/












































































































































































































































Текст
ТЕХНОЛОГИЯ
ДЕТАЛЕЙ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
Под редакцией д-ра техн, наук профессора С. Е. Ушаковой
Допущено Министерством высшего и среднего специального образования СССР в качестве учебного пособия для студентов вузов, обучающихся по специальности «Конструирование и производство радиоаппаратуры»
Scan AAW
ББК 32.844 Т 38
УДК 621.396.69.002.2(075)
С. Е. УШАКОВА, В. С. СЕРГЕЕВ. А. В. КЛЮЧНИКОВ. В. П. ПРИВАЛОВ
Рецензенты: кафедра технологии производства радиоэлектронной аппаратуры МАТИ (зав. кафедрой доктор техн, наук проф. В. Н. Ч с р-н я е в); доктор техн, наук проф. И. Н. В о ж е н и и.
Редакция литературы по конструированию и технологии производства радиоэлектронной аппаратуры
Технология деталей радиоэлектронной аппарату-Т 38 ры. Учеб, пособие для вузов/С. Е. Ушакова, В. С. Сергеев, А. В. Ключников, В. П. Привалов; Под ред. С. Е. Ушаковой. — М.: Радио и связь, 1986. — 256 с.: ил.
Рассмотрены особенности технологии изготовления деталей радио* электронной аппаратуры различных конструктивных уровней; основы построения эффективных технологических процессов и пути их совершенствования на базе комплексной автоматизации и роботизации. Описана технология изготовления специфических деталей радиоэлектронной аппаратуры: подложек, корпусов микросхем, контактных элементов, магнитопроводов и т. д.
Для студентов вузов, обучающихся по специальности «Конструирование и производство радиоаппаратуры».
2401000000-089 ББК 32.844
046(01 )-86 Ь6’8Ь
© Издательство «Радио и связь>, 1986
ПРЕДИСЛОВИЕ
Изделия радиоэлектронной промышленности входят как важнейшие элементы в системы комплексной автоматизации сложных технологических процессов, используются в научных исследованиях, применяются в медицине и во многих других областях деятельности человека.
Цель учебника — дать инженеру-конструктору РЭА знания и сведения по технологии изготовления деталей, необходимые для формирования технико-экономического подхода к решению вопросов конструирования и технологической подготовки производства деталей РЭА с учетом обеспечения охраны окружающей среды.
В соответствии с программой, утвержденной Минвузом СССР, в учебном пособии отражены основы построения технологических процессов производства деталей РЭА, типичные технологические процессы производства деталей РЭА и технология изготовления специфических деталей конструкций РЭА и ЭВА.
При изложении общих вопросов технологической подготовки особое место отведено обеспечению точности изготовления деталей РЭА при высокой производительности труда и минимизации затрат, материалов и энергии на основе комплексной автоматизации и роботизации. Рассмотрены технологические возможности используемых методов размерной и безразмерной обработки, составляющих основу безотходных и малоотходных технологических процессов изготовления деталей РЭА. Технологические процессы изготовления некоторых специфических деталей РЭА (подложек и деталей корпусов микросхем, контактных и упругих элементов, магнитопроводов, объемных и полосковых волноводов СВЧ устройств, резонаторов и звукопроводов) приведены в качестве примеров практической реализации методов обработки.
Дисциплина «Технология деталей РЭА» основана на использовании знаний по дисциплинам «Материалы конструкций РЭА и их обработка», «Взаимозаменяемость, стандартизация и технические измерения». Она закладывает основы для таких дисциплин, как «Несущие конструкции и механизмы РЭА», «Конструирование и микроминиатюризация РЭА», «Технология РЭА, оборудование и автоматизация».
Отзывы и пожелания просьба направлять по адресу: 101000, Москва, Почтамт, а/я 693, издательство «Радио и связь».
3
1. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ РЭА И ОБЕСПЕЧЕНИЕ КАЧЕСТВА ИХ ИЗГОТОВЛЕНИЯ
1.1. КОНСТРУКТИВНО-ТЕХНОЛОГЙЧЕСКИЕ ОСОБЕННОСТИ ДЕТАЛЕЙ РЭА
Термин радиоэлектронная аппаратура (РЭА) используют для обозначения устройств различного назначения, имеющих признак общности — многократное преобразование (электромагнитных и другой физической природы) сигналов для передачи, приема и обработки информации в целях обеспечения связи, навигации, управления технологическими процессами изготовления изделий в промышленности, научных исследований и других видов человеческой деятельности.
Деталь РЭА — это простейший элемент РЭА, имеющий ограниченный комплекс свойств, соответствующий его функциональному назначению и изготовленный из одного или нескольких материалов без использования механической сборки. Отличительными особенностями промышленного производства деталей РЭА являются:
1) использование большого числа разнообразных методов обработки и переработки конструкционных материалов, общих с другими отраслями промышленности, в первую очередь — приборостроением и машиностроением, но приспособленных для производства РЭА. Например, холодной листовой и объемной штамповки, литья под давлением металлов и сплавов, резания лезвийными и абразивными инструментами, прессования и литья под давлением пластмасс, химических, электрофизических методов размерной и безразмерной обработки, нанесения поверхностных покрытий из металла и других материалов, термообработки, сварки и пайки и др.;
2) применение методов полупроводниковой и пленочной технологии, специфических для микроэлектроники, например эпитаксии (наращивание кристаллического вещества одного состава на подложке другого материала), химического осаждения твердых материалов из газовой среды, легирования термической диффузией, методов вакуумтермической технологии получения тонких пленок, ионно-плазменных методов;
4
3) использование широкой номенклатуры материалов;
4) зависимость содержания технологических процессов изготовления конкретной детали от принадлежности этой детали к конструктивному уровню составной части РЭА, в которую входит деталь, условий эксплуатации и других конструктивных и технологических классификационных признаков РЭА.
Рассмотрим конструкторскую классификацию составных частей РЭА.
Конструкторская классификация составных частей РЭА. По функ* циональному признаку все элементы и компоненты РЭА условно относят к одной из групп: схемотехнических элементов — схемотехническая (элементная) база РЭА; конструктивных элементов — конструктивная база РЭА.
Схемотехнические элементы, их компоновка и взаимосвязь в составе РЭА обеспечивают преобразование сигналов различной физической природы для целей, определяемых назначением РЭА. Основу современной схемотехнической базы составляют микросхемы, микросборки и микроэлектронные узлы в корпусах или без них. Наряду с микро-элементной базой используются дискретные резисторы, постоянные и переменные конденсаторы, трансформаторы, переключатели, соединители, индикаторы. Перечисленные элементы, не относящиеся к микроэлементам, трудно изготовить технологическими методами производства микросхем, например конденсаторы большой емкости, высокодобротные катушки индуктивности. Трансформаторы, разъемы, переключатели вообще плохо поддаются миниатюризации и не могут быть изготовлены методами микроэлектроники.
Конструктивные элементы, входящие в состав РЭА, обеспечивают механическую прочность, защиту от внешних воздействий, дестабилизирующих работу РЭА (влаги, инея, росы, пониженного или повышенного давления, внешних электрических и магнитных полей), и механическое управление РЭА. Основу конструктивной базы составляют отдельные монтажные детали и несущие конструкции. Несущие конструкции предназначены для механического закрепления, защиты от внешних воздействий и обеспечения доступности схемотехнических элементов при сборке и эксплуатации РЭА. Кроме того, к конструктивной базе относят: механические устройства управления в виде кнопочных и рычажных устройств и ручек, с помощью которых обеспечивается плавное или скачкообразное вращательное или поступательное движение рабочих органов регуляторов (резисторов, конденсаторов и т. п.); механизмы для механического перемещения подвижных рабочих элементов РЭА, таких как остчетные устройства, облучатели и зеркала антенн, пленочные и другого типа наосители информации; электромагнитные элементы; электродвигатели, сельсины, электромагнитные муфты приводов.
Относительная условность разделения первичных элементов РЭА на схемотехнические и конструктивные обусловлена тем, что некоторые из них выполняют функции элементов обеих групп. Например, миниатюрная монтажная панель может быть не только конструктивным несущим элементом, но и местом электрических соединений. Расчленение конструкций конкретных элементов схемотехнической группы на составные части выявляет детали, выполняющие типичные функции конструктивных элементов, например: основания и крышки корпусов ми-
5
JJICMCH IUD.
Схемотехнические и конструктивные элементы РЭА объединяются в конструктивно-законченные единицы, входящие в состав РЭА в виде пультов, блоков, шкафов, частных конструкций плате установленными микросхемами, микросборками различной степени интеграции и дискретными элементами. Конкретный состав конструктивно-законченных единиц зависит от назначения РЭА (радиоприемная, телевизионная, самолетная и т. п.) преимущественного использования того или иного типа схемотехнической базы (дискретные элементы или микроэлементы), условий эксплуатации (легкие, средние, жесткие), частотного диапазона работы и т. п.
Условия эксплуатации РЭА следует выделить особо, так как они Указывают существенное влияние на конструктивно-технологические особенности деталей РЭА и в первую очередь деталей, образующих конструктивную базу РЭА.
По условиям эксплуатации выделяют три класса РЭА, для которых разработана и используется единая конструктивная база в виде ком^ лекта УТК (универсальных типовых конструкций): УТК-1 — для стационарной РЭА, предназначенной для работы в отапливаемых и неотапливаемых стационарных помещениях: УТК-Н —для стационарной, полустационарной и подвижной РЭА, работающей на открытом воздухе, в палатках, во временных помещениях и укрытиях, а также на колесном и гусеничном транспорте; УТК-III — для РЭА преимущественно на интегральных схемах (ИС) и микросборках (МС), устанавливаемой на подвижных объектах в труднодоступных местах и работающей в жестких условиях эксплуатации.
Конструкции несущих элементов УТК созданы по модульному принципу, т. е. по принципу входимости корпусов модулей младшего конструктивного уровня в корпуса модулей старшего уровня. Модульность несущих конструкций РЭА позволяет компоновать РЭА из отдельных конструктивно-законченных единиц различной сложности, находящихся в иерархической подчиненности. Под термино.м «иерархическая подчиненность конструктивных уровней РЭА или конструкторская иерархия» подразумевают создание конструктивно-законченных единиц или модулей старшего конструктивного уровня объединением конструктивно-.законченных единиц младших уровней Использование конструкторской иерархии, современной схемотехнической базы и комплексов УТК на стадии создания РЭА ведет к сокращению сроков и стоимости проектирования, так как обеспечивает возможность использовать автоматизированные методы проектирования РЭА и подготовки производства с использованием ЭВМ, а на стадии изготовления РЭА позволяет снизить стоимость изготовления за счет увеличения серийности производства компонентов конструкций, вызванной ограничением рядов типоразмеров компонентов для использования при разработке новых РЭА и применения отработанных прогрессивных технологических процессов изготовления деталей и узлов РЭА.
Радиоэлектронная аппаратура на базе УТК включает в себя модули четырех или пяти конструктивных уровней (КУ).
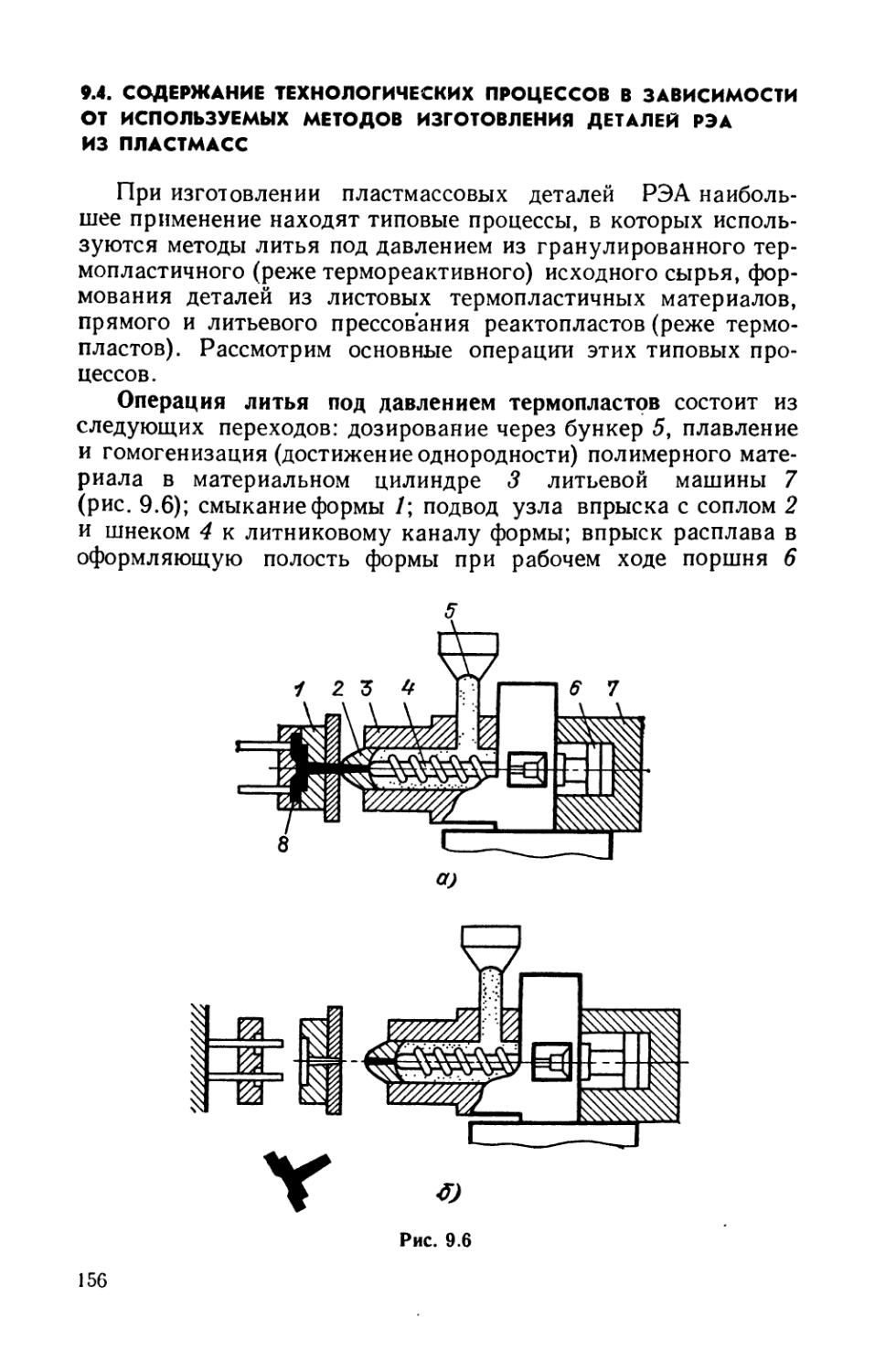
Нулевой уровень (КУ-О) — бескорпусные микроэлементы, используемые в ИС резисторы, транзисторы, конденсаторы (рис. 1.1 а—в), диодные матрицы (рис. 1.1, г); бескорпусные ИС частного и общего применения, фрагменты схем, выполненные по полупроводниковой технологии. Перечисленные схемотехнические элементы нулевого конструктивного уровня используются преимущественно в РЭА на базе УТК-III и входят как составные части в модули старшего уровня 6
Первый уровень (КУ-1) для РЭА на базе УТК-I и УТК-Н — кор-нусированные ИС со штыревыми (рис. 1.2, а) или планарными (рис. 1.2, б) выводами широкого применения, бескорпусные гибридные ИС (или микросборки), транзисторы и диоды в корпусах, конденсаторы в дискретном исполнении. В РЭА на базе УТК-III к КУ-1 относят кор-пусированные, бескорпусные однослойные и многослойные микроэлектронные узлы (МЭУ, рис. 1.2, в и г).
Рис. 1.2
7
Второй уровень (КУ-2) для РЭА на базе УТК-I и УТК-П — ячейки, олненные в виде унифицированных печатных плат / обычной 1.3, а) и многослойной конструкции (рис. 1.3, 6) с установленны-на них схемотехническими элементами 2 (как правило, ИС), эле-тами контактирования, фиксации и крепления 3 и 4\ а для РЭА на ? УТ К-1 Н — типовой элемент конструкции (ТЭК), в состав которо-кроме МЭУ, смонтированных на печатной плате, входит ряд дета-
лей и элементов, обеспечивающих прочность, экранирование, герметизацию, теплоотвод для платы и монтаж ТЭК в конструктивной единице старшего уровня. Обычно элементы КУ-2 называют типовыми элементами замены (ТЭЗ).
Третий уровень (КУ-3) — блоки и панели (рис. 1.4, а), состоящие из несущих конструкций, на которых монтируют по нескольку единиц или десятков ТЭК или ТЭЗ. Кроме деталей несущих конструкций ТЭК и ТЭЗ, в состав блоков входят устройства питания, индикаторные и сигнализационные элементы, механические и электромеханические устройства управления и вспомогательного назначения, элементы для внутриблочного и межблочного электрического соединения (коммутационные многослойные печатные платы, кабели, соединители, оптоэлектронные устройства). Блоки РЭА (рис. 1.4, б) на базе УТК-Ш после сборки, настройки и регулировки подвергаются вакуумной герметизации и заполнению инертным газом, а блоки РЭА на базе УТК-I и УТК-П герметизации не подлежат. Этим и обусловливается резкое отличие внешнего вида и состава конструктивных элементов блоков РЭА на базе УТК-1П от блоков и панелей РЭА на базе УТК-I и УТК-П.
Четвертый уровень (КУ-4) для РЭА на базе УТК-1 и УТК-П реализуется в виде стоек, шкафов, пультов управления или приборных корпусов (рис. 1.5, а—г), а для РЭА на базе УТК-Ш — в виде агрега-тированных децентрализованных, централизованных полиблочных и моноблочных систем.
Конструктивные единицы КУ-4 на базе УТК-П отличаются от конструктивных единиц на базе УТК-I тем, что размеры каркасов стоек ограничиваются размерами стандартных люков и проемов, через которые транспортируются стойки, в их состав входят дополнительные амортизирующие и уплотняющие устройства, дверки специальной формы с запирающими, поворотными и фиксирующими механизмами, воздуховоды с каналами входа и выхода и другие специальные конструктивные элементы, отсутствующие в КУ-4 на базе УТК-I. Создание КУ-4 на базе УТК-П1 возможно без использования общих элементов механической несущей системы с объединением блоков КУ-4 УТК-III в одну систему с использованием кабельной сети. Именно так создаются КУ-4, относящиеся к децентрализованной агрегатированной системе с индивидуальной защитой каждого блока от механических и других воздействий. Централизованная полиблочная система КУ-4 УТК-Ш имеет единую систему защиты от внешних воздействий и однозначную фиксацию блоков один относительно другого. Централизованная моноблочная агрегатированная система КУ-4 УТК-ПI образуется сразу из компонентов КУ-2 УТК-Ш, не имеет компонентов КУ-3 УТК-Ш и кабельной сети. Это частный случай, когда конструкторская иерархия имеет только четыре уровня.
Недостатком существующей конструкторской иерархии является уменьшение плотности компоновки из-за потерь объемов при корпуси-ровании ИС, малая эффективность использования объема узлов с унифицированным печатными платами, наличие разъемов и узлов механического крепления. Дальнейшее совершенствование конструкций РЭА, в том числе и увеличение плотности компоновки, возможно при реализации комплексной миниатюризации, в первую очередь, увеличением доли микроэлектронных узлов в конструкции РЭА и переходе от интеграции узлов к интеграции комплексов.
Технологические особенности изготовления деталей РЭА. Конструктивные модули первого уровня состоят из собствен-
9
Рис. 1.4 Рис. 1.5
10
но микросхем или функциональных частей микросхем и деталей корпусов Микросхем и микроузлов. В микроузлах дополнительно используются монтажные платы.
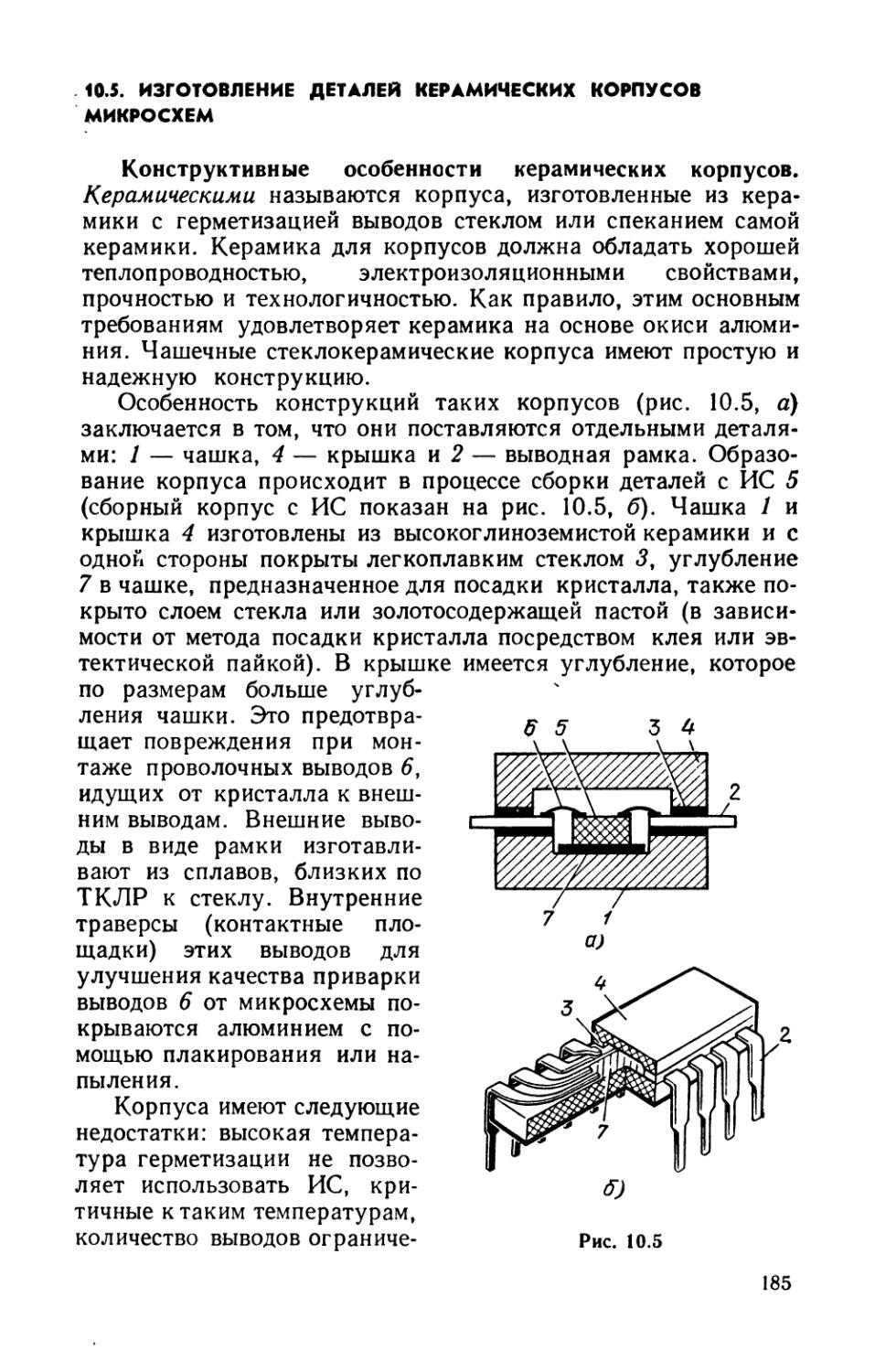
Собственно микросхемы (эле- Рис. 1.6
мент 8 на рис. 1.6) выполняют
функции преобразователей сигналов. Их изготавливают по пленочной, полупроводниковой или гибридной технологиям
микроэлектроники и реализуют соответственно в виде: диэлектрической подложки с распложенными на поверхности пленочными электрорадиоэлементами, компонентами, межэлементарными соединениями и контактными площадками; полупроводникового кристалла с выполненными в его объеме всеми элементами микросхем; диэлектрической подложки с пленочными элементами и навесными полупроводниковыми кристаллами на поверхности. Детали корпусов микросхем защищают собственно микросхемы от внешних воздействий и позволяют выполнить электромонтаж микросхем при их объединении в конструктивный модуль старшего уровня, а также ряд других функций.
Детали корпусов имеют названия (рис. 1.6): / — основание с площадкой 7 для монтажа собственно микросхем 5; 4 — крышка для создания герметизации внутренней полости корпуса; 2 — внешние выводы для электрического соединения микросхемы с другими схемотехническими элементами РЭА, с контактной площадкой 5 для приварки или припайки вывода 6 от микросхемы; 3 — рамка корпуса. По используемым основным материалам для оснований, крышек корпусов и изоляции внешних выводов корпусы подразделяются на металлостеклянные, стеклянные, металлокерамические, керамические, пластмассовые и металлополимерные. Материалы деталей конкретного корпуса должны обладать совместимостью применения, например, характеризоваться близкими по значению термическими коэффициентами линейного расширения.
Выбор материалов, конструкция и технология изготовления деталей корпусов и их сборка подчинены требованиям, выполнение которых обеспечивает: защиту функциональной части микросхем от воздействия окружающей среды и механических повреждений, а также чистоту внутренней среды корпуса, окружающей функциональные элементы микросхемы; удобство и надежность монтажа функциональной части микросхемы внутри корпуса; надежное электрическое соединение элементов функциональной части с внешними выводами; эле
11
ктрическую изоляцию внешних выводов между собой и металлическими деталями корпуса; отвод тепла от функциональной части микросхем; надежное крепление корпуса в конструктивных модулях старшего уровня; коррозионную и радиационную стойкость; простоту и наименьшую стоимость в изготовлении.
Для изготовления деталей корпусов микросхем используются методы обработки металлов давлением, резанием, химического травления, химического и гальванического нанесения покрытий, литья и прессования пластмасс, а также методы керамической толстопленочной технологии и термической обработки.
Особенности технологии изготовления деталей корпусов обуславливаются необходимостью получения миниатюрных деталей с высокой точностью размеров и формы и обладающих специфическими свойствами. Например, при изготовлении металлических оснований для металлостеклянных корпусов методами холодной листовой штамповки, кроме традиционных операций, выполняют отжиг в водороде исходного материала для повышения пластичности, обезгаживания и удаления углерода из поверхностного слоя, а в качестве конечных операций выполняют окисление поверхности, без которого невозможно получение качественного спая коваровых деталей со стеклом. При изготовлении выводов прямоугольного сечения полимерных и керамических корпусов используют групповой метод, при котором все выводы для одного корпуса изготавливают одновременно в виде рамки с технологическими перемычками, фиксирующими взаимное положение выводов и облегчающими точность монтажа выводов в корпусе при его сборке корпуса. Технологические элементы рамки удаляются после сборки.
Монтажные основания в виде печатных плат, входящие в модули второго уровня на базе УТК-I и УТК-П, выполняют из листовых фольгированных и нефольгированных диэлектриков и могут иметь один или несколько слоев печатных проводников с монтажными элементами для микросхем, а также металлизированные отверстия или другого вида элементы межслойных соединений.
Промышленные технологические процессы изготовления монтажных оснований (печатных плат) построены на базе следующих основных методов: механической обработки резанием, холодной штамповки, фотолитографии, избирательного химического травления, химической и гальванической металлизации, лакокрасочных покрытий, методов горячего нанесения металлических покрытий. Детали крепления и объем
12
ных разъемов изготовливают методами прессования пластмасс (корпуса), методами давления и резания (контактные элементы разъемов и крепежные детали). Металлически^детали модулей второго уровня, относящиеся к конструктивной базе, имеют защитной покрытие из металлов и сплавов.
Конструктивныё модули второго уровня РЭА на базе и УТК-Ш выполняют в виде типового элемента конструкции (ТЭК) и состоят из элементов и деталей (см. рис. 1.3, в): многослойной печатной платы (МПП) 2 с установленными на ней микроузлами (модулями первого уровня), рамки-основания /, рамки-вкладыша 5, колодки монтажной 5 и экрана 4. При изготовлении МПП используются в том числе процессы избирательного химического травления фольги на поверхности фольгированных листовых диэлектрических материалов для получения печатных проводников и электрохимической металлизации сквозных отверстий для получения межслойных соединений. Рамку-основание и рамку-вкладыш делают из сплава АЛ-2 литьем под давлением с последующей механической обработкой резанием поверхностей сопряжения с другими деталями ТЭК и элементов фиксации. Крышки-экраны штампуют из листового алюминиевого сплава АМц. Покрытия металлических деталей ТЭК, как правило, многослойные.
Конструктивные модули третьего и старших уровней РЭА на базе УТК-I и УТК-П — блоки. Они состоят из модулей младшего уровня и дополнительно из следующих элементов конструктивной базы: передних и задних панелей, направляющих, рамок жесткости для печатных плат, крепежных и фиксирующих деталей. Кроме того, в состав блоков, стоек, пультов входят соединители, элементы индикации, органы управления и регулировки. Технологические процессы изготовления деталей этого конструктивного уровня используют обычно общемашиностроительные методы изготовления металлических и пластмассовых деталей (штамповка листовых материалов для создания панелей, крышек, кронштейнов), литейные процессы и сварку для изготовления рам крупногабаритных блоков и стоек: механическую резку стандартных прокатных и литых профилей: прессование и литье под давлением пластмасс для получения направляющих, разъемов, ручек и других деталей; обработку резанием деталей фиксации и крепежных резьбовых отверстий в большинстве деталей; процессы создания защитно-декоративных покрытий.
Типичными дополнительными деталями конструктивных модулей третьего и старших уровней РЭА на базе УТК-Ш служат: корпуса-основания и крышки, изготовленные литьем или объемной штамповкой из алюминиевых сплавов с после
13
дующей обработкой резанием; штампованные кожухи; детали закрепления блоков на объекте-носителе, обработанные методами давления ви резания. Особенностью перечисленных металлических деталей является наличие многослойных защитных покрытий (медь—никель, олово—свинец или других композиций).
1.2. ВЗАИМОСВЯЗЬ КОНСТРУКЦИИ ДЕТАЛЕЙ РЭА И ТЕХНОЛОГИИ
Требования к конструкции конкретной детали РЭА, к ее размерам, механическим, электрофизическим и другим свойствам обусловлены ее назначением, особенностями работы и эксплуатации. Эти требования, в том числе марка исходных материалов, фиксируются на рабочем чертеже детали и являются исходными данными для деятельности технологических служб и производственных подразделений предприятия, на котором изготавливают деталь. Для производства детали всегда можно предложить несколько методов обработки (или переработки) исходных материалов, которые технически в равной степени могут обеспечить заданные свойства.
Каждый из методов накладывает определенные требования к форме элементов детали, их предельным размерам и имеет ограничения на достижимую точность полученных размеров и формируемых в процессе изготовления свойств. Например, пластмассовые детали должны быть равностенными, иметь форму, обеспечивающую возможность извлекать их из пресс-формы после прессования или литья под давлением. Для этих целей на пластмассовых деталях выполняют технологические уклоны, а при необходимости — конструктивные элементы, имеющие только технологические назначение — бобышки, отверстия, пазы и т. п. Равноценные методы обработки конструкционных материалов в отношении точности и достижения других заданных свойств, как правило, бывают неравноценными по затратам времени, средств и энергии на их реализацию. Кроме того, в зависимости от объема выпуска (количества деталей, изготавливаемых в заданный интервал времени) неравноценность методов проявляется неоднозначно. Например, производство алюминиевого литого корпуса в условиях одноразового изготовления небольшой партии в несколько штук целесообразно выполнить методом литья в песчаные формы. Изготовление точно такого же корпуса в больших количествах (несколько тысяч штук) и в течение длительного времени может оказаться целесообразным выполнять методом литья под давлением. Технологические требования к детали для этих методов различны.
14
Рис. 1.7
Взаимосвязь конструкции деталей и технологии их изготовления прежде всего осуществляется через выбор материалов, методов обработки и учет объема выпуска и условий производства. Эта связь иллюстрируется схемой (рис. 1.7) принятия конструкторских и технологических решений при конструировании деталей.
1.3. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Заготовка — полупродукт производства, из которого изменением формы, состояния поверхности и физических свойств исходного материала изготовляют деталь. Заготовки получают предварительной обработкой исходных материалов, поступающих на предприятие, методами литья, давления, прессования, резки лезвийными и абразивными инструментами, газовой резки и т. д.
Производственным процессом называется совокупность всех действий людей, орудий и естественных процессов, в резуль
15
тате которых поступающие на предприятия материалы и полуфабрикаты превращаются в готовую продукцию. Производственный процесс включает в себя не только изготовление деталей и их сборку, но и транспортирование, и хранение материалов и полуфабрикатов, изготовление технологической оснастки специальных инструментов и др.
Технологический процесс — часть производственного процесса, содержащая действия по непосредственному изменению и последующему контролю состояния любого предмета производства (отдельной детали, конструктивной единицы РЭА или отдельного вида РЭА). Различают технологические процессы изготовления деталей, сборки, настройки, регулировки, контроля и сдачи изделия. Основу технологического процесса изготовления деталей составляют действия по изменению размеров и формы заготовки, а также действия направленного формирования радиотехнических, химических, механических и других свойств’исходного материала заготовки.
Этап технологического процесса — группа операций, выполняемых последовательно и имеющих признак общности. Например, этап подготовки поверхности корпуса СВЧ устройства под серебрение включает в себя несколько операций (обезжиривание, сушка, травление в гидроокиси натрия, промывка, осветление в'растворе азотной кислоты и т. д.). Группирование операций в этапы позволяет лаконично описать сложный технологический процесс изготовления деталей, состоящий из десятков и сотен операций.
Операция — законченная часть технологического процесса, выполняемая на одном рабочем месте, одним или группой рабочих, а также в условиях безлюдной технологии. Примерами операций могут служить штамповка крышки корпуса микросхемы, изготовление штырькового вывода на токарноревольверном автомате, терморихтование основания магнитного диска для внешнего запоминающего устройства ЭВМ, контроль магнитных свойств детали магнитопровода (магнитной проницаемости, коэрцитивной силы и формы петли гистерезиса).
Переход — часть операции, включающая обработку определенной части объема детали или площади участков ее поверхности одним и тем же инструментом или одновременно одной группой инструментов, или активными технологическими средами. Замена вида инструментов или технологической среды означает начало выполнения очередного перехода.
Установ — часть операции в несколько переходов, выполняемая при неизменном закреплении в приспособлении обрабатываемой заготовки или собираемого изделия
16
Позиция — каждое из различных фиксированных положений, занимаемое неизменно закрепленной обрабатываемой^ заготовкой совместно с приспособлением, относительно неподвижной части оборудования для выполнения части операции.
Тип производства характеризуется специализацией рабочих мест или загруженностью рабочих мест одной и той же работой. Различают три основных типа производства: массовое, серийное и единичное.
Массовое производство характеризуется узкой специализацией рабочих мест, за каждым из которых закреплено выполнение только одной операции. При массовом производстве изготовление одних и тех же изделий ведется непрерывно в большом количестве и в течение значительного промежутка времени.
Серийное производство характеризуется широкой специализацией рабочих мест и изготовлением различных изделий партиями, регулярно повторяющимися через определенные промежутки времени. За каждым рабочим местом закреплено несколько операций, выполняемых периодически.
Различают подтипы серийного производства: крупносерийное, среднесерийное и мелкосерийное. При крупносерийном производстве изделия изготавливают большими партиями и без переналадки технологического оборудования на другую работу в течение нескольких десятков рабочих смен. Период времени между переналадками оборудования при среднесерийном производстве составляет несколько рабочих смен, а при мелкосерийном — соизмерим с временем одной рабочей смены. Кроме того, подтипы серийного производства отличаются один от другого целым рядом других признаков: степенью автоматизации применяемого оборудования и приспособлений, широтой использования специальных инструментов, отработанностью режимов выполнения операций и др.
Единичное производство характеризуется универсальностью рабочих мест, за которыми нет закрепления операций. При единичном производстве изделия производят в небольших количествах. Изготовление изделий может повториться через неопределенное время или не повторяться совсем.
Применительно к производственному подразделению (цеху или участку) тип производства определяется коэффициентом закрепления операций К30 = 0/Р, где О — число различных операций, выполняемых за один месяц; Р — число рабочих мест, на которых выполняются операции. Согласно ГОСТ 14.004—74 тип производства определяется по значению /<30: массовое производство К30 =- 1; крупносерийное —
17
1 < *оз С среднесерийное — 10 < К30 < 20; мелкосерийное — 20 < К30 40. Для единичного производства Лзо
не регламентируется.
1.4. ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ОБЕСПЕЧЕНИЯ КАЧЕСТВА ИЗГОТОВЛЕНИЯ И ПУТИ ПОВЫШЕНИЯ НАДЕЖНОСТИ ДЕТАЛЕЙ РЭА
Качество отдельной детали или изделия — совокупность свойств,обусловливающих способность отвечать определенным требованиям, в соответствии с ее назначением. Основными показателями качества изготовленных деталей являются точность сформированных физических свойств, выполненных размеров и формы элементов деталей, надежность. Степень приближения действительных значений, формируемых при изготовлении детали параметров к их заданному значению, называется точностью изготовления. Точность изготовления обеспечивается выбором методов обработки, построением технологического процесса. При этом из нескольких вариантов, равноценных по достижению точности технологических процессов, выбирается процесс, требующий наименьших затрат.
Надежность — свойство выполнять заданные функции, сохраняя эксплуатационные показатели в допустимых пределах в течение требуемого промежутка времени. Надежность характеризуется частными показателями: безотказностью, ремонтопригодностью, сохраняемостью и долговечностью. Количественные характеристики этих показателей имеют вероятностный характер.
Надежность обеспечивается как конструктивными, так и технологическими мероприятиями. Технологические мероприятия имеют решающее значение. В процессе производства на надежность влияют качество исходного материала, режимы изготовления, наличие или отсутствие контрольных операций, выявлющих скрытый брак, наличие или отсутствие испытаний на надежность. Для исключения влияния разброса свойств исходного материала на надежность деталей используют входной контроль материалов. Скрытый брак, т. е. такой брак, который не может быть обнаружен прямым непосредственным контролем, выявляется специальными контрольными операциями. Например, при оценке качества покрытий используют образцы-ясвидетели», на которые совместно с деталями наносится покрытие. «Свидетелей» можно подвергать разрушающему контролю.
Испытания на надежность основываются на знании физики отказа. Для сокращения времени испытания на надежность находят применение ускоренные методы с форсированными режимами. Из механических испытаний на прочность наиболее универсальными ускоренными методами являются испытания на вибрационном режиме и ударом. При ускоренных испытаниях на надежность должны соблюдаться следующие условия: идентичность законов распределения отказов во времени при обычных и ускоренных испытаниях; соотношение отказов по однотипным причинам; обеспечение подобия изменения параметров.
18
Безотказность определяется свойством изделия сохранять работоспособность в течение некоторой наработки без вынужденных перерывов.
Ремонтопригодность — свойство изделия, заключающееся в его приспособлении к предупреждению, обнаружению и устранению отказов и неисправностей путем, проведения технического обслуживания и ремонтов.
Сохраняемость определяет свойство изделия сохранять обусловленные эксплуатационные показатели в течение и после срока хранения и транспортирования, установленного технической документацией.
Долговечность харктеризует свойство изделия длительно сохранять работоспособность в определенных режимах и условиях эксплуатации до разрушения или другого предельного состояния. Долговечность количественно оценивается техническим ресурсом, представляющим собой сумму интервалов времени безотказной работы системы или изделия за период эксплуатации до разрушения или другого предельного состояния. Для изделия, износ которого в процессе эксплуатации происходит неравномерно и связан с периодическим выполнением определенных функций (измерений, включений, зарядов и разрядов и др.), долговечность может измеряться другими единицами (например, числом циклов, на которое рассчитано изделие до его износа).
1.5. ПРИМЕНЕНИЕ СТАТИСТИЧЕСКИХ МЕТОДОВ ДЛЯ АНАЛИЗА ТОЧНОСТИ ИЗГОТОВЛЕНИЯ И ПОВЫШЕНИЯ НАДЕЖНОСТИ ДЕТАЛЕЙ РЭА
Степень приближения действительных значений, формируемых при изготовлении детали параметров к их заданному значению, называется точностью изготовления. Различают точность отдельно взятой детали и точность изготовленной партии деталей. Точность отдельной детали оценивают отклонениями параметров непосредственно по результатам измерений. При измерении параметров партии деталей одни и те же параметры разных деталей отличаются своими значениями. Такое наблюдаемое различие формируемых параметров называют рассеянием или разбросом. Точность изготовления при наличии рассеяния контролируемых величин (Параметров) можно оценить лишь с помощью вероятностных статистических характеристик, основные из которых следующие: среднее арифметическое значение параметра, диапазон рассеяния, характеристики рассеяния значений параметров внутри диапазона и др.
19
Среднее арифметическое дискретное значение параметра
№ (Хх + Х2 + ... + Xjv)//V,
(1.1)
где х19 х2, .... хд/—действительные числовые значения параметра; N — число измерений Кроме того,
k
х= 2 xin*JN>
1 = 1
(1.2)
где k — число групп совпадающих значений параметра;
частота появления значения хг. Для непрерывно меняющейся величины вместо среднего арифметического значения используют математическое ожидание
*2
Мх = j ху dx. (1.3)
Практический диапазон рассеяния Др параметров — разность между наибольшим хнб и наименьшим хнм значениями параметров в партии
Др = хнб (14)
Середина поля рассеяния тх параметра относительно заданного чертежом номинального значения хном равна
-- % ^НОМ’
(1.5)
Характер рассеяния параметров внутри диапазона наглядно представляют кривые распределения (рис. 1.8), из которых 1 — гистограмма; 2 — тео-
ретическая кривая вероятности; 3 — полигон распределения или практическая кривая распределения. Для аппроксимации реальных кривых распределения используют законы имеющие описания, например, Коши у — А (1 + х2), биквадратный закон у — А ехр (—х4); формулу Симпсона у = = 4(1+ |х|) при А <1 и др.
20
Исследования показали, что для большинства технологических процессов при отсутствии влияния доминирующих факторов, нарушающих правильное их течение, распределение погрешностей подчиняется закону Гаусса
У ~ Д е —(х —х)*/2а*,
(1.6)
где у — плотность вероятности; х — случайная величина (параметр детали); dr — среднее квадратическое отклонение, определяемое для дискретных значений по формуле; А — некоторый параметр. Для (1.6) А = 1/<т]/2л,
/ k
0 = 1/ 2 x)nx./N , ' t = i
а для непрерывных значений
о — J х2 ydx . xt
(1.7)
(1.8)
Существенных отступлений от этого закона можно ожидать тогда, когда среди действующих факторов имеется один или несколько доминирующих во времени по определенным законам.
Приведенные характеристики оценивают общую суммарную погрешность изготовления, которую можно представить как погрешность, вызванную несколькими одновременно действующими факторами. Каждый фактор вызывает первичную погрешность, отличную от суммарной. Все первичные погрешности в зависимости от характера их проявления и методов учета делят на систематические постоянные, систематические закономерно изменяющиеся и случайные.
Систематические постоянные погрешности не изменяются при обработке одной или нескольких партий заготовок на одном и том же оборудовании. Они возникают под влиянием постоянно действующего фактора. Примером подобных погрешностей могут служить: неперпендикулярность оси просверленного отверстия к базовой плоскости заготовки из-за непер-пендикулярности оси шпинделя к плоскости стола вертикально-сверлильного станка; ошибки межосевого расстояния растачиваемых отверстий из-за неправильно выдержанного расстояния между осями направляющих втулок расточного кондуктора. Систематические постоянные погрешности могут быть выявлены пробными измерениями нескольких обработанных деталей. Эти погрешности сводятся к желаемому
21
минимуму соответствующими технологическими мероприятиями: настройкой оборудования, регулировкой оснастки.
Систематические закономерно изменяющиеся погрешности могут влиять на точность обработки непрерывно или периодически. Примером непрерывно влияющей погрешности может служить погрешность, вызываемая размерным износом режущего инструмента. Примером периодически действующей погрешности может служить погрешность, возникающая в результате тепловой деформации станка в период его пуска до достижения состояния теплового равновесия. Знание закона изменения этих погрешностей позволяет принимать меры для их устранения или уменьшения при построении технологических операций.
Случайные погрешности возникают в результате действия большого количества не связанных между собой факторов. Случайная погрешность может иметь различное значение; определить заранее момент появления, направление действия и точное значение этой погрешности для каждой конкретной детали в партии не представляется возможным. Причинная связь между случайной погрешностью и вызывающими ее появление факторами может быть явной или не вполне выясненной. Так, например, для конкретного случая станочной обработки можно выявить зависимость упругих отжатий технологической системы от колебания твердости или снимаемого припуска. Прогнозирование случайной погрешности для каждой детали в партии практически неосуществимо, но тем не менее можно установить пределы изменения этой погрешности. При явно выраженной связи между случайной погрешностью и вызывающими ее появление факторами пределы изменения случайной величины могут быть определены аналитическими расчетами.
Для анализа точности изготовления деталей партиями и управления технологическими процессами с целью предупреждения появления брака используют статистические методы анализа и текущего активного контроля. Эти методы отличаются от пассивных методов, предназначенных лишь для рассортировки деталей на годные и негодные.
1.6. МЕТОДЫ РАСЧЕТА ТОЧНОСТИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Основные методы расчета точности технологических процессов: оценка статистической суммарной погрешности с помощью кривых распределения и точностных диаграмм; аналитический расчет точности из условия детерминированности технологического процесса; расчеты точности, основанные на
22
представлении технологических процессов в виде матричных структурных схем.
Для оценки суммарной погрешности изготовления детали по конкретному параметру строят гистограммы или полигоны распределения, характеризующие фактическое распределение параметра. Для оценки степени совпадения теоретических и практических законов используют известные критерии согласия. Практически предельное поле рассеивания погрешностей, подчиняющихся закону Гаусса, ограничено величиной
Др— 6а.
(1.9)
Фактическая точность получения формируемого параметра сопоставляется с требуемой точностью сравнением поля допуска б на этот параметр с предельным практическим полем рассеивания Ар, т. е.
1) == б/6а = б/Ар.
(1.10)
Точность технологического процесса при т] = 1 обеспечивает требуемую точность; при r| > 1 — больше требуемой, а при м < 1 не обеспечивает заданной точности, т. е. часть деталей будет браком. Вместе с тем необходимо сопоставлять значение тх с серединой поля допуска Ло. Разность между этими значениями должна быть равна нулю для симметричных законов распределения. В этом случае при б = 6а партия деталей изготовлена без брака.
Таким образом, при распределении погрешностей по закону Гаусса партия деталей будет годной при соблюдении следующих условий: середина поля рассеяния совпадает с серединой поля допуска:
тх = Ао,
(1.Н)
предельное практическое поле рассеяния равно полю допуска:
б — 6а.
(1.12)
Наличие закономерно изменяющихся погрешностей (износ резца, его нагревание) влияет на форму кривой распределения, и при больших значениях этих погрешностей действительное распределение в той или иной степени может отличаться от закона Гаусса. В тех случаях когда распределение не подчинено закону Гаусса, следует учитывать также и асимметрию,
23
и эксцесс кривой. Тогда формулы (1.11) и (1.12) принимают следующий вид: гпж = До + аб/2;
6 = 6a/fe;
а = (х—До)/(0,5 6),
где а — коэффициент относительной асимметрии; k — коэффициент относительного рассеяния.
При определении общей погрешности ее среднее квадратичное отклонение
(113)
Os =
о?Ik-z ,
(1-14)
где ki — коэффициенты относительного рассеяния составляющих погрешностей; — коэффициент относительного рассеяния суммарной погрешности.
Середину поля рассеяния параметра находят алгебраическим сложением составляющих:
ГПг = 5 (До i + °.5 ai АР .)•
(1.15)
Метод кривых распределения позволяет дать оценку физической точности технологического процесса и ее соответствия заданным допускам и определить процент вероятного брака, сравнивать различные процессы по точности, выявить степень стабильности процесса, исследовать влияние отдельных факторов и др. Несмотря на простоту, надежность и универсальность, этот метод имеет недостаток; он совершенно не учитывает последовательности обработки деталей. Переменные систематические погрешности не отделяются от случайных, влияние тех и других выявляется как рассеяния размеров. Для устранения этих недостатков используются точностные диаграммы, в которых указывается положение центра группирования, среднее квадратичное отклонение, поле рассеяния в различные моменты времени.
1.7. ЗАВИСИМОСТЬ СТОИМОСТИ ДЕТАЛЕЙ ОТ КАЧЕСТВА ИХ ИЗГОТОВЛЕНИЯ
Количественные значения таких показателей качества изготовления отдельных деталей РЭА, как разброс параметров физических свойств точность размеров и формы, шерохова-
24
тость поверхности, закладываются при проектировании РЭА. Они зависят от назначения РЭА, условий ее эксплуатации, функций, выполняемых деталями, используемых методов защиты РЭА от внешних воздействий. Качество изготовления деталей обеспечивается технологией изготовления, а качество изготовленных деталей проявляется при сборке и эксплуатации РЭА.
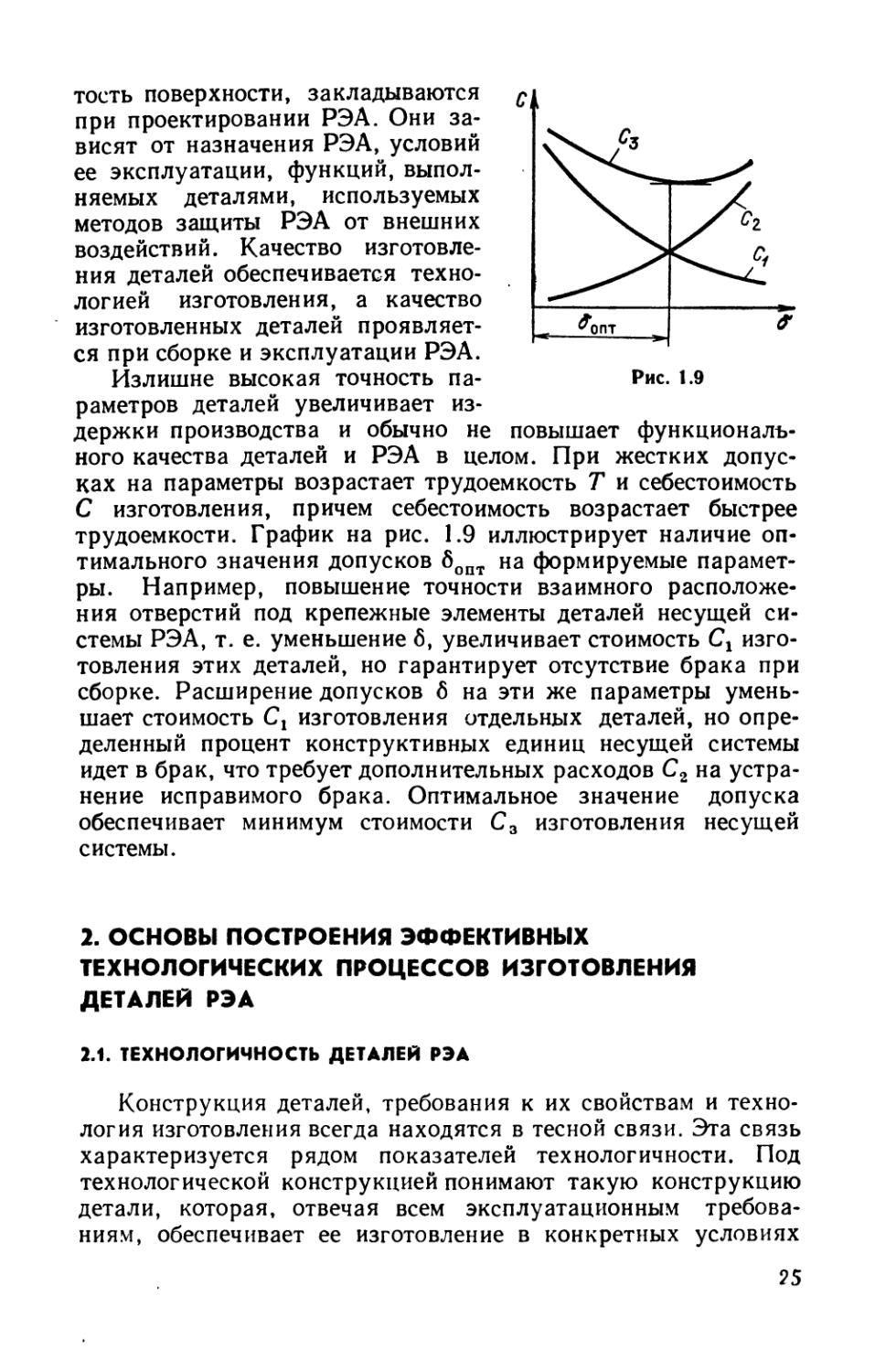
Излишне высокая точность па-
раметров деталей увеличивает из-
держки производства и обычно не повышает функционального качества деталей и РЭА в целом. При жестких допусках на параметры возрастает трудоемкость Т и себестоимость С изготовления, причем себестоимость возрастает быстрее трудоемкости. График на рис. 1.9 иллюстрирует наличие оптимального значения допусков бопт на формируемые параметры. Например, повышение точности взаимного расположения отверстий под крепежные элементы деталей несущей системы РЭА, т. е. уменьшение б, увеличивает стоимость Сх изготовления этих деталей, но гарантирует отсутствие брака при сборке. Расширение допусков б на эти же параметры уменьшает стоимость Cj изготовления отдельных деталей, но определенный процент конструктивных единиц несущей системы идет в брак, что требует дополнительных расходов С2 на устранение исправимого брака. Оптимальное значение допуска обеспечивает минимум стоимости С3 изготовления несущей
системы.
2. ОСНОВЫ ПОСТРОЕНИЯ ЭФФЕКТИВНЫХ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ РЭА
2.1. ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ РЭА
Конструкция деталей, требования к их свойствам и технология изготовления всегда находятся в тесной связи. Эта связь характеризуется рядом показателей технологичности. Под технологической конструкцией понимают такую конструкцию детали, которая, отвечая всем эксплуатационным требованиям, обеспечивает ее изготовление в конкретных условиях
25
производства с оптимальными затратами времени, труда и материалов. В зависимости от типа производства одна и та же деталь может иметь различную технологичность. Деталь технологичная в условиях мелкосерийного производства может быть нетехнологичной при массовом производстве, и наоборот.
Оптимальность затрат при изготовлении детали следует из того, что, кроме технологичности отдельно взятых деталей, есть технологичность изделия в целом. Не всегда конструкторские мероприятия, направленные на повышение технологичности отдельно взятой детали, ведут к повышению технологичности изделия в целом. Поэтому, прежде чем рассматривать направления повышения технологичности детали, рассмотрим показатели, которыми количественно оценивается технологичность конструкции изделия.
Технологичность конструкции оценивается несколькими группами технико-экономических показателей, основные из которых трудоемкость изготовления, уровень технологичности по трудоемкости, себестоимость изготовления, уровень технологичности по себестоимости. Трудоемкость изделия, состоящего из большого числа сборочных единиц и деталей, определяют укрупненно по типовым представителя составных частей изделия по формуле
7'и= STfc п/д+ Т'сд + Гис • (2.1)
где Tie — трудоемкость изготовления t-й сборочной единицы; Т1Д — трудоемкость изготовления i-й детали, не вошедшей в состав при подсчете Т tije, nia—количество сборочных единиц и i—х деталей; Tcq, Т^с — трудоемкость общей сборки и испытания изделия.
Уровень технологичности по трудоемкости изготовления
КуТ ==7’И/Тби» (2.2)
где
Г^и^ Га Лсл/\т, (2.3)
Тби — базовый показатель трудоемкости изготовления изделия (определяется по аналогичной конструкции, уже освоенной в производстве); Та —трудоемкость конструкции, являющейся аналогом проектируемого изделия; Ксл = PIP& — коэффициент сложности проектйруемой конструкции; Р — технический параметр конструкции проектируемого изделия (масса конструкции, мощность, скорость перемещения и др.); Ра — технический параметр конструкции аналога, или параметр, полученный по статическим данным; Кт = (100/ (100 + КптШпр — коэффициент снижения трудоемкости; Хпт — планируемый рост производительности труда; /пр — период времени от начала проектирования до запуска в производство.
Уровень технологичности по технологической себестоимости определяют как отношение достигнутой себестоимости изделия Ст к базовому показателю технологической себестоимости изделия Сот:
Кус — Ст/Сбт.
26
' (2 4)
Из рассмотрения показателей технологичности изделия выявляется, что отдельная деталь, имеющая хорошие показатели технологичности при ее изготовлении, может вызвать увеличение стоимости и трудоемкости сборки и испытания всего изделия. Поэтому полную оценку в широком понимании технологичности отдельно взятой детали можно дать только с учетом затрат не только при изготовлении, по и при использовании ее при сборке, испытании изделия, а в ряде случаев и при эксплуатации.
Технологичная деталь в широком понимании технологичности, вместе с тем должна быть наименее трудоемкой и металлоемкой в изготовлении. Технологичность конструкции детали следует оценивать не только количественно, но и качественно. Качественная оценка выполняется сопоставлением элементов конструкции деталей с рекомендациями по конструированию технологичных деталей применительно к конкретному методу обработки. Эти рекомендации определяют технологичность обобщенно на основании опыта изготовления деталей в производстве.
Согласно ГОСТ — единой системы технологической подготовки производства (ЕСТПП) по области проявления технологичность деталей может быть двух видов: производственная и эксплуатационная. Производственная технологичность проявляется в сокращении затрат и времени на конструкторскую и технологическую подготовку производства, а также на изготовление детали, и достигается путем: стандартизации, унификации и группирования деталей и их элементов по конструктивным признакам; ограничения номенклатуры деталей за счет повышения применяемости, заимствования из других РЭА и повторяемости в пределах одного вида РЭА; снижения массы деталей; ограничения номенклатуры применяемых материалов; применения для изготовления деталей унифицированных ТП и средств технологического оснащения. Эксплуатационная технологичность обеспечивает снижение трудоемкости и стоимости эксплуатации и ремонта РЭА.
Снижение массы детали, а вместе с ней и массы заготовки — одно из основных направлений в повышении технологичности конструкций деталей. При выборе материала детали следует исходить из требований конструктивных (материал должен удовлетворять техническим условиям, условиям эксплуатации) и технологических (должен легко обрабатываться давлением, резанием, иметь хорошие литейные и другие технологические свойства). Материалы, отвечающие этим требованиям, считают технологичными. Выбор и назначение материала — сложная и ответственная задача, которую проводят на различных стадиях, начиная с разработки технического проекта.
27
Детали приборов могут быть сделаны из различных материалов разнообразными способами, каждый из которых предъявляет к конструктивным формам и размерам свои специфические и технологические требования. Даже при небольшом объеме производства имеется возможность перехода на точные и производительные способы производства заготовок, так как более дорогостоящая заготовка, изготовленная с меньшим припуском и большей точностью по отношению к детали, может быть в конечном счете экономичнее.
Для группы материалов (деформируемых сплавов) исходной заготовкой являются прутки различного профиля, листы, полосы, ленты, используемые для многих операций изготовления деталей холодной штамповкой. Для литейных металлических сплавов исходный материал — чушки, слитки, из которых изготовляют отливки различными способами: в песчаные и оболочковые формы, в кокиль, по выплавляемым моделям, под давлением, центробежным литьем, штамповкой полужидкого металла. Для группы порошковых материалов исходный вид — порошки из различных материалов с грануляцией от долей микрона до долей миллиметра. Метод изготовления заготовок — порошковая металлургия. Способ изготовления — прессование с последующим спеканием или горячим прессованием, совмещение прессования и спекания. Заготовки из термопластических масс производят литьем под давлением, штамповкой из листового материала, холодным прессованием с последующим спеканием.
Перечисленные виды заготовок и их способы изготовления обеспечивают в той или иной степени конструкторско-технологические, точностные и другие параметры детали.
2.2. ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ, ИХ КАЧЕСТВО И ЭФФЕКТИВНОСТЬ
Различают виды технологических процессов (ТП) по следующим признакам: по методу разработки и применения (единичные, унифицированные групповые и унифицированные типовые) (в технической литературе при обозначении типовых и групповых ТП слово «унифицированный» опускается); по назначению (рабочие и перспективные); по степени детализации содержания технологических документов (маршрутные, операционные и маршрутно-операционные); по используемому методу обработки материалов (процессы литья, электрохимической обработки и. т. п.).
В современном производстве РЭА в основном используются ТП изготовления деталей, в которых реализуется последовательно несколько методов обработки материалов. Например, ТП изготовления пластин магнитопроводов включает следующие методы: механической резки, холодной листовой штамповки, абразивной обработки, термической обработки, нанесения покрытий. Технологические процессы, в основе которых применяют один метод, крайне редки и относятся к ТП получения исходных заготовок (ТП литья под давлением, ТП прессования пластмассовой детали и т. п.).
28
По этим причинам разделение ТП на виды по используемому методу обработки носит условный характер и указывает лишь на то, какой метод обработки применяется на большинстве операций ТП. Для изготовления одной и той же детали может быть предложено несколько вариантов ТП, обеспечивающих формирование заданных свойств.
Единичный ТП — это ТП, относящийся к изготовлению изделия одного наименования, типоразмера и исполнения (независимо от типа производства).
Унифицированные ТП (групповые и типовые) разрабатываются для групп изделий, имеющих признаки общности. Разработке ТП предшествует классификация изделия с последующим группированием. Унифицированные ТП разрабатываются на основе анализа множества реализованных ТП изготовления изделия, включаемых в группу, с целью устранения многообразия обоснованным сведением к ограниченному числу рациональных ТП в данных конкретных условиях.
Групповые ТП различают двух подвидов: дифференциально-групповые и интегрально-групповые ТП. Дифференциально-групповой ТП разрабатывается для изготовления различных деталей, объединенных на время обработки в группу по общему технологическому признаку общности (формируемым параметрам, используемым методам, режимам и общей оснастке для изготовления) и реализуется в конкретных условиях конкретного предприятия преимущественно серийного производства. Дифференциально-групповой ТП характерен для изготовления деталей конструктивной базы РЭА и позволяет уменьшить трудоемкость и стоимость изготовления путем создания и эксплуатации специализированных рабочих мест и сокращения времени на переналадку при переходе к изготовлению партии деталей другого типоразмера или наименования одной и той же группы на одном и том же рабочем месте. При этом специализированные рабочие места применяют для последовательной обработки деталей партиями. В состав каждой партии входят детали только одного типоразмера и наименования из группы.
Для изготовления функциональных элементов схемотехнической базы микроэлектронной РЭА используют интегрально-групповые ТП, при реализации которых берут общую заготовку для большого числа одинаковых элементов (изделий), проходящих операции одновременной обработки в неразделенном состоянии вплоть до помещения в корпус. При интегрально-групповом ТП каждое функциональное изделие образуется не после сборки отдельно изготовленных деталей (частей), а как интегральный результат обработки отдельных участков
29
поверхности или объема исходной заготовки для придания им свойств в соответствии с электрической схемой. Такие интегрально-групповые ТП в настоящем пособии не рассматриваются, поскольку являются предметом других специальных технологических дисциплин.
Типовой ТП характеризуется единством содержания и последоветельности большинства технологических операций и переходов для группы изделий с общими конструктивными признаками (например, группы корпусов или группы панелей). Типовой ТП разрабатывается* как образец, принципиальный технологический процесс, на базе которого составляют единичные ТП изготовления конкретных деталей. Использование типовых ТП позволяет обобщать опыт в отрасли, повышать качество технологической подготовки производства и уменьшать трудоемкость и стоимость разработки единичных и групповых ТП.
Рабочий ТП выполняют по рабочей технологической и конструкторской документации.
Перспективный ТП соответствует современным достижениям науки и техники, методы и средства которого еще предстоит освоить на предприятии.
Маршрутный 777 выполняют по документации, в которой последовательность и содержание операций излагается без указания переходов и режимов обработки. Разработка маршрутного ТП характерна для единичного и мелкосерийного производства при использовании оборудования с ручным управлением. Содержание операции и режимы обработки в этом случае поручают рабочим высокой квалификации.
Операционный ТП производят по документации, в которой описание содержания операций включает указание переходов и режимов обработки. Разработка операционных ТП характерна для серийного и массового производства при использовании автоматизированного оборудования. Содержание операции полностью определяется технологом. Квалификация рабочих, выполняющих операции, ниже, чем при работе по документации маршрутного ТП. С появлением оборудования с числовым программным управлением стала необходимостью разработка операционных ТП и в мелкосерийном производстве.
Маршрутно-операционный ТП выполняют по документации, в которой содержание отдельных операций излагается без указания переходов и режимов обработки.
Качество сравниваемых ТП оценивается системой показателей: производительностью, технологической себестоимостью, материалоемкостью, условной годовой экономией, годовым экономическим эффектом, невозвратимыми отходами мате-30
риалов, поступающими в окружающую среду, чувствительностью к изменению производственных условий, надежностью.
Производительностьф — количество деталей, изготавливаемых за единицу времени (час, смену):
Q “ 1/^ср.ш.к» (2.5)
гДе ^Ср. ш.к — среднее штучное калькуляционное время выполнения операций, учитывающее не только продолжитель-► ность обработки детали на рабочих местах, но и время на подготовительные и заключительные работы, связанные с подготовкой и настройкой оборудования на обработку конкретного типоразмера детали.
Технологическая себестоимость Ст изготовления детали — это переменная часть полной стоимости изготовления, зависящая от варианта ТП:
Ст = См + С3 + Сц.р, (2.6)
где См — стоимость изготовления заготовки за вычетом стоимости реализуемых отходов; С3 — основная и дополнительная заработная плата производственных рабочих с начислениями на соцстрах; Сц.р — цеховые расходы на электроэнергию, амортизацию оборудования и помещений, инструмента, приспособлений, на смазочные, охлаждающие и другие вспомогательные материалы.
Условная годовая экономия Эу.г, получаемая от внедрения нового разработанного ТП: Эу.г^(Ст1-Ст2)М, (2.7)
где CTi и Ст2 — соответственно технологические себестоимости изготовления базового и нового ТП; Af — годовая программа выпуска деталей.
Годовой экономический эффект Эг от внедрения нового ТП:
-*5у.г /(доп» (2.8)
где Еп — нормативный коэффициент эффективности капитальных вложений; /(Д011 — дополнительные капитальные вложения в технологическое оборудование и производственные здания.
Материалоемкость ТП характеризуется отношением количества материала готовой детали к общему расходу материала при изготовлении на одну деталь.
Невозвратимые отходы материалов характеризуют количество материалов, поступающих в окружающую среду, т. е. в атмосферу, воду и почву при проведе-
31
нии ТП за вычетом материалов, регенерируемых в технологических установках или удерживаемых в очистных сооружениях, отнесенные к изготовлению одной детали.
Чувствительность (вариантность) ТП к отклонению производственных условий (изменение режимов работы, износ оборудования, отклонение свойств исходных материалов, квалификация рабочих) характеризует зависимость приращения максимума относительного отклонения контролируемого параметра детали от относительного отклонения параметра условий выполнения ТП. Количественно чувствительность оценивается коэффициентами дефектности Кд или неоднородности /Сн:
K^vFi/bFr, KH^^m^Fi^Fl, (2.9)
где v — приращение плотности дефектов по площади или в объеме; Д<тах — наибольшее приращение максимума относительного отклонения контролируемого параметра; FJNFi — отклонение того параметра, по которому определяется чувствительность ТП.
Надежность ТП обозначается через Ртп и выражается отношением
РтП-МЛ^пар-^1). (2.10)
где пх — количество деталей, имеющих отклонения от заданных параметров и выявленных при контроле; п2 — количество деталей со скрытым браком, выявленным при эксплуатации; /Упар — общее количество деталей в проверяемой партии.
2.3. ЭТАПЫ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Комплекс работ и мероприятий, обеспечивающих освоение новых и совершенствование ранее освоенных конструкций РЭА, называется технической подготовкой производства(ТПП). В технической подготовке производства различают конструкторскую и технологическую часть. Технологическая подготовка производства регламентируется комплексом государственных стандартов ЕСТПП. Эта система предназначена для решения следующих задач: обеспечение технологичности конструкции изделия, разработку ТП, проектирование средств оснащения, отладку и внедрение ТП и средств оснащения организацию ТПП, управление ТПП. Среди перечисленных задач разработка ТП является важнейшей функцией ТПП. Стандарты ЕСТПП обязывают вести разработку ТП только
32
на детали, конструкция которых удовлетворяет требованиям технологичности.
Разработка ТП включает в себя в общем случае:
1. Выбор вида ТП и подбор ранее разработанного унифицированного ТП, если такая возможность имеется.
2. Выбор вида исходной заготовки или состояния исходного материала для обработки или переработки в изделие.
3. Определение предварительного содержания операций, схем установки заготовок и последовательности выполнения операций (маршрута операций).
4. Назначение (выбор или заказ) технологического оборудования, оснастки и средств механизации и автоматизации производственного процесса. Уточнение содержания операций.
5. Назначение и расчет режимов обработки, нормирование переходов и операций ТП, определение профессий и квалификаций исполнителей.
6. Расчет и проектирование производственных участков, составление планировок размещения оборудования и разработка операций перемещения изделия и отходов.
7. Выбор и назначение внутрицеховых подъемно-транспортных средств.
8. Оформление рабочей технологической документации на ТП.
При разработке ТП используются три вида исходной информации: базовая, содержащаяся в конструкторской документации на деталь (рабочий чертеж и технические условия) и годовая программа выпуска деталей; руководящая, к которой относятся данные, помещенные в стандартах ЕСТПП и технологических инструкциях предприятия; справочная, находящаяся в справочниках, каталогах, описаниях действующих унифицированных ТП.
Применение унифицированных ТП позволяет вместо разработки новых подобрать действующие технологические процессы, оснастку и использовать с незначительной доработкой применительно к данной детали, что значительно сокращает трудоемкость выполнения пунктов 1—4. Выбор вида исходной заготовки и метода ее получения определяется способностью материала детали подвергаться определенным методам формообразующей обработки, конструктивными формами и размерами детали, требуемой точностью формирования физических параметров детали, размеров и свойств поверхностных слоев. Выбранный метод получения заготовки должен обеспечить не столько минимальные издержки на изготовление заготовки, сколько минимизировать суммарную стоимость выполнения всего ТП. Например, при повышении точности выполнения и
> Зак. 1083
33
возрастании стоимости заготовки, подвергаемой последующей обработке резанием, снижается стоимость выполнения станочных операций, что снижает стоимость изготовления детали в целом. Но при малой программе выпуска большие расходы на оснастку в заготовительных цехах могут оказаться неоправданными.
При формировании операций возможны два направления: концентрация (укрупнение), т. е. соединение нескольких простых операций в одну сложную, и дифференциация, т. е. расчленение операций на несколько простых.
Концентрация операций Используется в единичном и мелкосерийном производстве на базе роботизированного универсального оборудования с числовым программным управлением, а в условиях массового производства — на базе полностью автоматизированного специального оборудования.
Дифференциация операций преимущественно используется в крупносерийном и массовом производстве. Достоинством дифференциации операций является возможность использования упрощенной конструкции оборудования, а недостатком трудность переналадки оборудования при переходе к изготовлению нового изделия.
Существенной особенностью разработки ТП является то, что окончательное решение всех задач находят параллельно, методом постепенных приближений, уточнения решения одних задач после решения других. Например, может оказаться, что разработать технологическую оснастку при выбранной ранее схеме базирования невозможно или нерационально, поэтому необходимо вернуться к определению содержания операции и изменить структуру у последней. Это может потребовать также изменение состава и последовательности выполнения операций ТП в целом. Другой пример: при назначении режимов резания оказалось неудачным совмещение простых переходов в сложные и часть переходов необходимо перенести в следующую станочную операцию. Следовательно, нужно вернуться в предыдущую стадию разработки ТП и провести корректировку структуры ТП.
Виды технологических документов, фиксирующие результаты разработки ТП и используемые при реализации ТП, установлены государственными стандартами единой системы технологической документации — ЕСТД, входящими как составная часть в комплекс стандартов ЕСТПП. Назначение стандартов ЕСТД — установление во всех организациях единых правил выполнения документации, что дает возможность обмена технологическими документами между организациями без их переоформления и использование средств вычислительной
34
техники в технологическом проектировании. ГОСТ 3.1102—74 предусматривает использование следующих основных технологических документов: маршрутных карт, операционных карт, карт эскизов и схем; спецификаций технологических документов, технологических инструкций, материальных ведомостей, ведомостей оснастки.
Маршрутная карта предназначена для описания технологического процесса изготовления и контроля изделий по всем операциям в технологической последовательности с указанием соответствующих данных по оборудованию, оснастке, материальным, трудовым затратам и другим параметрам.
Операционная карта содержит описание операций технологического процесса изготовления изделий с расчленением операций по переходам и с указанием режимов работы, расчетных норм времени на выполнение операции.
Карта эскизов и схем предназначена для графической иллюстрации технологического процесса изготовления изделия или отдельных его элементов и содержит эскизы и схемы, дополняющие или поясняющие содержание операций.
Спецификация технологических документов представляет собой перечень всех технологических документов, выпущенных на изделие и его составные части.
Технологическая инструкция содержит описание специфических приемов работ и описание методики контроля технологического процесса, правил пользования оборудованием и приборами, а также описание физико-химических явлений происходящих при отдельных операциях ТП.
Материальная ведомость предназначена для подготовки производства и является подетальной и сводной ведомостью норм расхода материала.
Ведомость оснастки содержит перечень специальных и стандартных приспособлений и инструментов, необходимых для оснащения ТП. Она составляется на основании карт ТП.
2.4. ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ПОВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА
Для выявления технологических методов повышения производительности труда проанализируем структуру штучного калькуляционного времени выполнения операции ?ш.к при обработке деталей партиями:
(^п.з/^нар) + ^о + ^в + ^т.о + /о.о + ^п» (2.1 1)
2
35
где ^п з —подготовительно-заключительное время; AZnap — общее количество деталей в партии; t0 — основное (технологическое) время; 1В — вспомогательное время; /т.о — время технического обслуживания оборудования; /0,о — время организационного обслуживания оборудования; tu — время перерывов в работе.
Подготовительно-заключительное время затрачивается рабочим на ознакомление с чертежом, подготовку и наладку оборудования, приспособлений и инструментов, снятие и сдачу приспособлений и инструментов после окончания работы и сдачу выполненной работы. В серийном производстве при периодически повторяющихся операциях, а также на переналаживаемых групповых и автоматических станочных линиях /п.3 затрачивается главным образом на наладку оборудования. Это время зависит от оборудования, на котором выполняется работа, характера выполняемой работы, степени сложности наладки и не зависит от размера партий. Основное технологическое время — время непосредственного изменения состояния обрабатываемой детали, т. е. изменения электрических и физических свойств, качества поверхности. Например, основное время избирательного травления фольгированного диэлектрика равно произведению толщины фольги Лф на скорость травления VT, т. е. t0 = ЛФУТ, а при станочной обработке резанием t0 — Li/SMt где L — расчетная длина рабочего хода, мм; i — число рабочих ходов для выполнения перехода; SM — минутная подача инструмента, мм/мин.
ч Вспомогательное время охватывает действия, сопровождающие выполнение основной работы. Оно включает время на установку, закрепление, открепление и снятие обрабатываемой детали, управление механизмами, оборудованием, подвод и отвод рабочего инструмента на холостом ходу или перемещение детали с приспособлением в рабочую зону оборудования. Вспомогательное время на выполнение перечисленных действий, устанавливается по нормативам вспомогательного времени. Сумму основного и вспомогательного времени называют оперативным временем /оц. Нормируется та часть /в, которая не перекрывается основным временем.
Время технического обслуживания затрачивается на восстановление концентрации электролитов при гальванических операциях, на замену износившегося режущего инструмента и последующую регулировку оборудования на выполняемый размер при операциях механической обработки и другие подобные работы, конкретное содержание которых зависит от методов обработки, реализуемых при выполнении технологических операций. Время организационного обслуживания
36
рабочего места включает в себя затраты времени на подготовку рабочего места к началу работы, уборку рабочего места в конце смены, смазку и чистку оборудования и другие аналогичные действия в течение смены. Время перерывов в работе учитывает время на кратковременный отдых и естественные надобности рабочего.
Повышение производительности труда на рабочем месте достигается уменьшением /ш к. Это уменьшение может быть получено уменьшением любого из составляющих ^ш.к, кроме последнего, или перекрыванием их основным временем f0, а также увеличением Afnap. Уменьшение /ш.к возможно двумя путями: совмещением переходов операции во времени (одновременным их выполнением) и изменением режимов обработки, предельное значение которых ограничивается возможностями оборудования и инструмента или особенностями протекания физико-химических процессов при обработке. Например, сокращение времени термической обработки пластин магнитопроводов после их штамповки не позволяет полностью восстановить магнитные свойства материала пластин, а следовательно, вместо годных деталей получают брак. При обработке резанием чрезмерная интенсификация режимов, в первую очередь скорости резания, вызывает увеличение скорости износа инструментов, что вызывает возрастание другой составляющей /т>0 и в общем не уменьшает Zm.K.
При штамповке деталей увеличение скорости хода ползунов прессов ведет к необоснованно большому расходу энергии в приводе главного двигателя и к быстрому износу штампов. По всем этим причинам рациональное уменьшение tQ возможно при замене существующего оборудования на более совершенное, использовании более эффективных технологических сред и инструментов и установлении режимов обработки, которые в целом не только уменьшали бы /0, но не увеличивали другие составляющие /ш.к.
Уменьшение /в и /т.о связано с повышением автоматизации всех действий технологического оборудования, возрастанием скорости холостых ходов и совмещением выполнения вспомогательных движений и действий с временем изменения состояний обрабатываемой детали. Значительное сокращение этих составляющих достигается в серийном производстве при использовании оборудования с ЧПУ (числовым программным управлением), промышленных роботов, настройки инструментальных блоков на размер вне оборудования, а в массовом производстве — при использовании автоматических линий оборудования и активного контроля качества деталей во время изготовления.
37
Уменьшение /о.о достигается мероприятиями, относящимися к совершенствованию организации труда в производственном подразделении.
2.5. ЭКОНОМИЧЕСКИЕ КРИТЕРИИ ВЫБОРА ВАРИАНТА -ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ
При разработке ТП всегда можно создать несколько вариантов, в равной степени обеспечивающих выполнение всех -требований рабочего чертежа и технических условий на изготовление детали. Этому способствует наличие большого разнообразия методов обработки и типов оборудования. Из технически равноценных вариантов ТП изготовления деталей выбирают один, при реализации которого сумма текущих и капитальных затрат, отнесенных на единицу продукции, будет минимальной. При этом учитывают только те слагаемые суммы затрат, которые изменяются для разных вариантов ТП. Такими слагаемыми для отдельной операции являются: заработная плата C3i операторам и наладчикам (основная и дополнительная) с начислениями на соцстрах, расходы по содержанию и эксплуатации оборудования и производственных площадей Сч<31-, удельные часовые капитальные вложения в оборудование KCi и в здания Сумма этих затрат, отнесенных к часу работы оборудования с учетом коэффициента одновременного обслуживания нескольких единиц оборудования М и нормативного коэффициента экономической эффективности капитальных вложений £*„, называют приведенными часовыми затратами й вычисляют по формуле
Сп.з t = (С3 i/M +СЧ,3 , +ЕН (Кс i + К3 i). (2.12)
Стоимость выполнения отдельной операции без учета стоимости получения заготовки равна
сог-сч.я;/ш,кг. (2.13)
Переменная доля затрат на выполнение всего ТП в значительной мере зависит от метода получения заготовки. Не всегда низкая стоимость заготовки снижает общие затраты. Например, при изготовлении достаточно большой партии металлических корпусов разъемов из проката увеличивается количество операций обработки резанием и общая стоимость выполнения ТП возрастает. А при использовании более дорогой заготовки, полученной литьем под давлением, часть операций механической обработки, выполняемых при первом варианте не выполняется, так как отпала в них необходимость и общая стоимость изготовления детали уменьшается.
38
Стоимость заготовки См представляют выражением
См = (См б/1000) Q k, kc kB kM kn-(Q-q) (COTX/1000), (2.14} где СиЛ — базовая стоимость единицы массы (кг, т) заготовок в зависимости от метода их получения и группы материала; kTi kv, feB, feM, ka — коэффициенты, учитывающие точность размеров, группу сложности формы, массу, марку материала и объем производства заготовки; Q — масса заготовки; q — масса готовой детали; СотХ — стоимость тонны реализуемых отходов.
Переменная доля затрат на выполнение ТП изготовления детали с учетом (2.13) и (2.14) равна
с0=см+ %со1,
где п — количество операций в составе ТП. Выбирают тог вариант ТП, для которого Со минимальна.
2.6. СТРУКТУРНАЯ И ПАРАМЕТРИЧЕСКАЯ ОПТИМИЗАЦИЯ ТП НА СТАДИИ ПРОЕКТИРОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ЭВМ
Использование ЭВМ для проектирования ТП вызвано общей направленностью научно-технического прогресса в производственной сфере — это переход к комплексной автоматизации производства, включая техническую подготовку производства.
Технологическая подготовка производства, являясь составной частью технической подготовки производства, представляет собой сложный комплекс инженерно-технических и организационно-технических мероприятий, при выполнении которых до недавнего времени производительность инженерного труда была ниже, чем в основном производстве. Поэтому использование ЭВМ при разработке ТП направлено на достижение двух целей: повышения производительности инженерного труда при ТПП и повышения качества проектируемых ТП и разрабатываемой технологической оснастки.
Рассмотрим возможности применения ЭВМ в ТПП. Одной из сфер деятельности технолога, на которую затрачивается до 20 % общего бюджета времени разработки ТП, является поиск информации о характеристиках обрабатываемых материалов, оборудовании, оснастке, рекомендуемых режимах обработки т. п. Этот вид деятельности полностью поддается автоматизации на основе создания информационно-поисковой системы технологического назначения (ИПС TH), которая используется для централизованного ввода, хранения, кор-
39
Рис. 2.1
ректировки, поиска и выдачи справочно-нормативной и иной информации, используемой при решении технологических задач.
Существуют несколько видов ИПС TH, которые различают по признакам: сферы использования (для подразделения, предприятия, отрасли), уровня автоматизации (ручного обращения, механизированные и автоматизированные), по виду выдаваемого результата (фотографические, документальные, визуальные, смешанные), по режиму поиска (ретроспективного и текущего оповещения), по способу организации информационного фонда (одноконтурная и многоконтурная), по типу носителей информации (чертежные, каталожно-карточные, перфокарточные, микрофильмы, на магнитных лентах, на магнитных дисках). Типовая структура ИПС TH представлена на рис. 2.1.
Другой сферой деятельности технолога, также поддающейся полной автоматизации, является выполнение традиционных расчетов для технологического проектирования: расхода материалов, режимов обработки на переходах, норм времени на выполнение операций, элементов оснастки, припусков на обработку, размерных цепей и т. д. Все эти расчеты поддаются однозначному математическому описанию, т. е. формализуются. Для их выполнения имеются все необходимые исходные данные, и их решение может быть выполнено по заранее заданным алгоритмам на ЭВМ. Функции технолога в этом случае сводятся к подготовке и кодированию исходных данных для ввода их в ЭВМ и последующей оценке результатов решения.
К третьей сфере деятельности технолога относятся логические рассуждения, интуитивные решения, обобщения, ко
40
торые являются трудноформализуемыми или практически не-формализуемыми действиями, определяющими творческий характер его работы. К таким действиям относят: выбор маршрута операций, формирование структуры операций, выбор технологических баз и их чередование, выбор конструкции технологического оснащения. Для выполнения этих действий применяют специальные элементы математического аппарата, например теорию графов и матричный аппарат, диалоговый режим использования ЭВМ, при котором предполагается распределение функций между человеком и ЭВМ.
Проиллюстрируем применение теории графов и связанный с ней матричный аппарат для автоматического формирования маршрута обработки детали и содержания отдельных операций 128]. Введем ряд обозначений:
М0 = {0г.....Ото|;
МР={ръ ..., рт,,}; (2.15)
D = {pdlt ... , pdkd};
z={pzit ... , pzft2),
где МО — множество допустимых на данном предприятии операций; МР — множество допустимых переходов р\ D — описание детали как множества ее образующих поверхностей pd\ z — описание заготовки как множества образующих поверхностей pz.
Операция Of, применимая к заготовке z^, полученной на предыдущей i — 1 операции, дает возможность получить zf заготовку, т. е
Of^f-^-^Z;, (2.16)
причем
(2.17)
где z() — исходная заготовка. Если zn получена при выполнении последней операции, то zn =D. Аналогичную запись можно сделать для перехода
Pj-PZj-i,k-^PZjk. (218)
где Pj-! —переход; pz;_ltA, pzjh — поверхность заготовки, получаемая в / — 1 и j переходах. Если речь идет о первом переходе, то : pzok pz1A, где pzok — k-я поверхность исходной заготовки. Если / — последний переход, то pzik ==• = pdk. Так как операции и переходы выполняются в некоторой последовательности, то для выражения этой последовательности удобно ввести отношение следования О* -< Oj+1,
41
a)
Рис. 2.2
которое означает, что операция выполняется (следует) сразу за операцией Аналогично последовательность переходов будет обозначена как р,- -< pj+k.
Следовательно, маршрут обработки можно записать
A^O^O, о„.
(2.19)
Линейная последовательность (2.19) характерна для маршрутов обработки деталей, но не отражает параллельное выполнение переходов в составе одной операции, которые наиболее удобно отобразить с помощью графа (рис. 2.2). Каждая вершина графа означает переход, а ребра, связывающие вершины, выражают отношение следования. Например, в одну вершину р98 (рис. 2.2, а) сходятся три ребра. Это означает, что данный переход рй8 может быть выполнен после завершения переходов р44, р5б и р81.
Для фиксации графа в памяти ЭВМ можно использовать матричную запись структуры графа, в частности, в виде матрицы смежности (MS), т. е. квадратичной матрицы порядка п, где п — количество вершин в графе. Матрица смежности определяется как
т _ J 1» если имеет место Pi~*Ph 13 | 0—в противном случае.
Например, для детали, показанной на рис. 2.3, граф структуры операции обработки резанием приведен
7
Рис. 2.3
42
Таблица 2.1. Обозначение и содержание переходов
№ переходов Обозначение на графе I Содержание (номера поверхностей I см. рис. 2.3) !
Простые переходы
1 Р1Э Подрезать торец 3
2 Р27 Обточить поверхность 7
3 Р?5 Обточить поверхность 5
4 Р" Точить фаску 4
5 Р56 Подрезать уступ 6
6 РбЭ Сверлить отверстие 9
7 Р12 Расточить отверстие 2
а Рв1 Подрезать уступ /
9 Р98 Отрезать деталь (обработка торца 8) Совмещенные переходы
2 Р2 Обточить поверхность 7 и сверлить отверстие 9
3 Рз Обточить поверхность 5 и подрезать уступ 6
4 Р4 Расточить отверстие 2, подрезать уступ / и точить фаску 4
на рис. 2.2, а, содержание переходов указано в табл. 2.1, а матрица смежности представлена табл. 2.2.
Граф на рис. 2.2 является абстрактным, так как отражаем лишь принципиальную возможность параллельного выполнения отдельных переходов. Степень реализации этой возможности зависит от вида оборудования, выбранного для выполнения операции, состоящей из этих переходов. Например, наличие поперечных суппортов помимо револьверной головки на токарно-револьверных одношпиндельных автоматах позволяет максимально совместить выполнение указанных пе-
Таблица 2.2. Матрица смежности переходов
Номера выполняв -мых переходов Номера переходов, следующих за выполнением
1 1 2 1 3 1 4 1 5 1 6 1 1 1 8 1 9
1 0 1 0 0 0 1 0 0 0
2 0 0 1 0 0 0 0 0 0
3 0 0 0 1 1 0 0 0 0
4 0 0 0 0 0 0 0 0 1
5 0 0 0 0 0 0 0 0 1
6 0 0 0 0 0 0 1 0 0
7 0 0 0 0 0 0 0 1 0
8 0 0 0 0 0 0 0 0 1
9 0 0 0 0 0 0 0 0 0
43
реходов. При использовании токарного станка с ЧПУ возможно, в основном, лишь последовательное выполнение переходов. Другая возможность реализации — использование вспомогательного и специального режущего инструмента для одновременной обработки несколько поверхностей (державок для одновременного крепления нескольких резцов, фасонных резцов, комбинированных осевых инструментов и т. д.). Таким образом, абстрактный граф подвергается преобразованиям в зависимости от конкретных условий реализации разрабатываемой операции.
Структурные преобразования могут быть различными: свертка графа и приведение графа или его частей к линейному виду и т. п. Свертка графа заключается в стягивании нескольких вершин в одну. Например, поверхность 7 и отверстие 9 (рис. 2.3) могут быть получены при выполнении одного совмещенного перехода р\ (рис. 2.2, в) при обработке на револьверном станке вместо двух переходов р21 и р99 (рис. 2.2, а). Структура, показанная на рис. 2.2, а применительно к обработке на револьверном станке, может быть приведена к виду, показанному на рис. 2.2, б, где совмещенные переходы обведены штрихпунктирными линиями, а после свертки — к линейной структуре (рис. 2.2, в).
При автоматизированном проектировании могут выполняться и обратные преобразования структуры, заключающиеся в ее последовательном усложнении. В этих случаях каждая вершина-операция развертывается в граф-структуру операции, где вершина отображает переход. Каждая вершина-переход развертывается в граф-структуру перехода, в которой вершина отображает рабочий или вспомогательный ход. Особенностью структурных преобразований является их неоднозначность. Для обработки одной и той же детали может быть предложено несколько десятков и даже сотен вариантов.
Выбор наилучшей структуры операции или ТП в этом случае необходимо связывать с оптимизацией. Оптимизация ТП — это выбор наилучшего варианта ТП для конкретных производственных условий по заданным количественным техникоэкономическим показателям из множества возможных. Экстремальные значения (максимальные или минимальные) заданных технико-экономических показателей, по которым сопоставляются варианты ТП, называются критериями оптимизации. В качестве основных критериев оптимизации используют: минимальные приведенные затраты, минимальная технологическая себестоимость изготовления, максимальная производительность оборудования. Кроме этих критериев в
44
отдельных случаях можно учитывать компромиссные критерии, например стоимости и производительности, или технический критерий максимальной стойкости инструмента.
Сравнение двух или небольшого количества вариантов ТП еще не является процедурой оптимизации, так как при безмашинной разработке ТП выбранный вариант может и не обеспечивать экстремального значения показателей эффективности из-за действия фактора случайности отбора технологом ограниченного числа вариантов для сравнения. Оптимизация ТП стала возможной только при использовании для разработки ЭВМ.
Различают три уровня оптимизации ТП: уровни маршрута, операции и перехода. Оптимизация операций осуществляется на основе оптимизированных переходов, а оптимизация ТП на основе оптимизированных операций. Найденные оптимальные решения для данного уровня могут быть неоптимальными для более высокого уровня оптимизации. Оптимизация на уровне маршрута и операций связана в основном с выбором структуры процесса и называется структурной. Оптимизация, связанная с изменением режимов резания или других параметров процесса, называется параметрической. Как правило, структурная оптимизация является главной как наиболее влияющая на экономический критерий (минимальные затраты), а параметрическая оптимизация носит подчиненный характер. Например, пусть для таких автоматных переходов, как «точить» и «сверлить» найдены оптимальные режимы резания для каждого из переходов. Для оптимизации автоматной операции целесообразно переходы совместить. При этом режимы резания для обоих совмещенных переходов назначают по лимитирующему инструменту и дополнительно корректируют по мощности станка, поэтому они менее напряженные, чем у самостоятельно выполняемых переходов.
Стоимость совмещенных переходов меньше суммарной стоимости несовмещенных переходов. Исключение составляет параметрическая оптимизация переходов, выполняемых на станках с ЧПУ, на которых обычно реализуются несовмещенные переходы. В этом случае роль параметрической оптимизации по критерию минимума приведенных затрат возрастает.
Рассмотрим сущность параметрической оптимизации на примере оптимизации режимов резания для выполнения перехода продольного точения на токарном станке с ЧПУ. В состав математической модели, составленной для выполнения параметрической оптимизации перехода (или операции) в общем случае входят: целевая функция, формализованно представляющая цель оптимизации; уравнения связи, отражающие главные физические законы, сопровождающие процесс обработки и учитываемые при вычислении отдельных элементов, входящих в выражение целевой функции; ограничения-неравенства, характеризующие предельные возможности реализации сочетаний режимов резания, ограничиваемые предельными возможностями технологической системы «станок —приспособление—инструмент—деталь (сокращенно — СПИД)» по ее мощности, усилиям зажима заготовки и другим нерегулируемым параметрам; предельные возможности и дискретность регулирования каждого в отдельности управляемого параметра резания.
Целевая функция перехода продольного точения для критерия минимальных переменных затрат имеет рид
Coy»(nd£/VS103)[C4.3 + C4.3(/cM/D + C„Bj(l./T)l. ' (2.20)
45
где CaJ — переменная доля затрат, отнесенная к выполнению перехода, значение которой зависит от режимов резания; глубины резания /, мм; значения подачи S, мм/об и скорости резания V, мм/мин; Сч.3 — постоянный коэффициент, коп./ч, учитывающий затраты на эксплуатацию рабочего места в единицу времени без учета стоимости эксплуатации инструмента; Сину — стоимость работы инструмента между двумя переточками или между заменами неперетачиваемых пластин, коп.; d — усредненный диаметр обработки, мм; L — общая длина рабочих ходов инструмента при выполнении перехода, мм; /см — время на замену износившегося режущего инструмента или неперетачиваемой пластины и на корректировку настройки станка на размер, мин; Т — время стойкости режущего инструмента, мин.
Уравнение связи для продольного точения отражает зависимость Между стойкостью Т и условиями резания, включая режимы резания
T^(cvkv/Vtx° (2.21)
где Ср, i/p, ш — некоторые постоянные коэффициенты для типовых условий резания; kv— коэффициент, учитывающий отличие конкретных условий резания от типовых.
Зависимость действительной скорости резания от частоты вращения шпинделя станка и диаметра обработки
V = nd/г/1000. (2.22)
Для обработки ряда электротехнических и труднообрабатываемых сталей зависимость действительной стойкости режущего инструмента от условий резания в зоне оптимальных скоростей резания не описывается уравнением (2.21) и появляется необходимость использования формулы Г.И. Темчина (43], выражающей связь между действительной стойкостью инструмента Гд и его максимальной предельной стойкостью Л1Р
Тд = Г/(1+7'/ТпР). (2.23)
В этом случае при вычислениях в выражение (2.20) вместо Т подставляет Тд.
Запись ограничений — неравенств, связывающих управляемые параметры режима резания для области допустимых решений, обычно оформляется в виде
v"iM S4'iM/х,м < В/м, (2 24)
удобном для программирования алгоритма оптимизации. Количество сомножителей в левой части неравенства равно числу управляемых параметров режима. Правая часть выражения (2.24) представляет собой постоянный коэффициент, характеризующий предельные возможности системы СПИД при выполнении перехода по ограничивающему параметру. В качестве ограничивающих параметров могут быть использованы следующие: эффективная мощность резания; усилие подачи; упругие деформации элементов системы СПИД от действия сил резания, влияющие непосредственно на точность обработки; параметры качества поверхности полученной на данном переходе; стойкость режущего инструмента; температура в зоне резания; запас прочности элементов СПИД; запас виброустойчивости системы СПИД и процесса резания по управляемым и неуправляемым параметрам и др. Например, для составления неравенства-ограничения по допустимому
46
значению усилия подачи в качестве исходной зависимости взяго выражение
? xt ?s noir (2.25)
где PXi — значение осевой составляющей силы резания при рабочем ходе; Ps доп — максимально допустимое значение усилия продольной подачи по паспорту станка. Зависимость осевой составляющей силы резания Рх от параметров режима резания выражается формулой
Рх < СРх txpx Svps vnpx kpx, (2.26)
где xPx, ypx, npx — показатели степени и постоянные Срх и kPx имеют те же значения, что и для (2.21). Используя зависимость (2.22), после переноса всех членов, кроме управляемых параметров, из левой части неравенства (2.26) в правую, получим окончательно
n"Mi < (ЮЗ)ПМ< ps лои/СРх tXpli л"м/ kPx, (2.27)
где правая часть неравенства является.коэффициентом Вгм, характеризующим предельные возможности технологической системы по значению осевой составляющей силы резания.
При разработке математической модели для оптимизации режимов резания количество и содержание ограничений для конкретного перехода зависит от вида перехода, используемого инструмента, технических требований к качеству обрабатываемой поверхности и точности размеров. Например, при развертывании нет необходимости выполнять проверку на осевое усилие, поскольку оно ничтожно мало по сравнению с допускаемым усилием подачи по паспорту станка. При точении стандартными резцами нет необходимости задавать ограничение наименьшей стойкости, так как расходы на стандартный инструмент в общей стоимости обработки занимают незначительную долю и т. п. Предельные возможности и дискретность регулирования зависят от кинематических особенностей станка, по которым выполняется переход. Например, на станке с ЧПУ мод. 1А616ФЗ частоты вращения шпинделя регулируются ступенчато по геометрической прогрессии со знаменателем ряда 1,26, в диапазоне 9—1800 об/мин, подачи регулируются по арифметической прогрессии с дискретностью 0,01 мм/об в диапазоне 0,6—1200 мм/об.
Сущность параметрической оптимизации технологического перехода заключается в выборе такого сочетания параметров режима /, S и V в области допустимых значений, ограниченной предельными возможностями технологической системы, при которых обеспечивается требуемое качество изготовления и экстремальное значение заданного показателя эффективности (в рассматриваемом примере — минимальные переменные затраты, отнесенные к выполнению перехода). Из анализа выражения (2.20) следует, что при использовании максимально возможных глубины резания, подачи и скорости резания множитель перед скобкой будет минимальным. Но слагаемые в скобках, содержащие Т, при максимально возможных параметрах режима резания могут настолько увеличить свое значение [см. выражение (2.21)1, что минимального значения Соу не достигнет. Кроме того, такое сочетание максимальных значений параметров режима может находиться за пределами возможностей технологической системы, очерченных ограничениями-неравенствами вида (2.24). Оптимальные решения, найденные для различных критериев оптимизации, не совпадают (рис. 2.4).
47
В целом оптимизация переходов, операций и ТП является сложной задачей, поскольку область допустимых оптимальных решений задана не аналитически, а алгоритмически в виде
разного рода правил, инструкций, указаний, имеющих как формальный, так и неформальный характер. По этой причине затруднено использование известных хорошо разработанных методов линейного и нелинейного программирования, успешно используемых для решений большого круга технических задач на ЭВМ. Современные системы автоматизированного проектирования ТП предполагают использование режима диалога, когда право выбора тех или иных решений в наиболее сложных неформальных ситуациях остается за человеком.
Для осуществления диалога алгоритм поиска решения разбивают на функционально законченные этапы и для каждого этапа определяют, в какой форме в массивах памяти ЭВМ фиксируются результаты поиска. Необходимость вывода результатов для визуального контроля определяется либо до начала проектирования ТП, либо в процессе проектирования. Функциональная схема диалога технолога с ЭВМ приведена на рис. 2.5. По этой схеме технолог, после вывода информации
на дисплей и ее анализа, вводит в машину свое решение и дополнительные данные. После этого следует машинный расчет и вывод на дисплей нового решения. Если решен ие удовлетвор и-тельное, то технолог дает команду на переход к следующему этапу задачи.
Рис. 2.4
Анализ информации технологом
Анализ б6еден нои информации и выполнение ' заданных действии
ввод данных в ЭвМ
Рие. 2.5
48
2.7. ТЕХНОЛОГИЧЕСКИЕ МЕРОПРИЯТИЯ ПО ЭКОНОМИИ МАТЕРИАЛОВ, ЭНЕРГИИ, СНИЖЕНИЮ ТРУДОЕМКОСТИ И СЕБЕСТОИМОСТИ, УЛУЧШЕНИЮ САНИТАРНЫХ УСЛОВИИ ТРУДА И ОХРАНЕ ОКРУЖАЮЩЕЙ СРЕДЫ
Экономия материалов при изготовлении деталей РЭА осуществляется: отработкой конструкции деталей на технологичность с целью снижения их массы (например, уменьшением толщины стенок и введением ребер жесткости); выбором и использованием прогрессивных методов изготовления заготовок, позволяющих уменьшить припуски на последующую обработку или свести их к нулю (например, использованием литья металлов под давлением, ударной штамповки, специальных профилей); уменьшением невозвратных потерь материалов путем совершенствования уже освоенных технологических процессов (например, при изготовлении печатных плат из листового фольгированного диэлектрика замена травильного раствора из хлорного железа на травильный раствор из хлорной меди позволяет практически полностью регенерировать медь из отработанного раствора, и процесс регенерации экономически оправдан; заметим, что регенерация меди из раствора хлорного железа сопряжена со значительными затратами и опасностями для обслуживающего персонала); использованием безотходной технологии (например, порошковой металлургии для изготовления монолитных магнитопроводов из порошковых ферритов и магнитодиэлектриков).
Экономия энергии достигается снижением энергоемкости технологических процессов путем использования энергоемких методов только в том случае, если другие, менее энергоемкие методы применены быть не могут; выбором менее энергоемкого технологического оснащения.
Снижение трудоемкости и себестоимости изготовления деталей осуществляется: отработкой конструкции детали на технологичность с использованием количественных показателей технологичности (см. §2.1); структурной и параметрической оптимизацией ТП с использованием ЭВМ; комплексной автоматизацией ТП с применением робототехники и автоматизированных систем управления. Улучшение санитарных условий труда, учитываемое при проектировании производственных участков и цехов, непосредственно связано с выбором методов обработки, планировкой участков и специальными мероприятиями по охране труда.
Для охраны окружающей среды от загрязнения ее отходами производства радикальными технологическими методами
49
являются: создание полностью замкнутого технологического безотходного цикла (например, отработанный травильный раствор хлорной меди, получаемой как отход меди при изготовлении печатных плат, используют в том же агрегате для электролитического наращивания проводников и гальванической металлизации монтажных отверстий в платах; в результате не только экономится медь, но и не загрязняется окружающая среда); создание очистных сооружений, позволяющих многократно использовать одни и те же объемы воды и воздуха в производственных целях.
2.8. СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
НА ОСНОВЕ КОМПЛЕКСНОЙ АВТОМАТИЗАЦИИ И РОБОТИЗАЦИИ
Основные направления развития народного хозяйства нашей страны — интенсификация производства, ускоренное внедрение во всех отраслях промышленности достижений науки и техники, осуществление крупных комплексных программ.
В'решении этих задач важнейшая роль отведена производству РЭА различного назначения.
В приборостроении осваиваются высоконадежные системы промышленной автоматики на базе электроники, прежде всего для управления технологическими процессами. Увеличивается выпуск средств автоматизации труда, малых ЭВМ высокой производительности, персональных ЭВМ, систем числового программного управления для гибких производственных модулей. В перспективе повышение эффективности производства связывается с созданием и широким использованием принципиально новых технологий: лазерной, плазменной, радиационной, мембранной и биотехнологии. Важнейшей задачей наших дней является внедрение ресурсосберегающих технологий.
Совершенствование технологических процессов изготовления деталей РЭА ведется для повышения производительности труда и снижения себестоимости деталей. Основные пути достижения этой цели: автоматизация процесса разработки ТП на базе использования современных методов и средств вычислительной техники, комплексная автоматизация выполнения ТП в цехах предприятия. Автоматизация труда технолога позволяет определить оптимизированные технические условия, выполнения основных операций для формирования заданных качеств детали, что невозможно сделать при безма-шинной разработке ТП. Под комплексной автоматизацией выполнения ТП подразумевают выполнение основных и вспомогательных операций ТП на автоматической системе оборудования без вмешательства человека.
50
В последние годы в СССР и других промышленно развитых странах все шире используются автоматические манипуляторы с числовым и цикловым программным управлением, называемые промышленными роботами (ПР). К началу 1985 г. в мире работали более 50 тыс. шт. ПР первого поколения, возможности которых ограничены выполнением одной или нескольких жестких программ манипуляций инструментами или заготовками. Большую часть ПР (до 25 %) используют при контактной и дуговой сварке, по 10—12 % от общего количества ПР — для выполнения каждого из следующих видов операций: обработки резанием, нанесения покрытий, литья под давлением, обработки давлением. Применение ПР позволяет повысить производительность процессов в 2—4 раза и снизить затраты на операции манипулирования до 70 %. Экономический эффект от применения ПР достигается при условии проведения ряда организационно-технических мероприятий: размещения оборудования в цехе для возможности совместной работы с ПР; разработки и применения специальной технологической оснастки, обеспечивающей взаимодействие ПР с оборудованием; выполнения работ по обеспечению совместимости ПР с работой цеховых транспортных средств и системой управления производством. Опыт использования ПР показывает, что в отдельных случаях целесообразно роботизировать 80—90 % оборудования [4|.
На предприятиях массового производства предполагается использовать ПР, если объект производства меняют через 2—3 года или осваивают ТП, принципиально нереализуемый при участии человека. Наибольший эффект от внедрения ПР предполагается получить на предприятиях серийного производства, где ПР входят в состав гибких автоматизированных производств (ГАП). В общем случае ГАП включает в себя следующие элементы: систему автоматизированного проектирования (САПР), состоящую из автоматизированных рабочих мест (АРМ) для исследователей, конструкторов и технологов; АРМ организационно-экономического планирования и диспетчерского управления; автоматические склады заготовок, инструмента и готовой продукции; автоматические обрабатывающие модули, состоящие их технологического оборудования с ПР и микро-ЭВМ; автоматические транспортные системы для заготовок, инструментов, технологических отходов и готовой продукции; центральную ЭВМ.
В настоящее время создают ПР второго поколения, так называемые «чувствующие», обладающие системами «осязания» и «зрения». К 1990 г. ожидается 14] использование «думающих» ПР, способных корректировать заданные программы мани
51
пуляций при незапланированных изменениях их работы. К началу следующего столетия предполагают создать самосовершенствующиеся ПР, способные к само- и взаиморемонту вплоть до изготовления себе подобных машин.
3. ПРОЦЕССЫ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ
3.1. ОБЩИЕ ПОЛОЖЕНИЯ
Термическая обработка (ТО) — это процесс теплового воздействия на детали преимущественно из металлов и их сплавов с целью изменения структуры и свойств исходного материала без изменения его химического состава. Сочетание химического воздействия с тепловым называют химико-термической обработкой (ХТО). При ХТО изменяется химический состав поверхностного слоя детали.
Термическая и химико-термическая обработки являются важными этапами технологического процесса изготовления деталей и используются для улучшения обрабатываемости материалов давлением или резанием; для формирования технических, электрических, магнитных и других свойств, обеспечивающих заданные эксплуатационные свойства деталей, для снятия внутренних напряжений в материале деталей и заготовок, возникающих при предшествующей обработке давлением, литьем, сваркой и резанием и вызывающих нежелательные изменения свойств, формы и размеров деталей при их эксплуатации.
Результаты ТО и ХТО зависят от исходного состояния материала заготовок или полуфабрикатов перед выполнением ТО. режима и среды ТО Под состоянием исходного материала понимают процентное соотношение химических компонентов, образующих материал, фазовый и структурный его состав.
Параметрами режима ТО являются. /т.и — температура нагрева при ТО; Т — продолжительность изотермической выдержки при /т>0. — скорость нагрева; V, — скорость охлаждения. Применяют при ТО газовые или жидкие среды для нагрева и охлаждения.
Температуру нагрева при ТО назначают по диаграммам состояния в зависимости от целей ТО и от соотношения компонентов в сплаве (заштрихованные зоны на рис. 3.1, а и б). При нагреве сплава до /т.оз в нем происходят фазовые превращения в твердом состоянии Основные из этих превращений — повышение взаимной растворимости компонентов, образующих твердый раствор при повышении темпера* туры, и полиморфные превращения, т. е. перестройка кристаллической решетки. Для сплава А1—Си с содержанием 3 % меди (рис. 3.1, а} при /т о в 773 К избыточная фаза СиА12 полностью растворяется и образуется только a-твердый раствор. При этом полиморфные превращения отсутствуют, а происходят лишь фазовые превращения переменной растворимости через диффузионные процессы.
Более сложные фазовые превращения происходят при нагреве сталей, так как при нагреве доЭвтекюидных сталей выше линии PS перлит превращается в аустенит и структура будет состоять из феррита и аустенита. Перлитное превращение сопровождается, с одной стороны, полиморфным переходом a-железа, имеющего решетку объемно-
52
центрированного куба, в у-железо с решеткой гранецентрированного куба; с другой — растворением Fe3C в аустените. Распределение углерода в этот момент крайне неравномерно, так как аустенит содержит около 0,8 % углерода, а феррит — всего 0,02 %. Дальнейший нагрев приводит к некоторому выравниванию концентрации углерода, а выше линии GSE при достаточной выдержке сталь приобретает строение однородного аустенита.
Время выдержки зависит от факторов: /то, состояния исходной структуры (крупное или мелкое зерно), наличия легирующих элементов, размеров и формы изделия. Введение в сталь хрома, молибдена, вольфрама, ванадия и других карбидообразующих элементов задерживает полиморфные превращения из-за трудно растворимых в аустените карбидов легирующих элементов и увеличивает время выдержки, одновременно влияя на 1т о.
Скорость нагрева для большинства видов ТО существенного значения не имеет, но изменяет /т о и время выдержки. Например, при печном нагреве стали 40 под закалку со скоростью Vc = 2,5 К/с значение /Т1О = 1113—1133 К, а при индукционном нагреве при Vc — 250 К /т о — 1153—1193 К. При повышении Vc = 400 К/с значение /т.о= ® 1203—1253 К.
53
Скорость охлаждения существенно влияет на результаты ТО. Например, сталь ЗОХГСНА, охлажденная с различными скоростями, может иметь предел прочности 600, 900, 1100 или 1600 МПа. Магнитные свойства железоникелевых сплавов (например, 79НМ) после обработки давлением восстанавливаются только в том случае, если скорость их охлаждения при ТО составляет менее 200 К/ч. Повышение пластичности, необходимое для дальнейшей обработки давлением, алюминиевые сплавы приобретают при скорости охлаждения не более 30 К/ч.
Среды для нагрева при ТО. Для предохранения материала изделий от взаимодействия печной атмосферы, вызывающего изменения их химического состава, в рабочее пространство нагревательного устройства или печи вводят газовую контролируемую среду или создают вакуум. Применяют следующие среды: водородная; вакуумная; диссоциированного аммиака, содержащая 75 % Н2 и 25 % N2; азотная — при 4 % Н.2 и 98 % N2, экзотермическая, получаемая при сжигании природного газа и др. Кроме того, используют в качестве сред для нагрева расплавленные соли, например, состав из 20 % ВаС12 и 30 % NaCl.
Среды для охлаждения подбирают так, чтобы обеспечить необходимую скорость охлаждения. В качестве сред для охлаждения с небольшими скоростями используют обычную воздушную атмосферу и атмосферу печи при охлаждении изделий с печью. Для получения быстрых скоростей охлаждения применяют воду, водные растворы солей и щелочей, масла. Некоторые охлаждающие среды, используемые при ТО, имеют следующие относительные характеристики, если за единицу принять интенсивность охлаждения в воде, то относительная интенсивность охлаждения в 10 %-ном растворе равна 3, в 50 % растворе NaOH — 2, а в минеральном масле — 0,3.
Химико-термической обработке подвергаются в основном стальные детали с целью изменения химического состава, фазовой структуры и свойств их поверхностного слоя. Поверхность деталей насыщают углеродом, азотом, алюминием, хромом, кремнием и другими элементами путем диффузии их атомов из среды нагрева при высокой темпера туре Среда для нагрева может быть твердой, жидкой и газовой. Для поверхностного насыщения необходимо последовательное протекание следующих процессов: образования активных атомов диффундирующих элементов в насыщенной нагревательной среде вблизи поверхностей деталей; адсорбции этих активных атомов поверхностями деталей и диффузии адсорбированных атомов в решетку насыщаемого материала Процессы диффузии протекают только при условии возможности рас творимости диффундирующих элементов в материале деталей.
Окончательные свойства деталей, подвергнутых ХТО, достига ются дополнительной последующей или предшестввующей ТО Отдель ные виды ХТО дополнительной ТО не требуют
Основные виды ТО и ХТО и формуируемые ими свойства материа ла деталей рассмотрены в следующих параграфах
3.2. ПРОЦЕССЫ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Основными видами ТО являются: отжиг, нормализация, закалка, отпуск, старение. Рассмотрим их на примере ТО сталей и дюралюминов.
Отжиг — заключается в нагреве сплава до температуры /т.о1 или /т.о2, выдержке при этой температуре и медленном
54
охлаждении вместе с печью (на рис. 3.1, в, кривая а). Согласно классификации академика А. А. Бочвара различают отжиг первого и второго рода. При отжиге первого рода производится медленный нагрев стали до температуры fT.ol, ниже температуры фазового превращения. В результате отжига первого рода полностью или частично устраняется наклеп, полученный при обработке металлов давлением, уменьшаются внутренние напряжения, полученные после сварки и обработки резанием, снижается твердость и повышается пластичность сплава в целях облегчения его последующей обработки давлением или резанием. Отжиг второго рода состоит в нагревании сплава выше температуры фазового превращения (4.о2 — ^т.оз) с последующим медленным охлаждением. В результате отжига второго рода сплав приобретает структуру равновесную, устойчивую, соответствующую диаграмме состояния, при этом устраняются внутренние напряжения, снижается твердость, повышается пластичность. Выбор температуры нагрева зависит от целей, преследуемых отжигом. Скорость охлаждения зависит от химического состава сплава и находится в пределах 100—250 К/ч.
Нормализация — нагрев до /т<о2 (рис. 3.1, б) доэвтектоид-ного сплава или до /т>03 — заэвтектоидного сплава, непродолжительная выдержка и охлаждение на воздухе со скоростью большей, чем при отжиге (на рис. 3.1, в, кривая б). Нормализация вызывает полную фазовую перекристаллизацию сплава, устраняет крупнозернистую структуру, полученную при литье, прокате или штамповке заготовок, повышает прочность, вязкость, а также снимает внутренние напряжения. Назначение нормализации различно в зависимости от состава сплавов. Для низкоуглеродистых сталей она применяется вместо отжига. Заготовки из среднеуглеродистых сталей, подвергнутые нормализации, обеспечивают при обработке резанием менее шероховатую поверхность деталей и большую прочность.
Закалка — нагрев сплава до температур fT.o2 (рис. 3.1, а и б), изотермическая выдержка и охлаждение в специальных охлаждающих средах с высокой скоростью (рис. 3.1, в, кривая в) для фиксации высокотемпературного состояния сплава или предотвращения нежелательных процессов, происходящих при медленном охлаждении. Так, температура закалки сплавов системы А1—Си (рис. 3.1, а) определяются линией а—b—с, проходящей выше линии предельной растворимости для сплавов, содержащих менее 5,6 % Си, и ниже эвтектической линии для сплавов, в которых меди больше 5,6 %. При /т о2 для сплавов, содержащих до 5,6 % Си, избыточная фаза полностью растворяется и при последующем быстром охлаждении
55
образуется пересыщенный a-твердый раствор. В соответствии с полученным строением свежезакаленные А1—Си сплавы имеют низкую прочность и высокую пластичность: ов « « 260 МПа, 6 «25 %. Состояние пластичности, допускающее холодную обработку давлением, сохраняется при 293 К для сплава Д1 около 2 ч (для сплава Д16 — 0,5—1 ч) с момента закалки. Высокие механические свойства А1—Си сплавы приобретают лишь в результате последующего старения. Таким образом, целью закалки А1—Си сплавов является получение при комнатной температуре структуры однородного пересыщенного твердого раствора, способного к упрочению в процессе дальнейшего старения.
Для закалки сталей их нагревают до /т,о2 (рис. 3.1, б) и после изотермической выдержки быстро охлаждают в воде, масле или растворах солей. В результате образуется мартенсит — пересыщенный твердый раствор углерода в а-железе. В зависимости от содержания углерода в сталях твердость мартенсита в 6—10 раз выше твердости феррита, а объем мартенсита примерно на 2 % больше объема аустенита. Это определяет, с одной стороны, высокую твердость и прочность сплавов, имеющих мартенситную структуру, с другой — большие внутренние напряжения, хрупкость и наибольшую чувствительность к возникновению закалочных трещин и деформаций. Мартенситные превращения происходят не только при закалке сталей, но и при закалке титана и некоторых цветных сплавов.
Разновидностью закалки является поверхностная закалка на некоторую заданную глубину при индукционном нагреве или нагреве газовым пламенем. Основное назначение поверхностной закалки — повышение поверхностной твердости, износостойкости и предела выносливости детали, поскольку сердцевина детали остается вязкой.
Отпуск — нагрев сплавов ниже температуры фазовых превращений /Тв01 (для стали ниже 996К), выдержка и охлаждение с определенной скоростью (на рис. 3.1, в, кривая г) Операция отпуска завершает процесс ТО, в результате которой окончательно формируются свойства закаливаемых и упрочняемых сплавов, снижаются внутренние напряжения. Температура нагрева при отпуске всегда ниже температуры фазовых превращений и для различных целей варьируется в широких пределах. Например, при ТО стали различают низкий отпуск /т о 473 К, средний /Тв0 = 623—773 К и высокий /т 0 = 773—953 К. Чем меньше /т.о, тем больше твердость, прочность и износостойкость, но меньше предел выносливости и пластичности, а также выше склонность к возникновению
56
внутренних напряжений в материале. Так, низкому отпуску подвергаются детали, работающие в условиях трения (измерительные инструменты, отдельные детали из инструментальной стали и т. д.). Средний отпуск применяется для пружин и других деталей, в которых необходимо сочетать высокие упругие свойства с достаточной пластичностью материала. Высокому отпуску подвергаются многие ответственные детали, работающие в тяжелых условиях динамического нагружения.
Старение — изменение свойств сплавов за счет выделения дисперсных частиц. Старение может быть естественным и искусственным. При естественном старении процесс выделения дисперсных частиц происходит самопроизвольно в процессе длительной выдержки при комнатной температуре. Искусственное старение происходит при изотермической выдержке. После старения повышается прочность и твердость при снижении пластичности и ударной вязкости. Так, изменение свойств сплава Д16 естественным старением после закалки характеризуется повышением ов от 260 до 470 МПа и снижением 6 от 25 % до 17 %. При старении наблюдаются объемные изменения, что недопустимо при изготовлении точных деталей. Поэтому измерительные инструменты подвергаются искусственному старению (выдержка 24 ч при температуре 373 К). Видами ХТО стали являются цементация, азотирование, ни-трицементация, цианирование, борирование.
Цементация — диффузионное насыщение углеродом поверхностного слоя детали толщиной 1—3 мм при нагреве в специальной среде — карбюризаторе. Цементации подвергают стали из низкоуглеродистых (до 0,25 С) и легированных сталей для придания их поверхностным слоям высокой твердости до HRC 59—62, износостойкости и предела контактной прочности до 2000 МПа. Окончательные свойства цементированные изделия приобретают после закалки, отпуска и шлифования поверхностей. Цементацию ведут при /то == = 1203—1253 К. Время выдержки 8—15 ч.
Азотирование — насыщение поверхностного слоя деталей азотом на глубину 7—15 мкм при /т.о = 773—923 К в аммиаке. Время выдержки 25—60 ч. Азотированию подвергают углеродистые и легированные стали для придания им высокой твердости HV 600—1200 (выше, чем у цементируемых деталей), повышения сопротивления коррозии и предела выносливости. Азотированию подвергают детали, предварительно термически обработанные закалкой и высоким отпуском.
Нитроцементация — одновременное насыщение углеродом и азотом поверхностного слоя деталей на глубину 0,2—0,8 мм при /т.о = 1113—1133 К и времени выдержки
57
4—10 ч в газовой среде (науглероживающий газ и аммиак) для повышения твердости и выносливости при ударных нагрузках. После нитроцементации детали подвергают закалке и низкотемпературному отпуску (tTtQ = 433—453 К).
Цианирование — разновидность нитроцементации, выполняемая при /то = 1093—1223 К в расплавленных солях, содержащих группу CN. Поверхностный слой цианированных деталей обладает более высокой износостойкостью, чем цементированных.
Борирование — насыщение бором поверхностного слоя деталей толщиной 0,1—0,2 мм при £т.о = 1203—1223 К и выдержке 2—6 ч в расплавленной буре Na2B4O,. Полученный слой обладает высокой твердостью HV 1800—2000 и абразивной износостойкостью.
3.3. РОЛЬ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ В УЛУЧШЕНИИ ФИЗИКО-ХИМИЧЕСКИХ СВОЙСТВ ДЕТАЛЕЙ РЭА
Термической обработкой можно существенно, направленно изменять необходимые свойства материала деталей. Так, для увеличения коэрцитивной силы, для повышения электросопротивления сплавов нужно создать структурные отклонения от равновесного состояния. Это достигается закалкой с отпуском или старением. А для магнитно-мягких материалов и для уменьшения электросопротивления необходимо снять структурные напряжения. Это достигается отжигом первого или второго рода в зависимости от напряжений.
. Требуемые магнитные свойства железа и железо-никелевого сплава гарантируются в том случае, если детали из этих материалов после механической обработки подвергнуты ТО с соблюдением оптимальных режимов. Так, для сплава 80 НМ такой ТО является отжиг в водородной среде при /т>о = = 1473—1573 К. Нагрев производят ступенчато: первоначально до 973 К со скоростью 400—500 К/ч, последующий нагрев до /т 0 со скоростью 50 К/ч, выдержка 12—24 ч, охлаждение со скоростью 50 К/ч до 748 К, дальнейшее охлаждение допустимо со скоростью 400—500 К/ч. Термическая обработка также обеспечивает возможность выполнения процессов формообразования с минимальной затратой энергии. Так, отожженный алюминиевый сплав Д16 имеет механические характеристики: пониженную прочность оа 80 МПа и высокую пластичность 6 = 35 %, т. е. приобретает хорошие технологические свойства для переработки давлением. После изготовления деталей из этого сплава их подвергают другим видам ТО — закалке и старению, формирующим эксплуатационные
58
свойства. В результате закалки наблюдается повышение предела прочности до 260 МПа и снижение пластичности до 25 %. Последующее старение повышает предел прочности сплава до 470 МПа и уменьшает относительное удлинение до 17%. Предел прочности бериллиевой бронзы БрБ2, используемой для пружинящих электрических контактов, увеличивается после старения с 450 до 2500 МПа. Электропроводность сплавов на основе меди также повышается после отжига.
Приведенные примеры иллюстрируют, что ТО можно регулировать не только эксплуатационные свойства деталей, но, что не менее важно, технологические свойства исходных материалов, позволяющих экономить энергию на изготовление детали, и повысить производительность ТП.
3.4. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИИ ДЕТАЛЕЙ И КОНТРОЛЬ ИХ КАЧЕСТВА ПОСЛЕ ТЕРМИЧЕСКОЙ И ХИМИКОТЕРМИЧЕСКОЙ ОБРАБОТКИ
К основным дефектам, возникающим при ТО и ХТО, относятся трещины, внутренние напряжения в материале и коробление. Для предупреждения появления трещин при конструировании деталей рекомендуется не создавать резких выступов, заостренных углов и резких переходов от толстых сечений к тонким.
Для устранения коробления тонких деталей следует их форму конструировать с учетом возможности их установки и зажима в приспособлениях для ТО. Детали с точными размерами, для которых операции ТО являются финишными, требуют подбора сплавов с незначительным увеличением объема после ТО.
Методы определения физических, химических и механических свойств материалов деталей, прошедших ТО, разделяют на две группы: методы непосредственного определения свойств (к ним относятся измерение магнитной проницаемости, коэрцитивной силы, электросопротивления, твердости, предела прочности модуля упругости, коррозионной стойкости и т. п.); косвенные методы определения, основанные на существовании связи между структурным строением и свойствами материалов деталей (к ним относятся методы макро- и микроанализа).
Одни и те же свойства можно определить и прямыми, и косвенными методами. Например, толщину цементированного и закаленного слоя можно найти с помощью макроанализа и измерением твердости. Макроанализ дает быстрое определение толщины с точностью, достаточной для производственных
59
условий. Для этой цели деталь-образец цементируют и закаливают, а затем ломают. Закаленный слой имеет более мелкое зерно и матовый излом, заметно отличающийся от вида излома сердцевины.
Весьма распространенным, экономичным и достаточно оперативным методом контроля качества термообработки готовых деталей является замер их твердости, чаще всего по методу Роквелла. Этот метод позволяет быстро определить качество термообработки готовых деталей без их разрушения с точностью, достаточной для производства, поэтому широко применяется в промышленности. Для уменьшения расходов материала и уменьшения стоимости контроля деталей после ТО часто контролю подвергают не сами детали, а упрощенной формы и уменьшенных размеров детали-свидетели, подвергаемые ТО совместно с партией деталей.
4. ПРОЦЕССЫ ОБРАБОТКИ ДАВЛЕНИЕМ
4.1. ОБЩИЕ ПОЛОЖЕНИЯ
Обработка давлением (ОД) — это группа процессов переработки пластичных металлов и других материалов в изделия (прокатка, волочение, ковка, штамповка, чеканка, дорнование и др.), при реализации которых исходная заготовка в нагретом или холодном состоянии под действием давления пластически деформируется и приобретает новые заданные форму и размеры или заданные физические свойства поверхностного слоя. Как правило, после ОД изменяются исходные физические свойства материалов заготовок. Например, при чеканке и правке металлических заготовок увеличивается их электрическое сопротивление и повышается поверхностная твердость, а при вырубке пластин магнитопроводов ухудшаются их электромагнитные свойства. Поэтому технологические процессы изготовления штампованных деталей РЭА содержат термические операции, назначение которых формировать новые или восстанавливать исходные свойства материалов. Кроме термических операций, сопутствующих обработке давлением деталей РЭА, производят операции, реализующие методы нанесения защитных покрытий, пайки, сварки и механической обработки. Необходимость в этих операциях обусловливается конкретными техническими требованиями к изготавливаемым деталям.
При изготовлении деталей РЭА из всех процессов ОД преимущественно используют методы холодной листовой и объемной штамповки. Причем листовой хододной штамповкой изготавливают до 85 % деталей конструктивной базы РЭА (панели, платы, детали каркасов и корпусов. кожухи и др ) и широкая номенклатура деталей, входщих в модули и узлы элементной схемотехнической базы (выводы, корпуса и крышки микросхем и микросборок, детали магнитопроводов, панели разъемов и др.).
Широкое использование листовой штамповки в производстве деталей РЭА объясняется такими ее достоинствами, как: возможность по-
60
Таблица 4.1. Требования к механическим характеристикам стальных заготовок для листовой штамповки
Сложность деталей и используемые методы V МПа *Т’ МПа °т % б. % Ф. % HRB ед
Сложная форма деталей (глубокая вытяжка) Сложная форма деталей и вытяжка за несколько переходов <320 350— —600 200 200— —350 0,6 0,6- -0,65 40 20— —38 65 55— —65 45 50— —60
Простая форма деталей, получаемая без вытяжки 600 400 0,75 I 20 55 I 60
Обозначения: ов — предел прочности при растяжении; От — предел текучести; б — относительное удлинение длины образца после разрыва: ф относительное сужение площади поперечного сечения образца в месте разрыва
лучения прочных и жестких, но легких по массе деталей толщиной от 0,005 до 10 мм и габаритами от нескольких миллиметров до нескольких метров; достаточная точность получаемых размеров деталей, допускающая их взаимозаменяемость; высокая производительность процесса, обеспечивающая низкую стоимость изготовления; сравнительно небольшие отходы материала при правильном построении технологического процесса и раскрое листового материала; благоприятные условия для автоматизации и роботизации технологических операций.
В качестве исходных заготовок для листовой штамповки используют листовые материалы из стали, цветных деформируемых сплавов. Сложность получаемых штамповкой деталей и используемые методы накладывают определенные ограничения на механические характеристики материала исходной заготовки. Пример таких требований представлен табл. 4.1.
4.2 ОБЩАЯ СТРУКТУРА, ТОЧНОСТЬ, ПРОИЗВОДИТЕЛЬНОСТЬ И ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ОБРАБОТКИ ДАВЛЕНИЕМ, ПРИМЕНЯЕМЫХ ПРИ ПРОИЗВОДСТВЕ ДЕТАЛЕЙ РЭА
Структура технологического процесса ОД зависит от таких факторов, как: механические свойства и толщина материала исходной заготовки; степень сложности формы детали и ее габаритов, размеры отдельных элементов (гнутых полок, глубины вытяжек, ширины пазов); требуемая точность размеров детали, точность взаимного расположения отдельных элементов. Кроме того, условия эксплуатации деталей РЭА накладывают требования на предельно допустимые электрофизические характеристики материалов деталей (переходного электросопротивления, теплопроводности, магнитных свойств, коррозионной стойкости и др.), . обуславливающих
61
специфику содержания технологических процессов изготовления. Эта специфика — комплектность технологических процессов, выражающаяся в том, что, кроме операций, реализующих методы ОД, в технологический процесс включают ряд операций, использующих другие методы обработки — нанесения покрытий, термической обработки, химической обработки поверхностей, сварки и пайки и др.
В общем случае структуру технологического процесса изготовления штампованных деталей РЭА можно представить следующими этапами: заготовительным, штамповочным, дополнительной обработки. В отдельных случаях этап дополнительной обработки может отсутствовать.
На заготовительном этапе изготавливают плоские исходные заготовки для листовой штамповки двух видов: штучные плоские заготовки, из которых делают по одной детали, и групповые заготовки на несколько деталей в виде полос и лент из листов и лент больших размеров, поставляемых на предприятия металлургической промышленностью. Для объемной холодной штамповки штучные заготовки из проката изготавливают в том случае, если по каким-либо техническим причинам нельзя непосредственно использовать в качестве заготовок прутки и проволоку. Заготовки получают резкой на различных ножницах
Штамповочный этап выполняют с целью формообразования детали. Последовательно или одновременно производят несколько переходов или операций штамповки (пробивка, вырубка, гибка, вытяжка и др.) с термической обработкой заготовок между переходами или без нее.
Этап дополнительной обработки штампованной детали осуществляют для формирования физических свойств деталей методами, не относящимися к ОД. Так, сварка и пайка отдельных стыков крышек и корпусов повышает их жесткость или обеспечивает герметичность; термическая обработка пластин магнитопроводов восстанавливает нарушенные при штамповке исходные магнитные свойства материала; обработка резанием обеспечивает точность размеров, выше предельно возможных при выполнении переходов ОД; нанесение покрытий повышает стойкость деталей РЭА к вредному воздействию атмосферы или другой среды, в которых эксплуатируются детали РЭА.
Рассмотрим пример содержания этапов технологического процесса в условиях серийного производства, изготовления конкретной штампованной детали корпуса блока РЭА, габаритный эскиз которого изображен на рис. 4.1, а. Габариты корпуса 494 X 690 х 60. Технические требования к корпусу: допуски на размеры (кроме отверстий) ±0,5 мм, на размеры
62
Рис. 4.1
монтажных отверстий для сопряжений со схемными элементами по Н14, на размеры крепежных отверстий по Н14, на размеры между осями монтажных отверстий ±0,3, на размеры между крепежными отверстиями для крепления одного схемного или конструктивного элемента (на чертеже выделены) ±0,2; сварные швы в стыках по ГОСТ 14808—69; шероховатость поверхности /?280, в отдельных монтажных отверстиях — /?220; покрытие — химическое оксидирование. Для получения исходной заготовки (рис. 4.1, 6} использован листовой материал АМг2М толщиной 1,5 мм.
При выполнении заготовительного этапа ТП изготовления корпуса резкой получают плоские штучные прямоугольные заготовки размерами 858 X 651 мм с допусками —1 мм. Заго« товка по ширине выполнена с учетом технологического припуска 15 мм, необходимого для закрепления заготовки на столе координатно-револьверного пресса.
Штамповочный этап изготовления корпуса содержит операции: пробивку всех круглых отверстий и прямоугольных окон на координатно-револьверном прессе с числовым прог-. раммным управлением; обрезку технологического припуска и ’ вырезку по контуру развертки (рис. 4.1, в переналаживаемом штампе при установке заготовки по двум отверстиям, изготовленным на первой операции; гибку за несколько переходов; электрохимическое снятие заусенцев; контроль размеров гнутой детали и положения отверстий относительно граней корпуса.
63
Этап дополнительной обработки штампованного корпуса состоит из операций: подготовки поверхности под сварку — обезжиривание и травление мест сварки; сварки стыков элементов детали; термической обработки — отжига для улучшения качества сварных швов и снятия внутренних напряжений в материале корпуса; контроля качества сварки; обработки резанием — фрезерование прямоугольных окон в размер и расточки монтажных отверстий большого диаметра; удаления заусенцев; контроля выполненных резанием размеров; подготовки поверхностей под покрытие — обезжиривание и травление с промывкой, сушка; нанесения покрытия химическим методом; окончательного контроля.
Точность размеров деталей, изготовленных штамповкой, обычно находится в пределах 10—12 квалитетов, но может в отдельных случаях возрастать до 6—9 квалитетов. На точность штампованных деталей оказывают влияние толщина материала исходной заготовки, габаритные детали, вид перехода и точность штампов. В табл. 4.2—4.4 приведены некоторые данные о точности размеров элементов плоских штампованных деталей.
Производительность штамповочных операций составляет несколько десятков и даже сотен деталей в минуту и зависит от быстроходности прессов, на которых выполняют операции. Последние модели штамповочных прессов-автоматов имеют наибольшее число ходов: мелкие прессы — до 1200—2000 в минуту, крупные — до 350 в минуту; скорость подачи ленты-заготовки — до 60 м/мин.
Таблица 4.2. Отклонения наружных размеров плоских штампованных деталей в зависимости от точности вырубных штампов и толщины материала заготовки
Толщина материала заготовки, мм Штампы обычной точности Штамп повышенной точности
Размеры контура вырубаемых деталей, мм
До 10 10-50 50-150 150— 300 До 10 10-50 50-150 150- 300 ;
0,2—0.5 0.5—1 1—2 2-4 4-6 0,08 0,12 0,18 0,24 0.3 0,1 0,16 0,22 0.28 0,35 0.14 0.22 0.3 0,4 0.5 0,2 0.3 0.5 0.7 1 0,025 0,03 0,04 0,06 0.1 0,03 0,04 0,06 0,08 0,12 0,05 0,06 0,08 0,1 0.15 0.08 0.1 0.12 0.15 0.2
64
Таблица 4.3. Отклонения круглых отверстий в зависимости от точности пробивного штампа и толщины материала заготовки
Толщина материала заготовки, мм Штамп обычной точности | Штамп повышенной точности
Размеры пробиваемых отверстий, мм
До 10 | 10-50 | 50-150 | До 10 | 10-50 50-150
0,2—1 1—2 2-4 4—6 0,05 0,06 0,08 0,1 0,08 0,1 0,12 0,15 0,12 1,16 0,2 0,25 0,02 0,03 0.04 0,06 0.04 0,06 0,08 0,1 0,08 0,1 0,12 0,15
Экономическая эффективность использования методов ОД, в том числе листовой штамповки, весьма высока. Себестоимость изготовления простейших штампованных деталей соизмерима со стоимостью исходного материала заготовки. Поэтому повышение эффективности процессов холодной штамповки, в первую очередь, связано с экономией материала. Экономия материала на 20—25 %, в большинстве случаев настолько эффективна, что стоимость сэкономленного материала превышает сумму прямой заработной платы.
Экономия материала в первую очередь зависит от выбора варианта раскроя исходного листового материала. Количественно сравнительную оценку вариантов раскроя выполняют по коэффициенту раскроя КР:
Kp^fQnDfBnt (4 I)
где /о — площадь поверхности плоской заготовки, включающая отверстия внутри контура, мм2; лр — количество рядов раскроя в ленте или полосе; В — ширина полосы или ленты, мм; п — шаг расположения заготовок по длине полосы или ленты.
Таблица 4.4. Отклонения на расстояния между центрами отверстий в плоских деталях в зависимости от точности штампа и толщины материала заготовки
Штамп обычной точности 1 Штамп повышенной точности
Толщина материала заготовки, мм Расстояние между центрами пробиваемых круглых отверстий.мм
До 50 | 50- 150 | 150-300 | До 50 50-150 150-300
До 1 од 0,15 0,2 0,03 0,05 0,08
1—2 0,12 0,2 0,3 0,04 0,06 0,1
2-4 0,15 0,25 0,35 0,06 0,08 0,12
4-6 0,2 0,3 0,4 0,08 0,1 0,15
3 Зак. 1083
65
4.3. СОДЕРЖАНИЕ ОПЕРАЦИЙ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ХОЛОДНОЙ ЛИСТОВОЙ ШТАМПОВКИ В ЗАВИСИМОСТИ ОТ ТИПА ПРОИЗВОДСТВА
Тип штамповочного производства определяется коэффициентом закрепления операций, приближенные значения которого приведены в табл. 4.5. Для различных типов производства технология изготовления деталей одного и того же типоразмера отличается по объединению переходов в операции и используемым типам оборудования и оснастки. Технологические решения, прогрессивные в массовом производстве, оказываются нецелесообразными и непрогрессивными в условиях мелкосерийного производства, и наоборот.
В крупносерийном и массовом производстве содержание технологических операций характеризуется: применением специальных сложных непереналаживаемых комбинированных штампов совмещенного и последовательного действия, в которых выполняют до нескольких десятков разнообразных переходов; использованием исходных заготовок преимущественно в виде лент и полос; применением автоматических быстроходных прессов и специальных штамповочных автоматов, объединенных в автоматические линии с использованием манипуляторов.
Операции листовой штамповки в мелкосерийном и единичном производстве характеризуются: использованием универсальных быстропереналаживаемых штампов, в которых выполняют, как правило, по одному переходу, или упрощенных штампов — пластинчатых, листовых с упругой прокладкой из резины или полиуретана вместо матрицы; применением преимущественно штучных заготовок; использованием координат-
Таблица 4.5. Основные характеристики типов штамповочных производств
Параметры характеристики Типы производств
Массовое । Крупносерийное Серийное Мелкосерийное
Коэффициент закрепле- ДО 1 1-10 10—20 20—40
ния операций Годовой выпуск деталей, тыс. шт./год: мелких (менее 90 мм) более 5000 100—5000 10—100 ДО Ю
средних (90—630 мм) более 1000 50—100 5—50 до 5
крупных (более 630 мм) более 50 20—50 2—20 до 2
66
Рис. 4.2
но-револьверных прессов и универсальных прессов; реализацией специально разработанных для серийного производства методов поэлементной штамповки.
Метод штамповки по элементам, разработанный изобретателем В М. Богдановым, заключается в том, что наружный контур, и контуры сложных по форме отверстий штампуемой детали расчленяют на простейшие элементы (прямые участки, закругления, пазы, скосы, отверстия и т. п.), выполняемые последовательно при использовании набора универсальных переналаживаемых штампов, каждый из которых может штамповать один или группу однотипных элементов детали. Применение этого метода возможно, если на предприятии проведена предварительная нормализация геометрических форм штампуемых деталей. Метод позволяет не использовать специальные штампы, что дает в условиях мелкосерийного и серийного производства экономию затрат и значительно сокращает время на технологическую подготовку производства. На рис. 4.2 приведена последовательность штамповки трех различных деталей по элементам контура на одних и тех же универсальных переналаживаемых штампах (рис. 4.2, а — последовательное скругление двух углов — пробивка отверстий — пробивка двух пазов; рис. 4.2, б — скругление двух углов — пробивка отверстия — пробивка паза — обрезка одного выступа — пробивка отверстия в другом выступе — закругление выступа с отверстием; рис. 4.2, в — вырубка половины контура проушин — вырубка скругления контура большого радиуса — пробивка трех отверстий последовательно — вырубка второй половины контура проушин). Стрелками показана последовательность формообразования.
Разновидностью штамповки по элементам является штамповка на координатно-револьверных прессах с ЧПУ или ручным управлением 3* 67
Рис. 4.3
деталей типа плат, панелей и других габаритных деталей несущей системы РЭА с большим количеством отверстий и пазов разных форм и размеров. Изготовление таких деталей на координатно-револьверных прессах заключается в последовательной штамповке отверстий и других элементов при использовании набора сменных штампов, устанавливаемых в револьверной головке пресса. Обрабатываемая заготовка подается на рабочую позицию при помощи координатного устройства, управляемого вручную или от устройства ЧПУ. В эту же позицию перемещается один из штампов. Если пробивается группа отверстий одного размера, то позиционируется только заготовка. После пробивки всех одинаковых отверстий револьверная головка перемещает штамп в рабочую позицию для выполнения следующего элемента детали.
На рис. 4.3 показана последовательность штамповки плат на координатно-револьверном прессе из заготовки на четыре детали. Сначала пробивают все отверстия в верхней левой детали / (рис. 4.3, п), затем, повернув вокруг горизонтальной оси О'—О' заготовку на 180\ пробивают отверстия в нижней левой детали 2 (рис. 4.3, б). Таким же образом, поворачивая заготовку вначале вокруг О"—О", а затем вокруг О'—О', пробивают отверстия в деталях 3 и 4. После этого групповую заготовку разрезают на две части (рис. 4.3, д) и вырезают контур на другом рабочем месте (рис. 4.3, е), получая готовые детали (рис. 4.3, ж).
Для изготовления штампованных деталей в условиях серийного производства используют листообрабатывающие центры с ЧПУ, снабженные координатно-прорезным устройством для вырезки сложного контура элементов детали и устройствами для гибки, отбортовки и формовки, а также фрезерования заусенцев в местах образования контура.
4.4. СТРУКТУРА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ОБЪЕМНОЙ ШТАМПОВКИ ДЕТАЛЕЙ РЭА
Методы объемной штамповки используют в производстве деталей РЭА для изготовления штырьковых выводов, в том числе в микроминиатюрном исполнении: фиксаторов, контактов соединителей, крепежных и других деталей. В качестве заготовок берут калиброванные прутки и проволоку из цветных, черных металлов и сплавов. Преимущественно применяют методы холодной высадки и в меньшей мере —- методы ударной штамповки (для получения тонкостенных корпусов из цветных сплавов). Для высадки используют специализированные автоматы, производительность которых составляет от 35 до 900 штук деталей в минуту в зависимости от размеров и материала деталей. Точность получаемых диаметральных размеров по 9—11, а осевых — по 10—12 квалитетам точности.
69
Структура процессов изготовления деталей, форма которых образуется холодной высадкой, следующая: предварительная термообработка для улучшения пластических свойств исходного материала; подготовка поверхности, состоящая из обезжиривания, травления окисных пленок, создания смазкоудерживающего слоя и нанесения технологической смазки; выполнение операций высадки, состоящих из правки прутка или проволоки в правильном устройстве и последовательного выполнения отдельных переходов; термическая обработка с целью восстановления механических и электрофизических свойств; удаление заусенцев химическими или абразивно-механическими методами. В зависимости от размеров, формы и материала детали отдельные операции ТП могут не выполняться.
Для стальных исходных заготовок большое значение имеет подготовка поверхности и нанесение технологической смазки. После обезжиривания и травления поверхности ее подвергают фосфатированию в фосфорнокислых солях цинка или наносят тонкий слой меди или алюминия (примерно 0,1 мкм). В качестве технологической смазки используют жирные кислоты, мыло. Лучшей технологической смазкой является суспензия дисульфата молибдена в спирте.
4.5. МЕТОДЫ ПОВЫШЕНИЯ ТЕХНОЛОГИЧНОСТИ ШТАМПУЕМЫХ ДЕТАЛЕЙ РЭА И ПУТИ ЭКОНОМИИ КОНСТРУКЦИОННОГО МАТЕРИАЛА
Основными количественными показателями технологичности штампуемых деталей является наименьшая себестоимость деталей и наименьшая трудоемкость ее изготовления. В ряде случаев технологичность конструкции нескольких вариантов детали одного и того же назначения можно оценить по тому, какая из деталей требует меньшего количества переходов штамповки.
Общие технологические требования к конструкции листовых штампованных деталей: механические и другие физические свойства исходного листового материала должны не только удовлетворять эксплуатационным требованиям (прочности, жесткости, электропроводности и т. п.), но также процессу формоизменения и характеру пластических деформаций и быть недорогими; конструкция деталей должна быть максимально облегченной, а толщина заготовок — минимальной (для увеличения прочности и жесткости необходимо предусмотреть ребра жесткости, отбортованные края, загнутые фланцы и т. п.); форма детали или ее плоская развертка должна
70
обеспечивать наивыгоднейшее использование листового материала, давая возможность применять малоотходный или безотходный раскрой; предпочтительна замена нескольких отдельных деталей узла на одну цельноштампованную с контурами простой формы, что обычно приводит к упрощению технологического процесса, экономии металла и сокращению расходов на оснастку (штампы) (исключением является случай, когда в результате указанной замены получается деталь настолько сложной формы, что требует повышенного расхода материала, является громоздкой и имеет трудоемкость больше суммарной трудоемкости отдельных деталей); допуски на размеры штампованных деталей должны быть в пределах 10—12 квалитетов точности, что является экономически целесообразным; назначение допустимой предельной точности деталей 6—9 квалитетов точности должно быть экономически и технически обоснованно, так как достижение этой точности сопряжено с резким повышением стоимости штампов и оборудования; контуры детали должны быть простыми
Пути повышения экономии материала на изготовление детали: выбор варианта раскроя исходной заготовки с одновременной доработкой формы контуров детали с использованием ЭВМ (наибольшую экономию дают эквидистантные формы контуров, т. е. ограниченные подобными линиями); переход от штампованных деталей к штампо-сварным и штампо-впая-ным, что позволяет заменить трудоемкую глубокую вытяжку гибкой с последующей сваркой или пайкой (при этом резко сокращаются не только отходы материала на обрезку гофр и кромок, но и общая трудоемкость изготовления деталей); замена листовой исходной заготовки на проволоку при изготовлении узких и длинных деталей постоянной ширины (при b 3S) (в этом случае вырубку заменяют расплющиванием проволочных заготовок); применение спаренной вытяжки двух полуоткрытых деталей из одной заготовки с последующей разрезкой, что уменьшает отход материала при обрезке кромок после вытяжки; использование групповых заготовок (на две— четыре детали) при штамповке плоских деталей на координатно-револьверных прессах, что позволяет избегать увеличения площади исходных заготовок, так как для групповых заготовок не требуется технологического припуска под зажимные устройства.
4.6. ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ МАЛООТХОДНОЙ И БЕЗОТХОДНОЙ ШТАМПОВКИ ДЕТАЛЕЙ РЭА И РАЗВИТИЕ ТЕХНОЛОГИИ ШТАМПОВКИ НА ОСНОВЕ КОМПЛЕКСНОЙ АВТОМАТИЗАЦИИ, РОБОТИЗАЦИИ И ИСПОЛЬЗОВАНИЯ ЭВМ
Одним из путей повышения экономической эффективности процессов ОД является экономия металла при изготовлении деталей РЭА холодной штамповкой, которая достигается следующими средствами: минимйзацией отходов при раскрое листового материала на полосы или штучные заготовки; оптимизацией отходов при раскрое полосы и выборе варианта расположения деталей или плоских заготовок на полосе с использованием ЭВМ; уменьшением потерь металла на перемычки; применением безотходного и малоотходного видов раскроя; повышением точности размеров полос и штучных заготовок для уменьшения припусков на обрезку; конструированием штампуемых деталей с учетом предельных технологических возможностей методов ОД, что обеспечивает предупреждение брака штампуемых деталей; конструированием деталей с учетом возможности использования отходов изготовления одних деталей для изготовления других.
Другим путем повышения технико-экономического уровня процессов ОД служит автоматизация и роботизация работ, что позволяет в несколько раз увеличить производительность труда, а также обеспечить полную безопасность работы на штамповочном оборудовании. При этом отпадает необходимость присутствия оператора на рабочем месте при непосредственном выполнении работ, и вмешательство человека в процесс необходим только при наладке оборудования, оснастке и выполнении работ по техническому обслуживанию процесса. Так, при ручной подаче заготовок в рабочую зону штампа, число двойных ходов для изготовления деталей составляет 25—30%, а при использовании робототехники — 80—95% (с учетом потерь на наладку штампов, заправку лент и полос в устройства подачи).
Экономическую целесообразность автоматизации штамповочных работ устанавливают расчетом. Исключение составляют наиболее опасные для человека работы, как, например, с мелкими штучными заготовками, автоматизируемые независимо от экономической целесообразности этого мероприятия.
При холодной листовой штамповке механизируют и автоматизируют следующие элементы технологических процессов: подачу полос лент и штучных заготовок в рабочее пространство штампа; удаление деталей и отходов из штампов; подсчет и укладку отштампованных деталей в технологическую' тару;
72
управление процессом штамповки; сортировку и удаление брака или выключение пресса при появлении брака; межоперационную транспортировку заготовок с одного рабочего места на другое; удаление отходов с рабочих мест и из цеха. Перспективным направлением автоматизации является использование ЭВМ в сочетании со специальными исполнительными механизмами для автоматической переналадки рабочих мест в серийном производстве.
5. ПРОЦЕССЫ ОБРАБОТКИ ДЕТАЛЕЙ РЭА РЕЗАНИЕМ
5.1. ОБЩИЕ ПОЛОЖЕНИЯ
Обработка резанием — процессы механического срезания поверхностных слоев материала заготовок в виде стружки лезвийными или абразивными инструментами на металлорежущих станках с целью получения деталей с заданными формой, размерами и качеством поверхностей.
Резанием обрабатывают детали, являющиеся чаще конструктивными и реже схемотехническими элементами РЭА: корпуса, рамки, панели, подложки плат, некоторые виды контактов и выводов, крепежные и центрирующие детали, отдельные элементы несущих конструкций, входящих в РЭА (угольники, кронштейны, стержни и др.). Материалы перечисленных деталей: алюминий и его сплавы, медь и сплавы на ее основе, стали, сплавы металлов с особыми физико-химическими свойствами, пластмассы и керамика.
Технологические процессы обработки резанием используют прежде всего для обеспечивания заданной формы и взаимного расположения поверхностей деталей, их размеров и шероховатости. Через эти параметры совместно с другими технологическими мероприятиями формируются электро- и радиотехнические свойства деталей. Например, сопротивление в высокочастотном коаксиальном соединителе существенно зависит от шероховатости контактирующих поверхностей.
Основные виды процессов обработки резанием: точение, растачивание, фрезерование, строгание, сверление, зенкерование, развертывание, протягивание, шлифование, полирование, суперфиниш, доводка. В зависимости от вида процесса и типа станка срезание поверхностных слоев заготовки происходит при движении или только инструмента (сверление на вертикально-сверлильном станке), или только заготовки (строгание на продольно-строгальном станке), или при одновременном движении заготовки и инструмента (точение).
Любой вид обработки резанием характеризуется режимом резания: скоростью резания V, подачей S и глубиной резания t. Например, при продольном точении (рис. 5.1, а) скорость резания — это окружная скорость обрабатываемой поверхности 1 относительно режущей кромки 4 резца в метрах в минуту, подача — это перемещение режущей кромки резца относительно образующей обработанной поверхности 3 (параллельно оси вращения заготовки) в миллиметрах на оборот, глубина резания — толщина срезаемого с заготовки слоя на один рабочий ход (расстояние между поверхностями 1 и 3 по нормали) в миллиметрах. Численные значения параметров режима резания назначают с учетом
73
свойств обрабатываемых и инструментальных материалов, требований к точности,шероховатости и физико-химических свойств обработанных поверхностей, геометрии режущей части инструмента и характеристик используемого станка. Рекомендации по выбору режимов резания содержатся в справочной литературе (42].
Процессы обработки резанием имеют свои уникальные технологические возможности: малую энергоемкость и большую объемную производительность; широкий диапазон реализуемой точности и шероховатости обработанных поверхностей резанием (характеристики методов резания по этим параметрам приводятся в табл. 5.1.); относительная простота и универсальность формы режущих инструментов, обеспечивающих получение простейших и сложных поверхностей.
Следует отметить, что резание металлов сопровождается возникновением сил резания и тепловыделением в зоне образования стружки, износом инструментов и образованием дефектного слоя, физические свойства которого отличаются от физических свойств исходного обрабатываемого материала. Размер дефектного слоя зависит от вида процесса резания и приводится в табл. 5.1.
Из перечисленных сопутствующих резанию явлений важнейшее практическое значение имеет износ инструмента, непосредственно связанный с точностью, производительностью и стоимостью обработки. Износ лезвийного инструмента проявляется появлением фаски износа Л3 (рис. 5.1, б) на задней поверхности режущей части инструмента, обращенной к поверхности резания 2, при чистовой обработке или лунки износа на передней поверхности при черновой обработке. Оба вида износа приводят к смещению режушей кромки и вершины резца на расстояние и = h3 tg а (рис. 5.1, j5), вызывающее изменение размера d детали на Ad — 2и,
Характер износа режущих инструментов во времени показан на рис. 5.1, в. За первый непродолжительный период времени 7\ инструмент прирабатывается, интенсивно изнашиваясь. Второй период времени работы от Т, до Т2 характеризуется нормальным (умеренным) изно-
74
Таблица 5.1. Точность размеров, шероховатость поверхности и глубина дефектного слоя при обработке резанием
Метод обработки резанием Квалитст точности Шероховатость поверхности Ra, мкм Глубина д< фсктного слоя, мкм
Точение и растачивание: , черновое или однократное 11 — 14 5—40 20—120
чистовое 10 25—5 20—30
тонкое 7—8 0,32—0,63 5-10
Фрезерование и строгание:
черновое 11 — 12 10—20 50-100
чистовое 8—11 1,25—5 20—50
тонкое 7—9 0,63—1,25 10—30
Сверление 12 5—20 25—70
Зенкерование 11 5—10 25—40
Развертывание:
однократное 10—11 1,25 15—25
двукратное 8—9 1,25 5—10
тонкое и ручное 5—7 0,63 3—5
Протягивание:
внутреннее 8-11 2,5 15—25
наружное 8—10 1,25—5 10—50
Шлифование:
предварительное 9 1,25—2,5 20
чистовое 6—8 0,63—1,25 5-15
тонкое 5—6 0,16—0,63 3—5
Полирование без разме- 0,63—1,25 5-15
Суперфиниш ров то же 0,16—0,63 3—5
Хонингование » 0,04—0,32 3-5
Доводка (притирка) 5 и точнее 0,01—0,32 0—5
сом. Третий период от Т2 до Т3 вновь характеризуется повышенным износом и поломкой инструмента. Поэтому за рабочий период стойкости инструмента принимают отрезок времени 0—Т2 и обозначают через Т (без индекса), а значение Лзк износа, соответствующее точке Т2, называют допустимым или критическим износом. При износе инструмента, равном Лзк, необходимо заменить инструмент. В зависимости от вида и назначения инструмента значения h3K устанавливают от 0,2 до 2 мм, а период стойкости от 15 мин до 1,5 ч.
Для обработки деталей РЭА резанием применяют металлорежущие станки всех основных групп. При массовом и крупно-серийном типах производств широко используют станки-автоматы с путевыми и кулачковыми системами управления, автоматические линии из специальных станков и транспортных средств. Для серийного и мелкосерийного производств характерно использование станков с ручным управлением станков с ЧПУ, обрабатывающих центров, работающих в составе роботизированных производственных комплексов и гибких автоматизированных систем.
В технологический процесс обработки деталей РЭА резанием, как правило, включены сопутствующие операции, реализующие другие
75
процессы обработки: химические, химико-термические, термические, гальванические и др. Поэтому термин «Технологический процесс обработки деталей РЭА резанием» означает ТП, состоящий из различных процессов обработки с большим количеством операций, выполняемых на металлорежущих станках.
5.2. ОБЩАЯ СТРУКТУРА, ТОЧНОСТЬ, ПРОИЗВОДИТЕЛЬНОСТЬ И ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Структура ТП обработки деталей резанием состоит из последовательно выполняемых операций на фрезерных, токарных и другого типа станках, изменяющих состояние полуфабриката, и контрольных операций. Содержание операций, их последовательность и количество зависят от требований к изготовлению деталей и типа производства. Чем выше требования к точности и шероховатости поверхности деталей и чем сложнее ее форма, тем больше требуется выполнить операций. Заданная точность и шероховатость поверхностей деталей формируется постепенно от операции к операции. Каждая из операций улучшает точность на 1—2 квалитета и снижает параметры шероховатости /?а и Rz в 2—5 раз.
Практически всегда существует несколько технически возможных реализаций отдельных операций для определенных условий производства, из которых можно определить доминирующий экономически целесообразный вариант.
На рис. 5.2, а изображена обрабатываемая деталь — корпус блока СВЧ частного применения из сплава АМц-М (номерами обозначены отдельные типичные поверхности); на рис. 5.2, б — матрица вариантов стоимостей этапов ТП изго-
Рис. 5.2
76
товления этой же детали, включая способы получения заготовки до обработки резанием. Элементы каждого из столбцов матрицы являются стоимостью технических вариантов реализации этапов ТП. Для рассматриваемого примера выделены следующие этапы ТП, которым соответствуют номера столбцов:
1) способы получения заготовки: ударной холодной объемной штамповкой (Сц), механической (С12) и газовой резками толстолистового материала (С13);
2) способы обработки технологических базовых поверхностей /, 2 и 3: по разметке на фрезерных станках с ручным (С21) и цикловым управлением (С22), на фрезерных станках с ЧПУ (С23), технологические базовые поверхности не обрабатываются (Ои);
3) способы обработки основных и вспомогательных поверхностей 4—6\ на фрезерных и координатно-расточных станках с ручным управлением (С31), на фрезерных станках с ЧПУ (С32), на обрабатывающем центре с ЧПУ (С33), на автоматической переналаживаемой линии с путевым управлением (С34);
4) способы нанесения покрытия на поверхности /, 2, 3 и 5 с предварительной подготовкой их под покрытие: гальванические (С41), химические (С42), комбинированные (С43);
5) способы дополнительной обработки поверхностей 4 без покрытий: на агрегатном сверлильно-расточном станке (С51), на расточном станке с ручным управлением (С52), на сверлильно-расточном станке с ЧПУ (С5з), вручную (С54).
Так, выделенные в матрице варианты этапов в кружках (рис. 5.2, б) формируют структуру ТП для крупносерийного производства минимального по стоимости. При отборе вариантов этапов учитывают следующие особенности элементов матрицы технологического процесса: для выбранного этапа существуют нереализуемые (запретные) варианты выбора последующих этапов, например, при выборе С13 невозможен переход к С24, так как полученные базовые поверхности неточны и имеют большую шероховатость; стоимость выполнения выбираемого этапа зависит от стоимости выполнения предыдущего, например от стоимости изготовления заготовки.
У деталей, обрабатываемых резанием, различают точность размеров, формы поверхностей и их взаимного расположения. Точность выполнения размеров отдельных поверхностей деталей задается на рабочих чертежах деталей и характеризуется допустимыми отклонениями размеров от номинального значения. Допустимые отклонения формы и расположения поверхностей составляют часть допуска на размеры этих поверхностей. Между заданными отклонениями размеров и ше
77
роховатостью поверхности должно быть соответствие. При жестких допусках на размеры нельзя назначить шероховатость, параметры которой близки к допускам, так как в этих случаях затруднен контроль размеров. На рис. 5.3 графиком представлено ограничение параметров шероховатости поверхности допуском на размеры. Пунктирной линией со стрелкой показан пример назначения параметра шероховатости Ra 0,32 для поверхности элемента детали с допуском на размеры не более 6,5 мкм.
Требования точности назначают строго из эксплуатационных требований. Завышение требований точности вызывает необоснованное удорожание изготовления деталей (рис. 5.4, а, где С — стоимость детали).
Экономическая целесообразность применимости разновидностей процессов обработки также имеет пределы. На рис. 5.4, б изображена зависимость стоимости обработки С от точности обработки для процессов: 1 — тонкое точение, 2 — предварительное шлифование,*?—чистовое точение. Как следует из рисунка, при обработке деталей точнее 8 квалитета целесообразно использовать тонкое точение, а для 8, 9 и более грубых квалитетов точности снижение стоимости обработки обеспечивает чистовое точение.
Заданная точность при обработке резанием достигается различными методами. В единичном производстве используют метод пробных проходов и промеров, при котором выверяют устанавливаемую на станок заготовку и последовательными рабочими ходами, сопровождающимися пробными измере-
Рис. 5.3
78
Хвалите ты точности
Квалитеты точности
Рис. 5.4
ниями детали, приближаются к заданному размеру. При этом методе точность обработки в значительной степени зависит от квалификации рабочего. В массовом и серийном производстве применяют метод автоматического получения размеров на предварительно настроенном на получение размеров станке. Заготовку устанавливают и закрепляют без выверки в специальном приспособлении, обеспечивающем одинаковость положения на станке всех деталей партии при последовательной их обработке. В табл. 5.1 приведены сведения о суммарной погрешности выполняемых размеров, шероховатости обработанных* поверхностей и глубине дефектного слоя для методов обработки резанием.
В процессе обработки одновременно действуют несколько факторов, каждый из которых вызывает определенную долю суммарной погрешности. Слагаемые суммарной погрешности называют первичными погрешностями. Основными факторами, вызывающими первичные погрешности, являются: погрешность установки заготовки в приспособлении, упругие деформации технологической системы «станок—приспособление— инструмент—деталь (сокращенно СПИД)» от действия сил резания, размерный износ режущего инструмента, геометрическая неточность станка, погрешность настройки станка на выполнение размера, тепловые деформации системы СПИД. Погрешность установки при обработке партии деталей проявляется как случайная погрешность и состоит из погрешностей базирования, закрепления и неточности приспособления.
Погрешность базирования вызывается погрешностями изготовления поверхностей заготовки, используемых в качестве технологических установочных и измерительных баз. Технологическими установочными базами называют те поверхности заготовки, которыми она устанавливается в приспособление, а измерительными базами — поверхности, от которых ведут
79
<£ б) б)
Рис. 5.'5
измерения выполняемого размера. Одни и те же поверхности, как частный случай, могут быть одновременно и установочными и измерительными. В зависимости от конкретной схемы установки заготовки в приспособление погрешности изготовления установочных и измерительных баз могут входить в погрешность выполняемого размера полностью, частично или не входить совсем.
Рассмотрим проявление погрешности базирования на конкретном примере. На рис. 5.5 приведены схемы установок втулки 1 дляфрезерования лыски фрезой 3 в размер Д, с использованием установочных элементов приспособлений 2 в виде плоскостей (рис. 5.5, а), призмы (рис. 5.5, б) с углом а и установочного цилиндрического пальца (рис. 5.5, <?). При установке втулки наружной цилиндрической поверхностью диаметром D на плоскость, параллельную лыске (рис. 5.5, а), и закреплении ее силой Q, погрешность базирования е& равна нулю, так как на получаемый размер А не оказывает влияния погрешность 6D выполнения размера D. При установке втулки на призму (рис. 5.5, б) погрешность базирования зависит от погрешности 6D, угла а и вычисляется по формуле:
-1). (5.1)
\ sina/2 /
При установке втулки на цилиндрический палец (рис. 5.5, в) и поджатии ее силой Q с торца на значение погрешности базирования влияют погрешности диаметров и 6d и эксцентриситет е, т. е.
«в = ^- + «<, + 2е. . (5.2)
30
Погрешность базирования влияет на точность выполнения размеров и взаимного положения поверхностей, но не влияет на точность получения формы поверхностей. При совмещении установочной и измерительной баз для некоторых схем установки (например, на рис. 5.5, а) погрешность базирования равна нулю. Она также равна нулю для всех размеров, определяющих взаимное положение поверхностей, обработанных при неизменной установке заготовки. Погрешность закрепления вызывается смещением заготовки под действием сил зажима. Изменением направления действия сил зажима погрешность можно уменьшить. Неточность приспособления вызывается погрешностью изготовления и сборки, износом установочных элементов, ошибками установки и закрепления корпуса приспособления на станке. При использовании одного и того же приспособления для обработки партии деталей погрешность неточности приспособления проявляется как систематическая постоянная погрешность, а при использовании нескольких приспособлений — как случайная погрешность.
Упругие деформации системы СПИД проявляются как случайные величины для разных обрабатываемых деталей одной и той же партии. Это обуславливается тем, что в процессе обработки силы резания изменяются по значению из-за непостоянства размеров заготовок в партии, нестабильности механических свойств материала заготовок и увеличивающегося износа инструмента. Упругие отжатия зависят как от сил резания, так и от жесткости элементов системы СПИД и непосредственно влияют на погрешность формы обработанных поверхностей и выполняемых размеров деталей в партии. Уменьшение действия этого фактора возможно через изменение режимов обработки.
Размерный износ инструмента проявляется как систематическая закономерно изменяющаяся погрешность при чистовой обработке. Уменьшить влияние этого фактора можно периодической подналадкой станка на размер в период между заменами инструментов. Износ инструментов относительно пути резания зависит от условий резания и для различного сочетания обрабатываемых и инструментальных материалов колеблется в пределах 0,5—12 мкм/км при обработке сталей твердосплавным инструментом, а при обработке цветных сплавов алмазным инструментом — 0,0005—0,001 мкм/км.
Геометрическая неточность станка характеризуется погрешностями взаимного расположения неподвижных и перемещающихся узлов станка, погрешностями траектории их взаимных движений. Она вызывает искажение формы и взаимного расположения обрабатываемых поверхностей, но не
81
оказывает влияния на погрешность выполняемых размеров. Этот вид первичной погрешности проявляется как систематическая постоянная погрешность формы и взаимного расположения обработанных поверхностей.
Погрешности изготовления мерных и фасонных инструментов переносятся на выполняемые форму и размеры и проявляют себя как систематические погрешности. В отдельных случаях использования осевого инструмента (сверл, зенкеров, разверток) наблюдается дополнительное явление разбивки отверстия, вызванное погрешностями заточки инструмента и отклонением оси инструмента от оси его вращения.
Погрешность настройки станка на выполняемый размер, как случайная величина, зависит от метода настройки, разрешающей точности измерительных приборов и оснащения для настройки, методов расчета смещения инструмента при настройке на размер и квалификации наладчика. Используют два метода настройки станка на автоматическое получение размера. По первому методу установку режущего инструмента выполняют последовательным приближением к заданному чертежом размеру обработкой пробных деталей, размеры которых измеряют, выполняют смещение режущего инструмента по результатам измерения и повторяют перечисленные действия, пока не будет обеспечена требуемая точность обработки. По второму методу для установки режущего инструмента на размер на неработающем станке используют эталон и обработку пробных деталей не производят. Погрешность изготовления эталона по форме и размерам, соответствующего обрабатываемой детали, влияет на погрешность установки инструментов. Настройка по пробным заготовкам более точная, но трудоемкая и применяется для станков с относительно простой наладкой. Настройка по эталону менее трудоемка, достаточно точна, но не учитывает реальных условий обработки. Второй метод имеет еще одно существенное преимущество — можно выполнить настройку блоков инструмента вне станка, что повышает эффективность использования станков. Этот метод широко используется как в массовом производстве, так и в серийном, особенно при применении станков с ЧПУ.
Тепловые деформации системы СПИД существенны для обработки особо точных деталей. Для снижения влияния этого фактора используют охлаждение заготовок и инструмента сма-зывающе-охлаждающей жидкостью или газом, начинают обработку после пуска станка только при достижении теплового равновесия системы СПИД, при котором выделение тепла в зоне резания и механизмах станка количественно равно его рассеянию в окружающую среду.
82
Обработку особо точных деталей ведут в термоконстантных помещениях, где температура поддерживается с точностью до градуса.
Отдельные первичные погрешности в общем балансе составляют: погрешность установки до 20—30 %; погрешность от упругих деформаций системы СПИД под действием сил резания до 30 %; погрешность от размерного износа режущего инструмента для чистовой обработки партии деталей в пределах 10—20 %; погрешность от геометрической неточности станка до 10—30 %; погрешности изготовления мерных и фасонных инструментов менее 10 %; погрешности настройки станка на выполнение размера до 30—40 % при чистовой обработке и до 20—30 % при черновой обработке; погрешности тепловых деформаций СПИД в отдельных случаях до 10—15 %.
Основными показателями эффективности обработки резанием являются производительность и стоимость обработки. Производительность процесса обработки резанием — это количество деталей заданного качества, изготовленных в единицу времени. Для случая одноинструментальной однопроходной операции точения производительность Q вычисляют по формуле:
С=1/Н- + -^ + 'в + /пх), (5.3)
/ \ nS nST /
где L — длина рабочего хода, мм; п — число оборотов шпинделя в мищ выбираемое в зависимости от рекомендуемой скорости резания V и диаметра заготовки d; п = lOOOWnd; S — подача в мм/об; /См — время на замену затупившегося инструмента и настройку станка на размер; Т — стойкость режущего инструмента, мин; /в — вспомогательное время выполнения операции, мин; tn% — время на организационное обслуживание и регламентированные перерывы, отнесенные к обработке одной детали. Из выражения (5.3) видно, что производительность операции зависит в том числе и от режимов обработки.
При интенсификации режимов резания первое слагаемое знаменателя в выражении (5.3) всегда уменьшается, а второе зависит от режимов более сложным образом, поскольку стойкость инструмента зависит нелинейно от режимов, в первую очередь от скорости резания и других условий обработки и для случая точения описывается выражением (2.21).
Зависимость производительности Q от скорости резания V (рис. 5.6, а) при неизменных прочих условиях имеет максимум с его смещением в сторону увеличения скоростей при уменьшении подачи S. Кривые Qn Q2 и Q3 соответствуют подачам
83
Sl>s2>s3. Рисунок показывает, что интенсификация режимов ведет к увеличению производительности только до определенного значения. При дальнейшей интенсификации режимов производительность падает, так как выигрыш от сокращения основного времени резания перекрывается возрастающими расходами времени на замену затупившегося инструмента и настройку станка из-за низкой стойкости инструмента при высоких скоростях резания. Кроме того, на интенсификацию режимов резания оказывает влияние система СПИД, ограничивая их наибольшие допустимые значения мощностью главного привода, допустимыми усилиями зажима, прочностью слабых звеньев привода подачи.
/5 10 ____100300 1000
Общее число Количество $ $Р ЪОО, обрабатываемых деталей Производитель-деталей 0 партии ность, шт. в час
б)
Рис. 5.6
84
Экономическая эффективность обработки резанием оценивается себестоимостью обработки, выражение которой (2.6) без учета стоимости изготовления заготовки можно конкретизировать формулой
р
Ст = С /шт + Сэ t0 + £ Син f /см t/T, /5.4)
1 = 1
где С, Сэ и Снн — постоянные, соответственно учитывающие затраты на эксплуатацию оборудования, стоимость электроэнергии и расходы на эксплуатацию инструментов. Содержание других составляющих выражения (5.4) даны в гл. 2 для формул (2.5) и (2.11).
Выражение (5.4) является общим и для других экономических показателей эффективности — приведенных затрат и полной себестоимости. Если в постоянных учитываются капитальные вложения и текущие расходы, то Ст — приведенные затраты на обработку. Если не учитывать только капитальные вложения, то Ст соответствует полной себестоимости.
С учетом выражений (2.21) и (2.22) зависимость (5.4) для случая точения можно привести к виду
] J__. уо _ ।
+ Sm ’ М
в котором одна часть расходов уменьшается, а другая увеличивается непропорционально при различной интенсификации режимов. Численные значения показателей степени колеблются: т =0,08—0,85, yD = 0,—1,05. Тогда при сочетании (1/т) — 1 > (yjfn) — 1, что имеет место при точении, сверлении, фрезеровании и других методах лезвийной обработки, всегда экономически выгодно назначать подачи максимально возможными с учетом ограничений системы СПИД (по мощности резания, допустимым силам резания и усилиям зажима заготовки), а затем интенсифицировать скорость резания до значения, при котором (5.5) будет наименьшим.
На рис. 5.6, а стоимостям обработки Сх, С2 и С3 соответствуют подачи Si > S2 > S3. Для соотношения (1//и) — 1 = = (у„/т) — 1, что характерно для шлифования и поперечного точения, минимум показателя эффективности достигается при различном сочетании произведений nS.
Отметим одну важную особенность расположения зависимостей С от Q на рис. 5.6, а — экстремальные значения показателей эффективности не соответствуют одним и тем же режимам резания. Это значит, что для обработки резанием нельзя
85
совместить максимальную производительность и наименьшую стоимость одновременно.
На стоимость обработки резанием кроме режимов резания влияет выбор станка. На рис. 5.6, б приведена зависимость стоимости изготовления одной и той же детали на токарных станках различного типа от количества обрабатываемых деталей Партии и типа производства: 1 — универсальные станки общегр назначения; 2 — специализированные станки; 3 — специальные станки и автоматические линии; 4 — станки с ЧПУ; 5 — обрабатывающие роботизированные системы станков с управлением от ЧПУ. Неправильный выбор станка значительно увеличивает стоимость обработки.
5.3. СОДЕРЖАНИЕ ОПЕРАЦИЙ ОБРАБОТКИ ДЕТАЛЕЙ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Содержание конкретной операции обработки резанием зависит от конструкции и материала обрабатываемой детали, от требований к точности ее размеров, формы и шероховатости поверхностей, выполняемых в рассматриваемой операции* от точности размеров и других параметров состояния, сформированных в предыдущих операциях технологического процесса, от организации типа производства. Кроме перечисленных факторов на содержание операции влияют технологические возможности металлорежущего станка, на котором осуществляется операция.
Рассмотрим несколько операций обработки резанием, характерных для производства деталей РЭА. При фрезеровании деталей РЭА наиболее часто используют концевые фрезы для обработки плоских и пространственно сложных поверхностей и дисковые прорезные фрезы для обработки узких пазов и шлицев. Другие типы фрез применяют значительно реже.
Фрезерная операция состоит из одного или нескольких переходов. Типовые схемы простейших переходов, выполняемых концевыми фрезами, изображена на рис. 5.7, где а — фрезерование криволинейных контуросложных поверхностей; б •— фрезерование плоскостей; в — фрезерование уступа; г — фрезерование паза; t—глубина резания; В — ширина фрезерования. Если произведение глубины фрезерования на ширину фрезерования превышает допустимое значение для технологической системы СПИД, то один и тот же элемент поверхности обрабатывают за несколько рабочих ходов. Экономически целесообразно обрабатывать поверхности детали за один рабочий ход. При обработке поверхностей за несколько рабочих ходов последний чистовой рабочий ход выполняют с режима
36
ми, обеспечивающими требования к точности и чистоте этих поверхностей, а предыдущие рабочие ходы осуществляют с максимальным допустимым значением произведения IB. Припуск, оставленный на чистовую обработку, не превышает 0,2—0,3 диаметра чистовой концевой фрезы по глубине фрезерования и 0,2 диаметра фрезы по ширине фрезерования. Для обеспечения точности обработки для черновых и чистовых рабочих ходов вместо одной фрезы используют разные фрезы.
Рис. 5.7
87
07
Рис. 5.8
В этом случае рабочие ходы образуют самостоятельные переходы.
Нередко один и тот же инструмент применяют для последовательной работы по нескольким схемам на разных участках одной и той же обрабатываемой поверхности. Тогда все рабочие ходы принадлежат одному переходу. Например, при доработке унифицированной заготовки алюминиевого корпуса, используемого для блока СВЧ частного применения, фреза обрабатывает уступ с криволинейной стенкой А (рис. 5.8, а) и плоскость Б. Обработка ведется на фрезерном станке с ЧПУ. Траектория движения центра торца фрезы относительно заготовки в двух плоскостях YX и ZY представлена на рис. 5.8, б9 где цифрами 0—9 обозначены опорные точки траектории. Кроме участков рабочего хода, обозначенных 1—2, 2—39 .... 7—8, траектория содержит участки холостых ходов для подвода 0—0 и отвода 8—9 фрезы, которые являются элементами перехода. Типоразмер фрезы, режимы резания и штучное время для выполнения рассматриваемой и других подобных операций определяют, пользуясь алгоритмом, представленным в табл. 5.2. При выборе фрезы, назначении режимов резания и определении технически обоснованной нормы времени операции, выполняемой на станке с ЧПУ, также пользуются алгоритмом, представленным в табл. 5.2.
Токарные операции изготовления деталей РЭА производят на токарных автоматах продольного точения. Принцип
88
работы автомата продольного точения (рис. 5.9, а и б) основан на осевой подаче вращающегося прутка через неподвижную люнетную втулку (рис. 5.9, а и б). Резцы /, 2, 3 и 4 имеют только поперечную подачу к оси вращения детали. Это позволяет с точностью до нескольких микрометров обра-
Рис. 5.9
89
Таблица 5.2. Алгоритм выбора концевого инструмента, определения режимов фрезерования и расчета штучного времени на выполнение операции
Содержание этапов I Исходные данные
1. Предварительный выбор диаметра фрез для черновых и чистовых переходов. Разбиение припуска по переходам и рабочим ходам. Разбиение обрабатываемых поверхностей на участки типовых схем обработки и определения глубины и ширины фрезерования для каждого участка. Выбор ли оптирующих участков поверхности по параметру tB
2. Выбор длины рабочей части фрез и числа зубьев
3. Выбор марки инструментального материала, типоразмера фрезы по ГОСТ и геометрические параметры режущей части
♦
4. Назначение подачи на зуб (мм/зуб) для каждого участка обрабатываемых поверхностей
1. Операционные эскизы обрабатываемой детали для выполняемой и предыдущей операции
2. Паспортные данные станка (допустимое tB)
3. Каталог фрез
5. Определение рекомендуемой скорости резания V (м/мин) для лимитирующих участков
6. Выбор реализуемой частоты вращения фрезы по паспорту станка
7 Уточнение реализуемой скорости резания по принятой частоте вращения шпинделя станка
8. Проверочные расчеты по ограничениям системы СПИД
1. Операционные эскизы обрабатываемой детали
2. Диаметры фрез
1. Конструктивные параметры фрезы, выбранные на этапах I и 2
2. Обрабатываемый материал
3. Условия обработки
I Обрабатываемый и инструментальный материалы
2. Требования к шероховатости поверхности
3. Характер перехода (черновой, чистовой)
4. Предельные значения tB для системы СПИД
5. Форма обрабатываемой поверхности (или схема фрезерования)
6. Вылет фрезы
1. Обрабатываемый и инструментальные материалы
2. Параметры t и В
3. Диаметр и вылет фрезы
I. Рекомендуемая скорость резания
2. Диаметр фрезы
3. Паспортные значения частот вращения шпинделя
1. Частота вращения
2. Диаметр фрезы
1. Режимы резания
2. Прочие условия фрезерования
3. Предельные возможности системы СПИД (мощность станка, стойкость фрезы, допустимые упругие отжатия и др.)
90
Продолжение табл. 5.2
Содержание этапов j | Исходные данные
9. Расчет минутной подачи для каждого участка с корректировкой подачи в сторону увеличения для нелимитирующих участков 1. Подача на зуб фрезы 2. Число зубьев фрезы 3. Частота вращения фрезы 4. Особенности участков обраба тывасмой поверхности
10. Расчет длины рабочего хода каждого участка 1. Длина участка обрабатываемой поверхности 2. Длины подвода, врезания и перебега
11. Расчет основного времени на переходы операции 1. Длины рабочих ходов для всех участков обрабатываемой поверхности 2. Минутные подачи для каждого участка 3. Число участков
12. Расчет штучного времени на выполнение операции 1 Нормативы вспомогательного и подготовительно-заключительного времени для станочных работ 2. Основное время выполнения переходов операции
батывать нежесткие детали с соотношением длины к диаметру равным 10 и более. На автоматах продольного точения выполняют обтачивание ступеней, обработку за буртом (рис. 5.9, з), подрезку торцов, обработку канавок и конусов, сверление, расточку неглубоких отверстий, обработку фасонных поверхностей. С применением дополнительных устройств технологические возможности станка увеличиваются.
На рис. 5.9, в изображен эскиз штырькового вывода из ковара 29НК, обрабатываемого на автомате продольного точения. Последовательность и содержание рабочих переходов операции следующие: 1 — точение радиусной фаски R 0,1 мм резцом 4, имеющим участок режущей кромки, выполненной по радиусу (рис. 5.9, г); 2 — точение конуса методом совмещения продольной подачи заготовки с поперечной подачей резца 3 (рис. 5.9, д)\ 3 — точение первой ступени цилиндрической поверхности с продольной подачей заготовки неподвижным резцом 1 с использованием второй ступени неподвижного упора станка (рис. 5.9, е)\ 4 — точение второй ступени цилиндрической поверхности при продольной подаче заготовки и неподвижном после установки на размер резце 2 (рис. 5.9, ж)\ 5 — точение цилиндрической поверхности за буртом резцом /, установленным на размер кулачком (рис. 5.9, з); 6 — отрезка детали на размер резцом 4 (рис. 5.9, и).
91
Сверлильные операции состоят из нескольких переходов в зависимости от квалитета и формы обрабатываемых отверстий.
1. При обработке гладких отверстий по квалитету Н7 диаметром до 8 мм выполняют два перехода: сверление (рис. 5.10, а) и развертывание чистовой разверткой (рис. 5.10, в) с глубиной резания 0,3—0,05 мм на сторону. При диаметре обрабатываемого отверстия с 8 до 12 мм осуществляют три перехода: сверление, черновое и чистовое развертывание (при чистовом развертывании припуск на сторону 0,02 мм). Для отверстий свыше 12 мм выполняют четыре перехода: сверление, зенкерование (рис. 5.10, б), черновое и чистовое развертывание (при чистовом развертывании припуск зависит от диаметра обрабатываемого отверстия и составляет 0,025—0,04 мм на сторону).
2. При обработке гладких отверстий по квалитету Н8 и Н9 содержание операций отличается от рассмотренных выполнением только одного развертывания вместо двух.
3. При обработке резьбовых крепежных отверстий производят следующие переходы: сверление (рис. 5.11, а) по Н12 с учетом внутреннего диаметра резьбы; снятие фаски, шириной не менее высоты профиля резьбы (рис. 5.11,6) коническим зенкером или сверлом большого диаметра на входе в отверстие; нарезание резьбы метчиком (рис. 5.11, в).
» 4. При обработке ступенчатых отверстий каждую из ступеней обрабатывают за один или несколько переходов в зависимости от точности, а при крупносерийном и массовом производстве используют комбинированный специальный инструмент для обработки одновременно нескольких ступеней, позволяющих сократить количество переходов.
Трудоемкость и стоимость выполнения операций зависит от припуска, снимаемого при резании. Чем меньше припуск.
Рис. 5.10
92
Рис. 5.11
тем выше показатели эффективности обработки резанием, но уменьшение припуска ограничивается определенным пределом. Минимально допустимый припуск, удаляемый при выполнении отдельного перехода, должен быть таким, чтобы при его снятии устранялись погрешности обработки и дефекты поверхностного слоя, полученные на предшествующем переходе, а также погрешности установки, возникающие на выполняемом переходе. В общем случае минимальный припуск на сторону при последовательной обработке отдельных поверхностей равен
mln /-1 4е Л-1 4" Pi-l + €b (5.6)
где Rz j-p Л-! и Pi-j — соответственно высота неровностей поверхности, размер дефектного слоя и погрешность взаимного расположения обрабатываемой поверхности относительно базовых, полученные при выполнении предшествующего перехода; ef — погрешность установки на выполняемом переходе.
При обработке цилиндрических наружных поверхностей последние две составляющие представляют собой векторы, принимающие любое угловое случайное положение. Эти векторы суммируют как случайные величины. Тогда формула для определения минимального припуска на диаметр при обработке поверхностей вращения имеет вид
2Л min = 2 (Rz i-i + Л-i + V*Pi-1 + €?)- (5*7)
93
5.4. СОДЕРЖАНИЕ ОТДЕЛОЧНЫХ ОПЕРАЦИЙ ОБРАБОТКИ ДЕТАЛЕЙ РЭА РЕЗАНИЕМ
Для отделки поверхностей деталей РЭА из стали, меди и ее сплавов, цинковых, титановых, алюминиевых сплавов используют преимущественно методы шлифования и полирования абразивными инструментами, пастами и суспензиями, а также тонкое точение, тонкое фрезерование и растачивание лезвийными алмазными инструментами. Реже применяют методы суперфиниша, хонингования и доводки.
Точность и шероховатость обработанных поверхностей деталей при отделке зависит от метода обработки, материалов детали, характеристик инструмента, режимов и других условий отделки. Возможности методов отделки приведены в табл. 5.1. Шлифованию и полированию подвергают детали с необработанной поверхностью, с шероховатостью не ниже Rz 40.
Несколько операций отделки поверхностей составляют отдельный этап общего ТП изготовления детали. Технологический маршрут отделочных операций содержит операции по подготовке поверхности до отделки и операции для удаления остатков технологических материалов с обработанной поверхности после отделки.
Типовой технологический маршрут отделки поверхности шероховатостью Ra 0,63 состоит из следующих операций: обезжиривания; травления; предварительной отделки (шлифование, точение или грубое полирование); заключительной отделки, состоящей, как правило, из одного или нескольких переходов полирования; обезжиривания; контроля.
Единичный ТП изготовления конкретной детали может содержать большее или меньшее число операций отделки резанием по сравнению с приведенными типовым технологическим маршрутом. Конкретное содержание единичного технологического процесса зависит от требований рабочего чертежа к обрабатываемым поверхностям.
На рис. 5.12, а приведен эскиз алюминиевого основания печатной платы с технологическими требованиями. Технологический процесс изготовления такой платы состоит из нескольких десятков операций. За первые операции обрабатывают или подготавливают к обработке все конструктивные элементы, изображенные на рисунке. Плоскость А обрабатывается до шероховатости Ra 0,16 мкм. Плоскость Б не подвергается отделочной обработке. Маршрут отделки в составе единичного ТП для этой детали содержит следующие операции: прикле-ечная — основание платы приклеивают на приспособление
94
Рис. 5.12
плоскостью, не подвергающейся отделке; токарная — алмазным резцом выполняют тонкое точение плоскости А для достижения шероховатости Ra 1,25 мкм со скоростью резания 500 м/мин, с подачей 0,06 мм/об, при глубине резания 0,3 мм (геометрия режущей части резца изображена на рис. 2.12, б); контрольная — проверяют шероховатость поверхности Л; обезжиривания; полировочная — содержит два перехода полировки пастой на войлочном круге (зернистостью абразивного материала пасты 3/2 и 1/0 соответственно для первого и второго перехода); промывочная.
Шлифовку и полировку широко используют при первичной обработке пластин из кремния и других полупроводниковых материалов, применяемых при изготовлении подложек микросхем.
5.5. ОБЩАЯ СТРУКТУРА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗУБЧАТЫХ ПЕРЕДАЧ
Детали зубчатых передач используются в механизмах настройки РЭА, антенных приводах, механических устройствах ввода—вывода информации и т. д. Основные виды деталей зубчатых передач РЭА представлены на рис. 5.13, где а — шестерни-диски, б —зубчатые секторы, в — шестерня-втулка, г — двухвенцовые зубчатые колеса, д — валики-шестерни.
Материалы зубчатых колес: стали, сплавы на основе меди, специальные сплавы без содержания железа. Технологический процесс изготовления деталей зубчатых передач состоит из таких этапов.
95
Рис. 5.13
1. Комплекс операций, связанных с обработкой всех поверхностей заготовки, кроме нарезания зубьев зубчатого венца. Особое внимание при выполнении этапа уделяется изготовлению основных базовых поверхностей. При изготовлении незакаленных зубчатых колес на этом этапе производится обработка всех поверхностей с размерами, указанными на чертеже, а при изготовлении термически обработанных колес — оставляют припуск на дополнительную обработку базовых технологических поверхностей.
2. Обработка зубьев лезвийными инструментами (фрезерованием или долблением, или строганием). При обработке незакаленных зубчатых колес седьмой степени точности и грубее на этом этапе обеспечиваются все требования точности к боковым поверхностям зубьев зубчатого венца. При изготовлении зубчатых колес шестой степени точности и точнее боковые поверхности зубьев обрабатывают предварительно с оставлением припуска для их отделки.
3. Термическая обработка зубчатого венца или всего материала детали с целью повышения поверхностной твердости зубьев. Для стальных зубчатых колес применяют цементацию, закалку или азотирование.
4. Отделка посадочных и вспомогательных базовых поверхностей детали шлифованием с установкой детали на боковые
96
поверхности зубьев или промежуточные технологические базовые поверхности.
5. Отделка рабочих поверхностей зубьев зубчатых венцов деталей, ранее термически обработанных шлифованием, хо-нонгованием или доводкой. Процесс отделки зубчатого венца детали после термической обработки предусматривает уменьшение или полное устранение погрешностей, вызванных деформациями детали при термической обработке.
Конкретное содержание единичного ТП изготовления деталей зубчатых передач зависит от большого числа факторов, основными из которых являются общая форма зубчатого колеса, количество и расположение зубчатых венцов на детали, форма зубьев колеса (прямые, винтовые}, материал колеса и характер его термической обработки, точность зубчатого венца детали — основной фактор, определяющий структуру технологического процесса, габариты деталей зубчатых передач, тип производства.
Для условий серийного и крупносерийного производства обработку зубчатого колеса типа втулки (рис. 5.14, а) седьмой степени точности с модулем /и = 0,3 осуществляют за 12 операций.
1. Заготовительная первая. Обтачивают фаски на двух концах прутка — исходной заготовки.
2. Заготовительная вторая. Промывают и протирают прутки.
3. Токарно-автоматная. Обрабатывают поверхности, обозначенные утолщенными линиями (рис. 5.14, а); поверхности 2, 3 и 4, 5 формируются окончательно; поверхности 6 и 7 ~ с припуском под последующую обработку; поверхности / не обрабатывают; в качестве технологической установочной базовой поверхности используют наружную поверхность прутка*
4. Токарная. Обтачивают поверхности 6 и 7, 8 окончательно, ранее обработанные поверхности 2 и 3 используют как базы (рис. 5.14, б).
5. Токарная. Окончательно обрабатывают поверхность / (рис. 5.14, в) с установкой на поверхности 4 и 6.
6. Зубофрезерная. Фрезеруют зубья 9 на зубофрезерном станке (рис. 5.14, г).
7. Слесарная. Зачищают заусенцы зубчатого, венца со стороны выхода фрезы.
8. Обкаточная. Обрабатывают боковые поверхности зубьев при зацеплении обработанной детали с эталонным колег сом.
9. Контрольная. Проверяют основные параметры зубчатого колеса.
4 Зак. 1083
97
Рис. 5.14
10. Моечная. Детали промывают в горячей воде и сушат.
11. Гальваническая. Подготавливают поверхности детали под покрытие в соответствии с требованиями чертежа. Выполняют комплекс переходов нанесения покрытия с последующей обработкой поверхности после покрытия.
12. Контрольная. Измеряют все параметры детали.
98
5.6. ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ И ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ НА ОСНОВЕ ИСПОЛЬЗОВАНИЯ СТАНКОВ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ И ПРОМЫШЛЕННЫХ РОБОТОВ
Средством дальнейшего повышения производительности и экономичности обработки резанием является комплексная механизация и автоматизация производственных комплексов. Основным направлением автоматизации крупносерийного и массового производства остается оснащение производства современными станками-автоматами и автоматическими линиями с традиционными системами управления кулачкового и путевого вида. Для мелкосерийного производства такие средства автоматизации не подходят из-за большой стоимости изготовления кулачков, специальной оснастки и значительных затратах времени на их настройку. В мелкосерийном производстве необходимы принципиально новые средства автоматизации, сочетающие в себе производительность и точность традиционных станков-автоматов с гибкостью универсального оборудования с ручным управлением.
Автоматизация получила доступ в мелкосерийное и даже в единичное производство (при условии повторяемости деталей в различных изделиях) с созданием станков и промышленных роботов с ЧПУ. Станок с ЧПУ является автоматом с гибкой системой управления, работой которого управляет специализированное мини-ЭВМ или специальное электронное устройство. Программа обработки детали на этом станке записывается в числовых кодированных командах на программоноситель (перфоленту, магнитную ленту) или вводится с клавиатуры пульта управления в память устройства ЧПУ, с помощью которого и реализуется. При этом точность задания размеров зависит не от свойств программоносителя, а от разрешающей системы ЧПУ и станка. Станок с ЧПУ не требует длительной переналадки при переходе на обработку новой детали. Для этого достаточно сменить программоноситель или ввести с пульта тем или иным способом новую управляющую программу, сменить режущий инструмент и, при необходимости, приспособления. Работая в автоматическом цикле, станок с ЧПУ сохраняет гибкость универсального станка с ручным управлением.
С внедрением станков с ЧПУ улучшаются технические и экономические показатели выполнения операций механической обработки в условиях мелкосерийного и серийного производства. Если при использовании станков с ручным управлением рабочий получает чертеж детали и затем выполняет все
99
необходимые переходы и приемы, входящие в операцию, используя только его опыт и знания в пределах восприятия чертежа и технологической документации (рис. 5.15), то применение станков с ЧПУ предполагает предварительную подробную разработку содержания операции с применением средств вычислительной техники и с учетом обобщенного опыта изготовления деталей, накопленного в промышленности.
Результаты работы на станке с ручным управлением в значительной степени зависят от знаний и навыков рабочего оператора, а также от таких субъективных факторов, как быстрота его реакции и степень усталости. Станки с ЧПУ позволяют исключить влияния «человеческого фактора» на производительность и качество обработки.
На основании опыта эксплуатации станков с ЧПУ установлено, что экономия на трудозатратах достигает 25—80 %, один станок ЧПУ заменяет от трех до восьми обычных станков с ручным управлением. Увеличивается доля машинного времени и повышается производительность труда в год на 50 %, а общая длительность изготовления продукции на 50—60 % уменьшается. Экономия на стоимости изготовления оснастки составляет 30—80 %. Точность изготовления деталей возра-
Рис. 5.15
100
стает в отдельных случаях в несколько раз, а количество и стоимость отделочных операций уменьшается в 4—8 раз. При этом резко сокращается количество занятых рабочих.
5.7. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ К КОНСТРУКЦИЯМ ДЕТАЛЕЙ, ИЗГОТАВЛИВАЕМЫХ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ
Учет технологических требований к конструкции деталей, обрабатываемых резанием, преследует цель снизить металлоемкость, трудоемкость и стоимость изготовления детали при одновременном обеспечении всех эксплуатационных требований. Общие из этих требований следующие: уменьшить протяженность обрабатываемых поверхностей для сокращения трудоемкости обработки; предусмотреть узкие допуски на размеры лишь для посадочных поверхностей, оставляя широкими допуски по 12—14 квалитетам для остальных размеров; повысить точность изготовления заготовок, так как при точных методах выполнения заготовок объем механической обработки может быть сокращен и суммарная стоимость изготовления детали может оказаться меньше даже при увеличении стоимости заготовительных операций; предусмотреть удобные и надежные базирующие поверхности для установки и закрепления заготовок в процессе обработки, а также свободный подвод режущих инструментов к обрабатываемым поверхностям; обеспечить свободный выход инструмента при обработке на проход (рис. 5.16,и) и сократить путь врезания инструмента; предусмотреть возможность удобного контроля заданных размеров.
Технологические требования к оформлению отдельных простейших по форме элементов деталей следующие: отделить проточками, канавками, уступами (рис. 5.16, б) наружные и внутренние поверхности вращения, подвергаемые различным методам обработки; обеспечить фасками для облегчения сборки (рис. 5.16, в) сопрягаемые поверхности; предусмотреть сквозные отверстия, поскольку их обработка значительно легче; в глухих отверстиях оставить конус от сверла, зенкера или развертки (рис. 5.16, г); обеспечить перпендикулярность оси от-Ье^стий к поверхности входа и выхода сверла (рис. 5.16, д и S); сделать диаметры отверстий в пазах при сверлении меньше ширины паза, что исключает последующую зачистку граней (рис. 5.16, е); предусмотреть на поверхностях с резьбой фаску в месте начала резьбы и канавку или место сбега резьбы (рис. 5.16, б) в конце резьбы; обрабатывать плоскости на проход (в случае, когда необходимо обработать внутреннюю полость с сопряжением поверхностей по радиусу, размер
101
и) К)
Рис. 6.16
радиуса перехода должен соответствовать радиусу фрезы — рис. 5.16, ж)\ обеспечить переход сферических наружных поверхностей в плоскую площадку, перпендикулярную оси вращения детали, а внутренних — в зацентровочное отверстие (рис. 5.16, и)\ предусмотреть при обработке длинного точного отверстия технологическое расширение — расточку в середине этого отверстия (рис. 5.16, к).
5.8. ПЕРСПЕКТИВЫ РАЗВИТИЯ ТЕХНОЛОГИИ ОБРАБОТКИ ДЕТАЛЕЙ РЭА РЕЗАНИЕМ
Дальнейшее повышение производительности и сокращение расходов на обработку резанием деталей РЭА осуществляется следующими путями: расширением использования материалов повышенной обрабатываемости резанием; созданием и ис
102
пользованием прогрессивных видов металлорежущих станков с ЧПУ, оснащенных специализированными микро-ЭВМ типа «Электроника-НЦ-80», а также гибких производственных систем (ГПС) из этих станков и промышленных роботов, управляемых общей ЭВМ; совершенствованием существующих и созданием новых систем автоматического проектирования (САПР) технологических процессов для ГПС.
Для повышения обрабатываемости резанием конструкционных сталей их легируют серой, селеном, свинцом, марганцем, молибденом. Это вызвано тем, что с развитием металлорежущих станков, работающих без постоянного обслуживания человеком, возникли проблемы повышения стойкости инструмента и стружкоудаления (дробление, транспортирование из зоны резания). Легирование перечисленными элементами позволяет получить конструкционные стали, снижающие износ режущих инструментов, обеспечивающие образование поверхности высокого класса шероховатости, а также образовывающие легколомающуюся в зоне резания и легкоудаляемую стружку,. К сталям повышенной и высокой обрабатываемости относятся следующие углеродистые автоматные стали: АН, А12, А20, АЗО, А35, А40Г, АС40, А40ХЕ, АС35Г2, АС45 и др.
При создании нового металлорежущего оборудования с ЧПУ и создание ГПС на их основе предусматривается: повышение производительности в 1,5—2 раза, точности в 1,25— 1,6 раза, надежности и долговечности новых станков по сравнению с используемыми в настоящее время станками; повышение степени концентрации технологических операций и совмещение на одном станке разнохарактерных методов резания (точения, фрезерования, сверления, растачивания и т. п.); повышение уровня автоматизации и механизации станков, в том числе путем автоматизации смены инструмента и приспособлений загрузки и выгрузки обрабатываемых деталей; использованием перспективных систем управления на базе микропроцессорной техники.
Развитие САПР технологических процессов обработки резанием ведется в направлении создания методов и средств диалогового проектирования, заключающихся в оперативном вмешательстве технолога в процесс проектирования, в решения им неформализуемых задач. Перспективные САПР позволят не только оптимизировать выполнение технологических операций. но и минимизировать трудоемкость проектных работ.
103
6. ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЭА
6.1. ОБЩИЕ ПОЛОЖЕНИЯ
Электрофизические и электрохимические (ЭФЭХ) методы размерной обработки подразделяются на четыре основные группы: электроэро-зионные, ультразвуковые, лучевые и электрохимические. Каждый из методов имеет уникальные технологические возможности, но все они более энергоемки по сравнению с традиционными формообразующими методами (обработкой резанием, давлением, литьем). Поэтому использование этих методов может быть оправдано только в следующих случаях: для обработки конструкционных материалов, имеющих низкую обрабатываемость лезвийными и абразивными инструментами (высоколегированные стали, твердые сплавы, ферриты, керамика, полупроводники, рубин, кварц и др.); для обработки миниатюрных тонкостенных нежестких деталей, а также для обработки деталей сложной формы с пазами и отверстиями, имеющими размеры в несколько микрометров и меньше (выводные рамки корпусов микросхем, маски фотошаблонов, трафареты и т. д.); для обработки в средах, в которых обработка традиционными методами затруднена или невозможна.
Электроэрозионная обработка (ЭЭО) основана на использовании явления электрической эрозии — направленного разрушения токопроводящих материалов в результате кратковременного теплового действия импульсных электрических разрядов между инструментом и заготовкой в диэлектрической среде.
Разновидности ЭЭО: электроискровая, электроимпульсная, высокочастотные электроискровая и электроимпульсная, электрокон-тактная. Электроэрозионная размерная обработка обладает следующими уникальными технологическими возможностями: обработка твёрдых и сверхтвердых конструкционных материалов, обработка полостей и щелей различного сечения, клеймение, использование инструментов из более мягкого материала, чем обрабатываемый.
Ультразвуковая обработка (УЗО) основана на импульсном ударном воздействии на заготовку частиц абразива с ультразвуковой частотой (18—30 кГц). Ее применяют для изготовления деталей из хрупких и твердых материалов, таких как стекло, кварц, ситалл, керамика, алмаз, полупроводники (например, германий, кремний, арсенид галлия), ферриты, твердые сплавы и др. Ультразвуковую обработку используют для получения глухих и сквозных отверстий, полостей и щелей различного сечения, разрезания заготовок различного профиля на пластины нужной толщины, вырезания из плоских заготовок деталей различной формы и размеров, снятия заусенцев, гравирования, клеймения и др.
Лучевая обработка подразделяется на электронно-лучевую, светолучевую (лазерную) и плазменную.
Электронно-лучевая обработка (ЭЛО) основана на превращении кинетической энергии пучка электронов в тепловую. Уникальной возможностью ЭЛО является концентрация максимального количества энергии на минимальной площади. Высокая плотность энергии сфокусированного электронного луча позволяет обрабатывать заготовки за счет нагрева (температура в зоне действия луча достигает 6300 К), расплавления и испарения материала с локального участка. Электроннолучевая обработка используется для получения глухих и сквозных от
104
верстий диаметром 1 — 10 мкм, пазов до 10 мкм, разрезания заготовок, изготовления сеток из фольги и др. Этим методом обрабатывают детали из вольфрама, титана, тантала, циркония, твердых сплавов, кварца, рубина, керамики, полупроводниковых и других конструкционных материалов.
Светолучевая (лазерная) обработка (СЛО) основана на воздействии светового луча высокой энергии на поверхности обрабатываемой заготовки. Уникальным является концентрация максимального количества энергии на минимальную площадь (температура в зоне действия луча составляет 5300—9300 К) и возможность обработки деталей в любой оптически прозрачной среде. Лазерная обработка используется для получения глухих и сквозных отверстий диаметром 1—20 мкм, пазов до 10 мкм в различных материалах, разрезания заготовок различного профиля на части,'вырезания плоских заготовок деталей различной формы, клеймения и др.
Плазменная обработка. Плазменная дуга позволяет обрабатывать заготовки за счет нагрева (температура в зоне действия 10000— 30000 К), расплавления и испарения материала; не требует создания вакуума. Плазменную обработку используют для прошивки отверстий, разрезания заготовок различного профиля на части выреания из плоских заготовок деталей различной формы и размеров, клеймения и др.
Электрохимическая обработка (ЭХО) основана на явлении анодного растворения металла при электролизе и удалении продуктов реакции с обрабатываемой поверхности. Основные разновидности ЭХО: анодно-гидравлическая обработка в проточном электролите, электрополирование в неподвижном электролите и анодно-механические способы чистовой обработки. Уникальным является отсутствие дефектного слоя на обрабатываемой поверхности детали.
6.2. ОБЩАЯ СТРУКТУРА, ТОЧНОСТЬ, ПРОИЗВОДИТЕЛЬНОСТЬ И ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ЭЛЕКТРОФИЗИЧЕСКИХ И ЭЛЕКТРОХИМИЧЕСКИХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Типовой ТП ЭФЭХ размерной обработки включает следующие основные этапы: подготовку детали к обработке, собственно обработку (ЭЭО, УЗО, ЭЛО, СЛО, плазменная или ЭХО), контроль.
Подготовка детали к обработке ЭФЭХ методами. При наличии на поверхности окалины, ржавчины, жировых и других загрязнений детали подвергаются обезжириванию, промывке, травлению, повторной промывке и сушке. Если ЭХО проводят сразу же после промывки, то детали не сушат. Небольшие плоскопараллельные детали перед обработкой (УЗО, ЭЛО, СЛО) приклеивают к стеклянной технологической подложке различными наклеенными материалами (например, на основе канифоли, шеллака, эпоксидных смол, а также клеями БФ-4 или КС). Закрепление технологических подложек или обрабатываемых деталей на столе установки осуществляется прижимами или специальными приспособлениями.
105
Таблица 6.1. Технологические возможности ЭФЭХ методов размерной обработки
Технологический метод Производительность, mm'Vc Точность, мкм или квалитст Шероховатость обработанной поверхности Ra, мкм
Электроэрозионная:
электроискровая 17 5 0,32
электроимпульсная 250 10 5
высокочастотная 0,17 5 0,32
электроконтактная 1000 — 20
Ультразвуковая Лучевая: 125 5 0,2
электронно-лучевая 0,1 5 0,16
светолучевая (лазерная Электрохимическая: 0,09 5 0,16
анодно-гидравлическая 670 20 0,32
электрохимическое полирование — — 0,08
анодно-механическая: электроабразивная 67 6 квалитст 0,16
электроалмазная 34 6 квалитет 0,08'
Технологические возможности ЭФЭХ методов размерной обработки представлены в табл. 6.1.
Электроэрозионная обработка. К деталям, поступающим на ЭЭО, предъявляют следующие требования: они должны иметь две координатные базы с шероховатостью поверхности Ra 2,5 мкм; профилированный электрод-инструмент следует изготавливать с точностью на 1—2 квалитета выше обрабатываемой детали; детали, подлежащие термообработке, должны быть обработаны перед ЭЭО; при обработке деталей непрофи-лированным инструментом-проволокой предварительно сверлят технологические отверстия.
Точность размерной обработки и шероховатость обработанной поверхности деталей зависят от режимов ЭЭО, конструкции электрода-инструмента и др. Для достижения наивысшей производительности и получения требуемой шероховатости обработанной поверхности обработку выполняют в несколько переходов. Сначала проводят черновую обработку, удаляя основную массу металла, затем чистовую и отделочную обработки, т. е. сначала обрабатывают импульсами большой энергии и длительности, а затем, постепенно снижая энергию и длительность импульсов, сглаживают микронеровности. Производительность такой обработки еще более повышается при
106
использовании станков с ЧПУ с автоматической сменой инструмента и режима обработки.
В качестве примера рассмотрим ЭЭО деталей типа сеток и сит, изготавливаемых из листового конструкционного материала (коррозионностойкие стали, латуни, алюминий и его сплавы, никель, молибден и др.) толщиной до 2 мм. Требования к качеству сеток, применяемых в электронной технике, очень высоки: допуски на ширину и шаг перемычек ±0,002 мм, на наружные размеры сетки (окружность, квадрат, прямоугольник и др.) ±0,01 мм, шероховатость обработанной поверхности Ra 0,32—0,16 мкм. Эти требования выполняются одновременным изготовлением всех отверстий одним инструментом (до 800 отверстий диаметром 0,2—2 мм). При этом достигают высокой производительности обработки (зо 10000 отв./ч). Режимы обработки сеток: напряжение 100—150 В, ток короткого замыкания 0,5—2,5 А, емкость конденсатора 0,02—5 мкФ. Материал электрода-инструмента — медь, латунь; диэлектрическая среда — керосин.
После выполнения ЭЭО детали обезжиривают, промывают в проточной горячей и холодной воде и сушат при 363—383 К в течение 10—15 мин.
Ультразвуковая обработка Производительность, точность, качество обработанной поверхности при УЗО зависят от амплитуды и частоты колебаний инструмента, физико-химических свойств обрабатываемого материала и абразива, зернистости и концентрации абразива в водной суспензии, площади и конфигурации поперечного сечения инструмента, усилия подачи инструмента и глубины обработки. Оптимальные условия, при которых производительность УЗО возрастает по зависимости, близкой к линейной, следующие: амплитуда колебаний от 0,03 до 0,08 мм, усилие подачи инструмента от 5 до 20 Н, зернистость абразива от № 3 до № 12, концентрация абразива в водной суспензии 1 : 2.
При обработке сквозных отверстий абразивом № 3—№ 5 конусность составляет 20 мкм на 1 мм глубины, некруглость — 0,03—0,05 мм. При соотношении диаметра и глубины отверстия 1 : 2 достижимая точность по конусности и некруглости составляет 0,05 мм. Характеристики УЗО отверстий некоторых конструкционных материалов представлены в табл. 6.2.
После выполнения УЗО для удаления остатков абразивной суспензии детали тщательно промывают в проточной воде с последующей сушкой.
Электронно-лучевая обработка. Экономическая точность изготовления отверстий, и пазов с заданной шероховатостью поверхности обеспечивается при следующих технологических
107
Таблица 6.2. Характеристики ультразвуковой размерной обработки отверстий в некоторых конструкционных материалах
Обрабатываемый материал Экономическая точность обработки. мкм Шероховатость обработанной поверхности, мкм Отноистель-ный износ инструмента. %
Стекло, кварц, ситалл 20-100 5-1,25 0,5—1
Керамика ЦМ 332 50—100 2,5—0,63 2-10
Германий, кремний, ферриты 30—100 1,25—0,63 1—2
Твердые сплавы '20—50 2,5—0,32 40—400
Закаленная сталь 30—100 2,5—0,32 120—200
HRC 50—60
Жаропрочные стали 80—100 2,5—0,63 150—200
режимах ЭЛО: ускоряющее напряжение 6—100 кВ, сила тока 0,005—5 А, длительность импульса 10~4—10“б с, частота следования импульсов 1—50000 Гц, плотность мощности 10— 100 Вт/м2, диаметр обрабатываемой зоны 1—1000 мкм. В зависимости от обрабатываемого материала, размеров отверстий и пазов требования к точности размеров и шероховатости поверхности определяются в каждом конкретном случае оптимальными режимами электронно-лучевой обработки. Например, для ЭЛО отверстий в деталях из никель-цинковых ферритов марки 300НН (Fe2O3 — 66,7 %, NiO — 15,1 %, ZnO — 17,6 %, Со — 0,6 %) толщиной 0,2 мм оптимальными значениями обработки являются: ускоряющее напряжение 60 кВ, ток электронного пучка в импульсе 1,5—2 мА, длительность импульса 15 мкс, длительность паузы 1,5 мс, число импульсов в «пачке» 10—14, общее время воздействия луча электронного пучка на заготовку 20 мс. При таком режиме ЭЛО магнитные свойства ферритовых пластин практически не изменяются. Шероховатость обработанной поверхности Ra 0,32—0,16 мкм.
Лазерная обработка. Экономическую точность и шероховатость поверхностей получают при следующих технологических режимах СЛО: плотность мощности 1012—1033 Вт/м2, мощность 104—106 Вт, энергия импульса 10—30 Дж, длительность импульса 10~7—10~3 с, диаметр пятна луча 1 —100 мкм. Достижимая точность составляет 1 % диаметра получаемого отверстия. Скорости резания лазером некоторых конструкционных материалов реализуются в пределах 0,5—5,0 м/мин. Применение лазеров для разрезания позволяет получать линию реза сложной формы без заусенцев с прямоугольной кромкой реза.
108
Рис. 6.1
Электрохимическая обработка. Преимущества ЭХО перед резанием проявляется с увеличением твердости обрабатываемого материала. Производительность ЭХО не зависит от твердости обрабатываемого материала и в 7—10 раз превосходит обработку резанием при формообразовании деталей из высокопрочных твердых сплавов. Это же подтверждает представленная на рис. 6.1 зависимость относительной себестоимости Сотя = СЭХ0/Срез от прочности материала детали при обработке наружных поверхностей простой формы 1, фасонных 2 и внутренних 3 поверхностей. Влияние основных параметров режима электролиза и электролита на выходные показатели ЭХО (скорость съема металла, точность обработки и шероховатость обработанной поверхности) показано на рис. 6.2.
Рассмотрим режимы формообразования деталей различными видами ЭХО.
Анодно-гидравлическая обработка. Режимы формообразования деталей сложной формы из сталей, титановых и алюминиевых сплавов: электролит—10 %-ный раствор поваренной соли, напряжение на электродах 8—11 В, плотность потока (1,5—20)* 10® А/ма, скорость потока электролита 1—30 м/с, межэлектродный зазор 0,3—0,5 мм, давление электролита в МЭЗ 1 МПа, скорость подачи инструмента 0,3—0,4 мм/мин. Процесс характеризуется точностью 0,05—0,2 мм и шероховатостью обработанной поверхности Ra 2,5—0,32 мкм. Анодно-гидравлическую обработку успешно применяют для удаления заусенцев с деталей сложной формы и с деталей из труднообрабатываемых материалов (сплавов на основе вольфрама, молибдена, титана, ниобия). Электрохимическое удаление заусенцев повышает надежность и долговечность изделий, позволяет удалять их в труднодоступных местах. Для по-
109.
вышения производительности целесообразно совмещать удаление заусенцев с клеймением детали.
На рис. 6.3 представлена схема электрохимического удаления заусенцев в отверстии с одновременным клеймением детали. Электролит /, проходящий через межэлектродный зазор между инструментом 3 и деталью 2, поступает между клеймом 4 и деталью. Формирование электрического потенциала клейма достигается за счет падения напряжения в цепи инструмент—электролит—клеймо—электролит—деталь. Процесс проводится при следующих режимах: электролит 10 % -ный раствор азотнокислого натрия, температура 293° К, рабочее напряжение 20 В, падение напряжения в цепи инструмент—деталь 12—13 В, в цепи клеймо—деталь 7—8 В (расстояние L
Рис. 6.3
составляет 1 мм, а зазор между клеймом и деталью, инструментом и деталью 0,08 мм), плотность тока до 3-106 А/м2, скорость потока электролита 1— 30 м/с, давление электролита 1 МПа. Продолжительность обработки по сравнению с. раздельным клеймением и удалением заусенцев снижена в 2— 3 раза и составляет 25 с.
Электрополироваиие. Шероховатость обработанной поверх
ПО
ности при электрополировании зависит как от состава электролитов и режимов обработки, так и от исходной шероховатости полируемой поверхности заготовки. Например, для получения шероховатости обработанной поверхности Ra 0,16 мкм, исходная поверхность заготовки должна иметь шероховатость не ниже Ra 2,5 мкс. Электрополирование деталей из нержавеющих сталей, сплавов на основе никеля и молибдена проводят в электролите следующего состава: 50—60 % фосфорной кислоты; 20—30% серной кислоты; 20 % воды. Режим обработки: напряжение на электродах 10—40 В, плотность тока (1—3)-106 А/м2, температура 333—353 К. Время полирования 0,5—5 мин. Электрополирование деталей из титана, хрома, ниобия и их сплавов проводят в электролите следующего состава: 83—85 % этилен-гликоля, 3—4 % плавиковой кислоты, 5— 6 % фтористого аммония, 5—6 % азотного аммония, вода — остальное. Режим полирования: напряжение 20—50 В, плотность тока (0,5—1,5)-106 А/м2, температура 333—363 К. Время полирования 1—3 мин.
К анодно-механическим способам чистовой обработки относятся такие, как электроабразивная и электроалмаз-ная обработки. Они обеспечивают точность по 6—9 квали-тетам и шероховатость обработанной поверхности Ra 1,25—0,32 мкм. Рассмотрим электроалмазную обработку стальных деталей, которая приводится при следующих технологических режимах: напряжение 6—10 В, плотность тока до 2-Ю6 А/м2, скорость круга 20—25 м/с, давление круга 0,4—0,5 МПа. Процесс экономичен, так как расход инструмента снижается примерно в 10 раз по сравнению с обычным алмазным шлифованием, поскольку при обработке 0,9 толщины снимаемого припуска удаляется за счет анодного растворения и только 0,1 толщины — за счет резания.
После ЭХО детали из конструкционных сталей промывают в проточной холодной воде в течение 3—5 мин, а затем в проточной горячей воде при 330—350 К в течение 5—8 мин. Для защиты от коррозии детали пассивируют, например, в слабом растворе каустической соды при 330 К в течение 0,5—1 мин. Затем сушат и смазывают минеральным маслом. Детали из нержавеющих сталей, меди и латуни после ЭХО только промывают в проточной воде для удаления остатков электролита и загрязнений.
6.3. КОНТРОЛЬ КАЧЕСТВА ДЕТАЛЕЙ
Качество обработанных деталей после ЭФЭХ обработки, должно соответствовать требованиям чертежа. Все обрабо- ‘ тайные поверхности подвергаются 100 %-ному контролю измерением специальными шаблонами или измерительным инструментом, обеспечивающим точность измерения ±0,005 мм. Контроль шероховатости обработанных поверхностей осуществляют несколькими способами: сравнением с эталонами шероховатостей поверхностей ГОСТ 9378—75 или при помощи измерения контактными и бесконтактными способами. Оособен-ностью контроля качества деталей после ЭФЭХ обработки является контроль дефектного слоя. Глубина дефектного слоя зависит от режимов обработки.
При ЭЭО поверхность детали приобретает характерные неровности, а приповерхностный слой местами претерпевает физико-химические изменения. Глубина дефектного слоя для стальных деталей при чистовой электроискровой обработке составляет 4—100 мкм, при черновой электроконтактной обработке 100—400 мкм. При глубине дефектного слоя более 100 мкм при ЭЭО на поверхностном слое деталей имеют место большие остаточные напряжения, приводящие к появлению микротрещин.
При УЗО деталей из твердых сплавов и закаленных сталей в поверхностном слое детали возникают остаточные напряжения, приводящие к появлению микротрещин.
При Жестких режимах ЭЛО и СЛО, когда в зоне действия луча' присутствуют большие градиенты температуры, достигающие 108 К/м, в хрупких материалах возникают микротрещины. Контроль дефектного слоя проводят на образцах-свидетелях металлографическим способом при помощи микрошлифов, которые позволяют выявить микротрещины.
6.4. ТЕХНОЛОГИЧЕСКИЕ МЕРОПРИЯТИЯ ПО ЭКОНОМИИ МЕТАЛЛОВ, ПОВЫШЕНИЮ КАЧЕСТВА ДЕТАЛЕЙ, УЛУЧШЕНИЮ САНИТАРНЫХ УСЛОВИЙ ТРУДА И ОХРАНЕ ОКРУЖАЮЩЕЙ СРЕДЫ
Радикальным технологическим мероприятием по экономии конструкционных материалов при ЭФЭХ обработке является разработка и применение ТП с регенерацией отходов и повторным их использованием.
Электрохимическая обработка деталей связана с применением вредных для здоровья веществ, поэтому цехи и участки оборудуются мощной вытяжкой и приточной вентиляцией. Принимаются также меры по очистке сточных вод и выбросов в окружающую среду, чтобы не првышались допустимые кон-112
центрации вредных веществ. В ТП применяют биологически безвредные вещества и растворы, для которых разработана методика нейтрализации сточных вод. В цехах ЭХО необходимо строго соблюдать правила техники безопасности: категорически запрещается курить, принимать пищу и пить из непредназначенной для этой цели посуды (колбы, мензурки и др.); в этих помещениях должны быть аптечки со всеми необходимыми противоядиями, рядом вывешены правила по их применению.
Перспективными технологическими мероприятиями по-улучшению условий труда и охране окружающей среды являются: создание и внедрение автоматизированного оборудования для ЭФЭХ размерной обработки деталей, автоматизированных линий на его основе, применение роботов, механизация и автоматизация межоперационного и межцехового транспорта, т. е. использование «безлюдной» технологии, разработка новых ТП, исключающих вредные выбросы в атмосферу, в сточные воды и др.
В связи с увеличением объема выпуска деталей РЭА, повышением требований к их качеству развития ЭФЭХ и ТП размерной обработки деталей осуществляется по следующим направлениям: применение средств вычислительной техники при технологической подготовке производства; создание и применение автоматизированных систем подготовки производства; разработка теоретических моделей ЭФЭХ процессов размерной обработки деталей, учитывающих реальные условия их проведения; интенсификация и ликвидация длительных ТП; разработка новых ТП, исключающих вредные выбросы в атмосферу и в сточные воды; создание и применение высокопроизводительного автоматизированного оборудования для ЭФЭХ размерной обработки деталей; создание и применение систем и устройств автоматического регулирования, обеспечивающих оптимальные параметры ЭФЭХ ТП размерной обработки деталей; организация поточно-механизированных и поточно-автоматизированных линий ЭФЭХ размерной обработки деталей с полным комплексом операций, начиная с подготовки поверхности заготовки и кончая очистными сооружениями, с применением роботов и ЭВМ; разработка научно-обоснованных методик поиска оптимального варианта ТП для создания деталей высокого качества при наименьших затратах.
113
7. ПРОЦЕССЫ СОЕДИНЕНИЯ ДЕТАЛЕЙ СВАРКОЙ И ПАЙКОЙ
7.1. ОБЩИЕ ПОЛОЖЕНИЯ
Сварка — процесс получения неразъемного соединения заготовок за счет сил межатомного или межмолекулярного сцепления между свариваемыми частями при их местном нагреве до расплавления, при пластическом деформировании или совместном действии того и другого. Суть процесса соединения материалов заготовок методом сварки заключается в создании условий, при которых начинают действовать силы межатомного сцепления. Сварке могут подвергаться не только металлы, но также стекло, пластмассы и другие материалы.
Сварка позволяет обеспечить получение соединений вакуумноплотных, коррозионностойких и равнопрочных с основным материалом. Сварочной дугой можно наплавлять на заготовку слои металла различной толщины. Все виды сварки, используемые в радиоэлектронной промышленности, Относят к одной из двух групп: к сварке плавлением, ес^и заготовки соединяются только местным расплавлением материалов без применения давления (газовая, аргоно-дуговая, плазменная, микроплазменная, электронно-лучевая, лазерная); к сварке давлением, если для соединения заготовок используют давление совместно с местным расплавлением или без него (холодная, ультразвуковая, диффузионная, термокомпрессионная, контактная и т. д.).
В производстве РЭА сварку применяют для изготовления деталей конструктивной базы (конструкционная сварка), для создания электрических связей в изделиях элементной базы и при электрическом монтаже РЭА (монтажная сварка). Характерными видами сварочных работ при производстве деталей и узлов РЭА являются: сварка каркасов, рамок, корпусов, крышек, экранов, волноводов; приварка лепестков и проводников заземлений к корпусам; герметизация корпусов различного конструктивного уровня РЭА.
Использование того или иного вида сварки в каждом конкретном случае определяется: габаритами свариваемых заготовок, их материалами и конструктивными особенностями; требованиями к неизменности свойств материала заготовок после сварки, допустимым объемом расплавленного металла и др. Важнейшими показателями технологических возможностей методов сварки являются наименьшая площадь нагрева и наибольшая плотность энергии (табл. 7.1).
114
Таблица 7.1. Сравнительные характеристики некоторых видов сварки плавлением
Вид сварки Наименьшая площадь нагрева см2 Наибольшая плотность энергии. Вт/см2
Газовая io-2 5-104
Электродуговая * 10“3 105
Электронно-лучевая 10~7 5-108
Лазерная 10-7 5-10»
Поперечное сечение сварного соединения (шва), выполненного электродуговой сваркой, изображено на рис. 7.1, где / — сварной шов, материал которого образован переплавлением основного материала и плавящегося электрода; 2 — зона сплавления основного материала и материала шва; 3 — зона термического влияния, в которой основной материал не претерпел расплавления, но на отдельных участках под действием нагрева и охлаждения изменил свойства и структуру; 4 — зона основного металла с исходными свойствами и структурой.
Свойства сварного соединения зависят от химического состава и исходных свойств свариваемых материалов и режима сварки. Наибольшие трудности обеспечения качественного сварного соединения вызывает сварка заготовок из разнородных материалов. Хорошая свариваемость плавлением достигается, если свариваемые разнородные материалы образуют между собой неограниченные твердые растворы. В этом случае в шве отсутствуют хрупкие составляющие, ухудшающие механические свойства и электропроводность. При сварке материалов с ограниченной растворимостью качественный шов
получают только при определенных технологических приемах (медленное охлаждение, соответствующие присадочные материалы и т. д.). Если разнородные материалы заготовок образуют химические соединения, то сварку плавлением применять не рекомендуется из-за наличия в сварном шве интерме-
таллидов, которые резко изменяют физико-химические свойства соединения: повышают твердость и склонность шва к трещинообразо-ванию, снижают пластичность, теплопроводность, электропроводность и т. д. Для сварки таких деталей используют методы сварки давлением, например — ультразву
4 3
Рис. 7.1
115
ковую сварку, диффузионную с промежуточной прослойкой, материал которой создает твердые растворы с материалом за», готовок.
Режим сварки характеризуется комплексом параметров. Для различных видов сварки этот комплекс неодинаков. Например, параметрами электродуговой сварки являются: диаметр электрода йэЯ, сварочый ток /св, напряжение дуги Ua, скорость сварки УСв и скорость охлаждения шва иояа.
К параметрам режима электронно-лучевой сварки относятся: расстояние пушки до изделия I и до фокусировки Ь, сила тока пучка /п, ускоряющее напряжение (7уск; вакуум р и скорость сварки VCB.
Для характеристики режима ультразвуковой микросварки проводников к пленкам используют следующий комплекс параметров: давление электрода-инструмента q, частота f и амплитуда а колебаний инструмента, температура предварительного подогревам заготовок /под, время выдержки свариваемых заготовок под действием давления и колебаний т.
Исходными данными для выбора вида сварки и режимов являются: материал заготовок, размеры и конструктивные особенности заготовок, эксплуатационные требования к свойствам сварного соединения. Область использования видов сварки приведена в табл. 7.2.
Пайка — процесс соединения отдельных заготовок в единое целое в твердом состоянии расплавленными припоями, которые взаимодействуют с материалом заготовок, заполняют зазор между заготовками за счет капиллярных сил, смачивают паяемые поверхности или растекаются по ним и, кристаллизуясь при охлаждении, образуют паяный шов. В отличие от сварки, пайку выполняют при температурах ниже температуры плавления, материалов соединяемых заготовок.
При пайке применяют припои, флюсы, защитные или активные технологические среды. В качестве припоев чаще используют цветные металлы и их сплавы, легкоплавкие неметаллические составы — стеклоприпои, эмали, глазури. Металлические припои разделяют на высокотемпературные (медные, цинковые, серебряные, платиновые и др.), имеющие температуру плавления выше 673 К и применяемые, в основном, для пайки деталей несущих конструкций РЭА, воспринимающих значительную механическую нагрузку; низкотемпературные (оловянно-свинцовые, висмутовые, кадмиевые и др.) £ температурой плавления ниже 673 К, невысокой механической прочностью и применяемые для электромонтажных целей. В зависимости от свойств паяемых материалов подбирают состав припоев из условий хорошей смачиваемости паяемого ма-
116
Таблица 7.2. Преимущественное использование основных видов сварки при изготовлении деталей и узлов РЭА
Вид сварки Свариваемые материалы Толщина заготовок, мм Область использования
Газовая Сталь, медные сплавы, сплав АМц и другие 0,5—2 Изготовление деталей несущих систем РЭА, нечувствительных к резкому и неравномерному нагреву
Электродуго-вая Стали, цветные металлы и их сплавы 1,5—15 Изготовление деталей несущих систем и электромонтажных элементов РЭА
Микроплазмен-ная Свариваемый металлы и сплавы, в том числе 10-2—1 Изготовление миниатюрных деталей конструктивной и схематической базы РЭА
Электроннолучевая тугоплавкие Высокопрочные тугоплавкие активные свариваемые материалы 10-2—102 Изготовление миниатюрных деталей конструктивной базы и выполнение электромонтажных соединений в вакууме
Лазерная Большинство свариваемых материалов, в том числе непроводники 10-2—5 Изготовление миниатюрных деталей конструктивной и схемотехнической баз в любой прозрачной среде для лазерного излучения
Контактная, в том числе конденсаторная Токопроводящие материалы 10-2—5 Изготовление деталей конструктивной базы и электромонтажных соединений, не требующих миниатюризации. Изготовление миниатюрных деталей при стабильных режимах
Термокомпрес-снонная микросварка Ультразвуко- Пластичные материалы 10’2—0.1 Получение электромонтажных соединений в элементах схемотехнической базы микроэлектроники
вая микросварка Металлы, полимеры, металлизированная керамика 10-2-0,1 Получение конструктивных и электромонтажных микросоединений
териала, близкого значения коэффициента термического расширения и более низкой температуры плавления припоя (на 50—100 К) по сравнению с паяемым материалом.
Флюсы удаляют окисные и адсорбированные пленки с паяемых поверхностей, защищают их от окислений и загрязнений в процессе пайки и тем самым способствуют лучшему смачиванию поверхностей припоем. По составу флюсы разделяют на четыре группы: на основе соединений бора, на основе фтористых соединений, на основе хлористых соединений, на основе канифоли и других органических соединений. Выбор
117
флюса так же, как и припоя, определяется свойствами паяемых материалов. Например, для пайки углеродистых сталей, меди и медных сплавов используют флюсы, содержащие соли борной кислоты и борного ангидрида. Но для нержавеющей стали эти флюсы не пригодны, так как они не растворяют окис-лы легирующих металлов (Ti, Сг, Ni и др.). Поэтому для пайки нержавеющих сталей берут флюсы с добавлением солей фтора, например GaF2, KF до 40 %. Примеры выбора флюсов и припоев для пайки приведены в табл. 7.3. При пайке в качестве защитных технологических сред применяют нейтральные газы, активные газы и вакуум.
Прочность, электропроводность и другие свойства паяного соединения определяется физико-химическими свойствами материалов заготовок и припоя и типом связей, возникающих между ними в процессе пайки. Не всегда структура и свойства сплавов, образующихся паяных швах, определяется диаграммой состояния компонентов системы «материал заготовок— припой». Большое влияние на эти свойства оказывают режимы и условия пайки.
Режимы пайки. Понятие режима пайки включает в себя температуру пайки, скорость нагрева и его характер (ступенчатый или монотонный), время выдержки при температуре и скорость охлаждения паяемого соединения.
Рабочая температура пайки — это оптимальная температура, при которой образуется надежное паяное соединение. Обычно она выше температуры ликвидуса припоя, но в некоторых случаях может быть равна или даже ниже температуры ликвидуса.
Скорость нагрева при пайке охватывает широкий диапазон от долей градуса до нескольких десятков градусов в секунду и определяется материалами заготовок и припоя, габаритами и толщиной стенок заготовок и др., склонностью конструкции паяемого изделия или детали к образованию температурных напряжений при неравномерном прогреве и скоростью структурных превращений в паяемых материалах.
Ступенчатость или монотонность нагрева при пайке зависит прежде всего от свойств флюсов и скорости их испарения при нагреве. Так, при пайке в печах металлов высокотемпературными припоями заготовки нагревают до определенной температуры и только после этого вводят флюс и выполняют последующий нагрев до температуры пайки. ’
Выдержка при рабочей температуре пайки зависит от вида пайки и используемого способа нагрева. Время выдержки при пайке с использованием нагрева от электронного луча — доли секунды, а при печной пайке — десятки минут.
118
Таблица' 7.3. Примеры выбора флюсов и припоев для пайки
Группа материала заготовок (представитель группы) Флюс
Углеродистые и рованные стали низколсги-(сталь 30) Ф10 (глицерин — 47%, хлористая медь — 0,1 %; хлористое олово — 5%; вода — 47%) Высокотемпературный флюс (бура сернокислая — 50%, борная кислота — 50%)
Нержавеющие (12Х18Н10Т) стали №209 (фтористый калий—37%, фтороборат калия — 26%, борный ангидрид — 37%)
Медь и ее сплавы КЭ (канифоль .. 30%, спирт этиловый — 70%)
Алюминий и его сплавы Низкотемпературный флюс (триэтаноломин—60%, плавиковая кислота— 40%), перед нанесением флюса поверхности заготовок травить в 15% раствора едкого натра при 333 К
Никель и его сплавы №200 (борная кислота — 70%, тетра борнокислый натрий — 20%, фтористый кальций — 10%)
Припой Температура, К
ПОС-61 (олово —61%, свинец—39%) Медь Ml (медь — 100%) 458-463 1073-1123
Г1Ср-72 (серебро — 72%, медь — 28%) 1073-1123
ПОС-40 (олово — 40%, свинец .. 60%) 473—498
Пастообразный припой на основе галлия, наполнитель — алюминиевый порошок 473-558
Припой состава: медь — 28 %, серебро — 61%, цинк — 11 % 993-1013
Скорость охлаждения, К/мин
Рис. 7.2
Скорость охлаждения паяных заготовок оказывает большое влияние на формирование структуры шва, распределение компонентов припоя по толщине шва, механических напряжений в материалах шва и заготовок. Рисунок 7.2 иллюстрирует зависимость содержания эвтектической составляющей от скорости охлаждения шва после пайки
магния серебром. Выбором скорости охлаждения можно совместить процесс пайки с процессом термической обработки шва.
Условия пайки. Под условиями пайки подразумевают: за-
зор между заготовками, используемые средства удаления окис-лов с паяемых поверхностей, способ нагрева, вид технологической среды, окружающей зону пайки, использование или отсутствие при пайке ультразвуковых колебаний, электрических и магнитных полей и других физических явлений технологического назначения. Зазор между паяемыми поверхностями заготовок устанавливают перед пайкой в зависимости от сочетания «припой—материал заготовок». Диапазон используемых зазоров находится в пределах от 0,05 до 0,8. Увеличение зазоров за оптимальные значения для конкретной пары «припой— материал заготовки» делает швы более хрупкими, а уменьшение — непропаянными.
Для предварительного удаления окислов с паяемых поверхностей используют флюсы, газовые среды, нагрев в вакууме ультразвуковые колебания и т. д.
Пайку выполняют при нагреве заготовок и припоя в электропечах с конвективной теплопередачей и инфракрасным нагревом, в индукционных установках, в установках с расплавом припоя, в установках с концентрированным источником энергии, оснащенных кварцевыми лампами, газоплазменными горелками, электронно-лучевыми или лазерными лучами. Ряд процессов пайки осуществляют паяльниками различного типа. Выбор способа нагрева и нагревательного оборудования обуславливается паяемыми материалами, температурой пайки, особенностями паяемой конструкции.
Ультразвуковые колебания, вводимые в зону пайки, применяют для удаления неметаллических включений и измельчения структуры длй повышения прочности при кристаллизации расплава припоя и активизации растворно-диффузионных процессов.
Применение электрических полей при пайке связано со стремлением перераспределить компоненты в шве, что приводит в отдельных
120
случаях к заметному повышению температуры раслая, т. е. позволяет эксплуатировать паяное соединение при температуре выше температуры пайки. Магнитные поля используются при пайке материалов с осо-быми магнитными свойствами. В целом влияние электрических и магнитных полей на качество пайки мало изучено. Виды пайки различают по признакам: по условию заполнения зазоров — капиллярная и нека-Пиллярная; по температуре пайки — высокотемпературная и низкотемпературная; по используемой технологической среде — обычная воздушная среда, среда нейтральных защитных газов, среда активных газов, вакуум; по способу расплавления припоя и нагреву заготовок — паяльником, в печах, в соляных ваннах, волной припоя, контактным нагревом, газовыми горелками, электронным лучом и др.; по строению паяного соединения и механизму его образования — бездиффузион-ная, растворно-диффузионная, контактно-реакционная, диспергированная и др. Сущность видов пайти по перечисленным признакам не требует дополнительных пояснений, кроме видов по последнему признаку.
Бездиффузионный спай образуется при следующих условиях: материалы заготовок и припоя разнородные, образующие при нагреве химические соединения, с поверхностей заготовок и припоя удалены окисные и адсорбированные пленки; выдержка при рабочей температуре пайки кратковременна. В месте контактов поверхностей заготовки и припоя образуются только по одному тончайшему (1—2 мкм не менее) слою двумерных кристаллических образований. Концентрация компонентов металла припоя по толщине соединения при переходе через слой кристаллических образований падает скачкообразно. Интерметалли-дов в зоне шва не образуется. Уникальным свойством такого спая является максимальное сохранение исходных свойств материалов заготовки и припоя, что имеет большое значение при пайке металлов высокой чистоты и полупроводников. Качество бездиффузионного спая очень чувствительно к выдержке при рабочей температуре пайки. Увеличение выдержки приводит к превращению этого вида спая в другие.
Растворно-диффузионный спай получается при пайке заготовок из материалов, образующих с припоямй ограниченные и неограниченные твердые растворы, эвтектические смеси и химические соединения. Если при взаимодействии материалов заготовок и припоя не возникают интерметаллиды, вызывающие хрупкость швов, увеличение выдержки при рабочей температуре пайки не влечет за собой негативных явлений и приводит к выравниванию химического состава паяного шва, приближая его к составу металла заготовок. Качество растворно-диффузионного спая чувствительно к зазору между Поверхностями заготовок при пайке. Чем меньше зазор, тем лучше прочность шва.
Контактно-реакционный спай получают при пайке разнородных материалов, образующих эвтектические системы или твердые растворы с минимумом на кривой ликвидуса на диаграмме состояния. Паяют в этом случае без припоев, если паяемые заготовки сделаны из разнородных материалов или используют прокладку или пленку минимально возможной толщины из другого материала, выполняющего роль припоя, если паяемые заготовки выполнены из одного и того же материала. В основе процесса получения спая используется явление контактного плавления, заключающееся в том, что переход в жидкое состояние приведенных в контакт некоторых разнородных твердых материалов осуществляется при температурах ниже их точек плавления. Это свойство присуще как металлам, так и неметаллическим материалам. При контактном плавлении образуется зона сплавления, состав которой определяется диаграммой состояния для пары материалов. Контактное
121
плавление происходите две стадии: подготовительная, заключающаяся в образовании насыщенных растворов в твердой фазе, и стадии образования зародышей жидкой фазы, их роста и последующего растворения в слое расплава взаимодействующих материалов. Паяют с непрерывным поджатием заготовок друг к другу.
Диспергированный спай получают при пайке металлов припоями, которые не образуют с ними растворов ни в жидком, ни в твердом состоянии и не вступают в химические реакции. При температуре плавления легкоплавкого материала пары «материала заготовки — припой» смачивания тугоплавкого материала еще не происходит. Эффект смачивания достигается перегревом в условиях, предупреждающих окисление поверхностей заготовок и припоя. При этом вследствие адсорбционного взоздействия понижается прочность материала заготовок по границам зерен и микроблоков, где образуются трещины и в последующем происходит отделение твердных частиц. С увеличением выдержки в процессе пайки количество дисперсных частиц возрастает и в итоге приводит к заполнению зазора между заготовками дисперсными частицами, покрытыми тонким слоем припоя. Жидкая фаза практически полностью удаляется из зазора.
Спаи металлов с керамикой и другими неметаллическими материалами получают следующими способами: пайкой припоями предварительно металлизированной керамики, аналогичной пайке металлов; активной пайкой в вакууме или в инертных газах неметаллизированной керамики при использовании титана и циркония, способствующих растеканию припоя по поверхности керамики; пайкой металлов с керамикой высоко- и низкотемпературными стеклоприпоями; пайкой в водороде металлов с керамикой, покрытой сырым (неподвергну-тым спеканию) металлизационным слоем.
7.2. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ РЭА, ПОЛУЧАЕМЫХ СВАРКОЙ И ПАЙКОЙ
Технологические процессы изготовления сварных и паяных деталей РЭА, как правило, включают в себя не только операции сварки, пайки и сопутствующие им операции вспомогательного назначения, но и ряд других операций, формирующих эксплуатационные свойства деталей и основанных на использовании иных методов обработки конструкционных материалов: термических, химических, размерной и безразмерной механической обработки, давлением, гальванических, вакуумных и процессов другой физической природы.
Укрупненно технологический процесс изготовления сварных и паяных деталей можно представить следующими после^ довательно выполняемыми этапами: изготовление и подготовка заготовок под сварку (или пайку), а также их сборка; выполнение операций сварки (или пайки) и операций, улучшающих сварные (или паяные) соединения с последующим конт-
122
ГОСТ 14806-69-У2
Рис. 7.3
ролем; выполнение комплекса операций, формирующих эксплуатационные свойства деталей другими методами с последующим контролем качества изготовления.
На рис. 7.3 изображена сборная деталь «Кожух» из листового материала АМцМ толщиной 0,8 мм. Технические требования к кожуху следующие: точность отверстий по Н12, отклонения межосевых расстояний отверстий ±0,2 мм, остальные размеры по Н14 и Ы4, покрытие Ан.Окс.Хр.
Маршрут операций изготовления этой детали в условиях серийного производства следующий: I) заготовительная — резка листа на полосы и их рихтовка; 2) штамповочная— вырубка по контуру, пробивка четырех отверстий в дне и гибка; 3) контрольная — проверка размеров; 4) подготовительная под сварку — обезжиривание и травление; 5) сварочная — аргонодуговая сварка угловых стыков неплавящимся вольфрамовым электродом с использованием присадочного материала; 6) контрольная — проверка качества сварки; 7) сверлильная — сверление крепежных отверстий малого диаметра в отгибах; 8) зачистная — снятие заусенцев в отверстиях и по контуру детали; 9) контрольная — проверка размеров; Ю) подготовительная под гальваническое покрытие — монтаж деталей в приспособление, обезжиривание, травление, двукратная промывка, осветление, промывка; И) гальваническая — оксидирование, промывка; 12) химическая обработка в раст-врах красителей и промывка; 13) стабилизирующая — уплотнение пленки окиси в деионизированной воде при воздействии температуры и демонтаж деталей из приспособления; 14) контрольная — проверка качества покрытия.
Конкретное содержание операций подготовки поверхности, выполнения сварки или пайки, улучшения качества сварных и паяных соединений зависит от многих факторов: вида свар-
123
кй или пайки; материалов заготовок и припоя, присадочного материала, требований к соединению и др.
Подготовка поверхностей под сварку заключается в химическом, термическом или механическом удалении со свариваемых поверхностей окисных и других пленок, загрязнений и неровностей, образовавшихся при хранении и транспортировке исходного материала заготовок. При необходимости выполняют разделку кромок свариваемых заготовок.
Подготовка поверхностей под пайку более сложная и трудоемкая, чем под сварку. Кроме удаления загрязнений выполняют обезжиривание (химическое, электрохимическое, ультразвуковое), травление окислов на поверхности, промывку и сушку, нанесение металлических покрытий для облегчения пайки или вместо припоя, нанесение неметаллических покрытий для предотвращения нежелательного растекания припоя (например, нанесение глиноземной пудры или пасты из окис-Лов Si, Ti, Ge, РЬ и др.).
Сборка заготовок под сварку и пайку выполняется для создания заданных зазоров между соединяемыми заготовками и их взаимного положения. Сборочные приспособления выполняют с учетом обеспечения свободного доступа к месту сварки или пайки. При значительных габаритах деталей, например рамы несущих конструкций РЭА, при сборке под сварку используют прихватку, т. е. короткие сварочные швы. Отличительными особенностями выполнения сборочных операций под пайку являются широкое использование для сборки конструктивных элементов самих заготовок, которые подвергаются пластическим деформациям при сборке (вальцевание, кернение, чеканка и др.), и использование дополнительных технологических элементов — штифтов, клиньев, заклепок, проволочек.
Технологические операции сварки. Сущность операции сварки независимо от используемого источника теплоты заключается в локальном расплавлении материала заготовок (с использованием давления или без него) по кромкам или поверхностям соединяемых заготовок до образования сварочной ванны небольшого объема, окруженной со всех сторон значительным объемом холодного металла, и последующего перемещения зоны нагрева вдоль кромок свариваемых заготовок. В зависимости от характера перемещения зоны нагрева после остывания расплавленного металла образуются непрерывные швы или точечные соединения.
Операция сварки состоит из нескольких структурных элементов, выполняемых в строго определенной последовательности. В качестве примера рассмотрим элементы операции ду-
124
I
Ш
Ш.а
lllllllllllllllllllllllllllllllllllllllll
lllllllllllllIhllllllllllllllffiH
Рис. 7.4
Л
'}
о
говой автоматической сварки- плавящимся электродом в защитной газовой среде. На рис. 7.4 показаны совмещенные графики изменения основных параметров режима и условий выполнения этой операции во времени: Q —- расход защитного газа; А — межэлектродный зазор; ij — сварочный ток; vj — сварочное напряжение; L — перемещения электрода вдоль кромок заготовки; т — текущее значение вре
мени. Промежутки времени выполнения элементов сварочной операции обозначены римскими цифрами: / — закорачивание электрода на изделие; II — выход на рабочий режим; III — сварка в рабочем режиме; IV — выход из режима сварки; V — защита газовой среды остывающего металла конца шва; VI — демонтаж сварной детали из приспособления.
Закорачивание электрода выполняется перемещением электрода к заготовке до возникновения контакта между ними в месте начала шва после выхода на рабочий режим, электрод начинает перемещаться перпендикулярно шву и отрывается от заготовок. Включается подача защитнога газа. К моменту вре-ч мени т2 возбуждается дуга и электрод вновь начинает сближаться с заготовкой и одновременно перемещаться вдоль шва. Образуется сварочная ванна, и изменением скорости сближения электрода и заготовки устанавливаются рабочие значения сварочного тока и напряжения. Скорость сварки в рабочем режиме ограничена скоростью образованйя сварочной ванны. Выход из режима сварки выполняется при отключении движения подачи электрода вдоль шва и его отводе от заготовок. При этом электрическая дуга растягивается до естественного обрыва и в момент т5 подача электропитания на электрод прекращается. До момента времени тв продолжается подача газа для защиты от воздействия воздуха остывающего металла конца шва.
Технологические операции пайки. Типичными элементами операции пайки являются: нанесение флюса на соединяемые поверхности, введение припоя в зазор между заготовками, нагрев заготовок и припоя до рабочей температуры пайки, выдержка при этой температуре, охлаждение спаянной детали,
125.
удаление детали из приспособления, удаление остатков флюса. В зависимости от вида пайки отдельные процессы могут от; сутствовать, заменены на другие или выполняться одновременно. Например, операция пайки кожуха, показанного на рис. 7.3, из алюминиевого сплава АМц высокотемпературным припоем в печи состоит из следующих элементов: укладка припоя в места соединений заготовок; загрузка заготовок в печь; нагрев заготовок с припоем.до 873 К; выгрузка заготовок из печи и укладка флюса в места соединения заготовок на припой; загрузка заготовок в печь; нагрев заготовок с припоем и флюсом до рабочей температуры пайки; выдержка при рабочей температуре; охлаждение и выгрузка деталей из печи; демонтаж деталей из приспособления: удаление остатков флюса в горячей воде.
7,3. КОНТРОЛЬ КАЧЕСТВА ДЕТАЛЕЙ, ПОЛУЧАЕМЫХ СВАРКОЙ И ПАЙКОЙ
Контрольные операции, входящие в состав технологических процессов сварки и пайки, относят к одному из трех видов: операциям входного контроля заготовок и материалов, поступающих на специализированные рабочие места (визуально контролируются качество подготовки поверхности заготовок под свару и пайку и марки материалов по сопровождающим документам); операциям текущего контроля качества сборки заготовок (контролируются зазоры и правильность взаимного расположения) и выполнения режимов сварки и пайки; операциям контроля геометрических размеров деталей и качества сварных и паяных швов после изготовления.
Качество сварных и паяных соединений заготовок оценивают в производственных условиях следующими методами.
Метод неразрушающего контроля применяют для обнаружения таких дефектов соединения, как непроваров, трещин, газовых пор, степени деформации привариваемого проводника (при микросварке) ультразвуком, разгерметизации, увеличения омического сопротивления монтажного паяного соединения и т. д.
Неразрушающие методы контроля различают по признаку физического явления, который положен в его основу. Методы контроля герметичности соединений основаны на обнаружении утечки сверхтекучих газов, например гелия. Широко используются радиационные (с использованием рентгеновских гамма-лучей), ультразвуковые, магнитографические методы, метод электросопротивления. При радиационном методе контроля соединения пучок рентгеновских или гамма-лучей на-126
правляют на контролируемый шов. Проходя через него, лучи в меньшей степени поглощаются в местах дефектов. Различие интенсивности прошедших через шов лучей фиксирует соответствующий индикатор (экран, фотопленка, ионизационный прибор). Зарегистрированная картина дефектов сравнивается с эталоном и дается заключение о качестве соединений.
Ультразвуковые методы контроля соединения основаны на явлении отражения ультразвуковых колебаний от поверхности раздела двух сред (дефектного включения) под углом, равным углу падения. Отраженная энергия при прочих равных условиях будет характеризовать размер, ориентацию и форму дефекта.
Магнитографический метод контроля основан на обнаружении магнитных полей рассеяния, возникающих в местах дефектов соединений при намагничивании контролируемых деталей. Поля рассеяния от дефектов фиксируются в виде магнитных отпечатков на эластичном магнитоносителе (ленте, пленке) дефектоскопа, который плотно прижимается к шву при контроле.
Метод разрушающего контроля образцов, идентичных сварным и паяным деталям по конструкции соединения и режимам получения, но приспособленных для установки в контрольные устройства контролирует в основном прочностные характеристики, пределы прочности на разрыв, срез и кручение. Кроме предельных значений определяемых прочностных параметров контролируют качественные признаки, например качество соединения, полученного точечной сваркой. Считается удовлетворительным, если при разрушении образца отрывом произойдет вырыв сварной точки из основного материала заготовки с заданным диаметром литого ядра.
Разрушающие методы контроля соединений основаны на создании монотонно-изменяющихся напряжений, разрушения соединения этими напряжениями и фиксации их значений в момент разрушения. Этими методами можно установить соответствие соединений эксплуатационным требованиям или выявить влияние технологических и конструктивных факторов на изменение численных характеристик показателей качества.
Косвенный метод осуществляют через контроль качества подготовки заготовок под сварку или пайку, качества используемых материалов, а также соблюдения режимов получения соединений.
Конкретный перечень проверяемых параметров соедине-нений целиком зависит от эксплуатационных требований к сварным и паяным деталям.
127
7.4. ТЕХНОЛОГЙЧНОСТЬ ДЕТАЛЕЙ, ПОЛУЧАЕМЫХ СВАРКОЙ И ПАЙКОЙ
К технологичным сварным и паяным деталям относят те детали, которые удовлетворяют следующим требованиям: материалы заготовок, особенно разнородные, должны иметь хорошую свариваемость (или паяемость) применительно к конкретному методу сварки или пайки; конструкция и размеры заготовок должны обеспечивать их собираемость перед сваркой (пайкой) с отимальными зазорами стыков, не препятствовать подаче присадочного материала (или припоя) и теплового потока к местам образования сварного (паяного) соединения, а также допускать использование высокопроизводительного автоматизированного оборудования; местный или общий нагрев заготовок и последующее охлаждение не должны вызывать их деформаций, приводящих к ухудшению качества швов или их разрушению, или к изменению размеров сварной (паяной) детали за пределы допуска.
Последнее из требований особенно важно для пайки разнородных материалов, так как паяное соединение, как правило, имеет более низкую прочность по сравнению с прочностью материалов заготовок. Требование удовлетворяется подбором материалов с соответствующими коэффициентами термического расширения или дополнительными изменениями конструкции заготовок.
Способ сборки заготовок перед пайкой в значительной степени влияет на технологичность паяных деталей. Способ сборки заготовок предусматривают при конструировании детали. Наиболее технологична деталь по отношению к сборке перед пайкой, когда взаимное расположение заготовок обеспечивается конструктивными или технологическими элементами заготовок без использования специальных приспособлений, а припой наносится заранеё независимо от метода пайки. Для этих целей используются способы пластической деформации элементов заготовок (развальцовка, чеканка, кернение), а также технологические элементы (штифты, винты, заклепки, клинья, проволочки). В заготовках для припоя предусматривают канавки, фаски и полости. Рекомендуется пользовать сборочные приспособления при пайке только в том случае, если нет возможности использовать способы установки и закрепления заготовок относительно друг друга технологическими элементами самих заготовок.
7.5. ПЕРСПЕКТИВЫ РАЗВИТИЯ ПРОЦЕССОВ СОЕДИНЕНИЯ ДЕТАЛЕЙ СВАРКОЙ И ПАЙКОЙ НА ОСНОВЕ КОМПЛЕКСНОЙ АВТОМАТИЗАЦИИ, РОБОТИЗАЦИИ И ИСПОЛЬЗОВАНИЯ ЭВМ
Совершенствование технологических процессов сварки и пайки идет по двум направлениям: автоматизации выбора оптимальных параметров режима и условий получения соединений на этапе проектирования технологических процессов для обеспечения работоспособности деталей (или изделий), их долговечности и надежности, а также наименьших затрат при изготовлении; комплексной автоматизации выполнения элементов технологических операций сварки и пайки, в том числе и автоматического поддержания заданных режимов и выполнения сложных траекторий движения исполнительных органов сварочных аппаратов при образовании соединений, их контроля и загрузке-выгрузке деталей роботами, управляемыми от ЭВМ.
Первое направление является определяющим, так как автоматизация выполнения операций, элементы которых не соответствуют новейшим достижениям науки и практики, не может обеспечить экономическую эффективность общественного производства в полной мере. Развитие первого направления в настоящее время обусловлено тем, что современные вычислительные средства позволяют построить технологический процесс с учетом его многочисленных внутренних связей на основе математического моделирования. Под математической моделью разрабатываемого технологического процесса сварки или пайки понимают совокупность соотношений, уравнений, неравенств, формул, логических условий и т. п., которые связывают режимы и условия выполнения операции с технологическими требованиями к изготавливаемой детали, исходной информацией о физических процессах при изготовлении, с ограничениями конкретного предприятия и технико-экономическими критериями эффективности выполнения этого технологического процесса.
Структуру математической модели процесса пайки иллюстрирует рис. 7.5. Рассмотрим некоторые элементы этой модели. Температурное условие пайки выражает то, что плавится лишь припой, а основной материал прогревается до температуры /2» которая несколько выше температуры плавления припоя /3, но всегда ниже плавления материала заготовок tv При этом температура t3 начала плавления припоя должна быть выше рабочей температуры детали //, это условие записывается в виде
^4. (7*1)
5 Зак. 1083 129
Исходные данные
Чертеж или математическая модель изделия Справочники по конструктивным материалам Инструкции и справочники по спайке Прочие данные
Геометрические и весовые данные Марки материалов Технические условия Механические, теплофизические и технологические свойства Свойства припоев, флюсов и газовых сред Характеристики оборудования Техника- экономические требования Цены Нормативы статистические данные
Условие взаимодействия окисной пленки и металла с газовой средой (флюсом)
Система условий изготовления паяных изделий
Начальные условия
Условие смачиваемости и растекаемости
Температурное условие
Условие прочности
Условие выносливости
Условие конструктивной пр иемле мости
Условие пластичности
Условие тепл ово г о баланса
Условие металлургического взаимодействия
Оптимизация и принятие решения
Условие коррозионной стойкости и старения
Условие долговечности
Условие технологичности
Условие надежности
выдача результатов
Рис. 7.5
Условие взаимодействия окисной пленки с флюсом или газовой средой обусловливается видом химической реакции и отражает изменение термодинамического потенциала системы «окисная пленка—флюс»
z2 — ?! = AzT,
(7.2)
где zx и z2 — термодинамические потенциалы системы до и после химической реакции; AzT — термодинамический потенциал реакции.
Условие смачиваемости и растекаемости означает, что для качественной пайки необходимо
О < екр,
(7.3)
где 0 — фактический краевой угол капли жидкости припоя на плоской поверхности заготовок; 0кр — критический краевой угол, при превышении которого произойдет некачественная пайка.
Условие конструктивной преемственности изделия — это условие в виде системы количественных критериев, которые выражают степень соответствия условий пайки конструктивным особенностям детали (необходимая высота подъема припоя в зазоре, соответствие времени выдержки при температуре пайки и времени заполнения зазора и т. п.).
Условие теплового баланса показывает, что процесс пайки возможен, если количество тепла Qp источника нагрева с учетом потерь qn достаточно для расплавления припоя и нагревания изделия до температуры пайки, т. е.
<?Р — Чп > ИЛ + тгсг) (h — to) + ^2. (7.4)
где тг и q — масса и удельная теплоемкость материала заготовок; /п2 и с2 — масса и удельная теплоемкость припоя; t0 — начальная температура заготовок и припоя; X — удельная теплота плавления припоя.
Приведенные выражения условий (7.1)—(7.4) отражают лишь их суть. Для использования этих условий при машинном проектировании технологических процессов они не только раскрываются более подробно, дополняются вспомогательными уравнениями и неравенствами, но и снабжаются алгоритмами их использования. Подробные сведения о математическом моделировании процессов пайки приведены в специальной литературе [41] и др.
5*
131
в. ПРОЦЕССЫ ФОРМИРОВАНИЯ ПОКРЫТИЙ, ИЗГОТОВЛЕНИЕ НАДПИСЕЙ И ШКАЛ
В ТЕХНОЛОГИИ ДЕТАЛЕЙ РЭА
8.1. ОБЩИЕ ПОЛОЖЕНИЯ
Покрытие — это слой одного или несколько слоев разных материалов, последовательно нанесенных на поверхность детали для придания поверхностному слою-некоторых свойств, отличных от свойств основного материала, например электропроводности, электроизоляционных свойств, твердости, паяемости, износоустойчивости, магнитных свойств, антикоррозионной стойкости, декоративности и др. Покрытия наносят на металлы, керамику, стекло и пластмассы толщиной от десятых долей до нескольких сотен микрометров. В качестве материалов покрытий используются металлы, окислы, соли металлов, пластмассы, лаки и краски.
Выбор вида покрытия и его толщины определяется материалом и назначением детали, особенностями технологии ее изготовления и условиями эксплуатации. Например, для умеренного климата и промышленной атмосферы различают условия эксплуатации: легкие (Л) — в закрытых помещениях с искусственно регулируемыми климатическими условиями; средние (С) — в закрытых помещениях без искусственно регулируемых климатических условий; жесткие (Ж) — на открытом воздухе или под навесом. Очень жесткие (ОЖ) условия эксплуатации для умеренного климата соответствуют эксплуатации изделий на открытом воздухе или под навесом в морской атмосфере. Так, покрытия для улучшения электропроводности с одновременной защитой от коррозии целесообразно выполнить: для условий Л — никелем толщиной 3 мкм, для условий С и Ж — серебром толщиной соответственно 6 и 9 мкм. Один и тот же вид покрытий часто применяют для различных целей. Так, никелевые и хромовые покрытия применяют как защитнодекоративные покрытия, так и для повышения поверхностной твердости детали, работающей в условиях трения.
При выборе материала металлических защитных покрытий стремятся не допустить образования гальванических пар, вызывающих коррозию основного металла детали.
В качестве материала металлических покрытий используют: медь толщиной 3—25 мкм — для создания токопроводящих элементов на электроизоляционных материалах, а также для образования подслоя на металлических деталях, в первую очередь на стальных перед нанесением других покрытий для повышения прочности сцепления многослойного покрытия с основным материалом; олово и его сплавы толщиной 10—60 мкм — для подготовки поверхности к пайке или герметизации узла, а также для защиты деталей от коррозии; серебро него сплавы толщиной 3—6 мкм — для повышения электропроводности и паяемости; золото толщиной 2—5 мкм — для коррозионной защиты от агрессивных сред, повышения электропроводности и теплопроводности; палладий толщиной до 3 мкм — для защиты электрических контактов от электроэрозии, повышения износостойкости; хром толщиной от 0,5 до 100 мкм — для защиты от коррозии, повышения жаростойкости, износостойкости и твердости; никель толщиной 5—35 мкм — для защитно-декоративных целей; кадмий толщиной 1—50 мкм — для защитных покрытий, работаю
132
щих при трении и деформациях; цинк толщиной 7—15 мкм — для защиты от коррозии.
Для получения окисных защитных пленок на черных и цветных металлах используются щелочные или кислотные растворы сложного состава, которые взаимодействуют с основным материалом детали и образуют покрытие. Для получения фосфатных покрытий применяют многокомпонентные солевые растворы. Толщина пленок: окисных 0,01 — 6 мкм, фосфатных 0,5—25 мкм.
В зависимости от свойств основного материала деталей и технологических условий образования пленок окисные и фосфатные покрытия могут выполнять разнообразные функции, например изоляционные, защитно-декоративные, смазывающие, износостойкие функции подслоя перед нанесением металлического или лакокрасочного покрытия. Формирование свойств окисных и фосфатных покрытий осуществляют выбором технологии нанесения.
Покрытия из пластмасс наносят на детали из металла, тканей,бумаги, стекла с целью антикоррозионной защиты, влагозащиты, декоративной отделки, повышения химической стойкости, износостойкости. Для этого используют соединения поливинилхлоридных смол с пластификаторами, фторопластом и др.
Из лакокрасочных материалов, применяемых для окраски деталей РЭА, наибольшее распространение получили эпоксидные и перхлови-ниловые эмали, полиакриловые, эпоксидные и поливинилбутиральные грунты.
Для нанесения металлических покрытий используют: методы химического осаждения из растворов, горячего погружения детали в расплав, вакуумного испарения, катодного распыления, электронно-лучевого напыления и гальванические. Окисные и фосфатные покрытия получают методами анодного окисления в электролите, химической и электрохимической обработкой в солевых растворах. Пластмассовые покрытия создают окунанием в холодный жидкий компаунд или в горячий расплав, пульверизацией суспензии на поверхность детали, помещением нагретой детали в псевдоожиженный слой полимерного порошка, осаждением из газовой фазы, газоплазменным и электростатическими методами, плакированием плоских деталей. Лакокрасочные покрытия выполняют пневматическим и электростатическим распылением, струйным обливом, нанесением в псевдокипящем слое порошковых лакокрасочных материалов.
Для обозначения вида покрытия и краткой его характеристики в конструкторской и технологической документации принята буквенноцифровая система: для металлических покрытий буквы указывают металл покрытия, цифра после буквы — его толщину в микрометрах и буквы в конце шифра — дополнительные характеристики покрытия или характер дополнительной обработки (например, М30.Н18.Х.6 — трехслойное покрытие в микрометрах: медь — 30, никель — 18, хром — 1, б — блестящее; Ц18. хр — цинковые покрытие толщиной 18 мкм с хроматной пассивацией); в шифрах химических покрытий буквы указывают метод получения и характер дополнительной обработки (например, Хим. Оке. лкп — окисное покрытие, нанесенное химическим способом с дополнительным лакокрасочным покрытием; Ан. Оке. черн.— окисное покрытие, нанесенное анодизационным способом, окрашенное в черный цвет).
3.2. СТРУКТУРА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ФОРМИРОВАНИЯ ХИМИЧЕСКИХ И ГАЛЬВАНИЧЕСКИХ ПОКРЬПЯЙ ДЕТАЛЕЙ РЭА М СОДЕРЖАНИЕ ОСНОВНЫХ ОПЕРАЦИЙ
Для нанесения химических покрытий на поверхности металлических деталей конструктивной базы широко применяют методы оксидирования (химического и электрохимического), пассивирования и фосфатирования.
Оксидирование — процесс получения на черных и цветных металлах оксидных пленок путем химической обработки в растворах щелочей и кислот. Получение оксидной пленки электрохимическим способом называется анодированием.
Пассивирование — процесс получения очень тонких окисных пленок на углеродистых сталях, цветных металлах и сплавах с использованием окислов хрома.
Фосфатирование — процесс получения на металлах пленок нерастворимых фосфорнокислых солей цинка, бария и цинка, магния и цинка, марганца и цинка, железа путем химической обработки в многокомпонентных растворах солей.
Металлические покрытия наносят преимущественно гальваническим методом, основу которого составляют процессы осаждения металлов при электролизе водных растворов солей.
Технологические процессы формирования покрытий перечисленными методами состоят из этапов: подготовки деталей, нанесения покрытий, очистки деталей с покрытиями от остатков технологических сред.
Подготовка деталей для нанесения покрытий заключается в удалении с их поверхностей окисных пленок и поверхностных дефектов (заусенцев, сварочных брызг, острых кромок и т. п.); в очистке поверхностей от жировых и других органических загрязнений; в изоляции мастиками, пленками и накладками тех поверхностей, на которые не будут наноситься покрытия; в монтаже деталей в приспособлениях (при необходимости).
Этап нанесения покрытий, кроме основных операций, содержит большее количество операций промывки и сушки, очистки поверхностей от остатков технологических составов при переходе от выполнения одной операции нанесения к другой, а также содержит операции нанесений технологических межоперационных защитных покрытий и удаления их после использования.
Этап очистки деталей с покрытиями от остатков технологических сред содержит операции промывки и сушки. Если
134
принять трудоемкость всего ТП нанесения покрытий за 100 %, то трудоемкость технологических операций очистки и подготовки поверхности, выполняемых на всех этапах, составляет 80 %. Выполнение основных операций нанесения некоторых видов покрытий проводят с использованием следующих растворов и режимов.
Анодирование деталей из алюминия и его сплавов проводят, например, в сульфасалициловом электролите следующего состава: серная кислота — 2—4 г/л, щавелевая кислота — 27— 33 г/л, сульфасалициловая кислота — 90—ПО г/л. Температура электролита 291—301 К, плотность тока 150—300 А/м2. напряжение до ПО В, продолжительность обработки 20—120 мин.
Пассивирование деталей из меди и ее сплавов осуществляют в следующем растворе: натрий (калий) двухромовокислый 90—130 г/л, кислота серная — 15—25 г/л. Процесс протекает при температуре раствора 288—303 К, продолжительность обработки 15—30 мин.
Пассивирование стальных деталей после травления с целью межоперационной защиты перед механической обработкой (например, шлифованием) проводят в следующем растворе: натрия нитрит — 5—11 г/л, натрия карбонат — 2—4 г/л. Температура и продолжительность процесса соответственно 338—348 К и 0,5—1 мин.
Фосфатирование деталей 6—7 квалитетов точности из углеродистых, низко- и среднелегированных сталей проводят в растворе следующего состава: цинк азотнокислый— 10—20 г/л, цинка монофосфат — 8—12 г/л, барий азотнокислый — 30—40 г/л. Температура раствора 348—358 К, продолжительность обработки 3—10 мин. Полученная толщина фосфатного покрытия практически не изменяет размеры детали.
Фосфатирование любых деталей, кроме тонкостенных и пружин из тех же сталей — 6—7 квалитетов точности осуществляют в следующем растворе: цинк азотнокислый —80—100 г/л, цинка монофосфат — 60—70 г/л, натрий азотнокислый — 0,2—1 г/л. Температура раствора 288—303 К, продолжительность фосфатирования 1S—25 мин.
Серебряное покрытие на деталях из меди и ее сплавов, а также на медном покрытии производят гальваническим методом в цианистом и бесцианистом электролитах. Состав цианистого электролита: серебро азотнокислое (в пересчете на металл) — 20—30 г/л, калий цианистый (свободный) — 20— 40 г/л, калий углекислый — 20—30 г/л. Процесс серебрения выполняется при pH среды 11—12, температуре электролита 291—303 К, плотности тока 20—150 А/м2, скорости осажде
135
ния 0,15—0,75 мкм/мин. Состав бесцианистого электролита: серебро азотнокислое (в пересчете на металл) — 25—30 г/л, калий углекислый — 25—30 г/л, калий железистосинеродистый — 50—80 г/л. Условия серебрения в бесцианистом электролите: pH среды 3,5—5, температура электролита 291— 303 К, плотность тока 30—50 А/м2, скорость осаждения покрытия 0,15—0,25 мкм/мин.
Промывку деталей после нанесения покрытий осуществляют сначала в проточной горячей воде при 323—333 К в течение 0,5—1 мин, а затем в проточной холодной воде в течение 0,5— 1 мин.
Сушку деталей сложной конфигурации производят обдувкой сжатым воздухом, нагретым до 288—303 К. Детали, обрабатываемые на подвесках в стационарных ваннах или в автоматических линиях, сушат в сушильном шкафу или в сушильной камере с циркуляцией нагретого до 385 К воздуха в течение 3—10 мин.
8.3. ФОРМИРОВАНИЕ ПОКРЫТИИ С ОСОБЫМИ ФИЗИКОХИМИЧЕСКИМИ СВОЙСТВАМИ МЕТОДОМ ЭЛЕКТРОННО-ЛУЧЕВОГО НАПЫЛЕНИЯ
Большие перспективы при изготовлении деталей РЭА открывает применение пленочных материалов и покрытий, полученных методом электронно-лучевого напыления. Сущность электронно-лучевого напыления различных материалов раскрывается принципиальной схемой, представленной на рис. 8.1. Материалы помещают в вакуумную камеру и с помощью электронного луча нагревают до плавления, а затем до испарения. Испаряемый атомарно-молекулярный поток 4 в условиях вакуума перемещается прямолинейно с большой кинетической энергией, встречаясь с относительно холодной подложкой 3, конденсируется на ее поверхности в виде тонкого слоя. Испаряемый материал находится в медном водоохлаждаемом тигле 5, 6. Современные мощные средства вакуумной техники и мощные электронно-лучевые пушки 1 и 2, разработанные в Институте электросварки им. Патона, позволяют испарять все металлы и некоторые неметаллические материалы, такие как карбиды, окислы, бориды и осуществлять их конденсацию со скоростью 10—200 мкм/мин.
Структура и свойства конденсированного слоя в значительной мере зависят от температуры подложки, на которой происходит конденсация. В работах академика Мовчана Б. А. показано, что конденсированная пленка в зависимости от температуры подложки имеет три характерные структурные
136
Рис. 8.1
зоны: низкотемпературную, полученную в интервале от комнатных температур до граничной температуры 7\, равной примерно 0,3 температуры плавления Тпл испаряемого вещества; промежуточную — между 7\ и Т2, где Т2 равна 0,45— 0,5Тпл; высокотемпературную — выше Т2.
Каждая из этих зон имеет свою специфическую структуру и физико-химические свойства. Пленки первой зоны, как правило, пористы, обладают высокой твердостью, низкой плотностью и пластичностью. Свойства второй зоны приближаются к свойствам литых материалов, пористость практически исчезает. Пленки в третьей зоне имеют равноосную структуру, обладают низкой твердостью, высокой плотностью и пластичностью. Температура подложки оказывает существенное влияние на адгезию пленок. Так, при конденсации пленок на подложки без подогрева, как правило, адгезия плохая. Наилучшая адгезия для пленок толщиной более 1 мкм наблюдается во второй температурной зоне. Кроме того, свойства пленок зависят также от их толщины и скорости конденсации. Таким образом, регулируя температуру подложки, скорость конденсации и толщину конденсата, можно получать пористые и бес-пористые материалы, различные структурные элементы в многофазных сплавах, тем самым в широких пределах изменять такие свойства, как удельное электросопротивление, коэрцитивную силу, теплопроводность, микротвердость и т. д.
В настоящее время наметились две характерные области применения этого метода: получение различного рода покрытий толщиной от десятых долей микрометра до миллиметра на полуфабрикатах или готовых изделиях (покрытия могут быть
137
защитными, низкоомными, высокоомными, износостойкими, жаростойкими и т. д.); получение полуфабрикатов или изделий непосредственно из паровой фазы, например, фольги, листов, мембран, экранов, трубок или других изделий сложной конфигурации; толщина конденсированных слоев достигает 2 мм.
Антикоррозионные покрытия (никель, серебро, кадмий, цинк и т. д.), полученные электронно-лучевым испарением, имеют более высокое качество по сравнению с покрытиями, изг готовленными гальваническим способом. Более высокое качество достигается за счет отсутствия пор в покрытии, улучшения адгезии покрытия с основой и улучшения качества металла покрытия за счет переплава его в вакууме. Например, перечисленные выше факторы позволили снизить толщину покрытия никеля на стальной ленте с 4—6 до 1,5 мкм, толщину серебра на медной ленте с 12 до 2 мкм, при одновременном повышении качества покрытия.
На рис. 8.2 представлена схема промышленной электроннолучевой установки для выполнения операции непрерывного никелирования перфорированной стальной ленты. Лента поступает через шлюз 1 в соединительную камеру 2, а затем в камеру ионной очистки 3. Далее лента, проходя через камеру 4, следует в камеру 5, где происходит контактный нагрев ленты до необходимой температуры с помощью трех токоведущих роликов. В этой же камере вмонтирован блок регулирования следящих роликов. Затем через отсечной шлюз 6 лента поступает в камеру напыления 7. Покрытая никелем с одной стороны, лента проходит в камеру 8 с установленными в ней роликами, с помощью которых лента поворачивается и поступает в камеру напыления другой стороной. Затем лента, напыленная с двух сторон, проходит камеры 6, 5, 4, 3, 2 и выходит
138
через шлюзовое устройство 1. В камере 5 расположены два водоохлаждаемых барабана, по которым движется напыленная лента. В результате лента охлаждается до необходимой температуры. К камере напыления 7 подсоединены еще две камеры: камера электронно-лучевых пушек и камера подачи слитков испаряемого материала 9.
Внедрение этого процесса в производство позволило сократить расход никеля на 60 %, повысить качество покрытия (пористость уменьшена в 10 раз), при этом скорость движения ленты увеличилась с 6,5 см/с при гальваническом методе до 100 см/с при новом методе, что позволило в 6 раз сократить площади при значительном улучшении санитарных условий труда за счет отсутствия паров кислот, щелочей ров. Кроме того, отпадает необходимость
и других раство-строить дорогие
очистные сооружения, так как новый метод не загрязняет
окружающую среду.
Для получения готовых изделий сложной конфигурации непосредственно из паровой фазы используют имеющую форму детали подложку, на которую конденсируется испаряемый материал, повторяя полностью ее конфигурацию. Для благо
приятного отделения готового тонкопленочного изделия на подложку предварительно наносится антиадгезив, имеющий хорошую адгезию с подложкой, но совершенно не взаимодействующий с напыляемым материалом. Таким способом изготавливают тонкостенные изделия достаточно сложной формы, сочетающие плоские, выпуклые и вогнутые участки, из материалов на основе карбида и диборида титана. Например, высокомодульные металлические диафрагмы для громкоговорителей, работающих на частотах до 35—40 кГц (рис. 8.3). Толщина изделий — 10—20 мкм. Подложки изготавливали точно по форме будущего изделия из нержавеющей стали или меди. В качестве антиадгезива напыляли слой MgF2 толщиной 1— 2 мкм. Весьма большие перспективы открывает этот метод при получении тонкопленочных изделий сложной конфигурации из таких хрупких материалов, как карбиды, бориды, окислы и т д.
Таким образом, метод электронно-лучевого напыления позволяет повысить качество, надежность, уменьшить их массу и габариты, получить материалы с особыми, заранее заданными
139
физико-химическими свойствами. Кроме того, электронно-лучевое напыление — экономичный, высокопроизводительный процесс, легко поддающийся автоматизации и программному управлению, а также обеспечивающий охрану окружающей среды и хорошие санитарные условия для работающих.
8.4. СТРУКТУРА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ И СОДЕРЖАНИЕ ОСНОВНЫХ ОПЕРАЦИЙ
Технологический процесс нанесения жидких лакокрасочных материалов включает следующие основные этапы: подготовку поверхности, окраску, сушку и отделку окрашенной поверхности.
Подготовка поверхности под окраску включает ее очистку, выравнивание, грунтовку и шпатлевку с последующим шлифованием. Поверхность изделия очищают химическим (обезжиривание, травление и т. д.) или механическим (шлифование, крацевание, галтовка, струйная абразивная и гидроабразив-ная обработка и т. д.) способами. В ряде случаев для повышения противокоррозионной стойкости изделия, эксплуатируемого в условиях Ж и ОЖ, предварительно фосфатируют (черные металлы) или оксидируют (цветные металлы). Затем для улучшения адгезии материала покрытий с поверхностью изделия и придания дополнительной коррозионной защиты на поверхность наносят слой грунта толщиной 0,02—1 мм. Применяют лакомасляные, битумомасляные, нитро- и водоразбавляемые грунты. В тех случаях, когда к покрытию предъявляют повышенные требования по внешнему виду, а поверхность изделия имеет дефекты, загрунтованные поверхности подвергают шпатлевке. Применяют клеевые, масляные, лаковые, нитроцеллюлозные, перхлорвиниловые и эпоксидные шпатлевки. После сушки неровности зашпатлеванной поверхности изделия шлифуют механизированным инструментом.
Рельеф поверхности детали, покрываемой лакокрасочными материалами, во многом определяет их расход и толщину покрытия. Толщина защитных покрытий должна превышать максимальную высоту микронеровностей не менее чем на 20 %. Приемлемой считается шероховатость покрываемой поверхности, равная или меньшая Rz 40 мкм.
Окраску поверхности изделия жидкими лакокрасочными материалами производят одним или несколькими слоями следующими способами: пневматическим, электростатическим и безвоздушным распылением, струйным обливом, ручными способами (окраска валками, кистью и др.). Наиболее совершенным способом окраски является электростатическое рас-
140
пыление. При окраске в электростати- 2 3* ческом поле (рис. 8.4) краску подают ✓---\
воздушным распылителем 1 на зазем- | J \ | |
ленные изделия 2, движущиеся по кон- | ! )
вейеру между электродами-катодами 3. Г |
Образующееся в камере 4 электростати- —<— 1 |
ческое поле заряжает частицы краски, ’---------г~lt"1”
которые следуют по силовым линиям к
изделиям 2. Потери краски составляют |___I
менее 5 %. При этом способе улучшается
качество окраски, уменьшаются потери ₽ис- 8 4 краски, резко повышается производи-
тельность труда, создаются условия комплексной автоматизации процесса окраски и значительно улучшаются условия труда.
Сушку лакокрасочных покрытий выполняют для их отверждения. Различают естественное и искусственное отверждение. Естественное производится на открытой площадке или под вытяжным зонтом в помещении. Этот вид отверждения длителен и не приемлем при поточных способах окраски. Покрытия получаются недостаточно высокого качества. Искусственное отверждение осуществляют в сушильных шкафах, рефлекторных сушилках с помощью инфракрасных лучей, а также потоком электронов (радиационное отверждение) в диапазоне температур 323—720 К.
При выборе способа и режима отверждения покрытий учитывают многие факторы: вид лакокрасочного материала, характер покрываемой поверхности детали, ее размеры и конфигурацию, поточность производства и др. Предпочтение отдают тем способам, которые экономически целесообразны, высокопроизводительны, требуют меньших затрат времени, труда и материалов и обеспечивают при этом лучшее качество лакокрасочных покрытий.
8.5. СТРУКТУРА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ШКАЛ И НАДПИСЕЙ И СОДЕРЖАНИЕ ОСНОВНЫХ ОПЕРАЦИЙ
В РЭА широко применяют шкалы отсчетных устройств, таблички и фирменные планки. Материалами для них служат листовые алюминиевые и медные сплавы, пластмассы, картон. На детали РЭА наносится также маркировка, содержащая информацию о принадлежности детали, о заводе-изготовителе, дате выпуска и др. В тех случаях, когда очень трудно нанести маркировку непосредственно на деталь, ее выполняют на бирках, этикетках, прикрепляемых с помощью нити, проволоки или клея к партии деталей. Нанесение надписей и рисунков
14J
на детали внешнего оформления производится следующими способами: гравированием, тиснением или штамповкой, фотолитографией, офсетным и трафаретным * печатанием, декалькоманией и др. Выбор способа нанесения надписей и рисунков зависит от материала детали. На металлические детали надписи и рисунки можно наносить любым из перечисленных способов, на пластмассовые детали — гравировкой, тиснением, декалькоманией; на бумагу, картон и стеклянные детали — офсетным и трафаретным печатанием.
Типовой ТП изготовления фирменных планок, панелей с использованием гравирования состоит из следующих основных операций: контроль материала, нарезка заготовок, гравирование знаков, обезжиривание, нанесение краски в гравировку (кистью, рейсфедером, пером, шпателем), подсушка краски в гравировке при температуре 293—303 К в течение 10—15 мин, удаление лишней краски шпателем с гравированной поверхности, очистка гравированной поверхности растворителем (например, уайт-спиритом), сушка, лакировка и сушка, контроль.
Типовой ТП изготовления черно-белых (плоское изображение) и рельефных (глубокое травление) фирменных планок, панелей, шкал на полированной основе из алюминиевых сплавов с применением сухого пленочного фоторезиста (СПФ) включает следующие основные операции: 1) контроль материала; 2) нарезка заготовок; 3) обезжиривание; 4) полирование; 5) обезжиривание; 6) травление в щелочи; 7) осветление в азотной кислоте; 8) предварительное оксидирование (для улучшения адгезии СПФ); 9) нанесение СПФ; 10) экспонирование; 11) проявление; 12) ретуширование; 13) травление в щелочи; 14) глубокое травление; 15) осветление в азотной кислоте; 16) окончательное оксидирование; 17) окрашивание; 18) удаление ретуши; 19) удаление фоторезиста; 20) контроль; 21) механическая обработка; 22) покрытие лакокрасочными материалами; 23) контроль.
При изготовлении черно-белых фирменных планок, панелей, шкал (плоское изображение) выполняют операции 1—12, 16—23, при изготовлении рельефных фирменных планок, панелей и шкал — операции 1—14, 19, 13, 15, 16, 20—23.
Типовой ТП изготовления надписей и шкал офсетным печатанием включает в себя следующие основные операции: контроль материала, нарезка заготовок, обезжиривание, нанесение маркировочной краски на клише, перенесение отпечатка маркировочного изображения с клише на офсетный валик, нанесение изображения на заготовку, сушка, лакировка и сушка, контроль.
142
Типовой ТП изготовления надписей и шкал трафаретным печатанием (сеткографией) содержит следующие основные операции: контроль материала, нарезка заготовок, обезжиривание, нанесение изображения на заготовку через сетчатый трафарет, сушка, лакировка и сушка, контроль.
8.6. КОНТРОЛЬ КАЧЕСТВА ПОКРЫТИЙ
При контроле качества металлических и неметаллических неорганических покрытий по ГОСТ 16875—71 проверяют внешний вид, толщину, пористость и прочность сцепления покрытия.
Контроль внешнего вида покрытия производят путем внешнего визуального осмотра деталей в помещении с освещенностью не менее 300 лк, а ответственные детали — через лупу десятикратного увеличения.
Контроль толщины покрытия осуществляют различными методами: физическими неразрушающими методами (магнитным, электромагнитным, радиоактивным методом вихревых токов); физическими разрушакйцими методами (металлографическими); химическими методами (капли, струи, снятия); электрохимическими методами (например, кулоно-метрическим). Наиболее производительными методами являются магнитный и электромагнитный.
Контроль пористости покрытия производят методами паст и наложения фильтровальной бумаги. При использовании соответствующих реактивов на испытуемой поверхности покрытия или фильтровальной бумаги, которую приводили в соприкосновение с покрытием, подсчитывают число окрашенных участков, соответствующих числу пор.
Контроль прочности сцепления покрытий осуществляют следующими методами: полирования, крацевания, нагрева, навивки, нанесения сетки царапин, изгиба. После контроля этими методами не должны наблюдаться вздутия или отслаивания покрытия.
Необходимым условием обеспечения заданного качества покрытий (особенно серебряных, золотых и палладиевых) является соблюдение правил эксплуатации электролитов, их регулярный анализ. Особое внимание следует уделять подготовке поверхности деталей к покрытию. Например, строгое соблюдение технологии подготовки поверхности перед серебрением, золочением, палладированием ведет к снижению процента брака, т. е. к экономии этих материалов, поэтому входной контроль перед нанесением покрытия экономически обоснован.
143
8.7. ТЕХНОЛОГИЧНОСТЬ ДЕТАЛЕЙ, ПОДВЕРГАЕМЫХ ПОКРЫТИЮ
Выбор покрытий при конструировании деталей РЭА следует делать с учетом назначения детали, материала детали, условий эксплуатации, назначения покрытия, способа нанесения покрытия, совместимости сопрягаемых металлов и с учетом экономической целесообразности. Для обеспечения требуемого сопряжения деталей в сборочных единицах необходимо занижение размеров деталей до нанесения покрытий с учетом необходимой толщины покрытий. Следует избегать нанесения покрытий на разъемные сборочные единицы в собранном виде. На детали, соединяемые в сборочные единицы свинчиванием, точечной сваркой, клепкой, запрессовкой и др., покрытия должны наноситься до сборки. При нарушении покрытий в процессе сборки следует предусмотреть защиту нарушений лакокрасочными покрытиями.
Для всех металлов и сплавов и всех условий эксплуатации для защиты от коррозии литых деталей рекомендуется наносить лакокрасочные покрытия. Для условий эксплуатации Л допускается наносить гальванические и химические покрытия на детали из черных и цветных металлов и сплавов (кроме алюминиевых и магниевых), отлитые любым методом. Для условий эксплуатации С допускается наносить гальванические и химические покрытия на детали из сталей, медных и цинковых сплавов, отлитые в кокиль, под давлением и по выплавляемым моделям.
Для внутренних деталей изделий, работающих в условиях эксплуатации Ж и ОЖ, при затрудненном обмене воздуха между внутренним пространством изделия и внешней средой и наличия в указанном замкнутом пространстве органических материалов, способных при старении выделять летучие агрессивные вещества, не допускается применять цинковые покрытия без дополнительной защиты лакокрасочными покрытиями. Детали с труднообрабатываемыми поверхностями, на которых невозможно обеспечить заданную толщину покрытия, и работающие в условиях эксплуатации Ж и ОЖ, необходимо дополнительно защищать лакокрасочными покрытиями или специальными смазками. В покрываемых деталях должны отсутствовать узкие и глубокие каналы и отверстия; углы и кромки деталей должны быть закруглены или иметь фаски не менее 0,2 мм.
Детали, изготовленные по 6—7 квалитету точности, подвергаются только химическим покрытиям (оксидированию, фосфатированию), практически не изменяющие размеры деталей.
144
Без покрытия обычно применяют золото, платину, палладий, родий, серебро, бериллиевую бронзу, сплавы вольфрама, титана и др.
8.8. ТЕХНОЛОГИЧЕСКИЕ МЕРОПРИЯТИЯ ПО ЭКОНОМИИ МАТЕРИАЛОВ, УЛУЧШЕНИЮ САНИТАРНЫХ УСЛОВИИ ТРУДА И ОХРАНЕ ОКРУЖАЮЩЕЙ СРЕДЫ
Технологический процесс подготовки поверхностей под нанесение химических, гальванических и лакокрасочных (с использованием растворителей) покрытий связаны с применением вредных для здоровья веществ, поэтому цехи должны быть оборудованы мощной вытяжкой и приточной вентиляцией, приняты меры по очистке сточных вод и выбросов в окружающую среду, во избежание предельно допустимых концентраций вредных веществ. Рекомендуется применять такие электролиты, для которых разработана методика нейтрализации сточных вод и доказана их биологическая безвредность, например бес-цианистые электролиты. Внедрение в производство материалов безъядовитых веществ, например порошковых красок и бесцианистых электролитов, разработка новых ТП, исключающих вредные выбросы в атмосферу и в сточные воды, например ТП с использованием методов нанесения покрытий в вакууме, являются важными технологическими мероприятиями по улучшению санитарных условий труда и охране окружающей среды.
В цехах необходимо строго соблюдать правила техники безопасности и птротивопожарной безопасности; в этих помещениях категорически запрещается курить, принимать пищу из непредназначенной для этой цели посуды (колбы, стаканы, мензурки). В цехе должна быть аптечка со всеми необходимыми противоядиями и правилами пользования ими, вывешенными рядом. Особое место при разработке ТП отводится мероприятиям по экономии материалов. Как было отмечено выше, наиболее экономичными методами получения лакокрасочных покрытий являются методы электростатического распыления и окраска методом электрофореза (при использовании жидких лакокрасочных материалов). При этом потери краски составляют менее 5 %. При получении покрытий на основе порошковых лакокрасочных материалов потери составляют 0—5 %. Эти методы получения лакокрасочных покрытий широко применяют еще и по другим причинам: они обеспечивают высокую производительность и высокое качество покрытия.
При разработке ТП изготовления деталей РЭА с применением благородных металлов необходимо стремиться к их
145
экономии. Пути сокращения расхода благородных металлов: применение более чистых реактивов и электролитов, осаждение более тонких качественных покрытий, легирование благородного металла другими элементами с целью повышения качества и работоспособности, исключение покрытия нерабочих поверхностей, применение многослойных покрытий (благородный металл только на верхнем слое).
9. ОСОБЕННОСТИ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ РЭА ИЗ ПЛАСТМАСС, КЕРАМИЧЕСКИХ
И МЕТАЛЛОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ
9.1. ОБЩИЕ ПОЛОЖЕНИЯ
Пластмассы состоят из нескольких компонентов, основным из которых является полимер — высокомолекулярное органическое вещество (искусственная или естественная смола), выполняющая роль связующего материала для всех остальных компонентов. Помимо полимера в состав пластмассы входят наполнители, стабилизаторы, пластификаторы, смазки, красители, вспениватели и другие компоненты. Наполнители в виде кварцевой или древесной муки, молотой слюды, хлопчатобумажных или стеклянных волокон улучшаяют ее прочность и уменьшают стоимость детали. Стабилизаторы предназначаются для замедления процесса старения пластмассы, т. е. изменения ее свойств под действием тепла, кислорода воздуха и световой энергии. Пластификаторы вводят для улучшения пластических свойств. Смазывающие вещества необходимы для увеличения подвижности исходного материала при формировании деталей.
В настоящее время насчитывают около 6000 марок пластмасс. Основное сырье для получения компонентов пластмасс широко распространено в природе — нефть, уголь, известь и др. Использование пластмасс в производстве РЭА как конструкционного материала составляет примерно 10% от общего объема пластмасс, используемого в народном хозяйстве страны. В то же время применение пластмасс имеет огромное значение для практической реализации схемотехнических разработок в области радиотехники и электроники, так как пластмассы являются основным компонентом большинства элементов электрической изоляции, причем некоторые из них известны как лучшие диэлектрики, а в высокочастотных устройствах радиосвязи, генераторах высокой частоты они незаменимы. Кроме того, пластмассы широко используют для изготовления деталей конструктивной базы и для герметизации устройств в целях защиты активных элементов РЭА, например микросхем, от вредного действия окружающей среды и механических воздействий. Пластмассы достаточно прочные и легкие материалы, имеют плотность 0,9— 2,2 г/см3. Некоторые из пластмасс обладают уникальными свойствами, например, по химической стойкости политетрафторэтилен превосходит золото и платину, а ряд прозрачных пластмасс пропускают ультрафиолетовые лучи. Свойства некоторых электро- и радиотехнических пластмасс приведены в табл. 9.1.
146
Таблица 9.1. Свойства некоторых электро- и радиотехнических пластмасс
Название, марка пластмассы Электрическая прочность при 50 Гц. кВ/мм (толщина образца 1—2 мм) Диэлектрическая проницаемость при 10е Гц Тангенс угла диэлектрических потерь при I06 Гц
Полистирол Полиэтилен ВД Фторопласт-4 Пентапласт кабельный Поли-4-метилпентен Полиимиды 20—25 40 40—80 24 30 22—29 2,5—2,8 2,3—2,4 1,9—2,2 3,2 (50 Гц) 2,2 3-3,2 (3—4) • 10~4 (3—6)•10~4 МО-4 0,035 (50 Гц) (2—3) -10-4 (1.5—6,6) • 10—3
Наряду с перечисленными выше ценными качествами пластмассы имеют и некоторые недостатки: небольшой диапазон рабочих температур от 333 до 473 К, а для некоторых видов пластмасс он ограничивается 353 К; низкая твердость от 60 до 600 МПа; изменение свойств (старение) под действием нагрузки, тепла, света и атмосферы.
Классификация пластмасс. Пластические массы в зависимости от химической природы полимеров, используемых для их производства, разделены на четыре класса.
Класс А. Пластические массы на основе высокомолекулярных соединений, получаемых цепной полимеризацией: полиэтилен ВД, полиэтилен НД, полипропилен, винипласт, пластикаты на основе поливинилхлорида, полизобутилен, фторопласты, полистирол и его сополимеры, этинопласты (поливинилбутираль и др.), актилопласты, асбовинил и др.
Класс Б. Пластические массы на основе полимеров, получаемых поликонденсацией и ступенчатой полимеризацией: фенопласты с разными наполнителями (пресс-порошки, волокниты, текстолиты, стеклотекстолиты, фаолит и др.), аминопласты, мелалит, анилинопласт, эфиропласты, полиамиды (капрон и др.), уретанопласты, композиции на основе кремнийорганических смол (силиконопласты), эпоксипласты и др.
Класс В. Пластические массы на основе химически модифицированных природных полимеров. К ним относятся пластические массы на основе производных целлюлозы (целлулоид, этролы различных марок и др.), а также протеинопласты.
Класс Г. Пластические массы на основе природных и нефтяных асфальтов и смол: битумопласты с различными наполнителями.
Кроме того, по технологической классификации пластмассы делятся на две основные группы: термопластичные и термореактивные.
Термопластичные пластмассы при нагревании приобретают пластичность, при охлаждении возвращаются в твердое стеклообразное или кристаллическое состояние. Процесс перехода из пластичного состояния в твердое и из твердого в пластичное можно многократно вызывать изменением температуры без изменения свойств материала. К таким пластмассам относятся все пластмассы класса А, В и Г, частично класса Б (полистирол, полиэтилен, винипласт, капрон и др.).
147
Тёр мореактивные пластмассы при нагревании и давлении легко на короткий промежуток времени переходят в вязкотекучее состояние,, а потом в результате теплового воздействия и химических реакций необратимо превращаются в твердое нерастворимое и неплавкое состояние. Отходы производства деталей из термореактивных пластмасс повторной переработке не поддаются. К ним относятся большинство пластмасс класса Б (фенопласты, аминопласты, эфиропласты, эпоксипласты, силиконопласты и др.).
Выбор методов изготовления пластмассовых деталей и назначение режимов выполнения операций проводится с учетом технологических свойств материалов: текучести, времени отверждения, усадки после отверждения и таблетируемости. При использовании таблетируемого материала уменьшаются потери сырья и улучшаются производственные условия.
Керамические материалы — это материалы, полученные спеканием порошкообразных минералов, окислов металлов и других неорганических соединений при высоких температурах (1473—1873 К) в твердой фазе. Керамические материалы, твердые и хрупкие, обладают химической инертностью, негигроскопичностью, большим рабочим температурным диапазоном и практически не меняют свои свойства при хранении (не стареют). Из радиокерамических материалов изготавливают твердые изоляционные основания плат в микромодулях и в микросхемах, элементы корпусной защиты микросхем, а также каркасы катушек и другие радиодетали.
Основой керамического материала является глинозем (А12О8). Для снижения температуры спекания, формирования радиотехнических, тепловых и других свойств в него вводят добавки: двуокись кремния, тальк, углекислый кальций и барий и другие минералы и окислы металлов. Химический состав радиокерамики широко варьируется. Например, радиофарфор состоит из 25% кристаллов муллита (2 SiOa* «3 А12О3), 12% кварца, 60% стекла и 3% воздушных пор. Высокоглиноземистая керамика ВК-100-1 (поликор) ВК98-1 (22ХС) и другие содержит до 95—100% глинозема (А12О3). Стеатит состоит из 65—85% талька (3MgO-4 SiO2«Н2О) и стеклообразующих компонентов (остальное).
Свойства исходного технологического сырья для изготовления керамических деталей (рецептурной технологической массы или жидкого шликера) характеризуются усадкой, текучестью для жидких составов или пластичностью для керамических исходных масс. Усадка керамического материала зависит от рецептурного состава, предварительной обработки и колеблется в широких пределах — от долей процента до 35%.
Металлокерамика — это материалы и детали, изготавливаемые преимущественно из металлических порошков методами керамической технологии. Металлические порошки получают размолом, грануляцией жидкого металла, восстановлением из окислов, электролизом. Формообразование металлокерамических деталей осуществляют прессованием. Основные физические свойства металлокерамика приобретает после операции спекания. Подбором состава металлического порошка с добавлением окислов металлов и металлических химических соединений получают уникальные свойства металлокерамических деталей: стабильные магнитные свойства, дугостойкость, износостойкость, высокую твердость. Процессы создания металлокерамических деталей относят к порошковой металлургии.
148
9.2. ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ДОСТИЖЕНИЯ ЗАДАННЫХ ФИЗИЧЕСКИХ СВОЙСТВ, ТОЧНОСТИ РАЗМЕРОВ И КАЧЕСТВА ПОВЕРХНОСТИ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС, КЕРАМИЧЕСКИХ И МЕТАЛЛОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ
Выбор той или иной марки пластмассы в качестве конструкционного материала ведется с учетом назначения и условий эксплуатации детали, физических свойств пластмассы и ее стоимости. Для деталей конструктивной базы РЭА важными свойствами являются пределы прочности при растяжении, сжатии и изгибе, относительное удлинение, ударная вязкость и рабочий температурный диапазон. Детали схемотехнической базы, наряду с необходимой механической прочностью, должны обладать электрической прочностью, достаточным объемным и поверхностным электросопротивлением, диэлектрической проницаемостью и допустимым тангенсом угла диэлектрических потерь.
Кроме того, формирование заданных свойств и точности размеров деталей достигается подбором методов и режимов переработки, условиями заполнения формы пресс-материалом или расплавом. Например, графики на рис. 9.1, а показывают, что ударная вязкость деталей а из полиметилметакрилата очень чувствительна к температуре Тр расплава и температуре Тф формы при формообразовании (рис. 9.1, а), а прочность о этого же материала зависит от давления Рф в полости пресс-формы и величины Тр (рис. 9.1, б).
Шероховатость поверхности пластмассовых деталей зависит от шероховатости поверхностей формы и находится в пределах Ra 2,5 — Ra 0,32 (при шероховатости поверхности формы Ra 0,16 — Ra 0,63). Шероховатость керамических и металлокерамических деталей ниже , чем пластмассовых. Основным методом повышения качества поверхности керамических и металлокерамических деталей служит последующая абразивная обработка.
СЧ|
Л 18 *
Т^ЗОЗК
313К ( зззк 200 210 220230 Тр,°С <*)
Рис. 9.1
149
<9.3. ОБЩАЯ СТРУКТУРА, ТОЧНОСТЬ, ПРОИЗВОДИТЕЛЬНОСТЬ И ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ РЭА ИЗ ПЛАСТМАСС
Первичным фактором, определяющим структуру ТП изготовления пластмассовой детали, является выбор конкретной марки пластмассы, который выполняется из условий наиболее полного удовлетворения требований, предъявляемых к детали, исходя из ее служебных функций, условий эксплуатации и экономичности изготовления. В свою очередь, состав и вид пластмассы, сложность формы и габариты детали, а также формируемые свойства детали обусловливают выбор метода формообразования. Принадлежность марки пластмассы к термопластам или реактопластам и выбранный метод формообразования однозначно определяет структуру технологического процесса.
На рис. 9.2 и 9.3 стрелками показана последовательность выполнения операций типовых ТП для термопластов и реактопластов. Технологические процессы, имеющие общность физико-химических процессов, сопровождающих процесс формообразования детали, имеют одну и ту же структуру. Так, технологические процессы с такими формообразующими операциями первой группы, как литье под давлением, прессование и выдувание термопластичных пластмасс, имеют типовую структуру, состоящую из следующих этапов: смешение полимера и других компонентов исходной композиции, гранулирование, формообразование, выполнение операций доработки деталей. Формообразование деталей в этих процессах осуществляется посредством деформации полимеров, находящихся ввязкотекучем состоянии, с последующим охлаждением. В качестве исходного сырья для формообразования используют гранулированные композиции на основе термопластичных полимеров. В отдельных случаях применяют порошкообразные композиции.
Второй тип ТП с формообразующими процессами напыления, ротационного формования, спекания и окунания термопластов основывается на диффузионно-адгезионных процессах. Исходным сырьем для процессов служат порошкообразные массы или пасты.
Третий тип ТП характерен формообразованием деталей или полуфабрикатов из растворов. Для четвертого типа ТП обязательно вспенивание полимера при смешивании с компонентами и протекание процессов полимеризации мономеров или жидких форполимеров в формах. Для всех процессов пятой группы характерным является смешивание мономера с инициатором или катализатором, последующая заливка жидкой композиции
150
_______Экструзия______
Формование волокна Каландрование _______Выдувание______ Литье под давлением
_____Прессование
с
Ориентация Штамповка Пневмовакуум -формование
_________Напыление_____ Ротационное формование _______________________Спекание_______________ _______________________Окунание_
Изготовление пленок поливом\
Формование волокна Шпрединзование
Декоративная . отделка
Термообработка
Сварка Механическая обработка Склеивание
Получение профильных изделий Прессование пеноблоков Литье вспененных изделий
F
Ротационное формование Полимеризация в форме Литье под давлением
Рис. 9.2
сл to
Смешение —*
Парообразователи
9.3
в форму, где вследствие химической реакции происходит образование полимера. Уникальной технологической особенностью полимеризации мономеров в формах является возможность получения деталей с толщиной стенок без ограничения в большую сторону.
Для процессов шестой группы характерны процессы рекристаллизации при нагреве листовых и пленочных термопластичных материалов перед формообразованием и пластические деформации растяжения при формообразовании. Типовые процессы для седьмой, восьмой и девятой групп формообразования деталей из реактопластов позволяют изготавливать детали из композиционных порошковых пресс-материалов или из отдельных компонентов (жидких полимеров, наполнителей, армирующих материалов). Во всех типовых процессах седьмой группы (см. рис. 9.3) формообразование деталей сопровождается течением пресс-материала, находящегося в вязкотекучем состоянии, и химической реакцией отверждения связующего компонента, которая переводит исходный материал в неплавкое и нерастворимое состояние.
В процессах восьмой группы формообразование деталей или исходных заготовок осуществляется в результате придания нужной формы формирующим материалам, пропитки этих материалов и протекания химической реакции отверждения при воздействии температуры и давления. Характерной особенностью процессов девятой группы является то, что процесс формообразования, порообразования и химическая реакция отверждения протекают одновременно.
Последний этап ТП изготовления пластмассовых деталей — их доработка. Методы доработки используют по мере надобности. Содержание методов доработки для термопластов и реактопластов имеет некоторое отличие.
Точность размеров разных элементов одной и той же детали может быть выдержана неодинаково. Она зависит от направления течения расплава при заполнении полости формы, от разброса усадки пластмассы при отверждении, вызванного отклонениями режимов переработки от заданных, а также условиями и временем хранения гранул или пресс-порош-ка перед переработкой. На рис. 9.4 показана зависимость изменения усадки от времени отверждения и температуры прессования: 1 — усадка в направлении, перпендикулярном течению: 2—усадка вдоль направления течения.
Кроме того, на точность получаемых размеров влияют: точность изготовления формирующих элементов (матриц и знаков), зазоры между перемещающимися частями пресс-формы и относительная нестабильность положения этих частей после
153
Рис. 9.4
смыкания пресс-формы. Различают три типа размеров по признаку их связи с перечисленными факторами (рис. 9.5). Точность размеров типа зависит только от погрешностей изготовления формирующих элементов пресс-формы. На точность размеров типов Л2 и А3 совместно влияют погрешности изготовления формирующих элементов пресс-формы и нестабильность положения этих элементов, вызванная зазорами в соединениях и смыканием пресс-формы. Для этих типов размеров достижимые точности,в зависимости от колебаний усадки приведены в табл. 9.2.
Переработка пластмасс в детали высокопроизводительна и экономична даже для самых сложных по форме деталей по сравнению с трудоемкостью изготовления другими,методами. Например, корпус магнитофона «Электроника» изготавливают полностью за 2 мин с удалением литников и отделочной зачисткой следов от литников. Коэффициент использования материала составляет 0,98. Если такой же корпус делать из металла обработкой резанием, то коэффициент использования материала
Направление движения формирующего знаксс
Рис. 9.5
154
Таблица 9.2. Квалитеты точности для размеров пластмассовых деталей в зависимости от колебаний усадки
Интервалы размеров, мм Колебания усадки в %
До 0,06 0,1 0,16 0,25 0,4 0.6 1 более 1
Квалитеты точности для размеров (см. рис. 9.5) типа А h
ДО 3 8 9 10 11 12 13 14 15
3—30 8 9 10 11 12 13 14 15
30—120 9 10 11 12 13 14 15 16
120—250 10 11 12 13 14 15 16 17
250—500 И 12 13 14 15 16 17 18
Квалитеты точности для размеров типа Лг (см. рис. 9.5) и А3
до 3 10 11 12 13 14 15 16 17
3—30 9 10 И 12 13 14 15 16
30—120 10 11 12 13 14 15 16 17
120—250 11 12 13 14 15 16 17 18
250—500 12 13 14 15 16 17 18 —
будет 0,2, а трудоемкость изготовления возрастает в несколько десятков раз.
При полной автоматизации процесса изготовления пластмассовых деталей в условиях крупносерийного производства производительность линий оборудования достигает до 10 тыс. штук в смену. Экономическая эффективность изготовления пластмассовых деталей обусловлена низкой трудоемкостью и малой стоимостью переработки пластмасс в детали по сравнению с металлом (табл. 9.3).
Таблица 9.3. Основные составляющие расходов при производстве пластмассовых деталей
Составляющие расходов Марка пластмассы Латунь ЛС-59-1 для сравнения
Полиамид П-610 Ударнопрочный полистирол Стеклопластик АГ-4В ATM-2
Стоимость тонны материала, руб. 1300 900 2800 700— 1300 500
Себестоимость переработки тонны материала, руб. 4400 4400 2390 1300 9800
155
9.4. СОДЕРЖАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ В ЗАВИСИМОСТИ ОТ ИСПОЛЬЗУЕМЫХ МЕТОДОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ РЭА ИЗ ПЛАСТМАСС
При изготовлении пластмассовых деталей РЭА наибольшее применение находят типовые процессы, в которых используются методы литья под давлением из гранулированного термопластичного (реже термореактивного) исходного сырья, формования деталей из листовых термопластичных материалов, прямого и литьевого прессования реактопластов (реже термопластов). Рассмотрим основные операции этих типовых процессов.
Операция литья под давлением термопластов состоит из следующих переходов: дозирование через бункер 5, плавление и гомогенизация (достижение однородности) полимерного материала в материальном цилиндре 3 литьевой машины 7 (рис. 9.6); смыкание формы /; подвод узла впрыска с соплом 2 и шнеком 4 к литниковому каналу формы; впрыск расплава в оформляющую полость формы при рабочем ходе поршня 6
156
узла впрыска; выдержка под давлением; отвод узла впрыска от формы; охлаждение детали в форме; раскрытие формы 1 и извлечение детали 8.
Основными параметрами режима выполнения операции являются: температура расплава в цилиндре машины, удельное давление расплава, температура формы, время выдержки под давлением, время охлаждения детали в форме. Температуру расплава выбирают с учетом реологических свойств и термостойкости полимера, толщины стенок детали, площади поверхности детали, требований к физическим свойствам материала детали, температуры формы, а также в зависимости от размеров литниковых каналов. Так, для получения деталей с уменьшенной анизотропией свойств их материала применяется повышенная температура, а для получения деталей из того же материала, но с повышенной прочностью в направлении течения расплава, температура расплава должна быть по возможности минимальной.
Удельное давление в форме заметно влияет на размеры детали через изменение усадки материала при охлаждении. Численные значения оптимальных температур расплава и давления в оформляющей полости формы приводятся в справочниках с указанием усадки. Время выдержки под давлением зависит от толщины стенок, назначается из условия того, что температура расплава в центральной части литника понижается до температуры текучести. Время выдержки при охлаждении должно быть достаточным для того, чтобы деталь достигла определенной прочности, исключающей необратимую деформацию детали при извлечении. Численное значение времени выдержки зависит от скорости кристаллизации полимера или скорости перехода в стеклообразное состояние некристаллизую-щихся полимеров, от температуры формы.
Операции литья под давлением выполняют на литьевых машинах. Производительность флузла пластикации выбранной литьевой машины должна быть:
Фл 2^ ^изд 4" ®л)/(/ охл + /р), (9.1)
где Сизд и Gji — масса изделий и литников; п — гнездность формы; £охл и /р — время охлаждения и раскрытия формы.
Другим важным параметром литьевой машины является усилие смыкания Рсм формы. Для исключения раскрытия формы в момент заполнения ее расплавом, оно должно быть Рсм>Рф(/7и8Дп + ^л), (9.2)
где Рф — давление в форме; Риэд и Рл — площади изделий и литников в плоскости разъема формы.
157
Операция формования деталей из листовых термопластов выполняется под действием тепла и силового воздействия (усилия пресса, сжатого воздуха или вакуума). Операция формования состоит из переходов: закрепление листовой заготовки 3 в зажимной раме 2 (рис. 9.7 , а); нагревание заготовки инфракрасным нагревателем 1 или в сушильных шкафах, или в электрическом поле высокой частоты (для полярных полимеров); предварительная вытяжка (только для вытяжки глубоких деталей, рис. 9.7, 6); формование (на рис. 9.7, в формование осуществляется вакуумом- на пуансоне 4, установленном на плите 5); охлаждение; вырубка по контуру; извлечение (рис. 9.7, г). Параметры режима формования: температура фор
мования; усилие формования (или степень вакуума, или давление сжатого воздуха).
Операция компрессионного (прямого) и литьевого прессования термопластов. При компрессионном (прямом) прессовании (рис. 9.8, а) предварительно нагретый пресс-материал 2 загружается в матрицу 3 формы, имеющей рабочую температуру прессования, затем части формы
а)
Рис. 9.8
Рис. 9.7
158
1 и 3 смыкаются и пресс-материал выдерживается под давлением. Отверждение пресс-материала в форме происходит без охлаждения.
Операция компрессионного прессования состоит из переходов: загрузка предварительно нагретого пресс-материала в оформляющую полость формы; смыкание формы; подпрессовка; выдержка под давлением; размыкание формы; извлечение отпрессованной детали из формы выталкивателями 4 (рис.9.8,а); очистка формы.
Литьевое прессование (рис. 9.8, б) отличается от компрессионного тем, что пресс-материал загружается не в формующую полость формы, а в специальную загрузочную камеру 6, соединенную с оформляющей полостью 4 литниковыми каналами 9, по которым поступает размягченный пресс-материал 8 под давлением; канал 3 — вентиляционный.
Операция литьевого прессования состоит из переходов: смыкание формы, состоящей из элементов /, 2, 5 и 6\ загрузка предварительно нагретого пресс-материала в форму (загрузочную камеру 6); создание давления в загрузочной камере штоком 7 и перемещение пресс-материала в формующую полость 4\ выдержка под давлением; раскрытие пресс-формы; удаление отпрессованной детали из формы; очистка формы и загрузочной камеры. При литьевом прессовании процесс отверждения пресс-материала занимает меньше времени, чем при компрессионном прессовании, так как в оформляющую полость пресс-материал поступает равномерно нагретым до рабочей температуры, полнее удаляются из него пары воды и летучие соединения.
Благодаря более равномерному нагреву пресс-материала уменьшается коробление, так как отверждение в различных слоях детали происходит с одинаковой скоростью и остаточные напряжения снижаются, поэтому можно получать качественные изделия с большой разнотолщинностью стенок. Литьевое прессование, кроме преимуществ, имеет и недостатки: необходимость использования более высокого удельного давления прессования, сложность форм, увеличенный расход пресс-материала, поскольку часть его отверждается в литниковых каналах и загрузочной камере. Несмотря на эти недостатки, метод незаменим при прессовании из реактопластов деталей сложной формы с тонкой арматурой или с отверстиями небольшого диаметра.
В качестве технологической оснастки при литьевом прессовании используют два вида форм: с верхней загрузочной камерой (рис. 9.8, б); с нижней загрузочной камерой (рис. 9.8, в).
159
Применение литьевых форм с нижней загрузочной камерой позволяет максимально механизировать процесс прессования или полностью его автоматизировать. Пресс-материал загружается в загрузочную камеру (рис. 9.8, в). При этом верхняя плита 5 находится в поднятом состоянии. При опускании плиты пресса-форма смыкается. Шток /, соединенный с нижним гидроцилиндром пресса, выталкивает материал через литниковые каналы 8 в оформляющую полость 4 матрицы 5, где и происходит формование деталей. Воздух и пары воды, выделившиеся при разогреве пресс-материала, удаляются из формы через воздушные каналы 7. После выдержки под давлением плита 5 поднимается. При ходе вверх штока 1 и выталкивателей 9 и 10 из оформляющих полостей выталкиваются детали 4 и пресс-остаток 6 из загрузочной камеры 2.
Основными параметрами режимов компрессионного и литьевого прессования являются: температура предварительного нагревания пресс-материала; рабочая температура прессования, удельное давление прессования; время выдержки при рабочей температуре и давлении прессования. Параметры режимов выбирают по справочным данным или рассчитывают с учетом технологических свойств исходных пресс-материалов, конструкции формы, геометрии и размеров прессуемой детали.
Операции прессования выполняют на прессах, типоразмер которых выбирают по необходимому усилию прессования Р • v пр*
для компрессионного прессования
^пр “ Руд -^ИЗД (9.3)
для литьевого прессования
^пр = Руд ^З.к» (9-4)
где руд — удельное давление, необходимое для переработки пластмассы; Ризд — площадь изделия в плоскости разъема; F3tH — площади загрузочной камеры; п — количество гнезд формы.
При использовании для литьевого прессования форм с верхней загрузочной камерой (рис. 9.8, б) необходимо выполнение условия
+ (9.5)
где Рл — площадь литников в плоскости разъема; остальные обозначения даны выше. В противном случае произойдет раскрытие формы при прессовании.
В том случае, если использована форма с нижней загрузочной камерой (рис. 9.8, в), усилие Рсм, развиваемое верхним 160
гйдроцилиндром пресса, должно соответствовать условию Руд (^ИЗдЯ + ^Л “Ь ^к) 1»25. (9*6)
Дальнейшее совершенствование операций по переработке термопластов идет по пути замены методов прессования на метод литья под давлением. Это стало возможным благодаря созданию литьевых машин специально для переработки реактопластов и разработке рецептур пресс-материалов, обладающих свойством гранулироваться и отверждаться с высокой скоростью. В отличие от литья под давлением термопластов вместо охлаждения пресс-формы проводится ее нагревание.
9.5. МЕХАНИЧЕСКАЯ ОБРАБОТКА ПЛАСТМАССОВЫХ ДЕТАЛЕЙ
Методы механической обработки пластмассовых деталей используют для следующих целей: удаления облоя, литников, а также снятия фасок по месту разъема формы; выполнения отдельных элементов детали, которые трудно получить методами литья или прессования, например боковые пазы и отверстия; повышения точности размеров и качества поверхности отдельных элементов детали, если требования точности и шероховатости лежат за пределами экономически целесообразных возможностей методов переработки пластмасс.
Применяют такие методы механической обработки, как то* чение, фрезерование, сверление, развертывание, шлифование и полирование. При обработке термопластов используют лезвийные инструменты из любых инструментальных материалов, а при обработке термопластов — преимущественно абразивные или лезвийные из сверхтвердых материалов, поскольку реактопласты, наполненные стекловолокном или кварцевой мукой, вызывают повышенный износ обычных инструментальных материалов. Характерным препятствием для производительной обработки резанием является низкая теплопроводность пластмасс, вызывающая местный разогрев пластмассы в зоне обработки и приводящая к различным негативным явлениям. Например, при сверлении коммутационных отверстий в многослойных печатных платах разогретая пластмасса обволакивает срезы фольги, выходящие в отверстие, и затрудняет получение электрической коммутации между слоями платы.
При сверлении различных монтажных отверстий в пластмассовых деталях их размер нередко получается уменьшенным по сравнению с размерами сверла, и это необходимо учитывать при выборе инструментов. При обработке армированных пластмасс, обладающих анизотропией прочности, под действием усилий резания происходит расслоение материала. Аномальным
6 Зак. 1083
161
500 1500 2500
Длина резания^
Рис. 9.9
ценных по техническим один по коэффициенту
явлением с точки зрения практики резания лезвийными инструментами является повышение износа при снижении скорости резания при обработке некоторых пластмасс (рис. 9.9). Все это свидетельствует о том, что перенос огромного опыта резания металлов в области обработки пластмассовых деталей затруднен.
Из нескольких методов обработки резанием пластмасс, равно-возможностям, может быть отобран обрабатываемости k\
k» = Км/(1/и/?Лр),
(9.7)
где Ум — объем срезаемого полимера, м3/с; УИ — объемный износ режущего инструмента, м3/с; Rz — параметр шероховатости поверхности, мкм; Np — расход энергии, затраченной на срезание объема, кВт.
9.6. ОБЩАЯ СТРУКТУРА, ТОЧНОСТЬ, ПРОИЗВОДИТЕЛЬНОСТЬ И ЭКОНОМИЧЕСКАЯ ЭФФФЕКТИВНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ РЭА ИЗ КЕРАМИЧЕСКИХ И МЕТАЛЛОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ
Структура ТП изготовления керамических деталей, так же как при изготовлении пластмассовых деталей, в первую очередь зависит от рецептурного состава керамического материала, выбранного из условий наиболее полного удовлетворения технических требований, предъявляемых к детали, и экономичности ее изготовления.
На рис. 9.10 изображена схема формирования вариантов структуры технологических процессов изготовления керамических деталей. Основные элементы структуры следующие: приготовление исходной рецептурной керамической массы; приготовление технологической керамической массы; формообразование; низкотемпературный обжиг для удаления технологической связки; высокотемпературный обжиг, формирующий основные физические свойства керамических деталей; доработка деталей с целью формирования специфических физических свойств, геометрии и размеров детали.
Приготовление рецептурной массы является типовым этапом для всех видов керамики и состоит из операций очистки сырьевых материалов, их дробления, помола, магнитной села-
Доработкц
рации и отделения фракций (по размерам зерна) каждого компонента в отдельности. В этот же этап входят операции дозирования, смешивания компонентов между собой и с водой, тонкий помол смеси из всех компонентов и обезвоживание смеси в фильтр-прессах. Исходная рецептурная керамическая масса представляет собой коржи, содержащие 23—25 % влаги,
Выбор варианта содержания второго и третьего этапов ТП взаимосвязаны, так как метод формообразования предполагает использование того или иного вида технологической керамической массы, отличающейся от коржей содержанием влаги, воздушных включений и* наличием технологической связки. В свою очередь,выбор метода формообразования зависит от технологических свойств рецептурной массы и, прежде всего, от содержания глинистых составляющих, от формы и размеров детали и масштаба производства. Штампование деталей выполняют из пластичной массы с большим содержанием глин (радиофарфор, ультрафарфор) с добавкой гидроорганических пластификаторов. Прессование из пресс-порошков характерно при изготовлении деталей из малопластичных рецептурных масс (стеотитовая керамика из талька).
Горячее литье под давлением в металлические формы является универсальным способом, пригодным для переработки любых керамических рецептурных Масс и легкоавтоматизированным, но экономически целесообразным только в крупносерийном и массовом производстве, так как требует более дорогостоящего технологического оснащения. Формообразбва-\ ние холодным литьем водного шликера в пористые формы целе-' сообразно для получения крупногабаритных деталей. Выдавливание Перез мундштук ограничено формой деталей. Этим методом получают детали в виде трубок и стержней. Низко-, температурным обжигом при температуре до 1173—1273 К удаляют технологическую связку.
Основные свойства керамических деталей формируются при высокотемпературном обжиге (обычно 1373—1773 К), при котором происходят химические реакции, диффузионные процессы и кристаллизация, изменяются размеры детали и плотность материала. От режима обжига в значительной степени зависят механическая и электрическая прочность, электрическое сопротивление, диэлектрическая проницаемость и другие физические характеристики. В зависимости от метода формообразования изменяются размеры деталей от долей процента до 30 %.
При доработке керамических изделий используются методы металлизации поверхности, поляризации (для пьезокерамики), механической абразивной обработки для повышения точно
164
сти размеров, покрытия легкоплавкими составами. Точность размеров радиокерамических деталей зависит от метода их изготовления и регламентируется нормалью Н 10.010.008. Установлены три группы точности:
1) для деталей, изготовленных методом горячего литья под давлением, которые после обжига подвергаются механической обработке;
2) для деталей, полученных теми же способами, но обработанных до обжига;
3) для деталей, полученных протяжкой или другими методами, но механически обработанных до обжига.
Так, допустимые отклонения для 1, 2 и 3 групп деталей соответственно для размеров до 5 мм составляет 0,2; 0,3 и 0,5 мм; для размеров 40—50 мм — 1; 1,6; 2 мм.
Технологический процесс изготовления металлокерамических деталей по методу порошковой металлургии включает следующие операции: получение исходных металлических порошков (измельчением, распылением жидких металлов и др.); приготовление из порошков шихты с заданным химическим составом и технологическими характеристиками; формирование заготовок деталей из смеси порошков с заданной формой и размерами (главным образом, прессованием); спекание при температуре ниже точки плавления всего металла или основного состава; доработку спеченных заготовок с целью уменьшения пористости, повышения 'точности размеров и формирования физических свойств. Точность металлокерамических деталей после спекания не превышает 10—12 квалитета. После доработки калибровкой точность может быть повышена до 8—9 квалитета, а шероховатость снижена с Ra 2,5 до Ra 0,63 мкм.
9.7. КОНТРОЛЬ КАЧЕСТВА ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Организация контроля качества изготовления деталей на предприятиях переработки пластмасс и исходных керамических материалов предусматривает три вида контроля: контроль качества сырья; контроль качества деталей в процессе их изготовления, а также режимов и условий переработки материалов в детали, непосредственно влияющих на качество деталей, и межоперационное выявление брака; контроль качества готовых изделий работниками отделов технического контроля (ОТК).
Контроль качества исходного сырья выполняют работники заводских лабораторий путем отбора проб и их испытаний не менее, чем из 10 % мест хранения или упаковок от каждой
165
поставляемой на предприятие партии. Качество исходного сырья должно соответствовать ГОСТам или техническим условиям. При больших расхождениях качественных показателей сырья оно к переработке не допускается.
Контроль деталей и полуфабрикатов в процессе производства преследует цель — предупреждение брака из-за отклонений режимов переработки от оптимальных. Оптимальные режимы и условия изготовления определяют подбором и пробной от-прессовкой, отливкой или выполнением других операций изготовления при использовании композиций сырья с различными технологическими характеристиками.
Контролю ОТК подвергаются готовые детали. Как правило, сдачу—приемку готовых деталей производят партиями. Партией считают детали одного типоразмера, из одной партии сырья, изготовленные на одном и том же оборудовании (или группе оборудования), при одних и тех же условиях и режимах. Для контроля из каждой партии отбирают 3 % деталей. Отобранные образцы проверяют по внешнему виду, размерам и физическим параметрам. Если из отобранных для контроля деталей отбраковывают 3 % деталей, то партия считается годной к использованию, за исключением фактически обнаруженных бракованных деталей. Если техническим требованиям не соответствует более 3 % из отобранных для контроля деталей, то бракуют всю партию деталей.
Все виды контроля преследуют общую цель—экономию рабочего времени, материалов и электроэнергии за счет предельно возможного сокращения брака при изготовлении деталей.
9.8. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КОНСТРУКЦИЯМ ДЕТАЛЕЙ из пластмасс, керамических И МЕТАЛЛОКЕРАМИЧЕСКИХ МАТЕРИАЛОВ
Требования к конструкции деталей из пластмасс, керамики и металлокерамики обусловлены используемыми методами их фо рмообр азов ан ия.
Так, при конструировании деталей из пластмасс должны быть учтены следующие основные требования: равнотолщин-ность стенок, так как скопление материала в отдельных местах приводит к короблению деталей и к увеличению времени изготовления; уклон плоских или конусность цилиндрических стенок в направлении прессования для облегчения извлечения деталей из формы; поднутрения (выемки, отверстия) в направлении, перпендикулярном прессованию, весьма нежелательны, так как они усложняют конструкцию форм, снижают производительность и увеличивают стоимость изготовле
166
ния; цилиндрические отверстия должны быть больше 1,5 мм, а резьбовые 3 мм (более мелкие отверстия, гладкие и с резьбой, рекомендуется получать введением металлической арматуры или механической обработкой — сверлением и нарезанием метчиками при доработке пластмассовых деталей); металлическая и неметаллическая арматура должна иметь выточки, отверстия, накатку для надежного закрепления в материале детали после формообразования; повышение прочности детали должно достигаться введением ребер жесткости, а не увеличением толщины стенок; переходы одних элементов детали в другие (стенка под углом, уступы) должны быть оформлены закруглениями, минимальный радиус которых 1— 1,5 мм.
Требования к керамическим и металлокерамическим деталям аналогичны перечисленным требованиям за исключением требований по арматуре. В керамических деталях при формообразовании арматура не используется, так как она при спекании расплавляется. Дополнительным требованием к керамическим деталям является доступность поверхностей, подвергаемых дополнительной абразивной обработке после обжига.
9.9. ТЕХНОЛОГИЧЕСКИЕ МЕРОПРИЯТИЯ ПО ЭКОНОМИИ МАТЕРИАЛОВ, ЭНЕРГИИ, СНИЖЕНИЮ ТРУДОЕМКОСТИ И СЕБЕСТОИМОСТИ, ПОВЫШЕНИЮ ПРОИЗВОДИТЕЛЬНОСТИ, УЛУЧШЕНИЮ САНИТАРНЫХ УСЛОВИЙ И БЕЗОПАСНОСТИ ТРУДА
При изготовлении пластмассовых деталей существенно экономятся материалы и энергия, если использовать формы с точечными литниками (рис. 9.11, а). В связи с тем, что литниковый канал 4 в плите 3 имеет очень малые размеры, весь расплав практически расходуется на заполнение оформляющей полости 2 (части формы 1 и 3 сомкнуты), коэффициент расхода материала приближается к единице, а расплав дополнительно нагревается, что повышает его гомогенизацию. Другим достоинством таких литников является уменьшение выдержки (для термопластов до 1—2 с), что повышает производительность изготовления пластмассовых деталей.
Детали небольших размеров можно изготавливать в многогнездных формах (рис. 9.11, б), имеющих точечные впускные каналы 4 в плите 5, горячеканальные разводящие 6 и центральный литники (рис. 9.11, б) в плите 5. Расплав из сопла машины течет по разводящим обогревательным каналам 6 обогреваемой плиты 5 с нагревателями 7, азатем поступает в оформляющую полость 2. По сравнению с обычными многогнездными формами расход материала резко сокращается.
167
Повышение эффективности процесса изготовления пластмассовых деталей возможно также исключением операции по отделению литников. Это достигается использованием форм для литья под давлением с туннельными литниками 4 (рис. 9.11, в), которые в виде отверстий расположены не в плоскости разъема формы, а в плите 1 под некоторым углом к плоскости разъема. Детали с литниками после раскрытия формы остаются в плите 1 и отводятся вместе с ней. Когда детали выталкиваются из оформляющей полости толкателями 5, то перемычка 3 острой кромкой отрезает детали 2 от туннельного литника 4. Это позволяет автоматизировать процесс изготовления деталей и сократить его трудоемкость. Но расход полимера в этом случае не сокращается, как в горячеканальных формах, и требуется вторичная переработка литников.
При изготовлении керамических деталей с повышенной точностью размеров сокращение трудоемкости деталей за счет уменьшения операцией механической доработки возможно предварительным обжигом исходного порошкового материала, что уменьшает разброс усадки деталей и ее абсолютное значение.
При изготовлении деталей из реактопластов наиболее перспективным является замена методов компрессионного и литьевого прессования на метод литья под давлением. При этом достигается значительная экономия материала, так как нет затрат материала на пресс-остатки, не подвергающиеся вторичной переработке. Кроме того, процесс литья под давлением легче поддается автоматизации, в том числе с использованием ЭВМ, в результате повышается производительность. Все это стало возможным благодаря созданию усовершенствованных конструкций литьевых машин, специально создан
168
ных для переработки реактопластов, и разработке рецептур пресс-материалов, позволяющих эффективно использовать этот метод.
Значительную экономию металлов обеспечивает использование керамической технологии для изготовления деталей из металлов.
Потери исходных материалов при изготовлении деталей этими методами составляют около 3%, тогда как при других методах (литье, обработка резанием из проката и др.) отходы металла иногда достигают нескольких десятков процентов. Однако изготовление металлокерамических деталей экономически целесообразно на специализированных заводах.
10. ТЕХНОЛОГИЯ ОБРАБОТКИ ПОДЛОЖЕК И ДЕТАЛЕЙ КОРПУСОВ МИКРОСХЕМ
10.1. ОБЩИЕ ПОЛОЖЕНИЯ
Подложки и детали корпусов микросхем в составе РЭА являются несущими элементами конструктивных модулей первого уровня (см. § 1.1). Кроме основных функций несущие элементы выполняют и схемотехнические. Это проявляется в том, что материал подложек влияет на параметры схемотехнических элементов, выполненных на их поверхности или в объеме, а выводы корпусов интегральных микросхем (ИС) позволяют сделать электромонтаж микросхем при объединении в конструктивный модуль старшего уровня.
Подложки микросхем обычно имеют прямоугольную форму пластины (рис. 10.1, а) и делятся на два основных типа: диэлектрические и полупроводниковые. На диэлектрические подложки при изготовлении гибридных микросхем наносят вакуумным испарением, катодным распылением, трафаретной печатью или другими методами схемотехнические элементы и их соединения в виде проводников, резисторов, конденсаторов, индуктивностей и т. п. На такой же подложке при изготовлении гибридных микросхем, кроме пленочных схемотехнических элементов, монтируют и закрепляют отдельные активные элементы — диоды, триоды или полупроводниковые микросхемы в виде отдельных кристаллов, изготовленных по полупроводниковой технологии. В отдельных случаях подложка гибридной интегральной схемы может нести функции части корпуса.
При использовании полупроводниковых подложек схемотехнические элементы и их соединения создают локальной диффузией легирующих примесей в объеме материала подложки ионным легированием, окислением и эпитаксиальным наращиванием (т. е. осаждением из газовой среды) тонких слоев других материалов с последующим их локальным легированием.
Диэлектрические подложки изготавливают из стекла, ситалла, керамики и металла, покрытого изоляционным (диэлектрическим) слоем. Наиболее широкое использование для подложек получили боросиликатные и алюмосиликатные стекла. Применять щелочные стекла не целесообразно в вид^ нестабильности их свойств, так как при на
169
греве происходит их выщелачивание. Ситалл представляет собой вид стекла, получаемый после формовки специальной термообработкой, приводящей к кристаллизации изделий. Он состоит из мелких кристаллических зерен, скрепленных стекловидной прослойкой. В большинстве случаев ситалл имеет более высокие электромеханические параметры, чем стекло. Он так же хорошо шлифуется, полируется и режется. Подложки из ситалла нашли самое широкое применение для тонкопленочных гибридных интегральных схем. Керамика на основе окиси алюминия обеспечивает практически все требования, предъявляемые к подложкам, кроме возможности получения малой шероховатости поверхности. Поэтому керамику широко применяют в качестве материала подложек для толстопленочных гибридных схем, для которых наличие микронеровностей улучшает адгезию пленок к подложке.
Металлические подложки применяют в целях получения высокой теплопроводности и больших габаритов, на их поверхность наносится изоляционный слой глазурованием или окислением. Сложность изготовления такой конструкции состоит в том, что достаточно трудно получить изоляционный слой, сочетающийся по термическому коэффициенту линейного расширения с металлом самой подложки. В качестве материала подложки для полупроводниковых ИС служит кремний, германий, арсенид галлия и др. Свойства этих материалов приведены в табл. 10.1.
Основными требованиями к подложкам являются: значительная механическая прочность при малых толщинах; высокое удельное электрическое сопротивление и малая диэлектрическая проницаемость; термический коэффициент линейного расширения (ТКЛР), близкий к ТКЛР осаждаемых пленок; физическая и химическая стойкость, инертность к осаждаемым веществам при нагревании до нескольких сот градусов; отсутствие газовыделений из материала подложки в вакууме; высокая геометрическая точность формы (плоскостность и параллельность основных поверхностей) и высокий класс шероховатости поверхности; хорошая обрабатываемость абразивным инструментом.
Таблица 10.1. Характеристика полупроводниковых материалов
Характеристики Германий Кремний Арсенид галлия
Плотность, кг/м3 5,327-103 2,238-103 5,316-103
Критерий хрупкости 4,4 2 3
Температура плавления, К 1199 1693 1511
Теплопроводность, Вт-м-1-град-1 0,59-102 1,25-102 0,52-102
Удельная теплоемкость, 1,8- Ю-5 5-Ю-5 2-10-5
Дж-кг-1 - град-1 Термический коэффициент линейного расширения, 1/град 5,75-IO"6 2,33-IO"6 5,74-IO-6
Корпус микросхемы предназначен для ее защиты от внешних воздействий и монтажа в аппаратуру с помощью выводов. Массовость выпуска, большое влияние корпуса на стоимость и надежность микросхемы предъявляют высокие требования к его конструктивности и технологичности. Основные детали корпуса микросхемы (см. § 1.1, рис. 1.6): основание, выводы, рамка и крышка. Материалы деталей корпусов: сплавы металлов, стекло, керамика, пластмассы.
170
Корпуса микросхем должны удовлетворять следующим конструктивным и технологическим требованиям:
1) обеспечивать надежную эксплуатацию микросхем, обладать достаточной механической прочностью и теплоустойчивостью, выдерживать нагрузки и воздействия, возникающие при сборке и эксплуатации;
2) иметь минимальные габариты, паразитные емкости, индуктивность, тепловое сопротивление, а также максимально возможное сопротивление изоляции, герметичность:
3) среда внутри корпуса не должна воздействовать на рабочие характеристики и надежность микросхем;
4) защищать микросхему от вредных воздействий внешней среды, в том числе света или другого излучения, вызывающего фотоэффект в кристалле;
5) обеспечивать простые и надежные электрические соединения между выводами схемы и корпусом:
6) обладать в необходимых случаях радиационной стойкостью;
7) конструкция корпуса должна быть технологичной и обеспечивать низкую стоимость, механизацию и автоматизацию изготовления самого корпуса, сборки микросхем в корпусе; монтажа микросхем в аппаратуре;
8) конструкция и технология должны быть максимально унифицированы на основе базовых технологических процессов и конструкций и использовать минимальное количество драгоценных металлов, дефицитных и дорогостоящих материалов.
Таблица 10.2. Корпусы интегральных микросхем
с X Форма проекции тела корпуса на плоскость основания Расположение проекции выводов на плоскость основания Расположение выводов относительно плоскости основания
11 12 13 14 21 22 31 32 41 42 51 Прямоугольная Прямоугольная Круглая Овальная Прямоугольная Прямоугольная В пределах проекции тела корпуса За пределами проекции тела корпуса В пределах проекции тела корпуса За пределами проекции тела корпуса В пределах проекции тела корпуса Перпендикулярное в один ряд Перпендикулярное в два ряда Перепендикулярное в три и более ряда Перпендикулярное по контуру прямоугольника Перпендикулярное по два ряда Перпендикулярное в четыре ряда в шахматном порядке Перпендикулярная в одной окружности Параллельное по двум противоположным сторонам Параллельное по четырем сторонам Перпендикулярное для боковых выводных площадок; в плоскости основания для нижних выводных площадок
171
В соответствии с ГОСТ 17467—79 по форме проекции тела корпуса на плоскость основания и расположению выводов корпусы делятся на типы, представленные в табл. 10,2.
По конструктивно-технологическому принципу корпусы разделяются на следующие основные типы: металлостеклянные, металлополи-мерные, полимерные, однослойные и многослойные керамические, многокристальные, чашечные, безвыводные (носители) подложки для безвыводных корпусов и кристаллов. Каждый из перечисленных типов корпусов может быть выполнен для гибридных, полупроводниковых или многокристальных схем.
Заданные свойства подложек и деталей корпусов микросхем при их изготовлении достигаются: выбором исходных материалов на соответствие их заданным свойствам; осуществлением входного контроля качества исходных материалов; созданием специальных новых материалов для микроэлектроники, удовлетворяющих эксплуатационным и технологическим требованиям; использованием операций и процессов, формирующих заданные свойства или восстанавливающих исходные; реализацией методов или приемов, направленных на создание условий, исключающих загрязнение материалов заготовок и деталей при их хранении, изготовлении и эксплуатации; выбором оптимальных режимов изготовления.
10.2. ИЗГОТОВЛЕНИЕ ДИЭЛЕКТРИЧЕСКИХ ПОДЛОЖЕК
Диэлектрические подложки, применяемые для гибридных интегральных микросхем, имеют, как правило, прямоугольную форму с размерами сторон,кратными 48 и 60 мм. Толщина подложек варьируется в пределах 0,2—2 мм. Размеры выполняют с точностью 0,1—0,2 мм.
Требования к геометрической точности и шероховатости поверхности указаны на рис. 10.1, а. Высокие требования к шероховатости поверхности обусловлены: необходимостью обеспечить однородность и воспроизводимость электрических параметров пленочных схемных элементов микросхемы, чувствительных даже к единичному незначительному дефекту на поверхности; необходимостью создать возможность последующего использования процессов вакуумного осаждения и фототравления для формирования схемных элементов.
Как отмечалось выше, в качестве материалов диэлектрических подложек используют стекло, ситаллы и керамику. Изготовление исходного ленточного стекла производится путем смешения исходных сырьевых материалов, расплавления их в печах с последующей вытяжкой ленты из расплава с одновременно выполняемой операцией огневой полировки.
Маршрут изготовления стеклянных подложек: разрезка ленточного стекла на заготовки подложек стандартного размера (разрезка ведется алмазным или абразивным инструментом); обработка торцовых поверхностей шлифовкой; очистка по-
172
Рис. 10.1
верхностей; контроль. Основным преимуществом стеклянных подложек является возможность получения малой шероховатости поверхности непосредственно после вытягивания из расплава и огневой полировки, что снижает ее стоимость, так как не требуется трудоемкая операция механической шлифовки и полировки основных поверхностей, на которые будут наноситься пленочные, элементы, а основным недостатком -г-низкая теплопроводность и более низкие электромеханические параметры.
Маршрут изготовления ситалловых подложек дополнительно включает операции шлифовки и полировки основных поверхностей групповых заготовок и их разрезки на отдельные подложки алмазными или абразивными отрезными кругами.
В качестве керамических материалов для подложек микросхем применяют высокоглиноземную керамику ВК98-1 и ВК100-1 (см. § 9.1). Типовой технологический процесс изготовления керамических подложек содержит этапы: подготовки сырьевых материалов; приготовления технологических керамических материалов (порошка, шликера или пластичной массы); формообразования сырых заготовок; обжига заготовок; механической обработки; очистки поверхности; контроля. Содержание первых двух этапов приведено в § 9.6.
Формообразование сырых керамических подложек в основном производится тремя методами: прессованием из порошков, от
173
ливкой в форму горячего литейного шликера; отливкой (вытягиванием) ленты из пластифицированного порошка (шликера) с последующей разрезкой лезвийным инструментом на нужные размеры. Наиболее производительным является последний метод. Кроме того, этот метод обеспечивает более равномерную плотность по всему объему материала подложки и тем самым обеспечивает малые деформации при последующем обжиге. Обжиг подложек выполняется в две стадии на режимах, приведенных в § 9.6. Механическая обработка керамических подложек осуществляется с целью получения требуемой точности и шероховатости поверхности. Для этой цели используют методы абразивного шлифования и полирования на плоскошлифовальных станках. Для шлифования высокоглиноземистой керамики, обладающей высокой твердостью, используют алмазные шлифовальные круги. Достижимая точность по 6—7 квалитетам, шероховатость поверхности Ra 2,5—1,25 мкм. Режимы резания при черновой обработке: скорость резания 35 м/с, продольная или круговая подача 100—120 м/мин, поперечная подача в долях ширины шлифовального круга 0,3—0,6; припуск, снимаемый за один рабочий ход 0,010—0,025 мм. Режимы резания при чистовой обработке соответственно: 35 м/с; 50— 60 м/мин; 0,25 ширины круга; 0,004—0,008 мм. Для получения меньшей шероховатости используют полирование. Достигаемая наименьшая высота неровностей Ral—0,25 мкм.
.Очистку диэлектрических подложек после механической обработки выполняют для удаления загрязнений с их поверхности. Любое загрязнение поверхности диэлектрической подложки ухудшают условия конденсации, влияет на текстуру пленки и ее адгезию к подложке. Очистку от органических загрязнений (масел, жиров) осуществляют путем промывки в нагретом трихлорэтилене с последующей обработкой в растворе щелочи с перекисью водорода. Для удаления ионов металла подложку последовательно промывают в царской водке, плавиковой кислоте, деионизованной воде. Наиболее перспективным методом очистки подложек является плазмохимический.
Контроль качества очистки диэлектрических подложек осуществляют следующим образом; проводят испытания на разрыв пленки воды при ее высыхании. При хорошей очистке диэлектрической подложки пленка воды равномерно распределяется на ней. При наличии загрязнений пленка воды разрывается и стягивается к смоченным участкам. Для количественной оценки смачиваемости поверхности подложки можно
174
измерить угол смачивания: чем он меньше, тем лучше качество очистки. Угол смачивания должен быть меньше 3°. После очистки подложки хранят в герметизированных боксах.
10.3. ИЗГОТОВЛЕНИЕ ПОЛУПРОВОДНИКОВЫХ ПОДЛОЖЕК
Подложки (пластины) для группового изготовления полупроводниковых микросхем (рис. 10.1, б) имеют круглую форму диаметром до 150—200 мм. К пластинам по точности размеров, шероховатости, размеру нарушенного слоя, чистоте материала предъявляются более жесткие требования, чем к диэлектрическим подложкам, так как сами элементы микросхемы имеют размеры всего несколько микрометров, а их точность до десятых долей микрометра.
Технологический процесс изготовления полупроводниковых подложек состоит из этапов: выращивания слитка; подготовки технологической базовой поверхности на слитке материала; разрезки слитка на пластины при использовании технологической базы; обработки плоскостей пластины.
Выращивание слитка в виде монокристалла производят одним из известных методов (методом Чохральского, бестигель-ной зонной плавкой, горнисажной плавкой или методом горизонтальной направленной кристаллизации). В качестве исходных полупроводниковых материалов для подложек используют кремний, германий, арсенид галлия и др. (см. § 10.1). Для варьирования электрофизических свойств полупроводниковых материалов их легируют фосфором, бором, сурьмой, теллуром, оловом или цинком.
При использовании метода Чохральского исходный сверхчистый полупроводниковый материал и легирующие добавки плавятся в среде инертного газа. В расплав помещают затравку, представляющую совершенный и точно ориентированный кристаллик исходного материала . Затравку на некоторое время оставляют в расплаве, чтобы исчезли все поверхностные дефекты. Затем ее начинают вращать и медленно вытягивать из расплава со скоростью 10~4 — 10~2 см/с. При вытягивании затравки образуется правильно ориентированный цилиндрический слиток монокристалла диаметром до 200 мм и отношением длины к диаметру от 3 до 7 с неровной внешней поверхностью.
Этап подготовки базовой технологической поверхности слит^ ка состоит из следующих операций: наклейки металлических центров на торцы слитка, которые являются искусственными базовыми поверхностями и предназначены для установки слитка на круглошлифовальном станке; шлифовки наружной ци
175
линдрической поверхности на круглошлифова льном станке; отклейки центров; определения положения кристаллографических осей материала относительно торцевых поверхностей отшлифованного слитка оптическим или рентгеновским методом; шлифовки базовой лыски на цилиндрической поверхности параллельно оси слитка и сориентированной относительно кристаллографических осей (операция выполняется на плоскошлифовальном станке). Необходимость создания технологической лыски на слитке вызвана тем, что материал слитка анизотропен. При измерении его физических свойств нужно указывать направления, к которым относятся полученные значения параметров. Для этой цели используют индексы Миллера, определяющие положение кристаллографических плоскостей в кристалле. Для кубических кристаллов они включают три цифры, относящиеся к прямоугольной системе координат. Кристаллографическая плоскость, проходящая через диагонали трех граней кубической ячейки и отсекающая на координатных осях равные отрезки (рис. 10.1, в), называется кристаллографической плоскостью (111). Кристаллографическая плоскость (100) проходит через точки Х-1; Y = 0; Z == 0 и параллельна осям Y и Z. Направления, йерпенди-кулярные плоскостям, выражаются теми же числами, но заключаются в квадратные скобки. При выращивании монокристаллов их ось ориентируют в направлении 1111] с отклонениями не более ± 2°. После экспериментального определения угла между торцом и плоскостью (111) на торце слитка наносят стрелку, направление которой показывает, в какую сторону от торца отклонена искомая плоскость, а угол отклонении указывают в сопроводительном листке (паспорте) на слиток. Технологическую лыску на слитке выполняют так, чтобы она располагалась перпендикулярно направлению стрелки.
Разрезка слитка на пластины выполняется алмазными дисками с режущей кромкой из зерен алмаза, а также стальными полотнами или проволокой с применением абразива в виде суспензии или пасты. Наиболее качественная резка обеспечивается диском с внутренней режущей кромкой. Перед разрезкой слиток наклеивают на пластмассовую или графитовую державку, вместе с которой слиток устанавливают на станок так, чтобы плоскость реза совпадала бы с плоскостью (111). При разрезке толщина пластин выдерживается с учетом припуска на последующую обработку. Припуск на сторону составляет 60—90 мкм, шероховатость поверхностей Ra 2,5— 1,25, а неплоскостность не более 15 мкм. После резки пластины промываются и контролируются.
176
' Этап обработки плоскостей пластин содержит две шлифовальные и четыре полировальные операции для обработки каждой плоскости. На каждой из операций улучшается шероховатость поверхности на 1—2 класса и уменьшаются отклонения от плоскости. Шлифовкой доводят шероховатость поверхностей до Ra 0,8—0,4 мкм и отклонение от плоскости до ±1 мкм и толщины ±2 мкм.
Затем пластины подвергают механической и химической полировке. Механическая полировка производится вращающимся диском, на который натянут батист, велюр, замша, сукно или фетр, с применением полирующего состава в виде паст и суспензий зернистостью 3—0,1 мкм. После полировки чистота поверхности Ra 0,01—0,02 мкм. Кроме основных операций, этап содержит несколько операций вспомогательного характера: наклеивание пластин на приспособления-спутники перед обработкой каждой из сторон; отклеивание от приспособлений после окончания обработки; очистка поверхности после выполнения отдельных операций и после выполнения всех операций механической обработки.
После механической обработки на поверхности полупроводниковых пластин и кристаллов остаются различные загрязнения, которые можно разделить на органические — сплошные тонкие пленки или отдельные частицы (остатки наклеечных материалов, жидкой фазы алмазных суспензий и паст, жировые и др.) в виде ионов металлов, осаждающихся из воды, щелочей, входящих в состав полирующих суспензий, металлической основы режущих дисков, шлифовальников; механические — частицы абразива и отходов обработки, пыль, волокна полиро- . вальников и др. Даже самые незначительные загрязнения на поверхности полупроводниковой подложки могут явиться причиной брака при выполнении последующих технологических операций по формированию схемотехнических элементов. Поэтому пластины после механической обработки подвергаются очистке в моющих средах. Органические загрязнения удаляют в органических растворителях, ионные — в концентрированных кислотах, механические — в потоке деионизированной воды. Контролируют качество очистки поверхностей пластин прямыми и косвенными физико-химическими методами (масс-спектрометрическими, радиохимическими и др.).
Этап разделения пластин на отдельные кристаллы выполняется после формирования схемотехнических элементов на поверхности и в объеме полупроводниковых подложек. Это обстоятельство выдвигает на первое место требование выполнения этапа с минимально возможным процентом брака.
177
Для осуществления этого преимущественно используют метод разрезки пластин набором алмазных кругов с наружными режущими кромками. Он обеспечивает получение торцевых поверхностей кристаллов без сколов и наклонов, что трудно получить другими методами, например лазерной резкой или скрайбированием (нанесением риски алмазным резцом) с последующим разламыванием. Качественные торцевые поверхности кристаллов позволяют автоматизировать процессы последующей сборки кристаллов с корпусами микросхем.
104. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ МЕТАЛЛОСТЕКЛЯННЫХ КОРПУСОВ
Металлостеклянными называют корпуса, имеющие металлические основания и внешние выводы, изолированные стеклом один относительно другого. На рис. 10.2 изображены две типовые конструкции металлостеклянных корпусов со штырьковыми и планарными выводами. Детали корпусов: 1 — основание; 2 — внешние выводы; 3 — крышка. Герметичность корпуса достигается посредством спая стекла 4 с основанием и выводами, а также путем закрепления крышки к основанию методом сварки, пайки или другими средствами, защищающими от натекания внешней среды внутрь корпуса. К основанию корпуса закрепляется посредством клея или пайки подложка 5 гибридной или полупроводниковой схемы.
Основными материалами для деталей металлостеклянных корпусов ИС являются сплав 29НК (ковар) и стекла С52-1, С52-2.
Ковар представляет собой сплав никеля (29%), кобальта (18%) и железа (53%) и применяется для изготовления металлических деталей корпусов в виде полосы, ленты и проволоки. Выбор ковара в качестве материала для деталей металлостеклянных корпусов обусловлен прежде всего довольно хорошим его согласованием по термическому коэффициенту линейного расширения ТКЛР с кремнием и стеклом, что является очень
Рис. 10-2
178
важным при спае стекла с ним и при монтаже кремниевых кристаллов в корпус интегральных схем с помощью золото-кремниевой эвтектики. Ковар позволяет проводить механическую обработку и штамповку, обладает хорошей теплопроводностью, высоким удельным электрическим сопротивлением, необходимым для соединения коваровых деталей с помощью электросварки, имеет довольно высокие антикоррозионные свойства. Для этого материала пригодна пайка высоко- и низкотемпературными припоями. К поверхности ковара, применяемого в производстве корпусов, предъявляются жесткие требования: высокая чистота, отсутствие трещин, расслоений, окалины, ржавчины, глубоких рисок и т.д. Однако по возможности ковар заменяют более дешевыми и менее дефицитными железоникелевыми сплавами, например сплавом 42Н.
В качестве изолятора в металлостеклянных корпусах используют боросиликатные стекла С52-1 и С52-2, ТКЛР которых близок к ТКЛР ковара. Спаивание этих стекол с коваром осуществляется при 1273—1323 К. Стекла используют в виде гранулята, штабиков и капилляров. Широкое применение получили стеклокерамические композиции, представляющие собой смесь стекла С52-1 или С52-2 (80—90%) и кристаллических наполнителей (10—20%) в виде глинозема и форстерита, имеющие более высокую термостойкость и прочность, чем
стекло и стеклокристаллические материалы (ситаллы). Основные и некоторые вспомогательные материалы, используемые в производстве металлостеклянных корпусов, подлежат входному контролю для проверки их соответствия ТУ и ГОСТам. При входном контроле проверяют те параметры и свойства материалов, отклонения которых от номинальных значений вызывают в производстве брак.
Важнейшими параметрами и свойствами, подлежащими входному контролю, являются: для ковара — качество поверхности, химический состав, коэффициент линейного термического расширения и температура Кюри, структура; для стекла—наличие а- и у-перехода, внешний вид (наличие включения и т. д.), химический состав, коэффициент линейного термического расширения и температура размягчения. При несоответствии данных проверки требованиям ТУ или ГОСТу материал бракуется.
Специфика производства металлических деталей корпусов заключается в необходимости получения миниатюрных деталей с высокой точностью размеров, формы и взаимного положения отдельных элементов. Технологический процесс изготовления оснований корпусов состоит из этапов: подготовки исходного листового материала для обработки; формообразо-
179
вания штамповкой; подготовки поверхности металлический заготовок для окисления; окисления; формирования металлов < стеклянных спаев; удаления окисных пленок с металлических1 деталей, свободных от контакта со стеклом; формирования покрытия.
Подготовка исходного листового материала включает в себя операции: резку на заготовки определенной ширины роликовыми или гильотинными ножницами, обезжиривание в горячих растворителях для удаления минеральных масел и смазок, отжиг в водороде, снимающий напряжение и повышающий пластичность.
Основными операциями этапа формообразования оснований холодной штамповкой являются вытяжка, пробивка отверстий и их разбортовка. Как правило, оборудование и инструмент обеспечивает автоматическую подачу металлической ленты и штамповку деталей. Заусенцы на деталях, возникающие при штамповке, удаляют сухой или мокрой галтовкой или травлением в смесях кислот.
Необходимость выполнения этапа подготовки поверхности заготовок для окисления обусловлена тем, что после штамповки на их поверхности остаются жиры, масла, металлическая пыль и другие загрязнения, которые могут привести к образованию пузырей в спаях, а. также снизить прочность спаев. Для удаления загрязнений заготовки основания подвергают < обезжириванию и травлению в кислотах. Обезжиривание проводится в горячих (333—353 К) растворителях.— четырех-' хлористом углероде или трихлорэтилене. Очень эффективным . является обезжиривание в тех же растворителях под действием ультразвука.
Обезжиренные заготовки травят в водном растворе серной и соляной кислот, в результате удаляются неорганические.загрязнения и окисные пленки. После травления заготовки промывают в воде и сушат. Очищенные детали подвергаются высокотемпературному отжигу в среде влажного водорода (точка росы 288—292 К), предназначение которого состоит в обез-гаживании деталей, снятии механических напряжений и удалении углерода из поверхностного слоя.
Отжиг обычно проводят в трубчатых или конвейерных печах при температуре 1223—1323 К в течение 15—30 мин. Отожженные коваровые детали должны быть чистыми и иметь светло-серый металлический цвет.
Этап окисления поверхности заготовки основания выполняется для получения окисной пленки оптимальной толщины, без которой невозможно получить качественный спай со стеклом. Окисление ведется при температуре. 973—
I80
1023 К в течение 8—10 мин в конвейерных печах в воздушной среде. Повышать температуру для того, чтобы уменьшить время окисления, нецелесообразно, так как при более высоких температурах создаются высшие окислы железа, ухудшающие адгезию стекла к металлу. Окисная пленка получается плотной, не шелушится и имеет равномерно распределенный мышино-серый или темно-серый цвет. Окисление деталей проводится непосредственно перед спаиванием, но если это невозможно, то их хранят в вакуумных шкафах или эксикаторах.
Для формирования металлостеклянных спаев применяют два метода: метод шликерного литья под давлением для корпусов с планарными выводами и таблеточный метод для корпусов со штырьковыми выводами. При изготовлении металлостеклянного узла методом шликерного литья используется горячий (343—353 К) стеклянный шликер, представляющий собой смесь тонкоизмельченного стекла с 15—17% органической связкой (воск, парафин, олеиновая кислота). Формирование металлостеклянных узлов осуществляется путем заливки расплавленного шликера в специальную литьевую форму, в которой закреплены заготовка основания и внешние выводы с зазором относительно друг друга. Литье производят на машинах при давлении воздуха 0,3—0,5 МПа и температуре шликера 338—349 К. Перед литьем расплавленный шликер вакуумируют для удаления из него газовых пузырей. Шликер, попадая в холодную литьевую форму, заполняет ее и, охлаждаясь, затвердевает. В результате получается достаточно прочная заготовка основания корпуса, в которой места, где должно быть стекло, заполнены шликером.
При получении металлостеклянного спая присутствие органических веществ в стекле недопустимо, так как это приводит к вспучиванию стекла. Поэтому органическую связку из заготовок основания удаляют предварительным обжигом заготовок оснований корпусов в воздушной среде. Обжиг проводится, как правило, в конвейерных печах с принудительной вентиляцией. Для исключения деформации и растекания шликера, заготовки оснований корпусов засыпают обожженными минеральными порошками (магнезией, глиноземом). Минеральные порошки выполняют также роль адсорбента, отсасывая в себя расплавленную органическую связку, облегчая процесс ее удаления из заготовок оснований корпусов. Скорость повышения температуры при предварительном обжиге должна быть достаточно малой, чтобы связка из заготовок оснований корпусов удалялась полностью. Максимальная температура выбирается такой, чтобы происходило частичное спекание гранул стекла друг с другом и с металлической армату
181
рой, т. е. чтобы заготовки оснований корпусов были достаточно прочными и транспортабельными. После предварительного обжига заготовки оснований корпусов укладывают в кассеты, чаще всего графитовые, и направляют на операцию получения спая. Стекло в предварительно обожженных заготовках оснований корпусов очень пористое и может легко загрязняться пылью, а также адсорбировать влагу, поэтому время между операциями предварительного обжига и получения спая должно быть минимальным.
При формировании металлостеклянного узла таблеточным методом используют таблетки двух видов: из монолитного или порошкового стекла. Таблетки из монолитного стекла (бусы, штабики) получают резкой трубок алмазными дисками. Таблетки из порошкового стекла применяют в спаях сложной формы. Их изготавливают прессованием или литьем с использованием органической связки и последующим обжигом. Таблетки после изготовления промываются, обезжириваются, сушатся и поступают на сборку заготовок оснований корпусов.
Последней операцией этапа формирования металлостеклянного спая (независимо от используемого метода) является операция спаивания, которая выполняется чаще всего в электрических конвейерных печах, реже — в печах с высокочастотным нагревом. Операция спаивания характеризуется температурным, газовым и временным режимами работы. На рис. 10.3 показан примерный температурно-временной режим спая, состоящий из трех этапов: на этапе / проводится разо-
182
грев металлических и стеклянных деталей. На этапе // происходит спаивание стекла с металлом. Расплавленное стекло смачивает окисленную поверхность коваровых деталей, при этом окисная пленка растворяется в стекле и частично в самом коваре, образуя промежуточный слой. Температура спаивания выбирается таким образом, чтобы стекло хорошо смачивало кова-ровые детали, но в то же время не растекалось по ним. На этапе III происходит охлаждение спая и его отжиг. Качество спая стекла с коваром в значительной степени зависит от состояния
ITTTTW1 °
1ШШ1 о
А-А
Рис. 10.4
атмосферы печи, т. е. от газового режима. Спекание металлостеклянных корпусов производится в среде азота. В некоторых случаях в конвейерные печи, имеющие разделенные газовые зоны, в зону охлаждения подаются газы (водород, формиргаз) для восстановления окисной пленки на метал-
лических деталях.
Для удаления окисной пленки с поверхностей металлических деталей оснований корпусов их подвергают травлению в смеси кислот и после этого контролируют на отсутствие: трещин, сколов, сквозных отверстий в стекле; подъема стекла по металлическим деталям выше норм, установленных в документации; крупных пузырей в стекле; открытых пузырей на поверхности стекла; включений в стекле (графит, металлическая пыль и т. д.).
Изготовление внешних выводов. В большинстве конструкций корпусов выводы прямоугольного сечения производят групповым методом в виде рамки, объединяющей все выводы или часть в одну деталь (рис. 10.4, а). Рамки являются наиболее сложной из металлических деталей корпуса и изготавливаются двумя методами: штампованием и травлением. Штампы для рамок в связи со сложной их конфигурацией, высокими требованиями по точности и стойкости имеют большую стоимость, поэтому штампование применяют только в тех случаях, когда необходимо изготовить большое количество рамок. Методом штамповки также нельзя делать рамки при ширине выводов менее 100 мкм. При малых партиях и ширине выводов менее 100 мкм рамки целесообразнее изготовлять методом хи
183
мического травления, сущность которого состоит в следующем: на ленту металла 1 (рис. 10.4, б, в) наносится слой фоторезиста 2, который через фотошаблон соответствующего рисунка засвечивается. Участки фоторезиста, на которые воздействует свет, задубливаются. При проявлении (промывке в воде) не-задубленная часть смывается, а задубленная образует рисунок рамки. После этого металлическую ленту с рисунком помещают в травильный раствор, где участки металла, не защищенные фоторезистом, растворяются. Вследствие того, что верхние слои металла находятся более длительное время под воздействием травителя, протрав имеет наклонную поверхность (рис. 10.4, б), для сглаживания которой применяют двустороннее травление (рис. 10.4, в). Затем удаляется задубленная часть фоторезиста и вновь проводится промывка.
Как правило, в зависимости от конструкции корпуса, рамки в сборке или отдельно подвергаются одним из следующих видов покрытия: гальваническому покрытию золотом всей площади рамки или гальваническому локальному покрытию посадочной и контактной площадки и лужению концов выводов для обеспечения хорошей пайки микросхемы в печатную плату или алюминированию контактных площадок в зависимости от конструкции до или после получения стеклоспая или обжига керамических корпусов.
Современная линия изготовления выводных рамок травлением — это сложный высокоавтоматизированный комплекс с управлением от вычислительной машины, аналогичной применяемому в производстве масок для цветных кинескопов. Изготовление рамок в такой линии проводится из ленточного ковара, который, продвигаясь вдоль отдельных агрегатов линии, подвергается обезжириванию в трихлорэтилене, сушке, нанесению фоторезистов (с двух сторон) методом распыления через форсунки или специальными валиками, сушке фоторезиста, совмещению с шаблоном и проекционному экспонированию, проявлению, травлению, снятию задублен-ного слоя, промывке и ряду последовательных операций по гальваническому покрытию. Травильные растворы (как правило, хлорное железо) подвергаются регенерации. Процесс травления стабилизируется за счет поддержания активности травильного раствора, его температуры, времени травления и других параметров.
Изготовление крышек корпусов состоит из этапов: подготовки исходного материала для формообразования; формообразования штамповкой; нанесения покрытия. Содержание этапов такое же, как и для оснований корпусов, приведенное выше.
184
10.5 . ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ КЕРАМИЧЕСКИХ КОРПУСОВ МИКРОСХЕМ
Конструктивные особенности керамических корпусов. Керамическими называются корпуса, изготовленные из керамики с герметизацией выводов стеклом или спеканием самой керамики. Керамика для корпусов должна обладать хорошей теплопроводностью, электроизоляционными свойствами, прочностью и технологичностью. Как правило, этим основным требованиям удовлетворяет керамика на основе окиси алюминия. Чашечные стеклокерамические корпуса имеют простую и надежную конструкцию.
Особенность конструкций таких корпусов (рис. 10.5, а) заключается в том, что они поставляются отдельными деталями: 1 — чашка, 4 — крышка и 2 — выводная рамка. Образование корпуса происходит в процессе сборки деталей с ИС 5 (сборный корпус с ИС показан на рис. 10.5, б). Чашка 1 и крышка 4 изготовлены из высокоглиноземистой керамики и с одной стороны покрыты легкоплавким стеклом 3, углубление 7 в чашке, предназначенное для посадки кристалла, также покрыто слоем стекла или золотосодержащей пастой (в зависимости от метода посадки кристалла посредством клея или эвтектической пайкой). В крышке имеется углубление, которое по размерам больше углубления чашки. Это предотвращает повреждения при монтаже проволочных выводов 6, идущих от кристалла к внешним выводам. Внешние выводы в виде рамки изготавливают из сплавов, близких по ТКЛР к стеклу. Внутренние траверсы (контактные площадки) этих выводов для
улучшения качества приварки выводов 6 от микросхемы покрываются алюминием с помощью плакирования или напыления.
Корпуса имеют следующие недостатки: высокая температура герметизации не позволяет использовать ИС, критичные к таким температурам, количество выводов ограниче
185
но практически 30—40 выводами, а их минимальный шаг составляет 1,25—2,5 мм. Очевидно, что с появлением низкотемпературных стекол, пригодных для герметизации, применение чашечных корпусов значительно увеличится.
Многослойные керамические корпуса получили наибольшее распространение, так как практически удовлетворяют большинству требований. Как правило, они имеют три основных слоя (рис. 10.6, а, б, в): верхний / — с металлизацией для закрепления рамки; средний 2 — с металлизированными проводниками 7, соединяющими ‘выводы микросхемы с выводами корпуса 4 и нижний 3 — с металлизированной площадкой для посадки кристалла и ответвлением для ее заземления. Площадка 8 предназначена для припайки выводов от микросхемы. После спекания слоев керамики с нанесенной металлизацией к основанию корпуса припаивают раму 5 и внешние выводы 4. После монтажа кристалла корпус герметизируется крышкой 6 и припоем 9. Общий вид такого корпуса изображен на рис. 10.6, б, где 10 — монтажная площадка для микросхемы; 11 — металлизированная площадка для теплоотвода. На рис. 10.6, в утолщенными линиями изображена форма метал-лизационных покрытий на слоях корпуса. Аналогичный по
186
конструкции корпус, но с планарно расположенными выводами, показан на рис. 10.6, г.
Преимущества многослойных металлокерамических корпусов: наибольшая универсальность, обеспечивающая небольшие габариты, большое количество выводов при малых габаритах, хорошее рассеивание тепла, обеспечение герметизации любым методом (сваркой, пайкой твердыми и мягкими припоями, приклейкой полимерами и стеклом), высокая прочность закрепления выводов посредством пайки к корпусу высокотемпературным припоем. В отличие от пластмассовых металлокерамические корпуса позволяют проводить испытания прибора до герметизации, тем самым исключаются лишние затраты на герметизацию негодных приборов, имеют высокую радиационную стойкость.
Основным недостатком таких корпусов является большая стоимость по сравнению с другими типами, поэтому их применяют только для схем, требующих высокой надежности.
Безвыводные керамические корпуса (кристаллодержате-ли) (рис. 10.6, д) практически по технологии изготовления мало отличаются от многослойных керамических корпусов. Вместо плоских металлических выводов в них предусмотрены металлизированные площадки, через которые осуществляется монтаж на приборную плату. Такой корпус целесообразно делать для кристаллов с большим уровнем интеграции и соответственно большим количеством выводов и малым шагом. Однако монтировать корпус в полимерную печатную плату сложно из-за значительной разницы ТКЛР основания печатной стеклополимерной платы и корпуса, приводящей к нарушению контакта между платой и корпусом, поэтому такие корпуса монтируют на многослойную керамическую монтажную плату. Безвыводной керамический корпус обладает всеми преимуществами многослойного, но имеет значительно меньшие габариты, дешевле, а также позволяет в небольших габаритах делать большое количество выводов.
Материалы керамических корпусов. Все сырьевые материалы, обеспечивающие формообразование и химико-минералогическую структуру керамических деталей, а также метал-лизационных покрытий, используемых в производстве керамических корпусов, можно разделить на три основные группы: минеральные и металлические порошки, сплавы, припои; минеральные неорганические сырьевые материалы; органические материалы.
Для производства корпусов микросхем применяют высокоглиноземную керамику марки ВК98-1 (см. 9.1) и специально разработанный глинозем марки ГКИС (глинозем корпусов
187
ИС с лимитированным содержанием вредных примесей), который имеет следующий фазовый и гранулометрический состав: содержание а формы не менее 95%; содержание А12О3 не менее 99,6%; примесей (окислов Si, Fe, Na, К и др.) не более 0,4%. Частицы при ситовом анализе распределены в следующем соотношении: 200 меш.— 3,4%; 325 меш.— 55,68%; более 325 меш.— 40,92°/о; удельная масса 3,98 г/см3; насыпной вес 1,28 г/см3. Органические сырьевые материалы вводят в качестве связующего пластификатора, растворителя и поверхностно активного вещества при изготовлении технологической керамической массы (шликера, порошка, пластичной массы).
Этапы ТП изготовления многослойных керамических корпусов с внешними выводами: подготовительный; избирательной металлизации плоских сырых заготовок и формообразования корпуса; обжига; металлизации торцевых поверхностей корпуса под внешние выводы; пайки внешних выводов; нанесения гальванического покрытия на место установки кристалла и внутренние площадки корпуса.
Подготовительный этап состоит из трех независимых единичных ТП: подготовки исходной технологической керамической композиции, называемой шликером, из которой делают керамические детали; изготовления металлических крышек, внешних выводов и приготовления металлизационных паст. Подогретый литейный шликер для производства ленты представляет собой суспензию сметанообразной консистенции и состоит из следующих компонентов: минеральной части (глинозема и др.), из которой после обжига образуется керамическое вещество (тело); связки, удерживающей после изготовления ленты частицы минеральной части и форму изделия; растворителя, распределяющего частицы минерального порошка в объеме связки; пластификатора, повышающего эластичность ленты; поверхностно активных веществ, которые, адсорбируясь на поверхности минеральной части, ускоряют помол и увеличивают время нахождения частиц во взвешенном состоянии.
Для приготовления шликера используются сырьевые материалы, к которым предъявляются весьма высокие требования по химическому гранулометрическому и фазовому составу для обеспечения электрофизических параметров корпусов и точности их размеров. Используют сырьевые материалы одной партии, обеспечивающие работу производства в течение не менее одного года. При наличии запасов сырья из нескольких партий проводят их усреднение путем перемешивания. Это позволяет иметь стабильный ТП на длительное время. Минеральные сырьевые материалы — углекислый кальций, циркон 188
кварц и тальк до внесения, их в литьевой шликер подвергаются прмолу (измельчению) и смешиванию. Степень измельчения отдельных компонентов керамического порошка устанавливается в зависимости от предьявляемых требований к диэлектрической и механической прочности, плотности и проценту усадки керамики. Свойства порошка обеспечивают постоянство усадки при обжиге и, следовательно, точность размеров получаемых деталей, что чрезвычайно важно в производстве корпусов.
Изготовление крышек и внешних выводов выполняют по ТП, аналогичным описанным в § 10.4.
Приготовление металлизационных паст ведется смешиванием металлических порошков с органическими и керамическими добавками. В качестве металлической составляющей применяют порошки вольфрама и молибдена, которые прочно сцепляются с керамикой после спекания. Органическая составляющая обеспечивает технологические свойства пасты при трафаретной печати и сцепление металлизационных порошков с керамической заготовкой до начала выгорания органической связки при спекании.
Этап формообразования и избирательной металлизации содержит следующие основные операции: получение керами-, ческой сырой ленты из шликера; вырубки из керамической ленты групповых заготовок слоев корпуса; нанесение на труп?. повые заготовки слоев местной металлизации; замоноличива-, ние слоев групповых заготовок; разделение групповых моно», литных заготовок на отдельные сырые основания корпусов, . Отливка керамической ленты для получения деталей многослойных корпусов — наиболее рациональный и производительный метод, которым можно получать плоские детали значительных габаритов при толщине до десятых долей миллиметра. Схема машины для отливки ленты из шликера показана на рис. 10.7. Современная машина — довольно сложное устройство длиной более 80 м, оборудованное автоматикой для поддержания и регулировки режимов работы (температуры, скорости, среды, обеспечения точности по толщине отливаемой ленты). Приготовленный шликер заливается в бункер 2, из которого через дозирующее устройство (щелевая фильера, валики) поступает на движущуюся ленту-носитель /, изготовленную из материалов, обладающих плохой адгезией (фторопласт — специальная бумага, покрытая кремнийорганичес-кими веществами). После вытекания шликера на носитель происходит интенсивное улетучивание растворителей и формование шликера в ленту, наматываемую на барабан 3. Процесс сушки и формования ленты производится в следующих
189
зонах: / — зона интенсивного испарения, насыщенная парами трихлорэтилена и этилового спирта. В этой части установки испаряется большая часть растворителя с поверхности, одновременно удаляется воздух, попавший в шликер; // — зона сушки с применением инфракрасных нагревателей, в которой происходит удаление растворителей. Применение инфракрасных нагревателей обеспечивает нагревание ленты по всей глубине; /// — зона окончательной сушки с подачей подогретого воздуха до температуры 313—323 К. Такие переходы от жесткого режима при наличии в ленте большого количества растворителей к более мягкому, когда в шликере осталось мало растворителей, обусловлены необходимостью предотвращения появления трещин в ленте. Из высушенной керамической ленты вырубают групповые заготовки слоев керамического
корпуса.
Для унификации ТП и сокращения трудоемкости групповые плоские заготовки, вырубленные из необожженной (сырой) ленты, имеют технологические базовые отверстия и стандартный размер, что позволяет размещать несколько корпусов и обеспечивает выполнение до об-
жига всех технологических операций групповым методом. Для вырубки заготовок применяют эксцентриковые прессы.
На «сырые» плоские заготовки слоев избирательно наносят металли-зационную пасту. На рис. 10.8, а —в показаны групповые плоские заготовки трех слоев с нанесенными на них рисунками металлизации.
В производстве корпусов, так же как и толстопленочных микросхем, при избирательной металлизации используют печать через сетчатые трафареты на основе нержавеющей стали
б)
Рис. 10.7
о о
ррррр ррррр о ___о
6)
Рис. 10.8
190
2
Рис. 10.9
с диаметром проволоки около 0,1—0,2 мм и размером ячейки до сотых долей миллиметра. От качества трафарета во многом зависят технико-экономические показатели качества корпуса. Трафарет должен обеспечить высокую тиражестойкость и разрешающую способность, плоскостность и ровность края наносимого рисунка. Конструктивно трафарет (рис. 10.9, а) представляет собой рамку 1 с прижимом 2, на которую равномерно с заданным усилием натягивается сетка 4. При этом должен обеспечиваться прогиб сетки в заданных размерах при определенной нагрузке. На сетку наносится фотоэмульсия 3 и высушивается. После экспонирования рисунка ультрафиолетовым светом пленка полимеризуется, а неэкспонированные участки рисунка растворяются. Таким образом, в сетчатом трафарете часть ячеек остается открытой, образуя рисунок необходимой конфигурации. «Сырая» групповая заготовка слоя основания, на которую наносится паста, устанавливается под трафаретом.
При передвижении ракеля через отверстия трафарета паста переносится на заготовку в виде столбиков, копирующих отверстия в сетке. Растекаясь, эти столбики сливаются, образуя такой же рисунок, как и на трафарете. Схема нанесения пасты через сетку трафарета показана на рис. 10.9, б, где 1 — трафарет; 2 — ракель; 3 — паста; 4 — групповая заготовка слоя основания.
При нанесении рисунка необходимо строго придерживаться заданной температуры окружающей среды, скорости передвижения ракеля, формы ракеля, давления его на сетку, зазора между сеткой и основанием и рядом других параметров,
191
обеспечивающих качество рисунка. На практике давление ракеля должно быть примерно 5-103 Па, скорость движения 0,15 м/с, зазор 0,4—0,5 мм. Однако эти параметры уточняются для конкретных изделий и подбираются экспериментально. В отличие от толстопленочной технологии изготовления ИС, где паста наносится на обожженную керамику и требуется подсушка, в производстве корпусов эта операция не нужна, так как в сыром основании она быстро растворяется (впитывается) и детали могут направляться на следующую операцию — замоноличивание.
Соединение групповых заготовок слоев (замоноличивание). Для получения прочного и герметичного соединения слоев групповой заготовки из керамической ленты последнюю укладывают в специальное приспособление, ориентируя на технологические базовые отверстия и сдавливают между двумя подогретыми плитами / и 2 (рис. 10.9, в). Режим замоноли-чивания: температура 313—333 К, удельное давление 10—14 МПа, время 1—3 мин. Под воздействием температуры при наличии в заготовках пластификатора и растворителя слои склеиваются. После замоноличивания групповую заготовку разделяют на отдельные сырые основания корпусов. Деление проводится штампами на обычных эксцентриковых прессах или лезвиями. Последний метод менее точен, но позволяет регулировать размер заготовок в зависимости от усадки при обжиге, а также получать чистый срез, что очень важно для нанесения металлизации на месте среза, где будут в дальнейшем припаиваться выводы.
Обжиг. Процесс совместного спекания слоев оснований корпуса из керамического материала и металлизационного покрытия — один из самых ответственных моментов во всей технологии и требует подбора режима и точного соблюдения всех технологических параметров. Обжиг, как правило, проводится в конвейерных печах с электрическим нагревом. Такие печи позволяют обеспечить стабильность температурного и газового режима в различных зонах, высокую производительность и автоматизацию процесса обжига. Все эти параметры являются решающими для получения хорошего качества и высокой производительности при изготовлении многослойных керамических корпусов. Процесс обжига требует к себе особого внимания, так как эта операция является дорогостоящей, а допущенный брак при обжиге не может быть исправлен.
Для высокоглиноземистой керамики используется, главным образом, диффузионный вид спекания, который происходит при температурах, при которых элементы кристаллической решетки (атомы, ионы) приобретают необходимую под-192
Т,К*102
Рис. 10.10
вижность и способны к перемещению. Схематически его можно представить в виде ряда протекающих стадий (рис. 10.10, а). Первоначально после выжигания органики, подлежащей спеканию, материал представляет собой пористое тело, состоящее из контактирующих частиц исходного порошка с пустотами между ними (стадия I). При определенной температуре вследствие поверхностной диффузии элементов решетки происходит скругление углов частиц и сглаживание их поверхности (стадия //). Затем в местах контактов частицы соединяются и образуют перешейки (стадия III). На следующей IV стадии увеличивается толщина перешейков и уменьшается размер пор. При дальнейшем повышении температуры происходит рост одних кристаллов за счет других (рекристаллизация), оставшиеся поры становятся закрытыми и размещаются внутри кристалла или на границах между ними. Таким образом, процесс спекания обусловлен диффузией вещества. Причиной диффузии являются дефекты кристаллической решетки.
Главную роль при спекании играют вакансии, т. е. пустоты в узлах кристаллической решетки, не заполненные соответствующими атомами (или ионами). Обычно обжиг выполняют в две стадии, так называемый утильный, когда происходит выгорание органической связки при температуре 973—1073 К в окислительной среде, и окончательный обжиг.
В производстве корпусов применяют одностадийный обжиг, причем в этом случае необходимо иметь и окислительную среду для выгорания органических присадок, и восстановительную для металлизационных паст. Поэтому печь для обжига разделена как на температурные, так и на газовые зоны. В первую зону до температуры 973 К подается увлажненный азот и водород. Присутствие небольшого количества кислорода обеспечивает выгорание органических веществ. Во второй
7 Зак. 1083
193
зоне благодаря водороду происходит восстановление металли-зационной пасты. Количество водорода увеличивается на выходе из печи, когда температура падает, предотвращая окисление металлизированных частей керамики. Сложность процесса состоит в правильном подборе газовой среды в каждой зоне печи.
Примерный температурный режим обжига показан на рис. 10.10, б. Как видно из графика, режим обжига — длительная операция. Такое время операции необходимо для предотвращения растрескивания и деформации деталей при обжиге.
Нанесение второго слоя металлического покрытия. Металлизированное покрытие, полученное на керамике после обжига, недостаточно смачивается припоями, так как в нем имеется некоторое количество неметаллического составляющего — стеклофазы. Для улучшения смачивания металлизированной керммики припоями на поверхность вожженного покрытия наносится гальваническим или химическим способом никель толщиной 3—5 мкм. Высокотемпературные припои хорошо растекаются по никелевому покрытию, обеспечивая прочную пайку выводов и рамки к керамическому основанию.
Пайка выводов и рамки к керамическому основанию. Керамические основания с металлизированными площадками, покрытыми никелем, собираются в специальном приспособлении с выводами и рамками из ковара. Между деталями и металлизированной площадкой помещается медно-серебряный припой. Собранный в приспособлении корпус поступает в печь в которой после нагрева коваровые детали спаиваются с основанием корпуса. При необходимости контактные площадки корпуса и места посадки кристалла дополнительно покрываются золотом или алюминием. После сборки кристалла с корпусом и коммутации схемных элементов с внешними выводами выполняется герметизация Корпуса.
Герметизация корпусов является одной из основных проблем сборки. При этом конструкция корпуса и технология герметизации должны обеспечить близкий к 100% выход годных и создание герметичного шва. Технологические способы герметизации ИС должны удовлетворять следующим требованиям: обеспечить прочность и сохранность герметичности во всем температурном диапазоне работы схемы; не вызывать нагрева активных элементов свыше 573 К, а также выделения газов и паров металла внутрь корпуса; выполняться в среде осушенного и очищенного воздуха или инертного газа; обеспечивать механизацию и автоматизацию.
194
На практике в зависимости от конструкции корпуса применяют следующие способы герметизации: холодная сварка давлением, электроконтактная конденсаторная сварка, сварка электронным лучом, сварка лучом лазера, шовная сварка, пайка, склеивание, заливка компаундами, опрессовка компаундами.
Каждый из этих способов имеет свои преимущества и недостатки. Электроконтактная конденсаторная сварка позволяет соединять тонкостенные основания и колпачки из металла толщиной до 0,15 мм. Сварка происходит за счет подачи импульса тока на электроды, между которыми зажаты колпачок и крышка. Такой метод сварки применим на металлостеклянных корпусах, колпачок и основание которых имеют отбортовку. Метод высокопроизводителен и достаточно надежно обеспечивает герметичность. Такого же типа корпуса можно сваривать электронным лучом,в этом случае сварной шов более надежно обеспечивает герметичность. Однако, поскольку сварка должна проводиться в вакууме, установки сложны, громоздки и имеют более низкую производительность. От этого недостатка свободна сварка лучом лазера, применяемая и на других конструкциях корпуса.
Герметизация пайкой широко распространена для металлостеклянных корпусов. В качестве припоя применяется ПОС-61. Несмотря на широкое распространение и простоту технологического процесса, этот метод имеет существенные недостатки: при пайке необходимо применение флюса, загрязняющего герметизируемую полость, что может привести к ухудшению параметров микросхем или выходу из строя; необходимо покрытие спаиваемых деталей золотом; взаимодействие припоя с золотым покрытием корпуса и крышки приводит к появлению интерметаллидных прослоек и в дальнейшем — к разгерметизации. Этот процесс протекает особенно интенсивно при температурах выше 373 К. Таким образом, герметизация олово-свинцовым припоем не является перспективным и надежным методом. Пайка свинцово-серебряными припоями менее технологична и также требует применения флюсов. Такой припой обладает более низкой растекаемостью, большой пористостью, более высокой температурой герметизации.
Герметизация с помощью стеклянной фритты широко распространена для чашечных корпусов. Этот метод обеспечивает высокую надежность. Недостатком является необходимость длительного нагрева при высокой 723—793 К температуре. Метод получил распространение для стекол с меньшей температурой размягчения. Пайка с применением припойной про-7*
195
кладки из эвтектического сплава золота (20%) и олова (80%) обеспечивает высокую надежность и температуростойкость, а также не требует применения флюсов. Температура герметизации не превышает 603 К. Герметизация, как правило, осуществляется в конвейерных печах с контролируемой средой. В качестве газа используют азот или аргон с добавкой водорода. Герметизацию можно производить также путем непосредственного контакта корпуса с нагревательным элементом или шовной и лазерной сваркой. Недостаток этого метода — применение дорогостоящего*золота.
Наиболее дешевым методом является герметизация с помощью полимеров, однако она не обеспечивает надежную герметизацию. Вопросу герметичности корпусов микросхем уделяется большое внимание. Бесспорно, наличие влаги в корпусе пагубно влияет на микросхему, в первую очередь, за счет коррозии алюминиевых проводников и миграции золота. Этот процесс особенно быстро протекает при наличии электрического потенциала.
10.6 . ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ И ПОЛИМЕРНЫХ КОРПУСОВ
Изготовление металлополимерных корпусов. Металлопо-лимерные корпуса (рис. 10.11, а) имеют керамическое основание»? с вмонтированными в него выводами 1 и металлический жолпачок 4. Герметизацию такого корпуса выполняют путем заливки компаундом 2 нижней поверхности основания и стыка между основанием и колпачком. Основание корпуса одновременно является и подложкой для гибридных схем, на которой располагаются проводники, контактные площадки, резисторы, конденсаторы, любые навесные элементы, в том числе и полупроводниковые схемы.
На рис. 10.11, б показано основание корпуса-подложки гибридной схемы, а на рис. 10.11, в — полупроводниковой схемы. Основание корпуса выполняют из высокоглиноземистой керамики. Через отверстие в основании корпуса проходит и устанавливается вывод, соединенный с контактными площадками. В свою очередь эти контактные площадки соединены с топологическими проводниками на самой подложке-основании. Проводники и пассивные элементы наносят методом трафаретной печати с одной или с двух сторон (при сложной схеме). Для таких корпусов не требуется применения дефицитных материалов, так как крышку корпуса изготавливают из алюминия, а выводы из меди. Недостаток таких корпусов — малая герметичность.
196
Изготовление полимерных корпусов. Полимерными называют корпуса, изготовленные из полимерных материалов с выводами, впрессованными в основание корпуса в процессе отливки или герметизации. Полимерный корпус выполняют из пластмассы в виде коробки (рис. 10.12, а), в стенки которой впрессованы выводы 2. Крышку для герметизации изготовляют также из пластмассы и приклеивают к поверхности / корпуса. Такие корпуса просты в исполнении, но мало надежны, поэтому их применение ограничено.
Значительное распространение получила герметизация с помощью заливки или запрессовки микросхемы в полимеры. Типовая конструкция полимерного корпуса показана на рис. 10.12, б, а конструкция выводной рамки—на рис. 10.4, а.
Интегральную схему 4 с помощью приклейки или эвтектической пайки устанавливают на посадочной площадке выводной рамки 3. При эвтектической пайке эта площадка покрывается золотом с помощью гальванизации или плакирования. В случае применения алюминиевой разводки 5 контактные площадки выводов 1 покрывают алюминием. Траверсы посадочной площадки удерживают микросхему при заливке в нужном положении, а также могут служить заземляющим выводом. Часть выводов, выходящая после заливки за пределы полимера, подвергается лужению.
Рис. 10.12
197
После этих операций весь узел устанавливается в пресс-форму и заливается или запрессовывается в полимер 2, обладающий хорошими адгезионными свойствами к выводам. В противном случае могут образоваться щели, засасывающие влагу внутрь корпуса. Но даже при отсутствии этих щелей, влага все же диффундирует сквозь слой полимера. В залитой микросхеме возникают внутренние механические напряжения вследствие усадки полимера и разницы ТКЛР кристалла и полимера, которые снимаются за счет покрытия кристалла мягким демпфирующим слоем из кремнийорганических и крем-ний-каучуковых соединений.
Недостатки применения полимерной защиты заключаются в следующем: слабая защита от проникновения влаги; в процессе заливки, выводы от микросхем к рамке деформируются, что может привести к выходу из строя или снижению надежности схемы; наличие механического напряжения сжатия на мик- . росхеме вследствие усадки полимера; взаимодействие полимера с микросхемой из-за непосредственного контакта с ней; схемы чувствительны к взаимодействию внешней среды и могут выходить из строя; плохая теплоотдача. Тем не менее полимерная защита получила широкое распространение благодаря тому, что этот метод является одним из самых дешевых и не требует дорогостоящих материалов. Однако применение его ограничивается малой мощностью микросхем и небольшим количеством выводов.
10.7 . ПЕРСПЕКТИВЫ РАЗВИТИЯ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ПОДЛОЖЕК И ДЕТАЛЕЙ КОРПУСОВ МИКРОСХЕМ
Дальнейшее развитие технологии изготовления подложек и деталей корпусов микросхем тесно связано с совершенствованием схемотехнических элементов микросхем, направленным на уменьшение их размеров, а также на увеличение надежности, быстродействия и расширение функциональных возможностей.
Сегодня не является фантазией создание функциональных электронных схем в одном кристалле размером в несколько десятков квадратных миллиметров, которые содержат до миллиона элементов, или вычислительной машины на одном кристалле с речевой связью с человеком. Такой уровень интеграции схемотехнических элементов достигается уменьшением их размеров. Например, транзистор имеет размер I —2 мкм. Дальнейшее его уменьшение сдерживается разрешающей способностью светового потока. Поэтому начинают внедряться вместо фотолитографии методы, использующие поток электро
198
нов и позволяющие получение размеров схемотехнических элементов размерами меньше одного микрометра. По этой причине к материалу и поверхности полупроводниковых подложек предъявляют повышенные требования, для обеспечения которых «мокрые» процессы промывки и травления в кислотах будут вытесняться «сухими» процессами плазменной очистки и травления.
Совершенствование схемотехнической и конструктивной базы микроэлектронной РЭА должно происходить комплексно. Поэтому параллельно будет совершенствоваться конструкция деталей корпусов микросхем, используемые материалы и технология их изготовления.
Совершенствование ТП изготовления деталей корпусов пойдет по пути приближения к безлюдной технологии на базе гибких автоматизированных производств (см. § 2.8), оснащенных роботами и манипуляторами. Это обусловлено тем, что в электронной промышленности при выполнении ряда ТП трудно, а иногда и невозможно, обеспечить требуемую точность формируемых параметров детали, если выполнением операций ТП управляет человек. Уже сейчас большое количество ТП управляется ЭВМ. Все это позволяет считать, что создание безлюдной технологии, в том числе для изготовления подложек и корпусов микросхем в электронной промышленности, будет происходить операжающими темпами.
11. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ
И УПРУГИХ ЭЛЕМЕНТОВ
11.1. ОБЩИЕ ПОЛОЖЕНИЯ
Контактами называют токоведущие детали устройств, обеспечивающие коммутацию электрических цепей. Контакты используются в переключателях, разъемах, потенциометрах и реле. По условиям работы контакты подразделяют на высокочастотные и низкочастотные, слаботочные и сильноточные. Контакты работают попарно, а их соприкасающиеся поверхности оформляют в виде цилиндров, плоскостей и сферы. На рис. 11.1 даны примеры простейших объемных заклепкообразных (а — г) и плоских (д и е) контактов: цельных (а и б) и с накладкой / (в — г).
В РЭА широка используют слаботочные и ограниченно-сильноточные контакты. Слаботочные контакты для токов от долей до единиц ампер изготавливают обычно из благородных и тугоплавких металлов, преимущественно серебра, платины, палладия, золота, вольфрама и сплавов на их основе типа твердых растворов, в том числе дисперсион-но-твердеющих и диффузионно-окисленных. Например, контактный сплав СрМ960 состоит из 96% серебра и 4% меди и имеет удельное со-
199
tf 'T? IM)
О) б) б) г)
противление 0,018 мкОм-м. Основными эксплуатационными параметрами контактов являются: переходное сопротивление (обычно 0,01 — — 0,03 Ом); емкость между контактами (для высокочастотных узлов должна быть не более 1—2 пФ); срок службы, который оценивается числом переключений и составляет от нескольких тысяч до нескольких миллионов переключений.
Сильноточные контакты для токов от единиц до сотен ампер используются в электромеханических и других устройствах РЭА. Их изготовляют из спеченных псевдосплавов, состоящих из двух и более компонентов, из которых один обладает значительно большей тугоплавкостью, — а другой большей электро- и теплопроводностью. Тугоплавкие компоненты из окиси кадмия, никеля, вольфрама повышают износостойкость, термическую стойкость и препятствуют свариванию контактов друг с другом. В качестве электропроводного компонента используют серебро или медь. Например, контактный материал КМК—АЮм состоит из 85% серебра и 15% окиси кобальта и имеет удельное сопротивление 0,028 мкОм-м, а материал СВ50Н2 — из 40% серебра, 50% вольфрама и 2% никеля и имеет удельное сопротивление 0,041 мкОм-м.
Лепестки используют при электрическом монтаже устройств. Простейшие конструкции лепестков изображены на рис. 11.2. Основные требования к лепесткам: малое электрическое сопротивление, достаточная механическая прочность и хорошая паяемость контактных площадок лепестков. Исходными материалами лепестков служат медь и сплавы на ее основе.
Упругими элементами называют детали, значительно деформируемые под действием силовой нагрузки, а после снятия нагрузки, восстанавливающие свою первоначальную форму. В качестве упругих элементов используют винтовые цилиндрические (рис. 11.3, а — г), спи-
Рис. 11.2
200
Рис. 11.3
ральные (рис. 11.3, д) и плоские (рис. 11.3, е — з) пружины. Их применяют в переключателях, потенциометрах и в других контактных устройствах, где обеспечивают замыкание контактов и необходимое контак-ное давление. Плоские пружины в ряде случаев используют в качестве контактов и замыкающих устройств одновременно. Эксплуатационные возможности пружин выявляются через упругую характеристику, представляющую зависимость линейной или угловой деформации от прикладываемой силы, циклическую прочность и коррозионную стойкость.
11.2. ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ДОСТИЖЕНИЯ ЗАДАННЫХ ФИЗИЧЕСКИХ СВОЙСТВ, ТОЧНОСТИ РАЗМЕРОВ И КАЧЕСТВА ПОВЕРХНОСТИ КОНТАКТНЫХ И УПРУГИХ ЭЛЕМЕНТОВ
В коммутационных устройствах РЭА надежный электрический контакт обеспечивается, если контактные детали имеют хорошую электропроводность, теплопроводность, изностойкость и коррозионную стойкость. Эти характеристики контактов обеспечиваются выбором материала и ТП их изготовления. При малых разрывных токах для изготовления контактов применяют серебро, так как контакты из серебра имеют малое переходное сопротивление, почти неизменяюгцееся
201
Таблица 11.1. Основные марки материалов для изготовления пружин
Группа сплавов Основные марки материалов Основные этапы ТП
1 БрОФ6,5—0,4; БрОФ4—0,25; Л63; Л68; Л80; МНЦ-15—20 1. Отжиг 2. Формование
2 У8А, У10А, 65Г 40X13, 51ХФА, 60С2А, 65С2ВА 1. Отжиг 2. Формование 3. Закалка 4. Отпуск
3 БрБ2; БрБ2,5; БрБНТ1,7; БрБНТ1,9; Н36Х11; Н36ХТЮМ5; Н43ХТ; МНМц 20—20; 40КНХМ; Н14ХТ 1. Закалка 2. Формование 3. Дисперсионное твердение
в процессе эксплуатации. При большой частоте разрыва цепей с малыми токами используют дугостойкие и износостойкие контакты из вольфрама, палладия,платины и их сплавов. Для условий эксплуатации применяют золото, платину, палладий, родий, иридий и их сплавы. Следует особо отметить, что при изготовлении контактов их поверхность, размыкающая электрическую цепь, должна обладать коррозионной и электроэро-знонной стойкостью. При изготовлении контактов для экономии драгоценных и дефицитных материалов применяют накладки из этих материалов, а остальную часть контакта выполняют из более дешевого материала, например, из меди или латуни (см. рис. 11.1, в и г). С этой же целью используют биметаллические материалы, применение которых исключает операцию крепления (клепкой, пайкой и т. д.) контакта к контакто-держателю. Биметаллические материалы должны удовлетворять условиям прочности сцепления слоев, исключающих их расслоение при изготовлении.
Пружины (винтовые цилиндрические, спиральные и плоские) должны иметь требуемую зависимость осевой силы от деформации, стабильную характеристику в рабочем диапазоне температур и во времени, быть коррозионностойкими и т.д. Эти характеристики обеспечиваются выбором материала и ТП изготовления пружины. Материалы для изготовления пружин разделяют на три основные группы (табл. 11.1): цикл термической обработки осуществляется до формования пружины (требуемые упругие свойства обеспечиваются нагартовкой материала); требуемые упругие свойства обеспечиваются закал-202
кой и отпуском после формования пружины; упругие свойства создаются за счет дисперсионного твердения, выполняемого после формования пружины.
Спиральные пружины, работающие при статической нагрузке в условиях длительного нагружения, изготавливают из высококачественной углеродистой стали, например У8А, обладающей большой прочностью и стабильностью (табл. 11.1, группа 2). Исходным материалом служит нагартованная или термически обработанная лента. Бронзы и латуни применяют в тех случаях, когда нецелесообразно использовать сталь, например в магнитных полях, в агрессивных средах и т. д. Часто для изготовления пружин применяют термически обработанные материалы, которые после формования подвергают только низкотемпературному отпуску для снятия внутренних напряжений.
Факторы, влияющие на точность изготовления витой цилиндрической пружины. Характеристика витой цилиндрической пружины представляет собой зависимость осевой силы Р (в ньютонах) от деформации сжатия или растяжения f (в миллиметрах):
P-/Gd4/8nDc3p,
где G — модуль упругости при сдвиге, Н/м2; d — диаметр проволоки, мм; п — число витков; £>ср — средний диаметр пружины, мм.
Из анализа формулы следует, что наибольшее влияние на отклонение осевой силы от номинального значения оказывает диаметр проволоки, средний диаметр пружины. Чем меньше диаметр проволоки, тем больше влияние допуска на осевую силу пружины. Чем меньше средний диаметр пружины, тем значительнее влияние отклонения по среднему диаметру пружины на осевую силу пружины. Чем меньше витков в пружине, тем больше изменение числа витков влияет на осевую силу. Пружины, работающие на сжатие (рис. 11.2, б), имеют поверхности опоры, перпендикулярные их оси. Это обеспечивается шлифованием концевых нерабочих витков пружины.
Факторы, влияющие на точность изготовления спиральных пружин. Характеристика спиральной пружины представляет собой зависимость угла поворота ср от момента р (в ньютон-мет-рах);
гр = 12 [iLlbS3E,
где L — развернутая длина пружины, м; b — ширина пружины, м; S — толщина пружины, м; Е — модуль упругости, Н/м2.
203
Из анализа формулы следует, что наибольшее влияние на точность характеристики пружины оказывают отклонения в толщине материала.
Факторы, влияющие на точность изготовления плоских пружин. Характеристика плоской пружины представляет собой зависимость деформации пружины f (в метрах) от действующего усилия Р (в ньютонах):
f = M>PlbS3E,
где I — длина пружины, м; 'Ь — ширина пружины, м; S — толщина пружины, м; Е — модуль упругости Н/м2. Из анализа формулы следует, что наибольшее влияние на точность характеристики оказывают отклонения длины пружины и ее толщины. Для лучшего использования упругих свойств исходного материала необходимо спиральные и плоские пружины длинной стороной располагать вдоль проката листа или ленты.
По технологическому признаку контакты можно подразделить на следующие группы: изготавливаемые высадкой из проволоки или прутка (см. гл. 4); получаемые обработкой резанием (см. гл. 5); штамповкой из листовых материалов. Последние получили широкое применение в РЭА.
Цилиндрические пружины сжатия (рис. 11, 3, а и б), растяжения (рис. 11.3, в), кручения (рис. 11.3, г) получают навивкой проволоки на оправку или безоправочным способом. Спиральные пружины (рис. 11.3, д), изготавливают навивкой лент требуемой ширины на оправку. Плоские пружины (рис. 11.3, е — з), плоские контакты и лепестки делают из листового материала штамповкой в штампах последовательного или совмещенного действия. Последние используют для изготовления деталей с повышенными требованиями по точности.
Для защиты контактных и упругих элементов от коррозии применяют защитные покрытия. Выбор вида покрытия и его толщины определяется назначением и материалом контактного (или упругого) элемента, способом нанесения покрытия, экономической целесообразностью и условиями эксплуатации (см. § 8.1).
Рассмотрим некоторые покрытия. Для улучшения электропроводности с одновременной защитой от коррозии контактных деталей из меди и ее сплавов для условий эксплуатации Л рекомендуется покрытие никелем (или серебром) толщиной 3 мкм, для условий эксплуатации С — никелем (или серебром) толщиной 6 мкм, для условий эксплуатации Ж — никелем толщиной 18 мкм или серебром 9 мкм. Для контактных деталей, подвергающихся трению, для всех условий эксплуа-204
тации рекомендуется покрытие серебром толщиной 12 мкм с хроматной пассивацией (Ср12.хр.).
Для защиты от коррозии скользящих контактов, работающих при контактных давлениях до 2—3 МПа, и температуре до 573 К, когда к поверхности предъявляют требования повышенной износостойкости, применяют палладиевые покрытия толщиной 3—5 мкм. Значительный эффект повышения микротвердости покрытий контактов дает использование электронно-лучевой технологии. Например, покрытие из палладия с вольфрамом (15% вольфрама) позволяет повысить микротвердость в 5 раз по сравнению с чистым палладием при возрастании удельного сопротивления с 0,1 до 0,5 мкОм-м. Для условий эксплуатации Ж и ОЖ, как правило, применяют многослойные покрытия Ср. 9. ПдЗ и Н15. ПдЗ.
Контактные пружинящие детали из бериллиевой бронзы обычно покрывают никелем с подслоем меди (например, МЗН6), сплавом олово — висмут (например, 0-Виб и 0-Ви9). При особых требованиях к их электропроводности такие детали покрывают серебром Для защиты от коррозии стальных пружин применяют цинкование, для условий эксплуатации Ж и ОЖ — кадмирование. Фосфатные и оксидные покрытия изменяют упругие свойства стальных пружин в меньшей степени, чем металлические; их применяют для условий эксплуатации Л. Для этих покрытий целесообразна последующая их гидрофобизация путем пропитки кремнийорга-нической жидкостью ГКЖ-94 (для фосфатных покрытий) или промасливание (для оксидных покрытий).
Защитные свойства покрытий зависят от шероховатости покрытия и покрываемых поверхностей: чем она меньше, тем выше коррозионная стойкость покрытой детали. Для контактных деталей рекомендуемая шероховатость покрываемой поверхности соответствует Ra 2,5—1,25 мкм.
11.3. ТЕХНОЛОГИЧЕСКИЕ МАРШРУТЫ ИЗГОТОВЛЕНИЯ УПРУГИХ ЭЛЕМЕНТОВ, КОНТАКТОВ И ЛЕПЕСТКОВ ИЗ РАЗЛИЧНЫХ
МАТЕРИАЛОВ
Типовой ТП изготовления винтовых цилиндрических пружин из материалов первой группы (см. табл. 11.1) включает следующие основные операции: контроль проволоки на соответствие техническим условиям, отжиг, навивка заготовок (формование), разрезка длинных заготовок на отдельные заготовки пружин (при навивке на оправку), отпуск, обработка торцов (или прицепов) пружин, нанесение защитного покрытия, старение, контроль.
205
Отжиг проводится для улучшения пластических свойств материала.
Навивка заготовок пружин осуществляется на оправке и безоправочным способом. При изготовлении коротких пружин на оправку навивается длинная спираль-заготовка, которая затем разрезается на пружины нужной длины. Навивку пружин безоправочным способом производят на пружинно-навивальных автоматах. Проволока, поступающая из мотка через систему роликов, проходит через направляющую втулку, встречает на своем пути навивальный палец, сгибается им вокруг неподвижной опоры, образуя пружину, которая по мере навивки сходит с опоры.
Отпуск проводят после всех операций механической обработки пружин. Для отпуска пружины нагревают в электропечах до 523—593 К с выдержкой в течение 2—8 мин в зависимости от диаметра пружин. Охлаждение производят в масле.
Обработка торцов (или прицепов) пружин. Шлифование торцов пружины производят на заточных или плоскошлифовальных станках. При массовом изготовлении пружин применяют специальные шлифовальные станки, имеющие два шлифовальных круга, которые могут сближаться между собой с одновременным шлифованием обоих торцов пружин. Прицепы стандартной формы на пружинах, работающих на растяжение, получают на автоматах, а нестандартной формы — гибкой с использованием специальных приспособлений.
При обработке пружин в кислотах и в процессе нанесения гальванических покрытий происходит поверхностное насыщение слоя проволоки водородом, в результате повышается хрупкость пружин. Для удаления водорода с поверхностного слоя пружин применяют термообработку: сначала при температуре 383 К в течение 30 мин, а затем при температуре 423 К в течение 1,5—2 ч. При таком ступенчатом режиме водород постепенно удаляется из поверхностного слоя проволоки и отслаивания покрытия не происходит.
Старение пружин происходит при циклическом нагружении и разгружении.
Контроль пружин включает внешний осмотр, измерение размеров и упругих характеристик. При внешнем осмотре выявляют поверхностные дефекты в виде заусенцев, вмятин и трещин. Измерением контролируют свободную длину, наружный диаметр, равномерность шага навивки, диаметр проволоки, перпендикулярность опорной поверхности пружины и упругую характеристику пружины (зависимость осевой силы от деформации).
206
Типовой ТП изготовления винтовых цилиндрических пружин из материалов второй группы (см. табл. 11.1) включает следующие основные операции: контроль проволоки на соответствие техническим условиям, отжиг, навивка заготовок, разрезка длинных заготовок на отдельные пружины, обработка торцов (или прицепов) пружин, закалка и отпуск, нанесение защитного покрытия, старение, контроль. Ряд операций при этом выполняется так же, как и в предыдущем ТП, но вводятся закалка и отпуск.
Закалка и отпуск пружин, например, из стальной проволоки марки 51ХФА проводится по следующему режиму: закалка при 1113—1133 К, охлаждение в масле, отпуск при 743— —783 К в течение'30 мин с последующим охлаждением в масле или в горячей воде.
Типовой ТП изготовления винтовых цилиндрических пружин из материалов третьей группы (см. табл. 11.1) включает следующие основные операции: контроль проволоки на соответствие техническим условиям, закалка, навивка заготовок, разрезка длинных заготовок на отдельные пружины, обработка торцов (или прицепов) пружин, дисперсионное твердение, заневоливание, контроль.
Закалка проволоки, например, из бериллиевой бронзы, проводится по следующему режиму: нагрев до 1033—1053 К с выдержкой в среде диссоциированного аммиака в течение 8 мин.
Дисперсионное твердение производится для перевода бериллиевой бронзы из пластического (мягкого) состояния в упрочненное (твердое) состояние. Дисперсионное твердение проводят в обычных электрических печах или в электрических печах с защитной атмосферой или в вакуумных печах по следующему режиму: нагрев до температуры 533—673 К с выдержкой в течение 3—3,5 ч, охлаждение на воздухе. В результате такой термообработки повышается твердость, упругость, износостойкость и значительно повышается усталостная прочность материала пружин. Остальные операции выполняют так же, как в ТП изготовления пружин из материалов первой группы.
Типовой ТП изготовления спиральных пружин из материалов второй группы включает следующие основные операции: контроль материала на соответствие техническим условиям, резка материала на ленты требуемой ширины, правка лент, снятие заусенцев, отжиг, навивка пружины, закалка и отпуск, нанесение защитного покрытия, заневоливание, контроль. Ряд операций проводится так же, как и при изготовлении винтовых пружин этой группы материалов.
207
Заневоливание проводится с целью стабилизации формы спирали, для чего пружину закручивают до соприкосновения витков, помещают в обойму и выдерживают в течение 24 ч. После заневоливания пружина должна иметь форму, близкую в архимедовой спирали.
Типовой ТП изготовления плоских пружин из материалов третьей группы включает следующие основные операции: контроль материала на соответствие техническим условиям, резка материала на ленты требуемой ширины, правка лент, снятие заусенцев, закалка, штамповка пружин, дисперсионное твердение, нанесение защитного покрытия, контроль. Ряд операций проводится так же, как и при изготовлении винтовых цилиндрических пружин из этой группы материалов.
Штамповка пружин (вырубка по контуру, пробивка отверстий и гибка) проводится в штампах последовательного или совмещенного действия. Типовой ТП изготовления плоских контактов и лепестков из бериллиевой бронзы аналогичен ТП изготовления плоских пружин. Типовой ТП изготовления биметаллических плоских контактов включает следующие операции: контроль материала на соответствие техническим условиям, резка материала на полосы требуемой ширины, правка полос, штамповка контактов, контроль. Ряд операций выполняется так же, как и при изготовлении плоских контактов.
Контроль биметаллических контактов включает внешний осмотр, измерение размеров и проверку прочности контактов. При внешнем осмотре выявляют поверхностные дефекты в виде вмятин, трещин, расслоений, заусенцев и т. д. Измерением определяют соответствие геометрических размеров требованиям чертежа. Проверку прочности биметаллических контактов проводят изгибом образцов под углом 90° вокруг цилиндра определенного диаметра, при этом не должно быть расслаивания контакта. Этот метод дает качественную оценку адгезии биметаллических материалов.
11.4. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ. ПРЕДЪЯВЛЯЕМЫЕ К КОНСТРУКЦИИ КОНТАКТНЫХ И УПРУГИХ ЭЛЕМЕНТОВ
Конфигурация контактов и пружин из листовых материалов должна обеспечить наивыгоднейшее использование материала для получения безотходного и малоотходного раскроя. При этом не следует искусственно увеличивать размеры и площадь заготовки. На рис. 11.4 показано незначительное изменение конфигурации соединителя с целью получения малоотходного раскроя: а — старая конструкция; б — новая конструкция. В результате экономия материала достигла 35—40%,
208
Рис. 11.4
а производительность труда увеличена в 2 раза. Если же отход неизбежен, то желательно придать ему конфигурацию другой детали или использовать его повторно.
При проектировании плоских контактов и пружин необходимо избегать сложных конфигураций, с узкими и длинными вырезками контура или очень узкими прорезями. Рекомендуется ширину выступов и впадин делать больше толщины материала, в противном случае необходима дополнительная обработка всех этих элементов резанием. Минимальные радиусы гибки следует применять только при конструктивной необходимости. При гибке твердых и малопластичных металлов (бронза, нагартованная латунь, лента пружинной стали) линию изгиба следует располагать обязательно поперек волокон проката. Наименьший радиус гибки при этом составляет (2—4) S (S — толщина листа). Наименьшая высота отгибаемой полки должна быть более 3S. При гибке плоских контактов и пружин, имеющих широкую и узкую часть, радиус изгиба не должен захватывать широкую часть во избежание образования неровностей.
В случае многооперационной гибки плоских контактов и пружин необходимо предусмотреть технологические базы для фиксирования заготовки на операциях. Для снижения расхода благородных и дефицитных материалов при изготовлении контактов вполне оправдывает себя локальная металлизация их.
209
При навивке винтовых цилиндрических пружин на оправку ее диаметр следует выбирать равным 0,8—0,95 внутреннего диаметра пружины, так как после снятия усилия натяжения диаметр пружины увеличивается вследствие упругих свойств материала проволоки.
12. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ
12.1. ОБЩИЕ ПОЛОЖЕНИЯ
Магнитопроводом называется деталь или комплект деталей, предназначенных для прохождения с определенными потерями магнитного потока, возбуждаемого электрическим током в обмотках намоточных и здел и й.
Магнитопроводы являются составными частями схемотехнических элементов РЭА: трансформаторов, дросселей, магнитных головок, фильтров, контуров, запоминающих устройств и др. Форма деталей,
Рис. 12.1
образующих магнитопровод, а также вид и физические свойства материалов, используемых для их изготовления, обусловлены назначением и конструктивными особенностями схемного элемента. По этим признакам магнитопроводы разделяют на три группы: пластинчатые, ленточные и формованные.
Пластинчатые магнитопроводы представляют собой пакеты, собранные из штампованных плоских пластин. Они бывают двух типов (рис. 12.1): броневые (а) и стержневые (б).
210
211
Ленточные магнитопроводы имеют форму круглых (рис. 12.2, а) или прямоугольных со скругленными углами колец (рис. 12.2, б), полученных спиральной навивкой на оправку одной ленточной заготовки или П-образной гибкой нескольких предварительно нарезанных полос. Во втором случае кольца получаются разъемными с плоскостью разреза (рис. 12.2, в). Неразрезные ленточные магнитопроводы характеризуются лучшими магнитными характеристиками по сравнению с разрезными ленточными и пластинчатыми, так как в последних неизбежны воздушный зазор и частичное замыкание торцов. Однако неразрезные ленточные магнитопроводы имеют следующие недостатки: сложность и большая трудоемкость намоточных работ. Достоинством разрезных ленточных магнитопроводЪв является то, что катушки для них можно изготавливать на обычных намоточных станках.
Формованные магнитопроводы состоят из одной или нескольких монолитных объемных деталей, изготовленных из порошкообразных магнитодиэлектриков или ферритов с использованием керамической технологии (формование и спекание).
Формованные магнитопроводы нашли широкое применение в высокочастотных устройствах РЭА. На рис. 12.3 дан пример броневого магнитопровода из магнитодиэлектрика: а — с замкнутой; б — с разомкнутой магнитной цепью (/ — подстроечник, 2 — верхняя чашка, 3 — нижняя чашка). На рис. 12.4 приведены некоторые образцы магнитопроводов из ферритов: рис. 12.4, а и б — замкнутый П-образный прямоугольного сечения; рис. 12.4, в и г—замкнутый П-образный круглого сечения, рис. 12.4, д — О-образный; рис. 12.4, е — Г-образный, рис. 12.4, ж — Е-образный; рис. 12.4, з — магнитной головки.
12.2. ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ДОСТИЖЕНИЯ ЗАДАННЫХ ФИЗИЧЕСКИХ СВОЙСТВ, ТОЧНОСТИ РАЗМЕРОВ И КАЧЕСТВА ПОВЕРХНОСТИ МАГНИТОПРОВОДОВ
Магнитопроводы должны иметь высокую магнитную проницаемость, незначительную коэрцитивную силу, стабильные магнитные характеристики в рабочем диапазоне температур и во времени, минимальные потери на гистерезис, рассеивание и вихревые токи, устойчивость к посторонним механическим воздействиям.
Соответствие физических свойств магнитопривода этим требованиям достигается, прежде всего, выбором магнитного материала и построением ТП. При переработке магнитных материалов в детали магнитопроводов исходные магнитные свойства их изменяются под тепловым и силовым воздействием инструментов и технологических сред. По этой причине в ТП изготовления включают ряд операций по контролю и восстановлению магнитных свойств деталей магнитопроводов, а условия выполнения операций формообразования подбирают с расчетом на то, чтобы минимально воздействовать на изменения этих свойств.
В качестве магнитных материалов используют электротехническую сталь, железо никелевые сплавы, магнитодиэлектри
212
ки и ферриты. Электротехнические стали и пермаллои применяют в виде горячекатанного и холоднокатанного проката в листах и рулонах толщиной 0,04—0,5 мм. Горячекатанные стали используют в магнитопроводах, работающих на низких частотах, а холоднокатанные — в магнитопроводах с повышенными магнитными характеристиками. Железоникелевые сплавы (пермаллои) характеризуются в 10—20 раз большей магнитной проницаемостью в слабых магнитных полях по сравнению с электротехнической сталью. Высоконикелевые пермаллои (72—80% никеля) марок 79НМ, 80НХС и другие используют для изготовления сердечников малогабаритных дросселей и трансформаторов низкой частоты, магнитных головок и др. Низконикелевые пермаллои (30—50% никеля) марок 38НС, 45Н, 50Н, 50НХС и другие применяют для изготовления магнитопроводов силовых трансформаторов и дросселей, магнитных головок и др.
• Электротехнические стали и пермаллои характеризуются малым удельным электрическим сопротивлением (10“7 — — Ю“6Ом-м). Использование их в магнитопроводах, работающих на высоких частотах, не представляется возможным из-за больших потерь на вихревые токи, возрастающих пропорционально квадрату частоты. Для магнитопроводов, работающих на высоких частотах, используют магнитодиэлектрики, которые состоят из зерен магнитного материала, разделенных диэлектриком. По сравнению с металлическими магнитными материалами они характеризуются более высоким электрическим сопротивлением (10~3 — 1 Ом-м). В качестве магнитопроводов из магнитодиэлектриков берут карбонильное железо (высокодисперсный порошок, состоящий в основном из частиц сферической формы), альсифер (магнитомягкий сплаве высокой магнитной проницаемостью, содержащий около 9,5% кремния и 5,5% алюминия, остальное — железо; ГОСТ 22187—76) и пермаллои.
Основные достоинства магнитодиэлектриков: малые потери на вихревые токи, стабильные магнитные характеристики в рабочем интервале температур и во времени. К числу недостатков следует отнести небольшую магнитную проницаемость (1,26-10“б —7,53-10“б Гн/м) на радиочастотах, что ограничивает возможность повышения добротности различных индуктивных элементов. Для работы с малыми потерями на высоких частотах до нескольких десятков мегагерц используют магнитные материалы керамического типа, ферриты, получаемые спеканием при высокой температуре смеси окислов железа с окислами никеля, цинка, марганца, магния, меди или другого двухвалентного металла. Ферриты характеризуются высокой
213
магнитной проницаемостью (1,26 • 10”5 — 2,52 • 10~3 Гн/м) и удельным электрическим сопротивлением (1 — 105Ом-м).
Для обеспечения требуемой точности формы и размеров при изготовлении пластинчатых магнитопроводов с заданной шероховатостью поверхности используют штамповку, обработку резанием и физико-химические методы. При штамповке и обработке резанием в поверхностных слоях материала в результате силового воздействия инструмента кристаллы правильной формы, характерные для исходного материала, разрушаются и ориентируются в направлении движения инструмента. В результате ухудшаются характеристики магнитопроводов, например, магнитная проницаемость уменьшается, а коэрцитивная сила увеличивается. Для восстановления магнитных характеристик материала проводят отжиг, вызываю-ций рекристаллизацию материала.
При изготовлении разрезных ленточных магнитопроводов разрезание является одной из ответственных операций. Отклонение режимов этой операции от оптимальных может привести к появлению короткозамкнутых витков и наклепу, в результате возрастут потери на вихревые токи. Разрезание магнитопроводов осуществляют различными способами, например, фрезерованием, абразивным кругом, электроискровой обработкой и т. д. При фрезеровании поверхность разреза получается неровной, а витки магнитопровода оказываются короткозамкнутыми. Кроме того, имеет место наклеп и изменение ориентации зерен в месте разреза. Разрезание магнитопроводов абразивным кругом (шероховатость обработанной поверхности Ra 1,25 мкм) и электроискровой обработкой (Rz 20 мкм) дают лучшие результаты. После разрезания абразивным кругом отпадает необходимость применения последующего шлифования. Электроискровая обработка позволяет избежать механического воздействия на магнитопровод и замыкание отдельных его витков. Поверхностный слой, в котором в результате теплового воздействия происходит изменение ориентации зерен до глубины 0,05—0,08 мм, удаляется при последующем шлифовании торцов магнитопровода.
Точность размеров, формы и качество поверхности формованных магнитопроводов обеспечивается точностью размеров и шероховатостью поверхности оформляющей полости пресс-форм. Магнитные характеристики формованных магнитопроводов обеспечиваются качеством порошка магнитного материала и материала диэлектрической связи. Количество связки при изготовлении магнитопроводов должно быть по возможности минимальным, так как ее увеличение резко снижает магнитную проницаемость магнитопровода и увеличивает
214
диэлектрические потери. Формовочная смесь на основе полистирола обладает хорошей текучестью, поэтому ее используют для изготовления сложных по форме магнитопроводов. Магнитная проницаемость формованных магнитопроводов зависит от их плотности, которая обеспечивается выбором давления при прессовании. С увеличением давления прессования магнитная проницаемость возрастает до определенного значения для данного типа магнитного материала. При дальнейшем увеличении давления прессования возрастают потери на гистерезис, так как имеет место пластическая деформация феррочастиц, возрастает электропроводность и потери на вихревые токи из-за разрушения изоляционной пленки вокруг феррочастиц.
Оптимальное давление прессования для магнитодиэлектриков лежит в интервале 600— 1000 МПа, а для ферритов — 80—200 МПа. Продолжительность выдержки под нагрузкой не влияет на плотность магнитного материала. Обепечение равномерной плотности магнитного материала в формованном магнитопроводе осуществляется прессованием в пресс-формах с двойным давлением сверху и снизу. Кроме того, в магнитопроводах из ферритов в случае неравномерной плотности при последующем спекании возникают значительные внутренние напряжения, вызывающие коробление и растрескивание. Для исключения растрескивания магнитопроводов из ферритов проводят следующие технологические мероприятия: перед спеканием нагревом из них удаляют связку; при спекании скорость подъема температуры ограничивают 200— 300 К/ч из-за быстрого испарения оставшейся связки; после выдержки при температуре спекания требуется медленное охлаждение со скоростью 50—100 К/ч.
Магнитопроводы с одинаковыми магнитными характеристиками могут быть получены только при одинаковой температуре по всей рабочей зоне печи. Температурный режим поддерживается с точностью ±5 К автоматическим регулированием.
12.3. ТЕХНОЛОГИЧЕСКИЕ МАРШРУТЫ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТЫХ МАГНИТОПРОВОДОВ И СОДЕРЖАНИЕ ОСНОВНЫХ ОПЕРАЦИИ
Типовой ТП изготовления пластинчатых магнитопроводов включает следующие основные операции: контроль материала на соответствие техническим условиям, резка-материала на ленты (полосы) требуемой ширины, вырубка пластин магнитопровода, снятие заусенцев, правка пластин магнитопровода, отжиг, изоляция пластин, сборка пакета.
215
Контроль материала на соответствие техническим условиям. При поставке исходный материал контролируют по магнитной проницаемости и коэрцитивной силе.
Резка материала на ленты (полосы) требуемой ширины производится многодисковыми, гильотинными или роликовыми ножницами. Правильный раскрой материала, как было рассмотрено в гл. 4, дает большую экономию материала и снижает себестоимость выпускаемых изделий. Большое внимание уделяют получению прямолинейных кромок ленты (полосы), особенно при безотходном • раскрое, например П-образных (рис. 12.5, а) и Ш-образных пластин (рис. 12.5, б).
Вырубка пластин магнитопровода производится штампами на прессах и является формообразующей операцией. При износе режущих кромок штампа на пластинах магнитопроводов появляются заусенцы, которые могут привести к замыканию отдельных пластин и пакета в целом. В результате уменьшается коэффициент заполнения пакета и возрастают потери на вихревые токи. Зазор между матрицей и пуансоном штампа влияет на размер заусенцев. Например, для получения заусенцев не более 0,005 мм зазоры между пуансоном и матрицей должны быть менее 0,002 мм. Для повышения стой
кости штампов матрицы изготавливают из твердого сплава. Для получения высокой производительности применяют штампы-автоматы, оснащенные устройствами для автоматического
удаления отштампованных пластин.
ч Снятие заусенцев осуществляют шлифованием, вальцеванием, электрополированием, виброгалтовкой. Наиболее часто заусенцы удаляют шлифо-
Рис. 12.5
ванием. Пластину пропускают между вращающимися с разной частотой резиновым и абразивным кругом. При вальцевании пластины пропускают между двумя закаленными стальными валками. Заусенцы снимаются за счет их сминания и обламывания. В этом случае производится также правка пластин. Удаление заусенцев электрополированием обеспечивает повышение магнитной проницаемости на 10—12% и снижение потерь на гистерезис на 10—15%,
что связано с удалением по-
216
верхностного слоя металла с краев пластин, где имеет место наклеп после штамповки. Удаление заусенцев в виброгалтовоч-ных установках производят на частоте 100 Гц с амплитудой колебаний 4—б мм в среде электрокорунда зернистостью 3—5 мкм.
Перспективным способом удаления заусенцев является ультразвуковой в абразивной среде с наложением статического давления. Пластины погружают в ванну с абразивной суспензией, в которой возбуждаются ультразвуковые колебания частотой 18 кГц. Повышенное статическое давление в ультразвуковой ванне создается сжатым воздухом или азотом (0,4— —0,5 МПа).
После резки, вырубки и удаления заусенцев пластины обезжиривают в бензине и ацетоне, чередуя обезжиривание в каждой жидкости с сушкой на воздухе. Хорошие результаты дает ультразвуковая очистка (промывка) пластин.
Правка пластин магнитопровода осуществляется для устранения их деформации в результате штамповки. Пластины правят, пропуская через рихтующие вальцы, или на эксцентриковых прессах штампами с плоскими шлифованными рабочими частями. Обычно установка с рихтующими вальцами и зачищающим абразивным кругом (для снятия заусенцев) объединяется со штампом-автоматом в один автоматически действующий агрегат. Перед отжигом пластины обезжиривают ацетоном или бензином, припудривают окисью магния или окисью алюминия, не допускающими снижения магнитных свойств и спекания пластин.
Отжиг. Пластины магнитопровода подвергают межоперационному и окончательному отжигу. Межоперационный отжиг осуществляют для повышения пластических свойств материала, а окончательный — для получения магнитных свойств, присущих данному материалу. Режимы отжига представлены в табл. 12.1 и 12.2. После окончательного отжига на контрольных образцах измеряют магнитную проницаемость, которая является критерием качества отжига. При значительном разбросе параметров производят повторный отжиг.
Изоляция пластин. Наиболее распространенными способами изоляции пластин являются оксидирование и фосфатирование, а также лакирование. Фосфатирование обеспечивает более высокие механические и электроизоляционные свойства, чем лакирование и оксидирование. Прогрессивным является образование термостойкого изоляционного слоя на металлургическом заводе в процессе изготовления листового магнитного материала.
217
Таблица 12.1. Режимы межоперационного отжига магнитопроводов
Материал магнитопровода Среда отжига Режимы отжига
Скорость нагрева, К/ч Температура. к . Время выдержки, ч Скорость охлаждения
Электротехнические стали Вакуум 133-10-4 Па или водород Не нормируется 903—943 1 — 1,5 Соответствует скорости охлаждения печи
Пермаллои 45Н, 50Н, 50НП, 79НМ, 80ХНС Вакуум 133-Ю-3 Па или водород 1273— 1303 2—2,5
Сборка пакета состоит из набора пластин в пакет и их скрепления. Различают два способа набора пластин: впере-крышку и встык. Набор пластин осуществляется вручную или автоматически. Сборку встык применяют в том случае, когда необходимо иметь воздушный зазор в магнитопроводе, например, в дросселях. Зазор (0,05—0,10 мм) регулируют количест-
Таблица 12.2. Режимы окончательного отжига магнитопроводов
Материал магнитопровода Среда отжига Режимы отжига
Температура, к Время выдержки, ч Скорость охлаждения, К/ч
Электротехнические стали Вакуум 133-ю-4 Па или водород 1373—1423 4—6 не более 50 (до 673 К)
Пермаллои 45Н, 50Н, 79НМ. 50НП Вакуум 133-10-3 Па или водород 1373—1423 3-6 1 не более 200 (до 873 К) не менее 673 (от 873 до 473 К)
80НХС 1373—1423 3—6 не более 200 (до 673—773 К); не менее 400 (от 673 до 773 К)
218
вом бумажных прокладок между пластинами. В ряде случаев для повышения коэффициента заполнения осуществляют обжатие пакета на прессе давлением 2—5 МПа, но при этом могут ухудшаться магнитные характеристики магнитопровода (возможно увеличение потерь на вихревые токи вследствие частичного разрушения изоляционных слоев). Собранный пакет скрепляют изолированными шпильками, болтами или обжимными скобами.
12.4. ТЕХНОЛОГИЧЕСКИЕ МАРШРУТЫ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ И СОДЕРЖАНИЕ ОСНОВНЫХ ОПЕРАЦИЙ
Типовой ТП изготовления ленточных витых магнитопроводов включает следующие операции: контроль материала на соответствие техническим условиям, резка материала на ленты требуемой ширины, обезжиривание ленты, снятие заусенцев, промывка и обезжиривание, нанесение изоляции, навивка магнитопроводов, отжиг, пропитка магнитопроводов. Для разрезных магнитопроводов дополнительно проводят разрезание и обработку торцов магнитопроводов. Рассмотрим особенности ТП изготовления ленточных магнитопроводов. Ряд операций при этом выполняют так же, как и для пластинчатых магнитопроводов и в настоящем параграфе не рассматривается.
Нанесение изоляции и навивка магнитопровода. Наиболее распространенным способом нанесения изоляции на ленту является электрофорез, при этом могут быть использованы суспензии на основе двуокиси кремния (раствор кремниевой кислоты в ацетоне), окиси магния (раствор окиси магния в четыреххлористом углероде), окиси алюминия (раствор каолина в воде) и т. д.
Большое распространение получила суспензия на основе двуокиси кремния, позволяющая получить качественный изоляционный слой толщиной 5—10 мкм. На рис. 12.6 представлена схема установки для навивки ленточного магнитопровода с одновременным нанесением изоляции методом электрофореза: 1 — рулон обезжиренной и зачищенной ленты; 2 — ванна с суспензией; 3 — мешалки; 4— катоды; 5 — сушильная камера; 6 — оправка для навивки магнитопровода. Толщина и плотность изоляционного слоя определяются режимом навивки, зависящим от концентрации суспензии, скорости прохождения ленты и плотности тока. Число витков магнитопровода контролируется счетчиком.
Пропитка магнитопроводов проводится с целью улучшения их жесткости и влагостойкости. Широкое применение по-
219
Рис. 12.6
лучила циклическая пропитка, например компаундом КГМС-2, лаком 321 или клеем БФ-4 в специальной установке с применением вакуума и избыточного давления, при чередовании которых обеспечивается качественная пропитка магнитопроводов. Затем для полимеризации пропиточного состава магнитопровод подвергают нагреву.
Разрезание магнитопровода на две половины осуществляется электроискровой или абразивной обработкой, или другими методами.
Шлифование торцов магнитопровода производится для удаления неровностей, полученных при разрезании, и уменьшения зазоров при сборке двух половин магнитопровода. В ряде случаев торцы магнитопроводов притирают. С-образные ленточные магнитопроводы получают гибкой: ленту режут на отрезки различной длины и собирают в определенном порядке в пакет, который затем изгибают в специальном приспособлении.
Типовой ТП изготовления гнутых магнитопроводов включает следующие основные операции: контроль материала на соответствие техническим условиям, резка материала на ленты требуемой ширины, обезжиривание ленты, святие заусенцев, промывка и обезжиривание, нанесение изоляции, резка ленты на заготовки различной длины, пакетирование заготовок, гибка пакетов в гибочном приспособлении, фрезерование торцов пакета после гибки, запрессовка в кассету, отжиг в вакуумной печи, распрессовка кассет, шлифовка и притирка торцов пакета.
Следует отметить, что ТП изготовления гнутых магнитопроводов легко поддается механизации и автоматизации. Например, разработаны автоматы для резки заготовок различной длины и пакетирования пластин магнитопровода. Этот автомат объединяется с другим автоматом, производящим гибку С-образных магнитопроводов, их склеивание и отжиг.
220
12.5. ТЕХНОЛОГИЧЕСКИЕ МАРШРУТЫ ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ ИЗ МАГНИТОДИЭЛЕКТРИКОВ И ФЕРРИТОВ И СОДЕРЖАНИЕ ОСНОВНЫХ ОПЕРАЦИЙ
Типовой ТП изготовления магнитопроводов из магнитодиэлектриков включает следующие основные этапы: приготовление порошка магнитного материала, приготовление формовочной смеси, формование, термообработка, пропитка магнитопроводов.
Приготовление порошка магнитного материала осуществляется размолом чистых магнитных материалов (карбонильного железа, альсифера и т. д.).
Приготовление формовочной смеси заключается в том, что порошок магнитного материала смешивают с термопластичной или термореактивной связкой. Термопластичная связка в виде тонкоизмельченного порошка (например, полистирола) или термореактивная — в виде раствора, например бакелитовой смолы в спирте, подается в определенной пропорции с порошком магнитного материала в смеситель, где формовочная смесь тщательно перемешивается для обеспечения полного обволакивания магнитного порошка диэлектрической связкой. Формовочная смесь на основе полистирола после смешивания готова к формованию, а смесь на основе бакелитовой смолы предварительно подсушивается для удаления летучих составляющих на металлических противнях и просеивается, после чего подается на формование.
Формование магнитопроводов осуществляют теми же методами, что и прессование пластмасс, а именно, холодным и горячим прессованием и горячим литьем под давлением. Магнитодиэлектрики с термореактивной связкой обычно формуют холодным и горячим прессованием, а магнитодиэлектрики с термопластичной связкой — литьем под давлением. Холодное прессование проводится при следующих режимах: давление 800—1000 МПа, температура 288—298 К, выдержка под давлением 1—2 с. Режимы горячего прессования формовочной массы на основе полистирола: предварительный нагрев пресс-формы до 453—473 К, давление 400—500 МПа, выдержка под давлением 3—10 мин, охлаждением пресс-формы до 353— 358 К.
Термообработка магнитопроводов проводится в тех случаях, когда используется метод холодного прессования. Отформованные магнитопроводы для полимеризации термореактивной связки помещают в нечь с температурой 403—413К и выдерживают 4—8 ч.
221
Пропитка магнитопроводов проводится с целью повышения влагостойкости и защиты от окисления. При этом используют различные компаунды, кремнийорганические составы, парафин или церизин.
Типовой ТП изготовления магнитопроводов из ферритов включает следующие основные этапы: приготовление порошков соответствующих окислов металлов, приготовление формовочной смеси, формование, термообработка, пропитка магнитопроводов.
Технология изготовления мягнитопроводов из ферритов аналогична технологии изготовления деталей из керамики. Формование магнитопроводов осуществляется сухим или сырым прессованием, а также выдавливанием через мундштук. Отпрессованные магнитопроводы спекают в печи с использованием газовой среды в зависимости от состава феррита. Спекание на воздухе с последующим охлаждением в инертной среде проводят для ферритов, содержащих марганец. Спекание в вакууме проводят для марганцево-цинковых ферритов. Конечная температура спекания ферритов 1273—1683 К. Магнитопроводы пропитывают в 80%-ном спиртовом растворе бакелитового лака в течение 30 мин с последующей просушкой в термостате при температуре 413 К в течение 6 ч.
12.6. КОНТРОЛЬ КАЧЕСТВА МАГНИТОПРОВОДОВ
' Все магнитопроводы подвергают следующим видам контроля: контроль геометрических размеров, внешнего вида, маркировки, массы, контроль магнитных характеристик (магнитной проницаемости и относительного тангенса угла магнитных потерь).
Геометрические размеры магнитопроводов проверяют любым измерительным инструментом, обеспечивающим погрешность измерения, не превышающую установленную ГОСТ 8.051—73. Внешний вид и маркировку проверяют внешним осмотром невооруженным глазом с остротой зрения от 0,8 до 1 и нормальным цветоощущением при освещенности от 60 до 100 лк, сопоставляя с чертежами и образцами внешнего вида. Масссу магнитопроводов определяют взвешиванием с погрешностью не более ± 0,5%.
Определение начальной магнитной проницаемости и относительного тангенса угла магнитных потерь рассмотрим на примере кольцевых магнитопроводов из ферритов (см. ГОСТ 14208—77) марок 1000НМ, 1500НМ, 3000НМ, 4000НМ. Начальную магнитную проницаемость определяют измерением коэффициента начальной индуктивности магнитопроводов на
222
одной из частот 1 —100 кГц. Измерение коэффициента начальной индуктивности проводят при помощи мостового измерителя индуктивностей (например, низкочастотного измерителя малых индуктивностей ЭМ18-2 или цифрового измерителя индуктивностей ЭМЦ7-2). Магнитопроводы считаются годными, если значения коэффициента начальной индуктивности лежат в пределах, указанных в ТУ.
Относительный тангенс угла магнитных потерь tg 6ц/рн определяют измерением индуктивности Lx, сопротивления гх намагничивающей цепи с испытываемым магнитопроводом при значениях частоты и амплитуды, указанных в ТУ, и сопротивления намагничивающей цепи постоянному току. г0. В качестве намагничивающей цепи используют равномерно нанесенную на магнитопровод обмотку. Магнитопроводы перед нанесением обмотки обматывают одним-двумя слоями конденсаторной бумаги толщиной 10—15 мкм. Измерение индуктивности Lx и сопротивления ?х обмотки с магнитопроводом проводят мостовым измерителем полных сопротивлений, например типа ЭМ18-5. Измерения Lx, гх проводят сначала при амплитудном значении напряженности переменного магнитного поля Н = 0,8 А/м (10 мЭ), а затем при Н = 8 А/м (100 мЭ). Намагничивающие токи, сооответствующие этим напряженностям переменного магнитного поля, даются в ТУ.
Относительный тангенс угла магнитных потерь tg би/рн вычисляют по формуле:
tg 6ц/ц„ = (гх — го)/(2л f Lx р.н),
где rx — эффективное сопротивление обмотки с сердечником, Ом; г0 — сопротивление обмотки постоянному току, Ом; f — частота измерения, Гц; Lx — индуктивность обмотки с сердечником, Гн; — начальная магнитная проницаемость, определяемая по формуле рн = /<^2 104/h, в которой Ki — коэффициент начальной индуктивности, мкГн; h — высота магнитопровода, мм; /<2 = l/(21n Did), где D и d — соответственно наружный и внутренний диаметры магнитопровода, мм.
12.7. ТЕХНОЛОГИЧЕСКИЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К КОНСТРУКЦИИ МАГНИТОПРОВОДОВ. ПЕРСПЕКТИВЫ РАЗВИТИЯ ТП ИЗГОТОВЛЕНИЯ МАГНИТОПРОВОДОВ
Конфигурация пластинчатого магнитопровода должна обеспечить наивыгоднейшее использование листового материала с целью получения безотходного и малоотходного раскроя. Отверстия рекомендуется получать только в случае, если их
223
диаметр более или равен толщине листа. Наименьшее расстояние от края отверстия до прямолинейного контура должно быть не менее толщины листа. Перпендикулярность боковых сторон плоскости разъема магнитопроводов магнитных головок и ступенчатость пластин должна быть не более 0,01— — 0,05 мм (пределы зависят от размеров магнитопроводов).
Внутренний радиус /? ленточных магнитопроводов (см. рис. 12.2, б) должен быть не менее 0,5 мм для ленты толщиной 0,05 мм и не менее 1 мм для .ленты толщиной 0,15—0,35 мм.
При проектировании формованных магнитопроводов необходимо учитывать следующие рекомендации. Магнитопроводы должны обладать равномерной толщиной стенок, так как процесс формования сопровождается значительной усадкой, приводящей к короблению и растрескиванию деталей. Толщина стенок должна быть не менее 1 мм. При незначительной раз-ностенности магнитопроводов в процессе формования получают более равномерную плотность. Стенки магнитопроводов, расположенные в направлении прессования, выполняют с технологическими уклонами, облегчающими извлечение детали из пресс-формы. Магнитопроводы следует выполнять без острых переходов, которые могут привести к растрескиванию детали. Закругления способствуют повышению механической прочности магнитопроводов, облегчают течение формовочной смеси в пресс-форме и увеличивают ее стойкость. Радиус закругления должен быть не менее 0,2 мм. Резьба, получаемая при формовании, должна иметь диаметр более 3 мм, а шаг более 1 мм. Следует избегать пазов и отверстий в магнитопроводах, расположенных перпендикулярно оси прессования, так как они усложняют конструкцию пресс-формы и снижают производительность труда.
В целях кардинального повышения производительности труда и качества магнитопроводов современное развитие технологии их изготовления ведется по следующим основным направлениям: разработка новых типов технологического оборудования серийного производства магнитопроводов, пригодных для встраивания в автоматические линии; создание и применение манипуляторов с программным управлением для механизации и автоматизации трудоемких, вредных и монтажных работ (штамповка, механическая обработка, сборка, пропитка и т. д.); создание и применение механизированных и автоматизированных технологических комплексов с автоматической системой управления от ЭВМ для изготовления магнитопроводов; внедрение малоотходной и безотходной технологии, в частности, внедрение с использованием ЭВМ раскроя холоднокатанных лент с зачищенными или полированными
224
кромками для изготовления пластинчатых и ленточных магнитопроводов; применение ЭВМ для оптимизации режимов обработки, управления оборудованием и технологическими процессами изготовления магнитопроводов; совершенствование средств технического контроля магнитопроводов.
13. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ВОЛНОВОДОВ И ПОЛОСКОВЫХ ЛИНИЙ ПЕРЕДАЧ СВЧ
13.1. ОБЩИЕ ПОЛОЖЕНИЯ
Линией передачи СВЧ называется устройство, ограничивающее область распространения электромагнитных колебаний и направляющее поток сверхчастотной электромагнитной энергии в заданном направлении, например, от передатчика к антенне или от антенны к приемному устройству, или от одних узлов РЭА к другим. Различают два класса линий передач: волноводные и открытые. В волноводных линиях передач направляющая система для распространения электромагнитной энергии состоит из волноводов в виде отрезков труб различных по форме и размерам в поперечном и продольном сечениях.
Конструкция волноводов дана на рис. 13.1, где а — гнутый волновод в виде трубы / прямоугольного сечения с фланцами 2 и 3; б — волновод круглого сечения с фланцами; в — скрученный волновод; г — волноводный переходе прямоугольного сечения на круглое. Кроме того,
8 Зак. 1083
225
используются гофрированные волноводы, если соединяемые СВЧ блоки должны смещаться один относительно другого в процессе работы. Соединения различной формы волноводов в одной линии передачи позволяет минимизировать объем, занимаемый аппаратурой, а также обеспечить ее технологичность и ремонтопригодность. Фланцы волноводов используются в том случае, если соединение участков линии передачи временное либо необходимо обеспечить легкость их монтажа и демонтажа. Если линия передачи входит в стационарную РЭА, то может оказаться целесообразным жесткое соединение торцов волноводов сваркой или пайкой. В этом случае волноводы не имеют фланцев. При вращающейся антенне соединение подвижных и неподвижных волноводов выполняют фланцами специальной‘конструкции, которые образуют кинематическую пару вращения с одной степенью свободы.
Внутренняя поверхность волновода служит границей двух сред, резко отличающихся одна от другой диэлектрической или магнитной проницаемостью и электропроводностью. Вдоль волновода распространяется волновое электромагнитное поле—результат многократного отражения электрических и магнитных волн от внутренних стенок волновода и интерференции отраженных волн. Главной особенностью волноводов является то, что распространение в них электромагнитных волн возможно только в случае, если поперечные размеры волноводы сравнимы с длиной волны или больше ее.
Основные характеристики волноводов: размеры поперечного сечения ахв или R (рис. 13.1), рабочий диапазон частот (или длин волн), коэффициент затухания а и наибольшая мощность потока электромагнитной энергии Р. Так, в табл. 13.1 приведены характеристики для волноводов прямоугольного сечения из различных материалов. Из табл. 13.1 следует, что все приведенные характеристики связаны с размерами поперечного сечения волновода; с уменьшением сечения волновода затухание растет, а наибольшая мощность потока электромагнитной энергии уменьшается; на затухание существенное влияние оказывает материал волновода (с повышением электропроводности уменьшается затухание).
В качестве материала для волноводов, кроме указанных в табл. 13.1, используют и другие материалы, имеющие хорошую проводимость и невысокую магнитную проницаемость: бронза, инвар, серебро и др.
К открытым линиям передач СВЧ относится полосковая линия, представляющая собой проводник ленточного, прямоугольного или круглого сечения, расположенный на некотором расстоянии от заземленной плоскости или лежащий между двумя такими плоскостями. Полосковые линии передач образуют каналы для направления элект-
Таблица 13.1. Характеристики волноводов прямоугольного сечения
Размеры сечения волновода. axb, мм Рабочий диапа* зон волн, см Коэффициент затухания а. дБ/м. для различных материалов волновода Ртах, кВт
Медь | Латунь Алюминий
3,6X13 0,396—0,565 1,61 3,16 2,1 29
16X8 1,76—2,56 0,17 0,33 0,22 560
72X34 7,92-11,5 0,022 0,043 0,029 10 860
130X65 14,2—20,8 0,0074 0,0145 0,0096 36 000
226
/
3
б)
г)
Рис. 13.2
ромагнитных волн вдоль двух или нескольких плоских проводников и используются для микроминиатюризации СВЧ устройств. Существует много типов полосковых линий, из которых два представлены на рис. 13.2, где а — симметричная полосковая линия, состоящая из заземляемых пластин 1 и 4, центрального проводника 2 и диэлектрика 3; б — микрополосковая (несимметричная) линия, состоящая из одной заземляемой пластины проводника и диэлектрика; виг — распределение электрического Е и магнитного Н полей в поперечном сечении симметричной и микрополосковой линии передач соответственно. Основные характеристики полосковых линий: волновое сопротивление (50— 150 Ом); коэффициент затухания (0,1 —1,8 дБ/м); рабочая полоса частот (практически от 100 МГц до 100 ГГц).
13.2. КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ МЕРОПРИЯТИЯ ДОСТИЖЕНИЯ ЗАДАННЫХ ФИЗИЧЕСКИХ СВОЙСТВ ВОЛНОВОДОВ И ПОЛОСКОВЫХ ЛИНИЙ ПЕРЕДАЧ СВЧ
Характеристики волноводов, перечисленные в § 13.1» формируются по этапам при конструировании, технологической подготовке производства и их изготовлении.
На этапе конструирования волноводов выбирают материал, разрабатывают конструкцию и назначают требования к точности размеров и шероховатости поверхностей, исходя из требуемых характеристик волноводов. Для этого проводят комплексный анализ влияния свойств материалов, отклонений размеров и формы волноводов на их характеристики. Например, на коэффициент затухания а в наибольшей степени влияют отклонения размеров поперечного сечения а и b (рис. 13.1, а) и проводимость рм материала внутреннего поверхностного
8*
227
Таблица 13.2. Рекомендуемые значения шероховатости поверхности волноводов
Ra, МКМ Вид поверхности
5—20 Наружные поверхности волноводов, отверстия под крепежные вииты и болты
2,5—5 1,6—2,5 Посадочные поверхности фланцев волноводов Внутренние поверхности простых волноводных уст-
0,8—1,25 ройств сантиметрового диапазона Внутренние поверхности волноводных устройств сантиметрового диапазрна, торцевые притертые поверхности
0,4—0,63 0,2—0,32 фланцев, отверстия под установочные болты и штифты Внутренние поверхности волноводов малого сечения Внутренние поверхности волноводов миллиметрового диапазона
слоя, что иллюстрируется уравнением погрешности коэффициента затухания (ам = 5,42 • 107 см/м): Да/а = — 0,644
Д а/а — 0,721 ЬЫЬ — 0,143 Да/а, (13.1) где Да, Да, Д6 и Да — отклонения параметров от номинального значения. С учетом выражения (13.1) поля допусков на изготовление должны быть назначены не более ба « бь < <0,00511 а, если Да/ам <.0,00494 ам, где ба, бь — допуски на размеры а и Ь.
Чем больше шероховатость внутренних стенок волноводов, тем больше тепловые потери в элементах волновода, так как высокочастотные токи будут проходить большие расстояния. При шероховатости, равной половине активного поверхностного слоя, затухание возрастает примерно в 1,2 раза, а при их равенстве — в 1,6 раза. Ориентировочные значения шероховатости поверхностей волноводов назначают в зависимости от их функционального назначения (табл. 13.2).
На этапе технологической подготовки производства заданные физические свойства волноводов учитывают при выборе методов обработки и построения ТП. Так, требуемая точность изготовления и малая шероховатость проводящих поверхностей волноводов обеспечивается введением отделочных операций: тонкое шлифование, полирование, электрополирование или химическое полирование. При тонком шлифовании и абразивном полировании на поверхности детали образуется де* фектный слой, обладающий большим удельным электрическим сопротивлением. В связи с этим указанные операции используют для предварительной обработки. Окончательная об* работка проводящих поверхностей деталей СВЧ устройств осуществляется электрополированием или химическим полированием, при которых дефектного слоя не образуется.
228
13.3. ОСОБЕННОСТИ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ волноводов
С жесткими допусками изготавливают только внутренние рабочие поверхности волноводов. Эти допуски составляют (1—5)-10”4 длины волны, что составляет 0,25 мкм для волноводов миллиметрового диапазона и 250 мкм для волноводов дециметрового диапазона. Для примера рассмотрим типовой ТП изготовления волновода с фланцем, состоящий из раздельного изготовления фланцев волновода и волноводных труб и последующей их сборки. Плоские фланцы волновода могут быть изготовлены из листового материала или проката.
Типовой ТП изготовления плоского фланца волновода из листового материала включает следующие основные операции: резка листового материала на заготовки, штамповка, рихтовка, обработка окна фланца. Штамповкой вырубается наружный контур фланца и пробивается окно. Для улучшения плоскостности фланца он подвергается рихтовке. Обработка отверстия фланца протягиванием повышает его точность для возможности последующей сборки с трубой. Для изготовления плоских фланцев также используют профильный прокат, поперечное сечение которого имеет форму контура фланца, а размер отверстия выполнен с учетом припуска на протягивание. Технологический процесс включает операции: отрезка заготовок требуемой толщины, фрезерование или шлифовка плоскостей, обработка окна фланца протягиванием.
Типовой ТП изготовления волноводной трубы для прямолинейного волновода включает операции: резка заготовок из стандартных калиброванных труб, снятие заусенцев, отжиг, обработка посадочных мест под фланцы, отжиг.
Резка заготовок из стандартных калиброванных труб осуществляется на фрезерном или отрезном станке. Затем с торцевых сторон заготовок снимают заусенцы металлическими щетками. Обработку на волноводной трубе посадочных мест под фланцы производят наружным протягиванием или фрезерованием. Следует отметить, что производительность при протягивании в 1,5—2 раза выше, чем при фрезеровании. Отжиг труб выполняют для снятия внутренних напряжений, образовавшихся в процессе механической обработки.
Маршрут операций для ТП изготовления изогнутых и скрученных волноводных труб аналогичен приведенному выше. Дополнительно в ТП вводятся операции гибки (для изогнутой волноводной трубы) и скручивания (для скрученной волноводной трубы). Гибка волноводных труб осуществляется с заполнением внутреннего пространства и без заполнения. В первом случае перед гибкой в предварительно нагретые до
229
323—333 К заготовки волноводных труб заливается легкоплавкий сплав, температура плавления которого не превышает 358 К. После гибки сплав удаляется окунанием в воду, нагретую до 363—373 К. Используют также способ заполнения заготовок труб полированными стальными пластинами, который обеспечивает неизменность поперечного сечения трубы. Пластины устанавливают в полость волноводной трубы при помощи специального приспособления. Скручивание волно-водных труб производится также с заполнением их легкоплавким сплавом или полированными стальными пластинами. При скручивании пластины поворачиваются вокруг оси, обеспечивая неизменность поперечного сечения трубы. Для повышения пластичности заготовок перед гибкой и скручиванием производят их отжиг. Соединение волноводных труб с фланцами производится пайкой или сваркой.
Цельные волноводы сложной формы выполняют обычно методом литья по выплавляемым моделям и реже — литьем под давлением. Типовой ТП изготовления волноводов методом литья по выплавляемым моделям содержит основные этапы: изготовление отдельных моделей волноводов и элементов литниковой системы из модельного состава (парафиностеарино-вой смеси), сборка моделей и литниковых систем в блоки, получение модельной оболочки нанесением многослойного огнеупорного покрытия на блоки, сушка покрытия, выплавление модельного состава из огнеупорной оболочки и прокаливание ее при температуре от 670 до 973 К в зависимости от температуры заливки литейного сплава, заливка литейного сплава, охлаждение отливок, отделение литников, отжиг отливок, дополнительная механическая обработка мест соединений. Отжиг отливок проводится для снятия внутренних напряжений, возникших при кристаллизации и охлаждении металла. Одним из существенных недостатков изготовления волноводов методами литья является пористость. Для ее ликвидации применяют вакуумную пропитку отливок лаками.
13.4. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ ПОЛОСКОВЫХ ЛИНИЙ ПЕРЕДАЧ СВЧ
Изготовление полосковых линий передач ведется по технологии изготовления гибридных микросхем СВЧ диапазона, которая предусматривает выполнение этапов: изготовление групповых диэлектрических подложек, вакуумное напыление промежуточного и проводящего слоев на поверхности подложек, фотолитографическая обработка проводящих слоев для получения заданных размеров и формы проводников, нанесение
230
защитного покрытия, разделение групповых подложек на отдельные полосковые линии передач.
Изготовление диэлектрических подложек осуществляется по аналогичному ТП, рассмотренному в § 10.2. Требуемая шероховатость диэлектрической подложки полосковых линий обеспечивается шлифованием и полированием. Перед вакуумным напылением очищают поверхности подложек с целью удаления остатков полировальной суспензии и других загрязнений, а также для улучшения адгезии металлического покрытия с поверхностью диэлектрической подложки. Содержание операций очистки рассмотрено в § 10.2. Для улучшения адгезии проводящего слоя с подложкой пользуются промежуточным подслоем из титана.
Для получения необходимой формы полосковых проводников используют процессы фотолитографии: отдельно по слоям меди и титана. Процессы фотолитографии включают следующие операции: декапирование, промывка, нанесение фоторезиста, сушка в термостате, совмещение и экспонирование, проявление, промывка, сушка в сухом азоте, контроль качества защитного слоя, ретуширование, термозадубливание, защита обратной стороны подложки лаком, травление слоя меди, промывка, травление титана, промывка, удаление фоторезиста, промывка, сушка в сухом азоте.
Для снятия окислов меди проводят декапирование подложек в 1%-ном растворе соляной кислоты. Остатки кислоты и продукты реакции удаляют промывкой сначала в дистиллированной или деионизованной воде, а затем — в этиловом спирте. Фоторезист наносят на центрифугу с последующей сушкой в термостате при 363 К в течение 30 мин. На установке совмещения и экспонирования производят совмещение фотошаблона с подложкой и экспонирование. Затем фоторезист проявляют, например, в растворе тринатрийфосфата. Для удаления с поверхности подложки остатков тринатрийфосфата и продуктов реакции подложки промывают в деионизованной воде и сушат в струе сжатого осушенного азота. Для выявления дефектов полученный защитный слой просматривают под микроскопом и выявленные дефекты ретушируют лаком. Затем проводят термозадубливание фоторезиста сначала при 373 К, а затем при 453 с выдержкой при каждой температуре в течение 30 мин. С целью защиты от воздействия травителей обратную сторону подложки с проводящим слоем защищают химически стойким лаком ХСЛ.
Травление слоя меди проводят при комнатной температуре в следующем растворе: хромовый ангидрит 150 г/л, азотная кислота 35 мл/л, соляная кислота 10 мл/л. Особенностью это
231
го раствора является то, что он травит только медь. Для удаления остатков этого раствора и продуктов реакции подложки промывают в деионизованной воде. Травление титана проводят в разбавленном растворе серной кислоты (1:1) при 353—363 К. Затем подложку промывают в деионизованной воде и удаляют фоторезист в 10%-ном растворе щелочи натрия.
В заключение этапа фотолитографии подложки тщательно промывают в дистиллированной или деионизованнбй воде и в этиловом спирте с последующей сушкой в осушенном азоте и наносят защитное покрытие. Разделение групповой заготовки на отдельные полосковые линии передач выполняют на разрезных станках алмазными кругами.
14. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПЬЕЗОЭЛЕМЕНТОВ РЕЗОНАТОРОВ И ПЛАСТИН ЗВУКОПРОВОДОВ МНОГООТВОДНЫХ ЛИНИИ ЗАДЕРЖКИ
14.1. ОБЩИЕ ПОЛОЖЕНИЯ
Пьезоэлектрическими резонаторами называют приборы, представляющие собой одну или несколько электромеханических резонансных систем пьезоэлектрического типа. Их применяют вместо колебательных контуров, состоящих из конденсаторов и катушек индуктивности, в фильтрах и генераторах электрических колебаний. При такой замене повышается добротность фильтров и стабильность частотных характеристик генераторов.
Основной схемотехнической деталью резонаторов является пьезоэлемент (рис. 14.1, а и б) из пьезоэлектрика 1 в виде круглой или прямоугольной пластины или более сложной формы, на поверхность
г) в)
Рис. 14.1
232
которой нанесены электроды 2, 5, 4 и 5. Если пьезоэлемент помещен в переменное электрическое поле, то вследствие обратного пьезоэффекта в нем возбуждаются механические колебания (деформации растяжения-сжатия или изгиба, или сдвига), амплитуда которых зависит от частоты и амплитуды электрического поля. Вследствие прямого пьезоэффекта при механических колебаниях на электродах возникает переменное электрическое напряжение. При совпадении частоты электрического поля с собственной частотой механических колебаний пьезоэлемента наступает резонанс, и амплитуды механических колебаний резко возрастают. Таким образом, пьезоэлемент подобен электрической колебательной системе, ^обладающей собственными частотами.
На рис. 14.1, в дано условное схемное изображение пьезоэлемента, а на рис. 14.1, г — его эквивалентная схема вблизи резонанса, где Со и CD — статическая и динамическая емкость соответственно, LD — динамическая индуктивность RD — эффективное сопротивление. Различают частоту Д первого механического резонанса
Л=1'2л)Л7С^ (14.1)
при которой максимальны амплитуды токов, и частоту /2 электромеханического резонанса, при которой максимальны напряжения,
ft = I/2л yLDCoCD/(Co + CD). (14.2)
Основные характеристики пьезоэлементов: резонансные частоты fr (обычно fr = статическая емкость Со, добротность, резонансный промежуток Д/ = /2 — /х, температурный коэффициент частоты ТКЧ (относительное изменение частоты при изменении температуры на 1 К), моночастотность (наличие одного механического резонанса в рабочем диапазоне частот) и стабильность во времени. Характеристики пьезоэлемента связаны с плотностью, упругостью, диэлектрической проницаемостью, пьезоэлектрическими константами материала, а также с его формой, размерами, ориентацией рабочих плоскостей относительно кристаллографических осей (см. гл. 10) монокристалла, из которого вырезан пьезоэлемент, и способом крепления его в приборе. Частотный диапазон применения пьезорезонаторов от 0,2 кГц до 20 МГц.
Пьезоэффект применяют в звукопроводах высокочастотных многоотводных линий задержки (МЛЗ), в которых используют явление распространения упругих волн — волн Рэлея. Линиями задержки называют радиотехнические устройства, создающие задержку электрических сигналов во времени без искажения их формы. Волны Рэлея распространяются вблизи свободной границы твердого тела и пьезоэлектрика и затухают с глубиной. На глубине, равной длине волны, плотность энергии в волне составляет примерно 0,05 плотности у поверхности. Скорость распространения волн по поверхности твердого тела в 105 раз меньше скорости электромагнитных колебаний для той же среды. Это дает возможность создания МЛЗ, работающих в диапазоне частот 10—100 МГц, с количеством отводов до 104 и с временем задержки до 50—100 мкс.
На рис. 14.2 показаны фрагменты пластин МЛЗ с системами электродов на их поверхности: а — однофазная система; б — двухфазная; 1 — пластина из кварца; 2 и 3 — электроды. Упругие волны деформаций на поверхности пластин возбуждают подводом к электродам переменного напряжения с’частотой /. Однофазная система электродов
233
£
Рис. 14.2
должна иметь шаг d решетки, равный длине упругой поверхности волны. Тогда возможно пьезопреобразование на резонансной частоте /0:
/о= УМ, (14.3)
где V — скорость распространения акустической волны на поверхности пластины; d — шаг'решетки. Резонансная частота пластины с двухфазной системой электродов определяется по формуле
/о= УШ. (14.4)
Важнейшими характеристиками МЛЗ являются время задержки, резонансные частоты, дисперсии искажений сигнала.
14.2. ТЕХНОЛОГИЧЕСКИЕ МЕТОДЫ ДОСТИЖЕНИЯ ЗАДАННЫХ СВОЙСТВ ПЬЕЗОЭЛЕМЕНТОВ РЕЗОНАТОРОВ И ПЛАСТИН ЗВУКОПРОВОДОВ МНОГООТВОДНЫХ ЛИНИЙ ЗАДЕРЖКИ
Заданные свойства пьезоэлементов резонаторов и пластин звукопроводов МЛЗ достигаются выбором материала и построением ТП изготовления. Материалами пьезоэлементов служат как природные пьезоэлектрические материалы (монокристаллы кварца, сегнетовой соли, турмалина), так и искусственные материалы — пьезокерамика на основе титаната бария (ТБ-1), титаната бария с добавкой кобальта (ТБК-3), цирконата-титаната свинца (ЦТС-19, ЦТС-22), метаниобата свинца (НБС-1, НБС-3). Наибольшей добротностью обладают пьезоэлементы из кварца. Кристаллы кварца обладают анизотропией, что необходимо учитывать при их разрезке на за
234
готовки. Так, в направлении оси Z (рис. 14.3, а) не наблюдается двойного преломления лучей света, которое используют при определении положения оси Z. В направлении осей X, проходящих через ребра призмы, проявляется наибольший пьезоэффект. Однако пьезоэлементы с рабочими плоскостями, перпендикулярными оси X, имеют ряд недостатков — плохую стабильность частоты при изменении температуры эксплуатации и нарушение моночастотности. Этим обусловлено применение угловой ориентации к кристаллографическим осям плоскостей разрезки кристалла, что снижает влияние отмеченных недостатков, но с некоторым ослаблением пьезоэффекта.
235
Собственная частота пьезоэлемента резонатора зависит от его размеров и характеристик материала (модуля упругости, плотности), которые на практике имеют некоторый разброс. Поэтому для получения требуемой собственной частоты пьезоэлемента резонатора выполняют ее подгонку изменением основного размера. Например, при изготовлении пьезоэлемента резонатора с относительным отклонением частоты 10~3 от номинала относительная погрешность основного размера, определяющего его собственную частоту, должна быть меньше Ю"3. Для размера в 5 мм допуск на изготовление должен быть меньше 5 мкм. Подгонка основного размера пьезоэлемента резонатора осуществляется операциями шлифования, полирования и травления. При выполнении этих операций контролируется частота собственных колебаний пьезоэлементов, а не сам размер. Ширина поля допуска на собственную частоту пьезоэлемента зависит от ее номинального значения и ориентации рабочих поверхностей относительно кристаллографических осей.
Моночастотности пьезоэлементов резонаторов добиваются через обеспечение параллельности его основных плоскостей. Для этого проводят одновременное двустороннее шлифование и последующее полирование. Моночастотность кварцевых пьезоэлементов также достигается ориентацией монокристалла при его распиловке на заготовки с учетом положения кристаллографических осей и контролем точности ориентировки заготовки в процессе последующей обработки. Для исправления нарушенной ориентации заготовок пьезоэлементов резонаторов применяют шлифование и полирование с одной стороны. Кроме того, свойства пьезоэлементов резонаторов улучшают уменьшением шероховатости их поверхности и удалением дефектного слоя травлением. Чем меньше шероховатость обработанной поверхности, тем выше добротность и стабильность частотных характеристик.
Учитывая, что колебания температуры окружающей среды оказывают влияние на точность изготовления резонаторов, полирование проводят в специальных помещениях при влажности не более 70%, температуре 293 ±1 К.
В качестве электродов пьезоэлементов резонаторов используют металлические покрытия толщиной от десятых долей до единиц микрометров, обладающих малым сопротивлением и хорошей адгезией к поверхности резонаторов. Малое сопротивление металлических покрытий способствует получению высокой добротности пьезоэлектрических резонаторов. Поэтому для электродов применяют индий, алюминий, серебро, золото и др. Толщина металлического покрытия, наносимого 236
Таблица 14.1. Технологические способы стабилизации характеристик керамических пьезоэлементов резонаторов
х
Способ Характер воздействия Ожидаемые результаты
Прокалка керамики пос- Выжигание органиче- Устранение посто-
ле шлифовки ских веществ с поверхности и пор керамики, нарушение плотности ронних включений, влияющих на свойства резона-
посадки пылевидных частиц керамики и абразива, попавших в поры тора
Ультразвуковая очисТ ка шлифованной керамики после прокалки Извлечение из пор пылевидных частиц То же
Температурная трени Изменение диэлектри- Стабилизация
ровка элемента перед поляризацией ческой проницаемости и тангенса угла диэлектрических потерь до установившихся значений свойств
Воздействие высокой частоты в процессе поляризации элементов в постоянном поле Интенсификация процесса поляризации То же
Термостабилизация пос ле поляризации Доведение пьезоэлектрических свойств до установившихся значений То же
на поверхность пьезоэлемента, влияет на его добротность. Слишком тонкая пленка металла обладает большим электрическим сопротивлением, а слишком толстая вызывает дополнительное затухание колебаний пьезоэлемента вследствие потерь энергии в ней. Оптимальной толщиной пленки металла для кварцевых пьезоэлементов для частот порядка единиц мегагерц является толщина 0,2—0,5 мкм.
Для улучшения адгезии материала электродов (серебра или золота) к поверхности пьезоэлемента напыляют подслой хрома и дополнительно вводят термообработку для увеличения диффузии хрома в кварц и в металл покрытия. Формирование заданных пьезоэлектрических свойств керамических пьезоэлементов обеспечивается выполнением операции поляризации. Для стабилизации свойств кварцевых пьезоэлементов резонаторов во времени проводят их искусственное старение, заключающееся в термотренировке по специальной температурно-временной программе; основные способы стабилизации керамических пьезоэлементов резонаторов приведены в табл. 14.1.
237
Заданные характеристики звукопроводов МЛЗ обеспечивают выбором т^х же кристаллических материалов и элементов ТП, что и для пьезоэлементов резонаторов, точностью выдерживания размеров по толщине, выбором методов отделки рабочих поверхностей, позволяющих обеспечить шероховатость в пределах Rz 0,1—0,05 мкм.
14.3. ТЕХНОЛОГИЧЕСКИЕ МАРШРУТЫ И СОДЕРЖАНИЕ ОПЕРАЦИЙ ИЗГОТОВЛЕНИЯ ПЬЕЗОЭЛЕМЕНТОВ РЕЗОНАТОРОВ И ПЛАСТИН ЗВУКОПРОВОДОВ МНОГООТВОДНЫХ ЛИНИЙ ЗАДЕРЖКИ
Типовой ТП изготовления* пьезоэлементов кварцевых резонаторов состоит из этапов: разделка кварцевого сырья на заготовки пластин, обработка поверхностей пластин, металлизация, термообработка покрытий, предварительная настройка частоты пьезоэлементов, стабилизация свойств пьезоэлементов.
Этап разделки природного кварцевого сырья на заготовки начинают с пескоструйной очистки поверхностей кристаллов кварца и их травления, в 30 %-ной плавиковой кислоте. Кристаллы искусственного кварца подвергают только травлению. Операция травления обеспечивает прозрачность кварцевого сырья, необходимую для выявления положения его кристаллографических осей оптическим методом по фигурам астеризма, наблюдаемым в кристаллах кварца при просматривании через кристалл точечного источника света. Форма световых фигур зависит от ориентировки кристаллографических осей кристалла относительно светового луча. Точность определения положения кристаллографических осей этим методом составляет 2—3°.
Разделку кварцевого сырья выполняют алмазным кругом с наружной режущей кромкой на алмазно-отрезных станках в следующей последовательности: разрезка кристаллов кварца на Х-секции (рис. 14.3, б); изготовление Х-блоков (рис. 14.3,в) из Х-секций шлифовкой плоскостей ZX и ХУ; разрезка Х-бло-ков на промежуточные блоки 1 (рис. 14.3, в), имеющие заданную угловую ориентацию относительно кристаллографичес-ских осей; разрезка промежуточных блоков 1 на отдельные пластины-заготовки 2.
Перед выполнением каждой из перечисленных операций разделки определяют положение кристаллографических осей, размечают заготовки и устанавливают на станке с учетом разметки. Перед выполнением последних операций разделки угловое положение кристаллографических осей с точностью ±10' выявляют рентгеновским методом (см. § 10.3). Кварце-
238
Таблица 14.2. Характеристики шлифования и доводки кварцевых пьезоэлементов
Вид операции Зсрнис гость абразивного материала на переходах операций Припуск, мкм Допускаемые отклонения размеров, мкм Шероховатость обработанной поверхности Ra. МКМ Скорость съема припус ка. мкм/мин
Черновое шлифование № 3, М40 150— ±(5- 1,25—0,63 120
М28 200 50) 100
Чистовое полирование М20 50— ± (3— 0,32—0,15 70
М14 100 20) 35
М10 20
Доводка М7 10—50 ±(1- 0,08—0,04 7
М5 3) 2—3
вые заготовки пьезоэлементов получают со следующими припусками на обработку: по длине и ширине 2±0,5 мм, по толщине 0,6±0,2 мм, с допусками на угол среза 5—20х.
Обработку поверхностей заготовок пьезоэлементов начинают с шлифования по контуру. Заготовки склеивают в стопку клеящей мастикой на основе канифоли, воска и парафина и помещают в кассеты. Шлифование проводят абразивной суспензией на шлифовальных станках планетарного типа. Затем заготовки отклеивают, промывают в бензине, визуально проверяют на сколы, трещины и другие дефекты. Шлифование основных плоскостей также проводят на станках планетарного типа в кассетах из изолирующего материала. Кассеты размещают между двумя электроизолированными один от другого притирами. Верхний притир соединен коаксиальным кабелем со входом частотомера. Элементы в процессе шлифования перемещаются между двумя шлифующими притирами, в элементах возбуждаются колебания, вызванные явлением пьезоэффекта. Эти колебания регистрируются частотомером. При шлифовании используют суспезии абразивных материалов из карборунда, электрокорунда и алмазов. Расход суспензий 8—10 мл/мин. Характеристики шлифования и доводки кварцевых пьезоэлементов приведены в табл. 14.2.
Полирование элементов осуществляется на шлифовальнополировальных станках с использованием суспензии на основе окиси железа или двуокиси церия, спирта и дистиллированной воды. В процессе полирования снимают слой 3—5 мкм, получают размеры с точностью ± (0,1—0,5) мкм, а шероховатость обработанной поверхности Rz = 0,1—0,05 мкм.
239
После полирования заготовки промывают в проточной воде и высушивают при комнатной температуре в течение 10—15 мин.
Для удаления остатков полировальной суспензии и других загрязнений, а также дефектного слоя, кварцевые резонаторы подвергают химической очистке и травлению. Заготовки перед травлением должны иметь геометрические размеры с припусками по длине и ширине 10 мкм, а при толщине 1—3 мкм. Химическую очистку проводят в такой последовательности. Сначала кварцевые заготовки промывают в ультразвуковой ванне, затем кипятят в растворе хромпика в течение 3—4 мин, охлаждают до температуры 312—323 К и промывают в проточной горячей воде в течение 10—15 мин. Травление кварцевых заготовок выполняют в плавиковой кислоте, затем промывают в растворе щелочи и в проточной воде и сушат теплым воздухом. Время травления для каждого типа пьезоэлементов резонаторов подбирается экспериментально и зависит от температуры и концентрации кислоты.
Металлизация серебром или золотом, или алюминием кварцевых заготовок осуществляется на установках вакуумного напыления.
Настройка частоты кварцевых пьезоэлементов резонаторов осуществляется изменением толщины электродов или контурных размеров. В вакуумной напылительной установке на электроды дополнительно наносится слой металла, что вызывает понижение собственной частоты резонатора до заданной. Изменение частоты в процессе напыления контролируется частотомером.
Для стабилизации свойств кварцевых резонаторов используют искусственное старение, которое проводится по следующей температурно-временной программе: нагрев до температуры 343 К с выдержкой в течение 24 ч, а затем охлаждение до комнатной температуры в течение 30 мин. Цикл искусственного старения повторяется несколько раз в зависимости от требований стабильности свойств резонатора.
Типовой ТП изготовления пьезоэлементов резонаторов из пьезокерамики включает следующие основные этапы: изготовление заготовок; обработка поверхностей пьезоэлементов, металлизация, поляризация, контроль. Заготовки изготавливают методами керамической технологии (см. § 9.6)
Обработку плоскостей заготовок проводят на плоскошлифовальных станках. Заготовки наклеивают на стальные пластины, которые имеют плоскопараллельность не выше 10 мкм. Заготовки и пластины подогревают до 363 К, смазывают клеящей мастикой, состоящей, например, из канифоли, воска и парафина, и прижимают друг к другу. Шлифовку заготовок
240
Таблица 14.3. Характеристика алмазного шлифования и доводки керамики
Вид операции Припуск, мкм Допускаемые отклонения размеров, мкм Шерохова тость обра ботанчой поверхности Ra. мкм Скорость съема, мкм/мин
Черновое шлифование 300 ±(5—50) 1,25—0,63 100
Чистовое шлифование 50—100 ± (3-20) 0,32—0,16 10
Доводка 3—10 ±(1- 3) 0,08—0,01 0,5
по диаметру осуществляют на круглошлифовальных станках абразивными кругами. В этом случае заготовки склеивают по плоскостям друг с другом в блоки, с краев которых наклеивают стальные центры. Керамику с повышенной твердостью обрабатывают алмазными кругами. При обработке заготовок с припуском более 1,5 мм для снижения расхода алмазов производят предварительную обработку кругами из других более дешевых абразивных материалов. Характеристики шлифования и доводки приведены в табл. 14.3.
Металлизация элементов включает подготовку поверхности керамики и нанесение металлического покрытия (электродов) химическим осаждением или вакуумным напылением. В качестве основного металла для электродов применяют алюминий, серебро, золото и т. д.
Поляризация элементов проводится на поляризационных установках в различных средах: на воздухе, в трансформаторном масле или в силиконовой жидкости. Например, поляризация керамики ВаТЮ3 в трансформаторном масле осуществляется при температуре 403 К и напряженности электрического поля 6—15 кВ/см. Поляризация керамики ЦТС в силиконовой жидкости производят при температуре 413—573 К и напряженности электрического поля 2—8 кВ/см. Время поляризации элементов для каждого вида керамики определяют экспериментально.
Контроль резонаторов проводят визуально в помещении с освещенностью не менее 300 лк или через лупу десятикратного увеличения. Наличие сколов и рисок на рабочей поверхности элемента не допускается, слой металлизации должен быть чистым и равномерным. Инструментальной проверке подлежат геометрические размеры, чистота (для кварцевых пьезоэлементов) обработанной поверхности и электрические характеристики резонаторов.
Типовой технологический маршрут изготовления кварцевых пластин звукопровода МЛЗ включает следующие основ
24!
ные этапы: разделка сырья, обработка поверхностей заготовок на шлифовальных станках, нанесение тонкопленочного рисунка электродов и контактных площадок. Содержание и последовательность технологических операций изготовления пластины звукопровода МЛЗ аналогичны рассмотренным выше. Отличительной особенностью рассматриваемого ТП является выполнение дополнительно финишной операции полирования рабочих поверхностей кварцевых пластин полири-том — смесью окислов редкоземельных элементов с содержанием окиси церия не менее 45%. При этом достигается шероховатость рабочих поверхностей Rz 0,05 мкм, их неплоско-стность 1 мкм.
Нанесение тонкопленочного рисунка электродов и контактных площадок выполняют методами распыления в вакууме.
СПИСОК ЛИТЕРАТУРЫ
1. Основные направления экономического и социального развития СССР на 1986—1990 годы и на период до 2000 года.—М : Правда, 1986. —96 с.
2. Андреева Л. Е. Упругие элементы приборов. — М. Машиностроение, 1981. — 392 с.
3. Электрофизические и электрохимические методы обработки материалов. Учебное пособие (в 2-х томах)/Б. А. Артамонов, Ю. С. Волков, В. И. Дрожалова и др.; Под ред. В. П. Смоленцева. — М. Высшая школа, 1983. — 247 с. (Т. 1), 208 с. (Т.2).
4. Вернадский В. Н., Григорович Т. Н. Производство и применение промышленных роботов за рубежом. — Киев: Издание ин-та электросварки им. Е. О. Патона, 1981. — 32 с.
5. Бирюков Б. Н. Электрофизические и электрохимические методы размерной обработки. — М.: Машиностроение, 1981. — 128 с
6. Бортников В. Г. Основы технологии переработки пластических масс. — Л.: Химия, 1983. — 304 с.
7. Буловский П. И., Миронов В. М. Технология радиоаппаратострое-ния. — М.: Энергия, 1971. — 344 с.
8. Бушминский И. П. Изготовление элементов конструкций СВЧ Волноводы и волноводные устройства. — М.: Высшая школа, 1974. — 304 с.
9. Гаврилов А. Н. Основы технологии приборостроения. — М.. Высшая школа, 1976. — 328 с.
10. Гаврилов А. Н., Чижиков В. Ю. Технология магнитных элементов для приводов средств автоматики и вычислительной техники. — М.: Энергия, 1974. — 232 с.
11 Глюкман Л. Пьезоэлектрические кварцевые резонаторы. — М.: Радио и связь, 1981. — 232 с.
12. Головня В. Г. Технология деталей радиоаппаратуры. — М.: Радио и связь, 1983. — 296 с.
13 Гриднев В. Н., Малов А. Н., Яншин А. А. Технология элементов ЭВА. — М.: Высшая школа, 1978. — 288 с.
14. Гусев В. П. Технология радиоаппаратостроения. — М.: Высшая школа, 1972. — 496 с.
15. Зайцев И. В. Технология электроаппаратостроения. — М.; Высшая школа, 1982. — 215 с.
16. Захарьянцев Л. И. Конструирование линий задержки. — М.’ Сов. радио, 1972. — 192 с.
17. Игумнов Б. Н. Расчет оптимальных режимов обработки для станков и автоматических линий. — М.- Машиностроение, 1974. — 200 с.
18. Инженерная гальванотехника в приборостроении./Под ред. А. М. Гинберга. — М.: Машиностроение, 1977. — 512 с.
19. Электрохимическое снятие заусенцев с одновременным клеймением./Р. П. Клепиков, И. И. Мороз, М. А. Монина, В. П. Соболев. — Электрофизические и электрохимические методы обработки: Науч.-техн. реф. сб. 1980, вып. 10, с. 8.
20 Компоновка и конструкция микроэлектронной аппаратуры./ П. И. Овсищер, И. И. Лившиц, А. К. Орчинский и др.; Под ред. Б. Ф. Высоцкого, В. Б. Пестрякова, О. А. Пятлина — М.: Радио и связь, 1982. — 208 с.
21. Конструирование и расчет БГИС, микросборок и аппаратуры на их основе. Учебное пособие для вузов./Под ред. Б. Ф. Высоцкого. — М : Радио и связь, 1981. — 216 с.
243
22. Кравчук Л. А., Слуцкий М. Г., Верхотуров А. Д., Фень Е. К< Размерная обработка никель-цинковых ферритов электронным пучком в вакууме. — Электрофизические и электрохимические методы обработки- — Науч.-техн. реф. сб. 1980, вып. 11, с. 4—7.
23. Лахтин Ю. М. Металловедение и термическая обработка металлов.— М. Металлургия, 1983. — 360 с.
24. Лузгин Н. П. Изготовление пружин. — М.. Высшая школа, 1980. — 144 с.
25. Марков А. И. Ультразвуковая обработка материалов. — М.. Машиностроение, 1980. — 237 с.
26. Маталин А. А., Френкель Б. И., Панов Ф. С. Проектирование технологических процессов обработки деталей на станках с числовым программным управлением. — Л. Изд-во Ленингр. ун-та, 1977. — 240 с.
27 Мельников В. Д., Гисин П. Г. Новые защитно-декоративные покрытия в приборостроении. (Обзор, информация. Сер. ТС-9) — М.. ЦНИИТЭИ приборостроения. 1975. — 30 с.
28. Митрофанов С. П., Гульиов Ю. А., Куликов Д. Д., Падун Б. С. Применение ЭВМ в технологической подготовке производства. — М.• Машиностроение, 1981. — 287 с.
29. Мороз И. И. Повышение качества электрохимического формообразования — Электрофизические и электрохимические методы обработки Науч.-техн. реф. сб. 1983, вып. 4, с. 5—8.
30. Ненашев В. П., Ко ле до в Л. А. Основы конструирования микроэлектронной аппаратуры. — М. Радио и связь, 1981. — 303 с.
31. Общемашииостроительные нормативы режимов резания для обработки концевыми фрезами на станках с ЧПУ (временные). — М.: НИИМАШ. 1980. — 71 с.
32. Основы технологии машиностроения/Под ред. В. С. Корсакова. — М. Машиностроение, 1977. — 416 с.
33. Пестряков В. Б. Конструирование радиоэлектронной аппаратуры. — М. Сов. радио, 1969. — 208 с.
34 Петрунин И. Е., Маркова И. Ю., Екатова А. С. Металловедение пайки. — М. Металлургия, 1976. — 264 с.
35. Пименов А. И. Снижение массы конструкций РЭА. — М.: Радио и связь, 1981 — 128 с.
36. Прогрессивная технология и оборудование гальванических це-. хов. (Обзор информация. Сер ТС-9 «Технология приборостроения, патентно-лицензионная и рационализаторская работа, технико-экономические исследования»). — М.: ЦНИИТЭИ, 1975. — 57 с
37 Пуш В. Э. Конструирование металлорежущих станков. — М.: ?Аа-шиностроение, 1977. — 390 с.
38. Романовский В. П. Справочник по холодной штамповке. — 6-е изд. — Л • Машиностроение, 1979. — 520 с.
39 Рощин .Г. И. Несущие конструкции и механизмы РЭА. — М.: Высшая школа, 1981 — 375 с.
40 Справочник конструктора РЭА. Общие принципы конструирования/ Под ред. Р. Г Варламова. — М. Сов. радио, 1980. — 480 с.
41 Справочник по пайке/ Под ред. С. И. Лоцманова, И. Е. Петрунина и В. П. Фролова. — М.: Машиностроение, 1975. — 407 с.
42. Справочник технолога-приборостроителя. — 2-е изд., перераб. н доп./Под ред. П. В. Сыроватченко. Т. 1. — М.: Машиностроение, 1980. — 670 с.
43 Темчин Г. И. Теория и расчет многоинструментальных наладок. — М. Машиностроение, 1963. — 544 с.
244
44. Тишенко О. Ф.» Валединский А. С. Взаимозаменяемость, стандартизация и технические измерения. — М.: Машиностроение, 1977. — 357 с.
45. Ушаков Н. Н. Технология элементов вычислительных машин. — М.: Высшая школа, 1976. — 413 с.
46. Ушакова С. Е. Энергия активации поверхностной диффузии при электронно-лучевом напылении. — Физика и химия обработки материалов, 1975, №3, с. 12—14.
47. Ушакова С. Е., Баранов А. И., Голод Б. С.— Электротехническая промышленность, Сер. ХФИТ, 1974, вып. 33, с. 12—14.
48. Федоренко В. А., Шошии А. И. Справочник по машиностроительному черчению. — Л.: Машиностроение, 1975. — 334 с.
49. Филатов В. И. Технологическая подготовка производства пластмассовых деталей. — Л.: Машиностроение, 1976. — 272 с.
50 Фролов А. Д. Радиодетали и узлы. — М.: Высшая школа, 1975.— 440 с.
51. Конструкции СВЧ устройств и экранов. А. М Чернушенко, Н. Е. Меланченко, Л. Г. Малорацкий, Б. В. Петров; Под ред А. М. Чернушенко. — М.: Радио и связ-ь, 1983. — 400 с
52. Черняев В. Н. Технология производства интегральных микросхем М.: Энергия, 1977. — 376 с.
53. Седыкин Ф. В., Дмитриев Л. Б., Любимов В. В., Струков В. Д. Электрохимическая обработка в технологии производства радиоэлектронной аппаратуры. — М.: Энергия, 1980. — 137 с
54. Яковлев А. Д. Химия и технология лакокрасочных покрытий — Л.: Химия, 1981. — 325 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоматизация работ 6, 44, 50, 72, 99. 199
Азотирование 57
Анодирование 135
Анодно-гидравлическая обработка 108, 109
АРМ 51
Арсенид галлия 171
Асимметрия кривой распределения 23. 24
База измерительная 79 — конструктивная 5, 6, 13 — технологическая установочная 79
— элементная 5
Базовый показатель трудоемкости 26
Безотказность 18, 19
Блок РЭА 9, 10
Борирование 58
Брак скрытый 18
Ведомость материальная 35
— оснастки 35
Волновод 226—229
Время выполнения операции 35, 36 организационного обслуживания оборудования 36 — основное 36 — перерывов в работе 36 — подготовительно-заключитель ное 36
Вывод ИС 11
— групповой метод изготовления 12. 183, 184
Гаусса закон распределения 21, 23 Геометрическая точность станка 81, 82
Германий 171
Герметизация корпуса ИС 194, 195, 197, 198
Гибка волноводных труб 229
Гибкое автоматизированное производство (ГАП) 51, 199
Гибкая производственная система (ГСП) 103
Гистограмма распределения параметров 20, 23
Глубина резания 73
Граф 41—44
246
Деталь РЭА 4
— взаимосвязь конструкции и технологии 14, 15
— технологичная 26, 27
Диалог технолога с ЭВМ 48
Диапазон рассеяния параметров 20
Диодная матрица 6
Дефект термической обработки 59
Дифференциация операций 34
Долговечность 19
Допуск 23
— оптимальное значение 25
Единица конструктивно-законченная 6
Единая система технологической документации (ЕСТД) 34
Единая система технологической подготовки производства (ЕСТПП) 27, 32, 33
Заготовка 15, 28
— керамического корпуса 190
Закалка 55
Закон распределения 20
Заработная плата 38
Затраты приведенные часовые 38
Защитное покрытие 14, 132—144 -----контактов 204, 205 Звукопровод 233, 238
Измерение твердости 60
Изоляция пластин магнитопровода 217
Интегральная схема 6, 11
----- бескорпусная 6
----- корпусированная 7
------ с планарными выводами 7
— : со штыревыми выводами 7
Информационно-поисковая система технологического назначения 39, 40 Испытания механические 18
- ускоренные 18, 19
Качество изделия 18
Карта маршрутная 35
- операционная 35
— эскизов 35
Квалитет точности 73, 92, 155
Ковар 178
Комплект универсальных типовых конструкций 6
Конструктивная база 5, 6
Конструктивный уровень см
уровень конструктивный Конструкторская иерархия 6, 9 Конструкция несущая 5 — технологичность 25 Контакт 199—201
— конфигурация 208, 209
Контроль биметаллических контактов 208
— входной 16, 18
— дефектного слоя 112
— качества исходного сырья 165, 166
---- покрытия 143
— косвенный метод 127, 128
— неразрушающий 126
— размеров магнитопроводов 222
— резонаторов 241
— разрушающий 127
— сварных и паяных соединений 126
Коробление деталей 59
Корпус ИС 11, 171, 172 ----матср'иал 11,12 ----керамический 11, 185, 187 ----многослойный 186, 187 ----мсталлополимерный 11, 196, 197 ----металлостеклянный 11, 12, 178 ----полимерный 196, 197 Коэффициент дефектности 32 — закрепления операций 17, 66 — использования материала 154, 155 — рассеивания суммарной погрешности 24 — сложности проектируемой конструкции 26 — термический линейного расширения 11, 170 — экономической эффективности 38
Кремний 171
Кристаллодсржатель 187
Критерий компромиссный 45 — минимальных переменных за трат 45 — согласия 23
Лазерная обработка деталей РЭА 105—108. 114
Линия задержки 233
---- многоотводная 233
— передачи 225
---- полосковая 230
Литье по выплавляемым моделям 230
— под давлением термопластов 156—158, 168
— шликерный метод 181
Магнитодиэлектрик 213
Магнитопровод 210
— ленточный 212
— пластинчатый 210
Макроанализ 59, 60
Маршрут изготовления кварцевых пластин 241, 243
---магнитопроводов 215—219, 221
---подложек 173
— операций пайки 123, 124
— отделки 94
Маршрутная карта 35
Математическое ожидание 20
Материал керамический 148
— пьезоэлсмснтов 234
— отходы невозвратимые 31
— технологичный 27
Материалоемкость 31
Материальная ведомость 35
Матрица 41—43
— диодная 6
— вариантов стоимостей этапов технологического процесса 76, 77 Металлокерамика 118
Метод кривых распределений 24
Механизм 5
Микросборка 5, 7
Микросхема 5
Микроэлектронный узел 5
Микроэлемент бсскорпусный 6
Микроэлемснтная база 5
Модуль конструктивный 6
---второго уровня 13
---первого уровня 9, 10
---третьего уровня 13
Монтажная панель 5
Навивка заготовок пружин 206
Надежность 18
— технологического процесса 32
Настройка 16
Несущие конструкции 5
Нитроцементирование 57
Нормализация 55
Обжиг 192, 217, 218
Обработка анодно-гидравлическая 109, НО
— давлением 60
— зубчатых передач 95—98
— лазерная 105, 106, 108
— плазменная 105
247
- резанием 73, 94
---- производительность 83, 84 ----экономическая эффективность 85
— светолучевая 105
— ультразвуковая 104—108
— электроабразивная 111
— электронно-лучевая 106, 107
— электрохимическая 105, «106, 109 — электроэрозионная 104, 106 Образец-свидетель 18, 112 Окисление поверхности 12 Окраска изделия 140, 141 Оксидирование 134 Операционная карта 35 Операция 16 Оптимизация технологического процесса 44, 45 Основание корпуса ИС 11 — монтажное 12 ---- материал 12 Отверстие металлизированное 12 Отжиг 12, 54, 55, 58 — второго рода 55, 58 — первого рода 55, 58 Отказ 18 Отношение следования 42 Отпуск 56, 57 Отходы материалов невозвратимые 31
Пайка 116, 120, 122, 125, 126
— математическая модель 129— 131
— режимы 118
Панель монтажная 5 Пассирование 134, 135 Переход 16 Перлит 52 Пермаллой Пластмассы 146—148 — термопластичные 147, 150, 151 — термореактивные 148, 150, 151 Плата печатная 8, И, 12 ----многослойная (МПП) 8, 13 Плоскость кристаллографическая 176,235
Погрешность базирования 79, 80, 81 — изготовления 21 ---- первичная 21 ---- систематическая изменяющаяся 21 ----------------------- постоянная 21 -----------------------случайная 21, 22 -----------------------суммарная 21—23 — настройки станка 82 248
Подача 73
Подложка диэлектрическая ИС II, 169, 172 ----выращивание слитка 175 ----групповое изготовление 175 ---- очистка 174 ----формообразование — металлическая 170 Позиция 17
Показатели надежности 18 Покрытия 132 — лакокрасочные 140, 141, 144 — электронно-лучевой метод нанесения 136—140 Поле допуска 23 —- рассеяния параметров 20 ----погрешностей 23 Полигон распределения 20, 23 Полировка 177 Полосковая линия передачи 226 ----изготовление 230—232 Прессование литьевое 159 Производительность 31 — обработки резанием 83 Производство единичное 17, 18 — массовое 17 — серийное 17, 18 Пропитка магнитопроводов 222 Процесс производственный 15 — технологический 16 Пружина 202, 203 Пьезоэлсмент 233—237
Радиоэлектронная аппаратура (РЭА) 4 ----подвижная 6 ---- полустационарная 6 ---- стационарная 6
Рамка выводная 183, 184, 194 Рассеяние параметров 19, 20 Резания режим 73
Резка пластин на кристаллы 177, 178 — слитка на пластины 176
Резонатор пьезоэлектрический 232 Рекристаллизация 153, 193 Ремонтопригодность 19 Ресурс 19
Робот промышленный 51
Рэлея волна 233
САПР 51. 103
Сварка 114-117, 122, 124 — электронно-лучевая 116 Себестоимость технологическая 26, 31
Симпсона формула 20
Система агрегатированная 9
— децентрализованная 9
— централизованная 9
Скорость резания 73
Скручивание волноводных 229, 230
Смазка технологическая 70
Совместимость материалов 11
Сохраняемость 19
Спай 121, 122
— металла с керамикой 122
— температурно-временнбй режим 182, 183
Спецификация технологической документации 35
СПИД 45, 46, 79, 81
Среднее арифметическое 20
— квадратическое отклонение 21, 24
Сталь автоматная 103
Станок с ЧПУ 99, 100
Старение 57, 58, 59, 206 — искусственное 237 Стекло боросиликатное 179 Стоимость выполнения заготовки 39 ---- операции 38 — несущей системы 25
Схема интегральная 5, 6 ---- бескорпусная 6
Таблеточный метод формирования металлостеклянного спая 181, 182 Тангенс угла магнитных потерь 223
Темчина формула 46
Термическая обработка 52
----дефекты 59
Техника безопасности 113, 145
Техническая подготовка производства 32, 39
Технологическая инструкция 35 — подготовка производства 39 Технологический процесс 16 ----единичный 28, 29 ---- вариантность 32 ----входная информация 33 ----групповой 28, 29 ----дифференциально-групповой 29 ----изготовления волноводных труб 229 ---- деталей керамических 162, 163, 164 ---- — металлокерамических 165
------корпусов ИС 12
------ магнитопроводов 221, 222
------печатных плат 12, 13
------ полупроводниковых под-
ложек 175—177
------пружин 205—207
----интегрально-групповой 29
---- литья 28
----маршрутно-операционный 28, 30
----маршрутный 29, 30
---- обработки резанием 76
----операционный 28, 30
----перспективный 28, 30
---- получения исходных заготовок 28
----рабочий 28, 30
----для термопластов и реакто-
пластов 150
---- типовой 30
----унифицированный 28, 29
---- чувствительность 32
----электрохимической обработ-
ки 28, 104
Технологичность деталей, подвер-
гаемых покрытию 144
— конструкции 25
— производственная 27
— эксплуатационная 27
— Технология изготовления мик-
росхем гибридных 11
— пленочных 11
— полупроводниковых 6, 1 1
— толстопленочных 12
Токарные операции 88, 89
Толщина защитных пленок 133
Точность изготовления 18, 19
— пружин 204
—- размеров при обработке реза-
нием 73, 78
----пластмассовых деталей 153, 154
Тип производства 17
Типовой элемент замены (ТЭЗ) 9
----конструкции (ТЭК) 8, 13
Трафарет сетчатый 190, 191
Трудоемкость изделия 25, 26
Узел микроэлектронный 5, 7, 10
Универсальная типовая конструк-
ция (УТК) 6
Уровень конструктивный 6
----второй 8, 13
---- иерархическая подчинен-
ность 6
249
---- нулевой 6
---- первый 7
----третий 9, 13
----четвертый 9, 10
— оптимизация технологического процесса 45
— технологичности 26
----по технологической себестоимости 26
----по трудоемкости изготовления 26
Условия эксплуатации РЭА 6 *
Установ 16
Феррит 52, 53, 213
Фирменных планок изготовление 142
Флюс 116, 117, 119
Фосфатирование 134, 135
Фотолитография 231, 232
Фрезерование 86—88
— алгоритм выбора концевого инструмента 90
Химико-термическая обработка
(ХТО) 52
Цианирование 58
Цементация 5'7
Чохральского метод 175
ЧПУ 44, 45, 47, 67, 69, 75, 99
Шероховатость поверхности 73, 78
---пластмассовых деталей 149
Шкал изготовление 141, 142
Шлифование пьезоэлементов 239— 241
Штамповка 60—64
— Богданова метод 67
— объемная 69
— пружин 208
— типы производств 66
Экономический эффект годовой 31
Экономия материала 65, 112, 113 — условная годовая 31 Электрополирование 110, 111
Элемент дискретный 5
— конструктивной базы 13
— конструктивный 5
— конструкции типовой (ТЭК) 8
— крепления 8
— схемотехнический 5, 6
— упругий 200
— фиксации 8
Элементная база 5
Эпитаксия 4
Этап технологического процесса 16
ОГЛАВЛЕНИЕ
Предисловие ................................................ 3
1. Конструктивно-технологические особенности изготовления деталей РЭА и обеспечение качества их изготовления . . 4
1.1. Конструктивно-технологические особенности деталей РЭА 4
1.2. Взаимосвязь конструкции деталей РЭА и их технологии 14
1.3. Основные понятия и определения технологии изготовления деталей.....................................................15
1.4. Технологические методы обеспечения качества изготовле-
ния и пути повышения надежности деталей РЭА .... 18
1.5. Применение статистических методов для анализа точности изготовления и повышения надежности деталей РЭА ... 19
1.6. Методы расчета точности технологических процессов ... 22
1.7. Зависимость стоимости деталей от качества их изготовления 24
2. Основы построения эффективных технологических процессов изготовления деталей РЭА....................................25
2.1. Технологичность деталей РЭА............................25
2.2. Виды технологических процессов, их качество и эффективность ......................................................28
2.3. Этапы разработки технологических процессов и технологическая документация.......................................32
2.4. Технологические методы повышения производительности труда.................................................... 35
2.5. Экономические критерии выбора варианта технологического процесса изготовления детали..........................38
2.6. Структурная и параметрическая оптимизация ТП на стадии проектирования с использованием ЭВМ.........................39
2.7. Технологические, мероприятия по экономии материалов, энергии, снижению трудоемкости и себестоимости, улучшению санитарных условий труда и охране окружающей среды.......................................................49
2.8. Совершенствование технологических процессов на основе комплексной автоматизации и роботизации...............50
3. Процессы термической и химико-термической обработки деталей ......................................................52
3.1. Общие положения......................... .............52
3.2. Процессы термической и химико-термической обработки 54
251
3.3. Роль термической и химико-термической обработки в улучшении физико-химических свойств деталей РЭА .... 58
3.4. Технологические требования к конструкции деталей и контроль их качества после термической и химико-термической обработки..................................................59
4. Процессы обработки давлением...........................60
4.1. Общие положения.......................................60
4.2. Общая структура, точность, производительность и экономическая эффективность технологических процессов обработки давлением, применяемых при производстве деталей РЭА........................................................61
4.3. Содержание операций технологических процессов холодной листовой штамповки в зависимости от типа производства 66
4.4. Структура технологических процессов объемной штамповки деталей РЭА.............................................69
4.5. Методы повышения технологичности штампуемых деталей РЭА и пути экономии конструкционного материала ... 70
4.6. Перспективы применения малоотходной и безотходной штамповки деталей РЭА и развитие технологии штамповки на основе комплексной автоматизации, роботизации и использования ЭВМ........................................... 72
5. Процессы обработки деталей РЭА резанием............... 73
5.1. Общие положения.......................................73
5.2. Общая структура, точность, производительность и экономическая эффективность технологических процессов на металлорежущих станках..........................................76
5.3. Содержание операций обработки деталей на металлорежущих станках................................................86
5.4. Содержание отделочных операций обработки деталей РЭА резанием.................................................. 94
5.5. Общая структура технологических процессов изготовления деталей зубчатых передач ............................. 95
5.6. Повышение производительности и экономической эффективности технологических процессов на основе использования станков с числовым программным управлением и промышленных роботов .........................................99
5.7. Технологические требования к конструкциям деталей, изготавливаемых на металлорежущих станках...................101
5.8. Перспективы развития технологии обработки деталей РЭА резанием..................................................102
6. Электрофизические и электрохимические технологические процессы размерной обработки деталей РЭА............104
6.1. Общие положения......................................104
6.2. Общая структура, точность, производительность и экономическая эффективность электрофизических и электрохимических технологических процессов................. . . 105
6.3. Контроль качества деталей............................112
252
6.4. Технологические мероприятия по экономии металлов, повышению качества деталей, улучшению санитарных условий труда и охране окружающей среды.......................112
7. Процессы соединения деталей сваркой и пайкой..........114
7.1. Общие положения......................................114
7.2. Технологические процессы изготовления деталей РЭА, получаемых сваркой и пайкой.................................122
7.3. Контроль качества деталей, получаемых сваркой и пайкой 126
7.4. Технологичность деталей, получаемых сваркой и пайкой 126
7.5. Перспективы развития процессов соединения деталей сваркой и пайкой на основе комплексной автоматизации, роботизации и использования ЭВМ.............................. 129
8. Процессы формирования покрытий, изготовление надписей и шкал в технологии деталей РЭА...........................132
8.1. Общие положения............... ... . 132
8.2. Структура технологических процессов формирования химических и гальванических покрытий деталей РЭА и содержание основных операций.............................. 134
8.3. Формирование покрытий с особыми физико-химическими свойствами методом электронно-лучевого напыления . . . 136
8.4. Структура технологического процесса лакокрасочных покрытий и содержание основных операций.....................140
8.5. Структура технологических процессов изготовления шкал и надписей и содержание основных операций . 141
8.6. Контроль качества покрытий...........................143
8.7. Технологичность деталей, подвергаемых покрытию . 144
8.8. Технологические мероприятия по экономии материалов, улучшению санитарных условий труда и охране окружающей среды................................................ 145
9. Особенности технологии изготовления деталей РЭА из пластмасс, керамических и металлокерамических материалов 146
9.1. Общие положения . .................................. 146
9.2. Технологические методы достижения заданных физических свойств, точности размеров и качества поверхности деталей из пластмасс, керамических и металлокерамических материалов ... 149
9.3. Общая структура, точность, производительность и экономическая эффективность технологических процессов изготовления деталей РЭА из пластмасс . . 150
9.4. Содержание технологических процессов в зависимости от используемых методов изготовления деталей РЭА из пластмасс .... ...............................156
9.5. Механическая обработка пластмассовых деталей .... 161
9.6. Общая структура, точность, производительность и экономическая эффективность технологических процессов изготовления деталей РЭА из керамических и металлокерамических материалов................................. ... 162
9.7. Контроль качества изготовления деталей............. . 165
253
9.8. Технологические требования, предъявляемые к конструкциям деталей из пластмасс, керамических и металлокерамических материалов........................................166
9.9. Технологические мероприятия по экономии материалов, энергии, снижению трудоемкости и себестоимости, повышению производительности, улучшению санитарных условий и безопасности труда....................................167
10. Технология обработки подложек и деталей корпусов микросхем ......................................................169
10.1. Общие положения...................................169
10.2. Изготовление диэлектрических подложек.............172
10.3. Изготовление полупроводниковых подложек...........175
10.4. Изготовление деталей металлостеклянных корпусов . . . 178
10.5. Изготовление деталей керамических корпусов микросхем 185
10.6. Особенности изготовления металлополимерных и полимерных корпусов.........................................196
10.7. Перспективы развития технологии изготовления подложек и деталей корпусов микросхем............................198
11. Технология изготовления контактных и упругих элементов 199
11.1. Общие положения ........................................199
11.2. Технологические методы достижения заданных физических свойств, точности размеров и качества поверхности контактных и упругих элементов................................201
11.3. Технологические маршруты изготовления упругих элементов, контактов и лепестков из различных материалов 205
11.4. Технологические требования, предъявляемые к конструкции контактных и упругих элементов.........................208
12. Технология изготовления магнитопроводов.................210
12.1. Общие положения.......................................210
12.2. Технологические методы достижения заданных физических свойств, точности размеров и качества поверхности магнитопроводов ..............................................212
12.3. Технологические марштуты изготовления пластинчатых магнитопроводов и содержание основных операций . . .215
12.4. Технологические маршруты изготовления ленточных магнитопроводов и содержание основных операций . . . 219
12.5. Технологические маршруты изготовления магнитопроводов из магнитодиэлектриков и ферритов и содержание основных операций..........................................221
12.6. Контроль качества магнитопроводов.....................222
12.7. Технологические требования, предъявляемые к конструкции магнитопроводов. Перспективы развития ТП изготовления магнитопроводов .................................... 223
13. Технология изготовления волноводов и полосковых линий передач СВЧ................................................225
13.1. Общие положения.........................................225
254
13.2. Конструктивно-технологические мероприятия достижения заданных физических свойств волноводов и полосковых линий передач СВЧ.........................................227
13.3. Особенности технологии изготовления волноводов .... 229
13.4. Особенности изготовления полосковых линий передач СВЧ 230
14. Технология изготовления пьезоэлементов резонаторов и пластин звукопроводов многоотводных линий задержки . . 232
14.1. Общие положения.....................................232
14.2. Технологические методы достижения заданных свойств пьезоэлементов резонаторов и пластин звукопроводов многоотводных линий задержки.................................234
14.3. Технологические маршруты и содержание операций изготовления пьезоэлементов резонаторов и пластин звукопроводов многоотводных линий задержки...............238
Список литературы.........................................243
Предметный указатель .....................................246
СВЕТЛАНА ЕВГЕНЬЕВНА УШАКОВА ВЛАДИМИР СЕРГЕЕВИЧ СЕРГЕЕВ АНАТОЛИЙ ВАСИЛЬЕВИЧ КЛЮЧНИКОВ ВЯЧЕСЛАВ ПЕТРОВИЧ ПРИВАЛОВ
ТЕХНОЛОГИЯ ДЕТАЛЕЙ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
Заведующий редакцией П. И. Никонов
Редактор Н. В, Ефимова
Художественный редактор Т. В. Бусарова
Переплет .художника Ю. В. Архангельский Технические редакторы А. Н. Золотарева, Л. А. Горшкова Корректор И. Г. Зыкова
ИБ № 734
Сдано в набор 14.08.85. Подписано в печать 01.02.86. Т-02858.
Формат 84X108/32. Бумага кн.-журн. № I. Гарнитура литературная Печать высокая Усл. печ. л. 13,44 Усл. кр.-отт. 13,44 Уч.-изд. л. 15,68 Тираж 20 000 экз. Изд. № 20524 Зак. № 1083 Пена 85 к.
Издательство «Радио и связь». 101000 Москва, Почтамт, а/я 693
Московская типография № 4 Союзполиграфпрома при Государственном комитете СССР по делам издательств, полиграфии и книжной торговли, 129041. г. Москва, Б. Переяславская ул., д. 46.
65 коп.