХАНИЧЕСКЛЯ КРИВАЯ — зависимость деформации материала от темп-ры при заданном режиме нагружения и нагрева. Обычно Т. к. получают при деформации одноосного сжатия, растяжения или сдвига. Термомех. исследования полимеров, основанные на анализе Т. к., очень информативны и позволяют оценивать их технолог, и экспл. св-ва.
ТЕРМОМЕХАНИЧЕСКИЕ СВОЙСТВА ПОЛИМЕРОВ — св-ва полимеров, оцениваемые совокупностью х-к, к-рые показывают зависимость их прочности и деформируемости от темп-ры. К таким х-кам относятся, наир., термомеханическая кривая, зависимости относит, удлинения при разрыве и макс, напряжения при растяжении от темп-ры.
ТЕРМОМЕХАНИЧЕСКИЙ КЛАСС СВАРКИ— класс сварки, объединяющий способы сварки, при к-рых образование сварного соединения происходит в результате изменения внутр, энергии соединяемых материалов за счет конвективного теплообмена и лучеиспускания к использования мех. энергии (приложения давления в зоне шва) (см. Классификация способов сварки пластмасс). К Т. к. с. относятся след. виды сварки: сварка нагретым газом, сварка нагретым инструментом, сварка закладным элементом, сварка расплавом, сварка растворителем, лучепрессовая сварка.
ТЕРМОМЕХАНИЧЕСКИЙ ЦИКЛ СВАРКИ — последовательное изменение темп-ры свариваемых деталей и давления при сварке от начала их нагрева до полного охлаждения сварного соединения. Чаще всего Т. ц. с. изображают в виде графиков зависимости темп-ры и давления от времени сварки и используют для контроля за процессом сварки.
ТЕРМООБРАБОТКА, термическая обработка — технолог, прием, направленный на изменение нек-рых св-в полимерных изделий, заключающийся в подогреве изделия, выдержке его при этой темп-ре и последующем охлаждении с определенной скоростью. Т. позволяет улучшить мех. св ва изделий, полученных сваркой и склеиванием, снизить или полностью устранить остаточные напряжения, стабилизировать размеры изделия, уменьшить содержание летучих в-в. Т. проводят в воздушной среде или в различных жидк. теплоносителях: минеральных маслах, крсмнийорганических жидкостях, парафине, расплавах солей, воде, применение к-рых исключает воздействие на полимер кислорода воздуха. С помощью Т. можно регулировать надмолекулярную структуру полимеров.
Применяют след, виды Т.: I) отжиг (см. Отжиг сварных соединений) — медленное (0,8°/с) охлаждение, благодаря к-рому снимаются остаточные напряжения и повышается степень кристалличности полимера; 2) закалка — быстрое (0,8—1,6 °/с) охлаждение с целью
создания в поверхностных слоях полимера остаточных напряжений сжатия, снижения степени кристалличности, твердости и повышения эластичности; 3) термостабилизация — длительная
Рис. 128. Схема термон мпульспой сварки:
/’—свариваемые пленки; 2— нагревательный инструмент; 3 — тепло- и электроизоляционная прокладка; 4— антиадгезионная прокладка; 5 — подвижная часть с ва ро чного устрой ствэ; 6 — эластичная п о дложка; 7 — неподвижная часть сварочного устройства; S — сварной шов
Рис. 129. Схема термоимпульсно-световой сварки:
1 — свариваемый материал; 2— нагревательный инструмент; 3 — световые излучатели; 4 — подложка;
5 — сварной шов
выдержка при темп-ре ниже температуры теплостойкости полимера с целью придания изделию специф. св-в (стабилизация геометрические размеров, нек-рых физ.-мех. св-в).
ТЕРМООКИСЛИТЕЛЬНАЯ ДЕСТРУКЦИЯ (п о л н м е р о в) — деструкция полимеров, протекающая при одновременном нагреве (см. Термическая деструкция) и окислении (см. Окислительная деструкция). Т. д. начинается
133
ТЕР
при более низкой темп-ре, чем термическая деструкция. Первичными продуктами окисления являются гидроперекиси, при распаде к-рых образуются свободные радикалы, вследствие чего Т. д. становится автокаталитическим процессом. Кроме того, распад гидроперекисей — основной источник образования продуктов окисления. В процессе Т. д. происходит быстрое уменьшение мол. массы полимера, и в нем накапливаются кислородсодержащие группы, к-рые существенно изменяют св-ва полимеров. Т. д. замедляется при введении в полимер антиоксидантов.
Рис. 130. Схема сварного соединения, выполненного терморезисторной сваркой:
/ — труба; 2 — муфта; 3 — электроспираль; 4 — сварной шов
При сварке полимерных материалов Т, д. является фактором, ухудшающим прочностные х-ки сварного шва.
ГЕРМООКИСЛИТЕЛЬНЛЯ ДЕСТРУКЦИЯ КЛЕЕВ — разрушение макромолекул клея при одновременном нагреве (см. Термическая деструкция) и окислении. В результате 1'. д. к. происходит старение клеевого шва: изменяются его мех., электр. св-ва и окраска, появляется запах и т. д. Наиболее распространенный способ предотвращения Т. д. к.— введение в клеевую композицию стабилизаторов след, типов: 1) антиоксидантов, обрывающих цепи в р-циях окисления; 2) восстановителей, реагирующих с гидроперекисными группами без образования (или с незначительным выходом) свободных радикалов; 3) дез активаторов, связывающих ионы металлов переменной валентности в комплексы, не обладающие каталитической активностью; 4) в-в, связывающих летучие или каталитически активные продукты Т. д. к.
Регулируемая Т. д. к. может быть использована как метод модификации клеевой композиции, позволяющий снижать се мол. массу и накапливать в ней полярные группы, повышающие адгезионную способность.
ТЕРМОПЛАСТИЧНЫЕ КЛЕИ — клеи на основе термопластов, затвердевающие при склеивании и склонные к повторному размягчению при нагреве. Затвердевание Т. к. происходит в результате испарения растворителя (см. Клеи-
растворы) или затвердевания (см. Затвердевание клея) после расплавления (см. Клеи- расплавы). При этом хим. структура Т. к. не изменяется. Т. к. выпускают в виде: 1) р-ров полимеров в орган, растворителях или мономерах; 2) начальных продуктов полимеризации (олигомеров), представляющих собой вязк. жидкости; 3) липких лент и пленочных клеев; 4) мономеров. В группу Т. к. входят полиакриловые клеи, полиамидные клеи, полиамидные клеи, а также клеи на основе полиэтилена, поливинилхлорида, сополимера этилена с винилацетатом, полиизобутилена и различных эластомеров.
Т. к. отличаются высокой эластичностью (см. Эластичность клея) и низкой теплостойкостью.
ТЕРМОПЛАСТЫ —пластические массы, способные размягчаться при нагреве и затвердевать при охлаждении. В отличие от реактопластов Т. могут после формования изделия подвергаться повторной переработке. Наиболее распространены Т. на основе полиолефинов, поливинилхлорида, полистирола.
ТЕРМОРЕЛКТИВНЫЕ КЛЕИ — клеи на основе реактопластов, отверждение к-рых при образовании клеевой прослойки происходит при нагреве (клей теплого отверждения) или без нагрева (клей холодного отверждения). При отверждении I, к. происходит хим. р-ция с выделением теплоты, в результате к-рой образуются неплавкие и нерастворимые полимеры трехмерной структуры. Т. к. могут быть одноупаковочными (см. Одноупаковочный клей) и двух- или многоупаковочными (см. Многоупаковочный клей). К Т. к. относятся эпоксидные клеи, полиэфирные клеи, полиуретановые клеи, карбамидные клеи, кремнийорганические клеи, фенояо-формальдегидные клеи и др.
Т. к. обладают, как правило, относительно высокой прочностью при повышенных темп-рах. Клеи теплого отверждения обычно обеспечивают более высокую теплостойкость и прочность клеевых швов, чем клеи холодного отверждения, благодаря более полному отверждению.
ТЕРМОРЕЗИСТОРНАЯ СВАРКА — сварка закладным элементом, при к-рой нагрев закладного нагревательного элемента осуществляется при пропускании по нему элекгр. тока. Т. с. применяют гл. обр. для соединения труб из полиэтилена диаметром до 160 мм при сооружении систем водоснабжения и при прокладке газопроводов. При этом закладной нагревательный элемент располагается в раструбе соединительной детали, надеваемой на соединяемые концы труб (рис. 130). Т. с. протекает без приложения давления извне за счет лишь терм, расширения материала соединяемых участков и усадки муфты.
ТЕРМОСТОЙКОСТЬ (п о л и м еров) — способность полимерных материалов сохранять хим. строение при повышенных темп-рах. Т. ха
134
рактеризуют темп-рой, при к-рой начинается интенсивное снижение массы материала, или темп-рой, при к-рой это снижение составляет определенную долю. Изменение хим. строения полимеров происходит в результате их деструкции (см. Деструкция полимеров; Термическая деструкция; Термоокислителъная деструкция). Т. является важной х-кой клеевой прослойки и зависит от природы основы клея, присутствия модифицирующих добавок в клее, условий окружающей среды.
Т. клеевой прослойки повышают, вводя в клей стабилизатор и (или) термостойкий наполнитель.
ТЕРМОУЛЬТРАЗВУКОВАЯ СВАРКА —- комбинированная сварка, при к-рой соединяемые поверхности деталей предварительно нагревают прямым методом (см. Сварка нагретым инструментом прямым нагревом), затем подвергают воздействию касательных ультразвуковых колебаний со стороны нагревательного инструмента, с к-рым контактирует волновод (см. Ультразвуковая сварка), а после удаления нагревательного инструмента сдавливают и выдерживают до момента затвердевания материала сварного шва. Т. с. позволяет повысить кач-во сварного соединения трудносвариваемых материалов (см. Свариваемость пластмасс), напр* фторопласта 4 (рис. 131).
ТЭРМОЭЛАСТОПЛАСТЫ -—полимерные материалы, к-рые в условиях эксплуатации способны, подобно эластомерам, к большим обратимым деформациям, а при повышенных темп-ра х, в частности при переработке в изделия и сварке, текут подобно термопластам. Т. представляют собой блоксополимеры (см. Сополи* меры) типов АВА и (АВ)п, где А — жесткие блоки термопластов (напр., полистирольньте), В — гибкие эластомерные блоки (напр.* поли-бутадисновыс).
ТЕХНОЛОГИЧЕСКАЯ КАРТА СВАРКИ — нормативно-техн, документ, отражающий последовательность выполнения сборки, сварки и обработки изделия с разбивкой всех процессов на отдельные операция с подробным указанием применяемого оборудования, приспособлений, инструментов, параметров режима сварки. необходимых для выполнения каждой операции норм расхода материалов, стоимости всех операций.
Т. к. с. используют при выполнении строительно-монтажных работ.
ТЕХНОЛОГИЧЕСКАЯ ПАУЗА (при сварке нагрет ы м и н с т р у м ей т о м) — время от момента отвода деталей от нагревательного инструмента после их прогрева до момента приведения их в соприкосновение Т. п.— нормируемый параметр. В технологии сварки, время Т. п. должно быть мин., но не большим 3—15 с (в зависимости от толщины свариваемых деталей) .
--------------------------- ТЕХ
ТЕХНОЛОГИЧЕСКАЯ ПРОЧНОСТЬ (сварного соединения) — способность соединения сопротивляться разрушению под действием нагрузок, возникающих в процессе сварки.
Рис* 131. Этапы термоультразвуковой сварки: а — предварительный подогрев соединяемых поверхностей; б — воздействие касательных УЗ-колебаниЙ; в — образование сварного соединения; 1 — соединяемые детали; 2 — нагревательный инструмент; 3 — нагретые пластины; 4 — УЗ инструмент; 5 — сварной шов (рц—давление при нагреве; с—давление при сварке)
В значительной мере Т. п. зависит от адгезионных свойств свариваемых материалов* наличия технолог, дефектов (непроваров, пор, включений и др.), распределения остаточных сварочных напряжений, определенных сочетаний параметров режима сварки.
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ СВАР-
КИ— то же, что параметры режима сварки.
ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ СКЛЕИВАНИЯ— физ. х-ки процесса склеивания, от к-рых зависит кач-во клеевого соединения.
135
ТЕХ --------------------------------
К Т. п. с. относятся температура склеивания, давление при склеивании и время склеивания.
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА ПЛАСТМАСС — совокупность физ. и хим. Х-К, влияю-(них на выбор режимов и условий переработки пластмасс. К Т. с. п. относят температуру стеклования, температуру текучести, вязкость при темп-pc переработки, скорость отверждения (реактопластов), температурный коэффициент линейного расширения, уд. теплоемкость и др.
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА СВАРИВАЕМЫХ ПЛАСТМАСС — технологические свойства пластмасс, учитываемые при сварке. Т. с. с. п. зависят от вида сварки и класса сварки. При тепловой сварке к Т. с. с. п. относят, напр., температуру текучести, вязкость (см. Вязкость полимеров), теплопроводность, температурный диапазон вязкотекучего состояния, коэффициент трения (при сварке трением и ультразвуковой сварке), фактор механических потерь (при УЗ-сваркс), коэф, диэлектрических потерь (при высокочастотной сварке) и др.
ТЕХНОЛОГИЧЕСКИЕ ТРЕЩИНЫ (при сварке) — трещины сварного соединения, образующиеся в процессе сварки. Т. т. могут появляться по линии сплавления или по границе расплава полимера и основного материала. Т. т. образуются в процессе усадки сварного шва при нарушениях параметров режима сварки, несоблюдении допусков на сборку изделий, при отклонении физ.-мех. и хим. х-к основного материала от нормативных.
ТЕХНОЛОГИЧЕСКИЕ УСТРОЙСТВА — элементы сварочной установки, предназначенные для осуществления вспомогательных операций и приемов при сварке. К Т. у. относятся устройства для подготовки кромок (см. Устройство для торцовки), для загрузки деталей (см. Загрузочное устройство) и т. п.
ТЕХНОЛОГИЧЕСКИЙ КОНТРОЛЬ — то же, что операционный контроль.
ТЕХНОЛОГИЧЕСКИЙ ПРИПУСК — заранее предусмотренное увеличение размеров заготовок для сборки и сварки. Т. п. обеспечивает соответствие геометрических параметров готовых изделий нормативным значениям. Т. п. включает припуск на обработку, припуск на оплавление и припуск на осадку.
ТЕХНОЛОГИЯ СВАРКИ— совокупность выполняемых в определенной последовательности операций, приемов и режимов сварки, обеспечивающих получение сварного соединения или изделия требуемого кач-ва. Т. с. зависит от способа сварки, природы соединяемых материалов, конструкции изделия, требований, предъявляемых к шву, экономических факторов, оснащенности и масштаба производства и др.
ТЕХНОЛОГИЯ СКЛЕИВАНИЯ — последовательность операций, связанных с изменением физ. состояния клея, изменением геометрической формы изделия, обеспечивающая получение клеевого соединения или изделия требуемого кач-ва.
ТЕХНОЛОГИЯ СОЕДИНЕНИЯ ПРИФОР-МОВКОЙ— последовательность операций, приемов и режимов приформовки, обеспечивающая получение качественного соединения (см. Соединение приформовкой) или изделия. Т. с. п. зависит от технолог, св-в соединяемого материала, конструктивных особенное гей и условий эксплуатации изделия и др. факторов/
ТЕЧЕНИЕ РАСПЛАВА (при сварке) — 1. Необратимое деформирование полимерного материала, находящегося в вязкотекучем состоянии (см. Вязкотекучее состояние полимеров), под давлением при осадке. Т. р.— необходимое условие формирования бездефектной зоны сплавления соединяемых поверхностей или соединяемых поверхностей и присадочного материала (см. Диффузионно-реологическая сварка). Т. р. приводит к образованию грата.— 2. Заполнение расплавом (см. Расплав полимера) полости между свариваемыми поверхностями (см. Сварка расплавом).
ТИКСОТРОПИЯ — обратимое изменение структуры и вязкостных х-к клеевой композиции при мех. воздействии в изотермических условиях. Т. проявляется в понижении вязкости при течении с постоянной скоростью и в ее восстановлении после прекращения течения (см. Ньютоновская жидкость). В иена полненных клеевых композициях Т. обусловлена изменениями надмолекулярной структуры, а также формы макромолекул при деформировании и их восстановлением при отдыхе. В наполненных системах Т. обусловлена, кроме того, разрушением и восстановлением физ. контактов между частицами наполнителя, образующими пространственную структуру.
ТИКСОТРОПНЫЙ КЛЕЙ — клеевая композиция, обладают а я тиксотропией. Т. к. получают введением в клей поверхностно-активных порошков или волокон (см. Наполнители клеев) , к-рые, соприкасаясь лишь в отдельных точках, образуют пространственные сетки, благодаря к-рым клеевая композиция утрачивает текучесть и удерживается на наклонных, криволинейных и вертикальных поверхностях.
ТИП СВАРКИ — совокупность способов сварки пластмасс, объединенных по механизму образования сварного соединения. Выделяют два Т. с. — диффузионно-реологическую сварку и химическую сварку (см. Классификация способов сварки пластмасс).
ТИП СОЕДИНЕНИЯ, вид соединения — конструкция соединения деталей сваркой или склеиванием, выделяемая в тип по признаку взаимного пространственного распо
136
ложения и форме соединяемых элементов, напр., по признаку взаимного расположения — угловое, стыковое, нахлесточное и т. д., по форме соединяемых элементов — со скосом и без скоса кромок и т. д.
Т-ОБРАЗНОЕ КЛЕЕВОЕ СОЕДИНЕНИЕ С НАКЛАДКАМИ — клеевое соединение, в к-ром торцовая поверхность одной из соединяемых деталей и одна или две накладки в виде уголка примыкают к боковом поверхности др. детали (рис. 132).
Т-ОБРАЗНОЕ СОЕДИНЕНИЕ — сварное (клеевое) соединение, в к-ром торцовая поверхность одной из соединяемых деталей примыкает к боковой поверхности др. детали.
Т-ОБРАЗНОЕ ШПУНТОВОЕ КЛЕЕВОЕ СОЕДИНЕНИЕ — клеевое соединение, в к-ром торцовая поверхность одном детали входит в паз на боковой поверхности др. детали.
ТОК ПРОВОДИМОСТИ — физ. величина, характеризующая движение свободных электр. зарядов и зарядов, связанных с макромолекулами, под действием электр. поля. Плотность Т. п. /пр =/Е, где /—уд. электр. проводимость; Е — напряженность электр. поля. В соответствии с физ. природой носителей зарядов различают электронную, ионную, молионную и полненную проводимости.
Т. п. связан с объемной и поверхностной электр. проводимостью полимеров, уд. значения к-рых для нек-рых полимеров приведены в таблице.
Электр, проводимость полимеров (Г = 24 °C; относит, влажность воздуха 40—60%)
Полимер Уд. электр. проводимость
объемная, Ом-1 • м~* поверхностная, Ом-1
Поливинилиденфторид 10-11—10-13 10-12—10~13
Поливинилхлорид 10-1’2—10-14 10-12—10-“
Полиэтилснтере-фталат 10-13—10-W 10-14—10-15
Поликарбонаты 10-13—10-14 Ю-14—Ю-I®
Полиолефины 10-10—10-1- 10-1«—Ю-17
Полистирол 10-и_10-м 10-16—10-17
Политетрафторэтилен Ю-is—10-1в 10-15— Ю-17
ТОК СМЕЩЕНИЯ—физ. величина, характеризующая магнитное действие электр. поля, к-рос заключается в том, что переменное электр. поле обусловливает возникновение соответствующего ему вихревого магнитного поля. Плотность Т. с. /см _. — , Где £) — электр.
ТОМ
индукция; t — время. Поскольку D = е0Е -4- Р, где Е— напряженность электр. поля; е0 — электр. постоянная; Р — вектор поляризации, дЕ
/см /век ^пол* /'вак J/ ПЛОТ-
дР
ность Т. с. в вакууме; /пол = — плотность
тока поляризации, соответствующего движению
Рис. 132. Т-образное клеевое соединение с одной (а) и двумя (б) накладками
связанных зарядов в в-ве при изменении его поляризации в переменном электр. поле.
ТОКОПРОВОДЯЩИЕ КЛЕИ — клеи на основе полимердиэлектриков, в к-рые для придания электропроводящих св-в вводят тонкодисперсный электропроводящий наполнитель, напр. технический углерод, графит, порошки никеля, меди, серебра или др. металлов.
ТОЛЩИНА УГЛОВОГО ШВА —наибольшее расстояние от поверхности углового шва сварного соединения до точки макс, проплавления основного материала (см. рис. 42).
ТОМОГРАФИЯ (в морфологии полимеров) — послойный анализ строения полимера методами рентгеновского рассеяния, ядер-ного магнитного резонанса либо световой и электронной микроскопии. Т. позволяет проявить гетерогенное строение волокон, пленок, композиционных пластиков. Для Т. методами микроскопии материал либо микротомируют, либо подвергают абляции в газовом разряде.
137
TOP
ТОРЦЕВАНИЕ — то же, что торцовка.
ТОРЦЕВАТЕЛЬ, торцевательный инструмент — устройство для торцовки, входящее в комплект сварочной установки.
ТОРЦЕВАТЕЛЬНЫЙ ИНСТРУМЕНТ — то же, что торцеватель.
ТОР ЦО В К А, торцевание — подготовка кромок, заключающаяся в снятии окисленного слоя и получении ровной поверхности торцов, к-рые после обработки резанием (см. Механическая обработка резанием свариваемых (склеиваемых) поверхностей) должны быть строго перпендикулярны оси трубы.
ТОРЦОВОЕ СОЕДИНЕНИЕ — сварное (клеевое) соединение, в к-ром боковые поверхности
Рис. 133. Сварное торцовое соединение
спариваемых элементов примыкают друг к другу (рис. 133).
ТОРЦОВЫЙ шов — сварной (клеевой) шов торцового соединения.
ТОЧЕЧНАЯ СВАРКА — сварка, при к-рой соединяемые детали свариваются в отдельных точках, т. е. сварку осуществляют точечным швом.
ТОЧЕЧНЫЙ ШОВ — прерывистый сварной шов, выполняемый точечной сваркой.
ТОЧКА ГЕЛЕОБРАЗОВАНИЯ — момент, когда дисперсная система внезапно теряет текучесть. При этом происходит сшивание растущих полимерных цепей (см. Структурирование полимеров) и возникает трехмерная молекулярная сетка, пронизывающая весь объем клеевой композиции. Т. г. определяет предел жизнеспособности клея.
ТОЧКА КЮРИ—темп-ра, при к-рой в-во переходят без поглощения или выделения теплоты в новое состояние, характеризующееся др. физ. св-вами и симметрией. Переход через Т. К. является фазовым переходом второго рода и сопровождается изменением ряда основных параметров в-ва: теплоемкости, коэф. тепл, расширения, магнитной и диэлектрической проницаемости, модуля упругости и др. Напр., в Т. К. ферромагнетики (железо, никель, кобальт и др.) теряют свои магнитные св-ва вследствие разрушения параллельной (антипараллсльной) ориентации спиновых магнитных моментов тепл, движением атомов; сегнетоэлектрики в Т. К. теряют особые диэлектр. св-ва, превращаясь в обычные диэлектрики с полярными молекулами. Поэтому при расчете магнитострикционных пре
образователей или пьезоэлектрических преобразователей необходимо учитывать макс, значение их рабочей темп-ры, к-рая должна быть значительно меньше Т. К.
В таблице приведены значения Т. К. для нек-рых материалов, используемых в контрольно-измерительных системах в ультразвуковых сварочных установках и в кач-ве конструкционного материала для преобразователей.
Точка Кюри для нек-рых магнитных материалов
Maiepwa? Хим. состав (основной), 0/ /V Точка Кюри, ’С
Железо 99,9 Fe • 770
Никель 99,9 Ni 358
Кобальт 99,060 Со 1120
Пермаллой 79 Ni, 16 Fe, 4 Mo 400
Железо-ко- 50 Fe-|-50 Co 980
бальтовый
сплав
Феррит 12 NiO, 22 ZnO, 150
56 Fe2O3
ТРАВЛЕНИЕ (пол и м е р о в) — хим. и физ. обработки поверхности полимерного тела (отполированного шлифа или микротомного среза) для выяснения его микроструктуры (см. Микроструктурный анализ), В основе всех существующих методов Т. лежат различия в хим. активности или растворимости микроэлементов структуры изучаемого объекта. Применяют след, способы Т.: 1) жидк. растворителями или их ларами; 2) агрессивными жидкостями или их р-рами (минеральными к-тами, щелочами и т. д.); 3) высокочастотным газовым разрядом в плазме. Первые два способа Т. полимеров не дают удовлетворительных результатов из-за набухания (см. Набухание полимеров) протравливаемой поверхности при контакте с растворителями и (или) трудности удаления с поверхности продуктов травления. Наиболее совершенным является метод Т. в плазме. При Т. этим методом шлифы полимеров помещают в вакуумную камеру, в к-рой с помощью высокочастотного генератора создается газовый разряд. При энергии активных частиц плазмы 8—10 эВ плазмохимические р-нии протекают только на поверхности шлифов и сводятся к разложению полимерных молекул на низкомолекулярные продукты, к-рые легко удаляются вакуумной откачкой.
ТРАНСФОРМАТОР УПРУГИХ КОЛЕБАНИИ— часть акустической головки, служащая для увеличения интенсивности ультразвуковых колебаний (амплитуды колебаний волновода), а также для согласования параметров преобра-
138
зователя и нагрузки при ультразвуковой сварке пластмасс. Т. у. к. представляет собой тв. стержень переменного сечения, присоединяемый к магнитострикционному преобразователю или пьезоэлектрическому преобразователю торном с большим поперечным сечением. Работает Т. у. к. обычно на резонансной частоте, поэтому его длина I кратна целому числу полуволн: I = лХ/2, где п = I, 2, 3, . .. ; X — длина УЗ-волны в Т. V- К.
ТРЕЩИНА СВАРНОГО СОЕДИНЕНИЯ, сварочная трещина — дефект сварного соединения в виде разрыва в сварном шве и (или) в прилегающих к нему зонах. Т. с. с. образуется как п процессе сварки, так и при эксплуатации изделия (см. Технологические трещины). Для обнаружения Т. с. с., не выходящих на поверхность, наиболее эффективен ультразеукозой контроль.
----------------------------— уГЛ
ТРЕЩИНОСТОЙКОСТЬ СВАРНОГО (КЛЕЕВОГО) СО ЕД МНЕНИЯ — способность материала сварного шва или клеевого шва противостоять зарождению и распространению трещин (ом. Трещина сварного соединения). Т. с. (к.) с. оценивают энергией разрушения и коэф, интенсивности напряжений в вершине трещины.
ТРУДНОСКЛ ЕИВАЕМЫЕ ПОЛИМЕРНЫЕ МАТЕРИАЛЫ — полимерные материалы, к-рые без подготовки поверхностей (см. Подготовка свариваемых (склеиваемых) поверхностей) не способны образовывать прочное клеевое соединение (см. Прочность соединения). К Т. п. м. относятся полиамиды 6; 6,6; 6, 11, пластифицированный поливинилхлорид, нек-рые сополимеры, стеклопластики на основе реактопластов, резины.
УГЛОВАЯ СВАРКА ВИБРОТРЕНИЕМ — сварка вибротрением, при к-рой колебательное движение одной из соединяемых деталей или промежуточной вставки между ними осуществляется вокруг оси, совпадающей с направлением силы сжатия. Макс, амплитуда колебаний составляет сотые доли радиана, частота колебаний равна 50—250 Гщ давление выбирается в пределах 2—15 МПа. У. с. в. рекомендуют применять для деталей, отношение длины к-рых к ширине не превышает 1,5:1. В противном случае применяют линейную сварку вибротрением или др. виды сварка.
УГЛОВОЕ СОЕДИНЕНИЕ — сварное (клеевое) соединение двух элементов, образующих угол в месте примыкания их краев (по кромкам) (рис. 134)
Рис. 135. Угловое соединение без скоса кромок с односторонним (а) и двусторонним (б, в) сварным швом
Рис. 134, Сварные угловые соединения
УГЛОВОЕ СОЕДИНЕНИЕ БЕЗ СКОСА КРОМОК — сварное угловое соединение элементов, не имеющих скоса кромок (рис, 135).
УГЛОВОЕ СОЕДИНЕНИЕ С ДВУМЯ СИММЕТРИЧНЫМИ СКОСАМИ ОДНОЙ КРОМКИ — сварное угловое соединение элементов, один из к-рых имеет торец с двумя симметричными скосами кромки (рис. 136),
Рис. 136. Угловое соединение с двумя симметричными скосами одной кромки, выполненное двусторонним сварным швом
139
УГЛ
УГЛОВОЕ СОЕДИНЕНИЕ СО СКОСОМ ДВУХ КРОМОК — сварное угловое соединение элементов, имеющих скос кромок (рис* 137).
Рис. 137. Угловое соединение со скосом двух кромок с односторонним (а) и двусторонним (6) сварным швом
УГЛОВОЕ СОЕДИНЕНИЕ СО СКОСОМ ОДНОЙ КРОМКИ — сварное угловое соединение элементов, один из к-рых имеет скос кром* ки (рис. 138).
Рис. 138. Угловое соединение со скосом одной кромки с односторонним (а) и двусторонним (б) сварным швом
У ГЛ О ВО Й ШОВ — сварной (клеевой) шов углового, нахлесточного или таврового соединения (см. Угловое соединение; Нахлесточное соединение).
УГОЛ ИЗГИБА (при испытании на изгиб)—угол между осями прямолинейных участков изгибаемого образца в момент появления первой трещины (см. Трещина сварного соединения). У. и. является показателем пластичности материала (рис. 139).
УГОЛКОВЫЙ СВАРОЧНЫЙ АППАРАТ — сварочный аппарат для термоимпульсной сварки, у к-рого нагревательный инструмент уста
новлен па раме, закрепленной консольно и способной вращаться относительно места закрепления (рис. 140).
Рис. 139. Угол изгиба (7 — первая трещина)
Рис. 140. Схема уголкового сварочного аппарата:
1—рама; 2— сварочный узел; 3— станина: 4 — свариваемые пленки; 5 — ось вращения рамы
УГОЛ НАКЛОНА СВАРНОГО ШВА а — угол, к-рый образует продольная ось сварного шва со своим нулевым положением (рис. 141),
Рис. 141. Характеристики наклона сварного шва:
а —угол наклона сварного шва; 01© —нулевое положение продольной осн шва: 01 — рассматриваемое положение продольной оси шва
Нулевое положение продольной оси сварного шва — положение, при к-ром продольная ось шва находится в горизонтальной плоскости (см. Положение сварки).
140
УЛЬ
УГОЛ ПОВОРОТА СВАРНОГО ШВА ₽— угол, к-рый образует поперечная ось сварного шва со своим нулевым положением (рис. 142). Нулевое положение поперечной оси сварного шва — положение, при к-ром поперечная ось шва находится в вертикальной плоскости (см. Пвложение сварки).
Рис. 142. Характеристики поворота сварного шва:
р —угол поворота сварного шва; Gilo—нулевое положение поперечной оси шва; 011 — рассматриваемое положение поперечной оси шва
УГОЛ РАЗДЕЛКИ КРОМОК —угол между скошенными кромками (см. Скос кромки) свариваемых деталей (рис. 143).
60°
Рис. 143. Разделка кромок с углом 60°
УГОЛ РАСКРЫТИЯ КРОМОК (ДЛЯ сварки пластмасс) (нд. п.) — неправильное название угла разделки кромок.
УГОЛ РАСКРЫТИЯ СТЫКА (для свар к и пластмасс) (нд. и.) — неправильное название угла разделки кромок.
УГОЛ РАСКРЫТИЯ ШВА (для сварки пластмасс) (нд. п.) — неправильное название угла разделки кромок.
УГОЛ СКОСА КРОМКИ — острый угол между плоскостью скоса кромки и плоскостью торца (рис. 144).
Рис. 144. Скос кромки с углом 30°
УДАЛЯЕМЫЙ ЗАЩИТНЫЙ СЛОЙ — то же, что защитная пленка.
УДЕЛЬНАЯ РАБОТА РАССЛАИВАНИЯ — работа образования единицы поверхности при расслаивании или отслаивании под действием механической нагрузки.
УЛЕТУЧИВАЙ ЙЕ — то же, что испарение.
УЛЬТРАЗВУКОВАЯ КЛЁПКА —один из способов горячей клепки пластмассовыми заклепками, основанный на применении УЗ сварочного оборудования. При У. к. форма сформированной головки заклепки определяется формой рабочей поверхности волновода (рис. 145). У. к. используют для соединения
Г.. ! : ';
Рис. 145. Ультразвуковая клепка:
а — положение детали и инструмента перед клепкой; б — клепаное соединение
пластмассовых деталей между собой, а также с др. материалами. Детали из термопластов можно соединять с помощью термопластичных заклепок по принципу сварки, т. е. приваривая к детали заклепку по плоскости ее замыкающей головки.
УЛЬТРАЗВУКОВАЯ ОЧИСТКА (перед склеив а н и е м) — один из способов подготовки свариваемых (склеиваемых) поверхностей, в процессе к-рого соединяемые детали погружают в спец, ванну с химически активной жидкостью или растворителем, на к-рые воздействуют ультразвуковыми колебаниями.
141
УЛЬ
УЛЬТРАЗВУКОВАЯ СВАРКА (пластмасс) — вис) сварки термомех. класса (см. Термомеханический класс сварки), объединяющий способы, при к-рых образование сварного соединения происходит в результате преобразования в соединяемых деталях энергии мех. колебаний в теплоту. Применяют большое число разновидностей У. с. (рис. 146), различаю-
Рис. 146. Схема ультразвуковой сварки (а), эпюра амплитуды смещения колебательной системы (б), расположение векторов статического FCT и динамического 7д усилий (в):
1 — корпус электроакустического преобразователя; 2, 5 — трансформатор упругих колебаний; 4 — волновод; 5 — свариваемые детали; 6 — опора
щихся вводом колебаний (см. Ультразвуковая сварка с нормальным вводом колебаний; Ультразвуковая сварка с тангенциальным подведением колебаний), способом их передачи к свариваемым поверхностям (см. Контактная ультразвуковая сварка; Передаточная ультразвуковая сварка), способом создания статич. сварочного давления (см. Ультразвуковая сварка с зависимым давлением; Ультразвуковая сварка с независимым давлением), способом дозирования подводимой энергии (см. Ультразвуковая сварка с управлением по деформационному критерию; Ультразвуковая сварка с управлением по кинетической характеристике; Ультразвуковая сварка с фиксированным временем} и т. д.
Отличительными особенностями У. с. пластмасс являются малое время сварки (не более нескольких секунд); высокое качество сварного соединения и стабильность процесса; локаль
ное тепловыделение в зоне сварки, что исключает перегрев пластмасс; возможность сварки по загрязненным поверхностям; возможность сварки ряда пластмасс на большом удалении от места ввода колебаний и др. Хорошо свариваются У. с. полистирол, полиметилметакрилат, сополимер АВС, поликарбонат, полисульфон, жесткий поливинилхлорид, полиоксиметилен, удовлетворительно — большинство полиамидов, ацетат целлюлозы. Применение У. с. особенно целесообразно в условиях крупносерийного и массового производства.
УЛЬТРАЗВУКОВАЯ СВАРКА В БЛИЖНЕМ ПОЛЕ — то же, что контактная ультразвуковая сварка.
УЛЬТРАЗВУКОВАЯ СВАРКА В ДАЛЬНЕМ ПОЛЕ — то же, что передаточная ультразвуковая сварка.
УЛЬТРАЗВУКОВАЯ СВАРКА КРУТИЛЬНЫМИ КОЛ Е БА НИЯМИ — ультразвуковая сварка, при к-рой статическое усилие 7СТ приложено нормально к поверхности свариваемых материалов, а динамическое усилие А’д имеет две составляющие, одна из к-рых Fявляется тангенциальной, а др.—F‘$— совпадает с вектором FCT, при этом F$ » F'd (рис. 147).
Рис. 147. Схема ультразвуковой сварки крутильными колебаниями (а) и схема действия сил (б):
I — волновод; 2 — свариваемые детали; 3 — опора
УЛЬТРАЗВУКОВАЯ СВАРКА ПО БУРТИ-КУ — ультразвуковая сварка с запрессовкой, при к-рой соединение осуществляется с помощью буртика, оформленного па запрессовываемой детали (рис. 148).
УЛЬТРАЗВУКОВАЯ СВАРКА С ЗАВИСИМЫМ ДАВЛЕНИЕМ — ультразвуковая сварка, при к-рой ввод мех. колебании и создание статич. давления осуществляется волноводом.
УЛЬТРАЗВУКОВАЯ СВАРКА С ЗАПРЕССОВКОЙ — ультразвуковая сварка, при к-рой сваривают запрессовываемые детали. У. с, с з. проводят на отдельных участках по всей соединяемой поверхности (см. Ультразвуковая
142
УЛЬ
сварка по буртику) или по дополнительным элементам, оформленным па соединяемых деталях (см. Штифтовая ультразвуковая сварка) (рис. 149, 150).
Рис. 148. Схема ультразвуковой сварки по буртику:
/ — волновод; 2 — соединяемые детали; 3 — буртик
Рис. 149. Схема ультразвуковой сварки с запрессовкой:
1 — соединяемая деталь; 2 — пробка; 3 —- ультразвуковой инструмент; 4 — отверстие
Рис. 150. Сварное соединение, выполненное ультразвуковой сваркой с запрессовкой
УЛЬТРАЗВУКОВАЯ СВАРКА С НЕЗАВИСИМЫМ ДАВЛЕНИЕМ — ультразвуковая сварка, при к-рой применяют дополнительные сжимающие устройства, конструктивно не связанные с акустической головкой. При У. с. с и. д. ультразвуковые колебания вводят в изделие либо перпендикулярно, либо параллельно соединяемым поверхностям (рис. 151). При этом статич. усилие сжатия Fo, создаваемое волноводом, необходимо только для осуществления акустического контакта. Для осадки материала в зоне шва прикладывают дополнительное усилие сжатия F.
УЛЬТРАЗВУКОВАЯ СВАРКА С НОРМАЛЬНЫМ ВВОДОМ КОЛЕБАНИЙ — ультразвуковая сварка, при к-рой статич. усилие сжатия и динам, усилие, возникающее в результате воздействия колеблющегося волновода на поверхность свариваемого изделия, нормальны к этой поверхности, лежат на одной прямой и совпадают по направлению.
Рис. 151. Ультразвуковая сварка с независимым давлением, приложенным параллельно (а) и перпендикулярно (б) статическому усилию сжатия, создаваемому волноводом
УЛЬТРАЗВУКОВАЯ СВАРКА С ОБЖАТИЕМ И Н СТР У М Е НТОМ — ультразвуковая сварка с запресовкой, при к-рой свариваемый участок деталей с натягом входит в углубление волновода (рис. 152).
Рис. 152. Схема ультразвуковой сварки с об’ жатием инструментом:
I — волновод; 2 — углубление в волноводе; 3 — деталь — крышка; 4 — деталь — корпус; 5 — сварной шов
УЛЬТРАЗВУКОВАЯ СВАРКА С ПРЕИМУЩЕСТВЕН Н ЫМ ВНЕДРЕНИЕМ — передаточная ультразвуковая сварка, при к-рой режим сварки выбирается таким, чтобы верхняя деталь с V-образной разделкой кромок внедрилась в нижнюю деталь на глубину, соизмеримую с высотой V-образного выступа верхней детали. Глубина внедрения определяется в основном углом разделки кромок и может состав-
143
УЛЬ ---------------------------------
л ять 1—3 мм. Увеличить глубину внедрения можно за счет предварительного подогрева нижней детали. Этим способом можно соединять несовместимые по теплофизическим св-вам пластмассы за счет чисто мех. сцепления (напр., капролон В с полистиролом или полиметилметакрилатом). При этом обязательно должен внедряться образец с большим модулем упругости.
Соединения, выполненные У. с. с п. в., характеризуются мин. гратообразованием, и поэтому ее применяют для изготовления декоративно - пр и клади ых изделий.
УЛЬТРАЗВУКОВАЯ СВАРКА С ПРЕИМУЩЕСТВЕННЫМ ОПЛАВЛЕНИЕМ— передаточная ультразвуковая сварка, при к-рой режим сварки выбирается таким, чтобы верхняя деталь с V-образной разделкой кромок и нижняя в месте контакта с верхней деталью максимально оплавились (см. Оплавление). При У. с. с п. о. V-образный выступ верхней детали практически не внедряется в пижнюю деталь. Соединения, выполненные У. с. с п. о. обладают повышенной прочностью (см. Прочность соединения).
Этот способ сварки применяют для изготовления изделий, к-рые в процессе эксплуатации подвергаются значительным нагрузкам.
УЛЬТРАЗВУКОВАЯ СВАРКА С ТАНГЕНЦИАЛЬНЫМ ПОДВЕДЕНИЕМ КОЛЕБАНИЙ— ультразвуковая сварка, при к-рой неразъемное соединение получают за счет тангенциального ввода ул ы развуковых колебаний относительно плоскости стыка свариваемых деталей и статич. усилия, приложенного перпендикулярно к направлению ввода УЗ-колебаний. УЛЬТРАЗВУКОВАЯ СВАРКА С УПРАВЛЕНИЕМ ПО ДЕФОРМАЦИОННОМУ КРИТЕРИЮ— ультразвуковая сварка, при к-рой дозирование энергии мех. колебаний определяется схемой деформирования свариваемых материалов. При этом различают ультразвуковую сварку с фиксированным зазором, ультразвуковую сварку с фиксированной осадкой и ультразвуковую сварку с заданной толщиной шва.
УЛЬТРАЗВУКОВАЯ СВАРКА С УПРАВЛЕНИЕМ ПО ИЗМЕНЕНИЮ АМПЛИТУДЫ КОЛЕБАНИИ ОПОРЫ — ультразвуковая сварка с управлением по кинетической характеристике, при к-рой критерием дозирования энергии мех. колебании является амплитуда колебаний поверхности опоры. При указанном способе управления отключение ультразвуковых колебаний осуществляют при достижении мин. значения амплитуды.
УЛЬТРАЗВУКОВАЯ СВАРКА С УПРАВЛЕНИЕМ ПО ИЗМЕНЕНИЮ ЗНАКА УСКОРЕНИЯ ДЕФОРМИРОВАНИЯ ЗОНЫ ШВА — ультразвуковая сварка с управлением по кине
тической характеристике, при к-рой критерием дозирования вводимой энергии мех. колебаний в свариваемые материалы является ускорение деформирования зоны шва. При указанном способе управления отключение ультразвуковых колебаний осуществляют при изменении знака ускорения деформирования зоны шва с отрицательного на положительный {сварка мягких пластмасс), либо при появлении ускорения деформирования положительного знака (сварка жестких пластмасс).
УЛЬТРАЗВУКОВАЯ СВАРКА С УПРАВЛЕНИЕМ ПО КИНЕТИЧЕСКОЙ ХАРАКТЕРИСТИКЕ — у лът развуковая сварка, при к-рой дозирование энергии мех. колебаний производят по значениям величин, характеризующих переход материала в зоне шва в вязкотекучее состояние (см. Вязкотекучее состояние полимеров).
УЛЬТРАЗВУКОВАЯ СВАРКА С УПРАВЛЕНИЕМ ПО ЭЛЕКТРИЧЕСКОЙ МОЩНОСТИ, ПОТРЕБЛЯЕМОЙ ЭЛЕКТРОАКУСТИЧЕСКИМ ПРЕОБРАЗОВАТЕЛЕМ — ультразвуковая сварка с управлением по кинетической характеристике, при к-рой критерием дозирования энергии мех. колебаний является электр. мощность, потребляемая электроакустическим преобразователем. При указанном способе отключение ультразвуковых колебаний осуществляют при стабилизации мощности.
УЛЬТРАЗВУКОВАЯ СВАРКА С ФИКСИРОВАННОЙ ОСАДКОЙ — ультразвуковая сварка с управлением по деформационному критерию, при к-рой глубина внедрения волновода в свариваемый материал фиксирована для всех изделий данной партии.
УЛЬТРАЗВУКОВАЯ СВАРКА С ФИКСИРОВАННЫМ В Р ЕМ Е Н ЕМ — улы развуковая сварка, при к-рой время ввода энергии ультразвуковых колебаний дозировано одинаково для всех изделий данной партии. Время ввода энергии УЗ-колебаний, определяемое экспериментально, существенно зависит от св-в свариваемого материала, размеров и формы соединяемых поверхностей, сварочного усилия, амплитуды колебаний рабочего торца волновода (см. Амплитуда, колебаний волновода на холостом ходу) и может достигать от нескольких сотых до нескольких десятков секунд.
При изменении хотя бы одного из вышеперечисленных факторов качество сварного соединения. резко падает.
Повышение стабильности результатов можно достичь за счет поддержания постоянства параметров режима сварки.
УЛЬТРАЗВУКОВАЯ СВАРКА С ФИКСИ-Р О В АН Н Ы М ЗАЗОРОМ — ультразвуковая
сварка с управлением по деформационному критерию, при к-рой расстояние (зазор) между рабочим торцом волновода, и опорой фиксировано для всех изделий данной партии. При этой схе-
144
ме сварки свариваемый материал деформируется только за счет динамических усилий волновода, и деформация не превышает удвоенной амплитуды колебаний волновода и выбирается в зависимости от исходной толщины свариваемого материала и его св-в.
УЛЬТРАЗВУКОВАЯ СВАРКА СКОЛЬЗЯЩИМ ИНСТРУМЕНТОМ — контактная ультразвуковая сварка, при к-рой волновод непрерывно перемещается вдоль шва закрепленных деталей. Коней рабочей поверхности волновода скошен под клин.
У. с. с. и. применяют для изготовления протяженных швов сложной конфигурации в изделиях из полимерных пленок и синтетических ткапей.
УЛЬТРАЗВУКОВАЯ СВАРОЧНАЯ УСТАНОВКА — сварочная установка для выполнения ультразвуковой сварки. У. с. у. включает в себя ультразвуковой генератор, сварочный пресс, акустический узел, механизм для фиксирования и перемещения заготовок.
УЛЬТРАЗВУКОВОЕ ОБЕЗЖИРИВАНИЕ — обезжиривание, проводимое в условиях воздействия на обезжиривающую жидкость ультразвуковых колебаний.
У Л ЬТР А 3 В У КО ВО Е СК Л Е И В А Н И Е—склеивание, при к-ром на клеевую прослойку в процессе ее формирования оказывают воздействие ультразвуковыми колебаниями, направленными перпендикулярно склеиваемым поверхностям. Для У. с. применяют клей в виде пленок (см. Пленочный клей) или сеток, а также нанесенных иа одну или обе поверхности покрытий. У. с. жидких клеев обычно приводит к неудовлетворительным результатам. Под действием УЗ-колсбаппй реактивный клей отверждается (см. Отверждение клея), а термопластичный клей плавится.
Основные достоинства У. с. состоят в высокой производительности процесса, малом расходе энергии, создании условий для фиксации деталей. Под действием клея, перемешиваемого в процессе У 3-воздействия, происходит очистка склеиваемых поверхностей. Полное отверждение реактивного клея происходит при комнатной или повышенной темп-pax без дополнительных фиксирующих приспособлений.
У. с. удобно для выполнения монтажных работ. т. к. оно обеспечивает прочность, достаточную для фиксации деталей в нужном положении.
УЛЬТРАЗВУКОВОЙ ГЕНЕРАТОР — электр. устройство, предназначенное для преобразования тока промышленной частоты в ток частотой от нескольких десятков до сотен килогерц. У. г. применяют для питания одной или нескольких акустических головок.
УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОП — то же, что акустический дефектоскоп.
--------------------------------- усд
УЛЬТРАЗВУКОВОЙ ИНСТРУМЕНТ—то же. что волновод.
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ—то же, что акустический неразрушающий контроль.
УЛЬТРАЗВУКОВЫЕ КОЛ ЕБАНИЯ — у пр. волны, распространяющиеся в среде с частотой выше 15 кГц. Верхний предел УЗ-частот определяется межатомным расстоянием (для конденсированных сред) или длиной свободного пробега молекул (для газообр. среды). У. к. подчиняются общим законам акустики. При расчетах трансформаторов упругих колебаний, волноводов используют волновое уравнение, общее для всех частот.
УПРОЧНЕНИЕ СВАРНОГО ШВА —повышение несущей способности сварных соединений полимеров с помощью технолог, приемов (напр., термообработки, обработки сварных соединений проникающим излучением).
УПРУГАЯ ДЕФОРМАЦИЯ — деформация, исчезающая после снятия нагрузки, ее создавшей.
УСАДКА — самопроизвольное уменьшение объема тела, связанное с режимом его нагрева и охлаждения. У. имеет место, напр., при затвердевании расплава, открытой выдержке различных материалов и т. п. В результате У. в швах сварных соединений могут возникать усадочные деформации и усадочные раковины.
УСАДКА КЛЕЯ —уменьшение линейных размеров клеевой прослойки при формировании клеевого соединения. У. к. может происходить с уменьшением объема (см. Усадочные деформации) и без изменения объема (см. Усадочные напряжения). У. к. на растворителях можно определить по концентрации клея или содержанию летучих в-в. У. к. на основе смол, не содержащих растворителей, можно определить по разности относит, плотностей исходного клея и клея в отвержденном состоянии (см. Отверждение клея) по формуле: X — (1 — Ро/р)ИОО, где X — усадка; р0 —"относит, плотность исходного клея; р — относит, плотность отвержденного клея.
УСАДКА ШВА (сварного)— усадка в процессе остывания шва.
УСАДОЧНАЯ РАКОВИНА — дефект в виде полости или впадины, образующийся в материале сварного шва при его усадке.
УСАДОЧНЫЕ ДЕФОРМАЦИИ — линейные или объемные деформации клеевого (сварного) шва, обусловленные усадкой клея или материала сварного шва.
УСАДОЧНЫЕ НАПРЯЖЕНИЯ — остаточные напряжения в клеевом (сварном) шве, обусловленные усадкой клея или материала сварного шва без изменения формы и размеров соединения.
10 8-61 5
145
УСИ
УСИЛЕНИЕ ШВЛ — часть материала сварного шва в стыковом соединении, возвышающаяся над поверхностью сваренных частей»
Рис. 154. Схема устройства для экструзионной сварки встык труб с предварительным подогревом:
1— натяжной ролик; 2 — мундштук для подачи нагретого газа; 3 — бесконечная лента; 4 — транспортирующие ролики; 5 — труба; 6 — мундштук для подачи расплава; 7—сварочная головка
Рис. 153. Схема устройства прямоточного типа для сварки расплавом:
1 — корпус; 2 — присадочный пруток; «$ — транспортирующие ролики; 4 — регулятор скорости; 5 — рукоятка с вмонтированным мотором; 6 — охладитель; 7 — теплоизоляция; # — электронагреватели; 9—плавильный канал; 10 — дорн; 11 — насадка
УСИЛИЕ ПОДАЧИ ЗАГОТОВКИ ПРИ СВАРКЕ — сила, прикладываемая к подвиж-ному зажимному приспособлению сварочной установки для его перемещения. Усилие подачи заготовок расходуется в основном на преодоление сил трения. Напр.. при сварке нагретым инструментом встык труб У. п. з. и, с. в значительной степени зависит от массы подаваемой трубы или плети. Учет силы трения пс-
Рис. 155. Схема стационарного устройства для экструзионной сварки с предварительным подогревом:
/ — нагреватель газа; 2 — присадочный пруток; •/ — плавильное устройство; 4 — мундштук для подачи нагретого газа; 5 — свариваемая деталь; 6— мундштук для подачи расплава; 7 — приглаживающая насадка
обходим при выполнении каждого цикла сварки. Силу трения определяют с помощью силоиз-мсрительного устройства сварочной установки в процессе «холостого» перемещения заготовки.
УСКОРИТЕЛЬ ОТВЕРЖДЕНИЯ — ком по-пент реактивных клеев и приформовочной массы, к-рый сокращает продолжительность их отверждения (см. Отверждение клея). В присутствии У. о. повышается скорость распада инициатора полимеризации (см. Отвердители) или катализируется взаимодействие реакционноспособных групп полимеров.
УСЛОВИЯ СВАРКИ (СКЛЕИВАНИЯ)— совокупное 1Ъ факторов окружающей среды, влияющих на процесс сварки (склеивания). К У. с. (с.) относят, напр., темп-ру в помещении, загазованность воздуха, если сварку (склеивание) проводят в помещении; темп-ру воздуха, скорость ветра, освещенность, влажность, если сварку проводят на открытом воздухе.
УСТАНОВКА ДЛЯ РОТАЦИОННОЙ СВАРКИ ТРЕНИЕМ — сварочная установка, включающая зажимные механизмы, механизм для создания осевого давления, систему, воспринимающую осевые усилия, привод вращения, фрикционно-тормозной механизм и аппаратуру управления, В кач-ве простейших У. д. р. с. т, можно использовать различные металлообрабатывающие токарные и сверлильные станки.
УСТАНОВКА ЛЕНТОЧНОГО ТИПА — сварочная установка, в к-рой транспортирующий и (или) подводящий энергию к месту сварки элемент имеет форму ленты. У. л. т. применяют при сварке нагретым инструментом, лучепрессо-вой сварке, сварке нагретым газом (см. Ленточная сварка нагретым газом).
-------------------------------- уст
УСТРОЙСТВО ДЛЯ ТОРЦОВКИ — технологическое устройство многократного пользования для обработки резанием соединяемых поверхностей деталей при сварке встык с целью удаления с этих поверхностей окисленного слоя пластмассы и придания им необходимой формы и взаимного расположения (см. Механическая обработка резанием свариваемых (склеиваемых) по еерх ноете й ).
УСТРОЙСТВО ПРЯМОТОЧНОГО ТИПА — сварочный экструдер, в к-ром для получения расплава используют присадочный пруток или пленку, непрерывно подаваемые с помощью транспортирующих роликов в плавильное устройство и выдавливаемые в виде расплава через мундштук в зону сварки. Транспортирующие ролики на рабочих поверхностях имеют рифления (рис. 153),
УСТРОЙСТВО ДЛЯ ЭКСТРУЗИОННОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ (нагреты м газом) — сварочное устройство, представляющее собой комбинацию сварочного экструдера и калорифера для нагрева газа. Роль калорифера может выполнять трубка, навитая в виде спирали, размещаемая в корпусе пистолета сварочного экструдера и нагреваемая от того же резисторного нагревателя, от к-рого разогревается плавильное устройство или резисторный нагреватель, размещаемый в самостоятельном корпусе и присоединяемый к пистолету в переносных устройствах или к сварочной головке в стационарных устройствах. Последние могут быть установлены на подвижных платформах для подведения
Рис. 156. Схема переносного устройства для экструзионной сварки с предварительным подогревом:
I — бункер для гранулята; 2 — эксхрудер; 3 — шланг; 4 — воздушный шланг; 5 — рукоятка: 6 — нагреватель воздуха; 7 — сварочная головка; 8 — приглаживающий элемент; 9 компрессор; 10— платформа
10*
147
УТЯ ------------------------------------
к крупногабаритным свариваемым деталям. При сварке встык криволинейных деталей сварочная головка У. д. э.-г. с. может двигаться по бесконечной гибкой ленте, установленной поверх стыка свариваемых кромок (рис. 154—156).
УТЯЖИНА— дефект в виде углубления на поверхности обратной стороны сварного шва (см. Лицевая поверхность шва), возникающий в неполностью проплавленном основном материале, а также вследствие усадки материала одностороннего шва (см. Усадочные деформации; Усадочные напряжения).
ФАЗОВЫЕ ПРЕВРАЩЕНИЯ ПОЛИМЕРОВ — переходы полимеров из одного фазового состояния в др., происходящие при изменении темп-ры, давления, напряжений или др. внешн. термодинам. параметров и сопровождающиеся скачкообразным изменением термодинам. и структурных х-к полимерной системы. К Ф. и. п. первого рода относятся кристаллизация, плавление, переходы между различными кристал. модификациями, между жидкокристал. и аморфным состояниями. Признаки Ф. п. п. первого рода — отличная от нуля теплота превращений и сосуществование в точке перехода фаз, имеющих границу раздела. При Ф. и. п. второго рода плотность и термические ф-ции непрерывны, а испытывают скачок только вторые производные термодинам. потенциала — теплоемкость, сжимаемость, объемный коэф, тепл, расширения. Нек-рые исследователи относят переход полимеров из высокоэластического состояния в стеклообразное и наоборот к Ф. и. п. второго рода.
Мех. деформации оказывают существенное влияние на Ф. п. п. Типичным примером является кристаллизация резин при растяжении. Фазовые превращения характерны также для полимеров в кристал. состоянии (см. Полиморфизм).
ФАКТОР ДИЭЛЕКТРИЧЕСКИХ ПОТЕРЬ — то же, что коэффициент диэлектрических потерь.
ФАКТОР МЕХАНИЧЕСКИХ ПОТЕРЬ — мера энергии внешн. мех. поля, превращающейся в полимерном материале при периодическом его деформировании в теплоту в результате релаксационных явлений. Количественно Ф. м. п. оценивают значением тангенса угла между направлениями напряжения и деформации на векторной диаграмме. Ф. м. и. определяет способность полимерных материалов к нагреву при ультразвуковой сварке (см. Параметр свариваемости ультразвуком) и передавать ультразвуковые колебания к месту сварки (см. Логарифмический декремент затихания).
ФЕНОЛ О-АЦЕТАЛЬНЫЕ КЛЕИ — реактивные клеи на основе резольных феполо-формаль-дсгидпых смол, модифицированных поливинилацеталями (поливинилформалк ттоливпнилбути-роль. поливинилфурфураль). Ф,-а. к. могут со
держать кремнийорганичсские соединения (алкоксисилан) и др. добавки, повышающие теплостойкость клеевого соединения. Их используют в виде р-ров в спиртах, кетонах, смесях спиртов с ароматическими растворителями пли в виде пленок (см. Пленочный клей). Ф.-а. к. отверждаются при темп-рах 140—180 °C в течение 0,5—2 ч; срок хранения клеев не меиее 6 мес. Они имеют высокую адгезию к отвержденным реактопластам, нек-рым термопластам, керамике, металлам. Соединения на основе Ф, а. к. имеют высокую прочность (см. Прочность соединения) при различных видах нагружения, топливо- и маслостойкости, устойчивы к действию р-ров солей. Клеевые прослойки на основе нек-рых Ф.-а к. имеют высокую теплостойкость и атмосферостойкость. Эти клеи применяют для сборки силовых конструкций из стеклопластиков, керамики, металлов
ФЕНОЛО-КАУЧУКОВЫЕ КЛЕИ — термореактивные клеи па основе фетюло-формальде-гидных смол и неопреновых, бутадиеннитриль-ных или др. каучуков. Они могут содержать вулканизующие системы, наполнители, термостабилизаторы и др. модифицирующие добавки (см. Компоненты клея). Одноупаковочные клеи выпускают в виде пленок (см. Пленочный клей}, в том числе армированных стеклянными пли полиамидными тканями (срок хранения не менее 4 мес), и в виде р-ров. Двухупаковочные клеи готовят смешиванием (см. Смешивание клея) р-ра резолыюй феноло-формальдегидной смолы с резиновой смесью (срок хранения 6— 24 ч). Ф.-к. к. отверждаются (см. Отверждение клея) при темп-ре 120—200 °C и давлении 0,15—2 МПа в течение 1—4 ч. Клеевые прослойки высокопрочны (см. Прочность соединения) при различных видах нагружения клеевого соединения, воло- и теплостойки, устойчивы к различным климат, условиям, работоспособны до 30 000 ч и более при темп-рах 150— 200 °C, а при 300 °C 500-1000 ч.
Ф.-к. к. применяют при изготовлении сотового заполнителя, сборке конструкций из стекло- и карбопластиков, многослойных сотовых конструкций и др.
ФЕНОЛО-ФОРМАЛ ЬДЕГИД НЫЕ КЛЕИ — реактивные клеи на основе фсноло-формальде-гидных смол или продуктов их модификации
148
(см. Модифицированные клеи). Ф.-ф. к, использую! в виде ацетоновых, спиртовых или водных р-ров немодифицированных феноло-формальдегидных смол или пленок (см. Пленочный Мей), изготовленных пропиткой бумаги из сульфатной целлюлозы спиртовым р-ром смолы. Они характеризуются высокой адгезией к различным полярным поверхностям. Ф.-ф. к. отверждаются (см. Отверждение клея) при комнатной темп-ре под действием катализатора — сульфокислот или при темп-ре 140—150 °C. Клеевые прослойки на основе Ф.-ф. к. водо-, масло-, бензостойки, но очень хрупкие. После горячего отверждения (см. Клей горячего отверждения) имеют более высокую теплостойкость по сравнению с Ф.-ф. к., отвержденными сульфокислотами. Для повышения эластичности клеевых прослоек на основе Ф.-ф. с. их модифицируют поливинилацеталями (см. Фенолоацет альные клеи) и др. термопластами, каучуками (см. Феноло-каучуковые клеи), а для придания повышенной теплостойкости—кремпий-органическими, титаноорганическими и карбо-ран содержащим и соединениями. Ф.-ф. к. применяют для соединения пенопластов, фанеры, древесины и др. материалов при изготовлении слоистых конструкций, тары и т. п. в авиационной, мебельной и др. отраслях промышленности.
ФИГУРНЫЙ ШОВ —сварной стыковой шов, выполненный нагревательным инструментом п рофили рованным.
ФИДЕРНОЕ УСТРОЙСТВО — элемент высокочастотной сварочной установки, предназначенный для передачи высокочастотной энергии от лампового генератора к сварочному устройству. В переносных установках Ф. у. представляет собой радиочастотный (коаксиальный) кабель, в стационарных — одно- и мпогопровод-ные линии (экранированные и неэкрапироваи-ные).
ФИЗИЧЕСКИЕ СВОЙСТВА КЛЕЯ— св-ва клея, оцениваемые совокупностью х-к, к-рые определяют его повеление под влиянием внешн. воздействий, не сопровождающееся изменением структуры основных компонентов (см. Компоненты клея). К ф. с. к_ относятся теплоемкость, теплопроводность, текучесть (см. Текучесть полимеров) , диэлектрическая проницаемость, плотность и т. п. Ф, с. к. влияют на выбор условий и режимов склеивания (см. Технологические параметры склеивания) и на срок хранения клея.
ФИКСАТОР — мех. приспособление для закрепления деталей.
ФИКСАЦИЯ ПОЛИМЕРОВ — методический прием, обеспечивающий сохранение (без заметных искажений) микроструктуры полимеров при изготовлении препаратов в виде тонких или ультратонких срезов. В основе современных методов Ф. п. лежат такие способы физ. и
------------- фОр
(или) хим. воздействия на полимерные объекты, к-рые повышают их жесткость и предотвращают тем самым искажение микроструктуры из-за сильных деформаций в процессе резания. Различные методы фиксации отработаны в основном применительно к полиэтилену, к-рый является трудным объектом для микротомиро-вания (см. Микротомирование полимеров). Известны след, методы фиксации этого полимера: охлаждение объекта ниже его температуры стеклования (см. Криомикротомирование полимеров)-, облучение у-лучами; обработка хлорсульфоновой к-той. Первый метод — чисто физ., поскольку в его основе лежит замораживание
Рис. 157. Хараюеристики формы сварного шва
образца и охлаждение ножа, с помощью к-рого изготавливают срезы. Два др. способа считаются хим. Полагают, что хим. р-ции происходят по границам раздела структурных элементов, что обеспечивает сохранение (фиксацию) их контуров при изготовлении срезов.
ФОРМА РАЗДЕЛКИ КРОМОК —конфигурация поперечного сечения свариваемых кромок в собранном виде после разделки кромок.
ФОРМА РАСКРЫТИЯ КРОМОК (нд. п.) — неправильное название формы разделки кромок.
ФОРМА РАСКРЫТИЯ СТЫКА (нд. п.) — неправильное название формы разделки кромок.
ФОРМА СВАРНОГО ШВА—конфигурация поперечного сечения сварного шва или сварочного валика, характеризуемая шириной b и толщиной h сварного шва (рис. 157).
ФОРМИРОВАНИЕ КЛЕЕВОЙ ПРОСЛОЙКИ — распределение клеевого слоя в зазоре между соединяемыми поверхностями во время приложения давления при склеивании и его последующее затвердевание (см. Затвердевание клея) или отверждение (см. Отверждение клея). При склеивании контактными клеями Ф. к. п. происходит в результате испарения растворителя во время открытой выдержки и последующей кристаллизации полимера во время приведения соединяемых поверхностей в соприкосновение.
ФОРМИРОВАНИЕ ШВА (при сварке полимеров) — процесс образования сварного шва за счет диффузионных и реологических явлений в зоне контакта свариваемых поверхностей и прилегающих объемах расплава полимера, а также кристаллизации (затвердевания)
149
ФУН
(см. Крисл аллизация полимеров) материала сварного шва.
ФОРМУЮЩИЙ ЭЛЕМЕНТ —съемное при способлсчие при сварке с обжатием шва, ограничивающее деформирование наружной части
шва. Ф. э. имеет рабочую канавку, выполненную по форме сварного шва, и может перемещаться в направлении, перпендикулярном продольной оси деталей (см. Шовоформующий изел).
ФУНКЦИОНАЛЬНЫЕ ГРУППЫ—то же, что реакционноспособные группы.
ХИМИЧЕСКАЯ ОБРАБОТКА — подготовка свариваемых (склеиваемых) поверхностей заключающаяся в удалении загрязнений и граничных слоев пониженной прочности (см. Химическая очистка) и изменении физ.-хим. св-в поверхностного слоя с целью повышения адгезионной способности. Вторая задача решается след, методами: 1) прививкой (напр., введением атомов хлора или брома в поверхностные слои полимера); 2) травлением (напр., щелочными металлами, р-рами к-г, щелочей, солей, а также органич. растворителями); 3) нанесением адгезионного грунта.
ХИМИЧЕСКАЯ ОЧИСТКА — один из методов химической обработки поверхности субстратов перед склеиванием или сваркой, заключающийся в удалении загрязнений, препятствующих адгезии. X. о. осуществляют с помощью орган. растворителей или моющих средств (водные р-ры щелочей или поверхностно-активные вещества). Орган, растворители должны хорошо растворять загрязнения, но быть инертными (см. Инертный растворитель) по отношению к пластмассе, т. е. по вызывать ее набухание (см. Набухание полимеров) или растворение. Моющие средства применяют для X. о. от пыли, жировых и др. загрязнений, попадающих на детали в процессе хранения. Для повышения эффект, и скорости процесса, X. о. осуществляют при повышенной темп-ре.
ХИМИЧЕСКАЯ СВАРКА — тип сварки, объединяющий способы сварки пластмасс, при к-рых образование сварного соединения происходит в результате образования хим. связей между макромолекулами полимера в зоне сварки. X. с. может выполняться без присадочного (см. Бесприсадочная химическая сварка) или с применением присадочного материала (см. Химическая сварка с присадочным материалом). Как X. с. рассматривают соединение препрегов из реактопластов в пеотвержденпом состоянии, осуществляемое, подобно прессованию (см. Переработка пластмасс) слоистых пластиков, а также соединение листовых сырых резиновых смесей. Технолог процесс X. с. независимо от типа полимерного материала состоит из след, операций: подготовка, гл обп., очистка, соединяемых поверхностей (см. Очистка кромок); нанесение присадочного материала (в случае не
обходимости); приведение соединяемых участков в контакт; прогрев или облучение зоны шва при условиях, обеспечивающих образование хим. связей в свариваемых слоях. Пек-рые пластмассы, напр. отвержденные реактопласты, приобретают способность к X. с. (или более легко свариваются) после обработки в-вами, изменяющими хим. структуру полимера. После такой обработки структура реактопластов к тому же «разрыхляется», придавая материалу большую пластичность и обеспечивая достижение более полного контакта. Подобный же эффект наблюдается в случае мех. обработки соединяемых поверхностей, в результате к-рой с них снимается более отвержденный или вулканизованный слой Решающее влияние на выбор условий и режимов X. с. оказывает хим. структура полимера.
X. с. соединяют материалы, вс поддающиеся диффузионно-реологической сварке — отвержденные реактопласты, вулканизаты (резины), редкосетчатые полимеры (сшитые термопласты), линейные полициклические полимеры (с лестничной структурой), а также нек-рые термопласты с кристал. и ориентированной структурой, способные соединяться диффузионно-реологической сваркой.
ХИМИЧЕСКАЯ СВАРКА С ПРИСАДОЧНЫМ МАТЕРИАЛОМ — химическая сварка, при к-рой образование хим. связей между макромолекулами полимера в зоне контакта соединяемых поверхностей происходит с участием присадочного материала, к-рый по хим. природе должен быть подобен соединяемому полимеру (ем Присадочный реагент).
ХИМИЧЕСКАЯ СТОЙКОСТЬ СОЕДИНЕНИЯ — то же, что коррозионная стойкость соединения.
ХИМИЧЕСКИ БЛОКИРОВАННЫЙ КЛЕЙ-реактивный клей, требуемая жизнеспособность к-рого (см. Жизнеспособность клея) обеспечивается присоединением к реакционноспособным группам основы клея и (или) отвердителя (см. Блокированный отвердитель) хим. реагентов, образующих с ними лабилытые связи В процессе склеивания (напр., при нагреве) последние разрушаются, в результате чего начинается отверждение клея.
150
Х-ОБРЛЗНАЯ РАЗДЕЛКА КРОМОК — разделка кромок в стыковом соединении, при к-рой обе кромки имеют двусторонний прямолинейный или криволинейный скос (рис. 158). Х-о. р. к. с двумя криволинейными скосами двух кромок иногда называют двойной V-об разной разделкой кромок.
ХОЛОДНОЕ ОТВЕРЖДЕНИЕ, отверждение на холоду — отверждение клея (полимера) при темп-рах ниже комнатной
ХОЛОДНОЕ СКЛЕИВАНИЕ — склеивание при темп-рах ниже комнатной.
ХОРОШОСКЛ ЕИВАЕМЫЕ ПОЛИМЕР-
НЫЕ МАТЕРИАЛЫ — полимерные материалы, к-рые способны образовывать прочное клеевое соединение (см. Прочность соединения) без спец, подготовки поверхностей (см. Подготовка свариваем ых ( склей в аемых ) пове рхностей ). К X. п. м. относятся полиакрилаты, полвинил-хлорид, полистирол, поликарбонат, полиуретаны и почти все реактопласты, за исключением армированных стекловолокном.
ХРУПКОЕ РАЗРУШЕНИЕ — разрушение, характеризуемое отсутствием заметной пластической деформации.
ХРУПКОСТЬ — способность материалов и их
------------------------------------ цид
соединений разрушаться без заметной пластической деформации. Переход гв. тела из пластического состояния в хрупкое определяется след, основными факторами: темп-рой, скоро-
Q
б б
Рис. 158. Виды Х-образной разделки кромок: а — с двумя симметричными скосами кромок; б — с двумя несимметричными скосами кромок; в — с двумя криволинейными скосами
стью нагружения, концентрацией напряжений Процесс сварки способствует образованию собственных напряжений, а также высокой концентрации напряжении, обусловленной резким изменением поперечного сечения (грат при сварке встык, усиление шва при экструзионной сварке и прутковой сварке) или дефектами сварных соединений. Все это в ряде случаев приводит к значительному повышению X.
ц
ЦВЕТНАЯ ДЕФЕКТОСКОПИЯ — один из методов капиллярной дефектоскопии, к-рый заключается в том, что на поверхность контролируемого изделия после удаления индикаторной жидкости наносят проявитель, поглощающий индикаторную жидкость, оставшуюся в поверхностных дефектах. При этом на контролируемой поверхности создается индикаторный рисунок и фон, улучшающий видимость рисунка.
ЦЕНТРАТОР, центрирующее уст-р о й с т в о — устройство для взаимного перемещения труб по одной оси при сварке н создания давления при оплавлении, давления при прогреве, давления при осадке и давления при охлаждении. Ц. применяют также в технологии склеивания.
ЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО—то же, что центратор.
ЦЕПНОЙ ПРЕРЫВИСТЫЙ ШОВ — двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого (рис. 159).
ЦЕПОЧКА ПОР — группа пор в сварном шве, расположенных в линию.
ЦИАНАКРИЛАТНЫЕ КЛЕИ — реактивные клеи на основе эфиров цианакриловой к-ты общей формулы СН2—C(CN)COOR, где R — алкил. Ц. к. могут содержать пластификаторы полимеров (фталаты и др.), загустители (по
лиакрилаты, поливинилацетат), сшивающие агенты, ингибиторы полимеризации. Они характеризуются большой скоростью отверждения (см. Скорость отверждения клея) и хорошей адгезией в отвержденном состоянии. Высокая
Рис. 159. Цепной прерывистый шов
реакционная способность Ц. к. исключает необходимость введения в состав Ц. к. инициаторов и катализаторов. Срок хранения клея в герметичной таре — до 6 мес. Выдержка клеевого соединения под давлением для отверждения клея длится при 20 °C несколько минут. Отверждение ускоряется водой, адсорбированной на склеиваемой поверхности или находящейся в воздухе, слабыми основаниями или спиртами. Клеевые прослойки на основе Ц. к. стойки к бензину, минеральному маслу, удовлетворительно стойки к действию воды, работоспособны при темп-рах до 80 °C, а на основе Ц. к.,
151
ЦИК ----~ ————————
модифицированных бифункциональными соединениями—до 150 °C. Ц. к. применяют в производстве изделий, в том числе из многих пластмасс, требующих быстрой сборки, в приборостроении, электронике, оптике, а также в медицине для склеивания тканей.
ЦИКЛ СВАРКИ, сварочный цикл — время от начала до конка периодически повторяющихся операций, в течение к-рого выполняется определенный объем сварки на определенном виде сварочного оборудования (напр., изготовление одного сварного шва на установке для сварки нагретым инструментом встык или одной точки или полосы на ультразвуковой сварочной установке. LI. с. состоит из операций сборки,' сварки и охлаждения сварного шва.
ЦИКЛИЧЕСКАЯ НАГРУЗКА — периодически повторяющаяся динамическая нагрузка. Ц. н. характеризуется рядом параметров, основным из к-рых является цикл напряжений, т. е. совокупность напряжений за один полный период нагружения.
ЦИКЛОГРАФИЯ —метод операционного контроля сварки встык пластмассовых труб, основанный на регистрации зависимости давления при сварке от времени. Ц. позволяет определять давление при прогреве и давление при осадке. При этом одновременно регистрируется время технологической паузы и время осадки. Записанная на лепте самописца циклограмма, иллюстрирующая зависимость давления от времени, является документом, отражающим точность соблюдения технологии сварки и подтверждающим качество сварного соединения.
ЧЕРВЯЧНЫЙ СВАРОЧНЫЙ ЭКСТРУДЕР — сварочный экструдер, в к-ром подача расплавленного присадочного материала осуществляется за счет давления, создаваемого вращающимся червяком (шнеком). Ч. с. э. обладает высокой пластицирующсй способностью и благодаря этому обеспечивает гомогенизацию расплава (см. Гомогенизация присадочного материала) и равномерность его нагрева. Ч. с. э. обычно имеет один червяк, вращение на к-рый передается от электромотора пли пневмопривода через систему передач. Цилиндр Ч. с. э. имеет охлаждаемую зону загрузки материала и зону электрообогрева, гемп-ра к-рой регулируется изменением силы тока на резистивном нагревателе. К передней части цилиндра с выходным каналом для расплава крепится мундштук. Для выполнения ручной сварки с помощью стационарного Ч. с. э. к передней части цилиндра присоединяется подогреваемый шланг, заканчиваю-
ч
щийся сварочной головкой, внутр, поверхность к-рого выполнена из политетрафторэтилена. При механизированной сварке Ч. с. э. неподвижен, а свариваемые детали перемещаю гея относительно мундштука с помощью спец, механизма.
ЧУВСТВИТЕЛЬНОСТЬ к НАДРЕЗУ — величина. характеризующая степень соответствия значений эффективного коэффициента концентрации напряжений KG значениям теоретического коэффициента концентрации напряжений ссо для данного образца или элемента конструкции данных размеров, из определенного материала, имеющего концентратор напряжений определенных размеров и формы. Ч. к. н. определяются по ф-ле q = (KG — 1) (% — I). Значения q изменяются от нуля (при Л’а = 1) до единицы (при
= ссо).
ШАГОВАЯ СВАРКА — сварка, выполняемая прерывистым швом с определенным постоянным
Рис. 160. Шахматный прерывистый шов
шагом (промежутком). В период нагрева и охлаждения участка шва нагревательный инструмент неподвижен относительно изделия.
ШАХМАТНЫЙ ПРЕРЫВИСТЫЙ ШОВ, шахматный шов — двусторонний прерывистый шов. у к-рого промежутки в шве па одной стороне стенки расположены против сваренных участков на другой ее стороне (рис. 160).
ШАХМАТНЫЙ ШОВ - то же, что шахматный прерывистый шов.
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ — качество поверхности (рельеф поверхности) деталей, к-рое определяется условиями ее формиро-
I 1111111«11111 <
111 к к и 1ни111
ТЕШЗХШШГ
152
вания при изготовлении и при последующей мех. обработке (см. Механическая обработка резанием свариваемых (склеиваемых) поверхностей). Требуемая Ш. п. достигается мех. обработкой (таблица). Технолог, возможности обработки
Показатели
--------------------------- шпр
ШОВОФОРМУЮЩИИ УЗЕЛ — узел в сварочной установке для сварки с обжатием швеи имеющий полость с упругими элементами, к-рые
обработки
кач-ва поверхности нек-рых пластмасс при разных способах мех.
Способ обработки Номинальный размер, мм Орган, стекло, винипласт, реактопласт Полиэтилен, полистирол, фторопласт
Достижимый Да, мкм квалитет Достижимый мкм квалитет
Шлифование чистовое 3—100 6; 7
Точение
чистовое 1—200 7; 8 11; 12; 13
черновое 1—200
Сверление 1—40 8; 9; 10
Фрезерование
чистовое 10—300 10
черновое 10—500 11; 12; 13
0,16—0,63 6; 7; 8 0,16—0,63
0,63—1,25 8; 9 0,63—1,25
5—10 12; 13 2,5—5
2,5—4 10 1,25-4
1,25—3 11 1,25—5
16—20 12; 13 10—15
пластмасс резанием различны. Наиболее точные размеры обработанной поверхности (6—8 ква-лит) при наименьшей шероховатости (Ra = =?- 0,16—1,25 мкм) достигаются шлифованием, чистовым точением и растачиванием, развертыванием. Др. методы обработки дают более высокую шероховатость и менее точные размеры обработанных поверхностей. Мин. Ш. п. деталей, к-рую можно получить с помощью обработки резанием, колеблются в достаточно широких пределах и зависят от большого числа факторов: марки обрабатываемого материала и марки материала инструмента, кач-ва инструмента, режимов резания, состояния оборудования.
ШИРИНА НАХЛЕСТКИ (нд. п.)—неправильное название ширины перекрытия в нахлесточном соединении.
ШИРИНА ПЕРЕКРЫТИЯ—величина перекрытия одной детали в нахлесточном соединении в направлении, перпендикулярном к длине перекрытия (рис. 161).
ШИРИНА ШВА СОЕДИНЕНИЯ (при сварке с применением присадочного материала) — расстояние между видимыми линиями сплавления на лицевой поверхности шва.
ШОВ ПО ОТБОРТОВКЕ — торцовый или угловой сварной шов, выполненный по предварительно отбортованным (отогнутым под прямым углом) кромкам (рис. 162).
ШОВ СОЕДИНЕНИЯ — конструктивный элемент сварного (клеевого) соединения, образующийся в результате сварки или склеивания и отличающийся характерными зонами материала в изделии (см. Материал сварного шва; Сварной шов; Клеевой шов).
осуществляют обжатие зоны шва во время образования сварного соединения (рис. 163).
ШПРЕДИНГМАШИНА—машина для нанесения слоя клея строго заданной толщины на поверхность движущихся деталей.
Рис. 162. Сварные швы по отбортовке:
а — торцовый шов в стыковом соединении; б — торцовый шов в угловом соединении; в — угловой шов* в угловом соединении
153
ШПУ
2 3
4
Рис. 163. Схема ию-воформуютего узла сварочной установки: 1 — свариваемые детали; 2 — упругие элементы; 3— камера обжатия; 4 — сварной шов (рс — давление при сварке)
Рис. 164. Шпунтовое клеевое соединение
Рис. 165. Схема штифтовой ультразвуковой сварки:
1 — деталь со штифтом; 2 — штифт; 3 — деталь с отверстием; 4 — отверстие; 5 — волновод
ШПУНТОВОЕ СОЕДИНЕНИЕ, пазовое с оединеянс — клеевое (сварное) соединение, выполненное по боковым и торцовым поверхностям т. о., что выступ на одной из деталей входит в соответствующий ему по форме и размерам паз на др. детали (рис. 164).
ШТИФТОВАЯ СВАРКА — способы сварки, при к-рых образуется механо-сварное соединение с помощью штифтов. Штифты вводят в отверстия соединяемых деталей и сваривают с ними (см. Штифтовая ультразвуковая сварка),
ШТИФТОВАЯ УЛЬТРАЗВУКОВАЯ СВАРКА — ультразвуковая сварка с запрессовкой, при к-рой штифт, оформленный на одной из деталей, запрессовывается в отверстие, оформленное на др. детали (рис. 165, 166).
Рис. 166. Сварное изделие, выполненное штифтовой ультразвуковой сваркой
ЭКВИВАЛЕНТНОЕ СЕЧЕНИЕ (при сварке встык) — площадь поперечного сечения деталей различной формы (труб, полых тел и т. п.), приведенная к площади поперечного сечения стержня.
ЭКРАНИРУЮЩЕЕ УСТРОЙСТВО, защитный экран — часть высокочастотной сварочной установки или ультразвуковой сва*
э
рочной установки, препятствующая распространению электромагнитной или мех. энергии за пределы установки.
ЭКСПЛУАТАЦИОННАЯ НАДЕЖНОСТЬ
СОЕДИНЕНИЯ — то же, что надежность сое-
ЭКСПЛУАТАЦИОННЫЕ ТРЕЩИНЫ (в сварных конструкциях) — трешины,
154
ЭЛЕ
образующиеся при эксплуатации конструкции (см. Трещины сварного соединения).
ЭКСТРУЗИОННАЯ СВАРКА, сварка экструдируемой присадкой — сварка расплавом, при к-рой расплавленный присадочный материал подается к соединяемым поверхностям от сварочного экструдера. Присадочный материал, подаваемый в экструдер, перед плавлением может быть в виде гранул, порошка или в виде прутка (см. Сварка расплавленным прутком). Э. с. соединяют пленки при изготовлении из них рукавов или увеличении ширины полотнища, а также листы, трубы и фасонные детали. В последнем случае Э. с. успешно заменяет сварку нагретым газом с присадочным материалом, т. к. она позволяет повысить производительность процесса и качество сварного соединения Швы большой протяженности у полимерных пленок обычно выполняют без предварительного подогрева соединяемых поверхностей.
При Э. с. толстостенных деталей, как правило, используют предварительный подогрев свариваемых кромок (см. Экструзионная сварка с предварительным подогревом) или расплав, нагретый до высокой темп-ры (см. Высокотемпературная экструзионная сварка). Чем толще соединяемые летали, тем Э. с. проще и экономичнее.
Обдув зоны шва сжатым воздухом сокращает выдержку при охлаждении шва.
ЭКСТРУЗИОННАЯ СВАРКА С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ — комбинированная сварка, сочетающая экструзионную сварку с предварительным подогревом соединяемых поверхностей нагретым газом (сварка нагретым газом) или нагревательным инструментом (сварка нагретым инструментом). Э с. с п. п. можно изготовлять V- и Т-образные швы высокого качества. Этот способ сварки довольно экономичный.
ЭКСТРУЗИОННО-ЛУЧЕВАЯ СВАРКА — экструзионная, сварка с предварительным подогревом. при к-рой подогрев соединяемых деталей осуществляется с помощью излучения.
ЭКСТРУЗИОННО-СВЕТОВАЯ СВАРКА — экструзионно-лучевая сварка, при к-рой подогрев соединяемых поверхностей осуществляется световым излучением, напр., от галогене-кварцевой лампы.
ЭЛАСТИФИКАЦИЯ КЛЕЯ — то же, что пла-стификаиия клея.
ЭЛАСТИЧНОСТЬ КЛЕЯ —способность отвержденной клеевой прослойки испытывать значительные упругие деформации без разрушения.
ЭЛ А СТ И Ч Н Ы Й К Л ЕЙ — клей, создающий клеевую прослойку, модуль упругости к-рой меньше, чем у субстрата.
ЭЛАСТОМЕРНЫЕ КЛЕИ —то же, что резиновые клеи.
ЭЛЕКТРИЧЕСКАЯ ГОРЕЛКА (при сварке нагретым газом) (нд. п.) — неправильное название электронагревателя газа.
ЭЛЕКТРИЧЕСКАЯ ТЕОРИЯ АДГЕЗИИ — одна из теорий адгезии, к-рая объясняет адгезию электростатическим притяжением зарядов двойного электрического слоя (микроконденсатора), возникающего на поверхности раздела адгезив — субстат. Согласно Э. т. а. отрыв адгезива от субстрата представляет собой процесс разведения обкладок микроконденсатора до наступления газового разряда. Э. т. а. не имеет универсального характера и не свободна от недостатков.
ЭЛЕКТРИЧЕСКИЙ НАГРЕВАТЕЛЬ (при сварке нагретым газом) (пд. п.)— неправильное название электронагревателя газа.
ЭЛЕКТРОАКУСТИЧЕСКИЙ КПД ПРЕОБРАЗОВАТЕЛЯ — величина, равная отношению акустической мощности Ра, излучаемой электроакустическим преобразователем в среду, к электрической мощности возбуждения РэЛ: Чэа = У*» = П,мПва. где 1)э„ — электромеха-нический КПД, определяющий электромагнитные потери; т]эа— механико-акустический КПД, определяющий мех. потери в преобразователе.
Обычно Э. КПД п. определяют с помощью круговой диаграммы полного сопротивления или полной проводимости в комплексной плоскости, построенной при работе преобразователя под нагрузкой и без нее. Коэффициенты г|эа, Чэм» Чма зависят от частоты, причем макс, значение Т|% достигается на частотах мех. резонанса, что обусловливает изготовление преобразователей в виде резонансных систем.
ЭЛЕКТРОАКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ — устройство, преобразующее электромагнитную энергию в энергию упр. колебаний в среде, и обратно. В большинстве Э. п. имеет место двойное преобразование энергии: элект-ромехан., в результате к-рого часть подводимой к преобразователю электр. энергии переходит в энергию колебаний мех, системы (напр., пьезоэлектрические преобразователи и магнитострикционные преобразователи) и механоаку-стическое, при к-ром за счет колебаний мех. системы создается звуковое поле.
ЭЛЕКТРОМАГНИТНАЯ СВАРКА —то же. что индукционная сварка.
ЭЛЕКТРОМАГНИ ГНОЕ СКЛЕИВАНИЕ — склеивание, при к-ром Формирование клеевой прослойки происходит при нагреве клея в электромагнитном поле индуктора (см. Индукционный нагрев) (рис. 167). При Э. с. в кач-ве клея используют и термопласты, в к-рые введены частицы сплавов железа и др. металлов, а так-
155
ЭЛЕ
же оксиды металлов, способные подвергаться индукционному нагреву.
ЭЛЕКТРОМЕХАНИЧЕСКИЙ КЛАСС СВАРКИ-— класс сварки, объединяющий способы сварки, при к-рых соединение материала происходит в результате преобразования в соединяемых деталях электромагнитной энергии радиочастотного диапазона в теплоту и создания давления (см. Классификация способов сварки пластмасс). В Э. к. с. входят два вида сварки: высокочастотная сварка и сверхвысоко-частотная сварка.
Рис. 167. Схема расположения деталей цилиндрической формы и индуктора при электро-м агнитном склеива нии:
I — клей; 2, 4 — детали; 3 — индуктор
ЭЛЕКТРОНАГРЕВАТЕЛЬ ГАЗА (при сварке нагретым газом) — нагреватель газа, в к-ром нагрев газа осуществляется при обтекании газом электронагревательных элементов.
ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЙ ИНСТРУМЕНТ— нагревательный инструмент, нагрев к-рого осуществляется электронагревательными элементами.
ЭЛ ЕКТРОНОГРАММА — снимок дифракции электронов (в элсктронографе или электронном микроскопе) в широких или малых углах рассеяния. Рефлексы изотропных полимеров на Э. имеют вид колец, ориентированных полимеров — дуг, монокристаллов — точек и узких дуг. Э. и рентгенограмма одного и того же материала адекватны.
ЭЛЕКТРОНОГРАФИЧЕСКИЙ АНАЛИЗ (полимере в)—метод исследования строения полимеров путем регистрации электронограмм либо кривых рассеяния быстрых или медленных электронов при их прохождении через тонкие слои (десятые — сотые доли микрометра) полимера. Этот метод имеет либо самостоятель
ное значение (т. к. может дать такую же информацию, как и рентгеноструктурный анализ полимеров), либо с его помощью оценивают корректность подготовки полимерного материала к электронно-микроскопическому исследованию.
ЭЛЕКТРОСТРИКЦИЯ — деформация диэлектриков вследствие их поляризации во внешн. электр. поле. Э. пропорциональна квадрату напряженности этого поля. Она присуща всем диэлектрикам независимо от их структуры и симметрии, в противоположность пьезоэлектрическому эффекту, к-рый наблюдается в диэлектриках, не имеющих центра симметрии.
ЭЛЕМЕНТАРНАЯ ЯЧЕЙКА — мин. объем кристалла, к-рый при параллельном его переносе по трем осям а, в, с кристалла опишет всю кристал. решетку. Характеризуется сингонией и типом спирали молекул (для мол. кристаллов) .
ЭМ УЛ ЬСИЯ (для клеев) — дисперсная система, в к-рой дисперсионная среда и дисперсная фаза являются жидк. Нек-рые типы жидких клеев представляют собой Э.
ЭПОКСИДНЫЕ КЛЕИ — реактивные клеи на основе эпоксидных смол и продуктов их модификации. Они могут содержать отвердители, наполнители (порошки металлов и оксидов металлов, синтетические и стеклянные волокна и ткани из них), эластификаторы (каучуки, оли-гоэфиракрилаты, термопласты), пластификаторы (фталаты, себацинаты), растворители (спирты, кетоны, эфиры, ксилол), реакционноспособные компоненты (глицидиловые эфиры) и др. Порофоры вводят во вспенивающиеся клеи. 3. к. выпускают в виде пленок, порошков, прутков или готовят перед использованием в виде паст. вязк. жидкостей. Они обладают высокой адгезией к полярным поверхностям, нс выделяют летучих продуктов и дают незначительную усадку при отверждении (см. Отверждение клея). Клеевые прослойки на их основе характеризуются большой прочностью. В зависимости от температуры отверждения Э. к. разделяют на эпоксидные клеи холодного отверждения, эпоксидные клеи комнатного отверждения. эпоксидные клеи горячего отверждения. Э. к. применяют во всех областях народного хозяйства.
ЭПОКСИДНЫЕ КЛЕИ ГОРЯЧЕГО ОТВЕРЖДЕНИЯ— эпоксидные клеи, температура отверждения к-рътх выше 100 °C. Отвердителями в них служат ароматические амины, ангидриды многоосновных карбоновых к-т, дициандиамид, фсноло-форм альдегидные смолы. Срок хранения клеев не менее 24 ч. a v клеев с отвердителем дициандиамидом 6—12 мес.; при темп-ре 120— 200 °C отверждаются в течение 1—2 ч. Клеевые соединения на их основе имеют прочность при сдвиге до 35 АШа, работоспособны до 200— 250 °C.
156
ЭПОКСИДНЫЕ КЛЕИ КОМНАТНОГО ОТВЕРЖДЕНИЯ — эпоксидные клеи, температура отверждения к-рых лежит в пределах 20— 30 °C. Отвердителями в них служат алифатические амины (полиэтиленполиамин, диэтилен-триамин, триэтилентетрамин, гсксаметнлендиа-мин), низкомолекулярные полиамиды, комплексы трех фтористого бора. За 4—12 ч они отверждаются до степени, при к-рой изделие можно подвергать дальнейшей обработке. Отверждение ускоряют введением в Э. к. к. о. фенолов, спиртов, третичных аминов. Их срок хранения (см. Срок хранения клея) 1—2 ч. Макс, прочность клеевых соединений достигается после нескольких суток выдержки.
ЭПОКСИДНЫЕ КЛЕИ ХОЛОДНОГО ОТВЕРЖДЕНИЯ — эпоксидные клеи, температура отверждения к-рых ниже комнатной. Отвердителями в Э. к. х. о. служат комплексы фторида бора с гликолями, алифатическими аминами или
------------------------------------- ЭФФ
эфирами, смеси аминов с трифенилфосфитом. Срок хранения таких клеев (см. Срок хранения клея) при нормальных условиях — несколько минут.
Для получения высокопрочной клеевой прослойки в нек-рых случаях требуется выдержка при комнатной или повышенной темп-рах.
ЭФФЕКТИВНЫЙ КОЭФФИЦИЕНТ КОНЦЕНТРАЦИИ НАПРЯЖЕНИЙ — отношение предела выносливости детали или образна без концентраторов напряжений к пределу усталости при их наличии. Э. к. к и. пользуются при расчетах чувствительности к надрезу. При указании значения Э. к. к. н. необходимо приводить также данные по геометрии, размерам и материалу образца, а также по размаху напряжения; без этих данных значение Э. к. к. н. не имеет смысла.
список ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
Адгезионные соединения в машиностроении.— Рига: Изд. Рижск. Политехи, ин-та, 1983.— 242 с.
Басин В. С. Адгезионная прочность.— М.:
Химия, 1981.— 208 с.
Безкоровайный Л4. Г, Сварка изделий из пластмасс.— Л.: Химия. 1979.— 120 с.
Вакула В. Л., Притыкин Л. И Физическая химия адгезии полимеров.— М.: Химия, 1984.— 224 с.
Ван К ре зелен Д. В.— Свойства и химическое строение полимеров.— М.: Химия, 1976.— 414 с.
Волков С. С.. Черняк Б. Я. Сварка пластмасс ультразвуком.— М.: Химия, 1986.— 256 с.
Вундерлих Б. Физика макромолекул. Кристаллическая структура, морфология, дефектность.— М.: Мир, 1976.—624 с.
Глуханов Н. П., Федорова И, Г. Высокочастотный нагрев диэлектрических материалов в машиностроении.— Л.: Машиностроение, 1983.— 158 с.
Глуханов Н. П. Физические основы высокочастотного нагрева.— Л.: Машиностроение, 1979.— 64 с.
Гольдман А. Я. Прочность конструкционных пластмасс.— Л.: Машиностроение, 1979.— 320 с.
Донской А. В., Келлер О. К., Кратыш Г, С. Ультразвуковые электротехнические уста нов-ки.— Л.: Энергоизд ат, 1982.— 208 с.
Зайцев К. И. Контактная сварка пластмасс в строительстве.— М.: Стройиздат, 1982.— 80 с.
Зайцев К- И., Мацюк Л, И. Сварка пластмасс.— М.: Машиностроение, 1978.— 224 с.
Зайцев К. И. Сварка пластмасс при соруже-нии объектов нефтяной и газовой промышленности.— М.: Недра, 1984.— 224 с.
Казанцев Б. Ф, Расчет ультразвуковых преобразователен для технологических установок.— М. : Машиностроение, 1980.— 40 с.
Кардашов Д. А., Петрова А. П. Полимерные клеи. Создание и применение.— М.: Химия, 1983.— 256 с.
Кардашов Д. А. Синтетические клеи.— М.: Химия, 1978.— 504 с.
Клеи и герметики / Под ред. Д. А. Кардашова.— М.: Химия. 1978.— 200 с.
Княжевская Г. С., Фирсова М. Г. Высокочастотный нагрев диэлектриков.— Л.: Машиностроение, 1980.— 72 с.
Ковачич Л. Склеивание металлов и пластмасс / Пер. со словац. под ред. А. С. Фрейди-на.— М.: Химия, 1985.— 240 с.
Комаров Г, В. Способы соединения деталей из пластических масс.— М.: Химия, 1979.— 288 с.
Комаров Г. В. Сварка пластмасс//Итоги науки и техники/ВИНИТИ. Сварка, 1985.— 17. С. 3—90.
Кораб Г, Н., Шестопал А. Н., Гращенкова JK Н. Новые разработки по сварке пленок из полимерных материалов.— Киев: Об-во «Знание» УССР, 1983.— 18 с.
Кошелев В. В. Сварка полимерных материалов нагретым газом, инфракрасными лучами и нагретой экструдируемой присадкой,— М.: Стройиздат, 1984.— 127 с.
Лазеры в технологии / Под ред. М. Ф. Стельмаха.—М.; Л.: Энергия, 1975.— 276 с.
Левитин И. Б. Применение инфракрасной техники в народном хозяйстве.— Л.; Энерго-издат, 1981.— 264 с.
Нильсен Л. Механические свойства полимеров и полимерных композиций / Пер. с англ.—М.: Химия. 1978.— 310 с.
Пивень А. И., Гречаная И. А., Чернобыльский И. И. Теплофизические свойства полимер, ных материалов.— Киев : Биша шк., 1976.— 180 с.
Практические методы в электронной микроскопии / Под ред. Одри М. Глоэра.— Л.: Машиностроение, 1980.— 376 с.
Проектирование, строительство и эксплуатация трубопроводов из полимерных материалов / А. Н. Шестопал, В. С. Ромейко, В. Е. Бу-хин и др.—М.: Стройиздат, 1985.—304 с.
Сварка, пайка, склейка и резка металлов и пластмасс / Пер. с нем. под ред. А. Ноймана, Е. Рихтера.— М.: Металлургия, 1985.— 480 с.
Словарь-справочник по сварке / Под ред. К. К* Хренова.— Киев: Наук, думка, 1974 — 196 с.
158
Справочник по клеям и клеящим мастикам в строительстве / О. Л. Фиговский, В. В. Козлов, А. Б. Шолохова и др.; Под ред. В. Г. Микульского, О. Л. Фиговского.— М.: Стройиздат, 1984.— 240 с.
Справочник по клеям / Л. К. Айрапетян, В. Д. Заика, Д. Д. Елецкая, Л. А. Яншина.— Л.: Химия, 1980.— 304 с.
Справочник по сварке и склеиванию пластмасс /А. Н. Шестопал, 1О. С. Васильев, Э. А. Минеев и др.— К.: Техника, 1986.— 192 с.
Тарноруцкий В. А., Тынный А. TL Соединение пластмассовых деталей с помощью ультразвука.— Львов : Вита шк. 1979.— 176 с.
Тернер С. Механические испытания пластмасс / Пер. с англ.— М. : ^Машиностроение, 1979.— 174 с.
Технология изготовления клеенных конструкций.— М.: Мир, 1975 — 446 с.
Т разно М. С.. Москалев Е. В. Клеи и склеивание.— Л.: Химия, 1980.— 120 с.
Тростянская Е. Б., Комаров Г. В., Шиш^ кин В. А. Сварка пластмасс.— М.: Машиностроение, 1967.— 252 с.
Ультразвук: Маленькая энциклопедия / Ред-кол.: И. П. Голямина и др.— М.: Сов. энциклопедия, 1979.— 400 с.
Федорова И. Г., Безменов Ф. В. Высокочастотная сварка пластмасс.— Л. : Машиностроение, 1980.— 88 с.
Физический энциклопедический словарь / Ред-кол.: А. М. Прохоров (гл. ред.) и др.— М.: Сов. энциклопедия, 1984.— 944 с.
Фрейдин А. С. Прочность и долговечность клеевых соединений.— М.: Химия, 1981.— 270 с.
Шестопал А. И. Сварка и склеивание пластмасс в строительстве.— К.: Будшельник, 1983.— 72 с.
Шестопал- А. Н.у Шишкин В. А., Новиков В. А. Способы соединения элементов конструкций из листовых полимерных материалов.— Киев: Об-во «Знание» УССР, 1982.—32 с.
Шрадер В. Обработка и сварка полуфабрикатов из пластмасс:В вопросах и ответах/ Пер. с нем.— М.: Машиностроение, 1980.— 480 с. *
Штучный Б. ГБ Механическая обработка пластмасс: Справочник.— 2-е изд., перераб. и доп.— М. : Машиностроение, 1987.— 152 с.
Энциклопедия полимеров / Редкол. : В. А. Кабанов (гл. ред.) и др.— М.: Сов. Энцикл., 1977. 3. г.
СОДЕРЖАНИЕ
ПРЕДИСЛОВИЕ . ..... ............. 3
РАЗВИТИЕ, СОВРЕМЕННОЕ СОСТОЯНИЕ И
ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ СВАРКИ И
СКЛЕИВАНИЯ ПЛАСТМАСС .............4
СВАРКА ПЛАСТМАСС............. 4
СКЛЕИВАНИЕ ПЛАСТМАСС..........11
ТЕРМИНОЛОГИЯ И КЛАССИФИКАЦИЯ СПО-
СОБОВ СВАРКИ И СКЛЕИВАНИЯ ПЛАСТ-
МАСС ............................14
КЛАССИФИКАЦИЯ СВАРКИ ПЛАСТМАСС 14
СКЛЕИВАНИЕ ПЛАСТМАСС..........16
КАК ПОЛЬЗОВАТЬСЯ СЛОВАРЕМ-СПРАВОЧ-
НИКОМ ...........................17
СПИСОК ПРИНЯТЫХ СОКРАЩЕНИИ ... 18
СЛОВАРЬ ТЕРМИНОВ ................19
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ 158
Справочное издание
Кораб Георгий Николаевич Шестопал Анатолий Николаевич Комаров Герман Вячеславович и др.
СЛОВАРЬ-СПРАВОЧНИК
ПО СВАРКЕ
И СКЛЕИВАНИЮ ПЛАСТМАСС
Оформление художника В. Г. Самсонова Художественный редактор Л. В. Косяк Технический редактор А. Л-1. Капустина Корректоры Л. Г- Бузиашбили, Т. Черная
ИБ 9128
Сдано в набор 17.02.88. Подп. в псч. 04.10-88. БФ 00141. Формат 70X90/w- Бум. тип. № 2. Лит. гари. Выс. леи. Усл. печ. л. 11,7. Усл. кр.-отт. 11,7. Уч.-изд. л. 17,37. Тираж 17500 экз. Заказ 8-615. Цена 1 р. 40 к.
Издательство «Наукова думка». 252601 Киев 4, ул. Репина, 3.
Книжная фабрика им. М. В. Фрунзе, 310057 Харьков 57, ул. Донец-3 а ха ржевского, 6/8.