
















Автор: Лурье Г.Б. Комиссаржевская В.Н.
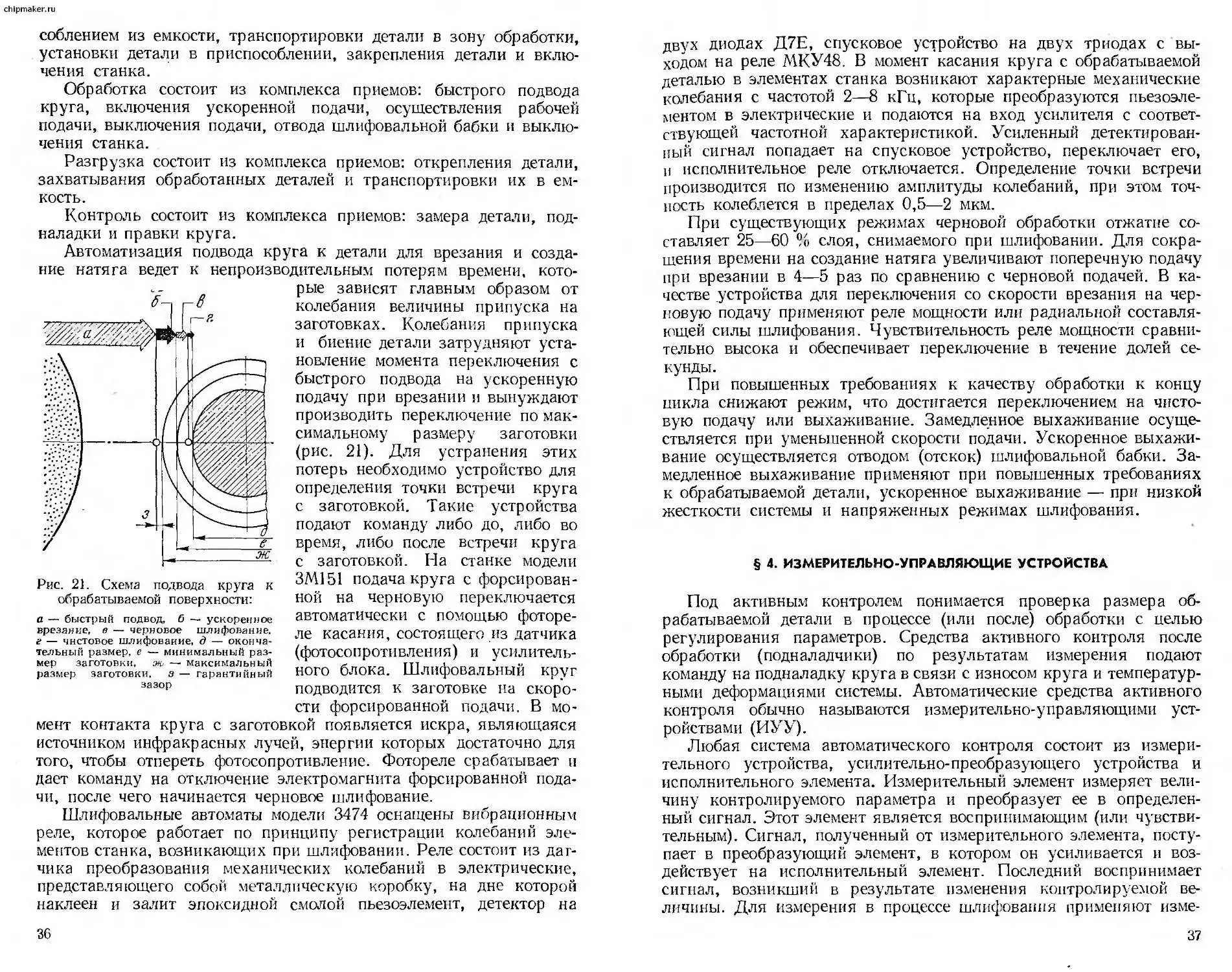
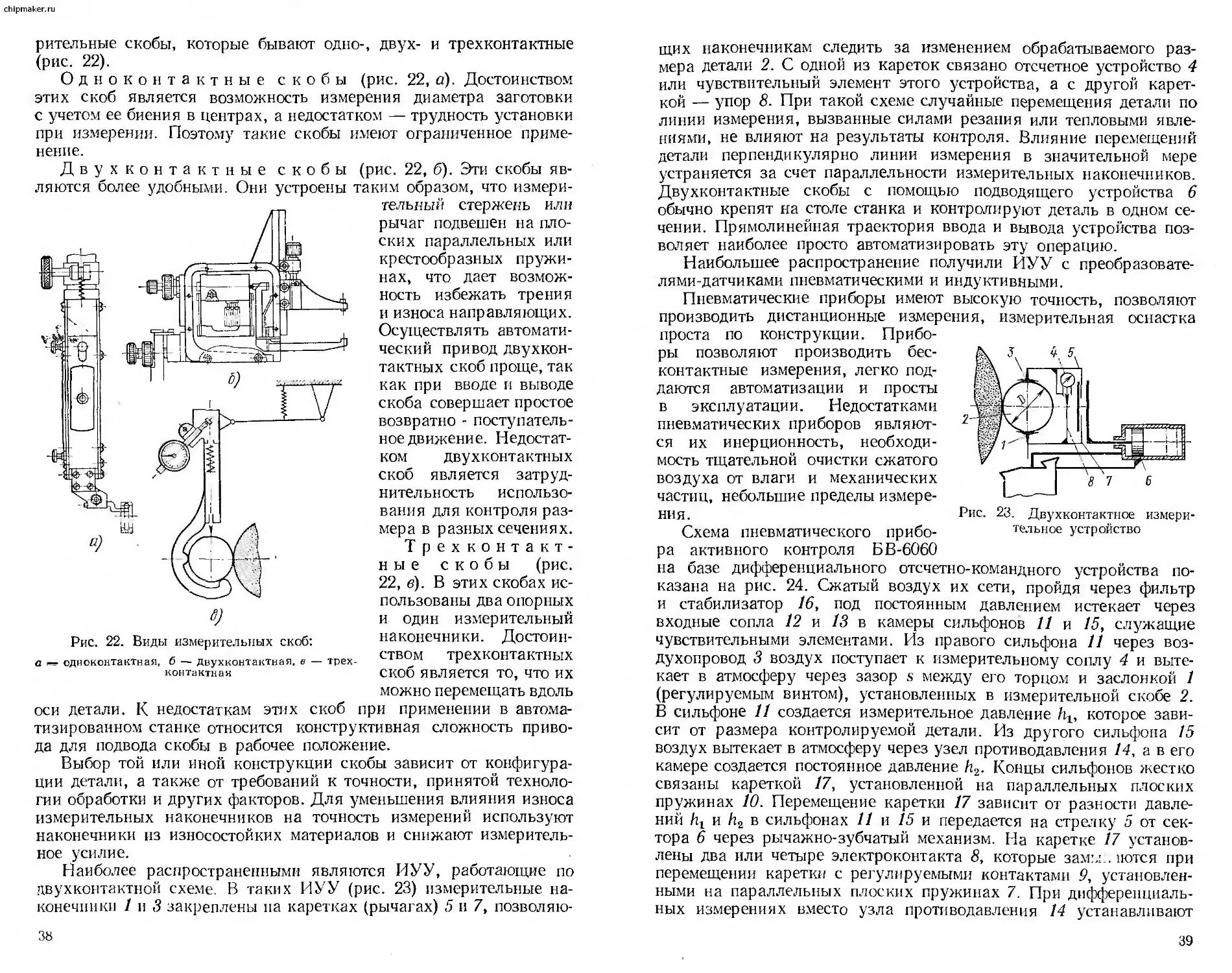
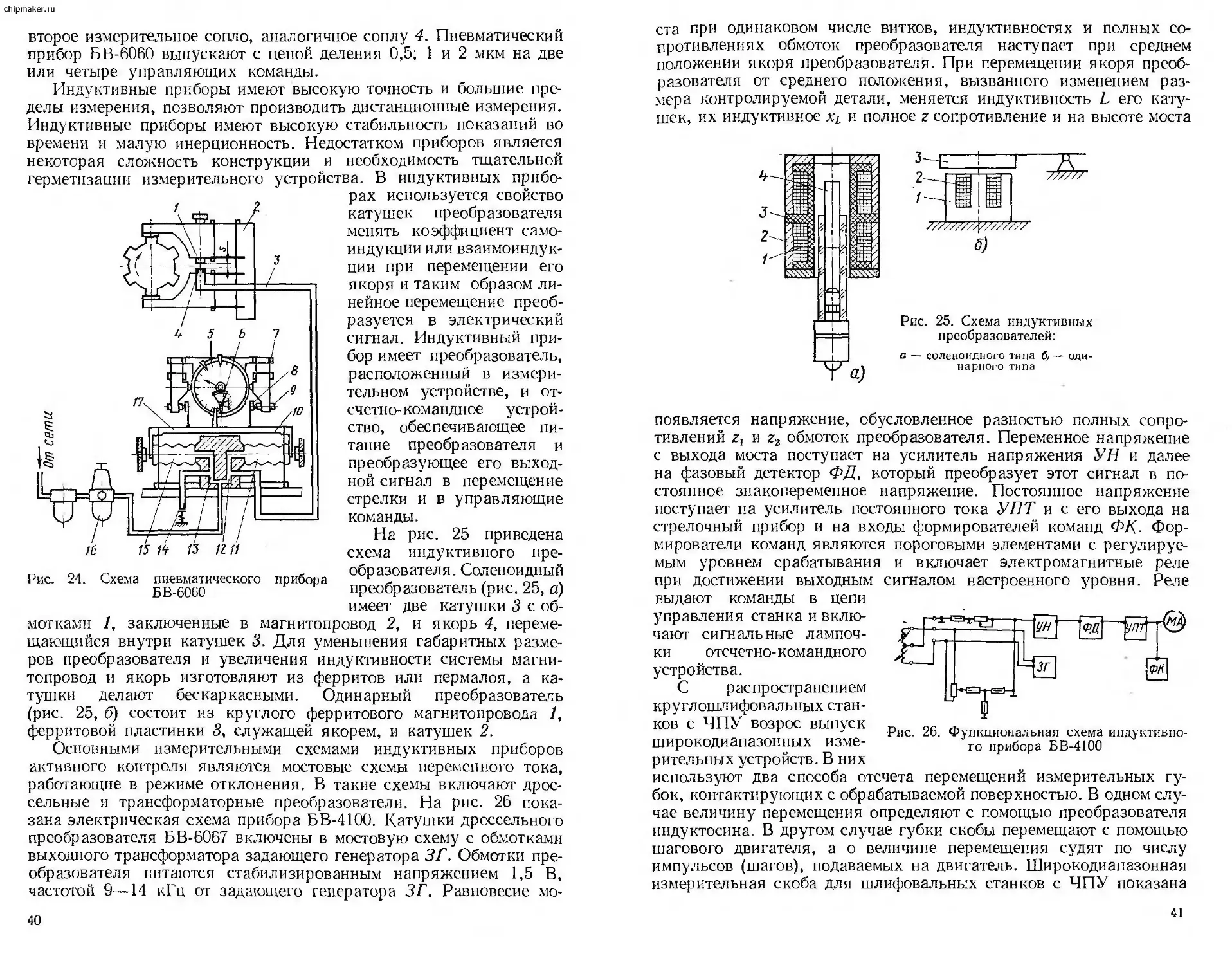
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства машиностроение станки шлифование
Год: 1983



chipmaker.ru
ПРОФЕССИОНАЛЬНО-ТЕХНИЧЕСКОЕ
ОБРАЗОВАНИЕ
Chlpmaker.ru
Г. Б. Лурье
В. Н. Комиссаржевская
НАЛАДКА
шлифовальных
станков
chipmaker.ru
Г. Б. Лурье,
В. Н. Комиссаржевская
НАЛАДКА
шлифовальных
станков
Одобрено Ученым советом
Государственного комитета СССР
ло профессионально-техническому
образованию в качестве учебника
для технических училищ
Chipmaker.ru
Москва «Высшая школа» 19 3
chipmaker.ru
ББК 34.630.2
Л86
УДК 621.924
Рецензенты:
инж. В. А. Орлов, канд. техн, наук В. Я. Любарский
Лурье Г. Б., Комиссаржевская В. Н.
Л86 Наладка шлифовальных станков: Учебник для
техн, училищ. — М.: Высш, шк., 1983. — 208 с., ил.—
(Профтехобразование).
30 к.
Описаны настройка и наладка шлифовальных станков, приведены
основные сведения о технологии шлифования и специальные методы
шлифования, изложены вопросы технического нормирования, организа-
ции труда и рабочего места наладчика, даны перспективы развития
шлифовальной обработки.
Учебник может быть использован при профессиональном обучении
рабочих на производстве.
2704040000—371 ББК 34.630.2
Л 052(01)—83 44-83 6П4.6
© Издательство «Высшая школа», 1983
Chipmaker.ru
ВВЕДЕНИЕ
Машиностроение — важнейшее звено народного хозяйства
страны, сердцевина всей тяжелой индустрии. Оно создает условия
для развития всех других видов производства и отраслей промыш-
ленности. Главной задачей современного машиностроения являются
создание средств производства, т. е. оборудования для изготовле-
ния различных видов продукции, также энергетических и транспорт-
ных машин.
В Основных направлениях развития народного хозяйства на
одиннадцатую пятилетку предусмотрен рост продукции машиностро-
ения и металлообработки не менее чем в 1,4 раза.
Непрерывный технический прогресс в машиностроении влияет
на структуру парка металлорежущих станков. Возрастает удель-
ный вес автоматов и полуавтоматов. Среди станков многочислен-
ными являются шлифовальные станки. Высокоэффективное исполь-
зование этого оборудования на производстве в значительной сте-
пени зависит от умелого и хорошо организованного выполнения
наладочных работ.
Точность, долговечность и надежность деталей, обрабатываемых
на шлифовальных станках, зависят от качества шлифовальной обра-
ботки.
Шлифовальная обработка — один из основных технологических
процессов в машиностроении и металлообработке. С учетом тенден-
ций развития шлифовальной обработки повышаются требования
к уровню подготовки наладчиков шлифовальных станков, особенно
полуавтоматов и автоматов. Современное производство предъявляет
быстрорастущие требования не к одним лишь машинам, технике,
но и прежде всего к самим работникам, к тем, кто эти машины соз-
дает и этой техникой управляет. Специальные знания, высокая
профессиональная подготовка, общая культура человека превра-
щаются в обязательное условие успешного труда все более широ-
ких слоев работников.
Внедрение в промышленность новой техники, эксплуатация со-
временных машин требуют подготовки квалифицированных специа-
листов. В нашей стране подготовка квалифицированных рабочих
для всех отраслей народного хозяйства осуществляется в плано-
вом порядке путем обучения молодых рабочих в технических и
профессионально-технических училищах со средним образованием,
3
chipmaker.ru
а также на производстве методом индивидуально-бригадного обу-
чения.
Профессионально-техническое образование в СССР призвано
осуществлять планомерную и организованную подготовку всесто-
ронне развитых, технически образованных Культурных молодых
квалифицированных рабочих и тружеников сельского хозяйства,
владеющих профессиональным мастерством, отвечающим требова-
ниям современного производства, научно-технического прогресса и
перспективам их развития.
Введение и главы I, II, III, IV (кроме § 8), V, X и XI написаны
Г. Б. Лурье, § 8 главы IV, главы VI, VII и IX написаны В. Н. Ко-
миссаржевской, глава VIII написана В. Д. Эльяновым.
Chipmaker.ru
Глава I
ТОЧНОСТЬ ОБРАБОТКИ И КАЧЕСТВО
ШЛИФОВАННОЙ ПОВЕРХНОСТИ
§ 1. ВИДЫ ПОГРЕШНОСТЕЙ
Степень приближения размеров, формы и расположения обрабо-
танных поверхностей к значениям, заданным в чертеже, характери-
зует точность обработки. При контроле точности обработки разли-
чают: точность размеров, формы, расположения, волнистость и
шероховатость поверхности.
Отклонение от плоскостности — наибольшее
расстояние Д от точек реальной поверхности до прилегающей пло-
скости в пределах нормируемого участка. Отклонением профиля
цилиндрической поверхности в поперечном сечении является н е-
к р у г л о с т ь, т. е. наибольшее расстояние Д от точек реального
профиля до прилегающей окружности.
Отклонение от ци л и ндр и чност и — наибольшее
расстояние Д от точек реальной поверхности до прилегающего ци-
линдра в пределах нормируемого участка.
Погрешности формы в поперечном сечении (отклонение от круг-
лости) вызываются погрешностями установки, т. е. неточностью
выполнения центровых отверстий детали и центров станка, непол-
ным прилеганием центровых отверстий к центрам, непостоянством
положения оси вращения шпинделя, некруглостью шеек шпинделя
и копированием погрешностей заготовки вследствие деформаций
упругой системы под рабочей нагрузкой.
Погрешность формы в продольном сечении (нецилиндричность)
возникает главным образом в результате непрямолинейности про-
дольного движения стола, непараллельности его перемещений по
отношению к оси вращения детали, неточности наладки станка,
смещения пиноли задней бабки к горизонтальной плоскости при
смене детали, несоосности расположения центров, а также от сило-
вых и тепловых деформаций системы.
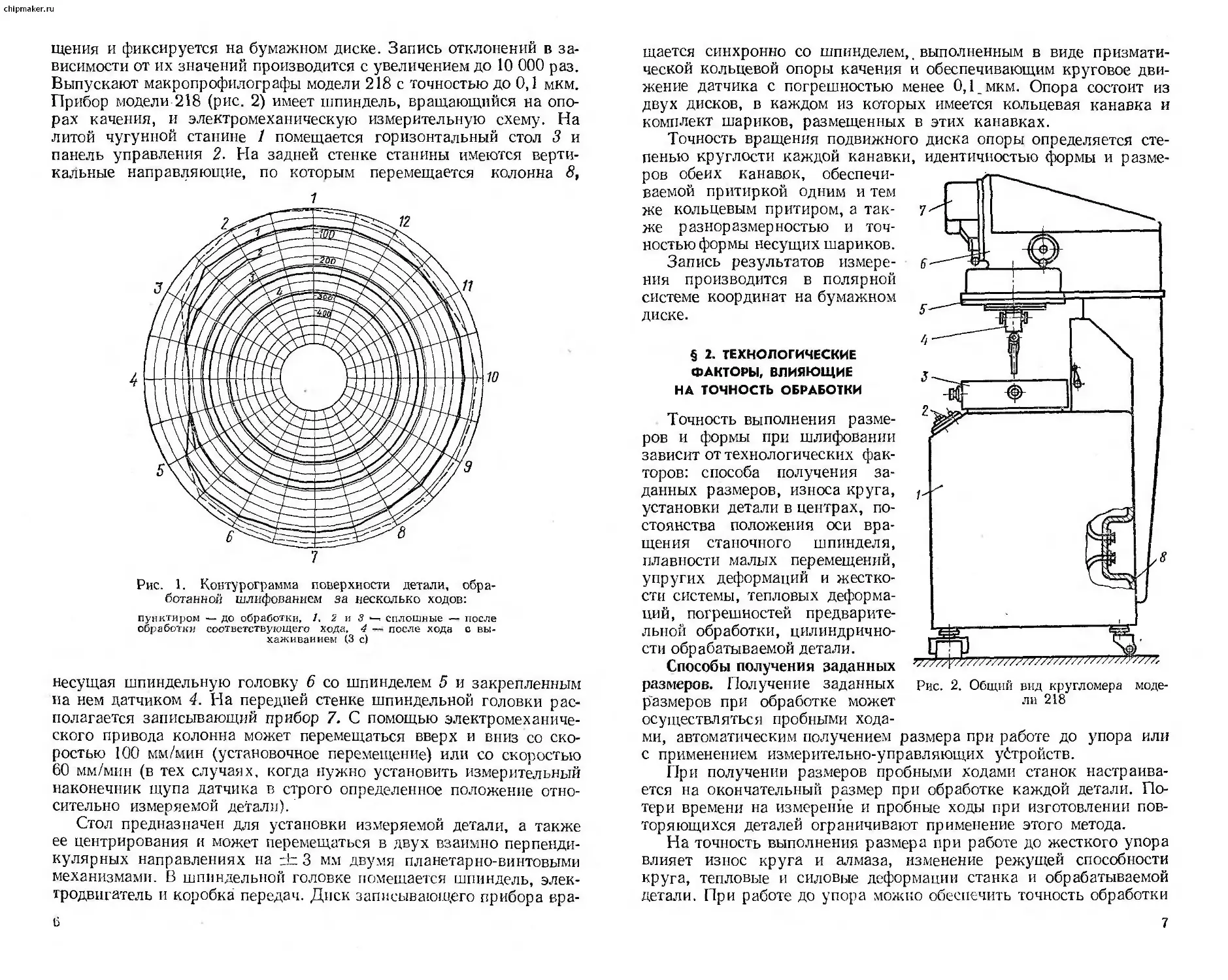
Для установления характера отклонений поверхности от пра-
вильной формы необходимо измерение текущих значений радиу-
сов-векторов от центра фигуры, совмещенной с осью вращения
специального измерительного прибора — макропрофилографа. Ре-
зультаты показаний прибора записываются на контурограмме
(рис. 1). Величина радиус-векторов отсчитывается от центра вра-
5
chipmaker.ru
щения и фиксируется на бумажном диске. Запись отклонений в за-
висимости от их значений производится с увеличением до 10 000 раз.
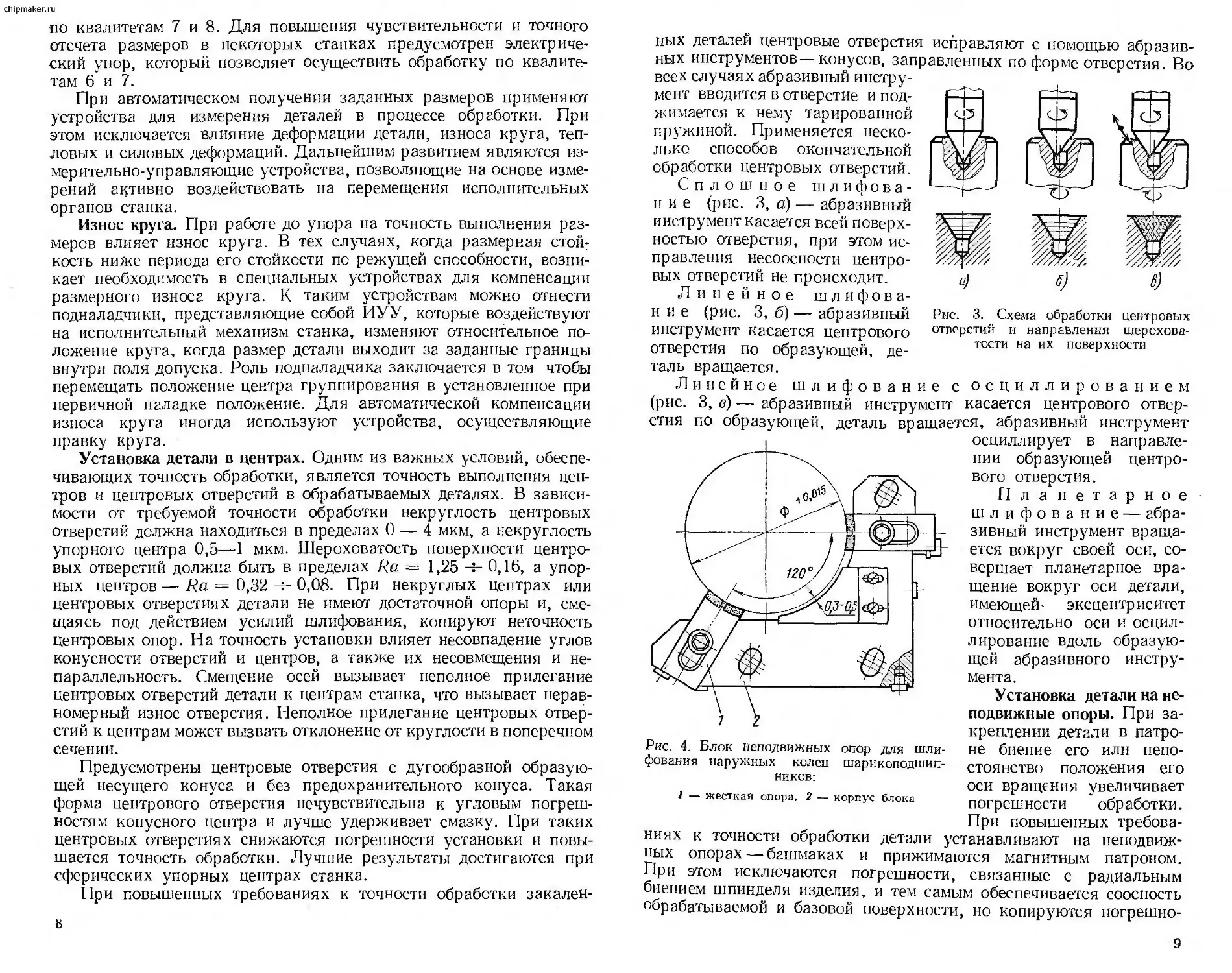
Выпускают макропрофилографы модели 218 с точностью до 0,1 мкм.
Прибор модели 218 (рис. 2) имеет шпиндель, вращающийся на опо-
рах качения, и электромеханическую измерительную схему. На
литой чугунной станине 1 помещается горизонтальный стол 3 и
панель управления 2. На задней стенке станины имеются верти-
кальные направляющие, по которым перемещается колонна 8,
Рис. 1. Контурограмма поверхности детали, обра-
ботанной шлифованием за несколько ходов:
пунктиром — до обработки, /, 2 и 3 сплошные после
обработки соответствующего хода, 4 после хода с вы-
хаживанием (3 с)
несущая шпиндельную головку 6 со шпинделем 5 и закрепленным
на нем датчиком 4. На передней стенке шпиндельной головки рас-
полагается записывающий прибор 7. С помощью электромеханиче-
ского привода колонна может перемещаться вверх и вниз со ско-
ростью 100 мм/мин (установочное перемещение) или со скоростью
60 мм/мин (в тех случаях, когда нужно установить измерительный
наконечник щупа датчика в строго определенное положение отно-
сительно измеряемой детали).'
Стол предназначен для установки измеряемой детали, а также
ее центрирования и может перемещаться в двух взаимно перпенди-
кулярных направлениях на ± 3 мм двумя планетарно-винтовыми
механизмами. В шпиндельной головке помешается шпиндель, элек-
тродвигатель и коробка передач. Диск записывающего прибора вра-
ь
щается синхронно со шпинделем,. выполненным в виде призмати-
ческой кольцевой опоры качения и обеспечивающим круговое дви-
жение датчика с погрешностью менее 0,1 мкм. Опора состоит из
двух дисков, в каждом из которых имеется кольцевая канавка и
комплект шариков, размещенных в этих канавках.
Точность вращения подвижного диска опоры определяется сте-
пенью круглости каждой канавки, идентичностью формы и разме-
ров обеих канавок, обеспечи-
ваемой притиркой одним и тем
же кольцевым притиром, а так-
же р азнор азмерностью и точ-
ностью формы несущих шариков.
Запись результатов измере-
ния производится в полярной
системе координат на бумажном
диске.
§ 2. ТЕХНОЛОГИЧЕСКИЕ
ФАКТОРЫ, ВЛИЯЮЩИЕ
НА ТОЧНОСТЬ ОБРАБОТКИ
Точность выполнения разме-
ров и формы при шлифовании
зависит от технологических фак-
торов: способа получения за-
данных размеров, износа круга,
установки детали в центрах, по-
стоянства положения оси вра-
щения станочного шпинделя,
плавности малых перемещений,
упругих деформаций и жестко-
сти системы, тепловых деформа-
ций, погрешностей предварите-
льной обработки, цилиндрично-
сти обрабатываемой детали.
Способы получения заданных
размеров. Получение заданных
размеров при обработке может
осуществляться пробными хода-
ми, автоматическим получением размера при работе до упора или
с применением измерительно-управляющих устройств.
При получении размеров пробными ходами станок настраива-
ется на окончательный размер при обработке каждой детали. По-
тери времени на измерение и пробные ходы при изготовлении пов-
торяющихся деталей ограничивают применение этого метода.
На точность выполнения размера при работе до жесткого упора
влияет износ круга и алмаза, изменение режущей способности
круга, тепловые и силовые деформации станка и обрабатываемой
детали. При работе до упора можно обеспечить точность обработки
7
chipmaker.ru
по квалитетам 7 и 8. Для повышения чувствительности и точного
отсчета размеров в некоторых станках предусмотрен электриче-
ский упор, который позволяет осуществить обработку по квалите-
там 6 и 7.
При автоматическом получении заданных размеров применяют
устройства для измерения деталей в процессе обработки. При
этом исключается влияние деформации детали, износа круга, теп-
ловых и силовых деформаций. Дальнейшим развитием являются из-
мерительно-управляющие устройства, позволяющие на основе изме-
рений активно воздействовать на перемещения исполнительных
органов станка.
Износ круга. При работе до упора на точность выполнения раз-
меров влияет нзнос круга. В тех случаях, когда размерная стой-
кость ниже периода его стойкости по режущей способности, возни-
кает необходимость в специальных устройствах для компенсации
размерного износа круга. К таким устройствам можно отнести
подналадчики, представляющие собой ИУУ, которые воздействуют
на исполнительный механизм станка, изменяют относительное по-
ложение круга, когда размер детали выходит за заданные границы
внутри поля допуска. Роль подналадчика заключается в том чтобы
перемещать положение центра группирования в установленное при
первичной наладке положение. Для автоматической компенсации
износа круга иногда используют устройства, осуществляющие
правку круга.
Установка детали в центрах. Одним из важных условий, обеспе-
чивающих точность обработки, является точность выполнения цен-
тров и центровых отверстий в обрабатываемых деталях. В зависи-
мости от требуемой точности обработки некруглость центровых
отверстий должна находиться в пределах 0 — 4 мкм, а некруглость
упорного центра 0,5—1 мкм. Шероховатость поверхности центро-
вых отверстий должна быть в пределах Ra = 1,25 -5- 0,16, а упор-
ных центров — Ra = 0,32 -4- 0,08. При некруглых центрах или
центровых отверстиях детали не имеют достаточной опоры и, сме-
щаясь под действием усилий шлифования, копируют неточность
центровых опор. На точность установки влияет несовпадение углов
конусности отверстий и центров, а также их несовмещения и не-
параллельность. Смещение осей вызывает неполное прилегание
центровых отверстий детали к центрам станка, что вызывает нерав-
номерный износ отверстия. Неполное прилегание центровых отвер-
стий к центрам может вызвать отклонение от круглости в поперечном
сечении.
Предусмотрены центровые отверстия с дугообразной образую-
щей несущего конуса и без предохранительного конуса. Такая
форма центрового отверстия нечувствительна к угловым погреш-
ностям конусного центра и лучше удерживает смазку. При таких
центровых отверстиях снижаются погрешности установки и повы-
шается точность обработки. Лучшие результаты достигаются при
сферических упорных центрах станка.
При повышенных требованиях к точности обработки закален-
b
ных деталей центровые отверстия исправляют с помощью абразив-
ных инструментов—конусов, заправленных по форме отверстия. Во
всех случаях абразивный инстру-
Рис. 3. Схема обработки центровых
отверстий и направления шерохова-
тости на их поверхности
мент вводится в отверстие и под-
жимается к нему тарированной
пружиной. Применяется неско-
лько способов окончательной
обработки центровых отверстий.
Сплошное шлифова-
ние (рис. 3, а) — абразивный
инструмент касается всей поверх-
ностью отверстия, при этом ис-
правления несоосности центро-
вых отверстий не происходит.
Линейное шлифова-
ние (рис. 3, б) — абразивный
инструмент касается центрового
отверстия по образующей, де-
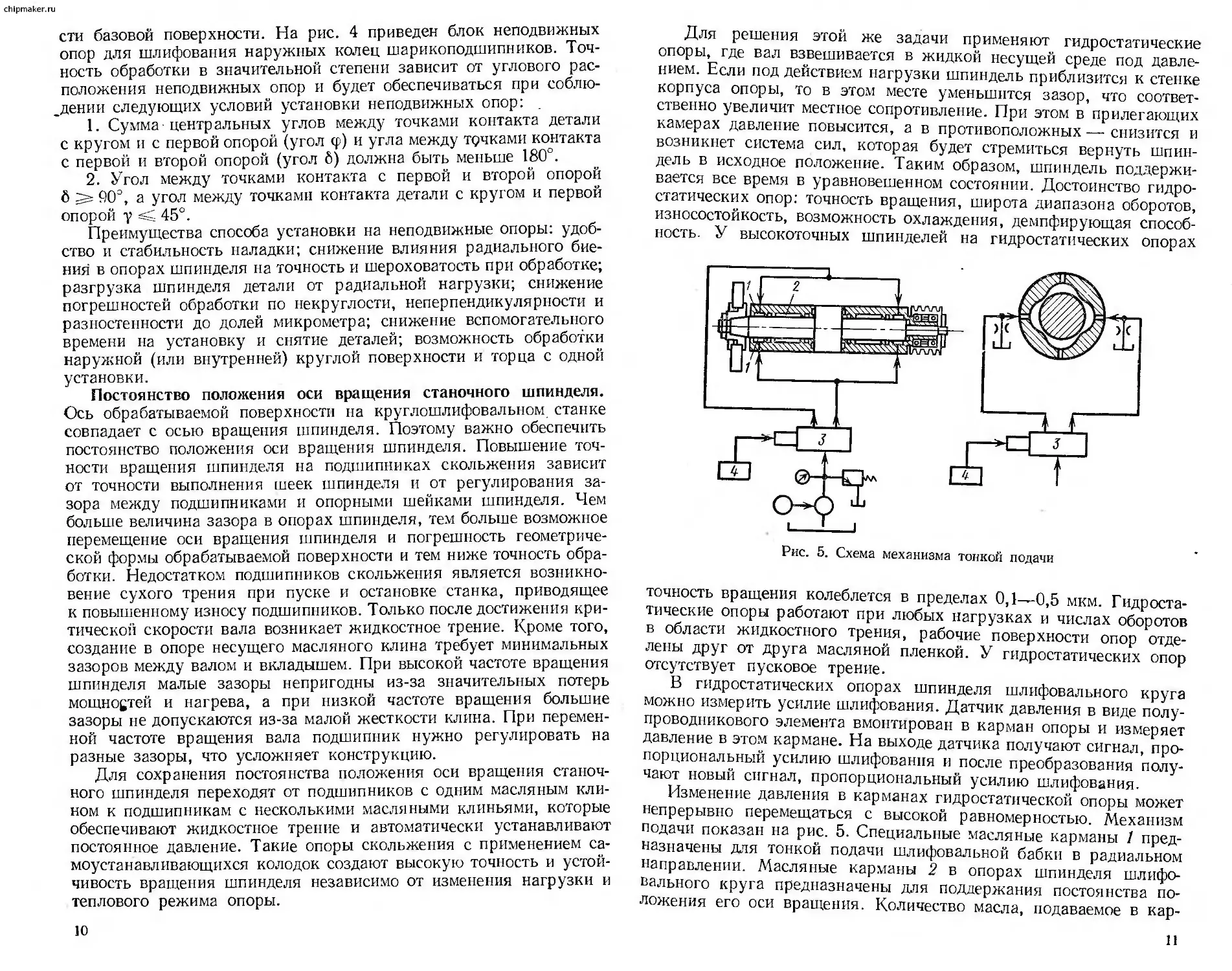
Рис. 4. Блок неподвижных опор для шли-
фования наружных колеи шарикоподшип-
ников:
1 — жесткая опора, 2 — корпус блока
таль вращается.
Линейное шлифование с осциллирован и ем
(рис. 3, в) — абразивный инструмент касается центрового отвер-
стия по образующей, деталь вращается, абразивный инструмент
осциллирует в направле-
нии образующей центро-
вого отверстия.
Планетарное
шлифование — абра-
зивный инструмент враща-
ется вокруг своей оси, со-
вершает планетарное вра-
щение вокруг оси детали,
имеющей- эксцентриситет
относительно оси и осцил-
лирование вдоль образую-
щей абразивного инстру-
мента.
Установка детали на не-
подвижные опоры. При за-
креплении детали в патро-
не биение его или непо-
стоянство положения его
оси вращения увеличивает
погрешности обработки.
При повышенных требова-
ниях к точности обработки детали устанавливают на неподвиж-
ных опорах — башмаках и прижимаются магнитным патроном.
При этом исключаются погрешности, связанные с радиальным
биением шпинделя изделия, и тем самым обеспечивается соосность
обрабатываемой и базовой поверхности, но копируются погрешно-
9
ста базовой поверхности. На рис. 4 приведен блок неподвижных
опор для шлифования наружных колец шарикоподшипников. Точ-
ность обработки в значительной степени зависит от углового рас-
положения неподвижных опор и будет обеспечиваться при соблю-
дении следующих условий установки неподвижных опор: .
1. Сумма центральных углов между точками контакта детали
с кругом и с первой опорой (угол ср) и угла между точками контакта
с первой и второй опорой (угол ё) должна быть меньше 180°.
2. Угол между точками контакта с первой и второй опорой
ё Эг 90°, а угол между точками контакта детали с кругом и первой
опорой у sg 45°.
Преимущества способа установки на неподвижные опоры: удоб-
ство и стабильность наладки; снижение влияния радиального бие-
ния в опорах шпинделя на точность и шероховатость при обработке;
разгрузка шпинделя детали от радиальной нагрузки; снижение
погрешностей обработки по некруглости, неперпендикулярности и
разностенности до долей микрометра; снижение вспомогательного
времени на установку и снятие деталей; возможность обработки
наружной (или внутренней) круглой поверхности и торца с одной
установки.
Постоянство положения оси вращения станочного шпинделя.
Ось обрабатываемой поверхности на круглошлифовальном станке
совпадает с осью вращения шпинделя. Поэтому важно обеспечить
постоянство положения оси вращения шпинделя. Повышение точ-
ности вращения шпинделя на подшипниках скольжения зависит
от точности выполнения шеек шпинделя и от регулирования за-
зора между подшипниками и опорными шейками шпинделя. Чем
больше величина зазора в опорах шпинделя, тем больше возможное
перемещение оси вращения шпинделя и погрешность геометриче-
ской формы обрабатываемой поверхности и тем ниже точность обра-
ботки. Недостатком подшипников скольжения является возникно-
вение сухого трения при пуске и остановке станка, приводящее
к повышенному износу подшипников. Только после достижения кри-
тической скорости вала возникает жидкостное трение. Кроме того,
создание в опоре несущего масляного клина требует минимальных
зазоров между валом и вкладышем. При высокой частоте вращения
шпинделя малые зазоры непригодны из-за значительных потерь
мощностей и нагрева, а при низкой частоте вращения большие
зазоры не допускаются из-за малой жесткости клина. При перемен-
ной частоте вращения вала подшипник нужно регулировать на
разные зазоры, что усложняет конструкцию.
Для сохранения постоянства положения оси вращения станоч-
ного шпинделя переходят от подшипников с одним масляным кли-
ном к подшипникам с несколькими масляными клиньями, которые
обеспечивают жидкостное трение и автоматически устанавливают
постоянное давление. Такие опоры скольжения с применением са-
моустанавливающихся колодок создают высокую точность и устой-
чивость вращения шпинделя независимо от изменения нагрузки и
теплового режима опоры.
Для решения этой же задачи применяют гидростатические
опоры, где вал взвешивается в жидкой несущей среде под давле-
нием. Если под действием нагрузки шпиндель приблизится к стенке
корпуса опоры, то в этом месте уменьшится зазор, что соответ-
ственно увеличит местное сопротивление. При этом в прилегающих
камерах давление повысится, а в противоположных — снизится и
возникнет система сил, которая будет стремиться вернуть шпин-
дель в исходное положение. Таким образом, шпиндель поддержи-
вается все время в уравновешенном состоянии. Достоинство гидро-
статических опор: точность вращения, широта диапазона оборотов,
износостойкость, возможность охлаждения, демпфирующая способ-
ность. У высокоточных шпинделей на гидростатических опорах
точность вращения колеблется в пределах 0,1—0,5 мкм. Гидроста-
тические опоры работают при любых нагрузках и числах оборотов
в области жидкостного трения, рабочие поверхности опор отде-
лены друг от друга масляной пленкой. У гидростатических опор
отсутствует пусковое трение.
В гидростатических опорах шпинделя шлифовального круга
можно измерить усилие шлифования. Датчик давления в виде полу-
проводникового элемента вмонтирован в карман опоры и измеряет
давление в этом кармане. На выходе датчика получают сигнал, про-
порциональный усилию шлифования и после преобразования полу-
чают новый сигнал, пропорциональный усилию шлифования.
Изменение давления в карманах гидростатической опоры может
непрерывно перемещаться с высокой равномерностью. Механизм
подачи показан на рис. 5. Специальные масляные карманы / пред-
назначены для тонкой подачи шлифовальной бабки в радиальном
направлении. Масляные карманы 2 в опорах шпинделя шлифо-
вального круга предназначены для поддержания постоянства по-
ложения его оси вращения. Количество масла, подаваемое в кар-
10
11
chipmaker.ru
маны 1, ограничивается регулятором-сервовентилем 3. Управле-
ние циклом обработки осуществляется системой программного
управления 4. Специальный сервовентиль регулируется шаговым
двигателем и движет шпиндель круга с помощью создаваемой в кар-
мане разности давлений. Частота импульсов, подаваемых на шаго-
вый двигатель, определяет скорость перемещения шпинделя, а их
число—величину перемещения.
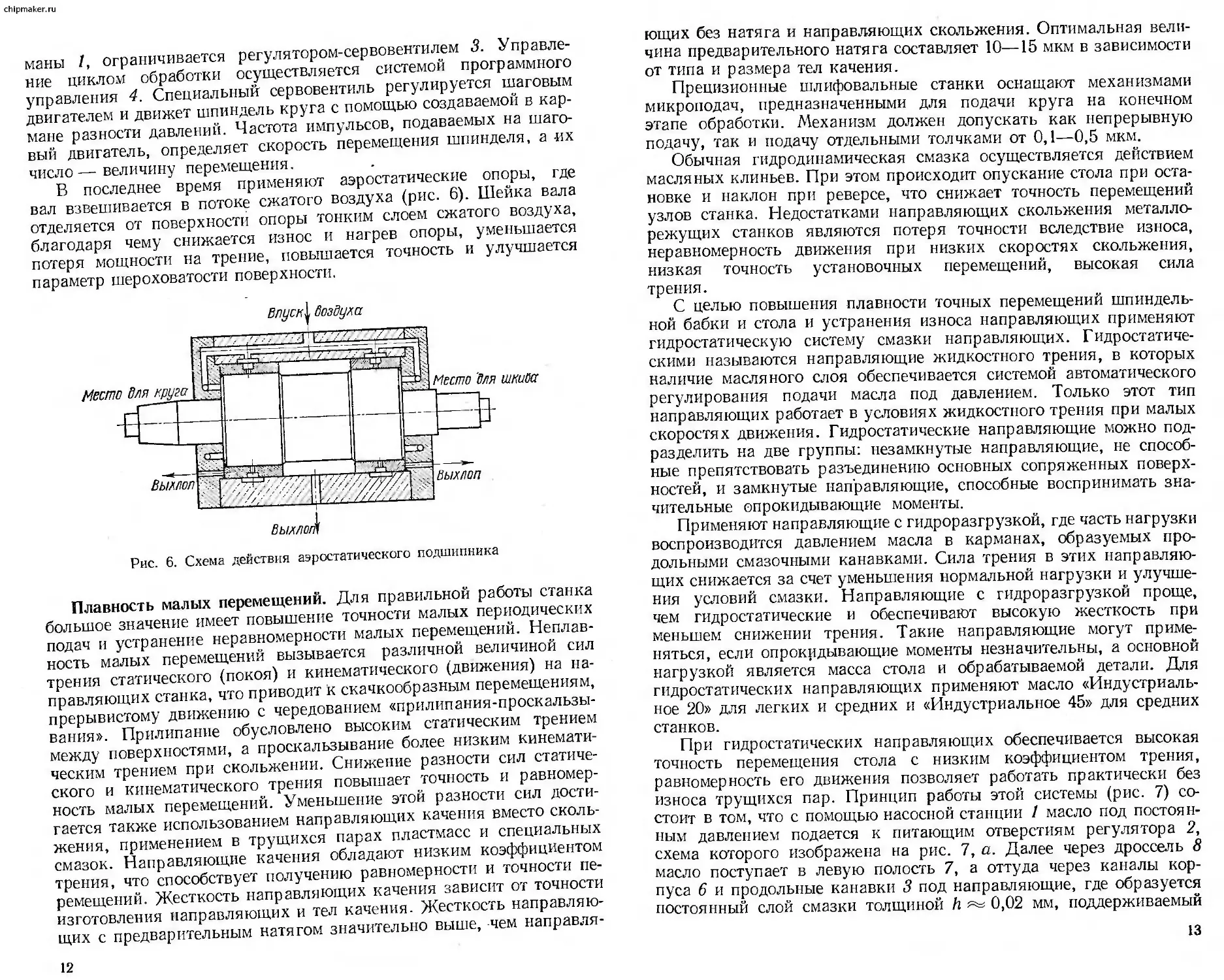
В последнее время применяют аэростатические опоры, где
вал взвешивается в потоке сжатого воздуха (рис. 6). Шейка вала
отделяется от поверхности опоры тонким слоем сжатого воздуха,
благодаря чему снижается износ и нагрев опоры, уменьшается
потеря мощности на трение, повышается точность и улучшается
параметр шероховатости поверхности.
Рис. 6. Схема действия аэростатического подшипника
Плавность малых перемещений. Для правильной работы станка
большое значение имеет повышение точности малых периодических
подач и устранение неравномерности малых перемещений. Неплав-
ность малых перемещений вызывается различной величиной сил
трения статического (покоя) и кинематического (движения) на на-
правляющих станка, что приводит к скачкообразным перемещениям,
прерывистому движению с чередованием «прилипания-проскальзы-
вания». Прилипание обусловлено высоким статическим трением
между поверхностями, а проскальзывание более низким кинемати-
ческим трением при скольжении. Снижение разности сил статиче-
ского и кинематического трения повышает точность и равномер-
ность малых перемещений. Уменьшение этой разности сил дости-
гается также использованием направляющих качения вместо сколь-
жения, применением в трущихся парах пластмасс и специальных
смазок. Направляющие качения обладают низким коэффициентом
трения, что способствует получению равномерности и точности пе-
ремещений. Жесткость направляющих качения зависит от точности
изготовления направляющих и тел качения. Жесткость направляю-
щих с предварительным натягом значительно выше, чем направля-
12
ющих без натяга и направляющих скольжения. Оптимальная вели-
чина предварительного натяга составляет 10—15 мкм в зависимости
от типа и размера тел качения.
Прецизионные шлифовальные станки оснащают механизмами
микроподач, предназначенными для подачи круга на конечном
этапе обработки. Механизм должен допускать как непрерывную
подачу, так и подачу отдельными толчками от 0,1—0,5 мкм.
Обычная гидродинамическая смазка осуществляется действием
масляных клиньев. При этом происходит опускание стола при оста-
новке и наклон при реверсе, что снижает точность перемещений
узлов станка. Недостатками направляющих скольжения металло-
режущих станков являются потеря точности вследствие износа,
неравномерность движения при низких скоростях скольжения,
низкая точность установочных перемещений, высокая сила
трения.
С целью повышения плавности точных перемещений шпиндель-
ной бабки и стола и устранения износа направляющих применяют
гидростатическую систему смазки направляющих. Гидростатиче-
скими называются направляющие жидкостного трения, в которых
наличие масляного слоя обеспечивается системой автоматического
регулирования подачи масла под давлением. Только этот тип
направляющих работает в условиях жидкостного трения при малых
скоростях движения. Гидростатические направляющие можно под-
разделить на две группы: незамкнутые направляющие, не способ-
ные препятствовать разъединению основных сопряженных поверх-
ностей, и замкнутые направляющие, способные воспринимать зна-
чительные опрокидывающие моменты.
Применяют направляющие с гидроразгрузкой, где часть нагрузки
воспроизводится давлением масла в карманах, образуемых про-
дольными смазочными канавками. Сила трения в этих направляю-
щих снижается за счет уменьшения нормальной нагрузки и улучше-
ния условий смазки. Направляющие с гидроразгрузкой проще,
чем гидростатические и обеспечивают высокую жесткость при
меньшем снижении трения. Такие направляющие могут приме-
няться, если опрокидывающие моменты незначительны, а основной
нагрузкой является масса стола и обрабатываемой детали. Для
гидростатических направляющих применяют масло «Индустриаль-
ное 20» для легких и средних и «Индустриальное 45» для средних
станков.
При гидростатических направляющих обеспечивается высокая
точность перемещения стола с низким коэффициентом трения,
равномерность его движения позволяет работать практически без
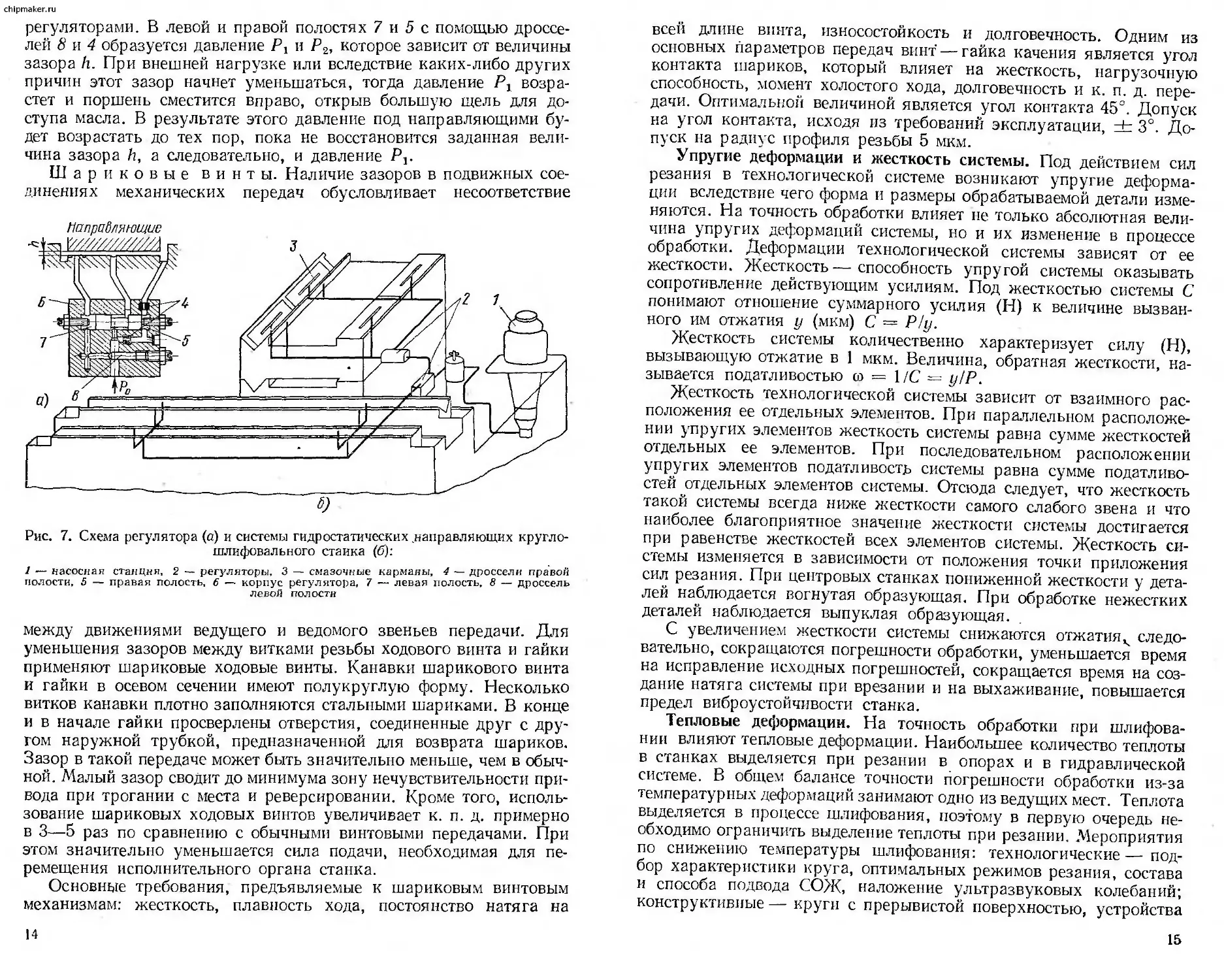
износа трущихся пар. Принцип работы этой системы (рис. 7) со-
стоит в том, что с помощью насосной станции 1 масло под постоян-
ным давлением подается к питающим отверстиям регулятора 2,
схема которого изображена на рис. 7, а. Далее через дроссель 8
масло поступает в левую полость 7, а оттуда через каналы кор-
пуса 6 и продольные канавки 3 под направляющие, где образуется
постоянный слой смазки толщиной h 0,02 мм, поддерживаемый
13
chlpmaker.ru
регуляторами. В левой и правой полостях 7 и 5 с помощью дроссе-
лей 8 и 4 образуется давление Р, и Р2, которое зависит от величины
зазора /ь При внешней нагрузке или вследствие каких-либо других
причин этот зазор начнет уменьшаться, тогда давление РА возра-
стет и поршень сместится вправо, открыв большую щель для до-
ступа масла. В результате этого давление под направляющими бу-
дет возрастать до тех пор, пока не восстановится заданная вели-
чина зазора /г, а следовательно, и давление Pv
Шариковые винты. Наличие зазоров в подвижных сое-
динениях механических передач обусловливает несоответствие
Рис. 7. Схема регулятора (а) и системы гидростатических направляющих кругло-
шлифовального стайка (б):
1 — насосная станция, 2 — регуляторы, 3 — смазочные карманы, 4 — дроссели правой
полости, 5 — правая полость, 6 — корпус регулятора, 7 — левая полость, 8 — дроссель
левой полости
между движениями ведущего и ведомого звеньев передачи. Для
уменьшения зазоров между витками резьбы ходового винта и гайки
применяют шариковые ходовые винты. Канавки шарикового винта
и гайки в осевом сечении имеют полукруглую форму. Несколько
витков канавки плотно заполняются стальными шариками. В конце
и в начале гайки просверлены отверстия, соединенные друг с дру-
гом наружной трубкой, предназначенной для возврата шариков.
Зазор в такой передаче может быть значительно меньше, чем в обыч-
ной. Малый зазор сводит до минимума зону нечувствительности при-
вода при трогании с места и реверсировании. Кроме того, исполь-
зование шариковых ходовых винтов увеличивает к. п. д. примерно
в 3—5 раз по сравнению с обычными винтовыми передачами. При
этом значительно уменьшается сила подачи, необходимая для пе-
ремещения исполнительного органа станка.
Основные требования, предъявляемые к шариковым винтовым
механизмам: жесткость, плавность хода, постоянство натяга на
14
всей длине винта, износостойкость и долговечность. Одним из
основных параметров передач винт — гайка качения является угол
контакта шариков, который влияет на жесткость, нагрузочную
способность, момент холостого хода, долговечность и к. п. д. пере-
дачи. Оптимальной величиной является угол контакта 45°. Допуск
на угол контакта, исходя из требований эксплуатации, ± 3°. До-
пуск на радиус профиля резьбы 5 мкм.
Упругие деформации и жесткость системы. Под действием сил
резания в технологической системе возникают упругие деформа-
ции вследствие чего форма и размеры обрабатываемой детали изме-
няются. На точность обработки влияет не только абсолютная вели-
чина упругих деформаций системы, но и их изменение в процессе
обработки. Деформации технологической системы зависят от ее
жесткости. Жесткость—способность упругой системы оказывать
сопротивление действующим усилиям. Под жесткостью системы С
понимают отношение суммарного усилия (Н) к величине вызван-
ного им отжатия у (мкм) С = Ply.
Жесткость системы количественно характеризует силу (Н),
вызывающую отжатие в 1 мкм. Величина, обратная жесткости, на-
зывается податливостью ю = 1/С — у IP.
Жесткость технологической системы зависит от взаимного рас-
положения ее отдельных элементов. При параллельном расположе-
нии упругих элементов жесткость системы равна сумме жесткостей
отдельных ее элементов. При последовательном расположении
упругих элементов податливость системы равна сумме податливо-
стей отдельных элементов системы. Отсюда следует, что жесткость
такой системы всегда ниже жесткости самого слабого звена и что
наиболее благоприятное значение жесткости системы достигается
при равенстве жесткостей всех элементов системы. Жесткость си-
стемы изменяется в зависимости от положения точки приложения
сил резания. При центровых станках пониженной жесткости у дета-
лей наблюдается вогнутая образующая. При обработке нежестких
деталей наблюдается выпуклая образующая.
С увеличением жесткости системы снижаются отжатияk следо-
вательно, сокращаются погрешности обработки, уменьшается время
на исправление исходных погрешностей, сокращается время на соз-
дание натяга системы при врезании и на выхаживание, повышается
предел виброустойчивости станка.
Тепловые деформации. На точность обработки при шлифова-
нии влияют тепловые деформации. Наибольшее количество теплоты
в станках выделяется при резании в опорах и в гидравлической
системе. В общем балансе точности погрешности обработки из-за
температурных деформаций занимают одно из ведущих мест. Теплота
выделяется в процессе шлифования, поэтому в первую очередь не-
обходимо ограничить выделение теплоты при резании. Мероприятия
по снижению температуры шлифования: технологические—под-
бор характеристики круга, оптимальных режимов резания, состава
и способа подвода СОЖ, наложение ультразвуковых колебаний;
конструктивные — круги с прерывистой поверхностью, устройства
15
chipmaker.ru
для подвода СОЖ и др. В кругах с прерывистой рабочей поверх-
ностью ширина паза должна быть на 30—40 % меньше, чем длина
режущего выступа.
Под действием тепловых деформаций изменяется расстояние
между бабкой круга и столом, а также расстояние между бабками
изделия и круга, при этом получается коробление станины
станка и нарушается пространственное положение узлов, закреп-
ленных на ней. Для устранения или снижения тепловых деформаций
в шлифовальных станках повышают к. п. д. приводов, применяют
в гидроприводах насосы с объемным регулированием, опоры и на-
правляющие гидростатические и качения и др. Подача в опоры
масляного тумана способствует снижению температуры. В опорах
быстроходных шпинделей прецизионных станков применяют мало-
вязкие масла. Той же цели служат вынесение источников теплоты
(гидростанции, системы охлаждения) за пределы станка. Вынесенные
агрегаты виброизолируют. К станку узлы подсоединяют с помощью
эластичных трубопроводов. Такой же результат достигается теп-
лоизоляцией источников теплоты, в частности экранирование элект-
родвигателей. Применение гидроаккумулятора способствует сни-
жению температуры масла гидросистемы станка. Гидроаккумулятор
исключает слив масла через предохранительный клапан и связан-
ный с ним нагрев масла при малом отборе масла в систему (на
микроподаче или при выхаживании). Включение гидроаккумуля-
тора и соответствующее выключение электродвигателя гидростан-
ции возможны одновременно с началом микроподачи, при этом сни-
жаются вибрации, возникающие от работающего гидропривода. Же-
лательна стабилизация температуры в системах охлаждения и
смазки, для чего предусматривается либо система охлаждения, либо
система предварительного подогрева СОЖ и масла. Снизить тем-
пературные деформации можно интенсификацией теплоотвода с по-
мощью разного рода холодильных устройств. Первоначальный ра-
зогрев системы при запуске станка легче поддается автоматизации.
Выделение теплоты вызывает также деформацию обрабатываемой
детали. Особенно опасны температурные деформации для автомати-
зированных шлифовальных станков при работе до упора. При высо-
ких требованиях к точности обработки прецизионные шлифоваль-
ные станки устанавливают в специальных помещениях, где поддер-
живается постоянная температура ±Г и станки предохраняются
от нагрева прямыми солнечными лучами.
Погрешности предварительной обработки. Точность обработки
зависит от погрешностей формы детали до шлифования. Важной
особенностью процесса шлифования является автоматическое ис-
правление погрешностей геометрической формы во времени. При
наличии погрешностей формы, предшествующей обработке, либо
погрешностей установки круг начнет снимать слой металла с вы-
ступающих участков обрабатываемой поверхности. Вследствие де-
формации упругой системы эти погрешности могут копироваться
на обрабатываемой поверхности. При наличии погрешности, пред-
шествующей обработке на протяжении оборота детали, натяг си-
16
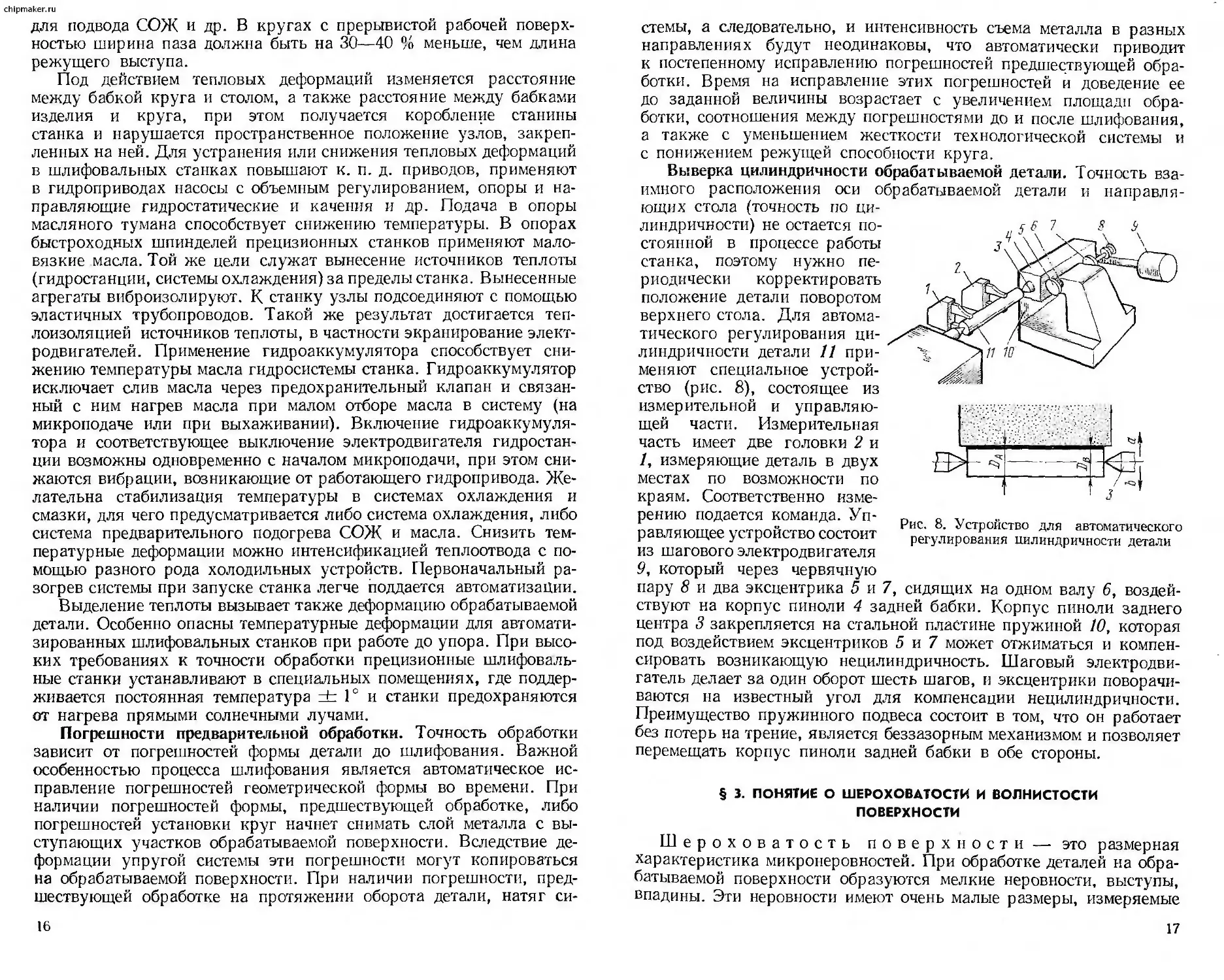
Рис. 8. Устройство для автоматического
регулирования цилиндричности детали
стемы, а следовательно, и интенсивность съема металла в разных
направлениях будут неодинаковы, что автоматически приводит
к постепенному исправлению погрешностей предшествующей обра-
ботки. Время на исправление этих погрешностей и доведение ее
до заданной величины возрастает с увеличением площади обра-
ботки, соотношения между погрешностями до и после шлифования,
а также с уменьшением жесткости технологической системы и
с понижением режущей способности круга.
Выверка цилиндричности обрабатываемой детали. Точность вза-
имного расположения оси обрабатываемой детали и направля-
ющих' стола (точность по ци-
линдричности) не остается по-
стоянной в процессе работы
станка, поэтому нужно пе-
риодически корректировать
положение детали поворотом
верхнего стола. Для автома-
тического регулирования ци-
линдричности детали 11 при-
меняют специальное устрой-
ство (рис. 8), состоящее из
измерительной и управляю-
щей части. Измерительная
часть имеет две головки 2 и
/, измеряющие деталь в двух
местах по возможности по
краям. Соответственно изме-
рению подается команда. Уп-
равляющее устройство состоит
из шагового электродвигателя
9, который через червячную
пару 8 и два эксцентрика 5 и 7, сидящих на одном валу 6, воздей-
ствуют на корпус пиноли 4 задней бабки. Корпус пиноли заднего
центра 3 закрепляется на стальной пластине пружиной 10, которая
под воздействием эксцентриков 5 и 7 может отжиматься и компен-
сировать возникающую нецилиндричность. Шаговый электродви-
гатель делает за один оборот шесть шагов, и эксцентрики поворачи-
ваются на известный угол для компенсации нецилиндричности.
Преимущество пружинного подвеса состоит в том, что он работает
без потерь на трение, является беззазорным механизмом и позволяет
перемещать корпус пиноли задней бабки в обе стороны.
§ 3. ПОНЯТИЕ О ШЕРОХОВАТОСТИ И ВОЛНИСТОСТИ
ПОВЕРХНОСТИ
Шероховатость поверхности — это размерная
характеристика микронеровностей. При обработке деталей на обра-
батываемой поверхности образуются мелкие неровности, выступы,
впадины. Эти неровности имеют очень малые размеры, измеряемые
17
chipmaker.ru
при шлифовании десятыми и сотыми долями микрометра. Высота
шероховатостей влияет на эксплуатационные качества сопрягаемых
деталей. В ГОСТ 2789—73 для оценки шероховатости приняты сле-
дующие основные параметры (рис. 9).
Среднее арифметическое отклонение профиля Ra — среднее
арифметическое из абсолютных значений отклонений профиля в пре-
делах базовой длины
п
»=i
где п — число шагов в пределах базовой длины.
Базовая длина I— длина базовой линии, используемая для вы-
деления неровностей, характеризующих шероховатость поверх-
ности.
Рис. 9. Основные параметры для оценки шероховатости по
ГОСТ 2789—73
Высота неровностей профиля по десяти точкам Rz — сумма
средних абсолютных значений высот пяти наибольших выступов про-
филя и глубин пяти наибольших впадин профиля в пределах базо-
вой длины.
Rz=(2 I ypmi i + 2l lJvmi 1у5-
\i=i i=i /
где ypmi — высота i-го наибольшего выступа профиля, yvrni —
глубина i-й наибольшей впадины профиля.
Средний шаг неровностей профиля Sm — среднее значение
шага неровностей профиля в пределах базовой длины.
7?тах — наибольшая высота профиля. Расстояние между линией
выступов профиля и линией впадин профиля в пределах базовой
длины.
Средний шаг местных выступов профиля S — среднее значение
шага местных выступов профиля в пределах базовой длины.
Опорная длина профиля г] р — сумма длин отрезков в пределах
базовой длины, отсекаемая на заданном уровне в материале профиля
линией, эквидистантной средней линии.
Относительная опорная длина профиля tp — отношение опор-
ной длины профиля к базовой длине.
Волнистость поверхности — это ряд повторяю-
щихся возвышений и впадин с относительно большим шагом. В от-
личие от шероховатости поверхности волнистость характеризуется
неровностями, имеющими значительно больший шаг, чем неровно-
сти, образующие шероховатость. По высоте шероховатость и вол-
нистость оказываются близкими. Границу между шероховатостью,
волнистостью и погрешностями формы можно установить по значе-
нию отношения шага к высоте неровностей. Отклонения, у которых
отношение UR <50, относят к шероховатости, при 1000 HR 2=
2s 50—-к волнистости и при HR > 1000— к отклонениям формы.
Волнистость — периодически возникающие неровности
геометрической структуры поверхности, вызываемые непредусмо-
тренными колебаниями или подобными на колебание относитель-
ными движениями в системе машина — инструмент — деталь. Вол-
нистость определяется на вертикальном сечении поверхности, при-
чем шероховатость и отклонение формы не учитываются. Длина
участка измерений волнистости должна составлять по крайней
мере пятикратное значение максимального возникающего шага
волнистости. Высота волнистости — арифметическое
среднее значение из пяти значений высоты волнистости, определя-
емых в пределах пяти равновеликих отдельных участков измерения
волнистости как вертикальные расстояния между эквидистантами
к средней линии, касающимися измеренного профиля волнистости
каждый раз в наивысшей и наименьших точках.
§ 4. ТЕХНОЛОГИЧЕСКИЕ ФАКТОРЫ, ВЛИЯЮЩИЕ
НА ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Высота шероховатости зависит от следующих факторов:
величины подач, с увеличением которых высота шеро-
ховатостей возрастает;
окружной скорости круга — с увеличением ее
возрастает количество абразивных. зерен, участвующих в про-
цессе шлифования в единицу времени, а это приводит к уменьше-
нию глубины врезания отдельных зерен, что обеспечивает сниже-
ние высоты шероховатостей;
времени выхаживания — при выхаживании упру-
гая система возвращается в исходное положение, при этом натяг
в системе уменьшается, а вместе с ним и глубина внедрения абра-
зивных зерен в обрабатываемую поверхность. Уменьшение глубины
внедрения обеспечивает улучшение шероховатости на 1—3 разряда.
Время выхаживания возрастает с увеличением поверхности обра-
ботки, с увеличением соотношения натягов системы в начале и
конце выхаживания, с уменьшением жесткости системы и режу-
щей способности круга. Снижение натяга и улучшение шерохова-
тости происходят интенсивно в начале выхаживания, затем замед-
ляется, поэтому время выхаживания обычно ограничивают;
зернистости круга — с уменьшением размеров абра-
зивных зерен шероховатость поверхности улучшается;
18
19
chipmaker.ru
режима правки круга — с уменьшением продольной
подачи алмаза на один оборот круга снижается высота шерохова-
тости. Применяя очень малую подачу алмазного инструмента при
правке круга, можно получить шероховатость Ra = 0,16 0,04 мкм
кругом зернистостью 40—25. Однако с уменьшением подачи на обо-
рот круга при правке снижается его режущая способность;
твердости круга — высота шероховатости в известном
диапазоне твердостей снижается с увеличением твердости круга.
Значительная и неравномерная твердость круга может быть источ-
ником вибраций и увеличения шероховатости обработанной поверх-
ности;
материала связки круга — при работе кругами на
вулканитовой и бакелитовой связках с повышением упругих свойств
высота шероховатости снижается, особенно при специальных кру-
гах на бакелитовой связке с графитовым наполнителем. Это в из-
вестной степени зависит от смазывающего действия графита;
времени работы круга после правки — с уве-
личением этого времени высота шероховатости увеличивается, что
объясняется ухудшением микрорельефа образующей круга из-за
неоднородности его износа, а также возрастанием амплитуды авто-
колебаний при притуплении круга;
свойств обрабатываемого металла — с умень-
шением микротвердости высота гребешков на поверхности черных
металлов возрастает, также в тех случаях, когда абразивный -мате-
риал не является оптимальным для обрабатываемого металла;
смазочно-охлаждающей жидкости — приме-
нение масла и масляных эмульсий взамен водно-химических раство-
ров уменьшает высоту шероховатости. Загрязнение СОЖ приво-
дит к ухудшению шероховатости поверхности;
состояния станка — при повышенных зазорах в опо-
рах на деталях появляются часто расположенные следы вибраций.
При биении шпинделя на поверхности детали появляются длинные
и редко расположенные следы вибраций, также при недостаточной
балансировке электродвигателя.
При повышенных требованиях к шероховатости (Ra = 0,16;
0,08; 0,04 мкм) применяют тонкое шлифование. Необходимые
условия для него: хорошее состояние станка (безвибрационная
работа, плавность малых перемещений); тщательная балансировка
круга; малые подачи при правке круга: для Ra = 0,04 мкм 0,01—
0,025 мм/об, для Ra = 0,08 мкм 0,03—0,05 мм/об и для Ra =
= 0,16 мкм 0,06—0,08 мм/об; тщательная очистка СОЖ; легкие
режимы шлифования; мелкозернистые круги на бакелитовой связке
с графитовым наполнителем на последних ходах при припуске
0,02—0,05 мм и исходной шероховатости Ra — 1,25 ч- 0,32 мкм
(или круги на глифталевой связке). При тонкой правке нельзя
допускать применения затупленного алмазного инструмента, сле-
дует чаще поворачивать алмазную державку, обеспечивая при этом
подвод к кругу острых кромок алмаза. По этой причине алмазную
державку располагают под углом 5—15° к кругу. После правки по-
20
верхности круга и направляющие станины рекомендуется очищать
жесткой щеткой при обильной’ подаче СОЖ. Правка круга должна
производиться на тех же участках станины, где обычно произво-
дится обработка.
§ 5. ОЦЕНКА ВЫСОТЫ ШЕРОХОВАТОСТИ
Опенка шероховатости может осуществляться методами: осяза-
ния, т. е. при ощупывании поверхности пальцем, ногтем или метал-
лической пластинкой (количественных оценок высоты шероховато-
сти при этом получить нельзя);
визуальным (зрительным), т. е.
контроль образцов посредством
невооруженного глаза или с по-
мощью лупы или микроскопа;
оптическим с помощью двой-
ного микроскопа; ощупывания
иглой оптико-механическим или
электромеханическим способом;
пневматическим, основанным на
продувании воздуха через зазо-
ры между головкой прибора,
наложенной на контролируемую
поверхность; интерференция (на-
ложения) световых волн.
Контроль шероховатости в и-
зуальным методом за-
ключается в рассмотрении по-
верхности либо невооруженным
глазом, либо с помощью лупы
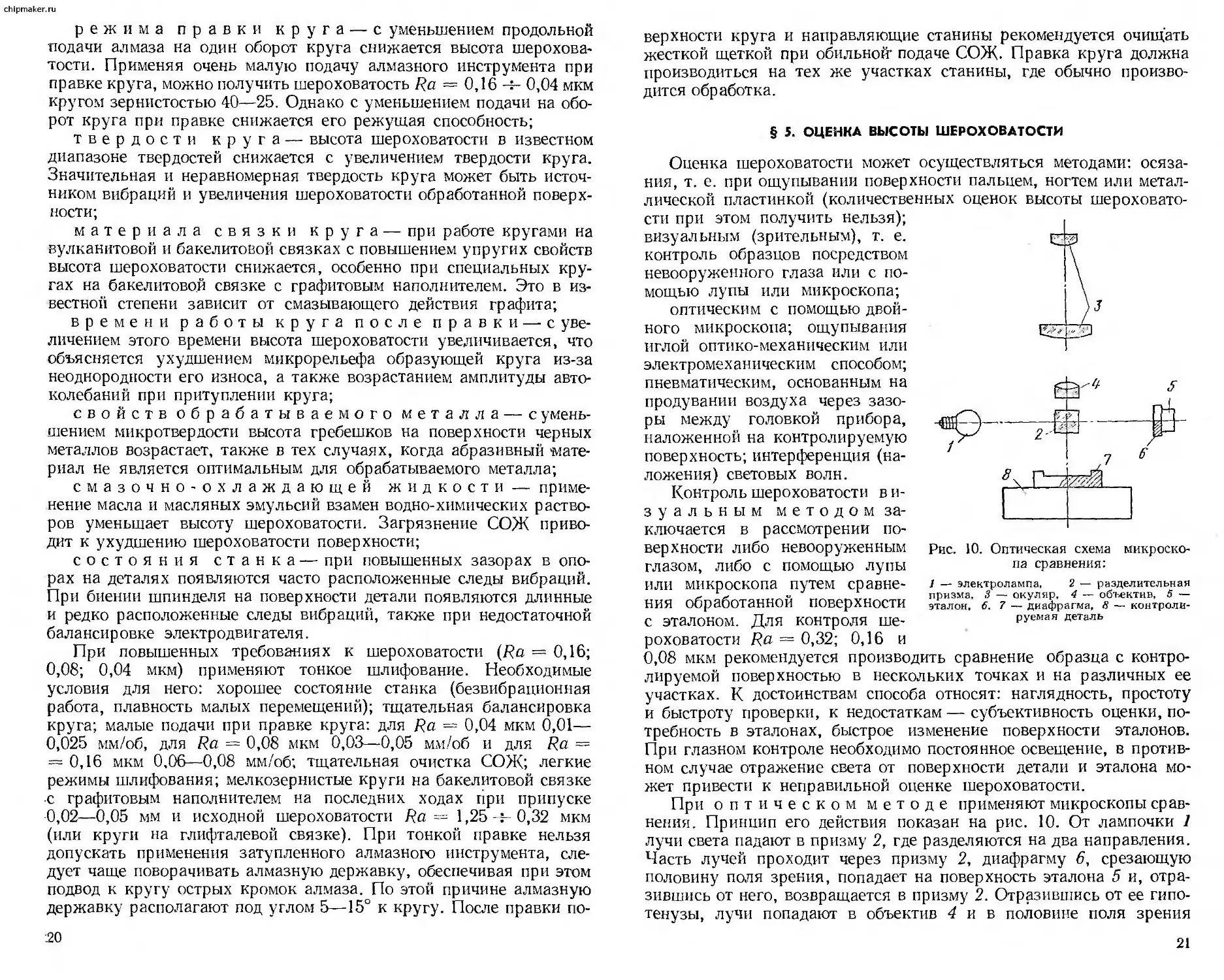
Рис. 10. Оптическая схема микроско-
па сравнения:
ИЛИ микроскопа путем сравне- / — электролампа, 2 — разделительная
- х « . призма, 3 — окуляр, 4 — объектив, 5 —
ния обработанной поверхности эталон, 6. 7 — диафрагма, 8 — контроли-
С эталоном. Для контроля ше- руемая деталь
роховатости Ra = 0,32; 0,16 и
0,08 мкм рекомендуется производить сравнение образца с контро-
лируемой поверхностью в нескольких точках и на различных ее
участках. К достоинствам способа относят: наглядность, простоту
и быстроту проверки, к недостаткам — субъективность оценки, по-
требность в эталонах, быстрое изменение поверхности эталонов.
При глазном контроле необходимо постоянное освещение, в против-
ном случае отражение света от поверхности детали и эталона мо-
жет привести к неправильной оценке шероховатости.
При оптическом методе применяют микроскопы срав-
нения. Принцип его действия показан на рис. 10. От лампочки 1
лучи света падают в призму 2, где разделяются на два направления.
Часть лучей проходит через призму 2, диафрагму 6, срезающую
половину поля зрения, попадает на поверхность эталона 5 и, отра-
зившись от него, возвращается в призму 2. Отразившись от ее гипо-
тенузы, лучи попадают в объектив 4 и в половине поля зрения
21
chipmaker.ru
окуляра 3 дают изображение поверхности эталона 5. Другая часть
лучей направляется гипотенузой призмы 2 вниз, проходит диаф-
рагму 7 и, отразившись от контролируемой поверхности детали 8,
возвращается в призму 2, проходит через объектив 4 и дает во вто-
рой половине окуляра 3 изображение поверхности контролируе-
мой детали 8, расположенной рядом с изображением поверхности
эталона. Микроскоп сравнения имеет увеличение в 55 раз и поле
зрения 2,8 мм. С помощью микроскопа можно различать шерохова-
тость Ra = 0,16 и 0,08 мкм.
Возможна оценка высоты шероховатости с помощью двойного
микроскопа методом светового сечения. Этот метод заключается
в том, что узкая полоска света, падая под углом 45° на контроли-
руемую поверхность, отражается от нее в виде полоски, изогнутой
соответственно гребешкам и впадинам этой поверхности (рис. 11),
и становится видимой через окуляр. С помощью окулярного микро-
метрического винта производится отсчет высоты шероховатости.
Видимая высота шероховатости будет больше действительной. Дей-
ствительная высота подсчитывается по формуле Rz = Д-cos 45°,
где Н—высота шероховатости. При наличии в поле зрения ми-
кроскопа трех и более гребешков отсчет Rz производится при уста-
новке нити винтового окулярного микрометра по касательной не
менее чем к двум гребешкам.
22
Опт ико-меха н,и ч е с к и й метод ощупывания иглой
заключается в том, что профиль шероховатости при большом уве-
личении воспроизводится на светочувствительной бумаге. Для этой
цели служат оптико-механические профилографы. Профилограф
работает следующим образом. По контролируемой поверхности
автоматически перемещается алмазная игла, являющаяся основ-
ным элементом прибора, которая ощупывает шероховатость, пере-
мещаясь вдоль своей оси на высоту этих шероховатостей. Величина
перемещения иглы вдоль ее осп увеличи-
вается в несколько тысяч раз с помощью
оптической системы прибора и фиксируется
на фотобумаге.
Электромеханический ме-
тод ощупывания иглой заключается в
том, что по измеряемой поверхности пе-
ремещается специальный электродинами-
ческий датчик, состоящий из подвижной
катушки, скрепленной с иглой, двигающей-
ся в магнитном поле с соприкасающейся
поверхностью. Так как поверхность дета-
лей имеет шероховатость, игла и вместе
с ней электромагнитные катушки начинают
колебаться, при этом в обмотке катушки
возбуждается электродвижущая сила, ко-
торая проходит через усилитель. Эта уси-
ленная электродвижущая сила на приборе
показывает среднее квадратичное отклоне-
ние шероховатости.
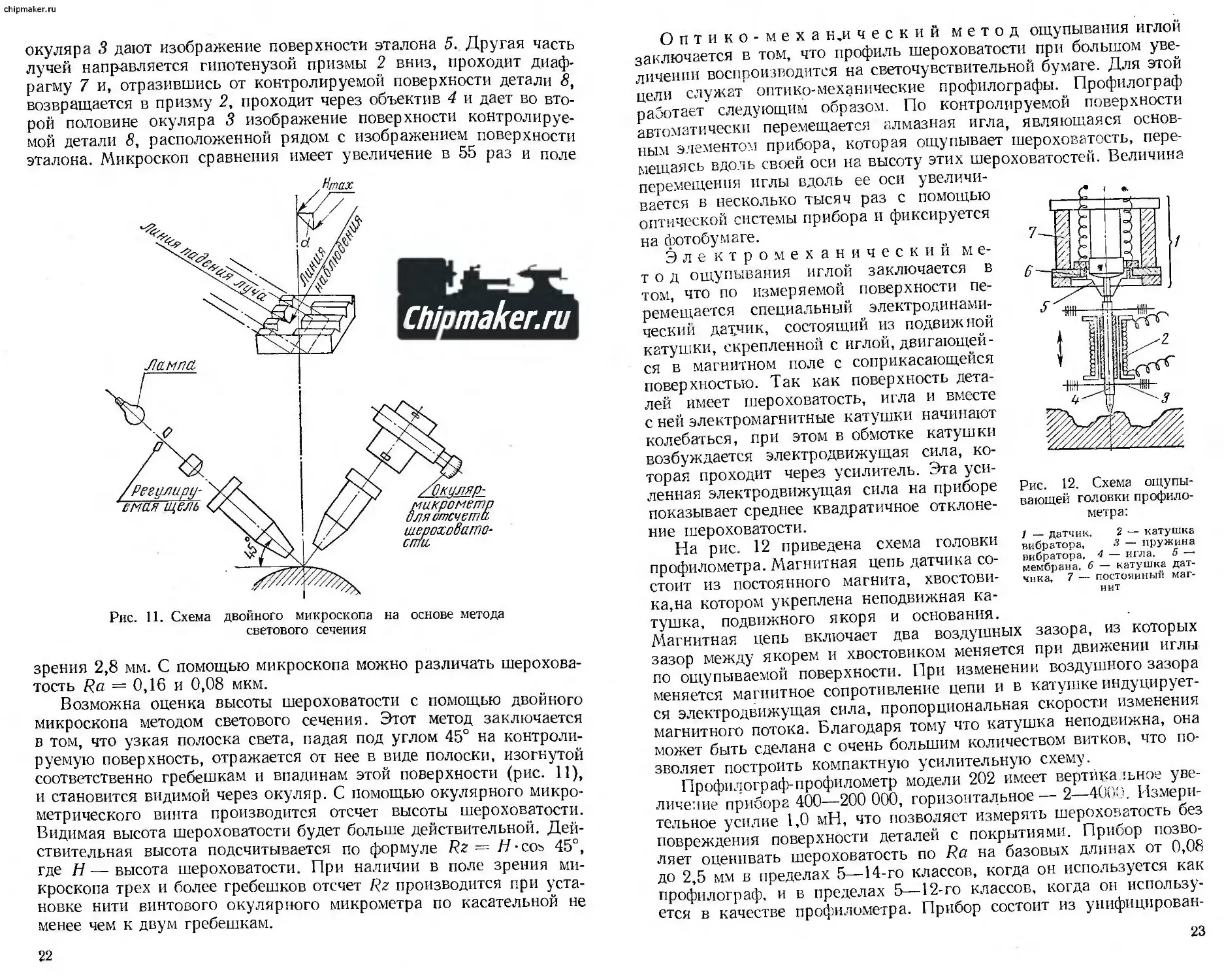
На рис. 12 приведена схема головки
профилометра. Магнитная цепь датчика со-
стоит из постоянного магнита, хвостови-
ка,на котором укреплена неподвижная ка-
тушка, подвижного якоря и основания.
Магнитная цепь включает два воздушных зазора, из которых
зазор между якорем и хвостовиком меняется при движении иглы
по ощупываемой поверхности. При изменении воздушного зазора
меняется магнитное сопротивление цепи и в катушке индуцирует-
ся электродвижущая сила, пропорциональная скорости изменения
магнитного потока. Благодаря тому что катушка неподвижна, она
может быть сделана с очень большим количеством витков, что по-
зволяет построить компактную усилительную схему.
Профилограф-профилометр модели 202 имеет вертика шное уве-
личение прибора 400—200 000, горизонтальное — 2—4000. Измери-
тельное усилие 1,0 мН, что позволяет измерять шероховатость без
повреждения поверхности деталей с покрытиями. Прибор позво-
ляет оценивать шероховатость по Ra на базовых длинах от 0,08
до 2,5 мм в пределах 5—14-го классов, когда он используется как
профилограф, и в пределах 5—12-го классов, когда он использу-
ется в качестве профилометра. Прибор состоит из унифицирован-
Рис. 12. Схема ощупы-
вающей головки профило-
метра:
1 — датчик. 2 — катушка
вибратора, 3 — пружина
вибратора, 4 — игла, 5 —
мембрана. 6 — катушка дат-
чика, 7 — постоянный маг-
нит
23
chipmaker.ru
ных блоков — стойки с кареткой универсального столика, датчика,
мотопривода, электронного блока с показывающим прибором и за-
писывающего прибора. Действие прибора основано на принципе
ощупывания исследуемой поверхности алмазной иглой с радиусом
закругления 2—4 или 10—12 мкм и преобразования колебаний иглы
в измерения напряжений индуктивным методом.
Профилограф-профилометр модели 253 — переносной прибор це-
хового типа. Параметр шероховатости, измеряемый по шкале про-
филометра Ra = 2,5 ч- 0,02. По шкале прибора проверяется пара-
метр Ra. Погрешность показаний по профилограмме ±16 °6. Ско-
рость трассирования при профилометрировании 0,62 мм/с. Радиус
острия ощупывающей иглы 10 мкм. Измерительное усилие ощупы-
вающей иглы до 1,0 мН.
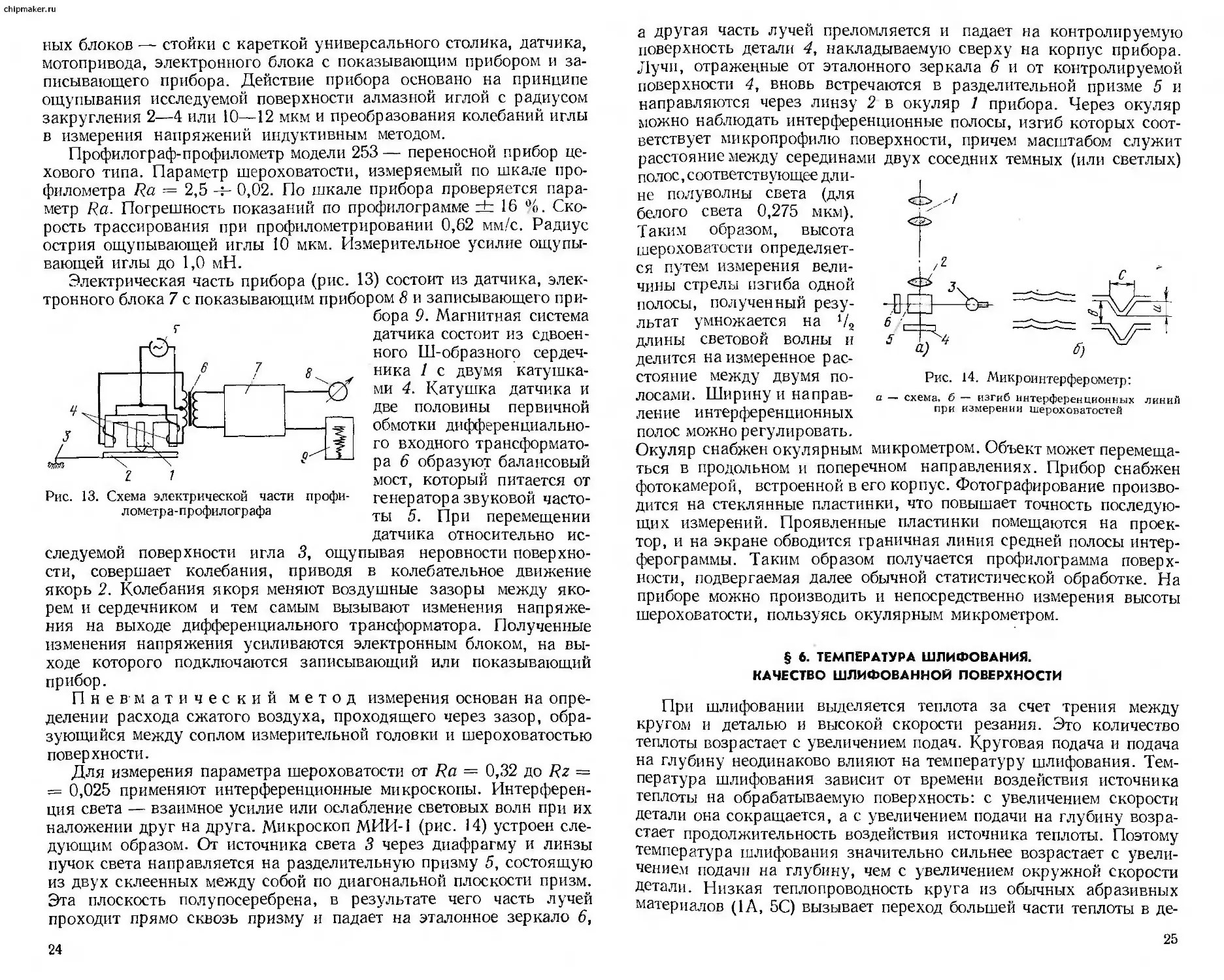
Электрическая часть прибора (рис. 13) состоит из датчика, элек-
тронного блока 7 с показывающим прибором 8 и записывающего при-
бора 9. Магнитная система
датчика состоит из сдвоен-
ного Ш-образного сердеч-
ника 1 с двумя катушка-
ми 4. Катушка датчика и
две половины первичной
обмотки дифференциально-
го входного трансформато-
ра 6 образуют балансовый
мост, который питается от
Рис. 13. Схема электрической части профи- генератора звуковой часто-
лометра-профилографа ты £ При перемещении
датчика относительно ис-
следуемой поверхности игла 3, ощупывая неровности поверхно-
сти, совершает колебания, приводя в колебательное движение
якорь 2. Колебания якоря меняют воздушные зазоры между яко-
рем и сердечником и тем самым вызывают изменения напряже-
ния на выходе дифференциального трансформатора. Полученные
изменения напряжения усиливаются электронным блоком, на вы-
ходе которого подключаются записывающий или показывающий
прибор.
Пневматический метод измерения основан на опре-
делении расхода сжатого воздуха, проходящего через зазор, обра-
зующийся между соплом измерительной головки и шероховатостью
поверхности.
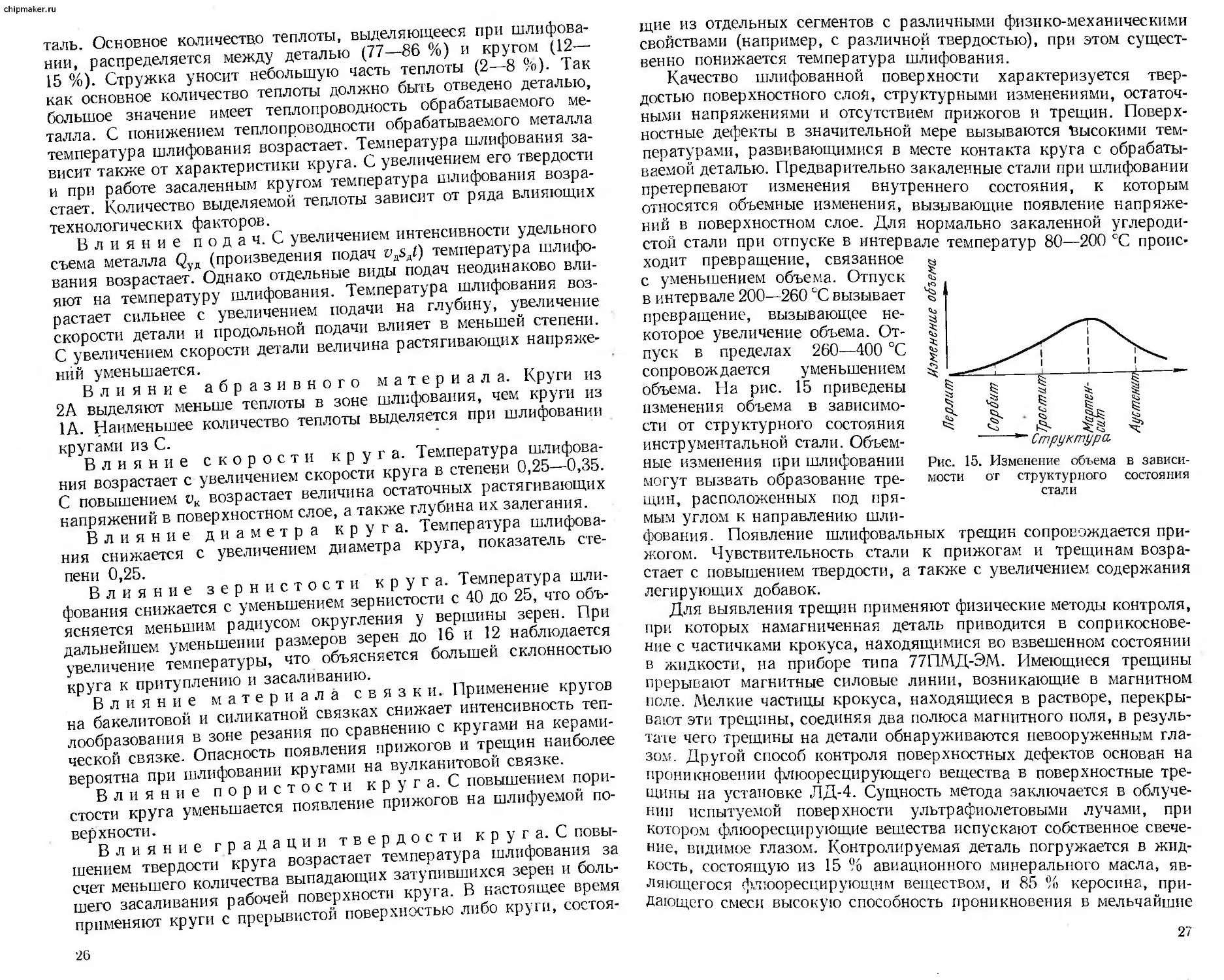
Для измерения параметра шероховатости от Ra = 0,32 до Rz =
= 0,025 применяют интерференционные микроскопы. Интерферен-
ция света — взаимное усилие или ослабление световых волн при их
наложении друг на друга. Микроскоп МИИ-1 (рис. 14) устроен сле-
дующим образом. От источника света 3 через диафрагму и линзы
пучок света направляется на разделительную призму 5, состоящую
из двух склеенных между собой по диагональной плоскости призм.
Эта плоскость полупосеребрена, в результате чего часть лучей
проходит прямо сквозь призму и падает на эталонное зеркало 6,
а другая часть лучей преломляется и падает на контролируемую
поверхность детали 4, накладываемую сверху на корпус прибора.
Лучи, отраженные от эталонного зеркала 6 и от контролируемой
поверхности 4, вновь встречаются в разделительной призме 5 и
направляются через линзу 2 в окуляр 1 прибора. Через окуляр
можно наблюдать интерференционные полосы, изгиб которых соот-
ветствует микропрофилю поверхности, причем масштабом служит
расстояние между серединами двух соседних темных (или светлых)
Рис. 14. Микроинтерферометр:
а — схема, б — изгиб интерференционных линий
при измерении шероховатостей
полос, соответствующее дли-
не полуволны света (для
белого света 0,275 мкм).
Таким образом, высота
шероховатости определяет-
ся путем измерения вели-
чины стрелы изгиба одной
полосы, полученный резу-
льтат умножается на 1/2
длины световой волны и
делится на измеренное рас-
стояние между двумя по-
лосами. Ширину и направ-
ление интерференционных
полос можно регулировать.
Окуляр снабжен окулярным микрометром. Объект может перемеща-
ться в продольном и поперечном направлениях. Прибор снабжен
фотокамерой, встроенной в его корпус. Фотографирование произво-
дится на стеклянные пластинки, что повышает точность последую-
щих измерений. Проявленные пластинки помещаются на проек-
тор, и на экране обводится граничная линия средней полосы интер-
ферограммы. Таким образом получается профилограмма поверх-
ности, подвергаемая далее обычной статистической обработке. На
приборе можно производить и непосредственно измерения высоты
шероховатости, пользуясь окулярным микрометром.
§ 6. ТЕМПЕРАТУРА ШЛИФОВАНИЯ.
КАЧЕСТВО ШЛИФОВАННОЙ ПОВЕРХНОСТИ
При шлифовании выделяется теплота за счет трения между
кругом и деталью и высокой скорости резания. Это количество
теплоты возрастает с увеличением подач. Круговая подача и подача
на глубину неодинаково влияют на температуру шлифования. Тем-
пература шлифования зависит от времени воздействия источника
теплоты на обрабатываемую поверхность: с увеличением скорости
детали она сокращается, а с увеличением подачи на глубину возра-
стает продолжительность воздействия источника теплоты. Поэтому
температура шлифования значительно сильнее возрастает с увели-
чением подачи на глубину, чем с увеличением окружной скорости
детали. Низкая теплопроводность круга из обычных абразивных
материалов (1А, 5С) вызывает переход большей части теплоты в де-
25
24
chipmaker.ru
таль. Основное количество теплоты, выделяющееся при шлифова-
нии, распределяется между деталью (77—86 %) и кругом (12—
15 %). Стружка уносит небольшую часть теплоты (2—8 %). Так
как основное количество теплоты должно быть отведено деталью,
большое значение имеет теплопроводность обрабатываемого ме-
талла. С понижением теплопроводности обрабатываемого металла
температура шлифования возрастает. Температура шлифования за-
висит также от характеристики круга. С увеличением его твердости
и при работе засаленным кругом температура шлифования возра-
стает. Количество выделяемой теплоты зависит от ряда влияющих
технологических факторов.
Влияние подач. С увеличением интенсивности удельного
съема металла фуд (произведения подач vasAt) температура шлифо-
вания возрастает. Однако отдельные виды подач неодинаково вли-
яют на температуру шлифования. Температура шлифования воз-
растает сильнее с увеличением подачи на глубину, увеличение
скорости детали и продольной подачи влияет в меньшей степени.
С увеличением скорости детали величина растягивающих напряже-
ний уменьшается.
Влияние абразивного материала. Круги из
2А выделяют меньше теплоты в зоне шлифования, чем круги из
1А. Наименьшее количество теплоты выделяется при шлифовании
кругами из С.
Влияние скорости круга. Температура шлифова-
ния возрастает с увеличением скорости круга в степени 0,25—0,35.
С повышением vK возрастает величина остаточных растягивающих
напряжений в поверхностном слое, а также глубина их залегания.
Влияние диаметра круга. Температура шлифова-
ния снижается с увеличением диаметра круга, показатель сте-
пени 0,25.
Влияние зернистости круга. Температура шли-
фования снижается с уменьшением зернистости с 40 до 25, что объ-
ясняется меньшим радиусом округления у вершины зерен. При
дальнейшем уменьшении размеров зерен до 16 и 12 наблюдается
увеличение температуры, что объясняется большей склонностью
круга к притуплению и засаливанию.
Влияние материала связки. Применение кругов
на бакелитовой и силикатной связках снижает интенсивность теп-
лообразования в зоне резания по сравнению с кругами на керами-
ческой связке. Опасность появления прижогов и трещин наиболее
вероятна при шлифовании кругами на вулканитовой связке.
Влияние пористости круга. С повышением пори-
стости круга уменьшается появление прижогов на шлифуемой по-
верхности.
Влияние градации твердости круга. С повы-
шением твердости крута возрастает температура шлифования за
счет меньшего количества выпадающих затупившихся зерен и боль-
шего засаливания рабочей поверхности круга. В настоящее время
применяют круги с прерывистой поверхностью либо круги, состоя-
которым
напряже-
углероди-
°С пропс-
СОСТОЯНИЯ
мости от структурного
стали
щие из отдельных сегментов с различными физико-механическими
свойствами (например, с различной твердостью), при этом сущест-
венно понижается температура шлифования.
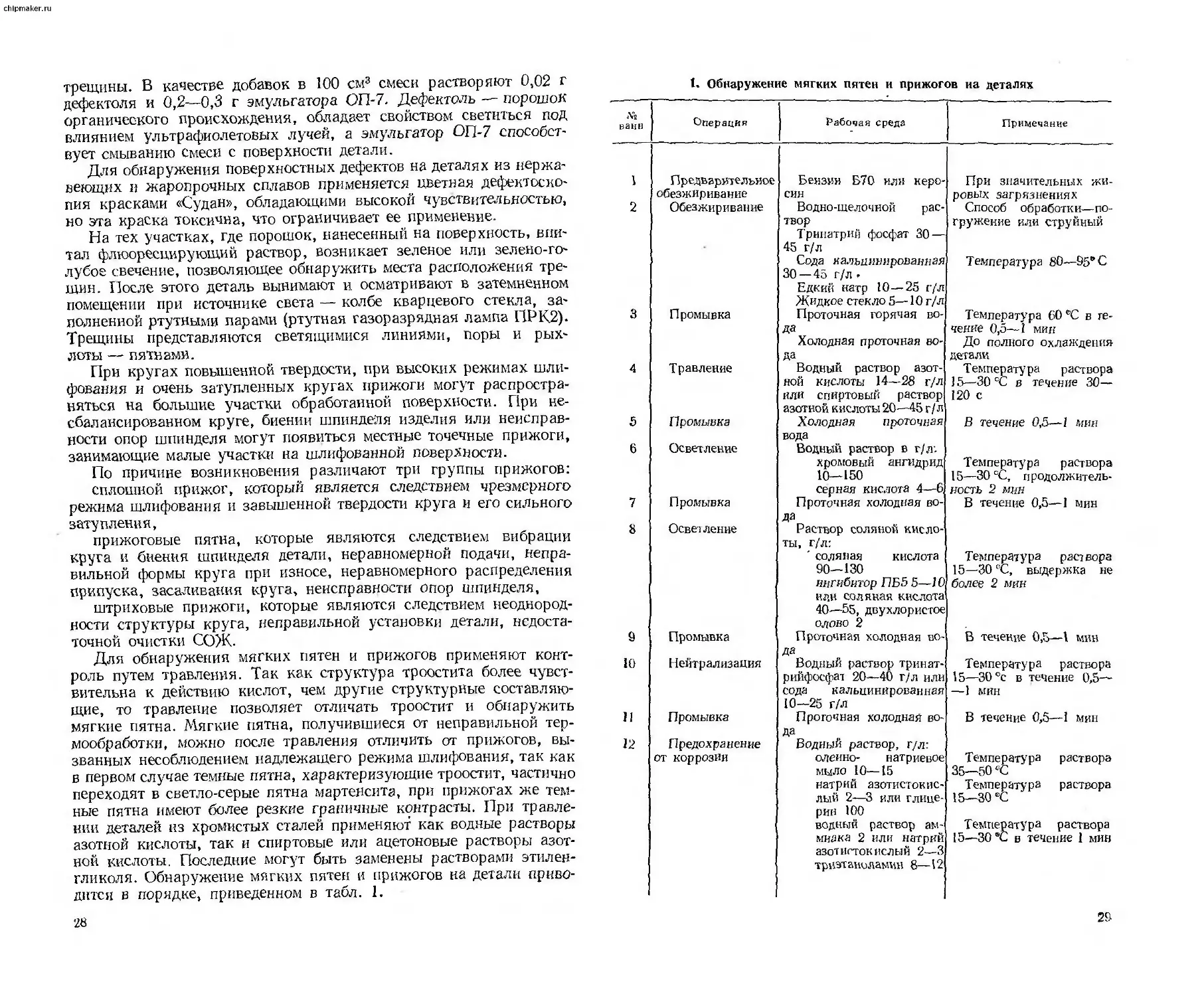
Качество шлифованной поверхности характеризуется твер-
достью поверхностного слоя, структурными изменениями, остаточ-
ными напряжениями и отсутствием прижогов и трещин. Поверх-
ностные дефекты в значительной мере вызываются Высокими тем-
пературами, развивающимися в месте контакта круга с обрабаты-
ваемой деталью. Предварительно закаленные стали при шлифовании
претерпевают изменения внутреннего состояния, к
относятся объемные изменения, вызывающие появление
ний в поверхностном слое. Для нормально закаленной
стоп стали при отпуске в интервале температур 80—200
ходит превращение, связанное
с уменьшением объема. Отпуск
в интервале 200—260 СС вызывает
превращение, вызывающее не-
которое увеличение объема. От-
пуск в пределах 260—400 °C
сопровождается уменьшением
объема. На рис. 15 приведены
изменения объема в зависимо-
сти от структурного состояния
инструментальной стали. Объем-
ные изменения при шлифовании
могут вызвать образование тре-
щин, расположенных под пря-
мым углом к направлению шли-
фования. Появление шлифовальных трещин сопровождается при-
жогом. Чувствительность стали к прижогам и трещинам возра-
стает с повышением твердости, а также с увеличением содержания
легирующих добавок.
Для выявления трещин применяют физические методы контроля,
при которых намагниченная деталь приводится в соприкоснове-
ние с частичками крокуса, находящимися во взвешенном состоянии
в жидкости, на приборе типа 77ПМД-ЭМ. Имеющиеся трещины
прерывают магнитные силовые линии, возникающие в магнитном
поле. Мелкие частицы крокуса, находящиеся в растворе, перекры-
вают эти трещины, соединяя два полюса магнитного поля, в резуль-
тате чего трещины на детали обнаруживаются невооруженным гла-
зом. Другой способ контроля поверхностных дефектов основан на
проникновении флюоресцирующего вещества в поверхностные тре-
щины на установке ЛД-4. Сущность метода заключается в облуче-
нии испытуемой поверхности ультрафиолетовыми лучами, при
котором флюоресцирующие вещества испускают собственное свече-
ние, видимое глазом. Контролируемая деталь погружается в жид-
кость, состоящую из 15 ?6 авиационного минерального масла, яв-
ляющегося флюоресцирующим веществом, и 85 % керосина, при-
дающего смеси высокую способность проникновения в мельчайшие
2G
27
chipmaker.ru
трещины. В качестве добавок в 100 см3 смеси растворяют 0,02 г
дефектоля и 0,2—0,3 г эмульгатора ОП-7. Дефектоль — порошок —
органического происхождения, обладает свойством светиться под л
влиянием ультрафиолетовых лучей, а эмульгатор ОП-7 способст- ва1
вует смыванию смеси с поверхности детали.
Для обнаружения поверхностных дефектов на деталях из нержа-
веющих и жаропрочных сплавов применяется цветная дефектоско-
пия красками «Судан», обладающими высокой чувствительностью,
но эта краска токсична, что ограничивает ее применение.
На тех участках, где порошок, нанесенный на поверхность, впи-
тал флюоресцирующий раствор, возникает зеленое или зелено-го-
лубое свечение, позволяющее обнаружить места расположения тре-
щин. После этого деталь вынимают и осматривают в затемненном
помещении при источнике света — колбе кварцевого стекла, за-
полненной ртутными парами (ртутная газоразрядная лампа ПРК2). >
Трещины представляются светящимися линиями, поры и рых-
лоты — пятнами.
При кругах повышенной твердости, при высоких режимах шли- <
фования и очень затупленных кругах прижоги могут распростра-
няться на большие участки обработанной поверхности. 11ри не-
сбалансированном круге, биении шпинделя изделия или неисправ- >
ности опор шпинделя могут появиться местные точечные прижоги,
занимающие малые участки на шлифованной поверхности. t
По причине возникновения различают три группы прижогов:
сплошной прижог, который является следствием чрезмерного
режима шлифования и завышенной твердости круга и его сильного ;
затупления,
прижоговые пятна, которые являются следствием вибрации
круга и биения шпинделя детали, неравномерной подачи, непра-
вильной формы круга при износе, неравномерного распределения
припуска, засаливания круга, неисправности опор шпинделя,
штриховые прижоги, которые являются следствием неоднород-
ности структуры круга, неправильной установки детали, недоста-
точной очистки СОЖ. 9
Для обнаружения мягких пятен и прижогов применяют конт-
роль путем травления. Так как структура троостита более чувст- 11
вительна к действию кислот, чем другие структурные составляю-
щие, то травление позволяет отличать троостит и обнаружить
мягкие пятна. Мягкие пятна, получившиеся от неправильной тер-
мообработки, можно после травления отличить от прижогов, вы-
званных несоблюдением надлежащего режима шлифования, так как
в первом случае темные пятна, характеризующие троостит, частично
переходят в светло-серые пятна мартенсита, при прижогах же тем-
ные пятна имеют более резкие граничные контрасты. При травле-
нии деталей из хромистых сталей применяют как водные растворы
азотной кислоты, так и спиртовые или ацетоновые растворы азот-
ной кислоты. Последние могут быть заменены растворами этилен-
гликоля. Обнаружение мягких пятен и прижогов на детали приво-
дится в порядке, приведенном в табл. 1.
28
t. Обнаружение мягких пятен и прижогов иа деталях
О НН Операция | Рабочая среда Примечание
1 1 ) > Предварительное обезжиривание Обезжиривание Промывка Травление Промывка Осветление Промывка Осветление Промывка Нейтрализация Промывка Предохранение от коррозии Бензин Б70 иля керо- син Водно-щелочной рас- твор Тринатрий фосфат 30 — 45 г/л Сода кальцинированная 30 — 45 г/л • Едкий натр 10—25 г/л Жидкое стекло 5— 10 г/л Проточная горячая во- да Холодная проточная во- да Водный раствор азот- ной кислоты 14—28 г/л или спиртовый раствор азотной кислоты 20—45 г/л Холодная проточная вода Водный раствор в г/л’, хромовый ангидрид 10—150 серная кислота 4—6 Проточная холодная во- да Раствор соляной кисло- ты, г/л: ' соляная кислота 90—130 ингибитор ПБ5 5—10 или соляная кислота 40—55, двухлористое олово 2 Проточная холодная во- да Водный раствор тринат- рийфосфат 20—40 г/л или сода кальцинированная 10—25 г/л Проточная холодная во- да Водный раствор, г/л: олеино- натриевое мыло 10—15 натрий азотистокис- лый 2—3 или глице- рин 100 водный раствор ам- миака 2 или натрий азотистокислый 2—3 триэтаноламин 8—12 При значительных жи- ровых загрязнениях Способ обработки—по- гружение или струйный Температура 80—95*С Температура 60 ®С в те- чение 0,5—1 мин До полного охлаждения детали Температура раствора 15—30 °C в течение 30— 120 с В течение 0,5—1 мил Температура раствора 15—30 °C, продолжитель- ность 2 мин В течение 0,5—1 мин Температура раствора 15—30 °C, выдержка не более 2 мин В течение 0,5—1 мин Те,мпература раствора 15—30 °с в течение 0,5— —1 мин В течение 0,5—1 мин Температура раствора 35—50 СС Температура раствора 15—30 °C Температура раствора 15—30 *С в течение 1 мин
29
chipmaker.ru
Рис. 16. Определение остаточ-
ных напряжений
Контроль осуществляется невооруженным глазом под местным
освещением. При осмотре на сером фоне травленой поверхности
выявляются дефекты
1. Прижоги (шлифовочные штрихи, полосы и пятна вторичной
закалки и вторичного отпуска):
шлифовочные штрихи, полосы и пятна вторичного отпуска пред-
ставляют собой участки повышенной травимости более темные, чем
основной фон поверхности травленой детали. Повышенная трави-
мость обусловлена различной степенью отпуска мартенсита в этих
участках в процессе шлифования;
шлифованные штрихи, полосы и пятна вторичной закалки пред-
ставляют собой участки пониженной травимости (более светлые,
чем основной фон травленой поверхности детали), ограниченные
темной оторочкой. Пониженная тра-
вимость является следствием образо-
вания зоны неотпущенного мартен-
сита (или мартенсита и аустенита).
Темная оторочка — переходная зона
высокоотпущенного мартенсита.
2. Мягкие закалочные пятна. Мяг-
кие трсоститовые пятна представляют
собой более темные, чем основной фон
травленой поверхности, пятна с размытыми границами. Повышенная
травимость обусловлена наличием троостита закалки в структуре.
3. Обезуглероженные и обедненные участки представляют собой
более светлые, чем основной фон травленой поверхности, пятна
с размытыми границами, не имеющие темной оторочки, характерной
для пятен вторичной закалки.
Состояние поверхности детали влияет на процесс травления.
Чем чище и ровнее поверхность, тем более четким получается
результат. Для чисто полированной поверхности требуется очень
слабая протравка, для грубошлифованной поверхности необходимы
более крепкие растворы и более длительное травление.
Остаточные напряжения обнаруживаются при непосредствен-
ном измерении деформаций разрезанных колец или прогиба плас-
тинки по мере удаления поверхностных слоев металла (рис. 16).
Удаление металла осуществляется электромеханическим полиро-
ванием. По характеру остаточные напряжения могут быть напря-
жениями растяжения или сжатия. Наименьшие остаточные напряже-
ния получаются при работе пористыми кругами с пониженной твер-
достью, острорежущими кругами непосредственно после правки
с пониженной радиальной подачей и скоростью вращения круга,
с увеличением дополнительных ходов при выхаживании, с увеличе-
нием скорости детали. Наибольшие напряжения шлифовального
происхождения залегают на глубине, не превышающей 50—75 мкм.
При повышении режима в поверхностном слое появляются растяги-
вающие напряжения, при чистовых режимах —- сжимающие. Чем
выше твердость закаленной стали, тем больше разница напряжений
в шлифованной поверхности.
Контрольные вопросы
1. Перечислите погрешности формы и положения обработанных поверхностей.
2. Укажите технологические факторы, влияющие на точность выполнения-
размеров при шлифовании.
3. Перечислите технологические факторы, вызывающие погрешности формы
у цилиндрических деталей в поперечном и продольном сечениях.
4. Как обрабатываются центровые отверстия при повышенных требованиях
к точности?
5. Каким образом выявляются прижоги и трещины на шлифованной поверх-
ности?
6. Какие факторы влияют на температуру шлифования?
Глава II
ОБЩИЕ СВЕДЕНИЯ О МЕХАНИЗАЦИИ
И АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА
§ 1. ОСНОВНЫЕ ПОНЯТИЯ
Под механизацией технологического процесса понима-
ется замена ручного труда, затрачиваемого непосредственно на из-
готовление продукции, работой машин. Под автоматиза-
цией понимают замену ручного труда при управлении и обслужи-
вании машин—орудий, их систем и производственных процессов
?: целом. Степень механизации и автоматизации производственных
процессов может быть частичной и комплексной.
Автоматом называется самоуправляющаяся рабочая ма-
шина, которая при осуществлении технологического процесса про-
изводит все рабочие и холостые ходы рабочего цикла обработки.
Полуавтоматом называется машина, работающая с авто-
матическим рабочим циклом, для повторения которого требуется
вмешательство рабочего.
Автоматическое управление обычно осуществляется с помощью
командных сигналов, которые осуществляются механическими, гид-
равлическими, электрическими и другими устройствами. Любая
автоматическая система управления имеет устройство — програм-
моноситель, который в той или иной форме содержит программу
работы управляющего исполнительного органа. По виду програм-
моносителя все системы управления станком можно подразделить
на группы: упоры, копиры, кулачки, перфокарты, магнитные ленты
и др.
Системой автоматического управления на-
зывают совокупность всех устройств, обеспечивающих автоматиче-
ское управление объектом без непосредственного участия человека.
Системы автоматического управления бывают без обратной связи
(разомкнутые) и с обратной связью (замкнутые). Система зам-
кнутая—система управления,.в которой входными воздей-
ствиями для управляющего устройства являются как внешние, так
и контрольные воздействия. В этой системе сигналы с выходных
30
31
ch i pma ker. ru
звеньев поступают на предыдущие звенья системы для осуществле-
ния процесса управления. Система р а з о м к.и у т а я — си-
стема управления, в которой управляющими воздействующими уст-
ройствами являются только внешние воздействия. Управление осу-
ществляется без информации о выходных параметрах (величине
перемещения, скорости и т. п.) звеньев системы. Система самонастраи-
вающаяся (адаптивная), отличается тем, что закон изменения регу-
лируемого параметра не задан заранее, а вырабатывается самой
системой управления в зависимости от того, как изменяются усло-
вия протекания регулируемого процесса.
§ 2. ЭЛЕМЕНТЫ АВТОМАТИЧЕСКИХ УСТРОЙСТВ
Автоматические системы состоят из отдельных элементов, ко-
торые по своему назначению могут быть подразделены на устрой-
ства для получения информации (воспринимающие элементы), для
переработки информации (реле и усилители), для передачи и ис-
пользования информации (исполнительные механизмы).
Источниками сигналов, поступающих в блок управления в ра-
зомкнутых системах, являются задающие устройства, а в замкну-
тых — задающие и измерительные устройства, посылающие в блок
управления сигналы и информацию обратной связи. Назначение
этих элементов в том, чтобы воспринимать изменение величины
регулируемого параметра управляемой системы. Они называются
воспринимающими (или чувствительными) элементами или меха-
низмами системы. Сигналы, поступающие от воспринимающих или
чувствительных элементов, а также от задающих устройств, вос-
принимаются блоками управления.
Преобразователи — датчики служат для подачи команд и ре-
гулирования процесса. Для того чтобы станок выполнил требуе-
мый прием обработки, на датчик должно быть оказано воздейст-
вие. Такое воздействие может быть оказано движущимися частями
станка, изменением размера обрабатываемой заготовки, скорости
движения механизма, давления рабочей среды и т. д.
В металлорежущих станках применяют путевые, размерные, си-
ловые, скоростные и другие преобразователи — датчики. Путевыми
датчиками механического типа являются подвижные и неподвиж-
ные упоры и кулачки. При встрече подвижной части станка с упо-
ром происходит необходимое движение промежуточного или испол-
нительного звена. Путевые датчики (переключатели) выполняются
чаще всего на электрической, пневматической или гидравлической
основе, сигнал от которых поступает к исполнительным органам
непосредственно или через промежуточные звенья. Путевые пере-
ключатели применяют чаще всего для переключения скорости (бы-
стрый подвод, рабочая подача, отвод, обратный ход), для ограни-
чения хода и остановки движущихся частей в определенный мо-
мент пути.
Гидравлические и пневматические путевые датчики служат для
того, чтобы открыть или закрыть в определенный момент доступ
32
рабочей жидкости или воздуха к исполнительному звену. Электри-
ческие размерные датчики применяют для замыкания или размы-
кания контактов электрической цепи управления при достижении
заданного размера. Силовые датчики создают командный импульс
в момент, когда усилие в соответствующих механизмах станка или
давление рабочей среды в системах управления достигает задан-
ного значения. Потенциометры, сельсины, вращающиеся трансфор-
маторы — датчики, предназначенные для точных измерений угло-
вых положений исполнительных органов автоматических уст-
ройств.
Распределительные аппараты (промежуточные реле, контакторы,
реле времени, триггерные ячейки и т. п.) выполняют функции пере-
дачи, распределения и комбинирования, усиления и инверсирова-
ния команд, поступающих от датчиков. Реле-аппараты, приводимые
в действие маломощным импульсом и служащие для преобразова-
ния, размножения, а иногда и для усиления сигналов, от блока
управления команды направляются к исполнительным механиз-
мам автоматической системы. Реле осуществляют прерывистое управ-
ление процессом, датчики — непрерывное.
Обычно команды, выходящие из блока управления, не обла-
дают достаточной мощностью для приведения в действие исполни-
тельных органов. Поэтому в автоматических системах часто исполь-
зуются усилители, предназначенные для усиления сигналов блока
управления и передачи их исполнительным механизмам. Усили-
телем называют устройство, в котором производится количествен-
ное преобразование (усиление) входной величины за счет энер-
гии постороннего источника. Усилители бывают электромашинные,
магнитные, электронные, гидравлические и др.
Назначение исполнительных механизмов — приведение в дей-
ствие рабочих органов станка, исполнение очередного элемента
цикла обработки. Исполнительные механизмы в системах автома-
тического регулирования и управления выполняют непосредствен-
ное действие, осуществляющее заданный прием управления (пуск
и останов станка, переключение золотников, открытие вентилей
и т. п.). По принципу действия исполнительные механизмы подраз-
деляют на электрические, магнитные, гидравлические и др. Электро-
магниты предназначены для выполнения быстрых перемещений
рабочих органов на небольшие расстояния. Их применяют для
управления гидравлическими и пневматическими вентилями, золот-
никами и т. п. Электромагнитные фрикционные муфты являются
устройствами для передачи крутящего момента. Их применяют
для сложных автоматических переключений в станках.
Распространенными исполнительными устройствами являются
дисковые электромагнитные муфты, которые представляют собой
электромагнит с якорем. В однодисковой муфте (рис. 17) корпус 2
электромагнита жестко закреплен на ведущем валу /, а якорь 5
расположен на скользящей шпонке на ведомом валу 7. Между
корпусом и якорем помещена фрикционная прокладка 3. В корпусе
находится катушка 4. Если через эту катушку пропустить ток, то
33
r.ru
в корпусе возникает магнитный поток, пронизывающий фрикцион-
ную прокладку и замыкающийся якорем. Якорь оказывается при-
тянутым к корпусу, и движение ведущего вала / через корпус и
якорь будет передано ведущему валу 7. По прекращении подачи
Рис. 17. Дисковая электромагнитная муф-
та
тока в катушку пружина 6
отталкивает якорь от корпу-
са и движение ведомого вала
прекращается.
В качестве исполнитель-
ного механизма применяют
гидравлические двигатели с
поступательным и вращатель-
ным движением подвижной
части. Так, привод подачи
передней бабки круглошли-
фовального автомата модели
3A153 оснащен поршневым
гидродвигателем с осевым
расположением поршней и
скошенной шайбой (рис. 18).
Г идродвигатель состоит из
корпуса 1, ротора 6, барабана
4, поршней-плунжеров 2 с толкателями 3 и скошенной шайбы 5.
Вращательное движение ротора происходит в результате взаимо-
действия поршней, находящихся под давлением рабочей жидкости,
с косо расположенной вращающейся шайбой 5. Барабан 4 и ротор 6
закреплены шпонкой на валу двигателя.
Рис. 18. Поршневой гидродвигатель вращательного движения
В приводах подач металлорежущих станков применяют шаго-
вые электродвигатели с гидроусилителями и без них. Шаговые
двигатели позволяют работать с относительно высокой дискрет-
ностью перемещений (до 1 мкм). Шаговый двигатель (рис. 19)
состоит из статора 1 и ротора 2. На внутренней поверхности ста-
тора расположены три ряда секций полюсов. На роторе имеется
такое же количество рядов полюсов, но каждый ряд полюсов ро-
34
тора сдвинут относительно другого на угол, соответствующий г/3
межполюсного расстояния; если полюсы первого ряда статора и
ротора расположены точно друг против друга, то полюсы второй
секции по отношению
к полюсам статора ока-
жутся сдвинутыми на
1,3, а полюсы третьей—
на 2/3 шага статора. Об-
мотки полюсов каждого
ряда соединены после-
довательно. Если пооче-
редно подавать импуль-
сы тока постоянного на-
пряжения на обмотки
полюсов шагового дви-
гателя, ротор будет пре-
рывисто поворачиваться
на строго определенную
Рис. 19. Электрический шаговый двигатель:
а общий вид в разрезе, б — схема
величину — один угловой шаг на каждый
импульс тока. Этому повороту соответствует перемещение рабочего
органа машины на определенную небольшую величину. Частота
Рис. 20. Гидравлический
силовой датчик — напор-
ный золотник
электрических сигналов и соответствующих
им шаговых перемещений определяет ско-
рость движения, а количество сигналов и
шаговых перемещений — величину пути
перемещения рабочего органа станка.
На рис. 20 показан гидравлический си-
ловой датчик (напорный золотник), кото-
рый состоит из корпуса 3 и двух крышек 2
и 9. Рабочая среда подводится к золотни-
ку через отверстие 4. Под давлением пру-
жины 1 плунжер золотника занимает поло-
жение, показанное на рисунке, и проход
среды из отверстия 4 в отверстие 10 за-
крыт. Входное отверстие 4 золотника кана-
лами 5, 6, 7 связано с полостью 8 под плун-
жером. Когда давление рабочей среды до-
стигает заданного значения, плунжер при-
поднимается и соединяет входное отвер-
стие 4 с выходным 10. Рассматриваемая
конструкция напорного золотника предус-
матривает возможность поворота крышки 9 вокруг ее оси, с тем
чтобы каналы 5 и 6 не совпали. Это дает возможность соединить
канал 7 с системой дистанционного управления.
§ 3. АВТОМАТИЗАЦИЯ ЦИКЛА ШЛИФОВАНИЯ
Полный цикл обработки на шлифовальных станках состоит
из загрузки, обработки, разгрузки и контроля. Загрузка состоит
из комплекса приемов: захватывания детали загрузочным приспо-
35
chipmaker.ru
соблением из емкости, транспортировки детали в зону обработки,
установки детали в приспособлении, закрепления детали и вклю-
чения станка.
Обработка состоит из комплекса приемов: быстрого подвода
круга, включения ускоренной подачи, осуществления рабочей
подачи, выключения подачи, отвода шлифовальной бабки и выклю-
чения станка.
Разгрузка состоит из комплекса приемов: открепления детали,
захватывания обработанных деталей и транспортировки их в ем-
кость.
Контроль состоит из комплекса приемов: замера детали, под-
наладки и правки круга.
Автоматизация подвода круга к детали для врезания и созда-
ние натяга ведет к непроизводительным потерям времени, кото-
Рис. 21. Схема подвода круга к
обрабатываемой поверхности:
а — быстрый подвод, б — ускоренное
врезание, в — черновое шлифование.
г — чистовое шлифование, д — оконча-
тельный размер, е — минимальный раз-
мер заготовки, эю — максимальный
размер заготовки, з — гарантийный
зазор
рые зависят главным образом от
колебания величины припуска на
заготовках. Колебания припуска
и биение детали затрудняют уста-
новление момента переключения с
быстрого подвода на ускоренную
подачу при врезании и вынуждают
производить переключение по мак-
симальному размеру заготовки
(рис. 21). Для устранения этих
потерь необходимо устройство для
определения точки встречи круга
с заготовкой. Такие устройства
подают команду либо до, либо во
время, либо после встречи круга
с заготовкой. На станке модели
ЗМ151 подача круга с форсирован-
ной на черновую переключается
автоматически с помощью фоторе-
ле касания, состоящего из датчика
(фотосопротивления) и усилитель-
ного блока. Шлифовальный круг
подводится к заготовке на скоро-
сти форсированной подачи. В мо-
мент контакта круга с заготовкой появляется искра, являющаяся
источником инфракрасных лучей, энергии которых достаточно для
того, чтобы отпереть фотосопротивление. Фотореле срабатывает и
дает команду на отключение электромагнита форсированной пода-
чи, после чего начинается черновое шлифование.
Шлифовальные автоматы модели 3474 оснащены вибрационным
реле, которое работает по принципу регистрации колебаний эле-
ментов станка, возникающих при шлифовании. Реле состоит из дат-
чика преобразования механических колебаний в электрические,
представляющего собой металлическую коробку, на дне которой
наклеен и залит эпоксидной смолой пьезоэлемент, детектор на
36
двух диодах Д7Е, спусковое устройство на двух триодах с вы-
ходом на реле МКУ48. В момент касания круга с обрабатываемой
деталью в элементах станка возникают характерные механические
колебания с частотой 2—8 кГц, которые преобразуются пьезоэле-
ментом в электрические и подаются на вход усилителя с соответ-
ствующей частотной характеристикой. Усиленный детектирован-
ный сигнал попадает на спусковое устройство, переключает его,
и исполнительное реле отключается. Определение точки встречи
производится по изменению амплитуды колебаний, при этом точ-
ность колеблется в пределах 0,5—2 мкм.
При существующих режимах черновой обработки отжатие со-
ставляет 25—60 % слоя, снимаемого при шлифовании. Для сокра-
щения времени на создание натяга увеличивают поперечную подачу
при врезании в 4—5 раз по сравнению с черновой подачей. В ка-
честве устройства для переключения со скорости врезания на чер-
новую подачу применяют реле мощности или радиальной составля-
ющей силы шлифования. Чувствительность реле мощности сравни-
тельно высока и обеспечивает переключение в течение долей се-
кунды.
При повышенных требованиях к качеству обработки к концу
никла снижают режим, что достигается переключением на чисто-
вую подачу или выхаживание. Замедленное выхаживание осуще-
ствляется при уменьшенной скорости подачи. Ускоренное выхажи-
вание осуществляется отводом (отскок) шлифовальной бабки. За-
медленное выхаживание применяют при повышенных требованиях
к обрабатываемой детали, ускоренное выхаживание — при низкой
жесткости системы и напряженных режимах шлифования.
§ 4. ИЗМЕРИТЕЛЬНО-УПРАВЛЯЮЩИЕ УСТРОЙСТВА
Под активным контролем понимается проверка размера об-
рабатываемой детали в процессе (или после) обработки с целью
регулирования параметров. Средства активного контроля после
обработки (подналадчики) по результатам измерения подают
команду на подналадку круга в связи с износом круга и температур-
ными деформациями системы. Автоматические средства активного
контроля обычно называются измерительно-управляющими уст-
ройствами (ИУУ).
Любая система автоматического контроля состоит из измери-
тельного устройства, усилительно-преобразующего устройства и
исполнительного элемента. Измерительный элемент измеряет вели-
чину контролируемого параметра и преобразует ее в определен-
ный сигнал. Этот элемент является воспринимающим (или чувстви-
тельным). Сигнал, полученный от измерительного элемента, посту-
пает в преобразующий элемент, в котором он усиливается и воз-
действует на исполнительный элемент. Последний воспринимает
сигнал, возникший в результате изменения контролируемой ве-
личины. Для измерения в процессе шлифования применяют изме-
37
chipmaker.ru
рительные скобы, которые бывают одно-, двух- и трехконтактные
(рис. 22).
Одноконтактные скобы (рис. 22, а). Достоинством
этих скоб является возможность измерения диаметра заготовки
с учетом ее биения в центрах, а недостатком — трудность установки
при измерении. Поэтому такие скобы имеют ограниченное приме-
нение.
Двухконтактные скобы (рис. 22, б). Эти скобы яв-
ляются более удобными. Они устроены таким образом, что измери-
Рис. 22. Виды измерительных скоб:
а — одноконтактная, б — Двухконтактная, в — трех-
контактная
тельный стержень или
рычаг подвешен на пло-
ских параллельных или
крестообразных пружи-
нах, что дает возмож-
ность избежать трения
и износа направляющих.
Осуществлять автомати-
ческий привод двухкон-
тактных скоб проще, так
как при вводе и выводе
скоба совершает простое
возвратно - поступатель-
ное движение. Недостат-
ком двухконтактных
скоб является затруд-
нительность использо-
вания для контроля раз-
мера в разных сечениях.
Т рехконтакт-
н ы е скобы (рис.
22, в). В этих скобах ис-
пользованы два опорных
и один измерительный
наконечники. Достоин-
ством трехконтактных
скоб является то, что их
можно перемещать вдоль
оси детали. К недостаткам этих скоб при применении в автома-
тизированном станке относится конструктивная сложность приво-
да для подвода скобы в рабочее положение.
Выбор той или иной конструкции скобы зависит от конфигура-
ции детали, а также от требований к точности, принятой техноло-
гии обработки и других факторов. Для уменьшения влияния износа
измерительных наконечников на точность измерений используют
наконечники из износостойких материалов и снижают измеритель-
ное усилие.
Наиболее распространенными являются ИУУ, работающие по
двухконтактной схеме. В таких ИУУ (рис. 23) измерительные на-
конечники 1 и 3 закреплены па каретках (рычагах) 5 и 7, позволяю-
з«
щих наконечникам следить за изменением обрабатываемого раз-
мера детали 2. С одной из кареток связано отсчетное устройство 4
или чувствительный элемент этого устройства, а с другой карет-
кой — упор 8. При такой схеме случайные перемещения детали по
линии измерения, вызванные силами резания или тепловыми явле-
ниями, не влияют на результаты контроля. Влияние перемещений
детали перпендикулярно линии измерения в значительной мере
устраняется за счет параллельности измерительных наконечников.
Двухконтактные скобы с помощью подводящего устройства 6
обычно крепят на столе станка и контролируют деталь в одном се-
чении. Прямолинейная траектория ввода и вывода устройства поз-
воляет наиболее просто автоматизировать эту операцию.
Наибольшее распространение получили ИУУ с преобразовате-
лями-датчиками пневматическими и индуктивными.
Пневматические приборы имеют высокую точность, позволяют
производить дистанционные измерения, измерительная оснастка
проста по конструкции. Прибо-
ры позволяют производить бес-
контактные измерения, легко под-
даются автоматизации и просты
в эксплуатации. Недостатками
пневматических приборов являют-
ся их инерционность, необходи-
мость тщательной очистки сжатого
воздуха от влаги и механических
частиц, небольшие пределы измере-
ния.
Схема пневматического прибо-
ра активного контроля Б В-6060
Рис. 23. Двухконтактное измери-
тельное устройство
на базе дифференциального отсчетно-командного устройства по-
казана на рис. 24. Сжатый воздух их сети, пройдя через фильтр
и стабилизатор 16, под постоянным давлением истекает через
входные сопла /2 и /3 в камеры сильфонов И и 15, служащие
чувствительными элементами. Из правого сильфона 11 через воз-
духопровод 3 воздух поступает к измерительному соплу 4 и выте-
кает в атмосферу через зазор s между его торцом и заслонкой 1
(регулируемым винтом), установленных в измерительной скобе 2.
В сильфоне 11 создается измерительное давление которое зави-
сит от размера контролируемой детали. Из другого сильфона 15
воздух вытекает в атмосферу через узел противодавления 14, а в его
камере создается постоянное давление h2. Концы сильфонов жестко
связаны кареткой 17, установленной на параллельных плоских
пружинах 10. Перемещение каретки 17 зависит от разности давле-
ний и Л2 в сильфонах И и 15 и передается на стрелку 5 от сек-
тора 6 через рычажно-зубчатый механизм. На каретке 17 установ-
лены два или четыре электроконтакта 8, которые замы., потея при
перемещении каретки с регулируемыми контактами 9, установлен-
ными на параллельных плоских пружинах 7. При дифференциаль-
ных измерениях вместо узла противодавления 14 устанавливают
39
chipmaker.ru
15 1<t
Рис. 24. Схема пневматического прибора
БВ-6060
второе измерительное сопло, аналогичное соплу 4. Пневматический
прибор БВ-6060 выпускают с ценой деления 0,5; 1 и 2 мкм на две
или четыре управляющих команды.
Индуктивные приборы имеют высокую точность и большие пре-
делы измерения, позволяют производить дистанционные измерения.
Индуктивные приборы имеют высокую стабильность показаний во
времени и малую инерционность. Недостатком приборов является
некоторая сложность конструкции и необходимость тщательной
герметизации измерительного устройства. В индуктивных прибо-
рах используется свойство
катушек преобразователя
менять коэффициент само-
индукции или взаимоиндук-
ции при перемещении его
якоря и таким образом ли-
нейное перемещение преоб-
разуется в электрический
сигнал. Индуктивный при-
бор имеет преобразователь,
расположенный в измери-
тельном устройстве, и от-
счетно-командное устрой-
ство, обеспечивающее пи-
тание преобразователя и
преобразующее его выход-
ной сигнал в перемещение
стрелки и в управляющие
команды.
На рис. 25 приведена
схема индуктивного пре-
образователя. Соленоидный
преобразователь (рис. 25, а)
имеет две катушки 3 с об-
мотками 1, заключенные в магнитопровод 2, и якорь 4, переме-
щающийся внутри катушек 3. Для уменьшения габаритных разме-
ров преобразователя и увеличения индуктивности системы магни-
топровод и якорь изготовляют из ферритов или пермалоя, а ка-
тушки делают бескаркасными. Одинарный преобразователь
(рис. 25, б) состоит из круглого ферритового магнитопровода 1,
ферритовой пластинки 3, служащей якорем, и катушек 2.
Основными измерительными схемами индуктивных приборов
активного контроля являются мостовые схемы переменного тока,
работающие в режиме отклонения. В такие схемы включают дрос-
сельные и трансформаторные преобразователи. На рис. 26 пока-
зана электрическая схема прибора БВ-4100. Катушки дроссельного
преобразователя БВ-6067 включены в мостовую схему с обмотками
выходного трансформатора задающего генератора ЗГ. Обмотки пре-
образователя питаются стабилизированным напряжением 1,5 В,
частотой 9—14 кГц от задающего генератора ЗГ. Равновесие мо-
40
ста при одинаковом числе витков, индуктивностях и полных со-
противлениях обмоток преобразователя наступает при среднем
положении якоря преобразователя. При перемещении якоря преоб-
разователя от среднего положения, вызванного изменением раз-
мера контролируемой детали, меняется индуктивность L его кату-
шек, их индуктивное xL и полное г сопротивление и на высоте моста
В)
Рис. 25. Схема индуктивных
преобразователей:
а — соленоидного типа б, — оди-
нарного типа
появляется напряжение, обусловленное разностью полных сопро-
тивлений z, и z2 обмоток преобразователя. Переменное напряжение
с выхода моста поступает на усилитель напряжения УН и далее
на фазовый детектор ФД, который преобразует этот сигнал в по-
стоянное знакопеременное напряжение. Постоянное напряжение
поступает на усилитель постоянного тока У ПТ и с его выхода на
стрелочный прибор и на входы формирователей команд ФД. Фор-
мирователи команд являются пороговыми элементами с регулируе-
мым уровнем срабатывания и включает электромагнитные реле
при достижении выходным сигналом настроенного уровня. Реле
выдают команды в цепи
управления станка и вклю-
чают сигнальные лампоч-
ки отсчетно-командного
устройства.
С распространением
круглошлифовальных стан-
ков с ЧПУ возрос выпуск
широкодиапазонных изме-
рительных устройств.В них
Рис. 26. Функциональная схема индуктивно-
го прибора БВ-4100
используют два способа отсчета перемещений измерительных гу-
бок, контактирующих с обрабатываемой поверхностью. В одном слу-
чае величину перемещения определяют с помощью преобразователя
индуктосина. В другом случае губки скобы перемещают с помощью
шагового двигателя, а о величине перемещения судят по числу
импульсов (шагов), подаваемых на двигатель. Широкодиапазонная
измерительная скоба для шлифовальных станков с ЧПУ показана
41
на рис. 27. Скобу шарниром 3 крепят к штоку 1 гидроцилиндра,
с помощью которого она вводится в рабочее положение. Скоба
имеет две подвижные каретки И и 20, которые перемещаются по
цилиндрическим направляющим 21 с помощью шарикового винта 5.
Винт 5 имеет левую и правую резьбу, и при его вращении каретки
11 и 20 перемещаются навстречу друг другу или расходятся. В ка-
ретках установлены разрезные шариковые гайки 12 и 22, конст-
рукция которых позволяет выбрать зазор в шариковой передаче.
Рис. 27. Широкодиапазонная измерительная скоба
Винт 5 вращается с помощью шагового электродвигателя 4 через
зубчатые передачи 7, 8, 9 и 10. Шестерни 8 и 10 этих передач вы-
полнены сдвоенными. Такая конструкция позволяет с помощью
пружин устранить зазоры в зубчатых передачах. На каретках 11
и 20 установлены губки 13 и 18, снабженные измерительными на-
конечниками 14 и 16, контактирующими с обрабатываемой деталью
15. Верхняя губка 13 жесткая, а на нижней подвешен рычажок 17
с измерительным наконечником 16 и индуктивный преобразова-
тель 19.
Скоба работает следующим образом. По команде от програм-
много устройства станка включается шаговый двигатель 4 и пере-
мещает каретки И и 20 к детали 15. Когда верхний наконечник 14
коснется детали 15 и будет перемещаться вниз, корпус 6 скобы
поворачивается и упор 23 отходит от планки 2. В это же время
42
нижний наконечник 16 также касается детали 15. Рычаг 17 повора-
чивается и перемещает якорь индуктивного преобразователя 19,
пока тот не займет заданное положение. По команде преобразова-
теля 19 шаговый двигатель 4 останавливается и перемещение гу-
бок прекращается. Преобразователь 19 здесь использован как нуль-
орган, по команде, которого вклю-
чается и выключается двигатель 4,
и губки 13 и 18 перемещаются в
соответствии с изменением размера
детали. В этом случае размер или
изменение размера определяется
по числу импульсов, поступающих
от генератора в шаговый двигатель
скобы. Для управления циклом
можно использовать также анало-
говый сигнал преобразователя 19.
Емкостные датчики.
Применяют измерительные устрой-
ства, основанные на электроем-
костных методах измерения. Глав-
ным элементом в емкостных датчи-
ках являются конденсаторы, одна
пластина которых неподвижна, а
другая связана с наконечником.
Изменение емкости таких конден-
саторов под воздействием измеряе-
мой механической величины может
осуществляться либо за счет изме-
нения зазора между пластинами,
либо за счет изменения площади
Рис. 28. Устройства для измерения
деталей:
а — в процессе шлифования, б — пос-
ле обработки, в — комбинированные;
I — измерительное устройство в про-
цессе обработки, 2 — отсчетный орган
со светосигнальным табло, 8 — команд-
ный орган (промежуточный преобра-
зователь нзмернтельного импульса),
4 — исполнительный орган, 5 — счет-
чик-анализатор, 6 — сортирующий ме-
ханизм, 7 — измерительное устройст-
во после обработки
взаимного перекрытия пластин при
неизменном зазоре. Электроемко-
стные приборы обладают высокой
точностью и надежностью, стаби-
льностью и чувствительностью, ма-
лым потреблением электроэнергии
и простотой настройки. К недо-
статкам электроемкостных датчи-
ков можно отнести сложность их
изготовления и эксплуатации.
ИУУ применяют для измерения до начала обработки, в про-
цессе обработки (рис. 28, а), после обработки (рис. 28, б) и ком-
бинированные (рис. 28, в). При измерении до начала обработки
детали проверяют с целью отсортировки бракованных с предыду-
щей операции, рассортировывают детали по припуску и группи-
руют. Измерение в процессе обработки позволяет следить за изме-
нением размеров и при достижении заданного размера подать соот-
ветствующую команду. К достоинствам такого устройства можно
отнести возможность автоматизировать цикл обработки, исключить
43
chipmaker.ru
влияние на точность обработки износа круга, тепловых и силовых
деформаций станка и детали.
Устройства для измерения после обработки применяют для
проверки годности обработанных деталей, рассортировки на раз-
мерные группы и для подналадки и компенсации размерного износа
круга, для управления работой станка. Такие устройства часто
располагают вне рабочей зоны станка, поэтому они не подвергаются
влиянию нагрева и вибрации, действию охлаждающей жидкости.
Точность измерения такими устройствами выше, чем измерения
в
зоне обработки.
При комбинированных ИУУ одно устройство измеряет детали
процессе обработки
в
и
Рис. 29. Шлифовальный ста-
нок с устройством цифровой
индикации
управляет автоматическим циклом, а дру-
гое, вынесенное из зоны температур-
ных явлений, воздействия СОЖ, абра-
зивной пыли, реагирует на смещение
наладки станка, подналаживая первый
измерительный прибор.
Находит применение на шлифоваль-
ных станках устройство цифровой ин-
дикации, которое представляет собой
табло, на котором высвечивается инфор-
мация в цифровом виде (рис. 29). Эти
устройства позволяют осуществлять ви-
зуальное наблюдение за текущими пе-
ремещениями по одной, двум или трем
координатам. Блок индикации предна-
значен для совместной работы с датчи-
ками перемещений на базе бесконтакт-
ного сельсина и привязан к ходовому
винту. Контролируя вращение ходового
соответствующие сигналы в электронное
винта, сельсин посылает
устройство блока цифровой индикации. Сигнал индуцируется с
помощью светоизлучающих диодов. Блок обеспечивает индикацию
знака координаты, контролируемого перемещения по отношению
к установленному началу отсчета, сброс на нуль показаний на ин-
дикаторном табло, введение произвольного значения координаты
со знаком плюс или минус и дальнейший отсчет от этого значения.
На передней панели блока индикации расположены кнопки
управления и переключатели предварительного набора координат,
а также индикаторный прибор для отсчета показаний. Информа-
ционным признаком контролируемого перемещения является раз-
ность фаз измерительного сигнала, поступающего с выходной
обмотки сельсина, и опорного сигнала с той же частотой следования,
формируемого в блоке индикации. Измерение разности фаз изме-
рительного и опорного сигналов осуществляется в блоке цифровым
методом.
В устройствах цифровой индикации высвечиваются на табло
положение шлифовальной бабки по оси х, салазок детали по оси г.
Индикация положения со знаками относится к свободно выбирае-
44
мой нулевой точке, которая зависит от технологической задачи,
легко определяется оператором и 'может быть сдвинута. Точность
индикации 5 мкм. Максимальная скорость перемещений 20—
40 м/мин, допустимое ускорение 30 м/с2.
Достоинства станков, оснащенных устройствами цифровой инди-
кации: повышение точности выполнения размеров, сокращение вре-
мени за счет совмещения обработки и измерения, удобство и на-
дежность считывания всех размеров в одном месте на табло, сни-
жается утомляемость рабочего, малые габариты измерительного
устройства.
§ 5. АВТОМАТИЗАЦИЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ
Механизм правки гидрофицирован, что облегчает возможность
его автоматизации. Схема устройства правки на круглошлифо-
вальных станках приведена на рис. 30. Оправку с алмазом закреп-
ляют в приспособлении 1, установленном на столе 2 станка. Про-
Рис. 30. Принципиальная схема устройства автоматической
правки круга
дольная подача алмаза производится перемещением стола, а попе-
речная подача — перемещением бабки круга на алмаз. После по-
дачи команды на правку от датчика 3, установленного на задней
бабке, или счетчика импульсов 12 станок заканчивает цикл. После
отвода круга в заданное положение срабатывает электромагнит 4
золотника 5, управляющего гидроцилиндра 6 продольного хода
стола. Одновременно включается электродвигатель 8 механизма
непрерывной поперечной подачи, который подает бабку круга
в исходное положение для правки со скоростью врезания до сраба-
тывания микропереключателя от кулачка исходного положения
механизма подач. Это движение необходимо для выбора зазоров
механизма поперечных подач и установки круга в заданное положе-
ние относительно алмаза. Микропереключатель отключает механизм
непрерывной поперечной подачи и включает механизм 11 прерыви-
45
chipmaker, ru
Рис. 31. Схема дат-
чика для автомати-
ческой подачи ко-
манды на правку
круга
стой поперечной подачи. Цикл правки состоит из трех черновых
рабочих ходов, производимых на скорости продольного перемеще-
ния стола, и одного чистового хода, совершаемого на малой скоро-
сти. Подача круга на алмаз на каждый ход составляет 0,03 мм и
осуществляется храповым механизмом 10, связанным с махович-
ком ручной поперечной подачи станка. Стол реверсируется с по-
мощью микропереключателей, установленных на передвижных упо-
рах на станине станка, которые переключают положение золот-
ника 5.
При включении механизма прерывистой подачи круга на правку
механизм непрерывной поперечной подачи отключается электро-
муфтой. Перемещение круга на алмаз при прав-
ке происходит независимо от механизма попереч-
ной подачи, которая включается после оконча-
ния правки. Это обеспечивает автоматическую
компенсацию износа круга, а начальное поло-
жение круга относительно поверхности детали
сохраняется постоянным. При работе с приме-
нением механизма точки встречи 7 использует-
ся механизм 9 компенсации износа круга при
правке, связанный с подвижным упором шлифо-
вальной бабки.
С притуплением абразивных зерен на по-
верхности круга возникают автоколебания. На-
растание амплитуды автоколебаний может быть
использовано для подачи команды на правку.
Для приема сигнала на автоматическую правку
необходимо устройство, состоящее из вибродат-
чика, принимающего сигнал вибрации круга,
полосового фильтра, пропускающего только частоту автоколеба-
ний, и усилитель, через который подается команда на включе-
ние механизма для правки круга.
На рис. 31 показана схема датчика для автоматической по-
дачи команды на правку. В качестве преобразователя механиче-
ских колебаний в электрические сигналы, пропорциональные их
величине, выбран пьезоэлектрический акселерометр, который выра-
батывает напряжение, пропорциональное ускорению колебаний.
Принцип действия прибора основан на том, что некоторые
материалы обладают способностью вырабатывать электрический
заряд, пропорциональный деформации. К таким материалам отно-
сится титанат бария. Пластина 2 из титаната бария приклеивается
к основанию корпуса 1, а сверху к пластине приклеивается сейсми-
ческая масса 3. Если с помощью хвостовика с резьбой жестко за-
крепить основание корпуса 1 на колеблющемся узле станка вместе
с приклеенными к нему пластиной титаната бария и сейсмической
массой, то масса начнет совершать колебательные движения вме-
сте с деталью. Эти движения будут происходить только в том слу-
чае, если собственная частота колебаний сейсмической массы лежит
значительно выше частоты колебаний детали. Сила давления сей-
46
смической массы на пластину титаната бария, а следовательно, и
заряд на ее гранях будут пропорциональны ускорениям, вызывае-
мым колебанием станка. Механические
датчиком в пропорциональный электри-
ческий сигнал, который усиливается и
подается на стрелочный указатель, пока-
зывающий усредненное значение уровня
вибраций в заданной полосе частот.
При правке необходимо периодиче-
ски поворачивать алмазный инструмент
вокруг оси для обеспечения равномерно-
сти его износа. Схема одного из таких
устройств приведена на рис. 32. К дер-
жавке алмаза 2 прикреплены рабочие
концы термопары 1 винтами 4, свобод-
ные концы соединены с регистрирующим
электрическим прибором 7, включаю-
щим механизм поворота 5 алмаза перед
следующей правкой абразивного круга
3. Этот механизм связан с конечным
вибрации преобразуются
Рис. 32. Блок-схема устрой-
ства для подачи команды на
поворот алмаза в устройстве
выключателем 6, который фиксирует ис- правки
ходное положение устройства правки в
направлении, параллельном оси круга. При правке круга затуп-
ленным алмазом повышается тепловыделение, что фиксируется
термопарой и передается на регистрирующий электрический при-
бор, который при достижении устройством правки исходного поло-
жения дает команду на поворот алмаза.
§ 6. КОМПЛЕКСНЫЕ АВТОМАТИЧЕСКИЕ ЛИНИИ
ИЗ ШЛИФОВАЛЬНЫХ СТАНКОВ
Под автоматической линией понимается система взаимосвязан-
ных станков, производящих последовательно обработку детали
в соответствии с заранее заданным технологическим процессом.
Станки, входящие в автоматическую линию, обычно связаны авто-
матическими транспортными устройствами с жесткой или гибкой
связью. Линии с жесткой связью выполняются со сквозным транс-
портом, проходящим через зоны обработки, при этом применяют
межоперационные связи главным образом в виде шаговых транспор-
теров. При перемещении фиксация и закрепление заготовок не
производятся.
В гибкой автоматической линии для механической обработки
с вынесенной транспортной системой каждый станок или каждый
участок имеет свою транспортную систему, работающую самостоя-
тельно и часто во время работы станка. Это означает, что время
на транспорт совмещается с основным временем частично или пол-
ностью. Останов одного станка не вызывает останова всей линии.
Автоматическая линия (рис. 33) для шлифования внутренних
колец подшипника 2310 включает восемь станков, в том числе
47
chipmaker.ru
четыре бесцентровых внутришлифовальных автомата, два станка
для шлифования бортов роликовой дорожки и два круглошлифо-
вальных станка. На линию кольца подаются после шлифования
по торцам, и дальнейший технологический процесс имеет такую
последовательность: черновое и чистовое внутреннее шлифование,
шлифование бортов роликовой дорожки, черновое и чистовое шли-
фование донышка роликовой дорожки.
Линия обслуживается одним наладчиком. Кольца загружаются
в бункер, имеющий наклонное днище, по которому они движутся
в наклонный отсек. Чтобы кольца не цеплялись бортами друг за
Рис. 33. Автоматическая линия для шлифования колец подшипников:
/ v- бункер, 2, 3 — бесцентровые шлифовальные станин, 4 —станки для шлифования
бортов, 5, 6 — круглошлифовальные станки, 7, 9 — накопители, 8,10 — лотки
друга, в бункере предусмотрен шибер, который, поднимая верхние
кольца, позволяет нижним кольцам по наклонному отсеку скаты-
ваться в приемное окно выходного вертикального лотка. Совместно
с шибером движется толкатель, посылающий столб колец вверх
по лотку, а отсекатель удерживает его при опускании толкателя
вниз. В окно, открываемое толкателем, вкатывается очередное
кольцо и поднимается при очередном движении шибера.
По наклонному лотку кольцо попадает на приемную полку,
укрепленную на загрузочном магазине бесцентрового станка. Пока
на станке шлифуют предыдущее кольцо, магазин вместе с шлифо-
вальной бабкой совершает возвратно-поступательное движение,
параллельное оси шпинделя станка. При правке шлифовального
круга бабка уходит из зоны шлифования совместно с магазином и
полкой, укрепленной на нем. Кольцо, скользившее до сих пор по
полке, падает в магазин, так как на место ушедшей полки встал
магазин. Этот цикл периодически повторяется.
48
Пневмоцилиндр бункера для поднятия шибера получает воз-
дух из пневматической сети через золотник, установленный на
подъемнике, передающем кольца со станка на станок. Подъемник
срабатывает от золотника, установленного на бесцентровом станке.
Такая система блокировки необходима для того, чтобы обеспечить
строгую последовательность срабатывания всех узлов автома-
тики.
Контрольные вопросы
1. В чем различие между понятиями механизация и автоматизация?
2. Какие элементы входят в состав автоматических устройств?
3. Какие исполнительные устройства входят в состав автоматизированных
шлифовальных станков?
4. Как осуществляется автоматизация рабочего цикла на шлифовальных
станках?
5. Из каких элементов состоят измерительно-управляющие устройства?
6. Какие бывают измерительные скобы?
7. Как работают индуктивные и пневматические датчики?
8. Как осуществляется автоматическая правка шлифовальных кругов?
9. Как осуществляется подача команды на правку круга?
Глава III
ЗАГРУЗОЧНЫЕ И ТРАНСПОРТНЫЕ УСТРОЙСТВА
ШЛИФОВАЛЬНЫХ СТАНКОВ
§ 1. ЗАГРУЗОЧНЫЕ УСТРОЙСТВА
Автоматические загрузочные приспособления применяют для
питания штучными заготовками шлифовальных станков-автоматов,
работающих обособленно или встроенными в автоматические ли-
нии. При автоматической загрузке оператор обеспечивает лишь
пополнение запаса заготовок в емкости приспособления, питание
станков осуществляется автоматически. В' тех случаях, когда
станки работают в автоматической линии, емкость загрузочного
приспособления пополняется лишь на первом станке, далее полу-
фабрикаты поступают последовательно от станка к станку по спе-
циальной транспортной системе.
В состав загрузочного устройства входят следующие узлы.
Б у н к е р, в который навалом засыпаются детали. Из бункера
детали выдаются в ориентированном положении, но в разные ин-
тервалы времени, так как производительность бункера не является
строго постоянной. В состав бункера иногда входит захватно-ори-
ентирующее устройство, которое служит для захвата детали и ее
ориентации.
Магазин — накопитель заготовок, ориентированных в про-
странстве, питающий рабочий механизм станка в периоды умень-
шенной производительности бункера и накапливающий их в пе-
риоды его увеличенной производительности.
49
Питатель — механизм, подающий заготовки к рабочим ор-
ганам станка в определенные промежутки времени, т. е. ориентиру-
ющий их во времени.
'Рис. 34. Бункерные загружатели с параллельно-непрерывным способом ориен-
тации
Лоток — направляющий детали от бункера к магазину и за-
тем от магазина к рабочим органам станка.
Основным фактором, влияющим на производительность бун-
керно-загрузочных устройств, является механизм ориентации. Для
Рис. 35. Основные типы загрузочных при-
способлений:
а — магазинные, б — бункерные
повышения производительно-
сти таких устройств их осна-
щают механизмами для одно-
временного ориентирования
нескольких деталей, которые
затем отводятся в лоток. Наи-
высшая производительность
достигается у бункерных за-
гружателей с параллельно-
непрерывным способом ориен-
тации. Принцип работы тако-
го устройства представлен на
рис. 34, а. На оси 2 располо-
жено восемь крючков, кото-
рые захватывают детали, за-
груженные в бункер 3, и вы-
дают их в отводящую трубку
1. На рис. 34, б показано
устройство, в котором ориен-
тирующие позиции располо-
жены на бесконечной ленте 1.
Лента, являясь дном бункера 3, при движении захватывает детали
стержнями 2 и выводит из бункера. В конструкции, показанной на
рис. 34, в, ориентирующие позиции выполнены в виде отверстий.
Отверстия расположены по окружности диска 2, являющегося одно-
временно дном бункера 3. Детали, западающие в эти отверстия,
отводятся по трубке 1. Наличие большого количества позиций ори-
50
ентирования предопределяет относительно высокую производитель-
ность таких устройств.
В загрузочном приспособлении магазинного типа (рис. 35, а)
имеется питатель 3 (загружатель), действующий синхронно с дру-
гими исполнительными органами с самостоятельным приводом.
Питатель захватывает из лотка 1 по одной заготовке 2 и подает
ее в зону обработки. Для увеличения емкости лоток удлиняют,
ему придают различные формы в виде зигзага, спирали и т. п.
Для повышения надежности действия, т. е. способности детали
перемещаться самотеком без задержек, заклинивания и потери ори-
ентации, в лотке применяется поперечное движение опорной пло-
скости лотка, достигаемое с помощью толчков, вибраций, возврат-
но-поступательного, вращательного и качательного движений. Сила
трения между заготовкой и плоскостью лотка при этом значительно
уменьшается, и последняя скользит равномерно при наклоне лотка
к горизонтальной плоскости на угол, значительно меньший угла
трения.
Бункерные приспособления (рис. 35, б) состоят из емкости /,
в которой сосредотачивается запас заготовок навалом. Эти при-
способления снабжаются ориентирующими и захватывающими уст-
ройствами 2, которые выбирают заготовки 4 и подают в ориентиро-
ванном виде в транспортное устройство 3.
Наибольшее распространение имеют лотковые магазины, пред-
ставляющие собой лотки, заполненные заготовками, по которым
последние перемещаются к питателю.
Вибролоток (рис. 36) состоит из массивного основания 1, на
котором жестко установлены кронштейны с плоскими пружинами 4.
Верхние концы пружин через кронштейн 5 жестко связаны с лот-
ком 3. На основании 1 установлены кронштейны с электромагни-
тами 2 и катушками 6. В кронштейне 5 расположен пакет полосок
трансформаторного железа, служащий подвесным якорем для элек-
тромагнита. К катушкам подводится изменяющееся по величине
напряжение, что вызывает притяжение якорей электромагнитами.
Сила притяжения магнитов изменяется, так как по катушкам про-
текает переменный ток, а лоток, поддерживаемый пружинами,
начинает раскачиваться относительно основания, при этом эти
51
chipmaker.ru
Рис. 37. Отсекатели:
а — штифтовые, б — кулачковые, в — барабан-
ные
качания имеют вид вибраций. Направление колебаний определя-
ется наклоном пружин 4 к основанию 1. При колебании лотка под
углом к горизонтальной плоскости будет происходить движение де-
талей по лотку в определенном направлении (по стрелке К).
Подача деталей в круглом бункере вверх по наклонному лотку
возможна благодаря сообщению чаще круговых колебаний, имею-
щих амплитуду 0,05—1,5 мм, а частоту 25—50 перю.
Питательные механизмы осуществляют подачу заготовок из
магазина в зажимное приспособление или непосредственно в рабо-
чую зону шлифования (на бесцентровых и плоскошлифовальных
станках). Цикл работы пи-
тательного механизма со-
ответствует циклу обработ-
ки детали. Этот механизм
ориентирует заготовки во
времени так же, как и дру-
гие механизмы ориентиру-
ют их в пространстве.
Применяют два типа
питательных механизмов—
отсекатели и питатели. От-
секатели служат для от-
деления от общей массы
по одной заготовке, посту-
пающей затем самотеком
к рабочей зоне, что обес-
печивает регулирование
поступающих из магазина
заготовок. Отсекатели под-
разделяются на штифто-
вые, кулачковые и бара-
банные (рис. 37). Штифтовые отсекатели отличаются тем, что
в одном случае у них прямолинейное движение штифтов, в дру-
гих — качательное (рис. 37, а). В обоих вариантах работа отсе-
кателя заключается в поочередном действии двух штифтов, из кото-
рых один удерживает поочередную заготовку, а другой — все
остальные. Недостатками штифтовых отсекателей является возмож-
ное наскакивание штифтов на заготовки или проскакивание загото-
вок при нейтральном положении штифтов и невысокой производи-
тельности.
У кулачковых отсекателей (рис. 37, б) вместо штифтов имеется
пара кулачков, установленных под некоторым углом так, что при
вращении один из них выпускает очередную деталь, а второй удер-
живает массу заготовок. Барабанные или дисковые отсекатели
(рис. 37, а) представляют собой различного вида диски с выемками
под заготовки. При повертывании диска на некоторый угол он за-
хватывает заготовку и подает ее, удерживая остальные. Скорость
действия отсекателей зависит от приводного механизма и скорости
перемещения заготовки.
52
Питатели по своему устройству оывают шиберные, мотылевые
барабанные, валковые, фрикционные и др. Широкое распростране
ние получили шиберные питате-
ли, осуществляющие подачу за-
готовок посредством возвратно-
поступательно движущегося пол-
зуна. На рис. 38 показан ши-
берный питатель с наклонной
(рис. 38, а) и вертикальной (рис.
38, б) стенками выемки питате-
ля. Верхняя плоскость корпуса
питателя должна быть ниже
лотка на 0,15—0,2 мм, так как
в противном случае очередная
Рис. 38. Шиберные питатели:
а — с наклонной стенкой, б — с вертика-
льной стенкой
заготовка, находящаяся в мага-
зине, западает в промежуток между выемкой и заготовкой и от-
тесняется корпусом передней стенки лотка. При вертикальной стен-
ке западание заготовки происходит на меньшую глубину, хотя
при этом попадание заготовок
из лотка затруднено.
Мотылевый питатель по-
казан на рис. 39. Его несу-
щий орган (корпус) совер-
шает возвратно-качательное
движение на оси или вали-
ке. Питатель снабжен смен-
ным захватом 1 с прижимной
губкой 3. Губка при подходе
к центру шпинделя станка
отжимается болтом 2, после
чего заготовка заталкивается
в патрон.
Барабанные питатели во
время работы совершают цик-
личные вращательные движе-
ния. На несущем органе пи-
тателя располагается несколь-
ко одинаковых захватов. Ос-
новное преимущество их за-
ключается в том, что в них
совмещаются функции загруз-
ки заготовок и разгрузки
обработанных деталей. На рис. 40, а показан барабанный пита-
тель. Как только выемка 1 захвата барабана 2 окажется против
выходного отверстия лотка 4 загрузочного приспособления, в не-
го западает заготовка. Затем барабан поворачивается храповым
или мальтийским механизмом на часть оборота и заготовка подает-
ся к месту обработки. При дальнейшем повороте обработанная де-
таль выбрасывается специальным устройством 3 или под дейст-
53
chipmaker.ru
вием собственной массы. На рис. 40, б показан дисковый питатель
для подачи колец на плоскошлифовальный станок. Диск 2 снаб-
жен отверстиями А, в кото-
рые попадают кольца из
лотка 1 и подаются на стол
станка. По окончании об-
работки диск поворачива-
ется и кольцо выпадет из
отверстия в отводящий ло-
ток 3.
Загрузочное устройство
расположено на верхнем
столе (рис. 41). Поворотом
двух рычагов 2 деталь под-
нимается с призм и подает-
ся на лоток 1. Масло, по-
Рис. 40. Барабанный питатель
падая в гидравлический цилиндр загрузки, перемещает поршень-
рейку, обеспечивая поворот рычагов при разгрузке. Одновременно
поворачивается транспортное устройство и очередная деталь вы-
Рис. 41. Загрузочное устройство станка модели ЗК161
водится в исходное положение для загрузки. При обратном дви-
жении рычагов деталь, подлежащая шлифованию, двигается следом
за рычагами до тех пор, пока не поместится на призмы. При пе-
реналадке загрузочное устройство может быть использовано для
загрузки ряда деталей.
54
§ 2. АВТООПЕРАТОРЫ И ПРОМЫШЛЕННЫЕ РОБОТЫ
Основным отличием автооператоров от ранее описанных за-
грузочных устройств (бункеров и магазинов) является то, что они
наряду с механизмом загрузки имеют также и механизм разгрузки,
который может подавать ориентированные обработанные детали на
другой станок, в накопитель или на транспортер для передачи на
следующую операцию. При комплексной автоматизации детали
обычно подаются к станку посредством транспортера. Перемеще-
ние детали с цепного магазина-транспортера в зону обработки и
обратно осуществляется автооператором. Поворот автооператора на
угол до 180° производится реечным механизмом. Автооператор
(рис. 42) имеет две «руки». Ось движения руки / расположена отно-
сительно вертикали под углом 7°, а ось движения руки II накло-
нена к осп руки I на угол 30°. Рука // служит для захвата и пере-
носа заготовки из магазина-транспортера в зону обработки, т. е.
55
chipmaker.ru
на линию центров станка, рука I — для удаления готовой детали
из зоны обработки и перемещения ее к магазину-транспортеру.
Управление движениями рук и поворотом автооператора осущест-
Рис. 43. Исполнительный орган промышленного робота — рука с захватом:
1 — пальцы, 2 — кисть, 3 — рука
вляется с помощью гидравлики двухпозиционными золотниками
с электромагнитами.
При подаче масла под давлением в полость А рука опускается
вниз. Для подъема руки масло под давлением подается в полость В.
Рис. 44. Схема движения промышлен-
ного робота в цилиндрической систе-
ме координат:
1 — захват, 2 — кисть, 3 — рука, 4 —
колонна, 5 — основание
Зажим детали захватами 5 осу-
ществляется под действием пру-
жины 4, при этом полость В со-
единена со сливом 2. Для раз-
жима детали масло под давле-
нием подается в полость В, шток
3 опускается, сжимает пружину
4, поворачивает захват 5 на осях
1 и деталь освобождается.
Работы по установке и сня-
тию деталей на станках, по внут-
рицеховому и межстаночному
транспортированию и складиро-
ванию деталей могут выполнять-
ся промышленными роботами.
Под промышленным роботом
понимается быстропереналажи-
ваемый автономный манипуля-
тор с программным управлением,
позволяющим синхронизировать
его взаимодействие с другими
орудиями труда и выполнять с
помощью своих исполнительных механизмов циклически повторяю-
щиеся основные или вспомогательные элементы процесса. Испол-
нительная часть робота состоит из «руки» с захватом. Захват мо-
жет иметь два и более пальцев для зажима и разжима захвата
(рис. 43). Рука с захватом может осуществлять перемещения вдоль
осей координат и повороты вокруг этих осей.
56
В зависимости от сочетания движений исполнительного меха-
низма («руки» с захватом, иногда вместе с колонной) роботы могут
работать в одной из трех систем координат:
сферической — повороты и вращения вокруг трех осей коорди-
нат и перемещение вдоль вертикальной оси;
цилиндрической — (рис. 44) поворот вокруг вертикальной оси,
перемещение вдоль двух осей координат х и г. В этой системе рабо-
тают большинство моделей роботов;
декартовой — перемещение вдоль осей координат.
Приводы роботов — гидравлические, пневматические, электри-
ческие или комбинации из этих видов. Например, перемещение
«руки» осуществляется с помощью гидроцилиндра, а зажим и раз-
жим «кисти» захвата — с помощью пнев.моцилиндра.
Наиболее распространенная система управления промышлен-
ными роботами: позиционная — от точки к точке, где программа
задается на штекерной панели или барабане; контурная, по непре-
рывной траектории, где программа задается на магнитной ленте.
Промышленные роботы находят применение для автоматизации
загрузки и разгрузки деталей на шлифовальных станках.
§ 3. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ
ТРАНСПОРТНЫХ РАБОТ
На заводах мелкосерийного производства применяют универ-
сальные транспортные средства: электрокары, тельферы, краны.
Электрокары применяются для внутри- и межцехового
транспортирования штучных и тарных грузов. Грузоподъемность
их составляет 0,75—5 т. Электрокары выпускают в нескольких ис-
полнениях: с неподвижной грузовой платформой, с низким подъе-
мом платформы, с высоким подъемом платформы и подъемным кра-
ном для самопогрузки. Электрокары имеют платформы для водителя
с рукоятками управления.
Тельфер представляет собой электрический подъемник,
двигатель установлен на ходовой тележке, передвигающейся по
однорельсовому подвижному пути. Тельфер снабжен групповым
крюком и кнопочной станцией управления.
Мостовой кран применяют в цехах тяжелого машиностро-
ения. Мост крана, представляющий собой ферму, опирается кат-
ками на рельсы, проложенные вдоль цеха на специальных выступах
стен или колонн.
В цехах крупносерийного и массового производства в зависимо-
сти от массы и размеров деталей, а также характера технологиче-
ского процесса применяют специальные транспортные средства:
скаты, склизы, рольганги, различные конвейеры (подвесной, цеп-
ной, ленточный и др.).
Скаты и склизы (рис. 45) применяют для передачи дета-
лей от одного рабочего места к другому, а в автоматических ли-
ниях — для передачи от станка к станку. Они выполняются обычно
57
в виде наклонных желобов, внутренняя форма которых соответ-
ствует форме детали.
Рольганги, или роликовые транспортеры,
изготовляют в виде длинных роликовых столов, располагаемых
вдоль рабочих мест, либо
отдельных секций, устанав-
ливаемых между соседними
рабочими местами. Обычно
рама рольганга укрепляет-
ся на стойках на полу це-
ха. В верхней части рамы
устанавливают свободно-
вращающиеся ролики, по
которым перемещаются де-
тали. Подвесной цепной
Рис. 45. Скаты и склизы:
/ — скаты, 2 — детали. 3 — склизы КОНВеЙер ПреДСТЭВЛЯеТ СО-
бой замкнутый в простран-
стве рельс, по которому с помощью бесконечной цепи, приводи-
мой в движение специальным приводом, передвигаются тележки
с подвесками для груза. Рельс подвешивается к фермам или колон-
нам или крепится к стенам здания.
Ленточный конвейер представляет собой бесконеч-
ную ленту, изготовленную из прорезиненного материала. Лента
охватывает два барабана. Ба-
рабан приводит ленту в дви-
жение, второй входит в состав
натяжного механизма. Верх-
няя ветвь ленты является ра-
бочей, по ней располагают-
ся детали, перемещаемые меж-
ду рабочими столами.
Пластинчатый кон-
вейер состоит из отдель-
ных пластин, укрепленных
концами на двух бесконечных
цепях, которые приводятся в
движение специальным меха-
Рис. 46. Тележка подвесного конвейера с
адресованием грузов
низмом.
Элеваторы приме-
няют для подачи деталей в
вертикальном или наклонном направлении. Элеваторы представ-
ляют собой бесконечную цепь с полками для деталей. Движение це-
пи обеспечивается приводом с цепными звездочками.
На рис. 46 показана тележка подвесного конвейера с адресова-
нием грузов. Конвейер имеет два рельсовых пути: верхний 2 из
двутавра и нижний 1 из двух швеллеров. По верхнему пути цепью 4
перемещается ведущая тележка 3, четыре ролика которой катятся
по полкам двутавра. По нижнему пути катится грузовая тележка 5.
Изменяя расстояние между верхней и нижней трассами, можно
58
обеспечить зацепление верхней тележки с нижней или свободное
движение нижней тележки по наклонной трассе. При другой кон-
струкции тележек освобождение нижней тележки может быть обес-
печено с помощью специального расцепляющего устройства и при
одинаковом расстоянии между трассами. Команду на расцепление
подает фотоэлектрическое устройство с помощью перфокарты, за-
крепляемой на тележке с подвешенным грузом, или переставляют
упоры, нажимающие на конечные выключатели. Автоматические
стрелки позволяют направлять тележки согласно «адресу», проби-
тому на перфорированной карте, по различным трассам или отво-
дить их на запасные пути—накопители, где хранится задел деталей.
Складирование деталей также может осуществляться в подвешен-
Рис. 47. Транспортер синхронный для линии валов
ном состоянии, и в нужный момент дается команда на транспортиро-
вание партии деталей или заготовок в соответствующий цех.
Сквозной способ транспортирования состоит в том, что детали
передаются с операции на операцию непосредственно в зону обра-
ботки. Несквозной способ транспортирования состоит в том, что
детали транспортируются последовательно. Вначале происходит
межоперационное перемещение, а затем детали перемещаются в зону
обработки. Транспорт синхронных линий принудительный, и его
называют жестким. Синхронные линии требуют высокой надежно-
сти действия всех механизмов, так как отказ в работе любого агре-
гата влечет за собой остановку линии. При несинхронном потоке
в автоматической линии транспортирование деталей с операции на
операцию производится независимо, такие линии называются гиб-
кими. Несинхронные линии снабжаются межоперационным транс-
портом, принудительным или самотечным, обычно с подпором де-
талей в зоне обработки. Несинхронные линии имеют межоперацион-
ные заделы, сосредоточенные в автоматических емкостях в виде
магазинов, лотков, бункеров, что влечет увеличение незавершен-
ного производства.
На рис. 47 показан транспортер для линии валов (несквозное
питание). Транспортер состоит из лотка 1 V-образного сечения и
59
chipmaker.ru
тягового органа, выполненного в виде штанги 2 с собачками 3.
Штанга покоится на роликовых опорах 4 и совершает от гидродви-
гателя 5 возвратно-поступательное движение. Собачки смонтиро-
ваны в пазах штанги на осях. Каждая из них находится под дей-
ствием пружин и ее перемещение ограничивается регулируемым
упором. Работает транспортер следующим образом. При ходе
штанги влево собачки свободно проходят через детали, а при ходе
вправо перемещают их на шаг к местам установки питателей 6.
Питатель приводится валиком 7 через реечно-шестеренчатую пере-
дачу 8 с помощью гидродвигателя 9. При подаче детали в зону обра-
ботки питатель перемещается в положение, показанное пунктиром.
После того как деталь закреплена на станке, питатель возвраща-
ется в исходное положение.
Рис. 48. Схема несинхронной гибкой линии с последовательным расположением
оборудования
С помощью несинхронных транспортных систем строят линии
с последовательными и групповым расположением оборудования.
На линиях с последовательным расположением (рис. 48) оборудо-
вания у каждого станка 1 имеется загрузочное приспособление 2
и каждый станок работает на бункер загрузочного приспособле-
ния последующего станка. Межоперационные полуфабрикаты пере-
даются из бункера в станок и из станка в бункер с помощью ленточ-
ных, цепных или каких-либо других транспортеров 3. В случае
остановки какого-либо станка линии другие станки продолжают
работать. Обработанные детали накапливаются в загрузочном при-
способлении остановившегося станка.
§ 4. НАЛАДКА АВТОМАТИЧЕСКИХ ЗАГРУЗОЧНЫХ
И ТРАНСПОРТНЫХ УСТРОЙСТВ
Наладка загрузочных и транспортных устройств заключается
в следующем:
проверка надежности крепления и правильности соединения
загрузочных устройств с рабочими элементами автомата;
отладка правильности хода деталей в рабочую зону станка и ре-
гулировка величины ходов механизмов;
установление требуемой производительности устройства;
регулирование датчиков, контролирующих наличие заготовок,
переполнение лотков и т. п.;
установка ограждения, щитков, лотков для слива охлаждаю-
щей жидкости на загрузочном устройстве;
обкатка загрузочного устройства и станка на холостом (при
совместной работе) и рабочем ходу и устранение выявленных недо-
60
статков (неплавный ход, заклинивание, удары, самопроизвольное
отклонение механизмов, чрезмерный нагрев подшипников и т. п.).
На рис. 49 показан автоматический бункер с траком для приема,
накопления и выдачи деталей типа колец, фланцев и пр.
Отличительные особенности наладки. С по-
мощью устройства 8 регулируют натяжение обеих цепей 6 для обес-
печения их перемещения без заклинивания и перекоса. Усилие пру-
жины в кулачковой муфте редуктора привода 7 регулируют так..
Рис. 49. Автоматический бункер с траком для приема,
накопления и выдачи деталей типа колец
чтобы при заклинивании цепей срабатывала муфта. Положение и
наклон планок 1 в подъемнике 2 подгоняют, чтобы обеспечить на-
дежное скатывание деталей 10 в отводящий лоток 4. Положение
лотка 11 устанавливают так, чтобы обеспечить надежный отвод и
сброс в чашу 3 деталей 10, не сошедших с планок 1 в отводящий ло-
ток 4. При наполнении чаши 3 деталями отрегулировать ход воро-
шителя 9, чтобы разрушить образовавшийся зазор деталей 10
в чаше. Отладить устройство для ориентации 5 на бесперебойную
выдачу из бункера деталей в требуемом положении.
Типичные неполадки, причины и способы устранения
1. Детали часто сбрасываются с планок трака. Неправильно
выполнена опорная поверхность планок трака (недостаточная тол-
щина, перекос). Переделать опорную поверхность нескольких пла-
нок, проверить в работе и затем переделать остальные.
2. Детали заклиниваются между планками или плохо скаты-
ваются с планок. Недостаточное расстояние между планками. Уве-
личить расстояние между планками до 1,3—1,5 диаметра детали.
На рабочих частях трака имеются выступы, острые углы, задер-
живающие детали. Устранить на рабочих частях трака все неров-
ности.
Недостаточен угол наклона планок. Увеличить угол наклона
планок до 15—20'.
Трак и детали загрязнены. Очистить трак и детали от грязи.
61
chipmaker.ru
3. Детали заклиниваются в месте их схода в отводящий лоток.
Увеличить входное окно (по высоте). Недостаточен размер окна для
входа деталей в отводящий лоток.
Увеличена скорость движения трака. Снизить скорость движе-
ния трака.
4. Неправильно ориентируется положение деталей, выходя-
щих из бункера. Механизм ориентации разлажен. Проверить ра-
боту механизма, выяснить причину неполадки и устранить.
На рис. 50 показан автоматический бункер с ножевым захватом
для приема, накопления и выдачи деталей типа роликов.
Рис. 50. Автоматический бункер с
ножевым захватом для приема, на-
копления и выдачи деталей типа
роликов
Рис. 51. Автоматический магазин
с винтовым лотком для приема,
накопления и выдачи деталей типа
клапанов:
I — скоба, 2 —» деталь, 3 — лоток,
4 — барабан, 5 — отсекатель
Отличительные особенности наладки. По-
добрать угол наклона а поворота ножа 6, обеспечивающий беспере-
бойный захват и выдачу деталей к трубке (или желобу) 1. Подо-
брать число двойных качаний ножа 6 изменением сменных зубчатых
колес или шкивов в приводе 2 (для получения требуемой производи-
тельности при плавной работе ножа 6). Отрегулировать положение
выдающей трубки (или желоба) 1 относительно края ножа 6, исклю-
чающее перевертывание или заклинивание детали 5. Сбрасывание
деталей осуществляется толкателем 4. Все детали бункера монти-
руются в чаше 3.
Типичные неполадки, причины и способы устранения
1. Недостаточна производительность бункера. Недостаточен угол
наклона ножевого захвата в верхнем положении. Увеличить угол
наклона ножевого захвата в верхнем положении, обеспечивающий
надежное скольжение деталей.
2. Детали (с буртиком) застревают под вырезом сбрасывателя
на выходе из бункера. Велик угол наклона ножевого захвата в верх-
нем положении.
На рис. 51 показан автоматический магазин с винтовым лотком
для приема, накопления и выдачи деталей типа клапанов.
Отличительные особенности наладки. Про-
верить угол наклона а и проходимость деталей 2 по винтовому
лотку 3. Детали должны свободно (без заклинивания) перемешаться
по лотку. Отрегулировать отсекающий механизм 5 на поштучную
выдачу деталей из лотка 3.
Типичные неполадки, причины и способы устранения
Детали застревают на винтовом лотке. Недостаточен угол на-
клона винтовой линии лотка. Увеличить угол наклона винтовой ли-
нии лотка до 15—20°.
На винтовом лотке имеются неровности, выступы и пр. Устра-
нить неровности, выступы на всей длине лотка.
Неустойчивая работа отсекающего устройства. Отладить отсе-
кающее устройство.
Контрольные вопросы
1. Перечислите основные виды загрузочных устройств к шлифовальным
станкам.
2. Из каких типовых элементов компонуются загрузочные устройства?
3. На каком принципе работают вибролотки и вибробункера?
4. Перечислите основные особенности автооператоров.
5. Перечислите основные особенности промышленных роботов.
6. Приведите типовые устройства для механизаций и автоматизации транс-
портных работ.
7. Перечислите порядок наладки автоматических загрузочных и транспорт-
ных устройств — бункеров и магазинов.
Глава IV
ОБЩИЕ СВЕДЕНИЯ О НАЛАДКЕ
И ПОДНАЛАДКЕ ШЛИФОВАЛЬНЫХ СТАНКОВ
§ 1. НАЛАДКА СТАНКА
Под наладкой станка понимается подготовка техно-
логического оборудования и оснастки к выполнению определенной
технологической операции. В состав работ по наладке станка вхо-
дит установка оправки и круга, проверка биения круга, отладка
загрузочного устройства, координация взаимного положения ин-
струмента и заготовки, установка и выверка станочного приспособ-
ления, подбор и расстановка упоров и кулачков, установление тре-
буемой частоты вращения шпинделя станка, заданной минутной
подачи и глубины резания, установка рукояток коробки скоростей
и коробки подач на заданный режим обработки, подбор сменных
63
chipmaker.ru
зубчатых колес и другие подготовительные работы. Наладка —
это процесс первоначального установления заданной точности обра-
ботки и производительности.
Под технологической оснасткой понимаются
стандартные и специальные приспособления, оправки и др., добав-
ляемое к технологическому оборудованию для выполнения опреде-
ленной части технологического процесса. Наладка станков автомати-
ческого действия включает установку и регулирование установоч-
ных и зажимных устройств, настройку цикла обработки и режимов
резания, оснастку станка специальными приспособлениями и при-
борами и их регулировку, настройку движений рабочих органов
станка, проверку всех ограждений станка, пробный пуск станка
и контроль первых деталей, окончательное регулирование разме-
ров обрабатываемых деталей, установку упоров или измерительно-
управляющих устройств.
§ 2. ПОНЯТИЕ О НАЛАДОЧНОМ РАЗМЕРЕ
Под наладочным размером понимается размер,
к получению которого необходимо стремиться при наладке станка.
Наладочным размером является средний размер первых пробных
деталей после наладки, равный: для валов Днр = Дна11м + Д/2 + А,
для отверстий Д„р = Днаи6 — Д/2 — А, где Дна11б и Дна11м — соот-
ветственно наибольший и наименьший размеры детали, Д — поло-
вина поля рассеяния при наладке станка, А — часть поля допуска,
предназначенная для компенсации погрешностей измерения, теп-
ловых деформаций и т. п. Практически А берется от 10 до 20 %
от общего поля допуска на обработанную деталь. Наладка станков
у верхней границы поля допуска приводит к быстрому выходу де-
талей за поле допуска, наладка же около нижней границы поля до-
пуска приводит к появлению брака.
Наладка по пробным деталям заключается
в предварительном расчете наладочного размера по приведенным
формулам и проверке правильности его путем измерения пробных
деталей. Для этого следует замерить первых пять обработанных
деталей и определить среднее арифметическое значение. При на-
ладке рекомендуется пользоваться измерительным прибором, цена
деления которого J/25—% допуска на обработку. Достоинства спо-
соба — указывает направление подналадки. Недостаток способа —
связан с большой потерей времени на наладку в связи с необхо-
димостью производить замеры универсальным инструментом, затем
подсчитывать среднее арифметическое значение.
Имеется и другой способ наладки на размер по нормальному
наладочному калибру. При этом способе наладки замер пробных
деталей производится с помощью нормального калибра, изготовлен-
ного по расчетному наладочному размеру. Проверка может произво-
диться также по жестко установленному универсальному измери-
тельному инструменту, установленному на наладочный размер. На
станке обрабатывают пробную партию в пять деталей. Проверив
44
при наладке нормальным калибром пробную партию и получив ка-
кую-то комбинацию знаков отклонений, можно судить о положении
центра рассеяния относительно наладочного размера. Вероятность
получения того или иного знака отклонений связана с расстоянием
центра рассеяния от наладочного размера. Наладка на размер
считается законченной при наличии не менее двух отклонений каж-
дого знака, причем соотношение количества разнозначных отклоне-
ний должно быть меньше 3:1. Достоинство способа — малые по-
тери времени на наладку, это дает указание на направление подна-
ладки. Недостатком способа является необходимость изготовления
специального нормального наладочного калибра или установка на
наладочный размер универсального измерительного инструмента.
§ 3. ПОНЯТИЕ О ПОДНАЛАДКЕ
Под подналадкой понимается регулировка технологи-
ческого оборудования и (или) оснастки в процессе работы для вос-
становления достигнутых при наладке значений параметров. Под
периодичностью подналадки понимается продолжительность ра-
боты оборудования между двумя последовательными подналадками.
В комплекс подналадки оборудования входит корректировка поло-
жения режущих кромок инструментов, положения кулачков, упо-
ров, губок измерительного прибора и т. п., с тем чтобы обеспечить
заданный размер обрабатываемой детали.
Необходимость в подналадке оборудования вызывается изно-
сом инструментов, упругими деформациями технологической си-
стемы, тепловыми деформациями и другими факторами. При высо-
ких требованиях к размерной точности обработки необходимо регу-
лировать положение образующих режущих кромок инструмента
чаще, чем он теряет режущую способность. В этом случае приме-
няется автоматическая подналадка положения инструмента. Сущ-
ность ее заключается в том, что детали измеряются во время обра-
ботки или непосредственно после нее и по их фактическим размерам
автоматически управляют положением режущей кромки.
Причины постепенного выхода контролируемых параметров де-
талей за границы установленных допусков связаны с наличием
факторов, сопутствующих процессу механической обработки, та-
ких, как размерный износ инструмента, вибрации, колебания сил
резания вследствие неравномерного припуска на обработку, тем-
пературные деформации элементов технологической системы, опре-
деляющих взаимное положение обрабатываемой детали.
§ 4. ПОРЯДОК РАБОТ ПО НАЛАДКЕ
И ПОДНАЛАДКЕ СТАНКОВ
Наладчик должен выполнить следующие подготовительные ра-
боты: ознакомиться с технической документацией и укомплектова-
нием оборудования, требуемой оснасткой и инструментом; подго-
товить рабочие места; подготовить оборудование к пуску, устано-
65
chipmaker.ru
вить дополнительные узлы, приспособления, инструменты; наладить
станки' на режим обработки; испытать оборудование, дове-
сти его до работы с заданной точностью и производительностью.
Перед началом работы наладчик обязан изучить паспорт и ру-
ководство по обслуживанию оборудования, проверить наличие ос-
настки, действие органов управления и системы блокировки.
Наладчик должен знать требования, предъявляемые к технике
безопасности данного оборудования, заготовкам и обработанной
детали, ознакомиться с припусками и допусками на обработку,
техническими требованиями и т. и.
Подготовка рабочего места заключается в наве-
дении на рабочем месте порядка. Заранее должен быть подготовлен
вспомогательный инструмент. Здесь же необходимо расположить
техническую документацию и заготовки для обработки.
Подготовка оборудования к пуску заключается
в подборе и подготовке абразивного инструмента, приспособлений,
в изучении непосредственно на оборудовании назначения и дей-
ствия органов управления и системы блокировок. Перед пробным
пуском оборудования наладчик проверяет наличие масла в системе
смазки, подачу СОЖ и воздуха в пневматической сети, наличие
ограждений и заземления. Исправность насосов, подающих СОЖ
и масло, нужно проверить путем кратковременного пуска их вхоло-
стую до начала работы. В случае загрязнения СОЖ надо сменить.
При перестановке задней бабки станка надо следить за тем, чтобы
под нее не попадала грязь, так как может произойти смещение
центра.
При наличии зазоров в опорах шпинделя станка нужно подтя-
нуть подшипники, учитывая их нагрев при работе. Нагрев должен
быть не выше температуры, которую может вытерпеть рука. Если
не удастся отрегулировать шпиндель станка указанным путем,
необходимо обратиться к дежурному слесарю. Во избежание нерав-
номерности продольного хода стола и шлифовальной бабки при на-
личии гидравлической подачи надо открыть краники и выпустить
попавший вместе с маслом и скопившийся воздух или проверить
исправность поршня.
Неровности в местах скрепления (сшивки или склейки) ремня
шпинделя могут вызвать дробление на обрабатываемой поверхно-
сти, поэтому перед работой следует осмотреть приводной ремень.
Перед началом работы необходимо прогреть подшипники шпинделя
и масло, находящееся в гидросистеме, запустив станок на некото-
рое время вхолостую.
Наладка оборудования по автоматическому циклу
заключается в том, что согласно схеме наладки и операционной
карте наладчик устанавливает инструмент и приспособления, на-
страивает на заданные величины перемещений суппорты, столы,
регулирует ход цилиндра и установку кулачков и упоров.
Испытание в работе оборудования. По окон-
чании проверки наладчиком правильности установки инструмента,
надежности зажима детали в приспособлении, правильности работы
66
узлов по циклу, установленных режимов резания, производится
пробная обработка первой детали на полуавтоматическом цикле.
После обработки деталь проверяют по всем обработанным поверх-
ностям с помощью контрольно-мерительных приспособлений и в за-
висимости от достигнутой точности выполняют частичную или пол-
ную корректировку установки всего инструмента. Одновременно
проверяют шероховатость поверхности и при отклонении от задан-
ной принимают необходимые меры (используют, шлифовальный
круг другой характеристики, улучшают состав или чистоту СОЖ,
изменяют режим обработки и правки, устраняют вибрации шпин-
деля и т. п.).
§ 5. НАЛАДКА АБРАЗИВНОГО ИНСТРУМЕНТА
Рис. 52. Крепление шли-
фовального круга:
1,2 — планшайбы, 3 — гай-
ка, 4,5 — прокладки
Установка круга на шпинделе станка должна производиться
очень тщательно. Прежде всего необходимо проверить, нет ли на
круге трещин или раковин и убедиться, издает ли он чистый (без
дребезжания) звук при простукивании деревянным молотком. Не-
точно выверенный и неправильно закреп-
ленный круг может разорваться во время
работы и вызвать травму рабочего. Круг
крепят на шпинделе с помощью планшайб
и гаек (рис. 52). Неодинаковые по размеру
или погнутые планшайбы при затягивании
гаек создают неравномерное давление на
круг, что может привести к его разруше-
нию. Между планшайбами и кругом не-
обходимо ставить упругие прокладки —
картонные или резиновые, обеспечиваю-
щие равномерное закрепление круга.
При посадке круга на планшайбу следует
оставлять по внутреннему диаметру круга
зазор. Круг должен прижиматься,к план-
шайбе на участке не менее 0,07 от диаметра круга. Крепление круга
производится с помощью динамометрического ключа. Сперва завин-
чивают крепежные винты так, чтобы слегка зажать круг. Затем
поочередно завинчивают диаметрально противоположные винты,
чтобы обеспечить надежное и равномерное зажатие круга, исключа-
ющее проворачивание его во время работы. Диаметр прокладок
должен быть больше диаметра планшайбы на 2 мм. Диаметры при-
жимных планшайб должны быть одинаковыми. Резьба на конце
шпинделя должна иметь такое направление, чтобы при вращении
круга концевая гайка не раскручивалась, а стремилась затянуться.
При установке круга на шпиндель станка воспрещается ударять по
нему металлическими предметами. Для того чтобы снять круг со
шпинделя, следует предварительно вывернуть винты и снять план-
шайбу, на которой закреплен круг.
Наладка абразивного инструмента. Круги диаметром 200 мм
и выше до установки на станок собирают на оправке пли план-
67
chipmaker.ru
2. Порядок сборки и подготовки кругов и требования,
предъявляемые к ним
Последовательность сборки
и подготовки кругов
Технические требования, предъявляемые
к сборке и подготовке кругов
Перед сборкой проверить ха-
рактеристику, твердость, отсут-
ствие трещин, испытание на раз-
рывную скорость
Установить круги на оправку
(планшайбу) согласно чертежу
сборки и затянуть гайки
Chipmaker.ru
Произвести протачивание со-
гласно чертежу круга, собран-
ного на оправке
Выполнить динамическую ба-
лансировку кругов, собранных
на оправке
Характеристика круга должна соответство-
вать заданной в технологической карте.
Твердость проверяет в 2—4 точках по при-
бору. Замеряют диаметр лунки, твердость
определяют по переводной таблице. Неодно-
родность круга по твердости допускается
в пределах ±1 степень. Отсутствие трещин
проверяют легким простукиванием деревян-
ным молотком массой 200—300 г. При этом
звук должен быть чистым (без дребезжания).
Прочность кругов проверяют на стенде в те-
чение 10—15 мин при скорости, превышаю-
щей рабочую на 50 % . На каждом круге, про-
шедшем испытание, должна быть специальная
. отметка
Насадка на оправку круга должна быть без
применения усилия. Зазор между посадочным
местом оправки 7 и диаметром отверстия кру-
га должен быть в пределах 0,3—0,5 мм на сто-
рону. Неперпендикулярность оси круга к его
торцам не должна превышать 0,5—1,0 мм до
проточки кругов и 0,1—0,2 мм после про-
точки (на длине, равной радиусу круга).
Между торцами кругов 4, фланцем оправки 7,
проставочным кольцом 3 и гайкой 6 дрлжны
быть проложены картонные прокладки 5 тол-
щиной до 2 мм. Прокладки перед установкой
необходимо промаслить, чтобы они не размо-
кали в СОЖ. При использовании оправок
или планшайб, у которых круги между флан-
цами затягиваются несколькими болтами,
чтобы избежать перекоса и разрушения кру-
гов, необходимо гайки затягивать поперемен-
но, через 180°. При этом не допускается затя-
гивать гайки или болты с помощью насадок
и наносить удары по ключу для увеличения
силы
При протачивании выдерживать размеры
• D, А, Б и В с точностью ±0,1—0,2 мм для
уменьшения дисбаланса шпинделя и расхода
алмазов при первоначальной правке кругов
после их установки на станках
Балансировку выполняют с помощью пере-
мещения грузиков по специальным пазам
планшайбы шпинделя круга. Допускаемый
уровень колебаний стрелки микрокатора со-
ставляет 3—5 мкм. В процессе шлифования
уравновешенность круга нарушается. В этом
случае необходимо провести повторную ба-
лансировку. На ряде станков имеются спе-
циальные устройства для балансировки кру-
гов непосредственно на станке
68
шайбе (рис. 53, табл. 2), при необходимости протачивают по наруж-
ной цилиндрической поверхности или торцам и балансируют на
специальных балансировочных устройствах.
Основные требования к эксплуатации кругов:
до установки оправки с кругом (особенно крупных размеров)
на станок необходимо убедиться в надежности закрепления круга
на оправке, а также в отсутствии в нем трещин;
перед началом работы следует испытать круг на холостом ходу
в течение 5—10 мин;
при появлении во время работы сильных вибраций необходимо
ставок в&медасвво вътагозчкта. Вклуачевве слас.ка в работу доцу-
скается только при полном устране-
нии вибрации;
при эксплуатации кругов СОЖ не
должна попадать на невращающийся
круг.
Смена круга. Перед работой на
станке круги испытывают на проч-
ность пробным вращением на повы-
шенной скорости. Для этого выпу-
скают специальные станки, обеспе-
чивающие скорости круга в 1,5 раза
выше эксплуатационной. Испытания
следует проводить с выдержкой во
времени на заданной испытательной
скорости. Режим испытания автома-
тизирован. Управление осуществляет-
ся с пульта. Круг испытывается по
заданной программе — разгон, вы-
держка на испытательной скорости и
торможение до полной остановки. Ча-
стота вращения регулируется бес-
ступенчато. Испытательные стенды
оснащаются подъемно-установочными устройствами. Круг наде-
вается на фланцы, при этом надо обратить внимание, чтобы зазор
между внутренним отверстием круга и посадочными диаметрами
фланцев был равномерным по всей окружности.
Рис. 53. Сборка шлифовального
круга и технически6 требования,
предъявляемые к ней:
1 — скалка коничесКая' 2 — кон’
трольная шайба, $ — проставка,
4 — круг шлифовальный, 5 — про-
кладка картонная, 6 — гайка, 7 —
оправка конйческая
§ 6. БАЛАНСИРОВКА КРУГА
Для точной и спокойной работы круг должен быть отбаланси-
рован, чтобы его центр тяжести совпадал с центром вращения.
При работе неуравновешенным кругом обработанная поверхность
получается граненой, волнистой, а опоры шпинделя при этом бы-
стро изнашиваются. Причинами неуравновешенности круга могут
быть неравномерное распределение массы в теле круга, эксцентрич-
ное расположение посадочного отверстия по отношению к наружной
поверхности круга, непараллельность и неперпендикулярность тор-
ьэ
chipmaker.ru
нов, неравномерная пропитка круга СОЖ, неправильный монтаж —
неконцентричная установка круга и др.
При неуравновешенном круге возникает центробежная сила,
которая вызывает вибрации. При скоростном шлифовании опасность
Рис. 54. Стенд для балансировки шлифовальных кругов:
а — с двумя гладкими цилиндрическими вилками, б — с вращающимися дисками, в
схема крепления грузиков для балансировки круга
разрыва круга от усилий резания уменьшается, но возрастает опас-
ность разрыва от центробежной силы. Круг балансируют вне шли-
фовального станка на балансировочных стендах. Круг, смонти-
рованный на оправке, устанавливают на опоры — цилиндрические
Рис. 55. Конструкции устройств для стати-
ческой балансировки шлифовальных кругов:
а — на воздушной подушке, б — на плоскопарал-
лельных линейках, в — с двумя парами вращаю-
щихся дисков
валики или диски (рис.
54). Обоим устройствам
(рис. 54, а, б) присущ об-
щий недостаток—большой
момент трения, снижаю-
щий точность балансиров-
ки. Использование принци-
па «воздушной подушки»
позволило создать рацио-
нальную конструкцию уст
ройства для статической
балансировки (рис. 55).
Преимущество устройства
на «воздушной подушке» в том, что оправка с кругом легко по-
ворачивается под воздействием момента 1 -10 5 Н-м. Чтобы вы-
вести из состояния покоя оправку с кругом, установленную на
цилиндрических валиках, требуется момент в 7 раз больший, а при
дисках — в 40 раз больший.
На шпинделе станка круги закрепляют с помощью планшайбы,
в концевых выточках которых размещаются грузики — сегменты
для балансировки кругов. Балансировку производят изменением
положения трех грузиков в кольцевой выточке фланца шлифоваль-
ного круга. Неуравновешенный круг более тяжелой частью повер-
70
нется вниз. Перемещая в планшайбе грузики, добиваются, чтобы
круг в любом положении на опорах оставался неподвижным. По
мере износа круга балансировка его может нарушиться вследствие
неравномерного распределения массы в теле круга. Поэтому целе-
сообразно производить повторную балансировку круга. В конце
смены рекомендуется прокрутить круг на рабочей скорости в те-
чение 1—2 мин, выключив охлаждение, чтобы жидкость не скопля-
лась в порах нижней части круга и не нарушала балансировки.
Балансировочные весы (рис. 56) применяют в более ответствен-
ных случаях. При тщательном изготовлении деталей весов точность
уравновешивания может
быть доведена до вели-
чины остаточного смеще-
ния центра тяжести
5 мкм. Средняя продол-
жительность баланси-
ровки 15—20 мин. Ба-
лансировочные весы,
предназначенные для ба-
лансировки шлифоваль-
ных кругов диаметром
от 200 до 600 мм, со-
стоят из рамы 2, кото-
рая призмами опирает-
ся на две стойки 6.
Призмы и опоры по-
крывают твердым спла-
вом. Стойки крепятся
болтами к литому чу-
гунному основанию 3.
Рис. 56. Прибор (весы) для статической балан-
сировки кругов
Величину отклонения
рамы 2 от нулевого положения указывает стрелка 5 по шкале 4.
Перед началом балансировки рама устанавливается в нулевое по-
ложение по ватерпасу в продольном и поперечном направлениях
с помощью грузиков 1 и 7. Круг балансируют в такой последова-
тельности. Шлифовальный круг вместе с фланцами насаживают на
специальную оправку и устанавливают на весы. При этом контр-
грузы из фланца круга должны быть вынуты. Затем поворачивают
круг для наибольшего отклонения стрелки 5 и в этом положении на-
носят пометку на его торце. После этого вставляют контргрузы во
фланце круга, причем их необходимо расположить во второй поло-
вине круга на равных расстояниях от пометки. Контргрузы пере-
ставляют до тех пор, пока стрелка 5 не займет нулевого положе-
ния. При достижении этого круг считается отбалансированным.
Находит применение устройство для балансировки непосредст-
венно на шлифовальном станке. Работа такого устройства осущест-
вляется следующим образом (рис. 57). На конце шпинделя 3 круга 5
расположена распределительная муфта 1, через которую подается
масло в цилиндр 6, перемещающий поршень 7 в радиальном направ-
71
chipmaker.ru
ленип. Посредством вращения гидравлического крана управления
производится поворот поршня 7 с целью грубой первоначальной
балансировки круга. Величина дисбаланса определяется по при-
бору, установленному на столе станка. Точная балансировка круга
производится поворотом вправо или влево второго гидравлического
крана управления, дейст-
вующего на поршень 8, ко-
торый, перемещаясь вверх
или вниз, осуществляет
точную балансировку, ве-
личина которой также оп-
ределяется по прибору.
Фиксация сбалансирован-
ного положения осуществ-
ляется посредством зубча-
тых штоков 2 и 4.
§ 7. ПОДБОР ХАРАКТЕРИСТИК
ШЛИФОВАЛЬНОГО КРУГА
Выбор к р уг а. Ис-
ходными данными для вы-
бора характеристики кру-
га служат свойства обра-
батываемого металла, кон-
фигурация, размеры обра-
батываемой поверхности,
условия обработки, влия-
ние станка и его состоя-
ния.
Влияние свойств
обрабатываемого
металла. Обычно при
обработке стали применяют
круги из электрокорунда,
КНБ, а при обработке чу-
Рис. 57. Устройство для балансировки кру-
га на шлифовальном станке
гуна и твердых сплавов — круги из карбида кремния и алмазов.
Абразивные инструменты из 16А применяют преимущественно для
получистовых и чистовых операций, профильного шлифования.
Круги из 25А применяют при обработке закаленных сталей и ин-
струментов, где затруднен отвод теплоты.
Влияние конфигурации и размеров обра-
батываемой поверхности. Для обработки крупнога-
баритных деталей с большой массой,хорошо отводящей теплоту,обра-
зующуюся при шлифовании, применяют более твердые круги и по-
вышенные режимы. Тонкие детали обрабатываются более мягкими
кругами. При большой площади контакта круга с деталью (напри-
мер, при внутреннем шлифовании) требуются более мягкие круги,
а при малой площади контакта — более твердые. Кольцевые крути
72
выбирают более мягкие, чем сегментные. Для обеспечения необхо-
димого профиля применяют более твердые круги. При неровной,
прерывистой поверхности (отливки, поковки, детали с пазами),
при небольшой поверхности контакта и в условиях работы, сопро-
вождающейся ударами, применяют более твердые круги.
Влияние условий обработки. Для удаления боль-
ших припусков применяют крупнозернистые круги с открытой струк-
турой. При чистовом шлифовании берут относительно мелкозерни-
стые круги с более плотной структурой. При больших исходных
микронеровностях берут более твердые абразивные инструменты.
Влияние станка и режима обработки. При
большой мощности станка применяют более твердые круги.
Выбор зернистости. Круги с крупным зерном приме-
няют при черновом шлифовании, для обработки металлов, которые
могут «засалить» круг, при большой площади контакта круга с обра-
батываемой деталью (при широких кругах, плоском шлифовании
торном круга, внутреннем шлифовании), на станках с большой
мощностью привода. Круги с мелким зерном применяют при повы-
шенных требованиях к шероховатости поверхности, при профиль-
ном шлифовании.
Выбор связки. При черновой обработке применяют круги
на керамической и бакелитовой связке. Круги на бакелитовой,
глпфталевой и вулканитовой связках обеспечивают более чистую
поверхность.
Выбор кругов по твердости. При слишком твер-
дом круге связка продолжает удерживать зерна, затупившиеся и
утратившие способность к резанию, при этом повышается мощ-
ность и выделение тепла, возможно коробление, на поверхности по-
являются следы дробления и прижогп. Если взять слишком мяг-
кий круг, то зерна легче вырываются из связки, круг теряет пра-
вильную форму, увеличивается износ. При обработке мягкими кру-
гами трудно обеспечить точность формы, требуется чаще править
круг. Градация твердости круга повышается при увеличении ре-
жима шлифования, обработке прерывистых поверхностей, переходе
от работы всухую к обработке с СОЖ, переходе от круга 1А к 4А
и при переходе от круга на керамической связке к кругу на баке-
литовой связке. Градация твердости круга снижается при повыше-
нии скорости круга, увеличении площади контакта между кругом
и обрабатываемой деталью, переходе от обработки незакаленной
стали к обработке закаленной стали, увеличения вязкости обраба-
тываемого материала и при переходе от крупнозернистого круга
к мелкозернистому.
Выбор структуры. Для мягких материалов с неболь-
шим пределом прочности применяют круги открытых структур, для
твердых с мелкокристаллическим строением и хрупких материа-
лов — круги закрытых структур. Для чистовых операций приме-
няют круги более закрытых структур, чем при черновых операциях.
Окружная скорость круга оказывает наибольшее
влияние на качество и производительность шлифования. Выбор ее
73
chipmaker, ru
определяется в основном возможностями станка и наличием кругов,
допускающих работу на повышенных скоростях. При меньшей ско-
рости круга условия его работы тяжелее, чем при высокой скорости.
Чем меньше скорость круга, тем реже каждое его зерно будет встре-
чаться с обрабатываемой поверхностью, длительнее будет время
резания каждым зерном, толще стружка, и с тем большей нагрузкой
будет работать каждое зерно. Круг при меньшей скорости работает
как более мягкий.
С увеличением скорости круга толщина стружки, снимаемой
одним зерном, уменьшается, снижается шероховатость поверхно-
сти и повышается производительность. Круг работает как более
твердый. Исходя из этого, при применении скоростных режимов
шлифования следует выбирать круги на степень мягче по сравне-
нию с кругами, работающими на обычных режимах. Повышение
скорости круга является существенным резервом для повышения
производительности и качества шлифования.
Абразивные инструменты из эльбора при-
меняют при шлифовании труднообрабатываемых сталей, чистовом
шлифовании инструментов из быстрорежущей стали, чистовом шли-
фовании деталей из жаропрочной и нержавеющей стали и при чи-
стовом шлифовании направляющих станков и ходовых винтов.
Абразивные инструменты из алмаза при-
меняют при шлифовании хрупких и высокотвердых сплавов, чисто-
вом шлифовании твердосплавных режущих инструментов и при раз-
мерном и фасонном шлифовании в автоматическом цикле деталей из
твердых сплавов и высокопрочного чугуна, когда требуется высокая
стойкость инструмента по профилю и режущей способности.
§ 8. НАЛАДКА ЭЛЕМЕНТОВ ГИДРОПРИВОДА
Работоспособность гидропривода и качество его работы в значи-
тельной степени определяются правильностью его эксплуатации.
Для обеспечения надежной работы гидросистемы необходимо вы-
полнять следующие условия.
Масло, заливаемое в гидробаки, должно быть предварительно
тщательно отфильтровано. После заливки масла в гидробак сле-
дует заполнить маслом трубопровод и удалить из гидросистемы
воздух. При заливке масла предохранительные клапаны насосов
должны быть полностью отпущены, чтобы трубопровод заполнялся
маслом при наименьшем давлении во избежание растворения в масле
воздуха. После этого следует открыть краны для выпуска воздуха,
установленные в наивысших точках трубопровода, ослабить на-
кидные гайки на концах магистральных труб для того, чтобы воз-
дух, находящийся в магистральных трубах, мог выходить наружу
с чистым маслом. Затем включают электродвигатели гидронасосов
и не отключают их до тех пор, пока из открытых клапанов и отпу-
щенных гаек не пойдет чистое масло, после чего краны закрывают
и затягивают гайки и ранее отпущенные предохранительные кла-
паны. Воздух следует также выпустить из всех гидроцилиндров
74
3. Основные неисправности гидросистемы, их причины и способы устранения
Вид неисправности Причины неисправности Способ устранения
Нет напряжения на эле- ктромагните золотника уп- равления Напряжение на элект- ромагните есть, но сердеч- ник не втягивается Механические препятст- вия перемещению меха- низмов Насос не подает масло в систему Отсутствие требуемого давления в системе нагне- тания Разомкнута цепь вклю- чения электромагнита Обрыв в катушке Заедание сердечника Включается одновре- менно два электромагнита Неправильная затяжка клиньев или планок на- правляющих Попала грязь на напра- вляющие Неправильное направ- ление вращения насоса Недостаточный уровень масла в гидробаке Засорение всасывающей трубы Подсос воздуха во вса- сывающей трубе Поломка вала или ро- тора насоса Слишком высокая вяз- кость масла Насос не подает масла в систему, вследствие од- ной из вышеуказанных причин Выработка насоса: у ло- пастного — износ статор- ных колец, лопаток пли дисков, у шестеренчато- го — зубьев шестерен Внешние утечки масла по валу из-за износа уп- лотнений Наличие пор и раковин в корпусе насоса Большой износ уплотне- ний цилиндра Большая утечка в тру- бопроводах Вызвать электрика То же Проверить затяжку кли- ньев или планок напра- вляющих Прочистить направляю- щие Изменить направление вращения насоса Долить масло в гидро- бак Прочистить трубу Уплотнить всасываю- щую трубу Сменить насос Сменить масло Проверить производи- тельность насоса вхоло- стую и под нагрузкой и в случае снижения объем- ного к. п. д. насос заме- нить Заменить уплотнения Сменить насос Заменить уплотнения Заглушить отверстие, соединяющее насос и пре- дохранительный клапан с трубопроводом. Если дав- ление появится, найти и устранить утечку. Если давления не будет, разоб- рать соединение, прове- рить, нет ли забоин и плот- но ли прилегает конец тру- бы, после чего хорошо за- тянуть соединение. При наличии разрыва стеики трубы заменить трубу
75
chlpmaker.ru
Продолжение табл. 3
Вид неисправности Причины неисправности Способ устранения
Отсутствие или слиш- ком малое противодавле- ние Слишком большое про- тиводавление Давление в системе не- стабильно Заедание золотника пре- дохранительного клапана в открытом положении вследствие: засорения демпфиру- ющего отверстия, утеч- ки масла в золотнике или трубопроводе раз- грузки насоса попадания грязи под шарик износа или повреж- дения поверхности ша- рика заедания направляю- щей шарика трещин или забоин в уплотнител ьном коль- це под седлом клапана ослабления пружины клапана Предохранительный клапан настроен на недо- статочную величину дав- ления Заклинивается раздели- тельный клапан или сло- малась его пружина Осадка или поломка пружины , золотника кла- пана противодавления Заедание золотника кла- пана противодавления или обратного клапана в от- крытом положении Заедание золотника кла- пана противодавления или обратного клапана Поломка пружины ша- рикового клапана или зо- Заглушить разгрузоч- ное отверстие пробкой, при появлении давления уст- ранить утечку в системе разгрузки Промыть шарик и седло Сменить шарик Снять направляющую и проточить Заменить кольцо Сменить пружину Подтянуть предохрани- тельный клапан до давле- ния, превышающего на 0,5—10 МПа рабочее дав- ление в гидросистеме Притереть золотник или заменить пружину Заменить пружину Проверить усилие пру- жины и при необходимости заменить Поставить более силь- ную пружину Заменить пружину
лотника
Частичное засорение Прочистить демпфирую-
демпфирующего отверстия щее отверстие
Повышенное трение ме- Проверить, не переко-
жду золотником и корпу- шены ли торцы пружины
сом и прошлифовать торцы
Большой износ кромки Сменить седло
отверстия седла клапана
Гб
Продолжение табл. 3
Вид неисправности Причины неисправности Способ устранения
Перемещение механизма Неправильно установле- Отрегулировать поло-
закончилось, аппарат ре- ны конечные выключатели жение упоров
гистрирующий состояние Неисправность КВ Проверить регулировку
процесса (КВ или РВ), не сработал Большие утечки в си- в цепи КВ Устранить утечки
Перемещение механиз- стеме Преждевременно срабо- Проверить положение
мов не закончилось, аппа- тал КВ упоров управления
рат, регистрирующий со- Преждевременно срабо- Проверить, нет ли меха-
стояние процесса, срабо- тало реле давления нических препятствии пе-
тал Шум в гидросистеме Засорение всасывающей ремещению и правильно ли отрегулировано реле давления Разобрать и прочистить
трубы или фильтра Подсос воздуха во вса- сывающей трубе или по Проверить уплотнения и при необходимости сме-
валу насоса НИТЬ
Неравномерное (с рывка- Воздушные пузырьки в засасываемом масле Засорение вентиляцион- ного отверстия в баке Плохое закрепление корпуса насоса и несоос- ная установка насоса и электродвигател я Вибрация предохрани- тельного клапана Турбулентное движение масла в трубопроводе Нежесткое закрепление трубопроводов Попадание воздуха в масло, поступающее в пре- дохранительный клапан Наличие воздуха в гид- Устранить попадание воздуха в масло Прочистить отверстие Проверить соосность ус- тановки насоса и электро- двигателя, подтянуть бол- ты Разобрать и проверить детали клапана Установить трубы боль- шего диаметра Затянуть гайки крепле- ния труб в коллекторах Проверить уплотнения Выпустить воздух из
ми) перемещение механиз- росистеме гидросистемы, проверить
ма Перетянуты клинья или планки направляющих Наличие задиров на на- правляющих и недостаточ- ная смазка Не выверен цилиндр по отношению к направляю- щим Перекошены уплотне- ния штока цилиндра уровень масла и наличие пены в гидробаке и долить масло, устранить возмож- ность попадания масла в гидросистему Проверить и отрегули- ровать затяжку Зачистить задиры, про- верить наличие смазки Проверить положение цилиндра и выставить его параллельно направляю- щим Отрегулировать затяж- ку (фланцев уплотнения
77
chipmaker.ru
Продолжение табл. 3
Вид неисправности Причины неисправности Способ устранения
Чрезмерный нагрев Повышенное давление в системе нагнетания Наружные утечки масла между корпусом и крыш- кой Наружные утечки по штоку гидроцилиндра Отсутствует или мала рабочая подача силового узла Скорость рабочей пода- чи механизма падает под нагрузкой Недостаточно давление в главной полости ци- линдра Недостаточный уровень масла в резервуаре ! Повышение давления в системе нагнетания Отсутствие разгрузки насосов в исходном поло- жении Неисправность терморе- гулирующей аппаратуры Повышенные потери давления в системе из-за сплющенности труб Перетянуты клинья или планки направляющих Недостаточная смазка направляющих Разрыв уплотняющих колец Перекос при затяжке крышек Износ уплотнений што- ка Появление на штоке за- диров или продольных ри- сок Засорение фильтра пе- ред дросселем Засорение регулирую- щей щели в дросселе Ослабление пружины редукционного или дози- рующего клапана Заедание золотника кла- пана — все масло или большая его часть сли- вается в бак Чрезмерные утечки в редукционном или дози- рующем клапане вследст- вие заедания золотника клапана в открытом со- стоянии или засорения клапана Большие утечки в на- сосе Большие утечки в уп- лотнениях поршня или трубопроводе Подтянуть пружину клапана противодавления Долить масло до тре- буемого уровня Отрегулировать давле- ние до заданного уровня Отрегулировать работу разгрузочного устройства Отрегулировать или за- менить аппаратуру Заменить трубы Отрегулировать затяж- ку Проверить наличие смазки Сменить кольца Проверить затяжку крышек Сменить уплотнения Зачистить или сменить шток Прочистить фильтр Прочистить регулирую- щую щель Заменить пружину Проверить правиль- ность сборки дросселя, ка- чество уплотнений и ве- личину зазоров Прочистить и протереть клапаны Сменить иасос Сменить уплотнения
78
Продолжение табл. 3
Вид неисправности
Причины неисправности
Способ устранения
Постепенное уменьше-
ние скорости рабочей по-
дачи механизма в процессе
работы
Поток масла не ревер-
сируется
Поток масла реверси-
руется, но имеются значи-
тельные утечки в золот-
нике
Chipmaker.ru
Загрязнение фильтра
Засорение щелей дрос-
селей и клапанов
Понижение вязкости
масла
Загрязнение масла раз-
личными примесями
Заедание реверсивного
золотника
Осадка или поломка воз-
вратной пружины
Неисправность золотни-
ка управления
Большой износ корпуса
золотника
Неполное перемещение
золотника при реверсиро-
вании
Чрезмерно велик рас-
ход масла через золотник
Снижение силы элект-
ромагнитов из-за падения
напряжения в электросети
Промыть фильтр
Прочистить щели игол-
кой 0 1 мм
Залить новое масло
Вылить масло, промыть
гидробак и залить свежее
масло
Проверить, достаточно
ли усилие пружины, нет
ли забоин на золотнике
Сменить пружину
Сменить золотник
Сменить золотник
Проверить усилие пру-
жины и заедание золот-
ника
Проверить уплотнение
и не засорено ли дренаж-
ное отверстие
Вызвать электрика
(подачи, зажима детали и др.) через специальные краны и пробки.
Поршни цилиндров при этом следует несколько раз переместить
на быстром ходу из одного крайнего положения в другое при вы-
вернутых винтах упоров.
После заполнения трубопроводов в гидробаки следует долить
масло до верхнего уровня маслоуказателей и закрыть пробками
заливочные горловины.
Ежедневно перед началом работы гидропривода следует прове-
рять уровень масла в гидробаке, он должен находиться между
рисками маслоуказателей.
Периодически (раз в 4—8 месяцев в зависимости от типа станка)
следует менять масло в гидробаке. Перед заливкой нового масла
бак должен быть тщательно очищен и промыт керосином.
Не следует допускать перегрева масла выше 50—55 °C.
Периодически необходимо выпускать из системы воздух, как
было описано выше.
Регулярно следует проверять состояние уплотнений толкателей
золотников и штоков цилиндров, чтобы не допускать наружной
утечки масла. В случае износа их необходимо заменить.
Наладка гидросистемы включает следующие работы:
настройку предохранительных клапанов насосов для обеспече-
ния давления в системе в соответствии с данными паспорта станка;
79
chipmaker.ru
настройку длин ходов и регулирование дросселями скорости
подачи в соответствии со схемой обработки;
настройку реле давления, которое должно срабатывать при
давлении на 0,5 МПа больше требуемого для работы механизмов
и на 0,5 МПа меньше давления настройки предохранительных
или редукционных клапанов;
регулирование демпферов и установку кулачков, нажимающих
на золотники путевых дросселей.
После проведения всех регулировок все места регулирования
должны быть законтрены. После отладки гидросистемы в нала-
дочном режиме приступают к ее отладке в автоматическом режиме.
Необходимо помнить, что в случае падения давления в системе
или потребности в более высоком давлении для работы какого-либо
узла, изменять давление предохранительными клапанами не до-
пускается. Необходимо найти причину изменения давления и устра-
нить ее.
В табл. 3 представлены основные неисправности гидросистемы,
их причины и способы устранения.
Контрольные вопросы
1. Что понимается под наладкой станка?
2. Как производится контроль правильности наладки на размер по пробным
деталям?
3. Как производится контроль правильности наладки на размер по знакам
отклонений?
4. Что понимается под подналадкой?
5. Укажите порядок работ по наладке и подналадке шлифовальных станков.
6. Укажите порядок работ по наладке абразивного инструмента.
7. Как производится испытание шлифовальных кругов на прочность?
8. Какие достоинства имеет балансировка кругов на шлифовальном станке
в процессе обработки?
9. Укажите причины возникновения и способы устранения шума в системе.
Глава V
НАЛАДКА КРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ
§ 1. ПОСЛЕДОВАТЕЛЬНОСТЬ НАЛАДКИ
КРУГЛОШЛИФОВАЛЬНЫХ СТАНКОВ
Наладка круглошлифовального станка выполняется в такой
последовател ьности.
1. Проверяют каждый узел станка в наладочном режиме: работу
системы смазки, крепление и направление вращения круга, про-
дольную подачу устройства правки, скорости круга и вращения
детали, цикл и величину подач в соответствии с картой наладки,
работу системы охлаждения.
2. Налаживают узлы станка: устанавливают и выверяют цент-
ры, устанавливают переднюю и заднюю бабки в осевом положении,
проверяют правильность зажима детали и наладку люнета, уста-
80
навливают взаимное положение круга и обрабатываемой детали
в осевом и радиальном положениях.
3. Выполняют работу на холостом ходу: устанавливают ско-
рость продольного перемещения устройства правки и предвари-
тельно правится круг, балансируют круг, настраивают загрузочно-
разгрузочное устройство.
4. Выполняют пробное шлифование: регулируют положение
шлифовальной 'бабки, обрабатывают наладочную пробную партию
деталей, выключают станок и замеряют обработанные детали, при
необходимости корректируют параметры наладки и шлифуют вто-
рую наладочную партию, настраивают измерительный прибор по
эталонной детали.
5. Выполняют проверку станка на автоматическом цикле с обес-
печением производительности и точности обработки.
§ 2. НАЛАДКА УЗЛОВ СТАНКА
В момент начала вращения круга при нормальной его работе
в глазках маслоуказателя подшипников шпинделя должна пока-
заться смазка, что указывает на наличие смазки подшипников.
В случае, если станок продолжительное время не эксплуатировался,
при первоначальном запуске необходимо прогреть станок в течение
15—20 мин. Рекомендуется при этом включить автоматический ход
стола, с целью вытеснения воздуха из гидросистемы. После про-
грева станка можно приступить к его наладке.
При установке деталей в центрах прежде всего необходимо уста-
новить переднюю и заднюю бабки по длине обрабатываемой детали.
После перестановки задней бабки рекомендуется произвести проб-
ное шлифование гладкого цилиндрического валика диаметром
25—30 мм и длиной 200—250 мм для проверки конусности. В слу-
чае, если полученная конусность выходит за пределы допускаемой,
необходимо поворотом верхнего стола добиться требуемой конус-
ности. Затем устанавливают упорные центры. Углы центров про-
веряют шаблоном, а прилегание хвостовиков центров — по краске.
Перед установкой детали на станок необходимо тщательно про-
верить, нет ли на рабочих поверхностях упорных центров каких-
либо повреждений. При выверке центров станка перемещают к пе-
редней бабке заднюю и, если центры не совпадают, путем поворота
передней бабки вправо или влево от нуля добиваются совпадения
центров. Задний центр должен выступать из пиноли на величину,
соответствующую полуторной высоте круга. Поводковый патрон
для вращения детали отлаживается при неподвижном переднем
центре.
Далее устанавливают заднюю бабку в требуемое положение и
надежно закрепляют ее на столе с помощью двух зажимных вин-
тов. Усилие прижима детали задним центром должно быть умерен-
ным. Чем легче и тоньше деталь, тем меньшим должно быть это
усилие. Следует помнить, что излишняя сила прижима приводит
к быстрому износу центров и, следовательно, к ухудшению каче-
81
chipmaker.ru
ства обработки. Слабый прижим детали также недопустим, так как
под действием давления круга на деталь задний центр может сме-
ститься и точность обработки будет нарушена. При шлифовании
длинных деталей устанавливается необходимое число люнетов,
исключающих прогиб детали под действием усилий, возникающих
при обработке.
Затем следует отрегулировать и проверить систему охлажде-
ния и фильтрования рабочей жидкости. После того как шлифуемая
деталь будет установлена
в центрах, необходимо при-
ступить к расстановке упо-
ров для изменения направ-
ления движения стола при
продольном шлифовании.
Для установки взаимного
положения круга и детали
в направлении оси детали
в центрах станка помещают
эталонную деталь. Шлифо-
вальной бабке (рис. 58) со-
общается установочное пе-
ремещение в направлении
оси детали. В качестве
базы обычно используют
левый торец-детали, поло-
жение которого остается
постоянным при любой дли-
не детали. Для пробных
ходов при наладке вклю-
чают электродвигатель баб-
ки круга и детали, пос-
ле чего подводят круг к
детали до появления искры
и вручную перемещают
стол. Если при этом искра будет равномерна по всей длине дета-
ли, то можно включить автоматическую подачу. Сделав несколько
! ходов, проверяют диаметр детали с обоих концов и, если она ока-
жется конусной, выверяют положение стола.
При настройке станка нужно пользоваться имеющимся лимбом
поперечной подачи, облегчающим настройку. Убедившись, что
деталь вращается с необходимой скоростью и положение упоров
переключения хода стола соответствует требуемой длине шлифо-
вания, необходимо осторожно подвести круг к детали до появления
искры. В этом положении следует освободить лимб и, не сдвигая
| маховик поперечной подачи, передвинуть его так, чтобы число
делений между нулевым делением на корпусе механизма поперечной
подачи и нулевым делением лимба соответствовало половине при-
пуска на диаметр детали. После этого, закрепив лимб, можно обра-
батывать деталь, включив автоматическую подачу, которая выклю-
I 82
Рис. 58. Наладка двухбабочного круглошли-
фовального полуавтомата:
1 — пульт управления, 2 — станина, 3 — задняя
бабка, 4 — передняя бабка, 5 — табло измерите-
льно-управляющего устройства, 6 — маховик пе-
ремещения левой шлифовальной бабки, 7 — меха-
низм подачи левой шлифовальной бабки, 8 — шли-
фовальная бабка левая, 9 — прибор правки ле-
вый, 10 — шлифовальная бабка правая, 11 —
прибор правки правый, 12 — механизм подачи
правой шлифовальной бабки, 13 — маховик пе-
ремещения правой шлифовальной бабки, 14 —
стол
чается упором поперечной подачи при совмещении нулевых деле-
ний лимба и корпуса механизма поперечной подачи. За два-три
деления до нулевого положения необходимо проверить размер
детали, чтобы не допустить снятия лишнего металла и, если нужно,
внести соответствующие коррективы в наладку. При шлифовании
до упора необходимо периодически корректировать положение круга
для компенсации износа.
Наладка многокруговых станков имеет свои особенности. На
рис. 59 приведена схема монтажа кругов на шпинделе станка
с шестикруговой наладкой.
Для каждого круга следует
применять только предна-
значенный ему комплект
зажимных и распорных
крепежных деталей с от-
штампованными на них по-
рядковыми номерами. Сбор-
ку комплекта кругов про-
изводят в следующем по-
рядке. На запасной шпин-
дель 8 устанавливают ко-
нусный разрезной фланец
2 и прикрепляют его вин-
тами 1 к базовому кольцу
8а шпинделя. На конус-
ный фланец надевают ко-
нусное кольцо 5 (наруж-
ный диаметр этого кольца
является местом для посад-
ки круга) и прикрепляют
его к фланцу 2 винтами 9.
Бумажную прокладку 3
надевают на кольцо 5 до
упора в торец фланца 2. Да-
лее устанавливают круг 4,
расположив его торцом, на
котором нанесена стрел-
ка-указатель тяжелой части
Рис. 59. Схема монтажа шлифовальных кру-
гов при многокруговой наладке
со стороны детали. Затем надевают
вторую прокладку 3 до касания с торцом круга 4 и прижимное
кольцо 10 на конусное кольцо 5, при этом устанавливают фланец 11
и прикрепляют его винтами 6 к кольцу 5. Распорное кольцо 12
прикрепляют винтами 7 к фланцу 11. Детали 5а между конусными
зажимными кольцами 5 и разрезными фланцами 2 должны быть
смонтированы таким образом, чтобы разрезной фланец-цанга 2
правильно обхватывал шпиндель 8. В указанном порядке произво-
дится монтаж всего комплекта кругов и при этом должны быть
выдержаны размеры между кругами, заданные по чертежу.
Так как балансировка перемещающимися грузами на станках
с многокруговой наладкой не предусмотрена, уравновешенность
83
chipmaker.ru
«системы достигается при сборке на запасном шпинделе за счет
смещения тяжелой части каждого круга относительно предыдущего
на определенный угол (рис. 60). Каждый круг, входящий в комп-
лект, балансируется, и его тяжелая часть обозначается стрелкой
под углом 90° по отношению к рабочему месту. При наладке много-
кругового станка установка каждого последующего круга относи-
тельно предыдущего производится со смещением стрелки-указа-
теля его тяжелой части на 360/п градусов, где п — число кругов,
участвующих в наладке. Уравновешенность кругов, входящих
в комплект, должна соответствовать первому классу. Диаметр
Шлисробальные круги
ы°(в)
12
* 1~5 -порядковые номера
кругов
должны быть собраны
В указанном поряВке
торцами со стрелками
^указателем тяжелой
-^толькоО одни сто-
рону по стрелке„А
Рис. 60. Схема балансировки кругов при многокруговой на-
ладке
посадочного отверстия у таких кругов должен быть обработан
с точностью 0,1 мм на плюс от номинального, непараллельность
торцов менее 0,1 мм, допуск по высоте круга ±0,13 мм, наруж-
ный диаметр может иметь отклонение в пределах 1 мм. Для автома-
тизированных станков с многокруговой наладкой обязательной
является комплектация инструмента, при этом все круги, входя-
щие в комплект, должны быть одинаковыми по режущей способно-
сти и стойкости. При многокруговой наладке, в связи с автомати-
ческой и частой правкой, применяют круги пониженной твердости,
которые имеют повышенную режущую способность.
Особенности наладки станков модели ЗМ151. При продольном
и врезном шлифовании и ручном управлении переключатель 34
устанавливается в положение «Ручная» (рис. 61), сообщается нуж-
ная скорость перемещения стола дросселем 47 (шлифование) и 42
(правка). Переключателем 36 осуществляется вращение детали.
Регулятором 21 устанавливается частота вращения детали, поль-
<84
зуясь указателем числа оборотов. Упоры реверса устанавливаются
в Т-образном пазу стола на длину хода. При нажиме на кнопку 9
произойдет пуск электродвигателей гидронасосов, насосов смазки
направляющих стола и шпинделя бабки. Включение вращения
Рис. 61. Общий вид круглошлифовального полуавтомата модели ЗЛ1151:
/ — рукоятка пуска охлаждающей жидкости, 2 — выключатель светильника, 3 — руко-
ятка включения автоматических подач, 4 — рукоятка включения жесткого упора, 5 —
маховик ручной поперечной подачи, 6 — виит зажима лимба, 7 — дроссель чистовой по-
дачи, 8 — дроссель черновой подачи, 9 — пуск гидронасоса, 10 — указатель нагрузки
круга, 11 — указатель скорости вращения детали, 12 — сигнальная лампа «Сеть вклю-
чена*, 13 — сигнальная лампа «Отсутствие смазки шпинделя шлифовальной бабки»,
14 — сигнальная лампа «Отсутствие смазки направляющих стола», 15 — сигнальная
лампа «Фильтр гидросистемы засорен», 16 — сигнальная лампа «Форсированная подача»,
17 — сигнальная лампа «Черновая подача», 18 — сигнальная лампа «Чистовая подача»,
19 — сигнальная лампа «Выхаживание», 20 — кнопка контроля исправности цепей сигна-
лизации, 21 — регулятор скорости вращения, 22 — регулятор скорости вращения детали
при чистовом шлифовании, 23 — переключатель наладки скоростей подач, 24 — регуля-
тор времени выхаживания при врезном шлифовании «До упора», 25 — переключатель
места периодической подачи, 26 — общий стоп, 27 — переключатель вида шлифования,
28 — переключатель количества ходов иа выхаживание «До упора», 29 — кнопка перегона
шлифовальной бабки «Назад», 30 — переключатель муфты ручных подач (включена,
отключена), 31 — кнопка перегона шлифовальной бабки «Вперед», 32 — переключатель
метода шлифования (врезное продольное), 33 — кнопка толчковой подачи, 34 — переклю-
чатель режима работы (ручной, полуавтоматический), 35 — стоп вращения детали,
36 — переключатель вращения детали (вручную, автоматически), 37 — кнопка пуска
вращения детали, 38 — кнопка пуска круга, 39 — рукоятка регулировки усилия поджима
пиноли задней бабки, 40 — рукоятка ручного отвода пиноли задней бабки, 41 — рукоятка
зажима пиноли задней бабки, 42 — дроссель регулирования скорости перемещения
стола при правке, 43 — дроссель регулирования скорости перемещения стола при чисто-
вом шлифовании, 44 — рукоятка быстрого под вода-отвода шлифовальной бабки, пуска
гидравлического перемещения стола на шлифование и правку, перегона стола вправо
и влево, 45 — дроссель регулирования задержки реверса стола справа, 46 — педаль
отвода пиноли задней бабки, 47 — дроссель регулирования скорости перемещения стола
при черновом шлифовании, 48 — дроссель регулирования задержки реверса стола слева.
49 — рукоятка реверса стола, 50 — маховик ручного перемещения стола, 51 — винт
поворота верхнего стола
круга осуществляется нажимом на кнопку 38. Быстрый подвод
бабки осуществляется рукояткой 44. При этом произойдет пуск
СОЖ и детали, если переключатель 36 поставлен в положение А.
Наклонив рукоятку 44 вправо, включается перемещение стола
от гидропривода. Рукояткой 3 производится расцепление махо-
85
1 chipmaker.ru
вика ручных подач 5 с механизмом автоматических подач. Попереч-
ная подача во время реверса стола осуществляется маховиком 5.
Для осуществления врезного шлифования следует выключить ру-
кояткой 44 перемещение стола от гидропривода, а упоры для ре-
верса стола сводятся до касания с рукояткой реверса и в этом
положении закрепляются на нижнем столе. При работе станка
необходимо:
проверить давление в гидросистеме и в системе смазки направ-
ляющих и подшипников шпинделя круга. Давление в гидросистеме
подач стола должно находиться в пределах 0,8—1,0 МПа, в гидро-
системе поперечных подач 1,5—2,0 МПа, в системе смазки направ-
ляющих 0,03—0,06 МПа и в системе смазки подшипников шпинделя
круга 0,03—0,05 МПа. В случае необходимости давление может
быть изменено регулировочным винтом предохранительного кла-
пана, смонтированного на панели гидроагрегата:
на малой скорости гидравлического перемещения стола прове-
рить поступление масла на направляющие станины. Для этого
приподнимается левый или правый щиток ограждения направляю-
щих;
выключить перемещение стола от гидропривода, установив
рукоятку 44 в вертикальное положение;
проверить работу механизма перегона стола, наклонив рукоят-
ку 44 вправо и влево. С увеличением угла наклона стол должен
двигаться быстрее;
проверить работу механизма быстрого подвода шлифовальной
бабки, наклонив рукоятку 44 вперед и возвращая ее в вертикаль-
ное положение;
проверить работу педали отвода пиноли задней бабки. При под-
веденной шлифовальной бабке, при нажиме на педаль 46 отвод
пиноли не должен происходить;
проверить правильность направления вращения детали и круга.
Круг и деталь должны вращаться против часовой стрелки, если
шлифовщик, находясь впереди станка, будет смотреть на них со
стороны задней бабки.
Наладка режимов шлифования производится следующим обра-
зом: переключателем станок включается в сеть; кнопкой 9 вклю-
чается пуск гидравлики; кнопкой 38 включается пуск круга; пере-
ключатель 36 устанавливается в положение А, переключатель 30
устанавливается в положение «Включено»', переключатель 27 уста-
навливается в положение «До упора»', упоры реверса устанавливают-
ся в Т-образном пазу стола; переключатель 34 устанавливается
в положение «Ручная»', рукояткой 3 сцепляется маховик 5 с меха-
низмом автоматических подач; рукояткой 44 наклоном на себя
подводится шлифовальная бабка, а наклоном вправо включается
продольное перемещение стола, при этом начнет вращаться деталь;
переключатель 23 ставится в положение I и проверяется наличие
форсированной подачи; переключатель 23 ставится в положение //;
рукояткой 8 по лимбу устанавливают черновую периодическую
подачу; регулятором 21 устанавливается требуемая частота вра-
86
щения детали для чернового шлифования, пользуясь указателем
скорости //; рукояткой 47 устанавливается требуемая скорость
продольной подачи стола; переключатель 23 ставится в положе-
ние III; пользуясь рукоятками 7, 22, 43, устанавливают режим
чистового шлифования; переключатель 23 устанавливается в по-
ложение 0, переключателем 28 устанавливается требуемое число
ходов на выхаживание; переключателем устанавливается место
осуществления периодической подачи (справа, слева, с обеих сто-
рон); наклоном рукоятки 44 влево включается скорость правки
круга; рукояткой 42 устанавливается скорость правки; останов-
ка стола и отвод шлифовальной бабки производится рукоят-
кой 44.
Наладка на размер шлифования при продольном шлифовании
«до упора»: заготовка устанавливается в центре; шлифовальная
бабка подводится рукояткой 44 и включается продольное переме-
щение стола; переключатели 34 и 36 устанавливаются в положение
полуавтоматического цикла. Лимб с маховиком вращается до тех
пор, пока не загорится лампочка 18; рукоятку 49 реверса стола пе-
ремещают до тех пор, пока не загорится лампочка 19; переключа-
тель 34 переключают в положение «Ручная». Это нужно сделать
до того, как шлифовальная бабка отведется автоматически, отклю-
чая рукоятку 3; если круг находится далеко от заготовки, кнопкой
31 перегоняют шлифовальную бабку вперед, чтобы зазор между
кругом и заготовкой был не менее 0,5—2 мм. Шлифовальная бабка
перемещается до тех пор, пока нажата кнопка; пользуясь махови-
ком 5, шлифуют заготовку в размер и выхаживают; рукояткой 44
останавливают стол и отводят шлифовальную бабку; переключате-
лем 30 отключают муфту; рукоятку 4 вталкивают в гнездо; махо-
вик 5 вращают до тех пор, пока он не наедет на жесткий упор,
переключателем 30 включают муфту, лимб отжимают винтом 6,
совмещают его нулевое деление с риской и зажимают; маховик 5
сцепляют с механизмом автоматических подач рукояткой 3, пово-
рачивая ее по часовой стрелке; отпускают винт на диске и, пово-
рачивая его по отношению к риске на среднем диске, устанавли-
вают требуемую величину полного припуска, подлежащего съему
при его обработке. В этом положении закрепляют диск винтом;
отпускают винт на диске и, поворачивая его по отношению к риске
на среднем диске, устанавливают требуемую величину припуска,
который должен быть удален на чистовых режимах. В этом поло-
жении закрепляют диск винтом. Припуск на чистовое шлифование
не более 0,2 мм; переключатель 34 ставят в положение автомати-
ческого цикла. При этом маховик будет вращаться против часовой
стрелки и остановится тогда, когда лимб покажет по отношению
к своей риске общую величину припуска. На этом заканчивается
наладка на размер на полуавтоматический цикл. Устанавливают
новую заготовку в центра. Рукояткой 44 быстро подводят бабку
и включают перемещение стола от гидропривода.
Полуавтоматический цикл осуществляется в такой последова-
тельности:
87
chipmaker.ru
быстрый подвод бабди к детали, включение вращения детали
и насоса СОЖ; форсированная подача бабки до касания круга
с деталью; черновое, чистовое шлифование; выхаживание и быст-
рый отвод шлифовальной бабки.
Продольное шлифование при полуавтоматическом цикле с изме-
рительным прибором. При положении органов управления, ука-
занных для настройки на продольное шлифование «до упора»,
устанавливают переключатель 27 в положение «Со скобой». Деталь
устанавливают в центрах и включают цикл работы станка рукоят-
кой 44, наклонив ее к себе и вправо. Цикл осуществляется в такой
последовательности: подвод бабки к детали, включение вращения
детали и насоса СОЖ, форсированная подача бабки до касания
круга с деталью, черновое и чистовое шлифование и ввод измери-
тельной скобы, доводочное шлифование и быстрый отвод шлифо-
вальной бабки, отвод скобы, выключение вращения детали и на-
соса СОЖ.
Врезное шлифование при автоматическом цикле «до упора».
При положении органов управления, указанных для настройки
на продольное шлифование «до упора», устанавливают переключа-
тель 32 в положение «Врезное». Пользуясь рукояткой 23 и дроссе-
лями 7, 8, настраивают на заданные величины минутных попереч-
ных подач, после чего рукоятку 23 ставят в положение 0. Рукоят-
кой 24 устанавливают время выхаживания. Упоры реверса уста-
навливают в Т-образном пазу стола до касания рукоятки реверса 49
и закрепляют. Деталь устанавливают в центра и включают цикл
наклоном рукоятки 44 на себя. Цикл осуществляется в такой
последовательности: быстрый подвод бабки к детали, включение
вращения детали и СОЖ, форсированная подача бабки, черновое
и чистовое шлифование, выхаживание, отвод бабки и выключение
вращения детали и насоса СОЖ-
Врезное шлифование при полуавтоматическом цикле с измери-
тельным прибором. При положении органов управления, указан-
ных для настройки на врезное шлифование «до упора», устанавли-
вают переключатель 27 в положение «Со скобой». Деталь устанавли-
вают в центрах и включают цикл работы наклоном рукоятки 44
на себя. Цикл осуществляется в такой последовательности: быстрый
подвод бабки к детали, пуск вращения детали и насоса СОЖ, фор-
сированная подача бабки, черновое и чистовое шлифование и ввод
измерительной скобы, доводочное шлифование, отвод бабки, изме-
рительной скобы и выключение вращения детали и насоса СОЖ.
При применении навесной измерительной скобы последняя вво-
дится вручную, как только начинается чистовая подача.
До работы станка следует проверить: исправность
станка, положение рукояток управления, правильно установить
и надежно закрепить упоры реверса, надежность закрепления де-
тали в центрах, наличие масла в резервуарах станины и шлифоваль-
ной бабки. Включение вращений шпинделя шлифовальной бабки
при отсутствии масла в камере подшипников (маслоуказатель на
крышке бабки) не допускается.
88
Перед началом работы необходимо убедиться, не
сильно ли затянуты гильзы шлифовальной головки в кронштейне
станка.
Во время работы необходимо следить за работой под-
шипников шпинделя и их смазкой. Подводить круг к детали необ-
ходимо осторожно, не допуская ударов. Не следует измерять де-
таль ручным инструментом во время вращения, а также тормозить
вращающую деталь руками во избежание травмы.
Наладка торце-круглошлифовального станка модели ЗБ153Т.
При пуске станка необходимо прогреть его в течение 15—20 мин
на холостом ходу. Давление в гидросистеме устанавливается с по-
мощью напорных золотников: основной насос настраивают на дав-
ление 1,0—1,2 МПа, вспомогательный насос — на 1,0—1,2 МПа,
увеличивают давление основного насоса на 0,1—0,15 МПа, произ-
водят наладку прибора правки — устанавливают шаблон так,
чтобы начало профиля круга совпало с риской, нанесенной на крон-
штейне, выставляют алмазно-металлические карандаши на задан-
ную длину.
Наладка на диаметр шлифования и обработку первой детали:
включается тумблер «Наладка» на пульте управления; правится
круг; рукояткой управления подводится бабка и включается вре-
зание; когда зажигается светофор «Размер готов» на электрошкафу,
рукоятка управления переводится влево. Это положение рукоятки
надо выдерживать все время шлифования первой детали; шлифо-
вальная бабка отводится, устанавливается деталь и с помощью
маховика и рукоятки шлифуется до размера; рукоятка ставится
в исходное положение, выключается тумблер «Наладка», рукоят-
ками настраиваются скорости врезания, правки и величины ком-
пенсации, величина хода правки настраивается упорами, если
правится автоматическим прибором правки; лимбом устанавли-
вается величина чистового припуска. При этом станок подготовлен
к полуавтоматической работе.
Аналогично налаживается станок для шлифования с измери-
тельным прибором, для шлифования первой детали шлифовальную
бабку надо не доводить до жесткого упора. После обработки первой
детали по ней настраивается прибор.
§ 3. РЕГУЛИРОВАНИЕ УЗЛОВ СТАНКА
Регулирование натяжения ремней привода круга. Плита электро-
привода круга закреплена на направляющих задней части корпуса
шлифовальной бабки двумя планками. Для регулирования натяже-
ния ремней необходимо отпустить четыре винта, которыми затя-
нуты эти планки, и передвинуть плиту на нужную величину вместе
с электродвигателем. Чтобы предотвратить повреждение подшип-
ников шпинделя шлифовальной бабки, преждевременный износ
ремней и возникновение вибраций, не следует натягивать туго
ремни привода круга. Оптимальным является такое натяжение,
при котором полная нагрузка передается без скольжения ремней.
«9
I chlpmaker.ru
Регулирование натяжения ремней привода детали. Натяжение
ремней следует осуществлять в таком порядке: произвести натяже-
ние ремней от промежуточного вала к планшайбе, произвести
натяжение ремней привода от электродвигателя к промежуточному
валу. Для натяжения ремней следует сдвинуть крышку на верхней
части передней бабки. Затем отпустить винт с квадратной голов-
кой. Вращая червяк, производят натяжение ремней от промежу-
точного вала к планшайбе и снова затягивают винт с квадратной
головкой.
Натяжение привода ремней от электро-
двигателя к промежуточному валу осуществ-
ляется натяжным роликом. Ролик в натянутом положении ремней
фиксируется винтом с контргайкой. После натяжения ремней на
верхнюю часть бабки надвигается ранее отодвинутая крышка.
Регулирование подшипников шпинделя шлифовальной бабки.
Регулирование подшипников производится на заводе-изготовителе
и рассчитано на продолжительное время. Если плохое качество
шлифования происходит из-за подшипников, то необходимо их
регулировать. Регулируют подшипники в нагретом состоянии после
обкатки шлифовальной бабки в течение 2—3 ч. Для регулирования
необходимы следующие инструменты: ключ 55 мм для проворачи-
вания шпинделя, шестигранный ключ 7 мм под пробки и 12 мм
под винты и гаечный ключ 36 мм под гайки. Предварительно необ-
ходимо открыть крышку кожуха круга, снять круг с фланцев,
снять кожух круга, снять кожух шкивов шлифовальной бабки
и снять со шкивов все ремни.
Порядок регулирования следующий: а) после обкатки бабки
проверить зазор между шпинделем и вкладышами подшипников.
Зазор допускается 0,02—0,025 мм. При значительном отклонении
от допуска верхние вкладыши следует отрегулировать, для этого
необходимо вывинтить пробки, ослабить гайки верхних вклады-
шей правого и левого подшипников и с помощью винтов верхних
вкладышей добиться диаметрального зазора в пределах допуска.
Затем туго законтрить винты гайками, удерживая винты ключом
от проворачивания. Завинтить пробки, все гайки должны быть
затянуты с одинаковым усилием. После затяжки винтов гайками
шпиндель должен свободно вращаться в сторону его рабочего
вращения. К регулированию нижних вкладышей следует прибе-
гать только в случае крайней необходимости. Для этого сначала
следует проверить параллельность оси шпинделя направлению сто-
ла. В случае значительного отклонения от допуска вывинтить
пробки, ослабить гайки и винты и с помощью винтов нижних вкла-
дышей добиться параллельности оси шпинделя направлению дви-
жения стола, проверяя одновременно расположение осей шпинде-
лей шлифовальной и передней бабок; б) после регулирования
нижних вкладышей снова проверить диаметральный зазор между
шпинделем и вкладышем. Далее собирают демонтированные детали
в порядке, обратном разборке.
Регулирование упорного подшипника шпинделя шлифовальной
90
бабки. После продолжительной работы станка в упорном подшип-
нике шпинделя шлифовальной’ бабки может образоваться недопу-
стимый осевой зазор вследствие износа бронзовых упорных колец.
В этом случае следует подтянуть подшипник. Регулирование вы-
полняют одновременно с ремонтом станка. Для регулирования
упорного подшипника необходимо: снять механизм поперечных
подач с корпуса шлифовальной бабки; снять крышку с корпуса
бабки; проверить осевой зазор, который должен быть 0,2—0,025 мм,
после обкатки бабки в течение 2—3 ч отпустить контргайку, рас-
положенную у левого подшипника, и корончатой гайкой устано-
вить требуемый зазор, после чего законтрить гайку; установить
верхнюю крышку на корпус шлифовальной бабки; установить
механизм поперечных подач на шлифовальную бабку. При этом
необходимо, чтобы бабка была в крайнем положении относительно
ходового винта.
§ 4. ВИДЫ БРАКА, ПРИЧИНЫ ИХ ВОЗНИКНОВЕНИЯ
И МЕРЫ ПО ПРЕДУПРЕЖДЕНИЮ
В табл. 4 представлены наиболее часто встречающиеся виды
брака при наружном круглом шлифовании, причины возникнове-
ния и меры по их предупреждению и устранению.
§ 5. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СТАНКА
И ЕГО СМАЗКА
Правильное техническое обслуживание станка и своевременная
его смазка являются основным условием безаварийной его работы.
Нормальная работа станка возможна только при условии строгого
соблюдения чистоты смазки и применения смазочного материала,
рекомендуемого в спецификации к схеме смазки.
Общие указания по уходу за станком и его обслуживанию.
Перед пуском необходимо внимательно осмотреть станок,
руководствуясь схемой смазки, ознакомиться с расположением
мест смазки, чтобы не пропустить ни одной масленки при смазке
станка.
До начала работы необходимо вытереть стол и другие
части станка, смазанные накануне, при установке передней и зад-
ней бабок тщательно протереть их направляющие поверхности и
следить, чтобы на них не было забоин, проверить исправность
работы механизмов, проверить по маслоуказателям наличие масла.
Во время работы необходимо тщательно устанавливать
и закреплять детали и круг, удалять отходы шлифования и обти-
рать станок во время работы запрещается, не рекомендуется класть
инструмент на направляющие станка, следить за температурой
шпиндельных подшипников, при нагреве выше 50—60 °C необхо-
димо выяснить причину нагрева и устранить ее. Причиной нагрева
может быть излишняя затяжка подшипников, плохая смазка их
или неправильный режим шлифования. В некоторых конструкциях
91
chipmaker, ru
4. Виды брака, причины возникновения и меры по его
предупреждению и устранению
Вид брака Причина возникновения Меры по предупреждению и устранению
Следы дробления, вол- нистость Грубая шероховатость Царапины на обрабо- танной поверхности; а) равномерно распо- ложенные узкие и глу- бокие следы обработки Неуравновешенность круга шпиндельного узла или ротора электродвига- теля Плохая балансировка круга Применение слишком твердого либо мелкозер- нистого круга Правка круга выполне- на неправильно или не- своевременно Неплотная посадка фланца для крепления круга на шпинделе Неправильный угол центров и центровых от- верстий, неточное их при- легание или чрезмерный их износ Недостаточное крепле- ние передней или задней бабок на столе. Чрезмер- ные зазоры в опорах и на- правляющих бабки Слабое крепление дета- ли. Износ направляющих шлифовальной бабки Чрезмерно крупнозер- нистый круг Неправильный режим правки Неправильная уставов ка алмаза Тщательность баланси- ровки круга шпиндельно- го узла или ротора Балансировка круга по- сле правки Подобрать круг надле- жащей характеристики Тщательно выправить круг. Применить непри- тупленный алмаз либо по- вернуть алмаз и подвести острую кромку. Жестко закрепить державку Проверить посадку фланца для крепления круга Проверить центры.цент- ровые отверстия и их при- легание. Улучшить смазку центров Проверить затяжку бол- тов передней и задней ба- бок и шлифовальных са- лазок, уменьшить зазоры Проверить крепление детали, натяг пружины Проверить на краску прилегание направляю- щих шлифовальной бабки и направляющих станины Применить мелкозерни- стый круг Снизить продольную по- дачу при правке. Обеспе- чить равномерность пода- чи алмаза вдоль образую- щей круга Проверить состояние алмаза, чаще поворачи- вать алмаз. Очистить круг после правки. Устано- вить инструмент для прав- ки под углом. Плотно за- крепить державку. Окон- чательный ход при правке совершить в направлении, противоположном к по- даче при шлифовании
92
Продолжение табл. 4'
Вид брака Причина возникновения Меры по предупреждению и устранению
б) широкие, неравно- мерно расположенные Чрезмерно мягкий круг Применить более твер- дый круг
следы обработки раз- Завышен режим шлифо- Снизить режим шлифо-
ной глубины вания Засаленные и заглажен- ные участки иа поверхно- сти вания Выправить круг. Очи- стить круг после правки
в) неравномерные, гру- бые следы обработки Загрязненность СОЖ Слабина шлифовально- го круга во фланцах Своевременно и тща- тельно чистить резервуар и фильтровать жидкость. Промыть сильной струей кожух круга после правки и при переходе на работу мелкозернистым кругом Проверить отсутствие повреждений на проклад- ках между кругом и флан- цами. Тщательно затянуть крепежные болты фланца
Прижоги и трещины на обработанной поверхно- Чрезмерно твердый круг Применить менее твер- дый круг
сти Заниженная скорость вращения детали Недостаточная подача СОЖ в зону резания. Не- правильный подбор спо- соба подвода СОЖ Чрезмерная подача на глубину Проскальзывание круга во фланцах, проскальзы- вание ремня Шлифование притуплен- ным кругом Правка притупленным алмазом Увеличить частоту вра- щения детали Увеличить подачу СОЖ в зону резания, применить более равномерный под- вод жидкости Снизить подачу на глу- бину Проверить крепление круга и натяжение рем- ней. Не допускать остано- ва детали во время кон- такта с кругом Выправить круг Применить острый ал- маз. Повернуть алмаз и подвести непритупленную кромку
Отклонение от кругло- Неуравновешенность Сменить хомутик, урав-
сти обработанной поверх- ности детали или поводкового хомутика Отклонение от кругло- сти, неправильный угол, неправильное прилегание, изношенность центров, по- вреждение центровых от- верстий. Плохо очищен- ные центровые отверстия. Зазор центров в бабке Применение либо слиш- ком твердого, либо мелко- зернистого круга новесить вращения детали Проверить положение и форму центров, центро- вых отверстий и их приле- гание. Очистить центро- вые отверстия, смазать центра Снизить твердость кру- га, увеличить размер зе- рен
93
chipmaker.ru
Продолжение табл. 4
Вид брака Причина возникновения Меры по предупреждению и устранению
Непрямолинейность, Некруглость шеек шпинделя детали Деформация упругой системы Слабое крепление де- тали Неправильное регули- рование люнетов Биение шпинделя пе- редней бабки при крепле- нии в патроне Неравномерный износ Проверить геометриче- скую форму шейки шпин- деля при ближайшем ос- мотре станка Снизить режимы шли- фования, увеличить время выхаживания Проверить крепление детали, натяжение пру- жины Выверить люнеты Регулировка зазоров в подшипниках Выправить круг, повы-
бочкообразность, вогну- круга по образующей сйть его твердость
тость образующей обра- Деформация упругой Выставить дополнитель-
ботанной поверхности системы ный люнет, увеличить вре-
Конусность Смещение одного из центров в вертикальной плоскости Непараллельность оси вращения детали напра- влению движения про- дольного стола в вер- тикальной плоскости Непрямолинейность продольного движения стола Неправильно установ- мя выхаживания Применить точные сред- ства измерения при на- ладке станка Выставить стол по ре-
Нецилиндричность об- лен верхний поворотный стол станка Неправильно установ- лен копир правильного прибора для автоматиче- ской правки Износ посадочной по- верхности под пиноль в корпусе задней бабки Чрезмерное давление на зультатам замера шли- фуемой поверхности, поль- зуясь индикаторным уст- ройством для контроля по- ворота стола Отрегулировать поло- жение копира по резуль- татам пробного шлифова- ния Устранить повышенный зазор между пинолью зад- ней бабки и корпусом Отрегулировать давле-
работанной поверхности центре ние
Чрезмерное выделение тепла Неправильное положе- ние центров и центровых отверстий Недостаточное крепле- ние поворотного стола или пе{еднен бабки Усилить подачу СОЖ в зону шлифования Проверить центра, цент- ровые отверстия и их при- легание Проверить затяжку бол- тов
94
Продолжение табл. 4
Вид брака Причина возникновения Меры по предупреждению и устранению
Несовпадение центров передней и задней бабок станка Непараллельность его перемещения по отноше- нию к оси вращения де- тали Смещение пиноли зад- ней бабки в горизонталь- ной плоскости при смене детали Неправильная регули- ровка люнетов Проверить наладку станка Применить точные сред- ства измерения при на- ладке станка Притирка пиноли зад- ней бабки в корпусе без зазора Работать при постоян- ном натяге пружины зад- ней бабки без зажима ру- коятки
Разброс размеров шлифовании до упора при Износ шлифовального круга Затупление шлифоваль- ного круга, тепловые де- формации станка Шлифовальная бабка с ударом подходит к упору Осевой люфт в резьбе ходового винта Осевой люфт в узле хо- довой гайки Износ посадочной по- верхности под пиноли в корпусе задней бабки Переместить шлифо- вальную бабку Перед началом шлифо- вания включить на 30 мин все приводы станка для его разогрева Выправить круг пра- вильным прибором, уста- новленным на столе стан- ка, и скомпенсировать по- ложение круга поворотом маховика механизма по- перечных подач в требуе- мом направлении Отрегулировать плав- ность быстрого подвода шлифовальной бабки Устранить люфт Устранить люфт в под- шипниках Устранить радиальный зазор между отверстием корпуса и пинолью
Разброс размеров шлифовании с ИУУ при Интенсивный режим шлифования на чистовом этапе Износ наконечников из- мерительной скобы Нагрев измерительной скобы Снизить скорость попе- речной подачи на чисто- вом этапе Повернуть измеритель- ные наконечники Проверить настройку измерительной скобы по эталонной детали
95
chipmaker.ru
станков в случае отсутствия масла в подшипниках предусматри-
вается автоматическое выключение станка по команде от сильфон-
ного реле.
По окончании работы необходимо очистить поверх-
ность станка от стружки, протереть чистыми тряпками и снова
смазать все трущиеся поверхности. Для этого прогоняют стол по
всей длине направляющих, чистят и протирают открытые винты,
удаляют грязь и абразивную пыль из всех пазов и отверстий, в том
числе и смазочных, удаляют из корыта станины осевшие там из
СОЖ металлическую стружку и абразив. Обдувать станок сжатым
воздухом не рекомендуется, так как при этом пыль попадает между
трущимися поверхностями станка, что снижает точность и срок
службы станка.
Указания по обслуживанию гидропривода. При нормальной экс-
плуатации станка гидропривод не нуждается в особом уходе, за
исключением содержания его в чистоте и поддержания уровня
масла в резервуаре по риске маслоуказателя. Перед заливкой све-
жего масла резервуар должен быть промыт бензином или кероси-
ном. После промывки внутренняя полость гидробака должна быть
насухо вытерта. При эксплуатации станка периодически (раз
в смену) необходимо производить частичную очистку пластинчатого
фильтра поворотом рукоятки на 2—3 оборота. Полную очистку
фильтра следует производить не реже одного раза в месяц. В случае
образования течи масла в уплотнениях штоков цилиндра переме-
щения стола следует подтянуть уплотнения. Нормальный нагрев
масла в гидросистеме не должен быть выше 40—45 °C.
В шпиндельных опорах быстроходных точных шлифовальных
станков выделение теплоты должно быть минимальным, поэтому
применяют маловязкие масла. Смазка подшипников должна быть
принудительной от специальной масляной системы. Перед поступле-
нием в подшипник масло пропускают через фильтр тонкой очистки.
Тщательная очистка масел способствует заметному увеличению
долговечности работы механизмов и повышению их надежности.
Устройства для тонкой очистки масел обычно комплектуются из
войлочного фильтра Г43-1, воздушного фильтра Г45-2 и магнитного
патрона Г42-1. Войлочные фильтры Г43-1 имеют чугунный стакан,
к которому четырьмя винтами плотно прикреплена крышка и
труба с прорезями и закрепленными на ней фильтрующими эле-
ментами. Диаметр фильтрующих элементов — войлочных колец
40—50 мм. В пакете находится от 13 до 36 колец. Фильтрующие
элементы должны быть плотно прижаты друг к другу с таким рас-
четом, чтобы фильтруемое масло проходило только через войлок.
Поступающее в фильтр масло омывает фильтрующий пакет снаружи,
пройдя сквозь войлок оно через прорези попадает внутрь трубы
и выходит из фильтра. Фильтр тонкой очистки устанавливают
на нагнетающей магистрали или на сливе с таким расчетом, чтобы
его пропускная способность была выше производительности на-
соса. Фильтрующие элементы войлочного фильтра надо регулярно
менять (не реже одного раза в три месяца). Эффективным средством
96
предотвращения загрязнения системы является непрерывная очист-
ка воздуха, циркулирующего в пространстве резервуаров над
уровнем масла. Для этой цели на крышке резервуаров устанавли-
вают воздушные фильтры типа Г45-22. В качестве фильтрующего
материала используется ткань. Для улавливания магнитных ча-
стиц, находящихся в масле, применяют магнитные патроны типа
Г42-1, погружаемые в резервуары смазочных систем.
Смазка подшипников шпинделя шлифовальной бабки 12 пред-
ставлена на рис. 62. Для смазки применяют масло «Велосит Л»,
Рис. 62. Схема смазки станка модели ЗМ151. Номера точек присоединения трубо-
проводов соответствуют номерам, указанным на гидросистеме станка
которое находится в резервуаре 9, встроенном в основном гидроагре-
гате 7. Масло поступает от гидроагрегата к шлифовальной бабке
по гибкому шлангу 74—74, а затем по трубам поступает к колодкам
4, 3 и распределяется по подшипниковым камерам. Постоянная
циркуляция в подшипниковых камерах осуществляется насосной
установкой производительностью 5 л/мин, установленной в гидро-
агрегате 7 с маслоуказателем смазки 11. Масло поступает в под-
шипниковые камеры под давлением 30—50 кПа, проходя последо-
вательно через фильтры грубой и тонкой очистки. Из подшипнико-
вых камер масло сливается в масляный резервуар через точки
76—149 через колодку 6, предварительно пройдя через маслоука-
затели 15 и струйное реле 2, которое установлено на шлифовальной
бабке. Маслоуказатели служат для визуального контроля цирку-
ляции масла в подшипниковых камерах, а струйное реле — для
автоматического отключения привода шпинделя шлифовальной
бабки при отсутствии циркуляции масла. Включить вращение
97
chipmaker, ru
круга невозможно до тех пор, пока масло не наполнит подшипни-
ковые камеры и не потечет через струйное реле. При смене масла
следует слить масло из резервуара, вымыть резервуар керосином,
залить чистый керосин в резервуар и насосной установкой прока-
чать его в течение 10—15 мин через систему смазки, после чего
слить керосин. Промывку системы произвести 2—3 раза, залить
чистое масло в резервуар и включить на 10—15 мин насосную уста-
новку. Уровень масла в резервуаре контролируется по маслоука-
зателю 10.
Смазка передней опоры ходового винта осуществляется прину-
дительно при поступлении масла из дренажа тормозного золотника 5
цилиндра быстрого подвода по трубе 158—158. При необходимости
в контроле поступления масла к опоре следует снять шток с заднего
торца шлифовальной бабки и ослабить гайку, которая крепит трубу
158—158 к золотнику 5. Убедившись в поступлении масла из зо-
лотника 5, затягивают гайку вновь.
Смазка направляющих стола осуществляется автоматически
с помощью лопастного насоса. В гидроагрегате предусмотрен от-
дельный резервуар 8 для смазки направляющих стола. Емкость
заполняется антикоррозионным маслом ВНИИНП-401. При смене
масла необходимо предварительно промыть керосином резервуар
смазки направляющих. Подача масла на каждую направляющую
регулируется отдельными дросселями, равположенными в гидро-
агрегате. Масло к призматической направляющей поступает от
гидроагрегата 7 по трубам 144—144. К плоской направляющей
масло поступает по трубам 143—143. Уровень масла в резервуаре
контролируется по маслоуказателю 10. Роликовые шины направ-
ляющих шлифовальной бабки набиваются консистентной смазкой
при сборке станка. Шины смазываются смазкой ЦИАТИМ-203.
При ремонте роликовые шины следует промыть керосином и на-
бить новой смазкой.
Пиноль задней бабки смазывается через масленки 13 и 14 маслом
«Турбинное 22». Смазывать пиноль следует не реже одного раза
в смену. Роликовые направляющие шпонки ходового винта набива-
ются консистентной смазкой ЦИАТИМ-203 на заводе-изготовителе
и не нуждаются в смазке в процессе эксплуатации. При ремонте
станка следует промыть керосином направляющие и сепаратор
шпонки и набить новую смазку. Смазка зубчатых передач меха-
низма подач осуществляется утечками из гидродвигателя. Смазка
зубчатых колес 16 механизма ручного перемещения стола и
подшипников качения производится консистентной смазкой
ЦИАТИМ-203. Редуктор сепаратора 1 смазывается маслом «Турбин-
ное 22», поступающим из резервуара 17.
Система регламентированного технического обслуживания в от-
ношении текущих ремонтов состоит в своевременном определении
неисправностей и устранении их в плановом порядке. Все работы
по техническому обслуживанию подразделяются на пять комплек-
сов работ. Ниже приводится регламент технического обслужива-
ния круглошлифовального станка.
98
Т01 — проверить: выполнение рабочим-станочником правил
эксплуатации и ухода за станком, состояние устройств техники
безопасности, уровень масла в резервуаре шлифовальной бабки
и гидросистемы, поступление масла в маслоуказатели, систему
смазки и гидросистему на утечки масла, давление масла в гидро-
системе и системе смазки, смазку направляющих поверхностей
станины, плавность перемещения стола и шлифовальной бабки,
шлифовальную бабку на шум, нагрев и вибрацию. Периодичность —
каждую неделю.
ТО2—проверить: исправность работы органов управления
станком, состояние ременной передачи привода шлифовальной
бабки и бабки изделия, состояние крепежных деталей. Периодич-
ность — каждый месяц.
ТОЗ— проверить: осевые и радиальные зазоры в опорах шпин-
деля, состояние направляющих поверхностей станины, состояние
устройств защиты направляющих стола и шлифовальной бабки,
состояние фильтров системы смазки и гидросистемы, смазку кони-
ческих шестерен редуктора механизма ручной поперечной подачи.
Периодичность — каждые три месяца.
ТО4 — промыть гидросистему, проверить состояние гидропа-
нели и насосной установки. Периодичность — каждые шесть ме-
сяцев.
ТО5 — выполнить комплекс работ ТО4. Проверить состояние
деталей бабки изделия. Периодичность — каждые 12 месяцев.
§ 6. НАЛАДКА ИЗМЕРИТЕЛЬНО-УПРАВЛЯЮЩИХ УСТРОЙСТВ
Измерительные приборы устанавливаются по эталонной детали
на позициях измерения. Сначала выполняют предварительное ре-
гулирование вдоль оси детали, а затем окончательно устанавливают
в нулевое положение. При наладке приборов с рычажными систе-
мами необходимо независимое регулирование горизонтального и
вертикального рычагов. После окончательного регулирования изме-
рительных приборов необходимо зафиксировать положение узлов,
чтобы фиксация была надежной и отрегулированное точное взаим-
ное расположение деталей и узлов прибора сохранялось и после
их закрепления. В процессе пробного шлифования следует прове-
рить при ручной подаче состояние искры по длине шлифуемой
поверхности. Если искра будет равномерна по всей длине, то можно
включить автоматическую подачу. Отшлифовав деталь, необходимо
проверить диаметр шеек в двух наиболее удаленных сечениях.
Если окажется конусность, необходимо отрегулировать положение
стола в горизонтальной плоскости поворотом его верхней части
относительно нижней. Для наблюдения за углом поворота при
наладке используют специальный лимб или наладочное приспособ-
ление с индикатором (рис. 63). Приспособление крепится к ниж-
нему столу станка на сухаре 3 и имеет два поворотных элемента
1 и 4, с помощью которых устанавливается индикатор 2 в различ-
ных положениях по высоте и ширине стола станка. Окончательно
99
chipmaker.ru
проверяют установку стола путем повторного пробного шлифова-
ния.
Для пневматического измерительного прибора большое значе-
ние имеет правильная наладка прибора и соответствующая тари-
ровка шкалы отсчетного устройства. Тарировка шкалы отсчетного
устройства производится по эталонам. Для измерения отверстий
шкалы пневматические приборы тарируют по установочным коль-
цам. Комплект колец должен включать не менее двух, соответ-
ствующих по своим размерам предельным величинам диаметров
измеряемой детали, для которой производится тарировка прибора.
По установочным кольцам на шкалу прибора наносятся контроль-
ные точки, промежуточные значения получаются делением отрез-
ков между точками, нанесенными по кольцам на равные доли,
Рис. 63. Приспособление для на-
ладки и определения угла поворо-
та стола
с тем чтобы получить требуемую
цену деления.
Правильная эксплуатация пнев-
матического прибора имеет важ-
ное значение для точности и на-
дежности его работы. Перед нача-
лом работы необходимо заполнить
баллон стабилизатора давления
водой и в случае ее испарения до-
лить воды до контрольной отметки
по шкале водяного манохметра. На-
чиная работу, следует проверить
шкалу по установочным коль-
цам. В случае, если обнаружится
ошибка в показаниях прибора, должна быть установлена при-
чина, вызывающая эту ошибку. Наиболее вероятными причинами
ошибки в показаниях прибора могут быть утечка воды, испарение
ее, утечка воздуха, засорение жиклеров, смещение выходных жик-
леров, износ измерительных наконечников. Ошибки в показаниях
прибора выявляются следующим образом: утечка воды или ее испа-
рение обнаруживается несовпадением уровня воды в стеклянной
трубке с риской на шкале «верхний уровень воды», утечка воздуха
устанавливается полным закрытием от руки выходных жиклеров.
Если при этом уровень воды в стеклянной трубке не опустится
до риски «нижний уровень воды», то, очевидно, в приборе имеется
утечка воздуха.
Наиболее вероятными местами утечки воздуха могут быть: со-
единение шланга с прибором и калибром, а также повреждение
шланга; плохое крепление стеклянной трубки; крышка, закрыва-
ющая головной жиклер; прочие соединения путей движения воз-
духа, различные заглушки. Засорение головного жиклера может
быть обнаружено по повышению уровня жидкости в трубке водя-
ного манометра относительно рисок, нанесенных по эталонным коль-
цам. Смещение выходных жиклеров определяется по разности уровня
водяного столба относительно шкалы при различных усилиях на-
жима на выходной жиклер. При это.м нажим может осуществ-
им)
ляться или от руки, или от слабого удара алюминиевым молоточ-
ком.
При заполнении баллона стабилизатора давления водой послед-
няя иногда попадает в отверстие головного жиклера и шланг, ве-
дущий к калибру. Это может быть выявлено по переменному повы-
шению и понижению уровня воды относительно шкалы при уста-
новке калибра в эталонное кольцо. При работе стабилизатора
давления должно быть отчетливо слышно бурление воды в водяном
баллоне. Отсутствие бурления воды указывает на засорение группы
редуцирующих жиклеров. При засорении жиклеров они должны
быть тщательно продуты воздухом. Нельзя прочищать жиклеры
металлическими иглами или деревянными палочками. Износ изме-
рительных наконечников контактных калибров следует устранять
корректировкой шкалы прибора. Периодически следует спускать
конденсат, собирающийся в фильтрах.
Контрольные вопросы
1. Перечислите последовательность наладки круглошлифовального станка.
2. Как проверяется установка упорных центров?
3. Как выставляют упоры на круглошлифовальном станке?
4. Как производится наладка на размер при продольном шлифовании до
упора?
5. Как производится наладка на размер при продольном шлифовании с изме-
рительным прибором?
6. Как производится наладка на размер при врезном шлифовании до упора?
7. Как производится наладка на размер при врезном шлифовании с измери-
тельным прибором?
Глава VI
НАЛАДКА БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫХ
СТАНКОВ
§ 1. ПОДГОТОВКА СТАНКА К РАБОТЕ
Установка шлифовального круга. Шлифовальный круг заданной
характеристики устанавливают на планшайбе, балансируют в со-
ответствии с указаниями, приведенными в гл. IV, и монтируют
на шпинделе шлифовальной бабки. Для станков с широким кругом
применяют набор из нескольких кругов, комплект их должен быть
подобран и отбалансирован особо тщательно. Неправильно собран-
ные или плохо отбалансированные круги вызывают вибрации стан-
ка, что отражается на качестве обработки. На станках с широким
кругом для съема кругов следует отвинтить гайку, предварительно
освободив винты, и снять планшайбу со шпинделя.
Установка ведущего круга. Ведущий круг может быть установ-
лен на планшайбу без снятия ее со станка; балансировке ведущий
круг не подвергается.
101
chipmaker.ru
Для уменьшения влияния величины припуска на точность бази-
рования детали рекомендуется ведущий круг устанавливать так,
чтобы торец его отстоял от торца шлифовального круга на величи-
ну S/2, S = nd tgcc, где d — диаметр детали, мм; а — угол наклона
ведущего круга, град.
Если торец ведущего круга выступает за торец шлифовального
круга (рис. 64, а), деталь будет базироваться по нешлифованной
поверхности А. По мере снятия припуска с большей части детали
базирующей становится шлифованная поверхность В. В момент
смены базы возможны перекосы и потери точности детали. За один
оборот деталь проходит в осевом направлении путь S/2, следова-
тельно, каждая точка детали движется по винтовой линии с шагом
S/2. Точка а, находящаяся в данный момент в контакте со шлифо-
вальным кругом (рис. 64, б), через
Рис. 64. Схема установки кругов
пол-оборота войдет в контакт
с ведущим кругом в точке а',
пройдя за это время в осевом
направлении путь S/2. Следо-
вательно, для обеспечения ба-
зирования детали все время
по одной поверхности следует
сместить торец ведущего кру-
га на величину, равную поло-
вине шага S/2. В этом случае
будут исключены погрешно-
сти, связанные со сменой
баз.
На станках с широкими
кругами применяют ведущие
круги большей высоты, чем шлифовальные. В этих станках ве-
дущий круг выступает за шлифовальный как с передней, так и с
задней стороны.
Следует проверить направление вращения шлифовального и
ведущего кругов, которое на станках гаммы должно быть по ча-
совой стрелке, на станках с качанием шлифовальной бабки —
против часовой стрелки.
Предварительная правка шлифовального круга. Перед правкой
необходимо установить в нулевое положение устройство для правки
шлифовального круга, проверить плавность продольного переме-
щения правящих устройств и установить заданную величину по-
дачи. Правка круга производится после отсоединения копиркой
линейки от пиноли правящего устройства, расположенного на
бабке шлифовального круга. Шлифовальный круг правят до тех
пор, пока не будет выведено его биение по периферии.
Шлифовальный круг правят алмазным роликом или алмаз-
но-металлическим карандашом. За ход снимают слой 0,02—
0,04 мм.
После предварительной правки шлифовальный круг следует
вторично балансировать, так как после правки в предварительно
хорошо отбалансированном круге может снова возникнуть дис-
ки
баланс, приводящий к вибрациям станка, нагреву подшипников,
что ухудшает качество обработки.
Окончательная балансировка шлифовального круга. Окончатель-
ная балансировка производится непосредственно на станке, как
описано в гл. IV, а в случае отсутствия на станке балансировоч-
ного приспособления —• аналогично предварительной балансировке.
Установка наклона оси ведущего круга к оси шлифовального
круга. Для установления требуемого утла наклона ведущего круга
на верхней части бабки освобождают гайки, поворотный корпус
бабки поворачивают до совмещения указателя с заданным по тех-
нологической карте углом а на шкале, находящейся на неподвиж-
ной части корпуса. После этого гайки затягивают. При шлифова-
нии на ход угол а равен
1—7°, при шлифовании
врезанием — 0,5—1° для
поддержания контакта де-
тали с ножом.
Установка опорного но-
жа. В отличие от шлифова-
ния на центровых станках,
где положение оси детали,
установленной в центрах
станка, в процессе шлифо-
вания остается неизменным
по отношению к шлифова-
льному кругу, при бесцент-
Рис. 65. Форма рабочей зоны бесцентрово-
шлифовального станка
а — квадратная, б — призматическая или V-об-
разная
ровом шлифовании обраба-
тываемая поверхность, являясь одновременно й базирующей, меняет
положение своей оси по отношению к оси шлифовального круга.
Поэтому большое влияние на форму и размеры детали оказывает
положение ее в зоне шлифования, зависящее от установки опорного
ножа.
Рассмотрим случай, когда ось детали 2, установленной на ноже 3,
совпадает с линией центров кругов 1 и 4 (рис. 65, а). Направления
векторов скоростей кругов показаны стрелками (Ец, -— шлифоваль-
ного круга, V — ведущего круга). Если провести касательные
в точках касания детали с кругами, то деталь будет как бы вра-
щаться между параллельными плоскостями. При этом даже деталь,
имеющая в сечении правильную окружность, может получаться
с огранкой. Вместе с тем овальность при таком положении детали
хорошо исправляется. Искажение формы детали получается и при
наличии радиального биения кругов. В случае же шлифования де-
тали с трехгранной исходной формой, у которой все диаметральные
размеры равны, первоначальная гранность не будет устраняться,
а будет воспроизводиться, так как такой валик будет шлифоваться
только по вершинам граней.
Если ось детали 2, установленной на ноже 3, расположена выше
или ниже линии центров кругов 1 и 4, то рабочая зона станка будет
иметь V-образную форму (рис. 65, б), способствующую получению
103
I chipmaker.ru
более точной геометрической формы в процессе обработки. В этом
случае при вращении трехгранный валик вершинами граней в не-
которые моменты соприкасается с поверхностью кругов, что спо-
собствует быстрому исправлению формы.
Чем больше величина превышения h центра детали над линией
центров кругов, тем быстрее исправляется гранность, но значи-
тельно хуже исправляется овальность. При расположении центра
детали выше или ниже линии центров кругов точки соприкосно-
Рис. 66. Номограмма для расчета величины превышения центра детали и смеще-
ния правящего инструмента:
А — шлифование в одну операцию, Б — предварительное шлифование. В « окончатель-
ное шлифование
вения детали с обоими кругами располагаются по хорде. С увели-
чением h эта хорда все более удаляется от центра, следовательно,
съем с максимального диаметра уменьшается. Поэтому при выборе
величины h следует исходить из условия исправления как трехгран-
ности, так и овальности. Большинство деталей все же устанавли-
вается выше линии центров, за исключением длинных тонких или
искривленных деталей типа прутков, центр которых устанавливают
ниже линии центров.
Величина /г может быть определена по номограмме (рис. 66).
Для станков с широким кругом рекомендуются следующие значе-
ния /г.
104
Диамет р дета-
ли, мм........10 20 30 '40 50 60 70 80 90 100
h............. 5—6 6—7 7—8,5 8—10 9—11,5 10—13 11 —14 11 — 16 12—17 13—18
Перед установкой опорного ножа необходимо найти линию
центров шлифовального и ведущего кругов, которая определяется
следующим образом.
Сначала выключают вращение шлифовального и ведущего кру-
гов. Затем берут шлифованный валик с диаметром, соответствую-
щим диаметру детали, и про-
пускают его между кругами.
Круги сближают до тех пор,
пока валик не повиснет меж-
ду ними. При легком нажа-
тии валик должен провали-
ваться .
Точки касания детали с
кругами при этом будут ле-
жать на линии центров.
После того как точка ка-
сания на шлифовальном кру-
ге будет отмечена, опорный
нож, конфигурация и разме-
ры которого выбираются в со-
ответствии с указаниями, а
нижняя и боковые плоскости
Рис. 67. Номограмма для расчета боко-
вого зазора между кругом и ножом
Зазор между шлифовальным кру-
ножа выбирается по номограмме
проверены по прямолинейно-
сти, устанавливают в пред-
варительно очищенный паз
суппорта и слегка закрепляют,
том и боковой поверхностью
(рис. 67).
Высота установки ножа относительно линии центров рассчиты-
вается по формуле /ij = Kdi2 = h + К^е, где 1ц — расстояние от
линии центров до рабочей кромки ножа; d — диаметр обрабатывае-
мой детали, мм; h—превышение центра детали относительно ли-
нии центров кругов; е—боковой зазор между режущей поверх-
ностью шлифовального круга и боковой поверхностью ножа (по
номограмме); /< и — коэффициенты.
Величины коэффициентов К и Ki
Угол скоса ножа, град 0
К ......................1
К,......................0
10 20 30 40
0,84 0,70 0,58 0,47
0,18 0,36 0,58 0,84
При проверке правильности установки высоты ножа положение
суппорта шлифовального круга должно быть постоянным. Контакт
детали с кругами достигается перемещением бабки ведущего круга.
Параллельность ножа оси шлифовального круга проверяют
пробным шлифованием. Если нож установлен параллельно оси
105
chipmaker.ru
Рис. 68. Схема установки алмаза при правке
ведущего круга:
1 — обрабатываемая деталь, 2 — ведущий круг, 3—
алмаз
круга, деталь будет вращаться без продольного перемещения. Если
деталь начнет перемещаться вдоль ножа, значит, нож установлен
непараллельно. В зависимости от того, в какую сторону наклонен
нож, деталь будет двигаться либо вперед, либо назад. В этом слу-
чае надо выверить параллельность ножа с помощью прокладок,
подкладывая их под нож или под суппорт. После выверки целе-
сообразно измерить вылет ножа на переднем и заднем концах и
при очередной смене устанавливать его на ту же высоту.
Правка ведущего круга. Чтобы ведущий круг при наклонном
положении правильно и непрерывно прилегал к детали, необхо-
димо скорректировать положение устройства для правки с учетом
положения обрабатываемой детали относительно линии центров
кругов.
Для этого требуется знать расстояние от точки контакта веду-
щего круга с деталью до линии центров й0 (рис. 68). Эта величина
зависит от величины пре-
вышения центра детали
h и определяется по фор-
муле /i0 = Dh/ (D + d),
где D — диаметр веду-
щего круга, мм; d —
диаметр обрабатываемой
детали; h—высота уста-
новки оси детали над
линией центров.
Рассмотрим пример
определения величин h
и h0 при шлифовании
детали диаметром 60 мм
в одну операцию. На
оси ординат (см. рис.
66) находим точку, со-
ответствующую диамет-
ру детали 60 мм. Из этой точки проводим горизонталь до линии
А. Из точки пересечения опускаем перпендикуляр на ось абсцисс.
Полученное значение (11,5) и является искомой величиной h высо-
ты центра детали над линией центра кругов.
Для определения величины h0 подсчитываем отношение диаметра
детали к диаметру ведущего круга (60 : 300 = 0,2). На левой оси
ординат находим точку, соответствующую заданному отношению
d/D. Из этой точки проводим горизонталь до пересечения с перпен-
дикуляром, опущенным на ось абсцисс h. Через точку пересечения
горизонтали с перпендикуляром из начала координат О проводим
прямую до пересечения с осью h0. Точка пересечения прямой с осью
h0, равная 9,5 мм, дает величину смещения державки с правящим
инструментом. Державку устройства правки устанавливают на
расстоянии h0 вправо от нуля, когда ось детали установлена выше
линии центров, и влево — при расположении оси детали ниже
линии центров.
106
Одним из факторов, определяющих усилие прижима детали
к ведущему кругу, является величина угла наклона опорной по-
верхности ножа. Наиболее распространенными являются ножи
с углом наклона не более 30°, хотя в отдельных случаях приме-
няются ножи с углами 45°.
Для обеспечения продольной подачи деталей ось ведущего круга
устанавливается под углом к оси шлифовального круга. Если при
этом ведущий круг имеет форму цилиндра, то он соприкасается
с цилиндрической деталью лишь в одной точке. Для обеспечения
контакта по какой-то непрерывной прямой линии ведущему кругу
следует придать определенную форму. Приближенно можно счи-
тать, что этому условию удовлетворяет гиперболоид вращения,
Рис. 69. Схема контакта обрабатываемой детали с ведущи-
ми цилиндрическим и гиперболоидным кругом
представляющий собой поверхность, образованную вращением пря-
мой линии вокруг оси, скрещенной с ней, но не пересекающей ее.
Рассмотрим ведущий круг, ось которого наклонена на угол
к горизонтальной плоскости со стороны шлифовального круга
(рис. 69). При расположении центра детали на линии центров кру-
гов линией контакта будет прямая 1—1. Так как цилиндрический
круг в сечении 1—1 имеет форму бочки, прямолинейного контакта
быть не может.
Если править круг так, чтобы правящее острие перемещалось
по прямой 1—1, круг примет форму симметричного гиперболоида
с образующей прямой 1—1 и образующей гиперболой I—/. Высота
гиперболоида будет равна высоте круга, а горловое сечение его
будет находиться в плоскости CD. При этом непрерывного кон-
такта не произойдет даже в случае совмещения образующей де-
тали с образующей прямой гиперболоида. Это объясняется тем, что
соприкосновение детали с поверхностью ведущего круга произойдет
только по двум точкам а и Ь, расположенным у торцов круга
(рис. 70). В этом случае поднять или опустить центр детали будет
невозможно, так как она будет зажата между кругами.
При установке центра детали выше линии центров кругов под-
нимается и линия контакта детали с ведущим кругом, а следова-
107
chipmaker, ru
Рис. 70. Схема соприкосновения
детали с ведущим кругом:
1 — шлифовальный круг, 2 — ведущий
круг
тельно, сместится правящее острие. Траекторией движения правя-
щего острия будет линия ожидаемого контакта детали с ведущим
кругом 2—2, являющаяся прямой образующей симметричного
гиперболоида высотой Н (см. рис. 69), гипербола II—II будет обра-
зующей этого гиперболоида. Действительный круг явится только
частью этого гиперболоида и будет представлять собой однополост-
ный гиперболоид. Расположение горла полного гиперболоида может
быть как за торцом круга, так и внутри его, и зависит от величины h0.
Во всех случаях ведущий круг имеет несимметричную форму
и приближенно похож на усеченный конус.
Форма круга определяет не только точность, но и производи-
тельность шлифования. Придавая ведущему кругу форму одно-
полостного гиперболоида, можно
облегчить наладку, так как деталь
устанавливается в любом положе-
нии по отношению к линии центров.
Правку ведущего круга осуще-
ствляют по копирной линейке.
Привод ведущего круга при этом
включают на максимальное число
оборотов, струя охлаждающей жид-
кости направляется на круг. Уст-
ройство для правки подводят к
ведущему кругу и плавным вра-
щением маховика делают один
двойной ход алмаза вдоль всей вы-
соты круга, после чего включают
автоматическую продольную подачу со скоростью 0,2—0,3 м/мин.
После каждого хода осуществляют подачу алмаза на круг на
0,01—0,02 мм, что соответствует одному-двум делениям шкалы.
При обработке деталей на станках с широкими кругами и высо-
ких требованиях к точности детали правка ведущего круга на одно-
полостный гиперболоид не дает достаточного линейного контакта
обрабатываемой детали с рабочей поверхностью ведущего круга.
В этом случае в расчет элементов наладки на правку вносятся
коррективы: смещение колодки с алмазом на величину йк, поворот
правящего устройства в горизонтальной плоскости на угол сск и
дополнительный поворот в плоскости разворота ведущего круга
на угол р.
Расчет этих параметров осуществляется следующим образом:
hK = й()ак/сх; Р = а — ак.
Для простоты расчета принимаем коэффициенты:
К = а/П; = = К3=1-^;
получаем
aK = Ki«i; й0 = ±К1й; ± К2й; Р=ЛУ'..
108
Наладка бабки ведущего круга. Точность формы деталей и про-
изводительность обработки в значительной степени зависят от пра-
вильной наладки бабки ведущего круга. Сначала следует устано-
вить бабку в нулевое положение, при котором линия контакта
ведущего круга со столбом детали будет параллельна образующей
шлифовального круга. Для этого берут одну деталь и устанавли-
вают ее в рабочей зоне сначала на одном, а потом на другом конце
ножа. Одинакового зазора между деталью и шлифовальным кругом
добиваются поворотом корпуса ведущей бабки в горизонтальной
плоскости с помощью специальных винтов на заднем конце бабки.
Затем проверяют правильность установки бабки. Для этого на обоих
концах ножа устанавливают по детали одинакового диаметра
(разность диаметров не более 3—5 мкм), включают оба шпинделя
и осторожно подводят шлифовальный круг до касания с деталями.
При правильной установке ведущей бабки шлифовальный круг
должен одновременно коснуться обеих деталей.
При переходе на обработку деталей другого размера и для
компенсации износа круга поворотный корпус бабки ведущего
круга перемещают вращением ручного маховика через редуктор
по цилиндрическим направляющим плиты. Вращение маховика
передается червяку, входящему в зацепление с червячным колесом,
являющимся одновременно гайкой ходового винта. На крышке
редуктора предусмотрен штырь, который по ходовой посадке сопря-
гается с фланцем поворотного корпуса.
При наладке рабочей зоны станка бабку ведущего круга повора-
чивают в горизонтальной плоскости на величину ±30', чем обеспе-
чивается изменение угла между образующими шлифовального и
ведущего кругов.
Обеспечение подпора «столба» деталей. Из-за того что ведущий
круг нецилиндрический и имеет переменный диаметр, его окруж-
ная скорость будет в разных точках различной. При этом меньший
диаметр круга, а следовательно, и меньшая скорость его при рас-
положении центра детали выше линии центров кругов, будет на-
ходиться со стороны входа деталей в зону обработки. Поэтому
скорость продольной подачи, являющейся функцией окружной
скорости, со стороны входа будет меньше, чем на выходе. «Столб»
деталей, проходящих через рабочую зону, будет неплотным, детали
перекосятся, что приведет к неперпендикулярности обработанной
поверхности относительно торцов.
Для обеспечения плотности «столба» в рабочей зоне требуется
обеспечить подпор деталей как на входной, так и на выходной сто-
ронах. Наиболее простым способом создания подпора со стороны
входа деталей является применение валкового загрузочного устрой-
ства со скоростью перемещения на нем деталей, превышающей ско-
рость продольной подачи на станке, чем больше разница этих ско-
ростей, тем больше усилие пидпора. Для обеспечения подпора со
стороны выхода деталей (противодавления) на выходных направля-
ющих щечках оставляют несколько прошлифованных деталей.
Суммарное трение деталей о щечки и нож противодействует дви-
109
chipmaker.ru
женшо «столба» деталей и обеспечивает его уплотнение. Чем боль-
шее количество деталей находится на выходных щечках, тем больше
противодавление.
На рис. 71 представлены схемы шлифования деталей с исходной
неперпендикулярностью при плотном и неплотном «столбе» дета-
Рис. 71. Схема шлифования деталей с исходной неперпенди-
кулярностыо цилиндрической поверхности к торцу:
а — при плотном столбе деталей, б — при неплотном столбе дета-
лей; 1 — шлифовальный круг, 2 — детали, 3 — ведущий круг
лей. Из схем видно, что хороший подпор обеспечивает исправле-
ние по перпендикулярности.
Даже при правильной геометрической форме заготовки детали
могут получаться конусными, если не будет обеспечено правильное
Рис. 72. Влияние соотношения величин подпоров на входной и
выходной сторонах на образование конусности шлифуемых де-
талей
соотношение усилий подпора со стороны входа и выхода деталей.
Если подпор со стороны входа деталей значительно больше, чем
со стороны выхода, то продольная подача деталей будет созда-
ваться не ведущим кругом, а усилием подпора. При этом ведущий
круг будет затормаживать детали, что приведет к их перекосу
(рис. 72, а), шлифовальный круг срежет несколько больше задний
конец детали, возникнет конусность с большим диаметром у перед-
него конца. При значительном увеличении подпора со стороны
110
входа деталей будет происходить перекос деталей в обратном на-
правлении (рис. 72, б) и детали будут конусными, с меньшим диа-
метром у переднего конца.
При правильном соотношении усилий подпоров увеличение их
абсолютных значений обеспечивает улучшение контакта деталей
и способствует уменьшению неперпендикулярности.
При шлифовании слишком твердым или затупленным кругом
для исправления неперпендикулярности требуется большее усилие
подпоров, так как при этом радиальная составляющая силы реза-
ния увеличивается и стремится перекосить детали до обеспечения
полного контакта цилиндрической поверхности с кругом. В ре-
зультате исходная неперпендикуляркость полностью копируется.
Поэтому кроме обеспечения требуемой формы ведущего круга
при правке необходимо следить за правильным подбором характе-
ристики шлифовального круга.
Установка направляющих щечек производится с помощью конт-
рольного валика, диаметр которого равен диаметру подлежащей
обработке детали, а длина —
сумме высоты шлифовального
круга и длин входной и выход-
ной щечек. Щечки должны быть
установлены параллельно обра-
зующей ведущего круга. При
проверке параллельности конт-
рольный валик 1 кладется на
опорный нож (рис. 73) и по скосу
ножа скатывается до соприкосно-
вения с ведущим кругом. Напра-
вляющие щечки, расположенные
Рис. 73. Установка направляющих
щечек
со стороны ведущего круга,
предварительно отводятся для образования между ними и контроль-
ным валиком зазора 0,3—0,5 мм. После соприкосновения контроль-
ного валика с ведущим кругом одна из щечек (со стороны ведущего
круга) подводится к контрольному валику и щупом определяется
параллельность ее расположения. Для того чтобы валик не отжи-
мался, его поджимают к образующей ведущего круга. Непарал-
лельность устраняют прокладками, которые подкладываются под
направляющую щечку. Допускаемая непараллелыюсть щечек не
должна превышать 0,01—0,02 мм на их длине.
Этим же способом выверяют непараллельность второй направ-
ляющей щечки со стороны ведущего круга. Направляющие щечки,
расположенные со стороны шлифовального круга, не влияют на
точность обработки, поэтому на параллельность их не выверяют.
Расстояние направляющей щечки от образующей ведущего
круга на входе должно быть равным половине снимаемого при-
пуска на диаметр. Щечка, расположенная на выходе, должна быть
заподлицо с ведущим кругом. Проверку ведут непосредственно
по детали, шлифуемой на данной операции. Установка щечки на
входе считается правильной, если деталь при передвижении в ра-
Ш
бочую зону будет слегка задевать торец ведущего круга и при не-
большом усилии войдет в зону шлифования. При обратном движе-
нии из зоны шлифования в сторону щечки на входе деталь должна
выйти свободно, не задевая ее. Положение направляющей щечки
на выходе должно быть таким, чтобы деталь при выходе из зоны
шлифования не упиралась в торец щечки, а при движении в обрат-
ном направлении — в торец ведущего круга.
Во время установки направляющих щечек контрольная деталь,
по которой ведется установка, не должна касаться шлифовального
круга. От правильности установки направляющих щечек зависит
точность обработки. Наиболее часто встречающиеся дефекты при
неправильной установке щечек показаны на рис. 74.
Так, при наклоне щечек в сторону ведущего круга детали полу-
чаются с выпуклой образующей (рис. 74, а). В этом случае детали
Рис. 74. Примеры неправильной установки направляющих щечек:
а — наклон щечек в сторону ведущего круга, б — наклон щечек в сторону шлифовального
к’руга, в — смещение щечек за образующую ведущего круга
входят в рабочую зону под некоторым углом, что приводит к скруг-
лению переднего конца детали, при выходе из рабочей зоны скруг-
ляется задний конец детали, при наклоне щечек в сторону шлифо-
вального круга (рис. 74, б) детали получаются с вогнутой образу-
ющей. При смещении направляющей щечки, установленной при
входе в зону шлифования за образующую ведущего круга, деталь
получается также с вогнутой образующей (рис. 74, в). При наклоне
направляющих щечек к ведущему кругу на входе или на выходе,
получается конус на переднем или заднем конце детали.
При врезном шлифовании вместо наладки направляющих щечек
производится наладка упора и механизма выталкивания детали.
Чтобы обрабатываемая деталь не опрокинулась, при шлифовании
точку контакта упора с торцом детали следует брать выше центра
последней. На автоматизированных станках механизм выталкива-
ния кинематически связан с механизмом быстрого отвода шлифо-
вального круга.
Окончательная правка шлифовального крута. Окончательная
правка производится алмазным инструментом по копирной линейке,
по которой скользит упор, прижимаемый к ней пружиной, или
копирный палец.
При врезном шлифовании копирная линейка имеет профиль,
соответствующий конфигурации детали. При правке кругов кони-
112
ческой формы применяется либо прямая линейка, либо для повы-
шения производительности и качества обработки применяется ли-
нейка, которая придает рабочей зоне рациональный профиль. Так,
на станках с узким кругом линейке обычно придается заборный,
режущий и калибрующий участки. На станках с широким кругом
копирную линейку, при работе с продольной подачей, рекоменду-
ется устанавливать регулировочными винтами так, чтобы рабочая
зона состояла из заборного конуса, раструба, калибрующей зоны
и обратного конуса (рис. 75).
Заборный конус 1 принимается обычно около 50 мм (примерно
0,5 длины детали). Наличие заборного конуса обеспечивает надеж-
ную работу на станке даже при наличии больших колебаний при-
пуска. Величину конусности устанавливают из-
гибом передней разрезной части копирной ли-
нейки (до 1 мм).
Раструб 2 (рабочий конус)— поверхность
круга, на которой снимается основная величина
припуска, поэтому величина уклона на круге,
создаваемого поворотом всей постели вместе с
линейкой, должна быть несколько больше ве-
личины снимаемого припуска.
Калибрующая зона 3 создается обычно для
получения высокого качества деталей. На чисто-,
вых операциях этот участок может быть как ци-
линдрическим, так и иметь небольшой конус
в одну или другую сторону. Форма калибрую-
Рис. 75. Форма
шлифовального
круга на станках с
широким кругом
щей части подбирается в процессе наладки станка путем изгиба
задней разрезной части линейки в ту или другую сторону. В ка-
либрующей части припуск снимается главным образом за счет от-
жимов системы и тепловой деформации деталей.
Обратный конус 4 создается для устранения подрезов деталей
торцов шлифовального круга. Для получения обратного конуса
на линейке делают скос с уклоном 1 : 100 по отношению к плоскости
калибрующей зоны. Длина обратного конуса 15—20 мм.
Требуемая скорость продольного перемещения алмаза, регули-
руемая бесступенчато, устанавливается регулировкой частоты вра-
щения электродвигателя — при электрическом приводе или пово-
ротом винта при гидравлическом. Алмаз при правке во избежание
поломки следует подводить к середине круга.
Пробное шлифование. Для проверки качества наладки станка
производится пробное шлифование. Так как в процессе шлифова-
ния за счет возникающего усилия резания происходит отжатие
шпинделей шлифовального и ведущего кругов, при пробном шли-
фовании детали должны пропускаться непрерывным потоком.
В начале пробного шлифования следует проверить правильность
положения образующих линий шлифовального и ведущего кругов.
Такую проверку производят следующим образом. Шлифовальный,
или ведущий, круг (в зависимости от конструкции станка) отводят
на такое расстояние, чтобы можно было свободно уложить детали
ИЗ
chipmaker.ru
5. Виды брака при бесцентровом шлифовании, причины его возникновения и способы устранения Продолжение табл. 5
Виды брака Причины брака Способ устранения j Метод шлифования
Виды брака Причины брака Способ устранения Метод шлифования
некруг- лость Недостаточная высота подъема центра детали по отношению к централь- ной линии кругов Некачественная правка шлифовального или веду- щего кругов Недостаточно эффектив- ное охлаждение Недостаточная высота подъема центра детали по отношению к центру кру- гов Чрезмерная затяжка шпинделя ведущего круга (замедляется вращение) Завышенное усилие тяги детали в осевом направле- нии, приводящее к боль- шим давлениям на упор и замедлению вращения Неправильная установ- ка опорного ножа Неправильная установ- ка копирной линейки или устройства для правки шлифовального круга Повышенный износ шли- фов? льного круга Неправильная установ- ка ведущего круга по от- ношению к шлифовально- му Выработка (износ) ве- дущего круга Неправильно выправлен шлифовальный круг Неправильная установ- ка направляющих щечек Поднять опорный нож с помощью прок- ладок
Разброс раз- меров Повышенные зазоры шпинделя ведущего или шлифовального круга Подтянуть подшип- ники шпинделя Все методы
Неправильная геометрическая форма деталей и срезы на по- верхности: конусность вогнутость или выпуклость неперпен- дикуляр- ность на- ружной по- верхности к торцам Слабая затяжка клинь- ев салазок бабки ведуще- го круга Проскальзывание рем- ней привода шлифоваль- ного круга Недостаточная подача охлаждающей жидкости в зону шлифования Неправильная установ- ка направляющих щечек на входе (конус на пе- реднем конце) или на вы- ходе (конус на заднем конце) или наклон щечек (на входе или на выходе в сторону ведущего кру- га) Выработка или непрямо- линейность опорного но- жа Неправильная правка шлифовального круга Отжим устройства для правки шлифовального круга Неправильная установ- ка направляющих щечек (наклон в сторону шлифо- вального или ведущего круга) Неправильная правка ведущего круга Неправильная установ- ка опорного ножа "Наличие зазора между деталями в рабочей зоне Слишком твердый круг Затупление шлифоваль- ного круга Неперпендикулярность заготовок Забоины на торцах Неправильная установ- ка упора на суппорте врезного шлифования Подтянуть клинья в салазках Увеличить натяже- ние ремней привода Увеличить количест- во охлаждающей жид- кости, подаваемой в зону шлифования Передвинуть соответ- ствующую щечку вле- во от образующей ве- дущего круга и прове- рить параллельность Сменить опорный нож Проверить установку салазок устройства для правки и выправить щлифовальный круг Подтянуть клинья салазок устройства для правки Установить щечки параллельно образую- щей круга Выправить ведущий круг Проверить положе- ние опорного ножа Увеличить подпор деталей Установить круг меньшей твердости Произвести правку круга Увеличить подпор деталей Зачистить торцы Установить упор в центре детали или бли- же к шлифовальному кругу d Выправить круг Увеличить количест- во охлаждающей жид- кости, подаваемой в зо- ну шлифования Поднять опорный нож с помощью прок- ладок Уменьшить затяжку подшипников ведущего круга Уменьшить угол по- ворота ведущего круга, если усилие тяги ие уменьшится, прове- рить параллельность опорного ножа к оси шлифовального круга Проверить правиль- ность установки опор- ного ножа и параллель- ность оси детали к оси шлифовального круга Отрегулировать ко- пирную линейку или устройство для правки шлифовального круга Установить круг большей твердости Проверить, чтобь ведущий круг был рас- положен на середине радиусной выточки шлифовального круга Выправить ведущий круг Проверить положе ние правящего устрой- ства и выправить круг Передвинуть на вхо де направляющую щеч- ку вправо от обра зующей линии веду- щего круга (при сре- зе на переднем кон- це детали) Все методы Врезное шлифование Врезное шлифование конуса Врезное шлифование шара Продольное шлифование
Chipmaker.ru
Продольное шлифование Все методы Врезное шлифование То же Продольное шлифование Все методы То же Продольное шлифование Врезное шлифование огранность неправиль- ный угол конуса искажение шаровой поверхно- сти срез лыс- ки на по- верхности детали
115
114
П родолжение табл. 5
Виды брака Причины брака Способ устранения Метод шлифования
Дефект ы по- Расположение центра Установить строго параллельно направля- ющую щечку на выхо- де Поднять опорный Все методы
верхности: кольцевые спи- ральные риски, царапины дробленая детали ниже линии цент- ров кругов Пониженная твердость опорной поверхности ножа Загрязнение охлаждаю- щей жидкости Не сбалансирован шли- нож Установить нож большей твердости Очистить бак охлаж- дения и заполнить чис- той охлаждающей жид- костью Произвести повтор- Все методы
поверх- ность прижоги фовальный круг Неправильно выбрана характеристика круга Затупление шлифоваль- ного круга Повышенный зазор в подшипниках шлифоваль- ного или ведущего кругов Завышенная скорость ведущего круга Износ ведущего круга Неплотная посадка план- шайбы с кругом на кону- се шпинделя Недостаточная жест- кость опорного ножа Высокое расположение опорного ножа Непрямолинейность или выработка опорного ножа Неправильно подобрана ную балансировку кру- га Заменить круг Произвести повтор- ную правку круга Отрегулировать за- зоры в подшипниках Уменьшить скорость ведущего круга Произвести правку ведущего круга Проверить прилега- ние посадочного отвер- стия к конусу шпинде- ля по краске Увеличить толшийу опорного ножа и уси- лить жесткость креп- ления Опустить опорный иож Сменить нож Заменить шлифо- Все методы
характеристика круга (высока твердость, плот- ность, неправильная связ- ка) Низкая скорость враще- ния детали Слишком большой при- пуск Недостаточное или неэф- фективное охлаждение вальный круг Увеличить частоту вращения ведущего круга, уменьшив соот- ветственно его угол Ввести дополнитель- ный ход Проверить систему подачи охлаждения и COCI3B
116
Продолжение табл. 5
Виды брака Причины брака Способ устранения Метод шлифования
Неправиль- ный угол ролика Неправильная правка шлифовального круга из- за затупления алмаза или низкой продольной подачи при правке Износ пли биение бара- бана Износ шлифовального круга Неправильно установлена высота ножа Сменить алмаз, уве- личить предельную по- дачу Выправить барабан Выправить шлифо- вальный круг Если угол ролика больше, нож следует опустить, если мень- ше— поднять Продольное шлифование конических роликов
6. Неполадки в работе подналадчиков, и эичииы и способы их ; устранения
Неисправность
Причина
Способ устранения
Несвоевременное нача-
ло цикла работы. В мо-
мент сброса проконтроли-
рованного прутка в пово-
ротный барабан попадает
следующий пруток
Несвоевременная пода-
ча тока на измерение —
отсутствие световых сиг-
налов в момент измерения,
механизмы подналадчика
не устанавливаются после
окончания цикла в исход-
ном положении
Одновременная подача
всех трех сигналов на
пульте подналадчика
По сигналу «брак» за-
слонка сбора бракован-
ных прутков не откры-
вается
Нестабильность или не-
точность работы измери-
тельной головки
Chlpmaker.ru
Нарушено взаимодейст-
вие флажка и бесконтакт-
ного конечного выключа-
теля
Нарушено соответствие
между выходом прутка из
зоны шлифования и пода-
чей сигнала на включение
электродвигателя привода
Нарушено взаимодейст-
вие кулачков командоап-
парата, плохое состояние
контактов реле торможе-
ния электродвигателя
Отрегулировать поло-
жение флажка относитель-
но прорези конечного вы-
ключателя
Отрегулировать реле
времени
Выставить кулачки в
соответствии с циклограм-
мой, зачистить контакты
реле торможения электро-
двигателя
Неисправен электрон-
ный блок
Вышел из строя упра-
вляющий электромагнит,
поломана тяга
Износ измерительных
наконечников, нет требуе-
мой параллельности меж-
ду образующими наконеч-
ников, загрязнение или
износ электрических кон-
тактов датчика, поломка
плоских пружин, ослабле-
ние крепления деталей,
входящих в измеритель-
ную цепь
Заменить неисправный
блок
Заменить электромаг-
нит, сменить тягу
Повернуть или заменить
наконечники, отрегулиро-
вать параллельность об-
разующих наконечников,
зачистить и довести кон-
такты датчика, заменить
плоские пружины, подтя-
нуть все детали крепле-
ния
117
chipmaker.ru
на опорный нож между кругами. Затем пускают станок и посте-
пенно подводят соответствующий круг до соприкосновения с де-
талью. Когда оба круга соприкоснутся с деталью, и она начнет
вращаться, перемещаясь вперед, следует проверить, вся ли высота
круга участвует в шлифовании. Если детали шлифуются всей вы-
сотой круга или передней частью немного больше, чем задней, можно
приступать к пробному шлифованию. Если же деталь шлифуется
в основном задней частью круга, то нужно увеличить обратный
конус, произведя необходимую правку шлифовального круга. Та-
ким способом предохраняют поверхности детали от образования
кольцевых рисок. Затем приступают к шлифованию потока деталей.
Качество шлифования проверяют измерением второй детали.
§ 2. ВИДЫ БРАКА, ПРИЧИНЫ ЕГО ВОЗНИКНОВЕНИЯ
И МЕРЫ ПО ПРЕДУПРЕЖДЕНИЮ
В табл. 5 приведены наиболее часто встречающиеся виды брака,
причины его возникновения и способы устранения при разных
методах бесцентрового шлифования.
В табл. 6 приведены примеры неполадок в работе подналадчи-
ков, причины их возникновения и способы устранения.
Контрольные вопросы
1. Как устанавливаются направляющие щечки и иа что влияет их установка?
2. Что обеспечивает наклон ведущего круга по отношению к шлифовальному?
3. Какое положение центра детали по отношению к центральной линии кругов
применяется при шлифовании разных деталей В на что это влияет?
4. Какие способы обеспечения плотного «столба» деталей?
5. Какие основные неполадки в пиевмоэлектрических контактных под-
наладчиках?
6. Как производится входной контроль шлифовальных кругов?
Глава VII
НАЛАДКА ВНУТРИШЛИФОВАЛЬНЫХ СТАНКОВ
Перед началом наладки конкретного станка должны быть вы-
полнены общие правила, изложенные в гл. IV.
§ 1. НАЛАДКА УНИВЕРСАЛЬНОГО СТАНКА
При работе на универсальном станке с патроном после проверки
правильности работы гидравлики, электрооборудования и отдель-
ных узлов станка производится подбор и установка шлифоваль-
ного круга.
Подбор и установка шлифовального круга. В зависимости от
диаметра и длины детали, подлежащей обработке, выбирается
соответствующий размер шлифовального шпинделя и круга с целью
118
обеспечения наибольшей производительности и наилучшего каче-
ства обработки. Диаметр круга выбирается равным 0,75—0,9 от
диаметра обрабатываемого отверстия (0,75 — при шлифовании от-
верстий большого диаметра). Высота круга, для отверстий у кото-
рых длина больше половины диаметра, принимается равной 0,8
от длины отверстия. При шлифовании коротких отверстий (Я <
0,5 d) и минутной поперечной подаче высота круга берется больше
длины отверстия на двойную величину амплитуды осцилляции.
В зависимости от заданных режимов шлифования подбирают смен-
ный шкив, устанавливаемый на валу электродвигателя, и привод-
ной ремень требуемой длины. Затем подбирают защитный кожух,
соответствующий выбранному размеру круга, и закрепляют его на
станке так, чтобы круг был полностью закрыт и гарантировал безо-
пасность работы. Упор для кожуха устанавливают по длине в крон-
штейне так, чтобы при движении стола влево штанга упиралась
в упор в тот момент, когда кожух не дошел до торца шлифуемой
детали на 10 мм.
Отладка положения передней бабки. От правильности положе-
ния передней бабки зависит конусность отверстия. В процессе
наладки следует прошлифовать отверстие с двух сторон со съемом
очень тонкой стружки. При одинаковом искрении с обеих сторон
отверстие не будет конусным. При разном искрении следует повер-
нуть бабку в соответствующую сторону и повторить проверку.
Установка патрона. На шпиндель передней бабки устанавли-
вают зажимной патрон, который расшлифовывают на месте. На-
ладку мембранных патронов начинают с подшлифовывания на месте
зажимных винтов, вкладышей и упоров. Для операций чернового
шлифования разность между диаметром окружности подшлифован-
ных винтов или кулачков и наружным диаметром зажимаемой де-
тали должна составлять 0,08—0,15 мм. Для чистового шлифова-
ния эта разность составляет 0,03—0,05 мм. Упорные пальцы шли-
фуются одновременно с винтами или вкладышами. Торцовое биение
не должно превышать 0,01 мм.
При установке мембранного патрона на планшайбу посадочное
гнездо шлифуют непосредственно по установочному диаметру пат-
рона так, чтобы последний входил в гнездо без зазора, а опорный
торец не имел биения.
При установке деталей в патроне надо следить за тем, чтобы
на поверхности детали и в патроне не было абразивной пыли и
стружки. После зажима детали в патроне следует отладить поло-
жение раздвижного кожуха, который должен полностью закры-
вать обрабатываемую деталь.
Отладка продольного хода стола. При шлифовании круг должен
выходить из отверстия с каждой стороны на 1/:)—г/2 своей высоты,
это условие обеспечивается упорами, ограничивающими ход стола.
В процессе наладки положения упоров стол перемещают вручную
маховиком ручной подачи. В случае необходимости можно пере-
местить вдоль стола шлифовальную бабку. Положение планки
стола регулируют так, чтобы в момент полного выхода круга из
119
chipmaker.ru
шлифуемого отверстия (при движении вправо) она утапливала бы
головку плунжера контрольного клапана. На заднем платике стола
закрепляют кулачок так, чтобы он отключал подачу охлаждающей
жидкости при выходе шлифовального круга из обрабатываемого
отверстия.
Установка устройства для правки круга. Устройство устанав-
ливают так, чтобы оно отстояло от торца детали на 5—10 мм. Поло-
жение упора должно быть таким, чтобы во время правки шлифо-
вальный круг проходил вдоль устройства для правки всей своей
высотой. Устройство для правки устанавливается в поперечном
направлении. При этом шлифовальный круг должен касаться по-
верхности обрабатываемого отверстия, точная установка произво-
дится с помощью винта.
Первая правка круга. При подключении станка пакетным вы-
ключателем к сети должна загораться сигнальная лампа. Кнопкой
включают электродвигатель гидравлики и насос охлаждения. По-
воротом рукоятки в положение «.Пуск» включают гидропанель, а
поворотом рукоятки реверса шлифовальный круг вводят в зону
шлифования. Рукояткой дросселя регулируют скорость стола, при
этом следует проверить правильность установленной длины хода
стола. Стол переводят в зону правки. Включают вращение шлифо-
вального шпинделя.
Для первой правки шлифовального круга бабку детали с пра-
вящим устройством подают на шлифовальный круг. Правку ведут
с обильным охлаждением.
Реверсирование стола при движении вправо осуществляется
автоматически от упора для правки, а при движении влево от
рукоятки реверса стола. Если дать столу пройти влево в зону
шлифования, то для ввода его обратно в зону правки необходимо
повернуть рукоятку вправо.
Наладка механизма компенсации износа круга. Наладка осу-
ществляется упором, регулирующим величину перемещения штока-
рейки в гидроцилиндре. При соответствующем выборе числа зубьев
храповика и передаточного отношения механизма подачи можно
обеспечить величину компенсации износа круга в пределах 0,002—
0,6 мм с разбросом не более 0,002 мм.
Наладка режимов шлифования. Устанавливают требуемую ча-
стоту вращения детали. Переключатель привода детали поворачи-
вают в положение «Работа», что обеспечивает включение враще-
ния детали. Требуемая величина автоматической поперечной по-
дачи регулируется рукояткой дросселя. Величина отскока бабки
детали, регулируемая винтом, выбирается в зависимости от вида
шлифуемой детали и жесткости шлифовального шпинделя.
При работе на станках, у которых поперечная подача осущест-
вляется бабкой шлифовального круга, величина поперечной подачи
и величина отскока устанавливаются применительно к шлифоваль-
ной бабке.
На станках, где поперечная подача осуществляется преры-
висто, собачка храповика устанавливается на поворот на опреде-
120
ленное количество зубьев в зависимости от выбранной величины
подачи.
Дальнейшие операции наладки зависят от выбранного метода
шлифования.
При работе без автоматизации цикла шли-
фования лимбы настройки кулачков для автоматических команд
устанавливают на наибольшую величину, превышающую величину
припуска, снимаемого при шлифовании, и тем самым выключают
подачу команд. После этого начинают обработку деталей.
При работе с автоматическим выключе-
нием поперечной подачи после снятия чер-
нового припуска устанавливают величину чернового при-
пуска. Переключатель рода работы поворачивают в положение
«В размер», если необходимо, чтобы после снятия чернового при-
пуска загорелась сигнальная лампа, или в положение «Дошли-
фовка», если после снятия чернового припуска требуется выключе-
ние поперечной подачи.
При работе по циклу от «алмаза» кулачок 1
кнопкой 2 надо установить так, чтобы собачка 7 (рис. 76) поднима-
лась в начале поворота вала-шестерни 4\ при этом храповое колесо 6
останавливается при обратном движении рейки 3 до того, как диск 5
заканчивает свой поворот.
При работе с устройством активного контроля кулачок 1 надо
установить так, чтобы собачка поднималась в конце поворота вала-
шестерни 4.
При шлифовании конических отверстий
следует открепить бабку детали, освобождая три винта. Затем вра-
щением маховика повернуть бабку на требуемый угол по шкале и
нониусу. После этого следует провести пробное шлифование и про-
верить правильность угла конуса (по калибру на краску). Для
121
внесения небольшой поправки в установку по углу к упору, свя-
занному с бабкой, подводят подвижный упор с индикатором, распо-
ложенным в пазу салазок так, чтобы штифт индикатора коснулся
упора бабки. О величине сделанной поправки по углу судят по по-
казаниям индикатора (одно деление индикатора 0,01 мм соответ-
ствует повороту бабки на 0,017 на длине 100 мм или изменению ко-
нусности отверстия на 0,035 мм на длине 100 мм).
Если требуется зафиксировать точную установку по углу для
последующего проведения такой же работы, винт упора следует
отрегулировать так, чтобы поворот бабки производился до жест-
кого упора. При этом индикатор устанавливают на нуль и допол-
нительно контролируют стабильность установки по индикатору.
Шлифование торцов с помощью торцешли-
фовального приспособления осуществляется в та-
кой последовательности. Отключают тонкую подачу и вращением
маховика устанавливают его в требуемое положение по длине и
закрепляют. Затем опускают приспособление в рабочее положение.
Опускать его следует медленно, чтобы не задеть за устройство для
правки круга или кожух детали. Положение шлифовального круга
относительно торца детали регулируют поворотом кронштейна. Для
поворота следует освободить стяжные винты хомута. Правку круга
следует производить в промежуточном положении торцешлифоваль-
ного приспособления. Рукоятку устанавливают в положение
«Правка», включают вращение торцешлифовального шпинделя, по-
ворачивают устройство для правки в рабочее положение и переме-
щают его вдоль торца круга, затем производят подачу шлифоваль-
ного круга на алмаз. После этого освобождают крепежные винты и
регулируют положение корпуса торцового шпинделя для получе-
ния желаемой сетки на торце и требуемой величины вогнутости
или выпуклости торца.
При шлифовании внутреннего торца следует настроить торцо-
вый упор, для чего перемещением стола вводят шлифовальный круг
в отверстие детали до касания с торцом, откинув торцовый упор
в рабочее положение, по пазу стола подводят его вплотную к меха-
низму тонкой продольной подачи и закрепляют в пазу. Включают
станок.
§ 2. НАЛАДКА БЕСЦЕНТРОВОГО СТАНКА-АВТОМАТА
На бесцентровых станках-автоматах обрабатываются в основ-
ном кольца подшипников, у которых длина значительно меньше
диаметра отверстия. Обработка производится с минутной попереч-
ной подачей и продольной осцилляцией. Величину амплитуды
при этом следует выбирать такой, чтобы кромки круга, выбор вы-
соты которого указан в § 1, не входили в обрабатываемое отверстие.
При базировании детали на роликах настройку их на опреде-
ленную деталь осуществляют перемещением корпуса бабки веду-
щего ролика по плоскости верхней плиты, перемещением пиноли
опорного ролика вдоль своей оси и поворотом кронштейна при-
122
жимного ролика. Для обеспечения прижима кольца к торцовой
опоре опорный и прижимный ролики следует развернуть на опре-
деленный угол, а под бабку ведущего ролика подложить клин
1__мм на 300 мм длины так, чтобы ролик был ниже приводного
шкива. Все регулировочные положения должны быть зафиксиро-
ваны зажимами.
Следует проверить биение опорного и прижимного роликов.
Если биение превышает 0,005 мм, следует перебрать и прошлифо-
вать ролики в собранном виде в центрах до получения биения не
выше 0,003 мм. Затем следует прошлифовать ведущий ролик, если
биение его превышает 0,005 мм. При шлифовании ролик устанав-
ливают на том же станке и шлифуют в рабочем положении кругом,
диаметр которого равен диаметру обрабатываемой детали. Это
придает ролику форму симметричного гиперболоида. При такой
форме ролика обеспечивается контакт его с обрабатываемой по-
верхностью при повороте ведущего ролика в вертикальной плоско-
сти. Указанный метод профилирования ведущего ролика обеспечи-
вает наибольшую точность. Если после шлифования биение ролика
превышает 0,003 мм, следует подтянуть или заменить подшипник
шпинделя ведущего ролика. Следует также проверить угол разворота
ролика в вертикальной плоскости, он должен быть равен 0,5—1,0°.
При проверке биение опорной втулки, фиксирующей деталь
в осевом направлении, не должно превышать 0,003 мм. При боль-
шей величине биения втулку следует прошлифовать непосредст-
венно на станке специально закрепленным кругом. Во время шли-
фования втулку вращают вручную в сторону, противоположную
вращению круга. Если после шлифования втулка имеет повышен-
ное биение, следует заменить подшипник шпинделя, несущего
втулку.
Для проверки усилия прижима обрабатываемой детали к опор-
ной втулке деталь устанавливают между роликами и включают
ведущий ролик. Затем стараются остановить вручную шпиндель,
несущий опорную втулку. При хорошем прижиме к втулке остано-
вить шпиндель рукой невозможно.
При обработке колец с наружной цилиндрической поверхно-
стью на поверхности ролика следует делать, как правило, узкий
поясок, который непосредственно касается кольца. При обработке
колец с конической наружной поверхностью на наружной поверх-
ности роликов следует делать радиусный поясок.
Для настройки и регулировки конусности отверстия от 0 до 20°
поворачивают верхнюю плиту в горизонтальной плоскости. Для
настройки на обработку комбинированной поверхности поворачи-
вают нижнюю плиту на угол от 0 до 16°.
При установке детали на жестких опорах (башмаках) следует
обеспечить правильное касание детали с опорной поверхностью
башмаков. Башмаки устанавливаются так, чтобы центр детали был
несколько выше линии, проходящей через центр бокового башмака.
По отношению к центру нижнего башмака центр детали смещается
вправо (к боковому башмаку). Это создает лучший прижим детали.
123
chipmaker.ru
После установки башмаков на требуемый размер обрабатываемой
детали их шлифуют непосредственно на станке. После этого следует
притереть опорную поверхность башмаков по детали, имеющей
диаметр, равный диаметру обрабатываемых деталей.
При посадке магнитного патрона на шпиндель надо проверить,
чтобы конус и торец оправки, соединяемой со шпинделем станка,
плотно прилегали к поверхности шпинделя. Проверку следует про-
изводить по краске. Вращающиеся части магнитного патрона
должны быть динамически отбалансированы совместно со шпинде-
лем бабки детали. Передний торец патрона должен быть прошлифо-
ван в сборе после установки патрона на шпинделе станка. Биение
торца не должно превышать 0,005 мм.
§ 3. НАСТРОЙКА КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
Рассмотрим настройку контрольно-измерительных приборов на
примере некоторых типовых.
Настройка устройств с жесткими к а л и б-
р а м и (рис. 77) производится по образцовой детали или первой
Рис. 77. Измерительно-управляющее устрой-
ство с жесткими калибрами
обработанной и аттестован-
ной детали. Шлифовальный
круг 3 устанавливают вбли-
зи торца детали 2, при этом
упор 4 не должен сопри ка-
саться со стержнем 5. Пос-
ле включения станка регу-
лируют усилие пружины 6
так, чтобы вторая ступень
калибра 1 частично входи-
ла в отверстие. После этого
станок выключают. По све-
тосигнальному табло наст-
раивают управляющие
электрические контакты 7 и 8 с помощью подвижных электрических
упоров 9 и 10, после чего калибр выводят из отверстия и завинчи-
вают упор 10 на длину, равную расстоянию между серединами пер-
вой и второй ступеней калибра. Производят обработку пробной
партии деталей, после чего корректируют настройку. Усилие пру-
жины 6 увеличивают при завышении размера и ослабляют при за-
нижении.
Стабильность работы прибора зависит в значительной степени
от постоянства усилия и от износоустойчивости калибров. Жесткие
калибры обеспечивают получение точности размера по 2—3-му
классам.
Наладка пневматического прибора сдвух-
контактным измерителем для контроля от-
верст и й. Перед настройкой прибора должна быть проверена
правильность работы станка. Для этого надо проверить:
124
стабильность базирования кольца при автоматической загрузке
в направлении, перпендикулярном к линии измерения. Эта про-
верка производится многократно. Нестабильность не должна пре-
вышать 0,2 мм;
работу блокировочных устройств подъема и опускания руки
механизма загрузки станка и механизма поворота прибора;
неравномерность скорости чистовой подачи, которая не должна
отличаться от номинальной больше чем на ±15 %;
нестабильность времени от момента подачи прибором команды
на окончание обработки до начала отскока шлифовальной бабки
не должна превышать 0,2 с;
отсутствие на поверхности детали черноты к моменту разведе-
ния измерительных наконечников.
После этого производится настройка прибора в такой последо-
вательности.
В патроне автомата устанавливают образцовую деталь, диа-
метр отверстия которой находится в середине поля допуска на
окончательный размер. Измерительную головку перемещают вин-
том по направляющим до совмещения риски на ее корпусе с обоз-
начением соответствующего диаметра детали с риской на крон-
штейне, обозначающей такой же диаметр, и закрепляют; ручку
устанавливают в положение «Настройка». Включают тумблер на
отсчетном устройстве, управляющем подачей сжатого воздуха в ме-
ханизм арретирования. Измерительные рычаги поворачивают на
осях до соприкосновения сферических наконечников с обрабаты-
ваемой поверхностью и закрепляют. Выключают тумблер на от-
счетном устройстве. Ручку устанавливают в положение «Измере-
ние». Открывают кран манометра на отсчетном устройстве. Враще-
нием винта устанавливают стрелку манометра на 0 и закрывают
кран манометра. С помощью винта противодавления устанавливают
стрелку прибора на 0. По сигнальной лампочке настраивают кон-
такт пневматического прибора, соответствующий команде «Размер».
Правильность настройки проверяют многократно (до 25 раз) арре-
тированием наконечников выключателей на отсчетном устройстве
7. Неисправности контрольно-измерительных приборов и методы их устранения
Неисправности
Методы устранения
При замыкании контактов датчика
лампы сигнализации не загораются и
электронное реле не срабатывает
При включении тумблера иа отсчет-
ном устройстве рычаги не сходятся
Падение давления в пневмосети
Зачистить контакты пневматического
прибора шкуркой М40 и протереть
спиртом. Проверить исправность ламп
сигнализации и электронного блока
Проверить герметичность соедине-
ний пневмосети в цепи арретирования.
Проверить воздухораспределитель и
в случае поломки сменить
Проверить герметичность всех соеди-
нений и работу стабилизатора
123
chipmaker, ru
8. Виды брака, причины его возникновения и способы устранения
Вид брака Причина брака Способ устранения
При шлифовании в па троне
Прослабленное отвер- Неправильная наладка Проверить правиль-
стае механизма калибров или измерительно-управляю- щего устройства Недостаточное натяже- ние пружины, прижимаю- щей калибры к отверстию Загрязненные контакты Некачественная правка ность наладки калибров или измерительно-управ- ляющего устройства Усилить натяжение пру- жины Промыть контакты Проверить, достаточный ли слой снимается с круга при правке и правильно ли выбрана величина про- дольной подачи
Тугое отверстие Неправильная наладка механизма калибров или измерительно-управляю- щего устройства Изношенность калибров Большой съем при прав- Проверить правиль- ность наладки механизма калибров или измеритель- но-управляющего устрой- ства Сменить калибры Уменьшить съем при
Конусность отверстия ке Завышена продольная подача круга Перегрев детали правке Отрегулировать про- дольную подачу так, что- бы черновая подача не превышала 0,5—0,75, а чистовая — 0,3—0,4 вы- соты круга Проверить систему ох- лаждения в части засорен- ности и количества пода- ваемой жидкости. Снизить поперечную подачу
Неправильный выход крута из отверстия Неправильный ход сто- ла и реверсирования Неправильная установ- ка шлифовальной или Отрегулироват? расход стола, с тем чтобы крут выходил на обе стороны на 1/3 своей высоты Проверить гидропривод стола, форму цилиндра по- дачи, правильность рабо- ты реверса, качествен- ность манжет и др. Выверить положение шлифовальной или перед-
передней бабки Заниженный диаметр крута Большой отжим шпин- деля ней бабки Установить круг боль- шего диаметра Заменить шпиндель бо- лее жестким и снизить ре- жимы
Овальность отверстия Проскальзывание рем- ней привода шлифоваль- ного круга Снизить поперечную по- дачу
126
Продолжение табл. 8
Вид брака Причина брака Способ устранения
Неперпендикулярность торца к отверстию Эксцентричность отвер- стия Разброс размеров дета- лей в партии Грубая шлифовка и сле- ды вибрации Прижоги Неравномерная подача, осуществляемая рывками Овальность отверстий заготовок, превышающая величину припуска Повышенная овальность наружной поверхности Неправильно прошли- фован патрон Попадание грязи в пат- рон Чрезмерный зажим де- тали, вызывающий дефор- мацию Износ подшипников шпинделей Слабое натяжение рем- ней шлифовальной бабки или бабки детали Износ упоров фланца Биение патрона Неравномерная величи- на фасок, вызывающая не- одинаковое вхождение ка- либра в отверстие Повышенная скорость детали Повышенная скорость стола Слишком крупнозерни- стый круг Некачественная правка круга Вибрации шпинделей шлифовального круга или детали Слишком твердый круг Завышена попере чная подача Исправить механизм по- дачи Отбраковать заготовки с повышенной овально- стью Отбраковать негодные заготовки Прошлифовать патрон на станке Промыть патрон Уменьшить усилие за- жима Сменить подшипники Усилить натяжение рем- ней Прошлифовать фланец Прошлифовать патрон на станке Следить за обеспечением одинаковой величины фа- сок деталей в партии Уменьшить скорость де- тали Уменьшить скорость стола Установить более мелко- зернистый круг Проверить режимы правки и отладить правя- щее устройство Устранить вибрацию Установить круг мень- шей твердости Установить подачу по нормативам
При бесцентровом зажиме
Овальность отверстия Овальность наружной поверхности Отбраковать заготовки с повышенной овально-
стыо наружной поверхно-
сти
127
chipmaker, ru
Продолжение табл. 8
Вид брака Причина брака Способ устранения
Конусность отверстия Неперпендикулярность торца к оси отверстия Большое биение ролика или торца магнитного пат- рона, неправильное каса- ние поверхности детали с башмаками Неправильная установ- ка центра детали Не обеспечена правиль- ность формы круга при правке Большие колебания в припусках Слишком мягкий круг Большое биение шпин- деля шлифовального кру- га Неперпендикулярность заготовок Неправильный разво- рот ведущего ролика в вертикальной плоскости Не выправлен торец ма- гнитного патрона Повышенное биение опорной втулки Неправильное усилие прижима детали к торцу Засорение опорной по- верхности планшайбы стружкой Перебрать ролики и прошлифовать их, подтя- нуть или заменить под- шипники шпинделя веду- щего ролика; прошлифо- вать магнитный патрон; прошлифовать опорные поверхности башмаков Проверить и выправить установку центра детали Отладить устройство для правки круга Разбраковать детали по припуску Установить круг боль- шей твердости Проверить биение шпин- деля, подтянуть или за- менить подшипники Проверить детали и разбраковать Проверить угол разво- рота и отладить Прошлифовать магнит- ный патрон Проверить биение втул- ки и прошлифовать Проверить усилие при- жима и отрегулировать Очистить опорную по- верхность планшайбы
(при правильной настройке лампочка «Размер-» должна загораться
примерно в половине случаев арретирования). В патроне автомата
закрепляют образцовую деталь, диаметр отверстия которой соот-
ветствует размеру при переходе с чернового шлифования на выха-
живание. Настраивают контакт пневматического прибора, соответ-
ствующий команде «Чистовая обработка».
После обработки и измерения нескольких деталей производится
поднастройка прибора.
В табл. 7 приведены наиболее часто встречающиеся неисправ-
ности приборов такого типа и методы их устранения.
§ 4. ВИДЫ БРАКА, ПРИЧИНЫ ЕГО ВОЗНИКНОВЕНИЯ
И МЕРЫ ПО ПРЕДУПРЕЖДЕНИЮ
В табл. 8 приведены наиболее часто встречающиеся дефекты
обработки, причины их возникновения и способы устранения.
128
Контрольные вопросы
1. Какой порядок наладки универсального станка?
2. Как осуществляется установка мембранного патрона?
3. Как производится наладка устройств с базированием на роликах?
4. Как производится наладка устройств с базированием на башмаках?
5. Как осуществляется наладка устройств с жесткими калибрами?
Г>. Назовите основные причины возникновения овальности при патронном
и бесцентровом базировании.
Глава ViiJ
НАЛАДКА ЖЕЛОБОШЛИФОВАЛЬНЫХ СТАНКОВ
§ 1. ПОСЛЕДОВАТЕЛЬНОСТЬ НАЛАДКИ
ЖЕЛОБОШЛИФОВАЛЬНЫХ СТАНКОВ
Различают три вида наладочных работ: наладка и подналадка
в процессе изготовления кольца одного типоразмера, переналадка
при переходе на другой типоразмер кольца.
Переналадку станка рекомендуется производить в такой после-
довательности:
установить насадку магнитного патрона, отшлифовать ее торец,
отрегулировать тяговое усилие, установить заданную частоту вра-
щения детали;
установить башмачное устройство и выставить эксцентриситет;
для внутреннего шлифования (при необходимости) заменить
электрошпиндель или установить заданную частоту вращения шпин-
деля шлифовального круга;
установить шлифовальный круг, произвести его правку, пред-
варительно наладив радиус вращения алмазного устройства, отре-
гулировать величину компенсации износа круга и скорость правки;
наладить взаимное положение круга и кольца по оси профиля
желоба и диаметру;
наладить путь шлифования и поперечные подачи;
установить и наладить нзмерительно-управляющее устройство
по эталонной детали;
переналадить загрузочное устройство и лотковую систему станка;
установить кожухи, отрегулировать подвод охлаждающей жид-
кости;
проверить работу станка на холостом ходу;
провести пробное шлифование в наладочном режиме, проверить
точность и качество обработки, откорректировать параметры на-
ладки;
проверить работу станка в автоматическом режиме на соблю-
дение производительности и точности обработки.
Выбор характеристики шлифовального круга и его размеров,
а также наладка режимов резания должны производиться в соот-
ветствии с указаниями в технологической операционной карте.
129
chipmaker.ru
§ 2. НАЛАДКА И РЕГУЛИРОВКА УЗЛОВ СТАНКА
Наладка магнитного патрона. Периодически раз в две недели,
а также у вновь установленной насадки магнитного патрона, необ-
ходимо тщательно отшлифовать торец. Если насадка оснащена твер-
досплавными пластинами, то подшлифовку производят алмазными
кругами или кругами из карбида кремния; если насадка изготов-
лена из стали ШХ15 — электрокорундовыми кругами. Подшли-
фовку производят с помощью специального приспособления, уста-
навливаемого на станину станка, но чаще установкой кругов на
оправку (планшайбу) шпинделя шлифовального круга. Осевую по-
дачу торца круга на насадку осуществляют вручную до их легкого
соприкосновения, после контакта круга с торцом насадки дают дли-
тельное выхаживание до полного исчезновения искры. Затем с по-
мощью индикатора, установленного на стойку, проверяют осевое
биение торца насадки, которое должно быть менее 1/3 допуска на
осевое биение желоба или 0,001 мм.
Осевая составляющая тягового усилия регулируется с помощью
реостата и проверяется посредством отрыва, приложенного к вклю-
ченному патрону обрабатываемого кольца с динамометром. Вели-
чина тягового усилия должна составлять примерно 100—150 Н
на 10 мм ширины шлифования. При подналадке станка тяговое
усилие контролируют следующим образом. Устанавливают кольцо
на включенный магнитный патрон на расстоянии примерно 2 мм
от опор, затем включают вращение патрона, через 1,5—2 оборота
кольцо должно «сесть» на опоры (в момент соприкосновения про-
слушивается «щелчок»).
Выставку эксцентриситета башмаков про-
изводят вне станка с помощью приспособления, на которое уста-
навливаются опородержатель и эталонная деталь. Опородержатель
на станке и приспособлении фиксируется по контрольным штифтам.
При отсутствии данного приспособления выставка эксцентриситета
производится следующим образом. Кольцо устанавливают по центру
магнитного патрона так, чтобы по индикатору не наблюдалось
биение контролируемой поверхности. Затем легким постукива-
нием по кольцу смещают его по вертикали и горизонтали. Величину
перемещения проверяют индикатором. В этом положении к кольцу
подводят до касания обе опоры и закрепляют их. Затем твердо-
сплавные опоры притирают с помощью чугунного кольца и алмаз-
ной пасты, нанесенной на поверхность кольца. Для тонкой притирки
и подналадки используют обрабатываемое колыю и пасту зернисто-
стью 5—3. На притертой поверхности должны отсутствовать задиры
и трещины.
При шлифовании желоба внутреннего кольца по схеме «желоб
от желоба» горизонтальный башмак располагают под углом а =
= (7 ± 2)°, а вертикальный - « = (49 ± 4)°. Центр колец сме-
щают равномерно по вертикальной и горизонтальной осям на вели-
чину удвоенного припуска по диаметру желоба
При внутреннем шлифовании горизонтальный башмак устанав-
130
ливают выше оси на 5°, а вертикальный — под углом р = 105°.
Смещение предусматривают на 0,05 мм больше по горизонтальной
оси. Величину смещения принимают
обработки: ф 10—30 мм — 0,15—
0,20 мм, (7) 30—80 мм — 0,2 —
0,35 мм, С 80—180 мм — 0,35—
0,5 мм.
Геометрическая наладка станка.
Ширину шлифовального круга при-
нимают на 1—2 мм больше ши-
рины желоба. Для получения пол-
ного профиля круга при его прав-
ке необходимо вертикальную ось
О прибора правки совместить с
плоскостью симметрии абразивно-
го инструмента (рис. 78). Для
этого перемещают упоры, опреде-
в зависимости от диаметра
Рис. 78 Геометрическая наладка
станка модели ЛЗ-191А
Рис. 79. Шаблон для выставки алмаза на
приборе правки
деляющие рабочее положение шшшде
ляющие положение пиноли шлифовального круга, относительно
прибора правки, или смещают прибор правки относительно круга.
Радиус профиля налаживают с помощью специального шаблона
(рис. 79). Шаблон 2, в котором с помощью винта 5 закреплен эта-
лонный палец 1, привертывают винтом 3 к корпусу алмазного уст-
ройства 4. Перед регули-
ровкой между пяткой ко-
льца и алмазом помещают
мерную пластину, равную
толщине радиуса желоба
/?, и подводят до нее ал-
маз. Круг по профилю с
подводом алмаза к кругу
вначале правят вручную,
когда съем абразива будет
происходить по всему про-
филю, проверяют качество
правки при работе с меха-
низмом компенсации.
Горизонтальное совме-
щение профилей круга и
кольца осуществляют вруч-
ную подводом круга к уста-
новленному на башмаках
обрабатываемому кольцу,
перемещая пиноль бабки
изделия или упоры, опре-
ля шлифовального круга (в
зависимости от конструкции станка). Затем с ручной подачей желоб
шлифуют до полного касания кругом всего профиля кольца. Ра-
диус профиля желоба проверяют по шаблону или предельными
шарами на краску, а положение желоба относительно базового тор-
131
chipmaker.ru
ца — с помощью специальных приборов. По результатам этих
измерений производят корректировку радиуса профиля желоба и
его положения.
Для обеспечения размера по диаметру желоба лапки измери-
тельно-управляющего прибора налаживают по эталонному кольцу,
установленному в зоне обработки, а затем регулируют путь попе-
речного перемещения шлифовального круга или изделия.
При работе без измерительно-управляющего прибора конечное
положение круга или изделия выставляют с помощью концевых
упоров, налаживаемых в процессе пробного шлифования. В том
случае, когда правка круга производится в середине цикла перед
чистовым шлифованием, необходимо, чтобы режущая кромка шли-
фовального круга после правки находилась на расстоянии от обра-
зующей желоба готового кольца, равном величине припуска чисто-
вого шлифования Пч (см. рис. 78). Для этого смещают положение
прибора правки относительно круга.
Особенности наладки рабочего цикла шлифования. От построе-
ния переходов рабочего цикла во многом зависит точность, качество
и производительность шлифования желоба. Учитывая особенность
образования повышенного припуска по краю желоба, необходимо
установить общий путь перемещения круга на рабочих подачах
таким образом, чтобы исключить его врезание в край желоба во
время подскока. Для этого подбирают заготовку кольца с макси-
мальным припуском по диаметру и наибольшим смещением его про-
филя относительно торца, устанавливают его на башмаки, подводят
круг до появления искры, а затем его отводят на 0,05—0,1 мм для
создания гарантированного зазора. В этом положении круга нала-
живают упоры переключения с быстрого подскока на ускоренную
подачу.
При работе с ускоренной подачей «до касания» по амперметру
или ваттметру, установленному на станке, фиксируют потребляе-
мую силу тока или мощность при работе шпинделя шлифовального
круга на холостом ходу. Затем регулируют реле мощности таким
образом, чтобы переключение с ускоренной подачи на черновую
происходило на 10—20 % больше потребляемой силы тока или
мощности во время холостого хода.
При работе с ускоренной подачей «до набора мощности» фикси-
руют потребляемую силу тока или мощность во время чернового
шлифования, а затем регулируют реле мощности таким образом,
чтобы момент переключения произошел при достижении этих по-
казаний.
Для построения рабочего цикла без промежуточной правки
круга переключение с черновой подачи на чистовую необходимо
устанавливать с учетом величины отжима в технологической си-
сте?че. Для этого необходимо определить величину съема металла
при выхаживании в течение 5 с после чернового шлифования,
а затем на соответствующую величину увеличить путь чистового
шлифования относительно указанного в операционной карте. За
величину съема металла во время выхаживания принимается раз-
132
ность диаметров, которую можно определить по прибору или из-
мерением колец после их обработки с выхаживанием и без выха-
живания. При схеме базирования «желоб от желоба» путь уве-
личивается на разность диаметров, при базировании по необраба-
тц^аемой поверхности путь увеличивается на половину разницы
диаметров, зафиксированной при работе без выхаживания и с выха-
живанием.
iip;i построении рабочего цикла с правкой круга перед чпсто-
выи шлифованием необходимо установить реверс подач (отвод
круга), равный величине отжима в технологической системе. Уве-
личение этого пути приведет к снижению производительности, умень-
шение — к врезанию круга в желоб и потери качества обработки.
.Между величиной поперечной подачи и мощностью шлифования
существует определенная зависимость: с увеличением подачи воз-
растает мощность шлифования. Поэтому по показаниям ваттметра
или амперметра, установленного на станке, можно следить за пра-
вильностью наладки и работы автомата. Если при подскоке круга
к кольцу стрелка прибора резко отклонится, то это значит прои-
зошло врезание круга в припуск во время подскока, что может
привести к его осыпанию и прижогу. Если после подскока стрелка
длительное время не будет менять свои показания, то это значит
завышен общий путь, а после правки круга в середине цикла —
неправильно отрегулирован реверс подач. Если стрелка амперметра
будет покачиваться в процессе чернового и чистового шлифования,
то это результат плохого прилегания кольца к башмакам. Зная
величину показаний амперметра или ваттметра при черновом и
чистовом шлифовании, необходимо периодически проверять по этим
показаниям величины подач и последовательность выполнения ра-
бочего цикла.
Пробное шлифование производят в наладочном ре-
жиме работы автомата, при этом проверяют правильность выпол-
нения всех команд, наладку режимов резания, пути шлифования,
а также точность и качество обработки и, в частности, отсутствие
прпжогов. После корректировки всех наладочных параметров шли-
фование идет в автоматическом режиме, во время которого прове-
ряют время по всем переходам и в целом всего цикла, сопоставляют
данные с операционной картой, выявляют потери времени и при
необходимости дополнительно корректируют наладочные параметры
автомата.
§ 3. ВИДЫ БРАКА, ПРИЧИНЫ ЕГО ВОЗНИКНОВЕНИЯ
И МЕРЫ ПО ПРЕДУПРЕЖДЕНИЮ
В табл. 9 даны наиболее часто встречающиеся виды брака,
характерные для шлифования желобов наружных и внутренних
колец подшипников, причины их возникновения и меры по их пре-
дупреждению и устранению.
В производственных условиях затруднения в обеспечении тре-
бований по точности и качеству часто связаны с определением истин-
133
chipmaker, ru
9. Виды брака, причины его возникновения и способы устранения
Вид брака Причина брака Способ устранения
Разброс размера по дна- Разная величина линей- Проверить правиль-
метру желоба ного износа шлифовально- го круга (БП) ность срабатывания меха- низма компенсации, уве- личить величину компен- сации износа круга, но не более 0,04 мм; уменьшить частоту правки — количе- ство колец, обрабатывае- мых между двумя правка- ми: для внутреннего шли- фования предусмотреть правку крута внутри цик- ла перед чистовой пода- чей
Отклонение от кругло- Неправильно установ- Выставить башмаки по
сти лены башмаки по углу или по величине эксцентриси- тета, не жестко закреп- лены башмаки Неравномерное враше- углу и эксцентриситету', закрепить башмаки Снизить частоту враще-
ние кольца (КБ) ния изделия, притереть твердосплавные споры, обеспечить подвод охла- ждения к башмакам, уменьшить ускоренную или черновую подачу
Смещение оси профиля Неправильно выставле- На круглошлифоваль-
желоба относительно ба- но положение оси профиля ном станке переместить
зового торна круга относительно оси. профиля желоба Нестабильная установ- ка шпинделя шлифоваль- ного круга в рабочем по- ложении шпиндель изделия вдоль оси в соответств} юшую сторону; на внутрншлифо- вальном станке сместить упоры установки шпинде- ля шлифовального круга в рабочем положении Закрепить упоры, про- верить гидросистему и от- регулировать гидротормо- жение
Осевое биение желоба Отклонение от плоско- Отбраковать кольца с
относительно базового тор- ца сти базового торца кольца Наличие забоин на тор- це кольца повышенным отклонением от плоскости Устранить забоины
Радиальное биение (раз- Повышенные погрешно- Отбраковать негодные
посте ни ость) сти базовой поверхности кольца по отклонению от круглости Плохое прилегание ко- лец к башмакам кольца Проверить тяговое уси- лие магнитного патрона, выставить эксцентриситет башмаков
134
Продолжение табл. 9
Вид брака
Причина брака
Способ устранения
Волнистость
Грубая шероховатость
Отклонение образую-
щей профиля желоба в по-
перечном сечении
Вибрация в шпинделе
шлифовального круга
Нарушение цикла рабо-
ты станка: увеличена чи-
стовая подача, уменьшено
или отсутствует выхажи-
вание
Увеличена скорость
правки круга
Завышена чистовая по-
дача или отсутствует вы-
хаживание
Осыпание шлифоваль-
ного круга по всему про-
филю
Сменить шпиндель
Установить режимы ре-
зания согласно карте на-
ладки
Chipmaker.ru
Осыпание круга по
краям
Нрижоги:
мелкие штрихи по всей
поверхности желоба
Грубый прижог по краю
желоба
Износ алмазных роли-
ков
Износ подшипников или
опор механизма правки
Повышенная твердость
круга, засорение, системы
охлаждения, правка при-
тупленным алмазом, за-
вышена чистовая подача
Врезание круга в. край
желоба во время подскока,
завышена ускоренная по-
дача
Грубые поперечные по-
лосы
Неравномерное враще-
ние кольца (КБ)
Бледные мелкие штрихи
Периодические группы
штрихов по диаметру
Не выдержан путь чи-
стового шлифования
Вибрация шпинделя
шлифовального круга, по-
вышенный дисбаланс кру-
га
Уменьшить скорость
правки шлифовального
круга *
Установить режимы ре-
зания согласно карте на-
ладки
Установить большую
величину компенсации,
уменьшить частоту правки
круга, для внутреннего
шлифования установить
правку круга перед чисто-
вой подачей
Проверить величину
припуска у колец и соот-
ветственно увеличить путь
шлифования. Уменьшить
величину ускоренной по-
дачи
Заменить алмазный ро-
лик
Исправить механизм
правки
Сменить круг, СОЖ, ал-
маз, установить подачу
согласно карте наладки
Увеличить путь шлифо-
вания, снизить ускорен-
ную подачу или ее раньше
переключить на черновую
подачу
Снизить частоту враще-
ния изделия, притереть
твердосплавные опоры,
уменьшить ускоренную
или черновую подачу
Увеличить путь чисто-
вого шлифования
Заменить шпиндель в
шлифовальный круг
Примечание. Причины брака, относящиеся только к одному из усло-
вий шлифования, отмечены буквами: БП—при работе "без измерительного при-
бора; КБ—при круглом шлифовании с базированием по обрабатываемой по-
верхности (желоб от желоба).
135
chipmaker, ru
ной причины появления дефекта, так как одни и те же дефекты мо-
гут быть образованы различными факторами. Для поиска причины
необходимо подвергать логическому анализу все факторы, которые
могут привести к появлению дефекта или брака: первоначально
рассматриваются легко проверяемые (например, режимы резания),
а затем другие причины путем их исключения (замены круга, ал-
маза, подналадки станка и т. д.). Кроме этого, необходимо учиты-
вать, как тот или иной фактор влияет на появление дефектов. На-
пример, если повышенное осевое биение наблюдается у всех обра-
батываемых колец, то вероятнее всего это связано с отклонением
от плоскостности торна магнитного патрона или биением шпинделя
изделия, а если у отдельных колец, то из-за погрешности базового
торна кольца или забоины.
Следует также учитывать, как меняются и другие показатели
обработки. Если с возрастанием шероховатости одновременно уве-
личивается волнистость, то это, вероятно, связано с повышенной
вибрацией шпинделя шлифовального круга, а если увеличивается
волнистость, но снижается шероховатость п при этом возрастает
мощность шлифования, то в данном случае причиной может быть
притупление алмаза.
Контрольные вопросы
1. Какова последовательность наладки желобошлифовальных автоматов?
2. Расскажите о наладке магнитного патрона и опор при бесцентровом спо-
собе базирования, колец.
3. Как налаживают радиус профиля желоба и его положение относительно
базового торца?
4. Как налаживают желобошлифовальный станок по пути шлифования и ка-
ким образом правильность наладки можно проверить при работе станка?
5. Расскажите об основных видах брака при шлифовании желоба.
6. Расскажите, какие виды брака связаны с качеством заготовки, бесцентро'-
вым способом базирования, наладкой станка.
Глава IX
НАЛАДКА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКОВ
§ 1. НАЛАДКА СТАНКОВ С ПРЯМОУГОЛЬНЫМ СТОЛОМ
Наладку начинают с проверки исправности станка, плоскост-
ности магнитной плиты или, в случае зажима деталей в приспособ-
лении, правильности установки его на столе. При неплоскостности
стола или плиты производится их шлифование до получения требуе-
мой точности. Затем проверяют усилие закрепления деталей на
плите, при этом необходимо, чтобы детали при установке перекры-
вали два полюса.
. Устанавливают упоры, переключающие ход стола так, чтобы
пробег стола не превышал 20—30 мм. Упоры, ограничивающие по-
перечное перемещение шлифовальной бабки, размещаются на плите
так, чтобы шлифовальный круг выходил на 1/3 своей высоты.
136
Затем устанавливают заданные режимы обработки — скорость
стола, величины вертикальной и поперечной подач и настраивают
измерительно-управляющее устройство на подачу требуемых команд
и отключение станка по достижении заданного размера.
§ 2. НАЛАДКА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКОВ
С КРУГЛЫМ СТОЛОМ И ВЕРТИКАЛЬНЫМ ШПИНДЕЛЕМ
Наладку рассмотрим на примере полуавтомата модели ЗП756Л
(рис. 80), широко применяемого в подшипниковой промышленности
для обработки торцов подшипниковых колец.
Наладку начинают с установки выбранной частоты вращения
стола в соответствии с заданным режимом обработки переключе-
нием рукоятки коробки скоростей.
Рис. 80. Общий вид полуавтомата модели ЗП756Л с ор-
ганами управления
Установка выбранной величины подачи производится следую-
щим образом:.
рукоятку 2 коробки-подач устанавливают в. положение «Авто-
матическая подача»-,
переключатель режимов 1 поворачивают в положение «Раздель-
ная работа» по реле времени;
регулятор 4 реле времени устанавливают на необходимую вы-
держку времени обработки;
137
chipmaker.ru
поворотом регулятора 5 устанавливают требуемую скорость чер-
новой подачи по указателю подач;
по окончании выдержки времени обработки регулятором 5
устанавливают необходимую скорость чистовой подачи;
автоматически или вручную (для станков модели ЗД756) круг
подводится до соприкосновения с обрабатываемой деталью (до
появления искры), после чего нажатием на кнопку 3 включают
автоматическую подачу.
Ускоренное перемещение и автоматическая подача могут быть
включены только в том случае, если кулачок, расположенный на
оси рукоятки 2, нажмет на соответствующий конечный выключа-
тель. Рукоятка переключения фиксируется фиксатором в трех
положениях, соответствующих ускоренному ручному перемещению
(в дозированной и автоматической подаче).
При включении автоматической подачи рукоятка сразу ста-
вится в фиксированное положение. При несовпадении зуба с впа-
диной зубчатой пары в механизме подач действует пружина, про-
талкивающая шестерню в зацепление. Дозированная подача осу-
ществляется нажатием рукоятки, вниз, при этом собачка на руко-
ятке провернет храповое колесо на один зуб. Угол поворота собачки
регулируют вицтом на передней стенке корпуса.
Установка нового и снятие изношенного круга -осуществляется
с помощью двух прокладок, толщина которых должна обеспечивать
доступ к крепежу шлифовального круга (подкладки со станком не
поставляются). Шлифовальная бабка опускается до планшайбы
с кругом, установленной на столе станка на прокладках. План-
шайба присоединяется к фланцу шпинделя, и шлифовальная бабка
поднимается вверх. Крепление шлифовального круга к планшайбе
производится заливкой технической серой. Снятие круга произво-
дится в обратном порядке.
Перед началом работы необходимо проверить плоскостность
магнитной плиты и правильность ее расположения относительно
шлифовальной бабки. При отклонении плоскостности от норм точ-
ности следует прошлифовать плиту. Шлифование рекомендуется
производить при небольших оборотах плиты и с вертикальной по-
дачей, не превышающей 0,01 мм. Общий съем припуска не более
0,04—0,05 мм. Поверхность плиты должна быть тусклой с едва
заметными штрихами, без блестящих пятен и следов прижога.
Для проверки прямолинейности и плоскостности плиты на ее по-
верхности по различным направлениям устанавливают две калиб-
рованные плитки равной высоты, на которые поверочной гранью
кладут контрольную линейку. Величину просвета между линей-
кой и плитой измеряют плитками и щупом. Допускается непло-
скостность только в сторону вогнутости. Регулировка положения
стола относительно шлифовальной бабки осуществляется регулиров-
кой вручную трех опор колонны, установленных на станине, две —
со стороны направляющих и третья с противоположной стороны.
При установке деталей на магнитную плиту для предохране-
ния от срыва их со стола рекомендуется охватывать детали сталь-
138
ным кольцом, высота которого должна быть ниже не более чем на
5 мм.
В процессе эксплуатации станка возникает необходимость в ре-
гулировании отдельных узлов и элементов с целью восстановления
их нормальной работы.
Для обеспечения требуемого натяжения клиноременной пере-
дачи следует отжать винты прижимного клина, поворотом винта
с наружным квадратом переместить подмоторную плиту с элект-
родвигателем до необходимого натяжения ремней, притянуть при-
жимный клин винтами.
В случае возникновения люфта в сопряжении колонна — шли-
фовальная бабка вследствие износа клиньев направляющих шли-
фовальной бабки, следует поочередно подтянуть клинья до зазора
в пределах 0,02—0,03 мм.
Периодически необходимо проверять правильность положения
торца шлифовального круга относительно рабочей поверхности
электромагнитного стола. Регулировкой передней и задней опор
колонны достигают перекрестных следов шлифовального круга на
изделии. Регулировкой правой боковой опоры колонны устраняют
неплоскостность рабочей поверхности стола (выпуклость или вогну-
тость).
§ 3. НАЛАДКА ДВУСТОРОННИХ ТОРЦЕШЛИФОВАЛЬНЫХ
АВТОМАТОВ
Наладка автоматов выполняется в такой последовательности.
1. Проверяют правильность установок шлифовальных бабок,
при этом отклонения на индикаторах индикаторного устройства
не должны отличаться в обеих плоскостях от положения, ука-
занного в паспорте на индикаторное устройство с учетом постоян-
ного коэффициента.
2. Проверяют правильность направления вращения шлифо-
вальных кругов. При наблюдении со стороны левой шлифовальной
бабки круги должны вращаться по часовой стрелке.
3. Приборы правки устанавливают таким образом, чтобы при
правке обеспечивалась плоская рабочая поверхность кругов. Из-
ворот шлифовальных кругов не изменяет формы рабочей поверх-
ности. ‘
4. Проводят пробное шлифование нескольких деталей. В слу-
чае получения правильной формы и требуемой шероховатости по-
верхности деталей приступают к наладке механизмов станка.
При шлифовании применяют различные схемы установки шли-
фовальных кругов. Наиболее часто применяют следующие-
1. Плоскопараллельная схема — оси шлифовальных кругов па-
раллельны и соосны. Для компенсации отжима шлифовальных
кругов в процессе шлифования расстояния между их торцами в верх-
ней точке вертикального сечения и в передней точке горизонталь-
ного сечения устанавливают меньшими, чем в нижней точке вер-
тикального сечения и в задней точке горизонтального сечения, соот-
139
chipmaker.ru
ветственно на 0,05—0,015 мм. Такая схема используется в основном
при обработке деталей типа колец подшипников.
2. Схема с изворотом обоих шлифовальных кругов. Круги из-
ворачиваются таким образом, чтобы расстояние между их торцами
в нижней точке вертикального сечения и в передней точке гори-
зонтального сечения были меньше, чем в верхней точке вертикаль-
ного сечения и в задней точке горизонтального сечения, соответст-
венно на величину снимаемого с обрабатываемой детали припуска.
Круги при этом разворачиваются одинаково, каждый на половину
припуска. Такая схема применяется в основном при шлифовании
деталей типа роликов, подшипников.
Для различных конкретных условий возможно применение и
других схем.
Изворот шлифовальных бабок производится следующим обра-
зом: снимают коврик с крышки шлифовальной бабки (левой или
правой), открывают торцовую дверку шлифовальной бабки и не-
сколько ослабляют затяж-
ку гаек, расположенных
на верхней крышке. Затем
устанавливают настроен-
ное индикаторное устрой-
ство винтами, расположен-
ными в нижней части пе-
редней стенки горизонталь-
ного и вертикального пово-
ротов. Шлифовальная бабка
изворачивается на необхо-
димую величину, после че-
го' гайки крепления затя-
гивают. После затяжки
гаек необходимо проверить
величину полученного из-
ворота.
Рис. 81. Индикаторное устройство .на изво-
рот
Настройка индикатор-
ного устройства (рис. 81).
Индикаторы устанавлива-
ют на скобе /, затем закрепляют эталоны 2 с помощью винтов 3
на каждой позиции (горизонтальной и вертикальной). Индика-
торы устанавливают на величину поправочного ’ коэффициента
(указанного в паспорте индикаторного устройства), предваритель-
но на индикаторах создается натяг 1—1,5 мм. При установке
на кронштейны шлифовальных бабок стрелки индикаторов покажут
0, если торцы шлифовальных кругов строго параллельны друг
другу. Если на заводе-изготовителе торцы кругов повернуты
на некоторую величину, выбранную при испытаниях станка, на
обработке конкретных деталей показания индикатора будут от-
личны от нуля.
Наладка приборов правки. Плоскость рабочей поверхности кру-
гов достигается изворотом приборов правки относительно шлифо-
140
вальной бабки. Для изворота прибора правки в горизонтальной пло-
скости несколько ослабляют крепежные винты 5 (рис. 82), после
чего винтами 3, 4 осуществляется изворот. Изворот в вертикальной
плоскости осуществляется винтами 1 и 2, предварительно ослаб-
ляется затяжка винтов 6. После изворота прибора правки прове-
ряется затяжка крепежных винтов 5 и 6. Величина изворота конт-
ролируется универсальными измерительными средствами. Непло-
скостность проправленного шлифовального круга проверяется по-
верочной линейкой по краске.
При установке нового шлифовального круга первую правку
рекомендуется проводить вручную. Для этого следует утопить
кнопку 2 (рис. 83) и повернуть на 90э, при этом зубчатая муфта 4
Рис. 82. Блок шлифовальной бабки (вид сзади)
разъединится и кинематическая цепь зубчатое колесо 3, червячное
колесо 5 разомкнется, после чего, вращая маховик /, производят
правку. По окончании правки кнопку 2 поворачивают на 90°, при
этом соединится зубчатая муфта 4. После этого можно включить
автоматическую правку. Зубчатая муфта 4 служит одновременно
и предохранительной муфтой, срабатывающей при перегрузках на
рычагах правки.
Совместная наладка блоков шлифовальных бабок и загрузочно-
направляющего устройства (рис. 84). Выставляют левую нижнюю
(базовую) щеку 2 перпендикулярно оси редуктора привода диска 3
с точностью не менее 0,01 мм на дл1Гне 200 мм. Левый шлифоваль-
ный круг 7 устанавливают параллельно базовой щеке 2. Проверка
производится по краске с помощью линейки, приложенной к шли-
фовальному кругу и щеке. Отклонение от параллельности не более
0,005 мм по длине и ширине щеки. Верхняя левая щека 6 выста-
вляется параллельно нижней левой (базовой) щеке / с точностью
не менее 0,01 мм. Нижнюю правую противобазовую щеку 1 и верх-
141
chipmaker.ru
нюю правую щеку 5 выставляют параллельно щекам 2 и 6 с точно-
стью не менее 0,003 мм.
Рис. 83. Блок шлифовальной бабки- (редуктор привода прибора правки)
Правый шлифовальный круг 4 выставляют параллельно левому.
Стрелки индикаторного устройства должны находиться на отметке 0
в обеих плоскостях с
Д+/7+СО4-О.О6
Рис. 84. Схема обработки:
А — размер обработанного изделия по наладке, /7 —
максимальный припуск иа обработку
учетом поправочного ко-
эффициента. В случае
разрегулирования инди-
каторного устройства
или неуверенности в его
показаниях параллель-
ности кругов можно до-
биться следующим спо-
собом (рис. 85). Изготав-
ливают стальной кубик,
который устанавливают
между кругами в поло-
жение /. Правый шли-
фовальный круг вруч-
ную маховиком механиз-
ма подачи подают вперед
до того момента, пока не прижмет кубик клевому кругу, предвари-
тельно выставленному. Индикатор индикаторного устройства на
перемещение пиноли устанавливают на 0. Круг отводят назад.
Кубик устанавливают в положение 2 и вновь прижимают с таким
142
же усилием к левому кругу. Разница в показаниях в первом и вто-
ром случае даст величину изворота правой бабки в горизонтальной
плоскости. Аналогичная проверка производится и в вертикальной
плоскости.
После выставки кругов и щек производится настройка станка
на размер обрабатываемой детали. В зависимости от типа и точ-
ности обрабатываемых деталей (см. рис. 84) левый шлифовальный
круг 7 выдвигается вперед относительно левой нижней щеки 2
на размер 0,03—0,04 мм. Левая вертикальная щека 6 отодвигается
назад относительно левого круга на величину, равную половине
среднего припуска 0,02—0,03 мм. Правую верхнюю щеку 5 выста-
вляют от левой на размер обрабатываемой детали плюс максималь-
ный припуск и плюс 0,04—0,06 мм. Правую нижнюю щеку 1 выста-
вляют относительно левой 2 на
размер обрабатываемой детали
плюс 0,08 мм. Правый круг 4 вы-
ставляют относительно левого 7
на размер обрабатываемой детали
и в зависимости от ее типа, точ-
ности и величины максимального
припуска изворачивают с помо-
щью индикаторного устройства в
горизонтальной плоскости таким
образом, чтобы сзади размер меж-
ду кругами был меньше, чем впереди, и в вертикальной плоскости
так, чтобы размер сверху был больше, чем внизу.
После выставки кругов и щек производят настройку позицио-
неров рабочего положения и положения правки шлифовальных
Рис. 85. Схема выставки кругов
кругов, для чего вращением маховиков позиционеров подводят ры-
чаги измерительных устройств до касания с кругом.
Скорость подачи деталей зависит от требуемой производитель-
ности, точности, материала обрабатываемых деталей и определяется
по технологической карте наладки.
Смена шлифовальных кругов производится при износе круга
до высоты 15 мм. Для смены шлифовальных кругов нужно отки-
нуть крышку ограждения, предварительно откинув замки крепле-
ния ее к нижнему корпусу. После этого вывести позиционеры ра-
бочего положения вверх, для чего вывернуть винты крепления
позиционеров к плите направляющего устройства и ослабить гайку
на поворотной планке. С помощью маховика поднимают рычаги
правки в крайнее верхнее положение. В резьбовые отверстия
в планшайбе ввертывают рым-болты, зацепляют крюком крана,
при этом слегка натягивается трос. Специальным ключом, прила-
гаемым к станку, отвертывают винты крепления планшайбы к фланцу
шпинделя. Планшайбу снимают с центрирующего пояска шпин-
деля, отворачивают 16 винтов крепления и крут снимают с план-
шайбы. Новый круг устанавливают в обратном порядке.
Для обеспечения смазки шпиндельных опор масляным туманом,
поддува сжатого воздуха в лабиринтные уплотнения и подачи сжа-
143
chipmaker.ru
того воздуха к отсчетно-командному устройству настройке подле-
жат три регулятора давления.
Регулятором, входящим в блок подготовки воздуха БПВ1,
предварительно настраивается давление сжатого воздуха, посту-
пающего к установке масляного тумана ПМТ1, к отсчетно-команд-
ному устройству. Давление настройки 0,4 МПа.
Регулятор давления поддува сжатого воздуха в лабиринтные
уплотнения настраивают на давление 0,15—0,3 МПа. Регулято-
ром, входящим в установку масляного тумана, окончательно на-
страивают давление смазки подшипников шлифовальных шпинде-
лей 0,08—0,16 МПа.
Реле давления в блоке подготовки воздуха настраивают на сра-
батывание при падении давления в канале ниже 0,35 Л1Па.
Маслораспылитель настраивают на 4—10 капель в минуту.
Затем проводят пробное шлифование нескольких деталей. При
получении деталей требуемой точности приступают к работе в ав-
томатическом цикле.
Контроль размеров деталей в процессе шлифования и сигналы
на подналадку осуществляются измерительным устройством. Ука-
зания по наладке измерительных устройств приведены в соответст-
вующих инструкциях к станкам.
§ 4. ПРИМЕРЫ ТИПОВЫХ НАЛАДОК
НА ПЛОСКОШЛИФОВАЛЬНЫХ СТАНКАХ
Детали прямоугольного ил и квадратного
сечения рекомендуется шлифовать периферией круга на стан-
ках с прямоугольным столом.
Детали типа втулок, колец и другие анало-
гичные детали, имеющие небольшую высоту, рекомендуется шлифо-
вать торцом круга на станках с круглым столом с'установкой дета-
лей на магнитной плите. Перпендикулярность торца к отверстию
у таких деталей обеспечивается в пределах жестких допусков.
В условиях массового производства шлифование деталей такого
типа целесообразно производить на двусторонних торцешлифоваль-
ных станках, что обеспечивает высокую производительность и стро-
гую параллельность торцов.
Тонкие детали типа дисков, планок и дру-
гие рекомендуется шлифовать периферией круга. Трудность шли-
фования таких деталей заключается в сложности их установки,
так как они обычно имеют значительное коробление и поэтому плохо
прилегают к поверхности плиты. При включении магнита деталь
выпрямляется, но после снятия со станка коробление возвращается
и прошлифованная сторона теряет плоскостность. Шлифование
таких деталей рекомендуется производить на низких режимах с
частым повертыванием детали и снятием за один ход небольших
припусков. В некоторых случаях шлифование производят без вклю-
чения магнитной плиты. Поверхности детали рекомендуется сма-
зывать тонким слоем масла, благодаря чему поверхность приса-
144
сывается к плите и шлифование можно производить без включения
магнита.
Шлифование направляющих станин следует
производить на специальных одностоечных или двухстоечных про-
дольно-шлифовальных станках. Трудность их обработки связана
с недостаточной жесткостью направляющих, что приводит к дефор-
мациям в процессе шлифования и затрудняет получение высокой
точности и низкой шероховатости. В связи с этим большое значение
имеет правильный выбор схемы обработки, характеристики круга,
режимов шлифования. В последнее время для шлифования напра-
вляющих успешно применяют круги из эльбора, обеспечивающие
уменьшение нагрева детали, а следовательно, и коробления.
Детали с параллельными торцами (порш-
невые "кольца, ролики и др.) следует шлифовать на
двусторонних торцешлифовальных станках, обеспечивающих высо-
кую точность по параллельности торцов.
§ 5. НАСТРОЙКА КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫХ
ПРИБОРОВ
При установке бесконтактного прибора на станке горизонталь-
ную скалку следует выставить параллельно столу станка с откло-
нением не более 0,01—0,02 мм. Затем производится настройка на
размер измерительного устройства, закрепленного через установоч-
ное приспособление на скалке. Для этого под измерительное сопло
на стол станка устанавливают образцовую деталь или блок плиток
заданного размера и включают электромагнитную плиту. По ко-
лонне кронштейна опускают приспособление с измерительным уст-
ройством до тех пор, пока между поверхностью детали и измери-
тельным соплом не останется зазор 0,&—0,8 мм, устанавливаемый
по щупу 0,6 мм. В этом положении закрепляют устройство. Затем
винтом, с помощью которого перемещают планку с измерительным
устройством относительно основания, стрелку отсчетного устрой-
ства устанавливают на нулевое деление шкалы, включают враще-
ние (на станках с круглым столом) или возвратно-поступательное
перемещение (на станках с прямоугольным столом) стола, после
чего стрелка может сместиться от нулевого положения. Винтом не-
сколько смещают измерительное устройство до возвращения стрелки
в нулевое положение. Винт надежно контрят. Настраивают кон-
такты отсчетного устройства. Контакт предварительной команды
настраивают перемещением указателя в точку шкалы, соответствую-
щую переходу с черновой подачи на чистовую (или выхаживание).
Контакт окончательной команды настраивают на срабатывание
У нулевого деления шкалы. Момент срабатывания определяют по
загоранию сигнальной лампочки отсчетного устройства.
Затем производят обработку пробной партии деталей, которые
измеряют универсальными средствами. При наличии отклонений
от заданного размера корректируют настройку.
145
chipmaker.ru
Настройка подналадочной системы начинается с выбора под-
наладочного импульса, зависящего от формы и размеров деталей.
характеристики шлифовального круга величин припуска и допуска.
Устанавливают сменные шестерни редуктора подачи, позволяющие
получить скорость перемещения шлифовальной бабки в диапазоне
0,05—0,2 мм/мин. Проверяют плавность перемещения шлифоваль-
Рис. 86. Конструкция измеритель-
ного устройства подналадчика стан-
ка модели 3772Б
ной бабки регулировкой пары
винт—гайка и равномерной затяж-
кой клиньев в направляющих пе-
ремещения шлифовальной бабки.
Затем прибор настраивают (рис.
86). Для этого на стол станка уста-
навливают образцовую деталь с
высотой, соответствующей подна-
ладочной границе. По колонне
кронштейна перемещают измери-
тельное устройство до тех пор, по-
ка между деталью 6 и измеритель-
ным наконечником 5 не останется
зазор 0,5—1,0 мм. Затем наконец-,
ник 5 доводят до контакта с по-
верхностью детали 6 вращением
лимба 7, после чего лимб повора-
чивают еще на пол-оборота и за-
крепляют клеммным зажимом. Сра-
батывание контактов 2 и 3 обес-
печивают винтом 1. Момент сраба-
тывания определяют по загора-
нию сигнальной лампочки на кор-
пусе 4.
Проверяют правильность наст-
ройки прибора многократным про-
пусканием образцовой детали под
измерительным наконечником, от-
мечая количество срабатываний по
загоранию сигнальной лампочки.
При правильной настройке прибора число срабатываний должно
быть не менее 50 %.
Примерно один раз в месяц следует проверять несколько деталей
универсальными методами, так как возможно смещение настройки
вследствие тепловых деформаций, вибраций и др.
В процессе эксплуатации может возникнуть ряд неисправностей.
Наиболее серьезной является нарушение герметичности корпуса,
ввиду чего в него попадает влага, это приводит к замыканию кон-
тактов 2 и 3, сигнальная лампочка не гаснет. Для выявления этой
неисправности следует тестером проверить наличие проводимости
между контактами и корпусом. При обнаружении негерметичности
следует вскрыть корпус, просушить прибор, проверить прокладки и
уплотнения, головки всех винтов смазать герметиком или краской.
116
10. Виды брака, причины его возникновения и способы устранения
Вид брака Причина брака Способ устранения.
Разброс размеров Вырывы и завалы на по- верхности Неправильность шли- фуемой поверхности отно- сительно базовой плоско- сти или неплоскостности Неточность углового расположения шлифуемых деталей Прижоги Сильный нагрев детали в результате завышенной вертикальной подачи и не- достаточного охлаждения Самопроизвольное из- менение положения («спа- дание») шлифовальной бабки Слишком мягкий круг Наличие забоин, грязи или неровностей на маг- нитной плите или базовой плоскости Изношенность направ- ляющих шлифовальной бабки Износ подшипников шпинделя Неточность зажимных приспособлений Неправильная установ- ка деталей Изогнутые заготовки Чрезмерный нагрев де- талей Некачественное при- способление Неправильная установ- ка деталей Стишком твердый круг Недостаточная подача охлаждения Завышена вертикальная подача Уменьшить величину вертикальной подачи, про- верить систему охлажде- ния и усилить подачу ох- лаждения Устранить люфт в гайке подъема и в подшипниках отрегулировать клинья и планки, улучшить систему противовеса Установить шлифоваль- ный круг требуемой твер- дости Прошлифовать плиту или базовую плоскость, протереть плиту или ба- зовую плоскость При отсутствии непря- молинейности направляю- щих прошлифовать стол, пру непрямолинейности направляющих прошли- фовать их Сменить подшипники Проверить точность из- готовления и при необхо- димости заменить его Проверить правиль- ность установки деталей Отрихтовать заготовки Подобрать правильную характеристику круга, проверить режимы и охла- ждение, обеспечить регу- лярную правку круга Проверить приспособ- ление Проверить правиль- ность установки деталей Установить круг мень- шей твердости Усилить подачу охла- ждения Уменьшить вертикаль- ную подачу. При шлифо- вании торцом круга на- клонить бабку на 2—3°, при шлифовании сегмен- тами поставить их через один
147
chipmaker.ru
Продолжение табл. 10
Вид брака Причина брака Способ устранения
Трещины на шлифован- Недостаточная подача Усилить • подачу охла-
ной поверхности охлаждения Слишком твердый круг Завышены режимы об- работки ждения Сменить круг на более мягкий Изменить режимы в со- ответствии с нормативами
Грубая поверхность Исходная • шерохова- тость превышает величину припуска Неправильно подобран- ная характеристика круга Грубая правка Недостаточное охлаж- дение Стишком интенсивный режим обработки Увеличить припуск или отладить предшествую- щую операцию Установить более мел- козернистый круг Снизить режимы правки Усилить подачу охла- ждения Изменить режимы в со- ответствии с нормативами
Грубые риски на поверх- ности Неравномерная, зерни- стость круга Загрязнение охлажда- ющей жидкости Неравномерная правка круга Завышена вертикальная подача Сменить круг Прочистить систему ох- лаждения, залить свежую жидкость и установить фильтр для очистки Подобрать режимы правки Снизить пбдачу
Неоднородность поверх- Неоднородная структу- Провести металлогра-
ности ра обрабатываемого мате- риала Грубая сшивка ремня Проскальзывание ремня Неплавный ход стола фический анализ, снижать скорость на последних хо- дах Заменить ремень скле- енным Усилить натяжение ремня Отрегулировать работу гидропривода стола
Дробленая поверхность Малая жесткость стан- ка, слабый фундамент, влияние соседних агрега- тов Люфт в подшипниках шлифовального шпинделя Грубая сшивка ремня Неплавное движение стола Плохое закрепление де- талей Неравномерный износ круга Быстрое затупление круга На чистовых операциях следует применять станки высокой жесткости, изоли- рованные от соседних виб- рирующих агрегатов Проверить подшипники и заменить их Сменить ремень Отрегулировать работу гидропривода стола Проверить закрепление деталей Установить круг боль- шей, твердости Установить круг мень- шей твердости
148
К другим неисправностям можно отнести износ измеритель-
ного наконечника 5, ослабление клеммных зажимов, искривление
или поломку плоских пружин подвески рычагов.
§ 6. ВИДЫ БРАКА, ПРИЧИНЫ ЕГО ВОЗНИКНОВЕНИЯ
И МЕРЫ ПО ПРЕДУПРЕЖДЕНИЮ
В табл. 10 приведены наиболее часто встречающиеся виды брака,
причины его возникновения и способы устранения.
Контрольные вопросы
1. Как производится Наладка плоскошлифовального полуавтомата модели
ЗП756Л?
2. Как исправить неплоскостность электромагнитной плиты?
3. Какие схемы установки шлифовальных кругов наиболее часто приме-
няются при обработке?
4. Как производится изворот шлифовальных бабок?
5. Как осуществляется совместная наладка блока шлифовальных бабок
и загрузочно-направляющего устройства?
6. Как производится настройка подналадочной системы?
7. Укажите правила установки деталей на магнитном столе, обеспечивающие
надежность их закрепления.
Глава X
ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ И ОРГАНИЗАЦИЯ
ТРУДА ПРИ ОБРАБОТКЕ НА ШЛИФОВАЛЬНЫХ
СТАНКАХ
§ 1. ОСНОВНЫЕ СВЕДЕНИЯ ПО ТЕХНИЧЕСКОМУ
НОРМИРОВАНИЮ
Повышение производительности труда при шлифовальной об-
работке достигается снижением основного (технологического) и
вспомогательного времени, а также увеличением количества стан-
ков, обслуживаемых одним рабочим. Первая задача решается со-
вершенствованием абразивного инструмента; циклом шлифования и
сокращением внутрицикловых потерь, одновременным шлифова-
нием нескольких поверхностей одним широким или несколькими
специально заправленными кругами, скоростным и силовым шли-
фованием, интенсификацией процесса. Вторая и третья задачи
решаются автоматизацией устройств для управления процессом,
установочных и зажимных приспособлений, автоматизацией цикла
шлифования, применением измерительно-управляющих устройств,
совершенствованием устройств для правки кругов, автоматизацией
загрузки станков, балансированием кругов на станке и т. п. Основ-
ная задача технического нормирования времени шлифования —
выбор таких режимов, которые обеспечивают обработку при задан-
ных технических требованиях с наименьшей затратой труда.
149
chipmaker.ru
Составными частями нормы штучного времени являются: опе-
ративное время /оп, время обслуживания
рабочего места to6c, время перерыва на отдых
и личные надобности ^отд.
Оперативным временем называется время, затрачиваемое на
работу, непосредственным результатом которой является выполне-
ние заданной операции. Оперативное время является суммой основ-
ного и вспомогательного времени.
Основное (технологическое) время /о — время,
в течение которого происходит изменение формы, размеров и дру-
гих свойств обрабатываемой детали, являющееся непосредственной
целью заданного технологического процесса. Основное время может
быть: машинным, если предусмотренные технологическим процес-
сом изменения детали осуществляются на станке без непосредст-
венного участия рабочего; машинно-ручным, если изменение де-
тали производится механизмом с непосредственным участием ра-
бочего.
Вспомогательным временем tKC„ называется вре-
мя, затрачиваемое рабочим на действия, обеспечивающие выполне-
ние основной работы. Оно повторяется с каждой обрабатываемой
деталью или в определенной последовательности через некоторое
число их (время на установку, закрепление и снятие обрабатывае-
мых деталей, на приемы управления станком, на промеры обраба-
тываемых поверхностей и т. п.).
Время обслуживания рабочего места /о3с —
время, затрачиваемое рабочим на уход за станком и поддержание
его в рабочем состоянии. Время обслуживания рабочего места
подразделяется на время технического и время организационного
обслуживания станка.
Время технического обслуживания рабочего места затрачи-
вается на правку затупленного и смену изношенного абразивного
инструмента, регулирование его, подналадку оборудования в про-
цессе работы и т. п.
Время организационного обслуживания станка затрачивается
на уход за станком в течение рабочей смены (на раскладку и уборку
вспомогательного инструмента, осмотр станка, его смазку, чистку
и т. п.).
Время перерывов на отдых и естественные надобности — /отд
зависит от условий выполнения работы.
Штучное время /Ш1 выражается формулой
^ПП = ^011 ~Г ^обс Ч" ^01Д ~ Ч) Т ^всп Ч~ ^обс Ч" ^огд-
Подготовительно-заключительное время
/пз называется время, затрачиваемое на ознакомление с заданием и
чертежом, подготовку рабочего места, первичную наладку обору-
дования, установку инструмента и приспособлений на обработку
партии деталей, а также на снятие инструмента и приспособлений
после окончания работы. Подготовительно-заключительное время
затрачивается один раз для выполнения партии деталей. Если
150
к штучному времени добавить часть подготовительно-заключитель-
ного времени, приходящуюся на одну деталь, то получим штучно-
калькуляционное время /шт.к, которое выражается формулой
^ШТ. К = ^ШТ “Ь ^Пз/
где п — число штук в партии.
Обработка на шлифовальных станках затрачивает —40 % вре-
мени в условиях мелкосерийного производства и —60 % в условиях
крупносерийного и массового производства, остальное время за-
трачивается на вспомогательные работы, обслуживание рабочего
места и др.
§ 1. УСТАНОВЛЕНИЕ УСЛОВИЙ ОБРАБОТКИ
И НАЗНАЧЕНИЕ РЕЖИМОВ ШЛИФОВАНИЯ
Назначение режимов шлифования и определение основного вре-
мени производится в несколько этапов. В первую очередь необ-
ходимо выявить исходные данные.
1. По обрабатываемой детали: диаметр и длину обрабатывае-
мой поверхности, марку стали и твердость по HRC, обрабаты-
ваемость различных марок металла; наличие галтелей; жесткость
детали, количество люнетов.
2. По качеству поверхности: высоту шероховатости по ГОСТ
2789—73, склонность стали к появлению прижогов и трещин.
3. По точности обработки: допуски на, размер — квалитет по
СЭВ 144—75, допуски на погрешности геометрической формы и
положения.
4. Припуски (на сторону или диаметр) на обработку.
5. Метод шлифования: с поперечной, продольной подачей и др.
6. По модели и основным характеристикам станка — числу
оборотов круга и детали, подачам и др.
7. По мощности привода круга (кВт).
Все исходные данные заносят в расчетно-нормировочную карту.
На шлифовальном станке различают главное движение и дви-
жения подач. Шлифовальные круги работают со скоростью 35 и
50 м/с и выше.
Движения подач: круговая подача определяется по
формуле
лДПд
v =------
д 1000 ’
где г/., — диаметр обрабатываемой поверхности, мм, пд — частота
вращения обрабатываемой детали, об/мин;
подача на глубину — направление этой подачи при
шлифовании периферией круга перпендикулярно, а при шлифова-
нии торном круга параллельно оси вращения шлифовального круга.
Различают подачу на глубину: на оборот детали /о (мм/об) при
врезном шлифовании, на одинарный ход стола /х (мм/х) или на двой-
151
chipmaker.ru
ной ход стола /д„ (мм/дх) при шлифовании с продольной подачей,
в минуту /м (мм/мин). Между этими подачами имеются следующие
зависимости:
при врезном шлифовании /м = £>пд;
при шлифовании с продольной подачей tw = /хнх; £ = /д.х-«д.х,
где нд.х — число двойных ходов в мин, дх/мин.
Продольная или поперечная, подача — на-
правление этой подачи при шлифовании периферией круга парал-
лельно, а при шлифовании торцом круга перпендикулярно оси
вращения круга. Различают продольную подачу: в долях ширины
круга на оборот детали — 8Д; на один оборот детали — s0 (мм/об);
в минуту — sM (мм/мин).
Между этими подачами имеются зависимости: so = 8Д-ВК, где
Вк —• высота (ширина) шлифовального круга, мм.
= = ®(>Ид = 2Lp. хИд.х»
где £р.х— длина рабочего хода в направлении продольной подачи.
Длина рабочего хода определяется при шлифовании на ход £„ х =
= £д-(1-2к) Вк,
при шлифовании в упор £рх = £д — (1 — к) Вк, где £д — длина
шлифования в направлении продольной подачи; к — перебег круга
за пределы шлифуемой поверхности в долях высоты (ширины)
круга.
Число двойных ходов стола определяется по формуле ндх =
sM/2£p-x.
Основное (технологическое) время при всех видах шлифования
определяется по формуле to = QJQ = FFllv„st, где QM — объем
металла, подлежащего снятию, мм3, F — поверхность обработки,
мм2, П — припуск на сторону, мм, Q — объем металла, снимаемый
в единицу времени, мм3/мин, цд, s, t— подачи при шлифовании.
Интенсивность съема металла в единицу времени Q (мм3/мин)
на этапе установившегося процесса (после создания натяга) опре-
деляется произведением подач (круговой, продольной и на глубину).
С увеличением интенсивности съема металла Q увеличиваются:
нормальная составляющая силы шлифования PN;
глубина внедрения в обрабатываемую поверхность отдельных
абразивных зерен, что ухудшает шероховатость поверхности;
выделение теплоты в зоне резания, что приводит к изменению
свойств поверхностного слоя;
расход мощности.
Так как интенсивность съема металла и величина нормальной
составляющей силы шлифования пропорциональны высоте (ширине)
шлифовального круга, наиболее удобным нормативным показате-
лем будет интенсивность съема металла в единицу времени, отне-
сенная на 1 мм высоты (ширины) шлифовального круга Q„ =
= vAsafx/1000.
Значение удельной интенсивности съема металла фуд при об-
работке стали при наружном круглом шлифовании принимается
по табл. 11.
152
11. Удельная интенсивность съема металла
Предельные значения удельной интенсивности
съема металла при шлифовании» ммЗ/(мии«мм)
Виды шлифования
с радиальной
подачей
с продольной
подачей
Черновое
Получистовое
Чистовое
Тонкое
250 — 500
100 — 200
40 — 80
16 — 32
200 — 400
80— 160
32 — 63
12,5 - 25
При силовом шлифовании удельный съем металла достигает
800—1200 мм3/(мин-мм) и в отдельных случаях 2400 мм3/(мин-мм).
Физический смысл критерия заключается в том, что удельная
интенсивность съема металла фуд характеризует нагрузку, воздей-
ствующую на абразивные зерна в зоне резанПя. С увеличением
припуска диаметров обрабатываемой детали и круга принимают
значения ближе к верхнему пределу.
Отдельные подачи выбирают в такой последовательности: сна-
чала определяют окружную скорость детали (круговую подачу) va
и частоту вращения детали п., затем продольную подачу и подачу
на глубину. Величину окружной скорости детали рд выбирают
ближе к верхнему пределу, так как с увеличением гд сокращается
время воздействия источника теплоты и уменьшается опасность
образования прижогов на шлифуемой поверхности. Следует учиты-
вать, что с увеличением частоты вращения детали возрастают виб-
рации (особенно при обработке неуравновешенных деталей), уве-
личивается разбрызгивание СОЖ и опасность вырывания детали
из центров.
Продольная подача в долях ширины круга обычно принимается:
при черновом шлифовании вд не более 0,8 ширины круга;
при чистовом шлифовании $д .— 0,2 4- 0,3 ширины круга.
При обработке на наружных круглошлифовальных станках ве-
личину минутной продольной подачи ограничивают скоростью
12—44 м/мин. При обработке на внутришлифовальных станках
число двойных ходов ограничивают 120—180 дх/мин.
Величину подачи на глубину назначают в последнюю очередь,
исходя из допустимой удельной интенсивности съема металла Q„.
При назначении режимов шлифования необходимо учитывать
условия обеспечения заданной точности геометрической формы
обрабатываемой поверхности. Погрешности геометрической формы
исправляются на протяжении всего цикла обработки, включая этап
выхаживания. В нормативах предусмотрены поправочные коэф-
фициенты на режим шлифования в зависимости от квалитета точ-
ности: для 8—9-го квалитетов— 1,56, 7—8-го квалитетов— 1,25,
6—7-го квалитетов — 1,0 и для 5—6-го квалитетов — 0,8. С уве-
личением жесткости системы сокращается время на исправление
153
chipiriaker.ru
исходных погрешностей и на выхаживание и уменьшаются силовые
деформации.
Время исправления исходных погрешностей формы сокращается
также с повышением режущей способности круга. Режущая способ-
ность круга возрастает с .увеличением продольной подачи при правке
круга, окружной скорости круга, удельной интенсивности съема
металла и с уменьшением твердости круга. Режущая способность
круга снижается за период его стойкости между правками.
На практике для определения мощности пользуются ориенти-
ровочными данными; для чернового шлифования от 0,14 до 0,2 кВт
на 1 мм высоты круга, для получистового шлифования от 0,08 до
0,12; для чистового шлифования от 0,04 до 0,07 кВт на 1 мм высоты
круга.
Появление прижогов является следствием тепловых явлений
при шлифовании. Тепловые явления характеризуются температу-
рой нагрева поверхностного слоя и временем ее воздействия на
обрабатываемую поверхность. Отдельные виды подач неодинаково
влияют на теплонапряженность процесса шлифования. С увеличе-
нием подачи на глубину возрастает время воздействия источника
тепла, с увеличением скорости детали — снижается.
Температура шлифования повышается со снижением коэффи-
циента теплопроводности, удельной теплоемкости и плотности —
«объемной массы. Удельная теплоемкость и плотность для конст-
рукционных марок стали колеблется в узких пределах. Коэффициент
теплопроводности для сталей колеблется в широких пределах,
потому параметр должен быть учтен при установлении режима
шлифования без прижогов. Все марки стали можно подразделить
на группы по величине коэффициента теплопроводности (табл. 12).
12. Подразделение марок сталей на группы по
величине коэффициента теплопроводности
Группа Значения коэффици- ента теплопроводности Марка стали
1 0,2 — 0,125 Сталь 15, 25, 40, 60, 40Г
2 0,125 — 0,08 ЗОХ, 40ХФ, 20ХМ, ЗОХМА, ШХ9, ШХ15,
38XH3M, ЗВХС, ЗОХГС, У8, У12
3 0,08 —0,05 20X13, 12Х2Н4А, 25ХНВ, Р18, 30X13,
12ХН2, 18Х2Н4М
4 0,05 — 0,032 Г12, Х18Н9, Х18Н25С
5 0,032 ВТЗ, ВТ4, ВТ5
Размеры и характеристика круга оказывают влияние на тем-
пературу шлифования. Температура шлифования снижается: с уве-
личением диаметра круга, среднее значение показателя степени
<'~С),25; с понижением твердости круга. На выделение тепла ока-
зывает влияние материал абразива. Круги из белого электроко-
рунда (2А) выделяют меньше теплоты, чем круги из электрокорунда
нормального (1А). Еще меньше выделяется теплоты при кругах
154
из монокорунда (4А). Температура шлифования снижается при-
применении кругов на бакелитовой и силикатной связке по срав-
нению с кругами на керамической связке.
Температура шлифования снижается с уменьшением зернистости
круга с № 40 до 25, что объясняется меньшим радиусом округления
у вершин абразивных зерен. При дальнейшем уменьшении разме-
ров зерен до № 16 и 12 наблюдается небольшое увеличение тем-
пературы, что объясняется склонностью мелкозернистых кругов
к притуплению и засаливанию. С повышением пористости снижается
температура шлифования.
§ 3. ОПРЕДЕЛЕНИЕ ВСПОМОГАТЕЛЬНОГО И ШТУЧНОГО
ВРЕМЕНИ
Вспомогательное время состоит из времени на установку и сня-
тие деталей, которое зависит от вида приспособлений, способа креп-
ления, характера установочной поверхности и др., на приемы упра-
вления станков и на измерение, которое включается в норму штуч-
ного времени в том случае, когда оно не может быть перекрыто ма-
шинным временем.
Время, необходимое для измерения, сокращают за счет исполь-
зования ИУУ, позволяющих наблюдать за размером обрабатывае-
мой детали в процессе шлифования и давать команду при достиже-
нии заданного размера?
Время технического обслуживания состоит из затрат времени
на правку круга, его последующую балансировку. Сокращение*
времени на правку круга достигается за счет применения алмаз-
ных роликов, автоматических устройств для подачи команды на
правку круга и для автоматизации правки круга.
Сокращение вспомогательного времени достигается за счет ав-
томатизации вспомогательных приемов: встраивания устройств для
измерения детали в процессе обработки; механизации отвода (под-
вода) шлифовальной бабки; встраивания устройств для баланси-
ровки кругов на станке; механизации отвода пиноли задней бабки;
сокращения времени, необходимого для закрепления поводка на
обрабатываемой детали; устройств для ускорения выверки цилинд-
ричности детали; облегчения установки деталей в центрах за счет
применения подъемных призм, на которые предварительно уклады-
вают деталь.
§ 4. ПОНЯТИЕ О НАДЕЖНОСТИ, РЕМОНТОПРИГОДНОСТИ
И ПЛАНОВО-ПРЕДУПРЕДИТЕЛЬНОМ РЕМОНТЕ ОБОРУДОВАНИЯ
Надежность — свойство системы выполнять свои функции,
сохраняя эксплуатационные показатели в заданных условиях в те-
чение требуемого промежутка времени или требуемой наработки.
Надежность оценивается вероятностными характеристиками — ве-
роятностью безотказной работы. Основными понятиями и показате-
лями надежности являются: отказ и'долговечность.
155.
chipmaker.ru
Отказ — утрата работоспособности системы частичная или
полная.
Наработка на отказ — среднее значение продолжи-
тельности работы системы между соседними отказами. Продолжи-
тельность эксплуатации может быть измерена в количестве часов,
циклов или других единицах.
Под долговечностью понимается свойство системы
сохранять работоспособность до предельного состояния с необходи-
мыми перерывами для технического обслуживания и ремонтов.
Таким предельным состоянием являются поломка, износ, снижение
точности, снижение эффективности, нарушение норм техники без-
опасности и т. д. Долговечность является одним из показателей на-
дежности .
Для количественной оценки надежности применяются следую-
щие понятия.
Коэффициент технической готовности —
вероятность того, что система будет работоспособна в произвольно
выбранный момент времени в промежутках между выполнениями
планового технического обслуживания.
Коэффициент технического использова-
ния — отношение наработки системы в единицах времени за пе-
риод эксплуатации к сумме этой наработки и времени всех простоев,
вызванных техническим обслуживанием и ремонтами, за тот же пе-
риод эксплуатации.
Надежность всей системы зависит от надежности ее отдельных
элементов.
Ремонтопригодность — свойство системы, заключа-
ющееся в его приспособленности к предупреждению, обнаружению
и устранению отказов и неисправностей путем проведения техниче-
ского обслуживания и ремонтов.
Совокупность организационных и технических мероприятий
по уходу, надзору, обслуживанию и ремонту оборудования, про-
водимых профилактически по заранее составленному плану с целью
предупреждения неожиданных выходов оборудования из строя, на-
зывается системой планово-предупредительного
р е м о н т а.
Работы по обслуживанию и ремонту оборудования состоят из
межремонтного обслуживания и периодических ремонтных опера-
ций. Межремонтное обслуживание включает в себя иаблкздеНие за
состоянием оборудования, за соблюдением правил эксплуатации,
за своевременным регулированием механизмов и устранением мел-
ких неисправностей.
§ 5. СТАТИСТИЧЕСКИЙ КОНТРОЛЬ КАЧЕСТВА ПРОДУКЦИИ
Основная цель применения статистических методов в промыш-
ленности — это регулирование и управление производственными
процессами. Применение предупредительного статистического конт-
роля, осуществляемого непосредственно на рабочем месте, позво-
156
Рис. 87. Кривая распределения разме-
ров
ляет своевременно предупреждать о возможности появления брака
и способствует укреплению-технологической дисциплины, повыше-
нию культуры производства, содержанию оборудования и инстру-
мента в хорошем состоянии, наведению чистоты и порядка на ра-
бочих местах.
Детали, изготовленные при неизменной наладке производст-
венного процесса, имеют различные размеры.и показатели качества.
Погрешности изготовления, приводящие к рассеянию отклонений
одноименных размеров, можно оценить статистическим методом,
который основан на наблюдениях, проводимых в цехах и выполняе-
мых по определенной методике с последующей обработкой резуль-
татов методом математической статистики. Для оценки- применяют
способ кривых распределения и
способ, точечных диаграмм.
Кривая распределения (рис.
87) строится следующим обра-
зом. Измеряемую партию дета-
лей разбивают на группы так,
чтобы в каждой группе были
детали, для которых .значения
интересующего нас размера Ле-
жали в пределах определенно-
го интервала. Измеренные раз-
меры откладывают по оси аб-
сцисс, а количество деталей, по-
падающих в каждый интервал,
по оси ординат. Точки соеди-
няют прямыми. Полученная ломаная линия, которая при увели-
чении количества деталей в партии и числа интервалов прибли-
жается к кривой и называется кривой распределения. Наиболее
важными показателями партии являются среднее значение и рас-
сеяние.
Среднее значение — центр группирования отдельных
значении случайной величины. Рассеяние — величина откло-
нения отдельных значений случайной переменной от среднего зна-
чения. Размахом колебаний какого-либо параметра называется
разность между наибольшими и наименьшими значениями перемен-
ной величины. Разница между наибольшим и наименьшим размером
детали данной партии называется полем рассеяния.
Отклонения в размерах, получающиеся при изготовлении дета-
лей, вызываются различными причинами и подразделяются на две
группы:
I группа — систематические отклонения, например, износ шли-
фовального круга, тепловые деформации и т. п. Систематические от-
клонения направлены в определенную сторону, их причины могут
быть установлены и устранены;
II группа — случайные отклонения. Они не постоянны по на-
правлению, незначительны по величине и ни одна из них не прояв-
ляется в большей степени, чем другие.
157
chipmaker.ru
Способ кривых распределения не учитывает изменений техно-
логических факторов во времени, например износа и притупления
круга н др. От этого недостатка свободен способ точечных диаграмм.
Для отделения систематических отклонений от случайных строят
точечные диаграммы, которые применяют при статистическом конт-
роле (рис. 88). Детали, последовательно обработанные на данном
оборудовании, замеряются и результаты замера в том же порядке
наносятся в точечной диаграмме. Точность оборудования (про-
цесса) характеризуется изменением величины рассеяния (на
рис. 88 — заштрихованная зона). При контроле малыми пробами
(не более 10 деталей) в качестве меры рассеяния принимается раз-
мах. Правильность и устойчивость наладки оборудования, техно-
1 ...I I 1-1 I I Г-1 1 I .1- I 1-1 ‘ I - U-! -1 1-1 -U-I-J
Номера последовательно обработанных деталей
Рис. 88. Точечная диаграмма:
Тр. 7* — Гранины поля допуска. Кн — контрольные границы
среднего размера. С — среднее значение
логического процесса характеризуются изменением среднего зна-
чения.
На основе точечных диаграмм различают несколько видов про-
цессов.
У с т'о й ч и в ы й налаженный процесс — точки
сосредоточены кучно и расположены по обе стороны заданного раз-
мера. Качество продукции однородное.
Устойчивы й, но разлаженный процесс —
точки сосредоточены кучно (качество однородное), но вся настройка
смещена относительно заданного размера, вследствие этого часть
деталей выходит за пределы поля допуска. Требуется подналадка.
Устойчивый процесс — с большим разбросом отно-
сительно заданного размера, при этом качество продукции неодно-
родное. Неустойчивый процесс подвержен частым разладкам, когда
меняется положение центра группирования относительно заданного
размера.
158
Для предупредительного статистического контроля при устой-
чивом процессе достаточно, брать через определенные промежутки
времени небольшое количество деталей, производить замеры и по
результатам последних судить о том, насколько данный производ-
ственный процесс обеспечивает получение деталей в заданных до-
пусках.
Применение точечных контрольных диаграмм наглядно пока-
зывает результаты контроля. Наладчик (или контролер) наносит
точками на диаграмме замеренные величины, которые для нормально
протекающего процесса должны находиться в определенных грани-
цах. Контрольные границы рассчитывают так, чтобы расположение
замеренных величин внутри контрольных границ обеспечивало от-
сутствие брака.
Обычно для более полного использования всего поля допуска
расчет расположения контрольных границ средних значений произ-
водится относительно верхней и нижней границ допуска. По то-
чечной диаграмме можно оценить точность работы оборудования
(процесса) по величине рассеяния, правильности наладки (по по-
ложению среднего значения) и устойчивость процесса (по измене-
нию положения среднего значения во времени).
На линии или участке у каждой единицы оборудования, на
котором выполняются ответственные операции, устанавливается
диаграмма и заранее наносятся верхние и нижние значения гра-
ницы допуска Тр, Т„, верхние и нижние границы контрольных
границ средних К, и /(„. Наладчик (или контролер) замеряет через
установленный промежуток времени детали и наносит результаты
на диаграмму. Если точки, обозначающие, средние и крайние раз-
меры, не выходят за контрольные границы, то контролер устанав-
ливает сигнал зеленого цвета.
Сигнал желтого цвета, предупреждающий о возможности появ-
ления брака, устанавливается в следующих случаях: средний раз-
мер выходит за контрольную границу, а размах находится в пре-
делах контрольных границ (нарушена устойчивость наладки); раз-
мах выходит за контрольные границы,- а средний размах находится
в пределах контрольных границ (снизилась точность работы обо-
рудования); средний размер и размах выходит за контрольные гра-
ницы (нарушена устойчивость наладки и снижена точность работы
оборудования). В таких случаях контролер проверяет детали в до-
полнительной выборочной партии.
Сигнал красного цвета, предупреждающий о появлении брака
и запрещающий продолжать обработку деталей впредь до подна-
ладки оборудования, устанавливается в тех случаях, когда размах
выходит за одну границу допуска, а средний размер находится
в пределах контрольных границ. Наличие карт статистического
контроля позволяет оценить в баллах качество работы наладчика.
Высший бал присваивается наладчику при отсутствии предупрежде-
ний контролера по всем пробам, а низший балл — при наличии
предупреждения о выходе размеров за границы поля допуска в сто-
рону неисправимого брака.
159
chipmaker.ru
Контрольные вопросы
I. Из каких составных частей состоит штучное время?
2. Из каких составных частей состоит основное (технологическое) время?
3. Что понимается под вспомогательным временем и как сократить его про-
должительность?
4. Какие подачи применяют при обработке на шлифовальных станках?
5. Какие факторы ограничивают уровень режима шлифования?
6. Что понимается под работоспособностью шлифовального станка?
7. Как количественно оценивается надежность станка?
8. Что понимается под ремонтопригодностью станка?
9. Как проводится статистический контроль качества продукции?
Глава XI
ПЕРСПЕКТИВЫ РАЗВИТИЯ ШЛИФОВАЛЬНОМ
ОБРАБОТКИ
Повышение эффективности абразивных инструментов. Одним
из Важных мероприятий по повышению эффективно-
сти абразивных инструментов является.покрытие
абразивных зерен и введение наполнителей. Покрытия поверхности
абразивных зерен (кремниевыми солями металлов, сульфатами хро-
ма, никеля и др.) повышают прочность связи между абразивными
зернами и материалом связки. Улучшают эксплуатационные ха-
рактеристики кругов из кристаллов алмаза и КНБ металлизацией
их поверхности никелем, кобальтом, медью и их сплавами. При
этом повышается прочность сцепления между зерном и связкой,
улучшается отвод тепла.
Одним из мероприятий по повышению производительности опе-
рации абразивной обработки и качества обработанной поверхности
является пропитка абразивных инструментов поверхностно-актив-
ными (ПАВ) илн химически активными (ХАВ) веществами, их спо-
собностью оказывать смазочное действие и надежно удерживаться
в порах быстро вращающегося круга. Выпускают шлифовальные
круги на бакелитовой связке со специальными наполнителями:
металлами (алюминий, никель и др.) и неметаллами (криолит, пи-
рит, графит). Влияние вводимого алюминия сказывается на повы-
шении теплопроводности кругов, предотвращении налипания частиц
металла к кругу и повышении его стойкости.
Повышение эффективности достигается за счет введения крио-
лита и серы. Положительное влияние криолита объясняется тем,
что под действием температуры шлифования криолит разлагается,
выполняет роль смазки и способствует уменьшению сил трения,
снижает тепловыделение. При введении в абразивную массу серы
отмечается снижение сил трения, количества прижогов. Круги,
пропитанные криолитом и серой, показали повышенную эффектив-
ность при шлифовании труднообрабатываемых сталей. Пропитка
улучшает весь комплекс эксплуатационных характеристик абра-
зивных инструментов: снижается трение, налипание металла на
160
поверхность абразивных зерен, снижается износ круга, силы и тем-
пература резания. _
Шлифовальные круги с прерывистой рабочей поверхностью.
Для предотвращения шлифовальных дефектов нужно стремиться
к снижению температуры в зоне шлифования. Идея прерывистого
шлифования основана на том, что высокая температура на шлифуе-
мой поверхности устанавливается в течение определенного проме-
жутка времени. Подбором размеров чередующихся выступов и впа-
дин на рабочей поверхности круга можно регулировать температуру
в зоне шлифования. В момент резания элементарная площадка де-
тали нагревается, а когда эта площадка находится в зоне впадины,
она- остывает.
Прерывистую рабочую поверхность проще осуществить при кру-
гах сборной конструкции. При подборе сегментов разной твердости
либо при чередовании абразивных и графитовых сегментов круги
будут иметь прерывистую рабочую поверхность, что обеспечит
снижение температуры, сил резания, величины остаточных напря-
жений, уменьшение засаливания поверхности круга.
Повышение виброустойчивости. Постоянное слежение за коле-
банием дисбаланса и. полная автоматизация процесса балансировки
обеспечивает высокое качество поверхности. Устройство для авто-
матической балансировки состоит из электронного измерительного
прибора с датчиком колебаний. Неуравновешенность шлифоваль-
ного круга определяется измерительным устройством. Уравнове-
шивающая среда —- жидкость, применяемая в станке для охлажде-
ния, подается через клапан по команде электронно-измерительного
устройства. Жидкость поступает из блока сопл, смонтированного
на защитном кожухе. Количество жидкости, необходимое для урав-
новешивания дисбаланса круга, будет впрыскиваться до тех пор,
пока не будет достигнут допустимый уровень колебаний шпинделя.
На рис. 89 показано устройство, осуществляющее автоматиче-
скую балансировку шлифовального круга по сигналам датчика дав-
ления. В исполнительном устройстве имеются два электрических
микродвигателя, которые вращаются вместе с кругом и перемещают
балансировочные грузы во взаимно перпендикулярных направле-
ниях. На рис. 89 показана схема управления только одним двига-
телем, управление другим — аналогично. Датчиком служит гидро-
статический подшипник, давление жидкости в карманах которого
зависит от радиального усилия на круге. Давление в карманах
передается на два сильфона 3, которые измеряют разность давлений
в_ противоположных карманах.’Разность преобразуется в смещение
якоря 4 индуктивного преобразователя 5 и соответственно в элект-
рический сигнал. Сигнал усиливается и подается через контактные
щетки 7 и коллектор 8 на исполнительный двигатель 9, который,
вращаясь, перемещает балансировочный груз 10 в нужном напра-
влении. Давление в другой паре карманов выравнивается точно
таким же образом.
Указанная система позволяет регулировать радиальное давле-
ние круга на обрабатываемое изделие и гасит вибрации, обусловлен-
161
chipmaker.ru
ные дисбалансом круга. Уравновешенность круга нарушается при
его износе. Кроме того, в порах круга адсорбируется СОЖ. Когда
станок выключается, жидкость стекает по порам круга к нижней
части, в результате чего возникает дисбаланс круга.
Шлифовальные станки с адаптивной системой управления. Под
адаптивной системой понимается устройство управления работой
станка, позволяющее производить изменение определенных пара-
метров процесса обработки (подачи, скорости главного привода
и др.) в зависимости от текущих значений измеряемых величин
при неполной исходной информации. Системы, реализующие прин-
ципы адаптивного управления, называются также самонастраиваю-
щимися или самоподнастраивающимися.
Рис. 89. Система автоматической балансировки шлифовального круга:
/ — гидростатический подшипник, 2 — трубопроводы, 3 — сильфон, 4 — якорь индук-
тивного датчика перемещения, 5 — катушка индуктивного датчика перемещения, 6 —*
электронные схемы усиления, 7 — щетки, 8 —• коллектор, 9 — электродвигатель, 10 —«
балансировочный груз, И — шпиндель, 12 — шлифовальный круг
Имеется два типа систем адаптивного управления: с предель-
ным регулированием (с автоматической стабилизацией), с оптималь-
ным регулированием.
Предельное регулирование обеспечивает постоянное протекание
процесса резания несмотря на различные возмущения. В процессе
обработки фиксируются один или несколько параметров, опреде-
ляющих мощности резания, и сравниваются с заданными гранич-
ными значениями. В зависимости от результата этого сравнения
путем изменения соответствующих в-ходных величин выравниваются
фактическое и заданное значения основного параметра. При черновой
обработке в системах с предельным регулированием в основу при-
нимаются составляющие силы резания, крутящий момент, мощность
резания. При чистовой обработке в качестве критерия оценки исполь-
зуют достигаемые качество поверхности, точность размеров и формы
деталей.
Оптимальное регулирование — автоматическая оптимизация ра-
бочего процесса или его результатов. Оптимальное протекание про-
цесса резания заключается в регулировании отдельных параметров,
при которых достигаются оптимальные результаты обработки (время,
затраты, точность).
162
Шлифовальный станок с адаптивным управлением обеспечивает:
подачу шлифовальной бабки таким образом, чтобы усилия шлифо-
вания, приходящиеся на единицу ширины круга для обрабатывае-
мого материала и диаметра заготовки, всегда оставались оптималь-
ными (шлифование с управлением усилия шлифования); автомати-
ческую правку кругу; опти-
мальное управление частотой
вращения заготовки в зави-
симости от диаметра и мате-
риала заготовки.
Оптимизация поперечной
подачи осуществляется за счет
системы адаптивного управ-
ления. В основу конструкции
системы адаптивного управ-
ления положены следующие
соображения. На этапе чер-
нового шлифования режим
обработки ограничивается тех-
нологическими факторами, на
этапе чистовой обработки —
требованиями к точности об-
работки. В этом станке с по-
мощью системы автоматиче-
ского управления использует-
ся информация о текущем раз-
мере заготовки и погрешно-
сти формы, получаемая с по-
мощью настольной скобы ин-
дуктивного измерительно-уп-
равляющего устройства (рис.
90) с дополнительным датчи-
ком / для замера радиуса об-
рабатываемой детали. На эта-
пе чернового шлифования под-
держивается постоянная мощ-
ность привода круга, изме-
Рис. 90. Блок-схема адаптивной системы
управления:
1 — датчик радиуса обрабатываемой детали,
2 =— датчик диаметра обрабатываемой детали,
3 — датчик колебаний шлифовальной голов-
ки, 4 — датчик активной мощности, 5 —
датчик положения шлифовальной головки,
6 — следящий золотник (гидроусилитель),
7 — задатчик постоянной времени, 8 — изби-
рательный фильтр, 9 — нелинейный блок,
10 — фильтр верхних частот, 11 — задатчик
некруглости готовой детали, 12 — блоки
дифференцироваиия
ряемая с помощью датчика
активной мощности 4. Сигналы от датчиков поступают в блок 7,
управляют механизмом поперечной подачи посредством следящего
золотника 6. В начале цикла обработки происходит ускоренное вре-
зание до набора заданной мощности и шлифование с постоянной мощ-
ностью до тех пор, пока текущее значение погрешности формы де-
тали в поперечном сечении, определенное как сумма амплитуды
колебательной составляющей перемещения верхней губки измери-
тельной скобы и фактическая подача на оборот детали, не станет
больше заданного значения оставшегося припуска, измеренного
ИУУ. Затем подача уменьшается таким образом, чтобы выдержать
заданный оптимальный закон, обеспечивающий получение детали
163
r.ru
Рис. 91. Круглошлифовальный станок с
тангенциальной подачей
с заданной некруглостью. На заключительном этапе текущий раз-
мер и погрешность формы в поперечном сечении детали непрерывно
контролируются. Сигнал, пропорциональный размеру, поступает
от ИУУ, а для получения сигнала, пропорционального погреш-
ности формы детали, используют дополнительный датчик, устано-
вленный на скобе прибора. При сокращении времени, на черновую
и чистовую обработку общее время цикла сокращается примерно на
50 % при стабилизации некруглости в партии обработанных де-
талей.
Круглошлифовальные станки с тангенциальной подачей. Осо-
бенности конструкции станка: расположение шлифовального круга
снизу под обрабатываемой деталью (рис. 91); подача шлифоваль-
ного круга производится в
тангенциальном направлении.
Достоинства станка — танген-
циальная подача обеспечи-
вает рациональный цикл. При
подаче с постоянной скоро-
стью съем металла происходит
по затухающей кривой, что
позволяет сравнительно про-
сто осуществить сложный
цикл, объединив этапы чер-
нового и чистового шлифова-
ния и выхаживания.
Конструктивной особенно-
стью станка является введе-
ние в гидравлическую систе-
му аккумулятора. Это позво-
ляет осуществлять перемеще-
ние стола при быстрой подаче за счет аккумулятора при выклю-
ченном гидронасосе. При этом исключается возникновение коле-
баний, вызываемых работой гидронасоса.
Совершенствование обработки на станках с числовым програм-
мным управлением. Под системой ЧПУ понимается совокупность
специализированных устройств, методов и средств, необходимых
для осуществления числового программного управления работой
станков. Под ЧПУ понимается управление обработкой на станке
по программе, заданной в буквенно-цифровом коде. Числовое прог-
раммное управление позволяет получать сложные движения ме-
ханизмов не за счет кинематических связей, а благодаря управле-
нию независимыми координатами механизма по программе, задан-
ной в числовом виде.
Важным этапом в развитии систем ЧПУ было применение ин-
тегральных схем. Интегральная схема — микроэлектронный блок
в виде цельного корпуса, содержащий то или иное количество эле-
ментов схем и связей между ними, образованных за счет техноло-
гического процесса изготовления микроэлектронных блоков. С по-
явлением больших интегральных схем стало возможным монтиро-
164
вать все вычислительное устройство в одном микропроцессоре.
Процессор — центральная .часть устройства ЧПУ, включающая
арифметический, логический блок и устройство управления вычи-
слительным процессом.
Совершенствование систем управления в станках с ЧПУ, при-
менение схем с большой степенью интеграции и микропроцессоров
позволило в новом поколении устройств ЧПУ качественно улучшить
структуру управления — построить систему по принципу малой
вычислительной машины, со стандартными периферийными устрой-
ствами вычислительной техники.
Малогабаритные устройства на микропроцессорах с ЧПУ,
встраиваемые в станки, позволили: сократить производственные
площади; устранить перфоленты; ликвидировать процесс програм-
мирования, изготовления и проверки перфоленты в вычислитель-
ных центрах.
Эффективность оборудования с ЧПУ по сравнению с универ-
сальным: число оборудования на одного оператора возрастает
в 2 раза; время обработки снижается в 2,5 раза; стоимость обору-
дования возрастает в 2,5 раза; стоимость обработки одной детали
снижается ~ в 2 раза.
Перспективы развития систем ЧПУ шлифоваль-
ными станками определяются применением микро-ЭВМ и реализа-
цией алгоритмов адаптивно-программного управления. Для кругло-
шлифовального станка модели ЗМ151Ф2 разработана система адап-
тивно-программного управления на основе специализированной
малой клавишной микро-ЭВМ, построенной на базе больших интег-
ральных схем и предназначенной для станков с ЧПУ. Управляю-
щие программы хранятся в запоминающем устройстве микро-ЭВМ.
Информация передается на регулируемый привод подачи шлифо-
вальной бабки по автономному каналу. Код величины устанавливае-
мой подачи в аналоговый сигнал преобразуется с помощью специаль-
ного цифроаналогового преобразователя, входящего в состав микро-
ЭВМ.
На пульте оператора системы адаптивно-программного управ-
ления имеется индикация двух типов: цифровая — в виде трех
матричных табло, буквенная — с соответствующими надписями ре-
жимов и диагностических функций. На цифровом табло задаются
величины подач, номера кадра, поадресная информация, заданная
или фактическая координата. Кроме того, во время процесса обра-
ботки нажатием кнопки с адресом Р на цифровое табло выводится
информация о текущей величине мощности резания, получаемой
с соответствующего датчика-преобразователя станка. С помощью
буквенно-цифровой клавиатуры пульта оператора обеспечивается
ручной ввод управляющих'программ, их корректировка и редак-
тирование. При редактировании управляющей программы можно
вызвать на цифровую индикацию пульта отдельные кадры, исклю-
чить лишние, вставить пропущенные.
Связь с датчиками-преобразователями осуществляется по соот-
ветствующим командам, поступающим от микро-ЭВМ. Эти команды,
165
chipmaker.ru
реализуемые в виде опросов датчиков, обеспечивают передачу
информации в машину. Преобразование информации аналогичного
вида, поступающей от измерительных преобразователей в цифро-
вую перед передачей ее в микро-ЭВМ, выполняется с помощью
аналого-цифровых преобразователей, функционирующих в следя-
щем режиме, которые предусматривают наличие на выходе цифровой
информации, соответствующей с точностью до 1 дискреты измере-
ния (0,5—1 мкм) аналоговому сигналу на его входе. При обработке
на станке, оснащенном системой адаптивного управления, пост-
роенной на основе микро-ЭВМ, размерная точность обработки воз-
растает в 2—3 раза.
Chipmaker.ru
ОГЛАВЛЕНИЕ
Введение ............................................................ 3
Глава I. Точность обработки и качество шлифованной поверхности 5
§ 1. Виды погрешностей ........................................... 5
§ 2. Технологические факторы, влияющие на точность обработки . , 7
§ 3. Понятие о шероховатости и волнистости поверхности.... 17
§ 4. Технологические факторы, влияющие на шероховатость поверх-
ности .......................................................... 19
§ 5. Оценка высоты шероховатости............................... 21
§ 6. Температура шлифования. Качество шлифованной поверхности 25
Глава II. Общие сведения о механизации и автоматизации производства 31
§ 1. Основные понятия........................................... 31
§ 2. Элементы автоматических устройств.......................... 32
§ 3. Автоматизация цикла шлифования............................. 35
§ 4. Измерительно-управляющие устройства........................ 37
§ 5. Автоматизация правки шлифовальных кругов .................. 45
§ 6. Комплексные автоматические линии из шлифовальных станков 47
Г л два Ш. Загрузочные и транспортные устройства шлифовальных
станков............................................................. 49
§ 1. Загрузочные устройства................................... 49
§ 2. Автооператоры и промышленные роботы ....................... 55
§ 3. Механизация и автоматизация транспортных работ............. 57
§ 4. Наладка автоматических загрузочных и транспортных устройств 60
Глава IV. Общие сведения о наладке и подналадке шлифовальных
станков............................................................ 63
§ 1. Наладка станка ............................................ 63
§ 2. Понятие о наладочном размере............................... 64
§ 3. Понятие о подналадке..................................... 65
§ 4. Порядок работ по наладке и подналадке станков ............. 65
§ 5. Наладка абразивного инструмента............................ 67
§ 6. Балансировка круга......................................... 69
§ 7. Подбор характеристик шлифовального круга................... 72
§ 8» Наладка элементов гидропривода............................. 74
Глава V. Наладка круглошлифовальных станков . . . .................. 80
§ 1. Последовательность наладки круглошлифовальных станков ... 80
§ 2. Наладка узлов станка....................................... 81
§ 3. Регулирование узлов станка . . . .......................... 89
§ 4. Виды брака, причины их возникновения и меры по предупрежде-
нию ............................................................ 91
§ 5. Техническое обслуживание станка и его смазка............... 91
§ 6. Наладка пзмерительно-управляющих -устройств................ 99
Глава VI. Наладка бесцентрово-шлифовальных станков................ 101
§ 1. Подготовка станка к работе ........................... . . 101
§ 2. Виды брака, причины его возникновения и меры по предупрежде-
нию ........................................................... 118
167
chipmaker.ru
Глава VII. Наладка внутришлифовальных станков...................... 118
§ 1. Наладка универсального станка............................ 118
§ 2. Наладка бесцентрового станка-автомата.................... 122
§ 3. Настройка контрольно-измерительных приборов.............. 124
§ 4. Виды брака, причины его возникновения и меры по предупрежде-
нию ......................................................... 128
Глава VIII. Наладка желобошлифовальиых станков..................... 129
§ 1. Последовательность наладки желобошлифовальных станков . . . 129
§ 2. Наладка и регулировка узлов станка........................' 130
§ 3. Виды брака, причины его возникновения и меры по предупрежде-
нию .......................................................... 133
Глава IX. Наладка плоскошлифовьльных станков....................... 136
§ 1. Наладка станков с прямоугольным столом................... 136
§ 2. Наладка плоскошлифовальных станков с круглым столом и вер-
тикальным шпинделем . . . .................................... 137
§ 3. Наладка двусторонних торцешлифовальных автоматов.......... 139
§ 4. Примеры типовых наладок на плоскошлифовальных станках . . . 144
§ 5. Настройка контрольно-измерительных приборов...........". . 145
§ 6. Виды брака, причины его возникновения и меры по предупреждению 149
Глава X. Техническое нормирование и организация труда при обра-
ботке на шлифовальных станках...................................... 149
§ 1. Основные сведения по техническому нормированию............ 149
§ 2. Установление условий обработки И*назначение режимов шлифо-
вания ........................................................ 151
§ 3. Определение вспомогательного и штучного времени.......... 155
§ 4. Понятие о надежности, ремонтопригодности и планово-предупре-
дительном ремонте оборудования ............................... 155
§ 5. Статистический контроль качества продукции......’......... 156
Глава XI. Перспективы развития шлифовальной обработки.............. 160
Chipmaker.ru
Герц Борисович Лурье
Вера Николаевна Комиссаржевская
НАЛАДКА ШЛИФОВАЛЬНЫХ СТАНКОВ
Редактор В. А. Козлов
Художник В. М. Боровков
Художественный редактор В. П. С пиров а
Технический редактор 3. В, Нуждина
Корректор Г. А. Чечеткина
ИБ № 4101
Изд. № М-179. Сдано в набор 02.02.83. Подп. в печать 29.07.83. Т—11403. Формат бЬхЭО’Лв-
Бум. тип № 3. Гарнитура литературная. Печать высокая. Объем 10,5 усл. печ. л. Усл.
кр.-отт. 10.88. Уч-изд. л. 11,66 Тираж 30 000 экз. Зак, As 789. Цена 30 коп
Издательство «Высшая школа», 101430, Москва, ГСП—4, Неглиниая ул., д. 29/14
Ордена Октябрьской Революции, ордеиа Трудового Красного Знамени Ленинградское
производственно-техническое объединение «Печатный Двор» ицеии А. М. Горького
Союзполиграфпрома при Государственном комитете СССР по делам издательств,
полиграфии и книжной торговли. 197136, Ленинград, П-136, Чкаловский проси., 15.