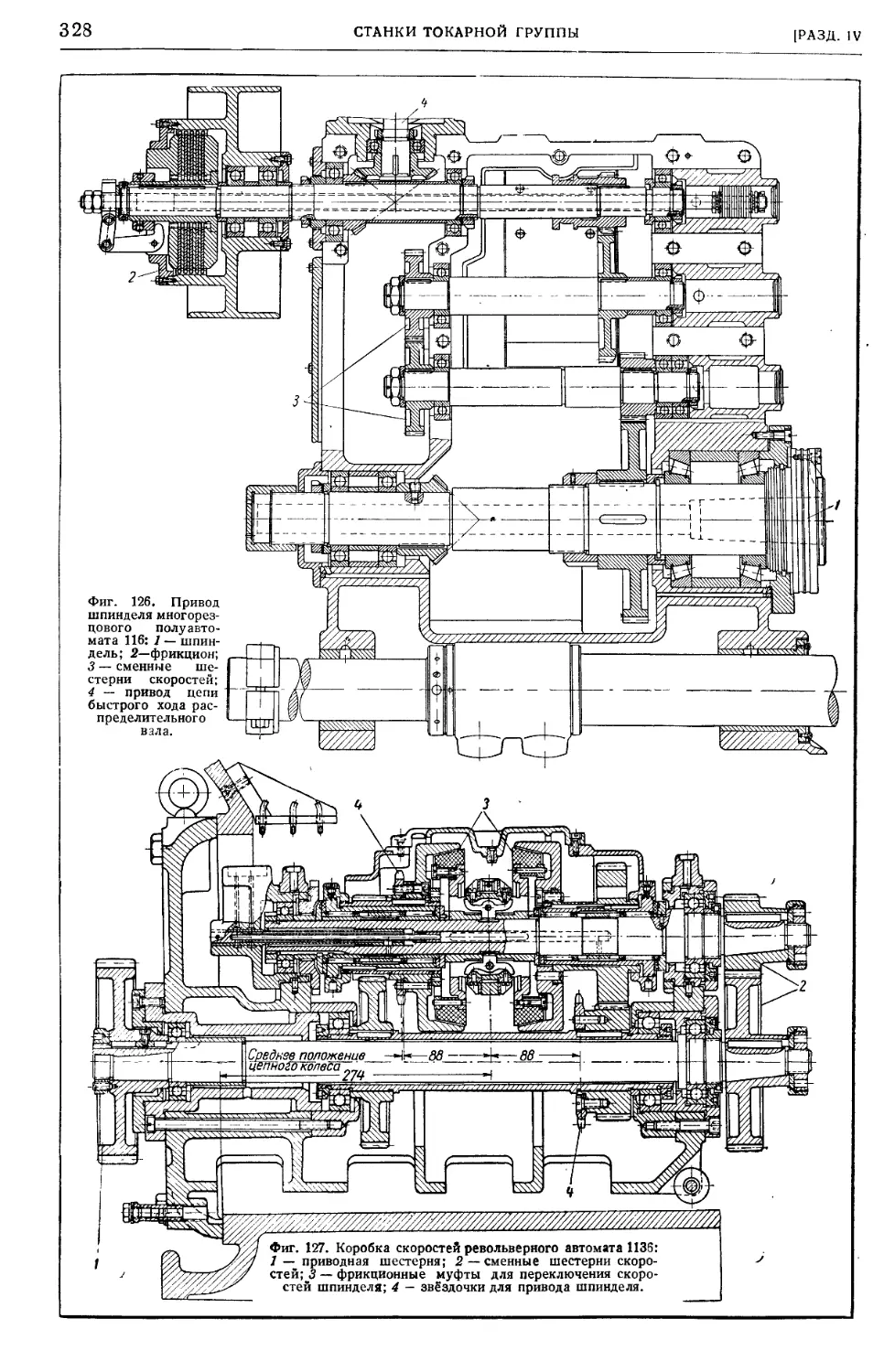
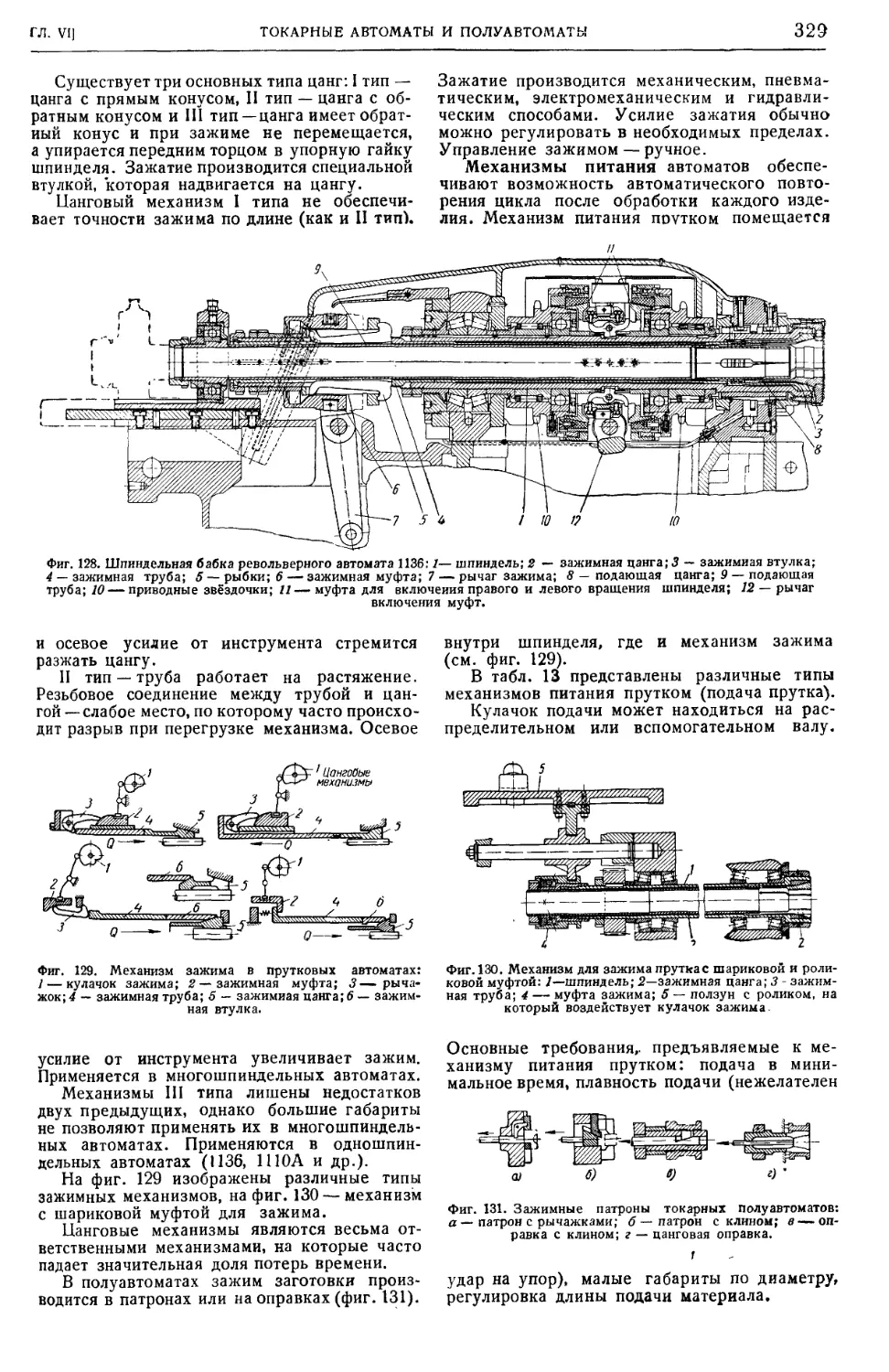
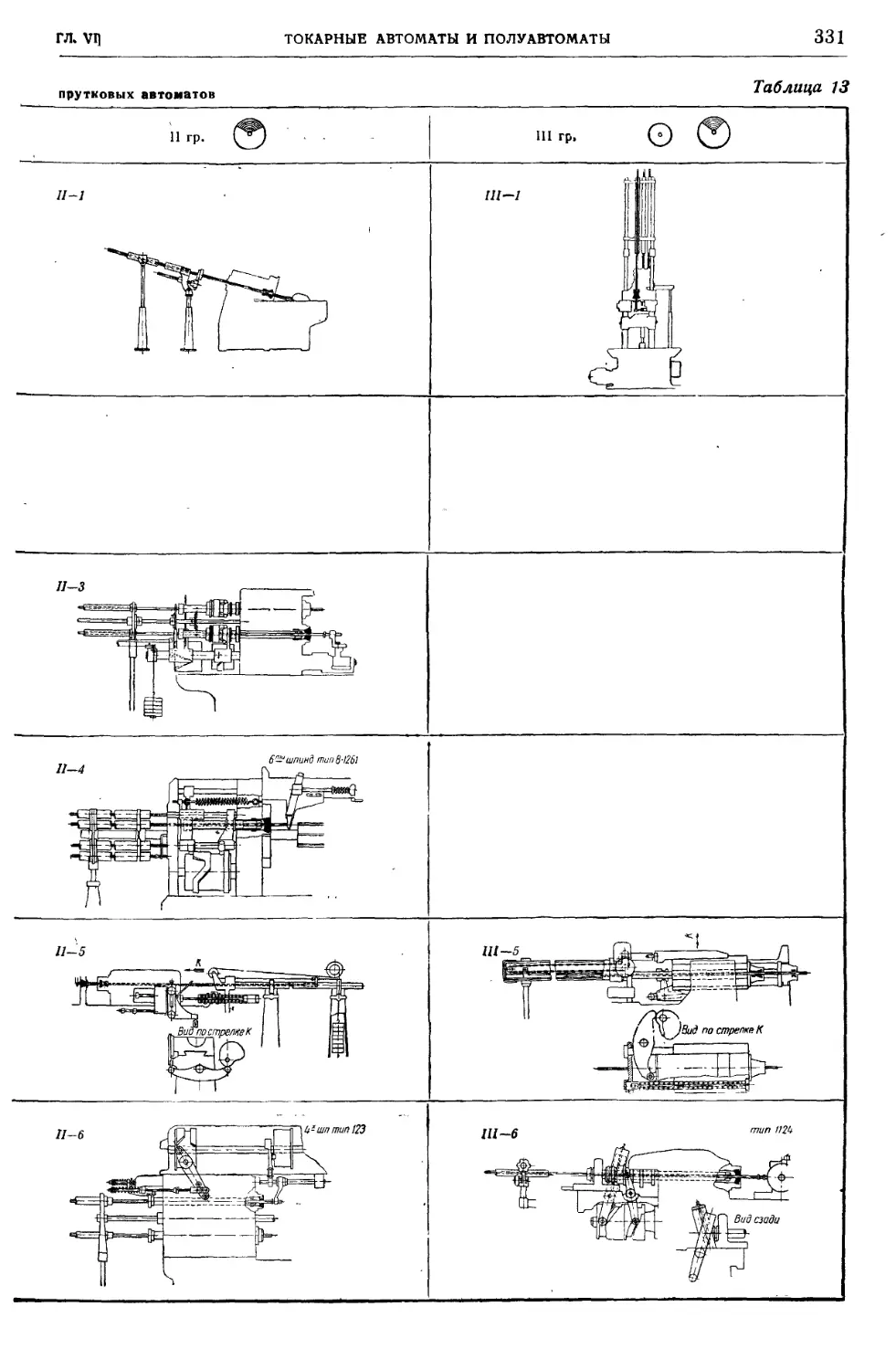
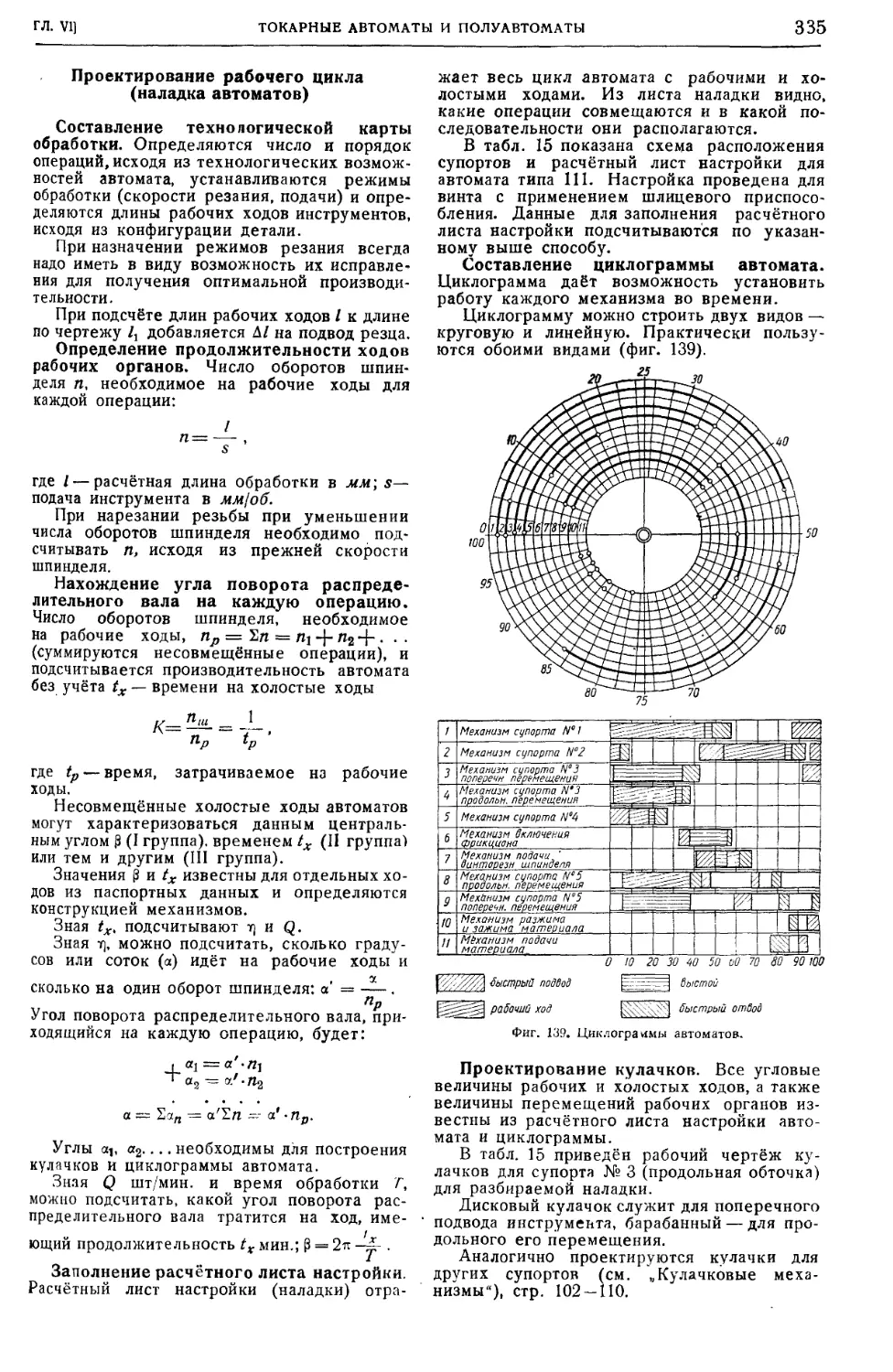
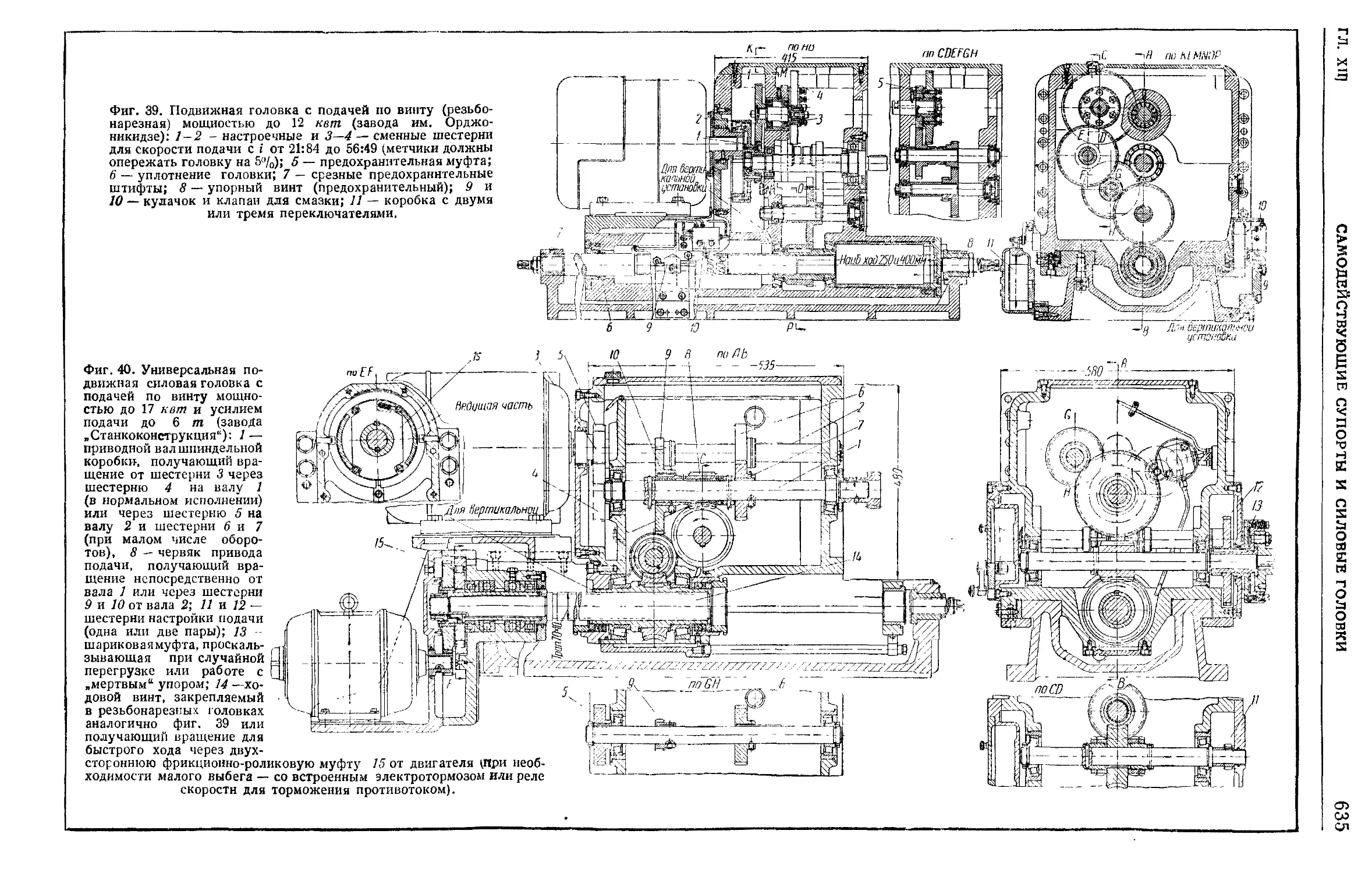
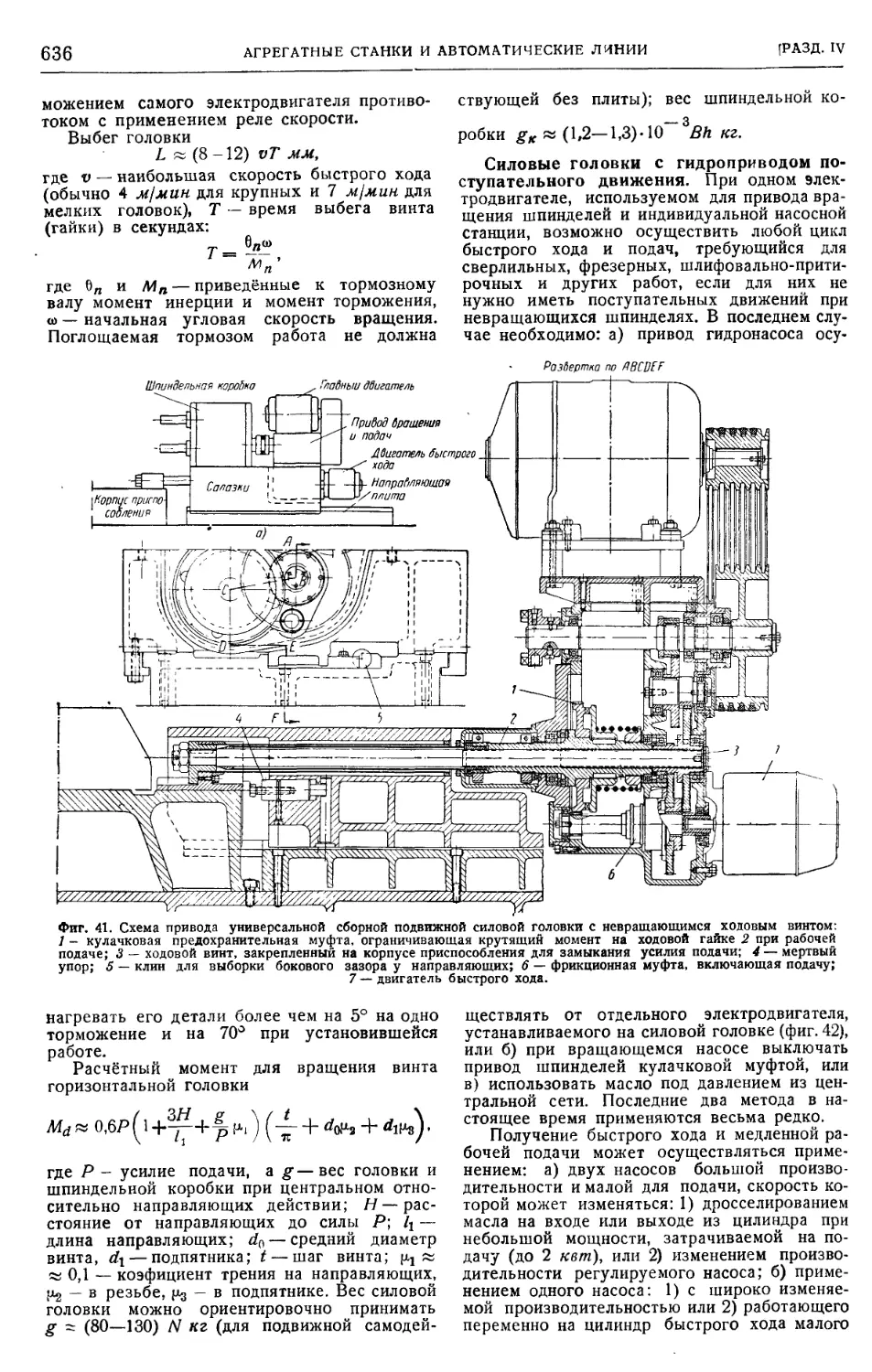
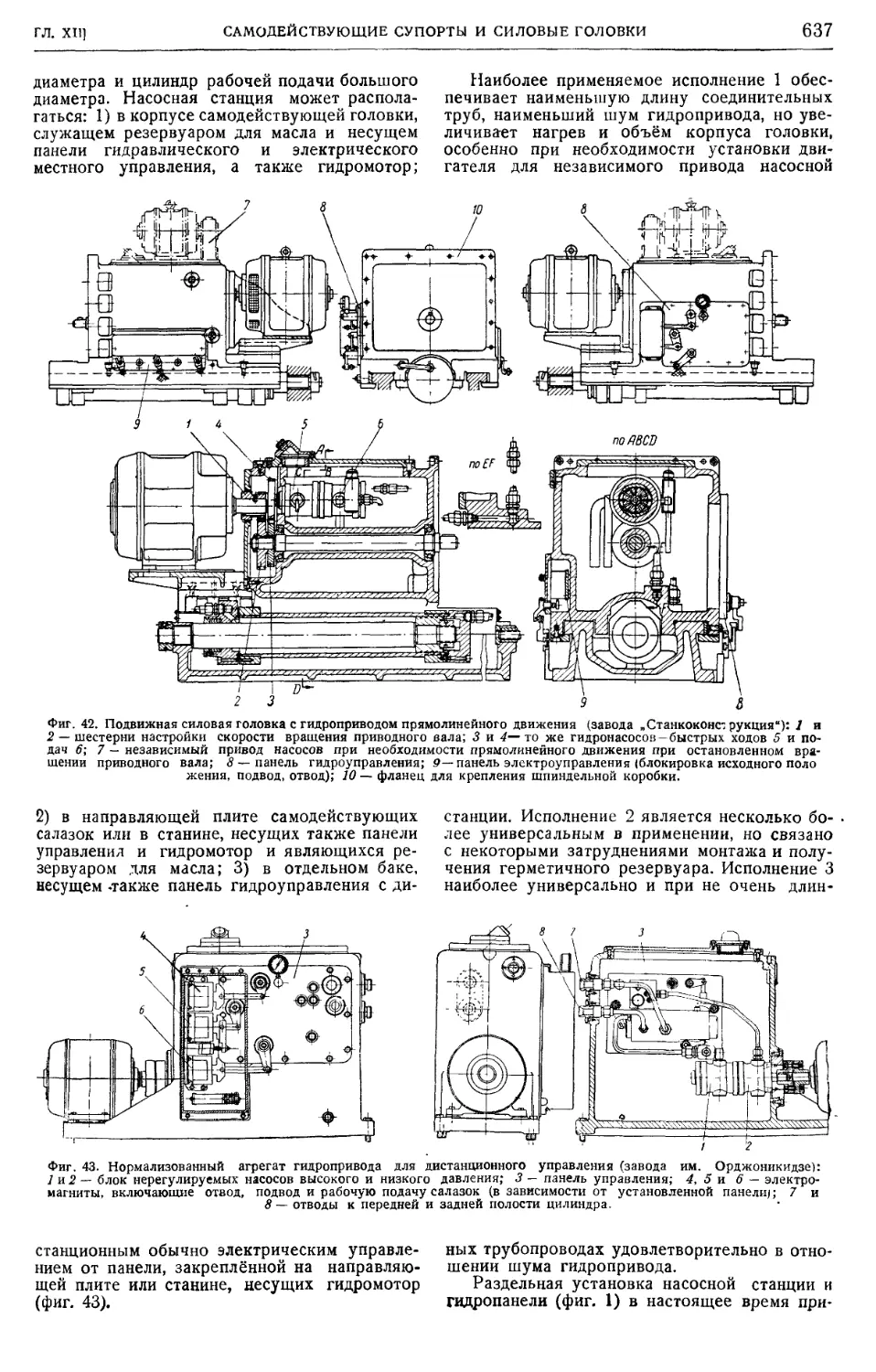
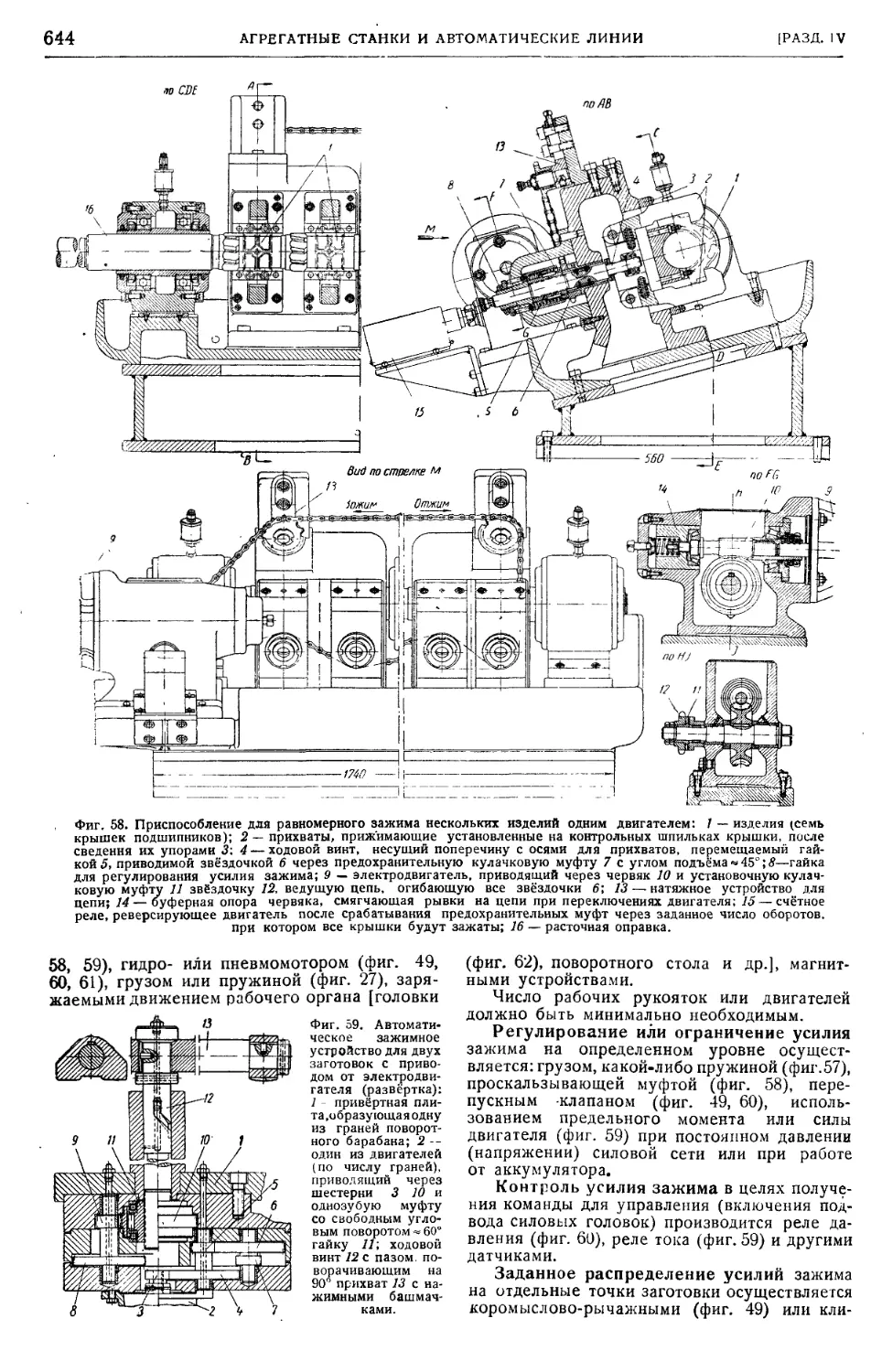
/













































































































































































































































































































































































































































































































































































































































































































































































































































































































































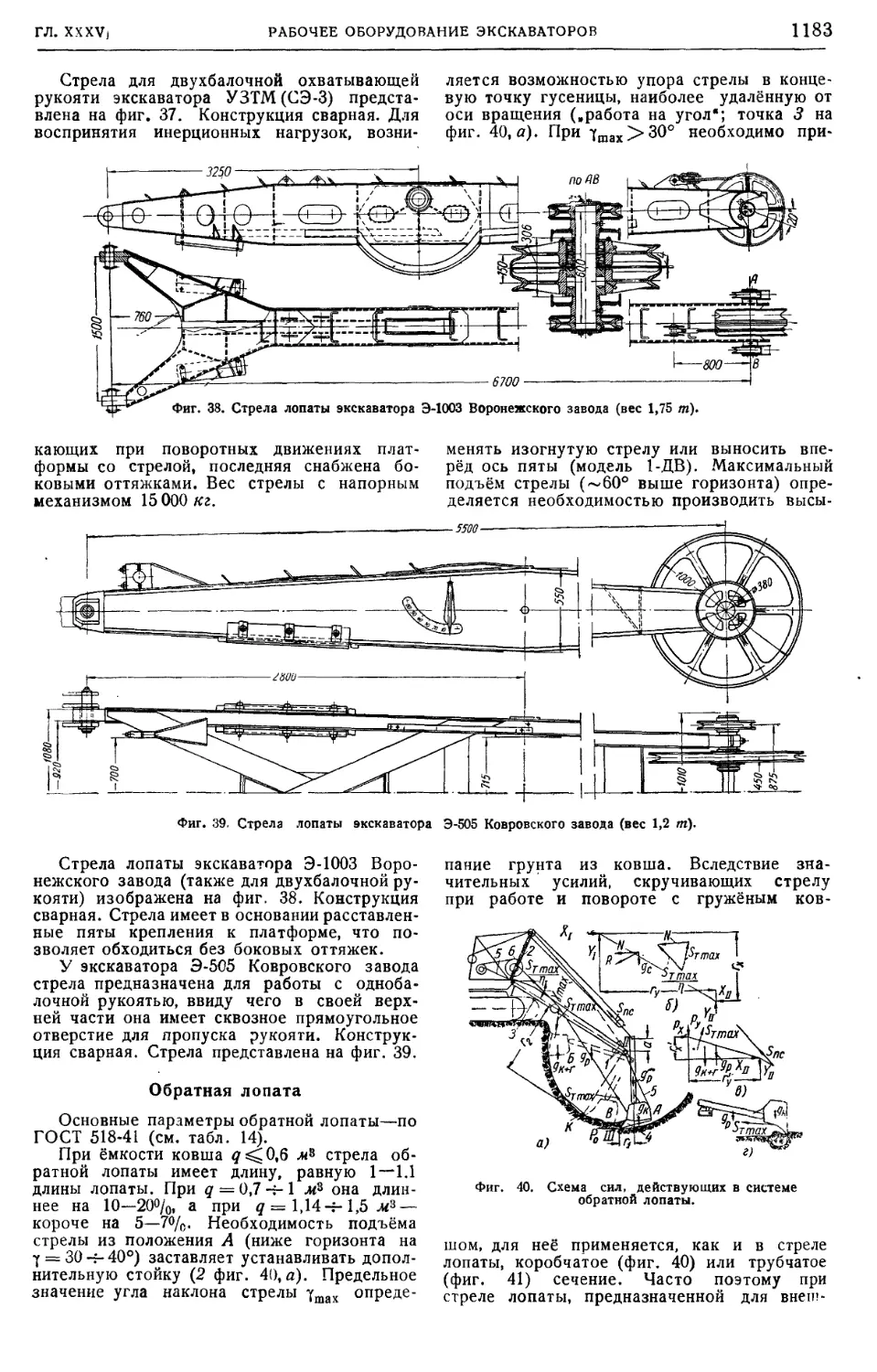

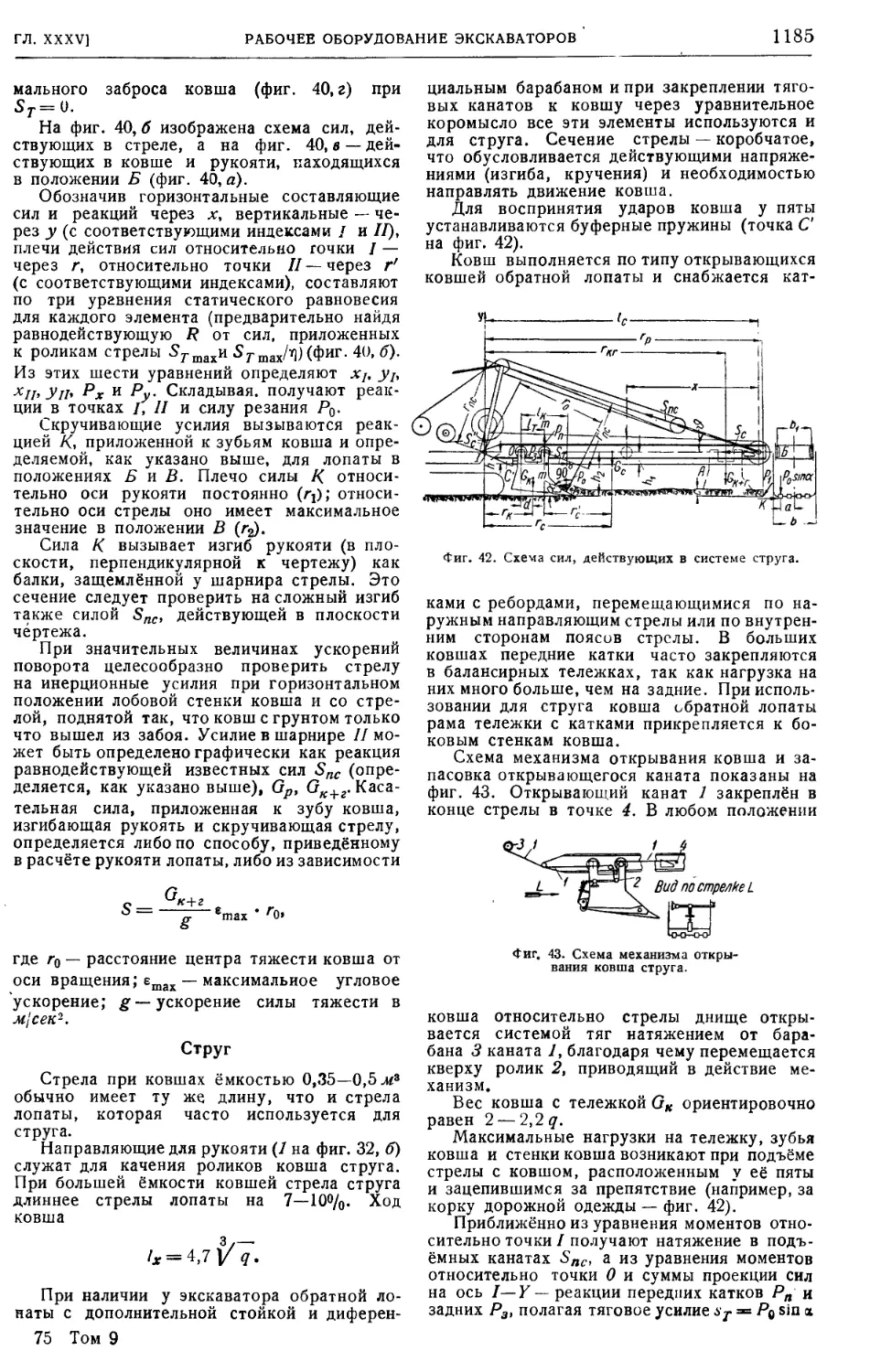


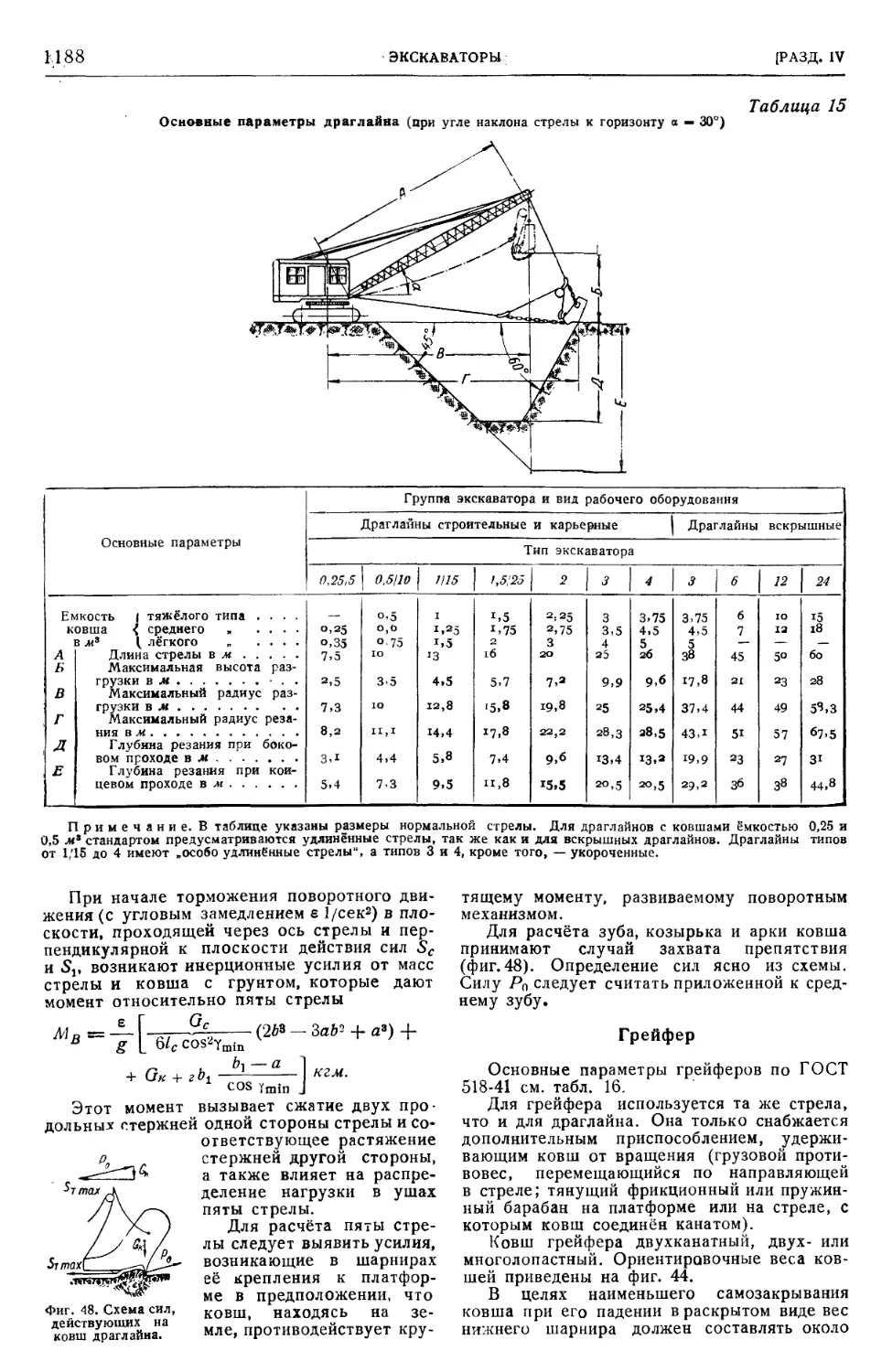
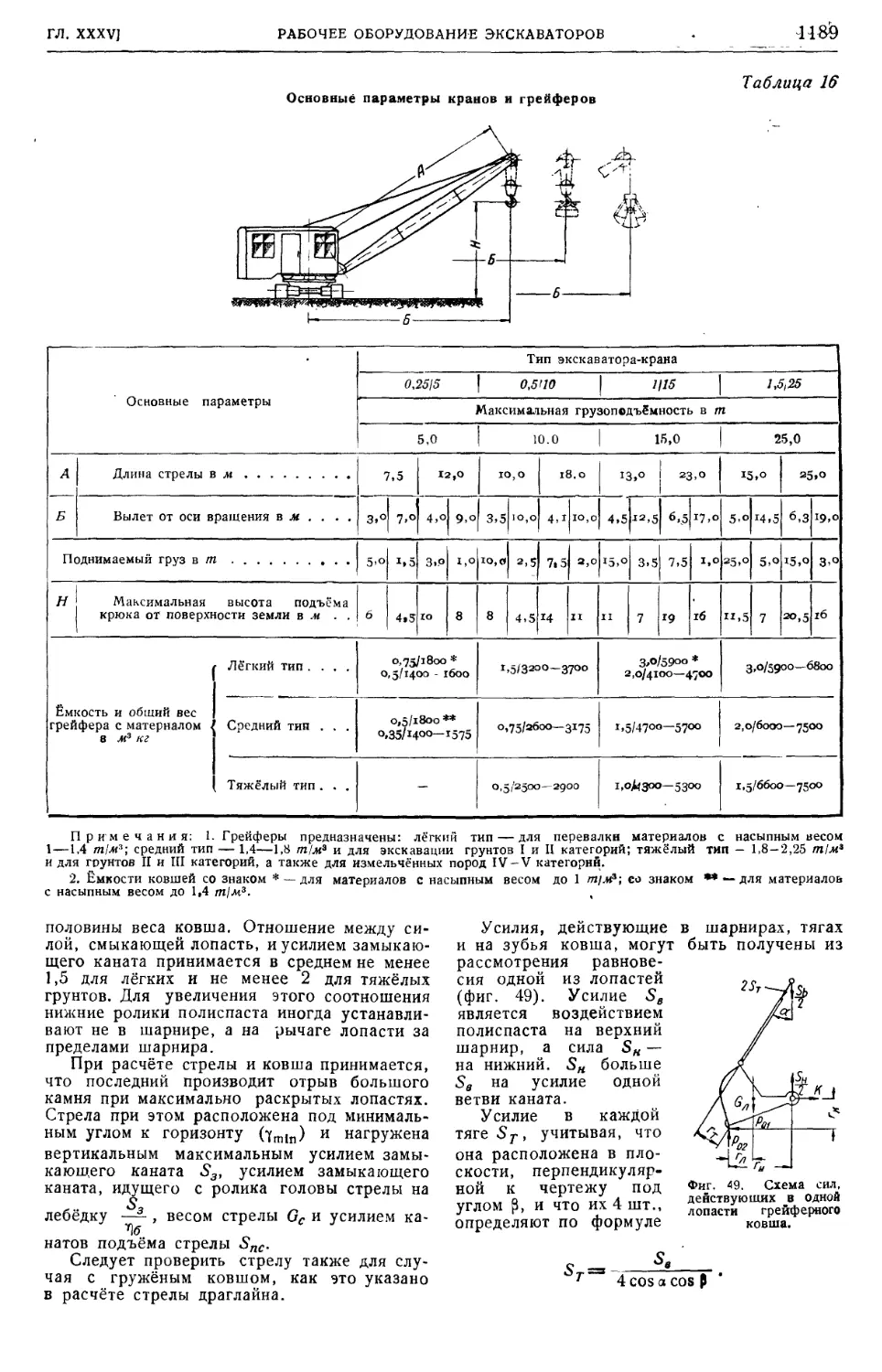






















Текст
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЧЕСКИЙ СПРАВОЧНИК
РЕДАКЦИОННЫЙ СОВЕТ
Председатель Совета и главный редактор
акад. Е. А. ЧУДАКОВ
С. А. АКОПОВ, И. И. АРТОБОЛЕВСКИЙ, Н. С. АЧЕРКАН, И. М. БЕСПРОЗВАННЫЙ,
Н. Т. ГУДЦОВ, В. И. ДИКУШИН, А. И. ЕФРЕМОВ, В. К. ЗАПОРОЖЕЦ, А. И. ЗИМИН,
Н. С. КАЗАКОВ, М. В. КИРПИЧЕВ, В. М. КОВАН, Ю. П. КОНЮШАЯ, А. А. ЛИНГАРТ,
В. А. МАЛЫШЕВ, I Л. К. МАРТЕНС | , Л. М. МАРИЕНБАХ, Г. А. НИКОЛАЕВ, И. А. ОДИН Г
(зам. председателя Редсовета), Е. О. ПАТОН, [Л. К. РАМЗИН1, Н. Н. РУБЦОВ, М. А. САВЕРИН
(зам. председателя Редсовета), И. И. СЕМЕНЧЕНКО, С. В. СЕРЕНСЕН, К. К. ХРЕНОВ,
М. М. ХРУЩЕВ, Н. А. ШАМИН, А. Н. ШЕЛЕСТ, Л. Я. ЩУХГАЛЬТЕР (зам. глашюго редактора),
А. С. ЯКОВЛЕВ
РАЗДЕЛ ЧЕТВЁРТЫЙ
КОНСТРУИРОВАНИЕ
МАШИН
том 9
Ответственный редактор
проф., доктор техн. наук М. А. САВЕРИН
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
МОСКВА - 1 У 4 9
ПРОИЗВОДСТВЕННАЯ ЧАСТЬ
Зам. начальника издательства Д. М. Польский. Начальник производствен-
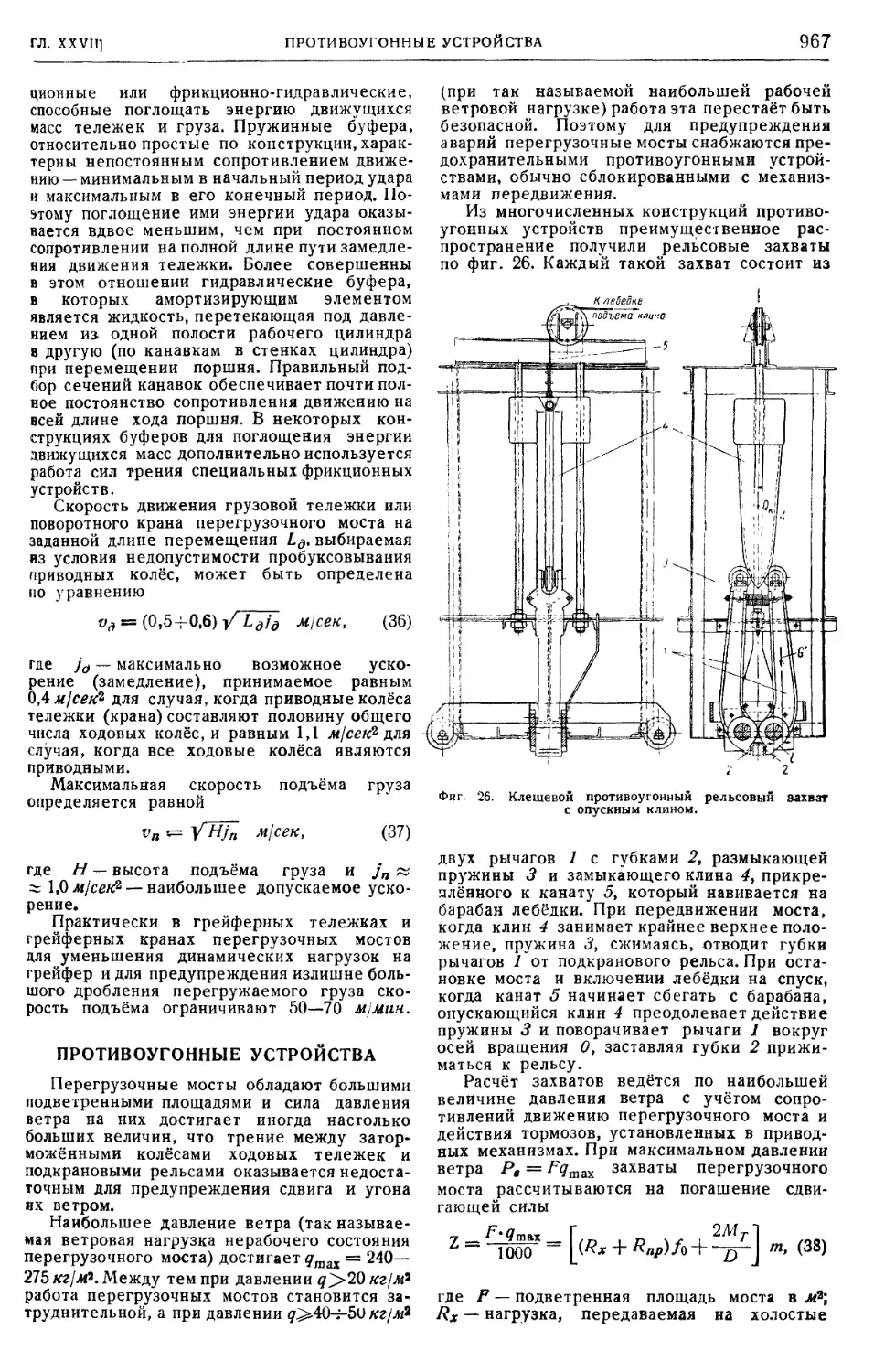
ного отдела Машгиза С. А. Соловьев. Зав. производством „Справочника"
Б. С. Раецкий. Техн. редактор Т. Ф. Соколова. Зав. корректорской
С. А. Третьяков. Корректор Ю. Н. Николаева. Переплёт работы худож-
ника А. Л. Вельского. Руководители графического бюро А. И, Эйфель и
А. А. Силаев. Графики А. М. Тетерин, А. Ф. Иваницкая, Н. И. Корытцев,
Т. И. Корытцева, Е. Г. Курочкан, Н. М. Владимирова, 3. И. Погудкина.
Ксилограф Е. Е. Кирсанов.
Полиграфические работы выполнены в 1-й типографии Машгиза. Директор
типографии Н. И. Панин. Гл. инженер О. Я. Басин. Зав. производством
Л. О.Машгиза Я.И.Лебедев. Зав. производством типографии Н.С.Кондрот.
Набор и вёрстка произведены под руководством С. А. Павлова и. техно-
лога Э. Я- Потапенко. Печатью руководили М. П. Седов и технолог
С. М. Сундаков. Брошировочно-переплётные работы выполнялись под
руководством М. Ф. Семёнова. Тиснением руководила Д. Е. Белова.
Матрицы и стереотипы изготовлены под руководством К. Н. Дементьева.
Типографская корректура проведена под руководством Е. А. Беляйкина.
Бумага фабрики им. Володарского. Ледерин Щёлковской фабрики. Картон
Калининской фабрики. Шрифт изготовлен на 1-м и 2-м шрифтолитейных
заводах.
9-й том сдан в производство 24/VIII 1948 г. —9/111 1949 г. Подписан к печати
7/VII 1949 г. А 04191. Заказ № 219. Бумага 70хЮ81/,в. Уч.-изд. листов 18Г/».
Печатных листов 7б1/4. Тираж 50 С00. A-й завод 1—25100).
Адрес типографии: Ленинград, ул. Моисеенко, 10.
АВТОРЫ ТОМА
И. И. АБРАМОВИЧ, проф.; Е. Г. АЛЕКСЕЕВ; К.В.АЛФЕРОВ, проф., д-р техн.
наук; П. К. АНДРЕЕВ, канд. техн. наук; П. С. АФАНАСЬЕВ, канд. техн. наук;
Н. С. АЧЕРКАН, проф., д-р техн. наук; В. К. БАРАНОВ., инж.; И. И. БЕРЕ-
ГОВСКИЙ, инж.; Б. Л. БОГУСЛАВСКИЙ, проф.; П. Е. БОГУСЛАВСКИЙ,
ст. научн. сотр., канд. техн. наук; Б. Т. БРЕЕВ, инж.; А. С. БРИТКИН, проф.;
B. С. ВАСИЛЬЕВ, инж.; Н. В. ВОРОБЬЕВ, проф., д-р техн. наук; П. Г. ВЫ-
ДРИН, инж.; Б. А. ГЛАДКОВ, инж.; В. И. ДИКУШИН, чл.-корр. АН СССР;
Н. Г. ДОМБРОВСКИЙ, проф., д-р техн. наук; И. И. ЕЛИНСОН, канд. техн. наук;
И. 3. ЗДЙЧЕНКО, ст. научн. сотр.,канд. техн. наук; Г. М. ЗАХАРОВ, инж.; В. Г. ЗУС-
МАН, доц., канд. техн. наук; И. П. ИВАНОВ, инж.; А. А. КАСТАЛЬСКИЙ, инж.;
А. И. КАШИРИН, проф., д-р техн. наук; С. М. КЕДРОВ, ст. научн. сотр., канд. техн.
наук; К. А. КОРНИЛОВ, ст. научн. сотр., канд. техн,. наук; Л. Г. КИФЕР, проф.,
д-р техн. наук; Ф. Л. КОПЕЛЕВ, инж.; С. И. КРАПОТКИН, инж.; И. П. КРУ-
ТИКОВ, доц., канд. техн. наук; А. Л. ЛАЩАВЕР, ст. научн. сотр., канд. техн.
наук; Г. А. ЛЕВИТ, инж.; Я. М. МАДОРСКИЙ, инж.; И. В. МАЗЫРИН, инж.;
Н. В. МАКОВСКИЙ, инж.; Ф. М. МАНЖОС, доц., канд. техн. наук; Я. П. МЕЗИ-
ВЕЦКИЙ, инж.; А. Г. МЕКЛЕР, канд. техн. наук; М. П. МЕРПЕРТ, доц., канд.
техн. наук; Е. М. МОРОЗОВА, инж.; Я. Л. НЕМЕЦ, инж.; Н. Я. НИБЕРГ,
ст. научн. сотр., канд. техн. наук; Г. М. НИКОЛАЕВСКИЙ, канд. техн. наук;
А. Б. ОХЛЯНД, инж.; Е. Р. ПЕТЕРС, доц., канд. техн. наук; Б. И. ПРОЗОРОВ,
инж.; В. Э. ПУШ, доц., канд. техн. наук; Д. Н. РЕШЕТОВ, проф., д-р техн. наук;
C. С. РУМЯНЦЕВ, инж.; И. С. СЕГАЛЬ, доц., канд. техн. наук; Э. Д. СПИВАК,
канд. техн. наук; А. О. СПИВАКОВСКИЙ, чл.-корр. АН СССР; И. О. СПИ-
ЦИНА, канд. техн. наук; Д. К. СУХАНОВ, инж.; Г. И. ТЕМЧИН, канд. техн.
наук; И. Е. ТОКАРЬ, инж.; Г. М. ФЕЙНБЕРГ, инж.; В. П. ФИЛАТОВ, ст. научн.
сотр., канд. техн. наук; С. С. ЧЕРНИКОВ, инж.; С. А. ЧИХАЧЕВ, доц.; Г. А. ШАУ-
МЯН, проф., д-р техн. наук; В. А. ШИШКОВ, ст. научн. сотр., канд. техн. наук;
Л. Б. ЭРЛИХ, доц. канд. техн. наук.
НАУЧНЫЕ РЕДАКТОРЫ
АБРАМОВИЧ И. И., проф. (гл. XVII, XVIII, XX, XXIII, XXVI, XXVIII, XXXII); АФАНАСЬЕВ П. С,
канд. техн. наук (гл. XIV, XVI); БЛИЗНЯНСКИЙ А. С, инж. (терминология и обозначения); ДИКУ-
ШИН В. И., чл.-корр. АН СССР (гл. I—XI, XIII)-, КИФЕР Л. Г., засл. деят. науки и техники, проф.,
д-р техн. наук (гл. XIX, XXII, XXLV, XXV. XXVII, XXIX, XXX); НИБЕРГ Н. Я-, ст. научн. сотр..
канд. техн. наук (гл. I—XIII); ПЕТЕРС Е- Р., доц., канд. техн. наук (гл. XXXV); |ПОПОВ В. K.I, проф.,
д-р техн. наук (гл. XXI); СПИВАКОВСКИЙ А. О., чл.-корр. АН СССР (гл. XX~Xl7"XXXIII, XXXIV).
Научные редакторы графических работ инж. В. Г. КАРГАНОВ и инж. П. М. ИОНОВ
*
Редактор-организатор тома Т. Б. КРАСНОВА
Зав. редакцией В. Н. МАЛЕЦКАЯ
*
Адрес редакции: Москва, 12, ул. Куйбышева, 4, пом- 12. Главная
Редакция энциклопедического справочника .Машиностроение*
СОДЕРЖАНИЕ
От редактора
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Глава I. ОСНОВНЫЕ СВЕДЕНИЯ
1
Системы классификации видов обработки и
станков (проф., д-р техн. наук Н. С. Ачер-
кан) I
Производственные характеристики станков
(проф., д-р техн. наук А. И. Каширин) 3
Выбор режимов резания при проектирова-
нии многоинструментальных станков (канд.
техн. наук Г. И. Темчин) 4
Основные данные для проектирования ме-
таллорежущих станков (лауреат Ста-
линской премии, чл.-корр. АН СССР
В. И. Дикушин) 7
Материалы, применяемые в станкостроении
(инж. Е. М. Морозова и канд. техн.
наук Э. Д. Спивак) 21
Глава II. МЕХАНИЗМЫ СТАНКОВ .... 25
Механизмы привода и регули-
рования вращательного дви-
жения 25
Введение (проф., д-р техн. наук Д. Н. Ре-
шетов) 25
Коробки скоростей шестеренные (проф., д-р
техн. наук Д. Н. Решетов и Е. Г. Алек-
сеев) 25
Коробки подач [проф., д-р техн. наук
Д. Н. Решетов) 37
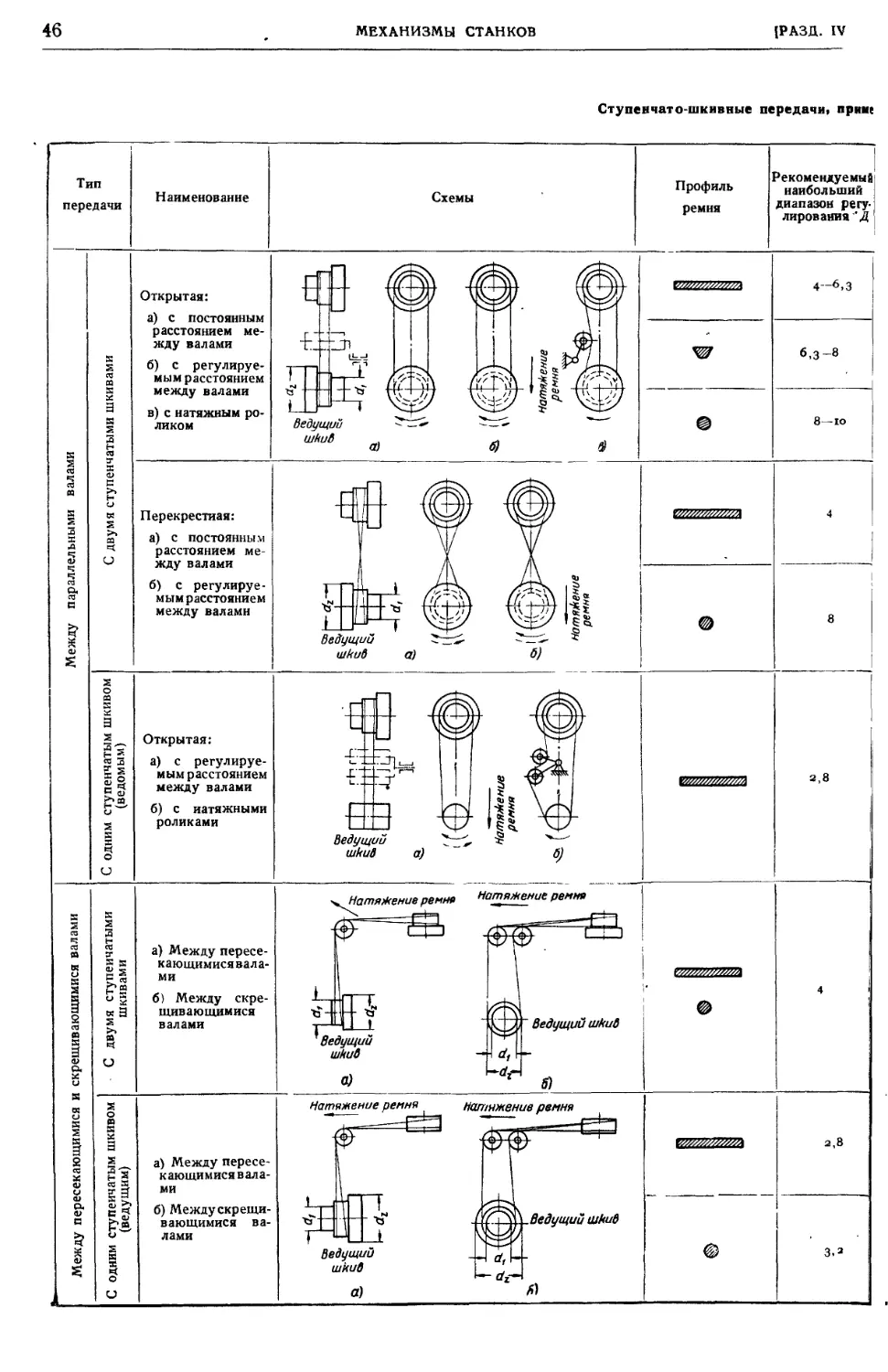
Ступенчато-шкивные передачи (ст. научн.
сотр., канд. техн. наук Н. Я. Наоерг) . 44
Коробки передач с бесступенчатым регули-
рованием скорости (вариаторы) фрикцион-
ные и цепные (инж Г. А. Левит).... 49
Червячлые зубчатые и цепные редукторы
(ст. научн. сотр., канд. техн. наук
Н. Я- Ниберг) 53
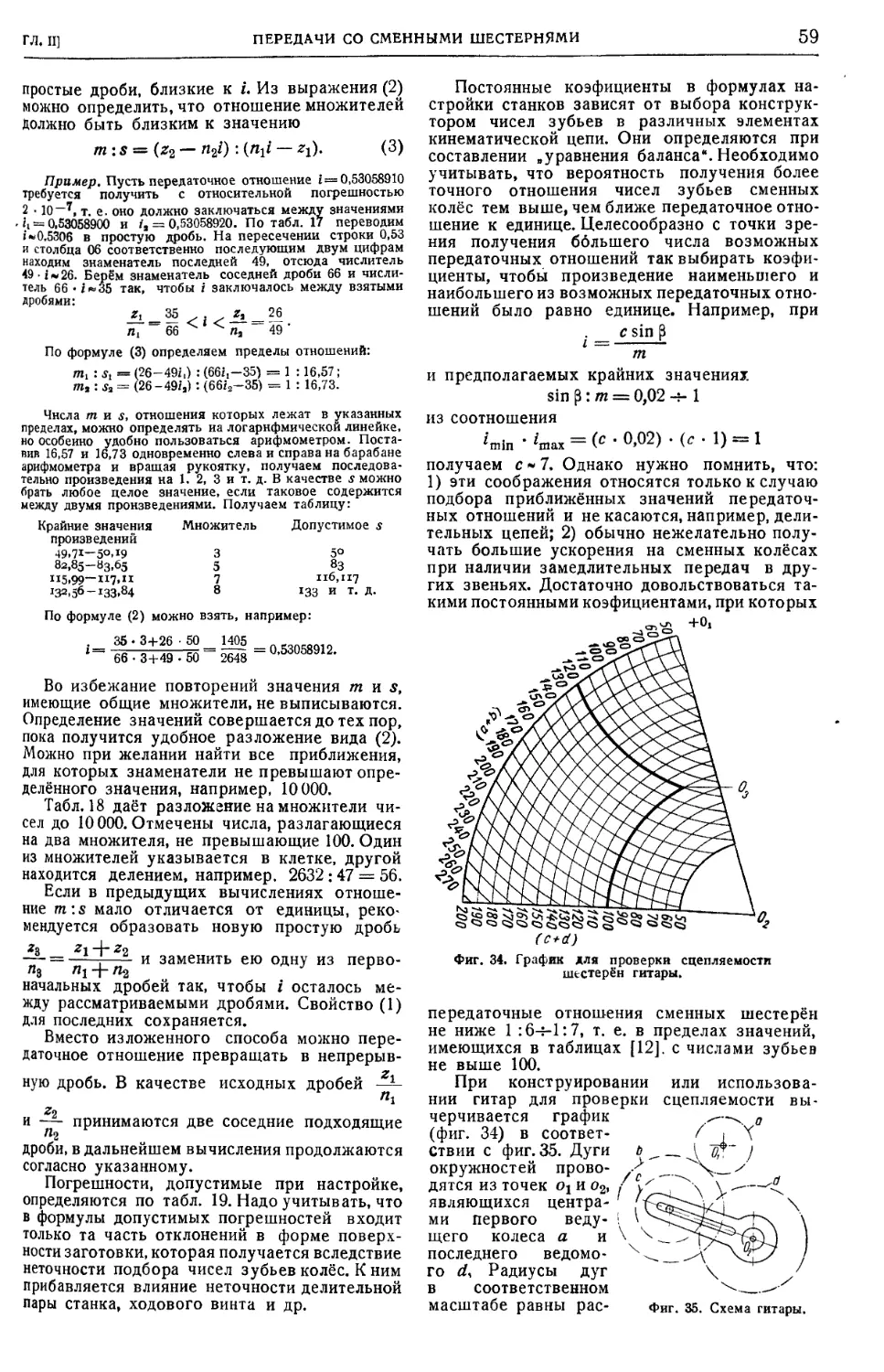
Передачи со сменными шестернями (ст.
научн. сотр., канд. техн. наук
В.А.Шишков) 57
Реверсивные механизмы (ст. научн. сотр.,
канд. техн. наук N. Я- Л ибер г) .... 65
Муфты и тормозы (проф., д-р техн. наук
Д. Н. Решетов и инж. Г. А. Левит). . 70
Механизмы привода п р я м о л и-
н е й н о-п оступательного дви-
жения (ст. научн. сотр., канд. техн.
наук Н. Я. Ниберг) 79
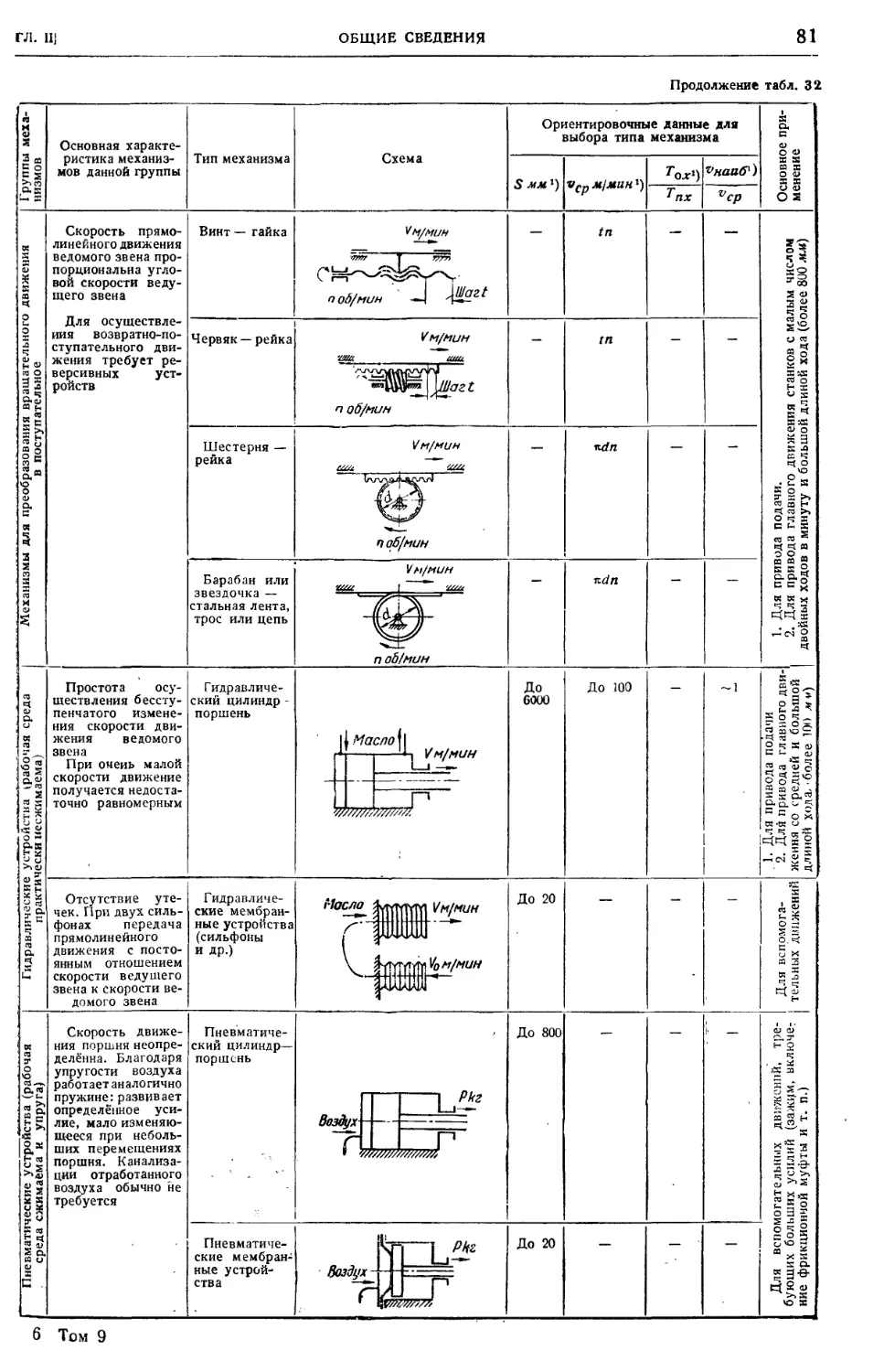
Общие сведения 79
Кривошипно-шатунные и кривошипно-кулис-
ные механизмы 82
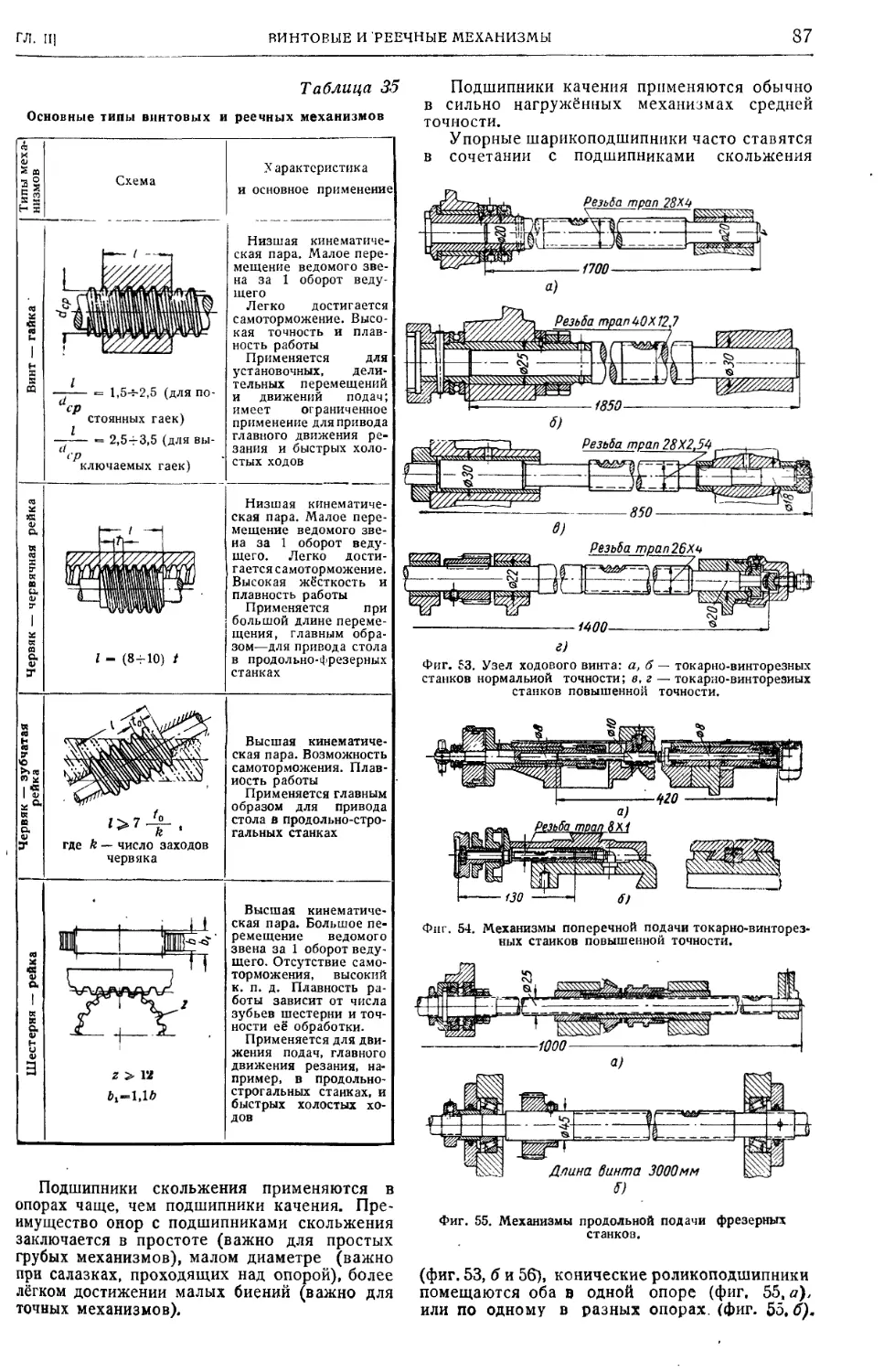
Винтовые и реечные механизмы 86
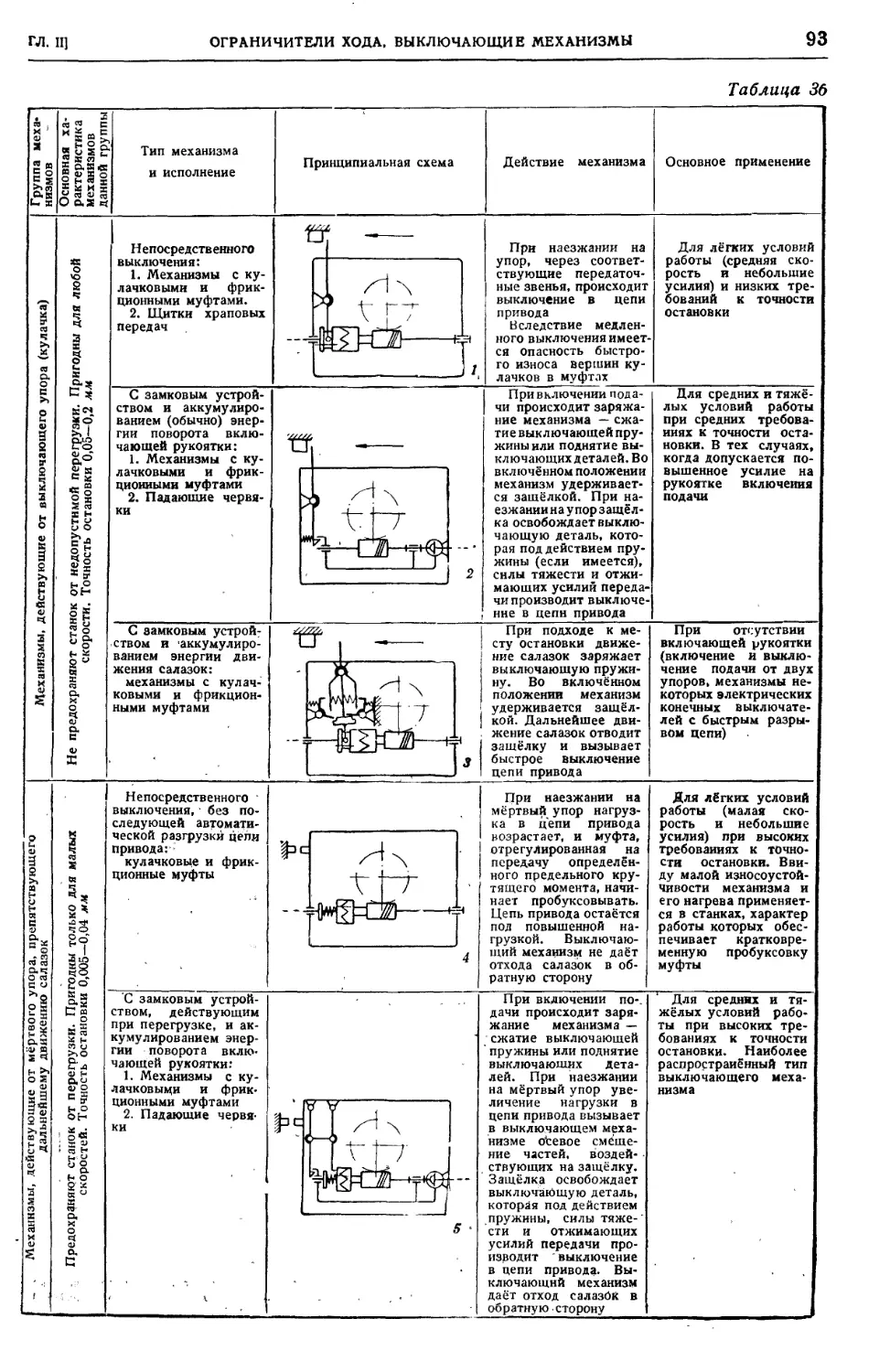
Ограничители хода, выключающие механизмы 91
Механизмы периодического
движения 95
Мальтийские механизмы (проф., д-р техн.
наук Д. Н. Решетов) 95
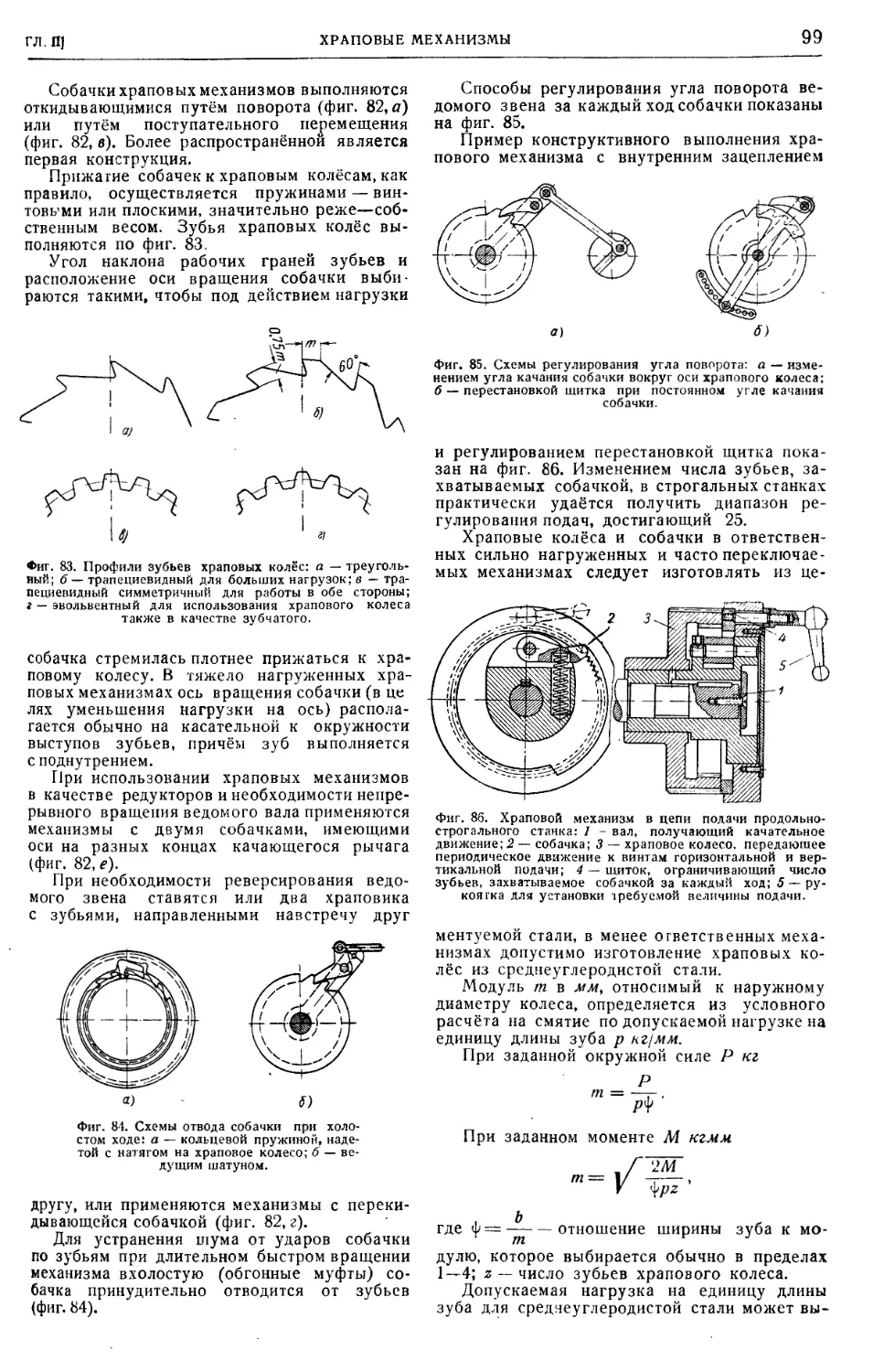
Храповые механизмы (Д. Н. Решетов) ... 98
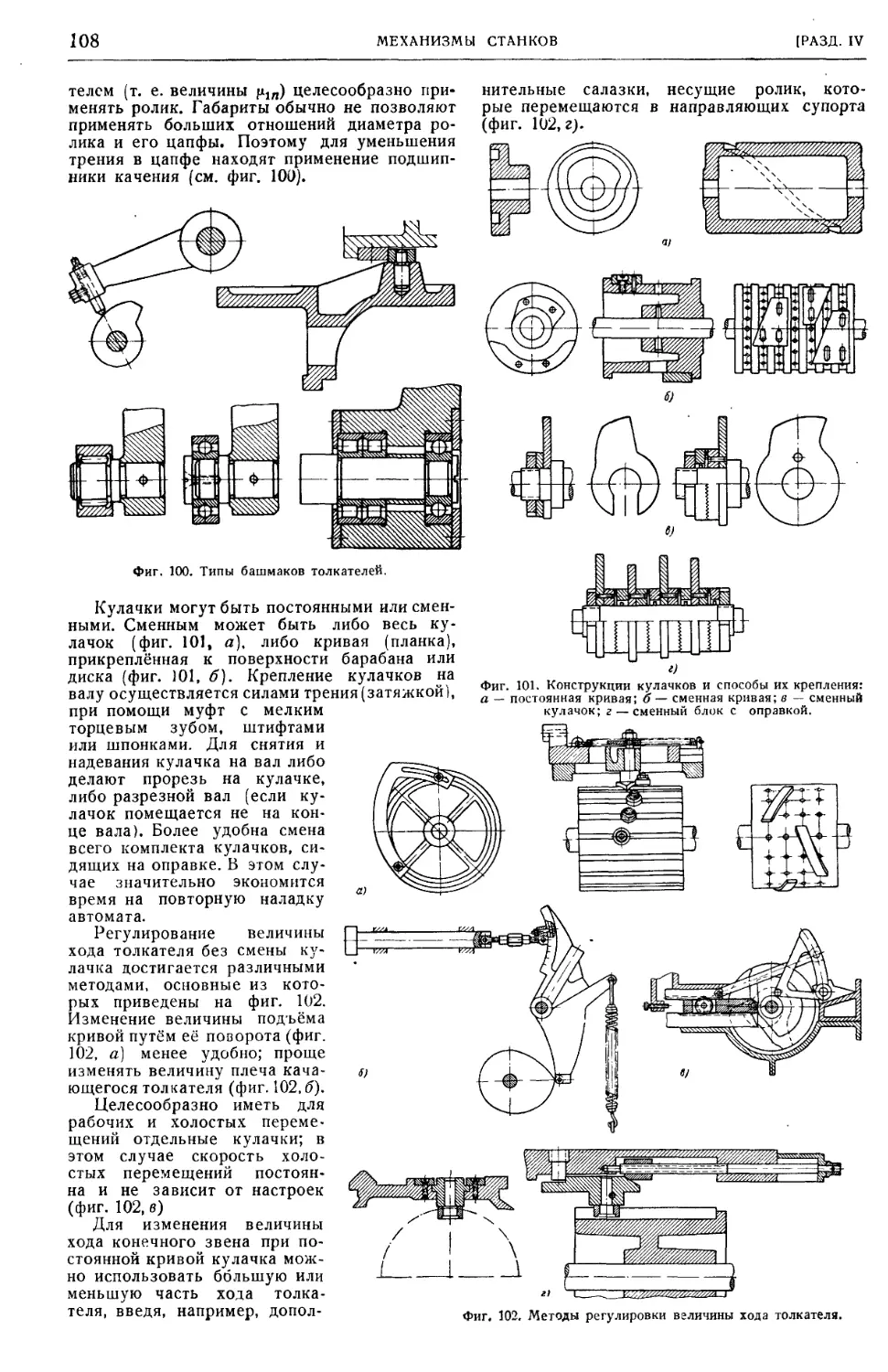
Кулачковые механизмы (лауреат Сталин-
ской премии, проф., д-р техн. наук
Г. А. Шаумян) . . ' '. . 102
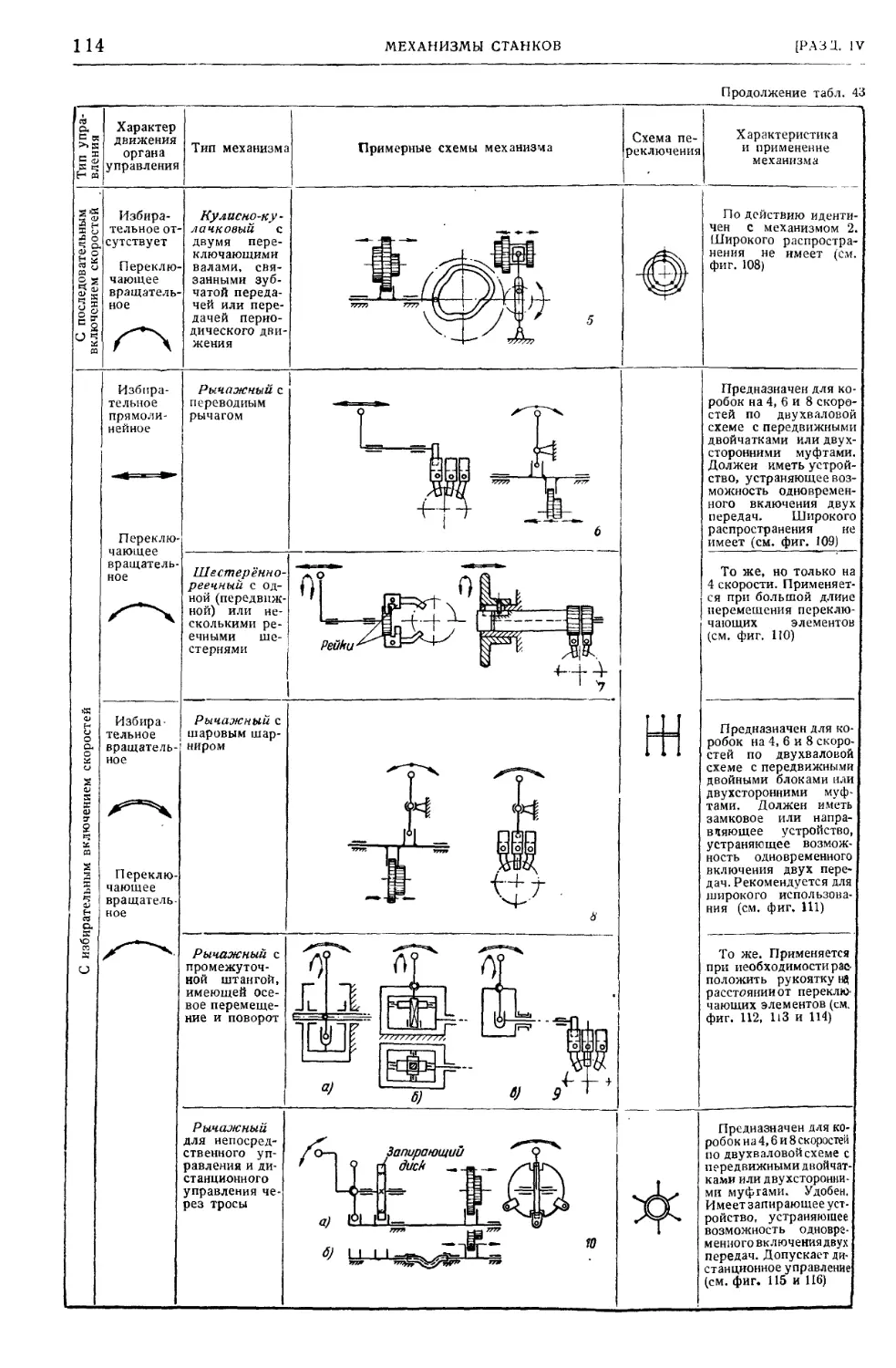
Механизмы управления (пере-
ключения) (ст. научн. сотр., канд.
техн. наук Н. Я- Наоерг) 110
Системы управления ПО
Расположение органов управления на станке 110
Механизмы управления • 110
Стандартные органы управления и указатели
включений ' 122
Глава III. ГИДРАВЛИЧЕСКИЕ ПЕРЕДАЧИ
СТАНКОВ (ст. научн. сотр., канд. техн.
наук И. 3. Зайченко) 124
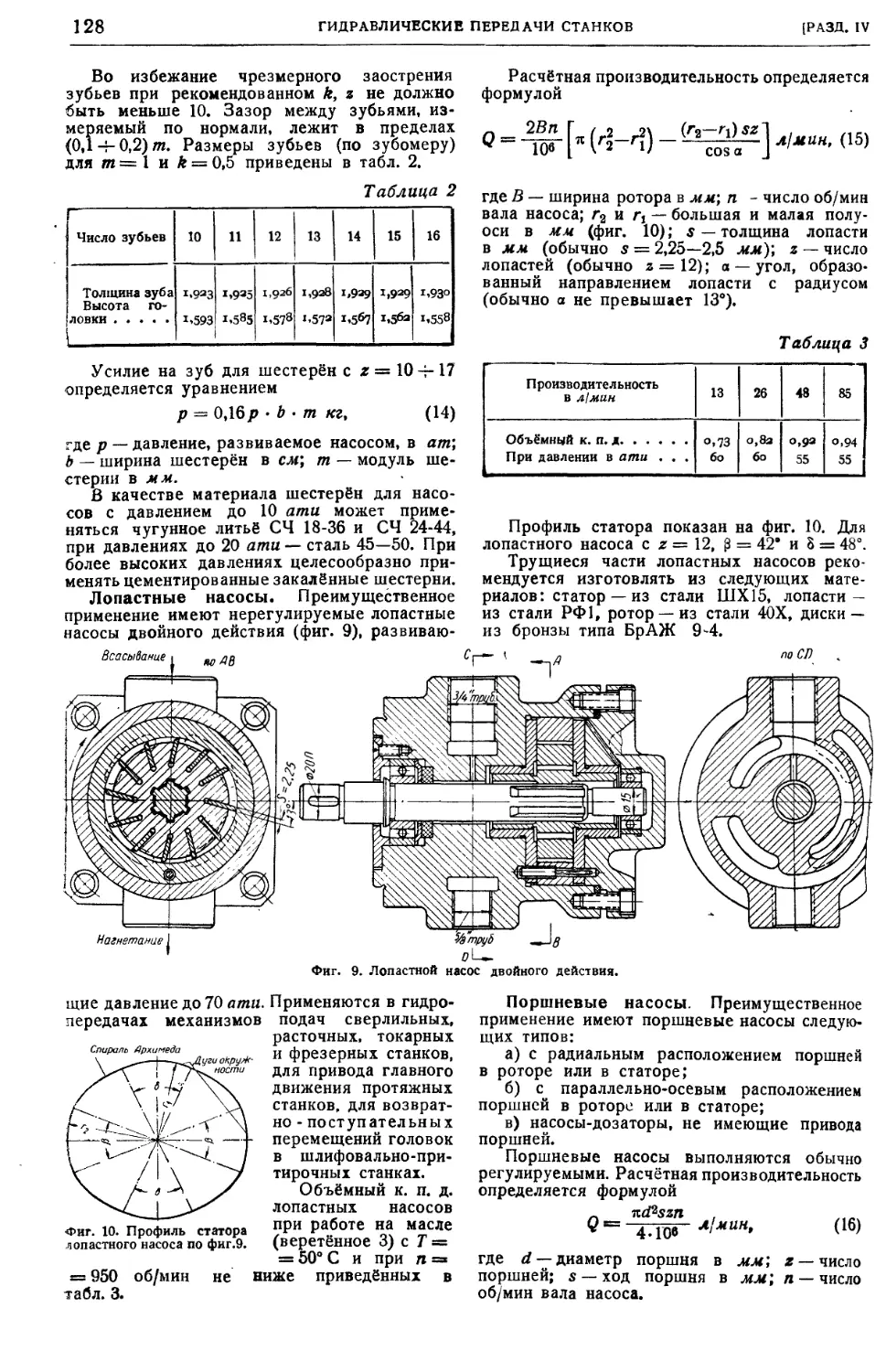
Общие положения 124
Насосы 127
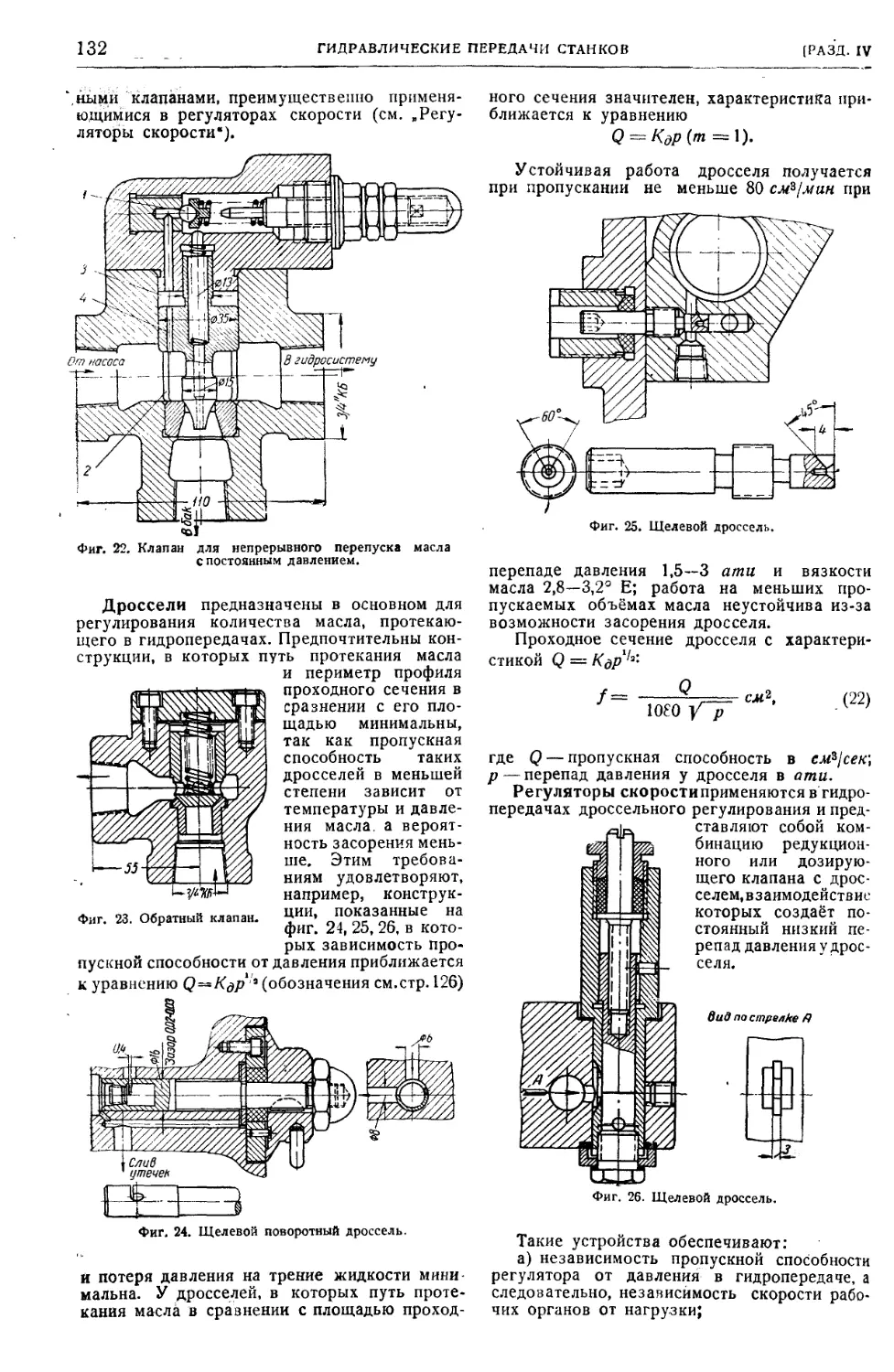
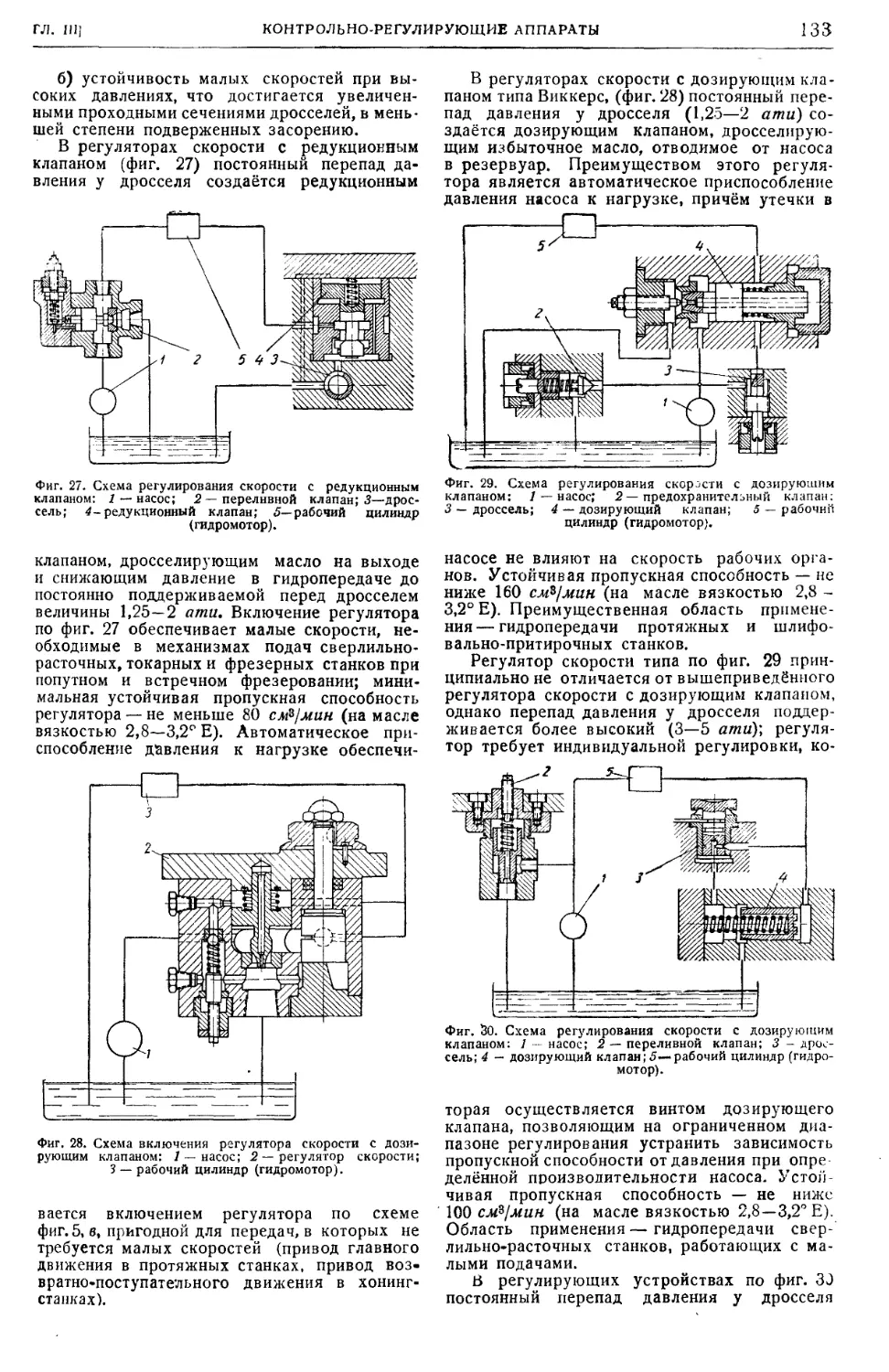
Контрольно-регулирующие аппараты .... 131
Распределительные аппараты 134
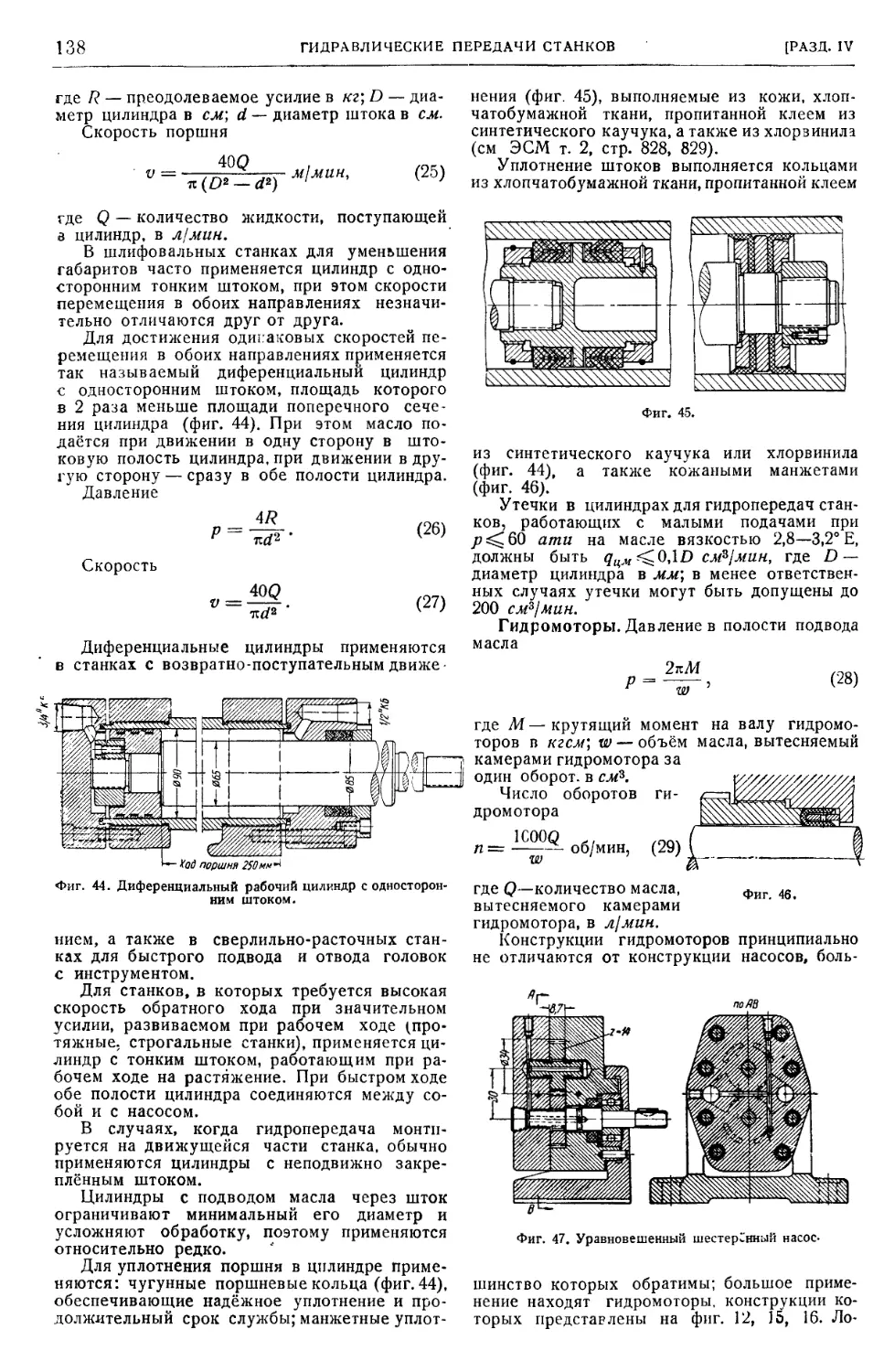
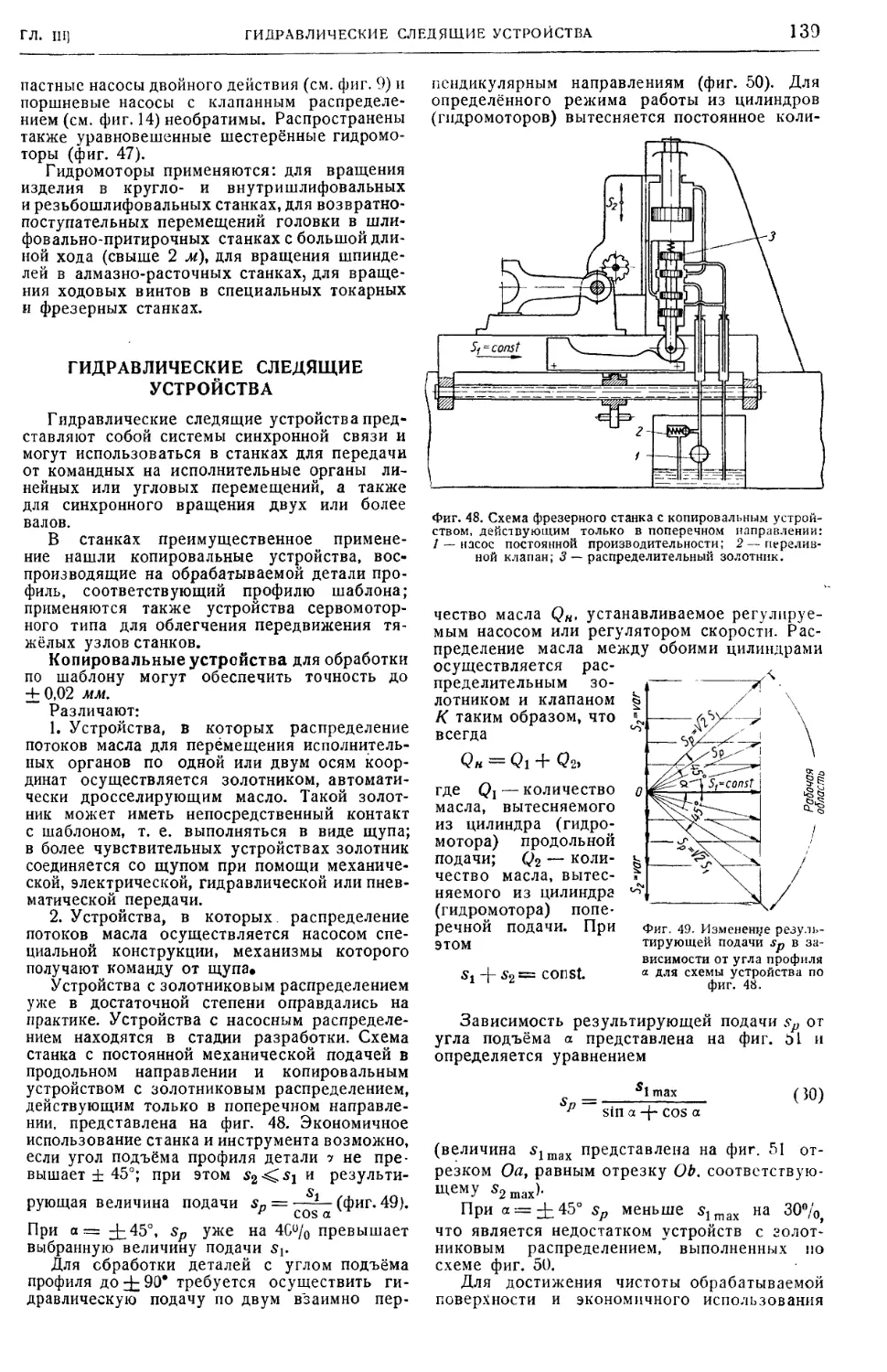
Рабочие цилиндры и гидромоторы 137
Гидравлические следящие устройства .... 139
Глава IV. ЭЛЕКТРООБОРУДОВАНИЕ МЕ-
ТАЛЛОРЕЖУЩИХ СТАНКОВ 143
Выбор типа электропривода (доц., канд.
техн. наук В. Г. Зусман) 143
Электрическая аппаратура станков (В. Г. Зус-
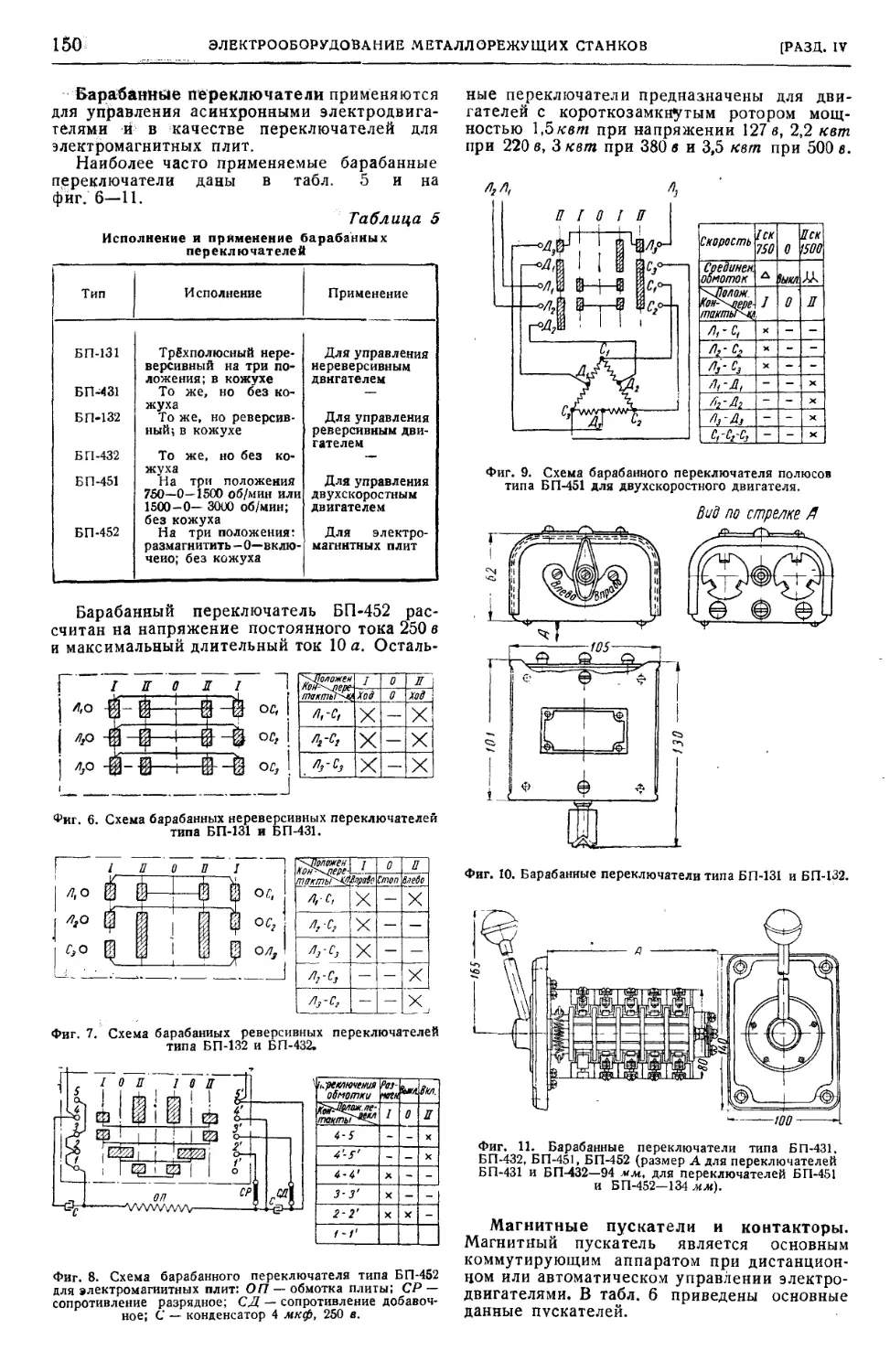
ман) . . . . ¦ ¦ 149
Монтаж электрооборудования на станках
(В Г. Зусман) 159
Электрические следящие копировальные
устройства (канд. техн. наук П. К. Ан-
дреев) 161
Глава V. ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУ-
ЩИХ СТАНКОВ 168
Направляющие прямолинейного движения
(проф., д-р техн наук. Д. Н. Решетов) . 168
Направляющие кругового движения (Д. Н.
Решетов) 175
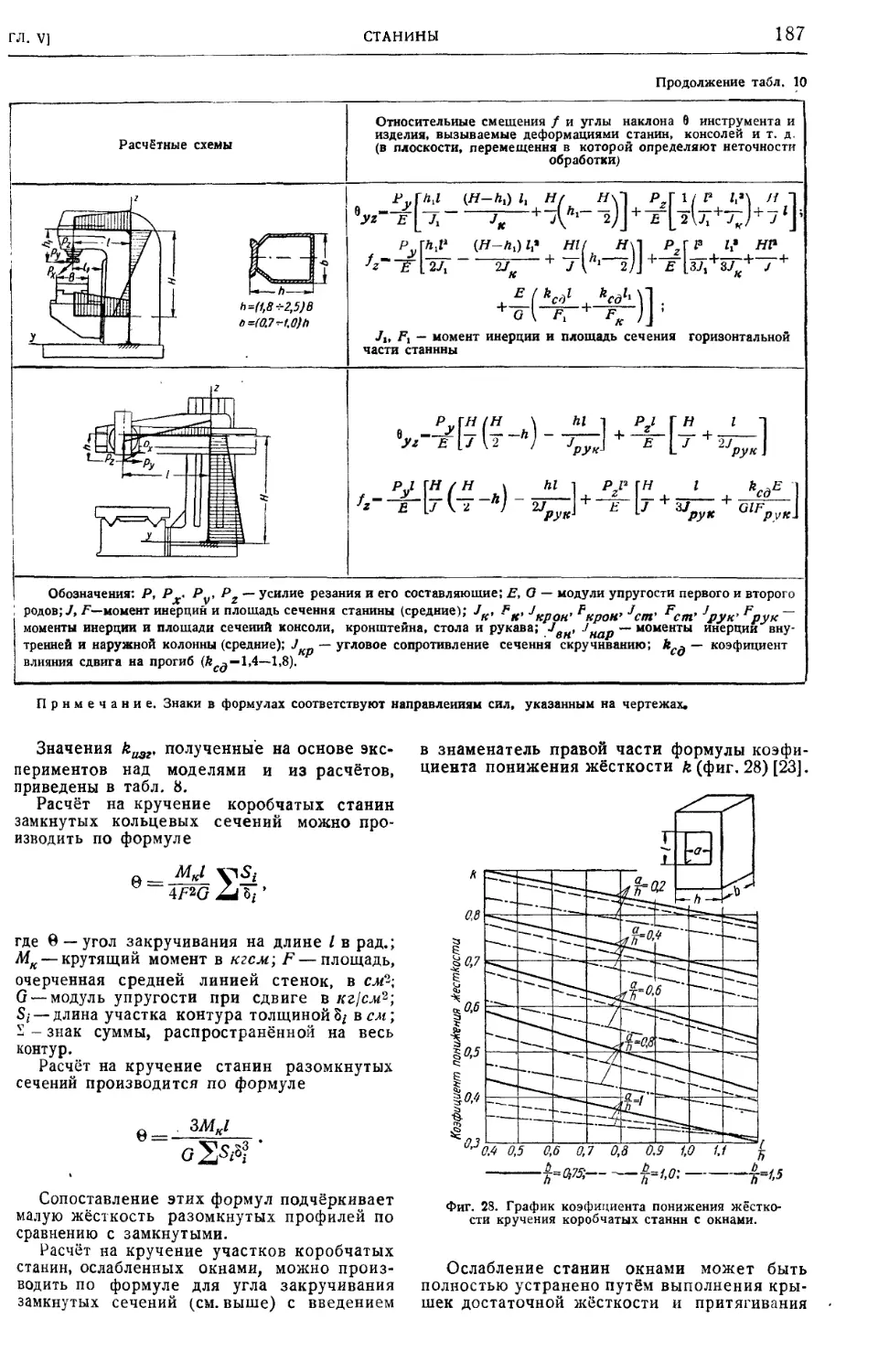
Станины (проф., д-р техн. наук Д. Н. Ре-
шетов) 178
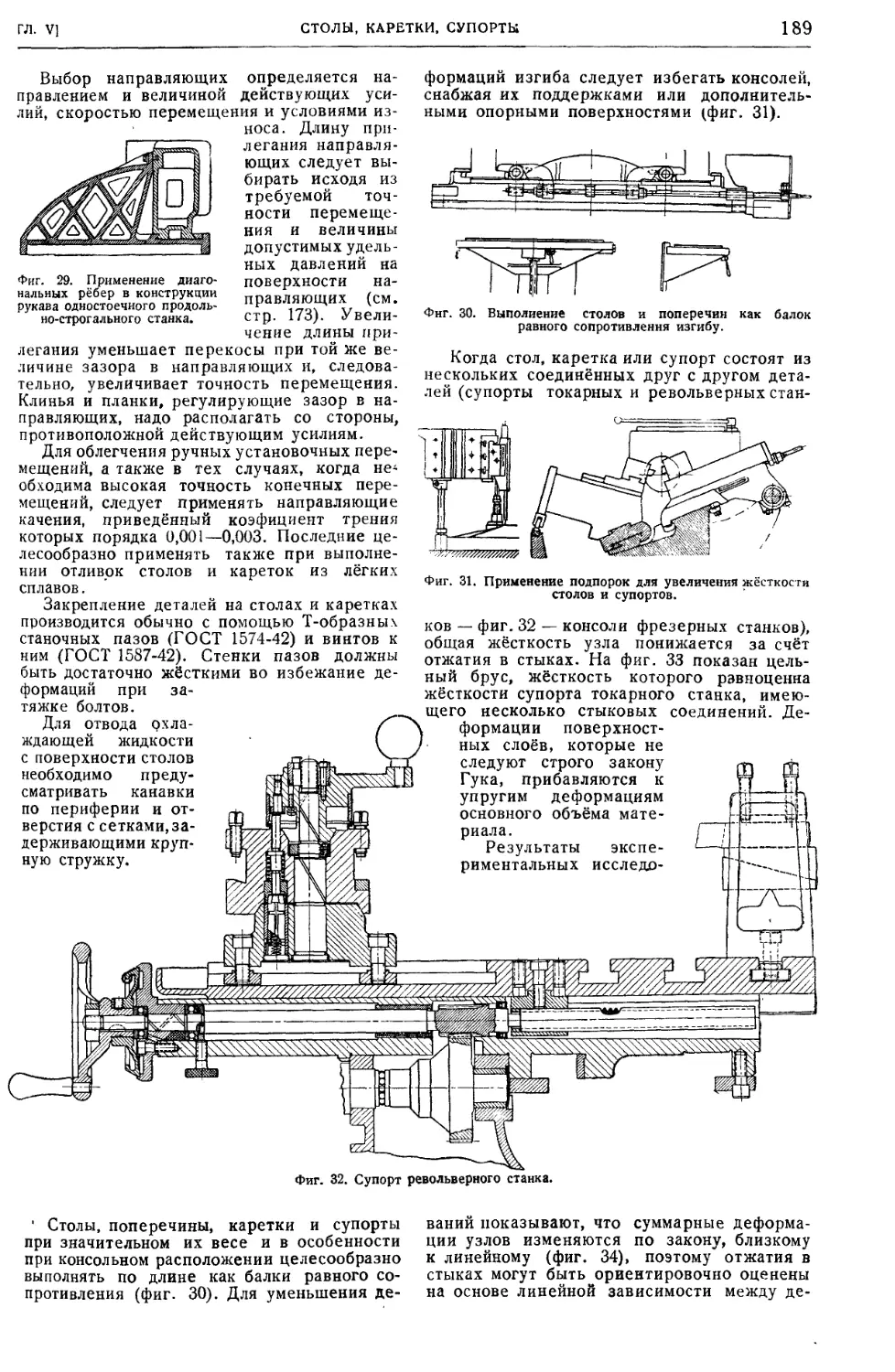
Столы, каретки, супорты (доц., канд. техн.
наук В. Э. Пуш) 188
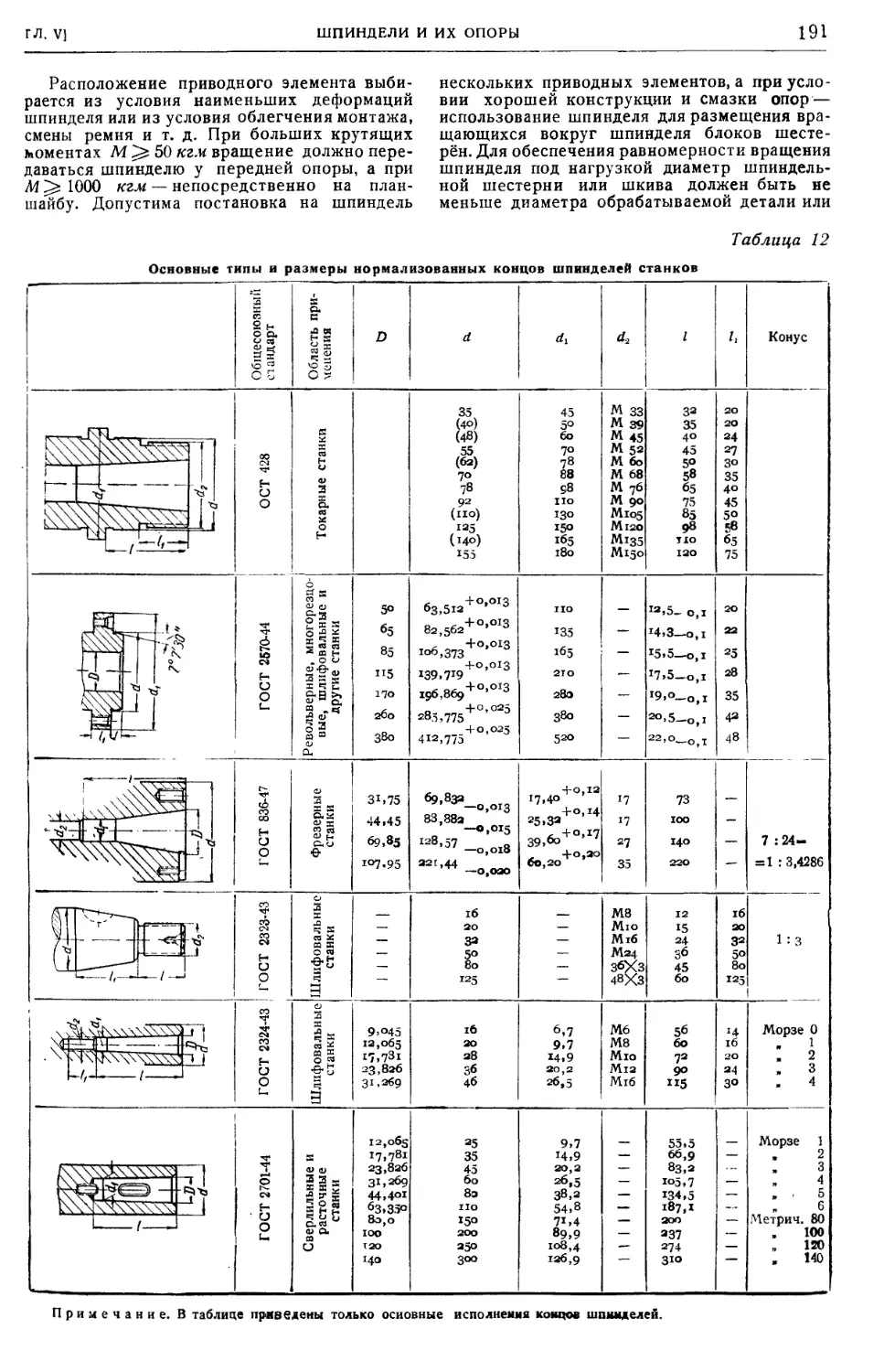
Шпиндели и их опоры (проф., д-р техн.
наук Д. Н. Решетов и Е. Г. Алексеев) 19J
СОДЕРЖАНИЕ
V
Ходовые винты (ст. научн. сотр., канд.
техн. наук Н. Я- Ниберг) ........ 197
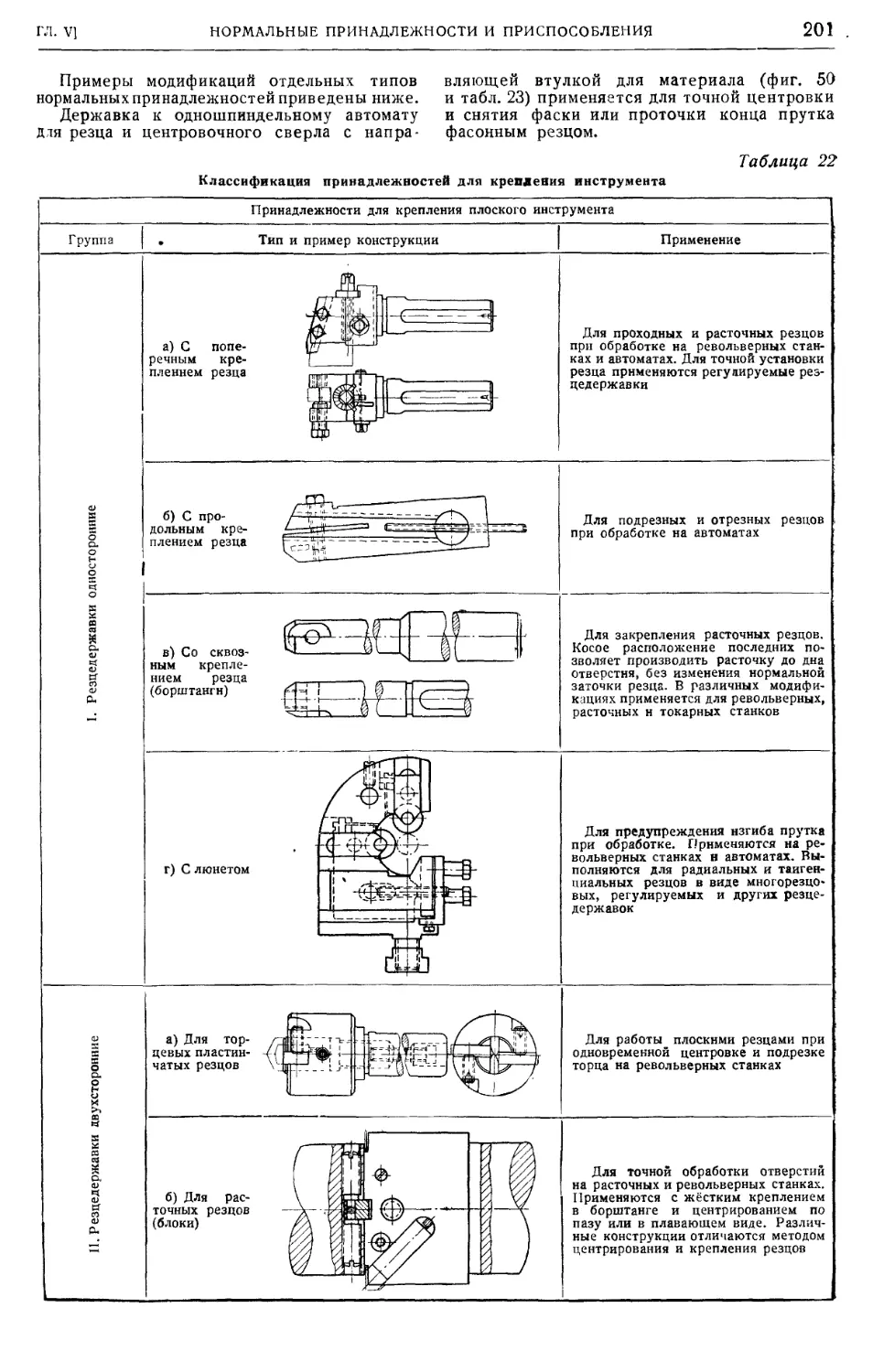
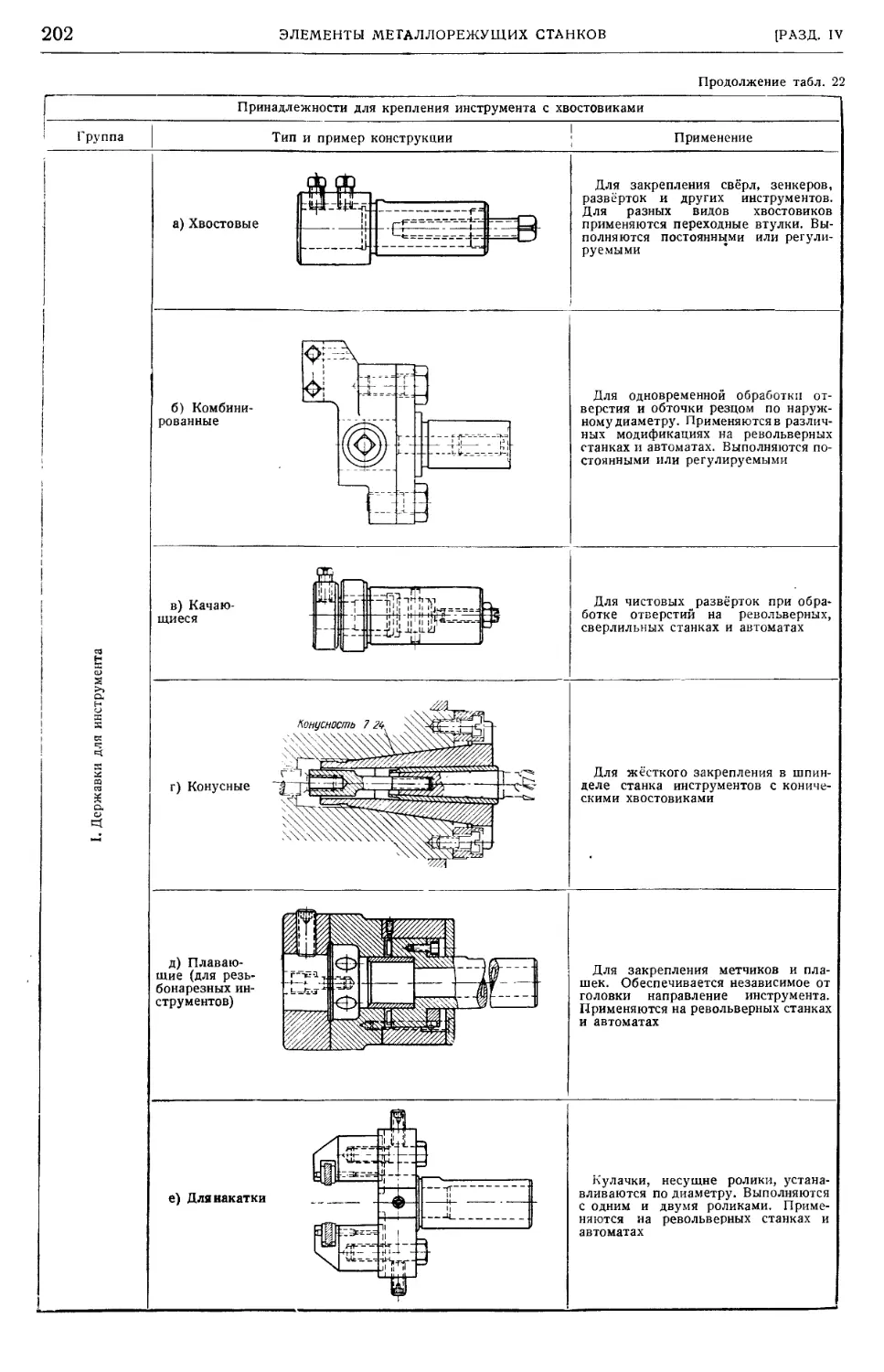
Нормальные принадлежности и приспособле-
ния для крепления режущего инструмента
(доц. С. А. Чихачев) 2Э0
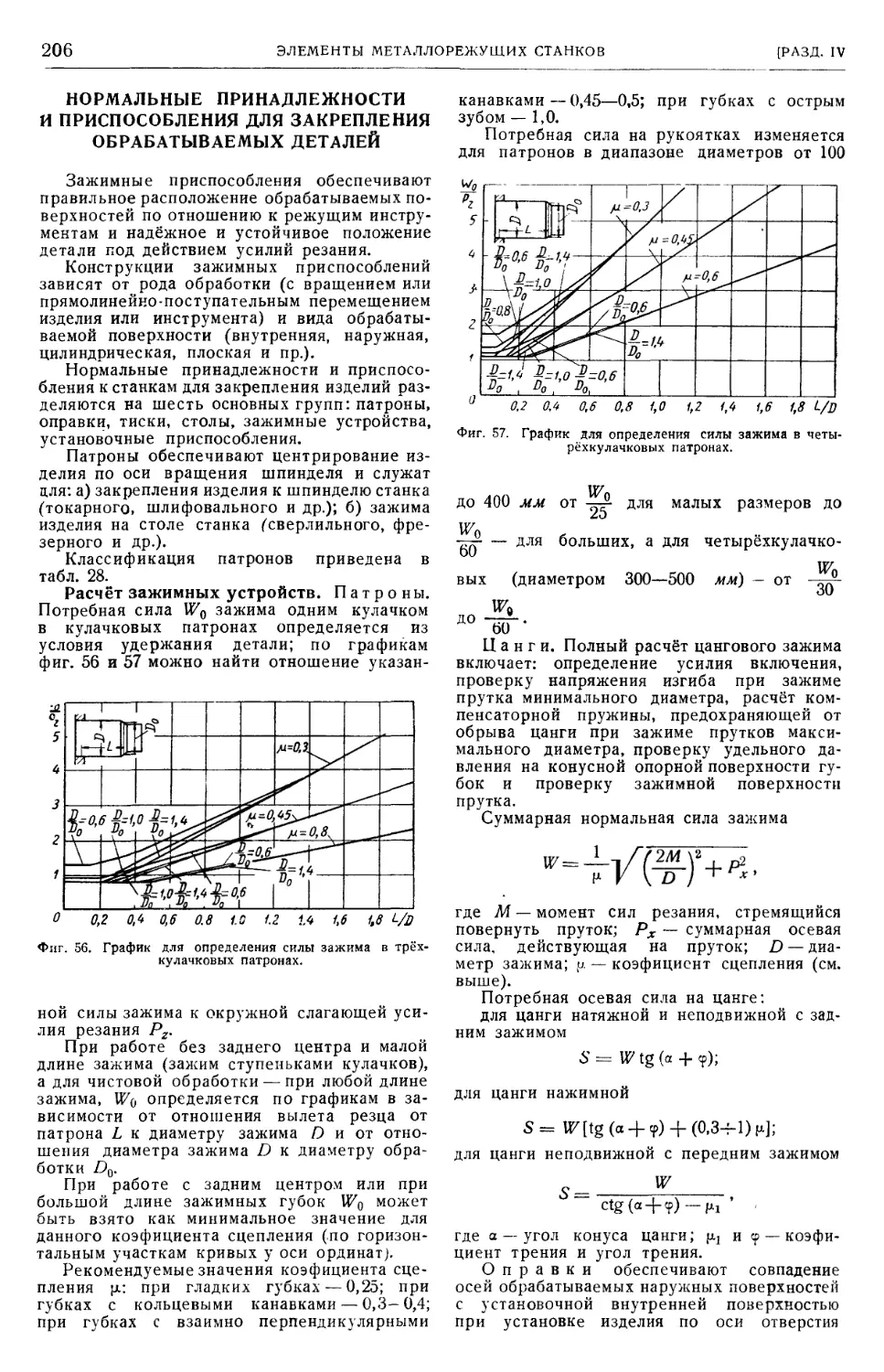
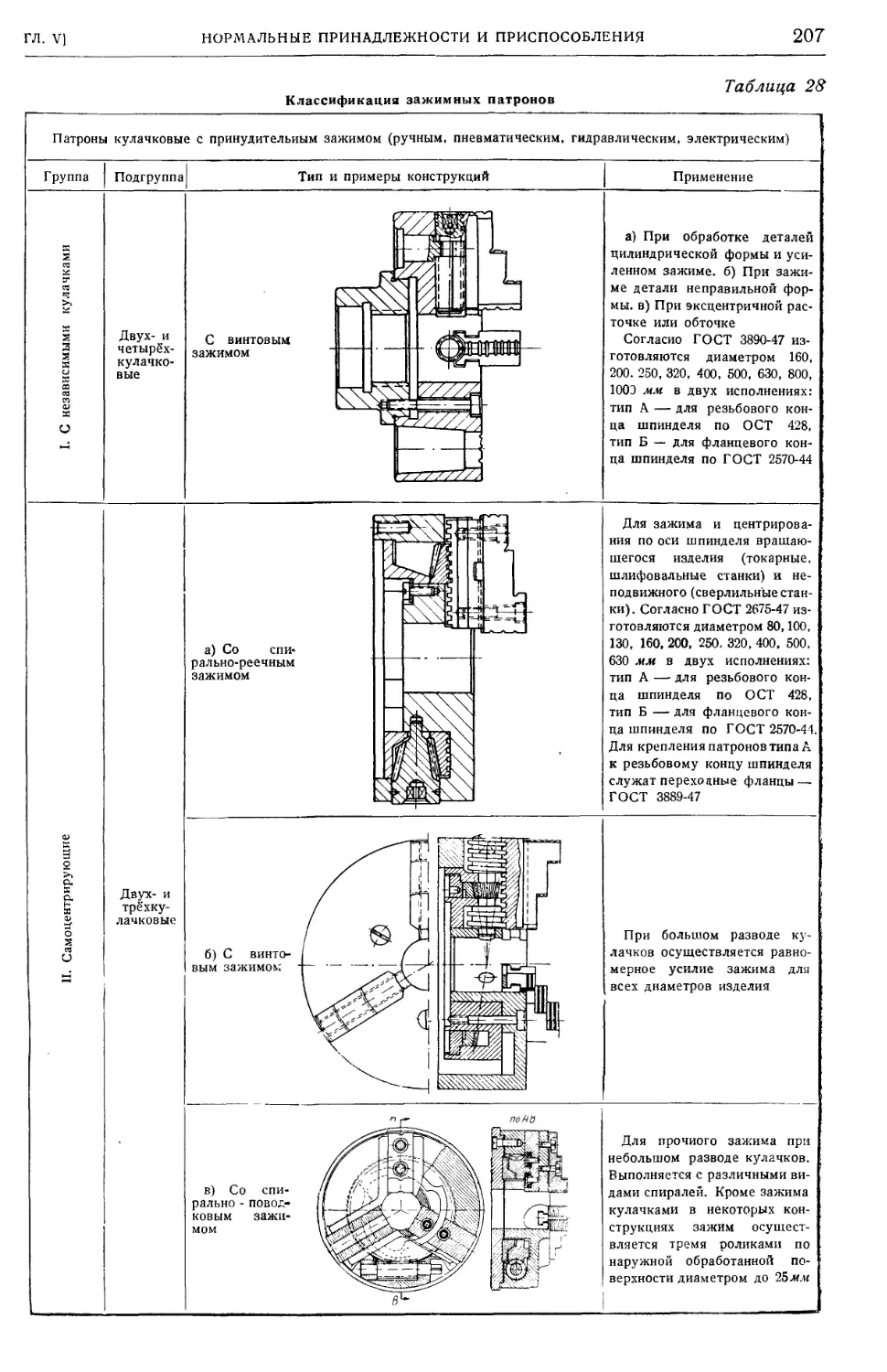
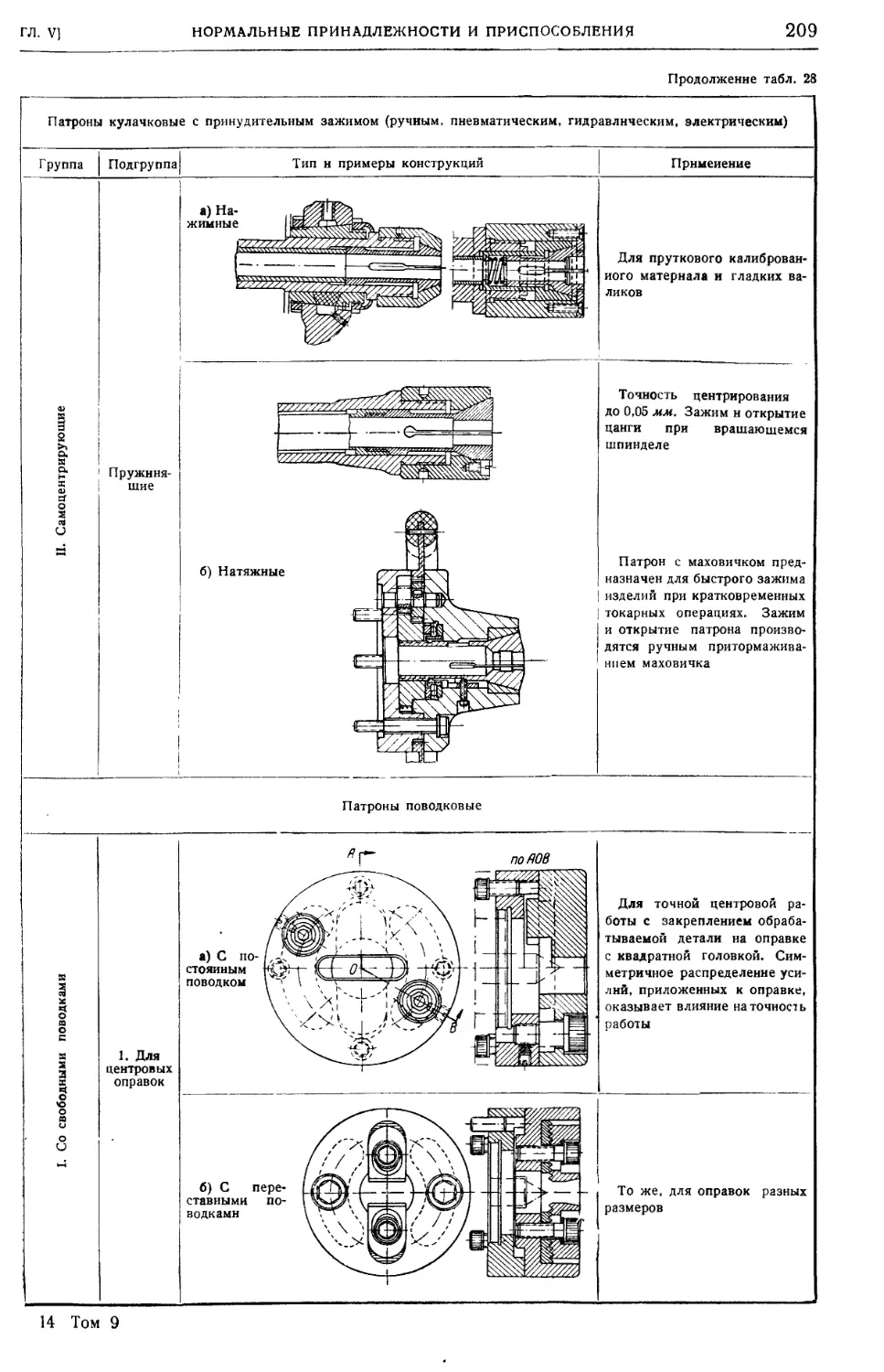
Нормальные принадлежности и приспособ-
ления для закрепления обрабатываемых
деталей (доц. С. А. Чихачев) 206
Делительные головки (инж. С. С. Румянцев) 214
Механические распределительные устройства
(лауреат Сталинской премии проф., д-р
техн. наук Г. А. Шаумян) 219
Предохранительные и блокирующие устрой-
ства (ст. научн. сотр., канд. техн. наук
Н. Я. Наберг) 224
Смазка станков (инж. И. В. Мазырин) • . 230
Охлаждение и охлаждающие устройства
(ст. научн. сотр., канд. техн. наук
Н. Я- Ниберг) 235
Стружкоотводящие устройства (доц. канд.
техн. наук. В. Э. Пуш) 241
Глава VI. СТАНКИ ТОКАРНОЙ ГРУППЫ 245
Введение (инж. Г. М. Захаров и инж.
И. Е. Токарь) 245
Токарно-винторезяые и токарные станки
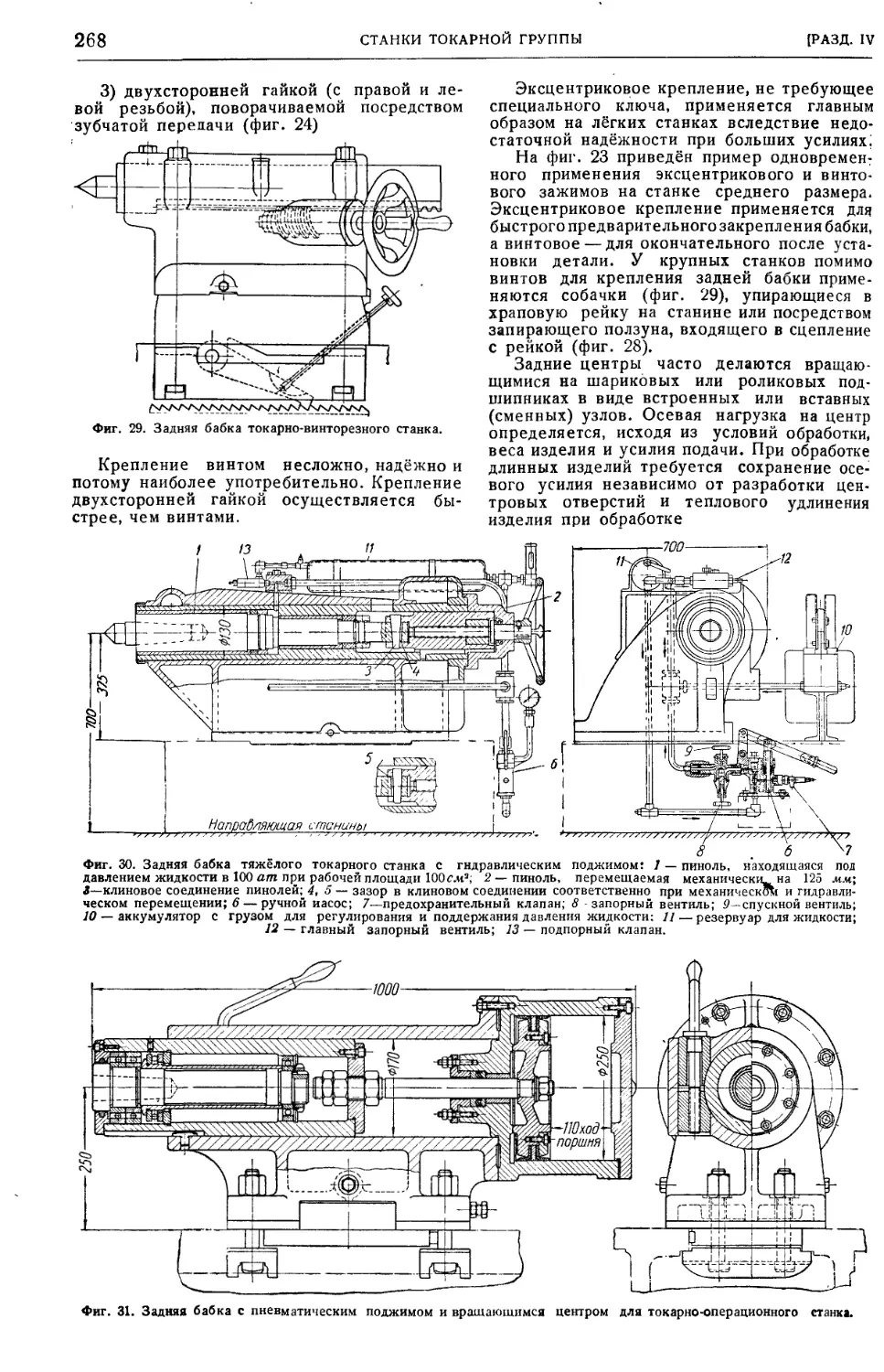
(инж. Г. М. Захаров и инж.И. Е. Токарь) 246
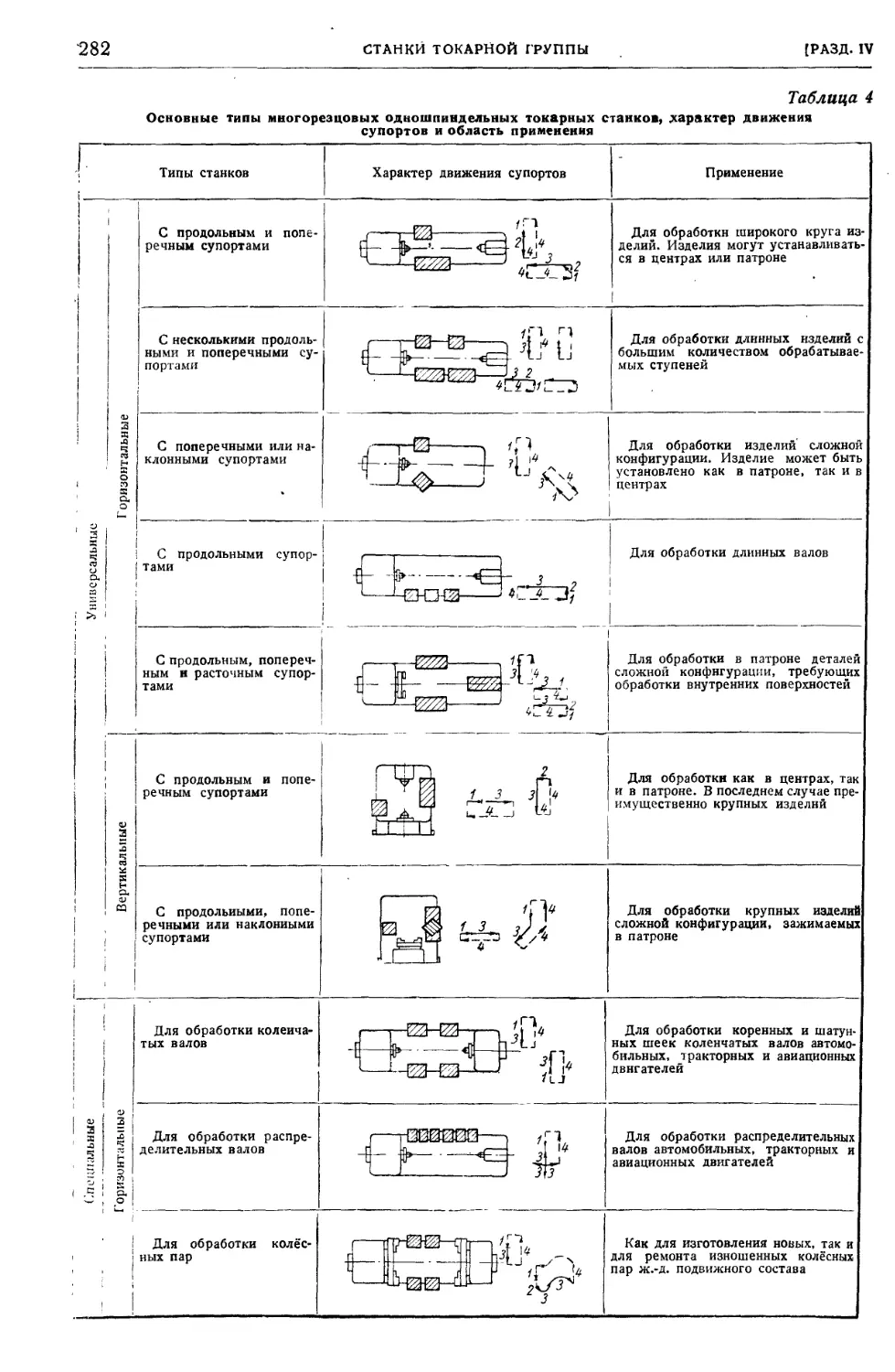
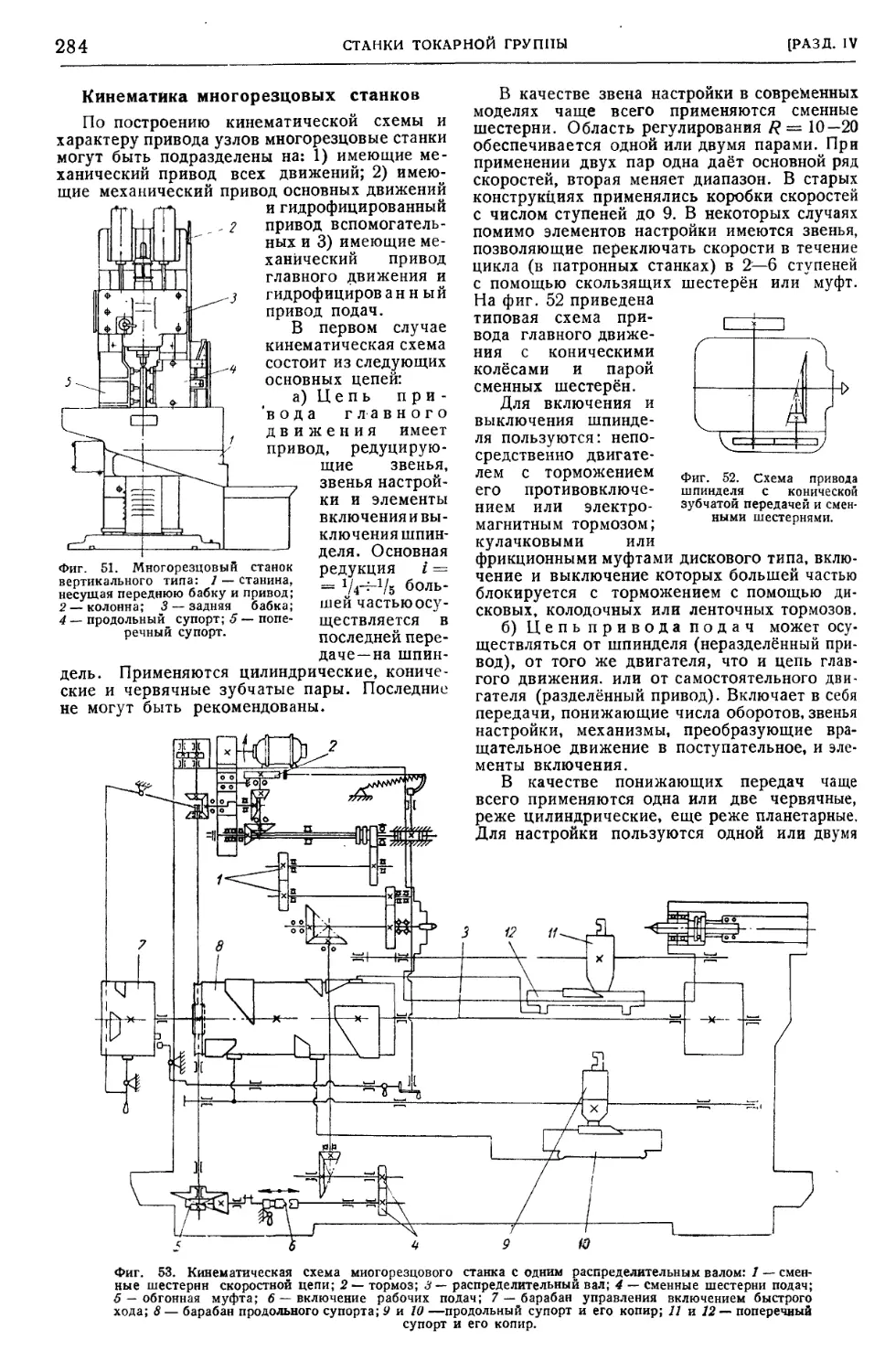
Многорезцовые одношпиндельные токарные
станки (инж. А. Б. Охлянд) 281
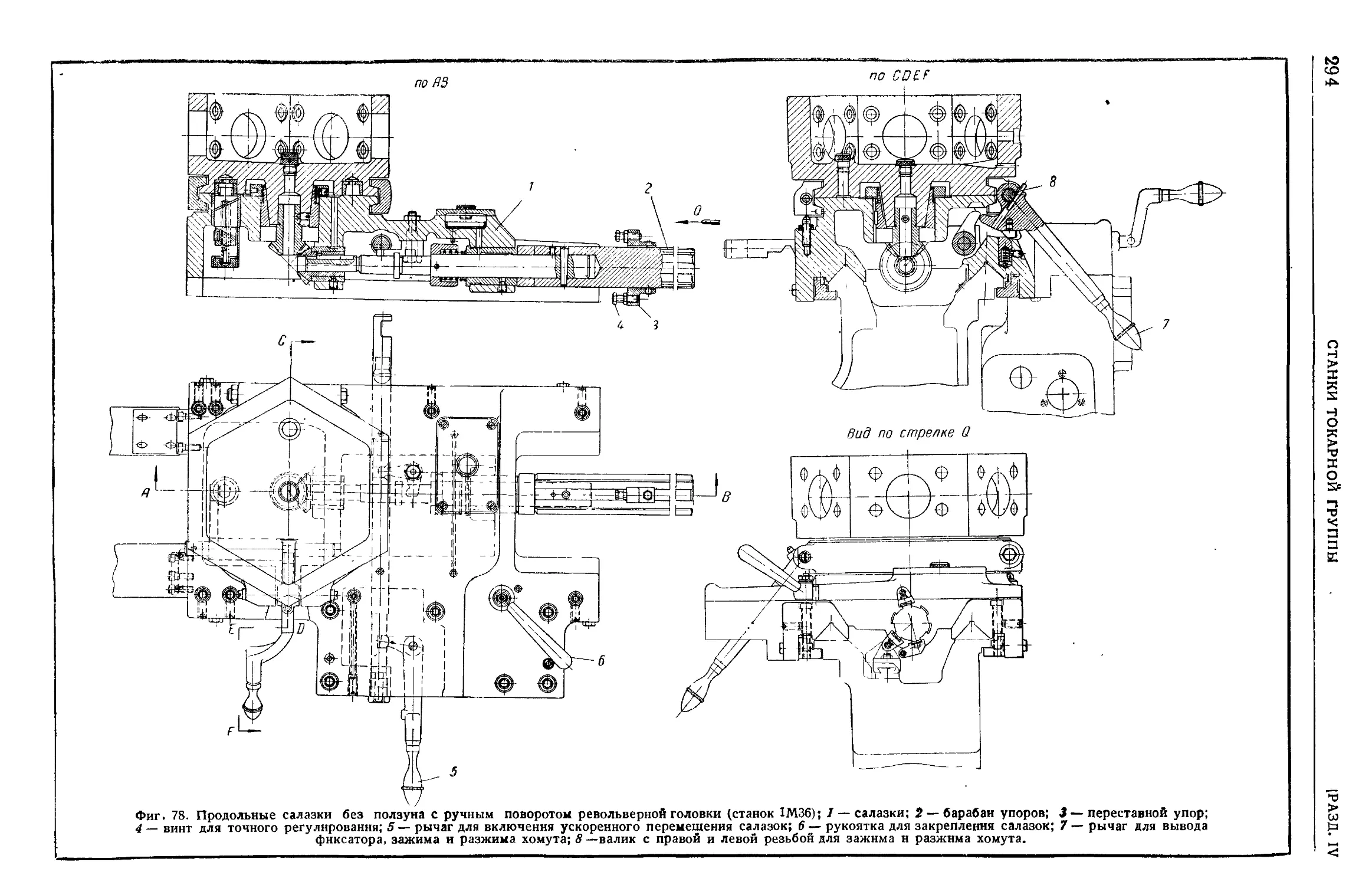
Тскарно-револьверкые станки (инж:.
Я- ТТ. Мезивецкий) 287
Карусельно-токарные станки (инж.
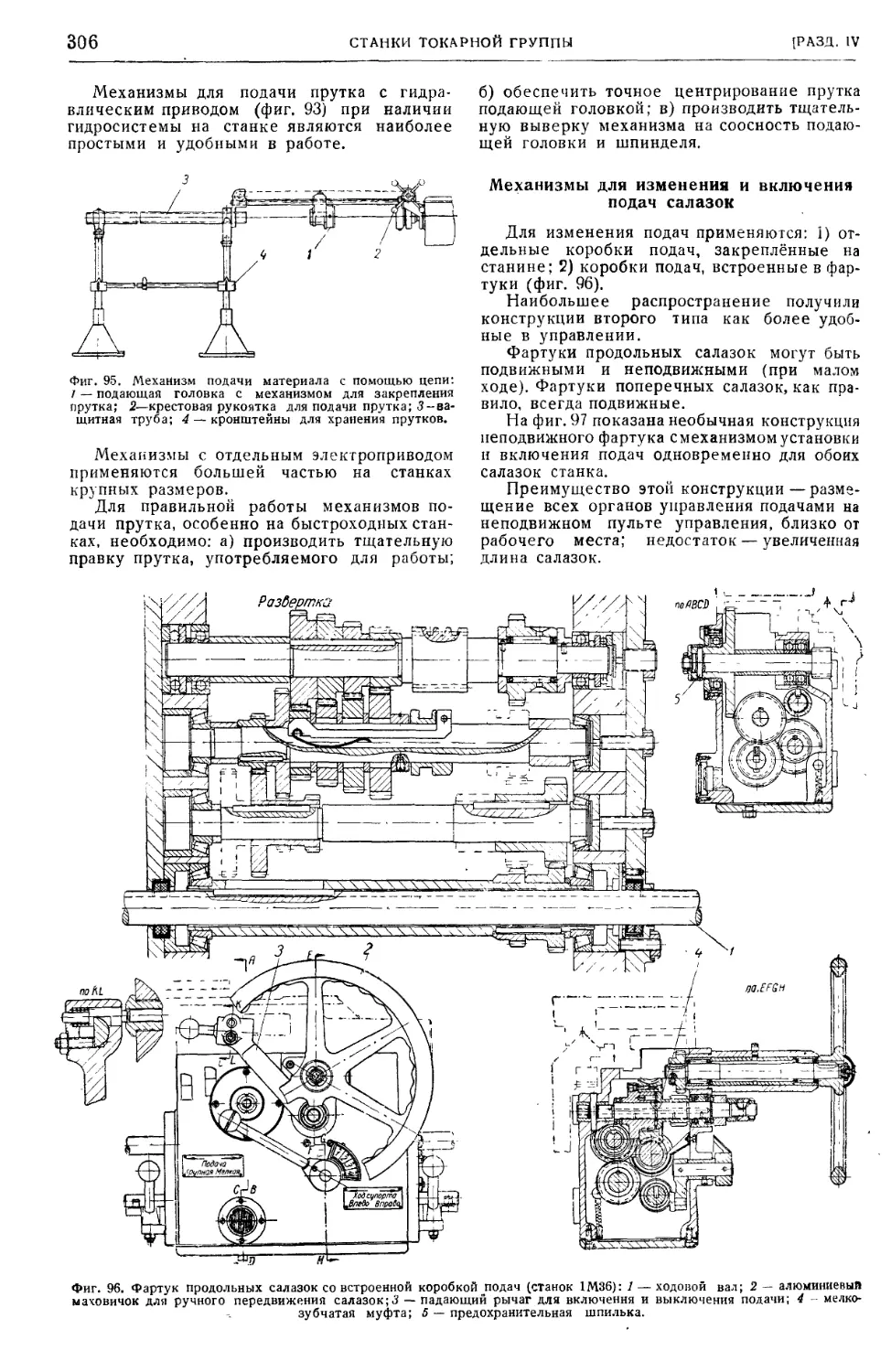
Б. А. Гладков) 310
Токарные автоматы и полуавтоматы (лау-
реат Сталинской премии проф., д-р
техн. наук Г. А. Шаумян) 322
Лоботокарные станки (инж. П. Г. Выдрин) 337
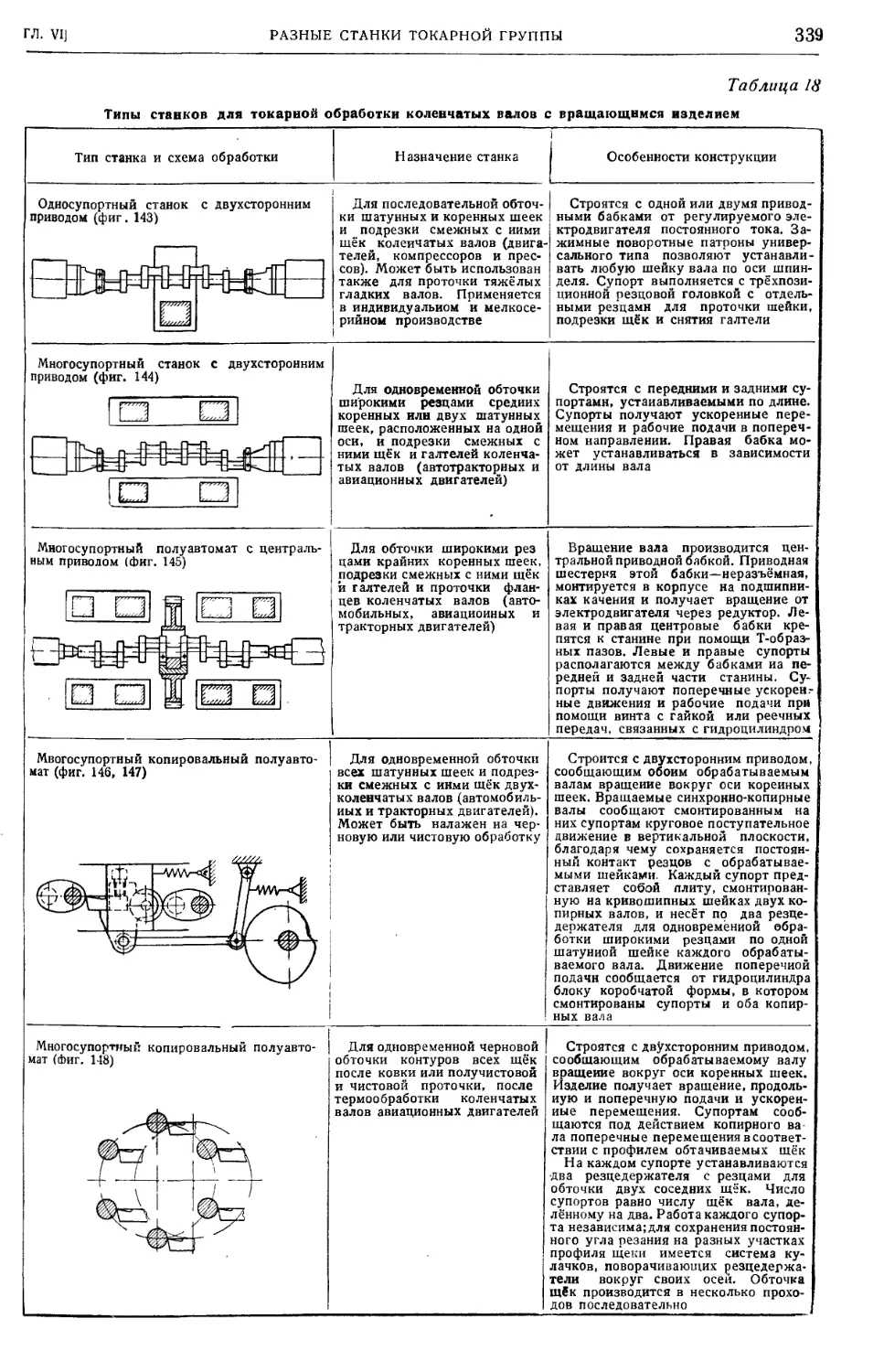
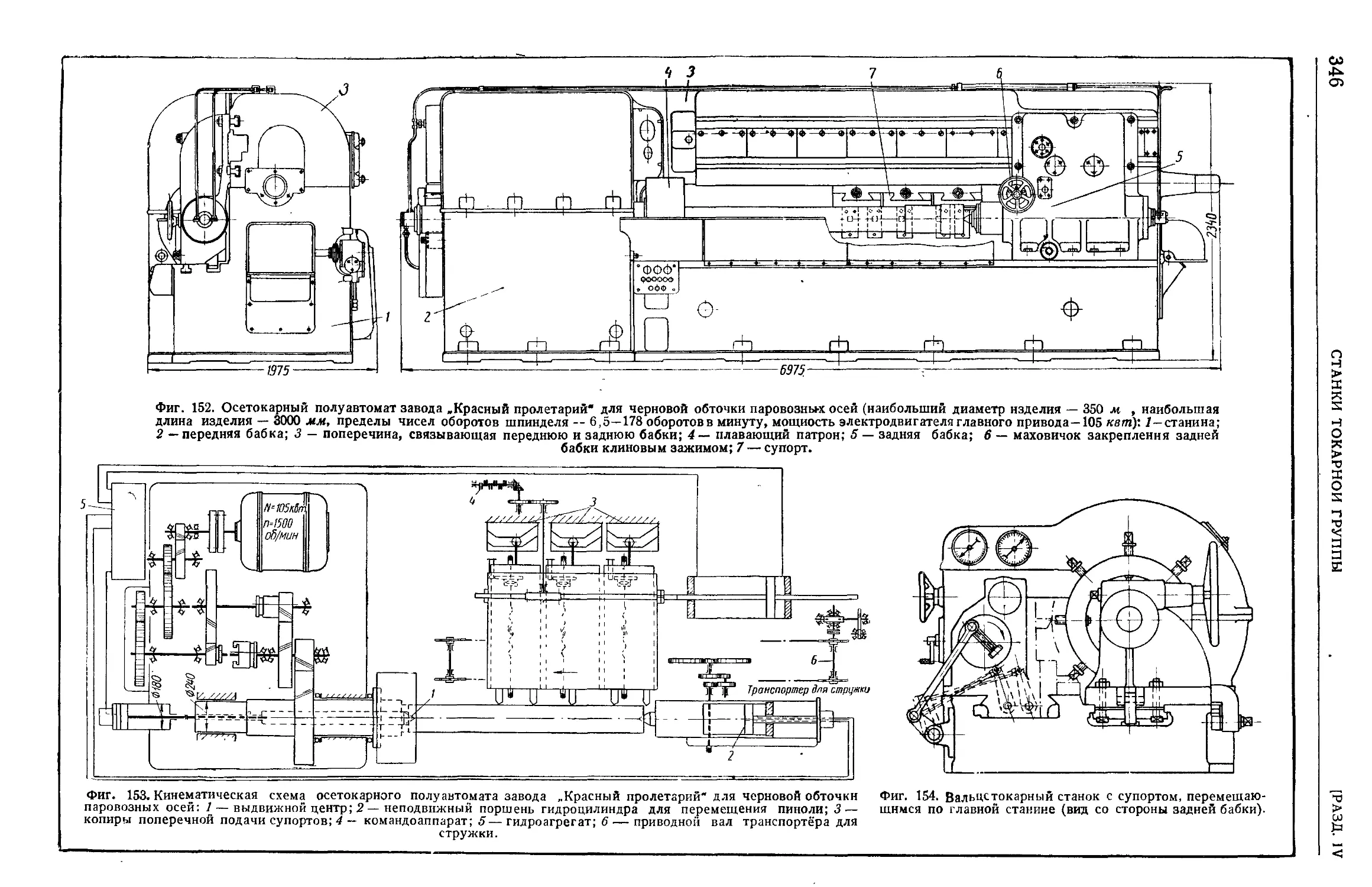
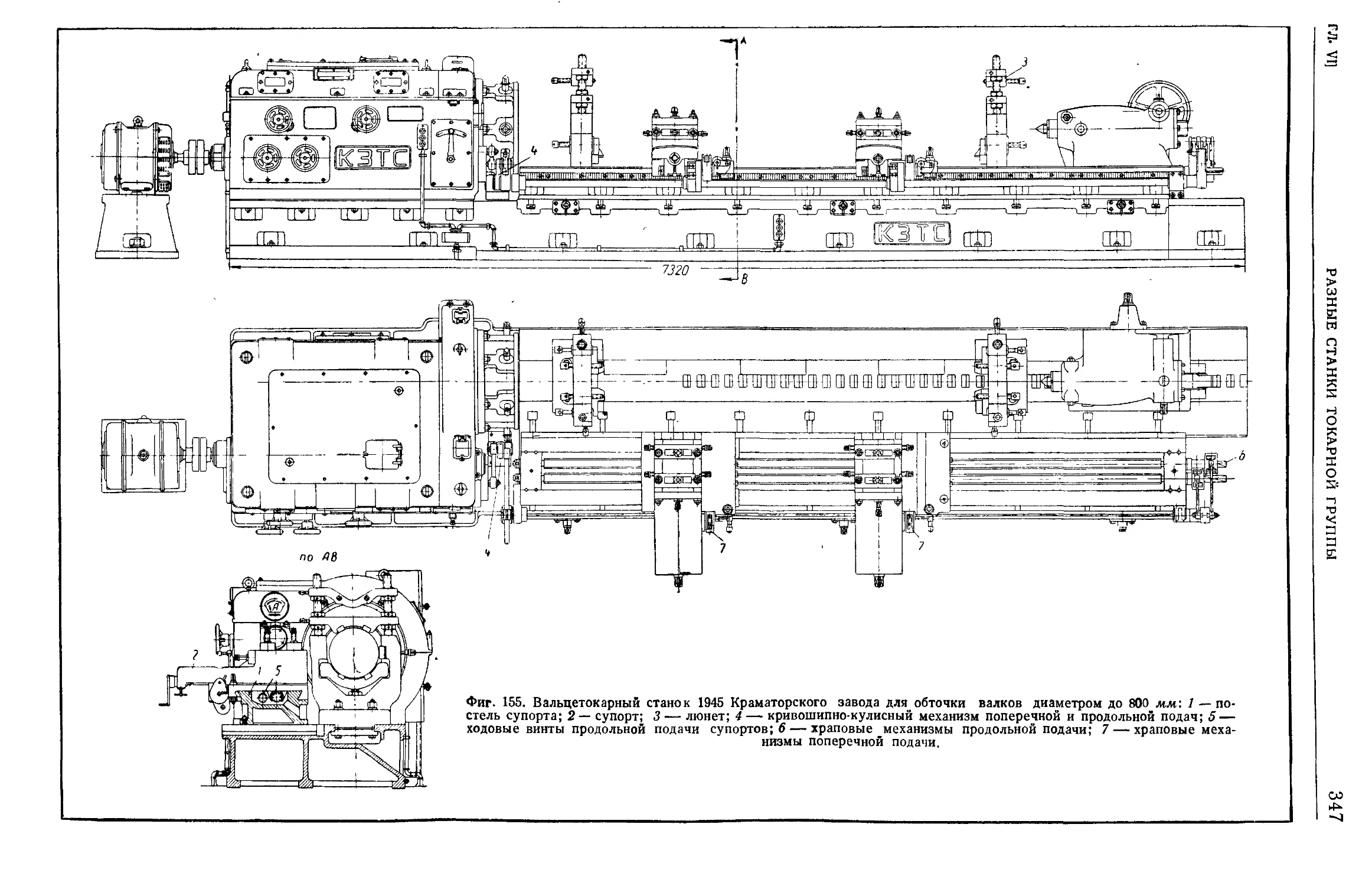
Разные станки токарной группы (инж:.
И. И. Береговский и инж. П. Г. Выдрин) 338
Глава VII. СТАНКИ СВЕРЛИЛЬНО-РАС-
ТОЧНОЙ ГРУППЫ 353
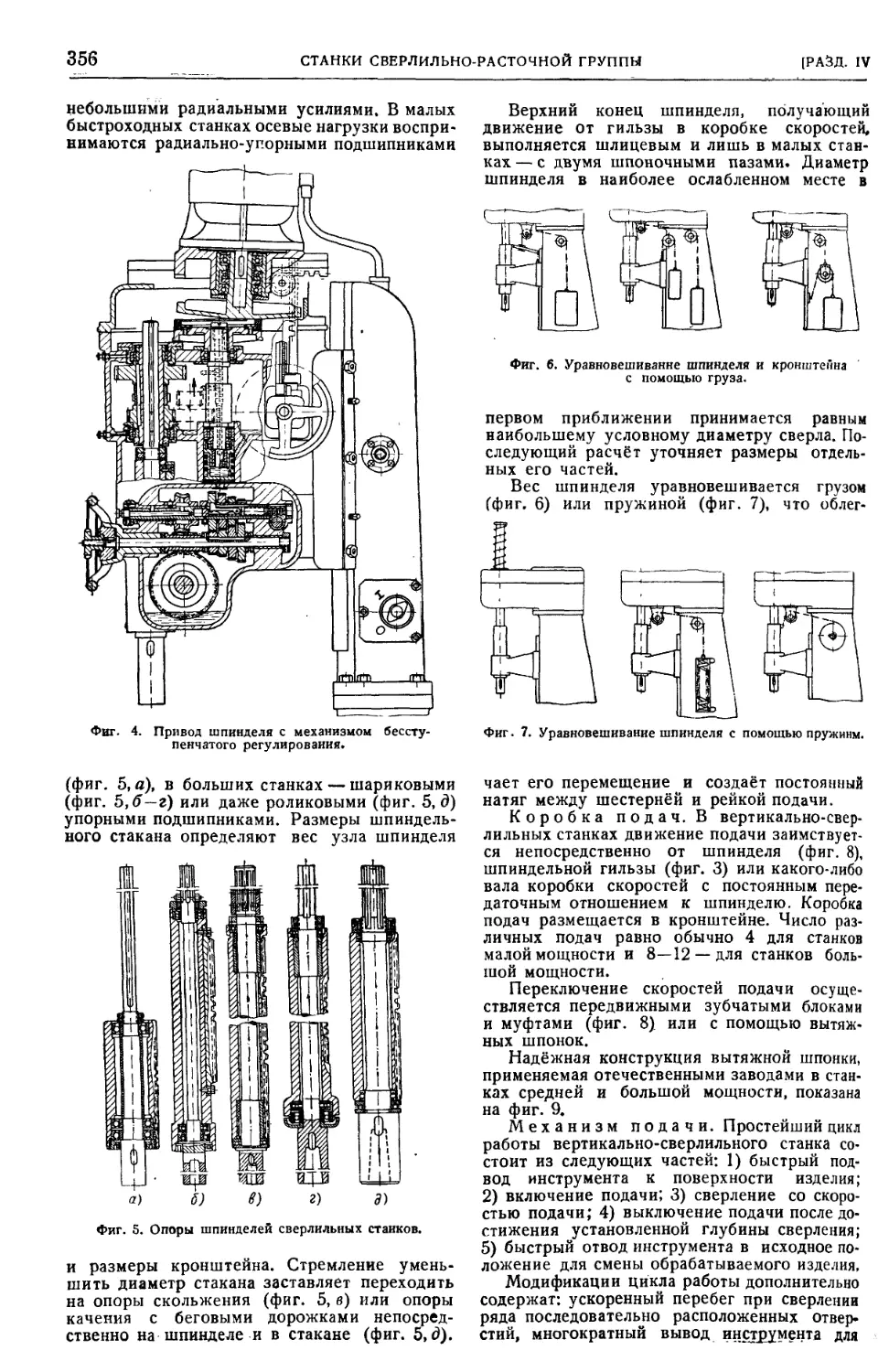
Вертикально-сверлильные станки (доц., канд.
техн. наук Л. Б. Эрлих) 353
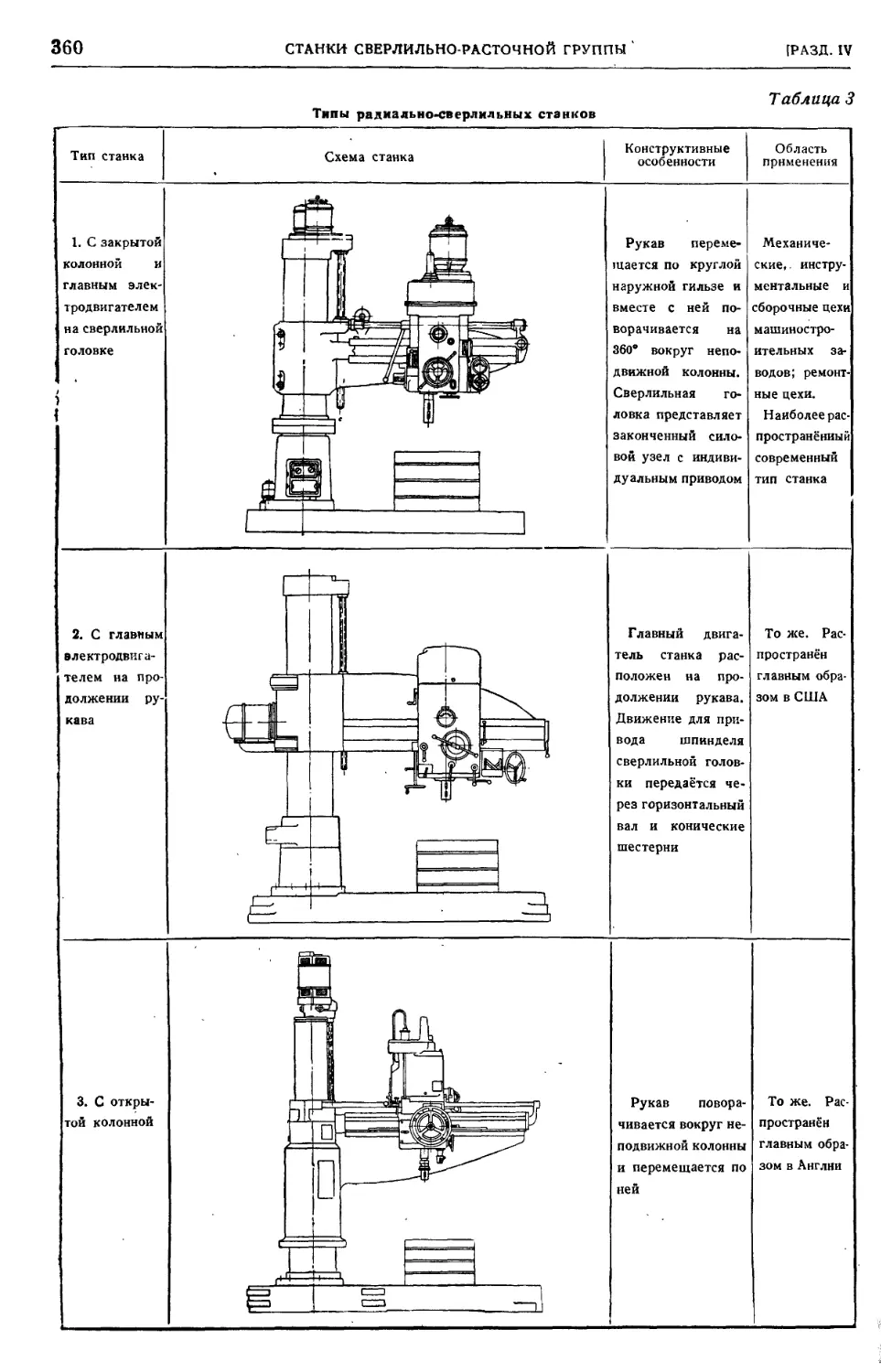
Радиально-сверлильные станки (инж:.
Ф. Л. Копелев) 359
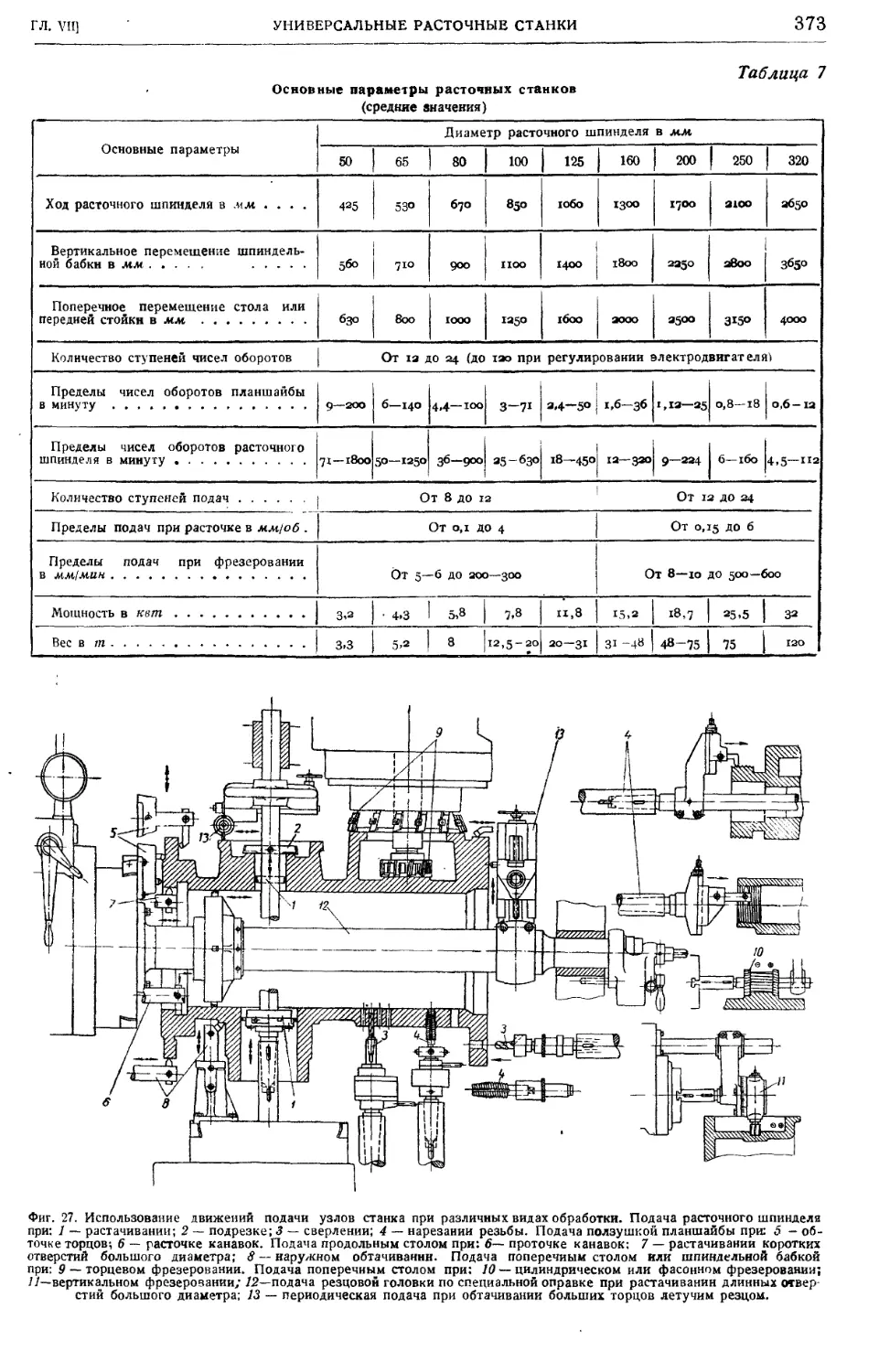
Универсальные расточные станки (инж.
Б. А. Гладков) 371
Коордикатно-расточные станки (инж. Б. А.
Гладков) 385
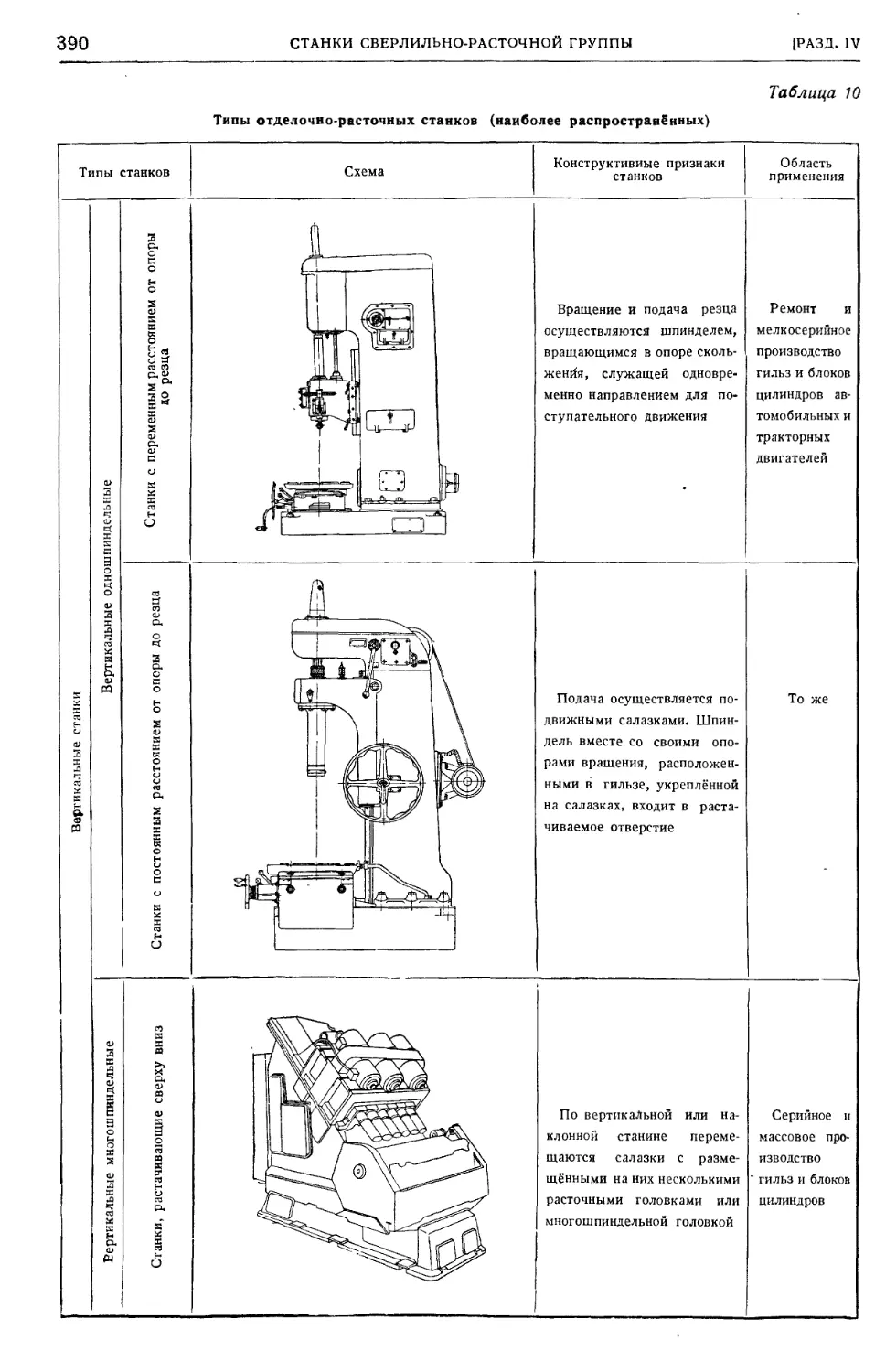
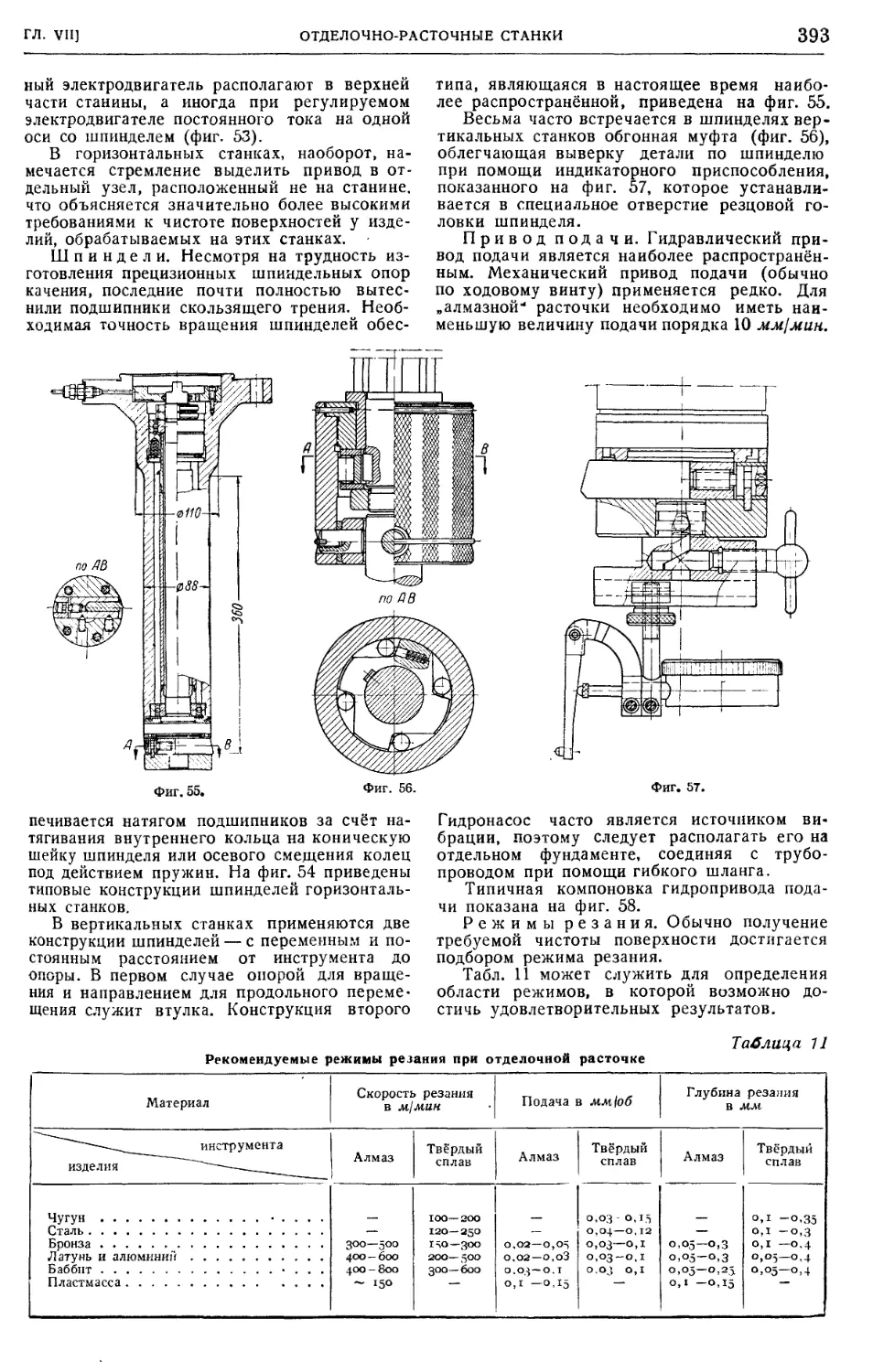
Отделочно-расточные станки (инж. Ф. Л. Ко-
пелев) 389
Разные станки сверлильно-расточной группы
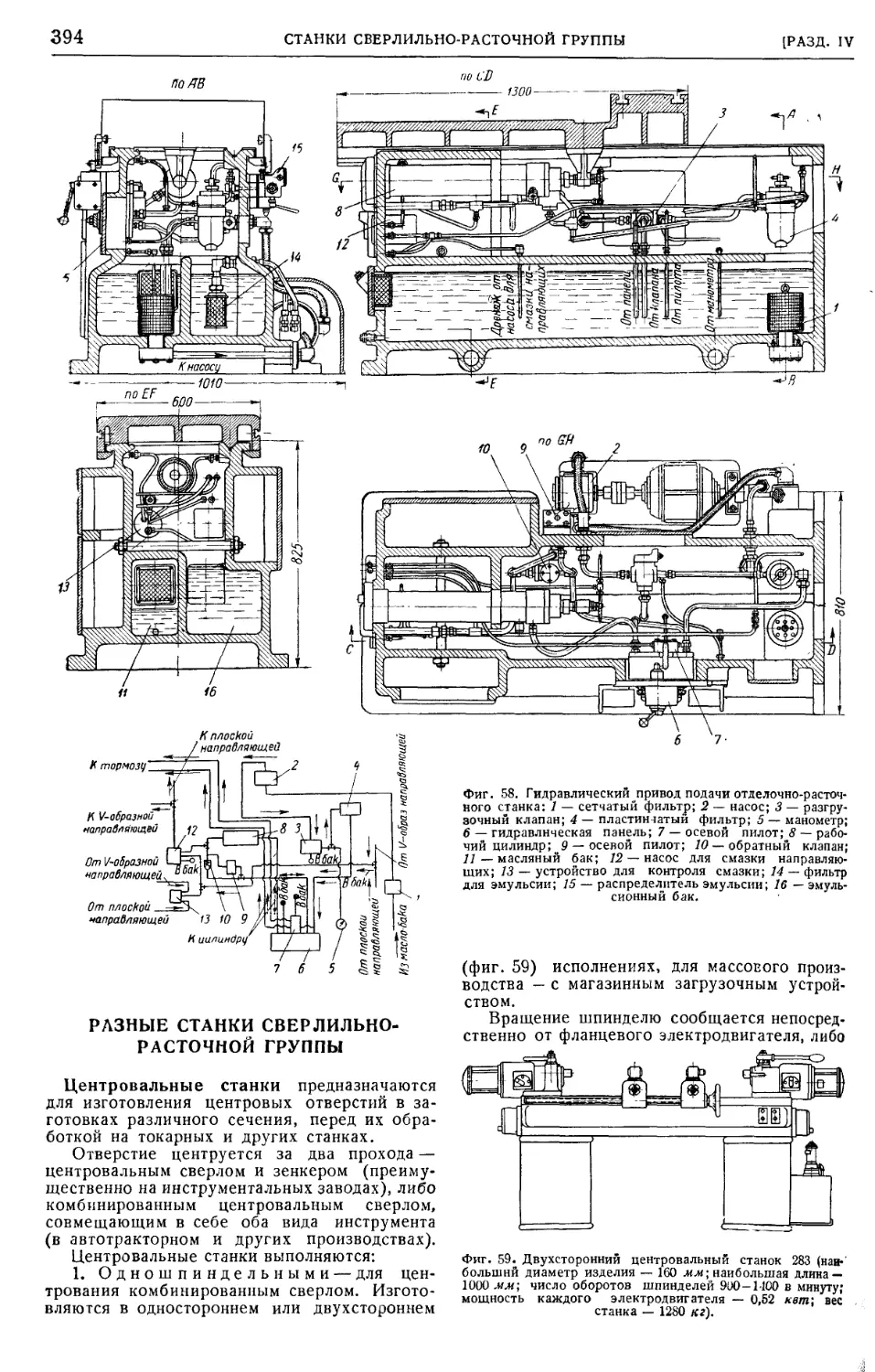
(инж. Я. М. Мадорский) . , 394
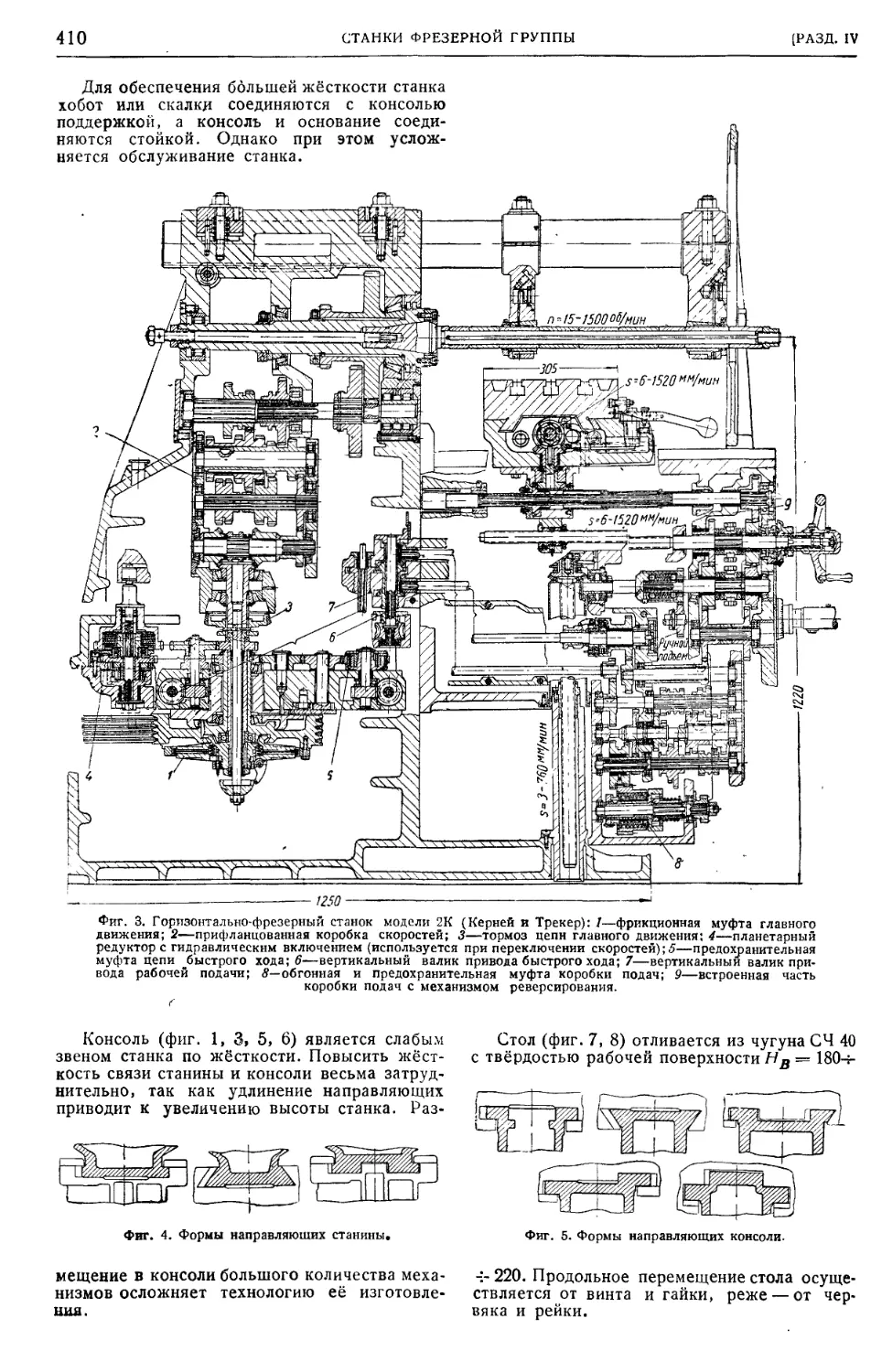
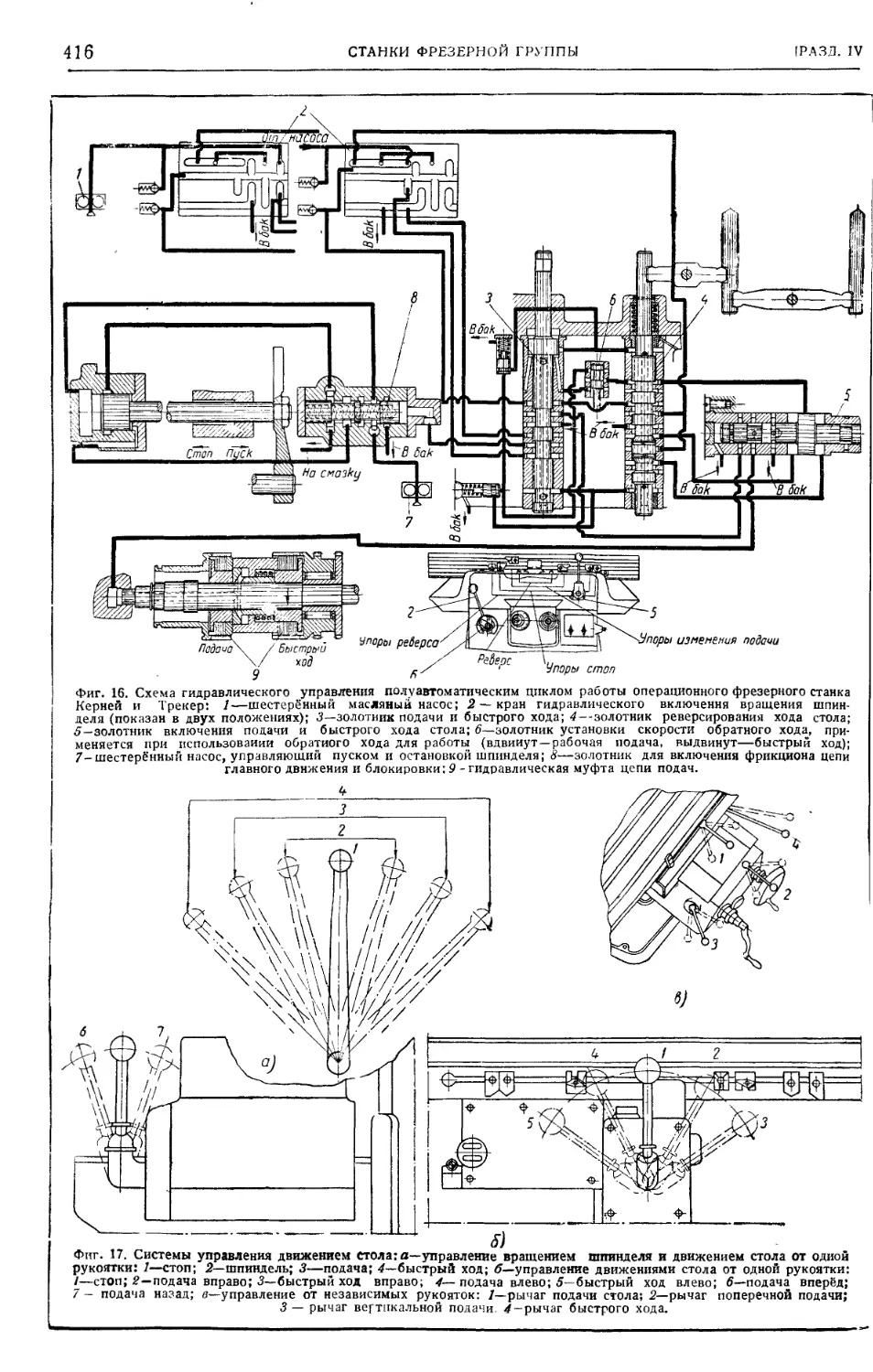
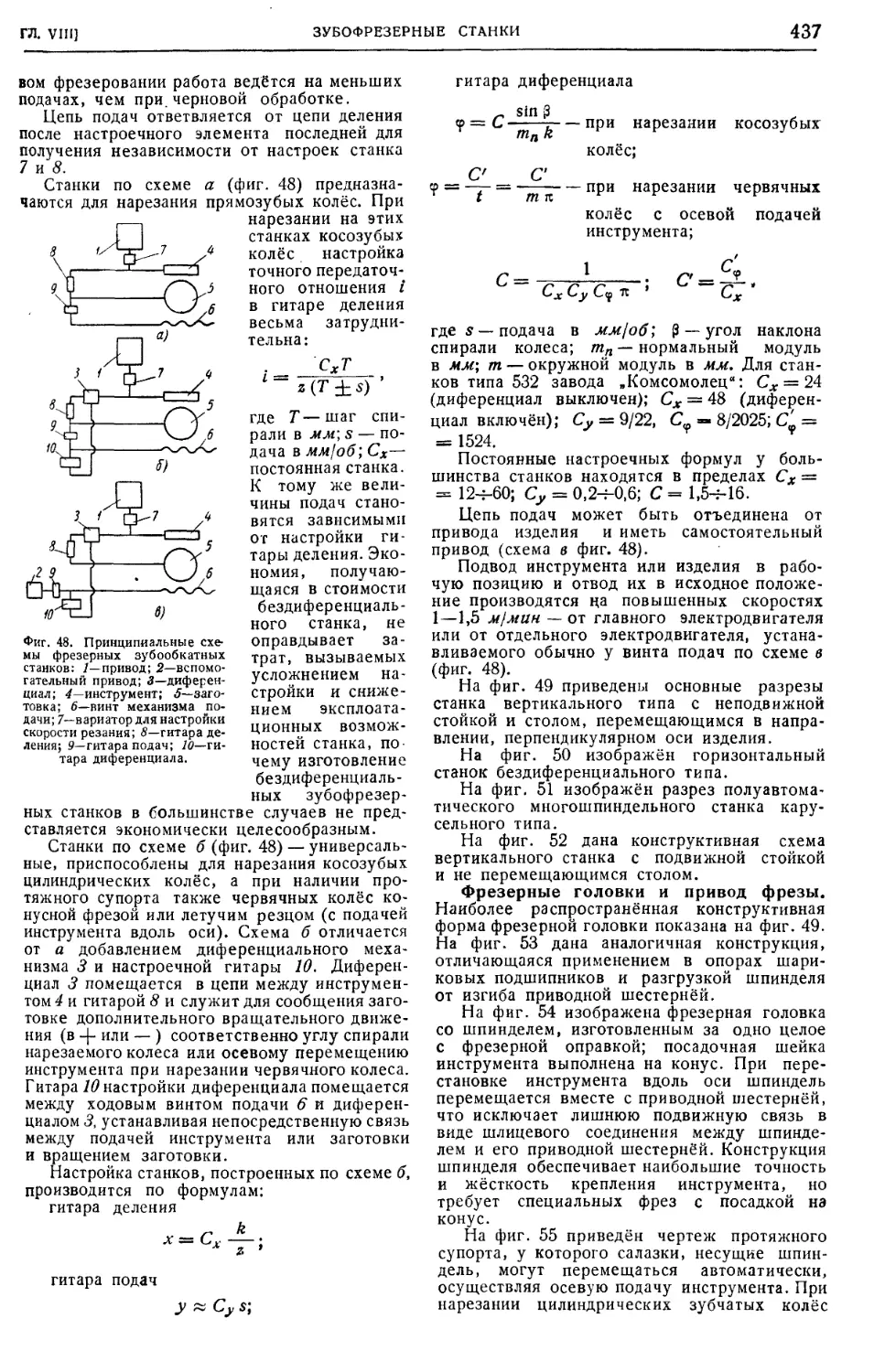
Глава VIII. СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ 397
Введение (лауреат Сталинской премии,
чл.-корр. АН СССР В. И. Дикушин) . . 397
Консольно-фрезерные стайки (инж:.
С. С. Черников) 407
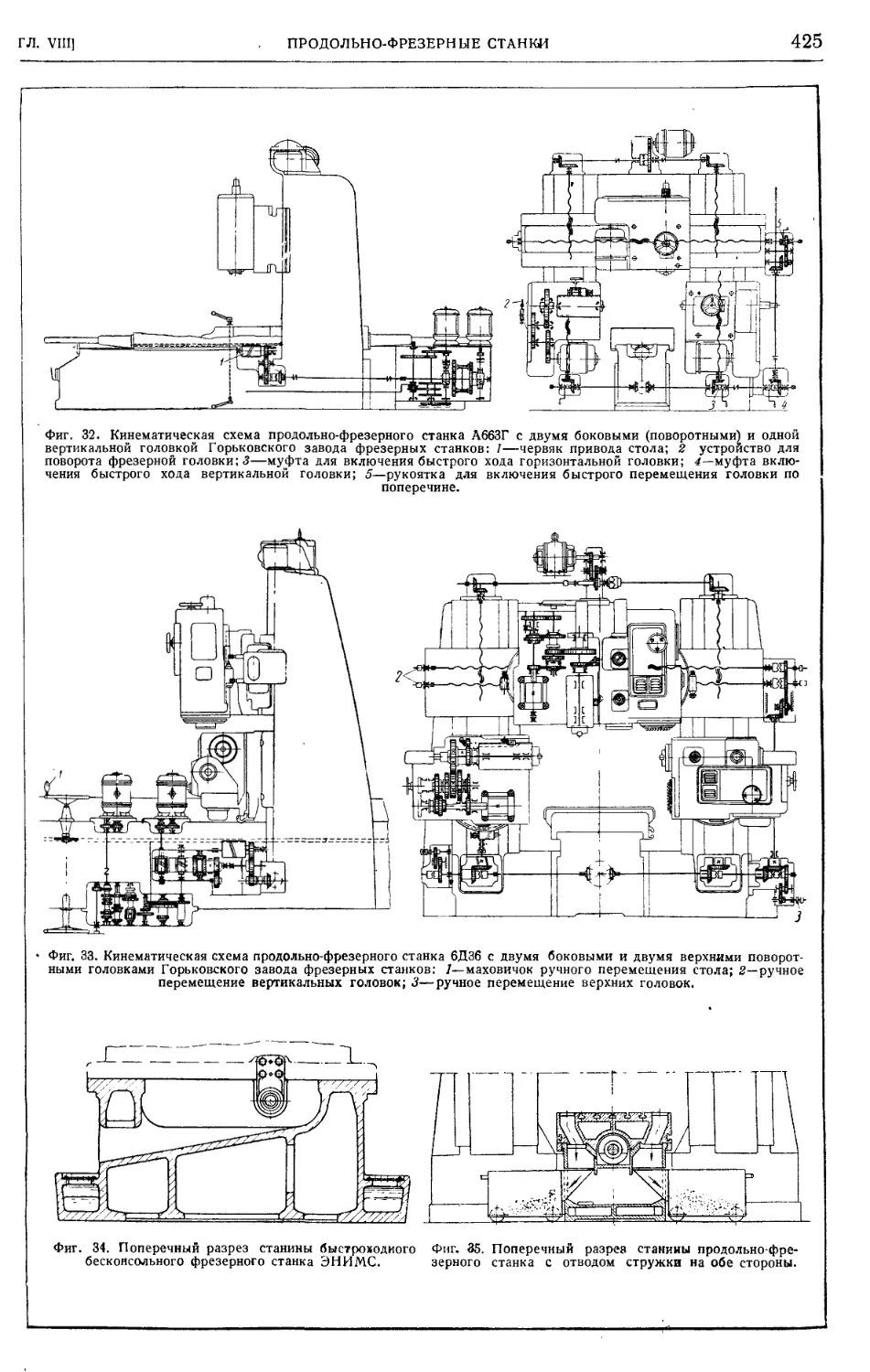
Продольно-фрезерные станки (проф. Б. Л.
Богуславский) 418
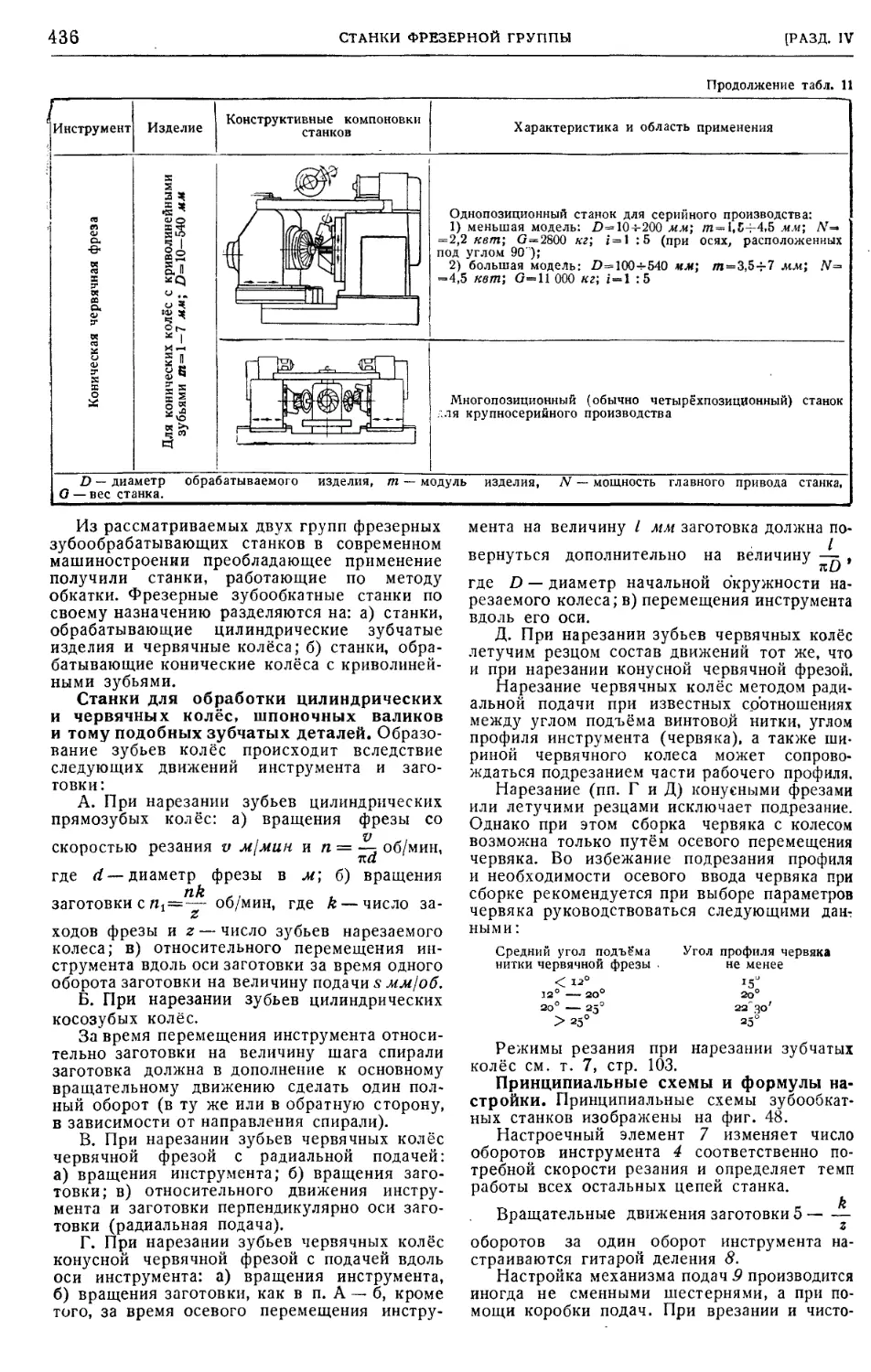
Зубофрезерные станки (ст. научн. сотр.,
канд. техн. наук В. П. Филатов).... 433
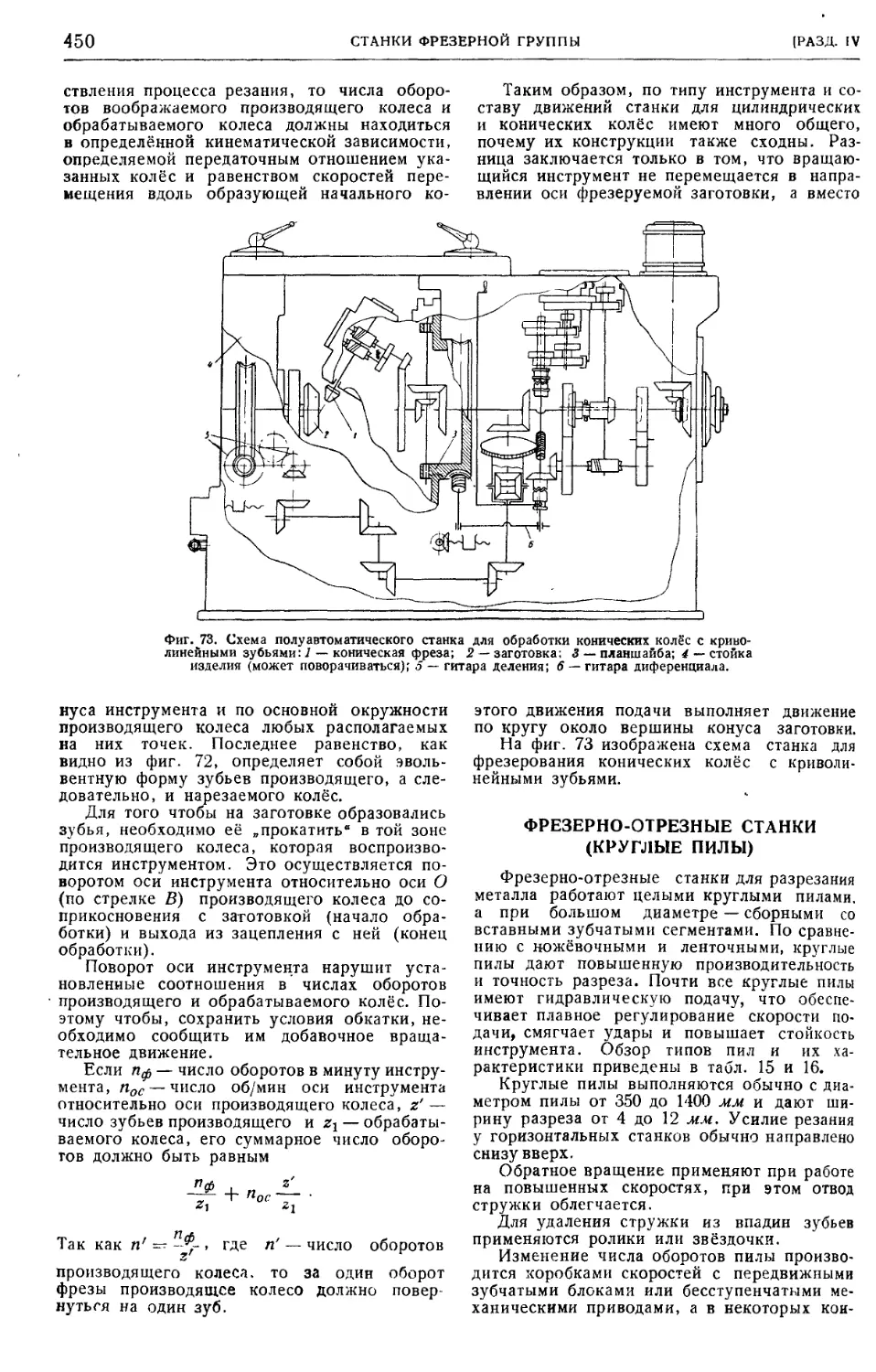
Фрезерно-отрезные станки (инж. С. С. Чер-
ников) 450
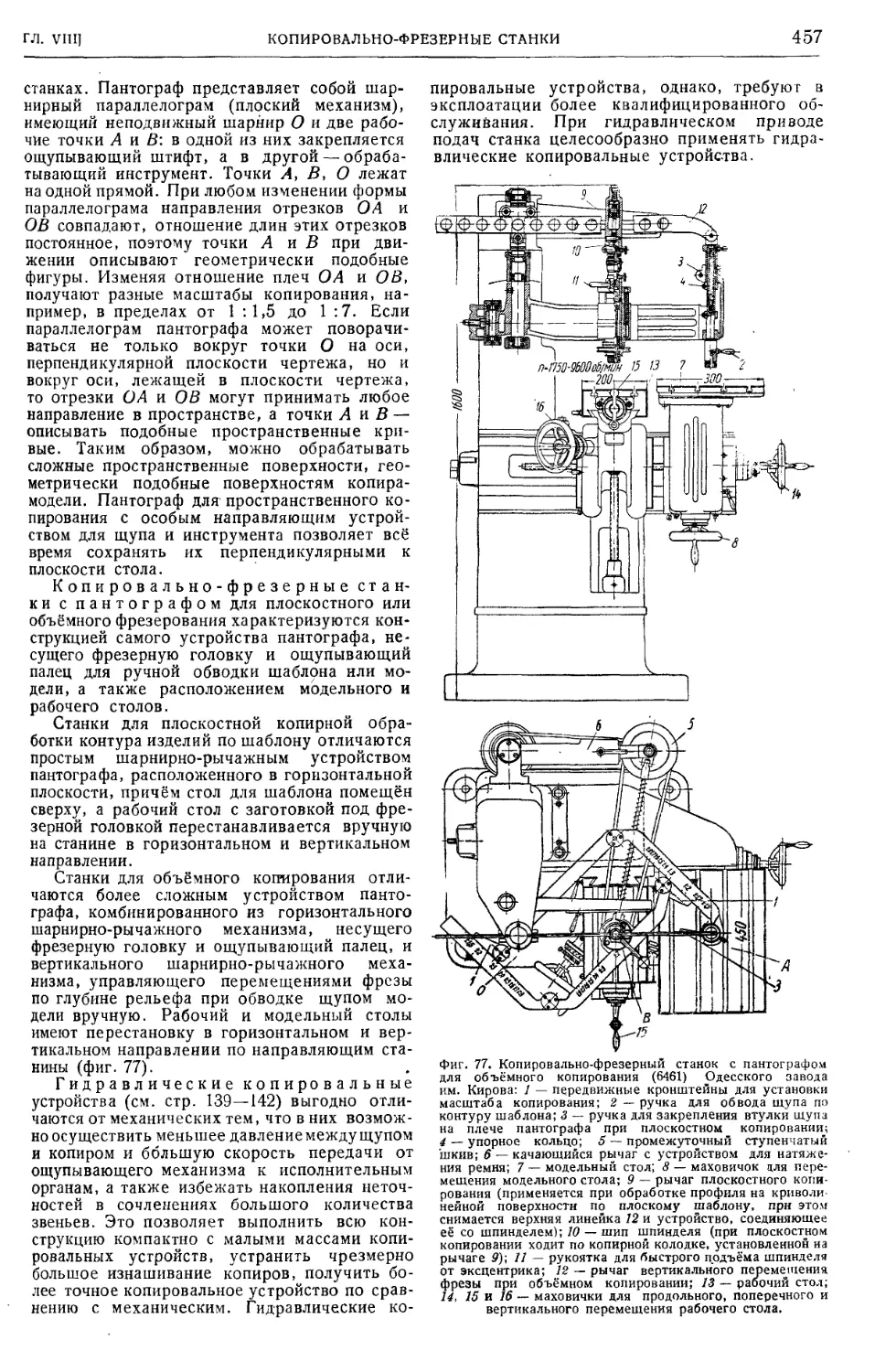
Копировально-фрезерные станки (проф.
А. С. Бриткин) 454
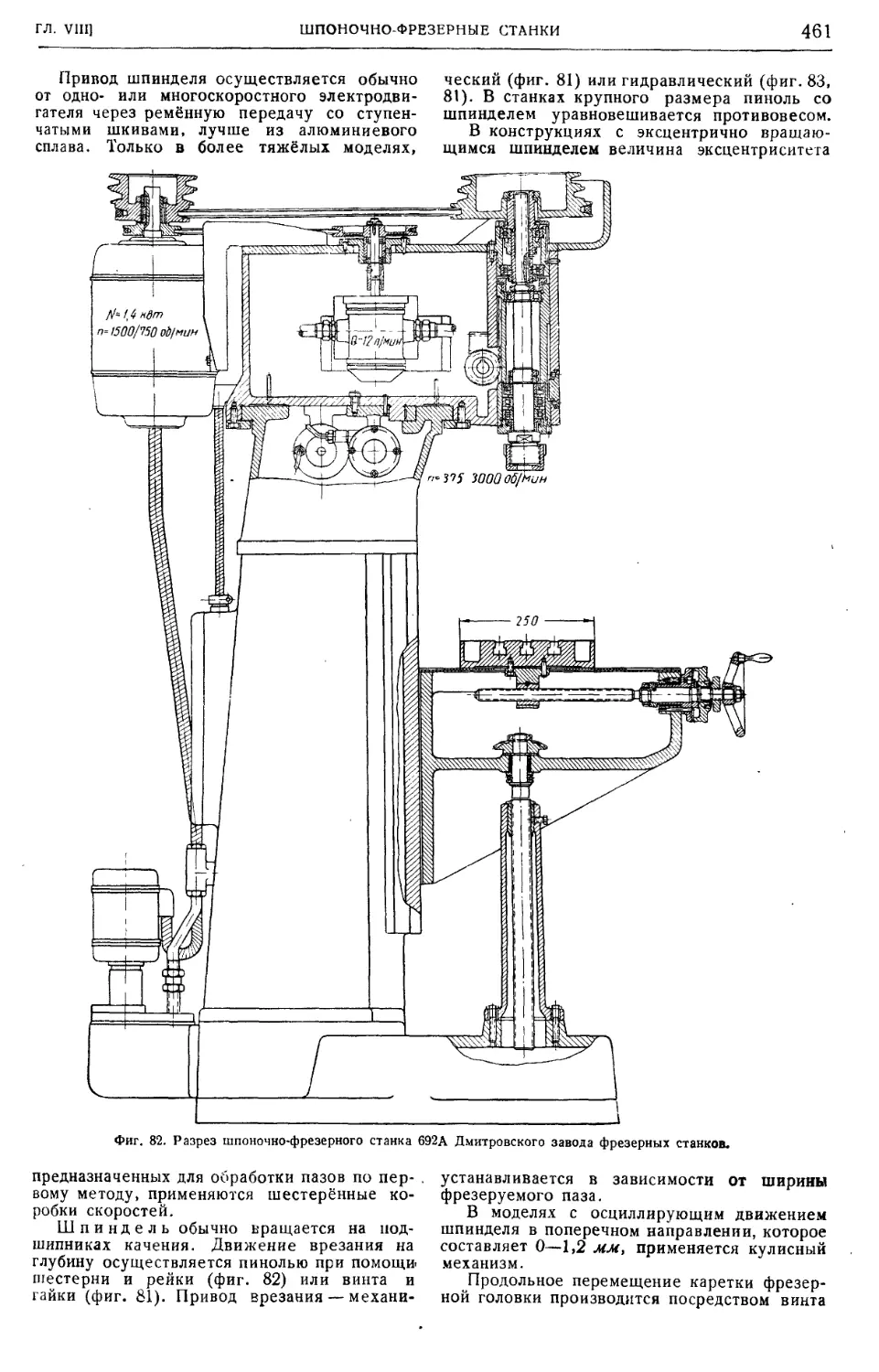
Шпоночно-фрезерные.. станки (проф.
Б. Л- Богуславский) 459
Глава IX. СТАНКИ СТРОГАЛЬНОЙ
ГРУППЫ . 463
Введение (проф. А. С. Бриткин) 463
Продольно-строгальные станки (проф. А. С.
Бриткин) ¦ 463
Поперечно-строгальные станки (проф А. С.
Бриткин) 470
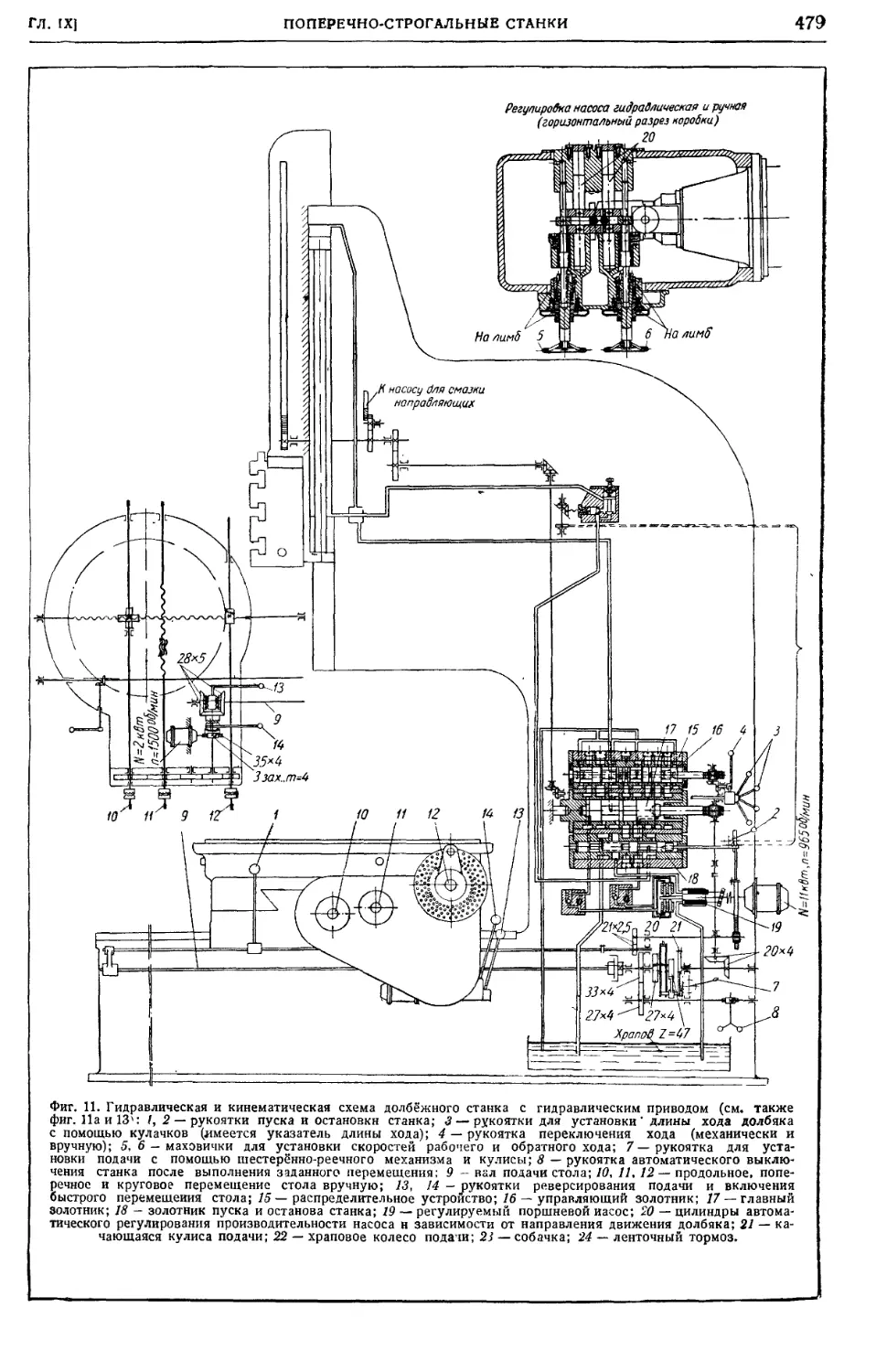
Долбёжные станки (инж:. И. /7. Иванов) . 476
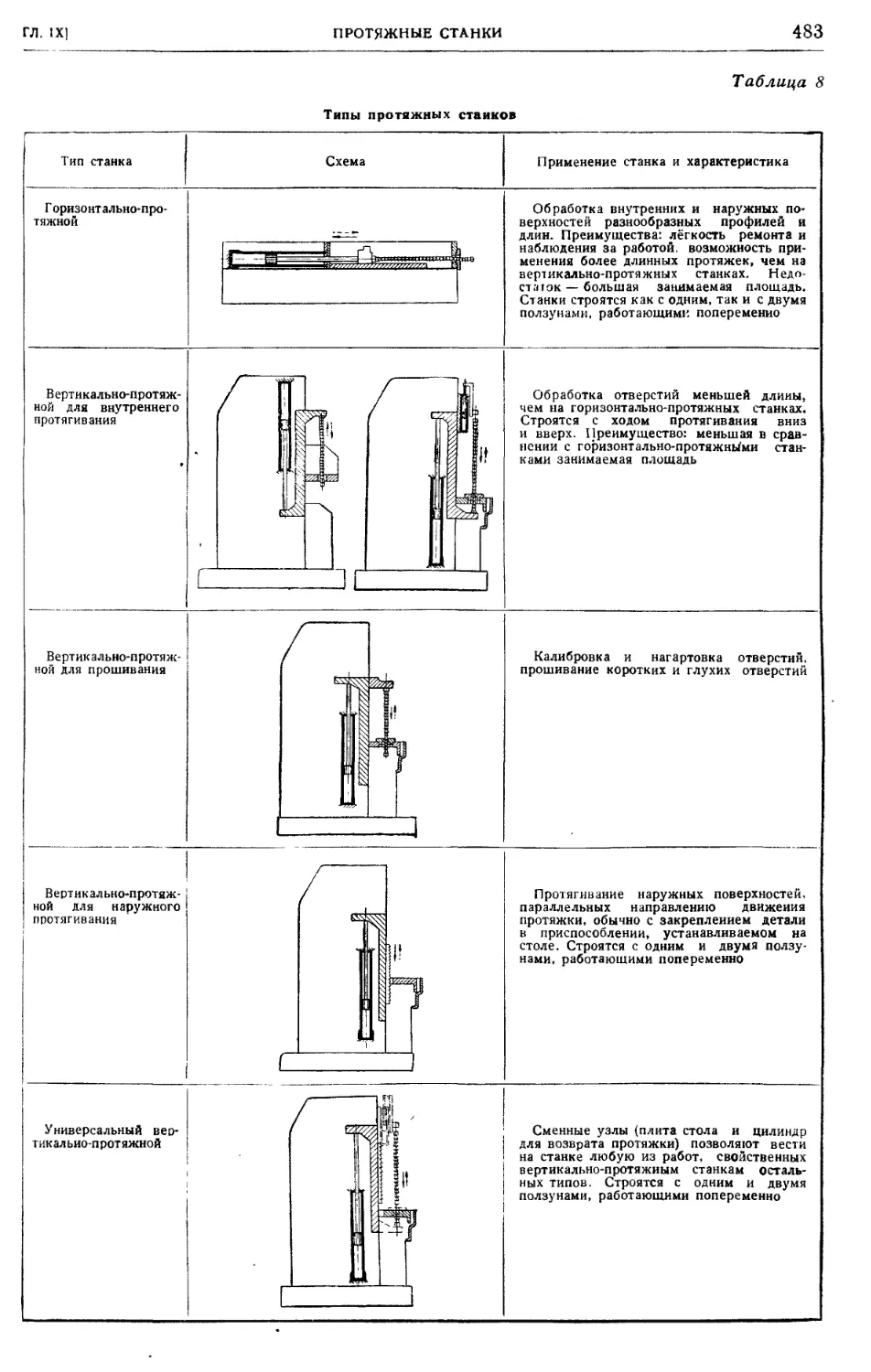
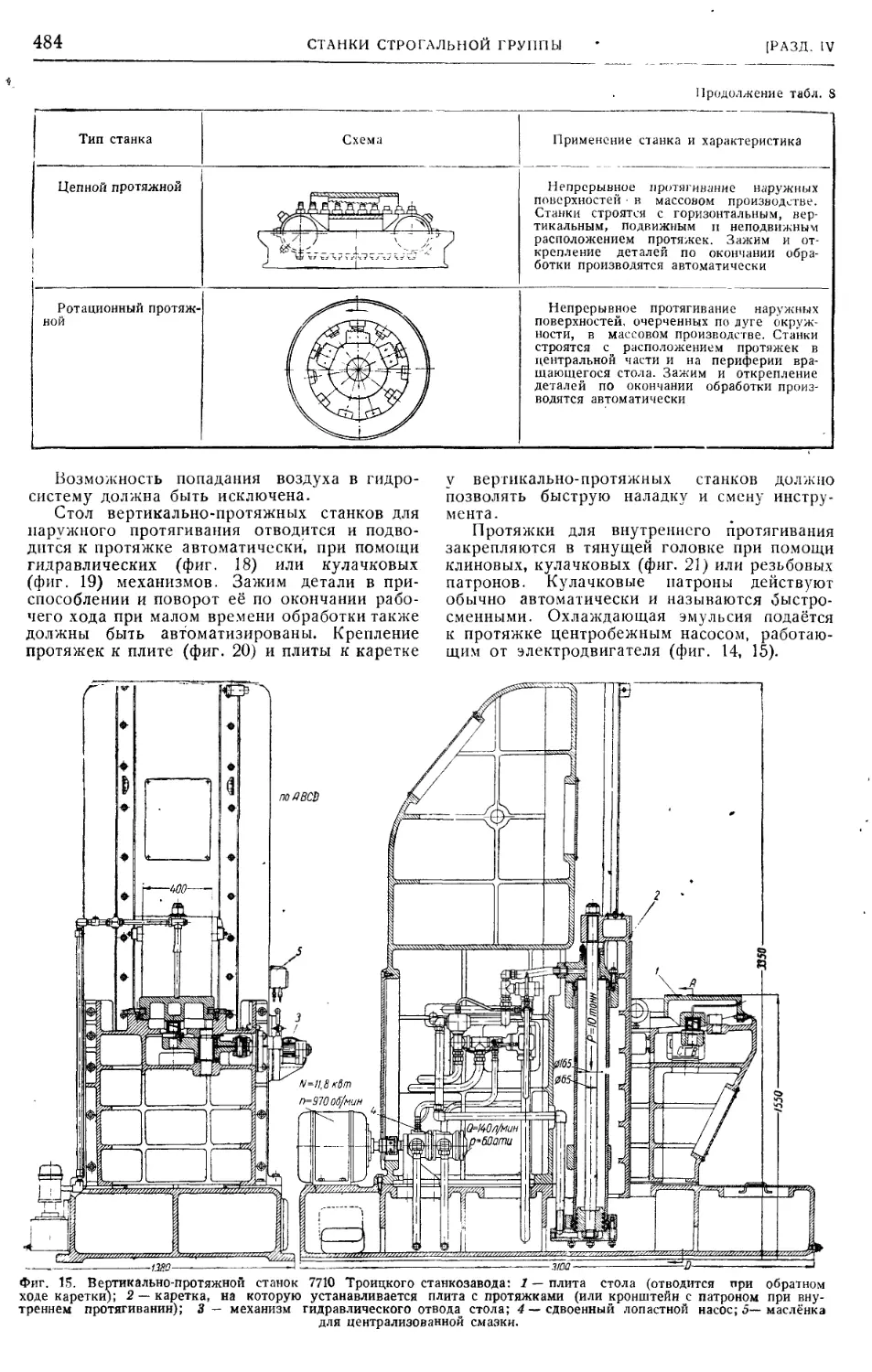
Протяжные станки (инж. С. С. Черников) 481
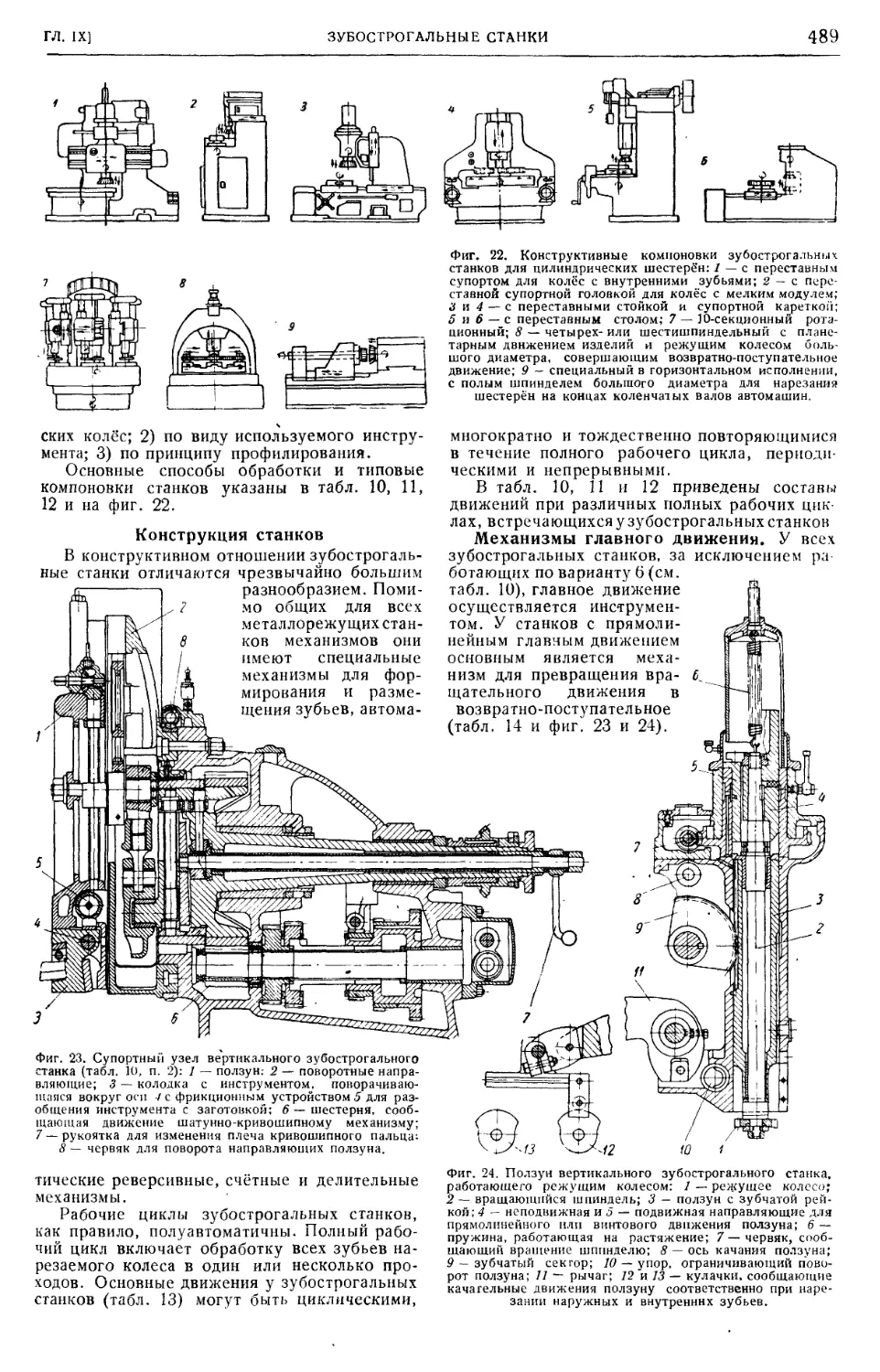
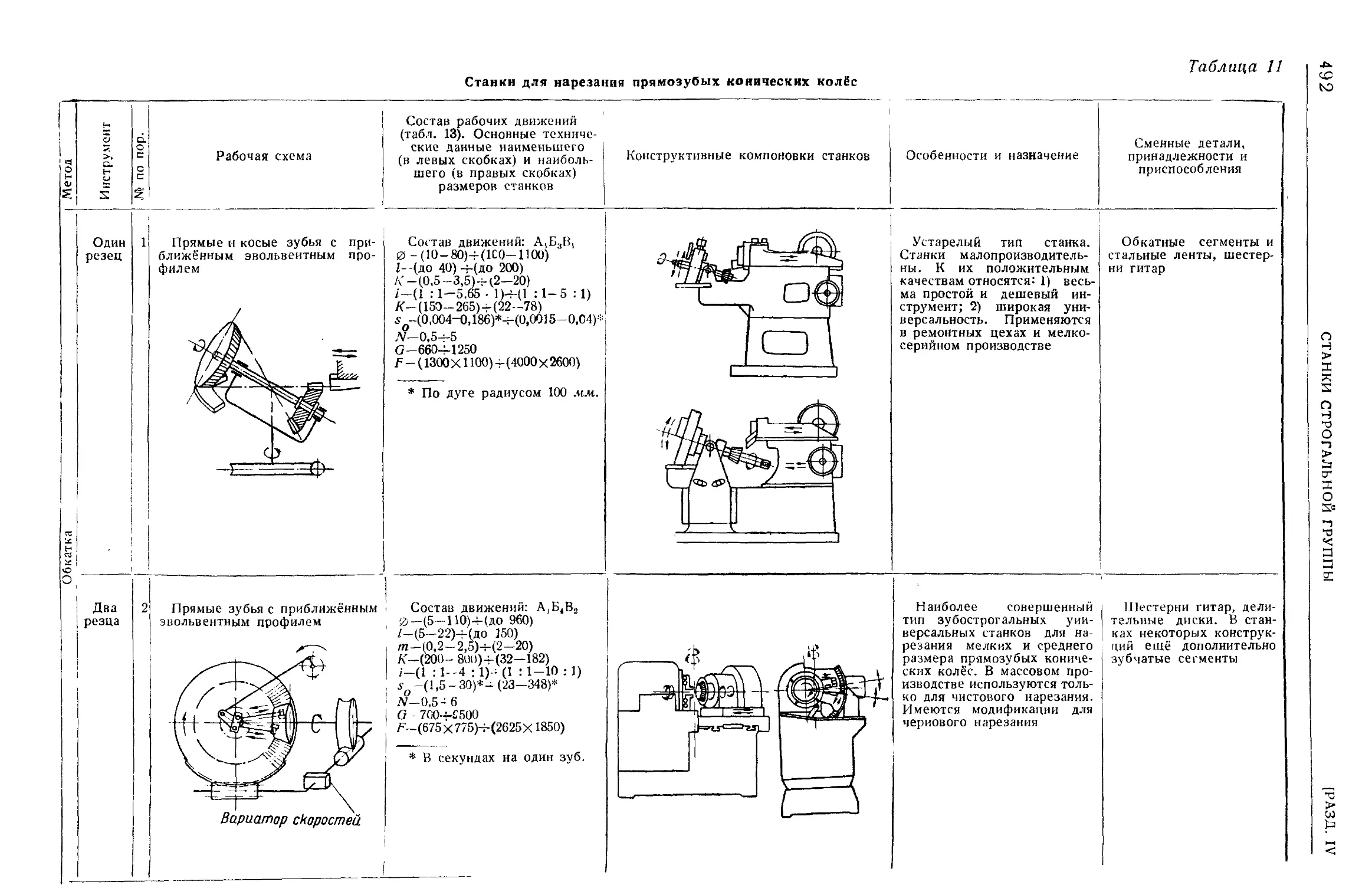
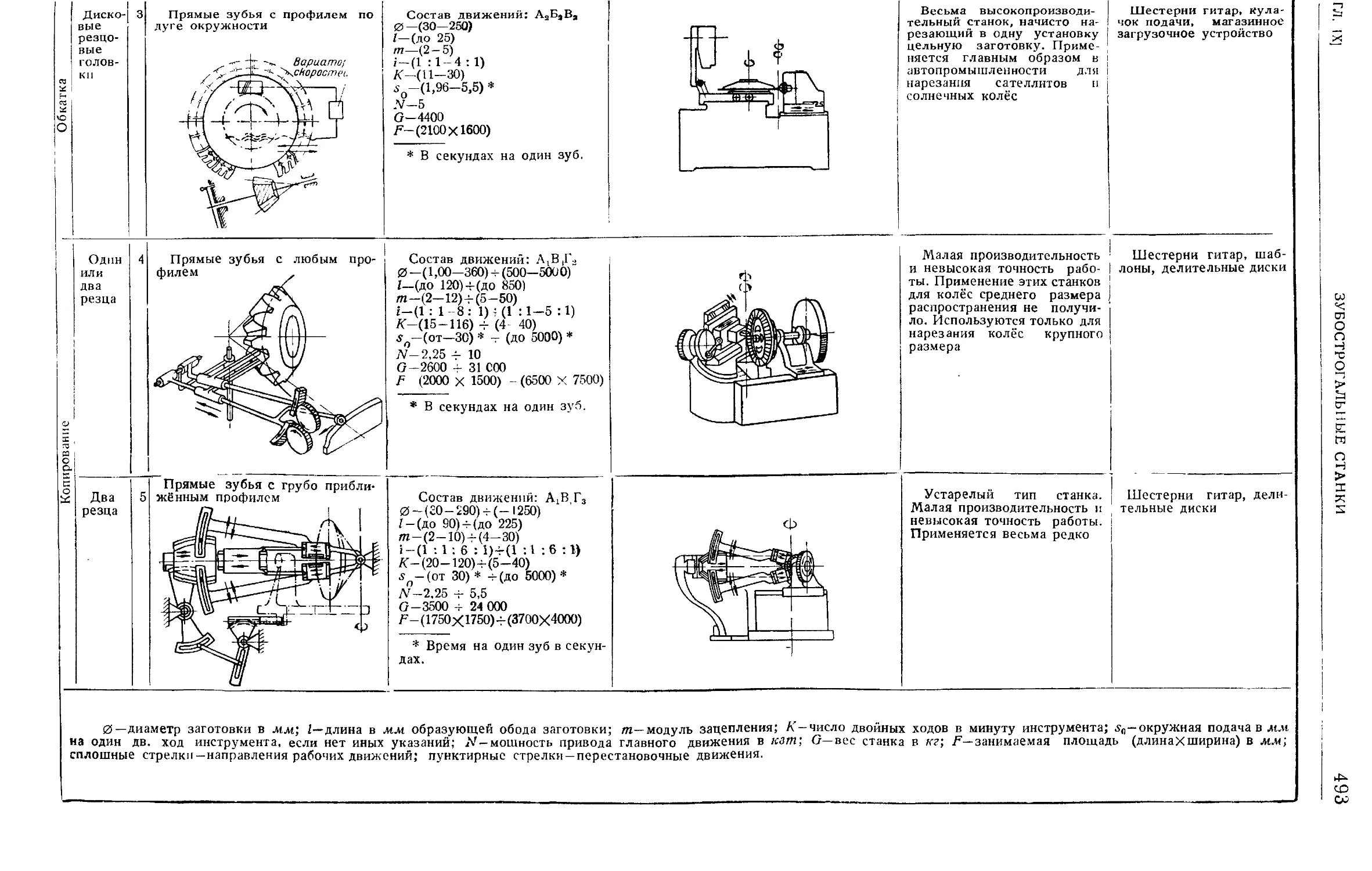
Зубострогальные стайки (ст. научн. сотр.,
канд. техн. наук А. Л. Лащавер) .... 488
Распиловочные станки (инж:. С. С. Румянцев) 512
Опиловочные станки (инж. С. С. Румянцев) 517
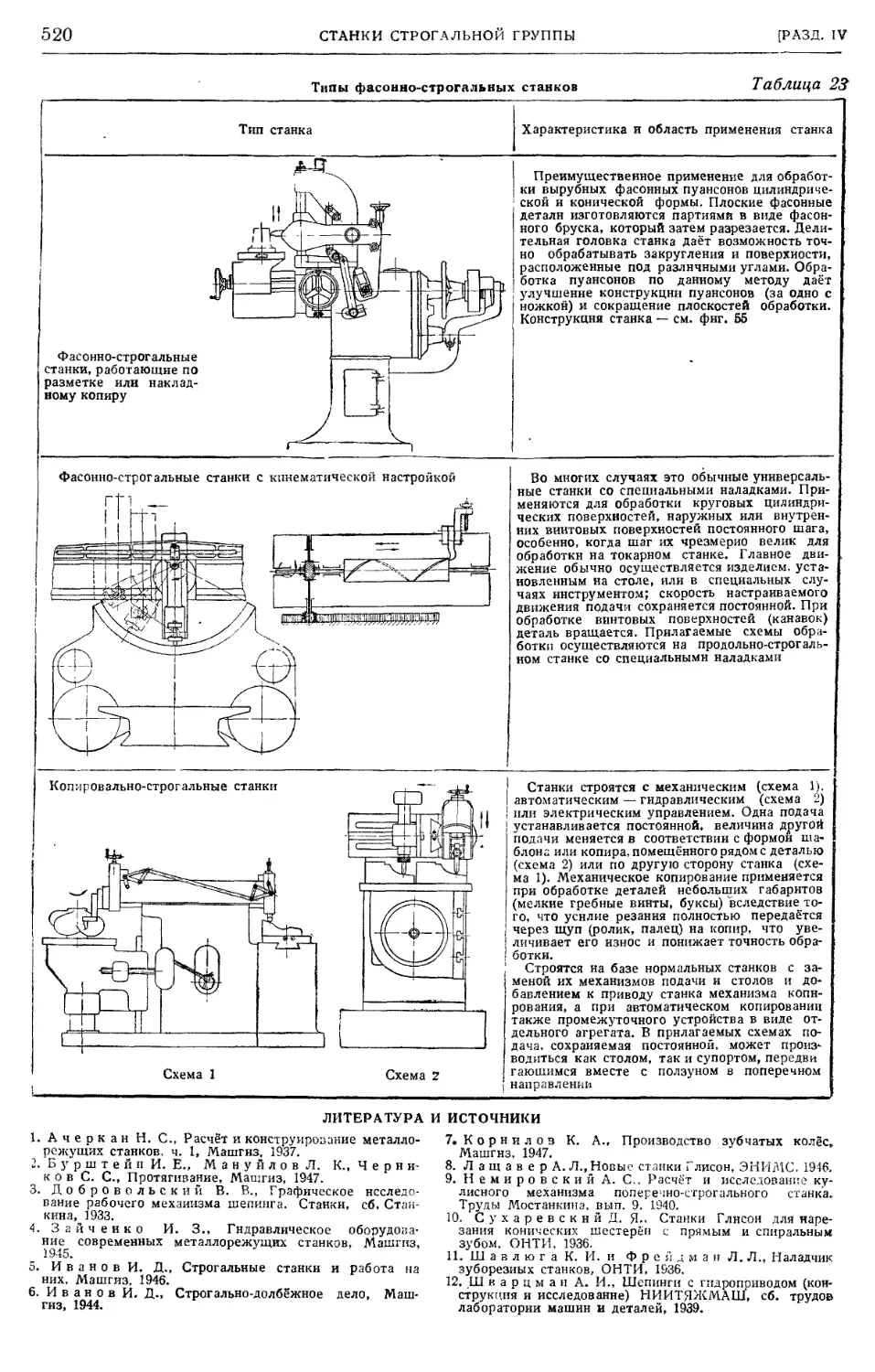
Фасонно-строгальные станки (инж. С. С.
Румянцев) 517
Глава X. СТАНКИ ШЛИФОВАЛЬНОЙ
ГРУППЫ 521
Введение (проф. Б. Л. Богуславский) . . . 521
Круглошлифовальные станки (лауреат
Сталинской премии доц., канд. техн.
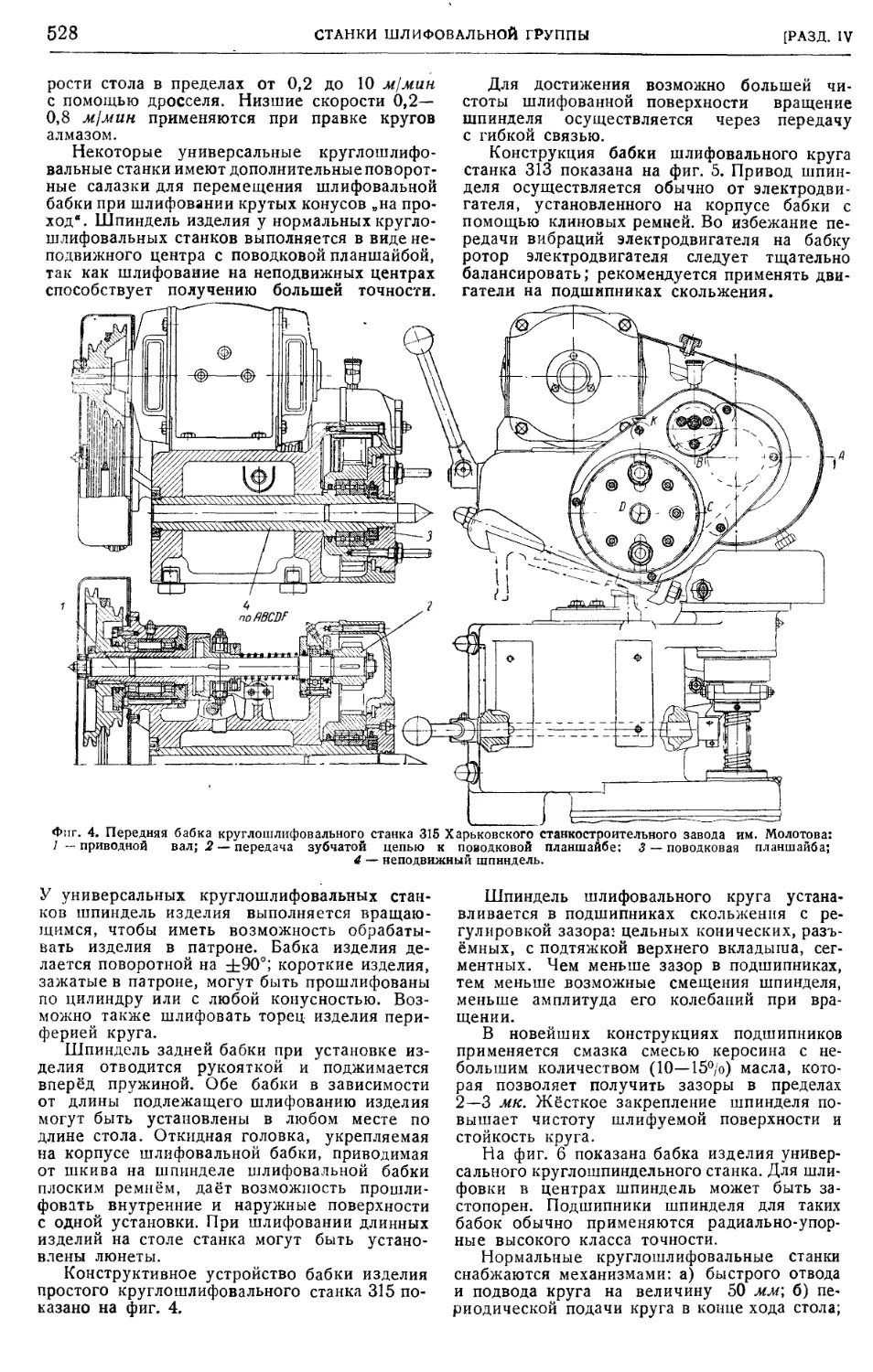
наук М. П. Мерперт) 525
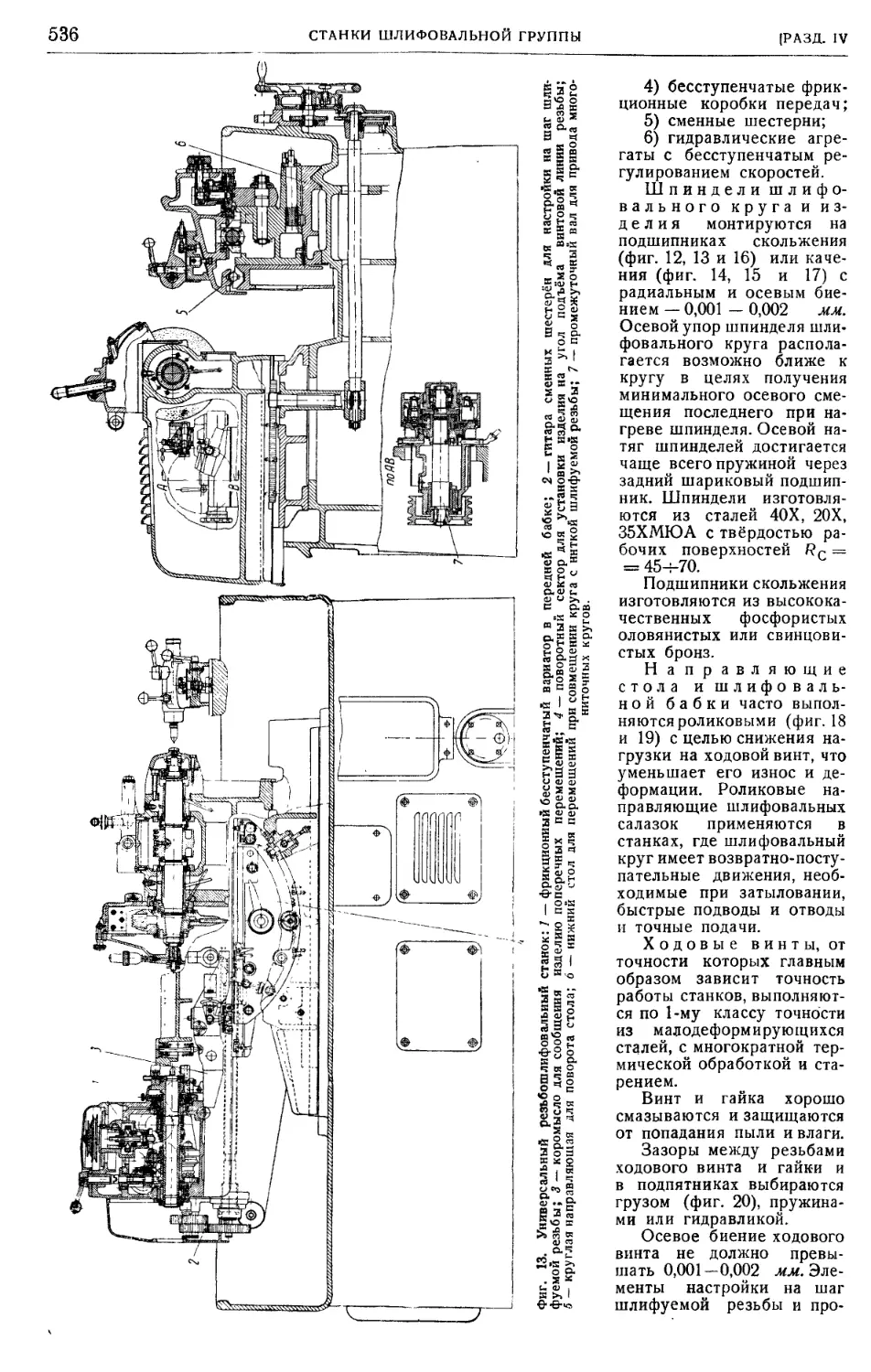
Резьбошлифовальные станки (лауреат
Сталинской премии, инж:. Б. Т. Бреев) . 531
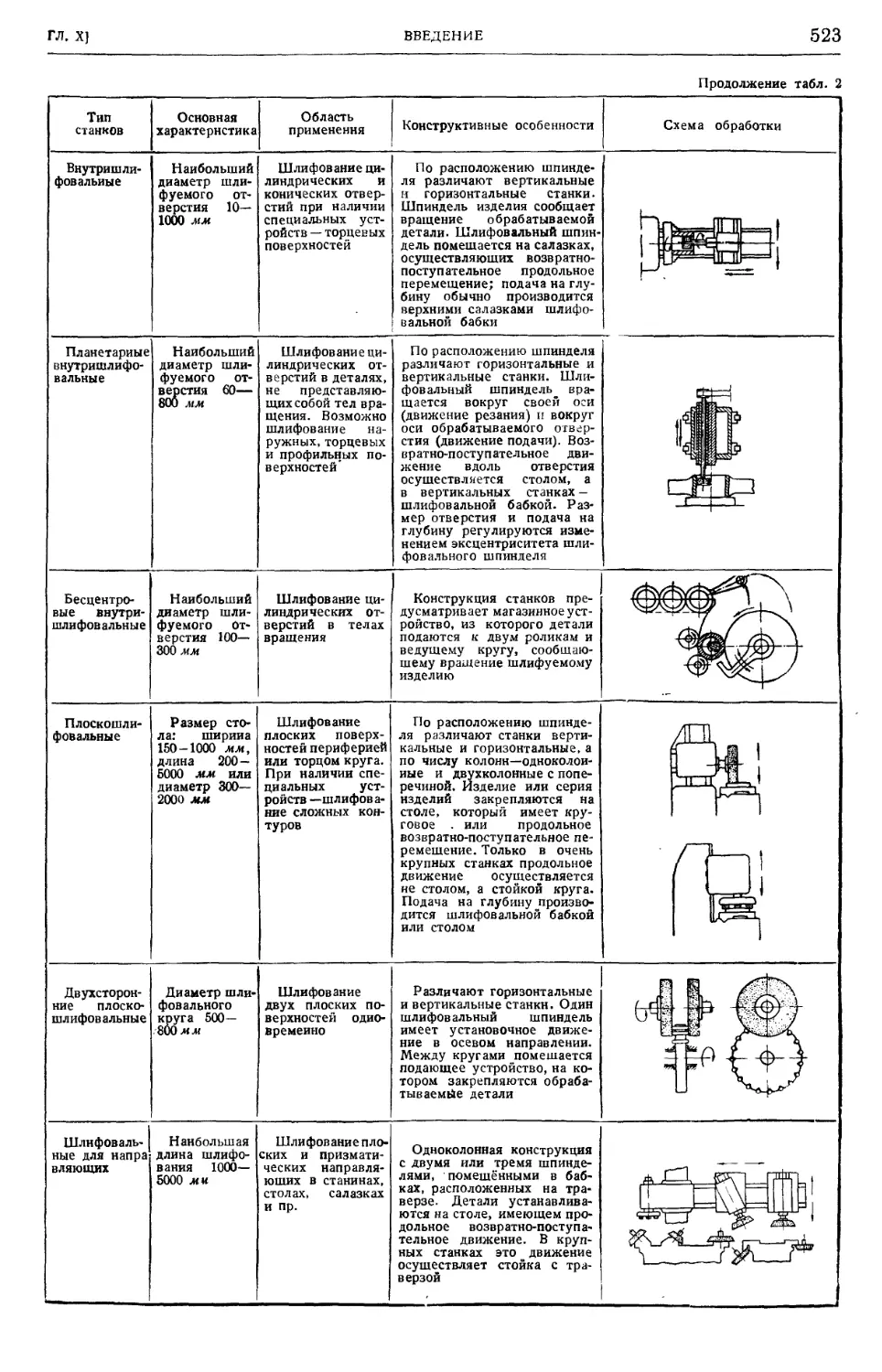
Внутришлифовальные станки (лауреат
Сталинской премии, доц., канд. техн.
наук М. П. Мерперт) 540
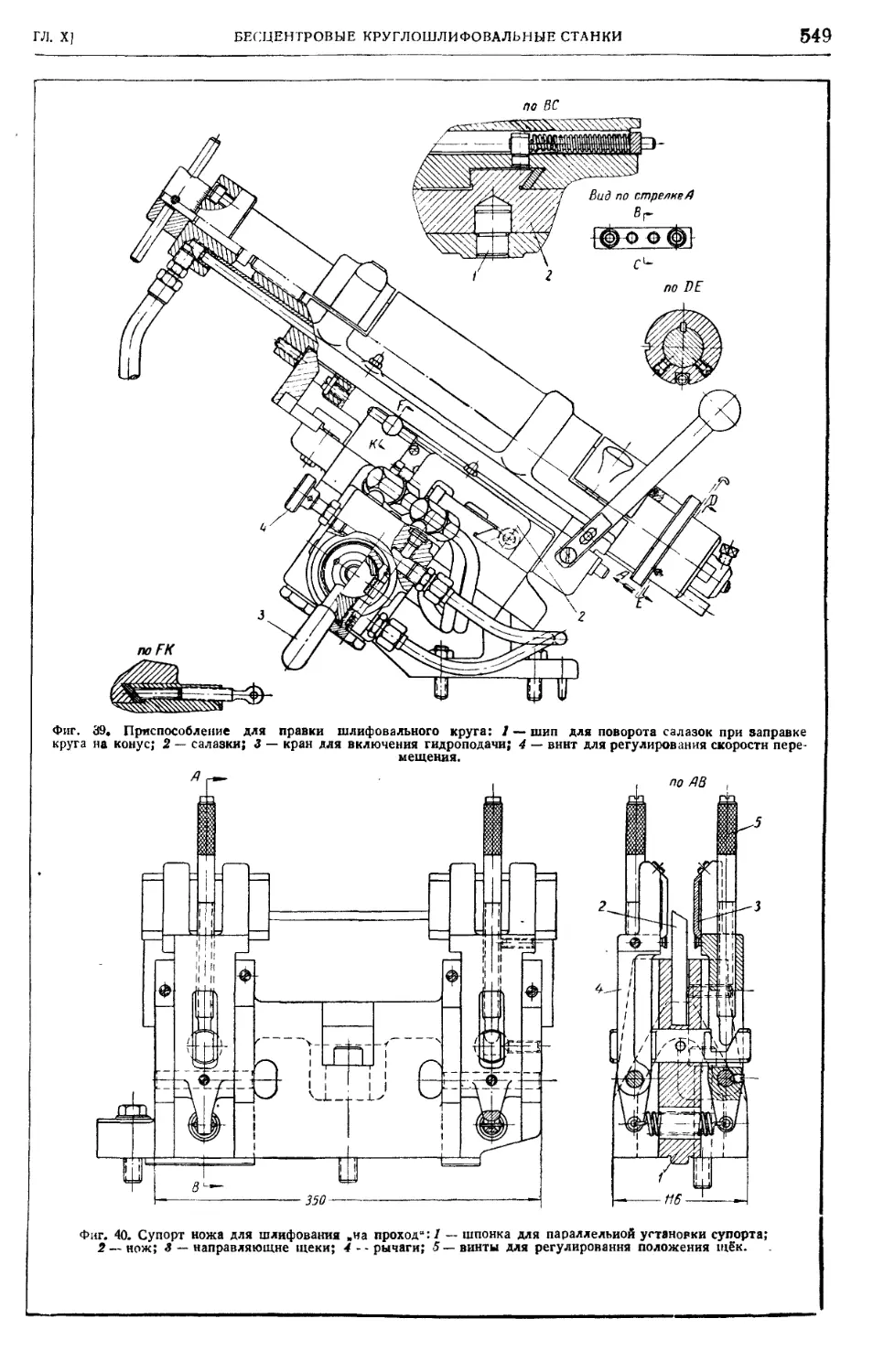
Бесцентровые круглошлифовальные станки
(ст. научн сотр., канд. техн. наук
С. М. Кедров) 546
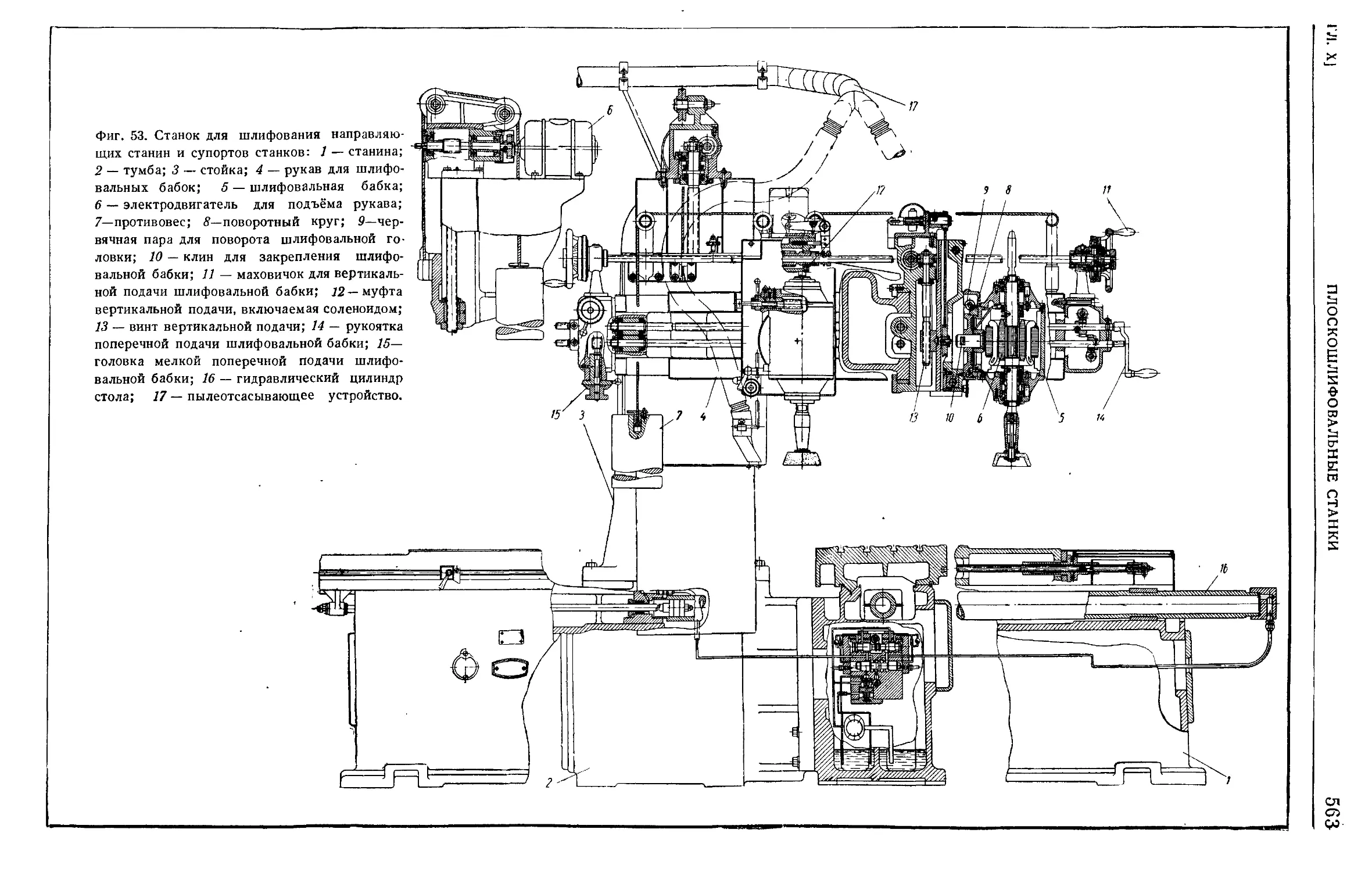
Плоскошлифовальные станки (ст. научн.
сотр., канд. техн. наук С. М. Кедров) . 551
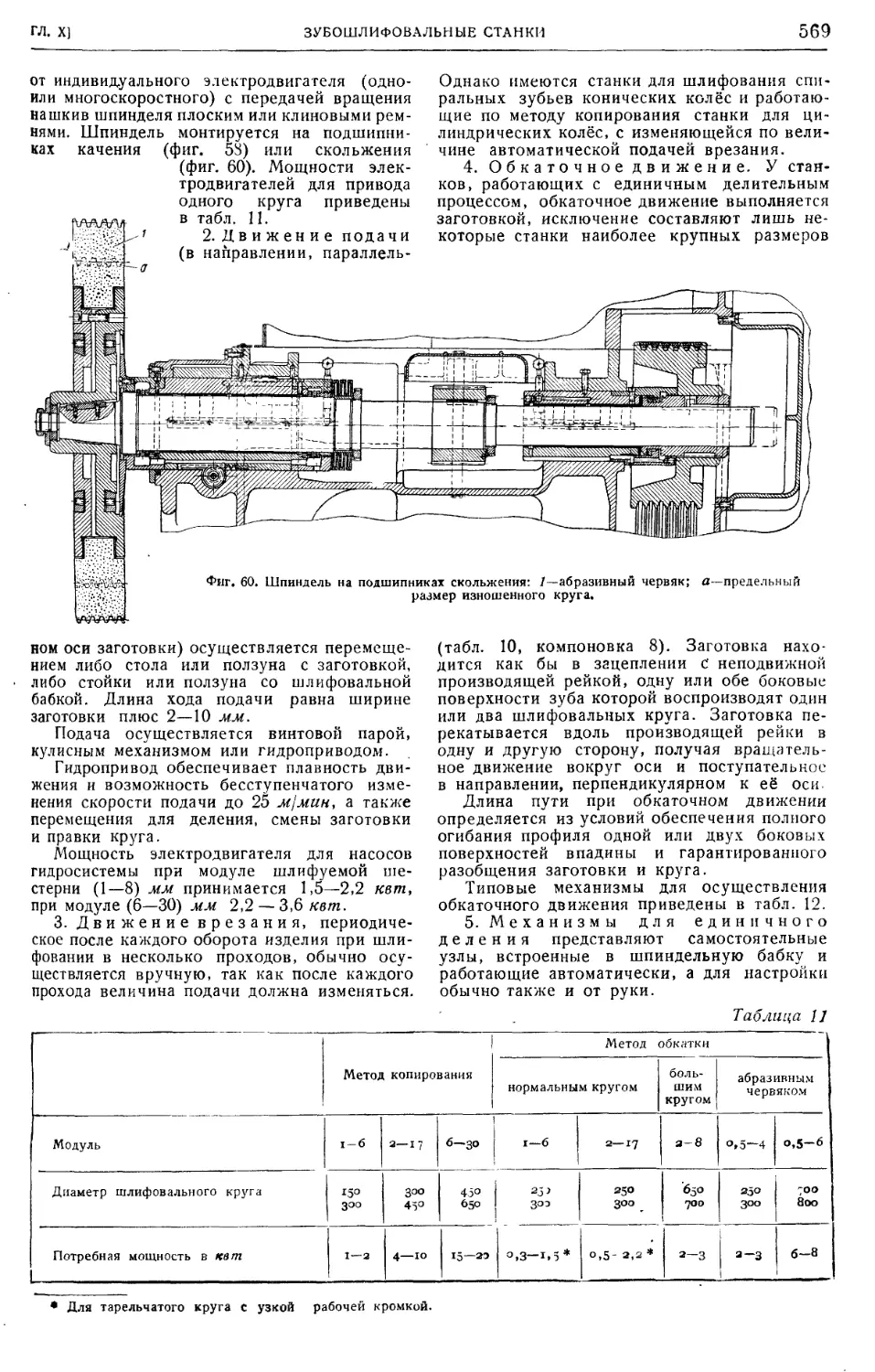
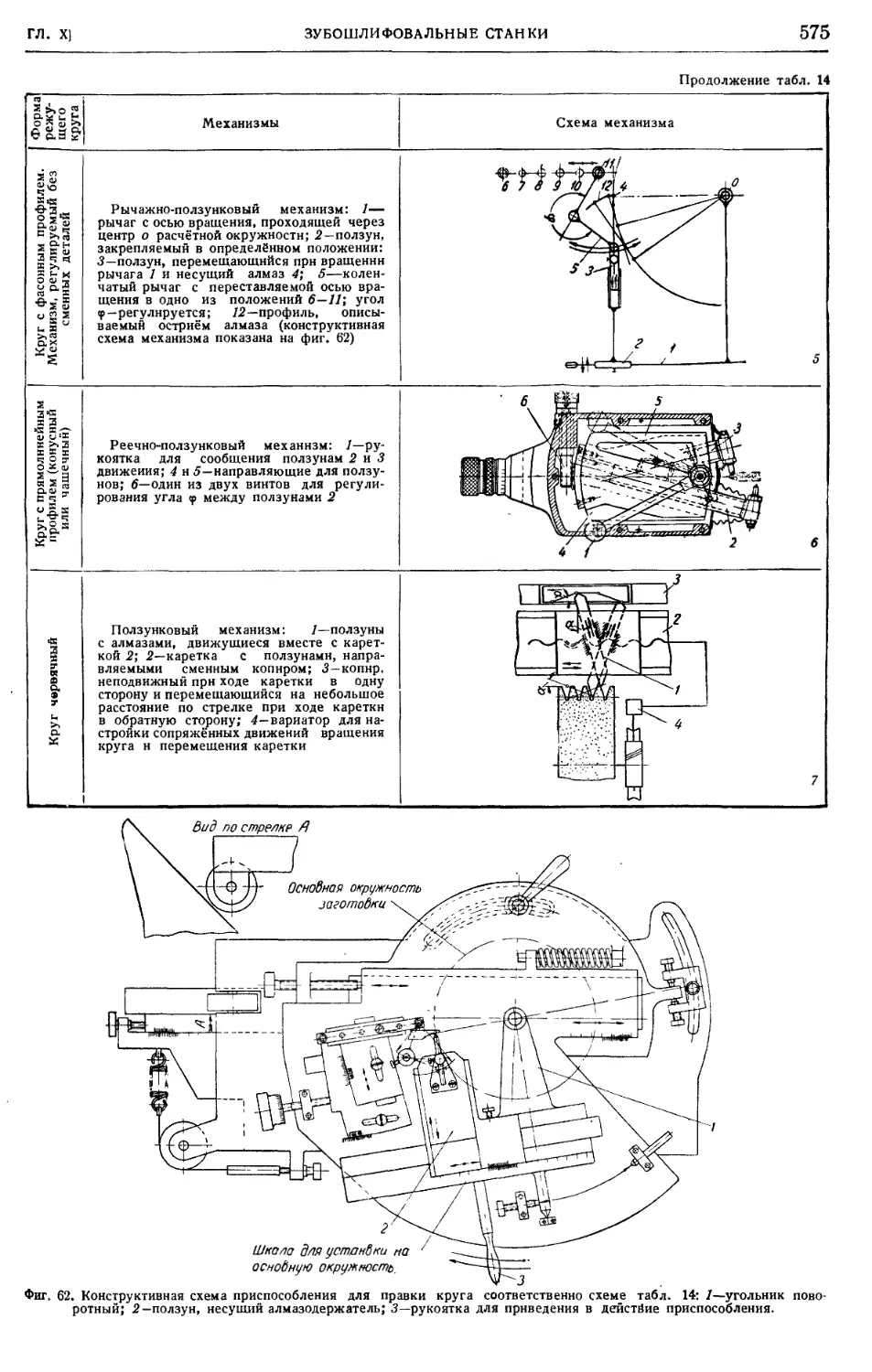
Зубошлифовальные станки (ст. научн. сотр.,
канд. техн. наук К. А. Корнилов) . . . ?64
Шлифовально-сбдирочные станки (ст.
научн. сотр., канд. техн. наук
С. М. Кедров) 578
Шлифовально-отделочные станки (ст. науч.
сотр., канд. техн. наук С. М. Кедров) 580
Шлифовально-притирочные станки (ст.
научн. сотр., канд. техн. наук С. М.
Кедров) 586
Копировально-шлифовальные станки (проф.
Б. Л. Богуславский) 590
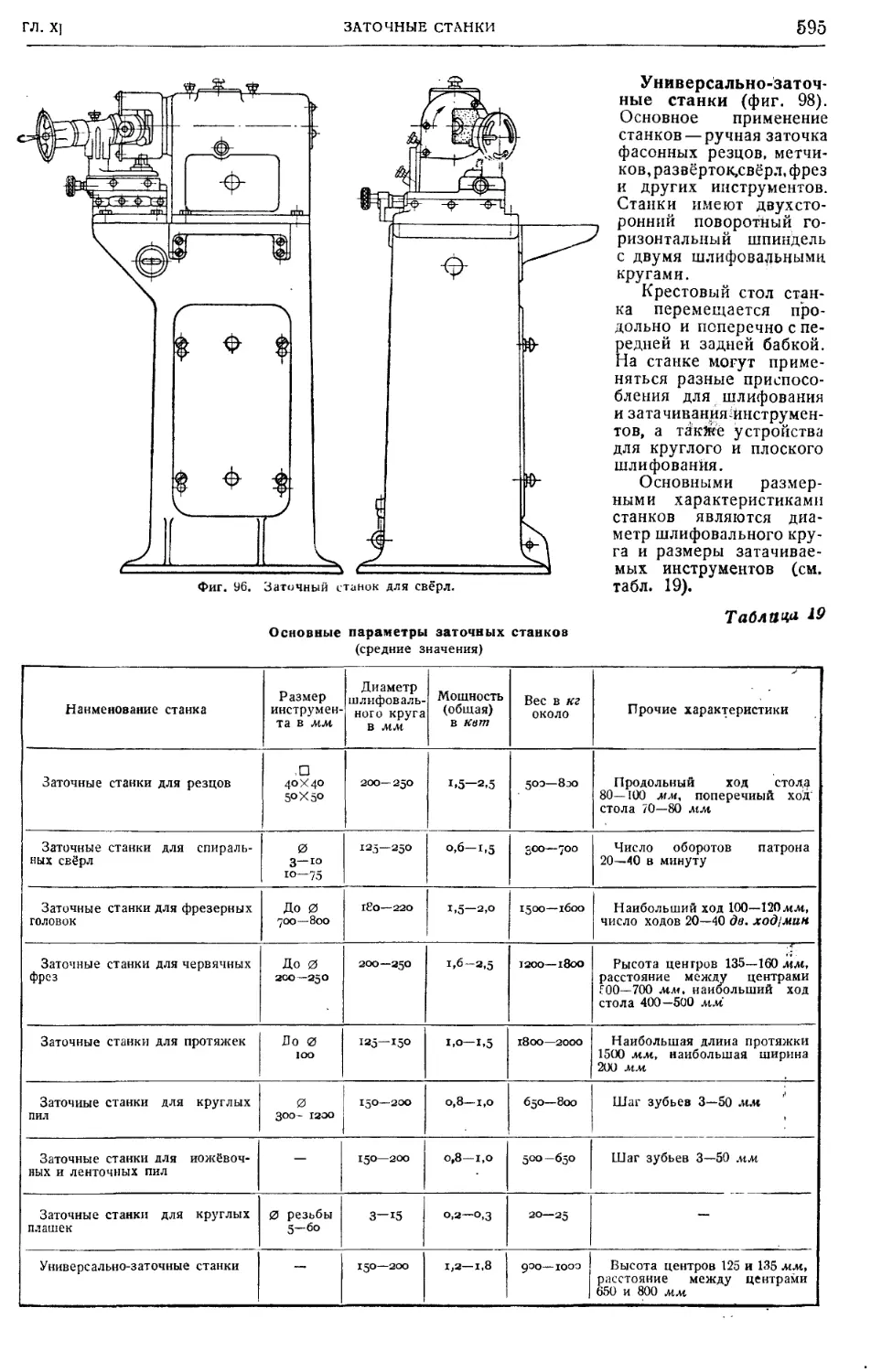
Заточные станки (проф. Б. Л. Богуславский) 593
Шлифовально-отрезные станки (проф. Б. Л.
Богуславский) 602
Глава XI. ПРОЧИЕ МЕТАЛЛОРЕЖУЩИЕ
СТАНКИ 603
Станки с вращающимися супортами для об-
точки коленчатых валов (инж:. И. И. Бе-
реговский) • 603
Станки для глубокого сверления (инж:.
Я- М. Мадорский) 603
Гайконарезные станки (инж:. Я- М. Мадор-
ский) 608
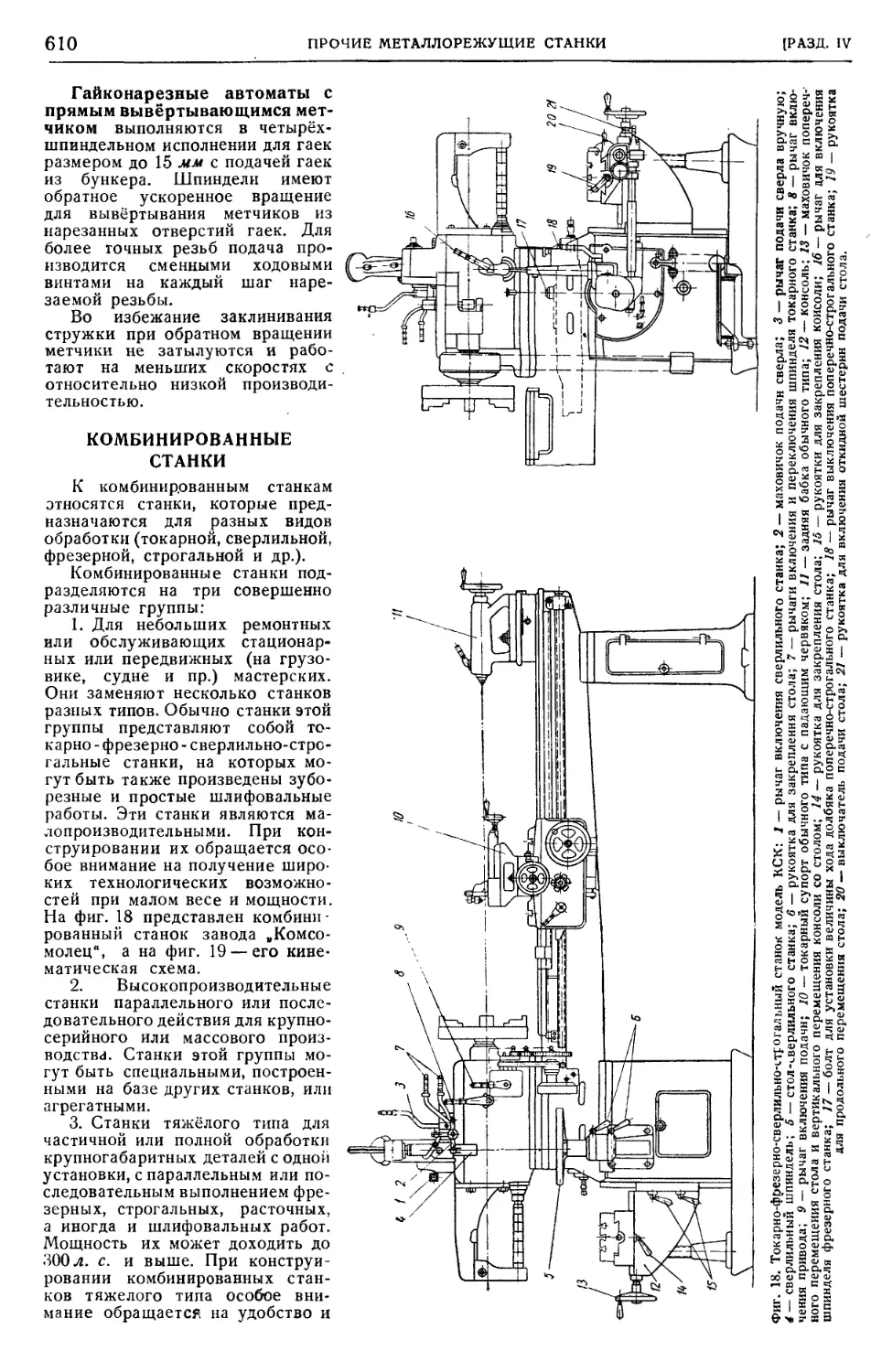
Комбинированные станки (проф. Б. Л. Богу-
славский) 610
Резьбонакатные станки (лауреат Сталин-
ской премии, инж:. Б. Т. Бреев) 611
Бесцентровые обдирочио-сбточные и пра-
вильные станки (проф. Б. Л. Богуслав-
ский) 616
Глава XII. АГРЕГАТНЫЕ СТАНКИ И
АВТОМАТИЧЕСКИЕ ЛИНИИ (лауреат
Сталинской премии чл.-корр. АН СССР
В. И. Дикушин) 618
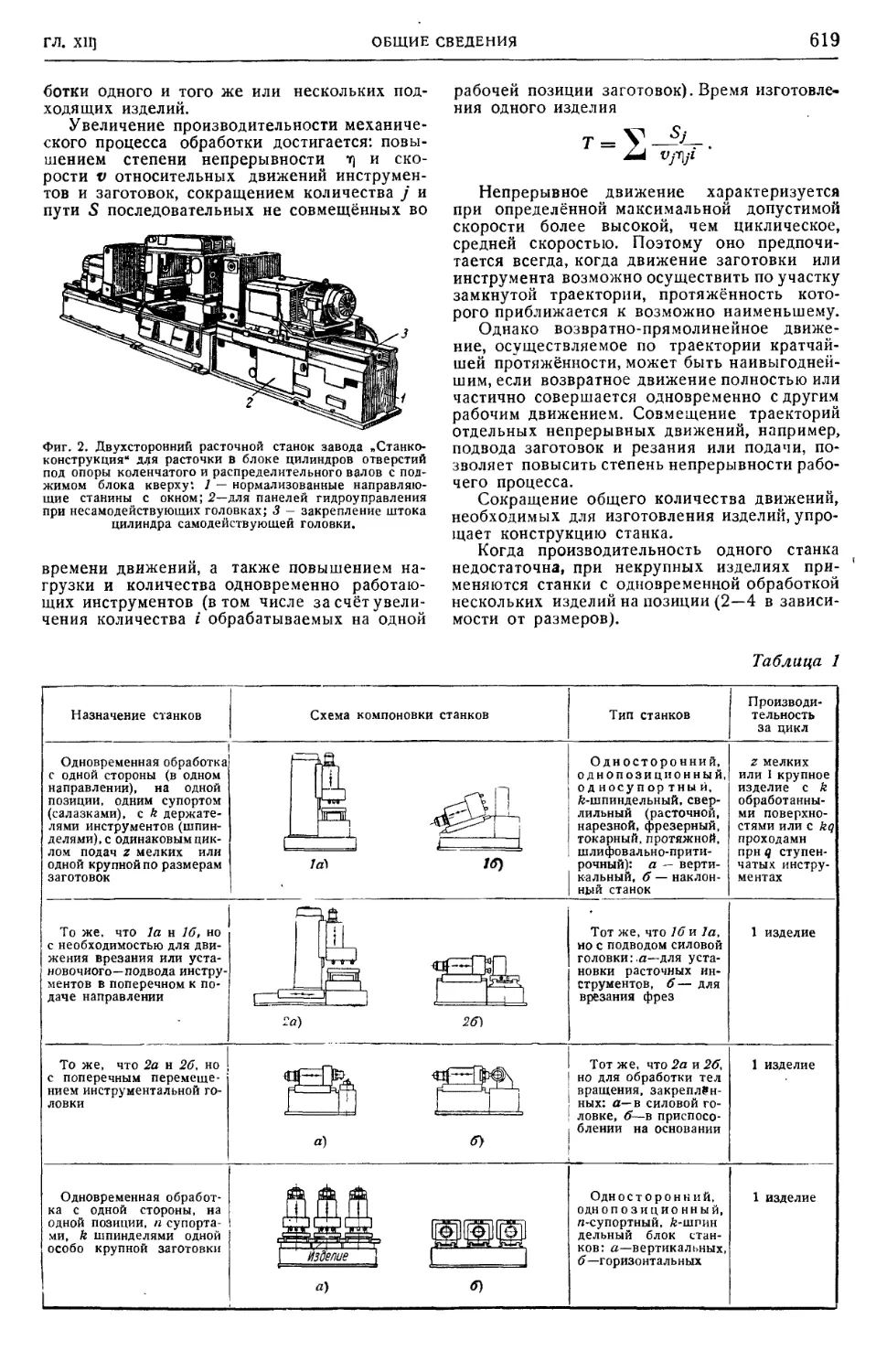
Общие сведения 618
Станины (основания) 621
VI
СОДЕРЖАНИЕ
Направляющие рабочих органов станков . . 622
Агрегаты вращения инструментов 624
Самодействующие супорты и силовые
головки 630
Установочные приспособления ... • . . . . 64и
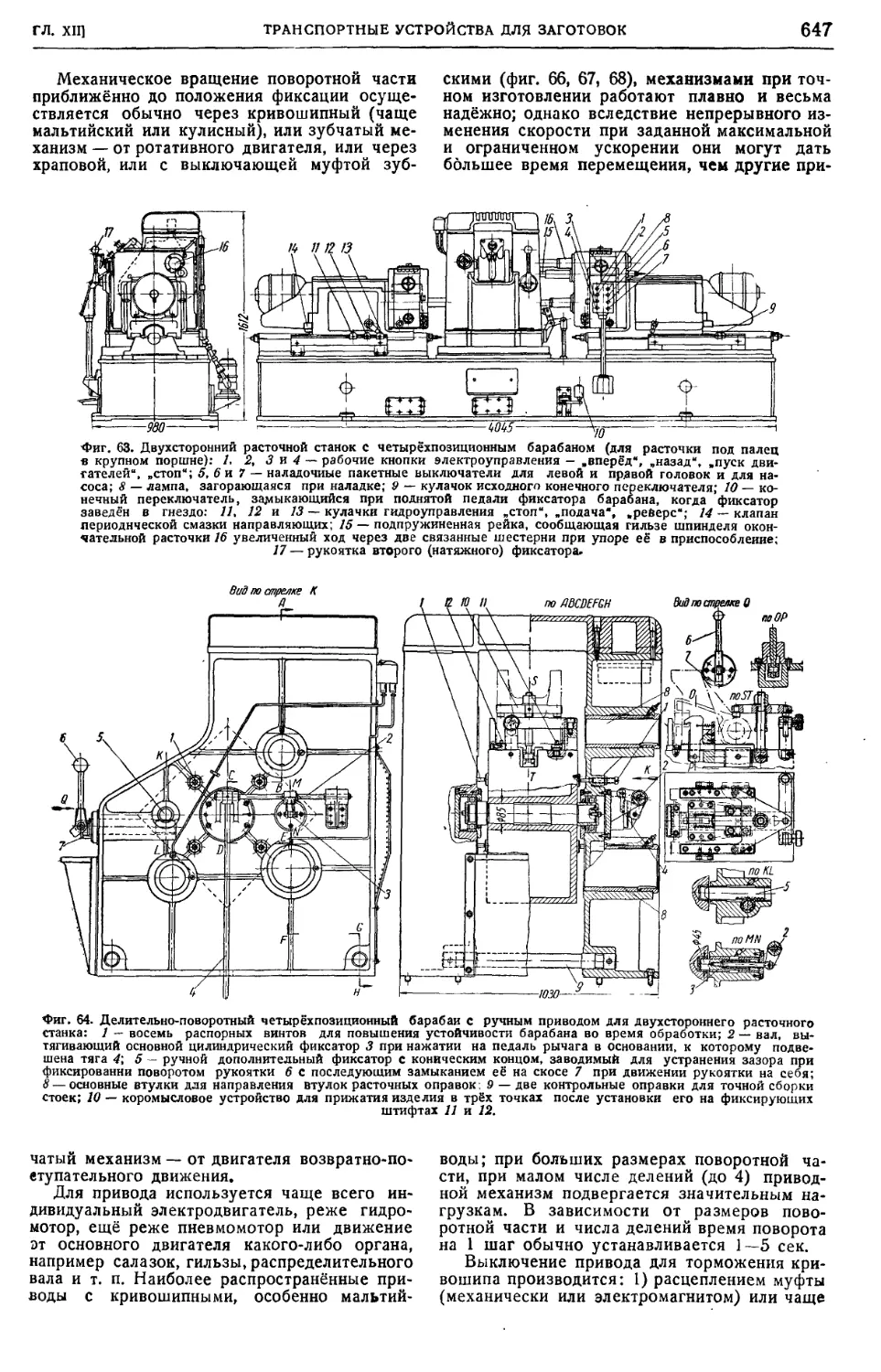
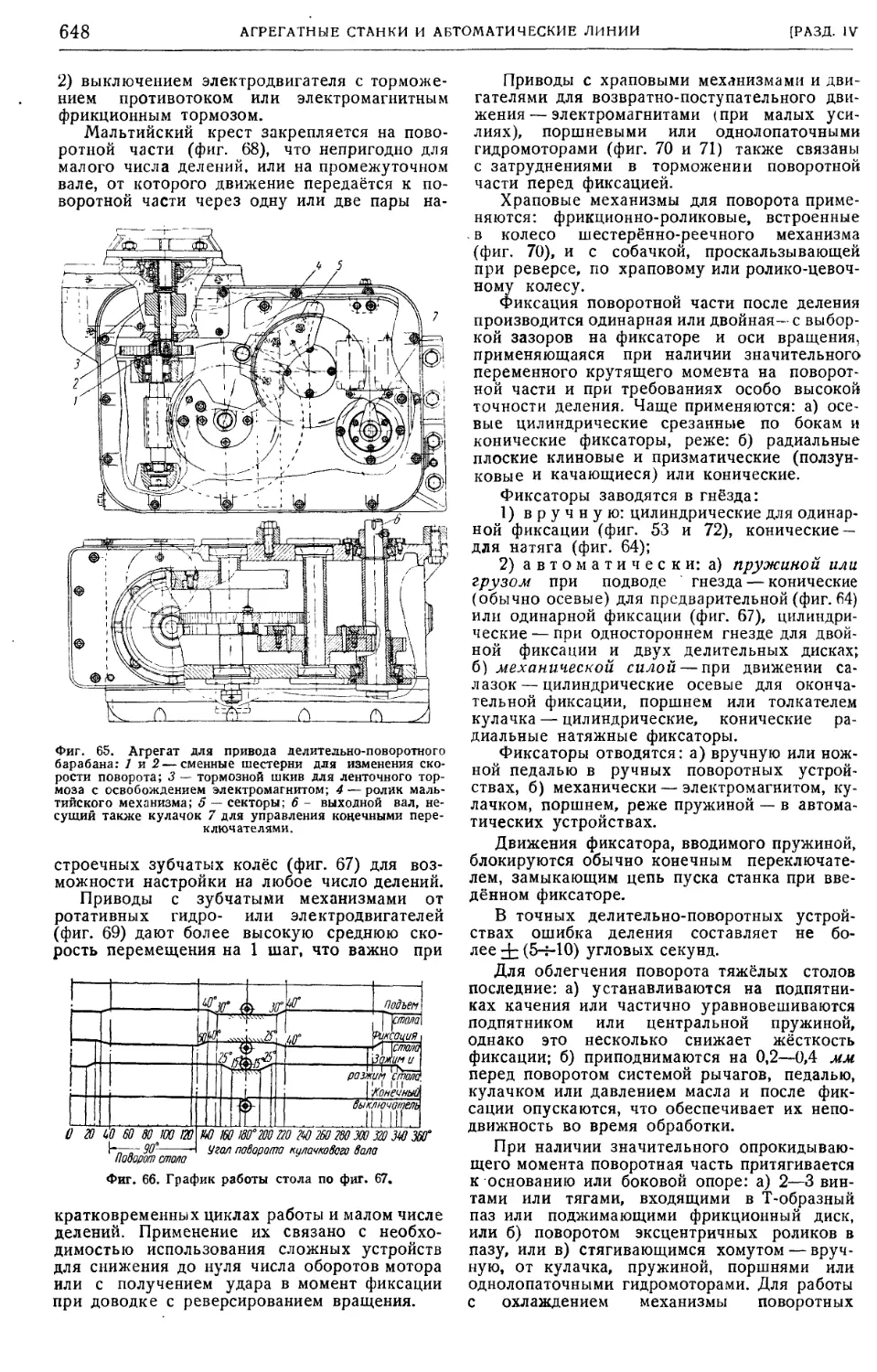
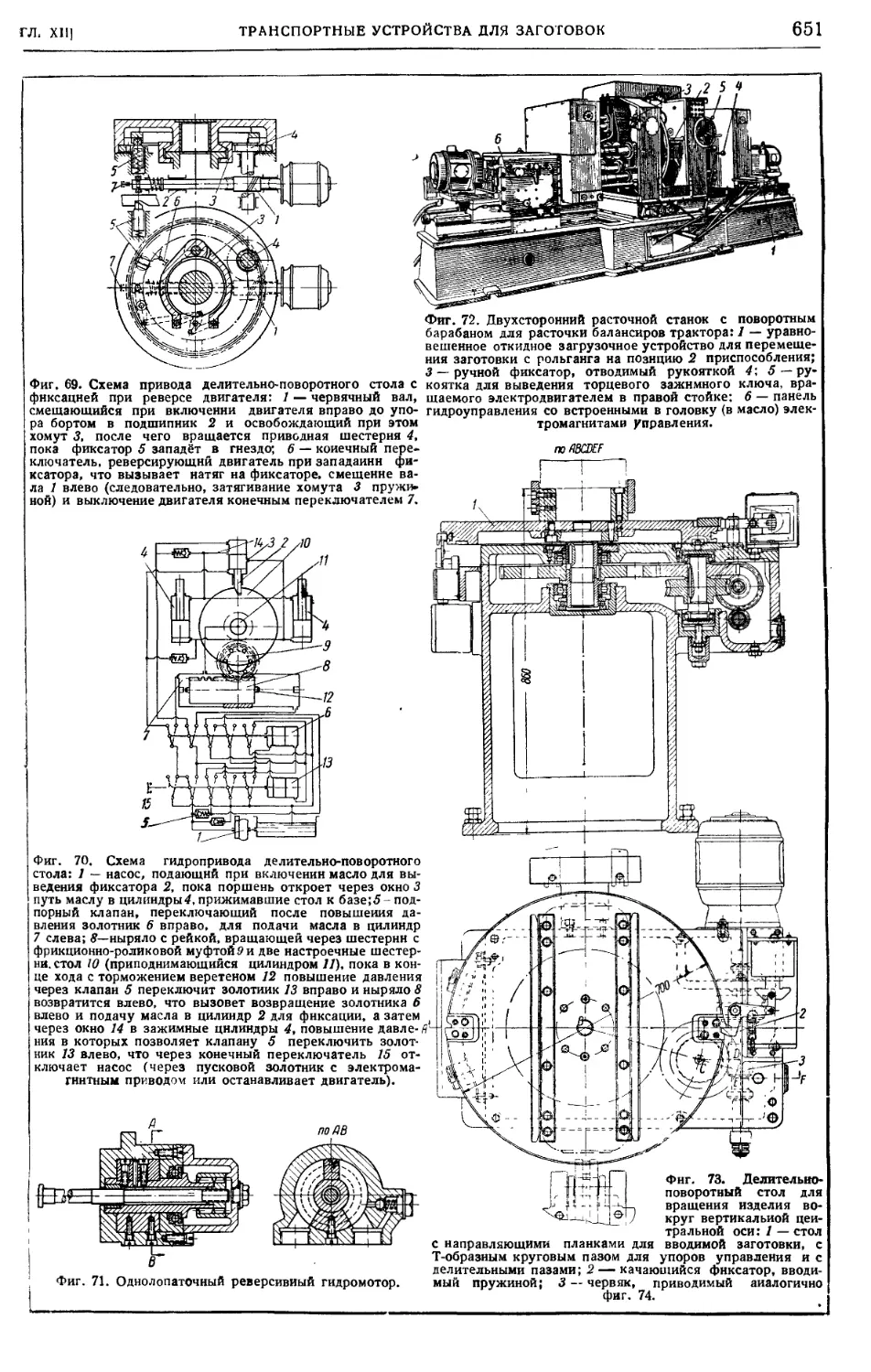
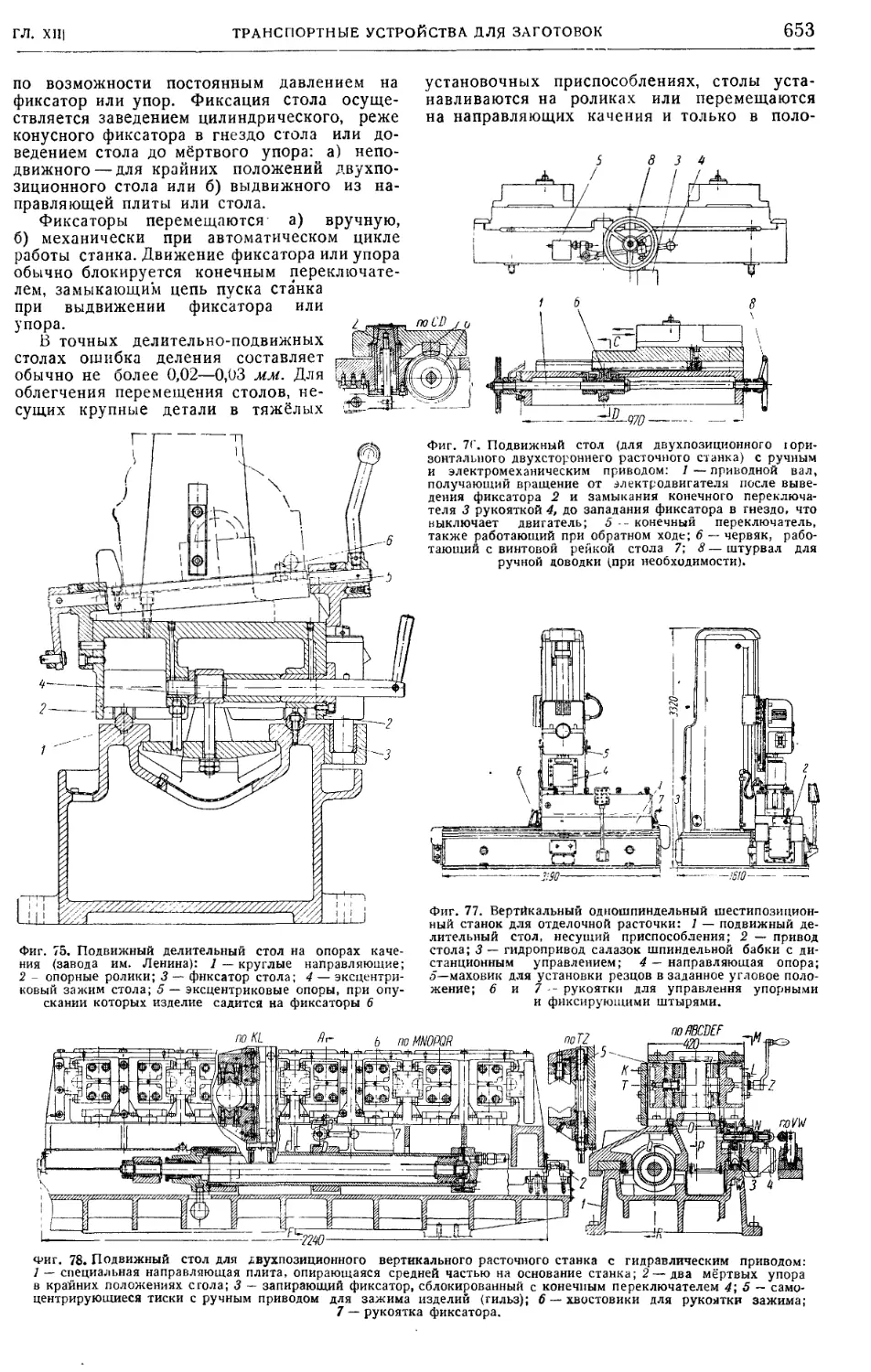
Транспортные устройства для заготовок . . 646
Режущий инструмент 654
Управление 655
Автоматические линии станков 656
Глава XIII. ИСПЫТАНИЕ МЕТАЛЛОРЕ-
ЖУЩИХ СТАНКОВ .663
Введение (Е. Г. Алексеев) 663
Методы проведения испытаний {Е. Г. Алек-
сеев) 663
Аппаратура для испытания станков
(?. Г Алексеев и инж. В. С. Васильев) 670
ДЕРЕВООБРАБА ТЫВАЮЩИЕ
МАШИНЫ
Глава XIV. РЕЗАНИЕ ДРЕВЕСИНЫ {доц.,
канд. техн. наук Ф. М. Манжос) . . . 675
Основные сведения по реза-
нию древесины 675
Методы механической обработки древе-
сины 675
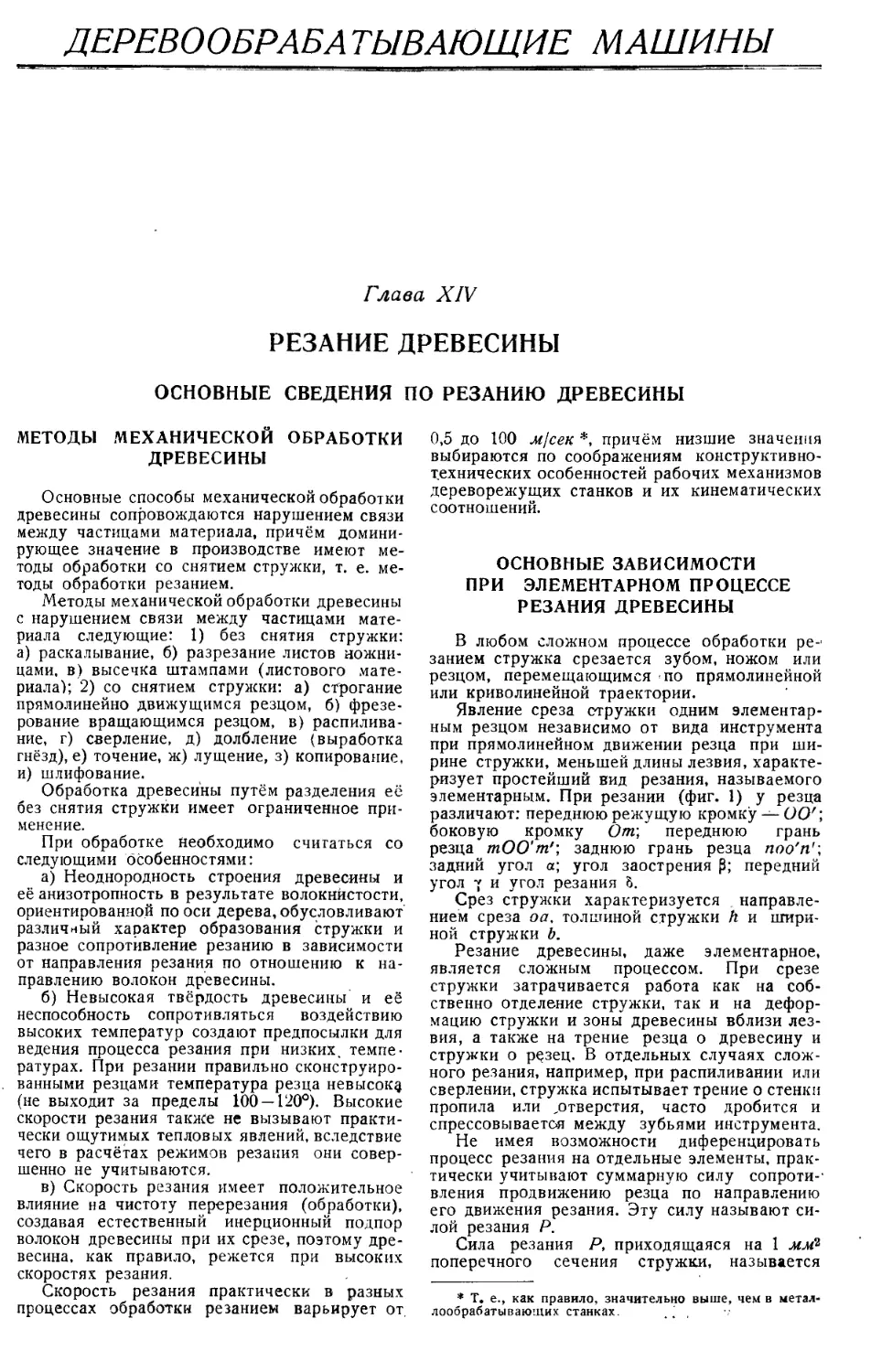
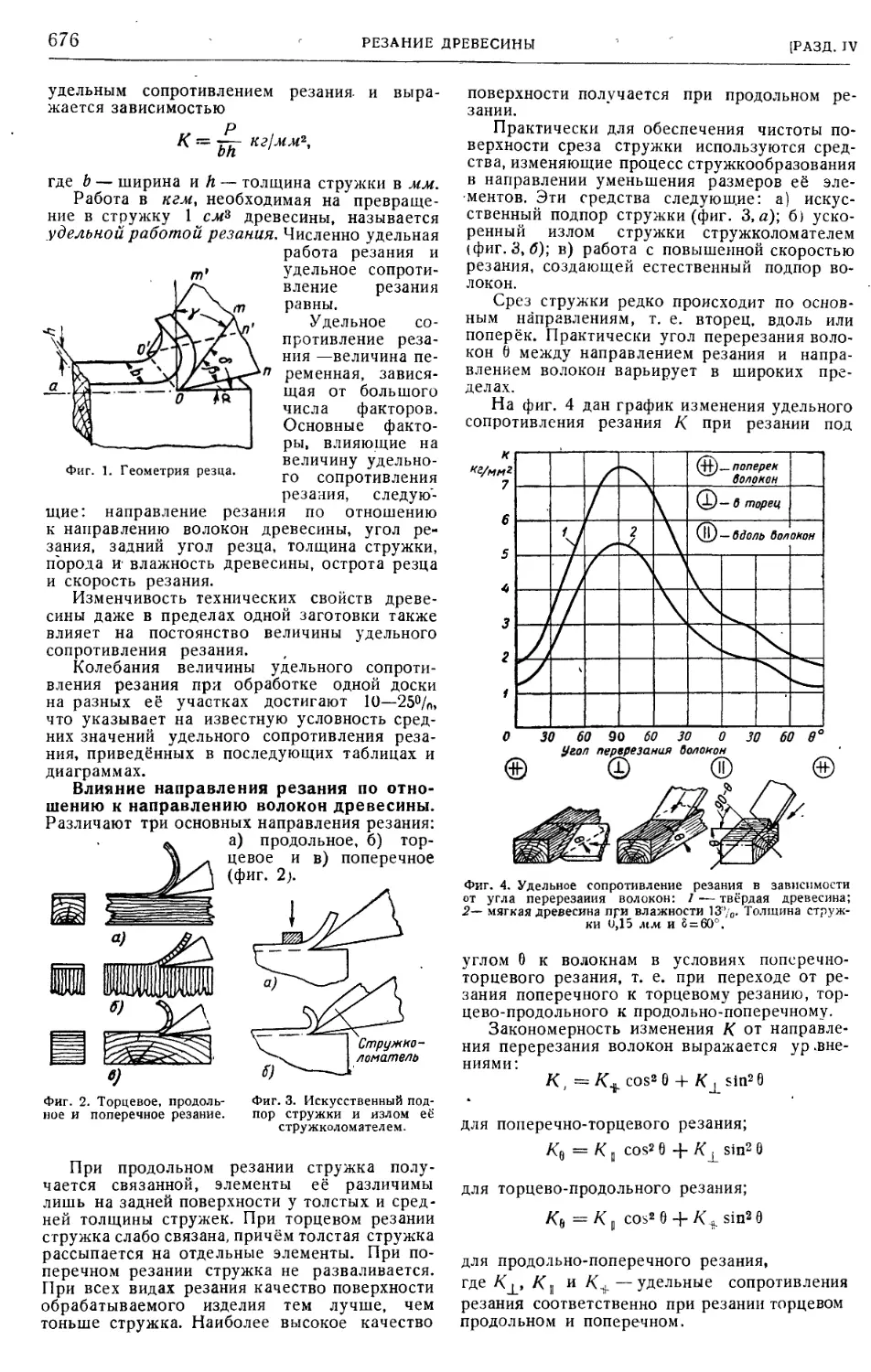
Основные зависимости при элементарном
процессе резания древесины 675
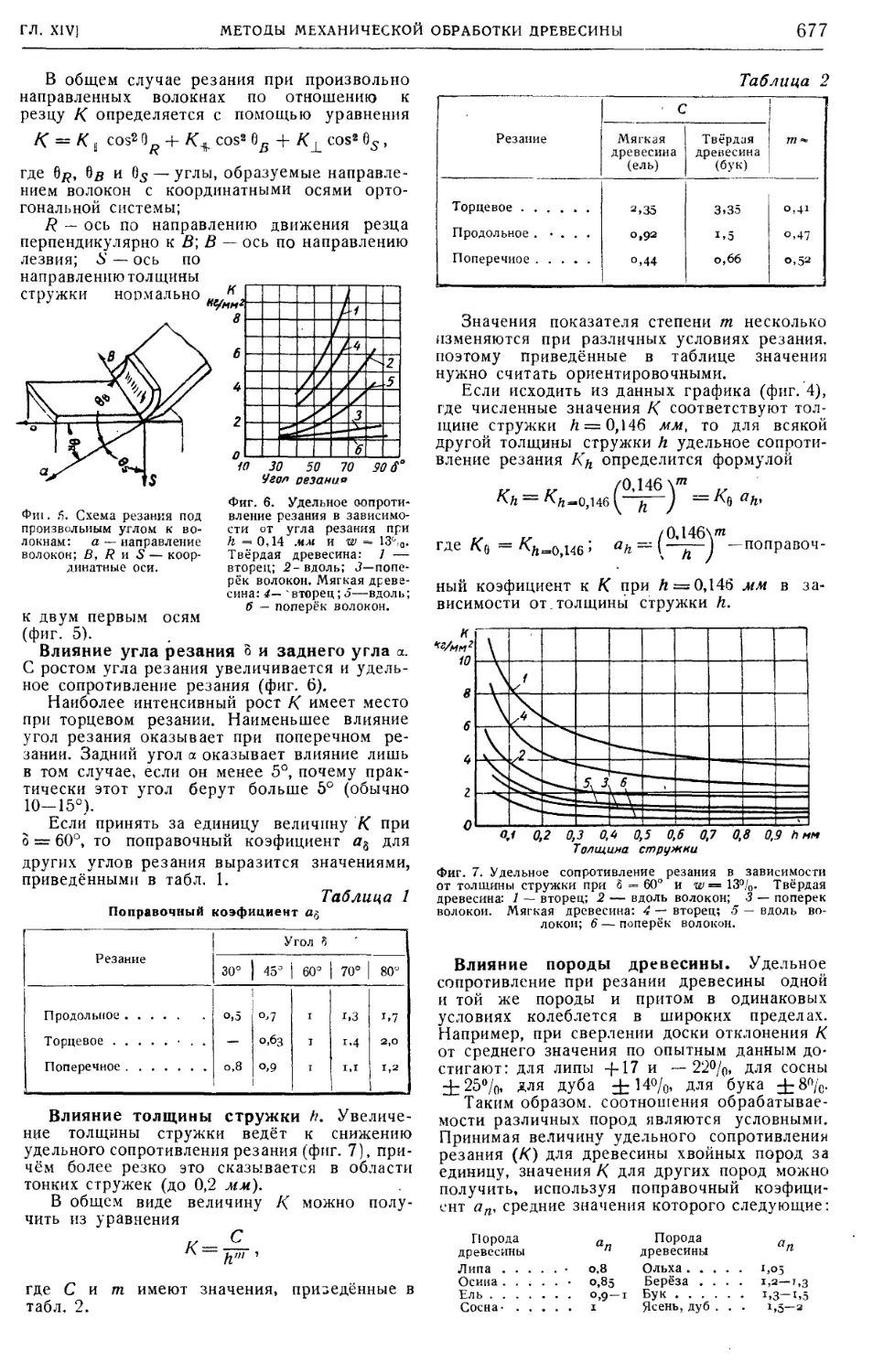
Строгание • . . 678
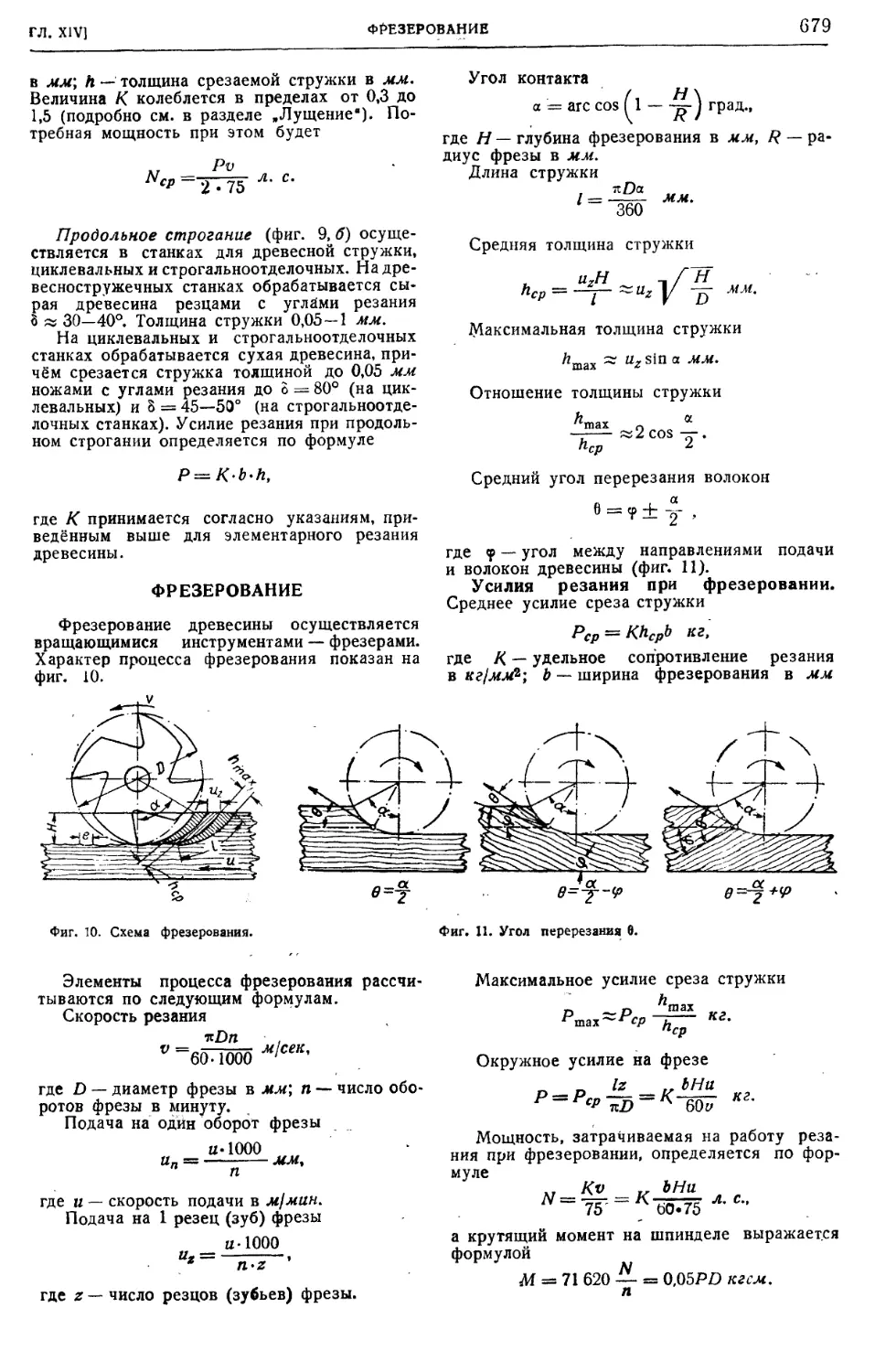
Фрезерование • 679
Распиливание 681
Сверление . . • . • 685
Лущение 688
Копирование 688
Шлифование 690
Режущий инструмент 690
Пилы • 690
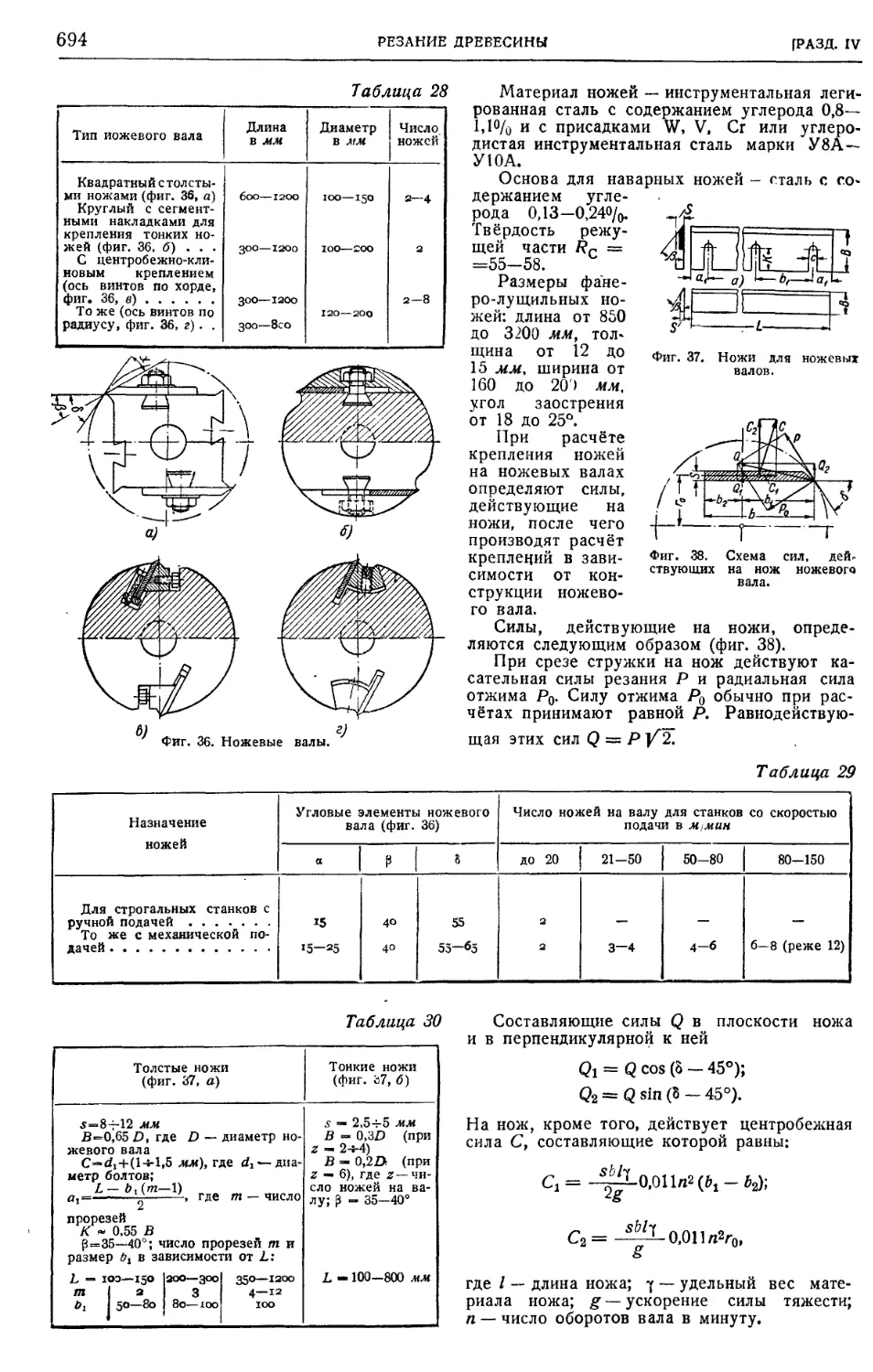
Строгальные инструменты 693
Фрезерные инструменты 696
Свёрла 698
Цепиодолбёжпый инструмент 699
Шлифовальные круги для заточки режу-
щего инструмента 700
Глава XV. ТИПЫ, КОНСТРУКЦИИ И
ОСНОВНЫЕ ПАРАМЕТРЫ ДЕРЕВО-
ОБРАБАТЫВАЮЩИХ МАШИН (канд.
техн. наук П. С. Афанасьев) 702
Введение 702
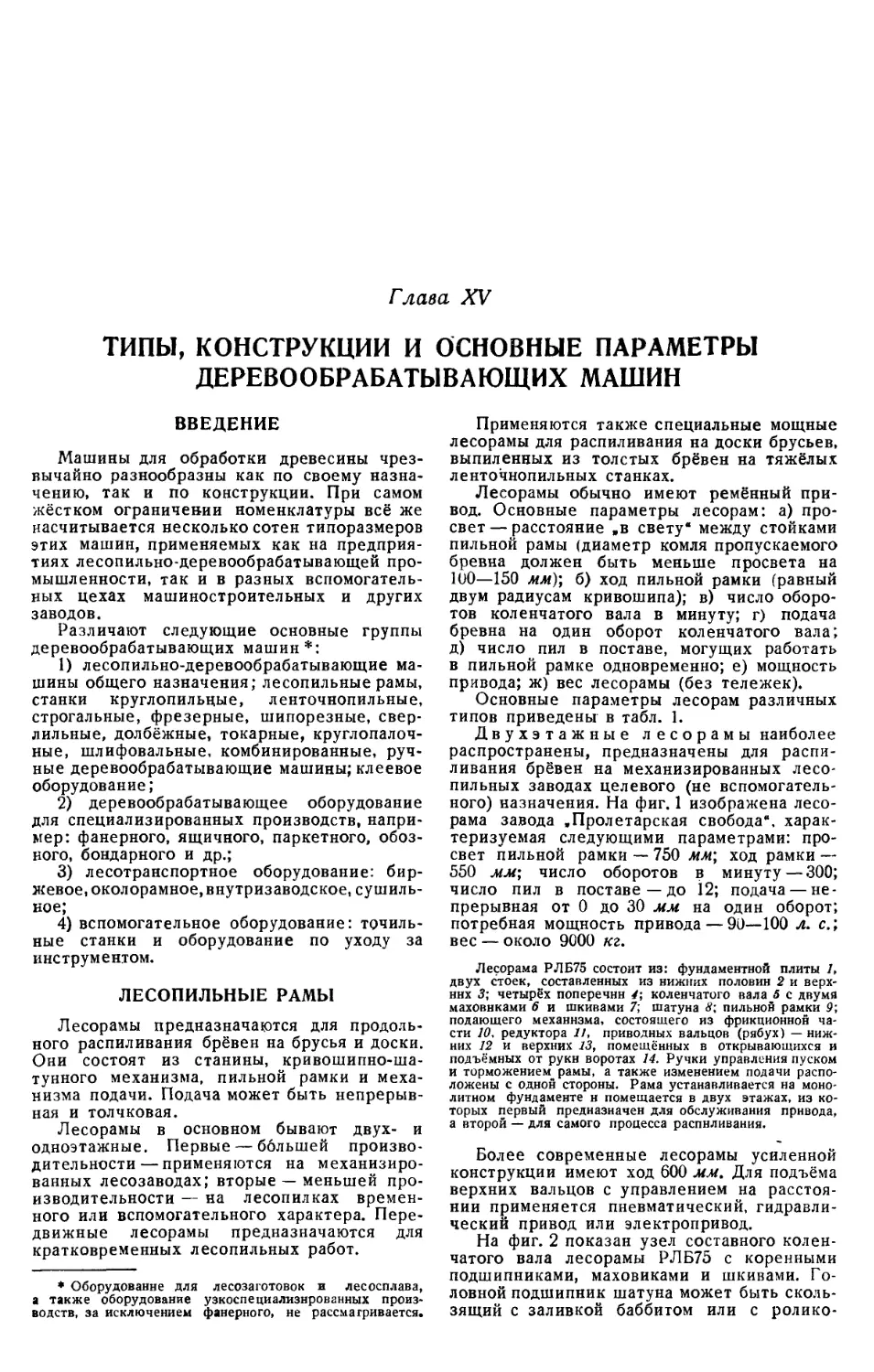
Лесопильные рамы • 702
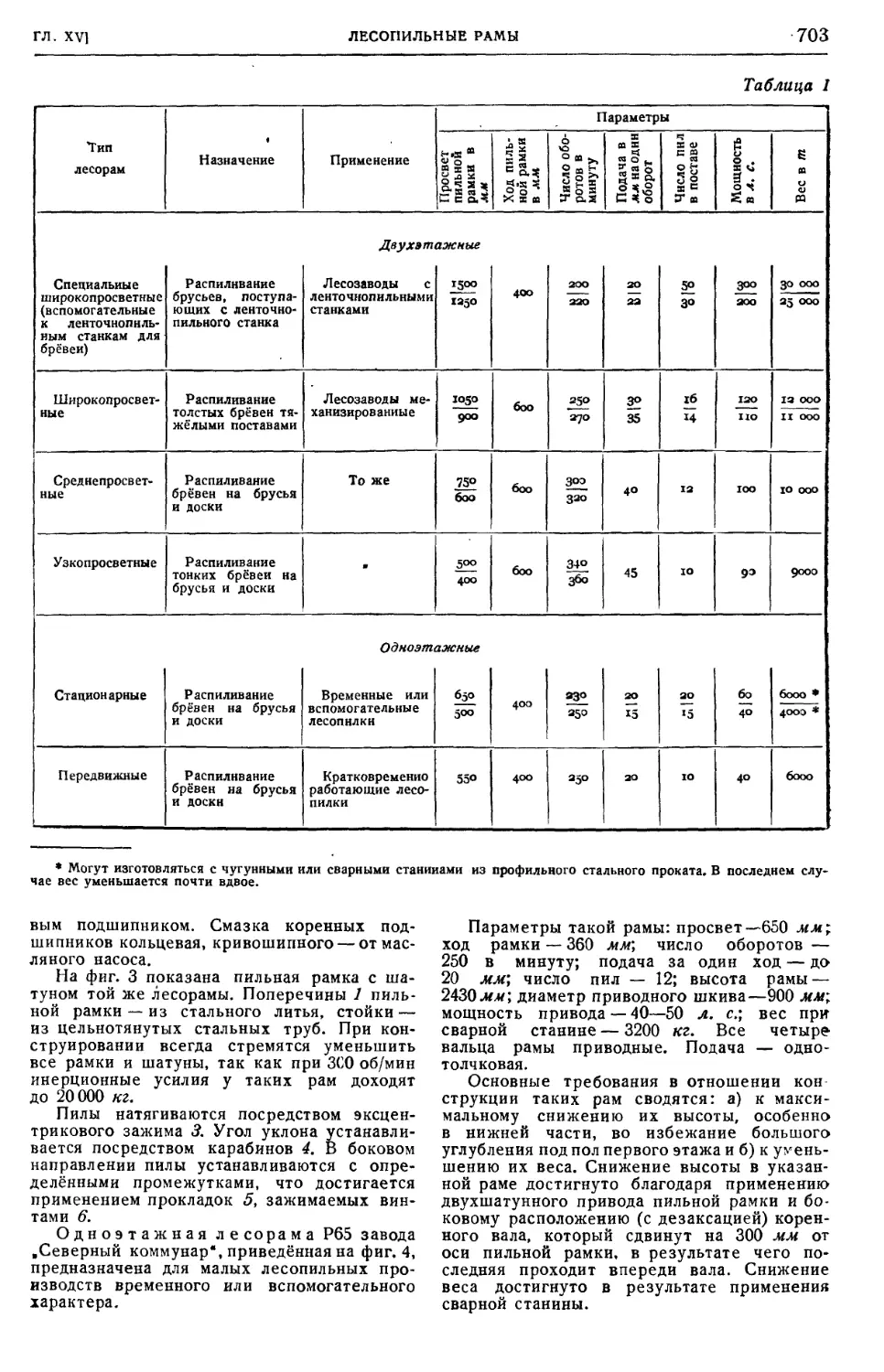
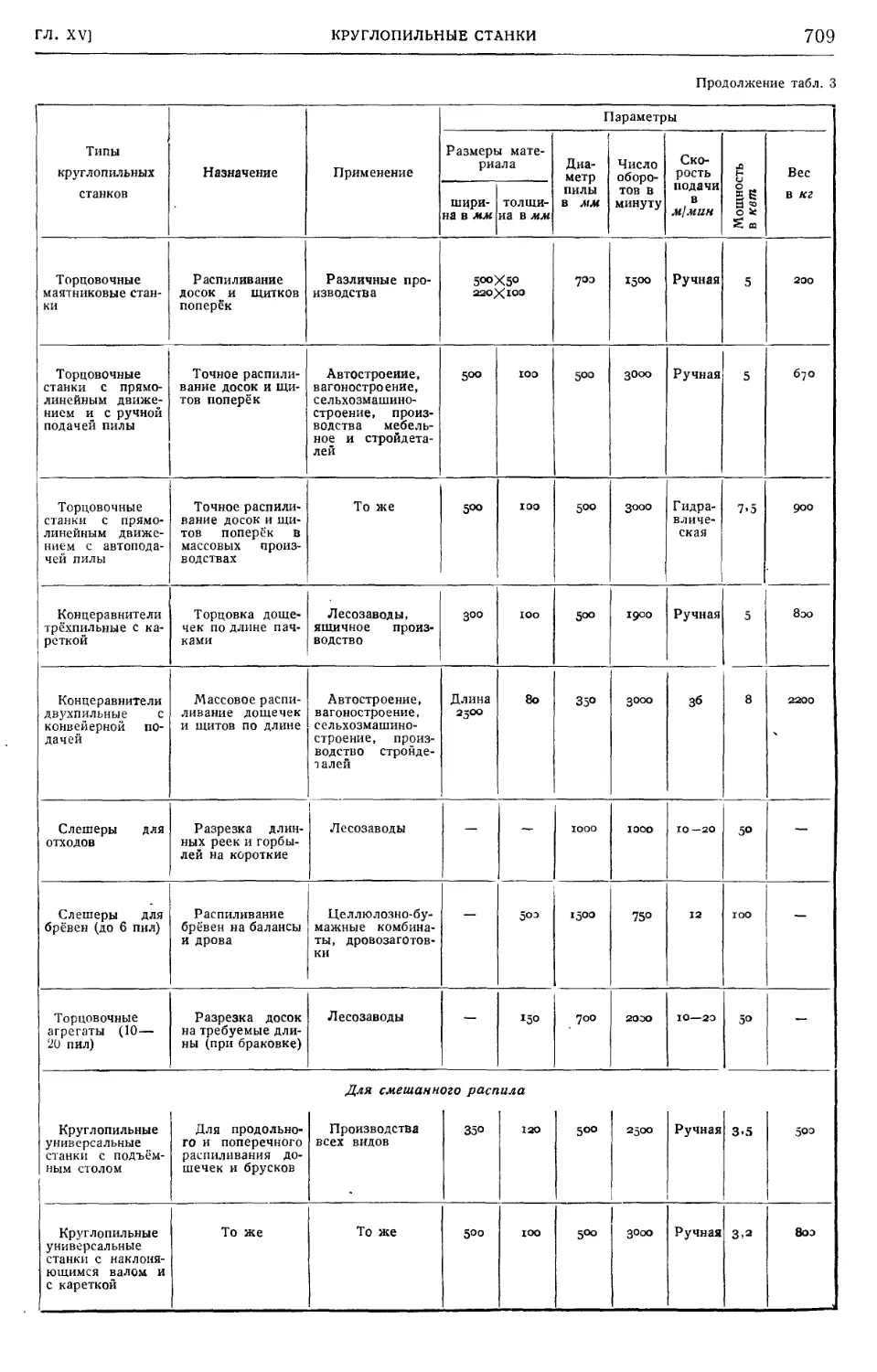
Круглопильные станки • . 707
Ленточнопильные и лобзиковые станки ... 712
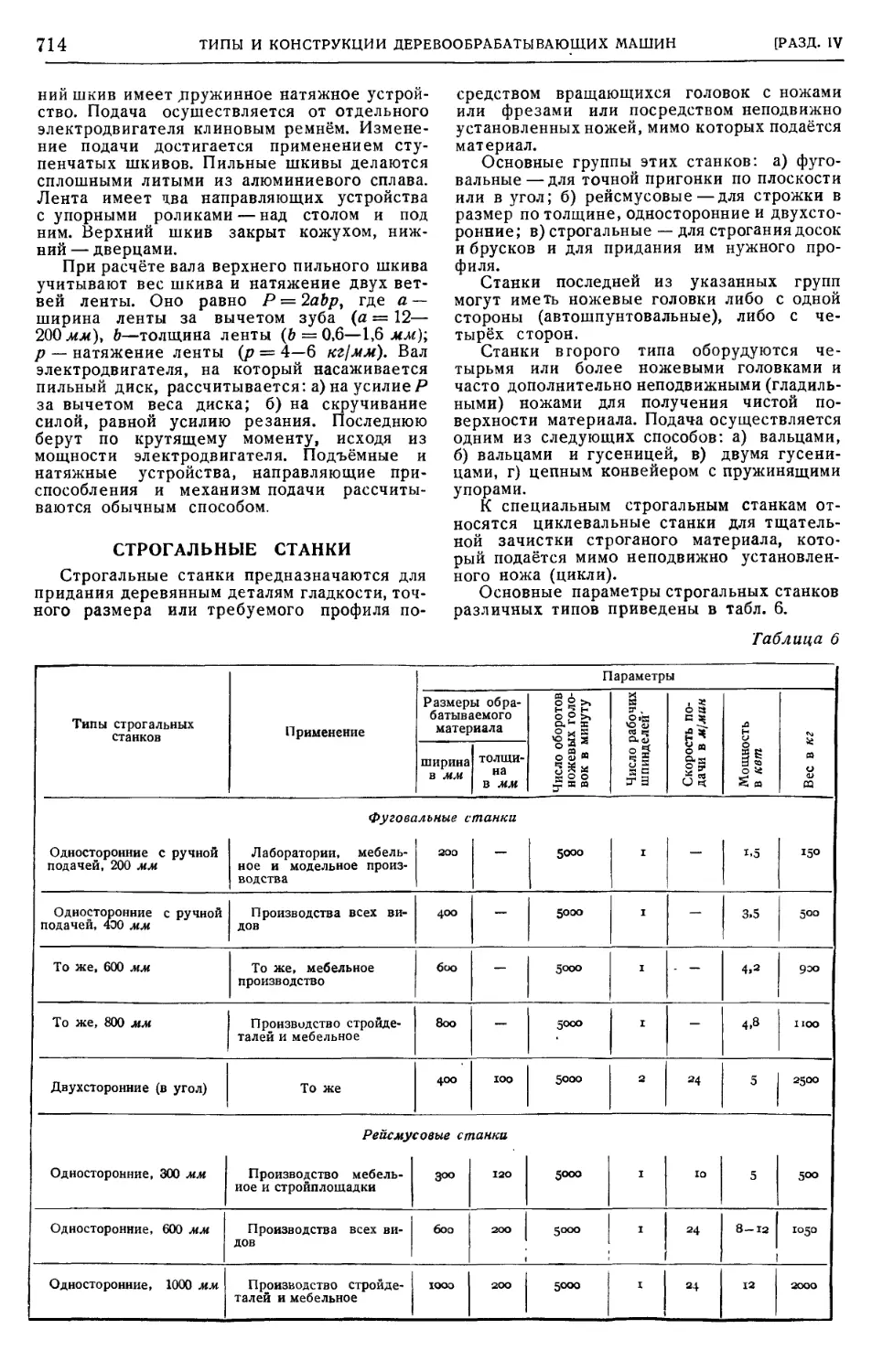
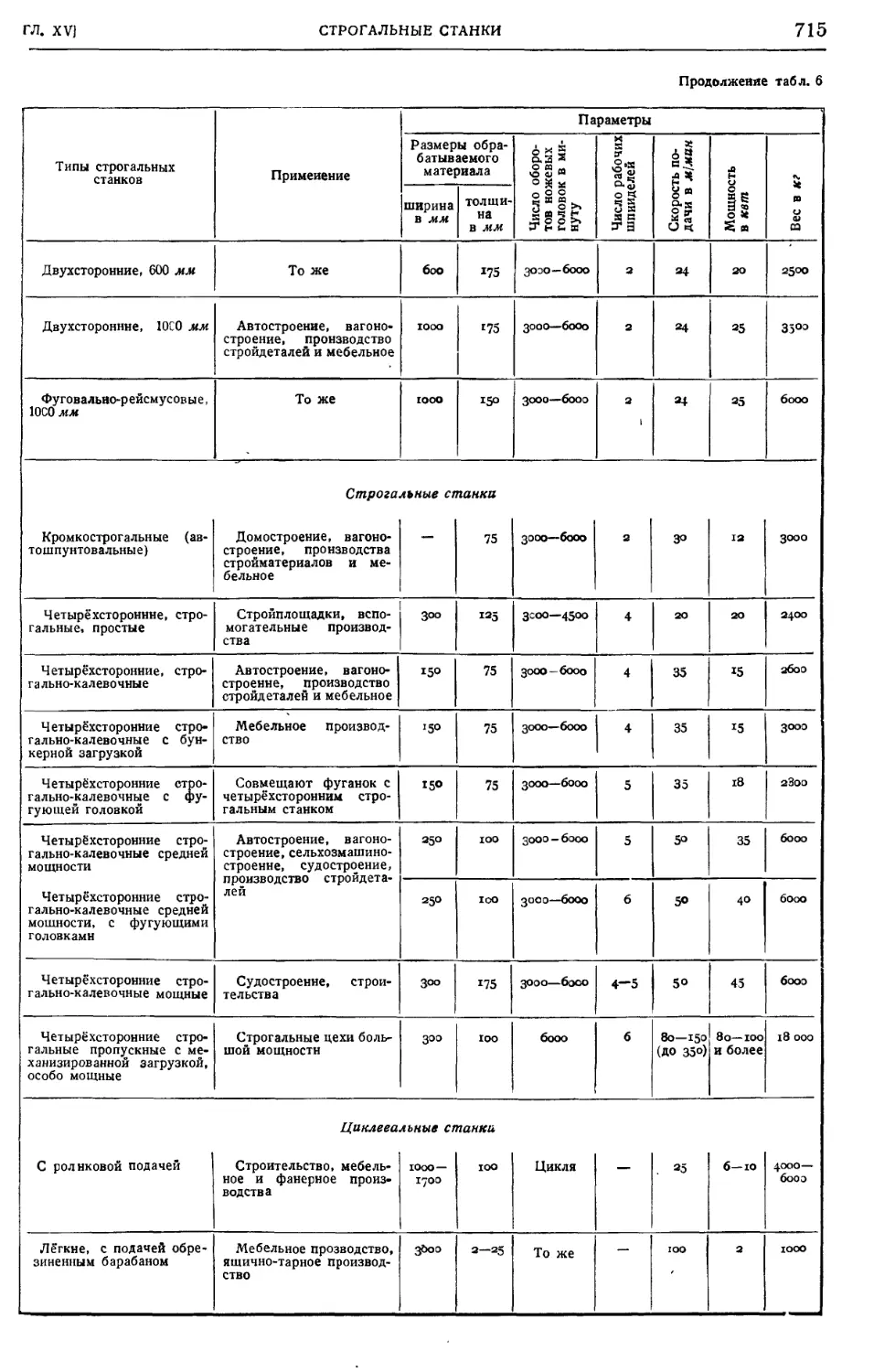
Строгальные станки 714
Фрезерные станки . . • 722
Шипорезные станки. . . . • 724
Сверлильные станки 725
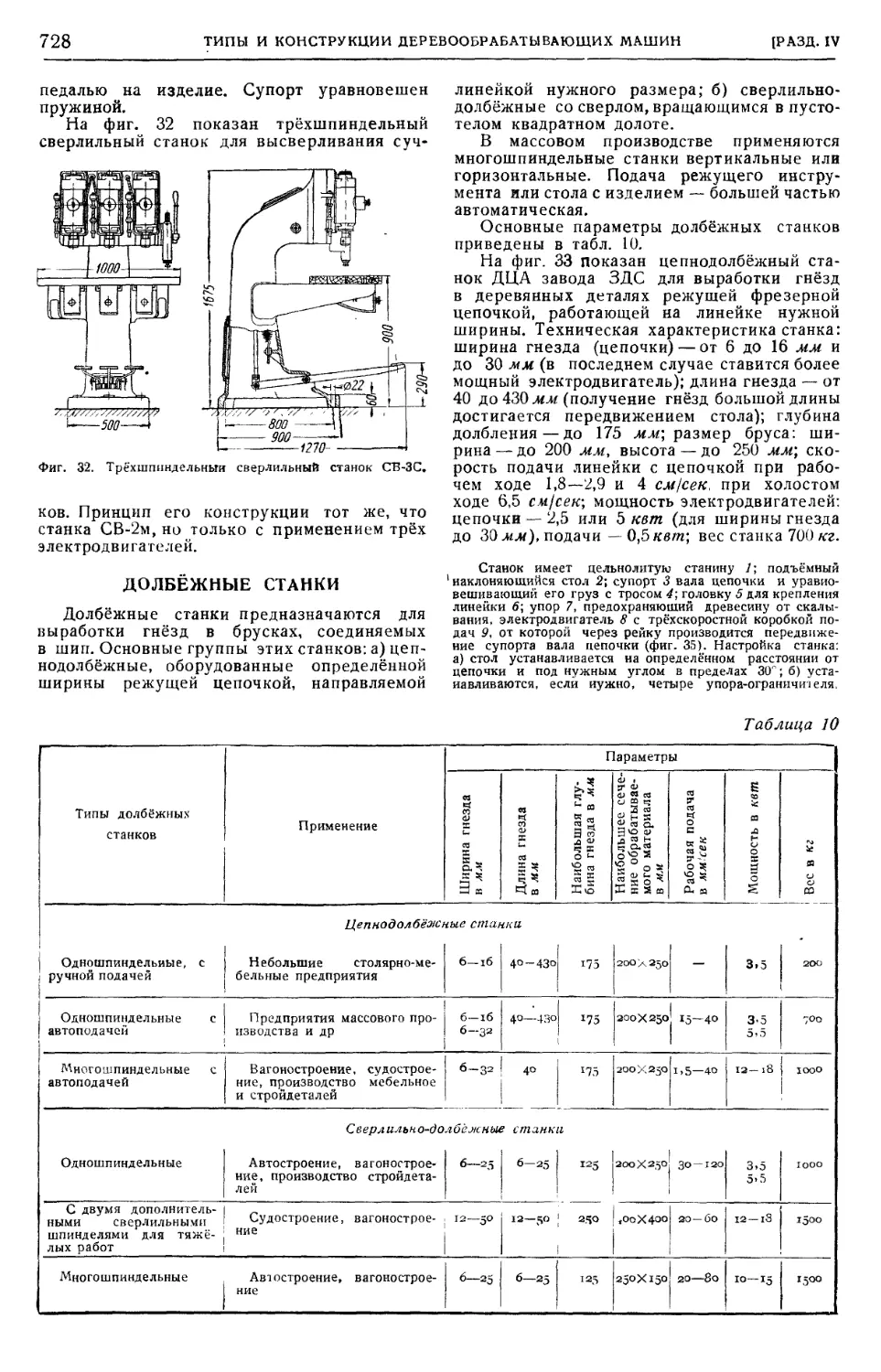
Долбёжные станки 728
Токарные станки 731
Круглопалочные станки 731
Шлифовальные станки 731
Комбинированные и универсальные станки . 732
Ручные деревообрабатывающие машины . . 735
Клеевое оборудование 736
Лущильные станки и сушильно-дыхатель-
ные прессы фанерного производства . . . 737
Лесотранспортное оборудование 741
Вспомогательное оборудование 743
Глава XVI. ОСНОВНЫЕ УЗЛЫ ДЕРЕВО-
ОБРАБАТЫВАЮЩИХ СТАНКОВ (инж.
Н. В. Маковский) 748
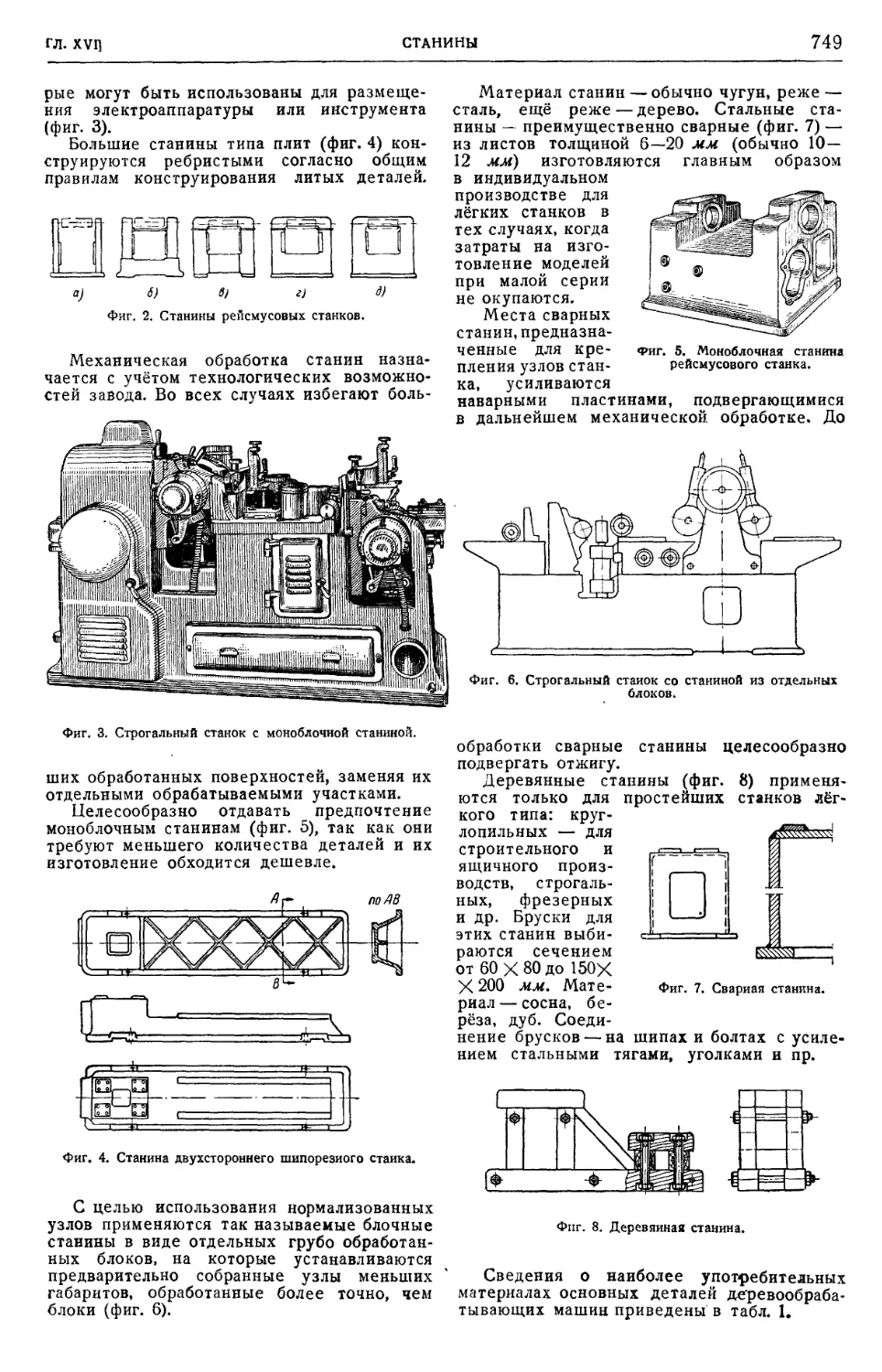
Станины ¦• 748
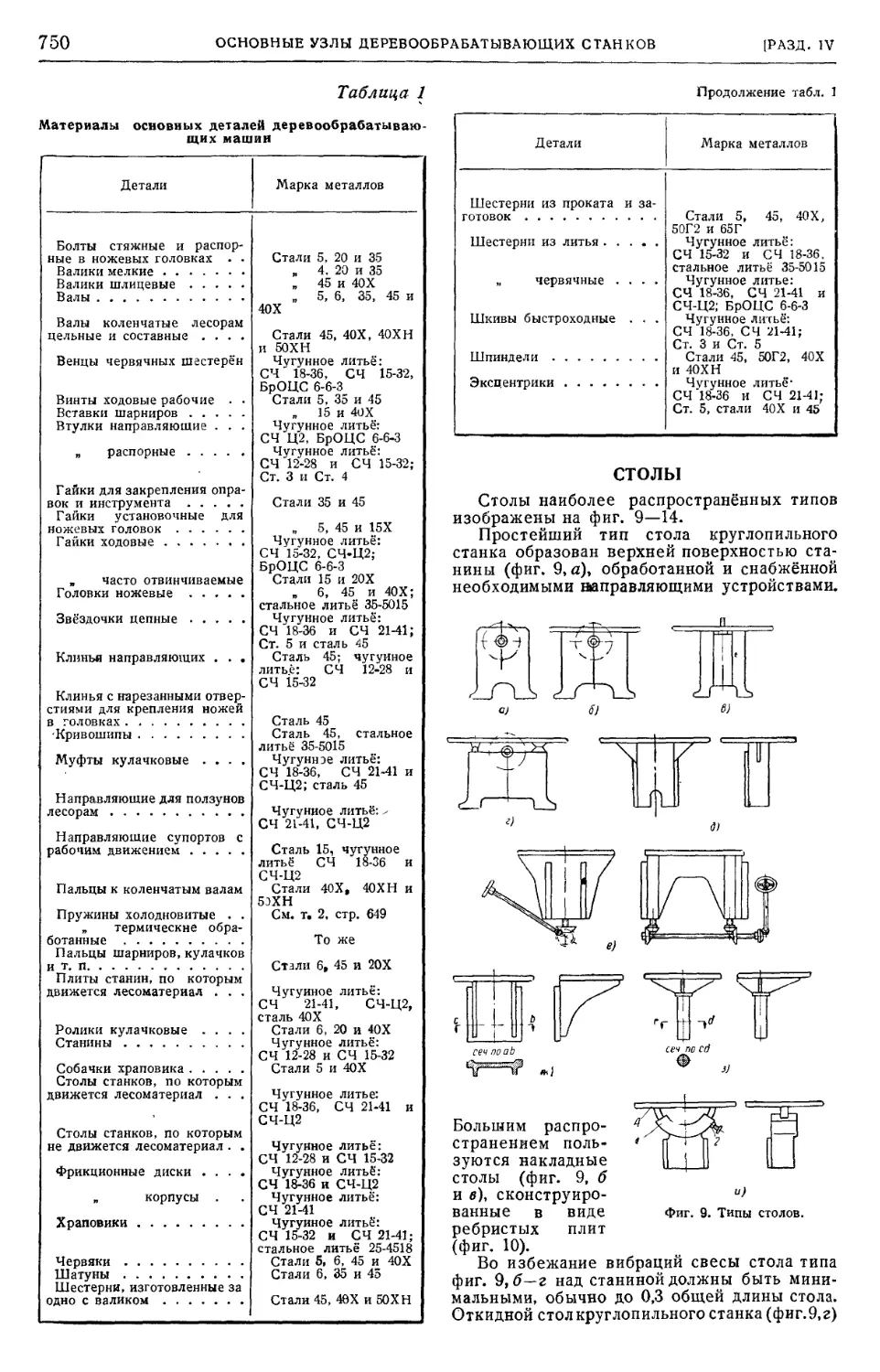
Столы • 75Э
Рабочие валы 752
Супорты 753
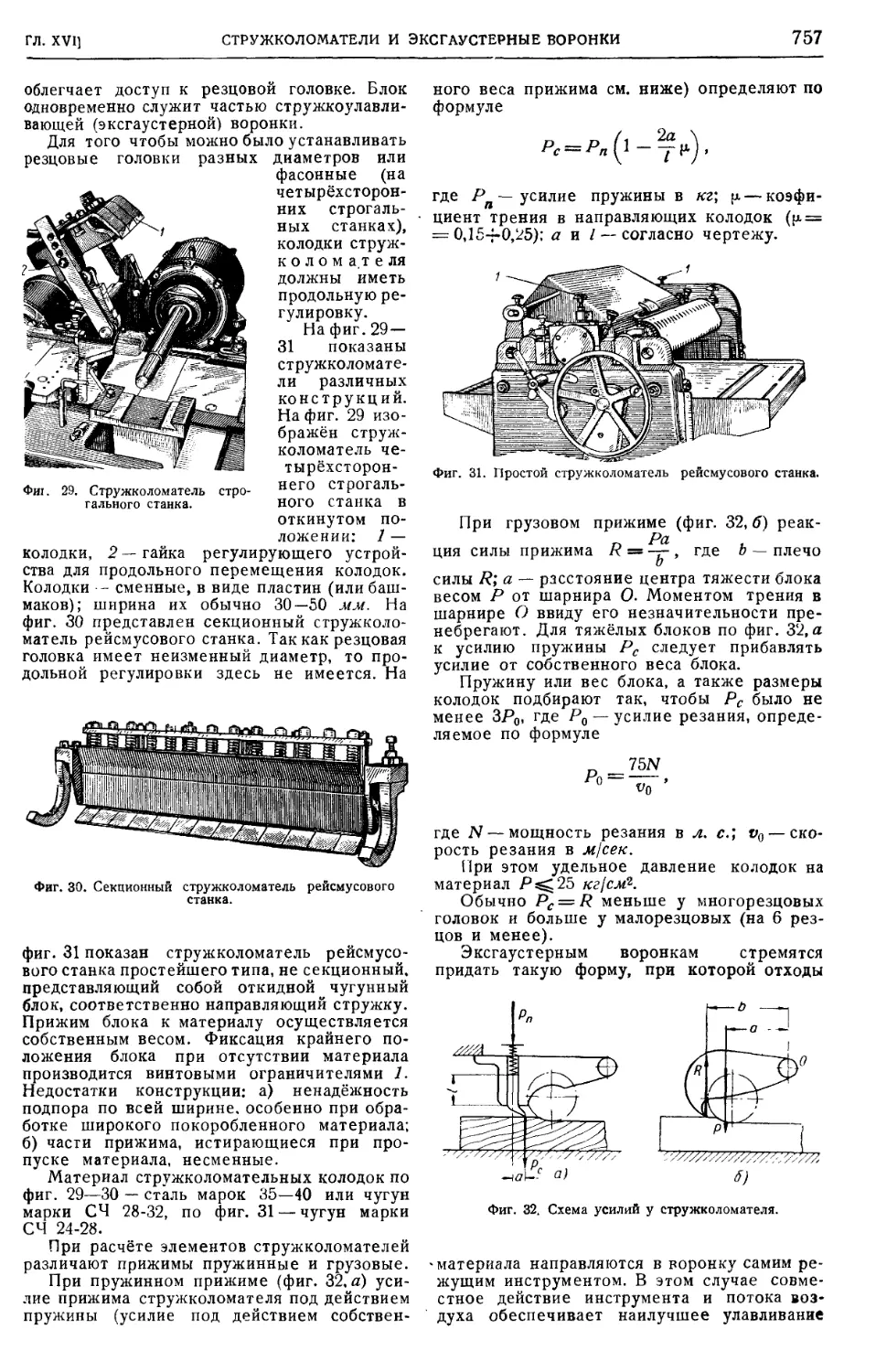
Стружколоматели и эксгаустерные воронки 756
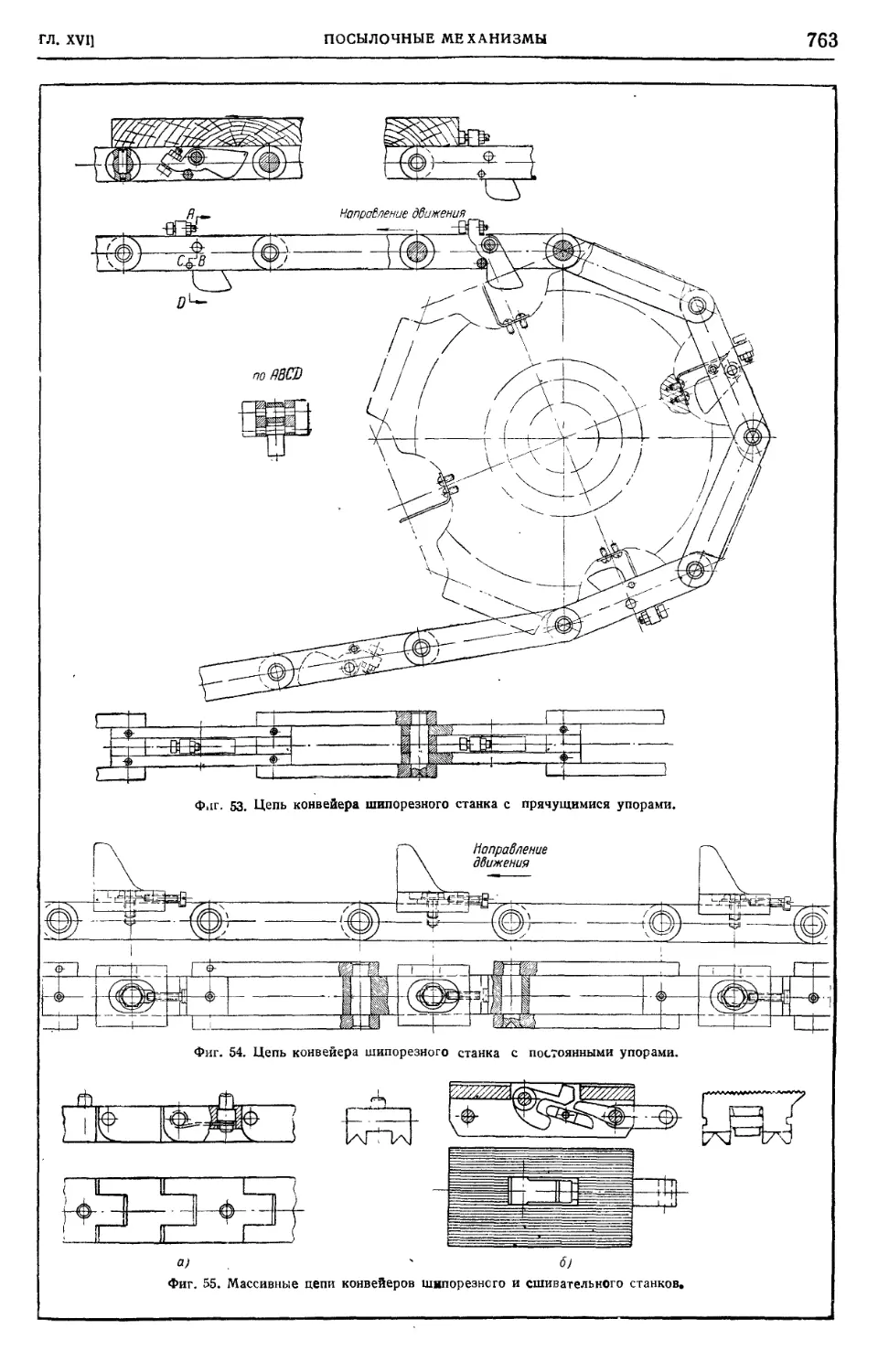
Посылочные механизмы . . . . ¦ 758
Редукторы • 764
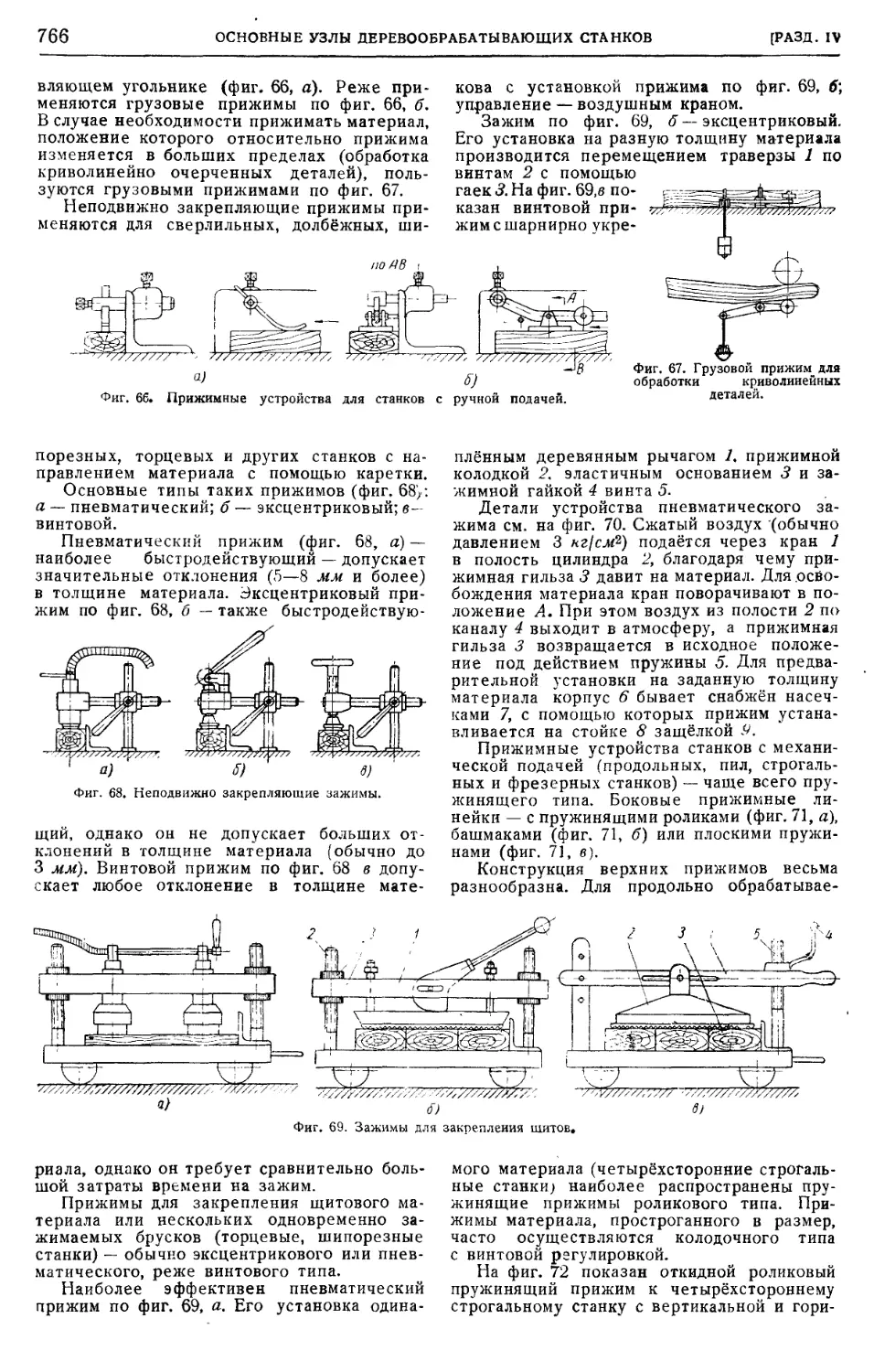
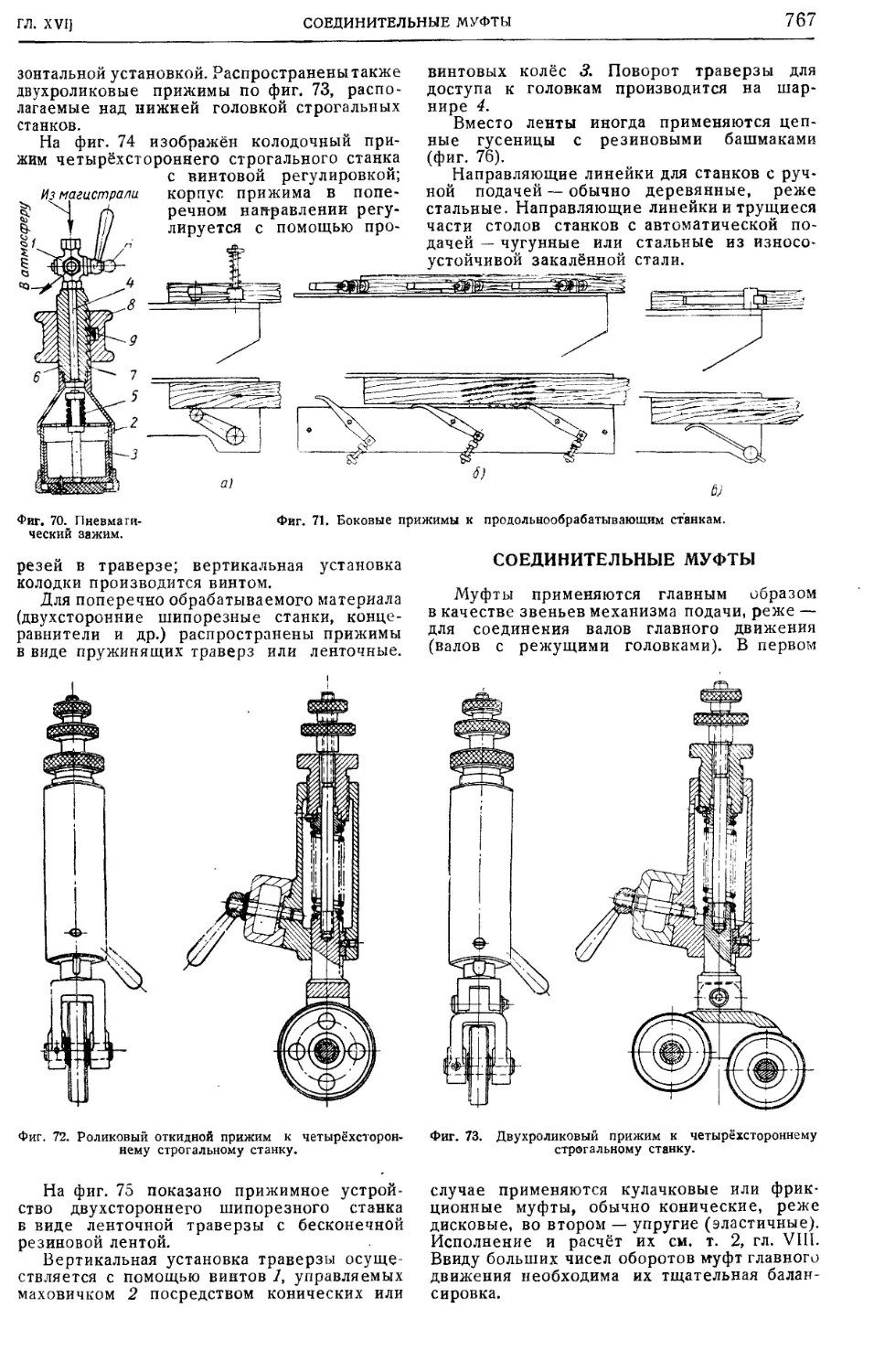
Направляющие и прижимные устройства . . 765
Соединительные муфты 767
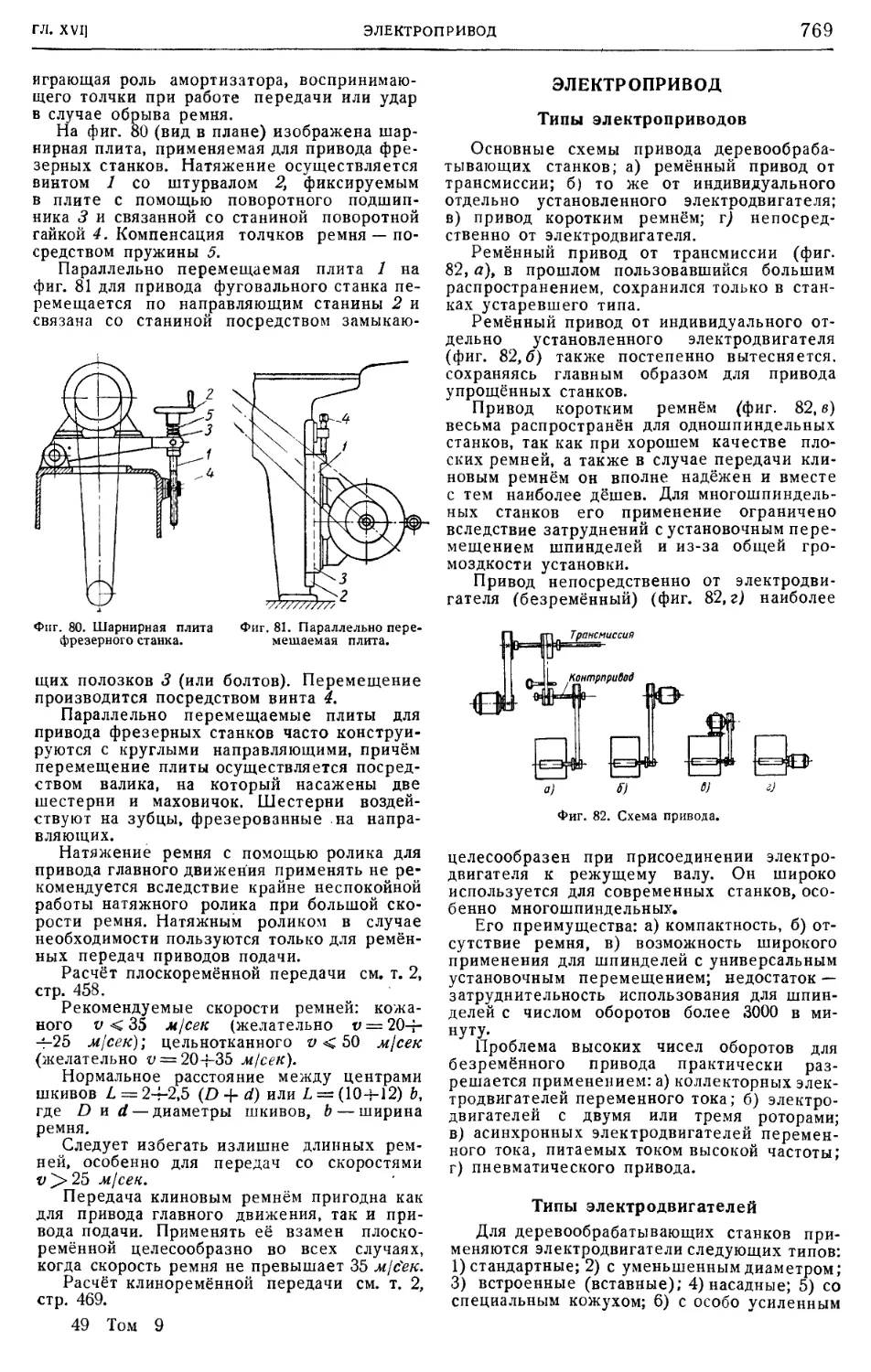
Ремённый привод 768
Электропривод • . • 769
Гидроприводы •••.... 773
Пневмопривод 773
Смазочная аппаратура 774
ПОДЪЁМНО- ТРАНСПОРТНОЕ
ОБОРУДОВАНИЕ И
ЭКСКАВАТОРЫ
Глава XVII. ОБЩИЕ СВЕДЕНИЯ ПО
ПОДЪЁМНО-ТРАНСПОРТНОМУ ОБО-
РУДОВАНИЮ (засл. деят. науки и
техники, проф., д-р техн. наук Л. Г.
Кифер и чл.-корр. АН СССР А. О. Спи-
ваковский) 775
Назначение и виды подъёмно-
транспортного оборудования 775
Общая характеристика подъёмко-транспорт-
ных машин и устройств 775
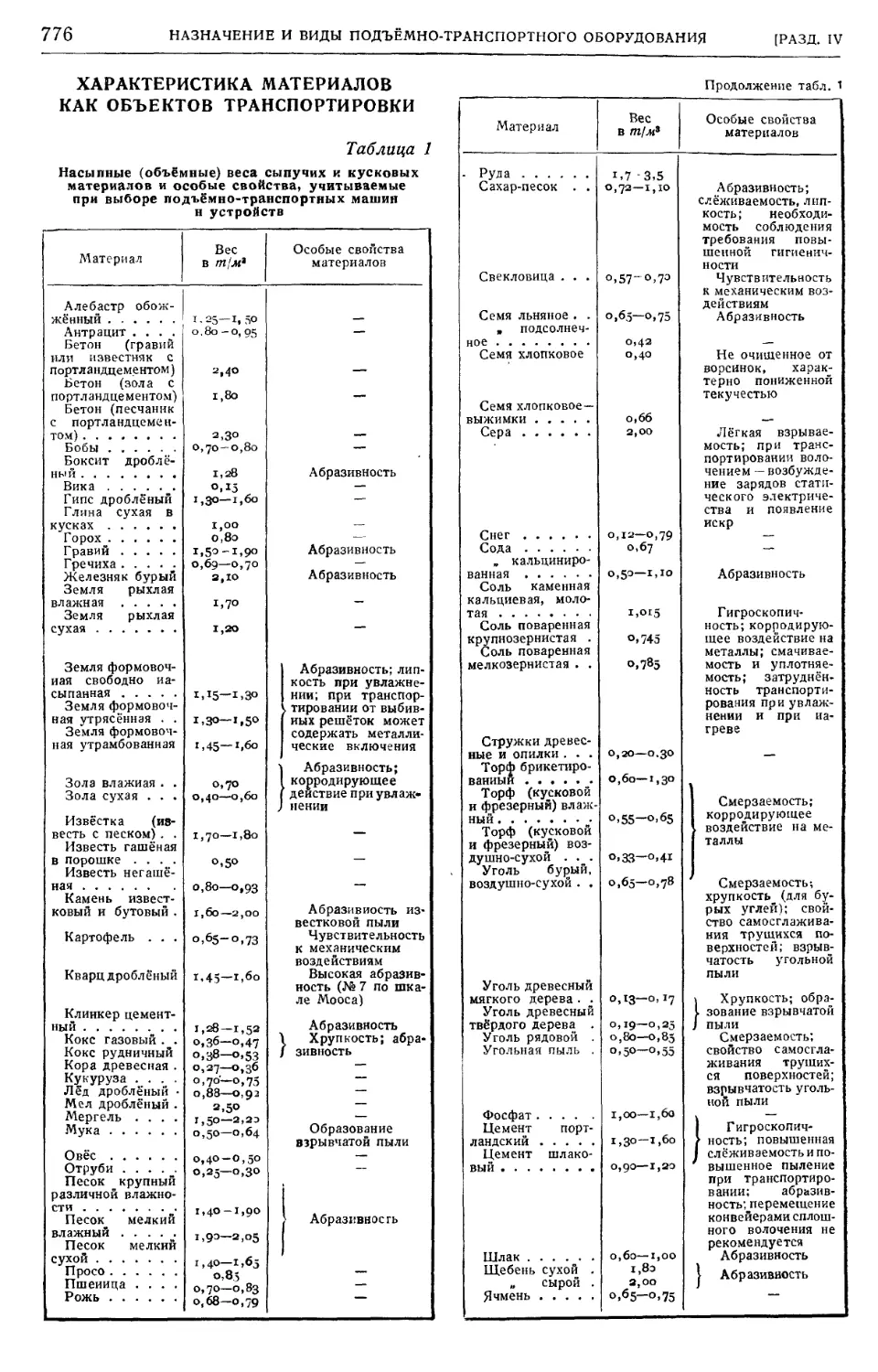
Характеристика материалов как объектов
транспортировки 776
Группы подъёмно-транспортных машин и
устройств по назначению и конструктив-
ным признакам 777
Глава XVIII. ОСНОВНЫЕ ДАННЫЕ И
ФОРМУЛЫ ДЛЯ РАСЧЁТА ГРУЗО-
ПОДЪЁМНЫХ МАШИН И МЕХАНИЗ-
МОВ (засл. деят. науки и техники,
проф., д-р техн. наук Л. Г. Кифер) . . 780
Расчёт подъемных механизмов 780
Расчёт механизмов поступательного движе-
ния кранов и крановых тележек 783
Расчёт механизмов вращения кранов вокруг
вертикальной оси (механизмов поворота). 784
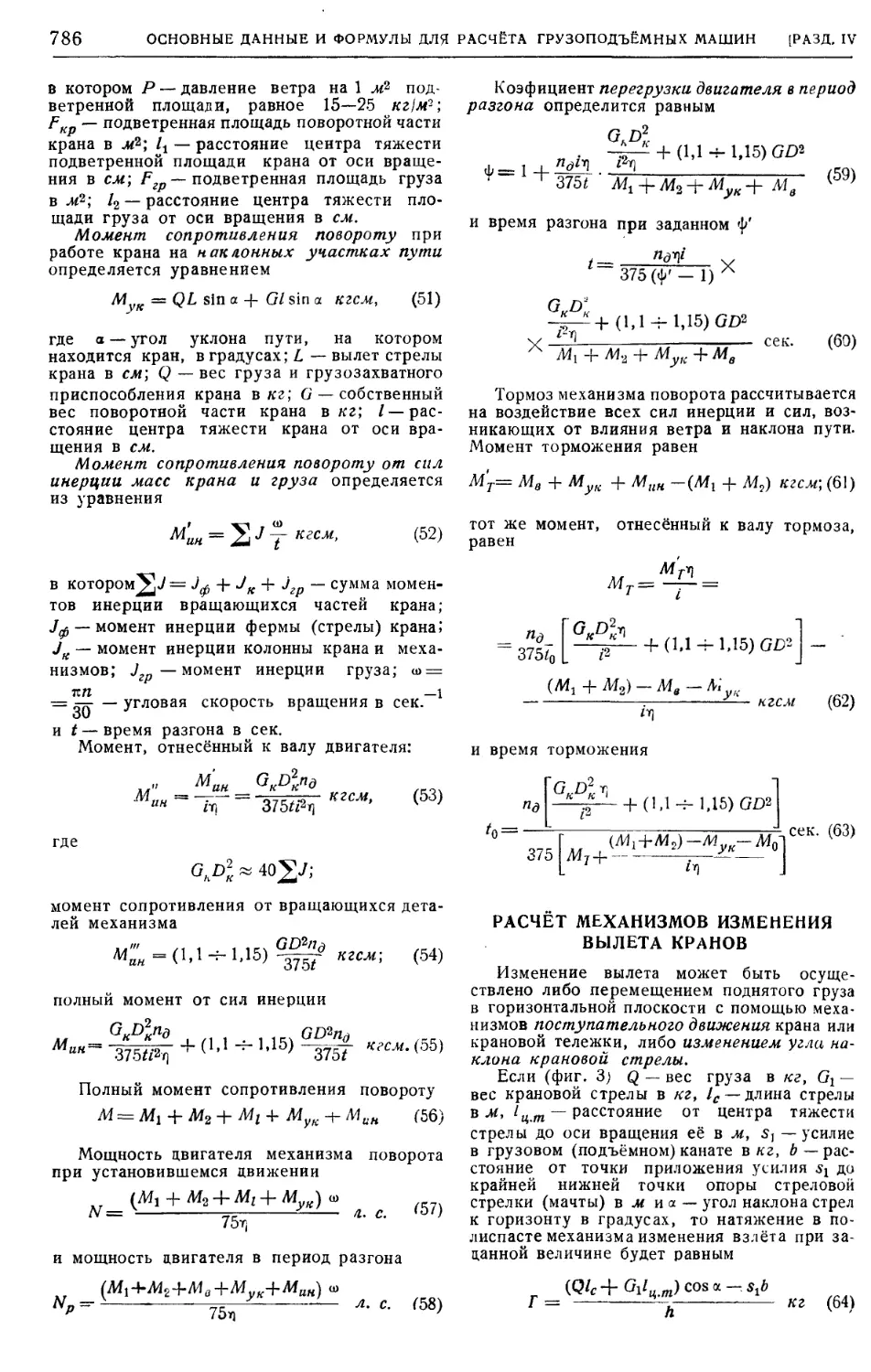
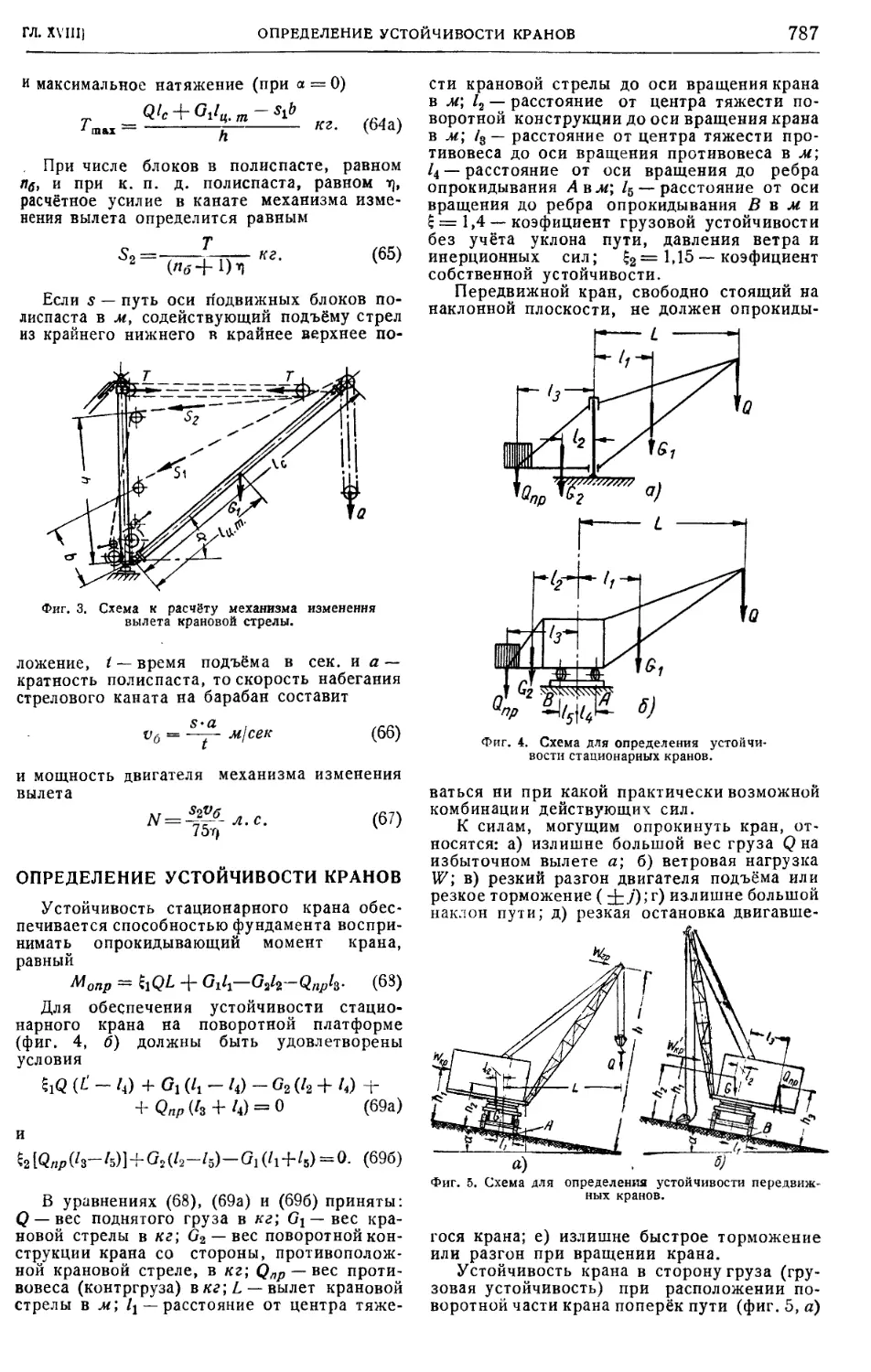
Расчёт механизмов измерения вылета кра-
нов 786
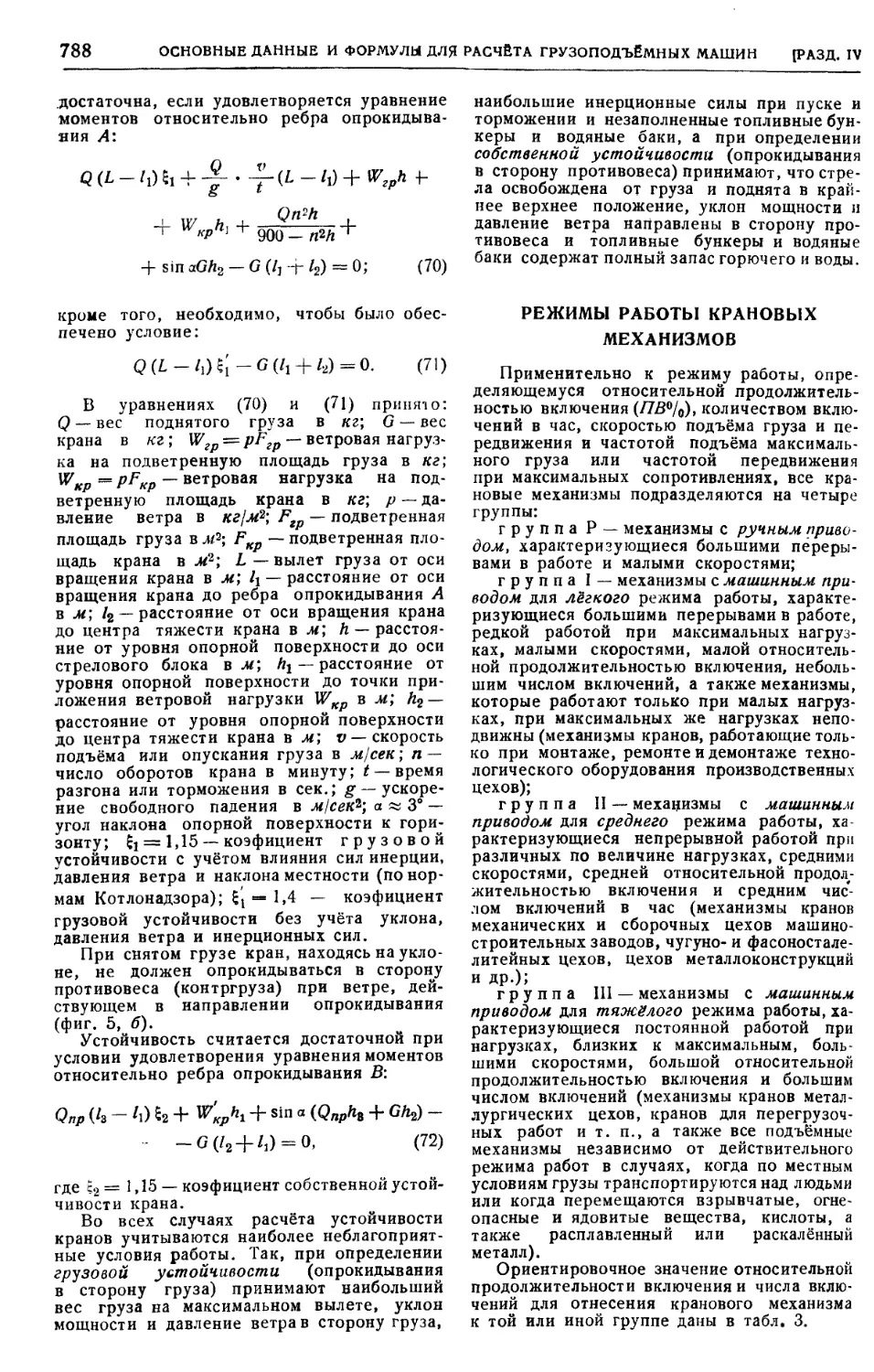
Определение устойчивости кранов 787
Режимы работы крановых механизмов , . . 788
Глава XIX. ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ
ГРУЗОПОДЪЁМНЫХ МАШИН 790
Детали грузоподъёмных ма-
шин (проф., д-р техн. наук Н. В. Во-
робьев) 790
Стальные проволочные канаты 790
Блоки для стальных проволочных канатов . 794
Барабаны для стальных проволочных канатов 794
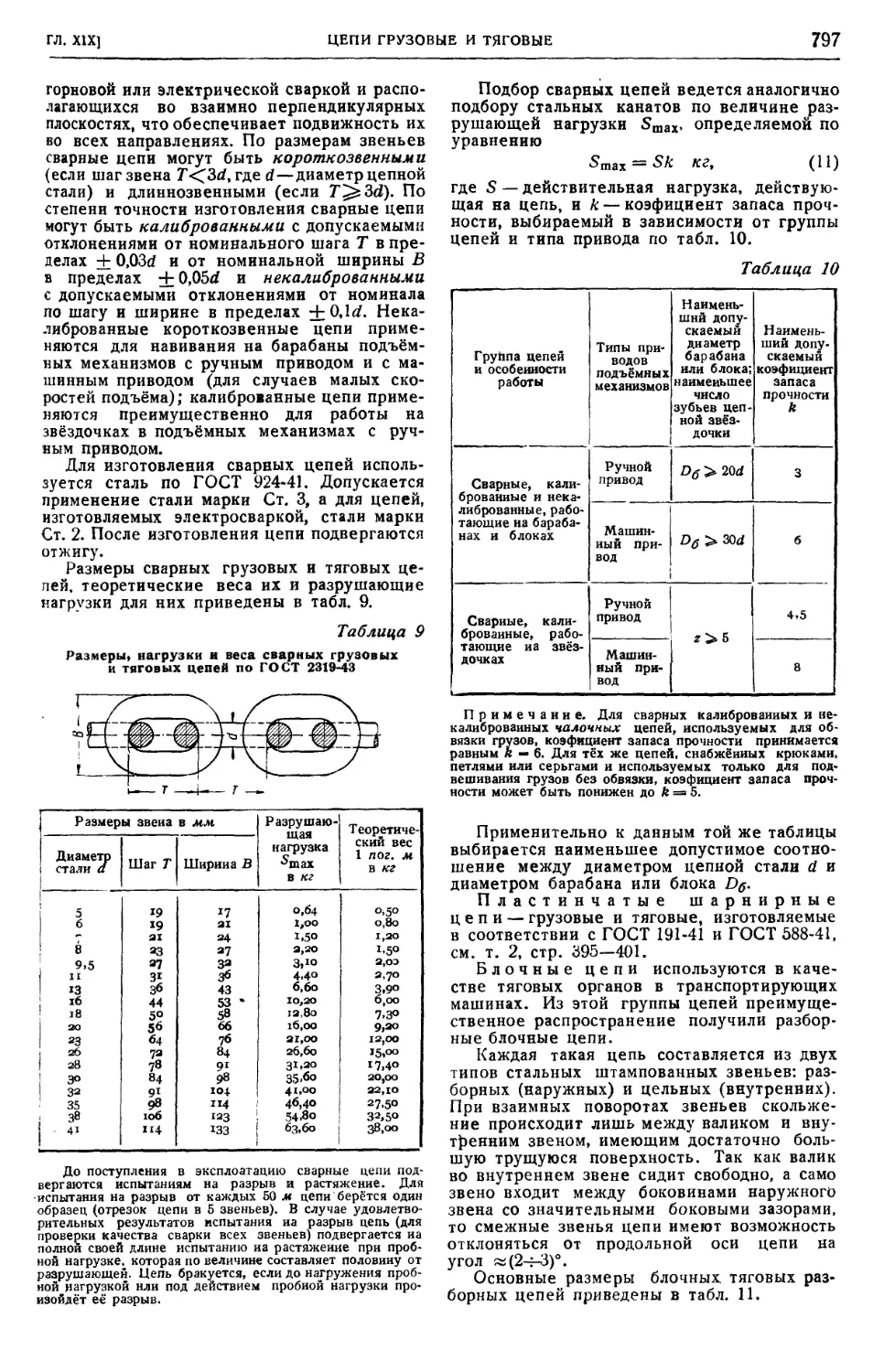
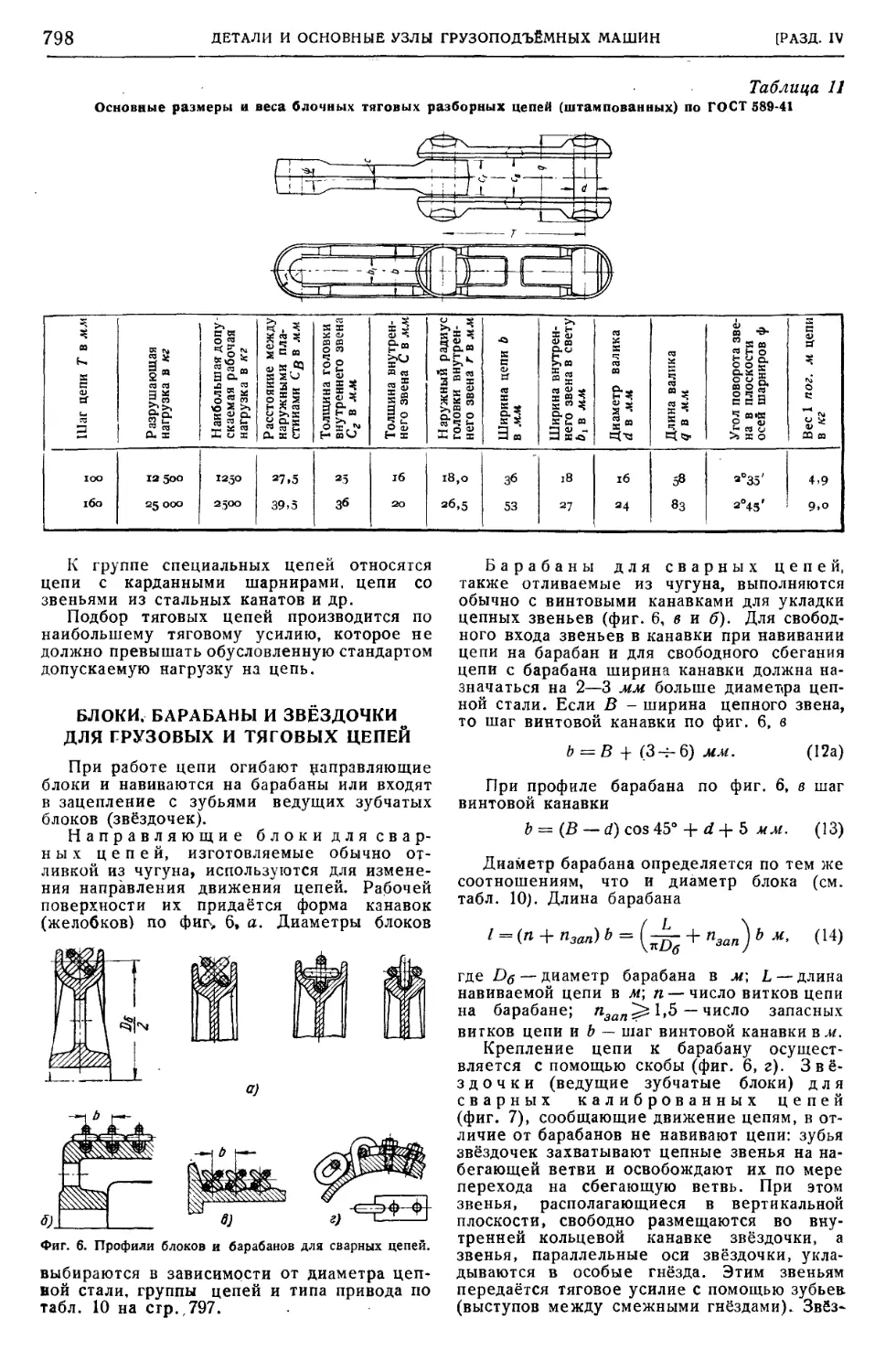
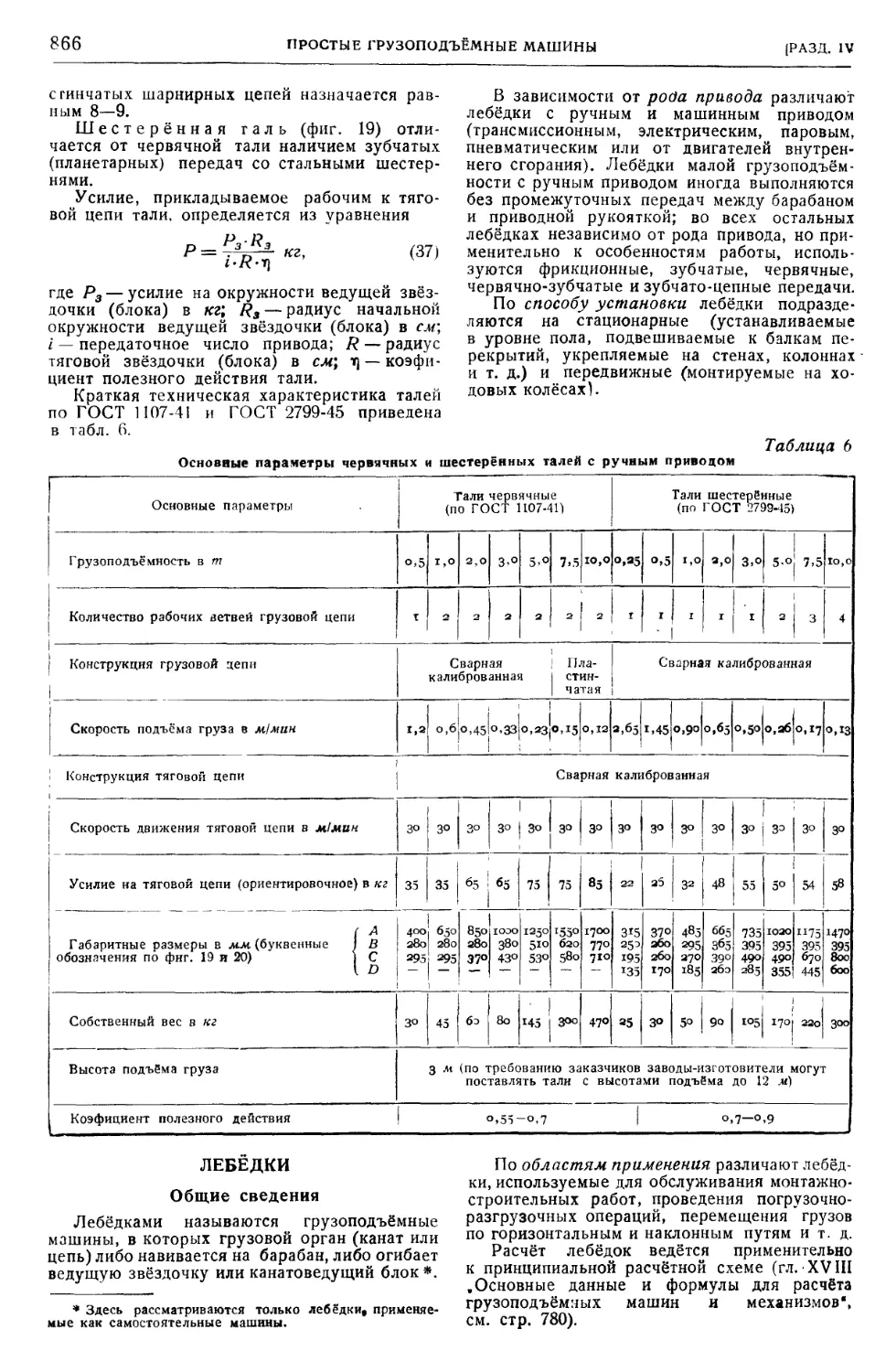
Цепи грузовые и тяговые 796
Блоки, барабаны и звёздочки для грузовых
и тяговых цепей 798
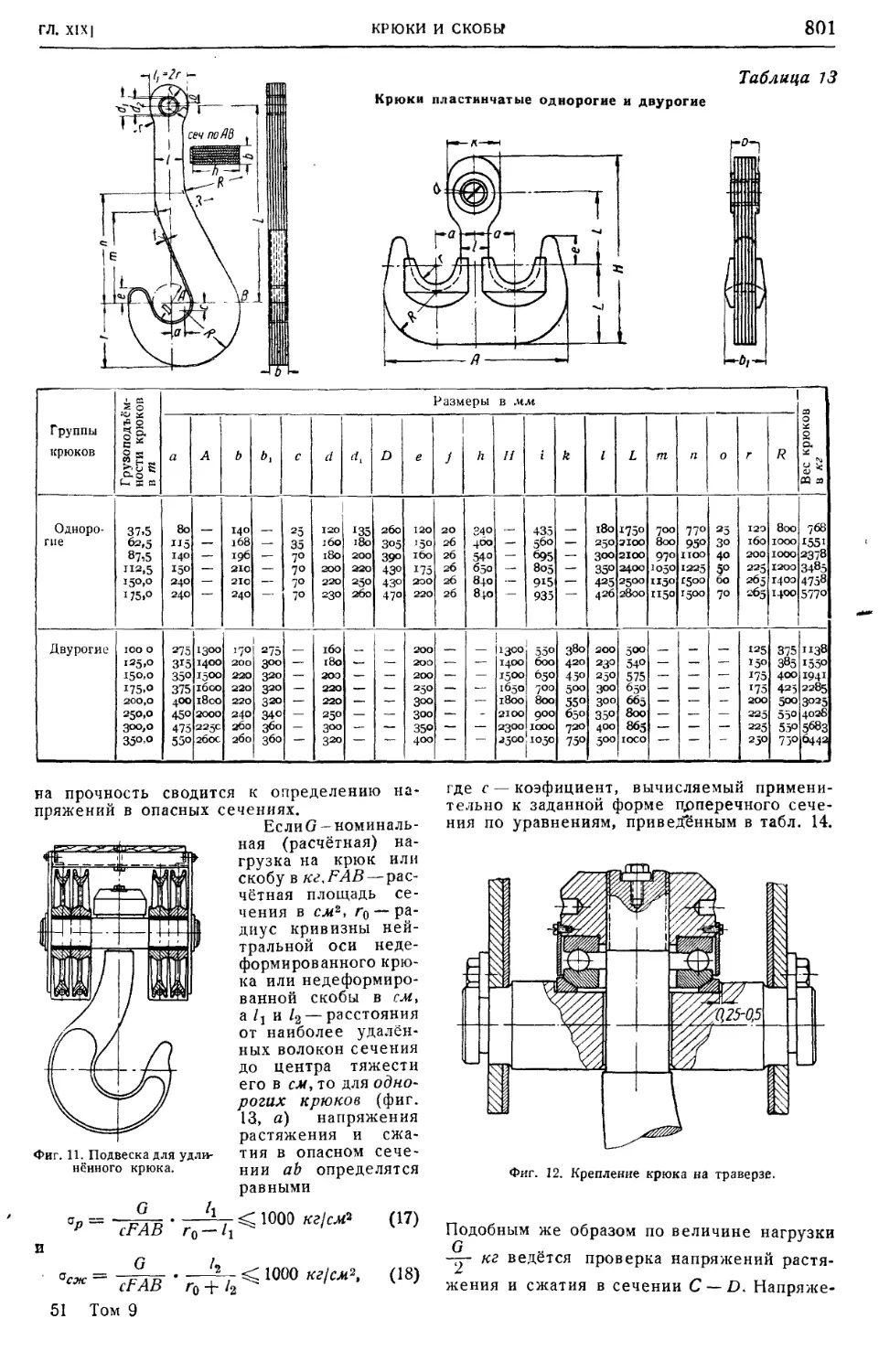
Крюки и скобы (доц. И. П. Крутиков) ... 799
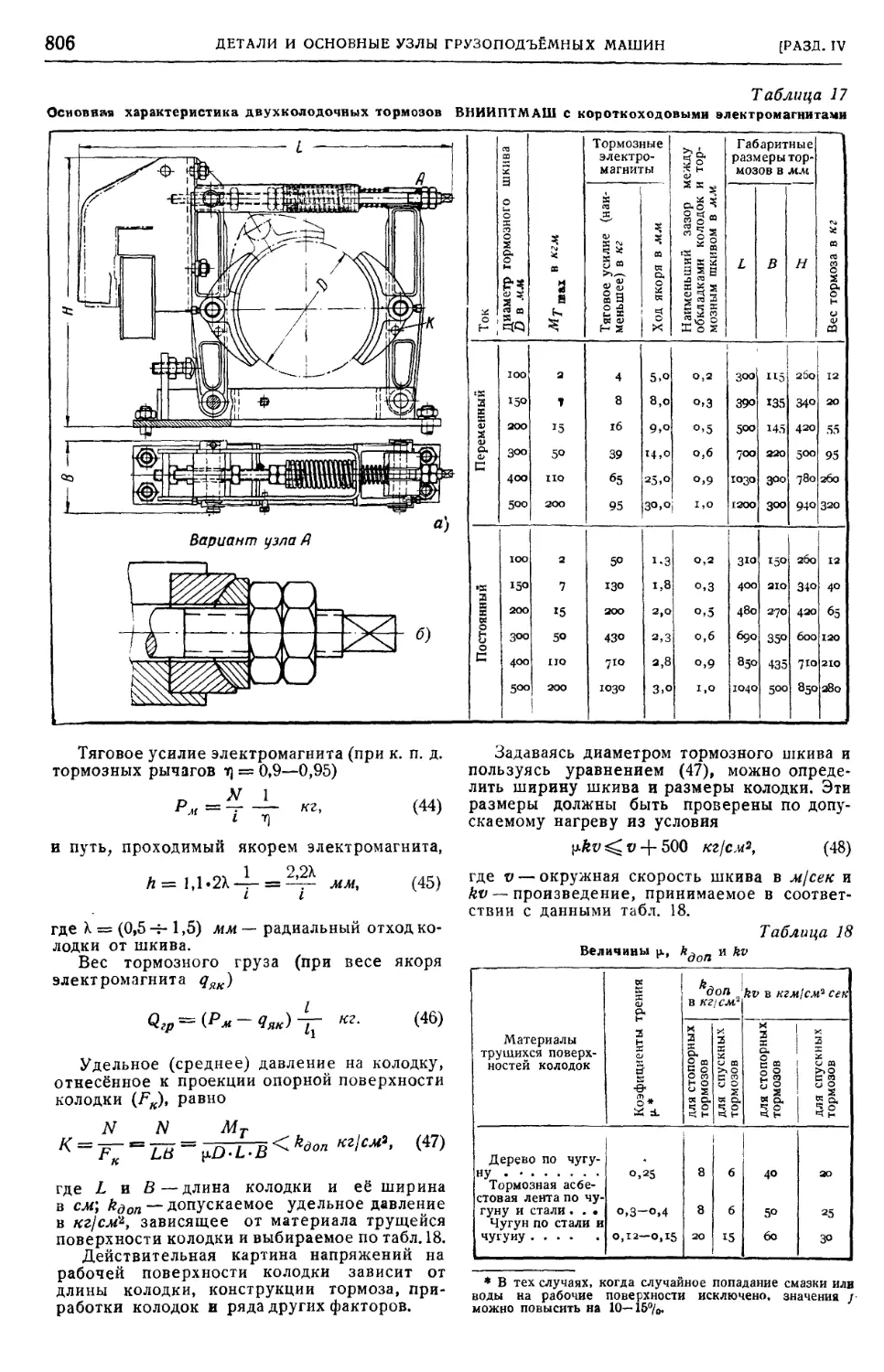
Остановы и тормозы (доц. И. П. Крутиков) 8'J3
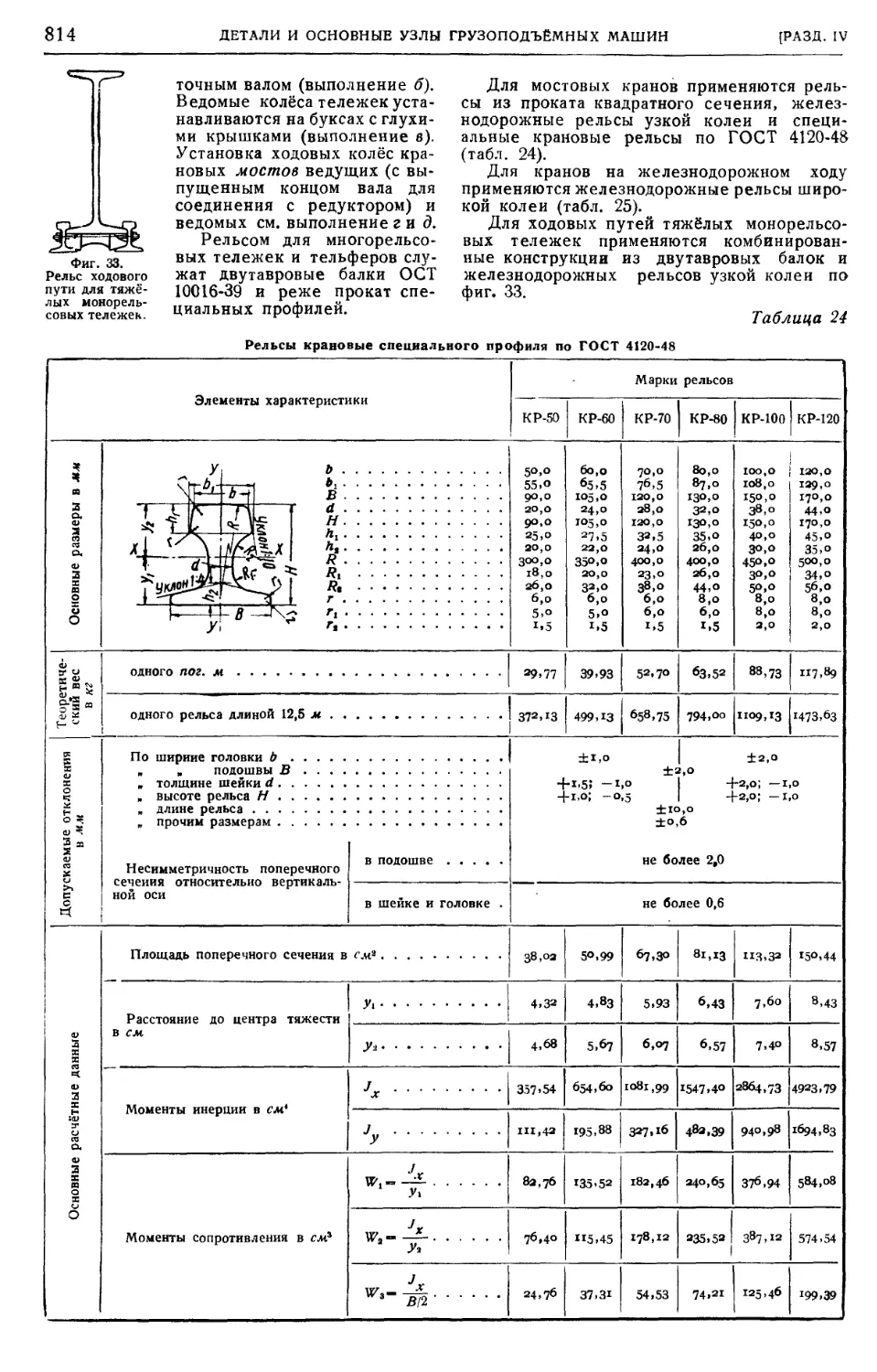
Ходовые колёса и рельсы (доц. И. П. Кру-
тиков) 810
VIII
СОДЕРЖАНИЕ
Глава XXIX. ВАГОНООПРОКИДЫВАТЕЛИ
(инж. С. И. Крапоткин) 983
Введение 983
Торцевые вагоноопрокидыватели 983
Боковые вагоноопрокидыватели 986
Круговые вагоноопрокидыватели ..... 991
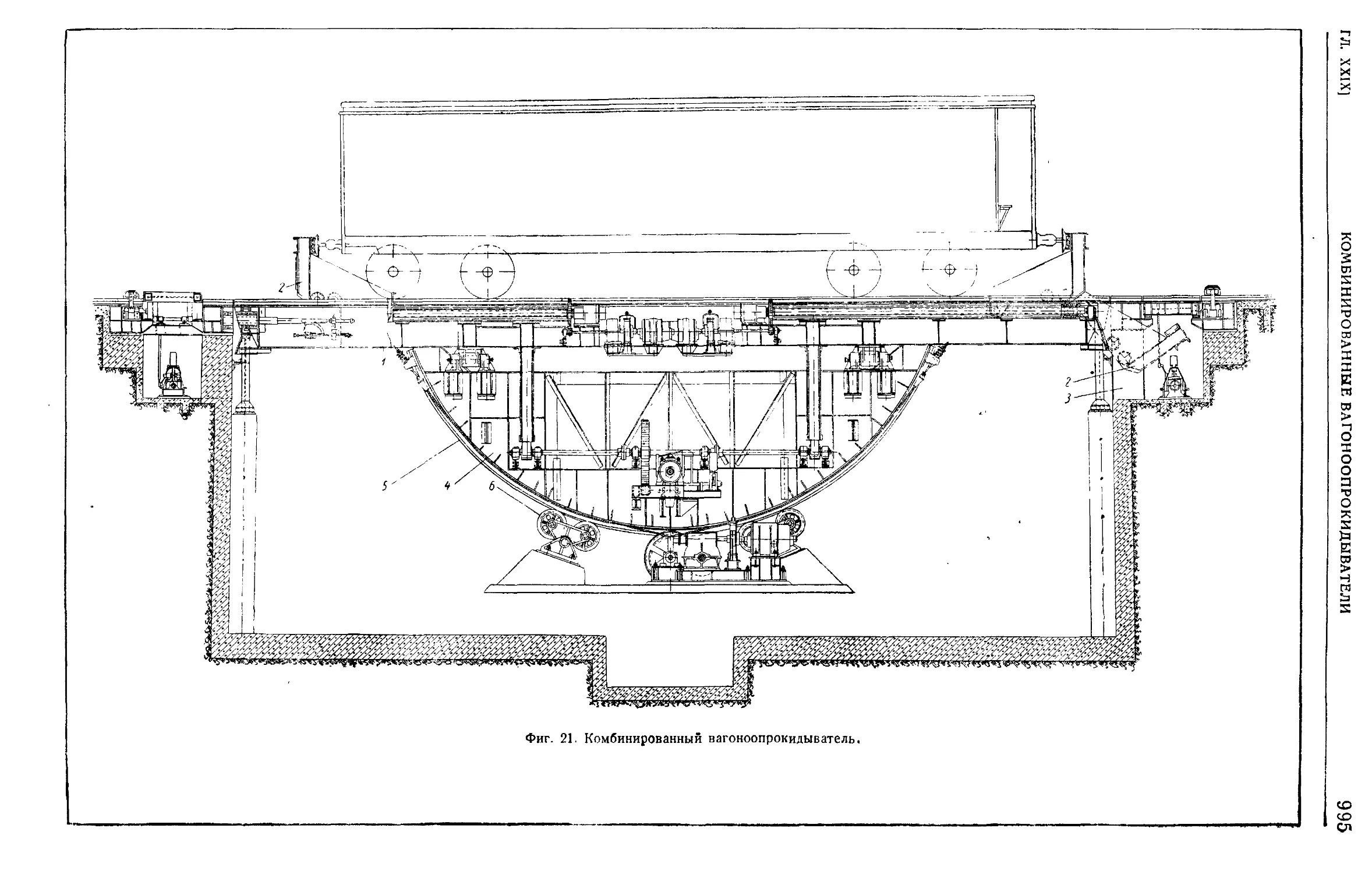
Комбинированные вагоноопрокидыватели. . 994
Глава XXX. КАНАТНЫЕ ДОРОГИ И КА-
БЕЛЬНЫЕ КРАНЫ (инж. А. А. Касталь-
ский) 998
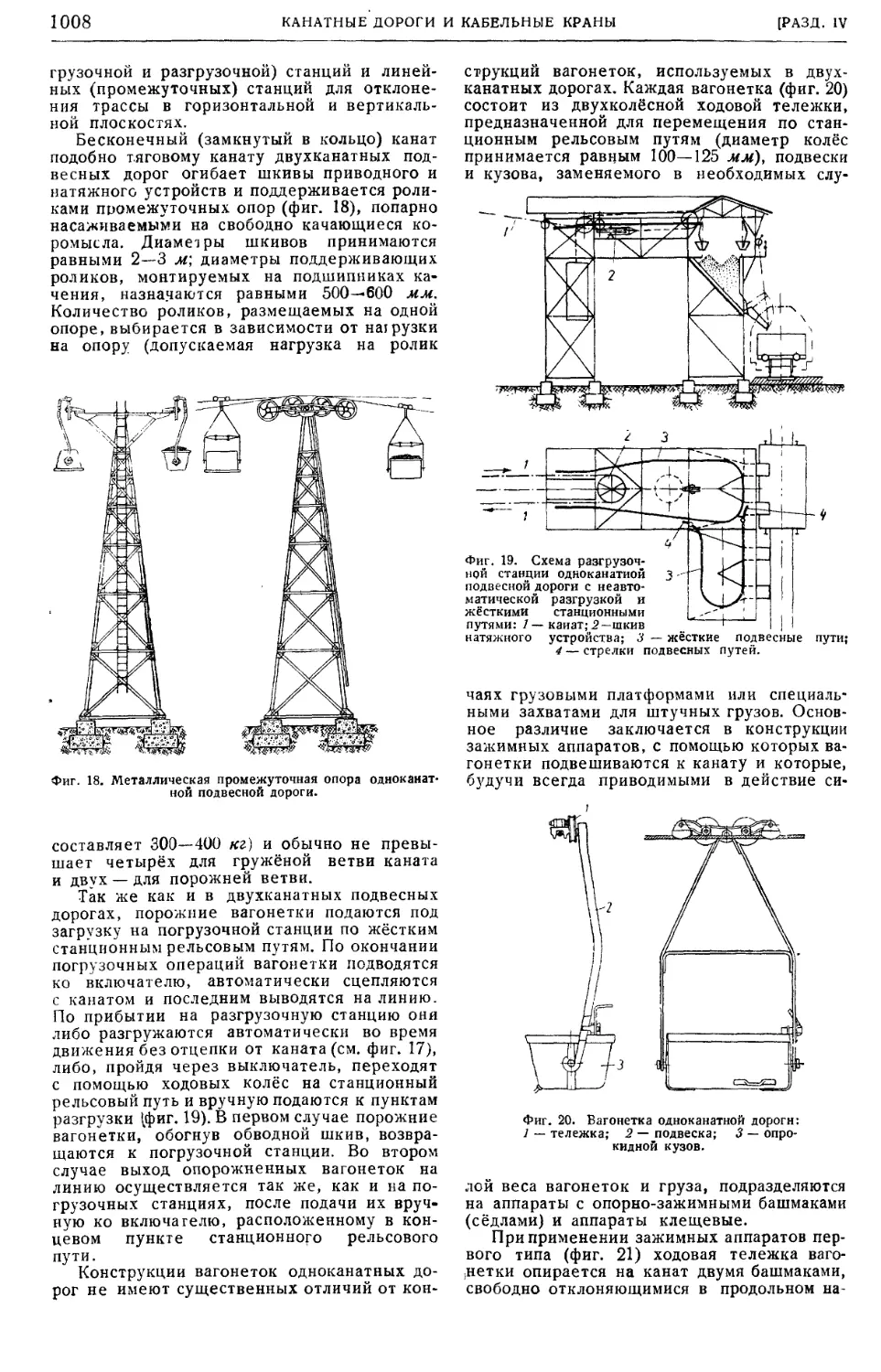
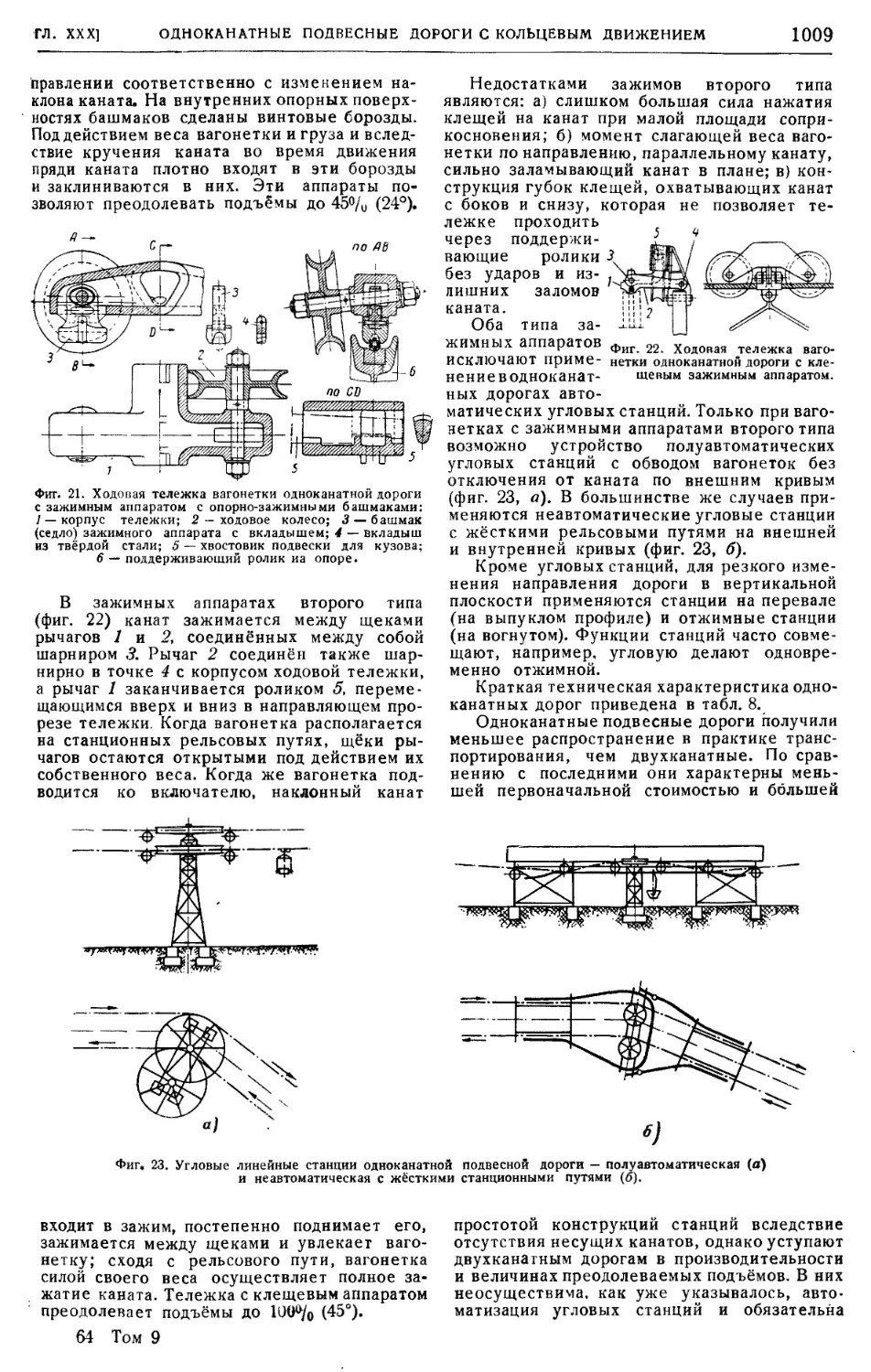
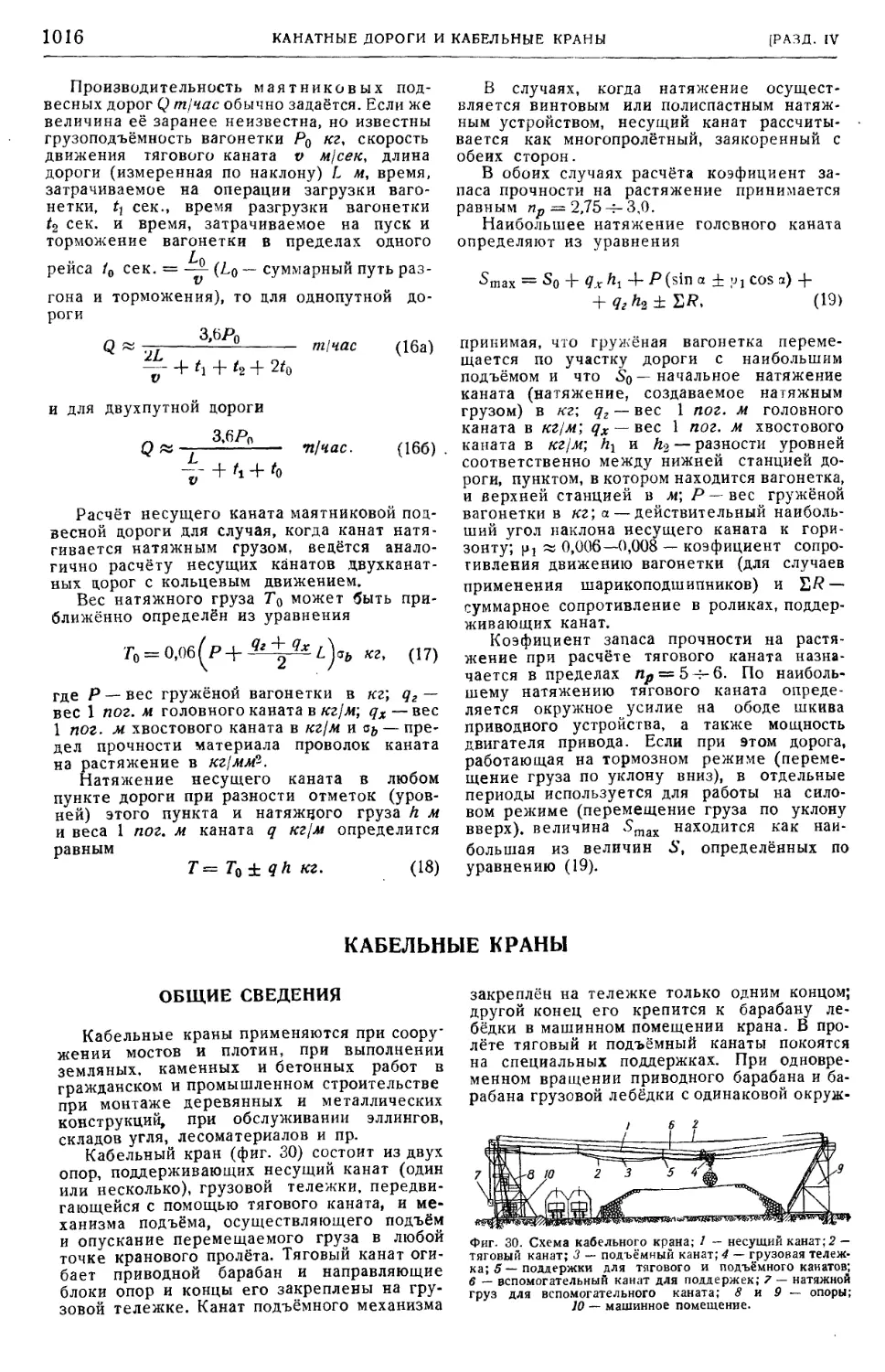
Подвесные канатные дороги. . 998
Назначение и типы подвесных канатных
дорог 998
Двухканатные подвесные дороги с кольцевым
движением ¦ 998
Одноканатные подвесные дороги с кольце-
вым движением 1007
Маятниковые канатные подвесные дороги . . 1010
Канатные подвесные дороги конвейерного
типа 1012
Переносные канатные подвесные • дороги . . 1012
Основы расчёта подвесных канатных дорог . 1013
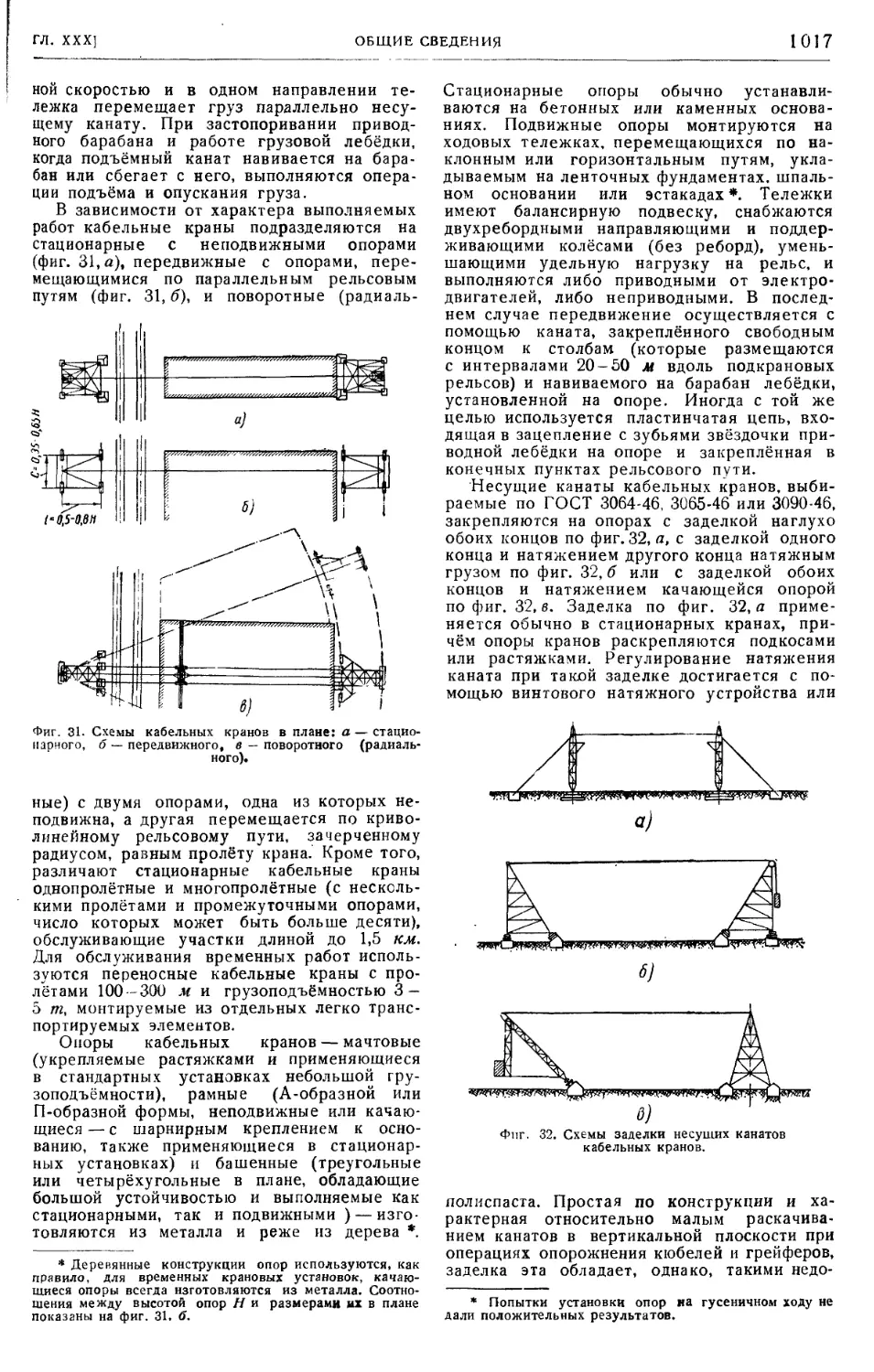
Кабельные краны 1016
Общие сведения 1016
Основы расчёта кабельных кранов 1020
Глава XXXI. СРЕДСТВА БЕЗРЕЛЬСОВОГО
ТРАНСПОРТА (иннс. Я- Л. Немец и канд.
техн. наук И. О. Спицина) 1023
Самоходные тележки 1023
Общие сведения 1023
Виды самоходных тележек 1023
Технические характеристики самоходных те-
лежек 1024
Механизмы и узлы самоходных тележек . . 1028
Тяговый расчёт 1030
Глава XXXII. КОНВЕЙЕРЫ 1031
Общая теория конвейеров (чл.-
корр. АН СССР А. О. Спиваковский) . . 1031
Типы конвейеров 1031
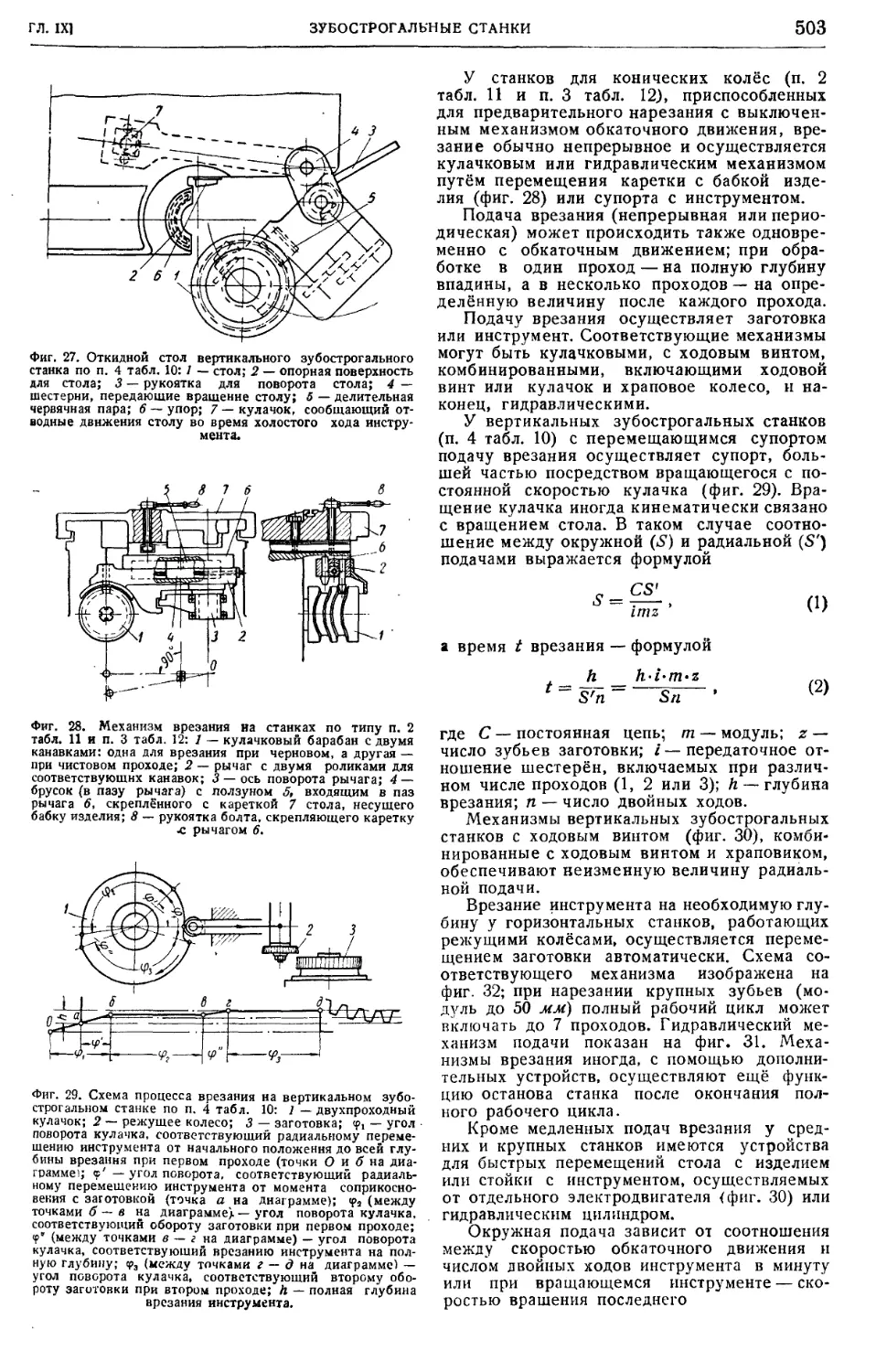
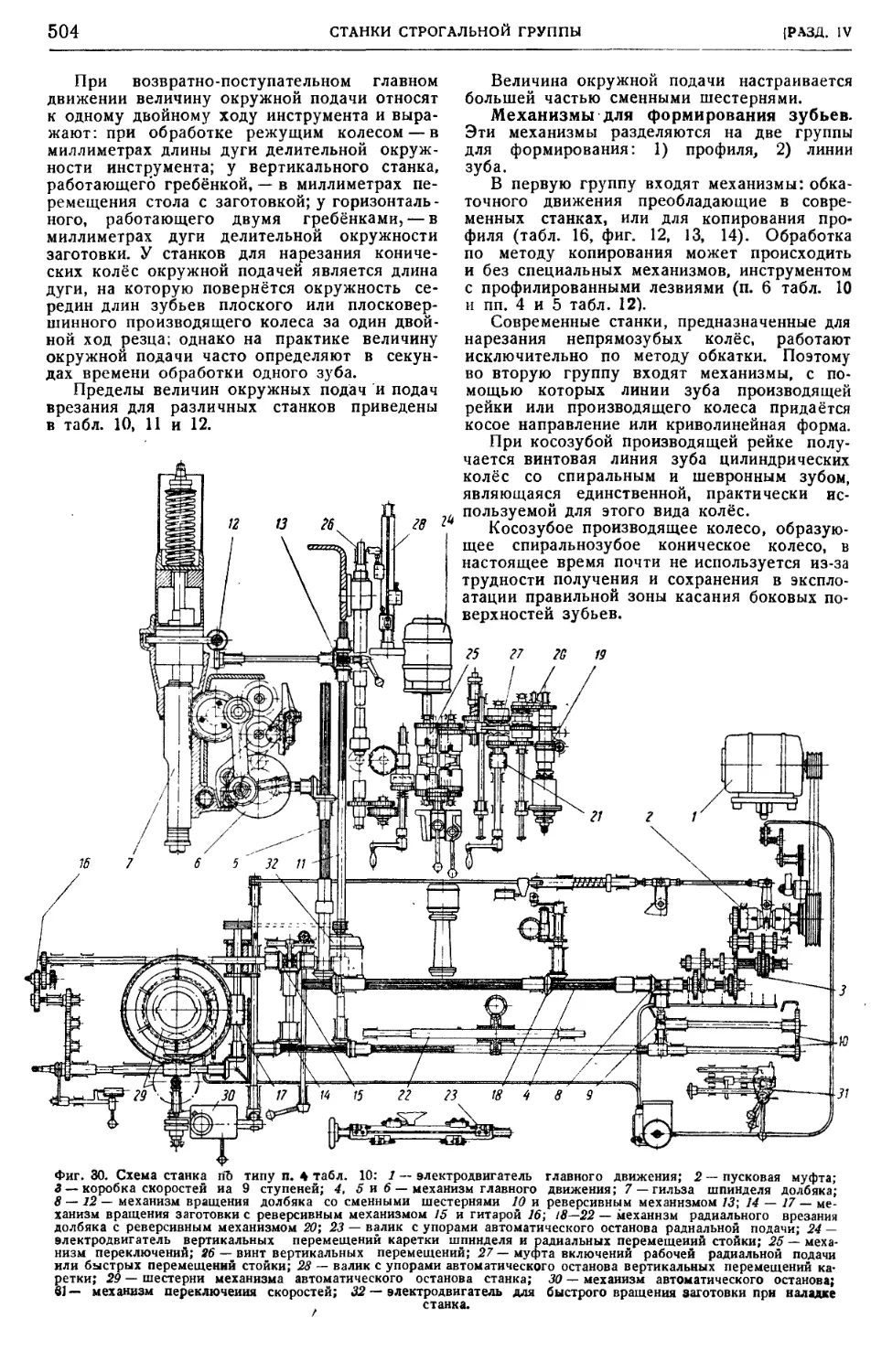
Определение основных параметров 1031
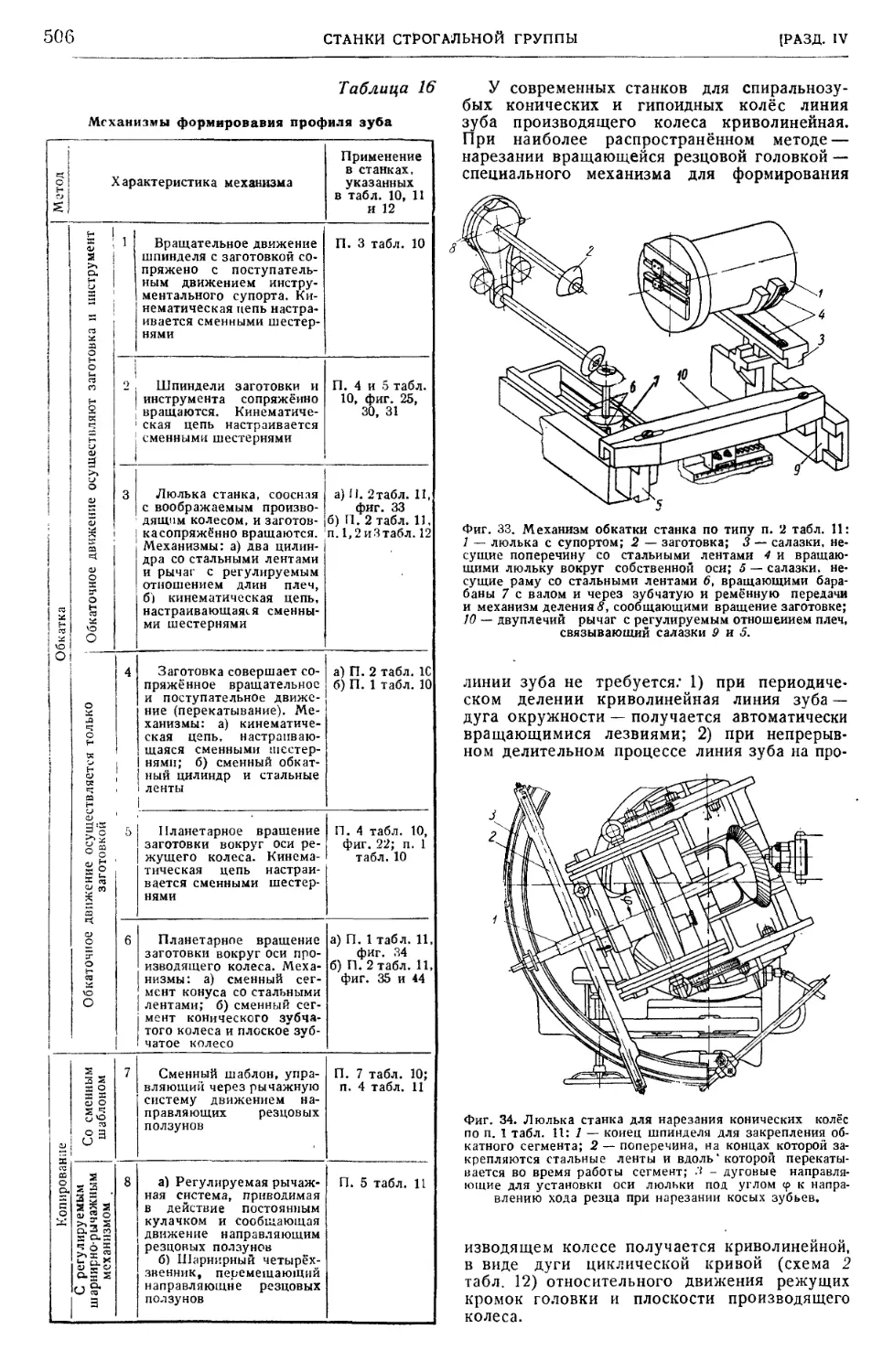
Передача движущей силы на тяговый гибкий
элемент ' 1034
Динамика цепного привода 1035
Уравнительные механизмы 1035
Передача движущей силы на канат 1036
Ленточные конвейеры [проф., д-р
техн. наук Н. В. Алферов) 1037
Конвейеры с текстильной лентой 1037
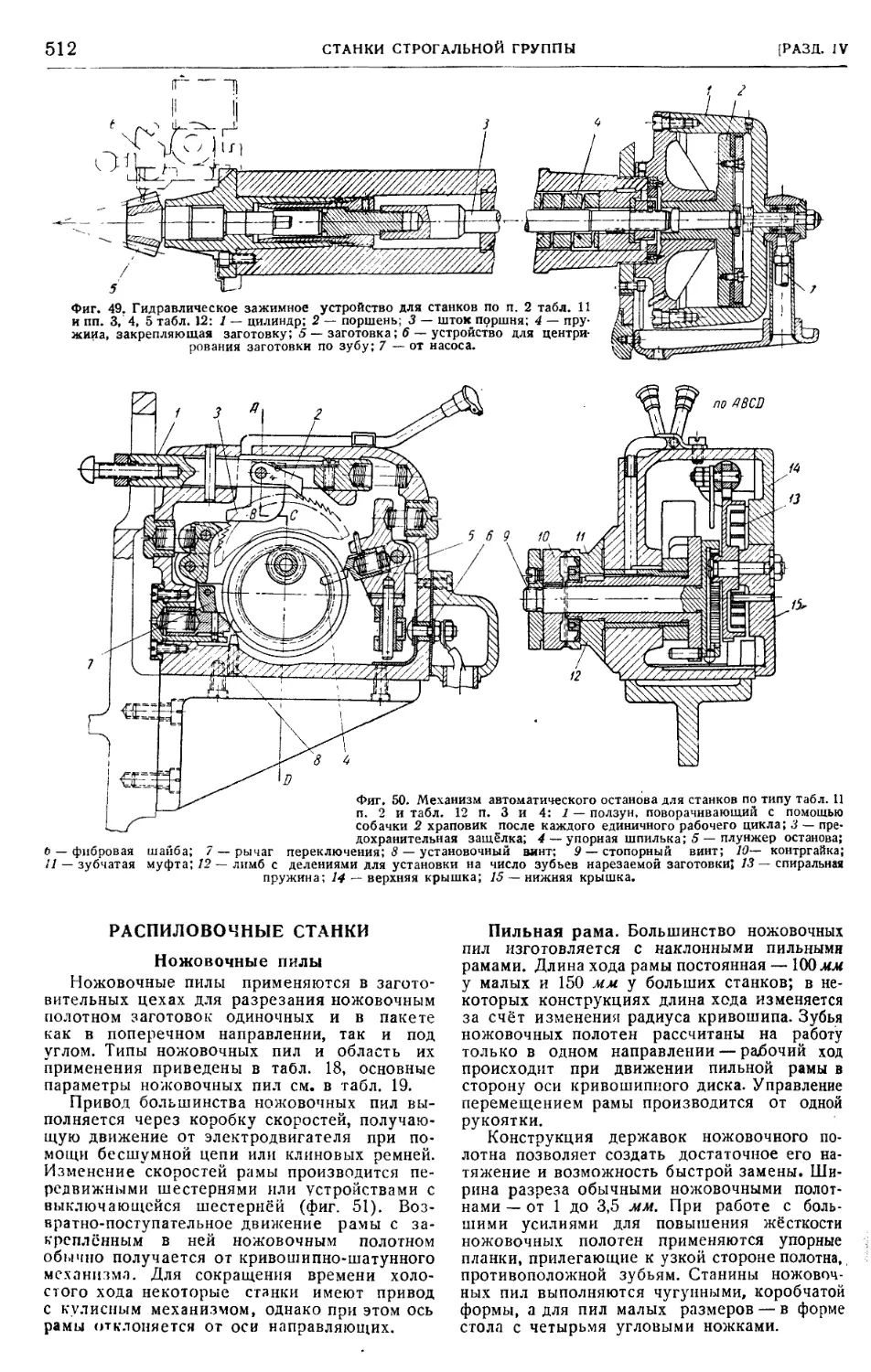
Конвейеры со стальной лентой 1042
Расчёт конвейеров с текстильной лентой . . 1043
Пластинчатые конвейеры {инж.
В. К. Баранов) 1045
Тележечные конвейеры (инж.-
Д. К. Суханов) 1049
Общие сведения 1049
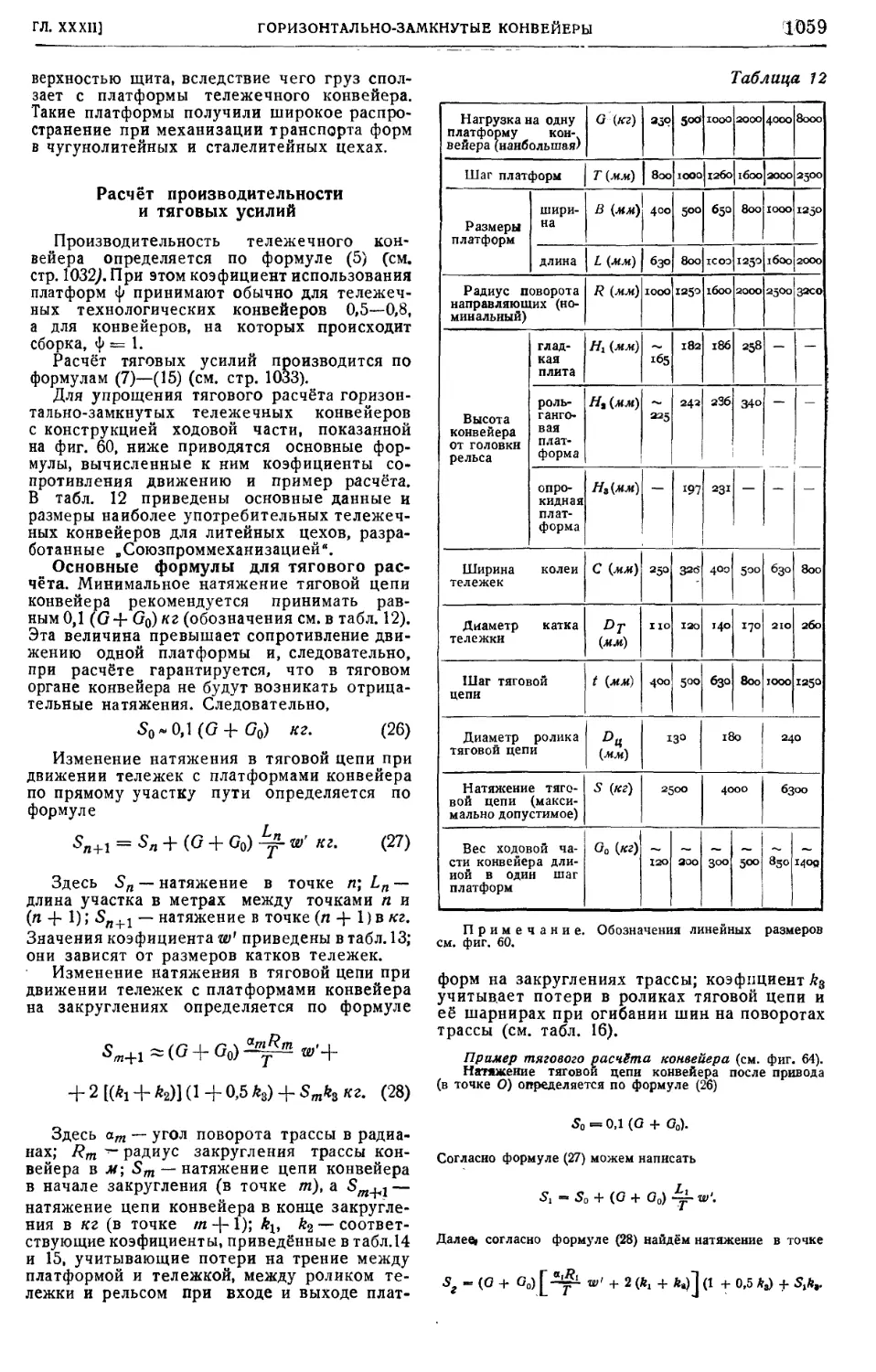
Вертикально-замкнутые конвейеры 1051
Горизонтально-замкнутые конвейеры .... 1054
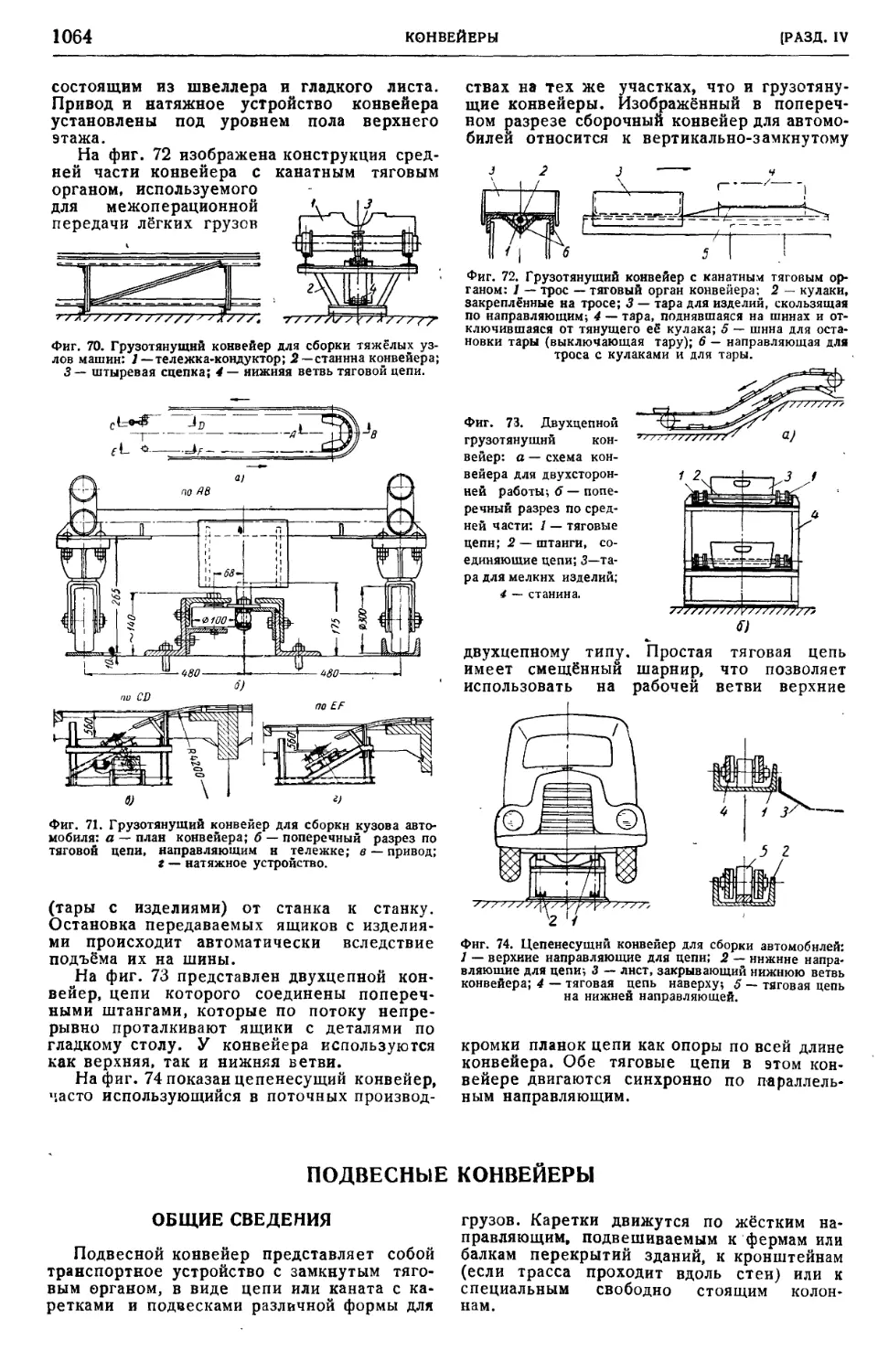
Грузотянущие конвейеры (само-
таски) уинж. Д. К. Суханов) 1061
Подвесные конвейеры {инж.
Д. К. Суханов) . . . 1064
Общие сведения 1064
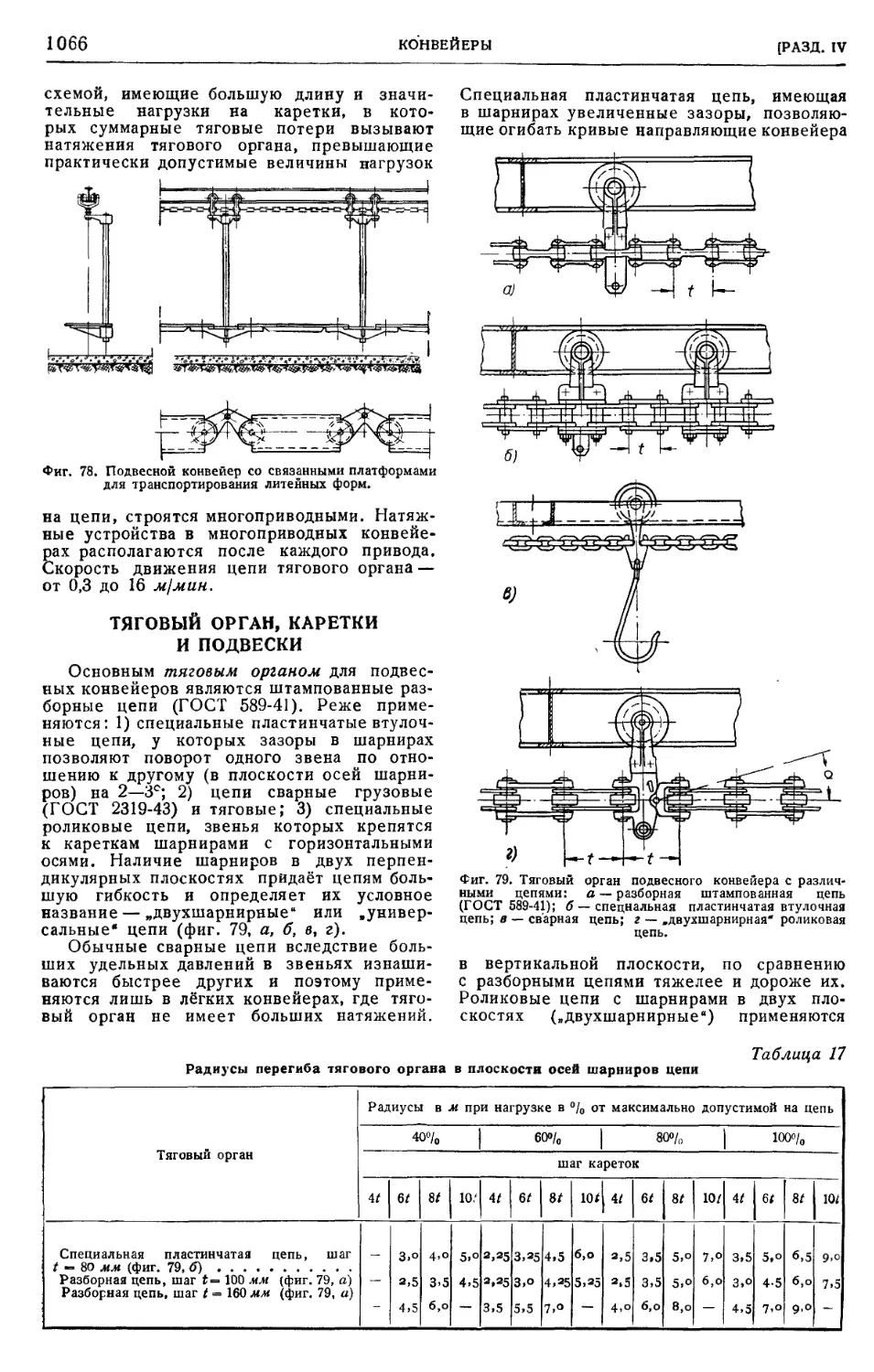
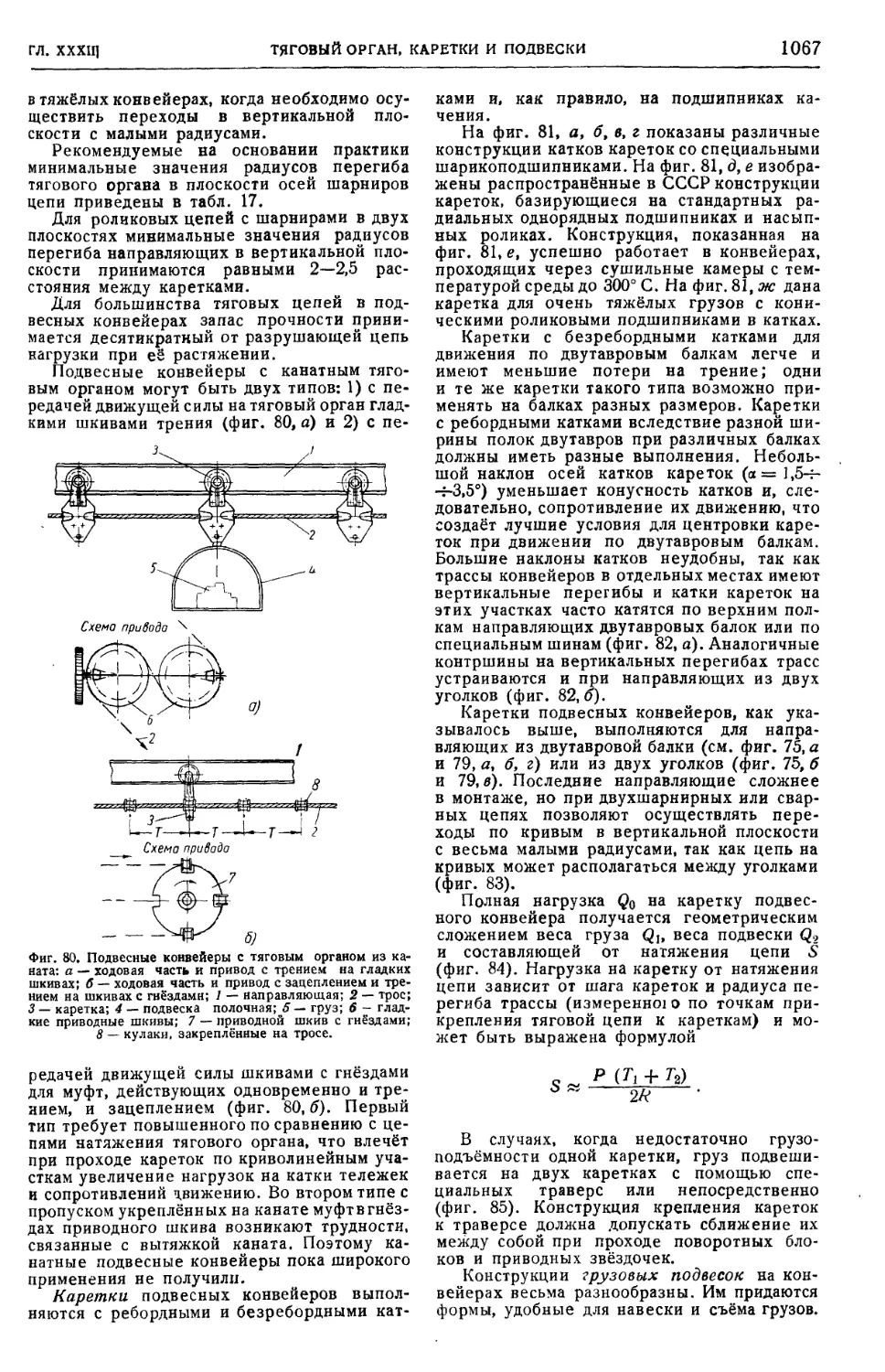
Тяговый орган, каретки и подвески 1066
Поворотные блоки, звёздочки, роликовые ба-
тареи и шины. Натяжные устройства, при-
воды, ловители 1069
Скребковые конвейеры {проф.,
д-р техн. наук К. В. Алферов) 1075
Цепные нормальные скребковые конвейеры 1075
Ящично-скребковые конвейеры 1078
Конвейеры со скребковыми цепями .... 1078
Канатно-дисковые скребковые конвейеры . . 1079
Штанговые скребковые конвейеры 1080
Ковшевые и скребков о-к о в ш е-
вые конвейеры (инж. В. К. Баранов) 1080
Ковшевые конвейеры 1080
Скребково-ковшевые конвейеры 1083
Ковшевые элеваторы (проф., д-р
техн. наук К. В. Алферов) 1085
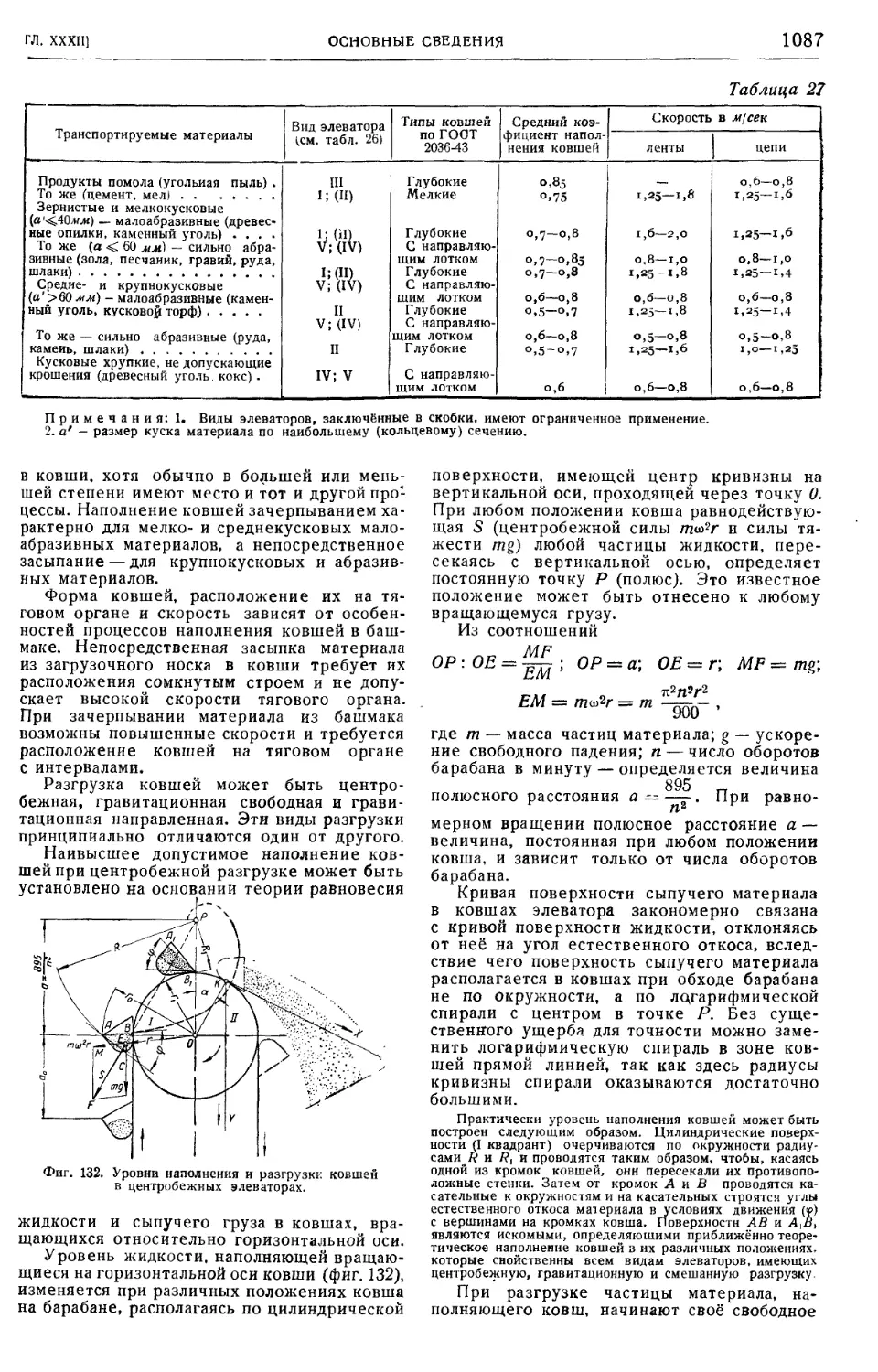
Основные сведения . 1085
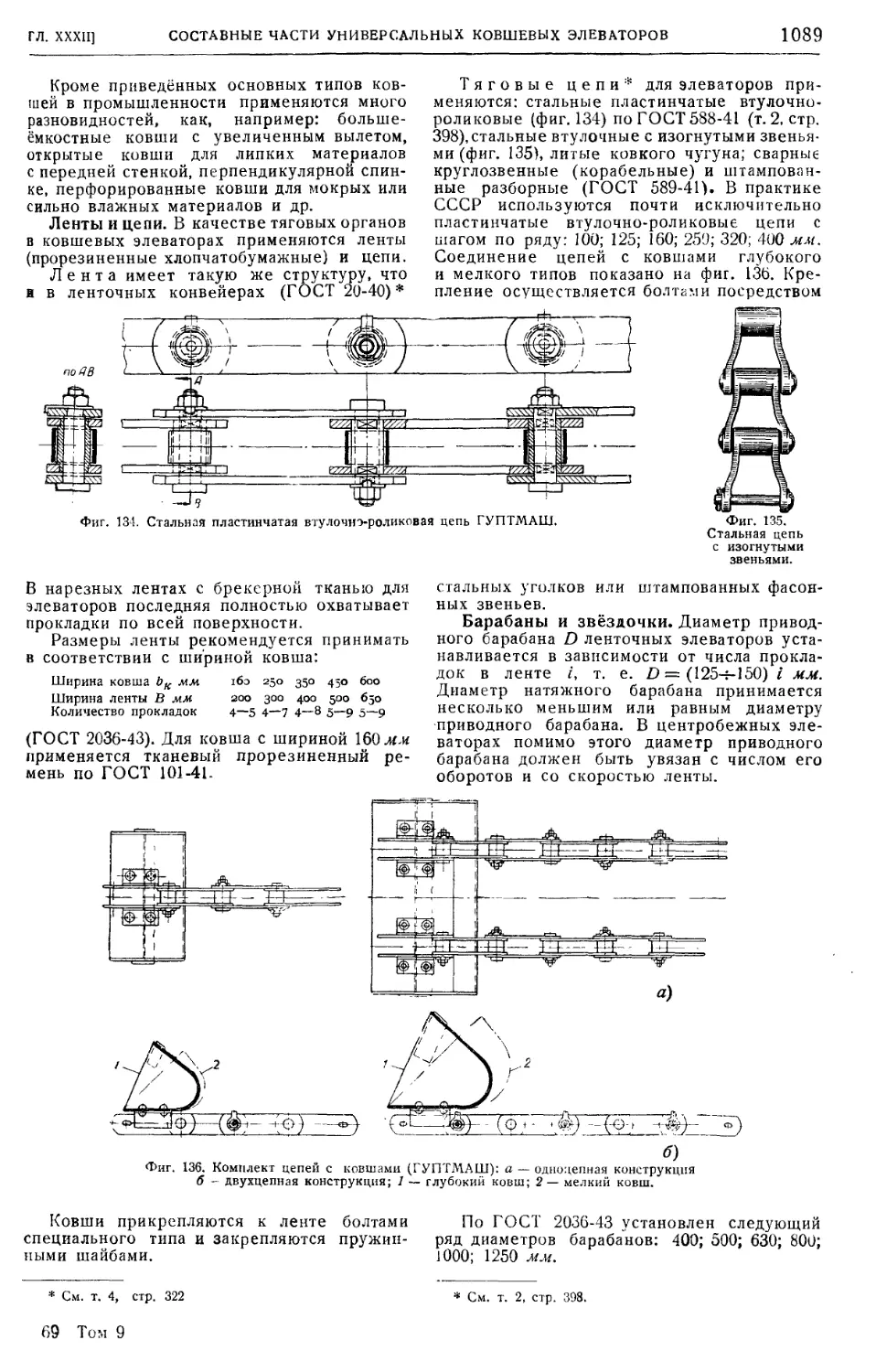
Составные части универсальных ковшевых
элеваторов 1088
Расчёт ковшевых элеваторов 1С9Э
Полочные элеваторы (проф'., д-р
техн. наук К, В. Алферов) 1092
Роликовые конвейеры (чл.-корр.
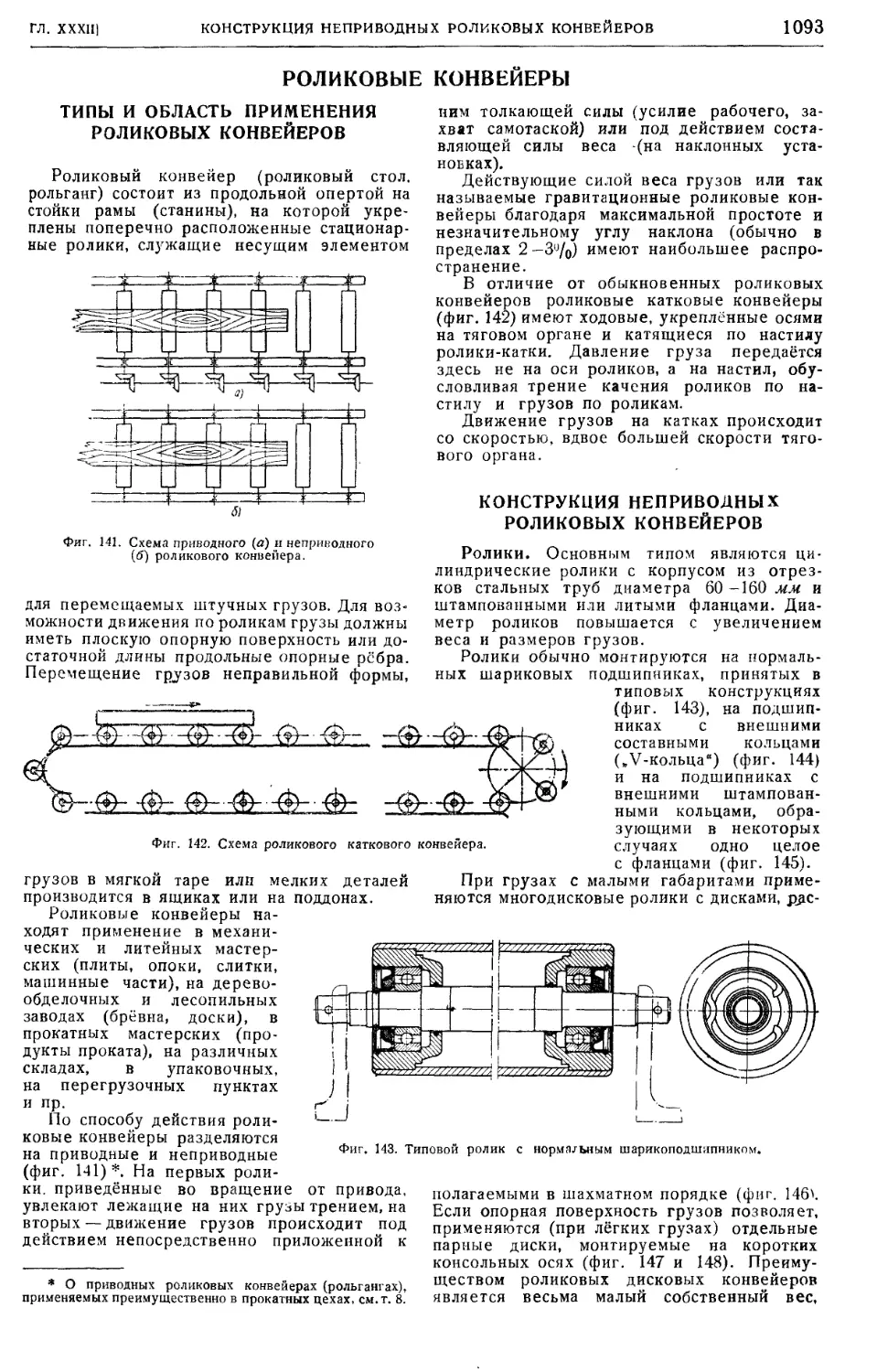
АН СССР А. О. Спиваковский) 1093
Типы и область применения роликовых кон-
вейеров , 1093
Конструкция неприводных роликовых кон-
вейеров • 1093
Расчёт гравитационного роликового конвей-
ера 1097
Расчёт роликового каткового конвейера . . . 1097
Качающиеся конвейеры (чл.-корр.
АН СССР А. О Спиваковский) 1098
Принцип действия 1098
Классификация и область применения .... 1098
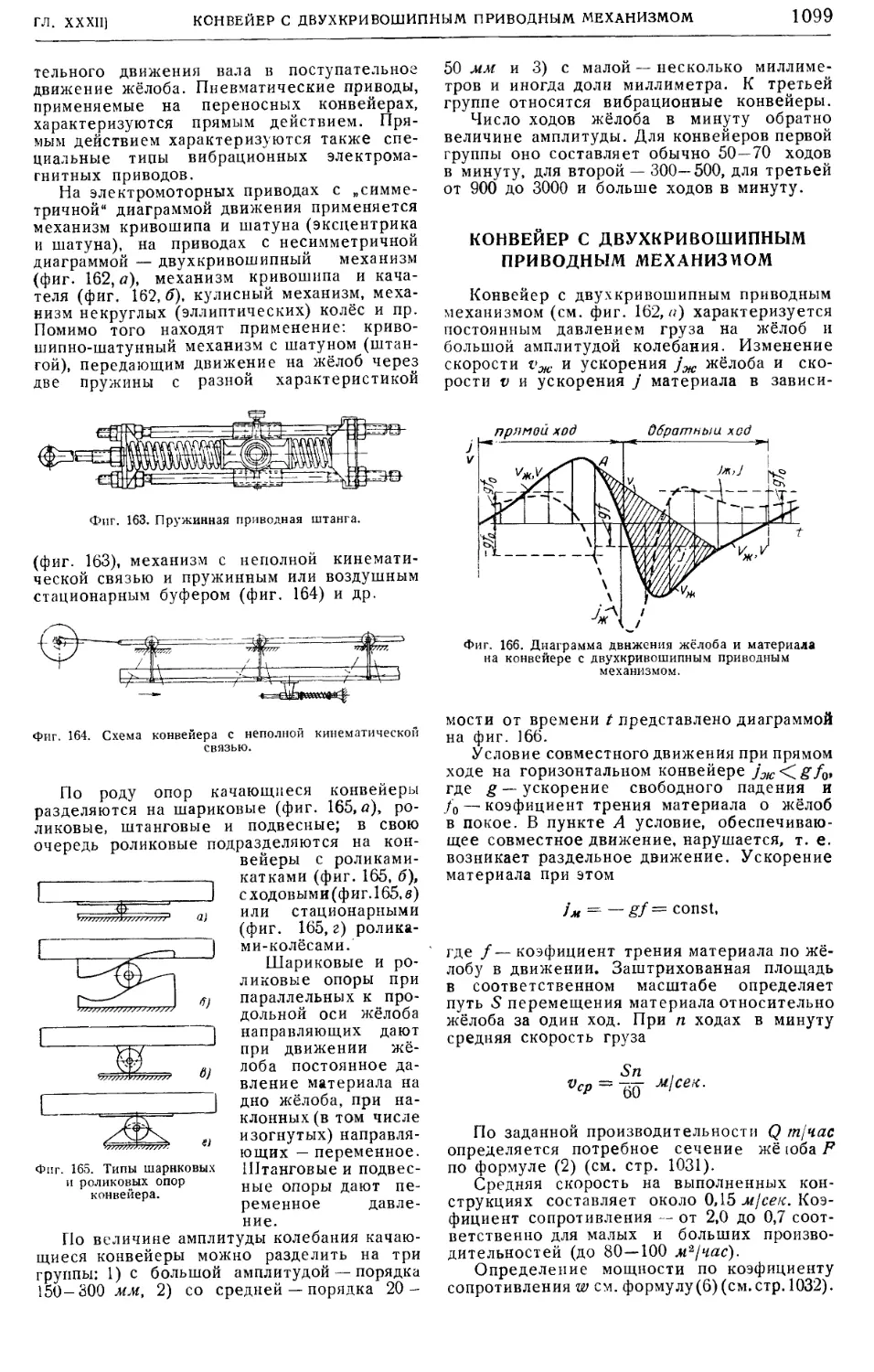
Конвейер с двухкривошипным приводным ме-
ханизмом 1099
Конвейер с простым кривошипно-шатунным
механизмом 1100
Вибрационный конвейер 1100
Достоинства и недостатки 1101
Винтовые конвейеры (проф., д-р
техн. наук К. В. Алферов 1101
Вспомогательные устройства
(проф., д-р техн наук К. В. Алферов) . 1104
Бункеры 1104
Затворы 1107
Питатели 1110
Выгружатели для щелевых бункеров .... 1115
Устройства для автоматической дозировки и
взвешивания 1116
Глава XXXI11. ПОГРУЗОЧНЫЕ И ШТАБЕ-
ЛЁВОЧНЫЕ МАШИНЫ (инж. В. К. Ба-
ранов) 1117
Общие сведения 1117
Погрузочные машины 1117
Переносные секционные конвейеры 1117
Переносные конвейеры для самозагрузки
автомобилей (автогрузчики) 1120
СОДЕРЖАНИЕ
IX
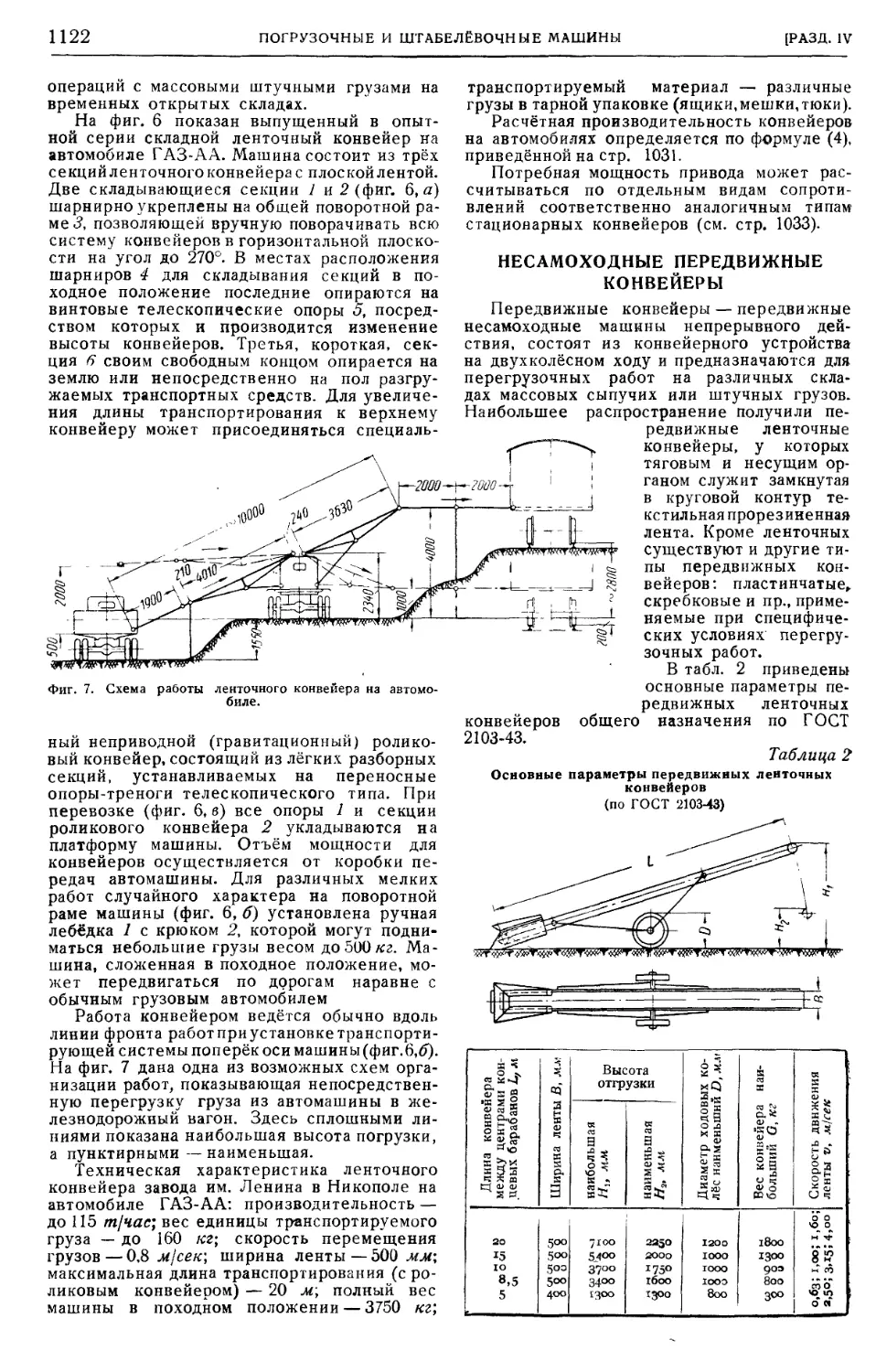
Самоходные конвейеры на автомобилях . . . 1121
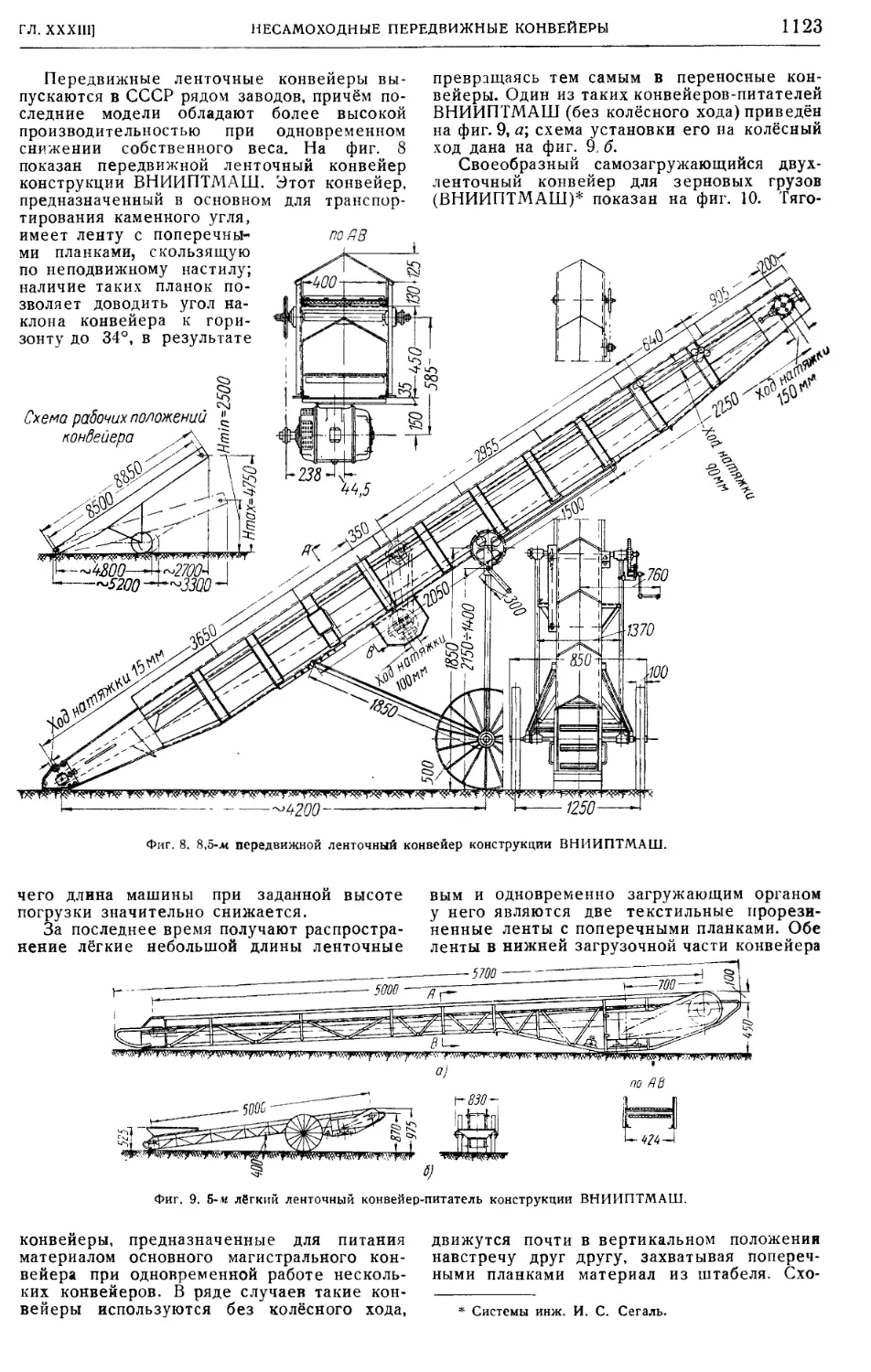
Несамоходные передвижные конвейеры . . . 1122
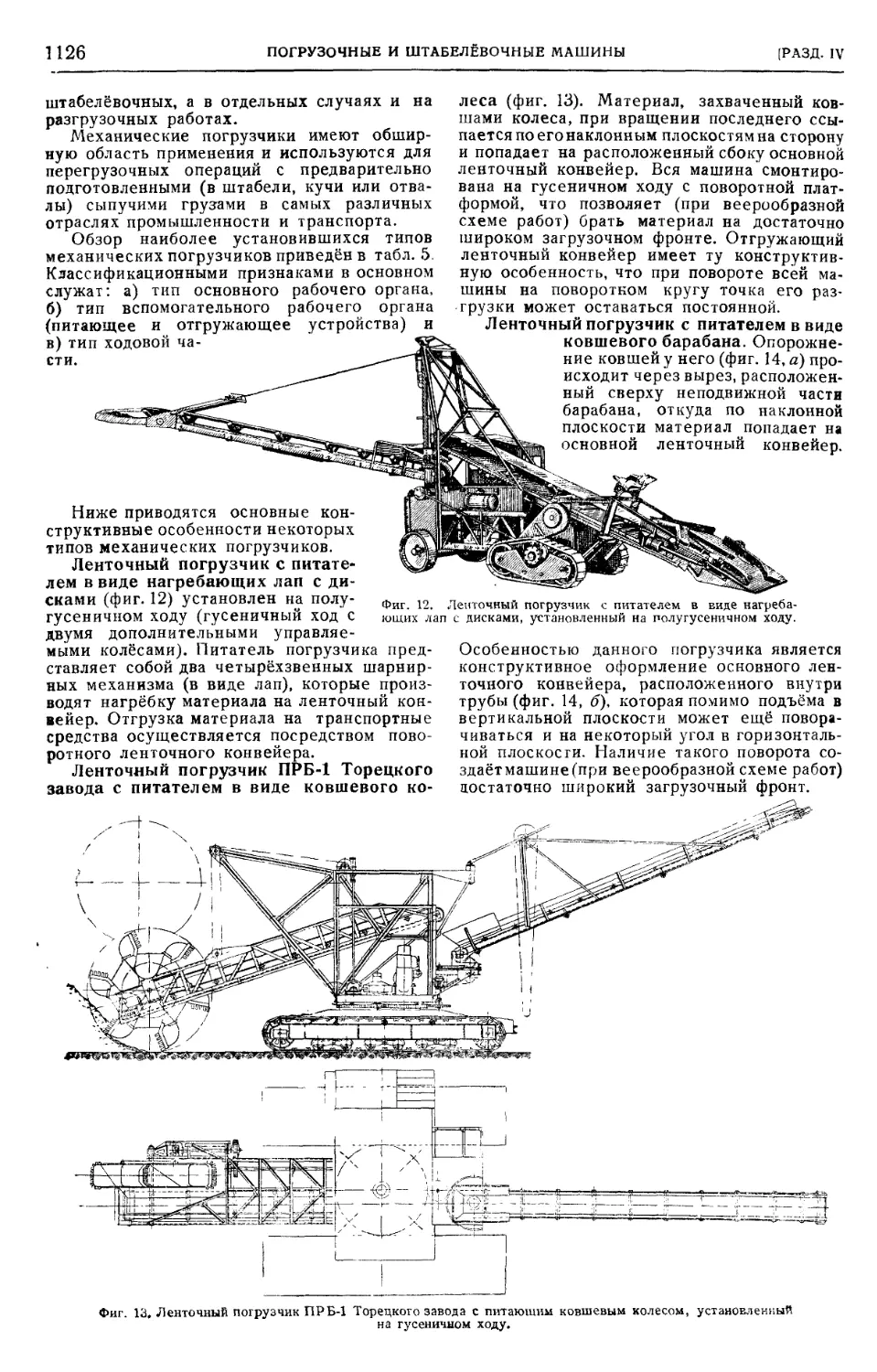
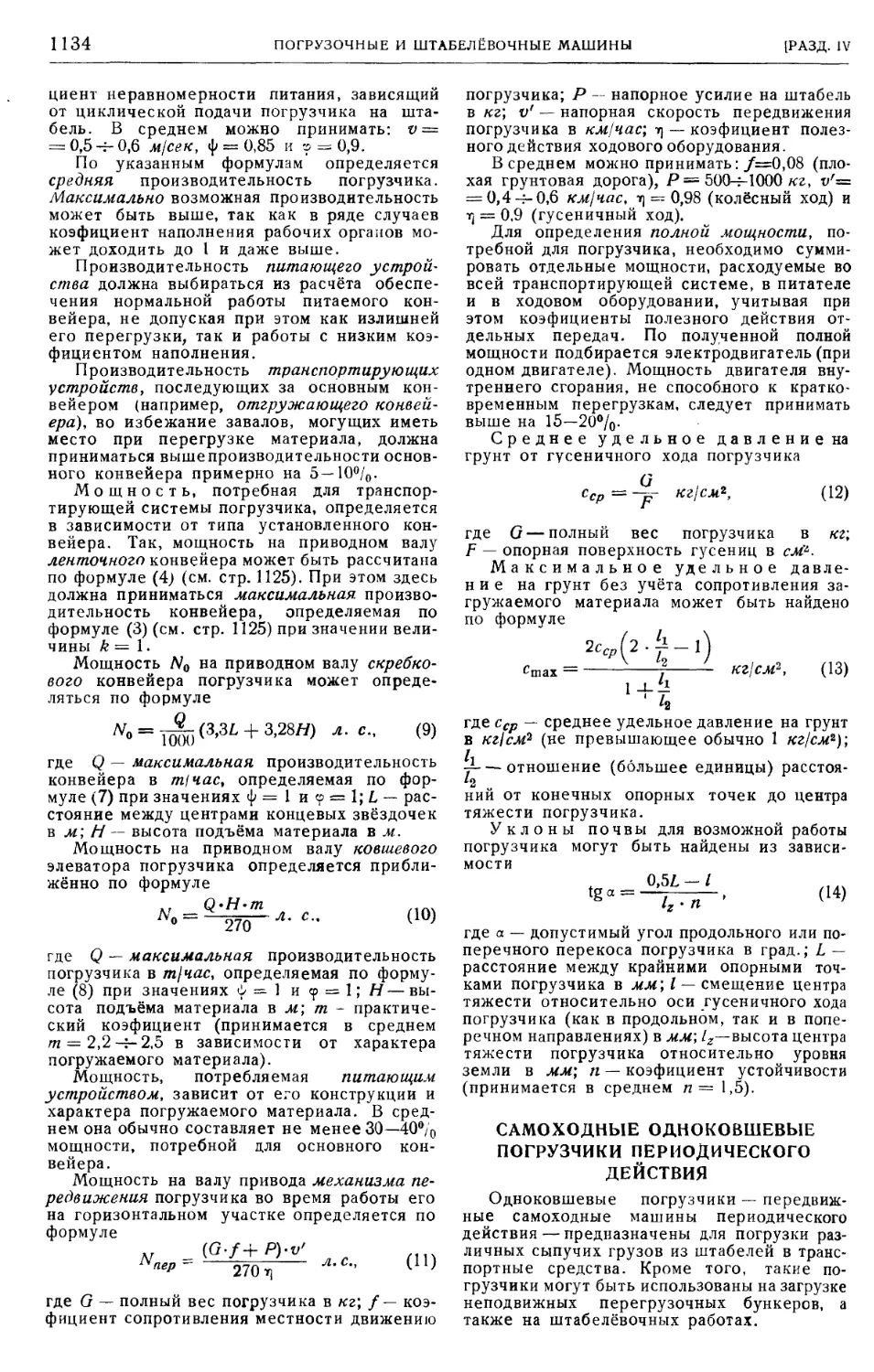
Самоходные механические погрузчики непре-
рывного действия 1125
Самоходные одноковшевые погрузчики пе-
риодического действия 1134
Штабелёвочные машины 1135
Несамоходные штабелёвочные конвейеры
(штабелёры) 1135
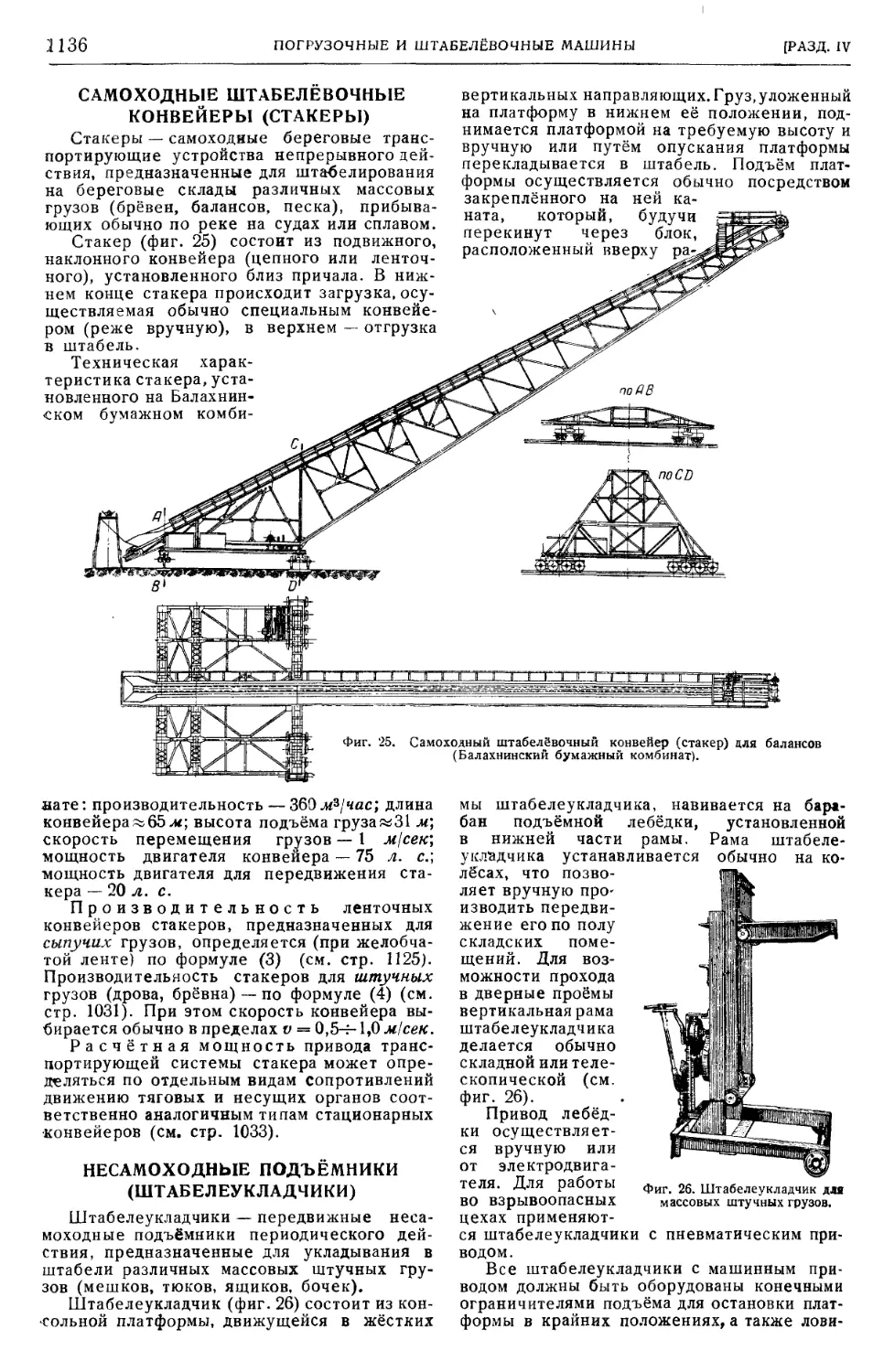
Самоходные штабелёвочные конвейеры (ста-
керы) 1136
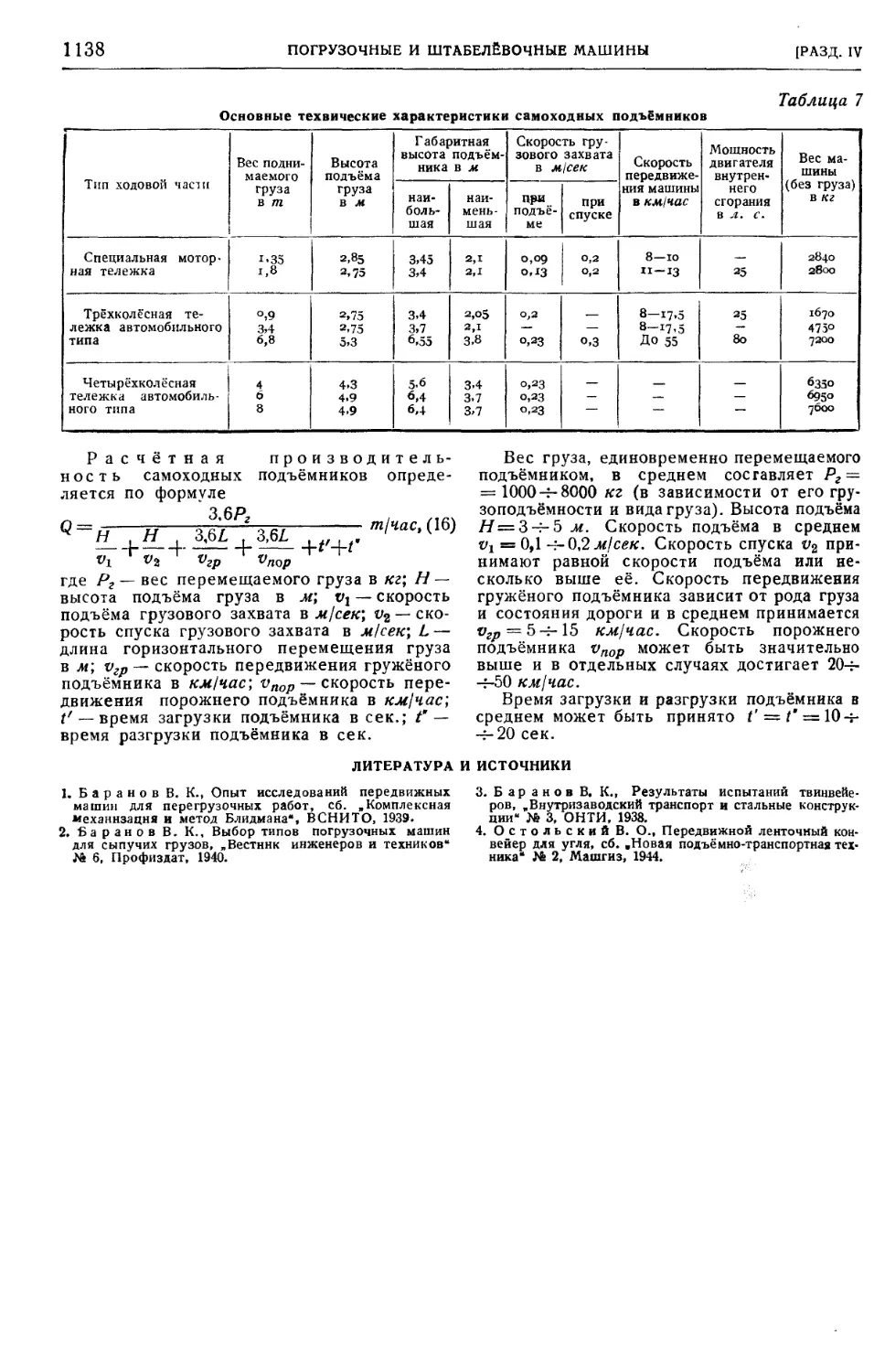
Несамоходные подъёмники (штабелеуклад-
чики) 1136
Самоходные подъёмники 1137
Глава XXXIV. ОБОРУДОВАНИЕ ПНЕВМА-
ТИЧЕСКОГО ТРАНСПОРТА (доц., канд.
техн. наук И. С. Сегаль) 1139
Область применения и классификация . . . 1139
Винтовые пневматические питатели 1140
Камерные питатели установок пневматиче-
ского транспорта 1142
Шлюзовые затворы . • 1143
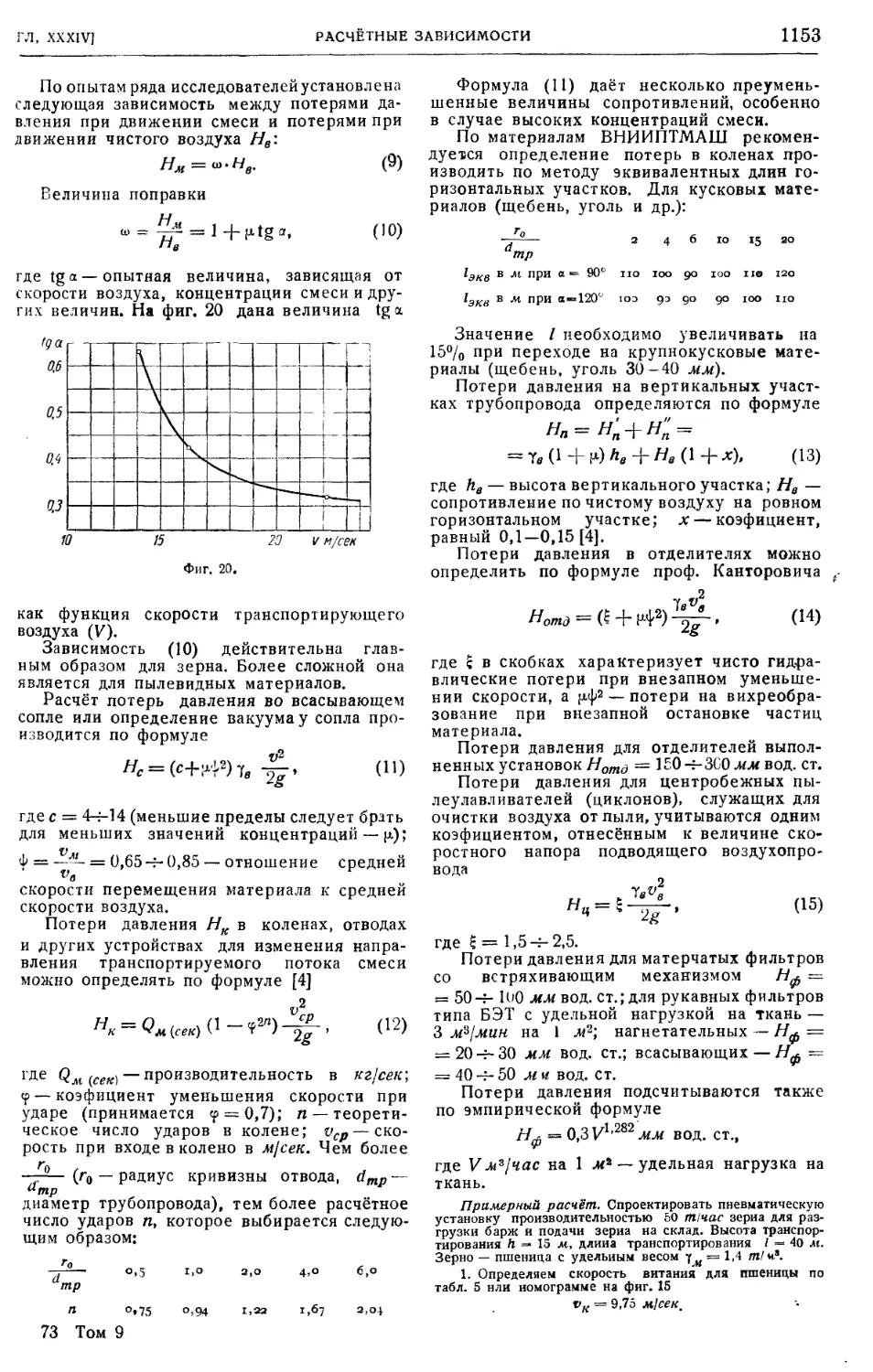
Всасывающие сопла 1144
Трубопроводы и их элементы 1144
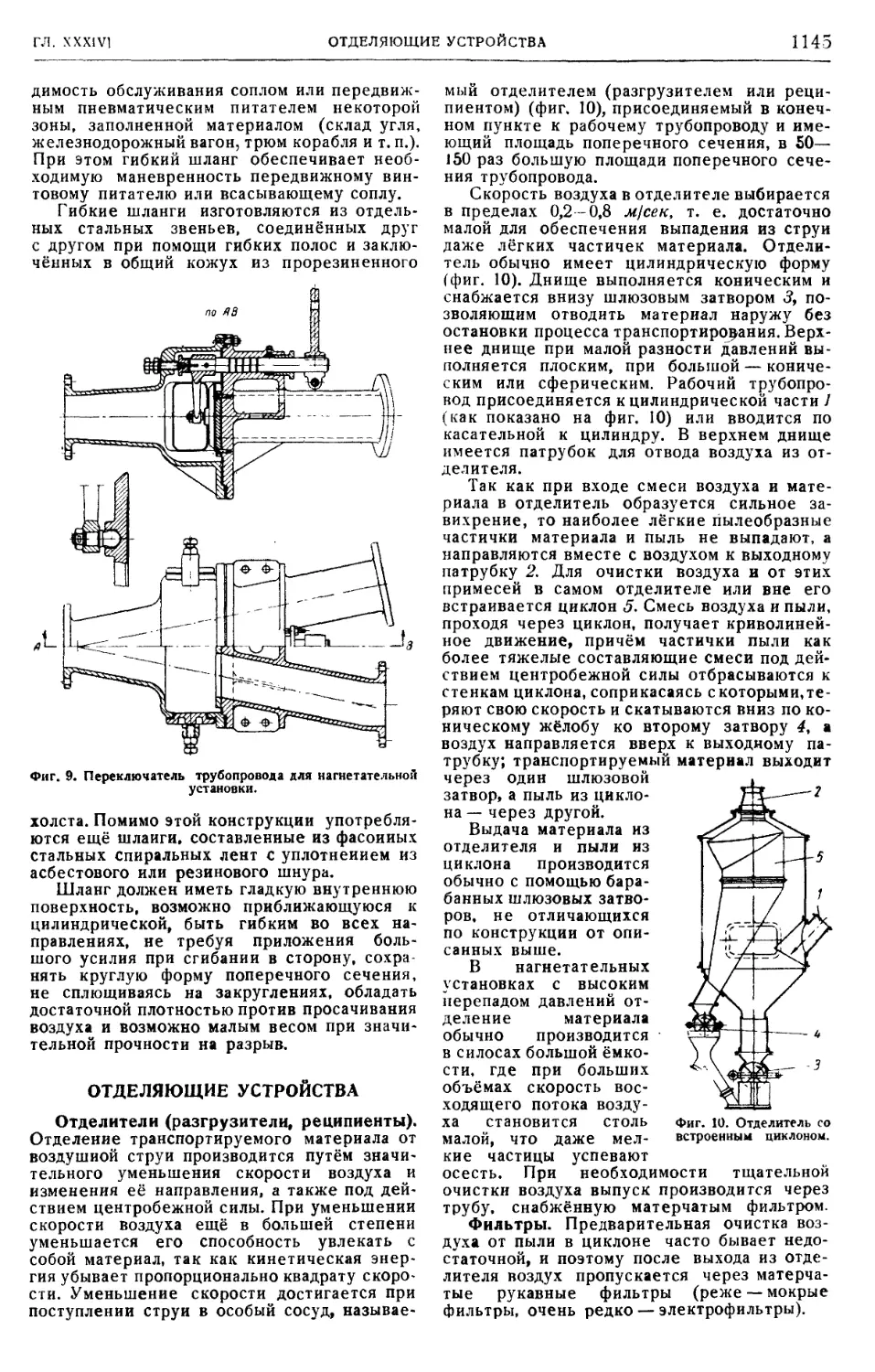
Отделяющие устройства 1145
Воздуходувные машины 1146
Пневматические транспортные желоба . . . 1146
Пневматическое золоудаление 1147
Расчётные зависимости 1147
Глава XXXV. ЭКСКАВАТОРЫ 1155
Обшаячасть 1155
Типы экскаваторов (доц., канд. техн. наук
Е. Р. Петере) 1155
Области применения одноковшевых и много-
ковшевых экскаваторов (доц., канд. техн.
наук Е. Р. Петере) 1155
Основные сведения по эксплоатации экска-
ваторов (проф., д-р техн. наук Й. Г.Дом-
бровский) 1155
Одноковшевые экскаваторы. . 1157
Виды одноковшевых экскаваторов и харак-
теристика их развития (проф., д-р техн.
наук П. Г. Домбровский) 1157
Конструктивная характеристика основных
видов экскаваторов (доц., канд. техн. наук
Е. Р. Петере) 1159
Универсальные экскаваторы-краны строитель-
ной группы (проф., д-р техн. наук
Н. Г. Домбровский) 1160
Полууниверсальные карьерные экскаваторы
(проф., д-р. техн. наук Н. Г. Домбров-
ский) 1161
Полууниверсальные вскрышные экскаваторы
(проф., д-р техн. наук Н. Г. Домбров-
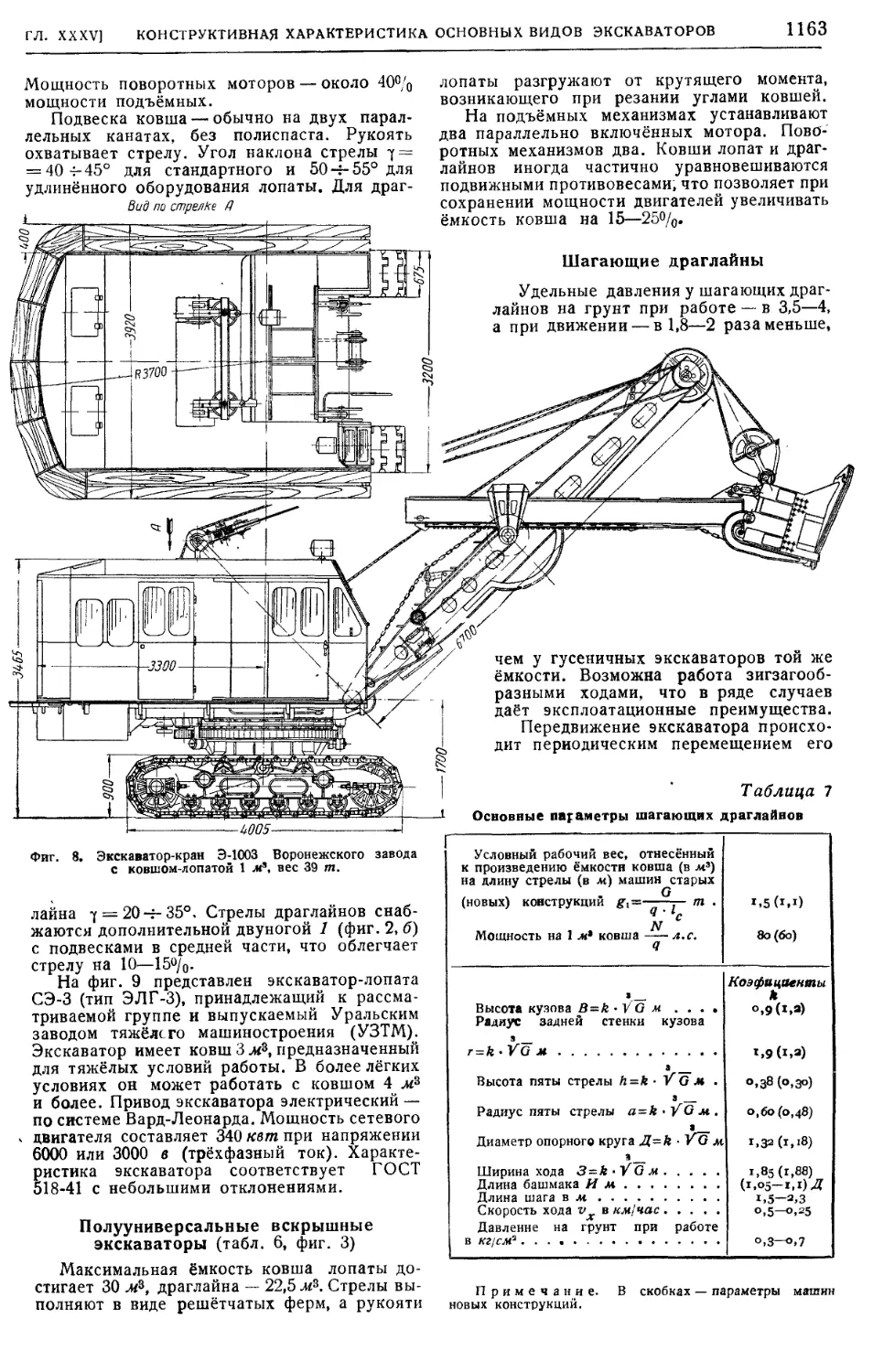
ский) 1163
Шагающие драглайны (проф., д-р техн.
наук Н. Г. Домбровский) 1163
Кинематические схемы передач и силовой при-
вод (доц., канд. техн. наук Е. Р. Петере) 1165
Расчёт экскаваторов (доц., канд. техн. наук
Е. Р. Петере) 1169
Рабочие размеры экскаваторов (доц., канд.
техн. наук Е. Р. Петере) 1176
Устойчивость экскаваторов (доц., канд.
техн. наук Е. Р. Петере) 1176
Рабочее оборудование экскаваторов (проф.,
д-р техн. наук Н. Г. Домбровский} . . 1177
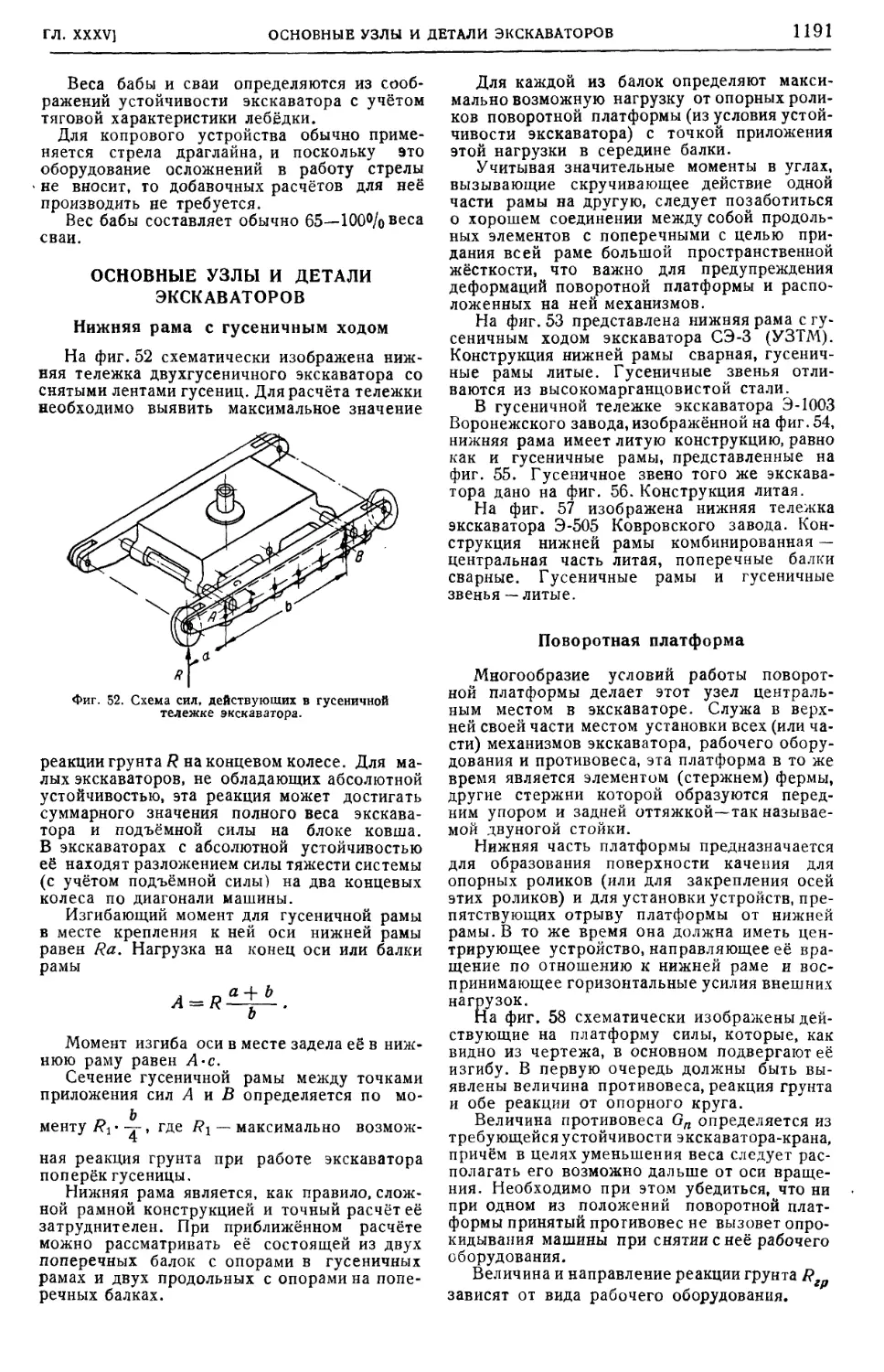
Основные узлы и детали экскаваторов {доц.,
канд. техн. наук Е. Р. Петере) 1191
Управление экскаваторами (проф., д-р.
техн. наук Н. Г Домбровский) 1195
Многоковшевые экскаваторы. 1198
Виды многоковшевых экскаваторов (проф.,
д-р техн. наук Н. Г. Домбровский) . . . 1198
Кинематические схемы передач и силовой
1 привод (доц., канд. техн. наук Е. Р. Пе-
тере 12С0
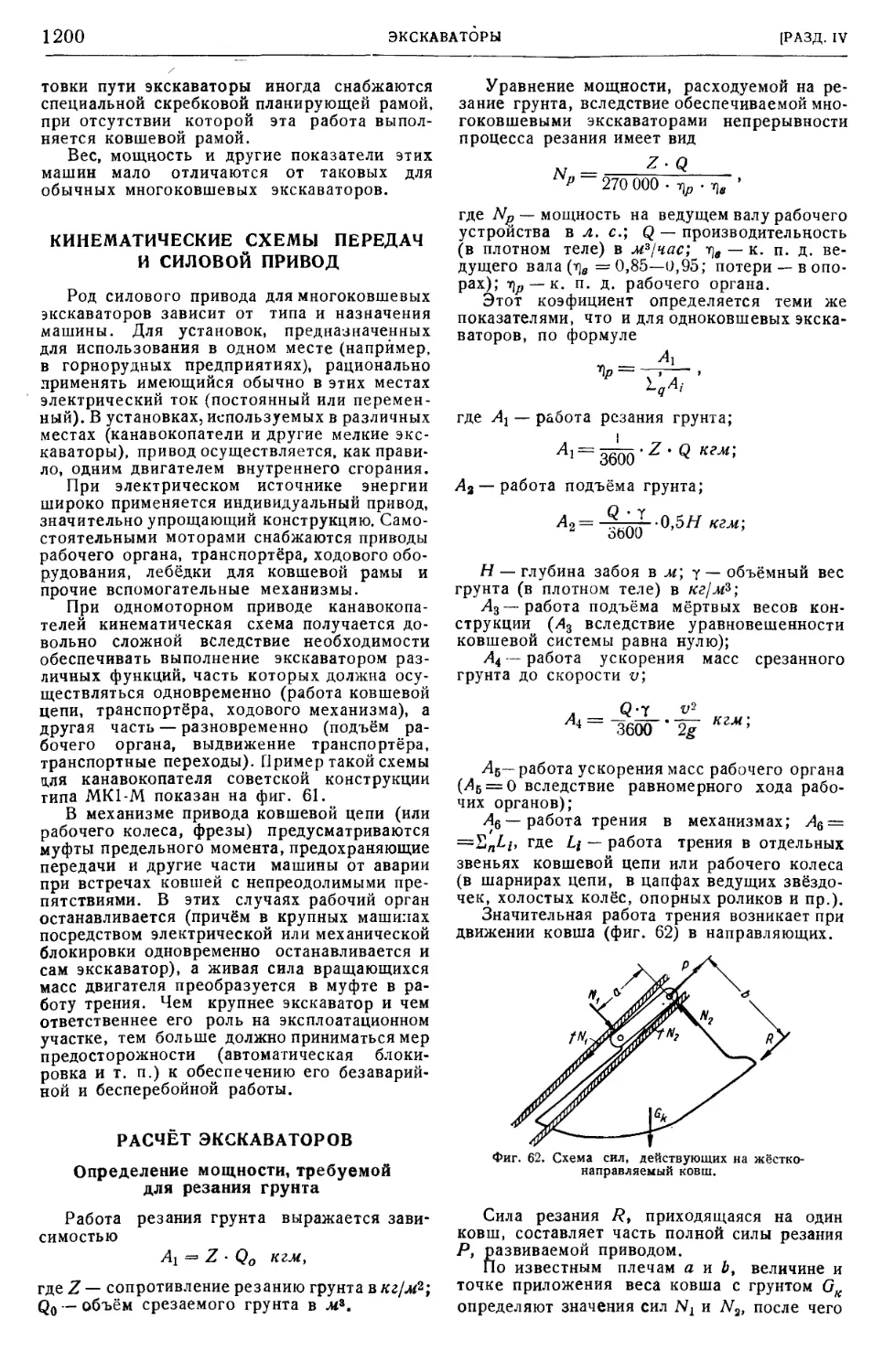
Расчёт экскаваторов (доц., канд. техн. наук
Е. Р. Петере) 1200
Рабочие размеры экскаваторов (доц., канд.
техн. наук Е. Р. Петере) 1205
Устойчивость экскаваторов (доц., канд. техн.
наук Е. Р. Петере) 1205
Конструкция ковшей и цепного привода
(доц., канд. техн. наук Е. Р. Петере) . 1205
Общие замечания о расчёте
деталей экскаваторов и мате-
риале для них (доц., канд. техн. наук
Е. Р. Петере) . . . . ; 1206
Стандарты в области экскава-
торостроения в СССР (инж.
Г. М. Фейнберг) , 1207
ОТ РЕДАКТОРА
Настоящий — девятый — том энциклопедического справочника „Машинострое-
ние" состоит из трёх отдельных частей, посвященных вопросам конструиро"
вания металлорежущих станков, деревообрабатывающих станков и подъёмно-
транспортного оборудования.
Материалы этого тома могут быть использованы не только конструкторами,
но также технологами и лицами, занимающимися эксплоатацией и ремонтом со-
ответствующего оборудования на машиностроительных заводах.
В первой части тома достаточно полно освещены конструкции советских
станков, а также станков некоторых заграничных заводов. По общим вопросам
конструирования станков в значительной мере использован опыт и материалы
экспериментального научно-исследовательского института металлорежущих стан-
ков (ЭНИМС).
При изложении материала особое внимание уделено классификации объектов,
поскольку это способствует систематизации имеющегося материала и облегчает его
использование. Для облегчения пользования справочником широко применена
табличная форма изложения. В подавляющей части материалы являются ориги-
нальными, специально разработанными для справочника.
Глава I содержит общие сведения по классификации станков, по ско-
ростям и усилиям резания и др. В главе впервые даны исходные данные по фор-
мообразованию изделий и управлению движениями на станках, система показа-
телей для оценки совершенства конструкций станков. Кроме того, здесь осве.
щено понятие о производительности станков.
Глава II посвящена основным функциональным механизмам ме-
таллорежущих станков. Материал этой главы представляет интерес для
широкого круга конструкторов-машиностроителей. В частности, ими могут быть
широко использованы разработанные в главе данные по коробкам скоростей,
кинематическому анализу различных механизмов и т. д.
Главы III и IV посвящены гидравлическому и электрическому
оборудованию металлорежущих станков. Некоторые данные главы IV уста-
новлены в результате специально проведённых в ЭНИМС экспериментов.
Глава V содержит необходимые сведения по деталям и отдельным
устройствам металлорежущих станков. Здесь впервые система-
тически изложен вопрос о направляющих станин, предохранительных и бло-
кирующих устройствах и др.
Главы VI —XI посвящены станкам различных групп. Обширный
иллюстративный материал даёт большое, количество сведений по конструкциям
ОТ РЕДАКТОРА XI
специфических узлов различных станков. Предполагается, что небольшой объём
поясняющего текста не затруднит читателю с соответствующей подготовкой
использование имеющегося материала.
Глава XII впервые даёт систематическое изложение весьма важного вопроса
проектирования агрегатных станков и автоматических
лини й.
Глава XIII, заключающая первую часть настоящего тома, посвящена и с п ы-
танию станков и применяемой для этого испытательной
аппаратуре. При изложении главы использован преимущественно опыт
ЭНИМС.
Вторая часть настоящего тома посвящена деревообрабатывающему обо-
рудованию.
Глава XIV.содержит необходимые для конструкторов деревообрабатывающих
станков, а также для технологов деревообрабатывающих производств данные по
выбору скоростей резания и подачи, по расчету усилий реза-
ния и мощности, а также сведения по режущему инструменту.
Глава XV, посвященная типам, конструкции и основным пара-
метрам деревообрабатывающих машин, содержит справочные дан-
ные, которые могут быть использованы при предварительном выборе необхо-
димого оборудования для проектируемых деревообрабатывающих цехов и при
конструировании деревообрабатывающих станков. Здесь приведены сведения по
оборудованию общего назначения, включая лесопильные рамы, ленточнопильные,
кругопильные, строгальные, фрезерные, сверлильные и другие станки.
Глава XVI, посвященная основным узлам деревообрабатываю-
щих станков, содержит данные о типовых конструкциях, необходимых кон-
структорам при проектировании деревообрабатывающих станков. В этой главе
освещены конструкции станин, рабочих валов, супортов, посылочных механизмов
направляющих и прижимных устройств, приводов.
Заключительная часть девятого тома посвящена подъёмно-транспортным ма-
шинам и экскаваторам. Она содержит 19 глав — с XVII по XXXIV включительно.
В главах XVII—XXXIV изложены основы расчёта подъёмно-транспортных
машин, приведены выдержки из правил по устройству и эксплоатации подъёмно-
транспортных машин Государственной инспекции Котлонадзора МЭС СССР;
даны конструктивные решения наиболее распространённых типов машин и ме-
ханизмов. Расчётные зависимости приведены только для специфических деталей
(узлов) подъёмно-транспортных машин, так как необходимые формулы для рас-
чёта общих деталей машин читатель может найти в т. 2 ЭСМ. Большое значе-
ние металлоконструкций в грузоподъёмных машинах побудило осветить основ-
ные принципы расчёта и конструирования их в особой главе (глава XX). По
тем же соображениям введена дополнительная глава по электроприводу подъ-
ёмно-транспортных машин (глава XXI). Многочисленные конструктивные и рас-
чётные данные, нормативы и примеры, взятые из практики советского машино-
строения и дающие чёткое представление о высоком уровне подъёмно-транспорт-
ного машиностроения в СССР, могут быть использованы широким кругом кон-
структоров. Значительная доля справочных сведений, помещённых в этих главах,
почерпнута из материалов Всесоюзного Научно-исследовательского института
подъёмно транспортного машиностроения (ВНИИПТМАШ).
XII ОТ РЕДАКТОРА
В последней XXXV главе рассмотрены конструкции одноковшевых
и многоковшевых экскаваторов, являющихся основными типами
машин для земляных работ.
Следует отметить приоритет советской науки и практики в разработке теоре-
тических основ и методов конструирования экскаваторов. Материал рассматри-
ваемой главы посвящен в основном расчёту экскаваторов и ориентирует кон-
структоров этих машин на правильный выбор их основных параметров, а также
осрещает конструктивно-расчётную сторону специфических узлов этих машин
в отношении выбора форм, определения действующих усилий, методики расчёта
(в отдельных случаях) и т. д. Здесь же приведены данные по конструкциям
экскаваторов, выпускаемых рядом заводов СССР.
Для рецензирования материалов тома привлекались специалисты-производ-
ственники и научные работники.
Редакция приносит благодарность за рецензирование и ценные указания по
содержанию отдельных глав и статей т. 9 проф., д-ру техн. наук К. В. Алферову
(гл. XXXI); проф. А. Л. Бершадскому (гл. XIV); проф., д-ру техн. наук
И. С. Войтинскому (гл. XIV—XVI); доц. И. А. Зайцеву (гл. XXII, XXIX); проф.,
д-ру техн. наук Л. Г. Киферу (гл. XXXV); инж. Г К. Корнееву (гл. XXVIII);
доц., канд. техн. наук И. П. Крутикову гл. XVIII); доц. Н. С Лейкину (гл. XXII,
XXIII, XXVI, XXIX); доц., канд. техн. наук Г. Л. Мазуру (гл. IX, XVIII, XXIII,
XXV—XXVII); проф., д-ру техн. наук Г. А. Николаеву (гл. XX); канд. техн. наук
В. И. Плавинскому (гл. XXX); инж. В. А. Самсонову (гл. XXXIV);'инж. А. К. Ше-
влягину (гл. XXXII, XXXIII); доц., канд. техн. наук Б. В. Шаскольскому
(гл. И).
Редакция особо отмечает большую работу научных редакторов — чл.-корр.
АН СССР В. И. Дикушина (гл. I—XI, XIII); ст. научн. сотр., канд. техн. наук
Н. Я. Ниберга (гл. I —XIII); канд. техн. наук П. С. Афанасьева (гл. XIV, XVI);
проф., д-ра техн. наук Л. Г. Кифера и проф. И. И. Абрамовича (гл. XVII—XX,
XXII —XXX, XXXII); чл.-корр. АН СССР А О. Спиваковского (гл. XXXI,
ХХХШ, XXXIV); доц. канд. техн. наук Е. Р. Петерса (гл. XXXV).
Критические замечания и пожелания по содержанию тома просим направлять
в адрес Главной редакции справочника; они будут приняты нами с благодар-
ностью для использования в нашей дальнейшей работе.
М. Саверин
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
Глава I
ОСНОВНЫЕ СВЕДЕНИЯ
СИСТЕМЫ КЛАССИФИКАЦИИ ВИДОВ
ОБРАБОТКИ И СТАНКОВ
Механическая обработка на металлорежу-
щих станках имеет целью такое изменение
заготовки посредством снятия с неё стружки,
после которого заготовка примет форму,
близкую к требуемой (черновая и предва-
рительная обработка) или совпадающую
с ней в пределах определённой точности
геометрической формы, размеров (чисто-
вая обработка) и чистоты поверхности (до-
водка).
В зависимости от различных факторов не-
обходимое формоизменение заготовки про-
изводится применением различных видов
механической обработки и на различных
станках.
Классификация видов обработки
на металлорежущих станках
По форме обработанной поверхности.
Поверхности одной и той же геометриче-
ской формы могут быть обработаны различ-
ными способами: например, наружная цилин-
дрическая поверхность может быть получена
обточкой резцом, круговым фрезерованием,
наружным протягиванием, шлифованием раз-
личными методами и т. д. Поэтому класси-
фикация по признаку формы обработанной
поверхности охватывает в каждом из клас-
сов более или менее значительную (количе-
ственно и по степени технологической важ-
ности) группу видов обработки, которые при
всём разнообразии их в отношении вида ин-
струмента, степени точности и чистоты об-
работки объединены в пределах каждой
группы признаком однородности относитель-
ных движений обрабатываемой заготовки и
обрабатывающего инструмента.
По размерам обрабатываемой поверхно-
сти. На метод обработки влияют также раз-
меры обрабатываемой поверхности, причём
абсолютные значения их оказывают меньшее
влияние (они определяют лишь размеры не-
обходимого станка), чем отношение основ-
ных размерос поверхности и требуемая точ-
ность размеров. Так, например, различны
методы наиболее экономичной обработки двух
плоскостей с отношением длины к ширине
меньше 3 и с отношением этих размеров,
превышающим 10, или двух гладких цилин-
дрических отверстий с малым и большим от-
1 Том 9
ношением длины отверстия к диаметру. Ещё
значительнее влияние требуемой точности
размера обработанной поверхности на вид
механической обработки, с помощью ко-
торого получается этот размер, а отсю-
да — на вид применяемого инструмента и
станка.
Классификация видов обработки, в основу
которой положены указанные факторы, дана
в т. 7, гл. 1.
По чистоте обработанной поверхности.
На вид механической обработки оказы-
вает существенное влияние требуемая сте-
пень (группа, класс, разряд по ГОСТ 2789-45)
чистоты обработанной поверхности. В прак-
тике машиностроения наиболее распростра-
нена следующая классификация: 1) обдироч-
ная обработка или обдирка (V)> 2) предвари-
тельная обработка (между V и W)l 3) чи-
стовая обработка (VV)> 4) отделочная об-
работка или отделка (У\Л7)> 5) доводочная
обработка или доводка (VVVV)- Введение
ГОСТ 2789-45, классифицирующего степени
чистоты поверхностей по объективному из-
меряемому показателю (среднее квадратич-
ное отклонение Нск неровностей), позволяет
установить классификацию видов обработки
в соответствии с группами чистоты по ука-
занному ГОСТ: 1) грубая обработка (Нск =
= 100 до 12,5 мк; обозначение V); 2) получи-
стая обработка (Нск = 12,5 до 1,6 мк; обозна-
чение VV); 3) чистая обработка (Н ск =
= 1,6 до 0,2 мк; обозначение VW)! 4) весьма
чистая обработка (Нск^0,2 мк; обозначе-
ние VWV)-
В практике широко распространена клас-
сификация видов механической обработки,
основанная на признаках технологического
процесса, характеризующих одновременно
применяемое оборудование — станок и режу-
щий инструмент.
Классификация металлорежущих
станков
Количество типов станков, применяемых
в современном машиностроении, очень ве-
лико, и в характеристику отдельных типов
входят разнообразные признаки:
а) широкое назначение станка —
по виду обработки и инструмента (например,
станки токарные, фрезерные, протяжные,
шлифовальные и т. д.);
ОСНОВНЫЕ СВЕДЕНИЯ
[РАЗД. IV
б) более узкое на-
значение (например, в
группе заточных станков
помимо заточных универ-
сальных: заточные для рез-
цов, заточные для спираль-
ных свёрл, заточные для
фрезерных головок, заточ-
ные для протяжек, заточные
для зуборезных долбяков
и т. д.);
в) степень автома-
тизации станка и её
характер (станок авто-
матический, полуавтомати-
ческий, автоматизирован-
ный, с ручной подачей; ги-
дрофицированный; с элек-
тронно-ионным управле-
нием и т. д.);
г) степень чистоты
обработанной по-
верхности (например,
станок обдирочно-шлифо-
вальный, станок для пред-
варительного нарезания
зубьев, зубоотделочныи ста-
нок и т. п.);
д) класс точности
работы (станки .нор-
мальной" точности, повы-
шенной точности, преци-
зионные);
е) некоторые кон-
структивные при-
знаки (например, станки
фрезерные горизонтальные,
вертикальные, продольные,
карусельные — с круглым
столом, барабанные;станки
центровальные одно- и двух-
сторонние; шлифовальный
станок с планетарным дви-
жением шпинделя; маят-
никовый шлифовальный
станок);
ж) число важней-
ших рабочих орга-
нов станка или инстру-
ментов (например, свер-
лильные станки одношпин-
дельные и многошпиндель-
ные, многорезцовые токар-
ные станки, многосупорт-
ные карусельные станки),
число частей, определяю-
щих возможности использо-
вания станка, или другая
числовая характеристика
(одностоечные и двухстоеч-
ные станки разных типов;
агрегатный станок с 10-по-
зиционным столом;
з) дополнительные
эксплоатационны е
характеристики (на-
пример, станок стационар-
ный, переносный, настоль-
ный и т. д.)
Нередко в характери-
стику станка включается
и некоторые другие при-
00
t~
«О
to
CO
CN
-
x
Станки
луавтоматы
о
п
автоматы 1
<;
то-
(U
3
х 2
со 3
кар
изи-
для
из-.
циал
ные
шых
С га >>*
L3 ffl
О ®
О
а
а)
с
о
1
* 3
m
Я
D
3
окарн
овые
о
ч
сельные
>>
Кар
о
льн
Сверли
отрезные
;рные
евольве
0.
многошпиндель-
ые
X
одношпиндель-
ые
X
и
3
о.
а
о
4.
<и
са
о
а>
3
X
со
р.
л
о
со
¦ Оч
" г
5
=(
рас-
со
3
X
л
ЛИЛ
i
1
со
у а)
о 3
X X
[мазно-
;ые
>^
ные
асточ
(X
ально-
s
Рад
о
аз
наи
Коорди:
о
3
о
льные
н
верл]
°
ч
о
CD ¦?
расточны'
ностоечн!
дельн
маты
гошпин
о
X
Одношпиндель-
Вертикально-
CN
S
олильные
С
о
са
СО
>>
с
ые полуавтоматы
X
верлильные
о
шые
о
СО
О.
X
се
Н
О
п
к т
а> \j~, рз
X
СО
я1
[тирс
ли-
о
с
а>
3
HhOXB
СП
к
I
Специа
s
но-шл
5 с
O.VO
га
CJ
-odn
!i
3 га
г са
о
II
99 К
•8-с
я
|<и
>>
ИЛИК{
столол
3 S
X Ч
(В
рованные
фовальнь
для вало!
бдироч
альные
О
ее
о
•е-
Внутришлифо-
альные
Круглошлифо-
альные
со
f
^фовальн!
m
овальные
о.
IfO
с
X
[бинирова
о
>,
ёз
со са
а) «и s
3
х
со
СО
|езь-
s
VO
ЛОЧ-
боотде
>>
со
-фре
езьбо
Си
бработ-
о
Для
Svo
сз
D О
аль-
о
¦е-
5
3 а)
о 3
О X
1)
3
X
1)
3
о.
m
торцов
колёс
дз
а со
6. Q. CJ
1езе
Зубофр
в*"ч
о> *
х са
«is
зерны
убофре
ндрич
: и шл
цили
х колёс
те « я
1
Зуборезные для 1
3
Зубострогальн
6
VO
я
а>
а
S
о
Ч о
онических колес
a
ля цилиндри1
ких колёс
Ч О
атывающ
VOVO
3m
в
о.
VO
О
ре-
•а-
3
X
а) ге
Я
галь-
изон-
о.
ни-
ирокоу
3
1)
3
X
л
о
ч
о
а.
С
икаль-
t-i
Вер
л
я
а
X
3
зер
1
зноя
о
3 3
я
альные
ере
са
бескон- |
3
X
s
X
"Я
ОЛЬН!
U
О Q.CU
Копиро
ные и г
ровальны
о
к
ых вал
а
Я"
Фрезерные не-
рерывного дей- I
CD
О.
Вертикально-ф
to
с
ерные кенсол
«
:зерные
О,
¦&
твия
о
я
X
а>
3
X
аа
ч
о
ч
Про
ро-
г4
а)
3 <и
X
со
СО
Рч
3
'л
ч
0) а>
3 3
зотяжн
с
яжные
н
а)
3
X
я
я>
VO
I
6
но-стр
опереч
с
двухстоечные
одностоечные
огальные,
икальн
cl
а>
о
i
О 3
U X
"я
[епинг
ьные (ш
ч
и
6
о.
жные и е
,ie
HVO X
ч н
3
Пил
3
ные, работаю
со
О.
О
жевки
о
а>
3
о
а
ч
|чные |
о
лен!
,
о
X
л
| Правил
я
или и
i адким
и
абразивным кру-!
А
токарным ре
00
резные
со
Он
испыта-
Для
| отрезные
1
я в
1о
шм
равйль;
TU
у
ОМ
Пилонасека-
U
инстру- 1
ffl
1ИЯ
1СНТ0
в
1-
о о
о о.
ельные
VO
||
S со
i са
о 3
t- н
о ю
а>
3
х
См
о
ГЛ. I]
ПРОИЗВОДСТВЕННЫЕ ХАРАКТЕРИСТИКИ СТАНКОВ
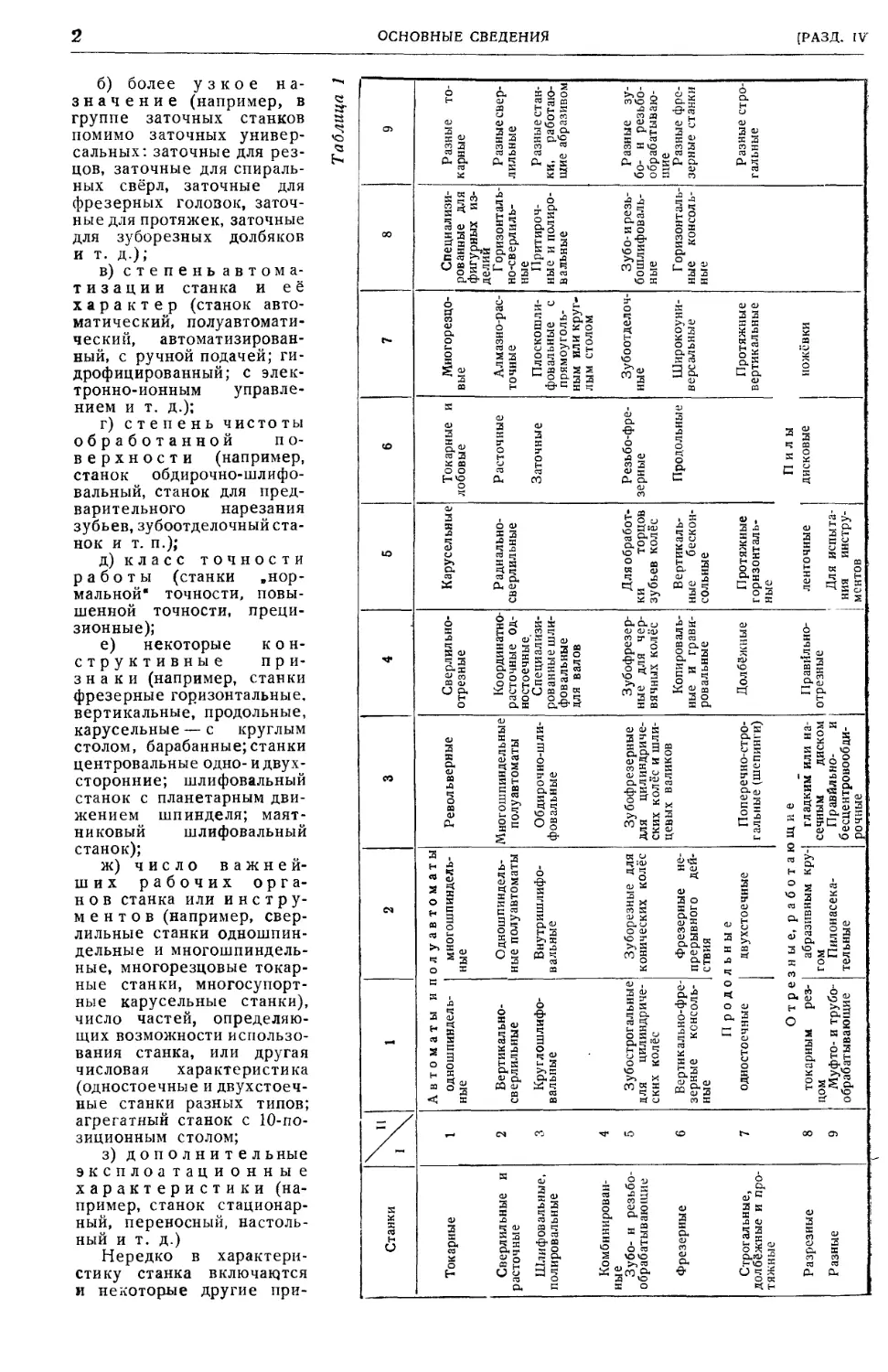
знаки, которые могут иметь значение для
оценки его эксплоатационных качеств.
Основой десятичной системы обозначе-
ний типов (моделей) станков отечественного
производства является индексатор метал-
лорежущих станков ЭНИМС, приведённый в
табл. 1.
Обозначение типа (шифр) станка состоит
из трёх или четырёх цифр, иногда с доба-
влением прописной буквы для дополнитель-
ной характеристики станка. Первая цифра
берётся из столбца I табл. 1, вторая цифра —
из строки II.
Примеры: 1620 — токарно-винторезный станок повы-
шенной точности; 1336А — токарно-револьверный станок с
вертикальной осью револьверной головки для наибольшего
диаметра прутка 36 мм (две последние цифры обозначе-
ния); станок является модификацией станка 1336 (буква А);
112 — токарный одношпиндельный автомат для продоль-
ного точения (наибольший диаметр прутка 12 мм); 2575 —
радиально-сверлильный станок для наибольшего диаметра
сверления 75 мм; ЗБ64 - универсально-заточный станок с
высотой центров 100 мм. 561 — резьбофрезерный станок
для длинных резьб; 6441 — копировально-фрезерный элек-
трифицированный полуавтомат; 7А36 — поперечно-стро-
гальный гидрофицированный станок и т. п.
В общем случае производительность станка
определяется количеством обрабатываемых
деталей в единицу времени.
Для сопоставления производственных воз-
можностей станка и режущих свойств его
инструмента принята производительность по
машинному времени обработки, так как вспо-
могательное время при всякой обработке
одинаково как для станка, так и для его
инструмента. Производительность, например,
токарного станка при заданной глубине реза-
ния по машинному времени может быть выра-
жена так:
_ 1 1000 «s п ...
Q CVS ()
где Тм — машинное время обработки в мин.;
D —диаметр обтачиваемой поверхности в мм;
L—длина обтачиваемой поверхности в мм;
С\ ¦= const.
Уравнение A) для характеристики режу-
щих свойств токарного резца имеет вид
Quh =
B)
ПРОИЗВОДСТВЕННЫЕХАРАКТЕРИСТИКИ
СТАНКОВ
Для определения кинематических и дина-
мических параметров станков — диапазонов
чисел оборотов шпинделя и подач, мощности
электродвигателя, максимального усилия по-
дачи и других — используются эмпирические
зависимости скорости и усилий резания от
размеров снимаемого инструментом слоя ме-
талла и параметров инструмента (см. т. 7,
стр. 79—130).
Производительность при работе на станках
ограничивается двумя основными факторами:
производственными возможностями станка и
режущими свойствами инструмента.
Если производственные возможности станка
недостаточны по сравнению с возможно-
стями его инструмента, то станок не может
полностью использовать инструмент, и про-
изводительность такого станка будет соста-
влять только некоторую часть от возможной
производительности при полном использова-
нии инструмента.
Производственные возможности рацио-
нально сконструированного станка в диа-
пазоне возможных на нём обработок должны
обеспечить наиболее полное использование
режущих свойств применяемого на данном
станке инструмента при обработке заданных
материалов.
Средством оценки производительности за-
проектированного станка может служить его
производственная характеристика *.
Производительность станка по машинному
времени (Q) как результат одновременного
использования производственных возможно-
стей станка и режущих свойств инструмента
при определённом обрабатываемом изделии
и заданной глубине резания может быть
охарактеризована величиной площади, обра-
батываемой на станке данным инструментом
в единицу машинного времени.
Для характеристики производственных воз-
можностей токарного станка (по мощности
электродвигателя) уравнение A) имеет вид
4500• 1,36 • Ыэф • sl~yP 1 -у
с/р
В формулах A) —C) приняты следующие
обозначения: v — скорость резания в м/мин;
veo — скорость резания в м/мин, соответ-
ствующая 60-минутной стойкости резца; Vpj —
скорость резания в м/мин, определяемая по
VS
мУмин-.
0JJ6D
0Р50
opto
срзо
ops
0JO20
0,018
ЦО16
Ofilt
0fli2
OfiiO
г'
ц
/
У
'&
1
гол
/
У
У.
.J-
2-я.
i
'/
.—-
юна
/
V,
'А
/
-
-
*
у
--
V-
J
.—-
а
—i
<
"^
//
i
<
ч
V-
¦р
а-'
%
**•
**¦
ю
i
Ш
W
*•*
^—
А
...
ч
'А
*¦ 3-я зона
*А
*—
1
018 № 30
0,6 Q3 1,0
* По методам, предложенным проф. докт. техн. наук
А. И. Кашириным [1].
Фиг. I. Производственная характеристика токарного
станка 1Д62 (ДИП-2Э) зааода „Красный пролетарий*.
Ыэф\ N30 — эффективная мощность станка
в кет; I — глубина резания в мм; s — подача
в мм на один оборот; xv, yv, xp, yp — показа-
тели степени при величинах глубины и по-
дачи в формулах скорости и усилия резания;
Cv, CD, Су, Су, С3 — постоянные величины.
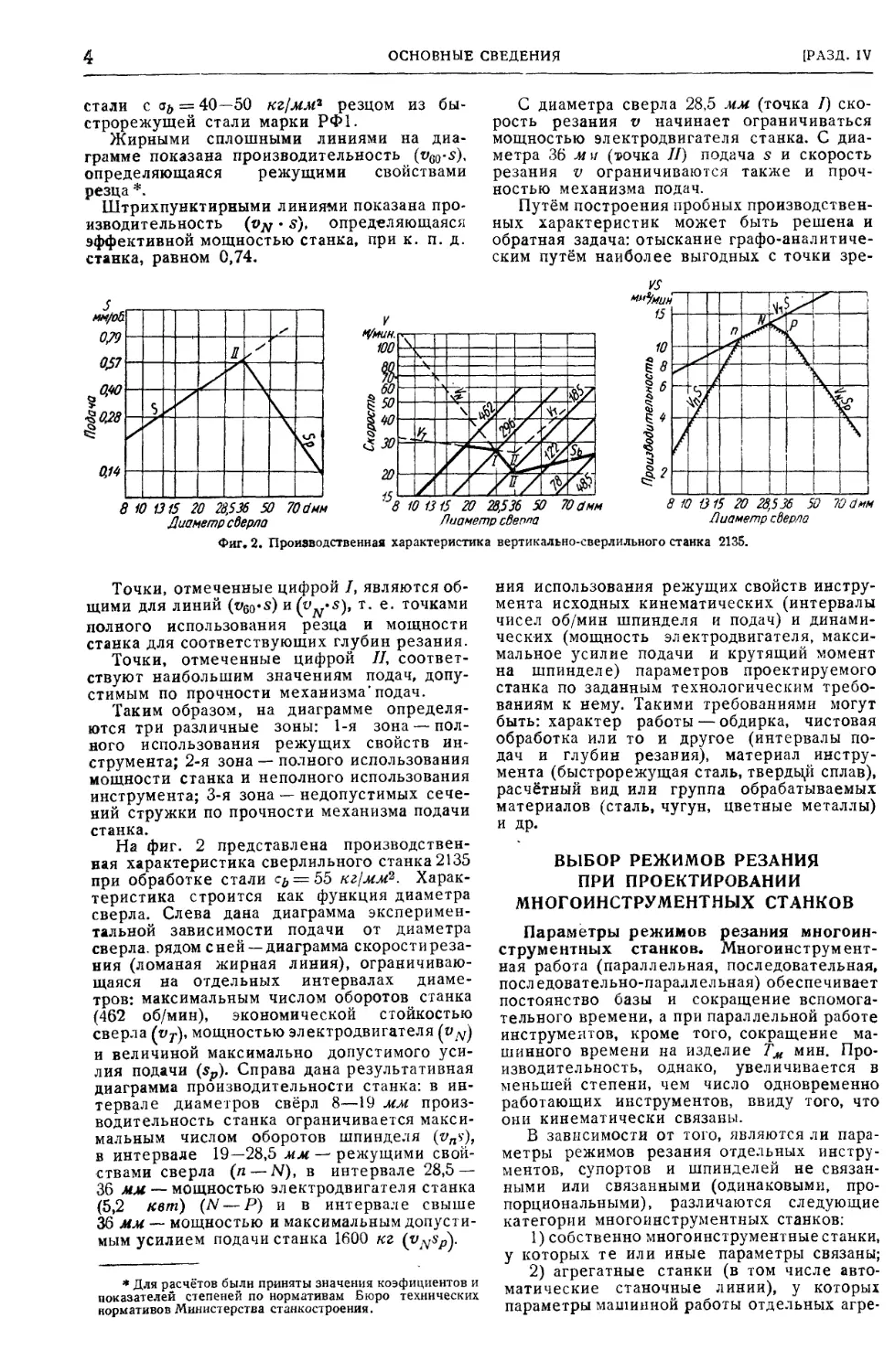
В 'качестве примера на фиг. 1 приводится
производственная характеристика токарного
станка 1Д62 (ДИ.П-20) с эффективной мощ-
ностью 5,2 кет при обработке углеродистой
ОСНОВНЫЕ СВЕДЕНИЯ
[РАЗД. IV
стали с аь = 40—50 кг/мм2 резцом из бы-
строрежущей стали марки РФ1.
Жирными сплошными линиями на диа-
грамме показана производительность (Vqq-s),
определяющаяся режущими свойствами
резца *.
Штрихпунктирными линиями показана про-
изводительность (vN - s), определяющаяся
эффективной мощностью станка, при к. п. д.
станка, равном 0,74.
мм/ой
0/9
457
0,14
й.
\
\
\
\
\
У
ч/тн.
100
ёзо
20
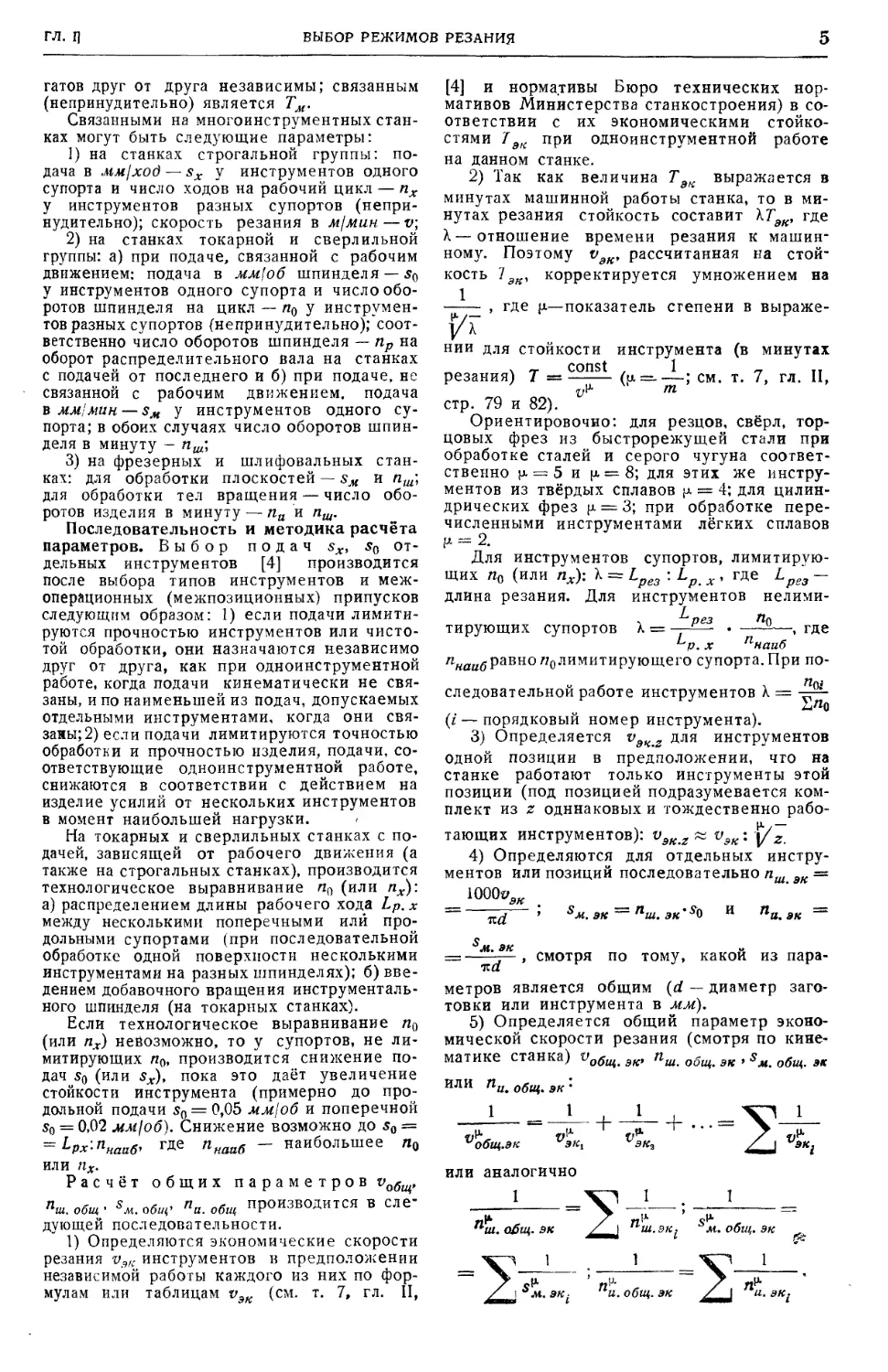
С диаметра сверла 28,5 мм (точка /) ско-
рость резания v начинает ограничиваться
мощностью электродвигателя станка. С диа-
метра 36 ми (тючка //) подача s и скорость
резания v ограничиваются также и проч-
ностью механизма подач.
Путём построения пробных производствен-
ных характеристик может быть решена и
обратная задача: отыскание графо-аналитиче-
ским путём наиболее выгодных с точки зре-
vs
15
10
/
\
/
у
/п
7%
Г1
¦у
р
у.
/
it
f
/
\
\
S
\
8 Ю 1315 20 28,536 50 70 dмм
Диаметр сверла
в 10 13 15 20 28,536 50 70 с/мм
Лиаметр свеопа
8 10 1315 20 28,536 50 70с/мм
Диаметр сверла
Фиг. 2. Производственная характеристика вертикально-сверлильного станка 2135.
Точки, отмеченные цифрой /, являются об-
щими для линий (%г$) и(илг*^)> т- е- точками
полного использования резца и мощности
станка для соответствующих глубин резания.
Точки, отмеченные цифрой II, соответ-
ствуют наибольшим значениям подач, допу-
стимым по прочности механизма'подач.
Таким образом, на диаграмме определя-
ются три различные зоны: 1-я зона — пол-
ного использования режущих свойств ин-
струмента; 2-я зона — полного использования
мощности станка и неполного использования
инструмента; 3-я зона — недопустимых сече-
ний стружки по прочности механизма подачи
станка.
На фиг. 2 представлена производствен-
ная характеристика сверлильного станка 2135
при обработке стали с^ = 55 кг/мм2. Харак-
теристика строится как функция диаметра
сверла. Слева дана диаграмма эксперимен-
тальной зависимости подачи от диаметра
сверла, рядом с ней —диаграмма скоростиреза-
ния (ломаная жирная линия), ограничиваю-
щаяся на отдельных интервалах диаме-
тров: максимальным числом оборотов станка
D62 об/мин), экономической стойкостью
сверла (уТ), мощностью электродвигателя (одг)
и величиной максимально допустимого уси-
лия подачи (sp). Справа дана результативная
диаграмма производительности станка: в ин-
тервале диаметров свёрл 8—19 мм произ-
водительность станка ограничивается макси-
мальным числом оборотов шпинделя {упч),
в интервале 19—28,5 мм — режущими свой-
ствами сверла (n — N), в интервале 28,5 —
36 мм — мощностью электродвигателя станка
E,2 кет) (N—Р) и в интервале свыше
36 мм — мощностью и максимальным допусти-
мым усилием подачи станка 1600 кг {yNs^.
* Для расчётов были приняты значения коэфициентов и
показателей степеней по нормативам Бюро технических
нормативов Министерства станкостроения.
ния использования режущих свойств инстру-
мента исходных кинематических (интервалы
чисел об/мин шпинделя и подач) и динами-
ческих (мощность электродвигателя, макси-
мальное усилие подачи и крутящий момент
на шпинделе) параметров проектируемого
станка по заданным технологическим требо-
ваниям к нему. Такими требованиями могут
быть: характер работы — обдирка, чистовая
обработка или то и другое (интервалы по-
дач и глубин резания), материал инстру-
мента (быстрорежущая сталь, твердцй сплав),
расчётный вид или группа обрабатываемых
материалов (сталь, чугун, цветные металлы)
и др.
ВЫБОР РЕЖИМОВ РЕЗАНИЯ
ПРИ ПРОЕКТИРОВАНИИ
МНОГОИНСТРУМЕНТНЫХ СТАНКОВ
Параметры режимов резания многоин-
струментных станков. Многоинструмент-
ная работа (параллельная, последовательная,
последовательно-параллельная) обеспечивает
постоянство базы и сокращение вспомога-
тельного времени, а при параллельной работе
инструментов, кроме того, сокращение ма-
шинного времени на изделие Тм мин. Про-
изводительность, однако, увеличивается в
меньшей степени, чем число одновременно
работающих инструментов, ввиду того, что
они кинематически связаны.
В зависимости от того, являются ли пара-
метры режимов резания отдельных инстру-
ментов, супортов и шпинделей не связан-
ными или связанными (одинаковыми, про-
порциональными), различаются следующие
категории многоинструментных станков:
1) собственно многоинструментные станки,
у которых те или иные параметры связаны;
2) агрегатные станки (в том числе авто-
матические станочные линии), у которых
параметры машинной работы отдельных агре-
ГЛ. I]
ВЫБОР РЕЖИМОВ РЕЗАНИЯ
гатов друг от друга независимы; связанным
(непринудительно) является Тм.
Связанными на многоинструментных стан-
ках могут быть следующие параметры:
1) на станках строгальной группы: по-
дача в MMJxod — sx у инструментов одного
супорта и число ходов на рабочий цикл — пх
у инструментов разных супортов (непри-
нудительно); скорость резания в м/мин — v;
2) на станках токарной и сверлильной
группы: а) при подаче, связанной с рабочим
движением: подача в мм\об шпинделя — s0
у инструментов одного супорта и число обо-
ротов шпинделя на цикл — щ у инструмен-
тов разных супортов (непринудительно); соот-
ветственно число оборотов шпинделя — пр на
оборот распределительного вала на станках
с подачей от последнего и б) при подаче, не
связанной с рабочим движением, подача
в мм!мин — sM у инструментов одного су-
порта; в обоих случаях число оборотов шпин-
деля в минуту — пш;
3) на фрезерных и шлифовальных стан-
ках: для обработки плоскостей — sM и пш;
для обработки тел вращения — число обо-
ротов изделия в минуту — па и пщ.
Последовательность и методика расчёта
параметров. Выбор подач sx, s0 от-
дельных инструментов [4] производится
после выбора типов инструментов и меж-
операционных (межпозиционных) припусков
следующим образом: 1) если подачи лимити-
руются прочностью инструментов или чисто-
той обработки, они назначаются независимо
друг от друга, как при одноинструментной
работе, когда подачи кинематически не свя-
заны, и по наименьшей из подач, допускаемых
отдельными инструментами, когда они свя-
заны^) если подачи лимитируются точностью
обработки и прочностью изделия, подачи, со-
ответствующие одноинструментной работе,
снижаются в соответствии с действием на
изделие усилий от нескольких инструментов
в момент наибольшей нагрузки.
На токарных и сверлильных станках с по-
дачей, зависящей от рабочего движения (а
также на строгальных станках), производится
технологическое выравнивание п0 (или пх):
а) распределением длины рабочего хода Lp. x
между несколькими поперечными или про-
дольными супортами (при последовательной
обработке одной поверхности несколькими
инструментами на разных шпинделях); б) вве-
дением добавочного вращения инструменталь-
ного шпинделя (на токарных станках).
Если технологическое выравнивание щ
(или пх) нейозможно, то у супортов, не ли-
митирующих п0, производится снижение по-
дач 50 (или sx), пока это даёт увеличение
стойкости инструмента (примерно до про-
дольной подачи 50 = 0,05 мм/об и поперечной
s0 = 0,02 мм\об). Снижение возможно до s0 =
= LPx-nHau6, где пнааб - наибольшее щ
или пх.
Расчёт общих параметров vобщ,
пш.общ< SM.o6Ui' па.общ производится в сле-
дующей последовательности.
1) Определяются экономические скорости
резания vaK инструментов в предположении
независимой работы каждого из них по фор-
мулам или таблицам v3K (см. т. 7, гл. II,
[4] и нормативы Бюро технических нор-
мативов Министерства станкостроения) в со-
ответствии с их экономическими стойко-
стями Тдк при одноинструментной работе
на данном станке.
2) Так как величина Тэк выражается в
минутах машинной работы станка, то в ми-
нутах резания стойкость составит ХТЭК, где
X—отношение времени резания к машин-
ному. Поэтому vaK, рассчитанная на стой-
кость 7.
корректируется умножением на
1
V
— , где р.—показатель степени в выраже-
нии для стойкости инструмента (в минутах
резания) 7 = COnS (р — —; см. т. 7, гл. II,
стр. 79 и 82).
Ориентировочно: для резцов, свёрл, тор-
цовых фрез из быстрорежущей стали при
обработке сталей и серого чугуна соответ-
ственно jj. = 5 и [л. = 8; для этих же инстру-
ментов из твёрдых сплавов р. = 4; для цилин-
дрических фрез ^ = 3; при обработке пере-
численными инструментами лёгких сплавов
р- = 2.
Для инструментов супортов, лимитирую-
щих щ (или пх): X = Lpe3 : Lp x , где Lpe3 -
длина резания. Для инструментов нелими-
тирующих супортов X = рез- • —-—, где
^р. х пнаиб
лндцбравнол0лимитирующего супорта. При по-
* . tin;
следовательной работе инструментов X = -=~
(i — порядковый номер инструмента).
3) Определяется vgKZ для инструментов
одной позиции в предположении, что на
станке работают только инструменты этой
позиции (под позицией подразумевается ком-
плект из z одинаковых и тождественно рабо-
тающих инструментов): v3K#г « v9K: |/г
4) Определяются для отдельных инстру-
ментов или позиций последовательно п.,. av =
S tj a** Л-
= —'— , смотря по тому, какой из пара-
метров является общим (d — диаметр заго-
товки или инструмента в мм).
5) Определяется общий параметр эконо-
мической скорости резания (смотря по кине-
матике станка) vo6ui 9К, пш общ, эк , sM общ як
или па.общ.9к:
1
С
1
или аналогично
1
_1*
пш. общ- эк
1
ш. эк.
м. общ. эк
п
а. общ. эк
и. эк.
ОСНОВНЫЕ СВЕДЕНИЯ
[РАЗД. IV
Технически расчёт общего параметра,
например, пш общ эк , производится сложе-
нием взятых из специально рассчитанных
таблиц значений вспомогательных величин
W—\ 1 [4], пропорциональных стойкости
инструмента.
Пример. Д^ч отдельных позиций многорезцового стан-
ка вычислены дШ- дк отдельных позиций при независимой
работе каждой из них и требуется определить пш 0$щ эк
при работе всего комплекта (всех позиций) инструментов.
Позиция 1: иш- эк = ioo; W = ioo (в тысячах)
» 2; пш. эк = I2o; W = 4° г, л
3: пш. эк = I5°: W = 13 »
4: пш. эк = 200> W = 3.' »
5: пш. эк •= i6°; w =* 9>б » »
6: л.
= i22; W — 33
2оо (в тысячах)
По таблице значений W находим соответствующее
?W=200, яш. об^. аж = 87.
О расчёте для случаев, когда величины (i, различны
для разных инструментов, см. [4].
6) При наличии инструментов, у которых
скорости резания v и, следовательно, пш, sM, nu
определяются не стойкостью инструментов, а
технологическими условиями (чистотой и точ.
ностью обработки), vo6uimaK, »ш.общ.ан.
sm. общ. эк - пи. общ. эк определяются без учёта
этих инструментов, сравниваются с соответ-
ствующей технологически допустимой вели-
чиной для этих инструментов и принимается
наименьшая из обоих.
7) Определяется экономическое машинное
время Тм ак, смотря по кинематике станка,
по одной из формул:
л. эк
¦• ж. эк
. общ. эк
или (для автоматов с подачей от распреде-
лительного вала)
k
* м. эк „ »
"ш. оби«. эк
«р — отношение угла на распределительном
вале (соответствующего рабочему ходу) к
360°;
L-- т = ! .
*¦ м. эк
Т —
1 м. эк
sm. общ. эк
н. общ. эк
8) Зная, смотря по кинематике, sM- ОбЩ. эк и
пи общ ж< определяют для отдельных многоин-
струментных шпинделей или инструментов
соответственно фактические величины:
d
п
ш. фак — Sm. общ : S0 И Sm. фак = пи.общ.
Расчёт параметров режимов резания
для агрегатных станков
а) Определяют Тм эк отдельных агрегатов
в предположении их изолированной работы,
как указано выше.
б) Определяют Тмобщ,9К при одновре-
менной работе всех агрегатов (при одина-
ковых (л для всех инструментов) по формуле
в) Далее, зная Тм общ эк , определяют в
соответствии с типом станка фактические
параметры режимов (соответственно Уфак
пш.фак^м. фаю"п.фак п0 формулам для Тм^ эк
см. выше).
Необходимо добиваться по возможности
выравнивания Тм эк инструментов (агре-
гатов) путём увеличения стойкости лимити-
рующих или перераспределения нагрузки
между ними.
Учёт при выборе скоростей организа-
ционно-экономических условий. Выбор
общих параметров vo6ui _ эк. пшобщ. эк,
sm. общ. ж* пи. общ. ж' Гм. общ. эк обеспечивает
условие экономической стойкости всего ком-
плекта инструментов, выражающееся ориен-
тировочно при работе z тождественных ин-
струментов частным уравнением Тэк2 = Тэкг,
а при работе различных или одинаковых, но
различно работающих инструментов урав-
нением
тЭКа тЭКл _
-г ~г т г • • • Ь
фак2 •* g&fl7c3
где Тфак — фактические стойкости в минутах
машинной работы при многоинструментной
работе (произведение фактического машин-
ного времени на стойкость инструментов
в штуках изделий — Q). При соблюдении
этого условия: а) расходы по инструменту
в минуту машинной работы составляют
1ЭК = г ; б) стоимость обработки 6 = Тмэк
(! + 1вк) = Тм. эк-7Г1Г\— минимальная.
Здесь: /=
Г"
А
, где А =Л' + В-рас-
ходы по инструменту за период стойкости
Тфак\ А' — расходы по амортизации инстру-
мента, заточке, сборке, оплате наладчика;
В — время простоя станка при смене инстру-
мента; /, А, А', 6 здесь выражены в „станко-
минутах" (т. е. получаются делением соот-
ветствующих величин, выраженных в копей-
ках, на стоимость станко-минуты Е), а В—
в минутах.
Е включает: а) расходы по содержанию
и обслуживанию рабочего; б) расходы по
станку, приспособлениям и вспомогательному
инструменту (амортизация, содержание, ре-
монт).
Расчётные значения Тэк для типовых ин-
струментов даны в табл. 2.
Для специальных инструментов, а также
нормальных, работающих на автоматических
линиях Тэк, должны быть вычислены
Т9К = {[>.— 1) (А'-\-В). При смене инстру-
мента в нерабочее время В = 0. Если Е ве-
лико, то Тэк = ((д. — 1) В.
При работе на синхронизированной поточ-
ной линии одно-, многоинструментных и агре-
гатных станков
м. общ. эк
где Е—стоимость станко-минуты всей линии;
Ед — стоимость станко-минуты соответствую-
ГЛ. Ij
ОСНОВНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
щего агрегата. По рассчитанным ТэК должны
быть скорректированы расчётные ьэК.
Уточнение скоростей резания
в связи с организацией смены инструмента.
Вычислив фактические стойкости инструмен-
тов
'фак
= Г
эк
где i = v3
соста-
вляют' график принудительной смены инстру-
ментов, приурочив её к перерывам в работе.
Особенно нагружённые инструменты, зату-
пляющиеся до конца смены, целесообразно
менять в рабочее время. Для сравнения эф-
фективности обработки при работе на рас-
Таблица 2
Расчетные значения Тэк в минутах машинной
работы станка для типовых инструментов
Тип инструмента
Резцы из быстро-
режущей стали и
твёрдых сплавов
Свёрла
Зенкеры цельные
Зенкеры насад-
ные и цековки . .
Фрезы
торцо-
вые
Цельные
Со встав-
ными но-
жами из
быстроре-
жущей ста-
ли
То же из
твёрдых
сплавов
Фрезы цилиндри-
ческие
Авто-
матный
инстру-
мент
Резцы
проходные
и отрезные
Резцы фа-
сонные
призмати-
ческие
Свёрла
спираль-
ные с ци-
линдри-
ческим
хвостом
Свёрла
сгупенча-
| тые
Размеры инстру-
ментов в мм
или число зубьев
Ширина
резцов В
Диаме-
тры d
Диаме-
тры d
Диаме-
тры d
Число
зубьев z
Число
зубьев z
Число
зубьев z
Ширина
фрезерова-
ния b
Число
зубьев z
-
-
Диаме-
тры d
Диаметр
d
12—25
До 8
ю
2О
3°
4°
55
15
25
4°
2О
32
5°
—
-
-
bz
4°о
8оо
i6oo
320Э
-
-
До го
25
3°
7—25
Т9К в мин.
40—8о
8
ю
2О
3°
5°
7о
ЗО
4°
55
бо
8о
I4O
2О Z
12 Z
По се-
рому
чугуну
40 2
По
стали
60 z
135
24O
38о
640
бэ
I2O
ЗО
Зо
4°
7°
чётных экономических скоростях, соответ-
ствующих смене инструментов в рабочее
время, и на пониженных скоростях, обеспе-
чивающих смену инструментов во время пе-
рерывов, необходимо сравнить соответствую-
щие величины 6 = Тм A -f- N= ).
V ^dl фак >
Если известны фактические стойкости
всех инструментов, то выбор связанных па-
раметров режима (юобщ^ зк,пш^ общ.эк,па, общ_ aKt
Тм обЩщ эк) может быть произведён графи-
чески (фиг. 3).
Отмечаем на логарифмической сетке соот-
ветственно при за-
данной величине
«ш (v, sM,nu, TM)
величины Тм и
расхода по инстру-
менту на одно из-
делие Ьин —
Q
отдельнодля групп
инструментов с
различными fj,
I здесь А——9-%
\ v—l
Из этих точек про-
водим: линию Тм
под углом—45° и
V4 А
линии Ьин = 2j-q
под углом а к оси
Пш (tga=fx—1);6 =
= ?л-г-6и«-Нафиг.З
нанесено также
время простоя стан-
ка при смене ин-
струментов Тин =
от
Примечание. Для инструментов из быстрорежу-
щей стали при обработке серого чугуна нормы Тэк умно-
жить на 2.
wo500600 mm
Фиг. 3.
обработки х = Тм 4- Тан; бит имеют мини-
мум в точках, соответствующих экономиче-
ской стойкости и стойкости наибольшей про-
изводительности комплекта инструментов;
при режиме наибольшей производительности
Т
7fAp- = 1, где Тпр = (|х — 1) В - стойкость
г фак
наибольшей производительности при работе
на данном станке одним инструментом.
ОСНОВНЫЕ ДАННЫЕ
ДЛЯ ПРОЕКТИРОВАНИЯ
МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
Формообразование
Металлорежущие станки служат для при-
дания заготовке требуемых форм и размеров
изделия путём снятия излишнего металла.
Формообразование осуществляется режущей
кромкой инструмента при относительном
движении рабочих органов, несущих инстру-
мент и заготовку.
В машиностроении наиболее часто при-
меняются те формы сопрягаемых поверхно-
стей деталей, которые образуются на станках
экономично и с точностью, отвечающей усло-
виям их использования. Такими поверхностями
являются огибающие семейства элементарных
ОСНОВНЫЕ СВЕДЕНИЯ
1РАЗД. IV
первичных поверхностей, образуемых при
прямолинейном и вращательном,равномерном,
непрерывном или циклическом движении
простого инструмента и заготовки, а именно:
а) поверхности вращения, линейчатые и
винтовые, объемлющие и объемлемые — ко-
нические (в частном случае цилиндрические)
с круглой или звездообразной направляющей
и прямолинейной образующей (или наоборот),
а также с фасонной образующей, равномерно
движущейся относительно оси вращения
(с винтовой направляющей) или неподвижной
(с круглой направляющей);
б) поверхности продольные (переноса) —
с прямолинейными производящей и напра-
вляющей, с фасонной направляющей и прямо-
линейной производящей (или наоборот).
Реже используются поверхности, не имею-
щие постоянной формы образующей и на-
правляющей, требующие сложной механи-
ческой обработки по особым моделям или
копирам.
В станке образующую поверхности соста-
вляет проекция на плоскость, перпендику-
лярную направляющей (траектории формо-
образующего относительного движения) не-
подвижной или вращающейся режущей кромки.
Скорость движения её вдоль направляющей
есть скорость формообразования, равная при
невращающейся, или скользящей непрерывно,
режущей кромке — скорости резания, а при
вращающейся — скорости подачи (оси вра-
щения).
Образующая инструмента при большой её
длине может быть заменена движением по-
дачи узкой (точечной) режущей кромки по
траектории образующей. В универсальных
станках чаще применяется инструмент с узкой
прямолинейной образующей, в более произ-
водительных специализированных станках —
с широкой при необходимости фасонной об-
разующей (производящей).
Относительное движение формообразова-
ния по сложной направляющей в станке
обычно заменяется его составляющими по
простым прямолинейным и круговым напра-
вляющим для рабочих органов.
Указанные выше поверхности могут быть
получены на станках разных групп разными
методами формообразования. Оптимальность
выбранного типа станка должна быть под-
тверждена соответствием его эксплоатацион-
ным требованиям, экономичности обработки
и качеству поверхности детали (точности,
микроструктуре, направлению следов инстру-
мента и гладкости).
Кинематическая схема станка определяет-
ся прежде всего выбором метода формообра-
зования и системы координат, в которой выра-
жены уравнения семейства первичных по-
верхностей и осуществляются движения ра-
бочих органов, несущих инструмент и заго-
товку. Огибание заготовки инструментом
осуществляется относительным качением
аксоидов, жёстко связанных с инструментом
и заготовкой. Резание осуществляется за счёт
смещения режущего лезвия с аксоида и
возникающего скольжения резца и изделия
в зоне их контакта. При этом должно быть
обеспечено сохранение необходимых углов
резания на инструменте. Таким образом, си-
стема главного движения и подачи, позволя-
ющей продолжать в рабочей зоне процесс
формообразования, определяется лишь требо-
ваниями последнего. Движения подвода ин-
струмента и заготовки в рабочую зону и
отвода из неё, а также для их закрепления
и освобождения могут быть выбраны произ-
вольно.
Классификация металлорежущих стан-
ков по группам определяется характером дви-
жения и видом инструмента и заготовки,
а также формой образуемых первичных по-
верхностей:
I. Резцовые: а) токарные станки—о, главным
вращательным движением заготовки, на кото-
рой режущая кромка металлического или ме-
таллокарбидного резца при подаче образует
винтовую (спиральную) поверхность;
б) расточные — с вращающимся резцом,
режущая кромка которого при подаче, без
смещения оси вращения, образует в невра-
щающейся заготовке винтовую (спиральную)
поверхность;
в) строгальные — с поступательно-возврат-
ным (обычно прямолинейным) относительным
движением заготовки и резца, режущая
кромка которого при подаче образует на
заготовке линейчатую поверхность.
II. Фрезерные — с вращающимся резцом
(объёмным инструментом), режущие кромки
(поверхности) которого образуют при: 1) по-
ступательном, 2) вращательном или винтовом
или 3) связанном винтовом (относительном
движении заготовки и оси вращающегося
резца) прерывающуюся стружку и сложную
поверхность (с направляющей плоскостью
или осью — разных групп, как I).
III. Шлифовальные — с вращающимся шли-
фовальным объёмным, реже кромочным, ин-
струментом, режущие кромки которого обра-
зуют при поступательном, вращательном или
винтовом относительном движении заготовки
и шлифовального инструмента цилиндриче-
скую или более сложную поверхность.
IV. Электроискровые, характеризующиеся
съёмом при искровом разряде весьма мелкой
шаровидной „стружки" с заготовки (анода)
точечным или фасонным инструментом (ка-
тодом).
V. Комбинированные, характеризующиеся
осуществлением процессов нескольких ука-
занных выше групп.
По степени специализации станки разде-
ляются на:
а) универсальные, служащие для выпол-
нения различных операций на изделиях мно-
гих наименований;
б) широкого назначения — для выполне-
ния определённых операций на изделиях
многих наименований;
в) специализированные — для обработки
изделий одного наименования;
г) специальные — для обработки опреде-
лённого (одного) изделия.
Станки универсальные, широкого назна-
чения и специализированные разделяются на
подгруппы более приспособленных для от-
дельных работ станков (продольные и попе-
речно-строгальные, сверлильные и универ-
сально-расточные и т. д.). Для возможности
более эффективного выполнения отдельных
операций обработки каждая из подгрупп
станков развивается по линии выделения
ГЛ. I]
ОСНОВНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
отдельных типов станков (например, токарные,
токарно-винторезные и т. д.), а также увели-
чения и уменьшения основных размеров стан-
ков каждого типа.
Выбор типа станка
Выбор типа станков определяется формой,
размером, материалом, точностью обрабаты-
ваемых деталей, требуемой производитель-
ностью, а также устойчивостью конструкций
изделий. Последние факторы обусловливают
возможность специализации оборудования.
Минимальная стоимость изготовления тре-
буемых изделий является критерием правиль-
ности выбранного типа станка. При выборе
типа станка учитывается, что горизонталь-
ные станки (с наибольшим размером в гори-
зонтальной плоскости) более универсальны
и пригодны для установки не только корот-
ких, но и длинных изделий и инструментов.
Они имеют преимущество также в отноше-
нии жёсткости системы и удобства отвода
стружки. С другой стороны, вертикальные
станки при — < 3 (где / — длина, d — попе-
речный размер изделия) обычно занимают
меньшую площадь и удобнее в отношении
установки крупных изделий, но часто имеют
больший вес, чем горизонтальные, а допу-
стимая цехом высота станка ограничивает
размер изделия.
Для обработки очень длинных изделий
применяются станки, у которых движения
подачи (или резания) имеют подвижные ин-
струментальные салазки (супорты) относи-
тельно неподвижного или медленно вращаю-
щегося изделия. В остальных случаях могут
быть подвижны заготовки.
Наибольшие размеры и мощность стацио-
нарных станков обычно не ограничены. Мощ-
ность привода в современных тяжёлых стан-
ках достигает 500 кет, усилия —100 т и
более.
В переносных станках вес ограничен на-
личными грузоподъёмными средствами, а уси-
лия подачи или резания часто ограничиваются
весом станка. Проектирование переносных
станков особенно целесообразно в тех слу-
чаях, когда при достижении необходимой
производительности вес станка может быть
меньшим, чем вес обрабатываемой детали.
Копировальные станки, в которых скорость
и траектория относительного движения ин-
струмента и заготовки определяются тем или
иным шаблоном, а не непосредственно ско-
ростью движения и формой направляющей
салазок или стола, позволяют работать по
образцовому изделию и автоматизировать про-
цесс формообразования сложных поверхно-
стей; производительность их определяется
ограничениями, наложенными на форму ре-
жущей кромки и размеры инструмента. Станки
с чисто механической связью щупа и инстру-
мента, имеющие на копире усилия большие,
чем усилия подачи, конструктивно проще, но
требуют более дорогих и прочных шаблонов,
чем станки с синхронной электрической или
гидравлической связью щупа и инструмента.
Большее приближение образуемой по-
верхности к идеальной огибающей требует
увеличения количества следов движений ре-
жущих точек инструмента на заготовке,
а следовательно, времени обработки и точ-
ности движения формообразующих органов,
т. е. удорожания станка. Целесообразно со-
здание отдельных станков: 1) для предвари-
тельной обработки, на которых снимается
максимально допускаемое точностью и жёст-
костью заготовки или инструмента сечение
стружки, 2) для чистовой обработки, обеспе-
чивающих требуемое приближение к задан-
ной поверхности, определяемое величиной
подачи, остротой и точностью формы режу-
щей кромки, точностью движения её относи-
тельно заготовки (с наименьшей деформа-
цией всей системы).
Нормализация конструкций
При проектировании ряда станков каждого
типа целесообразно создание „подобных"
конструкций отдельных типоразмеров ряда.
Для входящих в ряды отдельных универсаль-
ных и широкого назначения станков наи-
большие размеры обрабатываемого изделия
(для некоторых также величина усилия и
размер инструмента) установлены требова-
ниями ГОСТ и определяют основные размеры
каждого станка, например расстояние между
стойками, расстояние от центра шпинделя
до станины, размер стола, расчётные нагрузки
и т. д.
Основной линейный размер для одного
станка из ряда J станков отбирается по
возможности для наиболее часто встречаю-
щегося размера обработки (по статистическим
данным), а для остальных станков прини-
мается по ряду с показателем геометрической
прогрессии ср (принцип равной вероятности
обработки изделий других размеров); для
наиболее распространённых станков по основ-
ному размеру чаще всего ^ = 1,26. Для рас-
чёта величины хода и скорости движения
рабочих органов наименьший размер обра-
ботки принимается обычно равным 0,25 от
наибольшего, который мог бы быть ещё вы-
полнен на станке.
Остальные размеры и другие характери-
стики станков из ряда подобных определяются
с применением законов подобия и соответ-
ствующих степеней зависимости, исходя из
сохранения одинаковых соотношений разме-
ров изделий, прогибов, прочности или других
требований. Если основная характеристика
наименьшего станка в ряде, например, диа-
метр устанавливаемого наибольшего изделия,
равна по величине ах, то для /-го станка:
a.j = п\-^~1- Также если для первого станка
другой параметр (например, мощность, вес)
численно равен Ъх = ka™, то для /-го станка
Чем больше специализирован станок для
повышения его производительности,тем более
целесообразна унификация его элементов
с уже освоенными в производстве конструк-
циями. Наиболее рациональны „узловые" кон-
струкции станков, комплектуемые из отдель-
ных узлов, которые на данном заводе могут
быть использованы как унифицированные
10
ОСНОВНЫЕ СВЕДЕНИЯ
[РАЗД. IV
в нескольких типах производимых станков.
Унификация элементов станков широкого на-
значения и специализированных проводится
с базовыми для завода моделями; специаль-
ных станков — обычно на основе применения
нормализованных функциональных агрегатов,
узлов и деталей и унификации отдельных
размеров и форм деталей.
Допустимая степень унификации элементов
определяется тем, чтобы потери из-за лишних
габаритов или запасов прочности компенси-
ровались ускорением и удешевлением произ-
водства и повышением эксплоатационных
качеств этих элементов.
Часто возможна нормализация узлов стан-
ков по „обезличенным" показателям (напри-
мер — .где/,— мощность или производитель-
ность, п — число оборотов), позволяющим
применять узлы в станках разной произво-
дительности.
Производительность станков
Необходимо различать производитель-
ность станков: абсолютную (общую), резания,
формообразования и штучную.
Абсолютная производительность характе-
ризуется средней величиной мощности — NT^
целесообразно используемой на осуществле-
ние формообразования (iV^), и других не-
отъемлемых операций рабочего цикла на
станке (Л/в). При механических процессах
NT = 1Мф -tNe =
где Рп и Pk — усилие в кг, минимально
необходимое для осуществления каждого из
п — формообразующих и k — вспомогатель-
ных движений органов, несущих режущие и
другие инструменты и заготовки (движений
резания, подачи, зажима, подвода в рабочую
зону и отвода их контроля и т. д.); vn и
vk— средняя скорость в м/мин, ТП и Tk —
продолжительность каждого движения в мин.;
Т ц — общая продолжительность рабочего
цикла в мин.
NT возрастает по мере совершенствова-
ния станков и режущих инструментов, до-
стигая в тяжёлых станках и автоматизиро-
ванных линиях станков до 100 кет и более
на одного обслуживающего их рабочего, что
более чем в 1000 раз превосходит наиболь-
шую производительность ручного труда.
Усилие резания р на 1 мм длины b обра-
зующей (ширины снимаемого слоя) при
различной средней толщине стружки аср и
расход энергии А на снятие единицы объёма
стружки приближённо определяются по
фиг. 4 и табл. 3.
Производительность резания опреде-
ляется средним количеством материала, сни-
маемого на станке в единицу времени рабо-
чего цикла, — Gp г/мин или Wp cm^jmuh.
При любом методе формообразования
Gp =
ntnvn ?
ntnln г/мин,
где y - удельный вес; bn — длина образую-
щей в см, tn — глубина резания в см, vn —
средняя скорость формообразующего движе-
ния вдоль направляющей в м/мин, ТПф —
время формообразования в мин., 1„ — длина
направляющей (снятого слоя) в см — для ка-
Якдтч/дцм3
' 0
' 0.001 10,0025 0,0063 Q016
0.0016 0.001* от 0.025
ОШЗ
Фиг. 4. Диаграмма зависимости усилия резания Р —
¦= рЬс К кг и удельного расхода энергии на резание
N = АК квт-ч!дцмг от средней толщины стружки аср.
р и А — по диаграмме; К я» 1 — для резцов по ГОСТ
2320-43 и фрез (К « 1,15 при i « 5°); К = 1.1 — для свёрл
и протяжек; К « 1,5 (В : ЬH,* — для цилиндрического
круга; К « 1,0 :f°l2 —для торцевого круга; ^-суммарная
ширина снимаемого слоя в мм по табл. 3; Ь — расчётная
ширина резания в мм; В — ширина круга в мм; t — рас-
чётная глубина резания в мм.
ждого из п инструментов; Тц — длительность
всего рабочего цикла станка в мин.;
Gp или Wp возрастают по мере конструк-
тивного развития станков.
На фиг. 5 указаны значения N?, Gp и Wp
для токарного станка с наибольшим диаме-
тром изделия над станиной до 400 мм при об-
Л' о* „ г
г W й
квт мин ' мин
Or 1600
150
-1200
L 6\=
-ЬОО
-200-
1905 1925
Фиг. 5.
1945 гиды
работке стали 45. Современный многорезцо-
вый станок этого размера имеет уже значе-
ние Gp в 4 раза более указанного на фиг. 5
для 1945 г., а тяжёлые токарный и строгаль-
ный станки снимают стальной стружки до
30 кг/мин и более,
Производительность формообразования
измеряется средней величиной образуемой
ГЛ. 1)
ОСНОВНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
11
на станке в единицу времени площади по-
верхности изделия—F,p.
1ц J
Круги
сломан;
Гф зависит от размера или требуемой чи-
стоты поверхности изделия и достигает при
обработке стали твердосплавными инстру-
ментами 5000 см"Iмин и более.
Ориентировочные значения скорости ре-
зания vp для стойкости 60 мин. при различ-
ной толщине стружки аср даны на фиг. 6.
Штучная производительность изме-
ряется количеством изделий, производимых
на станке в единицу времени —гш
60
2/
6000
шт/час.
0.01 0,025- -0,063QJ 0,150,25ОА 0,53 W 16аср*м
0,016 0.04
Фиг. 6. Ориентировочные значения скорости резания в за-
висимости от средней толщины стружки (см. табл. 3);
резание твёрдым сплавом без охлаждения, быстрорежущей
сталью с охлаждением—кроме обработки чугуна;
где ТфС — время формообразования (совме-
щённое) в мин.; Т$ - дополнительное время
в цикле в мин.; т\ф — —;?? — коэфициент не-
ц
прерывности формообразования; ^/— пло-
щадь обрабатываемой поверхности в см%;
1пн — длина пути в см, vn — скорость вм/мян
каждого из п не совмещённых во времени
формообразующих движений; lmtl и vm — tq
же для каждого из вспомогательных движе-
ний.
В современных станках достигается Тф =
— 0,4—0,95 (большие значения — для круп-
60
VnK,
V == Vcn {Ъ0 : Т \т.
эк 60 V ж)
Для проходных резцов:
К, = о,66 I 0,76
о,87
1,СО
t.i5
При (Ь : а ) = 8о
у V cpf
(b — ширина снимаемого слоя, а._ — средняя толщина
стружки).
Для торцевых фрез:
= 1,00
1,13
При
: аср) = 8о
4°
i ,40
Для цилиндрических фрез А", » 0,7D®^°-
Для сверл при обработке стали Л", «*О,35, чугуна Ki *0,5.
Для врезных резцов А', » 0,35.
Таблица 3
Инструмент
Резец проходной
Сверло
Фреза цилиндриче-
ская
Круг цилиндрический
Фреза торцевая
Круг торцевой
Средняя толщина
стружки
а в мм
s sin у
sz sin f
*/?
5 Sin tp • С
V
l-*- с
vk
Суммарная ширина
снимаемого слоя
Ь? в мм
t
sin (р
2 cos <p
. Vm
b 1
t Z-b
sin «p 3D
nb
* 31
Примечание
s — подача на один оборот (ход), <р° — главный
угол в плане, /—глубина резания в мм
sz — подача на одно лезвие на один оборот,
D — диаметр инструмента в мм
t — глубина резания в мм, г — число зубьев по
окружности, D — диаметр фрезы в мм, при обра-
ботке тел вращения принимается Dnp=yr—-z, где
d — диаметр изделия в мм; b — ширина фрезерова-
ния в мм
1 — шаг зёрен в мм, равный 25,4, делённому на
число зернистости, v — скорость изделия в м/сек,
х>у — скорость круга в м сек, Ь — подача на обо-
рот ('ход) изделия в мм
Ь — ширина фрезер
(Ь : D) =
с=
ован
0,4
1,0
ЛЯ В
0,6
0,9
мм,
0,85
0,76
b — ширина шлифования в мм
12
ОСНОВНЫЕ СВЕДЕНИЯ
[РАЗД. IV
ных зубофрезерных, токарных и других
станков, меньшие — для строгальных).
Для конструкций подобных станков раз-
ных размеров показатели производитель-
ности Nf—в большей, Gp или Wp— в меньшей.
F0—•ещё в меньшей степени понижаются.
а гш повышается с уменьшением размеров
станка или обрабатываемой заготовки. С учё-
том возможных простоев станка эксплоата-
ционные значения указанных показателей
на длительный период принимаются пони-
женными с коэфициентом т]пр = 0,8—0,95, учи-
тывающим простой станка при обслужива-
нии и ремонте, и коэфициентом загрузки
тK = 0,5—1,0, учитывающим недогрузку станка
по технологическим и в особых случаях
по организационным причинам.
Технологический к. п. д. станка
где г1Ри = 0,65 — 0,98 — коэфициент исполь-
зования режущих свойств инструмента —
экономической скорости резания и подачи
(меньшие значения — для малых универсаль-
ных станков, большие — при автоматическом
регулировании скорости); г\г — коэфициент
выхода годных изделий, учитывающий брак.
Направляющие станков
Направляющие рабочих органов являются
важнейшими элементами конструкции. Для
получения заданной точной поверхности об-
работки рабочие органы станка, несущие
инструмент и заготовку (шпиндель, салазки)
в их относительном движении, должны иметь
в своих направляющих лишь одну и только
в редких случаях две степени свободы.
Наиболее дешёвыми являются направляю-
щие с наименьшим количеством простых в из-
готовлении сопрягаемых поверхностей.
При осуществлении вращательного дви-
жения нагружённого переменными нагруз-
ками тела для соблюдения точной оси вра-
щения практически необходимы по крайней
мере: одна круглая цилиндрическая поверх-
ность и для удержания её на оси две пло-
ские кольцевые поверхности и восемь опор-
ных точек, а при замене цилиндрической и
плоской кольцевой поверхности конусной
или сферической — шесть опорных точек.
При осуществлении прямолинейного движе-
ния тела в заданном направлении необхо-
димы, по крайней мере, шесть опорных точек
и одна цилиндрическая поверхность (на дви-
жущемся теле или же в его опоре), обра-
зующая в сечении форму многоугольника
или круга с пазом, позволяющую удержать
движение в заданной плоскости. При дей-
ствии значительных поперечных сил к основ-
ной направляющей поверхности добавляется
вторая, а иногда третья и четвёртая с осью,
лежащей в заданной плоскости.
Привод
Движения органов станка могут быть
разделены на: а) формообразующие — реза-
ния и подачи, б) установочные — подвода,
установки и закрепления заготовки и инстру-
мента в рабочей зоне и удаления из нее и
в) вспомогательные—для заточки и охлажде-
ния инструмента, смазки и уборки станка от
стружки и т. п.
Для упрощения изготовления станков дви-
жения обычно разлагаются на простейшие:
вращательные вокруг оси и прямолинейно-
поступательные, с постоянной скоростью.
Наиболее употребительны следующие
циклы движений основного рабочего органа —
салазок или стола, несущих заготовку или
инструмент:
а) прямолинейные — рабочее движение,
быстрый отвод (станки строгальной и неко-
торые фрезерной группы);
б) прямолинейные—быстрый подвод, рабо-
чее движение, быстрый отвод (станки свер-
лильной, токарной, фрезерной и врезные
шлифовальной группы);
в) прямолинейные — рабочее движение в
обоих направлениях с одинаковой скоростью
(шлифовальные станки);
г) непрерывное вращение в одном на-
правлении (станки всех групп кроме стро-
гальных, для которых применяется редко);
д) периодическое, делительное враща-
тельное или прямолинейное движение.
Для указанных циклов могут быть норма-
лизованы электромеханические и гидравли-
ческие приводы.
При выборе типа привода определяется
соответствие его требуемым: пределам и ча-
стоте изменения скорости рабочего органа,
механической характеристике и устойчиво-
сти движения, мощности, надёжности, эко-
номичности, удобству использования и
к. п. д.
Регулирование режима работы станка
должно обеспечить оптимальную производи-
тельность его при заданном качестве обра-
ботки.
По скорости резания для универсальных
станков диапазон изменения Д — -тах
числа
оборотов или ходов инструмента или изделия
в минуту определяется необходимостью:
а) регулирования постоянства скорости ре-
зания при изменении диаметра изделия или
инструмента на токарных, фрезерных стан-
ках— в 4—8 раз, на сверлильных — в 3—
4 раза, на шлифовальных — в 2 раза; б) исполь-
зования режущих материалов, допускающих
скорость резания, изменяющуюся для резцов
в 2 -4 раза, для шлифовальных к-ругов -
в 1,5 раза; в) обработки разных материалов
со скоростью, изменяющейся для резцов в
4—8 раз; г) осуществления в некоторых
случаях дополнительных процессов обработки
или заточки, требующих снижения скорости
в 2-4 раза.
Для универсальных станков токарных,
расточных и фрезерных Д^50-100; свер-
лильных Л ~ 15—30; строгальных Л и 10;
шлифовальных Д х 1—3.
По подаче диапазон изменения её вели-
чины Дп на один ход (оборот) режущего лез-
вия или изделия определяется: а) прочно-
стью инструмента и заготовки и их закре-
пления— на черновых работах; б) глад-
костью и точностью обработки -- ка чисто-
вых; в) шагом требуемых резьб и т. п.,
а для Дпм (подачи в минуту) — также систе-
ГЛ. I]
ОСНОВНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
13
мой привода подачи. В станках с движением
подачи, совпадающим с направлением быстрого
подвода и отвода инструмента или заготовки,
быстрые перемещения часто осуществляются
отдельным приводом.
Для привода станков применяются элек-
трические и гидравлические, регулируемые
и нерегулируемые двигатели — вращатель-
ного и поступательного движения.
Изменение скорости двигателя осуще-
ствляется изменением скорости (величины)
поступающего электромагнитного или гидра-
влического потока, изменением производи-
тельности двигателя, торможением его. Сле-
дует избегать изменения скорости методами,
связанными с большой потерей энергии —
скольжением, реостатным и дроссельным —
при широком диапазоне регулирования и
мощности привода более 3 кет.
При нерегулируемых двигателях измене-
ние скорости рабочих органов достигается:
переключением шестеренных, цепных, шкив-
но-ремённых, фрикционных, кулачковых пе-
редач и весьма редко проскальзывающими
муфтами — фрикционными, электромагнит-
ными и гидравлическими. В шестеренных,
цепных преобразователях — коробках скоро-
стей, с подвижными шестернями или кулач-
ковыми муфтами, изменение скорости про-
изводится ступенчато; переключение их на
ходу затруднено необходимостью примене-
ния синхронизаторов и т. п. Однако к. п. д.
их при значительном Д выше, чем при плав-
ном изменении скорости, достигая ч\ = 0,95 и
более на одну ступень передачи (кроме пе-
редачи на шпиндель, для которой г\ должен
подсчитываться особо).
Передаточное число от двигателя к рабо-
чему органу / = ——
шр.о
'р. О
тельного и i =
¦ для прямолинейного
движения, где соответственно шд, п$, v$ —
скорость двигателя, а <ьр 0 пр 0 vp 0 — ра-
бочего органа. Общий диапазон регулирова-
ния
Д =
Ступенчатое регулирование в силовых (не
делительных) цепях мелких и. средних уни-
версальных станков осуществляется обычно
по геометрической прогрессии с показате-
лем <р = уД==
где г —общее
число ступеней скорости, чаще всего кратное
двум и трём; значения п определяются по
нормативам для резания и принимаются окон-
чательно по нормали станкостроения HI 1-1.
Обычно для коробок скоростей <р = 1,26;
1,41; 1,58. При отсутствии автоматического
регулирования скорости по какому-либо па-
раметру, например по стойкости инструмен-
та, дальнейшее уменьшение -f на универсаль-
ных станках мало эффективно. Плавное изме-
нение скорости применяется для улучшения
качества (гладкости, точности) поверхности
при чистовой обработке, в частности, авто-
матическое на копировальных станках со
следящей системой привода, а также для по-
вышения производительности при черновой
обработке серийных изделий, с автоматиче-
ским регулированием по нагрузке на инстру-
мент и т. д.
При чистовой обработке необходимо ре-
гулировать подачу на один оборот (ход) из-
делия или инструмента s мм/об = — =
= const, что при постоянной связи привода
шпинделя и подачи автоматически получается
при регулировании числа оборотов изделия
или инструмента (п). При обточке конусной
или плоской поверхности изделия регулиро-
вание скорости может дать сокращение вре-
мени обработки
d
где Tv—время обработки с постоянной ско-
ростью, а Тп — с постоянным числом оборо-
тов; dg и dM — больший и меньший диаметры
конической или плоской кольцевой поверх-
ности.
Если при dM = 0 возможен лишь ограни-
ченный диапазон плавного регулирования
скорости — Д, то
ту, = jp + 1
Т» 2Д* '
а при возможности лишь ступенчатого регу-
лирования скорости
т 1
1 Т1Г
для враща- ния v
¦77 " 2^ ¦
При черновой обработке постоянство по-
дачи s мм/об может не соблюдаться; регу-
лирование по экономической скорости реза-
'ж = ~7Я может Дать снижение времени
обработки до
-г fn _U tn
TVs ^ J6+JM
где fg~ большее, fM — меньшее сечение
стружки.
Во фрезерных и токарных станках с при-
водом от двигателей постоянного тока чаще
всего регулируется автоматически величина
крутящего момента на шпинделе или уси-
лия подачи, что может дать сокращение вре-
мени обработки крупных изделий с перемен-
ным сечением стружки на 30—35%.
Двигатель станка. Работоспособность
двигателя (количество работы, которое он
может отдать за цикл) должна превышать
производимую за цикл работу.
При пуске тяговый момент Md n или уси-
лие Pd n двигателя должны не менее чем
в 1,2 раза превышать пусковую статическую
нагрузку.
Для непрерывной или длительной работы
рабочего органа станка с постоянной стати-
ческой нагрузкой Мр кгм или Рр кг номи-
нальная мощность двигателя принимается рав-
ной
k-Мр
где tip — в об/мин; vp — скорость движения
рабочего органа в м/сек; т1М — к. п. д. пере-
14
ОСНОВНЫЕ СВЕДЕНИЯ
[РАЗД. IV
дачи к нему от двигателя; k = 1,05^-1,2 — коэ-
фициент запаса.
При циклической работе станка с пере-
менной нагрузкой для ротативного двигателя
тяговый или тормозной момент равен
мд = ± Мея
кгм;
для двигателя прямолинейного движения
усилие
рд = ± Реп 4- *яла.
где знак + относится к периоду разгона и
знак — к периоду торможения; Мсп — стати-
ческий момент сопротивления в кгм, @п—по-
стоянный момент инерции масс в кгмеек2,
отнесённые к валу двигателя; е — угловое
- 2
ускорение этого вала в сек. ; Рсп — ста-
тическое сопротивление в кг, тп — масса дви-
жущихся частей в кгсек2\м, отнесённые к звену
двигателя; а — линейное ускорение в м/сек,*.
При наличии q—вращающихся и и — прямо-
линейно движущихся (включая двигатель)
масс и р — приводимых от двигателя отдель-
ными передачами рабочих органов:
Mr
или
где Мс и Р(. — статические моменты и силы
сопротивления; шр и vp — угловые и линей-
ные скорости каждого из р рабочих орга-
нов, а Ш] и V\ — двигателя; г\м — к. п. д. пере-
дач к ним.
В приводе станка с ротативным двига-
телем (без маховика) часто %п — A,2—1,6) 6j,
где 6j — момент инерции его ротора.
Для открытых электродвигателей серии АД
01^@,9—1,5) — , серий МА и Р Q<x
"к
ж A,4—2,5) —-; меньшие значения @j от-
носятся к более быстроходным и менее мощ-
ным двигателям; для закрытых серий ТТ
и МТО момент инерции ротора вх ^
N
~ C—6) —н , где NH и пн — номинальные
мощность в кет и число об/мин двигателей.
Время пуска или торможения станка мо-
жет быть определено по графикам изме-
нения М$ и Мсп в зависимости от скорости
или приближённо
М
дс
Мс
где Mqc—средний пусковой или тормозной
момент двигателя; Мспс — приведённый к валу
двигателя средний момент сопротивления.
Для электродвигателей Mgc^k(М6п + $0)
zzkiMn, где k = 0,4— 0,5, для серии АД k^st
»1,3—1,7, для МА Л, «1,2—1,4, для ТТ и МТО
/г,:^^—2,7; M$n, М$о и Мн — пусковой, опро-
кидывающий и номинальный моменты дви-
гателя. Для небольшого токарного или фре-
зерного станка на подшипниках качения
TnycK2t0,12—0,16 сек., на подшипниках сколь-
жения Тпуск =г 0,18—0,22 сек
Аналогично определяется угол разгона или
торможения двигателя
радиан.
В приводе с двигателем прямолинейного
движения время пуска или торможения
„ k<>mnv
станка ' ~ т>—— о—, где «2= 1,1—1,4(учи-
Рдс ~\~ "спс
тывает непостоянство ускорения); v — наи-
большая скорость; Рдс — среднее пусковое
или тормозное усилие двигателя; Рспс — сред-
нее статическое сопротивление и тп — масса,
приведённые к скорости двигателя или рабо-
чего органа.
Для уменьшения потерь времени разгон
и торможение необходимо стремиться осу-
ществлять с постоянным ускорением е или а.
При отсутствии торможения электродвига-
теля тормозной муфтой, противовключе-
нием или иным сопротивлением после от-
ключения тока время свободного выбега ра-
бочего органа в быстроходных станках может
достигать Тс — 5—30 сек., а с маховиком и
более. При гидравлических двигателях оно
значительно меньше.
При длительности цикла
= 10—15 мин., из них остановки двигателя
Тпр<^Ъ—б мин., номинальную мощность
электродвигателя подбирают обычно по экви-
станка Тц =
%
180
160
рп
60
40
20
на
W
(\
Л
\
РПГ
обратного,
оабочий кос
J
и
г
—Раоочии хоо
\
\
\
Г
/
/
/
-4Pe6i
п
1
DC CN;
ь. рабочего на.Обрати
обратный ход\ /од
0 0,1 Ot 0,6 0.8 W 1,2 5 5/ 5.4 5.6 5.8 6 6.2 6,h б.бТсек
Фиг. 7. Диаграмма загрузки двигателя в приводе строгаль-
ного станка с электромагнитными муфтами.
валентному току за время цикла, подсчитан-
ному по нагрузочному графику (см. фиг. 7)
Принятый двигатель должен иметь
Mq0 j> Мс, наибольшего за цикл. Часто прини-
08N
мают
NH ~ ss Nc, где Nc — наибольшая
рабочая статическая нагрузка в кет, и произ-
ГЛ. I]
ОСНОВНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
15
водят проверку на нагрев и на возмож-
ность пуска; для последнего должно быть
Мда>\,2Мс.
Для преодоления весьма кратковременных
перегрузок допускается использование живой
силы двигателя, однако не более 1/3 её ве-
личины А да 0,0055 впп2н кгм да 0,000054 <дпп2н
квт'сек или Аа да 0,051 Gf2 кгм zx 0,0005Gf2
квШ'Сек для двигателя прямолинейного дви-
жения, имеющего вес подвижных частей G кг
и номинальную скорость v м/сек.
При циклической работе с частыми пере-
рывами (более 10—15 сек.) движения рабочих
органов без маховиков, выключение элек-
тродвигателя на время перерыва даёт уже
экономию в расходовании энергии
4~ NxTx—NncTa кет-сек,
где Nx и Тх — мощность в кет и время
веек, холостого хода; NnC — средняя мощ-
ность при пуске в кет; Тп — время пуска
в сек.
Nnc да 1,8kiNH.
Двигатель гидронасоса во избежание не-
равномерности хода исполнительных орга-
нов рекомендуется в этих случаях не вы-
ключать.
По мере уменьшения габаритов, улучше-
ния к. п. д. и других характеристик преобра-
зователей энергии и двигателей, пуск, ре-
версирование, остановка, изменение скорости
движения отдельных органов станка всё более
осуществляются обособленными двигателями,
работающими от общей энергетической сети,
а при необходимости получения более соот-
ветствующих условиям работы органа тяго-
вых характеристик — электро- и гидродвига-
телями, работающими от местных (на станке)
преобразователей энергии. Во всех случаях,
100
125%
50 75
Нагоузко
Фиг. 8. Типовой к. п, д. для защищенного
электродвигателя с короткозамкнутым
ротором при псин=~1Ь0О о б/мин.
не требующих плавного изменения скорости
как основной, применяется асинхронный
двигатель с короткозамкнутым ротором,
допускающий работу с вл -= 301 и даже
Л „ 60/A-5) Л,
более и имеющий пн — — об/мин,
удовлетворяющее требованиям привода
современных станков. К. п. д. его доста-
точно высок (фиг. 8). Наиболее часто при-
меняются в станках двигатели для стандарт-
]
р = 3 для большей мощности. Двигатели
являются саморегулирующимися по скорости;
скольжение при номинальной нагрузке не
превышает s = 0,06 @,03 для крупного двига-
теля); в двигателях серии с повышенным
скольжением 5 = 0,15—0,09. При наличии
в станке или группе их нескольких двига-
телей, вращающих рабочие органы с пр о ~>
>3000 об/мин, целесообразно применение
1
w
0.8
0,7
06
0,5\
ОМ
-//
tA««
\
/ *kom 1H0
. /
КО": /1
1 у [^
f уУ>
/V, -.
7/500
X
у
—
Й?
5
i
ной частоты /=50
сек
с числом пар полю-
сов р = 1 для N до 3 кет,р=2 для N до 20 кет,
1
Фиг. 9. К. п. д. двухскоростного электродвигателя
Р42/4/8 — 1500/750 об/мин: /V, — потребляемая,
NH0M — номинальная, Nn0Jl — отдаваемая мощ-
ность в кет.
для питания двигателей преобразователя
частоты на/=70; 100; 140; 200; 280 сек.~ \
При очень большом числе включений выби-
рается двигатель с меньшим моментом инер-
ции движущихся частей, по возможности со
встроенным тормозом. Многоскоростные дви-
гатели, имеющие большие габариты, сложную
аппаратуру управления, но высокие к. п. д.
(см. фиг. 9), целесообразно применять при
необходимости дистанционного управления
скоростями.
Двигатели постоянного тока используются
в станках при требованиях плавного, осо-
бенно дистанционного, изменения числа обо-
ротов при Д = 3; 10; 30; 100, с местными
мотор-генераторными или электронными пре-
образователями. Управляемый угол поворота
этих двигателей при реверсировании может
достигать а ^0,2 оборота. В копировальных
и крупных станках все более развивается
непрерывное управление скоростью двига-
теля. Синхронность вращения двух валов
с электрической связью, например, упра-
вляющими самосинами, уже осуществляется
с точностью до 0,01—0,03°.
Цилиндро-поршневые гидравлические дви-
гатели поступательного движения ввиду
компактности, надёжности, малых инерцион-
ных масс уместны во всех случаях передачи
больших усилий при прямолинейном (не
строго синхронном) движении резания, по-
дачи, зажима и т. д.
Ротативные многопоршневые, шестерен-
ные и лопастные гидромоторы применяются
преимущественно для привода подач; редко
для главного движения, при наличии гидро-
станции на станке, используемой для не-
скольких целей. Рабочее давление в ги-
дросистемах применяется: ра = 10—15 ати
при простых шестеренных насосах и пере-
даче относительно небольших усилий или мо-
ментов; ра = 60 ати и более для поршневых
16
ОСНОВНЫЕ СВЕДЕНИЯ
[РАЗД. IV
и лопастных насосов — при больших нагрузках.
Реверсирование движений гидромотораможет
быть доведено до 500 в минуту, линейная
скорость поршня в силовом приводе — до
2 м/сек и более. Ступенчатое изменение ско-
2 3 4
Момент гидромотора
5 кгн
Фиг. 10. К. п. д. (ij?n) масляного преобра-
зователя ЭНИМС с многоплунжерными
осевыми насосом и мотором при пере-
менной нагрузке.
рости движения поршня осуществляется при-
менением разных рабочих площадей цилин-
дров и изменением количества подающих на-
сосов; бесступенчатое — плавным изменением
-рват
100
90
80
70
'бС
50
40
30
20
10
0
1600 МО 2400 пг„о6/мин
Фиг. 10а. К. п.д. (tJn) масляного преобразователя
ЭНИМС при регулировании насоса и гидромотора
при постоянной мощности гидромотора Nn0A
и при постоянном давлении масла от насоса рд.
количества жидкости, подаваемой в гидро-
мотор регулируемым насосом или через дрос-
сель, изменением производительности гидро-
мотора.
Гидроприводы требуют особого внимания
в отношении уменьшения и отвода утечек.
К. п. д. и тяговая характеристика ги-
дропередачи ЭНИМС с многоплунжерными
осевыми насосом и гидромотором предста-
влены на фиг. 10 и 10а.
П'не в мо мо торы (цилиндро-поршневые)
ввиду сжимаемости рабочей среды и значи-
тельных габаритов (ра = 5 ати) применяются
лишь для быстродействующих зажимных при-
способлений и т. п., а ротативные — для при-
вода весьма мелких быстроходных станков
(л до 100 000 об/мин).
От общего трансмиссионного вала приво-
дятся иногда лишь мелкие настольные станки.
Передачи от двигателя к рабочим орга-
нам. Конструкция передачи зависит от вида
и скорости исходного движения двигателя
и требуемого движения рабочих органов.
В приводе вращающегося рабочего органа,
имеющего в подшипниках (на шейках) окруж-
ную скорость до 5 м/сек, наиболее часто при-
меняются шестеренные передачи. Шестерен-
ные коробки скоростей имеют высокий
к. п. д. при значительном Д (см. фиг. 11).
Окружная скорость шестерён обычно ещё не
превышает 6 м/сек для колёс с нешлифованны-
ми зубьями и 12 м/сек — со шлифованными.
В силовых передачах чаще применяются
цилиндрические зубчатые колёса. Необходи-
мое количество последовательных пар их
п =
где г — общее передаточное число, a/j — пе-
редаточное число одной пары, причём коли-
чество осей расточек в корпусе равно при-
близительно от л—1 до л-f-l. В универсальных
станках с шестеренными коробками скоро-
стей и с большим Д целесообразно иметь
привод шпинделя через 2—3 переключаемых
ступени, из которых одну с большим / для
работы при больших крутящих моментах при
малом числе оборотов и одну с / = 1 или
ускорительную зубчатую, или ремённую, пере-
дачи— для высоких чисел оборотов шпин-
деля, с наименьшим количеством промежу-
точных передач. Переключение скоростей
в основных передачах рекомендуется произ-
водить подвижными шестернями; тройные
блоки их целесообразно использовать в слу-
чаях, не требующих быстрого переклю-
чения.
Следует стремиться к снижению интен-
сивности шума зубчатых зацеплений в зоне
30 45 50 75
Мощность на шпинделе
Фиг. 11. Типовой к. п. д. шпиндельной
бабки с шестеренной коробкой скоростей
с 12—18 ступенями и Д » 50 на подшип-
никах качения; смазка—масляная ванна.
обслуживания станка до 50 дб, избегать при-
вода с консольной шестерней на электро-
двигателе.
Ремённые передачи применяются как
основные в чистовых станках и в первом
звене от двигателя при окружной скорости
выше 10 м/сек, чаще всего с бесконечными
ГЛ.1]
ОСНОВНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
17
клиновидными — и для особо быстроходных
внутришлифовальных и других станков —
с плоскими ремнями.
Ступенчато шкивные передани и регули-
руемые фрикционные преобразователи с
ремнём находят применение лишь в малых
станках.
Цепные передачи (ступенчатые и регули-
руемые) ввиду сложности эксплоатации
используются в станках преимущественно во
вспомогательных приводах.
Применение фрикционных или электро-
магнитных муфт для переключения на ходу
и автоматического регулирования шестерен-
ных, цепных и ремённых преобразователей
широкого распространения ещё не получило.
Фрикционные бесступенчатые преобразо-
ватели с самозатягивающимися телами каче-
ния по к. п. д., габариту и диапазону регу-
лирования и тяговой характеристике (см.
фиг. 12) весьма целесообразны для привода
0,95
0,85
075
N,=7,5
. .—Н
кдт
N,=6k
dm
~~—-
—-~~_
кбт
Nf-Зквт
\
\
7
\
0.4 0.6
1.0 1.2 14 1.6 1.8 2,0 2,2 2fi
1200 1500
2W0 2400 2700 3000 3300
Фиг. 12. К. п. д. фрикционного преобразователя (типа Светозарова)
с закалёнными роликами при постоянном числе оборотов двигателя
щ — 1440 об/мин.
универсальных станков. Однако достаточно
надёжные износоустойчивые конструкции
этих преобразователей созданы лишь для
малых мощностей.
Кртошипно-рычажные передачи приме-
няются преимущественно для привода основ-
ного возвратно-поступательного движения
некрупных станков наряду с шестерённо-
реечными, винтовыми, цилиндро-поршне-
выми передачами, а также для привода де-
лительных столов и вспомогательных орга-
нов.
Кулачковые передачи в станках исполь-
зуются главным образом для осуществления
возвратно-поступательных движений органов
подачи и для управления.
Управление
Управление рабочим циклом станка опе-
ратором или автоматически осуществляется
включением, выключением и изменением
скорости и направления движения органов
станка. В станках с непрерывными равно-
мерными движениями резания и подачи (не-
прерывного действия) достаточно лишь на
время стойкости инструмента или рабочего
периода включить эти движения и своевре-
менно подавать заготовки. При циклических
движениях рабочих органов с переменной
скоростью система управления значительно
усложняется.
2 Том 9
Включение движений производится при-
соединением: а) к приводному валу или его
ответвлениям передач к органам посредством
сцепных муфт того или иного типа; б) к про-
водникам энергии (электропроводам, гидро-
проводам, воздухопроводам) — двигателей ор-
ганов — посредством главных контакторов
или золотников.
Переключение муфт, контакторов и золот-
ников может производиться только в глав-
ной цепи или последовательно в промежу-
точных цепях управления с одной или не-
сколькими ступенями усиления — электро-
магнитными или гидравлическими сервопри-
водами импульсно-циклического или непре-
рывного действия.
В каждой ступени пусковая мощность
управления Nv обычно составляет не менее
0,005 Nd управляемой мощности. При элек-
тронном или электромагнитном усилении
мощность управляющих импульсов в первой
ступени может быть доведена до
долей милливатта, а коэфициент уси-
ления электронных реле—до 10е.
При следящей системе управле-
ния—с обратной связью—движения
управляющего и исполнительных
органов связаны и непрерывно кон-
тролируются в соответствии с за-
данным законом движения. При бо-
лее распространённой системе упра-
вления—однократным за цикл вклю-
чением и выключением двигателей
исполнительных органов—в боль-
шинстве случаев положение органов
в самом процессе движения не кон-
тролируется.
Параллельное включение и вы-
ключение движения нескольких
органов обычно осуществляется
при помощи устройств, размножающих по-
данную управляющим органом команду:
а) многокулачковых механизмов и муфт;
б) многоконтактных и многообмоточных
электрических реле или в) многоканальных
золотников, включающих вращательное илл
поступательное движение нескольких валов
или двигателей.
Требуемая последовательность движе-
ния отдельных органов достигается ручным
управлением, а при автоматическом упра-
влении — последовательной подачей команд-
ных импульсов (в функции пути, времени,
давления) командно - распределительным
устройством.
Автоматическое управление может быть
центральным (внешним), узловым (местным
самоуправлением) и комбинированным.
а) При центральном управлении единый
на станок или группу станков вращающийся
или поступательно движущийся управляющий
орган с кулачками или иными устройствами
механической, гидравлической (фиг. 13) или
электрической систем управления одновре-
менно по установленной программе упра-
вляет движениями нескольких органов.
Первоначальный пуск станков производится
включением движения управляющего органа.
Система центрального управления без обрат-
ной связи с исполнительными органами не
реагирует на неточность перемещения по-
следних или другие неисправности в пере-
18
ОСНОВНЫЕ СВЕДЕНИЯ
[РАЗД. IV
даточных звеньях, поэтому широко приме-
няется лишь в автоматах с центральным рас-
пределительным валом, кулачки которого
5 1] 6 2 8
в) При комбинированном управлении,
являющемся наиболее экономичным в слож-
ных рабочих циклах, команды подаются от
Фиг. 13. Агрегат центрального управления: / — сменные
шестерни для настройки скорости вращения распредели-
тельного вала, несущего многодисковые барабаны с ку-
лачками 2 для переключения золотников 4 и с кулачками 3
для переключателей 5; б — электромагнит для независи-
мого переключения золотника 7; 8 — рукоятки для ручного
управления при наладке машины; 9 — лимбы для измене-
ния скорости работы органов. Электродвигатель агрегата
при нарушении блокировок выключается и при необходи-
мости тормозится.
осуществляют не только управление, но и пе-
ремещение рабочих органов на всём их пути.
б) При узловом управлении самодействую-
щие узлы-агрегаты имеют отдельные, единые
или расчленённые управляющие органы
(фиг. 14, а и б\ включающие и выключаю-
щие, а также изменяющие скорость движе-
Фиг. 15. Схема комбинированного управления: / — электро-
магнит (или гидроцилиндр) при получении импульса-
команды от одного из датчиков на рабочих органах
через храповое колесо 2, поворачивающий на один
угловой шаг барабан 3 с несколькими рядами отверстий
для встав ых переключающих штифтов; 4 — фиксатор;
5 — конечные переключатели (или золотники), управляю-
щие движениями органов. При необходимости могут быть
использованы несколько электромагнитов (гидроцилиндров).
центрального управляющего органа (фиг. 15
и 16) станка или группы станков двигате-
лям самодействующих узлов с местным упра-
влением, движение же управляющего органа
осуществляется после исполнения команд.
Управляющие органы могут состоять из
одного аппарата и нескольких кулачков упра-
Фиг. 14. Схема узлового управления: ' — электропереключатели;
2 — 2а — кулачки управления, 3 — рейка привода; 4 — вал упра-
влении
ния исполнительных органов в функции
пути основного рабочего органа или других
дополнительных параметров его работы.
В этом случае синхронизация и последова-
тельность работы отдельных агрегатов до-
стигаются одновременным включением их
двигателей или последовательным включе-
нием после окончания рабочего цикла одним
агрегатом следующего
Фиг. 16. Схема комбинированною импульсного управления
с электродвигателем: У—электромагнит, при получении
команды освобождающий фиксатор 2 и отводящий опор-
ный винтЗ; при этом непрерывно вращающийся двигатель 4
отклоняется и через фрикционную пару колёс 5-6 вра-
щает легко сменяемый барабан с наборными кулачками
электроуправления 7, пока не выключится электромагнит.
вления, нескольких аппаратов и одного ку-
лачка и в самых сложных системах — из не-
скольких аппаратов и упоров-кулач-
ков, управляющих движениями.
С увеличением количества сту-
пеней и аппаратов автоматического
управления —первичных датчиков и
реле управления (давления, тока),
промежуточных усилителей и серво-
приводов — увеличивается время
передачи команды основным двига-
телям, возрастает мощность упра-
вления, а также снижается точ-
ность выполнения заданного пере-
мещения и надёжность работы всей
системы. Тпу — время простоя груп-
пы станков из-за неисправности системы
управления, в настоящее время приблизи-
тельно пропорционально nnfi^z^kP'2, где п —
количество аппаратов управления с подвиж*
ными частями, переключаемых с часто-
той z в час; m — общее количество пере-
ключаемых контактов или каналов золот-
ников; k — число неподвижных присоеди-
нений.
ГЛ. I]
ОСНОВНЫЕ ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
19
В сложных системах управления ел> 100
часто среднее
>003 Тч.
Время включения управляющего аппарата
_60?
где s — ход во включённом состоянии в м;
о —скорость включения в м/мин, должна
быть более собственного времени срабаты-
вания исполняющего аппарата Та. Прини-
мают Твк^.2 Та. Приближённо 1а для бы-
стродействующего электромагнитного реле
с шунтированными контактами для тока до 3 а
равно 1,01 сек., электромагнитной муфты —
0,02 сек., гидравлических управляющих золот-
ников—0,03 сек., промежуточных электри-
ческих реле — 0,05 сек., соленоида с тягой
Зкг —0,1 сек., Ь кг— 0,2 сек. и рассеива-
ние до + ЗС0/0.
Для повышения точности управления пе-
ремещениями необходимо выбирать аппараты
с возможно меньшими подвижными массами
и обеспечить постоянство моментов сопро-
тивления управляемых органов.
В тяжёлых станках часто применяется ди-
станционное изменение скорости главного
двигателя включением движения в ту или
иную сторону серводвигателя на реостате
или ином регулирующем аппарате. Приме-
няется также ручное управление перемеще-
ниями тяжёлых столов или бабок посредством
серводвигателей с точной следящей систе-
мой управления или без таковой.
Технико-экономические показатели
Технико-экономические показатели опре-
деляют совершенство конструкции станка.
Наиболее общими показателями являются:
1) экономичность станка, определяемая стои-
мостью изготовления на нём доброкачествен-
ного изделия; 2) соответствие социальным
требованиям—эффективности и безопасности
труда, малой утомляемости рабочего.
Система частных показателей позволяет
оценить производительность, качество обра-
ботки, экономичность изготовления однотип-
ных станков.
Точность работы станка зависит от кине-
матической точности механизмов, точности
изготовления и монтажа деталей, особенно
направляющих для рабочих органов, износа
и деформации во времени материалов дета-
лей, возможности их компенсации, жёстко-
сти деталей, правильности монтажа и эксплоа-
тации станка, точности установки, износа и
вида режущего инструмента, конструкции
зажимных приспособлений и др.
Показатели точности станка в стати-
ческом состоянии должны соответствовать
требованиям ГОСТ на нормы точности
станка.
Для обеспечения точности станка в на-
гружённом состоянии в конструкции станка
должны быть обеспечены: а) отсутствие
больших нагрузок в точных делительных и
измерительных цепях; б) жёсткость рабочих
органов и их направляющих, достаточная для
восприятия нагрузок в направлениях, влияю-
щих на точность изделия; в) малые динами-
ческие и тепловые деформации элементов
станка. Весьма эффективно применение: авто-
матических устройств, корректирующих по-
ложение инструмента относительно заго-
товки при движении формообразования в со-
ответствии с замерами устройств для лёгкой
установки координат инструмента и изделия;
мёртвых упоров, ограничивающих ход инстру-
мента или изделия, и т. д. Точность работы
станков по мере их развития повышается.
Отклонения от прямолинейности, цилин-
дричности и заданного размера в отделоч-
ных расточных и шлифовальных станках до-
стигают 2—3 мк на длине 100 мм, при копи-
ровании на фрезерном станке -^5 мк.
Жёсткость. Особенно важно достижение
высокой жёсткости стыков (неподвижных и
р
подвижных соединений) k = -j- кг\мк, где Р—
нагрузка в кг, Ь — вызываемая ею деформа-
ция в мк. В неподвижных стыках напряже-
ния смятия при нагрузке не должны быть
ниже 20—30 кг/см?. В подвижных стыках
после выборки зазоров под нагрузкой де-
формации почти точно подчиняются линей-
ному закону. Упругие деформации составляют
обычно лишь 5—20% общих деформаций в
стыке. Для достижения удовлетворительной
работы стыков узлов целесообразно устано-
вление для проверки качества их сборки
норм жёсткости к. При удельных давлениях
10--20 кг/гм2 величина отжима в мк, при-
ходящаяся на 1 кг\см\ Ъх > 0,2 для чисто
строганых чугунных деталей, 8Х >0,13 для
шабреных, 8, ]> 0,06 для шлифованных и
Sj> 0,05—для притёртых.
Чистота поверхности'обработки в напра-
влении движения режущей кромки опреде-
ляется преимущественно свойствами мате-
риала заготовки и инструмента, а также ко-
лебательными процессами; в направлении,
перпендикулярном к траектории режущей
кромки, — формой и гладкостью неподвиж-
ной или вращающейся режущей кромки, ве-
личиной подачи, влиянием пластической де-
формации и свойств материалов заготовки и
резца. Общие нормы чистоты обработки уста-
новлены ГОСТ 2789-45, частные требования
устанавливаются техническими условиями на
приёмку станков.
Необходимо предупреждать возникнове-
ние колебательных процессов при формо-
образовании. Вынужденные колебания под
действием циклических возбуждающих сил
с их частотой снижаются тщательным выпол-
нением и уравновешиванием быстро вращаю-
щихся масс. Резонанс вынужденных колеба-
ний возникает редко и легко устраняется.
Самовозбуждающиеся колебания (вибрации)
с частотой, близкой к собственной частоте
колебаний системы, поддерживаются за счёт
энергии, забираемой от привода станка, и
могут увеличиваться до больших амплитуд,
пока не установится равновесие между рас-
сеиваемой и получаемой за цикл энергией.
Для избежания этих опасных (особенно по-
перечных) колебаний необходимо прежде
всего предусматривать работу станка с теми
скоростями, при которых экспериментально
20
ОСНОВНЫЕ СВЕДЕНИЯ
[РАЗД. IV
установлено отсутствие вибраций, и вводить
в конструкцию демпфирующие элементы.
Энергетическая эффективность станка
определяется расходом энергии на снятие
1 дм3 стружки А квт-ч',дл& и зависит от
эффективности самого процесса (фиг. 17) и
механического к. п. д. привода станка (фиг. 11).
Ш2
0.0025 00065 0,015
0.0015 0,004 0.01 0.025' 0.065
Подача да одорот на 1 лездие (или глубина шлифоВаник/
Фиг. 17. Ориентировочные значения величины расхода энер-
гии на снятие единицы объёма стружки в зависимости от
величины подачи (для резцов по ГОСТ 2320-43 при «р = 45°):
I— торцевое шлифование стали 45; 2—плоское шлифо-
вание стали 45 периферией и торцевое — чугуна-, 3 — круг-
лое шлифование стали 45; 4 — фрезерование цилиндри-
ческой фрезой D : t — 200, t — 0,3, стали 45 Hg = 200;
5— цилиндрическое фрезерование D : t •= 20 и протягива-
ние стали 45 Hg = 200; 6— сверление стали 45 Hg =200;
7 — цилиндрическое фрезерование D : t = 20 чугуна Hg =
— 200; 8 — точение, строгание, торцевое фрезерование
b : D — 0,6 стали 45 Hg = 200; 9 — сверление чугуна Hg =
¦- 200; 10 — точение, строгание чугуна Hg — 200, цилин-
дрическое фрезерование дюраля; // — торцевое фрезеро-
вание & :D = 0,6 чугуна //g — 200; 12 — точение и торце-
вое фрезерование дюраля.
Кинематическая эффективность процесса
формообразования характеризуется коэфи-
циентом % = ~¦, где /„ — длина направляю-
ще
щей (поверхности); 1С — фактическая длина
пути инструмента вдоль направляющей (вклю-
чая врезание).
Степень автоматизации определяется коэ-
т
, л авт. раб п с ,
фициентом ¦% = —= i—- = 0,5-г- 1 и харак-
цикла
теризует степень занятости рабочего на
станке и возможность многостаночного об-
служивания. Минимальная степень автомати-
зации определяется тем, чтобы секундная
затрата ручной работы была менее 5 кгм.
В СССР социальные условия требуют повы-
шенной степени автоматизации рабочего
цикла станка, в особенности утомляющих
рабочего часто повторяющихся движений.
Конструкции некрупных неуниверсальных
станков должны по возможности допускать
встройку их в автоматизированные поточ-
ные линии.
Надёжность работы станка или группы
станков линии определяется коэфициентом
¦ = 0,8 -г- 0,98, где Тпр — время
простоя станков по техническим причинам
за Трп — время рабочего периода (меньшие
значения для сложных многоагрегатных ста-
ночных линий).
Эффективность подобных конструкций
в отношении расхода металла характери-
зуется величиной — — весом станка на 1 кет
мощности двигателя для движений резания
(ориентировочные значения для станков, рас-
считанных на работу преимущественно инстру-
ментом из быстрорежущей стали, см. табл. 4),;
По мере развития станков определённого!
размера N быстро нарастает, —^ медленно;
снижается.
Таблица 4\
Тип станка
Токарный универсаль-
ный, револьверный па-
тронный
Токарный многорезцо-
вый
Сверлильный верти-
кальный
Радиально-сверлильный
Универсальный гори-
зонтально-расточной
Фрезерный консольный
горизонтальный
Основной наибольший
размер в мм
Диаметр изделия
D^2h, где h — высо-
та центров
Диаметр над супор-
том d
Диаметр сверла d
То же
Диаметр шпинде-
ля d
Ширина стола В
Длина в мм
J>2,5D
L « bd « 3D
-
-
LmAB
Мощность двигателя
главного движения
N в кет
N>O,O4d>(^Jo,8
А'~0,Ш
N~0,Ud
N*>0,08d
16 000
Вес станка G в кг
°"("шТ UOm38ON
G < 10rf < ( -^ Y 200 < 250JV
GR.42fif«*350N
G«100d»90OAr
¦ G«l,3rf"-«200^*
G~ 0,025 J3a«40(WV
гл. и
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ В СТАНКОСТРОЕНИИ
21
Продолжение табл. 4
Тип станка
Круглошлифовальный
Плоско-шлифовальный
Продольно-строгальный
двухстоечный
Карусельный двухстоеч-
ный
Основной наибольший
размер в мм
Диаметр изделия
/Э»2Л, диаметр и ши-
рина круга dxb
Ширина стола В,
диаметр торцевого
круга d
Ширина стола В
Диаметр изделия D
Длина в мм
L~5D
L~\B
I«3B
—
Мощность двигателя
главного движения
N кет
N 5500 d
ЛГ-0.015В
v- D
iV~ 60
Вес станка О в кг
Q~15D~3O0N
G«300.V
G«15B~1(XXW
Технологическая простота (экономич-
ность) конструкции оценивается количеством,
величиной, точностью и сложностью сопря-
жённых поверхностей, приспособленностью
её для производственных средств завода,
использованием нормализованных элементов
и т. п.
Внешнее оформление станка. Внешние
поверхности станка должны быть сглажен-
ными, удобными для обслуживания; острые
быстро движущиеся части должны быть по
возможности ограждены кожухами.
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ
В СТАНКОСТРОЕНИИ
Чугунное литьё *
Серый чугун (нормаль станкостроения
МТ21-1). Чугунное литьё в современных стан-
ках по весу составляет 60—75°/0.
По назначению марки чугуна отливок мо-
гут быть подразделены на три класса, при-
ведённые в табл. 5.
*См. т. 4, гл. I.
Чугунное литьё в станкостроении
Показателями качества чугуна в отноше-
нии износоустойчивости являются его твёр-
дость и микроструктура (форма и степень
измельчённости графита, характер перлито-
вой составляющей и наличие свободного фер-
рита).
Повышенные прочность и износоустой-
чивость при хорошей обрабатываемости до-
стигаются главным образом при перлитовой
структуре с графитом в виде мелких вклю-
чений.
Требования, предъявляемые к станочному
литью по микроструктуре, приведены в
табл. 6.
Модифицированный чугун. Сильно на-
гружённые детали станков особо сложной
конфигурации, когда важными факторами
являются повышенная прочность (а$ = 30—
40 кг/мм2) в сочетании с хорошей обраба-
тываемостью, повышенная износоустойчи-
вость, плотность структуры (у = 7,0—7,5 г\сл&)
и малые деформации, изготовляются из
модифицированного чугуна (см. т. 4, стр.
88—90).
Назначение модифицированного чугуна
для деталей станков приведено в табл. 7.
Таблица 5
Класс
чугуна
I
II
III
Марка по
ГОСТ В1412-48
СЧ 21-40
СЧ 24-44
СЧ 28-48
СЧ 15-32
СЧ 12-28
¦
Величина и характер испытываемых
напряжений
Детали, испытывающие высокие
напряжения, примерно до ацз=500
кг\см? (патроны токарных станковг
станины ножниц, дыропробивных ма-
шин; зубчатые колёса и т. п.)
Детали, испытывающие средние
напряжения, примерно до о-кз=100
кг1см* (станины большинства стан-
ков и т. п.)
Детали, испытывающие малые на-
пряжения, главным образом от соб-
ственного веса
Условия износа в процессе эксплоатации
Основные детали, работающие на износ, при
удельных давлениях между трущимися поверхностя-
ми выше 5 кг/см3, например, станины и другие от-
ветственные детали долбёжных, строгальных, токар-
ных, расточных, фрезерных и тому подобных стан-
ков
Детали, работающие на износ при удельных да-
влениях менее 5 кг/см* или при установочных движе-
ниях (колонны сверлильных и хоботы фрезерных
станков); все детали весом выше 3 от с резкими пе-
реходами по сечению, работающие в условиях из-
носа: супорты, каретки, работающие в сопряжении
с деталями I класса, если важно обеспечить преи-
мущественную износоустойчивость станины и если
эти детали не работают в условиях абразивного из-
носа
Детали, не работающие на износ (стойки, осно-
вания, крышки, кожухи и т. п.)
22
ОСНОВНЫЕ СВЕДЕНИЯ
[РАЗД. IV
Таблица 6
О я
I
II
III
Основная
масса
Сорбитооб-
разныи или
пластинчатый
перлит
Перлит 4-
феррит(до20%)
Феррит+
перлит
Включения
графита
Равномерно
распределен-
ный графит
в виде пла-
стинок
Равномерно
распределён-
ный графит
Равномерно
распределен-
ный графит
Прочие
включения
Фосфидная эв-
тектика при от-
сутствии крупных
скоплений, серни-
стый марганец-
одиночные мелкие
включения
То же
Таблица 7
Марка
чугунов по
ГОСТ 2611-44
МСЧ 33-60
МСЧ 35-56
МСЧ 28-48
Назначение чугуна
Для отливок простой конфигурации
при толщине стенки выше 20 мм—
станины, супорты, каретки, корпуса
гидронасосов и пр.
Для отливок особо сложной конфи-
гурации с резкими переходами тол-
шины стенки (от 8 мм), патроны, ше-
стерни и пр.
Антифрикционный чугун (ГОСТ 1585-42) *.
Перлитовый чугун с небольшими добавками
легирующих элементов (Сг= 0,2—0,35%, Ni =
— 0,3—О,4о/с Си = 0,2—0,30/о и А1 = 0,10—
0,15%) применяется в станкостроении в ка-
честве антифрикционного материала для под-
шипников, работающих при окружной ско-
рости v максимум до 2 м/сек и удельном
давлении р максимум до 20 кг/см2 (при
pv ¦< 20 кгм/см*сек). Условиями хорошей ра-
боты таких подшипников являются тщатель-
ная обработка сопряжённых поверхностей,
несколько повышенные зазоры (на 10—25%)
в сравнении с таковыми для бронзовых под-
шипников и непрерывность смазки. Наилуч-
шие результаты получаются при твёрдости
вала порядка 40—45 А>с. Твёрдость огливок
должна быть в пределах 170—229 Нв.
Ковкий чугун. Из ковкого чугуна, имею-
щего весьма ограниченное распространение
в станкостроении, изготовляются рычаги,
ручки и тому подобные детали, которые мо-
гут подвергаться ударам в работе.
Термическая обработка чугунных отли-
вок **. Чугунные отливки станков с целью
освобождения их от внутренних напряжений
и тем самым снижения последующих дефор-
маций подвергаются старению. При есте-
ственном старении детали после обдирки
вылёживаются на воздухе в течение 3—4 ме-
сяцев, при искусственном—подвергаются на-
греву со скоростью 40—50° в час до темпера-
[40
туры 500—550", выдержке в течение 3—6 час.
(в зависимости от сечения отливки) и мед-
ленному охлаждению (не более 20° в час)
до температуры 150°. Влияние температуры
и времени выдержки
на снижение оста-
точных напряжений
в чугунных отливках
показано на фиг. 18
Работающие в
условиях износа на-
правляющие станин
токарных, револьвер-
ных, шлифовальных и
других станков под-
вергаются поверх-
ностной закалке с на-
гревом кислородно-
ацетиленовым пламенем или токами высо-
кой частоты на твёрдость 40—50 /?с.
На рис. 19—22 приведены кривые срав-
нительной износоустойчивости серого пер-
N.
\
s
\
V
200 300 400 500 "С
Фиг. 18. Влияние темпера-
туры нагрева на снятие
остаточных напряжений в
чугунных отливках.
ПО
100
30
20
10
1
-н
—J
>/
/
/
1
1
1
1
и
W/
V
№
Г
—
г
60
50
40
20
10
к
1
7
(
К.
к
//
0 15 30 45 мин
Время
Фиг. 19. Износо-
устойчивость серо-
го перлитового чу-
гуна, не подвергав-
шегося термиче-
ской обработке: 1—
общий износ; 2 —
износ верхнего
образца; 3 — износ
нижнего образца.
О 15 30 45 мин
Фиг. 2Э. Износоустойчи-
вость серого перлитового
чугуна, закалённого ТВЧ
при работе в паре с тер-
мически необработанным
чугуном. Нижний образец
термообработке не подвер-
гался; верхний образец за-
калён ТВЧ Rc - 50 ~ 54:
/ — общий износ; 2 —износ
нижнего образца; 3 — износ
верхнего образца.
литового чугуна без термической обработки
и закалённого токами высокой частоты при
испытании в условиях возвратно-поступа-
* См. т. 4. стр. 44.
** См. т. 4, стр. 33-
Фиг. 21. Износоустойчивость серого перлитового чугуна,
закалённого ТВЧ. Твёрдость образцов — нижнего Rq —
= 494-54; верхнего у?с= 48-5-53: 1 — общий износ;
2 — износ верхнего образца; 3 — износ нижнего образца.
тельного движения без смазки (образцы раз-
мерами—верхний 24X40X14 и нижний
30X250X14, удельное давление 10 кг/см2,
скорость 32,4 м[мин).
гл.ц
МАТЕРИАЛЫ, ПРИМЕНЯЕМЫЕ В СТАНКОСТРОЕНИИ
23
15
60 мин
30а 45
Время
Фиг. 22. Износоустойчивость серого перлитового чугуна,
закалённого ТВЧ при работе в паре с термически необ-
работанным чугуном. Нижний образец закалён ТВЧ
/?С=49-н53. Верхний образец термообработке не подвер-
гался: 1 — общий износ; 2 — износ верхнего образца;
3—износ нижнего образца.
Цветные сплавы
В станкостроении цветные сплавы имеют
применение преимущественно в деталях
скольжения, гайках винтовых механизмов и
других узлов, где имеет место трение.
Важное значение для антифрикционного
сплава имеют теплопроводность, коэфициент
трения, износоустойчивость и коэфициент
линейного расширения, определяющий зазор
между подшипником и валом.
В табл. 8 приведены некоторые сплавы,
применяемые в станкостроении, и их назна-
чение.
Для крупных подшипников станков при-
меняются баббиты. Марки Б-16 и БН6 могут
работать при pv = 100 кгм/см^сек; Б-83 — при
pv = 150 кгм/см-сек.
Подшипники и втулки станков изгото-
вляются в основном в виде биметаллических.
В этом случае стальные или чугунные вкла-
дыши или втулки заливаются бронзой или
баббитом без последующей обработки да-
влением.
Из алюминиевых сплавов изготовляются
детали, где требуются облегчённый вес и
антикоррозийность — крышки, ручки и т. д.
Неметаллические материалы *
Неметаллические материалы — пластики,
древесина, резина и др. — имеют очень огра-
ниченное применение в станкостроении.
Пластические массы типа текстолит, пла-
стифицированная древесина типа лигнофоль
идут на изготовление шестерён привода
от электродвигателей. Из пластмасс также
изготовляются ручки, кнопки и тому подоб-
ные детали, к которым предъявляются тре-
бования коррозийной устойчивости и малой
теплопроводности. Прокладки, кольца и дру-
гие уплотнители изготовляются из маслостой-
кой резины.
Стали
Табл. 9 содержит примеры применения
сталей и их термической обработки для де-
талей станков.
* См. т. 4, гл. V.
Таблица 8
Цветные антифрикционные сплавы, применяемые в станкостроении [2]
Марка сплавов
Бр-ОФЮ-05
Бр-ОЦС-б-6-3
(ГОСТ 613-41)
Бр-Аж-9-4 (ГОСТ 493-41),
Бр-Аж- 11,3-3,7 (нормаль
станкостроения МТ31-2)
Бр-ОС-8-14 (нормаль
станкостроения)
Бр-С-3'J ГОСТ 493-41
Бр-СУН (нормаль стан-
костроения МТ31-4)
Алькусин D
(АМК2 по ГОСТ 1583-47)
ЦАМ10-5 (нормаль
станкостроения МГМ-1)
Краткая характеристика сплава
Высокая износоустойчивость при
работе с термически обработанными
и необработанными валами
Средняя прочность и износоустойчи-
вость при работе с термически обра-
ботанными и необработанными валами
Высокая прочность и пластичность,
а также хорошая износоустойчивость
при сопряжении с термически обрабо-
танными валами
Высококачественный сплав для опор
быстроходных валов с термически обра-
ботанными шейками
Сплав с высоким пределом устало-
сти и хорошей теплопроводностью;
требует хорошей смазки и термически
обработанной сопряжённой стальной
детали (Rq<* 45)
Медно-сурьмяно-никелевый сплав; не
уступает по антифрикционным свой-
ствам Бр-ОФ-10
Алюминиево-медно кремниевый сплав;
требует больших зазоров, чем бронза
(на 8—Юмк при толщине втулкиЮ мм),
обильной смазки и термически обра-
ботанных валов
Цинко-алюминиево-медный сплав;
отличается некоторой хрупкостью; тре-
бует применения зазоров, в 1,5 раза
больших, чем при бронзах
Область применения
Сильно нагружённые подшипники скольже-
ния при v •< Юм/сек и pv^-100 ~ 120кгм1см*сек,
маточные гайки, венцы червячных колёс
Подшипники скольжения, работающие при
скорости v < 5 м/сек и pv <. 80 кгмсм?сек
Подшипники скольжения, работающие при
нагрузке до pv = 75— 00 кгм1см2сек и скоро-
стях скольжения до г»=2,5—5 м/сек; червяч-
ные колёса, фрикционные диски
Ответственные подшипники, работающие
при скоростях v < 10 м/сек и pv — до
100 кгм/смЧек
Биметаллические подшипники, работающие
при скорости v = 5 -г- li) м;сек и рт< I0J
кгм.'см'2Сск; подшипники прецизионных станков
Червячные колёса в коробках скоростей и
подач
Втулки и подшипники, работающие при
рг»=40-^-50 кгм1см~сгк и v <. о м.сек
Втулки и подшипники, pv =9Эч-100 кгм/смРсеа
при термически обработанных валах и vv=
=40-г-6о кгм.\см?сек при термически необрабо-
танных валах
24
ОСНОВНЫЕ СВЕДЕНИЯ
[РАЗД. IV
Стали в станкостроении
Таблица 9
Марка стали
Вид термической обработки
и твёрдость
Область применения
А12, 15, 35
15
35
35
45, 40Х
45
45
40Х*
40Х
35ХМ
20Х
12ХНЗ
35ХМЮА
50Г2
50Г2
65Г
65Г
ШХ15
ХГ
А40; 45; 50
Ст. 3; Ст. 5
Жидкостная цементация или
цианирование
Цементация, закалка и от-
пуск яс=56—62
Нормализация
Закалка и отпуск /?с =30—40
Закалка и высокий отпуск
Rc =22-28
Закалка и отпуск /?q-=40—50
Поверхностная закалка то-
ками высокой частоты
Rc =48-58
Закалка и отпуск /?q=40—50
Поверхностная закалка то-
ками высокой частоты
Закалка и отпуск /?q=40—50
Цементация, закалка и от-
пуск /?с=56—62
Цементация, закалка и от-
пус /?с-58-63
Закалка и высокий отпуск;
стабилизирующий отпуск: азо-
тирование //о = 850—1000
Нормализация
Закалка и высокий отпуск
RC = 28-35
Закалка и отпуск /?q=58—62
(пружинящая часть цанг под-
вергается отпуску на твёр-
дость /?с=40—45)
Закалка и отпуск /?q=40—46
Закалка и отпуск /?q=59—63
Закалка, отпуск старение
/?с = 55-60
Низкотемпературный отжиг
Мелкие малонагружённые детали, где требуются высо-
кая поверхностная твёрдость и чистая поверхность после
термообработки: винты, гайки, шпильки и пр.
Малонагружённые мелкие и средние детали простой
конфигурации, работающие на истирание: втулки, ролики,
упоры, оси, планки, шестерни и пр.
Малонагружённые детали: ходовые валики, оси, соеди-
нительные втулки, рычажки и пр.
Мелкие детали, где требуется повышенная прочность:
винты, небольшие шестерни, гайки и пр.
Детали, где требуется общая прочность: шпиндели в под-
шипниках качения, шестерни, работающие при повышенных
нагрузках и небольших скоростях (до 1 м!сек), рейки и пр.
Детали, от которых требуется местная высокая твёр-
дость: шпиндели, валы, крупные оправки, планки и др.
Детали с высокой поверхностной твёрдостью при минималь"
ной деформации: шестерни, шлицевые гайки, упоры, валы
и пр.
Детали с повышенной прочностью и износоустойчивостью:
шестерни при средних окружных скоростях и невысоких удар-
ных нагрузках, втулки, шпиндели в подшипниках скольжения
Детали с высокой поверхностной твёрдостью и износоустойчи-
востью и незначительными деформациями при термообработке:
шпиндели, валы в подшипниках скольжения, планки, шестерни,
работающие при больших окружных скоростях, кулачковые
муфты, роторы гидроприводов, втулки, кольца и др.
Детали, где требуется повышенная статическая и динами-
ческая прочность и небольшие деформации при термообработ-
ке: шестерни при средних окружных скоростях и повышенных
усилиях, шпиндели в подшипниках скольжения и др.
Детали, где требуется твёрдая износоустойчивая поверхность
при наличии достаточно прочной и вязкой сердцевины: ше-
стерни при больших скоростях и средних усилиях, испытыва-
ющие в работе удары, кулачковые муфты, шпиндели в под-
шипниках скольжения, червяки, оправки, направляющие ста-
нин и пр.
Сильно нагружённые детали сложной конфигурации, где
наряду с высокой поверхностной твёрдостью и износоустойчи-
востью требуется прочная и вязкая сердцевина; шпиндели бы-
строходных и тяжело нагружённых станков, шестерни, рабо-
тающие при больших скоростях и ударной нагрузке
Детали, где требуется высокая износоустойчивость при ми-
нимальной деформации: малонагружённые шпиндели скорост-
ных и прецизионных станков, копиры, кулачки и др.
Крупные детали тяжёлых станков: малонагружённые ше-
стерни, валы, шпиндели и др.
Среднеиагружённые детали тяжёлых станков, где требуется
общая повышенная прочность: шестерни, валы, шпиндели и др.
Детали, где требуется высокая прочность и износоустойчи-
вость при наличии хороших пружинящих свойств: цанги за-
жимные и подающие
Детали, где требуются повышенные упругие свойства: пру-
жинящие кольца, пружины плоские и крупные спиральные
(диаметр выше 6 мм)
Детали, где требуются высокая износоустойчивость и общая
прочность (достигаемая за счёт глубокой прокаливаемости
этой стали): статоры гидроприводов, копиры, ролики, напра-
вляющие втулки и др.
Детали, где требуется высокая износоустойчивость и мини-
мальная деформация при термообработке, в процессе изгото-
вления и эксплоатации: ходовые винты прецизионных станков
Детали с минимальной деформацией в процессе изгото-
вления и эксплоатации: ходовые винты токарно-винторезных,
фрезерных и других станков
Сварные, штампованные и другие детали, работающие с
малой нагрузкой: корыта, станины, кожуха, крышки и пр.
Шестерни из стали 40Х. работающие в условиях большого износа, подвергаются цианированию.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. К а ш и р и н А. И., Метод составления производствен-
ных характеристик станков. Сборник сокращённых
докладов конференции по резанию металлов, изд.
АН СССР, 1937.
2. Марочник конструкционных сталей Министерства
станкостроения, изд. Машгиза, 1947.
3. Соколовский А. П., Жёсткость в технологии
машиностроения, Машгиз, 1946.
4, Т е м ч и н Г. И., Теория, методика расчёта и руково-
дящие материалы по режимам резания на многоинстру-
ментных станках, изд. Дома инженера и техника им,
Ф. Э. Дзержинского и технического отдела Министер-
ства автомобильной промышленности, 1946.
Глава II
МЕХАНИЗМЫ СТАНКОВ
МЕХАНИЗМЫ ПРИВОДА И РЕГУЛИРОВАНИЯ ВРАЩАТЕЛЬНОГО
ДВИЖЕНИЯ
ВВЕДЕНИЕ
Вращение служит движением резания:
а) в станках для обработки поверхностей вра-
щения или близких к ним невращающимся или
вращающимся инструментом; б) в станках для
обработки любых поверхностей вращающимся
инструментом.
Вращение служит движением подачи или
слагающей движения подачи при обработке
поверхностей вращения, плоскостей, винтовых
поверхностей и эвольвентных цилиндрических
поверхностей вращающимся многолезвийным
инструментом, расположенным несоосно с об-
рабатываемой поверхностью (фрезером, шли-
фовальным кругом) или долбяком.
Движение от приводного двигателя рабочим
органам станка — шпинделям, супортам, сто-
лам — передаётся преимущественно вращаю-
щимися деталями; механизмы, преобразующие
вращательное движение в поступательное, рас-
полагаются в конце кинематической цепи.
Механизмы привода вращательного дви-
жения (табл. 1) в общем случае выполняют
следующие функции: 1) регулирование скоро-
сти; 2) понижение или повышение скорости;
3) включение и выключение, торможение, ре-
версирование.
Регулирование скорости возможно: а) изме-
нением числа оборотов двигателя, б) изме-
нением передаточного отношения от двига-
теля к рабочему органу.
Регулирование может происходить при:
а) постоянной предельной мощности, б) пере-
менной предельной мощности, падающей с по-
нижением скорости вращения, в частности,—
при постоянном предельном моменте на ведо-
мом валу.
Для привода главного движения станков
желательно регулирование при постоянной
предельной мощности в диапазоне, не мень-
шем диапазона изменения диаметра обработки
или диаметра инструмента; в приводе подачи
допустимо регулирование при постоянном пре-
дельном моменте:
Во многих случаях характеристика регу-
лирования привода по предельной мощности
не совпадает с потребной, и привод работает
в значительном диапазоне с запасом мощно-
сти, или возможности станка на части диапа-
зона регулирования ограничиваются приводом.
Приводы с зубчатыми колёсами благодаря
своей компактности и тому, что их работоспо-
собность ограничивается усталостью или из-
носом, а не проскальзыванием или поврежде-
нием от максимальной нагрузки, могут быть
спроектированы на передачу полной мощности
во всём диапазоне регулирования при прием-
лемых габаритах. То же относится и к фрик-
ционным самозатягивающимся передачам.
Фрикционные передачи с постоянной силой
затяжки (ремённые, с жёсткими рабочими те-
лами, сжимаемыми пружинами и т. д.) во из-
бежание утяжеления реже рассчитываются
на передачу полной мощности на всём диа-
пазоне.
Современные механические приводы ха-
рактерны высоким к. п. д., относительно ма-
лыми габаритами (кроме ремённых), возмож-
ностью выполнения с любым диапазоном ре-
гулирования, жёсткой характеристикой (кроме
фрикционных). Вместе с тем они значительно
уступают электрическим и гидравлическим в
возможности автоматизации управления.
Бесступенчатые механические вариаторы
менее долговечны, чем электрические и гидра-
влические.
КОРОБКИ СКОРОСТЕЙ ШЕСТЕРЕННЫЕ
Назначение шестеренных коробок скоро-
стей — ступенчатое регулирование скоростей
рабочих органов (шпинделей, долбяков, сто-
лов), достигаемое составлением разных кине-
матических цепей из шестерён коробок *.
Достоинства шестеренных коробок
скоростей: возможность осуществления ши-
рокого диапазона регулирования и передачи
большой мощности, надёжность работы, жёст-
кость характеристики.
Недостатки: невозможность бесступен-
чатого регулирования, неприменимость для
быстроходных отделочных станков ввиду влия-
ния зубчатых колёс на чистоту поверхности
обработки, трудность осуществления управле-
ния на ходу.
Типовые применяемые схемы коробок
скоростей приведены в табл. 2 (стр. 28 и 29),
* Коробки скоростей цепи подачи представляют со-
бой особую группу и рассматриваются отдельно (см. „К©
робки подач").
26'
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
Механизмы привода и регулирования вращательного движения
Таблица 1
Назначение
механизмов
Группы механизмов и их характеристики
Нефрикционные
Зубчатые — применяются в
широком диапазоне моментов и
скоростей за исключением при-
вода вращения шпинделей бы-
строходных отделочных станков
Импульсные — применяются
преимущественно при малых и
средних скоростях и средних
моментах (распространение
ограниченное)
И те и другие передачи
имеют жёсткую характеристи-
ку; обеспечивают возможность
большого понижения числа
оборотов
Фрикционные
Применяются для работы при
малых и средних моментах;
допускают высокие скорости;
обеспечивают плавное враще-
ние; допускают выполнение
передач бесступенчатого регу-
лирования
Ввиду скольжения неприме-
нимы в длительно работающих
делительных цепях во избежа
ние накопления ошибок. Ре
мённые вообще неприменимы
в делительных цепях
Долговечность фрикционных
передач, особенно сухих,— по-
ниженная по сравнению с зуб-
чатыми
Комбинированные
Применяются в широком диа-
пазоне скоростей и моментов
при необходимости регулирова-
ния в широких пределах, пре-
имущественно в быстроходных
станках. Допускают плавное
вращение на верхних ступенях
чисел оборотов и передачу
больших моментов при низких
числах оборотов с помощью
зубчатых колёс. При наличии
фрикционных передач непри-
менимы в длительно работаю-
щих делительных цепях
Ступенчатое
регулирование
Зубчатые переоичи. Имеют
относительно малые габариты.
Характеристика — идеально
жёсткая. Возможны выполне-
ния, обеспечивающие передачу
полной мощности на всех сту-
пенях. -№тах не ограничивается.
у_„„ обычно в станках до
Шал
12—15 м\сгк. Управление на
ходу и автоматизация управле-
ния в коробках скоростей за-
1руднены
А. Передачи со сменными
шестернями, имеющими посто-
янные оси. Дтах=12; *тах =
= 24 (в автоматах). Габариты
малые. Применение — в стан-
ках для серийного производ-
ства изделий
Б. Двухваловые коробки ско-
ростей с постоянной суммой
зубьев сцепляющихся колёс.
Дтах=8; 2=2 — 6 (у шесте-
ренных конусов с вытяжными
шпонками zmax = 10)
Применение — в станках с
разделённым приводом, в стан-
ках с небольшим диапазоном
регулирования и т. д.
Применение шестеренных ко-
нусов с вытяжными шпонками—
коробки подач разных станков.
В. Двухваловые передачи с
зубчатым ступенчатым кону-
сом и накидной шестерней
г-6—9, гтау. = 12, Д«2 или
очень редко » 4. Применяются
в винторезных станках вслед-
ствие возможности осуществле-
ния точных передаточных отно-
шений
Г. Многоваловые коробки
скоростей, *тах и Дтах не
ограничиваются, обычно 2тах
до 36. Применение — универ-
сальные станки.
Д. Передачи с двумя парами
сменных колёс на подвижных
осях (на гитарах). Применяются
в делительных цепях винторез-
ных и зуборезных станков с
комплектом сменных колёс
(см. стр. 57)
Ремённые передачи. Имеют
большие габариты и нежёсткую
характеристику; скольжение
1,5 — 3%. /V обычно до 8 кет,
^тах обычно до 30 м\сек
А. Передачи со сменными
шкивами г = 2-гЗ, реже до 5,
Дтах при смене шкивов: на
одном валу 2,5, на обоих — 6.
При смене шкивов на ведомом
валу регулирование происхо-
дит при Nn const, при смене
шкивов на ведущем валу — при
М * const
Применение — в лёгких бы-
строходных станках для серий-
ного производства изделий
Б. Передачи со ступенчатыми
шкивами 2 = 2 + 4, Д обычно
2—6 (при круглых и клиновых
ремнях г до 7 и Д до 8).
Управление сложное, затруд-
няющее автоматизацию.
Применение — в лёгких бы-
строходных станках, в частно-
сти—в настольных. В современ-
ных станках ступенчато-шкив-
ная ремённая передача распо-
лагается обычно внутри станка
А. Стмпенчато-шкиеные при-
воды с одинарным и двойным
перебором. z=6 fl2; Д=5-г-30;
N — обычно до 8 кет
Переборы выполняются:
1) на осях с эксцентричными
опорами с расположением ше-
стерён по разные стороны шки-
вов (средние станки) или с
одной стороны шкивов (лёгкие
станки); 2) на постоянных осях
с передвижными шестернями
или муфтами — более дорогие
и совершенные конструкции.
Управление на ходу и автома-
тизация управления не приме-
няются
Области применения приво-
дов: быстроходные упрощён-
ные станки, станки для учеб-
ных целей и т. д.
Б. Сту пенчата-шкивные при-
воды от асинхронных элек-
тродвигателей с переменным
числом полюсов. г=4-г9; Д=
=3-s-8; JV—до 5 кет. Приводы
очень просты. Автоматическое
регулирование возможно за
счёт двигателя. Применение —
лёгкие быстроходные станки.
В. Коробки скоростей всоче-
тании с асинхронными элек-
тродвигателями с перемен-
ным числом полюсов. гт„_ и
Шал
Д не ограничиваются,
N обычно до 15 кет. Возмож-
но выполнение, обеспечиваю-
щее передачу полной мощно-
сти на всех ступенях. Приме-
нение многоскоростного двига-
теля даёт упрощение коробки
скоростей не более чем на
один вал и на число пар ше-
стерён не более числа скоро-
стей двигателя. Область при-
менения — станки общего на-
значения
ГЛ. II]
ВВЕДЕНИЕ
27
Продолжение табл. 1
Назначение
механизмов
Группы механизмов и их характеристики
Бесступенчатое
регулирование
Импульсные вариаторы
с регулированием чисел оборо-
тов изменением радиуса криво-
шипа (или плеч коромысла) и
с храповым механизмом обыч-
но фрикционного типа. Регу-
лирование при фрикционном
храповом механизме возможно
от нуля. Вариаторы всегда
осуществляют понижение числа
оборотов. Вариаторы вызывают
неравномерное вращение ведо-
мого вала, которое сглаживает-
ся при быстром вращении вслед-
ствие инерции масс. Регулиро-
вание происходит при -Л1тах=-
— const. Характеристика регу-
лирования — жёсткая
Области возможного приме-
нения — приводы подач тяжё-
лых станков
Фрикционные вариаторы.
/V до 10—15 кет, vn
обычно
до 10 м/сек. Габариты средние.
Скольжение 2—3%; введением
механизмов самозатягивания и
выбором рациональной схемы
можно обеспечить жёсткую ха-
рактеристику: скольжение — до
долей процента. Автоматиче-
ское регулирование возможно.
Применение — в быстроход-
ных лёгких станках.
а) Передачи с регулированием
путём изменения рабочего ра-
диуса ведущего тела. Дтах=5.
Регулирование происходит при
max
б) Передачи с регулирова-
нием путём изменения рабоче-
го радиуса ведомого тела.
Дтах = 3. Регулирование про-
исходит при N" const.
в) Передачи с регулирова-
нием путём изменения рабочих
радиусов ведущих и ведомых
тел (передачи с раздвижными
конусами, с чашками и накло-
няющимися роликами и т. д.).
Дтах=6 + 8, в передачах с
раздвижными конусами 12—16.
Диапазон регулирования обыч-
но располагается симметрично.
Передачи с раздвижными ко-
нусами хорошо встраиваются
в коробки
А, Фрикционные вариато-
ры с зубчатыми перебо-
ра ни. Основное применение
имеют сдвоенные фрикцион-
ные вариаторы в сочетании с
двухступенчатой зубчатой пере-
дачей или простым перебором.
Дтах •= 40 -ь 80; N обычно
до 20 кет. Характеристика ре-
гулирования удовлетворитель-
ная: падение мощности незна-
чительное. Габариты средние.
Автоматическое регулирование
удобно в пределах регулиро-
вания фрикционной передачи.
Б. Фрикционно-планетарные
замкнутые. Дтах не ограни-
чен. Возможен переход через
нуль и реверсирование.
Регулирование происходит
при Л1тах~ const. В зоне малых
чисел оборотов в минуту ха-
рактеристика очень нежёсткая.
Область возможного примене-
ния — привод подачи.
В. Коробки скоростей с при-
водом от электродвигателей
постоянного тока с шунтовым
регулированием. Дтах. и ДГтах
практически не ограничивают-
ся. Может быть обеспечена
передача полной мощности на
всём диапазоне регулирования.
Характеристика -жёсткая.При-
вод является основным для
тяжёлых универсальных стан-
ков
Понижение ско-
рости вращения
Зубчатые передачи. Приме-
няются весьма широко. Для
зубчатой передачи в коробке
i до 1IS; в специальных пони-
жающих передачах i до 7s и
менее, в приводе столов кару-
сельных станков i до Vis и
менее. Предельные передаточ-
ные отношения ограничиваются
габаритами большого колеса.
Для силовой червячной переда-
чи обычно I до 1/70; в приводе
столов большого диаметра до
Vo и менее
Ремённые передачи. Приме-
няются для понижения скоро-
сти движения от быстроходных
валов, в частности, от электро-
двигателей. Для ремённой пе-
редачи без натяжного ролика
i до '/«: с натяжным роликом до
Vioi для клиноремённой пере-
дачи до '/?• Предельные значе-
ния применяются очень редко
из-за больших габаритов
Сочетания ремённых а зуб-
чатых передач. Применяются
при необходимости большого
понижения числа оборотов в
приводе от быстроходных валов
Пуск и останов
Кулачковые и зубчатые
муфты. Вызывают удар при
включении на ходу и поэтому
допускают включение только
при малых скоростях
Фрикционные муфты и тор-
мозы. Обеспечивают плавную
работу. Допускают при на-
стройке станка вращение с ма-
лой скоростью. Допускают
большее число включений в
час, чем электродвигатель
Реверсирование
А. Зубчатые реверсивные пе-
редачи с цилиндрическими или
коническими колёсами имеют
широкое применение. В сочета-
нии с двухсторонними фрикци-
онными муфтами допускают
управление на ходу. Зубчатые
реверсивные передачи с попе-
речным вводом и выводом пара-
зитной шестерни имеют малые
габариты, но недостаточно удоб-
ное управление, затрудняющее
реверсирование на ходуг и т. д.
Б.Импульсные передачиезуб-
чатыми храповыми механизма-
ми с перекидывающейся собач-
кой. Имеют ограниченное при-
менение
А.Фрикционные реверсивные
передача с плавным измене-
нием передаточного отношения:
простые и планетарные. Допу-
скают очень плавное реверси-
рование. При передаточных
отношениях, близких к нулю,
имеют очень нежёсткую харак-
теристику, малый к. п. д. и
большие потери.
Б. Фрикционные передачи с
разветвляющейся кинемати-
ческой цепью (обычно с про-
стым и перекрёстным ремнём).
Имеют большие габариты, не-
благоприятные условия работы
ремня и потому ограниченное
применение
Обозначения: Д—
«min
—диапазон регулирования»—число ступеней; N— мощность; г>—окружная скорость.
28
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
Типовые схемы коробок скоростей
Таблица 2
Характеристика
Схема
I. Коробка со сменными колёсами для станков, предназначен-
ных для серийной и массовой обработка деталей. А — обычная
конструкция. В большинстве случаев применяются коробки с одной
парой сменных колёс, а при необходимости широкого диапазона регули-
рования — с двумя парами. Б — конструкция с червячной передачей.
Обычно применяется при п < 600 об мин. Обеспечивает плавное
вращение шпинделя. Изготовление сложное. При более высоких пш
червячная передача заменяется конической
II. Коробки со сменными и передвижными колёсами для стан-
ков, предназначенных для серийной обработки деталей. С по-
мощью передвижных колёс достигается регулирование скорости
в небольших пределах, используемое в связи с неоднородностью ка-
чества инструмента и твёрдости материала, а также при обточке
деталей со ступенями различного диаметра
Конструкции А и Б применяются в зависимости от возможности
и удобства обслуживания сменных колёс
и и
III. Коробки типа переборов на 2—3 ступени для быстроход-
ных станков. Верхние числа оборотов шпинделя в минуту дости-
гаются непосредственным соединением шкива или электродвигателя
со шпинделем. Тонкое регулирование осуществляется электродвига-
телем или специальным вариатором. А — основная конструкция для
лёгких станков. Б — конструкция, применяемая для мощных станков,
позволяющая консольное расположение ремённой передачи или не-
посредственное соединение с электродвигателем
3—FrV-
внэнь
IV. Двухваловые коробки с передвижными колёсами на 3—6 сту-
пеней. Применяются преимущественно в виде вариаторов в станках
с разделённым приводом. Конструкции сг° 4—6 осуществимы толь-
ко при малых значениях знаменателя ряда чисел оборотов — <р
Г
V. Коробки с возвратом движения на 4—8 ступеней. Приме-
няются при невысоких скоростях вращения в целях получения
минимальных габаритов и числа осей. Дороги в изготовлении,
вызывают значительные потери на трение в связи с одновременным
вращением всех колёс и затруднения со смазкой подшипников
колёс, вращающихся на валах. В конструкции Б ведущий и ведо-
мый валы соосны
VI. Коробки на 6—8 ступеней с муфтами'. Применяются при не-
высоких скоростях вращения. Вызывают значительные потери на
трение. А — конструкция, широко применяемая в американских стан-
ках. Б — конструкция для более тяжёлых станков
VII. Коробки с передвижными колёсами на 6—9 ступеней для
простых станков. Имеют широкое применение. А — обычная трёх-
валовая конструкция. Б — конструкция с дополнительным валом
для больших у
ГЛ. II]
КОРОБКИ СКОРОСТЕЙ ШЕСТЕРЕННЫЕ
29
Продолжение табл. 2
Характеристика
Схема
VIII. Коробки с передвижными колёсами на 12 ступеней для
универсальных станков. Имеют широкое применение. А — обычная
конструкция. При малых <р заменой двойного блока в первой переда-
че на тройной можно увеличить число ступеней до 18. Б — конструк-
ция с большим <р для тяжёлых станков
IX. Коробки на 16 ступеней для широко универсальных станков.
А — конструкция, применяемая при малых и средних <р, преимуще-
ственно во фрезерных стайках с целью минимальных осевых габари-
тов. Б — конструкция для тяжёлых станков
X. Коробка с передвижными колёсами на 18—24 ступени для
широко универсальных станков. Имеют широкое применение.
А — обычная конструкция для станков с числами оборотов шпинде-
лей ^не более 1000 в минуту. Б — конструкция с большим ср для
тяжёлых станков
По своему выполнению коробки скоростей
разделяются на: 1) коробки, представляющие
собой самостоятельный узел и применяемые
в станках с гак называемым разделённым при-
водом (фиг. \,б); 2) встроенные коробки
(фиг. 2-3).
Разделённый привод широко применяется
в малых и средних быстроходных станках, так
как позволяет передавать быстрое вращение
шпинделю (соответствующее верхним ступе-
ням чисел оборотов) с помощью ремённой пе-
редачи, а также в станках, в которых трудно
разместить коробку скоростей вблизи рабочего
органа. Разделённый привод облегчает унифи-
кацию коробок скоростей. В тяжёлых станках
разделённый привод почти не применяется.
Встроенные коробки применяются в боль-
шинстве станков вследствие компактности,
сокращения числа отливок и удобства пере-
дачи вращения шпинделю.
Применяемые диапазоны регулирования и
числа ступеней см. в табл. 3.
В коробках скоростей применяются следую-
щие способы включения зубчатых колёс в пе-
редачу работы: а) сменой колёс; б) передви-
жением вдоль оси; в) включением зубчатых
муфт; г) включением фрикционных муфт.
Сменные колёса обеспечивают макси-
мальную простоту коробки, но требуют зна-
чительного времени на смену. Ввиду консоль-
ного расположения колёс и меньшей точности
их установки применяются обычно при ско-
ростях не более 8 м/сек и диапазоне регули-
рования не более 10.
Передвижные колёса имеют наи-
большее применение в современных коробках
скоростей (фиг. 1—5)..Они; весьма надёжные ра-
Таблица 3
Диапазоны регулирования и числа ступеней коробок
скоростей универсальных станков средних размеров
Станки
Токарно-винторез-
ные
Револьверные . . .
Фрезерные
Сверлильные:
вертикальные . .
радиальные . . .
Строгальные:
продольные . . .
поперечные . . .
Диапазоны
регулирования
предельные
в распро-
странённых
моделях
6—150
3—75
Ю —IOO
3—5°
Ю—125
6—зо
3-15
наиболее
употреби-
тельные
зо— 6о
2О—4°
2О—6О
9-35
as—8о
2О—ЗО
5-12
Числа ступеней
предельные
в распро-
странённых
моделях
6—24
4—i8
6—24
4—18
9-48
3-8
наиболее
употреби-
тельные
ia—18
6—12
8—16
6—13
12—36
4-8
боте и обеспечивают малые потери на трение.
К их недостаткам относятся: необходимость
применения колёс с прямыми зубьями, значи-
тельные габариты коробок (по длине) по срав-
нению с габаритами коробок с шестеренными
конусами и трудность передвижения блоков
колёс больших размеров. Последнее обстоя-
тельство препятствует применению их для тя-
жёлых станков.
В случае применения передвижных блоков
из трёх или четырёх колёс наименьшая раз-
ность чисел зубьев двух смежных колёс из
условия возможности их перемещения должна
быть больше или равна четырём. Осевые га-
бариты двухваловых передач с передвижными
колёсами показаны на фиг. 6.
30
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
Муфты обеспечивают удобное управле- (в токарных полуавтоматах, револьверных
ние, поэтому применяются в коробках тяжё- станках и т. д.).
лых и средних станков (фиг. 4). Муфты тре- По своей кинематике коробки скоростей
ния, допускающие включение на ходу, приме- разделяются на: 1) простые двухваловые (с по-
няются при необходимости переключения ско- стоянным направлением передачи движения
ростей в течение обработки одной детали от одного вала к другому); 2) многоваловые,
У всех зубчатых
колес т-2,5
б)
Фиг. 1. Быстроходный токарный станок 1616: а-передняя бабка с перебором; б — шестиступенчатая коробка скоростей
(с передвижными шестернями и со сменными шестернями для возможности сдвига диапазона скоростей).
ГЛ. II]
КОРОБКИ СКОРОСТЕЙ ШЕСТЕРЕННЫЕ
31
получаемые последовательным соединением
простых двухваловых передач; 3) коробки с
передачами типа переборов, в том числе
с возвратом движения на ось ведущего
вала.
Простые двухваловые коробки
применяются преимущественно в станках с
разделённым приводом (табл. 2, IV). Они по-
зволяют осуществить диапазон регулирования
до 8 с числом ступеней до 6. Числа оборо-
тов на выходе могут быть приближённо рас-
положены по любому ряду.
Многоваловые коробки имеют
наибольшее применение (фиг. 1—3, табл. 2.
VI—X). Они обычно применяются для коли-
чества ступеней чисел оборотов от 4 до 24,
расположенных по геометрическому ряду.
385
передачах, в которых участвует связанное
колесо, и позволяют выбирать оптимальную
сумму зубьев только у одной из указанных
двухваловых передач. Применение двух свя-
занных колёс в большинстве случаев нецеле-
сообразно.
Передачи типа переборов (табл. 2, III>
характеризуются: 1) соосным расположением
ведущего и ведомого элементов, 2) совпаде-
нием одного из чисел оборотов в минуту ве-
домого элемента с числом оборотов ведущего,
3) получением остальных чисел оборотов в
минуту двумя парами зубчатых колёс. Послед-
нее обстоятельство делает применение пере-
боров выгодным при больших передаточных
отношениях, в частности, в качестве послед-
них передач в коробках с большими числами
ступеней и большим знаменателем ряда <р-
Переборы широко применяются в станках
с ремённым приводом шпинделя, особенно
в быстроходных, так как позволяют получение
Фиг. 2. Восьмиступенчатая коробка скоростей с передвижными шестернями фрезерного станка.
Каждая из двухваловых передач, составля-
ющих многоваловую, может иметь до четырёх
передаточных отношений (пар колёс), чаще деэ
и три. Первые по направлению движения двух-
валовые передачи проектируются с большим
количеством передаточных отношений, послед-
ние—с меньшим, обычно с двумя, так как зуб-
чатые колёса на первых валах, испытывающие
меньшие нагрузки, дешевле.
В многоваловых передачах иногда приме-
няются связанные колёса, имеющие возмож-
ность сцепляться с колёсами предыдущего и
последующего валов. Применение связан-
ных колёс сокращает общее число колёс ко-
робки и уменьшает потребные длины валов.
Однако связанные колёса заставляют сохра-
нять одинаковый модуль в обеих двухваловых
верхних чисел оборотов в минуту шпинделя
без участия зубчатых колёс.
Передачи с возвратом движения (табл. 2,V)
получаются последовательным соединением
передач типа переборов.
Передачи этих типов имеют очень ограни-
ченное применение.
В коробках скоростей, особенно при вы-
полнении в виде отдельных узлов, имеется
возможность широкой нормализации и унифи-
кации, в частности, шестерён, валов, крышек
и частично корпусных деталей (фиг. 5).
Коробки скоростей быстроход-
ных станков выполняются с возможно
более короткой кинематической цепью на
верхних ступенях чисел оборотов во избежа-
ние больших потерь на трение.
32
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
по Я В
У бсех зубчатых
колес т=3
Фиг. 3. Д венадцатиступ енчатая коробка скоростей с передвижными шестернями токарного станка 1617В.
Фиг. 4. Коробка скоростей карусельного станка.
гл. щ
КОРОБКИ СКОРОСТЕЙ ШЕСТЕРЕННЫЕ
33
-345
У///////у/ШУ/////У//У//////^^^
ШУ/УУ/У/УУУУ/УУ/УУУУ/УУУУУУУУУУУУУУУУУУУУУЛ
Фиг. 5. Унифицированные коробки скоростей на 4 и 8 ступеней.
Коробки скоростей тяжёлых
станков имеют следующие особенности:
1) применение муфт для лёгкого управления
колёсами; 2) передача вращения шпинделю на
всех или только на
нижних ступенях
чисел оборотов че-
рез колесо с вну-
тренним зацепле-
нием, укреплён-
ное к планшайбе;
3) развитие коро-
бок в осевом на-
правлении за счёт
уменьшения числа
осей.
Для привода
станков с пере-
ключением скоро-
стей на ходу при-
меняются схемы с
фрикционнымимуф-
тами, с планетар-
ными механизма-
ми, в том числе с
многоступенчаты-
ми, и с механиче-
скими синхрониза-
торами по типу
автомобильных.
Смазка ко-
робок скоро-
стей выполняется
Фиг. 6. Осевые габариты двух-
валовык передач с передвиж-
ными шестернями: а и о—двух-
ступенчатые передачи; вив —
трёхступенчатые передачи; а
и в — узкие выполнения; б и
г—широкие выполнения; д—вы-
полнение для малых tp; е — вы-
полнение, обеспечивающее по-
следовательное изменение ско-
ростей при движении в одном
направлении.
большей частью
не зависимой от
других узлов, цир-
куляционного типа,
с насосом низкого
давления, приводимым в движение от одного из
валов. Корпус используется как резервуар для
масла и снабжается указателем уровня масла,
устройством для заливки и спуска масла.
Кинематический расчёт
Исходными данными для кинематических
расчётов являются предельные числа оборо-
тов в минуту шпинделя пт1о и лтах и зна-
менатель ряда чисел оборотов «р- Выбор числа
оборотов в минуту приводного вала обычно
3 Том 9
производится из следующих соображений:
1) числа оборотов приводного вала, так же как
и валов, ближайших к нему, должны быть
достаточно высокими, чтобы избежать боль-
ших крутящих моментов, но и не приводить
к недопустимо высоким окружным скоростям
на зубьях. Вместе с тем они должны быть
легко осуществимы одноступенчатой пере-
дачей от электродвигателя или непосредствен-
ным присоединением электродвигателя; 2) пе-
редаточные отношения зубчатых передач
в коробке должны лежать в пределах от
1 :5 до 2,5:1 и по возможности быть близ-
кими к единице. Обычно wo=6OO—1000 об/мин.
Отделённые коробки скоростей в связи
с преимущественным применением их для
быстроходных станков часто выполняются
с симметричным расположением области регу-
лирования.
Кинематический расчёт простых двухвало-
вых передач производится на основе заданных
передаточных отношений / для каждой пары
колёс i — — и выбранной суммы зубьев г.
Числа зубьев ведущих Zj и ведомых z2
колёс
zi z
Сумма зубьев выбирается из условия,
чтобы число зубьев малого колеса было бы
более или равно минимально допустимому.
Наименьшее число зубьев из условия доста-
точной плавности вращения при некорригиро-
ванном зацеплении равно 18—20. Оптимальная
сумма зубьев, соответствующая наиболее точ-
ному осуществлению всех требуемых для дан-
ной двухваловой передачи передаточных от-
ношений, находится по специальным табли-
цам или подбором. Наиболее благоприятные
результаты получаются обычно при z, крат-
ном 12 или 18.
Расчёт многоваловых передач
производится с помощью структурных сеток
(фиг. 7) и графиков чисел оборотов. Они
строятся в координатах: валы коробки—
числа оборотов (последние в логарифмиче-
ском масштабе, что приводит к равномерной
шкале).
34
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
На осях сетки, соответствующих валам,
точками отмечаются числа оборотов валов
в минуту. Эти точки на соседних осях соеди-
няются лучами, соответствующими переда-
точным отношениям зубчатых колёс данной
двухваловой передачи. Наклон луча характе-
ризует величину передаточного отношения;
все лучи, выражающие одинаковые пере-
даточные отношения, должны быть парал-
лельны.
Структурные сетки строятся в предполо-
жении, что коробки имеют симметрично рас-
положенную область регулирования, т.е. число
оборотов на входе равно у nmin лтах. Гра-
фики чисел оборотов строятся для реальных
чисел оборотов в минуту на входе.
С помощью структурных сеток выбирается
оптимальный структурный вариант. Все воз-
валовой передачи определяются числа зубьев
колёс.
При наличии достаточного опыта можно не
строить структурных сеток и графиков чисел
оборотов, а, мысленно выбрав структурный
вариант, прямо по таблице рядов нормальных
чисел оборотов при различных <р (нормаль
станкостроения Н 11-1) подобрать числа обо-
ротов в минуту валов и передаточные отно-
шения.
Кинематические расчёты пе-
редач типа переборов с возвра-
том движения производятся аналогично
вышеописанным со следующими особенно-
стями.
1. Обычно сразу строятся графики чисел
оборотов без структурных сеток, так как одно
из передаточных отношений в каждой пере-
даче, получаемое простым сцеплением муфт,
%
л
/А
/А
Ж
ш
\\\
\\
--
/
/
\
\
-44
А/,
J
Л
So
Щ
Фиг. 7. Структурные варианты для двенадцатиступенчатой коробки скоростей.
можные структурные варианты для коробки
на \2 ступеней по схеме VIIIА табл. 2 пока-
заны на фиг. 7. Если пронумеровать двух-
валовые передачи, составляющие многовало-
вую, в порядке увеличения расхождения лу-
чей, то в первой передаче лучи расходятся
на ср, во второй — на ср в степени числа лучей
(числа передаточных отношений) в первой пе-
редаче, в третьей — на (р в степени произве-
дения числа лучей в первой и второй переда-
чах и т. д. Число структурных вариантов равно
числу перестановок из числа двухваловых пе-
редач.
При наличии в одной из двухваловых пе-
редач четырёх или шести пар колёс число
структурных вариантов может быть увеличено
за счёт вариантов с расположением чисел обо-
ротов одного из промежуточных валов по вы-
борочному геометрическому ряду.
Обычно выбирают структурные варианты,
у которых лучи в первых по направлению
движения передачах располагаются более
тесно, чем в последних, во избежание боль-
ших диапазонов регулирования первых валов,
что привело бы к возникновению больших
крутящих моментов и высоких окружных ско-
ростей на зубьях.
График чисел оборотов строится на основе
выбранного оптимального структурного ва-
рианта и позволяет выбрать оптимальные
числа оборотов в минуту промежуточных и
приводного валов и оптимальные передаточные
отношения отдельных зубчатых передач.
На основе передаточных отношений из
графиков чисел оборотов и выбранных опти-
мальных сумм зубьев колёс для каждой двух-
равно единице, что облегчает построение гра-
фика.
2. Оказывается удобным при построении
графиков чисел оборотов разбивать сложные
передачи на ряд простых, например, передачу
V-A по табл. 2 — на трёхступенчатую пере-
дачу с двумя переборами, сообщающую
тройному блоку на первом валу три числа
оборотов в минуту, и простую трёхступен-
чатую передачу от указанного блока к ведо-
мому валу. При этом график чисел оборотов
получается как для простой трёхваловой
девятиступенчатой передачи, но только два
луча будут выражать передаточные отношения
двух пар зубчатых колёс каждый, а один —
прямое сцепление муфтой.
3. Сумма зубьев в двухосных передачах не
всегда сохраняется постоянной; иногда в по-
следних передачах в связи с большими мо-
ментами применяют больший модуль, чем в
первых.
В коробках скоростей применяются при-
нятые в станкостроении нормальные значения
модуля т : 1; 1,5; 2; 2,5; 3; 3,5; 4; 5; 6; 8; 10; 12.
Ширина зубьев берётся обычно F — 15) т или
@,15—0,35) А, где А — расстояние между
осями; нижние значения — для передвижных
колёс при значительном расстоянии между
опорами валов; верхние — для постоянно
сцепляющихся колёс при малых расстояниях
между опорами, жёстких валах и точных рас-
точках.
Окружные скорости на зубьях коробок
скоростей доходят до 15 м/сек; при скоростях
выше 6—8 MJceK рекомендуется применять
косые зубья.
ГЛ. II]
КОРОБКИ СКОРОСТЕЙ ШЕСТЕРЕННЫЕ
35
Расчёт деталей коробок скоростей
Материалы для зубчатых колес.
Применяются: 1) стали 45 и 40Х в улучшен-
ном состоянии, если на передачи не наклады-
ваются особо жёсткие условия в отношении
габаритов; 2) стали 45 и 40Х с поверхностной
закалкой после нагрева ТВЧ или с общей за-
калкой (основные материалы); 3) сталь 20Х
с цементацией и закалкой в целях получения
наиболее износоустойчивых зубьев; 4) стали,
термически необработанные: 5, б, 45 для
медленно вращающихся, преимущественно не-
ответственных колёс.
Расчёт зубьев производится на уста-
лость поверхностных слоев по контактным на-
пряжениям и на усталость по напряжениям
изгиба. Особенностью расчёта колёс коробок
скоростей является учёт переменности режима
работы.
В первом приближении рассчитывают ко-
лёса универсальных коробок скоростей по
усталости на передачу полной мощности в по-
ложении пшп = у~Д лт1п, где Д — диапазон
регулирования шпинделя.
Уточнённый расчёт следует производить
по приведённой нагрузке, получаемой умно-
жением максимальной нагрузки на коэфи-
циент долговечности.
Коэфициент долговечности [3] для расчёта
поверхностных слоев может быть представлен
в следующем виде:
з
з/
у
6О7л_
107
где Т — общее расчётное время работы пере-
дачи в часах, принимаемое равным 10 000 час.
в случае непрерывной работы передачи (в слу-
чае поочерёдной работы колёс соответственно
иеньше); п — минимальное число оборотов
рассчитываемого колеса в минуту; 107 — базо-
вое число циклов нагружений, при котором
приводятся значения пределов усталости;
kN — коэфициент, характеризующий предпола-
гаемое изменение мощности: а) при постоян-
ном использовании полной мощности kjy = 1;
б) при одинаковом времени работы с каждым
значением мощности от половины до полной
расчётной мощности (расчётный случай для
производственных станков) kM = 0,78; в) при
одинаковом времени работы с каждым значе-
нием мощности от нуля до полной расчётной
мощности (расчётный случай для широко уни-
версальных станков) kjj — 0,63; kn — коэфи-
циент, характеризующий работу передачи на
разных числах оборотов при использовании
полной мощности электродвигателя или мощ-
ности, допускаемой механизмом. Коэфи-
циент ka берётся по графику (фиг. 8) в зави-
симости от диапазона регулирования рассчиты-
ваемого колеса Д =
л.
, предполагая оди-
*tnin
наковое время работы на каждой ступени
чисел оборотов (т. е. по нижней жирной кри-
вой графика).
Для постоянно работающей шпиндельной
передачи и других связанных со шпинделем
постоянным отношением передач коэфи-
циент kn следует выбирать не только в зави-
симости от общего диапазона регулирования
передачи, но и от диапазона До = , в ко-
тором полная мощность электродвигателя не
используется, а ограничивается постоянным
моментом.
При этом можно пользоваться параболиче-
ским расчётным законом распределения вре-
мени работы на разных ступенях чисел обо-
ротов с отношением о- от времени работы
на крайних числах оборотов в минуту к вре-
мени работы на средних (тонкие кривые гра-
фика).
Следует иметь в виду, что значения kn
по фиг. 8 получаются несколько преумень-
31 64 128 Л
Фиг. 8. График для определения коэфициента kn при рас-
чёте поверхностных слоев зубьев колёс в коробках ско-
ростей. Жирные кривые соответствуют предположению
одинакового времени работы на всех ступенях чисел обо-
ротов, тонкие — предположению распределения времени
по параболическому закону; Д — общий диапазон регу-
лирования чисел оборотов рассчитываемого элемента;
До — диапазон регулирования с постоянным моментом.
шенными, так как последние не учитывают
повышенного влияния динамической нагрузки
на зубья при высоких числах оборотов.
Минимальное расчётное значение коэфи-
циента долговечности в целях удовлетворения
условию статической прочности выбирается
равным 0,4. Максимальное значение равно 1,
за исключением расчёта поверхностных слоев
закалённых колёс, которые не имеют длитель-
ного предела усталости в границах, имеющих
место в станках чисел нагружений, и потому
не ограничивают максимального значения к.
Расчёт зубьев на изгиб приближённо мо-
жет производиться при k = 1.
Валы коробок скоростей, несущие непере-
двигаемые зубчатые колёса, выполняются
обычно ступенчатыми для облегчения монтажа
и упора колёс. Валы, несущие передвижные
колёса, выполняются обычно шлицевымн по-
стоянного диаметра, имеющими лишь ступени
меньшего диаметра под концевые подшипники.
Короткие валы, например, валы шпиндельных
коробок агрегатных станков, делаются глад-
кими и снабжаются распорными втулками для
установки колёс.
У валов, не сильно напряжённых, для вы-
хода круга при шлифовке применяются вы-
точки шириной 3 мм и глубиной 0,25 —
0,5 мм при диаметре вала до 50—80 мм и
шириной 5 мм и глубиной 0,5—1,0 мм при
36
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
диаметре вала свыше 50—80 мм. Для валов,
не подвергающихся термической обработке,
применяются нижние значения глубин кана-
вок. У сильно напряжённых валов делаются
переходные закругления.
В качестве материала валов применяются
преимущественно стали 45 и 40Х в улучшен-
ном состоянии или реже закалённые и от-
пущенные до твёрдости /?с = 35—40.
Диаметры валов определяются -в основном
условиями жёсткости. Номинальные суммар-
ные напряжения в большинстве валов не пре-
вышают 400 —600 кг/см2. Однако у сильно на-
гружённых валов, у которых вопросы жёст-
кости имеют подчинённое значение (валы
с малым расстоянием между опорами и с сере-
динным расположением колёс), допускаются
повышенные напряжения, связанные с тем, что
максимальные нагрузки действуют редко.
При расположении зубчатых колёс на кон-
солях и вблизи опор на участках между опо-
рами требования к жёсткости валов больше,
чем при расположении колёс по середине
между опорами.
Отношение максимальных прогибов валов
к расстоянию между опорами обычно не выше
0,0001— 0,0004. Расчёт валов коробок скоростей
на жёсткость см. [3].
Подшипники валов коробок скоростей
В качестве опор для валов применяются
почти исключительно подшипники качения
(фиг. 9): при лёгких и средних нагрузках —
шариковые однорядные, при тяжёлых — кони-
ческие и цилиндрические, при комбинирован-
ных радиальных и осевых — конические роли-
ковые.
Внутренние кольца шариковых подшипни-
ков обычно закрепляются на валах гайками
или пружинными кольцами; крепление вну-
тренних колец конических роликоподшипни-
ков обычно не применяется в связи с воз-
можностью применения более плотных посадок.
У радиальных подшипников, как правило, за-
крепляется наружное кольцо одного из под-
шипников. Применяются следующие конструк-
ции крепления: 1) ступенчатая расточка и
крышка (фиг. 9, а) при серийном произ-
водстве; 2) стакан и крышка (фиг. 9, б) для
облегчения расточных работ, главным обра-
зом при индивидуальном производстве; 3) за-
крепление колец двух радиальных подшипни-
ков крышками — обычно для коротких валов
во избежание перегрузки подшипников
(фиг. 9, в).
Регулирование конических роликовых и
других радиально-упорных подшипников про-
изводится:
1) осевым перемещением наружного кольца
одного из подшипников: а) с помощью про-
кладок переменной толщины (фиг. 9, г);
б) с помощью винтов (фиг. 9, д); в) *с по-
мощью резьбовых колец, ввинчиваемых в кор-
пус (применяется редко из-за технологических
трудностей); все эти конструкции связаны
с расположением вершин конусов подшипни-
ков вне коробки, благодаря чему при нагреве
длинных валов возможна перегрузка роликов;
2) осевым перемещением внутреннего
кольца по валу фиг. 9, е, при этом наружное
кольцо упирается в ступеньку в корпусе,
в буртик стакана или в крышку. Конструк-
ции применяются только при длинных валах.
Уточнённые расчёты подшипников качения
следует производить по приведённой нагрузке,
равной максимальной, помноженной на про-
изведения коэфициентов kik^kn, которые
в) ^^>s *-^ е)
Фиг. 9. Типовые конструкции опор валов.
учитывают переменность режима работы под-
шипников.
Значения коэфициента fy, учитывающего
поочерёдность работы шестерён, могут прини-
маться в пределах 0,75—0,95.
Значения коэфициентов kN и kn см. выше.
Размеры подшипников часто определяются
диаметрами валов.
Корпусы коробок скоростей
Коробки скоростей, как правило, выпол-
няются в отдельных корпусах, что значительно
облегчает отливку и механическую обработку
по сравнению с моноблочными конструкциями,
даёт возможность производить узловую сборку
и т. д. Материал корпусов — чугун обычно
марки СЧ 15-32. Толщина стенок при га-
баритах до 500 X 500 X 300 мм — 12 -15 мм,
при габаритах до 800 X 800 X 500 мм — 15-
20 мм и при больших габаритах — до 25 мм.
Корпусы должны обладать достаточной жёст-
костью, особенно в направлении оси шпин-
деля; для этого применяются соответственно
расположенные рёбра, двойные стенки под
передним подшипником и т. д.
Корпусы коробок скоростей выполняются
(фиг. 10): 1) неразъёмными, 2) разъёмными по
плоскости осей валов или шпинделя или по
общей плоскости осей валов и шпинделя.
Неразъёмные корпусы, имеющие широкое
применение в станках, требуют осевого мон-
тажа валов и шпинделей, что представляет
ГЛ. II]
КОРОБКИ ПОДАЧ
37
значительные трудности для тяжёлых станков,
особенно со шпинделями на подшипниках
скольжения. Для облегчения монтажа ста-
раются предусмотреть расточки, дающие воз-
можность производить узловую сборку отдель-
ных валов.
Разъёмные корпусы позволяют легко про-
изводить монтаж тяжёлых валов с помощью
Фиг. 10 Выполнения
разъёма корпусов ко-
робок скоростей»
д)
Фиг. Ц. Крепления
корпусов коробок
скоростей.
крана. Необходимость расположения осей в
одной плоскости вызывает увеличение габа-
ритов.
Коробки скоростей по своему расположе-
нию относительно станины можно разделить
на: 1) коробки внешнего расположения, кре-
пящиеся к станине по плоскости, совпадаю-
щей с одной из стенок коробки; 2) коробки,
утопленные в станину, причём плоскость
фланца может быть параллельна или перпен-
дикулярна осям валов; 3) коробки, имеющие
возможность поворота вокруг оси для натя-
жения ремня.
Установка корпусов коробок скоростей на
станине производится: 1) по одной базовой
плоскости с применением конических или ци-
линдрических штифтов (фиг. 11, а, б) (способ
технологически прост и даёт вполне надёжные
результаты); 2) по двум взаимно перпендику-
лярным плоскостям (фиг. 11, в); 3) по трём
и более плоскостям (плоской грани и тре-
угольной призме, фиг. 11, г); 4) на регули-
руемых винтах (фиг. 11, д).
Конструкции пп. 2 и 3 вследствие боль-
шой сложности изготовления уступают место
первой. Конструкция п. 4 позволяет удобную
выверку и применяется в случаях, когда не
требуется высокой жёсткости
Крепление корпусов коробок скоростей к
станинам производится винтами в количестве
не менее 4—6. Винты должны обеспечить
равномерное давление по поверхности стыка
(см. т. 2, стр. 189), которое при действии
внешних нагрузок не должно снижаться ниже
10—20 кг/см2. Для размещения винтов кор-
пусы снабжаются фланцами, карманами и т. д.
Крепление корпусов изнутри неудобно и свя-
зано с вытеканием смазки.
КОРОБКИ ПОДАЧ
Назначением коробок подач является осу-
ществление необходимых передаточных отно-
шений в цепи подачи путём составления раз-
ных кинематических цепей из колёс коробки.
Коробки подач в цепях подачи могут со-
держать передачи и муфты, работающие со
скольжением (ремённые передачи, муфты тре-
ния и т. д.).
Коробки подач в делительных цепях
должны иметь точные передаточные отноше-
ния; для них применяются механизмы, облег-
чающие подбор точных передаточных отно-
шений (с накидной шестерней и т. п.); при-
менение ремённых передач и муфт трения не-
допустимо.
Привод коробок подач в станках
с вращательным главным движением осуще- 6
ствляется:
1) от шпинделя (или вала, связанного со
шпинделем постоянным передаточным отно-
шением); подачи измеряются в мм на один
оборот шпинделя (так называемые зависи-
мые подачи);
?) от индивидуального или общего двига-
теля станка, в последнем случае обычно через
приводной вал коробки скоростей; подачи из-
меряются в мм/чин (так называемые незави-
симые подачи).
В станках с возвратно-поступательным глав-
ным движением обычно применяется привод
подачи или управление электродвигателем
подачи от стола или ползуна.
Привод подачи от шпинделя применяется
в делительных цепях всех станков как обеспе-
чивающий необходимую жёсткую кинематиче-
скую связь и в цепях подачи преобладающего
количества токарных, сверлильных, расточных
и других станков.
Этот привод имеет следующие достоинства:
удобство установки заданной величины подачи
(отсутствие необходимости в перечислении на
минутную подачу), возможность использова-
ния для изменения подачи цепи деления
(токарно-винторезные станки), простота осу-
ществления в ряде станков (токарных, свер-
лильных и др.).
Независимый привод подачи применяется:
1) во фрезерных станках в связи с удобством
конструктивного осуществления; 2) в длинных
токарных станках во избежание применения
длинных ходовых валов; 2) в многосупортных
станках в целях независимости перемещений
супортов, удобства автоматизации и т. д.;
38
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
4) в разных гидрофицированных станках в
связи с преимуществами гидроприводов по-
ступательного движения.
Применение индивидуальных электродви-
гателей, установленных на супортах, консолях
и т. д., упрощает кинематическую цепь пере-
дачи движения, но не всегда целесообразно
из-за увеличенных габаритов, необходимости
электродвигателей значительной мощности для
быстрых перемещений и т. д. Необходима
блокировка, обеспечивающая невозможность
вращения электродвигателя подачи при нера-
ботающем главном двигателе, выключенной
муфте и т. д.
Передача вращения коробке подач от
шпинделя в винторезных станках осуще-
ствляется исключительно зубчатыми колёсами
и обычно включает в себя звено увеличения
шага, реверсивный механизм и сменные ше-
стерни для нарезания нестандартных резьб,
точных резьб (без участия механизмов ко-
робки подач), дюймовых, модульных или пит-
чевых резьб.
Передача вращения коробке подач от
шпинделя или от электродвигателя у невин-
торезных станков осуществляется в боль-
шинстве случаев зубчатыми колёсами, иногда
цепью (при большом расстоянии между осями),
ремнём (в лёгких станках) или червячной
передачей (в быстроходных станках).
Передачи к коробкам подач, как правило,
являются замедлительными с /=0,1 —0,5 в
зависимости от быстроходности станка и типа
передачи.
Передачи от коробок подач осу-
ществляют значительное понижение скоро-
сти; в станках с прямолинейным движением
подачи они включают в себя кинематические
пары винт — гайка или реечная шестерня —
рейка, обычно в сочетании с червячной пере-
дачей, а в станках с вращательным движением
подачи, как правило, червячную передачу.
Поэтому понижение скорости в самой коробке
подач необязательно.
Потребный диапазон измене-
ния подач на один оборот шпинделя и
подач в минуту:
Дмин — ~nz
то же при исчислении подачи на 1 зуб
многолезвийного инструмента с числом
зубьев г:
Доб =
(zs')c
Здесь s и sr — подачи в мм на 1 оборот
шпинделя и соответственно на 1 зуб инстру-
мента; п — число оборотов шпинделя в ми-
нуту.
Для вычисления потребного диапазона ре-
гулирования необходимо учитывать, что при
верхних числах об/мин нужны только малые
подачи и применяются инструменты с малыми
числами зубьев. Диапазоны регулирования по-
дач и числа ступеней в универсальных стан-
ках приведены в табл. 4.
Особые передачи, применяемые в коробках
подач, приведены в табл. 5.
В коробках подач токарно-
винторезных станков (фиг. 12—14)
Таблица 4
Диапазоны регулирования подач и числа ступеней
подач в универсальных станках*
Станки
Токарно винто-
резные
Револьверные .
Фрезерные . . .
Сверлильные:
вертикальные
радиальные .
Строгальные:
продольные .
поперечные• .
Диапазоны
регулирования
i о
i * i Я
5 ?
1И
Числа ступеней
15-130B50)
6—80
20—80
2—40
2—4°
10-70
5~a5
ЗО-75
1°—35
30—60
4->5
8-25
2Э—70 (ГО
6—16
12—32
3—18
4—24
10—70
5~25
1) 30—60
8—1
12—16
4—1
9-18
8—18
* В мелких станках диапазоны регулирования и числа
ступеней подач меньше.
используют общий механизм изменения пере-
даточных отношений для нарезания резьбы и
осуществления подачи, от которого движение
разветвляется на винт и ходовой валик, при-
чём для подач обычно используются не все
передаточные отношения.
Коробки подач состоят из следующих эле-
ментов: 1) механизмов настройки на тип
резьбы (метрической, дюймовой, модульной,
питчевой); 2) механизмов настройки на шаг;
3) множительных передач; 4) механизмов пере-
ключения.
Механизмы настройки на тип
резьбы выполняются: 1)в виде смен-
ных колёс; обычно переход от нарезания ме-
трических резьб на дюймовые и наоборот
осуществляется переворачиванием сдвоенных
шестерён, установленных на гитаре; 2) в виде
переключаемых колёс: передвижных, с вытяж-
ной шпонкой, с муфтами.
Б передаточные отношения включаются
особые множители, необходимые при нареза-
нии различных типов резьб (табл. 6).
Механизмы настройки на шаг
выполняются в виде конусов из колёс с на-
кидными шестернями или, реже, в виде двой-
ных конусов из колёс с разными модулями,
с коррекцией, управляемых вытяжными шпон-
ками (табл. 5), или, наконец, в виде пере-
движных колёс.
Множительные передачи предста-
вляют собой обычно четырёхступенчатые (при
отсутствии звена увеличения шага в коробке
скоростей — пяти- или шестиступенчатые) пе-
редачи со знаменателем ряда чисел оборотов
<р = 2, очень редко <р = 4.
Они применяются следующих типов:
1. Двухваловые с передвижными колёсами
(обычно с передвижным блоком из трёх ко-
лёс, имеющим кулачки на торцевой поверх-
ности для включения четвёртой пары колёс,
а также с блоком из четырёх колёс) или с
колёсами, включаемыми вытяжной шпонкой.
2 Трёхваловые с передвижными колёсами;
валы обычно располагаются соосно с валами
конуса и шестерни, сцепляющейся с накидной
шестерней.
ГЛ. II]
КОРОБКИ ПОДАЧ
39
Таблица 5
Особые передачи, применяемые в коробках подач
Схема передачи и её характеристика
Область применения
Числа ступеней обычно 3—5, пре-
дельные 2—10, диапазон регулирова-
ния Обычно 2—6, предельный — 8. Пе-
редача позволяет получить приближён-
но любой требуемый ряд передаточных
отношений (геометрический, арифмети-
ческий и т. п.). Имеет малые габариты
по длине и удобное управление. При-
годна только при невысоких скоростях
вращения (во избежание больших по-
терь от одновременного зацепления
всех колёс) и при небольших моментах
(во избежание повреждений и повы-
шенного износа шпоночного соедине-
ния). Вследствие наличия зазоров в
шпоночных соединениях увеличиваются
зазоры в цепи подачи
Передача применяется
в вертикально-сверлиль-
ных, револьверных и
других станках. В неко-
торых моделях токарно-
винторезных станков при-
меняется для настройки
на шаг резьбы, причём
сумма зубьев не сохра-
няется постоянной за
счёт корригирования зубь-
ев и изменения модуля.
Передача с двумя ведо-
мыми конусами приме-
няется при необходимо-
сти передачи движения
двум различным органам
(многосупортные станки)
(см. также фиг. 14 и 15)
(см. также фиг. 12)
Числа ступеней обычно 6—9, пре-
дельные —12, диапазон регулирова-
ния обычно около 2 или, реже, около 4.
Передача позволяет осуществить тре-
буемый ряд точных передаточных от-
ношений (не накладывается условие
постоянства суммы зубьев). Имеет ма-
лые габариты по длине, малое общее
число колёс, но не обеспечивает точ-
ности и жёсткости установки накидной
шестерни, а потому не применяется в
быстроходных силовых передачах. При
обычном выполнении механизмов упра-
вления приводит к необходимости
открытой коробки подач, что ухудшает
условия эксплоатации. При нарезании
метрических резьб движение пере-
дается от конуса к накидной шестерне;
при нарезании дюймовых резьб — на-
оборот; при этом числа зубьев берутся
кратными шагам соответствующих
резьб или числу ниток на 1 дюйм
Числа ступеней 4—6, диапазон регу-
лирования соответственно 16—64. Пе-
редача позволяет получить точные пе-
редаточные отношения с большим <р«
Почти всегда <р=2. Передачи проекти-
руются для работы на понижение или
частично на повышение. Выполнение
с накидной шестерней связано с рядом
недостатков (см. выше), но требует
относительно небольшого числа колёс.
Выполнение с передвижной шестерней
не имеет этих недостатков, но требует
почти вдвое большего количества ко-
лёс
Передача является ос-
новной в коробках подач
токарно-винторезных и
других станков для изго-
товления винтов (кроме
специальных). В коробках
подач цепей подачи при-
меняется редко
Передачи применяются
в коробках подач токар-
но-винторезных станков
40
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
с г- ЕГ
^/ /УУ/ У У У У//// / У // /У У/У/У///У/ У У У / / / / // / / / / // / У / /
за.
к 46-
noCD Для Всех зубчатых
колес пг 1,5
Фиг. 12. Коробка подач открытого типа с накидной шестерней токарно-винторезного станка.
Таблица 6
Настройка на тип резьбы в коробках подач винторезных станков *
Расчётные
случаи
Нарезаемая резьба - дюй-
мовая, ходового винта — ме-
трическая или наоборот
Нарезаемая резьба — мо-
дульная, ходового винта—ме-
трическая или нарезаемая
резьба — питчевая, ходового
винта — дюймовая
Нарезаемая резьба — мо-
дульная, ходового винта —
дюймовая
Особые
множители
в переда-
точных
отношениях
25.4
1С
1С
2lM
Замена особых
множителей
127
5
33-19-61
2« • 7 • 11
2 • З2 • 5 ¦ 7а • 13
37-61
28 • 3 • 5 23
57-61
22 • З4 • 72
_____
5,71
113
32-37
2-53
2s-52
3-7-97
2е • 11 • 37
3< - 5а • 13
47
2' . 5 - 19
Погрешно-
сти в мм
на 1 м на-
резаемого
винта
о,ооб
0,038
о,о47
о,об
о,оооо6
0,02
о,09
о.оооб
0,004
Примеры колёс в коробке
подач
61 57 / 25,4\
28 44 [ 9 J
65 49 / 25,4\
61 37 \ 18 J
92 40 1 25,4\
57 61 у 24 J
42 28 / 25,4\
ТОО ' 25 \" 54 J
80 71 ( ъ\
?7 54 / М
53 * 48 1 4 )
32 25 / Згс N
97 28 \ 32 J
64 44 37 / 8к \
52 45 46 \ 25,4J
94 / 8п: \
95 [ 25,4;
* См. также стр. 58.
ГЛ. Ill
КОРОБКИ ПОДАЧ
41
йг-
по ЙВСВЕГ
noKL
Фиг. 13. Механизм управления накидной шестерней коробки подач закрытого типа токарно-винторезного станка.
Фиг. 14. Коробка подач с вытяжными шпонками токарно-винторезного станка.
42
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
3. Многоступенчатые механизмы с накид-
ной или передвижной шестерней типа меандр.
4. Комбинированные, состоящие из одной
передачи с передвижными шестернями до ко-
нуса и одной—после конуса.
5. Комбинированные типа переборов, в ко-
торых конус может вращаться на валу вхоло-
стую, и т. д.
Основными являются три первые типа пе-
редачи. Две последние пригодны только в со-
четании с шестеренными конусами, передаю-
щими вращение в одну сторону.
Механизмы переключения в ко-
робках подач применяются для переключения
движения: а) на конус или накидную шестерню,
б) от конуса или накидной шестерни, в) на
ходовой винт или валик. Механизмы приме-
няются следующих типов: 1) сменные колёса,
насаживаемые на разные валы; здесь пере-
ключение сочетается с изменением настройки
(случай применения „а"); 2) передвижные
колёса, сцепляющиеся с колёсами на разных
валах („а", „б" и „в"); 3) муфты („б* и „в").
Основное применение имеют механизмы 2 и 3.
по явср
множительной передачи, из которых одна или
две верхних могут отсутствовать при наличии
звена увеличения шага. Эта же передача
обеспечивает возможность нарезания стан-
дартных дюймовых резьб.
Таблица 7
Пример разбивки шагов стандартных метрических
резьб в диапазоне 1—48 мм для проектирования
коробок подач
№ ступе-
ней конуса
i
а
3
4
5
6
№ ступеней множительной передачи
I
i
1,25
1,75
II
3
2,5
3
3,5
III
4
4,5
5
5,5
IV
8
ю
12
V
1б
2О
34
VI
32
4о
48
Для нарезания метрических резьб с шагом
0,25; 0,3; 0,35; 0,4; 0,45; 0,5; 0,6; 0,7; 0,8 при
использовании тех же шестерён конуса необ-
Фиг. 15. Коробка подач револьверного станка 1330 с вытяжными шпонками.
Кинематический расчёт коробок
подач для нарезания резьбы производится сле-
дующим образом: 1) выписываются все резьбы,
которые должны быть осуществлены коробкой
подач; 2) шаги основной, из подлежащих на-
резанию на станке, метрической резьбы
записываются в столбцы таким образом, чтобы
числа каждого столбца получались умножением
на 2 чисел в тех же строках предыдущего
столбца.
Число шестерён конуса принимается рав-
ным числу строк, числа зубьев шестерён при-
нимаются кратными шагам в столбце; число
ступеней множительных передач при отсут-
ствии звена увеличения шага в коробке ско-
ростей принимается равным числу столбцов,
а при наличии такового может быть соответ-
ственно меньше.
Нарезание метрических резьб с шагами от
1 до 48 мм обеспечивается шестиступенча-
тым конусом с числами зубьев, кратными
шагам 4; 4,5; 5; 5,5; 6 и 7 (см. табл. 7) или
3,5; 4; 4,5; 5; 5,5 и 6, и шестью ступенями
ходимо в передаточное отношение цепи подачи
ввести для двух понижающих ступеней множи-
тельной передачи множитель 4/5 (например,
сменными колёсами).
Постоянные передаточные отношения от-
дельных элементов в цепи нарезания резьбы
подбираются из условия получения требуе-
мого общего передаточного отношения
нар
tjcod. винта
Коробки подач в простых це-
пях подачи (фиг. 15—17) в связи с отно-
сительно невысокими скоростями вращения и
моментами отличаются по своим схемам от
коробок скоростей более широким примене-
нием: 1) колёс, вращающихся на валах вхоло-
стую, и 2) связанных колёс.
Тихоходные коробки подач выполняются
обычно с шестеренными конусами, управляе-
мыми вытяжными шпонками. Увеличение
диапазона регулирования достигается приме-
ГЛ. II]
КОРОБКИ ПОДАЧ
43
нением второй двух- или трёхступенчатой
передачи из колёс с вытяжной шпонкой или
передачи с передвижными колёсами или муф-
тами. В двух последних передачах одно или
Фиг- 16. Управление коробки подач консольно-
фрезерного станка 6Л82-
несколько колёс конуса обычно используются
как связанные.
Быстроходные коробки подач обычно вы-
полняются с передвижными шестернями, иногда
в сочетании с переборами.
Коробки подач в фартуках токарных стан-
ков и в станках, где рукоятки на супортах
Зубчатые колёса коробок подач обычно
слабо нагружены, поэтому они обычно выпол-
няются: 1) с одинаковым модулем и 2) с ма-
Ь
лым отношением — •
т
В качестве материала обычно применяется
сталь 45 нормализованная или улучшенная.
Быстроходные колёса изготовляются из угле-
родистых или хромистых сталей с последую-
щей закалкой.
Валы коробок подач по своей конструк-
ции не отличаются от валов коробок скоро-
стей. В связи с меньшими нагрузками и осо-
бенностями механизмов подачи (конусы ше-
стерён с накидной шестерней или с вытяжной
шпонкой и т. д.) валы коробок подач выпол-
няются более тонкими. Материал — обычно
сталь 45.
В качестве опор валов в быстроходных ко-
робках подач применяются почти исключи-
тельно подшипники качения, в тихоходных
коробках подач — также подшипники сколь-
жения в виде простых втулок. Последние вы-
полняются более длинными, чем расточки в
корпусе, что устраняет необходимость в под-
резании торцов бобышек.
Управление в коробках подач анало-
гично управлению в коробках скоростей.
1. Переключение накидной шестерни осу-
ществляется: а) в открытых коробках рукоят-
кой с комбинированным движением в наклон-
ной прорези и фиксацией заведением штифта
в отверстие (фиг. 12); б) в закрытых короб-
ках двумя рукоятками (фиг. 13) или одной ру-
кояткой, имеющей поступательное и враща-
тельное движения. Поворот и осевое переме-
Фиг. 17. Коробка подач продольно-фрезерного станка 63Б.
трудно доступны для управления, например,
в карусельных и др., содержат реверсивные
механизмы из конических или цилиндрических
шестерён.
Кинематический расчёт коробок подач в
цепях подач ничем не отличается от расчёта
коробок скоростей.
щение рычагу накидной шестерни сообщается
реечно-зубчатыми механизмами (фиг. 13) или
прямолинейно перемещающимися кулачками.
2. Управление вытяжными шпонками осу-
ществляется: а) перемещением штока со шпон-
кой с помощью шестерни и кольцевой рейки,
нарезанной на конце штока (обычная конструк-
44
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
ция, применяемая при малых скоростях вра-
щения и малых диаметрах блоков); б) пере-
мещением шпонки, выполняемой с длинным
хвостом, с помощью специального поводка
(фиг. 14 и 15).
3. Управление в некоторых новейших вин-
торезных коробках подач предусматривает
возможность предварительного выбора вели-
чины подачи.
4. Управление скоростями в современных
невинторезных коробках подач осуществляется
обычно одной рукояткой: а) в простых короб-
ках с двумя блоками передвижных шестерён—
рукояткой, имеющей поворот в двух плоско-
стях; б) в многоскоростных коробках — ру-
кояткой, приводящей кулачковый барабан пе-
реключения скоростей.
Предохранительные механизмы,
применяемые, как правило, в цепи подач
станков и обязательные в цепи подач от инди-
видуального или общего электродвигателя
станка, располагаются обычно в коробках по-
дач или после них. Наиболее распространён-
ными являются пружинно-шариковые и пру-
жинно-кулачковые муфты; в делительных цепях
и в цепях подачи тяжёлых станков — преиму-
щественно срезные штифты (см. стр. 74)
Механизмы подач размещаются:
1) в корпусах, расположенных вне базовой де-
тали (станины), выполняемых обычно закрытыми
с крышками (быстроходные коробки подач,
требующие хорошей смазки); 2) в полуутоплен-
ных корпусах, выполняемых обычно без стенки
со стороны станины; стенки станин при этом
делаются вогнутыми для размещения шестерён
(коробки подач большинства токарных стан-
ковI 3) в утопленных корпусах, выполняемых
обычно открытыми (коробки подач большин-
ства фрезерных станков); 4) в корпусах фар-
туков, сверлильных головок и т. д. при необ-
ходимости малых габаритов.
СТУПЕНЧАТО-ШКИВНЫЕ ПЕРЕДАЧИ
В металлорежущих станках ступенчатошкив-
ные передачи применяются главным образом
для изменения скорости главного движения
резания, реже — величины подачи и скорости
вспомогательных устройств (насосов и т. п.)
К преимуществам ступенчато-шкивных пе-
редач по сравнению с зубчатыми коробками
скоростей относятся: 1) простота и малая стои-
мость конструкции; 2) эластичность передачи,
что при непосредственном приводе шпинделя
станка повышает чистоту обработанной поверх-
ности; 3) пониженные требования к точности
взаимного расположения осей шкивов.
К недостаткам ступенчато-шкивных передач,
ограничивающим возможности их применения,
относятся: 1) отсутствие жёсткой кинематиче-
ской связи между ведущим и ведомым валами
вследствие непостоянства величины проскаль-
зывания ремня; 2) неудобство переключения
скоростей, производящегося переброской рем-
ня вручную или посредством специальных
устройств, обычно мало удобных и ненадёжных
в работе; 3 непостоянство передаваемой мощ-
ности на разных скоростях вследствие непо-
стоянства скорости ремня при выполнении
ведущего шкива ступенчатым; 4) большой
маховой момент шкивов, что увеличивает вы-
бег станка при отсутствии торможения.
Для ступенчато-шкивных передач исполь-
зуются плоские, клиновые и круглые ремни
(см т. 2, стр. 429).
Плоские ремни применяются главным обра-
зом кожаные и прорезиненные; при скоростях
ремня выше 30 м/сек — кожаные, тканые
хлопчатобумажные и шёлковые; при переки-
дывании ремня со ступени на ступень пере-
водкой — только кожаные.
Клиновые ремни берутся по ГОСТ 1284-45
профилей А и Б.
Круглые ремни применяются кожаные
сплошные диаметром до 8—10 мм, иногда
витые диаметром до 20 мм.
Ступенчато-шкивные передачи с клиновыми
и круглыми ремнями пригодны для передачи
малых крутящих моментов (привод главного
движения резания настольных и других мелких
станков, вспомогательных механизмов). Пере-
броска клинового и круглого ремня может
производиться только вручную; применение
более одного клинового ремня не рекомен-
дуется ввиду сложности переключения ско-
ростей.
Ориентировочные данные для выбора про-
филя ремня в ступенчато-шкивных передачах
металлорежущих станков приведены в табл. 8.
Таблица 8
Тип передачи
Плоским ремнём . .
Одним клиновым
ремнём:
профиля Б ....
профиля А ....
Круглым сплошным
ремнём
Наибольшее при-
меняемое число
ступеней шкива
5
7
7
Передача
выполнима
при
N л. с.
п об/мин
не более
i
г
4оо
i
700
i
7оо
рекомен-
дуется при
Na.c.
п об/мин
не более
г
2ОО
I
55°
i
IOOO
I
1500
Для увеличения числа скоростей привода
станка к ступенчато-шкивным передачам до-
бавляют ремённый
контрпривод, зуб-
чатый перебор или
применяют смен-
ные ступенчатые
шкивы.
Ступенчатый
шкив желательно
размещать между
опорами; вместо
н е п о с редственной
установки на шпин-
дель лучше мон-
тировать его на
отдельныхподшип-
никах. Консольная
установка ступен-
чатого шкива допускается при малой его ши-
рине или передаче небольшого крутящего мо-
мента; преимущество — удобная смена ремня.
При консольной установке ведущий шкив сле-
Фиг. 18. Схема для опреде-
ления длины ремня.
ГЛ. II]
СТУПЕНЧАТО-ШКИВНЫЕ ПЕРЕДАЧИ
45
S Фиг- 19. Номограмма для расчёта ступен-
S чато-шкивной передачи.
дует ставить ступенью малого диаметра к опоре,
ведомый шкив—ступенью большого диаметра
к опоре.
Схемы обычно применяемых в металлоре-
жущих станках ступенчато-шкивных передач
приведены в табл. 9.
Диаметры ступеней шкивов в передачах
без натяжных устройств выбираются из усло-
вия постоянства длины ремня. Длина ремня L
(фиг. 18) определяется по формуле
I=| (D+d) 4 р (D ± d) -\ 2 cos p.
Знак плюс во всех трёх формулах отно-
сится к перекрёстной, а знак минус — к от-
крытой передаче.
Для перекрёстной передачи L = const при
D + d = 2 ?>0;
2/ 2
Г) . /У —- Г)„
-" «¦ 1_ I иъ> и — f _1_ 1 °'
где
D
d
где
D +
Для открытой передачи L = const при
D + d = 2W0;
или по приближённой формуле
D
Do; rf
4/
При / ^ 10 (D — d) поправочный коэфициент
может быть принят равным 1, что приводит
Ступенчато-шкивные передаян, приме
т„„ „ . Рекомендуемый
ТИП Наименование Схемы ПрОфИЛЬ "f^Te*
передачи ремня диапазон регу-
г лирования 'Д
Эткрытая:
а) с постоянным
расстоянием ме-
жду валами
б) с регулируе-
мым расстоянием
между валами
в) с натяжным ро-
ликом
Перекрестная:
а) с постоянным
расстоянием ме-
жду валами
б) с регулируе-
мым расстоянием
между валами
Открытая:
а) с регулируе-
мым расстоянием
между валами
б) с натяжными
роликами
а) Между пересе-
кающимися вала-
ми
б) Между скре-
щивающимися
валами
а) Между пересе-
кающимися вала-
ми
б) Между скрещи-
вающимися ва-
лами
ГЛ. И]
СТУПЕНЧАТО-ШКИВНЫЕ ПЕРЕДАЧИ
47
Таблица 9
к отклонению длины ремня в передаче
D
¦яемые в металлорежущих станках
д
Мощность, которую
может передать ремень
на разных ступенях
Л^Ф const
1. При imin=- —
'max
(при одинаковых шкивах)
JVmln " d, У Л
2. При tmin< .
'max
A'min "i >УЛ
3. При lmin > —
'max
N—const
N+const
"max d2 3/_
"mln «. ~ УД
N+coasi
"max -,
#min <*i
X арактеристика
и применение передач
Наиболее распространённые.
Пригодны для горизонтальной
наклонной и вертикальной пе-
редач между горизонтальны-
ми валами, а также для мало-
мощных передач между верти-
кальными валами
Ввиду трудности перевода ре-
мня применяются очень редко
Применяются для передач
как между горизонтальными,
так и между вертикальными
валами. Малый диапазон регу-
лирования ограничивает исполь-
зование передачи
При обоих двухступенчатых
шкивах передачи дают 4 ско-
рости. Применяются для при-
вода шпинделя в настольных и
других мелких станках — пре-
имущественно сверлильных и
вертикально-фрезерных
Применяются в тех случаях,
когда для размещения ведомо-
го шкива имеется мало места.
Находят применение главным
образом для привода шпинделя
в настольных и других мелких
станках — преимущественно
сверлильных и вертикально-
фрезерных
от длины ремня в передаче тгна Допустимую
величину, не превышающую—0,1%.
При / < 10 (D — d) значение ? выбирается
в зависимости от / и -~ по номограмме
фиг. 19.
На номограмме верхняя граничная кривая
1 = 0,001 соответствует передачам с от-
клонением длины ремня в 0,10/0. При опреде-
лении Dud передач, попадающих в область
над граничной кривой, поправочный коэфи-
циент ? может не учитываться.
Угол обхвата на малом шкиве 2а=180°±2р,
где знак плюс относится к перекрёстной, а
знак минус — к открытой передаче. Для откры-
тых передач угол а может быть определён по
номограмме. Нижняя граничная кривая соот-
ветствует 2а = 160°; с меньшим углом обхвата
передачи без натяжных устройств применять
не рекомендуется.
В передачах без натяжных роликов реко-
мендуется
и допускается
где rfmin — диаметр наименьшей ступени шки-
ва в мм. На номограмме штрихпунктирными
линиями • показаны граничные кривые / для
рекомендуемых соотношений между / и dmia
и граничные кривые // для допустимых соот-
ношений. Каждая кривая построена для опре-
делённых dmin, значения которых указаны на
номограмме. Передачи должны находиться в
области, расположенной слева от соответ-
ствующей граничной кривой.
При определении диаметров шкивов в пе-
редачах с натяжными устройствами ? не учи-
тывается.
В ступенчато-шкивных передачах металло-
режущих станков, как правило, передаточные
отношения на различных ступенях составляют
геометрический ряд.
п D d
Передаточные отношения -т и — на раз-
личных ступенях ступенчато-шкивных передач
выбираются по табл. 10 как при одинаковых,
так и при разных шкивах.
В первом случае ряд передаточных отно-
шении будет i0K,...,
I l *
*0« Г~» 7—.—» "?—
1
*02
при нечётном числе ступеней и iK, . .. , г2. i\,
111 .. D
—, — ,...,т- при четном. Во втором случае
/l h 1к
может быть использован любой участок при-
ведённых рядов передаточных отношений.
В передачах с натяжными устройствами,
когда не требуется точного соответствия
между размерами L, I, D и d на разных сту-
пенях, диаметры шкивов рекомендуется выби-
рать по таблице нормальных рядов чисел, при-
48
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
О1
я
ef
с
О.
01
с
X
в
S
а
о
ев
X
о
к
>,
t-
«
X
а
о
Ж
н
С
а
а-
о
н
•л
О.
J
i
n
"*
i
ne-
S
со
со
со
СО
со
со
<м
<м
CS
2.38
т
<м
CN
СМ
00
с-
00
00
¦Ч"
^^
«D
CN
2
S
г
г
m аз
« i I
гупен
один
кива
и
и
a3 g.
е-
"э-
S
"&-
.J
V
II
Ъ-
&¦
з
9-
||
7
-г
ное
ечёт
К
*9-
II
Ъ-
и
?>.
II
1*9-
^^
К
—
1ч-
г*-
ётно
м
Ъ-
Ъ-
II
9-
9-
у
L
1 9-
II
.1*
7
•~
ное
ечёт
К
ётно
3*
ч
Ъ-
о
9-
и
о
7
ное
ечёт
В
а
"я
9-
II
9-
||
•-?
9-
*х
|"т
(U
о
3"
7
—
ное
ечёт
К
9-
II
9-
II
Ч)
О
si
3"
меняемых в станкостроении (нормаль станко-
строения HI 1-1).
При одинаковых трёхступенчатых шкивах
всегда получается геометрический ряд пере-
даточных отношений.
Если при определении диаметров ступе-
ней ? учитывать не требуется и геометриче-
ский ряд передаточных отношений может быть
выдержан приближённо, то диаметры ступе-
ней могут быть взяты по арифметическому
ряду.
При одинаковых шкивах и нечётном числе
ступеней (диаметры средних ступеней ?)уу:
где
При одинаковых шкивах и чётном числе
ступеней (средние ступени отсутствуют):
= Do 4- 2Д; d2 = Д, — 2Д и т. д.,
Do — — Д и т. д.
где
Отклонения получающихся передаточных
отношений от передаточных отношений по
геометрическому ряду с нормальным коэфи-
циентом ф указаны в табл. 11.
Таблица 11
1,26
i,4i
i,58
2
Отклонения передаточных от-
ношений от получающихся по
правильному геометрическому
ряду с коэфициентом <р при
числе ступеней
4
±о,3°/о
±i,i°/o
±а,5°/о
± io%
С
0
±о,б»/0
±а,2°/о
±5,5%
±25%
А
±».в°/0
±5.9°/о
7
±2,7%
—
—
Допусти-
мые откло-
нения чисел
оборотов
ряда от
табличных
значений
по Н11-1
(для ориен-
тировки)
±1,27о
±2,6%
±4.1%
± ю%
Определение размеров ремня в ступенчато-
шкивных передачах производится так же, как
и в обычной ремённой передаче (см. т. 2), но
для получения большей компактности допу-
скаются повышенные нагрузки на ремень.
Для плоских кожаных ремней шириной
Ъ = 50ч-160 мм допускаемая нагрузка на 1 мм
ширины ремня может быть принята по фор-
муле
1,9 —
а г/ яч.
Шкивы изготовляются из качественного
чугуна, быстроходные — из лёгких сплавов
или стали. Ведущие шкивы для плоских рем-
ГЛ. II]
КОРОБКИ ПЕРЕДАЧ С БЕССТУПЕНЧАТЫМ РЕГУЛИРОВАНИЕМ СКОРОСТИ
49
ней имеют выпуклый профиль, часто снаб-
жаются с обеих сторон ребордами.
Условие, при котором требуется баланси-
ровка шкива, имеющего литые необработан-
ные поверхности, — Z)n2f >¦ 109 009*, не имею-
щего необработанных поверхностей,— Dn2f>
> 1 000 000 *, где D — диаметр наибольшей
ступени шкива в м\ п — число оборотов шки-
ва в минуту; f — удельный вес материала
шкива в г/с.и3.
КОРОБКИ ПЕРЕДАЧ С БЕССТУПЕНЧАТЫМ
РЕГУЛИРОВАНИЕМ СКОРОСТИ
(ВАРИАТОРЫ), ФРИКЦИОННЫЕ
И ЦЕПНЫЕ
Типы вариаторов и их применение
Наибольшее применение вариаторы имеют
в приводах главного движения универсаль-
ных токарных и сверлильных станков малых
и средних размеров.
Основные достоинства вариаторов: относи-
тельно жёсткая характеристика (постоянство
числа оборотов при изменении нагрузки), ма-
лые габариты, высокий к. п. д.
Недостатки вариаторов: небольшой диапа-
зон регулирования, трудность осуществления
удобного управления (большинство вариато-
ров допускает регулирование только на ходу,
требует приложения значительного усилия к пе-
ремещаемым при регулировании деталям; ди-
станционное управление осуществляется слож-
нее, чем в электрических и гидравлических
приводах).
Из большого числа существующих типов
и конструкций в станкостроении находят при-
менение вариаторы, приведённые в табл. 12 **.
Наиболее подходящими для станков явля-
ются вариаторы следующих типов.
1. С наклоняющимися роликами (по схеме Ю
табл. 12) в качестве основного типа привода
главного движения.
2. С раздвижными конусами и специальной
цепью (по схеме 8 табл. 12) для приводов,
передающих большие крутящие моменты при
сравнительно небольшом числе оборотов.
3. С раздвижными конусами и стальным
кольцом (по схеме 9 табл. 12) в качестве
основного привода подачи.
4. С раздвижными конусами и передачей
клиновым ремнём — стандартным или широким
(по схеме 6 или 7 табл. 12) — для приводов
модернизируемых станков, а также при от-
сутствии производственных возможностей из-
готовления вариатора по схеме 8.
Кинематика приводов станков
с вариаторами
Кинематика приводов станков с вариато-
рами определяется в основном соотношением
между требующимся диапазоном регулирова-
* Неравенства составлены из условия, что центробеж-
ная сила не превышает 15°/г, веса чугунного шкива и 4(Р/0
веса алюминиевого; смещение центра тяжести от оси вра-
щения обработанного шкива принято равным 0,1% и не-
обработанного — 1% от U.
** См. также описание, конструкции и расчёт вариа-
торов в т. 2, стр. 401.
4 Том 9
ния привода станка и диапазоном регулиро-
вания вариатора.
Основные типы вариаторов имеют диапазон
регулирования порядка 6—16, в то время
как диапазон регулирования привода главного
движения универсальных станков составляет
Фиг. 20. Сверлильный станок с вариатором, регулируемым
изменением наклона осей (по схеме 5 табл. 12).
30—150 для токарных, 30 — 50 для фрезер-
ных, 8 — 25 для сверлильных.
В тех случаях, когда требуемый диапазон
регулирования привода станка не превышает
диапазона регулирования вариатора, кинема-
тическая цепь привода состоит только из
самого вариатора (фиг. 20) и, если имеется
Фиг. 21. Передняя бабка токарного станка с вариатором
с раздвижными конусами и специальной цепью (по схеме 8
табл. 12).
необходимость, из редуцирующей передачи и
вариатора (фиг. 21).
В большинстве случаев требуется значи-
тельное расширение диапазона регулирования
Применяемые в станках коробки передач с бесступенчатым регулированием скорости (вариаторы), фрикционные и цепные
Таблица 12
ел
о
Тип
Схема *
Материал фрикцион-
Обычно применяемое
нажимное устройство
Осн.данные вариаторов
Конструктивные особенности
Применение
Лобовые
Сталь —текстолит
Чугун — текстолит
<= -- <р Ж
Пружинное. Сила при
жатия постоянна. Само
затягивание отсут-
ствует
Простота конструкции. Боль-
шое различие скоростей на пло-
щадке касания. Значительные
габ ариты. При ведущем диске—
падение мощности с уменьше-
нием скорости
Прийод шпинделя и привод по-
дачи малых сверлильных стан-
ков старых конструкций. В на-
стоящее время почти не при-
меняется
Лобовые
То же
То же
о,8о
То же
Привод распределительного
вала многошпиндельных авто-
матов. Широкого распростра-
нения не имеет
Конусные
V
4
Самозатягивание за
счёт окружной силы на
чашке и шестерне
о,8о
Удобство установки вслед-
ствие нетребовательности к
точному взаиморасположению
ведущего и ведомого вялов.
Падение мощности с умень-
шением скорости
Привод малых и средних ре-
вольверных станков и автома-
тов. Широкого распростране-
ния не имеет
Конусные
Пружинное. Сила при-
жатия постоянна. Само-
затягивание отсут-
ствует
2.5
о,9
Компактность. Удобство при
непосредственном соединении
с электродвигателем. Большое
различие скоростей на площад-
ке касания
Привод шпинделя малых и
средних сверлильных станков.
Имеет значительное распро-
странение
Регулируемые изме-
нением наклона осей
То же
15 2,5
То же
То же
С раздвижными кону-
сами и стандартным
клиновым ремнем
~Т
Конус» чугун, сталь,
алюминий, текстолит
Значительные габариты. Не-
требовательность к уходу. Па-
дение мощности с уменьшением
скорости
Привод шпинделя малых то-
карных и сверлильных станков;
привод опиловочных станков.
Имеет значительное распро-
странение
С раздвижными кону-
сами и широким кли-
новым ремнём
С раздвижными кону-
сами и специальной
цепью
С раздвижными кону-
сами и стальным коль-
цом
Конуса: сталь, чугун
То же
Привод шпинделя малых и
средних токарных, сверлиль-
ных, револьверных станков.
Привод распределительного ва-
ла малых одношпиндельных
автоматов. Имеет значитель-
ное распространение
Конуса: закалённая
сталь. Пластины цепи:
закалённая сталь
Сложность изготовления.
Удобство встраивания в меха-
низмы станка. Возможность пе-
редачи больших крутящих мо-
ментов. Падение мощности с
уменьшением скорости
Привод шпинделя токарных,
сверлильных, револьверных и
фрезерных станков, а также
привод подачи токарных и
сверлильных станков. Имеет
значительное распространение
Закалённая сталь —
закалённая сталь
Самозатягивание за
счёт начального зазор а,
обеспечивающего не-
большое провисание
кольца
6о
о, 8,5
Компактность.
Удобство встраивания в ме-
ханизмы станка. Значитель-
ное различие скоростей
на площадке касания. Паде-
ние мощности с увеличением
скорости
Привод шпинделя малых и
средних сверлильных станков
и одношпиндельных автоматов.
Привод подачи сверлильных,
токарных, фрезерных, револь
верных станков. Имеет значи-
тельное распространение
С наклоняющимися
роликами (тип Свето-
зарова)
Планетарные
Закалённая сталь -
закалённая сталь
Сталь — текстолит
Самозатягивание при
помощи специального
заклинивающего
устройства
го-аз
jo,95| Компактность. Возможность
регулирования на ходу. Весьма
малое различие скоростей на
площадке касания. Примерно
постоянная мощность на всём
диапазоне скорости
Привод шпинделя сверлиль-
ных, токарных, револьверных
и других станков
Закалённая сталь
закалённая сталь
а) Самозатягивание
б) Нажатие за счёт
центробежной си-
лы
2,5
о, 85 j Компактность. Реверсивность.
Значительное различие скоро-
стей на площадке касания. Па-
дение мощности с уменьшением
скорости
Привод шпинделяпрецизион-
ных токарных станков. Привод
подачи прецизионных расточных
станков, привод распредели
тельного вала автоматов
* Конструктивное выполнение см. т. 2, гл. VII.
П р и м. е ча н и е. <р - коэфициент скольжения, равный для схем 1, 2, 3, 4, 5, 8 — «р < 0,97, для схем 6, 7, 9 — <р < 0,96 и для схем 10, 11 — «р < 0,99 (в передаче по схеме 8 сколь-
жение вызывается упругими деформациями звеньев цепи).
сл
52
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
вариатора в сторону понижения скорости. Это
обычно осуществляется введением перебора
с передаточным отношением, близким к диа-
пазону регулирования вариатора (фиг. 23).
Расширение диапазона регулирования при-
вода может быть достигнуто также примене-
Фиг. 22. Коробка подач координатно-расточного станка
с вариатором с раздвижными конусами и стальным коль-
цом (по схеме 9 табл. 12).
нием электродвигателя с несколькими числами
оборотов. Однако при этом общий диапазон
принимается меньшим единицы на величину
возможного скольжения @,94—0,97), а при
необходимости расширения диапазона регули-
рования за счёт разрывов чисел оборотов
принимается несколько большим единицы.
Конструктивные особенности приводов
с вариаторами
Конструкция привода с вариатором в зна-
чительной степени зависит от типа и испол-
нения вариатора.
По исполнению вариаторы можно разде-
лить на: 1) выполненные в виде самостоятель-
ного агрегата и 2) встроенные в механизм
станка.
Для токарных станков при применении
вариаторов, выполненных в виде самостоя-
тельного агрегата, характерно расположение
электродвигателя и вариатора вне передней
бабки (в тумбе или за тумбой). Передняя
бабка имеет простой или двойной перебор
или,. реже, простейшую коробку скоростей.
Движение от вариатора передаётся на шкив
бабки клиноремённой передачей; для удобства
съёма ремня шкив бабки предпочтительнее
располагать консольно.
При встроенной конструкции вариатор рас-
полагается непосредственно в передней бабке.
Ввиду того, что вариатор может служить
источником вибраций, не рекомендуется рас-
полагать рабочие тела вариатора непосред-
ственно на шпинделе.
по CD
регулирования увеличивается незначительно
вследствие того, что отношение максимальной
скорости электродвигателя к минимальной
обычно меньше диапазона регулирования ва-
риатора.
Зависимость между диапазоном регулиро-
вания вариатора Д, общим потребным диапа-
зоном регулирования Д, и числом ступеней
передачи z выражается формулой *
Где ? _ коэфициент, который при необходи-
мости непрерывного изменения чисел оборотов
* См. т. 2, стр. 417
Фиг. 23. Передняя бабка токарного станка с вариатором
с наклоняющимися роликами (по схеме 10 табл. 12).
Для сверлильных станков малых размеров
характерна конструкция с расположением
одного из рабочих тел на валу электродвига-
теля, другого — на шпинделе. При этом во
многих случаях применяется многоскоростной
электродвигатель.
Для сверлильных станков средних разме-
ров вариатор сочетается с перебором или
простой коробкой скоростей,
ГЛ. II]
ЧЕРВЯЧНЫЕ, ЗУБЧАТЫЕ И ЦЕПНЫЕ РЕДУКТОРЫ
53
Для увеличения производственных возмож-
ностей станков со ступенчатым приводом при-
Фиг. 24. Приставной привод с вариатором с наклоняющи-
мися роликами (по схеме 10 табл. 12).
меняются также вариаторы, выполненные
в виде приставных индивидуальных приводов
(фиг. 24).
Управление вариаторами
Механизм управления вариаторами должен
удовлетворять следующим требованиям: I) осу-
ществлять надёжную фиксацию регулируемых
элементов в каждом данном положении; 2) осу-
ществлять возможно более быстрое измене-
ние скорости в пределах диапазона регулиро-
вания; 3) иметь указатель числа оборотов
в минуту приводимого во вращениз элемента
станка.
В большинстве случаев рукоятка управле-
ния соединяется с регулируемым элементом
4 9 8 ) ? 3 6 Л
Фиг. 25. Устройство для фиксации рукоятки управления
вариатором.
вариатора при помощи винтовой или червяч-
ной передачи (фиг. 22 и 23), что обеспечивает
лёгкость вращения и фиксацию. При этом чер-
вячное колесо или гайка соединяются со стрел-
кой, указывающей скорость. Недостаток этой
конструкции — невозможность быстрого изме-
нения скорости.
Б приводах с вариатором по схеме 8
табл. 12 применяется фиксирующее устрой-
ство по фиг. 25.
Валик 1, управляющий смещением конусов, соединён
штифтом 2 с шайбой 3, к которой снизу привёрнута
стальная закалённая планка 4. В пазе планки 4 находятся
шарики 5. При стремлении валика 1 повернуться один из
шариков 5 заклинивается между планкой 4 и неподвижным
кольцом 6'. Таким образом валик 1 оказывается надёжно
зафиксированным. При изменении скорости поворот ва-
лика 1 осуществляется при помощи рычага 7, поворачи-
вающего шайбу 8. При этом палец 9 своим выступом
отжимает один из шариков, освобождая шайбу 3.
В ряде станков управление вариатором
осуществляется при помощи сервомотора, при-
водящего в движение регулирующие элементы
(фиг. 26). Применение сервомотора создаёт
Фиг. 26. Привод то-
карного станка с
вариатором с раз-
движными конуса-
ми и специальной
цепью (по схеме 8
табл. 12).
большие возможности автоматизации упра-
вления (осуществление работы по автомати-
ческому циклу, преселективного управления
непрерывного изменения числа оборотов).
ЧЕРВЯЧНЫЕ, ЗУБЧАТЫЕ И ЦЕПНЫЕ
РЕДУКТОРЫ
Червячные, зубчатые (шестеренные) и цеп-
ные редукторы применяются, когда другие
механизмы (коробки передач, реверсивные
механизмы и т. п.), входящие в кинематиче-
скую цепь станка, не могут обеспечить не-
обходимого передаточного отношения от ве-
дущего вала к ведомому. Чаще всего редук-
тор требуется при отсутствии в цепи при-
вода подач механизма типа винт — гайка или
червяк — рейка.
Кроме того, редукторы широко применя-
ются в приводах вспомогательных движений,
например, быстрых ходов, подъёма попере-
чины и т. п.
В станках редукторы выполняются чаще
в виде передач, встроенных в другие узлы
станка, реже в виде самостоятельных узлов.
Червячные редукторы
В металлорежущих станках обычно исполь-
зуются одноступенчатые червячные редук-
1 1
торы с- i = нг^ -г -J- и с числом заходов чер-
вяка 1—6.
Основные параметры червячных редукто-
ров регламентируются ГОСТ 2144-43 и нор-
54
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
малью станкостроения Н24-5. Проектирование Червячные редукторы обычно применяются
и расчёт червячных редукторов см. т. 2, в приводах малой и средней мощности.
стр. 337-356.
Пример конструктивного выполнения ре-
дуктора показан на фиг. 27.
Зубчатые редукторы
Передачи с прямыми зубьями имеют / до -тг
и к. п. д. т) = 0,98 -t- 0,99 на одну ступень,
с косыми и шевронными зубьями — / до -к-
и Y) = 0,98.
Основные параметры зубчатых редукторов
регламентируются ГОСТ 2185-43. Нормалью
Фиг. 27. Червячный редуктор механизма подъёма попе- Фиг. 28. Встроенный двухступенчатый зубчатый редуктор
речины продольно-строгального станка конструкции, (i»l : 10) механизма ручного перемещения стола кругло-
ЭНИМС. шлифовального станка ЗД16 завода им. Молотова.
Передаточные отношения планетарных редукторов
Таблица 13
Эскиз
h'mt
X
h
J
т
X
X
пг
Исполнение
Модули оди-
наковые
г, + 2а=
Модули раз-
личные
23 + 24-2 ^ Za
Модули оди-
наковые, зубья
корригирован-
ные
Передаточное отношение i— — — 1-
Формула для наименьшего
значения
2
При Zi=Za = 20
'min /л, 2 (mi i\
м — A тз\
za V От! J
При Zi=zo—l
т\
min"™ 2~
При 2,=20—1
23=20+1°
2i*3
Z3Zt
Наименьшая величина
при zQ
30
i
15.5
i
90,42
при
i
OCX)
60
1
3°.5
1
180,46
при
^1-1,2
1
3600
100
1
50,5
1
300,475
при
i
10 000
Применение
В ручном при-
воде подач и
быстрых пере-
мещений; ре-
же — для при-
вода главного
движения ре-
зания
Применяются
редко
В счётных и
других вспо-
могательных -
устройствах
станков
ГЛ. II]
ЧЕРВЯЧНЫЕ, ЗУБЧАТЫЕ И ЦЕПНЫЕ РЕДУКТОРЫ
55
станкостроения Н24-2 модули зубчатых колёс
ограничиваются рядом: A);* 1,5; 2; 2,5; 3; 3,5;
4; 5; б; 8; 10; 12.
Проектирование
и расчёт зубча-
тых редукторов см.
т. 2, стр. 215-323.
Передаточные
отношения плане-
тарных редукторов
наиболее распро-
странённого в стан-
ках типа приведе-
ны в табл. 13.
Фиг. 29. Двухступенчатый зубчатый редуктор («* 1 :4,8)
привода одношпиндельного револьверного автомата: 1 — от
электродвигателя; 2—привод главного движения;
3 — привод распределительного вала.
Пример конструктивного выполнения зуб-
чатого редуктора в механизме ручного пере-
мещения показан на фиг. 28.
По сравнению с червячными редукторами
с тем же передаточным отношением много-
ступенчатые зубчатые редукторы имеют боль-
шие габариты, но обычно отличаются более
высоким к. п. д.
Примеры конструктивного выполнения зуб-
чатых редукторов для привода главного дви-
жения резания показаны на фиг. 29, 30, 31.
На фиг. 32 показан приставной зубчатый
редуктор, используемый на токарно-винторез-
ных станках при нарезании резьбы.
Пример трёхступенчатого редуктора с ко-
созубыми колёсами для привода круглой пилы
см. фиг. 75 стр. 453. Редуктор имеет i — 1: 26,5.
Цепные редукторы
Цепные редукторы в станках имеют огра-
ниченное применение и выполняются обычно
в виде передач, встроенных в другие узлы —
бесступенчатые коробки передач, передние
бабки круглошлифовальных станков и т. п.
Цепи применяются главным образом втулочно-
роликовые (основные размеры по ГОСТ
586-41) и зубчатые. Цепные передачи в стан-
ках имеют i до тит1^ 0,96.
о
Основные размеры цепей, проектирование
и расчёт цепных редукторов см. т. 2,
стр. 359—395.
Фиг. 30. Зубчатый редуктор (t — 1 :7) привода главного движения продольно-строгального станка 7231А.
Препятствием для широкого использования
планетарных зубчатых редукторов является
их низкий к. п. д. при большой редукции.
* По возможности не применять.
Пример конструктивного выполнения
встроенного цепного редуктора с натяжным
устройством приведён на фиг. 33 (натяжное
устройство не показано).
56
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
7~
Фиг. 31. Четырёхступенчатый зубчатый редуктор привода главного движения
продольно-строгального станка ЗПС.
Фиг. 32. Приставной двухступенчатый зубчатый редуктор (i — 1 :6) к токарко-винторезному станку. Устанавли-
вается на направляющие станины и связывается со шпинделем станка. Конец шпинделя редуктора выпол-
нен в виде поводкового патрона с делительным устройством.
ГЛ. II]
ПЕРЕДАЧИ СО СМЕННЫМИ ШЕСТЕРНЯМИ
57
Фиг. 33. Передняя бабка круглошлифовального станка
ЗД16 завода им. Молотова с встроенным в неё редукто-
ром с зубчатой цепью.
ПЕРЕДАЧИ СО СМЕННЫМИ
ШЕСТЕРНЯМИ
Для настройки необходимых скоростей ре-
зания и подач сменными шестернями послед-
ние обычно устанавливаются на концы валов
с постоянным межосевым расстоянием.
Для осуществления передаточных отноше-
ний геометрического ряда можно при подборе
сменных шестерён пользоваться данными
табл. 14, а в случае их недостаточности — лога-
рифмической линейкой или таблицами [1].
Для настройки делительных цепей приме-
няются обычно „гитары" со сменными шестер-
нями, устанавливающимися на валах и осях
с изменяемым межосевым расстоянием. Реко-
мендуется следующий ряд чисел зубьев для
сменных шестерён гитар:
20, 23, 25, 30, 33, 34, 35, 37, 40, 41, 43, 45, 47,
50, 53, 55, 58, 59, 60, 61, 62, 65, 67, 70, 71,
73, 75, 79. 80, 83, 85, 89, 90, 92, 95, 97, 98,
100, 105, ПО, 113, 115, 120, 127.
Из этого ряда шестерни с числом зубьев,
кратным пяти, предназначаются для токарно-
винторезных станков; с числом зубьев до 100—
для зуборезных; весь ряд в целом —для слож-
ных затыловочных и других станков. Специаль-
ные таблицы для подбора шестерён с исполь-
зованием указанных рядов см. [12].
Для делительных головок рекомендуется
следующий минимальный ряд чисел зубьев:
20, 25, 30, 35, 40, 50, 55, 60, 70, 80, 90, 100.
Подбор шестерён при делении и нарезании
винтовых изделий производится по табли-
цам [10].
Конструктивные размеры шестерён опре-
деляются по табл. 15.
При применении таблиц [12] к другим ком-
плектам шестерён можно предварительно про-
извести сокращение найденных в таблице
дробей:
35-40 _Т_Л_. 37-40 _ 37-2
65-90 ~~ 13-9 ' 58-70 ~~ 29-7 И Т" П"
Для этой цели удобны также таблицы [11].
При отсутствии таблиц целесообразно поль-
зоваться логарифмической линейкой или ариф-
мометром. Установив на нижней шкале линейки
нужное передаточное отношение, например,
0,62855, по близко совпадающим штрихам опре-
деляются возможные числители и знаменатели
дробей:
17 22 39 49
11 оо Ы 7 о
Отбирая удобные дроби, целесообразно про-
верять точность приближения. Особенно удобно
делать это на арифмометре. Установив на бара-
бане число 0,62855, множим его поочерёдно
на знаменатели испытуемых дробей, например,
0,62855-78 = 49,0269. Сравнивая с числителем
той же дроби 49, определяем относительную
погрешность приближения 0,0269 : 49 = 0,00055.
Подобным приёмом можно найти решения боль-
шой точности.
Таблица 14
Сумма зубьев
72
9о
I2O
Сменные
<Р
1,12
1,26
i,4i
1,58
1,13
1,26
1.4*
1,?8
1,12
1,2б
i,4i
1,58
36
36
36
36
45
45
45
45
бо
6о
6о
6о
шестерни
34
42
57
32
32
для наладки режима
3°
3°
|
4О
4°
53
53
38
38
5°
5°
Число зубьев
28
23
28
35
35
35
ф
ф
Ф
гб
32
43
24
24
24
3°
3°.
3°
4°
4°
4О
1 работы станков
меньшей шестерни
22
28
37
2О
26
2б
2б
34
34
24
24
32
1-
»|
22
22
29
29
2О
2б
24
24
24
24
22
ЗО
20
58
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
Сменные шестерни для кинематической настройки (по СТ2О-3528)
Таблица 15
Материал Ст. QS
Материал СЦ 40 ила Ст. 4S
т
В
*«
1
а
t
Ь
D
е
н
Mi
R
2
20
25
23
1
2SJS
6
45
7
-
-
-
2,5
25
30
28
1
31,7
8
S4
Э
32
25
5
3
30
35
33
1
36,7
8
64
10
36
28
6
3,5
35
42
38
1,5 \
44,2
10
76
12
42
32
8
4
40
48
43
50,2
10
86
14
48
35
10
сеч. по XZ
Материал СЧ ЬО
Материал Си 40
1=85+127
Удобен способ подбора шестерён на ариф-
мометре [11] и [12], заключающийся в следую-
щем. Пусть передаточное отношение /=0,41354.
Если **< 1, удобнее оперировать с его обрат-
ной величиной l:i = 2,4181. Установив на бара-
бане арифмометра слева это число, а справа 1,
произведём умножение на произвольное число,
например, 200. В окошечках счётчика полу-
чим:
0
0
4
8
3
6
2
0
0
0
2
0
0
Поставив каретку в положение «единицы",
вращаем рукоятку. Справа получаем числи-
тели 201, 202, 203 и т. д., слева при соответ-
ственном округлении — знаменатели дробей,
близких к /.
При допустимой относительной
погрешности 0,00005 при знамена-
теле к500 его можно округлять до
500-0,00005 = 0,025. Так, произ-
ведя 32 оборота рукоятки, найдём:
220 4-5-11 Л/11_„
= 0,41 ЗоЗ;
При настройках с допустимой относитель-
ной погрешностью 0,000001 —0,00000001 преды-
дущие способы и таблицы могут не дать ре-
зультатов. Для этих случаев целесообразно
использовать более точный метод.
Если передаточное отношение i заключено
между дробями —±- и —, для которых
«1 л2
B)
то, составляя выражения,
. _
zxm -f
4"
где т, s — целые положительные множители,
можно найти все существующие несократимые
Таблица 16
Приближённые значения чисел щ 25,4; п: 25,4; к • 25,4
(в скобках указаны погрешности шага резьбы в мм на длине 1 м)
532
232 __
561 ~" 3
4-7-19
8-59
11-17
= 0,41355.
Если передаточное число имеет
более 6 цифр, можно не ставить
на барабане контрольной единицы,
а, найдя знаменатель, определять
числитель на линейке делением на/.
При подборе сменных шесте-
рён или расчёте постоянных
звеньев станков удобно пользо-
ваться табл. 16.
n
25.4
n
25.4
ic. 25,4
5-71
@,00006)
127
5
@)
47
4-95
10 • 17 • 33
7-7
13-29
4-3°
@,0a)
40.40
7-9
(O,!2)
5- 19
32-24
@,10)
21 • 19
5
8-97
13-19
18 • 24
17
@.46)
13
97
@,21)
128 • 48
7- 11
25 • 47
32 • 17
11-3°
13
@,61)
23
6-31
@,23)
30.125
47
@,11)
19 • 21
127
@,04)
-
2a • 5
7 • I27
@,4)
23 • 330
7 • 13
@,20)
32-37
25- 11
-
-
27 -65
3 • 11
22
7
-
23 • 127
7-5
@,40)
ГЛ. II]
ПЕРЕДАЧИ СО СМЕННЫМИ ШЕСТЕРНЯМИ
59
простые дроби, близкие к i. Из выражения B)
можно определить, что отношение множителей
Должно быть близким к значению
m:s = (z2 — n2i): (л^ — zx). C)
Пример. Пусть передаточное отношение i — 0,53058910
требуется получить с относительной погрешностью
2 ¦ 10 ~7, т. е. оно должно заключаться между значениями
¦ (i = 0,53058900 и /s — 0,53058920. По табл. 17 переводим
i*0,5306 в простую дробь. На пересечении строки 0,53
и столбца 06 соответственно последующим двум цифрам
находим знаменатель последней 49, отсюда числитель
49 ¦ i«26. Берём знаменатель соседней дроби 66 и числи-
тель 66 • 2»35 так, чтобы f заключалось между взятыми
дробями:
_г1_35^1_2^
л, ~ 66 ^ ^ я, ~~ 49 '
По формуле C) определяем пределы отношений:
ml:s1= B6-49J.) : F62,-35) = 1 :16,57;
т, г sa = B6-49*,): F622—35) = 1 : 16,73.
Числа от и s, отношения которых лежат в указанных
пределах, можно определять на логарифмической линейке,
но особенно удобно пользоваться арифмометром. Поста-
вив 16,57 и 16,73 одновременно слева и справа на барабане
арифмометра и вращая рукоятку, получаем последова-
тельно произведения на 1. 2, 3 и т. д. В качестве s можно
брать любое целое значение, если таковое содержится
между двумя произведениями. Получаем таблицу:
Крайние значения
произведений
49.71—5°. !9
82,85-83,65
Множитель Допустимое s
50
83
116,117
133 и т. д.
По формуле B) можно взять, например:
35 • 3+26 ¦ 50 1405
66 • 3+49 • 50 2648
= 0,53058912.
Во избежание повторений значения т и s,
имеющие общие множители, не выписываются.
Определение значений совершается до тех пор,
пока получится удобное разложение вида B).
Можно при желании найти все приближения,
для которых знаменатели не превышают опре-
делённого значения, например, 10000.
Табл. 18 даёт разложение на множители чи-
сел до 10000. Отмечены числа, разлагающиеся
на два множителя, не превышающие 100. Один
из множителей указывается в клетке, другой
находится делением, например, 2632:47 = 56.
Если в предыдущих вычислениях отноше-
ние m:s мало отличается от единицы, реко-
мендуется образовать новую простую дробь
— = \и заменить ею одну из перво-
\%
начальных дробей так, чтобы / осталось ме-
жду рассматриваемыми дробями. Свойство A)
для последних сохраняется.
Вместо изложенного способа можно пере-
даточное отношение превращать в непрерыв-
ную дробь. В качестве исходных дробей -^
г2
и — принимаются две соседние подходящие
дроби, в дальнейшем вычисления продолжаются
согласно указанному.
Погрешности, допустимые при настройке,
определяются по табл. 19. Надо учитывать, что
в формулы допустимых погрешностей входит
только та часть отклонений в форме поверх-
ности заготовки, которая получается вследствие
неточности подбора чисел зубьев колёс. К ним
прибавляется влияние неточности делительной
пары станка, ходового винта и др.
Постоянные коэфициенты в формулах на-
стройки станков зависят от выбора конструк-
тором чисел зубьев в различных элементах
кинематической цепи. Они определяются при
составлении „уравнения баланса". Необходимо
учитывать, что вероятность получения более
точного отношения чисел зубьев сменных
колёс тем выше, чем ближе передаточное отно-
шение к единице. Целесообразно с точки зре-
ния получения ббльшего числа возможных
передаточных отношений так выбирать коэфи-
циенты, чтобы произведение наименьшего и
наибольшего из возможных передаточных отно-
шений было равно единице. Например, при
с sin p
и предполагаемых крайних значениях.
sin р: т = 0,02 -*-1
из соотношения
/mIn •/„,„ = (с. 0,02). <'-1) = 1
получаем с«7. Однако нужно помнить, что:
1) эти соображения относятся только к случаю
подбора приближённых значений передаточ-
ных отношений и не касаются, например, дели-
тельных цепей; 2) обычно нежелательно полу-
чать большие ускорения на сменных колёсах
при наличии замедлительных передач в дру-
гих звеньях. Достаточно довольствоваться та-
кими постоянными коэфициентами, при которых
(с+й)
Фиг. 34. График для проверки сцепляемости
шестерён гитары.
передаточные отношения сменных шестерён
не ниже 1 :6-5-1:7, т. е. в пределах значений,
имеющихся в таблицах [12]. с числами зубьев
не выше 100.
При конструировании или использова-
нии гитар для проверки сцепляемости вы-
черчивается график
(фиг. 34) в соответ-
ствии с фиг. 35. Дуги ь
окружностей прово- s
дятся из точек ох и о2, / у
являющихся центра- ' '*
ми первого веду- i
щего колеса а и \
последнего ведомо-
го d, Радиусы дуг
в соответственном
масштабе равны рас- Фиг. 35. Схема гитары.
Q О й О О О О й й g> й- >~ ^! »«• S? *- S: -«. *У *~- °У| *Ч «N N ^Nty tN <N csf ^4 c*i t*> «Д> iv? 5% wj c^Scn ?R <¦<>¦ ^» -» <? ¦»<>¦»»-»
o,o2 azaz42ZEZ4gzsz_sz?2_sz_szlfzzE~s zb7zzszez s~iszzsSzIizz
0,03 Ш 21 _2в_65?7 32! 9567 9k. _ _3± Ш. — Ш. — Ш. 30 Ш — Ш.-.Ш Ш
0,04 25_ ?274 49 73.91 I Ш W_11 *7 7091 _22 _ _??6?_ Ш ШМ
0,05 20 9?79_52_0g_ Ш — 97 58 77 _?? W_ 9k7S_ Ж — Ш 2Z_E2_« 7191
o.o6 га 5з 37 g2 Ш Ш WL V? W 9579 Ш 5/ m Ш. 77
0.07 Ш~57~71~Ъ5Ш ТЩ 9Ш~~59~~55~Ш 2 Sg~~S Ш Ш&
o.oa Is ШМ 9l~ff ШГШ W~73 ШШ TS EE"S Г"
0,09 EIZZZZZZZE~ZZ~ZZ.IZa:ZESZ!yzZ2ZZZH~~2~ZII2~~E al 2EIZ
0,10 W_ |289 7j69 ¦ 5$_ <0 Ш 3_? 68 9l~~ T§ 77 ~ 55 ~Ш Щ
o.n too ZZ _ Z~_S 58~895fi ZEe 3?~2Z~?? Ш S~ E~5757
а/г 2g E_S_?_ 2111^111й~й1Э I_2_IEI2_EE2I_:""I II I~I
0,7.3 ДО0 23 8bW 99 38 91 53 68 $3 Ш 15 97ffi 6l & W
0,14 SO —57 Щ 71 78~85929? T ШШ~ЩЖШ
0,15 го 93~~73~zl m— 33 Ш~~М 52 П&?~Ш TS W Ш77
0,16 2?ZZZZ87Z^Z87lZZIZ"~Z^Z21_IZIZZ~i5ZZ52ZS Z52Z~51ZZSIZ57ZSZSSEg
0,17 Ш_<ц Щ Щ 7S_ Ж SSL 6A3Z Ш 81 52 V Ш 23 Ш Ш
0.18 50 W 7ZB3~M~ If • \~9l82~7l-60~ Я~8? Я~ g~g~
0,19 Щ jt_ SE_5S Ш. Ш.Ш Ш. Ш И—Ш H. ШШ. Ш ZZ
0,20 S 99 94 &9 8b 79 7U 69 6b 59~ 5k U9 93 4k 83I
o,2i щ Ш-т-щ pzzazsrzuizza w—2—е~яр~н~ g
Й23 «w w^i —^ Z 97Ш~Ш~М W Ш — 73 1U 7f~Tpf Ш ШШ —
дм ж Ш-Ш ш zmz~zwm~& & —s—37 78—57—ш~Ь~ ш~ш
0.27 Щ Й_ EZH 19~7д~Ш_92 77 Ш№~Ш~Я J7~g""""
о,29 too 3i E_E_!ZZZII^Z__i2Z^ZIZS_l?_Ill:Z2z_I_I_!zZZZI22I!
0,30 10. . 9383 73 63 53 96 43 v_ 76 33 89 56 79 ~ 23 82
0,31 ЩО Ш 74 5J Ш~77Ш ТЕ 99~Ш61 2 Ш И ®"~55
«32 Ж 78 S5_g/ 23. Ш.~~Я~90 37 Ш~&Ш ЗЦ— 71 37 71
о.зз що _Z ZZ_ — X з
0.34 50_21_Ш_ К Ы §7 57 Ж Ш 73 ЗТ 67Ш И Ш~61Щ W~
0,35 Щ 9L7Z-?ZZW ~37~9Т~ Ш~71~Ш 77 Ш~8265~~ Ш~Ш 37~"
0,36 Ж 85 6197 ЗА 83~ W~ ~Ш~Щ~ШШ. 7Г ШЕ~Ш
0,38 WZ 7L92 27 97~7E—5J-4§ — Ik Ж 57'60 ПШШ 2
0,39 ^_S_ZZSZIZZZZZSZZZZ^MZZS:ZSII_Z1IZZZSSIEZ_12~Z — ZI~_2S —
0,40 ?_ 97928782 77 72 67 62 57 52 Щ "7 Щ Ш~
o,</fi mZZ™Z?lZ?iZZU9dZ\ZZZZ~ll~Z~Z.9zWZ63'ZZl&~Z'?l'—Z~2i~Z2~75ZI5Z~IS
о,42 ш. _iE2 88 _ Ш Ш Ш. _ Ш. ZL_§Z Ш ПЖ Э_22 II ._2 _
о,43 юоШШ—Ш — И-Ж_31_ _Ж-Ж_Шг--Ш- — „Ш. 6Z_S Щ 81 S_S2^ 2_
0,44 Щ 84 59 91 Ш 77 lS_g5_?5 _& МШ^ШШ. „ Z „
0,45 W— К~7Г— я~Ш 31 71 Ш 31 Э_^.^ 71 шШ.-„ __ZE__ZLl
о.5О/ ^ZSZiZSZ~g2l5IZZi2Z42ZZSIZ5IZZS2ZZgZZ~SZZ2ZZZZSIZZS~Z~SZZ
0,52 21 9871 Щ ?f W Ш __3Q Si Ш Ш._Ш 27. Ш^М ,
о.54 S[_E_Z2 a_87ZE_ZZ_25ZZI~E_aZgZZ3?ZZ5?ZZK _ Я.-Ш HW.ZZ-ZZ.
0.55 20 Ъ~9Ш Ш Ж Ш ЖШ. Ш Ш И, —Ш — Ш.— 74 Ш?2_^
о.5б azzzEZE_zzHza_aza_E[zi__zzffizzz zze~2 azs»z_aIizzszEiz
0.57 too 7 WSS. ШЖ Ш и. zS. iz of
0.58 aiEi"izii":5iia"aiJ?iiEi!!S2i~ii_ i г _ii ii_ EaiEiia
o.59 too_|/ Ш Ш. slYL Ш— Ш _IZ Ш—Ш Щ. Ц Ш— _2Z —Щ
o.so 5 ~|~ Ш—ШШШ^ШШ — Щ Ш—Щ 2___*a_S__5!_az
o.62 I-_72__ZSZZZisZZZ57Z__^Z?iZSZ2~ZZ;SZS~ZZSZ22 „ZZ~Z^ZZ~
0.63 ШШ III_g_8«__ W__ _ 8Z_6fi 5Э_Э 35 71 2 2_S _2
0.54 25 Ш — Б4 2? 92_J3 Ш__ШЖ Ш §ZZi »_ S —Ш. _
0.65 20 Ш 63 _?3 _5?_S2 25 S_Z3Z 52 22 ^ Ш. — Ш. S_
^lig^^izg-^Az-g^z?i-zix!?i?iz3ziz^::zgzszis--
a^lsizEsZSzi—ISSZZ^ZIZZS _Z-zE=-sillz^Zi2-l!ffi = 2Z = s51
2#ifta—38—83-si-?izz?sii=s^sz^zz?zf:zzz?zz:^EZ^zzz!
0,72 2? S?~?S g ~6l~~799Z 1SL 83 _65_ 47 ^ _ _ „H_,_ _a2?2^IT"
0,73 m~6l89 26 Щ7 47 Wft ~~71 _86 7J Ш. — Ш-64 Ш1Ш
0,74 ^~zszzzizzzizezaz^z_3?___gz^_7r.^_3S__s |2_ s_ «_s__g_s
0.75 2ZZ . ZIZ^ Ш.Ш6285__Ю7__7±_Щ_Ъ1 __R__57 2
0,76 25 96 7± 4? 6T\ Щ 21 80 59 9ZZLS 93 55 72Ш 17 __
0.77 ЩЩ — П~67 M 53 i-P^i ~~92~57 7? 22~ ZlZ^S S~E~ ~2 S
o.Bo YJ zr: m_x 9А91Ш-ЦЖ—7±_ш 6i Ш 3_!z_SS Sz__H
0,81 ШЖ~Ш~Ш. IZ Ш—Ш. Ш Ш. To 9L?l 59 « 70Ц W
d,82 ^ro »~z EZSznaz_z_azzazzzHZHKZZz3zzzzzz±:Eazz2Ezi
0.83 100~5l 51 Ж 71 7Ш5 SS.SI х — „-„_Ж1 _,_
»laz=i=-i±=p-lz^-E-?E|2?0==?=2Z=zig=i=s|-|l-B-?g
?:l'izz?zEE=gz-zizz-s=EztzaaE===i=fe?zaa-zi-E=r-?s=-==
|"iEr=ia=S=^==B^=g=?«s?z|azzzi-zs?=i3az^-z?az-lz?
0,99 Ш I I Г I 1 I Г I II I I 1 i i i i i i i i i i I I I I I II I II I Г I I III It I II П Г i
Перевод десятичных
ГЛ. II]
ПЕРЕДАЧИ СО СМЕННЫМИ ШЕСТЕРНЯМИ
61
дробей в простые
Таблица 17
0,01
0,02
О 03
0,04
0,05
0,06
0,07
0.08
0,09
0,10
-0,11
6,13
0.1U
0,15
0,16
0,17
0.18
6,19
0,20
0,21
6,22
0,23
0,21*
0,25
0,26
27
28
0,29
0,30
9i\9l*\97 6,32
0,33
0,3b
0,35
0,36
0,37
0,38
6,39
0,1*0
0,1*1
OM
ОЛЗ
OM
0Л5
Ё
Ж
ш
27
Ж
ш
ш
1Ш.
ш
ж
I
I
89
Ш
ш.
ш
I
23
81
Ш
9397
I
I
I
i
97
Ш
7JVB
зв.
Ш
385
ш
J895
шшшш
80
72.
89
?281
Ш
WV5
Ш
Ш
m
ш
ш
1*9
83 Ш 93
37
Ш
86
Ш
93
31
И
Ш
ш
73
ш
87
I
г
m
ш
ш.
ш
6.U7
ОАЭ
0,50
0,51
6,52
0,53
0,5h
6,55
0,56
0,57
6,58
0,59
0,60
0,61
0,62
0,63
0,6b
0,65
0,66
0,67
0,68
6,69
0.70
0,71
0,72
0.73
6,75
0,76
0,77
0,78
0,79
0,80
6.81
0,82
0,83
0,85
0,86
0,87
0,88
0.89
0,90
0,91
0,92
0,93
0.9U
0,95
0,96
0,97
0,98
0,99
ш
ш
ш
ж
ш
ШВ.1
ш
ш
и
61
31
97
7970
Ш
81
88
26
1
ш.
Щ
93.
Ш
ШЕ
Ш
32 57 92
Ш
ШШ73
89
9991
81
Ш.Ш
35
ш
Ш
I
W61
ш
§8.
81
9965
Ш
ш
ш
32
I
57
Ш91
928
Ш
Ш
ш
2L21
Ш
Ш.95
Ш
I
И
1
SZ9&
82.
31L
Ш
1
ш
I
23
98
S
93.
И.
t
I
ш
ш
93
ш
67
23
89 8,
ШШ
Ш
Ш
97
68
Ш
697.
Ш
97
V7
I
ZL
75
7А
95
77
rnzs.
80
83
619.
Ш
73
ш
97
62
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
Разложение на множители
0000
0100
0200
0300
0400
9500
0600
0700
0800
0900
1000
1100
1200
1300
11*00
1500
1600
1700
1800
1900
2000
2100
2200
2300
2400
2500
2600
2700
2800
2900
3000
3100
3200
3300
3400
3500
3600
3700
3800
3900
4000
4100
4200
4300
UUOO
4500
4600
4700
4800
4900
5000
5100
то
5300
Uoo
5500
5600
5700
5800
5900
6000
6100
6200
6300
6400
6500
ЪбОО
6700
6800
€900
7000
7100
7200
7300
77,00
7500
7600
7700
7800
7900
¦то
€100
8200
взоо
8400
8500
8600
8700
8800
8900
9000
9100
92П0
9300
9700
9800
9900
И
г
Т
w
щ
ы
50
Щ
т
ft
so
So
25
i
Щ
?1
W
Ч
65
щ
if
в/.
$
h
V!
41
V
76
,W
w
41
7b
io
75
ЬО
47
h
bV
y<
53
75
bb
70
b/
pa
59
80
at
62
W
>4
bb
ib
V/
ib
>y
¦/I)
71
72
73
74
/b
/b
77
/U
7&
W
41
82
8J
84
Hb
8b
i7
W.
1
SO
91
#
77
&
89
Щ
?1
¦щ
71
Tfll
и
•f
77
b7
7П
m
у
;ч г
n\?<
7
¦
29 _
11
щ-
в _
77
" \
г
Ш
71
'/
59
ч
н\
71
Ь
97
'/
W
11
1 7
¦
>
Т\
' 3
1,7
71
',1
7Ц
!
т«
17
1 %
\?\
if
77
п,
4i
1 ^
SI
Ц
94
\2
9/J)
ю
1
V
7U
92
л
т
Ы
61
И
1
74
п
1
JJ
9
7
/И
7/
//
95
73
УУ
79
ш
тт
я
ц
?i
Ал
75
26
И
Г7
47
W
7f
71
ад
97
Hi-
и
щ,
п\
~Ш
71
Ь"П
ч
44
А
81 4
7Ц
)
- 7
\
7
73
7
Tf
Ь
9
|i
89
ь
У
ч
и
f.
7
<*, 7
1
i
' 1]
W\7
1 \3i
9 /
У 7)
— т
г~ ~
Ш. 5
'*. 4'
' ,
1 7
? «7 v
71
7
5,
4
г Л
? 4
2 5
7
1 У
79 i
5 !
7 2
7
89
2 I
7 i
s
5
> ^
Т77Г
r 37
1
П ;
1
7
* i7
1
7
77
43
t
!
g
i
51
Q
¦
•> 97
II
1
g
A
.9
M
4
»f
/
2
79
'4
7
—
73
4.9
л?
77
47
5?
7/
66'
?7
97
»^
7'
J!
7
—
7
7
?7
77
Z:
4
7
7
4
41
4
1
iY
SL
ы
74
97
Vf
ь
Hb
V
ч
A7
5
7
7
W
5
5"/
7
^5
71
92
9h
)S
/Я
95
8
77)
4
7
7
V
в!
A
7T*r
4,1
1?
jj
C3
Л
щ
78
46
36
76
72
87
94-
74
'/'¦
Vi
Vi
НУ
84
9?
rv ¦
7
=
73
>7
j/
97
9~'
TIT?
59/7
7
4
г?5.
4
733
J
7
52 5
79
1
79
6
674
H »
5
7/
74
47
73 7,
5*
38
97
5
'\5\
1 7
Я5
7
5
Ш
4
1 >7
'7/
. ^
7
?9
7 54
5
7
.7
>5
> 4
¦1
T7
!«
3
9.У
7
67
1*5
65
77
5S
9
\i
64
87
56
W
8t
47
80
Ш
if
< ft
96
41,
89
95
1
61
91
95.
7
-7
47
9
47
•1
iff
71
Rt
67
7'
H'
Zi
77
A7
7
9
1
57
79
47
—
,4
97
У
'H
49
g
53
67
iZ.
71
6'
77
n
Ш
1Г
t*1\
71
77
4
7
V
73
r/
3
97
8'-
77
N(
Г
T
T
7
У
V
'3
/
71
t
g
64
47
79
7fi
Ml
67
61
74-
fi/i
fif
2
P
7fi
Hf
47
z
3
5
.7
i
у
—
.5
.У
7
97
—
И
5
17
5
V
?
59
f
ff7
55
7/
65
75
74
f
75
y
IS1
75
7
77
<?
7
3
3
.4
,7
7
O
73
57
97
7/
79
17
if,
9,
]
61
V Я
~F.
~T
% —
',
if
7
///
94
st
4
J9
Ki
5
I
7
6
7
?7 5
6
H-
7
<
/
7-
t
j,
97
\29\
?7
?!
7
r~
J
w
-SJL
?~
1
;
i
\
/
?
7
Г 79
з
V
?
ч
ill
8'
Ur.;
Qfi9
97
7
1,67
6 77
6
7,
/
2
в
\
~7
0
b
1
1
У
1
5
A
i5
i"
?i
9
47
Ь
7L
4
65
74
W
77
17
H
9
Щ
3/1 il»
// /^
121
83 3/
5
3 61
T ~
7 ^.
3
4)
UI 7.
77 22.
753
47
8
48
3 78
1
79
6*3
51
71 Tf
T-91
41 Tt
62
91
3
3)
75
67 12
67
7L
g
6>
J:
к
S "
M
1 7171 J|37]/4?l J|5| /17 1431 1 i 31 7| Ь
?'67~57~ТЗ"~ 7Ч7 7Т7зТ2Ъ73Т37
'-Б??~73~7737 7974373 Т5~
ЫЩ \23\73 \ЫгМ7\ \ЗУЩ \ MJ
81 61 И 30 17 IS g
Ь13 297/101 734319 ТВШ
49 3 67 41 3719 53 1 '317
\?31 7029 ТЗ~Щ1!51
"Щ7з"зУШ 12. ""ЙЭ"~11~~
"И" %Т1ЩГ 83Щ4ЪТ9~
129WT 67Г617973. 71
J? г, *Л 7 1 7... т®
Л 24 53 7 77 7 9143
"j "Ч 41 53 57 57 55
~51~з1~19"Ш_19~Б18Ъ 97 ~~ 2333
'51 21 >7 '~77 77~Q
7 97 1 73 31 Ц 51
4 97 1 ?_ 93 4 57 39 7
1 43 35Ш19 34
73 1 % [ 71М 25
29 '3 Tf 7 7 57а
35 Э 7 774-/ Л 7 22
|ЗН — 37^0 \~97~Т?
"п/~%?~4§~ Щ.~ ш—Ш— ~
Т5749 Щ 7 Я
11 3 7? i Z 2 S 2
77 33 5^ й
¦j 37 ij/ 5i
9з 2 1 9 t, 39
.71 U-r- =*& Щ1
3 5 ^23 72
.7/ 2_ 2 к а а
2 g 71 JB U
1*7 7\ 3
Ti 41 (d 7k Si
73 77 ? ??
15 70 79 5: ?:
7 W „2
5/ ^2 Й ¦ Я~
5- fS 55 5
g g 2Z
1- 7j 157, ?7 ?! !
a 37 ^ 3
77 7 Ш 6151 2~
" 7 Я «0 ?
7) 77 5: 71
94 Vi 91 т
; 5/ 70 Й9
7o 59 79 55
5 9i
7i ZjZ ^ S! ^
77 6579 7\~
Й " " Й
55 74 VI
W W 77
1П U 12%
7U 71
7E
_ U ^ Ш j —
5 J! S 76- ч
77
j
1 at 5 il
3 77
?' 7
I n n\ 1
9
52 ""
Tl " " ' 5Г"
97
91
97 i ¦
9 \ "
17 $5 VS №
91 9 i
9i 94
ГЛ. II]
ПЕРЕДАЧИ СО СМЕННЫМИ ШЕСТЕРНЯМИ
63
чисел до 10 000
Таблица 18
1
» ¦
ч
ii
I
V
7 1
I
\
n
}o
Ь
Ш
n
1
i
\
4
¦\
f
$
IB
7
if
*
W i
43
5
5j
r.
*
?;
Z i
j
p
If
#
ft
Jl
Jk
i
it
"«I
V
t
7
r
47
71
7
|
7 9y
59
73
16
2
7
17
i/
?2Z
э
2
$<
?
<
7?
ft
n
5
Я
a
If
?
7
¦»
9
<J
•?>
7
7/
7;
>f
ft
ft
?9
1
Я
7
7§
Ц
>.?
L'\
i>7
67
Ц
Y\
t
.IN
К
У
7
7
}f
1
7
9
77
97
?5
43
4?
4/
73
5i
2i
4'/
$6
bf
/0
6?
я
41
iff
6,1
$9
ft
W
7
'V
})
9
4/
?t
\i
7
16
я
'?
31
71
i'i
4.J
4}
7Й
4i
78
46
*7
«7
ft
7*t
у.
Ц
6)
94
w
%
9'
7
71
)9
«
4'/
6/
6j
4';
7j
$
9f
4
41
V
1
/4
\)
W
27
41
i9
?
b
bt{
7i
91
53
6л
H*1
94
$i
tf
•r,
T9
T?
ft
7
7?
A7
7/
ill
M
w
f/
bf
T
7
tf
iV
4 ч
¦«>
7.?
»
ft
55
4/
4f,
W
4A'
4a
47
\ч
74
6L
ti
f/
47
?!?
55
71
Vt
?5
V/,
A7
¦^
(^
91
')')
H2
$v
%
to
fit
ч
?9
if
•1
j
Q7
53
41
99
Tu
19
7«i
К
й'.
71
Hi
11
i
1
17
4v
Л?
M
71
1ft
U7
29
61
ft
41
99
47
*4
67
9$
'/'¦
8?
7
'/
4/
77
H9
?i
it
71
H
r-
«1
iff
<)¦¦
p
,f
1
V
w
47
't
л
V
97
7<7
if
bt
/<
4i
/V
74
51
)f
he
41
7:
^9
6'/
iO
%
9 ri
1 A
4 <,
¦f t
37
¦*r
7/4
23
'.V
7
7=)
1
If3 9
2.9
yt
41 4
7Я
7
7
4
S3
If
61
4^
'/
97 5
47 7
r-
b
61
9
ЧЬ
67
39 9
87
b
1
Я
21
r 29
59
7
V/
3
7
4
31
53
:
'
3
?/
4j
3
/Д9
Ы7
41
J
7
7?
7
A'
7
7
7
A'7
v
7/
/
73
36
4.9
J4
iff
47
63
74
.
4b
hi)
12
43
51
64
97
0?
>iH
61
64
74
77
94
ft
79
81}
щ
ч
41
b'l
79
19
4'/
i't
tf
94
i$
71
49
59
47
Vf
у
'/
n
47
9
79
47
39
15
ь9
34
49
11
79
ib
ii
41
55
to
b'5
ьЗ
A/
9b
4"
71
fib
4b
ft
H1
9S
71
НУ
46
9i
11
'9
ii
6f
47
hi
41
23
7$
29
79
59
97
It'f
91
4i
>7
V
hV
n
/)
Ifl
bt
53
M
23
за
3§
29
37
71
77
fa
fit
fit
47
Si
41
16
$9
b2
/•'
5$
У,9
57
'/л
69
bif
H':
97
94
4?
7?
'1
If)
O
i't
23
67
41
И
99
b!>
4У
71
61
if
?9
/9
if)
4.1
44
67
J)
4'/
bi
n
t>9
74
1O
$1
77
4<
84
ft-
Qi
71
'/9
h
1
1
К
¦9
/i
/5
it
«
19
ki
47
2t>
59
35
67
71
4b
79
^
95
bb
i'f
ii
щ
45
f>5
49
53
tb
el
'ii
hi
74
/¦
77
if
t,h
H9
4,';
9'/
<^4
75
/
('^
7
¦7
8
3
it
/¦t
M
49
/9
bi
41
37
87
ih
27
46
i2
69
7.9
59
71
51
if.
If?
9k
U
'74
9?
и/,
?6
&i
,Я
/7
78
1)
i
49
>4
J
7
57
Ы
bt
$4
?/
/.1
97
41
79
ft
M
w
/
7
I
il
71
5$
4j
iV
67
41
by
57
41
7i
91
L
bf
К
7s
9/
94
79
7
91
ui
19
Ii
ID
13
/'/
^j
61
b'7
47
71
bV
t!
1
)
9
i
9
7
1
0
11
l>9
4b
i'/
1У
JS
w
47
SS
bb
57
3b
il
4;
U
't7
i-
41
bh
M
tb
'to
v?
60
bb
а
ii
J;
74
!?Ь
92
71
?
>5
9Ь
i\
94
iff
91
42
11
9fi
Vi
92
31
ft
71
ki
bt
31
41
19
19
V,
4{
«,<
53
if
97
9
,i
7
7
1^
/i
ii)
29
27
/3
'ft
6/
If-
i9
til
Ы
i:
ft;
4^
id
?!f
bi
f4\
?
it
3
3
4
3
51
4/
9'i
67
97
89
7i
i'i
I
t
1
73
9
t.9
1
ul
7
53
33
31
?<
46
>/
4^
4'f
67
64
4-
/'•
61
4/
\i
IS
>1
V/
7i
'tb
9/
7(
94
Hi
0
У
7
V
1
9t
3
9
/
<}
5
bf
19
n
5,'
ff
47
4Q
73
41
41
к
45
Si
it
id
'/'¦
%
I-
'i
f
3
*9
у
/
61
47
41
A9
ff
4tt
>7
'i'f
9f
ft
94
i9
17
•4
so
1
If)
i
t)
.1
/3
n
i'f
?7
31
6y
/9
>/
97
]i
1
',)
])
'1
n
(ij
t
$
4
ii
?i
il
by
ti
19
$%
42
41
Jh
й
ft
b.t)
f'?
/j
if
bf
tk
Ii
jjf
4-i
bi
'/ft
L
M
f6
Щ
1
it
i
ь
41
61
97
f7
71
Tf
it
tft
7:
ri
79
ii
9
U
0
a
9
b
4
¦3
i
ib
b
ib
/1
$i
I7
H
i4
46
bb
ib
)j
6i
$
bit
to
>b
97
f,
Vf
*
91
7
3
1
1
Ui
tiy
41
f
79
bi
y^
ЬУ
6.',
N
i
J
1
7
if
if
у
2y
4't
^8
Ui
i3
46
J6
'If
SI
i'i
97
71
79
9з
f4
>7
&
4
))
iff
>4
7t
/.'¦
У
i
w
/¦
if
4.1
49
/3
87
t9
\;
97
t
У
1
If
4!
8i
/7
УУ
37
61
4i
i4
61
19
ifl
b.
93
bt
yi
if
7$
?
j
9
у
1
)
J
il
W
Ii
49
У
51
чУ
43
71
97
I
41
63
Ш
ij
в7
$1
ib
5"
/
/
il
у
'j
•i
i4
у
$i
)У
V
4)
jt)
ы>
¦4-i
G
ii
|4
Ц
it
t/
k
67
97
9-
%
1
I
1
a
4?
?i
Si
i7
if
ii
/
i
if
ЬУ
47
ft
i'f
7t
\6
4i
ь
tn
77
6/
$9
t
4
9
I
1
il
'I
it
61
','
ff
79
97
ft
0000
0/00
0200
0300
0400
0500
0600
0700
0800
0900
1000
1100
1200
1300
moo
1500
1600
1700
1800
1900
2000
2100
2200
2300
2400
2500
2600
2700
2B00
2900
3000
3100
3200
3300
3400
3500
3600
3700
3800
3900
4000
4100
4209
4300
4400
4500
4600
4700
4800
4900
5000
5100
5200
5300
5400
5500
5600
5700
5800
5900
6000
6100
6200
6300
6400
65-00
6600
6700
Ш
7000
7100
7200
7300
7400
7S00
7600
7700-
7800
7900
8000
8100
8200
8300
8400
8500
8600
8700
880»
8900
9000
9100
9200
9300'
94S0
9500
960U
9700
9800
990O
64
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
Таблица 19
Типичные случаи настроек, способы подбора сменных колёс и оценки погрешностей
Случаи настроек
Настройка цепей
деления или числа
ходов затылования
Настройка зубо-
резных станков
при отсутствии
сменных колёс для
цепи деления с
требуемыми числа-
ми зубьев (напри-
мер, 97, 113, 127
и т. п.)
Настройка цепи
диференциала
Бездиференци-
альная настройка
цепей деления или
затылования
Настройка цепей
обкатки (на при-
мере конических
колёс)
Настройка цепи
нарезаемого шага
на винторезных
станках
Особо точные на-
стройки сменных
колёс или постоян-
ных передач в при-
борах и станках
Типичные формулы настройки
станков
x-JL
z
Зубодолбёжные станки
ХмР_
Зубофрезерные станки .
Х-РА • y-kS
Az ±1 '
т.С
l==~SA~
. с sin р
гпп
л- Р Г ¦
Z T±S '
y = k-S
или
Р T±S
z т
_ Pi sin <p
А % —
г cos у
или
Z
1 рх sin ср
Нормально допустимые отно-
сительная погрешность 8 или
погрешность в логарифме Д
8-0
6 *D
В цепи диференциала
8 SAU
кть
в (Л?)
1770 sin 2? '
д Ю)
4000 sin 2P
По первому способу для гита-
ры подач допустимые 6 и Д те
же, что в предыдущем случае
для диференциала
По второму способу в цепи
деления:
10 800 • D ¦ cos2_p
tg а (Да) ,
3440
tg ос(Да)
8000
S (At)-
1000'
Л (Д/)
2300'
6=0,000001ч-0,00000001
Способы подбора сменных
колёс
Разложение чисел р и г
на множители и подбор
соответственных множи-
телей
Специальные способы на-
стройки. Прецизионные
методы
Настройка производится
на дробное число зубьев
z ±~г • Берут А так, что-
бы получить удобное 1
Таблицы Сандакова
Таблицы автора
Подбор на арифмометре
или линейке
Первый способ. Подача
задаётся ориентировочно
и подбирается так, чтобы
точно соответствовала бли-
жайшему отношению смен-
ных колёс
Второй способ. Подача
определённая; цепь деле-
ния настраивается с боль-
шой точностью
Таблицы Сандакова
Таблицы автора
Подбор на арифмометре
или линейке
При наличии пяткового
комплекта:
а) Таблицы автора
б) Таблицы Сандакова
При наличии дополни-
тельных сменных колёс
(^=47, 71, 113 и т. п.) ис-
пытать также способ вве-
дения приближённых от-
ношений
При наличии таблиц пе-
ревода десятичных дробей
в простые способы преци-
зионной настройки
Источ-
ники
[12]
и др.
[12]
[12]
[И]
112]
Здесь
[12]
[12]
[И]
[12]
Здесь
[12]
[И]
Здесь
Здесь
или [12]
Обозначения: S — допустимая относительная погрешность в передаточном отношении; Д — допустимая погреш-
ность в логарифме передаточного отношения; р —постоянная цепи деления (для многозаходных фрез всюду мно-
жить на число заходов); к — постоянная цепи подач; с — постоянная цепи диференциала; р1 — постоянная цепи
обкатки; D — диаметр делительной окружности; т — модуль зацепления нормальный; b — ширина заготовки;
Р — угол наклона зуба; <р — угол начального конуса; f — угол ножки зуба; а — угол зацепления; / — шаг вин-
товой нарезки; Т — шаг винтовой линии зуба; 5 — подача на 1 оборот заготовки; &s — изменение толщины одного
из зубьев; Д/ — отклонение направления зуба в мм на ширине заготовки; Д^ — погрешность в шаге нарезки
в мм на длине 1000 мм; ДC — изменение угла наклона линии зуба в минутах; Да — изменение угла зацепления в
минутах; х — передаточное число цепи деления;у — передаточное число цепи подач; хх — передаточное число
цепи обкатки; i—передаточное число цепи диференциала; п - число заходов червячной фрезы; А — произвольное
целое число; г -число зубьев заготовки.
ГЛ. II]
РЕВЕРСИВНЫЕ МЕХАНИЗМЫ
65
стояниям между центрами сцепляющихся колёс
с суммами чисел зубьев (a -f- b) и (с + d).
Сетка ограничена двумя прямыми, соответ-
ствующими крайним положениям паза гитары.
Например, для комбинации а + b = 50 -+- 70 =
= 120; с + d = 45 -f 55 = 100 соответственные
дуги пересекаются внутри контура, следова-
тельно, сцепление возможно. Желательно на
той же схеме вычертить контур коробки. Про-
водя внешнюю окружность большего из смен-
ных колёс, установленных на оси о8, можно
проверить, не задевает ли оно за стенки ко-
робки. Соответственно можно заранее указать
постоянные максимальные числа зубьев ко-
лёс а и d. Достаточно учесть ещё условия:
4-22.
Фиг. 36. Простой реверсивный механизм в цепи подачи токарно-винторезного станка.
получить только в реверсивном механизме
с двумя диференциалами.
Два простых диференциала в реверсивном
механизме могут быть оформлены в виде
Числа 20 и 22 примерные, уточняются усло-
виями, чтобы колесу с не мешала головка
болта, крепящего колесо а, а колесу Ъ не ме-
шал валик колеса d.
По аналогии нетрудно построить схему для
гитары с двумя пазами. Относительное поло-
жение пальцев в этих пазах определяется за-
сечкой радиусом, рав-
ным межосевому рас-
стоянию соответствен-
ной пары сцепляю-
щихся колёс.
Для наиболее пол-
ного использования
таблиц [12] желатель-
но ориентироваться на
следующие размеры
основных элементов
гитары:
1. Расстояние между постоянными осями
от 75 до 90 модулей.
2. На первый ведущий валик должно уста-
навливаться колесо с числом зубьев до 65—70,
на последний ведомый— до 100.
3. Длина прорези должна обеспечить отход
пальца от постоянной оси на 80—85 модулей.
4. Крайней угол отклонения паза гитары
от прямой, соединяющей постоянные оси, дол-
жен быть в пределах 75—80°.
Применяются три формы отверстий у смен-
ных шестерён для посадки их на вал; цилиндри-
ческая шлицевая, цилиндрическая одношпо-
ночная и коническая одношпоночная. Первое
соединение позволяет применять меньший диа-
метр отверстия, но требует дорогой механи-
ческой обработки. Второе соединение наиболее
широко ,применяется. Коническое соединение
при точной обработке вала и отверстия даёт
лучшее центрирование, чем цилиндрическая
посадка, но обработка относительно сложна и
дорога. Его можно рекомендовать для быстро-
ходных и мощных передач. В этих случаях
для обеспечения плавности работы приме-
няются также колёса с косыми зубьями.
РЕВЕРСИВНЫЕ МЕХАНИЗМЫ
В металлорежущих станках применяются
главным образом простые (без диференциалов}
реверсивные механизмы, приведённые в
табл. 20.
Пример конструктивного выполнения ре-
версивного механизма с коническими зубча-
тыми колёсами и управлением через вал сред-
него колеса показан на фиг 36.
5 Том 9
При ремённом приводе станка для пере-
ключения простых реверсивных механизмов
можно использовать два рабочих шкива, соеди-
нённых с соосно расположенными зубчатыми
колёсами реверсив«ого механизма, и один хо-
лостой шкив, помещённый между рабочими.
Общая классификация реверсивных меха-
низмов приведена в табл. 21.
Переключение простых реверсивных меха-
низмов и некоторых реверсивных механизмов
с одним диференциалом осуществляется путём
размыкания и замыкания кинематических це-
пей. Остальные диференциальные реверсивные
механизмы переключаются посредством тор-
можения отдельных звеньев механизма. Кон-
структивно тормоз может быть выполнен проще
фрикционной муфты, так как позволяет пере-
ключающие движения сосредоточить на невра-
щающихся деталях; подвод тока в электро-
магнитный тормоз в отличие от электрома-
гнитной муфты не требует контактных колец.
Схема с одним диференциалом позволяет
иметь две муфты или один тормоз и одну
муфту. Чисто тормозное управление можно
Фиг. 37. Реверсивный шкив револьверного станка, упра-
вляемый муфтами с разжимными кольцами (кинематиче-
скую схему см. в табл. 21).
одного сложного путём объединения поводков,
солнечных и планетных зубчатых колёс.
Коэфициенты /2, /3» i% и /3 , входящие в
кинематические уравнения диференциальных
механизмов (см. табл. 21)
пх -(- i.An2 + /3Л3 = 0 и п\-\- /2 п2 -j- /3 п'3 = 0,
зависят от типов механизмов, чисел зубьев
шестерён и способов включения диференци-
альных механизмов в схему.
66
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
Простые реверсивные механизмы, применяемые в станках
Таблица 21>
Cxi
Схема
к*
1б
Характеристика
и способ использования
Основное примене-
ние
Малый осевой габарит.
Переключающий рычаг дол-
жен иметь хорошую фикса-
цию, так как возникает мо-
мент, стремящийся его по-
вернуть
Малый осевой габарит.
Меньшее-, чему реверсивного
механизма по схеме 1, меж-
осевое расстояние .4 и мень-
ший угол поворота рычага
при переключении. Момента,
стремящегося повернуть
переключающий рычаг, не
возникает
Применяются в це-
пях подач токар-
ных станков и це-
пях вспомогатель-
ных движений
fr
A-
B>3b
При большой редукции
реверсивного механизма пе-
редвижной блок зубчатых
колёс ставится на ведомый
(реверсируемый) вал во из-
бежание обратной ускори-
тельной передачи
Широко применя-
ются в цепях подач
и вспомогательных
движений, реже—
в приводе главного
движения резания
10
от — до 2
?_*, 8>Ub
При большой редукции
реверсивного механизма пе-
редвижной блок зубчатых
колёс ставится на ведомый
(реверсируемый) вал во из-
бежание обратной ускори-
тельной передачи
Широко применя-
ются в цепях подач
и вспомогательных
движений, реже—
в приводе главного
движения резания
больше 1
до 8
II
zaz3
от 1 до 4
B>3b
2,
от 1 до 2
Переключение муфт—ме-
ханическое или электромаг-
нитное. При частом ревер-
сировании быстроходных
валов муфта ставится на
ведомый вал, что умень-
шает момент инерции ре-
версируемых масс. В редко
включаемых реверсивных
механизмах с малой редук-
цией муфту ставят на ве-
дущий вал, что устраняет
вращение зубчатых колёс
при выключенном механиз-
ме
Реверсивные ме-
ханизмы по схеме 7
используются для
передачи движения
между валами/—///
или II— III. С фрик-
ционными муфтами
они применяются в
цепях главного дви-
жения резания, с ку-
лачковыми муфтами
и вытяжными шпон-
ками—в цепях подач
и вспомогательных
движений
отношение передаточных чисел прямой и обратной передачи
гл.
РЕВЕРСИВНЫЕ МЕХАНИЗМЫ
Продолжение табл. 20
i _ & ер
Схема
Хар актеристика
и способ использования
Основное примене-
ние
35
So
3 >.
и п
При неточном положении I Применяется в
блока зубчатых колёс на-
рушается правильность за-
цепления. Во время работы
осевое усилие стремится
выключить передачу
-/ /¦<
-/У
/0
zi?
/7
больше 1
до 4
г,
больше 1
доЗ
больше 1
до 2
Фрикционные муфты рас-
полагаются внутри зубча-
тых колёс или выносятся на
внешние или внутренние
стороны
Переключение муфт —
наружное, штоком через
вал /, а для схемы 10 также
валиком с эксцентриком
через вал/1
фартуках токарных
Используются для
передачи движения
между валами /—//
или I—III; приме-
няются в цепях по-
дач и вспомогатель-
ных движений
Широкого рас-
пространения не
имеют. Применя-
ются в цепях глав-
ного движения ре-
зания (сверлильные
и продольно-стро-
гальные станки)
Ненадёжная работа пере-
крёстного ремня. Откры-
тый ремень используется
для рабочего хода, перекрё-
стный—для обратного. Пе-
реброска ремней — только
на ходу. Частый перевод
быстро изнашивает ремни
Широко приме-
нялись в приводах
станков от транс-
миссий и в цепях
главного движения
резания продольно-
строгальных стан-
ков. В настоящее
время используются
редко
а со
¦е-5
Г
от 1 до 3
Ненадёжная работа пере-
крёстного ремня. Износ
ремней меньше, чем в ре-
версивных механизмах по
схемам 13 и 14. Переклю-
чение муфт—механическое
или электромагнитное
Применяется в
цепях главного дви-
жения резания и
вспомогательных
движений
15
2я
S 2
Z? u/?i/ 0г
гаг3г5
от 1 до 8
Отсутствует перекрёст-
ный ремень, что улучшает
условия работы
г, или D,
16
Применяется для
привода главного
движения резания
(автоматы, болто-
резные станки и т.п.)
68
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
Общая классификация
Тип
реверсивного
механизма
Устройство
для
переключения
Принципиальная схема
Обозначения:
I—первый диференциал
И—второй ' „
муфта
включений
тормоз
Работа диференциальных механизмов
при различных включениях
Простой
пг
Две муфты вклю-
чения (или одна
двойная муфта
включения)
а) Не работает
б) Как планетарная передача
С одним ди-
ференциаль-
ным (плане-
тарным) меха-
низмом
Одна муфта
включения и один
тормоз
С двумя ди-
ференциальны-
ми(плг.нетарны-
ми) механиз-
мами
Два тормоза
п2
а) Как диференциальный механизм или как соедл
нительная муфта
б) То же
а) Как диференциальный механизм или как соед!
нительная муфта
б) Как планетарная или простая передача
а) I—как планетарная или простая передача
II—не работает
б) I—не работает
II—как планетарная или простая передача
а) I—как планетарная или простая передача
II—не работает
б) I—как диференциальный механизм
II—как планетарная или простая передача
а) I и II—как планетарные или простые передачи
б) То же
ГЛ. II]
РЕВЕРСИВНЫЕ МЕХАНИЗМЫ
реверсивных механизмов
Таблица 21
Передаточные отношения
реверсивных механизмов при
различных включениях
Условия, налагаемые на кинематические
параметры
Обозначения:
ia ш ig — передаточные отношения соответствующих простых передач
1„ {'„ j, н is — коэфициенты, характеризующие кинематические свойства диференциаль-
ных механизмов, входят в уравнения
я,+г,па+г3л,-=0 (для I)
«1+»» rt3 +t» л, -0 (для II)
Примеление и примеры
кинематических схем
Классификацию про-
стых реверсивных меха-
низмов см. в табл. 2Э
б) ^ - - h < О
см. фиг. 37
а) -1--(«,+ ув)>0
6) ^__
или
< 0 < «3; Ц,
1а\
>0<h;\ic
ы
ы
и
Применяется редко
а) -- =-(«,+«»):
я3
б) ^ *» < О
я»
б) 2i f, > О
а) п-1 _ _ ,-2 > о
б) "-i - - /.' < О
г1 - - '2 > О
<0
¦? - ~ h < О
>о
ц > о > г,
«» < о < г,
|isl < I'sl
й*
«^
см. фиг. 38
ia < 0 < j,
Г См. фиг. 39
i3 >0 >i3 или /3 < 0
Применяется редко
L > О
i, > 0 >it или j3 < 0 <
1 1
6) ^ = ?2- < О
'а > 0 < /2 ИЛИ /3 < 0 > /а
is > 0 > /g или (, < 0 < /,
Применяется редко
70
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
Коэфициенты могут учитывать передаточ-
ные числа простых передач, примыкающих
к диференциальному механизму.
Фиг. 38. Реверсивный механизм резьбонарезного станка
с конусной муфтой, конусным тормозом и пневматическим
управлением (кинематическую схему см. в табл. 21).
Формулы ДЛЯ определения КОЭфициентов без Фиг. 39. Диференциальный реверсивный механизм попе-
УЧёта И С учётом простых передач приведены речно-строгального станка, управляемый электромагнит-
jo хабл 22 ными тормозами (кинематическую схему см. в табл. 21).
Таблица 22
Формулы для определения коэфициентов i2 и ц кинематических уравнений диференциальных механизмов
Для диференциального механизма
N "з
Число
об/мин
поводка
п.
п3
Передаточное
отношение ди-
ференциального
механизма при
остановленном
поводке
при л, = 0
п.
»1з = —
при я2 = 0
при п3 = 0
Значения коафициентов
1
ы — 1
г13 — 1
— 'и
Н
1 j
— 'is
Для диференциального механизма с добавлением
простых передач
Число
об Умин
поводка
"ю
«30
«su
Передаточное
отношение дифе-
ренциального меха-
низма при остано-
вленном поводке
'*» = 7Г
при Пю = 0
при п.2О => 0
при пт = 0
Значения коэфициентов
¦ 1 «,о
Ы — 1 'so
'20
~ ii2 ¦ ?
'}3 ».о
, 'ю
(г,, - 1) ^
'30
МУФТЫ И ТОРМОЗЫ
Типы муфт и области их применения в стан-
ках см. в табл. 23—25.
Главные пусковые муфты тре-
ния применяются в универсальных станках
с относительно частым пуском и остановом и
в станках, у которых необходим останов в
любом положении для настройки. Пусковые
муфты не ставятся: в мелких станках мощ-
ностью до 1,5 кет, в станках с гидроприводом
для главного движения, с электродвигателями
постоянного тока, с электродвигателями пере-
менного тока, имеющими специальные пуско-
вые характеристики, или со специальной пуско-
вой электроаппаратурой, в которых без муфт
обеспечивается необходимая плавность вклю-
чения.
Размеры наиболее употребляемых в стан-
ках муфт приведены в табл. 26—28.
ГЛ. II]
МУФТЫ И ТОРМОЗЫ
71
Таблица 23
Муфты постоянные
Тип
муфты
Схемы и конструктивные
соотношения
Расчётные формулы
Область применения и конструк-
тивные особенности
Жёсткая
втулочная
[УЛ\У/////////Л\?Л
У/////////////////Л
XT
тэса
Условие равнопрочности вала и
втулки без 'учёта ослабления шпо-
ночной канавкой
Применяется для соединения стро-
го соосных валов: ходовых винтов и
валиков с валами коробок подач,
электродвигателей и коробок пере-
дач и т. д. Имеет малые габариты по
диаметру
D > 1,25с/;
i
R , и R q — допускаемое напряже-
ние втулки и вала на сдвиг
Жёсткая
фланцевая
ИМ) a D=C,5+5)d
W2)d dB535)
Потребная сила затяжки каждого
винта
Потребный диаметр сечения винта
в случае призонных винтов (под раз-
вёртку)
3 У *w
Применяется для соединения стро-
го соосных валов преимущественно
в тяжёлых станках, обеспечивает
лёгкий монтаж.\Имеет большие габа-
риты по диаметру. Обе половинки
могут быть выполнены одинаковыми
с закладным центрирующим коль-
цом. Крутящий момент передаётся,
как правило, трением на торцевых
плоскостях от затяжки винтов
Упругая"
пальцевая
в
У///////
—. .
КПЛЯяГ
|
H33,5)d
'A,5+2,5L
N15+5
d(i53
Расчёт на смятие внутренней по-
верхности шайб
М - QMxd,d^RCM
RCM = 10-1-20 л.-;- см'1
(в муфтах больших размеров, в ко-
торых применяются твёрдые сорта
резины, R
Широко применяется для соедине-
ния валов при не вполне точной уста-
новке, в частности, для присоедине-
ния электродвигателя. Смягчает толч-
ки и удары; обеспечивает электро-
изоляцию. Упругим элементом слу-
жит набор резиновых или кожаных
шайб или резиновая втулка. Макси-
мальное допускаемое несовпадение
осей О,3-ьО,6 мм в зависимости от
размера муфты. Максимальный угол
перекоса осей 1°
Упругая с
ленточной
пружиной
Толщина пружины
Е 3/
Ширина пружины
D=B+3)c(
¦М,5е
с=3*5мм
Здесь /о=1,3а +с — расчётная длина
пружины;
М
Р = ¦= расчётная сила на пружину
Kz
/ = 9 ^? <д~г — расчётный прогиб
пружины;
Ч> — расчётный относительный угол
поворота соединяемых валов
Применяется для соединения валов
при не вполне точной установке и
больших передаваемых моментах, не-
обходимости малых габаритов, а так-
же при опасности возникновения кру-
тильных колебаний. Упругим звеном
служит пружина прямоугольного
сечения. Зубья должны быть так
спрофилированы, чтобы даже при
перегрузках пружина не опиралась
на кромки
Упругая
со штиф-
тами
Диаметр штифта
4
4 /
16 Р1а
Напряжение в штифте
Применяется в тех же условиях,
что и в п. 4, но при меньших момен-
тах. Имеет малые габариты по диа-
метру, удобна в монтаже. Упругими
элементами служат цилиндрические
штифты
Здесь /„ = 1,3а + с — работающая
длина штифта; '
Р= -= расчётная сила на штифт;
Hz
f =tp/? — расчётный прогиб штифта;
9 — расчётный относительный угол
поворота соединяемых валов
Примечание. Обозначения
см. на стр. 72.
72
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
Продолжение табл. 23
Тип
муфты
Схемы и конструктивные
соотношения
Расчётные формулы
Область применения и конструк-
тивные особенности
Плавающая
Расчёт поверхности паза на смятие
Коэфициент полезного действия
(, 6 , D \2
S — смешение валов
HQ)
tH2,5+3)d
Применяется для соединения несо-
осных или смещающихся во время
работы валов: привод подачи свер-
лильных станков и т. д. Рабочие по-
верхности шлифуются. Посадка
паза — — . Потери на трение при
малых эксцентриситетах, имеющих
место в станках, не превышают
3—5%. У муфт быстроходных валов
промежуточная шайба должна быть
выполнена возможно более лёгкой
Шарнир-
ная
Расчёт поверхности цапфы на
смятие
М - 2/-cos y d\bRCM;
RCM - 4 -f- ? кг/см*;
Tf — угол наклона между валами.
Коэфициент неравномерности вра-
щения
К-
min
tg 7 sin у ;
Применяются обычно понарно для
привода вала, ось которого может
смещаться на значительную вели-
чину. Для обеспечения равенства
угловых скоростей ведущего и ведо-
мого валов необходимы: а) параллель-
ное расположение ведущего и ведо-
мого валов, б) расположение в одной
плоскости вилок на промежуточном
валу
при малых углах К ~ т*. Коэфи-
циент полезного действия (одного
шарнира) без учёта трения в опорах
валов
Обозначения: М — расчётный крутящий момент; Е — модуль упругости; RCM — допускаемое напряжение на смятие;
Я —допускаемое напряжение на изгиб; г—число винтов или зубьев; ш — угловая скорость; ц. —коэфициент трения.
Муфты сцепные
Таблица 24
Тип
муфты
Схемы и конструктивные
соотношения
Расчётные формулы
Область применения
и конструктивные особенности
Расчёт поверхности зубьев на
удельное давление
М<
Допускаемое удельное давление
при закалённых рабочих поверхно-
стях р — 5 кг/мм1
Расчёт зубьев на изгиб
"оофиль а)
D=a5*3)d SlnfjSin^ ч
Профиль в) профиль 5]и г)
11ср
Wcm3 — момент сопротивления сече-
ния зуба.
Усилие включения или выключе-
ния муфты
d
. -^±*(<
ср
tg ?=!*•; p-^jJ-' «0,15.
При определении усилия включе-
ния берётся знак плюс (+), выклю-
чения — знак минус ( —)
2 М [
,-4
Применяются в случаях,
когда необходимы малые габа-
риты или работа без проскаль-
зывания; а и б — при необхо-
димости малого угла включе-
ния и лёгкого управления;
а — е —при действии больших
моментов. Профиль зубьев
при одностороннем вращении и
действии больших момер(тов
рекомендуется делать несим-
метричным. Число зубьев при
трапецоидальном профиле —
от 5 до 11, при треугольном —
от 15 до GO. Для предотвра-
щения выкрашивания зубьев
при включении на сравнитель-
но быстром ходу рекомен-
дуется слегка затупить зубья
См. указания в т, 2, стр. 541—542.
Применяется в коробках
скоростей и подач при необ-
ходимости малых габаритов
и работы без проскальзывания,
а также при возможности ис-
пользования в качестве одной
из полумуфт рабочей шестерни
ГЛ. II]
МУФТЫ И ТОРМОЗЫ
73
Продолжение табл. 24
Тип
муфты
Схемы и конструктивные
соотношения
Расчётные формулы
Область применения
и конструктивные особенности
Зазор ме/кду дис-
ками в выключенном
}попо>кении
6=0,2+0,3 мм
а=\2+2мм для стальных дисков.
а= if-1-7мм для текстолитовых
дискоб
о=3*5мм для бронзовых дисков.
0=B+2.5)О
Чиаю поберхн трения >=5±15
Момент, передаваемый муфтой,
Р — коэфициент запаса сцепления,
равный 1,5
Величины допускаемых удельных
давлений и коэфициентов трения см.
табл. 30.
Усилие прижатия
т „,
S —
ср
Зазор между дисками в выключенное
положении б=0,5+1мм
а=Ю+15мм для стальных с приклепан-
ными с двух сторон листами ферродо'
а=5+2Омм для чугунных дисков
)
Число поверхностей трения i-lrb
Масляные муфты имеют
малые габариты, обес-
печивают плавное включение
допускают регулирование пре-
дельного крутящего момента.
Применяются при расположе-
нии в корпусах с масляными
ваннами и в узлах, работа-
ющих со смазкой. Смазка ма-
сляных муфт производится:
а) разбрызгиванием масла;
б) подачей масла насосом;
в) в масляной ванне
Сухие муфты применяются
там, где удобна изоляция от
смазки, в частности, в привод-
ных шкивах.
Хорошая расцепляемость
дисков сухих и масляных муфт
при выключении обеспечи-
вается: а) плоскостностью ди-
сков; б) применением распор-
ных пружин; в) применением
вогнутых внутренних дисков;
г) при вертикальном располо-
жении — применением ступен-
чатой опоры дисков
Конструкции механизмов
включения и регулирования —
см. табл. 31 и фиг. 40
Число
гнита
ампервитков катушки ма-
> = 12502
сила тока в а;
ш — число витков катушки;
8 — воздушный зазор в см;
S — сила притяжения магнита (уси-
лие прижатия) в кг;
F — площадь поперечного сечения
магнитного потока в см*.
Размеры катушки магнита в см'2
5
cp F •
d — диаметр проволоки в мм',
D • — средний диаметр катушки
" в мм;
р — удельное сопротивление про-
волоки 2 в мм'2/м;
Е — напряжение в в.
Расчётные зависимости для переда-
ваемого муфтой момента (Л1) и уси-
лия прижатия E) см. выше в графе
„Дисковая сухая"
Применяется в строгальных
станках для реверсирования,
револьверных станках для
автоматического управления
скоростями, в копировальных
устройствах и т. д.
Достоинства: удобство авто-
матизации управления, бы-
строта и точность включения
и выключения, простота кон-
струкции механической части.
Недостатки: значительные
габариты, необходимость пи-
тания постоянным током.
Магниты либо связаны с од-
ним из вращающихся фланцев,
либо неподвижны; в последнем
случае отпадает необходимость
в щётках. В реверсивных муф-
тах якорь, находящийся посре-
дине, притягивается к фланцу
прямого или обратного хода
Момент, передаваемый муфтой,
M==-f ™%cpbP^
{J — коэфициент запаса сцепления,
равный 1,5
Применяется в главном при-
воде при высоких скоростях
и небольших крутящих момен-
тах, а также в механизмах по-
дач (главным образом в фар-
туках)
При точном изготовлении
требует малых усилий вклю-
чения и обеспечивает надёж-
ное выключение
Примечание. Обозна-
чения см. на стр. 74.
74
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
Продолжение-табл. 24
Тип
муфты
Схемы и конструктивные
соотношения
Расчётные формулы
Область применения и
конструктивные особенности
t-a-1
1«"
oS
Момент, передаваемый муфтой,
2
Э —коэфициент . запаса сцепления,
равный 1,5
Применяется в приводных
шкивах при небольших крутя-
щих моментах и в механизмах
подач. Имеет малые габариты
вдоль оси,обеспечивает плавное
включение. Долговечность —
небольшая. Упругий элемент
выполняется в виде: а) раз-
жимного кольца, б) двух полу-
колец. Распор осуществляется:
поворотом пальца (или двух
пальцев) нёкруглого, сечения
или вдвиганием клина в ради-
альном, реже, в осевом напра-
влении
Обозначения: М — расчётный крутящий момент; р. — коэфициент трения; z — число кулачков или зубьев;
р — удельное давление; i — число пар поверхностей трения.
Предохранительные муфты
Таблица 25
е-е-
S >.
н s
Схемы и конструктивные
соотношения
Расчётные формулы
Область применения и кон-
структивные особенности
Расчёт штифта на срез
м
№1.548N
Ч - 0,7 ,й;
/И — предельный крутя-
щий момент;
аЛ — предел прочности
Применяются для предо-
хранения от редких аварий-
ных перегрузок. Штифт на-
правляется в стальных зака-
лённых втулках. При высоких
скоростях вращения необхо-
димо предохранять штифт
отвыпадания. Срезной штифт
рекомендуется применять из
улучшенной среднеуглеро-
дистой стали
Сила сжатия пружи-
ны Q
a) Q-
2МГ , 4 1
i — число штифтов или
шариков
б) <?-
tg <р=(А=О,1 для а) и б);
d, — диаметр окруж-
ности центров шариков
Применяются в механизмах
подач и органах управления.
Автоматически включают ве-
домый вал при уменьшении
величины крутящего момента
ниже предельной. Рекомен-
дуется предусматривать воз-
можность регулирования пру-
жины (схема б). Муфта долж-
на быть постоянно смазана
Сила сжатия пружины Q
a) Q
б) Q -
М sin a
D=C+3,5)d
H2,5+3)d
i — число пар поверх-
ностей трения
Применяются в приводах
подач при частых перегрузках
или толчкообразной нагрузке
в случаях отсутствия ремён-
ных передач и т. д
Включение ведомого вала
после перегрузки происходит
] при несколько меньшем кру-
тящем моменте, чем предель-
ный
Обозначения: М — расчетный крутящий момент; (д. — коэфициент трения.
ГЛ, II]
МУФТЫ И ТОРМОЗЫ
75
Таблица 26
Основные размеры плавающих муфт
Мощность.
передавае-
мая при
100 об, мин,
в кет
3
4,5
7,5
и
15
22
33
Наиболь-
шее допу-
скаемое
число
об/мин
I2OO
98о
8оо
640
5°°
45°
40О
d
40
5°
65
75
90
100
D
125
150
190
230
2&5
Зоо
34°
L
145
i8o
215
250
29Q
330
37°
1
55
65
80
90
но
I2O
135
Таблица 27
Основные размеры шарнирных муфт
d
12
16
20
25
30
35
D
26
З2
42
52
58
68
L
54
66
85
Ю5
122
142
h
8
10
12
14
16
20
14
18
22
28
3°
38
d>
3
4
5
6
8
10
Тормо зы (табл. 29) применяются в стан-
ках для остановки или замедления вра-
щения при переключении скоростей. В спе-
циальных случаях применяются тормозы дли-
тельного действия (зубопритирочные и анало-
гичные станки).
Материалы муфт и тормозов.
Основные требования, предъявляемые к мате-
риалам трущихся деталей муфт и тормозов:
1) высокая износоустойчивость; 2). высокий
коэфициент трения; 3) малая зависимость коэ-
фициента трения от скорости скольжения,
температуры и удельного давления; 4) работо-
способность при повышенной температуре.
Для муфт, работающих в масле, основным
материалом обоих трущихся тел. обеспечива-
ющим требуемые надёжность в работе и
долговечность, является закалённая • сталь
iHft !>60], применение которой удобно при
плоских или цилиндрических рабочих поверх-
ностях.
Таблица 28
Основные размеры многодисковых муфт трения
Тип Д. Материал дисков: сталь-сталь или
сталь-чугун
Тип 6. Материал дисков: сталь —чугун или
сталь—ферродо
d
наиб.
34
38
48
64
74
56
6о
7°
88
IOO
112
146
D
75
89
П4
143
173
168
23О
85
99
122
154
188
i8o
292
z
34
33
42
51
62
т
2,5
3
3
3
3
5
4
4
4
5
5
Тип
А
А
А
А
А
Б
Б
Примечание, гит — число зубьев и модуль.
Число дисков выбирается в зависимости от крутящего
момента.
Сталь по бронзе или латуни имеет ограни-
ченное применение.
Для муфт и тормозов, работающих всухую,
рекомендуется применять сталь (среднеугле-
родистую, можно без термообработки) или
чугун по ферродо, которые обеспечивают
высокое и постоянное значение коэфициента
трения и достаточную долговечность.
Для муфт, работающих при несовершенной
смазке, рекомендуется применять чугун
76
МЕХАНИЗМЫ СТАНКОВ
[РАЗД.. IV
Таблица 29
Тормозы
Схемы и конструктивные
соотношения
Расчётные формулы
Область применения и конструктивные
особенности
Те же, что для ко-
нусных муфт трения
. Широко применяется в приводах малых
и средних станков. Позволяет удобную бло-
кировку с муфтой
Те же, что для ди-
сковых муфт трения
Широко применяется в приводах станков.
Имеет малые габариты и позволяет удобную
блокировку с муфтой
Те же, что для
муфт с упругим раз-
жимным кольцом
Имеет ограниченное применение. Распреде-
ление давления по рабочей поверхности —
неравномерное
Тормозной момент от
каждой колодки
а — в градусах
Применяется преимущественно для работы
без смазки. Выполняется обычно двухколо-
дочным с наружными колодками и, реже,
с внутренними колодками. Преимущество
двухколодочных тормозов — отсутствие ради-
альной силы на тормозной барабан. Удобен
при большом диаметре тормозной поверх-
ности
Усилия в набегаю-
щем и
концах
сбегающем
ленты
2Ж е№
D eV-b—l '
2М 1
Применяется в приводе и коробках скоро-
стей. Позволяет создавать большие тормоз-
ные моменты при малых габаритах. Создаёт
одностороннюю силу на вал барабана
Тормозной момент
а — в градусах
Обозначения: М — расчётный крутящий момент; R—радиус рабочей поверхности; (д. — коэфициент трения;
b — ширина тормоза; р — удельное давление; р _ — среднее удельное давление, назначаемое по табл. 30.
ГЛ., II]
МУФТЫ И ТОРМОЗЫ
77
СЧ 21—40 по чугуну или по закалённой стали
(HRc>40).
Стальные пружины, применяемые в упру-
гих муфтах, выполняются обычно из марган-
цовистых пружинных сталей типа 65Г.
Элементы, подверженные высоким удель-
ным давлениям — сухари, шарики в предохра-
нительных муфтах, изготовляются из хроми-
стых сталей типа ШХ15, а сопряжённые с ними
детали — из тех же сталей или цементуемых
сталей со значительной глубиной цементации
во избежание продавливания поверхностного
слоя. Корпусные детали муфт, не подвергаю-
щиеся износу, делаются из среднеуглеродистых
сталей или чугуна.
Соединение корпусов муфт с валами осу-
ществляется при помощи шпонок или штифтов
(конических или цилиндрических). Соединение
штифтами применяется главным образом во
втулочных, шарнирных и зубчатых муфтах.
Посадочные отверстия муфт обычно выпол-
няются цилиндрическими. Для подвижных дета-
лей рекомендуется шлицевое соединение.
В открыто расположенных муфтах, напри-
мер, соединяющих электродвигатель со стан-
ком, выступающие части (головки винтов,
гайки и т. п.) должны быть закрыты. Муфты,
в которых имеет место скольжение, должны
быть защищены от попадания пыли и грязи.
Муфты трения и тормозы следует располагать
с целью уменьшения их размеров на наиболее
быстроходных валах—в приводном шкиве или
на первом валу коробки скоростей. Лишь в бы-
строходных станках встречается расположение
муфт и тормозов на шпинделе.
Максимальные числа оборотов муфт ограни-
чиваются неуравновешенностью вращающихся
частей. Поэтому муфту надо выполнять воз-
можно более лёгкой и полностью симметричной
относительно оси вращения. Быстроходные
муфты и тормозы должны балансироваться.
Управление муфтами и тормозами осуще-
ствляется: 1) вручную (в универсальных стан-
ках), 2) автоматически (в станках, работающих
с автоматизированным циклом). В качестве
управляющих устройств применяются: 1) ме-
ханические (в большинстве станков с ручным
или автоматическим управлением), 2) электри-
ческие (в станках с автоматическим управле-
нием и частыми включениями), 3) гидравличе-
ские (в гидрофицированных станках с автома-
тическим и ручным управлением при больших
усилиях включения).
Схемы механизмов включения фрикцион-
ных муфт показаны на фиг. 40.
Расчётные зависимости. Расчёт-
ный момент для муфт, соединяющих электро-
двигатель со станком, ввиду возможной пере-
грузки электродвигателя выбирается равным
1,3—1,5 от номинального момента.
Расчетный динамический момент Md для
проверки прочности зубьев (кулачков) при
включении кулачковых муфт на ходу опреде-
ляется .из рассмотрения крутильного удара в
системе. Рассматривая систему, состоящую из
двух приведённых масс с моментами инерции
Si и 62- соединённых связью (валом) с жёст-
костью С, можно принять
ль =
Здесь со — разность угловых скоростей со-
ударяемых масс перед ударом; С— крутиль-
GJ0
ная жесткость, равная для гладкого вала -у-^ ,
где G—модуль упругости второго рода; Jq —
полярный момент инерции сечения; / — рас-
стояние между массами.
Расчётный момент сцепных фрикционных
муфт и тормозов обычно определяется умно-
жением максимального рабочего момента на
валу муфты или тормоза * на коэфициент,
больший единицы (для муфт — 1,5, для тормо-
зов — до 2), который обеспечивает условия,
чтобы муфта выполняла функции предохрани-
тельного звена ч чтобы при разгоне и тормо-
жении детали привода не подвергались зна-
чительным перегрузкам.
Если выбрано время разгона или торможе-
ния tceK, то расчётный момент (М) на муфте
или тормозе при разгоне или торможении
может быть определён:
а) при быстром (автоматическом) включении
и постоянном моменте сцепления
М-.
100 6с
t
±мс.
где в — приведённый к валу тормоза или
муфты суммарный момент инерции масс в
кгемсек2; Мс — момент сопротивления в кгем,
подставляемый со знаком плюс при разгоне
и со знаком минус при торможении;
б) при плавном включении с нарастанием
силы включения по линейному закону до конца
процесса неустановившегося движения дина-
мическая слагающая расчётного момента до-
стигает удвоенной величины.
По этим же формулам при выбранном мо-
менте можно определить время разгона или
торможения. Расчётные значения коэфициентов
трения и допустимых удельных давлений при-
ведены в табл. 30.
Формулы для подсчёта усилий включения
см. в табл. 31.
Таблица 30
Коэфициенты трения (х и наибольшие допускаемые
удельные давления р кг/см3
Материалы
Со смазкой
Закалённая сталь по за-
калённой стали
Чугун по чугуну или
по закалённой стали . . .
Всухую
Прессованный асбест
или ферродо по стали
или чугуну
Чугун по чугуну или
по закалённой стали . . .
!»¦
о,об
о,о8
о,3
р кг\см%
для лиско-
вых муфт и.
тормозов
6—8
6-8
а—2,5
а, 5—3
для конус-
ных и коль-
цевых муфт
и тормозов
ю
3
3
для ленточ-
ных тормо-
зов
4-6
2—2,5
Примечание. Верхние значения удельного давле-
ния рекомендуются при малом числе дисков, нижние —
при большом. При окружной скорости на среднем диа-
метре дисков v больше 2,5 м/сек удельные давления сле-
дует снижать умножением на коэфициент bv
* Или приведенного к валу тормоза максимального
момента, если тормоз установлен на вспомогательном валу.
78
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
Фиг. 40. Схемы механизмов включения.
Усилия включения муфт трения
Таблица 31
Для механиз-
мов по схеме
(см. фиг. 40)
12 3 4
5
6
7
8*
9*
10
и
12
Усилия в процессе включения (при нажиме кони-
ческой частью поводка и т. д.)
s Л+(а+г)р.
v о ctg (i + <p) + r
_ 5 ft+(a+r)(i
w b ctg lp+tp)—с
Q = 5 c-* ix
o ? Л+ (a+2/-) p.
4 ° 0 ctg (p + <p)-c
5sIn0 + «p')sin 2(т+<р')
cos (т + «р') cos (t — ?)
c+R\i.cos(f+<p') +atg(Y+<p') + 2 (а г
W t + actg »p+ip')
q 5 si i (Y+2cp)sin (p + <p)
cos (ri — f) cos <p
Случай „а". Цельное кольцо **
Q - 1,3E,+5,) -A. [tg (p+9) + |х ]
Случай „б". Полукольцо **
Q = l,3E1+53)-A_tg0 + ?)
Усилия в конечном положении (при нажиме
цилиндрической частью поводка и т. д.)
ft—г (i.
^ c—b p.
* — С (I
q-^5 sincp'sin2(Y'?')
cos (y + <p') cos y
r, o. f+^?P-cos(T+tp') + atc(T+«p') + 2|Ar
V Л|А a+cix
5 sin (y+2 <p) u.
cos y
Q = l,3 E.+^]-^- (л
При одностороннем клине (а)**
<? = 1,3 [tg (a+<p) + i*,] [E,4 S.,) tg (т+<р) + 1,5 E, - Ss)n]
При двухстороннем клине (б)**
Q = l,3-2. tg(a+cp) [(S,+5,)tg(Y+<p) + l,5 (S,-53) ц]
Применение механизмов по схемам: 5 и 6 — для муфт большого диаметра, в частности, для сухих муфт; 3 и 7
при необходимости принудительного отвода подвижной части муфт, например, для конусных муфт; /, 2, 3, 4, 8, 9 и 10 -
при необходимости достичь наибольшей компактности в радиальном направлении; 11 и 12 — для муфт с упругим
разжимным кольцом (или полукольцом).
Во всех формулах p. = tg <p можно принимать равным 0,15—0,2. 5— осевое усилие прижатия трущихся тел.
* Здесь cp' — приведённый угол трения <р'=<р-7р . ** Коэфициент 1,3 учитывает силу на деформацию кольца
к.
ГЛ. И!
ОБЩИЕ СВЕДЕНИЯ
МЕХАНИЗМЫ ПРИВОДА ПРЯМОЛИНЕЙНО-ПОСТУПАТЕЛЬНОГО
ДВИЖЕНИЯ
ОБЩИЕ СВЕДЕНИЯ
Для привода прямолинейно-поступатель-
ного движения в металлорежущих станках
применяются:
1. Механизмы для преобразования враща-
тельного движения в возвратное прямо-
линейно-поступательное, причём за один обо-
рот ведущего звена ведомое звено обычно
совершает один двойной ход.
2. Механизмы для преобразования враща-
тельного движения в прямолинейно-поступа-
тельное, в которых изменение направления дви-
жения ползуна на обратное достигается измене-
нием направления вращения ведущего звена.
3. Гидравлические и пневматические устрой
ства, в которых изменение направления дви-
жения ползуна на обратное достигается изме-
нением направления потока рабочей среды —
масла или сжатого воздуха.
Механизмы для преобразования враща-
тельного движения в возвратное прямо-
линейно-поступательное делятся на криво-
шипные (кривошипно-шатунные, кривошипно-
кулисные, кривошипно-коромысловые) и кулач-
ковые.
Кривошипные механизмы применяются
в основном для привода главного движения
резания. Изменение длины хода и числа двой-
ных ходов в минуту осуществляется соответ-
ственно регулированием радиуса и числа обо-
ротов ведущего кривошипа. Непрерывное,
плавное изменение ускорения ползуна на
всей длине его хода обеспечивает спокойную
работу кривошипного механизма без каких
либо дополнительных устройств что является
важным для быстроходных станков с неболь-
шой длиной хода.
Непрерывное изменение скорости приводит
к сравнительно большой разнице между наи-
большей и средней величиной скорости пол-
зуна за время прямого хода, что неблаго-
приятно влияет на производительность станка,
заставляя снижать число двойных ходов пол-
зуна в минуту для сохранения достаточной
стойкости инструмента.
Из шести типов кривошипных механизмов,
приведённых в табл. 32, три первые характе-
ризуются относительно большой максимальной
скоростью прямого хода ползуна (=• 1,61^) и
отсутствием ускоренного обратного хода, три
следующие - меньшей величиной максималь-
ной скорости прямого хода ползуна и нали-
чием ускоренного обратного хода.
Для привода подачи кривошипные меха-
низмы применяются редко, при этом исполь-
зуется не вся длина хода ползуна, что даёт
возможность: а) получения подачи с умень-
шающейся скоростью на рабочем участке,
б) бесступенчатого регулирования скорости
подачи путём изменения радиуса ведущего
кривошипа:
Кулачковые механизмы применяются для
привода подачи и различных вспомогательных
движений. Механизмы дают возможность осу-
ществлять движение ползуна по любому на-
перёд заданному закону. Изменение характера
движения ползуна, как правило, требует за-
мены кулака.
Механизмы для преобразования враща-
тельного движения в прямолинейно-посту-
пательное применяются как для привода по-
дачи, так и для природа главного движения
резания — прямолинейно-поступательного (про-
тяжные и другие станки) или прямолинейного
возвратно-поступательного (продольно-стро-
гальные и другие станки).
Механизмы характеризуются постоянной
скоростью движения ползуна при постоянной
угловой скорости ведущего звена. Изменение
скорости ползуна осуществляется регулиро-
ванием числа оборотов ведущего звена.
Изменение направления движения пол-
зуна на обратное для получения прямолиней-
ного возвратно-поступательного движения
осуществляется реверсированием ведущего
звена. Поскольку торможение и разгон пол-
зуна происходят на сравнительно небольших
участках, скорость резания остаётся постоян-
ной почти на всей длине хода ползуна. При-
менение рассматриваемых механизмов для
осуществления прямолинейного возвратно-по-
ступательного главного движения резания
целесообразно при средних и больших длинах
хода (свыше 800 мм).
Механизмы винт — гайка и червяк — рейка
дают меньшее перемещение ползуна за один
оборот ведущего звена и характеризуются,
меньшим к. п. д., чем механизмы шестерня —
рейка и барабан — гибкое звено. Поэтому пер-
вые удобнее использовать для привода прямо-
линейно-поступательного движения с неболь-
шой скоростью (например, движение подачи),
вторые — со средней и большой скоростью.
В механизме червяк — рейка при располо-
жении оси червяка параллельно направлению
движения ведомого звена наружный диаметр-
приводной шестерни обычно меньше внутрен-
него диаметра резьбы червяка, что неблаго-
приятно влияет на плавность передачи, износ
и к. п. д. механизма. С целью увеличения
диаметра приводной шестерни иногда зубья
нарезаются непосредственно на резьбе чер-
вяка или ось червяка устанавливается под
углом к оси рейки, что позволяет применять
приводную шестерню любого размера. В меха-
низме шестерня — рейка применяются как
прямые, так и косые зубья. В последнем слу-
чае ось шестерни может быть расположена
не перпендикулярно к направлению движения
ведомого звена.
Гидравлические устройства применяются
как для привода подачи, так и для привода,
главного движения резания. Изменение ско-
рости ползуна при малых мощностях осуще-
ствляется дросселированием, при больших —
регулированием производительности насоса
. или включением в различных сочетаниях не-
скольких нерегулируемых насосов разной про-
изводительности.
Удобства регулирования скорости и пере-
ключения направления движения ползуна нз.
обратное, а также плавность хода являются*
особенностями гидравлического привода.
Механизмы привода прямолинейно-поступательного движения Таблица 32
3 . > Ориентировочные данные для
2 . выбора типа механизма
* Основная характе-
3 я ристика механиз- Тип механизма Схема
с§ мов данной группы 5 vm,mu*) Щ ?наиб^
?% СР Тпх *ср
Число двойных Кривошип»
лодов ползуна рав- кулисный с г
но числу оборотов ступательно-
ведущего кривоши- движущейся
па кулисой
Длина хода уста-
навливается изме-
нением радиуса кри-
вошипа г Кривошипн.
Скорость и уско- шатунный
рение прямолиней-
ного движения из-
меняются непрерыв-
но по закону, зави-
сящему от типа ме-
ханизма и его ос- —
новных размеров „
г Кривошипш
Для осуществле- коромысловь
ния возвратно-по- с 3У0чатым
ступательного дви- сектором и
жения реверсивных Реикой
устройств не тре-
буется
Кривошипш
кулисный с
качающейся
кулисой
Кривошипж
кулисно-шату
ный с Bpauiai
щейся кулис(
Кривошипнс
кулисный
с вращающей!
и качающейс!
кулисами
Цикл работы ме- Кулачковый
ханизма—один обо-
рот кулачка. Закон
прямолинейного
движения ползуна
может быть задан
любым
*') 5 мм - длина хода; v м/мин — средняя скорость ведомого звена для прямого хода;— отношение времени
р ' их
, vnau6 ,
обратного хода ко времени прямого хода; ¦ — отношение наибольшей скорости прямого хода к средней скоро-
г'ср
A R A R
гти прямого хода; ') при г- — ; 3) при л-0; •) при Е - -у ; ») при Я-0; •) при г ¦= -^- и Е — — ;7) при г=0 и ?-0
ГЛ. IIj
ОБЩИЕ СВЕДЕНИЯ
81
Продолжение табл. 32
Основная характе-
ристика механиз-
мов данной группы
Тип механизма
Схема
Ориентировочные данные для
выбора типа механизма
Усрм1ман1)
'од-1)
Jcp
S3
е х
о <и
OS
Скорость прямо-
линейного движения
ведомого звена про-
порциональна угло-
вой скорости веду-
щего звена
Для осуществле-
ния возвратно-по-
ступательного дви-
жения требует ре-
версивных уст-
ройств
Винт — гайка
ijfffT т тут
п об/мин * Л -\тв
Червяк —рейка
Vm/muh
иод
'azt
п об/мин
Шестерня —
рейка
Vm/muh
ndn
Барабан или
звездочка —
стальная лента,
трос или цепь
Vm/muh
CD О
* а
S Л
о о
m n J
s я
о. о.!
Простота осу-
ществления бессту-
пенчатого измене-
ния скорости дви-
жения ведомого
звена
При онень малой
скорости движение
получается недоста-
точно равномерным
Гидравличе-
ский цилиндр -
поршень
До
6000
До 100
Маспо\\
Vm/muh
п Vm/m
\ i —
V//////////////W.
п
Отсутствие уте-
чек. При двух силь-
фонах передача
прямолинейного
движения с посто-
янным отношением
скорости ведущего
звена к скорости ве-
домого звена
Гидравличе-
ские мембран-
ные устройства
(сильфоиы
и др.)
До 20
SS
Скорость движе-
ния поршня неопре-
делённа. Благодаря
упругости воздуха
работает аналогично
пружине: развивает
определённое уси-
лие, мало изменяю-
щееся при неболь-
ших перемещениях
поршня. Канализа-
ции отработанного
воздуха обычно не
требуется
Пневматиче-
ский цилиндр-
поршень
До 800
Пневматиче-
ские мембран-
ные устрой-
ства
Воздух
глл*
До 20
6 Том 9
* ?2
82
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
Пневматические устройства применяются
главным образом для привода зажимных орга-
нов приспособлений.
КРИВОШИПНО-ШАТУННЫЕ
И КРИВОШИПНО-КУЛИСНЫЕ
МЕХАНИЗМЫ
Назначение механизмов — преобразование
вращательного движения в прямолинейное
возвратно-поступательное с плавным измене-
нием скорости и ускорения ведомого звена на
всей длине хода по определённым законам.
Кривошипно-шатунные и кривошипно-ку-
лисные механизмы применяются в металло-
режущих станках в основном для привода
главного движения резания при длине хода
до 1000 ,мм и максимальной скорости прямо-
линейного движения до 150 м/мин.
Кривошипно-шатунные и кривошипно-ку-
лисные механизмы характеризуются:
а) длиной хода ведомого звена s мм\
б) средней скоростью ведомого звена при
прямом ходе vcp м/мин;
в) отношением "ои- — наибольшей ско-
рости к средней скорости прямого хода, влияю-
щим на производительность станка;
у
г) отношением^— — времени обратного
1 пх
хода к времени прямого хода ведомого звена,
определяющим потери времени на холостой
ход.
Закон движения ведомого звена и опре-
деляемые им отношения на -¦ и ~-^ зависят
от схемы механизма и его основных размеров.
Уменьшение ~i&^ и —-, выгодное с точки
vcp 1 пх
зрения производительности станка, ограничи-
вается допустимыми силами инерции.
Кривошипно-кулисный механизм с по-
ступательно-движущейся кулисой (фиг. 41).
При равномерном вращении кривошипа дви-
жение ползуна происхо-
дит по законам гармо-
нического колебания.
Координата положе-
ния ползуна
х — г [1 — cos (со/)];
J
ii-
скорость ползуна
V = /Ш Sin (wt)
Фиг. 41. Схема криво-
шипно-кулисного меха-
низма с поступательно
движущейся кулисой.
— u> Y^rx — x* ;
ускорение ползуна
/=/-u>2COS (ob/) = (/-—
где t — время; o> — угловая скорость криво-
шипа; г — радиус кривошипа в м.
В этих механизмах s = 2r; vcp=?rn м\мин\
Унаиб
Vcp
* ОГ
~7Г,
1 ПХ
1,57;
),01i0/7z2 Mjcen\
где п — число оборотов кривошипа в минуту.
Кривошипно ¦
характеризуются:
величиной X = —,
шатунные
центральные
механизмы
(фиг. 42)-
смещённые (фиг. 43) —
величинами X = ¦
ие =
Основные размеры механизмов должны
быть таковы, чтобы угол передачи (см. т. 2,
стр. 38) в соединении шатуна с ползуном не
снижался до слишком малых значений. Реко-
мендуемые углы передачи: при прямом рабо-
чем ходе 7/1Л- > 60°, при обратном ходе -\ох >
>45°.
Кинематику кривошипно-шатунных меха-
низмов см. т. 2, стр. 75—76, кинетостатику
и динамику — т. 2, стр. 44—74.
1 '/ ~-У L I
V ™г J
Фиг. 42. Схема централь- Фиг. 43. Схема смещён-
ного кривошипно-шатун- ного кривошипно-шатун-
ного механизма.
ного механизма.
Центральный кривошипн о-ш а-
тунный механизм имеет fnx=fox. Основ-
ные размеры механизма должны удовлетворять
условию X<;cos^jr> T- е. при рекомендован-
ной величине угла передачи X <; 0,5. Чем
меньше X, тем в лучших условиях работает
механизм и тем выше его к. п. д. В центральных
Г
механизмах 5 = 2r; vcp = Am м}мин; ох = 1,
'пх
где г — радиус кривошипа в м; п — число обо-
ротов кривошипа в минуту. Основные данные*
зависящие от X, приведены в табл. 33.
Таблица 33
о.5
Эскиз
-т
f-dt-l-
х я
V Я
S *^
i:
X n
73.5
бо°
i,59
1.79
а»
2 о
S8
0,012 TV?
0,014
о,отб5
Смещённый кривошипн о-ш а т у н-
ный механизм должен удовлетворять сле-
дующим условиям:
X — е <; cos ynx <! 0,5;
X -f- е < cos iox < 0,7.
Проверку основных размеров механизма
удобно производить по графику (фиг. 44).
гл. iij
КРИВОШИПНО-ШАТУННЫЕ И КРИВОШИПНО-КУЛИСНЫЕ МЕХАНИЗМЫ
83
Заштрихованная область включает меха-
низмы (с характеристиками, определяемыми
точкой с коорди-
натами X и е), у
КОТОрЫХ Ttv > 60°
Основные дан-
ные для смещён-
ных кривошипно-
шатунных меха-
Ш
ч
унных меха = ,—
низмов приведены 2) 1—
в табл. 34. j
Кривошипно-
кулисные меха-
низмы с качаю-
щимися кулисами
в металлорежущих
станках , применя-
ются в шести моди-
0 Р1 0.7 0.3 ПА 0.5 Ov
Фиг. 44. График для проверки фикациях(фиг. 45).
основных размеров кривошип- у механизмов
ио-шатунных механизмов по , „
углу передачи. по схемам 1а и da
законы движения
ведомых ползунов незначительно отличаются
от законов движения ползунов соответствен-
но у механизмов по схемам 1 и 3.
Механизмы по схемам 1, 1а, 2 и 2а ха-
рактеризуются величиной
p = -i-=sina. ._;_
==
. ^ I
3) 1 П
Фиг. 45. Схемы кривошипно-кулисных механизмов
; с качгющимися кулисами.
Таблица 84
Наименьшее значение
угла передачи
72,5°
о.З
о.4
6о°
73,5
7°.5
68'
во"
бов
72,5°
6о°
45,5
66,5°
53°
бо°
45.5°
53
Длина
хода
5 м
2,О1О Г
2,012 Г
2,Ol6 Г
2,044 Г
а,050 r
3,119 г
,iga r
°,98
о,94
0,89
о,95
о,88
о, да
о,82
о,39
Для рабочего хода
р
mImuh
3>98
3.9O гп
3.8°
4,оо гп
3,85 гп
4,°3
3.85 гп
4,4 гп
vнаиб
ср
1.59
1.85
1,58
1,66
1.575
1.64
1-53
В конце обрат
ного и начале
прямого хода
j MlceK*
0,0130 пйг
,oi55 n3r
о,о175 tfr
0,0135 »*''
0,0155
O.OI35 n'f
o,oi6o пгг
0,0:40 п*г
84
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. 1У
где а—половина угла качания кулисы. Зна-
чение р рекомендуется брать не более 0,5.
В механизме по схеме 1 (фиг. 45 "и
фиг. 46): координата положения ползуна
. sin со/
х = Lp . ;
У 1 + р» + 2р COS «/
скорость ползуна
Для механизмов 2 и 2а (фиг. 45):
I/I-P2
Sin a
1шр
8) C°S ^ + Р A + COS3 со/)
COS а
A-{-р* + 2р cos ш/)
ускорение ползуна
*
._ A — р* -f Р*) sin °>t 4- B — р + 2р* — ,рЗ) sin со/ cos со/ -f Dp + 3p2j sin со/ cos2 со/
В механизмах по схемам 2 и 2а (фиг. 45)'
sin со/
х =
1 -\- р COS ш/ *
— COS со/ -(- р A — 2 COS!
V— 1<°Р A -f-p COS 0>/J
2 1+sina
cos a
Dp — 2p3) sin o>t cos со/ -f A — 2p2) sin Ы -\- 15p2 sin ш/ cos2 <»f-f 8p3 cos3 <c/
A I L
A -I- p COS со/L
В механизмах по схемам 3 и За х, v и /
обычно определяются графически.
Кинетостатику
и динамику криво-
шипно - кулисных
механизмов см.
т. 2, стр. 44—74.
График измене-
ния скорости и
ускорения ползуна
в механизме по
схеме 1 (фиг. 45)
приведён на фиг.
46.
Для всех кри-
вошипно-кулисных
механизмов1
Tot_ 96° — а°
Тпх~ 90°+а°- '¦
Для механиз-
ма / (фиг. 45):
s ~*2L sin a =2Ip;
sin a __
a5" "~
фиг. 46. Изменение скорости и
ускорения ползуна кривошип-
но-кулисного механизма.
Механизмы 3 (фиг. 45) характеризуются
ТУ
величиной 8 = —=- и углом а. Для механизма А
л, . ., sin a
8 = 2L sin a; vcp=z Mn -_---g- ;
1+
Cos a —
vcp., ,2 1+sina
1+sin a cos a — 8(l + sina)
На фиг. 47 приведён график изменения
=^. s, vcp и —шш в зависимости от а и р
для различных схем механизма. Для механизма
по схеме 3 кривая ¦ нааб- построена при 8 =
vcp
= 0,4, чаще всего встречающемся в прак-
тике. наиб получается наибольшим в меха-
г'ср -
низме по схеме 1, при переходе к схеме 2
отношение снижается на величину до 13,5%,
при переходе от схемы 2 к схеме 3 — до 3%.
Таким образом,-с увеличением значений р и о
все более выгодными против схем 1 к 1а, с
точки зрения производительности станка,
становятся схемы 2 и 2а и особенно сх,емы 3
и За. * ,
Добавление механизма вращающейся ку-
лисы (фиг. 48) к центральному кривошипно-
шатунному механизму (фиг. 49) или к любому ;
кривошипно-кулисному механизму с качающей-
ся кулисой (фиг. 50J приводит к ускорению !
обратного хода ползуна, снижению средней.
скорости прямого хода и уменьшению отно-
шения наибольшей к средней скорости яри
прямом, ходе.
ГЛ. 14
КРИВОШИПНО-ШАТУННЫЕ И КРИВОШИПНО-КУЛИСНЫЕ МЕХАНИЗМЫ
Угол а
Г. 2°5Г 5%»' 8°38' /П2' V281 (Г7Г20°29'23'35''26%5'30°
Фиг. 49. Схема кривошипно-кулисро-шатунного механизма
с вращающейся кулисой.
0,1
0.2 0,3 .0,1*
sin а; р (для схем 1и 2)
Фиг. 47. График для определения основных характеристик
кривошипно-кулисных механизмов с качающейся кулисой.
построенных по различным схемам.
Отношение времени обратного хода Vgx
к времени прямого хода Тпх сложного меха-
низма
90° -
где Ai =
пх
90° ¦
90°-|-а
Фиг. 50. Схема кривошипно-кулнсного механизма с вра-
щающейся и качающейся кулисами.
— отношение
_р° 90° —а°'
времён исходного механизма; а и ($ — см.
фиг. 49 и 50.
Для механизма с а=0 (например, по фиг. 49)
sin(i = ev Для механизма си^О (например
по фиг. 50) tg a =sl; ~?l,
Угол а
25' 20" 15° Ю°
0"
Кг
К3
.11 II Г I 0,95
Sin p= C0S2 a
a |/"l +tg2 a — s\ 1 ,
где ех = -д относительная величина экс-
центриситета.
Средняя скорость пря-
мого хода сложного ме-
ханизма
vcp =
_
где Д2 —
90°+а
средняя скорость пря-
мого хода исходного ме-
ханизма.
Отношение наиболь-
шей к средней скоро-
сти для прямого хода сложного механизма
Фиг. 48. Схема криво-
шипно-кулисного меха-
низма с вращающейся
кулисой.
0,8
0,7
0,6
0.5-
0,5
_.
«•¦
~\
-к
к
= 1
)е,'ОИ
<
-ч
1
-
—
—
--
—
/
*^
¦*'
^.
и
\
Л
/
_
?¦
~~-
и
•-
е,=05
""¦
=*¦
._
¦
—
-
м
- /
К
А
=0А
!/
1—"
—
0,85
0,6
0.7
0,8
0.9
0,75
0,7
Vuau6
cp
Фиг. 51. График для определения коэфициентов Klt К» в
. К, для сложных механизмов по фиг,. 49 и 50.
86
МЕХАНИЗМЫ СТАНКОВ
IP A3 Д.. IV
-отношение
скоростей для прямого хода исходного меха-
низма.
Значения К\, К% и /Сз можно определить
также по графику (фиг. 51).
Рекомендуется принимать et < 0,5.
Проверку звеньев кривошипно-кулисных
механизмов с вращающейся и качающейся
кулисами на проч-
ность и износ сле-
дует производить
также для обрат-
ного хода, когда
силы инерции в
них могут дости-
гать значительных
величин.
Пример конст-
рукции кривошип-
но-кулисного ме-
ханизма с враща-
ющейся и качаю-
щейся кулисами по-
казан на фиг. 52.
Кулисы попе-
речно-строгальных
станков изготовля-
ются из стали, чу-
гуна СЧ 32-52
или МСЧ 35—56,
а также менее ка-
чественного чугу-
на с привёртными
стальными зака-
лёнными планками;
кулисные камни
Для очень малых перемещений (поперечная
подача алмаза для правки шлифовального
круга и т. п.) иногда применяются механизмы
с винтом, имеющим две резьбы с различными
шагами. Одна резьба ввёртывается в непо-
движную гайку, другая —в гайку, закреплён-
ную на салазках.
На фиг. 57 показан механизм быстрых
перемещений с винтом, имеющим по всей
длине правую и
левую резьбу боль-
шого шага. Путём
торможения одной
из гаек (с правой
или левой резь-
бой), помещённых
на салазках, вклю-
чается быстрое
движение послед-
них в ту или иную
сторону.
Фиг. 52- Конструкция кривошипно-кулисного механизма с вращающейся и качающейся
кулисами для привода главного движения поперечно-строгального станка.
из закалённой стали 40Х или 45, фосфористой
бронзы, реже — из антифрикционного чугуна;
кривошипный палец — из стали 40Х или 45.
ВИНТОВЫЕ И РЕЕЧНЫЕ МЕХАНИЗМЫ
Назначение механизмов — преобразование
вращательного движения в прямолинейно-по-
ступательное.
Основные типы винтовых и реечных ме-
ханизмов приведены в табл. 35.
Механизмы винт — гайка делятся на про-
стые и диференциальные с двумя и более
степенями свободы.
Простые механизмы выполняются:
с вращающимся винтом и перемещающейся
или неподвижной гайкой, с вращающейся гай-
кой и перемещающимся или неподвижным
винтом.
Примеры конструктивных выполнений ме-
ханизмов винт — гайка для привода подачи
даны на фиг. 53—56.
Привод винта вручную обычно осуще-
ствляется рукояткой или маховичком, непо-
движно закреплёнными, включаемыми путём
осевого перемещения или съёмными.
Привод гайки вручную выполняется непо-
средственно от маховичка, закреплённого на
гайке или через кинематическую цепь (см.
фиг. 28 на стр. 267 и табл. 3 на стр. 269).
Механический или ручной привод винта
или гайки от кинематической цепи осуще-
ствляется через муфту или шестерню, чаще
закреплённую на ходовом винте, реже—связан-
ную с ним скользящей шпонкой (см. фиг. 7
на стр.411).
Опоры винтов должны удовлетворять сле-
дующим основным требованиям: а) давать
малые осевые биения винта при вращении;
б) давать малые перемещения винта за счёт
зазоров и деформаций в опорах; в) обеспечи-
вать малые радиальные биения винта; г) не
допускать значительных провисаний и выги-
баний винта; д) обеспечивать работу сильно
нагружённых длинных винтов на растяжение.
ГЛ.
ВИНТОВЫЕ И РЕЕЧНЫЕ МЕХАНИЗМЫ
37
Таблица 35
Основные типы винтовых и реечных механизмов
Схема
ср
•= 1,5^-2,5 (для по-
стоянных гаек)
¦= 2,5-г-3,5 (для вы-
ср
ключаемых гаек)
I - (8-МО)
где k — число заходов
червяка
Характеристика
и основное применение
Низшая кинематиче-
ская пара. Малое пере-
мещение ведомого зве-
на за 1 оборот веду-
щего
Легко достигается
самоторможение. Высо-
кая точность и плав-
ность работы
Применяется для
установочных, дели-
тельных перемещений
и движений подач;
имеет ограниченное
применение для привода
главного движения ре-
зания и быстрых холо-
стых ходов
Низшая кинематиче-
ская пара. Малое пере-
мещение ведомого зве-
на за 1 оборот веду-
щего. Легко дости-
гается самоторможение.
Высокая жёсткость и
плавность работы
Применяется при
большой длине переме-
щения, главным обра-
зом—для привода стола
в продольно-Фрезерных
станках
Высшая кинематиче-
ская пара. Возможность
самоторможения. Плав-
ность работы
Применяется главным
образом для привода
стола в продольно-стро-
гальных станках
Высшая кинематиче-
ская пара. Большое пе-
ремещение ведомого
звена за 1 оборот веду-
щего. Отсутствие само-
торможения, высокий
к. п. д. Плавность ра-
боты зависит от числа
зубьев шестерни и точ-
ности её обработки.
Применяется для дви-
жения подач, главного
движения резания, на-
пример, в продольно-
строгальных станках, и
быстрых холостых хо-
дов
Подшипники качения применяются обычно
в сильно нагружённых механизмах средней
точности.
Упорные шарикоподшипники часто ставятся
в сочетании с подшипниками скольжения
Фиг. 53. Узел ходоеого винта: а, б — токарно-винторезных
станков нормальной точности; в, г — токарно-винторезных
станков повышенной точности.
Фнг. 54. Механизмы поперечной подачи токарно-винторез-
ных станков повышенной точности.
Подшипники скольжения применяются в
опорах чаще, чем подшипники качения. Пре-
имущество оиор с подшипниками скольжения
заключается в простоте (важно для простых
грубых механизмов), малом диаметре (важно
при салазках, проходящих над опорой), более
лёгком достижении малых биений (важно для
точных механизмов).
Длина винта 3000 мм
5)
Фиг. 55. Механизмы продольной подачи фрезерных
станков.
(фиг. 53, б и 56), конические роликоподшипники
помещаются оба в одной опоре (фиг, 55, а),
или по одному в разных опорах, (фиг. 55, б).
88
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
В механизмах низкой и средней точности
короткие винты обычно имеют одну опору
сравнительно большой длины. Более двух
опор предусматривается для длинных гори-
зонтальных винтов. Промежуточные опоры
выполняются переставными в продольном
Фиг. 56. Механизмы вертикальной подачи консольно-фре-
зерных станков: а — с одинарным винтом; б — с двойным
пинтом.
направлении, откидными или постоянными.
В последнем случае как промежуточные опоры,
так и гайка выполняются открытой конструк-
ции.
Фиг. 57. Механизм быстрых перемещений салазок револь-
верного станка: 1 — винт с правой и левой резьбой;
2 —свободно вращающиеся гайки с правой и левой резь-
бой; 3— многодисковые тормозы для затормаживания одной
из гаек при включении быстрого перемещения салазок.
Фиксация винта в осевом направлении
осуществляется обычно одной опорой, значи-
тельно реже — обеими (фиг. 55, б). Последнее
исполнение применяется при длинных тонких
винтах, когда недопустима работа винта на
сжатие.
Фиксирующая опора выполняется с выбор-
кой зазоров при помощи установочных гаек
или винтов.
Уменьшение осевого биения винта дости-
гается сокращением диаметра упорных по-
верхностей и применением самоустанавливаю-
щихся упорных колец. Для получения малого
диаметра кольцевых упорных поверхностей
осевую фиксацию винта предусматривают в
опоре у более тонкого конца винта (фиг. 53, в, г),
что можно рекомендовать только для малона-
гружённых механизмов подачи высокой точ-
ности.
Опора с концевым упорным винтом и
самоустанавливающимся упорным кольцом по-
казана на фиг. 53, г.
Гайки механизмов бывают постоянные и
выключаемые.
Выключение производится поперечным от-
водом частей гайки.
Закрытые гайки (фиг. 54, а и 58, а) лучше на-
правляют винт и дают осевое усилие по центру
винта; открытые
гайки (фиг. 58, 6)
позволяют приме-
нять промежуточ-
ные опоры для
винта и часто
упрощают сборку
механизма.
Осевой зазор в
резьбе при по-
стоянных откры-
тых и выключае-
мых гайках может
быть устранён за
счёт поперечного
их перемещения.
В закрытых
гайках устранение
возможности осе-
вого смещения винта относительно гайки
за счёт зазора в резьбе осуществляется
регулированием (фиг. 59) или саморегулиро-
ванием (фиг. 60) гаек.
Такие гайки выполняются двойными: одна
часть закрепляется на салазках, а другая имеет
некоторое перемещение относительно первой —
осевое, вращательное или винтовое—за счёт
подтягивания установочных винтов или гаек
(регулирование) или под действием пружины,
гидроцилиндра и т. п. (саморегулирование).
8 слабо нагружённых механизмах пружина
закладывается непосредственно между частями
гайки (шлифоваль-
ные и другие стан-
ки), в сильно на-
гружённых — дей-
ствие пружины пе-
редаётся через
вспомогательную
передачу (см. фиг.
9 на стр. 412).
Фиг. 55. Примеры конструкций
постоянных гаек: а—закрытая;
б — открытая.
Фиг. 59. Регулируемая гайка,
фиг. 10 и 11 на
см.
Другие исполнения
саморегулируемых гаек
стр. 412.
Основные типы выключаемых гаек пока-
заны на фиг. 61.
Влияние зазоров в резьбе и других сопря-
жениях механизма может быть устранено
противовесом или пружинным устройством,
создающим натяг во всём механизме (см.
фиг. 15 на стр. 535).
Вдиференциальных механиз-
мах движение ползуна относительно станины
получается как результирующее нескольких
независимых движений ведущих звеньев. Этих
движений в винтовом механизме может быть
ГЛ. llf
ВИНТОВЫЕ И РЕЕЧНЫЕ МЕХАНИЗМЫ
не более четырёх*, а именно: а) вращение
винта, б) вращение гайки, в) поступательное
осевое движение винта (гайки) относительно
Фиг. 60. Саморегулируемые гайки: а — с пру-
жинным поджатием; б-с гидравлическим
поджатием.
станины, г) поступательное осевое движение
гайки (винта) относительно корпуса салазок.
В механизмах станков из указанных дви-
жений используется обычно не более трёх.
в)
Фиг. 61. Примеры конструкций выключаемых гаек то-
карно-винторезных станков: а — с вертикальным переме-
щением частей гайки от диска со спиральными канавками;
б — с горизонтальным перемещением частей гайки от
винта с правой и левой резьбой; в — открытая гайка с пе-
ремещением от винта.
* При винтовых движениях ведущих звеньев общее
число независимых движений сокращается.
Диференциальные механизмы применяются:
1. Для перемещения салазок от двух при-
водов, когда требуется независимость дей-
ствия приводов для сохранения определён-
ного положения кинематической цепи одного
привода при пользовании вторым приводом;
например, поперечная подача шлифовального
круга путём вращения гайки от соответ-
ствующей кинематической цепи и быстрый
отвод и подвод круга осевым перемещением
гайки посредством гидравлического цилиндра
(см. фиг. 8 на стр. 530),
2. Для компенсации ошибок ходовых винтов
точных винторезных и других станков.
На фиг. 62—64 приведены примеры меха-
низмов винт -гайка с исправляющими устрой-
ствами.
Переходной конструкцией к механизму с
червячной рейкой является механизм с ко-
Фиг. 62. Исправляющее устройство с дополнительным
поворотом гайки от профильной линейки: 1 — вращаю-
щийся ходовой винт; 2 — исправляющая линейка с про-
филем, соответствующим отклонениям шага по длине
винта; 3 — поворотный рычаг; 4 — поворотная гайка.
Фиг. 63. Исправляющее устройство с дополнительным осо-
вым перемещением ходового винта от ручного маховичка:
1 — ходовой винт; 2— привод вращения ходового винта;
$ — маховичок, поворачиваемый вручную в соответствии
с кривой ошибок ходового винта на специальной ленте,
перемещающейся при движении супорта.
Фиг. 64. Исправляющее устройство с дополнительным
равномерным осевым перемещением гайки относительно
салазок от прямолинейной линейки, установленной под
нужным углом, и дополнительным поворотом гайки от
профильной линейки: 1 — вращающийся ходовой винт;
2 — поворотная гайка; 3 — рычаг; 4 — гильза с резьбой,
ввёрнутая в кронштейн салазок; 5 — рычаг гильзы.
ротким ходовым винтом и несколькими гай-
ками открытого типа, применяемый в станке
для нарезания длинных и точных винтов. Хо-
довой винт механизма выполняется полым
90
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
и покоится в двух опорах, помещённых в
кронштейне супорта. Через отверстие ходо-
целиком на подшипниках качения (фиг. 66, б).
Черзяк обычно изготовляется из легирован-
вого винта проходит ходовой валик, сообщаю- ной стали BиХ), рейка — из легированной
щий вращение винту. Гайки располагаются стали, углеродистой стали или чугуна,
на станине с таким расчётом, чтобы чинт
постоянно находился в зацеплении не менее
чем с двумя гайками.
Механизмы с червячной рейкой отли-
чаются от винтовых механизмов большей
жёсткостью.
Недостаток механизма заключается в не-
возможности передавать вращение червяку
шестерней достаточно большого диаметра,
что отрицательно влияет на плавность работы
тяжело нагружённых механизмов.
На фиг. 65 показаны примеры выполнения
привода: а) отдельной шестерней, наружный
диаметр которой не должен превышать вну-
треннего диаметра резьбы червяка; б) непо-
средственный привод червяка через зубья,
нарезанные на его резьбе, что даёт увеличе-
ние жёсткости привода, но ухудшает условия
работы винтовой пары.
Опоры червяка обычно выполняются с ра
диальными подшипниками скольжения и упор-,
ными подшипниками качения. Способ крепле-
ния рейки к столу см. фиг. 45 на стр. 431:
а)
Фиг. 65. Механизмы червяк — червячная рейка: с —с при-
водом червяка от отдельной шестерни; б — с непосред-
ственным приводом червяка через зубья, нарезанные на
резьбе червяка.
в мелких станках рейки иногда выполняются
за одно целое со столом.
Червяк обычно изготовляется из легиро-
ванной стали B0Х, 40Х) или бронзы (ОФ-10),
рейка — из чугуна или стали.
Механизмы с зубчатой рейкой с на-
клонно расположенными зубьями и валом
червяка, расположенным под острым углом
к направлению движения рейки, позволяют
иметь вынесенную за пределы габаритов стола
приводную шестерню большого диаметра (см.
фиг. 3 на стр. 468) и сравнительно малые
перемещения рейки за один оборот, червяка.
Опоры вала червяка выполняются с ради-
альными подшипниками скольжения и упор-
ными подшипниками качения (фиг, 66, а) или
Фиг. 66. Примеры выполнения опор червяка в механизме
червяк — зубчатая рейка: а — с радиальными подшипни-
ками скольжения и упорными шарикоподшипниками;
б — на подшипниках качения.
Реечные механизмы. Особенности меха-
низма: а) сравнительно большое перемещение
ведомого звена за один оборот ведущего,
б) отсутствие самоторможения, в) высокий
к. п. д. Механизм широко применяется для
привода подач в токарных, сверлильных и
других станках и для привода главного дви-
жения резания в продольно-строгальных и дру-
гих станках.
Реечный механизм, как правило, передаёт
движение от шестерни к рейке, но пригоден
и для передачи в обратном направлении, что
обычно используется для осуществления вспо-
могательных движений. Примером может слу-
жить передача от штока гидравлического
цилиндра.
Более плавная работа механизма может
быть достигнута путём: а) увеличения диа-
метра реечной шестерни; б) применением ко-
сых и угловых зубьев обычно с канавкой по
середине рейки.
В продольно-строгальных станках для по-
лучения более плавной работы и удобной
конструкции реечная шестерня выполняется
как промежуточная (паразитная) с большим
диаметром (см. фиг. 31 на стр. 56).
В механизмах подач зубья реечной шестерни
обычно нарезаются непосредственно на валике.
Опоры реечных шестерён выполняются с под-
шипниками скольжения или качения.
На фиг. 67 даны примеры конструктивного
выполнения реечного механизма. Реечная ше-
стерня изготовляется из легированной или
ГЛ. 1IJ
ОГРАНИЧИТЕЛИ ХОДА, ВЫКЛЮЧАЮЩИЕ МЕХАНИЗМЫ
91
углеродистой стали, рейка — обычно из угле-
родистой стали или чугуна.
При качательном ведущем движении от
кулачково-коромыслового механизма (по-
дача — см. фиг. 135 на стр. 334) или криво-
шипно-коромыслового механизма (главное дви-
жение резания — см. табл. 14 на стр. 498)
применяется зубчатый сектор.
В ряде случаев реечные механизмы исполь-
зуются для увеличения длины хода с приво-
няется при очень малой длине перемещения, на-
пример, в механизме поперечной подачи шли-
фовального круга; б) передачей, отсчитываю-
щей число равных участков пути, например
по D,5 или 1 м с прибавлением остатка. При.
мер механизма, применяемого для случая
„б", приведён на фиг. 68.
При механизированной подаче
для автоматической остановки в заранее уста-
новленном месте служат выключающие меха-
низмы.
Наличие их увеличивает производитель-
ность за счёт сокращения вспомогательного,
времени на обслуживание станка и измере-
ние обрабатываемых деталей, создаёт пред-
посылки к многостаночному обслуживанию, а
в ряде случаев увеличивает точность обра-
ботки деталей.
Команда выключения даётся механическим
воздействием перемещающейся части станка
Примеры выполнения реечных механизмов: а, в— механизмы подачи токарного и сверлильного
станков; в, г — механизмы привода стола продольно-строгальных станков.
дом от гидравлического цилиндра или криво-
шипно-кулисного механизма; ведущим дви-
жением будет поступательное перемещение
шестерни, свободно сидящей на оси и сцепляю-
щейся с двумя рейками — неподвижной и за-
креплённой на столе.
ОГРАНИЧИТЕЛИ ХОДА, ВЫКЛЮЧАЮЩИЕ
МЕХАНИЗМЫ
Ограничители хода и выключающие меха-
низмы в металлорежущих станках обычно при-
меняются для движения подач: чаще прямо-
линейно-поступательных, реже вращательных.
При ручной подаче ограничители
хода выполняются в виде двух упоров, обычно
установленных на движущихся друг относи-
тельно друга частях станка.
Упоры выполняются: а) простыми для фи-
ксирования одного положения остановки, регу-
лируемого или постоянного; б) многопози-
ционными для фиксирования нескольких регу-
лируемых положений остановки, например,
салазок револьверной головки.
При установке упоров на вспомогательном
диске вращение последнего кинематически
связывается с движением салазок: а) пере-
дачей непрерывного движения (для получе-
ния более тонкой настройки и точной оста-
новки выгодно иметь возможно более корот-
кую кинематическую цепь и большую редук-
цию от диска к салазкам) — обычно приме-
на цепь привода подачи непосредственно или
через цепь управления. Выключение произво-
дится разобщеннее привода подачи.
Основные типы выключающих механизмов
без применения электрических и гидравличе-
ских устройств приведены в табл. 36. Кон-
структивные выполнения некоторых выклю-
чающих механизмов показаны на фиг. 69,
фиг. 2 на стр. 252, фиг. 3 на стр. 253,
фиг. 39 на стр. 276, фиг. 10 на стр. 358.
Точность выключения продольной
подачи при всех видах обработки до уступа
и поперечной подачи при всех видах шлифо-
вания непосредственно влияет на точность
размеров обрабатываемой детали.
Точность работы выключающего механизма
характеризуется отклонениями места остановки
от установленного вследствие: а) изменения
силы сопротивления движению салазок и ско-
рости их движения; б) влияния случайных
факторов, плохо поддающихся учёту, — непо-
стоянство коэфициента трения, нагрев неко-
торых деталей и т. п.
При выключающих механизмах первой
группы (табл. 36) путь, проходимый салаз-
ками после выключения в цепи привода до
полной остановки, приближённо будет
где тпр — приведённая к салазкам масса с
учётом кинематической цепи на участке от
92
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
Фиг 68 Механизм вращения диска с выключающим кулачком для станков с большой длиной хода
стола (салазок): / -переставной кулачок (настройка на доли метра); 2 — поворотная рукоятка, упра-
вляющая вытяжными шпонками (настройка на целое число метров); 3-вытяжная шпонка E шт.);
4 - приводная шестерня, кинематически связанная с приводом стола; 5 - палец; б-диск с неполным
кольцевым пазом.
Фиг. 69. Механизм автоматического выключе-
ния подач токарного станка (принципиальная
схема 2, табл. 36): 1 — приводная шестерня;
2—реечная шестерня продольной подачи;
3 — шестерня поперечной подачи; 4, 5 — фрик-
ционные муфты в кинематических цепях
соответственно продольной и поперечной по-
дачи; б, 7—падающие рычаги включения про-
дольной и поперечной подачи; 8, 9—рукоятки
включения и ручного выключения продольной
и поперечной подачи; 10, 11—толкатели для автоматического выключения продольной и поперечной подачи от упоров.
ГЛ. II]
ОГРАНИЧИТЕЛИ ХОДА. ВЫКЛЮЧАЮЩИЕ МЕХАНИЗМЫ
93
Таблица 36
О as ч
Тип механизма
и исполнение
Принципиальная схема
Действие механизма
Основное применение
&2
oil
Непосредственного
выключения:
1. Механизмы с ку-
лачковыми и фрик-
ционными муфтами.
2. Щитки храповых
передач
С замковым устрой-
ством и аккумулиро-
ванием (обычно) энер-
гии поворота вклю-
чающей рукоятки:
1. Механизмы с ку-
лачковыми и фрик-
ционными муфтами
2. Падающие червя-
При наезжании на
упор, через соответ-
ствующие передаточ-
ные звенья, происходит
выключение в цепи
привода
Вследствие медлен-
ного выключения имеет-
ся опасность быстро-
го износа вершин ку-
лачков в муфтах
Для лёгких условий
работы (средняя с ко
рость и небольшие
усилия) и низких тре
бований к точности
остановки
С замковым устрой-
ством и 'аккумулиро-
ванием энергии дви-
жения салазок:
механизмы с кулач-
ковыми и фрикцион-
ными муфтами
При включении пода-
чи происходит заряжа-
ние механизма — сжа-
тие выключающей пру-
жины или поднятие вы-
ключающихдеталей. Во
вк л юченном положении
механизм удерживает-
ся защёлкой. При на-
езжании на у пор защёл-
ка освобождает выклю-
чающую деталь, кото-
рая под действием пру-
жины (если имеется),
силы тяжести и отжи-
мающих усилий переда-
чи производит выключе-
ние в цепи привода
Для средних и тяжё-
лых условий работы
при средних требова-
ниях к точности оста-
новки. В тех случаях,
когда допускается по-
вышенное усилие
рукоятке включения
подачи
При подходе к ме-
сту остановки движе-
ние салазок заряжает
выключающую пружи-
ну. Во включённом
положении Механизм
удерживается защёл-
кой. Дальнейшее дви-
жение салазок отводит
защёлку и вызывает
быстрое выключение
цепи привода
При отсутствии
включающей рукоятки
(включение и выклю-
чение подачи от двух
упоров, механизмы не-
которых электрических
конечных выключате-
лей с быстрым разры-
вом цепи)
ач
а х
ass
S Ч
3t
25
¦?*
он
ь о
2'?;
S
а.
Непосредственного
выключения, - без по-
следующей автомати-
ческой разгрузки цепи
привода:
кулачковые и фрик-
ционные муфты
С замковым устрой-
ством, действующим
при перегрузке, и ак-
кумулированием энер-
гии поворота вклю-
чающей рукоятки:
1. Механизмы с ку-
лачковыми и фрик-
ционными муфтами
2. Падающие червя-
ки
При наезжании на
мёртвый упор нагруз-
ка в цепи привода
возрастает, и муфта,
отрегулированная на
передачу определён-
ного предельного кру-
тящего момента, начи-
нает пробуксовывать.
Цепь привода остаётся
под повышенной на-
грузкой. Выключаю-
щий механизм не даёт
отхода салазок, в об-
ратную сторону
Для лёгких условий
работы . (малая ско-
рость и небольшие
усилия) при высоких
требованиях к точно-
сти остановки. Вви-
ду малой износоустой-
чивости механизма и
его нагрева применяет-
ся в станках, характер
работы которых обес-
печивает кратковре-
менную пробуксовку
муфты
При включении по-;
дачи происходит заря-
жание механизма —
сжатие выключающей
пружины или поднятие
выключающих дета-
лей. При наезжании
на мёртвый упор уве-
личение нагрузки в
цепи привода вызывает
в выключающем меха-
низме о'севое смеше-
ние частей, воздей-
ствующих на защёлку.
Защёлка, освобождает
выключающую деталь,
которая под действием
пружины, силы тяже-:
сти и отжимающих
усилий передачи про-
изэодит " выключение
в цепи привода. Вы-
ключающий механизм
даёт отход салазок в
обратную ¦ сторону
Для средних и тя-
жёлых условий рабо-
ты при высоких тре-
бованиях к точности
остановки. Наиболее
распространённый тип
выключающего меха-
низма
94
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
разобщающего элемента до салазок; v — ско-
рость движения салазок; Рс — сила сопро-
тивления движению салазок, принятая посто-
янной.
Для повышения точности работы выклю-
чающего механизма кинематическая цепь
между выключающим упором и разобщающим
элементом должна быть возможно короче, а
между разобщающим элементом и салазками,
кроме того, не должна иметь быстро вращаю-
щихся валов с большим моментом инерции.
При выключающих механизмах второй
группы (табл. 36) неточность остановки яв-
ляется результатом неодинаковой деформации
упоров, жёсткость которых выгодно брать
большой.
1. С момента соприкосновения упоров до
разобщения цепи привода с разгрузкой, на
упоры действует сила, слагающаяся из дви-
жущего усилия (за вычетом сопротивления
движению салазок) и инерционного воздей-
ствия салазок и кинематической цепи при-
вода. Наибольшее влияние на точность оста-
новки обычно оказывает инерция останавли-
вающихся деталей, которая может привести
к некоторому перебегу и последующему воз-
вращению салазок в место остановки.
Для уменьшения инерционного воздей-
ствия цепи привода рекомендуется, чтобы её
участок от элемента разобщения без раз-
грузки (проворачивающаяся муфта, скользя-
щий червяк) до салазок был бы по возмож-
ности коротким, не имел слишком жёстких
валов, а также быстроходных валов с боль-
шим моментом инерции.
2. После разобщения цепи привода с раз-
грузкой (в механизмах по схеме 5 табл. 36)
обычно происходит отход салазок назад. Для
точной и чёткой работы выключающего ме-
ханизма необходимо, чтобы разобщение про-
изошло после некоторой выдержки времени,
в течение которой прекратится инерционное
воздействие останавливающихся деталей и из-
менение усилия подачи.
При токарной обточке до уступа выдержка
должна обеспечить выравнивание его торце-
вой поверхности, для чего необходимо соблю-
дать условие:
Фг'"
5 •< ¦— (для реечного механизма подачи и
выключающего механизма с останавливаю-
щимся падающим червяком — см. дальше);
^ . хг .
3<Сур (для реечного механизма подачи и
К1\
выключающего механизма со скользящим па-
дающим червяком — см. дальше),
где 5 — подача на 1 оборот шпинделя; г — ра-
диус начальной юкружности реечной шестерни;
R — радиус начальной окружности червячного
колеса; i —.передаточное отношение от^муфты
к реечной шестерне; 1г—тоже, от червячного
колеса к реечной шестерне; <рх — угол поворо-
та муфты, необходимый для воздействия на
элемент разобщения цепи привода с разгруз-
кой, в радианах; х — осевое смещение червяка,
необходимое для воздействия на элемент раз-
общения цепи привода с разгрузкой.
Механизм падающего червяка
является наиболее распространённым выклю-
чающим механизмом. При включении малых
подач приходится ждать, пока нитки чер-
вяка попадут во впадины червячного колеса,
что является недостатком механизма.
Расцепление червячной передачи осуще-
ствляется поворотом червяка вокруг оси, па-
раллельной оси колеса
(фиг. 70) или оси чер-
вяка (фиг. 71).
Наибольшее распро-
странение имеет схема
по фиг. 70, я; для удоб-
ства сборки желательно,
чтобы конструкция шар-
нирной муфты допу-
скала не только угло-
вые, но и линейные сме-
щения валов, так как
иначе необходимо очень
точно выдерживать сов-
падение центра шар-
нирной муфты с осью
поворота падающего чер-
вяка.
Для беспрепятствен-
ного расцепления чер-
вячной передачи ось по-
ворота падающего чер-
вяка, параллельную оси
колеса, следует распола-
гать в заштрихованной
зоне, показанной на
фиг. 72.
По принципу выклю-
чения механизмы падаю-
щих червяков с замко-
вым устройством, рабо-
тающие от мёртвого
упора, разделяются на:
а) выключающие ме-
ханизмы с останавли-
вающимся червяком, вращение которого при
остановке червячного колеса прекращается;
скользящая половинка ку-
^ лачковой муфты, преодоле-
вая пружину, перемещается
в осевом направлении и воз-
ДеиствУет на замковое уст-
ройство (схема 5, табл. 36
и фиг. 2 на стр. 252);
б) выключающие меха-
низмы со скользящим червя-
ком, который при остановке
червячного колеса, продол-
жая вращаться и преодоле-
вая пружину, перемещается
Фиг. 70. Схемы меха-
низмов падающих чер-
вяков с качанием люль-
ки вокруг оси, парал-
лельной оси червячного
колеса, и приводом чер-
вяка через: а — шар-
нирную муфту; б — ко-
ническую зубчатую пе-
редачу; в — червячную
передачу.
Фиг. 71. Схема ме-
ханизма падающего
червяка с качанием
люльки вокруг оси.
Угоп
Фиг. 72. Зона расположения оси поворота червяка
из условия беспрепятственного расцепления червячной
передачи.
ГЛ. И]
МАЛЬТИЙСКИЕ МЕХАНИЗМЫ
в осевом направлении (обычно вместе с
люлькой)! что вызывает освобождение люльки
и расцепление червячной передачи (см. фиг. 39
на стр. 276).
Выключение червяка будет происходить
достаточно надёжно, если
~°
где Ро — приведённая к полюсу зацепления
сила, отжимающая червяк, с учётом сил, дей-
ствующих в зацеплении, полного веса люльки,
силы выключающей пружины и сил трения в
зацеплении и в опорах люльки; Р — окружное
усилие на червячном колесе.
При Ро^.0 выключения не будет происхо-
дить ввиду самоторможения механизма. Ве-
личина силы Яо изменяется с переменой на-
правления вращения червяка.
При проектировании механизма для вы-
ключения подачи одного направления выгодно»
подбирать положение оси качания люльки и
направление винтовой линии червяка так»
чтобы в выключающем механизме по фиг. 70, а
и 6 осевое усилие, действующее на червяк,
было направлено от оси качания люльки, в
выключающем механизме по фиг. 70, в — к оси
качания, а в выключающем механизме по>
фиг. 71 реакция окружного усилия, действую-
щая на червяк, — от оси качания.
МЕХАНИЗМЫ ПЕРИОДИЧЕСКОГО ДВИЖЕНИЯ
МАЛЬТИЙСКИЕ МЕХАНИЗМЫ
Мальтийские механизмы в станках приме-
няются для периодического поворота много-
позиционных столов и барабанов, шпиндель-
ных блоков автоматов, револьверных головок
и т. д. (фиг. 73—76). Наибольшее распростра-
нение получили так называемые правильные
механизмы сообщающие поворот на равные
доли оборота, с
постоянной про-
должительностью
периодов покоя и
движения.
Число прорезей
мальтийского кре-
ста при установке
его на одном валу
с поворачиваемой
деталью опреде-
ляется требуемым
числом позиций.
Динамические мо-
менты поворота
уменьшаются вме-
сте с увеличением
числа прорезей;
поэтому, например,
механизм поворо-
та четырёхпози-
ционного стола, выполненный в виде шести-
пазового креста, с ускорительной зубчатой
передачей 3:2 в динамическом отношении
более совершенен, чем механизм с четырёх-
пазовым крестом на самом столе.
Если в многошпиндельных автоматах маль-
тийский крест соединён с блоком через зуб-
чатую передачу, а кривошип закреплён на рас-
пределительном валу, то число прорезей опре-
деляется также максимально допустимым уг-
лом поворота распределительного вала для
поворота блока.
При необходимости большой продолжи-
тельности периодов покоя по сравнению с пе-
риодами движений (станки со значительным
временем цикла обработки) кривошипу сооб-
щается движение периодически пуском и оста-
новом электродвигателя (агрегатные станки
И т. д.) или быстрое движение в период пово-
рота и других холостых ходов и медленное —
при резании (автоматы и т. д.).
При необходимости продолжительности пе-
риодов покоя того же порядка величин, как
и периодов движения, кривошипу сообщается
Фиг. 73. Мальтийский меха-
низм поворота револьверной
головки токарно-револьверного
станка.
Фиг. 74. Мальтийский механизм поворота шпин-
дельного блока многошпиндельного автомата.
непрерывное вращение с постоянной угловой
скоростью.
В целях получения повышенной плавности
поворота (уменьшения динамических момен-
тов) и возможности выполнения механизмов
Фиг. 75. Мальтийский механизм поворота барабана
агрегатного станка.
с малым расстоянием между осями ведущего
и ведомого валов применяются механизмы
96
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
с внутренним зацеплением (фиг. 76). В меха-
низмах с внутренним зацеплением период дви-
жения креста соответствует большей дуге
поворота кривошипа, чем в механизмах с на-
ружным зацеплением. Повышенная плавность
вращения у механизмов с внутренним зацепле-
нием особенно ощутима при малых числах
прорезей.
Типичное для мальтийских механизмов ин-
дексирование (предотвращение от случайных
поворотов в период покоя)—по цилиндрической
поверхности, между специальным диском, вра-
щающимся на валу кривошипа, и цилиндриче-
скими пазами на кресте (фиг. 75), в станках
применяется редко из-за его неточности и не-
жёсткости. Обычно применяется индексирова-
ние с помощью специальных фиксаторов, за-
скакивающих в соответствующие пазы в при-
водимой механизмом детали, или прихва-
тов, которые одновременно осуществляют
её зажим (фиг. 74).
Мальтийские
кресты малых раз-
меров выполняют-
ся с пазами, про-
фрезерованными в
теле диска (фиг. 73).
Обычно же пазы
образуются при-
вёртнымипланками
(фиг. 74). Мальтий-
ские кресты с
индексированием
обычно выполня-
ются в форме ди-
сков с привёрт-
ными секторами
(фиг. 75).
Направляющие планки, сектора и т. д. снаб-
жаются небольшой заборной частью вне тео-
ретического наружного диаметра креста, чтобы
компенсировать ошибки изготовления, подъём
шпиндельного блока с крестом при повороте,
Фиг. 76. Схема мальтийского
механизма внутреннего заце-
пления.
как в некоторых многошпиндельных автома-
тах, и т. д.
Ролики выполняются в зависимости от раз-
меров, усилий и скоростей в виде кольца, вра-
щающегося на неподвижной оси, в виде кольца
на иголках или в виде кольца шарикоподшип-
ника, на которое для увеличения жёсткости
и предохранения от грязи иногда напрессовы-
вается стакан. В слабонагружённых тихоходных
механизмах ролик иногда заменяется пальцем.
Обычно применяемый материал для при-
вёртных планок, секторов или дисков с проре-
зями — сталь 40Х закалённая до HR = 45—50.
Применение цементованных сталей при боль-
ших массах и числах оборотов может привести
к продавливанию упрочненного поверхностного
слоя. Наилучший материал для ролика — ша-
рикоподшипниковая сталь типа ШХ15 закалён-
ная до HRq =..58—62.
Мальтийские механизмы обычно снабжаются
регулировочными устройствами (фиг. 74) для
совмещения положения осей.
Расчётные данные для правильных маль-
тийских механизмов см. в табл.37 и 38.
Данные таблиц справедливы при правильной
безударной работе механизма, для чего углы
между радиусом кривошипа и осью прорези
в начале и конце зацепления должны быть
равны 90°.
Обычно применяемые в станках фиксаторы
в виде односторонних клиньев сами доводят
крест в требуемое положение, но требуют от
поворотного механизма, чтобы он несколько
переводил крест (или в зависимости от располо-
жения клина не доводил до требуемого поло-
жения). Для этого иногда при сборке или в
чертежах несколько искажают механизмы: не-
много увеличивают радиус кривошипа или
уменьшают межосевое расстояние против тео-
ретических значений, благодаря чему меха-
низмы работают с ударами при входе, а при
выходе крест сохраняет небольшую угловую
Таблица 37
Расчётные данные для правильных мальтийских механизмов с наружным зацеплением
Искомая величина
Радиус креста
Расстояние между осями
Время поворота на одно деление ....
Время покоя при равномерном враще-
нии кривошипа
Наибольший момент на кресте для
преодоления сил инерции
Наибольший момент на кривошипе
для преодоления сил инерции
Наибольшее усилие на ролике для
преодоления сил инерции
Момент на кривошипе * от постоянного
момента сопротивления на кресте М>,. .
Усилие на ролике ** от постоянного мо-
мента сопротивления на кресте М, ....
Обозна-
чение
R
а
t сек.
ts сек.
М кгсм.
Му кгсм
Р
М>с
Р.
Число прорезей
3
о. 577>"
I.I54 г
го/л
5о/л
о,з45 9л3
i,8o6 п"
, 9л*
г,9б —
м
5.*-j? ¦
, 4 1 5
т
1,4ЧГ
15/"
46/я
0,0394 9гс!
0,110 9яа
'9ла
O.I25 —
3,О2/И^ ;
Мс
2.2O -
Г
i>7Oir
18/л
42/Л
0,025а 9яа
0,0269 8л2
9п9
:-°.о313 —¦.
Мс
6 1 8
1,732/-
2,ОООГ
2О/Я
0,0148 9л3
о,ого9 9л2:
0,0131 '—-
Мс
э,898—?
2,414'"
2.613Г
22,5/Л
37.5/л
0,0077 9/I2
о,ооз4 9л'
8л2
0,0043
о,489Мс
М
о,5б, -/
Обозначения: г — радиус кривошипа; л — число оборотов кривошипа в минуту; 8—момент инерции ведомых
звеньев, приведённый к валу мальтийского креста в кгсмсек*.
* Момент подсчитан для положения механизма, в котором имеет место максимум момента на кривошипе от сил
«нерции (предполагается, что Ai? кал по сравнению с Ж). " • :.; «-^
** Усилие подсчитано для положения механизма, в котором имеет место максимум усилия от сил инерции.
гл. ш
МАЛЬТИЙСКИЕ МЕХАНИЗМЫ
97
Таблица 38
Расчётные данные для правильных мальтийских механизмов с внутренним зацеплением (фиг. 76)
Искомая величина
Обозначе-
ние
Число прорезей
Внутренний радиус креста
Расстояние между осями ¦
Время поворота на одно деление . . . .
Время покоя при равномерном враще-
нии кривошипа
Наибольший момент на кресте от сил
инерции, имеющий место в начале за-
цепления
R
и
t сек.
/, сек.
М кгсм
°,577''
i, W
5°/я
0,0190 вл3
4Ч
45/п
15/л
o,oio95 9я
1,37°/'
i,7oir
43/ п
13/л
о,0079^ 8л2
1,732'-
2,000/-
4О/ л
0,00633 ^п'
2,44''
37.5/л
22,5/Я
о,оо434 "га3
скорость, обеспечивающую небольшой допол-
нительный поворот.
Если требуется уменьшенная продолжитель-
ность периодов покоя, применяются механизмы
с несколькими равномерно расположенными
по окружности цевками. Для неравной продол-
жительности периодов покоя цевки распола-
гаются соответственно неравномерно.
При необходимости поворота на неодина-
ковые углы применяются неправильные маль-
тийские механизмы с несколькими кривоши-
пами, имеющими разные длины.
Для всех многоцевочных механизмов необ-
ходимо проверять, чтобы каждая цевка не вхо-
дила в зацепление раньше, чем не вышла из
зацепления предыдущая.
Изменения угловой скорости ш и углового
ускорения е трёхпазового креста наружного и
внутреннего зацепления за поворот на одно
деление при угловой скорости кривошипа, рав-
ной единице, показаны на фиг. 77 и 78.
К. п. д. мальтийских механизмов с валами
на подшипниках скольжения (подсчитанный
Для счётных приборов (применяемых в на-
резных станках, некоторых моделях коорди-
натно-расточных и т. д.) употребляются цевоч-
ные делительные механизмы, в которых на
каждый оборот ведущего диска ведомый по-
ворачивается на Vio оборота.
Механизмы применяются в обычном вы-
полнении (фиг. 79) и со вспомогательной шесте-
рёнкой при соосном расположении ведущего
и ведомого дисков (фиг. 80).
Ведомый диск обычно имеет число зубьев
или пальцев в 2 раза больше, чем число по-
зиций (поворот каждый раз осуществляется на
2 зуба), причём зубья или пальцы на ведомом
диске или вспомогательной шестерёнке выпол-
няются удлинёнными через один. Это нужно
для индексирования, которое осуществляется
цилиндрической поверхностью ведущего диска
и парой удлинённых зубьев. Поворот механизма
по фиг. 79 на один зуб осуществляется паль-
цем ведущего диска, который зацепляет за
укороченный зуб, а на второй — канавкой
в диске. Поворот механизма по фиг. 80 произ-
-2
2.
/
201
1
//
/
/
/
410 5
1
А\\
\ *
1 '
1
\
\
1 аГ-
0\ .
\
\\
\\
\\
V
41
/
/
\
01.
/
I
ч
и
/
I
5
20
Фиг. 77. График изменения
угловой скорости ш и углового
ускорения s за поворот на одно
деление трёхпазового креста
наружного зацепления. Угло-
вая скорость кривошипа при-
нята равной единице; а—угол
поворота кривошипа.
и, с
U 6
1.4
(.2
1,0
0,8
0,6
ОА
0,2
0
0,'l
ОА
й
Фиг. 78. График изменения
угловой скорости ш и углового
ускорения е за поворот на одно
деление трёхпазового креста
внутреннего зацепления. Угло-
вая скорость кривошипа при-
нята равной единице; <х — угол
поворота кривошипа.
1
1
\
\
д
{
л
?
?
1
/
"-
N.
tl
i.
I)
A
1)
a
ft
s
L
at
\\
\\
1
V
1
для значения коэфициента трения ;j. = 0,1) ра-
вен при обычных соотношениях между диа-
метрами шеек и радиусом кривошипа 0,8—0,85,
а в случае вращения ведомого звена в цапфе
с диаметром, близким к диаметру креста (как
в приводе шпиндельного блока некоторых
автоматов), 0,7—0,75.
Из расчётов на прочность обычно являются
необходимыми проверка удельных давлений
между роликом и планками или телом креста
и расчёт оси ролика на изгиб.
7 Том 9
Фиг. 79. Схема цевочного делительного
механизма.
водится двумя штифтами ведущего диска,
каждым на один зуб.
Периодическое вращательное движе-
ние при значительных потребных углах
поворота (как в мальтийских механиз-
мах) может также осуществляться в стан-
ках следующими механизмами: 1) не-
полными цевочными колёсами, 2) непол-
ными зубчатыми колёсами, 3) кулачковыми
механизмами, 4) храповыми механизмами (см.
стр. 98), 5) периодически включаемыми чер-
вячными передачами и т. д.
Неполные цевочные и зубчатые колёса дают
равномерное вращение, которое связано с уда-
рами при входе, поэтому применение таких
колёс допустимо только в случае малых ско-
ростей. Цевочные передачи при прерывистом
движении имеют некоторые преимущества пе-
ред зубчатыми ввиду меньшей жёсткости эле-
98
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
ментов. Кулачковые механизмы дают возмож-
ность осуществить весьма плавный поворот.
Однако они требуют применения специальных
храповых муфт или других устройств анало-
гичного назначе-
ния и ввиду общей
сложности не мо-
гут конкурировать
с мальтийскими
механизмами.
Периодически
включаемые чер-
вячные передачи
применяются для
поворота шпин-
дельных блоков
тяжёлых автома-
тов, где условия
работы для маль-
Фиг. 80. Схема цевочного де-
лительного механизма со вспо-
могательной шестерёнкой и со-
осным расположением веду-
щего и ведомого дисков.
тииских механиз-
мов слишком тяже-
лы. Для предот-
вращения ударов при пуске червяк, сжимая пру-
жину, может смещаться вдоль приводного вала.
Управление включением и выключением про-
изводится кулачками распределительного вала.
ХРАПОВЫЕ МЕХАНИЗМЫ
Условия применения в станках
Схемы храповых механизмов, т. е. механиз-
мсв, препятствующих относительному движе-
нию деталей в одном направлении и допу-
скающих движение в противоположном, при-
ведены на фиг. 81*.
Тип
IS
Sff
Наружное
зацепление
Внутреннее
зацепление
Боковое
зацепление
Фиг. 81. Схемы храповых механизмов.
* Фрикционные храповые механизмы в виде несколь-
ких витков проволоки, намотанной та вал с небольшим
натягом, передающие момент благодаря затягиванию
проволоки, в станках применения не получили.
Храповые механизмы в станках работают
в условиях: 1) периодического частого пере-
ключения с рабочего вращения на холостое и
обратно: а) для осуществления прерывистого
движения (механизмы подач, в которых привод
качания собачки осуществляется от возвратно-
поступательно перемещающегося стола —
в строгальных и аналогичных станках, или от
вращающегося кривошипа — в лобовых стан-
ках); б) для осуществления непрерывного пуль-
сирующего движения — импульсные вариа-
торы, храповые механизмы непрерывной по-
дачи, фиг. 82, е; 2) длительного рабочего и
холостого вращения (обгонные муфты, приме-
няемые в случаях привода валов по двум ки-
нематическим цепям —для рабочего и быстрого
г) д) е)
Фиг. 82. Схемы зубчатых храповых механизмов.
вращения: распределительные валы автоматов,
механизмы подачи и подъёма сверлильных
шпинделей и т.д.); 3) фиксирования взаимного
положения деталей (фиксирующие, самозажим-
ные устройства и т. д).
При невысоких угловых скоростях и боль-
ших нагрузках преимущественно применяются
зубчатые храповые механизмы; при высоких
угловых скоростях, частом переключении с
рабочего вращения на холостое и обратно,
при необходимости бесступенчатого регулиро-
вания углов поворота, а также в самозажим-
ных устройствах применяются фрикционные
храповые механизмы.
Зубчатые храповые механизмы
Механизмы выполняются с наружным заце-
плением, внутренним зацеплением и зубьями
на торцевой поверхности (фиг. 81). В послед-
нем случае механизмы обычно выполняются
в виде зубчатых муфт с треугольными несим-
метричными зубьями.
Числа зубьев храповых колёс определяют-
ся минимальными потребными углами поворо-
та колёс за один ход собачки. Число зубьев
может быть уменьшено в 2 или 3 раза при-
менением двух или трёх собачек разной дли-
ны с рабочими гранями, смещёнными соответ-
ственно на половину или на одну треть шага
(фиг. 82, б). Минимальное число зубьев хра-
повых колёс, применяемое в домкратах, рав-
но 8.
ГЛ. II]
ХРАПОВЫЕ МЕХАНИЗМЫ
99
Собачки храповых механизмов выполняются
откидывающимися путём поворота (фиг. 82, а)
или путём поступательного перемещения
(фиг. 82, в). Более распространённой является
первая конструкция.
Прижатие собачек к храповым колёсам, как
правило, осуществляется пружинами — вин-
товыми или плоскими, значительно реже—соб-
ственным весом. Зубья храповых колёс вы-
полняются по фиг. 83.
Угол наклона рабочих граней зубьев и
расположение оси вращения собачки выби-
раются такими, чтобы под действием нагрузки
Фиг. 83. Профили зубьев храповых колёс: а — треуголь-
ный; б — трапециевидный для больших нагрузок; в — тра-
пециевидный симметричный для работы в обе стороны;
г — эвольвентный для использования храпового колеса
также в качестве зубчатого.
собачка стремилась плотнее прижаться к хра-
повому колесу. В тяжело нагруженных хра-
повых механизмах ось вращения собачки (в це
лях уменьшения нагрузки на ось) распола-
гается обычно на касательной к окружности
выступов зубьев, причём зуб выполняется
с поднутрением.
При использовании храповых механизмов
в качестве редукторов и необходимости непре-
рывного вращения ведомого вала применяются
механизмы с двумя собачками, имеющими
оси на разных концах качающегося рычага
(фиг. 82, е).
При необходимости реверсирования ведо-
мого звена ставятся или два храповика
с зубьями, направленными навстречу друг
6)
Фиг. 84. Схемы отвода собачки при холо-
стом ходе: а — кольцевой пружиной, наде-
той с натягом на храповое колесо; б — ве-
дущим шатуном.
другу, или применяются механизмы с переки-
дывающейся собачкой (фиг. 82, г).
Для устранения шума от ударов собачки
по зубьям при длительном быстром вращении
механизма вхолостую (обгонные муфты) со-
бачка принудительно отводится от зубьев
(фиг. 84).
Способы регулирования угла поворота ве-
домого звена за каждый ход собачки показаны
на фиг. 85.
Пример конструктивного выполнения хра-
пового механизма с внутренним зацеплением
а)
Фиг. 85. Схемы регулирования угла поворота: а — изме-
нением угла качания собачки вокруг оси храпового колеса;
б — перестановкой щитка при постоянном угле качания
собачки.
и регулированием перестановкой щитка пока-
зан на фиг. 86. Изменением числа зубьев, за-
хватываемых собачкой, в строгальных станках
практически удаётся получить диапазон ре-
гулирования подач, достигающий 25.
Храповые колёса и собачки в ответствен-
ных сильно нагруженных и часто переключае-
мых механизмах следует изготовлять из це-
Фиг. 86. Храповой механизм в цепи подачи продольно-
строгального станка: / - вал, получающий качательное
движение; 2 —- собачка; 3 — храповое колесо, передающее
периодическое движение к винтам горизонтальной и вер-
тикальной подачи; 4 — щиток, ограничивающий число
зубьев, захватываемое собачкой за каждый ход; 5 — ру-
коягка для установки требуемой величины подачи.
ментуемои стали, в менее ответственных меха-
низмах допустимо изготовление храповых ко-
лёс из среднеуглеродистой стали.
Модуль т в мм, относимый к наружному
диаметру колеса, определяется из условного
расчёта на смятие по допускаемой нагрузке на
единицу длины зуба р иг/мм.
При заданной окружной силе Р кг
Р
т = —г.
При заданном моменте М кгмм
ш
где <\>= отношение ширины зуба к мо-
дулю, которое выбирается обычно в пределах
1—4; z — число зубьев храпового колеса.
Допускаемая нагрузка на единицу длины
зуба для средяеуглеродистой стали может вы-
100
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
бираться р^20 кг/мм, для зубьев из цемен-
тованной стали /?^40 кг /мм.
Проверка прочности зубьев делается в пред-
положении, что сила приложена к вершине
зуба. Для зубьев с профилем по фиг. 83, б
проверка на изгиб не вызывается необходи-
мостью.
В храповых механизмах с очень быстрым
качательным движением собачки имеется опас-
ность, что собачка не будет успевать западать
в зубья.
Проверка времени западания собачки может
быть сделана по формуле
л
М
где а — угол поворота собачки вокруг её оси
для западания в зуб; М — момент силы пру-
жины относительно оси вращения собачки;
J — момент инерции тела собачки вокруг её
оси вращения. Последний для собачек обыч-
ной конфигурации можно вычислить, рассма-
тривая собачку как прямоугольный параллеле-
пипед с площадью сечения F и высотой Н
(равной расстоянию от оси вращения собачки
до середины рабочей грани). Тогда
где дополнительно f — удельный вес, g—уско-
рение свободного падения.
Фрикционные храповые механизмы
Фрикционные храповые механизмы выпол-
няются наружного и внутреннего сцепления
(зажим снаружи или изнутри). Основное при-
менение: 1) ролико-
вых храповых меха-
низмов — обгонные
муфты (фиг. 87), им-
пульсные вариаторы
бесступенчатого регу-
лирования и самоза-
жимные патроны для
зажима цилиндриче-
ских деталей (без ог-
ранки, значительных
Фиг. 87. Роликовая обгон- неровностей И Т. Д.),
ная муфта. 2) храповых механиз-
мов с эксцентриками—
самозажимные поводковые патроны (фиг. 88).
Достоинства фрикционных храповых меха-
низмов — почти полное отсутствие мёртвых
ходов и бесшумная работа. Механизмы снаб-
жаются в целях создания начального поджима
пружинками, действующими на каждый ролик
или эксцентрик предпочтительно через штифт
или действующими на сепаратор.
Обычно применяемое число роликов — 3;
в обгонных муфтах иногда применяется боль-
шее число роликов. В поводковых патронах
с эксцентриками, как правило, применяются
по два эксцентрика.
Регулирование угла поворота ведомого
звена за каждый ход достигается только за
счёт изменения угла поворота ведущего звена
(например, изменения радиуса кривошипа).
При использовании механизмов в муфтах
или для зажима тел постоянного диаметра
форма зажимного профиля существенной роли
не играет; важно, чтобы в рабочем положе-
нии ролика или эксцентрикового сектора был
требуемый угол подъёма профиля Поэтому
профиль в этих случаях выбирается прямоли-
нейным или по дуге окружности.
При зажиме изделий со значительным до-
пуском наилучшие результаты получаются при
Фиг. 88. Эксцентриковый самозажимной поводковый
патрон.
очерчивании зажимного профиля по логариф-
мической спирали, благодаря чему выдержи-
вается постоянный угол зажима во всём рабо-
чем диапазоне диаметров. Логарифмическая
спираль весьма точно может быть заменена
дугой окружности.
Конструктивные соотношения для обгон-
ных муфт (средние значения)
где D — диаметр поверхности зажима; d — диа-
метр ролика; / — длина ролика.
В качестве материала рабочих деталей наи-
более целесообразно применять сталь ШХ15,
а в случае отсутствия таковой — высокоугле-
родистые инструментальные стали или цемен-
туемые стали со значительной глубиной це-
ментации.
Максимальные углы подъёма 0 профиля
(фиг. 89) определяются из условия, что урав-
новешивающие друг друга силы, действующие
Фиг. ЭД). Схемы действия сил на ролик и эксцентрик.
на ролик (эксцентрик), должны быть накло-
нены к нормалям к соприкасающимся поверх-
ностям в точках касания не больше, чем на
углы трения (для эксцентриков предельное
направление сил—касательная к кругу трения
для оси):
а) для роликовых храповых механизмов
где <р — минимальный из углов трения между
роликом и каждой из поверхностей, между
которыми он закатывается;
ГЛ. II]
ХРАПОВЫЕ МЕХАНИЗМЫ
101
б) для храповых механизмов с эксцентри-
ковыми секторами
где 9 — угол трения на поверхности зажима;
ц — коэфициент трения между эксцентриком
и осью или гнездом; гг — радиус оси или опор-
ной поверхности эксцентрика; rmin — мини-
мальный радиус-вектор эксцентрика.
Практически для роликовых обгонных муфт
рекомендуется принимать угол подъёма про-
филя 7°, для роликовых самозажимных патро-
нов 3—6°.
Для храповых механизмов с зажимом из-
нутри (в обгонных муфтах и самозажимных
патронах с малым диапазоном зажима)
координата зажимной плоскости определяется
по фиг. 90
h — (/? — r0) cos 6 — г0.
Проверка угла зажима при выбранном Л:
cos 0 =
Я-г0
Уравнение в полярных координатах лога-
рифмической спирали—вспомогательного тео-
ретического профиля, обеспечивающего по-
Фиг. 90. Схема роликового храпового механизма с прямо-
линейным профилем.
стоянный угол зажима (для механизмов па-
тронов с существенным допуском на диаметр
зажима)
где tg 6 да 6 — тангенс угла подъёма профиля;
г, а — полярные координаты; е — 2,718.
Предельные (максимальные и минимальные)
расчётные радиусы-векторы логарифмической
спирали, соответствующие зажиму детали наи-
большего и наименьшего диаметров:
а) роликовые патроны (искомые радиусы
являются предельными -радиусами центровой
линии роликов, по эквидистанте к которой
целесообразно очерчивать профиль)
шах ~ "max
~ "
min
верхний знак соответствует зажиму из-
нутри, нижний — зажиму снаружи; /?тах и
/?min — наибольший и наименьший радиусы
зажима; г0 — радиусы ролика.
б) патроны с эксцентриковыми секторами
(искомые радиусы представляют собой пре-
дельные рабочие радиусы профиля) при вну-
треннем зажиме:
г ._ = h 4- R
mm '
при наружном зажиме:
ffiin-0,562*min(l+^-);
Здесь Л — координата оси вращения эксцен-
трика; 6 — угол подъёма профиля в радианах.
Центральный угол поворота тела патрона
для роликовых патронов или эксцентрика для
эксцентриковых патронов при переходе от за-
жима тела минимального диаметра к зажиму
тела максимального диаметра (при выбранных
'"max1 '"min* ")
2,3 lg Г
min
Проверка угла подъёма профиля при вы-
бранных rmax, rmin,a0
2.3 lg
0 =
Центр окружности, наиболее близко заме-
няющей логарифмическую спираль (фиг. 91),
определяется на пересечении перпендикуляра
Фиг. 91. Построение окружности,
заменяющей логарифмическую спи-
раль; А и В — предельные поло-
жения роликов.
к биссектрисе центрального угла а0, прове-
дённого от оси вращения патрона или эксцен-
трика, и перпендикуляра к середине прямой,
соединяющей концы предельных радиусов-век-
102
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
торов спирали, соответствую-
щих зажиму деталей максималь-
ного и минимального диаме-
тров.
Сила зажима, передаваемая
одним роликом,
zR sin -s-
Сила зажима, передаваемая
одним эксцентриком,
М
**>{*
Таблица 39
>{*
где М — момент сил резания;
R— радиус зажима; z — число
роликов или эксцентриков; г —
радиус-вектор эксцентрика; ^—
коэфициент трения между экс-
центриком и осью или гнездом.
Наибольшее давление на по-
верхности контакта при сжатии
стальных тел
Кулачок
1. Поступа-
тельный
2 Качаю-
щийся
Плоскип-
клин
Цилиндрический
Дисковый
0 = 600 1/ ^ —
где / — длина контакта в см; Pi и р2 — радиусы
кривизны сжимаемых тел в месте контакта
(положительные для выпуклых тел).
Допускаемые давления для стальных тел из
расчёта на усталость
25Яо
НУ
где Нв — твёрдость по Бринелю; N — общее
число циклов нагружения-
Из условия полного отсутствия остаточ-
ных деформаций допускаемое давление адоа
должно быть не более удвоенного предела
текучести материала.
Практически максимально допускаемое да-
вление при твёрдости сжимаемых тел Нрс ^ 60
выбирается а^о/;^15С00 кг/см^. При этом
удельном давлении и угле подъёма профиля 7°
момент, который может передать роликовая
обгонная муфта с числом роликов z, диаме-
тром зажимной поверхности D = 2/? см, диа-
метром ролика d0 = 2/*о см и длиной ролика
/ см, равен
М — 8,5z(Iq!D кгсм.
Пользуясь приведёнными выше опытными
соотношениями между d^, l и D, можно по
заданному моменту произвести определение
основных геометрических размеров обгонной
муфты.
КУЛАЧКОВЫЕ МЕХАНИЗМЫ
Расчёт кулачковых механизмов
В табл. 39 показаны наиболее распростра-
нённые кулачковые механизмы, а на фиг. 92 —
особые виды кулачковых механизмов, при-
меняемые в станках.
Кулачковые механизмы позволяют осуще-
ствить любой наперёд заданный закон пере-
мещения звеньев.
Если закон перемещения толкателя s =¦ f(t)
задан графически, то наиболее простым спо-
собом определения скоростей и ускорений будет
метод двукратного графического диференци-
Фиг. 92. Особые виды кулачковых механизмов.
рования графика пути по времени (см. т. 2,
стр. 11).
Для получения более точных результатов
необходимо строить планы скоростей и уско-
рений.
При проектировании кулачков различают
два типа участков профиля — кривые рабочих
ходов и кривые холостых ходов.
Кривые рабочих ходов должны обеспечить
законы перемещения толкателя, диктуемые
технологическим процессом (чаще всего равно-
мерное перемещение толкателя).
Равномерное перемещение поступатель-
ного толкателя при цилиндрическом кулачке
ГЛ. II]
КУЛАЧКОВЫЕ МЕХАНИЗМЫ
103
обеспечивает винтовая линия, а при качаю-
щемся толкателе — циклоида, навёрнутая на
цилиндр; однако при небольших углах качания
предпочитают винтовую линию.
Скорость перемещения толкателя
V = а# tg 6,
где ш — угловая скорость кулачка; R — ра-
диус барабана (наибольший); 6 — угол подъёма
(давления) на кулачке.
Кривые (и их построение), обеспечиваю-
щие равномерное перемещение толкателей
в различных механизмах с дисковыми кулач-
ками, показаны на фиг. 93. Для центрального
кулачкового механизма с поступательно-дви-
мального угла давления кулачка. С другой
стороны, уменьшение времени холостого хода
за счёт увеличения скорости вращения ку-
лачка ограничивается возрастанием инерцион-
ных воздействий перемещаемых масс меха-
низма.
Выбор оптимального угла давления.
Основными характеристиками работоспособ-
ности кулачковых механизмов (фиг. 94) явля-
ются:
а) коэфициент возрастания усилий
N cos фй
cos F -f
6)
Фиг. 93. Кривые рабочих ходов дисковых кулачков: а — при центральном поступательном толкателе;
б — при смещённом поступательном толкателе; в — при качающемся толкателе.
жущимся
раль:
толкателем — это архимедова спи-
г = h — + г0,
б) коэфициент надёжности кулачкового ме-
ханизма
где г—текущий радиус-вектор; а — угол по-
ворота радиуса-вектора (кулачка); h — длина
хода толкателя; а0 — угол поворота кулачка,
соответствующий длине хода Л; г$ — началь-
ный радиус кулачка.
Однако, исходя из удобства обработки ку-
лачков, часто и для качающихся толкателей
применяют архимедову спираль, допуская не-
где N — полная реакция кулачка; Р — внеш-
нее усилие, действующее на толкатель по его
оси; 6 — угол давления, образуемый перпен-
дикуляром к направлению движения толка-
теля и касательной к кулачку в точке их ка-
Ид Cq Ь
и
12
11
W
9
8
7
Ь
5
и
7
is
55
Я)
35
Ю
ъ
?0
15
Ю
0
\
\
\
\
\
\
Ч
s
\
%л
s
"S
Фиг. 94. Схема кулачкового
механизма: а — эталонного;
(дезаксиального).
— смещенного
которое отклонение от равномерного пере-
мещения толкателя.
Кривые холостых ходов. Стремление
уменьшить потери времени на холостые ходы
заставляет очерчивать кривую с возможно
большими углами подъёма. Однако увеличе-
ние угла подъёма ограничено величиной опти-
€ 0,1 0.2 03 Q4 Q5
Фиг. 95. Номограмма для опре-
деления оптимального угла да-
вления кулачковых механизмов
по методу автора.
сания; 03 — угол заклинизания (предельный
угол давления, при котором кулачок не может
провернуться;; tg срх == [xj — коэфициент трения
между толкателем и кулачком; tg tpa = ^ —
коэфициент трения между толкателем и его
опорами.
104
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
При оптимальном угле давления 60
К. п. д. V) смещённого кулачкового меха-
низма с поступательным или качающимся тол-
кателем
Оптимальный угол давления 60, обеспечи-
вающий надёжность работы механизма при
высоком к. п. д. и малых габаритах кулачка
[32], и соответствующие ему основные харак-
теристики работоспособности кулачкового ме-
ханизма (&0 и е0) могут быть приняты по но-
мограмме (фиг. 95) в зависимости от значе-
ния 2^л = (fij -f fji2). Значения [i| и цо за-
даются исходя из конкретных условий работы
механизма. Номограмма построена для кулач-
кового механизма по схеме фиг. 94, приня-
того за эталонный.
При определении 60 для кулачковых меха-
низмов, имеющих другую конструктивную
схему, р.! и |i-> соответственно заменяются при-
ведёнными коэфициентами трения ц1п — Aju-j и
(^гя — >?Н- Чем коэфициенты Хг и Х2 меньше,
тем выше работоспособность кулачкового ме-
ханизма.
Если башмак выполнен в виде ролика, то,
пренебрегая трением качения,
где d и D — соответственно диаметры цапфы
и ролика.
Для определения ).2 необходимо выяснить,
как изменяются силы трения в рассматриваемом
механизме по сравнению с эталонным. Сразне-
ние ведётся либо по т, (его определение см.
ниже), либо для аксиальных механизмов по е.
В табл. 40 даны формулы коэфициентов А2 для
часто встречающихся типоз кулачковых меха-
низмов и приведены значения /2, "с. а'о и е0 для
некоторых частных случаев.
Кривыми, обеспечивающими постоянный
угол давления 6 для поступательного толка-
теля, будут винтовая линия для цилиндриче-
ского кулачка и логарифмическая спираль для
дискового центрального кулачкового меха-
низма. Уравнения логарифмической спирали
где а — текущий угол поворота кулачка (ра-
диуса); е = 2,718.
Графическое построение логарифмической
спирали (фиг. 96, а) основано на её
свойстве: радиус гс, проведённый по биссек-
трисе угла а между любыми радиусами Г]
и г2, является их средней геометрической; при
построении удобно брать:
''о
где h — ход толкателя.
Коэфициент полезного действия кулач-
кового механизма. К. п. д. tj центрального
кулачкового механизма с поступательным тол-
кателем
О
= (tgQ + ф) [1
= [ 1 - Р-1^ - tg 6 (к + |Х2)] A + ф Ctg 6) =
1 + Л ctgfl
4-
где дополнительно: i> = — = tgS — коэфициент
смещения; 6Л—угол подъёма кривой (фиг. 94,6).
На фиг. 97 показана зависимость к. п. д.
от угла давления для различных значений коэ-
фициентов трения; нулевого значения к. п. д.
достигает при Й=ии 6 = 93. Применение 8,
близких к нулю и к 63, невыгодно.
Определение типа кривой кулачка. Закон
перемещения толкателя должен быть таковым,
чтобы максимальная величина силы инерции
не превосходила допускаемой, исходя из проч-
ности и жёсткости механизма.
На фиг. 98 даны типовые закономерности
для перемещения, скорости и ускорения тол-
кателя в функции времени. Перемещение дано
для двух периодов — подвода и отвода тол-
кателя.
Перемещения с постоянной скоростью дают
в местах изменения скоростей резкое воз-
растание ускорения (теоретически до беско-
нечно больших величин), поэтому во' избежа-
ние поломки кулачкового механизма приме-
няются только при очень небольших ско-
ростях.
Для одинаковых допускаемых величин
максимального ускорения при параболических
закономерностях перемещения толкателя вре-
мени на перемещение затрачивается значи-
тельно меньше, чем при использовании триго-
нометрических закономерностей. Поэтому при
больших инерционных воздействиях в меха-
низме рекомендуется применять параболиче-
ские закономерности перемещения толкателя.
У кулачкозого механизма с плоским или
цилиндрическим кулачком и поступательным
толкателем профиль кулачков будет тот же,
что и кривая закона перемещения (если ку-
лачок перемещается или вращается с посто-
янной скоростью).
Уравнение кривой дискового кулачка при
параболическом законе движения поступатель-
ного центрального толкателя имеет следующий
вид:
г~го-\- -г • п а2 | для участка от 0 до -?-)
где /о — ускорение толкателя (заданная вели-
чина); и) — угловая скорость кулачка. Графи-
ческое построение этой кривой показано на
фиг. 96, б.
Графоаналитический способ определения
минимального радиуса кулачка г, исходя из
заданного максимального угла давления, см.
т. 2, стр. 32.
Все полученные выше кривые являются
траекторией центра ролика, поэтому для по-
лучения профиля кулачка надо построить экви-
дистантную кривую, отстоящую от траекто-
ГЛ. Ill
КУЛАЧКОВЫЕ МЕХАНИЗМЫ
105
рии центра ролика на величину его радиуса
rf"
Выпуклый участок эквидистанты не может
обеспечить траекторию перемещения центра
. d
ролика по кривой с радиусом кривизны р <.-«-•
Для выявления максимальной величины кру-
тящего момента удобно строить эпюру кру-
тящих моментов в функции угла поворота ку-
лачка.
При нескольких кулачках на валу строят
эпюры для каждого кулачка, а по ним — сум-
марную эпюру.
Фиг. 96. Графическое построение кривых холостых ходов дисковых кулачков: а — логарифмической спирали;
б—кривой параболического закона движения.
При р = -^г профиль кулачка имеет острый
угол, поэтому целесообразно скруглять тра-
екторию движения центра ролика радиусом,
большим радиуса ролика. Эти вынужденные
скругления кулачка для кривых холостых хо-
дов уменьшают инерционные воздействия и
в ряде случаев позволяют обойтись без при-
менения параболического закона при профи-
лировании кривой кулачка.
7
По суммарной эпюре крутящего момента
можно судить о потребной мощности при-
вода распределительного вала, а также о на-
Ю 20 30 40 50 60 70 80 в0
Фиг. 97. К. п. д. эталонного кулачкового механизма при
различных значениях коэфициента трения [А; и щ:
№ кривой: 12 3 4 5 6 7 8 9
Ич = 0 0 0,01 0,01 0,01 0,1 0,1 0,2 0,2
1*з = 0 0,2 0 0,2 0,4 0 0,4 0 0.4
Крутящий момент на кулачке (фиг. 94, б)
MKp = Krs\nD + <p1 + b) =
= sPrsin @ + <
Знак угла смещения S определяется знаком
смещения е. Для центрального механизма 5 = 0.
Определение е см. выше.
Фиг. 98. Типовые закономерности перемещения
толкателя.
пряжениях и деформациях на различных
участках вала (угол скручивания обычно
допускается не более 0,2° на 1 пог. м).
Определение контактных напряжений про-
изводят ка полную реакцию кулачка с учётом
силы полезного сопротивления, силы инерции
и сил трения.
Для цилиндрических кулачков нежела-
тельно, чтобы касание при возможном пере-
косе происходило в нижней точке ролика, так
Таблица 40
Таблица характеристик механизмов
о
Конструктивная
схема механизма
Формула для коэфициента X
1
Частные
значения X
0; еэ при 1^=^=
Башмак в виде острия | Башмак в виде ролика D: d—1
Примечание
А.-1
п
8О=39°
«о=1.51
6О=44°
*о-7.1
«0-1,59
Эталонный кулачковый меха'
низм
Х-1+2
При
Х-1,5
-0,10+0,15=0,25
во=35°
fto=5,9
9О=39°
fto-=6,2
•0=1,51
При данных значениях а и b
Х«= const
x=i+A
При
1 = с=—г а
+|J.2n
0,l+0,22-0,32
О-31°
fto=5,3
•о=1,43
^„+^„-0,05+0,22-0,27
6О=33°
Ао-5,6
«0-1,45
1) При с = 0 получается ме-
ханизм 2
2) Коэфициент Л зависит от
угла давления 6
При
а=790
с,=250
са = 320
с=156
ХО-3,2
(острие)
хо=з
(ролик)
(=0,1+0,32=0,42
8О=26°
«o«=l!37
1*1л+1^„=0,05+0,3=0,35
во=29°
•о-1,40
Пространственный кулачко-
вый механизм
Коэфициент X зависит от б
При
а=4г0
Х-0,25
|*1л+A.2/1-=0,1+0,025=0,125
ео-47°
V=7,6
«о-1,65
=0,05+0,025=0,075
во=54°
Йо-9,5
«0 = 1,83
Кулачковый механизм с ка-
чающимся толкателем
ГЛ. II]
КУЛАЧКОВЫЕ МЕХАНИЗМЫ
107
как это увеличивает изгибающий момент, дей-
ствующий на ролик. Для избежания этого у
кривой кулачка делают часто поднутрение
или обработку по дуге. В некоторых случаях
ролик делается бочкообразным.
Конструкция кулачковых механизмов
В зависимости от выполняемых функций
кулачковые механизмы могут быть разбиты
на три основные группы. Примеры конструк-
тивных схем механизмов приведены на фиг. 99.
ность механизма усложняет изготовление и
способствует быстрому его износу, нарушая
точность работы механизма. Поэтому для
устранения промежуточных звеньев часто при-
ближают кулачок к исполнительному органу
(см. стр. 219-224).
Геометрическое замыкание кулачкового
механизма осуществляется двумя поверхно-
стями кулачка, охватывающими башмак тол-
кателя (паз), или двумя роликами, охватыва-
ющими кулачок; силовое замыкание — при
помощи собственного веса звеньев, груза или
пружины.
Фиг. 99. Кулачковые механизмы станков: а — для рабочих и холостых ходов; б— для холостых
ходов; в — для управления.
Конечное звено механизма (например, са-
лазки, несущие резец) в большинстве случаев
не является толкателем и связано с послед-
ним посредством ряда звеньев. Многозвен-
Для предотвращения отрыва толкателя от
кулачка замыкающая сила должна быть больше
возникающих инерционных усилий. В целях
уменьшения трения между башмаком и толка-
108
МЕХАНИЗМЫ СТАНКОВ
[РАЗД.IV
телсм (т. е. величины ц1п) целесообразно при-
менять ролик. Габариты обычно не позволяют
применять больших отношений диаметра ро-
лика и его цапфы. Поэтому для уменьшения
трения в цапфе находят применение подшип-
ники качения (см. фиг. 100).
нительные салазки, несущие ролик, кото-
рые перемещаются в направляющих супорта
(фиг. 102,2).
Фиг. 100. Типы башмаков толкателей.
Кулачки могут быть постоянными или смен-
ными. Сменным может быть либо весь ку-
лачок (фиг. 101, а), либо кривая (планка),
прикреплённая к поверхности барабана или
диска (фиг. 101, б). Крепление кулачков на
валу осуществляется силами трения (затяжкой),
при помощи муфт с мелким
торцевым зубом, штифтами
или шпонками. Для снятия и
надевания кулачка на вал либо
делают прорезь на кулачке,
либо разрезной вал (если ку-
лачок помещается не на кон-
це вала). Более удобна смена
всего комплекта кулачков, си-
дящих на оправке. В этом слу-
чае значительно экономится
время на повторную наладку
автомата.
Регулирование величины
хода толкателя без смены ку-
лачка достигается различными
методами, основные из кото-
рых приведены на фиг. 102.
Изменение величины подъёма
кривой путём её поворота (фиг.
102, а] менее удобно; проще
изменять величину плеча кача-
ющегося толкателя (фиг. 102,5).
Целесообразно иметь для
рабочих и холостых переме-
щений отдельные кулачки; в
этом случае скорость холо-
стых перемещений постоян-
на и не зависит от настроек
(фиг. 102, в)
Для изменения величины
хода конечного звена при по-
стоянной кривой кулачка мож-
но использовать большую или
меньшую часть хода толка-
теля, введя, например, допол-
Фиг. 101. Конструкции кулачков и способы их крепления:
а — постоянная кривая; б — сменная кривая; в -— сменный
кулачок; г — сменный блок с оправкой.
Фиг. 102. Методы регулировки величины хода толкателя.
ГЛ. II]
КУЛАЧКОВЫЕ МЕХАНИЗМЫ
109
Изготовление кулачков
Изготовление кулачков может быть под-
разделено на следующие оснозные этапы:
1) изготовление заготовки; 2) разметка;3)вы-
резание профиля; 4) обработка профиля; 5) тер-
мообработка; 6) доводка профиля; 7) контроль
профиля.
Заготовки для цилиндрических кулач-
ков применяются обычно литые (стальные
или чугунные) в виде полых цилиндров, а также
литые или откованные в виде участков кри-
вых. Литые цилиндры перед разметкой обычно
обтачивают, растачивают и подрезают.
Заготовками для дисковых кулачков служат,
как правило, стальные диски. Перед разметкой
у дискоз шлифуют торцы и растачивают
отверстия.
Разметка заготовки складывается из
трёх этапов: а) Разметка угловых границ от-
дельных перемещений толкателя — рабочих и
холостых. Для этого наносятся на кулачке пря-
мые или дуги в
зависимости от ти-
па кулачкового ме-
ханизма (фиг. 103).
Если нет шабло-
нов, пользуются
циркулем и линей-
кой (для цилин-
дрических кулач-
ков -гибкой). Раз-
метка по шабло-
нам производится
в специальных
приспособлениях с
делительным ди-
ском (фиг. 104)
или на оправках.
б) Разметка граничных точек отдельных пе-
ремещений. На полученных дугах или лу-
чах наносятся (обычно кернятся) точки на
заданных чертежом радиусах (фиг. 103).
Кернение производится на приспособлениях
(фиг.104). в) Очерчивание профиля. Граничные
точкисоединяютсясоответствующими кривыми
Фиг. 103. Разметка контура и
сверление по профилю кулач-
ков.
Фиг. 104. Приспособление для разметки.
(фиг. 103): рабочие участки—обычно архиме-
довой спиралью или, приближенно, дугой
окружности; холостые участки —кривыми хо-
лостых ходов' по шаблонам.
При изготовлении большой партии одина-
ковых кулачков (например, стандартный набор
кривых к цилиндрическим кулачкам много-
шпиндельных автоматов) изготовляют шаблон
для всего кулачка и. накладывая его на за-
готовку, обводят чертилкой, минуя нанесение
граничных точек.
Вырезание профиля выполняется
одним из следующих способов: а) сверление
по рабочему профилю и обрубка —наиболее
простой, но малопроизводительный способ
(фиг. 103); б) выпиливание на специальном
станке бесконечной ленточной пилой; в) вы-
резание' газовым пламенем на специальном
станке; г) контурное фрезерование пальцевой
фрезой.
Обработка профиля—наиболее от-
ветственная и трудоёмкая операция—выпол-
няется следующими способами: а) слесарная
обработка —является весьма трудоёмкой и тре-
бует высокой квалификации рабочего; б) фре-
зерование профиля.
Фрезерование профиля может произво-
диться тремя следующими способами.
На универсальных фрезерных станках с
делительной головкой фрезеруются обычно
лишь рабочие профили по архимедовой спи-
рали, а участки холостых ходов обрабаты-
ваются слесарным способом.
Менять шаг фрезеруемой спирали можно
настройкой гитары или изменением угла на-
клона фрезы и кулачка (когда гитара не даёт
нужные настройки) и при фрезеровании на
одном кулачке спиралей с различными шагами.
Фрезерование винтовых поверхностей ци-
линдрических кулачкоз аналогично нарезанию
резьб.
На фрезерных станках с применением
специальных приспособлений, обеспечиваю-
щих подачу заготовки от копирной линейки,
перемещение заготовки связано с её пово-
ротом. Меняя угол наклона линейки, можно
получить архимедовы спирали различного шага.
Для получения профиля, обеспечивающего
равномерное движение качающегося толкл-
теля, могут применяться приспособления, в
Фи1. 105- Копировально-фрез&рный станок
для обработки кулачков.
которых фреза совершает качательное дви-
жение по радиусу, равному радиусу толкателя,
копируя кулачковый механизм.
Фрезерование на специальных или обыч-
ных копировально-фрезерных станках. В спе-
по
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
циальном станке по фиг 105 шаг фрезеруемой
спирали меняется изменением угла наклона
линейки, рабочий шпиндель может поворачи-
ваться на 90°, благодаря чему возможна обра-
ботка как дискозых, так и цилиндрических
кулачков.
Для серийного производства кулачков
применяются станки, работающие от специаль-
ного копира.
Термообработка. Стальные кулачки
обычно изготовляются из сталей 20
20Х, цементуются на глубину от
1,5 мм и закаливаются до твёрдости
= 56-62.
у
20 или
0,8 до
Н„ =
С
Иногда кулачки изготозляют из сталей
45 и 40Х, а сильно нагруженные—из стали
ШХ12 и подвергают закалке и отпуску.
Для литых кулачков применяют серый
перлитовый и козкий чугун.
Доводка профиля производится: а) по-
лированием при помощи наждачной бумаги
и б) на шлифовальных станках.
Контроль профиля может произво-
диться в специальных приспособлениях, кото-
рые копируют данный кулачковый механизм,
причём перемещение ведомого звена заме-
ряется по шкале или индикатору, а углы пово-
рота кулачка—при помощи делительного круга.
МЕХАНИЗМЫ УПРАВЛЕНИЯ (ПЕРЕКЛЮЧЕНИЯ)
СИСТЕМЫ УПРАВЛЕНИЯ
Неавтоматические движения в металлоре-
жущих станках осуществляются с ручным
или механическим приводом, управляемым
от руки.
При наличии механического привода упра-
вление движением может выполняться: 1) пе-
реключениями и регулированием непосред-
ственно в приводной цепи", 2) переключениями
в цепи управления, воздействующей на при-
водную цепь непосредственно или через испол-
нительную цепь.
В качестве цепей управления чаще исполь-
зуются электрические и гидравлические цепи,
реже—пневматические (управление пневмати-
ческой муфтой—см. фиг. 38 на стр. 70).
Основные требования, предъявляемые к
системе управления станком: 1) наименьшее
время переключения; 2*> наименьшее физиче-
ское напряжение рабочего.
Выполнение этих требований достигается:
1) рациональным размещением и концентра-
цией органов управления на станке; 2) удоб-
ной конструкцией органов управления;^огра-
ничением усилий, необходимых для переклю-
чения органов управления; 4) соблюдением
соответствия между направлением движения
органа управления и направлением движения
перемещаемой части станка; 5) рациональной
системой указателей требуемых переключений.
РАСПОЛОЖЕНИЕ ОРГАНОВ УПРАВЛЕНИЯ
НА СТАНКЕ
Органы управления следует сосредоточи-
вать вблизи рабочего места, удобного для
наблюдения за процессом обработки.
При необходимости двух рабочих мест
рекомендуется дублированное управление —
полное или частичное.
Если работа станка сопровождается пере-
мещением режущего инструмента на зна-
чительное расстояние, органы управления
располагают на подвижных частях станка, на
которых иногда устанавливают сиденье для
рабочего.
В случае, когда характер обработки и раз-
меры детали не дают возможности установить
определённое рабочее место на станке (круп-
ные продольно-фрезерные станки и др.), ре-
комендуется применять подвесные пульты
управления, позволяющие рабочему удобно
управлять станком из различных мест и по-
ложений.
Следует избегать расположения органоз
управления на различных высотах, требую-
щего поднимания и опускания рук и наклона
корпуса.
Наиболее удобная зона расположения
органов управления находится на высоте 650—
1050 мм, наибольшая допустимая высота рас-
положения органов управления—1800 мм,
наименьшая— 300 мм.
Усилия на ручки рекомендуется принимать
не выше указанных в табл. 41.
Таблица 41
Высота расположе-
ния ручки от пола
300-650
650—1050
ЮдО—1400
1400—3800
Под правую
РУКУ
Под левую
руку
Направление усилия
вверх
Н
12
8
7
вниз
7
13
8
14
в сто-
рону
4
6
6
4
вверх
12
IO
6
б
вниз
б
ю
б
13
в сто-
рону
3
4
4
3
Для часто переключаемых органов упра-
вления обычно принимается 20—40% от зна-
чений, указанных в таблице, а для педалей —
4—5 кг.
Соответствие между направлениями дви-
жений органа управления и перемещаемой
части станка установлено ОСТ 20186-40 .На-
правление движений в станках. Зависимость
между установочными движениями и движе-
ниями органов управления".
МЕХАНИЗМЫ УПРАВЛЕНИЯ
Механизмы управления служат для пере-
дачи движения от органов управления к пере-
ключающим элементам—передвижным блокам
зубчатых колёс, кулачковым или фрикцион-
ным муфтам.
По степени централизации механизмы упра-
вления разделяются на: а) механизмы индиви-
дуального управления, в которых от одного
органа управления перемещается один пере-
ГЛ. II]
МЕХАНИЗМЫ УПРАВЛЕНИЯ
111
ключающий элемент; б) механизмы централи-
зованного управления, в которых от одного
или двух органов управления перемещается
несколько переключающих элементов; в) ме-
ханизмы дублированного управления, в кото-
рых от нескольких органов управления пере-
мещается один переключающий элемент.
По характеру процесса переключения меха-
низмы централизованного управления делятся
на: а) механизмы с последовательным включе-
нием, в которых соблюдается определённая
очерёдность переходов от одного включения
к другому; переключение в этих механизмах
обычно сопровождается переходом через ряд
промежуточных включений; б) механизмы с
избирательным включением, позволяющие пе-
реходить от любого включения к любому дру-
гому непосредственно, минуя промежуточные
включения; в) механизмы с предварительным
выбором включений, дающие возможность под-
готовить следующее включение, не нарушая
предыдущего, и в нужный момент быстро
произвести переключение.
Механизмы централизованного управления
используются главным образом в коробках
скоростей и коробках подач.
При управлении металлорежущими стан-
ками встречаются два следующих основных
случая:
1. Движения переключающих элементов
независимы, любые комбинации их положений
допустимы:
а) управление коробками скоростей и подач, у кото-
рых переключение передач между каждой парой соседних
валов производится одним переключающим элементом —
передвижным блоком шестерён, двухсторонней муфтой,
вытяжной шпонкой;
б) включение и выключение несвязанных движений
в станке, например, в радиально-сверлильном станке —
подъём и поворот рукава, движение сверлильной го-
ловки вдоль рукава.
2. Движения переключающих элементов
должны быть согласованы, не все комбина-
ции их положений совместимы:
а) управление коробками скоростей и подач, в кото-
рых переключение передач между двумя валами произ-
водится несколькими переключающими элементами — пе-
редвижными блоками шестерён, двухсторонними муфтами;
б) включение и выключение различных приводов
одной и той же части станка, например, от ходового
винта и от ходового валика;
в) включение и выключение несовместимых движений
нескольких частей станка.
Во втором случае централизация упра-
вления более эффективна, так как устраняет
необходимость блокирования индивидуальных
органов управления и дополнительную потерю
времени при переключении.
Механизмы индивидуального управления
Схемы механизмов, нашедших применение
в металлорежущих станках, с необходимыми
пояснениями приведены в табл. 42.
На фиг. 106 даны основные конструктив-
ные варианты сопряжения блоков зубчатых
колёс, муфт и тому подобных деталей с пере-
ключающими рычагами и ползунами. Двух-
сторонний захват переводимой детали пред-
почтителен ввиду отсутствия перекашивающей
силы. Применение охватываемых сухарей и
кольцевой канавки на перемещаемой детали
даёт возможность обойтись без дополнитель-
ных средств против поворота ползуна на на-
правляющей штанге и приблизить сухари
к оси вращения, что обеспечивает малую ско-
Фиг. 106. Сопряжения блоков зубчатых колёс и муфт
с переключающими рычагами и ползунами.
рость скольжения сухарей и небольшой пере-
кашивающий момент при переключении, но
может вызвать некоторое увеличение осевого
габарита детали.
Фиг. 107. Сопряжение блока зубчатых колёс с переклю-
чающими рычагами в коробке скоростей с вертикальным
расположением валов.
112
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
Таблица 42
Схемы механизмов индивидуального управления
Характер движения
переключающе-
го элемента
органа управле-
ния
Схема механизма
Схема
пере-
ключе-
ния
Характеристика и применение
механизма
Прямолиней-
Прямолиней-
Непосредственное перемещение пере
ключающего элемента. Простота кон-
струкции. Применяется для управления
через вал вытяжными шпонками и ку
лайковыми муфтами
Широкого распространения не имеет
Пример применения: реверсивный меха
низм токарного станка
Вращательное
Винтовое
Рейка с кольцебыми
зубьями
О
Обычный механизм переключения муфт
и блоков зубчатых колёс в коробках
скоростей и подач. Целесообразен при
перемещении переключающего элемент
на небольшую длину
Широкого распространения не имеет.
Применение диктуется конструктивными
соображениями
Механизм неизносоустойчив. Приме-
няется главным образом для вытяжных
шпонок
Обычный механизм переключения муфт
и блоков зубчатых колёс в коробках
скоростей и подач. Целесообразен при
перемещении переключающего элемента
на большую длину'
Широкого распространения не имеет.
Пример применения: коробка подач
фрезерного станка
Вращательное
Воащательное
Непосредственный поворот переключа-
ющего элемента. Применяется в трензе-
лях
Сложное (пря-
молинейное и
вращательное,
Сложное (пря-
молинейное и
вращательное)
Lib
Непосредственное перемещение пере-
ключающего элемента. Применяется в ко-
робках подач с многоступенчатыми бло-
ками зубчатых колёс и со ступенями воз-
врата
ГЛ. II]
МЕХАНИЗМЫ УПРАВЛЕНИЯ
ИЗ
Во избежание защемлений при работе
точки касания вилки с дном канавки не должны
сильно отклоняться от прямой, проходящей
через центр вала перпендикулярно линии, со-
единяющей центр вала с центром направляю-
щей штанги.
Если зубчатое колесо большого диаметра
с малой длиной ступицы передвигается за
обод, то при проектировании следует произ-
вести проверку на отсутствие заедания при
переключении. Опасность заедания особенно
велика, когда место захвата обода располо-
жено диаметрально противоположно точке
входа зубьев в зацепление.
Для уменьшения износа сухарей при боль-
шом усилии переключения и при постоянном
действии осевой силы во время работы станка
(коробки скоростей с вертикальными валами)
рекомендуется применять промежуточное
кольцо с вмонтированным в него шарико-
подшипником (фиг. 107). Если кольцо поме-
щается снаружи станка, то шарикоподшипник
следует защитить уплотнительными кольцами.
Материал сухарей: закалённая сталь, чугун,
бронза, пластмасса.
С целью концентрации управления и упро-
щения расточки корпуса коробки скоростей
несколько рукояток переключения распола-
гают соосно (см. фиг. 120).
Механизмы централизованного управления
с последовательным включением
скоростей
Различные типы механизмов с последова-
тельным включением скоростей приведены
в табл. 43 (схемы 1—5).
Таблица 43
Схемы механизмов централизованного управления
Характер
движения
органа
управления
Тип механизма
Примерные схемы механизма
Схема пе-
реключения
X ар актеристи к а
и применение
механизма
Избира-
тельное от-
сутствует
Переклю-
чающее
вращатель-
ное
Кулисный с
одним пере-
ключающим
валом
Для увеличения ско-
рости поворачивают
рукоятку в одну сто-
рону, для уменьше-
ния—в другую. Пред-
назначен для коробок
на 6 скоростей по трёх-
валовой схеме. Тре-
бует надёжных роли-
ковых фиксаторов. Ши-
рокого распростране-
ния не имеет
Кулисный с
двумя пере-
ключающими
валами, связан-
ными переда-
чей периоди-
ческого дви-
жения (маль-
тийский крест,
неполнозубая
шестерня)
Кулачковый
с барабанным
кулачком и
ползунами или
рычагами
Кулачковый
с дисковым ку-
лачком и пол-
зунами или
рычагами
Предназначен для
коробок на 9 скоро-
стей по трёхваловой
схеме с передвижными
тройчатками. Требует
надёжных фиксаторов.
Широкого распростра-
нения не имеет
Позволяет получать
любую последователь-
ность переключений
муфт или блоков зуб-
чатых колёс, поэтому
пригоден для коробок
по любой схеме. При-
меняется главным об-
разом в коробках ско-
ростей и коробках по-
дач по двухваловой
схеме с передвижными
двойчатками
8 Том 9
114
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
Продолжение табл. 43
Характер
движения
органа
управления
Тип механизма
Примерные схемы механизма
Схема пе-
реключения
Характеристика
и применение
механизма
Избира-
тельное от
сутствует
Переклю-
чающее
вращатель-
ное
Кулисно-ку-
лачковый с
двумя пере-
ключающими
валами, свя-
занными зуб-
чатой переда-
чей или пере-
дачей перио-
дического дви-
жения
По действию иденти
чен с механизмом 2
Широкого распростр
нения не имеет (см
фиг. 108)
Избира-
тельное
прямоли-
нейное
Рычажный с
переводным
рычагом
Переклю-
чающее
вращатель
ное
Шестерённо-
реечный с од-
ной (передвиж-
ной) или не-
сколькими ре-
ечными ше-
стернями
Рейки
+-¦¦
Избира- Рычажный с
тельное шаровым шар-
вращатель ниром
ное
Переклю
чающее
вращатель
ное
Рычажный с
промежуточ-
ной штангой,
имеющей Осе-
вое перемеще-
ние и поворот
Рычажный
для непосред-
ственного уп-
равления и ди-
станционного
управления че-
рез тросы
Предназначен для ко
робок на 4, 6 и 8 скоро-
стей по двухвалово
схеме с передвижным
двойчатками или двух
сторонними муфтами
Должен иметь устрой-
ство, устраняющее воз-
можность одновремен-
ного включения дву
передач. Широкоп
распространения hi
имеет (см. фиг. 109)
То же, но только н
4 скорости. Применяет-
ся ПрИ боЛЬШОЙ ДЛИН!
перемещения переклю-
чающих элементов
(см. фиг. НО)
Предназначен для ко
робок на 4, 6 и 8 скоро-
стей по двухваловой
схеме с передвижными
двойными блоками или
двухсторонними муф
тами. Должен иметь
замковое или напра-
вчяющее устройство
устраняющее возмож-
ность одновременного
включения двух пере-
дач. Рекомендуется для
широкого использова-
ния (см. фиг. 111)
То же. Применяется
при необходимости рас-
положить рукоятку на
расстоянии от переклю-
чающих элементов (см,
фиг. 112, ИЗ и 114)
Предназначен для ко-
робок на 4,6 и 8 скоростей
по двухваловойсхеме с
передвижными двойчат-
ками или двухсторонни-
ми муфгами. Удобен.
Имеет запирающее уст-
ройство, устраняющее
возможность одновре-
менного включения двух
передач. Допускает ди-
станционное управление
(см. фиг. 115 и 116)
ГЛ. II]
МЕХАНИЗМЫ УПРАВЛЕНИЯ
115
Продолжение табл. 43
Характер
движения
органа
управления
Тип
механизма
Примерные схемы механизма
Схема пе-
реключения
Характеристика
и применение
механизмов
Избира-
тельное
вращатель-1
ное
Селекторный
с расходящими-
ся парными се-
лекторами в ви-
де фигурных
дисков и пол-
зунами
, _» - _ Нескопько попзуноб с блокирова-
j [ нием 6 среднем положении
U Несколько ползунов без блакиробания
и
Переклю-
чаюшее
вращатель-
ное
С чашечны-
ми селектора-
ми, имеющими
торцевые про-
рези, и балан-
сирами
С конусными
селекторами,
имеющими вы-
резы на пери-
ферии, и ба-
лансирами
Со сходящи-
мися парными
чашечными се-
лекторами,
имеющими тор-
цевые прорези,
и ползунами
Имеет два органа
управления — избира-
тельный и переключа-
ющий. Предназначен
для коробок, имеющих
4,6 или 8 различных пе-
редач между двумя ва-
лами. Во избежание
возможности одновре-
м енного включения двух
из указанных передач
предусмотрено запира-
ющее устройство, нали-
чие которого исключает
предварительный вы-
бор скоростей (см.
фиг. 117)
Избирательное и пе-
реключающее движе-
ния выполняются от од-
ной рукоятки. Пригоден
для любой схемы короб-
ки скоростей, как и
механизмы по схемам
13, 14 и 15
Избирательное и пе-
реключающее движе-
ния выполняются от од-
ной рукоятки. Балан-
сиры представляют со-
бой кольца с двумя
выступами
Имеет два органа
управления — избира-
тельный и переключа-
ющий. Осевое движе-
ние селекторов может
быть выполнено рыча-
гом и двумя ползунами
(см. схему 11). Селек-
торы могут воздейство-
вать не на ползуны, а
на переключающие ры-
I чаги
С дисковым
селектором,
имеющим
сквозные и не-
сквозные от-
верстия, и тол-
кателями
Имеет два органа
управления — избира-
тельный и переключа-
ющий. От каждой пары
толкателей движение
передаётся переключа-
ющему элементу через
двуплечий рычаг пли
реечную передачу (см.
фиг. 118 и 119)
Наличие промежуточных включений за-
медляет процесс переключения и приводит
к повышенному износу торцевых поверхно-
стей зубьев в коробках с передвижными
двойными и тройными блоками шестерён или
кулачковых муфт в коробках с муфтовым
переключением. Указанный недостаток в зна-
чительной степени теряет своё значение при
переключении скоростей фрикционными муф-
тами
Кулисные механизмы централизованного
управления и кулачковые с передачами перио-
дического движения требуют надёжных фик-
саторов для переключающих элементов.
Такие механизмы обычно применяются
в коробках с небольшим числом скоростей
(до 12).
Пример конструктивного выполнения ку-
лисно кулачкового механизма на 16 переклю-
чений приведён на фиг. 108.
116
МЕХАНИЗМЫ СТАНКОВ
д>лзд. iv
Механизмы централизованного управления
Подавляющее большинство механизмов
с избирательным включением скоростей (схемы 6—10) рассчитано на коробки скоро-
_ . стей по двухваловой схеме.
Различные типы механизмов с избиратель- для устранения возможности одновремен-
ным включением скоростей показаны на схе- Ного включения двух передач требуется на-
правляющее устройство для органа управления
и надёжные фиксаторы для удерживания всех,
Фиг. 108. Кулисно-кулачковый механизм управления коробкой скоростей консольно-фрезерного станка: / — руко-
ятка переключения скоростей (за полный оборот рукоятки скорость переключается на одну ступень); 2—лимб;
3 — кулак с двумя канавками; 4 — фиксатор;5—мальтийский крест, делающий полоборота за один оборот кулака;
6 — рычаг-кулиса; 7 —промежуточный рычаг; 8, 9, 10 — рычаги переключения.
мах 6—11 табл. 43. Процесс переключения
в этих механизмах разделяется на три опера-
ции: а) выключение ранее установленной ско-
рости, б) выбор нужной скорости, в) вклю-
чение выбранной скорости.
Все перечисленные операции выполняются,
как правило, одной рукояткой с двумя обо-
собленными движениями — переключающим и
избирательным, значительно реже — отдель-
ными органами управления.
-рычаги переключения.
кроме одного, переключающих элементов
в средних положениях или блокирующее (за-
пирающее) устройство.
Примеры конструктивного выполнения меха-
низмов по схемам 6 и 7 приведены соответ-
ственно на фиг. 109 и ПО.
На фиг. 111 [2] дан пример конструктив-
ного выполнения механизма по схеме 8.
В механизмах дистанционного управления
по схемам 9 и 10 орган управления может
ГЛ. 11]
МЕХАНИЗМЫ УПРАВЛЕНИЯ
117
по ДВС
Фиг. 109. Рычажный механизм управления на 4 скоро-
сти с запирающим устройством.
Фиг. 110. Шестерённо-реечный механизм управления
на 4 скорости с запирающим устройством.
Фиг. 118. Управляющая часть меха-
низма управления с передающей
штангой, имеющей три угловых
» три осевых положения (см. схе-
му 9, б в табл. 43).
Фиг. 111. Рычажный механизм управления на 6 скоростей
с шаровым шарниром и фиксаторами без запирающего
устройства.
ПОЙ В
Фиг. 112, Управляющая часть механизма упра-
вления на 6 скоростей с передающей штангой.
Фяг. 114. Переключающая часть
механизма управления, действую-
щая от передающей штанги, с за-
пирающим устройством: / — конец
передающей штанги; 2—рычаг,
передвигающий ползуны; 3 — запи-
рающая деталь с вертикальным пе-
ремещением, препятствующая осе-
вому смещению из среднего поло-
жения двух ползунов из трёх; 4, 5
и 6 — переключающие ползуны.
118
МЕХАНИЗМЫ СТАНКОВ
[РАЗД. IV
быть отдалён от переключающих элементов.
Конструкции управляющей части таких.меха-
низмов управления показаны на фиг. 112 [2],
.113 и 115 [2], конструкции переключающей
части — на фиг. 114 и 116 [2].
В отличие от рассмотренных механизмов
с избирательным включением механизм по
схеме 11 табл. 43 применим для управления
коробками, построенными по многоваловой
чения новой подачи — особая рукоятка пере-
ключения, сообщающая обоим селекторам
осевые перемещения. Перемещением селекто-
ров от середины производится включение вы-
схеме и имеющими сколь угодно большое
число скоростей. Это достигается за счёт при-
менения специальных деталей — селекторов.
В данном случае селекторы представляют
собой блоки дисков с выступами и выемками
на периферии.
Фиг. 115. Управляющая часть ме-
ханизма дистанционного тросового
управления шестискоростной ко-
рсбкой по двухваловой схеме:
1 •— рычаг переключения; 2 — три
ползуна, опускающихся вниз под
действием правого конца рычага
и поднимающихся вверх под
действием левого конца рычага;
3 — диск, запирающий два ползу-
на из трёх в средних положениях;
4 — трос; 5 — оболочка троса.
бранной подачи, перемещением к середине —
выключение подачи.
Для устранения возможности одновремен-
ного включения двух передач между валами
I n II (см. кинематическую схему на фиг. 117)
предусмотрен запирающий диск, выступы
поЛВ
А 1С
/ $32
по CD
Конструкция такого механизма на 24 пере-
ключения показана на фиг. 117.
Для выбора нужной подачи служит ру-
коятка с лимбом, поворачивающая селекторы,
для выключения ранее установленной и вклю-
Фиг. 116. Переключающая
часть механизма дистан-
ционного тросового управ-
ления шестискоростной ко-
робкой по двухваловой схе-
ме: 1 — трос; 2 — оболочка
троса; 3 — разрезная втул-
ка; 4 — винт для зажима
оболочки троса; 5 — три
переключающие штанги.
которого при любом положении входят в две
из трёх вилок, соединённых со штангами, пере-
водящими двойные блоки шестерён I, 2 и 3.
Наличие запирающего диска требует выклю-
чения старой подачи перед установкой новой,
ГЛ. II]
МЕХАНИЗМЫ УПРАВЛЕНИЯ
119
-изо
по СИ
Развёртка
переключающих
дисков
I I
г 2
S U 3 3 U 5
J
?§
912
912
Включённые
передачи
W2
1012
\т
812
11-12
8-12
т
812
шш
ж
№
Ш
№
Ш
Ю-й
Ш
Шй
Ы2
12:12
Ц12
I Ц
и
12
11
Л
Ш
Ж
2_
ш
i
3,5
12Ш
S
Кинематическая схема коробки пода»
1=26-.
Z'26
Фиг. 117. Механизм избирательного управления коробкой подач
токарно-винторезного станка (см. схему 11 в табл. 43).
т. е. не позволяет использовать ме-
ханизм для управления с предва-
рительным выбором подачи. Изъ-
ятие запирающего устройства даёт
возможность предварительного
выбора скоростей (см. ниже).
Механизмы избирательного
управления шестеренными короб-
ками скоростей или подач по двух-
валовой схеме просты и могут
быть рекомендованы для широкого
использования.
Механизмы избирательного
управления с одной рукояткой
удобнее, чем с двумя.
Фиг. 118. Схема передней бабки токарно-винторезного станка с меха-
низмом управления с предварительным выбором скоростей: / — ру-
коятка с лимбом для установки скорости; 2 — рукоятка для переклю-
чения скоростей и реверсирования шпинделя.
Фиг. 119. Механизм управления с предварительным выбором скоростей в передней бабке токарно-винторезного станка (схему см. на фиг. 118).
ГЛ. II]
СТАНДАРТНЫЕ ОРГАНЫ УПРАВЛЕНИЯ И УКАЗАТЕЛИ ВКЛЮЧЕНИЙ
121
Механизмы централизованного управления
с предварительным выбором скоростей
Различные типы механизмов управления
с предварительным выбором скорости пока-
заны на схемах 12—15 табл. 43. Они позво-
ляют устанавливать величину следующей ско-
рости, не прекращая работы на предыдущей;
переход на установленную скорость осуще-
ствляется в нужный момент поворотом
рукоятки. Почти все механизмы управления
с предварительным выбором скоростей харак-
теризуются наличием селекторов, которые
имеют в качестве избирательного движения
вращательное и в качестве переключаю-
щего — поступательное вдоль оси.
По конструкции селекторы разделяются на:
1. Селекторы с одним рядом переключаю*
щих выступов (выемок): а) чашечные с тор-
цевыми выемками (см. схемы 12 и 14 в
табл. 43); б) конусные с выемками на пери-
ферии (см. схему 13).
2. Селекторы с несколькими рядами пере-
ключающих выступов (выемок): а) дисковые
с несколькими рядами отверстий на торцевой
поверхности (см. схему 15); б) в виде не-
скольких соединённых между собой дисков
с вырезами по периферии (см. схему 11).
У чашечных и дисковых селекторов рабочие
поверхности расположены на торцах; у конус-
ных селекторов рабочими являются кониче-
ская и наружная цилиндрическая поверх-
ности.
Перемещение переключающих элементов
в обе стороны достигается за счёт приме-
нения в механизмах: а) парных селекторов—
сходящихся и расходящихся, которые непо-
средственно переводят переключающие пол-
зуны (схемы 11 и 14); б) одиночных селекто-
ров, воздействующих на балансиры -(схемы
12 и 13); в) одиночных селекторов, воздей-
ствующих на парные толкатели, которые по-
ворачивают двуплечие рычаги или реечные
шестерни (схема 15).
Согласованное одновременное движение
парных селекторов осуществляется при по-
мощи зубчатых и реечных передач (схема 14),
двуплечего рычага и двух ползунов (схема 11),
системы угловых рычагов и т. п.
На фиг. 118 приведена кинематическая
схема передней бабки двенадцатискоростного
токарно-винторезного станка, имеющего меха-
низм переключения с предварительным выбо-
ром скоростей.
Конструкция механизма переключения по-
казана на фиг. 119.
С избирательной рукояткой непосредственно
соединён лимб, показывающий через окошко
установленное число оборотов в минуту шпин-
деля, а через зубчатые передачи — два вспо-
могательных лимба, указывающие скорости
резания при различных диаметрах обточки.
Рукоятка переключения помещена на
супорте, поворотом её производится переклю-
чение скоростей, а также выключение и ревер-
сирование шпинделя. При переключении ско-
ростей выключается муфта и включается тор-
моз с целью избежать переключения зубчатых
колёс на большой скорости.
Преимущества управления с предваритель-
ным выбором скоростей сильно сказываются
в механизмах с двумя органами управления:
избирательным, помещённым на коробке ско-
ростей, и переключающим, расположенным
у рабочего места станка.
Механизмы дублированного управления
В металлорежущих станках механизмы ду-
блированного управления (см. выше) часто при-
меняются для управления фрикционной муфтой
и тормозом при переключении скоростей на
ходу (фиг. 120 и 121).
Процесс переключения в механизме по
фиг. 121 менее удобен и отнимает больше
времени, но некоторая задержка перед пово-
ротом рукоятки способствует большему сни-
жению скорости зубчатых колёс перед их
переключением.
Фиг. 120. Механизм переключения скоростей шпинделе
токарного станка с выключением фрикционной муфты и
включением тормоза в момент переключения: 1 —привод-
ной шкив; 2 — фрикционная многодисковая муфта; 3 — ко-
нический тормоз; 4 — пружина, удерживающая муфту во
включённом, а тормоз — в выключенном > положениях;
5— рукоятки переключения скоростей; б —рычаг реверса;
7 — зубчатые рейки, производящие посредством соответ-
ствующих вилок перемещение блоков зубчатых колёс:
8 — штанги, поднимающиеся при переключениях; Р — ры
чаг, поворачивающийся при подъёме любой штанги и про-
изводящий выключение муфты и включение тормоза.
Фиг. 121. Механизм переключения скоростей шпинделя
токарного станка с выключением фрикционной муфты в
включением тормоза в момент переключения: 1 — привод-
ной шкив; 2 — фрикционная муфта; 3 — тормоз; 4 — ру-
коятки переключения скоростей; 5—зубчатые секторы,
производящие через соответствующие передачи переме-
щение блоков зубчатых колёс; 6 — штанга, перемещаю-
щаяся при оттяжке рукоятки; 7 — рамка, поворачиваю
щаяся при оттяжке любой рукоятки и через рычаги
выключающая муфту и включающая тормоз.
122
МЕХАНИЗМЫ CTAHKOR
[РАЗД. IV
СТАНДАРТНЫЕ ОРГАНЫ УПРАВЛЕНИЯ
И УКАЗАТЕЛИ ВКЛЮЧЕНИЙ
На 1 января 1949 г. действовали следующие стан-
дарты на детали управления станков:
1. Рукоятки с противовесом (с расположением ручки
на расстоянии 25—100 мм от оси вращения)— ГОСТ 2192-43.
2. Ручки фасонные (невращающиеся стальные длиной
38-118 мм) — ГОСТ 2193-43.
3. Ручки шаровые из пластмассы (диаметром 22—
50 мм) — ГОСТ 2194-43.
4. Рукоятки шаровые (с диаметром шаровой ступицы
16-50 мм и длиной 65-200 мм) - ГОСТ 3055-45.
5. Маховички со спицами (диаметром 125—630 мм) —
ГОСТ 2288-43.
6. Маховички со спицами и с выемками на ободе
(диаметром 250—630 мм) — ГОСТ 2289-43.
Кроме того, Министерством станкостроения СССР
нормализованы:
1. Ручки конические Д61-2
2. Ручки переключения с фикса-
тором (фиг. 122) ...... Д61-7
3. Стержни под ручки шаровые Д62-1 и 2
4. Ступицы крестовые и под один
стержень, точёные и литые,
с фиксацией и без фиксации Д63-1, 2 3, 4, 6 и 7
5. Рукоятки кривошипные, литые
и сварные Д64-1 и 4
6. Маховички без спиц Д65-1
7. Кнопки фасонные и поворот-
ные ....... Д66-1 и 4
8. Кольца делительные Д67-4
На станке должны быть предусмотрены
указатели положений органов управления при
Фиг. 122. Ручки переключения с фиксатором
по нормали станкостроения Д61-7.
различных включениях. От типа указателя за-
висят лёгкость освоения рабочим нового станка,
^Положение
рцНояток
дг
АД
ДЕ
ВГ
БД
БЕ
ВГ
ЗА
об/мин
25
40
63
100
160
250
400
630
1000
А
®)По.паЖение
рукояток
м
| V
4
I
'*"
об/мин
25
««О
63
100
¦60
250
«@0
630
Г 1000^
Фиг. 123. Различные типы указателей включений, применяемые при переключении скоростей и подач
несколькими рукоятками.
ГЛ. II]
СТАНДАРТНЫЕ ОРГАНЫ УПРАВЛЕНИЯ И УКАЗАТЕЛИ ВКЛЮЧЕНИЙ
123
быстрота переключений, умственное напряже-
ние и утомляемость рабочего.
На фиг. 123 и 124
приведены обычные
типы указателей, при-
меняемых при пере-
ключении скоростей и
подач несколькими
рукоятками.
Если скорость или
подача устанавли-
вается одной вращаю-
щейся рукояткой, с
циклом переключения^
в один оборот, то ука-*
затель выполняется в
виде неподвижной
шкалы или поворот-
ного лимба, непосред-
ственно связанного с
переключающим орга-
Фиг. 124. Указатель вклю-
чений для рычажного меха-
Если же цикл переключения занимает не-
сколько оборотов рукоятки, то между рукоят-
кой переключения и поворотным лимбом вво-
дится редуцирующая передача.
У станков, обычно используемых для об-
работки крупных партий с частым изменением
скоростей вращения шпинделя, иногда преду-
сматривается возможность отметки на лимбе
соответствующими вставными номерками нуж-
ных включений для первого, второго и после-
дующих переходов.
Примеры выполнения указателей, приме-
няемых при установке скорости или подачи
одной рукояткой со сложным движением, см.
на фиг. 111, 112.
Иногда для определения нужного числа
оборотов шпинделя на станке помещается
таблица или диаграмма (по скорости резания
и диаметру) или особое устройство с поворот-
ным лимбом, градуированное в зависимости
от обрабатываемого материала, материала при-
меняемого инструмента и диаметра обраба-
тываемого изделия.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Ачеркан Н. С, Расчёт и конструирование метал-
лорежущих станков, т. 1, Машгиз, 1937.
2. Н и б е р г Н. Я- и др., Унификация станочных узлов.
Коробки скоростей и подач, ЭНИМС, 1946.
3. Решетов Д. Н., Расчёт деталей станков, ЭНИМС,
Машгиз, 1946.
4. Решетов Д. Н. и П а н к о в а М. В., Руководящие
материалы по проектированию коробок подач, ЭНИМС,
1948.
5. Ачеркан Н. С, Определение основных параметров
механизмов ступенчатого регулирования, связанных с бес-
ступенчатым редуктором, Труды Московского станко-
инструментального института, т. II, М. 1938.
6. Дмитриев С. А., Обзор механических бесступен-
чато-регулируемых передач, ЭНИМС, М. 1938.
7. Л е в и т Г. А., Механические приводы с бесступенча-
тым регулированием скорости в металлорежущих стан-
ках, ЭНИМС, М. 1946.
8. Решетов Д. Н., Бесступенчатые фрикционные пе-
редачи, „Станки и инструмент" № 11—12, 1943.
9 СветозаровВ. А., Фрикционные трансформаторы,
ЦНИИТМАШ, книга 4, М. 1947.
Ю. Делительные головки. Станкинпром, Каталогиздат.1940.
11. С а н д а к о в, Таблицы для подбора шестерён, Маш-
гиз, 1946.
12. Ш и ш к о в, Подбор зубчатых колёс, Машгиз, 1946.
13. П е т р у с е в и ч А. И. и С а б у р о в М. 3., Обра-
божа зубчатых колёс и редукторов, М'ашгиз, 1946.
14. Д р о з д о в Н. А., Реверсивные механизмы станков,
ЭНИМС. 1936.
15. У н г е ф у г В. Г., Реверсирование строгальных стан-
ков диференциальными и планетарными передачами.
Труды Московского станко-инструментального ин-та
им. И. В. Сталина, вып. IX, 1940.
16. Шмелев А. Е., Механика шепинга, „Станки и ин-
струмент" № 8 и 9 за 1931 г. и № 1 за 1932 г.
17. Атлас по кинематическому расчёту кривошипно-ша-
тунных механизмов, изд. АН СССР, 1942.
18. Г л е й з е р Л. А., Автоматические механизмы универ-
сальных станков, ЭНИМС, 1937.
19. Дроздов, Работа падающего червяка при различ-
ных направлениях подачи, ЭНИМС, 1938.
20. Б е к к е р И. Э., Кинематика мальтийских механизмов
(из работ ЭНИМС), „Вестник металлопромышленности"
№ lu, 193d.
21. А ч е р к а н Н. С, Расчёт и конструирование метал-
лорежущих станков, т. II, 1944, § 151, Муфты обгона.
22. Поливанов П. М., Обгонные роликовые муфты,
„Станки и инструмент" № 1—2, 1943.
23. Решетов Д. Н., Проектирование самозажимных
патронов, „Станки и инструмент" № 2—3, 1942.
24. Г л а д к о в Б. А. и Цыганков, Методы автома-
тического управления коробками скоростей револьверных
станков. ЭНИМС, 1940.
25. Л а м м. Механизмы управления и блокировки.
ЭНИМС, 1936.
26. Р е ш е т о в Л. Н., Кулачковые механизмы, Машгиз,
1948.
27. Ш а у м я н Г. А., Основы теории проектирования
станков-автоматов, Машгиз 1946.
Глава III
ГИДРАВЛИЧЕСКИЕ ПЕРЕДАЧИ СТАНКОВ
ОБЩИЕ ПОЛОЖЕНИЯ
В станках применяются масляные передачи,
обеспечивающие: бесступенчатую регулировку
скоростей на ходу; возможность получения
больших усилий; автоматическое предохране-
ние от перегрузок и лёгкость автоматизации
рабочего процесса; надёжность работы в ре-
зультате самосмазываемости механизмов.
По принципу регулирования различают:
а) передачи с регулируемым насосом или
гидромотором;
б) передачи с насосом постоянной произ-
водительности и дроссельным регулированием;
в) передачи ступенчатого регулирования;
г) передачи комбинированного регулиро-
вания.
По этим принципам выполняются передачи
прямолинейного движения (насос — цилиндр)
и передачи вращательного движения (насос —
гидромотор).
Гидропередача включает в себя:
а) насос, преобразующий механическую
энергию в потенциальную и кинетическую
энергию масла;
б) контрольно-регулирующие аппараты (кла-
паны, регуляторы, реле давления), контроли-
рующие давление и количество масла в гидро-
передаче;
в) распределительные аппараты (золотни-
ковые устройства), управляющие циклом;
г) рабочий цилиндр или гидромотор, пре-
образующие потенциальную и кинетическую
энергию масла в механическую.
Применяемые в станках передачи строятся
обычно на давление до 70 ати.
Мощность, необходимая для привода на-
соса, определяется уравнением
N =
P-Q
кет,
A)
где р — давление, развиваемое насосом, в ати;
Q — количество масла, подаваемого насосом,
при давлении р в л/мин; т\м — механический
к. п. д. насоса; ч\о — объёмный к. п. д. насоса.
Гидропередачи с регулируемым насосом.
В передачах этого типа скорость рабочего
органа (поршня цилиндра, вала гидромотора)
устанавливается количеством масла, подава-
емого регулируемым насосом (фиг. 1).
Скорость поршня цилиндра vx или число
оборотов гидромотора пх при холостом ходе
(усилие R = 0, крутящий момент М = 0) от-
личаются от vp или пр, соответствующих не-
которому усилию R кг или крутящему моменту
М кгсм, вызывающим в линии нагнетания да-
вление р ати, так как при этом в передаче
возникают утечки.
Изменение скорости поршня (числа обо-
ротов гидромотора) с изменением усилия от R
до 0 (крутящего момента от М до 0) ха-
рактеризуется относительным изменением ско-
рости (числа оборотов) 8:
• 2?
QP
B)
где Qx — количество масла, подаваемого на-
сосом при холостом ходе; Qp — количество
масла, идущего на воспроизведение движения
рабочего органа при нагрузке R (/И); %q —
утечки в передаче, работающей с постоянной
температурой масла, при нагрузке R (М);
где К — коэфициент утечек в гидропередаче
Для передачи прямолинейного движения
(насос — цилиндр)
где F — площадь поршня.
Для передачи вращательного движения
(насос — гидромотор)
2-rtM
w
; Qp = wnp\
2кКМ
D)
где w — объём масла, вытесняемый камерами
гидромотора за один оборот.
Для поршневых гидромоторов w «= FMzs\
E)
где FM — площадь поршня гидромотора;
г — число поршней; s — ход поршня.
ГЛ. III]
ОБЩИЕ ПОЛОЖЕНИЯ
125
Баланс утечек в передаче
где qH — утечки через зазоры в насосе; q3 —
в золотниках; q4M — в цилиндре (гидромоторе)
при постоянной температуре масла Т.
Для передач насос — цилиндр, работающих
с малыми скоростями vp (механизмы подач
сверлильно-расточных, токарных, фрезерных
станков), при р = 60 ати и 7 = 50° С на
масле вязкостью 2,8—3,2° Е
qH > 50 -г- 60 cm
Яз ~ Чцм ** Ю -f- 15
Для передачи насос — гидромотор
Ян ~ Яцм-
В передачах, работающих с малыми vp (np),
уменьшение Б может быть достигнуто увели-
чением F (до); Ъ
уменьшается при
увеличении т/р (пр),
поэтому для пере-
дач, работающих
с повышенными
значениями vp(np),
целесообразно
применять схему
фиг. 1 (напри-
мер, привод глав-
ного движения
протяжных и стро-
гальных станков).
Фиг. 1. Схема гидропередачи
с регулируемым насосом: 1 —
насос; 2 — предохранительный
клапан; 3 — рабочий цилиндр
(гидромотор).
Для работы с
малыми vp (ме-
ханизмы подачи
сверлильно-рас-
точных, токарных
станков) применяется передача насос — ци-
линдр, автоматически компенсирующая утечки
Zq при увеличении R и р (фиг. 2). Это дости-
Питание
от вспомог,
tiacoca
~~
Та
и
i
>-—-'
>¦
Ш
л
-ш—
г
'р
к
_J
N
Фиг. 2- Схема гидропередачи автоматически компенси-
рующей утечки.
гается воздействием плунжера 2 на механизм
насоса 1 таким образом, что при увеличе-
нии R (р) пружинные шайбы 3 сжимаются, и
количество масла, подаваемое насосом, уве-
личивается. Надёжная работа такой передачи
обеспечивается при подаче насосом масла не
менее 125 cm^jmuh.
Для этой же цели применяется передача
насос — цилиндр, работающая с р = const
(фиг. 3). В этой передаче выход масла из ци-
линдра через клапан 3 возможен только при
развиваемом насосом / давлении р, способном
посредством клапана 2 преодолеть сжатие
Фиг. 3. Схема гидропередачи постоянного рабочего
давления.
пружины 4 и открыть клапан 3\ при доста-
точно длинной пружине 4 перемещение
поршня при любых значениях R происходит
при р = const, поэтому при изменении R,
qH = const и vp = const (пренебрегая q3 и
Фиг. 4. Схема гидропередачи с малыми
утечками в регулируемом насосе.
q^M ввиду их малости). Надёжная работа
этой передачи обеспечивается при подаче на-
сосом масла не менее 80 смЦмин. В передачах
по фиг. 2 и 3 Vp зависит от температуры масла,
так как qH—f(T). Наименьшая зависимостьt^
от температуры масла достигнута в передаче
насос — цилиндр, выполненной по схеме фиг. 4;
здесь регулируемый насос / питается насосом
постоянной производительности 2 под постоян-
ным давлением р, устанавливаемым клапаном 3.
В результате действия давления р и пружины 5
на клапан 4 давление рх насоса / меньше р на
величину гидравлических потерь в насосе 1,
соответствующую усилию пружины 5; клапа-
ном 4 давление рх дросселируется до величины
Ь
Рр—-р, Так как (р — рх) не превышает
2—3 ати, утечки qH в насосе 1 в значительной
степени устраняются.
126
ГИДРАВЛИЧЕСКИЕ ПЕРЕДАЧИ СТАНКОВ
[РАЗД. IV
Надёжная работа обеспечивается при по-
даче насосом не менее 25 см3/мин.
Недостаток передачи — низкий к. п. д., так
как насос постоянной производительности 2 всё
время работает под максимальным давлением.
Потребляемая мощность не зависит от вели-
чины R.
В передачах насос — гидромотор кроме
рассмотренного принципа регулирования, из-
вестного как регулирование с постоянным М
(при постоянном р), применяется также регу-
лирование с постоянной мощностью (при по-
стоянном р) посредством изменения w гидро-
мотора (предел регулирования не более 5),
а также комбинированное регулирование с од-
новременным уменьшением производитель-
ности насоса и увеличением w гидромотора
для снижения Ь при работе на пониженном пр.
Гидропередачи с насосом постоянной
производительности и дроссельным регу-
лированием. В передачах, выполненных по
схемам фиг. 5, а и б, насос / всегда работает
под максимальным давлением, определяемым
установкой клапана 3, через который излишек
масла сливается в резервуар. Потребляемая
мощность постоянна и не зависит от, на-
грузки R (/И); утечки в насосе qH не сказы-
ваются иа vp (np).
В передачах, выполненных по схеме фиг. 5,в,
давление насоса определяется нагрузкой;утечки
в насосе qH влияют на
vp (пр), клапан 3 нор-
мально закрыт и рабо-
тает только при пере-
грузке. Потребляемая
передачей мощность про-
порциональна нагрузке
R(M).
Скорость vp (число
оборотов Пр) является
функцией количества
масла Q, пропускаемого
дросселем, которое зави-
сит от перепада давле-
ния у дросселя.
Для передачи фиг. 5, а
Для передачи фиг. 5, б
Q = Kd{p-Pp)m-
Для передачи фиг. 5, в
Q =
Фиг 5. Схемы гидропе-
редач с насосом посто- .,
янной производитель- где К$ — коэфициенты
ности и дроссельным пропорциональности, за
регулированием^-на- висящие от пр0х0Дн0г0
клапан; 4-рабочий ци- сечения дросселя и
линдр (гидромотор). свойств масла; т — по-
казатель, обусловленный
конструкцией дросселя, в зависимости от ко-
торой он лежит в промежутке 0,5—1 (см.
„Дроссели"). Относительное изменение ско-
рости 5 для передач по схеме фиг. 5, а и б
где Qx — количество масла, пропускаемого
дросселем при холостом ходе (/?=(), М = 0),
a Qp — то же, но при нагрузке R (М).
Для передачи насос — цилиндр, выполнен-
ной по схеме фиг. 5, а с дросселем, включён-
ным в заднюю полость цилиндра со стороны
штока, если пренебречь величиной q :
8-
(PF)m-{pF-R)
F)
где /— площадь сечения штока.
Для передачи насос — цилиндр по схеме
фиг. 5, б (дроссель включён в переднюю по-
лость цилиндра)
Кд
Fvn
G)
Для передач насос — гидромотор, выполнен,
ных по схемам фиг. 5, а и б с учётом qt{M<
имеем
(8)
где Кцм — коэфициент утечек гидромотора.
Для передачи насос — цилиндр по схеме
фиг. 5, в, пренебрегая q4M} имеем
8 =
R
FvZ
(9)
где Кн — коэфициент утечек насоса.
Для передачи насос — гидромотор по схеме
фиг. 5, в с учётом qliM
- W
Во всех случаях уменьшение 8 может быть
достигнуто увеличением F или w\ уменьше-
ние 5 путём уменьшения К$ за счёт уменьше-
ния, например, сечения дросселя для передач
фиг. 5, а и б связано с уменьшением полезной
нагрузки R или М (при постоянных vp, np и р).
Для передачи фиг. 5, в уменьшение Кд
вызывает необходимость увеличения R (М)
и 8 не улучшается (при постоянных vp и пр))
в отличие от передачи фиг. 1 8 не улучшается
при увеличении vp (np), так как при этом
автоматически увеличивается Кд- Работа на
высоких давлениях при малых vp (Лр)ненадёжна
из-за засорений дросселей, проходное сечение
которых в этом случае исчисляется тысячными
долями квадратного миллиметра. Рассмотрен-
ные передачи не пригодны для применения
в станках с малыми vp или пр с высоким да-
влением и резким изменением R (М) (напри-
мер, механизмы подач сверлильно-расточных,
токарных и фрезерных станков, передачи
главного движения в протяжных станках)
и применяются лишь при незначительном из-
менении R(M) и давлении, не превышающем
20 ати (шлифовальные, алмазно-расточные
станки).
ГЛ. Ill]
НАСОСЫ
127
Фиг. 6. Схема гидропередачи
ступенчатого регулирования:
1—2 — насосы; 3 — 4 — краны;
5 — 6 — обратные клапаны;
7 —предохранительный клапан;
8 — рабочий цилиндр (гидромо-
тор).
Гидропередачи ступенчатого и комби-
нированного регулирования. Схема пере-
дачи на три рабочие скорости с двумя насо-
сами постоянной производительности предста-
влена на фиг. 6; насосы 1 а 2, производитель-
ности которых относятся как 2:1, включаются
поочерёдно, а также параллельно. При инди-
видуальном приводе насосов это может
достигаться включением и выключением элек-
тродвигателей; если насосы приводятся от
общего электро-
I—"л двигателя,то насо-
< г—-- ! . сы выключаются
кранами 3 и 4.
Такие гидропере-
дачи применяются
в станках, не тре-
бующих бессту-
пенчатого регули-
¦4 рования скоростей
(например, про-
тяжные станки,
выполняющие
определённые опе-
рации).
Бесступенчатое
регулиров ание
скорости при пони-
женной затрате
мощности на дрос-
селирование масла с применением несколь-
ких насосов постоянной производительности
достигается комбинацией ступенчатого и
дроссельного регулирования. Такие передачи
с регуляторами скорости применяются, напри-
мер, для привода главного движения в про-
тяжных станках (см. „Регуляторы скорости").
НАСОСЫ
Шестеренные насосы применяются обычно
на давление до 20—30 ати. Они используются
главным образом в гидропередачах возвратно-
поступательного
движения — в ме-
ханизмах подач и
быстрых переме-
щений головок,
столов, супортов
сверлильно-расточ-
ных, токарных,
фрезерных и шли-
фовальных стан-
ков, в зажимных
устройствах, а так-
же для подачи
охлаждающей
жидкости в стан-
ках глубокого свер-
ления.
Шестеренные
насосы высокого
давления (до 60 —
70 ати) имеют бо-
лее ограниченное
распространение, так как требуют особо тща-
тельного и точного изготовления; для разгруз-
ки подшипников и валов они выполняются
уравновешенными (фиг. 7). Такие насосы при-
меняются в гидропередачах механизмов подач
сверлильно-расточных, токарных и фрезерных
Фиг. 7. Схема уравновешенного
шестеренного насоса.
станков. Шестеренные насосы выполняются
обычно как нерегулируемые; регулируемые
конструкции не получили распространения
ввиду своей сложности.
Объёмный к. п. д. шестеренных насосов
отечественного производства для работы на
масле (веретённом 3) при Т — 50й С и п =
= 950 об/мин приведён в табл. 1.
Таблица 1
Производительность
насоса в л/мин
Объёмный к. п. д. . .
При давлении в ати
16
0,76
20
25
о,78
2О
35
0,82
15
50
о,84
15
70
о,85
15
100
о,88
ю
120
O,QO
IO
Расчётная производительность насосов
с шестернями, имеющими одинаковое число
зубьев, определяется формулой
_. ns{Dz—s)bn .
Q зоб~^ л! мин,
(И)
где 5 — расстояние между центрами шестерён
в мм; Dz — диаметр окружности головок в мм;
Ъ — ширина шестерни в мм; п — число об/мин
вала насоса.
Устранение запирания масла во впадинах
зубьев наиболее просто достигается фрезеров-
кой канавок на торце корпуса насоса (фиг. 8).
\^ Ведущая шестерня
Фиг. 8. Канавки для устранения запирания масла во впа-
динах зубьев шестеренного насоса.
Расстояние между канавками у и их полез-
ная длина / при шестернях с 20° эвольвентным
профилем определяются из уравнений:
.У = 2,78^; A2)
I = 2,95яг
A3)
где z — число зубьев и т — модуль шестерён.
Ширину с и глубину h канавок при числе
зубьев шестерён от 10 до 17 можно принять.
с яа 1,2/я;
h (мм) i
при т (мм) я
2.5
4
5,5
7.5
7
Корригирование шестерён осуществляется
смещением при нарезании зубьев нормального
инструмента от оси заготовки на величину
а = km, где k — коэфициент корригирования,
который обычно принимают равным 0,5. Тогда:
Dz = m (г + 3); s = т (г + 1).
128
ГИДРАВЛИЧЕСКИЕ ПЕРЕДАЧИ СТАНКОВ
[РАЗД. IV
Во избежание чрезмерного заострения
зубьев при рекомендованном k, г не должно
быть меньше 10. Зазор между зубьями, из-
меряемый по нормали, лежит в пределах
{0,1 -г- 0,2) т. Размеры зубьев (по зубомеру)
для т= 1 и Л = 0,5 приведены в табл. 2.
Расчётная производительность определяется
формулой
2Вп
106
Г
Число зубьев
Толщина зуба
Высота го-
товки
10
1.923
i>593
И
1.585
12
1,926
1,578
13
i.57a
14
15
16
1,939
Таблица 2 где g _ ШИрИна ротора в мм; п - число об/мин
вала насоса; г2 и ft — большая и малая полу-
оси в мм (фиг. 10); s — толщина лопасти
в мм (обычно s = 2,25—2,5 мм); z — число
лопастей (обычно z = 12); a — угол, образо-
ванный направлением лопасти с радиусом
(обычно о не превышает 13°).
Таблица 3
1,929
1.93°
^558
Усилие на зуб для шестерён с г = 10 ~ 17
определяется уравнением
р = 0,16/» • Ь - т кг, A4)
где р — давление, развиваемое насосом, в am;
Ь — ширина шестерён в см; т — модуль ше-
стерни в мм.
В качестве материала шестерён для насо-
сов с давлением до 10 ати может приме-
няться чугунное литьё СЧ 18-36 и СЧ 24-44,
при давлениях до 20 ати — сталь 45—50. При
более высоких давлениях целесообразно при-
менять цементированные закалённые шестерни.
Лопастные насосы. Преимущественное
применение имеют нерегулируемые лопастные
насосы двойного действия (фиг. 9), развиваю-
ВсасыВание
Производительность
в л\ман
Объёмный к. п. д
При давлении в ати . . .
13
о, 73
бо
26
о,8з
бо
48
о, 93
55
85
о.94
55
Профиль статора показан на фиг. 10. Для
лопастного насоса с z = 12, р = 42* и 8 = 48°.
Трущиеся части лопастных насосов реко-
мендуется изготовлять из следующих мате-
риалов: статор — из стали ШХ15, лопасти —
из стали РФ1, ротор —из стали 40Х, диски —
из бронзы типа БрАЖ 9-4.
Й по СП
Нагнетание
Фиг. 9. Лопастной насос двойного действия.
Спираль Архимеда
щие давление до 70 ати. Применяются в гидро-
передачах механизмов подач сверлильных,
расточных, токарных
и фрезерных станков,
для привода главного
движения протяжных
станков, для возврат-
но - поступательных
перемещений головок
в шлифовально-при-
тирочных станках.
Объёмный к. п. д.
лопастных насосов
Поршневые насосы. Преимущественное
применение имеют поршневые насосы следую-
щих типов:
а) с радиальным расположением поршней
в роторе или в статоре;
б) с^ параллельно-осевым расположением
поршней в роторе или в статоре;
в) насосы-дозаторы, не имеющие привода
поршней.
Поршневые насосы выполняются обычно
регулируемыми. Расчётная производительность
определяется формулой
Фиг. 10. Профиль статора
лопастного насоса по фиг.9.
= 950 об/мин
табл. 3.
не
при работе на масле
(веретённое 3) с Т =
== 50° С и при п =
ниже приведённых в
\ ГОе Л>'мин> <16)
где d — диаметр поршня в мм; г —число
поршней; s — ход поршня в мм; л —число
об/мин вала насоса.
ГЛ. Ill]
НАСОСЫ
129
Поршневые насоси с радиальным распо-
ложением поршней в роторе применяются
для привода главного движения в протяжных,
строгальных и долбёжных станках, в гидропере-
дачах механизмов подач сверлильно-расточ-
ных, токарных и фрезерных станков; строятся
на давление до 80 ати.
Объёмный к. п. д. при работе на масле
(веретённое 3) с Т = 50° С приводится в табл. 4.
Таблица 4
Поршни размещаются в роторе в несколько
рядов. Данные о применяемом количестве порш-
ней и числе рядов приведены в табл. 5.
Таблица 5
Производитель-
ность в л/мин
Объёмный к.п.д.
При давлении
в ати
4-10
о,93
бо
10-100
°, 94—о, 95
6о
100-200 200-400
0,965
75
О.985
75
Производительность
насосов в л/мин
До 100
От 100 до 200 . . . .
. 200 , 400. . . .
Количество
поршней
14—28
36-54
54-136
Число рядов
2—3
а-3
3-4
Рекомендуемые соотношения между основ-
ными размерами поршня с грибовидной голов-
кой и конического кольца (фиг. 13)
°-5 =-. (.7,
По способу ведения поршней различают:
а) Насосы с принудительным ведением порш-
ней (менее современная конструкция), напри-
мер, при помощи пластин и роликов (фиг. 11).
Во время всасывания поршни прижимаются
-5-COSa
Sin2 a
где е — эксцентриситет насоса и R — расстоя-
ние от центра конического кольца до центра
сферы поршня;
A8)
a = 14 - 20°; JL = 0,7; А = 1,8-2.
¦j = 0,14-0,17;
Приведённые соотношения при-
годны также для поршня по
фиг. 12, у которого di = d.
Сила, нагружающая подшип-
ники барабана,
L =
A9)
где составляющая в вертикальной
плоскости
- Р'*'1
~ 4~
кг,
B0)
а максимальное значение соста-
вляющей в горизонтальной пло-
скости
B1)
где d — диаметр поршня в см.
Материал основных трущихся
Фиг. И. Радиально-поршневой насос с принудительным ведением поршней, частей поршневых насосов: пор-
шень— сталь 20Х с //дс = 56 -г 62,
к ведущим пластинам давлением от вспомога-
тельного насоса или пружинами.
б) Насосы с поршнями, торцевая поверх-
ность которых выполнена сферической (тип
Ойльгир, фиг. 12). Во время всасывания порш-
ни 7 прижимаются к коническим кольцам 2
центробежной силой. В насосах малой произ-
водительности оси поршней наклонены к пло-
скости вращения ротора под углом ~ 12°. Для
мощных насосов предпочтительнее применение
поршней с грибовидной головкой (фиг. 13),
что позволяет уменьшить трение между сфе-
рической поверхностью поршня и конусным
кольцом.
9 Том 9
коническое кольцо—сталь ШХ15, распредели-
тельная ось —сталь 20Х с HRc = 58 -г- 62,
втулка ротора — бронза ОФЮ.
Поршневые насосы с параллельно-осевым
расположением поршней в статоре. Разли-
чают:
а) насосы с. клапанным распределением
(фиг. 14); применяются в гидропередачах с ма-
лыми скоростями перемещения поршня, рабо-
тающих по принципиальной схеме фиг. 3;
б) насосы с дисковым распределением
(фиг. 15); применяются главным образом
в гидропередачах вращательного движения
130
ГИДРАВЛИЧЕСКИЕ ПЕРЕДАЧИ СТАНКОВ
[РАЗ Д. IV
-1 а
Фиг. 12. Радиально-поршневой насос с поршнями, прижимающимися центробежной силой.
Фиг. 13. Поршень с гри
бовидной головкой.
Фиг. 14. Поршневой насос с клапанным распределением
Фиг. 15. Поршневой насос с дисковым распределением.
ГЛ III]
КОНТРОЛЬНО-РЕГУЛИРУЮЩИЕ АППАРАТЫ
131
Насосы строятся на давление до 70 ати.
Поршни прижимаются к грибовидной детали 1
(фиг. 14) или к наклонной шайбе 1 (фиг. 15)
давлением вспомогательного насоса.
Поршневые насосы с параллельно-осевым
расположением поршней в роторе применя-
ются главным образом в гидропередачах вра-
щательного движения; строятся на давление
до 70 ати. Ротор получает вращение от при-
тором требуемая величина давления устанавли-
вается регулировкой пружины шарикового
клапана 1. Между камерами 2 и 5 устанавли
вается минимальная разность давлений, не-
обходимая для открытия клапана и определя-
Фиг. 16. Поршневой насос с параллельно-осевым располо-
жением поршней в роторе.
водной шайбы, с которой поршни соединены
шарнирами (фиг. 16).
Поршневые насосы-дозаторы применяются
для осуществления малых подач. Работают в
соединении с шестеренным насосом по прин-
Фиг. 18. Шариковый Фиг. 19. Клапан с кони-
ческий седлом.
емая отверстием малого диаметра 4, которое
одновременно служит демпфером. Конструк-
ция клапана позволяет использовать его также
Фиг. 17. Поршневой на:ос-дозагор.
ципиальной схеме фиг. 4; строятся на давле-
ние до 25 ати. Вариант конструкции насоса-
дозатора приведён на фиг. 17.
Поршни расположены в неподвижном ба-
рабане и не имеют привода; перемещение порш-
ней осуществляется в результате поперемен-
ного соединения их камер с шестеренным на-
сосом и с линией нагнетания (см. фиг. 4), что
выполняется распределительным валиком, по-
лучающим вращение от вала шестеренного на-
соса.
КОНТРОЛЬНО-РЕГУЛИРУЮЩИЕ
АППАРАТЫ
Клапаны. Предохранение от перегрузки
выполняется простейшими клапанами, пред-
ставленными на фиг. 18 и 19; лучшее уплот-
нение и минимальные утечки обеспечиваются
конструкцией по фиг. 19.
Для непрерывного перепуска масла с ми-
нимальными колебаниями давления предпочти-
тельнее диференциальныедемпфирозанные кла-
паны со слабыми пружинами (фиг. 20 и 21).
Эту же функцию хорошо выполняет клапан
ПГ-545 завода „Гидропривод" (фиг. 22), в ко-
От насоса
Фиг. 20. Диференциальные клапаны для непрерывного
перепуска масла с постоянным давлением.
для дистанционной разгрузки передачи, что
достигается соединением камеры 3 через кран
управления с резервуаром.
Для контроля направления потока приме-
няются обратные клапаны Г51-12 завода
Фиг. 21. Диференциальные клапаны для непрерывного
перепуска масла с постоянным давлением.
„Гидропривод" (фиг. 23), пропускающие масло
только в направлении, указанном стрелкой.
Создание постоянного низкого давления в"
гицропеоедачах осуществляется рсдукдион-
132
ГИДРАВЛИЧЕСКИЕ ПЕРЕДАЧИ СТАНКОВ
[РАЗД. IV
\нымй клапанами, преимущественно применя-
ющимися в регуляторах скорости (см. „Регу-
ляторы скорости").
ного сечения значителен, характеристика при-
ближается к уравнению
От насоса
Фиг. 22. Клапан для непрерывного перепуска масла
с постоянным давлением.
Дроссели предназначены в основном для
регулирования количества масла, протекаю-
щего в гидропередачах. Предпочтительны кон-
струкции, в которых путь протекания масла
и периметр профиля
проходного сечения в
сразнении с его пло-
щадью минимальны,
так как пропускная
способность таких
дросселей в меньшей
степени зависит от
температуры и давле-
ния масла, а вероят-
ность засорения мень-
ше. Этим требова-
ниям удовлетворяют,
например, конструк-
фиг. 24, 25,26, в кото-
Фнг. 23. Обратный клапан.
рых зависимость про-
пускной способности от давления приближается
к уравнению Q~K^p*''" (обозначения см.стр. 126)
Фиг, 24. Щелевой поворотный дроссель.
и потеря давления на трение жидкости мини
мальна. У дросселей, в которых путь проте-
кания масла в сразнении с площадью проход-
Устойчивая работа дросселя получается
при пропускании не меньше 80 см*/мин при
Фиг. 25. Щелевой дроссель.
перепаде давления 1,5—3 ати и вязкости
масла 2,8—3,2° Е; работа на меньших про-
пускаемых объёмах масла неустойчива из-за
возможности засорения дросселя.
Проходное сечение дросселя с характери-
стикой Q = 1>
f
Q
1080 Y Р
см.'
B2)
где Q — пропускная способность в ем%\сек\
р — перепад давления у дросселя в ати.
Регуляторы скорости применяются в гидро-
передачах дроссельного регулирования и пред-
ставляют собой ком-
бинацию редукцион-
ного или дозирую-
щего клапана с дрос-
селем.взаимодействие
которых создаёт по-
стоянный низкий пе-
репад давления у дрос-
селя.
вид по стрелке f)
н
г
-
-
3
Фиг. 26. Щелевой дроссель.
Такие устройства обеспечивают:
а) независимость пропускной способности
регулятора от давления в гидропередаче, а
следовательно, независимость скорости рабо-
чих органов от нагрузки;
ГЛ. Ill]
КОНТРОЛЬНО-РЕГУЛИРУЮЩИЕ АППАРАТЫ
133
б) устойчивость малых скоростей при вы-
соких давлениях, что достигается увеличен-
ными проходными сечениями дросселей, в мень-
шей степени подверженных засорению.
В регуляторах скорости с редукционным
клапаном (фиг. 27) постоянный перепад да-
вления у дросселя создаётся редукционным
В регуляторах скорости с дозирующим кла-
паном типа Виккерс, (фиг. 28) постоянный пере-
пад давления у дросселя A,25—2 ати) со-
здаётся дозирующим клапаном, дросселирую-
щим избыточное масло, отводимое от насоса
в резервуар. Преимуществом этого регуля-
тора является автоматическое приспособление
давления насоса к нагрузке, причём утечки в
Фиг. 27. Схема регулирования скорости с редукционным
клапаном: i — насос; 2— переливной клапан; 3—дрос-
сель; 4- редукционный клапан; 5— рабочий цилиндр
(гидромотор).
клапаном, дросселирующим масло на выходе
и снижающим давление в гидропередаче до
постоянно поддерживаемой перед дросселем
величины 1,25—2 ати. Включение регулятора
по фиг. 27 обеспечивает малые скорости, не-
обходимые в механизмах подач сверлильно-
расточных, токарных и фрезерных станков при
попутном и встречном фрезеровании; мини-
мальная устойчивая пропускная способность
регулятора — не меньше 80 см*/лшн (на масле
вязкостью 2,8—3,2° Е). Автоматическое при-
способление давления к нагрузке обеспечи-
Фиг. 28. Схема включения регулятора скорости с дози-
рующим клапаном: /—насос; 2—регулятор скорости;
3 — рабочий цилиндр (гидромотор).
вается включением регулятора по схеме
фиг. 5, в, пригодной для передач, в которых не
требуется малых скоростей (привод главного
движения в протяжных станках, привод воз-
вратно-поступательного движения в хонинг-
станках).
Фиг. 29. Схема регулирования скорости с дозирующим
клапаном: / — насос; 2—предохранительный клапан:
3 — дроссель; 4 — дозирующий клапан; 5 — рабочий
цилиндр (гидромотор).
насосе не влияют на скорость рабочих орга-
нов. Устойчивая пропускная способность — не
ниже 160 см^/мин (на масле вязкостью 2,8 -
3,2° Е). Преимущественная область примене-
ния — гидропередачи протяжных и шлифо-
вально-притирочных станков.
Регулятор скорости типа по фиг. 29 прин-
ципиально не отличается от вышеприведённого
регулятора скорости с дозирующим клапаном,
однако перепад давления у дросселя поддер-
живается более высокий C—5 ати)', регуля-
тор требует индивидуальной регулировки, ко-
Фиг. 30. Схема регулирования скорости с дозирующим
клапаном: 1 — насос; 2 — переливной клапан; 3 - дрос-
сель; 4 — дозирующий клапан;5—рабочий цилиндр (гидро-
мотор).
торая осуществляется винтом дозирующего
клапана, позволяющим на ограниченном диа-
пазоне регулирования устранить зависимость
пропускной способности от давления при опре
делённой производительности насоса. Устой-
чивая пропускная способность — не ниже
100 см^/мин (на масле вязкостью 2,8—3,2° Е).
Область применения—гидропередачи свер-
лильно-расточных станков, работающих с ма-
лыми подачами.
В регулирующих устройствах по фиг. 30
постоянный перепад давления у дросселя
134
ГИДРАВЛИЧЕСКИЕ ПЕРЕДАЧИ СТАНКОВ
[РАЗД. IV
B,8—4а/пи) создаётся дозирующим клапаном,
дросселирующим масло, выходящее из дрос-
селя, включённого на выходе из рабочего ци-
линдра (гидромотора). Минимальная устойчи-
вая пропускная способность и область при-
менения — такие же, как и у регулятора по
типу фиг. 29.
Реле давления осуществляют автомати-
ческое дистанционное управление золотнико-
выми устройствами
в зависимости от ве-
личины давления мас-
ла в гидропередаче,
подводимого через
штуцер 1 с демпфе-
ром 2 к плунжеру 3
(фиг. 31). Когда давле-
Фиг. 31. Реле давле-
ния.
Фиг. 32. Реле вре-
мени объёмного
типа.
ние в гидропередаче достигает контролируемой
величины, плунжер 3, преодолевая усилие пру-
жины 4, поднимается и толкает стержень 5, воз-
действующий на электроконтакты (на чертеже
не показаны). Реле применяются: для автомати-
ческого отвода инструмента в случае чрезмер-
ного повышения усилия подачи (давления) в
результате затупления инструмента, для авто-
матического отвода супорта после того, как
последний упрётся в жёсткий (мёртвый) упор.
Реле времени предназначено для осущест-
вления выдержки времени после того, как
головка с инструментом или стол станка до-
шли до жёсткого упора; выдержка времени
реле поршнем 2 под действием пружины 3;
объём камеры 1 регулируется винтом 4;
б) реле времени дроссельного типа (фиг. 33).
Выдержка времени зависит от открытия дрос-
селя /, через который масло выжимается из
камеры 2 поршнем 3 под действием пружины 4
в резервуар; объём камеры 2 постоянен.
РАСПРЕДЕЛИТЕЛЬНЫЕ АППАРАТЫ
Золотниковые устройства применяются
для распределения потоков масла в гидропере-
дачах; распределение осуществляется цилин-
дрическим золотником, перемещающимся в
корпусе и соединяющим в нужных комбина-
циях расточки или отверстия, к которым под-
водится масло.
По роду управления различают:
золотниковые устройства с ручным упра-
влением (фиг. 34;;
золотниковые устройства с гидравлическим
управлением (фиг. 35);
золотниковые устройства с электрическим
управлением (фиг. 36);
золотниковые устройства, управляемые от
упоров станка (фиг. 37).
Для сложных и наиболее употребительных
циклов (циклы сверлильно-расточных, токар-
ных, фрезерных, шлифовальных и шлифо-
вально-притирочных станков) золотниковые
устройства объединяются в комбинации с кла-
панами, дросселями, регуляторами скорости в
панели управления; в таких случаях золотни-
ковые устройства могут управляться комби-
нированно, т. е. вручную, от упоров станка,
а также электрически и гидравлически
В станках с возвратно-поступательным дви-
жением (шлифовальные, шлифовально-прити-
рочные, долбёжные, поперечно- и продольно-
строгальные станки) применяются автомати-
ческие реверсивные золотниковые устройства.
На фиг. 38 показано золотниковое устрой-
ство с пружинным механизмом, основанное
на принципе контроля торможения по пути
стола. Оно позволяет осуществлять малые
ходы стола C—5 мм) и малые перебеги
A—3 мм на сторону) при скоростях стола до
д
Фиг,
Реле времени дроссельного типа.
может регулироваться. Различают: а) реле 10 м/мин. К числу недостатков устройства
времени объёмного типа (фиг. 32); выдержка относятся: громоздкость конструкции, наличие
времени зависит от объёма масла, заключён- быстроизнашивающихся деталей, необходи-
ного в камере /, выжимаемого при работе мость приложения значительных усилий при
ГЛ. Ill]
РАСПРЕДЕЛИТЕЛЬНЫЕ АППАРАТЫ
135
Фиг. 34. Золотниковое устройство с ручным управлением: вариант / — с фиксацией золотника в трёх положения^;
вариант 2 — с автоматической установкой золотника в среднем положении.
/V3
no CD
Фиг. 33. Золотниковое устрой-
ство с гидравлическим упра-
влением
\л
Фиг. 36. Золотниковое устройстсо с электрическим управлением.
136
ГИДРАВЛИЧЕСКИЕ ПЕРЕДАЧИ СТАНКОВ
(РАЗД. IV
переключении. Применяются такие золотни-
ковые устройства преимущественно в кругло-
и внутришлифовальных станках.
поршней. Такие устройства позволяют умень-
шить перебеги и минимальные ходы, но не-
сколько усложняют конструкцию; применяются
Фиг. 37. Золотниковое устройство, управляемое
от упоров.
резервуар v
резервуар
Реверсивный юлотник
Фиг. 39. Золотниковое устройство с гидравлическим
управлением.
К цилиндру 1
I Из цилиндра
Золотниковые устройства с гидравлическим
управлением (фиг. 39) основаны на контроле
времени переключения реверсивного золот-
ника, который, двигаясь во время реверса с
постоянной скоростью, тормозит стол станка.
Так как при работе стола на максимальной и
минимальной ско-
ростях время пере-
ключения одно и то
же, перебеги стола
достигают значи-
тельной величины,
изменяясь в зави-
симости от темпе-
ратуры масла; так,
например, в пло-
скошлифовальных
станках при скоро-
в круглошлифовальных, плоскошлифовальных,
строгальных станках.
Золотниковое устройство с пилотом, непо-
средственно тормозящим стол станка (фиг. 41),
имеет ту особенность, что масло из рабочего
Реверсивные поршни
сти 30 mjmuh перебеги доходят до 100—150 мм
на сторону. Преимущества — износоустойчи-
вость, лёгкость переключения; применяются
в быстроходных станках, в кото-
рых допускаются повышенные
величины перебегов (плоскошли-
фовальные станки).
В золотниковых устройствах
с гидравлическим управлением
и переменной скоростью пере-
ключения золотник при реверсе
передвигается сначала быстро,
а потом замедленно. В устрой-
Н цилиндру Из цилиндра
От насоса i
Пилот
От насоса Слив
Фиг. 38- Золотниковое устройство с пру-
жинным механизмом.
стве, представленном на фиг. 40, это дости-
гается введением специальных реверсивных
Фиг. 40. Золотниковое устройство с гидравлическим
управлением и переменной скоростью переключения.
цилиндра проходит через осевой пилот, кото-
рый при реверсировании своими конусами
лерекрывает выход масла, контролируя, таким
образом, торможение по пути стола; это
устройство обеспечивает малые перебеги (I—
2 мм на сторону) и малые ходы стола D—Б мм)
при скорости стола до 9 м/мин.
Преимущества такого устройства — универ-
сальность применения, простота конструкции,
отсутствие быстро изнашивающихся деталей;
сно может применяться в шлифовальных и
шлифовально-притирочных станках всех типов,
а также в поперечно-строгальных станкаХч
ГЛ. III]
РАБОЧИЕ ЦИЛИНДРЫ И ГИДРОМОТОРЫ
137
Утечки в золотниковых устройствах про-
исходят через кольцевой зазор между золот-
ником и отверстием в корпусе. Утечка через
концентричный кольцевой зазор при ламинар-
В
резервуар
Щ %2Z резервуар
Фиг. 41. Золотниковое устройство с пилотом непосред-
ственно тормозящим стол станка.
ном течении масла подсчитывается по фор-
муле
смЦсгк,
B3)
где р — давление масла в ати; z — радиаль-
ный зазор между отверстием в корпусе и золот-
по ДВ
При эксцентричном положении золотника,
когда последний касается отверстия в одной
точке утечки, q3 « %bqK.
Экспериментальные данные показывают, что
при длительном неподвижном положении золот-
ника действитель-
ная величина уте-
чек с течением
времени становит-
ся меньше расчёт
ной. Для золотни-
ковых устройств
станков, работаю-
щих с малыми по-
дачами, утечки не
должны превышать
10—15 cm*Jmuh;
в менее ответст-
венных случаях,
когда могут быть
допущены повы-
шенные утечки,
величина их мо-
жет доходить до
200 см^/мин (при
р—60ати на мас-
ле вязкостью 2,8—
3,2° Е).
Пилоты применяются как вспомогательные
аппараты для управления золотниками, не-
посредственно контролирующими цикл; рас-
считываются на малую пропускную способ-
ность (8—10 л\ми.н) и имеют малые размеры;
управляются рукоятками, через упоры, а в ряде
случаев соленоидами малой мощности.
Различают: пилоты осевого типа (фиг. 42)
и пилоты поворотного типа (фиг. 43).
no CDEFGH
Фиг. 42. Осевой пилот.
От насоса
Фиг. 43. Поворотный пилот.
ником в см; у золотниковых устройств стан-
ков, работающих на малых подачах, зазор не
должен превышать 0,02—0,025 мм, но не дол-
жен быть меньше 0,015 мм; в менее ответствен-
ных случаях, когда может быть допущена по-
вышенная величина утечек, зазор может быть
увеличен до 0,03-0,04 мм; d — диаметр золот-
ника в см; [л — абсолютная динамическая вяз-
кость масла в кгсгк\см^; 5 — длина зазора по
оси золотника, или так называемое перекры-
тие золотника в см; в зависимости от размера
золотника принимается 3—8 мм.
РАБОЧИЕ ЦИЛИНДРЫ И ГИДРОМОТОРЫ
Рабочие цилиндры. Для поступательного
перемещения рабочего органа станка с одина-
ковой скоростью в обоих направлениях в слу-
чаях, когда увеличение габаритов станка не
имеет значения, применяется цилиндр с двух-:
сторонним штоком. Давление масла, необходи-
мое для перемещения поршня,
it (Da — еР)
кг/см9,
B4)
138
ГИДРАВЛИЧЕСКИЕ ПЕРЕДАЧИ СТАНКОВ
[РАЗД. IV
где R — преодолеваемое усилие в кг; D — диа-
метр цилиндра в см; d — диаметр штока в см.
Скорость поршня
V =
40Q
MJMUH,
B5)
где Q — количество жидкости, поступающей
в цилиндр, в л/мин.
В шлифовальных станках для уменьшения
габаритов часто применяется цилиндр с одно-
сторонним тонким штоком, при этом скорости
перемещения в обоих направлениях незначи-
тельно отличаются друг от друга.
Для достижения одинаковых скоростей пе-
ремещения в обоих направлениях применяется
так называемый диференциальный цилиндр
с односторонним штоком, площадь которого
в 2 раза меньше площади поперечного сече-
ния цилиндра (фиг. 44). При этом масло по-
даётся при движении в одну сторону в што-
ков ую полость цилиндра, при движении в дру-
гую сторону — сразу в обе полости цилиндра.
Давление
Р =
4R
Скорость
v =
40Q
B6)
B7)
Диференциальные цилиндры применяются
в станках с возвратно-поступательным движе-
- Ход поршня 250'т
Фиг. 44. Диференциальный рабочий цилиндр с односторон-
ним штоком.
нием, а также в сверлильно-расточных стан-
ках для быстрого подвода и отвода головок
с инструментом.
Для станков, в которых требуется высокая
скорость обратного хода при значительном
усилии, развиваемом при рабочем ходе (про-
тяжные, строгальные станки), применяется ци-
линдр с тонким штоком, работающим при ра-
бочем ходе на растяжение. При быстром ходе
обе полости цилиндра соединяются между со-
бой и с насосом.
В случаях, когда гидропередача монти-
руется на движущейся части станка, обычно
применяются цилиндры с неподвижно закре-
плённым штоком.
Цилиндры с подводом масла через шток
ограничивают минимальный его диаметр и
усложняют обработку, поэтому применяются
относительно редко.
Для уплотнения поршня в цилиндре приме-
няются: чугунные поршневые кольца (фиг. 44),
обеспечивающие надёжное уплотнение и про-
должительный срок службы; манжетные уплот-
нения (фиг. 45), выполняемые из кожи, хлоп-
чатобумажной ткани, пропитанной клеем из
синтетического каучука, а также из хлорзинила
(см. ЭСМ т. 2, стр. 828, 829).
Уплотнение штоков выполняется кольцами
из хлопчатобумажной ткани, пропитанной клеем
1
г
1
%
и
Фиг. 45.
из синтетического каучука или хлорвинила
(фиг. 44), а также кожаными манжетами
(фиг. 46).
Утечки в цилиндрах для гидропередач стан-
ков, работающих с малыми подачами при
/7^60 ати на масле вязкостью 2,8—3,2° Е,
должны быть ^цл^О.Ш смв/мин, где D —
диаметр цилиндра в мм; в менее ответствен-
ных случаях утечки могут быть допущены до
200 см3/мин.
Гидромоторы. Давление в полости подвода
масла
B8)
w
где М—крутящий момент на валу гидромо-
торов в кгсм; w — объём масла, вытесняемый
камерами гидромотора за
один оборот, в смК V/////////.
Число оборотов ги-
дромотора
1C00Q Л. /от
п = — об/мин, B9)
W
Фиг. 46.
где Q—количество масла,
вытесняемого камерами
гидромотора, в л/мин.
Конструкции гидромоторов принципиально
не отличаются от конструкции насосов, боль-
поАВ
Фиг. 47. Уравновешенный шестеренный насос-
шинство которых обратимы; большое приме-
нение находят гидромоторы, конструкции ко-
торых представлены на фиг. 12, 15, 16. Ло-
ГЛ. III]
ГИДРАВЛИЧЕСКИЕ СЛЕДЯЩИЕ УСТРОЙСТВА
139
пастные насосы двойного действия (см. фиг. 9) и
поршневые насосы с клапанным распределе-
нием (см. фиг. 14) необратимы. Распространены
также уравновешенные шестеренные гидромо-
торы (фиг. 47).
Гидромоторы применяются: для вращения
изделия в кругло- и внутришлифовальных
и резьбошлифовальных станках, для возвратно-
поступательных перемещений головки в ^шли-
фов ально-притирочных станках с большой дли-
ной хода (свыше 2 м), для вращения шпинде-
лей в алмазно-расточных станках, для враще-
ния ходовых винтов в специальных токарных
и фрезерных станках.
ГИДРАВЛИЧЕСКИЕ СЛЕДЯЩИЕ
УСТРОЙСТВА
Гидравлические следящие устройства пред-
ставляют собой системы синхронной связи и
могут использоваться в станках для передачи
от командных на исполнительные органы ли-
нейных или угловых перемещений, а также
для синхронного вращения двух или более
валов.
В станках преимущественное примене-
ние нашли копировальные устройства, вос-
производящие на обрабатываемой детали про-
филь, соответствующий профилю шаблона;
применяются также устройства сервомотор-
ного типа для облегчения передвижения тя-
жёлых узлов станков.
Копировальные устройства для обработки
по шаблону могут обеспечить точность до
±0,02 мм.
Различают:
1. Устройства, в которых распределение
потоков масла для перемещения исполнитель-
ных органов по одной или двум осям коор-
динат осуществляется золотником, автомати-
чески дросселирующим масло. Такой золот-
ник может иметь непосредственный контакт
с шаблоном, т. е. выполняться в виде щупа;
в более чувствительных устройствах золотник
соединяется со щупом при помощи механиче-
ской, электрической, гидравлической или пнев-
матической передачи.
2. Устройства, в которых распределение
потоков масла осуществляется насосом спе-
циальной конструкции, механизмы которого
получают команду от щупа*
Устройства с золотниковым распределением
уже в достаточной степени оправдались на
практике. Устройства с насосным распределе-
нием находятся в стадии разработки. Схема
станка с постоянной механической подачей в
продольном направлении и копировальным
устройством с золотниковым распределением,
действующим только в поперечном направле-
нии, представлена на фиг. 48. Экономичное
использование станка и инструмента возможно,
если угол подъёма профиля детали у не пре-
вышает ± 45°; при этом *2^51 и результи-
рующая величина подачи sn = —— (фиг. 49).
р cos а
При о= ^45°, sp уже на 40% превышает
выбранную величину подачи S\.
Для обработки деталей с углом подъёма
пендикулярным направлениям (фиг. 50). Для
определённого режима работы из цилиндров
(гмдромоторов) вытесняется постоянное коли-
Фиг. 48. Схема фрезерного станка с копировальным устрой-
ством, действующим только в поперечном направлении:
/—насос постоянной производительности; 2—перелив-
ной клапан; 3 — распределительный золотник.
чество масла QH. устанавливаемое регулируе-
мым насосом или регулятором скорости. Рас-
пределение масла между обоими цилиндрами
осуществляется рас-
пределительным зо-
лотником и клапаном
К таким образом, что
всегда
Оя = Qi + С?2»
где Qi — количество
масла, вытесняемого
из цилиндра (гидро-
мотора) продольной
подачи; Q% — коли-
чество масла, вытес-
няемого из цилиндра
(гидромотора) попе-
речной подачи. При
этом
=== const.
Фиг. 49. Изменение резуль-
тирующей подачи Sp в за-
висимости от угла профиля
а для схемы устройства по
фиг. 48.
Зависимость результирующей подачи Sp от
угла подъёма а представлена на фиг. ol и
определяется уравнением
1 max
Sin a -p- COS a
C0)
профиля до^ЭО* требуется осуществить ги-
дравлическую подачу по двум взаимно пер-
(величина slmax представлена на фиг. 51 от-
резком Оа, равным отрезку Ob. соответствую-
ще 52шах)-
При а = ^ 45° sp меньше slmax на 30%,
что является недостатком устройств с золот-
никовым распределением, выполненных по
схеме фиг. 50.
Для достижения чистоты обрабатываемой
поверхности и экономичного использования
140
ГИДРАВЛИЧЕСКИЕ ПЕРЕДАЧИ СТАНКОВ
[РАЗД. IV
станка и инструмента необходимо иметь по-
стоянную результирующую подачу sp незави-
симо от величины а. Это достигается в копи-
Фиг- 50. Схема фрезерного станка с копировальным устрой-
ством, действующим по двум взаимно перпендикулярным
направлениям: 1 — насос постоянной производительности;
2— переливной клапан; 3—распределительный золотник;
4— регулируемый насос, или регулятор скорости.
ровальных устройствах со специальным рас-
пределением, в которых S\ = sp cos a, a s2 =
= Sp sin а
Ha фиг. 52 представлен вариант конструк-
ции распределительного золотника, имею-
щего непосредственный
контакт с шаблоном,
а на фиг. 53 — конструк-
ция с рычажной переда-
чей между щупом и зо-
лотником.
Совпадение осевых
размеров золотника и
втулки, необходимое для
обеспечения точности
работы и минимальных
утечек, достигается осо-
бой конструкцией втул-
ки, которая составляется
из отдельных частей.
Для повышения точ-
ности и чувствитель-
ности копировальных
устройств распредели-
тельному золотнику
оставляют только функ-
цию распределения по-
токов масла, связывая
его при помощи трубо-
проводов со вспомога-
тельным золотником малых размеров, кото-
рый посредством соответствующих механиз-
мов соединяется со щупом и передаёт соответ-
ствующие команды на распределительный зо-
лотник.
Ощупывающее устройство такого типа
конструкции ЭНИМС представлено на фиг. 54.
Связь распределительного золотника со щу-
пом может быть также электрической или
пневматической.
Фиг. 51. Изменение ре-
зультирующей подачи
so в зависимости от
угла профиля а для
схемы устройства по
фиг. 50.
Фиг- 52. Распределительный золотник.
Фиг. 53. Распределительный.золотник с рычагом.
ГЛ. Ill]
ГИДРАВЛИЧЕСКИЕ СЛЕДЯЩИЕ УСТРОЙСТВА
141
380
ШУУУ^УУУУУУУУУУУУУУУУУУУУУУУУУ.
Фиг. 54. Ощупывающее устройство конструкции ЭНИМС»
142
ГИДРАВЛИЧЕСКИЕ ПЕРЕДАЧИ СТАНКОВ
[РАЗД. IV
Дальнейшее повышение точности действия
копировальных устройств достигается сооб-
щением золотнику щупа вибрирующего воз-
вратно-поступательного движения. В кон-
струкции, представленной на фиг. 54, это осу-
ществляется при помощи маленького электро-
двигателя.
Сервомоторные следящие устройства.
Принципиальная схема следящего устройства
для передвижения тяжёлых узлов станков
представлена на фиг. 55. Кран 1 может пово-
рачиваться от маховичка по или против ча-
совой стрелки; при этом масло от насоса по-
ступает соответственно в левую или правую
полости цилиндра 2, поршень которого пере-
мещает стол или супорт станка.
Обратная связь осуществляется через рей-
ку, укреплённую на столе и зацепляющуюся
с шестерней 3, выполненной за одно целое с
распределительной втулкой 4; последняя мо-
Отнаска
Фиг. 55. Следящее устройство для передвижения
тяжёлых узлов станка.
жет поворачиваться относительно крана /,
чем и достигается синхронность перемещения
стола с перемещением командного органа —
крана /.
ЛИТЕРАТУРА И ИСТОЧНИКИ
Б а ш т а Т. М., Гидравлические приводы и механизмы
металлорежущих станков, Машгиз, 1937.
Зайченко И. 3., Гидравлическое оборудование со-
временных металлорежущих станков, Машгиз, 1945.
3 а й ч е н к о И. 3., Современное состояние гидрофика-
цки станков, «Станки и инструмент" № 1, 3 и 4,
1947.
Занегин А. Н., Испытание гидравлической системы
с нерегулируемым лопастным насосом и дроссельным
регулированием подачи на фрезерном станке 6А63,
ЭНИМС, 1941.
К а м е н е ц к и й Г. И., Выбор и экспериментальная про-
верка гидравлической коробки скоростей для токарного
станка. ЭНИМС, 1939.
Глава IV
ЭЛЕКТРООБОРУДОВАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ*
ВЫБОР ТИПА ЭЛЕКТРОПРИВОДА
Выбор типа электродвигателя и системы
регулирования скорости. Благодаря про-
стоте конструкции, надёжности в работе и
хорошим эксплоатационным и энергетическим
показателям наибольшее применение для при-
вода станков получили трёхфазные асин-
-28—\
Регулирование скорости шунтового двига-
теля постоянного тока может производиться
изменением: а) потока возбуждения, б) под-
водимого напряжения, в) сопротивления якор-
ной цепи.
Практическое применение находят первые
два способа. Основные характеристики систем
регулирования скорости, применяемых в стан-
ках, приведены в табл. 2.
Фиг. I. реверсивная многодисковая электромагнитная муфта: 1 — ведущие части; 2—ве-
домый вал; 3 — намагничивающая катушка; 4 — токоподводяшее кольцо; 5—ведущие
диски; 6 — ведомые диски.
хронные электродвигатели с короткозамкну-
тым ротором, предложенные Доливо-Добро-
вольским A889—189Э гг.). Они применяются
во всех случаях, когда не требуется широ-
кого и плавного регулирования скорости и
не предъявляются специальные требования
к пускотормозным характеристикам.
Шунтовые двигатели постоянного тока
значительно сложнее, дороже и тяжелее асин-
хронных (короткозамкнутых); их целесооб-
разно применять лишь в тех случаях, когда
требуется широкое и плавное регулирование
скорости.
Единичное применение в приводе станков
находят сериесные двигатели постоянного
тока и шунтовые трёхфазные коллекторные
двигатели переменного тока.
Основные характеристики применяемых в
станках электродвигателей приведены в табл.1.
* См. также гл. „Электропривод машин", т. 8, стр. 1.
Выбор исполнения электродвигателя по
способу монтажа. Обычно применяемые в
станках монтажные исполнения и их обозна-
чение по ГОСТ 2479-44 приведены в табл. 3.
Выбор исполнения электродвигателя по
способу защиты от вредных влияний окру-
жающей среды. Для большинства станочных
приводов могут применяться обыкновенные за-
щищенные или защищенные от капежа двигате-
ли. Для шлифовальных станков и станков, слу-
жащих для обработки чугунного литья с выделе-
нием металлической пыли, применяют закрытые,
либо в крайнем случае обмазанные двигатели.
Выбор электродвигателя по числу обо-
ротов. Следует стремиться применять не-
посредственное соединение вала двигателя
с рабочим органом. Однако в большинстве
случаев между валом двигателя и рабочим
органом требуется установка редуктора.
В этом случае число оборотов двигателя
должно быть выбрано таким, чтобы агрегат
Таблица 1
Характеристики электродвигателей, применяемых для металлорежущих станков
Тип двигателя
Асинхронный трёх-
фазный электродвига-
тель переменного тока
с короткозамкнутым
ротором
Область применения
Привод специализированных и
универсальных (малых и сред-
них) станков. Для приводов с
большим числом включений в
единицу времени и для вспо-
могательных, работающих в
кратковременном режиме, при-
меняются двигатели с повы-
шенным сопротивлением ро-
тора
Метод пуска
Прямое включение на
полное напряжение при
достаточной мощности
питающей сети. При
необходимости сниже-
ния тока при пуске при-
меняют пуск через авто-
трансформатор или со-
противления в цепи ста-
тора
Метод торможения
Торможение мето-
дом противовключения
с применением реле
нулевой скорости. Ди-
намическое торможе-
ние с питанием статор-
ной обмотки постоян-
ным током
Механическая характеристика
iL__.L_L
50 WO ISO 200 250 М%
Мощность и к. п. д.
Предельные
значения мощ-
ности не огра-
ничены. Типо-
вые кривые для
защищенного
исполнения при
полной нагруз
ке
SOPxIm
Электродвигатель
постоянного тока с
шунтовым возбужде-
нием (шунтовои дви-
гатель)
Главные приводы тяжёлых
станков. Приводы подач при
необходимости широкого и
плавною электрического регу-
лирования скорости
Для мощностей до
1 кет прямое включе-
ние на полное напря-
жение. Для мощностей
> 1 кет пуск через
выключаемое сопроти-
вление (пусковое в це-
пи якоря)
Электродинамиче-
ское торможение. Якорь
двигателя отключается
от сети и замыкается
на тормозное сопроти-
вление
IX*
-*"
... ..
.——t—¦
Ч
5 W 20 50Рк1т
Предельные
значения мощ-
ности не огра-
ничены
Типовые
кривые для за-
щищенного ис-
полнения при
полной нагруз-
ке
йп 80 120 160 200 М'/,
Электродвигатель
постоянного тока,с по-
следовательным воз-
буждением (сериес-
ный двигатель)
Приводы станков, требующие
плавного регулирования скоро-
сти при диапазоне регулирова-
ния 6—8. Применяются лишь
совместно с генератором с по-
следовательным возбуждением
Прямой пуск под-
ключением к генера-
тору
Электродинамиче-
ское торможение
\
¦ -.
Практическое применение ограничи-
вается мощностью до 5—7 кет
120 ISO 200 М%
Коллекторный шун-
товой электродвига-
тель трёхфазного пе-
ременного тока
Приводы станков, требующие
плавного регулирования скоро-
сти при диапазоне регулирова-
ния 2—3
Пуск от полного на-
пряжения сети переме-
щением щёток
^——
——-~
— —
но
- —
ео
J
м%
Предельные значения мощности не
Ограничены
Примечания к графикам:/— для двигателя с ротором повышенного сопротивления; 2 — для двигателя с ротором нормального исполнения; /?= — сопротивление реостата.
Системы регулирования скорости, применяемые в станках
Таблица 2
Метод регулирования
Изменение числа пар полю-
сов трёхфазных асинхронных
электродвигателей с коротко-
замкнутым ротором
Наибольшее применение
имеют двухскоростные двига-
тели с постоянной номиналь-
ной мощностью
Трёх- и четырёхскоростные
двигатели выполняются как
двухобмоточные, так и одно-
обмоточные с постоянной но-
минальной мощностью и с по-
стоянным номинальным мо-
ментом
Область
применения
Главные при-
воды малых и
средних универ-
сальных станков.
Приводы подач
Принципиальная схема
С, с, С,
Схема переключения двухскоростного дви-
гателя с постоянной номинальной мощностью:
С,, Са, С3 - сеть переменного тока; Л\ —
контактор низшего числа оборотов; Ks —
контактор высшего числа оборотов
Механическая характеристика
щ
Я о
600
300
1
1
/
/
40 SO 120 160 200 М%
S Э"
Л1
ill
OS
2400
1800
'200
600
О
,0,-2
АО tO 120 160
Мощность, диапазон регулирования
и к. п. д.
Практическое применение в стан-
ках находят двигатели мощностью до
20 — 25 кет. Для двухскоростных дви-
гателей отношение чисел оборотов
чаще всего 1 : 2, реже 1: 1,5; 1 : 4 и
1 :6. Для трёхскоростных двигателей
отношение чисел оборотов чаше всего
1:2:4 или 1 :1,5 : 3. Для четырёх-
скоростных двигателей отношение чи-
сел оборотов чаще всего 1 : 1,5 :2 : 3.
Имеют несколько пониженный к. п. д.
по сравнению с нормальными одно-
скоростными двигателями и увеличен-
ные габариты и вес, особенно для
двухобмоточных исполнений
Изменение частоты напря-
жения, питающего асинхрон-
ный двигатель. Питание дви-
гателя может осуществляться
от коллекторного генератора
системы Костенко или по
схеме с вентильным умфор-
мером (синхронной машиной),
питаемой через ионные пре-
образователи (ртутные вы-
прямители, тиратроны)
Широкого прак-
тического распро-
странения схема
не получила из-за
сложности
Схема питания асинхронного двигателя пе-
ременной частотой от вентильного умфор-
мера: М — асинхронный двигатель; С—
синхронная машина; Т — трансформатор;
Пг — ионный преобразователь, управляющий
скоростью и частотой умформера; Яа—ион-
ный преобразователь, переключающий об-
мотки умформера (ионный коллектор; Д —
сглаживающий дроссель; В — обмотка воз-
буждения умформера
Изменение числа оборотов двигателя про-
исходит при постоянном номинальном" мо-
менте
Форма механических характеристик зави-
сит от метода управления сетками преобра-
зователя /7, и может изменяться в соответ-
ствии с особенностями регулируемого про-
цесса
Максимальный (опрокидывающий) момент
аналогичен таковому у обычных асинхронных
двигателей
Мощность и cos <f асинхронного дви-
гателя при питании его от вентиль-
ного умформера уменьшаются на 5—
10°/0 по сравнению с питанием от
синхронного генератора (по данным
ВЭИ). Предельная мощность двига-
теля ограничивается только мощ-
ностью преобразователя
Продолжение табл.2
¦OS-
Метод регулирования
Последовательно-параллель-
ное включение обмоток якоря
Шунтового двигателя постоян-
ного тока. При переходе с
последовательного соедине-
ния на параллельное число
оборотов увеличивается в 2
раза. Для тяжёлых станков
целесообразно последователь-
но-параллельное включение
двух отдельных двигателей
! Потенциометрический спо-
соб регулирования скорости
двигателя постоянного тока
изменением сопротивлений,
включённых последовательно
и параллельно
Область
применения
Применение ме-
тода целесообраз-
но в случае нали-
чия сети постоян-
ного тока и диа-
пазона регулиро-
вания 6—8
Может приме-
няться для двигате-
лей малой мощно-
сти, работающих
периодически (сер
;водвигатели, при-
вод правки шлифо
вального круга
и т. п )
Принципиальная схема
-И|» /«а— оомотки. якоре
ZZ/O—шунтовая обмотка; Я, - линейный
контактор; Я, — контактор переключения
I VWW—¦
ш.о
П — потенциометр; ft — якорь двига-
теля; ШО— шунтовая обмотка
Механическая характеристика
\
\
\
—i
\>
\
ч
К
Т
U) 80 120 160М%
Параллельное включение
.. Поступательное 1мм
чете
50 100 150 200 2 S0 300 п%
Кривые изменения
номинальных момента
(М ) и мощности (Рн
Наклон механических характеристик зави-
сит от величины последовательно и парал-
лельно включённых сопротивлений. Харак-
теристики располагаются между естествен-
ной: и реостатной характеристиками двига-
теля. Регулирование происходит при постоян-
ном номинальном моменте
Мощность, диапазон регулирования
' и к. п. д.
Применение двигателей с двойной
Обмоткой целесообразно до мощно-
сти 15—20 кет. Сдвоенные двигатели
можно применять до мощности 5) кет.
При больших мощностях вследствие
усложнения пусковой аппаратуры вы-
годнее переходить к системе с регу-
лируемым напряжением
' Совместно с шунтовым регулирова-
нием общий диапазон может быть
доведен до 6—8 в
К. п. д. при полной нагрузке и ми-
нимальной скорости 7imin s~0,67k)
где * — к. п. д. при номинальной
скорости
Из-за больших потерь способ при-
меняется лишь для небольших мощ-
ностей (до 0,2 кет). Диапазон регу-
лирования в зависимости от харак-
тера нагрузки доходит до 8—10
Шунтрвое регулирование
двигателей постоянного тока
изменением тока и потока воз-
буждения. Регулирование про-
изводится вверх от основной
скорости при постоянной но-
минальной мощности
Главные при-
воды тяжёлых
станков. Прочие
приводы, где тре-
буется плавное
регулирование
скорости
Я — якорь двигателя; Кх — линейный
контактор; ШО — шунтовая обмотка;
ШР - регулятор скорости двигателя
Предельные значения мощности не
ограничены. Диапазон регулирования
для машин нормального исполнения 3,
специального исполнения — 4 — 6.
Габариты и вес двигателей опре»
деляются по номинальному числу
оборотов
1_LJ
0 50 ЮО 150 М%
Регулирование изменением
подводимого напряжения по-
стоянного тока. Двигатель
питается от отдельного гене-
ратора, напряжение которого
регулируется в широких пре-
делах. Для главных приводов
применяется смешанное регу-
лирование. При этом пониже-
ние числа оборотов ниже но-
минального осуществляется
регулятором возбуждения ге-
нератора, а повышение выше
номинального — регулятором
шунтовой обмотки двигателя
Регулирование изменением
напряжения с применением
генератора с самовозбужде-
нием (без возбудителя*
Главные при-
воды тяжёлых
станков. Приводы,
требующие широ-
кого и плавного
регулирования ско-
рости, а также
частых пусков или
реверсов
Приводы малой
и средней мощно-
стей, требующие
плавного регули-
рования скорости
АД— асинхронный двигатель; В —воз-
будитель; Г — генератор; Д — рабочий
двигатель; ШОВ, ШОГ, ШОД — шун-
товые обмотки; Рр , Рд — шунтовые ре-
гуляторы
250
200
150
fOO
SO
¦¦1 '¦¦
щ
АО
20
Л
1
\
~е\
г~
1
1 ,
_,
О iO 80 120 160 НУ.
40 100 ISO 200 250л%
Кривые изменения
номинальных момента
(Мн) и мощности (Рн)
цри смешанном регу-
лировании: /— регули-
рование возбуждения
генератора; // — регу-
лирование возбужде-
ния двигателя
М — асинхронный двигатель; Г — ге-
нератор; Д — рабочий двигатель; ОВГ,
ОВД - обмотки возбуждения
SO WO 150 200 Н%
У
^-—'
1
—'—
7*4^*1171
7%5?fm
1
20 iO SB ВО 100 п
Предельные значения мощности не
ограничены. Диапазон регулирования
изменением напряжения 6—8, при
смешанном регулировании 15—20
Предельные значения мощности
целесообразно ограничить; 8—to кет.
Диапазон регулирования 6-8. К. п. д.
такой же, как з нормальной системе
с регулируемым напряжением
Регулирование изменением
напряжения с двигателем и
генератором последователь-
ного возбуждения
Приводы малой
и средней мощно-
стей, требующие
плавного регулИ'
рования скорости.
Находит примене-
ние главным об-
разом в шлифо-
вальных станках
АД— асинхронный двигатель; Г — ге-
нератор; Д— рабочий двигатель; СОГ,
СОД — обмотки возбуждения; Р — ре-
гулировочный реостат
п%
160
/20
SO
40
\
"
0 ~ 40
¦- ,
J-0.07
—¦
1—-—
'——-
—
80 120
Рабочий диапазон
-_^
¦ ~-
¦ —
160 200 М%
Верхний предел мощности ограни-
чивается 5—7 кет из-за увеличения
потерь и габаритов регулировочного
реостата. Диапазон регулирования
6—8. К. п. д. системы близок к тако-
вому в нормальной системе с регули-
руемым напряжением
/? —сопротивление сериесной обмотки;
R,— сопротивление реостата
Продолжение табл. 2
Метод регулирования
Регулигование изменением
напряжения с применением
вспомогательного генератора
(стабилизатора)
Область
применения
Главные при-
воды и приводы
подачи, требую
щие широкого и
плавного регули-
рования скорости
Принципиальная схема
Г. Ш0Р&
М — асинхронный двигатель; Г — генера-
тор, Д — рабочий двигатель; В — возбуди-
тель; Р — вспомогательный генератор; С —
сопротивление; ШОВ, ШОГ. ШОР, ШОД,
СОР — обмотки возб}ждения; К— регули-
рующий реостат
А еханическая характеристика
Мощность, диапазон регулирования
и к. п. д.
60
120
iO
л
90 120 160 200 М%
Предельные значения мощности не
ограничены. Диапазон регулирования
до 100—120, изменением напряжения
в диапазоне 40—50 и изменением ма-
гнитного потока двигателя в диапа-
зоне 2—3. При малых скоростях дви-
гателя необходима принудительная
вентиляция. К. п. д. такой же, как
в нормальной системе с регулируе-
мым напряжением
Регулирование скорости
двигателя постоянного тока
при помощи управляемых ион-
ных выпрямителей (тиратро-
нов)
Приводы малой
мощности,требую-
щие широкого и
плавного регули-
рования скорости.
В первую очередь
приводы подач.
Приводы,требую-
щие автоматиче-
ского регулирова-
ния
' I/VWVWWV-—'
—лл/wwvw
IT , 2Т — тиратроны якорной цепи; ЗТН,
4Т —тиратроны цепи возбуждения, Д —
рабочий двигатель; Т - анодный трансфор-
матор; К — контактор
4%
90
70
СО
SO
to
30
ft)
10
,
J
-4
_
'"I
и (напряжение на якоре)
п {скорость Збигаггкпя)
--¦
,
..
--.
—\
—
г-
г-~
г—
"У
"Л
--
—
...
г-
н
...
—
—-
¦ Л
—
ч
---
Предельные значения мощности не
ограничены, однако в станкостроении
верхний предел практически огра
ничен: для однофазных схем 3 4 кет,
для трёхфазных схем — 10 кет. Диа-
пазон регулирования при электронном
управлении достигает 80—100. Зна-
чения к. п. д. несколько выше, чем
в системе с электромашинными пре-
образователями
О Ю 20 30 40 SO 60 70 80 90 WO l/0»%
ГЛ. ]Vj
ЭЛЕКТРИЧЕСКАЯ АППАРАТУРА СТАНКОВ
149
Таблица 3
Обозна-
чение
Б4
Щ2
Щ5
Ф2
ВЗ
В5
Схематическое
изображение
Форма исполнения
Встроенное исполне-
ние
Нормальное испол-
нение на лапах для
установки на горизон-
тальной поверхности
Нормальное испол-
нение на лапах для
установки на верти-
кальной поверхности
при горизонтальном
расположении вала
Фланцевое исполне-
ние с фланцем на щи-
те со стороны вала.
Горизонтальное распо-
ложение вала
Фланцевое исполне-
ние с фланцем на щи-
те со стороны вала.
Вертикальное распо-
ложение вала
Нормальное испол-
нение на лапах для
установки на верти-
кальной поверхности
при вертикальном рас-
положении вала
двигатель — редуктор имел минимальные габа-
риты и стоимость. Обычно бывает выгодно
при малой мощности выбирать двигатели с
большим числом оборотов A500 и 3000 об/мин)
и редуктор с большим передаточным отно-
шением, а при большой мощности — тихо-
ходный двигатель и редуктор с малым пере-
даточным отношением. Это объясняется рез-
ким возрастанием стоимости изготовления и
габаритов редуктора с увеличением мощности
привода.
В ряде механизмов станков находят широ-
кое применение электромагнитные муфты,
¦Тщц.1
Фиг. 2.
Фиг. 3.
заменяющие фрикционные и кулачковые
муфты с ручным к соленоидным управлением.
В приводе стола небольших продольно-
строгальных станков применяются однодиско-
вые муфты. Многодисковые электромагнитные
муфты (фиг. 1) обладают меньшими габари-
тами по сравнению с однодисковыми. Харак-
терными для этих муфт являются фасонные
стальные диски, изображённые на фиг. 2 и 3.
ЭЛЕКТРИЧЕСКАЯ АППАРАТУРА СТАНКОВ
Трёхполюсные рубильники (фиг. 4) при-
меняются в качестве вводных выключателей
Фиг. 4. Трёхполюсный рубильник на 100 а.
и предназначаются для встройки в шкафы
управления.
Пакетные переключатели применяются
в качестве вводных выключателей, переклю-
Фиг. 5. Пакетные трёхполюсные переключатели.
чателей цепей управления, а также для упра-
вления двигателями при небольшом числе
пусков в час. Технические данные и габариты
пакетных переключателей приведены на
фиг. бив таг5л.4.
Таблица 4
Тип переключа-
теля
ВП-10
ВП-25
ВП-60
ей
о
о
о
i
3*
3
3
3
Допусти-
мый ток
в а при на-
пряжениях
220 в
ю
25
6о
350
и500в
6
15
35
Мощность двига-
теля с коротко-
замкнутым рото-
ром в кет
3
5
Габаритные размеры
в мм
А
5?
91
91
Б
47
66
97
В
85
144
Г
б!
95
96
Л
65
Е
5,4
7
8
ЭЛЕКТРООБОРУДОВАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Барабанные переключатели применяются
для управления асинхронными электродвига-
телями й в качестве переключателей для
электромагнитных плит.
Наиболее часто применяемые барабанные
переключатели даны в табл. 5 и на
фиг. 6—11.
Таблица 5
Исполнение и применение барабанных
переключателей
Тип
БП-131
БП-431
БП-132
БП-432
БП-451
БП-452
Исполнение
Трёхполюсный нере-
версивный на три по-
ложения; в кожухе
То же, но без ко-
жуха
То же, но реверсив-
ный; в кожухе
То же, но без ко-
жуха . -,
На три положения
750—0-1500 об/мин или
1500-0— 30U0 об/мин;
без кожуха
На три положения:
размагнитить -0—вклю-
чено; без кожуха
Применение
Для управления
нереверсивным
двигателем
—
Для управления
реверсивным дви-
гателем
—
Для управления
двухскоростным
двигателем
Для электро-
магнитных плит
Барабанный переключатель БП-452 рас-
считан на напряжение постоянного тока 250 в
и максимальный длительный ток 10 а. Осталь-
л,-с,
лг-сг
Л3-С3
I
Ход
X
X
X
0
0
—
—
—
я
ход
X
X
X
Фиг. 6. Схема барабанных нереверсивных переключателей
типа БП-131 и БП-431.
'•^^Прломх.
Л,С,
л,-сг
л,-с,
ЛГС3
I
Bnpalo
X
X
X
0
Стоп
-
-
-
И
Влево
X
-
-
X
X
Фиг. 7. Схема барабанных реверсивных переключателей
типа БП-132 и БП-432.
1,:ремн>чеш
обмотхи
4-S
4-S'
i-it'
3-3'
2-2'
1-1'
Pas-
нагн.
I
-
~
X
X
X
в
-
-
-
-
X
Вкл.
л
X
X
-
-
-
Фиг. 8. Схема барабанного переключателя типа БП-452
для электромагнитных плит: ОП — обмотка плиты; СР —
сопротивление разрядное; СД — сопротивление добавоч-
ное; С — конденсатор 4 мкф, 250 в.
ные переключатели преднааначены для дви-
гателей с короткозамкнутым ротором мощ-
ностью \,Ъквт при напряжении 127 в, 2i2 кет
при 220 в, 3 кет при 380 в и 3,5 кет при 500 в.
Скорость
Соединен,
обмоток
\Ле/ю/к.
Ko/h^qepe
такты^щ
л,-с,
Лг- С2
Л3-С3
AfMi
Л2-Д2
Ci~Cf-C3
л
/
X
х
X
-
-
-
-
0
1ыкл
0
-
-
-
-
-
-
Иск
500
Хк
Л
-
-
-
X
X
х
X
Фиг. 9. Схема барабанного переключателя полюсов
типа БП-451 для двухскоростного двигателя.
Buff no стрелке А
Фиг. 10. Барабанные переключатели типа БП-131 и БП-132.
Фиг. 11. Барабанные переключатели типа БП-431,
БП-432, БП-451, БП-452 (размер А для переключателей
БП-431 и БП-432—94 мм, для переключателей БП-451
и БП-452—134 мм).
Магнитные пускатели и контакторы.
Магнитный пускатель является основным
коммутирующим аппаратом при дистанцион-
ном или автоматическом управлении электро-
двигателями. В табл. 6 приведены основные
данные пускателей.
ГЛ. IV]
ЭЛЕКТРИЧЕСКАЯ АППАРАТУРА GTAHKOB=
151
Тип
пускателя
МПКО
МПКРО
МПК1
МПКР1
ПМ-Ю
ПМ-15
ПМ-11
ПМ-12
КМ-0
КМР-0
КМ-2
П-221
П-222
П-322
П-422
П-522
КТ-32
КТ-33
КТ-34
Исполнение
Нереверсивный
Реверсивный
Нереверсивный
Реверсивный
Нереверсивный
Реверсивный
Нереверсивный
Реверс
Неревер
ивный
сивный
Нали-
чие
тепло-
вого
реле
Есть
я
Нет
„
„
Есть
„
Нет
Предельная мощност|>
(в кет) электродвигателя
с короткозамкнутым рото-.
ром при напряжении в в
111
3
2
4
4
i,5
i,5
7.5
ю
—
—
—
2,5
2,5
6
—
220
3t5
3,5
7
7
2,5
2,5
II
20,5
3
3
ii
4
4
1С
—
—
380
5
5
и
и
4
4
15
29
3,5
3,5
16,5
5
5
15
—
Длительный ток
„ „
>
500
5
5
11
11
4
4
18
29
3,5
3,5
18
5.5
5,5
18
40
75 а
*5° »
Зоо ,
Габаритные
; Без кожуха (открытый)
высота
12б
126
165
165
15° ':
15°
230
270
IU2
I7O
248
, 17°
275
293
39о
5оэ
ширина
IOO
205
I3O
270
1O2
25O
23O
29O
123
23O
168
по
I2O
23O
—
45°
59°
59O
глубина
IOO
Ю5
130
135
8о
I2O
335
ба
6а
и4
юз
юз
—
Г57
217
2бо
размеры
Таблица 6
в мм
В кожухе (зашишённый)
высота
2IO
22O
295
295
193
293
ЗбЗ
186
195
3°9
230
23O
365
—
'ширина
155
22O
36э
15°
293
253
347
153
250
219
152
152
275
__
глубина
.120
las
148
148
95
юб
170
187
84
84
146
130
141
192
—
Не изготовляются
„
¦
На фиг. 12 и в табл. 7 приведены габарит-
ные размеры наиболее распространённых
пускателей типов МПК-0 и МПК-1.
Таблица 7
Тип
пуска-
теля
МПК-0
МПК-1
Габаритные размеры в мм
А
48
но
Б
97
I2O
В
126
1б5
/•
IOO
13°
д
155
22O
В
!35
200
Ж
85
128
3
2IO
295
И
190
270
К
315
394
Л
120
148
М
Зэ
4о
нормально открытых и нормально закрытых
контактов 2, 4 и 6 при любой комбинации
(фиг. 13).
Фиг. 12. Магнитные пускатели типа МПК-0
и МПК-1: а—без кожуха; б— в кожухе. Пун-
ктиром показана пристройка теплового реле.
Промежуточные реле применяются для
размножения команды в схеме, либо для уси-
ления командного импульса, недостаточного
для воздействия на исполнительный орган.
В цепях переменного тока применяется
промежуточное реле типа ЭП с общим числом
— 87
О
Q П т_^
фцг. 13. Промежуточное реле типа ЭП (размер А для
ЗП-41/60,Ъ1,'42, 33, 24, 15, 06 оавен 232 мм] для ЭП-42/40,
?1,22, 13,Ю1—192 мм', для ЭП-43,20:11. 02—151 мм).
152
ЭЛЕКТРООБОРУДОВАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
-116,5
Фиг. 14. Маятниковое реле времени с солоноидным приводом типа РВМ-2.
Катушки реле изготовляются на напря-
жения 12, 36, 127, 220, 380 и 500 в однофаз-
ного переменного тока и пригодны для про-
должительного режима работы и повторно-
кратковременного с частотой циклов до 600
в час при относительной продолжительности
включения С=бО%. Контакты реле допускают
нагрузку по табл. 8.
Таблица 8
1
Характеристика нагрузки
Ток размыкания для нормально-
открытых контактов
То же для нормально-закрытых
контактов
Кратковременный толчок тока при
включении для нормально-открытых
и нормально-закрытых контактов . .
Длительно допустимый ток для
нормально-открытых и нормально-
закрытых контактов
Наибольший
ток (в а) при
напряжении
переменного
тока в в
127
ю
б
5°
12
220
8
5
4°
12
380
б
3.5
3°
12
500
4
2
2Э
12
Реле времени применяются в схемах авто-
матизированного электропривода станков в
качестве аппарата, осуществляющего управле-
ние механизмами станка в функции времени,
например: при автоматическом пуске электро-
Фиг. 15. Электронное реле времени типа РВЭ.
ГЛ. IVI
ЭЛЕКТРИЧЕСКАЯ АППАРАТУРА СТАНКОВ
153
двигателей; при глубоком сверлении для пе-
риодического отвода сверла;в качестве реле,
контролирующего темп выполнения операции
обработки.
В табл. 9 приведены реле, находящие
практическое применение в станках.
Следует рекомендовать применение элек-
тронного и пневматического реле. Работа
одного из возможных вариантов схемы элек-
тронного реле времени (фиг. 15) происходит
следующим образом: если управляющий кон-
Фиг. 16. Реле времени пневматическое с соленоидным приводом типа РВП: 1— электромагнит; 2 — штифт ми-
кропереключателя типа МП-t; 3 — грибообразный поршень;^ — штифт, регулирующий выдержку времени; .5 —
регулирующая гайка; 6 — клапан; 7 — отверстие для выхода воздуха; 8 — резиновая мембрана; 9 — шток поршня;
10 — пружина; 11 — возвратная пружина; 12 — упор; 13 —колодка; 14 — фильтр из сукна; 15 — отверстие в крышке
для входа я выхода воздуха; 16 — отверстие для входа воздуха; 17 — упор для переключения контактов; 18 —
рычаг, нажимающий на штифт микропереключателя; 19— якорь электромагнита.
Таблица 9
Найме но-
ванне реле
Электро-
магнитное
реле вре-
мени
Маятнико-
вое с соле-
ноидным
приводом
(фиг. 14)
Электрон-
ное реле
времени
(фиг. 15)
Принцип полу-
чения выдерж-
ки времени
Замедленное
спадание ма-
гнитного пото-
ка в магнитной
системе реле
Работа ан-
керного меха-
низма с маят-
ником
Замедленное
спадание заря-
да конденса-
тора в сеточ-
ной цепи элек-
тронной лам-
пы
Вы-
держка
в сек.
До
5
2—10
До
i8o
Примечание
Выдержка вре-
мени при отклю-
чении катушки.
Пригодно в цепях
постоянного тока
Кроме контактов
с выдержкой вре-
мени снабжено и
мгновенно дей-
ствующим контак-
том
Имеются испол-
нения, стабильно
работающие при
колебаниях напря-
жения сети
Наимено-
вание реле
Моторное
реле вре-
мени
Пневмати-
ческое с
соленоид-
ным при-
водом
(фиг. 16)
Принцип полу-
чения выдерж-
ки времени
Замедленное
перемещение
рабочего орга-
на, приводи-
мого в движе-
ние от элек-
тродвигателя
через редук-
тор, с большим
передаточным
отношением
Замедленный
впуск воздуха
в воздушную
камеру реле
Вы-
держка
в сек.
До
i8oo
о,|—i8o
Примечание
Кроме контактов
с выдержкой вре-
мени может быть
снабжено и мгно-
венно действую-
щим контактом
Выдержка вре-
мени при включе-
нии или отключе-
нии катушки. Кро-
ме контактов с вы-
держкой времени
может быть снаб-
жено и мгновенно
действующим кон-
тактом
ЭЛЕКТРООБОРУДОВАНИЕ МЕТАЛЛОРЕЖУЩИХ:СТАНКОВ
[РА13Д. IV
такт Ум разомкнут -— анодная цепь электрон-
ной лампы прервана, а благодаря выпрямляю-
щему действию <в цейи сетки конденсатор Св
заряжается почти до амплитудного значения
напряжения1 обмотки трансформатора
Тр — 0 — 2, сообщая сетке отрицательный
потенциал. При замыкании управляющего кон-
такта восстанавливается анодная цепь лампы,
а питание сеточной цепи прекращается. Кон-
денсатор Св начинает разряжаться на сопро-
тивление /?i — /?8. По мере разряда конден-
сатора отрицательный потенциал на сетке
лампы снижается — появляется анодный ток.
Когда анодный ток достигает значения тока
трогания анодного реле Кр, последнее вклю-
чается, оказывая своими контактами соответ-
ствующее воздействие на схему управления.
Скорость разряда конденсатора, а следо-
вательно, выдержка времени может в широ-
ких пределах регулироваться изменением
величины сопротивления R^ — /?8«
Конденсатор Ср сглаживает пульсации
анодного тока и обеспечивает более спокой-
ную работу исполнительного реле Кр.
Аппараты путевого контроля (путевые
или конечные переключатели). Наиболее
распространённой в станках является система
управления в функции пути (перемещения)
рабочего органа станка, при кото-
рой упор, установленный на рабо-
чем органе, воздействует на путе-
вой переключатель, производящий
соответствующее переключение в
схеме. Примерами применения путе-
вых переключателей могут служить:
1) переключение скорости меха-
низмов в разных точках пути (бы-
стрый подвод, рабочая подача, обрат-
ный ход и т. д.);
2) ограничение передвижения
прямолинейно перемещаемых эле-
ментов станка (ограничитель хода).
Путевые переключатели разде-
ляются:
а) по способу замыкания контак-
тов — на переключатели простого и
моментного действия;
б) по характеру действия привода
контактов — на переключатели с са-
мовозвратом и без самовозврата.
; При малых скоростях движения
упоров, воздействующих на пере-
ключатели (до 0,4 м/мин), и для
управления реверсивными пускате-
лями применяются переключатели
моментного действия; при больших скоро-
стях движения упоров, а также в качестве
ограничителей хода, -т простого действия*
-]
Фиг.
Конечный
переключатель
типа ВК-111.
простого действия
При малых ходах переключающего упора
и для получения большой точности переклю-
Фиг. 18. Конечный переключатель моментного действия типа ВК-211.
; Таблица10
Тип переклю-
! чателя
вк-ш
(фиг. 17)
ВК-211
(фиг. 18)
МП-1
(фиг. 20)
Исполнение контактов
1 нормально открытый
1 нормально закрытый
1 нормально открытый
1 нормально закрытый
1 .нормально открытый и
1 нормально закрытый с
Общей точкой
Способ замы-
кания кон-
тактов
Простого
действия
Моментного
действия
То же
Возврат
в исходное
положение
Самовозврат
С самовозвра-
том и без него
Самовозврат
Ход штока
в мм или
повррот ры-
чага в град.
i3±i.o
12°
о,7
Нагрузка контактов
при напряжении 380 в
дли-
тель-
ный ток
в а
6
6
3
ток
включе-
ния
в а
ЗЭ
2О
5
МОЩНОСТЬ
размыкания
в в,а
2О00
7оо
ГЛ. IV]
ЭЛЕКТРИЧЕСКАЯ АППАРАТУРА СТАНКОВ
155
ченйя применяются малогабаритные переклю-
чатели с ходом нажимного штока 0,5— 0,7 мм.
Технические данные переключателей при-
ведены в табл. 10.
5)
Фиг. 19. Различные исполнения управляющего рычага конечного пе-
реключателя моментного действия: а, б — для упоров с работой в обе
стороны; в — для управления возвратно-поступательным движением;
г — для проходных упоров с работой в одну сторону.
ПО ABCD
Тяговые электромагниты наиболее ши-
роко применяются для дистанционного упра-
вления механизмами пневматики и гидравлики
и в тормозных устройствах.
Электромагниты переменного
тока нормализованы (фиг. 21 и
табл. 11). Номинальное тяговое
усилие гарантируется при ма-
ксимальном ходе якоря и напря-
жении сети 0,85 от номинально-
го. По длине хода тяговое уси-
лие изменяется, достигая наи-
большего значения в конце хода.
В табл. 12 приведены экспери-
ментально полученные значения
тяговых усилий в начале ходов
различной длины.
Все электромагниты рассчи-
таны для продолжительного ре-
жима работы. В зависимости от
величины относительной продол-
жительности включения и вели-
чины хода якоря электромагниты
допускают различное число вклю-
чений в час, которое может быть
определено по формуле
7_ 3600 (Pd-PyQ
где Z—допустимое число включений в час;
Р$ — допустимые (по условиям нагрева)
секундные потери в вт; Ру — секундные по-
ст
Фиг. 20. Микропереключатель: 1 — корпус; 2 — непо-
движный контакт; 3 — подвижный контакт; 4 — контактные
стойки; 5 —нажимной штифт; б —крышка.
Фиг. 21. Электромагниты серии ЭС-1 (изображение
при втянутом якоре).
тери при втянутом якоре в вт; Ап — тепло,
выделяемое за одно включение, в вт-сек;
С — относительная продолжительность вклю-
чения:
c-ie..
Таблица 11
Тип
электро-
магнита
ЭС1-5101
ЭС1-5111
ЭС1-5121
ЭС1-5131
ЭС1-5141
ЭС1-5151
о
W S v
Ном.
вое у
лие в
1,5
3
8
15
25
о ^
Ном.
якоря
=5
аз
Зо
3°
5°
ЗО
а
б7
8о
io6
юб
146
146
6
55
6о
83
83
ю8
ю8
в
64
71
89
89
1бо
i6o
г
82
93
П7
п7
IQ2
192
д
5
7
ю,5
ю,5
ia,5
12,5
Размеры
е
5°
6о
71
85
IOO
I2O
Ж
4°
48
58
72
8+
Ю4
3 ММ
3
ю
И
19,5
!9,5
24
34
и
9
ю
12
16
2О
2О
К
23
27
31
44
5°
7°
л
5
5,5
6,5
6,5
8.5
8,5
м
74
82
92
IOO
I2O
I2O
Н
5
7
ю,5
1О,5
13
>3
156
ЭЛЕКТРООБОРУДОВАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РаЗД. IV
Тяговые усилия электромагнитов
Таблица 12
Тип
электро-
магнита
ЭС1-5101
ЭС1-5111
ЭС1-5121
ЭС1-5131
Номинальное
тяговое уси-
лие в кг
1,5
3
5
8
Номинальный
ход якоря
в мм
25
25
3°
Зо
Тяговое усилие при номинальном
напряжении в кг
в начале хода при длине его в мм
30
7,о
10,1
25
2,0
4,о
8,0
II,О
20
3,6
5.2
9,4
и,8
15 | 10 | 5
4,2
5,8
1О,О
12,5
6,2
7-1
11,2
14,о
8,8
8,4
13.2
:6,4
в кон-
це
хода
12,5
и,5
19,о
ig,o
Тяговое усилие при напряжении, равном
0,85 от номинального, в кг
в начале хода при длине его в мм
30
5,о
8,о
25 | 20
1,5
3,°
5,8
8,8
2,6
4,о
7,о
9,4
15 | 10
З,1
4,6
7,5
ю,о
5,2
5,2
8,2
11,2
5
7.'
7,1
9,8
13,о
в кон-
це
хода
10,0
9,3
14,4
'5,0
где tp — продолжительность работы со втяну-
тым сердечником за один цикл; t^ — продол-
жительность одного цикла работы электро-
магнита (работа -+- пауза).
Экспериментально полученные значения
Р$, Ру и Ап и времени включения для неко-
торых типов электромагнитов при различных
ходах якоря и грузах, соответствующих но-
минальному тяговому усилию, приведены
в табл. 13.
Таблица 13
Тип
электро-
магнита
ЭС1-5101
ЭС1-51П
ЭС1-5121
ЭС1-5131
«о
17
21
Зб
Ьб
13,7
16,7
25
50
А
„ в вт-сек
при ходе в
30
—
43
i°5
25
34
69
71,4
20
38
24
=7
45,6
мм
15
25
13,3
13,6
26,2
Время
30
—
°,i°7
о,из
включения в секундах
при ходе в «л
25
о,сб4
0,089
0,095
2д
O.O53
0,051
0,071
о,о77
15
о,О4
0,038
°,°53
°,°575
(фиг. 23), контакты которого включаются
в цепь управления станком. Нагревательные
элементы реле включаются в силовую цепь
защищаемого двигателя. Применение тепло-
вых реле следует рекомендовать для всех
двигателей длительного режима работы,
а для двигателей кратковременного и по-
вторно-кратковременного режимов работы —
в случае использования спе-
циальных двигателей (мно-
госкоростные, встроенные
и т. п.), замена которых за-
труднительна.
•Защита схемы от коротких
замыканий производится чаще
всего при помощи плавких
предохранителей. Для двига-
телей постоянного тока и
асинхронных с контактными
кольцами плавкая вставка пре-
дохранителя выбирается по но-
минальному току двигателя,
Для асинхронных двигателей
Зависимость допустимого числа включе-
ний от относительной продолжительности
включения при разных длинах хода якоря для
зооо
2000
1000
N
\,
~—-—
6-IShm
/
Ч
6=20 им
I
ч
'б'ЗОмм
20
60 801 (Пв)%
Относительная продолжительность включений
Фиг. 22. Допустимое число включений
в час B) электромагнита ЭС1-5121 с тяго-
вым усилием 5 кг в зависимости от отно-
сительной продолжительности включения',
(ПВ) при различных ходах якоря (б).
одного типа электромагнита приведена на
фиг. 22.
Защитная аппаратура. Максимальная
защита. Защита электродвигателей от пере-
грузки осуществляется тепловым реле
Фиг. 23. Тепловое реле типа РТ-1: а — исполнение в ю
жухе (для пристройки); б — исполнение без кожуха.
ГЛ. IV]
ЭЛЕКТРИЧЕСКАЯ АППАРАТУРА СТАНКОВ
157
с короткозамкнутым ротором плавкая встав- Выбранная плавкая вставка проверяется
ка выбирается по формуле по условию:
г/ / J ~. ^y^ J
j /vjh плав, ест <* j^'h-
пл. ест 2,3 ' Цепи управления подключаются обычно
после предохранителей силовой сети. При
где Ка. ест ~ номинальный ток плавкой сложных схемах для цепи управления преду-
вставки в а\ ]н — номинальный ток двига- сматриваются отдельные предохранители,
теля в а; К — кратность пускового тока дви- Защита от падения и исчезновения
гателя по отношению к номинальному току напряжения {нулевая защита). При схемах
(принимается по каталогу; обычно К = 5-f-7). контакторного управления нулевая защита
Фиг, 24. Принципиальная электрическая схема фрезерного станка с электронно-ионным приводом по-
дачи и автоматическим регулированием: Р — вводной рубильник; 7/777, 4ПП - плавкие предохрани-
тели; Ш — электродвигатель шпинделя; О — электродвигатель насоса; 77— электродвигатель подачи;
ОС — обмотка сериесная двигателя подачи; ОВ — обмотка возбуждения двигателя подачи; РТВ —
реле времени накала тиратронов; РТШ — реле тепловое двигателя шпинделя; ПР — переключатель
реверсивный; ПШ, ПО — пускатели двигателей шпинделя и насоса; ИВ, ПН — реверсивный пуска-
тель двигателя подачи; РП — реле промежуточное; РУВ, РУН — реле ускоренного хода вперёд и
назад; РПВ, PUH — реле подачи вперёд и назад; 1ПН — ЗПН — переключатели настройки; РОП —
реле обрыва поля; 1КА — 6КА — контакты командоаппарата; 1КУ — 4КУ — кнопки управления; JIC—
лампа сигнальная; 1ТН, 2ТН — тиратроны питания якоря; ЗТН, 4ТН — тиратроны питания обмотки
возбуждения; IT — анодный трансформатор; 2Т — трансформатор накала; ЗГ — трансформатор тока
двигателя подачи, 4Т, 57"—сеточные трансформаторы; 6Г — трансформатор тока двигателя шпинделя;
А — Ж — электронные лампы; И — стабиливольт; 7/7 — 5П — настроечные потенциометры; ПА — по-
тенциометр установления подачи; 1Д, 2Д — насыщенные дроссели; IX — 2Х — дроссели фильтров;
JA — 36А — сопротивления; 1С — 14С — конденсаторы; СТ — сопротивление тормозное; СР—сопротивле-
ние разрядное; СД — сопротивление добавочное; 1КА —быстро вперёд; 2КА — подача вперёд; ЗКА —
быстро назад; 4КА — подача назад; 5КА — стоп хода стола вперёд; 6КА - стоп хода стола назад.
Для предохранителей, защищающих группу
двигателей, плавкая вставка выбирается по
формуле
пл. ест
2,5
где У]/к — сумма номинальных токов двига-
телей; 1Н шах —номинальный ток наиболь-
шего двигателя; К — кратность пускового тока
наибольшего двигателя.
осуществляется блок-контактами пускателя
или контактора, шунтирующими пусковую
кнопку. При падении или исчезновении на-
пряжения пускатель отключается, и запуск
станка при восстановлении напряжения не-
возможен до нажатия пусковой кнопки.
Пониженное напряжение цепей упра-
вления. При сложной схеме станка с боль-
шим числом аппаратов и разветвлённой систе-
мой проводов применение пониженного на-
пряжения цепей управления повышает на-
158
ЭЛЕКТРООБОРУДОВАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
дёжность работы станка. Для питания цепей
управления станков со сложной схемой и
автоматических станочных линий обычно при-
меняются специальные понижающие транс-
форматоры на 127 в. Нормальный ряд этих
трансформаторов предусматривает следующие
значения мощностей: 150, 300. 500, 1000, 2000,
.Приведённая формула пригодна для сле-
дующих условий:
а) напряжение холостого хода трансформа-
тора на 4,7°/0 выше номинального напряжения;
б) допускается снижение напряжения до
0,97 от номинального;
в) относительное напряжение короткого
замыкания трансформатора 3°/0;
3000 и 5000 в-а. Выбор мощности трансформа-
тора может производиться по формуле
Рт = 0,35Р1+0,4Р2,
где Рт — мощность трансформатора в в-а;
Р1 — суммарная мощность, потребляемая ка-
тушками уже включённых аппаратов, в в-а;
Р2 — суммарная мощность, потребляемая при
включении одновременно включаемых аппа-
ратов, в в-а.
Фиг. 25. Принципиальная электрическая схема продольно-
строгального станка с приводом стола от двигателя с из-
менением подводимого напряжения я вспомогательным
машинным стабилизатором.
г) активная составляющая напряжения
короткого замыкания трансформатора равна
реактивной составляющей;
д) коэфициент мощности в цепи включён-
ных 'аппаратов
=0,25;
е) коэфициент мощности в цепи включае-
мых аппаратов
tл. щ
МОНТАЖ ЭЛЕКТРООБОРУДОВАНИЯ НА СТАНКАХ;
159
Мощность выбранного трансформатора
должна также удовлетворять условию Рт^ Р\.
Значения, мощностей, потребляемых ка-
тушками наиболее часто применяемых аппа-
ратов, приведены в табл. 14.
Таблица 14
Наименование аппарата
Электромагнит тяговый
ЭС1-5101
То же ЭС1-5111
ЭС1-5121 .
ЭС1-5131
ЭС1-5141**
Магнитный пускатель МПК-0
То же МПК-1
Реле промежуточное ЭП-41
промежуточное РП-00
„ времени маятниковое
РВМ ....
Реле времени пневматиче-
ское РБП
Потребляемая мощ-
ность в в-а
рабочая
6о
6о
I2O
2О
3°
=5
4°
бо
=5
пусковая
5оо
I2OO
2ООО
27OO
7000
170 .
35O
13°
IOO
* Значение Р, для электромагнитов дано для номи-
нального хода якоря. При уменьшенных ходах Р3 должно
приниматься по кривым фиг. 26.
** Электромагнит ЭС1-5141 следует включать через про-
межуточное реле на напряжение сети.
Примеры выполнения принципиальных схем
для фрезерного станка с электронно-ионным
приводом подачи и продольно-строгального
станка с приводом по системе с регулируе-
мым напряжением даны на фиг. 24 и 25.
2400
2000
1600
1200
800
&00
О S 10 15. 20 ?Ч /Гни
Фиг, 26. Кривые потребляемой мощности
электромагнитами серии ЭС-1 в зависимо-
сти от хода якоря (S).
МОНТАЖ ЭЛЕКТРООБОРУДОВАНИЯ
НА СТАНКАХ
Монтаж электроаппаратуры производится:
а) в кожухах на наружных поверхностях
станка (для станков с небольшим количеством
аппаратуры);
б) в нишах станин, тумб и прочих узлов
станка (встройка аппаратуры);
/
/
у
У
——-\
•
за-5131
\ 8нг
У
3C1-512I
\5игу
3C1-5III
>>
ЭС1-5101
\ 1.5 кг
1
Электродвигатель головни
типа ДД-51/U мощн. 7,8квт
1500 об/мин. 380 вольт
Ч Ш.Р. 432 мм
Разветвительная
коробка с 3 клем-
мами МН-2500 и
4 клеммами
КН-1000
Условные обозначения
Т. Г-триба газовая
Ш.Р-шланг резиновый
КЧТ.Г.Ф1"
ЛПРГС'3-6'М
13,2э
Злектромагщ
ты Э^
Гидропанель
Эл двигатель
поворота
стола типа
сос охла
ждения типа
П-22Й с эл. дви-
гат. мощн. 0,1к/т.
OA
№6ТГф1/2'
ЛПРГС 4'1,5
Н*ЗТ.Г.Ф1"
ЛПРГС 134,5"
Кронштейн
ЛПРГС 10*1.5
Фиг. 27. Общий вид станка с расположением электрооборудования.
160
ЭЛЕКТРООБОРУДОВАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[Р'АЗД. IV
в) в шкафах, устанавливаемых непосред-
ственно на самом станке или вблизи него.
Соединение отдельных аппаратов (путевых
переключателей, электромагнитов и т. д.),
Электромагниты
типа ЗС1-5121
дится при помощи троллейного соедине-
ния.
В местах разветвления проводов устанавли-
вается разветвительная коробка с клеммами
Панель ЗБ0*12йО
"9 Т.Г
,IS,10J
Зл двигатель головки
типа ЛД-5Щ,мощн. 7.вквт;
/500об/мт 380 вольт
Jr Рубильник
1 типа Р-102
Пакетный
'выключатель
I типа Blt-fS
12предохранит.
. типа „Ус
резьбой Е-27
с плавкими
'.вставками
\на бампер
3 предохраните-
. ля типа,,Н"с
\ резьбой t-27 с лл
вставками на
ЗпредохраЛ
-, нителя \
ХтипаПР-ю
¦/»«¦
< вставками] ~
I на 60 а '
Разветвительная ,
коробка с Ь клеммами-^—
КН1000
3клеммами- НИ2500
те
Путевой выключи- Га~1л1
/пол* тип/г RV- 9ft I ГЕГ '
у
тель типа BK-2U
тель типа
МПХ1-П0
N?1 ТГФ1 /1ПРГС 3>6**5'1,5*
/Cfi IC2i 1C3i 16:15--10.24pa.
Тепловое ре\
пе типа РТ1\
наноминальк
ток двига
пя 16 ампер
Промежуточное
реле типа
ЭЛ-43/tO
Пульт управления
4КУ
^.Вперед'
Тумблер
Наладка
'работа"
Промежуточное
реле типа
ЭП-43/20
Зл двигатель
поборота стояв
типа ДДф -22/Ь
ЫЫГФГЛПРГС 13'US' '
1:2ai2C3ii6,fB,i,l,7.e,f4J.
13*1 рез
Л"
!' 2ПВ Путевой выклю-
чатель типа ВК-211
\ыЧОТГ01/2'
1 ЛПРГС 3*1,5"
| ЗС1;ЗС2;ЗСЗ
Насос охлаждения
шипа П-22Д с электро-
двигателем мощностью
0,1 квт; 3000 об/мин:
3,60 в. *
Фиг. 28. Пример оформления монтажной электрической схемы станка по фиг. 27.
расположенных в разных частях станка, между
собой и панелью управления производится
проводами, проложенными в газовых стальных
трубах (для неподвижных элементов) или
в металло-рукавах и резиновых шлангах (для
подвижных элементов).
При значительном перемещении подвиж-
ного элемента подвод тока к нему произво-
или без них; при малом числе проводов уста-
навливается специальный тройник со съёмной
крышкой.
Особое внимание обращается на герметич-
ность соединений для исключения возможно
сти попадания влаги и пыли внутрь труб и
аппаратов. Весьма желательным является при-
менение проводов с маслостойкол изоляцией.
ГЛ. IV]
ЭЛЕКТРИЧЕСКИЕ СЛЕДЯЩИЕ КОПИРОВАЛЬНЫЕ УСТРОЙСТВА
161
В качестве примера на фиг. 27 приведён
общий вид агрегатного станка с расположе-
нием электрооборудования. Монтажная и
принципиальная схемы этого станка даны
на фиг. 28 и 29.
/7/ /12 ЛЗ,
В настоящее время наибольшее примене-
ние получили контактные и индуктивные ко-
пировальные головки. Контактные двух- и
трёхпозиционные головки работают по прин-
Л1Ш Л31
Л131С2
fPTt
ли mm
ml
Л12/12^131
i/fi I :
/!S1
Л11ШЛ31
2ПЦ 0 В
/iism/rji
**T T ::
JCISC2 3Ci
^4f2
ЛЩ2СМ
ЗП
Стоп
-CD—^-axs>n
ЗлектродВигат. Насос омаж- Электродвигатель
лектродвига/п Насос омаж Электродвигател
шо9ки типа дения типа поборота стола
АД-St/i мон П22Й' АДСр22/А
Голобка
Повторение
цикла
.^Лш-J
w4M.2 Поворот
~^ °~* стола
Головка
вперед
2 Головкос
.назад
Циклограмма работы
силовой головки
Быстрый-подвод Рабочая подача
ЙН |
i
быстрый отвод 1
АД-Stfit мощн. П22Ясзлектро типа АМСр-22/4-
7.8 кВт, 150 0 двигателе^ мощн. 1,5 кВт. j,
Off/минЗВОвольт Нощн. 0,1 квт, 1500 об/мин.;
3000oS/мин., 380 вольт . ¦
380 Вольт
Фиг. 29. Принципиальная электрическая схема станка по фиг. 27.
Катушки пускателей,злектро-
магнитов и промежуточны/ реле
_р- -»jj»- Нормально-закрытые (из)
контакты промежуточны*
реле, тепловых реле, путе-
вых выключателей и кнопок
управления.
~о- -о"». Нормально-открытые (яа.)
контакты промежуточных
реле,тумблеров, путевых
выключателей и кнопок
управления.
ЭЛЕКТРИЧЕСКИЕ СЛЕДЯЩИЕ
КОПИРОВАЛЬНЫЕ УСТРОЙСТВА
Общие сведения. Основным элементом
электрических копировальных устройств, а
также гидравлических и электро-гидравличе-
ских, является следящее устройство, которое
наблюдает за правильностью положения ре-
жущего инструмента относительно обрабаты-
ваемого изделия и при отклонении от этого
положения даёт команду на исправление рас-
согласованности.
Следящее устройство состоит из следую-
щих основных частей: •
а) задающей части — копира — в форме
модели, шаблона, чертежа;
б) следящей части — щупа (копировальный
палец) или светового луча, ощупывающего
шаблон, модель, чертёж;
в) воспринимающей части, преобразующей
рассогласование между необходимым и дей-
ствительным положением режущего инстру-
мента в командный импульс, используемый
для управления механизмами подач станка.
Совокупность следящей и воспринимающей
частей следящего устройства образует копи-
ровальную головку или датчик. Электрокопи-
ровальные головки выполняются контактные
и бесконтактные.
Контактные — двух-, трёх- и многопози-
ционные, бесконтактные — мерительные, ин-
дуктивные, ёмкостные, болометрические, фо-
тоэлектрические и др.
И Том 9
ципу „включено — выключено', вследствие
чего получается ступенчатость обработки
(ступенчатое копирование). Многопозицион-
ные контактные копировальные головки дают
меньшую ступенчатость обработки. Индук-
тивные копировальные головки в отличие от
контактных работают не скачкообразным, а
непрерывным процессом (бесступенчатое ко-
пирование).
Связь перемещений копировальной и ин-
струментальной головок может быть жёсткой
или осуществляться при помощи рычажных
систем (пантографов), различных зубчатых
передач и т. д.
Командный импульс от копировальной го-
ловки поступает в усилительное устройство,
после чего воздействует на исполнительный
орган, приводящий в движение механизм по-
дачи.
Усилительное устройство может состоять
из различных электромагнитных реле, ион-
ных и электронных приборов, электриче-
ских машин специальных типов или их соче-
таний.
Электрическими исполнительными орга-
нами могут быть: непосредственно электро-
двигатель подачи или электромагнитные
муфты, включаемые между двигателем пода-
чи и соответствующим ходовым винтом
(в этом случае двигатель подачи может быть
нерегулируемым).
Точность копирования в электрических
копировальных устройствах выражается в со-
162
ЭЛЕКТРООБОРУДОВАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
тых долях миллиметра. Большое влияние на
точность копирования оказывают силы инер-
ции, действующие в механизме и сказываю-
щиеся на явлении „отрыва" фрезы от изде-
лия, а также вибрации копировального устрой-
ства в целом.
Регулирование привода подач и основ-
ные условия рациональной работы копиро
вального устройства. Для получения наиболь-
шей точности, чистоты обработанной поверх-
ности и производительности, а также эконо-
мичного использования станка и инструмента
копировальное устройство должно удовлетво-
рять следующим основным условиям:
а) изменение направления движения режу-
щего инструмента должно происходить при
минимальной рассогласованности между пере-
мещением режущего инструмента и копиро-
вального пальца;
б) результирующая скорость (подача) ре-
жущего инструмента должна оставаться в про-
цессе копирования постоянной независимо от
угла наклона обрабатываемого профиля.
Работа копировальных устройств с не-
регулируемым в процессе копирования при-
водом подач (ступенчатое копирование).
На фиг. 30 показаны траектория режущего
инструмента и диаграмма скоростей при сту-
дачи
Колебание результирующей скорости по-
'рс наиб
1,41
составляет, таким
Модеп
vpc наим
образом, около 40%.
Работа копировальных устройств с ре-
гулируе иым в процессе копирования приводом
подач (бесступенчатое копирование).
На фиг. 31 показана траектория режущего
инструмента при бесступенчатом копиро-
вании прямолиней-
ного и криволи-
нейного участков
профиля.
Для регулирова-
ния привода подач
по прямолиней-
ному закону диа-
грамма скоростей
дана на фиг. 32.
В ЭТОМ случае | ^-Траектория рещшего
Модель
V
(—'- •
1
-- А
+&наиб
"г
\
й ^й 1
-J Вдоль контура
От контура Наконтир
-С* < >П< 1> bet-'
U2 =
где К\ — коэфициент пропорциональности;
Д — отклонение копировального пальца от
среднего положения (со-
ответствует L« наклона
обрабатываемого про-
филя); Д/,ди5 — наиболь-
шее отклонение копиро-
вального пальца (соот-
ветствует L -п~ наклона
обрабатываемого про-
филя ) .
Результирующая скорость подачи
рр режущего
(J инструмента
Фиг. 30.
пенчатом копировании прямолинейного и кри-
волинейного участков профиля.
В обоих случаях, поскольку поперечная
(со скоростью t/j) и продольная (со скоро-
стью с2) подачи включаются попеременно,
результирующей можно условно считать сред-
нюю скорость
/
2 ..tf_^*_+1
наиб
зависит от отклонения Д копировального
'Подача
продольная (по контуру)
¦ рс
где t\ и /2—продолжительность соответствен-
но поперечного и продольного перемещения
супорта в процессе обработки одной сту-
пеньки.
Так как всегда vx = v2, то
v.
поперечная
(от контура) ' (но *онтцр)
При ас = 45°
sin ас -\~ cos v.c
Vr
'рснаим — г— у
при <хс = 0° И ас == 90°
vpc наиб — vl-
«Риг. 32.
пальца или, иначе, от угла наклона обраба-
тываемого профиля. При А =
"рнаим
К 1 ¦
ГЛ. IV]
ЭЛЕКТРИЧЕСКИЕ СЛЕДЯЩИЕ КОПИРОВАЛЬНЫЕ УСТРОЙСТВА
163
при Д =
^Кх И
= Ьнаиб
Урнаиб
vp наим
= 1,41
Преимуществом линейной системы регули-
рования привода подач является лучшее со-
впадение направления движения режущего
инструмента с касательной к заданному кон-
туру. Колебание результирующей подачи
до ~40% является её недостатком.
Постоянство результирующей подачи до-
стигается специальными устройствами, кото-
рые обеспечивают регулирование по закону
синуса.
Для регулирования привода подач по си-
нусоидальному закону диаграмма скоростей
дана на фиг. 33.
Подача
продольная (по контцрц)
поперечная поперечная
(от контура) (на контур)
Фиг. 33.
Так как направления подач, участвующих
в процессе копирования, как правило, взаимно
перпендикулярны, необходимо, чтобы
v = const,
а следовательно,
= K2 sin
*-
t/2=/e2cos(. I А,
где /Са — коэфициент пропорциональности.
Вектор результирующей подачи скользит по
окружности.
Типы копировальных головок и устройств.
В табл. 15 приведены' некоторые наиболее
распространённые электрокопировальные го-
ловки.
По конструкции головки, механизму (при-
воду) подач и точности копирования, совре-
менные копировальные устройства можно раз-
делить на три основные группы.
Устройства с контактными головками
и нерегулируемым в процессе копирования
приводом подач. Точность копирования
устройств этой группы около ± 0,2 мм при
Скоростях подач до 200 мм/мин. Принци-
пиальная схема и вариант устройства приве-
дены на фиг. 34.
Копировальная головка КГ, скреплённая
с супортом, имеет две пары контактов (an б),
замыкающих цепи питания электромагнитных
реле РВ, РП, РН. Реле РВ и РН служат
для включения муфт поперечной подачи
(В —вперёд, Я—назад), а реле РП включает
муфту П продольной подачи. Муфты В, Н и
/7 вращаются от двигателей Дх и Д2 через
коробки скорости К\ н4 При включении
муфты на сеть постоянного тока вращение
передаётся ходовому винту подачи. Скорость
подачи можно регулировать переключением
шестерён коробки скоростей и изменением
оборотов двигателя шунтовым реостатом (на
фигуре не показан). Реле РП имеет две обмот-
ки, включённые параллельно обмоткам реле
РВ и РН, осуществляя автоматическую зави-
симость одной подачи от другой. Реле РВ,
РП, РН являются усилительными устрой-
ствами и питаются от особого генератора 14 е.
Основное применение — для обработки тел
вращения на токарных станках. \
Второй вариант устройства этой группы
приведён на фиг. 35. Копировальная головка
КГ жёстко скреплена со шпиндельной бабкой.
В исходном положении копировальный пало|ц
касается модели, замкнуты контакты а. Пр|и
нажатии на кнопку /7 включаются.электро-
магнитные реле РВ и PC. Реле РВ включает
Мл
РП
KB РП
Фиг. 35.
муфту В (движение вперёд). PC разрывает
цепь муфты ВН (вниз) и ВВ (вверх). Копи-
ровальный палец идёт на модель, фреза!—на
изделие. При наталкивании на модель)кон-
такты а размыкаются и РВ и PC оч!клю-
164
ЭЛЕКТРООБОРУДОВАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
(РАЗД. IV
Элгктрокопировальные головки
Таблица 15
Со
>>и
с-о
U Ч
Основная
характеристика
Устройство головок, принцип действия
и основное применение
Расстояние между не-
замкнутыми контактами
головки нормально регу-
лируется в пределах от
0.3 до 0,5 мм. Давление
на копировальный палец
около 150 г
Центральный стержень головки U
монтированный в гильзе 2 на шаровом
uiapHnpet имеет свободу осевого пере-
мещения и отклонения в любую сто-
рону вокруг геометрического центра
шарнира. Нижний конец стержня не-
сёт сменный копировальный палец 3.
Угол конуса гнезда камня 4 выбирается
так, чтобы рычаг 5 одинаково откло-
нялся от осевых и радиальных переме-
щений копировального пальца головки.
Под давлением пружины 6 централь-
ный стержень головки занимает ниж-
нее положение, при этом замкнуты
контакты 7. Под давлением модели
контакт 7 размыкается и замыкается
контакт 8. В случае дальнейшего на-
жатия размыкаются контакты Р, ко-
торые выключают все движения станка.
Основное применение — объёмное ко-
пирование
Чувствительность
устройства достигается
тем, что плошадь основа-
ния сосуда значительно
больше площади горлыш-
ка
Чувствительность го-
ловки регулируется ве-
личиной напряжения пер-
вичной обмотки диферен-
циального трансформа-
тора
Центральный стержень / головки
монтирован в гильзе 2 на шаровом
шарнире без возможности осевых пе-
ремещений. Левый конец стержня /
помещён во втулке 3, несущей четыре
крестообразно расположенных кон-
такта. В корпусе головки также уста-
новлены 4 контакта. Замыкание любой
пары контактов головок устанавливает
электрическую цепь через соответ-
ствующие электромагнитные реле. Для
обработки профиля в каждом квадран-
те требуется переводить пружину 4 на
90°. При этом замыкаются другие кон-
такты копировальной головки, обеспе-
чивая обработку следующего участка.
Основное применение — контурное ко-
пирование
Копировальный палец / связан с мем-
браной. При надавливании на палец 1
ртуть в горлышке сосуда поднимается
и замыкает контакты 2 и 3, что вклю-
чает подачу от контура. При умень-
шении усилия контакты 2 и 3 размы-
каются, двигатель реверсируется, ин-
струмент подаётся на контур. Головка
может быть изготовлена многоконтакт-
ной и, будучи включена в схему с ам-
плидин-генератором, может обеспечить
надлежащую точность при сравнитель-
но простои схеме. Основное примене-
ние — при . контурном незамкнутом
цикле копирования
Вход
Копировальный палец 1 крепится в
патроне стержня 2. Задний конец
стержня через шарик 3 упирается в
конус втулки 4, закреплённой в скобе
5, подвешенной на плоской пружине 6
вместе с пружиной 7. несущей якорь 8
диференциального трансформатора ТД.
В свободном состоянии прибора якорь
8 прижат к сердечнику 9 пружиной 11.
При нажиме на копировальный палец
якорь 8 приближается к сердечнику 10.
На сердечниках 9 и 10 уложены по две
обмотки диференциального трансфор-
матора. Первичные обмотки диферен-
циального трансформатора включены
последовательно, вторичные обмотки
включены встречно и подаются на вход
первого каскада усиления. Величина
зазора между якорем и сердечниками
может устанавливаться механически
винтом (на фигуре не показан), Ос-
новное применение — контурное и
объёмное копирование
ГЛ. IV]
ЭЛЕКТРИЧЕСКИЕ СЛЕДЯЩИЕ КОПИРОВАЛЬНЫЕ УСТРОЙСТВА
165
чаются. Выключение РВ прекратит подачу
.вперёд", а выключение реле PC подготовит
вертикальную подачу. Вертикальная подача
в действие не вступает, так как цепь пита-
ния соответствующих муфт разорвана нор-
мально открытыми контактами реле KB и КН.
При включении на автоматическую работу
нажимают кнопку
копировальный
ного копирования (штампы, прессформы и пр.)
применяется объёмная головка.
Третий вариант устройства показан на
фиг. 36. В этой схеме в целях уменьшения
электромагнитной инерции электромагнитные
реле заменены тиратронами 4, 5, 6. Вторич-
ные обмотки трансформаторов 1, 2, 3 подают
импульсы на сетку — катод-тиратронов.
RST
Фиг. гс.
палец подведён к верхней кромке модели,
или К2, если он подведён к её нижней кромке.
Кнопки Кх и Я3 шунтируют соответственно
катушки реле KB и КН, если KB и КН ме-
ханически сблокированы; ВУ и НУ — упоры,
Тиратроны 4, 5 управляют движением
фрезы „вперёд—назад" (ходовой винт 7), а ти-
ратрон 6— поворотом стола. В остальном ра-
бота схемы аналогична приведённым выше.Об-
ласть применения — объёмное копирование.
L J
21Ш 7
//Л 7
h
2 Ш7
ОО
Р
N
ми
? Аи 7
/РШ
нпп^_Ш_
Фиг. 37.
которые воздействуют на конечный выключа-
тель КВН и КИУ; KLU — устройство для пе-
рехода на следующую строчку. Аварийные
контакты размыкаются при чрезмерном на*
жатии на копировальный палец. Для объём-
Четвёртый вариант устройства (схема лау-
реата Сталинской премии Т. Н. Сжолова)
приведён на фиг. 37. Основное отличие на-
стоящей схемы от ранее рассмотренных за-
ключается в том, что вместо электромагнитных
166
ЭЛЕКТРООБОРУДОВАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
муфт применены регулируемые двигатели
постоянного тока и вместо электромагнитных
реле — быстродействующие реле-тиратроны.
Генератор II постоянно подключён к двига-
телю поперечной подачи ДПП. Генератор /
нормально питает двигатель вертикальной
подачи бабки ДВП; в крайних положениях
бабки он с помощью контактора КГП пере-
ключается на двигатель горизонтальной по-
дачи ДГП стола. Управление контактором
КГП осуществляется
переключателем, уста-
новленным на ходовом
винте горизонтальной
подачи. Генераторы
имеют по две встречные
обмотки независимого
возбуждения. Поляр-
ность тока, подаваемо-
го этими генераторами
в соответствующие дви-
гатели подач, зависит
от того, по какой из
обмоток в данный мо-
мент проходит ток. Обмотки возбуждения
включены в анодные цепи ламп Л\ — Л±, по-
лучающих питание от сети переменного тока
через трансформатор Тр. Этот же трансфор-
матор подаёт напряжение в цепи накала ламп.
На сетки всех ламп подан постоянный отри-
цательный потенциал с дополнительного ге-
нератора ///, который используется для пи-
1109
ных вариантов)—около i 0,01 мм при скоро-
стях подач до 50 мм /мин.
Пятый вариант устройства, приведённый
на фиг. 38, используется для обработки только
по контуру. КГ— контурная копировальная
головка. При обработке контуров вначале
устанавливают пружину /7 соответственно
выбранному направлению привода. При за-
мыкании контактов ел и вн срабатывают
низковольтные реле РВИ и РВЛ, включаю-
Фиг. 39.
щие электромагнитные муфты подач вниз
и влево (ВН и ВЛ). При наталкивании на
шаблон один из контактов (в зависимости от
угла наклона обрабатываемого контура) ра-
зомкнётся. Включённой остаётся лишь одна
подача, которая вызовет отход копироваль-
Ддигатеяь
поперечной подачи
ДЬиготепь
продольной подачи
Фиг. 38.
тания цепей управления станком и обмоток
возбуждения ВМВП, ВМГП, ВМПП двигате-
лей подач.
Конструкция контактного датчика обеспечи-
вает сложение двух подач; при этом полу-
чаются следующие команды (пять направле-
ний): замкнуты контакты 1—2 и 5—6 — дви-
жение на копир; 1—2 — 3—4, 5—6 и вниз
движение на копир; 3 — 4, 7—8, 5—6—от
контура и вниз; 3—4, 7—8— от контура.
Основное применение — объёмное и кон-
турное копирование с установкой соответ-
ствующей копировальной головки. Точность
копирования (в отличие от ранее разобран-
Фиг. 40-
ного пальца от шаблона. В результате отхо-
да снова замкнутся обе пары контактов и т. д.
По мере обхода контура, работающий на
станке должен переводить пружину.
ГЛ. IV]
ЭЛЕКТРИЧЕСКИЕ СЛЕДЯЩИЕ КОПИРОВАЛЬНЫЕ УСТРОЙСТВА
167
Устройства с многоконтактными голов-
ками и регулируемым в процессе копирова-
ния приводом подач. Точность копирования
устройств этой группы — около ± 0,1 мм при
скоростях подач до 700 мм/мин. Пример схе-
мы устройства этой группы приведён на
фиг. 39.
Многоконтактный датчик представляет на-
бор пружинящих пластинок со смещёнными
контактами, присоединённых к отдельным
точкам сопротивления R. При отсутствии на-
жатия на палец пластинки не соприкасаются
одна с другой. Двигатель подачи находится
в покое, так как лампа ЭЛ создаёт в обмотке
возбуждения ОВВ такой ток, что э. д. с.
возбудителя уравновешивает напряжение сети
в 115 в (возбудитель В включён навстречу
с сетью 115 в). При надавливании на палец
часть сопротивления R шунтируется, изме-
няется ток, протекающий через сопротивле-
ние /?], а следовательно, и напряжение, по-
даваемое на сетку С2, что и обусловливает
изменение тока лампы ЭЛ и, следовательно,
в обмотке возбуждения ОВВ возбудителя ге-
нератора. Генератор получает ток возбужде-
ния одного или другого направления. Плавное
изменение сопротивления при замыкании кон-
тактов датчика обеспечивает плавную траек-
торию движения фрезы.
Для быстроты действия и устойчивой ра-
боты системы на сетку С2 подаётся также
напряжение обратной связи, суммирующееся
из напряжения е2 и ез* Сопротивления /?3> #4»
/?5 и /?6 включены так, что напряжение об-
ратной связи е3 пропорционально скорости
смещения фрезы. Э. д. с. е2, получаемая от
трансформатора обратной связи ТОС, про-
порциональна ускорению фрезы. Область при-
менения— обработка судовых гребных винтов.
Устройства с бесконтактными голов-
ками и регулируемым в процессе копирования
приводом подач. Обеспечиваемая точность
копирования — около ± 0,02 при скоростях
подач до 250 мм/мин. Пример схемы приве-
дён на фиг. 40.
В схеме * применена индуктивная копиро-
вальная головка и регулируемые двигатели
подач, которые получают питание от соот-
ветствующего амплидин-генератора. Анодные
цепи усилителей питаются от обмоток транс-
форматора управления ТУ. При среднем по-
ложении якоря диференциального трансфор-
• Упрошенная схема лауреата Сталинской премии
Т. Н. Соколова.
матора ТД напряжение на вторичных обмот-
ках выходного трансформатора ТУВ равно
нулю. Мостик с плечами обмоток ТД-Ш,
ТД-JV, ТУВ-1-Н согласован. При смещении
якоря из нейтрального положения в любую
сторону благодаря изменению индуктивных
сопротивлений в плечах обмоток диферен-
циального трансформатора ТД-Ш и ТД-IV
мостик рассогласовывается, и в результате
на всех вторичных обмотках ТУВ появляется
напряжение, величина и фаза которого опре-
деляются соответственно величиной и на-
правлением смещения якоря диференциаль-
ного трансформатора. Разность анодных то-
ков ламп создаётся подачей на сеточный
контур переменного напряжения от обмоток
ТУВ-III и ТУ В-IV. При этом потенциал
сетки одной из ламп становится положитель-
ным по отношению к катоду, а потенциал
сетки другой — отрицательным (во время по-
ложительной полуволны на анодах). Благодаря
этому анодный ток первой машины возра-
стает, а ток другой уменьшается. Таким об-
разом, в обмотке возбуждения амплидина
действует разность токов. Скорость подачи
регулируется изменением величины напряже-
ния отрицательной обратной связи по напря-
жению амплидина при помощи переменного
сопротивления 1РС. Стабилизирующим устрой-
ством в данной схеме является отрицательная
обратная связь по напряжению амплидина,
связывающая амплидин с сеточным контуром
усилителя возбуждения через сопротивления
7СС и 8СС. Напряжение обратной связи про-
порционально напряжению на зажимах ампли-
дина и по знаку всегда обратно управляюще-
му сеточному напряжению (когда на ано-
дах -\-). Управление напряжением амплидина
продольной подачи производится от одной
управляющей обмотки возбуждения амплиди-
на 2У, включённой в анодную цепь лампы ЭЛ.
Управление величиной анодного тока проис-
ходит подачей отрицательного смещения на
сетку с сопротивления ЗСС, включённого
в анодную сеть лампы 4Л блокирующего
каскада. Отрицательный сеточный потенциал
на лампу 3J1 подаётся через лампу 4Л. Регу-
лирование скорости подачи вдоль контура
производится потенциометром 2РС, который
изменяет величину напряжения обратной связи
по скорости двигателя, подаваемого на за-
жимы второй обмотки управления амплидина,
стабилизирующей обмотки 2, действующей
навстречу обмотке 2У. Область применения —
объёмное и контурное копирование.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Богуславский Б. Л., Новое в станкостроении,
Машгиз, 1947.
2. П о п о в В. К., Элементы электроавтоматики, Маш-
гиз, 1947.
3. ПрессС. А., Электрооборудование металлорежущих
станков, Машгиз, 1946.
4. Соколов Т. Н., Электроавтоматическое копиро-
вание, „Автоматика и телемеханика" № 3, 1937.
5. Соколов Т. Н. и Дружинский И. А.,
Электронно-механическое управление в новом копиро-
вальном станке, .Станки и инструмент" J* 12, 1947.
Глава V
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
НАПРАВЛЯЮЩИЕ ПРЯМОЛИНЕЙНОГО
ДВИЖЕНИЯ
Направляющие в значительной мере опре-
деляют точность и работоспособность стан-
ков. В связи с этим к направляющим предъ-
являются высокие требования в отношении
прямолинейности, жёсткости и износо-
устойчивости.
Формы направляющих. В станкострое-
нии наиболее часто применяются напра-
вляющие следующих типов: треугольные,
прямоугольные, трапециевидные (ласточкин
хвост) и круглые в комбинациях, указанных
в табл. 1.
При стеснённых габаритах применяют по
одной направляющей с замкнутым контуром:
а) круглой, как более лёгкой для изгото-
вления (пиноли, гильзы выдвижных шпин-
делей, колонны и т. д.) и б) с прямолиней-
ными очертаниями — в случае необходимости
предотвращения от проворачивания под дей-
ствием больших моментов (ползуны кару-
сельных станков, пил для резки металлов
и т. д).
При больших нагрузках и габаритах стан-
ков применяются тройные и ещё более слож-
ные направляющие. Например, для тяжёлых
продольно-строгальных и продольно-фрезер-
ных станков с шириной стола более 3 м
применяются V-образная и две плоские на-
правляющие, три плоские направляющие
и т. д.
В многосупортных станках, в станках
с задними бабками и т. д. принимают спе-
циальные меры, чтобы супорты не мешали
друг другу, делая отдельные направляющие
для передних и задних супортов, задних ба-
бок и т. д.
Рабочие грани направляющих, а также
точку приложения тягового усилия следует
располагать так, чтобы реакции и перекаши-
вающие моменты были минимальными.
В процессе обработки изделия давление
должно распределяться на одни и те же
грани направляющих во избежание повышен-
ного влияния зазоров на точность изделий
и чистоту поверхности.
Следует особо заботиться о жёсткости
направляющих в том направлении, деформа-
ции в котором определяют точность изделия
и глубину резания, а следовательно, влияют
и на образование колебаний. В том же на-
Фиг. 1.
правлении износ граней должен быть мини-
мальной величины.
В целях достижения максимальной лёг-
кости хода, особенно в заточных, копиро-
вально-фрезерных, радиально-сверлильных
станках с ручными перемещениями, приме-
няются направляющие качения. Телами каче-
ния являются замкнутые роликовые цепи,
подшипники качения на жёстких и эксцен-
триковых осях для ре-
гулирования, шарики
или ролики в специаль-
ных желобах. Напра-
вляющие качения нахо-
дят всё более широкое
применение.
Направляющие пере-
становки выполняются
такой же формы, как
и основные, но они
дополнительно снабжаются Т-образными па-
зами для закрепления.
Примерные конструктивные соотношения
Т-образных пазов показаны на фиг. 1.
Основные размеры направляющих. Раз-
меры направляющих определяются из рас-
чёта.
Толщины прямоугольных направляющих
и высоты направляющих по форме ласточ-
кина хвоста следует брать из следующего
ряда: 10, 12, 14, 16, 18, 20, 22, 25, 30, 35, 40,
45, 50, 60 75, 100 мм.
Применяемые конструктивные соотно-
шения см. фиг. 2.
Отношение длины направления к ширине
столов и кареток должно быть' нормально
не меньше 1,5—2. Так называемое .узкое"
направление способствует повышению точ-
ности, облегчая точное изготовление и про-
мер ширины направляющих; в ряде случаев
уменьшает момент, стремящийся повернуть
супорт в основной плоскости направляющих,
а следовательно, и необходимое тяговое
усилие на рейке, ходовом винте, штоке
и т. д.
Расчёт направляющих. В основу расчёта
кладётся предположение линейного распре-
деления давления по длине направляющих *.
* Это предположение физически соответствует слу-
чаю, когда жёсткость контактирующих тел, рассматри-
ваемых как балки, достаточно велика по сравнению
с жёсткостью поверхностных слоев в стыках, причём по-
следние следуют линейному закону деформаций.
ГЛ. V]
НАПРАВЛЯЮЩИЕ ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЯ
169
Основные типы направляющих
Таблица 1
Большие скорости перемеще-
ний, хорошие условия смазки
и защиты от стружки.
Горизонтальное расположение
Малые скорости
перемещений.
Горизонтальное
расположение
Малые скоро-
сти перемеще-
ний.
Расположение
на вертикаль-
ной стенке
Применение и характеристика
Применяются при необходимости повышен-
ной точности, достигаемой вследствие неко-
торого саморегулирования (меньшего, чем у
других форм направляющих, влияния регули-
ровки планок), а также меньшего влияния
износа на точность обработки
Первый тип направляющих хорошо сохра-
няет смазку; второй и третий типы обеспечи-
вают хорошее удаление стружки. Изготовле-
ние сложное
Применяются в условиях, аналогичных при-
менению треугольных, сохраняют значитель-
ную часть преимуществ последних, но более
просты в изготовлении. Осуществляют прин-
цип узких направляющих
Выполняются преимущественно с симме-
тричной формой треуюльных направляющих,
а в токарных станках также часто с несим-
метричной
Применяются при нормальных требованиях
к точности. Просты в изготовлении при любых
размерах, но относительно сложны в регули-
ровке, особенно при большой длине, так как
требуют трёх планок или клиньев. Смазка удер-
живается хорошо, но вследствие возможности
задержки стружки защитные устройства
должны удовлетворять повышенным требова-
ниям
Применяются при малых габаритах по вы-
соте; характерны простотой регулировки, про-
изводимой одним клином или планкой
Плохо работают на отрыв при действии
больших опрокидывающих моментов, особен-
но первый тип. Имеют повышенные потери
на трение, а потому практически не приме-
няются при больших скоростях перемещений
Применяются при действии больших одно-
сторонних опрокидывающих моментов, причём
необходимо обеспечение высокой жёсткости
планок или клиньев со стороны, подверженной
отрыву; широко применяются для боковых
супортов
Применяются при осевом симметричном по
отношению к направляющим нагружении
(прессы, протяжные, хонинговальные станки),
а также в целях облегчения изготовления
Позволяют достигнуть повышенной износо-
устойчивости благодаря применению благо-
приятной фрикционной пары: закалённая
сталь — чугун
Применяются преимущественно при необхо-
димости получения различных движений (на-
пример, для продольной, поперечной, конус-
ной и фасонной обточки, когда направляю-
щая выполняется в форме копирной линейки)
Расчётные внешние силы задаются сум-
мами проекций их на оси координат X, Y, Z
и суммами моментов их Мх, Му и Мг отно-
сительно осей координат. Силы X, У, Z
и моменты Мх, Му и Мг принимаются поло-
жительными в направлениях, соответствую-
щих наиболее распространённым случаям
действия сил; ось координат х направляется
вдоль движения, ось у располагается в основ-
ной плоскости направляющих, ось z — пер-
пендикулярно к основной плоскости напра-
вляющих.
Например, для токарных станков на фиг. 3
проекции внешних сил по оси координат
Х = РХ, Y = Py, Z=PZ+G
и моменты внешних сил относительно осей
координат:
М( = Ргур - PyZp r\- GyG;
My = P2xp-Pxzp + GxG:
Мг --= РуХр — Рхур.
Здесь и ниже Рх, Pv, Pz— слагающие сил
резания по осям кооодйнат; G — вес супорта;
170
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
х, у, z с соответственными индексами —
координаты точек приложения сил
Тяговое усилие, потребное для переме-
щения каретки, стола, супорта и т.д, обычно
можно определить из совместного решения
•425Н
б) токарные станки с комбинированными
направляющими при одинаковых углах на-
клона граней а = (J = 45° (фиг. 3)
Q =
1- Mlfi1g(a
0 г
в) токарные станки с комбинированными
направляющими а = 25° и р = 65° (фиг. 3)
X + ix(l ,33Z + 0,48 Y — 0,33 —?
0,15 Н
1 — 1,33р. tg (а0 + <р) '
г) строгальные станки с V-образными на-
правляющими и реечным приводом (фиг. 5)
X cos а 4- М-2Г
Фиг. 2. Типовые элементы направляющих: я —треуголь-
ная симметричная; б — треугольная' несимметричная; в —
V-образная для лёгких и средних станков; г — V-образная
для тяжёлых станков; д — ласточкин хвост.
первых четырёх уравнений равновесия ка-
ретки, супорта или стола
Если работают только основные грани на-
правляющих, а планки не принимают участия
cos а 4- v- tg (а0 — *)
Здесь fi—коэфициент трения на напра-
вляющих, принимаемый равным при низких
скоростях перемещения (токарные и фрезер-
ные станки) 0,1-0,12, а при больших скоро-
стях перемещений и соответственно хоро-
шей смазке (строгальные и шлифовальные
станки) — 0,08; а0 и <р — угол зацепления
и угол трения на зубьях рейки (обычно сго =
= 20°).
При относительно больших опрокиды-
вающих моментах, когда можно ожидать
участия в работе планок, следует принимать
повышенные расчётные значения коэфициен-
тов трения.
В приведённых выше формулах второй
член знаменателя, учитывающий увеличение
сил трения на направляющих от вертикаль-
ных слагающих тяговых усилий, в случае
привода винтом равен нулю.
Фиг. 3.
в работе, тяговое усилие определяется по
следующим формулам:
а) токарные станки с прямоугольными на-
правляющими (фиг. 4)
- ц tg (a0
Для определения тягового усилия можно
также пользоваться упрощённой зависимо-
стью вида
Здесь Рх — слагающая силы резания в на-
правлении подачи; 5—приближённое выра-
жение суммы реакций отдельных граней на-
правляющих. Для основных направляющих
токарных станков можно принимать 5 = Рг +
-f Ру + G, для направляющих по форме
ГЛ. V]
НАПРАВЛЯЮЩИЕ ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЯ
171
ласточкина хвоста столов фрезерных стан-
ков (фит. 6) S = Рг-j-2Py + G и т. д.; k —
коэфициент пропорциональности, принимае-
мый равным для кареток токарных станков
1,1—1,2, а для столов фрезерных QTaHKOB
с направляющими по форме ласточкина хво-
Фиг. 5.
Фиг. 6.
ста 1,4 и т. д.; ^ — приведённый коэфициент
трения, принимаемый равным 0,15—0,2.
Моменты сил, воспринимаемые напра-
вляющими Мх, Му и Мг, алгебраически скла-
дываются из моментов внешних сил и мо-
ментов от тягового усилия. Например, для
направляющих токарных станков по фиг. 3
М'х ^ Мх; Му и Му + QzXq — QzQ; м'г «
и Мг -Мх\х.
Реакции отдельных граней направляющих
в конструкциях, в которых основное уча-
стие в работе принимают три грани напра-
вляющих, определяются из уравнений ста-
тики
Например, для комбинированных напра-
вляющих токарных станков по фиг. 3
Мх I Мхv
С=— или С' = —i ;
Ус \ Ус I
А =
(Z + Q2 - С) sin p — Y cos ft .
sin (a + р) ;
_ (Z + Qz — Q sin a -f- У cos a
~ sin (о + Р) .
Аналогично определяются реакции в пря-
моугольных направляющих и направляющих
по форме ласточкина хвоста (фиг 4 и 6).
В конструкциях направляющих с четырьмя
основными и одновременно работающими
гранями следует пользоваться дополнитель-
ными условиями деформаций или заменяю-
щими их простейшими допущениями. В част-
ности, для V-образных направляющих можно
принимать, что каждая из V-образных напра-
вляющих воспринимает горизонтальную
силу, пропорциональную вертикальной, т. е.
что ii = 7г (фиг. 5). Это допущение удовлет-
воряет двум крайним условиям, когда обе
направляющие нагружены одинаковыми вер-
тикальными силами и когда одна направляю-
щая совсем не нагружена вертикальной
силой (предполагается точное изготовление).
В соответствии с фиг. 5
«t=-Z=
Ур cos y
у г
А — ?sin (a —7)
sin2ot
, _ gsin (% + 7)
sin 2a
/^
F sin (a —
sin 2a
~
sin 2a
В порядке первого приближения расчёт
ведётся по средним удельным давлениям.
Распределение момента Му между напра-
вляющими передней и задней стенки пред-
ставляет собой статически неопределимую
задачу.
Если каретка имеет малую жёсткость кру-
чения относительно оси у, а нагрузка дейст-
вует на направляющие одной из стенок стани-
ны (токарные станки с каретками, имеющими
узкий мост), можно считать, что момент Му
полностью воспринимается этими направляю-
щими.
Если при значительной жёсткости салазок
направляющие нагружены относительно рав-
номерно (эпюры давлений в соответствии
с принятым основным допущением — трапе-
ции), то момент Му распределяется пропор-
ционально приведённым ширинам. К этому же
случаю условно можно отнести расчёт при
больших моментах Му, когда в работе при-
нимают участие планки, если последние до-
статочно жестки.
Для направляющих по фиг. 7
Afvd Mvc
a + с "
cos 7
Ji
где для треугольных направляющих d — при-
ведённая ширина; для направляющих по
фиг. 7, а
d = a\
для направляющих по фиг. 7, б
d =• a cos* a + Ь cos2 ft;
для направляющих по фиг. 7, в
d = 2b cos*2 a.
В случае, если вместо второй направляю-
щей работает соответствующая планка,
в формулы вместо с
следует поставить с'.
В общем случае
для определения М\
и Мп при точных
расчётах следует
пользоваться уравне-
нием моментов отно-
сительно оси у и
уравнением деформа-
ций. Последнее пред-
ставляет собой ра-
венство друг другу
углов наклона на-
правляющих каретки
по отношению к со-
ответственным направляющим станины, т. е.
равенство углов наклона прямых, очерчи-
вающих эпюры давлений. Решение даётся
в форме диаграммы [3].
В самом первом приближении для случая
неравномерного нагружения направляющих
по длине, но без участия в работе планок,
172
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
можно пользоваться предположением, что мо-
мент М'у распределяется между передней и
задней направ-
ляющими пропор-
ционально верти-
кальным реак-
Координаты то-
чек приложения
равнодействую-
щих реакций на
гранях опреде-
ляются из уравне-
ния моментов.
Для грани, вос-
принимающей ре-
акцию А и момент
МА (фиг. 8),
Фиг. 8.
для граней треугольной направляющей, вос-
принимающей моменты М1у и Ми из урав-
нения моментов (фиг. 9):
ХА =
Мх sin 3
A Sin (a + (J)
= ——
Ми COS а
л° Bsin-(« + ?)
Удельные давления в соответствии с при-
нятыми допущениями определяются по сле-
дующим зависимостям (фиг. 8).
1. Центральная нагрузка (расчётная эпюра
давления — прямоугольник. Эта же зависи-
нимают участия в работе (эпюра давления —
треугольник не по всей длине направляющих)
л аA,5Н-ЗхА)'
4. Эксцентричная нагрузка при большом
эксцентриситете и хорошо отрегулированных
Фиг. 10.
планках (направляющие — прямоугольные по
фиг. 10)
2А
аН{\
я
ЗМ' хг \
14- —у- -4- -
1 + АН + Я '
—- -4- -
АН + Я
JA' =
Вcos-a ficosa
¦
-X
ssMy
< I
Хя\-
фиг. 9.
мость применяется для подсчёта среднего
удельного давления при эксцентрично прило-
женной нагрузке)
А
2. Эксцентричная нагрузка при малом
эксцентриситете .х'л^-^- (эпюра давлений—
трапеция)
А . 6Аха
ZA^
3. Эксцентричная нагрузка при большом
>. н
эксцентриситете ха^>-^-\ планки отрегули-
рованы со значительным зазором и не при-
Здесь дополнительно х' — смещение ней-
тральной оси определяемой по фиг. 11 в за-
-O.ZD
0.16 0.32 0fi8 ОМ 0,80 0,96 1,12 1,28
ЯН
Фиг. 11. График для определения относительного смеще-
ния нейтральной оси.
МУ а' л
висимости от —у и т = —; А — равнодей-
ствующая реакций.
Для направляющих по форме ласточкина
хеостэ при симметричной нагрузке* можно
* При общем случае нагружения направляющих по
форме ласточкина хвоста удельные давления в первом
приближении могут быть определены путём сложения
удельных давлений от простых нагрузочных систем (от
нагрузок во взаимно перпендикулярных плоскостях).
ГЛ. V]
НАПРАВЛЯЮЩИЕ ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЯ
173
пользоваться приведёнными выше формулами,
только Од, увеличивается умножением на
, а при пользовании диаграммой по
cosa r
фиг. 11
a'cos2 a
т = ,
а
где а—угол наклона направляющих, обычно 55°.
Удельные давления (с учётом моментов
во всех плоскостях) на направляющих из чу-
гуна СЧ 21 -40 по чугуну СЧ 15-32—СЧ 21—40
достигают: при малых скоростях скольжения—
порядка скоростей подачи (токарные, фре-
зерные и аналогичные станки) — до 25—30
кг/см2, а при больших скоростях скольже-
ния — порядка скоростей резания (строгаль-
ные станки) —до 8 кг/см2. При расчёте по
средним удельным давлениям допускаемые
значения примерно в 2 раза ниже. Для спе-
циальных станков, предназначенных для не-
прерывной интенсивной работы, допускаемые
удельные давления на 30u/q ниже.
Для тяжёлых станков допускаемые удель-
ные давления в связи с меньшей твёрдостью
рабочих поверхностей, худшими условиями
контакта и т. д. также значительно ниже.
Долговечность направляющих станков до
перешабровки нормально должна быть не
меньше 3 лет.
Материалы*. Основным материалом на-
правляющих является серый чугун. Станины
средних станков, подверженные значитель-
ным удельным давлениям, а также при повы-
шенных требованиях к износоустойчивости,
выполняются из чугуна СЧ 21—40 (перлитной
структуры с равномерными включениями гра-
фита). Следует, однако, иметь в виду, что
чугуны высокой твёрдости обладают большой
усадкой, а следовательно, большими внутрен-
ними напряжениями, короблением и способ-
ностью давать трещины. Поэтому станины
крупных станков выполняются из более мяг-
кого чугуна типа СЧ 15—32. Аналогично для
прецизионных станков не следует предъ-
являть высоких требований к твёрдости
станины.
В тяжёлых станках к направляющим су-
портов иногда прикрепляются текстолитовые
планки, благодаря чему уменьшаются износ
и опасность повреждения направляющих от
попадания стружки.
Значительного повышения.износоустойчи-
вости или повышения допустимых удельных
давлений можно достигнуть применением
модифицированных чугунов или закалкой на-
правляющих с нагревом ацетиленовым пла-
менем или токами высокой частоты.
Весьма эффективно применение стальных
закалённых направляющих в форме привёрт-
ных планок длиной порядка 75Э мм из це-
ментуемых или нитрируемых сталей.
Привёртывание планок предпочтительно
производить снизу, чтобы не портить рабочих
поверхностей направляющих. В случае необ-
ходимости привёртывания планок сверху го-
ловки болтов спиливаются, расчеканиваются
и шлифуются вместе с направляющими
• См. также гл. I.
Стальные направляющие в форме лент
имеют ограниченное применение.
Механическая обработка. Обработка на-
правляющих должна производиться со сня-
тием минимальных слоев с рабочих поверх-
ностей направляющих, чтобы сохранить более
однородные и прочные слои чугуна.
Допускаемое отклонение от прямолиней-
ности 0,02 — 0,03 мм на 1000 мм длины.
Основным видом отделочной обработки
направляющих является шлифование. При-
пуски на шлифование — 0,2—0,3 мм. Практи-
чески получаемые высоты неровностей —
10—20 мк.
В СССР наиболее распространено шлифо-
вание торцом круга без охлаждения. Для
уменьшения нагрева обрабатываемой детали
оси шлифовальных шпинделей наклоняются;
получаемая поверхность показывает хорошие
эксплоатационные свойства. Более произво-
дительным является шлифование образующей
круга с охлаждением. Шлифование наклон-
ных поверхностей при этом обычно произ-
водится профильными кругами.
При отсутствии плоскошлифовальных
станков надлежащих размеров, а также для
трудно доступных граней чугунных напра-
вляющих применяется шабровка, которая
является гораздо более трудоёмкой, чем шли-
фование. Припуск на шабровку колеблется
от С. 1 — 0,15 мм при малых поверхностях ша-
бровки до 0,4—0,5 мм при самых больших.
Шабровка направляющих производится до
получения 12—18 пятен на квадратный дюйм.
Неровности поверхности шаброванных по-
верхностей направляющих— до 10—15 мк.
При необходимости, например, в прецизион-
ных станках, с помощью шабровки можно
получить поверхность с неровностями до
5 мк. В этих случаях шабровка иногда про-
изводится движением „на себя" Г образными
шаберами. Для направляющих перестановки,
а также при очень хорошем состоянии обо-
рудования для направляющих скольжения
методами окончательной обработки могут слу-
жить чистовое строгание широким резцом
или чистовое фрезерование.
Регулирование зазоров в направляю-
щих. Применяемые способы регулирования и
формы планок и клиньев см. табл. 2. Общим
правилом является расположение планок и
клиньев с менее нагружённой стороны.
Защита направляющих. Большой износ
и даже задиры направляющих наблюдаются
на плохо защищенных направляющих даже
при малых удельных давлениях, например,
в шлифовальных станках. Типовые защит-
¦ ные устройства приведены в табл. 3.
Кроме того, применяются ленты, перема-
тываемые с одного ролика на другой, и теле-
скопические щитки.
Смазка направляющих. В станкостроении
применяются следующие способы смазки на-
правляющих: 1) смазка периодическая ручная
с помощью индивидуальных маслёнок; 2) смаз-
ка при помощи роликов; 3) смазка под давле-
нием.
Смазка из индивидуальных маслёнок, вы-
полняемых шариковыми или с пружинными
крышками, хотя и является более совершен-
ной, чем периодическая смазка поливкой на-
правляющих маслом, но представляет суще.
174
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Таблица 2
Прижимные планки и клинья
Регулирование
в плоскости,
пе рпендикуляр-
ной к основной
плоскости
направляющих
Регулиро-
вание в
боковой
плоскости
Регулиро-
вание в на-
клонной
плоскости
Регулиро-
вание
круглых
направля-
ющих
Характеристика и применение
@,9-1,2$
\в-Ш
Регулирование производится путём сошлифовки или
шабровки
Применение — для регулирования направляющих в пло-
скостях, в которых зазоры не сильно влияют на точность
обработки, а также при высокоизносоустойчивых материа-
лах направляющих
На поверхностях, подлежащих шабровке, часто делаются
выемки для уменьшения площади шабровки
@65-qV I -ш-dh
(o,65-o,75)ha-f^x !X w-щ. i
@,25-0,3)Н
Регулирование производится винтами в направлении,
перпендикулярном рабочим поверхностям планок
Применение — при малых и средних нагрузках и необхо-
димости тонкого регулирования. Изготовление — лёгкое
Планки выполняются с жёстким закреплением после ре-
гулирования и без такового. Первые обеспечивают большую
жёсткость, и их применение в ответственных случаях пред-
почтительнее. Вторые значительно более компактны. Они
требуют применения винтов с контргайками
[0,65-0,75)Н (Н2)Н
Ш-щ
дтонком сеч.
@,15-0,3)Н
ami
@1
юнкоисеч.
'0,15'ОМ
Коническая
поверхность
Регулирование производится осевым перемещением
клиньев или конусной разрезной втулки. Уклон клиньев
обычно 1/50, конусность втулки 1/10 — 1/25
Применение - в ответственных случаях при больших
нагрузках и необходимости тонкого регулирования, высо-
кой жёсткости и малых габаритов. Однако применение
клиньев усложняет изготовление и сборку. Во избежание
самозатягивания необходимо хорошее крепление клиньев
<ДЧ-0,5)Н Н
U
То же
Применение - для перестановочных движений,
перестановок производится затягивание
После
Примечание. Меньшие значения коэфициентов соответствуют большим размерам направляющих, большие
значения коэфициентов — малым размерам направляющих.
ственное неудобство ввиду значительного
числа смазочных точек. Этот способ может
применяться только при малых скоростях пе-
ремещений.
Смазка при помощи роликов благодаря
своей простоте и надёжности имела до по-
следнего времени очень широкое примене-
ние в строгальных и аналогичных станках
с большими скоростями скольжения, однако
в ответственных случаях она вытесняется
смазкой под давлением. Смазка под давле-
нием является наиболее совершенной.
Подвод смазки обычно производится на
середине ширины направляющих. При под-
воде в нижнюю канавку, V-образных напра-
вляющих необходим значительный избыток
смазки.
На широких основных гранях прямоуголь-
ных направляющих хорошо зарекомендовали
себя удобные для изготовления кольцевые
смазочные канавки, изготовляемые на ра-
диально-сверлильных станках, соединённые
одной прямой канавкой, простроганной под
некоторым углом к направлению движения.
На наклонных гранях направляющих де-
лаются обычные зигзагообразные канавки
с большим шагом.
При больших скоростях перемещений
следует делать скосы для захвата масла.
Смазка направляющих производится обыч-
но маслами: веретённым ,3е, машинным ,Л"
Таблица 3
Защитные устройства
Фоома
Цшз—-^М
Характеристика и применение
Применяются при малых скоро-
стях скольжения в станках, пред-
назначенных главным образом для
работы со сливной стружкой
При обработке чугуна недоста-
точно эффективны
Применяются в станках, работа-
ющих без абразива. Щитки при-
крепляются к супорту и в одно-
супортных станках скользят по на-
правляющим. В станках с двумя
супортами, расположенными на
общих направляющих, у одного из
супортов делаются проёмы для про-
хода щитков, а щитки соответ-
ственно подняты над плоскостью
направляющих
Щитки должны легко сниматься
для очистки направляющих
Применяются в станках, работа-
ющих с абразивом. Щитки создают
лабиринтное уплотнение
Применяются в станках, работа-
ющих с абразивом, при условии
невозможности попадания охлажда-
ющей жидкости
ГЛ. V]
НАПРАВЛЯЮЩИЕ КРУГОВОГО ДВИЖЕНИЯ
175
и машинным „С". Более вязкие из перечис-
ленных масла применяются при больших по-
верхностях контакта направляющих, больших
удельных давлениях и периодической смазке;
менее вязкие масла применяются при малых
поверхностях контакта, малых удельных да-
влениях и смазке под давлением.
НАПРАВЛЯЮЩИЕ КРУГОВОГО
ДВИЖЕНИЯ
В станках имеют применение круговые
направляющие скольжения: плоские, кониче-
ские и V-образные (табл. 4 и фиг. 12—15, 18)
и направляющие качения: шариковые и роли-
ковые (табл. 4 и фиг. 16, 17). Круговые на-
правляющие применяются главным, образом
для столов (планшайб) с вертикальной осью:
у станков с горизонтальной осью обычно
оказывается экономически выгодным обеспе-
чивать требуемую точность и жёсткость на-
правления планшайбы за счёт шпинделя,
длина которого не так жёстко ограничивается
габаритами, как у вертикальных стан-
ков. . :
Основные типы круговых направляющих
с указанием их особенностей и областей при-
менения показаны в табл. 4. >
У столов, предназначенных для медлен-
ного вращения (столы долбёжных, универ-
сально-фрезерных, зуборезных станков), диа-
метр направляющих выбирается близким
к диаметру стола; у столов, предназначенных
--075Q-
Фиг. 12. Стол плоскошлифовального станка с плоскими
направляющими.
для быстрого вращения, отношение среднего-
диаметра направляющих к диаметру стола
выбирается и,45—0,70 (для карусельных
обычно 0,45—0,6, для шлифовальных 0,6—0,7).
Отношение ширины направляющих к сред-
нему диаметру колеблется в широких преде-
лах — от 0,03 до 0,3 (верхние значения —
в станках с большими усилиями резания при
малых диаметрах столов, нижние — при боль-
ших диаметрах столов).
Таблица 4
Основные типы направляющих кругового движения
Схема
Характеристика и область применения
Плоские кольцевые
направляющие
Простейшая для изготовления конструкция. Применяется: 1) в станках
с небольшими и средними радиальными нагрузками, когда нет необходи-
мости, чтобы основная кольцевая направляющая принимала участие
в воспринятой радиальных сил; 2) в станках со шпинделями на подшипни-
ках качения — по тем же причинам; 3) в станках со столами больших
диаметров — из технологических соображений
Конические напраоляющие
Конструкция, относительно простая для изготовления; основная напра-
вляющая принимает участие в воспринятии радиальных сил. Допускает
свободные тепловые деформации стола. Применяется при значительных
радиальных нагрузках. Угол наклона образующей принимается обычно
около 30°
v-образные ионические
направляющие
Конструкция, сложная для изготовления; основная V-образная
направляющая воспринимает радиальные и осевые силы и опрокидыва-
ющие моменты. Шпиндель в значительной степени разгружен. V-образ-
ная форма обеспечивает хорошее удержание смазки. Применяется в ответ-
ственных случаях при значительных радиальных нагрузках, опрокидыва-
ющих моментах и скоростях вращения. Углы наклона образующих при-
меняются обычно около 20 и 70°; значительно реже примзняется симме-
тричная форма
Шариковые направляющие
а)
5)
Роликовые направляющие
У/а
Конструкции, обеспечивающие лёгкое вращение, необходимое для точ-
ных угловых перемещений, например, в поворотных столах координатно-
расточных станков Радиальное направление обеспечивается центральным
подшипником качения (конструкция а) или самими круговыми направляю-
щими (конструкция б)
Конструкция, предназначенная для крупных станков при больших ско-
ростях. В случаях применения более трех конических роликов остальные
ролики целесообразно устанавливать на эксцентриковых осях для воз-
можности регулировки. Радиальное направление осуществляется роликами
с вертикальными осями или центральным подшипником качения
176
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Круговые направляющие обычно приме-
няются в сочетании со шпинделями, напра-
вляемыми в подшипниках. С целью уменьше-
ния потерь на трение радиальные силы еле-
соким верхним пределом чисел оборотов
в минуту применяются регулируемые подпят-
ники качения, которые при больших скоро-
стях разгружают направляющие и уменьшают
потери на трение и износ направляющих.
Для шпинделей преимущественно приме-
няются следующие конструкции подшипни-
ков: 1) при больших диаметрах — цилиндри-
ческие нерегулируемые подшипники сколь-
жения; 2) при малых и средних диаметрах —
конические главные подшипники скольжения
Фиг. 13. Стол карусельного станка с коническими напра-
вляющими.
Фиг. 16. Поворотный стол координатно-расточного
станка с шариковыми направляющими.
регулируемые или нерегулируемые; 3) при
высоких скоростях вращения, а также при
необходимости лёгких перемещений (коорди-
натно-расточные станки) — подшипники ка-
чения.
В станках для обработки высоких деталей,
у которых силы резания прилагаются на боль-
шом расстоянии от планшайбы, а также
в станках с подпятниками качения, осуще-
ствляющими разгрузку направляющих при
Фиг. 14. Стол карусельного станка с V-образными напра-
вляющими.
-0/500
Фиг. 15. Стол фрезерного станка с V-образными напра-
вляющими.
дует воспринимать подшипниками шпинделя,
если это допускается условиями жёсткости
и износа.
У шпинделей универсальных станков
с большим диапазоном регулирования и вы-
Фиг. 17. Стол карусельного станка с роликовыми
направляющими.
высоких скоростях вращения, применяются
длинные шпиндели (фиг. 13, J4). В станках
для обработки низких деталей, а также
в станках, у которых стол должен иметь кроме
вращения также поступательные перемеще-
ния по направляющим, шпиндели выполняются
короткими или могут вообще отсутствовать
(фиг. 12, 15, 16, 17). При очень медленном
вращении центрирование может осуще-
ствляться на значительном диаметре
В станках со столами больших диаметров
(свыше 6—8 м) применяются по две напра-
Фиг. 18. Стол тяжёлого карусельного станка с плоской и V-образной направляющими.
ГЛ. V]
НАПРАВЛЯЮЩИЕ КРУГОВОГО ДВИЖЕНИЯ
177
вляющих: обычно V-образная и плоская
(фиг. 18). В больших карусельных станках
с двумя планшайбами — внутренней и коль-
цевой—для обеих применяют по две напра-
вляющих
У столов со шпинделем достаточной длины
при вертикальном расположении оси обычно
нет необходимости в специальных устрой-
ствах, препятствующих поднятию стола.
Однако такие устройства в виде подпятников
на шпинделях иногда применяются для умень-
шения дрожаний и уменьшения поднятия
стола от масляного слоя на направляющих.
У столов без шпинделей применяются планки.
Условный технический расчёт круговых
направляющих производится по номиналь-
ному удельному давлению, вычисляемому де-
лением вертикальной (осевой) нагрузки на
горизонтальную проекцию площади напра-
вляющих. В карусельных станках это давле-
ние обычно не выше 5 кг/си2. Фактические
удельные давления больше вследствие дей-
ствия поперечных сил.
Шпиндель и его опоры обычно условно
рассчитываются из предположения, что по-
перечные нагрузки и опрокидывающие мо-
менты полностью воспринимаются шпинде
лем. Это предположение даёт повышенный
запас надёжности. Фактически при достаточно
тщательном изготовлении конические и V-об-
разные направляющие в большой степени
(а V-образные направляющие иногда и пол-
ностью) разгружают подшипники шпинделя.
Определение наибольших удельных да-
влений на направляющих приводится в
табл. 5. Основной расчёт учитывает осевые
и радиальные нагрузки. Последние отражены
коэфициентами k, kv &2, вводимыми в фор-
мулы для подсчёта номинальных давлений от
вертикальной нагрузки.
Вычисление коэфициентов сделано на ос-
нове рассмотрения задачи упругого контакта
с указанными выше допущениями о том,
что жёсткость контактирующих тел (стола
к
5
4
-"
2
—-
У
/
*****
/
^,—
/
V
AV-oSp
/L пап
/ А
ническая наг
^—
равляк,
—¦—
/
ззная
рабпяи
н
\
щая-\
щая
Щ?
\
0,1 0,2 0,3 0,4 0,5 0,6 0,7 ОД 0$
Фиг. 19. График для определения коэфициентов ft, ft,, ft,,
учитывающих радиальную нагрузку направляющих.
и станины) достаточно высока по сравнению
с жёсткостью поверхностных слоев и что
деформации последних следуют закону Гука.
Кривые для коэфициентов k, kx, k2 имеют
по три участка (фиг. 19). Первый соответ-
Таблица 5
Расчёт направляющих кругового движения
Расчётная схема
Наибольшие удельные давления от сил
У и Z в предположении, что последние
полностью воспринимаются направляющи-
ми (кроме Y при плоских направляющих)
в кг/см2
Дополнительные удельные давления на
направляющей от опрокидывающих момен-
тов в предположении, что последние пол-
ностью воспринимаются направляющими
и давления распределяются по всей окруж-
ности направляющих в кг/см3
D
4Z
327И
4*Z
(j
ft no графику фиг. 19 в зависимости от
Y
327И
ic?>8 (!-<;
A uZ)'(l— с*) ' В tDHI-c*)
k, и А'з по графику фиг. 19 в зависимости
Y
от-
32Д0Л1 {a cos a+b cos C) cos a
nD3 A-е4) a cos2a + ?. cos2 p
32Л<
tcD«A— cl)
(a cos a+b cos p)cos
a cos2 a+b cos3 p
Дополнительные обозначения: с = —=— ; Do — —5—
Примечание. Моменты вычисляются относительно оси, лежащей в средней плоскости направляющих.
12 Том 9
178
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
ствует контакту по всей окружности напра-
вляющих и в нём, естественно, имеет место
линейная зависимость наибольшего удель-
ного давления а от -=- • Второй соответ-
ствует контакту не по всей окружности на-
правляющих; в нём имеет место более
сложная зависимость а от -=¦• Третий уча-
сток соответствует контакту по дугам, рав-
ным или меньшим я, в нём и практически не
зависит от Y, так как уже достигнуто пре-
Y
дельное отношение -у~* при котором стол
стремится подняться на направляющих, и
подшипники шпинделя начинают восприни-
мать значительные нагрузки.
СТАНИНЫ
Станина является основной деталью
станка, обеспечивающей правильные взаим-
ное расположение и перемещения узлов
станка и воспринимающей воздействия от
сил резания.
Станины несут на себе: 1) основные не-
подвижные узлы станка (шпиндельную бабку,
- 2880 —
ставляющие одно целое с корпусом передней
бабки или имеющие две или более систем
направляющих (для взаимно перпендикуляр-
ных перемещений или перемещений под
углом). В связи с возможностью получения
при правильно спроектированном стыке
достаточной жёсткости составных станин
применение усложнённых целых станин не
вызывается необходимостью, но приводит к
значительному удорожанию отливки и меха-
нической обработки и препятствует при-
менению узловой сборки.
Станки выполняются со станинами балоч-
ного типа (при обычной консольной схеме
работы основных несущих деталей) и рам-
ного (портального) типа. Первые, как из-
вестно) представляют большие удобства для
обслуживания (зона обработки открыта с
трёх сторон), вторые значительно более
жёстки и поэтому находят применение в вы-
сокопроизводительных станках.
Станины лёгких и средних станков вы-
полняются, как правило, достаточно жёст-
кими для воспринятия сил резания и веса
при установке станков без специальных фун-
даментов. Станины тяжёлых станков из-за
больших размеров и нагрузок рассчитываются
на совместную работу с фундаментами.
Фиг. 20. Станина с перпендикулярными к оси П-образными перегородками
токарного станка мод. ДИП 2ОМ.
коробку подач и т. д.); 2) направляющие (при-
вёртные или выполненные за одно целое) для
супортов, столов, хареток и т. д. Станины
широко используются в качестве резервуаров
для охлаждающей жидкости и масла.
Основные типы станин показаны в табл. 6.
Станины можно разделить на: 1) простые
с привёртным* узлами привода и одной си-
стемой направляющих и 2) моноблочные, со-
Примеры конструктивного выполнения
станин показаны на фиг. 20—27.
Станины выполняются литыми или свар-
ными.
Литые станины имеют преимущественное
применение благодаря:
1) широким возможностям получения тре-
буемых (иногда весьма сложных) геометри-
ческих форм;
ГЛ. VI
СТАНИНЫ
179
2) относительно невысокой стоимости при
серийном изготовлении, когда стоимость мо-
делей раскладывается на значительное ко-
личество отливок;
3) значительному внутреннему трению
чугуна.
Сварные станины применяются относи
тельно простых геометрических форм (во
избежание повышенной трудоёмкости вырез-
ных, гибочных и сварочных работ) при
индивидуальном и мелкосерийном производ-
ствах.
Таблица 6
Основные типы станин
Станины балочного типа
Станины рамного типа
Характеристика и применение
Горизонтальные станины
с одной основной системой
направляющих:
а) на ножках (лёгкие и
средние станки); число ножек
выбирается в зависимости от
длины станины; иногда ножки
заменяются сплошной плитой;
б) сплошные (тяжёлые стан-
ки, станки, требующие распо-
ложения в станине механиз-
мов подачи и т. д.)
Вертикальные станины с
одной основной системой
направляющих (иногда со
второй вспомогательной для
перестановочных движений):
а, б) подверженные рабочим
усилиям, действующим в пло-
скости симметрии (сверлиль-
ные, хонинговальные, протяж-
ные станки с подвижным и
неподвижным столом);
а) подверженные произволь-
но направленным нагрузкам
(фрезерные станки): с прямо-
линейной осью или Г-образ-
ные и с траверсой
Станины с несколькими
системами направляющих
(шлифовальные, строгальные
и бесконсольно-фрезерные
станки):
а) горизонтальные;
б) й
ками
оризонтальные;
одной или двумя стой-
Станины с круговыми и
прямолинейными направля-
ющими (карусельно-токарные,
шлифовальные и другие стан-
ки):
а) горизонтальные;
б) с одной или двумя стой-
ками
6)
Станины с круговыми и
прямолинейными направля-
ющими и поворотными ру-
кавами:
а) для станков с установоч-
ным вращательным движением;
б) с рабочим вращением ру-
кава
180
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Сварные станины: 1)могут быть выполнены напряжениям изгиба, в частности, для ста-
более лёгкими благодаря более высокому нин, проходящих закалку направляющих,—
модулю упругости стали, чем чугуна, и воз- чугун СЧ 21— 40 (перлитной структуры);
можности применения более рациональных 2) для станин сложной конфигурации и
сечений, 2) требуют меньшей механической для тяжёлых станин во избежание разрыва
-400
Фиг. 21. Станина с диагональными перегородками
токарного станка мод. 26А.
обработки, 3) допускают исправление дефек- при остывании, для станин прецизионных
тов конструкции (вырезка, приварка рёбер станков во избежание потери точности от
и т. д.). внутренних напряжений, а также при невы-
no flBCD
750-
II II II It » I J « I
J---II—4-д> i_ j_ |_ №ЭЕзр5
Фнг. 22. Сварная станина токарного станка.
Материалом литых станин служит чугун: соких удельных давлениях и напряжениях
1) для станин относительно простой кон- изгиба — СЧ 15—32.
фигурации, подверженных большим удельным Весьма целесообразным является приме-
давлениям на направляющих или большим нение модифицированного чугуна, который
ГЛ. V]
СТАНИНЫ
181
имеет большой модуль упругости, повышен-
ную износоустойчивость, однородность ит.д
Станины лёгких станков выполняются с
толщиной стенок 12—15 мм, средних 18—
22 мм и тяжёлых 25—35 мм.
Уменьшение деформаций станин достигается
в первую очередь путём: 1) уменьшения
вылетов, уменьшения плеч скручивающих
сил по отношению к центру кручения ста-
нины и т. д.; 2) увеличения числа и жёстко-
Фиг. 23. Станина револьверного станка с наклонным расположением направляющих для облегчения схеда стружки.
В станинах, подверженных значительным
напряжениям, учитывая, что чугун работает
на растяжение значительно хуже, чем на
сжатие, растянутые стенки делают толще,
чем сжатые
Стенки сварных станин делаются из ли-
стовой стали с невысоким содержанием угле-
рода— типа Ст. 3; направляющие — из поло-
совой стали или профильного проката.
Толщины основных стенок, не подлежа-
щих механической обработке, при большом
количестве рёбер могут быть выполнены
4—8 мм в зависимости от размеров станка,
сти опор; 3) применения рамных конструк-
ций, выполнения элементов станин перемен-
ного сечения; 4) применения сечений, хо-
рошо сопротивляющихся кручению (замкну-
тых коробчатых, с минимальным количеством
окон и т. д.) и хорошо сопротивляющихся
изгибу (с максимальным отнесением площади
сечения от нейтральной оси), применения
перегородок и рёбер; 5) рационального ис-
пользования металла: облегчения частей ста-
нины, не принимающих участия в восприня-
тии полезных нагрузок (литых корыт ит.д.)
и усиления работающих частей.
пойВ
толщины рёбер 3—5 мм. Толщины стенок
при малом количестве рёбер — примерно три
четверти от толщин стенок чугунных ста
нин— обычно 10—20 мм.
24. Станина тяжёлого токарного станка мод 102.
Для уменьшения влияния деформаций
станин, а также износа направляющих на
точность обработки практикуется назначение
несимметричных допусков на отклонения от
прямолинейности направляющих у горизон-
тальных станин (допускается только выпу-
клость), а также иногда применяется началь-
ное упругое деформирование в направлении,
противоположном направлению деформаций
от рабочих нагрузок (резьбонакатные станки
и т. д ).
Применяемые сечения станин, конструк-
ция и расположение перегородок показаны
в табл. 7 и 8.
182
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
-ли.—|
по ДВ
в 1
1
/I
I
T Til
p
1
1
i
//
H—
L.
'---¦
.-
¦i
-f'
¦-
IT
1
\
\
\
1
4
i
i
i
¦X
1
[
zj
«a
}
Фиг. 25 Станина горизонтально-фрезерного
¦ станка мод. 680.
noEF
Фиг. 26. Станина вертикально-фрезерного станка
мод. 612.
ГЛ. V]
СТАНИНЫ
183
Таблица 7
Сечения станин и стоек
Сечение
Характеристика и
область применения
Горизонтальные станки
при необходимости прохо-
дов для стружки и охлаж-
дающей жидкости. Пони-
женная жёсткость по сра-
внению с замкнутыми. При-
меняемые формы перегоро-
док см. в табл. 8
Горизонтальные станки
при отсутствии необходи-
мости в отводе стружки
вниз. В случае возможности
попадания стружки между
направляющими предусма-
триваются наклонные люки
Горизонтальные станки в
случае использования ста-
нины как резервуара для
масла, необходимости значи-
тельного места для располо-
жения механизма привода и
при невозможности попада-
ния стружки на станину
между направляющими
Тяжелые, в частности,
многосупортные станки. Чи-
сло направляющих опреде-
ляется числом супортов и
размерами и доходит до че-
тырёх-пяти. Станины особо
тяжёлых станков выполня-
ются с двойными стенками
у каждой направляющей.
В случае попадания струж-
ки между направляющими
предусматриваются наклон-
ные люки для отвода
стружки
Основной тип сечения для
вертикальных станин. Хоро-
шо воспринимает все сило-
вые воздействия, особенно
крутящие моменты
Для облегчения формов-
ки, а также для размещения
встраиваемых узлов преду-
сматриваются окна
Вертикальные станки
(сверлильные, одноколон-
ные строгальные и др.). Осо-
бенно хорошо воспринима ют
крутящие моменты. Наруж-
ная поверхность служит на-
правляющей для поступа-
тельных, а иногда и враща-
тельных перемещении
Для уменьшения местных деформаций сте-
нок и колебаний их как диафрагм приме-
няются рёбра, прилитые к стенкам (табл. 9).
Практика станкостроения показывает не-
целесообразность выполнения стенок пло-
щадью более 400 X 400 мм без рёбер.
Рёбра существенно повышают жёсткость
стенок в поперечном направлении при изгибе
в плоскости, параллельной рёбрам или под
небольшими углами. При изгибе в других
плоскостях и при кручении выполнение рё-
бер приводит, как правило, к меньшему по-
вышению жёсткости стенок, а тем более це-
лых станин коробчатого сечения, чем утол-
щение стенок с сохранением того же веса.
Рёбра на стенках, к которым не прикла-
дываются внешние силы, могут быть про-
стейшего типа.
Рёбра у плит должны жёстко связывать
основание стойки с другими частями плиты,
поэтому они иногда имеют радиальное рас-
положение.
Направляющие в станинах разомкнутого
со стороны направляющих сечения нормально
связаны каждая с одной стенкой и только
в очень тяжёлых станинах с двумя парал-
лельными стенками, в станинах замкнутого
и П-образного контура — с двумя взаимно
перпендикулярными стенками. Для уменьше-
ния литейных напряжений и повышения
жёсткости необходимы плавные пере-
ходы.
Применяются следующие соединения ста-
нин: 1) соединение в торец (длинные гори-
зонтальные и вертикальные одноосные ста-
нины); 2) присоединение торца одной ста-
нины к боковой поверхности другой (станины
плоского типа с перпендикулярными систе-
мами направляющих); 3) присоединение по
боковым поверхностям (станины простран-
ственного типа с вертикальными и горизон-
тальными направляющими); соединения этого
типа применяются в целях уменьшения по-
перечных габаритов частей станин и упро-
щения обработки.
Фланцы должны быть достаточной тол-
щины во избежание местных отгибов. На по-
верхности контакта должно быть обеспечено
удельное давление (от затяжки) не ниже
15 кг/смъ.
Весьма существенно обеспечение хоро-
шего отвода стружки. Проходы для стружки
между перегородками станины, окна и про-
странства для скопления стружки должны
обеспечивать свободное прохождение струж-
ки, возможность не менее получасовой работы
без удаления стружки, возможность удале-
ния стружки с задней стороны станка во
время его работы.
Для станков с особо большим количе-
ством снимаемой стружки применяются спе-
циальные конструкции станин: 1) порталь-
ные с верхним расположением супортов;
2) с окнами в задней стенке и наклонными
стенками, параллельными оси станка; 3) с на-
клонными направляющими; 4) с отводом
стружки в осевом направлении и т. д.
В вертикальных станинах предусматри-
вается место для противовесов. Противо-
весы выполняются в виде плит или сплош-
ными весом от 0,85 до 1 от веса уравновеши-
ваемого узла. Направление противовесов
осуществляется с помощью прокатных угол-
ков или выступающих продольных рёбер
отливки; подвес — на тросах или цепях.
Расчёты станин. За расчётные схемы ста-
нин принимаются балки с ломаной осью или
рамы. Напряжения в станинах станков токар-
ных, фрезерных, шлифовальных и др.,, как
правило, очень невелики и обычно не превы-
шают 60-80 кг/см2. Из условия длительного
сохранения высокой точности станка (от-
сутствия местных остаточных деформаций)
184
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Таблица 8
Форма и расположение перегородок в станинах,
состоящих из двух стенок
Конструкция
Характеристика и область приме-
нения, коэфициенты понижения
жёсткости на изгиб &,.„.. и на
кручение k
изг
кп
Малая жёсткость. Ввиду лёг-
кости изготовления применяется в
станках, в которых жёсткость ста-
нины не играет сушественной роли;
кизг * °'1-°'2; кнр - °'08-0'2
(меньшие значения для длинных
станин, большие — для коротких)
Средняя жёсткость. Благодаря
относительной лёгкости изготовле-
ния имеет значительное распрост-
ранение . Является основным типом
для коротких станков общего на-
значения; Ьцзг — 0,3—0,45; k =
-=0,15—0,3 (меньшие значения—для
длинных станин, большие — для
коротких)
Повышенная жёсткость. Слож-
нее в изготовлении, чем другие
конструкции. Применяется при вы-
соких требованиях к жёсткости —в
многорезцовых и других станках
В применении к коротким стан-
кам равноценна конструкции 2, а в
применении к длинным станкам —
более жестка. Может быть реко-
мендована для длинных станков;
к 4
кизг
~ °'4-°'5; ккр * °'25-°'4
допускаемые напряжения в
чугунных станинах, прини-
мая во внимание начальные
напряжения, выбираются не
выше 100 кг\см,%.
Размеры сечений станин
определяются в основном
их жёсткостью. Допусти-
мые деформации опреде-
ляются потребной точно-
стью обработки и предот-
вращением вибраций. В от-
ношении точности обработ-
ки жёсткость станка являет-
ся важной с точки зрения:
1) минимального копирова-
ния неточности заготовок,
2) минимального искажения
формы изделия вследствие
переменности жёсткости
системы, 3)облегченияуста-
новки инструмента на раз-
мер и получения точности
размеров обрабатываемого
изделия.
В станках токарного типа
допустимый отжим резца
определяется в зависимо-
сти от допуска на диаметр
обработки или припуска
под шлифовку для типовых
случаев обработки.
В станках для обработки
плоскостей допустимый угол
наклона оси шпинделя по
отношению к плоскости
стола и относительный про-
гиб выбираются в зависи-
мости от допуска на непа-
раллельность граней или
высоту обрабатываемой де-
тали или в зависимости от
припуска под последующую
обработку.
Системы рёбер, прилитых к стенкам
Таблица 9
Конструкция
Применение и характеристика
Конструкция
Применение и характеристика
Применяются для узких сте-
нок, а также стенок слабо на-
гружённых станин. Наиболее
просты в изготовлении
LDI
Широко применяются для
станин коробчатого сечения
и плит. Обеспечивают вполне
достаточную жёсткость, про-
сты в изготовлении, но не
свободны от внутренних на-
пряжений
Выполняются разной конфи-
гурации, иногда в сочетании
с рёбрами, параллельными гра-
ням стенки. Часто применя-
ются для широких стенок от-
ветственных станин и плит.
Обеспечивают повышенную
жёсткость. Более дороги в из-
готовлении, чем предыдущие
конструкции, вследствие необ-
ходимости разных стержней
Преимущественно приме-
няются в станинах вытянутых
прямоугольных сечений для
широких стенок. Обеспечивают
достаточную жёсткость
Применяются для плит. Ха-
рактерны малыми внутренними
напряжениями благодаря рав-
номерной усадке во всех на-
правлениях и отсутствию ско-
пления металла в местах со-
единения рёбер
ГЛ. V]
СТАНИНЫ
185
В станках сверлильного типа допустимый
угол наклона осей шпинделей к плоскости
стола определяется допустимой неперпенди-
кулярностью осей отверстий к базовой по-
верхности обрабатываемой детали.
В балансе жёсткости станка (без изде-
лия), приведённой к инструменту и изме-
ряемой в направлении, влияющем на точ-
ность обработки, собственные деформации ста-
нины должны составлять небольшую часть.
Следует иметь в виду большое влияние
контактных деформаций в системе жёсткости
станка, особенно при чистовых обработках.
Основными деформациями, на которые
должен производиться расчёт станин, явля-
ются изгиб и кручение. Расчётные схемы
и формулы для основных типов станин при-
ведены в табл. 10. В этой же таблице при-
ведены некоторые средние опытные соотно-
шения для размеров сечений станин.
noCDEF
0950-
noGH
В станках токарных, фрезерных, шлифо-
вальных приведенные к инструменту соб-
ственные деформации станины составляют
не более 5—10%. Ббльшая часть приведён-
ной деформации составляется из контактных
деформаций и деформаций шпинделей, пино-
лей задних бабок и т. д. В сверлильных
станках в условиях отсутствия поперечных
нагрузок шпинделей, в карусельных станках
в связи со значительной жёсткостью шпин-
деля и стола, в станках с возвратно-посту-
пательным главным движением приведённые
деформации станин и поперечин составляют
значительно большую часть от общей дефор-
мации.
карусельного станка мод. 152,
Формулы учитывают только собственные
деформации станин, а также консолей, крон-
штейнов и поперечин. В целях некоторого
уточнения результатов расчётов осевые ли-
нии консолей и кареток на схемах (главным
образом для станин типа стоек) целесообраз-
но смещать друг к другу до */в длины кон-
тактирующих направляющих каждую (см.
табл. 10).
Расчёт на изгиб станин кольцевого замкну-
того или П-образного сечения производится
обычными способами сопротивления материа-
лов. Искажение контуров разомкнутых сече-
ний предотвращается перегородками.
В станинах, состоящих из двух стенок с
перегородками (станков токарного типа), при-
нимают, что перегородки не увеличивают
жёсткость станины в плоскости стенок, т. е.
принимают расчётный момент инерции сече-
ния станины равным сумме моментов инер-
ции стенок. Прогиб в плоскости, перпенди-
кулярной стенкам, можно приближённо опре-
делять, рассматривая станину как балку с
моментом инерции сечения, равным общему
моменту инерции сечений стенок станины
(полагая, что они работают как одно целое),
помноженному на коэфициент понижения
жёсткости кизг.
186
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Таблица 10
Схемы и формулы для расчёта станин
Расчётные схемы
Относительные смещения / и углы наклона 6 инструмента и
изделия, вызываемые деформациями станин, консолей и т. д.
(в плоскости, перемещения в которой определяют неточности
обработки)
/ х (l~xs> I
'изг~ 31EJ |
Их {1-х)
UJ,
кр
['.4
Прогиб /азг отсчитывается от прямой, соединяющей центры
тяжести сечений станины под центрами станка
Нх
GJ
кр
ы
уг v ак т яар) ^
Р1 Г Я й
я ар хгрук
у г рук
PI IH-Ь
PI
GHF J
- 0,875ft)
BflK — угол, вызываемый деформацией внутренней колонны;
6„ — угол, вызываемый деформацией наружной колонны;
9 — угол, вызываемый деформацией рукава.
2У
+ Е
hi
t,-^-\wW-<
Примечание. При учёте деформаций оправки следует
учитывать упругость опоры, т. е. деформации хобота
ГЛ. V]
СТАНИНЫ
187
Продолжение табл. 10
Расчётные схемы
Относительные смещения / и углы наклона 8 инструмента и
изделия, вызываемые деформациями станин, консолей и т. д.
(в плоскости, перемещения в которой определяют неточности
обработки)
С
У
1
г
J
1
А,/
Уг
Л-
яг
h =A8+2,5) 8
? / *^г
У,, Т7, — момент инерции и площадь сечения горизонтальной
части станины
Обозначения: Р, Р . Р
Рг — усилие резания и его составляющие; Е, О — модули упругости первого и второго
Fк, KpQH, крон> Cm' cm' ру
Jg , 'нар — моменты инерции вну-
тренней и наружной колонны (средние); J — угловое сопротивление сечения скручиванию; kc* — коэфициент
влияния сдвига на прогиб (ft^—1,4—1,8).
родов; У, F— момент инерции и площадь сечения станины (средние); J\, Fк, JKpQH, ркрон> JCm' Fcm' Jрук' ррук
моменты инерции и площади сечений консоли, кронштейна, стола и рукава; Jg , 'нар — моменты инерции вн
Примечание. Знаки в формулах соответствуют направлениям сил, указанным на чертежах.
Значения k^, полученные на основе экс-
периментов над моделями и из расчётов,
приведены в табл. 8.
Расчёт на кручение коробчатых станин
замкнутых кольцевых сечений можно про-
изводить по формуле
_ MJ
в знаменатель правой части формулы коэфи-
циента понижения жёсткости k (фиг. 28) [23].
4РЮ
где в —угол закручивания на длине I в рад.;
Мк — крутящий момент в кгсм; F — площадь,
очерченная средней линией стенок, в см2;
G — модуль упругости при сдвиге в кг\см^;
Si — длина участка контура толщиной8/ в см;
S — знак суммы, распространённой на весь
контур.
Расчёт на кручение станин разомкнутых
сечений производится по формуле
Сопоставление этих формул подчёркивает
малую жёсткость разомкнутых профилей по
сравнению с замкнутыми.
Расчёт на кручение участков коробчатых
станин, ослабленных окнами, можно произ-
водить по формуле для угла закручивания
замкнутых сечений (см. выше) с введением
Фиг. 28. График коэфициента понижения жёстко-
сти кручения коробчатых станин с окнами.
Ослабление станин окнами может быть
полностью устранено путём выполнения кры-
шек достаточной жёсткости и притягивания
188
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
их винтами к станине на длине окна (вдоль
оси станины) силой
Q>
где / — длина окна по оси станины в см;
F — площадь, очерченная средней линией
стенок, в см*; р. — коэфициент трения между
стенкой и крышкой.
При равномерном распределении винтов
по контуру под силой Q следует понимать об-
щую силу затяжки винтов стыка, уменьшен-
ную в отношении площади контакта крышки
и станины по длине окна (вдоль оси станины)
к общей площади контакта.
Расчёт на закручивание станин, состоящих
из двух стенок с перегородками, можно про-
изводить, принимая за расчётную схему ста-
нину с жёсткими частыми перегородками, по
формуле, учитывающей сдвиг сечений с вве-
дением коэфициента понижения жёсткости ккр
(см. табл. 3)
4MKL
B*-F-G>kKp
где Мк — крутящий момент в кгсм; L —
скручиваемая длина станины в см; В—рас-
стояние между средними плоскостями стенок
станины в см; F — площадь сечения обеих
стенок станины с направляющими в см-;
G —- модуль упругости сдвига в кг/см2.
Таким образом, угловое сопротивление за-
кручивания
J
"кр
кр
Фундаменты придают станинам дополни-
тельную жёсткость. Коэфициент повышения
жёсткости изгиба в горизонтальной плоско-
сти горизонтальных станин на двух тумбах,
подлитых и притянутых болтами, как пока-
зывают расчёты, можно принимать при уста-
новке станка на общей плите цеха (толщиной
порядка 15 см) или на индивидуальном фун-
даменте под обе тумбы порядка 2.
Повышение жёсткости кручения станин
на тумбах невелико. При обработке деталей
в центрах фундамент не уменьшает угол за-
кручивания станины под резцом; при обра-
ботке в патроне повышение жёсткости ста-
нины переменно (в зависимости от вылета)
и может оцениваться до 15% при установке
станка на плите и на отдельных фундаментах
под каждую тумбу и до 3(Я>/0 при установке
станка на отдельном фундаменте.
Станины длинных станков, сплошные по
высоте, залитые в фундамент, следует рас-
считывать вместе с фундаментом. Прогибы
в вертикальном направлении таких станин,
установленных на башмаках и не притянутых
болтами, можно определять из предположе-
ния, что станина и фундамент работают неза-
висимо и в расчётные формулы подставлять
сумму жёсткостей станины и фундамента.
Фундаменты практически не повышают жёст-
кости в горизонтальном направлении станин,
не подлитых и не притянз'тых болтами.
СТОЛЫ, КАРЕТКИ, СУПОРТЫ
Каретки, столы, супорты и тому подоб-
ные подвижные детали станков должны жё-
стко и устойчиво поддерживать изделие или
инструмент в процессе обработки, а также
сообщать им заданное движение. Перемеще-
ние может быть установочным (с последую-
щим закреплением или без него) либо осу-
ществляется в процессе резания.
Необходимость в точном перемещении
связана с дополнительным требованием
износостойкости направляющих, которое
предъявляется помимо основных требова-
ний в отношении жёсткости и виброустой-
чивости.
В качестве основного материала для из-
готовления столов, кареток, супортов при-
меняется серый чугун различных марок.
В ответственных случаях следует применять
модифицированный чугун. Назначение марки
чугуна производится в зависимости от на-
грузки и условий износа направляющих (см.
стр. 173)/
Жёсткость столов, кареток и супортов
обеспечивается правильным выбором их
формы и жёсткостью соединений (стыков и
направляющих).
При одновременном действии изгиба и
кручения целесообразно применять замкну-
тые коробчатые сечения как обеспечиваю-
щие наибольшую жёсткость при том же весе.
Окна и вырезы, связанные с технологиче-
скими требованиями при отливке, не следует
делать сквозными по всей длине и жела-
тельно снабжать местным усилением, так как
в противном случае они значительно умень-
шают жёсткость на кручение. В табл. 11 при-
ведены сравнительные жёсткости на изгиб и
кручение для трёх сечений — сплошного
(жёсткость которого принята за единицу), за-
мкнутого коробчатого и коробчатого, имею-
щего сквозной вырез.
Таблица 11
Профиль
Вес
Жёсткость на
кручение
Жёсткость на
изгиб
5.4
°.°75
1,8
Жёсткость коробчатой конструкции может
быть значительно увеличена приданием ей
рёбер, перпендикулярных к стенкам или диа-
гональных (фиг. 29).
Форма столов, кареток и супортов услож-.
няется направляющими, приспособлениями
для закрепления деталей, устройствами для
отвода охлаждающей жидкости, а также тех-
нологическими требованиями.
гл. V]
СТОЛЫ, КАРЕТКИ. СУПОРТЫ
189
Фиг. 29. Применение диаго-
нальных рёбер в конструкции
рукава одностоечного продоль-
но-строгального станка.
Выбор направляющих определяется на-
правлением и величиной действующих уси-
лий, скоростью перемещения и условиями из-
носа. Длину при-
легания направля-
ющих следует вы-
бирать исходя из
требуемой точ-
ности перемеще-
ния и величины
допустимых удель-
ных давлений на
поверхности на-
правляющих (см.
стр. 173). Увели-
чение длины при-
легания уменьшает перекосы при той же ве-
личине зазора в направляющих и, следова-
тельно, увеличивает точность перемещения.
Клинья и планки, регулирующие зазор в на-
правляющих, надо располагать со стороны,
противоположной действующим усилиям.
Для облегчения ручных установочных пере-
мещений, а также в тех случаях, когда не*
обходима высокая точность конечных пере-
мещений, следует применять направляющие
качения, приведённый коэфициент трения
которых порядка 0,001—0,003. Последние це-
лесообразно применять также при выполне-
нии отливок столов и кареток из лёгких
сплавов.
Закрепление деталей на столах и каретках
производится обычно с помощью Т-образных
станочных пазов (ГОСТ 1574-42) и винтов к
ним (ГОСТ 1587-42). Стенки пазов должны
быть достаточно жёсткими во избежание де-
формаций при за-
тяжке болтов.
Для отвода охла-
ждающей жидкости
с поверхности столов
необходимо преду-
сматривать канавки
по периферии и от-
верстия с сетками,за-
держивающими круп-
ную стружку.
формаций изгиба следует избегать консолей,
снабжая их поддержками или дополнитель-
ными опорными поверхностями (фиг. 31).
Фиг. 30. Выполнение столов и поперечин как балок
равного сопротивления изгибу.
Когда стол, каретка или супорт состоят из
нескольких соединённых друг с другом дета-
лей (супорты токарных и револьверных стан-
Фиг. 31. Применение подпорок для увеличения жёсткости
столов и супортов.
ков — фиг. 32 — консоли фрезерных станков),
общая жёсткость узла понижается за счёт
отжатия в стыках. На фиг. 33 показан цель-
ный брус, жёсткость которого равноценна
жёсткости супорта токарного станка, имею-
щего несколько стыковых соединений. Де-
формации поверхност-
ных слоев, которые не
следуют строго закону
Гука, прибавляются к
упругим деформациям
основного объёма мате-
риала.
Результаты экспе-
риментальных исследо-
Фиг. 32. Супорт револьверного станка.
1 Столы, поперечины, каретки и супорты
при значительном их весе и в особенности
при консольном расположении целесообразно
выполнять по длине как балки равного со-
противления (фиг. 30). Для уменьшения де-
ваний показывают, что суммарные деформа-
ции узлов изменяются по закону, близкому
к линейному (фиг. 34), поэтому отжатия в
стыках могут быть ориентировочно оценены
на основе линейной зависимости между дё-
190
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
формациями и удельными давлениями на по-
верхностях контакта
в предположении линейного закона* распре-
деления давлений по направляющим (опреде-
ление величины и характера давлений см.
где 8 — отжатие в мк\ р — удельное давление
в kzjcm?; k — жёсткость поверхностного слоя
в мк/кг/см2. Для хорошо пригнанных стыков
между чугунными деталями и при удельных да-
влениях порядка 10—
20кг/сл2 можно прини-
мать значения жёст-
кости (в мк/кг/см?):
для чисто простро-
ганных поверхностей
k = 0,2, для при-
шабренных k = 0,13,
для пришлифованных
fe = 0,06, для притёр-
тых k = 0,05. При ма-
лых удельных давле-
ниях и в условиях
приработки деформа-
ции стыков обычно превышают приведённые
выше значения (иногда до 5 раз).
Для увеличения жёсткости супорта или
стола, состоящего из нескольких деталей,
следует уменьшать количество плоскостей
разъёма. Поверхность стыков желательно раз-
вивать по периметру и площадь прилегания
сохранять неболь-
мм
0,6
Фиг. 33. Цельный брус,
жёсткость которого равно-
ценна жёсткости супорта.
f
/
1
1
1
¦f
1
1
/
/
/
1
i
/
4
7
L
/
j
шои для создания
значительной пер-
воначальной де-
формации неров-
ностей на поверх-
ностях контакта.
Если стол или
поперечина стан-
ка имеют только
установочные пе-
ремещения, то це-
лесообразно после
установки закре-
плять эти детали
в рабочем положе-
нии. При малых
действующих на-
грузках закрепле-
ние следует про-
изводить с неболь-
шой силой затяж-
ки, применяя для этой цели простейшие руч-
ные приспособления (фиг. 30,35, 36). При боль-
ших рабочих нагрузках и значительном весе
столов или попе-
речин необходимо
увеличивать уси-
лие зажима для их
крепления. В по-
следнем случае за-
жим иногда меха-
низируют (фиг. 37,
а также фиг. 18 на
стр. 365).
Расчёт столов,
кареток, супортов
и поперечин еле-
к
0 200 400 600 800 1000 Р кг
Фиг. 34. График замера отжа-
тий супорта токарного станка:
1 — нагрузочная кривая;
2 — разгрузочная кривая.
Фиг. 35. Крепление стола про-
дольно-фрезерного станка.
дует производить
на жёсткость по основным деформациям при
изгибе и кручении с учётом поверхностных
отжатий. Деформации изгиба и кручения
определяются, как для балок и брусьев,
Фиг. 36. Крепление стола универсального расточного
станка.
Фиг. 37. Зажим поперечины продольно : строгального
станка с применением отдельного электродвигателя: 1 —
электродвигатель; 2 — червячный редуктор; 3 — винтовой
домкрат; 4 — рычаги.
стр. 172). При уточнённых расчётах деформа-
ции можно определять по формулам балок,
лежащих на упругом основании.
ШПИНДЕЛИ И ИХ ОПОРЫ
Общие сведения. Шпиндели станков слу-
жат для закрепления и привода во вращение
обрабатываемой детали или режущего инстру
мента и обеспечивают заданное положение
их по отношению к другим органам станка.
По условиям работы шпиндели разделяются
на следующие группы: 1) шпиндели, подвер-
женные изгибающим и крутящим воздей-
ствиям (шпиндели токарных, фрезерных,
шлифовальных и других станков); 2) шпиндели,
подверженные преимущественно крутящим
воздействиям и потому мало влияющие на
точность и чистоту обрабатываемых деталей
(шпиндели сверлильных, резьбонарезных,
притирочных станков).
Концы шпинделей, предназначенные для
установки и крепления зажимных устройств
или инструмента, нормализованы (табл. 12).
Применение специальных конструкций и
размеров рабочих концов шпинделей может
быть необходимо лишь в исключительных слу-
чаях для особо тяжёлых или специальных стан-
ков или для решения особых задач, например,
быстрой смены патрона.
Конструкция самого шпинделя опреде-
ляется типом подшипников, формой и распо-
ложением приводного элемента, материалом
шпинделя и технологией его изготовления
(фиг. 38—42).
Привод шпинделя. Способ передачи вра-
щения шпинделю выбирается в зависимости
от величины крутящих моментов, скоростей
вращения, требуемой равномерности враще-
ния и т. п.
Типовые схемы шпинделей и области их
применения приведены в табл. 13.
ГЛ. V)
ШПИНДЕЛИ И ИХ ОПОРЫ
191
Расположение приводного элемента выби-
рается из условия наименьших деформаций
шпинделя или из условия облегчения монтажа,
смены ремня и т. д. При больших крутящих
моментах М ^ 50 кгм вращение должно пере-
даваться шпинделю у передней опоры, а при
/И ^ 1000 кгм — непосредственно на план-
шайбу. Допустима постановка на шпиндель
нескольких приводных элементов, а при усло-
вии хорошей конструкции и смазки опор —
использование шпинделя для размещения вра-
щающихся вокруг шпинделя блоков шесте-
рён. Для обеспечения равномерности вращения
шпинделя под нагрузкой диаметр шпиндель-
ной шестерни или шкива должен быть не
меньше диаметра обрабатываемой детали или
Таблица 12
Основные типы и размеры нормализованных концов шпинделей станков
2 н
О О,
о я
3J f
Конус
35
Dо)
D8)
55
F2)
7°
78
92
(но)
125
(i4o)
155
5
60
70
78
88
?8
Но
13°
I5O
165
i8o
М 33
Мз9
М*5
М 52
М бо
М 68
М 7
М 9°
М
5
Ml2O
М135
М150
32
35
40
45
5°
58
65
75
85
98
по
т
50
65
85
38о
0,013
+0,013
О.025
+ О,О25
412,775
82,562
Io6,373
139.719
196,869
285,775
но
135
165
2IO
2&Э
380
52О
15.5—о, i
2°.5-o,i
22>°-O,T
S
la
a a
и s
о в»
•e-b
=1
31.75
44.45
69,8s
IO7.95
69,833
83,38a
128,57
221,44
—0,013
015
—0,018
—o.oao
17.40
25.32
39.60
60,20
+0,12
+0,14
+0,30
17
17
27
35
73
100
140
230
16
20
33
50
80
125
9.045
12,065
17,781
23,826
31,269
16
30
28
36
46
6,7
9.7
14.9
20,2
26,5
M8
Mio
M16
M24
ЗбХз
48X3
15
24
36
45
60
7 :24-
= 1 : 3,4286
1 = 3
M6
M8
Mio
M12
M16
72
Морзе 0
I 2
3
4
S3
12,06s
17,781
23,826
31,269
44,401
63.35°
80,0
100
T2O
140
25
35
45
60
89
no
15O
200
250
300
9,7
14,9
20,э
26,5
38,3
54.8
71,4
89,9
108,4
136,9
55.5
66,9
83,2
105,7
134,5
187,1
300
237
274
310
Морзе 1
2
3
4
5
6
Мет
рич. 80
100
ISO
140
Примечание. В таблице приведены только основные исполнения концов шпинделей.
192
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
инструмента и по возможности не меньше
двух диаметров передней шейки шпинделя.
Опоры шпинделей выполняются в виде
подшипников скольжения или качения.
Фиг. 38. Шпиндель круглошлифовального станка.
Подшипники скольжения преимущественно
применяются: 1) для шпинделей, предназначен-
ных для получения особо точной и чистой
Фиг. 39. Шпиндель тяжёлого токарного станка с высотой
центров 1200 мм.
обработанной поверхности, 2) для шпинделей
большого диаметра в тяжёлых станках.
Преимущества подшипников скольжения —
возможность обеспечения высокой точности
вращения шпинделя, повышенное демпфиро-
вание колебаний, возможность выполнения их
разъёмными, малые габариты по диаметру.
Подшипники качения могут успешно при-
меняться для шпинделей всех станков, в том
Фиг. 40. Шпиндель многорезцового токарного станка.
числе подшипники классов А и С для шпинде-
лей особоточныхстанков.Достоинстваподшип-
аиков качения: простота и надёжность в экс-
плоатации, хорошая работа в пусковой период
и при переменном режиме, возможность вра-
щения с высокими скоростями, малые потери
на трение. Недостатки подшипников качения:
трудность изготовления самих подшипников
с достаточной точностью ввиду наличия боль-
шого числа деталей, влияющих на точность;
ограничение применения серийных подшипни-
ков в станках для особо чистой и точной
обработки вследствие малого числа тел каче-
ния, недостаточной точности и т. д.
Основными особенностями шпиндельных
подшипников скольжения (табл. 14) являются
устройства: а) для периодического регулиро-
Фиг. 41. Шпиндель фрезерного станка.
вания зазора или б) для автоматического под"
держания зазора в заданных пределах.
Регулирование достигается: а) сближением
между собой вкладышей за счёт уменьшения
начальной толщины прокладок, деформирова-
ния прокладок или снятия металла с поверх-
ностей крышки и корпуса; б) деформирова-
нием вкладышей, выполняемых обычно с ко-
нической наружной поверхностью, путём осе-
вого их перемещения в конической расточке;
в) осевым перемещением вкладыша или шпин-
Фиг. 42. Шпиндель револьверного станка.
деля, имеющих конические рабочие поверх-
ности.
Автоматическое поддержание требуемого
зазора достигается гидравлическим или иным
поджатием подвижного вкладыша.
Для точных шпинделей целесообразно при-
менение конструкций подшипников, обеспе-
чивающих образование нескольких масляных
клиньев по окружности.
Условиями хорошей работы подшипников
скольжения являются: 1) малые кромочные
давления; 2) правильная геометрическая форма
рабочей поверхности вкладыша; 3) достаточ-
ная твёрдость шейки шпинделя; 4) чистота
рабочих поверхностей; 5) хорошая теплоотдача
и малые тепловые деформации.
Задняя опора может быть выполнена в виде
подшипника качения. Осевой упор шпинделя
желательно осуществлять у переднего под-
шипника.
ГЛ. V]
ШПИНДЕЛИ И ИХ ОПОРЫ
193
Таблица 13
Типовые схемы передачи вращения шпинделю и расположения приводных элементов
Приводной элемент
на консоли
Приводной элемент
между опорами
Область применения и характеристика
Быстроходные станки при небольшом диапазоне
регулирования, осуществляемом электродвигате-
лем, или при вращении с постоянной скоростью
(шлифовальные станки). Конструкция а — с нор-
мальным электродвигателем, наиболее употреби-
тельная и дешёвая, но имеющая наибольшие га-
бариты. Конструкция б— со специальным электро-
двигателем, наиболее компактная, имеющая зна-
чительное распространение
в)
з
6)
Быстроходные станки. Предпочтительно приме-
нять консольное расположение шкивов вслед-
ствие более удобной смены ремня. Конструкция а
широко применяется в станках: шлифовальных,
алмазно-расточных, быстроходных токарных с не-
большим диапазоном регулирования и др. При
постановке шкива большого диаметра может при-
меняться для обдирочных станков. Конструкция б
целесообразна только при особо высоких требо-
ваниях к чистоте поверхности обработки и при
пониженных качествах ремня. Конструкция в не
рекомендуется и может быть допущена только
при плоских ремнях. Конструкция г широко при-
меняется в быстроходных универсальных станках
вследствие возможности плавного вращения, при
высоких числах оборотов и передачи больших мо-
ментов при малых. В некоторых новых моделях
шпиндель выполняется разгружённым не только от
натяжения ремня, но и от усилий на зубьях ше-
стерни
Средние и тяжёлые станки. Конструкция а при-
меняется для операционных и других станков с не-
большим диапазоном регулирования. Конструкция
б применяется для тяжёлых станков, предназна-
ченных для обработки деталей или работы фре-
зерными головками больших диаметров (более
600 мм) с моментом более 1000 кгм. Конструкция
а применяется в универсальных и специализиро-
ванных станках с малым и средним диапазоном ре-
гулирования и пшп < 750 об/мин. В быстроходных
станках с большим диапазоном регулирования она
неприменима из-за трудности одновременного
удовлетворения требованиям передачи больших
крутящих моментов и получения высоких чисел
оборотов. Конструкция г является основной для
универсальных станков
Таблица 14
Опоры скольжения шпинделей
Конструкция
Область применения и характеристика
Опоры шпинделей больших диаметров тяжёлых, станков.
Допускают поперечный монтаж шпинделей. Регулирова-
ние возможно за счёт снятия металла с поверхностей кон-
такта или за счёт прокладок
13 Том 9
191
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ.
[РАЗД. 1\
Продолжение табл. 1'
Конструкция
Область применения и характеристика
Опоры шпинделей, работающих при средних и малых
скоростях и нагрузках, преимущественно применяются
качестве задней опоры. При регулировании имеет место
значительное искажение рабочей поверхности вкладыш
Передние опоры шпинделей токарных и фрезерных стан-
ков, широко применяемые при средних скоростях. При
систематическом регулировании требуют минимальной
шабровки в процессе эксплоатации
Опоры шпинделей шлифовальных и других станков, в ко-
торых усилие действует на неподвижный вкладыш, исклю-
чающие влияние переменного теплового режима на точ-
ность вращения
Опоры быстроходных шпинделей, воспринимающих не-
большие нагрузки, в лёгких шлифовальных и токарных
станках. В результате контакта по трём образующим вкла-
дыш, деформируясь, создаёт три масляных клина по окруж-
ности и тем самым обеспечивает хорошее направление
шпинделя
Опоры шпинделей, вращающихся в одном направлении
и имеющих более или менее длительные периоды враще-
ния (шлифовальные станки). Опоры обеспечивают высо-
кую подъемную силу, плавность вращения и т. д.
Опоры шпинделей шлифовальных и других станков,
в которых усилие действует в основном на неподвижный
вкладыш; имеют удобное регулирование
ГЛ. V]
ШПИНДЕЛИ И ИХ ОПОРЫ
195
Основной особенностью применения под-
шипников качения для шпинделей (табл. 15)
является предварительный натяг тел качения.
Он достигается: 1) осевым смещением колец
подшипников путём регулирования посред-
ством резьбы (конические роликоподшипники),
постановки распорных колец разной ширины
(шарикоподшипники, за исключением очень
быстроходных) или пружин (быстроходные
подшипники внутришлифовальных шпинде-
лей); 2) деформацией колец подшипников:
натягом на коническую шейку шпинделя или
выбором соответствующего посадочного на-
тяга колец; 3) применением специальных кон-
струкций подшипников с внутренним натягом.
Шпиндели обычно выполняются двухопор-
ными. Третья опора применяется для тяжё-
лых длинных шпинделей, причём обычно с
повышенными зазорами. Она начинает воспри-
нимать усилия только после некоторого де-
формирования шпинделя и уменьшает воз-
можные колебания.
Таблица 15
Опоры качения шпинделей
Конструкция
Область примене-
ния и характеристика
Шпиндели лёг-
ких и средних стан-
ков при небольших
расстояниях между
опорами и отсут-
ствии повышенных
требований к точ-
ности и чистоте об-
работки. Регулиро-
вание обычно осу-
ществляется гай-
ками
Ff4
г~~\
ь-
«И
[
—
(У/А
W/AAAAAA
Сильно нагружён-
ные небыстроходные
шпиндели во фре-
зерных и токарных
станках. Регулиро-
вание обычно осу-
ществляется гай-
ками
Быстроходные
сильно нагружён-
ные шпиндели, тре-
бующие повышен-
ной точности. Регу-
лирование осуще-
ствляется натягива-
нием внутреннего
кольца на кониче-
скую шейку
Шпиндели лёгких
быстроходных стан-
ков повышенной
точности (токарных,
шлифовальных и
др.). Регулирование
осуществляется рас-
порными втулками
разной ширины или,
при особо высоких
скоростях вращения
(внутришлифоваль-
ные шпиндели), пру-
жинами во избежа-
ние быстрого ослаб-
ления натяга
Материалом шпинделей нормально могут
служить среднеуглеродистые стали D5 и др.)
с последующей поверхностной термообработ-
кой.
При необходимости закалки всего шпин-
деля до высокой твёрдости, например, при
больших напряжениях или отсутствии уста-
новки для поверхностного нагрева, приме-
няются легированные стали — обычно 40Х.
Для изготовления громоздких, пустотелых
шпинделей (фиг. 43) могут применяться чу-
гуны СЧ21—40, СЧ 15—32, модифицированный
чугун и лишь в исключительных случаях
стальное литьё (большие пустотелые шпинде-
ли станков для глубокого сверления). В целях
упрощения и удешевления заготовок можно
допустить изготовление шпинделей из стан-
дартного проката с применением приварных
фланцев.
Изготовление шпинделей имеет особен-
ности, связанные с требованием высокой точ-
ности (осевое и радиальное биение базовых
Фиг. 43. Литой шпиндель револьверного станка.
поверхностей, совпадение оси конуса с осью
вращения и т. д.). Основное правило изгото-
вления — окончательная обработка всех по-
верхностей, определяющих точность работы
шпинделя, с одной установки или отсутствие
накопления ошибок при перестановках. В стан-
ках, изготовляемых малыми сериями, без
взаимозаменяемости подшипников, допускает-
ся обработка отдельных базовых поверхностей
на месте, в собранном виде (расточка или
шлифовка конусных отверстий и т. д.).
В качестве материалов вкладышей могут
применяться:
а) оловяно-фосфористые и оловяно-цинко-
во-свинцовистые бронзы (ОФ10-1, ОЦС 6-6-3
и 5-7-12) для вкладышей шпинделей, работаю-
щих в широком диапазоне условий, в том числе
при больших скоростях и давлениях;
б) свинцовистые бронзы (С-30) при очень
больших скоростях; требуют обязательной
термообработки шеек шпинделей;
в) алюминиево-железистые бронзы (АЖ 9-4
и др.) при больших давлениях и малых ско-
ростях; требуют обязательной термообработки
шеек;
г) баббиты (обычно малооловянистые или
безоловянистые) для вкладышей шпинделей
больших диаметров при необходимости хоро-
шей прирабатываемости, а также при незака-
лённых шейках.
Расчёт шпинделей и опор. Размеры шпин-
делей определяются условиями жёсткости.
Поверочные расчёты на прочность следует
производить для тяжело нагружённых шпинде-
лей. Практически иногда расчёты на прочность
по номинальным напряжениям применяются
в качестве условных взамен более сложных
196
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
расчётов на жёсткость. Для быстроходных
шпинделей, несущих значительные массы,
например, роторы электродвигателей, и имею-
щих значительные расстояния между опорами,
производится определение критических ско-
ростей во избежание резонанса.
Шпиндели на подшипниках качения (по
одному в опоре) могут рассматриваться как
балки на шарнирных опорах. Если в опорах
по два подшипника качения, шпиндель можно
рассматривать как балку на шарнирных опо-
рах при условии, что подшипники в каждой
опоре расположены близко друг к другу и
что точки пересечения оси шпинделя с нор-
малями к площадкам контакта тел качения и
дорожек качения близки к совпадению.
Шпиндели на двух и более подшипниках
в опоре в общем случае должны рассматри-
ваться как балки на упругих опорах; шпин-
дели на подшипниках скольжения — как балки
на упругих основаниях. Последняя схема в ка-
честве первого приближения может быть за-
менена балкой на двух шарнирных опорах
с реактивным моментом в передней опоре,
изменяющимся от нуля при малых нагрузках
до т = 0,3—0,35 от момента, изгибающего
шпиндель в передней опоре. Допустимо также
определять прогибы таких шпинделей, как
среднее арифметическое прогибов шпинделей
на шарнирных опорах и с идеальной задел-
кой в опорах.
В качестве расчётных условий при расчёте
на жёсткость принимаются типичные для
станков виды обработки и режимы. Допусти-
мые прогибы шпинделя в направлении, не-
посредственно влияющем на точность обра-
ботки, выбираются в зависимости от допуска
на соответствующий размер по заданному
классу точности.
При обдирке жёсткость шпинделя опре-
деляется условиями удовлетворительной ра-
боты подшипников.
Прогиб шпинделя на конце консоли и угол
поворота в передней опоре могут быть при-
ближённо подсчитаны по формулам (фиг. 44):
= ^j [piC/ - 0,5P2ab (l + -j) -
У==
где ? — модуль упругости; ./—-средний мо-
мент инерции; т — см. выше.
Для расчёта на прочность выбираются
наиболее тяжёлые условия: для универсаль-
Фиг. 44. Расчётная схема шпинделя.
ных станков токарного типа — работа в^ па-
троне; для фрезерных — работа резцовой го-
ловкой наибольшего диаметра; для сверлиль-
яых — сверление в сплошном материале свер-
лом наибольшего диаметра; желательна про-
верка на сложное сопротивление при расточке.
Подбор подшипников качения для шпин-
делей производится обычными методами (см.
т. 2, стр. 595 и др.). При установке в опоре
двух подшипников, не обеспечивающих само-
устанавливаемость, еслине производится уточ-
нённый расчёт, обычно принимают, что наибо-
лее нагружённый подшипник воспринимает 2/3
общей реакции, а при сильно раздвинутых
подшипниках— полную реакцию. Коэфициент
динамичности нагрузки принимается для под-
шипников шпинделей в станках с непрерыв-
ным резанием 1,2 —1,5, во фрезерных — 2. Для
подшипников шпинделей универсальных стан-
ков следует вводить коэфициент перемен-
ности режима.
Силы предварительного натяга подшипни-
ков должны удовлетворять условию, чтобы
при чистовой обработке на станке в подшип-
никах не появлялся радиальный зазор, т. е.
чтобы все тела качения имели натяг. Осевая
сила предварительного натяга шарикоподшип-
ников шпинделей может быть приближённо
определена по формуле
Ао=\,7 tgaP±0,bA,
где Р — радиальная нагрузка на подшипник
при расчётном чистовом режиме работы; Л —
осевая нагрузка на шпиндель, подставляемая
со знаком -\-, если она уменьшает натяг под-
шипника, или со знаком —, если увеличи-
вает; а — угол контакта шариков; а = 15е для
подшипников серии 36000, 25° —для специаль-
ных радиально-упорных.
Расчёт подшипников скольжения произ-
водится исходя из условия, чтобы толщина
масляного слоя в подшипнике была больше
суммы неровностей обработки вала и вкла-
дыша и чтобы температура подшипника была
меньше величины, превышение которой су-
щественно снижает защитную способность
масла.
Толщину масляного слоя и коэфициент
трения в подшипнике в связи с широким диа-
пазоном режимов работы подшипников шпин-
делей большинства станков удобно определять
с помощью семейств кривых (см. т. 2, стр. 646).
Проверка температуры производится из урав-
нения теплового баланса. Для подшипников
шпинделей, работающих с частыми переры-
вами, а также для подшипников с увеличен-
ной поверхностью теплоотдачи в передних
бабках, не имеющих дополнительных интен-
сивных источников подогрева, принимаются
повышенные значения коэфициента тепло-
отдачи (приведённые к проекции шейки).
В общем случае надлежит делать общий тепло-
вой расчёт для передней бабки в целом.
В подшипниках шпинделей чистовых стан-
ков, подверженных малым нагрузкам, шпин-
дели занимают положение, близкое к централь-
ному, и, следовательно, необходимость про-
верки толщины масляного слоя отпадает, а
тепло, выделяемое в подшипнике, опреде-
ляется (по Петрову) из зависимости
1,5-10
,—4.
--— ккал/сек,
где d и / — диаметр и длина подшипника в см;
Д — диаметральный зазор в мк; v — окружная
ГЛ. V]
ХОДОВЫЕ ВИНТЫ
197
скорость в м/сек; ч\ — вязкость масла при ра-
бочей температуре в сантипуазах.
В подшипниках шпинделей относительные
зазоры — < 0,0005. При высоком качестве
отделки трущихся поверхностей (прецизион-
ные станки) зазоры снижаются до 0,01 мм и
менее.
Удельные давления (й) в подшипниках
шпинделей обычно <30 кг/см?, а произведе-
ние kv < 30—40 кг/см2'м/сек (преимущест-
венно kv < 15 кг/см2 • м/сек).
ХОДОВЫЕ ВИНТЫ
Ходовой винт служит для осуществления
прямолинейных расчётных перемещений.
Резьба применяется обычно трапецоидаль-
ная по ОСТ 2409, 2410 и 2411, иногда прямо-
угольная (для очень точных ходовых винтов)
или треугольная с углом при вершине 30 или
60° (для точных ходовых винтов делительных
и контрольных машин). Прямоугольная резьба
даёт меньшую ошибку перемещения, вызы-
ваемую биением винта, но сложнее в изго-
товлении и быстрее изнашивается. При её
применении в качестве центрирующего эле-
мента рекомендуется использовать внутрен-
ний диаметр резьбы.
Фиг. 45 иллюстрирует изменение показате-
лей, характеризующих износостойкость, проч-
ность и жёсткость винта, а также его устойчи-
вость при продольном изгибе, в зависимости
от шага резьбы.
Показано изме-
нение расчётных
характеристик вин-
та со стандартной
трапецоидальной
резьбой в зависи-
мости от отноше-
ния шага резьбы к
номинальному диа-
—), при
этом: Fo — пло-
щадь смятия резь-
бы в гайке, приходящаяся на единицу длины по-
следней; F—площадь условного расчётного се-
чения винта диаметром, равным наружному диа-
метру резьбы за вычетом удвоенной рабочей
высоты профиля; Wo—полярный момент сопро-
тивления условного расчётного сечения; J, Jq —
экваториальный и полярный моменты инерции
условного расчётного сечения.
Мелкая резьба по ОСТ 2411 применяется
в точных ходовых винтах, даёт меньшие
ошибки перемещения вследствие дефор-
мации.
Нормальная резьба по ОСТ 2410 и круп-
ная резьба по ОСТ 2109 используются в сильно
нагружённых винтах нормальной и понижен-
ной точности.
В разрезных гайках для обеспечения после
износа правильного прилегания резьбы винта
к резьбе гайки по обеим сторонам профиля
внутренний и наружный диаметры резьбы
берут увеличенными примерно на 0,5 мм про-
тив ОСТ.
Классы точности. Различают пять классов
точности ходовых винтов.
Винты 0-го и 1-го классов предназна-
чены для особо точных расчётных переме.
щений в координатно-расточных, координат-
ных внутришлифовальных, резьбо-шлифо-
вальных станках и в делительных машинах
без исправляющего (коррекционного) устрой-
ства.
Винты 2-го класса применяются в точных
токарно-винторезных, затыловочных и зубо-
обрабатывающих (точные делительные меха-
низмы) станках.
Винты 3-го класса применяются в обыч-
ных токарно-винторезных, резьбо-фрезерных
и других станках.
Винты 4-го класса предназначены для рас-
чётных перемещений пониженной точности
(винты подач, работающие с делительным
лимбом).
Допуски на наружный, средний и внутрен-
ний диаметры трапецоидальной резьбы на вин-
тах всех классов точности берутся по ОСТ
7714 для степени точности т; на наружный
и внутренний диаметры резьбы в гайках —
по ОСТ 7714 для степени точности М (см. т. 5,
стр. 53).
В дополнение к указанным стандартизо-
ванным допускам на резьбу для ходовых вин-
тов и гаек к ним предусматриваются [31]:
1. Допуски на постоянство размера наруж-
ного диаметра винта и внутреннего диаметра
гайки. Колебания размера должны уклады-
ваться в поле допуска Сх для винтов и Л{
для гаек к винтам 0-го, 1-го и 2-го классов
С и Л—для 3-го класса, X и Л2а — для 4-го
класса.
2. Допуски на внутренний диаметр резьбы
по Л] для гаек к винтам 0-го, 1-го и 2-го клас-
сов, Л — для 3-го класса, Л2а —для 4-го класса.
Распространяются только на случаи, когда
внутренний диаметр резьбы служит техноло-
гической базой для окончательной обработки
корпуса гайки.
3. Допуски на шаг, угол профиля, оваль-
ность среднего и биение наружного диаметра
резьбы винта см. табл. 16.
4. Допуски на средний диаметр резьбы
гайки см. табл. 17.
Чистота обработки поверхностей резьбы
устанавливается по табл. 18.
Материал ходовых винтов. Основные
требования: а) высокая износостойкость,
б) хорошая обрабатываемость, в) малые де-
формации в процессе обработки.
Винты, не подвергающиеся окончательной
термообработке на высокую твёрдость, изго-
товляются из сталей: 45, 50, А40 и 45 с до-
бавкой 0,15—0,5<Y0 свинца.
Винты, подвергающиеся окончательной
термической обработке для получения высо-
кой твёрдости, делаются из сталей У10, ХГ,
ХВГ, 65Г, 40Х.
Материал гаек к ходовым винтам — оло-
вянистые бронзы ОФ-10 и ОЦС 6-6-3, а для
винтов 3-го и 4-го классов — также антифрик-
ционный чугун.
Конструкция ходовых винтов отличается
простотой формы и отсутствием резких пере-
ходов, способствующих деформации при обра-
ботке.
Следует избегать кольцевых выступов
большого диаметра, наличие которых увели-
чивает трудоёмкость механической обработки
198
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Таблица 16
Рекомендуемые допуски на ходовые винты
Контролируемая величина
Допускаемая
ошибка шага
в мк
Наибольшая
накопленная
ошибка шага
в мк
Допускаемое
отклонение по-
ловины угла
профиля в ми-
нутах
\ Овальность
) среднего диа-
\ метра резьбы
| в мк
1
| Допускаемое
I биение наруж-
ного диаметра
в мк
-
На длине до
25 мм
На длине до
100 мм ....
На длине до
300 мм ....
На каждые
следующие
300 мм доба-
вляется . . .
На всей дли-
не винта . . .
При i 8+5 мм
шаге ^6 Л0 .
При / 3+Б мм
шаге \ 6^10 »
lI2+2O „
ГГ Г ДО 1 Л
При !^2 „
длине < 2—4
винта [ 4-V6 *
Класс точности
0
±2
2
3
5
2
IO
12
10
8
3
4
5
2О
4о
1
±3
5
б
9
3
2О
Т5
12
IO
5
б
7
4°
6о
2
±6
9
12
i8
5
4°
2О
18
15
7
8
ю
8о
юо
*5°
2ОО
3
±12
i8
25
35
ю
8о
3°
25
20
IO
12
15
120
I5O
2ОО
ЗОО
4
±25
35
5°
70
20
15°
-
15
18
20
200
250
300
й расход материала. Особо точные ходовые
винты часто делаются пустотелыми (фиг. 46).
Длинные ходовые винты для облегчения
их обработки делаются составными из двух
или трёх частей. Способы соединения секций
приведены в табл. 19.
Если резьба окончательно обрабатывается
аа каждой части отдельно, подгонка мест
соединения для получения точного совпаде-
ния ниток резьбы достигается подрезкой тор-
Фиг. 46. Точный винт прибора для проверки
ходсвых винтов.
цевых поверхностей. Для определения тре-
буемой величины подрезки торцов и контроля
правильности подгонки пользуются контроль-
ной гайкой, которая навёртывается на резьбу
обеих секций.
Расчёт винта и гайки с резьбой по
ОСТ 2409, 2410 и 2411 на износ производится
путём проверки среднего напряжения смятия
в резьбе (с^и), определения диаметра резьбы
(dtp) или длины гайки (L) по допускаемому
Таблица 17
Рекомендуемые допуски на средний диаметр
резьбы гаек
Шаг
резьбы
в мм
3—5
6—ю
12—2О
Класс точности
0
1
2
3
4
Допускаемое отклонение
(в сторону +) в мк
5°
бо
7°
55
65
75
65
75
85
85
IOO
I2O
IOO
I2O
15°
Таблица 18
Рекомендуемая чистота обработки резьбы винтов
Поверхность
Наружный диаметр . . .
Стороны профиля ....
Класс точности винта
0
1 | 2
3
4
Классы чистоты поверх-
ности по ГОСТ 2789-45
8
9
б
8
8
6
8
7
6
7
6
б
6
6
6
напряжению смятия (RCM — см. табл. 20) и
усилию, действующему вдоль винта (Р)
2Р
2Р
2Р
где
*ср
Для редко работающих винтов RCM может
быть повышено против табличного на 20%.
Расчёт на прочность производится только
для сильно нагружённых винтов; приведённое
напряжение будет
где Р и MjtP — осевое усилие и крутящий
момент, действующие на ходовой винт; kx —
коэфициент по фиг. 47.
Фиг. 47. Значение ко-
эфициентов/г, и ^.учи-
тывающих увеличение
напряжения и ошибки
перемещения вследст-
вие скручивания ходо-
вого винта, в зависи-
мости от отношения
шага к номинальному
наружному диаметру
резьбы (при учёте
к. п. д. винтовой пары
приведённый угол тре-
ния принят р = 5°).
и
45
Я4
«J
Я'
,——
.—-—
у
/
/
V
/
/
0,1
0,2
0,3
Напряжение, умноженное на коэфициент
концентрации, принимаемый равным 3, не
должно превышать предела текучести мате-
риала.
ГЛ. V]
ХОДОВЫЕ ВИНТЫ
199
Таблица 19
Способы соединения частей ходовых винтов
Способ соединения
Схема соединения
Примечание
Соединение резьбо-
вое посредством вну-
тренней проставки,
клина и конического
штифта
Обе части ходового винта
изготовляются отдельно с окон-
чательной отделкой резьбы
Соединение резьбо-
вое посредством хво-
стовика с примене-
нием клина
Обе части ходового винта
изготовляются отдельно с окон-
чательной отделкой резьбы
Соединение резьбо-
вое с применением
сварки
Обе части ходового винта
изготовляются отдельно с чер-
новой нарезкой, окончательное
нарезание после свинчивания
и сварки
Соединение резьбо-
вое посредством про-
ставки и конических
штифтов
ЗЬОIff ~rt
Обе части ходового винта и
проставка обрабатываются от-
дельно. Проставка с предвари-
тельно нарезанной резьбой по-
очерёдно присоединяется к
частям винта для предваритель-
ного нарезания резьбы. Окон-
чательная отделка резьбы —
в собранном виде в два приёма
до середины проставки
Соединение конус-
ное с применением
конических штифтов
Средняя часть ходового винта
изготовляется отдельно с окон-
чательной отделкой резьбы
Таблица 20
Наибольшие допускаемые напряжения смятия
RCM в резьбе ходовых винтов в кг/мм3
Материал винта
и гайки
Сталь незакалён-
ная — чугун
Сталь незакалён-
ная — бронза
Сталь закалённая —
бронза
Класс точности винтов
0, 1, 2
+<2,5
о.З
°>5
Ф>2,5
о,а
о,4
3, 4
Ф<2,5
°>5
°,9
1,2
ф>2,5
<М
о.7
I.O
Расчёт винта на устойчивость при про.
дольном изгибе
пПР
J
где л —запас устойчивости: 2,5—3 для верти-
кального винта, не подверженного действию
поперечных сил, 3,5 и более для остальных
винтов (условный расчёт); k — коэфициент,
зависящий от конструкций опор (табл. 21);
/—расстояние между опорами.
В консольных винтах гайка принимается
за шарнирную опору; в винтах с двумя опо-
рами гайка совместно с задней опорой при-
нимается за заделку. Если гайка не может
подойти достаточно близко к задней опоре,
то коэфициент k определяется по фиг. 48 при
наибольшем возможном U,
200
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Таблица 21
Значение коэфициевта k при расчёте на продольный
изгиб
Опоры
Приняты за
—
i
—
i
3
Приняты за
несовершенную
заделку
(l,5<A<3)
i
—
2
I
Приняты за
совершенную
заделку
(т>3)
2
I
I
—
—
k
4
2,8
2
1,8
1.4
i
-jr — отношение длины опоры к её диаметру.
-щ*
(
0,9
0,8
ф GJ
Р
0,6
0,5
0,4
0,3
0,2
0,1
0
\
\
\
¦ ,
234 5678 9 10 11 к
Фиг. 48. Значения коэфициента k для случаев, когда
гайка ходового винта не может подойти достаточно близко
к задней (верхней) опоре.
Ошибки перемещения, получающиеся
вследствие растяжения или сжатия ходового
винта и его скручивания, зависят от харак-
тера и расположения опор (фиг. 49).
В случае, когда растяжению (или сжатию)
и скручиванию подвержен один и тот же
участок ходового винта длиной 1Ь ошибка
перемещения будет
где s — шаг резьбы; k% — коэфициент по
фиг. 47.
Когда растяжению (или сжатию) подвер-
жен один участок ходового винта длиной 12,
а скручиванию другой—длиной /8:
А*-~
Изготовление ходовых винтов. Для вин-
тов 3-го и 4-го классов точности допускается
черновое фрезерование резьбы с последую-
щей обработкой на токарно-винторезных или
специальных резьбонарезных станках.
Резьба ходовых винтов 0-го, 1-го и 2-го
классов точности обычно полностью обраба-
тывается на специальных резьбонарезных
станках с коррекционными устройствами
(см. стр. 89).
Шлифование резьбы точных винтов вы-
полняется в 2—3 операции.
Доводка резьбы производится обычно пу-
тём притирки гайкой из двух половин, стяги-
ваемых в осевом направлении микрометри-
ческими винтами.
Для устранения остаточных напряжений
в ходовых винтах 0-го, 1-го и 2-го классов
Фиг; 49. Ошибка перемещения вследствие деформации
ходового винта: lt — ошибка от растяжения ходового
винта с опорами по схеме а; 1 — суммарная ошибка от
растяжения и скручивания ходового винта с опорами по
схеме а; 2, — ошибка от сжатия ходового винта с опорами
по схеме б; 2 — суммарная ошибка от сжатия и скручи-
вания ходового винта с опорами по схеме б.
точности применяется предварительный и
межоперационный низкотемпературный отжиг
или старение.
Хранение незаконченных и готовых ходо-
вых винтов производится в вертикальном по-
ложении; винты 0-го, 1-го и 2-го классов
точности обычно подвешиваются, 3-го и
4-го — устанавливаются в стеллажах.
При транспортировании ходовые винты
упаковываются в деревянные ящики с опо-
рами, расстояние между которыми не превы-
шает 300 мм.
НОРМАЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
И ПРИСПОСОБЛЕНИЯ ДЛЯ КРЕПЛЕНИЯ
РЕЖУЩЕГО ИНСТРУМЕНТА
Установка и крепление инструментов к ра-
бочим органам станка (шпинделю, салазкам
и т. п.) выполняются непосредственно или
при помощи соответствующих приспособ-
лений.
Способы крепления инструментов должны
обеспечивать: а) правильное расположение
их по отношению к обрабатываемым поверх-
ностям изделия; б) жёсткость крепления и
отсутствие вибраций; в) возможность быстрой
установки и смены инструмента.
Нормальные принадлежности и приспосо-
бления для крепления инструментов обычна
предназначаются для использования на опре-
делённых типах станков.
Классификация нормальных принадлежно-
стей и приспособлений дана в нижеприведён-
ной табл. 22.
ГЛ. V]
НОРМАЛЬНЫЕ ПРИНАДЛЕЖНОСТИ И ПРИСПОСОБЛЕНИЯ
201
Примеры модификаций отдельных типов
нормальных принадлежностей приведены ниже.
Державка к одношпиндельному автомату
для резца и центровочного сверла с напра-
вляющей втулкой для материала (фиг. 50
и табл. 23) применяется для точной центровки
и снятия фаски или проточки конца прутка
фасонным резцом.
Таблица 22
Классификация принадлежностей для крепления инструмента
Принадлежности для крепления плоского инструмента
Группа
Тип и пример конструкции
Применение
а) С попе-
речным кре-
плением резца
Для проходных и расточных резцов
при обработке на револьверных стан-
ках и автоматах. Для точной установки
резца применяются регулируемые рез-
цедержавки
б) С про-
дольным кре-
плением резца
в) Со сквоз-
ным крепле-
нием резца
(борштанги)
г) С люнетом
Для подрезных и отрезных резцов
при обработке на автоматах
Для закрепления расточных резцов.
Косое расположение последних по-
зволяет производить расточку до дна
отверстия, без изменения нормальной
заточки резца. В различных модифи-
кациях применяется для револьверных,
расточных и токарных станков
Для предупреждения изгиба прутка
при обработке. Применяются на ре-
вольверных станках и автоматах. Вы-
полняются для радиальных и танген-
циальных резцов в виде многорезцо-
вых, регулируемых и других резце-
державок
а) Для тор-
цевых пластин-
чатых резцов
Для работы плоскими резцами при
одновременной центровке и подрезке
торца на револьверных станках
б) Для рас-
точных резцов
(блоки)
Для точной обработки отверстий
на расточных и револьверных станках.
Применяются с жёстким креплением
в борштанге и центрированием по
пазу или в плавающем виде. Различ-
ные конструкции отличаются методом
центрирования и крепления резцов
202
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Г
руппа
Принадлежности для крепления инструмента
Тип и пример конструкции
с
хвостовиками
!
Продолжение
Применение
табл.
22
а) Хвостовые
Для закрепления свёрл, зенкеров,
развёрток и других инструментов.
Для разных видов хвостовиков
применяются переходные втулки. Вы-
полняются постоянными или регули-
руемыми
б) Комбини-
рованные
в) Качаю-
щиеся
г) Конусные
д) Плаваю-
щие (для резь-
бонарезных ин-
струментов)
Для одновременной обработки от-
верстия и обточки резцом по наруж-
ному диаметру. Применяются в различ-
ных модификациях на револьверных
станках и автоматах. Выполняются по-
стоянными или регулируемыми
Для чистовых развёрток при обра-
ботке отверстий на револьверных,
сверлильных станках и автоматах
Для жёсткого закрепления в шпин-
деле станка инструментов с кониче-
скими хвостовиками
Для закрепления метчиков и пла-
шек. Обеспечивается независимое от
головки направление инструмента.
Применяются на револьверных станках
и автоматах
е) Для накатки
кулачки, несущие ролики, устана-
вливаются по диаметру. Выполняются
с одним и двумя роликами. Приме-
няются на револьверных станках и
автоматах
ГЛ. V]
НОРМАЛЬНЫЕ ПРИНАДЛЕЖНОСТИ И ПРИСПОСОБЛЕНИЯ
203
Продолжение табл. 22
Принадлежности для крепления инструмента с хвостовиками
Группа
Тип и пример конструкции
Применение
а) Цанговые
б) Двухку-
лачковые
Конус
в) Быстро-
сменные
г) Предохра-
нительные (для
метчиков)
д) Клиновые
(для протяжек)
Для быстрого и жёсткого крепления
инструментов с хвостовиками. Приме-
няются на фрезерных станках
Для сверлильных станков при за-
жиме мелких свёрл. Выполняются с
зажимом от руки или от ключа. Конус
в патроне выполняется укороченным.
Для быстрой смены хвостового ин-
струмента без остановки станка (свер-
лильного). Выполняются жёсткими и
качающимися. Аналогичного типа па-
троны применяются для быстрой сме-
ны борштанг на расточных станках
Для нарезки отверстий метчиками
на сверлильных станках. Предохрани-
тельное устройство с пружиной пред-
отвращает поломку метчика
Для жёсткого крепления шпоноч-
ных протяжек
а) Одномест-
ные
б) Комбини-
рованные
Для крепления хвостового инстру-
мента на револьверных станках
Для крепления хвостового инстру-
мента и резцедержавок на много-
шпиндельных автоматах
204
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Продолжение табл. 22
Принадлежности для крепления инструмента с хвостовиками
Группа
Тип и пример конструкции
Применение
Для многорезцовой обработки на
револьверных станках. Применяются
обычно для 3 и б инструментов. Вы-
полняются с направляющей втулкой
или без неё
а) Втулки для
инструмента
Для перехода с цилиндрических от-
верстий на конусные. Применяются
на револьверных станках и автома-
тах
б) Втулки
разрезные
Для перехода с конусных отверстий
на цилиндрические и с одного раз-
мера конуса на другой
Принадлежности для крепления инструмента с отверстием
а) Для гори-
зонтальных фре-
зерных станков
Конусность 1-Z4
б) Для верти-
кальных фре-
зерных станков
в) Для диско-
вых резцов
Для закрепления цилиндрических,
дисковых, прорезных и фасонных
фрез. Крутящий момент передаётся
торцевыми шпонками шпинделя стан-
ка, входящими в пазы фланца оп-
равки
Для закрепления торцевых фрез.
Крутящий момент передаётся торце-
выми шпонками шпинделя станка,
входящими в пазы фланца оправки
Для автоматов, револьверных и то-
карных станков при обработке фасон-
ных профилей
Державка, показанная на фиг. 51 и табл. 24,
применяется для закрепления фасонных пло-
ских резцов переднего поперечного супорта.
Точная установка резца по высоте произво-
дится установочным винтом через кулачок.
Аналогичная державка применяется для
заднего поперечного супорта.
Таблица 23
d
Н
L
1
Сечение резца
мм
25,4
2О
28
64
74
100
4б
8X8
ioXio
ГЛ. V]
НОРМАЛЬНЫЕ ПРИНАДЛЕЖНОСТИ И ПРИСПОСОБЛЕНИЯ
205
i I i
fc*
%
¦Y
Фиг. 50. Резцовая державка с направляющей втулкой
для прутка.
Державка для круглого резца, устанавли-
ваемого в задний поперечный супорт (фиг. 52
и табл. 25), допускает точную установку резца
по высоте.
Для производ-
ства внутренних
выточек приме-
няется державка
(фиг. 53), у кото-
рой резец устана-
вливается в от-
верстии в ползуш-
ке, работающей от
копира, закре-
плённого в попе-
речном супорте.
Качающиеся
оправки для раз-
вёрток (фиг. 54 и
табл. 26) применя-
ются при обработ-
ке отверстий по
2-му классу точ-
ности
Оправки для
насадных развёр- Фиг- 53- Державка резца для
ТОК И зенкеров внутренней выточки.
(фиг. 55 и табл.27)
применяются для закрепления инструментов,
имеющих отверстие с конусом (обычно 1:30).
Фиг. 51. Регулируемая державка для плоских резцов.
Таблица 24 Таблица 25
в
Е
Я
к
мм
84
но
i6
2О
5О
63
34
38
d
А
Резец
дисковый
D
h
мм
13
16
39
47
3°
Зб
5а
68
4
5
Фиг. 54. Качающаяся оправка для развёрток.
Таблица 26
Наиболь-
ший диа-
метр обраб.
отверстия
10-14
15-23
24-65
68-100
мм
2 л .?.»¦¦«'
Kg" -О
gs d
215
24O
4°
2О
78
76
26
,5
93
290
345
62
35 1 42
о8 1зз
112
140
420
85
62
155,5
172
1 M
*
era 1 л3
Конусность 1:30
Фиг. 55. Оправка для насадки развёрток и зенкеров.
Таблица 27
Фиг. 52. Регулируемая державка для дисковых резцов.
d*\ 10
d,
da
L
I
la
16
iMi2
—
—
—
16
10
13
18
1M16
350
60
40
16
10
16
22
1M18
280
70
45
18
10
19
22
MM
24
iM2a
300
80
5°
22,5
10
26
2M24
335
90
55
24.0
12
27
32
2M30
355
90
60
25,5
12
32
36
3М36
375
95
05
3°
12
40
42
3М45
400
95
70
34
12
50
5a
4M56
—
90
80
39
15
* Отклонение (скоба) С.
206
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
НОРМАЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
И ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ
ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
Зажимные приспособления обеспечивают
правильное расположение обрабатываемых по-
верхностей по отношению к режущим инстру-
ментам и надёжное и устойчивое положение
детали под действием усилий резания.
Конструкции зажимных приспособлений
зависят от рода обработки (с вращением или
прямолинейно-поступательным перемещением
изделия или инструмента) и вида обрабаты-
ваемой поверхности (внутренняя, наружная,
цилиндрическая, плоская и пр.).
Нормальные принадлежности и приспосо-
бления к станкам для закрепления изделий раз-
деляются на шесть основных групп: патроны,
оправки, тиски, столы, зажимные устройства,
установочные приспособления.
Патроны обеспечивают центрирование из-
делия по оси вращения шпинделя и служат
цля: а) закрепления изделия к шпинделю станка
(токарного, шлифовального и др.); б) зажима
изделия на столе станка (сверлильного, фре-
зерного и др.)>
Классификация патронов приведена в
табл. 28.
Расчёт зажимных устройств. Патроны.
Потребная сила Wo зажима одним кулачком
в кулачковых патронах определяется из
условия удержания детали; по графикам
фиг. 56 и 57 можно найти отношение указан-
0,2 0,4 0,6 0.8 1.0 1.2 U 1,6 1,8 L/D
Фиг. 56. График для определения силы зажима в трёх-
кулачковых патронах.
ной силы зажима к окружной слагающей уси-
лия резания Рг.
При работе без заднего центра и малой
длине зажима (зажим ступеньками кулачков),
а для чистовой обработки — при любой длине
зажима, U70 определяется по графикам в за-
висимости от отношения вылета резца от
патрона L к диаметру зажима D и от отно-
шения диаметра зажима D к диаметру обра-
ботки Do.
При работе с задним центром или при
большой длине зажимных губок Wo может
быть взято как минимальное значение для
данного коэфициента сцепления (по горизон-
тальным участкам кривых у оси ординат).
Рекомендуемые значения коэфициента сце-
пления [л: при гладких губках —0,25; при
губках с кольцевыми канавками — 0,3-0,4;
при губках с взаимно перпендикулярными
канавками — 0,45—0,5; при губках с острым
зубом — 1,0.
Потребная сила на рукоятках изменяется
для патронов в диапазоне диаметров от 100
0,2 0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8 L/B
Фиг. 57. График для определения силы зажима в четы-
рёхкулачковых патронах.
до 400 мм от -^ для малых размеров до
¦—¦ — для больших, а для четырёхкулачко-
IV/
вых (диаметром 300—500 мм) — от
30
до
3l
60
Цанги. Полный расчёт цангового зажима
включает: определение усилия включения,
проверку напряжения изгиба при зажиме
прутка минимального диаметра, расчёт ком-
пенсаторной пружины, предохраняющей от
обрыва цанги при зажиме прутков макси-
мального диаметра, проверку удельного да-
вления на конусной опорной поверхности гу-
бок и проверку зажимной поверхности
прутка.
Суммарная нормальная сила зажима
где М — момент сил резания, стремящийся
повернуть пруток; Рх — суммарная осевая
сила, действующая на пруток; D — диа-
метр зажима; у. — коэфициент сцепления (см.
выше).
Потребная осевая сила на цанге:
для цанги натяжной и неподвижной с зад-
ним зажимом
для цанги нажимной
для цанги неподвижной с передним зажимом
W
где а — угол конуса цанги; fx2 и <р — коэфи-
циент трения и угол трения.
Оправки обеспечивают совпадение
осей обрабатываемых наружных поверхностей
с установочной внутренней поверхностью
при установке изделия по оси отверстия
ГЛ. V]
НОРМАЛЬНЫЕ ПРИНАДЛЕЖНОСТИ И ПРИСПОСОБЛЕНИЯ
207
Классификация зажимных патронов
Таблица 28
Патроны кулачковые с принудительным зажимом (ручным, пневматическим, гидравлическим, электрическим)
Группа Подгруппа
Тип и примеры конструкций
Применение
Двух- и
четырёх-
кулачко-
вые
С винтовым
зажимом
а) При обработке деталей
цилиндрической формы и уси-
ленном зажиме, б) При зажи-
ме детали неправильной фор-
мы, в) При эксцентричной рас-
точке или обточке
Согласно ГОСТ 3890-47 из-
готовляются диаметром 160,
200. 250, 320, 400, 500, 630, 800,
1С0Э мм в двух исполнениях:
тип А — для резьбового кон-
ца шпинделя по ОСТ 428,
тип Б — для фланцевого кон-
ца шпинделя по ГОСТ 2570-44
а) Со спи-
рально-реечным
зажимом
Для зажима и центрирова-
ния по оси шпинделя вращаю-
щегося изделия (токарные,
шлифовальные станки) и не-
подвижного (сверлильные стан-
ки). Согласно ГОСТ 2675-47 из-
готовляются диаметром 80,100,
130, 160, 200, 250. 320, 400, 500,
630 мм в двух исполнениях:
тип А — для резьбового кон-
ца шпинделя по ОСТ 428,
тип Б — для фланцевого кон-
ца шпинделя по ГОСТ 2570-44
Для крепления патронов типа А
к резьбовому концу шпинделя
служат переходные фланцы —
ГОСТ 3889-47
Двух- и
трёхку-
лачковые
б) С винто-
вым зажимом
При большом разводе ку-
лачков осуществляется равно-
мерное усилие зажима для
всех диаметров изделия
в) Со спи-
рально - повод-
ковым зажи-
мом
Для прочного зажима при
небольшом разводе кулачков.
Выполняется с различными ви-
дами спиралей. Кроме зажима
кулачками в некоторых кон-
струкциях зажим осущест-
вляется тремя роликами по
наружной обработанной по-
верхности диаметром до 25мм
208
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Продолжение табл. 28
Патроны кулачковые с принудительным зажимом (ручным, пневматическим, гидравлическим, электрическим)
Группа
Подгруппа
Тип и примеры конструкций
Применение
аоАОВ
г) С внутрен-
ним зажимом
Для зажима тремя роликами
или сухарями изнутри по об-
работанной поверхности, пре-
имущественно тонкостенных
изделий диаметром 40—150 мм
д) С шесте- /,•
рённо-реечным
зажимом
Для обеспечения стабиль-
ной точности установки по
всему диапазону диаметров
изделий
Двух- и
трёхку-
лачковые
е) С эксцен-
триковым за-
жимом
Для центрирования и кре-
пления деталей по наружным
цилиндрическим поверхностям
при обработке их на верти-
кально-сверлильных станках
Диапазон диаметров деталей,
зажимаемых одним комплек-
том кулачков, весьма неве-
лик. Кулачки проектируются
одновременно с наладкой для
определённой детали с уч ётом
особенностей её конфигурации
ж) С рычаж-
ным зажимом
С пневматическим и гидра-
влическим приводом осущест-
вляется постоянство зажимно-
го усилия во время обработки.
Для зажима деталей сложной
формы применяются специ-
альные кулачки
з) С клин(ь
вым зажимом
Применяются для зажима из-
делий в массовом производст-
ве с пневматическим или ги-
дравлическим приводом. Вну-
тренний диаметр кулачков со-
ответствует наружному диа-
метру изделия
ГЛ. V]
НОРМАЛЬНЫЕ ПРИНАДЛЕЖНОСТИ И ПРИСПОСОБЛЕНИЯ
209
Продолжение табл. 28
Патроны кулачковые с принудительным зажимом (ручным, пневматическим, гидравлическим, электрическим)
Группа
Подгруппа
Тип и примеры конструкций
Применение
Пружиня-
щие
б) Натяжные
Для пруткового калиброван-
ного материала и гладких ва-
ликов
Точность центрирования
до 0,05 мм. Зажим и открытие
цанги при вращающемся
шпинделе
Патрон с маховичком пред-
назначен для быстрого зажима
изделий при кратковременных
токарных операциях. Зажим
и открытие патрона произво-
дятся ручным притормажива-
нием маховичка
Патроны поводковые
1. Для
центровых
оправок
поЯОв
б) С пере-
ставными по-
водками
Для точной центровой ра-
боты с закреплением обраба-
тываемой детали на оправке
с квадратной головкой. Сим-
метричное распределение уси-
лий, приложенных к оправке,
оказывает влияние на точность
работы
То же, для оправок разных
размеров
14 Том 9
210
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Продолжение табл. 28
Патроны кулачковые с принудительным зажимом (ручным, пневматическим, гидравлическим, электрическим)
Группа
Подгруппа
Тип и примеры конструкций
Применение
а) Со смен-
ными кулач-
ками
2. С само-
устанавли-
вающимися
кулачками
Для зажима изделий диа-
метром от 20 до 90 мм на
оправке или в центрах. Регу-
лирование на различные диа-
метры производится посред-
ством смены кулачков
б) С пере-
ставными ку-
лачками
Для зажима изделий диаме-
тром от 30 до 125 мм на опра-
вке или в центрах. Регулиро-
вание на различные диаметры
производится посредством пе-
рестановки планок. Приме-
няется на многорезцовых полу-
автоматах при обработке ва-
ликов с точными размерами
по длине ступеней
Патроны бескулачковые
Для зажима легко деформи-
рующихся изделий диаметром
от 30 до 150 мм при шлифо-
вании внутренней поверхности
и базировании по торцу. Ос-
вобождение изделия произво-
дится посредством нажима на
центральную честь мембраны
а) Сэлектро»
магнитами
Для быстрого зажима дета-
лей неправильной формы. Для
зажима большого количества
однородных плоских деталей
при шлифовании
б) С постоян-
ными магни-
тами
Для лёгких токарных (при
подрезке торцов) и шлифо-
вальных работ. Для обработки
точных деталей, деформиру-
ющихся в других патронах
Ручка патрона съёмная
ГЛ. V]
НОРМАЛЬНЫЕ ПРИНАДЛЕЖНОСТИ И ПРИСПОСОБЛЕНИЯ
211
в центрах или в шпинделе (токарного, шли-
фовального станка). Примеры конструкции
оправок и их основные размеры см. в табл.
29 и 30.
Таблица 29
Оправка для обработки деталей в центрах
О 1
ъ
п
от
до
4
22
28
5
22
38
1
L
5
-
10
-j
Применяются
6
24
5°
15
40
ДЛЯ
стию, обработанному
8
3°
52
25
8о
10
4°
65
35
13°
12
5°
78
14
6о
83
16
7О
98
18
во
юо
20
9о
IOO
закрепления деталей по отвер-
под
А или А, при обработке в
центрах. Выполняются гладкими, шпоночными или шли-
цевыми с направляющей частью. Для работы на стан-
ках, настроенных
на работу по упорам, имеют буртики.
Таблица 30
Разжимные оправки с резьбой
От 16
до 22
Свыше
,22 до 30 30 до 36 36 до 42 42 до 52 52 до 60
Свыше
55
Свыше Свыше Свыше
бо
3. 4 и 5
бо
7°
4 и 5
Применяются при закреплении детали по грубо об-
работанному отверстию, при работе на токарных или
револьверных станках
Тиски обеспечивают правильное поло-
жение изделия по его базовым поверхностям
и служат для зажима изделия на столе станка
(фрезерного, строгального и др.). Примеры
конструкций • и основные размеры тисок при-
ведены в табл. 31—33.
Столы обеспечивают правильное поло-
жение изделия относительно режущих инстру-
ментов при установке детали или приспосо-
бления, а также поворот на определённый
угол или вращение детали во время обра-
ботки (на сверлильных, фрезерных и плоско-
шлифовальных станках). Примеры конструк-
ции столов и их размеры приведены
в табл. 34—36.
Машинные тиски
Таблица 31
поворотные
А
D5)
65
(90)
125
i8o
250
В
юо
!25
15°
i8o
220
260
35O 1 320
E0°}
400
Я
наиб.
25 | 5°
4°
55
7°
9°
8о
IOO
I2O
4°
175
2ОО
наиб.
8о
I2O
14°
17О
2IO
Э4О
270
D
15°
2О0
25°
325
4оо
475
^наиб.
28о
ЗЗО
4оо
5оо
650
8оо
95°
и
215
270
35°
45°
55°
К
и
i8
22
1
25
30
35
45
Применяются как универсальные зажимные при-
способления. В случаях зажима деталей сложных кон-
фигураций плоские закалённые губки заменяются спе-
циальными. То же - при одновременной обработке не-
скольких деталей.
Таблица 32
Эксцентриковые поворотные тиски
А
4°
¦ 65
В
D
8о| i25
125) 200
D,
45
2O5
L
248
385
285
и
190
з8о
Я
78
я,
5°
14о| Ю5
h
20
45
b
33
95
откл.
13
14
Служат для быстрой установки и зажима детали.
Имеюг поворотную часть с градуированной шкалой, по
которой может быть произведена установка тисков.
212
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД IV
Таблица 33
Тиски для зажима валов
4
№
Длина до упора
Диаметр вала
Ширина губок
1
i65
35—80
но
2
25°
50-150
i8o
Тиски предназначены для зажима валов и других
цилиндрических деталей диаметрами от 25 до 80 мт
при фрезеровке шпоночных пазов, лысок и т. д. На-
ладка тисков на определённую операцию состоит из
установки двухсторонней призмы в зависимости от
диаметра детали и регулировки упорной планки на
требуемый размер в соответствии с длиной детали.
Таблица 34
Двухпозиционный поворотный стол
D
боо
75°
IOOO
В
3°°
Зоо
4оо
Н
но
НО
140
Р
9О
9О
Q
65
65
о
С
6о
бо
loo
Предназначен для повышения производительности
при фрезе}х>ике, путём использования машинного вре-
мени на съём., установку и зажим заготовок в ка-
ждом из двух зажимных приспособлений, закреплённых
на противоположных концах стола.
Таблица 35
Круглый поворотный стол
,025/1
330
D
н
L
Основные размеры
250
но
Зю
35°
140
бо7
Служит для деления и для вращательного движе-
ния при обработке с ручной подачей.
[_
Таблица 36
Стол с постоянными магнитами
Тип
П6-29
П6-30
П6-31
2O5
45°
875
6ю
Применяется при шлифовании плоскостей, для
производства лёгких фрезерных, разметочных и дру-
гих работ. Закрепление и освобождение деталей про-
изводятся при помощи рукоятки
Зажимные устройства (прихваты,
боковые зажимы, клинья) обеспечивают не-
изменяемость положения изделия под дей-
ствием усилий резания при зажиме его на
столе или планшайбе. Конструкцию и раз-
меры боковых зажимов см. табл. 37.
ГЛ. V]
НОРМАЛЬНЫЕ ПРИНАДЛЕЖНОСТИ И ПРИСПОСОБЛЕНИЯ
213
Таблица 37
Прижимные крепления в пазах стола
-Й-
Ширина
паза d
14
18
22
1-наиб
io6
133
144
А
75
85
95
Ннааб
55
65
75
Применяются для бокового зажима на столах
строгальных и фрезерных станков. При поперечном
креплении прижимаются к столу прихватами
Установочные приспособления
(призмы, угольники, скальчатые кондукторы)
служат для фиксирования правильного поло-
жения изделия при установке его в положе-
нии, требующемся для обработки.
Примеры конструкций и размеры см. в
табл. 38 и 39.
Таблица 38
Поворотный угольник (мм)
П21-13
Предназначен для грубой обработки деталей под
углом на сверлильных, строгальных и фрезерных стан-
ках. Установка под любым углом производится по
лимбу, градуированному от 0 до 90°
Зажимные цанги револьверных стан-
ков в двух вариантах выполнения (выдвигае-
мые и втягиваемые) приведены в части кон-
струкции и размеров в табл. 40.
Таблица 39
Скальчатый кондуктор {мм)
I ~?Г "I
.,.1 Ш L
А
IOO
1бо
В
125
i8o
250
В,
170
23O
31°
dx
32
40
dix
32
40
Н
наим.
8о
9°
но
наиб.
изо
140
i6o
я,
наим.
зю
22O
24O
наиб.
2бо
270
ago
70
fta
45
5°
ft,
2О
35
Применяется на сверлильных станках для центри-
рования и зажима детали и направления режущего
инструмента. Зажим осуществляется быстродействую-
щим роликовым (а) или конусным (б) замком
Стандарты. Список стандартов на при-
надлежности и приспособления к металлоре-
жущим станкам, действующих на 1/VI 1948 г.
446 и 447 Втулки переходные для инструмента
1552-42 Детали крепления изделий на станках
1553-42 и 1554-42 . Прихваты
1555-42 и 1556-42 . Упоры
1557-42 ..... Опоры ступенчатые для плиточных
прихватов
1558-42 Угольники для крепления
1559-42 и 1560-42 . Подпорки и распорки винтовые
НКТП 3678 .... Оправки для насадных развёрток и
зенкеров
2682-44 Оправки с укороченным конусом для
сверлильных патронов
В-1654-42 Патроны токарные общего назначения
(норма точности)
2696-44, 2751-44 и
2681-44 Патроны быстросменные, предохрани-
тельные, трёхкулачковые сверлиль-
ные
3890-47 Патроны токарные, четырёхкулачко-
вые и трёхкулачковые самоцентри-
рующие
2571-44 и 2572-44 . . Планшайбы поводковые для фланце-
вых и резьбовых концов шпинделей
2576-44 Полуцентры упорные
1588-42 . .... Сухари к пазам станочным
3889-47 • .... Фланцы переходные к токарным па-
тронам
2876-45 и 2877-45 . Цанги зажимные и подающие
2573-44, 2574-44 и
2575-44 Центры упорные
2578-44 Хомутики поводковые
1589-42 и 1590-42 . . Шпонки гладкие и ступенчатые для
установки приспособлений на столах
станков.
214
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Таблица 40
Зажимные цанги револьверных станков
Тип цанги
Размер прутка
в мм
Круглый
Шестигранный
Квадратный
D в мм
L в мм
Выдвигаемая (а)
i6
12
II
22
64
25
22
18
33
97
28
25
21
38
97
38
33
27
48
116
57
49
40
68
140
Втягиваемая (б)
14
12
IO
22
64
19
i6
12
33
97
25
19
16
38
97
3°
26
22
48
нб
5°
44
35
68
140
ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ
Типы делительных головок и их приме-
нение. Делительные головки применяются
при обработке поверхностей, расположенных
определённым образом по окружности, чаще
всего на универсально-фрезерных станках.
Конструкция делительных головок.
В отечественных станках принято располо-
жение делительной головки на правом конце
стола.
Делительные головки, шпиндель которых
может занимать горизонтальное положение,
обычно применяются с задней бабкой.
Конструкция задней бабки допускает
перемещение её центра в продольном и вер-
тикальном направлениях и установку его под
углом.
Конус для центра в шпинделе делитель-
ной головки выполняется по ГОСТ 2847-45.
Делительные головки строятся в двух испол-
нениях: с делительным диском (лимбом) и без
делительного диска. Преимущество головки
без делительного диска — простота деления,
однако, наладка её требует более высокой
квалификации. Делительные головки с гори-
зонтальным шпинделем в зависимости от раз-
меров станка выполняются обычно с высотой
центров 100, 125 и 160 мм
Точность угловой установки хорошей
делительной головки — 1 мин., оптической -
20 сек.
Для выборки мёртвого хода в червячной
передаче пользуются установкой червяка в
эксцентричных подшипниках, осевым пере-
мещением червяка с переменным по толщине
витком, выполнением червяка или колеса из
двух половин со смещением одной части от-
носительно другой
по CD
з г
Фиг. 58. Универсальная делительная головка Ленинградского завода делительных головок: 1 — поворотный корпус-
2—шпилька для зажима поворотного корпуса; 3 — разжимное кольцо для зажима шпинделя; 4 — рукоятка зажима
шпинделя; 5 — диск для непосредственного деления; 6 — делительный диск; 7 - указатель для облегчения отсчётов1
S — цапфы поворотного подшипника червяка; 9 - эксцентричный валик для выключения червяка при непосредствен-
ном делении; 10 — сухарь, регулирующий зазор в червячной передаче.
Деление окружности на части производится
за счёт периодического поворота заготовки
вокруг её оси.
К делительным головкам с делительными
дисками прилагается комплект сменных ше-
стерён с чётным B4, 28, 32... 100) или „пят-
ГЛ. V]
ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ
215
по ДВ
Фиг. 59. Универсальная делительная головка: 1 — диск для непосредственного деления; 2—рукоятка
фиксатора для непосредственного деления; 3—рукоятка для вывода червяка из зацепления посред-
ством шестерни 4 и эксцентриковой втулки 5; 6 — тормоз шпинделя; 7—втулка для осевой установки
сферической опоры червяка.
по СП
Фиг. 60. Универсальная делительная головка, модель К:
/ — шпиндель; 2 — поводок; 3 — хомут для соединения
диска с корпусом головки; 4 — рукоятка тормоза шпин-
деля; 5 — зажим поворотного корпуса; 6 — червяк с регу-
лировкой зазора в зацеплении; 7 — гитара для установки
сменных колёс.
Алек.
по 48
Фиг. 62. Оптическая делительная головка: / — поворот-
ный корпус; 2 — шпиндель; 3 — стеклянный диск со шка-
лой для отсчёта поворота шпинделя; 4—микроскоп; 5—ру-
коятка для точной установки шпинделя; 5 — рукоятка
для вывода червяка из зацепления при грубой установке;
7 - маховичок для проворота шпинделя со встроенной пре-
дохранительной муфтой, прощёлкивающей при зажатом
шпинделе; 8 — шкала для грубой установки; 9 — рукоятка
для зажима шпинделя; 10 — лампочка для освещения
шкалы головки.
Фиг. 61. Универсальная безлимбовая делительная головка
с планетарной перадачей (завод Рейнекер): 1 — поворотный
корпус; 2— шпиндель; 3 — квадрат под рукоятку для де-
ления; 4 — диск с пазом под фиксатор; 5 — червяк для
точной ручной установки шпинделя; 5—гитара деления;
7 — гитара сложного деления и настройки на шаг винто-
вой линии.
ГЛ. V]
ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ
217
Таблица 41
Типы делительных головок
Тип головки и её кинематическая
схема
Формулы настройки
Характеристика и применение
Головки с диском для непосредствен-
ного деления
-i
Непосредственное деление:
а) в долях окружности
л
Р-~;
р—число отверстий или пазов,
отсчитываемое по делительному
диску; л—число отверстий или пазов
на окружности диска; г—число де-
лений на заготовке;
б) в угловом измерении
о 360°
а ——— ;
а—угол каждого из последова-
тельных поворотов в градусах
Схема 1.
Деление производится не-
посредственным поворотом
шпинделя с закреплённой на
нём деталью. Диск с пазами
или с одним или несколькими
рядами отверстий закрепляет-
ся на шпинделе или на корпу-
се головки. Строятся с гори-
зонтальной, вертикальной,
реже с поворотной осью
шпинделя. Одношпиндельные
и трёхшпиндельные дели-
тельные головки применяют-
ся преимущественно для из-
готовления деталей машин и
инструмента
Простые горизонтальные делительные го-
ловки
1. Непосредственное деление
я о 360°
г ' z '
2. Простое деление (делительная
головка с делительным диском,
схема 2)
Схема 2.
Схема 3.
id — передаточное отношение чер-
вячной пары (обычно 3q—1 : 40).
3. Простое деление (делительная
головка, без делительного диска,
схема 3)
i,—передаточное отношение смен-
ных зубчатых колёс гитары деления;
Iq— передаточное отношение червяч-
ной пары (обычно 1б-\ : 60); ft—чи-
сло оборотов рукоятки (обычно ft—1).
4. Фрезерование винтовых канавок
(схема 4):
а) с делительным диском
Деление производится че-
рез делительную пару. Дели-
тельные головки, имеющие
дополнительную передачу
к винту стола, позволяют
фрезеровать винтовые канав-
ки (схема 4)
Исполнения делительных
головок: с делительным ди-
ском и без него, одношпин-
дельное и многошпиндельное.
При непосредственном деле-
нии червяк выключается. При
фрезеровании винтовых кана-
вок освобождается фиксатор
на обратной стороне диска,
стол станка поворачивается
на угол подъёма, а заготовка
совершает непрерывное вра-
щательное движение. Опти-
ческая делительная головка
(фиг. 62) даёт точное деление
на любое число частей
i,-
t
Схема 4.
б) без делительного диска
i,—передаточное отношение смен-
ных зубчатых колёс гитары настрой-
ки кинематической цепи от ходового
винта к шпинделю; /—шаг винта
продольной подачи; Г—шаг фрезеру-
емой винтовей канавки
218
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Продолжение табл. 41
Тип головки и её кинематическая
схема
Формулы настройки
(Характеристика и применение
Полууниверсальные делительные головки . 1. Непосредственное деление
Схема 5.
п а 360°
р _ — ; а° ¦ -
2. Простое деление
3. Комбинированное деление
рт + дп
тп
1
г,д
р—число отверстий, соответствую-
щее повороту рукоятки по окруж-
ности делительного диска с я от-
верстиями; q—число отверстий, со-
ответствующее повороту рукоятки
по окружности делительного диска
с т отверстиями
Поворотная ось шпинделя
даёт возможность обрабаты-
вать прямые канавки на ко-
нусной поверхности. При
комбинированном делении (в
два приёма) отсчёт отверстий
ведут по двум сторонам диска,
пользуясь рукояткой и задним
фиксатором (когда заданное
число делений разлагается на
два сомножителя, для каждо-
го из которых возможно про-
стое деление). Фрезерование
винтовых канавок на дели-
тельных головках данного ти-
па невозможно
Универсальные делительные головки
1. При непосредственном, простом
и комбинированном делении, как в
схемах 1, 2, Зи 5. При фрезеровании
винтовых канавок—как в схеме 4.
2. Сложное, диференциальное де-
ление (делительная головка с дели-
тельным диском, схема 6):
а) поворот делительного диска
Схема 6.
" xld '
р—число отверстий, соответствую-
щее повороту рукоятки по окружно-
сти делительного диска с п отвер-
стиями; х— приближённое число де-
лений, близкое к г, для которого
возможно простое деление;
б) передаточное отношение смен-
ных шестерён настройки кинематиче-
ской цепи от шпинделя к промежу-
точному валику
х—г
8 Щ '
3. Сложное, диференциальное де-
ление (делительная головка без де-
лительного диска, схема 7):
а) передаточное отношение цепи
простого деления
1
ц—передаточное отношение ди-
ференциала; i4=2;
б) передаточное отношение смен-
ных шестерён гитары сложного де-
ления
Универсальные головки
(фиг. 58, 59, 60, 61) допускают:
1) обработку конусов; 2) пе-
риодическое деление на рав-
ные или неравные части;
3) фрезерование винтовых ка-
навок
Расширение пределов про-
стого деления на делитель-
ных головках, не имеющих
гитары сложного деления,
осуществляется при помощи
дополнительных дисков и при-
боров. Настройка на неравно-
мерное деление обычно про-
изводится специальными ди-
сками
Сложное деление, или про-
стое с добавочными прибо-
рами, позволяет делить на
любое число частей. При
сложном делении делитель-
ному диску (или шпинделю
делительных головок, не
имеющих делительного ди-
ска) сообщается дополнитель-
ное вращение при помощи
сменных шестерён
При обработке конусов
сложное деление невозможно
В соединении с делитель-
ными головками могут при-
меняться аппараты для авто-
матического деления и пода-
чи заготовки (фиг. 63). Они
приводятся или от индивиду-
ального электродвигателя,
или от коробки подач
Схема 7.
ГЛ. V]
МЕХАНИЧЕСКИЕ РАСПРЕДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА
219
ковым" B5, 30, 35...) числом зубьев. В оте-
чественном станкостроении для делительных
головок нормализован ряд из 12 сменных
зубчатых колёс: 20, 25, 30, 35, 40, 50, 55, 60,
70, 80, 90, 100. Этот комплект обеспечен пол-
ными таблицами настроек на шаги спиралей
и сложное деление.
по EFGH
5 9 10
Фиг. 63. Аппарат для автоматического деления с приводом от коробки подач: 1 — вал, приводимый от коробки подач;
2 — шестерня привода подачи или привода деления; 3 — вал с муфтой, дающий рабочую подачу или ускоренное обрат-
ное движение стола; 4—перебор рабочей подачи; 5 — рычаг автоматического переключения ходов от штанги с
упорами; 6 — храповое колесо деления; 7 — собачка; 8 — рычажок, выключающий собачку; 9 — вал переключения
муфты реверса и поворота передвижного упора; 10 — передвижной упор, освобождающий собачку 7 в конце обратного
хода стола, и выключающий собачку после одного оборота храпового колеса; 11 —рычаг с роликом и пружиной для
фиксации полных оборотов делительной цепи; 12 — рычаг с зубом и пружиной для точной фиксации деления;
13 — шестерня, часть зубьев которой укорочена для плавности останова шпинделя делительной головки; 14 — зубча-
тый сектор, поворачивающий мальтийский крест, используемый для делительного поворота при нескольких полных
оборотах вала VII; 15 — вал, несущий кулачок, управляющий поворотом 8, и мальтийский крест, вращение которого
включается поворотной кнопкой.
МЕХАНИЧЕСКИЕ РАСПРЕДЕЛИТЕЛЬНЫЕ
УСТРОЙСТВА
Распределительный вал (механизм) обес-
печивает порядок осуществления различных
операций и цикличность процесса в целом.
Распределительный вал (механизм) может
быть непрерывно вращающимся и реверсив-
ным — поступательным или вращающимся.
Распределительный вал осуществляет рабо-
чие и все или часть вспомогательных ходов,
а также может нести функции управления.
Вспомогательный вал включается перио-
дически и служит для совершения только
вспомогательных ходов. Ему могут быть
также присущи функции управления. Он мо-
жет быть непрерывно вращающимся или ре-
версивным.
Вспомогательный распределительный вал
служит только для управления циклом и ра-
ботает в течение всего цикла (непрерывно
или импульсами).
В табл. 42 дана схема классификации си-
стем управления автоматов и полуавтоматов
и принятые условные обозначения, включа-
ющая возможные комбинации распредели-
тельных валов (механизмов, вспомогательных
валов и валов вспомогательно-распредели-
тельных).
Большинство одношпиндельных и много-
шпиндельных токарных автоматов и полу-
автоматов * имеют один распределительный
вал.
* См также «Токарные автоматы и полуавто-
маты":
noEF
z*«
Фиг. 64. Механизм управления шестишпиндельного полуавтомата 23-А:
/ — распределительный вал; 2 — вспомогательный вал; 3—рас-
;: пределительный диск с кулачками переключения муфт; 4 — муфта
для включения быстрого хода распределительного вала; 5—муфта
для включения рабочего хода распределительного вала; 6 — фикса-
тор для быстрого включения муфт; 7—тяга, перемещаемая от кулач-
ков распределительного и вспомогательного валов; 8— кулачок, вы-
ключающий распределительный вал (муфты в нейтральном положе-
нии); Р — упоры на вспомогательном вале, включающие распреде-
лительный вал; 10 — барабанный кулачок для перемещения супорта;
11, 12 — сменные шестерни.
ГЛ. V]
МЕХАНИЧЕСКИЕ РАСПРЕДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА
221
Таблица 42
Вспомогателы
ные
механизмы
нет
Ч
0*0
РВМ
¦=!=>
пРВМ
1=1=1
п,ВВ
пгРВМ
ВРВ
—
ВРВ
—
ВРВ
— ¦
ВРВ
~ВРВ~
ВРВ 1
Распределительные механизмы
нет
. X
г/
РВ
©
123456
/
7
пРВ
© S
1234567
—s^Tu
—/GM-
7 J
РРМ
123456
пРРМ
Ж
1234567
пы распределит, yet
чепрерывно'врашан.
п,РВщРРМ
©ш
1234567
" ©/-с остановкой
Qj-f медленным(мерт
®4-с быстрыми кодами
®5~с быстр, ходами и с
® 6 - с быстр, кодами и с л
ед/кходом
7- я,«/ нескольких РВ или РРМ
условные обозначения
РВ—непрерывно вращающийся распределительный
вал; РРМ—реверсивный распределительный вал (ме-
ханизм), вращающийся или поступательный; ВВ—не-
прерывно вращающийся вспомогательный вал;
РВМ—реверсивный вспомогательный вал; ВРВ—вспо-
могательный распределительный вал; я, nlt na—число
валов (механизмов)
Фрезерные и шлифовальные полуавтоматы
чаще всего имеют поступательные реверсив-
ные механизмы.
От системы управления зависит структура
автомата.
В табл. 43 приведены типовые структур-
ные схемы автоматов, наиболее распростра-
нённых на практике.
По выбранной структурной схеме автомата
строится его кинематическая схема.
На фиг. 64 показан механизм управле-
ния распределительного вала вертикального
шестишпиндельного полуавтомата.
Распределительный вал является веду-
щим звеном для основных целевых механиз-
мов автомата. От конструкции распредели-
тельного вала зависит надёжность работы
всего автомата. Наблюдаются две основные
тенденции: 1) делать распределительный вал
в виде одного вала или близко расположен-
ных валов. Преимущество — доступность к
кулачкам, удобство наладки. Недостаток —
Таблица 43
Типовые структурные схемы автоматов и полуавтоматов
Структурная схема
Характеристика схемы и цикл автомата
Автоматы и полу-
автоматы, имеющие
данную схему*
Распределительный вал имеет одну скорость враще-
ния в течение всего цикла. Кулачки распределитель-
ного вала осуществляют все рабочие и вспомогатель-
ные ходы
Распределительный вал имеет две скорости — мед-
ленную для рабочих ходов* и быструю для вспомога-
тельных
Цикл автомата: 1) распределительный вал включает
муфту быстрого хода и, быстро вращаясь, осущест-
вляет вспомогательные ходы; 2) распределительный
вал выключает муфту, переключая себя на рабочую
скорость
Недостаток схемы — скорость вспомогательных ходов
зависит от настройки распределительного вала
111, Ш-П, 1110-А,
116-А, 110, 1105
Скорость вспомогательных ходов распределитель-
ного вала не зависит от настройки. Схема более со-
вершенна и позволяет осуществлять вспомогательные
ходы с максимальной постоянной скоростью
122, 123, 126, 1261,
148, 149
Схема предназначена для полуавтоматического
цикла.
Цикл полуавтомата: 1) включение от руки муфты;
/ — распределительный вал вращается быстро, муфта
// включена; 2) распределительный вал выключает
муфту быстрого хода // — начинается рабочий ход;
3) в конце рабочего хода распределительный вал пе-
реключает себя на быстрый ход, включая муфту //;
4) распределительный вал выключает муфту /; ста-
нок останавливается
116, 118, 114, 33-1192
222
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТА'НКОВ
[РАЗД. IV
Продолжение табл. 43
Структурная схема
Характеристика схемы и цикл автомата
Автоматы и полу-
автоматы, имеющие
данную схему*
А С
Имеются постоянно вращающиеся распределитель-
ный и вспомогательный валы. Распределительный вал
производит рабочие и часть холостых ходов, а также
даёт команды на включение механизмов вспомогатель-
ных ходов, действующих от вспомогательного вала.
После окончания работы механизмы самовыключаются
Имеются распределительный и вспомогательный
валы. Цикл полуавтомата: 1) включением от руки
муфты / включается вспомогательный вал; 2) вспомо-
гательный вал включает муфту II и распределитель-
ный вал получает быстрое вращение; 3) вспомогатель-
ный вал самовыключается; 4) распределительный вал
выключает муфту // и включает муфту III — распре-
делительный вал получает рабочий ход; 5) распреде-
лительный вал выключает муфту III, включает
муфту // и получает быстрое вращение; 6) по окон-
чании быстрого хода распределительный вал даёт ко-
манду на включение вспомогательного вала и само-
выключение станка
1118, 1136
129-А
Распределительный вал во время вспомогательных
ходов не выключается, а получает замедленное дви-
жение (мёртвый ход). Этим схема отличается от
схемы 6
Имеется несколько распределительных валов и один
вспомогательный: 1) от руки включается вспомогатель-
ный вал; 2) сделав один оборот, вспомогательный вал
включает быстрые ходы на все распределительные
валы; 3) вспомогательный вал самовыключается;
4) каждый из распределительных валов после быстрого
хода переключает себя на рабочую скорость и в конце
рабочего хода переключается на быстрый ход; 5) после
быстрого хода каждый распределительный вал даёт
команду на включение вспомогательного вала, а сам
выключается; 6) вспомогательный вал включится после
того, как все распределительные валы дали команду
и дана команда от руки
23-А
Принятые условные обозначения: ¦—г
М — источник движения (двигатель, трансмиссионный вал и т. п.); Ш—рабочий шпиндель автомата; Ш1 —звено
настройки (сменные шестерни); О — валы (узловые); Z — муфты; Р — механизмы и кулачки рабочего хода; хх — ме-
ханизмы и кулачки вспомогательных ходов; у — механизмы и кулачки управления; 1, 2, 3 и т. д.—порядковые номера
совершаемых операций.
* По номенклатуре Министерства станкостроения СССР.
большое число звеньев (тяг, рычагов, реек),
передающих движение от кулачков распре-
делительного вала к исполнительным меха-
низмам, имеющим самое разнообразное про-
странственное взаиморасположение; 2) раз-
делять распределительный вал на отдельные
участки, которые максимально приближаются
к исполнительным органам. Преимущество —
кулачок распределительного вала непосред-
ственно приводит в действие исполнительный
механизм, промежуточные звенья обычно от-
сутствуют. Недостаток — как правило, трудно-
доступность кулачков.
На фиг. 65 показан механизм включения
поворота револьверной головки автома-
та 1136.
На фиг. 66 и 67 показаны конструкции
распределительных и вспомогательных валов
токарных автоматов.
На фиг. 68 и 69 показаны примеры ме-
ханизмов управления зуборезных полуавто-
матов.
ГЛ. V]
МЕХАНИЧЕСКИЕ РАСПРЕДЕЛИТЕЛЬНЫЕ УСТРОЙСТВА
223
Фиг. 65. Механизм управления переключением револьверной головки автомата 1136: / — распределительный вал:
2 — вспомогательный вал; 3- упоры-кулачки, включающие муфту вспомогательного вала; 4—рычаг включения
муфт вспомогательного вала; 5—выключающий палец; б—фиксирующий палец; 7 — левая половина муфты, сво-
бодно сидящая на валу; 8— правая половина муфты, закреплённая на валу; 9— пруя.ина, включаюшая муфту;
10 — фигурные вырезы кулачка на муфте под палец 5; 11 — кулачок, удерживающий рычаг 4.
Фиг. 66. Распределительный вал автомата 1И:11 2 — кулачки подачи, зажима и разжима материала; 3, 4 — ку-
лачки продольного перемещения супортов; 5— кулачки поперечного перемещения супортов; б—кулачок подачи
' инструмента шпинделя; 7 — кулачок включения фрикционной муфты»
Фиг. 67. Распределительный и вспомогательный валы автомата 1136: 1 — распределительный вал; 2 — вспомогательный
вал; «3 — кулачки перемещения супортов; 4 — кулачок перемещения револьверной головки; 5 — диски с упорами,
включающие муфты вспомогательного вала; б—рычаги включения муфт вспомогательного вала; 7—шестерня, пере-
дающая вращение на поворот револьверной головки; 8-кулачки подачи и зажима материала; 9— сменные шестерни
привода распределительного вала; 10— муфты включения вспомогательного вала.
224
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
В системах, имеющих вспомогательный
вал, он должен вращаться с наибольшей до-
пустимой скоростью. Допустимое число обо-
ротов в минуту вспомогательного вала, исходя
¦И- РРМ
17Ш7
Фиг. 68. Распределительный механизм зубострогального
полуавтомата для конических колёс: 1 — винт с упорами;
2 — вспомогательный вал; 3 — упоры, переключающие
муфты винта 1; 4 - муфта быстрого хода винта 1; 5 —
муфта медленного хода винта 1; 6 — упор, выключающий
муфту 7; 7 — муфта выключения винта 1 и включения
вспомогательного вала, после одного оборота вала самовы-
ключается и включается винт 1\ 8 — маховичок для регу-
лирования упоров.
где о>0 — угловая скорость вращения вспомо-
гательного вала.
Механизмы переключения приводятся в
действие от распределительных и вспомога-
тельных валов; они разделяются на две
группы:
1. Механизмы самопереключения распре-
делительных систем — изменение скорости
вращения, включение и выключение распре-
делительных и вспомогательных валов или
команды, передаваемые от распределительных
к вспомогательным валам и обратно.
2. Механизмы переключений целевых ме-
ханизмов — изменение скорости и направления
вращения, включение и выключение рабочих
и инструментальных шпинделей.
Основные требования, предъявляемые к
этим механизмам: быстрота переключений,
конструктивная простота, износоустойчи-
вость.
Назначение механизма и выполняемые им
функции полностью диктуются структурной
схемой автомата.
ПРЕДОХРАНИТЕЛЬНЫЕ
И БЛОКИРУЮЩИЕ УСТРОЙСТВА
из прочности зубьев муфты при включении,
рекомендуется рассчитывать по формуле
п = , об/мин,
где Р — допустимая нагрузка в кг на зубья
муфты, приложенная на радиусе г в см; 6 —
момент инерции приводимых во вращение
Фиг. 69. Распределительный механизм зубофрезерного
станка, работающего методом копирования: 1 — распре-
делительный вал; 2 — кулачок, переключающий вал / на
быстрый и рабочий ходы; 3 - муфта быстрого хода;
4— муфта рабочего хода; 5 — фиксатор для мгновенного
включения муфт.
масс, приведённый к валу муфты, в кгсмсек2
(момент инерции масс привода принят равным
. , G nd*
бесконечности); k = ——^=— момент, закру-
чивающий вал на 1 радиан; G — модуль сдвига
в кг/см2 (для стали G = 8,l • 105 кг/см2); rf —
диаметр вала в см; I — длина вала в см.
Максимальный угол закручивания вспомо-
гательного вала
радиан,
а максимальный крутящий момент
Мшах =
Предохранительные системы производят
автоматическое выключение всего станка или
отдельных его цепей в случае нарушений
нормальных условий работы, создающих не-
посредственную угрозу аварии станка, по-
ломки инструмента или ранения рабочего.
Нарушения нормальных условий работы про-
исходят вследствие: а) выхода из строя от-
дельных механизм ib станка, например, ревер-
сивных или смазочных; б) недопустимого ре-
жима работы, например, перегрузки; в) не-
правильного управления станком, например,
включения несовместимых движений в стан-
ках без блокировки; г) нарушения в центра-
лизованных линиях, питающих станок, на-
пример, снижение давления в сети сжатого
воздуха.
Предохранительные системы срабатывают
при выходе какого-либо параметра за пре-
делы допустимых значений.
Различают: 1) максимальную защиту, когда
выключение происходит вследствие повыше-
ния контролируемого параметра (например:
крутящего момента, давления масла, силы
электрического тока, температуры) выше до-
пустимого предела; 2) минимальную защиту,
когда выключение происходит при пониже-
нии контролируемого параметра (например,
давления сжатого воздуха) до наимень-
шего допустимого значения (в частности, до
нуля).
По способу работы предохранительные
системы разделяются на системы прямого и
непрямого действия:
1) прямого действия — состоят из
одного предохранительного устройства, про-
изводящего непосредственное выключение
цепи при соответствующем изменении в ней
контролируемого параметра, обычно того по-,
тока энергии, который может стать причи-
ной аварии (пример — предохранительная
муфта);
ГЛ. V]
ПРЕДОХРАНИТЕЛЬНЫЕ И БЛОКИРУЮЩИЕ УСТРОЙСТВА
225
2) непрямого д е йс твия — произ-
водят выключение в цепи при изменении кон-
тролируемого параметра в другой цепи или
на другом участке выключаемой цепи; эта
система обычно состоит из датчика, реаги-
рующего на изменение соответствующего
параметра, передающей цепи с промежу-
точными реле или без них и выключающего
устройства; контролируемый параметр может
быть косвенным показателем опасности (на-
пример, температура смазки), относящимся к
потоку энергии, который может стать при-
чиной аварии.
По способу, восстановления работоспо-
собности выключенной цепи предохранитель-
ные системы разделяются на следующие
группы:
1. Системы с автоматическим вос-
становлением цепи после того, как
контролируемый параметр придёт в норму.
Применяются обычно при частом срабаты-
вании системы и самостоятельном восстано-
влении параметра до нормальной величины
через некоторое время после срабатывания
предохранительной системы.
Пример — предохранительная муфта тре-
ния в цепи подачи.
2. Системы с ручным восстановле-
нием цепи органами управления. Приме-
няются обычно при необходимости проверки
и устранения причины нарушения нормаль-
ной работы станка оператором и при отсут-
ствии способности станка к самостоятель-
ному восстановлению величины контролиру-
емого параметра до нормальной.
Примеры— механизм падающего червяка^
„вышибная" муфта.
3. Системы с восстановлением цепи путём
замены (на новую) части предохранитель-
ного устройства, являющегося специально пре-
дусмотренным слабым звеном предохраняемой
цепи. Применяются при весьма редком, мало
вероятном срабатывании, например, для до-
полнительного предохранения совместно с
системами двух первых групп.
Примеры — предохранительные муфты со
срезными штифтами, плавкие предохрани-
тели в электрической сети.
По способу выключения предохранитель-
ные (выключающие) устройства разделяются
на прерывающие, поглощающие, отводящие
и аккумулирующие.
1. Прерывающие — цепь размыкается,
поток энергии по всей цепи прекра-
щается („вышибная" муфта — фиг. 70, си-
стема с выключением электродвигателя
и т. п ).
2. Поглощающие — энергия цепи рас-
ходуется в устройстве на работу трения
(обычно), основная её масса превращается в
тепловую и рассеивается. Поток энергии на
участке цепи до предохранительного устрой-
ства не прекращается. Пригодны для малых
потоков энергии.
Пример — предохранительная муфта тре-
ния.
3. Отводящие— энергия отводится по
вспомогательной цепи, часто превращаясь в
предохранительном устройстве в другой вид
энергии.
Пример — предохранительные клапаны си-
стем гидропривода и смазки.
15- Том 9
4. Аккумулирующие — энергия цепи
накапливается в предохранительном устрой-
стве, а затем возвращается в цепь. При-
меры— предохранительное устройство с упру-
гим звеном, деформирующимся при пере-
Фиг. 70. Предохра-
нительная „вышиб-
ная" муфта: 1 - втул-
ка с вырезом; 2—ры-
чаг, через который
передаётся крутя-
щий момент от втул-
ки к корпусу муф-
ты; 3—запирающий
рычаг, удерживаю-
щий рычаг 2 в от-
ведённом положе-
нии после сраба-
тывания муфты;
4 — винт для восстановления сцепления муфты путём по-
ворота запирающего рычага и освобождения рычага 2.
грузке цепи, пружинные предохранители в
тягах и шатунах (фиг. 71).
Защита механизмов станка от перегрузки
более необходима в кинематических цепях
привода поступательного движения.
Контролируемым параметром является
чаще крутящий момент, реже усилие. Наи-
более распространёнными предохранитель-
ными устройствами являются муфты прямого
действия, ограничивающие передаваемый кру-
тящий момент (см. табл. 25 на стр. 74, фиг. 15.
на стр. 42 и фиг. 17 на стр. 43). Примером
предохранительной системы непрямого дей-
ствия для ограничения крутящего момента в
Фиг. 71. Предохранительное устройство, ограничи-
вающее усилие, передаваемое тягой.
цепи может служить кулачковая муфта, ко-
торая, отжимаясь при перегрузке, воздей-
ствует на конечный переключатель, дающий
команду выключения приводного электродви-
гателя.
В станках функцию предохранения часто
выполняют устройства, имеющие другое ос-
новное назначение. К таким устройствам от-
носятся: а) выключающие устройства, дей-
ствующие от мёртвого упора (см. стр. 91—95);
б)' передачи трения — ремённые, дисковые
(без автоматического регулирования нажатия
дисков друг на друга); в) соединения с ис-
пользованием трения — муфты выключения,
раздвижной шатун механизма возвратно-
поступательного движения зубодолбёжного
станка и т. п.
Предохранительные устройства часто при-
меняются для ограничения хода поступательно
движущихся частей станка в случае порчи
электрического реверсивного устройства. При-
мер останавливающего устройства прямого
действия для продольно-строгального станка
показан на фиг, 72,
226
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Для устранения опасности выскакивания
изделия во время обработки из пневматиче-
ского зажимного устройства (например, патро-
на) применяется минимальная защита непря-
мого ^ействия^ в. виде реле давления (фиг. 73),
дающего команду на выключение станка при
снижении давления сжатого воздуха ниже
наименьшей допустимой величины.
Для устранения опасности аварии из-за
неудовлетворительной работы „смазочной си-
стемы часто применяется: а) минимальная
защита непрямого действия с применением
реле давления (фиг. 73) или реле потока
(фиг. 74); при снижении давления или коли-
чества протекаемого масла ниже наимень-
шего допустимого предела даётся команда на
выключение станка; б) максимальная защита
непрямого действия с применением термо-
метра с контактами, замыкаемыми ртутью;
при повышении температуры отводимого от
подшипника масла выше допустимого значе-
ния даётся команда на выключение станка.
Предохранительная сигнализация при-
меняется как в виде самостоятельной си-
стемы, так и в системах, имеющих предохра-
нительные устройства, обычно с защитой не-
прямого действия (табл. 44).
Наибольшее распространение предохрани-
тельная сигнализация получила при плавном
изменении контролируемого параметра, на-
пример, в системе смазки отдельных станков
и.автоматических линий. Датчиками в этом
случае служат: реле давления (фиг. 73), реле
потока (фиг. 74), термометр с контактами,
реле уровня масла. Датчик обычно воздей-
ствует на электрическую вспомогательную
цепь, в которую включены сигнальные аппа-
раты — чаще световые, реже звуковые или
те и другие одновременно. Сигнальные аппа-
раты устанавливаются в удобном для наблю-
дения месте станка или выносятся на пулы
управления (в сложных, крупных станках и
автоматических линиях).
Блокирующие системы устраняют воз-
можность неправильного управления станком,
которое может привести к аварии станка,
поломке инструмента или ранению рабо-
чего. Блокирование осуществляется взаимной
Системы с предохранительной сигнализацией
Таблица 44
Система
Пример принципиальной
схемы
Действие и назначение
Область преимущественного
применения
Сигнальная
Датчик
Опасное
значение
параметра
Даёт сигнал при опасном
значении параметра о необхо-
димости устранения непола-
док. Облегчает наблюдение за
условиями работы станка или
автоматической линии. При-
годна для контроля только за
плавно изменяющимся пара-
метром
Когда выход контролируемого пара-
метра из нормальных границ не соз-
даёт опасности немедленной аварии, а
приводит обычно к повышенному из-
носу станка. Возможность аварии воз-
никает лишь при продолжительной
работе с опасным значением параметра
или при дальнейшем нарастании его
отклонений от нормы. Применяется
преимущественно в системах смазки
станков и автоматических линий при
хорошей организации наблюдения
Сигнально-
предохрани-
тельная
Датчик
. /Предельное
-L^ значение
параметра
Промежуточное реле
Даёт сигнал одновременно
со срабатыванием предохрани-
тельного устройства при
предельном значении пара-
метра. Облегчает установле-
ние наличия и места непо-
ладки. Пригодна для контроля
как за плавно, так и за скачко-
образно изменяющимися пара-
метрами. В системах защиты
прямого действия сигнальный
аппарат включается предохра-
нительным устройством. В си-
стемах защиты непрямого дей-
ствия при порче предохрани-
тельного устройства сигналь-
ный аппарат продолжает ра-
ботать
1. Когда срабатывание предохрани-
тельного устройства трудно наблю-
даемо
2. Когда выключение одной и той же
цепи или всего станка может про-
изойти от разных предохранительных
устройств или от одного предохрани-
тельного устройства, работающего от
разных датчиков, каждый из которых
имеет свой особый-сигнал.
Применяется в сложных станках
при защите прямого действия или
при скачкообразном изменении пара-
метра—в автоматических линиях
Предохрани-
тельная с пре-
дупредитель-
ным сигналом
Датчик
Предельное значе-
¦\Х ние параметра
-Опасное
значение
параметра
Сигнальный
-~ аппарат
Промежуточное реле
Даёт предупредительный
сигнал при опасном значении
параметра и приводит в дей-
ствие предохранительное
устройство при достижении
его предельного значения.
Позволяет предупредить вы-
ключение станка или отдель-
ной цени путём своевремен-
ного устранения неполадок.
Пригодна для контроля за
плавно изменяющимся пара-
метром
Когда из технических или экономиче-
ских соображений нежелательно нару-
шать цикл работы станка или автомати-
ческой линии вследствие срабатывания
предохранительного устройства. При-
меняется в автоматических линиях для
контроля за параметрами, выход ко-
торых за допустимые пределы создает
непосредственную опасность аварии
ГЛ. V]
ПРЕДОХРАНИТЕЛЬНЫЕ И БЛОКИРУЮЩИЕ УСТРОЙСТВА
22Z
связью цепей управления между собой и с
рабочими цепями станка, вследствие чего.
то или иное переключение или ручное пере-
мещение становится возможным только при
отсутствии несовместимых с ним включений.
Различают: 1. Блокирование против не-
скольких несовместимых включений — вклю-
г. 72. Предохранительное устройство, препятствующее
движению по инерции стола продольно-строгального
станка: / — зубчатая рейка стола, 2— планка, прикреп-
лённая к столу; а — неподвижные резцы, врезающиеся в
планку после выхода рейки из зацепления с шестерней.
чение первого движения становится возмож-
ным только при выключении второго, и на-
оборот.
Применяется: а) при наличии двух па-
раллельных приводов, осуществляющих дви-
Фиг. 73. Реле давления по
нормали станкостроения
С57-51; /—диафрагма;
2 — гайка, регулирующая
сжатие пружины для на-
стройки на" нужное давле-
ние от 0 до 5 кг/см9; 3 —
конечный выключатель.
ясения одной и той же части с разной ско-
ростью, разной точностью и т. п.; примеры —
привод движения супорта токарного станка
от ходового валика и ходового винта, при-
вод вращения шлифовального круга с боль-
шой скоростью для шлифования и с малой
скоростью для правки круга; б) для устранвт
ния возможности двух движений, одновремен-
ное включение которых нарушает правиль-f
ный процесс обработки; пример — продоль-г
ная и поперечная подачи обычных токарных
станков.
2. Блокирование против неправильной
последовательяости включений—-второевклю-
чение становится возможным только после
того, как будет произведено первое включе-
ние. Примеры — включение главного электро-
двигателя станка и электродвигателя смазки,
включение подачи и главного движения ре-
зания фрезы и шлифовального круга.
По выполняемым функциям различают:
1) блокирование цепей управления между
Фиг. 74. Реле контроля подачи масла в смазочной систе-
ме по нормали станкостроения С55-57: /—поршень, пере-
мещаемый пружиной при снижении количества протекае-
мого масла; 2— конечный выключатель; 3—трубка отвода
.утечек.
собой; 2) блокирование цепей управления с
рабочими цепями станка.
По способу действия блокирующие си-
стемы делятся на: 1) з а п и р а ю щ и е — при-
меняются главным образом для блокирования
кинематических цепей (табл. 45 и 46) меха-
низмов управления; 2) от к л ючающие—
применяются главным образом для блокиро-
вания электрических и гидравлических це-
пей (пример блокирующего устройства для
гидравлического и ручного перемещений
стола шлифовального станка см. фиг. 9 на
стр. 531).
Запирающие устройства осуществляют
одностороннее или двухстороннее фиксиро-
вание блокируемых звеньев. Односторонняя
фиксация допустима для звеньев, которые
228
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Таблица 45
Запирающие блокирующие устройства для двух звеньев
Характер
движения
звеньев
Взаимное
расположение
осей поворот-
ных звеньев
и направлений
перемещения
поступательно
движущихся
звеньев
Примеры принципиальных схем
Без промежуточных
звеньев (расстояние
между блокируемыми
звеньями небольшое)
С промежуточными
звеньями типа фиксаторов
(расстояние между
блокируемыми звеньями
большое)
Применение в станках
Оба звена
поворотные
Совпадают
Параллельны
Перекрещи-
ваются
Большее распространение
имеет схема 1, а
Пример блокирующего
устройства по схеме 1, а, см.
фиг. 77
Схема 2, а не обеспечивает
двухстороннюю фиксацию од-
ного звена при всех положе-
ниях другого. Наиболее на-
дёжной является схема 2, б,
наиболее распространённой -
схема 3,Д. Применяются обыч-
но для блокирования валов,
органов управления
Применяются редко
Параллель-
ны
Одно звено
поворотное,
другое с пря-
молинейно-
поступатель-
ным движени-
ем
Пример блокирования
упрощённой схеме 6, б включе-
ния маточной гайки с включе-
нием подачи от. ходового ва-
лика в фартуке токарного
станка см. фиг. 3 на стр. 253
Перпенди-
кулярны
а) 6) в)
Схема 8, а не обеспечивает
двухстороннюю фиксацию од-
ного звена при всех положе-
ниях другого. Примеры блоки-
рующих устройств по схеме
8, (Тем. фиг. 78, по схеме 8,8—
фиг. 75
Параллельны
Применяются для переклю-
чающих ползунов
Оба звена с
прямолинейно-
поступатель-
ным движе-
нием
Перпендику-
лярны
Схема 11, а даёт односторон-
нюю фиксацию обоих звеньев,
схема 11, б — одностороннюю
одного звена и двухстороннюю
другого, схема 11, в-двухсто-
роннюю обоих звеньев. При-
мер блокирующего устройства
по схеме 11, б см. фиг. 76
Схемы 12, а, б, в применя-
ются редко
гл.
ПРЕДОХРАНИТЕЛЬНЫЕ И БЛОКИРУЮЩИЕ УСТРОЙСТВА
229
могут перемещаться только в одну сторону
от блокируемого положения, так как воз-
можность перемещения в другую сторону
устраняется постоянным упором.
При двух блокируемых звеньях и малом
расстоянии между ними запирающее устрой-
ство выполняется без промежуточных звеньев.
Фиг. 75. Блокирование включения гайки ходового винта и
подачи от ходового валика в фартуке токарно-винторез-
ного станка: 1 — ось рукоятки включения подачи; 2— схо-
дящиеся половинки гайки; 3 — блокирующий выступ;
4 — блокирующая прорезь.
Каждое звено снабжается элементами двух
запирающих кинематических пар: когда оба
звена находятся в блокируемых положе-
ниях— элементы не соприкасаются, при пере-
мещении одного из звеньев в соприкоснове-
ние входят элементы пары, допускающей дви-
жение этого звена и препятствующей дви-
жению другого.
Выполнение блокирующих устройств без
промежуточных звеньев возможно при лю-
бом взаимном расположении блокируемых
звеньев, кроме соосного для поворотных и
параллельного для поступательно переме-
щающихся (табл. 45).
Примеры применения блокирующих
устройств без промежуточных звеньев (по
Фиг. 76. Блокирование включения гайки ходового винта
и подачи от ходового валика в фартуке токарно-винто-
резного станка: 1 — ось рукоятки включения подачи; 2 —
блокирующий упор; 3 — пазы в сходящихся половинках
гайки.
схемам 8, в и 11, б табл. 45) приведены на
фиг. 75 и 76.
Для блокирования соосных поворотных
звеньев и параллельно перемещающихся пол-
зунов необходимо вводить промежуточные
звенья.
На фиг. 77 показано блокирующее устрой-
ство для соосных валов по схеме \,а
табл. 45. На фиг. 78 приведено блокирующее
устройство для двух параллельно перемеща-
ющихся ползунов: промежуточное звено свя-
зано кулисной передачей с одним ползуном
и устройством по схеме 8, б табл. 45 — с дру-
гим.
При большом расстоянии между звеньями
блокирующие устройства также выполняются
с промежуточными звеньями обычно в виде
поступательно перемещающихся стержней-
фиксаторов или поворотных рычагов-фикса-
торов с конусными или клиновыми концами,
входящими в соответствующие гнёзда блоки-
руемых звеньев (табл. 45).
Блокирование трёх звеньев в станках
встречается сравнительно редко. В табл. 46
Таблица 46.
Запирающие блокирующие устройства для трёх,
звеньев
3.&
Примеры
принципиальных
схем
Область возможного
применения
Пригодны для блоки-
рования поступательно
перемещающихся
звеньев в параллельных
направлениях. При из-
менении формы проме-
жуточного звена могут
быть использованы для
блокирования поворот-
ных деталей
Пригодны для блоки-
рования поворотного
звена (среднего на схе-
ме) и двух поступатель-
но перемещающихся или
поворотных звеньев.
Линии кратчайших рас-
стояний между осью
среднего звена и осью
каждого крайнего звена
должны пересекаться
в одной точке на оси
среднего звена
Пригодны для блоки-
рования поступательно
перемещающихся и по-
воротных звеньев. Оси
звеньев должны поме-
щаться в параллельных
плоскостях, линии крат-
чайших расстояний ме-
жду осями —совпадать
Пригодны для блоки-
рования поступательно
перемещающихся и по-
воротных звеньев. Ли-
ния кратчайшего рас-
стояния между осями
верхних (на схеме)
звеньев и линия крат-
чай лего расстояния
между указанной ли-
нией и осью нижнего
звена должны пересе-
каться в зона А
230
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
приведены схемы устройств, допускающих
перемещение одного из звеньев лишь при
определённых положениях двух других..
Управление несколькими несовместимыми
включениями может быть осуществлено
также посредством механизма централизован*
«ого управления от одной рукоятки.
Однако такие механизмы обычно
бывают несколько сложнее механиз-
мов управления с блокированием.
Управление посредством сблоки-
рованных рукояток целесообразно
применять, когда характер работы
станка сопряжён с многократным
пользованием одной рукояткой при
одних видах обработки и другой
рукояткой при других видах обра-
ботки (например: рукояткой вклю-
чения маточной гайки при нареза-
нии резьбы и рукояткой включения
подач от ходового валика при то-
СМАЗКА СТАНКОВ
Способы смазки и смазочные устрой-
ства. В станках распространены как индиви-
дуальный, так и централизованный способы
смазки. _
.'* По времени действия они разделяются на
периодическую и непрерывную смазку, при-
Фиг. 77. Блокирующее устройство в механизме подачи фартука тяжёлого токарно-винторезного
станка 142 завода „Красный пролетарий".
чении на токарно-винторезном станке), чём смазывающий материал подаётся к тру-
При этом система управления несколькими щимся парам без принудительного давления
рукоятками: а) не приводит к повышенной или под давлением.
3 I
Фиг. 78. Блокирование двух переключающих ползунов с гидравлическим перемещением: 1 — блокирующий
диск; 2 — палец на нижнем ползуне, входящий в паз блокирующего диска; 3—полукольцевая канавка на
верхнем ползуне, в которую входит соответствующий выступ блокирующего диска.
затрате времени на переключения, б) допу-
Наибольшее применение в станках нахо-
скает более удобное расположение каждой дят следующие смазочные устройства (см.
рукоятки в соответствии с теми видами табл. 47).
обработки, при которых она используется, Системы смазки. Системы смазки раз-
в) уменьшает вероятность ошибочных вклю- деляются на проточные, циркуляционные и
чений. смешанные.
ГЛ. V]
СМАЗКА СТАНКОВ
231
Таблица 47
Смазочные устройства и их применение
Смазка
Устройства для
смазки
Смазываемые объекты
А. Индивидуальная жидкостная смазка
Периоди-
ческая без
давления
Периоди-
ческая под
давлением
Одноточечный
лубрикатор с ре-
зервуаром, руч-
ного действия по
нормали станко-
строения С16-1
Непре-
рывная без
давления
Маслёнка с по-
воротной крышкой
ГОСТ 1303-45
Маслёнка кла-
панная с шариком
ГОСТ 1303-45
Одноточечный
лубрикатор с ре-
гулировкой, посте-
пенного действия
С16-21
Трущиеся пары, ра-
ботающие периодиче-
ски с небольшой на-
грузкой и малой ско-
ростью
Те же, но при необ-
ходимости утопления
маслёнки заподлицо с
наружным габаритом
детали
Шпиндели, имеющие
основную смазку под
давлением; смазка по-
даётся в качестве до-
полнительной перед
пуском станка
Вертикальные и го-
ризонтальные направ-
ляющие станков с ма-
лым периодическим
перемещением
Капельная нере-
гулируемая фи-
тильная маслёнка
ГОСТ 1303-45
Трущиеся пары, не
требующие обильной
подачи масла. Под-
шипники вертикально-
го и горизонтального
расположения
Капельная регу-
лируемая маслён-
ка с игольчатым
дросселем ГОСТ
1303-45
Смачивание и
разбрызгивание в
закрытых карте-
рах
Кольцо, свобод-
но сидящее на
шейке шпинделя
Спиральные ка-
навки и конусы
для циркуляции
масла
Войлочная по-
душка
Ролики в масля-
ной ванне
Трубка, засасы-
вающая из ванны
масло разряже-
нием в подшипни-
ках
Ответственные места
индивидуальной смаз-
ки. Подшипники
скольжения и качения
Подшипники каче-
ния, зубчатые пере-
дачи с окружной ско-
ростью до 14 м\сек.
Механизмы, требую-
щие охлаждения смаз-
кой
Подшипники сколь-
жения с окружной
скоростью от 0,5 до
32 м!сек
Шейки с канавками,
конические ролико-
подшипники, имею-
щие от 2500 до 15 000
об/мин
Подшипники сколь-
жения с окружной
скоростью до 4 MjceK
Горизонтальные
правляющие
Подшипники сколь-
жения при окружной
скорости свыше
3 м/сек и при зазоре
между шейкой вала и
подшипником порядка
0,01 мм
Продожение табл. 47
Смазка
Непре-
рывная
под дав-
лением
Устройства для
смазки
Лопастной насос
С12-12
Шестеренный
насос
СИ-П
Одноплунжер-
ный насос
С13-1
Смазываемые объекты
Коробки скоростей
при давлении смазки
не выше 3 кг/см3
Коробки скоростей,
передние бабки при
давлении смазки до
10 кг\см?
Ответственные меха-
низмы при давлении
смазки до 100 кг/сма
Б. Централизованная жидкостная смазка
Периоди-
ческая без
давления
Периоди-
ческая под
давлением
Непре-
рывная
без давле-
ния
Непре-
рывная
под давле-
нием
Групповая ма-
слёнка нерегули-
руемая
Групповая ма-
слёнка регули-
руемая
Групповая ма-
слёнка, заправ-
ляемая шприцем
Лубрикатор руч-
ного действия без
резервуара
Фитильная груп-
повая маслёнка
С84-2
Разбрызгиватель
в закрытой кар-
тере
Насос и верхний
распределитель
Насос и распреде-
литель
Многоточечный
лубрикатор с руч-
ной подкачкой пе-
ред пуском и без
подкачки. С ре-
зервуаром и без
резервуара
Неответственные ме-
ханизмы, расположен-
ные ниже уровня ма-
слёнки
Механизмы, располо-
женные ниже уровня
маслёнки и имеющие
потребность в различ-
ном объёме смазки
для каждой точки
Трущиеся пары, уда-
ленные от рабочего
места в разных на-
правлениях, работаю-
щие периодически
Трущиеся пары, рас-
положенные в неудоб-
ных для смазки ме-
стах, несущие неболь-
шие нагрузки
Механизмы, работаю-
щие непрерывно и рас-
положенные ниже ре-
зервуара маслёнки
Зубчатые колёса, ра-
ботающие при окруж-
ной скорости до
12 м!сек. При окруж-
ной скорости больше
12 м\сек смазку осу-
ществлять поливанием
Трущиеся пары и
зубчатые колёса
Закрытые направ-
ляющие станин, под-
шипники скольжения
и т. д.
Трущиеся пары, рас-
положенные в трудно
доступных местах
смазки
232
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Продолжение табл. 47-
Смазка
Устройства для
смазки
Смазываемые объекты
В. Индивидуальная мазевая смазка
Периоди-
ческая без
давления
Маслёнка кол-
пачковая ГОСТ
1303-45
Мазевая ванна
в закрытом кар-
тере
Трущиеся пары при
окружной скорости до
4,5 м/сек, если невоз-
можно применить дру-
гой способ смазки
Подшипники каче-
ния, тяжело нагру-
жённые червячные пе-
редачи и цепи при
окружной скорости до
1,5 м/сек
Г. Централизованная мазевая смазка
Непре-
рывная
под дав-
лением
Многоточечный
лубрикатор с ме-
ханическим при-
водом и ручной
подкачкой
Механизмы станков,
работающие с большой
нагрузкой и разви-
вающие высокое про-
тиводавление
Конструкции смазочных устройств и аппаратура к
ним, указанная в графе 2 таблицы, описана в т. 2,
гл. X „Устройства и материалы для смазки".
В проточных системах, применяемых для
смазки трудно доступных периодически рабо-
Фиг. 79. Ролики в масляной ванне для смазки направля-
ющих: а — призматических, б — плоских.
тающих пар, масло не возвращается автома-
тически к трущимся парам; смазка подаётся
без принудительного давления (фиг. 79), под
Фиг. 80. Схема проточной подачи масла
посредством лубрикатора 1 с ручным при-
водом через распределители 2.
давлением посредством лубрикаторов с руч-
ным и механическим приводом (фиг. 80 и 81).
В циркуляционных системах смазки масло
возвращается к трущимся парам. Смазка по-
даётся без принудительного давления: а) по
способу самотека (фиг. 82), б) смачивания и
разбрызгивания (фиг, 83), в) струёй (фиг 84).
Фиг. 81. Схема проточной подачи масла посредством плун
жерного насоса с механическим приводом через распреде-
литель: /—сетчатый фильтр; 2 — плунжерный насос;
3 — распределитель; 4 — обратный клапан.
2 1
Фиг. 82. Схема смазки расточного станка по способу само-
тёка: 1 — насос; 2 — трубопровод, нагнетающий масло
в распределитель;3 — распределитель.
Смазка подаётся под давлением: а) через
распределитель к трущимся парам (фиг. 85),
б) непосредственно в закрытый корпус
(фиг. 86), в) че-
рез многото-
чечный лубри-
катор к местам
смазки, г) че-
рез распреде-
литель с ответ-
влениями для
индивидуаль-
ной подачи
масла и цен-
трализованной
смазки струя-
ми или капля-
ми всех тру-
щихся пар ме-
ханизма (фиг.
87).
На фиг. 88
дан пример
смешанной СИ- фиг> 83> Смазка разбрызгиванием
стемы смазки. / — разбрызгиватель.
ГЛ. V]
СМАЗКА СТАНКОВ
233
Выбор смазки. Для смазки станков при-
меняются индустриальные минеральные масла
и мазевые смазки. Подробные характеристики
масел и мазей см. т. 2, стр. 768.
Таблица 48
Фиг. 84. Смазка струйная: 1 — сетчатый фильтр:
2 — насос; 3 — маслопровод с отверстиями; 4 — масло-
указатель; 5 — сетка, фильтрующая масло при заливке
его в резервуар.
Выбор жидкой смазки для подшипников
скольжения рекомендуется производить по
табл. 48 в зависимости от числа об/мин (п),
окружной скорости (v) и нагрузки (р).
Фиг. 85. Схема смазки
под давлением с инди-
видуальной подачей
масла: 1 — сетчатый
фильтр; 2 — насос; 3 —
суперфильтр; 4 — рас-
пределитель; 5 — ма-
слоуказатель;б -обрат-
ный клапан; 7 —масло-
провод индивидуальной
подачи масла.
Фиг. 86. Схема смазки в масля-
ной ванне под давлением: 1 —
сетчатый фильтр; 2 — насос;
3 — суперфильтр; ^ — обратный
клапан; 5 — масляная ванна;
6 — маслоуказатель; 7 — дрос-
сель; 8 — реле давления, сбло-
кированное с главным электро-
двигателем.
Выбор смазки подшипников качения сле-
дует производить по табл. 49.
Для повышения смазочной способности
минеральных масел при тяжёлых нагрузках
Фиг. 87. Схема струйной смаз-
ки совместно с капельной: 1 —
сетчатый фильтр; 2 — насос;
3 — суперфильтр; 4 -распре-
делитель; 5. — маслопровод
индивидуальной подачи масла;
6 — маслопровод струйной по-
дачи масла; 7 — труба для воз-
врата отработанного масла.
Фиг. 88. Схема смешан-
ной системы смазки:
1 — сетчатый фильтр;
2 — плунжерный насос;
3 — маслораспредели-
тель;4 — обратный кла-
пан; 6 — распредели-
тель проточной смазки;
6— распределитель цир-
куляционной смазки.
и малых скоростях рекомендуется прибавлять
1—2% коллоидального графита.
Для подшипников скольжения высокоско-
ростных станков с величиной зазора 0,005
Условия работы
При числе
оборотов
в минуту
п
15000—
2О ООЭ
До ю соо
До 1500
5<х>— iooo
ЗОО—боо
150—300
До 150
При v м.кек
и р кг/смя
Для точных
механизмов с
малой нагруз-
кой
-
v св. 3,
р до 15
v до 3,
р до 15
v до 3,
р св. 15 до 20
v до 0,5,
р св. 20
-
Наименование
масла и номер
стандарта
Велосит,
ГОСТ 1840-42
Веретённое 2,
ГОСТ 1837-42
Веретённое 3,
ГОСТ 1837-42
Машинное Л,
ГОСТ 1707-42
Машинное С,
ГОСТ 1707-42
Машинное СУ,
ГОСТ 1707-42
Цилиндровое 2,
ГОСТ 1841-42
Вязкость по
Энглеру
при 50° С
1,3-1.4
3,О—2,2
2,8—3.2
4,0—4.5
5j5—7>°
6>°—7о
II—12,1
Таблица 49
Окружная
скорость вала
на диаметре
посадки
подшипника
1.5-3
3-8
8—18
Рабочая температура смазки в °С
от 0 до 60
Веретённое 3
» 3
2
от 60 до 1С0
Машинное С
или СУ
То же Л
Веретённое 3
до 0,015 мм целесообразно применять чистый
керосин с вязкостью 1,2° по Энглеру при
20° С. Выбор смазки направляющих произво-
дится по табл. 50.
Выбор густых (мазевых) смазок для меха-
низмов станка производится по табл. 51 со-
гласно ГОСТ 2556-47.
Густую смазку для игольчатых подшипни-
ков рекомендуется применять при окружной
скорости до 4 м/сек. Выбор смазки для ци-
линдрических и "конических зубчатых колес
производится по табл. 52.
Расход смазки. Расход масла при работе
подшипника скольжения, снабжённого ка-
пельной смазкой (без давления) (ориентиро-
вочно),
Q = 0,3 -
л/мин,
где р — удельное давление цапфы в
Д — диаметральный зазор в подшипнике в см;
234
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Таблица 50
Объём смазки
Горизонталь-
ные направля-
ющие
Вертикаль-
ные направля-
ющие
Способ смазки
Ручная по-
дача смазки
Роликовая
смазка
Смазка от
насоса
Ручная пода-
ча смазки
Наименование масла
Веретённое 3
Машинное Л
Машинное С (или
выбирается в зависи-
мости от того, какое
является основным для
смазки станка)
Машинное С
Таблица 51
Наименование
смазки (мази)
Солидол Л,
ГОСТ 1033-42
Солидол М,
ГОСТ 1033-42
Консталин,
ГОСТ 1957-43
i
Основное назначение
Для подшипников, работаю-
щих при малых и средних на-
грузках и скоростях при тем-
пературе не выше 55° С
Для подшипников, работаю-
щих при средних и повышен-
ных нагрузках, малых и сред-
них скоростях при температу-
ре не выше 65е С
Для шарико- и роликопод-
шипников и других узлов,
работающих при средних и по-
вышенных нагрузках и темпе-
ратуре до 115° С
Таблица 52
Материал
зубчатого
колеса
(большего
из пары)
Текстолит,
чугун, бронза .
Сталь <i? =
=47-79 жг/лш2
Сталь <j? =
«=80— 126кг/.мл»
Сталь зака-
лённая или
цементованная
aft = 125—150
кг/мм* ....
Окружная скорость
окружности
до
0,5
0,5-
1,0
1,0-
2,5
2,5-
5,0
на делительной
в м/сек
5,0-
10
10-
25
Требуемая вязкость по Энглеру
температуре масла 50° (?§о
21
31
31
53
ч
31
31
31
ю
14
21
3'
¦ 7.5
10
Ч
21
б
7.5
ю
14
5
6
7,5
ю
Свы-
ше 25
при
_
5
6
7,5
отношение длины подшипника к диа-
метру; р.— динамический коэфициент вязко-
сти масла при рабочей температуре в кгсек\м%.
Динамический коэфициент вязкости масла
до 6° по Энглеру
• 1* =
970
.— кгсек/м*;
для масла вязкостью свыше 6° Е
** = 1490
Расход масла в л/мин при смазке под да-
влением подшипника с естественным охла-
ждением определяется [11]:
а) при подаче масла в ненагружённую
часть подшипника через щель
Q = 0,3^ + 0.01 (^ )* vM,
где р — давление подводимого масла в кг/см*
(должно быть >0,5 kzjcm2); h—зазор под-
шипника в месте подачи масла в мм; \х —
среднее значение коэфициента вязкости масла
в кгсек\мг; й — диаметр шейки вала в мм;
I—длина шейки в мм; v — окружная ско-
рость, шейки в м/сек; А — зазор подшипника
в мм; b — ширина щели в направлении оси
цапфы в мм;
б) при подаче масла по круглому каналу
с диаметром d0 к щели, разводящей масло по
подшипнику,
в) при подаче масла по радиальному ка-
налу от канала, расположенного вдоль оси
вала, при длине лыски b по шейке вала и
при расстоянии а от краёв лыски до концов
шейки вала
= 0.3^.^2
о=о.з
Рср
Расход масла на подшипник при циркуля-
ционной смазке ориентировочно определяется
по формуле
0,03 (±) л/.
'мин.
При смазке подшипников качения в мас-
ляной ванне уровень масла не должен быть
выше центра нижнего шарика или ро-
лика.
Норма заполнения мазью свободного про,
странства корпусов с подшипниками каче-
ния: 2/3 при п<1500 об/мин и 1ls—1h при
п >1500 об/мин.
Для смазки зубчатых колес необходимо
3,8 — 5,5 л на каждые 100 мм длины зуба
колеса.
При подаче масла снизу вверх расход
масла необходимо увеличить в 1,5 раза.
ГЛ. V]
ОХЛАЖДЕНИЕ И ОХЛАЖДАЮЩИЕ УСТРОЙСТВА
235
Количество масла, требующегося для
смазки периодически работающих ходовых
винтов непосредственным поливанием из
маслёнки один раз в смену, определяется
Q = 0,WL г,
где D — наружный диаметр ходового винта
в мм; L — длина винта в м.
Расход смазки для направляющих опре-
деляется по табл. 53.
Таблица 53
Способ смазки
Ручная подача смазки ...
Роликовая смазка
Смазка от насоса
Норма единовременной
смазки в г
Q " * 1000
Q " k 1000 . 2
Q ™ k 1000 . 4
Примечания. F см*— смазываемая поверхность
направляющих; k — коэфициент, зависящий от F.
При F - до 800 см> k - 12; при 800—2000 см} k - 9;
свыше 2000 см3 k - 6.
Режим смазки направляющих, работающих
непрерывно: 1) горизонтальных — 2 раза в
смену; 2) вертикальных—3 раза в смену,
3) вертикальных, работающих при повышен-
ной температуре, — через каждый час.
Количество смазки, которое необходимо
ввести в резервуар для восполнения расхода,
определяется по табл. 53 с учётом режима
смазки.
ОХЛАЖДЕНИЕ И ОХЛАЖДАЮЩИЕ
УСТРОЙСТВА
Эффект охлаждения. Применение охла-
ждающих жидкостей при обработке металла
резанием преследует следующие цели: 1) охла-
ждение инструмента; 2) охлаждение обраба-
тываемой детали; 3) смазка мест трения ин-
струмента об обрабатываемую поверхность и
стружки об инструмент; 4) облегчение струж-
кообразования за счет внедрения охлаждаю-
щей жидкости в микрощели обрабатываемого
материала [19]; 5) удаление стружки.
Достаточно обильное охлаждение инстру-
мента увеличивает его стойкость.
Охлаждение водным раствором позволяет
увеличить скорость резания на величину до
4Qoy0) охлаждение маслом — до 20%«
Охлаждение обрабатываемой детали умень-
шает опасность её отпуска и снижает тепло-
вые деформации, которые могут привести
к ошибкам в размерах и искажению формы
обрабатываемых поверхностей. Это имеет
особое значение при шлифовании точных де-
талей.
Повышение температуры обрабатываемых
деталей из различных металлов (Д*)> вызы-
вающее увеличение линейных размеров на
величину допуска 2-го класса точности, при
разных размерах обработки показано на
фиг. 89.
При отсутствии специальных мер пре-
досторожности (специальный измерительный
инструмент, охлаждение детали перед измере-
нием) можно допускать нагрев детали до 20%
от Д/. Получающийся сдвиг поля действи-
тельных размеров относительно поля допуска
обеспечивает попадание основной массы раз-
меров в поле допуска.
' Особое значение приобретает охлаждение
детали при обработке больших посадочных
поверхностей на полых, быстро
•g прогревающихся деталях (кольца,
§ § ? втулки, гильзы и т. п.).
Чзо
60
40
20
II
it
Ид
\\\
JR
\
г
\
-
\
\
1
s
4
N.
-^
—,
-
-
110
90
70
50
зо\-\А
ю
^ 0 20 40 60 80 100 120 140 160 180 200 220 240 мм
Размер обработки
Фиг. 89. Зависимость между посадочным размером обра-
батываемой поверхности и повышением температуры,
вызывающим увеличение размера на величину поля до-
пуска: I — для отверстия А (ОСТ 1012); 2 — для валов
Пр, Пл, Г, Т, Н. П. С и Д (ОСТ 1012).
Нарушение правильной геометрической
формы обрабатываемых поверхностей имеет
место при одностороннем (несимметричном)
нагреве детали и нерационально расположен-
ных зажимных устройствах, крепящих деталь
на станке: например вследствие неравномер-
ного прогрева пластины при обработке одной
ее плоскости последняя стремится принять
сферическую форму (фиг. 90).
Смазка мест трения сокращает расход
энергии, затрачиваемой на процесс резания,
уменьшает количе-
ство выделяемого
тепла и улучшает ка-
чество обрабатывае-
мой поверхности.
Слишком вязкая жид-
кость может приве-
сти к ухудшению ка-
чества поверхности.
Удаление струж-
ки охлаждающей
жидкостью имеет
особое значение при
Фиг. 90. Выгибание пласти-
ны при нагреве её верх-
ней поверхности.
шлифовании (смывание стружки и зёрен
абразива) и глубоком сверлении (вымывание
стружки из отверстия жидкостью, подавае-
мой через тело инструмента под давлением
20 ати и более).
Охлаждающие жидкости и их примене-
ние. Основные характеристики охлаждающей
жидкости: а) теплоёмкость, б) теплопровод-
ность, в) величина поверхностного натяже-
ния, г) смазывающая способность, д) вяз-
кость.
Дополнительные требования к охлаждаю-
щим жидкостям: а) длительное сохранение
свойств, б) отсутствие корродирующего дей-
ствия на части станка и обрабатываемые де-
тали, в) отсутствие вредных для здоровья ве-
ществ и неприятного запаха.
236
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
В качестве основных составных частей
охлаждающих жидкостей применяются вода,
минеральное масло, жирное масло (раститель-
ного или животного происхождения).
Отношение теплоёмкостей воды и масла
составляет 2—2,5, теплопроводностей —Л—5,
коэфициентов поверхностного натяжения —
2-2,5.
Ввиду больших теплоёмкости и теплопро-
водности вода является весьма эффективной
охлаждающей средой; для понижения поверх-
ностного натяжения (влияет на смачиваемость
охлаждаемой поверхности) и устранения кор-
родирующего действия на сталь и чугун к
воде добавляют 5—10% соды или калиевого
мыла. Смазывающая способность воды незна-
чительна.
Жирные масла обладают лучшей смазы-
вающей способностью, чем минеральные, но
дороже последних и, кроме того, густеют от
длительного употребления, образуя жирные
кислоты, которые вредно действуют на ста-
нок. Минеральные масла применяются чаще
жирных; последними пользуются только при
тяжёлых работах и особо высоких требова-
ниях к чистоте обработки (например, при на-
резании резьбы метчиком). Часто приме-
няются смеси минерального и жирного масел
вязкостью ?50 = 3-т-5о.
Для улучшения свойств масел производят
их осернение (сульфофрезол).
Более дешёвыми и весьма распространён-
ными охлаждающими жидкостями являются
эмульсии из минерального масла (от 5 до
30%) и воды с различными примесями. Эмуль-
сии отличаются хорошим охлаждающим и удо-
влетворительным смазывающим действием.
Применение различных охлаждающих жид-
костей см. [3].
Система охлаждения. Охлаждение и смазка
обычно осуществляются струёй жидкости,
подводимой к месту стружкообразования, но
встречается также охлаждение: а) струёй
сжатого воздуха с распылённой в нём охла-
ждающей жидкостью, б) обдувкой воздухом,
в) обработкой в резервуаре, наполненном
охлаждающей жидкостью.
Обычно применяемые системы подачи
охлаждающей (смазывающей) жидкости при-
ведены в табл. 54.
Индивидуальная система охлаждения с на-
сосом является наиболее распространённой.
Она состоит из: а) резервуара-отстойника;
б) приёмного фильтра; в) насоса; г) очисти-
тельного фильтра (редко); д) разгрузочного
клапана — при жёсткой характеристике на-
соса; е) регулирующего крана (не всегда);
ж) подводящего трубопровода; з) направляю-
щего устройства; и) отводящего устройства.
Резервуар-отстойник. В качестве
резервуара используются: а) отдельный бак —
обычно из листовой стали; б) внутренняя по-
лость станины; в) сборное корыто; г) яма-
бассейн в фундаменте крупных станков (см.
фиг. 10 на стр. 258).
Для лучшего отстоя в резервуаре преду-
сматриваются перегородки, через которые пе-
реливается жидкость (фиг. 91),
Системы подачи охлаждающей жидкости
Таблица 54
Способ подачи жидкости
Схема
Применение и характеристика
Подача самотёком из ин-
дивидуального бачка, за-
полняемого вручную
Отработанная жидкость
обычно собирается для
дальнейшего использования
бачок
Применяется при малом расходе
охлаждающей жидкости—на мел-
ких станках
Преимущество —простота устрой-
ства и лёгкость перехода на дру-
гую охлаждающую жидкость
Подача от индивидуаль-
ного насоса с возвращением
отработанной жидкости
в индивидуальный бак-
отстойник
Насос
Наиболее распространённая си-
стема охлаждения. Даёт возмож-
ность на каждом станке применять
наиболее подходящую охлаждаю-
щую жидкость
77777777777777777777777777777777/7?
Подача от центральной
насосной станции с возвра-
щением отработанной жид-
кости в центральный бак-
отстойник
Насос,
Применяется главным образом
в массовом производстве, при на-
личии группы станков, выполняю-
щих однотипные работы, а также
в автоматических линиях. Верхний
бак необязателен. Для повышения
надёжности работы часто преду-
сматривается запасной насос
Подача непосредственно
от водопровода со спуском
отработанной жидкости
в канализацию
От водопровода
В канализации)
Применяется на станках, требующих
интенсивного охлаждения и допускаю-
щих применение чистой воды (заточ-
ные станки в сельскохозяйственном
машиностроении и т. п.)
Преимущество—простота устройства
Недостаток — возможность работы
станка зависит от исправности водо-
провода
ГЛ. V]
ОХЛАЖДЕНИЕ И ОХЛАЖДАЮЩИЕ УСТРОЙСТВА
237
Для ориентировочного определения объёма
резервуара следует принимать его не менее
учетверённой наибольшей производительно-
сти насоса в минуту для шлифовальных стан-
ков и не менее удвоенной для других
станков.
Площадь забор-
ных отсеков резер-
вуара
S =
Фиг. 91. Схема бака-отстой-
ника.
где vx — объём жид-
кости, находящейся
в системе охлажде-
ния (вне резервуара)
при работе станка,
в л; Дг> — допустимое
уменьшение общего количества жидкости
вследствие потерь в л; h — допустимое сни-
жение уровня жидкости в заборных отсеках
резервуара, определяемое глубиной погруже-
ния насоса или приёмного фильтра, в мм.
Насосы. Рекомендуемые производитель-
ности насосов индивидуального охлаждения
для некоторых типов станков даны в табл. 55.
Таблица 55
Рекомендуемая производительность насоса в л[ман
для подачи охлаждающей жидкости
Станки
Токарные, револьвер-
ные, шлифовальные . . .
Токарные многорез-
цовые, одношпиндельные
токарные автоматы . . .
Фрезерные, горизон-
тально-протяжные ....
Сверлильные
Мощность главного
привода в кет
3
30
4Э
15
3°
5
4о
6о
2О
40
10
5,
да
3°
6э
15
бо
12Э
4°
8о
20
7о
i-o
5°
I0O
Применяются: а) центробежные насосы при
охлаждении свободной струёй; б) шестерен-
ные насосы при охлаждении свободной струёй
или под давлением.
Насосы других типов, например лопастные,
применяются редко.
Насосы выполняются в одном агрегате с
приводным электродвигателем (центробеж-
ные, реже шестеренные) или с приводом от
станка (шестеренные, реже центробежные).
Агрегат электродвигатель — насос более
универсален, но в большей степени подвер-
жен порче и вызывает большие трудности
при ремонте. Отдельный насос может быть
поставлен при наличии удобного привода от
станка. Применение его выгодно в станках,
работающих во взрывоопасном помещении
(охлаждение керосином и т. п.).
Центробежные насосы различных испол-
нений показаны на фиг. 92—95. ГОСТ 2640-44
устанавливает основные размеры насосов по
фиг. 92, а и 92, г с номинальной производи-
тельностью 22, 45, 90 и 180 л/мин. Конструк-
ция стандартизованного насоса первого ис-
полнения дана на фиг. 93. Насос по фиг. 92, б
обеспечивает более удобный вывод нагнета-
тельного трубопровода чем насос по фиг. 92, я,
ноне допускает изменения глубины установки,
требующегося при монтаже на баки различной
высоты.
Насос по фиг. 94 имеет более удобное рас-
положение приводного шкива, чем насос по
фиг. 92, в, однако необходимость иметь кони-
ческую зубчатую передачу усложняет его
конструкцию.
Насосы по фиг. 92, г применяются обычно
в тех случаях, когда в качестве резервуара
используется станина станка. Дополнительное
боковое отверстие используется для присо-
единения всасывающего трубопровода при
установке насоса отдельно от бака, а в слу-
чае установки насоса на стенку резервуара —
глушится или используется для водомерной
трубки.
В насосе по фиг. 92, д нижняя крышка
может устанавливаться в любое положение
через 90°, что позволяет менять взаимное
S)
Фиг. 92. Различные исполнения центробежных насосов:
а, б — погружаемого типа; в — погружаемого типа с при-
водом через шкив; г — для установки на стенку резер-
вуара или отдельно от резервуара; д — для установки
отдельно от резервуара.
расположение всасывающего и нагнетатель-
ного трубопроводов. Насос по фиг. 95 ком-
пактнее насоса по фиг. 92, д. Однако в по-
следних легче достигается хорошая защита
подшипников и обмоток электродвигателя от
попадания охлаждающей жидкости.
Корпус насоса обычно выполняется ли-
тым из чугуна или алюминиевого сплава,
ротор насоса — литым из алюминиевого сплава
или стальным. Электродвигатель выполняется
закрытого типа, реже защищенного; в неко-
торых моделях железо статора остаётся от-
крытым и окрашивается под цвет корпуса.
Мощность электродвигателей к насосам,
предназначенным для подачи охлаждающей
жидкости вязкостью до 1,5° Е (водные рас-
творы и эмульсии), приведена ниже [15].
Номинальная производитель-
ность насоса в л!мин
45
i8o
Номинальная мощность элек-
тродвигателя в кет ...... о, 125 o,2j 0,41 0,65
За номинальную производительность цен-
тробежного насоса принимается производи-
тельность при подъёме жидкости на высоту
2 м при трубопроводе установленного для
данного насоса диаметра с горизонтальным
участком длиной 1 и< и четырьмя угольни-
ками.
238
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Фиг. 93. Центробежный насос погружаемого типа с но-
минальной производительностью 22 л/мин Московского
завода электронасосов.
Зависимость производительности стандар-
тизованных насосов от развиваемого ими
напора показана на диаграмме фиг. 96 [15].
Полный напор в м
,. . с3
где Нм — манометрический напор в м, ~— ^-
скоростной напор в нагнетательном патрубке
в м.
Испытания центробежных насосов:
1. Цеховые испытания обычно ограничива-
ются проверкой одной точки рабочей характе-
ристики: ах при производительности, равной
нулю (измеряется давление манометром, при-
соединённым к нагнетательному заглушённому
трубопроводу вблизи насоса), или а2 ПРИ номи-
нальной производительности (измеряется про-
изводительность при указанном выше нор-
мальном трубопроводе).
2. Лабораторные испытания заключаются
в снятии характеристик, дающих зависи-
мость полного напора Нп, потребляемой на-
сосом мощности А/ и к. п. д. т) от производи-
тельности насоса Q. Установка для испытания
показана на фиг. 97, потребляемая мощность
измеряется соответствующей электроаппара-
турой.
Испытания наеосов [5] показали, что при
изменении Q от нуля до двойной номиналь-
ной потребляемая насосом мощность возра-
стает незначительно: к. п. д. сначала воз-
растает, затем падает, максимум к. п. д.
обычно не превышает 40% и получается при
производительности, близкой к номинальной.
Центробежные насосы не чувствительны к
загрязнению жидкости и не требуют разгру-
зочного клапана в системе охлаждения.
Шестеренные насосы с наружным заце-
плением как более простые и надёжные полу-
чили значительно большее распростране-
ние, чем насосы с внутренним зацеплением.
Различные исполнения насосов с наруж-
ным зацеплением показаны на- фиг. 98. Насосы
с целым корпусом по фиг. 98, а и б имеют
меньшее число деталей, но не дают возмож-
ности обрабатывать внутренние поверхно-
сти полости корпуса на проход; преимуще-
ством их является возможность приме-
нения трубопроводов большего диаметра
(фиг. 99).
Показанные на фиг. 98 варианты конструк-
тивного оформления а и б, в и г дают различ-
ные направления потока жидкости при одном
и том же направлении вращения приводного
вала. Исполнения виг получаются простой
перестановкой крышек, однако применение
исполнения г не всегда возможно ввиду ма-
лого расстояния от плоскости крепления на-
соса до оси приводного вала.
Насосы выполняются: а) на подшипниках
скольжения с бронзовыми втулками или без
них; б) на игольчатых подшипниках, обычно
без внутреннего кольца; в) на шарико- или
роликоподшипниках.
. Последнее исполнение является лучшим,
но оно возможно при достаточно большом
расстоянии между осями шестерён, т. е. только
в насосах средних и крупных размеров. При-
мер конструкции насоса на шарикоподшип-
никах дан на фиг. 100.
ГЛ. VI
ОХЛАЖДЕНИЕ И ОХЛАЖДАЮЩИЕ УСТРОЙСТВА
239
Фиг. 95. Пример конструк-
тивного выполнения насоса
для установки отдельно от
резервуара.
Фиг. 94. Пример конструктив-
ного выполнения насоса погру-
жаемого типа с приводом
через шкив.
ол
0.5
0.3
42
Для I О
Для U 0
йляШ 0 20_
ДпяШ 0 40
k--<J
-~-—
¦--—
——-.
ш
п
а?
•¦ 1
Фиг. 98. Различные исполнения шестеренных
насосов: а, б, — с целым корпусом и одной
крышкой; в, г — с корпусом и двумя крыш-
ками; д, е— с корпусом из двух частей
и одной крышкой.
5 10 15 20 25 30 35 40 пп/мин
10 20 30 40 50 60 70 80 пл/мии
40 60
100 120 140 160 QI/muh
280 320
1 80 120 160 200 240
Производительность
Фиг. 96. Рабочие характеристики стандартизованных на-
сосов: / — для насоса с номинальной производительностью
22 л\ман\ И — то же с 45 ajmuh; III — то же с 90 л/мин;
IV — то же с 180 л/мин.
Фиг. 99. Пример конструктивного выполнения шесте-
ренного насоса на подшипниках скольжения.
Фиг. 97. Установка для лабораторного испытания насосов: Фиг. 100. Пример конструктивного выполнения шесте-
1 — газовая труба диаметром по ГОСТ 2640-44; 2 — газо-
вая труба увеличенного диаметра; 3 — вентиль; 4 — гиб-
кий шланг; 5—мерный бачок; 6 — нипель с диаметром
проходного отверстия 1,5 мм; 7 — резиновая трубка к ртут-
ному манометру; 8 — термометр.
ранного насиса на шарикоподшипниках.
240
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Данные по корригированию зубьев, устра-
нению запирания жидкости и др. см. на
стр. 127-128.
Скорость жидкости во всасывающей трубе
рекомендуется принимать не выше 2 м/сек.
Трубы до l1/^ обычно непосредственно ввёр-
тываются в корпус насоса, свыше I1//— кре-
пятся при помощи фланца. Это облегчает мон-
таж трубопровода, позволяет без переходных
муфт присоединять трубы различных диа-
метров и уменьшить отверстие в корпусе до
внутреннего диаметра трубы.
Шестеренные насосы чувствительны к за-
грязнению жидкости, особенно абразивом, и
требуют наличия в системе охлаждения раз-
грузочного клапана. Для уменьшения износа
окружную скорость шестерён рекомендуется
принимать не выше 1 м/сек в насосах с тео-
ретической производительностью до 10—
20 л\мин на 1000 об/мин и не выше 1,5 м/сек
в более крупных насосах.
Фильтры приёмные препятствуют по-
паданию во всасывающий трубопровод круп-
ной стружки, волокон и посторонних дета-
лей. Выполняются с плоской или цилиндри-
ческой сеткой — проволочной или в виде
пластины с отверстиями.
У центробежных насосов погружаемого
типа фильтр встраивается в корпус насоса
(см. фиг. 93 и 94). На отдельный приёмный
фильтр с плоской проволочной сеткой имеется
нормаль станкостроения Х41-1.
Фильтрация охлаждающей жидкости
с целью очистки от мелкой стружки и абра-
зива применяется сравни-
тельно редко и осущест-
вляется очистительными
фильтрами — пластинчаты-
ми, проволочными или сет-
чатыми (см. т. 2 стр. 762—
764), включаемыми в нагне-
тательный трубопровод или
в его ответвление на бак.
Хорошая очистка охла-
ждающей жидкости повы-
шает чистоту обработки на
отделочных операциях.
Для отделения мелкой
стальной и чугунной струж-
ки иногда применяются
магнитные фильтры (см.
т. 2, стр. 764), помещаемые
в резервуар.
Клапан разгрузоч-
н ы й нормализованной
приведён на фиг. 101. Раз-
Фиг. 101. Клапан
разгрузочный по
нормали станко-
строения А85-1.
конструкции
меры клапана — см. табл. 55.
Таблица 56
Условный
проход
в мм
6
IO
15
2О
25
33
4°
d,
резьба
трубная
в дюймах
$
¦'.*
i
!'/«
I'li
S
под ключ
L
в мм
16
21
2б
32
39
- 47
об
Ч
19
24
3°
Зб
41
5°
65
72
8о
9э
1ОО
но
Кран. Для регулирования подачи и вы-
ключения охлаждающей жидкости приме-
няется кран по нормали станкостроения А81-1,
а при большой производительности насоса —
вентиль (ОСТ 1759 и ОСТ 1769-39).
Насос обычно устанавливается неподвижно,
в тяжёлых станках иногда на подвижную
часть станка, несущую инструмент.
Участок трубопровода резер-
ву а р—н а с о с выполняется: а) при отдельно
установленном неподвижном насосе —
стальными газовыми трубами; б) при насосе,
установленном на подвижной части станка,
гибким шлангом или в виде лотка, в котором
ходит приёмный конец всасывающего трубо-
провода насоса — см. фиг. 10 я, на стр. 259.
Уча сто к тру б опро в ода насос —
направляющее устройство выпол-
няется: а) при инструменте, имеющем неболь-
шие рабочие и установочные перемещения
относительно насоса, стальными газовыми
трубами или для упрощения монтажа гибкими
шлангами; б) при насосе, установленном не-
подвижно, и инструменте, установленном на
подвижной части станка: гибкими шлангами,
обычно свободно висящими, иногда при боль-
ших перемещениях навёртывающимися на
барабан; телескопическими или шарнирными
трубопроводами — применяются редко.
Направляющее устройство слу-
жит для получения струи (или нескольких
струй) нужной формы и направления её на
инструмент, обрабатываемую деталь или
в место стружкообразования. Первое осуще-
ствляется соответствующими наконечниками,
второе — установочным приспособлением.
Наконечники простейших типов выпол-
няются из отрезков стальных газовых, латун-
ных и других труб с соответствующей раз-
делкой концов (фиг. 102, а — г). Наконечник
Фиг. 102. Наконечники из труб.
по фиг. 102, а в горизонтальном положении
ставится при невозможности близко подвести
его к месту обработки (внутришлифовальные
и другие станки). Наконечник по фиг. 102,6
применяется при необходимости приблизить
его к инструменту (протяжка, шлифовальный
круг), по фиг. 102, в и г — для получения ши-
рокой струи (в шлифовальных, многорезцо-
вых и других станках), по фиг. 102, д— для
подачи охлаждающей жидкости одновременно
на несколько инструментов.
Наконечники для присоединения к гиб-
кому шлангу — см. нормаль станкостроения
А15-1.
ГЛ. V]
СТРУЖКООТВОДЯЩИЕ УСТРОЙСТВА
241
Установочное приспособление выпол-
няется в виде:
а) шарнирного трубопровода из стальных
газовых труб и нормализованных поворотных
соединений по фиг. 103 (размеры по табл. 57) —
применяется обычно для перестановки нако-
нечника в одной плоскости с сохранением
Фиг. 103. Соединения поворотные по нормалям станко-
строения: а—параллельное по A6S-1; б—угловое по А65-2.
его направления (токарные, револьверные
а тому подобные станки);
б) гибкого шланга, сохраняющего придан-
ные ему изгибы за счёт трения в бронирую-
щей оплётке;
в) регулируемого держателя для наконеч-
ника, к которому жидкость подводится гиб-
ким шлангом, не сохраняющим приданные
ему изгибы. Приспособления б и в исполь-
зуются при малых установочных перемеще-
ниях инструмента.
Отводящее устройство предна-
значено для собирания отработанной жид-
Фиг. 104. Подвижные лотки для собирания охлаждающей
жидкости и стружки у консольно-фрезерного станка.
кости и возвращения её в резервуар-отстой-
ник. Для собирания охлаждающей жидкости
предусматриваются:
1) ртбортовки и каналы в столах станков;
для лучшего стенания жидкости каналы вы-
полняются с уклонами к выходному отвер-
стию; для защиты от засорения стружкой от-
водные каналы иногда защищаются сетками;
2) корыта, неподвижные (см. фиг. 2 на
стр.252) и подвижные (фиг. 104) лотки, слив-
16 Том 9
ные каналы в фундаментах крупных станков
(см. фиг. 10а на стр. 258); корыта и лотки изго-
товляются из мягкой листовой стали, реже —
литыми чугунными; корыта иногда отливаются
за одно целое со станиной станка.
Из неподвижных собирающих устройств
охлаждающая жидкость переливается в ре-
зервуар-отстойник чаще непосредственно,
Таблица 57
d,
резьба
трубная
в дюй-
мах
V,
1
%
d,
D
н
я,
h
1,
S
в мм
48ХЬ5
68X2
58
,8
25
36
64
92
55
74
40
56
19
23
?а,5
18
я»
— O'S8
33
— О'Я4
реже через трубопровод увеличенного диа-
метра.
С подвижных столов, имеющих отбортовку,
охлаждающая жидкость отводится следую-
щими способами: а) с круглого вращающегося
стола — через центральный канал (см. фиг. 14
и 16 на стр. 176); б) со стола, движущегося
прямолинейно-поступательно в горизонталь-
ном направлении, через патрубок, ходящий
над неподвижным резервуаром-приёмником
удлинённой формы; в) со стола, перемещаю-
щегося прямолинейно-поступательно в верти-
кальном направлении, через телескопический
трубопровод, причём верхняя труба должна
входить в нижнюю.
При более сложных перемещениях стола
обычно применяется комбинация приведён-
ных способов или гибкий шланг, а иногда
специальные типы шарнирно-телескопических
трубопроводов.
СТРУЖКООТВОДЯЩИЕ УСТРОЙСТВА
Сходящая с инструмента при резании
стружка может быть условно разделена на
следующие группы: стружка надлома, стружка
скалывания и сливная стружка.
Стружка надлома в виде отдельных частиц
характерна для обработки хрупких металлов.
Стружка надлома отделяется также при
обработке многолезвийным инструментом
(шлифование, фрезерование), при прерыви-
стом резании.
Стружка скалывания сходит обычно с лез-
вия в виде отдельных завитков снимаемого
слоя металла и характеризуется относитель-
ным сдвигом частиц поверхностного слоя.
Сливная стружка вязких металлов сходит
в виде непрерывной ленты. Сливная стружка
представляет опасность для работающего на
станке и отвод её связан с большими труд-
ностями. Поэтому следует во всех возмож-
ных случаях применять стружколоматели —
устройства на инструменте или станке,обеспе-
чивающие размельчение сливной стружки
в процессе обработки на короткие спираль-
ные завитки. Некоторые из наиболее распро-
странённых способов размельчения сливной
стружки в момент её образования приведены
242
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Таблица 58
Способ размельчения
сливной стружки
Эскизы
Особенности способа
Ступенчатая заточка на пе-
редней грани резца
Наличие непроизводительных затрат
твёрдого сплава и уменьшение числа воз-
можных переточек. Малоэффективен при
резком изменении режима обработки.
Имеет наибольшее применение
Припайка пластинки (ка-
блучка) из стали типа ШХ-15
Неправильная установка пластинки мо-
жет привести к повышенному износу
передней грани
Наварка выступа
типа ЭИ-256
Требуется тшательное закругление пе-
редней стороны выступа после наварки
Закрепление сверху резца
пластины, допускающей регу-
лирование при установке
Требуется особая тщательность для
правильной установки пластины при
закреплении резца ¦
Прикрепление пластинки не-
посредственно к телу резца
Применение козырька, за-
креплённого в резцедержателе
вместе с резцом
Неприменим при распространённой кон-
струкции универсального резцедержателя
Затруднительно наблюдение за ходом
обработки
в табл. 58 с указанием основных особенностей
каждого способа.
Размеры пластинки, жёстко прикрепляе-
мой к резцу, приведены в табл. 59. Пластинка
изготовляется из стали типа ШХ-15 и кре-
пится под углом 5° к режущей кромке.
Таблица 59
Тип резца
Проходной
отогнутый
То же
я
Подрезной
отогнутый
То же
ш
Сечение
резца
в мм
12X20
16X25
2<эХЗ°
25X40
12X20
16X35
зоХЗ°
35X40
Расстоя-
ние пла-
стинки от
режущей
кромки
С в мм
1,5
3
5
6
а
%
б
Толщина
пластин-
ки а
в мм
4
5
7
8
5
б
7
8
Ширина
пластин-
ки В
в мм
12
16
30
30
12
16
ЗО
2О
Универсальные стружколоматели допу-
скают регулирование и пригодны при любом
режиме обработки, но требуют вниматель-
ного и умелого обслуживания.
Направление сходящей с режущего лез-
вия стружки зависит от ряда факторов, важ-
нейшим из которых является угол наклона
главной режущей кромки X — угол между
режущей кромкой и основной плоскостью
(фиг. 105).
При проектировании станка необходимо
предусмотреть отвод стружки от рабочего
Фиг. 105. Влияние угла наклона главной
режущей кромки на направление сходя-
щей стружки (при X > 0 вершина резца
поднята).
места и последующее удаление её со станка.
Мелкая стружка удаляется вместе с охла-
ждающей жидкостью или отсасывается (сду-
вается) струёй воздуха.
Отделение стружки, находящейся в охла-
ждающей жидкости, производится с помощью
отстаивания, а иногда фильтрации или цен-
ГЛ. V]
СТРУЖКООТВОДЯЩИЕ УСТРОЙСТВА
243
Фиг. 106. Изменение конструкции
токарного станка для облегчения
отвода стружки.
Фиг. 107. Изменение конструкции Фиг. 108. Изменение конструк-
станка глубокого сверления для ции многорезцового токарного
облегчения отвода стружки. станка для облегчения отвода
СТОУЖКИ.
Фиг. 109. Применение тележек для удаления стружк!
Фиг.
110. Применение транспортёра для отвода
стружки.
Фиг. 111. Применение скребка для отвода стружки.
Mr- <юА8
Ж ¦_
no CD
Фиг. 112. Инерционный транспортёр: / — станина транс-
портёра; 2 — корыто для стружки; 3— серьга; 4 — электро-
двигатель 1,5 кет, 1420 об/мин; 5 — кривошипный вал;
6 — шатун; 7 — пружина амортизатора.
244
ЭЛЕМЕНТЫ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
трифугирования. Более крупная стружка па-
дает под действием собственного веса через
специально предусмотренные для этой цели
в приспособлении и станке отверстия. При
использовании наклонной плоскости для от-
вода стружки следует иметь в виду мини-
мально допустимые значения углов свобод-
ного скольжения, приведённые в табл. 60 для
«сковных типов стружки.
Таблица 60
Тип стружки
Сливная стальная стружка
в виде длинного завитка . . .
Сливная стальная стружка
беспорядочными лентами и
завитками
Элементная чугунная
стружка (стружка надлома). .
Углы свободного
скольжения в град.
начало
скольжения
ЗО
37
надёжное
скольжение
3°
35
3°
Примеры отвода стружки с рабочего места
приведены для станков: токарного (фиг. 106),
станка глубокого сверления (фиг. 107), много-
резцового токарного полуавтомата (фиг. 108).
Для обеспечения удобного удаления со
станка собранной в бак или корыто стружки
целесообразно выполнять их в виде тележки
(фиг. 106 и 109) либо снабжать для этого спе-
циальным разгрузочным приспособлением.
При большом объёме стружки на высоко-
производительных станках предусматривают
иногда специальные устройства для непрерыв-
ного удаления стружки с рабочего места.
С этой целью могут быть использованы
скребки, шнеки и другие транспортёры
(фиг. 110—112).
Особое значение приобретает отвод
стружки от автоматически действующих стан-
ков и станочных линий. Для облегчения отвода
стружки многошпиндельные автоматы целесо-
образно выполнять портального типа для того,
чтобы снимаемая стружка могла свободно па-
дать под действием собственного веса. Удале-
ние стружки от автоматической станочной
линии может производиться общим транспор-
тёром, обслуживающим ряд станков, конструк-
ция которых предусматривает возможность
отвода стружки к общему стружкоотводя-
щему устройству.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Ачеркан Н. С, Расчёт и конструирование метал-
лорежущих станков, т II, Машгиз, 1944.
2. Болотин X. Л. и Костромин Ф. П., Конструи-
рование станочных приспособлений, Машгиз, 1946.
3. Бюро технических нормативов НКТМ, Охлаждающие
и смазочно-режушие жидкости. Масла, эмульсии и
водные растворы, применяемые при обработке металлов
резанием, Машгиз, 1941.
4. В о т и н о в К. В., Жёсткость станков, 1941.
5. Г р и д и н В. И., Н и б е р г Н. Я. и др.. Отчёт по
испытанию центробежных насосов для подачи охлажда-
ющей жидкости, ЭНИМС, 1945.
6. Давыдовский А. С, Руководящие материалы по
изготовлению ходовых винтов, ЭНИМС, 1940.
7. Долматовский Г. А., Универсальные принад-
лежности к металлорежущим станкам, Машгиз,
1944.
8. Еникеев X. М., Методы повышения жёсткости
станин токарных станков, ЭНИМС, 1938.
9. Зайцев А. К., Основы учения о трении, износе я
смазке машин, ч. I, Машгиз, 1947.
10. Калачников В. Н., Удаление стружки на метал-
лообрабатывающих предприятиях, Машгиз, 1945.
11. К у ц а е в С. Н., Протекание масла через подшип-
ник, Сб. „Трение и износ в машинах", т. II, изд. АН
СССР, 1940.
12. Л е в и н с о н Л. Е., Методы настройки делительных
головок универсально-фрезерных станков, ВЗИИ,
1941.
13. Левит Г. А., Методика расчёта деталей станков,
вып. IV, ЭНИМС, 1941.
14. Л1 а з ы р и н И. В., Смазочные устройства машин,
Машгиз, 1948.
15. Н и б е р г Н. Я-, Насосы центробежные вертикальные,
с электродвигателями, Технические условия, ЭНИМС,
1945.
16. Новиков П. В., Методы борьбы с опасностью от
отлетающей стружки на станках токарного типа, „Стан-
ки и инструмент" № 12, 1936.
17. Остроумов Г. А., Пособие для смазчика, Гостоп-
техиздат, 1944.
18. П е р ж н я н к о А. Е., Зажимные патроны металло-
режущих станков, ЭНИМС, 1935.
19. Р е б и н д е р П. А., Калиновская Н. А. и др.,
Исследования в области прикладной физико-химии по-
верхностных явлений, ОНТИ, 1937.
20. Решетов Д. Н., Главные шпиндели и их опоры
металлорежущих станков, Машгиз, 1937.
21. Решетов Д. Н„ Расчёт валов и шпинделей с учй-
том упругого взаимодействия их с опорами, Машгиз,
1939.
22. Р е ш е т о в Д. Н., Расчёт деталей станков, Машгиз,
1945.
23. Решетов Д. Н., Каминская В. В. и Ле-
вина 3. М., Руководящие материалы по проектиро-
ванию станин металлорежущих станков, ЭНИМС, 1948.
24. Соколовский А. П., Жесткость в технологии
машиностроения, Машгиз, 1946.
26. Станкинпром, Нормальные приспособления, 1945.
26. Станкинпром, Вспомогательный инструмент и приспо-
собления, 1944.
27. ЦНИИТМАШ, Справочное руководство по зубчатым
передачам и редукторам, кн. 3, вып. 2, Машгиз, 1947.
28. Ц у п к о И. Н., Зажимные патроны для револьверных
станков, Госмашметиздат, 1934.
29. ЭНИМС, Нормали станкостроения и руководящие ма-
териалы по смазке, 1943—1947.
30. ЭНИМС, Сборник патронов для зажима изделий, об-
рабатываемых на токарных, револьверных и шлифо-
вальных станках, 1945.
31. ЭНИМС, Технические условия на ходовые винты и
гайки к ним, 1947.
Глава VI
СТАНКИ ТОКАРНОЙ ГРУППЫ
ВВЕДЕНИЕ
На станках токарной группы произво-
дится обработка преимущественно тел вра-
щения.
Основными инструментами являются резцы;
кроме того, применяются свёрла, развёртки,
зенкеры, метчики, плашки, накатки.
Сочетания движений детали и резца обеспе-
чивают получение следующих наружных или
внутренних поверхностей обработки: а) ци-
линдрической поверхности, цилиндрической
резьбы; б) торцевой плоскости, спиральной
нарезки; в) конической; г) фасонной поверх-
ности.
Помимо плавного перемещения острия
резца по заданной траектории имеется воз-
можность с помощью специальных приспособ-
лений давать резцу радиальные перемеще-
ния в период каждого оборота изделия. Такие
движения, подчинённые определённому за-
кону и сочетающиеся иногда с покачиванием
резца (с целью сохранения благоприятных
углов резания), обеспечивают обработку не-
круглых тел— овальных, квадратных, много-
гранных и со специальным профилем, а также
позволяют производить затылование.
В отдельных модификациях токарных
станков продольное движение выполняется
вращающейся деталью, так что у резца
остаётся перемещение только в поперечной
плоскости.
Применение фасонных резцов упрощает
станок, а иногда и расширяет возможности
обработки фасонных деталей.
Станки токарной группы характеризуют:
а) по размерам — настольные, мелкие, сред-
ние, крупные и тяжёлые; б) по степени точ-
ности обработки — черновые, нормальные,
повышенной точности и прецизионные; в) по
степени чистоты обработки—обдирочные,
нормальные, чистовые и отделочные; г) по
скоростной характеристике — нормальные и
быстроходные; д) по принципу установки и
ввода инструментов в работу — простые и
револьверные; е) по количеству одновременно
действующих резцов при обработке одной
заготовки — однорезцовые и многорезцовые;
ж) по количеству шпинделей — одношпиндель-
ные и многошпиндельные; з) по конструктив-
ной форме, отвечающей специфике соотно-
шений размеров деталей, — нормальные го-
ризонтальные, лобовые и карусельные; и) по
системе зажима деталей — центровые, па-
тронные и комбинированные; к) по полноте
автоматизации — простые, полуавтоматы и
автоматы.
Для обработки с повышенной точностью
выпускаются мелкие и средние токарные,
токарно-винторезные и токарно-затыловочные
станки.
Для уменьшения в серийном производстве
вспомогательного времени на установку и
ввод в действие инструментов при обработке
некрупных деталей сложной формы (обычно
с центральным отверстием) служат револь-
верные станки. Эти станки позволяют уста-
новить набор необходимых инструментов
в гнёзда револьверной головки и вводить их
в работу после последовательных поворотов
головки вокруг вертикальной или горизонталь-
ной оси.
Для уменьшения машинного времени при
обработке валиков и деталей с малым отно-
шением длины к диаметру в условиях серий-
ного и массового производства служат много-
резцовые центровые станки и многорезцо-
вые патронные станки, которые производят
обработку отдельных ступеней или отдельных
участков при совмещении операций.
С целью повышения производительности
за счёт сокращения машинного и вспомога-
тельного времени при совмещении рабочих
и вспомогательных операций выпускаются
двух-, четырёх-, 'пяти-, шести-, восьми-, две-
надцати и шестнадцатишпиндельные станки,
позволяющие обрабатывать несколько дета-
лей одновременно.
Лобовые станки применяются в индиви-
дуальном производстве для обработки сред-
них и крупных деталей.
Карусельные станки при обработке дета-
лей средних и крупных размеров обеспечи-
вают сокращение вспомогательного времени
за счёт облегчения установки и снятия де-
тали, а также за счёт применения револьвер-
ной головки.
Преимущества вертикальных станков
при обработке деталей типа колёс исполь-
зуются в вертикальных многошпиндельных
станках.
Ряд одношпиндельных автоматов соста-
вляют: фасонно-отрезные, фасонно-продоль-
ные, револьверные и фасонно-продольные
с револьверной головкой.
Одношпиндельные полуавтоматы имеют
два исполнения — револьверные и многорез-
цовые.
Ряд многошпиндельных автоматов соста-
вляют: горизонтальные и вертикальные фа-
246
СТАНКИ ТОКАРНОЙ ГРУППЫ
(РАЗД. IV
сонно-отрезные (с совмещением одинаковых
операций или комплексов операций), предна-
значенные для сравнительно простой обра-
ботки в условиях массового выпуска деталей,
и горизонтальные и вертикальные многопози-
ционные.
Ряд многошпиндельных полуавтоматов со-
ставляют: вертикальные и горизонтальные
ротационные (непрерывного действия) с па-
раллельным, но сдвинутым по фазе обработки
совмещением одинаковых операций или ком-
плексов операций, и горизонтальные и вер-
тикальные многопозиционные.
ТОКАРНО-ВИНТОРЕЗНЫЕ И ТОКАРНЫЕ
СТАНКИ
Общие сведения
Основные операции, выполняемые на стан-
ках: обточка цилиндрических и конических
поверхностей, расточка цилиндрических и ко-
нических отверстий, нарезание резцом наруж-
ной и внутренней резьбы, подрезка тор-
цов.
Дополнительные операции: сверление, зен-
керование и развёртывание отверстий, наре-
зание резьбы метчиками и плашками, накатка,
притирка, шлифование переносной голов-
кой.
Операции, выполняемые с помощью ко-
пирных устройств, фасонного инструмента
или вручную: фасонная обточка тел вращения,
фасонная расточка отверстий, обточка не-
круглых профилей, расточка некруглых отвер-
стий, затылование.
При обработке изделие совершает враща-
тельное движение (главное), а инструмент —
поступательное (подачи).
Обработка изделий различных диаметров,
из разных материалов, различными инстру-
ментами, с разной подачей или шагом резьбы
предопределяет широкий диапазон и большое
количество настроек на токарно-винторезных
станках и необходимый запас мощности и
прочности.
Обзор типов токарных станков приведён
в табл. 1.
Компоновка станка
Главными частями (узлами) токарно винто-
резного станка (табл. 1, схема 2) являются:
станина 1, передняя бабка 2, задняя бабка 3,
коробка подач 4, супорт 5, фартук 6,
приклон 7, ходовой винт 8 и ходовой ва-
лик 9.
Основными размерами токарного станка
являются:
1. Наибольший диаметр изделия над ста-
ниной (обычно принимается равным двойной
высоте центров).
2. Наибольшее расстояние между центрами.
Наибольшие диаметры над станиной в мм
по ГОСТ 1151-47 и 440-47: 100, 130, 160, 200,
250, 320, 400, 500, 630, 800, 1000. Большие
размеры: 1300, 1600, 2000, 2500, 3200, 4000,
5000.
Расстояния между центрами — см. те же
стандарты.
На основе одной базовой модели могут
быть построены модифицированные конструк-
ции, в которых в зависимости от назначения
развивают одни узлы (или их группы) при
отказе от других. Например, изъятие ходо-
вого винта, маточной гайки и некоторых ше-
стерён в коробке скоростей, приклоне и ко-
робке подач, рычага и блокировочного устрой-
ства в фартуке и системы реверсирования вра-
щения шпинделя превращает токарно-винто-
резный станок в токарный.
Укорочение станины, отказ от задней бабки
даёт токарно-винторезный станок для патрон-
ных работ.
Более сложные модификации создаются за
счёт введения специальных узлов, превраща-
ющих токарно-винторезные станки в револь-
верные, токарно-копировальные, токарно-за-
тыловочные и т. д.
Специфическим видом модификации является
создание так называемого инструментального
станка за счёт улучшения качества материала
и обработки ходового винта и шестерён, пе-
редающих движение от шпинделя к ходовому
винту при незначительных конструктивных
изменениях (устройство для деления при на-
резании многозаходных винтов, устройство
для „отскока" резьбового резца и т. д.).
В последнее время в области токарных
станков обнаруживается тенденция к агрега-
тированию, т. е. к применению законченных
самостоятельных узлов, допускающих исполь-
зование их в различных сочетаниях.
Агрегатирование охватывает в первую
очередь шпиндельные бабки и резцовые су-
порты.
Движения в токарном станке
Главное движение (резания) — вращение
рабочего шпинделя с закреплённой обраба-
тываемой деталью — осуществляется обычно
от индивидуального электродвигателя через
ремённую и зубчатую передачи.
Движение подачи — перемещение продоль-
ных салазок по станине или поперечных са-
лазок супорта — осуществляется от шпинделя
через приклон, коробку подач, ходовой валик,
фартук с реечной шестерней и рейку, закре-
плённую на станине (продольная подача), или
через приклон, коробку подач, фартук, винт
в продольных салазках и гайку, закреплён-
ную на поперечных салазках (поперечная по-
дача).
При нарезании резьбы перемещение про-
дольных салазок осуществляется посредством
ходового винта и маточной гайки, смонти-
рованной в фартуке.
При обточке конусов и расточке конусных
отверстий движение продольной подачи ком-
бинируется с перемещением поперечных са-
лазок под действием конусной линейки или
с перемещением (в тяжёлых станках) верхних
салазок с подачей их под углом к оси де-
тали.
При обточке и расточке крутых и корот-
ких конусов подача продольных салазок вы-
ключается.
Продольная подача центрового инструмента
происходит за счёт выдвижения пиноли задней
бабки.
В табл. 2 приведены технические характе-
ристики токарных станков, выпускаемых в на-
стоящее время.
Типы токарных станков
Таблица 1
V
X
Размер и схема станка
Пределы
наибольше-
го диаметра
обрабаты-
ваемого
изделия
над стани-
ной)
Конструктивные особенности
Область
примененид
200—250
Шпиндель получает вращение: а) от трансмиссии или индивидуального
электродвигателя (односкоростного или многоскоростного) через ступенчато-
шкивную передачу с перебором или без перебора; б) от регулируемого
электропривода, обычно посредством клиновых ремней. Шпиндель монти-
руется на подшипниках скольжения или на прецизионных шарикоподшип-
никах с предварительным натягом. Для нарезания резьб и подачи супорта
имеются ходовой винт (иногда и ходовой валик), сменные шестерни (или
коробка подач) и фартук
Для мелких то-
карных и резьбо-
нарезных работ в
приборостроении,
лёгком машино-
строении и инстру-
ментальном про-
изводстве
С приводом в пеоедней бабке
350—900
Выполняются с коробками скоростей и подач, имеющими большие ко-
личества ступеней и диапазоны регулирования. Реже применяется бессту-
пенчатый привод. В переднюю бабку современных токарных станков вклю-
чаются фрикционные муфты, тормоз, звено увеличения шага и реверс
подачи. Применяются также электрическое реверсирование и торможение
шпинделя. Передача от электродвигателя на приводной шкив осуще-
ствляется клиновыми, реже плоскими ремнями или зубчатой цепью. Короб-
ки подач обеспечивают получение нормальных рядов резьб (метрических,
дюймовых, модульных и питчевых). Имеются ходовой винт и ходовой валик.
Фартук включает механизмы: а) автоматического выключения подач —
обычно падающий червяк; б) блокирования включения ходового винта,
продольной и поперечной подач; в) реверсирования подач. Супорт иногда
снабжается механизмами ускоренного холостого хода и автоматического
отвода резца.
Для разнообраз-
ных токарных
сверлильно-расточ-
ных работ, вклю-
чая нарезание
резьб
С разделённым приводом (повышенной точности)
250-400
Для уменьшения вибраций и повышения точности станка привод поме-
щается внизу в станине или левой тумбе. Применяются следующие виды
приводов: 1) коробка скоростей с односкоростным или многоскоростным
электродвигателем; 2) механический бесступенчатый вариатор; 3) гидравли-
ческий бесступенчатый вариатор; 4) бесступенчато-регулируемый электро-
привод. Передняя бабка выполняется с перебором или без перебора. Пе-
редача на шпиндель—клиновыми, реже плоскими ремнями. Для увеличения
жёсткости станина выполняется иногда в виде коробчатой констгукции
Для точных то-
карных, сверлиль-
но-расточных и
резьбонарезных ра-
бот в инстру-
ментальных и ме-
ханических цехах
Продолжение табл. 1
Размер и схема станка
Пределы
наибольше-
го диаметра
обрабаты-
ваемого
изделия
(над ста-
ниной)
Конструктивные особенности
Область
применения
1000—5000
От средних токарно-винторезных станков имеют следующие отличия:
1) электродвигатель соединяется с валом коробки скоростей посредством
муфты; 2) отсутствуют фрикционные муфты и тормозы; 3) передача вра-
щения шпинделя осуществляется через зубчатый венец на планшайбе;
4) бывает 2—3 самостоятельно действующих супорта, каждый с отдельной
коробкой подач, электродвигателем быстрых ходов и насосом для подачи
охлаждающей жидкости; 5) верхний поворотный супорт имеет механиче-
скую подачу и часто сменные шестерни для нарезания коротких резьб;
6) в фартук супорта включается дополнительный механизм со сменными
шестернями для точения конусов; 7) задняя бабка имеет перемещение от
специального электродвигателя и часто свою коробку подач для сверлиль-
но-расточных работ.
Для разнообраз-
ных токарных и
сверлильно- расточ-
ных работ в тяжё-
лом машинострое-
нии
100-250
Отличаются от настольных токарно-винторезных станков отсутствием
механизмов для подачи супорта и нарезания резьб, а именно: ходового
винта, ходового валика, сменных шестерён, коробки подач и фартука. По-
дача ручная
Для мелких то-
карных работ в
приборостроении,
лёгком машино-
строении
С приводом в передней бабке
300-900
Ходовой винт отсутствует. Коробки скоростей и подач токарных стан-
ков имеют меньшие числа ступеней и диапазоны регулирования, чем у то-
карно-винторезных. В коробку скоростей иногда включаются сменные ше-
стерни. В передней бабке отсутствуют звено увеличения шага и реверс
подачи
Для разнообраз-
ных токарных ра-
бот за исключе-
нием нарезания
резьб
Продолжение табл. I
Размер и схемы станка
Пределы
наибольше-
го диаметра
обрабаты-
ваемого
изделия
(над ста-
ниной)
Конструктивные особенности
Область
применения
С разделённым приводом (быстроходные)
35° -45°
Имеют высокие скорости вращения шпинделя и малые подачи. Коли-
чество скоростей шпинделя (при ступенчатом регулировании) и количество
подач невелики. Привод помещается внизу в станине или в левой тумбе
и имеет следующие выполнения: 1) многоскоростной электродвигатель пе-
ременного тока C—4 ступени); 2) коробка скоростей часто в сочетании с
двухскоростным электродвигателем, либо со сменными шкивами или ше-
стернями; 3) бесступенчато-регулируемый электропривод. Шпиндель обычно
не несёт никаких шестерён и разгружен от изгибающих усилий. Он вра-
щается в прецизионных шариковых подшипниках с предварительным и са-
морегулирующимся натягом. Передача к шпинделю осуществляется клино-
выми, реже плоскими ремнями. Для увеличения жёсткости станина часто
выполняется в виде коробчатой конструкции
Для отделочных
токарных работ
резцами из твёр-
дых сплавов, ал-
мазной обработки
и обработки цвет-
ных металлов
200-450
Имеют небольшое число ступеней и низкие скорости вращения шпин-
деля. Привод главного движения обычно ступенчато-шкивный. Точно из-
готовленный ходовой винт расположен в середине станины между напра-
вляющими. Гайка ходового винта неразъёмная. При передвижении супорта
гайка поворачивается под воздействием поправочной линейки, компенси-
рующей ошибки шага ходового винта станка, при необходимости с учётом
последующей деформации нарезаемой резьбы при закалке. Настройка на
шаг нарезаемой резьбы — сменными шестернями.
Для нарезания
винтов и гаек с осо-
бо точным шагом,
микрометрических
винтов для микро-
MefpOB, ходовых
винтов для точных
приборов, резьбо-
вых калибров и
т. п.
ЗОО-IOOO
Отличаются упрощённой конструкцией основных узлов. Отсутствуют
коробка скоростей и коробка подач. Настройка скоростей и подач осу-
ществляется сменными шестернями, сменными или ступенчатыми шкивами.
Передача от шпинделя на привод подачи осуществляется часто ремнём.
Для подачи супорта применяются обычно ходовой валик и зубчато-реечная
передача, но иногда червячно-винтовая передача. В последнем случае вместо
ходового валика имеется ходовой винт, используемый для нарезания резьб.
Станки часто снабжаются специальными узлами (супорт, задняя бабка и
др.) в зависимости от применения
Для узких ток ар
ных операций в
серийном и массо-
вом производстве
Технические характеристики токарных станков (средние значения)
Таблица 2
ю
ел
о
2
X
т
<D
о
X
ш
о
о.
о
X
ниверсал[
3
я
01
льнь
ерса
к
X
Тип станка
Настольные
Средние
Тяжёлые
Настольные
Общего на-
значения
Быстроход-
ные (с разде-
ленным приво-
дом)
:=
к к "*
•S o*S
Наибольши
метр обраб
над станине
2ОО
32°
400
630
8оо
IOOO
2000
2ОО
4оо
4ОО
Наибольше
стояние ме
центрами ь
450—600
5оо — iooo
75°—2ооо
iooo-8ooo
1200 - 8ОО0
1500—8000
4ООО—I2OOO
200—500
75°—2О0О
75о —2000
ч о
о ¦&«
(О О
Пределы н
ших чисел
ТОВ ШПИНД1
минуту
1300—2500
боо з000
4оо—з°°°
3°о—iooo
20О-80О
IOQ—5°°
75— 2оо
25004°°°
400-1500
125°—5°°°
. о
Ч О Ч
>> ^ 0)
Диапазон р
рования чи
ротов шпи
25-5°
25—бО
25—DO
3°-75
35—9°
4°—I2O
5°—2ОО
2О—4°
2О—4°
6-3°
Количество
скоростей
шпинделя
12 -16
и бессту-
пенчатые
6-i8
и бессту-
пенчатые
8-27
и бессту-
пенчатые
8—27
и бессту-
пенчатые
8-27
и бессту-
пенчатые
8-27
и бессту-
пенчатые
i6—24
6—16
и бессту-
пенчатые
6-i8
3-.8
и бессту-
пенчатые
Минимальные
продольные
0,025-0,1
o,oo5—o,i
0,005—0,125
0,03—0,35
0,075-0,4
o,i- о,4
о, I — о,4
0,05—0,15
О.О025*—О, Об
подачи в мм/об
поперечные
0,002—0,05
о,ооз—о,о5
o,oi—о,о7
0,03—0,16
O,Oj—О,2
0,05—0,2
0,03—0,1
0,0015*—0,03
ч ^
Диапазон г.
рования пс
6-28
ю—бо
«5 -10°
15—ioo
15— ioo
15—бо
15-8°
3-15
15—ioo
<U n'l
ступ
на
пинд
Количество
ней подач
1 оборот ш
ля
6—зо
24-60
24 - бо
12—бо
13—бо
1,-48
6—12
3-9
6—24
Наименьшие
нарезаемый
резьбы
метриче-
ские, шаг
в мм
0,2
°,23
°>5
о,5
i
i
i
_
дюймовые,
кол. ниток
на 1"
2l6
128
128
128
128
3°
20
_
.
-0
Диапазон и
нарезаемы>
ю-5о
ю—бо
15—ioo
15-юо
• 5— юо
15—бо
ДО 24°
._
Количество
нарезаемых
резьб
12—52
24—бо
24—60
Зо—бо
Зб-6о
36-56
Сменными
шестернями
_
__
Мощность
главного
привода
в л. с.
о,5—1.36
I.5-4.O
3—15
7.5—4°
15—4°
2О—5°
5О—ioo
О.З—!
3-15
3—ю
Вес
станка
в кг
110—670**
75о—i6oo
1100—3800
2500 6500
6000—10000
10000—22000
45000—70000
60—боэ**
IOOO-2OOO
jooo—з000
* Для полировки и алмазной обработки. ** Вес с металлическим постаментом.
ГЛ. VI]
ТОКАРНО-ВИНТОРЕЗНЫЕ И ТОКАРНЫЕ СТАНКИ
251
Конструкция токарных станков
На фиг. 1 дана кинематическая схема уни-
версального токарно-винторезного станка сред-
него размера AД62 завода «Красный проле-
тарий"), а на фиг. 2, 3, 4— продольный раз-
рез этого станка и дополнительные разрезы
узлов.
Основные технические данные станка 1Д62
.Наибольший диаметр обработки над
станиной • . . . . 400 мм
Высота центров 200 .
Наибольший диаметр обработки над
еупортом 210 „
Расстояние между центрами . . . 1000—1500 »
Число скоростей шпинделя 18
Пределы чисел оборотов шпинделя от 12 до 600
(нормальное исполнение) в минуту • . от 15 до 750
Число подач 35
Пределы подач:
продольных от 0,082 до 1,52 мм/об
поперечных. . • ...» 0,027 „ 0,522 ,
Нарезаемые резьбы: 30 дюймовых — от 2 до 24
ниток на 1"; 24 метрических — с шагом от 1
до 12 мм; 12 модульных с модулем от 0,25 до 3;
24 питчевых с диаметральным шагом от 7 до 96.
Шаги всех резьб можно увеличить в 4 и
16 раз переключением звена «увеличения
шага" в коробке скоростей.
D-250b-100
п- 730 об/мин /56
' '5124503b
fiacoi
ного станка. Станок предназначен для чисто-
вой обработки цилиндрических и конических
длинных труб и нарезания коротких резьб.
Ходовой винт имеется только у верхних
салазок; нарезание резьб длиной до 500 мм
производится за счёт перемещения верхних
салазок при неподвижных нижних.
Точение коротких конусов длиной до
500 мм производится также при перемещении
верхних салазок, повёрнутых на угол конуса.
Точение длинных пологих конусов осуще-
ствляется за счёт комбинированного движе-
ния нижних салазок вдоль станины и верх-
них салазок, повёрнутых на расчётный (более
крутой) угол.
Настройка на нарезание и точение кону-
сов производится при помощи сменных ше-
стерён в фартуке и на поворотных салазках.
На фиг. 9 показана кинематическая схема
тяжёлого токарно-винторезного станка, а на
фиг. 10 — его общий вид.
На станке можно производить нареза-
ние длинных резьб посредством сменных
шестерён и ходового винта и коротких резьб
(до 800 мм) перемещением верхних салазок.
Точение длинных пологих конусов произво-
дится комбинированным движением продоль-
ных и поперечных салазок. Короткие крутые
Гитара -трензель
50/ W65 20
Четыоехзах. паОающий яервт
Фиг. 1. Кинематическая схема универсального токарно-винторезного станка 1Д62 (ДИП-20М)
завода „Красный пролетарий". Настройка на: а — модульные и питчевые резьбы; б — метри-
ческие и дюймовые резьбы, а также подачи; в — правые резьбы; г — левые резьбы.
На фиг. 5 дана кинематическая схема уни-
версального токарно-винторезного станка,
имеющего механизм управления с предвари-
тельным выбором скоростей.
Модульные и питчевые резьбы нарезаются
на этом станке с помощью набора сменных
шестерён. Звено увеличения шага позволяет
увеличить шаги нарезаемых резьб в 8 раз.
На фиг. 6 дана кинематическая схема бы-
строходного токарно-винторезного станка по-
вышенной точности. Станок имеет бесступен-
чато-регулируемый привод с электродвигате-
лем постоянного тока и машинным преобра-
зователем, а также шестеренный редуктор с
передаточным отношением 1:6.
На фиг. 7 и 8 даны общий вид и кинема-
тическая схема крупного токарно-впнторез-
конусы обтачиваются перемещением верхних
салазок, устанавливаемых под соответствую-
щим углом. Станок рассчитан и на выполне-
ние сверлильно-расточных работ, для чего
задняя бабка снабжена приводом механической
подачи и быстрого перемещения. На станке
можно производить расточку отверстий диа-
метром до 200 мм и длиной до 4000 мм.
Борштанга крепится в специальной головке,
устанавливаемой на место верхней части зад-
ней бабки.
Быстрое перемещение задней бабки со
скоростью 2900 мм/мин осуществляется от
отдельного электродвигателя.
Кроме того, имеются приспособления с са-
мостоятельным приводом для внутреннего и
наружного шлифования и фрезерования,
Фиг. 2. Универсальный токарно-винторезный станок ДИП-20М завода „Красный проле-
тарий" (разрез по основным узлам): / — многодисковая муфта для реверсирования и
выключения вращения шпинделя; 2— ленточный тормоз; 3—рейка, управляющая
включением муфты и тормоза; 4, б—поводки, переключающие переборные блоки ше-
стерён на валике IV; 6 — сектор цевочного механизма, воздействующего последова-
тельно на поводки 4 и 5 icm. фиг. 4); 7,8 — поводки, переключающие блоки шесте-
рён на валиках // и /// (см. также фиг. 4); 9, 10 — рычаги, переключающие поводок 7
(см. также фиг. 4); // — ролик, перемещающий поводок 8; 12 — падающий червяк с вин-
тообразными выступами на торце,
выключающийся под действием
упора или при перегрузке меха-
низма подачи (см. также фиг. 3);
13 — планка, скреплённая с крон-
штейном падающего червяка; 14 —
рычаг, подпирающий планку и под-
держивающий червяк в зацеплении
(см также фиг. 3); 15— рычаг с
пальцем, служащий для отжима
планки вниз и выведения червяка
из зацепления (см. также фиг. 3);
J6 _ втулка с винтообразными вы-
ступами на торце, передающая вра-
щение червяку, при остановке чер-
вяка получает смещение вправо,
поворачивает рычаги 14 и 15 и вы-
зывает выключение червяка (см.
также фиг. 3); 17 — рукоятка для
замыкания разъёмной гайки ходо-
вого винта (см. фиг. 3); 18 — руко-
ятка для включения продольной и
поперечной подачи от ходового ва-
лика, сблокирована с рукояткой 17
(см. фиг.З): 19 — продольные са-
лазки (см. фиг. 3); 20 — поперечные
салазки (см. фиг. 3); 21 - верхние
салазки (см. фиг. 3); 22— поворот-
ный круг (см. фиг. 3).
ГЛ. VI]
ТОКАРНО-ВИНТОРЕЗНЫЕ И ТОКАРНЫЕ СТАНКИ
253
которые устанавливаются на место резцового
супорта. На фиг. 10 показаны система охла-
ждения и фундамент этого станка.
На фиг. 11 показан тяжёлый токарно-вин-
торезный станок с двумя супортами.
В крупных и тяжёлых станках применяется
многомоторный привод (фиг. 12), причём
электродвигатели максимально приближаются
к месту их использования. Органы управления
сосредоточиваются на рабочих местах.
Конструкции узлов
Станина. С целью увеличения жёсткости
и виброустойчивости станинам особо точных
и быстроходных станков придаётся коробча-
тая форма.
Станины токарных станков обычно отли-
ваются из чугуна (см. стр. 178—188), реже
выполняются сварными. Для повышения изно-
соустойчивости направляющих применяются:
закалка направляющих кисло-
родно-ацетиленовым пламенем
или токами высокой частоты;
накладные стальные напра-
вляющие.
Короткие станины покоятся
на двух тумбах, более длин-
ные — на трёх. Длинные ста-
нины (более 7 м) делаются со-
ставными. Станины станков с
высотой центров выше 400 мм
делаются коробчатой формы
без тумб. В задней стенке их
(иногда и в станинах некруп-
ных станков) делаются специ-
альные окна для схода стружки.
по KLMN0PQRS
Фиг. 3. Дополнительные разрезы супорта и фартука станка ДИП-20 (к фиг. 2).
На фиг. 13 дана кинематическая схема Для возможности обработки деталей боль-
простого токарного станка, а на фиг. 14 — шого диаметра, но коротких по длине, в ста-
схема токарно-операционного станка. Мине токарного станка иногда делается вы-
254
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
по yz
no BN
Фиг. 4. Дополнительные разрезы передней бабки станка ДИП-20 (к фиг- 2)
Фиг. 5. Кинематическая схема универсального токарно-винторезного станка: / — сменные шестерни; 2 — звено
увеличения шага; 3—падающий двухзаходный червяк.
Пределы чисел оборотов шпинделя в минуту. 12—500 16—700 23—1000 32—1400 45—2000
Сменные шестерни (поз. 1) 25:71 32:64 40:56 48:48 56:40
Возможные включения муфт коробки подач: / и IV включены - нарезание метрических резьб; II и III вклю-
чены — нарезание дюймовых резьб.
ГЛ. VI]
ТОКАРНО-ВИНТОРЕЗНЫЕ И ТОКАРНЫЕ СТАНКИ
255
емка („ran") около передней бабки со съём-
ным мостиком или без мостика и соответ-
ствующим усилением станины и тумбы. Вы-
сота центров от пола токарных станков мел-
ких и средних размеров берётся 1050— 1100 мм.
Передняя бабка. В передней бабке
большинства токарных станков помещается
коробка скоростей главного привода (см.
фиг. 2 и 4).
Передние бабки средних токарных и то-
карно-винторезных станков имеют (обычно
на первом валике) фрикционные муфты и
тормоз (ленточный, дисковый или конусный).
На фиг. 19 и 20 приведены конструкции
передних бабок настольных токарных станков.
Передача от электродвигателя или распо-
ложенного внизу привода к приводному
шкиву передней бабки производится клино-
выми ремнями, плоскими ремнями или бес-
шумными цепями. Приводной шкив рекомен-
дуется располагать так, чтобы не затруднять
смену ремней.
Типы приводов, используемых в токарных
станках, приведены в табл. 1.
Задняя бабка. К задней бабке предъявля-
ются следующие требования:
Фиг. 6. кинематическая схема токарно-винторезного станка повышенной точности: / — реверсивный механизм
привода подач для нарезания резьб; 2 — машинный преобразователь тока; 3 — приводной электродвигатель
постоянного тока с регулируемым числом оборотов я
=2500 об/мин; 4 — шестеренный редуктор с переда-
точным отношением 1 :6; 5 — плунжерный насос для смазки механизмов фартука и направляющих станка.
На винторезных станках передняя бабка
обычно имеет в цепи привода подач от шпин-
деля звено увеличения шага и реверсивный
механизм.
Токарно-винторезные станки повышенной
точности и токарно-отделочные станки вы-
полняются с разделённым приводом, помещён-
ным внизу в станине или тумбе. Такая кон-
струкция уменьшает вибрации и повышает
точность работы станка. На фиг. 15 показана
передняя бабка современного токарно-винто-
резного станка повышенной точности. Шпин-
дель получает вращение от расположенного
внизу в станине бесступенчато-регулируемого
электрического или гидравлического привода
и клиноремённой передачи. Шпиндель раз-
гружён от изгибающих усилий.
На фиг. 16 приведена конструкция перед-
ней бабки с двойным перебором быстроход-
ного токарного станка. Привод осуществляется
от регулируемого электродвигателя постоян-
ного тока, установленного на отдельном поста-
менте. Конструкция передней бабки тяжёлого
токарно-винторезного станка с коробкой ско-
ростей показана на фиг. 17.
На фиг. 18 дана конструкция передней
бабки операционного токарного станка.
1) правильное положение оси пиноли и
заднего центра; 2) точное перемещение пи-
ноли, обеспечивающее соосность центрового
инструмента и изделия (шпинделя); 3) воз-
можность прочного зажима пиноли без нару-
шения положения её оси; 4) регулирование
силы зажима при обработке; 5) правильное
положение бабки при перестановке её по
длине станины; 6) жёсткость корпуса и пи-
ноли и прочное крепление бабки к станине.
На фиг. 21—31 показаны различные кон-
струкции задних бабок.
В табл.3 приведены применяемые способы
перемещения пиноли задней бабки.
Зажим пиноли осуществляется в корпусе
бабки преимущественно по способу, показан-
ному на фиг. 21, 28 и 27. Ось зажимного винта
располагается перпендикулярно к оси пиноли:
сзади (фиг. 21), сверху (фиг. 28), снизу (фиг. 27).
Последний вариант имеет преимущество пе-
ред первым, так как при недостаточно плот-
ной пригонке пиноли последняя при зажиме
смещается в вертикальной плоскости, что в
меньшей степени влияет на точность обра-
ботки и перед вторым вариантом, поскольку
стык получается более жёстким (прижим под
действием усилий резания к цельному корпусу).
Вид по стрелке А
Фиг. 8. Кинематическая схема крупного токарно-винто-
резного станка завода „Красный пролетарий" (с наиболь-
шим диаметром обработки над станиной 1000 мм, над
кареткой — 700 мм и расстоянием между центрами
6000 мм). Число скоростей шпинделя — 11; пределы чисел
138*6 оборотов шпинделя от 6 до 191 в минуту; подачи: 9 продоль-
23»Ь ных от 0,35 до 5,3 мм/об и 9 поперечных от 0,106 до
1,58 мм1об. Нарезаемые резьбы: 8 метрических с шагом
^ от 4 до 24 мм, 16 дюймовых от 1 до 4 ниток на 1" и 17
модульных с модулем от 2 до 8; / — реверсивный меха-
Токарно-винторезный ста-
нок завода „Красный пролетарий"
1, 2, 3 — рукоятки для изме-
нения числа оборотов шпинделя;
р ;
4, 5 — рукоятки для изменения величины по-
дачи; 6 — маховик ручного перемещения сала-
зок; 7, <?—рукоятки для включения и реверси-
рования рабочей подачи; 9 — для включения
поодольной и поперечной подач; 10 — для
включения резьбовой однозубой муфты, муфты обточки кону-
сов и ускоренного хода поворотных салазок; И—для перехода с по-
перечной обточки на работу поворотными (резьбовыми) салаз-
ками; 12 — для включения одновременного хода продольных и
поворотных салазок при обточке длинных конусов; 13 для вклю-
чения и выключения винта поперечных салазок; 14, 15 — для
ручного перемещения поперечных и поворотных салазок; 16, 17—
для включения и реверсирования привода поворотных салазок;
18, 19 — для ручного перемещения и быстрого отвода верхних
салазок; 20 — для развалки резьбы; 21 — упора задней бабки;
22, 23 — сменные шестерни фартука и поворотных салазок.
низм подач; 2 — муфта включения на обточку конусов и нарезание резьбы; 3 — электродвигатель
быстрого хода супорта; 4 — муфта для включения рабочей подачи, сблокирована с пуском электро-
двигателя 3; 5 — муфта для включения продольной или поперечной подачи; 6 — передвижная
шестерня для включения маховичка продольных салазок; 7 — муфта для включения одновременного
хода нижних и поворотных салазок (при обточке длинных конусов); 8— передвижная шестерня для
включения поперечной подачи или движения поворотных салазок на обточку конусов; 9— реверсивный
механизм для поворотных салазок. А, В, С, D, Е и F — сменные шестерни настройки на нарезные
резьбы и точение конусов.
Угол наклона зуба'Ю°
Подача быстрый ход
Ручная
Фиг. 9. Кинематическая схема тяжёлого токарно-винторезного станка по фиг. 10:1 — электродвигатель главного привода с электрическим реверсированием и торможе-
нием; коробка скоростей обеспечивает 24 числа оборотов шпинделя от 0,5 до 100 в минуту; 2 — сменные шестерни к ходовому винту для нарезания длинных резьб: дюймо-
вых — от 4g до 16 ниток на 1", метрических с шагом от 1 до 240 мм и модульных с модулем от 1 до 12; 3 — реверсивный механизм к ходовому винту; 4— передвижной
шестеренный блок А, имеющий три положения: I положение — для подач; II положение — для нормальных резьб; 111 положение — для крупных резьб; 5 — тахо-
метр; 6— ходовой валик к приводу рабочих подач супорта. Коробка подач обеспечивает по 12 подач продольных салазок — от 0,4 до 32 мм',об шпинделя, поперечных
и верхних салазок — от 0,2 до 16 мм/об шпинделя; 7—электродвигатель с электрическим реверсированием для осуществления быстрых ходов и независимых подач
салазок супорта. Скорость быстрого продольного хода —4100 мм/мин; 12 независимых продольных подач для фрезерования изменяются в пределах от 2 до 160 мм/мин;
8— ходовой винт верхних (поворотных) салазок 1-го супорта: 9 — сменные шестерни настройки на нарезание коротких резьб (до 800 мм): дюймовых — от 1 до 8 ниток
на 1" и метрических с шагом от 2 до 25 мм; 10 — ходовой винт верхних салазок 2-го супорта (без механизма для нарезания резьбы); 11 — сменные шестерни настройки на
точение коротких крутых конусов; 12 — реверсивный механизм для точения коротких конусов; 13 — реверсивный механизм привода рабочих подач задней бабки. Коробка
подач обеспечивает получение 18 подач от 0,05 до 4 мм/об шпинделя; 14 — электродвигатель с электрическим реверсированием для быстрого хода задней бабки (скорость —
2900 мм/мин); 15— винт поперечной подачи.
25
Фиг. 10. Тяжёлый токарно-вин-
торезный станок (с высотой
центров 1000 мм, расстоянием
между центрами 8000 мм и наи-
большим весом детали 25 т):
1, 2, 3, 4, 5, 6 — маховички
переключения коробки скоро-
стей, реверса ходового винта
и переключения звена увеличе-
ния шага; 7 — рукоятка вклю-
чения механизма настройки на нарезание резьбы посредством поворотных салазок; 8 — рукоятка реверса поворотных
салазок; 9 — рукоятка переключения перебора; 10, 11, 12— рукоятки переключения коробки подач; 13 — рукоятка для
включения механической подачи поворотных салазок; 14, 75 — рукоятки включения механической продольной и поперечной
подачи; 16 — рукоятка включения механической или ручной подачи; 17 — рукоятка реверса подачи и включения независи-
мой подачи фрезерования; 18 — рукоятка включения ускоренного хода супорта и независимой подачи фрезерования;
19 — квадрат для ручной продольной по-
30
дачи; 20 — рукоятка включения гайки;
21 — ходовой винт (см. фиг. 10 а);
22, 23 - устройства, подводящие ток к
электродвигателям;24, 25— резервуары
охлаждающей жидкости; 26—ре-
зервуар для стружки; 27 — насо-
сы для подачи охлаждаю-
щей жидкости
к резцам; 28, 29,
30 — насос
производитель-
ностью 1450
л!мин с элек-
тродвигателем
12 л. с, тру-
бопровод
и шланг для по-
дачи охлаждаю-
щей жидкости.
ГЛ. VII
ТОКАРНО-ВИНТОРЕЗНЫЕ И ТОКАРНЫЕ СТАНКИ
259
Фиг. 10а. Поперечный разрез тяжелого токарно-вкнторез-
ного станка. Обозначения см. на флг. 10.
Фиг. 11. Тяжёлый токарно-винторезный станок. Высота
центров — 2250мм расстояние между центрами - 800J мм;
диаметр планшайбы — 2500 мм; главный привод — от
регулируемого электродвигателя постоянного тока
JV= 65 л. с; п - 300-f 900 об/мин; вес станка 109 700 кг.
260
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
5 6
70x1,5 Мх2,5 26*2,5 35*2,5
ЖЖШШЩШЖХШШШ?,
8
Фиг. 12. Тяжёлый токарно-винторезный
станок с многомоторным приводом; элек-
тродвигатели привода: / — главного дви-
жения; 2, 3 — регулирования скорости
-66,58,49.38Х2,5 вращения шпинделя; 4—зажима; 5, б—на-
сосов для смазки; 7,8—перемещения супор-
тов; Р — перемещения пиноли; 10 — пе-
17*3.3 ремещения корпуса задней бабки.
Поперечно/и кодов.
винт, шаг=4мм
2М,5А ,32x1,5 36x3,5 60x3,5
Фиг. 13. Кинематическая схема токарного станка 161
Ижевского завода.
п
Т
Фиг. 14. Кинематическая схема токарно-операционного
станка: / — ленточный тормоз; 2, 3 — сменные шестерни;
4 — муфта трения.
"о ЛВСВ
Фиг. 15. Передняя бабка быстроходного токарно-винторезного станка повышенной точности (см. фиг. 6): / —приводной шкив шпинделя, получающий вращение от ги-
дравлического (или электрического) привода с бесступенчатым регулированием числа оборотов; 2 — муфта реверсивного механизма для нарезания правых и левых резьб;
s> 4 — рукоятка и тяга к механизму гидропривода для регулирования числа оборотов шпинделя; о — передача к механизму; 6 — шкив ремённой передачи к коробке
подач; 7 — быстродействующее приспособление для крепления патрона на шпинделе; 8 — кольцо с пазами для стопорения шпинделя.
-то-
Фиг. 16. Передняя бабка токарного быстроходного станка (конструкции ЭНИМС): 1 — муфта для присоединения регулируемого электродвигателя постоянного тока;
2— муфта для соединения шпинделя непосредственно с электродвигателем; 3—шестеренный блок двойного перебора (переключение блока 3 и муфты 2 сблокировано);
4 — регулируемый подшипник с коническим отверстием и змеевиком для охлаждающего масла; 5 — насос для смазки.
пой В
Фиг. 17. Передняя бабка тяжёлого ток арно-винторезного
станка (общий вид и схема на фиг. 9 и 10): 1 — ревер-
сивный механизм для нарезания правой и левой резьбы;
2 — звено увеличения шага; 3 — шестерня к автоматиче^-
скому счётчику чисел оборотов шпинделя; 4 — ходовой
валик привода подачи супортов; 5 — ходовой валик при-
вода подач задней бабки (при сверлении и расточке).
264
СТАНКИ ТОКАРНОЙ ГРУППЫ'
[РАЗД. IV
Фиг. 18. Передняя бабка операционного токарного станка: 1 — сменные шестерни; 2— фланец для крепления
пневматического зажимного цилиндра; 3 — масляный насос.
Фиг. 19. Передняя бабка настольного токарного Фиг. 20. Передняя бабка настольного токарного
станка. станка.
ГЛ. VIj
ТОКАРНО-ВИНТОРЕЗНЫЕ И ТОКАРНЫЕ СТАНКИ
265
по ЙВСВ
Фиг. 21. Задняя бабка токарно-винторезного станка повышенной точности
Фиг. 22. Задняя бабка токарно-винторезного станка повышенной точности.
тшг
Фиг. 23. Задняя бабка с комбинированным креплением
к станине.
На фиг. 23 дана конструкция клинового
зажима через шпонку.
На фиг. 24 приведён пример зажима пи-
ноли сверху одним болтом.
На фиг. 26 приведена конструкция задней
бабки с зажимом пиноли в двух местах, что
обеспечивает более точное положение центра
и надёжный зажим.
В некоторых конструкциях зажим пиноли
осуществляется затягиванием корпуса, имею-
щего разрез в горизонтальной плоскости,
с помощью винта.
Перемещение бабки вдоль станины
производится у малых и средних станков
вручную.
Станки с наибольшим диаметром обра-
ботки свыше 600—700 мм имеют приспособ-
266
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
ления для механического перемещения бабки
(фиг. 27). На фиг. 28 приведена конструкция зад-
ней бабки тяжёлого токарно-винторезного
по CD
по Л В
стерню, зацепляющуюся с рейкой, закреплён-
ной на станине. Быстрый ход задней бабки осу-
ществляется от отдельного электродвигателя.
Поперечное уста-
новочное перемеще-
ние задней бабки по
нижней плите для
точения конусов с
малым уклоном про-
изводится одним
(фиг. 24) или двумя
(фиг. 21) винтами,
обеспечивающими
лучшее крепление.
Специальный выступ
предохраняет верх-
нюю часть бабки от
поворота во время по-
перечного смещения.
Крепление бабки
к станине произво-
дится:
1) винтами (от 1
Фиг. 24. Задняя бабка токарно-винторезного станка.
станка. Этабабка используется также длясвер-
лильно-расточных работ, для чего она снабже-
на отдельной коробкой подач, расположенной
с задней стороны станины. Движение пере-
даётся от главного привода через отдельный
ходовой вал, коробку подач и реечную ше-
до 4), прижимающими
плиту или две попе-
речины к нижней
поверхности станины (фиг. 27);
2) эксцентриком, при повороте которого
стержень подтягивает к нижней поверхности
направляющих поперечину (фиг. 21) или дей-
ствует на неё через дополнительный рычаг
(фиг. 22);
Фиг. 26. Задняя бабка с пружинным поджимом токарно-
Фиг. 25. Задняя бабка с пружинным поджимом быстроход- винторезного станка: 1,2- рукоятки для зажима пинолн;
вого токарно-обдирочного станка. 3 — пружина.
Фиг. 27. Задняя бабка с пружинным поджимом быстроходного токарного станка.
30*2,5
Фиг. 28. Задняя бабка тяжёлого токарно-винторезного станка (общий вид и схема на фиг. 9 и 10): / — ходовой валик; 2 — коробка подач задней бабки; 5 — электродви-
гатель быстрого перемещения задней бабки; 4 — муфта включения быстрого и рабочего хода: 5 — специальная бабка для крепления расточной штанги при расточной ра-
боте; в—реечная передача для перемещения задней бабки; 7—13 — рукоятка, передающая кинематическая цепь и ползун с зубьями для закрепления задней бабки;
14, 15, 16 — рукоятки для переключения коробки подач; 17 — рукоятка для переключения блока реверса на валике 1; 18 — рукоятка для переключения муфты 4; 19 — бло-
кировка между рукоятками 7 и 18.
268
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
3) двухсторонней гайкой (с правой и ле-
вой резьбой), поворачиваемой посредством
зубчатой передачи (фиг. 24)
Фиг. 29. Задняя бабка токарно-винторезного станка.
Крепление винтом несложно, надёжно и
потому наиболее употребительно. Крепление
двухсторонней гайкой осуществляется бы-
стрее, чем винтами.
Эксцентриковое крепление, не требующее
специального ключа, применяется главным
образом на лёгких станках вследствие недот
статочной надёжности при больших усилиях;
На фиг. 23 приведён пример одновремен-
ного применения эксцентрикового и винто-
вого зажимов на станке среднего размера;
Эксцентриковое крепление применяется для
быстрого предварительного закрепления бабки,
а винтовое — для окончательного после уста-
новки детали. У крупных станков помимо
винтов для крепления задней бабки приме-
няются собачки (фиг. 29), упирающиеся в
храповую рейку на станине или посредством
запирающего ползуна, входящего в сцепление
с рейкой (фиг. 28).
Задние центры часто делаются вращаю-
щимися на шариковых или роликовых под-
шипниках в виде встроенных или вставных
(сменных) узлов. Осевая нагрузка на центр
определяется, исходя из условий обработки,
веса изделия и усилия подачи. При обработке
длинных изделий требуется сохранение осе-
вого усилия независимо от разработки цен-
тровых отверстий и теплового удлинения
изделия при обработке
8 . б V
Фиг. 30. Задняя бабка тяжёлого токарного станка с гидравлическим поджимом: / — пиноль, находящаяся под
давлением жидкости в 100 am при рабочей площади 100 см?, 2—пиноль, перемещаемая механически^ на 125 мм;
Л—клиновое соединение пинолей; 4, 5 — зазор в клиновом соединении соответственно при механической и гидравли-
ческом перемещении; 6 — ручной насос; 7—предохранительный клапан; # запорный вентиль; 9— спускной вентиль;
10 — аккумулятор с грузом для регулирования и поддержания давления жидкости; // — резервуар для жидкости;
12 — главный запорный вентиль; 13 — подпорный клапан.
Фиг. 31. Задняя бабка с пневматическим поджимом и вращающимся центром для токарно-операционного станка.
ГЛ. VI]
ТОКАРНО-ВИНТОРЕЗНЫЕ И ТОКАРНЫЕ СТАНКИ
269
Таблица 3
Способы перемещения пиноли задней бабки
Схема узла
Характеристика
узла
Винт закрыт и за-
щищен от повре-
ждений. Центр лег-
ко вынимается при
выжимании его
винтом
Область
применения
Средние то-
карные станки
(наиболее рас-
пространённое
выполнение)
Винт закрыт.
Центр легко выни-
мается. Удобное
расположение ма-
ховика. Возможно
уменьшение вели-
чины подачи пино-
ли за 1 оборот ма-
ховичка (выполне-
ние сложное)
Винт закрыт.
Центр легко вы-
нимается
Конструкция об-
ладает повышенной
прочностью. Недо-
статками являются
открытый винт, под-
верженный повре-
ждению,и трудность
выемки центра
По сравнению с
четвёртым вариан-
том имеет более
удобное расположе-
ние маховичка. Воз-
можно уменьшение
величины подачи
пиноли за 1 оборот
маховичка
Удобное располо-
жение маховичка
(выполнение слож-
ное)
Возможно полу-
чение двух скоро-
стей подач пиноли.
Удобное располо-
жение маховичка
^выполнение слож-
ное)
Обеспечивает
быстрый зажим де-
талей при постоян-
стве зажимного
усилия и компенса-
ции удлинения де-
тали от нагрева.
Необходимость под-
водки сжатого воз-
духа ограничивает
применение
Конструкция обес-
печивает быстрое
перемещение пино-
ли и удобство по-
дачи инструмента
при сверлении, раз-
вёртывании и т. д.
Крупные то-
карные станки
(применяются
редко)
Мелкие то-
карные станки
Тяжёлые то-
карные станки
(применяются
редко)
Тяжёлые то-
карные станки
Средние то-
карные станки
(применяются
редко)
Станки для
тяжёлых ра-
бот (приме-
няются редко)
Операцион-
ные высоко-
производитель
ные станки
Настольные
токарные стан-
ки
Чтобы удовлетворить последним
требованиям, в задних бабках при-
меняются пружинные, пневматиче-
ские и гидравлические компенса-
торы. Пружины ставятся между
центром и пинолью (фиг. 25), между
гайкой и пинолью (фиг. 27) или
между винтом и корпусом бабки
(фиг. 26).
В последних двух бабках для вос-
становления первоначального осево-
го усилия необходимо время от вре-
мени ослаблять и вновь закреплять
зажимы пиноли.
На фиг. 30 приведена конструк-
ция задней бабки тяжёлого токар-
ного станка с применением гидра-
влического устройства вместо пру-
жины. Станок предназначен для
обработки изделий весом до 15 000л:г.
На фиг. 31 дана конструкция зад-
ней бабки с пневматическим поджи-
мом заднего центра.
Коробка подач. Передача дви-
жения от шпинделя к коробке по-
дач в винторезных станках осущест-
вляется зубчатыми колёсами и вклю-
чает в себя сменные шестерни для
нарезания нестандартных резьб или
для настройки на метрические, дюй-
мовые, модульные или питчевые
резьбы. Обычно коробки подач то-
карно-винторезных станков позво-
ляют нарезать без сменных колёс
метрические и дюймовые резьбы.
В простых токарных станках пе-
редача от шпинделя или отдельного
электродвигателя к коробке подач в
большинстве случаев также осущест-
вляется зубчатыми колёсами. В лёг-
ких станках, кроме того, приме-
няется ремённая передача.
На фиг. 32 приведена конструк-
ция закрытой коробки подач с ко-
нусом шестерён. При нарезании
резьбы вращение осуществляется
через сменные шестерни гитары, а
при точении — через ремённую пере-
дачу. В последнем случае выклю-
чается вращение всех шестерён в
передней бабке (см. фиг. 6 и 15), а
также вращение ходового винта.
На тяжёлых токарных станках
отдельной коробки подач обычно не
бывает. Механизм изменения подач
включается частично или полностью
в фартук станка (см. фиг. 8, 9, 10,
35, 42).
На фиг. 41 показан механизм для
регулирования независимой подачи,
помещённый в фартук быстроходного
токарного станка. Для продольной и
поперечной подачи имеются отдель-
ные независимые приводы. Изме-
нение подач происходит за счёт ре-
гулирования числа оборотов элек-
тродвигателя постоянного тока и
включения двойного перебора.
Супорт. Супорт служит для за-
крепления и перемещения резцов.
Супорт (см. фиг. 3) имеет трое са-
лазок: 1) продольные нижние са-
270
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
лазки, перемещающиеся по направляющим ста-
нины; 2) поперечные (промежуточные) салазки,
перемещающиеся перпендикулярно к оси стан-
ка по нижним салазкам; 3) верхние салазки или
резцовый супорт с резцедержателем, переме-
щающийся по направляющим поворотного кру-
га, укреплённого на поперечных салазках.
воротные также и механическое перемещение
(фиг. 55). В цепь привода к винту подачи по-
воротного супорта включаются реверсивный
механизм и сменные шестерни для настройки
на нарезание коротких резьб. Кроме того,
механическое перемещение поворотного су-
порта используетсз для точения коротких
по ДВ
б С
Фиг. 32. Коробка подач (закрытого типа) универсального токарно-винторезного станка повышенной точности (см.
фиг. 6 и 15): / — шкив ремённой передачи от шпинделя к ходовому валику, используемой при обточке; 2 — валик
получающий вращение через сменные шестерни гитары при нарезании резьб; 3, 4 — шестерня с кулачковой муф-
той и рукоятка, переключающие коробку подач на ремённый привод и привод от сменных шестерён гитары;
5— накидная шестерня; б — реечная передача для передвижения накидной шестерни; 7—рамка с фасонной кром-
кой, удерживающей шестерню 5 в сцеплении с шестернями конуса; 8—механизм замка, удерживающего валик/,?
и рамку 7 в правом положении; 9 — пружина, служащая для смещения влево валика 13 и рамки 7 при выводе
замка X; 10—рукоятка с осевым перемещением и поворотом для переключения накидной шестерни; 11, 12 —
диск и указатель подач и нарезаемых резьб; 13 — валик с кольцевой рейкой для перемещения рамки 7.
Верхние и поперечные салазки переме-
щаются посредством винтов и гаек, нижние
же имеют возможность перемещаться либо
посредством реечной передачи, получая дви-
жение от ходового валика — при обточке, либо
при помощи ходового винта — при нарезании
резьбы.
Продольные и поперечные салазки имеют
механическую и ручную подачи, верхние -
обычно только ручную. На более крупных
токарно-винторезных станках верхний пово-
ротный супорт получает также механическую
подачу (фиг. 33) для обработки конусных
поверхностей. На тяжёлых токарных станках
супорт имеет обычно (фиг. 34) четверо са-
лазок: продольные /, поперечные 2, поворот-
ные 3 и верхние 4. Верхние салазки имеют
только ручное перемещение, а средние по-
крутых конусов и длинных пологих конусов
при комбинированном движении нижних са-
лазок вдоль станины и поворотных под уста-
новленным расчётным углом.
Резцедержатели для крепления резцов
бывают различных конструкций.
На лёгких станках применяется так назы-
ваемый солдатик (фиг. 36) с одним крепёжным
винтом и прокладной шайбой (или с вывинчи-
вающимся кольцом) для установки резца по
высоте центра. На средних станках преиму-
щественно применяется четырёхгранная по-
воротная резцовая головка, показанная на
фиг. 3. На крупных станках применяются
одноместные резцедержатели (фиг. 34 и 37)
или прижимные планки (фиг. 35). Регули-
ровка резцов по высоте центра производится
клиновыми подкладками.
Фиг. 33. Верхние салазки супорта с механической подачей универсального
токарно-винторезного станка: 1 — передвижная шестерня для включения
подачи поперечных или верхних салазок супорта; 2—передвижная шестерня
для включения и выключения механической подачи верхних салазок; 3— винт
верхних салазок; 4—рукоятка для выключения фиксатора резцовой головки.
272
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Для удержания салазок (фиг. 3) от опро-
кидывания под действием сил резания служат
прижимные планки с регулирующими винтами.
Иногда ограничиваются прижимными планками
(фиг. 34а), точно подгоняемыми к направляю-
воспринимающих через пружины почти пол-
ностью вес каретки.
В конструкции, показанной на фиг. 36,
прижимные планки также'заменены роликами
на эксцентричных осях.
Фиг. 34. Супорт тяжёлого токарно-винторезного станка завода „Красный пролетарий": 1 — продольные нижние
салазки; 2 — поперечные салазки; 3—поворотные (резьбовые) салазки; 4 — верхние салазки; 5 ~ реверсивный
механизм; б — гитара настройки шага нарезаемой резьбы; 7 — рукоятка реверсирования поворотных салазок;
8— гайка поворотных салазок; 9— валик автоматического выключения подачи поворотных салазок; 10,*
11 - переставные упоры; 12, 13—механизм и маховичок управления для развалки нарезаемой резьбы; 14— винт
для торможения ходового винта; 15 — рукоятка для быстрого отвода верхних салазок при нарезании резьбы.
щим. Для регулирования зазора в направляю-
щих служат клинья, располагающиеся пре-
имущественно таким образом, что усилие
резания воспринимается не клином, а цельной
деталью (фиг. 36, стрелка Р).
На фиг. 38 показана конструкция каретки
с применением регулируемых роликов вместо
клиньев и прижимных планок и роликов,
Выборка зазора между винтом и гайкой
производится обычно применением двух гаек,
смещающихся одна по отношению к другой
при подтягивании клина, расположенного
между ними, или другим способом.
Для защиты направляющих от попадания
грязи и стружки на токарных станках приме-
няются: 1) защитные планки с фетровыми
no 6HJK
Фиг. 34а. Супорт тяжёлого токарно-винторезного станка завода .Красный пролетарий". Разрез по винту поперечного перемещения.
Обозначения см. на фиг. 34.
36»2.5
Фиг. 35. Супорт и фартук тяжёлого токарно-винторезного станка (общий вид и схема на фиг. Эй 10): / — ходовой валик; 2— коробка подач; 3 — электродвигатель быстрых
ходов супорта; 4 — шестерня для включения быстрых ходов (сцепляется с шестерней 44); 5 — шестерня для включения механической подачи (вправо) и ручной подачи (влево):
6. 7—1-й супорт с гитарой для настройки на нарезание резьбы перемещением поворотных салазок; 8 -2-й супорт (без механизма для нарезания резьбы); 9— правая часть коробки
подач 1-го супорта с дополнительным приводом от электродвигателя (через шестерни -=— -=- , червячную пару -^г- и кулачковую муфту на валик Ш) для получения незави-
^ У1 о2 Чл }
симой подачи супорта при фрезеровании; 10 — левая часть коробки подач 1-го супорта (с дополнительным приводом и гитарой для настройки перемещения поворотных салазок
супорта для точения конусов); И—масляный насос.
ГЛ. VI]
ТОКАРНО-ВИНТОРЕЗНЫЕ И ТОКАРНЫЕ СТАНКИ
275
прокладками; 2) скребки; 3) щитки; 4) теле-
скопические или раздвижные козырьки.
Для ускоренного передвижения салазок
применяются:
1) расположенный сзади станины винт
с крутой правой и левой резьбой и приводом
от передней бабки или от отдельного электро-
двигателя ;
2) электродвигатель, расположенный на
правом торце станины с приводом на ходовой
валик через обгонную муфту;
3) электродвигатель, смонтированный в фар-
туке станка (преимущественно на тяжёлых
станках).
отдельных регулируемых электродвигателей
постоянного тока.
На фиг. 35 и 42 показаны конструкции
фартуков тяжёлых станков.
В фартуке тяжёлого токарно-винторезного
станка (фиг. 35) кроме перечисленных выше
механизмов включены дополнительно следую-
щие (см. также фиг. 9 и 10): а) коробка подач
на 12 ступеней; б) электродвигатель и пере-
дачи для быстрого хода и рабочей
подачи;в) передача со сменными ше-
стернями и реверсивным механизмом
для настройки на точение кону-
сов комбинированным перемеще-
нием продольных и поперечных
салазок; г) муфты и передвижные
шестерни для включения к вы-
Фиг. 36. Супорт токарно-винторезного станка повышенной точности: / — эксцентриковый палец; 2 — ролик, заме-
няющий прижимную планку (установлен по четырём концам каретки); 3— замок эксцентрикового пальца; 4 — планка
конусной линейки (см. также фиг. 44); 5 — опора винта, скреплённая с планкой; 6 — сухарь и винт, скрепляющие
планку 4 с поперечными салазками для работы с конусной линейкой.
При наличии механизма быстрого переме-
щения применяется блокировка (обычно элек-
трическая), предохраняющая от одновремен-
ного включения ускоренного и рабочего
хода.
Фартук. Фартук среднего токарно-винто-
резного станка включает передачи от ходо-
вого валика к реечной шестерне и винту
поперечных салазок, а так-
же маточную гайку. Кроме
того, в фартуке имеются ме-
ханизмы: 1) реверсирования
продольной и поперечной
¦Эксцентриситет
Фиг. 37. Одноместный резцедержатель токарного станка.
подач; 2) включения и выключения подач от
ходового валика; 3) включения и выключения
гайки ходового винта; 4) автоматического
выключения подачи и 5) блокирования от
одновременного включения продольной и по-
перечной подач или одной из подач и гайки
ходового винта.
Иногда в фартуке помещается плунжерный-
насос для смазки механизмов фартука и на-
правляющих станины.
На фиг. 2, 3, 39 приведены конструкции
фартука современных средних токарно-винто-
резных станков, а на фиг. 40 — токарно-опе-
рационных станков.
На фиг. 41 показан фартук быстроходного
токарного станка с независимой подачей от
ключения быстрого хода, независимой подачи
для фрезерования и передачи для точения
конусов; д) бло-
кировка от одно-
временного вклю-
чения рабочего и
ускоренного хода.
Реверс и в н ы й
механизм фартука
чаще всего выпол-
няется в виде пе-
редвижных цилин-
дрических шесте-
рён C5, 39 и 42),
иногда конических
шестерён (фиг. 40).
Включение про-
дольной и попе-
речной подач про-
изводится следую-
щими способами:
а) передвижными
шестернями (фиг.2,
3 и 39); б) накид-
ной шестерней;
в) фрикционными
муфтами (фиг. 40
и 41); г) кулач-
ковыми муфтами
(фиг. 35 и 42);
д) электромагнит-
ными муфтами.
Для механизма
автоматичес к о го
выключения пода-
чи применяется ча-
ще падающий червяк (фиг. 3 и 39), 'а также
падающие рычаги (фиг. 40/, фрикционные, ку^
лачковые и электромагнитные муфты.
Фиг. 38. Каретка токарного
станка с роликами (по два на-
сторону): /, 2 — ролики на
эксцентриковых пальцах; 3—ро-
лик, воспринимающий вес ка-
ретки через пружину.
поР, В
Г"
»
W N \
ч\\\>
#
/
II
I
V
^^YB^^Vft^^yhi^
16 й1— /5 // „
пост 28*2 324
13 11
Фиг. 39. Фартук универсального токарно-винторезного станка:
1 — стержень поднимающий люльку 12 при включении червяка 10;
2 — поводок, включающий продольную или поперечную подачу;
3 — штифт, оттягивающий собачку 13 при выключении падающего
червяка; 4 — штифты, укреплённые на корпусе 11 (при осевом
перемещении червяка с корпусом один из штифтов поворачивает
рычаг 75, выключая червяк); 5, 6 — рукоятка и валик переключе-
ния фрикционной муфты и шестерён коробки скоростей; 7-плун-
жерный насос для смазки фартука и направляющих станка; 8 -хо-
довой валик; 9 — реверсивный механизм привода подач; 10 — па-
дающий червяк; // — корпус для помещения червяка; 12 — люлька
падающего червяка, поворачивающаяся вокруг оси ходового ва-
лика; 13— собачка, поддерживающая люльку 12 в верхнем поло-
жении; 14 — пружина, оттягивающая люльку 12 вниз; 75— пово-
ротный рычаг выключения; 16 — выступы рычага 75; 77— толка
тель с двумя
ч
ГЛ. VI]
ТОКАРНО-ВИНТОРЕЗНЫЕ И ТОКАРНЫЕ СТАНКИ
277
Фиг. 40. Фартук токарно-операционного станка: 1,2 — падающие рукоятки, управляющие муфтами
продольной и поперечной подач; 3, 4 — стержни, выключающие от упоров рукоятки 1 и 2;
5 — эксцентрик, приводящий в действие плунжерный насос смазки.
Фиг. 41. Фартук Токарного бы-
строходного станка конструк-
ции ЭНИМС с двумя регули-
руемыми электродвигателями
постоянного тока (п = 500 -^
-i- 2000 об/мин) для приводов
продольной и поперечной подач.
278
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 42. Фартук токарно-винторезного станка завода „Красный пролетарий": 1— ходовой валик; 2 — реверсивный
механизм подач; 3 — электродвигатель для ускоренного хода; 4 — муфта для включения рабочей подачи; 5 — муфта
для включения продольной или поперечной подачи; 6 — передвижная шестерня для включения ручного пере-
мещения продольных салазок (переключение муфты 5 и шестерни 6 производится одной рукояткой); 7 —муфта для
включения одновременного хода продольных и поворотных салазок при обточке длинных конусов; 8—передвижная
шестерня для включения цепи сменных шестерён 18 и 19 при точении конусов и для сцепления с шестерней 2—26
на валике XII при поперечной подаче; 9 — муфта включения: на обточку конусов и нарезание резьбы; 10 — ры-
чаг для включения и выключения муфты 4 рабочей подачи; 11, 12 — рукоятка и валик для включения и выклю-
чения рабочей подачи; 13 — собачка, удерживающая рычаг 10 в верхнем положении (муфта 4 включена); 14 — рычаг
включения муфты 4; 15 — винт, связанный с рычагом 10 и опирающийся на рычаг 14; 16 — блокировка вклю-
чения электродвигателя 3 и муфты 4; 17 — плунжерный насос для смазки механизмов фартука и направляю-
щих; 18, 19 — сменные шестерни настройки на нарезание резьбы и точение конусов.
ГЛ. VI]
ТОКАРНО-ВИНТОРЕЗНЫЕ И ТОКАРНЫЕ СТАНКИ
279
Фиг. 43. Конусная линейка (к токарному станку 26 завода
„Красный пролетарий"): 1 — кронштейн, прикреплённый
к продольным салазкам супорта; 2 — ползушка; 3 — крон-
штейн, закреплённый на станине; 4 — штанга, связываю-
щая ползушку 2 с кронштейном 3; 5 — линейка, поворачи-
ваемая под углом до 12е около пальца, запрессованного
в ползушке 2; 6 — ползун, скользящий по линейке о;
7 — сухарь на цапфе ползуна; 8 — подшипник винта;
9 — рамка, прикреплённая к поперечным салазкам су-
порта.
Фиг. 44. Конусная линейка токарно-винторезного станка
повышенной точности; наибольший ход линейки — 150 м.и;
наибольший угол поворота линейки от среднего поло-
жения— 7°30': 1'— кронштейн, скрепляемый с продоль-
ными салазками супорта; 2— поворотная линейка; 3 —пол-
зушка; 4 — механизм для точной установки поворотной
линейки под углом; 5 — кронштейн, закрепляемый на ста-
нине; 6 — штанга, прикреплённая к ползушке; 7 — планка,
связанная с поперечными салазками супорта; 8 — каретка;
Р, 10 — регулируемые ролики ^вместо клина).
T*=tT^7L
Торец супор/по Р
no CDEF6H
¦ су порта гт*р '.,
280
СТАНКИ ТОКА.РНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 45. Неподвижный люнет.
Фиг. 46. Подвижной люнет.
Фиг. 47. Неподвижный люнет тяжёлого токарно-винторезного станка.
ГЛ. VI]
МНОГОРЕЗЦОВЫЕ ОДНОШПИНДЕЛЬНЫЕ ТОКАРНЫЕ СТАНКИ
281
Пример надёжной конструкции блокирую-
щего механизма дан на фиг. 3. В фартуке,
показанном на фиг. 39, применено управление
включением подач и гайки ходового винта от
одной рукоятки.
Гайка ходового винта чаще всего выпол-
няется в виде двух половинок, но иногда при-
меняется только одна полугайка (фиг. 39).
В современных токарных
станках валики фартука мон-
тируются на подшипниках
качения и обеспечиваются
надлежащей смазкой от от-
дельного масляного насоса
(см. фиг. 42).
Конусные линейки. Для
точения конусов на станках
малых и средних размеров
применяются конусные ли-
нейки. На фиг. 43 приве-
дена конструкция конусной
линейки обычного токарно-
винторезного станка, а на
фиг. 44 —токарно-винторез-
ного станка повышенной
точности. Диференциальная
конусная линейка позволяет
обтачивать длинные конусы
при небольшой длине самой
линейки. В линейках такого
типа установка произво-
дится под более крутым
углом, причём относитель-
ное перемещение линейки благодаря спе-
циальной передаче делается меньше, чем про-
дольное перемещение салазок.
Люнеты. При обработке длинных валов
во избежание их прогиба под давлением резца
и сильных вибраций применяются люнеты:
а) неподвижные, которые крепятся на ста-
нине и применяются при обработке длинных
изделий, а также при чистовой обработке в
тех случаях, когда конец изделия должен
быть свободен для обработки, и б) подвиж-
ные, которые крепятся на продольных салаз-
ках и двигаются вместе с резцом. Люнеты
этсго вида применяются при обработке боль-
ших участков на тонких и длинных изделиях,
когда путь резца больше длины, которая мо-
жет обрабатываться без поддержки люнета.
На фиг. 45, 46, 47 и 48 приведены люнеты
для среднего и тяжёлого токарных станков.
Для работы с большими скоростями приме-
няются люнеты с роликовыми кулачками.
МНОГОРЕЗЦОВЫЕ ОДНОШПИНДЕЛЬНЫЕ
ТОКАРНЫЕ СТАНКИ
Общие сведения
Многорезцовыми называются токарные
станки, имеющие два или более супортов с
самостоятельным движением и значительно
более высокую мощность привода. Обработка
изделий на этих станках производится одно-
временно многими резцами, что сокращает
длительность процесса.
Основные типы многорезцовых станков и
область их применения приведены в табл. 4.
Многорезцовые станки требуют более тру-
доёмкой подготовки к обработке каждого дан-
ного изделия, чем токарные станки, вследствие
чего применение их целесообразно при нали-
чии серийности в производстве. По степени
автоматизации цикла обработки они подразде-
Фиг. 48. Подвижной люнет тяжёлого токарно-винторезного станка.
ляются на станки с ручным управлением и
станки с полуавтоматическим циклом. Послед-
ние имеют наибольшее распространение.
Технические характеристики многорезцо-
вых станков приведены в табл. 5. В станках
специальных исполнений наибольшее расстоя-
ние между центрами доходит до 6000—12000 мм
и мощность — до 50—100 кет.
Компоновка станков
Многорезцовые станки могут быть под-
разделены на три основные типа: а) горизон-
тальные (фиг. 49); б) портальные (фиг. 50) и
в) вертикальные (фиг. 51).
Первый тип является наи-
более распространённым.
На станине, несущей напра-
Фиг. 49. Многорезцовый станок горизонтального типа:
1 — станина; 2 — передняя бабка; 3—задняя бабка, 4 — пе-
редний супорт; 5 и 6 — задние супорты (поперечные).
вляющие (или поддерживающей их), смонти-
рованы не связанные друг с другом передняя
и задняя бабки.
282
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Таблица 4
Основные типы многорезцовых одношпиндельных токарных станков, .характер движения
супортов и область применения
Типы станков
Характер движения супортов
Применение
С продольным и попе-
речным супортами
Для обработки широкого круга из-
делий. Изделия могут устанавливать'
ся в центрах или патроне
С несколькими продоль-
ными и поперечными су-
портами
С поперечными или на-
клонными супортами
Для обработки длинных изделий
большим количеством обрабатывав
мых ступеней
Для обработки изделий сложно
конфигурации. Изделие может быт!
установлено как в патроне, так и
центрах
С продольными супор-
тами
Для обработки длинных валов
С продольным, попереч-
ным и расточным супор-
тами
С продольным и попе-
речным супортами
Для обработки в патроне деталей
сложной конфигурации, требующих
обработки внутренних поверхностей
Для обработки как в центрах, так
и в патроне. В последнем случае пре
имущественно крупных изделий
С продольными, попе-
речными или наклонными
супортами
Для обработки коленча-
тых валов
Для обработки распре-
делительных валов
Для обработки колёс-
ных пар
П
V"
Для обработки крупных изделий
сложной конфигурации, зажимаемых
в патроне
4--8—
Для обработки коренных и шатун-
ных шеек коленчатых валов автомо-
бильных, тракторных и авиационных
двигателей
Для обработки распределительных
валов автомобильных, тракторных и
авиационных двигателей
Как для изготовления новых, так и
для ремонта изношенных колёсных
пар ж.-д. подвижного состава
ГЛ. VI]
МНОГОРЕЗЦОВЫЕ ОДНОШПИНДЕЛЬНЫЕ ТОКАРНЫЕ СТАНКИ
283
Продолжение табл. 4
Типы станков
Характер движения супортов
Применение
Для обработки снарядов
Для черновой и чистовой обработки
различных снарядов
Для обработки снарядов
Для черновой и чистовой обработки
различных снарядов среднего и круп-
ного калибра
Условные обозначения
(Z23 су порты, _L- подвод резцов к изделию, JL- врезание резцов;
3._ рабочее перемещение, JL^ отвод резцов от изделия и возврат
Таблица 5
Основные параметры многолезцовых токарных станков (средние значения)
Параметры
Номинальный диаметр' обработки в мм
100-150
150-200
Максимальное расстоя- !
ние между центрами в мм ' ээо -з°°
25-3°
3-4
5О—6о
п8—1500
5ооо
3-5
о,оз—i,c
250 — looo
35-4O
3-5
5°—9°
8о — iooo
4-Сюо
5-7.5
5—1,2
200—250
250-300
300—400
400—500
500-600
35-5°
3 5
6о—ioo
Зооо
7.5-ю
35-6о
3-5
65-105
47,5—боо
2000
ю-is
35—fco
4-6
65—105
40—500
1500
15—2О
о,о5—1,8
35—60
6—7
150-180 ' 150-200
30-375 23,5—3°°
у цр
Диаметр отверстия шпин-
деля в мм
№ конуса шпинделя . .
Диаметр пиноли задней
бабки в мм
Пределы числа оборотов
шпинделя в минуту . . .
Верхний предел числа
оборотов шпинделя в бы-
строходных исполнениях
в минуту . • .
Мощность электродвига-
теля в кет
Пределы подачи в
мм/об
Скорости быстрых ходов
супортов в м1 мин . . .
Габариты* станков (дли-
на X ширина) В мм . . . 12ооХ8оо 1300X900 [i6ooXioooii7°0X'ooo|i8ooXiioo 2oooXi90°|2300Xi3c>o
~ " iooo 1500 I ^оо зооо | з°оо 4°°° | 5ОЭ0
250—2OOJ
350-2500
— 2ООО 55°~2ОО°
35-6о
2О—ЗО
2О — 3°
0,2—2,0 | 0,8—2,5
От 2 до 8 mjmuh
66о— i8oo
80
6-7
150—200
2О — 2 sO
650
20—30
0,4-3,0
800
Вес* станка в кг ....
2500X1500
6000*
* Габариты и вес даны для станков средних размеров.
Второй тип отличается большей жёсткостью
и облегчённым отводом стружки из рабочего
пространства. Передняя и задняя бабки свя-
заны жёсткой перекладиной, на которой смон-
тированы передние супорты. Применяется для
средних и тяжёлых работ с большим съёмом
стружки.
Третий тип применяется в специальных стан-
ках. Основным его преимуществом является
уменьшение площади, занимаемой станком, и
облегчение установки крупных изделий.
Основными узлами многорезцовых станков
являются: 1) привод; 2) станина (с устрой-
ствами для отвода и дробления стружки и
подачи охлаждающей жидкости); 3) передняя
бабка (с механизмами привода шпинделя);
4) супорты (с механизмами привода подач);
5) задняя бабка (с механизмами для переме-
щения и зажима пиноли).
Фиг. 50. Многорезцовый станок портального типа:
/—станина; 2—передняя бабка; 5'— задняя бабка; 4— пере-
кладина; 5—передние супорты; б— задний супорт.
284
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Кинематика многорезцовых станков
По построению кинематической схемы и
характеру привода узлов многорезцовые станки
могут быть подразделены на: 1) имеющие ме-
ханический привод всех движений; 2) имею-
щие механический привод основных движений
и гидрофицированный
привод вспомогатель-
ных и 3) имеющие ме-
ханический привод
главного движения и
гидрофициров энный
привод подач.
В первом случае
кинематическая схема
состоит из следующих
основных цепей:
а) Цепь п р и -
'в о д а главного
движения имеет
привод, редуцирую-
щие звенья,
звенья настрой-
ки и элементы
включения и вы-
ключения шпин-
деля. Основная
редукция / =
= V^Ve боль-
шей частьюосу-
ществляется в
последней пере-
даче—на шпин-
дель. Применяются цилиндрические, кониче-
ские и червячные зубчатые пары. Последние
не могут быть рекомендованы.
Фиг. 51. Многорезцовый станок
вертикального типа: 1 — станина,
несущая переднюю бабку и привод;
2 — колонна; 3 — задняя бабка;
4 — продольный супорт; 5 — попе-
речный супорт.
В качестве звена настройки в современных
моделях чаще всего применяются сменные
шестерни. Область регулирования R = 10—20
обеспечивается одной или двумя парами. При
применении двух пар одна даёт основной ряд
скоростей, вторая меняет диапазон. В старых
конструкциях применялись коробки скоростей
с числом ступеней до 9. В некоторых случаях
помимо элементов настройки имеются звенья,
позволяющие переключать скорости в течение
цикла (в патронных станках) в 2—6 ступеней
с помощью скользящих шестерён или муфт.
На фиг. 52 приведена
типовая схема при-
вода главного движе-
ния с коническими
колёсами и парой
сменных шестерён.
Для включения и
выключения шпинде-
ля пользуются: непо-
средственно двигате-
лем с торможением
его противовключе-
нием или электро-
магнитным тормозом;
кулачковыми или
фрикционными муфтами дискового типа, вклю-
чение и выключение которых большей частью
блокируется с торможением с помощью ди-
сковых, колодочных или ленточных тормозов.
б) Цепь привода подач может осу-
ществляться от шпинделя (неразделённый при-
вод), от того же двигателя, что и цепь глав-
гого движения, или от самостоятельного дви-
гателя (разделённый привод). Включает в себя
передачи, понижающие числа оборотов, звенья
настройки, механизмы, преобразующие вра-
щательное движение в поступательное, и эле-
менты включения.
В качестве понижающих передач чаще
всего применяются одна или две червячные,
реже цилиндрические, еще реже планетарные.
Для настройки пользуются одной или двумя
Фиг. 52. Схема привода
шпинделя с конической
зубчатой передачей и смен-
ными шестернями.
Ю
Фиг. 53. Кинематическая схема многорезцового станка с одним распределительным валом: / — смен-
ные шестерни скоростной цепи; 2 — тормоз; 3 — распределительный вал; 4 — сменные шестерни подач;
5 — обгонная муфта; 6 — включение рабочих подач; 7 — барабан управления включением быстрого
хода; 8— барабан продольного супорта; 9 и 10 —продольный супорт и его копир; 11 и 12— поперечный
супорт и его копир.
ГЛ. VI]
МНОГОРЕЗЦОВЫЕ ОДНОШПИНДЕЛЬНЫЕ ТОКАРНЫЕ СТАНКИ
285
парами сменных колёс. В старых конструк-
циях применялись коробки подач.
Для преобразования вращательного дви-
жения в поступательное применяются ше-
стерённо-реечные, винтовые и кулачковые ме-
ханизмы. Последние преимущественно бара-
банного типа при относительно небольших
ходах супортов. Для переключений пользуются
кулачковыми или фрикционными муфтами.
в) Цепь привода вспомогатель-
ных движений (включая быстрые пере-
мещения супортов) получает движение от
одной из вышеуказанных цепей или от инди-
видуального электропривода и передаёт его
со значительно меньшей степенью редукции
чем предыдущая цепь, последнему элементу
цепи подач, преобразующему вращательное
движение в поступательное. В месте слияния
цепей обычно имеется управляемая или об-
гонная муфта роликового или храпового типа.
Управление циклом осуществляется или с
помощью переключения кинематических це-
пей от путевых упоров, или с помощью еди-
ного распределительного вала, совершающего
один полный оборот за цикл и управляющего
с помощью кулачковых механизмов всеми дви-
жениями станка.
Применение такого принципа в станках с
чисто механическим приводом всех движений
очень удобно для наладки и даёт наиболее
простые конструктивные решения. На фиг. 53
представлена кинематическая схема много-
резцового станка с одним распределительным
валом.
Конструкция узлов
Привод, Привод станка осуществляется от
одного или нескольких электродвигателей, чаще
всего переменного тока с короткозамкнутым
ротором. Исполнение двигателей зависит от
места их расположения и способа монтажа.
В случае применения для привода подач
гидравлических устройств перемещение су-
портов чаще всего осуществляется с помощью
гидравлических цилиндров. Регулирование
применяется дроссельное, реже объёмное.
Принципы управления — электрический или
гидравлический контроль перемещения рабо-
чих органов и дача соответствующих команд
золотникам, переключающим гидравлические
цепи.
Станины. Станины служат основанием, на
котором крепятся остальные узлы, и несут
направляющие супортов. Эту функцию в стан-
Фиг. 54. Плоские
направляющие
для супорта.
Фиг. 55. Призма-
тические напра-
вляющие.
ках портального типа частично выполняет
перекладина, в вертикальных станках — ко-
лонна; станины являются также сборником
стружки и резервуаром для охлаждающей
жидкости.
Направляющие могут располагаться в го-
ризонтальной, вертикальной или наклонных
плоскостях. В последних двух случаях обес-
печивается лучший отвод стружки. Для про-
дольных и поперечных супортов применяются
отдельные направляющие.
Применяются направляющие следующей
формы: 1) плоские направляющие (фиг. 54);
2) призматические направляющие (фиг. 55);
3) направляющие в форме ласточкина хвоста
а) б)
Фиг. 56. Направляющие в форме ласточкина хвоста.
(фиг. 56); 4) комбинированные направляющие
(фиг. 57); 5) цилиндрические направляющие
(фиг. 58).
При большом съёме стальной стружки в
нижней части станины устанавливаются устрой-
Фиг. 57. Комбинирован-
ные направляющие.
Фиг. 58. Цилиндриче-
ские направляющие.
ство для дробления стружки и конвейер для
её отвода из станины.
Подача охлаждающей жидкости из станины
производится обычно с помощью центробеж-
ного насоса с индивидуальным электропри-
водом.
Передние бабки. Шпиндели многорезцо-
вых станков изготовляются из стали 45. 40Х
и иногда из стали 20Х с соответствующей
Фиг. 59. Шпиндель многорезцового стайка.
термической обработкой. Они должны обла-
дать особо большой жёсткостью, вследствие
чего делаются ¦массивными, толстостенными.
На фиг. 59 представлен чертёж шпинделя мно-
горезцового станка.
Передний конец шпинделя исполняется по
ГОСТ 2570-44, задний конец должен допу-
скать крепление пневматического или гидра-
влического зажимного цилиндра.
Опоры шпинделей осуществляются в виде
подшипников качения, реже скольжения.
Обычно применяются конусно-роликовые под-
шипники, реже шариковые, цилиндрическо-
роликовые с шариковыми подпятниками., По
286
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
техническим условиям подшипники должны
соответствовать классу А для нормальных
исполнений станков. При пониженных требо-
ваниях в отношении точности допускается
применение подшипников по классу В. До-
пускаемое биение шпинделей в собранном
виде —ГОСТ 850-41.
Шпиндельные шестерни для увеличения
плавности передачи желательно делать со
спиральным зубом. Шестерни изготовляются
из стали 45, 40Х или 20Х с термической об-
работкой. Сменные шестерни изготовляются
из стали 45 или 20Х с термической обработ-
кой. Шестерни, валы и их опоры, кулачковые
и дисковые муфты и другие элементы перед-
них бабок проектируются обычными мето-
дами. Необходимо обращать внимание на до-
ступность сменных колёс. В этом отношении
удачное решение дают коробки с попереч-
ными расточками (см. фиг. 52).
Смазка механизмов осуществляется от ше-
стеренных или плунжерных насосов методом
разбрызгивания, реже от индивидуальных ма-
слёнок.
Для уплотнения шпинделей пользуются вой-
лочными кольцами и лабиринтными уплотне-
ниями различных типов. Несмотря на относи-
тельную сложность, предпочтение следует от-
дать последним вследствие их надёжности.
Для передачи изделию крутящего момента
при обработке в центрах применяются по-
водковые патроны. При патронной работе
применяются самоцентрирующие патроны
трёх-, реже двухкулачковые рычажного или
клинового типа. Зажим осуществляется боль-
шей частью пневматически, реже гидравли-
чески или механически. На фиг. 60 предста-
Продольные супорты первого типа- имеют
нижнюю часть в виде плиты или корпуса,
перемещающегося по направляющим в про-
дольном направлении. В некоторых случаях
в корпусах монти- , _
руют механизмы, Г
преобразующие
вращательное дви-
жение в поступа-
тельное.
Перемещение
верхней части в
поперечном напра-
влении исполь-
зуется для подвода
резца к изделию,
врезания на глу-
бину резания, ра-
боты по копиру и в качестве установочного
движения при настройке станка.
Фиг 61. Супорты, имеющие
прямолинейное движение с
приводом от винтовой пары.
Фиг. 60. Разрез шпинделя с трёхкулачковым патроном и пневматическим
зажимом.
Фиг. 62. Супорты, имеющие прямолинейное движение
с реечно-шестерённым приводом.
Верхняя часть имеет стол с Т-образными
пазами. На неё крепятся или непосредственно
держатели резцов, или проме-
жуточная плита, несущая на-
бор держателей.
У поперечных супортов
нижняя часть может отсутство-
вать вовсе. При наличии её
она не имеет рабочего пере-
мещения в продольном на-
правлении, но может переме-
щаться при наладке станка.
Супорты изготовляются из
чугуна с перлитной структурой
с твёрдостью Яд = 180—220.
Верхние части могут изгото-
вляться из стали с термиче-
ской обработкой для предот-
вращения повреждения струж-
кой.
влен разрез шпинделя с трёхкулачковым па-
троном рычажного типа с пневматическим
цилиндром.
Супорты. Супорты делятся на две группы:
1) имеющие прямолинейное движение (фиг. 61,
62); 2) имеющие качательное движение
(фиг. 63).
Первый тип имеет значительное распро-
странение. К его преимуществам относятся
большая жёсткость, неизменность углов ре-
зания при обработке поперечных поверхно-
стей.
К преимуществам второго типа следует
отнести конструктивную простоту и возмож-
ность осуществления поперечных перемеще-
ний у продольных супортов без поперечных
направляющих.
Супорты второй группы представляют со-
бой массивные чугунные отливки, закреплён-
ные на цилиндриче-
ских скалках боль-
шого диаметра. Пере-
мещение копира за-
ставляет поворачи-
ваться супорт отно-
сительно оси скалки,
чем осуществляется
поперечное переме-
щение резцов. Про-
дольное перемещение
сэобщается скалкам.
Прижим пальцев супортов к копирам осуще-
ствляется грузом. . Верхняя часть выполнена
также в виде стола с Т-образными пазами.
Фиг. 63. Супорты, совер-
шающие качательное дви-
жение.
ГЛ. VI]
ТОКАРНО-РЕВОЛЬВЕРНЫЕ СТАНКИ
287
3 2
Копиры. Копиры применяются преимуще-
ственно плоские с прямолинейным движением,
из стали 45, 40Х, реже 20Х с термической
обработкой.
В качестве следящего элемента приме-
няется ролик или палец в виде цилиндра, пе-
ресечённого двумя
плоскостями, на-
клонёнными к оси
цилиндра, из стали
40Х или ШХ-15.
Прижим ролика к
копиру может осу-
ществляться с по-
мощью груза, пру-
жин, пневматиче-
ски или гидравли-
чески. Максималь-
но допустимый
угол подъёма у
плоских копиров
с прямолинейным
движением — 40°.
При необходимо-
сти в более крутых подъёмах прибегают
к иным методам копирования. На фиг. 64
представлена схема супорта, у которого дви-
жение резца складывается из вращательного
движения вокруг неподвижного центра и по-
ступательного движения по копиру относи-
тельно этого центра.
Задние бабки. Задние бабки в современ-
ных многошпиндельных станках являются ча-
сто слабым узлом в отношении жёсткости.
Выполняются они с невращающимися и
вращающимися (фиг. 65) центрами.
Фиг. 64. Схема копировального
супорта со сложением поступа-
тельного и вращательного дви-
жения: 1 —профиль изделия;
2— чашечный резец; 3 — су-
порт; 4 — камень; 5 — палец;
6 — поводок; 7 — копир.
Фиг. 65, Вращающийся задний центр.
Применение последних уменьшает износ
самого центра и разбивку центрового гнезда
изделия, что позволяет ужесточить режимы ре-
зания. Грузоподъёмность опор и точность
Фиг. 66. Задняя бабка с гидравлической подачей и зажи-
мом пиноли.
вращения центра должны соответствовать гру-
зоподъёмности и точности шпиндельных опор.
Перемещение и зажим пиноли могут про-
изводиться: а) механически с помощью вин-
товых пар или от кулачкового механизма;
зажим пиноли клиновой или с помощью стя-
гивающихся сухарей; б) пневматически или
гидравлически с помощью цилиндра; при этом
зажим производится в конце перемещения пи-
ноли тем же цилиндром; в) электрическими
зажимными устройствами (применяются редко-
вследствие относительно большой сложности).
На фиг. 66 представлен разрез задней бабки
с гидравлическим перемещением и зажимом
пиноли.
ТОКАРНО-РЕВОЛЬВЕРНЫЕ СТАНКИ
Общие сведения
Револьверные станки предназначены для
обработки серии изделий сложной формы,
имеющих в большинстве случаев централь-
ное отверстие. Процесс обработки изде-
лия разбивается на ряд последовательных
переходов, во время каждого из которых ра-
ботают инструменты, закреплённые в соот-
ветствующих позициях поворотной револьвер-
ной или резцовой головки.
Экономически выгодная точность обра-
ботки на станках: а) отверстий—-2-й класс
точности, б) наружных цилиндрических по-
верхностей — 3—4-й классы точности.
На станках возможны: а) многорезцовая
обработка; б) работа по упорам; в) быстрая
смена инструментов по окончании каждого
перехода.
Основные требования к конструкции-
станков:
а) повышенная жёсткость и износоустой-
чивость всех элементов станка, вызванная
необходимостью использовать один и тот же
станок для черновой и чистовой обработка,
изделия;
б) максимальное сокращение вспомогатель-
ных времен и механизация вспомогательных
движений.
Классификация револьверных станков дана
в табл. 6.
В табл. 7 даны основные параметры;
станков.
Станки состоят из следующих узлок;
(фиг. 67):
1) продольных салазок с револьверной
головкой, предназначенных для выполнения,
основных переходов при наружной обработке
изделия и обработке отверстия;
2) поперечных салазок с резцовой голов-
кой, предназначенных для выполнения вспо-
могательных переходов, главным образом на-
ружной торцевой обработки;
3) механизмов ускоренного перемещения
салазок, служащих для быстрого отвода и под
вода инструмента к изделию *;
4) механизма для закрепления изделия;
5) механизма для подачи прутка **;
6) механизмов для установки подач;
7) шпиндельной бабки;
8) коробки передачи движения от шпин-
деля к ходовому валу;
9) станины;
10) устройства для подачи охлаждающей
жидкости.
* Только на станках для тяжёлых работ.
** Только на станках для прутковых работ.
Таблица 6
Типы револьверных станков
Эскиз станка и поперечного супорта
Конструктивные особенности
Ползун перемещается по неподвижным
промежуточным салазкам, которые могут
закрепляться на станине в различных положе-
ниях в зависимости от длины обрабатываемого
изделия. Револьверная головка поворачивается
механически в крайнем заднем положении пол-
зуна. Поперечные салазки мостового типа
(нижние салазки лежат на обеих направляю-
щих станины). На верхних салазках могут
быть установлены две резцедержавки. Пере-
мещения салазок и ползуна, зажим и подача
материала — ручные
Продольные салазки такие же, как и у
станков предыдущего типа, но снабжены
устройством для механической подачи. Попе-
речные салазки мостового типа имеют меха-
ническую продольную и поперечную подачи.
На верхних салазках устанавливаются две
резцедержавки: передняя (поворотная) и зад-
няя. Станки в подавляющем большинстве
случаев снабжаются механизмом зажима и
подачи прутка
Область применения
Станки предназначены для
обработки деталей из прутка
диаметром прибл. до 18 мм
включительно
Станки предназначены глав-
ным образом для обработки
деталей из прутка диаметром
до 65 лип. Станки могут быть
использованы для патронных
работ
00
00
Продольные салазки перемещаются непо-
средственно по станине станка, имеют меха-
низм ускоренного перемещения. Поворот ре-
вольверной головки может осуществляться
вручную или механически. Поперечные салаз-
ки могут быть мостового и консольного типа.
. Последние позволяют обрабатывать на станке
детали ббльшего диаметра. Поперечные са-
лазки часто снабжаются механизмом ускорен-
ного перемещения в продольном и попереч-
ном направлении. Станки могут снабжаться
механизмом зажима и подачи материала
Станки предназначены глав-
ным образом для патронных
работ. Могут быть использо-
ваны для прутковых работ и
обработки труб большего диа-
метра
Продолжение табл. б
Эскиз станка и поперечного супорта
Конструктивные особенности
Область применения
Я о
в 3
а?
§•1
5 о.
Револьверная головка помещена на проме-
жуточных салазках, имеющих поперечное (по
отношению к оси станка) перемещение. Ниж-
ние салазки имеют продольное перемещение.
Таким образом продольные салазки совме-
щают функции поперечных и продольных са-
лазок станка обычной конструкции. Поэтому
станки данного типа часто не снабжаются
поперечными салазками. Продольные салазки
имеют копировальное приспособление
Станки предназначены глав-
ным образом для патронных
работ. Особо удобны для фа-
сонной расточки. Могут быть
использованы для прутковых
работ
Ось револьверной головки расположена го-
ризонтально. Инструмент размещается в от-
верстиях в торце головки. Круговое движение
головки, служащее для подвода инструмента
к рабочей позиции, одновременно исполь-
зуется для поперечной проточки и отрезки,
благодаря чему станки в нормальном испол-
нении даются без поперечных салазок. Ход
продольных салазок невелик, так как кон-
струкция головки не позволяет работать с
длинным инструментом. Фартук продольных
салазок закреплён неподвижно на станине
Станки особо предназначены
для обработки деталей слож-
ной формы (например, деталей
арматуры). Могут быть исполь-
зованы- для патронных и прут-
ковых работ с пропуском ма-
териала от 20 до 100 мм
Основные параметры револьверных станков (средние значения)
Таблица 7
Тип
станка
С ползуном
0 салазками
Максимальный
диаметр
обрабаты-
ваемого
прутка в мм
13
18
25
Зб
5О
65
85
но
Максимальный
диаметр
изделия при
работе
в патроне
в мм
2ОО
ззо
з*>
35°
4оо
4бо
53O
630
Число оборотов
шпинделя
в минуту
Зоо — бооо
2ОО—4ООО
5О—зооо
40—1500
Зо—iooo
го—goo
16—700
12—500
Количество
скоростей
шпинделя
6-8
6—8
6—8
12
12
12
12
12
Подача
револьверной
головки
в мм/об
Ручная
Ручная
о,о75-о,75
0,075—0,75
0,07—1,0
о,07—3,5
о,1-4
о,1 — 4
Количество
подач
револьверной
головки
6-8
6—8
6-8
12 —l6
12—l6
I2—l6
Габариты без
механизма
подачи прутка
в мм
длина
1500
1700
22О0
2500
2800
34оо
S8oo
4000
ширина
боо
7оо
9оо
1150
I35O
145°
I55O
1650
Мощность
электродвига-
теля главного
привода в кет
o,5-i
'—1.5
2-2,5
3,5-5
5,5-7
7,5-ю
ю—15
15- 2О
Вес в кг
(приблиз.)
5оо
65о
IOOO
15оо
2000
27OO
ЗЗОО
4ооо
290
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 67. Общий вид револьверного станка 1М36 для патронных работ; / — продольные салазки; 2 — поперечные
салазки; 3— привод механизма ускоренного перемещения продольных салазок; 4 — фартуки продольных и поперечных
салазок; 5 — шпиндельная бабка; 6—коробка передач; 7 — станина.
Продольные салазки
Продольные салазки с вертикальной
осью револьверной головки. Револьверные
головки имеют цилиндрическую, призматиче-
скую и плоскую форму.
Головки цилиндрической формы (фиг. 68)
применяются на станках самых малых разме-
ров. Головки призматической формы бывают
с шестью, реже с четырьмя, пятью и восемью
гранями. Шестигранные револьверные го-
ловки (фиг. 69) применя-
ются на станках всех
размеров.
Плоские головки
(фиг. 70) применяются на
станках для тяжёлых ра-
бот. При наличии попе-
речного перемещения
они особенно удобны для
обработки в патроне ко-
ротких деталей большо-
го диаметра. Недостат-
ком их является невоз-
можность использовать
при работе верхнее на-
правление (см. стр.310).
Отверстия в револь-
верных головках, слу-
жащие для размещения
инструмента или цен-
трирования стоек, окончательно растачиваются
после сборки станка резцом, закреплённым
на его шпинделе. Стойки для инструмента
пригоняются индивидуально для каждой по-
зиции головки.
Фиксация револьверных головок в рабочей
позиции существенно важна, так как колеба-
ние величины смещения головки в боковом
направлении после каждого поворота на 3603
сильно влияет на точность работы станка и
может вызвать недопустимые колебания диа-
метра изделия *. Точность фиксации зависит
от величины зазоров в подшипнике и фикси-
рующем механизме (фиг. 71). По ГОСТ 17-40
наибольшая игра в подшипнике и фиксирующем
механизме, замеренная на расстоянии 300 мм
от оси головки, не должна превышать 0,03мм**.
Фиг. 68. Револьверная
головка цилиндриче-
ской формы.
Фиксирующие механизмы бывают с круг-
лым (фиг. 77, 78) и плоским фиксаторами
(фиг. 72). Наибольшее распространение полу-
чили механизмы с круглым фиксатором как
самые простые в изготовле-
нии. Для получения мини-
мального зазора в них
необходимо: а) произво-
Фиг. 69. Шестигранная револьверная
головка: / — револьверная головка;
2 — стойка для закрепления инстру-
мента; 3 — многопозиционная державка; 4 — многорезцо-
вые державки поперечных салазок.
* Для уменьшения влияния смещения головки на точ-
ность изделия желательно размещать резцы в вертикаль-
ной плоскости.
** Для станков с пропуском материала до 90 мм.
Фиг. 70. Плоская револьверная головка»
ГЛ. VI]
ТОКАРНО-РЕВОЛЬВЕРНЫЕ СТАНКИ
291
дить притирку фиксатора к втулке; б) под-
бирать и устанавливать конусные втулки
таким образом, чтобы их конус точно подхо-
дил к конусу фиксатора. Для более плотного
Фиг. 71. Влияние зазоров в подшипнике револьверной
головки и фиксирующем механизме на колебание диа-
метра изделия: а — зазор в подшипнике револьверной го-
ловки; b — зазор в фиксирующем механизме; dt и d3 —
диаметры изделия при зазорах, выбранных в разные сто-
роны.
захода в конусную втулку на конусной части
фиксатора часто снимают лыски.
Детали фиксирующего механизма изго-
товляются из износоустойчивых хромистых
или хромоникелевых сталей и подвергаются
цементации и закалке. Глубина цементации
у фиксаторов и конусных втулок должна быть
значительной @,8 — 1,0 мм), чтобы избежать
продавливания цементационного слоя.
Механизмы с плоскими фиксаторами при-
меняются при горизонтальном расположении
noWCDEf
Фиг. 72. Продольные салазки с горизонтальным располо-
жением фиксатора (станок 1338): 1 — плоский фиксатор;
2 — клин для выборки зазора; 3 — делительный диск с па-
зами для захода фиксатора; 4 — рычаг для закрепления
револьверной головки; 5 — стяжной болт; 6 — храповик
для поворота головки.
фиксатора. Их преимуществом является воз-
можность регулирования зазора, недостатком —
сложность изготовления.
Для получения максимальной точности фи-
ксации фиксатор должен быть расположен: а) на
максимальном расстоянии от оси головки,
б) около рабочей позиции револьверной го-
ловки.
Опоры револьверных головок должны вос-
принимать осевую и радиальную нагрузки
(последняя у головок, закрепляемых во время
работы, невелика).
Конструкция опоры должна удовлетворять
следующим требованиям: а) иметь возможность
регулирования зазора; б) обладать максималь-
ной долговечностью; в) обеспечивать лёгкое
вращение головки (что особенно важно у стан-
ков для тяжёлых работ).
Применяемые конструкции опор — см.
фиг. 73, 74, 78, 80.
Опора с конусно-роликовыми подшипни-
ками, изображённая на фиг. 80, наиболее полно
отвечает указанным
требованиям. Конусно-
Фиг. 73. Револьверная го-
ловка с опорой скольже-
ния.
Фиг. 74. Револьверная го-
ловка с шариковым под-
пятником.
роликовые подшипники должны быть высокой
точности (класса А). Во время поворота торец
головки не должен соприкасаться с торцом
салазок (между ними оставляется зазор 0,02—
0,03 мм). При закреплении головки зазор этот
выбирается.
Закрепление револьверных головок во
время работы увеличивает их жёсткость и раз-
гружает опору головки и фиксатор от действия
усилий резания.
Револьверные головки закрепляются с по-
мощью: а) стяжного винта (только в станках
малого размера) и б) хомута (в станках всех
размеров).
Закрепление с помощью стяжного винта
(фиг. 72) производится вручную, что для стан-
ков малых размеров, имеющих механический
поворот головки, неудобно и применяется редко.
Закрепление с помощью хомута даёт воз-
можность при небольшом внешнем усилии
надёжно закрепить головку, обеспечивая равно-
мерный прижим её к торцу салазок, и легко
блокируется с перемещением салазок, что
важно при механическом повороте головки.
Зажим и разжим хомута чаще всего осу-
ществляются с помощью эксцентрика. При
ручном повороте головки для этой цели иногда
употребляется винт с правой и левой резьбой.
Применяемые формы сечения хомутов видны
на фиг. 77, 78. Профиль хомута по фиг. 77 наи-
более прост в изготовлении и сборке.
Механизмы для автоматического выклю-
чения подачи состоят из: а) системы перестав-
ных упоров, позволяющих устанавливать нуж-
ную величину хода салазок для каждой пози-
ции револьверной головки; б) устройств, свя-
зывающих систему упоров револьверной го-
ловки с фартуком; в) устройств, разрывающих
цепь подачи в фартуке в момент прихода го-
ловки в конечное положение.
292
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Переставные упоры могут размещаться: а) на по-
движных или неподвижных барабанах упоров; б) на ста-
нине станка.
Подвижные барабаны упоров закрепляются на ползуне,
перемещаются вместе с ним и связываются с револьверной
головкой с помощью пары конических шестерён с пере-
Фиг. 75. Неподвижный барабан упоров: 1— барабан упоров; 2, 3, 4—ше-
стерни, передающие вращение барабану упоров; 5 — шестерня, разме-
щённая в салазках и сцепляющаяся через паразитку с шестерней, закре-
плённой на револьверной головке; 6 - переставной упор; 7— винт для
тонкого регулирования; 8— подвижной упор на салазках.
даточным отношением 1 : 1 или 5:1; каждой грани го-
ловки соответствует свой переставной упор или винт,
устанавливаемый в определённом гнезде или пазе бара-
бана упоров.
32 Ш КГ 30 38 31
Й
i. Система упоров клавишного типа: / —6" — переставные упоры
¦оматической работы; 7—12 — добавочные переставные упоры;
Фиг. 76. Система
для автоматической раиинм, •—j-c — Auuai>u-.ni»t и^^юшв». j.iv/уи,
13—18 — рычаги для подъёма и опускания штифтов 32, управляемые от
поворота револьверной головки; 19—24 — рычаги для подъёма и опу-
скания штифтов вручную; 25 — втулка с шестью вырезами, каждый из
которых соответствует определённой позиции револьверной головки;
26 — шестерня, закреплённая на револьверной головке; 27 — шестерня,
сцепленная с шестерней 26 и служащая для поворота втулки 25;
28 — вал с семью вырезами для ручного управления дополнительными
упорами; 29 — маховичок для ручного управления дополнительными
упорами, имеющий семь положений (шееть для включения дополнитель-
ных упоров и одно для выключения дополнительных упоров и включения
основных); 30—ползун, перемещающийся по салазкам; 31 — продоль-
ные салазки; 32— штыри для выключения подачи; в момент выключения
подачи один из штырей опущен и зацепляется за выступ соответствую-
щего упора, благодаря чему движение ползуна 30 прекращается; 33—на-
правляющая планка ползуна ; 34—штифт, выталкивающий валик 35 при
остановке ползуна; 35 — валик, расположенный в салазках, разрываю-
щий цепь подачи в фартуке; 36, 37 — винты для закрепления пере-
ставных упоров; 38 — пружина для возвращения ползуна в первона-
чальное положение.
На фиг. 77 изображён барабан
упоров с длинными упорными вин-
тами, длина которых соответствует
максимальному ходу ползуна.
На фиг. 78 изображён подвиж-
ный барабан с переставными упо-
рами. Тонкое регулирование хода
осуществляется с помощью вин-
тов на упорах. Так как барабаны
упоров этого типа имеют длину
меньшую, чем величина хода са-
лазок, упор на станине делается пе-
реставным.
Выключение подачи осущест-
вляется в конце хода салазок,
когда один из упоров барабана
наезжает на упор, расположенный
на станине или неподвижных про-
межуточных салазках. При этом
перемещается упор на станине
или неподвижных салазках, либо
сам барабан относительно салазок.
Перемещение упора или барабана
с помощью вспомогательных меха-
низмов передаётся в фартук, где
разрывает цепь подачи.
Подвижные барабаны применя-
ются главным образом на станках
с ползуном. На станках без пол-
зуна они применяются реже из-за
увеличения габарита станка.
Неподвижные барабаны упо-
ров (фиг. 75) закрепляются на
станине станка. Преимуществом
этой конструкции является воз-
можность размещения длинного
барабана, без увеличения габа-
ритов станка, недостатком — зна-
чительное усложнение передачи
вращения от револьверной го-
ловки барабану упоров. Длина ба-
рабанов соответствует максималь-
ному ходу салазок.
При размещении переставных
упоров на станине станка приме-
няется система клавишного типа .
(фиг. 76). Основная особенность
этой системы — наличие добавоч-
ных упоров, не связанных с ре
вольверной головкой и управляе-
мых вручную.
В любой позиции головки
автоматически действующие упо-
ры, управляемые от поворота го-
ловки, могут быть выключены и
включены добавочные. Это даёт
возможность иметь для каждой
позиции головки не один упор,
как обычно, а несколько. Такая
система применяется главным об-
разом на станках с поперечным
перемещением головки для слу-
чаев, когда на головке нехватает
позиций для обработки изде-
лия.
Точность автоматического вы-
ключения подачи (под нагрузкой)
для всех вышеуказанных систем
упоров составляет обычно не бо-
лее 0,2 мм. Для достижения боль-
шей точности применяют мёрт-
вые упоры.
LiL
Фиг. 77. Продольные салазки с ползуном (станок 1352): / - неподвижные салазки; 2 пол-
зун; 3 — барабан упоров; 4 — упор; 5 — упорный штифт; 6 — 7 — валики выключения подачи
ползуна; 8 — фиксаторы; 9—рычаг вывода фиксатора; 10—откидной рычаг (поворачивает
рычаг 9 при выводе фиксатора); 11-12 — упорный рычаг и штифты поворота револьвер-
ной головки; 13 - винт регулирования зажима хомута; 14—крестовина для перемещения
ползуна; 15 - шестерня для перемещения ползуна; 16 - рычаг закрепления ползуна;
17, 18 — упорный штифт и собачка зажима и разжима хомута.
по ЯЗ
по СНЕГ
Фиг. 78. Продольные салазки без ползуна с ручным поворотом револьверной головки (станок ШЗб); / — салазки; 2 — барабан упоров; 3 — переставной упор;
4 — винт для точного регулирования; 5— рычаг для включения ускоренного перемещения салазок; 6 — рукоятка для закрепления салазок; 7 — рычаг для вывода
фиксатора, зажима и разжима хомута; 8 —валик с правой и левой резьбой для зажима и разжима хомута.
ГЛ. VI]
ТОКАРНО-РЕВОЛЬВЕРНЫЕ СТАНКИ
295
Продольные салазки с ползуном (фиг. 77)
применяются на станках для лёгких работ.
Они имеют следующие характерные осо-
бенности: 1) ползун, несущий револьверную
головку, перемещается не по станине, а по
направляющим салазок, закреплённых на ста-
нине станка (ход ползуна до 330 мм); 2) ползун,
имея небольшие размеры, легко перемещается
noCDEFGH
ремещения при отводе и подводе их к из-
делию.
Салазки этого типа выпускаются: с ручным
(фиг. 78) или механическим (фиг. 79. 97) по-
воротом револьверной головки. На станках
средних размеров при рациональной конструк-
ции опоры револьверной головки поворот её
не требует большого усилия и значительных
С по ДВ
Фиг. 79. Привод механического поворота револьверной головки и механизм включения уско-
ренного перемещения продольных салазок:/ — вал ускоренного перемещения; 2— конусная муфта
для включения ускоренного перемещения салазок вперёд и назад; 3 - вал включения муфты
2; 4 — конусная муфта для включения поворота револьверной головки; 5 — вал, управляющий
включением поворота револьверной головки и выводом её фиксатора; 6 — дополнительный фи-
ксатор; 7—поводок мальтийского креста; 8 — мальтийский крест; 9 — шестерня, закреплённая
на револьверной головке.
вручную; 3) вывод фиксатора, разжим хомута
и поворот головки происходят при отводе пол-
зуна; фиксация головки и зажим хомута —
в начале движения ползуна вперёд.
Продольные салазки без ползуна приме-
няются на станках для тяжёлых работ.
Они имеют следующие характерные осо-
бенности: 1) перемещаются непосредственно
по станине (у станков самого крупного размера
ход до 2500 мм), что даёт возможность рабо-
тать с длинным инструментом; 2) снабжаются
специальным механизмом для ускоренного пе-
преимуществ механический поворот головки
в этом случае не даёт.
Продольные салазки с поперечный переме-
щением револьверной головки (фиг. 80) при-
меняются главным образом на станках для тя-
жёлых работ. Они дают возможность произ-
водить поперечную проточку, удобны для
внутренней фасонной расточки и поэтому
снабжаются копирным приспособлением.
Поперечные (промежуточные) салазки
имеют свою систему упоров. Точная установка
поперечных салазок в центральное положение
296
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
производится специальным упором или с по-
мощью рисок
Продольные салазки с горизонтальной
осью револьверной головки. Салазки с ре-
вольверной головкой этого типа (фиг. 81) пред-
назначены для обработки деталей особо слож-
ной формы, требующих большого количества
переходов.
Они имеют следующие характерные осо-
бенности: 1. Большое количество гнёзд для
инструмента, расположенных на торце круглой
головки. 2. Небольшой ход салазок. 3. Воз-
можность поперечной проточки при вращении
головки.
Револьверная головка имеет в зависимости
от размера 12 или 16 отверстий для размеще-
ния инструмента. Два самых больших отвер-
стия располагаются рядом и расфрезеровы-
ваются, образуя одно отверстие продолгова-
той формы, предназначенное для прохода
прутка при отрезке длинных изделий резцом,
расположенным на головке.
ПО EF
( ! ~Л
Фиг. 80. Продольные салазки с поперечным перемещением револьверной головки: 1 — нижние салазки; 2 — проме-
жуточные поперечные салазки; 3-9 — шестерни, передающие движение барабану упоров; 10 — ходовой винт для
поперечного перемещения револьверной головки (винт разделён на две части: правая часть может передвигаться
при работе по копиру); Л — рычаг для вывода фиксатора, зажима и разжима хомута 12, 13 — переставные
упоры для поперечного перемещения револьверной головки; 14 — шкала для установки ре вольверной головки;
15 — валик, выключающий автоматическую поперечную подачу головки.
Фиг. 81. Продольные салазки с горизонтальной осью головки: 1 - револьверная головка; 2 - барабан упоров; 3 - переставной упор; 4 и 5- ш^терни для ^поворота
револьверноПоловки; 6 -маховичок для поворота револьверной головки; 7 - кнопка для включения автоматической поперечной подачи; « маховичок для ручной
поперечной подачи- 9 10 - шестерни и рукоятка для реверса поперечной подачи; 11- рукоятка для вывода фиксатора; Л— фиксатор; 13 - упор для вывода фиксаюра.
298
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Преимущества этого типа головок: а) воз-
можность обработки деталей особо сложной
конфигурации; б) простота инструмента и дер-
жавок, устанавливаемых на головке.
Недостатки: а) ограниченная возможность
расположения инструмента (при проектирова-
ксатор расположен на большем расстоянии от
оси головки, чем инструмент, что обеспечи-
вает получение изделий большей точности.
Опоры обеспечивают значительную жёст-
кость головки, благодаря чему она не ну-
ждается в закреплении во время работы.
по ЯВ
Фиг. 82. Поперечные салазки мостового типа с винтом, расположенным в нижних салазках (станок 1352): 1 — ниж-
ние салазки; 2 — верхние салазки; 3 — барабан упоров для верхних салазок; 4 — подвижной упор; 5 - переставной
упор, работающий при движении верхних салазок от шпинделя; 6 — рычаг для закрепления нижних салазок;
7 — гайки (при работе по копиру снимаются); 8 — неподвижные щитки для зашиты направляющих.
нии наладки приходится следить, не мешает ли
обработке детали инструмент, расположенный
в соседних позициях (см. фиг. 100); б) не-
возможность работы длинным инструментом.
Фиксация головок осуществляется так же,
как у головок с вертикальной осью, но фи-
Барабан упоров — подвижного типа и за-
крепляется непосредственно на хвостовике
головки.
Поворот головки осуществляется вручную
с помощью шестеренной передачи. Эта же
передача используется для поворота головки
ГЛ. VI]
TOhAPHO-РЕВОЛЬВЕРНЫЕ СТАНКИ
299
при поперечном точении. При поперечной
обточке на каждой позиции головки может
быть установлен мёртвый упор.
Поперечные салазки
Поперечные салазки бывают двух типов —
мостовые и консольные.
Мостовые салазки применяются на станках
для лёгких и тяжёлых работ. Они обладают:
а) возможностью установки двух резцедержа-
фиксацией; зазоры в фиксирующем механизме
и подшипнике головки при фиксировании все-
гда выбираются в одну сторону, что значи-
тельно повышает точность фиксации и обеспе-
чивает постоянное сохранение этой точности.
На фиг. 84 показана головка, управляемая
рычагом, расположенным на верхних попереч-
ных салазках. Эта конструкция делает управле-
ние головкой более удобным и освобождает
центральную часть корпуса головки для раз-
мещения резцов.
Фиг. 83. Поперечные салазки мостового типа с винтом, расположенным в верхних салазках: 1 — штифт (при работе
по копиру вывёртывается); 2 —копирное устройство.
телей переднего (поворотного) и заднего (не-
подвижного); б) значительной жёсткостью.
Недостатком их является ограничение диа-
метра изделия, обрабатываемого над салаз-
ками.
Мостовые салазки выполняются с винтом,
расположенным в нижних (продольных) или
верхних (поперечных) салазках.
Конструкция первого типа (фиг. 82) удобна,
для присоединения копира (ползушка копира
присоединяется к ходовому винту); конструк-
ция второго типа (фиг. 83) менее удобна для
присоединения копира (ползушка копира при-
соединяется к гайке ходового винта).
Консольные салазки (фиг. 84) применяются
на станках для тяжёлых работ. Они позволяют
при той же высоте центров обрабатывать де-
тали значительно большего диаметра, чем
мостовые салазки. Недостатками их по сравне-
нию с мостовыми являются: меньшие техно-
логические возможности и меньшая жёст-
кость.
Поперечные салазки снабжаются системой
упоров для продольного и поперечного пере-
мещения. Барабаны упоров не связаны с рез-
цовой головкой и поворачиваются вручную.
Резцовые головки. Поворот резцовых го-
ловок, устанавливаемых на поперечных салаз-
ках, производится вручную. В некоторых кон-
струкциях фиксация, отжим, зажим и поворот
головки производятся с помощью одного
рычага.
На фиг. 85 показана конструкция (инж.
В. Д. Горбункова) такой головки с двойной
Механизмы ускоренного перемещения
салазок
Станки для тяжёлых работ выпускаются
с механизмом ускоренного перемещения для
одних продольных или продольных и попереч-
ных салазок.
Привод механизмов ускоренного переме-
щения осуществляется чаще от главного элек-
тродвигателя через приводной вал коробки
скоростей, реже от индивидуального элек-
тродвигателя.
Передача движения салазкам может осу-
ществляться: а) с помощью винта с правой и
левой резьбой (фиг. 87), б) с помощью ше-
стерни и рейки (фиг. 79).
Основным преимуществом винтовых ме-
ханизмов является простота конструкции, не-
достатком — быстрый износ гаек, приводящий
к частому выходу механизмов из строя.
Реечные механизмы значительно надёжнее
в эксплоатации, но сложнее.
Механизмы ускоренного перемещения
с жёстким включением (фиг. 88) наиболее
просты по конструкции, однако возникающие
большие инерционные усилия вызывают удары
при включении. Для уменьшения их в цепь
ускоренного перемещения вводятся специаль-
ные смягчающие устройства (фиг. 86), служа-
щие одновременно предохранительными.
Механизмы с мягким включением не имеют
указанного выше недостатка, но более сложны.
Механизмы ускоренного перемещения мо-
гут быть размещены в фартуках или вне их.
00
о
о
Фиг. 84. Поперечные салазки консольного типа: / — рамка, скрепляющая гайку ходового винта с ниж-
ними салазками (при работе по копиру снимается и на её место ставится копирное устройство);
2 — хомут для закрепления резцовой головки.
Фиг. 85. Резцовая головка (конструкции инж. В. Д. Гор-
бункова) с беззазорной фиксацией (станок 1М36): 1—корпус
головки; 2 - упорный фиксатор; 3— натяжной фиксатор;
4 — валик со скосами, управляющий движением фикса-
торов; 5— пружина фиксаторов; 6 — торцевой кулачок,
поднимающий валик 4; 7—штифт для поворота кулачка 6;
8 — рукоятка для зажима, фиксации и поворота головки.
ГЛ. VI]
ТОКАРНО-РЕВОЛЬВЕРНЫЕ СТАНКИ
301
по ЛВ
Фиг. 86. Привод механизма ускоренного перемещения от индивидуального электродвигателя (ЛГ=»2 л- с.;
п — 3600 об/мин): 1 — вал ускоренного перемещения; 2 — предохранительная и смягчающая муфта;
3 — масляный насос.
1 2 3
Фиг. 87. Механизм ускоренного перемещения продольных салазок с винтом: 1 — винт ускоренного перемещения
(справой и левой резьбой большого шага.); 2 — гайка; 3 - фрикцион для торможения гаек; 4 — привод
винта ускоренного перемещения; 5 и 6 — телескопические трубы для защиты винта; 7 — рычаг для включения
ускоренного перемещения; 8, 9 — рычаги, отключающие рабочую подачу и вращение маховичка при вклю-
чении ускоренного перемещения; 10 — муфта, отключающая маховичок.
302
СТАНКИ ТОКАРНОЙ ГРУППЫ
(РАЗД. IV
Механизмы, встроенные в фартуки станка
(фиг. 88), усложняют конструкцию фартука.
Механизмы, расположенные вне фартуков,
более просты, но не могут быть использованы
для поперечных салазок консольного типа.
Крестовины или маховики для ручного пере-
движения салазок во время быстрого переме-
щения должны отключаться*. Скорость уско-
ренного перемещения для продольных сала-
зок — от 8 до 12 м/мин, для поперечных —
примерно 2,5 м/мин.
Механизмы для закрепления изделия
Механизмы для закрепления изделия в па-
троне ничем не отличаются от применяемых
на токарных многорезцовых и других станках
(см. стр. 206—214).
Для закрепления прутка применяются глав-
ным образом цанговые зажимы с задним или
передним управлением.
Цанговые зажимы с задним управлением
(с помощью трубы) (фиг. 89) мало отличаются
от применяемых на автоматах.
Чаще всего употребляются цанговые зажи-
мы толкающего типа. В револьверных станках
постоянство хода муфты, разводящей кулачки,
не является обязательным; поэтому последняя
часто делается ступенчатой (фиг. 89), чтобы
дать возможность зажимать прутки с большим,
чем обычно, допуском по диаметру.
Цанговые зажимы с передним управлением
часто применяются при обработке прутков
* В случае применения неотключаемого маховика он
должен изготовляться из лёгких металлов или пластмассы.
среднего, а особенно крупного размера, так
как отсутствие в них зажимной трубы позволяет
уменьшить диаметр отверстия в шпинделе. На
этих зажимах употребляются большей частью
не пружинящие цанги, а разрезные, состоящие
из трёх частей.
Цанговые зажимы с передним управлением
бывают рычажные, шариковые и клиновые.
Рычажные зажимы (фиг. 90) дают боль-
шой выигрыш в силе и применяются глав-
ным образом для прутков большого диа-
метра.
Шариковые зажимы (фиг. 91) более ком-
пактны, но могут удовлетворительно работать
только с точными прутками (допуск по диа-
метру не более 0,1 мм).
Клиновые зажимы (фиг. 92) отличаются от
всех указанных выше тем, что постоянно дей-
ствующее усилие зажима создаётся не за счёт
деформации элементов зажимного механизма,
а за счёт самоторможения сохраняется перво-
начально приложенное усилие. Благодаря этому
клиновые зажимы дают возможность рабо-
тать с чёрным прутком, что является их важ-
нейшим преимуществом.
Привод зажимных устройств может быть
ручной, пневматический и гидравлический.
Зажимы с ручным приводом (фиг. 89) при-
меняются главным образом на станках малого
размера.
На станках среднего и крупного размеров
с большой величиной зажимного усилия
часто применяются зажимы с пневматическим
или гидравлическим приводом (фиг. 91 и 93).
Механизмы для подачи прутка. Меха-
низмы для подачи прутка бывают: а) с руч-
Развёртка поперечных
валов фартука
Фиг. 88. Фартук поперечных салазок со встроенным механизмом ускоренного перемещения: 1 — ходовой вал; 2, 3— червяч>
перемещения соответственно верхних (поперечных) и нижних (продольных) салазок; 7 и S, 9 и 10 — червячные передачи цеп
перемещений и рабочих подач; 14 — барабан упоров для продольного перемещения салазок; 15, 16 — падающие рыч)
продольной и поперечной подач; 19 —штифт для фиксации падаюиц
ГЛ. VIJ
ТОКАРНО-РЕВОЛЬВЕРНЫЕ СТАНКИ
303
ным приводом; б) с приводом от шестерён
коробки передач; в} с приводом от отдель-
ного электродвигателя; г) с гидравлическим
приводом.
В механизмах с ручным приводом подача
прутка может осуществляться с помощью
рычагов или цепи.
Рычажные механизмы подачи материала
(фиг. 94) применяются главным образом на
станках малых размеров, при небольшом
диаметре прутка и малой длине его по-
дачи.
Цепные механизмы (фиг. 95) применяются
главным образом на станках среднего раз-
мера. Они рассчитаны на значительную дли-
ну подачи прутка, но менее удобны в ра-
боте.
Механизмы для подачи прутка с приводом
от шестерён коробки передач применяются
на малых размерах станков для тяжёлых ра-
бот. Эта конструкция имеет существенные
недостатки:
а) скорость подачи является переменной
и зависит от числа оборотов шпинделя, уста-
новленного в момент подачи прутка;
б) откидная полугайка, сцепляющаяся с
винтом подачи материала, быстро изнаши-
вается.
Развёртка продольны/, валов
цепи рабочего хода
Разрез по механизму
ускоренного перемещения
редача цепи рабочего хода, 4 — вал ускоренного перемещения; 5,6 — шестерни для прямого и обратного ускоренного
коренного перемещения верхних и нижних салазок; 11, 12, 13 — мелкозубчатые муфты для включения ускоренных
торцевыми кулачками для включения и выключения продольной и поперечной подач; 17, 18 — штифты для выключение
(чага во включённом положении; 20 — предохранительная шпилька.
304
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 89. Цанговый зажим с задним ручным управлением: /— зажимная труба; 2—зажимные рычажки;
3— ступенчатая муфта;4 — ползун, передвигающий рейку;5—рейка для подачи прутка; 6 — рычаг
зажима и подачи прутка; 7—коробка передач с клиновым ремнём.
пойОВ
1 2
Фиг. 90. Механизм зажима материала рычажного типа
с передним управлением: 1 — муфта, сдвигающая ры-
чаги; 2—рычаги, закреплённые в кольце 3; 3— кольцо,
перемешающееся при зажиме влево; 4 — упорное
кольцо; 5— гайка для регулирования усилия зажима;
6 — разрезная цанга; 7—сменная губка для различных
диаметров прутков.
Фиг. 91. Шариковый зажим с пневматическим приводом:
/ —гайка для регулирования усилия зажима; 2 — рычаг
управления зажимом; 3 — регулятор давления; 4 — цанга.
Фиг. 92, Клиновый зажим: 1— зажимная муфта с двумя спиральными
пазами; 2 — кольцо с двумя цапфами, скользящими по пазам муфты /;
3 — неподвижное кольцо со спиральными вырезами; 4 — разрезная цанга.
ГЛ. VI]
ТОКАРНО-РЕВОЛЬВЕРНЫЕ СТАНКИ
ЗС5
Т^ Впуск масло при Впуск масло при
~ *~ зажиме прутка разжиме и пооаче
прутка
Фиг. 93. Механизм зажима и подачи прутка с гидравлическим приводом (станок 135 : 1,2 — ци-
линдры зажима и подача прутка, соединённые каналами а и б, действуют последовательно;
3, 4 - рычаг и муфта для зажима прутка: 5 ~ тянущая штанга; 6 — подающая головка с механиз-
мом для закрепления прутка; 7 — заклинивающийся рычаг, передающий усилие подающей
головки при движении штанги вправо.
Фиг. 94. Механизм подачи прутка с ручным приводом: / — рейка, приводимая в движение от
рычага зажима и подачи прутка; 2 — защёлка, проскакивающая при обратном движении рейки;
3 - зажимная головка; 4 — защитная труба; 5-откидной рычаг, дающий возможность отвести трубу
для зарядки прутка с фронта станка.
20 Том 9
306
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Механизмы для подачи прутка с гидра-
влическим приводом (фиг. 93) при наличии
гидросистемы на станке являются наиболее
простыми и удобными в работе.
б) обеспечить точное центрирование прутка
подающей головкой; в) производить тщатель-
ную выверку механизма на соосность подаю-
щей головки и шпинделя.
Фиг. 95. Механизм подачи материала с помощью цепи:
/ — подающая головка с механизмом для закрепления
прутка; 2—крестовая рукоятка для подачи прутка; 3-ва-
щитная труба; 4 — кронштейны для хранения прутков.
Механизмы с отдельным электроприводом
применяются большей частью на станках
крупных размеров.
Для правильной работы механизмов по-
дачи прутка, особенно на быстроходных стан-
ках, необходимо: а) производить тщательную
правку прутка, употребляемого для работы;
Механизмы для изменения и включения
подач салазок
Для изменения подач применяются: I) от-
дельные коробки подач, закреплённые на
станине; 2) коробки подач, встроенные в фар-
туки (фиг. 96).
Наибольшее распространение получили
конструкции второго типа как более удоб-
ные в управлении.
Фартуки продольных салазок могут быть
подвижными и неподвижными (при малом
ходе). Фартуки поперечных салазок, как пра-
вило, всегда подвижные.
На фиг. 97 показана необычная конструкция
неподвижного фартука смеханизмом установки
и включения подач одновременно для обоих
салазок станка.
Преимущество этой конструкции—разме-
щение всех органов управления подачами на
неподвижном пульте управления, близко от
рабочего места; недостаток — увеличенная
длина салазок.
t. , j
Фиг. 96. Фартук продольных салазок со встроенной коробкой подач (станок 1М36): 1 — ходовой вал; 2 — алюминиевый
маховичок для ручного передвижения салазок;3 — падающий рычаг для включения и выключения подачи; 4 — мелко-
зубчатая муфта; 5 — предохранительная шпилька.
ГЛ. VI]
ТОКАРНО-РЕВОЛЬВЕРНЫЕ СТАНКИ
307
Для облегчения ручного перемещения са-
лазок валы фартуков монтируются на шари-
ковых подшипниках. Это особенно важно для
валов с реечной шестерней, имеющих низ-
кий к. п. д.
Включение и выключение подач в фар-
туках производится с помощью конусных
муфт трения, падающих червяков, мелкозуб-
чатых муфт.
Конусные муфты трения' применяются
большей частью на станках малых размеров.
Падающие червяки применяются редко
из-за сложности конструкции и неудобства
включения (при включении нитка червяка не
сразу попадает во впадину между зубьями
ступенчатым регулированием скоростей с по-
мощью муфт трения; 4) со ступенчатым регу-
лированием скоростей с помощью скользя-
щих шестерён.
Шпиндельные бабки первого типа приме-
няются на станках малых размеров, предна-
значенных только для прутковых работ.
Шпиндельные бабки второго типа приме-
няются редко и только на станках малых раз-
меров.
Шпиндельные бабки третьего типа при-
меняются редко из-за сложности и больших
потерь мощности.
Наибольшее распространение получили
шпиндельные бабки со скользящими шестер-
нями.
6 3 1 8
Фиг. 97. Неподвижный фартук продольных и поперечных салазок и привод механического поворота револьверной
головки: 1 — рукоятка для установки подач продольных салазок; 2 — рукоятка для установки подач поперечных
салазок; 3 — падающий рычаг для включения подачи поперечных салазок; 4 — падающий рычаг для включения
подачи продольных салазок; 5 — рукоятка для поворота продольного барабана упоров поперечных салазок; 6 — рукоятка
для установки продольных или поперечных подач поперечных салазок; 7 — рукоятка для установки верхнего или
нижнего ряда, подач салазок; 5 — рукоятка реверса подач поперечных салазок; 9 — рукоятка для установки подач
продольных салазок; 10 — рычаг для включения ускоренного перемещения продольных салазок; 11 — вилка для
блокировки ускоренного перемещения и рабочей подачи; 12— барабан упоров продольных салазок; 13—шестерни для
механического поворота револьверной головки; 14 — качающаяся плита с переставными упорами, включающими
механизм поворота револьверной головки.
колеса). Наибольшее распространение полу-
чили мелкозубчатые муфты (фиг. 96), хорошо
работающие в условиях передачи больших
моментов и удобные при включении. Для из-
готовления этих муфт используются износо-
устойчивые хромистые стали (например,
сталь 20Х).
В случае применения мелкозубчатых муфт
в конструкции фартука предусматривают
введение предохранительного звена, которое
должно быть расположено на тех валах, где
величина передаваемого момента изменяется
только в зависимости от изменения усилия
на реечной шестерне. Включение, выключе-
ние и запирание во время работы мелкозуб-
чатых муфт осуществляются с помощью па-
дающих рычагов с запорными штифтами
(фиг. 88 и 96).
Шпиндельные бабки
Шпиндельные бабки револьверных стан-
ков бывают: 1) со встроенным много-
скоростным электродвигателем; 2)* с бессту-
пенчатым регулированием скоростей; 3) со
Шпиндельные бабки револьверных стан-
ков отличаются от шпиндельных бабок то-
карно-винторезных станков меньшим диапа-
зоном регулирования и более крупными ср.
Для упрощения конструкции бабки делаются
иногда со сменными шестернями, позволяю-
щими сдвигать весь диапазон скоростей при
переходе на обработку изделий из другого
материала.
Так как на револьверных станках часто
производятся операции развёртывания и на-
резания резьбы, то многие шпиндельные бабки
строятся так, чтобы возможно было пере-
ходить от обточки к нарезанию резьбы или
развёртыванию переключением только одного
элемента в бабке.
Шпиндели револьверных станков монти-
руются, как правило, на подшипниках качения.
Переключение скоростей шпинделя осуще-
ствляется с помощью: а) механизмов индиви-
дуального управления; б) механизмов центра-
лизованного управления простых или с пред-
варительным выбором скоростей с ручным
приводом (см. стр. 110—123); в) механизмов с
электрическим или гидравлическим приводом.
308
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
В настоящее время чаще всего применя-
ются механизмы последних двух типов.
На фиг. 98 показан механизм для переклю-
чения скоростей, действующий с помощью
электромагнитных муфт.
Этот механизм позволяет: а) расположить
органы управления в наиболее удобном для
обслуживания месте (например, на фартуке
вала станка. Цепные передачи применяются
редко.
Наибольшее распространение имеют ше-
стеренные коробки передач.
Станины
Станины револьверных станков должны
обладать большой износоустойчивостью на-
Фиг. 98. Шпиндельная бабка с электромагнитными муфтами.
станка); б) с помощью упоров на продольных
салазках управлять переключением скоростей
от поворота револьверной головки.
Коробки передач
Для передачи движения от шпинделя к
ходовому валу применяются ремённые, цеп-
ные и шестеренные передачи.
Передача плоским или клиновым ремнём
применяется в коробках передач станков
малых размеров (фиг. 89) в случае, если на-
резание резьбы не производится от ходового
правляющих, высокой жёсткостью и формой,
обеспечивающей удобный отвод стружки.
Плоские направляющие как наиболее про-
стые в изготовлении и износоустойчивые
получили наибольшее распространение
(см. стр. 168 -175).
Для увеличения износоустойчивости на-
правляющих чаще всего применяются: а) за-
щита направляющих; б) введение привёртных
стальных закалённых направляющих.
Защита направляющих осуществляется
с помощью неподвижных или подвижных щит-
ков.
ГЛ. VI]
ТОКАРНО-РЕВОЛЬВЕРНЫЕ СТАНКИ
309
Неподвижные щитки крепятся к напра-
вляющим станины и проходят насквозь через
отверстия в салазках (см. фиг. 77 и 82).
Подвижные щитки крепятся к продольным
или поперечным салазкам и проходят через
одни из них.
Закалённые стальные направляющие при-
меняются в настоящее время весьма часто.
Фиг. 99. Сечение станин револьверных станков.
Их обычно не защищают, ограничиваясь уста-
новкой скребков для сбрасывания стружки.
Крепление направляющих показано на фиг. 99.
Для обеспечения удобного спада стружки
на станинах револьверных станков диагональ-
ные рёбра часто заменяются П-образными, а
жёсткость станка увеличивается за счёт при-
менения двойных стенок (фиг. 99, а). Для
облегчения спада стружки часто применяется
конструкция, указанная на фиг. 99, б.
Станины быстроходных станков малых раз-
меров обычно устанавливаются на сплошной
литой тумбе. Станины станков среднего раз-
мера чаще всего устанавливаются на ножках.
Станины крупных станков отливаются вместе
с корытом и устанавливаются непосредственно
на пол.
Устройства для подачи охлаждающей
жидкости
Система охлаждения на револьверных стан-
ках имеет две ветви: а) для инструментов
резцовой головки и б) для инструментов ре-
вольверной головки.
Охлаждающая жидкость подаётся к ин-
струментам на поперечных салазках через не-
подвижную трубу, закреплённую на станине,
а к инструментам револьверной головки —
через подвижную трубу, закреплённую на
продольных салазках.
На станках тяжёлого типа предусматри-
вается возможность подачи охлаждающей жид-
кости изнутри- револьверной головки через
длинные борштанги к режущим граням ин-
струмента.
Испытание револьверных станков
Испытание револьверных станков на точ-
ность производится по ГОСТ 17-40.
Остальные испытания производятся по-
заводским техническим условиям.
Наладка револьверных станков
и принадлежности
Наладка станка. Для достижения наиболь-
шей производительности станка и точности
изделия при наладке станка необходимо по
возможности: а) максимально внедрять много-
резцовую обработку; б) совмещать обработку
изделия с револьверной и резцовой головок;
в) поперечные салазки использовать только для
обработки торцов; г) использовать при обра-
ботке верхнее направление револьверной го-
ловки; д) при расточке использовать напра-
вление в шпинделе; е) максимально использо-
вать все позиции револьверной головки;
ж) максимально использовать нормальные ин-
струменты и принадлежности.
На фиг. 69, 100 и 101 приведены примеры
схем наладок на станках с вертикальной и
горизонтальной осями револьверных головок.
Принадлежности для револьверных стан-
ков разделяются на две основные группы:
1) принадлежности, предназначенные для за-
крепления инструмента (см. стр. 200—205);
2) принадлежности, предназначенные для
расширения технологических возможностей
станка.
К принадлежностям первой группы отно-
сятся стойки для инструмента, многопозицион-
ные державки, державки для резцов, скалки
Отверстие f Отверстие
ю-
14-15 д_
0)
Фиг. 100. Схемы наладок станка с горизонтальной осью
вращения головки: а — наладка для прутковых работ;
б — патронная наладка. Инструмент, устанавливаемый в
15-м отверстии револьверной головки, после использования
снимается, так как мешает обработке инструментами, рас-
положенными в 11-м и 13-м отверстиях (наладка <Я.
310
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
для расточки, роликовые державки и др. Особо
важное значение для работы на револьвер-
ных станках имеют многопозиционные дер-
нсавки с верхним направлением. Эти дер-
жавки дают возможность обрабатывать деталь
большим количеством инструментов одновре-
Фиг. 101. Схема наладки станка для патронных работ:
1 — стойка для инструмента; 2 — расточная борштанга с
направлением; 3 — державка для метчика.
менно, причём благодаря наличию направляю-
щей штанги револьверная головка разгру-
жается от значительной части усилий резания.
Фиг. 102. Применение наиболее употребительных принад-
лежностей для револьверных станков: а — многопозици-
онная державка с верхним направлением; б — державка с
поперечным перемещением резца; в — роликовая державка
для прутковых работ; г — самоцентрирующая державка
для зацентровки при прутковых работах.
Фиг. 103. Конусная линейка: 1 — основание линейки ставится на салазки вместо
рамки (см. 1 на фиг. 84); 2—ползушка с отверстием, в которое заходит
хвостовик гайки поперечных салазок (см. фиг. 84); 3 — поворотная линейка;
4 — салазки копир?»
К принадлежностям второй группы отно-
сятся конусные линейки, приспособления для
нарезания резьбы, поперечной проточки с ре-
вольверной головки, для центровки и др.
Применение некоторых принадлежностей
на револьверных станках показано на фиг. 102,
конструкция конусной линейки—на фиг. 103.
КАРУСЕЛЬНО-ТОКАРНЫЕ СТАНКИ
Карусельно-токарные (карусельные) станки
предназначаются для обработки изделий боль-
шого веса, имеющих небольшую сравнительно
с диаметром высоту (-т-<С1 Для лёгких и
средних и — < 0,5 для тяжёлых станков 1, уста-
новка которых на обычных или лобовых то-
карных станках затруднительна.
На карусельных станках можно произво-
дить: обтачивание и растачивание цилиндри-
ческих, конических и фасонных поверхностей,
подрезку торцов и нарезание резьбы. На стан-
ках, имеющих револьверную головку, кроме
того, производятся сверление, зенкерование и
развёртывание, а на станках, оборудованных
специальными приспособлениями, —долбление,
фрезерование и шлифование.
Основным отличительным признаком кару-
сельных станков является наличие планшайбы
с вертикальной осью вращения.
По компоновке узлов и назначению станки
разделяются на два типа (табл. 8).
На фиг. 104 и 105 показаны общие виды
станков I и И типов.
Наибольший диаметр обработки при опу-
щенном боковом супорте определяет основные
размеры станков (ГОСТ 600-41 и ГОСТ 602-41).
Основные параметры карусельных станков
приведены в табл. 9.
Точность сборки станков регламентируется
ГОСТ 44-40.
Привод станков в большинстве случаев
многомоторный. Для привода планшайбы в
лёгких и средних станках применяется одно-
скоростной электродвигатель трёхфазного тока
в сочетании с коробкой скоростей (фиг. 106,
107), в тяжёлых станках — регулируемый дви-
гатель постоянного тока и трёхступенчатая ко-
робка скоростей (фиг. 108, 109). Для быстрых
и установочных движений супортов и попе-
речины в лёгких станках применяется общий
электродвигатель, устанавливаемый обычно
на верхнем торце стой-
ки. В тяжёлых станках
для быстрого перемещения
каждого супорта применяет-
ся отдельный электродви-
гатель, устанавливаемый на
коробке подач соответ-
ствующего супорта. Обычно
эти двигатели работают на
постоянном токе, что позво-
ляет применить для быстрой
остановки супортов динами-
ческое торможение. Пере-
мещение и зажим попере-
чины обычно осущест-
вляются отдельными элек-
тродвигателями.
ГЛ. VI]
КАРУ СЕЛ ЬНО-ТОКАРНЫЕ СТАНКИ
311
Таблица 8
Основные типы карусельных станков
Тип
Эскиз
Краткая характеристика
Станки изготовляются с наибольшим диаметром обработки без бокового
су порта от 800 до 1650 мм. Станина станка состоит из стойки и основания,
отливаемых вместе или скрепляемых между собой. На вертикальных на-
правляющих стойки устанавливается поперечина, несущая на себе верти-
кальный супорт с револьверной головкой. В большинстве случаев имеется
боковой супорт на правой направляющей стойки. На станках с диаметром
обработки 1400 и 1650 мм часто устанавливаются два вертикальные супорта,
из которых один имеет револьверную гологку
Станки предназначаются для обработки мелких и средних изделий с цен-
тральным отверстием, для полной обработки которого необходимо примене-
ние нескольких инструментов
Упрощённые станки с неподвижной поперечиной без бокового супорта
предназначаются для обработки низких деталей с центральным отверстием
(шестерни, колёса и т. п.)
Станки изготовляются с наибольшим диаметром обработки без бокового
супорта от 1650 до 24 000 мм. Станина станка состоит из основания и двух
стоек, скрепляемых с основанием и связанных между собой вверху непо-
движной перекладиной. На направляющих стоек устанавливается поперечина,
на которой монтируются два вертикальных супорта, один из которых для
станков до 2300 мм снабжается револьверной головкой. На правой стойке
(иногда и на левой) устанавливается боковой супорт. Станки предназна-
чаются для обработки средних и больших изделий
До диаметра обработки 2700 мм станки изготовляются также в упрощён-
ном исполнении с неподвижной поперечиной, имеют обыкновенно два вер-
тикальных и боковой супорты и предназначаются для обработки низких,
главным образом кольцеобразных изделий (например, бандажей)
Станки с диаметром обработки от 9000 до 18 000 мм часто изготовляются
с подвижным порталом, благодаря чему диаметр обработки увеличивается
соответственно до 12 00С—24 000 мм
Боковой супорт у этих станков отсутствует или устанавливается на спе-
циальной переносной стойке. Предназначаются для обработки особо крупных
изделий, не требующих обработки в центре
Примечание. Обозначения на эскизах: /—главное движение (движение резания); 2 —движение подачи;
3— ручное установочное движение; 4 — быстрые механические движения.
Фиг. 104. Одностоечный карусельный станок 152 с наибольшим диаметром обработки 1000 мм
Фиг. 105. Портальный карусельный станок МК-159 с наибольшим диаметром обработки 9000 мм (при отодвинутом портале 12 000 мм).
Таблица 9
Диаметр планшайбы в мм
Наибольший диаметр обра-
ботки без бокового супорта
Наибольший диаметр обра-
ботки с боковым супортом
в мм
Наибольшая высота обра-
ботки в мм
Наибольший вес изделия
в/п
Наибольшее усилие резания
На диаметре в мм ....
Число скоростей планшайбы
Пределы чисел оборотов
планшайбы в об/мин ....
Число подач
Пределы подач в мм/об . .
Мощность привода (общая)
в кет
Вес станка вот
600
8оо
°75
боо
1.5
2500
5°°
8
io-i8o
1 8
13
3>9
800
IOOO
85о
7оо
2
34°°
;О0
12
8-130
8
0,2—8
17
8,1
Основные паракетрь
1000
1250
IIOO
IOOO
3
45°°
850
12
6—100
8
0,25-10
22
12
1200
1400
1250
IIOO
4
4500
1200
12
4,8—80
8
0,25 - 10
28
16
1450
1650
1500
IIOO
5-8
5000
1200
12 — 16
3,85-64
8
0,25 20
30
18
карусельных
1700
2OOO
i8oo
1250
10—12
1600
16
1,7-53
8
0,25—20
32
18
1900
2300
2100
1250
12-15
6250
1600
16
1,5—48
8
0,25—20
36
20
станков
2259
2700
2500
i боо
15-18
2100
16-18
1,18-38
8
0,4-5
45
25—52
(средние значения)
3150
375O
35°°
2O00
2O —30
IO ООО
2 9OO
I8
0,5—18
1
12
°,4—25
66
4°-75
4650
525°
5000
2400
45—5O
12 500
3800
6400
73°°
7000
2900
7°-75
16 000
5 °°°
24 или бессту-
пенчатое регу-
лирование
О,28—IO
i6
°, 4—3°
90
too—180
о,з—8,о
16
о,4-3о
но
160-280
8750
9 ооо *
12 ООО
5О00
90—170
2О ООО
9500
11 ООО *
14 ооо
5ооо
i8o
2О ООО
8 ооэ
Бесступенчатое
о,i8—7,5
i6
о,5-3°
185
35° -55°
°»15—6,5
i6
°.5—3°
22Э
74O
12500
Ц ООО *
i8 000
_
5ооо
2ОО
2О ООО
IO ООО
16500
18 000*
24 ООО
_
бооо
22O
2О ООО
12 ООО
регулирование
о, 1-3.8**
0.27—1О
16
0,5—30
280
IIOO
0.03 — 2,2 **
о, 19-7
:6
о, 5—3°
44о
1700
* В знаменателе указан диаметр обработки при отодвинутом портале.
": В числителе ^- для внутренней планшайбы, в знаменателе — для кольцевой.
35*2 0*2 LHJ ТЫ
554 ?2*2 /25*2,1.,
Фиг. 106. Кинемати-
ческая схема стан-
ка 152:7— электро-
двигатель главного'
привода; 2 — элек-
тродвигатель для перемещения поперечины и быстрых
перемещений супортов; 3 и 4 - маховички для ручного (вер-
тикального и горизонтального) перемещения бокового су-
порта ;5 и б—маховички для ручного (вертикального и гори-
зонтального) перемещения ползуна револьверной головки.
Фиг. 107. Развёртка коробки скоростей станка 152.
СО
ГЛ. VI]
КАРУСЕЛЬНО-ТОКАРНЫЕ СТАНКИ
315
,21*5
27*7
61*8\ 36*7,5
67*5 35*8 \ \ 6B'7,5 51
,100*5
33*8 J5*&
39*8
Фиг. 108. Кинематическая схема портального станка: 1, 2,3, 4 и Ь — электродвигатели главного привода, переме-
щения портала, перемещения поперечины, быстрых перемещений супортов, зажима поперечины; 6 — муфта вклю-
чения вертикальной или горизонтальной подачи; 7 и S —маховички вертикальной и горизонтальной ручной подачи;
0 — предохранительные муфты; 10 — электромагнитная муфта, тормозящая центральное колесо планетарной пере-
дачи при рабочей подаче; И — гитара для нарезки резьбы; 12—гитара для обточки конических поверхностей;
13 — диск для установки реверсирующих кулачков при долбёжных работах.
316
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
22'Ш
Фиг. 109. Коробка скоростей станка 158 с наибольшим диаметром обработки 5250 ми; 1 — тахометрическая
динамсмашина.
Планшайба (фиг. 110—112) устанавли-
вается на круговых направляющих станины,
а её центр через массивный короткий шпин-
дель опирается на подпятник. Применяются
3 типа направляющих: плоские, конусные и
V-образные. Первые два типа направляющих
не приспособлены к восприятию боковых уси-
лий, ввиду чего шпиндель в этих случаях
имеет большую длину и устанавливается на
двух подшипниках скольжения. При V-образ-
ных направляющих узкая направляющая, вос-
принимающая боковые усилия, располагается
под углом 20° к вертикали. Шпиндель значи-
тельно короче и применяется для лучшего
центрирования планшайбы.
Подпятник шпинделя регулируемый и слу-
жит при лёгких нагрузках и высоких числах
оборотов для частичной разгрузки кольцевых
направляющих с целью уменьшения момента
трения.
Планшайбы быстроходных станков (фиг. 1114
предназначенных для обработки лёгких спла--
вов, устанавливаются на роликовв1х. подшип-
никах (конических ил-и цилиндрических) с под-
пятником. Планшайбы тяжёлых станков обыч-
но имеют две кольцевые направляющие: одну
V-образную и одну плоскую, а начиная с диа-
метра обработки 12 (МО мм, состоят из двух
отдельных — центральной и кольцевой — план-
шайб с независимым приводом; при этом цен-
тральная планшайба имеет обычно одну V-
образную направляющую и шпиндель, а коль-
цевая — две концентрические направляющие —
V-образную и плоскую.
Привод планшайбы осуществляется цилин-
дрическим или коническим зубчатым венцом
с прямыми или винтовыми (криволинейными)
зубьями.
Наиболее распространённым является при-
вод прямозубой цилиндрической шестерней
ввиду его простоты и отсутствия осевого уси-
лия. При других приводах часто требуются
предохранительные устройства от возможного
подъёма планшайбы; кроме того, при износе
направляющих правильность зацепления кони-
ческих шестерён нарушается. Кольцевая план-
шайба часто приводится от двух независимых
приводов, действующих на одну и гу же вен-
цовую шестерню.
В некоторых случаях для специальных ра-
бот (кругового строгания) планшайба полу-
чает воззратно-Kpyi овое движение.
ГЛ. VI]
КАРУСЕЛЬНО-ТОКЛРНЫЕ СТАНКИ
317
-<*315 -
Фиг. 110. Планшайба станка 152.
0/450
Фиг. 111. Планшайба быстроходного станка.
318
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 112. Планшайба портального станка: / — внутренняя
планшайба; 2 — внешняя планшайба; 3 — зубчатое кслзсо
привода внешней планшайбы; 4 — привод внутренней
планшайбы.
Фиг. 113. роперечина и вертикальный супорт
станка 152: / — рукоятка зажима и поворота
револьверной головки; 2—рукоятка зажима
ползуна; 3 — квадрат наклонной установки
супорта.
ГЛ VI]
КАРУСЕЛЬНО-ТОКАРНЫЕ СТАНКИ
319
При расчёте направляющих планшайбы
принимается, что среднее удельное давление
не должно превышать 3,5 kzjcm2 для лёгких
станков и 2,5 кг\смг для тяжёлых (см. также
.Направляющие кругового движения").
Поперечина (фиг. 113) устанавливается на
направляющих стоек и перемещается по ним
при помощи одного винта у одностоечных стан-
ков и двух винтов—у двухстоечных. В послед-
нем случае для выверки параллельности попе-
речины к плоскости планшайбы на станках
нем случае отпадает необходимость в ходо-
вых винтах для горизонтальной подачи супор-
тов, которая осуществляется в этом случае по
червячной рейке. Коробка подач бокового су-
порта устанавливается непосредственно на
супорте. Конструкция её аналогична коробкам
подач для вертикальных супортов.
Вертикальные супорты (фиг. 113 и 115)
устанавливаются на направляющих попере-
чины. На супорте монтируется ползун, пере-
мещающийся в вертикальном направлении при
J
-45*6
Фиг. 114. Развёртка коробки подач вертикального супорта станка 158: 1 - электродвигатель быстрых перемещений;
2 - электромагнитная муфта (см. 10 на фиг. 108); 3 — предохранительная муфта механизма быстрых перемещений.
имеется специальная муфта, позволяющая по-
ворачивать один винт относительно другого.
Зажим поперечины в рабочем положении
на лёгких станках осуществляется вручную,
а на тяжёлых — механически от отдельных
электродвигателей (например, при помощи
эксцентрикового вала и рычагов).
Коробки подач (фиг. 114) для вертикаль-
ных супортов устанавливаются или на торцах
поперечины, или на самих супортах; в послед-
помощи винтовой пли реечной пары. На
одностоечных станках и лёгких двухстоечных
на ползуне монтируется пятигранная револь-
верная головка, поворот и зажим которой
осуществляются одной рукояткой. На сред-
них и тяжёлых станках на ползуне укре-
пляется державка для резца. Ползуны верти-
кальных супортов уравновешиваются грузом
или, ленточной пружиной (последней при ко-
ротких ходах ползуна).
320
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
по ДВ
Фиг. 115. Вертикальный супорт станка 158: /—маховичок горизонтального перемещения; 2—маховичок
вертикального перемещения ползуна; 3 — квадрат наклонной установки су порта; 4 — лимб вертикального
перемещения ползуна.
ГЛ. VI]
КАРУСЕЛЬНО-ТОКАРНЫЕ СТАНКИ
321
Вертикальные супорты обычно выполня-
ются поворотными, что даёт возможность
обрабатывать крутые конусы. Обработка по-
логих конусов производится или по копиру,
или при одновременном включении верти-
кальной и горизонтальной подач в соответ-
ствующем отношении, получаемом за счёт
сменных шестерён гитары, установленной на
коробке подач.
Подвижной портал (фиг. 116) переме-
щается по боковым частям станины, жёстко
стойки. Применяется главным образом для
обработки наружных поверхностей изделия.
При наличии специальных приспособлений
боковым супортом можно производить обточку
конических и фасонных поверхностей. Пол-
зун супорта получает движение обычно при
помощи реечной пары.
На одностоечных и лёгких станках на пол-
зуне бокового супорта обычно устанавли-
вается поворотная четырёхгранная резце-
державка.
Фиг. 116. Механизм перемещения портала станка МК-159.
соединённым со средней частью. Перемеще-
ние портала осуществляется при помощи
двух винтов. Зажим портала после переме-
щения осуществляется или вручную, или от
отдельного электродвигателя подобно зажиму
поперечины.
Боковой супорт (фиг. 117) перемещается
по вертикальным направляющим стойки при
помощи реечной или винтовой пары и урав-
новешивается грузом, находящимся внутри
21 Том 9
Предохранительные устройства. Для
всех движений подачи на станках предусмо-
трены предохранительные муфты со срез-
ными штифтами, устанавливаемые в коробках
подач.
Для быстрых перемещений предусматрива-
ются фрикционные му.фты, а в крайних поло-
жениях подвижных узлов предусмотрены ко-
нечные выключатели, останавливающие соот-
ветствующий электродвигатель.
322
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 117. Боковой супорт станка 152: 1 и 2 — маховички ручного
перемещения ползуна и супорта.
В тяжёлых станках на направляющих план-
шайбы устанавливаются термопары для кон-
троля температуры смазки.
ТОКАРНЫЕ АВТОМАТЫ
И ПОЛУАВТОМАТЫ
Общие сведения. Классификация
автоматов
Автоматом называется рабочая машина,
которая при обработке данного материала
производит все рабочие и вспомогательные
движения рабочего цикла. К вспомогательным-
холостым движениям относятся: управление
станком (переключение скоростей, включение
и выключение станка), подвод и отвод рабочих
органов, установка и снятие детали.
Полуавтоматом называется машина, ра-
ботающая с автоматическим рабочим циклом,
для повторения которого требуется вмеша-
тельство рабочего.
В табл. 10 дана классификация универ-
сальных токарных станков и полуавтоматов.
В основу классификации положены вид заго-
товки и метод обработки изделия.
по fiS
Вид заготовки оказывает решающее
влияние на способ питания токарного
автомата и его конструкцию в целом.
В табл. 11 приведена классификация
заготовок и изделий с характеристикой
механизма питания автомата.
Автоматы и полуавтоматы могут быть
одношпиндельными и многошпиндель-
ными, параллельного или последова-
тельного действия.
На фиг. 118 дан общий вид четы-
рёхшпиндельного пруткового автомата,
на фиг. 119 — одношпиндельного ре-
вольверного автомата и на фиг. 120 —
многорезцового полуавтомата.
На фиг. 121 показаны примеры об-
работки деталей на автоматах и полу-
автоматах.
Производительность автоматов
В течение рабочего цикла автомата
будет обработано одно изделие, где 1р —
время, необходимое на рабочие ходы, tK —
время, употребляемое на холостые ходы.
Частота—темп — повторения рабочего цик-
ла будет являться производительностью
автомата
1
шт./мин.
Производительностью автомата называется
количество обрабатываемых изделий в еди-
ницу времени
1
ГДР
' v K-tx+\
I — коэфициент
= K'i\ шт./мин.,
производительности
@<т|<1) и К= —, фиктивная (без учё-
Р
та tx) производительность — технологический
фактор автомата; К зависит от режимов обра-
ТОКАРНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
323
Таблица 10
Классификация токарных автоматов и полуавтоматов широкого назначения
Тип
станка
Фасонно-отрезная работа
Фасонно-продольная работа
Последовательная (револьвер-
ная) работа
Фасонно-отрезной автомат, рабо-
тающий из бунта
Фасонно-отрезной автомат
Автомат фасонно-продольного
точения
Револьверный автомат
У//////////////////
/////77////////,'///
Многошпиндельный
отрезной автомат
Многошпиндельный автомат
непрерывного действия
Многошпиндельный автомат
последовательного действия
\
1
г?
1
1
Т
1
Патронные и центровые многорезцовые полуавтоматы
Многошпиндельный полуавтомат непрерывного действия
Многошпиндельный полуавтомат
последовательного действия
Многошпиндельный сверлильно-расточныи полуавтомат
непрерывного действия
Многошпиндельный полуавтомат
последовательного действия без
вращения изделия
324
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Таблица 11
Заготовки
Сечения заготоОо»
Сечения юготодок
III
IV
Характе-
ристика
питания
автоматов
Питание
из бунта.
Периоди-
ческая ред-
кая заправ-
ка бунта
Прутковое
питание.
Периоди-
ческая за-
правка
прутка
L = 1 -4-5JH
Бункерное
питание.
Периоди-
ческое руч-
ное запол-
нение бун-
кера
I Магазин-
ное
питание.
Периоди-
ческое руч-
ное запол-
нение ма-
газина
Ручное
питание.
Установка
и крепле-
ние вруч-
ную
где Ко — фиктивная производи-
тельности при заданной скорости
резания v0; х= — = ———фак-
тор изменения скорости реза-
ния; Toi — стойкость инструмента
в мин. при скорости резания vOi;
й( — число минут, которое рабо-
тает данный инструмент для об-
работки одного изделия; ^ — по-
тери, связанные с износом инст-
румента, в мин.; mi — показатель
степени скорости; (е — время на
все внецикловые потери станка,
отнесённые к одному обрабаты-
ваемому изделию.
Производительность машины
параллельно -последо вательного
действия, имеющей р параллельно
работающих групп позиций, где
каждая группа в свою очередь со-
стоит из q последовательных по-
зиций, будет
Р • Я ¦ К о • х
\+qK0.x (tx+pq ¦ tg) +pqK0
где Qpq — производительность
станка со смешанным (параллель-
но-последовательным) агрегатиро-
ванием; А'о—технологический фак-
ботки и совмещения операций, г\ — от дли-
тельности холостых ходов приданном К- По-
дробно о производительности автомата см. [7].
Повышение
производительно-
сти достигается как
за счёт увеличения
К, так и за счёт
сокращения т).
На производи-
тельность станков
кроме потери вре-
мени, связанной с
рабочим циклом,
влияют и внеци-
кловые потери. К
последним отно-
Фиг. 118. Общий вид четырёхшпиндельного пруткового автомата 123 завода
им. Орджоникидзе.
очисткои станка от
сятся: потери вре-
мени, связанные с
заправкой материала,
стружки, а также все так называемые аварий-
ные потери, связанные с ремонтом и регули-
ровкой механизмов и деталей станка и сме-
ной преждевременно вышедших из строя
инструментов.
С учётом этих потерь формула производи-
тельности примет вид:
1 Т
Фиг. 119. Общий вид одношпиндельного револьверного I
автомата 1118 завода им. Фрунзе.
ГЛ. VI]
ТОКАРНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
325
Однако применение большого числа одно-
временно работающего инструмента имеет
свой предел, который диктуется не только
геометрическими возможностями расположе-
ния инструмента, но и условиями отвода
стружки, способностью обрабатываемого ма-
териала выдерживать большие нагрузки
и т. д.
Фиг. 120. Общий вид многорезцового полуавтомата 1Б16 завода им. Орджоникидзе.
тор всего процесса, выполняемого на однопози-
ционных операционных станках — агрегатах;
1-п
2 цх ' — потери, связанные со сменой ин-
i-i струментов всего процесса.
Стремление к повышению производитель-
ности приводит к созданию многоинструмент-
ных и многошпиндельных автоматов.
Отрезка прди
дится качающимся рез
цом с револьверной головкой
)
Фиг. 121. Примеры обработки деталей на токарных авто-
матах и полуавтоматах: а — на фасонноотрезном автома-
те; б — на автомате фасонно-продольного точения; в —- на
многорезцовом полуавтомате; г — на револьверном авто-
мате; д — на многошпиндельном автомате последователь-
ного действия.
Одновременно с увеличением количества
рабочих позиций возрастают и внецикловые
потери времени.
Определение числа позиций и оптимальных
режимов резания играет решающую роль при
проектировании многопозиционных агрега-
тов. При проектировании многопозиционных
многоинструментных автоматов необходимо
уделить особое внимание разработке конструк-
ций, обеспечивающих сокращение потерь вре-
мени на смену и регулировку инструмента
и внецикловых потерь (te), установить кон-
кретные величины этих потерь. После этого
надо установить режимы, близкие к хтах,
обеспечивающие оптимальную производи-
тельность станка или линии станков. На
фиг. 122, а, б, в приведены графики произ-
водительности Q шт/мин. в зависимости от
факторов К и х (изменения скорости), а также
числа параллельно работающих групп р и
числа позиций q в каждой группе.
Кинематика и структура автоматов
и полуавтоматов
По принципу осуществления вспомогатель-
ных— холостых—ходов автоматы разделяются
на три группы (табл. 12).
У автоматов I группы число оборотов
распределительного вала для данной настройки
постоянно.
Кулачки автоматов этой группы для опре-
делённого круга работ требуют определённого
угла р поворота распределительного вала при
совершении вспомогательных — холостых —
ходов.
У автоматов II группы, к которой отно-
сится основная часть металлорежущих авто-
матов, распределительный вал имеет две ско-
рости: рабочую — медленную и холостую —
быструю.
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Группы автоматов по принципу осуществления холостых ходов
Таблица 12
Группа
автомата
Принципиальная схема
График
производительности
Формула производительности
I n Шпиндель
О
шт.
пин.
Распределительный 8ал
Р — угол холостых ходов
Шпиндель
Q
им
мин
/ — время холостых ходов
Распределительный дал
Шпиндель
III
Qlll К ¦ t
III
+1
1-
шт/мин.
Q
•m/Mt
0,8
Ofi
0,4
0,2
/,
*//
X
N
¦ -p>
\
\
шт/мин.
1,25
1,00
0,75
0,50
0,25
0,4 0,8 1,2
Ю 20 - 30
40 vm/huh
7
10
шт/мин.
3,5
0 0,4 0,8 1,2 1,6 x
Фиг. 123. Кинематическая схема одношпиндельного прут-
кового револьверного автомата 1118 завода им. Фрунзе:
/ — передача левого вращения; 2 — передача правого вра-
щения; 3—ось шпинделя; 4 — вспомогательный вал;
5 — распределительный вал; в — диск, управляющий вра-
щением револьверной головки 7; 8 — диск, управляю-
щий подачей и зажимом прутка; 9 — кулачки подачи бо-
ковых супортов; 10 — диск, управляющий реверсированием
шпинделя; 11—кулачок подачи револьверной головки;
12 — приспособления для быстрого сверления и прореза-
ния шлицев; 13— привод дополнительных устройств^ - г
У автоматов III
группы часть холо-
стых ходов осуще-
ствляется по схеме
I группы, часть—
по схеме II группы.
Для мелких и
лёгких работ сле-
дует создавать ав-
томаты I группы,
а для сложной по-
следовательной об-
работки-III груп-
пы, для средних и
тяжёлых работ —
автоматы и полуав-
томаты II группы.
На фиг. 123. 124 и 125 изображены при-
меры кинематических схем автоматов различ-
ных групп.
Разные автоматы, принадлежащие по прин-
ципу осуществления вспомогательных ходов
к одной группе, могут иметь самые различ-
ные структуры с различным числом распре-
делительных и вспомогательных валов.
Так, например, вертикальный шестишпин-
дельный патронный полуавтомат имеет один
вспомогательный и пять распределительных
валов (см. фиг.-64 на стр. 220).
Механизмы автоматов и полуавтоматов
Передаточный механизм. При выборе при-
вода автомата Преимущество следует отдать
той схеме, которая обеспечивает более тон-
кий ряд настройки распределительного
вала.
На фиг. 126 и 127 показаны конструкции
привода шпинделя многорезцового полу-
автомата 116 (сменная зубчатая пара) и ре-
вольверного автомата 1136 (сменная зубчатая
ГЛ. VIJ
ТОКАРНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
327
пара и муфты для изменения числа оборотов гулируемого подшипника скольжения, а зад-
шпинделя), нюю — в виде подшипников качения (фиг. 128).
Иногда применяют механизмы для бессту- У тяжёлых автоматов (многошпинцельных и
пенчатого регулирования подач и реже — многорезцовых полуавтоматах) часто приме-
скоростей шпинделя.
10 9
\
У
' 3-е пол.
1-е поп
/-в пол
12
13
Фиг. 124. Кинематическая схема четырёхшпиндельного пруткового автомата 122 завода вм. Орджоникидзе: 1 — ку-
лачок управления муфтой быстрого хода; 2— барабан перемещения продольного супорта; 3— барабан резьбонарез-
ного шпинделя; 4 — барабан независимого шпинделя;5— барабаны поперечных супортов; 6 — поперечные супорты;
7 — кулачок качающегося упора для материала; 8 — кулачок фиксатора шпиндельного блока; 9 — барабан зажима
материала; 10 — барабан подачи материала; 11— шпиндельный блок; 12 — фиксатор; 13 — продольный супорт;
14 — сменные шестерни подач; 15— насос для охлаждения; 16 — насос для смазки; 17 — лубрикатор.
N41,2Ьк6т ; п=1500 об/нин
Фиг. 125. Кинематическая схема
многорезцового полуавтомата
116 завода им. Орджоникидзе:
/ — фрикцион; 2 —тормоз;
3 — шпиндель; 4—рычаг вклю-
чения распределительного ва-
ла 5; 6 — барабан переключе-
ния станка; 7 — каретка про-
дольного супорта 8; 9 — карет-
ка поперечного супорта 10;
11 — распределительный вал.
Шпиндель должен обеспечить вращение
заготовки с минимальным биением.
Это зависит в большей мере от качества
опор шпинделя (подшипников). У средних
одношпиндельных автоматов обычно применя-
ются шариковые подшипники, реже — под-
шипники скольжения.
В прецизионных автоматах A110А, 1136)
часто выполняют переднюю опору в виде ре-
няются конические роликовые подшипники,
выдерживающие большие нагрузки (фиг. 126).
Механизм зажима заготовки помещается
в шпинделе и должен обеспечить точность
зажима по длине и биению и передачу кру-
тящего момента.
В прутковых автоматах преимущественное
распространение получили цанговые зажим-
ные механизмы (фиг. 129).
328
СТАНКИ ТОКАРНОЙ ГРУППЫ
|РАЗД. IV
Фиг. 126. Привод
шпинделя многорез-
цового полуавто-
мата 116: 1 — шпин-
дель; 2— фрикцион;
3 — сменные ше-
стерни скоростей;
4 — привод цепи
быстрого хода рас-
пределительного
вала.
Фиг. 127. Коробка скоростей револьверного автомата 1136
J — приводная шестерня; 2 — сменные шестерни скоро-
стей; 3 — фрикционные муфты для переключения скоро
стей шпинделя; 4 — звёздочки для привода шпинделя.
ГЛ. VI]
ТОКАРНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
329
Существует три основных типа цанг: I тип —
цанга с прямым конусом, II тип — цанга с об-
ратным конусом и III тип —цанга имеет обрат-
ный конус и при зажиме не перемещается,
а упирается передним торцом в упорную гайку
шпинделя. Зажатие производится специальной
втулкой, которая надвигается на цангу.
Цанговый механизм I типа не обеспечи-
вает точности зажима по длине (как и II тип).
Зажатие производится механическим, пневма-
тическим, электромеханическим и гидравли-
ческим способами. Усилие зажатия обычно
можно регулировать в необходимых пределах.
Управление зажимом — ручное.
Механизмы питания автоматов обеспе-
чивают возможность автоматического повто-
рения цикла после обработки каждого изде-
лия. Механизм питания поутком помещается
Фиг. 128. Шпиндельная бабка револьверного автомата 1136: /— шпиндель; 2 — зажимная цанга; 3 — зажимная втулка;
4 — зажимная труба; 5 — рыбки; 6 — зажимная муфта; 7 — рычаг зажима; 8 — подающая цанга; 9 — подающая
труба; 10— приводные звёздочки; И—муфта для включения правого и левого вращения шпинделя; 12 — рычаг
включения муфт.
и осевое усилие от инструмента стремится
разжать цангу.
II тип — труба работает на растяжение.
Резьбовое соединение между трубой и цан-
гой—слабое место, по которому часто происхо-
дит разрыв при перегрузке механизма. Осевое
внутри шпинделя, где и механизм зажима
(см. фиг. 129).
В табл. 13 представлены различные типы
механизмов питания прутком (подача прутка).
Кулачок подачи может находиться на рас-
пределительном или вспомогательном валу.
Фиг. 129. Механизм зажима в прутковых автоматах:
1 — кулачок зажима; 2 — зажимная муфта; 3 — рыча-
жок; 4 — зажимная труба; 5 — зажимная цанга; 6 — зажим-
ная втулка.
усилие от инструмента увеличивает зажим.
Применяется в многошпиндельных автоматах.
Механизмы III типа лишены недостатков
двух предыдущих, однако большие габариты
не позволяют применять их в многошпинделв-
ных автоматах. Применяются в одношпин-
дельных автоматах A136, ШОА и др.).
На фиг. 129 изображены различные типы
зажимных механизмов, на фиг. 130 — механизм
с шариковой муфтой для зажима.
Цанговые механизмы являются весьма от-
ветственными механизмами, на которые часто
падает значительная доля потерь времени.
В полуавтоматах зажим заготовки произ-
водится в патронах или на оправках (фиг. 131).
Фиг. 130. Механизм для зажима прутка с шариковой и роли-
ковой муфтой: 1—шпиндель; 2—зажимная цанга; 3 - зажим-
ная труба; 4 — муфта зажима; 5 — ползун с роликом, на
который воздействует кулачок зажима.
Основные требования,, предъявляемые к ме-
ханизму питания прутком: подача в мини-
мальное время, плавность подачи (нежелателен
Фиг. 131. Зажимные патроны токарных полуавтоматов:
а — патрон с рычажками; б — патрон с клином; в — оп-
равка с клином; г — цанговая оправка.
Г
удар на упор), малые габариты по диаметру,
регулировка длины подачи материала.
330
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Цикл работы механизмов при зажиме и
питании в прутковых автоматах следующий:
1) разжим зажимной цанги, 2) подача прутка
до упора, 3) зажим зажимной цанги, 4) отвод
подающей цанги в исходное положение.
В прутковых автоматах надо учитывать не
только потери времени в течение цикла, но и
потери на заправку материала.
Подача проволоки из бунта применяется
в пружинно-навивных холодновысадочных
и др. и реже — токарных автоматах. Специ-
фика обработки: материал неподвижен, вра-
щается инструментальная головка.
Бункерное питание (табл. 14). В бункер
беспорядочно загружаются штучные заготовки,
которые перед транспортировкой в зажимной
механизм шпинделя принимают необходимую
ориентацию. Правильно ориентированная за-
готовка транспортируется к механизму пита-
ния, который и производит её загрузку в ра-
бочий шпиндель. После обработки заготовка
выталкивается.
Магазинное питание (табл. 14а). В магази-
нах, которые имеют сугубо индивидуальную
конструкцию, зависящую от формы и размеров
заготовки, последняя ориентируется от руки.
Магазины могут быть в виде лотков, дисков,
кассет и т. п. Бункерное питание предъявляет
достаточно жёсткие требования к заготовке,
и поэтому магазинное питание получило боль-
шое распространение.
Су порты. Приспособленность автомата
к заданному виду технологического процесса
определяется прежде всего количеством, рас-
положением и типами супортов;
На фиг. 132 показано расположение супор-
тов в одношпиндельных и многошпиндельных
автоматах и полуавтоматах (продольный су-
порт условно заштрихован).
Фасонно-отрезная работа требует 2—3 су-
портов. Фасонно-продольная работа требует
обычно от 3 до 5 супортов, расположенных
веерообразно или равномерно (для 4 супор-
тов — крестообразно).
Особенно важно расположение супортов
в многошпиндельных станках. Лучше всего
зарекомендовал себя центральный продольный
супорт, обеспечивающий наилучшую соосность
между инструментальными и рабочими шпин-
делями и обслуживающий все позиции. Число
поперечных супортов обычно равно или на 1
меньше числа шпинделей.
Супорты желательно иметь с независимой
подачей. Супорты для первых черновых опе-
раций должны быть более массивными (это
обычно нижние супорты). Распространённые
типы приводов супортов показаны на фиг. 133.
Привод от рейки и винта применяется срав-
нительно редко (в многорезцовых полуавто-
матах). Гидравлический привод применяется
в многорезцовых полуавтоматах как передаю-
щий большие усилия при плавности хода и
тонкой регулировке подачи. Наиболее рас-
пространён привод супорта от кулачка (диско-
вого или цилиндрического).
Револьверные головки. Типы револьвер-
ных головок (фиг. 134):
1) с возвратно-поступательным
приводом инструмента —• применяется редко
(фиг. 134, а);
2) качающаяся — применяется в автома-
гах фасонно-продольного точения (фиг. 134, б);
Классификация механизмов питания
Метод
подачи
Irp.
о
1—3
1-3
1—4
1-6
ГЛ. VI]
ТОКАРНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
331
прутковых автоматов
Таблица 13
11 гр.
III гр,
©
п-з
11-4
6-"шпинд тип 8-126!
11-5
Ш-5
Ш~6
332
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Классификация бункерных загрузочных
I группа
II группа
Надевание на крючок или штырь
Западание в щель
1-я подгруппа
Крючковые и штыре-
вые
2-я подгруппа
Цепные
1-я подгруппа
Секторные
2-я подгруппа
Дисковые щелевые
3-я подгруппа
Лопастные щелевые
-G- -Q-
. Вид по
стрелке к
nodb
Фиг. 132. Расположение супортов в одношпиндельных и многошпиндельных автоматах.
Магазинное питание
Таблица На
подачи
Собственным весом
Грузом
Пружиной Lf!,nCM
Цепью
Диеном
сШшшг
ЩЩ/
щшшшш
ю ' © о
юв
i
Кассета
Пружина.
ГЛ. VII-
ТОКАРНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
333
Таблица 14
устройств по способу ориентации заготовок
III группа
IV группа
V группа
VI группа
Западание в вырез по профилю
заготовки
Поворот на про-
фильных губках
Использование смещения центра
тяжести заготовки относительно опоры
Западание
в трубку
1-я подгруппа
Карманные
2-я подгруппа
Дисковые с про-
фильными выре-
1-я подгруппа
Дисковые с про-
фильными губками
1-я подгруппа
Карманные и зуб-
чатые
2-я подгруппа
Лопастные
1-я подгруппа
Центробежные
и с ориент.
трубкой
„Опрокиды*
Чатель
3) вращающиеся: а) с горизонталь-
нойосью,параллельной шпинделю (фиг. 134, в);
б) с вертикальной осью (фиг. 134, г); в) с го-
ризонтальной осью, перпендикулярной оси
шпинделя (автомат 1136) (фиг. 134, д); с го-
ризонтальной осью, параллельной шпинделю
(как у 134, а), но перемещается не вся головка,
а лишь инструментальные салазки (фиг. 134, е).
Механизмы для поворота и фиксации ре-
вольверных головок шпиндельных блоков
|Ттас—i ^C raor.
9
Фиг. 133. Типы приводов супортов: а — от барабанного
кулачка; б—от дискового кулачка; в — от барабанного
кулачка и клина; г — от шестерни и рейки; д — от винта
и гайки; е — гидропривод.
многошпиндельных автоматов имеют много
общего (см. ниже).
На фиг. 135 показана конструкция револь-
верной головки автомата 1136.
г\ д)
Фиг. 134. Типы револьверных головок.
Подача головки осуществляется от диско-
вого кулачка, движение поворота — от вспо-.
могательного вала. Одновременно с поворо-
том происходит отвод револьверной головки
назад при помощи кривошипно-шатунного ме-
ханизма. Перед поворотом специальный ку-
лачок выводит фиксатор из гнезда головки
(см. фиг. 135)
Шпиндельные блоки. На фиг. 136 пока-
заны применяемые методы поворота шпин-
дельных блоков. Основные требования: по-
ворот в минимальное время и безударная
работа. Последнего условия не обеспечивают:
поворот зубчатым сектором (а), привод через
пару шестерён (в) и через червячную пару (г).
Поворот от кулачка через зубчатый сектор (б)
неудобен тем, что износ зубьев на шпиндель-
ном блоке ускоряет выход его из строя.
Мальтийские механизмы (д, е, ж) обеспечи-
вают плавность поворота и достаточно изно-
соустойчивы.
Мальтийский крест укрепляется непосред-
ственно на шпиндельном блоке или на про-
межуточной шестерне.
На фиг. 137 даны методы фиксации шпин-
дельных блоков: а) фиксатор своим скосом
фиксирует блок после поворота; б) имеется
два фиксатора, из которых один своим скосом
поворачивает блок в обратном направлении,
а другой — служит упором, до которого до-
водится шпиндельный блок. Последняя кон-
струкция уменьшает износ фиксатора и уве-
личивает точность фиксации. Перед поворо-
том фиксатор выводится из гнезда специаль-
ным кулачком, сблокированным с рычагом
мальтийского креста.
Габариты блока по диаметру D опреде-
ляются размером и числом шпинделей, а по
длине L — устойчивостью блока (/.:?)> 1).
Блок с двумя опорами (фиг. 138) имеет боль-
шую длину.
Добавление третьей опоры, вынесенной за
габариты блока, позволяет уменьшить его
длину. Передняя опора блоков обычно цилин-
дрическая или коническая (для лучшего цен-
трирования). Задняя опора часто выполняется
разрезной для компенсации износа и затяжки
блока.
334
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
по А В'
Фиг. 135. Револьверная головка автомата 1136: / —револьверная головка; 2 — зубчатый сектор для подачи
револьверной головки; 3 — рейка; 4—кривошипно-шатунный механизм для быстрого отвода; 5 — приводная
шестерня; 6 — ролик на диске для поворота мальтийского креста 7; 8 и 9 — кулачок и рычаг фиксатора 10.
Для уменьшения износа опор шпиндель- ные, шлицовочные приспособления, приспо-
ного блока в автомате 1261 блок при повороте собления для развёртывания, центрования,
приподнимается от кулачка распределитель- цековки и т. д. как одношпиндельные, так и
ного вала.
Приспособления. Универсальные авто-
маты снабжаются большим числом приспосо-
Фиг. 136. Поворотные механизмы шпиндельных блоков
многошпиндельных автоматов.
многошпиндельные).
Фиг. 137. Фиксация шпиндельных блоков.
Х////////Л
Ф
Фиг. 138. Опоры шпиндельных блоков.
К внецикловым механизмам относятся
блений. которые увеличивают их технологичс- транспортёры для удаления стружки, счётные
ские возможности (сверлильные, резьбонарез- устройства, механизмы сигнализации и т. д.
ГЛ. VI]
ТОКАРНЫЕ АВТОМАТЫ И ПОЛУАВТОМАТЫ
335
Проектирование рабочего цикла
(наладка автоматов)
Составление технологической карты
обработки. Определяются число и порядок
операций, исходя из технологических возмож-
ностей автомата, устанавливаются режимы
обработки (скорости резания, подачи) и опре-
деляются длины рабочих ходов инструментов,
исходя из конфигурации детали.
При назначении режимов резания всегда
надо иметь в виду возможность их исправле-
ния для получения оптимальной производи-
тельности.
При подсчёте длин рабочих ходов / к длине
по чертежу 1Х добавляется Д/ на подвод резца.
Определение продолжительности ходов
рабочих органов. Число оборотов шпин-
деля п, необходимое на рабочие ходы для
каждой операции:
п —
где / — расчётная длина обработки в мм; s—
подача инструмента в мм/об.
При нарезании резьбы при уменьшении
числа оборотов шпинделя необходимо под-
считывать п, исходя из прежней скорости
шпинделя.
Нахождение угла поворота распреде-
лительного вала на каждую операцию.
Число оборотов шпинделя, необходимое
на рабочие ходы, пр = Ел = щ -J- Щ + ¦
(суммируются несовмещённые операции), и
подсчитывается производительность автомата
без учёта tx — времени на холостые ходы
К— HiiL — _!_
пр tp '
где tp — время, затрачиваемое на рабочие
ходы.
Несовмещённые холостые ходы автоматов
могут характеризоваться данным централь-
ным углом g (I группа), временем tx (II группа)
или тем и другим (III группа).
Значения р и tx известны для отдельных хо-
дов из паспортных данных и определяются
конструкцией механизмов.
Зная tx, подсчитывают г\ и Q.
Зная Y], можно подсчитать, сколько граду-
сов или соток (а) идёт на рабочие ходы и
сколько на один оборот шпинделя: а = — .
пр
Угол поворота распределительного вала, при-
ходящийся на каждую операцию, будет:
а = ?а„ —
— а' • п
Углы аь а2.... необходимы для построения
кулачков и циклограммы автомата.
Зная Q шт/мин. и время обработки Т,
можно подсчитать, какой угол поворота рас-
пределительного вала тратится на ход, име-
ющий продолжительность tx мин.; $ = 2п -~~ .
Заполнение расчётного листа настройки.
Расчётный лист настройки (наладки) отра-
жает весь цикл автомата с рабочими и хо-
лостыми ходами. Из листа наладки видно,
какие операции совмещаются и в какой по-
следовательности они располагаются.
В табл. 15 показана схема расположения
супортов и расчётный лист настройки для
автомата типа 111. Настройка проведена для
винта с применением шлицевого приспосо-
бления. Данные для заполнения расчётного
листа настройки подсчитываются по указан-
ному выше способу.
Составление циклограммы автомата.
Циклограмма даёт возможность установить
работу каждого механизма во времени.
Циклограмму можно строить двух видов —
круговую и линейную. Практически пользу-
ются обоими видами (фиг. 139).
25 so
40
Механизм супорта N 3
полеречн. перемещения
Механизм супорта N'3
продольн. перемещения
рабочий ход [чхх^хУ-ч] быстрый отвод
Фиг. 139. Циклограимы автоматов.
Проектирование кулачков. Все угловые
величины рабочих и холостых ходов, а также
величины перемещений рабочих органов из-
вестны из расчётного листа настройки авто-
мата и циклограммы.
В табл. 15 приведён рабочий чертёж ку-
лачков для супорта № 3 (продольная обточка)
для разбираемой наладки.
Дисковый кулачок служит для поперечного
подвода инструмента, барабанный — для про-
дольного его перемещения.
Аналогично проектируются кулачки для
других супортов (см. „Кулачковые меха-
низмы"), стр. 102 — 110.
Таблица 15
Фасонная йдточка
голоЫ
JE»—f--j-4r
\Шрезание резьбы
Расчётный лист настройки
Операция
Фасонная обточка голов-
ки .
Пауза
Предварительное вреза-
ние отрезного резца . . .
Обточка стержня под
резьбу М2
Пауза
Накатка головки ....
Пауза • . .
Отход резца 1
Нарезание резьбы . . .
Сбег лерки
Отрезка с фасонирова-
нием 21,5
Пауза
Поперечный подход за-
хвата
Продольный подход за-
хвата
Продольный отход захва-
та . . • •
Отход захватного рычага
для упора прутка ....
Пауза на разжим, подачу
и начало зажима
Поперечный отход захва-
та ... •
Шлицевание головки. .
Продольный отход захва
та для выбрасывания дг-
тали .... •
Отход захвата в началь-
ном положении .....
Разжим цанги
Подача прутка до упора.
Зажим цанги
о,б
ю,4
о,35
6,4
1б НИТОК
6.4
16 НИТОК
5,1
76°
14
1О
13"
63°
16
10,4
о а
.Oj
,1
O,OI2
О,3
о,4
0,0147
Автомат тип 111
пш -= 605J об/мин, f=171 м/мин
/?Ш=Ю600 об/мин, ©=31,5
(обгон 0,75)
Количество обо-
ротов шпинделя
на операцию
2 s
¦=< s
Н а
3 а
со
я о
11
ыва
н
>>Я
Число сотых долей окружности
на рабочей
операции
2 g
*=; s
S С1
X О
i
ыва
>.я
на холостом
ходу
2 Я
п
К О)
« с
X О
i
ыва
н
От
До
150
ю
12
Ю4
7
3°
7
21 >-
•16
IO2
5
-
-
-
_
-
-
-
15°
10
-
-
IO2
5
-
-
-
-
—
-
-
-
45
3
4
31,5
2
9
2
6,5
5
31
!,5
-
-
-
33
-
-
—
45
3
-
3,5
—
31
1,5
—
-
-
-
-
-
-
—
-
10
-
-
8
4
4
12
8
4,5
4
Ч
-
-
ими
-
-
-
...
¦ —
-
-
14
о
45
о
°,5
32
9
18
48
5°
56,5
53,5
84,5
59,5
67,5
71
78
82
86
с8
6
39
43,5
86
45
48
4
За
34
18
2О
58
56,5
65
84,5
86 1
67,5
71
78
82
86
98 }
6
39
43,5
47,5
ГЛ. VI]
ЛОБОТОКАРНЫЕ СТАНКИ
337
ЛОБОТОКАРНЫЕ СТАНКИ
Лоботокарные станки применяются для
токарной обработки коротких деталей боль-
шого диаметра в ремонтных мастерских и на
заводах индивидуального производства. Станки
вой валик. Станины изготовляются с тремя
плоскими направляющими при одном перед-
нем супорте или с четырьмя плоскими на-
правляющими для установки переднего и
заднего супортов.
Фиг. 140. Основные типы лоботокарных станков: а — с супортом, перемешающимся по постели; б — с супортом,
установленным на общей станине с бабкой.
строятся двух типов: 1) с супортами, переме-
щающимися по отдельным постелям, устано-
вленным на общей плите (фиг. 140, а); 2) с су-
портами, установленными на общей с бабкой
станине (фиг. 140, б)
При установке шпиндельной бабки над
ямой на станках первого типа можно обра-
батывать детали, значительно превосходящие
по своим размерам диаметр планшайбы. Для
обработки коротких деталей на оправках ло-
ботокарные станки могут выполняться с зад-
ними бабками. Некоторые станки выполняются
с дополнительными задними супортами. Кон-
структивная схема станка первого типа приве-
дена на фиг. 141.
Привод шпинделя осуществляется от элек-
тродвигателя через зубчатую коробку скоро-
стей, либо от регулируемого электродвигателя
постоянного тока.
Подачи в станках первого типа осуще-
ствляются: а) кривошишю-коромысловым ме-
ханизмом, движение от которого передаётся
системой валов, смонтированных в плите, на
храповое колесо, расположенное на супорте
(прерывистая подача); б) от индивидуального
электропривода в фартуке супорта (непре-
рывная подача).
В станках второго типа привод подачи
осуществляется через коробку подач и ходо-
Конструкции шпиндельных и задних бабок
и супортов лоботокарных станков первого и
второго типа широко унифицированы.
Фиг. 141. Схема лоботокарного станка с супортами, пере-
мещающимися но постелям и с задней бабкой.
На фиг. 142 показана- шпиндельная бабка
лоботокарного станка
Технические характеристики лоботокарных
станков приведены в табл. 16 и 17.
Таблица 16
Технические характеристики лоботокарных станков первого типа
(средние значения)
Диаметр планшайбы в мм
1000
1500
2О0О
3,75
п8
0,25-3
7,5
435°
1250
2000
2500
0.8
80
0,25-3
л
6200
1600
3500
3000
0,55
55
о,3—3,5
15,5
8850
2000
3200
4000
о,4
40
о,3—3.5
18
15000
2500
4000
60 сю
°,3
3°
о.35— 4
22
22 ООО
3200
5ООО
IO ООО
о,25
25
0,35—4
Зо
34 ооо
4000
бооо
25 ООО
о, 17
20
°,4—4,5
4о
51 ооо
Наибольший диаметр обработки над ямой в мм . . ¦
Наибольший вес изделия в кг
Пределы чисел оборотов шпинделя в минуту
Пределы подач в мм\об
Мощность электродвигателя в кет
Вес в кг
22 Том 9
338
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Таблица 17
Технические характеристики лоботокарных станков второго типа (средние значения)
Наибольший диа-
метр обработки над
станиной в мм . .
Наибольший диа-
метр обработки над
кареткой в мм . .
Диаметр план-
шайбы в мм . . .
Длина станины
1бОО
1350
1ООЭ
a8so
""О
2ООО
i6os»
1250
32OO
25°О
зооо
i6oo
375°
Наибольший вес
изделия в кг . . .
Пределы чисел
оборотов шпинделя
в минуту
Пределы подач
в мм/об
Мощность элек-
тродвигателя в кет
Вес в к2 • . .
аооэ
3,75-и8
o,i8—1,8
7,5
CQOO
25OO
о,8—8о
o,i8-8
il
8<ioo
зооо
0,55-55
о,и—а,а
15
II 000
Фиг. 142. Шпиндельная бабка лоботокарного станка.
РАЗНЫЕ СТАНКИ ТОКАРНОЙ ГРУППЫ
Токарные станки для обработки
коленчатых валов
Станки применяются для обточки корен-
ных и шатунных шеек и щёк коленчатых
валов *. Строятся односупортными для по-
следовательной обточки шеек и подрезки
смежных с ними щёк (индивидуальное и мел-
косерийное производство), многосупортными
для одновременной обточки двух и более
* Станки для обработки коленчатых валов (особо тя-
жёлых), имеющие вращающийся супорт, см. на стр. 603.
шеек и подрезки смежных щёк (крупносерий-
ное и массовое производство) или многосу-
портными копировальными для одновремен-
ной обточки всех шеек или щёк по контуру
(массовое производство). Типы строящихся
токарных станков для обточки коленчатых
валов приведены в табл. 18.
Многосупортные станки строятся для работы
широкими резцами в подрезку и рассчиты-
ваются на снятие стружки больших сечений
E0 мм* и больше). В соответствии с этим
супорты этих станков отличаются особой
жёсткостью. Пределы подач этих супортов —
0,1—0,4 ммоб. Регулирование скоростей про-
изводится либо двухскоростной коробкой пе-
ГЛ. VIJ
РАЗНЫЕ СТАНКИ ТОКАРНОЙ ГРУППЫ
339
Таблица Ш
Типы станков для токарной обработки коленчатых валов с вращающимся изделием
Тип станка и схема обработки
Назначение станка
Особенности конструкции
Односупортный станок с двухсторонним
приводом (фиг. 143)
Для последовательной обточ-
ки шатунных и коренных шеек
и подрезки смежных с ними
щёк коленчатых валов (двига-
телей, компрессоров и прес-
сов). Может быть использован
также для проточки тяжёлых
гладких валов. Применяется
в индивидуальном и мелкосе-
рийном производстве
Строятся с одной или двумя привод-
ными бабками от регулируемого эле-
ктродвигателя постоянного тока. За-
жимные поворотные патроны универ-
сального типа позволяют устанавли-
вать любую шейку вала по оси шпин-
деля. Супорт выполняется с трёхпози-
ционной резцовой головкой с отдель-
ными резцами для проточки шейки,
подрезки щёк и снятия галтели
Многосупортный станок с двухсторонним
приводом (фиг. 144)
Для одновременной обточки
широкими резцами средних
коренных или двух шатунных
шеек, расположенных на одной
оси, и подрезки смежных с
ними щёк и галтелей коленча-
тых валов (автотракторных и
авиационных двигателей)
Строятся с передними и задними су-
портами, устанавливаемыми по длине.
Супорты получают ускоренные пере-
мещения и рабочие подачи в попереч-
ном направлении. Правая бабка мо-
жет устанавливаться в зависимости
от длины вала
Многосупортный полуавтомат с централь-
ным приводом (фиг. 145)
Для обточки широкими рез
цами крайних коренных шеек,
подрезки смежных с ними щёк
и галтелей и проточки флан-
цев коленчатых валов (авто-
мобильных, авиационных и
тракторных двигателей)
Вращение вала производится цен-
тральной приводной бабкой. Приводная
шестерня этой бабки—неразъёмная,
монтируется в корпусе на подшипни-
ках качения и получает вращение от
электродвигателя через редуктор. Ле-
вая и правая центровые бабки кре-
пятся к станине при помощи Т-образ-
ных пазов. Левые и правые супорты
располагаются между бабками на пе-
редней и задней части станины. Су-
порты получают поперечные ускорен.-
ные движения и рабочие подачи при
помощи винта с гайкой или реечных
передач, связанных с гидроцилиндром
Многосупортный копировальный полуавто-
мат (фиг. 146, 147)
Для одновременной обточки
всех шатунных шеек и подрез-
ки смежных с ними щёк двух-
коленчатых валов (автомобиль-
ных и тракторных двигателей).
Может быть налажен на чер-
новую или чистовую обработку
Строится с двухсторонним приводом,
сообщающим обоим обрабатываемым
валам вращение вокруг оси коренных
шеек. Вращаемые синхронно-копирные
валы сообщают смонтированным на
них супортам круговое поступательное
движение в вертикальной плоскости,
благодаря чему сохраняется постоян-
ный контакт резцов с обрабатывае-
мыми шейками. Каждый супорт пред-
ставляет собой плиту, смонтирован-
ную на кривошипных шейках двух ко-
пирных валов, и несёт по два резце-
держателя для одновременной обра-
ботки широкими резцами по одной
шатунной шейке каждого обрабаты-
ваемого вала. Движение поперечной
подачи сообщается от гидроцилиндра
блоку коробчатой формы, в котором
смонтированы супорты и оба копир-
ных вала
Многосупортный копировальный полуавто-
мат (фиг. 148)
Для одновременной черновой
обточки контуров всех щёк
после ковки или получистовой
и чистовой проточки, после
термообработки коленчатых
валов авиационных двигателей
Строятся с двухсторонним приводом,
сообщающим обрабатываемому валу
вращение вокруг оси коренных шеек.
Изделие получает вращение, продоль-
ную и поперечную подачи и ускорен-
ные перемещения. Супортам сооб-
щаются под действием копирного ва-
ла поперечные перемещения в соответ-
ствии с профилем обтачиваемых щёк
На каждом супорте устанавливаются
¦два резцедержателя с резцами для
обточки двух соседних щёк. Число
супортов равно числу щёк вала, де-
лённому на два. Работа каждого супор-
та независима; для сохранения постоян-
ного угла резания на разных участках
профиля щеки имеется система ку-
лачков, поворачивающих резцедержа-
тели вокруг своих осей. Обточка
щбк производится в несколько прохо-
дов последовательно
340
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 143. Односупортный токарный станок для обработки коленчатых валов: 1, 2-—приводные бабки; 3 — зажим-
ной патрон левой бабки с делительным механизмом для установки по оси шпинделей разных пар шатунных шеек
одного коленчатого вала; 4 — зажимной патрон правой бабки; 5-^— направляющие для перемещения патрона при
установке оси шатунной шейки по центру станка; 6—супорт; 7 — люнет- 8 — трёхпозиционный резцедержа-
тель. .
\
Г
Г
t
__
1
|!
ii
II
5
|
Л
-ft
J
Фиг. 144. Многосупортный токарный станок с двухсторон-
ним приводом завода „Красный пролетарий" для обра-
ботки коленчатых валов (высота центров —520 мм; рас-
стояние между фланцами — 1800 мм; мощность главного
привода— 15 кет; вес станка — 11,6 т): 1, 2 — привод-
ные бабки; 3— передний супорт; 4— рукоятка включе-
ния и выключения подач и ускоренных перемещений;
5 — маховичок ручного перемещения супортов; 6 — махо-
вичок выключения ручной подачи; 7 — рукоятка пере-
мещения правой бабки; 8—задний супорт.
редач (одна скирость для подрезки щёк и
другая, меньшая, для обточки шейки) и смен-
ными шестернями, либо регулируемым элек-
тродвигателем. Последний имеет то преиму-
щество, что позволяет сохранить постоянную
скорость резания при подрезке щёк
Переналадка многосупортных станков при
переходе на валы других конструкций и раз-
меров заключается в замене патронов, верх-
них супортов и резцедержателей, а на мно-
госупортных копировальных станках также
и копировальной системы. Односупортные
станки снабжаются поворотными патронами,
представляющими возможность с одной уста-
новки обточить последовательно все шейки
и подрезать смежные с ними щёки. Техни-
ческая характеристика этих станков приве-
дена в табл. 19.
Таблица 19
Основные параметры станков для обработки
коленчатых валов
(средние значения)
Основные параметры
Наибольший радиус
кривошипа в мм ....
Наибольшая длина
вала в мм
Мощность главного
Вес в /и
Наибольший диаметр
окружности, описанной
вокруг щёк из центра
шатунной шейки, в мм
550
95
1700
12
9,о
775
«5
Зюо
15
19,о
1050
175
49оо
30
45,0
Фиг 145 Многосупоотный токарный полуавтомат с центральным приводом завода „Красный пролетарии- для обработки коленчатых валов (высота центров над стани-
ной1 — 350 мм мощность главного привода - 35 кат, вес станка -8,5 т): 1, 2 - центровые бабки; 3 - центральный привод; *-шестерня центрального привода;
' 5-передний супорт; 6- задний супорт; 7 — гидроцилиндр подачи, сообщающий поперечные перемещения су портам.
-2870
Фиг. 146. Многосупортный токарный полуавтомат для одновременной обточки всех шатунных шеек коленчатых валов (расстояние между фланцами шпинделей —900 мм,
мощность главного привода — 46 кет, вес станка — 32 /и): 1 — коробка привода; 2 — копирный вал; 3 — шестерня копирного вала; 4 — первый обрабатываемый вал (изде-
лие); 5—второй обрабатываемый вал (изделие); 6—рычаг разжима и зажима первого обрабатываемого вала; 7 — то же второго обрабатываемого вала.
ГЛ. VI]
РАЗНЫЕ СТАНКИ ТОКАРНОЙ ГРУППЫ
343
Вид по стрелке. Й
V-T"
-м-
п
у
5
F
ii'ii
Hi
i [i
Wr
и In
"ill
!
\
/
-H
4
4
'!:
1
\
1 /
i-C\
\^
2
_^
\
^\
' /
/
Фиг. 147. Кинематическая схема мно-
госупортного токарного полуавтомата
по фиг. 146: /—супортная плита; 2,3 —
кривошипные шейки верхнего и ниж-
него копирных валов; 4, 5 — нижний и
верхний резцедержатели; 6 — обра-
батываемое изделие; 7 — верхний и
нижний люнет; 8 — супорт; 9 — гидро-
цилиндр поперечной подачи; 10 ~ ко-
мандоаппарат; 11 — компенсаторная
муфта; 12— сменные зубчатые колёса;
13 — упругая муфта; 14 — электро-
двигатель постоянного тока:Л—46 кет;
п = 400—1200 об/мин.
Фиг. 148. Супорт копировального полуавтомата завода „Красный проле-
тарий" для одновременной обточки контуров всех щёк коленчатого вала
(пределы радиусов контуров обрабатываемых щёк — 35—190 мм, наиболь-
шая длина коленчатого вала — 1700 мм, мощность двигателя главного при-
вода—25 «вот, вес станка — 33 от): 1 — обрабатываемый вал; 2—резце-
держатель; 3— копирный вал; 4— кулачок поворота резцедержателя;
5 — супорт.
344
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
Станки для обточки распределительных
(кулачковых) валиков
Станки предназначаются для обточки и
подрезки шеек и кулачков распределительных
валиков автотракторных и авиационных дви-
гателей.
Для проточки шеек и подрезки кулачков
правого и левого конца валика изготовляются
токарно-многорезцовые станки с центральным
приводом, а для проточки шеек и подрезки
кулачков средней части валика — токарно-
многорезцовые станки с двухсторонним при-
водом. Скручивание и изгиб валика при этом
сводятся к минимуму и возможно применение
высоких режимов резания.
Токарно-копировальный станок для обточки
кулачков по профилю выполняется для про-
Фиг. 149. Супорт токарно-копировального полуавтомата
для обточки по профилю кулачков распределительных
валиков: 1 — салазки для продольного перемещения; 2 —
нижняя плита с направляющими для супортов; 3— верх-
няя плита супортной коробки; 4— супортная доска; 5 —
резцедержатель; 6 — резец; 7 — копирный валик; 8—
ролик супорта; 9 — кулачок для качания резцедержателя.
дольного точения в два прохода, с двухсто-
ронним приводом и отдельными супортами на
каждый кулачок. Супорты установлены сзади
на салазках (фиг. 149), имеющих продольную
подачу на длину обработки. В середине ка-
ждого супорта расположена резцедержавка с
резцом, получающим, помимо возвратно-посту-
пательного движения в, осевом направлении,
колебательно-качательноё движение. Кача-
тельное движение сообщается супорту для
сохранения постоянного угла резания. Враще-
ние кулачковых валиков производится от
главного привода через редукторы. Схема
станка показана на фиг. 150.
Осетокарные станки
Станки предназначаются для подрезки,
центровки и обточки вагонных и паровозных
осей и выполняются для следующих опера-
ций: 1) отрезка концов осей, подрезка торцов
и центровка; 2) черновая обточка; 3) чисто-
вая обточка.
Станки для первой операции строятся с
двумя средними приводными бабками, двумя
(двух- или трёхшпиндельными) головками для
фрезерования торцов и центровки и четырьмя
передними и задними супортами для отрезки
концов.
Для черновой обточки вагонных осей стро-
ятся станки (фиг. 151) со средней приводной
бабкой, двумя центровыми бабками и че-
тырьмя передними и задними супортами. Для
черновой обточки паровозных осей строятся
мощные специализированные многорезцовые
полуавтоматы (фиг. 152) с супортами, распо-
ложенными сзади изделия на верхней попе-
речине, связывающей переднюю- и заднюю
бабки. Схема станка показана на фиг. 153.
Для чистовой обточки вагонных и паро-
возных осей строятся станки с центральной
приводной бабкой, четырьмя передними и зад-
ними супортами и двумя центровыми бабками.
Для удобства загрузки деталей на станках
со средними приводными бабками правые цен-
тровальные или центровые бабки выполняются
подвижными в поперечном направлении.
Работа осетокарных станков автоматизиро-
вана. Главный привод осуществляется от ре-
гулируемых электродвигателей.
Фиг. 150. Кинематическая схема токарно-копировального полуав-
томата (диаметр изделия — 70 мм, расстояние между центрами —
1040 мм, пределы чисел оборотов шпинделей — 80—203 оборотов
в минуту, мощность главного привода—10 «вот, вес станка-8000 кг):
1 — кулачковый барабан продольных перемещений салазок; 2-рейка,
перемещаемая от кулачкового барабана; 3 — рейка-тяга, перемещаю-
щая салазки в продольном направлении; 4— плоский копир подвода салазок к изделию; 6 — рычаг с роликом, пе-
ремещающий салазки; 6 — диск управления; 7—пневмоцилиндры; 8, 9 — сменные зубчатые колёса.
I,- Осетокарный полуавтомат завода „Красный
рий" для черновой обточки вагонных осей (наи-
—2300 мм, пределы чисел оборотов центральной приводной шестерни - 35—54,5 оборотов в минуту, мощность главного привода— 48 кет, вес станка —19 т): 1 — коробка
й; 2 ведущий вал; 3 — центральный привод; 4, 5 — центровые бабки; 6 — вал к коробке подач; 7—коробка подач; 8 — фартук; 9 — электродвигатель уско-
Фиг. 151
пролет ар]
больший диаметр изделия — 300 мм, наибольшая длина
изделия '
скоросте:
ренных перемещений; 10 - направляющие для перемещения правой бабки; // — передний супорт.
Ч 3
1975
rh . rh rh rh
rti
6975
Фиг. 152. Осетокарный полуавтомат завода „Красный пролетарий" для черновой обточки паровозных осей (наибольший диаметр изделия — 350 м , наибольшая
длина изделия — 3000 мм, пределы чисел оборотов шпинделя -- 6,5—178 оборотовв минуту, мощность электродвигателя главного привода—105 кет): 1—станина;
2 — передняя бабка; 3 — поперечина, связывающая переднюю и заднюю бабки; 4 — плавающий патрон; 5 — задняя бабка; 6 — маховичок закрепления задней
бабки клиновым зажимом; 7 — супорт.
Фиг. 153. Кинематическая схема осетокарного полуавтомата завода „Красный пролетарий" для черновой обточки Фиг. 154. Вальцетокарный станок с супортом, перемещаю-
паровозных осей: / — выдвижной центр; 2 — неподвижный поршень гидроцилиндра для перемещения пиноли; 3— щимся по главной станине (вид со стороны задней бабки),
копиры поперечной подачи супортов; 4 — командоаппарат; 5—гидроагрегат; 6—приводной вал транспортёра для
стружки.
Фиг. 155. Вальцетокарныи станок 1945 Краматорского завода для обточки валков диаметром до 800 мм: 1 — по-
стель супорта; 2— супорт; 3 — люнет; 4— кривошипно-кулисныи механизм поперечной и продольной подач; 5 —
ходовые винты продольной подачи супортов; 6—храповые механизмы продольной подачи; 7 — храповые меха-
низмы поперечной подачи.
Фиг. 156. Колгсотокарный станок 1936 Краматорского завода для об-
работки вагонных, тендерных и бегунковых колёсных пар: а — об-
щий вид станка, б — разрез по правой шпиндельной бабке; 1 — шпин-
дель; 2 — приводная шестерня; 3—разрезная центрирующая втулка;
4 — зажимающая конусная втулка; 5 — выталкиватель; 6 — повод-
ковые кулачки.
ГЛ. VI]
РАЗНЫЕ СТАНКИ ТОКАРНОЙ ГРУППЫ
349
Вальцетокарные станки
Станки применяются для черновой и чи-
стовой обточки валков прокатных станов и
других тяжёлых валов.
Вальцетокарные станки отличаются от тя-
жёлых токарных станков общего назначения
более широкими станинами с вынесенными
супортами и строятся двух типов: а) с супор-
тами, перемещающимися по продольным на-
правляющим на станине (фиг. 155); б) с супор-
тами, перемещающимися по промежуточной
постели, монтируемой на верхней плоскости
станины (фиг. 154).
Станки второго типа применяются для об-
работки на одном станке валков с большим
диапазоном диаметров, с перестановкой постели
с супортами к центру станка; свешивание
супортов над нижними салазками сводится
при этом к минимуму.
Станки первого типа строятся для тяжёлых
валков (листопрокатные и др.).
Привод вращения вальцетокарных станков
осуществляется от односкоростного электро-
двигателя и коробки скоростей или от регу-
лируемого электродвигателя. Продольные и
поперечные подачи супортов независимы.
Задние бабки станков для обточки тяжёг
лых валков выполняются с зажимными патро-
нами. Станки с двумя приводными бабками
выполняются редко.
Для обточки профильных ручьёв на базе
нормальных вальцетокарных станков строятся
их модификации с копировальными супортами.
Техническая характеристика станков приве-
дена в табл. 20.
Таблица 20
Основные параметры вальцетокарных станков
(средние значения)
Основные параметры
Наибольшая длина обра-
ботки в мм
Пределы чисел оборотов
шпинделя в минуту
Количество чисел оборотов
шпинделя
Пределы подач в мм/об . .
Мощность главного при-
вода в кет
Число супортов .......
Вес станка в /rt
Наибольший диаметр
обработки в мм
800
4ооо
0,4—33
16
о,о8—14,о
2.5
2
ао
1150
7О0О
о,з—28
i6
О,1—Ю
3°
2
45
Колесотокарные станки
Станки применяются для обточки по про-
филю и подрезки внутренних торцов новых
и изношенных колесных пар железнодорож-
ного подвижного состава и строятся трёх
размеров: а) для вагонных и тендерных ко-
лёсных пар; б) для колёсных пар товарных па-
ровозов; в) для колёсных пар пассажирских
паровозов.
По принципу работы колесотокарные станки
делятся на: 1) станки для обработки профиля
методом копирования и 2) станки для обра-
ботки профиля широкими фасонными резцами.
Станки первого типа строятся преимуще-
ственно четырёхсупортными (фиг. 156). Два
задних супорта предназначены для обдирки
профиля проходными резцами и окончатель-
ной подрезки внутренних торцов колёс, а два
передних копировальных супорта с чашечными
резцами предназначены для окончательной
проточки профиля (фиг. 157).
Имеются двухсупортные станки, работаю-
щие по копиру, с тремя или четырьмя после-
5 1
Фиг. 157. Копировальный супорт четырёхсупортного ко-
лесотокарного станка: 1,2 — качающиеся резцедержатели
для обточки соответственно гребня и круга катания; 3,
4 — копиры резцедержателей 1 и 2; 5 — ползушки кулис
резцедержателей 1 и 2; 6 — неподвижные пальцы ползу-
шек; 7 — салазки супорта; 8 — чашечные резцы.
довательными проходами резцов, армирован-
ных твёрдыми сплавами.
Станки второго типа строятся двухсупорт-
ными с четырёхпозиционными поворотными
резцовыми головками для фасонных резцов:
три резца каждой головки предназначены для
обдирки элементов профиля, а четвёртый ши-
рокий фасонный резец — для окончательной
отделки всего профиля (фиг. 158).
Фиг. 158. Супорт колесото-
карного станка для обра-;
ботки профиля широкими
фасонными, резцами:
1 — четырёхпозиционныи
резцедержатель; 2 — фи-
ксатор; 3—обдирочный фа-
сонный резец для гребня;
4 — обдирочный проход-
ной резец для круга ка-
тания; о — резец для сня-
тия наружной фаски;
6 — широкий фасонный ре-
зец для чистовой обточки
профиля.
Четырёхсупортные копировальные станки
выполняются с копировальными механизмами,
встроенными в передние супорты, а двухсу-
портные — с гидравлическим копировальным
механизмом, управляющим продольными и по-
перечными перемещениями супортов.
Для установки колёсной пары колесотокар-
ные станки выполняются с двумя раздвиж-
ными шпиндельными бабками, либо с правой
подвижной и левой неподвижной. Последний'
тип наиболее распространён. Перемещение
350
СТАНКИ ТОКАРНОЙ ГРУППЫ
[РАЗД. IV
бабок производится от отдельного электро-
двигателя через зубчатую передачу, винт и
гайку, закрепление — от пневматического или
электромеханического устройства. Имеются
конструкции с неподвижными бабками. В шпин-
делях этих станков имеются выдвижные
гильзы, снабженные устройствами для зажима
колёсной пары.
Привод обеих шпиндельных бабок колесо-
токарных станков выполняется от общего
электродвигателя через коробку скоростей,
общий вал и две пары шевронных колёс.
Подача осуществляется кривошипно-коро-
мысловыми и храповыми устройствами — nej
риодически или механизмами непрерывной
подачи, как на обычных токарных станках.
Ускоренные перемещения супортов осуще-
ствляются от индивидуальных электродвига-
телей. Техническая характеристика колесо-
токарных станков приведена в табл 21.
Токарно-затыловочные станки
Токарно-затыловочные станки служат для
обработки задних граней фрез с затылованным
зубом, а также кулачков.
Универсальные станки предназначены для
затылования зубьев червячных и дисковых
фрез, метчиков и других изделий. При нали-
чии копировального супорта на них можно
Таблица 21
Основные параметры колесотокарных станков
(средние значения)
Основные параметры
Наибольший номи-
нальный диаметр обра-
ботки по кругу ката-
ния в мм
Расстояние между
кругами катания в мм
Мощность главного
привода в кет ....
Назначение колёсных пар
Вагоны,
тендеры и
бегунковые
пары па-
ровозов
1050
15^4
45
4О
Товарные
паро-,
электро- и
тепловозы
1730
1534
45
65
Пассажир-
ские паро-,
электро- и
тепловозы
азоо
1524
45
8о
кой подач, ходовым винтом и ходовым ва-
ликом.
Поперечное возвратно-поступательное дви-
жение резцу сообщается кулачком, помещён-
ным в супорте и получающим вращение от
механизма деления, который предназначен для
установления числа ходов супорта за время
одного оборота шпинделя. При снятии затыл-
Фиг. 159- Универсальный токарно-затыловочный станок 1А81 завода .Красный
пролетарий" с шлифовальным приспособлением (наибольший диаметр изделия
над верхней частью супорта — 290 мм, над станиной — 555 мм, наибольший
ход затыловочного супорта — 22 мм, вес — 2800 кг).
производить затылование с продольной пода-
чей супорта зубьев длинных фасонных фрез.
К универсальным станкам обычно прилагается
приспособление для шлифования затылован-
ных зубьев после закалки. На упрощенных
токарно-затыловочных станках производится
затылование только дисковых, модульных, па-
зовых и тому подобных фрез.
Образование задних граней осуществляется
периодическими поперечными перемещениями
резца по закону изменения радиуса-вектора
спирали, при равномерном вращении фрезы.
Узкие фрезы обрабатываются радиальной по-
дачей в подрезку, а длинные фрезы — также
с продольной подачей. Механизмы продоль-
ных подач супорта универсальных токарно-
затыловочных станков выполняются с короб-
ков дисковых, а также червячных фрез с
прямыми осевыми канавками отношение числа
оборотов шпинделя (изделия) к числу оборо-
пш 1
тов кулачка —=- = —. где z — число канавок
(зубьев) изделия. При затыловании червяч-
ных фрез с продольными винтовыми канав-
ками для дополнительного ускорения или за-
медления вращения кулачка в механизм про-
дольного супорта встраивается диференциал.
Супорт универсальных токарно-затыловоч-
ных станков имеет двое поворотных салазок:
а) нижние — затыловочные, поворачивающиеся
под углом к линии центров станка при обра-
ботке фрез с профилем, составляющим зна-
чительный угол с осью, или для получения
постоянного заднего угла при затыловании
ГЛ. VI]
РАЗНЫЕ СТАНКИ ТОКАРНОЙ ГРУППЫ
351
Фиг. 160. Супорт станка
1А81: 1—шлицевыи вал
затыловочного механиз-
ма; 2 — кулачок; 3 —
салазки; 4, 5—пово-
ротная плита и ползуш-
ка затыловочных сала-
зок ; 6, 7 — поворотная
плита и ползушка рез-
цедержателя.
Фиг. 161. Кинематическая схема станка 1А81: / —звено увеличения шага; 2 — гитара настройки резьбы; 3 —ги-
тара делительного механизма; 4 — гитара диференциала; 6 — шлицевыи вал делительного механизма; 6 — ходовой
валик.
352 СТАНКИ ТОКАРНОЙ ГРУППЫ [РАЗД. IV
некоторых типов фрез и 6) верхние — для Упрощённые токарно-затыловочные станки
ручного подвода резца к изделию. выполняются без диференциала, без ходового
Станина, супорт и опоры шпинделя выпол- винта и коробки подач.
няются особо жёсткой конструкции, рассчи- На фиг. 159, 160 и 161 показаны общий
тайной на работу при ударных нагрузках, вид, кинематическая схема и супорт токарно-
имеющих место в процессе работы токарно- затыловочного станка,
затыловочных станков.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Амбаров В. А., Револьверный станок с автомати- 5. Бенин С. М., Новые типы металлорежущих станков,
зированным переключением чисел оборотов шпинделя, „Станки и инструмент" № 4, 5, 7 и 14, 1947.
„Станки и инструмент" № 8, 1948. 6. Захаров Г. М„ Новые станки завода „Красный
2. Артоболевский И. И., А рт о болев- пролетарий", .Станки и инструмент" № 2 и 3,
скии С. И., Юдин В. А., Шаумян Г А., 1945.
Методы анализа машин-автоматов, ч. I, Структурный „ ... ^ « ^
анализ, 1945, ч. 11, Кинематический и кинетостати- 7. Ш а у м я н Г. А. Основы теории проектирования
ческий анализ 1949 станков-автоматов, Машгиз, 1946.
3. Арцимович А. Н., Универсальная настройка ре- 8. Ш а у м я н Г, А., Конструкция и расчё*т зажимных
вольверных станков, Оборонгиз, 1942. механизмов автоматов, „Станки и инструмент" № 3,
4. Богуславский Б. Л., Токарные автоматы и 1940, стр. 3—13.
полуавтоматы, Машгиз, 1948.
Глава VII
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
Основными параметрами вертикально-свер-
лильных станков, определяющими их произ-
водственные возможности, являются: наиболь-
ший диаметр сверления, номер конуса шпин-
деля, вылет шпинделя, расстояние от шпин-
деля до стола. В СССР эти параметры регла-
ментированы ГОСТ 1227-41 для ряда станков
с условным диаметром сверления 6, 12, 18. 25.
35, 50 и 75 мм
Конструктивная компоновка вертикаль-
но-сверлильных станков. Наиболее типич-
ные конструктивные компоновки вертикально-
сверлильных станков представлены в табл. 1.
В наиболее распространённых конструкциях
станков главное движение резания и движение
подачи сообщаются шпинделю с закреплён-
ным в нём инструментом.
Детали, осуществляющие вращательное и
поступательное движения, могут быть распо-
ложены в общем корпусе (тип 4 табл. 1), либо
разделены на узлы (тип 5, табл. 1), по воз-
можности законченные в конструктивном и
технологическом отношении. Последнее реше-
ние при крупносерийном производстве стан-
ков более целесообразно.
Конструкция вертикально-сверлильного
станка с колонной, обладая достоинством
удобного обслуживания стола, открытого с
трёх сторон, является менее жёсткой, чем
конструкция портального станка (тип б, табл. 1).
Вес портальных станков, приходящийся на 1 кг
усилия подачи, при усилии 2000 кг равен
около 0,4 против 1,2 для первого типа.
На фиг. I указаны способы осуществления
подачи, применяющиеся в сверлильных стан-
ках. Наиболее распространены: подача шпин-
деля с помощью шестерни и рейки (фиг. 1,в),
кулачковая подача (фиг. \,г,д. е) в специаль-
ных станках малой и средней мощности, ги-
дравлическая подача (фиг. 1, ж) в станках сред-
ней и большой мощности. Пневматический
привод в сочетании' с гидравлическим регу-
лированием скорости подачи (фиг. 1,з) при-
меняется в малых сверлильных станках е
автоматическим циклом работы.
Основными узлами вертикально-сверлиль-
ного станка являются: коробка скоростей,
шпиндель, коробка подач, механизм подачи,
колонна, стол, фундаментная плита.
Относительные вес и стоимость этих узлов
в станках завода им. Ленина представлены в
табл. 2.
Конструкция узлов. Коробка скоро-
стей. Типичные конструкции коробок скоро-
23 Том 9
Таблица 1
Типы вертикально-сверлильных станков
Тип станка
Краткая характеристика
Настольный сверлильный
станок для инструменталь-
ных цехов и промышлен-
ности приборостроения.
Наибольший диаметр свер-
ления 6 мм. Подача шпин-
деля осуществляется вруч-
ную. Вращение шпинделю
сообщается с помощью рем-
чя от двигателя, располо-
женного вертикально
Двухшпиндельный верти-
кально-сверлильный станок.
Наибольший диаметр свер-
ления 25 мм. Привод вра-
щения обоих шпинделей—
от одного двигателя. По-
дача каждого шпинделя
самостоятельная. Приме-
няется для последователь-
ной обработки разными ин-
струментами одного или
нескольких отверстий
В ертикально-сверли л ьный
станок для ремонтных це-
хов и мелкосерийного про-
изводства. Наибольший диа-
метр сверления 35 мм. На-
личие круглой колонны
позволяет легко отводить
стол и обрабатывать из-
делия, непосредственно
опирающиеся на фунда-
ментную плиту. Верхняя
часть стола съёмная. Она
может быть заменена ти-
сками или другим при-
способлением для крепле-
ния изделий
354
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
[РАЗД. IV
Продолжение табл. 1
Тип станка
Краткая характеристика
Вертикально-сверлильный
станок средней мощности.
Наибольший диаметр свер-
ления 50 лип. Все меха-
низмы, связанные с враще-
нием шпинделя и его пода-
чей, размещены в одном
корпусе. Компоновка ти-
пична для американских
сверлильных-станков. Урав-
новешивание шпинделя
осуществляется винтовой
пружиной и грузом
Тяжёлый сверлильно-
! расточный станок. Наи-
| больший диаметр сверле-
j ния 75 мм . (разрез см.
| фиг. 2). Коробка скоростей,
коробка подач и механизм
подачи оформлены в виде
самостоятельных узлов.
Для обработки деталей
больших размеров стол
снимается, а соответствую-
щие приспособления укре-
пляются непосредственно на
фундаментной плите
Станок портального типа.
Подача поперечины с укре-
плённой на ней многошпин-
дельной головкой осуще-
ствляется с помощью гидро-
привода. Портальная кон-
струкция станка позволяет
вести обработку со значи-
тельными осевыми уси-
лиями
Таблица 2
• В % от
стоимости
всего стан-
ка
В °/0 от
веса всего
станка . .
Узлы
Коробка
скоростей
34
17
Шпиндель
ю
i
Коробка
подач
9
3
Механизм
подачи
2О
и
Колонна,
ст ол и фун-
даментная
плита
37
68
стей современных сверлильных станков пока-
заны на фиг. 2 и 3. Вертикальное расположение
оси приводного двигателя позволяет ограни-
читься только цилиндрическими колёсами и па-
Фиг. 1. Способы осуществления подачи в вертикально-
сверлильных станках: а — винтовой передачей; б и в —
передачей шестерня — рейка; г — барабанным кулачком;
д — дисковым: кулачком и реечными передачами; е — ди-
сковым кулачком и рычагом; ж — гидроцилиндром; з —
воздушным цилиндром с регулированием посредством
дросселя вспомогательного гидроцилиндра; и - центро-
бежным устройством с расходящимися грузами, помещён-
ными между двумя чашками — верхней неподвижной
и нижней опускающейся.
раллельными расточками в корпусе коробки:
Коробки скоростей с расположением осей зуб-
чатых колёс перпендикулярно или наклонно
к оси шпинделя с передачей на шпиндель
коническими колёсами в настоящее время1
применяются редко.
Обычное для сверлильных станков число
скоростей 64-12 с <р = 1,26-1-1,58 осуществляется
переключением двух-трёх блоков зубчатых
колёс или одного-двух блоков при двухскоро-
стном двигателе. Для перехода от обработки
чёрных металлов к цветным сплавам служат
сменные зубчатые колёса, позволяющие сме-
щать весь ряд чисел оборотов.
В широко универсальных станках встре-
чается бесступенчатое регулирование скоро-
сти шпинделя. Вариант такой конструкции
(Вебо) приведён на фиг. 4.
Реверсирование шпинделя в станках, пред-
назначенных для нарезания резьбы, осуще-
ствляется переключением фрикционных муфт
или электродвигателя.
Шпиндель. Форма и размеры конца
шпинделя регламентированы ГОСТ 2701-44. На-
грузка шпинделя сверлильного станка харак-
терна значительными осевыми и сравнительно
Фиг. 3. Коробка скоростей и редуктор привода
подачи станка 2150 завода им. Ленина.
Фиг. 2. Сверлильно-расточный станок тип Л-94
завода им. Ленина.
356
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
[РАЗД. IV
небольшими радиальными усилиями. В малых
быстроходных станках осевые нагрузки воспри-
нимаются радиально-упорными подшипниками
Фиг. 4. Привод шпинделя с механизмом бессту-
пенчатого регулирования.
(фиг. 5, а), в больших станках — шариковыми
(фиг. 5,6—г) или даже роликовыми (фиг. 5, д)
упорными подшипниками. Размеры шпиндель-
ного стакана определяют вес узла шпинделя
а) 6) в) г) д)
Фиг. 5. Опоры шпинделей сверлильных станков.
и размеры кронштейна. Стремление умень-
шить диаметр стакана заставляет переходить
на опоры скольжения (фиг. 5, в) или опоры
качения с беговыми дорожками непосред-
ственно на шпинделе и в стакане (фиг. 5, д).
Верхний конец шпинделя, получающий
движение от гильзы в коробке скоростей,
выполняется шлицевым и лишь в малых стан-
ках — с двумя шпоночными пазами. Диаметр
шпинделя в наиболее ослабленном месте в
Фиг. 6. Уравновешивание шпинделя и кронштейна
с помощью груза.
первом приближении принимается равным
наибольшему условному диаметру сверла. По-
следующий расчёт уточняет размеры отдель-
ных его частей.
Вес шпинделя уравновешивается грузом
(фиг. 6) или пружиной (фиг. 7), что облег-
Фиг. 7. Уравновешивание шпинделя с помощью пружины.
чает его перемещение и создаёт постоянный
натяг между шестерней и рейкой подачи.
Коробка подач. В вертикально-свер-
лильных станках движение подачи заимствует-
ся непосредственно от шпинделя (фиг. 8),
шпиндельной гильзы (фиг. 3) или какого-либо
вала коробки скоростей с постоянным пере-
даточным отношением к шпинделю. Коробка
подач размещается в кронштейне. Число раз-
личных подач равно обычно 4 для станков
малой мощности и 8—12 — для станков боль-
шой мощности.
Переключение скоростей подачи осуще-
ствляется передвижными зубчатыми блоками
и муфтами (фиг. 8) или с помощью вытяж-
ных шпонок.
Надёжная конструкция вытяжной шпонки,
применяемая отечественными заводами в стан-
ках средней и большой мощности, показана
на фиг. 9.
Механизм подачи. Простейший цикл
работы вертикально-сверлильного станка со-
стоит из следующих частей: 1) быстрый под-
вод инструмента к поверхности изделия;
2) включение подачи; 3) сверление со скоро-
стью подачи; 4) выключение подачи после до-
стижения установленной глубины сверления;
5) быстрый отвод инструмента в исходное по-
ложение для смены обрабатываемого изделия,
Модификации цикла работы дополнительно
содержат: ускоренный перебег при сверлении
ряда последовательно расположенных отвер-
стий, многократный вывод инструмента для
ГЛ. VII]
ВЕРТИКАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
357
выбрасывания стружки при сверлении глубо-
ких отверстий, выдержку после достижения
заданной глубины сверления для чистовой об-
работки дна или торца отверстия. Во всех
случаях должен быть предусмотрен экстрен-
ный вывод инструмента из обрабатываемого
отверстия.
В универсальном вертикально-сверлильном
станке участки 1, 2, 5 описанного выше цикла
unrlrir
конструкция механизма подачи, показанная на
фиг. 10. Основные детали узла обозначены
позициями /—6: 1 — маховичок для включе-
ния механической подачи и подвода шпин-
деля при прямом вращении, выключения и от-
вода—при обратном; 2 —-кулачковая муфта
включения механической подачи; 3—скошен-
ные кулачки, перемещающие подвижную
часть муфты 2 при повороте маховичка от-
Фиг. 8. Привод и коробка подач, размещённые в кронштейне станка.
осуществляются вручную. К механизму по-
дачи его предъявляются следующие требова-
ния: 1) небольшие усилия для ручного пере-
мещения шпинделя; 2) минимальное количе-
ство движений для включения рабочей подачи,
её выключения и перехода с механической
подачи на ручное управление; 3) простая на-
стройка на заданную глубину сверления и
отсчёт достигнутой глубины; 4) точность ав-
томатического выключения подачи при дости-
жении установленной глубины сверления.
Простой и одновременно отвечающей боль-
шинству перечисленных требований является
носительно вала на30° за счёт фасонного отвер-
стия под штифт; 4 — собачки свободного хода,
допускающие быстрый подвод при включён-
ной подаче; 5— упор автоматического выклю-
чения подачи; б"—кнопка включения ручной
подачи, соединяющая маховичок с валом.
Недостаток этого механизма — неточное
выдерживание заданной глубины —устраняется
в специальных модификациях мёртвым упо-
ром на стакане и срабатыванием предохрани-
тельной муфты на червяке.
Наличие предохранителя в приводе подачи
является обязательным. Обычно он распола-
358
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ -
[РАЗД. IV
гается на червяке, передающем движение че-
рез червячное колесо и шестерню на рейку
шпинделя. В качестве предохранителя обычно
применяется срезная шпилька в лёгких стан-
ках и кулачковые муфты с пружинным под-
жимом (фиг. 8 и 10) в станках средней и
большой мощности.
Колонна вертикально-сверлильного стан-
ка связывает между собой основные узлы
станка и обеспечивает точность их взаимного
расположения под нагрузкой.
Внутренняя полость колонны
обычно используется для раз-
Станки с цельной колонной жёстче, чем с
разъёмной, поэтому колонны современных
вертикально-сверлильных станков обычного
исполнения выполняются чаще цельными со
сплошными направляющими — прямоугольными
или с углом 55—60° (фиг. 11). Для специаль-
ных и рядных многошпиндельных станков ма-
лой и средней мощности применяются разъём-
ные колонны (тип 2 табл. 1).
С т,о л ы для закрепления обрабатываемых
изделий в станках с круглой колонной бывают
круглыми (поворотными) и прямоугольными.
В станках с коробчатой колонной применяются
прямоугольные столы с неподвижным или
скользящим креплением к колонне, а также
в виде тумбы, установленной на фундамент-
ной плите. Для того чтобы облегчить после-
довательную обработку ряда отверстий при
неизменном креплении изделия, столы выпол-
Фиг. 9. Коробка подачи с вытяжной шпонкой станка 2150
завода им. Ленина.
Фиг. 12. Крестовой стол для координатной установки
изделий.
мещения противовеса и аппаратуры электро-
управления.
Разъёмные колонны выполняются с ниж-
ней частью круглого или прямоугольного се-
чения (тип 3 табл. 1).
по AS
6
Фиг. 10. Механизм подачи
в станках завода им. Ленина.
Фиг. 11. Конструкция
колонны станка 2135
завода им. Ленина.
няются передвижными в продольном, попереч-
ном или обоих направлениях (крестовый стол,
фиг. 12).
Фундаментные плиты в малых
станках служат лишь опорой станка; в стан-
ках средней и большой мощности верхняя
обработанная плоскость плиты снабжается па-
зами для крепления приспособлений и изделий
большого размера. Полости фундаментной
плиты используются как резервуары и отстой-
ники для эмульсии.
Наличие жёсткой фундаментной плиты во
многих случаях избавляет от необходимости
крепления станка к фундаменту. Только при
установке стола непосредственно на фунда-
ментной плите и значительных осевых нагруз-
ках крепление станка к фундаменту, особенно
в середине плиты, становится обязательным.
Диапазон регулирования скоростей и
подач определяется: а) диаметрами обрабаты-
ваемых отверстий, которые выбираются от
наибольшего условного диаметра сверления,
соответствующего проектируемому станку, до
наименьшего, принимаемого с перекрытием
диапазона станка соседнего типоразмера по
ГОСТ 1227-41;
б) режимами обработки, соответствующими
различным операциям, выполняемым на станке:
Сверле- Развёрты- Зенкеро- Нарезание
резьбы
Скорость
резания . . .
Подача на
один оборот
v
3~
3s
вание
2v
3
25
Шаг
резьбы
в) различными материалами изделий и их
относительной обрабатываемостью.
ГЛ. VIII
РАДИАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
359
Мощность приводного двигателя^ выби-
рается предварительно по упрощённой зави-
симости
N = 0,02 D1'5 кет,
где D — наибольший условный диаметр свер-
ления в мм, и затем проверяется с учётом
мощности холостого хода, мощности, расхо-
дуемой на резание и дополнительных потерь
от нагрузки. Окончательно выбранная мощ-
ность двигателя должна быть согласована с
рядом стандартных электродвигателей. Уточ^-
нённые зависимости для моментов, усилий
подачи и мощности см. т. 7.
Расчетное усилие подачи выбирается,
предварительно исходя из регламентирован-
ной ГОСТ 370-41 (для станков с наибольшим
диаметром сверления до 35 мм) нагрузки для
испытания станков:
Наибольший условный
диаметр сверления в мм 6 12 18 25 35 5° 73
Усилие подачи в кг . . 12э 250 460 75° IaJO 2 00 375°
и затем уточняется в соответствии с конкрет-
ными условиями работы станка.
Наибольший крутящий момент, получаю-
щийся при использовании всей мощности
установленного двигателя на минимальном
числе оборотов шпинделя, может возникнуть
лишь при аварии, связанной с заклиниванием
инструмента. Поэтому, как расчётный, прини-
мают обычно момент, соответствующий не ми-
нимальному, а второму или третьему по по-
рядку числу оборотов шпинделя.
В приводе подачи наиболее нагружёнными
обычно являются шестерня, сцепляющаяся , с
рейкой стакана шпинделя, и червячная пере-
дача.
Расчёт шестерни ведут исходя из усилия
подачи, увеличенного на 25% (учёт сил тре-
ния, а также противовеса).
Расчёт предохранителя в механизме подачи
проводится исходя из допустимой перегрузки
в 250/0.
Общее смещение кронштейна относи-
тельно стола при нагрузке Р:
. _ 2 Раз рд2/
~ 3 EJ, + EJz '
где J] — средний момент инерции сечения
кронштейна или стола (приняты равными);
J2 — средний момент инерции сечения колонны;
а — вылет шпинделя от нейтральной оси се-
чения колонны; Р— усилие подачи; /—вы-
сота колонны между серединами опор крон-
штейна и стола.
Допустимая величина смещения кронштей-
на относительно стола определяется необхо-
димой точностью обработки изделий.
ГОСТ 370-41 обусловливает величину V
допустимого отклонения оси шпинделя на
длине а при усилии подачи Р'.
При сравнительно малых смещениях, ка-
кие практически имеют место, можно принять
где <\> — коэфициент (меньший единицы), учи-
тывающий, что только небольшая часть фак-
тически наблюдаемого на станке смещения
идёт за счёт деформации основных деталей
станка. Остальная большая часть получается
вследствие отжатия в стыках. При тщатель-
ном изготовлении стыков величина <\> может
быть принята равной 0,3.
РАДИАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
Радиально-сверлильные станки предназна-
чены для сверления и обработки отверстий
в крупногабаритных изделиях индивидуального
и крупносерийного производства.
Применяемые типы радиально-сверлильных
станков приведены в табл. 3. На фиг. 13 пред-
ставлена наиболее распространённая компо-
новка радиально-сверлильного станка, изго-
товляемого Одесским заводом.
ГОСТ 1222-41 определяет основные пара-
метры для проектирования радиально-свер-
лильных станков: наибольший диаметр свер-
ления, вылет, ход шпинделя, конус отверстия
шпинделя, наибольшее расстояние от торца
шпинделя до плиты. Параметры радиально-
сверлильных станков наиболее распростра-
нённого типа (тип 1 табл. 3) приведены в
табл. 4.
Конструкция узлов. Фундаментные
плиты в нормальном исполнении имеют короб-
чатую форму с внутренними рёбрами (фиг. 14).
Для обработки нескольких деталей в разных
приспособлениях применяются двухсторонние,
трёхсторонние и крестовые плиты с колонной
в середине.
Колонна станка выполняется обычно
круглой — открытой (фиг. 15, а) или чаще
закрытой (фиг. 15 б}, имеющей прогиб, не
зависящий от положения рукава.
Рукав радиально-сверлильного станка
подвергается сложным деформациям: а) изгиба
усилием подачи и реакцией крутящего мо-
мента на шпинделе, б) кручения от несовпаде-
ния оси шпинделя и нейтральной оси сечения
рукава. Следует стремиться к уменьшению
этого несовпадения за счёт придания рукаву
соответствующей конфигурации и максималь-
ного приближения оси шпинделя к напра-
вляющим рукава.
На фиг. 16 показаны наиболее распростра-
нённые конструкции рукавов.
Механизм вертикального пере-
мещения рукава состоит обычно из винта,
приводимого отдельным электродвигателем
через шестеренный редуктор,и закреплённой
в рукаве гайки.
Встречаются также механизмы с вращаю-
щейся гайкой, приводимые от отдельного или
главного электродвигателя, укреплённого на
рукаве.
Механизмы зажима должны при
небольших усилиях быстро и надёжно закре-
плять подвижные сочленения станка, которые
в незажатом состоянии должны быть легко-
подвижны. В радиально-сверлильных станках
общего назначения быстродействующими за-
жимными механизмами осуществляется закре-
пление: гильзы на колонне, рукава на гильзе
и головки на рукаве. В современных станках
закрепление гильзы и головки объединено
общим управлением, а закрепление рукава на
гильзе автоматизировано в общем цикле с
вертикальным перемещением рукава.
360
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
[РАЗД. IV
Типы радиально-сверлильных станков
Таблица 3
Тип станка
Схема станка
Конструктивные
особенности
Область
применения
1. С закрытой
колонной и
главным элек-
тродвигателем
на сверлильной
головке
Рукав переме-
тается по круглой
наружной гильзе и
вместе с ней по-
ворачивается на
360е вокруг непо-
движной колонны.
Сверлильная го-
ловка представляет
законченный сило-
вой узел с индиви-
дуальным приводом
Механиче-
ские,, инстру
ментальные и
сборочные цехи
машиностро-
ительных за-
водов; ремонт
ные цехи.
Наиболее рас
пространённый
современный
тип станка
2. С главным
электродвига-
телем на про-
должении ру-
кава
Главный двига-
тель станка рас-
положен на про-
должении рукава.
Движение для при-
вода шпинделя
сверлильной голов-
ки передаётся че-
рез горизонтальный
вал и конические
шестерни
То же. Рас-
пространён
главным обра-
зом в США
3. С откры-
той колонной
Рукав повора-
чивается вокруг не-
подвижной колонны
и перемещается по
ней
То же. Рас
пространен
главным обра-
зом в Англии
ГЛ. VII}
РАДИАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
361
Продолжение табл. 3
Тип станка
Схема станка
Конструктивные
особенности
Область
применения
4. С призма-
тическими на-
правляющими
Наружная гиль-
за, поворачиваю-
щаяся вокруг ко-
лонны, имеет приз-
матические напра-
вляющие для верти-
кального переме-
щения рукаьа
То же. Рас-
пространён
весьма мало
5. Без верти-
кального пере-
мещения ру-|
кава
На неподвижной
колонне вращается
рукав, отлитый за
одно с наружной
гильзой. Сверлиль-
ные головки обычно
имеют упрощённую
конструкцию для
узкого диапазона
работ
Судострое-
ние; паровозо-
и вагонострое-
ние ; котло-
строение;
производство
металлокон-
струкций
6. Настенный
Рукав, повора-
чивающийся на
угол менее 180°,
вертикально пере-
мещается с помо-
щью салазок, дви-
гающихся по укре-
плённым на стене
или колонне цеха
направляющим
То же
362
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
[РАЗД. IV
Продолжение табл. 3
Тип станка
Схема станка
Конструктивные
особенности
Область
применения
7. Перекат-
ной
Станок устано-
влен на перекатной
тележке и может
двигаться вдоль
крупногабаритных
обсверливаемых де-
талей
Котельные
цехи крупного
машинострое-
ния и судо-
строения
8. Универ-
сальный с по-
воротом рукава
и головки во-
круг горизон-
тальных осей
Для сверления на-
клонных отверстий
рукав может пово-
рачиваться на ± 90°,
а головка на ±C0—
-^-45)° вокруг взаим-
но перпендикуляр-
ных горизонтальных
осей и зажиматься
в требуемом поло-
жении
Крупное дви-
гателестроение;
судостроение;
котлостроение
9. С шарнир-
ным рукавом
Рукав составлен
из шарнирных со-
членений, что заме-
няет перемещение
сверлильной го-
ловки вдоль рукава.
Вертикальное пе-
ремещение рукава-
по призматическим
направляющим
Мелкое и
среднее ма-
шиностроение;
сельскохозяй-
ственное ма-
шиностроение
На фиг. 17 и 18 приведены конструкции
механизмов зажима в станке модели 255, а на
фиг. 19, 20 и 21 — примеры других распростра-
нённых конструкций механизмов зажима.
Сверлильная головка, как пра-
вило, является агрегатом, заключающим в себе
основные силовые узлы станка, и должна
иметь малые габариты и вес.
Коробки скоростей (фиг. 22) и п о-
дач ввиду широкой универсальности ра-
диально-сверлильных станков всегда проекти-
руются с большими диапазонами регулиро-
вания.
В связи с требованиями частой смены ре-
жимов управление скоростями производится
обычно одной рукояткой (фиг. 23), а в новей-
ГЛ. VII]
РАДИАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
363
ших моделях применяется управление с пред-
варительным выбором скоростей.
Для плавного и точного реверсирования
шпинделя при нарезании резьбы метчиками
вводятся фрикционные реверсивные муфты и
тормоз.
Стаканы шпинделей должны иметь воз-
можно меньший диаметр.
Уравновешивание шпинделя чаще всего
осуществляется спиральной пружиной (фиг. 25).
Фиг. 13. Радиально-сверлильныи станок Одесского завода: / — фундаментная плита; 2 — неподвижная колонна;
i3— поворотная гильза; 4— рукав; 5 — механизм вертикального перемещения рукава; 6 — сверлильная головка.
Механизмы включения подачи
(фиг. 24) выполняются с лимбами для на-
стройки на глубину сверления и с предохра-
нителями от перегрузки.
Перемещение головки по рукаву в стан-
ках с длинными рукавами и тяжёлыми го-
ловками механизировано.
Для компенсации неравномерности тягового
усилия пружины барабан цепи целесообразно
выполнять по архимедовой спирали.
Расчёт на прочность. Исходными дан-
ными для расчёта элементов станка являются
максимальные усилие подачи Р и крутящий
момент М на шпинделе.
364
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
[РАЗЯ. IV
Чистовая стройка широким резцом
Фиг. 14. Фундаментная плита.
К W Ш---
с
1
1
а) 5)
Фиг. 15. Круглые колонны: а — открытая, б — закрытая. Фиг. 16. Типы рукавов.
Таблица 4
Основные параметры радяально-сверлильных станков наиболее распространённого типа (тип 1 табл. 3)
Основные параметры
Наибольший условный диаметр сверления
25
( 8оо
I I2OO
зоо-зоо
f 1300
350—500
275
175—200
3
35—ЗО
63—2000
0,1—1
1,5-2,2
Е—3
35
8оо
I2OO
I.5OO
25O-35O
1390
1500
500—700
Зоо
250—300
4
3°—4О
45-1500
О,1—I
2,2—3.5
3-4
50
1200
1500
2000
300-450
1500
175°
700—900
35O
350-400
5
45—55
31,5-1500
o,i—a
3,5-5,8
3-5
75
2ООО
25ро
Зооо
40О—5О0
175O
2iO0
2600
ОХ»—I2OO
45O
45Э—55O
6
6Ъ—7°
I6—I5OO
O,I—3
5,8—Ю
6—2O
100
2500
3000
400—500
2609
1200—1600
500
600—700
6
75—85
12,5—1500
0,1—3
ю- 17
18—30
Наибольший вылет шпинделя (расстояние от оси
шпинделя до образующей гильзы) * в мм
Наименьшее расстояние от оси шпинделя до
образующей гильзы в мм
Наибольшее расстояние от нижнего торца шпин-
деля до рабочей поверхности плиты * в мм
Вертикальное перемещение рукава в мм
Наибольший ход шпинделя * в мм
Диаметр гильзы в мм
Конус Морзе * №
Диаметр шпинделя в наиболее ослабленной части
мм
Диапазон скоростей шпинделя в об/мин
Диапазон подач шпинделя в мм/об
Мощность дзигателя привода шпинделя в кет . .
Вес станка вот
* Параметры, отмеченные *, регламентированы ГОСТ 1222-41.
по ДВ
Фиг. 18. Механизм зажима гильзы и сверлильной головки
в станке модели 255 Одесского завода радиальных станков:
/ — электродвигатель; 2 — шестеренный реверсивный ги-
дронасос; 3 — плунжер с нарезанной на нём рейкой;
*—разгрузочный золотник, обеспечивающий слив масла по-
сле достижения максимального усилия зажима; 5—зубча-
тый сектор зажима гильзы; 6 — кольцо, вращаемое сек-
тором; 7—ролики D шт.); 8 — рычаги зажима (.4 шт.);
9-зажимные тяги D шт.); Ю— зажимное кольцо; // —зуб-
чатый сектор; 12 — конический зубчатый сектор; 13 — ру-
коятка ручного зажима; 14 — корпус сверлильной головки;
15 — корпус роликового клина; 16— роликовый клин;
17 — зубчатый сухарь для регулирования силы зажима;
18 — эксцентричная втулка; 19 ~ направляющие рукава;
20 — рычаг зажима, подымающий головку и зажимаю-
щий её на нижней направляющей рукава.
Фиг. 17. Механизм зажима рукава в станке модели 255 Одесского завода радиальных
станков: / — винт вертикальных перемещений рукава; 2 — главная гайка верти
кального перемещения рукава; 3 — вспомогательная гайка; 4 — штанга, перемещае-
мая вспомогательной гайкой и в крайних положениях прекращающая свободное вра-
щение главной гайки; 5— кулак зажима рукава; 6 - рычаги; 7 — барабанный пере-
ключатель, подготовляющий реверс электродвигателя вертикального перемещения
для автоматического зажима рукава после прекращения перемещения.
366
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 19. Механизм зажима гильзы: 1 — реечная ше-
стерня, зацепляющаяся с рейкой, которая получает
движение от другой реечной шестерни, сидящей на
горизонтальном вале зажима сверлильной головки;
2 — вал зажима гильзы с эксцентричными шейками
на нижнем конце; 3 — бугели, стягивающие хомут за-
жима; 4 — упругий буфер, увеличивающий жёсткость
зажима и образующий при разжиме торцевой зазор
между гильзой-'-й колонной для облегчения поворота.
Фиг. 20. Механизм зажима гильзы: / — вертикаль-
ный четырёхгранный вал, приводимый от отдельного
электродвигателя через шестеренный редуктор и си-
стему рычагов; 2— кулак; 3 — рычаг зажима с отно-
шением плеч^ 1:10; 4 — нижняя часть гильзы
с Т-образной прорез'ью; 5—механизм фиксатора.
5 б
Фиг. 21. Пример конструкции механизма зажима сверлильной головки: / — рукоятка
зажима; 2 — освобождающий кулак; 3 — рычаг зажима; 4 — пружины A2 шт.) тари-
рованного зажима; 5 — пазовый зажимной болт; 6 — направляющие рукава.
ш
Вал электродвигателя
/V-4 квт., л=/450 об/мин.
Фиг. 22. Коробка скоростей станка Одесского завода радиальных станков.
"Шпиндель
Фиг. 23. Управление коробкой скоростей по фиг. 22: 1 — рукоятка управления всеми скоро-
стями; 2 — вытяжная шпонка, соединяющая рукоятку с одной из трёх реечных шестерён,
сцепленных со штангами переключения; 3 — штанги, несущие вилки переключения шесте-
ренных блоков коробки скоростей; 4 — фиксаторы, удерживающие реечные шестерни
в установленном положении; 5 —указатели установленных чисел об/мин шпинделя; б—пру-
жина, уравновешивающая вес штанги, вилки и шестеренного блока; 7 — рукоятка управле-
ния дисковыми муфтами и тормозом.
ГЛ. VIII
РАДИАЛЬНО-СВЕРЛИЛЬНЫЕ СТАНКИ
369
Для обработки стали достаточно точные где М — в кгм\ мощность на приводном валу
для предварительных расчётов результаты д/
дают формулы: при сверлении Nnp = —— ,
Р = 76D • 50'7
кг
М = ЗШ«80'8 кгмм,
при рассверливании
М =
кгмм.
где 5 —наибольшая подача в мм на
один оборот шпинделя; D — диаметр об-
работанного отверстия в мм; d — диа-
метр отверстия до рассверливания в мм.
где т) — коэфициент полезного действия за-
проектированной коробки скоростей. Мощ-
ность электродвигателя берут обычно меньше
на 25—30% мощности Nnp — учитывая крат-
ковременность нагрузок.
При проектировании коробки скоростей
следует исходить из минимальных размеров
деталей за счёт применения высококачествен-
ных термически обработанных сталей. Ширину
зубчатых колёс можно уменьшать до 4—5 мо-
Фиг. 24. Механизм подачи шпинделя станка Одесского завода: / — рукоятки для включения механической подачи или
ручного перемещения шпинделя; 2 — зубчатая муфта включения механической подачи; 3 — червячное колесо привода
подачи; 4 — собачка, фиксирующая положение муфты в положении включённой механической подачи или ручного
перемещения шпинделя; 5 — кнопка для установки лимба на заданную глубину сверления; 6 — маховик для перемещения
шпиндельной головки по рукаву; 7— полый вал, изготовленный за одно с шестерней подачи шпинделя.
пойВ
noCl
Фиг. 25. Пружинный противовес станка Одесского завода радиальных станков.
Мощность на шпинделе
975
кет,
дулей. Втулку шестерён шпинделя рекомен-
дуется делать чугунной для уменьшения тре-
ния в шлицах.
При расчёте механизма подачи, учитывая
трение в шлицах или шпонках втулки шесте-
24 Том 9
370
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
(РАЗД. IV
рён и в стакане шпинделя, расчётное усилие
обычно увеличивают на 20%.
Расчёт на жёсткость. Даже при наличии
большого запаса прочности деформации, воз-
никающие в радиально-сверлильном станке
под действием рабочих усилий, часто превы-
шают величину, допускаемую требованиями
точности станка.
Допускаемый отжим инструмента (в мм)
под действием максимального усилия подачи
fdOn<h5R,
где R — максимальный радиус сверления в м.
При подсчёте f^on учитывают только де-
формации рукава (хобота) и колонны, прене-
брегая относительно малыми деформациями
остальных деталей и выборкой зазоров.
Стрелу прогиба рукава при приближённом
расчете принимают
где / — расстояние от корневого сечения ру-
кава до оси шпинделя при максимальном ра-
диусе сверления; Е — модуль упругости; J\ —
экваториальный момент инерции корневого
сечения рукава относительно горизонтальной
оси.
Колонну рассматривают как консольную
балку, жёстко закреплённую в месте перехода
колонны в цоколь; изгибающую силу, считают
приложенной в верхней опоре на колонне.
Тогда стрела прогиба (приведённая) колонаы
для станка по фиг. 13:
P
где J%—момент инерции сечения колонны;
h — расстояние от верхней опоры до цоколя.
Должно быть
Л + Л ^ fdon-
Для более точного расчёта применяются
графические методы.
Таблица 5
Исходные данные
Вес колонны в кг
Вес гильзы в кг
Вес рукава в кг
Вес сверлильной головки в кг
Сила, изгибающая колонну, приложен-
ная в верхней её опоре, в кг
Величина прогиба колонны под дей-
ствием силы Р в см
Наружный диаметр гильзы в см
Внутренний диаметр гильзы в см
Высота гильзы в см
Высота цилиндрической части рукава
в см
Расстояние от центра тяжести гильзы до
верхней опоры колонны в см
Расстояние от верхней опоры колонны до
верхнего торца цилиндрической части
рукава в см *
Ускорение свободного падения в см/сек1
Ох
а,
с3
Gt
Ро
f
2R
1г
L
1
Р
Р'
g
Порядок расчёта
Жёсткость колонны
Масса колонны
Масса гильзы
Момент инерции гильзы относительно
горизонтальной оси, проходящей
через центр тяжести
Момент инерции гильзы, приведён-
ный к верхней опоре колонны
Масса гильзы, приведённая к верх-
ней опоре колонны
Наружный диаметр фиктивного
цилиндра, заменяющего рукав
Масса рукава и сверлильной го-
ловки
Момент инерции фиктивного ци-
линдра относительно горизон-
тальной оси, проходящей через
его центр тяжести
Момент инерции фиктивного ци-
линдра, приведённый к верхней
опоре колонны *
Масса фиктивного цилиндра, при-
ведённая к верхней опоре ко-
лонны *
Число собственных колебаний ко-
лонны, принимаемое равным числу
собственных колебаний стан-
ка * 1/сек.
G3
J*np - Л + «« 4
т
/ 4000 (O3+G*), лт
0 У l,3foT
g
Jt np- Л + Щ (p' + 0,35i)'
щпр" (р' + o.as o»
1 / с
2it f ^i~T^-irip~^fn*np
Pr^snp'm3np и п рассчитываются для трёх положений рукава: верхнего, среднего и нижнего.
гл. vnj
УНИВЕРСАЛЬНЫЕ РАСТОЧНЫЕ СТАНКИ
371
Расчёт усилия зажима. Для радиально-
сверлильных станков общего назначения (за
исключением станков с поворотными вокруг
горизонтальных осей рукавами и головками)
усилие зажима гильзы следует рассчитывать
на момент трения, противодействующий кру-
тящему моменту, создаваемому условной гори-
зонтальной силой, приложенной на конце
максимального радиуса сверления и составляю-
щей 10 — 15% от максимального усилия подачи.
Рекомендуется произвести проверку стыка
колонны и гильзы на невозможность раскры-
тия его от усилий, действующих в станке.
Зажим рукава для тех же станков рассчи-
тывается на противодействие скольжению
рукава по гильзе под действием собствен-
ного веса и веса головки (или разности между
максимальным усилием подачи и суммой весов,
если эта разность больше). Зажим рукава
также следует проверить на нераскрытие
стыка от рабочих усилий станка.
Зажим головки достаточно рассчитать так,
чтобы вызываемая им сила трения была больше
усилия, развиваемого механизмом горизонталь-
ного перемещения головки.
Расчёт на резонанс. Возмущающие силы,
вызывающие вынужденные колебания станка,
обычно связаны с дефектами инструмента или
неоднородностью материала. Частота этих
колебаний равна числу оборотов шпинделя
10001» ,.
п°= жпг 1/сек-
где о —максимальная скорость резания в м/мин,
применяемая при обработке стали; D — диа-
метр сверла в мм, при котором усилие по-
дачи достигает максимума.
Для избежания резонанса, вызывающего
обычно поломку инструмента, достаточно,
чтобы число собственных колебаний станка
УНИВЕРСАЛЬНЫЕ РАСТОЧНЫЕ СТАНКИ
Универсальные горизонтально-расточные
станки позволяют производить сверление, зен-
керование, растачивание, развёртывание, на-
резание наружной и внутренней резьб, обта-
чивание цилиндрических поверхностей и тор-
цов, цилиндрическое и торцевое фрезеро-
вание.
В некоторых случаях они обеспечивают
полную обработку детали без перестановки её
на другие станки, что особенно важно для
тяжёлого машиностроения.
Характерной особенностью станков является
горизонтальный шпиндель, имеющий подачу
в осевом направлении, смонтированный в шпин-
дельной бабке, перемещающейся в вертикаль-
ном направлении по передней стойке.
По компоновке узлов и назначению станки
распадаются на три основные типа (табл. 6).
Общий вид станка типа I с диаметром рас-
точного шпинделя 80 мм—см. фиг. 26.
Основным параметром, определяющим все
основные размеры станка, является диаметр
расточного шпинделя.
Основные характеристики станков приве-
дены в табл. 7.
Во всех случаях обработки главное движе-
ние резания сообщается инструменту, закре-
плённому на шпинделе станка.
Движение подачи в двух взаимно противо-
положных направлениях имеют: 1) продольный
стол — у станков типов I и Па; 2) поперечный
стол — у станков типов I и 116; 3) передняя
стойка —у станков типов Па 116 и III; 4) рас-
точный шпиндель, шпиндельная бабка и пол-
зушка планшайбы — у станков всех типов.
Использование движения подачи того или
иного узла для различных видов обработки
указано на фиг. 27.
3<"Ю ¦
Фиг. 26. Горизонтально-расточной сверлильно-фрезерный станок 262Г завода им. Свердлова с диаметром расточного
шпинделя 80 мм: /—станина; 2 — передняя стойка; 3 — шпиндельная бабка; 4 — стол; 5 — задняя стойка; б — пол
зушка планшайбы; 7 — планшайба; 8 — расточной шпиндель.
было заведомо более пв. Число собственных
колебаний радиально-сверлильного станка, при-
нимаемое равным числу собственных колеба-
ний колонны, как наименее жёсткой детали
станка, определяется по расчётному форму-
ляру (табл. 5).
Быстрые перемещения и точные устано-
вочные движения в двух противоположных
направлениях, осуществляемые как от меха-
нического привода, так и вручную, имеют
все перечисленные выше узлы, а также задняя
стойка и люнет на ней.
372
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
[РАЗД. IV
Таблица б
Основные типы универсальных расточных станков
Тип станка и схема
Краткая характеристика
I. Станки со столом, имеющим два взаимно
перпендикулярных перемещения
Станки изготовляются с расточным шпинделем диаметром от 50 до
125 мм и предназначаются для обработки мелких и средних деталей
Станки имеют общую для стола и передней и задней стоек станину
состоящую из одной жёсткой отливки. Передняя стойка неподвижна.
Задняя стойка имеет установочное перемещение по направляющим
станины
II. Станки со столом, имеющим одно пере-
мещение
Станки изготовляются с расточным шпинделем диаметром от 100 до
200 мм и предназначаются для обработки средних и крупных изделий
а) Станина станка состоит из двух скреплённых между собой ча-
стей. Передняя стойка перемещается в направлении, перпендику-
лярном к оси шпинделя. Стол перемещается в направлении оси
шпинделя. Задняя стойка устанавливается на салазках, имеющих
продольное перемещение по станине, и передвигается по ним в по-
перечном направлении
б) Станок имеет станину, состоящую из трёх скреплённых между
собой частей. Передняя и задняя стойки имеют продольное переме-
щение. Стол перемещается в поперечном направлении по направляю-
щим средней части станины
в) Станина состоит из трёх частей. Стол имеет поперечное пере-
мещение. Передняя стойка неподвижна. Задняя стойка в некоторых
случаях имеет продольное перемещение. Станки этой разновидности
изготовляются также портального типа, передняя и задняя стоики
соединяются в общую жёсткую раму. По вертикальным направляю-
щим портала перемещается поперечина, несущая одну или две
шпиндельные бабки с вертикальными шпинделями
III. Станки без стола
Станки изготовляются с расточным шпинделем диаметром от 125
до 320 мм и предназначаются для обработки особо крупных изделий
а) Станина станка состоит из двух скреплённых между собой ча-
стей. Обрабатываемая деталь неподвижна. Передняя стойка имеет
только поперечное перемещение. Задняя стойка перемещается на
основании в поперечном направлении на собственных салазках или
переставляется краном. Иногда к плите крепится несколько осно-
ваний с направляющими для салазок передних стоек. Вариант вы-
полнения: 1) на одном основании устанавливается несколько перед-
них стоек, имеющих независимые перемещения; 2) на одной стойке
монтируются по две шпиндельные бабки с независимыми перемеще-
ниями
б) Переносные станки, состоящие из передней стойки с салазками
и основанием. Задняя стойка или отсутствует, или также переносная.
Передняя стойка перемещается в поперечном направлении
Примечание. Все станки II и III типа в специальном исполнении имеют поворотные шпиндельные бабки,
а также изготовляются с поворотными стойками, кроме типа Пв.
ГЛ. VII]
УНИВЕРСАЛЬНЫЕ РАСТОЧНЫЕ СТАНКИ
373
Основные параметры расточных станков
(средние значения)
Таблица 7
Основные параметры
Ход расточного шпинделя в .мм ....
Вертикальное перемещение шпиндель-
ной бабки в мм
Поперечное перемещение стола или
передней стойки в мм
Количество ступеней чисел оборотов .
Пределы чисел оборотов планшайбы
в минуту
Пределы чисел оборотов расточного
шпинделя в минуту .
Количество ступеней подач
Пределы подач при расточке в mmjo6 .
Пределы подач при фрезеровании
в мм/мин
Диаметр расточного шпинделя в мм
50
425
5бо
630
65
53°
7Ю
8оо
80
670
goo
IOOO
100
850
IIOO
I35O
125
юбо
1400
i6oo
160
I3°o
1800
аооо
200
1700
2350
а5оо
250
210О
авоо
3*5°
320
аб5о
Зб5°
4ооо
От ia до 24 (до iao при регулировании электродвигателя1»
9—2ОО
71—1800
6—140
50—1250
4,4—ioo
3°-9°о
3-71
Я5-бзо
а,4—5°
i8—45°
От 8 до 12
От o,i до 4
От 5—6 ДО асе—зоо
Мощность в кет 3i2
Вес в аи
3.3
• 4.3
5>2
5,8
8
7.8
12,5~2О
11,8
20—31
1,6—зб
ia—ззо
1,12—as
9-аа4
O.8-I8
б—1бо
О,б— 13
4,5-
ОТ 12 ДО 24
От o,i5 до б
От 8—ю до 500—600
15,2
31-4»
18,7
48-75
25.5 1 32
75
I2O
Фиг. 27. Использование движений подачи узлов станка при различных видах обработки. Подача расточного шпинделя
при: 1 — растачивании; 2 — подрезке; 3 — сверлении; 4 — нарезании резьбы. Подача ползушкой планшайбы при: 5 — об-
точке торцов; 6 — расточке канавок. Подача продольным столом при: 6— проточке канавок: 7 — растачивании коротких
отверстий большого диаметра; 8 — наружном обтачивании. Подача поперечным столом или шпиндельной бабкой
при: 9 — торцевом фрезеровании. Подача поперечным столом при: 10 — цилиндрическом или фасонном фрезеровании;
./)—вертикальном фрезеровании; 12—подача резцовой головки по специальной оправке при растачивании длинных отвер-
стий большого диаметра; 13 — периодическая подача при обтачивании больших торцов летучим резцом.
Фиг. 28. Кинематическая схема станка 262Г: 1 — расточный шпиндель;
2—полый шпиндель; .3-шпиндель планшайбы; 4—винт подачи шпин-
дельной бабки; 5 — муфта включения привода планшайбы; 6—муфта
включения подачи; 7 и 8 — предохранительные муфты механизмов
подачи и быстрых перемещений; 9 и 10—муфты включения и реверси-
рования подачи ползушки планшайбы и расточного шпинделя; // —
муфта реверсирования подачи стола и шпиндельной бабки; 12 и
13 — муфты включения продольной и поперечной подачи стола и
подачи шпиндельной бабки; 14 и 15 — маховички точного ручного
перемещения расточного шпинделя ползушки, планшайбы шпиндель-
ной бабки, стола и люнета; 16, 17, 18, 19, 20, 21 — рукоятки ручного
перемещения шпинделя, ползушки планшайбы, шпиндельной бабки,
продольного стола, поперечного стола и задней стойки; 22—элек-
тродвигатель быстрых перемещений.
ГЛ. VII]
УНИВЕРСАЛЬНЫЕ РАСТОЧНЫЕ СТАНКИ
375
Привод шпинделя осуществляется от
индивидуального электродвигателя, располо-
женного непосредственно на шпиндельной
бабке. Для привода применяются одно- и мно-
Коробки скоростей и подач располагаются
в корпусе шпиндельной бабки, благодаря чему
всё управление станком сосредоточивается
в одном месте (на шпиндельной бабке).
Фиг. 29. Кинематическая
схема тяжёлого расточ-
ного станка с многомо-
торным приводом:
/ — расточный шпин-
дель; 2 — полый шпин-
дель; 3—шпиндель
планшайбы; 4 — поп-
зушка; б, Ь — муфты включения шпинделя планшайбы и
полого' шпинделя; / — регулируемый электродвигатель
привода планшайбы; 8, 9, 10, 11 и 12 - регулируемые
электродвигатели привода подачи: расточного шпинделя,
шпиндельной бабки, передней стойки, стола, ползушки
планшайбы; 13. 14, 15, 16 и 17 — односкоростные электро-
двигатели для быстрых перемещений узлов станка; 18, 19,
20, 21, 22 — рукоятки ручного перемещения; 23— рукоятка
для точной установки люнета.
госкоростные электродвигатели трёхфазного Для быстрых перемещений подвижных уз-
тока или регулируемые двигатели постоянного лов часто применяется отдельный электродви-
тока (фиг 28 29). гатель, используемый одновременно для при-
Фиг. 30. Коробка скоростей станка 262Г (см. фиг. 28):/—расточный шпиндель; 2—полый шпиндель; 3—шпиндель план-
шайбы; 4—планшайба; 5—ползушка планшайбы; 6 — муфта включения привода планшайбы; 7 — реечная шестерня
привода ползушки планшайбы.
376
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
[РАЗД. IV
вода особой коробки подач, которая служит
для подачи шпиндельной бабки, стола и пе-
редней стойки при фрезеровании.
Шпиндельная бабка (фиг. 30, 31,
32, 33, 34) устанавливается на направляющих
передней стойки и перемещается по ним по-
средством винтовой пары.
3) расточного шпинделя, перемещающегося
в осевом направлении в длинных закалённых
втулках, запрессованных во внутреннем шпин-
деле.
Расточный шпиндель имеет нитрированную
наружную поверхность, благодаря чему дли-
тельное время сохраняет точность работы без
Фиг. 31. Механизм управления коробкой скоростей станка 262Г (см. фиг. 28 и 30): 1 — рукоятка, управляющая пере-
ключением всех восемнадцати скоростей шпинделя; 2 — шестерня, перемещающая втулку с дисками 3 при повороте
рукоятки вокруг оси шестерни; 4 — лимб для выбора необходимого числа оборотов; 5 — толкатель для переключения
скорости электродвигателя; 6 - толкатель для выключения и торможения электродвигателя во время переключения
шестерён; 7, 8, 9 и Ю — рейки для переключения вилок 11 и 12 и связанных с ними блоков шестерён.
Узел шпинделя состоит из:
1) полого шпинделя, устанавливаемого на
подшипниках непосредственно в корпусе
Фиг. 32. Коробка скоростей на подшипниках скольжения:
/ — муфта включения полого шпинделя; 2 — муфта вклю-
чения планшайбы; 3 — тахометр.
бабки и несущего на переднем конце план-
шайбу;
2) внутреннего полого шпинделя, передний
подшипник которого устанавливается в голов-
ной части полого шпинделя планшайбы, а
задний — в корпусе бабки;
дополнительного регулирования. Задний конец
расточного шпинделя закреплён в ползуне,
перемещающемся при помощи винта по напра-
вляющим в хвостовой части шпиндельной
бабки. Осевое усилие расточного шпинделя
воспринимается упорным шариковым подшип-
ником, смонтированным в ползуне. Соединение
расточного шпинделя с ползуном в большин-
стве конструкций осуществляется зажимным
конусом, что позволяет легко производить
добавочные перемещения шпинделя.
Шпиндель планшайбы и внутренний шпин-
дель имеют отдельные приводы, благодаря
чему возможно вращение: 1) только шпинделя
планшайбы; 2) только внутреннего шпинделя;
3) шпинделя планшайбы и внутреннего шпин-
деля вместе с одинаковым числом оборотов;
4) шпинделя планшайбы и внутреннего шпин-
деля одновременно с разными числами обо-
ротов. В третьем и четвёртом случаях возможно
совмещение операций (например, расточка и
обточка торца).
Станки специализированного типа имеют:
1) только шпиндель планшайбы с ползушкой
или без неё; 2) только внутренний шпиндель;
3) внутренний шпиндель и шпиндель план-
шайбы без ползушки.
В тяжёлых станках для обработки мелких
отверстий применяются быстроходные шпин-
дели с повышенным числом оборотов, устана-
вливаемые или рядом с основным шпинделем
или внутри него (фиг. 33).
В станках типа Ив и III шпиндель план-
шайбы получает некоторое осевое перемеще-
ние, осуществляемое вручную, для установки
на глубину резания при фрезеровании.
Передняя стойка (фиг. 35 и 36) у боль-
шинства конструкций располагается на пра-
вой стороне станка. Внутри стойки поме-
378
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 34. Шпиндельная бабка расточного станка с многомоторным приводом (см. фиг. 29): 1 — вал электродвига-
теля привода шпинделя; 2 — шины для подвода тока к электродвигателю подачи супорта.
Фиг. 35. Передняя стойка станка с расточным шпинделем диаметром 80 мм.
ГЛ. VIII
УНИВЕРСАЛЬНЫЕ РАСТОЧНЫЕ СТАНКИ
379
щаются грузы, уравновешивающие шпиндель-
ную бабку.
На передней стойке установлены винт для
перемещения шпиндельной бабки и верти-
кальный вал привода подачи. У станков с по-
движной стойкой перемещение её осуще-
ствляется или от общего привода станка или
от отдельного электродвигателя.
Стол станков типа I (фиг. 37 и 38) состоит
из двух перемещающихся во взаимно перпен-
дикулярных направлениях салазок. Удлинён-
ные в поперечном направлении нижние са-
1
Г'г'
t ¦
. ф
Г м-
и
-J. —
1
7
i
чаев осуществляется от общего привода стан-
ка. В тяжёлых станках с многомоторным при-
водом ползушка получает подачу от отдель-
ного электродвигателя, встроенного в план-
шайбу.
В цепь подач ползушки, в случае привода
ее от общего механизма подачи станка, вклю-
чается планетарная передача (см. фиг. 28 и 32),
компенсирующая изменение величины подачи,
возникающее при вращении планшайбы от
планетарного движения одной из шестерён
механизма подачи ползушки (z = 22 на фи г. 28).
поив
Рейка т-12
по CD
Фиг. 36. Передняя стойка тяжёлого расточного станка: 1 — вал при-
вода подачи стойки (см. фиг. 33); 2 — винт для перемещения шпин-
дельной бабки; 3, 4 — масштабные линейки для отсчёта перемещений
шпиндельной бабки и стоики, 5 — насос для смазки направляющих.
лазки имеют дополнительные направляющие,
предохраняющие концы стола от провиса-
ния в крайних положениях поперечных са-
лазок.
Поворотный стол имеет четыре фиксиро-
ванные положения через 90°. Промежуточные
положения стола устанавливаются по градуи-
рованной шкале. Поворот стола производится
как от механического привода (фиг. 37), так
и вручную (фиг. 38). В последнем случае для
облегчения поворота стол установлен на ша-
риках.
Ползушка планшайбы (фиг. 39, 40)
монтируется на направляющих типа „ласточ-
кин хвост". Привод подачи в большинстве слу-
Задняя стойка (фиг. 41, 42) для стан-
ков типа I выполняется съёмной для обеспе-
чения возможности поворота стола с громозд-
кими деталями. Перемещение стойки по ста-
нине осуществляется вручную. Н а вертикальны х
направляющих задней стойки установлен люнет
для расточной оправки, вертикальное переме-
щение которого связано постоянной кинема-
тической цепью с перемещением шпиндельной
бабки таким образом, что оси шпинделя и
люнета всегда находятся на одной высоте.
Точная установка люнета осуществляется вруч-
ную по шкале с нониусом.
В тяжёлых станках с переносной задней
стойкой на ней часто монтируются дополни-
380
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 37. Стол с дополнительными направляющими станка с расточным шпинделем диаметром 80 мм: 1—допол-
нительные направляющие; 2 — вал привода подачи стола; 3 — вал привода перемещения люнета; 4 — рукоятка
включения продольной и поперечной подач; 5 — рукоятка включения привода поворотного стола; 6 — упоры вы-
ключения поперечной подачи; 7—линейка с нониусом для отсчёта продольных перемещений.
Фиг. 38. Стол станка 262Г (см. фиг. 28): /—вал привода подачи; 2—вал на подачу шпиндельной бабки и люнета,
3—муфта реверсирования подачи; 4—муфта включения подачи стола и шпиндельной бабки; 5— муфта включения
подачи поперечных салазок; 6 — рукоятка зажима поворотного стола.
ГЛ. VII]
УНИВЕРСАЛЬНЫЕ РАСТОЧНЫЕ СТАНКИ
381
Фиг. 39. Ползушка планшайбы станка с расточным шпинделем диаметром 80 мм: J — предохранительная муфта;
2 — упоры, ограничивающие ход.
Фиг. 40. Ползушка планшайбы тяжёлого станка (см. фиг. 29): 1 — регулируемый электродвигатель привода подачи
ползушки; 2 — квадрат под рукоятку для ручного перемещения ползушки; 3 — шины для подвода тока к электро-
двигателю.
382
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 41. Задняя стойка тяжёлого расточного станка: /—квадрат под рукоятку для быстрого вер-
тикального перемещения люнета; 2 — маховичок для точной вертикальной установки.
ГЛ. VII)
УНИВЕРСАЛЬНЫЕ РАСТОЧНЫЕ СТАНКИ
383
тельные горизонтальные салазки с двумя лю-
нетами, что значительно облегчает обслужива-
ние станка.
Настройка и предохранитель-
ные устройства. Для настройки на раз-
мер и при работе по координатам- для всех
движений подачи установлены линейки с нониу-
сами, которые дают возможность производить
отсчёты с точностью до 0,05 мм^ Для более
и точности обработки приводят к созданию
новых моделей станков, сочетающих в себе
возможности универсальных горизонтально-
расточных станков и станков для точной
расточки по координатам осей отверстий (ко-
ординатно-расточных станков).
Повышение верхнего предела чисел обо-
ротов и применение бесступенчато-регулируе-
мой гидравлической подачи дают возможность
Фиг. 42. Задняя стойка станка с расточным шпинделем диаметром 80 мм: 2—квадрат под рукоятку для точной
установки люнета; 2 — масштабная линейка, нониус и лупа для точной установки люнета; 3 — вал механиче-
ского привода перемещения люнета. »
точных отсчётов (до 0,01 мм) применяются
мерные эталоны в сочетании с индикато-
рами.
Кроме того, для всех движений (в обоих
направлениях) имеются жёсткие регулируемые
упоры, которые в сочетании с предохрани-
тельными муфтами служат для выключения
подачи при достижении заданного размера.
Повышающиеся требования машинострое-
ния к качеству обрабатываемых поверхностей
производить на станках тонкую („алмазную")
обработку.
Оснащение станков специальными оптиче-
скими устройствами (фиг. 43, 44), позволяю-
щими производить установку шпиндельной
бабки, поперечного стола и люнета задней
стойки с точностью до 0,02 мм, дает возмож-
ность использовать их в большинстве случаев
обработки вместо дорогих станков для коор-
динатной расточки.
384
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОИ ГРУППЫ
[РАЗД. IV
Фиг • 43. Оптическое приспособление для установки
шпиндельной бабки по координатам: 1 — шпин-
дельная бабка; 2 — расточной шпиндель; 3 — пе-
редняя стойка; 4 — масштабная линейка из про-
зрачного материала с незначительным коэфициен-
том линейного расширения, неподвижно укреплён-
ная на стойке; 5 — осветительное устройство;
6—оптическое проекционное устройство; 7—экран,
на который проектируется изображение масштаб-
ной линейки.
Фиг. 44. Оптическое устройство для установки поперечного и поворотного столов на расточном станке: 1 — по-
перечный стол; 2 — поворотный стол; 3 — прозрачная пластинка с риской для установки поворотного стола,-
4 — осветительное устройство; 5~ оптическое проекционное устройство; 6— экран для установки поворотного
стола; 7 — масштабная линейка, укреплённая на продольных салазках стола; 8 — осветительное устройство;
Р — оптическое проекционное устройство; 10 — экран отсчёта координат поперечного стола.
ГЛ. VII]
КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ
385
КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ
Координатно-расточные станки предназна-
чаются для окончательной обработки отвер-
стий с точным (до 0,005—0,01 мм) располо-
жением их центров от основных базовых
поверхностей детали без применения приспо-
соблений для направления инструмента. На
этих станках производятся также сверление,
зенкерование, развёртывание и чистовое фре-
зерование поверхностей. В некоторых случаях
станки используются как измерительные ма-
шины для проверки деталей, изготовленных
Основные параметры клординатяо-расточных станков
(средние значения)
на других станках, и для точных разметочных
работ. Станки применяются в индивидуальном
и мелкосерийном производствах и инструмен-
тальных цехах. Основной характеристикой
станков является площадь обсверливания (наи-
большее расстояние между центрами обраба-
тываемых отверстий в двух взаимно перпен-
дикулярных направлениях) (табл. 8).
По компоновке станки разделяются на два
основные типа (табл. 9).
Характерной особенностью станков яв-
ляется наличие средств для измерения рас-
стояний.
Таблица 8
Основные параметры
Площадь стола в мм
Ход шпинделя в мм . . .
Число скоростей шпинделя
Пределы чисел оборотов шпинделя
в минуту .
Число подач • . . . .
Пределы подач шпинделя в мм!о5 . .
Мощность привода в кет
Вес вот • . . . .
. ,
Площадь обсверливания (поперечное перемещение стола или
шпиндельной бабки X продольное перемещение стола) в мм
100x160
iioxi8o
160X250
180X280
Х5° 1 !5°
4-6
150—5000 .
25ЭХ4С0
2S0X450
180
400X630 1 630X1000
450X700
180
8-9
100—4000
з-б
О,О2—О,3
P.s^-i.o | 1,о
O,Oj-O,IO
0,15—0.30
1.5
0,75-1.5
50—3000
7ООХ1Ю0
25O
1000X1300
110ЭХ1500
25O
12-18
50—2500
40 — 2ООО
6-8
0,03 - 0,6
2,2
а-3.5
3,2
5.5
4.3-5.8
8 —ю
Основные типы координатно-расточных станков
Таблица 9
Тип
Схема станка
Характеристика и применение
I. Стгнки со
столом, имгю-
щим два вза-
имно перпен-
дикулярных
перемещения
Станки изготовляются с площадью обсверливания от 100x160 до
400x630 мм и предназначаются для обработки мелких и средних
деталей. Станина состоит из основания и колонны. На основании
смонтирован крестовый стол, имеющий перемещение в двух
взаимно перпендикулярных направлениях. Шпиндельная бабка уста-
новлена на направляющих колонны
Примечания к схемам: 1 — движение резания; 2-движение
подачи при сверлильно-расточных работах; 3—движение подачи при
фрезерных работах; 4—установочные движения с измерением рас-
стояний; 5 — установочное движение без измерения
И. Станки со
столом, имею-
щим одно пе-
ремещение
Станки изготовляются с площадью обсверливания 630x1000 и
7000x1300 мм и предназначаются для обработки, крупных деталей.
Станина состоит из основания и портала. На направляющих основа-
ния установлен стол, имеющий только продольное перемещение.
Шпиндельная бабка смонтирована на поперечине и имеет по ней
перемещение в поперечном направлении
Станки с площадью обсверливания 1000x1300 мм часто изгото-
вляются с дополнительной шпиндельной бабкой, имеющей горизон-
тальный шпиндель и установленной на направляющих правой стойки
(фиг. 46); на левой стойке в этом случае устанавливается люнет
для расточной оправки
25 Том 9
Фиг. 45. Портальный координатно-расточной станок с системой измерения по ходовым винтам: / — лимб установки стола; 2 — качающийся нониус; 3 и 4 — коррек-
ционные линейки для перемещения стола и шпиндельной бабки; 5 — планка для точной горизонтальной установки поперечины.
ГЛ. Vtl]
КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ
387
На станках применяются три метода изме-
рения: 1) жёсткие и регулируемые концевые
меры в сочетании с индикаторными устрой-
ствами; 2) точные ходовые винты с лимбами
и нониусами; 3) точные масштабы в сочетании
с оптическими приборами.
При измерении по первому методу требуе-
мый размер набирается из концевых калибров
и одного штих-
маса: этот набор
устанавливается на
станке между упо-
ром, укреплённым
на подвижном
узле, и штифтом
качательное движение, компенсирующее не-
точности шага ходового винта.
При измерении по третьему методу отсчёт
перемещения производится по точному мас-
штабу, наблюдаемому через микроскоп. Мас-
штабом служит плоская зеркальная шкала или
полированный стальной валик с нанесённой
на его поверхности тонкой винтовой риской
. 46. Портальный координатно-расточной станок с оптической системой: 1 —микроскоп для установки стола:
2 — микроскоп для установки шпиндельной бабки.
индикатора, установленного неподвижно. По-
добными устройствами оборудуются крестовые
столы вертикально-сверлильных и универ-
сальных горизонтально-расточных станков.
Второй и третий методы наиболее харак-
терны для координатно-расточных станков.
1 2
с шагом 2 мм (фиг. 47 и 48). Предварительная
установка передвигаемого узла с точностью
до 1 мм производится по грубой масштабной
линейке, установленной снаружи; для точной
установки масштабный валик при помощи
лимба с нониусом устанавливается на заданный
Фиг. 47. Стол одноколонного станка с оптической системой: /—масштаб продольного стола; 2—масштаб
поперечного стола.
Измерение по второму методу производится
точно изготовленными ходовыми винтами,
которые одновременно являются средством
передвижения подвижных частей (фиг. 45).
Отсчёт перемещения производится по лимбу
с нониусом. Увеличение точности перемеще-
ния достигается при помощи коррекционной
линейки с большим масштабом коррекции.
Во время перемещения узла нониус получает
от линейки через систему рычагов некоторое
размер и узел перемещается дополнительно
до тех пор, пока риска масштабного валика,
наблюдаемая через микроскоп, не установится
между двумя контрольными штрихами на
окуляре микроскопа. Вследствие отделения
средств измерения от средств перемещения мас-
штабы совершенно не подвержены механиче-
скому износу и длительно сохраняют точность.
Конструкция и обработка других узлов и
ответственных деталей станков также рассчи-
388
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
[РАЗД. IV
тываются на получение и сохранение в экспло-
атации высокой точности.
Станина, колонны и столы стан-
ков обычно изготовляются из мяг-
кого чугунного литья, наименее
¦4 /Шь. -1
Фиг. 48. Схема оптической системы стола по фиг. 47:
1 — масштабный валик; 2 — объектив; 3— окуляр;
4 — линза с контрольными штрихами.
подверженного короблению. Направляющие
стола выполняются роликовыми в сочетании
со стальными закален-
ными планками. Зажимы
стола (фиг. 47) и шпин-
дельной бабки обеспечи-
вают надёжное закре-
пление их без дефор-
мации и сдвига усилием
пс EF
зажима. У станков с ходовыми винтами по-
следние изготовляются большого диаметра
с целью уменьшения износа и в процессе про-
изводства подвергаются двукратной специаль-
ной термической обработке. Высокая точность
вращения шпинделя обеспечивается примене-
нием специальных подшипников качения
(фиг. 49) или нерегулируемых подшипников
скольжения (фиг. 50) с конической передней
шейкой, зазор в которых устанавливается за
счёт пригонки специальной шайбы.
У портальных станков точное горизонталь-
ное положение поперечины обеспечивается
или точными ходовыми винтами, по которым
происходит её перемещение, или специаль-
ными установочными планками (фиг. 45).
В первом случае для длительного сохране-
ния точности винтов поперечина во время
перемещения прижимается давлением масла
к нижним поверхностям резьбы их, верхние
поверхности резьбы служат только для уста-
новки поперечины.
Фиг. 49. Шпиндельная бабка одноколонного координатно-расточного станка: / — вращающаяся рукоятка для бы-
строго перемещения шпинделя и включения подачи; 2— маховичок мелкой ручной подачи шпинделя; 3 — ленточ-
ная пружина, уравновешивающая шпиндель.
гл. vii]
ОТДЕЛОЧНО-РАСТОЧНЫЕ СТАНКИ
по ДВ
Фиг. 50. Шпиндельная бабка портального координатно-расточного станка; 1 — рукоятка для быстрого пе-
ремещения шпинделя и включения механической подачи; 2 — маховичок мелкой ручкой подачи шпинделя;
3 — ленточная пружина, уравновешивающая шпиндель.
ОТДЕЛОЧНО-РАСТОЧНЫЕ СТАНКИ Станки применяются для изготовления ча-
Технологическое назначение отделочных стей авиационных, автомобильных и трактор-
алмазно-расточных станков— обработка отвер- ных двигателей, насосов, станков, а также
стий с отклонениями от правильной цилин- при ремонте двигателей.
дрической поверхности порядка 3-5 мк при Обзор типов отделочно-расточных станков
высоте гребешков не свыше 6 мк дан в табл. 10.
390
СТАНКИ СВЕРЛИЛ ЬНО-РАСТОЧ НОЙ ГРУППЫ
[РАЗД. IV
Таблица 10
Типы отделочно-расточных станков (наиболее распространённых)
Типы станков
Схема
Конструктивные признаки
станков
Область
применения
со п
Вращение и подача резца
осуществляются шпинделем,
вращающимся в опоре сколь-
жения, служащей одновре-
менно направлением для по-
ступательного движения
Ремонт и
мелкосерийное
производство
гильз и блоков
цилиндров ав-
томобильных и
тракторных
двигателей
Подача осуществляется по-
движными салазками. Шпин-
дель вместе со своими опо-
рами вращения, расположен-
ными в гильзе, укреплённой
на салазках, входит в раста-
чиваемое отверстие
То же
По вертикальной или на-
клонной станине переме-
щаются салазки с разме-
щёнными на них несколькими
расточными головками или
многошпиндельной головкой
Серийное и
массовое про-
изводство
" гильз и блоков
цилиндров
ОТДЕЛОЧНО-РАСТОЧНЫЕ СТАНКИ
391
Продолжение табл. 10
Типы
станков
Схема
Конструктивные признаки
станков
Область
применения
Механизм привода враще-
ния и подачи расточных
шпинделей находится в ста-
нине под приспособлением
для установки растачивае-
мого изделия. Малый габарит
станков
Серийное и
массовое про-
изводство
гильз и блоков
цилиндров
По направляющим станины
перемещается (обычно по-
средством гидравлики) рабо-
чий стол, на котором уста-
навливается приспособление
для крепления обрабатывае-
мой детали. На неподвижном
мостике установлены расточ-
ные головки и электродви-
гатель для их привода
Чистовая рас-
точка авиа-
ционных, ав-
томобильных и
тракторных
шатунов,
поршней, кор-
пусов топлив-
ных насосов и
тому подоб-
ных изделий
На более длинной станине
размещены два мостика с
расточными головками. Стол
с приспособлением совершает
сложный цикл поперемен-
ного ускоренного и рабочего
движения к одним, а затем к
другим головкам
Получисто-
вая и оконча-
тельная рас-
точка с высо-
кой степенью
точности тех
же деталей
На неподвижной тумбе
устанавливается приспособ-
ление для крепления обраба-
тываемого изделия. Расточ-
ные головки, укреплённые на
подвижных салазках, пере-
мещаются по направляющим
станин, прифланцованных к
тумбе
Расточки не-
больших кор-
пусных частей
двигателей,
станков и дру-
гих машин
392
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
[РАЗД. IV
по Л В
по CBEF Г
Фиг. 61. Привод вращения шпинделя вертикального отделочно-расточного
станка.
Конструктивные решения основных уз-
лов. Привод вращения шпинделя осуще-
ствляется, как правило, ремённой передачей
(фиг. 51). В многошпиндельных станках с
6 © о
Фиг. 52. Схемы привода шпин-
делей в многошпиндельных
отделочно-расточных станках.
несколькими расточными головками привод
обычно осуществляется от одного электродви-
гателя (фиг. 52).
Стремление в вертикальных станках уда-
лить электродвигатель от шпинделя, распола-
гая его на отдельном фундаменте, в послед-
нее время оставлено и точно сбалансирован-
Фиг. 54. Типовые конструкции шпинделей горизон-
тальных отделочно-расточных станков.
ГЛ. VH]
ОТДЕЛОЧНО-РАСТОЧНЫЕ СТАНКИ
393
ный электродвигатель располагают в верхней
части станины, а иногда при регулируемом
электродвигателе постоянного тока на одной
оси со шпинделем (фиг. 53).
В горизонтальных станках, наоборот, на-
мечается стремление выделить привод в от-
дельный узел, расположенный не на станине,
что объясняется значительно более высокими
требованиями к чистоте поверхностей у изде-
лий, обрабатываемых на этих станках.
Шпиндели. Несмотря на трудность из-
готовления прецизионных шпиндельных опор
качения, последние почти полностью вытес-
нили подшипники скользящего трения. Необ-
ходимая точность вращения шпинделей обес-
типа, являющаяся в настоящее время наибо-
лее распространённой, приведена на фиг. 55.
Весьма часто встречается в шпинделях вер-
тикальных станков обгонная муфта (фиг. 56),
облегчающая выверку детали по шпинделю
при помощи индикаторного приспособления,
показанного на фиг. 57, которое устанавли-
вается в специальное отверстие резцовой го-
ловки шпинделя.
Привод подачи. Гидравлический при-
вод подачи является наиболее распространён-
ным. Механический привод подачи (обычно
по ходовому винту) применяется редко. Для
„алмазной" расточки необходимо иметь наи-
меньшую величину подачи порядка 10 мм/мин.
Фиг. 55.
Фиг. 56.
печивается натягом подшипников за счет на-
тягивания внутреннего кольца на коническую
шейку шпинделя или осевого смещения колец
под действием пружин. На фиг. 54 приведены
типовые конструкции шпинделей горизонталь-
ных станков.
В вертикальных станках применяются две
конструкции шпинделей — с переменным и по-
стоянным расстоянием от инструмента до
опоры. В первом случае опорой для враще-
ния и направлением для продольного переме-
щения служит втулка. Конструкция второго
Фиг. 57.
Гидронасос часто является источником ви-
брации, поэтому следует располагать его на
отдельном фундаменте, соединяя с трубо-
проводом при помощи гибкого шланга.
Типичная компоновка гидропривода пода-
чи показана на фиг. 58.
Режимы резания. Обычно получение
требуемой чистоты поверхности достигается
подбором режима резания.
Табл. 11 может служить для определения
области режимов, в которой возможно до-
стичь удовлетворительных результатов.
Рекомендуемые режимы резания при отделочной расточке
Таблица И
Материал
Скорость резания
в mjmuh
Подача в мм\об
Глубина резания
в мм
инструмента
Алмаз
Чугун
Сталь
Бронза
Латунь и алюминий
Баббит
Пластмасса
300—500
400-600
400-800
Твёрдый
сплав
Алмаз
IOO—2ОО
I2O—35O
ISO— 300
200— 500
300—600
О,О2—О,OS
0.0а—о,оЗ
О.О,}— O.I
о,1 —о,15
Твёрдый
сплав
Алмаз
о,оз - о,15
0,04—0,12
0,03—0,
о,оз-о,
о,о5—о,з
0,05-0,3
0,05—0,25
o,i —о,15
Твёрдый
сплав
i -о,35
i -о,з
i —о,4
05—0,4
394
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
[РАЗД. IV
ПО/ТВ
/f тормозц~_
Я V- образной
направляющей
От V-образной
направляющей
РАЗНЫЕ СТАНКИ СВЕРЛИЛЬНО-
РАСТОЧНОЙ ГРУППЫ
Центровальные станки предназначаются
для изготовления центровых отверстий в за-
готовках различного сечения, перед их обра-
боткой на токарных и других станках.
Отверстие центруется за два прохода —
центровальным сверлом и зенкером (преиму-
щественно на инструментальных заводах), либо
комбинированным центровальным сверлом,
совмещающим в себе оба вида инструмента
(в автотракторном и других производствах).
Центровальные станки выполняются:
1. Одношпиндельными — для цен-
трования комбинированным сверлом. Изгото-
вляются в одностороннем или двухстороннем
Фиг. 58. Гидравлический привод подачи отделочно-расточ-
ного станка: 1 — сетчатый фильтр; 2 — насос; 3 — разгру-
зочный клапан; 4 — пластинчатый фильтр; 5 — манометр;
6 — гидравлическая панель; 7 — осевой пилот; 8 — рабо-
чий цилиндр; 9 — осевой пилот; 10 — обратный клапан;
11 — масляный бак; 12 — насос для смазки направляю-
щих; 13 — устройство для контроля смазки; 14 — фильтр
для эмульсии; 15 — распределитель эмульсии; 16 — эмуль-
сионный бак.
(фиг. 59) исполнениях, для массового произ-
водства — с магазинным загрузочным устрой-
ством.
Вращение шпинделю сообщается непосред-
ственно от фланцевого электродвигателя, либо
Фиг. 59. Двухсторонний центровальный станок 283 (наи-
больший диаметр изделия — 160 мм; наибольшая длина —
1000 мм; число оборотов шпинделей 900-1100 в минуту;
мощность каждого электродвигателя — 0,52 кет; вес
станка — 1280 кг).
ГЛ. VII]
РАЗНЫЕ СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
395
через коробку скоростей или ремённую пере-
дачу.
Подача сверла производится от руки, при-
чём у двухсторонних станков — независимо
или от одной рукоятки.
Изделие зажимается в специальных тисках.
На фиг. 60 показаны тиски, снабженные губ-
Фиг. 60. Зажимные тиски станка 283.
ками, которые при освобождении детали по-
ворачиваются под действием пружин.
2. Двухшпиндельными— для цен-
трования в две операции сверления и зен-
Фиг. 63. Перенос-
ный станок 2685 для
расточки блоков ци-
линдров автотрак-
торных двигателей
(диаметр расточки—
85 — 120 мм; наи-
большая глубина
расточки — 300 мм;
и
число оборотов шпинделя 280 в минуту; мощность электро-
двигателя — 0,25 кет; вес станка — 80 кг): 1 — шпиндель,
2 — приспособление для доводки резцов.
Фиг, 61 Горизонтальный расточной станок для
цилиндров с подачей резцовой головки.
кования. Обычно изготовляются в односто-
роннем исполнении. Оба шпинделя часто мон-
тируются в общей качающейся бабке, уста-
Фиг. 62. Горизонтальный расточной станок для цилин-
дров с подвижной борштангой.
навливающеи поочерёдно в рабочее положение
шпиндели со сверлом и зенкером. Изделие
закрепляется неподвижно в тисках.
Встречаются выполнения с вращающимся
изделием и неподвижным инструментом.
Технические характеристики
(средние значения)
Наибольший диаметр заготов-
ки В ММ 4° 1°О
Наибольшая длина заготовки
в мм . . • 5°° 15°°
Конус Морзе шпинделя .... 33
Числа оборотов шпинделя
в минуту юоо—1500 ICOO—1500
Мощность электродвигателя
в кет ... • о,25—о,5 о,25—о,5
Вес станка в кг 5°° i300
Расточные станки для цилиндров круп-
ных паровых машин, насосов, компрессоров
и т. п. выполняются двух основных типов:
Фиг. 64. Привод и
шпиндель станка 2685.
396
СТАНКИ СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
[РАЗД. IV
1) с продольной подачей резцовой головки
(фиг. 61), получающей автоматическую по-
дачу от кинематической цепи вращения инстру-
мента через ходовой винт, помещённый в пазе
борштанги; 2) с продольной подачей бор-
штанги (фиг. 62); станки второго типа обес-
печивают более высокую точность работы, но
имеют большие габариты.
Расточные станки для паровозных ци-
линдров предназначаются для расточки и под-
резки торца поршневого и золотникового от-
верстий.
Станки выполняются для одновременной
расточки обоих отверстий или каждого в от-
дельности. Выполняются также станки для
обработки цилиндров, отлитых за одно с ра-
люй. Обработка производится с продольным
перемещением вращающихся борштанг. При
обработке цилиндров с непараллельными осями
бабки для расточки золотниковой коробки
выполняются поворотными.
Переносные расточные станки предназна-
чаются преимущественно для ремонтных це-
лей — для расточки цилиндров паровозов, под-
шипников в блоках автотракторных двигате-
лей, гильз отдельных цилиндров, цилиндров
блока и т. п. На фиг. 63 показан переносный
станок для расточки цилиндров блока двига-
теля.. Станок устанавливается непосредственно
на блок последовательно для расточки ка-
ждого цилиндра.
Шпиндель станка (фиг. 64) получает дви-
жения подачи и вращения шпинделя от инди-
видуального электродвигателя.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Решетов Д. Н., Элементы автоматизации в меха-
низмах подачи вертикально-сверлильных станков общего
назначения, „Станки и инструмент" № б, 1938.
2. Шлезингер Г., Сверлильные станки, ОНТИ, Л.-М.,
3. Э р л и х Л. Б., Расчёт привода и механизма подачи
сверлильного станка, „Станки и инструмент" № 16.
1937.
4. Чертежи и руководства Одесского завода сверлильных
станков.
Глава VIII
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
ВВЕДЕНИЕ
Процесс фрезерования характеризуется
работой вращающегося резца (фрезы), сни-
мающего с заготовки при подаче, направлен-
ной перпендикулярно оси его вращения, пре-
рывистую стружку переменной толщины.
Формообразование осуществляется обкаты-
ванием со скольжением или чистым скольже-
нием объёмного инструмента (фрезы) по заго-
товке. Прерывность стружки вызывает трудно
устранимые колебания усилия резания, погло-
щение которых связано с утяжелением станка.
Назначение. На фрезерных станках воз-
можно достаточно точно пблучить почти все
виды поверхностей. Наибольшее применение
получили станки для обработки плоскостей на
заготовках из стали, чугуна и цветных сплавов
твёрдостью до Rc = 40. Чистота обработан-
ной поверхности достигает 8-го класса по
ГОСТ 2789-45.
Параметром, определяющим при проекти-
ровании основные размерные и динамические
характеристики станков общего назначения,
является ширина стола или наибольший раз-
мер (диаметр) изделия. Для специализирован-
ных станков задаются также данные о произ-
водительности, степени автоматизации рабо-
чего цикла и др.
Движение заготовки и фрезы. При вра-
щающейся фрезе основное формообразующее
движение и другие движения — подачи и уста-
новочные (подвода в рабочую зону и отвода,
деления и др.) — могут быть сообщены столу
с заготовкой или фрезерной головке или рас-
пределены между ними.
На станках для обработки очень длинных
или тяжёлых изделий (портально-фрезерных,
круглых пилах, переносных) для сокращения
длины станины, а также на некоторых копиро-
вально-фрезерных и других станках заготовка
в процессе обработки неподвижна. При этом
перемещается рабочая зона, что, однако, часто
неудобно для обслуживания. В остальных слу-
чаях, при некрупных заготовках, все необхо-
димые движения сообщают столу или часть
из них, особенно установочные при более
кругшых заготовках, переносят на фрезерную
головку.
Схема формообразования. Универсаль-
ные консольно-фрезерные станки и набор
принадлежностей к ним проектируются для
возможности образования на них всех распро-
странённых в технике поверхностей. Другие
фрезерные, станки являются более специализи-
рованными — по виду обрабатываемых из-
делий, методу образования поверхностей, со-
ставу движений и т. п.
1) Поверхности с короткой прямолиней-
ной или открытой криволинейной производя-
щей и прямолинейной или круглой направля-
ющей получаются методом копирования формы
фрезы и направляющих станка. Проекции тела
фрезы, свёрнутой на плоскость, перпендикуляр-
ную направляющей в зоне резания, придаётся
профиль производящей. Оси фрезы сообщается
относительное движение (скольжения в плоско-
сти оси и направляющей или качения со сколь-
жением в направлении резания) по траектории
эквидистантной направляющей заданной по-
верхности (направляющим для фрезерной
головки или, чаще, стола станка). Кроме
основного движения — подачи с линейной ско-
ростью формообразования v^ — в станке при
необходимости предусматриваются движения:
а) врезания фрезы на требуемую глубину;
б) циклической подачи (или углового пово-
рота) на ширину (шаг) производящей — при об-
работке широких плоских или гребенчатых
и длинных круглых или звездообразных цилин-
дрических поверхностей: в) быстрого подвода
или отвода стола или фрезерной головки.
Небольшие открытые плоскости на из-
делиях крупносерийного производства целе-
сообразно образуются на станках непрерыв-
ного действия — с вращающимся столом или
барабаном — при замене прямолинейной произ-
водящей — плоской кривой торцевой фрезы и
прямолинейной направляющей — дугой окруж-
ности.
Открытые поверхности, представляющие
сегментную часть поверхности вращения (полу-
кольцевые и т. п.), могут быть получены при
одном движении — врезания фрезы/ имеющей
форму требуемой поверхности.
Во всех указанных случаях равномерность
следов обработки на отделочных станках, ха-
рактеризуемая постоянством отношения скоро-
сти формообразования к окружной скорости
резания фрезы {Иф\ vp), не должна колебаться
более чем на ± Ю° о-
2) Поверхности с постоянной профильной
производящей и винтовой направляющей (в
изделиях с резьбой) образуются с заменой
относительного двюке.ния по винтовой напра-
вляющей с углом подъёма а (сложной в
изготовлении и использовании);— составляю-
щими его движениями — круговым и прямо-
398
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
линейным. Круговое движение имеет ско-
рость vK = Ьф cos a, a прямолинейное (вдоль
оси винта) скорость vп — VфS\пa. При этом
должно быть
для червячных
vK = vp sin x — Vp cos aK\
V4 = vp COS a = vp sin aK; -^= tg a = ^
vK б -ad'
, vv
где / — шаг, a d = —- — средний диаметр
тш
винта. Чаще круговое движение сообщается
заготовке, прямолинейное — фрезерной головке
с гребенчатой фрезой.
Неразвёртывающаяся глобоидальная винто-
вая поверхность с постоянным шагом, но
с переменным углом подъёма, может быть
получена с достаточной точностью при движе-
нии фрезы не вдоль оси винта, а по дуге, с
соответственно изменяющимся углом уста-
новки дисковой или пальцевой фрезы.
3) Поверхности с профильной направляю-
щей (осуществление которой в станке сложно)
получаются обычно методом копирования про-
изводящей фрезы и направляющей шаблона
посредством щупа, с заменой относительного
движения фрезы и заготовки по криволинейной
направляющей— его составляющими — по двум
взаимно перпендикулярным прямолинейным
направляющим, а для замкнутых контуров
чаще по прямолинейной и круговой на-
правляющим (в полярной системе координат).
Для поддержания постоянства Ьф геометриче-
ская сумма скоростей обоих слагающих дви-
жений должна сохраняться постоянной: vn =
= f^sina и i/K = t»^ cosa; однако при углах
подъёма кривой а<;45° для упрощения кон-
струкции копировальных станков часто (осо-
бенно при чисто механических устройствах)
одно из слагающих движений — прямолиней-
ное или круговое — осуществляется с постоян-
ной скоростью vK — const. Станки с отдель-
ными на каждое слагающее движение копи-
рами и щупами, связанными в своём движении
и определяющими пути и скорости, из-за слож-
ности изготовления таких копиров приме-
няются только в массовом производстве.
Копирование поверхности модели, с пере-
менными производящей и направляющей и ра-
диусами кривизны, большими радиуса фрезы,
производится последовательными .строчками"
по направляющим.
4) Поверхности сложные с правильной,
с z впадинами и шагом t, звездообразной об-
разующей и прямолинейной, винтовой и неко-
торые с дуговой направляющей чаще полу-
чаются не единичным делением методами 1)
и 2), а обкатыванием в направлении танген-
циальной подачи со скоростью vK и скольже-
нием в направлении резания со скоростью vp
производящего профиля вращающейся червяч-
ной фрезы по заготовке (зубчатые колёса,
шлицевые валы). При этом должно быть:
для винтовых колёс
Vp = Vк COS aK -f- v4 COS a;
для прямозубых
vK = Vч sin a; Vp = v4 cos a; -K- = tga;
VP
где vч — %dn4 — средняя окружная скорость
червячной фрезы; vK = ^DnK — то же колеса
(шлицевого вала); vp — средняя скорость реза-
ния; Vф — то же формообразования; а—сред-
ний угол подъёма червяка; ак — на колесе;
^ — осевая подача за один оборот прямо-
зубого колеса; tT—торцевой шаг колеса.
При обкатывании сопряжённый заданному
профилю изделия плоский профиль инстру-
мента определяется графически или уравне-
нием огибающей, получаемым диференциро-
ванием по параметру уравнения F (х,у,а) = 0
семейства кривых заданного профиля с одним
параметром а и исключением а из системы
уравнений — = 0 и F (х, у, а) = 0.
Настройка скорости резания и по-
дач в большинстве фрезерных станков осуще-
ствляется посредством коробок скоростей,
а в операционных — сменных шестерён, реже
шкивов. При многомоторном приводе само-
регулирующиеся асинхронные двигатели с ко-
роткозамкнутым ротором обычно обеспечи-
вают достаточную устойчивость движения
фрезы и заготовки, если они принимаются с
запасом мощности на кратковременные пере-
грузки во избежание заметного снижения ско-
рости движения. Для снижения пульсаций
скорости, крутильных колебаний и мощности
двигателя иногда на шпинделе (возможно
ближе к фрезе) устанавливается маховик.
Многие новые продольно-фрезерные и ко-
пировально-фрезерные станки оборудуются
дистанционно-регулируемыу.иприводньшидви-
гателями постоянного тока, реже гидра-
влическими, со следящими системами упра-
вления, автоматически регулирующими на-
грузку фрезы или скорость подачи по обра-
зуемому контуру. При этом как источники
постоянного тока, питающего двигатели, зна-
чительное применение получают непрерывно
управляемые электромеханические усилители-
генераторы или электронно-ионные устройства.
Автоматизация работы станков широкого
назначения, в частности, и с копироваль-
ными устройствами, имеющих привод от дви-
гателей переменного тока, наиболее часто
осуществляется дистанционным циклическим
включением и выключением отдельных дви-
гателей или электромагнитных муфт в цепях
привода быстрого и медленного движения.
В большинстве современных станков с
циклическим движением стола или головки, а
также в некоторых станках .непрерывного
действия" с вращающимся столом или бара-
баном подвод изделия к инструменту и от-
вод осуществляются ускоренное v~>3mImuh.
Вследствие прерывности стружкообразова-
ния фрезерные станки отличаются повышеааы-
ми относительным весом и удельным расходом
энергии по сравнению с токарными станками.
Классификация станков по виду движе-.
ний заготовки и фрезерной головки дана
в табл. 1, причём для станков с неподвиж-'
ной заготовкой дано лишь несколько примеров.
Классификация фрезерных станков
Таблица 1
Движение
заготовки
Продоль-
ное, попе-
речное,
вертикаль-
ное
Движение
Фрезерной го-
ловки с вра-
щающейся
Фрезой
Неподвижна
(на вертикаль-
ных станках,
иногда—уста-
новочный по-
ворот, плане-
тарное или
осевое пере-
мещение)
Тип и схема станка
Консольно-фрезерный:
а) вертикальный
б) горизонтальный
Характеристика станков
В универсальных станках движения подачи стола,
салазок и консоли связаны точно с вращением шпин-
деля, в станках широкого назначения часто осуще-
ствляются от отдельного двигателя так же, как и
быстрый подвод заготовки к фрезе и её отвод.
В универсальных станках стол поворотный в гори-
зонтальной плоскости, в ограниченных пределах.
Консоль поддерживается винтом, опирающимся на
плиту, несущую колонну, а иногда связывается
спереди в рамную систему: а) в вертикальных
станках вертикальной направляющей—с плитой;
б) в горизонтальных станках—с хоботом, несущим
вторую опору фрезерной оправки
Область
применения
При использова-
нии поворотных и
делительных столов
и головок и других
приспособлений мо-
гут применяться
для получения лю-
бых поверхностей
на некрупных из-
делиях единичного
и мелкосерийного
производства
Продоль-
ное, попе-
речное
(устано-
вочное)
Прямолиней-
ное вертикаль-
но (иногда
установочный
поворот)
Бесконсольно-фрезгрный (с крестовым столом):
а) вертикальный б) горизонтальный
Поперечные салазки, несущие на направляющих
прямоугольный стол, опираются на прямолинейные
направляющие основания, связанного с колонной с
вертикальными направляющими для фрезерной го-
ловки. Стол и салазки могут иметь ускоренный ход.
Обычно возможен „маятниковый" цикл работы, с
продольным движением стола, управляемый с под-
весного пульта или автоматически от упоров на
столе. Движение салазок обычно установочное.
Вертикальные станки могут иметь кронштейн на ко-
лонне, а горизонтальные—стойку на основании для
опоры фрезерной оправки. По компоновке близки к
универсальным расточным станкам
Преимущественно
для обработки пло-
скостей на изделиях
среднего размера
вместо продольно-
фрезерных. Верти-
кальные станки ра-
спространены бо-
лее, чем горизон-
тальные
Продолжение табл. 1
О
О
Движение
заготовки
Движение
фрезерной го-
ловки с вра-
щающейся
фрезой
Тип и схема станка'
Характеристика станков
Область
применения
Продоль-
ное дели-
тельное:
единичное
или непре-
рывное
Прямолиней-
ное—подачи в
горизонталь-
ной плоскости;
установочные:
прямолинейное
вертикально и
поворот
а) Реечно-фрезерный
б) Червячно-реечно-фрезерный
а) Продольное движение стола является цикличе-
ским делительным, настраиваемым на заданный
шаг рейки на изделии, обрабатываемом на столе.
Фрезерная головка устанавливается на вертикаль-
ных направляющих салазок, перемещающихся на
горизонтальных направляющих станины. Зубья наре-
зают при горизонтальном (иногда вертикальном)
ходе салазок.
б) То же, что в п. „а", но при червячной фрезе и
подаче стола осуществляется непрерывное деление
В единичном и
серийном производ-
стве реек с прямым
и наклонным зу-
бом, а также вин-
товых (в форме по-
лугаек)
Продоль-
ное
Обычно не-
подвижна.
Установочные
движения:
вдоль и часто
перпендику-
лярно оси
шпинделя
Продольно-фрезерный с горизонтальной и вертикальной осью шпин-
делей:
а) односторонний
б) многосторонний
Прямоугольный стол с изделием имеет движение
подачи на горизонтальных направляющих основания,
к бокам которого крепятся одна или две стойки, на
которых устанавливаются по высоте фрезерные го-
ловки с горизонтальной осью шпинделя в выдвиж-
ной гильзе. При необходимости фрезерные головки
с вертикальной осью шпинделя устанавливаются на
поперечине, закрепляемой на стойках. Станки имеют
обычно полуавтоматический цикл работы. Скорость
резания и подачи устанавливается шестеренными
коробками скоростей, а при регулируемых приводах
часто автоматически в зависимости от нагрузки.
В копировальных станках головки перемещаются от
копира на столе
В серийном и еди-
ничном производ-
ствах преимущест-
венно дляобработки
плоскостей на изде-
лиях среднего и
крупного размера
(до 4 Л1). Работают
часто по маятнико-
вому циклу. Копи-
ровальные станки
строятся обычно как
модификации стан-
ков широкого на-
значения
Продолжение табл. 1
Движение
заготовки
Движение
фрезерной го-
ловки с вра-
щающейся
фрезой
Тип и схема станка
Характеристика станков
Область
применения
Продоль-
ное
Прямолиней-
ное: верти-
кально (пода-
ча или уста-
новочное), го-
ризонтально-по-
перечное (по-
дача или уста-
новочное)
а) Вертикальный фрезерный
для штампов
б) Горизонтальный фрезерный
Прямоугольный стол с заготовкой имеет прямоли-
нейное движение на горизонтальных направляющих
основания. Фрезерная головка с выдвижной гильзой
шпинделя выполняется: а) вертикальной с установкой
на вертикальных направляющих стойки салазок,
имеющих перемещение в горизонтальной плоскости
перпендикулярно оси стола; б) горизонтальной, пере-
мещающейся на вертикальных направляющих стой-
ки, закреплённой на основании. Обычно снабжаются
щупом для копировальных работ; модель устанавли-
вается на столе
В единичном и
серийном производ-
стве штампов и
других сложных
изделий. При обо-
рудовании станков
следящими систе-
мами работают по
модели
Попереч-
ное или
вертикаль-
ное
Неподвижна
или установоч-
ное по оси
шпинделя
Врезной фрезерный:
вертикальный б) гппизочтальный
Салазки стола с закреплённой заготовкой имеют
подачу врезания перпендикулярно к оси шпинделя,
несущего трёхстороннюю фрезу или набор фрез; по
окончании хода —быстрый отвод от упора. Фрезер-
ная головка (гильза со шпинделем) имеет иногда
осевое установочное движение; фрезерная оправка
обычно имеет вторую опору в люнете: а) на колон-
не; б) на станине
В серийном и
массовом производ-
стве для врезных
работ, как специа-
лизированные стан-
ки для фрезерова-
нии — гнёзд под
сегментные шпонки,
торцов подшипни-
ков и т. п.
Продолжение ~табл. 1
Движение
заготовки
Непре-
рывное
Цикли-
ческий
перенос
Движение
фрезерной го-
ловки с вра-
щающейся
фрезой
Прямолиней-
ное вертикаль-
но (устано-
вочное)
Прямолиней-
ное: а) верти-
кально (пода-
ча), иногда
также гори-
зонтально;
б) горизон-
тально (пода-
ча)
Тип и схема станка
Характеристика станков
а) Лентофрезерный
f=r
б) Шлицепрорезной
Фрезерный, одно- или многосторонний, с делительным поворотным:
а) столом б) барабаном
а) Заготовка в виде ленты, наматываемой на бара-
бан, скользит по плоскому столу под торцевой или
осевой фрезой; разматывание рулона ленты тормо-
зится, б) Заготовки винтов и т. п., устанавливаемые
в звеньях замкнутой цепи, натянутой на двух звёз-
дочках, из которых одна ведущая, проходят после-
довательно под прорезной или иной фрезой
а) Вокруг центральной оси на вертикальных на-
правляющих установлены и могут перемещаться
фрезгрные головки с горизонтальной, реже верти-
кальной осью шпинделя. Под ними периодически
поворачивается круглый поворотный стол, несущий
заготовки. Одновременно могут работать несколько
фрезерных и других головок. При повороте стола
на одно деление снимается одно изделие и устана-
вливается новая заготовка—на загрузочной нерабо-
чей позиции, б) То же, что в п. „а", но ось пово-
ротного приспособления горизонтальна
Область
применения
В массовом про-
изводстве : а) для
обработки ленты —
снятия верхнего
слоя под дальней-
шую прокатку
и т. п.; б) для
прорезки шлицев
винтов, снятия лы-
сок и т. п.
В массовом про-
изводстве для об-
работки неболь-
ших плоскостей,
фрезерования (пла-
нетарной головкой)
резьбы на некруг-
лых изделиях; ча-
сто параллельно со
сверлильно-расточ-
ными операциями
Продолжение табл. 1
Движение
заготовки
| Движение
фрезерной го-
| ловки с вра-
i щающейся
| фрезой
Непре-
рывное
По оси фре-
зы (установоч-
ное): а) гори-
зонтально;
б) вертикаль-
Прямо-
линейное
_1_, иногда
II оси или
без него
Прямолиней-
ное вдоль оси
(подача), ино-
гда перпенди-
кулярное оси
(врезание)
i ип и схема станка
Характеристика станков
Область
применения
Фрезерный непрерывного действия одно- или многошииндельный:
б) с поворотным (карусельным)
столом
б) Шлицефрезерный, циклического деления
а) Барабан с горизонтальным валом, опер-
тым в подшипниках двух стоек, получает
вращение от консольной (обычно червячной)
шестерни. Фрезерные головки в количестве
двух при черновом и четырёх при двукратном
фрезеровании устанавливаются в осевом на-
правлении. Изделия закрепляются на бара-
бане на ходу, б) Поворотный круговой или
кольцевой стол, несущий изделия, уста-
навливается на основании, связанном с одной
или несколькими колоннами, несущими фре-
зерные головки
В массовом и
серийном производ-
стве для обработки
на станках с гори-
зонтальной осью
двух торцов, на
станках с верти-
кальной осью сто-
ла—одного торца
мелких и средних
по размерам изде-
лий
а) Горизонтальный или устанавливающийся
под углем к салазкам на направляющих осно-
вания круглый стол или делительная бабка
с закреплённой заготовкой периодически по-
ворачивается на одно деление (окружной
шаг) после прорезания впадины и отвода от
фрезы, а при фрезе, прорезающей впадину
за один оборот, в нерабочем участке её. Фре-
зерная головка с горизонтальной или верти-
кальной осью движется вдоль оси зуба.
Иногда одновременно обрабатываются не-
сколько заготовок одной или несколькими
фрезами, б) То же, что в п. „а", но ось изде-
лия горизонтальна
В массовом про-
изводстве очень
мелких цилиндри-
ческих колёс и для
чернового прореза-
ния конических ко-
лёс. В единичном
производстве для
нчрезания крупных
колёс, шлицевых
валов, трефов про-
катных валков
и т. п.
Продолжение табл. 1
Движение
заготовки
Движение
фрезерной го-
ловки с вра-
щающейся
фрезой
а) Прямоли-
нейное (пода-
ча танген-
циальная или
радиальная),
б) Прямоли-
нейное, па-
раллельно
оси изделия,
и радиально к
ней (устано-
вочное)
Тип и схема станка
а) Фрезерно-обточный
б) Копировальный для кулачков
Характеристика станков
а) Установленная в патроне или в центрах бабки
изделия вертикального или горизонтального станка
заготовка при её вращении обкатывается со сколь-
жением одной или несколькими фрезами, закре-
плёнными на оправке фрезерной бабки. Подача при
врезании—радиальная или тангенциальная, осуще-
ствляется фрезерной бабкой. Строятся и для пооче-
редной или одновременной обработки двух загото-
вок с подвижными бабками изделия, б) Изделие с
фасонной поверхностью на цилиндре или торце вра-
щается на поворотном столе. Фрезерная головка
движется параллельно оси изделия
Область
применения
а) В массовом и
серийном производ-
стве тел вращения
(вместо обточки),
б) В серийном и
единичном произ-
водстве кулачков,
штампов, гребных
винтов и других
изделий по образцу
а) С прямо-
линейным
перпенди-
кулярно
оси или
без него
б) С прямо-
линейным
по оси
(винтовое)
а) Прямолиней-
ное параллель-
но оси заго-
товки, вреза-
ние танген-
циально
б) Установоч-
ный поворот,
иногда прямо-
линейное пер-
пендикулярно
оси заготовки
Зубофрезерный, шлицефрезерный, резьбофрезерный обкатной:
а) вертикальный б) горизонтальный
а) Поворотная фрезерная головка с червячной
фрезой, иногда с возможностью осевого движения
(с протяжным супортом), устанавливается на
направляющих колонны, монтированной на
основании с горизонтальными направляющими для
салазок поворотного стола или на салазках при не
перемещающемся поворотном столе изделия,
б) В некоторых станках (шлице-резьбо-фрезерных)
ось изделия горизонтальная, весь станок как бы по-
вёрнут на 90°.
Рращения фрезы и заготовки синхронизированы
зубчатыми передачами или электрической связью
В единичном и
серийном произ-
водстве зубчатых
колёс, коротких
шлицевых валов и
крупных винтов
Продолжение табл. 1
Движение
заготовки
Движение
фрезерной го-
ловки с вра-
щающейся
фрезой
Тип и схема станка
С прямо-
линейным
по оси вра-
щения
Прямолиней-
ное, радиаль-
но от центра
колонны (уста-
новочное и
врезания)
Блочный многошпиндельный вращающийся обкатной вертикальный:
а) зубофрезерный, б) резьбофрезерный и др.
Характеристика станков
На центральной круглой колонне медленно вра-
щается рубашка, на вертикальных направляющих
которой установлены круглые столы с вертикальной
осью, несущие заготовки, поддерживаемые сверху
центрами кронштейнов, связанных со столами. На
торце рубашки в радиальных направляющих уста-
новлены фрезерные поворотные головки с червяч-
ной фрезой. Круглые столы, опираясь на кольцевой
копир, за один оборот рубашки совершают верти-
кальное перемещение для обработки с обкаткой про-
филя: а) шестерни или б) винта
Область
применения
В массовом про-
изводстве некруп-
ных зубчатых ко-
лёс или крупных
винтовых изделий.
Отдельные позиции
могут быть на-
строены на обра-
ботку разных из-
делий
Установоч-
ный подвод
а) По окруж-
ности и вдоль
оси (подача),
перпендику-
лярно оси (вре-
зание)
б) По контуру
в плоскости
(подача), па-
раллельно или
перпендикуляр-
но оси (вреза-
ние)
а) Планетарный резьбофрезерный. б) Планетарный торцефрезерный
Заготовка, подведённая к фрезерной головке, в
процессе обработки неподвижна. Фрезерной голов-
ке сообщаются все движения, необходимые для
формообразования: а) врезания, планетарное оси
шпинделя фрезы, прямолинейное по оси шпинделя,
отвода шпинделя перпендикулярно, затем вдоль
его оси;б) врезания—вдоль или перпендикулярно оси
шпинделя, планетарное по контуру изделия парал-
лельно оси шпинделя
В массовом и се-
рийном производ-
стве для обработки
изделий, вращение
которых нежела-
тельно: а) при наре-
зании резьб боль-
шого диаметра; б)
при фрезеровании
торцов по контуру
Продолжение табл. 1
Движение
заготовки
Движение
фрезерной го-
ловки с вра-
щающейся
фрезой
Прямолиней-
ное: а) и б)
подача вдоль
изделия и
установочное—
вертикально и
горизонтально;
в) перпенди-
кулярно оси
заготовки
Прямолиней-
ное в гори-
зонтальной
(в любом на-
правлении) и
вертикальной
плоскостях
Тип и схема станка
Характеристика станков
Область
применения
а) Одно- и многосторонний
портально-фрезерный
б) Переносно-фрезерный
в) Фрезерно-отрезной (круг-
лая пила)
а) и б) Относительно неподвижного прямоуголь-
ного горизонтального.стола с закреплённым изде-
лием на горизонтальных направляющих основания
движутся салазки, несущие на себе или на верти-
кальных направляющих привёрнутых к ним колонн
фрезерные головки с горизонтальной осью шпинде-
ля. При необходимости две колонны соединяются
в портал с поперечиной, несущей головки с верти-
кальной осью. В остальном аналогичны продольно-
фрезерным, в) Головка с постоянным усилием пода-
чи движется перпендикулярно оси шпинделя и заго-
товки
Копировально-фрезерные с пантографом
Вертикальный шпиндель фрезы> установленной с
меньшим, нежели щуп, плечом на шарнирном па-
раллелограме. воспроизводит на заготовке в мень-
шем масштабе осуществляемые вручную движения
последнего по модели в горизонтальном и верти-
кальном направлениях
а) и б) В единич-
ном производстве
для обработки весь-
ма тяжёлых или
длинных изделий —
рам, станин и т. п.
в) В серийном и
единичном произ-
водстве для раз-
резки прокатного
материала и т. п.
В единичном и
мелкосерийном
производстве штам-
пов и других не-
больших изделий
по образцу
4
О1
ГЛ. VIII)
КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
407
КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Консольно-фрезерные станки предназна-
чаются для обработки небольших по высоте
и нетяжёлых деталей.
Конструкция станков характеризуется на-
личием консольного кронштейна, перемещаю-
щегося по вертикальным направляющим стойки
и служащего опорой для стола.
Сохранение зоны резания на консольно-
фрезерных станках почти на постоянной вы-
соте обеспечивает удобство наблюдения за
процессом обработки. При работе с большой
нагрузкой обычно проявляется недостаточно
высокая жёсткость стыка кронштейна со
стойкой.
Обзор типов консольно-фрезерных станков
приведён в табл. 2.
По роду обрабатываемых материалов кон-
сольно-фрезерные станки подразделяются на
станки для обработки чёрных и цветных мате-
риалов (быстроходные).
Станки, не рассчитанные на работу твёр-
дым сплавом, делаются облегчённой конструк-
ции.
Станина (фиг. 1—4) отливается из чу-
гуна СЧ 40 с твёрдостью направляющих не
Таблица 2
Типы консольно-фрезерных станков общего
назначения
Продолжение табл. 2
Тип
станка
6
11
га S
Ё&
О СП
в о.
о"^
U
зерный
олом
01 н
•9- s
si
Р
ч о
Ё О*
Горизо
С ПО]
•S
3
X
р.
0)
о
•е-
6
S
ч
2
S
а.
03
Схема
( ^
т
ми
[
-
In
fi )
nrn
1 А
J
Г II
=^ It
ll
—m-ltr^
j || u
Применение
станка и его
разновидность
Разнообразные
фрезерные работы
'^фрезерование пло-
скостей, пазов и
фасонных поверх-
ностей) во всех
отраслях металло
обрабатывающей
промышленности
То же и дополни-
тельно фрезерова-
ние винтовых кана-
вок и зубьев ше-
стерён, а также
наклонных поверх-
ностей за одну уста-
новку детали
Разнообразные
фрезерные работы.
Строятся модифи-
кации: а) с поворо-
том фрезерной го-
ловки в вертикаль-
ной плоскости;
б) с поворотом сто-
ла в горизонталь-
ной плоскости
Тип
станка
3 я
X С
es
оЗ
I О
i
ft о
ш Ч
о с
Схема
Применение
станка и его
разновидность
П реимущественно
в инструменталь-
ных цехах. Строят-
ся разновидности
основной компонов-
ки: а) с фрезерной
головкой на ползу-
не, который может
перемещаться в по-
перечном направле-
нии; б)с фрезерной
головкой, поворот-
ной в плоскости,
параллельной на-
правляющим стойки
•а |щ а
Is II
ч a s a
SSco
о. я а «
01 О и
II!
f
Инструменталь-
ные цехи. При го-
ризонтально-фре-
зерных работах ис-
пользуются хобот и
оправка. Строятся
модификации с по-
воротным в гори-
зонтальной плоско-
сти столом
Инструменталь-
ные и эксперимен-
тальные цехи для
обработки в раз-
личных плоскостях
и под различными
углами наклона за
одну установку де-
тали. Строятся раз-
новидности кон-
структивной ком-
поновки: а) с одним
и с двумя шпинде-
лями-, б) с осевым
перемещением
шпинделя; в) без
поперечного пере-
мещения стола
Разнообразные
фрезерные работы.
При повороте крон-
штейна со столом
в вертикальной пло-
скости, параллель-
ной направляющим
стойки, имеется
возможность фре-
зеровать винтовые
канавки на конусах
с применением уни-
версальной дели-
тельной головки
менее Ив=\80. У горизонтального станка
серьга, поддерживающая оправку, закре-
пляется на хоботе или на одной-двух круглых
скалках. Одна скалка применяется только на
малых станках. Конструкция с двумя скалками
требует строгой параллельности осей их опор.
J
Ш^Щ^^^^^^^Ш^^^^^^^^^^^^^^^^^
*;
б)
Фиг. 1. Универсально-фрезерный станок 6Д82
Горьковского завода фрезерных станков
им. Л. М. Кагановича (ГЗФС): а — вид станка
спереди; б' — продольный разрез по шпинделю
и коробке подач; 1 — барабанные кулачки для
переключения подач; 2—фрикционная муфта
быстрого хода; 3 — предохранительная муфта
и муфта свободного хода с храповым механиз-
мом; 4 — блокирующая муфта рабочей подачи
(включается одновременно с пуском шпин-
деля); 5—вертикальный валик с телескопиче-
ским ограждением (снято); 6—валик для вклю-
чения фрикциона 2 от рукоятки на салазках;
7—валик для включения фрикциона 2 от ру-
коятки на станине; 8 — рукоятка управле-
ния механическим продольным ходом стола; 9—
рукоятка управления механическим попереч-
ным ходом стола; 10—маховичок ручного по-
перечного перемещения стола; 11—рукоятка
ручного вертикального перемещения консоли:
12—механизм блокировки ручной и механиче-
ской поперечной подачи; 13—рукоятка упра-
вления механическим вертикальным переме-
щением консоли; 14 — рукоятка включения
быстрого хода; >5, 16—рукоятки зажима сала-
зок и консоли; 77—рукоятка для переключения
скоростей и подач.
ГЛ. VIII]
КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
409
ишли пи» Кирове! /—верти-
: заменяется хоботом); 2— стол
• а цепи .шдач, J—механизм ручного подъёма
. ... ___... индикаторное устройство для точной уста-
новки длины хода стола.
410
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
Для обеспечения большей жёсткости станка
хобот или скалки соединяются с консолью
поддержкой, а консоль и основание соеди-
няются стойкой. Однако при этом услож-
няется обслуживание станка.
1250
Фиг. 3. Горизонтально-фрезерный станок модели 2К (Керней и Трекер): /—фрикционная муфта главного
движения; 2—прифланцованная коробка скоростей; 3—тормоз цепи главного движения; 4—планетарный
редуктор с гидравлическим включением (используется при переключении скоростей); 5—предохранительная
муфта цепи ^быстрого хода; 6—вертикальный валик привода быстрого хода; 7—вертикальный валик при-
вода рабочей подачи; 8— обгонная и предохранительная муфта коробки подач; 9—встроенная часть
коробки подач с механизмом реверсирования.
Консоль (фиг. 1, 3, 5, 6) является слабым
звеном станка по жёсткости. Повысить жёст-
кость связи станины и консоли весьма затруд-
нительно, так как удлинение направляющих
приводит к увеличению высоты станка. Раз-
Фиг. 4. Формы направляющих станины.
Стол (фиг. 7, 8) отливается из чугуна СЧ 40
с твёрдостью рабочей поверхности Ив = 180-5-
Фиг. 5. Формы направляющих консоли.
мещение в консоли большого количества меха- -:- 220. Продольное перемещение стола осуще-
низмов осложняет технологию её изготовле- ствляется от винта и гайки, реже — от чер-
ниа. вяка и рейки.
ГЛ. VIII]
КОНСОЛЬНО ФРЕЗЕРНЫЕ СТАНКИ
411
Для фрезерования по подаче в салазки
встраиваются механизмы, выбирающие зазор
в винтовом соединении (фиг. 9, 10, 11). Для
станков общего назначения характерен неавто-
матический цикл движения стола, тогда как
для операционных и специализированных стан-
подача на один зуб в мм; z — число зубьев
фрезы; D — диаметр наибольшей торцевой
фрезы в мм (табл. 3); В — ширина фрезеро-
вания (берётся равной 0.75D).
Коробка скоростей (фиг. 1, 2, 3) получает
движение от электродвигателя при помощи
Вид по стрелке И
Фиг. б. Механизм зажима консоли на направляющих
ков предусматривается полуавтоматический зубчатой, клиноремённой или цепной пере-
цикл, дачи и располагается непосредственно в ста-
Привод главного движения обычно осущо нине или пристраивается к ней отдельным
ствляется от электродвигателя переменною узлом, что облегчает её изготовление. Ва.
Фиг. 7. Стол и салазки горизонтально-фрезерного станка ГЗФС.
тока с числом оборотов 1500 в минуту. Элек-
трические и гидравлические приводы с бес-
ступенчатым изменением скорости находят при-
менение только в станках для инструменталь-
ных цехов.
Мощность электродвигателя N главного
привода выбирается по режиму черновой об-
работки мягкой стали торцевой фрезой
N
0,000034n^°'75 zD~ °>13 Б1'13 кет,
где п— число оборотов фрезы в минуту; t ¦—
глубина резания (принимается 2/з максималь-
ного нормализованного припуска) в мм; sg —
лы коробки скоростей обычно располагаются
горизонтально. У вертикально-фрезерных стан-
ков встречается вертикальное расположение
Фиг. 8. Формы направляющих стола.
валов, при этом устраняются быстроходные ко-
нические шестерни. Для улучшения условий
412
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
пуска и торможения шпинделя применяются
фрикционная муфта и тормоз. В операцион-
ных кснсольно-фрезерных станках фрикцион-
Фиг. 9. Механизм выборки мёртвого хода за счёт осевого перемещения
компенсирующей гайки, находящейся под постоянным воздействием
пружины.
ная муфта обычно отсутствует, изменение ско-
рости осуществляется сменными шестернями.
Фиг. 10. Механизм выборки мёртвого хода за счёт отно-
сительного поворота двух гаек от шестерни с торцевыми
пальцами, затягивающийся под воздействием пружины и
составляющей усилия резания в направлении подачи.
Расчёт коробки скоростей производится на
наибольший крутящий момент, возникающий
реечными механизмами, реже гидравлическими
с дистанционным управлением (фиг. 12).
Шпиндель изготовляется из стали, мало
деформирующейся при термиче-
ской обработке (см. также
стр. 190— 197).
Число оборотов шпинделя
в минуту определяется: минималь-
ное — исходя из скорости резания
при обработке твёрдой стали тор-
цевой фрезой максимального диа-
метра из быстрорежущей стали,
максимальное — исходя из скоро-
сти резания при чистовой обра-
ботке чугуна торцевой фрезой ми-
нимального диаметра с ножами из
твёрдого сплава. При окружных
скоростях более 10 м/сек целе-
сообразно применять шестерни со
спиральными зубьями. Большая шестерня
шпинделя по диаметру обычно приближается
к максимальному диаметру фрезы.
Реверсирование вращения шпинделя при
•общем приводе выполняется механически
(фиг. 1, 3), при раздельном приводе предпочти-
тельно пользоваться реверсированием электро-
двигателя. Осевое перемещение шпинделя
у вертикально-фрезерных станков осуще-
ствляется салазками (фиг. 13) или передвижной
гильзой.
Для установки шпинделя под различными
углами в пространстве применяются поворотные
головки, которые относятся к механизмам само-
го станка или к приспособлениям (фиг. 14, 15).
Расчёт оправки горизонтально-фрезерных
станков производится на прогиб
f —
192EJ'
где Р — усилие, изгибающее оправку; /-
длина оправки.
Р= A-1,3) Р,
ОКР'
где Рокр — окружное усилие на фрезе.
Обычно допускается 5 ^ 0,2 мм.
Привод
Фиг. 11. Механизм выборки мёртвого хода двумя винтами с правой и левой резьбой.
Нижний винт (приводной) сопротивлением движению стола прижат влево—левые сто-
роны его резьбы прилегают к правым сторонам резьбы гайки. Осевое усилие на
косозубых шестернях верхнего винта (натяжного) повёртывает торцевую плиту, пе-
ремещая верхний винт; правые стороны его резьбы прилегают к левым сторонам
резьбы гайки.
при черновом фрезеровании торцевой фрезой
максимального диаметра. Переключение ско-
ростей обычно осуществляется шестерённо-
Привод подач от цепи главного движения
усложняет изготовление станка, но позволяет
использовать электродвигатель главного при-
Совмещенная развертка золотника и
золотниковой дтцлки
О' V 2' / ^' ' F Г Я 9 10"
Таблица совпадения отверстий в золотнике
и золотниковой втулке при установке
на различные скорости
о Отверстия 6 золотниковой втулке
\ Отверстия в золотнике.
масло в трубках под давлением
ъ> Масло вытекает из трубок в масляный бак
Фиг. 12. Схема гидравлического управления фрезгрного станка ГЗФС: А—рукоятка включения фрикциона со встроенным краном; Б—золотник установки скорости;
F—клапан, соединяющий насос с баком при переключении скоростей; Г-блокировочный золотник, не позволяющий переключать скорости шпинделя на ходу станка;
Д—цилиндр включения фрикциона и тормоза; Я—рычаг для плавного включения фрикциона и тормоза от гидравлики; Ж—рычаг на салазках для гидравлического
переключения скоростей и механического переключения подач; 3—рычаг на станине для переключения скоростей и подач; //-муфта, включающая вращение золотника
Б от рычагов Ж и 3.
414
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
(РАЗД. IV
Таблица 3
Технические характеристики коисольно-фрезерных станков общего назначения
(средние величины)
Основные
параметры
Продольный ход
стола в мм ....
Скорости шпин-
деля в об, мин. . .
Подачи стола
в мм/мин
Число скоростей
Число подач . .
Мощность элек-
тродвигателя в кет
Наибольшее ок-
ружное усилие на
фрезе в кг . . . .
Конус шпинделя
Диаметр оправки
в мм (наибольший)
Диаметры при-
меняемых конце-
вых торцевых фрез
в мм
Вес станка в кг
100x400
20О
2i о—357°
Ручные
6
—
об
1бо
№ I
13
6
75
250
125x500
350
120—Зоо°
45— J8o
8
л
1>15
250
10
а
9°
4оо
Размеры
160X630
Ззо
95—2400
4°—45°
8
8
1,7
4ОО
№ 2
22
1С
НО
бзо
рабочей поверхности стола в мм
200X800
40О
75—19°°
35—tooi
8
IO
2,8
бзо
№ 2
ГОС
J.2
130
1000
250x1000
530
48—1500
35—ioco
16
16
4'5
IOOO
№ з
Т 836-47
32
i6
175
г 600
320X1250
7оо
33—I2O0
2.| — I2OO
гб
i8
¦у
тбоо
№ 3
40
20
325
3500
400X1600
ооо
3°—95°
2-4—1200
16
13
1О
2дО0
№ 3
5э
2'
275
4000
500X2000
1250
24- 75°
8—i6oo
16
24
Ч
4ооо
№ з
6о
За
35"
6300
иода для быстрого хода стола п консоли,
когда он не загружен резанием.
При отдельном приводе подач мощность
электродвигателя обычно выбирается по мощ-
ности на рабочую подачу, чем ограничивается
скорость быстрых ходов стола и консоли.
Мощность, расходуемая на подачу:
Мпоо « -^Щ
где Q — тяговое усилие в кг; sMUH — минутная
подача стола в м/лшн; ч\ — к. п. д. цепи по-
дач (без учёта потерь на трение в направляю-
щих); при подаче от ходового винта т =
= 0,25 4-0,3.
Мощность, расходуемая на подачу в кон-
сольно-фрезерных станках, обычно не превы-
шает 1О°/о от мощности на резание.
Коробка подач выполняется встроенной или
ирифлаицованной к станине (фиг. 1), консоли
(фиг. 3) или салазкам; рекомендуется второй
из этих вариантов. Переключение подач целе-
сообразно выполнять от одной рукоятки при
помощи шестерённо-реечных или кулачковых
механизмов. Привод к столу от коробки по-
дач, связанной со станиной, осуществляется
посредством телескопического валика с шар-
нирными муфтами или вертикального валика
(фиг. 1 и 3). Для привода быстрого хода при-
меняют второй валик или отдельный электро-
двигатель.
Минутная подача стола определяется: ми-
нимальная — исходя из режима черновой обра-
ботки твёрдых сталей шлицевыми прорезными
и фасонными фрезами, максимальная — исходя
из режима чистовой обработки чугуна торце-
вой фрезой минимального диаметра, оснащён-
ной твёрдым сплавом.
Максимальное тяговое усилие на ходовом
винте стола возникает при работе торцевой
фрезой к определяется по формуле
Фиг. 13. Шпиндельная головка
вертикально-фрезерного станка
ГЗФС, смонтированная на салазках.
ГЛ. VIII]
КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
415
где /— приведённый коэфициент трения в на-
правляющих (принимается равным 0,2); Z —
усилие, перпендикулярное плоскости стола;
Z = РОкр + 2G для горизонтальных и Z=
= Q,35FOKp + 2G — для вертикальных станков
BG—вес подвижных частей, принимаемый рав-
ки (фиг. 17, а и б) или на каждое движение
имеется своя рукоятка (фиг. 17, в). Иногда
применяется включение быстрого хода от кноп-
ки, встроенной в рукоятку рабочей подача
Дублированное управление (фиг. 1) в кон-
сольно-фрезерных станках имеет ограниченное
A
Вид головки д
повернутом
\ положении
Фиг. 14. Фрезерная головка широкоупиверсального станка, смонтированная в цилиндрическом ползуне.
ным удвоенному весу стола); k — коэфициент,
учитывающий трение и перекосы от силы У;
для направляющих в форме ласточкина хво-
ста k = 2, для прямоугольных направляющих
к = 1; Y— боковое усилие, стремящееся сдви-
нуть стол в поперечном направлении; Y —
= 0,35 Р0Кр для горизонтальных и Y = Рокр
для вертикальных станков; X — усилие, дей-
ствующее на стол в направлении подачи;
Х = @,4 -г- 0,6) f'0KP в зависимости от смеще-
ния обрабатываемой детали относительно оси
фрезы; k± — коэфициент, учитывающий тре-
ние и перекосы от силы X; для направляющих
в форме ласточкина хвоста ki = 0,4.
Для продольного пе-
ремещения стола приме-
няется отдельный ревер-
сивный механизм. Ревер-
сирование поперечной и
вертикальной подач про-
изводится другим меха-
низмом. Остановка по-
дачи производится ранее
прекращения вращения
фрезы во избежание её
поломки.
В станках с полуавто-
матическим циклом ра-
боты для включения по-
дачи и быстрого хода
стола часто применяет-
ся электрическое или
гидравлическое управле-
ние (фиг. 16). Управление
механическими переме-
щениями стола произво-
дится от одной рукоят-
применение, так как оно усложняет конструк-
цию и редко требуется при работе.
Смазка каждого узла обычно выполняется
обособленной по централизованной системе
(фиг. 18).
Охлаждение подаётся к фрезе из резер-
вуара, расположенного в основании, центро-
бежным или шестеренным насосом (фиг. 19).
Широкое распространение получили электро-
насосы.
Для безопасности работы на консоль-
но-фрезерных станках применяются щитки,
защищающие руки рабочего от захвата фрезой,
а в быстроходных станках — кожухи, защи-
щающие от стружки рабочее место
Фиг, 15. Универсальная накладная головка к горизонтально-фрезерному станку.
416
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
Упоры изменения подачи
Упоры стоп
Фиг. 16. Схема гидравлического управления полуавтоматическим циклом работы операционного фрезерного станка
Керней и Трекер: /—шестеренный масляный насос; 2 — кран гидравлического включения вращения шпин-
деля (показан в двух положениях); 3—золотник подачи и быстрого хода; ^--золотник реверсирования хода стола;
5—золотник включения подачи и быстрого хода стола; 6—золотник установки скорости обратного хода, при-
меняется при использовании обратного хода для работы (вдвинут—рабочая подача, выдвинут—быстрый ход);
7-шестеренный насос, управляющий пуском и остановкой шпинделя; 8—золотник для включения фрикциона цепи
главного движения и блокировки;9 -гидравлическая муфта цепи подач.
Фиг. 17. Системы управления движением стола: а—управление вращением шпинделя и движением стола от одной
рукоятки: 1—стоп; 2— шпиндель; 3—подача; 4—быстрый ход; б— управление движениями стола от одной рукоятки:
/—стоп; 2—подача вправо; 3— быстрый ход вправо; 4—подача влево; 5—быстрый ход влево; б—подача вперёд;
7 — подача назад; в—управление от независимых рукояток: /—рычаг подачи стола; 2— рычаг поперечной подачи;
3 — рычаг вертикальной подачи: 4—рычаг быстрого хода.
ГЛ. VIII]
КОНСОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
417
Фиг. 18. Система смазки горизонтально-фрезерного станка.
Фиг. 19. Система охлаждения инструмента горизонтально-фрезерного станка ГЗФС
27 Том 9
418
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
по flBCDEFGH
ф350 '
Фиг- 20. Круглый стол для фрезерования по дуге окруж-
ности и делительных работ.
Устройство для фрезерования по дуге
окружности и делительных работ показано
на фиг 20.
ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Продольно-фрезерные станки предназна-
чаются для обработки плоскостей изделий, а
при необходимости — поверхностей сложного
профиля в поперечном (контурные фрезы) и
продольном (копиры) направлении и подраз-
деляются на станки общего назначения и спе-
циальные.
Станки обеих групп строятся одно- и
многошпиндельными (с одной или несколь-
кими фрезерными головками). Фрезерные го-
ловки могут быть поворотными и неповорот-
ными. В станках с неповоротными фрезер-
ными головками шпиндель располагается
ближе к опорным поверхностям головки, что
даёт возможность применять более произво-
дительные режимы резания* .
Многочисленные разновидности продольно-
фрезерных станков разделяются на две основ-
ные группы — станки с перемещающимся сто-
лом (преимущественное распространение) и
станки с неподвижным столом.
Станки с перемещающимся столом. На
фиг. 21 показан общий вид одностороннего
продольно-фрезерного станка с горизонталь-
ным шпинделем и поддерживающей стойкой.
Станок служит для обработки одной или не-
скольких продольных поверхностей цилиндри-
ческими или фасонными фрезами. Фрезерная
головка неповоротная; фрезерная оправка под
держивается дополнительной стойкой и хо-
ботом.
Двухсторонний продольно-фрезерный ста-
нок служит для одновременной обработки
двух плоскостей торцевыми фреза-ми (фиг. 24).
Конструктивное выполнение такое же, как у
односторонних. Стойки соединены переклади-
ной." Модификация станка—наличие копирного
устройства. . ......
ГЛ. VIII]
ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
419
На фиг. 23 приведён общий вид вертикаль-
ного бесконсольного продольно-фрезерного
; станка. Станок предна-
значен для обработки
сравнительно нешироких
Фиг. 21.
поверхностей торцевыми фрезами. Стол пере-
мещается продольно и поперечно. Фрезерная
головка устанавливается по высоте; пи-
ноль со шпинделем — в осевом напра-
влении. Модификация станка предусматри-
вает следующие варианты: вертикальное пере-
мещение головки отсутствует; фрезерная го-
ловка поворотная.
Общий вид продольно-фрезерного станка с
вертикальными шпинделями показан на фиг. 22.
Станок используется при обработке крупных
и широких изделий торцевыми фрезами. Ста-
нок может иметь до трёх шпинделей. Попере-
чина, несущая фрезерные головки, устанавли-
вается в вертикальном направлении.
Варианты конструкции многошпиндельного
продольно-фрезерного станка приведены на
фиг. 25 и 26. Станки служат для обработки
изделий с трёх сторон торцевыми фрезами. Они
имеют горизонтальные и вертикальные пово-
ротные и неповоротные фрезерные головки.
Перемещения головок по сторонам и попере-
чине только установочные. Сама поперечина
может иметь (фиг. 25) установочное движение
по высоте.
Станки с неподвижным столом. Кон-
струкция двухстороннего продольно-фрезер-
ного станка с неподвижным столом показана
на фиг. 27. Станок удобен для обработки
длинных или тяжёлых изделий торцевыми
фрезами. Фрезерная головка или фрезерная
головка со стойкой перемещаются продольно
по направляющим станины. Фрезерная го-
ловка может устанавливаться горизонтально
или под углом.
На фиг. 28 показан односторонний про-
дольно-фрезерный станок с неподвижным сто-
Фиг. 22.
420
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
ГЛ. VIII]
ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
421
лом. Станок используется при обработке длин- речина имеет установочное движение по
ных или тяжёлых изделий с одной стороны высоте. Модификации: фрезерно-расточные,
торцевыми фрезами. Конструктивное выполне-
ние имеет много общих элементов со станком
по фиг. 27.
Фиг. 25.
Два варианта конструкции многошпиндель-
ных продольно-фрезерных станков с непо-
движным столом так называемого портального
фрезерно-строгальные, фрезерно-копироваль-
ные. Основные размеры наиболее ходовых стан-
ков указаны в табл. 4. Более крупные станки
выполняются по специальным заказам. Одно-
шпиндельные станки составляют 6Э—65%,
Таблица 4
Основные размеры одно-, двух, трёхсторонних
многошпиндельных продольно-фрезерных
станков в мм
Фиг. 2&.
типа показаны на фиг. 29 и 30. Станки пред-
назначены для обработки тяжёлых изделий
с трёх сторон. Станки могут иметь горизонталь-
ные и вертикальные поворотные фрезерные го-
ловки. Перемещение головок по поперечине
, и стойкам — только установочное. Попе-
Размеры
стола
ширина
3°о
4®о
650
9°О
1250
i6oo
2000
длина
75о
IOOO
I25O
1250
гбоо
20ЭО
2200
32о°
4250
5250
6а 30
Продольный ход
стола
45<э
650
IODO
135°
2ООО
Зооо
4ооо
5ооо
бооо
Наибольшее рас-
стояние между
концами горизон-
тальных шпинделей
45°
боо
8оо
IOjO
140а
18оэ
2200
Наибольшее рас-
стояние от поверх-
ности стола до
оси горизонталь-
ных шпинделей
Зоо
4оо
5°о
6qo
75O
903
1100
Наибольшее рас-
стояние от поверх-
ности стола до
конца вертикаль-
ных шпинделей
Только
одно- и
двухсто-
ронние
модели
6jO
900
1200
1400
422
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
двухшпиндельные — 20—25%, трёхшпиндель-
ные — 5%, четырёхшпиндельные — 10 — 15<7о
всего парка продольно-фрезерных станков.
Цикл работы. В станках общего назна-
чения осуществляются: вручную — установка
и крепление обрабатываемых деталей, пуск
станка, снятие обработанных изделий, пуск
стола в исходное положение; автоматически —
быстрый подвод, рабочий ход (скачкообраз-
ния, привод подачи, привод быстрых и уста-
новочных' перемещений. Материал деталей —
см. на стр. 21—24.
Станины представляют собой крупные
чугунные отливки с двумя, а в тяжёлых стан-
ках с шириной стола больше 1200 мм стремя
продольными стенками и поперечными рё-
брами. На верху станины помещаются две или
Фиг. 27
ная подача), выключение станка в конце ра-
бочего хода и в исходном положении стола,
а в станках специального назначения кроме
того — автоматический отвод шпинделей от
обрабатываемого изделия в конце рабочего
хода, переключение на обратный быстрый ход
и выключение стола в исходном положении.
В станках с большим ходом загрузка и вы-
грузка частично могут производиться во время
работы. В станках, позволяющих производить
фрезерование против подачи и по подаче,
обратный ход может быть использован для
обработки, как и прямой ход.
Основные параметры. Ориентировочные
данные для выбора мощности и скоростей при-
ведены в табл. 5 (уточнение по данным ста-
хановских режимов).
Мощность привода подачи стола соста-
вляет 10—20% от общей мощности привода.
Число оборотов шпинделей фрезерных го-
ловок и скорости подачи принимаются в со-
ответствии с установленными для фрез ре-
жимами резания. Диапазон регулирования
чисел оборотов шпинделя для станков общего
назначения достигает 20—30, для специализи-
рованных моделей вполне достаточен диапа-
зон 6—10. Скорость быстрых перемещений
столов в большинстве случаев не превышает
3—4 м/мин и лишь в малых моделях доходит
до 7-8 м/мин. Быстрые перемещения колонн
и порталов обычно производятся со скоростью
1— 2 м/мин, поперечин — 0,5—1 м/мин, фре-
зерных головок — 0,5—1 м/мин.
Кинематическая схема. Привод станка
обычно выполняется с несколькими электро-
двигателями. В большинстве станков с длиной
стола до 2—3 м привод подачи — гидравли-
ческий, более 2—3 м — механический. Типич-
ные кинематические схемы представлены на
фиг. 31, 32 и 33.
Основные узлы и детали станков сле-
дующие: станины, столы, стойки, поперечины,
фрезерные головки, привод главного движе-
три (для крупных моделей) направляющие, по
которым перемещается стол. Станины обычно
имеют плоские напра-
вляющие, и только в бес-
консольных вертикально-
фрезерных станках и
предназначенных также
для выполнения других
операций (строгание, рас-
точка) направляющие вы-
полняются V-образными.
Высота станины обычно
равна 600—700 мм, в
больших моделях она
меньше, чем в малых.
Для отвода стружки в
станинах обычно делается
откос в одну (фиг. 35)
или в обе (фиг. 34) сто-
роны. Внизу станина де-
лается открытой за-
Фиг. 28.
исключением отсеков, используемых в ка-
честве резервуаров для масла и охлаждаю-
щей жидкости. С боков станицы помещаются
выступы для крепления стоек. Станина исполь-
зуется для помещения в ней привода подачи
стола. Ориентировочно размеры станины мо-
гут выбираться по табл. 6.
ГЛ. Vlll)
ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
423-
Фиг. 29.
W
^
Фиг. 30.
424
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
Основные параметры продольно-фрезерных станков
Таблица 5
Основные параметры
Ширина стола в мм
300
450
650
900
1250
1600
2ЭО0
Длина стола в мм ......
Мощность каждой фрезер-
ной головки в кет
Число оборотов шпинделя
в минуту
Диапазон регулирования
числа оборотов шпинделя в ми-
нуту
Подача стола в mmjmuh . .
Диапазон регулирования по-
дачи стола
Быстрое перемещение стола
в м/мин
Вес в т (для моделей с наи-
меньшей длиной стола) около •
750—1250
2—5
2О- 12ОЭ
12—2О
2О—IOOO
12—5О
3-8
3—4
2дО—2000
3-6
2О—I23O
12—2О
2О—2000
12—4°
3-8
5-8
22OO—3°°°
3—Ю
6—2О
2О—2ООО
12—4°
3-8
7-12
3250—4ооэ
5-15
2О— I2OO
6—2О
2О—2000
12—4°
2—6
ю—18
4250—5000
6-25
20—1000
6—24
10—IOOO
12—40
2—6
25-40
5250—8000
10—30
20—1000
6—24
IO—IOOO
12—40
2—5
35—45
6250—ю ооэ
ю-35
ю—800
6—30
10—800
12—4°
2—5
40—5о
Фиг. 31. Кинематическая схема двухстороннего продольно-фрезерного станка Горьковского завода фрезерных стан-
ков: 1- вращающаяся гайка; 2—планетарная передача; 3 — электродвигатель подачи; 4—электродвигатель быстрого
хода; 5—сменные шестерни привода шпинделя; 6—сменные шестерни подачи.
Таблица 6
Ориентировочные размеры станин продольно-фрезерных станков с перемещающимся столом в мм
I?~0,2*0.25L
L_
р
+¦ + ±]
/
Для станков
с шириной стола
3°о
45O
650
poo
1250
j6oo
аооо
А
85O
4оо
55°
7оэ
85°
ХООО
1400
Б
35°
35O
55°
700
JOOO
13о"о
i6oo
В
(ТО—9о)Х2
ООХ2
I2OX2
I5OX2
аоохз
i8oX3
зооХЗ
Г
35
35
55
55
8о
8о
юо
Д
25
«5
25
25
3°
4о
40
Е
15—2О
15—го
2О—25
20—2j
25—30
Зо—35
?5—4»
ГЛ. VIII]
ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
425
Фиг. 32. Кинематическая схема продольно-фрезерного станка А663Г с двумя боковыми (поворотными^ и одной
вертикальной головкой Горьковского завода фрезерных станков: /—червяк привода стола; 2 устройство для
поворота фрезерной головки; 3—муфта для включения быстрого хода горизонтальной головки; 4—муфта вклю-
чения быстрого хода вертикальной головки; 5—рукоятка для включения быстрого перемещения головки по
поперечине.
Фиг. 33. Кинематическая схема продольно-фрезерного станка 6Д36 с двумя боковыми и двумя верхними поворот-
ными головками Горьковского завода фрезерных станков: /—маховичок ручного перемещения стола; 2—ручное
перемещение вертикальных головок; 3—ручное перемещение верхних головок.
Фиг. 34. Поперечный разрез станины быстроходного Фиг. 35. Поперечный разрев станины продольно-фре-
бесконсального фрезерного станка ЭНИМС. зерного станка с отводом стружки на обе стороны.
426
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД.' IV
Столы представляют собой прямоуголь-
ные отливки коробчатой формы с продоль-
ными и поперечными рёбрами (см. фиг. к
табл. 7). На верхней плоскости стола распо-
ложены продольные Т-образные пазы для
крепления изделий и по всему периметру
углубления для стока охлаждающей жидко-
сти. На нижней плоскости расположены на-
правляющие и выступы для крепления планок,
скользящих по направляющим станины.
Столы принадлежат к наиболее ответствен-
ным и трудоёмким деталям продольно-фрезер-
ных станков, так как в них рабочие поверх-
ности расположены как сверху, так и снизу.
С обеих сторон стола крепятся щитки для
предохранения- направляющих станины от по-
падания стружки. Ориентировочно размеры
столов могут выбираться по табл. 7.
Таблица 7
Ориентировочные размеры столов продольно-
фрезерных станков с перемешающимся столом
Г
Й
Для стан-
ков с ши-
риной сто-
ла А
3°о
45°
65°
poo
1250
i6oo
2ООО
Б
до—loo
НО—I2O
14<э—170
170—яоо
эоо—азо
220—24O
230—або
в
мм
35
35
55
55
8о
8о
IOO
Г
IO
12
14
14—16
16
16—20
Д
i6-i8
22
22—34
28-32
За-38
32—38
36-42
Число
пазов
3
3
3—4
5
6
6-8
6—8
Стойки представляют собой полые от-
ливки с вертикальными и горизонтальными
рёбрами жёсткости. На передней части поме-
щаются вертикальные плоские направляющие,
на одной из которых имеется паз для кре-
пления поперечины и фрезерной головки. Раз-
меры стоек выбираются в зависимости от за-
данных ходов фрезерной головки и величины
перемещения поперечины. Между направля-
ющими стоек помещается ходовой винт для
перемещения поперечины и фрезерной головки.
В крупных моделях в стойках размещается
противовес для уравновешивания поперечины.
Стойки обычно соединяются верхней пере-
кладиной, которая сообщает всему станку
большую жёсткость. На перекладине разме-
щается привод перемещения поперечины. Кон-
струкция стойки представлена на фиг. 36.
Поперечины представляют собой от-
ливки коробчатой формы, обработанные с че-
тырёх сторон (см. фиг. к табл. 8). На передней
стороне находятся две направляющие, по ко-
торым перемещаются вертикальные фрезерные
головки; на одной из направляющих имеется
Т-образный паз для крепления фрезерных го-
ловок. С задней стороны обработаны верти-
кальные направляющие для перемещения по-
перечины по стойкам. Для перемещения фре-
зерных головок между горизонтальными на-
правляющими размещаются ходовые винты,
которые получают вращение от коробки, смон-
тированной с правой стороны поперечины.
Вертикальное перемещение поперечины в стан-
ках малого размера производится вручную,
в более крупных — от электродвигателя, уста-
новленного на перекладине, через червячный
по ДВ
Фиг. 36. Боковая стойка
продольно-фрезерного
станка.
редуктор, конические пары на ходовые валы
и гайки. Зажим поперечины производится
электромагнитными устройствами. Ориентиро-
вочно размеры поперечин могут выбираться
по табл. 8.
Привод главного движения мо-
жет быть централизованным (фиг. 37) или от
индивидуальных электродвигателей. Первый
имеет ряд недостатков (низкий к. п. д., длин-
ная кинематическая цепь, трудность изгото-
вления и сборки), поэтому в современных
станках почти исключительно применяется
индивидуальный привод. В этом случае фре-
зерные головки являются агрегатными узлами,
которые компонуются в самых разнообразных
сочетаниях. Электродвигатель привода фре-
зерной головки может быть встроен в кор-
пус параллельно оси шпинделя (фиг. 38
и 39) или установлен вне фрезерной го-
ловки параллельно (фиг. 40) или перпенди-
кулярно оси шпинделя (фиг. 41). Параллель-
ное расположение электродвигателя даёт бо-
лее простое выполнение фрезерной головки,
но увеличивает габариты её корпуса. По.не-
речное расположение электродвигателя услбж-
няет конструкцию и изготовление, так как
ГЛ. VIII]
ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
427
Таблица 8
Ориентировочные размеры в мм поперечин продольно-фрезерных станков с перемещающимся столом
Для станков
с шириной
стола
450
650
ооо
1250
i6oo
2000
А
-
5оо
68о
68о
75о-8оо
800—900
8оо—iooo
Б
42O
55O
55O
550-650
650-750
750—850
В
i8o
200
зоо
ЗОО—23O
22O—340
24O—25O
Г
4О
4О
4О
5°
5°
бо
Д
55
55
бо
65
7°
Е
95
но
но
I2O
I2O —I5O
140—i8o
ж
235
2JO
330
аб5
ЗЮ
355
И
но
но
I2O
I3O
140
к
5О
5О
5°
бо
бо
бо
Л
»35
15°
I5O
1бо
170
зоо
М
8о
$
85
IOO
но
I2O
Н
а4
24
24
28
3^
З6
Фиг. 37. Централизованный привод главного движения в продольно-фрезерном станке 6А63 Горьковского завода фре-
зерных станков: 1 — шпиндель; 2-гшноль; 3-гильза приводной шестерни; 4—муфта; 5—тормоз; 6—муфта для
переключения направления вращения шпинделя; 7-шток, соединённый со столом 10; «—цилиндр, укреплённый
в средней части станины 9; //--рукоятки для регулирования величины выдвижения пиноли 2 со шпинделем / через
колёса 12 и 13 и рейку, нарезанную на пиноли 2.
~Ж5
Фиг. 38. Фрезерная головка со встроенным двухскоростным электродвигателем (Горьковский завод фрезерных станков).
ГЛ. VIII]
ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
429
пой В
1
по CD
Фиг. 39. Фрезерная головка со встроенным электродвигателем.
Фиг. 40. Агрегатная головка Горьковского завода фрезерных станков.
430
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
связано с расточкой с разных сторон и с не-
обходимостью применения конических или
червячных передач. Для регулирования ско-
рости шпинделя во фрезерных головках стан-
ков обычно применяют коробку скоростей с
6—12 ступенями с ср = 1,26. В новых конструк-
Фиг. 41. Фрезерная головка с приводом шпинделя через
червячную передачу.
циях применяют коробки со сменной парой ко-
лёс с диапазоном регулирования Д=6-т-8. Же-
лательно в коробке скоростей иметь две ступе-
ни (кроме сменных колёс) с <р = 1,58 —- 2 для
быстрого переключения числа оборотов шпин-
деля при переходе с чернового на чистовой
режим. В высокооборотных фрезерных голов-
ках (фиг. 42) привод шпинделя осуществляется
ремённой передачей. На фиг. 43 показана
схема привода шшшделя быстроходного фре-
зерного станка с широким диапазоном регу-
лирования D0—1250 об/мин). Перемещение
Фиг. 42. Высокооборотная фрезерная головка с приво-
дом шпинделя клиновыми ремнями.
четырёх блоков шестерён производится гидра-
влически (фиг. 44) от одного маховичка.
В специальных моделях применяются фрезер-
ные головки с электродвигателями постоян-
ного тека с бесступенчатым регулированием
в диапазоне Д = 4 ч- 6, который в сочетании
с механическим перебором даёт общий диа-
пазон регулирования Д=16ч-36. Конструк-
ция головок должна обеспечивать установоч-
ное перемещение шпинделя в осевом напра-
влении на величину 100—200 мм, для чего
шпиндель помещается в пиноль, на которой
нарезана рейка (фиг. 38—43). Осевое пере-
мещение и закрепление ниноли производятся
вручную; только в специальных выполнениях
пиноль со шпинделем подаётся и убирается
автоматически в необходимые моменты цикла
от электродвигателя, специально предназна-
ченного для этой цели, или от коробки, уста-
новленной на поперечине. Привод шпинделя
фрезерной головки обычно осуществляется
цилиндрической парой колёс с прямым или
косым зубом, причём для разгрузки шпинделя
от изгибающих усилий ведомое колесо уста-
навливается на самостоятельных подшипниках.
Фиг.
43. Схема фрезерной головки быстроходного
бесконсольного фрезерного станка.
Шпиндель вращается на конусно-роликовых
подшипниках (по одному или два с каждой
стороны). Передний конец шпинделя выпол-
няется по ГОСТ (см. стр. 191). Ориентиро-
вочно размеры фрезерных головок могут вы-
бираться по табл. 9.
Таблица 9
Ориентировочные размеры фрезерных головок
продольно-фрезерных станков
Мощность"
фрезерных
головок
в кет
3—4
6—8
IO—12
i5-i8
2О—25
SO-4O
А
Б
В
Г
размеры по фиг. 40 в мм
8о—но
85—110
9О—I2O
ioo—150
I4O—2ОО
I7O—22O
500—680
боо—77°
7оо—97°
8оо—IOOO
850—1100
goo—1200
250—300
270—320
330—380
37°— 420
400—450
42O—5°°
боо—74°
700—830
8оэ—94°
850—iooo
900—ноо
93°—12оо
Привод подачи и быстрого переме-
щения стола осуществляется механически или
гидравлически (только для ходов стола не
более 3—4 м). Конструкция привода подачи
с винтом и гайкой находит применение в
станках со сравнительно небольшим ходом
стола, причём обычно винт выполняется не-
подвижным, а гайка вращается (см. фиг. 31).
Более целесообразна конструкция привода
стола посредством червяка и червячной рейки,
в особенности при длинных ходах. В новых
конструкциях для привода стола применяют
два электродвигателя (фиг. 33, 45,46); один из
ГЛ. V1I1]
ПРОДОЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
431
Фиг. 44. Схема гидра-
влического переключе-
ния блоков шестерён
во фрезерной головке
(фиг. 45) и коробке
подач станка 654
(ЭНИМС): 1 — распре-
делитель, переключае-
мый рукояткой; 2—ги-
дроцилиндры переклю-
чения.
Фиг. 45. Привод стола про-
дольно - фрезерного стан-
ка 636 Горьковского завода
фрезерных станков.
432
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 46. Привод стола продольно-фрезерного станка А664Е
Горьковского завода фрезерных станков.
них через коробку подачи, червячную пере-
дачу и диференциальный механизм осущест-
вляет рабочую подачу стола; второй — через
другую червячную передачу и диференциаль-
ный механизм осуществляет быстрые переме-
щения стола в обе стороны. Такая конструк-
ция имеет то преимущество, что переключе-
ние на быстрый ход стола производится
электрическим путём без выключения элек-
тродвигателя подачи. Шестеренный диферен-
циальный механизм может состоять из кони-
ческих (фиг. 45) или цилиндрических (фиг. 46)
колёс. Коробка подач выполняется с диапа-
зоном регулирования Д—-\2~25 и <р = 1,26
(см. фиг. 31—33).
На фиг. 47 показан винтовой механизм
поперечного перемещения стола с гидравли-
ческим цилиндром.
Гидравлический привод стола по-
зволяет производить фрезерование против и
по подаче. При снятии переменного сечения
стружки скорость подачи может автоматиче-
ски регулироваться. Обычно применяют ги-
дравлическую систему с объёмным регулиро-
ванием и противодавлением. При бесступен-
чатом регулировании подачи эксцентриситет
регулируемого гидронасоса высокого давления
изменяется фасонной линейкой, закреплённой
на столе. Электромеханический привод стола
может дать те же преимущества, что и ги-
дравлический.
Охлаждение. При обработке стали с охла-
ждением минутное количество подаваемой
жидкости в литрах принимается равным 4—
8-кратной общей мощности главного движе-
ния в кет. •
Смазка фрезерных головок производится
разбрызгиванием или от плунжерного насоса;
подшипники шпинделя смазываются индиви-
дуально или от общего коллектора; привод
подачи имеет масляную ванну; направляющие
смазываются принудительно или вручную. .
Удаление стружки. Стружка обычно
сгребается вручную или смывается через
проёмы станины и падает в тележки; приме-
нение конвейерных устройств в виде непре-
рывной ленты или шнека ограничено.
Фиг. 47. Привод стола бесконсольно-фрезерного станка (ЭНИМС): 1— маховичок ручной продольной подачи стола:
2—маховичок ручной поперечной подачи стола; 3—рукоятка, включающая подачу стола или головки.
ГЛ. VIII]
ЗУБОФРЕЗЕРНЫЕ СТАНКИ
433
ЗУБОФРЕЗЕРНЫЕ СТАНКИ
Принципы работы и конструктивная
компоновка. В качестве инструмента на
станках рассматриваемой группы применяют
дисковые, пальцевые и червячные фрезы.
При фрезеровании дисковыми и пальце-
выми фасонными фрезами для каждого числа
зубьев, модуля и угла зацепления требуется
отдельная фреза.
При фрезеровании прямозубых и косозу-
бых колёс червячными фрезами один и тот же
инструмент может производить обработку ко-
лёс с любым числом зубьев при данном модуле
и угле зацепления.
По методу работы зубофрезерные станки
разделяются на две основные группы: 1) станки,
работающие методом копирования (изделию
передаётся форма инструмента); 2) станки,
работающие методом обкатки (движущиеся
режущие кромки инструментов воспроизводят
в пространстве производящую рейку или про-
изводящее колесо, в зацеплении с которыми
находится обрабатываемая заготовка).
Особенности станков, работающих методом
копирования, заключаются в применении фа-
сонного инструмента — дисковых или пальце-
вых фрез и единичного, прерывного способа
деления.
У станков, работающих методом обкатки,
инструментом является червячная фреза и де-
ление непрерывное. Преимущества этих стан-
ков заключаются в широкой универсальности,
большой производительности и высокой точ-
ности деления. На этих станках, применяя
специальные приспособления и единичное
деление, можно работать также и фасонным
инструментом.
Вследствие особенностей процесса зубо-
фрезерования червячной фрезой (непрерыв-
ность деления, формирование окружного шага
одним и тем же участком режущих кромок
инструмента) этот метод нарезания обеспечи-
вает высокую точность окружного шага зубьев
обрабатываемого изделия.
В табл. 10 даны типовые конструктивные
компоновки станков, работающих методом
копирования, их область применения и крат-
кая характеристика.
В табл. 11 приведена классификация зубо-
фрезерных станков, работающих по методу
обкатки, основные конструктивные компо-
новки, область применения и краткая характе-
ристика.
Таблица 10
Станки, работающие методом копирования с единичным делением
, X
Изде-
Конструктивные компоновки станков
Характеристика и область применения
¦с г5
а) Бабка изделия сменная: для цилиндрических ко-
лёс — вертикальная; для конических — горизонталь-
ная, б) Бабка изделия поворотная для установки на
угол конуса изделия. Станки применяются в аппарато-
и приборостроении для нарезания колёс диаметром
от 5 до 100 мм; т=0,2 ч- 2 мм. N=0,75 кет; 0=
=300 кг. Точность деления в зависимости от кон-
струкции делительного механизма от 0,002 до 0,02 мм
я*
ill
Ось инструмента поворачивается для установки его
на угол обрабатываемой спирали в горизонталь-
ной (а) или в вертикальной (б) плоскости. Приме-
няются для нарезания прямозубых и косозубых ци-
линдрических колёс: 1) в приборостроении ?>=3 —
100 мм; т=2мм. N=0,75 кет; G=300 кг; 2) при
единичном производстве в общем машиностроении
до D=450 мм; т—20 мм и червяков D <! 25 мм;
/я<2,5; N=1,0 кет; G=200/c?; ?>=20—450 мм; ш=
=0,2—20 мм. N=6 кет; G=4250 кг
Основное применение для колёс с наружными и
внутренними зубьями, а также зубчатых деталей
с незамкнутым контуром (зубья на секторах, рычагах
и др.): 1) в приборостроении для изделии диаметром
до 60 мм, т до 1 мм. N=0,35 кит; G=l50 кг. Про-
изводительность до 1000 шестерён в час (с магази-
ном), точность деления 0,002 мм; 2) в специализиро-
ванных производствах как черновая операция
D < 1800 мм; т < 20 м н. N=10 кет; G=6500 кг;
3) в единичном производстве машиностроения для
обработки зубчатых колёс до D=1000 мм; т<50 мм
вместо фрезерных станков с делительными головка-
ми. Станки для нарезания мелкомодульных колёс
выполняются главным образом с горизонтальным рас-
положением шпинделя изделия, для крупных — толь-
ко с вертикальным расположением оси изделия
28 Том 9
434
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
Продолжение табл. 10
Изде-
лие
Конструктивные компоновки станков
Характеристика и область применения
Чистовая -* > ^Черновая
iff —
ПолучистоВая
Несколько фрез (черновая, получистовая и чисто-
вая) закреплены на одном шпинделе, перемещаю-
щемся автоматически вдоль его оси для ввода в ра-
боту последовательно одного инструмента за другим
через каждый оборот заготовки. Применяется в при-
боростроении для колёс D < 75 мм; т < 1,5 мм,
N = 0,35 кет; О - 200 кг
Инструменты закреплены на нескольких шпинделях
для одновременной обработки нескольких деталей.
а) Оси заготовок горизонтальны — на одной оси.
б) Оси заготовок горизонтальны — расположены одна
под другой. Станки применяются в приборо- и аппара-
тостроении для нарезания колёс Z)<60 мм; т<\ мм.
N=0,35 кет; G = 250 кг
а) Горизонтальные (поворот оси изделия для уста-
новки на угол конуса — в горизонтальной плоскости;
ось инструмента вертикальна), б) Вертикальные (по-
ворот оси изделия для установки на угол конуса — в
| вертикальной плоскости). Применяются для нареза-
ния: а) прямозубых конических колёс .0=5 + 100 мм;
гга=0,2ч-2 мм. N=0,75 кет; G=300 кг и 0 до 500 мм;
т<8 мм; б) коронных колёс 0=2 + 500 мм; ям =0,1 -г-
-т-8 мм в приборо- и аппаратостроении, а также в об-
щем машиностроении и как черновая операция
Станок имеет поворотный стол. Одновременно об-
рабатывается одна или несколько заготовок. Для пред-
варительного нарезания колёс О <350 мм; т<8 мм
в крупносерийном и массовом производстве
Станки выполняются в двух вариантах: горизон-
тальном и вертикальном. Инструмент — одна или
несколько дисковых фрез. Применяются для нареза-
ния прямозубых и косозубых реек Z<500 мм;
т<2,5 мм; G=520 кг; /<3500 мм; т<30.мм; ЛГ=
= 15 кет; G—18 000 кг. Наибольший угол наклона
зубьев ± 20е. Одновременно могут обрабатываться
несколько реек
•&
Э
S
о. Я
Ось изделия горизонтальна. Применяются преиму-
щественно для нарезания: 1) многовершинных шев-
ронных колёс до О<2000 мм; т<75мм, изготовляе-
мых за одно целое с валом; 2) червяков — от=4—
-г20 мм; ?>=100-f400 мм
JLL,
Ось изделия вертикальна. Применяются преиму-
щественно для нарезания многовершинных шеврон-
ных колёс О < 8000 мм и m<75 mm; N—
=18 кет; 0=65 000 кг. Широкого применения не
получили. Работы, производимые станками, могут
выполняться на универсальных фрезерных зубооб-
катных станках со специальными приспособлениями
D — диаметр обрабатываемого изделия,
О — вес станка.
т — модуль изделия, N —- мощность главного привода станка,
ЗУБОФРЕЗЕРНЫЕ СТАНКИ
435
Станки, работающие методом обкатки
Таблица 11
а.2
S.g.
5°
g-oS
w s
и s
a*
3 a
x u
Изделие
+ S
.. о
¦I- чэ
4 «
o ^ ^
3 4
>, 03
S a
si
H "I"
I ё
at m
5S
Конструктивные компоновки
станков
Характеристика и область применения
Стол станка подвижен в горизонтальной плоскости; ось
изделия вертикальна. Наименьшая модель: D<1CO мм;
/и=0,074-1 мм. 7V=O,75 кет; G=500 кг. Наибольшая мо-
дель — D<4000 мм; от=25 мм; N-20 кет; 0=40 000 кг.
Наиболее распространённый тип станка в общем машино-
строении
пи '
О j.
1\
[
с
Щ
_i_
к
)
Яш
3е
- ь^-
Стол станка подвижен в вертикальной плоскости: ось из-
делия вертикальна. Область применения: производство колёс
.D-100 -г 400 мм; т — до 6 мм', N до 3,5 кет
Станок имеет подвижную стойку фрезерной головки; ось
изделия вертикальна. В части применения станки универ-
сальны. Колёса D > 3000 мм и т ¦< 40 мм на-
резаются преимущественно на станках данного типа. Наи-
меньшая модель: Z)<1,5ч-30 мм; т<0,6 мм. N—0,3 кет;
G»100 кг. Наибольшие модели: 0 5500 мм; от<16 мм;
N=18 кет; G-W5 000 кг; ?><4000лл; т<35 мм; N-22 кет;
G=39 000 кг
Обе стойки станка подвижны; ось изделия вертикальна.
Станки используют для обработки особо точных одновершин-
ных (с канавками) шевронных, а также косозубых и прямо-
зубых колёс крупных размеров. Z)=800 -f 6000 мм; наиболь-
ший т = 16мм N <25 кет. Колёса, работающие с высокими
окружными скоростями до 140 м\сек (например, для турбинных
редукторов), нарезаются на этих и одностоечных станках для
особо точных работ
Вертикальный сдвоенный станок для производства колёс
в автотракторной промышленности; т до 8 мм; D <! 200 мм
Вертикальный многосекционный станок карусельного типа
для массового производства колёс в автотракторной промыш-
ленности; т до 6 м»; D до 250 мм. N=12 кет. Время
обработки 1 зуба /и=3,5 мм — 1Н-2 сек. Изготовляются
с 4, 6 и 8 секциями, установленными на поворотной плат-
форме карусели. В большинстве случаев стол переме-
щается вертикально, осуществляя движение подачи
Ось изделия горизонтальна. Область применения:
а) для мелкомодульных колёс в аппарато- и приборострое-
нии т — 0,07 ¦*¦ 2 мм; D. < 100 мм; наименьшая модель:
D < 40 мм; т=0,03н-1 мм; N=0,25 кат; G=190 кг;
б) для фрезерования шлид—цилиндрических и конических,
прямозубых и винтовых. Для фрезерования зубчатых колёс—
прямозубых, косозубых и червячных средних размеров
(D < 350 мм; т < & мм), а также многозаходных червяков;
могут быть использованы для фрезерования червяков и вин-
тов однозаходных и многозаходных (методом единичного де-
ления); N до 4 кет;
в) для нарезания колёс, изготовляемых заодно с валиком
D < 2000 мм с двумя фрезерными головками (аналогично
двухстоечным станкам вертикального типа). Длина фрезеро-
вания до 6000 мм; N до 20 кет
436
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
Продолжение табл. 11
Инструмент
Изделие
Конструктивные компоновки
Характеристика и область применения
ц
Однопозиционный станок для серийного производства:
1) меньшая модель: Л>= 10-5-200 мм; /и=1,Е-г4.5 mm; N=>
=2,2 кет; G=2800 «г; i = l :5 (при осях, расположенных
под углом 9СР);
2) большая модель: 1>=100ч-540 мм; /п=3,5-т-7 лш; N=-
=4,5 «em; G=ll 000 кг; j = l : 5
Многопозиционный (обычно четырёхпозиционный) станок
ля крупносерийного производства
D — диаметр обрабатываемого изделия, т — модуль изделия, N — мощность главного привода станка,
О — вес станка.
Из рассматриваемых двух групп фрезерных
зубообрабатывающих станков в современном
машиностроении преобладающее применение
получили станки, работающие по методу
обкатки. Фрезерные зубообкатные станки по
своему назначению разделяются на: а) станки,
обрабатывающие цилиндрические зубчатые
изделия и червячные колёса; б) станки, обра-
батывающие конические колёса с криволиней-
ными зубьями.
Станки для обработки цилиндрических
и червячных колёс, шпоночных валиков
и тому подобных зубчатых деталей. Образо-
вание зубьев колёс происходит вследствие
следующих движений инструмента и заго-
товки:
A. При нарезании зубьев цилиндрических
прямозубых колёс: а) вращения фрезы со
скоростью резания v м/мин и п = —ц об/мин,
где d — диаметр фрезы в м; б) вращения
заготовки с пг—— об/мин, где k — число за-
ходов фрезы и г — число зубьев нарезаемого
колеса; в) относительного перемещения ин-
струмента вдоль оси заготовки за время одного
оборота заготовки на величину подачи s мм/об.
Б. При нарезании зубьев цилиндрических
косозубых колёс.
За время перемещения инструмента относи-
тельно заготовки на величину шага спирали
заготовка должна в дополнение к основному
вращательному движению сделать один пол-
ный оборот (в ту же или в обратную сторону,
в зависимости от направления спирали).
B. При нарезании зубьев червячных колёс
червячной фрезой с радиальной подачей:
а) вращения инструмента; б) вращения заго-
товки; в) относительного движения инстру-
мента и заготовки перпендикулярно оси заго-
товки (радиальная подача).
Г. При нарезании зубьев червячных колёс
конусной червячной фрезой с подачей вдоль
оси инструмента: а) вращения инструмента,
б) вращения заготовки, как в п. А — б, кроме
того, за время осевого перемещения инстру-
мента на величину / мм заготовка должна по-
вернуться дополнительно на величину —- ,
ки
где D — диаметр начальной окружности на-
резаемого колеса; в) перемещения инструмента
вдоль его оси.
Д. При нарезании зубьев червячных колёс
летучим резцом состав движений тот же, что
и при нарезании конусной червячной фрезой.
Нарезание червячных колёс методом ради-
альной подачи при известных соотношениях
между углом подъёма винтовой нитки, углом
профиля инструмента (червяка), а также ши-
риной червячного колеса может сопрово-
ждаться подрезанием части рабочего профиля.
Нарезание (пп. Г и Д) конусными фрезами
или летучими резцами исключает подрезание.
Однако при этом сборка червяка с колесом
возможна только путём осевого перемещения
червяка. Во избежание подрезания профиля
и необходимости осевого ввода червяка при
сборке рекомендуется при выборе параметров
червяка руководствоваться следующими дант
ными:
Средний угол подъёма
нитки червячной фрезы
< 12°
12° 2О°
ЗО° 25°
°
Угол профиля червяка
не менее
25°
Режимы резания при нарезании зубчатых
колёс см. т. 7, стр. 103.
Принципиальные схемы и формулы на-
стройки. Принципиальные схемы зубообкат-
ных станков изображены на фиг. 48.
Настроечный элемент 7 изменяет число
оборотов инструмента 4 соответственно по-
требной скорости резания и определяет темп
работы всех остальных цепей станка.
Вращательные движения заготовки 5
z
оборотов за один оборот инструмента на-
страиваются гитарой деления 8.
Настройка механизма подач 9 производится
иногда не сменными шестернями, а при по-
мощи коробки подач. При врезании и чисто-
ГЛ. VIII]
ЗУБОФРЕЗЕРНЫЕ СТАНКИ
437
вом фрезеровании работа ведётся на меньших
подачах, чем при черновой обработке.
Цепь подач ответвляется от цепи деления
после настроечного элемента последней для
получения независимости от настроек станка
7 и 8.
Станки по схеме а (фиг. 48) предназна-
чаются для нарезания прямозубых колёс. При
нарезании на этих
станках косозубых
колёс настройка
точного передаточ-
ного отношения /
в гитаре деления
затрудни-
весьма
тельна:
СХТ
10
Фиг. 48. Принципиальные схе-
мы фрезерных зубообкатных
станков: /—привод; 2—вспомо-
гательный привод; 3—диферен-
циал; 4—инструмент; 5—заго-
товка; б—винт механизма по-
дачи; 7—вариатор для настройки
скорости резания; 8—гитара де-
ления; 9—гитара подач; 10—ги-
тара диференциала.
*- z(T±s) ¦
где Т—шаг спи-
рали в мм; s — по-
дача в mmjo6; Cx—
постоянная станка.
К тому же вели-
чины подач стано-
вятся зависимыми
от настройки ги-
тары деления. Эко-
номия, получаю-
щаяся в стоимости
бездиференциаль-
ного станка, не
оправдывает за-
трат, вызываемых
усложнением на-
стройки и сниже-
нием эксплоата-
ционных возмож-
ностей станка, по
чему изготовление
бездиференциаль-
ных зубофрезер-
ных станков в большинстве случаев не пред-
ставляется экономически целесообразным.
Станки по схеме б (фиг. 48) — универсаль-
ные, приспособлены для нарезания косозубых
цилиндрических колёс, а при наличии про-
тяжного супорта также червячных колёс ко-
нусной фрезой или летучим резцом (с подачей
инструмента вдоль оси). Схема б отличается
от а добавлением диференциального меха-
низма 3 и настроечной гитары 10. Диферен-
циал 3 помещается в цепи между инструмен-
том 4 и гитарой 8 и служит для сообщения заго-
товке дополнительного вращательного движе-
ния (в -f- или — ) соответственно углу спирали
нарезаемого колеса или осевому перемещению
инструмента при нарезании червячного колеса.
Гитара 10 настройки диференциала помещается
между ходовым винтом подачи 6 и диферен-
циалом 3, устанавливая непосредственную связь
между подачей инструмента или заготовки
и вращением заготовки.
Настройка станков, построенных по схеме б,
производится по формулам:
гитара деления
СП.
X ¦
z •
гитара диференциала
_ sin Э ,
у = С т при нарезании косозубых
тп к
колёс;
С С
= —т- = — при нарезании червячных
колёс с осевой подачей
инструмента;
8/2025; С'=
гитара подач
Су s;
где s — подача в мм/об; C — угол наклона
спирали колеса; тп — нормальный модуль
в мм; т — окружной модуль в мм. Для стан-
ков типа 532 завода „Комсомолец": Сх = 24
(диференциал выключен); Сх = 48 (диферен-
циал включён); Су = 9/22, '
= 1524.
Постоянные настроечных формул у боль-
шинства станков находятся в пределах Сх =
= 12-^-60; Су = 0,2-М),6; С = l,5-f-16.
Цепь подач может быть отъединена от
привода изделия и иметь самостоятельный
привод (схема в фиг. 48).
Подвод инструмента или изделия в рабо-
чую позицию и отвод их в исходное положе-
ние производятся ца повышенных скоростях
1—1,5 м/мин — от главного электродвигателя
или от отдельного электродвигателя, устана-
вливаемого обычно у винта подач по схеме в
(фиг. 48).
На фиг. 49 приведены основные разрезы
станка вертикального типа с неподвижной
стойкой и столом, перемещающимся в напра-
влении, перпендикулярном оси изделия.
На фиг. 50 изображён горизонтальный
станок бездиференциального типа.
На фиг. 51 изображён разрез полуавтома-
тического многошпиндельного станка кару-
сельного типа.
На фиг. 52 дана конструктивная схема
вертикального станка с подвижной стойкой
и не перемещающимся столом.
Фрезерные головки и привод фрезы.
Наиболее распространённая конструктивная
форма фрезерной головки показана на фиг. 49.
На фиг. 53 дана аналогичная конструкция,
отличающаяся применением в опорах шари-
ковых подшипников и разгрузкой шпинделя
от изгиба приводной шестерней.
На фиг. 54 изображена фрезерная головка
со шпинделем, изготовленным за одно целое
с фрезерной оправкой; посадочная шейка
инструмента выполнена на конус. При пере-
становке инструмента вдоль оси шпиндель
перемещается вместе с приводной шестерней,
что исключает лишнюю подвижную связь в
виде шлицевого соединения между шпинде-
лем и его приводной шестерней. Конструкция
шпинделя обеспечивает наибольшие точность
и жёсткость крепления инструмента, но
требует специальных фрез с посадкой на
конус.
На фиг. 55 приведён чертеж протяжного
супорта, у которого салазки, несущие шпин-
дель, могут перемещаться автоматически,
осуществляя осевую подачу инструмента. При
нарезании цилиндрических зубчатых колёс
438
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. Г
Супорт
20
Фиг. 49. Вертикальный фрезерный зубообкатной станок с неподвижной стойкой: /—стойка салазок фрезерной
головки; 2—фрезерная головка; 3—фрезерный шпиндель; 4—стол для закрепления изделия; 5—сменные шестерни
скоростной настройки станка; б— вал для передачи движения фрезерному шпинделю и диференциалу; 7—дифе-
ренциал; 8— червячная пара диференциала; 9—гитара деления; 10— гитара подач; 11—гитара диференциала;
12— делительная червячная пара привода стола; 13—приводной шкив; 14—трёхступенчатый перебор для изме-
нения величины подачи; 15—винт для перемещения стола; 16—винт для перемещения салазок фрезерной
головки; 17— механизм реверсирования направления подачи; 18—зубчатое колесо, передающее движение меха-
низму подач при работе методом единичного деления; 19—кнопка для включения колеса 18; 20— эксцентричная
втулка, поворотом которой включается или выключается червяк, сцепляющийся с червячным колесом 8.
Фиг. 50. Горизонтальный фрезерный зубообкатной станок бездиференциального типа: 1—главный электродвигатель; 2—Я-передачи к фрезерному шпинделю; 9-передача
к гитаре деления; 10— гитара деления; 11—ведомый вал гитары деления; 12—14— передачи для сообщения вращения шпинделю заготовки; 15— передача от вала 11 к гитаре
подач; 16- гитара подач; П—червячная передача от гитары подач на винт 18; 18—вит подачи; 19— электродвигатель для быстрого перемещения фрезерной головки;
20— маховичок для ручного перемещения фрезерной головки; 21—салазки шпинделя заготовки; 22—24—ручной привод для перемещения каретки шпинделя изделия; 25—задняя
бабка; 26—хобот; 27— стойка; 28—маховик.
440
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
автоматическое осевое перемещение инстру-
мента может служить для постоянной смены
находящихся в работе режущих кромок, чем
достигается их равномерный износ.
В табл. 12 приведены типовые схемы при-
водов инструмента и краткая их характери-
стика.
В целях повышения виброустойчивости
системы необходимо разгрузить кинематиче-
скую цепь, связывающую инструмент и изде-
Типовые конструкции столсв зубофрезер-
ных станков средних размеров (наибольший
диаметр обрабатываемых изделий до 1000 мм)
показаны в табл. 13.
Конструкции столов более крупных станков
(наибольший диаметр обрабатываемых колёс
2000 мм) приведены в табл. 14.
Привод стола. Последним передаточ-
ным элементом привода стола является обычно
делительная червячная пара с одним червя-
Фиг 51.Полуавтоматический многошпиндельный станок карусельного типа: 7—приводной вал; .2-центральный
вал, передающий движение для вращения фрез и заготовок всех секций; 3—вал, приводящий во вращение
карусель; 4-6—передачи для привода инструмента (последняя пара цилиндрических колёс на чертеже не пока-
зана);' 7—10—передачи для привода изделия; // — редуктор; 12 — сменные шестерни; 13—14-привод карусели;
15—основание карусели; 16— муфта для включения движения поворота карусели; 17— рукоятка управления
муфты 16; 18— опорный ролик стола; 19—стол; 20- кулачок подачи; 21—муфта для включения и выключения
секции; 22—23—рычаги управления муфты; 24—фрезерная головка.
лие (цепь деления). Пути для этого следую-
щие: 1) повышение числа оборотов звеньев
цепи деления; 2) приближение электродвига-
теля к месту расходования энергии — инстру-
менту; 3) локализация влияния пульсирующих
усилий, возникающих на фрезе, применением
маховиков и червячных пар, устанавливаемых
на шпинделе.
Круглые столы для вращения заготовок.
Качество поверхности и точность нарезаемых
зубьев колеса в значительной мере зависят
от конструкции стола и его привода, а также
от точности и тщательности их выполне-
ния.
ком (фиг. 49) у станков малого и среднего
размеров и двумя (фиг. 56)— у крупных
станков.
Погрешности делительного червяка сооб-
щаются непосредственно изготовляемому из-
делию, поэтому при изготовлении червяков
должны быть достигнуты: а) наиболее высо-
кая точность шага и упорных торцов, наи-
меньшее биение; б) высокая чистота обра-
ботки боковых поверхностей витков чер-
вяка.
Диаметр делительного колеса необходимо
выполнять возможно большим. У станков
средней мощности отношение диаметра дели-
ГЛ. VIII]
ЗУБОФРЕЗЕРНЫЕ СТАНКИ
441
Фиг. 52. Вертикальный фрезерный зубообкатной станок с подвижной стойкой: 1—коробка скоростей;
2—фрезерная головка; 3—диференциал; *—привод стола; 5- коробка подач; б—винт для перемещения стойки;
7-винт для перемещения салазок фрезерной головки; 8—электродвигатель быстрых перемещений фрезерной
головки и её стойки; 9— гитара деления; // — гитара диференциала.
2:3
Фиг. 53. Фрезерная головка с опорами на шариковых подшипниках.
442
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
(РАЗД. IV
Фиг. 54. Фрезерная головка со шпинделем, изготовленным за одно целое с оправкой.
Фиг. 55. Протяжной супорт: 1 — винт осевой подачи; 2 — вал привода шпинделя; 3 — гайка; 4 — квадрат
для ручного перемещения супорта; 5— гайки закрепления винта 1 при механической подаче; 6—7— планки;
8 — фланец; Р — делительный диск (используется при нарезании летучим резцом червячных колёс, рабо-
тающих с миогозаходными червяками); 10—13 — клинья.
ГЛ. VIII]
ЗУБОФРЕЗЕРНЫЕ СТАНКИ
443
Таблица 12
Приводы инструмента фрезерных зубообкатных станков
Схема привода
X арактеристика
Типовой привод инструмента без маховика и с махови-
ком, предназначаемым для уменьшения вибрации станка:
/ — маховик; 2—червячная фреза
при п=
Колесо с внутренними зубьями, выполняет одновре-
менно роль маховика. Большое передаточное отношение,
осуществляемое передачей, позволяет делать промежу-
точные звенья цепи от мотора к шпинделю более быстро-
ходными, а следовательно, менее нагружёнными
Привод с червячной парой. По сравнению с предыду-
щим позволяет повысить число оборотов вертикального
шлицевого вала почти вдвое. Пульсирующая нагрузка,
возникающая на фрезе, до некоторой степени гасится
осевыми упорными подшипниками червяка
Привод с двигателем, расположенным на фрезерной
головке. Усилием резания нагружены: только две шестер-
ни / и 2 или две червячные передачи / и 2. Остальные
звенья цепи деления несут нагрузку, необходимую лишь
для вращения стола. Пульсирующие усилия резания дру-
гим звеньям цепи деления не передаются. Компоновка бо-
лее пригодна для станков, предназначенных для исполь-
зования в массовом производстве. Для станков универ-
сального назначения этот привод менее пригоден, так как
диапазон работы ограничен. В схеме (ё) один из двух
червяков может переставляться в осевом направлении для
устранения зазоров между зубьями червяков и колёс
2 1
тельного червячного колеса к максимальному
диаметру обрабатываемых на станке шестерён
находится в пределах 0,66—0,88. У новейших
станков это отношение достигает даже вели-
чины, большей единицы (зубофрезерный ста-
нок 5326 завода п Комсомолец").
Для сохранения на более длительное время
точности станка в некоторых конструкциях
столов вводится две пары червячных передач,
из которых одна — меньшего модуля — только
для чистовых работ, а вторая — большего
модуля — для черновых и наладки станка (про-
верка на биение оправки или изделия и т. д.).
Точность шага обрабатываемого колеса почти
не зависит от точности изготовления инстру-
мента. Точность работы кинематической цепи,
связывающей инструмент и заготовку, опре-
деляется точностью изготовления её звеньев
и способностью сопротивляться воспринимае-
мым нагрузкам без деформаций, влияющих
на точность деления. Чтобы уменьшить влия-
ние накопленной погрешности шага делитель-
ного червячного колеса на формирование на-
копленной погрешности шага нарезаемого ко-
леса, применяют следующие устройства: а) раз-
резное червячное колесо, б) два ведущих чер-
вяка (фиг. 56), в) привод с промежуточной
передачей (фиг. 57).
Обе половины разрезанного по средней пло-
скости червячного колеса соединяются между
444
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
Таблица 13
Круглые столы для вращения заготовки
(наибольший диаметр обрабатываемых изделий 1000 мм)
Конструктивные схемы столов
Характеристика
Стол центрируется коротким конусом большого диаметра, опи-
раясь в вертикальном направлении на две опорные поверхности,
расположенные на различной высоте; диаметр одной из опор превы
шает диаметр делительного колеса. Недостатки конструкции: 1) па-
зы и каналы для отвода жидкости уменьшают жёсткость стола;
при неравномерном зажиме изделия стол перекашивается; 2) сло-
жен в изготовлении (требует опытных шабровщиков)
Стол центрируется V-образными круговыми направляющими и
двухступенчатым хвостовиком, придающим столу жёсткость и вибро-
устойчивость. Вертикальные усилия воспринимаются одной горизон-
тальной и одной V-образной опорными поверхностями. Горизонталь-
ная опорная поверхность имеет больший диаметр, нежели диаметр
делительного колеса. Существенным недостатком конструкции
является то, что горизонтальные и вертикальные усилия восприни-
маются одновременно разными опорными поверхностями. Возмож-
ность регулировки при центрировании хвостовой части стола отсут-
ствует
Вертикальное усилие на стол воспринимается опорными поверхно-
стями малого диаметра. Боковые усилия — длинным коническим
хвостовиком, перемещаемым для регулировки в осевом направлении.
Колесо соприкасается с рамой станины, осевой натяг устанавли-
вается гайкой и контргайкой. Технологически конструкция в проще,
чем а и б. Жёсткость стола высокая. Недостатки стола: 1) дели-
тельное колесо, устанавливаемое на цилиндрической части хвосто-
вика, имеет в соединении с ним некоторый зазор; 2) при большом
диаметре обрабатываемого изделия венец заготовки выдается го-
раздо дальше за пределы опорной поверхности стола, чем в кон-
струкциях а к б
Стол приводится во вращение червячным колесом с двумя вен-
цами, перемещается по вертикали (движение подачи). Шпиндель
стола вращается в двух подшипниках: верхнем коническом и ниж-
нем цилиндрическом. Вертикальное усилие воспринимается опорной
кольцевой поверхностью. Радиальный зазор в коническом подшип-
нике устраняется после освобождения винтов 2, путём поворота
кольца /. Зазор в осевом направлении регулируется гайкой 3
Стол станка завода „Комсомолец". При самых тяжёлых и неблаго-
приятных условиях работы стол не вибрирует и не снижает точно-
ности обработки. Вертикальное усилие воспринимается опорными
поверхностями относительно большого диаметра. Боковые усилия
воспринимаются длинным регулируемым коническим подшипником
и дополнительной опорой в нижней части. Делительное колесо име-
ет жёсткую посадку на конической шейке шпинделя. Окончатель-
ное нарезание колеса производится после скрепления его со столом.
Делительное червячное колесо превышает по диаметру наибольший
диаметр обрабатываемого изделия. Регулировка величины зазора в
згцеплении червяка и колеса производится осевым перемещением
червяка, витки которого выполнены прогрессивно изменяющимися
по толщине
ГЛ. VIII]
ЗУБОФРЕЗЕРНЫЕ СТАНКИ
445
Круглые столы для вращения заготовки
(наибольший диаметр обрабатываемых изделий 2000 мм)
Таблица 14
Конструктивные схемы
Характеристика
Конструкция стола аналогична показанной в табл. 13, схеме а,
но так как стол воспринимает на себя большие усилия, одного цен-
трирующего конуса (угол 10°) недостаточно, и вводится дополнительно
цилиндрический хвостовик, который значительно увеличивает устой-
чивость стола. Отношение диаметра стола к наибольшему диаметру
обрабатываемого изделия 0,65. Отношение диаметра делительного
колеса к наибольшему диаметру обрабатываемого изделия 0,5
Стол вращается в V-образной симметричной направляющей, име-
ющей угол 90°, и в цилиндрической втулке, которая служит напра-
влением для хвостовой части стола. Отношение диаметра стола к
наибольшему диаметру обрабатываемого изделия 0,67. Отношение
диаметра делительного червячного колеса к наибольшему диаметру
обрабатываемого изделия 0,6. Стол перемещается по плоским на-
правляющим станины
Стол крупного станка с подвижной стойкой. Стол установлен на
станине в симметричных кольцевых V-образных направляющих с
углом 110°, привё'ртных для облегчения отливки. Хвост стола имеет
цилиндрическую форму. Чистовая обточка кольцевой направляющей
производится после крепления ее к основанию стола, шабровка
производится по столу. Отношение диаметра стола к наибольшему
диаметру обрабатываемого изделия 0,74. Отношение диаметра дели-
тельного колеса к наибольшему диаметру обрабатываемого изделия
0,66. Стол опирается внешним кольцом на основание станины, чем
предотвращается проникание пыли и прочих посторонних веществ
в механизм стола
собой винтами. После нарезания зубьев на
колесе одна из его половин смещается отно-
сительно второй на угол 180°, чем достигается
уменьшение погрешности вдвое.
В передаче с двумя червяками равномер-
ное распределение усилия на оба червяка
осуществляется или при помощи микрометри-
ческого установочного приспособления, или
устройств, автоматически уравнивающих на-
грузку на обоих червяках: плавающего двух-
венцового косозубого колеса или диферен-
циала (фиг. 56) и др.
Наличием таких устройств достигается
уменьшение вдвое накопленной ошибки в
шаге, а также уменьшение радиальной на-
грузки на стол.
При применении привода к столу с про-
межуточной передачей, например, по фиг. 57
ZIU
целому числу,
где гд—число зубьев делительного колеса;
гш — ведущей шестерни; zK — ведомой ше-
стерни.
В результате в нарезаемых колёсах цикли-
ческие ошибки окружного шага, у которых
цикл приходится на каждый зуб делительного
колеса (а такие ошибки играют решающую
роль), уже не будут приводить к неравно-
мерному ходу передачи.
47x6
59*5 ОднозахоОнып
59x5
Фиг. 56. Привод стола с двумя ведущими червяками.
Образующиеся при этом неровности на по-
верхности зубьев устраняются их приработкой
или притиркой. Практика показывает, что
колёса, нарезанные на станках с промежуточ-
446
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
ной передачей в приводе стола, дают шум
низкой частоты, мало ощутимый.
Зубчатые колёса ответственных передач,
к которым предъявляются высокие требова-
ния в отношении плавности и бесшумности,
Фиг. 57. Привод стола с промежуточной
передачей: 1—червяк; 2—колесо с венцами
зубьев червячного колеса и цилиндриче-
ской шестерни; 3 — стол с венцом внутрен-
них зубьев.
обычно изготовляются со спиральными зубья-
ми. Непременным условием высококачествен-
ного изготовления таких передач является
обеспечение высокой точности шага спирали,
а следовательно, точности работы механизма
подач станка и главным образом винта пере-
мещения супорта.
В ряде случаев, например, при нарезании
спиральных колёс с разноимённым направле-
Фиг. 58. Привод стола со вторым червя-
ком, служащим для устранения зазора
в червячной паре.
нием спиралей инструмента и заготовки, важ-
но, чтобы боковой зазор в делительной пере-
даче был наименьшим.
Наиболее употребительны следующие спо-
собы уменьшения зазоров в червячных парах:
а) сближение осей пары (фиг. 49); б) смеще-
ние вдоль оси червяка, имеющего возрастаю-
щую толщину витка; в) применение двух чер-
вяков — ведущего и регулирующего величину
зазора (фиг. 58) поворотом или осевым сме-
щением.
Регулирование зазора сдвигом червяка в
радиальном направлении связано с ухудше-
нием зацепления и повышенным износом ко-
леса.
Механизмы для разгрузки стола.
В станках, предназначенных для нарезания
тяжёлых зубчатых колёс, в целях уменьше-
ния момента сил трения на опорной поверх-
ности и повышения равномерности вращения
стола используют специальные разгрузочные
устройства: а) гидравлическое, создающее
масляную подушку в опорах стола, за счёт
подвода масла под давлением (фиг. 59) или
б) механическое—нагрузка (вес стола и из-
делия) воспринимается опорной пятой стола
и уравновешивается грузом через рычажную
Фиг. 59: а—схематический разрез стола с гидравли-
ческим разгрузочным устройством; б — гидрообо-
рудование стола: 1 — канал, подводящий к опорам
стола масло под давлением; 2 — клапан для уста-
новки величины давления; 3 — манометр; 4 — воз-
душный колпак; 5 — насос; 6 — двигатель.
систему (фиг. 60). Потребное давление, кото-
рое должно быть развито в гидравлической
системе, определяется по формуле
P+G , '
Р — —р— кг\см*>
где Р—вес стола в кг; G — вес изделия в кг;
F—проекция опорной поверхности стола
Фиг. 60. Механическое устройство для разгрузки стола:
/ — шариковая опорная пята; 2 — рычаг подъёма стола;
3 — опорная стойка (устанавливается на фундаменте или
станине); 4 — тяга; 5 — колонка; 6 — рычаг весов;
7 — груз с маховиком и стопором; 8 — шкала нагрузки;
9 — запирающий стержень; 10 — шпиндель; И — стол.
ГЛ. VIII]
ЗУБОФРЕЗЕРНЫЕ СТАНКИ
447
в см2. Отрицательной стороной гидравличе-
ского разгрузочного устройства является не-
обходимость постоянного контроля за его
исправностью.
Приспособления. Для выполнения спе-
циальных работ на фрезерных зубообкатных
станках применяются приспособления: 1) про-
тяжной супорт; 2) механизм единичного деле-
ния; 3) приспособления для нарезания цилин-
дрических колёс с внутренними зубьями —
дисковой фрезой, червячной фрезой; 4) при-
способления для нарезания пальцевой фрезой:
прямозубых колёс с внешним зубом, прямо-
зубых колёс с внутренним зубом, шевронных
колёс; 5) диференциал для настройки на про-
стые числа; 6) приспособления для попутного
фрезерования и др.
Протяжной супорт (фиг. 55) в большинстве
случаев поставляется в качестве отдельного
приспособления, так как вследствие наличия
лишнего подвижного соединения он менее
жёсток, чем обычный.
Механизм единичного деления применяется
при нарезании зубчатых колёс пальцевой и
дисковой модуль-
ными фрезами. Де-
ление заготовки
осуществляется че-
рез сменные ше-
стерни гитары де-
ления вручную
(фиг. 61) или авто-
матически (фиг. 62j.
Приспособления
для нарезания ко-
лёс с внутренними
зубьями дисковой
фрезой при еди-
ничном и червячной фрезой при непрерывном
делении показаны на фиг. 63 и 64.
На фиг. 65 показано приспособление, кото-
рое применяется для нарезания крупных колёс
т^>\0мм. При помощи описанных выше при-
способлений мо-
жно нарезать
цилиндрические
шестерни и со
спиральным зу-
бом.
Приспо-
собления
для нареза-
ния зубча-
тых колёс-
Фиг. 62. Автоматический механизм пальцевыми
единичного деления: /, 2 — диски, .
вращающиеся с различной скоро- ir V с а а м " ¦
стью; 3 — прорези на дисках;
Фиг. 61. Механизм единичного
деления: 1 — корпус; 2 — стер-
жень; 3 — пружина; 4— ру-
коятка; 5 — диск.
От мотора
4, 5— стопорные собачки; 6 — па-
лец переключения механизма еди-
ничного деления; 7 —пружина;
8 — муфта.
Приспособление
для обработки
колёс с внеш-
ними зубьями
приведено на
фиг. 66. Оно устанавливается на салазках
вместо фрезерной головки и крепится в кру-
говых пазах.
Приспособление находит применение глав-
ным образом при нарезании колёс крупных
модулей B0—60 мм), значительно превышаю-
щих предельно допустимые при обработке
червячными фрезами.
Приспособления для обработки колёс с
внутренними зубьями и шевронных колёс
приведены на фиг. 67 и 68.
При обработке колёс с шевронными зубьями
пальцевой модульной фрезой изменение на-
правления вращения диференциала, приводи-
мого от цепи подач, когда фреза дошла до
по A8CDEF
-\F
Фиг. 63. Приспособление для нарезания колёс с внутрен-
ними зубьями.
вершины шеврона, осуществляется переклю-
чением двухсторонней муфты 3 (фиг. 68).
Использование диференциала
длянастройки деления напростые
числа. При настройке станка на нарезание
зубчатых колёс с простыми A01, 107, 113
и т. д.) или какими-либо другими числами
зубьев при отсутствии тре-
бующихся сменных зубча-
тых колёс можно настроить
гитару деления приближён-
но, а необходимую поправку
произвести, используя ди-
ференциал.
Настроечные формулы
имеют вид:
CrkA „
Az±\
<?' =
ksA
где А — произвольное це-
лое число, которое рекомен-
дуется выбирать равным
@,5—4) Т~- .
Когда обрабатываются
зубчатые колёса, требую-
щие настройки диференци-
ала (косозубые, червячные
колёса с осевой подачей),
применение рассмотренного
способа затруднено.
В этом случае иногда сводится второй
диференциал последовательно с первым, при-
чём дополнительное вращение второму дифе-
ренциалу передаётся уже не от цепи подачи,
а от любого вала цепи деления (фиг. 69).
Фиг. 64. Приспосо-
бление для наре-
зания колёс с вну-
тренними зубьями.
448
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 67. Приспособление
для нарезания колес с вну-
тренними зубьями пальце-
вой фрезой.
Фиг. 65. Приспособле-
ние для нарезания круп-
номодульных колёс с
внутренними зубьями
дисковой фрезой.
Фиг. 69. Схема станка с двумя диференциалами: 1 — ос-
новной диференциал; 2 — второй диференциал для вспо-
могательных настроек (приводится от первого диферен-
циала и вала делительного червяка); 3 — муфта (при
работе второго диференциала включается влево); 4 — де-
лительный диск; 5—электродвигатель; 6—фреза; 7—стол;
8 — вал механизма подачи.
Фиг. 66. Приспособление для нарезания колёс
с внешними зубьями пальцевой фрезой.
ДвиЖение рейки
Фиг. 68. Схема приспособления для нарезания шеврон-
ных колёс: / — ведомый вал гитары подач; 2—веду-
щий вал гитары диференциала; 3 — червяк-муфта;
4 _ червячное колесо; 5—реечное колесо; б—замкну-
тая рейка; 7—шпонка, направляющая реечное колесо.
Фиг. 70. Гидравличе-
ское устройство для
попутного фрезерова-
ния: 1 — груз, уравно-
вешивающий фрезер-
ную головку; 2 — на-
сос, создающий давле-
ние дополнительно к
весу груза 1; 3 — шток;
4 — поршень; 5 — мано-
метр ; 6 — предохрани-
тельный клапан; 7— переключающий плуижер; 8 — фре-
зерная головка; 9 — обрабатываемая заготовка;
10 — цепь, связывающая фрезерную головку с грузом.
ГЛ. VIII]
ЗУБОФРЕЗЕРНЫЕ СТАНКИ
449
Настройка гитар деления и второго дифе-
ренциала производится так же, как при обра-
ботке прямозубых колёс с первоначальными
(простыми) числами зубьев.
Приспособление для попутного
фрезерования. Попутное фрезерование
(в направлении подачи) зубчатых колёс даёт
следующие преимущества: 1) повышение про-
изводительности на 25—30% за счёт увеличе-
ния скорости резания; 2) улучшение чистоты
обработанной поверхности и уменьшение за-
усенцев; 3) повышение длительности сохра-
Фиг. 71. Устройство для выбора зазоров в винто-
вой паре фрезерной головки при попутном фре-
зеровании: 1—2 — гайки; 3 — винт; 4, 5, 6,7 — ко-
созубые шестерни (передаточное отношение равно
единице); 8 — мелкозубая муфта для регулировки
величины зазора в винтовом соединении.
нения станком точности вследствие более спо-
койных условий работы.
Эффективность попутного метода фрезе-
рования наиболее определённо проявляется
при фрезеровании колёс из твёрдых мате-
риалов.
Однако при фрезеровании в направлении
подач всегда имеется опасность „подрыва"
обрабатываемого изделия фрезой от того, что
в момент врезания режущей кромки фрезы
возникающие усилия стремятся переместить
фрезерную головку (или обрабатываемую де-
таль) в направлении сил, касательных к зубу
инструмента и обрабатываемой поверхности
изделия, главным образом за счёт зазоров,
имеющихся между резьбой ходового винта
и гайки.
Поэтому если во время работы усилие
резания может превышать величину силы тре-
ния в направляющих салазок фрезерной го-
ловки, необходимо приложить к ним допол-
нительное усилие, которое бы обеспечило
постоянный, односторонне выбранный зазор
в винтовой паре. Для этого к весу гру-
за / (фиг. 70) прибавляется гидравлическое
давление.
29 Том 9
Другое конструктивное выполнение при-
способления для попутного фрезерования по-
казано на фиг. 71.
Устранение зазора в винтовом соединении
фрезерной головки достигается осевым сме-
щением двух гаек.
Станки для обработки конических ко-
лёс с криволинейными зубьями. При фре-
зеровании конических колёс с криволиней-
ными зубьями в качестве режущего инстру-
мента применяют червячную фрезу с витком,
расположенным на конусе, угол которого ра-
вен 60°, шаг и высота витка постоянны по
всей длине образующей конуса. Передний
угол зубьев изменяется от нуля на малом
диаметре фрезы до 10° на большем диаметре.
Для получения установленной практикой зоны
контакта между зубьями нарезанных данным
инструментом колёс рейка осевого сечения
фрезы представляет собой вогнутую кривую
со стрелой прогиба, равной 0,015тп (?пп —
нормальный модуль).
Нарезание двух парных шестерён нор-
мально производится двумя фрезами: для
правой спирали зуба шестерни применяется
левоспиральная фреза, и наоборот.
В основу рассматриваемого способа фре-
зерования конических колёс с криволиней-
ными зубьями положены закономерности об-
катки заготовки по зубьям производящего
колеса*, воспроизводимого в пространстве
движущимися лезвиями инструмента.
Криволинейная форма зубьев обрабаты-
ваемых колёс характеризуется очертанием
зубьев производящего колеса (на плоскости,
перпендикулярной его оси), представляющих
собой эвольвенту окружности.
Принцип работы станка виден из фиг. 72.
Фреза располагается относительно производя-
щего колеса таким образом, чтобы плоскость
(а—Ь), перпенди-
кулярная началь-
ной плоскости про-
изводящего колеса,
была касательной
основному цилин-
дру фрезы и основ-
ному цилиндру ра-
диуса г производя-
щего колеса.
При этих усло-
виях поверхности
лезвий фрезы и по-
верхности зубьев
производящего ко-
леса соприкасают-
ся по образую-
щей винтовых по-
верхностей, т. е.
инструмент вос-
производит зубья
воображаемого
производящего ко-
леса. Обрабаты-
ваемое колесо рас-
сматривается на-
ходящимся в за-
цеплении с про-
изводящим. Таким образом,если инструменту
сообщить вращение, необходимое для осуще-
Фиг. 72. Схема работы станка
для нарезания конических ко-
лёс с криволинейными зубья-
ми: 1 — производящее колесо;
2 — заготовка.
* Плоское колесо с углом начального конуса 180е.
450
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
ствления процесса резания, то числа оборо-
тов воображаемого производящего колеса и
обрабатываемого колеса должны находиться
в определённой кинематической зависимости,
определяемой передаточным отношением ука-
занных колёс и равенством скоростей пере-
мещения вдоль образующей начального ко-
Таким образом, по типу инструмента и со-
ставу движений станки для цилиндрических
и конических колёс имеют много общего,
почему их конструкции также сходны. Раз-
ница заключается только в том, что вращаю-
щийся инструмент не перемещается в напра-
влении оси фрезеруемой заготовки, а вместо
Фиг. 73. Схема полуавтоматического станка для обработки конических колёс с криво-
линейными зубьями: 1 — коническая фреза; 2 — заготовка; 3 — планшайба; 4 — стойка
изделия (может поворачиваться); 5 — гитара деления; 6 — гитара диференциала.
нуса инструмента и по основной окружности
производящего колеса любых располагаемых
на них точек. Последнее равенство, как
видно из фиг. 72, определяет собой эволь-
вентную форму зубьев производящего, а сле-
довательно, и нарезаемого колёс.
Для того чтобы на заготовке образовались
зубья, необходимо её „прокатить" в той зоне
производящего колеса, которая воспроизво-
дится инструментом. Это осуществляется по-
воротом оси инструмента относительно оси О
(по стрелке В) производящего колеса до со-
прикосновения с заготовкой (начало обра-
ботки) и выхода из зацепления с ней (конец
обработки).
Поворот оси инструмента нарушит уста-
новленные соотношения в числах оборотов
производящего и обрабатываемого колёс. По-
этому чтобы, сохранить условия обкатки, не-
обходимо сообщить им добавочное враща-
тельное движение.
Если Пф — число оборотов в минуту инстру-
мента, пос — число об/мин оси инструмента
относительно оси производящего колеса, z' —
число зубьев производящего и Z\ — обрабаты-
ваемого колеса, его суммарное число оборо-
тов должно быть равным
Так как п' —
где п' — число оборотов
производящего колеса, то за один оборот
фрезы производящее колесо должно повер-
нуться на один зуб.
этого движения подачи выполняет движение
по кругу около вершины конуса заготовки.
На фиг. 73 изображена схема станка для
фрезерования конических колёс с криволи-
нейными зубьями.
ФРЕЗЕРНО-ОТРЕЗНЫЕ СТАНКИ
(КРУГЛЫЕ ПИЛЫ)
Фрезерно-отрезные станки для разрезания
металла работают целыми круглыми пилами,
а при большом диаметре — сборными со
вставными зубчатыми сегментами. По сравне-
нию с ножёвочными и ленточными, круглые
пилы дают повышенную производительность
и точность разреза. Почти все круглые пилы
имеют гидравлическую подачу, что обеспе-
чивает плавное регулирование скорости по-
дачи, смягчает удары и повышает стойкость
инструмента. Обзор типов пил и их ха-
рактеристики приведены в табл. 15 и 16.
Круглые пилы выполняются обычно с диа-
метром пилы от 350 до 1400 мм и дают ши-
рину разреза от 4 до 12 мм. Усилие резания
у горизонтальных станков обычно направлено
снизу вверх.
Обратное вращение применяют при работе
на повышенных скоростях, при этом отвод
стружки облегчается.
Для удаления стружки из впадин зубьев
применяются ролики или звёздочки.
Изменение числа оборотов пилы произво-
дится коробками скоростей с передвижными
зубчатыми блоками или бесступенчатыми ме-
ханическими приводами, а в некоторых кон-
ГЛ. VIII]
ФРЕЗЕРНО-ОТРЕЗНЫЕ СТАНКИ (КРУГЛЫЕ ПИЛЫ)
451
Таблица 15
Типы круглых нил
Тип пилы
Схема
Характеристика и модификации станка
Горизонталь
ная
Самая распространённая и наиболее универсаль
ная из круглых пил. Подача бабки пилы, а обычно
и зажим детали —гидравлические. Установка на раз-
мер производится упором. Подача материала ручная
или автоматическая. При распиловке заготовок в на-
клонном — до 45° — направлении применяются тиски
со скошенными губками. Модификация — станок на
поворотном основании—позволяет вести распиловку
без поворота длинных заготовок, установленных на
тележке
Вертикальная
Подача бабки пилы — гидравлическая или механи-
ческая. По первой схеме строятся сдвоенные круг-
лые пилы, дающие экономию в площади пола. Пила
по второй схеме благодаря жёсткой раме даёт воз-
можность работать с большими усилиями. Электро-
двигатель привода пилы располагается на бабке или
на станине
Вертикальная
с поворотной
пилой
Вертикальная
с качающейся
Радиальная
Горизонталь-
ная с поворот-
ной пилой
-
- п
_LJ Г~ |.
1 I1
Подача бабки пилы — гидравлическая или механи-
ческая. Зажим детали обычно гидравлический. Ось
пилы может поворачиваться на любой угол в гори-
зонтальной плоскости, что обеспечивает разрезание
материала как в осевом, так и в наклонном напра-
влениях
Пила устанавливается внутри или сбоку станины
на поворотном кронштейне. Подача пилы—механиче-
ская или гидравлическая. Обратный ход совершается
под действием собственного веса. Передача вращения
пиле часто производится посредством пазов в диске,
размещённых по окружности. Станки отличаются
простотой конструкции и малым весом, однако, при-
менимы только для лёгких работ
Подача салазок пилы механическая. Мелкие круг-
лые пилы делаются переносными и имеют ручную
подачу. При распиливании легированных сталей
вместо зубчатой пилы можно установить абразивный
разрезной круг
Подача салазок пилы гидравлическая. Применяются
для распиливания круглого и профильного материала
в поперечном и наклонном направлении
452
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
струкциях — сменными шестернями. Плав-
ность вращения шпинделя обеспечивается
применением передач со спиральным или
шевронным зубом. Изменение скорости гидра-
влической подачи осуществляется дросселем
или регулируемым насосом. Подача при раз-
резании обычно автоматически изменяется
в зависимости от величины дуги контакта
пилы с материалом. Наличие гидропривода
подачи облегчает постройку круглых пил, ра-
ботающих по полуавтоматическому и автома-
тическому циклу.
N=7,6 квт
Фиг. 74. Круглая пила Клинского станкозавода,модель 862: 1 — рукоятка для зажима прямоугольного и профильного
материала в горизонтальных тисках; 2 — маховичок для ручного перемещения вертикальной губки; 3 — цилиндр
для гидравлического вертикального зажима; 4 — золотник зажима; 5 — устройство для подачи материала с махович-
ком и рифлёным роликом, который при отходе вертикальной губки вверх приподнимает заготовку для облегчения
её продвижения; 6 — упор на штоке, поднимающий рифлёный ролик через рычажную систему.
Характеристика горизонтальных круглых пил общего назначения
(средние значения)
Таблица 16
Основные
параметры
Наибольший
диаметр раз-
резаемого ма-
териала в мм .
Число скоро-
стей пилы . .
Пределы
об/мин пилы .
Наибольший диаметр пилы в мм
350
125
3
10—25
500
1бэ
3
7,2—18
700
250
4
4.5—J3
1000
32O
4
3-2—9
1400
5оо
4
2,2—б,О
Основные
параметры
Подача пилы
в мм/мин . . .
Мощность
главного элек-
тродвигателя
в кет . . .
Вес станка
в кг
Наибольший диаметр пилы в мм
350
до 4°°
3
15°°
500
до 4оо
4,5
2200
700
ДО 4°о
7
35°о
1000
до 4°°
ю
55<»
1400
до 4о°
15
8500
ГЛ. VIII]
ФРЕЗЕРНО-ОТРЕЗНЫЕ СТАНКИ (КРУГЛЫЕ ПИЛЫ)
453
,70
г
28*3,
-ЗЬ'5
Фиг. 75. Коробка скоростей станка 862.
6 X
Фиг. 76 Гидравлическая и кинематическая схема станка 862: 1 — распределительное устройство; 2 — ревер-
сивный золотник подачи бабки пильного диска; 3 — блокировочный золотник (препятствует включению по-
дачи при незажатом материале); 4 — дроссель регулирования скорости подачи (при увеличении усилия
подачи уменьшает объём пропускаемого от насоса масла); 5- дроссель ограничения максимальной подачи;
б — обратный клапан (при отводе бабки пильного диска в исходное положение пропускает масло в цилиндр
со стороны штока); 7 — золотник зажима материала; 8 — цилиндр зажима материала; 9 — цилиндр подачи
(при рабочем ходе масло поступает в цилиндр со стороны полной площади поршня); 10 — устройство для
автоматического переключения на обратный ход (переводит золотник через среднее положение по окончании
разрезания материала, а также фиксирует все три положения золотника 2); 11 — предохранительный клапан.
454
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
КОПИРОВАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
Копировальные фрезерные станки служат
для обработки профилей (контурное фрезеро-
вание) или рельефов изделий (объёмное фре-
зерование): лопаток гребных винтов, турбин
и насосов, шатунов, кулачков, штампов, пресс-
форм, деталей огнестрельного оружия, тек-
стильных машин, ювелирных и скульптурных
изделий и т. п.
Обзор типов станков см. в табл. 17.
Кривые, необходимые для оформления гео-
метрии деталей, можно разделить по способу
их изготовления на следующие виды: а) не
связанные каким-либо законом; б) связанные
определённым законом с центром вращения
на торцевой или боковой поверхности тела
вращения.
По роду кривых, обрабатываемых на стан-
ках, различают продольно - копировальные
и поворотно-копировальные станки; по рас-
положению шпинделей в пространстве — вер-
тикальные и горизонтальные станки; по числу
шпинделей - одношпиндельные и многошпин-
дельные. Принцип устройства копировальных
станков заключается в том, что определённое
„задающее устройство" (копир, шаблон, мо-
дель, контурный чертёж и т. п.), связанное
ручной, механической, гидравлической или
пневматической цепью со „следящим устрой-
ством", направляет режущий инструмент по
требуемому контуру или рельефу. Следящее
устройство направляет инструмент, действуя
или непосредственно, или через цепь усиле-
ния на .усилительное устройство" (реле ги-
дравлическое, пневматическое, электромагнит-
ное, электрооптическое) и цепью управления
на „орган исполнения" (винт, диференциал,
электромагнитная муфта, соленоид, золотник)
и через исполнительную цепь с приводом
(электродвигатель, гидромотор и т. д.).
Типы копировально-фрезерных станков
Таблица 17
Тип станка
Эскиз
Характеристика станков
Область применения
С пантогра-
фом для рабо-
ты в двух из-
мерениях
С пантогра-
фом для рабо-
ты в трёх из-
мерениях
Универсаль-
ный с панто-
графом, рас-
положенным в
вертикальной
плоскости на
поворотном ру-
каве
Наибольший диаметр окруж-
ности, ограничивающей обра-
батываемую площадь, от 150
до 20Э мм. Штифтом на конце
пантографа обводится вручную
кснтур шаблона, закреплён-
ного на копирном столе, а фре-
за на шпинделе головки через
пантограф получает переме-
щение, воспроизводящее кон-
тур шаблона в желаемом мас-
штабе на изделии, закреплён-
ном на рабочем столе
Наибольший диаметр окруж-
ности, ограничивающей обра-
батываемую площадь (при мас-
штабе уменьшения 1: 2) от 150
до 200 мм. При обводке щупом
шаблона-модели основной пан-
тограф при всех перемещениях
остаётся в одной горизонталь-
ной плоскости, а вертикальное
перемещение щупа передаётся
в соответствующем масштабе
фрезерному шпинделю с по-
мощью отдельной штанги так,
что три её точки всегда нахо-
дятся на одной прямой (центр
подобия, шпиндель и щуп), а
оси шпинделя и щупа остаются
параллельными. Штанга облег-
чена и частично уравновешена
пружинами на осях щупа и
шпинделя
Вертикальное расположение
пантографа с головками щупа
и фрезы на массивном радиаль-
ном рукаве, поворачиваю-
щемся в горизонтальной пло-
скости на шарнире в каретке,
передвигающейся по верти-
кальной стойке. Рабочий и ко-
пирный столы передвигаются
независимо в вертикальной и
горизонтальной плоскости
вручную, подача — от обводки
щупом, ручная
Механические и ин-
струментальные цехи
при фрезеровании фа-
сонных профилей ша-
блонов и лекал; гра-
вирования надписей,
цифр и узоров на штем-
пелях, штампах, таб-
лицах, валиках для тис
нения и печатания
Для тех же работ,
как и гравировальные,
а также для изготовле-
ния средних размеров
форм для пластмасс,
резины, стекла, легко-
плавких металлов,
штампов и матриц
Для плоскостного и
объёмного фрезерова-
ния шаблонов, пресс-
форм для пластмасс,
кузнечных штампов,
вулканизационных
форм для резины,
форм для литья под
давлением
ГЛ. VIII]
КОПИРОВАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
455
Продолжение табл. 17
Тип станка
Эскиз
Характеристика станков
Область применения
С одним или
несколькими
шпинделями с
круглым или
прямоуголь-
ным столом, с
механической
подачей
При круговой или продоль-
ной подаче стола с закреплён-
ным на нём копиром и обраба-
тываемой деталью щуп при-
жимается к копиру грузом и
заставляет стол или фрезер-
ную головку перемещаться по-
перёк соответственно профилю
копира. Вертикальную пере-
становку сообщают столу или
головке щупа и фрезы
Для обработки дета-
лей с криволинейными
профилями, прореза-
ми, канавками, в част-
ности, прорезных
штампов, копироваль-
ных кулаков
Автоматиче-
ский для обра-
ботки по пло-
скому, диско-
вому или ци-
линдрическому
копиру
Изделие, закреплённое на
столе или шпинделе, получает
поступательное и вращатель-
ное движение под действием
пальца или ролика, прижимае-
мого грузом к поверхности
кривой синхронно вращающе-
гося копира. Фреза, подведён-
ная к изделию, обрабатывает
соответствующий профиль
кривой на изделии автомати-
чески
Для обработки ди-
сковых кулаков, тор-
цевых пазовых кри-
вых, фигурных шайб,
фрезерования криво-
линейных канавок, ле-
жащих в одной пло-
скости, с крутыми на
клонными и верти-
кальными участками,
а также лежащих на
цилиндрич. барабанах
Автоматиче-
ский с механи-
ческой пода-
чей
Фасонный профиль кривой
на изделии обрабатывается
фрезой, монтированной на го-
ризонтальном шпинделе голов-
ки, перемещающейся по вер-
тикальной направляющей стой-
ки от ролика, прижимаемого
к кулачковому мастер-шабло-
ну, получающему медленное
вращение от привода подач.
Изделие получает вращение
на горизонтальном или верти-
кальном шпинделе бабки, пе-
ремещаемой по горизонталь-
ным направляющим станины от
кулачка
Для обработки все
возможных видов кри-
волинейных профилей
кулачков дисковых,
эксцентриковых, тор
цевых и барабанных
Гидрофици-
рованный авто-
матический
вертикальный
или горизон-
тальный ста-
нок
Электрифи-
цированный
автоматиче-
ский станок
Фасонный профиль или кон-
тур изделия, . закреплённого
вместе с копиром-шаблоном
на столе, имеющем продоль-
ную гидравлическую подачу,
получается с помощью гидра-
влического ощупывающего
устройства, заставляющего
фрезу двигаться в соответст-
венных направлениях горизон-
тально или вертикально вместе
с фрезерной и копирной го-
ловкой
Для обработки по
плоскому или объём-
ному копированию
сложных штампов,
преесформ, .изложниц,
форм для литья, моде-
лей, деталей сложных
очертаний: шатунов,
головок цилиндров,
лопаток и пр.
Контур или рельеф изделия,
закреплённого вместе с копи-
ром на вертикальной плите
стола, приводимого в движе-
ние ходовым винтом (или непо-
движного при больших моде-
лях), обводятся концевой.паль-
цевой фрезой, сидящей на
шпинделе головки, которая пе-
ремещается ходовыми винтами
в горизонтальном и вертикаль-
ном направлении по стойке
(передвижной при больших мо-
делях), получая команды от
щупа
Для контурного и
объёмного копирова-
ния фрезерованием
сложных контурных и
объёмных штампов,
преесформ, шаблонов,
изложниц, кулаков,
гребных винтов, лопа-
ток колёс насосов
турбин, компрессоров
и т. п.
456
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
Продолжение табл. 17
Тип станка
Эскиз
Характеристика станков
Область применения
Фотокопиро-
вальный авто-
матический
станок
Фасонный профиль изделия,
закреплённого на столе, обво-
дится пальцевой фрезой, сидя-
щей на шпинделе головки,
получающей сложное относи-
тельное движение под дей-
ствием команд от светового
луча, следящего по линии чер-
тежа изделия и воздействую-
щего через фотоэлемент на ти-
ратроны управления моторами
привода ходовых винтов
Для контурного или
объёмного фрезерова-
ния без шаблона по
чертежу деталей слож-
ной формы, прорезных
штампов и матриц,
шаблонов и т. п.
Специальный
портальный
Фасонная форма поверхности
изделия, закреплённого специ-
альными прижимами на непо-
движном Столе, обрабаты-
вается фасонной фрезой шпин-
дельной головки, получающей
одновременно поворот на
люльке и вертикальное пере-
мещение под действием копи-
ров от механической, или элек-
трической, или гидравлической
следящей системы, при движе-
нии портала, несущего фрезер-
ную головку, по направляю-
щим вдоль стола
Для фрезерования
фасонных поверхно-
стей брусьев-поясов
лонжеронов, лопастей
гребных винтов, авиа-
винтов, крыльев, ша-
блонов-плазов и т. п.
Различают копировально-фрезерные станки:
с ручным приводом подач, с автоматическим
приводом без усилителя или с усилителем.
Копировально-фрезерные станки без уси-
лителя имеют следующие приводы подачи:
1) ручной с пантографом или без панто-
графа;
2) механический привод подач: а) автома-
тическая подача с ручным управлением;
б) одна автоматическая подача и одна под
давлением копира (груз или пружина или ги-
дроцилиндр); в) одна автоматическая и одна
ручная.
Копировально-фрезерные станки с усили-
телем имеют привод подач и импульс копи-
ровальной головки: электрические, гидравли-
ческие, электрогидравлические, пневмоэлек-
трические, пневмогидравлические, фотоэлек-
трические и др. Ощупывающие устройства
электрического типа могут быть контактные
и бесконтактные. Гидравлические ощупываю-
щие устройства бывают дроссельные и дрос-
сельно-реверсивные. Копировальные приспо-
собления, так называемые „дубликаторы", ста-
вятся на обычные фрезерные станки и превра-
щают их в копировальные. Пневматические
копировальные головки ещё не получили ши-
рокого применения и встречаются в комбинации
с гидро- и электрокопировальными устрой-
ствами.
По характеру составляющих относительных
движений копира и изделия, результатом
взаимодействия которых являются траектории,
образующие обработанную поверхность, все
копировальные устройства разделяются на три
группы:
1. Копир неподвижен: изделие вращается
около оси X; подача — непрерывная или пре-
рывистая по оси X. Результатом копирования
получается симметричное относительно оси X
тело вращения (фасонные тела вращения).
2. Изделие и копир синхронно вращаются
около оси X; относительная подача — по оси X.
Результатом копирования получаются поверх-
ности вращения, винтовые поверхности и др.
3. Изделие неподвижно; копир вращается
около оси X; относительная подача — по оси X.
Результатом копирования получаются прямо-
линейные и фасонные канавки.
4. Изделие и копир неподвижны: относи-
тельная подача — по оси X и Y. Результатом
копирования получаются прямолинейные и
криволинейные долевые канавки (контурное
копирование).
5. Изделие и копир неподвижны: относи-
тельные подачи — по осям X, Y и Z. Резуль-
татом копирования получаются поверхности
двойной кривизны (объёмное копирование).
Наиболее распространёнными, но менее
точными являются механические копироваль-
ные устройства, выполняемые обычно в виде
пантографов. Получаемая точность выра-
жается в десятых долях миллиметра, что
объясняется быстрым изнашиванием копира
вследствие большого давления ролика на ко-
пир, малой чувствительностью копировального
механизма и значительными погрешностями
в механизме пантографа вследствие зазоров
в шарнирах и неточностей изготовления
звеньев пантографа. Большое влияние на
точность копирования оказывают инерционные
силы, действующие в механизме и сказываю-
щиеся в явлении „отрыва" фрезы от изделия,
а также вибрации копировального механизма.
По своей структуре механические копироваль-
ные устройства представляют механизмы с
одной степенью свободы. Если связь между
копировальным роликом и фрезой жёсткая,
то фреза описывает в пространстве траектории,
эквидистантные траектории ролика.
Пантографы применяются в различных
гравировальных и копировально-фрезерных
ГЛ. VIII]
КОПИРОВАЛЬНО-ФРЕЗЕРНЫЕ СТАНКИ
457
станках. Пантограф представляет собой шар-
нирный параллелограм (плоский механизм),
имеющий неподвижный шарнир О и две рабо-
чие точки А к В: в одной из них закрепляется
ощупывающий штифт, а в другой — обраба-
тывающий инструмент. Точки А, В, О лежат
на одной прямой. При любом изменении формы
параллелограма направления отрезков ОА и
ОВ совпадают, отношение длин этих отрезков
постоянное, поэтому точки А и В при дви-
жении описывают геометрически подобные
фигуры. Изменяя отношение плеч ОА и ОВ,
получают разные масштабы копирования, на-
пример, в пределах от 1 :1,5 до 1:7. Если
параллелограм пантографа может поворачи-
ваться не только вокруг точки О на оси,
перпендикулярной плоскости чертежа, но и
вокруг оси, лежащей в плоскости чертежа,
то отрезки ОА и ОВ могут принимать любое
направление в пространстве, а точки А и В—
описывать подобные пространственные кри-
вые. Таким образом, можно обрабатывать
сложные пространственные поверхности, гео-
метрически подобные поверхностям копира-
модели. Пантограф для пространственного ко-
пирования с особым направляющим устрой-
ством для щупа и инструмента позволяет всё
время сохранять их перпендикулярными к
плоскости стола.
Копировально-фрезерные стан-
ки с пантографом для плоскостного или
объёмного фрезерования характеризуются кон-
струкцией самого устройства пантографа, не-
сущего фрезерную головку и ощупывающий
палец для ручной обводки шаблона или мо-
дели, а также расположением модельного и
рабочего столов.
Станки для плоскостной копирной обра-
ботки контура изделий по шаблону отличаются
простым шарнирно-рычажным устройством
пантографа, расположенного в горизонтальной
плоскости, причём стол для шаблона помещён
сверху, а рабочий стол с заготовкой под фре-
зерной головкой перестанавливается вручную
на станине в горизонтальном и вертикальном
направлении.
Станки для объёмного копирования отли-
чаются более сложным устройством панто-
графа, комбинированного из горизонтального
шарнирно-рычажного механизма, несущего
фрезерную головку и ощупывающий палец, и
вертикального шарнирно-рычажного меха-
низма, управляющего перемещениями фрезы
по глубине рельефа при обводке щупом мо-
дели вручную. Рабочий и модельный столы
имеют перестановку в горизонтальном и вер-
тикальном направлении по направляющим ста-
нины (фиг. 77).
Гидравлические копировальные
устройства (см. стр. 139—142) выгодно отли-
чаются от механических тем, что в них возмож-
но осуществить меньшее давление между щупом
и копиром и большую скорость передачи от
ощупывающего механизма к исполнительным
органам, а также избежать накопления неточ-
ностей в сочленениях большого количества
звеньев. Это позволяет выполнить всю кон-
струкцию компактно с малыми массами копи-
ровальных устройств, устранить чрезмерно
большое изнашивание копиров, получить бо-
лее точное копировальное устройство по срав-
нению с механическим. Гидравлические ко-
пировальные устройства, однако, требуют в
эксплоатации более квалифицированного об-
служивания. При гидравлическом приводе
подач станка целесообразно применять гидра-
влические копировальные устройства.
Фиг. 77. Копировально-фрезерный станок с пантографом
для объёмного копирования F461) Одесского завода
им. Кирова: / — передвижные кронштейны для установки
масштаба копирования; 2 — ручка для обвода щупа по
контуру шаблона; 3 — ручка для закрепления втулки щупа
на плече пантографа при плоскостном копировании;
4 — упорное кольцо; 5 — промежуточный ступенчатый
шкив; 6 — качающийся рычаг с устройством для натяже-
ния ремня; 7 — модельный стол; 8 — маховичок для пере-
мещения модельного стола; 9 — рычаг плоскостного копи-
рования (применяется при обработке профиля на криволи-
нейной поверхности по плоскому шаблону, при этом
снимается верхняя линейка 12 и устройство, соединяющее
её со шпинделем); 10 — шип шпинделя (при плоскостном
копировании ходит по копирной колодке, установленной на
рычаге 9); // — рукоятка для быстрого подъёма шпинделя
от эксцентрика; 12 — рычаг вертикального переметения
фрезы при объёмном копировании; 13 — рабочий стол;
14, 15 к 16 — маховички для продольного, поперечного и
вертикального перемещения рабочего стола.
458
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
Гидро-пневматическое копиро-
вальное устройство применяется для
точности копирования до 0,005 мм и чистоты
поверхности с шероховатостью до 0,0015 мм
(при отшлифованном копире). Золотники,
управляющие движениями цилиндров подачи
фрезерной головки, передвигаются воздуш-
ными диафрагмами. Давление воздуха в диа-
фрагмах изменяется в зависимости от воздей-
ствия копировального пальца на истечение
воздуха из сопла.
Электрические копировальные
устройства характеризуются наличием
контактного или бесконтактного ощупывающего
устройства, которое при изменении давления
на щуп приводит в действие электрические
органы, управляющие движениями рабочих
узлов станка. Комбинацией движения в раз-
ных направлениях обеспечивается автомати-
ческое осуществление траектории режущего
инструмента по отношению к изделию в со-
ответствии с траекторией щупа по отношению
к шаблону. Примером электрокопировального
фрезерного автомата служит станок системы
Т. Н. Соколова (см. стр. 162)f с управлением
двигателями подач при помощи электронных
ламп и амплидин-генераторов (фиг. 78, 79, 80).
Фиг. 78. Копировально-фрсзерный полуавтомат 6441-А Ленинградского завода им. Свердлова: 1 — рукоятка вер-
тикального перемещения копировального прибора; 2 — рукоятка перемещения гильзы шпинделя; S — рукоятка
зажима шпинделя; 4 — рукоятка изменения скорости шпинделя; 5 — упоры переключения хода шпиндельной
бабки; 6 — лампочки для освещения модели и изделия; 7—квадрат валика перемещения верхней опорной стойки.
ГЛ. VIII]
ШПОНОЧНО-ФРЕЗЕРНЫЕ СТАНКИ
459
Фотоэлектрические системы
копирования основаны на применении
фотоэлемента для следящего устройства. Дви-
жения фрезерной головки управляются опти-
навки может быть получена немерной фре-
зой, но для получения гладкой боковой по-
верхности необходим дополнительный проход
без поперечных движений фрезы. Длинные
Фиг. 79. Индуктивный копировальный прибор станка6441 А:
/ — копировальный палец; 2 — якорь диференциального
трансформатора; 3 — сердечники диференциального транс-
форматора; 4—5 — плоская пружинка для подвешивания
якорька; 6 — коническая втулка, воспринимающая пере-
мещения щупа; 7 — рукоятка изменения чувствительности
копировального прибора.
ческим устройством с источником весьма
яркого света, проектирующим световое пятно
(точку, вращающуюся точку, кольцо) на кон-
турную линию изделия, вычерченную на бу-
маге, металле, стекле и т. п. Механизм по-
дачи устроен так, что во время вращения
N=0,3 квт . 58*2/
п-%Ооб/мин 12*2' 18'?
Фиг. 80. Кинематическая схема станка 6441А.
продольного ходового винта поперечный винт,
вращаясь то в одном, то в другом направле-
нии, заставляет световое пятно двигаться по
контуру.
ШПОНОЧНО-ФРЕЗЕРНЫЕ СТАНКИ
Шпоночно-фрезерные станки предназнача-
ются для выполнения шпоночных канавок на
валах, а также для фрезерования всевозмож-
ных углублений и пазов.
Для глухих пазов более производительными
методами являются первый и третий, причём
последний отличается тем, что ширина ка-
сквозные пазы выгодно обрабатывать по чет-
вёртому методу.
Основными размерными характеристиками
шпоночно-фрезерных станков являются ши-
рина и длина обрабатываемого паза (табл. 18).
Таблица 18
Основные параметры
Основные параметры
Наибольшая длина
фрезеруемого паза без
перестановки в мм . .
Рабочая поверхность
стола:
ширина в мм . . .
длина в мм ....
Пределы чисел обо-
ротов шпинделя в ми-
нуту .
Продольная подача
(методы I и III) в мм,'об
Продольная подача
(метод И) в мм/мин .
Мощность электро-
двигателя главного
движения в кет . . .
Мощность электро-
двигателя подачи
Вес в кг около . . .
шпоночно-фрезерных станков
Ширина фрезеруемой
до 32 мм
Зоо
250—300
9ОО—iooo
150—з°°о
О, O2—O.5
4О0—I2OO
1,5-2,5
о,з—i
17ОО—22OO
канавки
до 50 мм
8оо—9°°
400—450
I2OO—I5OO
loo—15°°
о, 05—0,5
ЗОО— IOO0
3-4
о,5—i
Зооо
до 70 мм
8оо—iooo
5°°— 55°
1300—1500
6о—iooo
0,05—0,5
200—1000
4-6
1 —1,5
4500—5000
Примечание. Методы подачи см. табл. 19.
Методы обработки и типы станков предста-
влены в табл. 19.
Конструкция шпоночно-фрезерных стан-
ков. Наиболее распространёнными являются
вертикальные станки с одним шпинделем
(фиг. 81, 82 и 83). Двухшпиндельные станки
строятся редко, так как наличие одного ти-
'хоходного (для обработки широких пазов) и
одного быстроходного (для обработки узких
пазов) шпинделя утяжеляет конструкцию.
Горизонтальное расположение шпинделя
принимается в тех случаях, когда желательно
обеспечить обработку пазов не только паль-
цевой, но и дисковой фрезой.
460
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 81. Кинематичегкая схема шпоночно-фрезерного станка 695.
Классификация шпон очно-фрезерных станков
Таблица 19
Метод обработки
Перемещения фрезы
и стола*
Конструктивное выполнение
J
Вертикальна
ом, на кото
конструкция с горизонтальным сто-
лом, на котором устанавливается обрабатываемая
деталь. Пиноль шпинделя автоматически подаётся на
глубину и автоматически включается продольная
подача фрезерной головки. По окончании фрезерова-
ния подача автоматически выключается. Стол имеет
установочные перемещения — поперечное и верти-
кальное
Вертикальная конструкция с горизонтальным сто-
лом. Фрезерная головка углубляется в конце каждого
хода и по достижении необходимой глубины подача
автоматически выключается. Каретка фрезерной го-
ловки или (для широких и длинных пазов) стол имеет
возвратно-поступательное движение. Стол устанавли-
вается в двух или трёх направлениях
Вертикальная конструкция с горизонтальным сто
лом; перемещающаяся фрезерная головка имеет ча-
стое колебательное движение или эксцентричную
установку инструмента. Стол может устанавливаться
в вертикальном, а каретка фрезерной головки —в по
перечном направлении
Консольно-фрезерные станки (см. стр. 407—418)
* Перемещение: фрезы
ГЛ. VIII]
ШПОНОЧНО-ФРЕЗЕРНЫЕ СТАНКИ
461
Привод шпинделя осуществляется обычно
от одно- или многоскоростного электродви-
гателя через ремённую передачу со ступен-
чатыми шкивами, лучше из алюминиевого
сплава. Только в более тяжёлых моделях,
ческий (фиг. 81) или гидравлический (фиг. 83,
81). В станках крупного размера пиноль со
шпинделем уравновешивается противовесом.
В конструкциях с эксцентрично вращаю-
щимся шпинделем величина эксцентриситета
Фиг. 82. Разрез шпоночно-фрезерного станка 6Э2А Дмитровского завода фрезерных станков.
предназначенных для обработки пазов по пер- .
вому методу, применяются шестеренные ко-
робки скоростей.
Шпиндель обычно вращается на под-
шипниках качения. Движение врезания на
глубину осуществляется пинолью при помощи
шестерни и рейки (фиг. 82) или винта и
гайки (фиг. 81). Привод врезания — механи-
устанавливается в зависимости от ширины
фрезеруемого паза.
В моделях с осциллирующим движением
шпинделя в поперечном направлении, которое
составляет 0—1,2 мм, применяется кулисный
механизм.
Продольное перемещение каретки фрезер-
ной головки производится посредством винта
462
СТАНКИ ФРЕЗЕРНОЙ ГРУППЫ
[РАЗД. IV
и гайки, кривошипного механизма с вырав-
нивающим скорость устройством или гидра-
влического привода.
Стол имеет обычно только установочные
движения в вертикальном и поперечном на-
правлениях. Конструкции со столом, выпол-
и головки (колонна и головка иногда отли-
ваются вместе). Основание станины Выпол-
няется коробчатой формы, усиливается рёб-
рами, внутренняя полость его служит резер-
вуаром для охлаждающей жидкости. Колонне
придают пирамидальную форму; на передней
Фиг. 83. Кинематическая и гид-
равлическая схема станка 692А
Дмитровского завода фрезер-
ных станков: 1 — рукоятка
подъёма консоли; 2 — махови-
чок поперечного перемещения
стола; 3 — шпиндель; 4 — вал
привода насоса; 5 — лопастной
насос; 6, 7, 8, 9 10 ч 11 — пилот,
перепускной клапан, дроссель,
вспомогательный золотник, ре-
версивный золотник и цилиндр
системы привода продольного
перемещения салазок фрезер-
ного шпинделя; 12 -маховички
настройки продольной подачи;
13, 14,15 и 16 — дозирующий золотник, плунжер, червячная и реечная передачи пе-
ремещения пиноли (привод врезания фрезерного шпинделя); 17 — лимб для установки
подачи врезания; 18 — ручное перемещение пиноли.
няющим продольное рабочее движение, при-
меняются редко (только в крупных размерах),
так как на таких станках неудобна обработка
длинных валов с применением дополнительной
опоры вне станка.
Станина обычно является составной из
двух или трёх частей — основания, колонны
части имеются плоские направляющие для
перемещения консоли. Внутренняя полость
головки используется в станках с гидропри-
водом в качестве резервуара для масла. По
плоским прямоугольным направляющим го-
ловки перемещаются салазки фрезерного
шпинделя.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. К о р н и л о в К. А., Производство зубчатых колёс,
Машгиз, 1947.
2. М а с л о в Е. Н., Зуборезное дело, Машгиз,
1947.
3. Матвеев А. И., Зуборезные автоматы, ОНТИ
НКТП, 1935.
4. Петрусевич А. И. и Сабуров М. 3., Обра-
ботка зубчатых колёс и редукторов, Машгиз, 1946.
Глава IX
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
ВВЕДЕНИЕ
В группу строгальных станков входят
станки для обработки разнообразных поверх-
ностей инструментами с главным прямолиней-
ным возвратно-поступательным движением
относительно изделия и с подачей в направле-
нии, перпендикулярном направлению главного
движения. Эта группа включает продольно-
строгальные, поперечно-строгальные, долбёж-
ные, протяжные, отрезные и опиловочные
станки.
В продольно-строгальных станках стол
с изделием имеет главное движение в гори-
зонтальном направлении; в поперечно-стро-
гальных станках резец — в горизонтальном,
а в долбёжных станках резец — в вертикаль-
ном направлении. Реверсирование главного
движения вызывает появление значительных
инерционных усилий и ударов, мешает приме-
нению высоких скоростей не только для рабо-
чего, но и для обратного хода, что уменьшает
производительность станка. Обратный ход
удаётся использовать для резания лишь в ред-
ких случаях — на ямных станках большой
длины строгания и кромкострогальных.
Основной областью применения строгальных
станков является точная обработка длинных
узких прямолинейных направляющих станин,
плит, рам, кареток, бабок, стоек, угольников,
планок, шпонок и т. п.
Кроме станков общего назначения имеют
распространение специальные строгальные,
долбёжные и протяжные станки различных
типов. Преимуществами строгальных станков
являются: 1) простота и дешевизна инстру-
мента и его заточки; 2) высокая производи-
тельность при обработке узких длинных по-
верхностей; 3) высокая точность обработки
поверхностей; 4) высокая производительность
при чистовой строжке широкими резцами на
больших подачах; 5) возможность обработки
сложных профилей в штучном порядке, когда
фрезеровка набором фасонных фрез нерента-
бельна из-за высокой стоимости инструмента,
его эксплоатации и заточки.
ПРОДОЛЬНЭ-СТРОГАЛЬНЫЕ СТАНКИ
Продольно-строгальные станки применяются
в основном для обработки горизонтальных,
отвесных и наклонных плоскостей и их соче-
таний на самых разнообразных деталях, укла-
дывающихся на столе. Преимущество стан-
ков — возможность получения высокой точ-
ности и высокой производительности при
обработке широкими резцами поверхностей
очень длинных деталей. Чистовая строжка
плоскостей выполняется с точностью до 0,01 мм
на длине 1 ж и до 0,02 мм на длине 3 м.
Основными параметрами продольно-строгаль-
ных станков по ГОСТ 439-41 являются ширина,
высота и длина строгания.
Типы станков и их характеристика приве-
дены в табл. 1.
Общие виды и схемы продольно-строгаль-
ных станков общего назначения 7231 и 7231А
завода им. Ворошилова даны на фиг. 1—4.
Станина выполняется чугунной литой ко-
робчатого сечения, закрытого типа, с длиной,
несколько превышающей двойную длину стола,
и с маслоотстойниками-кожухами на концах.
Направляющие для стола выполняются в раз-
личных вариантах плоских и желобчатых
форм; наиболее часто встречаются две V-об-
разные желобчатые направляющие. В месте
расположения шестерён привода и крепления
боковых стоек станина имеет утолщение стенки
и рёбра для повышения жёсткости. Станина
рассчитывается на прогиб от усилия резания,
которое передаётся на неё через обрабатывае-
мое изделие и стол, а также от нагрузки соб-
ственным весом, весом изделия и стола. При
большом количестве опор на регулируемых
башмаках-клиньях станина при расчёте рас-
сматривается как балка, закреплённая на не-
скольких опорах.
Допускаемое наибольшее удельное давление
на направляющих из чугуна СЧ 15-32 у сред-
них строгальных станков принимается до
8 кг\смъ, у тяжёлых — до 4 кг/см2. При рас-
чёте по средним удельным давлениям эти
значения уменьшают в 2 раза. Для текстоли-
товых пластин, прикреплённых к столу, допу-
скают 3,5 kzjcm2. Расчётный коэфициент трения
на направляющих при низких скоростях пере-
мещения pl = 0,1—0,12; при больших скоро-
стях и хорошей смазке \± — 0,08. Станины стро-
гальных станков высокой точности должны ис-
пытываться на сохранение точности направляю-
щих и выверяться через каждые 2-3 месяца.
Целесообразно устанавливать станки на
неподвижно забетонированных фундаментных
клиньях-башмаках, помещённых на расстоя-
нии 1 м друг от друга, и после регулировки
подтягивать станину к поверхности клиньев.
Стол станк-а выполняется коробчатого се-
чения с тремя или более продольными рёбрами,
а также с поперечными рёбрами и Т-образ-
464
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
ными пазами на верхней стороне для крепле-
ния обрабатываемых деталей. Иногда пазы
армируются стальными планками, уменьшаю-
щими изнашивание пазов и облегчающими
ремонт, а кроме того, устраняющими наклёп
и коробление стола. Сверху стол имеет не-
сколько рядов отверстий для установки упоров,
предохраняющих обрабатываемую деталь от
сдвига. На боковых сторонах обычно имеются
Т-образные пазы для крепления упоров пере-
ключения и изменения скорости стола. Для
улавливания стружки стол должен иметь
с обоих концов закраины в виде корыт.
Расчёт стола ведётся на изгиб и опроки-
дывание. Обычно стол принимает форму линии
изгиба станины. Проверку стола на опрокиды-
вание при обработке высоких изделий ведут
с учётом усилий резания, весов изделия и
стола и слагающей усилия от ведущих зубьев
приводной шестерни на рейку. Реакция гори-
зонтальной поперечной составляющей усилия
резания стремится сдвинуть стол и приподнять
его, что устраняется применением нижних
планок.
Привод стола осуществляется: ремённой
передачей через промежуточный контрпривод
на перекладине стоек станка с реверсирова-
нием хода стола передвижкой ремня по шкивам;
отдельным электродвигателем с коробкой ско-
ростей, с реверсированием хода стола через
гидравлическую или электромагнитную муфту;
регулируемым электродвигателем постоянного
тока; цилиндро-поршневым регулируемым ги-
дроприводом. Два последних привода дают
возможность тонкого регулирования скорости
рабочего хода стола. Время, необходимое для
перемены направления хода реверсированием
электродвигателя, больше, чем при магнитной
муфте, но при электрическом торможении
энергия, накопленная в движущихся массах,
частью возвращается в сеть. Попытки исполь-
зования энергии торможения с помощью пру-
жинных буферов или гидравлического аккуму-
лятора и резервуара для сжатого воздуха
оказались практически не оправдавшимися.
Движение столу передаётся через: качаю-
щуюся кулису (для коротких ходов), зубчатое
колесо с прямыми, косыми или шевронными
зубьями, сцепляющимися с рейкой стола;
многозаходный червяк и рейку; винт и гайку;
червяк и червячную рейку; гидравлический
цилиндр с поршнем. Наибольшее распростра-
нение получили шестерённо-реечная и чер-
вячно-реечная, а в последнее время — гидра-
влическая передача.
Мощность, потребная на движение стола
при рабочем ходе,
vp
— пот,
6000y]
где Np — мощность двигателя при рабочем
ходе;Я — усилие резания, преодолеваемое сто-
лом; р. — коэфициент трения; Gj — вес стола
в кг; G% — вес обрабатываемой детали в кг;
vp — скорость рабочего хода в м/мин; rt— коэ-
фициент полезного действия передачи от элек-
тродвигателя к столу.
Боковые стойки несут на себе поперечину
или рукав и резцовые боковые супорты. Стойка
рассчитывается на наибольшие нагрузки на
супортах при самом высоком положении по-
перечины или рукава, при наибольших вылетах
I ° § * I ч § I* g It-f § 1°°ё I Is !Т§
?f *- л 12 О л OJ I *" *> >* Цм - W 5 м м О /~i
ГЛ1
1 SSSV
ГЛ. IX]
ПРОДОЛЬНО-СТРОГАЛЬНЫЕ СТАНКИ
465
Таблица 1
Типы продольно-строгальных станков
Тип станка
Характеристика станка
Область при-
менения
Продольно-строгальный ручной
Ширина строгания — 150 — 250 мм\ высота —
до 200 мм; длина — до 750 мм. Возвратно-по-
ступательное движение стола производится от руч-
ного штурвала с шестерённо-реечной передачей.
Резцовый супорт осуществляет подачу перед
началом нового хода стола через храповой меха-
низм и ходовые винты в горизонтальном и вруч-
ную на вертикальном направлениях
В слесарно-сбо-
рочных и ремонт-
ных мастерских
для небольших по-
делок при монтаже
машин, подстрож-
ке планок, шпонок,
клиньев, плиток и
т. п. при отсутствии
электроэнергии
или трансмиссии
Продольно-строгальный одно- и двухсто.еч-
ныи с коротким ходом стола
Ширина строгания — от 600 мм, высота — до
500 мни длина — до 1000 мм. Возвратно-посту-
пательное движение стола с закреплённым на нём
изделием производится кривошипно-кулисным или
гидравлическим механизмом, дающим изменение
скоростей хода в широких пределах. Подача рез-
цового супорта осуществляется периодически
перед каждым рабочим ходом рычажно-храповым
или гидравлическим механизмом на поперечине,
переставляемой по вертикальным направляющим
стоек
В инструменталь-
ных цехах для из-
готовления приспо-
соблений и специ-
ального инстру-
мента: строгания
заготовок для бло-
ков штампов, плит,
стоек, угольни-
ков, бабок, планок
и т. п.
Продольно-строгальный одностоечный
о
Ширина строгания — до 1500 мм, высота — до
1250 мм, длина — до 5000 мм (по ГОСТ 439-41).
Возвратно-поступательное движение стола произ-
водится от привода с механизмом винтовой пары,
шестерней с рейкой, червяком с рейкой или ги-
дравлического цилиндра с поршнем. Отличается
конструкцией рукава для резцовых супортов, под-
держиваемого на одном конце стойкой с верти-
кальными направляющими. Иногда применяется
приставная стойка, поддерживающая другой конец
рукава, и боковая резцовая стойка
В механических и
ремонтных цехах
для точной обра-
ботки длинных и
широких станин,
плит, рам, стоек
и т. п.. свисающих
со стола одной сто-
роной, которая мо-
жет обрабатывать-
ся приставной рез-
цовой стойкой
Продольно-строгальный двухстоечный
Ширина строгания — до 4000 мм, высота — до
3000 мм, длина — до 12 000 мм (ГОСТ 439-41). Воз-
вратно-поступательное движение стола произво-
дится от привода посредством механизмов винто-
вой пары (редко) или шестерни с рейкой, червяка
с рейкой, гидравлического цилиндра с поршневым
штоком. Резцовый супорт перемещается горизон-
тально посредством ходовых винтов от механизма
подач по направляющим поперечины, поддержива-
емой двумя стойками, по которым она подни-
мается и опускается двумя винтами, имеющими
общий привод. Скорость рабочего хода изменяется
коробкой скоростей, регулируемым электродвига-
телем или гидропроводом. Обратный ход ускорен-
ный
В механических
и ремонтных цехах
для точной обра-
ботки длинных на-
правляющих ста-
нин, плит, рам,
салазок, бабок,
стоек, угольников
и т. п.
Портально-строгальный
Ширина строгания — свыше 2000 мм, высота —
1500 мм. длина — свыше 5000 мм. Возвратно-
поступательное движение совершает портал, со-
стоящий из поперечины с несколькими супортами,
поддерживаемой двумя стойками, установленными
на салазки, перемещающиеся по направляющим
продольных плит станины посредством двух хо-
довых винтов, связанных общим приводом. Изде-
лие — неподвижно. Обратный ход также режущий
с резцами на задней стороне поперечины или
двухсторонними резцами, закреплёнными в спе-
циальных перекидывающихся колодках супортов
Для обработки
очень длинных и
широких тяжёлых
плит, рам, станин
и т. п., не поме-
щающихся на столе
обычных продоль-
но-строгальных
станков
30 Том 9
466
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Продолжение табл. 1
Тип станка
Характеристика станка
Область при-
менения
Ямный продольно-строгальный
Ширина строгания — 2000 — 6000 мм, высота —
свыше 1500 мм, длина строгания — до 12 000 мм.
Возвратно-поступательное движение совершает
портал в форме поперечины с одной или двумя
стойками, салазки которых скользят по направля-
ющим над изделием, закреплённым неподвижно на
плите в яме. Резцовые супорты несут двухсторон-
ние резцы, строгающие в обоих направлениях
На заводах тя
жёлого машино-
строения для об
работки больших
броневых плит, рам
станин и т. п.
Вертикально-горизонтально-строгальный
Ширина строгания (вертикальный ход резца) —
4000 — 6000 мм, длина строгания (горизонталь-
ный ход резца) — 9000 — 12 000 мм. Изделие за-
креплено на плите рядом с вертикальным непо-
движным порталом с двумя направляющими, по
которым ¦ посредством ходовых винтов совершает
возвратно-поступательное горизонтальное движе-
ние рама с вертикальной направляющей для рез-
цового супорта. Строгание производится при ра-
бочем и обратном ходе
В тяжёлом ма
шиностроении для
точной обработки
плоскостей очень
крупных тяжёлых
деталей: корпусов
паровых и водяных
турбин, рам и т. п
Кромко-строгальный
Длина строгания — до 15 000 мм. Обрабатыва-
емый лист закрепляется на плите стола несколь-
кими винтовыми, пневматическими или гидравли-
ческими домкратами, помещёнными на балке по-
перечины. Возвратно-поступательное движение
по продольным направляющим станины посред-
ством ходовых винтов совершают резцовые су-
порты, причём строгание производится в обоих
направлениях хода
На котельных и
судостроительных
заводах для строга
ния прямых и ко-
сых кромок боль-
ших листов, плит
и т. п.
Р адиально-строгальный
Рукав с резцовым су портом получает движение
дуговой подачи на цапфе при возвратно-посту-
пательном движении стола с изделием. Иногда
верхняя часть стола получает одновременно по-
перечное перемещение от радиальной тяги, в
результате образующее дуговое перемещение из-
делия со столом
На заводах ме-
таллических кон-
струкций, парозозо-|
строительных, мо-.
] стостроительных и
орудийных длястро-j
гания цилиндриче-
ских выпуклых или
вогнутых поверх-
ностей
Кругло-строгальный
Возвратно-поступательное движение сообщается
столу. Изделие, установленное в бабках, с кру-
говой подачей от червячной передачи вручную
или от приводного механизма для обработки по
дуге цилиндра или с делительным устройством
для обработка многогранных тел
Для строгания
дуговых кромок
щёк коленчатых ва-|
лов, секторных бо-
род на стволах ору-|
дий и т. п.
ГЛ. IX]
ПРОДОЛЬНО-СТРОГАЛЬНЫЕ СТАНКИ
467
Продолжение табл. 1
Тип станка
Характеристика станка
Область при-
менения
Копировально-строгальный
Шаблон-копир, закреплённый на перекладине
или на столе, направляет ролик или щуп, связан-
ный с резцовым супортом, получающим при по-
даче сложное движение, дающее требуемый про-
филь на изделии, установленном на возвратно-
поступательно двигающемся столе или на особой
поворотной планшайбе
Для строгания
профильных по-
верхностей матриц
штампов, лопастей
винтов и т. п.
Многосупортный строгальный
На поперечине скользит широкая супортная
плита с установленными на ней резцовыми су-
портами, получающими рабочую подачу относи-
тельно изделий, закреплённых в особых зажим-
ных приспособлениях на двигающемся столе
Для строгания
стрелок и перево-
дов ж.-д. рельсов,
грудниц, рифлёных
валиков
резцов. Стойки выполняются часто как тела няя и боковые. У крупных станков перекла-
равного сопротивления. Передняя стенка с на-
правляющими для бокового супорта и попе-
речины должна быть более толстой, чем зад
ру р
дина скрепляется с верхней частью стоек
угловыми фланцами, увеличивая общую жёст-
кость всего станка. У одностоечных продольно-
строгальных станков стойка
делается трубчатой, цилиндри-
ческой или коробчатой.
Поперечина служит для дви-
жения и закрепления резцовых
супортов и перемещается вверх
N4,5 к8т
'п=15(Юоб/мин
Фиг. 2. Кинематическая схема продольно-строгальных станков 7231 и 7231 А: / — ограничитель величины подачи;
2 — фрикционная муфта подачи; 3 — ограничители максимальной подачи.
468
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
ГЛ. IX]
ПРОДОЛЬНО-СТРОГАЛЬНЫЕ СТАНКИ
469
и вниз по боковым стойкам для установки
по высоте изделия. Она рассчитывается на
случай наибольшей нагрузки, когда резец
находится по середине поперечины и макси-
П
(фиг. 1), от стола при возвратно-поступатель-
ном его движении или от промежуточного
быстро вращающегося вала привода, меняю-
щего направление вращения при прямом и
б В б
мально выступает из резцедержателя. Попере- обратном ходе. В^ последнем случае требуется
Рабочий ход
чина закрепляется на боковых стойках спереди
и сзади (для устранения опрокидывания и
скручивания) особым ме-
ханизмом (см. фиг. 1).
Резцовые супорты осу-
ществляют подачу после
окончания или перед
началом рабочего хода
стола. На обратном ходе
резцедержатель подни-
р у ру
только небольшой перебег за конец изделия,
необходимый для подъёма резцедержателя или
ггтр rrf-p и Рабочий
Фиг. 4. Гидравлическая схема продольно-строгального станка 7231:1—рукоятка реверсирования хода стола A1 на фиг. 1);
2— рукоятка пуска и останова станкаG0 на фиг. 1); 3 — дроссель разгона холостого хода; 4 — дроссель разгона рабо-
чего хода; 5 — дроссель торможения рабочего хода; 6 — дроссель торможения холостого хода; 7—войлочный фильтр;
8—шестеренный насос, управляющий перемещением скользящего блока насоса при изменении направления хода стола;
9 — тарельчатый клапан (всасывающий); 10 — клапан высокого давления на 45—75 ати.
мается с помощью особых устройств: рычаж-
но-механических, электромагнитных (фиг. 1)
или гидравлических, что предохраняет резец
от трения о только что обработанную поверх-
ность. Механизм подачи резцовых супор-
тов приводится от коробки подач супорта
опускания его в рабочее положение. При ку-
лисном приводе движение подачи заимствуется
от кривошипного вала и осуществляется через
храповой механизм. При ремённом приводе
кулачки, устанавливаемые сбоку стола, ударяют
в ломаный рычаг, переводящий ремень и со-
Таблица 2
Основные параметры продольно-строгальных станков общего назначения
(средние величины)
Основные
параметры
Высота строгания
Длина строгания
Скорость рабо-
чего хода в ж/мин
Скорость обрат-
ного хода в м/мин
Наибольшее уси-
лие резания в кг .
Мощность элек-
тродвигателя в кет
Вес станка в т .
Ширина строгания в мм
700
ооо"
1500—2500
6-6о
33—67
Зооо
ю
6—12
1С00 •
8оо
2ОО0—ЗООО
6—бо
33-67
4000—6000
1500 \ 2000
IIOO
3000—5000
6-6о
33-67
5000—8000
2О
12—20
4ООО—7000
б-бо
Зо—65
7ООО—12 ООО
До°35
300Э | 4000
2000
До 8ооо
5—5°
Зо—65
8ооо—15 ооэ
До бо
2750 f-
ДО 12 ООО
5—5°
30—65
ю ооо—18 000
бо
До ioo
470
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
общающий поворот кривошипному диску
с пальцем и шатуном, который действует на
вертикальную рейку и шестерню с храповым
механизмом на горизонтальном ходовом валике
или ходовом винте поперечины. Величина хода
подачи, соответствующая числу перехвачен-
ных собачкой зубьев, регулируется переста-
новкой пальца в радиальном Т-образном пазе
диска. Вместо этого применяется также кулач-
ковое распределение, приводимое в движение
храповым механизмом при перестановке ры-
чага.
Для безударного сцепления собачки
с храповиком необходимо, чтобы кривошип-
ный палец совершал ровно полоборота A80°)
или действовал захват на полобороте вала и
осуществлялось проскальзывание дисковой
фрикционной муфты или разжимного фрик-
ционного кольца при дальнейшем пово-
роте.
Приводы подач супортов осуществляются
через рейку,винт или шток цилиндра, от общего
привода станка или от особого электродвига-
теля подачи (фиг. 1). Характеристики (основ-
ные параметры) продольно-строгальных и
кромко-строгальных станков приведены
в табл. 2 и 3.
Таблица 3
Основные параметры кромко-строгальных
станков
Основные
параметры
Сечение струж-
ки в мм'
Мощность
электродвигателя
в кет
Наибольшая длина
строгания в мм
4000
IOO
7
7000
140
10
10 000
2ОО
2О
ПОПЕРЕЧНО-СТРОГАЛЬНЫЕ СТАНКИ
Поперечно-строгальные станки служат для
обработки деталей сравнительно небольших
размеров или для строжки узких плоскостей
поперёк длинных изделий, причём ползун
с супортом и резцом совершает прямолиней-
ное, возвратно-поступательное движение. Дви-
жение подачи сообщается столу с обрабаты-
ваемым изделием, салазкам ползуна или су-
порту.
Главными параметрами являются вели-
чины наибольшего хода ползуна, его ходов и
рабочей площади стола.
По назначению различают стационарные,
переносные и спзциальные поперечно-стро-
гальные станки. По роду привода различают
станки с ручным трансмиссионным электро-
механическим и гидравлическим приводом; по
роду движения — станки с горизонтальной по-
дачей стола, станки с движением салазок
ползуна; по роду механизмов рабочего дви-
жения ползуна — станки с кривошипно-ша-
тунным механизмом, с вращающейся кулисой,
с качающейся кулисой, с зубчато-реечной пе-
редачей, с гидравлической цилиндро-поршне-
вой системой, с тяговым ходовым винтом и
гайкой, с тяговой цепной передачей.
Технические характеристики поперечно-
строгальных станков даны в табл. 4.
Таблица 4
Основные параметры поперечно-строгальных
станков
(средние значения)
Основные
параметры
Размеры стола (дли-
на и ширина) в мм .
Наибольший гори-
зонтальный ход стола
в мм
Наибольший верти-
кальный ход стола
в мм
Пределы чисел двой-
ных ходов ползуна
в мин
Пределы горизон-
тальных подач стола
в мм на дв. ход. . .
Мощность электро-
двигателя в кет. . .
Вес станка в кг . . .
Наибольший ход
ползуна в мм
350
35°Хз°° 5°оХ35° 7°°Х45° 9«>Х45О
5°о
34°
15—2оо
о,15—2,5 о;25—4
3
1300
500
боо
34°
12 — 1бо
4
2ОЭО
700 900
75°
34O
9—120
O.25—4
6
2З00
75°
340
°.Э5-4
8
3600
Различные типы поперечно-строгальных
станков приведены в табл. 5.
Поперечно-строгальный станок с приводом
при помощи качающейся кулисы имеет наи-
большее распространение (фиг. 5).
Конструкция
Станины — обычно литые чугунные, в виде
коробчатой тумбы, усиленные внутри рёбрами,
с люками для монтажа механизмов (фиг. 5).
Станки тяжёлой конструкции имеют ста-
нины в виде коробчатой длинной и высокой
плиты. Важное значение имеет форма гори-
зонтальных направляющих для ползуна: на-
правляющие в виде ласточкина хвоста могут
иметь сплошные закраины у станины, они
дешевле в изготовлении, чем прямоугольные
с привёртными планками, хотя последние
легче обрабатывать. Ползун выполняется
в виде балки коробчатого полуцилиндрического
сечения. Для уменьшения веса и увеличения
жёсткости на изгиб и кручение ползуны вы-
полняют иногда сварными (из стальных ли-
стов) с рёбрами или литыми из лёгких сплавов.
В случае реечного привода применяется ползун
из стальной поковки прямоугольного сечения
с нарезанными зубьями. Соединение ползуна
с верхним концом кулисы производится вилкой
с пазом, серьгой (фиг. 5) или шарнирным
болтом" через передвижную колодку с пере-
ставным винтом. При гидравлической тяге
(фиг. 6) шток поршня скрепляется с ухом
ползуна. Цилиндр крепится сверху станины
между направляющих. В ползунах с выемкой
для прохода цилиндра, ослабляющей сечение
ползуна, требуются добавочные рёбра жёст-
кости. Для строгания шпоночных пазов
у длинных валов предусматривают туннель
между низом ползуна и верхом станины или
специальное отверстие в станине для пропуска
валов. Супортная доска на торце ползуна де-
лается поворотной для строжки косых плоско-
стей. Винт супорта имеет иногда автомати-
ческую подачу посредством храповика, дей-
noflBCD
Фиг. 5. Поперечно-строгальный станок 7А35 Чкаловского станкозавода: / —качающаяся кулиса; 2 — шестерни привода кривошипного диска; 3 — поперечина; 4 — привод
быстрого хода стола; 5 — кулачок подачи; 6 — храповой механизм подачи; 7 — рукоятка установки величины подачи; 8 — предохранительная муфта цепи подач; 9— валик
установки длины хода ползуна; 10 — валик установки расположения хода ползуна; 11 — рукоятка установки величины подачи супорта; 12— универсальный стол; 13— конец
валика под рукоятку поворота универсального стола (см. фиг. 5а).
Типы поперечно-строгальных станков
Таблица 5
to
Тип
Эскиз
Характер главного
движения ползуна
Конструктивные особенности
Область применения
1. С качающейся
кулисой (толкаю-
щего типа)
Движение с пере-
менной скоростью
/(УРабочийхоР\\\
Конструкция станка — см. фиг. 1.
Ползун движется по направляющим станины посредством
качающейся кулисы. Приводная шестеренная передача поме-
щена внутри станины или в отдельной коробке скоростей.
Горизонтальная подача стола осуществляется ходовым винтом
с гайкой от кривошипно-коромыслового, эксцентрикового или
кулачкового механизма через храповой механизм. Верти-
кальная или наклонная подача супорта от упоров — винтом.
Вертикальное перемещение стола обычно винтом вручную
Холостой ход обычно 6
125 -1.5раза быстрее
рабочего
Небольшие по раз-
мерам и простые по
контурам изделия с го-
ризонтальными, отвес-
ными и наклонными
плоскостями, строжка
пазов в валах внутри
втулок
2. С шестерённо-
реечным приводом
(тянущего или тол-
кающего типа)
Движение с посто-
янной скоростью
Ползун с реечными зубьями получает движение от ше-
стеренного привода 1; резание в некоторых станках произ"
водится в направлении хода к станине с тяговым усилием
на ползуне, двужущемся в охватывающих направляющих.
Реверсирование хода производится упорами, переставляе-
мыми в пазу ползуна или связанного с ним диска и дей-
ствующими на реверсивный механизм. Горизонтальная по-
дача стола шестерённо-храповым механизмом, вертикальная
установка от руки
Средние по размерам
изделия с простыми
контурами в штучном
или мелкосерийном
производстве
Обратный ход в 1,5раза
быстрее
3. С гидравличе-
ским цилиндро-пор-
шневым приводом
движения ползуна
Движение с посто-
янной скоростью
Ползун связан с полым штоком поршня / гидравлического
цилиндра диференциального типа, прикреплённого к станине
между направляющими. В полость штока входит труба 2 от
маслопровода распределительной системы 3 насоса 4 пере-
менной производительности. Используя три различные ком-
бинации площадей цилиндра, получают три разные скорости
при равном объеме подводимого масла (до 15, 22 и 30 м/мин).
Ускоренный обратный ход получается при наименьшей пло-
щади рабочего сечения цилиндра. Ограничение и реверси-
рование хода производятся упорами на ползуне
Средние по размерам
изделия с простыми
контурами и формами
в штучном или мелко-
серийном производстве
Холостой ход с постоян-
ной скоростью до 60м/ми)
4. С горизонталь-
ным движением
подачи салазок
ползуна, с механи-
ческим или гидра
влическим приводом
Движение с пере-
менной скоростью
Холостой ход в 1,5-2
роза быстрее
По длинной станине перемещаются салазки ползунов, число
которых бывает до трёх. Против каждых строгальных салазок /
устанавливаются неподвижно на вертикальной плоскости ста-
нины плита и рабочий стол 2, перемещаемый горизонтально по
рейке 3 шестерней 4; стол перемещается вверх или вниз
вертикально винтом 5. Каждые салазки передвигаются ходо-
вым винтом 6 от храпового механизма подачи 7; сверху са-
лазки имеют поперечные направляющие, по которым ходит
ползун. Сбоку каретки имеется прилив 8 с цилиндрической
цапфой, на которой вращается зубчатое колесо 9 от ше-
стерни 10, сидящей на втулке сзади и пропускающей через
себя приводной вал, работающий от коробки скоростей при-
вода. Зубчатое колесо связано с качающейся кулисой
Длинные, но не ши-
рокие изделия, обстра-
гиваемые поперёк i
отдельных местах; при
меняются в ж.-д. ма-
стерских для обстраги-
вания головок дышел,
шатунов, спарников,
патрубков, колен и т. п.
6. С шестерённо-
реечным механиз-
мом на головке, хо-
дящей по верти-
кальной стойке, пе-
ремещающейся на
горизонтальной ста-
нине
Движение ползуна
с постоянной ско-
ростью
J
_ 111 1
Рабочий ход
Обратный xi
¦)(
1
|
1
По направляющим продольной плиты шестерённо-реечным
механизмом / передвигаются салазки с поворачивающейся
на круглом фланце стойкой-колонной 2. По вертикаль-
ным направляющим стойки ходовым винтом 3 перемещается
головка 4 с рабочим ползуном 5, несущим резцовый супорт,
обстрагивающий плоскости под любым углом. Наибольший
ход ползуна — до 1500 Мм, вертикальное перемещение —
до 150 мм и горизонтальный ход стойки — 1500 мм
Очень тяжёлые гро-
моздкие детали, напри-
мер, станины больших
газовых двигателей,
прокатных станов, мощ-
ных редукторов, об-
страиваемых в местах
подшипников, платиков
и пр., когда выгоднее
транспортировать станки
к обрабатываемой детали
6. Двухсторонний
для прострагивания
выемок — гнёзд на
больших изделиях
Движение с посто-
янной скоростью от
общего привода. Го-
ризонтальная, верти-
кальная и круговая
подачи резцедержа-
теля
На станине с обоих концов имеются ползуны с шесте-
рённо-реечным приводом, двигающиеся независимо. Обраба-
тываемый сегмент / маховика ставится на стол, перемещаю-
щийся в горизонтальном (поперечном) направлении. На торце
ползуна горизонтальным винтом 2 подаётся супортная доска 3
с вертикальным винтом 4, передвигающим ползушку 5 рез-
цедержателя б, который может поворачиваться на оси для
обстрожки по дуге круга
Прострагивание вые-
мок-гнёзд для анкер-
ных связей на отдель-
ных сегментах больших
сборных маховиков
7. Для строгания
пазов в стволах
и т. п.
Круговая подача
шпинделя зажимного
приспособления (цен-
тральной бабки)
Станина с механизмами привода ползуна 1 нормальной
конструкции. Вместо обычного стола — длинная станина с
центральной переставной шпиндельной бабкой 2 с механиз-
мом круговой подачи и зажима обрабатываемой детали, под-
пираемой спереди центровой бабкой 3, а сзади — роликом 4
Строгание внутрен-
них и наружных кана-
вок на стврлах, валах
и пр.; наибольший диа-
метр 160 мм, длина хо-
да — до 650 мм
Фиг. 5а. Кинематическая схема поперечно-
строгального станка 7А35 Чкаловского станко-
завода (обозначения см. на фиг. Б).
Фиг. 6. Гидрофицированный поперечно-стро-
гальный станок 737 Гомельского станкоза-
вода:/—сдвоенный насос; 2 — гидропанель;
3, 4— рукоятки изменения скорости (ступенча-
того и бесступенчатого) ползуна в диапазоне
между ступенями; 5— рукоятка, переключаю-
щая пилот реверсирования хода ползуна;
6 — рукоятка перемены направления подачи;
7 — рукоятка включения вертикальной или
горизонтальной подачи стола; 8 — регулирова-
ние величин подачи стола; 9 — рукоятка пуска
и останова станка; 10, 11 — ручное горизон-
тальное и вертикальное перемещение стола.
Трап.3б*B*6)ле6ая
.83*2,5
m-2S
.12*2,5
Храп колесо z 64
30*2
г попн. 60
i попн. 54
30*2
27*2
гл.
ПОПЕРЕЧНО-СТРОГАЛЬНЫЕ СТАНКИ
475
ствующего от упоров на станине. Сзади пол-
зуна на станине устраивают защитный лоток —
ограждение. У качающейся или вращающейся
кулисы должна быть обеспечена надёжная
смазка скользящих частей камня, ползушек,
-Q-
ной муфтой (фиг. 5). Рукоятки и рычаги
управления выводятся вперёд к рабочему
месту. Иногда применяют маховик для вы-
равнивания нагрузки. Поперечина переме-
щается по вертикальным направляющим ста-
нины посредством ходового винта или гидро-
цилиндра. Движение подачи производится хо-
довым винтом от механизма подач, связанного
с главным приводом или с отдельным
гидромотором, через реверсивную ше-
стеренную, храповую, кулачковую
(фиг. 5), кривошипную или эксцентри-
ковую систему, или гидравлически
через реечно-шестерённую передачу
и обгонную муфту. Стол простой
(фиг. 7) или поворотный (фиг. 5)
имеет с трёх сторон пазы для крепле-
128
116
Четырехзах..
•//s// ss/.
Фиг. 7. Гидравлическая и кинематическая схема поперечно-строгального станка 737: 1 — главный реверсивный золот-
ник; 2 — золотник пуска, останова и установки нижнего или верхнего удвоенного ряда скоростей ползуна; 3 — пилот
реверсирования хода ползуна; 4 — золотник установки трёх ступеней скорости; 5 — рукоятка включения горизонталь-
ной и вертикальной подачи стола; 6 регулирование величины подачи; 7 — клапан равномерности подачи; 8 — дрос-
сель регулирования скорости ползуна в диапазоне между ступенями; 9 — подпорный клапан; 10— предохранительный
клапан; 11 — клапан, открывающийся при резком повышении давления; 12 — цилиндр механизма подачи; 13—элек-
тродвигатель быстрых перемещений стола; 14 — роликовая обгонная муфта.
вилок, шарниров и пр. Кулиса выполняется
в виде коробчатой ребристой балки, литой из
высокопрочного чугуна, стали или лёгких
сплавов или сварной.
Привод станка осуществляется чаще через
шестеренную коробку скоростей, с фрикцион-
ния болтами изделий или тисков, а спереди —
поддержку.
Расчёт шепинга — кинематический и дина-
мический — основывается на графике скоро-
стей, ускорений и усилий в разных точках
хода ползуна (см. стр. 83—86). Направляющие
476
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
ползуна рассчитываются в разных положениях
на удельное давление и изнашивание; попе-
речные сечения ползуна — на сложное сопро-
тивление изгибу и кручению. Шарнир сочле-
нения с концом кулисы и колодка с затяжным
винтом рассчитываются на максимальное уси-
лие смятия, изнашивание и изгиб.
Детали кулисы рассчитываются на ударную
нагрузку при изменении направления; попе-
речное сечение кулисы — на сложное напря-
жение изгиба и кручения, полки её — на изгиб,
камень — на изнашивание и нагрев; планки и
винты, регулирующие зазоры камня между по-
лок коромысла, проверяют на изгиб и смятие.
Палец камня проверяется на изгиб с кон-
сольной нагрузкой и на изнашивание.
Цапфа кривошипного диска и её подшипник
рассчитываются на консольную нагрузку удар-
ного знакопеременного действия.
Использование поперечно-строгального
станка имеет место главным образом при
несложной обработке небольших коротких из-
делий, закрепляемых на столе, в пазах, приз-
мах, подкладках, угольниках, в тисках или
специальных приспособлениях. С помощью цен-
тровых бабок строгаются цилиндрические изде-
лия с уступами, зубчатые секторы. С помощью
специальных приспособлений можно нарезать
зубья цилиндрических и конических колёс и
строгать профильные поверхности по копиру.
ДОЛБЁЖНЫЕ СТАНКИ
Долбёжные станки предназначены для
обработки разнообразных плоских и фасонных
поверхностей резцом, закреплённым в ползуне,
имеющем возвратно-поступательное движение
в вертикальном направлении.
На долбёжных станках удобно обрабаты-
вать детали небольшой высоты при больших
поперечных размерах. Детали устанавливаются
на горизонтальном столе с продольным, попе-
речным и (обычно) круговым перемещением.
К недостаткам долбёжных станков необходимо
отнести низкую производительность в сравне-
нии с фрезерными и особенно протяжными
станками из-за наличия обратного холостого
хода и повышенные требования к квалифика-
ции рабочего.
Станки находят применение в инструмен-
тальных, ремонтных, экспериментальных и
других цехах единичного и мелкосерийного
производства. Типы долбёжных станков см.
табл. 6, технические характеристики универ-
сальных долбёжных станков—табл. 7.
Таблица 6
Типы долбёжных станков
Продолжение табл. 6
Тип станка и область
применения
Долбёжные универ-
сальные малых раз-
меров—фиг. 10. При-
меняются в инстру-
ментальных цехах для
обработки мелких
деталей: строжки—
шпоночных пазов, пло-
скостей и т. д.
I
Конструктивное
выполнение станка
Выполняются с ходом ползу-
на 105—125 мм. Имеют криво-
шипный привод ползуна. Стол
покоится на консоли. Подача
осуществляется от храпового
механизма. Для обработки
контуров с круговыми линиями
на плоский стол устанавли-
вается круглый поворотный
стол. Для строжки наклонных
поверхностей направляющие
ползуна устанавливаются под
углом к плоскости стола
Тип станка и область
применения
Долбёжные универ-
сальные средних раз-
меров—фиг. 8. Приме-
няются для разнооб-
разных долбёжных ра-
бот: строжка шпоноч-
ных пазов, плоскостей
обработка деталей с
фасонным контуром,
состоящим из прямых
и круговых линий.
Применяются в ин-
струментальных и ре-
монтных цехах, а так-
же в цехах с индиви-
дуальным и мелко-
серийным производ-
ством
Долбёжные универ-
сальные с гидравли-
ческим приводом глав-
ного движения. При-
меняются для тех же
работ, что и с кулис-
ным приводом
Специальные долбёж-
ные станки—фиг. 12.
Предназначены для
тяжёлых работ и обра-
ботки деталей фасон-
ными резцами, в том
числе для строжки:
зубьев прямозубых |
колёс больших моду- i
лей и диаметров, па-
зов во втулках, дета-
лей с фасонными вну- j
тренними и внешним
контурами и т. д.
Применяются в цехах !
транспортного и тя- 1
жёлого машиностро- |
ения, а также в меха- j
нических цехах метал-
лургических заводов
Конструктивное
выполнение станка
Выполняются с ходом пол-
зуна от 160 до 1000 мм. Дви-
жение ползуна осуществляется
качающейся (фиг. 8) или вра-
щающейся кулисой в комби-
нации с кривошипом (фиг. 9).
Число скоростей—от 4 до 6,
переключаются они передвиж-
ными зубчатыми блоками.
Механическая подача осуще-
ствляется от кривой барабана
на валу кулисы главного при-
вода через качающуюся кулису,
храповой механизм и валик
подачи (фиг. 8). Привод глав-
ного движения снабжается
фрикционной муфтой и тор-
мозом. Стол имеет продольную,
поперечную и круговую по-
дачи, а в станках с ходом пол-
зуна более 350 мм — также
быстрое перемещение от от-
дельного электродвигателя.
Кулисный механизм в главном
приводе позволяет иметь ско-
рость обратного хода в 2—3
раза выше скорости рабочего
хода. Недостатками кулисного
механизма являются слабость
звеньев, передающих усилия
(палец, ползушка и сама ку-
лиса), и малая их износоустой-
чивость, что не позволяет ра-
ботать с большими усилиями
резания
Выполняются с ходом пол-
зуна от 300 до 1200 мм (фиг.
11 и 13). Наибольшая скорость
ползуна доходит до 25 м/мин.
Наибольшее усилие резания-
до 6000—8000 кг. Движение
ползуна осуществляется ги-
дравлическим цилиндром, упра-
вление движениями ползуна—
гидравлическим распредели-
тельным устройством. Измене-
ние скорости движения ползуна
достигается изменением накло-
на корпуса насоса отдельно для
рабочего и холостого ходов. Для
предохранения от поломки
имеется предохранительный
клапан. Для быстрых переме-
щений стола применяется от-
дельный электродвигатель. Кон-
струкция стола аналогична сто-
лу станка с механическим при-
водом. В связи с применением
больших усилий резания станки
с гидравлическим приводом
имеют станину, стол и ползун
повышенной жёсткости
Станки данной группы отли-
чаются большой массивностью
и жёсткостью станины, стола,
ползуна и всех деталей при-
вода. Ползун не имеет пово-
рота для строжки под .углом
к плоскости стола, что делает
его более жёстким и устой-
чивым. Вес ползуна уравно-
вешивается противовесом.
Станки с ходом ползуна выше
900 мм строятся с червячно-
реечным приводом и ревер-
сивным электродвигателем
постоянного тока. Мощность
специальных станков достигает
36 кет. Для быстрых переме-
щений стола применяется от-
дельный электродвигатель.
Фиг; 8. Долбёжный станок с механическим приводом: 1 — кулиса; 2 — ползушка; 3 — регулирование длины хода ползуна; 4 — коробка подач; 5 — пара-
витная шестерня для изменения направления подачи; 6 — барабан подачи на один двойной ход ползуна; 7 — храповое колесо коробки подач; 8 — червяк
для круговой подачи стола; 9 — тормоз для быстрой остановки ползуна.
478
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Основные параметры универсальных долбёжных станков (средние значения)
Таблица 7
Основные
параметры
Расстояние от плоско-
сти стола до нижнего
конца направляющих
ползуна в мм
Расстояние от на-
ружной плоскости рез-
цедержателя до ста-
нины (вылет) в мм . .
Наибольший ход ползуна в мм
160
32O
480
250
48о
боо
400
боо
8оо
630
8оо
IOOO
1000
IIOO
I2OO
Основные
параметры
Диаметр стола в мм
Число двойных ходов
ползуна в минуту:
наименьшее
наибольшее
Мощность электро-
двигателя главного
привода в кет ....
Вес станка в кг . . .
Наибольший ход ползуна в мм
160 | 250
5оо
33
ыб
2-5
1500
6з°
8
84
4
35°°
400
8оо
4,5
52
6
8ооо
630
looo
3.25
35
9
I55O0
1000
I250
2,75
3°
15
20 000
Начало
рабочего
хода
Конец рабочего
хода
с
Фиг. 9. Главный привод с вращающейся кулисой:/—корпус привода; 2—большая шестерня привода
главного движения; 3— ведущий палец; 4— ползушка; 5— вращающаяся кулиса.
У//////////////////////////У/////////У//////////Л {/////////////////////////////////////л
Фиг. 10. Универсальный долбёжный станок малого размера.
ГЛ. IX]
ПОПЕРЕЧНО-СТРОГАЛЬНЫЕ СТАНКИ
479
Регупиробка насоса гидравлическая и ручная
(горизонтальный разрез коробка)
20
К насосу дли смазки
направляющих
Фиг. 11. Гидравлическая и кинематическая схема долбёжного станка с гидравлическим приводом (см. также
фиг. 11а и 13i: I, 2 — рукоятки пуска и остановки станка; 3 — рукоятки для установки' длины хода долбяка
с помощью кулачков (имеется указатель длины хода); 4 — рукоятка переключения хода (механически и
вручную); 5, б - маховички для установки скоростей рабочего и обратного хода; 7—рукоятка для уста-
новки подачи с помощью шестерённо-реечного механизма и кулисы; 8 — рукоятка автоматического выклю-
чения станка после выполнения заданного перемещения; 9 -вал подачи стола; 10, 11,12 — продольное, попе-
речное и круговое перемещение стола вручную; 13, 14 — рукоятки реверсирования подачи и включения
быстрого перемещения стола; 15— распределительное устройство; 16 — управляющий золотник; 17 — главный
золотник; 18 — золотник пуска постанова станка; /9 — регулируемый поршневой насос; 20 — цилиндры автома-
тического регулирования производительности насоса в зависимости от направления движения долбяка; 21 — ка-
чающаяся кулиса подачи; 22 — храповое колесо подачи; 23 — собачка; 24 — ленточный тормоз.
480
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
'Г
Коробка подач
(продольный разрез)
по ДВ
Установка белииикы
хода долбят
(горизонт разрез коробки)
Фиг. 11а. Механизмы долбёжного станка с гидравлическим приводом (обозначения см. фиг. 11)
Фиг. 12. Специальный долбёжный станок для тяжёлых работ: / — привод главного движения; 2 — ползун;
I — резцедержатель; 4 — устройство для установки длины хода ползуна; 5 — поворотный стол; 6 — рукоятки упра-
вления столом; 7 — пульт управления.
ГЛ. IX]
ПРОТЯЖНЫЕ СТАНКИ
481
Фиг. 13. Долбёжный станок с гидравлическим приводом (обозначения см. фиг. 11).
ПРОТЯЖНЫЕ СТАНКИ
Основные преимущества метода обработки
деталей протягиванием заключаются в том,
что инструмент—протяжка—работает произво-
дительно (несколькими зубьями одновременно),
давая высокую чистоту и точность обработки,
не требуя высокой квалификации рабочего.
Протягивание применяется как при чистовых,
так и при обдирочных операциях.
Некоторые виды обработки удобно выпол-
нимы только на протяжных станках (протяги-
вание фасонных отверстий, узких пазов).
Обзор типов протяжных станков приведён
в табл. 8. Основные параметры протяжных
станков общего назначения см. табл. 9.
Станина протяжных станков делается свар-
нойдфиг. 14) или отливается из чугуна (фиг. 15).
31 Том 9
Преимущества сварной конструкции — эконо-
мичность при индивидуальном и мелкосерий-
ном производстве и уменьшение веса. При-
вёртные направляющие сварных станин про-
тяжных станков закаливаются и шлифу-
ются.
Привод протяжных станков (фиг. 16, 17)
преимущественно гидравлический, так как он
обеспечивает повышенную стойкость инстру-
мента и чистоту обработанной поверхности.
Ввиду значительных усилий резания в гидро-
приводах протяжных станков применяются на-
сосы с рабочим давлением Р -=¦ 60-f-75 arnu —
нерегулируемые, обычно лопастные двойного
действия (на станках с тяговым усилием до
5 — 10 Уп) и регулируемые, чаще всего с ра-
диальным расположением поршней (на стан-
ках с тяговым усилием свыше 10 т).
482
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Мощность электродвигателя насоса
v _ QP
кет,
где Q — производительность насоса в л/мин
при наибольшей скорости резания и рабочем
давлении р; г\м — механический к. п. д. (сред-
нее значение для лопастных насосов 0,8, для
поршневых—0,9); i\0 — объёмный к. п. д. (сред-
нее значение для лопастных насосов — 0,7,
для поршневых — 0,94); k — коэфициент пере-
грузки двигателя, равный ввиду кратковре-
менности процесса резания 1,1—1,3.
Протяжные станки строятся как с непо-
движным (фиг. 14, 15), так и подвижным ци-
линдром, который располагается под кареткой
с целью уменьшения высоты станка. Более
распространены конструкции с тонким штоком,
работающим при рабочем ходе на растяжение,
отличающиеся большей плавностью хода
(фиг. 14, 15). Однако в конструкциях со што-
ком большого диаметра, работающим на сжа-
тие, площадь цилиндра используется рацио-
нальнее и сальники не находятся под рабочим
давлением, что уменьшает их износ и утечки.
Диаметры цилиндров, поршней и штоков
выбираются по нормали станкостроения Н21-3,
причём наиболее рекомендуемые диаметры
следующие: 45; 65; 90; 125; 175; 350.
Рабочая скорость vp протяжных станков
находится в пределах от 1 до 12 м/мин:
\0Qf\o .
где F — рабочая площадь цилиндра в см2.
Скорость обратного хода v^p целесооб-
разно иметь постоянной в пределах 15—
30 м/мин:
vo6p =
м/мин,
где i\ — объёмный к. п. д. насоса при давле-
нии обратного хода {г\ = 1); Qo — производи-
тельность насоса при Р = 0.
Цилиндр изготовляется из стали 45; вну-
тренняя поверхность его обрабатывается на
шлифовально-притирочном станке. Уплотнение
рабочих поверхностей поршня' и цилиндра
осуществляется обычно поршневыми кольцами;
уплотнения на штоке выполняются кольцами
из хлорвинила или прорезиненной хлопчато-
бумажной ткани с графитом (см. т. 2, стр. 818).
Внутренний диаметр трубопровода, пропу-
скающего объём масла Q 'л/мин,
(*яи —
„-,/ 21.2Q
мм.
Скорость движения масла w в нагнетатель-
ных трубопроводах не должна превышать
3 м/сек, в коротких трубопроводах — 5 м/сек,
а при холостых ходах — 8 м/сек. Во всасы-
вающих трубопроводах применяются скорости
не выше 1,2 м/сек, высота всасывания должна
быть минимальной. Число сочленений труб
должно быть возможно меньшим, потоки масла
не должны иметь больших углов поворота.
Бак гидросистемы обычно располагается
в нижней части станины.
ГЛ. IX]
ПРОТЯЖНЫЕ СТАНКИ
483
Таблица 8
Типы протяжных станков
Тип станка
Горизонтально-про-
тяжной
Схема
Применение станка и характеристика
Обработка внутренних и наружных по-
верхностей разнообразных профилей и
длин. Преимущества: лёгкость ремонта и
наблюдения за работой, возможность при-
менения более длинных протяжек, чем на
вертикально-протяжных станках. Недо-
статок — большая занимаемая площадь.
Станки строятся как с одним, так и с двумя
ползунами, работающими попеременно
Вертикально-протяж-
ной для внутреннего
протягивания
Обработка отверстий меньшей длины,
чем на горизонтально-протяжных станках.
Строятся с ходом протягивания вниз
и вверх. Преимущество: меньшая в срав-
нении с горизонтально-протяжными стан-
ками занимаемая площадь
Вертик ально-протяж
ной для прошивания
Калибровка и нагартовка отверстий,
прошивание коротких и глухих отверстий
Вертикально-протяж- I
ной для наружного'
протягивания
Протягивание наружных поверхностей,
параллельных направлению движения
протяжки, обычно с закреплением детали
в приспособлении, устанавливаемом на
столе. Строятся с одним и двумя ползу-
нами, работающими попеременно
Универсальный вер-
тикально-протяжной
Сменные узлы (плита стола и цилиндр
для возврата протяжки) позволяют вести
на станке любую из работ, свойственных
вертикально-протяжным станкам осталь-
ных типов. Строятся с одним и двумя
ползунами, работающими попеременно
484
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Продолжение табл. 8
Применение станка и характеристика
Непрерывное протягивание наружных
поверхностей • в массовом производстве.
Станки строятся с горизонтальным, вер-
тикальным, подвижным и неподвижным
расположением протяжек. Зажим и от-
крепление деталей по окончании обра-
ботки производятся автоматически
Непрерывное протягивание наружных
поверхностей, очерченных по дуге окруж-
ности, в массовом производстве. Станки
строятся с расположением протяжек в
центральной части и на периферии вра-
щающегося стола. Зажим и открепление
деталей по окончании обработки произ-
водятся автоматически
Возможность попадания воздуха в гидро-
систему должна быть исключена.
Стол вертикально-протяжных станков для
наружного протягивания отводится и подво-
дится к протяжке автоматически, при помощи
гидравлических (фиг. 18) или кулачковых
(фиг. 19) механизмов. Зажим детали в при-
способлении и поворот её по окончании рабо-
чего хода при малом времени обработки также
должны быть автоматизированы. Крепление
протяжек к плите (фиг. 20) и плиты к каретке
у вертикально-протяжных станков должно
позволять быструю наладку и смену инстру-
мента.
Протяжки для внутреннего протягивания
закрепляются в тянущей головке при помощи
клиновых, кулачковых (фиг. 21) или резьбовых
патронов. Кулачковые патроны действуют
обычно автоматически и называются быстро-
сменными. Охлаждающая эмульсия подаётся
к протяжке центробежным насосом, работаю-
щим от электродвигателя (фиг. 14, 15).
Фиг. 15. Вертикально-протяжной станок 7710 Троицкого станкозавода: 1 — плита стола (отводится при обратном
ходе каретки); 2 — каретка, на которую устанавливается плита с протяжками (или кронштейн с патроном при вну-
треннем протягивании); 3 - механизм гидравлического отвода стола; 4— сдвоенный лопастной насос; 5— маслёнка
для централизованной смазки.
ГЛ. IX]
ПРОТЯЖНЫЕ СТАНКИ
485
От насоса
Фиг. 16. Гидравлические схемы протяжных станков с регулируемым поршневым насосом
с соленоидным управлением: а—схема горизонтально-протяжного станка; (У—схема верти-
кально-протяжного станка для внутреннего протягивания с автоматическим возвратом про-
тяжки; 1, 2 — всасывающие клапаны (работает клапан / или 2 в зависимости от направления
подачи жидкости); 3 — шестеренный насос для подкачки в полость всасывания и изменения
эксцентриситета; t — предохранительный клапан; 5 — питательный клапан — передаёт избы-
ток масла от шестеренного насоса к полости всасывания; 6" — подпорный клапан; 7 — золот-
ник (в момент останова соединяет обе полости насоса); 8 — реверсивный золотник; 9, 10 — со-
леноиды рабочего и обратного хода; 11 — упор для установки нужного эксцентриситета;
12—золотник автоматического управления; 13, 14—предохранительные клапаны; 15—цилиндр
для подвода протяжки к обрабатываемому изделию; 16 — клапан, препятствующий опуска-
нию каретки при выключенном насосе; 17 — плунжер, переключающий золотник для вклю-
чения насоса на рабочий или обратный ход; 18 — труба от полости нагнетания шестеренного
насоса (для схемы б); 19 — золотник управления возвратом протяжки.
486
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 17. Гидравличе-
ская схема вертикально-
протяжного станка 7710
с дроссельным регули-
рованием. Станок в за-
висимости от скорости рабочего хода работает с одним или двумя насосами: / — осевой пилот (пере-
двигается упором каретки, при верхнем положении каретки находится в крайнем правом положении);
2 — диафрагма, создающая давление в цепи пилотов при работе насоса на бак; .? —поворотный пилот,
выключающий цикл; 4, 5 — переливные клапаны; 6 — кран (при работе станка с одним насосом открыт);
7 — обратный клапан; 8—дроссель регулирования скорости рабочего хода; Р — цилиндр перемещения плиты
стола; 10 — золотник, подающий при обратном ходе каретки масло из рабочей полости цилиндра в полость
обратного хода; 11 — цилиндр каретки.
Основные параметры протяжных станков общего назначения (средние значения)
Таблица 9
Основные параметры
Наибольшее тяговое
усилие в т
10 | 20
Диаметр отверстия под
планшайбу в мм (станки для
внутреннего протягивания) .
Ширина плоскости для кре-
пления протяжек в мм (станки
для наружного протягивания,)
, . , горизонталь-
Наибольший 1 ны1; станки _
ход каретки < вертикаль-
в ¦*•*• I ные станки .
IOO
25О
IOOO
8оо
140
32O
4ОО
1бОО
40
зЗо
5оо
2ООО
i6oo
Основные параметры
Скорость рабочего хода
в м!мин
Скорость обратного хода
в м/мин
Мощность электродвигателя
в кет
{горизонталь-
ного . . .
вертикаль-
ного . . .
Наибольшее тяговое
усилие в т
10
20
6
1боо
3000
1-9
24
2500
4700
4000
75OO
40
24
35
буэо
I2OOO
ГЛ.IX]
ПРОТЯЖНЫЕ СТАНКИ
487
Фиг. 18. Гидравлический механизм отвода стола станка 7710.
Фиг. 19. Кулачковый механизм отвода стола вертикально-протяжного станка: / — упоры; 2 — рейка для
автоматического подвода и отвода стола.
488
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 20. Крепление к плите протяжек для наружного протягивания: а — с планкой; б — прижимной планкой со
скосом, регулирование планкой или клином; в — двух протяжек распорным клином с регулированием планкой
или клином; г — с регулирующим клином; д — наружной протяжки для обработки незамкнутого полукруглого кон-
тура; е — комплекта пазовых протяжек с регулированием клиньями при помощи рейки и шестерни.
пой В
Фиг. 21. Быстросменный патрон с кулачковым зажимом.
ЗУБОСТРОГАЛЬНЫЕ СТАНКИ
Общие сведения
Зубострогальные станки дают возможность
высокопроизводительного и высококачествен-
ного нарезания (по методу обкатки) зубьев та-
ких колёс и такой формы, получение которых
иным путем невозможно или неэкономично.
Особой универсальностью отличается спо-
соб строгания посредством режущих колёс -
долбяков, используемый для нарезания близко
расположенных шестерён блоков, зубчатых
секторов, внутренних и шевронных зубьев.
Конические прямозубые и спиральнозубые
колёса мелкого и среднего размера нарезаются
почти исключительно на зубострогальных стан-
ках, работающих по методу обкатки.
Процесс резания и деления на зубостро-
гальных станках почти во всех случаях пре-
рывистый (исключение составляет нарезание
вращающимися резцовыми головками — кру-
говое строгание). По этим причинам зубо-
строгальные станки менее производительны и
менее точно работают (особенно по шагу), чем
зубофрезерные, работающие по методу обкатки
с непрерывным процессом резания и деления.
Хотя у вертикальных зубострогальных стан-
ков обратный ход режущего колеса иногда уско-
ренный, однако при использовании инструмен-
тов с твёрдым сплавом различие между скоро-
стями рабочего и холостого ходов невелико.
Попытки использования обратного хода
установкой встречного долбяка в горизонталь-
ных станках на противоположном конце шпин-
деля, а в вертикальных на шпинделе под пер-
вым долбяком не получили распространения.
Зубострогальные станки разделяются: 1) по
виду нарезаемых цилиндрических и кониче-
ГЛ. IX]
ЗУБОСТРОГАЛЬНЫЕ СТАНКИ
489
ских колёс; 2) по виду используемого инстру-
мента; 3) по принципу профилирования.
Основные способы обработки и типовые
компоновки станков указаны в табл. 10, 11,
12 и на фиг. 22.
Конструкция станков
В конструктивном отношении зубострогаль-
ные станки отличаются чрезвычайно большим
разнообразием. Поми-
мо общих для всех
металлорежущих стан-
ков механизмов они
имеют специальные
механизмы для фор-
мирования и разме-
щения зубьев,автома-
Фиг. 22. Конструктивные компоновки зубострогальных
станков для цилиндрических шестерён: 1 — с переставным
супортом для колёс с внутренними зубьями; 2-е пере-
ставной супортной головкой для колёс с мелким модулем;
Я и 4 — с переставными стойкой и супортной кареткой;
5 и 6 — с переставным столом; 7 — 10-секционный рота-
ционный; 8 — четырех- или шестишпиндельный с плане-
тарным движением изделий и режущим колесом боль-
шого диаметра, совершающим возвратно-поступательное
движение; Р — специальный в горизонтальном исполнении,
с полым шпинделем большого диаметра для нарезания
шестерён на концах коленчатых валов автомашин.
многократно и тождественно повторяющимися
в течение полного рабочего цикла, периоди-
ческими и непрерывными.
В табл. 10, 11 и 12 приведены составы
движений при различных полных рабочих цик-
лах, встречающихся у зубострогальных станков
Механизмы главного движения. У всех
зубострогальных станков, за исключением ра-
ботающих по варианту 6 (см.
табл. 10), главное движение
осуществляется инструмен-
том. У станков с прямоли-
нейным главным движением
основным является меха-
низм для превращения вра-
щательного движения в
возвратно-поступательное
(табл. 14 и фиг. 23 и 24).
Фиг. 23. Супортный узел вертикального зубострогального
станка (табл. 10, п. 2): 1 — ползун: 2 —- поворотные напра-
вляющие; 3 —- колодка с инструментом, поворачиваю-
щаяся вокруг осп -I с фрикционным устройством 5 для раз-
общения инструмента с заготовкой; 6 — шестерня, сооб-
щающая движение шатунно-кривошипному механизму;
7 — рукоятка для изменения плеча кривошипного пальца:
8 — червяк для поворота направляющих ползуна.
тические реверсивные, счётные и делительные
механизмы.
Рабочие циклы зубострогальных станков,
как правило, полуавтоматичны. Полный рабо-
чий цикл включает обработку всех зубьев на-
резаемого колеса в один или несколько про-
ходов. Основные движения у зубострогальных
станков (табл. 13) могут быть циклическими,
W
Фиг. 24. Ползун вертикального зубострогального станка,
работающего режущим колесом: / — режущее колесо;
2 — вращающийся шпиндель; 3 — ползун с зубчатой рей-
кой; 4 — неподвижная и 5 — подвижная направляющие для
прямолинейного или винтового движения ползуна; 6 —
пружина, работающая на растяжение; 7—червяк, сооб-
щающий вращение шпинделю; 8 — ось качания ползуна;
9 — зубчатый сектор; 10 — упор, ограничивающий пово-
рот ползуна; // — рычаг; 12 и 13 — кулачки, сообщающие
качательные движения ползуну соответственно при наре-
зании наружных и внутренних зубьев.
Габлица 10
Станки для нарезашия цилиндрических колёс
>>
Q.
и —
Ss
о.
о
Б
О
с
Рабочая схема
Состав рабочих движений
(табл. 13). Основные техниче-
ские данные наименьшего
(в левых скобках) и наиболь-
шего (в правых скобках)
размеров станков
Конструктивные компоновки станков
Особенности и назначение
станков и приспособления
Сменные детали,
принадлежности и
приспособления
Прямые и винтовые наруж-
ные зубья с эвольвентным про-
филем
Состав движений: А,Б3В,
0- B5 -400)
/-до 100
т-0,5—10
А—30-100
s —0,02-0,4
Л?-3
В-2700
F-27OOX165O
Станок устарел. Малопро-
изводительный. Основное
преимущество-весьма про-
стой и дешёвый инструмент.
Применяется весьма редко
в ремонтных цехах. Способ
работы такого станка исполь-
зуется на обычных долбёж-
ных станках путём дополни-
тельного специального осна-
щения и на шепингах с по-
мощью специальных приспо-
соблений
Обкатные барабаны,
шестерни гитар, дели-
тельные диски
Прямые и винтовые наруж-
ные зубья с эвольвентным про-
филем
Шевронные наружные зубья
с эвольвентным профилем
Состав движений: А,БаВ,
0 -B2 - 108)-г C00-3000)
/~(до 50Н(до 500)
т-A_4)-C-25)
А-_G5-480)-Ц2,5-25)
с _(Ю-80)*-гA5-120)*
N—3,75—12
0-15004-6000
F- A750X 1140)Ч-E000Х3500)
* Число дв. ходов ползуна за
время перемещения на" один
шаг.
Тихоходный и конструктив-
но очень сложный станок,
применяется сравнительно
редко. Наиболее приспособ-
лен для нарезания колёс с
крупным медулем и большой
длиной зуба. При нарезании
косозубых колёс не тре-
буется специальных деталей
и режущих инструментов
Шестерни гитар.
Приспособления: для
нарезания внутренних
зубьев вращающимся ко-
лесом; для нарезания
гребёнками одновременно
двух заготовок на парал-
лельных шпинделях. По-
воротный резцедержатель
для нарезания шестерён с
буртами и шевронных,
контрподдержка для заго-
товок с длинным валом
Состав движений: А,Б4В.,Г5
0_A6-61ОНA52-ЭО5О)
/-(ЮО)-г-(до 610)
от-A,25-6)-т-(до 25)
К _ F0—300)-Ц2,5-25)
^-A2-80)^B0-150)*
</V-2,25-fl5
G-3200—25 000
/=¦-B515X1475)^F280X3610)
* В секундах на один зуб.
Тихоходный, конструктивно
устарелый станок. Длина
хода инструмента не регули-
руется. Применяется сравни-
тельно редко для нарезания
шевронных редукторных ко-
лёс
Шестерни гитар
Состав движений. А1Б3В1Г,
0-D-75L-(до 3000)
*-(до 18)-(до 150)
т—@,4-0,8) 4- (до 14)
д-_D00—2000) - B8 -114)
.? -@,01-0,475) 4-(ДО 1)
Л'—0,2-fiO
G-5004-20 000
/•—F25 X 650) - E000X2800)
Состав движений: А,Б3В4Г5
0 -F-300) 4- B50 - 8000)
I—F-125) 4-(-1500)
т-A,25- 6) 4- (8-50)
АГ-(ДО 850L-A5-80)
j _@,05-0,5)-г(до 1)
N—14-30
О—22004-120 000
/=•-B100X1650L-A2 000X7800)
Состав движений: AiF,
0-B5-75L-A75-25О)
/-(до 70L-(до 70)
m-B-3L-B-5)
/С—F0—125L- F0-125)
*0~-B-4)*4-B-4)*
.V—11,5-19
G-30004-5000
/7-A700х 1600)-гB150Х 1950)
* Время на один зуб в секун-
дах.
Состав движений: А,ВаГа
0_B5О-2О5ОL-A95О-51ОО)
s -A00-3000) * - (ДО 5000) •
#-6-10
0-10 0004-31000
F— C750X5000) -Ц650ОХ75О0)
* Время на один зуб в секун-
дах.
1) Важнейший и наиболее
распространённый зубостро-
гальный станок для цилин-
дрических колёс. Незаменим
для шестеренных блоков и
для колёс среднего размера
с внутренним зацеплением
Шестерни гитар ку-
лачки подачи врезания,
винтовые направляющие
для ползуна
Приспособления: для
нарезания реек, для на-
резания тарельчатых
прямозубых колёс
Основной тип зубостро-
гального станка для нареза-
ния редукторных стрельча-
тых шевронных колёс и для
крупных колёс с внутренним
зацеплением
Один из новейших по кон-
струкции и способу нареза-
ния высокопроизводительных
станков для колёс среднего
размера
Малопроизводительны и
недостаточно точно работают.
Весьма простой режущий
инструмент. Применяются
весьма редко и только для
нарезания крупных колёс с
большим модулем и не тре-
бующих большой точности
Шестерни гитар, вин-
товые направляющие
для ползунов
Шестерни гитар, кор-
пус резцовой головки
Шестерни гитар, ша-
блоны, делительные ди-
ски
0 -диаметр заготовки в мм; I—длина образующей обода заготовки в мм; т~модуль зацепления в мм; К—число двойных ходов в минуту; *о—окружная подача в мм (на один
дв. ход инструмента, если нет иных указаний); Ж—подача врезания в мм (на один дв. ход инструмента, если нет иных указаний); N—мощность привода в кет главного движения;
В—вес станка в кг; /•—занимаемая площадь пола (длинахширина) в мм; сплошные стрелки — направления рабочих движений; пунктирные стрелки — направления наладочных пере-
мещений.
Станки для нарезания прямозубых конических колёс
Таблица 11
Один
резец
Рабочая схема
Состав рабочих движений
(табл. 13). Основные техниче-
ские данные наименьшего
(в левых скобках) и наиболь-
шего (в правых скобках)
размеров станков
Конструктивные компоновки станков
Особенности и назначение
Сменные детали,
принадлежности и
приспособления
Прямые и косые зубья с при-
ближённым эвольвентным про-
филем
Два
резца
Прямые зубья с приближённым
эиольвентным профилем
Вариатор скоростей
Состав движений: А^В,
0-(lO-8O)-f(lCO-HOO) '
/-(до 40) -Ндо 200)
К _(о,5-3,5) ~ B-20)
/—A :1—5,65 • 1)-Н1 :1-5 :1)
tf-A50-265)-rB2-78)
s -@,004-О,186)*ч-@,0О15-0,С4):
Л/-0.5—5
G-6604-1250
-f-D000x2600)
* По дуге радиусом 100 мм.
Состав движений: А,Б4В2
0-E-11О)-Мдо 960)
/-E-22)-г(до 150)
т-@,2-2,5)-ьB—20)
А'—B00—800)-C2—182)
/-A ¦• 1-4 :1) - A :1-Ю : 1)
sQ—(l,5 - 30)*- B3—348)*
ЛЛ-0,5-6
О - 700-Г-С500
/?~F75Х775)Н-B625Х 1850)
* В секундах на один зуб.
Устарелый тип станка.
Станки малопроизводитель-
ны. К их положительным
качествам относятся: 1) весь-
ма простой и дешевый ин-
струмент; 2) широкая уни-
версальность. Применяются
в ремонтных цехах и мелко-
серийном производстве
Обкатные сегменты и
стальные ленты, шестер-
ни гитар
Наиболее совершенный
тип зубострогальных уни-
версальных станков для на-
резания мелких и среднего
размера прямозубых кониче-
ских колёс. В массовом про-
изводстве используются толь-
ко для чистового нарезания.
Имеются модификации для
чернового нарезания
Шестерни гитар, дели-
тельные диски. В стан-
ках некоторых конструк-
ций ещё дополнительно
зубчатые сегменты
Диско-j 3
вые
резцо-
вые
голов-
Один
или
два
резца
Два
резца
Прямые зубья с профилем по
дуге окружности
Вариатор
Состав движений: А2Б,ВЯ
0— C0—250)
/-(до 25)
т—B-5)
i-(l : 1-4:1)
#_( 11—30)
5 -A,96-5,5) *
.V-5
О—4400
F— B100x1600)
* В секундах на один зуб.
Прямые зубья
филем
с любым про-
Прямые зубья с грубо прибли-
жённым профилем
Состав движений: AiB,n>
0 -A,00-360) ч- E00-5000)
1-(до 120Н(до 850)
от-B-12)-г-E-50)
i-(l: 1-8: 1LA :1-5 :1)
ЛГ—A5 —116) -т- D-40)
5о-(от—30) * - (до 5000) *
TV-2,25 -г 10
G-2600 4- 31 С00
F B000 X 1500) - F500 X 7500)
* В секундах на один зуб.
Состав движений: KJS Г3
0—(гО-?9О)-г(-125О)
/-(до 90L-(до 225)
от-B-10)-f D-30)
i-(l :1 : 6 : 1)-тA :1 : 6 :1)
#-B0-120L-E-40)
sn-(oy 30)* -г(до 5000)*
iV-2.25 ч- 5,5
G-3500 ;- 24 000
F- A750X1750) -г- C700X4000)
* Время на один зуб в секун-
дах.
Весьма высокопроизводи-
тельный станок, начисто на-
резающий в одну установку
цельную заготовку. Приме-
няется главным образом в
автопромышленности для
нарезания сателлитов и
солнечных колёс
Шестерни гитар, кула-
чок подачи, магазинное
загрузочное устройство
Малая производительность
и невысокая точность рабо-
ты. Применение этих станков
для колёс среднего размера
распространения не получи-
ло. Используются только для
нарезания колёс крупного
размера
Шестерни гитар, шаб-
лоны, делительные диски
Устарелый тип станка.
Малая производительность и
невысокая точность работы.
Применяется весьма редко
Шестерни гитар, дели-
тельные диски
0—диаметр заготовки в мм; г—длина в мм образующей обода заготовки; т— модуль зацепления; А'-число двойных ходов в минуту инструмента; ^-окружная подача в мм
на один дв. ход инструмента, если нет иных указаний; Лг-мощность привода главного движения в кет; G— вес станка в кг; F— занимаемая площадь (длинахширина) в мм;
сплошные стрелки—направления рабочих движений; пунктирные стрелки —перестановочные движения.
Таблица 12
«о
Станки для нарезания спиральпозубых конических колёс
Рабочая схема
Состав рабочих движений
(табл. 13). Основные техниче-
ские данные наименьшего
(в левых скобках) и наиболь-
шего (в правых скобках)
размеров станков
Конструктивные компоновки станков
Особенности
и назначение
Сменные детали,
принадлежности
и приспособления
Один
резец
Спиральные зубья с приближённо-эволь-
вентным профилем
Состав движений: А^Вв
0-B00-1000) -г EС0-30О0)
/-(до 175)-!-(до 760)
ш_B_2,5НE-50)
i-(l :1;10:1) ~ A:1;5:1)
/(Г_(П-70)*-A2-48)
s0- D0 -3000) *+AОО-5О0О) *
/V-E,5) 4- (И)
О-A10С0)-гC0 000)
F-C0C0 X 2500) -f E700 Х5000)
s- вариатор
скоростей
Малая производитель-
ность. Для эксплоатации
удобен. Благодаря про-
стоте инструмента яв-
ляется единственным ти-
пом станка для нарезания
по методу обкатки круп-
ных конических и гипоид-
ных колёс со спираль-
ными зубьями
Шестерни гитар
Вра-
щаю-
щаяся
резцо-
вая го-
ловка
Спиральные зубья с приближённо-эволь-
вентным профилем
Состав движений: А3Б3В,
0 - C0—150) - A00 -1000)
/-(до 30) - (до 175)
т-B-6) -г D-30)
i-(l :l-5: 1)-гA :1-8 :1)
Л"-(до 400)--(до 80)
s0- E-50) * -г D0-500) *
ЛГ-@,75) -г D.5)
G-B500)-r-A0 )
F-A200 X 1500) —B400 X 2700)
Сравнительно простая
конструкция станка. Регу-
лируемый инструмент до-
пускает использование
его в широких пределах.
Станок пригоден для
мелкосерийных произ-
водств и среднесерийных.
Широкой практической
проверки станок не по-
лучил
Шестерни гитар
Вра-
щаю-
щаяся
рез-
цовая
головка
Вра-
щаю-
щаяся
рез-
цовая
головка
Спиральные (по дуге окружности) зубья
с приближённо-эвольвентным профилем
Спиральные (по дуге окружности) зубья
прямобочным профилем
Состав движений- А,Б.Ва
0-E—110)^D0-825)
*-B-16L-(Д0 W0)
/и—@,3—2,5)-гB-17)
i—A:1—4 :1)-г-A :1-Ю : 1)
ЛГ_A50-500)-Н7-85)
jo_A,5_30) * -f A7-445) •
N-0,5+6
G-700-f9000
F F75X775) -r B625X2125)
Состав движений: А2В3Г4
0 -A20-32)+A20-550)
г-(до 42)-^(до 100)
от_B_8)-»->4-17)
i-(l:l—8:1)-гA: 1: 1-2:
л-C0—12О)-*-BО—100)
s-B,5-13,5)*+E-40)*
N-64-7,5
О -3800 ~ 5000
-гA500Х2200)
1)
Отвод и
деление
Основной тип станка
для нарезания спирально-
зубых конических и ги-
поидных колёс малого и
среднего размера. Обес-
печивает большую про-
изводительность и высо-
кое качество изделий.
В массовом производстве
часто применяется для на-
резания только меньшего
из парных колёс. Имеются
модификации для чернового
нарезания
Шестерни гитар;
делительные ди-
ски; кулачки меха
низма модифи-
кации обкаточного
движения; устрой-
ство для работы
без холостого хода
люльки; устрой-
ство для автома-
тического измене-
ния координатных
установок резцо-
вой головки при
ходе люльки в
одну и другую
сторону; устрой-
ство для винтового
движения заготов-
ки; устройство для
модификации обка-
точного движения
J
Весьма высокопроизво-
дительный и конструк-
тивно простой станок.
Применяется в массовом
производстве для черно-
вого нарезания больших
из парных колёс, а также
колёс с прямолинейным
профилем, для которых
чистовое нарезание заме-
няется шлифованием
зубьев после термообра-
ботки
Шестерни гитар,
делительные диски
щаю-
щаяея
рез-
цовая
головка
про-
тяжно-
го типа
5 Спиральные (по дуге окружности) вубья
с прямобочным профилем
Депеше
Состав движений: А3В3
0 _A20—325) + A20-450)
г-(до 42)-г (до 42)
m-B-8)-f C-10)
i-{\ :l-8:l)-r(l : 1-12:1)
я_G~30)-Н5-11)
s—B—6)*Ч-D,7—12) •
ЛГ-2,25-г-2.25
G—3800+5000
/•-- A200Х1800)-Т-A500Х2000)
J
Весьма высокопроизво-
дительный и конструк-
тивно сравнительно про-
стой станок. Обеспечивает
хорошую чистоту обра-
ботанных поверхностей.
Применяется в массовом
производстве (главным об-
рпзом в автопромышленно-
сти для чистового нареза-
ния больших из парных ко-
лёс главной передачи)
Шестерни гитар,
делительные диски
инструмента;
врезания в мм на один дв. ход инструл
а мм; сплошные стрелки—направления рабочих движений; пунктирные стрелки-
-перестановочные движения.
-число об/мин
"; подача
. (длинаХширнна)
* Время на один зуб в секундах.
Фиг. 25. Вертикальный
зубострогальный станок
(табл. 10, п. 4): 1 — супорт,
переметающийся по гори-
зонтальным направляющим
станины; 2—многошпоноч-
ный валик с шестерней,
сообщающей возвратно-по-
ступательное движение пол-
зуну; 3—цилиндрическая
направляющая шпинделя;
4 — червячная передача
привода шпинделя; 5 —
винт для перемещения су-
порта, работающий как
стержень при радиальной
подаче от кулачка 6; 7—вал
червяка делительной чер-
вячной пары привода шпин-
деля; 8 — вал механизма
подачи врезания; 9- муфта
трензеля для реверсирова-
ния окружной подачи;
10— червяк, сообщающий
вращение кулачку подачи
врезания; // — тяга меха-
низма отвода стола при
обратном ходе инструмен-
та; 12 — вал червяка де-
лительного червячного ко-
леса привода стола; J3—-ко-
робка скоростей; 14 — ша-
тун с зубчатой рейкой ме-
ханизма главного движе-
ния; 15 — корпус с рееч-
ной шестерней; 16—гитара
окружных подач; /' — ги-
тара деления; 18 — гитара
радиальных подач; 19 —
электромотор для быстрого
врашения стола.
ГЛ. IX]
ЗУБОСТРОГАЛЬНЫЕ СТАНКИ
497
Основные автоматические движения у зубострогальных станков
Таблица 13
А— главное движение
А1
Циклическое, воз-
вратно-поступательное
А2
Вращательное не-
прерывное
Б—обкаточное движение
Б1
Периодическое, прерывистое,
повторяющееся после каждого
цикла главного движения
Б2
Циклическое, периодиче-
ское, прерывистое. Цикл
соответствует профилиро-
ванию одной или двух сторон
одного или нескольких зубьев.
Периодичность: повторение
после каждого цикла главного
движения
БЗ
Непрерывное
Б4
Циклическое, непрерывное.
Цикл соответствует профили-
рованию одной или двух
сторон одного или нескольких
зубьев
В—делительное движение
В1
Периодическое, прерыви-
стое, повторяющееся после
каждого цикла главного дви-
жения
В2
Периодическое, прерыви-
стое, повторяющееся после
каждого цикла обкаточного
движения
ВЗ
Периодическое! прерыви-
стое, повторяющееся после
каждого цикла движения
подачи
В4
Непрерывное, выполняемое
той же кинематической цепью
и с той же скоростью, что и
обкаточное движение
В5
Непрерывное, выполняемое
отдельной кинематической
цепью со скоростью, пре-
вышающей скорость обкаточ-
ного движения
Г— движение подачи
врезания
П
Периодическое, прерыви-
стое, повторяющееся после
каждого цикла главного дви-
жения
Г2
Циклическое, периодиче-
ское, прерывистое. Цикл
соответствует обработке од-
ной или двух сторон одного
зуба или одной впадины.
Периодичность: повторение
после каждого цикла главного
движения
ГЗ
Непрерывное
Г4
Циклическое—непрерывное.
Цикл соответствует обработке
одной или двух сторон одного
зуба или одной впадины
Г5
Кратковременное (периоди-
ческое или непрерывное) в
начале каждого прохода.
Г5р—такое же движение, но
выполняемое от руки
Длина хода инструмента должна быть
больше длины зуба при резцах и режущих
колёсах на 2—5 мм, а при гребёнках — на
10-20 мм.
У станков с одним ползуном (фиг. 25)
обратный холостой ход иногда ускоренный.
Фиг. 25а. Кинематическая схема вертикального зубостро-
гального станка. Обозначения см. на фиг. 25.
Наиболее пригодными в случае коротких
ходов инструмента являются кривошипно-
коромысловые и кривошипно-шатунные меха-
32 Том 9
низмы. У более крупных станков со сравни-
тельно длинным ходом инструмента иногда
применяются качающиеся кулисы.
Механизмы по схеме 2 табл. 14 обладают
большей жёсткостью, чем по схеме 4, но
могут быть применены только для небольшой
длины хода (не более 75 мм).
Изменение длины хода инструмента осу-
ществляется изменением плеча кривошипного
пальца.
У станков с двумя ползунами рабочий ход
одного ползуна обычно совпадает с холостым
ходом другого. В этом случае часто приме-
няются кулисные (схема 7) или сдвоенные
кривошипные механизмы (схема 6).
Уравновешивание движущихся возвратно-
поступательных масс производится с помощью
груза, пружин, действующих на сжатие (фиг.25)
или растяжение (фиг. 24), или гидро- или
пневмобуферов.
Скорости движений и потребные мощности
приведены в табл. 10, 11, 12.
Изменение скоростей осуществляется у не-
больших станков (диаметр обработки 200 мм)
сменой шкивов или сменными шестернями.
У более крупных станков обычно применяются
шестеренные коробки скоростей, имеющие от
4 до 12 ступеней скорости, так как при на-
резании колёс с модулем более 4 мм в не-
498
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Таблица 14
Механизмы возвратно-поступательного главного движения
Тип
меха-
низма
№
по пор,
Пояснения к схеме
Схема
Шатунно-кривошипный (станки п. 2 табл. 10): 1—шестерня,
приводящая в движение шатунно-кривошипный механизм;
2— рукоятка для изменения плеча кривошипного пальца.
Регулирование крайних положений инструмента относительно
заготовки достигается путём перестановки ползуна 3 вдоль
направляющих, ослабив гайку 4 шатуна
Кривошипно-коромысловый (станки п. 4 табл. 10). Регули-
рование крайних положений инструмента относительно
заготовки достигается путём изменения длины шатуна.
Применяется у станков типа п. 4 табл. 10 со сравнительно
небольшой длиной хода (не более 75 мм)
Кривошипно-коромысловый (станки п. 4 табл. 10). Регу-
лирование крайних положений инструмента относительно
заготовки путём поворота зубчатого сектора. Применяется
у станков типа п. 4 табл. 10.
Кривошипно-шестерённо-реечный (станки п. 4 табл. 10).
Регулирование крайних положений инструмента относительно
заготовки достигается изменением положения рейки на
шатуне. Применяется у станков типа п. 4 табл. 10.
Сдвоенный кривошипно-шатунный и кривошипно-коромысло-
вый механизмы: 1—2—кривошипно-коромысловый механизм
сообщает качательное движение диску 3 с двумя кривошип-
ными пальцами; 4—один из двух шатунов, сообщающих воз-
вратно-поступательное движение ползунам с резцедержате-
лями; применяются у станков типа п. 2 табл. 11
Кривошипно-кулисный (станки п. 4 табл. 10). Регулирова-
ние крайних положений инструмента относительно заготовки
достигается изменением положения оси качания кулисы.
Применяется сравнительно редко на станках типа п. 4
табл. 10
Кривошипно-кулисный (станки п. 5 табл. 10). Регулирова-
ние крайних положений инструментов относительно заго-
товки достигается изменением расстояния между инструмен-
тами и соответственной установкой заготовки
Вид'по стр. Л
Vud no стрелке Я
Фиг. 26. Схема станка для нарезания спиральнозубых ко-
нических колёс: / — люлька станка; 2 — резцовая головка;
3 — заготовка; 4 — сменные шестерни гитары скоростей и
гитары подачи; 5— сменные шестерни гитары механизма ре-
версирования (угла обкаточного движения); б — сменные
шестерни гитары обкаточного движения: 7 — распредели-
тельный вал; в — кулачковые диски, управляющие рабо-
чим циклом станка; 9 — механизм реверсирования; 10 — ме-
ханизм деления; 11 — диференциал, приходящий во вра-
щение во время процесса деления; 12 — сменные шестерни
гитары деления; 13 — барабан подачи с двумя канавками —
левая для чистового и правая для чернового нарезания;
14 — винт для перестановки ролика рычага и изменения
этим величины перемещения салазок с бабкой изделия;
15 — маховичок для перемещения салазок от руки;
16 — дуговые направляющие для установки бабки изделия
под углом к центровой плоскости станка; 17 — электро-
двигатель насосов гидросистемы и охлаждающей жидко-
сти; 18 — бабка изделия; 19 — шпиндельный корпус, пере-
мещающийся по вертикальным направляющим бабки;
20— винт для вертикального перемещения; 21 — болт для
закрепления шпиндельного корпуса; 22 — винт для переме-
щения салазок с бабкой изделия; S3 — шпиндельная го-
ловка; 24 — винт для осевого перемещения шпинделя
(после переточки инструмента); 25 — валик устройства для
наклона головки; 2Ь — валик для поворота головки;
27 — каретка со шпиндельной головкой; 28 — валик
устройства для перемещения каретки.
500
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
сколько проходов целесообразно изменять
скорость резания.
;• Цри вращательном движении привод шпин-
деля осуществляется через зубчатые пере-
дачи — спиральнозубые конические (фиг. 26),
цилиндрические с внутренним зацеплением
или червячные пары. В качестве опор шпин-
деля большей частью применяются подшип-
ники качения.
С работой механизма возвратно-поступа-
тельного главного движения связано устройство
для разобщения обрабатываемой поверхности
от инструмента во время обратного холостого
хода последнего. Разобщение достигается от-
водом инструмента или заготовки (табл. 15).
на концах зубьев в большей мере (на 0,075 мм),
чем на середине.
В некоторых случаях применяют специаль--
ные резцедержатели на два резца, чтобы
использовать как рабочие оба хода пол-
зуна.
При отводе заготовки стол у небольших
станков (для изделий диаметром до 250 мм)
устанавливается иногда на каретке и переме-
щается по прямолинейным направляющим
(схема 1 табл. 15), у более крупных станков
стол совершает повороты вокруг эксцентрично
поставленной оси (схема 2 табл. 15). Если
червяк делительной червячной пары смонти-
рован в станине, то при отводе стола заце-
%д по стрелке В Вид по стрелке С
Фиг. 26а. Кинематическуя схема станка для нарезания спнральнозубых конических колёс. Обозначения см. на фиг. 26-
Отвод заготовки применяется только у вер-
тикальных зубострогальных станков, работаю-
щих режущим колесом и имеющих супорт,
перемещающийся по горизонтальным напра-
вляющим станины. У всех других зубостро-
гальных станков, как правило, осуществляется
отвод инструмента. Величину зазора между
режущей кромкой и обрабатываемой поверх-
ностью устанавливают в пределах от 0,08 до
0,5 мм.
В новейшем зубострогальном станке для
конических колёс (п. 9 табл. 11) механизм
отвода резцов использован для придания на-
резаемым зубьям бочкообразной формы
("схема 6 табл. 15). Для этой цели обычно
прямолинейное движение резцов искривляется.
Под воздействием кулачкового механизма на-
правляющие ползунов колеблются перпенди-
кулярно к центровой плоскости станка, так
что остриё резца движется по дуге (схема 6
табл. 15). Резец углубляется в тело заготовки
пление червячной пары нарушается и по-
является зазор между зубьями от 0,125 до
0,3 мм, вызывающий неспокойную работу.
Если червячная пара смонтирована на столе,
то появляется ускорение или замедление ци-
линдрического колеса, соосного с осью по-
ворота стола и передающего вращение чер-
вяку (фиг. 27).
Механизмы подачи. У станков, работаю-
щих по методу копирования, имеется только
радиальная подача (врезания), а у станкди,
работающих по методу обкатки, также тан-
генциальная (окружная) или в редких случаях
только окружная подача.
Подача врезания при работе по методу
копирования большей частью периодическая,
осуществляется обычно храповым механиз-
мом (фиг. 26) после каждого двойного хода
инструмента. В случае применения инстру-
мента протяжного типа (п. 3 табл. 11 и п. 5
табл. 12) механизм подачи отсутствует.
ГЛ. IX]
ЗУБОСТРОГАЛЬНЫЕ СТАНКИ
501.
Таблица 15
Механизмы для разобщения инструмента с заготовкой во время обратного холостого хода инструмента
2а
ш
А 2
5 Ш ф Q
CQ 3 H П
Пояснение к схеме
Перемещающийся стол: / — каретка
стола, перемещающаяся от кулачко-
вого механизма по прямолинейным
направляющим станины; 2—упор, фи-
ксирующий рабочее положение стола.
Применяется весьма редко у станков
типа п. 4 табл. 10 небольшого раз-
мера (диаметр заготовки <: 250 ли»)
Качающийся стол: 1 — шариковый
упор при поворотном движении стола
2 от кулачкового механизма; 3 —ци-
линдрический упор, фиксирующий ра-
бочее положение стола
Схема
Качающийся корпус с ползуном: /,
2 и 3 — возможные местоположения
осей качания корпуса от кулачкового
механизма. Применяется у станков
среднего и крупного размеров типа
п. 4 табл. 10.
Перемещающийся в радиальном на-
правлении шпиндель с режущим ко-
лесом (станки п. 5 табл. 10): 1—кула-
чок; 2—клиновая планка; it— корпус
со шпинделем 4
Перемещающийся в радиальном на-
правлении инструмент (станки табл. 10
п.5): а—инструмент (/) в отведённом
положении; б—инструмент^) в рабо-
чем положении; 2 — втулка с колод-
кой, перемещаемая кулачком в осе-
вом направлении; 3 — наклонная на-
правляющая на колодке, скользящая
в канавке ползуна 4 и перемещаю-
щая его в направлении, перпендику-
лярном к оси втулки 2; 5 — муфта
Ольдгема (конструктивная схема
фиг. 37)
4 3
502
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Продолжение табл. 15
'-' ж 1)
s s s g
- —4 Г* №
О g Я щ
м Ч И ч
§«¦=<?
2 о о о.
S и <- н
Й н о о
* о ас х
S=S Л Я
о. о ч _,
I IE.
10
Пояснение к схеме
Схема
Перемещающаяся направляющая
(станки п. 2 табл. 11); принципиаль-
ная схема: /—направляющая с резцо-
вым ползуном 2; 3-^заготовка; пере-
мещения направляющей обеспечивают
отвод инструмента во время холостого
хода и врезание на концах зубьев для
придания последним „бочкообразной"
формы 4; 5 — криволинейный путь
острия резца
Качающийся резцедержатель: 7—на-
правляющая канавка на кривошипном
колесе главного движения, поворачи-
вающая через конический зубчатый
сегмент 2 кулачок 3; применяется
у станков п. 1 табл. 11
2 1
Качающаяся доск;а с гребёнкодер-
жателем: 1 — сухарь, поворачиваю-
щийся силой трения о колодку 2 и за-
ставляющий в свою очередь иивора-
чивать её доску вокруг оси 3; приме-
няется на станках по типу п. 3 табл. 10
Качающаяся колодка с резцедержа-
телем (станки п. 2 табл. 11): 1—рыча-
жок, поворачивающий колодку 2 во-
круг оси 3; 4—планка, в гнезде кото-
рой расположен рычажок /; 5— фрик-
ционная прокладка, тормозящая дви-
жение планки 4 во время хода пол-
зуна 6
Перемещающийся в радиальном на-
правлении шпиндель с инструмен-
том (станки п. 4 табл. 10): / — подвод
воздуха соответственно в начале и
конце холостого хода; 2 — цилиндр;
3-поршень: 4 и 5—камеры, заполня-
емые при ходе поршня соответственно
вправо и влево; 6—втулка с конусом,
выдвигающимся из гнезда перед от-
водом инструмента, закрепляемого на
конце втулки; 8 — поршень, отводя-
щий в радиальном направлении ин-
струмент
Перемещающийся в радиальном на-
правлении инструмент (станки п. 4
табл. 10): 1—поршень, перемещающий
вниз муфту 2 с инструментом в осе-
вом направлении в начале холостого
хода последнего; 3 — поршень, .пере-
мещающий муфту 2 в радиальном на-
правлении и разобщающий инстру-
мент с заготовкой
23
Рабочее попоЖение
Нерабочее положение
(долбяк отведен)
ГЛ. IX]
ЗУБОСТРОГАЛЬ'НЫЕ СТАНКИ
503
Фиг. 27. Откидной стол вертикального зубострогального
станка по п. 4 табл. 10: / — стол; 2 — опорная поверхность
для стола; 3 — рукоятка для поворота стола; 4 —
шестерни, передающие вращение столу; 5 — делительная
червячная пара; 6 — упор; 7 — кулачок, сообщающий от-
водные движения столу во время холостого хода инстру-
мента.
Фиг. 28. Механизм врезания на станках по типу п. 2
табл. 11 и п. 3 табл. 12: / — кулачковый барабан с двумя
канавками: одна для врезания при черновом, а другая —
при чистовом проходе; 2 — рычаг с двумя роликами для
соответствующих канавок; 3 — ось поворота рычага; 4 —
брусок (в пазу рычага) с ползуном 5, входящим в паз
рычага 5, скреплённого с кареткой 7 стола, несущего
бабку изделия; 8 — рукоятка болта, скрепляющего каретку
¦с рычагом 6.
Фиг. 29. Схема процесса врезания на вертикальном зубо-
строгальном станке по п. 4 табл. 10: 1 — двухпроходный
кулачок; 2 — режущее колесо; 3 — заготовка; <р, — угол
поворота кулачка, соответствующий радиальному переме-
щению инструмента от начального положения до всей глу-
бины врезания при первом проходе (точки О и б" на диа-
грамме); <р' — угол поворота, соответствующий радиаль-
ному перемещению инструмента от момента соприкосно-
вения с заготовкой (точка а на диаграмме); <р3 (между
точками б ~ в на диаграмме). — угол поворота кулачка,
соответствующий обороту заготовки при первом проходе;
<р" (между точками в — г на диаграмме) — угол поворота
кулачка, соответствующий врезанию инструмента на пол-
ную глубину; tp3 (между точками г — д на диаграмме) —
угол поворота кулачка, соответствующий второму обо-
роту заготовки при втором проходе; А — полная глубина
врезания инструмента.
У станков для конических колёс (п. 2
табл. 11 и п. 3 табл. 12), приспособленных
для предварительного нарезания с выключен-
ным механизмом обкаточного движения, вре-
зание обычно непрерывное и осуществляется
кулачковым или гидравлическим механизмом
путём перемещения каретки с бабкой изде-
лия (фиг. 28) или супорта с инструментом.
Подача врезания (непрерывная или перио-
дическая) может происходить также одновре-
менно с обкаточным движением; при обра-
ботке в один проход — на полную глубину
впадины, а в несколько проходов — на опре-
делённую величину после каждого прохода.
Подачу врезания осуществляет заготовка
или инструмент. Соответствующие механизмы
могут быть кулачковыми, с ходовым винтом,
комбинированными, включающими ходовой
винт или кулачок и храповое колесо, и на-
конец, гидравлическими.
У вертикальных зубострогальных станков
(п. 4 табл. 10) с перемещающимся супортом
подачу врезания осуществляет супорт, боль-
шей частью посредством вращающегося с по-
стоянной скоростью кулачка (фиг. 29). Вра-
щение кулачка иногда кинематически связано
с вращением стола. В таком случае соотно-
шение между окружной (S) и радиальной (S1)
подачами выражается формулой
с _ CS'
~~ imz
а время t врезания — формулой
h __ h-i-ni'Z
Wn" Sn '
0)
B)
где С — постоянная цепь; т — модуль; z —
число зубьев заготовки; i — передаточное от-
ношение шестерён, включаемых при различ-
ном числе проходов A, 2 или 3); h — глубина
врезания; я — число двойных ходов.
Механизмы вертикальных зубострогальных
станков с ходовым винтом (фиг. 30), комби-
нированные с ходовым винтом и храповиком,
обеспечивают неизменную величину радиаль-
ной подачи.
Врезание инструмента на необходимую глу-
бину у горизонтальных станков, работающих
режущими колёсами, осуществляется переме-
щением заготовки автоматически. Схема со-
ответствующего механизма изображена на
фиг. 32; при нарезании крупных зубьев (мо-
дуль до 50 мм) полный рабочий цикл может
включать до 7 проходов. Гидравлический ме-
ханизм подачи показан на фиг. 31. Меха-
низмы врезания иногда, с помощью дополни-
тельных устройств, осуществляют ещё функ-
цию останова станка после окончания пол-
ного рабочего цикла.
Кроме медленных подач врезания у сред-
них и крупных станков имеются устройства
для быстрых перемещений стола с изделием
или стойки с инструментом, осуществляемых
от отдельного электродвигателя (фиг. 30) или
гидравлическим цилиндром.
Окружная подача зависит от соотношения
между скоростью обкаточного движения и
числом двойных ходов инструмента в минуту
или при вращающемся инструменте — ско-
ростью вращения последнего
504
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
При возвратно-поступательном главном
движении величину окружной подачи относят
к одному двойному ходу инструмента и выра-
жают: при обработке режущим колесом — в
миллиметрах длины дуги делительной окруж-
ности инструмента; у вертикального станка,
работающего гребёнкой, — в миллиметрах пе-
ремещения стола с заготовкой; у горизонталь-
ного, работающего двумя гребёнками, — в
миллиметрах дуги делительной окружности
заготовки. У станков для нарезания кониче-
ских колёс окружной подачей является длина
дуги, на которую повернётся окружность се-
редин длин зубьев плоского или плосковер-
шинного производящего колеса за один двой-
ной ход резца; однако на практике величину
окружной подачи часто определяют в секун-
дах времени обработки одного зуба.
Пределы величин окружных подач и подач
врезания для различных станков приведены
в табл. 10, 11 и 12.
гв
Величина окружной подачи настраивается
большей частью сменными шестернями.
Механизмы для формирования зубьев.
Эти механизмы разделяются на две группы
для формирования: 1) профиля, 2) линии
зуба.
В первую группу входят механизмы: обка-
точного движения преобладающие в совре-
менных станках, или для копирования про-
филя (табл. 16, фиг. 12, 13, 14). Обработка
по методу копирования может происходить
и без специальных механизмов, инструментом
с профилированными лезвиями (п. 6 табл. 10
и пп. 4 и 5 табл. 12).
Современные станки, предназначенные для
нарезания непрямозубых колёс, работают
исключительно по методу обкатки. Поэтому
во вторую группу входят механизмы, с по-
мощью которых линии зуба производящей
рейки или производящего колеса придаётся
косое направление или криволинейная форма.
При косозубой производящей рейке полу-
чается винтовая линия зуба цилиндрических
колёс со спиральным и шевронным зубом,
являющаяся единственной, практически ис-
пользуемой для этого вида колёс.
Косозубое производящее колесо, образую-
щее спиральнозубое коническое колесо, в
настоящее время почти не используется из-за
трудности получения и сохранения в экспло-
атации правильной зоны касания боковых по-
верхностей зубьев.
М 15 22 23 18 4 8 9
Фиг. 30. Схема станка по типу п. 4 табл. 10: 1 — электродвигатель главного движения; 2 — пусковая муфта;
Z — коробка скоростей на 9 ступеней; 4, б и 5 — механизм главного движения; 7 —гильза шпинделя долбяка;
8 — 12 — механизм вращения долбяка со сменными шестернями 10 и реверсивным механизмом 13; 14 — 17 — ме-
ханизм вращения заготовки с реверсивным механизмом 15 и гитарой 16; 18—22 — механизм радиального врезания
долбяка с реверсивным механизмом 20; 23 — валик с упорами автоматического останова радиальной подачи; 24 —
электродвигатель вертикальных перемещений каретки шпинделя и радиальных перемещений стойки; 25 — меха-
низм переключений; 26 — винт вертикальных перемещений; 27 — муфта включений рабочей радиальной подачи
или быстрых перемещений стойки; 28 — валик с упорами автоматического останова вертикальных перемещений ка-
ретки; 29 — шестерни механизма автоматического останова станка; 30 — механизм автоматического останова;
81 — механизм переключения скоростей; 32 — электродвигатель для быстрого вращения заготовки при наладке
станка.
Фиг. 31. Гидравлический механизм врезания станка по
типу п. 5 табл. 10: / — подвод масла; 2 — слив; 3 — ги-
дравлический цилиндр; 4 — маховичок для ручного пере-
мещения стола 5; 6 — рукоятка крана управления гидро-
системой; 7 — зубчатая рейка, соединённая со штоком
S
3 б
цилиндра, поворачивающая через шестерни ходовой винт стола; 8 — клапан для регулирования скорости переме-
щения поршня цилиндра; 9 — упор, ограничивающий ход стола; когда произойдёт контакт этого упора со столом,
то повышается давление в цилиндре, открывается предохранительный клапан 10 и масло поступает снизу в ци-
линдр 11; 12 — зубчатое колесо, перемещаемое штоком поршня цилиндра 11\ 13 — колесо с таким же числом
зубьев, что и колесо 12, закреплённое на шпинделе бабки изделия и сцепляющееся с колесом 12, когда оно пере-
мещено вверх; после одного оборота колеса 12, когда закончится один проход, кулачок на этом колесе с помощью
зубчатого и рычажного механизма 14, 15, 16 и 17 остановит станок или вызовет новое врезание для следующего
прохода.
Фиг. 32. Схема станка по типу п. 5 табл. 10: / — элек-
тродвигатель станка; 2 — коробка скоростей; 3 — коробка
подач; 4 — кривошипный диск; 5 — ползун режущих ко-
лёс; 6 — гитара деления; 7 — заготовка; 8 — кулачки для
отвода винтовых направляющих; 9 — кулачки для отвода
режущих колёс; 10 — винтовые направляющие; 11 — зад-
няя бабка; 12 — вращающийся диск с переставными ку-
лачками; 13 — механизм врезания (число устанавливаемых
кулачков соответствует числу проходов); 14 — планка с
зубчатой рейкой, перемещающаяся под воздействием ку-
лачков и через реечную шестерню и ходовой винт осу-
ществляющая подачу врезания.
506
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
(РАЗД. IV
Таблица 16
Механизмы формирования профиля зуба
О
ю
°
ё
ш
о
а*
с
Характеристика механизма
хна
s
о.
ь
S
s
-отовка
п
н
S
2
о
3
г ocyi
а
а
0J
о
я
о
«3
VO
о
о
'-*
5
CQ
г-
Е'|
° о
s 2
S S
N
о
о
о
я
VO
О
Is
ll
11
о э
Я
ii ¦
s ^ s
(и 2 о
i-o.1
a
l
2
3
4
5
6
7
8
Вращательное движение
шпинделя с заготовкой со-
пряжено с поступатель-
ным движением инстру-
ментального супорта. Ки-
нематическая цепь настра-
ивается сменными шестер-
нями
Шпиндели заготовки и
инструмента сопряжённо
вращаются. Кинематиче-
ская цепь настраивается
сменными шестернями
Люлька станка, соосная
с воображаемым произво-
дящим колесом, и заготов-
касопряжённо вращаются.
Механизмы: а) два цилин-
дра со стальными лентами
и рычаг с регулируемым
отношением длин плеч,
б) кинематическая цепь,
настраивающаяся сменны-
ми шестернями
Заготовка совершает со-
пряжённое вращательное
и поступательное движе-
ние (перекатывание). Ме-
ханизмы: а) кинематиче-
ская цепь, настраиваю-
щаяся сменными шестер-
нями; б) сменный обкат-
ный цилиндр и стальные
ленты
Планетарное вращение
заготовки вокруг оси ре-
жущего колеса. Кинема-
тическая цепь настраи-
вается сменными шестер-
нями
Планетарное вращение
заготовки вокруг оси про-
изводящего колеса. Меха-
низмы: а) сменный сег-
мент конуса со стальными
лентами; б) сменный сег-
мент конического зубча-
того колеса и плоское зуб-
чатое колесо
Сменный шаблон, упра-
вляющий через рычажную
систему движением на-
правляющих резцовых
ползунов
а) Регулируемая рычаж-
ная система, приводимая
в действие постоянным
кулачком и сообщающая
движение направляющим
резцовых ползунов
б) Шарнирный четырёх-
звенник, перемещающий
направляющие резцовых
ползунов
Применение
в станках,
указанных
в табл. 10, 11
и 12
П. 3 табл. 10
П. 4 и 5 табл.
10, фиг. 25,
30, 31
а) II. 2табл. 11,
фиг. 33
б) П. 2 табл. 11,
п.1,2иЗтабл. 12
а) П. 2 табл. 1С
б) П. 1 табл. 10
П. 4 табл. 10,
фиг. 22; п. 1
табл.10
а) П. 1 табл. 11,
фиг. 34
б) П. 2 табл. 11,
фиг. 35 и 44
П. 7 табл. 10;
п. 4 табл. 11
П. 5 табл. 11
У современных станков для спиральнозу-
бых конических и гипоидных колёс линия
зуба производящего колеса криволинейная.
При наиболее распространённом методе —
нарезании вращающейся резцовой головкой —
специального механизма для формирования
Фиг. 33. Механизм обкатки станка по типу п. 2 табл. И:
/ — люлька с супортом; 2 — заготовка; 3 — салазки, не-
сущие поперечину со стальными лентами 4 и вращаю-
щими люльку вокруг собственной оси; 5 — салазки, не-
сущие раму со стальными лентами 6, вращающими бара-
баны 7 с валом и через зубчатую и ремённую передачи
и механизм деления 8, сообщающими вращение заготовке;
10 — двуплечий рычаг с регулируемым отношением плеч,
связывающий салазки 9 и 5.
линии зуба не требуется.1 1) при периодиче-
ском делении криволинейная линия зуба —
дуга окружности — получается автоматически
вращающимися лезвиями; 2) при непрерыв-
ном делительном процессе линия зуба на про-
Фиг. 34. Люлька станка для нарезания конических колёс
по п, 1 табл. 11: 1 — конец шпинделя для закрепления об-
катного сегмента; 2 — поперечина, на концах которой за-
крепляются стальные ленты и вдоль' которой перекаты-
вается во время работы сегмент; Л - дуговые направля-
ющие для установки оси люльки под углом <р к напра-
влению хода резца при нарезании косых зубьев.
изводящем колесе получается криволинейной,
в виде дуги циклической кривой (схема 2
табл. 12) относительного движения режущих
кромок головки и плоскости производящего
колеса.
ГЛ. IX]
ЗУБОСТРОГАЛЬНЫЕ СТАНКИ
507
Станки, образующие другие формы линии
зубьев, например, дуги гипоциклоид, видоиз-
менённых синусоид и т. п., не нашли себе
применения для колёс мелкого и среднего
размеров из-за неэкономичности работы.
В табл. 17 и на фиг. 34, 36, 37, 38 и 39
приведены типы механизмов для создания
косых и криволинейных зубьев производящей
рейки и колеса.
Таблица 17
Механизмы формирования линии зуба
Вид производящей
зубчатой поверх-
ности
Производящая рейка
о
и
О
О)
К
m
S
о
о.
С
Продольная
форма зуба
Косозубая
Шевронная
Косозубое
Спиральнозубое
№ по пор.
1
2
3
4
5
6
7
Характеристика
механизма
Поворотная головка для
установки направляющих
ползуна с гребёнкой на-
клонно по отношению к
оси нарезаемого колеса
Винтовая направляющая
для сообщения шпинделю
с режущим колесом вин-
тового движения
Наклонные по отноше-
нию к оси нарезаемого ко-
леса направляющие для
кареток с гребёнками
Винтовые направляю-
щие для шпинделей с ре-
жущими колёсами. Два
варианта: а) разобщённые
винтовые направляющие
для каждого из двух
шпинделей; б) совмещён-
ные в один узел винтовые
направляющие для двух
шпинделей
Поворотная бабка изде-
лия для установки заго-
товки под углом к гори-
зонтальному направлению
хода резца. Плоскость
симметрии зуба произво-
дящего колеса не пересе-
кает ось последнего
Поворотные направляю-
щие резцовых ползунов.
Плоскость симметрии зуба
производящего колеса не
пересекает ось последнего
Механизм для колеба-
тельного движения люль-
ки с резцовым супортом,
модифицирующий дугу
синусоиды, получающуюся
в результате относитель-
ного движения резца и
плоскости производящего
колеса при непрерывном
делительном процессе
Применение
в станках,
указанных
в табл. 10, 11
и 12
П. 2 табл. 10
П. 4 табл. 10
П. 3 табл. 10
П. 5 табл. 10:
а) фиг. 36
б) фиг. 37
П. 1 табл. 11,
фиг. 34
П. 2 табл. 11,
фиг. 38
П. 1 табл. 12,
фиг. 39
Фиг. 35. Механизм плане-
тарного обкаточного дви-
жения для станков по типу
п. 2 табл. 11: 1 — стол, ка-
чающийся вверх и вниз во-
круг оси 2; 3 — бабка из-
делия с заготовкой 4, уста-
новленная на столе /;
5 — зубчатый сегмент, со-
единённый со шпинделем
бабки изделия; 6 — корон-
ное колесо, установленное
на станине; 7 — тормозная
колодка; 8 — делительный
механизм; 9 — резец.
Механизмы автоматического реверса
и деления. Если полный рабочий цикл со-
ставляется из автоматически следующих один
за другим единичных циклов обработки ка-
ждого зуба, то обязательным является механизм
автоматического реверса и деления.
У станков, рабо-
тающих по методу
обкатки, автоматиче-
ски реверсируется по-
сле каждого единич-
ного цикла обкаточ-
ное движение, у ра-
ботающих по методу
копирования— подача
врезанием
Эти сложные ме-
ханизмы объединяют
всё управление рабо-
чим циклом, включая
автоматический оста-
нов станка. Их со-
ставляющими явля-
ются:
1. Начальное зве-
но, получающее вра-
щение в обоих на-
правлениях и меняю-
щее при этом ско-
рость — медленное
вращение во время
рабочего хода и бы-
строе — во время об-
ратного холостого хо-
да станка.
Начальное звено у станков, работающих
по методу обкатки, передаёт вращение заго-
товке и сообщает движение узлу станка, не-
сущему инструмент (приводит во вращение
„производящее колесо" или сообщает посту-
пательное движение „производящей рейке")
У станков, работающих по методу копи-
рования, начальное звено передаёт вращение
кинематической цепи перемещения супорта
с инструментом при подаче врезания и бы-
стром обратном отводе.
L Устройство, автоматически изменяющее
после окончания рабочего и холостого хода
направление вращения начального звена.
3. Устройство, сообщающее делительный
поворот изделию и совершающее свой рабо-
чий цикл в период обратного ускоренного
вращения начального звена.
В некоторых случаях роль его сводится
к размыканию в определённый момент на
определённый промежуток времени цепи обка-
точного движения.
4. Счётное устройство, автоматически
останавливающее станок после окончания
последнего единичного цикла.
8. Устройство, поглощающее ударные на-
грузки и обеспечивающее плавную и бесшум-
ную работу при реверсивных движениях
сравнительно больших масс супортных узлов
станка (стола или люльки) и при делитель-
ных поворотах изделия.
6. Устройство для выбора зазоров в ки-
нематических цепях обкаточного движения
перед началом каждого нового единичного
цикла.
Применяются следующие типы механизмов
реверсирования вращения начального звена:
1) диск или барабан с кулачками, пере-
ключающими через рычажную систему кулач-
ковые муфты (фиг. 40);
508
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 36. Конструктивная схема станка по типу п. б табл. 10: / и 2 — направляющая и червячная передачи на шпин-
деле правого режущего колеса 3; 4 и 5 — направляющие и червячная передача на шпинделе левого режущего ко»
леса в; 7 — червячная передача на шпинделе бабки изделия; « — маховичок для перемещения стола с изделием.
Фиг. 37. Механизм привода шпинделей горизонтального зубострогального станка, работаю-
щего двумя режущими колёсами: 1 — режущие колёса; 2 и 3 — направляющие связанные
с соответствующими режущими колёсами 1; 4 — муфта Ольдгема; 5 — червячное колесо,
передающее вращение шпинделям режущих колёс; 6 — ползуны, перемещающиеся вдоль
стержней 7; 8 — ползун, переметающийся параллельно осям шпинделей; 9 — наклонные
направляющие; 10— кулачок, сообщающий отводные движения инструментам во время их
обратного хода; 11 — заготовка.
ГЛ. IX]
ЗУБОСТРОГАЛЬНЫЕ СТАНКИ
509
2) барабан с зубчатыми секторами и кула-
чок, включающий храповую передачу (фиг. 41);
3) кулачок и обгонная передача (фиг. 42);
4) ползун, дей-
ствующий на ры-
чаги переключе-
ния кулачковых
муфт (фиг. 43);
5) кривошип-
но - коромысловый
механизм (только
в случаях плане-
тарного обкаточ-
ного движения)
(фиг. 44);
6) гидравличе-
ский механизм
(фиг. 45).
Делительные
механизмы. Де-
ление при на-
личии меха-
низма автома-
Фиг. 38. Поворотные напра-
вляющие для нарезания косо-
зубых конических колёс на
станках по типу п. 2 табл. 11:
/ — центр станка (точка пере-
сечения осей супортной люльки
и дшинделя бабки изделия);
2 — вершина нарезаемого ко-
сого зуба.
тического ре-
версиров ания
может происхо-
дить одним из сле-
дующих способов.
И В станках, работающих гребёнками
(пп. 2 и 3 табл. 10) одновременно с ревер-
сированием вращения начального звена, ки-
нематическая цепь автоматически размыкается,
вращение заготовки вокруг собственной оси
прекращается, в обратном направлении пере-
мещается только заготовка или инструмент;
деление в этом случае происходит за счёт
товки и производящего колеса. Новое поло-
жение заготовки фиксируется делительным
диском (фиг. 44).
3. В станках для нарезания конических
колёс при сопряжённом вращении заготовки
Фиг. 40. Механизм автоматического реверса с кулачко-
вым диском: 1 — вал, являющийся начальным звеном ме-
ханизма; медленную скорость подачи врезания он полу-
чает от храпового колеса 2, а быстрое вращение в обрат-
ном направлении — от шестерни 3; 4 — диск управления
с кулачками 5 и 6; 7 — собачка, поворачивающаяся
под нажимом кулачка 5 и отводящая защёлку S; 9 —
плунжер, поднимающийся пружиной, отводящий собачку
10 и поворачивающий втулку 11; 12 — валик, повора-
чивающийся через рычажную передачу при повороте
втулки 11 тл. освобождающий делительный диск 13 и за-
мыкающий фрикцион на валу 14, сообщающий делитель-
ное вращение, заготовке.
Фиг. 39. Принципиальная схема механизма для формиро-
вания линии зуба на станках по типу п. 1 табл. 12: 1 —
ползун, остриё которого (соответствующее режущей
кромке инструмента) чертит на движущейся с постоянной
скоростью пластинке 2 синусоиду 3 (поверхность пла-
стинки соответствует плоскости производящего колеса);
4 — ползун, под воздействием которого остриё ползуна 1
чертит на неподвижной пластинке^кривую в виде восьмёр-
ки 5; 6 — кривая (без точки перегиба), получающаяся на
движущейся пластинке 2 при одновременной работе пол-
зунов 4 и /.
изменения относительного положения заго-
товки и производящей рейки (фиг. 41).
2. В станках для конических колёс при
планетарном движении заготовки одновре-
менно с реверсированием вращения стола с
заготовкой кинематическая цепь планетар-
ного движения размыкается, и заготовка
прекращает вращение вокруг собственной
оси.
Деление в этом случае происходит за счёт
изменения относительного положения заго-
Фиг. 41. Механизм автоматического реверса с зубчатыми
секторами и храповой передачей: / — вал с шестернями
2, 3 и 4 (начальное звено), получающий вращение в одну
и другую сторону соответственно с меньшей или боль-
шеи скоростью от двух полуокружных зубчатых венцов
5 и 6 на непрерывно вращающемся барабане 7; 8 — хо-
довой винт супортных салазок, получающий вращение от
шестерён 6 — 3 (рабочий ход) или 5 — 2 (обратный ход);
9 — червячное колесо шпинделя заготовки, получающее
вращение от начального звена через передачу с храпови-
ком 10 во время обратного хода, неподвижно; 11 — хра-
повое устройство, передающее быстрое вращение бара-
бану через шестерни 12 — 13; 14 — храповая передача,
сообщающая медленное вращение барабану 7; во время
работы устройства 11 храповик 75 получает более быстрое
вращение, чем его ведущая собачка; поэтому червячная
пара работает вхолостую; 16 — рычаг, скользящий по
поверхности 17 и освобождающий в определённый мо-
мент собачку храповика устройства 11.
510
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
н люльки с инструментом (производящего
колеса):
а) вращение заготовки и люльки с инстру-
ментом реверсируется одновременно; затем
/ 16
Фиг. 42. Механизм автоматического реверса с кулачком
и обгонной передачей: 1 — диск с канавкой 2, поворачи-
вающий через штифт 3 зубчатые секторы ,4 и 5; 6 —
втулка, поворачивающаяся вместе с сектором 5 и пере-
водящая вилкой 7 ползунок 8, отводящий и освобождаю-
щий собачки 9 и 10; 11 и 12 — однозубые храповики,
сообщающие начальному звену— барабану — собачками
9 и 10 различные по величине и направлению скорости
от электродвигателя: храповик // — рабочую и 12 —
обратного хода скорость; от вала этого барабана через
видимые на схеме передачи получают вращение заго-
товка 13 и люлька 14; 15 — рычаг, поворачиваемый
выступом 16 диска 7 и освобождающий защёлку 17;
/?—храповик, сообщающий во время обратного хода враще-
ние корпусу диференциала и соответственно ускоренное
вращение заготовке.
Фиг. 43. Механизм автоматического реверса с ползуном,
рычажными передачами и кулачковыми муфтами: / —
винт с валом и шестернями 2 и 3 — является начальным
звеном механизма; от вала винта получает вращение
люлька 4, а через шестерню 2 — заготовка 7; 5 и 6 —
муфты, сообщающие винту соответственно медленную
рабочую и быструю обратную скорость; 8— ползун, пе-
ремещающийся винтом 1 и соединённый винтом (для ре-
гулировки) со вторым ползуном 9; во время рабочего
хода ползун 8 перемещается влево (упор 10 минует пово-
ротный влево упор 11), пока ползун 9 не нажмёт на
штифт 12, отключив муфту 5 и замкнув муфту 6; 13 —
муфта, освобождающая шестерню 2 после начала обрат-
ного хода, когда упором 10 повернётся рычаг 14; с этого
момента прекратится вращение люльки; 15 — кулачок,
делающий один оборот и удерживающий в этот период
муфту 6 в разомкнутом положении* 16 — планетарная
передача, вступающая в работу с момента отключения
муфты 13 и сообщающая вращение кулачку 15, вслед-
ствие чего регулируется угол поворота заготовки во время
деления.
вращение люльки временно прекращается, а
заготовка, продолжая вращаться, совершает
делительный поворот; далее снова включается
сопряжённое вращение люльки и заготовки
до возвращения люльки в начальное рабочее
положение (фиг 43);
б) во время вращения люльки и заготовки
в обратном направлении заготовка через ме-
ханизм диференциала получает определённое
ускорение, рассчитанное таким образом,
чтобы к моменту возвращения люльки в на-
чальное рабочее положение заготовка успела
бы совершить делительный поворот (фиг. 42).
4 В станках, работающих по методу копи-
рования, одновременно с реверсированием
подачи врезания, неподвижный во время про-
3' _
12 11
Фиг. 44. Механизм автоматического реверса с криво-
шипно-коромысловым устройством: 1 — люлька со сто-
лом, на котором установлена бабка изделия 2; 3 — зуб-
чатый сегмент, сцепляющийся с неподвижным коронным
колесом 4; 5 — делительный механизм; 6 — рычаг, пово-
ротный вокруг оси 7, связывающий пальцем 8, входящим
в вырез делительного диска, зубчатый сегмент со шпин-
делем бабки изделия; 10 — шарнирная собачка, надви-
гающаяся на упор И в начале холостого хода люльки
(пунктирная стрелка указывает направление вращения
сегмента 3 в этот период), поворачивает рычаг 6, осво-
бождая делительный диск; 12 — положение собачки 10
перед началом деления; 9 — собачка, удерживающая не-
подвижно делительный диск во время процесса деления.
цесса резания шпиндель с заготовкой осво-
бождается от фиксатора; приходящая вслед
за этим во вращение специальная кинемати-
ческая цепь принуждает заготовку совершить
ГЛ. IX]
ЗУБОСТРОГАЛЬНЫЕ СТАНКИ
511
делительный поворот, фиксируемый делитель-
ным диском (иногда с одним вырезом и со-
вершающим один оборот) (фиг. 40).
Деление при отсутствии меха-
низма автоматического реверси-
рования (нет единичных рабочих циклов,
все зубья находятся всегда приблизительно в
одинаковой фазе профилирования) может быть:
1) периодическим, повторяющимся после
каждого цикла главного движения; соответ-
ствующие устройства включают обычно ме-
Фиг. 45. Гидравлический механизм автоматического ре-
верса: 1 — шток гидравлического цилиндра, сообщающий
возвратно-поступательные движения зубчатым рейкам
2 и 3; 4 и 5 — соответственно люлька станка и шпиндель
бабки изделия, вращение которым передаётся зубчатыми
колёсами от реек 2 и 3.
ханизм мальтийского креста, соединённый с
фиксирующим делительным диском (фиг. 46);
2) непрерывным, выполняемым той же ки-
нематической цепью и с той же скоростью, что
и обкаточное движение; специального меха-
низма деления в этом случае нет;
3) непрерывным, выполняемым самостоя-
тельной кинематической цепью со скоростью,
превышающей скорость обкаточного движе-
ния; скорость вращения заготовки в этом
Фиг. 46. Делительный механизм станка по типу п. 1
табл. 10 и п. 1 табл. 11: 1 — поводковый диск с двумя
пальцами, совершающий полоборота во время одного
двойного хода ползуна 2 (с инструментом); 3 — мальтий-
ский крест, поворачивающий через кинематическую цепь
шпиндель 4 с заготовкой; 5 — кулачок, действующий на
рычаг 6, освобождающий и замыкающий перед началом
и после окончания делительного цикла делительный
диск 7.
случае получается в результате суммирования
её делительного и обкаточного движений с
помощью диференциала (фиг. 47).
Механизм автоматического останова стан-
ков может быть составляющим других меха-
низмов (автоматического реверсирования или
подач) или же в виде самостоятельных
устройств.
Гидравлические зажимные патроны для
изделий представлены на фиг. 49 и 50 соот-
ветственно для станков, нарезающих цилиндри-
ческие и конические колёса.
Счётный аппарат, изображённый на фиг. 50,
применяется на станках по типу п. 2 табл. 11
Фиг. 47. Механизм деления при непрерывном делитель-
ном движении,более быстром, чем движение обкатки. Ста-
нок по типу п. 2 табл. 12: 1 — вариатор скорости враще-
ния резцовой головки 2; 2, 3, 4, 5, 6, 7, S, 9 и 10 — кине-
матическая цепь деления; 7 — гитара настройки цепи де-
ления; 10 — заготовка; 11 — вариатор скорости обкаточ-
ного движения; 12, 13, 14, 15, 6, 7, Я, 9 и 10 — кинемати-
ческая цепь обкаточного движения; 13 — гитара настройки
цепей обкаточного движения; 6, 14 и 15 — механизм
диференциала, с помощью которого заготовке сообщается
суммированное делительное и обкаточное движение.
и п. 3 табл. 12 и приводится в действие спе-
циальным кулачком, связанным с механизмом
реверсирования или подачи, нажимающим на
плунжер.
После окончания последнего единичного
рабочего цикла счётчик выключает главный
электродвигатель и автоматически восстана-
вливается для нового счётного цикла.
Фиг. 48. Гидравлическое зажимное устройство для стан-
ков по п. 4 табл. 10: 1 — поршень: 2 — шток; 3 — пру-
жина, закрепляющая заготовку; 4 — заготовка; 5 — рас-
пределительная коробка; 6 — от насоса.
512
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. JV
Фиг. 49. Гидравлическое зажимное устройство для станков по п. 2 табл. 11
и пп. 3, 4, 5 табл. J2: 1 — цилиндр; 2 — поршень; 3 — шток поршня; 4 — пру-
жина, закрепляющая заготовку; 5—заготовка; б — устройство для центри-
рования заготовки по зубу; 7 — от насоса.
по Д8СВ
Фиг. 50. Механизм автоматического останова для станков по типу табл. 11
п. 2 и табл. 12 п. 3 и 4: 1 — ползун, поворачивающий с помощью
собачки 2 храповик после каждого единичного рабочего цикла; 3 — пре-
дохранительная защёлка; 4 — упорная шпилька; 5 — плунжер останова;
О — фибровая шайба; 7— рычаг переключения; 8 — установочный винт; 9 — стопорный винт; 10— контргайка;
// — зубчатая муфта; 12 — лимб с делениями для установки на число зубьев нарезаемой заготовки; 13 — спиральная
пружина; 14 — верхняя крышка; 15 — нижняя крышка.
РАСПИЛОВОЧНЫЕ СТАНКИ
Ножовочные пилы
Ножовочные пилы применяются в загото-
вительных цехах для разрезания ножовочным
полотном заготовок одиночных и в пакете
как в поперечном направлении, так и под
углом. Типы ножовочных пил и область их
применения приведены в табл. 18, основные
параметры ножовочных пил см. в табл. 19.
Привод большинства ножовочных пил вы-
полняется через коробку скоростей, получаю-
щую движение от электродвигателя при по-
мощи бесшумной цепи или клиновых ремней.
Изменение скоростей рамы производится пе-
редвижными шестернями или устройствами с
выключающейся шестерней (фиг. 51). Воз-
вратно-поступательное движение рамы с за-
креплённым в ней ножовочным полотном
обычно получается от кривошипно-шатунного
механизм л. Для сокращения времени холо-
стого хода некоторые станки имеют привод
с кулисным механизмом, однако при этом ось
рамы отклоняется от оси направляющих.
Пильная рама. Большинство ножовочных
пил изготовляется с наклонными пильными
рамами. Длина хода рамы постоянная — 100 мм
у малых и 150 мм у больших станков; в не-
которых конструкциях длина хода изменяется
за счёт изменения радиуса кривошипа. Зубья
ножовочных полотен рассчитаны на работу
только в одном направлении — рабочий ход
происходит при движении пильной рамы в
сторону оси кривошипного диска. Управление
перемещением рамы производится от одной
рукоятки.
Конструкция державок ножовочного по-
лотна позволяет создать достаточное его на-
тяжение и возможность быстрой замены. Ши-
рина разреза обычными ножовочными полот-
нами — от 1 до 3,5 мм. При работе с боль-
шими усилиями для повышения жёсткости
ножовочных полотен применяются упорные
планки, прилегающие к узкой стороне полотна,
противоположной зубьям. Станины ножовоч-
ных пил выполняются чугунными, коробчатой
формы, а для пил малых размеров — в форме
стола с четырьмя угловыми ножками.
ГЛ. IX]
РАСПИЛОВОЧНЫЕ СТАНКИ
513
Таблица 18
Типы ножовочных пил
Тип пилы
С поворотной рамой
Горизонтальная
Характеристика и область
применения пилы
Рама ножовочной пилы
монтируется на направля-
ющих поворотного хобота,
угол которого с горизонтом
изменяется при работе. По-
дача пилы обычно гидравли-
ческая, величина её регу-
лируется в зависимости от
ширины разреза; имеются
пилы и с механической по-
дачей
Ножовочное полотно в
течение всей работы остаёт-
ся горизонтальным. Подача
пильной рамы и подъём её
при обратном ходе обычно
гидравлические, но имеют-
ся пилы с механической по-
дачей (или подачей грузом)
и подъёмом рамы пружи-
нами
Предназначается для раз-
резания материала прямо-
угольного и квадратного се-
чения, особенно заготовок
для штампов. Подача пиль-
ной рамы — механическая.
Стол открыт сверху, что об-
легчает загрузку тяжёлых
деталей. По сравнению со
станками, имеющими пово-
ротную пильную раму, обла-
дают усложнённой кон-
струкцией, распространение
их в производстве ограни-
чено
Таблица 19
Основные параметры ножовочных пил
Основные параметры
Длина ножовочного полотна
в мм
Число двойных ходов пильной
рамы в минуту
Мощность электродвигателя
в кет
Вес станка в кг
Наибольший диаметр (сторона
квадрата) разрезаемого мате-
риала в мм
160
35°
70—100—140
i
боо
250
320
45°
6О— 8т-12
1.5
95Э
55°
5O-7O—i
2,2
I25O
Направляющие ножовочной ра-
мы на хоботе выполняются пря-
моугольными, круглыми или в
форме ласточкина хвоста (фиг. 51)
и располагаются так, что пиль-
ная рама имеет одностороннее
(фиг. 52), двухстороннее (фиг. 51)
или заднее направление. Одно-
стороннее и заднее направления
не исключают возможностей пе-
рекоса рамы. Наиболее применимы
направляющие в форме ласточ-
кина хвоста.
Механизм подачи осуществляет
рабочую подачу и подъём рамы
при обратном холостом ходе. Ра-
бочая подача устанавливается
в зависимости от ширины разреза
перемещением груза (фиг. 52).
гидромеханизмом, фрикционной
передачей, механизмами подачи
с винтом или остаётся постоян-
ной. Подъём ножовочной рамы
в начале обратного хода произво-
дится гидромеханизмом или при
помощи кулачковых механизмов.
По окончании разрезания станок
автоматически останавливается и
пильная рама обычно возвращает-
ся в исходное положение.
Зажимные тиски устанавли-
ваются на столе ножовочных пил
и имеют губки, форма которых
выбирается в зависимости от угла
разрезания и профиля заготовки.
При массовом разрезании длин-
ных прутков станки снабжаются
устройством для автоматической
подачи заготовок на заданную
длину. Зажим деталей произво-
дится обычно вручную; некото-
рые станки имеют гидравлический
зажим материала.
Тележки применяются для под-
держания длинных прутков.
Охлаждение подаётся к месту
разреза от центробежного или
шестеренного насоса, а в мелких
ножовочных пилах иногда из раз-
мещённого на станине бачка.
Ленточные пилы
Ленточные пилы применяются
для вырезания всевозможных про-
филей из материала малой и сред-
ней толщины (в некоторых слу-
чаях до 300 м ч) и для разрезания
тех заготовок, которые по своей
конфигурации не подходят для
ножовочных или дисковых пил.
Работа на ленточных пилах ве-
дётся бесконечной, зубчатой по
ребру стальной лентой. Достоин-
ствами ленточных пил по сравне-
нию с ножовочными пилами яв-
ляются повышенная производи-
тельность, точность пропила и
малая его ширина @,8—1 мм).
Недостаток ленточных пил для
контурного вырезания—малая про-
должительность службы пильных
33 Том 9
514
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
п=75
б)
Фиг. 51. Ножовочная пила 872 с гидравлической подачей Троицкого станкозавода:
/ — пильная рама; 2 — хобот с направляющими; 3— поршневой насос; 4 — кран упра-
вления гидроприводом; 5 — цилиндр подъёма, опускания и подачи пильной рамы;
6, 7 — передвижной сухарь и передвижная шестерня для изменения числа двойных
ходов пильной рамы; 8 — палец для автоматического выключения электродвигателя при
подъёме хобота в установленное верхнее положение; 9 — рейка для автоматической
установки крана с рукояткой в положение подъёма по окончании резки; 10 — стойка
для удержания хобота в верхнем положении при остановке; // — упор для фиксации
нижнего положения хобота.
ГЛ. IX]
РАСПИЛОВОЧНЫЕ СТАНКИ
515
Типы ленточных пил
Таблица 20
Тип пилы
Характеристика и область применения пилы
Ленточные пилы для разрезания
Полая рама занимает горизонтальное, на-
клонное — переменное в процессе работы
(схема 1) или вертикальное положение (схе-
ма 2). Для производства косых разрезов пиль-
ная рама вертикальных станков наклоняется.
Подача производится пильной рамой механи-
чески — винтом или весом груза — или гидра-
влически. Пилы с горизонтальной рамой отли-
чаются от пил с наклоняемой рамой более
равномерной подачей. Недостатки пил — скру-
чивание ленты направляющими роликами: на
горизонтальных станках — из-за наклона шкива
для пропуска длинного материала, на верти-
кальных — вследствие расположения матери-
ала перпендикулярно к направлению подачи
рамы; невозможность фасонной обработки,
что ограничивает их применение
Схема 1
Схема 2
Ленточные пилы для вырезания фасонных профилей и разрезания
Для получения наклонных разрезов пильная
рама (стойка) или стол делаются поворотными.
Преимущество поворотной рамы — возмож-
ность сохранения горизонтальности стола;
однако конструкция станка усложняется и га-
бариты его увеличиваются. Преимущество пил
для фасонного вырезания по сравнению с ме-
таллорежущими станками других типов — со-
кращение времени обработки и сохранение
вырезанного материала в виде кусков. Приме-
няются для вырезания прямолинейных и фа-
сонных профилей (штампы, шаблоны, кулачки,
головки шатунов) из целого куска и из паке-
тов листового материала, а также для отрезки
литников и прибылей цветного литья
Фиг. 52. Ножовочная пила 8715 с механической подачей Клинского станкозавода; 1 — пильная рама; 2 — поворот-
ная направляющая пильной рамы; 3 — приводной шкив; 4 — кривошипный диск; 5 — эксцентрик для подъёма
пильной рамы при обратном ходе; 6 — поворотный рычаг с роликом и качающейся серьгой; 7 — храповой сектор,
закреплённый на пильной раме; 8 — серьга, в конце рабочего хода ударяется о неподвижный упор; укреплённые
на ней две собачки перескакивают через зубья и удерживают раму в поднятом положении во время обратного
хода; 9 — груз для регулирования величины подачи; 10 —упор для фиксации нижнего положения рамы.
516
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
1РАЗД. IV
лент (обычно не более 15 час. работы). Типы
ленточных пил и области их применения см.
;в табл. 20. Основные параметры ленточных
,пил см. в табл. 21.
I Таблица 21
> Основные параметры фасонно-вырезных
ленточных пил (средние значения)
Основные параметры
Размеры стола (ширинаХдли-
на) в мм
Скорость пильной ленты
в м)мин
Мощность электродвигателя
в кет
Вес станка в кг
Диаметр пильного шкива
в мм
Вылет направляющих
пильной ленты от
плоскости стойки в мм
400
630
500x500
i8—ioo
0,4
45°
400
75OX75O
18—400
0,8
900
630
Стойка ленточных пил для фасонного вы-
резания выполняется сварной из стальных
листов или чугунной.
Привод пильной ленты осуществляется от
односкоростного электродвигателя в сочетании
с коробкой скоростей, или с механическим
бесступенчатым вариатором (фиг. 53), или от
регулируемых электродвигателей. Пильная
лента получает движение от нижнего шкива;
верхний шкив регулируется по высоте для
натяжения ленты при её надевании. В станках
большого размера лента обегает дополнитель-
ный — задний — шкив; при разрезании на таких
станках деталей небольшой ширины лента мо-
жет обегать только два передних шкива. Пиль-
ные шкивы изготовляются алюминиевыми,
обычно с резиновым ободом, или стальными
шлифованными и подвергаются балансировке.
На быстроходных ленточных пилах устраивают
тормозы, которые останавливают оба шкива
одновременно, и этим устраняют дополнитель-
ные напряжения в ленте, а также предотвра-
щают аварии при разрыве ленты. Ленточные
пилы, работающие лентой длиной около 50 м,
конец которой наматывается на перемещаю-
щийся в осевом направлении барабан, не ну-
ждаются в спайке концов ленты. Однако продол-
жительность резания на них невелика B,5 мин.)
и требуется время на перемотку ленты.
При вырезании контура в поверхности за-
готовки и в местах резкого изменения На-
правления разреза высверливаются отверстия
для продевания конца пильной ленты и об-
легчения перехода с одного участка контура
на другой.
Ленточное полотно изготовляется обычно
из углеродистой или низколегированной стали
шириной до 25 мм. Более широкое полотно
допускает повышенное усилие резания. У пиль-
ной ленты, предназначенной для фасонно-вы-
резных работ, закаливаются только зубья
(спинка мягкая), что делает невозможным её
переточку; шаг зубьев выбирается в зависи-
мости от обрабатываемого материала.
По обеим сторонам от разрезаемого мате-
риала ленточное полотно поддерживается
направляющими — скольжения или ролико-
выми (фиг. 53).
Стол коробчатой формы в процессе реза-
ния неподвижен.
Большие станки часто имеют стол, соста-
вленный из двух частей, между которыми
при установке помещается направляющая
линейка. При обработке тяжёлых деталей иног-
да применяют накладной стол с роликовыми
направляющими.
Подача при работе осуществляется изде-
лием при помощи цепи, которая обычно со-
единяется тросом с регулируемым грузом, раз-
мещённым в стойке.
При обработке мелких деталей по прямой
или по контуру работают с ручной подачей
от винта. Некоторые ленточные пилы имеют
автоматическую подачу по контуру, величина
и направление которой устанавливаются ги*
дравлически.
Разрезание может вестись со смазкой, струж-
ка со стола сдувается воздухом.
Для разрезания под углом применяются спе-
циальные приспособления. Некоторые станки
с ленточными пилами могут быть приспосо*
блены как ленточные опиловочные.
2 '
Фиг. 53. Кинематическая схема фасонно-вырезной лен-
точной пилы: 1 — механический бесступенчатый вариатор
с раздвижными конусными шкивами; 2 — верхний пиль-
ный шкив, смонтированный в поворотной державке, кото-
рая может наклоняться на некоторый угол при установке
пильной ленты по оси симметрии шкива; 3 — направляю-
щий упор с роликовым подшипником; 4 — шлифовальный
круг для зачистки концов пилы до и после пайки; 5 —
приспособление для электропайки пил; 6 — трос подачи
детали грузом; 7 — цепь, охватывающая деталь при е?
подаче на пилу; 8— переставная гайка для подвода винта
к изделию; 9 — педаль для пуска и выключения механи-
ческой подачи; 10 — воздушный насос, подающий воздух
к соплу для сдувания стружки с места разреза} 11 -
линейка для правильной установки деталей.
ГЛ. IX]
ФАСОННО-СТРОГАЛЬНЫЕ СТАНКИ
517
ОПИЛОВОЧНЫЕ СТАНКИ
Опиловочные станки применяются для ме-
ханической опиловки деталей при помощи на-
пильников. Преимущества механической опи-
криволинейного профиля — инструментов, ло-т
пастей гребных винтов, деталей с фасонной
поверхностью и т. п.
Деталь или небольшая партия деталей обра-
батывается за одну установку с повышенной
Таблица 22
Классификация опиловочных станков
Тип станка
Характеристика и область применения станка
Опиловочный с возвратно-поступательным дви-
жением напильника
Напильник закрепляется на раме, совершающей возвратно-по-
ступательное движение. Подачу получает изделие за счёт груза.
При наклонной обработке стол поворачивается. Применяются для
опиловки наружных и внутренних поверхностей, шаблонов, ка-
либров и штампов. Недостаток станков данного типа — наличие
холостого обратного хода, понижающего производительность.
Станки обычно приспособлены также к работе короткими пиль-
ными лентами, устанавливаемыми аналогично напильникам, а в
некоторых случаях — для притирки отверстий. Конструкция стан-
ка — см. фиг. 54
Ленточный опиловочный
Станок работает гибкой стальной лентой, на которой закре-
плены короткие напильники. Напильники подпираются плоскими
пружинами. Концы ленты продеваются сквозь отверстие в дета-
ли и соединяются быстродействующей защёлкой. Непосредствен-
но у детали лента опирается на направляющие скольжения
со смазкой. Для натяжения ленты верхний шкив делается по-
движным. Скольжение ленты по шкиву иногда устраняется устрой-
ством 'на ней выступов, входящих в зацепление со шкивом.
Привод станка осуществляется от многоскоростного электродви-
гателя или односкоростного с механическим бесступенчатым ва-
риатором. Стол имеет поворот в двух направлениях, при опиловке
средних и больших деталей — подача от груза. Применяется для
опиловки внутренних и наружных контуров. Средняя скорость
резания при опиловке — от 20 до 50 ммин. Производительность
станка примерно в 3 раза больше, чем станка с возвратно-
поступательным движением. Недостаток станка — трудность из-
готовления напилочной ленты
ловки по сравнению с ручной — повышенная
производительность и точность обработки,
равномерный и меньший по величине износ
напильников, невысокая квалификация рабо-
чего. Типы опиловочных станков см. в табл. 22.
ФАСОННО-СТРОГАЛЬНЫЕ СТАНКИ
Фасонно-строгальные станки предназна-
чаются для обработки разнообразных изделий
точностью простым инструментом (резцом),
совершающим возвратно-поступательное дви-
жение.
Выполнение фасонных работ на фасонно-
строгальных станках более удобно и произво-
дительно, чем на обычных строгальных стан-
ках, и требует меньшего опыта.'
Типы фасонно-строгальных станков и об-
ласти их применения приведены в табл. 23 на
стр. 520.
518
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 54. Опиловочный и отрезной станок с возвратно-поступательным движением инструмента: / —вал, несущий
муфту трения с разжимным кольцом, диск с камнем, приводящий воззратно-поступательно перемещающуюся ку-
лису и воздушный насос для сдувания стружки; 2—вал, несущий кривошипный диск кривошипно-шатунного меха-
низма привода рамы; 3 — головка для установки длины хода рамы; 4 — рама, имеющая возвратно-поступательное
движение; 5 — подшипник качения, служащий опорой для рамы; 6 — маховичок для перемещения пильной рамы
вручную при наладке; 7 — патрон для закрепления ножовки или напильника; 8 — прорезь для установки напра-
вляющих при работе ножовкой; 9 — стол, поворачивающийся вокруг двух взаимно перпендикулярных горизон-
тальных осей; 10 — маховичок для установки стола по высоте посредством реечной шестерни и рейки, нарезан-
ной на опорной колонке стола; 11 — струбцины для предотвращения подъёма детали; при разрезных работах вместо
одной из струбцин вставляется направляющая ножовочного полотна; 12 — груз для автоматической подачи де-
тали при помощи гибкого троса и цепи; 13 — рычаг для выключения автоматической подачи; 14 — педали для
пуска и останова станка посредством муфты; 15— приспособление для подачи при обработке прямолинейных и
криволинейных контуров; 16 — трос для подачи детали цепью; 17 — храповой механизм, выключающий авто-
матическую подачу во время обратного хода. Действует от кулачка, закреплённого на валу 2.
ГЛ. IX]
ФАСОННО-СТРОГАЛЬНЫЕ СТАНКИ
519
Фиг. 55. Строгальный станок для пу-
ансонов и фасонных изделий: /,ч2т-ле-
дали включения и выключения станка;
3 — маховичок для установки по вы-
соте хода резца относительно детали;
4 — кулиса с прорезью и зубчатым
¦сектором для установки длины хода
резцовых салазок; 5 — рычаги, пере-
мещающие резцовый мостик; 6 —ру-
коятка для зажима рычагов 5 после
установки хода маховичком 3; 7 — ры-
чаг с пазом и зубчатым сектором для
регулировки угла поворота резца; 8 —
поворотный резцовый мостик; 9 — ку-
лачковый барабан, управляющий по-
воротом и подачей резцового мостика;
10 — кулачковый барабан, управляю-
щий продольной подачей стола; 11 —
звёздочка для установки величины про-
дольной подачи стола от храпового
механизма; 12 — поперечные салазки
с делительной головкой; 13 — рукоятка
фиксатора непосредственного деления;
14 — гибкий трос для включения и вы-
ключения фрикционной муфты с раз-
жимным кольцом от педалей 1 а 2.
520
СТАНКИ СТРОГАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Типы фасонно-строгальных станков
Таблица 23
Тип станка
Характеристика и область применения станка
Фасонно-строгальные
станки, работающие по
разметке или наклад-
ному копиру
Преимущественное применение для обработ
ки вырубных фасонных пуансонов цилиндриче
ской и конической формы. Плоские фасонные
детали изготовляются партиями в виде фасон-
ного бруска, который затем разрезается. Дели-
тельная головка станка даёт возможность точ-
но обрабатывать закругления и поверхности,
расположенные под различными углами. Обра-
ботка пуансонов по данному методу даёт
улучшение конструкции пуансонов (за одно с
ножкой) и сокращение плоскостей обработки.
Конструкция станка — см. фиг. Б5
Фасонно-строгальные станки с кинематической настройкой
п
Во многих случаях это обычные универсаль-
ные станки со специальными наладками. При-
меняются для обработки круговых цилиндри-
ческих поверхностей, наружных или внутрен-
них винтовых поверхностей постоянного шага
особенно, когда шаг их чрезмерно велик для
обработки на токарном станке. Главное дви-
жение обычно осуществляется изделием, уста-
новленным на столе, или в специальных слу-
чаях инструментом; скорость настраиваемого
движения подачи сохраняется постоянной. При
обработке винтовых поверхностей (канавок)
деталь вращается. Прилагаемые схемы обра-
ботки осуществляются на продольно-строгаль-
ном станке со специальными наладками
Копировально-строгальные станки
Станки строятся с механическим (схема 1).
автоматическим — гидравлическим (схема 2)
или электрическим управлением. Одна подача
устанавливается постоянной, величина другой
подачи меняется в соответствии с формой ша-
блона или копира, помещённого рядом с деталью
(схема 2) или по другую сторону станка (схе-
ма 1). Механическое копирование применяется
при обработке деталей небольших габаритов
(мелкие гребные винты, буксы) вследствие то-
го, что усилие резания полностью передаётся
через щуп (ролик, палец) на копир, что уве-
личивает его износ и понижает точность обра-
ботки.
Строятся на базе нормальных станков с за-
меной их механизмов подачи и столов и до-
бавлением к приводу станка механизма копи-
рования, а при автоматическом копировании
также промежуточного устройства в виде от-
дельного агрегата. В прилагаемых схемах по-
дача, сохраняемая постоянной, может произ'
водиться как столом, так и супортом, передви
гаюшимся вместе с ползуном в поперечном
направлении
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Ачеркан Н. С, Расчёт и конструирование металло-
режущих станков, ч. 1, Машгиз, 1937.
2. Б у р ш т е и и И. Е., М а н у й л о в Л. К., Ч е р н и-
к о в С. С, Протягивание, Машгиз, 1947.
3. Добровольский' В. В., Графическое исследо-
вание рабочего механизма шепинга. Станки, сб. Стан-
кина, 1933.
4. Зайченко И. 3., Гидравлическое оборудова-
ние современных металлорежущих станков, Машгиз,
1945.
5. И в а н о в И. Д., Строгальные станки и работа на
них, Машгиз, 1946.
6. И в а н о в И. Д., Строгально-долбёжное дело, Маш-
гиз, 1944.
7. К о р н и л о з К. А., Производство зубчатых колёс,
Машгиз, 1947.
8. ЛащаверА.Л., Новые станки Глисон, ЭНИМС, 1946..
9. Н е м и р о в с к и й А. С, Расчёт и исследование ку-
лисного механизма поперечно-строгального станка.
Труды Мостанкина, вып. 9, 1940.
10. Сухаревский Д. Я.. Станки Глисон для наре-
зания конических шестерён с прямым и спиральным
зубом, ОНТИ, 1936.
11. Ш а в л ю г а К. И. и Ф р е й д м а и Л. Л., Наладчик
зуборезных станков, ОНТИ, 1936.
12. Ш в а р ц м а и А. И., Шепинги с гидроприводом (кон-
струкция и исследование) НИИТЯЖМАШ", сб. трудоа
лаборатории машин и деталей, 1939.
Глава X
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
ВВЕДЕНИЕ
К группе шлифовальных станков относятся
все станки, производящие обработку деталей
шлифовальными кругами, брусками и по-
рошками. Снижение припусков на заготовках
и совершенствование шлифовальных инстру-
ментов позволяют получать готовые детали
путём непосредственного шлифования необра-
ботанных заготовок.
Шлифовальные станки применяются для:
а) обдирки заготовок, б) придания точных
размеров и правильной геометрической формы
обрабатываемым деталям, в) придания высо-
кого качества поверхности, г) заточки режу-
щего инструмента, д) отрезки.
По принципу обработки круглошлифоваль-
ные станки подразделяются на работающие
с продольным перемещением обрабатываемого
изделия относительно круга, работающие по
методу врезания и бесцентровые. Плоскошли-
фовальные станки подразделяются в зависи-
мости от положения оси шлифовального шпин-
деля (вертикальное или горизонтальное), от
формы рабочего стола (круглая или прямо-
угольная) и способа работы шлифовального
круга (периферией или торцом).
Станки для профильного шлифования пред-
назначаются для обработки резьбы, зубчатых
колёс, многошпоночных валиков, шаблонов
и т. д.
Широкое распространение получили станки
для достижения высокой чистоты обрабаты-
ваемой поверхности — шлифовально-притироч»
ные (хонинг) и шлифовально-отделочные (су-
перфиниш). Они снимают ничтожные слои ме-
талла при низких скоростях резания.
Полировальные станки служат главным
образом для получения красивой внешней по-
верхности.
Заточные станки различаются в зависи-
мости от рода инструмента. Широкое рас-
пространение имеют универсальные заточные
станки.
Отрезные шлифовальные станки предназна-
чаются для резки очень твёрдых, (обычно зака-
лённых) деталей сравнительно небольшого се-
чения. Станки имеют ограниченное приме-
нение.
Режимы и показатели работы шлифоваль-
ных станков указаны в табл. 1.
Классификация станков приведена в табл. 2.
К конструкции шлифовальных станков
предъявляются повышенные требования в от-
ношении жёсткости и виброустойчивости.
Особенности конструкции: привод шлифо-
вального шпинделя от индивидуального электро-
двигателя — встроенного или через ремённую
передачу; вращение обрабатываемого изделия —
от индивидуального электродвигателя, регу-
лируемого или через механическую ступенча-
тую или бесступенчатую коробку скоростей,
или от гидропривода; возвратно-поступатель-
ные движения столов и бабок — от гидропри-
вода; подача на глубину — механическая или
гидравлическая; правка круга — ручная или
гидравлическая; зажим деталей— механический
или магнитный (постоянные магниты или
электромагниты); измерение деталей — ручное
или автоматическое.
Таблица 1
Основные показатели работы шлифовальных станков
(средние данные)
Процесс
Скорость
шлифоваль-
ного
инструмен-
та в м/гек
Глубина
шлифов а-
Скорость
изделия
в mImuh *
Усилие
в кг
При-
пуск
в мм
Точность
В МП
Чистота
поверхно-
сти в мк *'¦
Обдирочное шлифование i8—з°
Обычное шлифование . . . 20—30
Индивидуальное шлифование 23—40
Тонкое шлифование .... 25—4°
Шлифование притирочное . 2—5
Притирание \ 0,1—0,5
Шлифование отделочное j
(брусками) I 0,02—0,05
Полирование ........ ; ю—50
Затачивание | 18—20
О,О2 —0,5
0,015—0,08
0,005—0,04-
0,005—0,01
Незначит.
o,oi—o,o3
5—3°
I— IO
I—15
IO—IOO
5-5°
5—Зо
5-ю
2О—IOO
0,5—25
о,5—4
о,а—I
о,о5—о
0,05—0
О,О2—О
О,ОО2—О
о,5—5 0.001—о
о,5—1о!о,оо1—о
0,05—0
ДО
ш—ао
2,5- 5
1—2,5
о,5—о,о8
0,1—0,05
о,5—1,о
3—ю
до
4 —i.
1 —о
2 —О
оз—о
OI—О
О,О1 — О
О,1—О
* Окружная при вращении или линейная при поступательном перемещении.
** Более подробно см. т. 7, стр. 21, табл. 17.
522
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Таблица 2
Классификация основных типов шлифовальных станков
Тип
Основная
характеристика
Область
применения
Конструктивные особенности
Схема обработки
Круглошли-
фовальные
Наибольший
диаметр шли-
фования 25—
G0O мм
Шлифование ци-
линдрических и
конических поверх-
ностей при зажи-
ме изделия в цен-
трах или патроне
Вращающийся горизонталь-
ный шлифовальный шпиндель
помещается на салазках,
осуществляющих подачу на
глубину. Обрабатываемое
изделие вращается на цен-
трах-передней и задней бабки
или в патроне передней баб-
ки, установленных на столе.
Возвратно-п оступательное
продольное движение изделия
осуществляется в станках ма-
лых и средних размеров —
столом, очень крупных —
шлифовальной бабкой
Универсаль-
ные кругло-
шлифовальные
Наибольший
диаметр шли-
фования 25—
300 мм
Шлифование ци-
линдрических, ко-
нических и торце-
вых поверхностей
при зажиме изде-
лия в центрах или
патроне
Конструкция та же, что и
у круглошлифовальных стан-
ков. Шлифовальная бабка,
передняя бабка и стол стан-
ка являются поворотными
вокруг вертикальных осей
Врезные
круглошлифо-
вальные
Н аибольший
диаметр шли-
фования 150—
400 мм
Шлифование ци-
линдрических, ко-
нических и про-
фильных поверх-
ностей при зажиме
изделия в центрах
при поперечной
подаче круга (ме-
тод врезания)
Конструкция та же, что и у
круглошлифовальных станков.
Шлифование • производится
кругом или набором кругов,
ширина которых соответст-
вует ширине обрабатываемой
поверхности. Продольное пе-
ремещение стола только уста-
новочное. Шлифовальная
бабка или стол могут иметь
осциллирующее движение в
продольном направлении.
Жёсткость и мощность выше,
чём у обычных круглошли-
фовальных станкои
Бесцентро-
вые кругло-
шлифовальные
Наибольший
диаметр шли-
фования 25—
300 мм
Бесцентровое
шлифование ци-
линдрических по-
верхностей на про-
ход и цилиндриче-
ских, конических
и профильных по-
верхностей по ме-
тоду врезания
Станки имеют два шлифо-
вальных круга. Вращение
обрабатываемого изделия
осуществляется за счёт раз-
ности окружных скоростей
шлифующего и подающего
круга, вращающихся в одном
направлении. Продольная по-
дача настраивается поворо-
том на небольшой угол веду-
щего круга или ножа. Подача
на глубину производится шли-
фующим кругом
Вальце-шли-
фовальные
Наибольший
диаметр валь-
цов 400—
1000 мм
Шлифование ци-
линдрических и
профильных про-
катных вальцов
при установке их
в центрах
Конструкция та же, что и
у круглошлифовальных стан-
ков. Продольное перемеще-
ние круга осуществляется
шлифовальной -бабкой.
Имеется механизм для по-
лучения выпуклых и вогнутых
поверхностей
Станки для
шлифования
шатунных ше-
ек коленчатых
валов
Наибольший
диаметр вала
с коленом
300—800 мм
Одновременное
или последователь
ное шлифование
шатунных шеек
коленчатых валов
по методу вреза-
ния
Конструкция та же, что и
у круглошлифовальных стан-
ков. Зажимы позволяют уста-
навливать коленчатый вал
таким образом, чтобы шли-
фуемая шейка вращалась во-
круг своей (собственной) оси.
Привод изделия двухсторон-
ний. Количество шлифоваль-
ных кругов — 1 или 2
ГЛ. X]
ВВЕДЕНИЕ
523
Продолжение табл. 2
Тип
станков
Основная
характеристика
Область
применения
Конструктивные особенности
Схема обработки
Внутришли-
фовальные
Наибольший
диаметр шли-
фуемого от-
верстия 10—
1000 мм
Шлифование ци-
линдрических и
конических отвер-
стий при наличии
специальных уст-
ройств — торцевых
поверхностей
По расположению шпинде-
ля различают вертикальные
и горизонтальные станки.
Шпиндель изделия сообщает
вращение обрабатываемой
детали. Шлифовальный шпин-
дель помещается на салазках,
осуществляющих возвратно-
поступательное продольное
перемещение; подача на глу-
бину обычно производится
верхними салазками шлифо-
вальной бабки
Планетарные
внутришлифо-
вальные
Наибольший
диаметр шли-
фуемого от-
верстия 60—
800 мм
Шлифование ци-
линдрических от-
верстий в деталях,
не представляю-
щих собой тел вра-
щения. Возможно
шлифование на-
ружных, торцевых
и профильных по-
верхностей'
По расположению шпинделя
различают горизонтальные и
вертикальные станки. Шли-
фовальный шпиндель вра-
щается вокруг своей оси
(движение резания) и вокруг
оси обрабатываемого отвер-
стия (движение подачи). Воз-
вратно-поступательное дви-
жение вдоль отверстия
осуществляется столом, а
в вертикальных станках —
шлифовальной бабкой. Раз-
мер отверстия и подача на
глубину регулируются изме-
нением эксцентриситета шли-
фовального шпинделя
Бесцентро-
вые внутри-
шлифовальные
Наибольший
диаметр шли-
фуемого От-
верстия 100—
300 мм
Шлифование ци-
линдрических от-
верстий в телах
вращения
Конструкция станков пре-
дусматривает магазинное уст-
ройство, из которого детали
подаются к двум роликам и
ведущему кругу, сообщаю-
щему вращение шлифуемому
изделию
Плоскошли-
фовальные
Размер сто-
ла: ширина
150-1000 мм,
длина 200—
5000 мм или
диаметр 300—
2000 мм
Шлифование
плоских поверх-
ностей периферией
или торцом круга.
При наличии спе-
циальных уст-
ройств —шлифова-
ние сложных кон-
туров
По расположению шпинде-
ля различают станки верти-
кальные и горизонтальные, а
по числу колонн—одноколон-
ные и двухколонные с попе-
речиной. Изделие или серия
изделий закрепляются на
столе, который имеет кру-
говое . или продольное
возвратно-поступательное пе-
ремещение. Только в очень
крупных станках продольное
движение осуществляется
не столом, а стойкой круга.
Подача на глубину произво-
дится шлифовальной бабкой
или столом
Двухсторон-
ние плоско-
шлифовальные
Диаметр шли-
фовального
круга 500—
800 мм
Шлифование
двух плоских по-
верхностей одно-
временно
Различают горизонтальные
и вертикальные станки. Один
шлифовальный шпиндель
имеет установочное движе-
ние в осевом направлении.
Между кругами помешается
подающее устройство, на ко-
тором закрепляются обраба-
тываемые детали
Шлифоваль-1 Наибольшая
ные для напра длина шлифо-
вляющих
вания 1000—
5000 ми
Шлифование пло-
ских и призмати-
ческих направля-
ющих в станинах,
столах, салазках
и пр.
Одноколонная конструкция
с двумя или тремя шпинде-
лями, помещёнными в баб-
ках, расположенных на тра-
верзе. Детали устанавлива-
ются на столе, имеющем про-
дольное возвратно-поступа-
тельное движение. В круп-
ных станках это движение
осуществляет стойка с тра-
верзой
524
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Продолжение табл.
Тип
станков
Основная
характеристика!
Область
применения
Конструктивные особенности
Схема обработки
Обдирочно-
шлифовальные
Диаметр шли-
фовального
круга 100—
800 мм
Обдирка, зачист-
ка шлифованием
Конструкция с гибким ва-
лом применяется для пере-
носных станков малых раз-
меров. Средние размеры —
настенные и маятниковые
Крупные станки — с подвиж-
ным столом
Плоскопри-
тирочные
Диаметр при-
тирочных ди-
сков 200—
800 мм
Притирка пло-
ских и цилиндри-
ческих поверхно-
стей
Станок имеет два верти-
кальных вращающихся шпин-
деля, на которых установле-
ны чугунные, медные или аб-
разивные круги. Изделия
помещаются в сепаратор,
получающий дополнительное
перемещение между кру-
гами— притирами. Ручные
станки имеют один круг; все
движения изделия осущест-
вляются вручную
Круглопри-
тирочные
Наибольший
диаметр при-
тираемых из-
делий 50—
200 мм
Притирка кали-
бров и другого из-
мерительного ин-
струмента
Притираемая деталь уста-
навливается в горизонталь-
ном шпинделе. Притирка про-
изводится притирами— коль-
цами вручную
Шлифоваль-
но-прич ироч-
ные
Наибольший
диаметр при-
тираемого от-
верстия 100—
300 мм
Притирка отвер-
стий абразивными
брусками
Одно- или многошпиндель-
ные станки. Вращательное и
возвражо. поступательное
движение имеет шпиндель
с шлифовально-притиоочными
головками. Горизонтальные
станки применяются для глу-
боких отверстий
Шлифов аль-
но-отделочные
Наибольший
диаметр валов
Притирка шеек
валов,шпинделей,
поршней и прочих
изделий абразив-
ными брусками
Горизонтальные станки —
для отделки длинных изде-
лий, вертикальные — для ко-
ротких изделий. Одно- и мно-
гошпиндельные модели. Из-
делие получает вращение,
абразивные бруски — осцил-
лирующее движение
Полироваль-
ные
Диаметр по»
лировалыюго
диска; ширина
ленты 100—
200 мм
Полирование пло-
ских поверхностей
(бесконечный ре-
мень); цилиндриче-
ских, конических,
сложных наружных
и внутренних по-
верхностей ^ягки!
круг)
Станки с мягким кругом
или бесконечным ремнём (ко-
жаным или матерчатым), на
которые нанесён абразивный
порошок. Движение ремня по
шкивам. Полирование произ-
водится вручную
ГЛ. X]
КРУГЛОШЛИФОВАЛЬНЫЕ СТАНКИ
525
Продолжение табл. 2
Тип
станков
Основная
характеристика
Область
применения
Конструктивные особенности
Схема обработки
Универсаль-
ные заточные
Наибольший
диаметр зата-
чиваемого ин-
струмента
100—300 мм
Заточка метчи-
ков, развёрток,
зенкеров, фрез и
пр. При наличии
специальных при-
способлений круг-
лоенаружное, вну-
треннее и торце-
вое шлифование
Горизонтальный стол с кон-
сольным крестовым столом
или столом на станине. Шпин-
дельная бабка с одним или
двумя кругами может по-
ворачиваться вокруг верти-
кальной оси и устанавли-
ваться по высоте. Стол пе-
ремещается в продольном
направлении. В консольных
конструкциях стол имеет пе-
ремещение также в попереч-
ном и вертикальном напра-
влениях. Передняя и задняя
бабки или приспособления
для поддержания затачивае-
мого инструмента устанавли-
ваются на столе
Развитие конструкций шлифовальных стан-
ков идёт по линии увеличения их произво-
дительности путём применения более в.ысоких
режимов резания, увеличения числа одновре-
менно работающих инструментов и одновре-
менно обрабатываемых деталей. В последнее
время появились станки агрегатного типа и
ыногошпиндельные станки непрерывного дей-
;ствия.
КРУГЛОШЛИФОВАЛЬНЫЕ СТАНКИ
Круглошлифовальные станки предназна-
чаются для наружного шлифования тел вра-
щения. На специальных круглошлифовальных
станках шлифуются также различные фасон-
ные поверхности (кулачков и т. и.) и торце-
вые плоскости деталей. Основные схемы кон-
струкции этих станков показаны на фиг. 1 и 2.
Схема по фиг. 1 с перемещением стола
с изделием вдоль его оси применяется для
станков с наибольшим диаметоом шлифования
Фиг. 1. Схема круглошлифовального станка с пе-
ремещающимся вдоль оси изделия столом.
до 500—700 мм. Схема по фиг. 2 с перемеще-
нием бабки шлифовального круга в направле-
нии оси изделия принята для станков, пред-
назначенных для шлифования изделий круп-
ного размера. Эта схема обеспечивает полу-
чение более короткой станины, но усложняет
её конструкцию.
Круглое шлифование поверхностей боль-
шой длины ведётся при продольном переме-
щении изделия относительно круга и одно-
временном вращении его вокруг своей оси.
Шлифование поверхностей, длина которых
менее ширины круга, производится без про-
дольного перемещения изделия относительно
круга — врезанием (ввподрезку").
Круглошлифовальные станки можно раз-
делить на: 1) простые — для шлифования ци-
линдрических деталей и деталей, имеющих
конусность в пределах 3° для больших и 6°
Фиг. 2. Схема круглошлифовального станка с перемещаю-
щейся вдоль оси изделия шлифовальной бабкой.
для малых станков; 2) для шлифования впод-
резку поверхности длиной до 100 мм для мел-
ких станков, до 200 м — для средних; 3) уни-
версальные для шлифования цилиндрических,
конических и других поверхностей тел враще-
ния в центрах и в патроне, а также для вну-
треннего шлифования; 4) специализирован-
ные—для шлифования разнообразных изделий,
коленчатых валов, распределительных вали-
ков, клапанов, поршней и т. п.
Простые круглошлифовальные станки обо-
значаются по наибольшему диаметру устана-
вливаемого изделия. По ГОСТ 2984-45 устано-
влен ряд 100, 130, 200, 300, 400, 550, 750,
1000 мм.
В табл. 3 приведены основные конструк-
тивные характеристики простых круглошли-
фовальных станков.
На фиг. 3 показана нормальная конструк-
ция универсального круглошлифовального
станка 313.
Принятая для круглошлифовальных станков
форма направляющих — одна плоская и дру-
гая V-образная — лучше, чем две плоских,
обеспечивает точное направление при пере-
мещении. Гидропривод обеспечивает плавный
реверс и бесступенчатое регулирование ско-
a? he
Наибольший диаметр шлифуемого
изделия (числитель); рекомендуемый
(знаменатель; ь мм.
8 8 "S
Расстояние между центрами в мм
Размеры шлифовального круга в
Мощность электродвигателя шлифо -
вального круга в кет
Число оборотоь шпинделя изделия
в об/мин
Мощность электродвигателя привода
изделия в кет
Скорость перемещения стола в м\мин
Расстояние между направляющими
стола (их ширина) в мм
Расстояние между направляющими на
поперечных салазках (их ширина)
Длина направляющих поперечного
движения
Диаметр и длина шейки шпинде-
ля шлифовального круга в мм
Вес бабки шлифовального круга в кг
Диаметр шпинделя изделия в мм
Длина опоры бабки изделия на
столе в мм
они
Конус центра бабки изделия
Вес бабки изделия в кг
Диаметр шпинделя задней бабки в мм
8 § 8
Вес станка в кг
О\ О\ О*
°d <S "g
ххх
XXX
X X X X
4^ 00 to U
~J «J -J
8 8 8
XXX
Габариты станка в плане в мм
м -
hmhvid
939
no CD
по EFGK
Фиг. 3. Универсальный круглошлифовальный станок 313
Московского завода внутришлифовальных станков: а -
продольный разрез станка; б — вид сверху; в — попереч-
ный разрез: 1 — бабка изделия; 2— бабка шлифовального
круга; 3—задняя бабка; ^—верхний поворотный стол;
6 — нижний стол; 6 — гидравлический цилиндр переме-
щения стола; 7 — гидропанель; 8 — механизм подачи кру-
га; 9 — винт подачи круга; 10 — насос гидравлики.
528
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
рости стола в пределах от 0,2 до 10 м/мин
с помощью дросселя. Низшие скорости 0,2—
0,8 м/мин применяются при правке кругов
алмазом.
Некоторые универсальные круглошлифо-
вальные станки имеют дополнительные поворот-
ные салазки для перемещения шлифовальной
бабки при шлифовании крутых конусов „на про-
ход". Шпиндель изделия у нормальных кругло-
шлифовальных станков выполняется в виде не-
подвижного центра с поводковой планшайбой,
так как шлифование на неподвижных центрах
способствует получению большей точности.
Для достижения возможно большей чи-
стоты шлифованной поверхности вращение
шпинделя осуществляется через передачу
с гибкой связью.
Конструкция бабки шлифовального круга
станка 313 показана на фиг. 5. Привод шпин-
деля осуществляется обычно от электродви-
гателя, установленного на корпусе бабки с
помощью клиновых ремней. Во избежание пе-
редачи вибраций электродвигателя на бабку
ротор электродвигателя следует тщательно
балансировать; рекомендуется применять дви-
гатели на подшипниках скольжения.
Фиг. 4. Передняя бабка круглош лифов ального станка 315 Харьковского станкостроительного завода им. Молотова:
/ —приводной вал; 2 — передача зубчатой цепью к поводковой планшайбе; 3 — поводковая планшайба;
4 — неподвижный шпиндель.
У универсальных круглошлифовальных стан-
ков шпиндель изделия выполняется вращаю-
щимся, чтобы иметь возможность обрабаты-
вать изделия в патроне. Бабка изделия де-
лается поворотной на ±90°; короткие изделия,
зажатые в патроне, могут быть прошлифованы
по цилиндру или с любой конусностью. Воз-
можно также шлифовать торец изделия пери-
ферией круга.
Шпиндель задней бабки при установке из-
делия отводится рукояткой и поджимается
вперёд пружиной. Обе бабки в зависимости
от длины подлежащего шлифованию изделия
могут быть установлены в любом месте по
длине стола. Откидная головка, укрепляемая
на корпусе шлифовальной бабки, приводимая
от шкива на шпинделе шлифовальной бабки
плоским ремнём, даёт возможность прошли-
фовать внутренние и наружные поверхности
с одной установки. При шлифовании длинных
изделий на столе станка могут быть устано-
влены люнеты.
Конструктивное устройство бабки изделия
простого круглошлифовального станка 315 по-
казано на фиг. 4.
Шпиндель шлифовального круга устана-
вливается в подшипниках скольжения с ре-
гулировкой зазора:- цельных конических, разъ-
ёмных, с подтяжкой верхнего вкладыша, сег-
ментных. Чем меньше зазор в подшипниках,
тем меньше возможные смещения шпинделя,
меньше амплитуда его колебаний при вра-
щении.
В новейших конструкциях подшипников
применяется смазка смесью керосина с не-
большим количеством A0—15°/о) масла, кото-
рая позволяет получить зазоры в пределах
2—3 мк. Жёсткое закрепление шпинделя по-
вышает чистоту шлифуемой поверхности и
стойкость круга.
На фиг. 6 показана бабка изделия универ-
сального круглошпиндельного станка. Для шли-
фовки в центрах шпиндель может быть за-
стопорен. Подшипники шпинделя для таких
бабок обычно применяются радиально-упор-
ные высокого класса точности.
Нормальные круглошлифовальные станки
снабжаются механизмами: а) быстрого отвода
и подвода круга на величину 50 мм; б) пе-
риодической подачи круга в конце хода стола;
ГЛ. X]
КРУГЛОШЛИФОВАЛЬНЫЕ СТАНКИ
529
вид по гтрелпе R
6)
Фиг. 5. Бабка шлифовального круга станка 313: а — продольный разрез; 6 — поперечный разрез; / — диафрагма
для поджатая верхнего вкладыша давлением масла; 2 — поршеньки; 3 — насос, подающий масло для поджима и
смазки; 4 — подпятник, воспринимающий осевое усилие; 5 — винт поперечной подачи; в — маховичок поперечной
подачи.
34 Том 9
530
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 6. Передняя бабка универсального круглошлифовального станка 313: / — шпиндель; 2 — стопор для закре-
пления шпинделя при работе в центрах; 3 — рукоятка управления конусной муфтой и тормозом; 4 — тормозное
в) перемещения круга от руки с точным
лимбом.
Универсальные круглошлифовальные стан-
ки механизмами быстрого отвода и подвода
круга обычно не снабжаются.
Станки для врезного шлифования снаб-
жаются механизмами:
а) быстрого отвода и подвода,
б) непрерывной подачи — работающими
по заранее настроенному циклу черновой
и чистовой подачи и выхаживания с по-
мощью кулака или гидравлического меха-
низма.
На фиг. 7 показан механизм для автомати-
ческого цикла шлифования вподрезку станка
ЗВ15, на фиг. 8 — механизм поперечной подачи
станка 315, на фиг. 9—механизм ручного пе-
ремещения стола в станке 313.
На фиг. 10 приведён пример конструкции
приспособления для правки круга алмазом,
устанавливаемого на столе станка.
На фиг. 11 показана схема механизма для
шлифования выпуклых и вогнутых прокатных
валков.
Фиг. 7. Механизм
врезания станка
ЗВ15 Харьковского
станкостроительно-
го завода им. Моло-
това: 1— винт пере-
мещения шлифовальной бабки; 2 — гидроцилиндр ycKOj
ренного перемещения; 3 — упорная втулка с винтовой
упорной поверхностью; 4 — гидроцилиндр рабочей подачи;
б — рычаги переключения и выключения подачи.
4 2
/
попеоечного перемещения станка 315 Харьковского станкостроительного завода им. Молотова:
быстрого отвода круга; 2 - управляющий золотник; 3, 4 - маховичок и винт медленной ручной
подачи.
ГЛ. X)
РЕЗЬБОШЛИФОВАЛЬНЫЕ СТАНКИ
531
Фиг. 9. Механизм перемещения от руки стола станка 313: / — рейка, укреплённая на столе; 2— гидро-
цилиндр, выключающий механизм ручного перемещения при включении гидравлической продольной подачи.
ПО If
Фиг. 10. Приспособление для правки круга алмазом в
станке 313: 1 — корпус; 2 - съёмная головка (может
укрепляться на корпусе задней бабки).
РЕЗЬБОШЛИФОВАЛЬНЫЕ СТАНКИ
Резьбошлифовальныс станки используются
для обработки резьбы повышенной точности
на сырых и закалённых ответственных де-
талях.
Шлифование производится узкими (одно-
ниточными) и широкими (многониточными)
кругами.
Шлифование многониточными кругами
обеспечивает более высокую производитель-
ность, но меньшую точность, и применяется,
когда точность шлифуемой резьбы не выше
2-го класса или в качестве предварительной
операции.
Классификация резьбошлифовальных стан-
ков приведена в табл. 4.
Основные технические характеристики
резьбошлифовальных станков приведены
в табл. 5.
На фиг. 12 представлена конструкция оте-
чественного универсального резьбошлифоваль-
ного станка с поворотной шлифовальной го-
ловкой и качающейся при затыловании шли-
фовальной бабкой.
Конструкция универсального резьбошли-
фовального станка с поворотными направляю-
щими стола и качающимся при затыловании
столом приведена на фиг. 13. В станках этого
типа длина шлифования ограничена.
Фиг. 11. Устройство станка для шлифования выпуклых и
вогнутых прокатных валов: 1 — приводной вал; 2 — центр
качания бабки; 3 — кулак; 4 — поворотные рычаги;
5, 6 — червячная и реечная передачи для перемещения
стола; 7,8 — упорные кольца.
Станок со сменными ходовыми винтами-
копирами показан на фиг. 14.
Привод шлифовального круга
резьбошлифовальных станков осуществляется
индивидуальными электродвигателями при по-
мощи плоских или клиновых ремней. Для по-
лучения различных скоростей шлифовального
круга применяются:
1) электродвигатели постоянного тока с бес-
ступенчатым регулированием скоростей;
2) многоскоростные электродвигатели пе-
ременного тока с дополнительным изменением
скоростей многоступенчатыми шкивами;
3) сменные шкивы на шпинделе шлифо-
вального круга и асинхронном электродвига-
теле переменного тока.
Привод изделия осуществляется индиви-
дуальным электродвигател'ем.
Для получения различных скоростей изде-
лия применяются.
1) электродвигатели постоянного тока с
бесступенчатым регулированием скоростей;
2) электродвигатели переменного тока с
одной или несколькими скоростями и много-
ступенчатыми шкивами;
3) шестеренные коробки скоростей;
532
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
{РАЗД. IV
Типы
станков
Методы шлифования резьбы
Схема
Назначение и область
применения
Определяющие
Средства на-
стройки на шаг
резьбы
Универсаль
ные
1. Однониточным кругом
при продольном перемещении
изделия в одну сторону, с боль-
шой поперечной подачей и ма-
лой окружной скоростью изде-
лия. Обратный ход изделия
ускоренный
2. Однониточным кругом при
продольном перемещении изде-
лия в обе стороны, с малой
поперечной подачей и боль-
шой окружной скоростью изде-
3. Многониточным кругом,
имеющим кольцевые нитки, с
продольной подачей и за один
оборот изделия. Поперечная
подача на всю глубину резьбы
при неподвижном изделии
4. Многониточным кругом,
имеющим винтовые нитки с
продольной подачей изделия,
которому сообщается враще-
ние и смешение вдоль оси
Для обработки наружных
резьб длиной до 1200 мм, вну-
тренних резьб, резьб прерыви-
стых с затылованием (метчи-
ков, резьбовых плащек червяч-
ных фрез), конических резьб,
модульных, кольцевых. В ин-
струментальных, механических
и крупных ремонтных цехах
машиностроительных заводов
Ходовой винт,
сменные ше-
стерни и попра-
вочные линейки
Узкого
назначения
1. Однониточным кругом с
перемещением изделия в одну
и обе стороны
2. Многониточным кругом с
одновременной обработкой
резьбы всей длины за один обо-
рот изделия
3. Многониточными кругами
с винтовыми нитками с врез-
ной поперечной подачей одно-
временно по всей длине резь-
бы. Изделие и круг делают
равное число оборотов
а) Для коротких, наружных
резьб с ограниченным числом
профилей и диапазоном шагов
(метчиков, микрометрических
винтов)
б) Для внутренних резьб
(резьбонарезных плашек, резь-
бовых колец и др.)
в) Для массового производ-
ства в инструментальных и ме-
ханических цехах
а) Сменные
ходовые винты-
копиры
б) Постоян-
ный ходовой
винт и сменные
шестерни
в) Сменные
кулаки
Специали-
зированные
а) Однониточным и многони
точным кругами с продольной
подачей изделия
б) Однониточным кругом и
многониточным с винтовыми
нитками
в) Однониточным кругом с
продольной подачей
Для обработки ходовых вин-
тов, червяков зубчатых пере-
дач, червячных и резьбонарез-
ных фрез
а) Ходовой
винт и сменные
шестерни
б) Сменные
кулаки
Бесцен-
трово-шли-
фовальные
Многониточным шлифоваль-
ным кругом с кольцевыми нит-
ками при гладком цилиндриче-
ском регулирующем круге
Для обработки коротких кре-
пёжных резьб (винтов, шпилек),
в механических цехах и цехах
нормалей
Заправка кру-
гов по профилю
обрабатывае-
мых резьб
ГЛ. X)
РЕЗЬБОШЛИФОВАЛЬНЫЕ СТАНКИ
533
Таблица 4
конструктивные признаки
Установка на угол подъёма винтовой
линии резьбы
Движение затылования
Точность
Поворотом стола с изделием
Поворотом шлифовальной
головки
Ограничи
вает длину
обработки.
Снижает
жёсткость
станка
Необхо-
димость
поворота
приспосо-
бления для
правки эле-
ментов
привода.
Повышает
жёсткость
станка
Качание сто-
ла вокруг оси,
параллельной
оси изделия
Поперечное
возвратно-по-
ступательное
движение шли-
фовальной баб-
ки
Качание шли-
фовальной баб-
ки вокруг оси,
параллельной
оси изделия
Поворот экс-
центричной
гильзы шлифо-
вальной голов-
Смешение
центра задней
бабки
-о»
Ось поворота заднею центра
Поперечное возвратно-поступательное
движение шлифовальной бабки или качание
стола с изделием
Поворотом регулирующего
круга и ножа
Отсутствует
по шагу
Резьбошлифовалькые станки
строятся трёх классов точности
в зависимости от назначения
1. Для обработки резьб наи-
высшей точности (резьб изме-
рительных инструментов и хо-
довых винтов для точных рас-
чётных перемещений)
Наивысшая точность, обес-
печиваемая станками:
I 0,002 мм на 25 мм
длины резьбы
I 0,004 мм на 100 мм
\ длины резьбы
0,007 мм на 500 мм
I длины резьбы
по среднему диаметру
± 0,0025 мм; на половину угла
профиля ± 2'30"
2. Для обработки резьб ре-
жущего инструмента (метчи-
ков, резьбовых фрез, червяч-
ных фрез)
Наивысшая точность, обес-
печиваемая станками: по ша-
гу — 0,003 мм на 25 мм длины
резьбы; по среднему диа-
метру ± 0,005 мм; на поло-
вину угла профиля ± З'ЗО".
3. Для обработки крепёжных
резьб деталей, не требующих
высокой точности
Наивысшая точность, обеспе-
чиваемая станками: по шагу—
0,005 мм на 25 мм длины
резьбы; по среднему диа-
метру ± 0,010 мм; на поло-
вину угла профиля ± 6'
Обработка резьбы многони-
точными цилиндрическими кру
гами с кольцевыми нитками
обеспечивает следующую наи-
высшую точность: по шагу —
0,010 мм на 25 мм длины
резьбы; по среднему диа-
метру ± 0,010 мм; на поло-
вину угла профиля ± 10'
Обработка резьбы многони-
точными цилиндрическими кру
гами с винтовыми нитками по-
вышает точность в связи с
отсутствием необходимости
установки круга или изделия
на угол подъёма винтовой ли-
нии резьбы
Обработка резьбы многони-
точными коническими кругами
повышает точность по сравне
нию с обработкой многониточ-
ными цилиндрическими круга-
ми на 15—25°/0- Большая точ-
ность достигается обработкой
кругом, состоящим из двух
частей: мягкого для большого
съёма металла и твёрдого для
калибрования.
Точность обработки на бес-
центровых шлифовальных стан
ках: по шагу — U.020 мм на
25 мм длины резьбы; по сред-
нему диаметру ± 0,015 мм;
на половину угла профиля±12'
Фиг. 12. Универсальный резьбошли-
фовальный станок ММ-582 Московского
завода внутришлифовальных станков:
/ — передняя бабка; 2 — задняя баб-
ка; 3 — бабка шлифовального круга;
4 — механизм компенсации зазоров
в кинематической цепи шпиндель
изделия — ходовой винт; 5 — гитара
сменных шестерён для настройки на
шаг шлифуемой резьбы; б — гитара
затылования; 7 — гидромотор; S - по-
воротная гайка ходового винта;
у — поправочная линейка; 10 — гидра-
влическая панель; 11 — насос для
смазки подшипников шпинделя шли-
фовального круга; 12 — механизм для
совмещения круга с ниткой шлифуе
мой резьбы; 13 — механизм автомати-
ческой поперечной подачи; 14 — элек-
тродвигатель привода многониточного
круга при правке; 15 — механизм
ручной поперечной подачи; 16 — меха-
низм затылования; 17 — приспособле-
ние для правки однониточных кругов;
18 — насос гидросистемы; 19 — ось
поворота шлифовальной бабки.
Поперечный разрез
Фиг. 13. Универсальный резьбошлифовальный станок: 1 — фрикционный бесступенчатый вариатор в передней бабке; 2 — гитара сменных шестерён для настройки на шаг шли-
фуемой резьбы; 3 — коромысло для сообщения изделию поперечных перемещений; 4 — поворотный сектор для установки изделия на угол подъёма винтовой линии резьбы;
5— круглая направляющая для поворота стола; 6 — нижний стол для перемещений при совмещении круга с ниткой шлифуемой резьбы; 7 — промежуточный вал для привода много-
4) бесступенчатые фрик-
ционные коробки передач;
5) сменные шестерни;
6) гидравлические агре-
гаты с бесступенчатым ре-
гулированием скоростей.
Шпиндели шлифо-
вального круга и из-
делия монтируются на
подшипниках скольжения
(фиг. 12, 13 и 16) или каче-
ния (фиг. 14, 15 и 17) с
радиальным и осевым бие-
нием — 0,001 — 0,002 мм.
Осевой упор шпинделя шли-
фовального круга распола-
гается возможно ближе к
кругу в целях получения
минимального осевого сме-
щения последнего при на-
греве шпинделя. Осевой на-
тяг шпинделей достигается
чаще всего пружиной через
задний шариковый подшип-
ник. Шпиндели изготовля-
ются из сталей 40Х, 20Х,
35ХМЮА с твёрдостью ра-
бочих поверхностей Rr =
= 45-70.
Подшипники скольжения
изготовляются из высокока-
чественных фосфористых
оловянистых или свинцови-
стых бронз.
Направляющие
стола и шлифоваль-
ной бабки часто выпол-
няются роликовыми (фиг. 18
и 19) с целью снижения на-
грузки на ходовой винт, что
уменьшает его износ и де-
формации. Роликовые на-
правляющие шлифовальных
салазок применяются в
станках, где шлифовальный
круг имеет возвратно-посту-
пательные движения, необ-
ходимые при затыловании,
быстрые подводы и отводы
и точные подачи.
Ходовые винты, от
точности которых главным
образом зависит точность
работы станков, выполняют-
ся по 1-му классу точности
из мадодеформирующихся
сталей, с многократной тер-
мической обработкой и ста-
рением.
Винт и гайка хорошо
смазываются и защищаются
от попадания пыли и влаги.
Зазоры между резьбами
ходового винта и гайки и
в подпятниках выбираются
грузом (фиг. 20), пружина-
ми или гидравликой.
Осевое биение ходового
винта не должно превы-
шать 0,001-0,002 мм. Эле-
менты настройки на шаг
шлифуемой резьбы и про-
Фиг. 14. Резьбошлифовальный
станок узкого назначения:
1 — сменный ходовой винт-
копир; 2 — механизм совме-
щения круга с ниткой шли-
фуемой резьбы; 3 — механизм
поперечной подачи шлифоваль-
ного круга; 4 — рукоятка уско-
ренного отвода круга; б— упо-
ры реверсирования хода стола.
Основные параметры строящихся резьбо-
шлифовальных станков (универсальных
и узкого назначения для работы однони-
точным кругом)
11 1| I, |- I.
if4 a* Sffl 3? I«i
Зчв 2g* | я ao Sn Вес в кг
. g-ая §S.4 S3 se a«e
ioo 300 500 250 4 750—1000
150 400 750 350 5,5 1000—1500
200 500 1000 400 6,5 2000—3000
300 700 1200 500 7,5 3000 -5000
I
Числа об/мин изделия берутся в зави-
симости от диапазона диаметров шлифуе-
мых резьб и метода шлифования (глубин-
ного или скоростного). Диапазоны чисел
об/мин лежат в пределах 20—400.
межуточные шестерни, связывающие
ходовой винт со шпинделем изделия,
изготовляются по 1-му классу точ-
ности и обильно смазываются.
Многие резьбошлифовальные
станки, шлифующие изделия при ходе
в обе стороны, имеют устройства
для компенсации зазоров в кинема-
тических цепях между ходовым вин-
ft 4
Фиг. 15. Шпиндель шлифовального круга
на подшипниках качения.
том и шпинделем изделия, возникаю-
щих при реверсах (фиг. 17 и 21).
В резьбошлифовальных станках
с постоянными ходовыми винтами
применяются поправочные линейки
(фиг. 19) или гитары сменных ше-
стерён, позволяющие подстраивать
шаг шлифуемой резьбы, например,
для уничтожения влияния охлаждаю-
щей смеси, нагрева изделия во вре-
мя обработки, разности между рабо-
чей и нормальной температурой.
Предпочтение следует отдать попра-
вочным линейкам.
538
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 16. Бабка изделия с механизмом совмещения круга с ниткой шлифуемой резьбы 1 и сменным ходовым
винтом-копиром 2.
по /IB
Фиг. 19. Поперечный разрез стола резьбошлифовального
станка. Ходовой винт 7 с поправочной линейкой 2 и по-
воротной гайкой 3.
Фиг. 17. Шпиндель бабки изделия с механизмом
для компенсации зазоров в кинематической цепи
шпиндель изделия —. ходовой винт: / — регулиро-
вочный винт; 2 — тормоз.
Фиг. 18. Стол резьбошлифовального станка с ролико
выми направляющими.
Фиг. 20. Узел ходового
винта резьбошлифо -
вального станка с вы-
боркой зазоров у гайки
1 грузом 2 и с меха-
низмом совмещения
круга с ниткой шли-
фуемой резьбы 3.
ГЛ. X]
РЕЗЬБОШЛИФОВАЛЬНЫЕ СТАНКИ
539
Механизмы для затылования
имеют в качестве элементов, сообщающих дви-
жения, постоянные или сменные кулаки.
При постоянных кулаках настройка на число
канавок затылуемого изделия осуществляется
сменными шестернями дополнительной гитары;
сменные кулаки соответствуют числу канавок
затылуемых изделий.
Для настройки на затылование изделий со
спиральными канавками служат дополнитель-
ные сменные шестерни. Для повышения точ-
Механизмы поперечных подач
выполняют следующие функции: а) установоч-
ные перемещения круга или изделия с точ-
ностью до 0,005—0,010 мм; б) ускоренные
Фиг. 21. Схема компенсации зазоров в кинематической
цепи шпиндель изделия — ходовой винт: 1 — шпиндель
изделия; 2 — сменные шестерни; 3 — гайка ходового вин-
та; 4 — механизм для осуществления холостого хода стола
пропорционально зазорам в кинематической цепи; 5—стол;
в — станина.
ности затылования и уменьшения износа эле-
ментов, передающих движения, стремятся к
уменьшению движущихся масс и снижению
усилий, необходимых для перемещений.
Совмещение шлифовального круга с нит-
кой шлифуемой резьбы осуществляется: 1) пе-
ремещением ходового винта, а вместе с тем
и стола с изделием; 2) перемещением пиноля
Фиг. 22. Приспособление для правки мно-
гониточного круга: 1 — механизм для
правки круга по цилиндру; 2 — профили-
рующий ролик.
подводы и отводы; в) микрометрические по-
дачи с точностью до 0,001—0,002 мм.
Ускоренные подводы и отводы осуще-
ствляются перемещением опоры ходового
1 винта шлифовальной бабки, поворотом шлифо-
вальной бабки или стола.
Выборка зазоров в резьбе ходовых винтов
производится: а) пружиной или грузом; б) по-
воротом вспомогательной гайки относительно
Фиг. 23. Приспособление для правки круга: 1 — рукоятка для перемещения алмаза по образующим
круга; 2 — рукоятка для подачи алмаза на глубину правки; 3 — ось поворота на угол профиля резьбы;
4 — винт для грубых перестановок алмаза.
задней бабки; 3) вращением гайки ходового
винта (фиг. 16); 4) продольным перемещением
гайки ходового винта (фиг. 20).
основной; в) стягиванием разрезной гайки;
г) распором гидравликой гайки, состоящей из
двух частей.
540
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Приспособления для правки
шлифовальных кругов (фиг. 22 и 23)
в большинстве случаев устанавливаются ста-
ционарно сзади или сверху шлифовальных
кругов. Приспособления строятся автоматизи-
Фиг. 24. Схема механизма компенсации уменьшения размера шлифовального
круга при правке: / — приспособление для правки круга; 2 — ось поворота
коромысла; 3 — стол; 4 — линейка для шлифования конических резьб; 5 — винт
микрометрических подач; 6 — механизм подачи приспособления для правки
круга; 7 — компенсирующая гайка.
рованными с приводом от своих электро- или
гидросистем и с ручными движениями.
В конструкциях станков с автоматическими
циклами работы предусматривается компен-
сация изменения размера круга при правке
(фиг. 24) с целью возможности работы по упору.
ВНУТРИШЛИФОВАЛЬНЫЕ СТАНКИ
Внутришлифовальные станки предназна-
чаются для шлифования внутренних цилиндри-
ческих, конических и других поверхностей
вращения.
На специальных станках, построенных на
базе этих станков, шлифуются также различ-
ные внутренние фасонные поверхности —
эллипсовидные, многогранные с Закруглёнными
вершинами и др.
Внутришлифовальные станки могут быть
разделены на два основных типа: с враще-
нием изделия вокруг оси шлифуемого отвер-
стия и круга вокруг своей оси (см. фиг. 25)
и с неподвижным изделием и вращением круга
вокруг своей оси и оси шлифуемого отвер-
стия (планетарные станки).
Второй тип применяется
для таких деталей, которые
настолько велики и несим-
метричны по отношению к
оси шлифуемого отверстия,
что приведение их во вра-
щение практически, неудоб-
но, например, блоки мото-
ров, цилиндры паровозов
и т. п.
Помимо вращательного
движения вокруг оси шли-
фовальный круг получает
перемещение вдоль своей
оси в пределах длины шли-
фуемого отверстия
Станки с вращающимся
изделием получили широ-
кое применение, главным
образом для окончательной
чистовой обработки зака-
лённых изделий. В настоя-
щее время применение стан-
ков с планетарным движе-
нием круга весьма огра-
ничено; станки для отде-
лочной расточки и шлифо-
вально-притирочные вытесняют их из боль-
шинства производств, где они применялись.
На фиг. 25 показана конструкция нормаль-
ного простого внутришлифовального стан-
ка 3250.
Большинство заводов строят внутришли-
фовальные станки по такой же схеме На
фиг. 26 показано устройство станка со шли-
фовальной бабкой, укреплённой на цилиндри-
ческой направляющей
Такая схема имеет то преимущество, что
линейка, в которую упирается опорный ролик
супорта, может быть цыполнена в виде сту-
пенек для получения возможности с одной
установки шлифовать ступенчатое отверстие
или в виде копира для шлифования фасон-
ных или конических отверстий.
Внутришлифовальные станки первого типа
строятся трёх размеров: для шлифования от-
верстий диаметром до 40, 200 и 500 мм.
, Таблица 6
Основные параметры и конструктивные данные внутришлифовальных станков нормальной конструкции
Основные параметры
Наибольшая длина шлифуемого отверстия (нормально) в мм . .
Наибольший диаметр изделия в кожухе (нормально) в мм ....
Мощность электродвигателя шлифовального круга в кет ....
Число оборотов шпинделя изделия в минуту
Диаметр шейки шпинделя изделия в мм .
Мощность привода бабки изделия в кет- . . ¦
Ширина направляющих станины в мм
Скорость движения стола в м/мин ..
Высота оси шпинделя от пола в мм . •
Размеры (длина х ширина) в мм •
Вес в кг
Диаметр шлифуемого отверстия в мм
6—40 1 30—200 I 100—500
75
250
3
40О—I2OO
бо
°.35
аоо
4О
35°
о,4—Ю
1.3
IO50
I7OO
125
35°
4.5
120—350
оо
5°
боо
о,4—8
1.3
IIOO
3500X1475
2400
4<х>
650
'б
50—ioo
133
а
3*5
IOOO
О,2—6
1.3
Г25О
355°Хаооо
55°°
а) б)
Фиг. 25. Внутришлифовальный станок 3250 Московского завода внутришлифовальных станков: а — продольный разрез: б — поперечный разрез.
542
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
У станков малого размера обычно бабка
изделия устанавливается на столе, а бабка
шлифовального шпинделя — на седле станины.
Это вызывается тем, что у малых станков
число ходов стола велико (достигает 200 в
минуту) и пользоваться механизмом подачи
несколько затруднительно. В табл. 6 приве-
дены основные параметры и конструктивные
данные станков нормальной конструкции.
Для полуавтоматической работы имеются
два различных по принципу работы типа станка.
В станках первого типа автоматизация осно-
вана на результатах промера шлифуемого от-
верстия в процессе об-
работки с помощью чер-
нового и чистового ка-
либров. На фиг. 27 по-
казана конструкция пе-
бабки такого
Калибры вра-
реднеи
станка.
^^i^^
Фиг. 26. Станок с цилиндрической направляющей и качающимся супортом:
щаются совместна со шпинделем и изде-
лием и под давлением пружины стремятся
войти в шлифуемое изделие. При достиже-
нии чернового размера отверстия черновой
калибр входит в него и через
рычаг нажимает на конеч-
ный переключатель, благодаря
чему даётся команда на прав-
ку круга для чистового шли-
фования. Чистовое шлифова-
ние следует на сниженных
скоростях движения стола и
заканчивается автоматическим
отводом круга в исходное
положение, как только чисто-
вой калибр проходит в от-
верстие. Сменой режимов ра-
боты станка и движениями
стола управляет электрогидро-
панель.
Два электромагнита вклю-
чаются последовательно при
нажиме рычага на конечные
переключатели. Электромагни-
ты перемещают золотники, ко-
торые изменяют скорость дви
жения стола и, приподнимая
кулачки стола, изменяют пре-
делы его перемещений. Цикл
работы: быстрый подвод кру-
га, черновое шлифование, прав-
ка круга, чистовое шлифова-
ние, быстрый отвод круга и
а —¦ продольный разрез; б — поперечный разрез; / — цилиндрическая напра- ние, иьк. грыи ишид
вляюшая; 2 — опора направляющей; 3 — ролики, являющиеся второй опорой остановка вращения изделия.
супорта; 4 — линейка, служащая второй опорой; 5 — винт, регулирующий
положение направляющей линейки; 6 — шпиндельная головка; 7 — мотор
привода шлифовального круга.
В станках второго типа
автоматизация работы осно-
Фиг. 27. Бабка изделия внутришлифовального полуавтомата 3251 Московского завода внутришлифовальных станков: / — шпиндель; 2, 3,4 — поршень, пружины и тяга
зажима изделия; 5 — шток, несущий калибры; 6 — пружина, толкающая шток калибров; 7 — стержень коробки контактов; в — первый и второй микропереключатели;
9, 10 — ползун и гидроцилиндр отвода штока калибров; // — следящий золотник отвода калибров; 12 — звёздочка привода шпинделя.
544
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
вана на воздействии на те же механизмы
электрических команд, подаваемых от кон-
тактов, установленных на механизме по-
дачи круга. Некоторые из таких полуавто-
матических станков могут работать по обоим
методам. Способ промера с помощью кали-
Планетарно-шлифовальные станки строятся
для обработки отверстий диаметром от 25 до
1500 мм и длиной до 3000 мм. Потребляемая
мощность—до 15 кет.
Станки меньших размеров строятся с пе-
ремещением в вертикальном направлении шли-
Фиг. 28. Механизм автоматической поперечной подачи станка 3254 Московского завода внутришли-
фовальных станков: / — кулачковый диск, управляющий всеми скоростями подачи по циклу работы
станка; 2— укреплённые на диске пальцы, нажимающие на контактные микропереключатели; 3,4—элек-
тродвигатель привода вращения кулака.
бров применим только для сквозных цилиндри-
ческих отверстий. Второй способ—также и для
глухих, и конических поверхностей, а также
при шлифовании фасонных поверхностей.
Первый способ даёт более высокую точность —
до 0,005 мм при массовом шлифовании отвер-
стий диаметром 40—70 мм. На фиг. 28 по-
казан механизм для второго способа ра-
боты, осуществляющий подачу с помощью ку-
лачка.
фовальной бабки или стола. Для перемеще-
ния шлифовальной головки или стола по на-
правлению оси шлифуемого отверстия приме-
няется гидропривод.
На фиг. 29 и 30 показаны две различные
конструкции таких станков.
На внутришлифовальных станках могут
шлифоваться отверстия диаметром от 3 мм и
более. Конструкция шпинделя круга приве-
дена на фиг. 31, основные данные — в табл.7.
8
н
о
2
Фиг. 29. Большой планетарный внутришлифовальный станок: / —шпиндель шлифовального круга; 2 — эксцентриковая гильза шпинделя; 3 — наружная гильза шпинделя;
4 — удлинительная гильза шлифовального шпинделя; 5— шестерня привода гильзы шпинделя; 6 — механизм подачи шлифовального круга; 7 — етол станка;
8 — гидроцилиндр перемещения стола; 9 — главный распределительный приводной вал.
546
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 30. Планетарный внутришлифовальныя станок для блоков цилиндров: 1 ¦— бабка шлифовального
деля; 2 — стойка бабки для установки по высоте; 3 — стол станка; 4 — гидропанель.
Фиг. 31. Шпиндельная гильза станка 3250: 1,2— пружины и кольцо для осевого натяга подшипников.
Таблица 7
Диаметр
шлифуе-
мого от-
верстия
3-5
6—13
15—2О
22—25
а8-35
4о—5°
6о—7°
8о—loo
Диаметр
шлифоваль-
ного круга
з,8-4,5
5— "
14—18
2О
25
35—45
55
75
Число обо-
ротов круга
в минуту
65000
35ооо
35000
15000
12 5°°
юоэо
7оэо
4 5°о
Диаметр
шейки
шпинделя
в мм
8
15
=5
3°
35
35
45
45
Наруж-
ный
диаметр
гильзы
5о
6о
8о
9о
IOO
IOO
I2O
I2O
БЕСЦЕНТРОВЫЕ
КРУГЛОШЛИФОВАЛЬНЫЕ СТАНКИ
В бесцентровых круглошлифовальных стан-
ках изделие покоится на ноже и ведущем
круге (фиг. 32) или на роликах (фиг. 33). Рас-
положение изделия на ноже применяется во
всех станках для точной обработки. Располо-
жение изделия на роликах при наружном
шлифовании используется для обдирочного
шлифования литых колец. Если заготовка в про-
цессе шлифования вращаться не может, на-
пример, ось шасси самолета (фип 34), то шли-
фовальный круг вращается вокруг своей оси и
одновременно вращается вокруг оси заготовки
вместе с барабаном, ножами и поддерживаю-
щим роликом. Заготовка же в процессе шли-
фования неподвижна или получает осевую по-
дачу.
Различают два основных метода бесцентро-
вого шлифования: 1) „на проход" и 2) „вре-
занием". При шлифовании „на проход" за
один проход обычно снимается только часть
припуска, поэтому для получения необходи-
мого размера требуется несколько проходов.
Фиг. 32: 1 — опорный нож;
2 — шлифовальный круг;
3 — ведущий круг;
4 — изделие.
Фиг. 33: 1 — опорный
ролик; 2— шлифоваль-
ный круг; 3 — привод*
ные ролики; 4 — порш-
невое кольцо.
Врезанием шлифуют цилиндрические детали
с буртами и выступами, конические, сфери-
ческие и другие фасонные детали.
Конические детали могут шлифоваться
также с продольной подачей до упора.
Основные достоинства способа бесцентро-
вого шлифования:
1. Высокая производительность ввиду не-
прерывности процесса и отсутствия прогиба
изделия на ноже при высокой нагрузке.
2. Уменьшение припусков по диаметру и
длине в связи с отсутствием зацентровки,
3. Возможность шлифования очень тонких
изделий.
ГЛ. X]
БЕСЦЕНТРОВЫЕ КРУГЛОШЛИФОВАЛЬНЫЕ СТАНКИ
'547
4. Высокая точность шлифования (до
0,0025 мм).
5. Возможность обслуживания станков ра-
бочими невысокой квалификации.
Основные недостатки:
1. Относительно высокое время перена-
ладки ограничивает область применения бес-
центрового шли-
фования серийным
и массовым произ-
водством.
2. Трудность
достижения кон-
центричности вне-
шней и внутренней
поверхностей.
3. Невозмож-
ность шлифования
изделий с про-
дольными пазами
на внешней по-
верхности.
Бесцентровые
круглошлифоваль-
ные станки широ-
кого назначения строятся со следующими ха-
рактеристиками:
Наибольший диаметр шли-
фования в мм 15—35 5°—I*» 15°—220
Наименьший диаметр шли-
фования в мм ....... . о,а—о,5 i,6 —
Диаметр шлифовального
круга в мм 3°° 5°° боо
Ширина шлифовального
круга в мм 75—85 гоо—аоо 150-300
Диаметр ведущего круга
а мм 175—2о° 3°° 35°
Ширина ведущего круга
в мм 75—85 ioo—аоэ 150—эоо
Общая мощность станка
к кет 4—8 ю—is ао—з°
Вес станка в кг аэоо з000 55°°
Вращение и продольная подача изделия в
бесцентровых круглошлифовальных станках
сообщаются ведущим кругом за счёт трения.
Фиг. 34.
Фиг. 35.
Необходимо, чтобы силы трения были больше
окружного усилия шлифования. Для получе-
ния высоких козфициентов трения ведущие
круги делают мелкозернистыми и на вулка-
нитовой связке; коэфициент трения скольже-
ния таких кругов по стали в среднем дости-
гает 0,6.
Величина круговой и продольной подач
определяется величиной окружной скорости t<
ведущего круга и углом а его поворота во-
круг горизонтальной оси (фиг. 35, а) или пово-
рота ножа (фиг. 35, б).
Теоретическая величина скорости круго-
вой vK и продольной fn подач равна
vк = v cos а и vn = v sin а.
Углы поворота принимаются от 1 до 6°.
Правка ведущего круга при шлифовании
„на проход" производится с таким расчётом,
чтобы контакт ведущего круга с изделием
происходил по линии; круг приобретает
форму гиперболоида вращения (фиг. 36).
Для получения контакта изделия с веду-
щим кругом, повёрнутым на угол а алмаз
должен быть уста-
новлен со смеще-
нием на величинуh
(фиг. 37):
H-d
п =
Фиг. 36.
пРи этом ось ^yq^x^TX
салазок приспосо- ^^ '
бления для правки
ведущего круга
должна быть по-
вёрнута на угол,
равный углу а на-
клона оси веду-
щего круга. Увеличение высоты центра оси
изделия Н и угла наклона ножа <р улучшает
форму изделия, однако при чрезмерном уве-
личении Н возникает дробление и неустойчи-
вое положение изделия. Обычно принимается
мм, <р = 30-7-45°.
На фиг. 38 дана конструкция бесцентро-
вого круглошлифовалького станка 3180 Мос-
ковского завода внутришлифовальных станков.
Фиг. 37.
Универсальное приспособление для правки
шлифовального круга (фиг. 39) снабжается
обычно гидроприводом для движений алмаза
вдоль образующей круга.
На фиг. 40 и 41 представлены типовые кон-
струкции супортов, поддерживающих изделие,
и ножей при шлифовании „на проход" и
„вподрезку*.
Универсальное приспособление для правки
ведущего круга представлено на фиг. 42.
Бесцентровое шлифование захватывает всё
большие области применения. На бесцентровых
станках шлифуется резьба, шары, различные
фасонные и внутренние поверхности. Бесцен-
тровые шлифовальные станки легко автомати-
зируются, для чего они снабжаются необходи-
мыми механизмами с загрузочными устрой-
ствами. Наиболее часто применяются приспо-
собления для автоматизации шлифования по
методу врезания таких изделий, как конические
ролики подшипников, внутренние кольца ро-
ликовых подшипников, оси велосипедов и т. п.
По бесцентровому способу работают неко-
торые доводочные станки.
548
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Фиг. 38. Бесцентровый круглошлифовальный станок 3180 МЗВШС: 1 — многовкладышные подшипники шпинделя
шлифовального круга; 2 — масляная камера (давление 0,5 am); 3 — калиброванное отверстие; 4 — прозрачный
стакан; 5 — уплотняющие притёртые кольца; 6 — рычаг; 7 — салазки для колебательного движения шпинделя;
,8—червяк; 9 — червячное колесо; 10 — шатун, движущий салазки при колебательном движении; 11 — приспо-
собление с гидроцилиндром для правки шлифовального круга; 12 — поворотный корпус бабки ведущего круга;
13 — шестерни для изменения скорости ведущего круга; 14 — рукоятка подачи при врезном шлифовании;
15— маховик для тонкой подачи; 16 — приспособление для правки ведущего крута; 17 — бак для охлаждающей
жидкости.
ГЛ. X]
БЕСЦЕНТРОВЫЕ КРУГЛОШЛИФОВАЛЬНЫЕ СТАНКИ
549
по ВС
Фиг. 39. Приспособление для правки шлифовального круга: 1 — шип для поворота салазок при заправке
круга на конус; 2 — салазки; 3 — кран для включения гидроподачи; 4 — винт для регулирования скорости пере-
мещения.
по ДВ ,
350-
Фиг. 40. Супорт ножа для шлифования „на проход":/ — шпонка для параллельной установки супорта;
2— нож; 8 — направляющие щеки; 4 • - рычаги; 5— винты для регулирования положения щёк.
550
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
по де>
Фиг. 41. Супорт ножа для шлифования „вподрезку
/— нож; 2 — стержень, выталкивающий изделие;
3 — рукоятка для выталкивания изделия.
Вид по стрелке Д
по VEFG
пг XI
Фиг. 42. Приспособление для правки ведущего круга: 1—пластина для крепления алмазной державки; 2—алмаз-
ная державка; 3 — винт для тонкой подачи алмаза; 4—винт для закрепления гильзы после установки; 5—викт
для закрепления гильзы при фасонной заправке круга; 6 — копирная линейка; 7 — маховик для ручной
подачи; 8 — винт для поворота копирной линейки на угол; 9 — шкала для установки салазок на угол для
компенсации поворота ведущего круга; 10— винты для поворота салазок.
ГЛ. X]
ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
551
В последнее время в целях увеличения
производительности строятся станки с кру-
гами шириной до 800 мм при общей мощно-
сти станков до 80 кет.
Станки с широкими кругами применяются
для шлифования на проход и врезанием. В по-
следнем случае широкий круг может заме-
няться несколькими кругами.
Получили некоторое распространение при-
способления для бесцентрового шлифования,
устанавливаемые на столах круглошлифоваль-
ных станков.
Привод ведущего круга в этих приспосо-
блениях производится от бабки изделия кругло-
шлифовальных станков.
ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
Плоскошлифовальные станки разделяются
на две основные группы: 1) станки, шлифую-
щие периферией круга, и 2) станки, шлифую-
щие торцом круга.
Конструктивные схемы плоскошлифоваль-
ных станков и их характеристика приведены
в табл. 8 и 9 (см. стр. 552 и 554).
Инструментальный плоскошлифовальный
станок СК-371 Московского завода шлифоваль-
ных станков изображён на фиг. 43 и 44.
Станок имеет следующие основные харак-
теристики: размеры стола — ширина 200 мм,
длина 600 мм; наибольшая высота шлифуемых
изделий — 250 мм; наименьшее расстояние от
оси шпинделя до стола —- 75 мм; наибольшие
перемещения: а) стола (продоль-
ное) — 650 мм; б) шлифовальной
бабки поперечное — 230мм; вер-
тикальное— 300 мм; перемеще-
ния шлифовальной бабки: а) при
повороте маховика на одно деле-
ние лимба: поперечное — 0,1 мм,
вертикальное — 0,01 мм; б) при
повороте маховика на один оборот: попереч-
ное— 8 мм, вертикальное—1 мм; размеры
нормального шлифовального круга; наруж-
ный диаметр — 200 мм, диаметр отверстия —
75 мм, ширина — 20 мм; скорость стола —
от 3 до 18 м/мин; автоматическая поперечная
подача шлифовальной бабки — 0,2—2 мм}ход;
мощность электродвигателя для привода шли-
фовального круга — 2,5 кет; вес станка-
1800 кг.
Производственные станки с прямоугольным
столом обычно строятся с размерами'столов
250X720, 300 X G50ч-Г500), 400 X A800 -
-г- 3500) мм. Размеры шлифовальных кругов
у этих станков значительно большие, чем
у инструментальных станков; ширина кругов
доходит до 75—160 мм, что позволяет достичь
высокой производительности без понижения
точности и чистоты шлифования. На фиг. 45
изображён плоскошлифовальный станок ти-
па 372 Московского завода шлифовальных
станков.
Станок имеет следующие основные харак-
теристики: размеры стола — ширина 300 мм,
длина 750 мм; наибольшая высота шлифуемого
изделия — 400 мм; размеры нормального шли-
фовального круга: наружный диаметр — 350 мм,
диаметр отверстия — 127 мм, ширина — 40 мм;
скорость стола — от 3 до 35 м/мин; попереч-
ная подача шлифовальной бабки: непрерывная
от 0,3 до 4,5 м/мин, прерывистая — от 3 до
30 мм/ход; наименьшая вертикальная ручная
подача — 0,005 мм; мощность электродвигателя
для привода шлифовального круга — 4,2 кет;
мощность электродвигателя гидравлического
насоса — 2,7 кет.
Плоскошлифовальные станки с круглым
магнитным столом, работающие периферией
круга, строятся со шлифовальной бабкой,
расположенной на ползуне или траверзе,
и предназначаются для шлифования дисков
пил, подшипниковых колец, дисков муфт тре-
ния, пластин насосов, поршневых колец
и т. д.
Плоскошлифовальный станок 3576 Москов-
ского завода шлифовальных станков (фиг. 46)
имеет следующие основные характеристики:
диаметр магнитного стола — 600 мм; размеры
нормального шлифовального круга: диаметр —
400 мм, ширина — 40 мм; скорость ползуна
шлифовального круга — от 0,3 ; до 5 м/мин;
скорость магнитного стола: число Скоростей —4,
число об/мин—от 30 до 96; автоматическая вер-
тикальная подача — от 0,005 до 0,04 мм;дв. ход;
мощность электродвигателя для йривода шли-
фовального круга — 7 кет. '
Плоскошлифовальные станки с подвиж-
ным прямоугольным столом, работающие
сегментными кругами. Станки с сегмент-
ными кругами применяются для шлифования
плоскостей, когда требуется наряду с точно-
стью снятие больших припусков. В некото-
рых случаях эти станки используются для об-
дирки плоскостей отливок.
Размеры станков с вертикальным шпинделем
Диаметр круга в мм . . . 275
Ширина стола » » . . . 250
Длина стола » » • • ¦ iooo—1500
Мощность электродвигате-
ля в кет 7—1О
Вес в кг 2ооо—з°со
35°
Зоо
iooo—1500
450
400
1000—аяоо
050
боо
iooo—3000
ю—15 *5—а5 3°—4°
4°о°—бооо бооо—9000 8ооо—14 ооо
Плоскошлифовальный станок 373 с верти-
кальным шпинделем и прямоугольным столом
Московского завода шлифовальных станков
(фиг. 47) имеет следующие основные характе-
ристики: размеры стола — ширина 300 мм,
длина 1000 мм; максимальная высота шли-
фуемых изделий — 350 мм; размеры сегмент-
ного шлифовального круга: наружный диа-
метр — 350 мм, внутренний — 300мм, высота —
150 мм, количество сегментов — 6; мощность
электродвигателя шлифовального круга —
10 кет; скорость стола — от 3 до 20 м/мин;
вертикальная автоматическая подача шлифо-
вальной бабки: наименьшая — 0,01 мм/ход,
наибольшая — 0,10 мм/ход.
Станки с горизонтальным шпинделем
строятся с шириной стола от 600 до 800 мм,
длиной шлифования от 1,5 до 6,5 м, высотой
шлифования от 650 до 1200 мм, при диаметрах
кругов от 800 до 1500 мм. Мощность этих
станков находится в пределах от 20 до 50 кет.
Станки с горизонтальным шпинделем и по-
движной шлифовальной бабкой предназначаются
для шлифования тяжёлых и крупных изделий
высотой до 600, 900 и 1200 мм с длиной шли-
фования от 2 до 3,5 м, с кругами диаметром
от 900 до 1500 мм. Мощность станков дости-
гает 100 кет. Станки занимают меньшую пло-
щадь, чем станки с подвижным столом.
Плоскошлифовальный станок 3365 с го-
ризонтальным шпинделем и прямоугольным
552
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Плоскошлифовальные станки, шлифующие периферией круга
Станок
Станки с пря-
моугольным
столом и гори-
зонтальным
шпинделем
Схема станка
Характерные признаки
Область
применения
Продольные и поперечные
подачи осуществляются пере-
мещением стола
Продольная подача осуще-
ствляется перемещением сто-
ла, поперечная — перемеще-
нием стойки вместе со шли-
Гфовальной бабкой
Станки пор-
та льно-шлнфо-
вальные
Станки с круг-
лым стедом
Продольная подача осуще-
ствляется перемещением сто-
ла, поперечная — перемеще-
нием шлифовальной бабки
Продольная подача осуще-
ствляется перемещением сто-
ла, поперечная — перемеще-
нием шлифовальной бабки
Круговая подача осуще-
ствляется вращением стола,
поперечная — перемещением
ползуна вместе со шлифо-
вальной бабкой
Круговая подача осуще-
ствляется вращением стола,
поперечная — перемещением
шлифовальной бабки по тра-
верзе
Шлифование
мелких деталей
Шлифование мел
ких и средних де-
талей
Шлифование
средних и круп-
ных деталей: плит
станин, малых
станков и т. п.
Шлифование
крупных деталей
Шлифование мел-
ких и средних де-
талей
Шлифование сред-
них и крупных де
талей
Таблица 8
Ширина В и длина
прямоугольного или
диаметр D круглого
стола; высота шли-
фования h в мм
В = 150 -г 250
L - 500 -г 1000
h = 200 + 300
В - 200 -f 320
L •* 600 -Ь 1500
ft =. 250 -I- 350
В - 250 4- 400
L - 720 + 3500
h = 400 -f 600
В = 700 -г 1200
L = 150 -г 6000
h до 600
D - 300 -г 750
D до 2000
Фиг. 43. Плоскошлифовальный станок СК-371 для шлифования мелких деталей: 1 —гидравлический цилиндр продольной подачи стола; 2 — гидравлическая панель;
3— маховичок вертикальной подачи; 4 — маховичок поперечной подачи шлифовального круга; 5 — кнопки для включения электродвигателей для привода
шлифовального круга и насоса гидравлики; б — салазки поперечной подачи.
554
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Развертка
Фиг. 44. Механизм автоматической поперечной подачи: 1 — гидравлический цилиндр; 2—зубчатый сектор;
3 — храповая собачка; 4 — храповое колесо; 5—винт для установки величины поперечной подачи; б—шестерни
реверсирования поперечной подачи; 7 — рукоятка реверсирования поперечной подачи; 8 — маховичок ручной
поперечной подачи; 9 — винт поперечной подачи.
Таблица 9
Плоскошлифовальные станки, шлифующие торцом круга
Станок
Схема станка
Характерные
признаки
Область
применения
Ширина В и длина
прямоугольного или
диаметр Округлого
стола; высота шли
фования ft в мм
Станки с пря-
моугольным
столом и вер-
тикальным
шпинделем
Продольная подача
осуществляется пере-
мещением стола
Шлифование мел
ких и средних де-
талей
В = 250-f 600
L = 1000+3000
Станки с пря-
моугольным
столом и гори-
зонтальным
шпинделем
! Станки с гори-
I зонтальным
шпинделем и
продольно пере-
мещающейся
: шлифовальной
s бабкой
Продольная подача
осуществляется пере-
мещением стола
Шлифование
средних и круп-
ных деталей
В «* 600+800
L - 1500+6500
ft - 650+1200
Продольная подача
осуществляется пере-
мещением шлифоваль-
ной бабки. Изделие
устанавливается на
неподвижном столе
Шлифование
крупных и тяже-
лых деталей
h - 600+1200
L -2000+3500
ГЛ. X]
ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
555
Продолжение табл. 9
Станок
Одношпин-
дельные стан-
ки с круглым
столом
Двухшпин-
дельные стан-
ки с круглым
столом
Многошпин-
дельные станки
с круглым
(кольцевым)
столом
Характерные
признаки
Круговая подача осу-
ществляется враще-
нием стола. Одна
шпиндельная бабка
Область
применения
Ширина В и длина
прямоугольного или
диаметр D круглого
тола, высота шли-
фования h в мм
Шлифование
мелких и средних
деталей
Круговая подача осу-
ществляется враще-
нием стола. Две шпин-
дельные бабки
Круговая подача осу-
ществляется враще-
нием кольцевого стола.
Шлифовальные бабки
расположены на стой-
ке, находящейся в цен-
тральной части ста-
нины
Шлифование де-
талей с большим
припуском, за один
проход
D= 4004-1500
h - 3504-700
D - 1000
Шлифование де-
талей с большим
припуском, за один
проход
D - 1500+2000
Двухшпин-
дельный станок
для одновремен-
ного шлифова-
ния двух сторон
Подача изделия про-
изводится посредством
специальных приспо-
соблений
Шлифование
мелких и средних
деталей
Диаметр кругов
600 мм, ft - 150
столом Московского завода шлифовальных
станков изображён на фиг.48 и 48а.
Основные размеры станка: размеры рабо-
чей поверхности стола — ширина 750 мм;
длина 2800 мм; наибольшая высота шлифуе-
мой поверхности— 770 мм; диаметр шлифо-
вального круга — 1000 мм; наибольшее пере-
мещение шлифовальной бабки—130 мм; мощ-
ность электродвигателя для привода шлифо-
вального круга — 44 кет; мощность электро-
двигателя для привода гидронасоса — 5 кет.
¦ Станки с вертикальным шпинделем и
круглым столом строятся одно-, двух- и трёх-
шпиндельные. В одно- и двухшпиндельных
станках стойки располагаются сбоку стола,
в трёхшпиндельных — в центральной части
кольцевого стола.
В многошпиндельных станках шлифование
идёт последовательное, со съёмом всего при-
пуска за один оборот стола.
Одношпиндельные станки предназначаются
для предварительного и чистового шлифования
шарикоподшипниковых колец, дисков муфт
трения, небольших плит и т. п.
Станки этого типа строятся следующих
размеров:
Диаметр шлифо-
вального круга в мм
Наибольший диа-
метр стола в мм .
Мощность элек-
тродвигателя шли-
фовального круга
в кет
боо
7-5
Вес станка в кг . з°°°
15—25
5°°°
=5- 3°
8ооо
1500
35-45
ГО ооа
Фш\ 45. Плоскошлифовальный станок 372 для шлифования деталей средних размеров: 1 — каретка шлифовальной бабки; 2 — шлифовальная бабка; 3— маховичок
ручной поперечной подачи шлифовального круга; 4 — цилиндр продольной подачи стола; 5 — гидравлическая панель; 6 — маховичок вертикальной подачи; 7—винт
вертикальной подачи; 8 — цилиндр поперечной подачи шлифовальной бабки.
ГЛ. X}
ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
557
Ю 11
Фиг. 46. Плоскошлифовальный станок 3576 с круглым магнитным столом, работающий периферией круга:
1 — ползун шлифовального круга; 2 — встроенный электродвигатель шлифовального круга; 3 — цилиндр
ползуна шлифовального круга; 4 — гидравлическая панель; 5 — стол; 6—червячная пара для вращения стола;
7 — механизм вертикальной подачи стола;
цилиндр вертикальной подачи; 9 — винт
для установки величины вертикальной подачи;
10—винт вертикальной подачи стола; 11—про-
резь для установки стола, под углом.
Фиг. 47. Плоскошлифовальный станок 373
с прямоугольным столом и вертикальным
шпинделем: 1 — стойка шлифовальной;^
бабки; 2 — шлифовальная бабка; 3 — го-
ловка сегментного шлифовального круга;
4 — пружины для устранения зазора в ко-
ническом нижнем подшипнике; 5—цилиндр
продольного перемещения стола; 6 — ги-
дравлическая панель; 7 — маховичок вер-
тикальной подачи шлифовальной бабки;
S— щит.
г:
558
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Плоскошлифовальный ста-
нок 3756 с вертикальным шпин-
делем и круглым столом
(фиг. 49) имеет следующие ос-
новные характеристики: диа-
метр стола—-770 мм; наиболь-
шая высота шлифуемой дета-
ли— 350 лш;диаметр шлифоваль-
ного круга—455 мм; число обо-
ротов стола—от5 до 29 в минуту;
вертикальная автоматическая
подача — от 0,005 до 0,15 мм/об
стола; мощность электродвига-
теля для привода шлифоваль-
ного круга — 16 кет; мощность
электродвигателя для привода
стола—3,5 кет.
Плоскошлифовальный двух-
шпиндельный вертикальный
станок с круглым магнитным
столом (фиг. 50) предназна-
чается для шлифования тор-
цов колец подшипников каче-
ния, дисков муфт и тому подоб-
ных деталей. Изделия загру
жаются на кольцевой магнит-
ный стол непрерывно, спе-
циальным загрузочным столом.
Шлифование производится дву-
мя кругами: первый круг шли-
фует предварительно, второй
начисто.
Основные размеры станка:
диаметр магнитного стола на-
ружный— 1000 мм, внутрен-
ний—700 мм; диаметр шли1
фовального Круга наружный —
450 мм, внутренний—250 мм;
высота круга наибольшая —
125 мм, наименьшая — 45 им;
мощность электродвигателя для
привода шлифовального кру-
га — 15 кет; число оборотов
стола 0,24 — 1,30 в минуту.
Двухшпиндельный плоско-
шлифовальный станок для
одновременного шлифования
двух торцов (фиг. 51) пружин,
роликов, поршневых колец и
других деталей снабжается раз-
личными загрузочными устрой-
ствами, автоматизирующими
работу.
Размеры станка: диаметр
кругов наружный — 600 мм,
внутренний — 300 мм, высота—
100 мм, максимальное расстоя-
ние между торцами кругов —
150 мм, мощность электродви-
гателя каждого круга — 6 кет.
Специализированный пло-
скошлифовальный станок
для чистового шлифования
торцов поршневых колец,
(фиг. 52). Чистовое шлифова-
ние поршневых колец на стан-
ках с круглым магнитным сто-
лом малопроизводительно и не
обеспечивает высокой точно-
сти в связи с деформацией ко-
лец на магнитном столе.
В станке для чистового
ГЛ. X)
ПЛОСКОШЛИФОВАЛЬНЫЕ СТАНКИ
559
Фиг. 48а. Плоскошлифовальный станок 3365 — разрез по шпинделю (обозначения см. на фиг. 48).
Фиг. 49. Плоскошлифовальный станок 3756 с круг-
лым столом и вертикальным шпинделем: /—стойка
шлифовальной бабки; 2 — шлифовальная бабка;
3,4 — палец и клин для поворота шлифовальной
бабки; 6 — маховичок вертикальной подачи шли-
фовальной бабки; в — коробка вертикальной по-
дачи; 7 — винт вертикальной подачи; 8 — валик
ускоренной механической подачи шлифовальной
бабки от отдельного электродвигателя; 9 — валик
вертикальной подачи, получающий непрерывное
вращение от коробки скоростей стола; 10 — круг-
лый магнитный стол; 11 — коробка скоростей
привода стола; 12—червячный редуктор; 13—элек-
тродвигатель для ускоренного перемещения стола.
Фиг. 50. Плоско-
ш л и фовальный
д в ухшпиндельный
вертикальный ста-
нок с круглым ма-
гнитным столом:/—
бабка шлифоваль-
ного круга, уста-
новленная на стой-
ке; 2, 3 — палец и
клин для поворота
шлифовальной баб-
ки; 4 — маховичок
вертикальной пода-
чи шлифовальной
бабки; 5—винт вер-
тикальной подачи;
6 — электромагнит-
ная муфта, вклю-
чагсщаяся при сра-
батывании измери-
тельного прибора;
7 — измерительный
прибор, контроли-
рующий размер из-
делия; *—круглый
магнитный стол
кольцевой формы;
9, 10 — электродви-
гатель и коробка
скоростей привода
стола.
Фиг. 51. Двухшпиндельный
станок для одновременного
шлифования двух торцов: 1 —
бабка шлифовального круга;
2. 3 — винт и маховичок по-
перечной подачи бабки шли-
фовального круга; 4 —• ремён-
ная передача для поперечной
подачи б;;бки; 5— соленоид для
включения поперечной подачи
при срабатывании измеритель-
ного прибора, контролирующего
размер изделия; 6 — цилиндр
для развода кругов при правке
и шлифовании по копиру.
Фиг. 52. Станок для чистового
шлифования торцов поршневых
колец: 1 — станина; 2 — стойка
бабки шлифовального круга;
3 — бабка шлифовального кру-
га; 4 — гильза шпинделя шли-
фовального круга; 5 — винт
вертикальной подачи шлифо-
вального круга; 6 — махови-
чок вертикальной подачи;
7—электродвигатель для уско-
ренной подачи шлифоваль-
ного круга; 8 — рукоятка
для включения электродвига-
теля вертикальной подачи;
9 — диск для крепления шли-
фовального круга; 10 — бункер
для загрузки поршневых ко-
лец; 11 — цепной транспортёр
для подачи поршневых колец;
12, 13 - электродвигатель и
редуктор привода транспор-
тёра; 14 —направляющая плит-
ка; /^--поддерживающая плит-
ка, покрытая стеллитом; 16 —
цепной транспортёр для отвода
отшлифованных колец; 17 —
алмазодержатель; 18— калибр
для установки алмаза; 19 —
электродвигатель привода воз-
вратно-поступательного движе- ¦
ния алмаза при правке; 20 —
индикатор для контроля подачи
шлифовального круга по мере
его износа.
20
C__Z1
Фиг. 53. Станок для шлифования направляю-
щих станин и супортов станков: 1 — станина;
2 — тумба; 3 —- стойка; 4 — рукав для шлифо-
вальных бабок; 5 — шлифовальная бабка;
6 — электродвигатель для подъёма рукава;
7—противовес; 8— поворотный круг; 9—чер-
вячная пара для поворота шлифовальной го-
ловки; 10 — клин для закрепления шлифо-
вальной бабки; 11 — маховичок для вертикаль-
ной подачи шлифовальной бабки; 12— муфта
вертикальной подачи, включаемая соленоидом;
13 — винт вертикальной подачи; 14 — рукоятка
поперечной подачи шлифовальной бабки; 15—
головка мелкой поперечной подачи шлифо-
вальной бабки; 16 — гидравлический цилиндр
стола; 17 — пылеотсасывающее устройство.
564
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
шлифования поршневых колец (фиг. 52) об-
работка производится торцами двух кольцевых
кругов, расположенных на вертикальных
шпинделях, сдвинутых относительно друг
друга, что позволяет производить правку обоих
кругов без нарушения их взаимного поло-
жения.
Одновременное шлифование обоих торцов
при непрерывной подаче колец, правка кругов
без их развода- и малые припуски в 0,02—
0,03 мм на чистовую шлифовку обеспечи-
вают очень высокую производительность стан-
ков, достигающую 60 000—120 000 колец за
8 час.
Размеры станка: диаметр шлифовального
круга наружный—750 мм, внутренний — 350мм,
высота круга 40—15 мм; диаметры шлифуемых
колец — 75—180 мм; скорость подачи колец —
15,8—32 м/мин.
Шлифовальные круги рекомендуются кар-
борундовые, твёрдостью СМ), зернистостью
60—120.
Охлаждение производится смесью керосина
и минерального масла в отношении 1:1.
Станок имеет вытяжной вентилятор для
удаления паров керосина.
Плоскошлифовальный станок 3795 с по-
движным столом для шлифования направляю-
щих Московского завода шлифовальных стан-
ков (фиг. 53) предназначается для шлифования
направляющих станин, супортов, кареток стан-
ков взамен трудоёмкой шабровки.
Станок имеет следующие характеристики:
рабочая площадь стола 500X2000 мм; наи-
большее расстояние от нижнего торца круга
до стола — 625 мм; вылет оси шпинделя от
направляющих стойки — 560 мм; наименьшее
расстояние между шпинделями — 260 мм; наи-
больший угол поворота шлифовальных бабок —
180°; мощность электродвигателя шлифоваль-
ной бабки — 2,2 кет.
ЗУБОШЛИФОВАЛЬНЫЕ СТАНКИ
Зубошлифовальные станки обычно служат
для шлифования зубьев преимущественно у
закалённых колёс.
Если деформации колёс после их термо-
обработки велики, например, профиль зуба
искажается более чем на 0,03 мм, то зубо-
шлифование является необходимой операцией,
дающей возможность получения точных A-го
и 2-го классов) зубчатых колёс. Шлифованию
подвергаются, как правило, зубья эталонных
колёс и зуборезных инструментов.
Основные недостатки зубошлифовальных
станков: малая производительность и соответ-
ственная дороговизна операции шлифования,
а также, сложность обслуживания.
Зубошлифовальные станки разделяются
(табл. 10 и фиг. 54): 1) по назначению — на
станки для цилиндрических колёс, конических
колёс, червяков и зубчатых реек; 2) по прин-
ципу шлифования.
Станки для цилиндрических колёс, рабо-
тающие по методу копирования, могут при-
меняться также для шлифования многошпо-
ночных валиков. Имеются зубошлифовальные
станки, работающие кругом с фасонным про-
филем, предназначенные для обработки только
многошпоночных валиков (фиг. 55). Основными
особенностями их являются: длинная станина,
делительный механизм на малое число делений
(от 4 до 50) и механизм правки с тремя ал-
мазами для прямолинейных и дугового участ-
ков профиля.
Основными узлами и механизмами станков
являются: станина, стол, передняя и задняя
бабки для закрепления изделия, одна или две
шлифовальные бабки (иногда поворотные),
механизмы подачи, обкаточного движения, вра-
Вариант 1
Л=600+1800;т=6-30
Фиг. 54. Конструктивные компоновки станков, работаю-
щих по методу копирования.
щения заготовки при обработке винтовых
зубьев по методу копирования, правки круга,
счётный механизм с автоматом выключения,
блокировочные и предохранительные устрой-
ства, механизмы для ручного управления и
Фиг. 55. Станок для шлифования многошпоночных
валиков.
перестановок, для смазки и охлаждения. Кроме
того, у некоторых станков имеются специаль-
ные устройства: автомат компенсации износа
круга, устройство для регулирования или рас-
пределения во время хода станка толщины
снимаемой стружки.
Зубошлифовальные станки почти все
являются полуавтоматами.
Станки для шлифования цилиндрических
колёс. Процесс обработки зубьев колеса на
станке в зависимости от характера процесса
деления окружности колеса на требуемое
число зубьев может быть:
1. Периодический — при дисковом, тарель-
чатом или чашечном шлифовальном круге и
единичном делении.
Рабочий цикл станка в этом случае со-
стоит из суммы автоматически следующих
ГЛ. X]
ЗУБОШЛИФОВАЛЬНЫЕ СТАНКИ
665
Схема 1
Схема 3
JZZZZZZ/ZzZZZZZZZZZ'
I Станки, работающие методом копирования
Индексирование
Л Станки, работающие методом обкатки
Начало обкаточного движения г.
обкаточного
дбиЖения i
.Начало сдвижения подачи \
А
ИндексироЬ. возможно
только на этой части
иода стола
¦ ния подачи
Фиг. 56. Схемы автоматических рабочих циклов зубо-
шлифовальных станков. Схема 1 — деление после одного
двойного хода; схема 2 — деление после хода в каждую
сторону; схема 3— быстрые обкаточные движения и мед-
ленная подача; схема 4 — медленное обкаточное движение
и быстрые движения подачи.
друг за другом единичных рабочих циклов
для шлифования каждого зуба.
При единичном рабочем цикле могут об-
рабатываться: а) одна боковая поверхность
зуба, б) одновременно обе боковые .поверхно-
сти, в) одна боковая поверхность при напра-
влении подачи или обкаточного движения
в одну сторону и противоположная при дви-
жении в другую сторону.
2. Непрерывный — при шлифовальном круге
в виде червячного абразива.
Типовые схемы автоматических рабочих
циклов зубошлифовальных станков изображены
на фиг. 56.
Схемы станков. На фкг. 57 показана схема
станка, соответствующего конструктивной ком-
поновке 5 фиг. 54. Одновременно обрабатыва-
ются две противоположные боковые поверхно-
сти впадины одним двухсторонне профилиро-
ванным шлифовальным кругом.
С помощью гидросистемы осуществляется
движение подачи, приводятся в действие
делительный механизм и приспособление
для правки круга с пантографом (табл. 14,
схема 1).
Скорость заправки круга регулируется
клапаном. Продолжительность полного про-
цесса правки — от 20 до 55 сек. Рабочий цикл
может происходить соответственно схемам
1 и 2 фиг. 56.
На фиг. 58 показана схема станка соот-
ветственно конструктивной компоновке 7
табл. 10.
На этом станке производится одновременно
обработка двух противоположных сторон впа-
566
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗЦ. IV
Методы зубошлифования
Таблица 10
к s
Шлифовальные круги
?> - 300+200 мм
Ллмаз
Подача
1 Двухсторонний шли-
фовальньш круг
2 Два односторонних
шлифовальных круга
Только
для
прямо-
зуд~ых
Односторон. шли- Для прямозу-
фовальный круг \ д~ых и косозуб.
о га х
S Я
аз х
а) н я
К « ь
К =5
I «о
3vo ..
eg
Z? = 220 -r 160 AtA
ft — 0,5 -f- 2 nt^t
v — 32,5 '
Обкатка
ПоЕача
Два круга обрабатывают обе
. стороны впадины зуба
>i4
CO О S
о и 3
Характеристика станка и конструктивные
компоновки станков
/1
Ft
11 1
11 И11
и
Е-
Вариант fu.2
D=25+800
т=0,8+17 Ц
Вариант 1и 2 /
I D=25+450;m=0,8+6\
Компо-
новки 1 и 2
компоновки
(.3 - б см.
фиг. 54)
Род ос-
новных ме-
ханизмов
Дополни-
тельные
сменные де-
тали
Возмож-
ность испра
вления ос-
новного ша-
га наладчи-
ком
Компоновки
7 и 8
Род основ-
ных механиз-
мов
Дополни-
тельные смен-
ные детали
Возможность
фланкирования
Возможность
исправления
основного ша-
га наладчиком
0=800^-3600; т*3+2и
Гидравличе-
ские и механи-
ческие
Комплекты
делительных
дисков, шабло-
нов, штифтов
Возможно
(легко осуще-
ствляется)
Невозможно
Гидравличе-
ские и механи-
ческие
Комплекты
делительных
дисков обкат-
ных барабанов,
колёс, гитар де-
ления и подачи.
Возможно
(трудна в осу-
ществлении)
Возможно
D - ЗШч-200 мм
b = 2,25 т
v = 28 м/сек
I ?1
Обкатка Подача Обкатке
Один круг обрабатывает
одновременно обе стороны
Один круг обрабатывает
последовательно обе стороны
3 Два круга обрабатывают одно
временно обе стороны впадины
Компоновки
9 и 10
Род основ-
ных механиз-
мов
Дополни-
тельные смен-
ные детали
Возможность
фланкирования
Возможность
исправления
основного ша-
га наладчиком
Гидравличе-
ские и механи-
ческие
Комплекты
колёс, гитар де-
ления, обкатки
и подачи или
комплекты об-
катных бараба-
нов и делитель-
ных дисков
Возможно
Возможно
ГЛ. X]
ЗУБОШЛИФОВАЛЬНЫЕ СТАНКИ
567
Продолжение табл. 10
Шлифовальные круги
я И о
X 3:Ш
SS4
П и о
Характеристика станка и конструктивные
компоновки станков
оз
D - 750 мм
b - 2,25 т
v — 25
Обкатка
1 Два круга обрабатывают
одновременно обе стороны Впадины
g. 2 Один круг обрабатывает однц
сторона, всех впадин
3
X II
•о да
>,ч <s
« о 5!
о со
Компоновки
11 и 12
Род основ-
ных механиз-
мов
Дополни-
тельные смен-
ные детали
Возможность
фланкирования
Возможность
исправления
основного ша-
га наладчиком
Механиче
ские
Комплекты
эталонных реек
и эталонных ко-
лёс
Возможно
(трудно в осу-
ществлении)
Невозможно
а 3
За.
D - 150^-200 мм
Ъ - 2,25 т
v = 25 м!сек
Йпмаз
з к Б
Обкатка
j Один круг обрабатывает одну
сторони всех впадин
цга обрабатывают однодре-
'! прстивопшЖ. стороны \
т=0,5+6
Компоновки
13 и 14
Род основ-
ных механиз-
мов
Дополни-
тельные смен-
ные детали
Возможность
фланкирования
В озможность
исправления
основного ша-
га наладчиком
Механиче-
ские
Комплекты
делительных
дисков, эталон-
ных роликов и
колёс
Трудно
Возможно
Я
К
Ж
Щ
ч
OI
о
рывн
о
а
с
4)
X
К
О.
с
бкатка
О
¦я
3
ОБОЙ
черв:
винт
вный
U S
>>§.
O.VO
3 о
дисков
кромк
X
S
О
2504-800 мм
- 2,25 т
30 м1сек
Подача
Си «Ь
2i QJ
»•§¦+
Компоновка
15
Род основ-
ных меха-
низмов
Дополни-
тельные
сменные де-
тали
Возможность
фланкирования
Возможность
исправления
основного ша-
га наладчиком
Электромеха-
нические
Комплекты
сменных колёс
Трудно
Невозможно
D — диаметр; т — модуль; Ь — ширина режущей кромки; v — скорость резания; сплошные стрелки — направле-
ния рабочих движений; пунктирные стрелки — направления установочных перемещений.
568
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
дины зуба посредством двух тарельчатых
кругов с узкими рабочими кромками.
Рабочий цикл происходит соответственно
схеме 3 фиг. 56.
Обкаточный и делительный механизмы вы-
полнены соответственно схемам 1 и 3
табл. 12 и 13.
На фиг. 59 показана схема станка соответ-
ственно конструктивной компоновке 10 табл. 10.
Обкаточный и делительный механизмы вы-
полнены соответственно схемам 5 табл. 12 и 13.
Рабочий цикл происходит соответственно
схеме 4 фиг. 56.
Состав движений, основные узлы и ме-
ханизмы.
1. Главное движение резания.
Привод шлифовального круга осуществляется
Фиг. 58. Конструктивная схема станка, соответствующего компоновке 7 табл. 10: /—делительная бабка; 2—механизм
правки с автоматическим компенсирующим устройством (фиг. 64); 3— шлифовальная бабка; 4—шпиндель шлифо-
вального круга; 5—электродвигатель шлифовальной бабки; 5—маховичок для вертикального перемещения плиты
со шлифовальными бабками; 7—рукоятка для выключения продольной подачи.
Фиг. 59. Кинематическая схема станка, соответствующего компоновке 10 табл. 10: 1—шатунно-кривошипный механизм
возвратно-поступательных движений ползуна со шлифовальным кругом; 2—гитара обкатки; 3—гитара деления; 4—гитара
лодачи; 5— муфта переключений реверсивного и делительного механизмов; б—упоры, действующие через рычаг 7 на
муфту 5 и 8; 9— стопор однопазовых дисков 10 и 11; 12—упоры стола, действующие через рычаг 13 и штифт 14 на
муфту 15 для переключения медленного рабочего холя на быстрый обратный; 16—диференциал механизма деления.
ГЛ. X]
ЗУБОШЛИФОВАЛЬНЫЕ СТАНКИ
569
от индивидуального электродвигателя (одно-
или многоскоростного) с передачей вращения
нашкив шпинделя плоским или клиновыми рем-
нями. Шпиндель монтируется на подшипни-
ках качения (фиг. 58) или скольжения
(фиг. 60). Мощности элек-
тродвигателей для привода
одного круга приведены
в табл. 11.
2. Движение подачи
(в направлении, параллель-
fWVW
Однако имеются станки для шлифования спи-
ральных зубьев конических колёс и работаю-
щие по методу копирования станки для ци-
линдрических колёс, с изменяющейся по вели-
чине автоматической подачей врезания.
4. Обкаточное движение. У стан-
ков, работающих с единичным делительным
процессом, обкаточное движение выполняется
заготовкой, исключение составляют лишь не-
которые станки наиболее крупных размеров
Фиг. 60. Шпиндель на подшипниках скольжения: /—абразивный червяк; а—предельный
размер изношенного круга.
ном оси заготовки) осуществляется перемеще-
нием либо стола или ползуна с заготовкой,
либо стойки или ползуна со шлифовальной
бабкой. Длина хода подачи равна ширине
заготовки плюс 2—10 мм.
Подача осуществляется винтовой парой,
кулисным механизмом или гидроприводом.
Гидропривод обеспечивает плавность дви-
жения и возможность бесступенчатого изме-
нения скорости подачи до 25 mjmuh, а также
перемещения для деления, смены заготовки
и правки круга.
Мощность электродвигателя для насосов
гидросистемы при модуле шлифуемой ше-
стерни A—8) мм принимается 1,5—2,2 кет,
при модуле F—30) мм 2,2 — 3,6 кет.
3. Движение врезания, периодиче-
ское после каждого оборота изделия при шли-
фовании в несколько проходов, обычно осу-
ществляется вручную, так как после каждого
прохода величина подачи должна изменяться.
(табл. 10, компоновка 8). Заготовка нахо-
дится как бы в зацеплении с неподвижной
производящей рейкой, одну или обе боковые
поверхности зуба которой воспроизводят один
или два шлифовальных круга. Заготовка пе-
рекатывается вдоль производящей рейки в
одну и другую сторону, получая вращатель-
ное движение вокруг оси и поступательное
в направлении, перпендикулярном к её оси.
Длина пути при обкаточном движении
определяется из условий обеспечения полного
огибания профиля одной или двух боковых
поверхностей впадины и гарантированного
разобщения заготовки и круга.
Типовые механизмы для осуществления
обкаточного движения приведены в табл. 12.
5. Механизмы для единичного
деления представляют самостоятельные
узлы, встроенные в шпиндельную бабку и
работающие автоматически, а для настройки
обычно также и от руки.
Таблица 11
Модуль
Диаметр шлифовального круга
Потребная мощность в кат
Метод копиро?
i-6
15°
Зоо
1—3
а—17
Зоо
45°
4—ю
1
$ания
б—зо
45°
650
15—2Э
Метод обкатки
нормальным кругом
1—6
о,3—1.5*
2—17
35<J
0,5-3,2 *
боль-
шим
кругом
з-8
бдО
2—3
абразивным
червяком
°>5—4
250
Зоо
з-з
о,5—6
7О0
8оо
6-8
Для тарельчатого круга с узкой рабочей кромкой.
570
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Таблица 12
Механизмы обкаточного движения
Сменные детали
для настройки
Пояснения к схеме
Схема механизма
Сменные обкатные
барабаны. Применя-
ются на станках, вы-
полненных по кон-
структивной компо-
новке 7 табл. 10
/—стальные ленты, закреплённые
своими концами на обкатном барабане
2 и на раме 3; диаметр обкатного бара-
бана равен начальному диаметру за-
готовки; 4— стол с заготовкой 5; 6—
компенсирующий рычаг, сообщающий
небольшие перемещения раме 3; при-
меняется для видоизменения профиля
зуба и уменьшения комплекта обкат-
ных барабанов до 12; другой механизм
того же назначения включает салазки
для стола, ходовой винт и гитару со
сменными шестернями; 7—шлифоваль-
ные круги
Сменные эвольвент-
ные кулачки. Приме-
няются на станках, вы-
полненных по кон-
структивной компо-
новке 13 табл. 10
7—эвольвентный кулачок, закреплён-
ный на одном шпинделе с заготовкой 4
и соприкасающийся с упором 2. Кривая
кулачка является развёрнутой основной
окружностью обрабатываемой заго-
товки; 3— каретка, несущая шпиндель
с заготовкой и перемещающаяся пер-
пендикулярно к оси шпинделя при по-
вороте кулачка 1; 5— наклоняемый
стол. При изменении угла 8 возможно
использование одного кулачка для
интервала величин радиусов основных
окружностей от г до rl= r cos 5
Сменные эталонные
зубчатые рейки и ко-
лёса. Применяются на
станках, выполненных
по конструктивной
компоновке 11 табл. 10
/—эталонное зубчатое колесо, за-
креплённое на одном шпинделе с заго-
товкой 2 и приводной шестерней 3;
4—эталонная зубчатая рейка; 5—шли-
фовальные круги. Эталонное колесо
должно быть копией обрабатываемого
колеса. Для каждого модуля требуется
одна эталонная рейка
Сменные шестерни
кинематической цепи.
Применяются на стан-
ках, выполненных по
конструктивной ком-
поновке 10 табл. 10
У—вариатор для настройки сопря-
жённых движений заготовки 2: вра-
щения вокруг собственной оси и пере-
мещения вместе со столом 3 парал-
лельно оси шлифовального круга 4
ГЛ. X]
ЗУБОШЛИФОВАЛЬНЫЕ СТАНКИ
571
Продолжение табл. 12
Сменные детали
для настройки
Шестерни кинема-
тической цепи. При-
меняются на станках,
выполненных по кон-
структивной компо-
новке 15 табл. 10
„Электрический вал"
в сочетании со смен-
ными шестернями.
Применяется на стан-
ках, выполненных по
конструктивной ком-
поновке 15 табл. 10
Пояснения к схеме
/—гитара скоростей; 2—диферен-
циэл; 3— гитара деления; 4—заготовка;
5—червячный круг; 6—гитара дифе-
ренциала; 7—вариатор для регулиро-
вания величины подачи
1, 2, 3 и 4—электродвигатели си-
стемы „электрического вала"; 5—ди-
ференциал; б—гитара для регулиро-
вания скорости вращения заготовки 7;
S—червячный круг; 9— гитара дифе-
ренциала; 10— вариатор регулирования
величин подачи
Схема механизма
Источником движения для них служит
звено цепи подачи или обкаточного движе-
ния или же отдельный электродвигатель.
В период работы круга механизм деления
находится в покое. После окончания обра-
ботки одной или двух боковых поверхностей
впадины круг выводится из впадины заготовки;
переставные упоры, кулачки или конечные пе-
реключатели дают механизму деления команду
на поворот.
В станках, работающих по методу копиро-
вания, непосредственно после команды про-
исходит поворот заготовки.
В станках, работающих по методу обкатки,
после команды, перед началом деления, раз-
мыкается цепь обкаточного движения или же
начинает действовать механизм ускоренного
вращательного движения заготовки.
В некоторых механизмах для единичного
деления имеются вспомогательные устройства,
например устройства для замедления начала
и конца делительного процесса, уменьшения
силы удара при западении ведущей и фикси-
рующей собачек в вырезы делительного диска,
уменьшения силы прижима собачек к пери-
ферии вращающегося диска. Основные типы
механизмов деления приведены в табл. 13 и
на фиг. 61.
Приспособления и специальные устрой-
ства.
1. Приспособления для правки
круга. Правка дисковых, тарельчатых и
чашечных кругов производится одним или
одновременно несколькими алмазами: червяч-
ных кругов начерно — накатными металличе-
скими или шлифовальными роликами, а на-
чисто—алмазами. Схемы типовых механизмов
для правки круга приведены в табл. 14 и
фиг. 62.
2. Устройства для регулирова-
ния толщины снимаемого слоя или
распределения снимаемого припуска на про-
тивоположных сторонах впадины во время
хода станка экономят время, особенно в слу-
чаях снятия весьма малого припуска, порядка
0,01—0,02 мм по толщине зуба. Одно из та-
ких устройств показано на фиг. 63.
3. Устройство (фиг. 64) для авто-
матической компенсации износа
круга, применяемое на станке, показанном
на фиг. 58. Через каждые 5—6 сек. плоский
алмаз прикасается к режущей кромке круга,
и если износ кромки превышает 0,001 мм,
электромагнит включает механизм, переме-
щающий круг к алмазу на 0,001 мм.
Специальный механизм (фиг. 65) служит
для выбора зазора между боковыми поверх-
ностями круга и впадины при реверсирова-
нии хода стола станка, показанного на
фиг. 59. После реверсирования обкаточного
движения ходовой винт начинает вращаться
в обратном направлении и ввёртываться в
гайку стола, пока один из буртиков не упрётся
в торец подшипника, тогда заготовка совер-
шит небольшой поворот и зуб её соприкос-
нётся с боковой поверхностью круга. Обычно
при ходе стола в одном направлении обраба-
тывается одна боковая поверхность впадины.
Возможна и одновременная обработка обеих
сторон впадины одним кругом во время хода
стола в одну и другую сторону. Для этой-
цели необходимо особое -устройство привода
стола (фиг. 66), при котором направление за-
кручивания ходового винта и вала приводного
572
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Делительные механизмы
Таблица 13
О)
??
lie
ы
Устройство
для поворота
шпинделя
Пояснения к схеме
Схема механизма
Комбиниро-
ванное, кулач-
ковое рычаж-
но-храповое
устройство,
приводимое в
действие от-
дельным непре-
рывно вращаю
щимся электро-
двигателем
1—соленоид, поворачивающий в мо-
мент начала деления рычаг 2, осво-
бождающий делительный диск и со-
бачку 3, закреплённую на диске 4;
5—ведущая собачка, занимающая дели-
тельный диск после поворота рычага 2;
б—храповик, непрерывно вращаю-
щийся червячной передачей; 7-рычаг,
поворачивающийся эксцентриком 8,
соединённым с диском 4 после замыка-
ния храповика 5 собачкой 3; 9—плечо,
соединённое с рычагом 7, поворачи-
вающее с помощью собачки 5 дели-
тельный диск. Положительными осо-
бенностями этого механизма являются:
1) ведущая собачка перед началом
поворота делительного диска вводится
в его прорез, 2) начало и конец дели-
тельного поворота благодаря эксцен-
трику происходят с замедлением
7 9 2 5
a 3 6 6
Кулачковое
устройство,
приводимое в
действие от
отдельного
периодически
включаемого
электродви-
гателя (кон-
структивная
схема—фиг. 61)
1—2— передняя и задняя части шпин-
деля, соединяемые корпусом 3 и со-
бачкой 4, прижимаемой кулачком 5,
в одно целое во время процесса об-
работки; 6— сектор обкаточного ци-
линдра; 7—электродвигатель, вклю-
чаемый только на период делительного
поворота заготовки и сообщающий
вращение коромыслу 8 через зубчатые
передачи и кривошипный диск 9;
10—собачка, соединяющая" под нажи-
мом кулачка 11 коромысло 8 с дели-
тельным диском 12. После окончания
деления, при освобождённой собачке
10, коромысло поворачивается в об-
ратном направлении пневматической
турбинкой, вращающей ротор электро-
двигателя 7 в обратном направлении
Мальтийский
кресте гитарой
сменных шесте-
рён
/—звено, приводящее во вращение
механизм мальтийского креста; 2—
кулачок, освобождающий делительный
диск 3; 4—сменные шестерни для
регулирования угла поворота дели-
тельного диска
Шестерённо-
реечное устрой-
ство с храпо-
вым механиз-
мом, приводи-
мое в действие
гидроцилин-
дром
/—фиксатор, освобождающий дей-
ствием гидравлического цилиндра
делительный диск 2 перед началом
поворота; 3—шестерённо-реечная пере-
дача, поворачивающая вал с делитель-
ным диском; вал благодаря храповому
механизму может вращаться только
в одном направлении; 4 -сменные
шестерни для регулирования угла
поворота шпинделя 5 с заготовкой;
б—пружинящий пластинчатый тормоз
для обеспечения плавности вращения
диска
ГЛ. X]
ЗУБОШЛИФОВАЛЬНЫЕ СТАНКИ
573
Продолжение табл. 13
о >,
а а
tr s ,
р. я S
г-ё-й
Устройство
для поворота
шпинделя
Пояснения к схеме
Схема механизма
Однопазовые
диски с обгон-
ным ускори-
тельным ме-
ханизмом
1 и 2—однопазовые диски; 3—стол
с заготовкой; упор стола перемещает
крестовину 4 в конце рабочего хода,
которая включает муфту 5 и отжимает
рычаг 6. Освобождённые диски 1 и 2
вращаются с различными угловыми
скоростями, получая привод от электро-
двигателя через кинематическую цепь,
включающую шестерни 7, 8 и 9. Рычаг
6 застопорит диски, когда один из них
сделает один оборот относительно
другого; 10— диференциал, действую-
щий в период вращения дисков 1 и 2 и
сообщающий заготовке делительный
поворот
6 1 г
Ползун
с эталонной ше-
стерённо-рееч-
ной передачей
1 и 2—эталонные рейка и колесо,
разобщаемые перед началом процесса
деления путём подъёма рейки гидро-
цилиндром; 3—ползун, перемещаемый
шестерённо-реечной передачей или
гидроцилиндром после размыкания
цепи обкаточного движения; 4~сег-
менты зубчатой рейки, связанные
с ползуном 3. Каждый из них при ходе
ползуна в одну или другую сторону
вращает эталонное колесо, разобщён-
ное с эталонной рейкой, осуществляя
делительный поворот заготовки
I Г
? У///УЛ I
червяка, а также прилегающие боковые по-
верхности зубьев колёс в связывающей винт
Станки, работающие червячным кругом.
На станке конструкции инж. Васильчук (ком-
noCD
по Л В
и червяк кинематической цепи остаются не-
изменными при реверсировании хода стола.
Фиг. 61. Делительный механизм: / — передняя часть шпин-
деля с делительным диском 2; 3 — задняя часть шпинделя
с обкатным сектором 4 и вращающимся корпусом 5; 6—
собачка, передающая вращение корпуса на делительный
диск во время обкатки; 7 — шестерня, вращающаяся от
мотора и через шестерню 8, шатун 9, коромысло 10 и со-
бачку 11, передающая вращение в период деления дели-
тельному диску со шпинделем 1; 12 ~ проволока, фикси-
рующая после реверса мотора шестерню 7 относительно
корпуса 5 в исходном положении; 13—кулачок, управля-
" ющий через рычажную систему собачками б и 11.
поновка 15 табл. 10) предварительная
правка круга производится накатными ме-
таллическими роликами, а окончательная —
чугунными дисками, шаржированными алма-
зами. ¦ * '
574
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Таблица 14
Механизмы для правки круга
Механизмы
Схема механизма
Пантограф со сменными копирами:
/—ползун с поперечиной 2 и тягами 3 для
приведения в действие пантографа; 4—вы-
ступы на коробке приспособления; 5—
местоположения шаблонов; 6—отверстие
под прижимные болты; 7—болты, скре-
пляющие коробку приспособления со ста-
ниной станка; 8— неподвижный шарнир;
9 и 10— ползуны и лимбы для регулиро-
вок положений алмазов; //—отверстия для
обводных роликов пантографа, использу-
емые при его выверке
7 V
Механизм огибания со сменными обкат-
ными дисками: /—маховичок для пово-
рота через червячную передачу 2 стойки 3
с ползушкой 4; стойка 3 скреплена
с червячным колесом; 5—планка, перека-
тывающаяся по цилиндрической поверхно-
сти сектора 6. Радиус сектора равен ра-
диусу основной окружности обрабатывае-
мого колеса; 7—стальные ленты, огибаю-
щие сектор и скреплённые с планкой и
головками 8; 9— кронштейн на планке 5,
несущей алмаз; Ro—радиус основной
окружности заготовки
Пантограф с постоянным копиром: /—
направляющая планка, соединённая шаро-
вым шарниром 2 со стойкой приспособле-
ния; 3—каретка с алмазом, закрепляемая
на планке; 4—рычаг для перемещения
планки; 5—копир, направляющий движе-
ние планки; 6—шарниры, обеспечивающие
сохранение положения острия алмаза на
луче 7; 8—паз для поворота копира
с целью изменения профиля
Механизм огибания окружности с по-
стоянным обкатным диском: 1—планка,
соединённая двумя стальными лентами
с диском 2 и перекатывающаяся по его
поверхности; 3— алмазодержатель, закре-
плённый на переставном дополнительном
звене шарнирного параллелограма; 4—
шарнир, соосный с обкатным диском;
5—шарнир, соединённый с планкой /
/ 3
(Ч
5
—
¦ 4
ГЛ. X]
ЗУБОШЛИФОВАЛЬНЫЕ СТАНКИ
575
Продолжение табл. 14
Механизмы
Схема механизма
я«
Рычажно-ползунковый механизм: 7—
рычаг с осью вращения, проходящей через
центр о расчётной окружности; 2—ползун,
закрепляемый в определённом положении;
3—ползун, перемещающийся при вращении
рычага 1 и несущий алмаз 4; 5—колен-
чатый рычаг с переставляемой осью вра-
щения в одно из положений 6—11; угол
<р—регулируется; 12—профиль, описы-
ваемый остриём алмаза (конструктивная
схема механизма показана на фиг. 62)
а*
я з
¦я *¦
1.3
с ч
т
Реечно-ползунковый механизм: /—ру-
коятка для сообщения ползунам 2 и 3
движения; 4 и 5—направляющие для ползу-
нов; б—один из двух винтов для регули-
рования угла <р между ползунами 2
Ползунковый механизм: /—ползуны
с алмазами, движущиеся вместе с карет-
кой 2; 2— каретка с ползунами, напра-
вляемыми сменным копиром; 3—копир,
неподвижный при ходе каретки в одну
сторону и перемещающийся на небольшое
расстояние по стрелке при ходе каретки
в обратную сторону; 4—вариатор для на-
стройки сопряжённых движений вращения
круга и перемещения каретки
вид по стрелке Й
.-4-
Основноя окружность
заготовка
Школа для устандки на
оснобную окружность.
Фиг. 62. Конструктивная схема приспособления для правки круга соответственно схеме табл. 14: /—угольник пово-
ротный; 2— ползун, несущий алмазодержатель; 3—рукоятка для приведения в действие приспособления.
576
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
—<-—j—-,—' j
В новейшем станке такого типа кинемати-
ческая цепь обкатки выполнена в виде „элек-
тровала1' (табл. 12). Шлифование зубьев про-
исходит только во время вертикальной подачи
суппорта вверх. Величина подачи регулируется
• гидравлическим
путём. Изменение
направления хода
О ^^ЙГ***^ салазок супорта
Т\ /^ \\ \ 5 производится с по-
i ЛгтС^Л мощью конечных
¦1 Гк Л ЛтО 1_ выключателей, воз-
действующих че-
рез соленоиды и
золотники на ги-
дроцилиндр. Авто-
матическая подача
врезания осущест-
вляется гидравли-
ческим путём после
каждого прохода.
Предвари тель-
ная правка произ-
водится металли-
ческими ¦ и шли-
фовальными на-
катными роликами,
а окончательная—
алмазами (табл. 14,
схема 7).
Зубошлифовальные станки для зубча-
тых реек. Станки работают по методу копи-
рования двухсторонним дисковым кругом. По
принципу работы и по конструкции они весьма
сходны со станками, работающими по методу
копирования двухсторонним кругом и выпол-
ненными соответственно компоновке 5 фиг. 54.
Вместо делитель-
ного поворота
шпинделя с заго-
товкой у этих стан-
ков стол с обра-
Фиг. 63. Устройство для регу-
лирования толщины снимае-
мого слоя: /—червячная пере-
дача; 2—каретка; 3—ходовой
винт; 4—цепная передача; 5—
рукоятка; при одном обороте
рукоятки заготовка 6, закре-
плённая на одном валу с чер-
вячным колесом, повернётся
на 15".
ствует компоновке 5 фиг. 54. Механизм
обкатки включает обкатные эллиптические
сегменты и стальные ленты. Механизм деле-
ния работает периодически после каждого
двойного хода круга и выполнен со сменными
Фиг. 64. Схема устройства для автоматической компенса-
ции износа круга: У—цилиндр с выемкой 2, непрерывно
вращающийся; 3—рычаг, ролик которого прижимается к
цилиндру /. На нижнем конце этого рычага имеется
плоский алмаз 4, а на верхнем конце — контакт 6, замыка-
ющий электроцепь магнитных катушек 5.
Фиг. 65. Механизм для выбора зазора между боковыми
поверхностями круга и впадины при реверсировании хода
стола: 2 и 3—буртики ходового винта 1; 4—зазор между
боковыми поверхностями шлифовального круга и впадины
нарезаемого зуба; 5—регулируемый зазор между торцами
буртика и подшипника.
делительными дисками и поворотным устрой-
ством, состоящим из сочетания мальтийского
креста со сменными шестернями. Мощность
привода — 2,2 teem, вес — 2300 кг, габариты —
2300 X 1800 X 1500 лш.
Станки такого типа имеют весьма неболь-
шое практическое применение.
Фиг. 66. Привод к станку соответственно конструктивной
компоновке 10 табл. 10. Направления хода стола /, вра-
щений зубчатых колес, а также направления закручивания
ходового винта 2 и вала 3 червяка при муфте 4, при-
мкнутой к шестерне 5 или 6, показаны на схеме соответ-
ственно сплошными и пунктирными стрелками. Прилега-
ющие боковые поверхности зубьев шестерён 7 и 8 и всех
других также не изменяются при ходе стола в обе сто-
роны; 9— фиксирующий диск делительного механизма 10,
вращающийся в одном направлении при ходе стола как
в одну, так ив другую сторону.
Затываемой рейкой совершает делительное
перемещение на один шаг.
Зубошлифовальные станки для кониче-
ских колёс. Эти станки разделяются на станки
для прямозубых и спиральнозубых колёс.
1. Станокдля прямозубых колёс
(диаметр — от 90 до 400 мм, модуль — не бо-
лее 8 мм) работает дисковым двухсторонним
кругом, шлифуя в одну операцию одну сто-
рону всех впадин, а затем после переналадки —
другую. Конетруктивная компоновка соотвег-
2. Станки для спиральнозубых
конических колёс предназначены для
шлифования дуговых зубьев, нарезаемых вра-
щающимися резцовыми головками. Один тип
станков (фиг. 67) работает по методу копи-
рования посредством чашечного шлифоваль-
ного круга, совершающего планетарные кача-
тельные движения. Заготовка во время обра-
ботки неподвижна. После окончания обработки
каждой впадины следует поворот заготовки
на один шаг.
ГЛ. X)
ЗУБОШЛИФОВАЛЬНЫЕ СТАНКИ
577
Станки такого типа используются только
для колёс, применяемых главным образом в
автостроении, с величиной половины угла при
вершине конуса от 71° до 86° и имеющих про-
филь зуба в нормальном сечении в виде пря-
мобочной трапеции.
Наибольший диаметр обрабатываемого ко-
леса—600 мм, наибольший модуль — 12 мм.
Время обработки одного зуба в один проход —
скоростью, а люлька с чашечным шлифоваль-
ным кругом совершает качательные движения
вокруг оси, совпадающей с осью производя-
щего колеса. Движение круга снизу вверх —
рабочий ход, в обратном направлении — хо-
лостой. При каждом новом рабочем ходе
круг обрабатывает впадину, отстоящую от
предшествующей на несколько шагов. Все
впадины будут обработаны после стольких
Фиг. 67. Схема станка, работающего по методу копирования для шлифования спиральнозубых конических колёс:
—чашечный шлифовальный круг; 3—механизм правки; 4~делительный механизм; 5~кулачковый
Фиг. 67. Схема станка,
/—заготовка; 2—чашечн
барабан, управляющий работой механизма деления.
от 1,7 до 8,2 сек. Мощность привода для шли-
фовального круга — 2,2 кет, а для осталь-
ных механизмов—3 кет. Вес станка—10000 кг;
габарит (длина и ширина) — 2300 X 1650 мм.
оборотов заготовки, сколько шагов заклю-
чается в промежутке между двумя последо-
вательно обрабатываемыми впадинами.
Станок можно наладить на одновременное
шлифование обеих сторон впадины или только
Фиг. 68. Конструктивная компоновка станка для шлифо-
вания спиральнозубых'конических колёс по методу обкатки.
Другой тип станка (фиг. 68) работает по
методу обкатки. Заготовка вращается непре-
рывно в одном направлении с постоянной
37 Том Q
Фиг. 69. Механизм обкатки станка для шлифования спи-
ральнозубых конических колёс: /—люлька станка, несущая
шлифовальный круг; 2—плита с направляющими планками
3 и 4, скреплённая с люлькой; 5—сменный кулачок, скре-
пляемый с приводным колесом 6; 7—ось поворота плиты
для изменения угла а с целью модификации обкаточного
движения; 8-~заготовка.
одной из сторон. В последнем случае проти-
воположные стороны впадины шлифуют после
переналадки станка.
578
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Используемый чашечный круг своей фор-
мой и размером копирует резцовую головку,
служащую для нарезания данного колеса.
Обработка производится при числе проходов
от 3 до 7. В один проход снимается припуск
не более 0,025 мм на одну сторону. Кулач-
ковый механизм обкатки (фиг. 69) со смен-
ными кулачками даёт возможность модифи-
цирования обкаточного движения. Время обра-
ботки одной стороны впадины в один про-
ход— от 2 до 12 сек. Наибольший диаметр
обрабатываемой шестерни — 520 мм. Наиболь-
ший модуль — 10 мм. Суммарная мощность
электродвигателей — 4 кет. Вес станка —
7200 кг. Занимаемая площадь пола — 2700 X
X 1900.
Оба типа станков могут работать с руч-
ным управлением и с полностью автоматизи-
рованным рабочим циклом, включающим не-
сколько проходов с промежуточными правками
круга и подачами врезания.
Точильно-обдирочные станки выполня-
ются обычно с двумя плоскими шлифоваль-
ными кругами. На этих станках производятся
заточка режущих инструментов, обдирка по-
ковок и литья.
Основной ряд строящихся точильно-обди-
рочных станков характеризуется следующими
данными:
Диаметр шлифовального кру-
га в мм 4°° 5°° бею
Ширина шлифовального круга
в мм 4°—^5 75~1О° 10°
Мощность станка в кет . . . 2—2,5 4~5 7
Вес в кг з°° боа iooo
Шлифовальные круги приводятся закры-
тым электродвигателем с удлинённым валом,
служащим одновременно шпинделем станка,
или от электродвигателя, помещённого в ста-
нине станка (фиг. 71). Шлифовальные круги
закрываются стальными кожухами. Зазор ме-
жду подручником и шлифовальным кругом по
Фиг. 70. Подвесной шлйфовально-обдирочный станок: У—стальная труба; 2—ру-
коятки для управления камнем; 3—электродвигатели; 4— валик перемещения крон-
штейна для натяжения ремней; 5—хомут для подвешивания станка; 6—стяжки для
закрепления хомута; 7—валик для закрепления стяжек.
ШЛИФОВАЛЬНО-ОБДИРОЧНЫЕ СТАНКИ
Шлифовально-обдирочные станки делятся
на три основные группы: подвесные, точиль-
ные и станки с дисковыми кругами.
Подвесные обдирочно-шлифовальные стан-
ки предназначаются для обдирки крупных ли-
тых деталей: станин станков, блоков двигате-
лей и т. п.
Подвесные станки работают плоскими
шлифовальными кругами размером от 350 X
Х50 до 500 X 80 мм.
Для обдирки применяются круги на баке-
литовой связке, работающие при скорости до
45 м/сек.
На фиг. 70 изображён подвесной станок
Московского завода шлифовальных станков.
Общая мощность станка — 4,4 кет, диаметр
шлифовального круга 350 — 500 мм, шириной
до 63 мм.
Фиг. 71. Точильный шлйфовально-обдирочный станок.
ГЛ. XI
ШЛИФОВАЛЬНО-ОБДИРОЧНЫЕ СТАНКИ
579
Фиг. 72. Шлифовально-обдирочный станок с горизонтальным шпинделем: 7—стальной диск для крепления
шлифовального круга; 2—столик для крепления изделия; 3—пружина для подачи столика на шлифовальный
круг; 4-эксцентрик с рукояткой для ограничения перемещения салазок; 5—рукоятка для качания стелика;
6—противовес.
Фиг. 73. Шлифовально-обдирочный станок с вертикальным шпинделем: I -стальной диск для.
крепления шлифовального круга; 2—винт для натяжения ремня; 3-— поперечина для установки
шарошки для правки круга.
580
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
мере износа последнего может регулироваться.
Станки снабжаются пылеотсасывающим уст-
ройством для шлифования всухую или насосом
с баком для подачи охлаждающей жидкости
для мокрого шлифования.
Шлифовалыю-обдирочные станки с диско-
вым кругом, состоящим из стального диска
-с наклеенными или привинченными шлифую-
щими кругами или секторами, строятся с го-
ризонтальным или вертикальным шпинделем.
Основные данные станков с горизонталь-
ным шпинделем:
Диаметр шлифовального кру-
га в мм 3°° 5°° 75°
Мощность в team 2,5 5 Io
Вес в кг 45° 9°° 12оо
Основные данные станков с вертикальным
шпинделем:
Диаметр шлифовального кру-
га в мм 45°
Мощность в кет 3.5
Вес в кг 4°о iooo
756
1300
i8oo
13 25
3500 4000
Станки с горизонтальным шпинделем
(фиг. 72).строятся с двумя кругами, располо-
женными на концах шпинделя.
Изделие при обработке удерживается вруч-
ную или укрепляется на качающемся столике.
На станке могут одновременно работать двое
рабочих.
Более широкое распространение получили
обдирочные станки с вертикальным шпинде-
лем (фиг. 73). Столик для закрепления изде-
лий монтируется на вертикальной колонке,
расположенной в кронштейне, крепящемся к
N= 0,12кбт, п=Ю0ООд/мин Ja / '/"
¦7?* '
стенке станины. При работе „с руки" изделие
под влиянием своего веса прижимается обра-
батываемой плоскостью к шлифовальному
кругу; при недостаточном весе изделия допол-
нительное усилие создаётся рабочим. Правка
шлифовального круга производится шарош-
ками, монтированными на салазках, переме-
щающихся вручную по поперечине. Шлифо-
вальный круг приводится встроенным электро-
двигателем закрытого типа, на валу которого
монтируется диск со шлифовальным кругом,
или от отдельного электродвигателя через
ремень (фиг. 73). Для удаления пыли, обра-
зующейся при шлифовании всухую, станок
снабжается пылеотсасывающим устройством.
ШЛИФОВАЛЬНО-ОТДЕЛОЧНЫЕ СТАНКИ
Шлифовально-отделочные станки служат
для получения на изделиях поверхностей высо-
кой гладкости колебательными движениями
шлифующего инструмента, срезающего при
малом удельном давлении A,5—3,0 кг/см*) и
смазке керосином с примесью лёгкого масла
преимущественно лишь гребешки неровностей.
По виду режущего инструмента шлифовально-
отделочные станки делятся на три основные
группы: 1) работающие брусками; 2) торцом
круга; 3) периферией круга.
В табл. 15 и 16 приведены схемы движе-
ний и технические характеристики станков
первой, второй и третьей групп.
В настоящее время шлифовально-отделоч-
ные станки и приспособления построены для
Фиг. 74. Универсальный станок для отделки наружных цилиндрических поверхностей: 1 — фрикционный бесступенча-
тый вариатор; 2—шлифовальная головка; iJ—круглые направляющие для продольного перемещения головки;
4— круглые направляющие для колебательного движения головки; 5 —эксцентрик для колебательного движения
оловки; 6—оправка со шлифующими брусками; 7—гидравлический цилиндр для подвода брусков к изделию и
гол
ГОЛОВКИ^ О иираола V.V шипхру xvLu.nmxi ур_)(.паяш, / 1Пдрао^1П-ц.\.ппп ЦШ1ППД[; ДЛИ llUAOUAd U [}y K-MJD Л И^ДСЛИЩ И
сообщения давления; $—дроссель для регулирования давления брусков; 9—управляющий золотник; 10— реверсивный
золотник; 11—кран управления цилиндром.
ГЛ. X]
ШЛИФОВАЛЬНО-ОТДЕЛОЧНЫЕ СТАНКИ
581
Шлифовально-отдел очные станки
Таблица 15
Назначение станка
Характеристика станка
Наибольший
диаметр изде-
лия в мм
Наибольшая
длина изделия
в мм
Число оборотов Число
изделия колебаний
в минуту брусков
Вес
станка
Станки, работающие брусками
Станки для обработки наружных цилиндрических поверхностей
Центровый универсальный
3 Продольное перемещение
, „ , -* •- головки
2 Калеоателоное —-,—
движение брусков
/ вращение .
изделия
Бесцентровый для поршней
2 Колебательное движение
брусков^
I Вращение
изделия
Для коленчатых валов
2 Колебательное движение
брусков
I Вращение
изделия
Для тормозных колодок
( I Вращение брусков
2 Колебательное
движение брусков
1300 и i6oo
Станки для обработки внутренних цилиндрических поверхностей
Для колец ролико-подшипников
2 Колебательное
движение брусков .
изделия
Для отверстий под вкладыши блока
цилиндров
/ Вращение головки
3 Колебательное п~| ,2 Колебательное
движение j Щ \ движение
салазок т MJ головки
5оо
75°
45°
582
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Продолжение табл. 15
Назначение станка
Характеристика станка
Наибольший
диаметр изде-
лия в мм
Наибольшая
длина изделия
Число оборотов
изделия
в минуту
Число
колебаний
брусков
Вес
станка
Для отделки плоскестей
4 Колебательное чЫ"*" 3. Вращение
движение "]р^й||Г бруска
бруска
Станки для обработки плоскостей
2,50
2 Колебательное '^> / Вращение
движение стола стола
л бруска—150 об/мин
п стола—130 ,
пос бруска-5°° »
пос стола—loo „
Для торца маховика
I] Z. Колебательное движение
'* брусков-
1/5
/ Враще-
I мие изделия
QOO
-6,35
Схемы движения шлифовально-отделочн-ых станков
Таблица 16
Станки, работающие периферией
круга
Станки, работающие торцом круга
Для колец роликоподшипников
2 Вращение .J 3 Колебательное
шлифовального Т> движение круга
круга
, / Вращение
изделия п=150 °"/мин
Для кулачковых валиков
2 Вращение круга п-вОО об/мин
I Вращение
изделия с ревер-
сированием
/7,92 об/мин
3 Колебательное
движение изделия
Для валов (приспособление)
р 2 Вращение кругп
J Колебо
тельное движе- \
ние круга р^| /. Вращение изделие
k Продольное перемещение
стола
Для поршневых пальцев и стерж-
ней клапанов
2 Колебательное
движение верх-
него круга
п*вОО
дв. ход/мин
4.Колебательное гКрЭВращение
движение нимнегоТЛ нижнего круга
круга п=850
дв ход/ ми»
I Врощение
верхнего круги
П'128 о6/мин
п= 13S об/мин
Для толкателя клапана
2 Вращение круги
'п- 750 об/мин
I Вращение изделий
п -- 950 об/мин
Для плоскостей
U Колебательное
движение
круга
п-500
дв ход/мин
2 Колебательное
движение сти/ш
п.ЮО ов tod/му,
] Вращение
круга
n* ISO о&мин
1 Вращение
стола
п=130 об/мин
отделки поверхностей изделий самого разно-
образного назначения. Рабочие движения шли-
фовально-отделочных станков определяются
формой обрабатываемых изделий; общее ко-
личество движений принимается от 2 до 4.
Шлифовально-отделочные станки высокопро-
изводительны, продолжительность операции —
от 0,25 до 1 мин. Достижимая чистота обра-
ботки, выраженная среднеквадратичной высо-
той неровностей, 0,05 -=-0,2 мк.
Универсальный шлифовально-отделочный
станок для отделш цилиндрических поверх-
ностей (валиков, шпинделей, калибров, про-
тяжек, оправок) представлен на фиг. 74. Раз-
меры станка: наибольший диаметр устанавли-
ваемого изделия — 250 мм,, наибольший диа-
метр обработки — 100 мм, длина обработки —
450 мм. Изделие может укрепляться в цен-
трах, патроне и цанге.
Специализированный шлифовально-отде-
лочный станок для отделки всех шеек колен-
чатых валов представлен на фиг. 75.
Шлифовально-отделочные приспособле-
ния. Для производств с небольшой программой
выпуска экономично используются шлифо-
вально-отделочные приспособления, устана-
вливаемые на универсальных токарных и
шлифовальных станках. На фиг. 76 показано
! Г-
Фиг. 75. Станок для отделки шеек коленчатых валов: /—электродвигатель привода изделия и копирных валов; 2—шлифующие бруски; 3—салазки; 4— электродви-
гатель для колебательного движения брусков; б—эксцентрик; 6— пружины для нажима брусков на изделие; 7- копирные коленчатые валы, вращающиеся синхронно со
шпинделем; •«—салазки, несущие копирные валы; 9—гидравлический цилиндр для подвода брусков к обрабатыпаемым шейкам; 10—коробка управления станком;
7./—фильтр для очистки охлаждающей жидкости.
оо
СО
Фиг. 75а. Поперечный разрез станка для отделки шеек коленчатых валов
(обозначения см. па фиг. 75).
Фиг. 76. Приспособление к токарному станку: /—верти-
кальные круглые направляющие; 2—рукоятка для подво-
да и отвода брусков; 3- пружина, создающая давление
брусков на обрабатываемую поверхность; 4—винт для
регулирования давления брусков; 6—круглые направля-
ющие; б—электродвигатель для колебательного движения
брусков; 7 -шестеренный редуктор; 8~эксцентрик.
ГЛ. X]
ШЛИФОВАЛЬНО-ОТДЕЛОЧНЫЕ СТАНКИ
585
по EFGH
сеч. по ab
Фиг. 77. Приспособление к круглошлифовальному станку: 1 — электродвигатель 0,25 кет; 2 — сменные шестерни;
3—эксцентрик; 4 — шатун; 5 — палец; 6 — круглые направляющие; 7— винт для регулирования давления пружины;
<?—маховичок для подвода брусков к изделию; д — рукоятка для закрепления пиноли.
-U26
Фиг. 78. Приспособление к внутришлифовальному станку:
1—электродвигатель 0,25 кет; 2—сменные шестерни;
3—эксцентрик; 4—камень эксцентрика; 5—бронзовые
подшипники; б—кронштейны; 7—державки с брусками;
*—пружины для создания давления брусков.
приспособление к токарному станку. Такие
приспособления строятся двух размеров, для
наибольшего диаметра обработки 75 и 150 мм,
и устанавливаются на станках с высотой
центров соответственно 150 и 200 мм.
Шлифовально-отделочное приспособление
к круглошлифовальному станку изображено
на фиг. 77. Приспособление крепится с пе-
редней стороны бабки шлифовального круга.
Число двойных ходов в минуту бабки шлифо-
вальной головки может устанавливаться 750,
930, 1200 и 1450, длина хода — 2, 4, 6 и 8 мм.
Этот тип приспособления удобен тем, что изде-
лие может быть за один установ предвари-
тельно прошлифовано и окончательно отделано.
Шлифовально-отделочное приспособление
для отделки наружных и внутренних поверх-
ностей на внутришлифовальном станке пока-
зано на фиг. 78.
586
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Приспособление устанавливается на попе-
речных салазках станка. Подвод брусков к
изделию и их отвод производятся перемеще-
нием приспособления вместе с поперечными
салазками.
ШЛИФОВАЛЬНО-ПРИТИРОЧНЫЕ СТАНКИ
Шлифовально-притирочные станки, рабо-
тающие притирами со шлифовальными бру-
сками, строятся с вертикальным и горизон-
тальным расположением шпинделей. Горизон-
тальные станки подразделяются на две под-
группы — для шлифовальной притирки мелких
и глубоких отверстий. Основные размеры
строящихся станков характеризуются данными,
приведёнными в табл. 17.
Точность работы станков малого размера —
не ниже 0,005 мм, среднего и большого
размера 0,0125 мм.
Вертикальные многошпиндельные шлифо-
вально-притирочные станки применяются для
блоков цилиндров автомобильных, тракторных
Фиг. 79. Вертикальный четырёхшпиндельный шлисро-
вально-притирочный станок завода им. Ленина: 1 — шпин-
дельная коробка; 2 — круглые направляющие; 3 — гидра-
влический цилиндр для возвратно-поступательного движе-
ния шпинделей.
и авиационных двигателей. В соответствии
с типом двигателя станки строятся 4-, б-, 8-
шпиндельные. Для V-образных авиационных
двигателей строятся двухсторонние много-
шпиндельные станки с наклонным расположе-
нием шпинделей.
Схема вертикального четырёхшпиндельного
шлифовально-притирочного станка 3831 завода
им. Ленина представлена на фиг. 79.
«3
sr
3
v©
я
ста
¦я
льн
онт а
s
о
u
i
¦Я
t-
о
Q.
ОТВ
ких
VO
глу
ДЛЯ
01
S
ч
Я
2
X
ьные с
ч
ч
s
В
о
о
3
X
каль
ь
о.
ю
аметры
о.
овные
X
О
а
ю
1
0
ю
§,
о
а
г-
1
0
ft
ft
о
н
о
X
3
2g
обрабатывае
о.
н
диаме
6oi
1
м
сч
Я)
-374
1
5
1
ю
8
1
о
1
«
т
СО
г-
S3
>5
,Q
э
ю
—OOI
т*
S
S
инделя в об/
g
щения
Э =5
ш
л
з: о.
ю
коро
ю
со
=8
О
cf
я
-t
X
а
одачи в м/м
a
дольно
с
о
и
!
1
1
ю ю
о,о
fa
ю
Г1
ю
о
1 ю
ю
н" 1
е^
шпинделя .
гидроприво
¦
лектро
вт
а
о **
|й
б ООО
о
м
н
бооо
ю
§
a
i
г_Г_"
г
Сменные шестерни
-Ш0-
Рабочее давление
С див и подпор
Фиг. 80. Вертикальный одношпиндельный шлифовально-
притирочныи станок завода им. Ленина: 1 — колонна
станка с резервуаром для масла гидросистемы; 2 — плита
с резервуарами для охлаждающей жидкости; 3 — коробка
скоростей; 4 — гидравлический цилиндр; 5 — шпиндельная
головка; 6 — круглые направляющие; 7 — кран для регу-
лирования скорости хода головки; S — подпорный клапан;
9— фильтр.
Фиг. 81. Горизонтальный шлифовально-притирочныи ста-
нок для малых отверстий: 1 — двухступенчатый шкив для
привода вращения шпинделя; 2 — двухступенчатый шкив
для привода возвратно-поступательного движения шпин-
деля; 3 — шлифовально-притирочная головка; 4 — пру-
жина для разжима брусков; 5 — педаль для сведения
брусков; 6 — кнопка перемещения упора для ограничения
раздвижения брусков; 7 — рукоятка для выключения
возвратно-поступательного движения брусков.
588
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Вертикальный одношпиндельный шлифо-
вально-притирочный станок 383 завода
им. Ленина представлен на фиг. 80.
Горизонтальные шлифовально-притирочные
станки для малых отверстий строятся двух
типов: с поддержкой изделия в руках и с за-
креплением изделия в приспособлении.
Станки первого типа мощностью 0,2—0,3/сет
(фиг. 81) строятся для обработки в малых из-
головке и совершает возвратно-поступатель-
ное движение. Шлифовально-притирочная го-
ловка в процессе работы вращается и совер-
шает быстрое осевое колебательное движение.
Станок работает по полуавтоматическому
циклу, рабочий лишь устанавливает изделие
и включает станок поворотом пусковой ру-
коятки. После включения стол с изделием под-
ходит в рабочую позицию, разжимаются бруски
и включается через реле давления вращение
изделия. По истечении установленного времени
станок выключается, стол отходит назад.
Горизонтальный шлифовально-притирочный
станок для глубоких отверстий завода „Крас-
ный пролетарий", представленный на фиг. 84,
предназначаетея для шлифовальной притирки
гидравлических цилиндров с внутренним диа-
метром от 50 до 165 мм и длиной до 2000 мм.
Скорость вращения изделия постоянна —
23,5 об/мин.
12 5 г
Фиг. 82. Шлифовально-притирочный станок для малых деталей: 1 — шпиндель; 2 — гидравлический цилиндр для
возвратно-поступательного движения стола; 3 — насос для перемещения стола; 4'- насос для разжима брусков:
5 — манометр для контроля давления брусков; 6 — распределительная коробка; 7 — пусковой золотник; 8 — управля-
ющий золотник; 9 — золотник; 10 — золотник разжима брусков; 11 — дроссели для регулирования скорости стола;
12 — гидравлическое реле времени; 13 — дроссель для регулирования времени; 14 — золотник выключения стола;
15 — клапан регулирования давления брусков; 16 — реле давления, управляющее включением электродвигателя
привода шпинделя.
делиях отверстий диаметром от 6 до 65 мм и
длиной до 50—75 мм. Точность обработки на
этих станках достигает 0,0025 мм. Шпиндель
станка вместе со шлифовально-притирочной
головкой в процессе обработки вращается или
вращается и совершает быстрое осевое коле-
бательное движение.
Горизонтальные станки для малых изделий
с закреплением их в приспособлениях строятся
двух размеров: для обработки отверстий с
диаметром от б до 25 мм и от 18 до 50 мм и
соответственно длиной до 150 и 375 мм.
На фиг. 82 изображена кинематическая
схема такого станка, а на фиг. 83 — узел шпин-
деля с шлифовально-притирочной головкой.
Изделие, установленное в приспособлении на
столе станка, подводится к хонинговальной
Скорость вращения шпинделя шлифовально-
притирочной головки сменными шестернями
может быть установлена в пределах 76,5—
450 об/мин. Скорость подачи шлифовально-
притирочной головки изменяется в пределах
от 5 до 18 м/мин. Мощность электродвигателя
для вращения шлифовально-притирочной го
ловки — 10 кет, изделия — 4,3 кет, насоса
гидроподачи — 3,5 кет.
Бабка шлифовально-притирочной головки
перемещается на круглых направляющих на
роликах. Конструкция бабки позволяет при-
менять шлифовально-притирочные головки с
механическим разжимом брусков. Стержень
для крепления хонинговальной головки соеди-
няется со шпинделем конусным концом и за-
тяжной гайкой.
Фиг. 83. Шпиндель станка (общий вид см. фиг. 82): / — шпиндель из двух частей, соединённых шпилькой;
2 — шкив для вращения шпинделя; 3 — шкив для осевого колебательного движения шпинделя; 4 — винт
установки на величину хода шпинделя; 5 — гидравлический поршень для разжима брусков; 6 — головка
для перемещения упора разжима брусков; 7 — гайка упора; 8 — шариковый патрон для запора конусной
иглы для разжима брусков; 9 — патрон для установки шлифовально-притирочной головки; 10 — винты для
выверки биения головки.
по QBCDEF
Фиг. 84. Горизонтальный шлифовально-притирочный станок завода .Красный пролетарий": 1 — бабка для закрепления и вращения изделия; 2—люнет; 3 — бабка шлифовально-
притирочной головки; 4 — лоток для поддерживания головки при выводе её из изделия; 5 — насос высокого давления; б — панель управления гидравлической продольной
подачи; 7 — гидравлический цилиндр; * — ролик с тросом; 9 — пружина для натяжения троса; 10 — сменные шестерни.
590
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
КОПИРОВАЛЬНО-ШЛИФОВАЛЬНЫЕ
СТАНКИ
Копировально-шлифовальные станки со-
ставляют большую группу специальных и спе-
циализированных моделей, предназначенных
для окончательной обработки деталей с по-
верхностями сложной формы. К таким поверх-
ностям относятся: некруглые цилиндры; ци-
линдры, расположенные эксцентрично относи-
тельно оси вращения; тела вращения с обра-
зующей сложного профиля; кривые фасонных
Сменные
колеса
Фиг. 85. Устройство для получения выпуклости и вогну-
тости на вальцешлифовальных станках.
плоских или круглых резцов, ножей, шабло-
нов, контршаблонов, штампов и других де-
талей
По принципу осуществления сложных дви-
жений станки подразделяются на работающие
по копиру, по чертежу или копирующие пред-
варительно обработанный профиль.
Наибольшее распространение получили
станки для наружной обработки, и только
единичные модели предназначаются для шли-
фования внутренних поверхностей.
Некоторые из круглошлифовальных стан-
ков имеют устройство, позволяющее обраба-
тывать несложные профили. К таким, в част-
ности, относятся станки для шлифования вал-
ков с небольшой выпуклостью или вогнутостью.
На фиг. 85 представлено устройство для осу-
ществления этих движений.
Шлифовальные станки для кулачков
распределительных валиков подразделяются
по размерам обрабатываемых деталей (табл. 18).
Шлифование профиля кулачков может произ-
водиться несколькими
способами: 1) перемеще-
нием оси изделия отно-
сительно оси шлифоваль-
ного круга путём кача-
ния люльки изделия от
копирных кулачков; 2) пе-
ремещением оси шлифо-
вального круга относи-
тельно оси обрабатывае-
мого кулачка от копир-
ных кулачков; 3) сопря-
жённым шлифованием —
круги имеют сопряжён-
ный со шлифуемым кулачком профиль, и вра-
щение круга кинематически связано с враще-
нием изделия (фиг. 86).
Практическое распространение получил
первый метод. Быстро перемещающиеся массы
в этом случае сравнительно невелики, однако
шлифование всех кулачков производится по-
следовательно и применение нескольких кру-
Фиг. 86. Принцип со-
пряжённого шлифова-
ния кулачков распре-
делительны* валиков.
гов невозможно. Второй метод не получил до
сих пор распространения вследствие большой
массы узлов с возвратно-поступательным или
качательным движением. Третий метод не
обеспечивает необходимой точности и чистоты
поверхности профиля кулачков.
На полуавтоматических станках для ка-
ждого типа валика требуется наладка. Распре-
делительный валик закрепляется в центрах
качающейся 'люльки, установленной на столе;
станок включается, и остальные движения про-
изводятся автоматически: стол перемещается
в первое рабочее положение, фиксируется,
люлька наклоняется в сторону шлифовального
круга, включается вращение валика, шлифо-
вальная бабка подходит к изделию, включается
осциллирующее движение, начинается подача
врезания, в конце которой происходит вы-
держка (выхаживание). После окончания шли-
фования первого кулачка стол освобождается,
люлька с изделием отклоняется от шлифоваль-
ного круга, вращение изделия выключается,
механизм врезания отодвигает шлифовальную
бабку на величину врезания, и стол передви-
гается в следующую позицию. Перечисленные
движения повторяются до конца шлифования
последнего кулачка, после чего шлифовальная
бабка отходит в исходное положение, осцил-
лирование выключается, круг подаётся на ве-
личину, достаточную для правки, включается
правка, которая осуществляется за двойной
ход алмаза; компенсация износа круга при
Таблица 18
Основные параметры копировально шлифовальных
станков для кулачков распределительных валиков
Основные параметры
Наибольший диаметр изде-
лия в мм
Максимальный подъём ку-
лачков в мм *
Размер шлифовального кру-
га в мм:
диаметр . . . . ¦
ширина
Число оборотов изделия
в минуту ** . .
Скорость перемещения
стола в м/мин
Скорость подвода и отвода
шлифовальной бабки в м/мин
Величина врезания шли-
фовального круга в мм . . .
Амплитуда осциллирующего
движения в мм
Число осциллирующих дви-
жений в минуту
Мощность в кет:
электродвигателя шлифо-
вального круга *** ....
электродвигателя привода
изделия
электродвигателя привода
стола
Вес станка в кг около *** .
Наибольшая длина
изделия в мм
700 | 1000
75
15
15
1500
i8
500—600 (taoc)
*э
12 —8с
Вруч-
ную
1—5
1-6
2-6
о—о, 5
о—8
6о-8о
4-8
о ч—о 8
1
т о — о о
35°°
4ооо
5000
* В некоторых моделях не лимитируется.
** Обычно 2—3 ступени (<р=1,5— 2).
*** В моделях с несколькими кругами мощность дохо-
дит до 32 кат, а вес -до 15 т.
ГЛ. X]
КОПИРОВАЛЬНО-ШЛИФОВАЛЬНЫЕ СТАНКИ
591
правке производится автоматически. На этом
кончается цикл работы, и обработанный кулач-
ковый валик снимается вручную.
На фиг. 87 представлена гидроэлектриче-
ская схема станка 343 в положении, соответ-
ствующем моменту шлифования кулачка.
ния в вертикальной и горизонтальной пло-
скостях. Продольная подача стола — гидравли-
ческая. Шлифование производится по всей
ширине обрабатываемой поверхности, а для
равномерности износа круга ему сообщается
осевое осциллирующее движение.
30
Фиг. 87. Гидроэлектрическая схема станка 343 Харьковского станкозавода им. Молотова для шлифования кулачков
распределительных валиков: 1 — шестеренный насос; 2 — разгрузочный клапан; 3 — стопор; 4, о, 6 и 7 — цилиндр
врезания, диференциал, шестерни и ходовой винт, осуществляющие рабочую подачу; S — дроссельный клапан регули-
рования подачи врезания; 9, 10 и 11 — контакты, электронное реле времени и соленоид для опускания стюпора 3
в конце врезания; 12 — делительная планка стол°а; 13 — цилиндр перемещения стола; 14 — золотниковая коробка;
15 — упор стола, воздействующий на рычаги золотниковой коробки 14 после обработки последнего кулачка; 16 — ци*
линдр отвода шлифовальной бабки в исходное положение, устраняет влияние зазоров во время шлифования;
17 - цилиндр выключения осциллирующего движения шлифовального круга; 18 и 19 — цилиндр и рычаг отвода
люльки в нерабочее положение; 20 — контакты выключения электродвигателя изделия 21; 22. 23 и 24 — электродви-
гатели насоса гидропривода, шлифовального круга и насоса охлаждения; 25, 26 и 27— контакты, соленоид и золотник
включения алмазного устройства при отходе шлифовальной бабки; 28 — дроссель регулирования скорости правки;
29 — цилиндр храповой собачки, осуществляющей подачу круга на глубину правки; 30—смазка направляющих.
Плоскошлифовальные копировальные
станки производят профилирование кругом
такой ширины, которая перекрывает обраба-
тываемую поверхность, или узким кругом с
поперечной подачей. Чаще всего вертикальное
перемещение шлифовальной бабки осуще-
ствляется от копира при продольных возвратно-
поступательных движениях стола с изделием.
Иногда применяются два или три копира. На
фиг. 88 представлена схема станка 3733 для
шлифования поверхностей до 1100 мМ длиной
и 80 мм шириной. Получение фасонных по-
верхностей достигается при помощи копира,
воздействующего на вертикальное перемеще-
ние шлифовальной бабки, и двух копиров,
устанавливаемых на кронштейне и осуще-
ствляющих качание специального приспособле-
Профильно-шлифовальные станки с оп-
тическим устройством (фиг. 89 и 90). Шли-
фование на этих станках производится по
чертежу изделия, увеличенному в 50 раз. Для
предварительного шлифования применяют ке-
рамические круги, для окончательного шлифо-
вания — круги на вулканитовой связке диа-
метром до 125 мм. шириной до 1,2 мм, зер-
нистостью 180—400. Припуск под чистовую
обработку 0,1 мм. Точность шлифования
+0,01 мм. Профильно-шлифовальный станок
имеет четыре основные группы: шлифоваль-
ный супорт, крестовый супорт для крепления
обрабатываемого изделия, стол для чертежа
с пантографом и оптическое устройство с 20-
кратным увеличением для наблюдения за об-
разованием и точностью шлифуемого профиля.
592
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Супорт изделия устанавливается при по-
мощи плоскопараллельных плиток и закре-
пляется зажимными устройствами (фиг. 91).
Фиг. 88. Схема плоскошлифовального копировального
станка 3733 ЭНИМС: / — обрабатываемая деталь; 2 — по-
движная стойка; 3 — копиры приспособления; 4 — копир
шлифовальной бабки; S — кронштейн копировального
ролика.
выполняют, разбивая кривые на отдельные
участки.
Профильно-шлифовальные станки являются
очень точными, производительность их по
сравнению с обычной ручной доводкой кри-
вых очень высока. Однако работа на станке
довольно сложна
и утомительна, так
как необходимо во-
дить штифт панто-
графа по чертежу,
наблюдать в оку-
ляр за точностью
воспроизводимой
кривой и одновре-
менно манипули-
ровать большим
количеством орга-
Фиг. 90. Принцип работы
на профильно-шлифовальном
станке.
нов управления.
Эти недостатки в
значительной сте-
пени устранены в
профильно-шлифовальных станках с экраном
на который проектируется течение процесса
обработки.
Из копировально-шлифовальных станков
для внутренней обработки можно указать на
Фиг. 89. Профильно-шлифовальный станок для шаблонов, фасонных резцов и других изделий: / —кре-
стовый супорт для закрепления изделия с вертикальным, поперечным и продольным установочными
перемещениями; 2 — салазки шлифовального шпинделя; 3 — круговые направляющие для поворотов
вокруг горизонтальных осей; 4 — круговые направляющие с поворотами вокруг вертикальных осей;
5 — прямолинейные направляющие; 6 — стол размером до 500x500 м3 для эталонного чертежа;
7 — пантограф с масштабом уменьшения 1 :50; 8 — окуляр оптического устройства.
Салазки шлифовального шпинделя получают
возвратно-поступательное движение через ше-
стеренную коробку скоростей и эксцентрико-
вый механизм (фиг. 92). Для смягчения ударов
в конце хода (длина хода 0—50 мм, число
ходов 40—80 в минуту) салазки выполнены из
алюминиевого сплава с накладными стальными
термически обработанными направляющими.
Наибольший размер стола и масштаб панто-
графа позволяют обрабатывать без переста-
новки профили в пределах площади квадрата
со стороной 10 мм. В случае, если необходимо
обработать профиль, по размерам не уклады-
вающийся в указанную выше площадь, его
Фиг. 91. Крепление супорта профильно-шлифовальных
станков.
ГЛ. X]
ЗАТОЧНЫЕ СТАНКИ
593
модель (фиг. 93), в которой копировальное
движение осуществляется при помощи при-
жатия шлифовального круга к уже имеюще-
фиг. 92. Механизм для установки величины хода салазок
шлифовального шпинделя.
муся контуру заготовки. Точность станков,
построенных на этом принципе, невысокая.
Фиг. 93. Внутришлифовальный копировальный станок:
1 — электродвигатель привода изделия; 2 — приводной
фрикционный ролик; 3 — ролик, к которому прижимается
обрабатываемое изделие; 4 — груз для осуществления
прижатия шлифовального круга к обрабатываемой по-
верхности; 5 и 6 — электродвигатель и редуктор, осу-
ществляющие вертикальное перемещение салазок шли-
фовального круга.
38 ТОМ 9
ЗАТОЧНЫЕ СТАНКИ
Заточные станки предназначаются для за-
точки и доводки новых или затупившихся во
время работы режущих инструментов.
Станки подразделяются на универсальные
для заточки самых разнообразных инструмен-
тов и специализированные для заточки инстру-
ментов определённого типа.
По циклу работы различают станки с руч-
ным управлением, механизированные и полу-
автоматические.
Различают следующие типы заточных
станков.
Заточные станки для резцов. Станки вы-
полняются: одно-, двух- и трёхсторонними;
с двумя поворотными дисками, расположен-
ными в двух взаимно перпендикулярных пло-
скостях. Круговые шкалы с градусными деле-
ниями позволяют затачивать резец по основ-
ным граням соответственно заданным углам.
Станки работают чашечными кругами
(фиг. 94).
Заточные станки для червячных фрез
(фиг. 95). Станок имеет горизонтальный шпин-
дель и поворотный стол с передней и задней
бабкой (или поворотной шлифовальной бабкой).
Обеспечена настройка кинематического отно-
шения между продольным перемещением стола
и поворотом фрезы (для выполнения спирали),
а также автоматическое деление.
Заточные станки для спиральных свёрл
(фиг. 96). Станки выполняются как с ручным
управлением (одно- и двухсторонние), так и
полуавтоматическими (односторонние). Сверлу
сообщается качательное движение вокруг не-
которой оси. Заточка производится чашечными
кругами.
Заточные станки для фрезерных голо-
вок. Станки имеют двухсторонний или тарель-
чатый круг и периодическое ручное или авто-
матическое деление затачиваемой фрезерной
головки.
Заточные станки для протяжек. Станки
имеют горизонтальное расположение стола
с передней и задней бабкой и периодическое
перемещение стола вручную или автомати-
чески. Заточка плоских протяжек производится
в тисках или на магнитной плите. Шлифо-
вальная бабка имеет поворот в двух плоско-
стях: горизонтальной и вертикальной. Привод
децентрализованный.
Заточные станки для долбяков (фиг. 97).
Станки имеют горизонтальный шлифовальный
шпиндель, получающий возвратно-поступатель-
ные осевые движения. Долбяк помещается в
поворотном приспособлении на вертикальной
оси. Стол изделия имеет установочные пово-
роты вокруг горизонтальной оси, вертикальное
и продольное перемещения.
Заточные станки для круглых ножовоч-
ных и ленточных пил (по металлу и дереву).
Станки имеют устанавливаемый под углом ка-
чающийся шлифовальный шпиндель и автома-
тическое деление затачиваемых пил.
Заточные станки для круглых плашек.
Станки выполняются как настольные с верти-
кально расположенными шлифовальными шпин-
делями. Шпиндель вручную перемещается воз-
вратно-поступательно в вертикальном напра-
влении; затачиваемая плашка устанавливается
на столике.
594
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
Фиг. 94. Заточный станок для резцов.
-2010 ¦
Фиг. 95. Заточный станок для червячных фрез.
ГЛ. X]
ЗАТОЧНЫЕ СТАНКИ
595
Фиг. 96. Заточный станок для свёрл.
Основные параметры заточных станков
(средние значения)
Универсально-заточ-
ные станки (фиг. ¦"98):
Основное применение
станков — ручная заточка
фасонных резцов, метчи-
ков, развёрток,свёрл, фрез
и других инструментов.
Станки имеют двухсто-
ронний поворотный го-
ризонтальный шпиндель
с двумя шлифовальными
кругами.
Крестовый стол стан-
ка перемещается про-
дольно и поперечно с пе-
редней и задней бабкой.
На станке могут приме-
няться разные приспосо-
бления для шлифования
и затачивайияШнструмен-
тов, а тййке устройства
для круглого и плоского
шлифования.
Основными размер-
ными характеристиками
станков являются диа-
метр шлифовального кру-
га и размеры затачивае-
мых инструментов (см.
табл. 19).
Таблица №
Наименование станка
Заточные станки для резцов
Заточные станки для спираль-
ных свёрл
Заточные станки для фрезерных
головок
Заточные станки для червячных
фрез
Заточные станки для протяжек
Заточные станки для круглых
пил
Заточные станки для ножёвоч-
ных и ленточных пил
Заточные станки для круглых
плашек
Универсально-заточные станки
Размер
инструмен-
та в мм
,П
40X40
5°Х5°
0
3— ю
ю—75
До 0
700—800
До 0
200—250
Ло 0
IOO
0
ЗОО- I3OO
-
0 резьбы
5—6о
—
Диаметр
шлифоваль-
ного круга
В Л! At
200— 250
125—250
180—220
200—250
125—150
150—200
150—200
3—15
150—200
Мощность
(общая)
в кат
г.5—2,5
о,6—1,5
1,5—2,О
1.6-2,5
1,о—1,5
о,8—i,o
о,8—i,o
0,2—О,3
1,2—1,8
Вес в кг
около
5оэ—8эо
ЗОО—7оо
1500—1боо
1200—1800
1800—2000
650—800
500-650
20—25
900—юоэ
Прочие характеристики
Продольный ход стода
80—100 мм, поперечный ход'
стола 70—80 мм
Число оборотов патрона
20—40 в минуту
Наибольший ход 100—120мм,
число ходов 20—40 дв. ход,'мин
Рысота центров 135—160 мм,
расстояние между центрами
?00—700 мм. наибольший ход
стола 400—500 мм
Наибольшая длина протяжки
1500 мм, наибольшая ширина
200 мм
Шаг зубьев 3—50 мм ':
Шаг зубьев 3—50 мм
-
Высота центров 125 и 135 мм,
расстояние между центрами
650 и 800 мм
596
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
Усилия, возникающие при заточке, незна-
чительны, мощность привода шлифовального
круга лежит в пределах 0,5—5,0 кет (сверх
3 кет только при диаметре круга 500 мм и
выше); мощность, затрачиваемая на возвратно-
поступательное пе-
ремещение столов,
шлифовальных ба-
бок и пр., — 0,3—
1,0 кет; мощность
П .
электродвигателя через ремённую передачу;
иногда вал электродвигателя служит шпин-
делем. Для выполнения возвратно-поступатель-
ных, делительных и других вспомогательных
движений применяется ручной (фиг. 99 и 100),
механический (фиг. 101 и 102) или гидромеха-
Фиг. 97. Заточный станок
для долбяков.
Фиг. 98. Универсально-
заточный станок.
привода изделия — 0,3—0,6 кет; мощность при-
вода делительных цепей — ОД—0,2 кет.
Скорость шлифовального круга — 20—
35 м/сек, число ступеней — 1 или 2 с <р =
= 1,41-^-2; скорость перемещения столов 0,5—2
(до 10) м/мин; число оборотов изделия 100—
500 об/мин при одной или двух ступенях с ср =
= 1,58-7-2,0.
Основные узлы. Привод шлифоваль-
ного круга осуществляется от индивидуального
Фиг. 99. Кинематическая схема заточного станка 3625 для
резцов : 1 — нижние салазки; 2 — верхние салазки; 3 —
поворотный стол; 4 — рукоятка, перемещающая салазки 2
посредством зубчато-реечной передачи; 5 — маховичок
для поперечного перемещения нижних салазок; 6 — ро-
лики на направляющих.
нический (фиг. 103) приводы. Когда два или
несколько движений должны быть согласованы
между собой, их связывают постоянной или
настраиваемой кинематической цепью. Гидра-
N=0,52 кВт
Фиг. 100. Кинематическая схема униьерсально-заточного
станка ЗА64 (завода им. Ильича).
Фиг. 101. Кинематическая схема
заточного станка 3652 для свёрл
(Белорецкого завода).
ГЛ. X]
ЗАТОЧНЫЕ СТАНКИ
597
I Подача на глубину 0-Ojnn
Фиг. 102. Кинематическая схема полуавтомата 3692 для заточки дисковых сегментных пил диа-
метром 400—1200 мм (завода им. Ильича): / — электродвигатель привода шлифовального круга 2;
3 — электродвигатель механизма вертикального возвратно-поступательного движения шлифоваль-
ного шпинделя через кулачок 4, упор 5 и систему рычагов 6, 7 и 8; 9 — маховичок для пере-
движения ползуна 10 вдоль рычага 8 при изменении размаха возвратно-поступательного движения;
11 — маховичок для попадания шлифовального круга в зуб затачиваемой пилы; 12 — кулачковая
муфта, включающая механизм передачи движения на вал пилодержателя 13.
1,6 кВт
ЗОООоб/мип
Ю
Фиг. 103. Кинематическая схема заточного полуавтомата ЗА642для червячных
фрез (завода им. Ильича): / — электродвигатель шлифовального шпинделя;
2 — круглая колонка; 3, 4 — маховички подъёма и поворота колонки; б —
гидроцилиндр для перемещения стола; 6 — маховичок ручного перемеще-
ния стола; 7 — электродаигатель автоматического деления; 8 — соленоид
отвода фиксатора; 9 — делительный диск; 10—проскальзывающая муфта;
11 — линейка, служащая для поворота фрезы на спираль канавки; 12 — ма-
ховичок для установки линейки; 13, 14 — реечная передача; 15 — соленоид,
осуществляющий поворот шпинделя изделия на глубину; 16 —храповая пе-
редача.
5Э8
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
ёлический привод осуществляется с дроссель-
ным регулированием и шестерёнчатым насо-
сом с рабочим давлением 8—10«т (фиг. 104).
Масло под
ёабпением -
Фиг. 104. Гидравлическая схема заточного полуавтомата
ЗА642 для червячных фрез: / — насос на 8—10 am; 2 —
гидроцилиндр; 3 —дроссель регулирования скорости стола;
4 — золотник; 5 — пилот, переключаемый кулачками
<стола; 6 — дроссель, регулирующий продолжительность
остановки стола, достаточную для срабатывания меха-
'¦ низма деления; 7 — клапан пуска гидросистемы.
по CDEF
Станины станков с перемещающимся
столом представляют собой коробчатую от-
ливку, имеющую в верхней части плоскую и
V-образную (фиг. 105) или две плоские на-
правляющие. Для уменьшения износа и облег-
чения перемещения стола по станине между
ними помещают обоймы с роликами или уста-
навливают ролики на станине (фиг. 106), а бо-
ковое фиксирование стола осуществляют план-
ками. Ширина станины (по верхним направляю-
щим) составляет 200—250 мм.
Столы представляют собой прямоуголь-
ные отливки, усиленные рёбрами; в верхней
части стола имеются Т-образные пазы, в ниж-
ней — направляющие; к концам стола крепятся
литые кожухи. В универсально-заточных стан-
ках стол может иметь перемещение в продоль-
ном (механический или гидравлический при-
вод) и поперечном направлении (обычно руч-
ной привод).
Стойки станков обычно представляют
собой цилиндрическую отливку диаметром
180—220 мм (фиг. 100 и 107), в которой поме-
щается полая колонна диаметром 140—180 мм,
поворачивающаяся вокруг оси и закрепляю-
щаяся после соответствующей установки
(фиг. 105). Кроме того, колонна может уста-
навливаться по высоте при помощи винта и
гайки (фиг. 105) или шестерни и рейки
(фиг. 107). Колонна служит основанием для
шлифовальной головки или шпинделя.
Шлифовальная бабка проста по
конструкции. В специализированных станках
для заточки червячных фрез, протяжек и др.
шлифовальные бабки могут иметь ручное или
автоматическое движение и, кроме того, по-
ле RB
Фиг. 105. Поперечный разрез стола, колонны и шпинделя заточного полуавтомата 5А642 для червячных фрез.
no KL
Фиг. 106. Станина заточного станка 360 для протяжек (завод им. Ильича).
Фиг. 107. Стойка и колонна станка 360.
600
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
ворачиваться вокруг горизонтальной и верти-
кальной осей (фиг. 108).
В случае частых возвратно-поступательных
движений шлифовальная бабка перемещается
на роликах, выполненных в виде шариковых
подшипников (фиг. 108). Для ограничения пе-
ремещений предусматриваются упоры.
ния по окружности, но и для деления, пе-
редние бабки строятся более массивными
(фиг. ПО).
Заднюю бабку желательно конструи-
ровать с постоянным давлением центра на
обрабатываемую деталь. Как правило, центр —
невращающийся. Для шлифования длинных
пологих конусов задняя бабка должна иметь
поперечное установочное движение в горизон-
тальной плоскости (фиг. 111).
Фиг. 108. Шлифовальная бабка станка 360.
Шпиндели шлифовального круга
(фиг. 105,109). Размер передней шейки шпин-
деля принимается равным 20—40 мм в зави-
симости от размера шлифовального круга.
Фиг. 10Э. Шпиндель шлифовального круга заточного
станка.
Обычно опорами шпинделя являются подшип-
ники качения.
Передние бабки по конструкции не
отличаются от бабок круглошлифовальных
станков; в специализированных моделях, ко-
торые предназначены не только для затачива-
Зажимные устройства конструи-
руются в зависимости от формы затачивае-
мого инструмента. Держатели для сверла имеют
сложную конструкцию (фиг. 112).
Привод подачи осуществляется, как
и в других шлифовальных станках.
Делительные устройства выпол-
няются с применением постоянных или смен-
ных делительных дисков с фиксаторными
устройствами.
Периодическое деление осуществляется
вручную или автоматически. В новых конструк-
циях деление производится электромеханиче-
скими устройствами (фиг. 103).
Работа на заточных станках производится
большей частью всухую, поэтому эти станки
целесообразно снабжать отсасывающими
устройствами, представляющими собой
вентилятор с электродвигателем мощностью
0,1—0,2 кет, который отводит образующуюся
пыль в бак с водой. Обычно вся эта установка
является отделённой от станка. Воду в баке
приходится довольно часто менять, а бак про-
мывать.
ГЛ. X]
ЗАТОЧНЫЕ СТАНКИ
601
по Л В
<гиг. 112. Держатель для сверла заточного
станка завода им. Ильича.
Фиг. НО. Передняя бабка станка 360.
R
Фиг. 111. Задняя бабка станка 360.
602
СТАНКИ ШЛИФОВАЛЬНОЙ ГРУППЫ
[РАЗД. IV
ШЛИФОВАЛЬНО-ОТРЕЗНЫЕ СТАНКИ
Шлифовально-отрезные станки предназна-
чаются для разрезки разных материалов: твёр-
дых сплавов, сталей (закалённых и незакалён-
ных), бронз, фибры и др. Наибольшее распро-
странение станки получили для разрезки очень
твёрдых металлов.
Производительность станков высока — про-
должительность разрезки прутка инструмен-
Фиг. ИЗ. Шлифовально-отрсзной станок
с ручным управлением: 1 — качающийся
рукав; 2 — тиски; 3 — маховичок для уста-
новки дуги качания; 4 — упор с буферной
пружиной.
Станки выполняются настольными или на
тумбе, в которой размещаются электродвига-
тель, резервуар и насос для охлаждающей
жидкости. Шлифовальный шпиндель уста-
Фиг. 114. Шлифовально-отрезной станок с педальным;
управлением: 1 — качающийся рукав; 2 — упор для исход-!
ного положения; 3 — маховичок для установки дуги ка-
чания; 4 — быстрозажимное устройство; 5 — педаль упра-
вления; 6 — кран системы охлаждения. ;
тальной стали диаметром 25 мм— 2—3 сек.,
сверла диаметром 12 мм — 0,6—0,8 сек.
Основными характеристиками шлифо-
вально-отрезных станков являются диаметр
шлифовального круга и наибольший размер
разрезаемого материала. Обычно диаметр шли-
фовальных кругов — 250—400 мм, скорость
круга — 60—80 м/сек, мощность — 1—6 кет,
вес —300—2000 кг, охлаждение —10—15 л/мин.
навливается на качающемся рукаве таким
образом, чтобы приводной электродвигатель^
являлся противовесом. Качание рукава со шли-
фовальным диском производится вручную
(фиг. 113), а в некоторых моделях — посред-
ством педали (фиг. 114), что удобнее. Для
разрезки длинных изделий применяются станки
на тележках, перемещаемых по двум напра-
вляющим.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Зорохович А. Л., Зубоотделочные станки, 1945.
2. Кедров С. М.. Сравнительное экспериментальное
исследование методов окончательной обработки поверх-
ностей, ЭНИМС, 1946.
3. Кедров С. М., Экспериментальное исследование
шлифовальной отделки подшипниковых колец, ЭНИМС,
1940.
4. Кедров С. М., Зкспериментальное сравнительное
исследование методов окончательной обработки поверх-
ностей, ;-.НИМС, 1946.
5. Кедров С. М., Автоматизация шлифования, „Станки
и инструмент" № 6, 1946.
6. К о р н и л о в К. А., Производство зубчатых колёс,
Машгиз, 1947.
7. Л а щ а в е о А. Л., Обзор новых зубошлифовальных
станков, ЭНИМС, 1947.
8. Никифоров К. П., Копелевич Г. М., Иссле-
дование бесцентрового шлифования ЭНИМС, 1939.
9. Подгорнова П. А., Обзор обдирочно-точильных,
подвесных обдирочно-шлифовальных и полировальных
станков, ЭНИМС, 1947.
10. П р о к о п о в и ч С. И., Обзор универсально-заточных
станков и заточных станков для свёрл и резцов, ЭНИМС.
1948.
Глава XI
ПРОЧИЕ МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
СТАНКИ С ВРАЩАЮЩИМИСЯ
СУПОРТАМИ ДЛЯ ОБТОЧКИ
КОЛЕНЧАТЫХ ВАЛОВ
Станки применяются для обработки крупно-
габаритных коленчатых валов без вращения
последних и строятся с двумя супортами,
расположенными на кольце, вращающемся
в вертикальной плоскости. Кольцо вращается
на подшипниках скольжения в стойке, смонти-
рованной на салазках, которые перемещаются
по станине.
Продольные перемещения (рабочие подачи
и установочные движения вдоль оси) сооб-
щаются салазкам; поперечные установочные
движения сообщаются стойке по салазкам.
Общий вид станка показан на фиг. 1.
Супорты (фиг. 2) получают встречную ра-
диальную подачу при подрезке щёк и вреза-
нии в шейку, и всё кольцо получает подачу
вдоль оси вала при обточке шейки. Колен-
чатый вал проходит внутри кольца и крепится
по концам на отдельных поддерживающих
стойках.
Основным размерным параметром станка
является диаметр просвета кольца D = 2R-\-
-f- B0 ~ 50) мм, где R — радиус в мм окруж-
ности, описанной вокруг щеки из центра
кривошипной шейки. Техническая характери-
стика станков приведена в табл. 1.
Таблица 7
Основные параметры станков с вращающимися
резцами для обточки коленчатых валов
(средние значения)
Основные
параметры
Наименьшая дли-
на кривошипной
шейки в мм . . .
Величина про-
дольного переме-
щения стойки с
кольцом в мм . . .
Длина станины
в мм
Предел чисел
оборотов кольца в
минуту
Пределы про-
дольных подач в
мм/об
Пределы радиаль-
ных подач супор-
тов в мм/об....
Мощность элек-
тродвигателя в кет
Диаметр просвета кольца в мм
1000
70
1500
45°°
4—4°
°>а5—7»а
о,а—5,8i
20
1800
по
2650
6500
a—so
°.=4-7i5
0,31—6,5
3°
3250
150
35«з
9000
1—10
°,24-7-5
0,21—6,5
55
СТАНКИ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
Станки предназначаются для сверления и
растачивания длинных отверстий в шпинделях
станков, деталях артиллерийских систем, слит-
ках и т. п.
Отношение длины отверстия к его диаметру
достигает иногда 100 и более.
Отверстия диаметром до 100 мм обычно
высверливаются спиральными, перовыми или
пушечными сверлами.
Для отверстий большего диаметра приме-
няются пустотелые свёрла, высверливающие
кольцевое отверстие с образованием внутрен-
него стержня.
При глубоком сверлении и расточке пре-
дусматривается принудительное вымывание
стружки из отверстия маслом под высо-
ким давлением (до 50 ати). Чтобы предотвра-
тить поломку сверла, имеются специальные
предохранительные устройства от перегрузки.
На вертикальном восьмишпиндельном
станке 4М23 (фиг. 3) для сверления круг-
лых изделий малого диаметра свёрла распо-
ложены неподвижно снизу. На обоих салазках
установлены по четыре шпинделя для за-
готовок, поддерживаемых полыми центрами.
Плита с направляющими втулками для свёрл
перемещается со скоростью в 2 раза меньшей,
чем салазки с заготовками. Подача салазок —
от гидравлики. Автоматический цикл работы
включает ускоренный подвод изделия к инстру-
менту, рабочую подачу, ускоренный отвод
салазок и выключение вращения шпинделей.
Каждый шпиндель вращается через фрикцион-
ную муфту, настраиваемую на определённую
величину крутящего момента. На проскальзы-
вание муфты реагирует центробежное реле,
которое при падении числа оборотов нажимает
конечный выключатель, выключающий враще-
ние изделия на соответствующих салазках.
Осевое усилие при сверлении восприни-
мается пружиной; при перегрузке она сжи-
мается, и через конечный выключатель вклю-
чается обратный ход салазок. Световой сигнал
указывает наличие перегрузки на соответ-
ствующем шпинделе.
На фиг. 4—7 показана конструкция одно-
стороннего станка с целым шпинделем. Про-
дольная подача супортов производится от
гидравлики или от цепи привода шпинделя
изделия через сменные шкивы, сменные ше-
стерни или коробку подач.
Супорты имеют пружинные предохранители
от перегрузки.
604
ПРОЧИЕ МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
[РАЗД. IV
Фиг. 2. Сечение кольца станка для обработки тяжёлых
коленчатых валов: 1 — стойка; 2 — вращающееся кольцо;
3 — шестерня привода кольца; 4 — шестерня радиальной
подачи; 5 — ходовой винт механизма радиальной подачи.
Горизонтальные односторонние станки с по-
лым шпинделем (фиг. 8) часто выполняются
с дополнительным приспособлением для вра-
щения борштанги (фиг. 9). Для обработки
особо длинных отверстий, примерно свыше
10 м длиной, применяется метод перехваты-
вания борштанг, что позволяет выполнить
станок с более короткой станиной. В этом
случае на станке устанавливаются два супорта,
работающих последовательно: пройдя всю
длину станины, первый супорт выключается,
и борштангу ведёт второй супорт, включае-
мый до окончания хода первого супорта.
На фиг. 10 показан двухсторонний станок
с неподвижным изделием.
ГЛ. XI]
СТАНКИ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
605
Типы станков глубокого сверления
Таблица 2
Тип
Схема станка. Характеристика и область применения
Вертикаль-
ные много-
шпиндельные
станки
Сверление отверстий малого диа-
метра длиной до 1000 мм. Выпол-
няются 6-, 8- и 12-шпиндельными.
Имеют независимую подачу для
каждого шпинделя или группы
шпинделей. Работают с неподвиж-
ным сверлом и вращающейся заго-
товкой. Цикл работы полностью
автоматизирован
Горизонталь-
ные односто-
ронние с це-
лым шпинде-
лем
Сверление и расточка изделий диаметром до 150—200 мм и длиной до 5000 мм. Выполняются
одно- или двухшпиндельными, с независимой рабочей подачей каждого шпинделя. Один конец заго-
товки зажимается в патроне шпинделя, а другой — поддерживается неподвижным или вращаю-
щимся люнетом. Борштанга получает осевую подачу
Горизонталь-
ные односто-
ронние с по-
лым шпинде-
лем
Сверление диаметром до 150—200 мм и расточка средних и крупных изделий. Для средних изде-
лий выполняются одно- или двухшпиндельными, для крупных — одношпиндельными. Изделие закре-
пляется в полом шпинделе и поддерживается вращающимся люнетом, установленным слева от
шпинделя. Борштанга получает подачу от цепи привода шпинделя или от отдельного электродвига-
теля. Работа каждого шпинделя независима
Горизонталь-
ные двухсто-
ронние с цен-
тральным при-
водом
Сверление и черновая расточка отверстий длиной свыше 2000 мм. Обе невращающиеся бор-
штанги получают продольные подачи от цепи привода шпинделя изделия. Сверление производится
обычно пустотелыми свёрлами (методом трепанации). Ход каждой борштанги несколько более по-
ловины длины отверстия. Выполняются иногда с ходом одной борштанги на всю длину отверстия
Горизонталь-
ные двухсто-
ронние с непо-
движным изде-
лием
Сверление и черновая расточка слитков и других тяжблых изделий неправильной формы. Враще-
ие и движение подачи сообщается борштангам. Изделие крепится цепями
Таблица 3
Основные параметры горизонтальных сверл ильно-расточиых станков с целым шпинделем (средние значения)
Основные параметры
Высота центров в мм
75
100
135
330
Диаметр обрабатываемого отверстия в мм . »
Наибольшая глубина обрабатываемого отверстия в мм ....
Пределы чисел оборотов шпинделя в минуту •
Пределы продольных подач супорта в мм/об
Наибольшее перемещение супорта в мм
Число рабочих шпинделей
Расстояние между осями шпинделей в мм
Мощность электродвигателя главного движения и подачи в кет
{длина
ширина .....•• ...
высота •
Вес станка в кг
До 8
нею—35оо
о,оз—о,оз
175
1,5
2ООЭ
8оо
IIOO
IIOO
7—18
iooo
1500—3000
0,02—0,05
IIOO
3
225
1,6
3700
900
1200
1700
20—4°
1000—1500
75—95O
0,04—1,8
1600—аооо
а
325
3,5—5
49°°—о9о°
12ОЭ
I45O
Зооо
Сверление
до ioo, ра-
сточкадо15о
юоо—2500
4О—4°°
о,об—1,з
1300—3000
7.8
4800—8800
15°°
1400
5000—7500
606
ПРОЧИЕ МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
[РАЗД. IV
\
Фиг. 3. Восьмишпиндельный станок 4М23 для сверления круглых изделий малого диаметра (наибольший диаметр
сверления 8 мм; глубина сверления 800 мм; мощность электродвигателей i2 кет).
4500-
Фиг. 4. Станок 2953 для глубокого сверления и растачивания (диаметры обрабатываемых отверстий 20—40 мм;
наибольшая глубина сверления 1000 мм; число оборотов каждого шпинделя 75—950 в минуту; мощность электро-
двигателей 10 кет; вес 4000 кг).
Таблица 4
Основные параметры односторонних сверлильно-расточных станков с полым шпинделем (средние значения)
Основные параметры
Наибольшая длина обрабатываемого отверстия в мм .
Пределы чисел оборотов изделия в минуту
Мощность электродвигателя главного движения и
подач в кет
( длина
Габариты станка в мм | ширина .... . . . ,
Вес станка вот . . •
Наибольший диаметр обрабатываемого отверстия в мм
150
4 5°°
2О—2ОО
2О
20 ООО
I 8оо
1500
15
250
6 ооо
5-152
а5
2О ООО
2 ООО
I боо
Э5
450
9 ооо
3—56
5°
Зо ооо
3 2О0
2 IOO
. 5°
700
12 ООЭ
2—19
9о
30 ооэ
4 ооа
2 4°°
13.5
1100
i6 000
I.5-I3
125
44 оээ
4 оэо
4 ооэ
22J
ГЛ. XI]
СТАНКИ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ
607
по вй
Фиг. 5. Задняя бабка станка 2953.
Фиг. 6. Вращающийся полый центр задней бабки
станка 2953.
Фиг. 7. Супорт станка 2953.
Фиг. 8. Односторонний станок с полым
шпинделем для сверления и растачивания глубоких отверстий.
Фиг. 9. Односторонний станок с полым
шпинделем для сверления и растачива-
ния глубоких отверстий с вращением инструмента.
Фиг. 10. Двухсторонний сверлильно - расточный станок
с неподвижным изделием (наибольший диаметр сверле-
ния 350 мм; наибольший диаметр расточки 1000 мм; наи-
большая глубина сверления СХ1750 мм; наружный диаметр
изделия 750—1400 мм; скорость вращения борштанги 1—50
об!мин; мощность электродвигателей по 35 кет; вес
38 U00 кг).
608
ПРОЧИЕ МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
[РАЗД. IV
ГАЙКОНАРЕЗНЫЕ СТАНКИ
Эти станки предназначаются для массового
производства гаек с диаметром резьбы от
2—3 до 50—60 мм.
Станки изготовляются для нарезания резьбы
изогнутыми или прямыми метчиками, с вра-
щением метчика или заготовки, с полностью
или частично автоматизированным циклом
работы. Наибольшее применение вследствие
своей высокой производительности и относи-
тельно простой конструкции получили гайко-
нарезные автоматы с вращающимся изогну-
тым метчиком. Широко применяются также
многошпиндельные полуавтоматы с прямым
метчиком. Гайконарезные автоматы с прямым
метчиком, а также с изогнутым неподвижным
метчиком и с прямым вывёртывающимся мет-
чиком получили малое применение.
Гайконарезные автоматы с изогнутым
метчиком выполняются преимущественно
с вращающимся инструментом, изогнутым под
углом 90°, в одно- или двухшпиндельном
исполнениях, с горизонтальным или наклон-
ным расположением шпинделей (фиг. 11).
Фиг. 11. Двухшпиндельный гайконарезной автомат
508Г с изогнутым метчиком (диаметр нарезаемых
резьб 12—22 м; число оборотов шпинделей 156—250
в минуту; мощность электродвигателя 2 кет; вес
1060 кг).
Метчик закрепляется в специальной головке
(фиг. 12), навёртываемой на шпиндель станка.
Заготовки подаются к метчику из бункера
через держатель принудительно; после наре-
зания гайки продвигаются вдоль тела метчика,
к его заднему концу, с которого они непре-
рывно сбрасываются. Схема и шпиндельная
бабка автомата показаны на фиг. 13 и 14.
Имеются конструкции автоматов, работаю-
щих с невращающимся метчиком, изогнутым
под углом 180°, который имеет лишь осевое
перемещение на врезание.
Фиг. 12. Схема головки шпинделя с метчиком и держа-
теля гайконарезного автомата 508Г: 1 — направляющие
желобки бункера; 2 — толкатель для подачи гаек к мет-
чику; 3, 4 —держатель; 5— головка шпинделя; 6 — метчик.
Фиг. 13. Схема гайконарезного автомата 508Г: 1 — метчик;
2 — гайка; 3 — толкатель; 4 — кулачок.
Фиг. 14. Шпиндельная бабка гайконарезного
автомата 508Г.
Таблица 5
Основные параметры гайконарезных автоматов с изогнутым метчиком (средние значения)
Основные параметры
Одношпиндельные
Двухшпиндельные
Диаметры нарезаемых резьб в мм .
Производительность станка в шт.
в час
Пределы чисел оборотов шпинделя
в минуту
Мощность электродвигателя в кет
Вес станка в кг •
3-6
2400—
1500
2ООО
боо
8—ю
1400—
IOOO
5оо—4
о,75
45°
12 —16
900—600 4ОО
325-235
1,2
8ОО
19-25
)—240
175—125
1,5
1400
25-32
l8o—120
105—65
3.5
2300
3-6
4800—
3000
2000—
600
о,75
45°
8—10
2700—
2000
500—400
боо
12—16
1800—1100
325—2?5
1.5
IOOO
'9-25
300—450
175-125
3,5
3000
ГЛ. XI]
ГАЙКОНАРЕЗНЫЕ СТАНКИ
609
Гайконарезные автоматы с прямым мет-
чиком выполняются либо с вращающимся
метчиком (фиг. 15), либо с неподвижным,
одно- и двухшпиндельными, расположенными
горизонтально или
наклонно. Наре-
занные гайки нани-
зываются на стер-
жень метчика и
автоматически не-
прерывно разгру-
жаются с него. На
станках с вращаю-
щимися гайками
метчик устанавли-
вается в две пары
зажимных губок,
которые от кулач-
кового механизма
попеременно от-
крываются и за-
крываются, давая
возможность наре-
занным гайкам про-
ходить по стержню
метчика к его зад-
нему концу.
На станках с
вращающимся метчиком после нарезания ка-
ждойгайкипредусматриваются выключение вра-
щения шпинделя и отвод его в исходное поло-
жение. При этом метчик
схватывается специаль-
ными зажимами, осво-
бождается от шпинделя
и нарезанной гайки,
после чего шпиндель
вновь получает поступа-
тельное движение впе-
Таблица 6
Основные параметры гайконарезных автоматов
с прямым метчиком (средние значения)
Основные
параметры
Диаметры наре-
заемых резьб в мм
Пределы чисел
оборотов шпинделя
в минуту
Мощность элек-
тродвигателя в кет
Вес станка в кг •
Одношпин-
дельные
6—22
130— 8оо
2.3
15°°
Друхшпиндельные
IO—16
2,3
1200
аз—35
3
1400
Таблица 7
Основные параметры гайконарезных полуавтоматов
с прямым метчиком (средние значения)
Фиг. 15. Двухшпиндельный гай-
конарезной автомат с прямым
метчиком: / — бункер; 2 — дер-
жатель заготовок; 3 — криво-
шип механизма бункера; 4 —
барабан подачи шпинделя мет-
чика.
Основные параметры
Производительность
станка в шт. в час. .
Пределы чисел оборо-
тов шпинделя в мину-
ту ....... ...
Мощность электро-
двигателя в кет . . .
Вес станка в кг . . .
Наибольший диаметр нарезае-
мых резьб в мм
12
Зооо
150—400
1,5
ооо
25
I2OO
бо—250
5.о
2000
40
боо
5°— '5°
7.5
Зооо
50
Зоо
Зо—15°
и
45°°
Фиг. 16. Кинематическая схема станка ГН-8: 1 — кулачковый вал; г — рычаг передачи
шпинделю возвратно-поступательного движения.
рёд, захватывает метчик, освобождённый от
зажимов, и начинает вращаться, подходя к сле-
дующей заготовке. Подача заготовок гаек из
бункера к метчику также автоматизирована.
Гайконарезные полуавтоматы с прямым
метчиком выполняются 3-, 4-, 6-, 8- и
12-шпиндельными вертикального типа, с авто-
матическим подводом и отводом шпинделя
посредством кулачкового вала (фиг. 16). Ку-
лачки сообщают осевые движения шпинде-
лям— подвод метчиков к заготовкам, подача
на врезание, остановка на время нарезания и
отвод в исходное положение. Имеются кон-
струкции, в которых подвод и подача шпин-
деля происходят от собственного веса, от-
вод — при помощи падающего червяка, авто-
матически включаемого при окончании нарезки
и выключаемого при достижении шпинделем
39 Том 9
крайнего верхнего положения
(в эксплоатации этот механизм
оказался недостаточно надёж-
ным). Гайки подаются под мет-
чик вручную. Станки с авто-
матической подачей гаек при
помощи рычажного механизма
вследствие сложности и не-
устойчивости в работе широ-
кого применения не получили.
Нарезанные гайки нанизы-
ваются на стержень метчика.
Верхняя гайка нажимает на
втулку патрона (фиг. 17), вы-
равнивает зажимное кольцо
и освобождает метчик, затем
гайки сбрасываются с метчика и
он снова заправляется в патрон.
Фиг. 17. Патрон
шпинделя гай-
конарезного по-
луавтомата с
прямым метчи-
ком.
610
ПРОЧИЕ МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
[РАЗД. IV
Гайконарезные автоматы с
прямым вывёртывающимся мет-
чиком выполняются в четырёх-
шпиндельном исполнении для гаек
размером до 15 мм с подачей гаек
из бункера. Шпиндели имеют
обратное ускоренное вращение
для вывёртывания метчиков из
нарезанных отверстий гаек. Для
более точных резьб подача про-
изводится сменными ходовыми
винтами на каждый шаг наре-
заемой резьбы.
Во избежание заклинивания
стружки при обратном вращении
метчики не затылуются и рабо-
тают на меньших скоростях с
относительно низкой производи-
тельностью.
КОМБИНИРОВАННЫЕ
СТАНКИ
К комбинированным станкам
относятся станки, которые пред-
назначаются для разных видов
обработки (токарной,сверлильной,
фрезерной, строгальной и др.).
Комбинированные станки под-
разделяются на три совершенно
различные группы:
1. Для небольших ремонтных
или обслуживающих стационар-
ных или передвижных (на грузо-
вике, судне и пр.) мастерских.
Они заменяют несколько станков
разных типов. Обычно станки этой
группы представляют собой то-
карно - фрезерно - сверлильно-стрс-
гальные станки, на которых мо-
гут быть также произведены зубо-
резные и простые шлифовальные
работы. Эти станки являются ма-
лопроизводительными. При кон-
струировании их обращается осо-
бое внимание на получение широ-
ких технологических возможно-
стей при малом весе и мощности.
На фиг. 18 представлен комбини-
рованный станок завода „Комсо-
молец", а на фиг. 19 — его кине-
матическая схема.
2. Высокопроизводительные
станки параллельного или после-
довательного действия для крупно-
серийного или массового произ-
водства. Станки этой группы мо-
гут быть специальными, построен-
ными на базе других станков, или
агрегатными.
3. Станки тяжёлого типа для
частичной или полной обработки
крупногабаритных деталей с одной
установки, с параллельным или по-
следовательным выполнением фре-
зерных, строгальных, расточных,
а иногда и шлифовальных работ.
Мощность их может доходить до
300 л. с. и выше. При конструи-
ровании комбинированных стан-
ков тяжелого типа особое вни-
мание обращается на удобство и
Фиг. 18. Токарно-фрезерно-сверлильно-строгальный станок модель КСК: 1 — рычаг включения сверлильного станка; 2 — маховичок подачи сверла; 3 — рычаг подачи сверла вручную;
4 — сверлильный шпиндель; 5 — стол-сверлильного станка; 6 — рукоятка для закрепления стола; 7 — рычаги включения и переключения шпинделя токарного станка; 8 — рычаг вклю-
чения привода; 9 — рычаг включения подачи; 10 — токарный супорт обычного типа с падающим червяком; 11 — задняя бабка обычного типа; 12 — консоль; 13 — маховичок попереч--
ного перемещения стола и вертикального перемещения консоли со столом; 14 — рукоятка для закрепления стола; 15 — рукоятки для закрепления консоли; 16 — рычаг для включения
шпинделя фрезерного станка; 17 — болт для установки величины хода долбяка поперечно-строгального станка; 18 — рычаг выключения поперечно-строгального станка; 19 — рукоятка
для продольного перемещения стола; 20 — выключатель подачи стола; 21 — рукоятка для включения откидной шестерни подачи стола.
ГЛ. XI]
РЕЗЬБОНАКАТНЫЕ СТАНКИ
611
снижение времени установки и снятия обра-
батываемого изделия, достаточный выбор ско-
ростей резания и подач, удобное расположение
управляющих органов, механизацию устано-
25*2,5
28x3,25 20x3,25
/8*2,5
зования полного профиля резьбы на заготовке
производятся обкатка и калибровка резьбы в
течение нескольких оборотов заготовки.
Преимуществами получения резьбы накат-
кой по сравнению с обработкой резанием
являются более высокая производительность,
меньшая стоимость инструмента на одно изде-
лие, повышенная прочность резьбы в связи
с уплотнением материала.
Основным недостатком процесса накаты-
вания резьбы является увеличение диа-
30*2
22*2
28*2,5
3*2,5
^Храповое колесо
Фиг. 19. Кинематическая схема комбинирован- ,
—¦> ного станка, показанного на фиг. 18. J
30x2
Сменные
шестерни
вочных движений, целесообразное подразде-
ление на узлы, возможность транспортирова-
ния отдельных деталей, тщательную разработку
конструкции фундамента и сборки станка.
РЕЗЬБОНАКАТНЫЕ СТАНКИ
Процесс накатывания круглой резьбы за-
ключается в выдавливании металла заготовки
плоской или фасонной плашкой. После обра-
метра . резьбы по отношению к диаметру за-
готовки на 10—12%.
По типу инструмента резьбонакатные станки
разделяются на три группы (табл. 8).
Скорость прямолинейного движения по-
движной плоской плашки или окружная ско-
рость роликов выбирается в зависимости от
материала заготовки, диаметра и шага резьбы.
При накатывании резьбы на стальных за-
готовках скорости плоских плашек берутся в
Таблица 8
Тип
накатного
инструмен-
та
Количество
движений
инструмента
Принципиальные схемы накатывания
резьбы
Образование
полного про-
филя резьбы
(без калибров-
ки)
Законченный
цикл обработки
резьбы
Примечание
Плоские
резьбовые
плашки
Одно (возврат-
но-поступатель-
ное)
L
J
За один обо-
рот заготовки
Один двойной
ход подвижной
плашки
Наиболее
производитель-
ный метод
у/////////////////////////
Круглые
резьбовые
ролики
Три (два вра-
щательных и
возвратно-по-
ступательное)
За несколько
оборотов заго-
товки
Один двойной
поперечный ход
подвижного ро-
лика
Большая уни-
версальность.
Допускает на-
катку резьбы
на полых дета-
лях
Круглый
резьбовой
ролик иду-
~овая плаш-
Одно (враща-
тельное)
За один или
несколько обо-
ротов заготовки
Один рабочий
ход заготовки
между плашка-
ми
Сложный до-
рогостоящий
инструмент
612
ПРОЧИЕ МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
[РАЗД. IV
пределах 30—55 м/мин, круглых роликов — в
пределах 20—100 mjmuh.
Главные усилия при накатывании резьбы
действуют радиально и тангенциально, при-
чём тангенциальные усилия при накатывании
плоскими плашками составляют 15—18% от
радиальных. Радиальные усилия при накаты-
вании резьбы плоскими плашками опреде-
ляются по следующей опытной зависимости [1]:
Р = 0,54 F(HB +22) кг,
где F — поверхность соприкосновения инстру-
мента с металлом заготовки в мм2; Н% —
твёрдость в единицах Бринеля;
С\Т 1
а
C0S~2
где L — длина резьбы в мм', s — шаг резьбы
в мм\ а — угол профиля резьбы; b — длина
контакта по хорде;
где h — глубина резьбы ъмм; г —радиус за-
готовки в мм; ш — угол подъёма винтовой
поверхности резьбы.
Накатные плашки и накатные ролики изго-
товляются из стали Х12М с последующей
термической обработкой до твёрдости Н =
= 58 — 62. Резьба и опорные поверхности
плашек и роликов подвергаются шлифованию.
Размеры плоских плашек установлены ГОСТ
2248-43. Диаметры накатных роликов обусло-.
вливаются расстоянием между осями шпин-
делей и диаметрами цанг, на которых ролики
крепятся. Как правило, диаметры роликов по-
лучаются в несколько раз больше, чем диа-
метры накатываемых резьб, а резьба роли-
ков — с числом заходов до 15. Средний диа-
метр резьбы накатного ролика равен
Dcp = dcpZ,
где йср — средний диаметр накатываемой
резьбы; г — число заходов накатного ролика.
При построении профиля резьбы накатной
плашки или ролика для накатки метчиков
следует исходить из условия, чтобы дно впа-
дины профиля резьбы не участвовало в обра-
зовании наружного диаметра резьбы накаты-
ваемого изделия. Нужно предусмотреть неко-
торый гарантированный зазор между верши-
ной накатываемой резьбы и дном впадины
резьбы на инструменте. Отсутствие гаранти-
рованного зазора ведёт к бочкообразности и
овальности по среднему и наружному диа-
метру накатываемой резьбы.
Высота ножки резьбы плашки
где t% — высота головки резьбы метчика;
6 — гарантированный зазор; Д — припуск на
шлифовку метчика по наружному диаметру.
Головка профиля резьбы на плашке (ро-
лике) полностью воспроизводит профиль ножки
накатываемой резьбы и поэтому её высота
должна быть равна или несколько больше
высоты ножки резьбы накатываемого изделия.
Угол подъёма резьбы плашки (ролика) дол-
жен быть равен углу подъёма накатываемой
резьбы. Для накатывания правых резьб напра-
вление резьбы на накатных роликах должно
быть левое, и наоборот.
Точность накатываемой резьбы зависит от
жёсткости станка и точности инструмента.
На станках с круглыми накатными роликами
высокую точность получать легче, так как
можно работать с меньшими усилиями и при-
менять более точный накатной инструмент.
Современные резьбонакатные станки обес-
печивают накатывание резьбы с точностью
до 2-го класса включительно.
Теоретическая производительность резьбо-
накатных станков с плоскими плашками опре-
деляется числом двойных ходов подвижной
плашки
П=п-Т,
где п— число двойных ходов ползуна в минуту;
Т — время в минутах, за которое опреде-
ляется производительность. Ориентировочно
часовая производительность резьбонакатных
станков с круглыми накатными роликами для
стали с пределом прочности 80 кг/мм2 при
наименьшем удлинении 8% приведена в табл. 9.
Таблица 9
Ориентировочная часовая производительность
(в шт.) станков с круглыми накатными роликами
Шаг
резьбы
в мм
o,75—i
1.25
Ь5
1.75
2,0
=.5
Длина резьбы в мм
5
43°
4оо
ЗЗО
260
210
10
400
35°
300
270
230
19°
20
300
280
240
210
180
150
30
280
230
200
180
150
120
40
240
200
180
150
120
100
50
220
i6o
140'
по
9о
70
210
i8o
150
130
100
' 80
Основные размеры резьбонакатных станков
определяются диаметром и шагом накатывае-
мой резьбы.
В настоящее время станки строятся для
резьб диаметром до 50 мм. Размеры станков
с плоскими плашками очень сильно возра-
стают с увеличением максимального диаметра
накатываемой резьбы. Так, например, в ряде
выполненных конструкций для моделей с ма-
ксимальными диаметрами накатываемой резьбы
10 и 25 мм отношение весов равно 15, а мощ-
ностей двигателей — 10. В связи с этим при
построении резьбонакатных станков преду-
сматривают большое количество моделей (раз-
меров), имеющих малые диапазоны диаметров
накатываемых резьб.
Резьбонакатные станки с круглыми роли-
ками строятся для большего диапазона нака-
тываемых резьб.
Станки с плоскими накатными плашками
выполняются:
а) с движением ползуна в горизонтальной
плоскости, причём рабочие поверхности на-
катных плашек располагаются в вертикальной
(чаще), горизонтальной или наклонной пло-
скости;
по Л В
Фиг. 20. Кинематическая схема резьбонакатного станка с
плоскими плашками: 1 — предохранительная муфта; 2 —
бункер; 3 — доска для подачи заготовок; 4 — продольный
толкатель; 5 — подвижная плашка; 6 — механизм попе-
речного толкателя.
Фиг. 21. Резьбонакатныи станок с плоскими плашками конструкции ЭНИМС.
614
ПРОЧИЕ МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
[РАЗД. IV
б) с движением ползуна в наклонной пло-
скости (под углом 20° или 30° к горизонталь-
ной), причём рабочие поверхности плашек
располагаются в вертикальной (чаще) или в
наклонной плоскости;
в) с движением ползуна в вертикальной
плоскости с расположением рабочих поверх-
Выполнение станков наклонного типа
(фиг. 20,21) с движением ползуна в наклонной
плоскости позволяет легче осуществить авто-
матическую подачу заготовок и собирание
охлаждающей жидкости.
Привод главного движения (привод пол-
зуна) осуществляется от индивидуального
Фиг. 22. Механизм привода ползуна.
ностей накатных плашек также в вертикаль-
ной плоскости.
Станки с движением ползуна в горизон-
тальной плоскости получаются более про-
стыми, более низкими, a следовательно и
более устойчивыми.
электродвигателя плоскими или клиновыми
ремнями, причём приводной шкив одновре-
менно служит маховиком. Большинство стан-
ков имеют постоянное число двойных ходов
ползуна в минуту.
Фиг. 23. Кинематическая и гидравлическая схема резь-
бонакатного станка с круглыми роликами конструкции
ЭНИМС: / ¦- накатные ролики; 2 — упор включения
рабочего хода; 3 ~ пилот включения рабочего хода; 4 — пилот ручного управления; б — реверсивный золотник;
6 — редукционный клапан; 7 — бак для масла; 8 — шестеренный насос; 9 — предохранительный клапан;
10 — дроссель регулирования времени выдержки на мёртвом упоре; 11 — регулирование диаметра накаты-
ваемого изделия; 12 — манометр; IS — цилиндр гидравлической подачи; 14 — электродвигатель 3,5 кет,
п — 1000 об/мин; 15 — дроссель регулирования скоростей рабочего хода.
ГЛ. XI]
РЕЗЬБОНАКАТНЫЕ СТАНКИ
615
Прямолинейное возвратно-поступательное
движение ползуна выполняется следующими
механизмами (фиг. 22): а) кривошипно-ша-
тунным механизмом; б) кривошипно-шатунным
механизмом в сочетании с механизмом вра-
щающейся кулисы (механизм Витворта); в) кри-
вошипно-кулисным механизмом с качающейся
кулисой.
изделий в смену, большинство станков имеют
механизмы автоматической подачи заготовок
из бункеров к плашкам.
Станки с круглыми накатными роликами
(фиг. 23 и 24) в большинстве случаев выпол-
няются с горизонтальным расположением осей
роликов. Привод главного движения осущест-
вляется от отдельного электродвигателя пло-
а)
по АВ
Фиг. 24. Резьбонакатный станок с круглыми роликами конструкции ЭНИМС: а — общий вид; б — разрез
по шпинделю.
В связи с действием больших усилий при
накатывании резьбы станины выполняются с
жёсткими сечениями, а в местах действия
радиальных усилий предусматриваются допол-
нительные стяжные стержни.
Для уменьшения износа направляющих пол-
зуна к станине привёртывают бронзовые или
стальные закалённые планки.
Неподвижные плашки закрепляются в спе-
циальных плашкодержателях, которые уста-
навливаются на станине станка и могут ре-
гулироваться по отношению к подвижной
плашке с целью получения необходимого диа-
метра резьбы и устранения её конусности.
Так как производительность резьбонакат-
ных станков исчисляется десятками тысяч
скими или клиновыми ремнями. Получение раз-
ных скоростей производится сменой шкивов.
Передача вращения шпинделям накатных роли-
ков осуществляется червячной парой или
цилиндрическими шестернями.
Шпиндели монтируются на конических
роликоподшипниках, шарикоподшипниках или
подшипниках скольжения. Для восприятия
осевых нагрузок ставятся шариковые под-
пятники. Вследствие действия на шпиндель
больших радиальных усилий с передней сто-
роны ролика предусматривается дополнитель-
ная съёмная опора. Неподвижная бабка вы-
полняется поворотной в горизонтальной пло-
скости для устранения конусности накаты-
ваемой резьбы.
616
ПРОЧИЕ МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
[РАЗД. IV
Привод подачи подвижной бабки осуще-
ствляется гидравликой (чаще), механически или
вручную. При гидравлической подаче автома-
тический цикл состоит из: а) рабочей подачи
накатного ролика на всю глубину профиля
резьбы; б) выдержки без подачи, за время
которой происходит укатка и калибровка
резьбы; в) отвода ролика в исходное поло-
жение.
ности, диаметра валов d, угла установ-
ки роликов а и числа оборотов рамы п
(фиг. 25):
5 я» vH tg а м/мин,
где
БЕСЦЕНТРОВЫЕ ОБДИРОЧНО-
ОБТОЧНЫЕ И ПРАВИЛЬНЫЕ СТАНКИ
Бесцентровые обдирочные и правильно-ка-
либровочные станки служат для обработки
длинных прутков диаметром от 8 до 200 мм.
Для полной обработки трансмиссионных ва-
лов, труб и пр. применяется следующий по-
рядок операций: 1) правка, 2) обдирка и 3) по-
лировка.
Производительность обдирочного станка со-
ставляет 30—50 м/час прутка диаметром 50 мм
и 10—25 м/час диаметром 100 мм; правильно-
калибровочного станка —5—30 м/мин.
Основные параметры обдирочных и пра-
вильных станков—см. табл. 10.
Таблица 10
Основные
Тип
станков
Обдироч-
ные
Правиль-
ные
параметры бесцентровых обдирочных
и правильных станков
я
сз
н
>>
о.
с
о.
Диамет
8-25
15—5°
25—8о
50—150
8о—2оо
6—3°
25—8о
4О—125
50-15°
3!
ев
Си
С
Длина )
7,о
8,5
*,5
8,5
8,5
7,о
8,5
8,5
8,5
и s
«§„
a-Sa?
X „ „
ш =15"
о Э я
О-о S
S u 0.
Ориент
бариты
нахши
i6X'i,3
1бХ1,2
16X1,3
16X1,4
18X1,6
17X1,2
20x1,4
aiXi,6
22x1,8
g
ca
J3
Мощно
5-6
8—ю
10—15
15-25
20—30
5-6
10—12
20—25
22—28
вес
<s
s
X
B"
0
03
0
0.
s
Ориент
в кг
2 8oo
3 5°°
5 000
8 000
14 000
2 800
6 ooo
9 000
13 000
Кинематические параметры. Скорость
вращения резцовых головок обдирочных стан-
ков — 10-г-ЗО mJmuh и выше. Число оборо-
тов роликов подающего механизма подсчиты-
вается исходя из подачи smin « 2 -г- 3 мм/об
и 5Шах~4-г-5 мм/об. Число ступеней привода
главного движения
и подачи 3—4 с
9=1,58. Число обо-
ротов вращающей-
ся рамы правиль-
но- калибровочных
станков прини-
мается в пределах
50—250 об/мин в
зависимости отраз-
мера, число ступе-
ней 3—4 с 9=1,58.
Фиг. 25. Схема действия роли-
ков в бесцентровых правильно-
калибровочных станках.
Скорость осевого
перемещения обрабатываемого вала s зависит
от материала, требующейся чистоты поверх-
Кинематическая схема и конструкция.
Обдирочные станки (фиг. 26) имеют цен-
трализованный привод с коробкой скоростей
на 3—4 ступени, переключаемые при помощи
скользящих зубчатых колёс с муфтами и зуб-
чатой передачей (целесообразно со спираль-
ным зубом) на полый обычно чугунный шпин-
дель, на концах которого расположены рез-
цовые головки с одним или несколькими рез-
цами. В новых моделях регулирование числа
оборотов шпинделя производится бесступен-
чато (в меньших станках—бесступенчатый ме-
12
15
10
IS
Фиг. 26. Кинематическая схема бесцентрового обдирочного
станка: 1 — приводной шкив; 2— муфта включения при-
вода; 3 — коробка скоростей; 4 — зубчатая передача на
шпиндель; 5 — резцовая головка для обдирки; 6 — резцо-
вая головка для чистовой обточки; 7 и 8 — ступенчатые
шкивы привода подачи; 9 — муфта включения привода
подачи; 10 и 11 — червячные передачи подающих ро-
ликов; 12 и 13—тележки; 14 — маховичок зажима тисок;
15 — круглые штанги.
ханический редуктор, в больших — электри-
ческое регулирование). Шпиндель с резцовыми
головками должен тщательно балансироваться.
От шпинделя через червячные передачи по-
; *
п-96Оо6./мин. S\ р| х 1_П^.
Фиг. 27. Кинематическая схема бесцентрового правильно-
калибровочного станка: 1 — приводной электродвигатель;
2 — коробка скоростей; 3 — вращающаяся рама; 4 — ро-
лики; 5— полировальное устройство.
лучают вращение подающие рифленые ро-
лики.
Рифленые ролики обычно выполняются
в форме двойных конусов и находятся под
действием пружин, так что они могут при-
способляться к неровностям обрабатываемого
материала. Передние и задние тележки, слу-
жащие поддержками для обрабатываемых ва-
ГЛ. XI]
БЕСЦЕНТРОВЫЕ ОБДИРОЧНО-ОБТОЧНЫЕ И ПРАВИЛЬНЫЕ СТАНКИ
617
лов, снабжены тисками и катятся по круглым
штангам. Когда обработка одного вала под-
ходит к концу, левая тележка освобождается
и откатывается в исходное положение, где
закрепляется новый вал, затем тележка пере-
мещается вправо, вал вводится в подающее
устройство и при своём принудительном дви-
жении толкает предыдущий вал. Необходимо
предусматривать предохранительный механизм
для выключения подачи в случае, если левая
тележка упрётся в станину.
Левая резцовая головка служит для обди-
рочных работ и снимает основную часть при-
пуска; правая резцовая головка производит
чистовую обработку. В некоторых моделях
принудительная подача производится зажим-
ной кареткой при помощи длинного ходового
винта.
Кинематическая схема правйльно-калибро-
вочных станков представлена на фиг. 27. Осе-
вое перемещение обрабатываемых невращаю-
щихся валов осуществляется роликами, имею-
щими форму гиперболоида, установленными
под углом 20—25° к горизонтальной оси роли-
ков и обкатывающимися по невращающемуся
валу (см. фиг. 25). Для грубой правки необ-
ходим один проход, для калибровки — три
прохода. Для полировки валов с правой сто-
роны вращающейся рамы помещается со-
вместно вращающийся корпус с деревянными
колодками, на которые наносится шлифоваль-
ный порошок или паста.
Вращение рамы с роликами и корпуса для
полировки реверсируется, что позволяет мно-
гократно пропускать один и тот же вал, не
снимая его со станка.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бурштейн И. Е„ Накатывание резьбы на метчи-
ках, ЭНИМС, 1946.
2. Веремейчук П. С, Сплошное сверление глубо-
ких отверстий, Оборонгиз, 1940.
3. Ж у к о в с к а я М. Ф., Обзор гайконарезных станков,
ЭНИМС, 1947.
4. Техническое задание на резьбонакатные станки,
ЭНИМС, 1935.
Глава XII
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
ОБЩИЕ СВЕДЕНИЯ
Агрегатными называются станки (фиг. 1 и 2),
основой которых являются нормализованные
для осуществления определённых функций
агрегаты, узлы и детали. Применение таких
конструкций особенно целесообразно при
проектировании специальных многоинстру-
ментных станков для точной обработки дета-
лей в массовых и крупносерийных производ-
ствах.
Создание специальных станков методом
компоновки отдельных эксплоатационно и тех-
Фиг. 1. Вертикальный свер-
лильно-нарезной станок с
трёхпозиционным дели-
тельно-поворотным столом;
нормализованные узлы:
1 — основание; 2 — напра-
вляющая колонна; 3 — са-
лазки; 4 — гидроцилиндр;
5 — насосная станция с ре-
гулируемым насосом для
подачи; 6 — панель гидро-
управления; 7 — элементы
многошпиндельной короб-
ки; 8 - поворотный стол;
9 — пульт электроуправле-
ния; 10 и // — электродви-
гатели для сверлильных и
резьбонарезных шпинде-
лей; 12 — электротормоз;
специальный узел: 13—кон-
дукторная плита для напра-
вления инструментов и
прижатия заготовок на
фиксирующих штырях A4)
приспособления.
нологически отработанных нормализованных
агрегатов, связываемых в единую систему
электрическим или иным управлением, обеспе-
чивает: а) сокращённые сроки проектирова-
ния и изготовления; б) меньшую стоимость;
в) гарантированную работоспособность; г) воз-
можность периодической модернизации или
замены отдельных элементов; д) упрощение
обслуживания и ремонта; е) облегчение авто-
матизации цикла обработки; ж) возможность
увеличения количества выполняемых опера-
ций; з) возможность перестройки и исполь-
зования при изменении объекта произ-
водства.
Система компоновки агрегатных станков
представлена в табл. 1.
Агрегатирование станков отвечает основ-
ному требованию рационального производ-
ства — расширению пределов применения спе-
циальных высокопроизводительных станков,
обеспечивающих низкую стоимость и высо-
кую стандартность качества обработки де-
талей.
При достигнутом уровне нормализации и
производства элементов станков ещё не создано
системы единых агрегатов, узлов и деталей
широкого назначения, одинаково целесообраз-
ных для осуществления специальных и уни-
версальных станков, для разных видов и циклов
обработки.
В настоящее время наиболее разработаны
элементы и методы построения специальных
многошпиндельных сверлильно-расточных, не-
которых фрезерных и других станков, имеющих
подачу инструментов в одном направлении и
предназначенных для обработки неподвижных
в процессе резания заготовок, что позволяет
производить операции одновременно большим
количеством разных инструментов с нескольких
сторон. Агрегатные станки для обработки по-
движных заготовок, особенно вращающихся
в процессе резания, а также требующих слож-
ных движений инструмента, находятся в началь-
ной стадии развития.
Агрегатные станки проектируются: когда
возможна параллельная обработка в несколько
раз большего количества поверхностей, чем
на универсальных станках — при длительной
стойкости инструментов; когда они заменяют
дорогостоящие тяжёлые универсальные станки
или требуют значительно меньшего количества
обслуживающих работников. Выбор типа станка
определяется требуемой производительностью,
точностью обработки и устойчивостью кон-
струкции изделий. При проектировании станка
на одной позиции обычно концентрируется одно-
временная обработка возможно большего коли-
чества поверхностей, не отличающихся очень
резко по размерам и точности. Применение
станка экономически целесообразно, если его
штучная производительность в k раз больше, а
степень загрузки (использование производи-
тельности) не менее A :уk) коэфициента за-
грузки универсального станка, где k >2 и л =
=1,4—2. Непрерывное поточное производство
с жёсткой часовой программой и минимальным
заделом надёжно осуществляется лишь при на-
личии на каждой операции определённого резер-
ва (ориентировочно 15°/0) производительности.
Повышение степени загрузки станка при воз-
можности достигается последовательным вы-
полнением на нём нескольких операций обра-
ГЛ. XII]
ОБЩИЕ СВЕДЕНИЯ
619
ботки одного и того же или нескольких под-
ходящих изделий.
Увеличение производительности механиче-
ского процесса обработки достигается: повы-
шением степени непрерывности г\ и ско-
рости v относительных движений инструмен-
тов и заготовок, сокращением количества / и
пути S последовательных не совмещённых во
Фиг. 2. Двухсторонний расточной станок завода „Станко-
конструкция" для расточки В блоке цилиндров отверстий
под опоры коленчатого и распределительного валов с под-
жимом блока кверху: 1 — нормализованные направляю-
щие станины с окном; 2—для панелей гидроуправления
при несамодействующих головках; 3 — закрепление штока
цилиндра самодействующей головки.
времени движений, а также повышением на-
грузки и количества одновременно работаю-
щих инструментов (в том числе за счёт увели-
чения количества / обрабатываемых на одной
рабочей позиции заготовок). Время изготовле-
ния одного изделия
Непрерывное движение характеризуется
при определённой максимальной допустимой
скорости более высокой, чем циклическое,
средней скоростью. Поэтому оно предпочи-
тается всегда, когда движение заготовки или
инструмента возможно осуществить по участку
замкнутой траектории, протяжённость кото-
рого приближается к возможно наименьшему.
Однако возвратно-прямолинейное движе-
ние, осуществляемое по траектории кратчай-
шей протяжённости, может быть наивыгодней-
шим, если возвратное движение полностью или
частично совершается одновременно с другим
рабочим движением. Совмещение траекторий
отдельных непрерывных движений, например,
подвода заготовок и резания или подачи, по-
зволяет повысить степень непрерывности рабо-
чего процесса.
Сокращение общего количества движений,
необходимых для изготовления изделий, упро-
щает конструкцию станка.
Когда производительность одного станка
недостаточна, при некрупных изделиях при-
меняются станки с одновременной обработкой
нескольких изделий на позиции B—4 в зависи-
мости от размеров).
Таблица 1
Назначение станков
Схема компоновки станков
Тип станков
Производи-
тельность
за цикл
Одновременная обработка
с одной стороны (в одном I
направлении), на одной
позиции, одним супортом
(салазками), с k держате-
лями инструментов (шпин-
делями), с одинаковым цик-
лом подач г мелких или
одной крупной по размерам
заготовок
Односторонний,
однопозиц ионный,
од носу п ор тны и,
fc-шпиндельный, свер-
лильный (расточной,
нарезной, фрезерный,
токарный, протяжной,
шлифовально-прити-
рочный): а — верти-
кальный, б — наклон-
ный станок
z мелких
или 1 крупное
изделие с k
обработанны-
ми поверхно-
стями или с kq
проходами
при q ступен-
чатых инстру-
ментах
То же, что 1а и 16, но
с необходимостью для дви-
жения врезания или уста-
новочного—подвода инстру-
ментов в поперечном к по-
даче направлении
То же, что 2а и 26, но
с поперечным перемеще-
нием инструментальной го-
ловки
26)
а)
Тот же, что 16 и 1а,
но с подводом силовой
головки:.а—для уста-
новки расточных ин-
струментов, б— для
врезания фрез
Тот же, что 2а и 26,
но для обработки тел
вращения, закреплен-
ных: а—в силовой го-
ловке, б—в приспосо-
блении на основании
1 изделие
1 изделие
Одновременная обработ-
ка с одной стороны, на
одной позиции, п супорта-
ми, k шпинделями одной |
особо крупной заготовки
а)
6)
Односторонний,
одн опозиционный,
л-супортный, fc-шпин
дельный блок стан-
ков: а—вертикальных,
<?—горизонтальных
1 изделие
620
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
Продолжение табл. 1
Назначение станков
Схема компоновки станков
Тип станков
Производи-
тельность
за цикл
Одновременная обработ-
ка с 5 сторон, на одной
позиции, л супортами
с произвольными циклами
подач, k шпинделями од-
ной крупной заготовки
Последовательная обра-
ботка с одной стороны од-
ним или я супортами,
к шпинделями поверхно-
стей, расположенных в од-
ном ряду в т переходов
или в т одинаковых рядах
заготовки
5-сторонний, одно-
позиционный, ft-шпин-
дельный станок: а—че-
тырёхсторонний, б—
двухсторонний
1 изделие
Односторонний,
гл-позиционный, одно-
или я-супортный,
ft-шпиндельный с воз-
вратно-прямолинейно-
движущимся дели-
тельным столом в осе-
вом, поперечном или
вертикальном напра-
влении: а—вертикаль-
ный, б— горизонталь-
ный станок
1 изделие
за т делений
Последовательная обра-
ботка с одной стороны
одним супортом. к шпин-
делями т одинаковых
групп поверхностей на
гранях по периферии или
по торцу крупной заготовки
а)
б)
Односторонний,
m-позиционный, одно-
супортный, й-шпин-
дельный станок с де-
лительно-поворотным
столом или бараба-
ном: а—вертикальный
б — горизонтальный
1 изделие
за т делений
Непрерывная обработка
с одной стороны, одним
супортом одной крупной,
или z мелких заготовок,
или я супортами z мелких
заготовок
Односторонний вер-
тикальный (или гори-
зонтальный) фрезер-
ный станок с враща-
ющимся столом или
барабаном: а — одно-
супортный, б — двух-
супортный
'5— окружности
Одновременная последо-
вательная обработка с одной
стороны в (от— 1) переходов,
одним супортом, к шпин-
делями (от—1) заготовок
с установкой их в машин-
ное время
Односторонний,
/га-позиционный, одно-
супортный, й-шпин-
дельный станок с дели-
тельно-поворотным
столом или бараба-
ном: а—вертикальный,
б—горизонтальный
1 изделие
за 1 деление
Одновременная последо-
вательная обработка с 5 сто-
рон, я супортами, к шпин-
делями, со связанными для
каждого супорта циклами
подач, в от—1 переходов,
от— 1 заготовок
5-сторонний, от-по-
зиционный, л-супорт-
ный, й-шпиндельный
станок: а—с делитель-
но-поворотным сто-
лом, б—с барабаном
а)
1 изделие
за 1 деление
Одновременная последо-
вательная обработка с од-
ной или двух сторон в
—1) переходов, (от—1)
или Aт—2) супортами;
k шпинделями со связан-
ными для каждого супорта
циклами подач (от—1) или
(от—1) г заготовок
Одно- или двухсторон-
ний, от-позиционный,
(от—1) или Bот—2)-су-
портный, /г-шпиндель-
ный, (от—1)-станочный
круговой комбайн:
а—с круговым дели-
тельным столом для
крупных заготовок,
б— с колыГевым для
некрупных
1 изделие
или г некруп-
ных за 1 деле-
ние
Одновременная последо-
вательная обработка с од-
ной или S сторон в от пе-
реходов (на от или 0,5 от
станках), л супортами,
k шпинделями, от загото-
вок
от-станочная, 5-сто-
ронняя, (от + ^-пози-
ционная, л-супортная,
ft-шпиндельная линия
станков со сквозным
конвейерным транс-
портом: а—открытая,
б"—туннельная
1 крупное
или г некруп-
ных изделий
за 1 деление
ГЛ. XII]
СТАНИНЫ (ОСНОВАНИЯ)
621
В зависимости от требуемой производи-
тельности последовательные операции обра-
ботки изделия на станке могут выполняться:
а) с перестановкой изделия или инструментов
или другой оснастки после каждого цикла или
серии циклов работы станка, б) с применением
при поверхностях, открытых для обработки
на проход, нескольких инструментов, работа-
ющих последовательно без перестановки, в) с
одновременной обработкой нескольких одина-
ковых изделий на нескольких последователь-
ных позициях станка с разными инстру-
ментами.
Для проведения последовательной обра-
ботки массовых изд'елий с наибольшим раз-
мером 400—1200 мм или параллельной обра-
ботки отдельных поверхностей изделий ещё
большего размера на нескольких станках
последние почти всегда выгодно приспособить
для многостаночного обслуживания или соеди-
нить в автоматизированные поточные линии
станков. Станки эти должны отличаться: высо-
кой надёжностью узлов и длительной стой-
костью инструментов, возможностью быстрой
регулировки и замены их при износе кон-
трольными и блокировочными устройствами,
защищающими станки от аварий в случае порчи
какого-либо органа.
Количество одиночных станций (супортов)
на одного оператора и одного наладчика для
современных условий обычно не превосхо-
дит 20.
Станок состоит: из общей станины; рабочих
органов, несущих инструменты и заготовки,
с их направляющими и зажимными устрой-
ствами и приводами; системы управления, рабо-
чих инструментов и вспомогательных для
станка агрегатов и узлов охлаждения и смазки
и др.
СТАНИНЫ (ОСНОВАНИЯ)
Станины агрегатных станков как станков
узловой конструкции должны являться лишь
основаниями, на которых монтируются функ-
циональные агрегаты, узлы и детали, передаю-
щие им нагрузки, распределяющиеся затем
на опоры. Направляющие, баки для эмульсии
или масла, ниши для электрооборудования
и др., если они являются неотъемлемой частью
основания, усложняют его изготовление. Вы-
сота оснований принимается обычно из усло-
вий, чтобы загрузочная и базовая площадки
для установки или направляющие рельсы
транспортёра крупных заготовок проходили на
высоте около 800 мм или середина зоны обслу-
движения. При этом выгодность и необходи-
мость нормализации оснований становится
малой и обеспечивается возможность монтажа
станков на общей фундаментной плите цеха
и неоднократной их перестановки.
Станки, к которым не предъявляется требо-
ваний в отношении частой перестановки их,
большой жёсткости и точности монтажа на-
правляющих, например, расточные станки
с „плавающим" креплением инструментов, мо-
гут быть изготовлены с привёрнутыми к свар-
ному (фиг. 5) или нормализованному литому
(фиг. 6) основанию высокими литыми гори-
зонтальными (фиг. 7) или вертикальными нор-
мализованными направляющими — станинами,
как указано на фиг. 8 и 9. Длинные горизон-
тальные^ направляющие — станины, как пра-
вило, опираются на индивидуальный для станка
еЦ: 1
Фиг. 3. Цельносварное основание для трёхстороннего
станка.
фундамент и подвергаются периодической вы-
верке на башмаках или клиньях, располагае-
мых через 1000—1500 мм, при средней части —
.основании, закреплённом и подлитом бетоном.
У коротких оснований вертикальных или гори-
зонтальных станков целесообразно преду-
смотреть для установки их три регулируемые
опоры, из которых две расположены на оси,
проходящей вблизи проекции центра тяжести
станка.
Использование свертных станин неизбежно
(например, фиг. 10), когда целое основание
из-за больших габаритов трудно изготовить
или нельзя обработать на имеющемся обору-
довании. Скрепляющие винты таких станин
рассчитываются на восприятие рабочей на-
грузки и усилия затяжки, обеспечивающего
отсутствие поворота или раскрытия стыка.
Стрела прогиба вертикальных колонн или
горизонтальных консольных направляющих
от рабочей нагрузки не должна превышать
: 1,ЗУ, Т
Фиг. 4. Нормализованная направляющая плита.
1/ютки обрабатываются,
если крепится цилиндр
живания инструмента была на высоте 1000—
1200 мм. Целесообразно основания изготовлять
целыми сварными (фиг. 3) с привёрнутыми
нормализованными плитами с направляющими
для прямолинейного (фиг. 4) или кругового
0,0005 вылета. Ширина отдельных отверстий
в стенках литых оснований не должна превы-
шать 0,7 а длина —1,0 ширины стенки; где
возможно, стенки около отверстий усиливаются
рёбрами жёсткости, а ещё лучше сквозные
622
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
отверстия (окна) заменять нишами. Толщина
боковых стенок оснований принимается обычно
улитых 0,035—0,045, а у сварных—0,025-0,035
их ширины; толщина поперечных рёбер — 0,80
по ДВ Сг~
нутной производительности насоса; для гидро-
привода с регулируемым насосом — не менее
полуминутной, а с дроссельным регулирова-
нием — полутораминутной производительности
1250-
\
И]
jji ^
i:
Г
Фиг. 5. Сварное основание для горизонтального станка.
толщины боковой стенки; утолщение стенок
в местах, обработанных под крепление, не ме-
нее 7 -|- 0,001 длины утолщения в мм.
насосов при заполненной системе. При нали-
чии камеры для стружки объём её должен
быть не менее двухчасового поступления;
noEF
Фиг. б. Нормализованное литое основание (средняя часть).
С
CDEF
О
Ф
Фиг. 7. Горизонтальная направляющая станина.
Если в основании имеются полости для
жидкостей и стружки, ёмкость резервуаров
предусматривается: для охлаждающей жид-
кости (кроме отстойника) — не менее двухми-
Фиг. 8. Сборная двухсторонняя станина.
уборка стружки должна производиться без
остановки станка. Пустотелые стойки станков
с противовесами должны быть проверены на
возможность размещения грузов или пружин,
достаточных для полного уравновешивания
подвижных частей. Ниши и каналы для элек-
трооборудования должны быть защищены от
попадания влаги.
НАПРАВЛЯЮЩИЕ РАБОЧИХ ОРГАНОВ
СТАНКОВ
Направляющие прямолинейного движения
одинарные прямоугольного или круглого (с па-
зом) сечения применяются: в малых сверлиль-
но-нарезных силовых головках для выдвижных
гильз, для транспортных устройств, в контроль-
ных и других устройствах, воспринимающих
малые крутящие моменты. При небольшом
ходе салазок наиболее экономичны в изго-
товлении и весьма точны двойные направляю-
щие, состоящие из охватываемого основного
круглого цилиндра и параллельной опорной
планки (или цилиндра), удерживающей салазки
от вращения на основном цилиндре. Более
широко применяются компактные направляю-
щие для салазок в виде ласточкиного хвоста
ГЛ. XII]
НАПРАВЛЯЮЩИЕ РАБОЧИХ ОРГАНОВ СТАНКОВ
623
Фиг. 9. Веотикальная нормализованная станина.
Фиг. 10. Сборная горизонтально-вертикальная станина с окном для прохода горизонтальной силовой головки.
624
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
для движения с невысокой точностью при
не очень значительных продольных и попе-
речных моментах. Наиболее распространены
в агрегатных станках плоские направляющие
из двух прямоугольных планок с .узким" бо-
ковым направлением по одной планке (фиг. 4).
Для менее точных движений в станках с полу-
жёстким шпинделем или „плавающим" крепле-
нием инструментов, получающих точное на-
правление в дополнительных устройствах, при-
меняется также боковое центрирование по
внутренним граням направляющих планок
с поджимным клином или по наружным гра-
ням с поджимными планками. В широких ко-
ротких салазках (хг ]> 1,2/j) применяются
обычно тройные плоские направляющие с бо-
ковым центрированием по средней планке. Для
особо точного движения, напри мер, в отделочно-
расточных станках с жёсткими шпинделями,
желательна замена основной плоской напра-
вляющей на закалённую симметричную тре-
угольную с повышенными удельными нагруз-
ками. Длина направления в ответственных
соединениях должна быть: 1х^\,Ъх% при
.узком" направлении и Ц^Чх^ — при „ши-
роком".
В последнее время всё большее распростра-
нение получают направляющие с опорами ка-
чения. При повышенной скорости скольжения
более 2 mjmuh направляющие чаще являются
объемлющими и впадина под направляющуюся
планку делается в нижней детали (обычно на
станине).
Смазка направляющих сильно нагружён-
ных станков целесообразна периодическая,
автоматически действующая при движении
салазок.
Длина направляющих на основании L —
— (I + h) &> гДе I ~ Длина хода, /j — длина
салазок, k — конструктивный коэфициент уве-
личения длины.
В станках с жёстким или полужёстким
креплением инструментов, с малым машинным
временем обработки необходимая повышенная
износоустойчивость направляющих дости-
гается поверхностной закалкой (при перлито-
вом чугуне), твёрдым поверхностным покры-
тием, привёртыванием закалённых направляю-
щих планок или привёртыванием к салазкам
планок из антифрикционного материала.
В последних случаях основание может быть
выполнено из мягкого, следовательно, легко
обрабатываемого и мало деформирующегося
в эксплоатации чугуна. Для привёртных на-
правляющих планок наиболее целесообразно
применение цементованной стали 20 с твёр-
достью Нрс = 56—62, а для салазок — тексто-
лита. Вертикальные направляющие выпол-
няются обычно в виде нормализованных отли-
вок (Нв~ 160—240) без привёртных планок.
Их износ из-за почти полного отсутствия абра-
зива на направляющих, даже при нерегуляр-
ной загрязняемой смазке, не превышает 0,3 мм
на миллион рабочих циклов.
Термические напряжения в сварных сталь-
ных основаниях концентрируются у швов, ко-
робление их во время эксплоатации не больше,
чем у литых.
Для оснований точных станков необходимо
применять после обдирки их естественное ста-
рение или отжиг.
АГРЕГАТЫ ВРАЩЕНИЯ ИНСТРУМЕНТОВ
Многошпиндельные коробки. Конструк-
ция многошпиндельной коробки (бабки) за-
висит от количества, формы и расположения
отверстий или других обрабатываемых поверх-
ностей, от количества (последовательно или
параллельно) обрабатываемых изделий.
При наличии известного минимума типораз-
меров нормализованных элементов — корпу-
сов, шпинделей, промежуточных валиков, ше-
стерён и т. п. — обычно возможно осуществить
передачу от приводного вала мощности, требую-
щейся отдельным' шпинделям, при необходи-
мых числах оборотов и расположении шпин-
делей. Расточка по координатам отверстий
под подшипники шпинделей и валов в отливках
корпусов производится с точностью + 0,01 мм
на прецизионных координатно-расточных стан-
ках. Базами для расточки коробки и выверки
её на станке служат платики снизу и по бо-
кам корпуса. Нормализованный комплект отли-
вок коробок для сверлильно-расточных и на-
резных работ выполняется по одной из схем
фиг. 11.
Конструкции фиг. 11, а ив, имеющие отъём-
ную переднюю плиту с расточками, проще
• I J
Фиг. 11. Схемы построения корпуса нормализованной
многошпиндельной коробки для обработки отверстий.
в изготовлении и могут воспринимать (при
стальной плите) большие осевые усилия. При
перестройке станка на иное расположение
шпинделей передняя и задняя плиты могут
сменяться без снятия корпуса, однако уста-
новка плит в корпус мало удобна. Задняя плита
прикрепляется к передней в конструкции 11, а
с помощью стоек, прилитых к ней, в конструк-
ции 11,E" с помощью распорных винтов, что
при подшипниках с бортами позволяет раста-
чивать обе плиты точно—с одной стороны при
соединённых вплотную плитах. Конструкция
фиг. \\,б жестка, но требует точного фрезе-
рования отдельных платиков для крепления
задней плиты. Конструкция фиг. 11, г является
ещё более жёсткой, но и более сложной для
обработки и сборки, поэтому применяется
только для шпиндельных коробок небольших
размеров.
В СССР нормализованы коробки шириной
В = 375 - 500 - 625 — 800 - 1000 — 1250 мм и
высотой h ~ 285—375—470—600—750—920—
1100 мм.
Пример шпиндельной коробки для расточ-
ного станка, собранной из нормализованных
элементов, см. фиг. 12.
Значительная толщина передней плиты
обычно обеспечивает достаточно жёсткое вос-
приятие осевых нагрузок от шпинделей. В слож-
ных случаях, например, при малых расстоя-
ниях расточек под подшипники, осевая нагруз-
ка с некоторых шпинделей передаётся на
заднюю плиту — полностью через подпятники
или частично через проставные между пли-
ГЛ. XIIJ
АГРЕГАТЫ ВРАЩЕНИЯ ИНСТРУМЕНТОВ
625
-810-
Фиг. 12. Двенадцатишпиндельная ко-
робка для расточного станка с ручной
доводкой шпинделей в требуемое угло-
вое положение: 1 — приводная шестер-
ня силовой головки; 2 —двухлопастной
смазочный насос, подающий через мас-
лораспределитель 3 смазку в распре-
4 — маховичок для вращения шпинделей
через фрикционно-роликовую муфту 5;
с пазом для фиксатора, блокирующего
делительную трубку;
в заданное положение
6 — делительная шайба
через конечный переключатель пуск силовой головки.
тами распорки, на основе приближённого рас-
чёта плит на изгиб. Для восприятия радиаль-
ной и осевой нагрузок в опорах шпинделей
чаще всего используются конические ролико-
подшипники широкой серии. Опоры рассчи-
тываются на срок службы не менее 2000 час.
при полной нагрузке. При необычно большой
нагрузке передняя опора выполняется с упор-
ным шарикоподшипником, при очень малом
расстоянии между шпинделями — с игольчатым
или бронзовым подшипником.
Конструкция нормализованных шпинде-
лей для сверлильных, расточных и нарезных
работ (фиг. 13). В СССР наиболее распростра-
нены конструкции: фиг. 13, а с диаметрами d—
= 20, 25, 30, 40, 50, 60 и 75 мм и d0 = 20, 26,
32, 44, 60 мм; фиг. 13, ж — для особо боль-
ших осевых нагрузок (показана с уплотнением
для вертикального монтажа); фиг. 13, г и в—для
d = 15, 20 и d0 = 14 и 20 мм при особо малом
(до 24 мм) расстоянии между осями.
Нормальный конец шпинделя обеспечивает
возможность регулирования устанавливаемой
внутри его оправкой вылета инструмента.
Безаварийная работа многошпиндельной ко-
робки обеспечивается отсутствием деталей на
шпинделях и промежуточных валиках, способ-
ных выпасть в коробку во время работы.
Использование шпинделей в качестве вали-
ков, приводящих во вращение группу других
шпинделей, не рекомендуется. Следует избе-
гать консольных валов, если линии центров
пересекаются под углом 130—150°, так как это
даёт на валу промежуточной шестерни на-
грузку, превышающую двойное окружное уси-
40 Том 9
Фиг. 13.
626
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
лие при вращении в одну из сторон. Прогиб
тонких шпинделей, приводимых консольной
шестерней, не должен превышать под середи-
ной шестерни 0,2 мм. Отверстие в шпинделе
под оправку должно выполняться с биением
не более 0,07 мм на длине 300 мм.
Нормализованные промежуточные ва-
лики применяются тех же диаметров, что и
шпиндели, и устанавливаются для достижения
удовлетворительного к. п. д. и малого пуско-
вого момента на подшипниках качения, обычно
конических роликовых. Чаще применяются
бесконсольные валики. При необходимости пе-
риодического редкого изменения скорости
группы шпинделей используются валики с пе-
редними консолями для сменных шестерён;
в передней крышке коробки для смены преду-
сматривается соответствующее закрываемое
отверстие.
Нормализованные шестерни с числом
зубьев 16-17—18—20—22—24—27—30—33—
36—39-42—45-48—52—56-60—65 и 70 по-
зволяют с достаточной точностью установить
необходимое число оборотов для каждого
Фиг. 14. „Плавающие" патроны.
шпинделя. Наиболее часто применяются ше-
стерни с модулями 2—2, 5—3—3, 5 -4—5 и
длиной зуба 32 мм. Для шестерён, связанных
точным расстоянием между осями, в случаях
необходимости допускается исправление про-
филя зубьев.
Малое расстояние между опорами шпинде-
лей позволяет применять нормализованную
шпиндельную коробку для привода инструмен-
Фиг. 15. Расточная оправка с точным направлением шпин-
деля с инструментом в длинной итулке установочного
приспособления: 1 — оправка с быстродействующим „пла-
вающим" шариковым патроном для шпинделя 2, вращаю-
щегося в подвижной втулке 3 с отверстием для ввода
смазки через основную втулку приспособления.
тов, не дающих значительных изгибающих мо-
ментов, например, свёрл, зенкеров и расточ-
ных головок—направляющихся в кондукторных
втулках, или развёрток и метчиков, получаю-
щих направление в предварительно изготовлен-
ных отверстиях. В последнем случае целесо-
образно соединение инструментов со шпинде-
лем осуществлять с помощью „плавающих"
патронов. Применение „плавающих" патронов
с крестовой ползушкой (фиг. 14, а), с поводко-
вым и упорным штырями (фиг. 14, б) и др.
также и при расточке точных отверстий с на-
правлением оправки в длинной втулке в стойке
установочного приспособления (фиг. 15 и 16)
упрощает изготовление и сборку станка.
Применение направляющих втулок для
оправок часто является нежелательным (на-
Фиг. 16. Оправка для инструмента, с цилиндрическими
подшипниками в направляющейся в приспособлении
втулке, с внутренним подводом охлаждения.
пример, если оно ограничивает максимальное
число оборотов инструмента) или невозмож-
ным. В этих случаях, например, при расточке
длинных глухих отверстий, употребляется кон-
сольно работающий „жёсткий" шпиндель, до-
статочно устойчивый против поперечных
колебаний. Расстояние между опорами такого
шпинделя должно быть не менее 1,5 и не бо-
лее 5 вылетов инструмента от передней опоры
(или не более 8 диаметров шпинделя).
Прогиб расточных шпинделей, работающих
без направляющей втулки, не должен дости-
гать допусков на координаты расточек; во избе-
205-
Фиг. 17.
жание резонанса вылет шпинделя от передней
опоры до резца рекомендуется не более
1 =
мм>
где d — диаметр консоли в мм; v — скорость
резания в mjmuh. Обычно L < 5rf. Посадочное
отверстие в шпинделе должно выполняться
с биением не бо-
лее 0,01—0,03 мм
на длине 300 мм
(в зависимости от
класса точности
расточки), парал-
лельность осей
шпинделей — соот-
ветственно 0,02—
0,04 мм.
Следует избе-
гать размещения в
одной шпиндель-
ной коробке, при жёстком и полужёстком
креплении инструментов, шпинделей для одно-
фиг- 18#
ГЛ. XII]
АГРЕГАТЫ ВРАЩЕНИЯ ИНСТРУМЕНТОВ
627
временной черновой и чистовой обработки
очень крупными и мелкими инструментами.
В некоторых случаях часть элементов нор-
мализованной шпиндельной коробки требует
специализации:
а) при применении жёстких шпинделей
в передней плите делаются расточки для гильз,
червяч-
Фиг. 19.
фиг. 20. Жёсткий шпиндель специальной шпиндельной
коробки тяжёлого вертикально-расточного станка.
несущих опоры шпинделя на подшипниках ка-
чения (фиг. 17) или скольжения (фиг. 18), или пе-
редняя крышка делается специальной, несу-
щей такие гильзы (фиг. 19), или специальной
выполняется вся коробка (фиг. 20);
б) для направления длинных шпинделей
в передней крышке устанавливаются дополни-
тельные опоры (фиг. 21);
в) для фрезерных и других шпинделей
с осью, перпендикулярной оси промежуточных
валиков, в переднюю крышку включаются зуб-
чатые конические (фиг. 22 и 23) или
ные (фиг. 24) передачи;
г) для доводки расточных шпинделей в за-
данное угловое положение для быстрого за-
ведения и выведения резцов без рисок в
отверстиях в корпус коробки встраивается пе-
редача для довод-
ки с фиксирую-
щим диском, а
на передней крыш-
ке— фиксатор. Вы-
ключение фиксато-
ра позволяет вра-
щать шпиндели
вручную (фиг. 12)
или от отдельного
Фиг. 21.
электродвигателя,
устанавливаемого на месте верхней крышки
(фиг. 25), а включение — выводить резцы
в определённом положении;
д) для переключения скорости или выклю-
чения вращения шпинделей в корпус встраи-
Фиг. 22.
ваются механизмы для перемещения шестерён
или муфт;
е) для нарезания точной резьбы метчиками
в оправках, получающих подачу в маточных
628
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
гайках, последние устанавливаются в специ-
альной плите или передней крышке (фиг. 26);
ж) для одновременного выполнения свер-
лильно-расточных и нарезных операций:
1) шпиндели для последних приводятся от от-
дельного электродвигателя,
устанавливаемого на задней
стенке коробки, позволяющего
Фиг. 23.
во время сверления по команде от счётного
реле или конечного переключателя ввернуть и
вывернуть метчики до отвода шпиндельной
коробки (аналогично фиг. 1 и 26) или 2) ше-
стерни сверлильных
шпинделей приводят-
ся роликовыми хра-
повыми муфтами, ана-
приводного вала, перекидывающуюся при ре-
версе приводного вала со шпинделя сверла на
паразитную шестерню;
з) для обработки партий деталей с изменяю-
щимися координатами отверстий передняя
крышка: ^развивает-
ся в „колокол" для раз-
мещения шарнирных
валиков (фиг. 27), с
плитой для распреде-
ления гильз шпинде-
лей в расточках или
пазах в держателях
или 2) снабжается
пазами для закрепле-
ния держателей шпин-
делей, обкатываемых
относительно осей
приводных валиков;
и) для подвески
кондукторной плиты
к шпиндельной коробке в последней де-
лаются расточки для круглых направляющих.
Для быстроходных шпинделей, приводимых
ремнями (фиг. 28 и 29) или отдельными гидро-
моторами, для особо тяжело нагружённых
жёстких шпинделей с увеличенным расстоя-
нием между опорами (фиг. 20) или с устрой-
ствами для поперечной (или копирной) подачи
(фиг. 30 и 31), — многошпиндельные коробки
выполняются моноблочными специальными
(фиг. 20, 30 и 31) или сборными из отдельных
нормализованных одношпиндельных бабок
(фиг. 28 и 29).
Фиг. 24. Фрезерная бабка на двух цилин-
дрических направляющих для малой сило-
вой головки с выдвижной гильзой.
Фиг. 25. Устройство для автоматической доводки шпинделей в требуе-
мое угловое положение (завода „Станкоконструкция"): 1 — устанавли-
ваемый на шпиндельной коробке червячный редуктор с фрикционно-
роликовой муфтой 2 и шестерней 3, вращающей шпиндели в сторону,
противоположную рабочей; 4 — электромагнит, вводящий фиксатор при
вращении двигателя доводки и нажимающий конечный переключатель,
который через реле скорости отключает двигатель доводки и включает
отвод силовой головки.
логичными фиг. 12, и при реверсировании
общего для метчиков и свёрл электродвигателя
не вращаются. Завод им. Ленина для этой цели
применяет гитару, сидящую на коромысле
Привод шпинделей, близко расположенных
в одном длинном ряду, иногда осуществляется
длинной винтовой шестерней или планкой
с отверстиями для колен шпинделей.
ГЛ. XIII
АГРЕГАТЫ ВРАЩЕНИЯ ИНСТРУМЕНТОВ
629
Фиг. 26. Неподвижный резьбонарезной агрегат с подачей
метчиков индивидуальными маточными гайками (завод
„Станкоконструкция"): 1 — электродвигатель; 2 — червяк,
приводимый от нормализованного шпинделя или валика и
вращающий диски с упорами, управляющими с помощью
конечных переключателей реверсом и остановкой двига-
теля 1; 3 — выдвижные оправки, вращающие ходовые
винты 4, перемещающие метчики через плавающие по
Оси патроны; 5 - индивидуальные маточные гайки.
Фиг. 27. 45-шпиндельная коробка с шарнирным приводом
шпинделей (завода „Станкоконструкция"): / — колокол,
прикреплённый торцом, а часто и задней стенкой к салаз-
\ кам; 2 — сменная плита с расточенными на заданные
) координаты отверстиями для гильз шпинделей, приводи-
3 мых шарнирными валиками с углом наклона до 30°; 3 —
" штанги для подвески кондукторной плиты; 4 — пружин-
ные стаканы для зажима изделия (при необходимости).
\
Фиг. 28. Шглндельная бабка для отделочной расточки:
1 — втулка для центрирования оправки; 2 — палец для
выверки положения оси бабки.
по Д BCD
Фиг. 29. Шпиндельная бабка для отделочной расточки: 1 — упругая муфта; 2 — гайка для установления
зазоров в подшипнике: 3 — распорный клин.
630
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
Фиг. 30. Шпиндельная коробка с поперечной подачей резцов с приводом от шпинделя (за-
вода „Станкоконструкция"): 1 — шестерня, приводящая через шестерню 2 с кулачковой муф-
той, включаемой электромагнитом 3, предохранительную муфту 4, шестерни 5 и б и ходовые винты 7 и 8 — пол-
зушки с резцами для поперечной расточки 9 и 10; 11—штурвал для ручного подвода и отвода резцов; 12 -расточная
головка для продольной расточки.
5 6
Фиг. 31. Шпиндельная коробка для отделочной расточки
с устройством для поперечной подачи резцов от отдель-
ного привода: / — рейка, перемешающая при помощи
шестерён 2 и 3 и реек 4 поперечину с подпятниками 5;
6— рейка, движущая посредством шестерён салазочки
7 с резцами 8; 9, 10 — конечные переключатели.
В многошпиндельных коробках с одним
приводным двигателем защита от перегрузки
(осевой и по моменту) отдельных шпинделей
ввиду сложности осуществления применяется в
редких случаях (с помощью фрикционных и
пружинных механизмов в приводе или па-
троне).
Быстроходные шпиндели при прерывистой
работе тормозятся: 1) тормозами с электро-
магнитным или гидравлическим приводом или
2) противовключением электродвигателя с по-
мощью реле скорости.
При наличии на изделии, кроме основных
поверхностей, небольшого количества отдель-
ных поверхностей с иным расположением на-
правляющих целесообразно их обработку осу-
ществлять с помощью шпиндельных коробок,
прифланцованных к «прицепным" силовым
головкам, получающим подачу от основной
силовой головки (фиг. 32 и 33).
САМОДЕЙСТВУЮЩИЕ СУПОРТЫ
И СИЛОВЫЕ ГОЛОВКИ
Самодействующими супортами следует на-
зывать комплексные агрегаты для поступа-
тельного движения инструментов, пригодные
ГЛ. XII]
САМОДЕЙСТВУЮЩИЕ СУПОРТЫ И СИЛОВЫЕ ГОЛОВКИ
631
Фиг. 32. Прицепная силовая головка (подвижный агрегат вращения инструментов): / — статор электродвигателя;
2 — шпиндельная коробка; 3 — рейка, перемещаемая движением основной самодействующей головки.
€
Фиг. 33. Четырбхсторонний сверлильный станок (для блока цилиндров) с прицепными головками по фиг. 32.
для установки на станке в любом рабочем
положении.
Самодействующие силовые головки вклю-
чают также привод вращательного движения
инструмента.
Самодействующие супорты и силовые
головки выполняются: а) с подвижными салаз-
ками или кареткой для больших ^нагрузок и
длин хода; б) с подвижной гильзой или пол-
зуном для меньших нагрузок и длины хода
до 300 мм.
Простейший из применяемых цикл посту-
пательного движения состоит из хода вперёд
и назад с одной скоростью. Наиболее слож-
ный цикл - из неоднократного быстрого хода
вперёд (подвода), одной или двух ступеней
рабочих подач, остановки, быстрого обратного
хода (отвода). Привод поступательного дви-
жения может размещаться: а) в подвижной
части — на салазках самодействующей головки
и в этом случае легко кинематически связан
с вращательным движением шпинделей; б) в
направляющей плите „самодействующих са-
лазок" — обычно кинематически несвязанный;
в) в станине для „несамодействующих" j-оло-
вок; г) комбинированно: привод рабочей по-
дачи — на салазках, быстрого хода — в напра-
вляющей плите или станине.
Движение салазкам или гильзе сообщается
при помощи: а) плоского (периферийного)
кулачка при ходе до 150 мм, обеспечиваю-
щего наибольшую компактность конструкции;
б) барабанного (торцевого) кулачка — при ходе
до 300 мм; в) винтовой, реже шестерёыно-
реечной передачи; г) штока поршневого дви-
гателя — при ходе до 1500 мм и более; д) конуса,
отжимаемого центробежной силой грузов, —
в самых малых головках.
Конструктивные характеристики сило-
вых головок:
Ширина плоских направляющих
Хг — 250, 350, 480, 650, 850 мм (в СССР).
Длина направляющих
/1==B—2,8) Хх мм.
Ширина фланца для шпиндельной коробки
С =A,15-1,35) Хх мм.
Высота фланца
D = A,0—1.4) Xi мм.
632
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
Наибольшая ширина шпиндельной коробки
В = 2.2Х, + 200 мм.
Наибольшая высота шпиндельной коробки
Л= 1,6*!+ 200 мм.
Расстояние центра давления от направляю-
щих
Н<\,2Х1 мм.
Длина козырька под шпиндельную коробку
/2 = 0 — 250 мм.
Наибольшая мощность двигателя шпин-
делей
N = 0,5 • 10" 2Х\ квт-
Наибольшее усилие подачи
Р= D00- 600) N кг.
Скорость быстрого хода
»5 ~ 1,8 • 10 Х\ ммIмин.
Скорость рабочей подачи
vp я 20- 300 ммjмин.
Вес подвижных самодействующих головок
с плитой при ходе /= \,'2Х^
gz « (90—160) N кг.
Вес головок с подвижной гильзой
gz « (80—130) N кг.
Наибольшее применение имеют при мощ-
ности до 2,2 квт головки с подвижной гиль-
зой: 1) с плоским кулачком и 2) с барабан-
ным кулачком с диференциальной подачей',
при мощности от 2 кет — самодействующие
головки с подвижными салазками: 1) с гидро-
приводом — для сверлильно-расточных работ,
2) с винтовым приводом — универсальные и
резьбонарезные.
Самодействующие салазки могут использо-
ваться также для перемещения заготовок и
других целей, являясь универсальными в при-
менении агрегатами.
В СССР для средних и крупных силовых
головок принята следующая шкала наиболь-
шей используемой мощности — 3, б, 12, 24,
48 квт.
Силовые головки с плоским кулачком
(фиг. 34) применяются преимущественно как
одношпиндельные для сверлильных и нарез-
ных работ при длительности цикла 6—50 сек.
При необходимости на гильзу устанавливаются
небольшие многошпиндельные коробки или
фрезерные бабки (фиг. 24).
При одном общем двигателе для привода
вращения шпинделей и поступательного дви-
жения кулачок позволяет осуществить все рас-
пространённые циклы быстрого и медленного
поступательного движения, включая ступен-
чатое сверление с небольшим количеством
ступеней.
При необходимости большого хода при
подводе или более глубокого ступенчатого
сверления используются направляющие плиты
Фиг. 34. Силовая головка с подвижной гильзой с плоским кулачком: / — втулка со шлицевым отверстием, приводи-
мая от двигателя через сменные шестерни или шкивы и передающая вращение шпинделю и червяку 2; 3 и 4 —
шестерни настройки скорости подачи; 5 — шестерня, ведущая колесо 6 с копирным цикловым пазом для ролика,
установленного на конце рычага 7, второе плечо рычага с зубчатым сектором вращает шестерню 8, перемещаю-
щую через конусную фрикционную муфту в реечной шестерне гильзу шпинделя 9; 10 — гайка для закрепления
муфты при установке вылета гильзы 9; И — пружина, оттягивающая гильзу назад; 12 — кулачок, воздействую-
щий на исходный микропереключатель 13; для резьбонарезания с кулаком устанавливается второй упор и микро-
переключатель для реверса; кроме того, в сверлильной головке имеется рычажок 14 на оси рычага 7, удержи-
вающий своим упором упор кулака 6 от вращения за счёт проскальзывания муфты 15, разгружающейся при этом
от давления пружины, пока включение пускового электромагнита не освободит замыкающую собачку.
ГЛ. XII]
САМОДЕЙСТВУЮЩИЕ СУПОРТЫ И СИЛОВЫЕ ГОЛОВКИ
633
с независимым приводом быстрого хода
(фиг. 35 или 36) салазок.
При малом ходе гильзы шпинделя для её
привода применяется кулачково-ползунковый
По окончании цикла двигатель головок
обычно не выключается.
Фрикционная муфта позволяет также ра-
ботать до мёртвого упора.
поДВ
Фиг. 35. Направляющая плита с приводом быстрых ходов головки по фиг. 34 для длинного пути подвода или сту-
пенчатого сверления: / — многодисковый пружинный тормоз для электродвигателя после его выключения кулач-
ком, воздействующим на конечный переключатель в конце отвода; 2 — колодочный тормоз для быстрой и точной
остановки ходового винта, замыкающий на корпус передвижную кулачковую муфту 3 после освобождения тяги 4
электромагнитом 5, включённым параллельно с двигателем; 6 — конечные переключатели для реверса двига-
теля при отводе и исходный; 7 — фитильная смазка маточной гайки.
механизм, при большем — кулачково-рычаж-
ный или сменные шестерни в шестерённо-
реечной передаче.
Синхронизация пуска нескольких головок
осуществляется чаще электрическими, реже
пневматическими органами управления.
Фиг. 36. Привод быстрого хода салазок с механическим
освобождением тормоза: 1 — вал электродвигателя;
2- кулачок ограничивающей и разгонной двухкулачковой
муфты со свободным углом поворота от среднего поло-
жения ~ 35°; 3 — разжимная двухсторонняя кулачковая
муфта с углом подъёма сторон впадин » 25°, отжимаю-
щая сухарную планку 4 и тем самым диски тормоза 5,
которые при выключении двигателя посредством пружин 6
замыкают на корпус вращение ходового вала 7 или вала
двигателя; 8 — предохранительная шпилька.
Резьбонарезание осуществляется с реверси-
рованием двигателя конечными переключа-
телями при выдвижении гильзы с помощью
маточной гайки или кулачка.
Головки данного типа применяются для
наибольшего диаметра сверления 6—25 мм
с мощностью .Л/ = 0,4-г2,2 кет. Время цикла
где пх — число оборотов шпинделя на один
оборот кулака; п — число оборотов шпинделя
в минуту.
Наибольший угол поворота кулачка, исполь-
зуемый при рабочей подаче, не должен пре-
вышать 300° (обычно до 240°). Используемый
радиус кулачка гнаиб и 0,9/; гнаам = 0,35/.
Наименьшая подача
5 я 0,0012/ мм/об,
где / — наибольшая длина хода гильзы.
В станках с кольцевым делительно-пово-
ротным столом устанавливается до 10 головок.
Силовые голевки с барабанным кулачком
выполняются с подвижными салазками (фиг. 37),
а модели малой мощности (диаметр сверления
в стали 45 до 25 мм) также с подвижным
634
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
шпинделем (фиг. 38), получающим диферен-
циальную подачу от вращения кулачка и повод-
кового ролика. Используются обычно только
для сверлильных и иногда резьбонарезных ра-
бот, не требующих большого хода. Время
быстрого хода, как и у головок по фиг. 34,
зависит от времени цикла. Головки с диферен-
кулачка подлежит проверке на удельную на-
грузку на смятие.
Головки обычно работают с выключением
двигателя по окончании цикла. Синхронизация
работы нескольких головок осуществляется
одновременным включением их двигателей.
V
Фиг. 37. Подвижная силовая головка с барабанно-кулачковой подачей: / — барабан с ведущим
цикловым пазом для конического ролика 2, устанавливаемого в направляющей плите вдоль
её оси винтом 3; 4 — сменные шестерни на скорость подачи; 5 —предохранительная кулачковая
муфта; 6 — шестерни настройки скорости резания; 7— фланец для монтажа шпиндельной
коробки; 8—крышка для выемки барабана /; 9—смазка ролика.
циальной подачей по фиг. 38 конструктивно
весьма просты, однако вследствие большого
махового момента имеют ограниченную ско-
рость вращения шпинделя и не могут иметь
плавно изменяемой скорости подачи, а также
работать до мёртвого упора. Средний диа-
метр барабанного кулачка D zz 0,8/. Кривая
Фиг. 38. Силовая головка с подвижным шпинделем с дифе-
ренциальным вращением барабанного кулачка и поводко-
вого ролика: 1—2 и 3—4 - сменные настроечные шестерни
привода барабана с роликом 5 и барабанного кулачка 6
подвижного шпинделя 7, подбираемые так, чтобы послед-
ний за время цикла совершил на один оборот больше,
чем барабан с роликом 5, и имел число оборотов, соот-
ветствующее заданной скорости резания.
Головки с подачей по винту. Переклю-
чаемые электромагнитами или сервогидро-
цилиндрами муфты позволяют (при одном
двигателе) осуществить независимо от глав-
ного вращения цикл быстрых и медленных
ходов, однако такой привод не отличается
высокой надёжностью и универсальностью.
Для нарезных работ обычно применяются
наиболее простые головки с кинематически
связанным приводом вращения шпинделей и
подачи (через ходовую гайку при неподвиж-
ном винте) одно- или двухскоростным ревер-
сируемым электродвигателем (фиг. 39). При
необходимости быстрого подвода и отвода,
а также для сверлильио-расточных и фрезер-
ных работ головки снабжаются дополнитель-
ным приводом быстрого хода с реверсируемым
электродвигателем, вращающим ускоренно
винт (фиг. 35, 36, 40), реже гайку через дифе-
ренциал или включаемую на ходу муфтой вто-
рую передачу (фиг. 41). При этом: а) гайка
или винт не должны проворачиваться момен-
том трения, возникающим в винтовой паре
при рабочей подаче, осуществляемой от глав-
ного двигателя; б) путь выбега L головки
после выключения мотора быстрого хода дол-
жен быть минимальным и постоянным (обычно
менее 3^1 мм, а при ступенчатом сверле-
нии — ещё менее). Для этого привод осу-
ществляется: а) через фрикционный пружин-
ный тормоз, освобождаемый при пуске элек-
тродвигателя осевым смещением ротора или
параллельно включённым электромагнитом
(фиг. 35); б) через фрикционный тормоз, осво-
бождаемый при пуске двигателя клиновым
отжатием крутящим моментом (фиг. 36);
в) через двухстороннюю ролико-храповую
муфту-тормоз (фиг. 40); г) через самотормо-
зящую червячную передачу, желательно с тор-
Фиг. 39. Подвижная головка с подачей но винту (резьбо-
нарезная) мощностью до 12 кет (завода им. Орджо-
никидзе): 1 — 2- настроечные и 3—4 — сменные шестерни
для скорости подачи с i от 21:84 до 56:49 (метчики должны
опережать головку на 5%); 5 — предохранительная муфта;
6 — уплотнение головки; 7 — срезные предохранительные
штифты; 8 — упорный винт (предохранительный); 9 и
10 — кулачок и клапан для смазки; 11 — коробка с двумя
или тремя переключателями.
пп CDEFGH
-if -ifl п, К1МЮР
JS I
Фиг. 40. Универсальная по-
движная силовая головка с
подачей по винту мощно-
стью до 17 кет и усилием
подачи до 6 т (завода
„Станкоконетрукция"): / —
приводной вал шпиндельной
коробки-, получающий вра-
щение от шестерни 3 через
шестерню 4 на валу 1
(в нормальном исполнении)
или через шестерню 5 на
валу 2 и шестерни 6 и 7
(при малом числе оборо-
тов), 8 — червяк привода
подачи, получающий вра-
щение непосредственно от
вала 1 или через шестерни
9 и 10 от вала 2; 11 и 12 —
шестерни настройки подачи
(одна или две пары); 13 —
шариковаямуфта, проскаль-
зывающая при случайной
перегрузке или работе с
„мертвым" упором; 14 —хо-
довой винт, закрепляемый
в резьбонарезных головках
аналогично фиг. 39 или
получающий вращение для
быстрого хода через двух-
стороннюю фрикционно-роликовую муфту 15 от двигателя упри необ-
ходимости малого выбега — со встроенным электротормозом или реле
скорости для торможения противотоком).
636
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
можением самого электродвигателя противо-
током с применением реле скорости.
Выбег головки
L а (8-12) vT мм,
где v — наибольшая скорость быстрого хода
(обычно 4 м/мин для крупных и 7 mjmuh для
мелких головок), Т — время выбега винта
(гайки) в секундах:
где 6„ и Мп — приведённые к тормозному
валу момент инерции и момент торможения,
о — начальная угловая скорость вращения.
Поглощаемая тормозом работа не должна
ствующей без плиты); вес шпиндельной ко-
робки gK и A,2— 1,3)-Ю~3?й кг.
Силовые головки с гидроприводом по-
ступательного движения. При одном элек-
тродвигателе, используемом для привода вра-
щения шпинделей и индивидуальной насосной
станции, возможно осуществить любой цикл
быстрого хода и подач, требующийся для
сверлильных, фрезерных, шлифовально-прити-
рочных и других работ, если для них не
нужно иметь поступательных движений при
невращающихся шпинделях. В последнем слу-
чае необходимо: а) привод гидронасоса осу-
Роздертка по RBCdEF
Шпиндельная коробка
. Гппбньш двигатель
Фиг. 41. Схема привода универсальной сборной подвижной силовой головки с невращающимся ходовым винтом:
1 — кулачковая предохранительная муфта, ограничивающая крутящий момент на ходовой гайке 2 при рабочей
подаче; 3 — ходовой винт, закрепленный на корпусе приспособления для замыкания усилия подачи; 4 — мертвый
упор; 5 — клин для выборки бокового зазора у направляющих; 6 — фрикционная муфта, включающая подачу;
7 — двигатель быстрого хода.
нагревать его детали более чем на 5° на одно
торможение и на 70° при установившейся
работе.
Расчётный момент для вращения винта
горизонтальной головки
М,
где Р- усилие подачи, a g—вес головки и
шпиндельной коробки при центральном отно-
сительно направляющих действии; И—рас-
стояние от направляющих до силы Р; 1Х —
длина направляющих; rfn — средний диаметр
винта, d\ — подпятника; t — шаг винта; ^ ss
ss 0,1 — коэфициент трения на направляющих,
[Л2 — в резьбе, из — в подпятнике. Вес силовой
головки можно ориентировочно принимать
g =r (80—130) N кг (для подвижной самодей-
ществлять от отдельного электродвигателя,
устанавливаемого на силовой головке (фиг. 42),
или б) при вращающемся насосе выключать
привод шпинделей кулачковой муфтой, или
в) использовать масло под давлением из цен-
тральной сети. Последние два метода в на-
стоящее время применяются весьма редко.
Получение быстрого хода и медленной ра-
бочей подачи может осуществляться приме-
нением: а) двух насосов большой произво-
дительности и малой для подачи, скорость ко-
торой может изменяться: 1) дросселированием
масла на входе или выходе из цилиндра при
небольшой мощности, затрачиваемой на по-
дачу (до 2 кет), или 2) изменением произво-
дительности регулируемого насоса; б) приме-
нением одного насоса: 1) с широко изменяе-
мой производительностью или 2) работающего
переменно на цилиндр быстрого хода малого
ГЛ. XII]
САМОДЕЙСТВУЮЩИЕ СУПОРТЫ И СИЛОВЫЕ ГОЛОВКИ
637
диаметра и цилиндр рабочей подачи большого
диаметра. Насосная станция может распола-
гаться: 1) в корпусе самодействующей головки,
служащем резервуаром для масла и несущем
панели гидравлического и электрического
местного управления, а также гидромотор;
Наиболее применяемое исполнение 1 обес-
печивает наименьшую длину соединительных
труб, наименьший шум гидропривода, но уве-
личивает нагрев и объём корпуса головки,
особенно при необходимости установки дви-
гателя для независимого привода насосной
Фиг. 42. Подвижная силовая головка с гидроприводом прямолинейного движения (завода „Станкоконструкция"): 1 и
2 — шестерни настройки скорости вращения приводного вала; 3 и 4— то же гидронасосов—быстрых ходов 5 и по-
дач 6; 7 — независимый привод насосов при необходимости прямолинейного движения при остановленном вра-
щении приводного вала; 8 — панель гидроуправления; 9— панель электроуправления (блокировка исходного поло
жения, подвод, отвод); 10 — фланец для крепления шпиндельной коробки.
2) в направляющей плите самодействующих
салазок или в станине, несущих также панели
управления и гидромотор и являющихся ре-
зервуаром для масла; 3) в отдельном баке,
несущем -также панель гидроуправления с ди-
станции. Исполнение 2 является несколько бо-
лее универсальным в применении, но связано
с некоторыми затруднениями монтажа и полу-
чения герметичного резервуара. Исполнение 3
наиболее универсально и при не очень длин-
аг~
Фиг. 43. Нормализованный агрегат гидропривода для дистанционного управления (завода им. Орджоникидзе):
1 и 2 — блок нерегулируемых насосов высокого и низкого давления; 3 — панель управления; 4, 5 и 6 — электро-
магниты, включающие отвод, подвод и рабочую подачу салазок (в зависимости от установленной панели); 7 и
8 — отводы к передней и задней полости цилиндра.
станционным обычно электрическим управле-
нием от панели, закреплённой на направляю-
щей плите или станине, несущих гидромотор
(фиг. 43).
ных трубопроводах удовлетворительно в отно-
шении шума гидропривода.
Раздельная установка насосной станции и
гидропанели (фиг. 1) в настоящее время при-
638
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
(РАЗД. IV
Фиг. 44. Схема гидропривода для непрерывного реверсив-
ного движения с дроссельным изменением скорости и тор-
можением в конце хода, с управляющим золотником: / — ва-
лик с поводком, перестанавливающий при повороте его
(рукояткой или от упоров с помощью рогульки при непо-
средственном управлении или с помощью электромагни-
тов при дистанционном) управляющий золотник 2, пере-
ключающий главный золотник реверса 3, воздействующий
на гидромотор рабочего органа 4; 5 — дроссели; 6 — вин-
ты, устанавливающие при подобранных конусах на золот-
нике скорость реверсирования; 7 — дроссель, изменяю-
щий скорость рабочего органа; 8 — клапан, регулирую-
щий скорость рабочего органа; 9 — насос;. 10 — предохра-
нительный клапан; 11 — стоповый золотник.
меняется редко, так как часто связана с боль-
шей длиной труб.
Наиболее просто осуществляется гидропри-
вод для непрерывного реверсивного движения,
например, для шлифовально-притирочной обра-
ботки.
Схему, изображённую на фиг. 44, сле-
дует считать стандартной для этого цикла
движений при не очень широком диапазоне
изменения скорости.
Для цикла реверсивного движения, вклю-
чающего подвод, рабочую подачу и отвод, при
мощности гидропривода до 2—3 кет, наибо-
лее часто применяются схемы приводов по
фиг. 45 и 46 для исполнений 1 и 2 с измене-
нием скорости подачи дросселированием на
выходе из цилиндров, пригодные для выпол-
нения обработки со знако-переменной цикли-
ческой нагрузкой, например при фрезеро-
вании.
Широко также применяется схема гидро-
привода по фиг. 47 с дроссельным измене-
нием количества подаваемого в цилиндр масла,
обеспечивающая несколько меньшую нагрузку
насоса подачи.
Схемы по фиг. 45, 46 и 47 обеспечи-
вают устойчивость движения подачи, начи-
ная с объёма масла, подаваемого в цилиндр
в минуту — 50 смз, по которому обычно реко-
С/.ема
noJUMN
S
Фиг. 45. Приставная наружная панель гидроуправления и схема гидропривода реверсивного движения с большой
или малой скоростью в одном направлении и большой — в обратном, с дроссельным изменением малой скорости
(на выходе): 1 — поводок, переключающий главный золотник: с помощью рукоятки во все пять положений, элек-
тромагнитов (или сервоцилиндров) в положения „подвод" и „отвод" или от упоров гидроуправления в поло-
жения „первая и вторая подача", „отвод", „стоп"; 2 и 3 — дроссели, устанавливающие с регулятором 4 скорости
подач; 5 — переливной клапан с регулирующим давление клапаном 6; 7 — второй насос (низкого давления) для при-
вода быстрых ходов при значительной (более 2—3 кет) мощности, присоединяемый к напорной линии, как пока-
зано осевым пунктиром, через разделительный клапан 8, открывающийся автоматически на слив при повышении
давления от включения рабочей подачи; 9 — обратный клапан.
ГЛ. XII]
САМОДЕЙСТВУЮЩИЕ СУПОРТЫ И СИЛОВЫЕ ГОЛОВКИ
639
мендуется рассчитывать наименьшую скорость
подачи.
Диаметр цилиндра рассчитывается по
наибольшему усилию подачи при рабочем
давлении до 55 ати, производительность на-
сосов— по наибольшей скорости подачи и
быстрого хода. Необходимо проверять кор-
пус самодействующей головки (или резер-
вуара) на нагрев от мощности, затрачиваемой
внутри него на трение и дросселирование
масла. Температура обычно не должна пре-
вышать 35° над окружающей средой. Емкость
головки должна быть не менее 5 л масла на
1 кет двигателя шпинделей. В особо точных
станках следует применять дистанционную
установку насоса и панели гидропривода (ис-
полнение 3) или производить при необходи-
ваются непосредственно от упоров, при дви-
жении салазок.
Конечные переключатели, работающие при
движении головки от упоров (фиг. 39, 42),
Фиг. 46. Схема гидропривода реверсивного движения с
дроссельным изменением скорости подачи, с дистанцион-
ным электроуправлением (завода „Станкоконструкция"):
1 — насос подачи; 2 — насос быстрого хода; 3— реле да-
вления, контакты которого включают „отвод"; 4 — предо-
хранительный клапан; 5 — переливной клапан насоса по-
дач; 6 — регулятор скорости подачи; 7 — золотник, вклю-
чающий первую или вторую подачи; 8— дроссели для
изменения их скорости; 9 — цилиндр с отношением пло-
щадей 1:2; 10 — подпорный клапан на 1—2 ати. Поло-
жение золотников I и II: „подвод" — нажаты, „стоп" — от-
жаты, „подача" — нажат золотник I, „отвод" — нажат зо-
лотник II.
мости охлаждение масляной ванны. При рас-
сеиваемой в резервуаре мощности более 2 кет
необходимо применять регулируемые насосы
с минимальной утечкой масла. Б резервуаре
с маслом не должно быть быстро вращаю-
щихся частей.
Переключение главных золотников на ход
вперёд, а при необходимости отвод осущест-
вляются: а) вручную — в одиночных станках
для мелкосерийного производства; б) элек-
тромагнитами -- в большинстве станков с авто-
матическим циклом работы; в) сервоцилиндра-
ми, пневматическими или гидравлическими
(применяется редко).
Панели с одним золотником конструктивно
проще, в них положения золотника для рабо-
чей подачи, реверса и остановки устанпвли-
Фиг. 47. Схема гидропривода реверсивного движения с
большой и малой скоростью в одном направлении и боль-
шой — в обратном, с дроссельным изменением скорости
подачи на входе (завода им. Орджоникидзе): 1 — глав-
ный золотник с пружиной, заряжаемой на цикл вручную
рычагом 2 или давлением масла 2—3 ати от подпорного
клапана 3 при включении электромагнитом подвода 4 пу-
скового золотника 5; 6 — фиксатор, останавливающий зо-
лотник / в одном из пяти положений при подъёме его
рычагом 7 от кулачков путевого управления; 8 — электро-
магнит отвода, позволяющий в любой момент оттянуть
фиксатор 6 до положения отвода; 9— насос высокого да-
вления малой производительности с перегрузочным слив-
ным клапаном 10, открываемым регулируемым предохра-
нительным клапаном 11; 12 — регулятор скорости подачи:
13 и 14 — дроссели для изменения скорости первой и вто-
рой подач % 15 — насос низкого давления большой произ-
водительности с переливным клапаном 16, устанавливае-
мым на давление 15—20 ати; 17 — обратный клапан на
давление 2—4 ати; 18 — нагрузочный клапан, устанавли-
вающий противодавление 4—К) ати для повышения устой-
чивости подачи при переменной нагрузке; 19 — рабочий
цилиндр.
должны быть тщательно защищены от попа-
дания влаги и стружки.
Детали распределительных устройств ги-
дроприводов имеют весьма большую износо-
устойчивость; для повышения срока службы
электромагнитов последние работают в масле
(свободном от влаги и кислот) или оснащаются
износостойкими твердосплавными наделками
на рабочих местах — при наружном мон-
таже.
Конструкция панели по фиг. 45 обеспе-
чивает быструю замену панели при ре-
монте.
На крупных заводах, имеющих хорошо
осушенный сжатый воздух, могут применяться
силовые головки с пневмоприводом и гидра-
влическим регулированием скорости подачи
(фиг. 48).
640
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
Вид по стрелке N
Фиг. 48. Силовая головка с подвижной гильзой, с подачей от пневмоцилиндра с гидравлическим регулирова-
нием (автозавода им. Сталина): 1 — поршень пневмоцилиндра, быстро перемещающий при подаче воздуха через
канал 2 широкой шестерней 3 гильзу шпинделя 4, пока гильза 5 на штоке 6 гидроцилиндра упрётся в поршень 7,
выжимая масло через отверстие 8, регулятор скорости 9, дроссель 10, через отверстие 11 в наполнительный резер-
вуар и уменьшит скорость движения до величины рабочей подачи; 12 — гильза, освобождающая в конце хода
вперёд рычажок 13, что позволяет закрыться клапану 14, подающему воздух в канал 2, а пружинам 15 и 16 быстро
отвести обратно гильзы 4, 5 и 12; 17 — поршень сервоцилиндра, отжимающий под защёлку рычажок 12 и тем
открывающий клапан 14 при пуске.
УСТАНОВОЧНЫЕ ПРИСПОСОБЛЕНИЯ
(для координации относительно
инструмента и зажима заготовок)
Расположение, количество и величина
опорных поверхностей и поверхностей при-
ложения зажимных усилий, а также вели-
чина последних должны быть выбраны и рас-
считаны такими, чтобы в процессе резания
обрабатываемые поверхности заготовки не
смещались и не деформировались под дей-
ствием усилий зажима и резания более, чем
позволяют допуски на координаты поверхно-
стей. При зажатии нежёстких заготовок в
местах возникновения наибольших деформа-
ций устанавливаются подводимые опоры.
Сила трения на опорных поверхностях даже
при наличии контрольных штифтов должна
быть, как правило, более возникающих на
них сил сдвига. Коэфициент сцепления при-
нимается: на опорных поверхностях гладких —
0,15, с редкими косыми или поперечными ка-
навками — 0,25, с частыми канавками — 0,4, с
частыми канавками в клетку при высоком
удельном давлении — 0,6; при работе без
охлаждения эти значения могут быть повышены
на 40%.
При условии неповреждения поверхности
заготовки удельные давления на опорах и на-
жимных штифтах (по Герцу) а^<2г^, где <js—
предел упругости материала заготовки.
Во избежание коробления заготовки при
зажиме стремятся заготовку с обработанной
поверхностью установить на опору всей по-
верхностью, а с чёрной поверхностью (от-
ливку или поковку) —на три опорные
точки.
Координация заготовок в приспособле-
нии осуществляется:
1) плоских заготовок: по высоте — постоян-
ными опорными планками или штырями (на-
пример, по нормали станкостроения П-12-2,
П-12-1 и П-13-2) (фиг. 49), а при необходи-
мости дополнительно подводимыми винтовыми,
фрикционно-закрепляемыми или плунжерными
(на масле или гидропластической массе) опо-
рами; по ширине, длине и углу — двумя по-
стоянными или вдвигающимися в отверстия
заготовки цилиндрическими фиксирующими
штифтами (из которых один срезан по бокам)
(фиг. 49) или тремя часто регулируемыми
упорами или угловыми упорными планками.
Подвижные фиксаторы приводятся вручную
или механически (фиг. 49, 50 и др.). Съём из-
делия с фиксаторов при необходимости про-
изводится с помощью съёмников;
2) заготовок с круглыми базовыми поверх-
ностями: по оси окружности — при обработан-
ных поверхностях — кольцом или круглым вы-
ступом (с посадкой движения, а при трёхто-
чечном контакте—скольжения) или неподвиж-
ными призмами, при чёрных поверхностях —
призмами или тисками, или самоцентрирую-
щими патронами; по углу при необходи-
мости — контрольным штифтом или упором
для выступа заготовки; по длине — торцевой
плоскостью или конусом (фиг. 51) кольца или
выступа, упором.
Для повышения точности координации ин-
струментов относительно заготовок в стойках
или на плите приспособления предусматри-
ваются направляющие для инструментов. На-
пример, при обработке с помощью нормали-
зованных „полужёстких" шпинделей с плот-
ГЛ. XII]
УСТАНОВОЧНЫЕ ПРИСПОСОБЛЕНИЯ
641
1Ь вид по стрелке М
в 12 noflBCDEF 3 13 16
- 910
Фиг. 49. Установочное приспособление для изделия, перемещаемого по направляющим планкам или роликам:
1 — приводный гидроцилиндр, перемещающий вниз при подаче масла в полость / двухсторонним клином 2 тягу 3,
которая посредством рычажков 4 и 5 (с предохранительным срезным штифтом), связи 6, рычажков 7 и 8
выдвигает фиксаторы 9 и 10 и вращает диск 11 с кулачками, контролирующими движение фиксаторов, а также,
опуская коромысла 12 с помощью двух рычагов второго рода 13, опускает коромысловые зажимные башмачки 14,
пока клин 2 скосом с углом самоторможения 15 не зажмёт изделие в четырёх точках; 16 — ниши для местного
пульта электроуправления и электроподводки; 17 — стойки; 18 — плита с отверстиями для свободного прохода
инструментов или для направляющих втулок; 19 — направляющие или опорные планки для изделия.
Фиг. 50. Приспособление с отдельными гидравлическими приводами фиксирующих и зажимных устройств для
двух изделий; 1 — гидроцилиндр для перемещения четырёх фиксаторов посредством рычажков на валиках 2 и 3
и связи 4; 5 — диск с кулачками для контроля положения фиксаторов конечными переключателями 6 и 7;
8 — гидроцилиндры для несамотормозящего зажима, в которые масло подаётся золотником, включаемым элек-
тромагнитом после выдвижения фиксаторов и замыкания одного из конечных переключателей. 9—ручной
насос для периодической смазки; 10 — стойки с направляющими втулками для инструментов.
41 Том 9
642
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
ной и „плавающей* посадкой инструментов в
виде неподвижно закрепленных кондукторных
втулок: а) для свёрл, зенкеров, расточных
оправок с направляющими сухарями (с посад-
кой ходовой или движения); б) для скользя-
щих по их оси втулок, несущих опоры для
вращающихся расточных оправок (фиг. 15 и
16), например, по нормали станкостроения
по вВ
метра. При перемещающихся делительно-уста-
новочных приспособлениях кондукторные
плиты с направляющими втулками подвеши-
ваются к шпиндельной коробке (фиг. 1) и при
движении фиксируются перед началом рабо-
чей подачи на установочных приспособле-
ниях или при скользящих втулках, несущих
расточные оправки, закрепляются в направляю-
щих станинах.
При необходимости сообщения заготовке
второго движения последнее сообщается уста-
новочному гтиспособлению (фиг. 53 и 54).
Фиг. 51. Приспособление для самотормозящего зажима
гильз с верхней опорной базой, с гидравлическим приво-
дом: / — плавающие стаканы с центрирующим кольцом;
2 — призма, поддерживающая от опрокидывания; 3 — верх-
нее центрирующее кольцо с насечкой; 4— поджимающий
клин с углом самоторможения в конце хода; 5 — пришли-
фованная проставная планка для крепления приспособле-
ния к вертикальной станине для уменьшения деформаций
(при высоких приспособлениях).
П-16-11; в) для вращающихся с оправками
втулок (П-16-1).
Вращающиеся втулки (фиг. 52), особенно
на подшипниках качения, обеспечивают более
длительный (обычно не менее 6 месяцев) срок
сохранения точности расточки, нежели напра-
вляющие сухари, дающие большую точность
лишь в кратковременный начальный период
работы. При „плавающем" соединении инстру-
мента со шпинделем длина направляющей
втулки принимается равной 2—2,6 её диа-
-1930-
20U0—
Фиг. 52. Вертикальный станок для одновременной расточк»
шести отверстий с направляющей втулкой в приспособ-
лении.
Для поперечной расточки на небольшой
длине часто используется действие клина при
упоре (во втулку приспособления) специаль-
ного патрона, несущего расточную оправку
(фиг. 55).
Зажим заготовки в приспособлении мо-
жет осуществляться самотормозящими меха-
пойВ
Фиг. 53. Приспособление для фиксации, зажима, поворота на 180° и вращения заготовок и для направления
инструментов: 1 — Шпиндели с эксцентричными (на половину расстояния между осями расточек в изделиях) от-
верстиями для поворотных зажимных патронов 2, фиксируемых штырём 3; 4 — направляющие скалки для кондук-
торной плиты, отводимой штурвалом 5 с помощью рейки 6.
ГЛ. XII)
УСТАНОВОЧНЫЕ ПРИСПОСОБЛЕНИЯ
643
Фиг. 54. Приспособление к фрезерному станку для фиксации, зажима и планетарного движения заготовки:
7—червяк, приводящий во вращение несущий корпус с изделием через колесо 2. настроечные шестерни 3 и 4,
червяки 5, колёса 6, эксцентриковый вал 7; 8, 9 и 10 — клинья для выборки зазоров в опорах; 11 — фикса-
торы для изделия, 12 — плавающие поджимные планки, натягиваемые при вращении винта 13 через два
коромысла и клинья 14; 15 — стаканчики, уравновешивающие изделие.
низмами — клиновыми (фиг. 49), винтовыми
(фиг. 56), эксцентриковыми (фиг. 57) или не-
а) б)
Фиг. 55. Патроны с резцами для расточки поперечных
канавок: а — с поворотной эксцентричной державкой
с винтовым пазом; б—с поперечной резцедержавкой
с наклонным пазом.
Фиг. 56. Винтовое зажимное устройство с приводом от
электродвигателя: / - вал встроенного электродвигателя,
вращающий через две шестерни 2 и два кулачка со ско-
сами на колесе 3 гайку 4, имеющую впадины, свободные
для разбега кулачков; 5—тяговый винт; 6 — винт для
изменения усилия зажима, при котором проскальзывают
кулачки; 7 — токоподводящие контактные кольца.
самотормозящими—штоковыми (фиг. 50). В по-
следних нужно непрерывно поддерживать не-
изменной величину нажимающего усилия, что
при значительных изменениях больших уси-
лий резания желательно и при самотормозя-
щемся зажиме.
Привод зажимных механизмов произво-
дится: а) вручную—ключом (отдельным или на-
кидным) или рычагом (штурвалом) (фиг. 57);
б) автоматически—электродвигателем (фиг. 56,
Фиг. 57. Приспособление для ручной фиксации и зажима
двух изделий эксцентриками с грузовыми рукоятками:
1 — грузовая рукоятка, зажимающая при повороте верх-
нее изделие непосредственно через эксцентрик 2 коро-
мыслом 3 и посредством кулачковой муфты 4 с зазором,
эксцентрика 5 и коромысла 6 грузовой рукояткой 7; 8 и
9 — коромысла и пружины для зажима нижнего изделия;
10 — рукоятка для перемещения четырёх фиксаторов //.
Подъём, опускание и поворот изделий осуществляются с
помощью вертикального гидроподъёмника с поворотным
столом, поставленного у станка.
644
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
по Л В
Фиг. 58. Приспособление для равномерного зажима нескольких изделий одним двигателем: / — изделия (семь
крышек подшипников); 2 — прихваты, прижимающие установленные на контрольных шпильках крышки, после
сведения их упорами 3: 4 — ходовой винт, несущий поперечину с осями для прихватов, перемещаемый гай-
кой 5, приводимой звёздочкой 6 через предохранительную кулачковую муфту 7 с углом подъёма « 45° ;<?—гайка
для регулирования усилия зажима; 9 — электродвигатель, приводящий через червяк 10 и установочную кулач-
ковую муфту 11 звёздочку 12, ведущую цепь, огибающую все звёздочки 6; 13 — натяжное устройство для
цепи; 14 — буферная опора червяка, смягчающая рывки на цепи при переключениях двигателя; 15 — счётное
реле, реверсирующее двигатель после срабатывания предохранительных муфт через заданное число оборотов,
при котором все крышки будут зажаты; 16 — расточная оправка.
58, 59), гидро- или пневмомотором (фиг. 49,
60, 61), грузом или пружиной (фиг. 27), заря-
жаемыми движением рабочего органа [головки
Фиг. 59. Автомати-
ческое зажимное
устройство для двух
заготовок с приво-
дом от электродви-
гателя (развёртка):
1 - привёртная пли-
та, образующаяодну
из граней поворот-
ного барабана; 2 --
один из двигателей
(по числу граней),
приводящий через
шестерни 3 10 и
однозубую муфту
со свободным угло-
вым поворотом « 60°
гайку 11; ходовой
винт 12 с пазом, по-
ворачивающим на
90° прихват 13 с на-
жимными башмач-
ками.
(фиг. 62), поворотного стола и др.], магнит-
ными устройствами.
Число рабочих рукояток или двигателей
должно быть минимально необходимым.
Регулирование или ограничение усилия
зажима на определенном уровне осущест-
вляется: грузом, какой-либо пружиной (фиг.57),
проскальзывающей муфтой (фиг. 58), пере-
пускным клапаном (фиг. 49, 60), исполь-
зованием предельного момента или силы
двигателя (фиг. 59) при постоянном давлении
(напряжении) силовой сети или при работе
от аккумулятора.
Контроль усилия зажима в целях получе-
ния команды для управления (включения под-
вода силовых головок) производится реле да-
вления (фиг. 60), реле тока (фиг. 59) и другими
датчиками.
Заданное распределение усилий зажима
на отдельные точки заготовки осуществляется
коромыслово-рычажными (фиг. 49) или кли-
ГЛ. XII]
УСТАНОВОЧНЫЕ ПРИСПОСОБЛЕНИЯ
645
Фиг. 60. Схема гидропривода для реверсивного движения фиксирующих, зажимающих или контрольных орга-
нов (завода им. Орджоникидзе); блок/: 1 — реверсивный двухпозиционный золотник с электромагнитным при-
водом для одного или нескольких гидроцилиндров зажима и с реле давления 2, включающим движение сило-
вых головок конечным переключателем 3 при достижении давления «35 ати; блок //: 4— насос высокого
давления с диференциальным переливным клапаном 5, поддерживающим давлением зажима и открываемым
предохранительным клапаном 6, регулируемым обычно на » 28 ати; блок III, добавляемый к блокам / и // в
случаях, если насос 4 должен дросселировать через клапан 5 значительное количество масла при высоком давле-
нии (должен иметь производительность > 10—20 л1мин); 7 — насос низкого давления (большей производитель-
ности, чем насос 4) с обратным клапаном 8, переключающим насос 7 на слив через диференциальный кла-
пан 9, когда давление в сети превзойдёт давление, на которое установлен клапан 9 (обычно 15 ста — н.а
перемещение зажимных органов с некоторым запасом); блок IV, добавляемый, если необходимо перемещение
фиксаторов изделия, не сблокированное рычагами и тягами с движениями зажимных органов; 10 — реверсив-
ный золотник для одного или нескольких цилиндров фиксирующих устройств.
noPQ
Фиг. 61. Приспособление для гидравлического зажима и выталкивания двух изделий: / — четыре боковых
фиксатора, при заведении которых конечный переключатель 2 включает электромагнит золотника, подающего
масло в четыре цилиндра 3; 4 — два гидравлических выталкивателя, срабатызающие после выведения штиф-
тов. Возврат поршней во всех цилиндрах — пружинами.
646
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
новыми механизмами или разной величиной
двигателей, например, диаметров цилиндров
при гидропластическом или масляном приводе.
Использование сжатого воздуха для це-
лей зажима связано: с большим размером ци-
линдра из-за малого давления (обычно равного
5—б ати), с большой сжимаемостью среды,
большой скоростью и резкостью действия и
желательностью применения самотормозя-
щихся механизмов, с необходимостью тща-
тельного водоотделения, с усложнением смазки
уплотнений поршня. Небольшие утечки воз-
духа допустимы, так как они станка не за-
грязняют.
Масляный привод особенно целесообразен
при наличии на станке гидростанции для при-
вода других движений. Рабочее давление при-
нимается обычно 20-30 ати. Утечки не дол-
жны допускаться или должны полностью от-
водиться.
Гидропластическая масса малосжимаема,
при не очень высоких давлениях при посадке
Фиг. 62. Рычажное зажимное устройство с приводом от
салазок: / — скалка со скосом для поворота упругого за-
жимного рычага 2, закреплённая в подвижных салазках!
3 — неподвижная стойка приспособления; 4 — прихват,
прижимающий зафиксированную деталь в базе.
скольжения для поршня утечек не даёт, мо-
жет применяться и при ручном винтовом при-
воде поршня насоса.
Проектирование установочных приспо-
соблений целесообразно в виде законченных
отдельных узлов, собираемых на контрольных
штифтах, расточка под которые обычно эко-
номично производится на точных координат-
но-расточных станках.
ТРАНСПОРТНЫЕ УСТРОЙСТВА
ДЛЯ ЗАГОТОВОК
Время стойкости режущего инструмента в
агрегатных станкагх всегда больше времени
обработки одного изделия, поэтому в первую
очередь механизируется не смена инструмен-
тов, а смена заготовок с помощью транспорт-
ных и установочных устройств. К чисто транс-
портным следует относить все устройства для
перемещения заготовок, не связанного с фор-
мообразованием изделия. Развитое транспорт-
ное устройство состоит из двигателя, передачи
(преобразователя скорости и направления дви-
жения), транспортёра (платформы, захваты,
несущее полотно) и их направляющих (рель-
сов, роликов). Транспорт может осущест-
вляться непрерывно или циклически; движение
заготовок может быть односторонним или ре-
версивным с возвратом заготовки и осуще-
ствляется в горизонтальной, вертикальной или
наклонной плоскости. При циклическом одно-
стороннем движении заготовок (на проход)
движение транспортёра может быть и ревер-
сивным с шагом, равным длине цикличе-
ского перемещения. Транспортёры могут быть:
а) с захватами, протягивающими заготовки
непосредственно по направляющим рельсам;
б) с платформами, несущими установленные
на них заготовки, протягиваемыми по напра-
вляющим; в) с фрикционно-движущими и на-
правляющими роликами или несущим полот-
ном; г) с механизмами, несущими заготовки по
сложной траектории; д) в виде направляющих
склизов, в которых заготовки перемещаются
собственным весом.
Движение заготовок может осуществляться
по прямой, окружности, винтовой линии, мно-
гоугольнику. В станках наиболее применяются
транспортные устройства для последователь-
ного перемещения заготовок, обрабатываемых
в несколько переходов, с первой рабочей по-
зиции на следующие, осуществляемого цикли-
чески по окружности или прямой. Автомати-
ческий транспорт облегчает труд рабочего и
создаёт определённый ритм рабочего про-
цесса, способствующий более эффективной
организации производства.
Наибольшая скорость перемещения загото-
вок обычно не превышает 0,5 м\сек.
Статическое сопротивление при трогании
транспортёров с места
где Qx — вес в кг заготовок и транспортёров,
скользящих при перемещении; Q2 — то же,
катящихся на колёсах диаметром D мм с осью
диаметром d мм; fxj — коэфициент трения
скольжения, обычно принимаемый около 0,2;
;л2 — коэфициент трения на оси на подшипни-
ках скольжения «0,1, качения * 0,01; /—ко-
эфициент трения качения = 1 мм; р^ — услов-
ный коэфициент сопротивления качению « 0,02;
k « 1,2 для учёта дополнительного бокового
трения (в ребордах и т. д.).
Делительно-поворотные устройства при-
меняются для циклического кругового пере-
носа заготовок (или инструментов) последова-
тельно с одной рабочей позиции на следующие.
Поворотная часть.— стол или барабан
(сплошной или кольцевой) — соответственно
на вертикальной или горизонтальной оси вра-
щается вручную (фиг. 1, 63, 64) или от меха-
нического привода. Поворотные столы легко
нормализуются, так как размеры самого стола
определяются его диаметром и нагрузкой и
не зависят от высоты изделий. Привод для
поворота барабанов также может быть норма-
лизован (фиг. 65).
К конструкции нормализованного делитель-
но-поворотного устройства предъявляются
следующие основные требования: малые габа-
риты—для удобства установки на станках, лёг-
кое и быстрое вращение, безударная фикса-
ция, высокая точность деления в эксплоата-
ции, надёжность работы, несложное изгото-
вление, применимость при разном числе де-
лений.
Диаметры столов выбираются из ряда 250,
320, 400, 500, 630, 800, 1000, 1250, 1600.
2000 мм.
ГЛ. XII]
ТРАНСПОРТНЫЕ УСТРОЙСТВА ДЛЯ ЗАГОТОВОК
647
Механическое вращение поворотной части
приближённо до положения фиксации осуще-
ствляется обычно через кривошипный (чаще
мальтийский или кулисный), или зубчатый ме-
ханизм — от ротативного двигателя, или через
храповой, или с выключающей муфтой зуб-
скими (фиг. 66, 67, 68), механизмами при точ-
ном изготовлении работают плавно и весьма
надёжно; однако вследствие непрерывного из-
менения скорости при заданной максимальной
и ограниченном ускорении они могут дать
большее время перемещения, чем другие при-
Фиг. 63. Двухсторонний расточной станок с четырёхпозиционным барабаном (для расточки под палец
в крупном поршне): /, 2, 3 и 4 — рабочие кнопки электроуправления - .вперёд", „назад", .пуск дви-
гателей", „стоп"; 5, 6 и 7 - наладочные пакетные выключатели для левой и прлвой головок и для на-
соса; 8 — лампа, загорающаяся при наладке; 9 — кулачок исходного конечного переключателя; 10 — ко-
нечный переключатель, замыкающийся при поднятой педали фиксатора барабана, когда фиксатор
заведён в гнездо: 11, 12 и 13 — кулачки гидроуправления „стоп", „подача", „реверс"; 14 — клапан
периодической смазки направляющих; 15 — подпружиненная рейка, сообщающая гильзе шпинделя окон-
чательной расточки 16 увеличенный ход через две связанные шестерни при упоре её в приспособление;
17 — рукоятка второго (натяжного) фиксатора.
тОР
_и у
Фиг. 64. Делительно-поворотный четырёхпозиционный барабан с ручным приводом для двухстороннего расточного
станка: 1 — восемь распорных винтов для повышения устойчивости барабана во время обработки; 2 — вал, вы-
тягивающий основной цилиндрический фиксатор 3 при нажатии на педаль рычага в основании, к которому подве-
шена тяга 4; 5 — ручной дополнительный фиксатор с коническим концом, заводимый для устранения зазора при
фиксировании поворотом рукоятки 6 с последующим замыканием её на скосе 7 при движении рукоятки на себя;
8 — основные втулки для направления втулок расточных оправок: 9 — две контрольные оправки для точной сборки
стоек; 10 — коромысловое устройство для прижатия изделия в трёх точках после установки его на фиксирующих
штифтах 11 и 12.
чатый механизм — от двигателя возвратно-по-
етупательного движения.
Для привода используется чаще всего ин-
дивидуальный электродвигатель, реже гидро-
мотор, ещё реже пневмомотор или движение
эт основного двигателя какого-либо органа,
например салазок, гильзы, распределительного
вала и т. п. Наиболее распространённые при-
воды с кривошипными, особенно мальтий-
воды; при больших размерах поворотной ча-
сти, при малом числе делений (до 4) привод-
ной механизм подвергается значительным на-
грузкам. В зависимости от размеров пово-
ротной части и числа делений время поворота
на 1 шаг обычно устанавливается 1—5 сек.
Выключение привода для торможения кри-
вошипа производится: 1) расцеплением муфты
(механически или электромагнитом) или чаще
648
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
2) выключением электродвигателя с торможе-
нием противотоком или электромагнитным
фрикционным тормозом.
Мальтийский крест закрепляется на пово-
ротной части (фиг. 68), что непригодно для
малого числа делений, или на промежуточном
вале, от которого движение передаётся к по-
воротной части через одну или две пары на-
Фиг. 65. Агрегат для привода делительно-поворотного
барабана: 1 и 2—сменные шестерни для изменения ско-
рости поворота; 3 — тормозной шкив для ленточного тор-
моза с освобождением электромагнитом; 4 — ролик маль-
тийского механизма; 5 — секторы; 6 - выходной вал, не-
сущий также кулачок 7 для управления конечными пере-
ключателями.
строечных зубчатых колёс (фиг. 67) для воз-
можности настройки на любое число делений.
Приводы с зубчатыми механизмами от
ротативных гидро- или электродвигателей
(фиг. 69) дают более высокую среднюю ско-
рость перемещения на 1 шаг, что важно при
Угол поборото кулачкового вала
Фиг. 66. График работы стола по фиг. 67.
кратковременных циклах работы и малом числе
делений. Применение их связано с необхо-
димостью использования сложных устройств
для снижения до нуля числа оборотов мотора
или с получением удара в момент фиксации
при доводке с реверсированием вращения.
Приводы с храповыми механизмами и дви-
гателями для возвратно-поступательного дви-
жения— электромагнитами (при малых уси-
лиях), поршневыми или однолопаточными
гидромоторами (фиг. 70 и 71) также связаны
с затруднениями в торможении поворотной
части перед фиксацией.
Храповые механизмы для поворота приме-
няются: фрикционно-роликовые, встроенные
. в колесо шестерённо-реечного механизма
(фиг. 70), и с собачкой, проскальзывающей
при реверсе, по храповому или ролико-цевоч-
ному колесу.
Фиксация поворотной части после деления
производится одинарная или двойная- с выбор-
кой зазоров на фиксаторе и оси вращения,
применяющаяся при наличии значительного
переменного крутящего момента на поворот-
ной части и при требованиях особо высокой
точности деления. Чаще применяются: а) осе-
вые цилиндрические срезанные по бокам и
конические фиксаторы, реже: б) радиальные
плоские клиновые и призматические (ползун-
ковые и качающиеся) или конические.
Фиксаторы заводятся в гнёзда:
1) вручную: цилиндрические для одинар-
ной фиксации (фиг. 53 и 72), конические —
для натяга (фиг. 64);
2) автоматически: а) пружиной или
грузом при подводе гнезда — конические
(обычно осевые) для предварительной (фиг. 64)
или одинарной фиксации (фиг. 67), цилиндри-
ческие — при одностороннем гнезде для двой-
ной фиксации и двух делительных дисках;
б) механической силой — при движении са-
лазок—цилиндрические осевые для оконча-
тельной фиксации, поршнем или толкателем
кулачка — цилиндрические, конические ра-
диальные натяжные фиксаторы.
Фиксаторы отводятся: а) вручную или нож-
ной педалью в ручных поворотных устрой-
ствах, б) механически — электромагнитом, ку-
лачком, поршнем, реже пружиной — в автома-
тических устройствах.
Движения фиксатора, вводимого пружиной,
блокируются обычно конечным переключате-
лем, замыкающим цепь пуска станка при вве-
дённом фиксаторе.
В точных делительно-поворотных устрой-
ствах ошибка деления составляет не бо-
лее ± E-г-Ю) угловых секунд.
Для облегчения поворота тяжёлых столов
последние: а) устанавливаются на подпятни-
ках качения или частично уравновешиваются
подпятником или центральной пружиной,
однако это несколько снижает жёсткость
фиксации; б) приподнимаются на 0,2—0,4 мм
перед поворотом системой рычагов, педалью,
кулачком или давлением масла и после фик-
сации опускаются, что обеспечивает их непо-
движность во время обработки.
При наличии значительного опрокидываю-
щего момента поворотная часть притягивается
к основанию или боковой опоре: а) 2—3 вин-
тами или тягами, входящими в Т-образный
паз или поджимающими фрикционный диск,
или б) поворотом эксцентричных роликов в
пазу, или в) стягивающимся хомутом — вруч-
ную, от кулачка, пружиной, поршнями или
однолопаточными гидромоторами. Для работы
с охлаждением механизмы поворотных
ГЛ. XII]
ТРАНСПОРТНЫЕ УСТРОЙСТВА ДЛЯ ЗАГОТОВОК
649
устройств должны быть тщательно защищены
от попадания в них жидкости.
Поворотные устройства осевые устана-
вливаются перед станком для межоперацион-
ного ручного или автоматического поворота
заготовки вокруг её горизонтальной или вер-
но с одной рабочей позиции станка на сле-
дующие и возвращения их к месту загрузки.
Направляющие для этих столов обычно
применяются нормализованные для салазок,
осуществляющих рабочую подачу. Столы пе-
ремещаются: а) вручную (фиг. 75), б) меха-
поЙВ
Вид по стрелке N
Фиг. 67. Автоматический делительно-поворотный стол 0 1000 A250) мм (завода им. Орджоникидзе): / — сменные
шестерни для изменения скорости поворота; 2— реле скорости для торможения двигателя (выключения на ма-
лой скорости после реверса его конечным переключателем 3); 4— два ролика мальтийского механизма; 5 6—
сменные шестерни настройки на число делений Bi + 2a—126); 7— фиксирующие втулки по числу делений; 8 — кониче-
ский фиксатор, вводится пружиной, выводится рычажком 9 от кулачка 10, несущего два кулачка 11, воздей-
ствующих на переключатель 3; 12 — закалённый цилиндрический сухарь, приподнимающий перед поворотом стол
на 0,2—0,3 мм при вращении вала с помощью детали 13 с двумя торцевыми выступами, 14 — ролик одного из двух
устройств, прижимающих стол к основанию после фиксации, заклиниваемый пружинами и отводимый кулачком /5;
16 — хвостовик для ручного вращения стола.
тикальной оси при проведении обработки дру-
гой стороны заготовки.
Выполняются в виде поворотных столов
(фиг. 73), поворотных пустотелых барабанов —
клеток (фиг. 74) или качающихся рам с
установочными приспособлениями (например,
при обработке V-образных блоков цилин-
дров).
Подвижные делительные столы служат
для циклического прямолинейного перемеще-
ния заготовок (инструментов) последователь-
нически — электродвигателем через винтовую
(фиг. 76), реечную, кулачковую или кривошип-
ную передачу, гидромотором (фиг. 77, 78),
пневмомотором (фиг. 79) или от движения
рабочего органа.
Для уменьшения силы ударов и повыше-
ния точности фиксации скорость при подводе
к месту фиксации снижается плавно вводи-
мым сопротивлением — пружинным, гидравли-
ческим (фиг. 80) или иным способом пони-
жения скорости двигателя и поддерживается
650
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
по ДВ
Фильтр
Фиг. 68. Шестипозиционный кольцевой делительно-поворотный стол 0 2500 мм для станка с центральной ко-
лонной: 1 —центрирующая цапфа; 2 — шарикоподпятник; 3 — поворотная часть с закрылками 4 для выноса стружки
и с привёрнутыми сборными секторами 5 мальтийского креста; 6 — ролик кривошипа; 7 — сегмент, запирающий
мальтийский крест; 8 - кулачок, перемещающий цилиндрический фиксаторе стола; 10 — базы, которыми стол
устанавливается на шести опорных роликах 11, регулируемых по высоте поворотом эксцентричных осей; 12—диск
с Т-образным пазом для упоров, воздействующих на конечные переключатели (выключающий двигатель
и исходный); 13 — электромагнитный тормоз двигателя; 14 —насос для смазки.
ГЛ, XII]
ТРАНСПОРТНЫЕ УСТРОЙСТВА ДЛЯ ЗАГОТОВОК
651
Фиг. 69. Схема привода делительно-поворотного стола с
фиксацией при реверсе двигателя: 1 — червячный вал,
смещающийся при включении двигателя вправо до упо-
ра бортом в подшипник 2 и освобождающий при этом
хомут 3. после чего вращается приводная шестерня 4,
пока фиксатор 5 западёт в гнездо; 6 — конечный пере-
ключатель, реверсирующий двигатель при западании фи-
ксатора, что вызывает натяг на фиксаторе» смещение ва-
ла / влево (следовательно, затягивание хомута 3 пружи-
ной) и выключение двигателя конечным переключателем 7.
Фиг. 72. Двухсторонний расточной станок с поворотным
барабаном для расточки балансиров трактора: / — уравно-
вешенное откидное загрузочное устройство для перемеще-
ния заготовки с рольганга на позицию 2 приспособления;
3 — ручной фиксатор, отводимый рукояткой 4; 5—ру-
коятка для выведения торцевого зажимного ключа, вра-
щаемого электродвигателем в правой стойке: 6 — панель
гидроуправления со встроенными в головку (в масло) элек-
тромагнитами управления.
nouBCDEF
Фиг. 70. Схема гидропривода делительно-поворотного
стола: 1 — насос, подающий при включении масло для вы-
ведения фиксатора 2, пока поршень откроет через окно 3
путь маслу в цилиндры^, прижимавшие стол к базе;5 - под-
порный клапан, переключающий после повышения да-
вления золотник 6 вправо, для подачи масла в цилиндр
7 слева; 8— ныряло с рейкой, вращающей через шестерни с
фрикционно-роликовой муфтой9 и две настроечные шестер-
ни, стол 10 (приподнимающийся цилиндром //), пока в кон-
це хода с торможением веретеном 12 повышение давления
через клапан 5 переключит золотник 13 вправо и ныряло 8
возвратится влево, что вызовет возвращение золотника б
влево и подачу масла в цилиндр 2 для фиксации, а затем
| через окно 14 в зажимные цилиндры 4, повышение давле-л
ния в которых позволяет клапану 5 переключить золот-
ник 13 влево, что через конечный переключатель 15 от-
ключает насос (через пусковой золотник с электрома-
гнитным приводом или останавливает двигатель).
по ДВ
Фиг. 71. Однолопаточный реверсивный гидромотор.
Фиг. 73. Делительно-
поворотиый стол для
вращения изделия во-
круг вертикальной цен-
тральной оси: / — стол
с направляющими планками для вводимой заготовки,
Т-образным круговым пазом для упоров управления и с
делительными пазами; 2 — качающийся фиксатор, вводи-
мый пружиной; 3 — червяк, приводимый аналогично
фиг. 74.
**"**¦»
фиг. 74. Делительно-новоротный барабан (клетка) для вращения изделия вокруг горизонтальной центральной оси: / — клетка с направляющими планками для вводи-
мой заготовки с бандажами 2 и 3, опирающимися на катки 4 и 5, и зубчатым колесом, вращаемым шестерней 6 с делительным пазом; 7 — качающийся фиксатор,
вводимый грузом и выводимый из паза электромагнитом 8; 9 — червяк, приводимый от двигателя через конусную перегрузочную муфту; 10 крыльчатка для смазки
передач; // — диск с упором управления; 12 и 13 — неподвижные направляющие планки для изделия.
ГЛ. XII]
ТРАНСПОРТНЫЕ УСТРОЙСТВА ДЛЯ ЗАГОТОВОК
653
по возможности постоянным давлением на
фиксатор или упор. Фиксация стола осуще-
ствляется заведением цилиндрического, реже
конусного фиксатора в гнездо стола или до-
ведением стола до мёртвого упора: а) непо-
движного— для крайних положений двухпо-
зиционного стола или б) выдвижного из на-
правляющей плиты или стола.
Фиксаторы перемещаются а) вручную,
б) механически при автоматическом цикле
работы станка. Движение фиксатора или упора
обычно блокируется конечным переключате-
лем, замыкающим цепь пуска станка
при выдвижении фиксатора или
упора.
В точных делительно-подвижных
столах ошибка деления составляет
обычно не более 0,02—0,03 мм. Для
облегчения перемещения столов, не-
сущих крупные детали в тяжёлых
установочных приспособлениях, столы уста-
навливаются на роликах или перемещаются
на направляющих качения и только в поло-
Фиг. 7Г. Подвижный стол (для двухпозиционного гори-
зонтального двухстороннего расточного станка) с ручным
и электромеханическим приводом: /—приводной вал,
получающий вращение от электродвигателя после выве-
дения фиксатора 2 и замыкания конечного переключа-
теля 3 рукояткой 4, до западания фиксатора в гнездо, что
ныключает двигатель; 5 — конечный переключатель,
также работающий при обратном ходе; 6 — червяк, рабо-
тающий с винтовой рейкой стола 7; 8 — штурвал для
ручной доводки ^ри необходимости).
Фиг. 75, Подвижный делительный стол на опорах каче-
ния (завода им. Ленина): 1 — круглые направляющие;
2 — опорные ролики; 3 — фиксатор стола; 4 — эксцентри-
ковый зажим стола; 5 — эксцентриковые опоры, при опу-
скании которых изделие садится на фиксаторы 6
Фиг. 77. Вертикальный одношпиндельный шестипозицион-
ный станок для отделочной расточки: / — подвижный де-
лительный стол, несущий приспособления; 2 — привод
стола; 3 — гидропривод салазок шпиндельной бабки с ди-
станционным управлением; 4 — направляющая опора;
о—маховик для установки резцов в заданное угловое поло-
жение; 6 и 7 — рукоятки для управления упорными
и фиксирующими штырями.
noKL
no.VW
фиг. 78. Подвижный стол для лвухпозиционного вертикального расточного станка с гидравлическим приводом:
/ — специальная направляющая плита, опирающаяся средней частью на основание станка; 2 — два мёртвых упора
в крайних положениях стола; 3 — запирающий фиксатор, сблокированный с конечным переключателем 4; 5 — само-
центрирующиеся тиски с ручным приводом для зажима изделий (гильз); 6 — хвостовики для рукоятки зажима;
7 — рукоятка фиксатора.
654
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
Фиг. 79. Двухпозиционный подъёмный стол для четырёхстороннего сверлильно-расточного станка: 1 — пневмати-
ческий цилиндр, перемещающий крестовый ползун 2 приспособления до верхних базовых поверхностей; 3 — под-
весные (к шпиндельной коробке) плиты с кондукторными втулками, входящими в направляющие втулки в ползуне;
4 — нижняя базовая поверхность для опоры ползуна с пневматическими обдувателями 5.
жении фиксации
опускаются на не-
подвижные опоры.
При наличии зна-
чительного опро-
кидывающего мо-
мента стол притя-
гивается к основа-
нию путем под-
жима направляю-
щих планок вин-
том или давлением
масла, а иногда
пластмассы.
При необходи-
мости обработки
заготовки в двух
позициях по вы-
соте применяются
подъёмные столы
(фиг. 79), иногда
с верхней поворот-
ной площадкой для
поворота на ней
заготовки перед
загрузкой её в
верхнюю позицию установочного приспособле-
ния (фиг. 57).
РЕЖУЩИЙ ИНСТРУМЕНТ
Вид режущего инструмента (однолезвий-
ный, многолезвийный, комбинированный) вы-
бирается в зависимости от требований к тех-
нологической последовательности, качеству
обработки и производительности. Необходимо
стремиться использовать нормализованный
инструмент, изготовляемый инструменталь-
ными заводами.
Обычно инструмент наибольшего диаметра
(из установленных в шпиндельной коробке)
определяет наибольшую величину минутной
подачи всей головки. В соответствии со зна-
чением этой минутной подачи обычно опре-
деляются режимы работы других инструмен-
тов и проверяется достаточность располагае-
мого усилия подачи. Чаще режим резания
на агрегатных станках подбирается занижен-
ным настолько, чтобы была обеспечена стой-
кость инструментов, позволяющая планомерно
заменять в нерабочее время даже лимитирую-
щие, затупленные инструменты. С повыше-
нием количества одновременно работающих
Фиг. 80. Тормозящий золотник:
/ —золотник с тормозным кону-
сом, перемещаемый рабочим
органом в конце хода; 2—ввод
к панели управления; 3 — вы-
ход к реверсивному золотнику
цилиндра рабочего органа;
4 —дренаж.
Фиг. 81. Расточная оправка с нижним направлением к
станку по фиг. 77 и контрольный прибор для точней
установки резцов: 1 — кольцо шпиндельной бабки, упи-
рающееся в изделие для получения точного размера глу-
бины подрезки; 2 — винты для точной установки резцог;
3 — вращающаяся направляющая втулка с зонтиком, за-
щищающим подшипники от стружки; 4— корпус кон-
трольного приспособления с призмой, опирающейся на
точную цилиндрическую поверхность оправки; 5 —изме-
рительные индикаторы.
ГЛ. XII]
УПРАВЛЕНИЕ
655
инструментов повышается требуемая стой-
кость.
Конструкция держателей и самого режу-
щего инструмента должна обеспечивать бы-
струю регулировку их на необходимый размер
и замену и свободный отход стружки в тре-
буемом направлении. При необходимости
используются перекосные приборы для бы-
строй регулировки инструмента (фиг. 81).
УПРАВЛЕНИЕ
Силовые головки после их пуска работают
обычно с самоуправлением. Большинство
команд на переключение основных или серво-
двигателей станка подается в функции пути
салазок, а при необходимости — также шпин-
делей, несущих инструменты (реже заготовки).
Каждое следующее по циклу движение со-
вершается после того, как управляющий дви-
жущийся орган, выполнив предыдущее, подал
команду. Наиболее часто применяется система
электроуправления. Для одновременного на-
чала рабочего цикла нескольких агрегатов
команда подаётся каким-либо датчиком, обычно
через промежуточное реле или делительно-
вращающийся командоаппарат (фиг. 82) на
электромагниты пусковых контакторов или
золотников, или непосредственно на двигатели
Фиг. 82. Командный аппарат электроуправления: / — про-
фильные шайбы из пластмассы, набираемые в необходи-
мом количестве на вал, приводимый периодически по по-
лучении команды; 2 — контактные элементы, собираемые
на рейках А, Б, В.
(при мощности их, не превышающей 2—3 кет).
В агрегатах с индивидуальным гидроприводом
двигатель привода насосов в течение цикла
обычно не выключается, и начало движения
осуществляется включением электромагнита
золотника или регулируемого насоса. Изме-
нение скорости или направления дальнейшего
движения осуществляется: а) кулачками или
упорами, переключающими золотники или ко-
нечные переключатели, воздействующие через
промежуточную и пусковую аппаратуру на
двигатели, б) кривой кулачка при кулачковом
приводе. Применение одного двигателя для
привода всех близко расположенных органов,
одновременно совершающих одинаковый цикл
движения (фиксаторов, прихватов, транспор-
тёров и т. д.), повышает надёжность работы
станков и уменьшает количество агрегатов
управления. -Ч
Во избежание аварий предусматривается
система блокировок движения органов, при-
водимых отдельными двигателями. Например,
в автоматизированных станках рабочий цикл
может начаться, если все салазки и шпин-
дели силовых головок, фиксирующие и зажим-
ные органы установочного и транспортного
устройств, находятся в исходном положении,
что контролируется непосредственно конечными
переключателями (иногда реле давления). Так-
же отжим заготовок и затем движение транс-
портёров может начаться лишь тогда, когда
силовые головки закончат цикл обработки и
вернутся в исходное положение. Зажим заго-
товки осуществляется после фиксации её на
позиции при правильном положении транспор-
Фиг. 83. Реле давления: / - подвод
давления; 2 — резьбовой стаканчик
для изменения давления, при кото-
ром поршень 3 воздействует на ко-
нечный переключатель 4; 5— слив-
ная линия.
тёра. При неполадке в зажимном устрой-
стве выключается привод подачи. Для рабо-
чих органов, работающих до упора, приме-
няется контроль их рабочего усилия* при ги-
дроприводе с помощью реле давления (фиг. 83).
или подпорного клапана (фиг. 70), а в при-
воде с электродвигателями—с помощью реле
тока. Для осуществления последовательности-
действия гидроцилиндров иногда они одновре-
менно играют роль золотников для перепуска
масла в следующий гидроцилиндр в конце
хода. Операции, требующие определённого-
времени, контролируются с помощью реле
времени (чаще пневматических или элек-
тронных).
Автоматизированные станки могут обычно
работать в трёх .режимах — автоматическом,
полуавтоматическом и наладочном, что осу-
ществляется с помощью пакетного или уни-
версального переключателя на пульте станка.
При автоматическом режиме после пуска
электродвигателя и нажима пусковой кнопки
станок работает непрерывно, если своевре-
менно устанавливаются заготовки, что даёт
команду на начало нового цикла. При полу-
автоматическом режиме после установки за-
готовки необходимо нажать кнопку предва-
рительного пуска, который осуществляется
автоматически по окончании обработки и воз-
вращении всех органов в исходное положение.
При наладочном режиме, после отключе-
ния пакетными переключателями на станке
двигателей всех рабочих органов кроме того
органа, который требует наладки, обеспечи-
вается возможность осуществления последней.
Цепи управления сложных станков обычно
питаются через понизительный трансформа-
656
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
тор на 127 в. Аппараты должны иметь срок
службы без ремонта не менее года.
Целесообразно аппаратуру узлового элек-
троуправления встраивать в нишах станка; ап-
паратуру, увязывающую работу силовых голо-
вок и других агрегатов,—в центральный шкаф.
На автоматической линии станков (см.
стр. 657) с индивидуальными транспортными
устройствами на станках обеспечивается не-
зависимая работа каждого станка, а также
связанная системой управления. Транспортёр
каждого предыдущего станка передаёт заго-
товку на загрузочную позицию последующего
станка, если тот закончил цикл обработки.
Автоматический пуск каждого станка произ-
водится конечным переключателем, замыкае-
мым после установки заготовки; первоначаль-
Вид по стрелке N
/г- Ю
noLM
Фиг. 84. Центральный пульт электроуправления автома-
тической линии по фиг. 93: / — универсальные переклю-
чатели для установки /, //, III, IV участков линии в по-
ложение наладки или автоматической работы; 2 — уни-
версальный переключатель для выключения /, II или ///
и IV участков; 3 — панель кнопочного управления;4— си-
гнальные лампы указывающие mjcto случившейся не-
поладки; 5 -- искатель повреждения системы инж.
П. И. Стрельникова с прозрачной шкалой 6 с нанесён-
ными номерами подсоединённых к ламелям контактного
диска 7 аппаратов и с подвижным контактом 8; 9,
10 - осветительные лампы.
ный предварительный пуск всех станков обыч-
но производится наладчиком последовательным
нажимом кнопок предварительного пуска.
На автоматических линиях с единым транс-
портёром увязка работы отдельных органов
осуществляется с помощью центрального узла
аппаратов, получающих сигналы от рабочих
органов станков, например, о нахождении их
в исходном положении и о том, что они сме-
щались с него в предыдущем цикле, и даю-
щих общую команду на станки, например
после возвращения транспортёра в исходное
положение. При остановке какого-либо органа
станка из-за аварии в исходном или проме-
жуточном положении центральный узел не
даёт команды на перемещение транспортёра,
и линия останавливается. Для облегчения
устранения неполадок применяются специаль-
ные реле, сигналы и искатели повреждений.
При неполадке реле времени, перезаряжаю-
щееся от движения какого-либо органа, на-
пример, транспортёра, не получив от него
команды в установленный на реле срок, под-
готовляет цепи для включения промежуточных
аварийных реле на всех станках, из которых
сработает реле аварийного станка, включаю-
щее обычно световой сигнал на станке или
на центральном пульте управления. Новый
пуск линии делается невозможным до устра-
нения неполадки, приведения органов станков
в исходное положение и нажима специальной
кнопки „предварительный пуск". Искатель
повреждений, представляющий собой много-
точечный переключатель, к ламелям которого
подведены концы проводов, идущих от основ-
ных управляющих аппаратов (конечных пере-
ключателей и т. п.), при вращении его зажи-
ганием лампы указывает аварийный аппарат.
Искатель повреждений устанавливается на
центральном пульте (фиг. 84), или в шкафу
центрального узла аппаратов, или на пульте
каждого станка.
АВТОМАТИЧЕСКИЕ ЛИНИИ СТАНКОВ
Автоматическими называются конвейерные
поточные линии станков, в которых начатая
обработка заготовок может происходить без
участия рабочей силы, под контролем налад-
чиков.
Назначение. Такие линии станков про-
ектируются для массового изготовления тре-
бующих последовательной обработки изде-
лий— устойчивых по конструкции, приспо-
собленных для закрепления без индивидуальной
выверки их положения и для удобного транс-
порта.
Технологическая подготовка. Конструк-
ция изделий должна соответствовать требо-
ваниям ритмичной обработки. Должны быть
обеспечены:
1) приблизительно равное время выполне-
ния отдельных операций;
2) плоскости, цилиндрические и другие по-
верхности по возможности одной высоты,
глубины, диаметра, направления и точности;
3) удобная база на заготовках для уста-
новки и фиксации их на позициях, например,
в виде обработанной плоской поверхности и
двух перпендикулярных к ней цилиндрических
отверстий или цапф, плоскостей и т. д:
В процессе обработки заготовок целесо-
образно иметь наименьшее количество пере-
становок и перезажимов, однако последние
необходимы перед чистовой обработкой точ-
ных поверхностей. Последовательность опе-
раций определяется с учётом деформаций и
других изменений изделий в обработке. По-
верхности, которые могут выполняться на от-
дельных станках и группе их, при опреде-
лённом положении изделий, одновременно
определяются по маршрутной карте обработки.
Операций, связанных с применением очень
сложного комбинированного инструмента, из-
бегают. Их разделяют на более простые
с возможно равномерной стойкостью инстру-
ментов, которую экономично иметь кратной
периоду работы между перерывами (обычно
4 часа), для замены в них затупленных ин-
струментов. Целесообразно обработку двух
(особенно противоположных) сторон изделий
производить на одном сдвоенном станке
ГЛ. XII]
АВТОМАТИЧЕСКИЕ ЛИНИИ СТАНКОВ
657
(фиг. 85) и группировать в виде последова-
тельных операций с одинаковым положением
изделий.
Транспорт изделий. Перемещение изделий
с позиции на следующую позицию или со
станка на станок производится чаще всего
периодически. При работе без неопределён-
изводительности отдельных станков относятся
ко времени обработки не одного изделия, а
количества изделий, вмещающихся в бункере.
В этом случае ритм работы транспортных
устройств на отдельных станках, а также пе-
рерыв в работе требуют меньшей синхрони-
зации. Построение автоматической линии стан-
8 Я 7 6
Фиг. 85. Двухсторонний двухпозиционный резьбонарезной станок из линии для обработки торцов блока цилиндров:
/ — приспособление (см. фиг. 50); 2 и 3 — резьбонарезные силовые головки (см. фиг. 39); кулачки электроуправле-
ния; 4 — „останов первой позиции", 5—«реверс"; 6 — „останов второй позиции"; 7—„реверс в конце обра-
ботки"; 8 — „зафиксировано"; 9 — „фиксаторы выведены".
ного межоперационного задела на участке
линии транспорт осуществляется при одном
общем транспортирующем устройстве одно-
временно всех изделий после окончания их
обработки на всех позициях или станках, а при
индивидуальных транспортных устройствах
на каждом станке — одновременно или после-
довательно, начиная с последней позиции по
мере окончания обработки. При обработке
мелких изделий с межоперационным заделом
в бункерах требования к равномерности про-
ков упрощается, если может быть применён
общий транспортёр, одновременно перестана-
вливающий изделия на всех станциях участка
линии, расположенных с постоянным (или
кратным) шагом. При этом операция с наи-
большим временем выполнения определяет
время цикла работы всей линии. Наиболее
просто, точно и экономично осуществляются
линии со сквозным (поперечным) транспор-
том изделий через станки: а) круговым с по-
мощью делительно-поворотного транспортного
Загрузка \ [ ,
Издежс ~~т~ iSx—[
по CD. ! _
Фиг. ?6. Штанговый транспортёр с храповыми захватами (завода „Станкоконструкция"): 1 — сборная из секций
штанга с откидывающимися собственным весом и пружинками - захватами — собачками 2, перемещающими за-
готовки по направляющим планкам при ходе поршня вправо на длину шага между позициями и проскальзы-
вающими под заготовками при обратном ходе; 3 — кронштейны с поддерживающими штангу / роликами;
4 — салазки, ведущие штангу; 5 — дроссели для торможения поршня в конце хода.
42 Том 9
658
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
устройства и 6) прямолинейным с помощью
возвратно-поступательно движущейся штанги с
захватами, расположенными на расстоянии
шага позиций и сдвигающими по рельсам из-
пайВ
Код для поборота^
Фиг. 87. Устройство для поворота захватов тяговой
штанги транспортёра: 1 — ведущая часть штока цилиндра
с роликом, входящим в винтовой паз вертушки 2, пово-
рачивающая штангу при ходе влево, пока пружинная
шпонка 3, упирающаяся в кольцо 4, не попадёт в его паз.
а при ходе вправо — пока прошедшая через кольцо с па-
зом 5 пружинная шпонка 6 при реверсе штанги своим
правым торцом не придёт к его пазу, повернув все за-
хваты 7 штанги; 8— предохранительный срезной штифт.
делня (если они устойчивы и не очень легки)
и проскальзывающими под ними (фиг. 86),
или откидывающимися в сторону (фиг. 87)
при возвращении штанги в исходное положе-
ние.
Привод перемещения штанги чаще осуще-
ствляется: при ходе до 200 мм кулачковым
механизмом, при ходе до 700 мм кривошип-
но-шатунным, обычно кулисным, механизмом
(фиг. 88), при большом ходе гидроцилиндром
(фиг. 89), реже реверсивным шестерённо-рееч-
ным, винтовым или цепным механизмами.
Транспорт несколько усложняется и точ-
ность координации заготовок на позициях не-
сколько снижается при необходимости устана-
вливать и зажимать неустойчивые изделия
(фиг. 90) на платформах, которые должны быть
возвращены на загрузочную позицию. Для
возврата платформ требуется: движение их
транспортёрами далее по замкнутой траекто-
рии— прямоугольнику, треугольнику и т. п.—
или отдельный подвесной или иной конвейер.
Наиболее просто такое движение осущест-
вляется замкнутым цепным транспортёром,
несущим платформы на звеньях, но при этом
из-за износа шарниров цепи затрудняется
Фиг. 88. Кулисный привод штангового транспортёра (завода „Станкоконструкция"): / — салазки, ведущие одну
или две штанги; 2 — поводок, качающий кулису; 3 — срезной штифт, предохраняющий от аварии; 4, 5, 6— ко-
нечные переключатели (включающий фиксацию, выключающий двигатель и исходный).
фиксирование платформ на позициях. Обычно
требуется большое количество платформ на
обратной ветви. Движение по правильному
прямоугольнику и треугольнику может быть
осуществлено почти без работающих вхоло-
стую платформ, но требует применения до-
полнительных транспортёров в горизонтальной
плоскости, или подъёмных и опускных столов,
или поворотных перегружателей, склизов
и т. п. в вертикальной плоскости.
Также осложнённым и более длительным
является фронтальный транспорт изделий —
передний, задний, верхний (над станками),
нижний, когда, кроме перемещения изделий
or станка к станку, требуются дополнитель-
ные поперечные движения для заведения их
в рабочую зону станков и вывода из неё
(фиг. 91).
Обычно неэкономичным является создание
автоматических линий из разнородных универ-
сальных станков, имеющих различные системы
привода и управления, не приспособленных
для какого-либо определённого метода уста-
новки и закрепления заготовок и направления
Фиг. 89. Схема гидропривода реверсивного движения
штангового транспортёра с торможением в конце хода:
/ — диференциальный поршень с торможением в начале
и конце хода; 2 — передняя полость цилиндра, соединяю-
щаяся через реверсивный золотник 3 при включённом
электромагните хода вперёд 4, с задней полостью для
движения поршня вперёд с той же скоростью, как и на-
зад; 5 — электромагнит хода назад; 6 — переливной дифе-
ренциальный клапан, открываемый регулируемым предо-
хранительным клапаном 7; S — золотник, разгружающий
насос по окончании отвода штанги упором 9 и заряжаю-
щийся при ходе вперёд кулачком 10; 11 — реле давле-
ния, включающее при ~ 20 ати конечным переключа-
телем 12 электромагнит зажима при ходе штанги вперёд
до мёртвого упора; 31 — насос C2 л!мин); 14 — манометр.
ГЛ. XII)
АВТОМАТИЧЕСКИЕ ЛИНИИ СТАНКОВ
659
их транспорта, с применением индивидуальных
(в силу необходимости) перегрузчикрв или
сложных универсальных „роботов", заменяю-
щих человека. Наоборот, создание автоматизи-
рованных станков широкого назначения, при-
годных для независимой полуавтоматической
или автоматической работы и для
встройки в автоматические линии
(фиг. 92), расширяет область эконо-
мичного применения последних. Ли-
нии из таких станков являются бо-
лее универсальными и при постоян-
ном расстоянии между серединами
станков при необходимости могут
быть без особых затруднений пере-
строены.
Общее количество одновременно
работающих на всех станциях линии
простых инструментов в настоящее
время практически не ограничивается
и в некоторых линиях превышает
300. Общее количество рабочих стан-
ций линии определяется необходи-
мым количеством технологических
переходов и обычно ещё не превос-
ходит 20 в связи с увеличенным коэ-
фициентом простоя автоматической
линии по сравнению с поточной ли-
нией из таких же, но не связанных
Фиг. 90. Делительно-прямолинейно движущаяся платформа (каретка)
для изделия: 1 — платформа (каретка) с зажимными устройствами,
перемещаемая на роликах 2 по плоской и призматической направляю-
щим планкам 3 и 4 сборной штангой 5 за храповую подпружинен-
ную собачку 6, с большой скоростью (до 25 ммин) и малой (~4л/лн«)
в начале и конце хода; 7 — упор на каретке, утепляющийся в конце
хода и пружинно-запирающийся после подхода к выдвигаемому пне-
вмоцилиндром упору 8; 9 — пружины, прижимающие к направляющим
клиньями 10 и тягами с гайками 11 каретки, опущенные роликами во
впадины; 12 — пневмоцилиндры отжима кареток; 13 и 14 — подводы
воздуха для обдувки от стружки упора и направляющих.
по ДВ
Фиг. 91. Схема верхнего транспортёра с поперечным заведением и выведением заготовок в станки: / — стойки
транспортного устройства; 2 — гидравлический (или пневматический) цилиндр, вращающий через реечно-шесте-
рённый механизм вал 3, производящий подъём или опускание направляющих рельсов 4. по которым цилин-
дром 5 перемещается катучая балка 6 с пружинными или гидравлически действующими захватами заготовок 7.
660
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
общим транспортёром индивидуальных станков.
Изготовление и эксплоатация автоматических
линий из станков с индивидуальными транс-
портными устройствами несколько усложня-
ются и удорожаются. Экономичнее длинные ли-
нии станков составлять из нескольких автомати-
щим рельсам, лоткам (имеющие опорные пло-
скости, цилиндрические тела), целесообразно
не устанавливать в крепёжные приспособления
на платформах и перезажимать на каждой
станции. Изделия, неудобные для такого транс-
порта, необходимо транспортировать на плат-
Фиг. 92. Участок автоматической линии станков широкого назначения для обработки валов (завод „Станкокон-
струкция"): / — магазин; 2 — торцефрезерный станок; 3 — центровальный; 4 и 5 — токарные многорезцовые;
6 — контрольный автомат; 7—штанговый транспортёр; 5—лоток для изделий; 9 — вал для поперечного пере-
мещения изделий захватами 10.
зированных участков с общим темпом работы и
с числом рабочих позиций не более 10 в каждом,
связываемых транспортёрами и управлением
в единую систему и приспособленных для не-
зависимой работы из „задела" при простое
какого-либо участка (фиг. 93, 94). Изделия,
удобные для транспортировки по направляю-
JtJ гп
формах, снабжённых крепёжными приспо-
соблениями, точно фиксируемыми и зажимае-
мыми на станциях, методами, аналогичными
зажиму изделия.
Последний вид транспортных устройств
хотя и вносит некоторое снижение точности
положения изделий на станциях, является,
однако, более универ-
сальным.
В автоматических ли-
ниях часто автоматизи-
руются также межопера-
ционный поворот заго-
Фиг. 93. Первый из четырёх участков 39-позиционной 351-шпиндельной автоматической линии завода „Станкокон-
струкция" из 10 двухсторонних и двух односторонних агрегатных станков для сверления, расточки и нарезания
отверстий в блоке цилиндров тяжёлого грузового автомобиля, включающий 12 позиций для обработки, 4 — для
контроля, 3 —для поворачивания, 18 —промежуточных, 1—для загрузки и 1—для разгрузки. Мощность 34 электро-
двигателей линии 111 кет, занимаемая площадь 32,5x3,8 м1; 1 — центральный пульт управления линии;
2, 3, 4, 5 - вертикально-горизонтальные и вертикально-наклонный станки с общим числом шпинделей 112;
6—контрольное устройство для отверстий; 7—поворотный барабан; 8 — общий гидропривод фиксирующих и зажим-
ных устройств; 9 — гидропривод штангового транспортёра и контрольного устройства участка; 10—ленточный транс-
портир для стружки (общий для всей линии).
ГЛ. XII]
АВТОМАТИЧЕСКИЕ ЛИНИИ СТАНКОВ
661
товки (фиг. 73; 74), уда-
ление стружки Смыванием,
обдувом (фиг. 95), опрокиды-
ванием заготовок (фиг. 74),
>' 19 20 2
If 12
16 17
Фиг. 94. Горизонтально-вертикальный станок из линии по фиг.93: / — основа-
ние с окном 2 для прохода ленточного транспортёра для стружки; 3 — пульт
наладочного электроуправления; кнопки: 4 — „зажим;, 5— «вперёд", 6— „пуск
двигателей", 7 — „отжим", 8 —„отвод головки", 9- „стоп"; 10 — панель элек-
троуправления с конечными переключателями; упоры: 11 — „отвод после
выдержки"; 12 — „исходный"; 13— панель гидроуправления; упоры: 14 - ,.стоп",
15 — „включение рабочей подачи"; 16 — клапан; 17 — упор для смазки напра-
вляющих; 18 — панель электроконтроля перемещения фиксаторов; упоры: 19—
„блокировка хода вперёд", 20 — „блокировка подачи изделия"; 21 — „мертвый
упор"; 22—смазочный насос для приспособления; 23 — насос для смазки
шпиндельной коробки и силовой головки; 24 — маслораспределитель.
Фиг. 95. Устройство для очистки и
смазки метчиков (завода „Станко-
конструкция"): 1 — дозирующий ре-
зервуар, подающий при отводе мет-
чиков посредством электромагнита
2 и золотника 3 смазывающую
эмульсию; 4 и 5 — подвод и отвод
сжатого воздуха.
устройством проходящих
вдоль линии станков транс-
портёров шнековых (фиг.
96), скребковых и кольцевых
лопаточных (фиг. 68) для
стальной стружки и ленточ-
ных (фиг. 93) или вибрирую-
. щих лотковых для сыпучей;
охлаждение из центрального
Фиг. 96. Винтовой и скребковый транспортёры для удаления стружки из станков: 1 — приводной редуктор; 2—сварной
сборный винт; 3 — ведущий шкив для ленты с прикреплёнными скребками 4, выносящими стружку через окно 5 короба
в тележку.
662
АГРЕГАТНЫЕ СТАНКИ И АВТОМАТИЧЕСКИЕ ЛИНИИ
[РАЗД. IV
резервуара от центральной насосной станции;
смазка от местных или центральной станций;
контроль размеров (фиг. 97) и т. д. Создаются
комплексные автоматические линии установок
для выполнения всех операций производствен-
ного процесса изготовления изделия. В неко-
торых удовлетворительно спроектированных и
построенных линиях станков среднее время
резания на всех операциях на линии составляет
не менее 50°/0 располагаемого фонда времени
и вспомогательное время — не более 40%. Про-
детой составляют: из-за случайных поломок.
тромагнитов « 2,2; конечных переключате-
лейяа4—5, пакетных переключателей « 1—2,
кнопок яа 3; общее количество работающих кон-
тактов « 35; длина проводов 300—600 м.
Для правильной разбивки всех составляю-
щих элементов цикла во времени целесо-
образно построение цикловой диаграммы. Дли-
тельность единичного цикла
„ 60/*]
Тмин = —^'мин.,
где Z — требуемое количество изделий в час;
Вид по стрелке Q поЛВ 15-
12
Фиг. 97. Контрольное устройство для проверки отверстий под резьбу (завода „Станкоконструкция"): 1 —направляю-
щие планки для изделия; 2 — рычажок, поджимаемый грузом, воздействующий при установке изделия наконечный
переключатель 3, позволяющий подать масло под плунжеры 4 и 5, перемещающие горизонтальную каретку 6 и
поперечину 7 на скалках 8, несущие щиты 9 и 10 с контролирующими штифтами И; 12—исходные конечные
переключатели; 13—конечные переключатели, подготовляющие при правильных отверстиях реверс, который про-
исходит от реле давления (при «~ 5 ати); при отсутствии в переключателях контакта реле включает^ сигнальную
лампу; 14 — скалки, направляющие каретку 6; 15 — грузы, отводящие каретку 6 и поперечину 7.
преждевременного износа инструментов (кроме
сменяемых в перерывы) — не более 3%, из-за
неисправности гидро- и электрооборудования —
5%, прочего оборудования — 5%, очистки от
стружки — 1%. Для снижения времени про-
стоя— из-за поломок, износа и неполадок —
необходимо иметь на линии наименьшее коли-
чество разнотипного и быстро изнашивающе-
гося оборудования, изнашиваемые элементы
оборудования и инструменты должны быть
быстросменными или регулирующимися. Необ-
ходимо стремиться к снижению количества
электрооборудования. В существующих линиях
на один ротативный электродвигатель прихо-
дится ориентировочно электромагнитных пу-
скателей ~ 1,1; реле промежуточных, давле-
ния, времени « 2—5 (меньше при исполь-
зовании барабанных командоаппаратов); элек-
г, — коэфициент использования линии, прини-
маемый обычно 0,8; i — количество обрабаты-
ваемых изделий на одной позиции. Для сред-
них и крупных агрегатных станков обычно
Тмин = 0,4-f-3 мин. Действительное время
цикла на станках с гидроподачей колеблется
в пределах ^ 6%.
Общая длительность обработки на линии
То = (m + t) TMUH,
где m и t — число рабочих и промежуточных
позиций в линии. Средняя скорость „потока"
v = S : Тмин м'мин,
где 5 — шаг транспортёра в м. При штанговом
транспортёре: длина линии! яз (m -\-t -j- 1) S-i,
число заготовок на линии Z = (т -\-t-\-\) i,
где i — число заготовок на одной позиции.
ЛИТЕРАТУРА И ИСТОЧНИКИ
Дикушин В. И., Стандартные сверлильные головки,
„Станки и инструмент" JV» 2, 3 и 4, 1936.
Дикушин В. И., Советские агрегатные станки,
„Станки и инструмент" № 21 и 23, 1937.
Зузанов Г. И., Агрегатные станки, Машгиз, 1948.
Э р п ш е р Ю. Б., Автоматические линии для обработки
крупных деталей, „Станки и инструмент" № 10, 11,
12, 1946.
Глава XIII
ИСПЫТАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
ВВЕДЕНИЕ
Производственные (приёмочные) испы-
тания производятся при приёмке нового
или отремонтированного станка для про-
верки качества изготовления станка, его
производительности и качества обработки.
Лабораторные испытания проводятся для
определения производственных характери-
стик и анализа работы конструкции новых
моделей станков или станков, находящихся
в серийном производстве, с целью усовершен-
ствования.
Производственные (приёмоч-
ные) испытания станков имеют целью:
а) испытание станка на холостом ходу, про-
верку работы механизмов и паспортных дан-
ных; б) проверку геометрической точности
станка; в) испытание станка в работе и опре-
деление его производительности; г) проверку
чистоты поверхности и точности обработан-
ных на станке изделий.
Лабораторные испытания стан-
ков имеют целью: а) экспериментальную
оценку расчётных нормативов; б) изыскание
способов повышения производительности и
других эксплоатационных качеств станка;
в) рациональный выбор материала и обра-
ботки деталей станка; г) подбор данных для
уточнения технических условий на станки
и установление методов производственных
испытаний.
В соответствии с этим лабораторные испы-
тания станков предусматривают: 1) проверку
геометрической точности станка и точности
обработки; 2) испытание жёсткости станка;
3) исследование вибраций станка; 4) энерге-
тическое испытание привода станка; 5) про-
верку работы электрооборудования станка;
б) проверку работы гидропривода и управле-
ния; 7) анализ и испытание системы смазки
и охлаждения; 8) испытание узлов станка;
9) исследование материалов деталей и вы-
явление быстро изнашивающихся деталей;
10) проверку достаточности автоматизации
и надёжности действия станка; 11) проверку
безопасности работы на станке; 12) уста-
новление производственной характеристики
станка; 13) оценку степени стандартизации
узлов и деталей станка.
Как правило, лабораторным испытаниям
станка должен предшествовать проверочный
расчёт станка.
МЕТОДЫ ПРОВЕДЕНИЯ ИСПЫТАНИЙ
Производственные испытания
Производственные испытания проводятся
в соответствии с „Общими техническими
условиями на изготовление и приёмку ме-
таллорежущих станков" [8].
Мощность, расходуемая в процессе реза-
ния, определяется посредством измерения
рабочих усилий и скоростей на инструменте
или изделии.
Определение коэфициента полезного дей-
ствия станка проводится на всех ступенях
скорости главного движения при полной мощ-
ности привода.
При статическом испытании на точность
проверяется правильность взаимного располо-
жения направляющих, столов, стоек, шпин-
делей и определяется погрешность механиз-
мов и деталей, непосредственно влияющих
на точность обработки (ходовые винты, дели-
тельные устройства и т. п.).
П р ячм олинейность направляю-
щих проверяется определением угловых или
линейных отклонений от эталонной прямой.
Проверка прямолинейности горизонталь-
ных направляющих производится посредством:
а) уровня с ценой делений 0,02—0,04 мм на
1 м длины; б) коллиматора; при изменении
углового положения коллиматора изображе-
ние двух нитей на экране смещается; точ-
ность измерения в производственных усло-
виях достигает 0,02—0,04 мм на длине 1 м
при длине измерения до 30—40 м; в) авто-
коллиматора; при изменении углового поло-
жения плоского зеркала отражённое изобра-
жение нитей смещается, характеризуя двой-
ную величину отклонения зеркала от пер-
пендикулярности к оси автоколлиматора.
При использовании оптических приборов
следует поддерживать постоянную темпера-
туру и спокойное состояние воздуха в поме-
щении. В производственных условиях точ-
ность измерения оптическими средствами
обычно в 2—3 раза ниже их теоретической
точности.
Проверка прямолинейности может также
производиться по следам краски, оставлен-
ным на направляющих после прикладывания
линейки или плиты, смазанных тонким слоем
краски. Измерение абсолютной величины ли-
нейных отклонений при этом невозможно.
664
ИСПЫТАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
При учёте величины упругих деформаций
проверку по краске можно производить при
длине направляющих до 2—3 м.
При использовании эталонной линейки,
установленной на подкладках, расстояние
в разных точках между линейкой и поверх-
ностью направляющих определяется посред-
ством контрольно-концевых мер (плиток),
щупа или индикатора.
Эталонная линейка может быть заменена
струной (стальная рояльная проволока диа-
метром 0,1 мм), натянутой вдоль направляю-
щих; линейные отклонения от прямолиней-
ности фиксируются с помощью микроскопа,
установленного на мостике.
При проверке V-образных направляющих
их можно использовать в качестве сосудов
для получения контрольного уровня жидкости.
На мостике устанавливается микрометр, рас-
стояние которого от уровня воды по мере
передвижения вдоль направляющих опреде-
ляется на-глаз или при помощи электриче-
ского контакта. В первом случае достигается
точность замера до 0,01—0,02 мм, во втором —
нескольких микрон.
Параллельность направляющих
проверяется путём сравнения их с эталоном
(на краску) или с помощью мостика, пере-
Методы измерений при испытании станков
ставляемого по одним направляющим, с за-
креплённым на нём индикатором, штифт кото-
рого упирается в другие направляющие.
Параллельность оси шпинделя
направляющих проверяется посредством за-
креплённого на мостике индикатора, штифт
которого скользит поочерёдно по двум обра-
зующим цилиндрической оправки, установлен-
ной в шпинделе.
Совпадение осей проверяется с по-
мошью закреплённого в шпинделе индика-
тора и оправки. Для этого индикатору сооб-
щается вращение, а штифт его скользит по
цилиндрической оправке или непосредственно
по поверхности отверстия вала или шпинделя.
При наличии сквозных отверстий в шпин-
делях могут быть применены оптические ме-
тоды измерения посредством коллиматора и
зрительной трубы, установленных непосред-
ственно в отверстии или в переходных
втулках.
Перпендикулярность осей про-
веряется посредством фланцевой оправки и
прокладок или посредством индикатора и ци-
линдрической оправки.
Методы измерений при проверке геометри-
ческой точности и других величин при испы-
тании станков приведены в табл. 1.
Таблица 1
Измеряемая величина | Метод измерения
Схема измерения
Тип датчиков Примечание
1. Относительное
расположение двух
деталей. Параллель-
ность
Перемещение стой-
ки с индикатором, ми-
ниметром или датчи-
ком
Шлифов, оправка
*~ \S^
Индуктив-
.. ный
Емкостный
Пневматиче-
ский
а)
5)
Метод б может
применяться для
контроля точно-
сти размера де-
тали
Перпендикулярность
шпинделя к плоско-
сти
Поворотом шпинде-
ля с индикатором,
миниметром или дат-
чиком, касающимся
контрольной линейки
или угольника
Соосность двух шпин-
делей
Поворотом и осевым
перемещением инди-
катора, миниметра
или датчика
Индуктивный
Ёмкостный
Совпадение шага
резьб двух винтов
Замером расхожде-
ния относительного
осевого положения
двух гаек, переме-
щающихся при вра-
щении кинематиче-
ски связанных вин-
тов (один обычно
эталонный)
Кинематическая
цепь должна обес-
печивать выполне-
ние равенства
2. Прямолинейность
и отсутствие изо-
гнутости (например
направляющих). Опре-
деляется по отклоне-
нию от эталона, во-
площающего прямую
линию
По контрольной ли-
нейке с промером за-
зора щупом (приме-
ним для контроля в
любой плоскости)
Контрольная линейка
По уровню жидко-
сти (для контроля в
вертикальной плоско-
сти)
Индикатор
касается поверх-
ности жидкости
Жолоб вдоль станины
гл. хин
МЕТОДЫ ПРОВЕДЕНИЯ ИСПЫТАНИЙ
665
Продолжение табл. 1
Измеряемая величина
Метод измерения
Схема измерения
Тип датчиков | Примечание
По контрольному
уровню (контроль
скрученности и изги-
ба в вертикальной
плоскости)
Скрученность
Прямолинейность в вертикаль-
ной плоскости
По натянутой струне
диаметром не более
0,1 мм и микроскопу
с крестом в поле зре-
ния
Микроскоп
/Струна
При помощи авто-
коллиматора и пере-
мещаемого зеркала
При помощи зри-
тельной трубы и пе-
ремещаемого колли-
матора
3. Деформация де-
тали
Растяжение Д
0,
где So—начальный за-
зоР; т
при Z=
Датчик, индикатор
или миниметр
Изгиб Д
Р13
1. Индуктив-
ный
2. Емкостный
с изменением
зазора между
пластинами
3. Ёмкостный
с изменением
площади пла-
стин конденса-
тора
4. Проволоч-
ный датчик
5. Танген-
циальный ём-
костный дат-
чик
Скручивание Д
Сдвиг
Mir
*GJO
при ?«¦ const
м
7777777777777777777,
При применении
метода частотной
модуляции и ка-
тодного осцилло-
графа верхний
предел частот при
ёмкостном датчи-
ке может быть
увеличен до
25 000 гц
Предельная ча-
стота в 1500 гц
устанавливается:
1) как 30°/0 от
несущей частоты
генератора; 2) как
предельная часто-
та, регистрируе-
мая без искаже-
ний шлейфовым
осциллографом
При необходи-
мости отличить
знак деформации
применяются схе-
мы с фазочувстви-
тельным выходом
4. Напряжение в
детали
Среднее аср
зср~еЕ.
Е— модуль упругости;
¦с-ТО.
G—модуль упругости
2-го рода
По п. 3
По п. 3
Масштаб пока-
заний прибора
1 при измерении
1 напряжений уста-
навливается та-
рированием непо-
средственно в еди-
ницах напряже-
ния
666
ИСПЫТАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Продолжение табл. 1
Измеряемая величина Метод измерения
Схема измерения
Тип датчиков
Примечание
На данном участке
поверхности де-
тали
Наклейка датчика в напра-
влении определяемого напря-
жения в данной точке де-
тали
1. Проволочный
2. Тангенциаль-
ный ёмкостный
Полное напряже-
ние в данной
точке детали
1. Проволочный
датчик
2. Тангенциаль-
ный ёмкостный
датчик
5- Усилия
Через деформацию
и напряжение
Растяжение
P=EF- e
Изгиб
Сдвиг
где к — коэфициент,
учитывающий неравно-
мерность распределе-
ния касательных напря-
жений
Применимы те же методы,
что для определения дефор-
маций и напряжений
Тарирование ве-
личины усилия в
зависимости от
деформации про-
изводится эмпи-
рическим путём
Непосредственно
универсальными
динамометрами
Мембранный
Датчик Подковообразный
или \Н
индикатор \
Кольцевой
1. Индуктивный
2. Ёмкостный
3. Пьезоэлектри-
ческий
4. Магнитострик-
ционный
5. Проволочный
Универсальные
динамометры ис-
пользуют упругие
свойства спе-
циальной детали
или самого дат-
чика
6. Момент
Изгибающий
М,
EJ
По п. 36
Те же, что в п. 3
где С определяется
начальной тариров-
кой
При необходи-
мости установле-
ния знака момен-
та необходимы
схемы с фазо-
чувствительным
выходом
Крутящий
По п. 3
С определяется на-
чальной тарировкой
кр
где Д — изменение на-
чального зазора 5
7. Число оборотов п
и угловые скорости
Непосредственно
По счётчику оборо-
тов и секундомеру
г—отсчёт счётчика;
t— время в сек.
Тахометр
ГЛ. XIII]
МЕТОДЫ ПРОВЕДЕНИЯ ИСПЫТАНИЙ
667
Продолжение табл. 1
Измеряемая величина [ Метод измерения
Схема измерения
Тип датчиков
Примечание
По напряжению та-
ходинамо
U—напряжение, ге-
нерируемое таходи-
намо
•_! г\ ._,
По импульсам тока
определяется угловая
скорость и равномер-
ность вращения
п=м об/мин;
N—число импульсов
в сек.; /—время
между двумя последо
ватэльными импульса-
ми в сек.; г—число
зубьев на венце
Датчик
Зубчатый
венец
Таходинамо
Индуктивный
датчик
8. Скорости линей-
ных перемещений vCp
Величина пере-
мещения значи-
тельна
Величина пере-
мещения до 100 мм
Величина пере-
мещения до 2 мм
По времени пр >-
хождения определён-
ных расстояний
L
vCp = — м'срк
,„ =6 мм
Конечные вы-
ключатели, се-
кундомер, инди-
каторные неоно-
вые лампы, ин-
дуктивные дат-
чики
Позволяет уста-
навливать сред-
ние скорости для
каждого интер-
вала
При помощи ёмко-
стных датчиков
Ёмкостный с из-
менением площа-
ди пластин
По методам опреде-
ления деформаций
По п. 3
9. Ускорения
Акселерографиче-
ский с применением
механического само-
писца или датчика
d-S
P
Электрическое ди-
ференцирование ско-
рости
. dv
J~kdF'
k—коэфициент мас-
штаба
Датчики 5,6
1. Индуктивные
2. Ёмкостные
3. Магнито-
стрикционные
4. Пьезоэлектри-
ческий
5 Проволочный
6. Емкостный
тангенциальный
При собственной
частоте прибора,
превышающей ча-
стоту процесса бо-
лее чем в 3 раза
Диференцирую-
щая ячейка, ра-
ботающая на уси-
литель
Необходимо со-
блюдение неравен-
ства RC<tnp,
где t ~ время од-
ного периода про-
цесса
Лабораторные испытания
Испытание станка на жёсткость. Дефор-
мация отдельных узлов станка подчиняется
в первом приближении линейному закону
как функция от действующих нагрузок. Исходя
из этого, представляется возможным устано-
вить величину жёсткости, характеризующей
отношение нагрузки к вызываемой ею дефор-
мации (в кг\мм).
При проведении испытаний на жёсткость
узлы станка нагружаются в направлении, не-
посредственно влияющем на точность обра-
ботки, или в направлении равнодействующей
рабочих усилий. Нагрузку необходимо посте-
пенно увеличивать, а затем снимать. Резуль-
таты измерений деформаций, оформленные
в виде графика, обычно обнаруживают не
совпадение кривых, характеризующих возра-
стание и убывание нагрузки, что объясняется
неполной упругостью опор и влиянием за-
зоров.
Величина жёсткости определяется как
средняя ряда измерений.
Испытание распадается на следующие
фазы:
Определение общей жёсткости
системы. Станок нагружается силами, близ-
кими по величине и направлению к рабочим
'усилиям, и измеряются суммарные деформа-
ции в месте соприкосновения обрабатывае-
мой детали с инструментом в направлении,
определяющем точность формы и размера де-
тали.
668
ИСПЫТАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Определение жёсткости узлов,
отдельных деталей станка и стыков, осуще-
ствляемое нагружением силами, примерно
равными рабочим усилиям и в направлении,
влияющем на точность; измерение деформа-
ций производится относительно выбранной
единой базы (например станины) в том же
направлении.
Определение баланса жёсткости
станка, т. е. относительной величины
жёсткости его элементов, производимое как
в п. 1, но с одновременным измерением де-
формации всех основных элементов станка.
Измерение деформаций должно производиться
по отношению к независимой, не деформируе-
мой нагружающими силами базе — специаль-
ной контрольной станине или по отношению
к сопряжённым узлам и деталям самого станка.
В этом случае необходим последующий пе-
ресчёт измеренных величин деформаций
с отнесением их к точке приложения нагрузки.
На фиг. 1 изображено устройство для из-
мерения жёсткости токарного станка.
Фиг. 1. Устройство для измерения сум-
марной жесткости токарного станка:
/ — кронштейн, закрепляемый в резцедер-
жателе; 2 — домкратик для создания на-
грузки; 3 — динамометр; 4 и 5 — индика-
торы для измерения смешения изделия
относительно резцедержателя; 6 — индика-
тор для измерения смещения изделия отно-
сительно станины.
Примерные нормы жёсткости токарного
станка с высотой центров 200 мм при нагрузке
250 кг приведены в табл. 2.
Таблица 2
Узел
Передняя бабка (на конце шпин-
деля)
Задняя бабка (на конце закреплён-
ной пиноли при вылете 100 мм) . . .
Супорт (на высоте центров) ....
Суммарная жёсткость станка:
у заднего центра
по середине детали (оправки) . .
у переднего центра
Жёсткость
в кг\мм
бООО
4ооо
3°°о
1700
2500
аооо
Деформа-
ция в мм
О,О2
о,об
Примечание. Жёсткость измеряется в направле-
нии, влияющем на точность, при условии, что сила, дей-
ствующая на резец в том же направлении, равна 0,5
равнодействующей.
Энергетические испытания привода
станка. Цель испытаний — получение данных
о потерях энергии в отдельных элементах
привода на холостом ходу и под нагрузкой и
определение величины к. п. д. Испытания про-
водятся поочерёдно для различных механизмов
привода с переключением на разные скорости
после предварительной обкатки станка в те-
чение 30—40 мин.
Нагружение станка производится с по-
мощью колодочного тормоза, генератора по-
стоянного тока или гидравлического тормоза.
Перечисленные методы пригодны лишь для
быстроходных станков и обычно вызывают
необходимость разборки станка на узлы.
При нагружении станка силами резания
требуются измерительные средства для опре-
деления рабочих нагрузок, т. е. составляю-
щих усилия резания.
Запись усилий резания производится по-
средством чувствительных динамометров, по-
зволяющих регистрировать составляющие уси-
лия резания. Применение подобного рода
динамометров связано с частичной перена-
ладкой станка, что затрудняет их использо-
вание в производственных условиях. Для
измерения усилий резания могут быть исполь-
зованы тензометры, установленные на инстру-
менте либо изделии. Тарирование их произ-
водится при предварительном нагружении.
Величина полезной мощности определяется
величиной крутящего момента и скоростью
вращения шпинделя или другого рабочего
органа. Испытания проводятся при нагруже-
нии станка на 0,5; 0,75; 1; 1,25 номинальной
мощности двигателя станка. Измерение по-
требляемой мощности производится с по-
мощью ваттметров (с учётом к. п. д. двигателя)
или применением для привода мотор-весов,
позволяющих измерить крутящий момент на
приводном валу.
В станках с быстрым изменением нагрузки
необходимо вести осциллографическую запись
потребляемой мощности и рабочих нагрузок
для выявления оптимального значения мощ-
ности двигателя, момента инерции маховика
и эффективности принятой схемы разгона и
торможения и рекуперирования энергии.
Испытания виброустойчивости станка.
Испытание проводится при работе станка
вхолостую и под нагрузкой с целью выявле-
ния наличия и причин возникновения шумов,
стуков и вибраций в станке.
При испытаниях виброустойчивости произ-
водится:
1. Проверка качества поверхности обра-
батываемой детали. Профилограмма поверх-
ности обработки отражает колебания рабо-
чих органов станка и инструмента.
2. Регистрация частот и амплитуд колеба-
ний органов станка при тех режимах ра-
боты, когда наблюдаются недопустимые ко-
лебания.
Измерения выполняются: а) виброметром
сейсмического типа, регистрирующим колеба-
ния органа станка; б) виброметром, регистри-
рующим колебания (перемещения) одного
органа станка по отношению к другому;
в) торсиометром, измеряющим колебания кру-
тящего момента (на шпинделе и ведущем
валу цепи подач); г) путеизмерителем, отме-
чающим колебания скорости рабочих органов
станка.
3. Определение частот собственных коле-
баний рабочих органов станка возбуждением
колебаний посредством удара и регистра-
ГЛ. XIII]
МЕТОДЫ ПРОВЕДЕНИЯ ИСПЫТАНИЙ
669
цией возникающих при этом затухающих
колебаний.
Измерения записываются осциллографом
или иным прибором.
4. Определение частот возмущающих сил
при вынужденных колебаниях, частоты ре-
версирования возвратно-движущихся масс,
числа оборотов в секунду неуравновешенных
масс, частоты изменения рабочих усилий при
обработке, например гранёных деталей и т. д.
Сопоставление и анализ этих данных по-
могают обнаружить источник колебаний и
слабое звено в станке.
Определение причин автоколебаний
обычно требует тщательных и длительных
экспериментов.
Испытание работы электрооборудова-
ния станка. В процессе испытания электро-
оборудования проверяются:
1. Правильность выбора электродвигате-
лей, пусковой, регулирующей и защитной ап-
паратуры, электропроводки.
2. Соблюдение технических условий по
монтажу [8].
3. Правильность работы электрической
схемы в соответствии с заданным циклом ра-
боты станка и надёжность её действия.
Испытание проводится путём внешнего
осмотра электрооборудования; измерением
сопротивления изоляции; проверкой герметич-
ности проводки в шлангах или металличе-
ских трубах, достаточности защиты аппара-
туры и электродвигателей от перегрузки,
стружки, пыли и жидкости и т. д. Проверяется
взаимодействие всех элементов схемы элек-
трооборудования и работа каждого аппарата
в отдельности. При работе станка под на-
грузкой контролируется потребляемая мощ-
ность.
При наличии в станке электрических изме-
рительных устройств, связанных с дистан-
ционным управлением или автоматизацией
измерения обрабатываемой детали, их работа
проверяется сопоставлением показаний при-
боров с истинными значениями измеряемых
величин, а также пробной обработкой деталей
с наладкой на заданный размер.
Измерение изоляции проводится мего-
метрами с рабочим напряжением не ниже
100 б. Мощность определяется ваттметром
с применением необходимых трансформато-
ров тока и добавочных сопротивлений. Тем-
пература обмоток замеряется с помощью зало-
женных в них термопар. Измерение напря-
жения и токов допустимо производить вольт-
метрами и амперметрами с точностью ^ 2—5%.
При наличии в схеме электронных ламп изме-
рение режима их работы может произво-
диться вольтметром, имеющим сопротивле-
ние не менее 1000 ом на 1 в.
Испытание работы гидропривода и упра-
вления. При испытании гидропривода и
управления проверяются:
1. Правильность принципиальной схемы
привода, и управления и соответствие её циклу
настройки и режиму работы станка.
2. Выбор типов и размеров насосов, гидро-
моторов, золотников, клапанов, дросселей и
трубопроводов.
3. Действительные скорости, усилия, пре-
делы регулирования при кратковременной и
длительной работе станка вхолостую и
колебаниях нагрузки от нуля до макси-
мума.
4. Плавность перемещений стола или пол-
зуна, равномерность вращения шпинделя, со-
хранение равномерности малых подач (до
50 мм в минуту) в течение нескольких
минут.
5. Работоспособность гидропривода:
а) по износу ненормализованных элемен-
тов;
б) по сохранению нормального теплового
равновесия системы при максимальных дрос-
селировании и давлении в системе привода;
в) по сохранению первоначальных эксплоа-
тационных качестве течение срока эксплоа-
тации и возможности их восстановления.
6. Взаимодействие гидропривода с другими
органами привода и управления станка во
времени и пути.
Испытание проводится на холостом ходу
и работе станка с измерением соответствую-
щих показателей. Наблюдение позволяет обна-
ружить нарушение работы гидропривода: по-
вышенный шум, неравномерность движения,
неплавность регулирования, удары при ревер-
сировании, повышенный нагрев масла и
механизмов, стуки и удары в клапанах и т. д.
Измерение скоростей и подач проводится
замером числа оборотов и величин переме-
щений в единицу времени. Измерение и за-
пись давления в системе,скорости (особенно
в переходных режимах работы) требует спе-
циальной регистрирующей аппаратуры. Воз-
можно использование индикатора давлений,
применяемого для снятия индикаторных диа-
грамм тепловых двигателей.
Испытание насосов, гидравлических дви-
гателей (определение объёмного и механи-
ческого к. п. д.), золотников и цилиндров
(определение утечек) и клапанов (определе-
ние давления открытия или закрытия, утечки
и т. д.) могут быть выполнены лишь на спе-
циальных стендах и должны производиться
в соответствии со специальными инструк-
циями.
Испытание системы смазки. В процессе
испытаний проверяются циркуляция масла,
равномерность распределения масла по всем
смазываемым точкам, качество фильтрации
масла, действие блокирующих и сигнализи-
рующих устройств. В станках, не имеющих
единой или узловой централизованной смазки,
проверяется удобство обслуживания.
При смазке под давлением производится
измерение давления перед смазочной точкой
и у насоса.
Действие системы смазки испытывается
при работе станка вхолостую и под рабочими
нагрузками в течение нескольких часов.
Испытание системы охлаждения. Испы-
тание имеет целью проверить:
1. Эффективность системы охлаждения
для заданных условий работы станка, надёж-
ность вымывания стружки (например, в стан-
ках глубокого сверления).
2. Надёжность и эффективность огражде-
ния от разбрызгивания охлаждающей жидко-
сти на рабочего и на окружающее обору-
дование.
3. Качество отстоя и фильтрации охла-
ждающей жидкости, удобство очистки бака-
отстойника и фильтра.
670
ИСПЫТАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
4. Достаточность теплоотвода от резер-
вуара с охлаждающей жидкостью.
5. Работоспособность насоса: производи-
тельность, рабочее давление, объёмный и
механический к. п. д., защита от перегрузки.
Испытание деталей и узлов станка.
Испытанию подвергаются наиболее ответ-
ственные детали (например, шпиндели и под-
шипники) в случае, если их конструкция,
метод изготовления и условия работы резко
отличаются от общепринятых и хорошо про-
веренных в работе.
Предварительному стендовому испытанию
подвергаются также узлы и агрегаты, тре-
бующие специальных средств для своей регу-
лировки и контроля. Сюда от-
носятся: насосы, панели упра-
вления, клапаны, цилиндры,
муфты, тормозы, измеритель-
ные устройства и т. п.
Общие условия проведения
таких испытаний должны вос-
производить действительные
условия работы узлов и агре-
гатов при максимальных рабо-
чих скоростях и нагрузках,
а для элементов гидропривода
и при минимальных скоростях
(подачах).
Испытание материалов и
выявление быстро изнаши-
ваемых деталей. Испытания
проводятся путём наблюдения
за работой станка в процессе длительной
эксплоатации. Устанавливаются календарные
сроки разборки станка (через 3, 6, 12 ме-
сяцев), во время которой производится обмер
деталей, подвергавшихся износу.
При наличии чрезмерного износа детали
производится химический анализ металла,
проверяются его твёрдость, структура, каче-
ство термической и механической обработки.
Затем определяется необходимость замены
материала, изменения метода обработки и
возможность изменения конструкции. Детали,
имеющие износ в допустимых пределах, но
требующие периодической замены, включа-
ются в список быстроизнашиваемых деталей.
АППАРАТУРА ДЛЯ ИСПЫТАНИЯ
СТАНКОВ
Приборы для проверки геометрической
точности. Для измерений геометрической
точности применяются (см. т. 5, стр. 171—
224): а) линейки и угольники; б) проклад-
ки (щупы и др.); в) уровни простые и рам-
ные; г) оправки; д) индикаторы и мини-
метры; е) оптические и ж) специальные
приборы.
Специальные приборы применя-
ются для определения суммарной погрешно-
сти отдельных механизмов станка, непосред-
ственно влияющих на точность обработки.
Такими устройствами пользуются для про-
верки механизмов цепи деления, механизмов
для осуществления точных конечных пере-
мещений и т. п. На фиг. 2 приведён прибор
системы Д. И. Писарева для определения
суммарной ошибки винторезной цепи токар-
ного станка.
Приборы для измерения перемещений,
скоростей, ускорений и сил. Для непо-
средственных измерений применяются сле-
дующие приборы: 1) одометры для изме-
рения перемещений (путей), в том числе
деформаций, длин, амплитуд; 2) тахометры
(велосиметры) для измерения угловых и ли-
нейных скоростей; 3) акселерометры
для измерения угловых и линейных ускоре-
ний; 4) динамометры для измерения сил.
Механическая мощность определяется
через силу и скорость и измеряется посред-
ством динамометров и тахометров. Жёсткость,
определяемая через силу и перемещение,
измеряется посредством динамометров и одо-
метров. / 4
Фиг. 2. Прибор системы Д. И. Писарева для определения суммарной ошибки
винторезной цепи токарного станка: 1 — эталонный винт; 2—удлинённая
оправка, закрепляемая в патроне; 3—монеты; ^ — регулируемая гайка;
5 — закрепляемый в резцедержателе упор, удерживающий гайку 4 от пово-
рота; 6 — миниметр.
В силу зависимостей между перемеще-
нием, скоростью, ускорением, силой, мощ-
ностью и жёсткостью приборы для измерения
различных величин могут иметь одинаковую
конструкцию, различаясь только градуировкой
шкалы; с другой стороны, измерение одной
и той же величины, особенно в зависимо-
сти от необходимой точности и величины
диапазона измерения, может осуществляться
приборами, различными по принципу действия
и устройству. Конструкция прибора в основ-
ном определяется принципом его действия,
а не назначением и характером измеряемой
величины.
Так, например, прибор, непосредственно измеряющий
угол закручивания вала, одновременно косвенно измеряет
передаваемый валом крутящий момент или прибор, непо-
средственно измеряющий ускорение, косвенно измеряет
силу, вызвавшую это ускорение; если ввести в этот при-
бор устройство для автоматического однократного и двой-
ного интегрирования, то он сможет измерять также ско-
рость и перемещение. Такой прибор может иметь четыре
шкалы и служить одновременно акселерометром, динамо-
метром, тахометром и одометром. Скорость можно опре-
делять непосредственным измерением посредством механи-
ческого (центробежного) или электрического (электроди-
намического) тахометра или косвенным путём — измере-
нием перемещения с последующим автоматическим дифе-
ренцированием или ускорения с последующим интегриро-
ванием.
При измерении переменных величин мо-
жет потребоваться определение мгновенных
или средних их значений, отнесённых к опре-
делённому промежутку времени.
Б случае измерения быстропеременных
величин их мгновенные значения могут быть
уловлены только при помощи регистрирую-
щих устройств, записывающих кривую изме-
нения исследуемой величины в зависимости
от другой (от времени, пути и т. п.). Наи-
более употребительным для этой цели явля-
ются масштаб времени в виде одновременной
ГЛ. XIII]
АППАРАТУРА ДЛЯ ИСПЫТАНИЯ СТАНКОВ
671
Отметчик
чувствительный'
орган
Преобразующий элемент,
(переход на скорость)
усиления
Передатачн. устройство Отмечающее
Преобразующий
элемент (переход
на тою
устройство
Фиг. 3. Типовые компоновоч-
ные схемы приборов (устано-
вок) для измерения механиче-
ских величин: а — одометр-
динамометр; б — тахометр;
я— электрический одометр-
динамометр. Обозначения:
х — первичное перемещение;
X—то же после усиления;
у — вторичная величина, по-
лученная после преобразова-
ния первичного перемещения;
У — то же по-
сле усиления;
Yi — то же по-
сле вспомога-
тельного пре-
образования;
9 — перемеще-
ние отметчика.
записи изменения тока постоян-
ной частоты и т. п.
Всякий прибор для измерения
механических величин в общем
случае состоит из трёх функцио-
нально различных устройств:
приёмного, передаточного и от-
мечающего (фиг. 3).
1. Приёмное устрой-
ство непосредственно реаги-
рует на изменение измеряемой
величины перемещением своего
чувствительного органа, завися-
щим от измеряемой величины
(фиг. 4).
2. Передаточное уст-
ройство воспринимает пере-
мещение от приёмного устрой-
ства и передаёт перемещение
в отмечающее устрой-
ство. При этом первич-
ное перемещение может
либо передаваться без
изменений, либо в про-
цессе передачи:
а) преобразовываться
в перемещение жидко-
сти, газа, луча света
или изменение электри-
ческого тока (в этих слу-
чаях применяются соот-
\\\\\N\\\W
if
Фиг. 4. Основные схемы приёмных устройств для измерения механических величин: а — с принудительной связью;
б—пружинно-контактного типа; в — скоростного типа; г — сейсмического типа. Обозначения: л — первичное
перемещение; Р, S, ш, s, tp> а е—измеряемые величины (сила, путь, угловая скорость, амплитуды линейных
и крутильных колебаний, линейное и угловое ускорения).
672
ИСПЫТАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
Электрические датчики, применяемые
Датчик
Величина, меняющаяся
в зависимости от механиче-
ских перемещений
Зависимость функции от
механической величины
Рекомендуемые параметры
Индуктивный
Индуктивное сопротивление
2«/? = ф(В),
где о—зазор между сердеч-
ником и якорем; L— коэфи-
циент самоиндукции; / — ча-
стота тока
L=-
¦10"
где Яж—сечение железа
в см?; *ж—длина магнита прово-
да в см; W— число витков;
6—воздушный зазор в см.
Изменяется 8 или Q.
\>. — магнитная проницаемость
/.=0,010-г 0,015 гн
Q3K=O,Z -*- 0,5 см"
8=0,1 -г- 0,5 мм
Изменения зазора
=@,1 -f 0,3) 6
М агнитострикцион-
ный
Магнитная проницаемость
[х=/(Р), где Р—нагрузка на
сердечник датчика
Регистрируется изменение
1 = 0,010-5-0,015 гн
Сердечник—из пермаллоя;
максимальное напряжение в
сердечнике не более 6—8кг/мм'
Ёмкостный:
а) с изменением
зазора;
б) с изменением
площади пластин;
в) тангенциаль-
ный
а) С=/(8),
где С—ёмкость датчика;
6—зазор
б) С=/, (S),
где 5—площадь пластин;
в) С=/, (S)
С —
Se
О —
0,085 смг
(для воз-
й см
духа),
где С—ёмкость конденсатора в см;
5—площадь пластин в см3; в—за-
зор между пластинами в ел; s—ди-
электрическая постоянная мате-
риала, находящегося между пла-
стинами. Для воздуха е = 1
а) С = 50 -г 250 см; 6=0Л +
4-0,15 мм; е = 1 (воздуха);
max До=@,2-Ю,5) 6;
б) max лs = @,2-0,8M;
в) С = 5 -г 30 ем; е=5 -г 8
(слюда); 6=0,05-1-0,2 мм
Угольного сопроти-
вления
Сопротивление угольного
столбика
где Р—давление
Диаметр диска 10 мм
Толщина диска 0,5 мм
Количество дисков в эле-
менте 10 — 12
Материал дисков: графит с
наполнителями, гипс, каолин
и т. п.
Проволочного со-
противления
Сопротивление датчика
где в=——относительная
деформация датчика
ARRSe,
где Д./?—изменение сопротивле-
ния; i?—начальное сопротивле-
ние датчика в омах; 5—чувстви-
тельность материала проволочки
(для константана 5=2); в—отно-
сительная деформация детали
Диаметр проволоки 0,03 мм
Толщина бумаги 0,02—
0,03 мм
Длина датчика 10-25 мм
Ширина 4—15 мм
Число петель 4—10 мм
Сопротивление R—от 100
до 1500 ом
Клей—целлулоид в ацетоне
Пьезоэлектрический
Заряд на кристалле
Q=f(P).
где Р—давление в кг
Q-kP
fe=2,l • 10—п кул/кг
Материал кристалла—кварц
Резонансная длина волны
К (м) = A10^-140)h (мм), где
h — толщина пластины;
Л > 0,5 мм; деформация кри-
сталла не более 0,001—0,003 мм
Пневматический
Давление газа как функция
сопротивления истечению
(величины зазора)
где 8—зазор в см
ГЛ. XIII]
АППАРАТУРА ДЛЯ ИСПЫТАНИЯ СТАНКОВ
673
при испытании станков
Таблица 3
Минимальная
измеряемая
величина
Эскиз датчика.
Диапазон
измеряе-
мых
частот
Режим питания
Схема
Зависит от при-
меняемого в схе-
ме усилителя (к);
при А: =10,
min До =0,01 мм
/Якорь
От 0 до
1500 гц
1! ' |<ы
Сердечник
........ п 1 1 Г
И
Плотность тока
2,5 aiJHM*
Для датчика
Д1 =0,015 гн.
Сила тока 0,03 а
при напряжении 10 в
и частоте /=5000 гц
5000 гц
Rr 350-500
R2-7000
RyZOOW3
С--5000 см
Зависит от коэ-
фициента усиле-
ния. Возможна ре-
гистрация относи-
тельных деформа-
ций сердечника
Датчика
Зависит от схе-
мы^ регистрирую-
щей изменение
4C=/(S или 5)
Мостиковая схе-
ма позволяет ре-
гистрировать min
43=о,ОО1 мм
Метод биений ~
min Д5=0,0001 мм
частотная модуля-
ция min 6 =
= 0,00002 мм
Зависит от коэ-
фициента усиле-
ния
Возможно изме-
рение относитель-
ного изменения со-
противления уголь'
ного столбика
Зависит от при-
меняемого усили-
теля
От 0 до
530 гц
Плотность тока
2,5 а/мм2
Мостико-
вая схема
от 0 до
1500 гц
Частот-
ная моду-
ляция от 0
до 20 000 гц
Напряжение на пла-
стинках определяется
электрической проч-
ностью диэлектрика
R = 10000
5000 гц С-250 см
От 0 до
10 000 гц
Сила тока < 0,2 а
Напряжение в мо-
стиковой схеме на
мост ?7—25 v
Давление на элемент
> 60 кг
Нагрев током >10сС
Винт
-Деталь
-Бумага
¦Проволока ?0,03мм
=Вы6одные концы
Мостико-
вая схема
от 0 до
500 гц
Потен-
циометри-
ческая от 0
до 20 000 гц
Сила тока через
датчик в 100 ом:
длительная работа
мостиковой схемы
J < 0,025 а;
кратковременная
работа потенцио-
метра
7=0,025 -г- 0,08 а
при стальных де-
талях
Д-угольный датчик
3000
№2000
*2000 *
60S i'
Зависит от при-
меняемого усили-
теля
(Щетины i q Кот
Кристалл \ Q
От 20 до
20 000 гц
Точность—до
0,003 мм
От компрессора
Питание от общей
компрессорной цепи
или отдельного ком-
прессора
Изделие
Регистрирующий
'прибор
Ртуть
Ртуть
43 Том 9
674
ИСПЫТАНИЕ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
[РАЗД. IV
ветственно гидравлические, пневматические,
оптические и электрические передаточные
устройства);
б) усиливаться (увеличиваться).
3. Отмечающее устройство от-
мечает измеряемую величину путём переме-
щения указателя по шкале (устройство ука-
зывающего типа) или путём записи её в виде
кривой (устройство регистрирующего типа).
Приёмное устройство и преобразующий
элемент передаточного устройства, выделен-
ные из общей системы в виде отдельного
прибора, носят название датчика (фиг. 3,в).
В табл. 3 приведены основные типы
датчиков и характеристики соответствующих
передаточных устройств.
Большинство современных методов испы-
тания станков в работе основано на приме-
нении электрических измерительных средств,
благодаря чему обеспечивается возмож-
ность удобной передачи сигналов на рас-
стояние. ;
Методы преобразования первичного пере-
мещения в изменение тока в электрических
передаточных устройствах основываются на
изменении размеров или физического состоя-
ния преобразующего элемента. Электриче-
ские передаточные устройства делятся на
три основные группы:
1) параметрические, в которых, первичное
перемещение преобразуется в соответствен-
ное изменение одного из параметров элек-
трического контура — индуктивного сопро-
тивления, ёмкости, омического сопротивле-
ния;
2) генераторные, характеризующиеся тем,
что первичное перемещение вызывает в них
появление э. д. с величина которой соот-
ветствует этому перемещению (пьезоэлек-
трические и фотоэлектрические элементы)
или его скорости (электродинамические —
постоянного и переменного тока);
3) импульсные, в которых первичное пе-
ремещение вызывает попеременное замыка-
ние контактов, обеспечивающее сначала за-
рядку, а затем разрядку конденсатора, сила
тока на выходе изменяется в зависимости от
скорости разрядки, а следовательно, и от ско-
рости первичного перемещения.
Передаточные устройства классифициру-
ются в зависимости от наличия и типа пре-
образующего элемента (табл. 4).
Таблица 4
Основные типы передаточных устройств и их свойства
Передаточные устройства
Физические принципы
Механические
Гидропневматические
Оптические
Электрические пара-
метрического типа
Электрические гене-
раторного типа
Тип
Зубчатые
Рычажные
Пружинные
Поршневые
С оптическим рыча-
гом
Инкуктивные
Ёмкостные
Омического сопроти-
вления
Пьезоэлектрические
Электродинамиче-
ские
Фотоэлектрические
На какие величины
реагирует
Перемещение
Перемещение
Перемещение
—
Давление
Скорость
Перемещение
Необходимость в
постоянном источнике
питания
Не требуется
Не всегда требуется
Нужен для вспомо-
гательных целей
Необходим по прин-
ципу действия
Нужен для вспомо-
гательных целей
Не требуется или
нужен для вспомога-
тельных целей
Необходим по прин-
ципу работы
Применение для
дистанционных
измерений
Практически невоз-
можно
Возможно
Возможно на не-
большом расстоянии
Вполне возможно
Вполне возможно
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Балакшин Б. С, Технология станкостроения.
Машгиз, 1948.
2. Владзиевский А. П. и Я к о б с о н-М. О., Мон-
таж, эксплоатация и ремонт металлорежущих станков,
Машгиз, 1946.
3 В о т и н о в К. В., Жёсткость станков, ЛОНИТОМАЩ,
1940.
4. Е н и к е е в X. М., Основные методологические поло-
жения по исследованию металлорежущих станков,
ЭНИМС. 1939.
5. РешетовД. Н. иАлексеевЕ. Г., Исследова-
ние вибраций станков токарного типа, ЭНИМС, 1947.
6. Р о з е н б е р г Ю. А., Приборы и методы измерения
механических величин при исследовании станков,
ЭНИМС, 1948.
7. Соколовский А. П., Жёсткость в технологии
машиностроения, Машгиз, 1946.
, 8. Общие технические условия на изготовление и приёмку
металлорежущих станков (утверждены Министерством
станкостроения СССР), ЭНИМС, 1946.
9. Станки металлорежущие. Нормы точности. Обще-
союзные стандарты, Стандартгиз-, 1947.
10. Технические условия на ремонтируемые металлорежу-
щие станки, НКТ, 1937.
11. Инструкция по пересмотру паспортов металлорежу-
щих станков, ОНТИ, 1936.
ДЕРЕВООБРАБАТЫВАЮЩИЕ МАШИНЫ
Глава XIV
РЕЗАНИЕ ДРЕВЕСИНЫ
ОСНОВНЫЕ СВЕДЕНИЯ ПО РЕЗАНИЮ ДРЕВЕСИНЫ
МЕТОДЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
ДРЕВЕСИНЫ
Основные способы механической обработки
древесины сопровождаются нарушением связи
между частицами материала, причём домини-
рующее значение в производстве имеют ме-
тоды обработки со снятием стружки, т. е. ме-
тоды обработки резанием.
Методы механической обработки древесины
с нарушением связи между частицами мате-
риала следующие: 1) без снятия стружки:
а) раскалывание, б) разрезание листов ножни-
цами, в) высечка штампами (листового мате-
риала); 2) со снятием стружки: а) строгание
прямолинейно движущимся резцом, б) фрезе-
рование вращающимся резцом, в) распилива-
ние, г) сверление, д) долбление (выработка
гнёзд), е) точение, ж) лущение, з) копирование,
и) шлифование.
Обработка древесины путём разделения её
без снятия стружки имеет ограниченное при-
менение.
При обработке необходимо считаться со
следующими особенностями:
а) Неоднородность строения древесины и
её анизотропность в результате волокнистости,
ориентированной по оси дерева, обусловливают
различный характер образования стружки и
разное сопротивление резанию в зависимости
от направления резания по отношению к на-
правлению волокон древесины.
б.) Невысокая твёрдость древесины и её
неспособность сопротивляться воздействию
высоких температур создают предпосылки для
ведения процесса резания при низких, темпе-
ратурах. При резании правильно сконструиро-
ванными резцами температура резца невысока
(не выходит за пределы 100 — 120°). Высокие
скорости резания такж^е не вызывают практи-
чески ощутимых тепловых явлений, вследствие
чего в расчётах режимов резания они совер-
шенно не учитываются.
в) Скорость резания имеет положительное
влияние на чистоту перерезания (обработки),
создавая естественный инерционный подпор
волокон древесины при их срезе, поэтому дре-
весина, как правило, режется при высоких
скоростях резания. .
Скорость резания практически в разных
процессах обработки резанием варьирует от
0,5 до 100 м/сек *, причём низшие значения
выбираются по соображениям конструктивно-
технических особенностей рабочих механизмов
дереворежущих станков и их кинематических
соотношений.
ОСНОВНЫЕ ЗАВИСИМОСТИ
ПРИ ЭЛЕМЕНТАРНОМ ПРОЦЕССЕ
РЕЗАНИЯ ДРЕВЕСИНЫ
В любом сложном процессе обработки ре-
занием стружка срезается зубом, ножом или
резцом, перемещающимся по прямолинейной
или криволинейной траектории. '
Явление среза стружки одним элементар-
ным резцом независимо от вида инструмента
при прямолинейном движении резца при ши-
рине стружки, меньшей длины лезвия, характе-
ризует простейший вид резания, называемого
элементарным. При резании (фиг. 1) у резца
различают; переднюю режущую кромку — ОО';
боковую кромку От; переднюю грань
резца тОО'т'; заднюю грань резца поо'п';
задний угол а; угол заострения Р; передний
угол y и угол резания 5.
Срез стружки характеризуется направле-
нием среза оа, толщиной стружки h и шири-
ной стружки Ь.
Резание древесины, даже элементарное,
является сложным процессом. При срезе
стружки затрачивается работа как на соб-
ственно отделение стружки, так и на дефор-
мацию стружки и зоны древесины вблизи лез-
вия, а также на трение резца о древесину и
стружки о резец. В отдельных случаях слож-
ного резания, например, при распиливании или
сверлении, стружка испытывает трение о стенки
пропила или „отверстия, часто дробится и
спрессовывается между зубьями инструмента.
Не имея возможности диференцировать
процесс резания на отдельные элементы, прак-
тически учитывают суммарную силу сопроти-
вления продвижению резца по направлению
его движения резания. Эту силу называют си-
лой резания Р.
Сила резания Р, приходящаяся на 1 мл&
поперечного сечения стружки, называется
* Т. е., как правило, значительно выше, чем в метал-
лообрабатывающих станках. ,'\ , ¦•
676
РЕЗАНИЕ ДРЕВЕСИНЫ
[РАЗД. IV
удельным сопротивлением резания и выра-
жается зависимостью
р
К ~ттг кг/мм2,
on
где b — ширина и Л — толщина стружки в мм.
Работа в кгм, необходимая на превраще-
ние в стружку 1 cms древесины, называется
удельной работой резания. Численно удельная
работа резания и
удельное сопроти-
вление резания
равны.
Удельное со-
противление реза-
ния —величина пе-
ременная, завися-
щая от большого
числа факторов.
Основные факто-
ры, влияющие на
величину удельно-
го сопротивления
Фиг. 1. Геометрия резца.
резания, следую-
щие: направление резания по отношению
к направлению волокон древесины, угол ре-
зания, задний угол резца, толщина стружки,
пЪрода и влажность древесины, острота резца
и скорость резания.
Изменчивость технических свойств древе-
сины даже в пределах одной заготовки также
влияет на постоянство величины удельного
сопротивления резания.
Колебания величины удельного сопроти-
вления резания при обработке одной доски
на разных её участках достигают 10—25%,
что указывает на известную условность сред-
них значений удельного сопротивления реза-
ния, приведённых в последующих таблицах и
диаграммах.
Влияние направления резания по отно-
шению к направлению волокон древесины.
Различают три основных направления резания:
а) продольное, б) тор-
цевое и в) поперечное
(фиг. 2).
Фиг. 2. Торцевое, продоль-
ное и поперечное резание.
Стружко-
ломатель
Фиг. 3. Искусственный под-
пор стружки и излом её
стружколомателем.
При продольном резании стружка полу-
чается связанной, элементы её различимы
лишь на задней поверхности у толстых и сред-
ней толщины стружек. При торцевом резании
стружка слабо связана, причём толстая стружка
рассыпается на отдельные элементы. При по-
перечном резании стружка не разваливается.
При всех видах резания качество поверхности
обрабатываемого изделия тем лучше, чем
тоньше стружка. Наиболее высокое качество
поверхности получается при продольном ре-
зании.
Практически для обеспечения чистоты по-
верхности среза стружки используются сред-
ства, изменяющие процесс стружкообразования
в направлении уменьшения размеров её эле-
ментов. Эти средства следующие: а) искус-
ственный подпор стружки (фиг. 3, а); б) уско-
ренный излом стружки стружколомателем
(фиг. 3,6); в) работа с повышенной скоростью
резания, создающей естественный подпор во-
локон.
Срез стружки редко происходит по основ-
ным направлениям, т. е. вторец, вдоль или
поперёк. Практически угол перерезания воло-
кон 6 между направлением резания и напра-
влением волокон варьирует в широких пре-
делах.
На фиг. 4 дан график изменения удельного
сопротивления резания К при резании под
к
кг/ммг
7
с
5
4
9
2
1
J,
V
у
7.
/у
/
/
/
2
\
>
\
@— поперек
волокон
(jL) — в торец
\\}j —вдоль вол
X
к.
ч
ОКОН
S
30 60 90 60 30 0 30 60 в°
Угол перерезания волокон
(X) ПГ) (-Н-)
Фиг. 4. Удельное сопротивление резания в зависимости
от угла перерезания волокон: / — твёрдая древесина;
2— мягкая древесина при влажности 13",> Толщина струж-
ки 0,15 мм и 6 = 60°.
углом 6 к волокнам в условиях поперечно-
торцевого резания, т. е. при переходе от ре-
зания поперечного к торцевому резанию, тор-
цево-продольного к продольно-поперечному.
Закономерность изменения К от направле-
ния перерезания волокон выражается ур мне-
ниями:
К, =tf
для поперечно-торцевого резания;
Кь=Кц cos* 6 + K
для торцево-продольного резания;
Кь = К t cos* 6 + К+ sin2 0
для продольно-поперечного резания,
где /Cj_, К || и К^ — удельные сопротивления
резания соответственно при резании торцевом
продольном и поперечном.
ГЛ. XIV]
МЕТОДЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДРЕВЕСИНЫ
677
В общем случае резания при произвольно
направленных волокнах по отношению к
резцу К. определяется с помощью уравнения
, + К
Таблица 2
R ' *ч+ " "В ' "VJ- ^»
где Ьр, 6д и б^ — углы, образуемые направле-
нием волокон с координатными осями орто-
гональной системы;
R — ось по направлению движения резца
перпендикулярно к В; В — ось по направлению
лезвия; 6' — ось по
направлению толщины
стружки нормально
/
/
/
/
/
/
/
/
У
——
1
и
/
/
/
,3
<?
/
^_
2
5
10
30 50 70
Угоп резани.»
90 6°
Фш. 6. Схема резания под
произвольным углом к во-
локнам: а — направление
волокон; В, R и S — коор-
динатные оси.
Фиг. 6. Удельное сопроти-
вление резания в зависимо-
сти от угла резания при
h =0,14 мм и w = 13"/0.
Твёрдая древесина: / —
вторец; 2- вдоль; J—попе-
рёк волокон. Мягкая древе-
сина: 4— \вторец;<5—вдоль;
б — поперёк волокон.
к двум первым осям
(фиг. 5).
Влияние угла резания о и заднего угла а.
С ростом угла резания увеличивается и удель-
ное сопротивление резания (фиг. 6).
Наиболее интенсивный рост К имеет место
при торцевом резании. Наименьшее влияние
угол резания оказывает при поперечном ре-
зании. Задний угол а оказывает влияние лишь
в том случае, если он менее 5°, почему прак-
тически этот угол берут больше 5° (обычно
10-15°).
Если принять за единицу величину К при
о = 60°, то поправочный коэфициент я8 для
других углов резания выразится значениями,
приведёнными в табл. 1.
Таблица 1
Поправочный коэфициент щ
Резание
Продольное
Торцевое .
Поперечное
Угол
30°
45° | 60° !. 70°
80°
о,8
1.3
1.4
1.7
Влияние толщины стружки h. Увеличе-
ние толщины стружки ведёт к снижению
удельного сопротивления резания (фиг. 7), при-
чём более резко это сказывается в области
тонких стружек (до 0,2 мм).
В общем виде величину К можно полу-
чить из уравнения
где С и т имеют значения, приведённые в
табл. 2.
Резание
Торцевое
Продольное. • . . .
Поперечное
С
Мягкая
древесина
(ель)
2,35
о ,92
°,44
Твёрдая
древесина
(бук)
3>35
1.5
о,66
о,4i
о,47
о, 52
Значения показателя степени т несколько
изменяются при различных условиях резания,
поэтому приведённые в таблице значения
нужно считать ориентировочными.
Если исходить из данных графика (фиг. 4),
где численные значения К соответствуют тол-
щине стружки /i = 0,146 мм, то для всякой
другой толщины стружки h удельное сопроти-
вление резания К^ определится формулой
/0,146 \т
J =
где К9 =^ft=0
/0,146\лг
ah = (—— 1 —поправоч-
ный коэфициент к К при h = 0,146 мм в за-
висимости от,толщины стружки Л.
\
А
\
¦*<
s
—*.
,5*i 3
¦~—.
6
— —
— —
¦ ¦
—"-^
" .
0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 h мм
Толщина стружки
Фиг. 7. Удельное сопротивление резания в зависимости
от толщины стружки при S = 60° и w= 13°/0. Твёрдая
древесина: / — вторец; 2 — вдоль волокон; 3 — поперек
волокон. Мягкая древесина: 4 — вторец; 5 — вдоль во-
локон; 6—поперёк волокон.
Влияние породы древесины. Удельное
сопротивление при резании древесины одной
и той же породы и притом в одинаковых
условиях колеблется в широких пределах.
Например, при сверлении доски отклонения К
от среднего значения по опытным данным до-
стигают: для липы +17 и — 22%, для сосны
±25%, для дуба ±14%, для бука ±8%.
Таким образом, соотношения обрабатывае-
мости различных пород являются условными.
Принимая величину удельного сопротивления
резания (К) для древесины хвойных пород за
единицу, значения К для других пород можно
получить, используя поправочный коэфици-
ент ап, средние значения которого следующие:
Порода а Порода а
древесины п древесины п
Липа • о,8 Ольха 1,05
Осина • 0,85 Берёза .... 1,2—1,3
Ель о,9—i Бук 1,3—1,5
Сосна- i Ясень, дуб . . . 1,5—2
678
РЕЗАНИЕ ДРЕВЕСИНЫ
[РАЗД. IV
Влияние влажности древесины на удель-
ное сопротивление резания характеризуется
коэфициентом aw, приведённым в табл. 3.
Таблица 3
Состояние древесины
в отношении влажности
Очень сухая • • •
Сухая
Подсушенная (воздушно-су-
хая)
Свежесрубленная......
Мокрая (сплавная)
Влажность
древесины
W В °/0
ю-15
2О-ЗО
5°—7«*
Поправоч-
ный коэфи-
циент aw
о.93
0,89
°.87
Удельное сопротивление резанию сухой древесины
принято за единицу.
Влияние остроты резца на процесс ре-
зания. Затупление резцов происходит вслед-
ствие : а) износа от истирания при резании
древесины, в результате чего происходит за-
кругление лезвия; б) абразивного износа (ца-
рапания) при резании швов склеенной древе-
сины и слоистых пластиков.
Затупление резца, численно характеризуе-
мое величиной р радиуса закругления лезвия,
выз-ывает увеличение усилия резанияна силу /\
и возникновение отжимающей силы Ро, напра-
вленной перпенди-
кулярно к напра-
влению резания
(фиг. 8). Сила Роза-
висит главным об-
Фиг. 8. Схема резания тупым резцом: /? — равнодействую-
щая давлений на участках лезвия и задней грани; Рв — от-
жимающая сила; Рх — добавочное усилие резания, вы-
званное затуплением инструмента.
разом от остроты резца и выражается зависи-
мостью Ра = Рс. Средние значения с: для
острого резца 0,1 — 0,3; для резца средней
остроты 0,5 0,7; для затупленного резца — 1.
Относительное изменение удельного сопро-
тивления резания К в зависимости от остроты
резца, выраженное поправочным коэфициен-
том К к К при остром резце, характери-
зуется данными, приведенными в табл. 4
(средние значения).
Таблица 4
Резец
Острый
Средней остроты
Затупленный . .
Тупой
Число ча-
сов работы
инстру-
мента
Радиус за-
кругления
лезвия в
микронах
я—ю
15—25
26—30
35 -4°
41-45
46-50
55 -бо
Поправоч-
ный коэфи
циент ар
1,6
Резец из инструментальной углеродистой стали;
продольное резание при средних режимах (я ж4000
об/мин и и=10-15 м(мин); древесина—сосна.
Скорость резания не оказывает практи-
чески ощутимого влияния на удельное сопро-
тивление резания при значениях её ниже
10 MJceK. Более заметно её влияние на высо-
ких скоростях, однако чётких эксперименталь-
ных зависимостей ещё не установлено.
Определение усилия резания производится
по формуле
P = K-b-h,
где К— удельное сопротивление резания
является величиной переменной, зависящей
от изложенных выше факторов, и может быть
выражено зависимостью
где К(, — удельное сопротивление резания для
заданного угла перерезания волокон 6 (фиг. 4),
а остальные множители в формуле являются
поправочными коэфициентами, приведёнными
выше.
СТРОГАНИЕ
Строгание древесины как процесс среза
стружки равномерной толщины по всей её
длине при прямолинейном резании имеет в
практике ограниченное применение.
По принципу строгания работают станки
фанерострогальные, стружечные, циклеваль-
ные и строгальноотделочные.
Процесс среза стружки на указанных стан-
ках соответствует условиям- элементарного
резания. Строгание бывает поперечное и про-
дольное.
Поперечное строгание (фиг. 9, а) осуще-
ствляется в фанерострогальных станках ножом,
движущимся прямолинейно при неподвижной
заготовке.
Для получения прочной стружки (фанеры)
древесина кряжей предварительно пропари-
вается и обрабатывается в нагретом (до 35°)
3 состоянии, причём
срез стружки сопро-
вождается её обжи-
|7* мом до 10—250/0.
а)
Фиг. 9. Схема строгания: / - нож; 2 — линейка;
3 — стружка.
Скорость резания при строгании фанеры
определяется приближённо формулой
Н-п
где //—величина хода ножевого супорта в м,
п — число ходов супорта в минуту.
Практически скорость резания г» » 0,2 —
0,4 м/сек. Углы резания у ножа обычно а =
=2—5°;?= 18—23Молщинастружки 0,3-5 мм.
Усилие резания определяется по формуле
Р^К-1-h кг,
где К — удельное сопротивление резания в
11 I — длина кряжа (ширина стружки)
ГЛ. XIV]
ФРЕЗЕРОВАНИЕ
679
в мм; h — толщина срезаемой стружки в мм.
Величина К колеблется в пределах от 0,3 до
1,5 (подробно см. в разделе .Лущение"). По-
требная мощность при этом будет
л'
Продольное строгание (фиг. 9, б) осуще-
ствляется в станках для древесной стружки,
циклевальных и строгальноотделочных. На дре-
весностружечных станках обрабатывается сы-
рая древесина резцами с углами резания
S « 30—40°. Толщина стружки 0,05—1 мм.
На циклевальных и строгальноотделочных
станках обрабатывается сухая древесина, при-
чём срезается стружка толщиной до 0,05 мм
ножами с углами резания до 6 = 80° (на цик-
левальных) и В = 45—50° (на строгальноотде-
лочных станках). Усилие резания при продоль-
ном строгании определяется по формуле
где К принимается согласно указаниям, при-
ведённым выше для элементарного резания
древесины.
ФРЕЗЕРОВАНИЕ
Фрезерование древесины осуществляется
вращающимися инструментами — фрезерами.
Характер процесса фрезерования показан на
фиг. 10.
Угол контакта
а — arc cos I 5- ] град.,
\ к *
где Н — глубина фрезерования в мм, R — ра-
диус фрезы в мм.
Длина стружки
'-¦ж ~
Средняя толщина стружки
и?Н -. f H
y
—
мм.
Максимальная толщина стружки
Лтах ~ иг sin a мм-
Отношение толщины стружки
к
Чр
s2cos —.
Средний угол перерезания волокон
где ^ ~ Угол меж^У направлениями подачи
и волокон древесины (фиг. 11).
Усилия резания при фрезеровании.
Среднее усилие среза стружки
Pcp = Khcpb кг,
где К — удельное сопротивление резания
в кг/мм2; Ъ — ширина фрезерования в мм
e=-f+v>
Фиг. 10. Схема фрезерования.
Фиг. 11. Угол перерезания в.
Элементы процесса фрезерования рассчи-
тываются по следующим формулам.
Скорость резания
где D — диаметр фрезы в мм; п — число обо-
ротов фрезы в минуту.
Подача на один оборот фрезы
и-ЮОО
и —- мм,
п
где и — скорость подачи в м/мин.
Подача на 1 резец (зуб) фрезы
_ ц-1000
U*~~ n-z '
где z — число резцов (зубьев) фрезы.
Максимальное усилие среза стружки
кг.
Окружное усилие на фрезе
lz v ЬНи
кг-
Мощность, затрачиваемая на работу реза-
ния при фрезеровании, определяется по фор-
муле
¦W_Kv _ v ЪНи
N - 5"'-* 0775 Л'С"
а крутящий момент на шпинделе выражается
формулой
М = 71 620 — = 0.05PD кгсм.
680
РЕЗАНИЕ ДРЕВЕСИНЫ
(РАЗД. IV
Для определения величины удельного со-
противления резания при расчётах усилий
и мощности можно пользоваться данными эле-
ментарного резания^ (см. выше), принимая
вместо Лив средние их значения hcp и Ьср.
Для удобства расчётов усилий и мощности
фрезерования в табл. 5 приведены опытные
значения К для средних производственных
режимсв плоского фрезерования, соответству-
ющих работе большинства строгальных и фре-
зерных станков.
Таблица 5
Удельное сопротивление резания при фрезеровании
К в кг/мм*
га 2 J|
С О 5!
°.з
о,4
о, 5
i
Ь5
3
2.5
3
Сосна
1,5
3,о
2,8
2,6
2,О
1,6
1.4
1,3
I.I5
Дуб
Глубина фрезерования
3 | 4,5
2-7
2,5
2,4
1,8
г.5
1.3
i,i
i
2.5
2,3
2,2
1,7
1,4
1.2
I
о,95
1,5
4,6
4,3
4
3
2,5
2,2
2
1,8
в мм
3
4,1
3.8
3,5
2,7
2,3
2
1,8
г*
4,5
3.7
3.5
3,2
2.5
2,1
1,8
1,7
1.5
Приведённые в табл. 5 значения К соот-
ветствуют условиям D = 125 мм; 8 = 55°;
v — 25 — 35 м/се'к; w — 12 — 15%; резцы ост-
рые. При фрезеровании инструментом с 8 = 65°
следует К увеличить на 27<у0 для сосны и на
33% —для дуба. Диаграммы (фиг. 12, 13 и 14)
характеризуют величины К при v = 50 м/сек
и при переменных Л, 5° и 6.
В зависимости от продолжительности ра-
боты резца и влажности древесины удельное
сопротивление К следует брать с поправоч-
ным коэфициентом, учитывающим затупление
(табл. 7) и влажность древесины (табл. б).
Таблица 6
Состояние
древесины
Попра-
вочный
коэфициент
для К . .
Очень су-
хая древе-
сина
w=5—8%
Сухая
да=10 —
15%
X
Подсушен-
ная (воз-
душно-
сухая)
w =25-30%
°i93
Сырая
щ»=50-70Й
о,88
Фрезерованная поверхность получается со
следами неровностей (волн), геометрические
показатели которых определяются формулами:
длина волны (теоретическая)
__ ц 1000
со -— My *™~ ' -wHfj
п-г
глубина волны
—r ли*,
где R — радиус фрезы в Л?^; е — фактическая
длина волны в мм.
Теоретическая длина волны практически
может быть получена при условии абсолютного
равенства радиусов
резания всех резцов
фрезы, практически
же радиусы резцов
кг/Мм2
20
и
6
5
2
1
\
Л
\
\
ч
Г
— 1
' i ..
==
0,02 0,06 0,1 0,f4 /1мм
Средняя толщина стружки
Фиг. 12. Удельное сопротивле-
ние фрезерования при v —
— 50 м/сек в зависимости от
толщины стружки при 8 = 78".*
/ — твёрдая; 2 — мягкая дре-
весина; при 8 => 62°: 3 — твёр-
дая древесина; 4 — мягкая дре-
весина (по Манжос),
ш
20 60 100 140 в°
Фиг. 13. Удельное со-
противление фрезеро-
вания при v = 50 м\сек
в зависимости от угла
перерезания 8, Л =
= 0.025 мм, 8 = 63°:
верхняя кривая—для
твёрдой, нижняя — для
мягкой древесины.
неодинаковы и разность радиусов Д отдельных
резцов имеет следующие значения: у фрез
с короткими лезвиями Д = 0,05 — 0,06 мм; но-
жевых валов с длинными лезвиями Д -= 0.О7—
0,1 мм; фрезерных инструментов с профуго-
ванными лезвиями Д = 0,02 — 0,03 мм.
Фиг. 14. Удельное 4
сопротивление фре-
зерования при z/— 3
= 50 м!сек и h —
=0,14 м в зависимо» ?
сти от угла резания
(по Манжос): / — ,
твёрдая древесина;
2 — мягкая древе- п
сина.
/
\
1—*
1
/
У
50 55 60 65 70 75 80 85 Л°
Угол резания
Указанные неточности радиусов резания
приводят к тому, что на фрезерованной по-
Таблица 7
Продолжительность непрерыв-
ной работы в час
Поправочный коэфициент для К
о
i
о.5
1,15
I
1,2
1.5
'.25
а
1.3
8.5
1.35
3
1.4
4
1.5
S
1.55
б
1,6
ГЛ. XIV]
РАСПИЛИВАНИЕ
681
верхности остаются волны только от одного
резца; поэтому фактическая длина волны вы-
ражается формулой
е = ип,
что имеет место при условии
и < 0,002л /DA — А2 м1 мин.
Значения и, вычисленные по этой формуле,
в зависимости от числа оборотов в минуту
для различных А при D = 125 мм приведены
в табл. 8.
Таблица 8
Величина скорости подачи и в м/мин в зависимости
от разности радиусов резцов А и числа оборотов
фрезы
сила подачи 2РЦ опре-
Разность
радиусов
резцов Д
в мм
О,1
°.°5
О,С2
3000
2О,6
14,6
9.5
Число
4000
27,5
19,6
!2,5
оборотов фрезы
4500
5000
6000
и в м/мин
31
22,0
H.I
34.5
24,5
15,8
41,2
29,2
19,о
в минуту
8000
55
39
35
10 000
63,7
49
3?,5
Усилие подачи. В процессе фрезерования
по схеме фиг. 15 при срезе стружки возникают
сила резания Р и сила отжима Ро. которые
Фиг. 15. Схема усилий подачи при фрезеровании.
дают составляющие по направлению подачи
и перпендикулярно к ней. Сумма сил Р' и Ро>
непосредственно противодействующая подаче»
определяется формулой
Ри = Р'о + Р =Р (sin a + с cos a),
а сумма сил, действующих нормально к подаче
или сокращенно — нормальная сила, выра-
жается так:
где
Рп ~ Р" — Ро =, Р (COS a - с sin а),
I Н\ Рл
а = arc sin 11 —уг J и с =¦ -~~ .
Если нормальная к подаче сила направлена
в сторону опорной поверхности станка, то по-
является сила трения по опоре.
При обратном её направлении необходим
дополнительный прижим заготовки к опоре.
В обоих случаях возникает сила трения,
которая зависит от нормальной силы и крэ-
фициента трения древесины по опоре. В ре-
зультате суммарная
деляется формулой
= Р [(sin а + с cos а) + / (cos а — с sin а)] кг.
Выражения Ри и Рп остаются в силе для по-
дачи во всех квадрантах вращающейся фрезы
(фиг. 15), если угол а отсчитывать от горизон-
тального радиуса / квадранта против часовой
Стрелки.
Для всех квадрантов положительное значе-
ние функций характеризует направление слева
направо и сверху вниз. Режимы фрезерования
на практике принимаются следующие: скорость
резания — от 20 до 50 м/сек; подача на один
резец: 0,3— 1 мм при очень чистом фрезеро-
вании, 1—2,0 мм при чистом фрезеровании и
2,5—3,0 мм при грубом фрезеровании.
РАСПИЛИВАНИЕ
Различают распиливание вдоль волокон
(продольное) (фиг. 16, а), поперёк волокон
(поперечное) (фиг. 16, б) и под углом к волок-
нам (фиг. 16, в). Кроме того, иногда, например
и круглопильных станках с вертикальным
шпинделем, распиливание коротких чурок на
ящичные дощечки производится в плоскости
волокон с подачей перпендикулярно к их
длине (фиг. 16, г).
Для устранения заедания (зажима) пилы
в пропиле производится уширение режущей
части пилы посредством развода или расклёпы-
вания зубьев или же применяются пилы кли-
нового (конического) сечения.
При распиливании каждый зуб пилы срезает
стружку, поперечное сечение которой зависит
от характера уширения режущей части пилы.
Фиг. 16. Виды распиливания.
На фиг. 17 показаны схемы среза стружки
при продольном (фиг. 17, а, б, в) и поперечном
(фиг. 17, г) распиливании.
Размеры и форма поперечного сечения
стружки, как видно из схем (фиг. 17), различны.
Элементы процесса распиливания характе-
ризуются следующими выражениями: ширина
пропила Ь = s + 2с мм для пил с разведёнными
и расклёпанными зубьями и b = s мм для пил
с коническим полотном, где s — толщина пилы
в мм, а с — величина развода на сторону.
Площадь поперечного сечения стружки
FtzbUg мм2,
где и2 — подача на 1 зуб пилы.
Необходимо, чтобы при распиливании объём
стружки, срезанной каждым зубом, вмещался
682
РЕЗАНИЕ ДРЕВЕСИНЫ
[РАЗД. IV
во впадине между зубьями с учётом допусти-
мого уплотнения, что практически регламен-
тируется условным коэфициентом напряжён-
ности межзубовой впадины и по формуле
игН *
где/—площадь межзубовой впадины в.мм*;
Н—высота распила в мм.
При практических расчётах принимают
следующие значения коэфициента о: при рас-
пиливании брёвен на мощных лесорамах а =
где D — диаметр пилы в мм; п — число обо-
ротов в минуту.
Подача на один оборот пилы
а-1000
ип = - мм,
где и — скорость подачи в м\мин.
Подача на 1 зуб пилы
_ ц-1000
" ~ пг '
где г — число зубьев пилы.
а; бГ 6) г)
Фиг. 17. Схемы продольного и поперечного распиливания.
= 0,6 -г-1,2; на лесорамах старых конструкций
о = 1,5-г-2; при распиливании досок и брусков
на круглопильных станках с механической по-
дачей а = 2-г-4; брусков и досок на ленточ-
ных и круглопильных станках с ручной пода-
чей <* = З-г-8.
Подача на 1 зуб (иг) принимается на основе
условий прочности зубьев и требуемого ка-
чества распила. Практически значения подач
колеблются в широких пределах, достигая
@,8 — 1M, где 5 — толщина пилы.
Распиливание древесины производится:
а) вращающимися пилами (дисковыми, цилин-
дрическими и сферическими); б) ленточными
пилами и в) прямыми плоскими пильными
полотнами с возвратно-поступательным дви-
жением.
Работа цилиндрических и сферических пил
принципиально не отличается от дисковых, и
потому в дальнейшем рассматривается процесс
распиливания только для дисковых пил.
Схема распиливания дисковой пилой при-
ведена на фиг. 18. Элементы процесса резания
Фиг. 18. Схема распиливания дисковой пилой.
при распиливании дисковыми пилами рассчи-
тываются по следующим формулам.
Скорость резания
•кип .
v = ЖШм1сек'
Угол контакта (врезания)
а = arc sin
— arc sin -Q- град.,
где Н — высота распила в мм; а — расстояние
от оси вращения пилы до нижней поверхности
заготовки в мм; R — радиус пилы в мм.
Число одновременно режущих зубьев
где t — шаг зубьев в мм.
Длина стружки
/==1боа мм'
Средняя толщина стружки
CD """"" "" 1 Л€яп
где
где
Минимальная толщина стружки
Лт1П = uz cos ax мм,
oj = arc sin ¦' ' град.
Максимальная толщина стружки
Лшах = Иг COS a2 град.,
а2 = arc sin -jr град.
Средний угол перерезания волокон
в = 90 -^ arc sin ¦ D
ГЛ. XIV]
РАСПИЛИВАНИЕ
683
Усилия резания определяются следующими
выражениями: среднее усилие на зубе пилы
Prn = Kbh,
ср
кг,
где Ь — ширина пропила в мм; окружное уси-
лие на пиле
И - ИсРч - Д 60» '
где К — удельное сопротивление резания.
Мощность резания определяется по фор-
муле
.. Pv КЬНа
75 60-75
км
Крутящий момент на валу М —
кгсм.
Удельное сопротивление резания К при
распиливании дисковыми пилами учитывает
кроме собственно сил резания также силы
трения стружки о стенки пропила. В табл. 9
приведены опытные значения К для средних
Таблица 9
Подача
на 1 зуб
uz в мм
о.о5
о,15
О,2О
0,25
°,3
К кг/мм'
Сосна
ю,5
8, о
6,5
5,5
5.о
4,5
Дуб
16,5
13,5
и.5
9.7
8,8
8,2
Подача
на 1 зуб
иг ъмм
°,4
о,5
о,6
°.7
i
К кг/мм'
Сосна
4.»
3-9
3-8
3.7
3.3
Дуб
7.2
6.7
6,5
6,3
производственных режимов и условий про-
дольного распиливания: v = 60 — 70 м/сек;
Ь = 60е; а = 20 - 25°; О = 400 - 500 мм; / =
= 22 — 30 мм; зубья разведены с отгибом на
стороны с = 0,5 мм; влажность древесины
w — 15%, зубья пилы острые.
При о>60°
табличное
+0,02(о — бО).
В зависимости от продолжительности ра-
боты пил и влажности древесины удельное
сопротивление резания следует брать с по-
правками на влажность по табл. 10 и на за-
тупление—по табл. 11.
Таблица 10
Состояние древесины
Поправка к Л на
влажность
ю
« I
&1
1
X 2~
Kg,
ЗП
С§
i.i
Ю
«i
I'I5
S X :
.4 о 2
1|'7
Таблица 11
Работа пилы
в часах
Поправка к Л" на
затупление ....
0
i
1
I, '2
1,5
1.23
2
3
1,^6
4
1.5
Усилие подачи при распиливании дисковыми
пилами определяется теми же формулами, что
и для фрезерования (см. стр. 681):
Ри = Р (sin a + с COS a)
и
Р„ = Р (COS a — С Sin а).
Суммарное усилие подачи при учете силы
трения заготовки по столу под действием
силы Рп определяется формулой
*= P[(sino+ccosa);+ /(cosa—csina)] кг,
где
a = arc sin
2a
D
град.
При выборе режима резания для продоль-
ного распиливания дисковыми пилами следует
руководствоваться следующим:
скорость резания
v = 50 — 80 м'сек;
подача на 1 зуб
иг = @,05 — 0,8) 5 мм,
где s — толщина пилы, а именно: при распили-
вании брёвен мягкой древесины пилами с рас-
клёпанными зубьями иг = @,6 — 0,8) s; то же
с разведёнными зубьями иг = @,3 — 0,5M; при
распиливании брёвен твёрдой древесины иг —
= @,2—0,3M; при ребровом распиливании
мягкой древесины «2-=@,2 — 0,3M; то же
твёрдой древесины и2 = @,1 — 0,2) s; при требо-
вании особо чи-
стого распила иг =
=@,05 - 0,1M.
Распиливание
ленточной пилой
осуществляется
прямолинейно дви-
жущейся частью
полотна с постоян-
ной скоростью и
при подаче заго-
товки также с
постоянной ско-
ростью.
На фиг. 19 по-
u-ячяыя (-VP111 пя<- Фиг. J9 Схема распиливания
казана схема рас- ленточной пилой,
пиливания ленточ-
ными пилами.
Элементы процесса распиливания рассчи-
тываются по следующим формулам.
Скорость резания
MJceK,
60-1000
где D — диаметр пильного шкива в мм,
п — число оборотов шкива в минуту.
Подача на 1 зуб пилы
_ ц-1000/
2 ~ т.Оп ММ'
где и — скорость подачи в м/мин; t — шаг
зубьев в мм. Число одновременно режущих
зубьев
Я
где И — высота распила в мм.
684
РЕЗАНИЕ ДРЕВЕСИНЫ
1РАЗД. IV
где
Толщина стружки
h = uz cos a » u2,
tg а "" Ш/'
Усилия резания и подачи определяются
выражениями:
усилие на пиле
_ КЪНи
Я к
усилие на зубе пилы
Р -
Р
усилие подачи
где с = — ; /— коэфициент трения заготовки
по опоре.
Мощность резания
Удельное сопротивление резания К сле-
дует брать по табл. 9 для дисковых пил, уве-
личивая табличные значения на ~ 20—30%.
Режимы работы ленточных пил: 1) ско-
рость резания v = 4Э—6Э м\сек при распиле
брёвен, 30—40 м/сек — на ребровых станках,
20—35 м/сек — на столярных пилах; 2) подача
на 1 зуб и2 — на столярных пилах @,05 —
0,10) s; на ребровых пилах
@,25—0,7) s; при распиле
брёвен @,2 — 0,5) s, где
5 — толщина пилы в мм.
Распиливание пилами с
возвратно - поступательным
движением от шатунно-кри-
вошипного механизма ха-
рактерно для лесорам. Схема
действия лесорамы показана
на фиг. 20.
Основные виды подачи
бревна у лесорам: а) толч-
ковая за холостой ход пилы;
б) толчковая за рабочий
ход пилы; в) непрерывная
с постоянной скоростью.
Элементы процесса рас-
пиливания на лесорамах
рассчитываются по следую-
щим формулам.
Средняя скорость резания
Фиг. 20. Схема рас-
пиливания пилой с
возвратно - поступа-
тельным движе-
нием.
2Н п
60-1000
м/сек,
где И' — ход пилы в мм; п — число ходов
пилы в минуту. Подача на один ход пилы
(посылка)
д = иср
мм.
Подача на 1 зуб пилы
и2 = Д иг cos 'f (при толчковой подаче
" за холостой ход),
где <р — уклон пилы в градусах; t — шаг зубьев
t
пилы в мм; и2 - Д т-7 -и* (при толчковой
подаче за рабочий ход);
игср." Д 777 cos? (при непрерывной подаче).
Число одновременно режущих зубьев
Я
где Н—высота распила в мм.
Усилия при резании рамными пилами вы-
ражаются следующими зависимостями.
Усилие резания, среднее за рабочий ход,
где >jf/ — суммарная высота распила всеми
пилами в поставе рамы в мм.
Усилие резания, среднее за двойной ход
пилы,
р — Е. — к. •
Усилие подачи за рабочий ход
Ри = Рс,
где с « 0,6—1,0.
Усилие подачи, среднее за двойной ход,
Р : О ^ р
Мощность резания определяется по фор-
муле
b^Hiim &У//Дя
л. с.
60-75
1000-60-75
Значения К при распиливании сосны на
лесорамах при средних условиях выбирают в
зависимости от подачи на 1 зуб (иг) и сред-
ней высоты распила {Нср) по табл. 12.
Таблица 12
Значение удельного сопротивления К при распили-
вании сосны на лесорамах в кг/мм*
Подача на
1 зуб/шаг
uz в ми
О,2
о,4
о,6
о.8
1,О
1,2
1,4
t,6
Средняя высота пропила Нс„ в см
12-16
8,3
7.2
6,5
6,т
5.8
5.6
5.4
5,3
18-22
8,7
7,6
6,9
6,5
6.2
6,о
5,8
5,7
24—28
9,1
8,о
7,3
6,9
6,6
6,4
6,2
6,1
30-34
9о
3-4
7-7
7.3
7.°
6.8
6,6
6.5
36—40
9,9
8,8
8,г
7-7
7.4
7,2
7-о
6,9
где иср — средняя скорость подачи в м}мин.
Значения К при распиливании на лесора-
мах выше, чем при распиливании круглыми и
ленточными пилами, вследствие повышенного
ГЛ. XIV]
СВЕРЛЕНИЕ
685
Таблица 13
Способ распиливания
Распил на доски
Выпиливание средин-
ного бруса толщиной
10 см
То же 12 см ....
14 ,
1«
18
20
22
24
26
10-12
—
—
—
—
—
—
Посылка ?
13-14 | 15—16
33
_
—
—
—
—
—
—
—
З1
32
—
—
—
—
—
—
в мм при диаметре брёвен или
17-18
28
.
3°
—
—
—
—
—
—
19-20
26
аб
27
28
—
—
—
—
—
21—22
24
25
26
26
27
—
—
—
23-24
22
23
24
24
24
25
—
—
—
высоте
25—26
2О
2О
21
22
23
24
2 +
—
—
брусьев
27—28
•9
'9
Х9
2О
21
22
23
24
—
29-30
17
17
*7
г?
j8
19
2О
21
22
31-32
i6
16
]6
1б
*7
17
i8
19
2О
21
\ ¦
трения пил о стенки пропила и затраты доба-
вочной работы на мятие опилок в межзубо-
вых впадинах.
Для иных (чем сосна) древесных пород зна-
чения К принимают с поправочным коэфици-
ентом, равным: для ели—0,9, для лиственницы —
1,07, для берёзы — 1,3, для дуба — 1,55.
Если принять за единицу значение К для
острой пилы, то в зависимости от продолжи-
тельности работы пилы принимают К со сле-
дующим поправочным коэфициентом:
Продолжительность работы пилы
в часах i 2 3 4
Поправочный коэфициент к К . 1,14 1,27 Ь4 i>5
Величины нормальных посылок Д при рас"
пиле хвойных брёвен длиной 6,5—7 м на ле*
сорамах с Н' =500 мм приведены в табл. 13-
При брёвнах короче 6,5 м берётся посылка,
указанная в таблице для ближайшего мень-
шего диаметра или ближайшей меньшей вы-
соты бруса; при брёвнах длиннее 7 м — по-
сылка ближайшего большего диаметра. При
h' ф 500 мм посылка изменяется прямо про-
порционально величине хода рамы.
Относительные значения Д для древесины
различных пород (принимая для сосны и ели
\ = 1): для берёзы — 0,9'; для лиственницы —
0,85; для дуба и бука — 0,6 -0,7, для граба —
0,5.
СВЕРЛЕНИЕ
В зависимости от направления сверления
по отношению к направлению волокон дре-
весины различают сверление поперечное,
перпендикулярное к волокнам и сверление
вторец. В первом случае используются свёр-
ла с режущим лезвием, перпендикулярным
оси вращения сверла и подрезателям, во вто-
ром случае свёрла с режущими лезвиями (рас-
положенными под углом к оси сверла, под-
резатели же отсутствуют). На фиг. 21 пока-
зана схема сверления: а) поперечного и б) в
торец, выполняемого' свёрлами соответствую-
щих типов.
Различные зависимости для сверления.
Скорость резания
м'сек>
60-юоо
Подача на один оборот сверла
и-1000
ип — .. мм,
где и — скорость подачи в м/мин.
Подача на один резец сверла
uz = — мм,
Z
где z — число резцов.
Толщина стружки
h — u2 cos yMM (при сверлении поперечном),
где
\о со =
8 ?
60»
И
h — u~ sin -~ (при торцевом сверлении),
7 — угол сверла при вершине в градусах.
щ [Г
1
я) б)
4 иг. 21. Схема сверления древесины.
Объём высверленной в минуту древесины
nd2 и„
где й — диаметр сверла в мм; п — число обо-
ротов в минуту.
Окружное усилие
Р = К —"- кг.
4
Усилие подачи
Мощность резания
^^^'зоо" л'с'
Удельное сопротивление резания К или чис-
ленно равная ей удельная работа сверления
686
РЕЗАНИЕ ДРЕВЕСИНЫ
[РАЗД. IV
зависит от конструкции сверла, его диаметра
и режима сверления и изменяется в широких
пределах.
кг/мм2
32
28
20
16
12
\
у
ч i
*¦—
, \ I -
!
2
\
i
I
В зависимости от диаметра сверла необ-
ходимо К брать с поправочным коэфициен-
том, выражающимся следующими значениями:
7,8 при d = o мм; 2,1 при d — 10 мм; 1,0 при
d — 15 мм\ 0,7 при d — 20 мм и 0,5 при d =
= 25 мм.
Принимая К при сверлении сосны за еди-
ницу, значения К. для других пород равны:
ольха — 0,9, бук — 1,8, дуб — 2,4.
Для различных пород древесины харак-
терны следующие режимы сверления (табл. 14).
Таблица 14
О 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 мм
Подача на 1 оборот
Фиг. 22. Удельная работа при сверлении древесины цен-
тровым сверлом с подрезателями поперёк волокон при
8 — 60°, а - 40°, d = 15 мм и п — 3800 об,мин: / — бе-
рёза; 2 — сосна; глубина сверления не более 10d.
Опытные значения К для поперечного свер-
ления приведены на фиг. 22.
Порода древесины
Твёрдая
Средней твёрдости
Мягкая • . .
Скорость
резания
в м/сек
о,2—о,5
°о-а,5
о,8—4
Подача на
один обо-
рот в им
o,i-o,5
°,з— i
0,7—2,2
Выработка гнёзд может выполняться цепным
долблением с использованием фрезерной цепоч-
ки, посредством сверлильно-долбёжного про-
цесса, при котором сверло работает в полом
квадратного сечения долоте, путём сверлиль-
Таблица 15
Элементы
процесса
Способ выработки гнёзд
фрезерной цепочкой
сверлом с полым
долотом
пазовым сверлом
долотом с возвратно-
поступательным
движением
Скорость резания
в м/сек
izdn
1000 • 60
" ~ Диаметр в мм; п — число оборотов в минуту
Нп
VCP—W где Н~
высота хода в .«, п -
число ходов в минуту
Подача на один обо-
рот в мм по напра-
влению и
и ¦ 1000
Е f
п
где и—скорость подачи в м/мин
а' • 1000
и' - 10С0
п п
и' ¦ 1000
Подача на один ре-
зец в мм по напра-
влению и
То же и'
и ¦ t
и' ¦ t
" v ¦ 60
и • 1000
uz= , где z — число резцов
и> " 100°
n-z
Мощность резания
в л. с. при подаче
по и
То же при подаче
по и'
N-K-
bdu
60 • 75
Ыи'
См. сверление
60 • 75
где #=10-25 :
dla'
60 ¦ 75
См. резание элемен-
тарными резцами
* При выборе К по данным элементарного резания следует учитывать следующие выражения элементов про-
цесса: Н' — 0,6 а мм, 8*50.
ГЛ. XIV]
ТОЧЕНИЕ
687
но-фрезерного процесса с использованием па-
зовых свёрл и, наконец, долблением долотом
с возвратно-поступательным движением.
В табл. 15 приведены схемы процессов вы-
работки гнёзд, их характеристика и расчёт-
ные формулы.
Нормальные режимы выработки гнёзд при-
ведены в табл. 16.
чистовой обработки с подачей вручную по
подручнику или в супорте. Кроме того, для
фасонной обточки, подрезки и отрезки при-
меняются специальные фасонные подрезные и
отрезные резцы.
Скорости резания при точении приме-
няются: v = 0,5— 3 м/сек для очень твёрдых
пород; v = 5—7 м/сек для пород средней твёр-
Таблица 16
Режим
Способы получения гнёзд
фрезерной
цепочкой
сверлом с по-
лым долотом
пазовым
сверлом
долотом с воз
вратно-посту-
пательным
движением
Скорость резания v в м/сек
Скорость подачи и в мм/сек
а) Для мягкой древесины и для твердой при
глубине но 60 мм
б) Для твёрдой древесины при глубине до 100 мм
в) То же при глубине > 100 мм
Скорость боковой подачи и' в мм/сек
Подача на один оборот
ип в мм
и в мм
Глубина долбления I в мм
2,5—
35—i
20—30
IO — 2О
и' =(о,7-о,5) и
Цо 175 мм
зо—4°
э,з—1.3
8о—збо
о.з—ю
о,5—La
ДО ioo
t=-(i—z)d при
[боковой подаче
До I5O
ТОЧЕНИЕ дости; у =10 —13 м/сек для древесины мяг-
ких пород. Углы резания резцов 8 =„45—^70°.
Для точения древесины применяются рез- В табл. 17 приведены характеристика и
цы с закруглённым лезвием для грубой об- расчётные формулы процесса точения древе-
дирки и прямолинейным косым лезвием для сины.
Таблица 17
Элементы
процесса
Обточка черновая
Обточка чистовая
Подача на один обо-
рот
ип=— мм (ип =1,25—2,5 мм)
и ¦ 10СО
ап~ — мм (Нд=0,75—1,25 мм)
Глубина точения
Н-2—5 мм
«=0,25—1: мм\
Поперечное сечение
стружки
=и„Н мм1
Толщина стружки
(
м I
( 1 И\
мм I cos a=l =-}
h-an cos |J мм
Средний угол встре-
чи 8 .
Сила резания
—di) a ¦ 1000
Мощность точения
Pvcp KFvcp KHunvcp ^ *\d*-dx)un
75 75 ^75 К 18-10»
Крутящий момент
м=к?±?-=к-
На,
40
-=Ка
я 80
688
РЕЗАНИЕ ДРЕВЕСИНЫ
[РАЗД. IV
Удельное сопротивление резания К, можно
определить по данным раздела „Резание эле-
ментарным резцом".
При средних режимах продольного точе-
ния можно принимать следующие значения
удельного сопротивления резания К', при об-
точке древесины мягких пород — 1-2 кг/мм2
для чистовой обточки; 0,5—0,7 — для обдирки;
при обточке древесины твёрдых пород — 2—
3 кг/мм'1 для чистовой обточки, 1 кг/мм2 — для
обдирки.
В массовом производстве цилиндрических
палок точение заменяется обработкой вра-
щающейся пустотелой ножевой головкой
(круглопалочной). Принцип резания и все рас-
чёты аналогичны указанным для простого то-
чения. Необходимо лишь учитывать число
резцов.
ЛУЩЕНИЕ
Лущение на фанеролущильных станках
является процессом среза стружки по волок-
нам перпендикулярно их длине (поперечное
резание) на вращаю-
щемся кряже по всей
его длине (фиг. 23).
Для среза шпона
древесина пропари-
вается и обрабаты-
вается в нагретом со-
стоянии, причём срез
стружки сопрово-
ждается обжимом по-
средством специаль-
ной обжимной линей-
Фиг. 23. Схема лущения ки. Стружка в виде
шпона: /—обжимная линей- лущёного ШПОНЭ слу-
•са; 2 - нож; 3 - стружка. жит для изготовления
клеёной фанеры.
Скорость резания при лущении
v =
nDn
60
где D — ъм (v = 0,2—1 м'сек). Задний угол
ножа 2—5°. Угол заточки 18—23°. Величина
обжима 10—300/0. Температура нагрева дре-
весины 30—45° С.
Практически срезаемая толщина h шпона
0,1—5 мм.
Мощность резания определяется по формуле
*г/мм?
0,8
0,6
«4
0,2
\
ч
4—
—¦ —
0,4 0,8 1,2 1,6 2,0 2? t
Толщина шпона
Фиг. 24. Удельное сопротивление
резания при лущении березы
D = 200 мм, I = 1620 мм при
п «= 46 об/мин; ^-35° С и Д=25 %.
ш
К 7Ъ '
Усилие ре-
зания
Р = /С/Л,
где / — длина
заготовки в мм;
К -удельное со-
противление ре-
зания в кг/мм2.
Значения К Для берёзы, установленные
опытом, приведены в графике фиг. 24.
Величина К для различных пород древе-
сины, если для берёзы её принять равной еди-
нице, следующая: для кедра — 0,75 —0,8; бука —
1,2-1.3; дуба-1.7-1,8.
КОПИРОВАНИЕ
Копирование объёмных фигурных деталей,
производимое вращающимися фрезерными
резцами, принципиально не отличается от
процесса фрезерования.
Подача обычно осуществляется в двух
направлениях: а) поперечном — перпендику-
Фиг. 25. Схемы копирования.
лирно к оси вращения фрезы и б) продоль-
ном — параллельно оси фрезы.
Модель копируемого изделия, кинемати-
чески связанная с осью фрезы, определяет
размеры и форму обрабатываемых изделий.
ti\. xiV]
КОПИРОВАНИЕ
689
Различают копирование поперечное и про-
дольное. В первом случае (фиг. 25, а, б и в)
стружка срезается в направлении, попереч-
ном к волокнам; ось фрезы параллельна оси
заготовки; во втором (фиг. 25, г) — срез
стружки происходит в продольном направле-
нии, а ось фрезы перпендикулярна оси заго-
товки.
При копировании обычно заготовка вра-
щается (фиг. 25, а, в, г) или, реже, неподвижна
(фиг. 25, б). В последнем случае поперечная
подача осуществляется заготовкой по стрелке
с числом двойных ходов л'.
Совокупность перемещений заготовки и
инструмента определяют следующие четыре
варианта копирования:
Г— поперечное; заготовка вращается и
имеет осевую подачу (фиг. 25, а);
II — поперечное; заготовка неподвижна;
осевая и поперечная подачи осуществляются
фрезой (фиг. 25, б);
III — поперечное; заготовка вращается;
осевая подача отсутствует (фиг. 25, в);
IV — продольное; заготовка вращается и
имеет осевую подачу (фиг. 25, г).
Элементы процесса и мощность, затрачи-
ваемая при копировании, рассчитываются по
следующим формулам.
Скорость резания
TtDn
где и — скорость осевой подачи в мм/мин;
п' — число оборотов заготовки в минуту.
Продольная подача на один поперечный
ход (вариант II)
Д — т.
2
ММ,
v =
1000-60
1 сек,
где D — диаметр фрезы в мм; п — число обо-
ротов фрезы в минуту.
Осевая подача на один оборот заготовки
(для вариантов 1 и IV),
п'
где П\ — число двойных ходов фрезы в ми-
нуту в поперечном направлении.
Угловая подача на один оборот фрезы
шп = ?60 — град, (варианты I, III, IV).
То же на один резец
= — град.
Z
где z — число резцов фрезы.
Длина продольных волн:
е1 = ип. (для вариантов I и IV);
?j = Д мм (для варианта II).
Длина поперечных волн:
~ 2ят— мм (для вариантов I, III, IV);
TIZ
мм (для варианта II),
где г—текущий радиус копируемого участка
заготовки в мм.
Таблица 18
Элементы,
процесса
и показатели
режима
Скорость резания
в м/сек
Оптимальное давле-
ние прижима в кг
Усилие шлифования
в кг
Мощность шлифова-
ния В Л. С.
Скорость резания v
в м\сек
Удельное давление
прижима р в кг/см2
'¦ Коэфициент сопро-
тивления шлифова-
ния К
Способ шлифования
Шкуркой на вращаю-
щемся цилиндре
Шкуркой на лобовой
поверхности вращаю-
щегося диска
/__
и
Бесконечной лентой
при неподвижном
столе
Q
и "
при подвижном столе
и прижиме утюжком
Л
nDn _ -
г»= —-—, где D — диаметр в м, п — число оборотов в минуту
60
Q=p?j/2,5D
P=--Kpb\ 2,5D
Q=pbl, где D, Ь и 1—в см
Р=КрЫ
Р=(К+/)рЫ
75
15—аЗ
0,4
0,4
15—2О
о,6—о,7
о,4—о,6
12—2О
о,з—о,5
о,з
12—2О
0,6
о.З
44 Том 9
690
РЕЗАНИЕ ДРЕВЕСИНЫ
[РАЗД. IV
При практической неточности установки
величин радиусов резания отдельных резцов
фрез, достигающей 0,1 мм, длина поперечной
волны соответствует однорезцовой фрезе.
В этом случае в приведённых выше форму-
лах нужно z приравнять единице.
Средний секундный объём срезанной
стружки:
Q = -^-j ~г см*/сек (для вариантов I, II
и IV);
Q = (Qi — Q2) eg см31сек (Для варианта III),
где Qi — объём заготовки в смг; Q2 — объ-
ём обработанной детали в см*\ L — длина
заготовки в мм', и — скорость подачи в
MMJMUH.
Средняя мощность, затрачиваемая на ко-
пирование, выражается формулой
где К — удельная работа в кгм/см9; значения
К для приближённых расчётов при обработке
берёзы следующие: 1,5 — 2,5 для копирования
по вариантам I и II; 1—2 — для варианта III;
2—3 — для варианта IV.
ШЛИФОВАНИЕ
Шлифование древесины производится аб-
разивными шкурками, натянутыми на ци-
линдры или на лобовую поверхность диска,
либо в виде бесконечной ленты, движущейся
на вращающихся шкивах.
Характеристика способов шлифования,
расчётные зависимости для процесса и нормы
оптимальных режимов приведены в табл. 18.
РЕЖУЩИЙ ИНСТРУМЕНТ
ПИЛЫ
Пилы для распиливания древесины по
форме полотна бывают полосовые, дисковые,
ленточные (в виде бесконечной ленты), ци-
линдрические и сферические.
Толщина пил зависит от формы полотна,
его размеров и назначения пилы и указы-
вается в миллиметрах или номером бирмин-
гамского калибра (BWG).
Сопоставление номеров пил по BWG и
толщины их в миллиметрах приведено в
табл. 19.
Полосовые пилы
Полосовые пилы разделяются на рамные,
поперечные и лобзиковые.
Рамные пилы применяются в лесопильных
рамах для продольного распиливания брёвен
на доски и брусья.
Зубья этих пил раз-
водятся или рас-
клёпываются. Ос-
новные формы про-
филя зубьев: а) ко-
сой с прямой спин-
кой; б) с ломаной
спинкой (волчий)и
в) долотообраз-
ный, являющийся
комбинацией пер-
вых двух форм.
Назмеры элемен-
тов рамной пилы
приведены в табл.
20, и на фиг. 26.
Материал пил —
инструментальная
сталь с содержа-
Фиг. 26. Рамная пила и про-
фили её зубьев: а — зуб с пря-
мой спинкой; б - зуб с лома-
ной спинкой („волчий");8 — зуб
с ломаной спинкой (долото-
образный).
нием углерода.0,7—
0,9°/о и присадками
легирующих ме-
таллов Сг, V, Ni. Твердость полотна 400—440
единиц по Бринелю. Величина отгиба зубьев при
разводе обычно 0,5—0,6 мм, достигая 0,75 мм
на сторону. Натяжение пильных полотен в
раме — от 5 до 10 иг на 1 мм? поперечного
сечения полотна.
Поперечные полосовые пилы применяются
в станках с возвратно-поступательным движе-
Таблица 19
№ по
BWG
7
8
9
до
и
12
Толщина
в мм
4.57
4.19
3.76
3,4°
3.°5
=.77
№ по
BWG
13
Н
15
i6
17
18
Толщина
в мм
a,4i
2,11
1,88
1,65
1.47
1,24
J*PO
BWG
»9
2О
21
22
23
24
Толщина
в мм
1,О7
0,89
o,8i
0,71
0,61
°,56
Таблица 20
Элементы пилы *
Длина пил L . .
Ширина В ...
Толщина пил 5
в № BWG ....
Шаг зубьев /
при разведённых
зубьях
То же при рас-
клёпанных зубьях
Высота зубьев А
при разведённых
зубьях
То же при рас-
клёпанных зубьях
Радиус закругле-
ния впадины . . .
Задний угол а .
Угол заостре-
ния А
Передний угол f
Угол резания 8 .
Размеры
ноо—1850 мм
I2O— l8o ММ
13- 14. 15. i6,
реже 12 и 17
17—24 мм
2О—32 ММ
. 1б—2О ММ
Ij—24 ММ
1,7—2,4 мм
30—40°
35—55°
5-18°
72-85°
Примечания
1=?>+Я+A00+
тгЗОО) мм, где D—
диаметр распили-
ваемого бревна
• в мм, Я—ход ра-
мы в мм
B=@,12-j-0,15) L
t < 10s
/<145
Л—@,75-4-1) /
А_@,7ч-0,8) t
r»O,lf
Больший—для
мягкой древесины
Больший—для
твёрдой древесины
* Обозначения — по фиг. 26.
ГЛ. XIV]
пилы
691
нием (так называемых „лисий хвост*), предна-
значенных для поперечного распиливания брё-
вен. Размеры поперечных пил: длина —
1500—1600 мм; ширина —около 200 мм; тол-
щина— № 8—11 BWG; шаг зубьев 30—45 мм.
Лобзиковые пилы применяются для выпи-
ловки криволинейных деталей с малым ради-
усом кривизны. Их размеры: длина — 300—
350 мм; ширина — 2—10 мм; толщина — 0,7—
1,2 мм.
Дисковые пилы
Дисковые пилы по форме поперечного се-
чения диска бывают с плоским (нормальные)
и коническим полотном (строгальные) и дели-
тельные. Дисковые пилы с
плоским полотном, с разве-
дёнными или расклёпанными
зубьями используются для
продольного или попереч-
ного распиливания древе-
сины.
Конические строгальные
дисковые пилы в поперечном
сечении имеют форму двух-
стороннего конуса, образую-
щего утолщение перифери-
ческой части диска. Зубья
у этих пил не разводятся и не расклёпываются.
Пилы дают чистую поверхность распила, не
уступающую по качеству строганой. Кониче-
ские делительные пилы имеют утончённую
периферическую часть; зубья у них разводятся.
Применяются для деления досок и брусьев на
тонкие дощечки.
Ниже приводятся технические характери-
стики дисковых пил.
Величина развода на сторону: 0,3—0,5 мм для
пил диаметром до 500 мм, 0,6—0,7 мм — для
пил диаметром более 500 мм. Материал пил —
Таблица 21
D
в мм
IOO
150
200
250
300
350
400
450
5°°
а
в мм
до
14
16
16
20
20
34
24
Зо
Обозначения -
S
в номерах
BWG
31
2О
19
18
Ч
i6
15
14
14
- по фиг. 27
D
в мм
¦ 55о
боо
650
7оо
8оо
goo
IOOO
II0O
13*>
d
в мм
Зо
3°
35
35
45
45
5°
5°
s
в номерах
BWG
13
13
и
ю
10
9
8
1
инструментальная сталь с содержанием угле-
рода 0,8—1,0% и с присадками Cr, V, W-
Твёрдость Rc = 41 — 45.
Фиг. 27. Схема ди-
сковой пилы.
»АЛАЛ
«ЛАЛ/Ъ. »\АЛАЛ
Фиг. 28. Профили зубьев дисковых пил.
Таблица 22
Элементы профиля зуба
пилы
Задний угол а в град
Угол заточки Р в град
Передний угол -j в град . . .
Угол резания S в град
Шаг зубьев t в мм
Высота зуба h „ „
Радиус впадины г в мм . .
Зубья для продольного распила
косой
(фиг. 28, а)
20-35
45 -4°
25-15
65-75
с ломаной
линией спинки
(„волчий")
(фиг. 28, б)
15—2О
6о—45
15—25
75—65
t т (Ю* 15) 5
h ~ @,5-5-0,7) t
Г т (о, I-S-O,2) t
закруглён-
ный
(фиг. 28, в)
2О —ЗО
4о—45
Зо—15
6о— 75
Зубья для поперечного распила
треугольный
симметричный
(фиг. 28, г)
40—6о
20—30 *
НО—130
треугольный
несимметрич-
ный
(фиг. 28, д)
4о—45
5-15*
95—1°5
t м (8+IO) 5
А т (О.7Н-1) t
Г т o,lt
.ВОЛЧИЙ"
(фиг. 28, е)
65—70
-5*
95
• Отрицательный угол.
Дисковые пилы с плоским полотном.
Основные размеры этих пил (фиг. 27) приве-
дены в табл. 21.
Профиль и размеры зубьев пил для про-
дольного и поперечного распиливания приве-
дены в табл. 22.
Толщина пилы s = @,08 -f 0,15) УЪ,
где D — диаметр пилы в мм.
Число зубьев для пил продольного распила
Дисковые пилы с коническим полот-
ном. Размеры строгальных пил (фиг. 29) приве-
дены в табл. 23.
г = @,3
¦0.2)-*-.
для пил поперечного распила
* = @.3-*-0,4)-?-
ТипА
Фиг. 29. Поперечныесеченип дисков строгальных пял.
692
РЕЗАНИЕ ДРЕВЕСИНЫ
[РАЗД. IV
Таблица 23
Таблица 24
«
ЗОО
250
Зоо
35о
4оо
45о
5°°
s
ш
•в
25
3°
3°
Зо
3°
3°
«^
s$
ш
¦ч
8о
8о
IOO
I2O
I4O
Но
140
В скобках
сечения
s
в мм
1,8 (з,о)
2,0
3,3
2,4 C,6)
3,6
э,8
З.о
указаны
в мм
1,2A,3)
1.3
1,4(',3)
1.4
1,6A.5)
1,6A,7)
'.7
Тип
сечения
полотна
А
А
А
А
Б (А)
Б
Б
ш
—
—
—
9°
IOO
120
ср
в мин.
19B1.5)
15
14,5A6,5)
14.5A7)
14, ' (I5.5)
19 B1)
20,5A9)
19
допускаемые размеры и тип
. Обозначения—по фиг
.29.
D
45O
500
боо
s
4
4,2-4,4
4,2-5
4.7-5
I
D
650
8оо
850
S
4.7-5
} 6-5,5
6.5—7
> 1,1—1,2
I 1,2—1,3
Обозначения — по фиг. 31.
Крепление дисковых пил на шпинделе осу-
ществляется зажимом между двумя фланцами
(фиг. 32).
Жёсткость пильного
диска и надёжность
Профиль зубьев строгальных пил 'фиг. 30)
зависит от назначения последних. Для про-
дольного распили-
вания применяется
косой зуб (типа I),
К ' -с для поперечного —
косой зуб с боко-
вой заточкой (ти-
па II), для сме-
шанного распили-
вания — сложный
комбинированный
зуб (типа III).
Профиль и раз-
меры зубьев стро-
'гальных пил при-
ведены в табл. 25.
Размеры кони-
ческих делитель-
Фиг. 30. Профили зубьев стро- ных ПШ1 «Nr- 31)
гальных пил. СМ. В табл. 24.
Фиг. 31. Профиль зубьев и по-
перечные сечения конической
пилы.
Фиг. 32. Схема крепле-
ния дисков пил.
его крепления зависят от диаметра фланцевd,
который определяется из зависимостей
и dx
nf{d-e)az*
где D — диаметр пилы в мм; е— 10—\5 мм\
Р — окружное усилие резания в кг; f — коэ-
фициент трения; а2 = 300—400 кг/см2.
Таблица 25
Назначение
профиля
Для продольного рас-
пиливания (тип I)
Для поперечного рас-
пиливания (тип II)
Для смешанного рас-
пиливания (тип III)
D
в мм
2ОО
25O
35°
4оо
45°
350
35°
2ОО
25°
Зоо
35O
Число
зубьев
4о
4°
48
56
64
4о
48
5°
14
48
18
72
18
72
17
68
t
V
h
h'
г
в мм
15.7
19.8
19,8
19,8
22
22
19,8
22
22
II
II
14
МММ
7
7
8
IO
11
14
14
14
16
16
15
15
16,8
16,8
13
13
17
21
1 I II II
-
о
5
7
8
2
2
3
3
3.5
3.5
2
3
3
3,5
5
5
5
5
а
•
Т
8
-га
Р"
в градусах
34
34
34
34
34
34
4°
4о
Зб
Зб
42
42
42
43
42
43
5°
4°
4о
40
14
14
Ч
14
14
14
0 0 0 О
14
14
14
14
7б
7б
7б
до
9°
76
76
76
76
МММ
-
51
51
51
51
МММ
-
б
6
6
б
Показатель над чертой указывает число секций зубьев, под чертой — число треугольных зубьев со скошен-
ными фасками. Обозначения — по фиг. 30.
гл. xivi
СТРОГАЛЬНЫЕ ИНСТРУМЕНТЫ
693
Ленточные пилы
Ленточные пилы с узким полотном (до
40 мм) применяются для выпиливания криво-
Цилиндрические и сферические пилы
Цилиндрические и сферические пилы при-
меняются в бондарном производстве: первые—
Таблица 26
Элементы профиля
зубьев
Шаг зубьев t в мм .
Толщина пилы s
в мм . . . .
Высота зубьев h
Задний угол а ...
Угол заточки р . . .
Передний угол f . .
Угол резания 6 ...
Ширина пильного полотна в мм
столярных пил для криволи-
нейного распила
5
4
о,55
10
б
о,б5
15
7
о,б5
20
8
о,7
30
9.5
о,8
40
ю
о,8
h = @,5—0.6);
25—35°
60-45е
IO—О
8о—до"
пил для прямолинейного продольного распила
ребровые
50
=5
о,9-
75
зо
-1,07
100
125
150
30—40
i,o7—i,47
175
35—5°
1,24—1,65
распиловочные
200
45-6о
1,65-
300
55—7°
-2,11
h — @,25-0,3) г
2О°
4о-45°
i5-3o°
75-бо°
Обозначения — по фиг. 33.
линейных деталей на столярных ленточно-
пильных станках: с полотном средней ширины
E0—125 мм) — для ребрового распиливания
досок; с широким
полотном (более
125 мм) — для рас-
пиливания брёвен.
Профиль зубьев
пил зависит от на-
значения послед-
них. На фиг. 33
показаны профили
зубьев пил: ребро-
вых и распило-
вочных (фиг.-33, а).
Фиг. 33. Профиль зубьев лен-
точных пил: а и б — распило-
вочных; в — столярных*
для распиливания
брёвен большого
диаметра (фиг. 33, б), узких столярных
(фиг. 33, б).
Зубья столярных пил разводятся с отгибом
0,3—0,5 мм на сторону, зубья ребровых и
распиловочных пил обычно расклёпываются.
Элементы профиля зубьев для ленточных
пил в зависимости от распила (криволиней-
ного, прямолинейного, продольного) и ши-
рины пильного полотна приведены в табл. 26.
Материал — инструментальная сталь с со-
держанием углерода С,7—0,8% и присадками
N1. W и Ci.
Фиг. 34. Схема цилиндрической пилы.
Натяжение полотна на шкивах произво-
дится с таким расчётом, чтобы напряжение
в полотне столярных пил равнялось 2—4 кг/мм2,
в полотне ребровых и распиловочных пил —
3—6 кг/мм*.
для выпиливания клёпки, вторые — для выпи-
ливания днищ.
Размеры цилиндрических пил (фиг. 34):
диаметр D — от 100 до 800 мм\ длина / —
Таблица 27
Диаметр
пилы D
в мм
юс
*5с
2ОС
25С
Зое
4оо
5оэ
Толщи*
на
№BWG
16
16
15
14
14
13
12
Фиг. 35. Схема сферической
пилы.
от 120 до 1150 мм; толщина —от 1,2 до
2,3 мм.
Размеры сферических пил (фиг. 35) см.
в табл. 27.
СТРОГАЛЬНЫЕ ИНСТРУМЕНТЫ
Для строгания древесины применяются
ножи, укрепляемые во вращающихся патро-
нах (ножевых валах) строгальных станков.
Для лущения шпона на лущильных станках
применяются ножи, закрепляемые в супор-
тах.
Ножевые валы строгальных станков по
конструкции бывают квадратные и круглые,
а по числу ножей двух-, четырёх-, шести-,
восьми- и двенадцатиножевые. Основные типы
крепления ножей на ножевых валах показаны
на фиг. 36, а характеристика их приведена
в табл. 28 (размеры ножевого вала и число
ножей) и 29 (угловые элементы и число но-
жей на валу в зависимости от скорости по-
дачи).
Форма ножей для строгальных ножевых
валов приведена на фиг. 37, а размеры —
в табл. 30.
694
РЕЗАНИЕ ДРЕВЕСИНЫ
ГРАЗД. IV
Тип ножевого вала
Квадратный с толсты-
ми ножами (фиг. 36, а)
Круглый с сегмент-
ными накладками для
крепления тонких но-
жей (фиг. 36, б) . . .
С центробежно-кли-
новым креплением
(ось винтов по хорде,
фиг. 36, в)
То же (ось винтов по
радиусу, фиг. 36, г). .
Длина
в мм
бОО— I2OO
ЗОО—1200
gOO—I2OO
300—8со
Таблица 28
Диаметр
в мм
loo—150
IOO—2ОО
I2O—200
Число
ножей
а—4
2
2-8
Фиг. 36. Ножевые валы.
Фиг. 37. Ножи для ножевых
валов.
Материал ножей — инструментальная леги-
рованная сталь с содержанием углерода 0,8—
1,1% и с присадками W, V, Сг или углеро-
дистая инструментальная сталь марки У8А—
У10А.
Основа для наварных ножей — сталь с со-
держанием угле-
рода 0,13-0,240/0. /S
Твёрдость режу- lip -ji 1 -1
щей части Rc = ^' А "л х
=55-58.
Размеры фане-
ро-лущильных но-
жей: длина от 850
до 3200 мм, тол«
щина от 12 до
15 мм, ширина от
160 до 20) мм.
угол заострения
от 18 до 25°.
При расчёте
крепления ножей
на ножевых валах
определяют силы,
действующие на
ножи, после чего
производят расчёт
креплений в зави-
симости от кон-
струкции ножево-
го вала.
Силы, действующие на ножи, опреде-
ляются следующим образом (фиг. 38).
При срезе стружки на нож действуют ка-
сательная силы резания Р и радиальная сила
отжима Ро. Силу отжима Ро обычно при рас-
чётах принимают равной Р. Равнодействую-
щая этих сил Q — Р |^2.
Таблица 29
Фиг. 38. Схема сил, дей-
ствующих на нож ножевого
вала.
Назначение
ножей
Для строгальных станков с
ручной подачей
То же с механической по-
дачей
Угловые элементы ножевого
вала (фиг. 36)
а
15—25
Р
4°
4°
5
55
55-65
Число ножей на валу для станков со скоростью
подачи в м мин
до 20
2
2
21-50
3—4
50-80
4-6
80-150
6—8 (реже 12)
Таблица 30
Толстые ножи
(фиг. 37, а)
л=8-г-12 мм
.8=0,65 D, где D — диаметр но-
жевого вала
C=rfi-h(l-s-l,5 мм), где dj —диа-
метр болтов;
L— Ь,(т—1)
fll= 1Л Lt Где т _ число
прорезей
К « 0,55 В
р=35—40°; число прорезей т и
размер ft, в зависимости от L:
L = юэ—150
т J
50—80
200—з°о
3
8о—loo
35O—12СЮ
4—12
IOO
Тонкие ножи
(фиг. Ь7, 6)
s =¦ 2,5-^5 мм
В - 0,3?) (при
г =¦ 2-{-4)
В — 0,2Z> (при
г = 6), где г—чи-
сло ножей на ва-
лу; р - 35-40°
L -100—800 мм
Составляющие силы Q в плоскости ножа
и в перпендикулярной к ней
Qi = Q cos E — 45°);
Q2 = Q sin (8 — 45°).
На нож, кроме того, действует центробежная
сила С, составляющие которой равны;
~3-0,
С2=
О
где / — длина ножа; 7 — удельный вес мате-
риала ножа; g —ускорение силы тяжести;
п — число оборотов вала в минуту.
ГЛ. XIV]
СТРОГАЛЬНЫЕ ИНСТРУМЕНТЫ
695
Расчёт элементов ножевых валов, т. е. но-
жей и крепительных болтов, производится с
учётом сил Qx и Q, сдвигающих нож по на-
правлению его ширины, и сил Q2 и <?2» отры-
вающих нож от корпуса ножевого вала.
В зависимости от конструкции ножевого
вала порядок расчёта различен.
У квадратного ножевого вала толстые
ножи закрепляются непосредственно болтами
(фиг. 39).
Для удержания ножа болты затягиваются
с силой, определяемой по формуле
где Q2 -r составляющая равнодействующей
усилий резания и отжима; ?2 — составляющая
центробежной силы
от массы части ножа,
заключённой между
осями двух крепи-
тельных болтов; Тх—
. . „,щ,<„цЛ,^,,,..,,-. сила затяжки болта,
/ ^' г'Н \\\ необходимая для со-
/ U-b2-t*]—6, —W \ здания силы трения,
J—| !_i 1—I—*— удерживающей нож
от сдвигания его си-
лами Qx и Сх, где
Qt — составляющая
от равнодействующей
усилий резания и от-
жима, а С]- соста-
вляющая центробеж-
ной силы от массы
участка ножа, огра-
—•—17~ ничейного осями со-
| седних болтов.
_. „__| (_|г В момент среза
стружки действуют
одновременно силы
Qx и С], обычно на-
правленные в проти-
воположные стороны,
а при холостом вра-
щении ножевого вала
действует лишь "одна
Стрела прогиба ножа выразится формулой
Фиг. 39. Схема сил, дей-
ствующих на элементы кре-
пления ножа на квадратном
ножевом валу.
сила Сх', поэтому
для первого случая
Q
Тх = '—г- для второго случая,
где f— коэфициент трения ножа на поверх-
ности ножевого вала. При расчётах берётся
большее значение 7\.
Расчёт крепительного болта ведут на уси-
лие около 1,5 Т.
Нож на ножевом валу работает на изгиб
по осям хх и уу.
Напряжение изгиба от совместного дей-
ствия всех сил будет
я « С?
us*
0,25С2
I
8 bs*
f—
С k
Z
У ножевого вала круглого сечения с сег-
ментными накладками тонкие плоские ножи
удерживаются вследствие их зажима болтами
через накладки (фиг. 40).
Сила затяжки болта, необходимая для удер-
жания ножей от смещения,
(-4)
+
где Q2 — составляющая равнодействующей уси-
лий резания и отжима; ^.'j и С3 — составляю-
щие центробежной
силы от массы части
ножа длиной /,, огра-
ниченной осями двух
соседних крепитель-
ных болтов:
,==Ш1.0H11л2Го
о
Фиг. 40. Схема сил, дей-
ствующих на элементы
крепления ножа на круглом
ножевом валу.
(f —удельный вес мате-
риала ножа; ?—уско-
рение силы тяжести);
Т] — сила затяжки
болта, нужная для создания силы трения ме-
жду ножом, накладкой и поверхностью кор-
пуса ножевого вала:
Ъ
Тл = гтт - —- — в момент среза
еа стружки;
2/
— при холостом
ч С2 вращении ноже-
вого вала
(при расчётах следует брать большее значе-
ние У]); С— центробежная сила от массы сег-
ментной накладки с учётом гайки
С = от-0,011яаг1; т=^1
(F—площадь сечения сегментной накладки;
Гх — расстояние от центра тяжести сечения
сегментной накладки до оси вращения вала).
Расчётное усилие для болта берётся рав-
ным около 1,5 Г.
Круглый ножевой вал с центробежно-кли-
новым креплением ножей удерживает закре-
плённые на нём ножи зажимом их при по-
мощи клинового вкладыша, причём составляю-
щая центробежной силы от массы клинового
вкладыша создаёт при вращении ножевого
вала дополнительный зажим ножей.
696
РЕЗАНИЕ ДРЕВЕСИНЫ
[РАЗД. IV
Из фиг. 41 следует, что на нож действуют
силы Qt и С], сдвигающие нож в его пло-
скости, и силы С2 и Q2, прижимающие нож
к поверхности про-
1уу рези в корпусе
вала.
Для удержания
ножа от сдвига не-
обходимо создать
силу трения F =
= Ci — Qi Для мо-
мента среза струж-
ки и F = С\ при
холостом враще-
нии вала (при ра-
счёте необходимо
брать большее зна-
чение F независи-
мо от знака).
Сила трения F
создаётся в ре-
зультате воздей-
ствия сил Q2, C2,
N2 и Т2, где Q2 —
составляющая от
равнодействующей
усилий резания и
отжима; С2 — со-
ставляющая цен-
тробежной силы
массы ножа дли-
ной /; yv2 — соста-
вляющая центро-
бежной силы от массы клинового вкладыша:
Г
1.
1-
Фиг. 41. Схема сил, действую-
щих на элементы крепления
ножа на валу с центробежно-
клиновым зажимом.
1 sin ср
Fly
где М~—- (F — площадь сечения вкладыша;
о
срг — угол, измеряемый на чертеже; Г] — рас-
стояние от центра тяжести вкладыша до оси
вращения вала); Т2 — составляющая силы за-
тяжки винта:
Т -
COS <р
где Т — сила затяжки винта; ср — угол клино-
вого вкладыша.
Условия равновесия сил, при котором нож
будет удерживаться на ножевом валу, выра-
зятся формулой
(силой Q$ ввиду ее малого значения прене-
брегают, почему она не вошла в формулу).
Составляющая Т2 силы Т затяжки винта
с помощью предыдущей формулы опреде-
лится так:
должна осуществляться с силой, дающей со-
ставляющую Г2 :> 0,3/Vi.
Усилие, сжимающее винт, выразится фор-
мулой
где Ni — составляющая центробежной силы
от массы клинового вкладыша, направленная
по оси винта:
sin ср3
sin <g>
Расчёт винта ведётся на усилие около
1,5 Т.
ФРЕЗЕРНЫЕ ИНСТРУМЕНТЫ
По конструкции различают две группы
фрезерных инструментов: цельные (фрезы,
шарошки) и с вставными сменными резцами
(фрезерные или ножевые головки).
По назначению, независимо от конструк-
ции, различают фрезерные инструменты об-
щего назначения, используемые на четырёх-
сторонних строгальных и фрезерных стан-
ках, главным образом для продольного пло-
ского и профильного фрезерования, и специ-
альные фрезерные инструменты для выработки
пазов, проушек шипов и других специальных
работ.
Цельные фрезы общего назначения, исполь-
зуемые преимущественно на фрезерных и
строгальных четырёхсторонних станках, имеют
центровое отверстие для насадки на шпин-
дель; зубья у них — обычно затылованные.
Характеристика основных показателей этих
фрез (фиг. 42) приведена в табл. 31.
5)
Фиг. 42. Фрезы цельные: а — для фрезерных станков;
б — для строгальных четырёхсторонних станков.
т кг
и сила затяжки болта
Т = Т2 cos у.
Часто при расчётах сила Т получается от-
рицательной; это значит, что нож удержи-
вается силой С2.
Однако во всех случаях для гарантии на-
дёжности закрепления ножа затяжка винта
Материал фрез—сталь У8А, У10А или ле-
гированная.
Твёрдость режущей части Rc = 55—57.
Фрезерные ножевые головки со сменными
вставными резцами отличаются большим раз-
нообразием форм. Характеристика их основ-
ных видов дана на фиг. 43 и в табл. 32.
Для выборки пазов и проушек исполь-
зуются фрезерные инструменты (фиг. 44),
техническая характеристика которых приве-
дена в табл. 33.
ГЛ. XIV]
ФРЕЗЕРНЫЕ ИНСТРУМЕНТЫ
697
Таблица 31
Фрезы цельные общего назначения для фрезерных и строгальных станков (фиг. 42)
Назначение фрезы
Для строгальных станков
Для фрезерных станков с числом оборотов
шпинделя до 8000:
а) с глубоким профилем фрез
б) с мелким профилем фрез
Для быстроходных фрезерных станков с
числом оборотов шпинделя 8000—12000 об/мин
D
мм
i8o
I2O—I4O
IOO—I2O
40—8э
Число
зубьев
4-6
3-4
3—4
4
d
ММ
5о—6 о
3°—35
25—3°
14—2О
Углы
Э
8
Т
в градусах
IS
12
12
10
48
58
51
бо
бо
7°
бз
7°
3°
2О
27
2О
Примечание. Глубоким профилем обработки условно называют профиль с Л>15 мм. Угол боковой заточки—
от 1,5 до 3°; г — 3—5 мм; b — 5—10 мм.
6)
Фиг. 43. Фрезы со сменными резцами.
Фиг. 44. Пазовые и проушечные фрезы.
Таблица 32
Типы фрезерных головок
Диаметр
головки
в мм
Диа-
метр
отвер-
стия
в мм
Высота
в мм
Число
резцов
Углы
в градусах
Примечания
Головки с плоскими ножами,
С задней заточкой:
а) квадратные (фиг. 43, а)
б) круглые с накладками
(фиг. 43, 6")
в) с клиновым креплением
ножей (фиг. 43, в) ...
Головки с плоскими про-
фильными ножами, с передней
заточкой (фиг. 43, г)
Головки с чашечными ножа-
ми (фиг. 43, а)
Фланцевые головки:
а) с дуговыми ножами
(фиг. 43, е)
б) с прямыми ножами
(фиг. 43, ж)
100—150
100—150
100—125
I2O—l8o
120—150
120 -150
120 -150
25—50
35—35
25—35
30—5°
25—35
25—35
25—35
50—180
50—150
50—150
50—-IOO
40—80
40- -120
40—80
2—4
2—4
2—4
4-8
2—4
15—25
15—25
J5—25
20—35
15—25
10—15
15-20
40
40
40
40-45
40—45
40—60
4O—45
55-65
55—65
55-65
60-75
55-70
50—75
55—60
Ножи толстые про-
фильные
Ножи тонкие не-
профильные
Диаметр ножей
40—60 мм
Ножи толстые про-
фильные
698
РЕЗАНИЕ ДРЕВЕСИНЫ
[РАЗД. IV
Таблица 33
Тип инструмента
Диаметр
фрезы
в мм
Высота
в мм
Число
зубьев
Углы в град.
Угол под-
нутрения
Фрезы пазовые с задней заточкой
(фиг. 44, а)
Фрезы пазовые с передней заточкой
(фиг. 44, б)
Двухрезцовые фрезы (крючья) (фиг. 44, в)
Проушечные диски (фиг. 44, г) ....
Фрезы составные пазовые поперечные
(фиг. 44, д)
I20—I5O
I4O 2ОО
15<>—2ОО
4—16
4—'б
6—16
6—16
10—50
4-6
4-6
а
2-4
ю
io— is
SO—IO
ю—15
5о—бо
5о—бо
«—3
45—55
Техническую характеристику основных ти- У свёрл для продольного сверления под-
пов шипорезных головок и фрез см. фиг. 45 резатели отсутствуют и лезвия резцов распо-
и табл. 34.
Фиг. 45. Шипорезные фрезы.
Таблица 34
Тип инструмента
Двухножевые го-
ловки (фиг. 45, а) .
Трёхножевые го-
ловки (фиг. 45, б) ¦
Концевые фрезы
для ящичных ши-
пов „ласточкин
хвост" (фиг. 45, в).
Диа-
метр
голов-
ки в мм
I5O—2ОО
1бо—2ОО
24—25
Толщи-
на
ножа
в мм
8-ia
Углы
а
Р
5
в градусах
io— is
8-15
ю
35
45-5°
5О—бо
СВЕРЛА
По назначению различают свёрла для свер-
ления цилиндрических отверстий, пазовые и
специальные.
Свёрла для цилиндрических отверстий
имеют различную форму в зависимости от
направления сверления — поперечного или
продольного.
Свёрла для поперечного сверления, кроме
основных резцов (кромок), имеют подреза-
тели, причём лезвия основных резцов преи-
мущественно перпендикулярны к оси вра-
щения.
е) *) з) и)
Фиг. 46. Свёрла для цилиндрических отверстий.
ложены под углом к оси вращения. Основ-
ная характеристика свёрл (фиг. 46 и 47) при-
ведена в табл. 35 и 36.
Таблица 35
Тип сверла
>
Ложечное
(фиг. 46, а)
Спиральное
(фиг. 46, б)
Центровое
(фиг. 46, в)
Спиральное с подре-
зателями (фиг. 46, г)
Винтовое (фиг. 46, д)
Шнековое (фиг.46, е)
Штопорное
(фиг. 46, ж)
С головкой:
с круговым под-
резателем
(фиг. 46,з)
с зубчатым подре-
зателем (фиг. 4ь,и)
Сверление
Вдоль воло-
кон
То же
Поперек
волокон
То же
Глубоких
отверстий
То же
я
Чистых
неглубоких
отверстий
Диа-
метр
в мм
4—25
1-25
ю—4°
4-25
12—35
15—3°
13—зо
15-5°
Глут
бина
сверле-
ния
в мм
7О—2ОО
До ioo
» IOO
„ IOO
До 7оо
До 5"
ГЛ. XIV]
ЦЕПНОДОЛБЁЖНЫЙ ИНСТРУМЕНТ
699
Материал для свёрл: сталь марок У7А и
У8А — для свёрл, затачиваемых напильни-
ками; У10А, У9А — для свёрл, затачиваемых
точильными кругами.
Таблица 37
а) бГ~ в) г)
Фиг. 47. Элементы свёрл для цилиндрических отверстий.
Твёрдость /?с=52—55. Форма хвостови-
ков - цилиндрическая или коническая.
Таблица 36
Тип сверла
Центровое
(Фиг. 47. о). . . .
С головкой и
круговым подре-
зателем
(фиг. 47,6). . . .
Спиральное
с подрезателями
(фиг. 47. в)....
Спиральное с
заточкой конца на
угол (фиг. 47, г).
Угловые элементы
а
15—2О
3°
15
15
3°—Зс
3°
45
45
Т
—
—
3°
—
—
—
8а
е
—
15
—
я,
мм
O,2d
—
3-4
мм
i—1,5
о.5—1
1—1,5
Пазовые свёрла, предназначаемые для вы-
работки гнёзд, бывают одно-, двух- и трёх-
резцовые (фиг. 48). Боковые режущие кромки
преимущественно линейные прямые или вин-
тообразные, реже зубчатые (фиг. 48,6). Тех-
ническая характеристика этих свёрл дана в
табл. 37.
Угол заострения торцевых резцов 40—45°.
Задний угол торцевых резцов 45— 50°. Длина
рабочей части 50—100 мм. Форма хвосто-
вика — преимущественно цилиндрическая.'
Тип сверла
(фиг. 48)
Однорезцовое
Двухрезцовое (прямое, спи-
Трёхрезцовое •
Диа-
метр
в мм
6—8
8-25
>=5
Углы в град.
15-25
15—2°
го—15
35—45
35—5°
4О—55
К специальным сверлильным инструментам,
имеющим широкое производственное распро-
странение, относятся раззенковки и полые
свёрла. Раззенковки,
обычно комбинируем
Фиг. 48. Пазовые свёрла. Фиг. 4§. Специальные свёр-
ла: а — раззенковки; б—по-
лые свёрла.
мые со сверлом (фиг. 49, а), применяются для
конической и цилиндрической раззенковки
отверстий под головки шурупов и винтов.
Диаметр свёрл 5—15 мм, а раззенковочной
части — 8—30 мм.
Полые свёрла (фиг. 49, б) предназначаются
для вырезывания пробок, дисков и отверстий
диаметром от 20 до 150 мм.
ЦЕПНОДОЛБЁЖНЫЙ ИНСТРУМЕНТ
Цепнодолбёжный инструмент (фиг. 50)
состоит из режущей фрезерно-долбёжной це-
почки 1, линейки 2 с роликом 3 и приводной
Таблица 38
Ширина цепочки в мм
Число рядов звеньев цепочки
Ширина линейки b в мм
Ширина направляющей поверхности линей-
ки ?>i
Диаметр ролика D в мм
Размер инструмента с цепочкой 1 в мм
Число зубьев звёздочки
Глубина продалбливаемого гнезда Яшах
в мм
6, 7, 8
9, 10, И
3
12, 13, 14, 15, 16
3—5
18, 20, 22, 25, 30
3—5
22—Зб
2.5
3.2
5-8
ю—14,8
2з-а—з6.6
4°
4
8о
125
4о—55
4-6
55
6
*5°
Обозначения — по фиг. 50
700
РЕЗАНИЕ ДРЕВЕСИНЫ
[РАЗД. IV
звёздочки 4. Цепочка изготовляется из
стали У8 или У10А. Твёрдость Rc =48—55.
Таблица 40
ешшыш
Фиг. 50. Цепнодолбёжный
инструмент.
Шаг звеньев
цепи 11,3 мм, или
двойной шаг, со-
ответствующий
шагу режущих зу-
бьев в одном ряду,
t = 22,6 мм.
Угловые эле-
менты резцов це-
почки следующие:
задний угол а =
= 12—15°; угол
заострения р =
= 50—60°. Ушире-
ние крайних
звеньев — обычно
0,5—0,7 мм на
сторону.
Нормализован-
ные размеры цеп-
нодолбёжного ин-
струмента приве-
дены в табл. 38.
ШЛИФОВАЛЬНЫЕ КРУГИ ДЛЯ ЗАТОЧКИ
РЕЖУЩЕГО ИНСТРУМЕНТА
Шлифовальные круги для заточки режу-
щего станочного инструмента выбираются по
табл. 39—44.
Круги для заточки пил. Круги плоские
конического 45° профиля формы ЗП по ГОСТ
2426-44.
Таблица 39
2?. ^ j
Номинальные размеры
в мм
D
250
300
300
Я
б; 8; ю;
8; ю;
8; го; 13
d
25
25
127
Рекомендуются' круги с характеристикой:
абразив-корунд, связка бакелитовая, зерни-
стость 36-44, твёрдость от СМ2 до СТ. Нор-
мальная окружная скорость — 20—25 м/сек.
Круги для заточки прямых плоских
ножей. Чашки цилиндрические формы 4Ц по
ГОСТ 2436-44.
Круги плоские прямого профиля, формы
ПМ, по ГОСТ 2425-44.
1
7 .
t
Номинальные размеры в мм
D
2О0
25°
н
зоо
IOO
d
100
180
*
150
200
я,
75
75
1ОЭ
г
5
5
5
Таблица 41
н Д-
1—*/—
-1 1
J ¦
Номинальные размеры в мм
D
зоо
Зоо
35°
33°
4оо
400
5оо
5°°
боо
25;
25;
a,S;
Н
за; 4°;
за; 4°;
за; 4°;
за; 4°;
за; 4°;
5°
5°
5°
5°
So
d
75
127
75
126
127
203
203
ЗО5
З05
Рекомендуемые характеристики кругов:
абразив-корунд, связка бакелитовая или кера-
мическая, зернистость 46—60, твёрдость от
Мг до С2. Нормальная окружная скорость
12—20 м1 сек.
Круги для заточки фрез, фасонных но-
жей и фрезерных цепочек. Тарелки шли-
фовальные формы IT по ГОСТ 2438-44.
Рекомендуемая характеристика кругов:
абразив-корунд, связка бакелитовая или кера-
мическая, зернистость 46—60, твёрдость от
CMj — СТ2 (для заточки фрез и ножей) до
СМ| — Сг (для заточки цепочек). Нормальная
окружная скорость 12—15 м/сек.
Круги для заточки свёрл и мелких ин-
струментов. Круги плоские, прямого про-
филя, формы ПП по ГОСТ 2425-44.
Таблица 43
f 0 -]\j
Номинальные размеры
D
50
60
70
IOO
125
150
Я
6: io:
6; 10;
6; 8; 10;
13
13
13; 16
13; 16
в мм
d .
13
20
20
20
32
32
Таблица 42
D
75
IOO
200
Номинальные размеры в мл
Я
8
ю
13
16
20
d
13
20
32
32
32
D3
40
5°
60
80
3
4
5
б
8
i
a
2
3
3
4
4
ft
4
6
6
8
. 10
Назначение
Для заточки фрез малого диа-
метра и фрезерных цепочек
Для заточки фрез строгальных
станков и профильных ножей
ГЛ. XIV]
ШЛИФОВАЛЬНЫЕ КРУГИ ДЛЯ ЗАТОЧКИ РЕЖУЩЕГО ИНСТРУМЕНТА
701
Рабочая поверхность круга при экс-
плоатации закругляется по нужному про-
филю.
Круги плоские, конического профиля,
формы 4П по ГОСТ 2426-44.
Рекомендуемая характеристика кругов:
абразив-корунд, связка бакелитовая, зерни-
стость 46—60, твёрдость от CMj до СТ3.
Нормальная окружная скорость 12—15 м/сек.
Таблица 44
Номинальные размеры в мм
D
75
IOO
125
Н
32
32
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Афанасьев П. С, Машины для деревообработки,
Машгиз, 1947.
2. Г р у б э А. Э., Инструментальное дело в деревообра-
батывающих производствах, Гослестехиздат, 1937.
3. Д е ш е в о й М. А., Механическая технология дерева,
ч. I, II и III, ОНТИ, 1936.
4. Калинин Д. М., Режущий инструмент в дерево-
обработке, Гослестехиздат, 1935.
5. А н д р е з е н А. В., Сравнительное исследование лу-
щильных станков, сборник „Фанерное производство",
Гослеетехиздат, 1934. ¦
6. БершадскийА. Л., Расчёт режимов пиления на
лесопильной раме, Гослестехиздат, 1947.
7. Б о ч к а р е в И. В., Исследование двухстороннего
шипорезного станка, журнал .Механическая обработка
дерева", 1935.
8. Воскресенский С. А., Метод расчёта мощности
строгания древесины и усилия подачи, ВНИТОЛЕС,
1939.
9. К а ю к о в а М. В. и К о н ю хо в Д. Н., Исследование
пиления круглыми пилами, журнал „Механическая обра-
ботка дерева", 1934.
10. Кашталян А., Исследование процесса шлифова-
ния дерева, Укр. НИИМОД.
11. М а н ж о с Ф. М., Исследование строгания дерева
вращающимися резцами, сборник «Станки и инстру-
менты", Гослестехиздат, 1944.
12. М а с л е н к о в Ф. Н., Исследование строгания и пи-
ления древесины, ЦНИИМОД, 1937.
13. Минкевич А. М., Лесопильное производство, ч. 1,
Гослестехиздат, 1938.
14. О р л о в М. Н., Испытание лесопильных рам, сборник
„Станки и инструменты", Гослестехиздат, 1934.
15. ЦНИИМОД, Сборник трудов № 2.
Глава XV
ТИПЫ, КОНСТРУКЦИИ И ОСНОВНЫЕ ПАРАМЕТРЫ
ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
ВВЕДЕНИЕ
Машины для обработки древесины чрез-
вычайно разнообразны как по своему назна-
чению, так и по конструкции. При самом
жёстком ограничен-ии номенклатуры всё же
насчитывается несколько сотен типоразмеров
этих машин, применяемых как на предприя-
тиях лесопильно-деревообрабатывающей про-
мышленности, так и в разных вспомогатель-
ных цехах машиностроительных и других
заводов.
Различают следующие основные группы
деревообрабатывающих машин*:
1) лесопильно-деревообрабатывающие ма-
шины общего назначения; лесопильные рамы,
станки круглопильные, ленточнопильные,
строгальные, фрезерные, шипорезные, свер-
лильные, долбёжные, токарные, круглопалоч-
ные, шлифовальные, комбинированные, руч-
ные деревообрабатывающие машины; клеевое
оборудование;
2) деревообрабатывающее оборудование
для специализированных производств, напри-
мер: фанерного, ящичного, паркетного, обоз-
ного, бондарного и др.;
3) лесотранспортное оборудование: бир-
жевое, околорамное, внутризаводское, сушиль-
ное;
4) вспомогательное оборудование: точиль-
ные станки и оборудование по уходу за
инструментом.
ЛЕСОПИЛЬНЫЕ РАМЫ
Лесорамы предназначаются для продоль-
ного распиливания брёвен на брусья и доски.
Они состоят из станины, кривошипно-ша-
тунного механизма, пильной рамки и меха-
низма подачи. Подача может быть непрерыв-
ная и толчковая.
Лесорамы в основном бывают двух- и
одноэтажные. Первые — большей произво-
дительности— применяются на механизиро-
ванных лесозаводах; вторые — меньшей про-
изводительности — на лесопилках времен-
ного или вспомогательного характера. Пере-
движные лесорамы предназначаются для
кратковременных лесопильных работ.
¦ Оборудование для лесозаготовок и лесосплава,
а также оборудование узкоспециализированных произ-
водств, за исключением фанерного, не рассматривается.
Применяются также специальные мощные
лесорамы для распиливания на доски брусьев,
выпиленных из толстых брёвен на тяжёлых
ленточнопильных станках.
Лееорамы обычно имеют ремённый при-
вод. Основные параметры лесорам: а) про-
свет — расстояние „в свету" между стойками
пильной рамы (диаметр комля пропускаемого
бревна должен быть меньше просвета на
100—150 мм)', б) ход пильной рамки (равный
двум радиусам кривошипа); в) число оборо-
тов коленчатого вала в минуту; г) подача
бревна на один оборот коленчатого вала;
д) число пил в поставе, могущих работать
в пильной рамке одновременно; е) мощность
привода; ж) вес лесорамы (без тележек).
Основные параметры лесорам различных
типов приведены в табл. 1.
Двухэтажные лесорамы наиболее
распространены, предназначены для распи-
ливания брёвен на механизированных лесо-
пильных заводах целевого (не вспомогатель-
ного) назначения. На фиг. 1 изображена лесо-
рама завода «Пролетарская свобода", харак-
теризуемая следующими параметрами: про-
свет пильной рамки — 750 мм; ход рамки —
550 мм; число оборотов в минуту — 300;
число пил в поставе — до 12; подача — не-
прерывная от 0 до 30 мм на один оборот;
потребная мощность привода —90—100 л. с;
вес — около 9000 кг.
Лесорама РЛБ75 состоит из: фундаментной плиты /,
двух стоек, составленных из нижних половин 2 и верх-
них 3; четырёх поперечин 4; коленчатого вала 5 с двумя
маховиками 6 и шкивами 7; шатуна 8; пильной рамки 9;
подающего механизма, состоящего из фрикционной ча-
сти 10, редуктора II, приводных вальцов (рябух) —ниж-
них 12 и верхних 13, помещённых в открывающихся и
подъёмных от руки воротах 14. Ручки управления пуском
и торможением рамы, а также изменением подачи распо-
ложены с одной стороны. Рама устанавливается на моно-
литном фундаменте и помещается в двух этажах, из ко-
торых первый предназначен для обслуживания привода,
а второй — для самого процесса распиливания.
Более современные лесорамы усиленной
конструкции имеют ход 600 мм. Для подъёма
верхних вальцов с управлением на расстоя-
нии применяется пневматический, гидравли-
ческий привод или электропривод.
На фиг. 2 показан узел составного колен-
чатого вала лесорамы РЛБ75 с коренными
подшипниками, маховиками и шкивами. Го-
ловной подшипник шатуна может быть сколь-
зящий с заливкой баббитом или с ролико-
ГЛ. XV]
ЛЕСОПИЛЬНЫЕ РАМЫ
703
Таблица I
Тип
лесорам
Специальные
широкопросветные
(вспомогательные
к ленточнопиль-
ным станкам для
брёвен)
Широкопросвет-
ные
Среднепросвет-
ные
Узкопросветные
Стационарные
Передвижные
Назначение
Распиливание
брусьев, поступа-
ющих с ленточно-
пильного станка
Распиливание
толстых брёвен тя-
жёлыми поставами
Распиливание
брёвен на брусья
и доски
Распиливание
тонких брёвен на
брусья и доски
Распиливание
брёвен на брусья
и доски
Распиливание
брёвен на брусья
и доски
Применение
Двухэт
Лесозаводы с
ленточнопильными
станками
Лесозаводы ме-
ханизиров анные
То же
я
Одноэт
Временные или
вспомогательные
лесопилки
Кратковременно
работающие лесо-
пилки
Параметры
Просвет
пильной
рамки в
ажные
1500
1050
75°
боо
5°°
4°о
ажные
55»
Ход пиль-
ной рамки
в мм
40о
боо
боо
боо
4оо
4оо
Число обо-
ротов в
минуту
2ОО
ззо
25O
370
Ззо
34°
350
а5°
Подача в
лж на один
оборот
ЗО
за
32
35
45
so
30
Число пил
в поставе
Зо
16
13
IO
зо
IO
Мощность
в л. с.
аоо
I2O
но
IOO
6о
4°
-
Вес в т
зо ооо
35 ооо
13 ООО
II ООО
IO ООО
олоо
бооо *
4ооо *
бооо
* Могут изготовляться с чугунными или сварными станинами из профильного стального проката. В последнем слу-
чае вес уменьшается почти вдвое.
вым подшипником. Смазка коренных под-
шипников кольцевая, кривошипного — от мас-
ляного насоса.
На фиг. 3 показана пильная рамка с ша-
туном той же лесорамы. Поперечины / пиль-
ной рамки — из стального литья, стойки —
из цельнотянутых стальных труб. При кон-
струировании всегда стремятся уменьшить
все рамки и шатуны, так как при ЗСО об/мин
инерционные усилия у таких рам доходят
до 20000 кг.
Пилы натягиваются посредством эксцен-
трикового зажима 3. Угол уклона устанавли-
вается посредством карабинов 4. В боковом
направлении пилы устанавливаются с опре-
делёнными промежутками, что достигается
применением прокладок 5, зажимаемых вин-
тами 6.
Одноэтажная ле со рама Р65 завода
.Северный коммунар", приведённая на фиг. 4,
предназначена для малых лесопильных про-
изводств временного или вспомогательного
характера.
Параметры такой рамы: просвет—650 мм;
ход рамки — 360 мм; число оборотов —
250 в минуту; подача за один ход — до
20 мм; число пил — 12; высота рамы —
2430мм; диаметр приводного шкива—900 мм;
мощность привода — 40—50 л. с; вес при
сварной станине — 3200 кг. Все четыре
вальца рамы приводные. Подача — одно-
толчковая.
Основные требования в отношении кон
струкции таких рам сводятся: а) к макси-
мальному снижению их высоты, особенно
в нижней части, во избежание большого
углубления под пол первого этажа и б) к умень-
шению их веса. Снижение высоты в указан-
ной раме достигнуто благодаря применению
двухшатунного привода пильной рамки и бо-
ковому расположению (с дезаксациеи) корен-
ного вала, который сдвинут на 300 мм от
оси пильной рамки, в результате чего по-
следняя проходит впереди вала. Снижение
веса достигнуто в результате применения
сварной станины.
704
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
Фиг. I. Двухэтажная лесопильная рама РЛБ75.
V///////.
-2234
?—216-
Фиг. 2. Коленчатый вал лесорамы РЛБ75.
ГЛ. XV]
ЛЕСОПИЛЬНЫЕ РАМЫ
705
83"
I
¦202-
¦ 1040
Фиг. S. Пильная рамка
с шатунами лесорамы
РЛБ75.
45 Том 9
706
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
Выполнять верхние вальцы такой рамы
неприводными с целью упрощения её кон-
струкции не рекомендуется, так как произ-
водительность при этом снижается на 10—
300/п.
При расчёте лесорам (особенно по кри-
вошипно-шатунному механизму) существенно
важное значение имеет оценка сил инерции.
В двухэтажных быстроходных лесорамах
инерционные усилия, возникающие при дви-
жении пильной рамки, достигают 16—20 т.
1730
и тангенциально. Эти данные являются исход-
ными для расчётов на прочность. После этого
рассчитывают: а) пильную рамку, т. е. верх-
нюю и нижнюю поперечины, стойки, цапфы,
боковые зажимные устройства, принимая
во внимание усилия от натяжения пил,
усилия резания, силы инерции, усилия на
цапфе и разжимающие усилия от боковых
зажимов; б) шатун (один или два), т. е. стер-
жень, подшипники, крышку, болты; при этом
необходимо особенно учитывать поперечные
1520
Фиг. 4. Одноэтажная лесопильная рама Р65.
По сравнению с ними усилия резания, не
превышающие 1,5—2,5 т, являются второсте-
пенными.
У одноэтажных тихоходных лесорам силы
инерции значительно меньше, так что боль-
шую роль здесь играют усилия резания.
Сила инерции рамки с пилами
ё
где Q — вес рамки с пилами в кг; g =
= 9,81 м/сек2; /? — радиус кривошипа в м;
2R
L — длина шатуна в м; v0 =
™
окруж-
ная скорость кривошипа. Чтобы получить
полную картину действующих усилий,
обычно составляют таблицу, в которой
величины силы инерции даются соот-
ветственно углам поворота кривошипа
в 0, 15, 30, 45° и т. д. В ту же таблицу за-
носят величины усилий резания, подачи и
усилий от трения в направляющих, а также
веса движущихся частей. Затем выводят сум-
марные усилия, действующие вдоль шатуна,
на направляющих, ца кривошипе — вдоль него
инерционные усилия; в) противовесы (их вес
и крепление); г) маховики (их вес и крепле-
ние);, д) шкивы (их ширину и конструкцию
при заданном диаметре); е) коленчатый вал—
в нескольких положениях, обычно в восьми,
через каждые 45° положения кривошипа;
принимаются во внимание: вес пильной рамки
с пилами и карабинами, вес шатуна и про-
тивовесов, силы инерции, усилия резания и
натяжения ремней; ж) подшипники коленча-
того вала; з) фундаментную плиту, отдельные
элементы станины, направляющие и их кре-
пление; фундаментные болты берут исходя
из конструктивных соображений, но в неко-
торых случаях их проверяют на усилия инер-
ции, действующие вверх (за вычетом веса
конструкции), усилие затяжки; л) элементы
механизма подачи, конструкцию которого
нужно оформить с максимально возможным
запасом прочности, имея в виду возможность
возникновения таких усилий, которые трудно
или даже вовсе нельзя определить (напри-
мер, отжим бревна зубьями пил в начальный
момент их подъёма при непрерывных посыл-
ках и инерционные усилия от массы бревна,
тележек и элементов подачи — при толчко-
вых посылках).
ГЛ. XV]
КРУГЛОПИЛЬНЫЕ СТАНКИ
707
Тележки лесорам предназначаются
для подачи бревна в лесораму и для напра-
вления его при распиливании. У двухэтажных
лесорам спереди применяются тележки: а) не-
механизированные — только на маломощных
лесозаводах; б) с механизированным пере-
движением; в) полностью механизированные;
г) портальные или Г-образные для лесорам,
установленных одна за другой, когда перед-
няя рама выпиливает брус, а вторая, уста-
новленная сзади на одной линии с первой,
распиливает его на доски. Сзади применя-
ются: а) немеханизированные тележки; б) те-
лежки с быстродействующими рычажными
механизм'ами для зажима и освобождения
бревна; в) подвесные тележки.
В последнее время получили распростра-
нение направляющие устройства, устанавли-
ваемые на лесораме, вместо вершинных
тележек.
Эти устройства чрезвычайно облегчают
обслуживание лесорам.
Для одноэтажных лесорам употребляются
тележки упрощённого типа. Основные пара-
метры тележек: а) наибольший развод кле-
щей для зажима бревна; б) ширина колеи;
в) высота над рельсами подушки, на которую
кладется бревно или брус (в табл. 2 верхний
размер указан для первого ряда рам, ниж-
ний — для второго, который ставится на 150 мм
ниже для облегчения передачи бруса при рас-
пиливании его на доски); г) вес, общий для
обеих тележек (основной и вспомогательной)
с механизмами.
Основные параметры тележек и напра-
вляющих устройств различных типов при-
ведены в табл. 2.
Таблица 2
Типы тележек
и направляю-
щих устройств
Для двухэ
Тележки комлевые
немеханизированные .
То же с механизи-
рованной подачей . .
То же полностью
механизированные . .
Тележки порталь-
ные и Г-образные - .
Тележки вершинные:
немеханизирован-
ные
быстродействую-
щие
подвесные ....
Направляющие уст-
ройства:
простые
с приводными
вальцами
Для сднс
Тележки лё'гкие . .
Параметры
Развод кле-
щей или рас-
стояние между
ножами в мм
тажных
9оо
goo— iooo
900
8эо
7оо
7оэ
IOD—4°°
юо—4°°
этажных
550
Ширина колеи
в мм
лесорам
850
850
850
1400
850
850
. 125°
-
Высота подуш-
ки над рель-
сами в мм
550-400
550—400
550—400
-
550—4оо
550—400
—
лесорам
75° 1 3°о
Вес в кг
боо
825
goo
боэ
5Jo
500
100
250
КРУГЛОПИЛЬНЫЕ СТАНКИ
Круглопильные станки предназначаются
для распиливания дисковыми пилами брёвен,
досок, реек, брусков и щитов. В основном
они разделяются на станки для: а) продоль-
ного, б) поперечного и в) смешанного рас-
пила. Подача материала производится: а) вруч-
ную по столу; б) вручную на каретке; в) на
механизированной тележке; г) приводными
вальцами или роликами; д) гусеницей, пред-
ставляющей собой непрерывную цепь, состоя-
щую из рифлёных звеньев, — для продоль-
ного распила; е) конвейером, состоящим из
двух параллельных цепей с упорами для по-
перечного распила.
Для поперечного распила применяют
также подачу пилы на материал.
Основные параметры круглопильных стан-
ков приведены в табл. 3.
Конструкция некоторых видов круглопиль-
ных станков приведена ниже.
Балансирный станок — простейший
вид станка для поперечного распиливания
брёвен на балансы, дрова и заготовки для
газогенераторной чурки.
Изображённый на фиг. 5 балансирный ста-
нок ЦБ-3 завода „Кировский металлист"
имеет цельнолитую станину 1, качающуюся
на оси 2, укреплённой на оси 3. На переднем
конце в шариковых подшипниках вращается
вал 4 с пилой и шкивом. Привод — ремнём
от электродвигателя 5, укреплённого на ка-
чающейся рамке 6. Натяжение ремня произ-
водится винтом 7. Пила, шкивы и ремень
закрыты предохранительной сеткой. Диаметр
пилы — до 1000 мм, число оборотов — до
1200 в минуту. Мощность электродвигателя —
10 кет. Вес станка — 530 кг. Наибольший
диаметр распиливаемого бревна—400 мм.
Маятниковая торцовка приме-
няется в производствах всех видов для по-
перечного распиливания досок, брусков и
щитов.
На фиг. 6 показана торцовка ЦКМ за-
вода „Кировский металлист". Привод — рем-
нём от электродвигателя, установленного
в верхней части чугунной рамки. Пильный
вал вращается на шарикоподшипниках. Этой
торцовкой при диаметре пилы 650 мм можно
распиливать доски и щитки сечением до
500 X 50 и ^20 X 10° мм. Мощность электро-
двигателя—4,5 кет.
При конструировании маятниковых -тор-
цовок следует особое внимание обращать на:
а) компенсаторное устройство, которое должно
обеспечивать отклонение рамки назад в исход-
ное положение с минимальным усилием;
б) конструкцию фиксатора крайнего заднего
положения; в) ограждение пилы.
Расчёт станка сводится к нахождению наи-
выгоднейшей кинематической схемы компен-
сатора путём построения таблицы усилий для
разных положений рамки. При этом учиты-
ваются усилие резания, вес рамки и вес груза
компенсатора.
Усилие на рукоятке пилы при рабочем
ходе должно быть в пределах 1—2 кг, счи-
тая, что реакция от резания помогает продви-
жению пилы. При холостом ходе усилие
возрастает от нуля в начальном до 5—6 кг
в крайнем положениях.
708
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
Таблица 3
Типы
круглопильных
станков
Продольно-рас-
пиловочные стан-
ки с тележкой
Двойные обрез-
ные станки с валь-
цевой подачей
Круглопильные
станки с дисковой
подачей
Прирезные стан-
ки с гусеничной
подачей
Многопильные
станки с вальце-
вой подачей
Ребровые стан-
ки для горбылей, с
вальцевой подачей
Ребровые станки
для досок, с валь-
цевой подачей
Ребровые стан-
ки для коротких
дощечек, с цепной
подачей
Балансирные
станки
Торцовочные го-
ризонтальные стан-
ки
Торцовочные
настольные стан-
ки
Назначение
Распиливание
брёвен на брусья,
доски, шпалы
Опиловка двух
кромок у необ-
резных досок
Односторонняя
опиловка кромки
реек и досок
Точное распили-
вание досок и
брусков по ши-
рине
Выпиливание
реек из досок
Выпиливание
досок из горбылей
Распиливание
толстых досок на
тонкие
Распиливание
толстых дощечек
на тонкие
Распиливание
брёвен на чураки
или на дрова
Распиливание
досок и реек по-
перёк
Распиловка пла-
нок и дощечек
Применение
Для продольна
Шпалопи ление,
стройплощадки
Лесозаводы
Лесозаводы,
стройплощадки,
производство
стройдеталей
Автостроение, ва-
гоностроение, се ль-
хозмашинострое-
ние, производство
мебельное и строй-
деталей
Вагоностроение,
мебельное произ-
водство
Лесозаводы
То же
Лесозаводы,
ящичное произ-
водство
Для поперечн
Шпалопиление,
дровозаготовки
Лесозаводы
Модельное и ме-
бельное производ-
ство
Параметры
Размеры мате-
риала
шири-
на в мм
уго расп
Диа-
метр
бревна
Збо
25О
31°
4оо
450
75
75
5Э
ого pact
Диа-
метр
брёвен
аоо
IOO
толщи-
на в мм
ила
5оо
15°
75
бо
IOO
5о
Зоо
250
175
шла
3°°
1ОО
8о
Диа-
метр
пилы
в мм
I2OO
650
50О
45°
4°°
3°°
8оо
8оо
5°°
IOOO
7°о
4°о
Число
оборо-
тов в
минуту
15°
i8oo
2200
2800
3ООО
3ООО
I2OO
2ОО0
ЗООО
IOOO
15ОО
15ОЭ
Ско-
рость
подачи
в
м/мин
80—120
90—но
5°
3°-7°
55
5°
35
35
45
Ручная
Пе-
далью
Ручная
Мощность
в кет
35
4°
2О
10
15—2О
8
3°
20
27
IO
7
2
Вес
в кг
i8oo
2180—255°
675
680
2500
IOOO
1300
1300
3500
53°
210
5°
ГЛ. XV]
КРУГЛОПИЛЬНЫЕ СТАНКИ
709
Продолжение табл. 3
Типы
круглопильных
станков
Торцовочные
маятниковые стан-
ки
Торцовочные
станки с прямо-
линейным движе-
нием и с ручной
подачей пилы
Торцовочные
станки с прямо-
линейным движе-
нием с автопода-
чей пилы
Концеравнители
трёхпильные с ка-
реткой
Концеравнители
двухпильные с
конвейерной по-
дачей
Слешеры для
отходов
Слешеры для
брёвен (до 6 пил)
Торцовочные
агрегаты A0—
20 пил)
Круглопильные
универсальные
станки с подъём-
ным столом
Круглопильные
универсальные
станки с наклоня-
ющимся валом и
с кареткой
Назначение
Распиливание
досок и щитков
поперёк
Точное распили-
вание досок и щи-
тов поперёк
Точное распили-
вание досок и щи-
тов поперёк в
массовых произ-
водствах
Торцовка доще-
чек по длине пач-
ками
Массовое распи-
ливание дощечек
и щитов по длине
Разрезка длин-
ных реек и горбы-
лей на короткие
Распиливание
брёвен на балансы
и дрова
Разрезка досок
на требуемые дли-
ны (при браковке)
Для продольно-
го и поперечного
распиливания до-
щечек и брусков
То же
Применение
Различные про-
изводства
Автостроение,
вагоностроение,
сельхозмашино-
строение, произ-
водства . мебель-
ное и стройдета-
лей
То же
Лесозаводы,
ящичное произ-
водство
Автостроение,
вагоностроение,
сельхозмашино-
строение, произ-
водство стройде-
талей
Лесозаводы
Целлюлозно-бу-
мажные комбина-
ты, дровозаготов-
ки
Лесозаводы
Для смешан н
Производства
всех видов
То же
Параметры
Размеры мате-
риала
шири-
на в мм
толщи-
на в мм
500X50
22ОХГО°
5ОО
б»»
ЗОО
Длина
25°°
-
-
-
ого расп
35°
5°о
юо
100
юо
8о
-
5оэ
*5°
ила
120
IOO
Диа-
метр
пилы
в мм
7оэ
5°о
5°°
5оо
35°
юоо
15°°
7оо
5°°
5оо
Число
оборо-
тов в
минуту
1500
ЗОоо
Зооо
1900
Зооо
юоо
75°
2000
2500
3°оо
Ско-
рость
подачи
в
м\мин
Ручная
Ручная
Гидра-
вличе-
ская
Ручная
Зб
Ю—2О
12
10—20
Ручная
Ручная
Мощность
в кет
5
5
7-5
5
8
5°
юо
5°
3-5
3,2
Вес
в кг
200
670
ооо
8эо
22OO
-
-
-
5°э
8оэ
710
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
Станок крепится к потолку или балкам
посредством подвесок. Там, где это неосуще-
ствимо, применяют горизонтальную торцовку.
Целесообразнее иметь торцовку с параллель-
ным движением, которая устанавливается на
Фиг. 5. Балансирный станок ЦБ-3.
полу и даёт широкий (до 500 мм) прямоли-
нейный пропил.
Такие торцовки могут быть выполнены с
гидроприводом, что чрезвычайно облегчает
труд рабочего.
Фиг. 6. Маятниковая торцовка ЦКМ.
Прирезные станки с гусенич-
ной подачей — наиболее совершенный
вид оборудования для точного продольного
распиливания досок, брусков и щитов, кото-
рые могут итти на склейку без прифуговки.
На фиг. 7 представлен станок ЦДК-3 завода
ЗДС со следующими параметрами: диаметр
пилы — до 400 мм', число оборотов пилы—
3000 в минуту; наибольшая толщина пропи-
ла — 100 мм; наименьшая длина обрабатывае-
мого материала—200 мм; ширина опиливаемой
доски — до 350 мм; скорость подачи —
до 55 м/мин; мощность электродвигателя
пилы — 10 кет; мощность электродвигателя
подачи — 1,3 кет; вес
станка — 2500 кг.
Станок имеет: цель-
ноотлитую станину /;
расположенную снизу
гусеницу подачи 2; ре-
дуктор подачи с инди-
видуальным электродви-
гателем 3 и махович-
ком 4, регулирующим
подачу; направляющую
линейку 5; расположен-
ную сверху пилу 6, ко-
торая насажена непо-
средственно на удлинён-
ный вал встроенного в
специальный корпус 7
электродвигателя; су-
порт 8 с прижимными
роликами 9и упорами 10,
препятствующими обратному вылету доски.
Супорт прижимных роликов переставляется
по высоте на толщину распиливаемого мате-
риала с помощью маховичка 11. Супорт пилы
шарнирно укреплён на стойке 12 и устана-
вливается маховичком 13 на такую высоту,
при которой зубья пилы, независимо от её
диаметра, заходят в продольный паз планок
конвейера на 5—8 мм.
На фиг. 8 показан супорт пилы со встроен-
ным электродвигателем (объектом поставки
от электропромышленности являются статор
и ротор).
При изготовлении станка особое внимание
должно быть обращено на точность изгото-
вления блока шпинделя пилы, звеньев гусе-
ницы (обязательно по кондукторам) и напра-
вляющих для неё.
При расчёте исходят из заданной мощно-
сти электродвигателя пилы.
Проведённые на заводе ЗДС испытания
показали, что мощность, расходуемая на ре-
зание досок твёрдых пород толщиной до
120 мм, при подаче до 45 м/мин доходит
до 18—20 кет.
Для тяжёлых режимов работы (автокузо-
востроение, вагоностроение и др.) целесооб-
разно иметь утяжелённую модель станка с
двигателем мощностью 16—18 кет. Мощность
на подачу в этом случае равна 2—2,5 кет
Поверочный расчёт деталей станка сле-
дует вести исходя из указанных мощно-
стей.
Круглопильные универсальные
станки служат для распиливания — продоль-
ного, поперечного и под углом. Они приме-
няются во всех деревообрабатывающих про-
изводствах.
На фиг. 9 показан станок Ц-2М завода
„Механик" с ремённым приводом от уста-
новленного на станине электродвигателя,
смонтированного на качающейся натяжной
рамке. Пильный вал вращается в шариковых
подшипниках, установленных на платиках
¦станины. Станина имеет спереди вертикаль-
ные направляющие, в которых с помощью
маховичка и механизма подъёма передви-
ГЛ. XV]
КРУГЛОПИЛЬНЫЕ СТАНКИ
711
8 6
,13
10
Фиг. 7. Прирезной станок с гусеничной подачэй ЦДК-3.
Фиг. 8. Супорт пилы прирезного станка ЦДК-3.
ЛЬО
Фиг. 9. Круглопильный станок с подъёмным и наклоняющимся столом Ц-2М.
712
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
гается супорт стола. Соединение стола с су-
портом осуществлено на секторах, в резуль-
тате чего стол может быть наклонён до 45е-
для распиловки под углом. На столе крепится
передвижная направляющая линейка, которая
может устанавливаться на требуемом рас-
Фиг. 10. Круглопильный станок с подъёмным и наклоняю-
щимся столом, электрифицированный, Ц-3.
стоянии от пилы и с необходимым уклоном
для продольной распиловки. На столе имеется
также продольный паз, в котором передви-
гается направляющий угольник для попереч-
ного распила. Над пилой — ограждение,
сзади — расклинивающийся нож, внизу —
эксгаустерная воронка для отвода опилок.
На фиг. 10 представлен электрифицирован-
ный тип такого станка. Здесь применён
специальный удлинённый электродвигатель,
на валу которого крепится пила. Станок
очень компактен и удобен в эксплоатации.
Параметры круглопильного станка с ре-
мённым и электрифицированным приводом
приведены в табл. 4.
При конструировании поворотной части
стола следует иметь в виду, что ось сектора
должна проходить через прорезь для пилы
на уровне поверхности стола.
Таблица 4
Основные параметры
круглопильного станка
Диаметр пилы в мм . . . .
Высота пропила в мм . . .
Наибольшая ширина мате-
риала в мм
Число оборотов пилы в ми-
ну.7/
Мощность электродвигателя
в нет
Вес станка в кг
Параметры станка
с ременным
приводом
электрифи-
цирован-
ного
5оо
120
4оо
282O
4-5
5=5
35°
а83о
>2— 4-2
4оо
При расчёте вала подшипников и привода
станка исходят из заданной мощности элек-
тродвигателя.
У подъёмного механизма стола проверяют
величину усилия, необходимого для его
подъёма.
ЛЕНТОЧНОПИЛЬНЫЕ И ЛОБЗИКОВЫЕ
СТАНКИ
Ленточнопильные станки предназначаются
для прямолинейного и криволинейного рас-
пиливания древесины ленточными пилами;
лобзиковые (ажурные) — для криволинейного
распиливания по внутреннему замкнутому
контуру.
Ленточнопильные станки разделяются на
три группы: станки для распиловки брёвен:
а) вертикальные для распиливания брёвен
большого диаметра (до 1000 мм) на доски или
брусья, которые затем распиливаются спе-
циальными лесорамами на доски, и горизон-
тальные для выпиливания тонких досок из
брусьев ценных пород или заготовок для фа-
неры; б) делительные для распиливания на
ребро толстых досок на тонкие; в) сто-
лярные: тяжёлые (с дополнительным дели-
тельным устройством для распиливания до-
сок), средние (наиболее распространённые)
и лёгкие — настольного типа.
Основные параметры этих станков приве-
дены в табл. 5.
На фиг. 11 изображён круглопиль-
ный станок ЛС80 завода „Кировский ме-
таллист" столярного типа. Основные его па-
раметры: диаметр шкивов—800 мм; высота
пропила— 380 мм; число оборотов шкивов—
800 в минуту; мощность электродвигателя —
4 кет; поворот стола — до 40°. Станок имеет
цельноотлитую станину 1, нижний шкив 2,
электродвигатель 3 (привод ремнём), верх-
ний шкив 4 с натяжным устройством от
груза 5, поворотный стол 6 и направляющее
устройство 7 для ленты.
Ленточнопильный столярный
станок тяжёлого типа ЛС10Э того же
завода со съёмным подающим устройством
показан на фиг. 12. На этом станке также
можно распиливать толстые доски на тон-
ГЛ. XV]
ЛЕНТОЧНОПИЛЬНЫЕ И ЛОБЗИКОВЫЕ СТАНКИ
713
кие. Параметры станка: диаметр шкивов —
1000 мм; наибольшая высота пропила без
подающего приспособления—600 мм, то же
с приспособлением — 150 мм; угол наклона
пилы — 5,5 кет, электродвигателя подачи —
1,2 кет; вес станка с делительным приспособ-
Фиг. 11. Ленточнопильный станок ЛС80.
стола — до 45°; скорость подачи—10, 20 и
30 mjmuh; число оборотов пильных дисков —
750 в минуту; мощность электродвигателя
Фиг. 12. Ленточнопильный станок ЛС100.
лением — 1600 кг, без него — 1450 кг. Нижний
ведущий шкив станка насажен непосред-
ственно наконец вала электродвигателя. Верх-
Таблица 5
Типы ленточно-
пильных и лобзико-
вых станков
Для распиловки
брёвен:
вертикальные
горизонтальные
Делительные
Столярные тяжё-
лые, с дополнитель-
ным делительным
устройством или
без нгго
Столярные сред-
ние
Столярные на-
стольные
Лобзиковые
(ажурные)
Назначение
Распиливание
толстых брёвен на
брусья и доски
Распиливание
ценных пород дре-
весины
Распиливание
толстых досок на
тонкие
Криволинейное
распиливание и де-
ление толстых до-
сок на тонкие
Криволинейное
распиливание
То же
Криволинейное
распиливание по
внутреннему конту-
РУ
Применение
Лесозаводы
Фанерные заводы
Строгальные
цехи лесозаводов,
деревообрабатыва-
ющие комбинаты
Производства
всех видов
Производства
всех видов
То же
Автостроение,
авиастроение, ваго-
ностроение, точная
индустрия, мебель-
ное производство
Параметры
Диаметр шки-
ва в мм
i8oo
1400
1400
10:0
70 э; 8оо
Ход 5°
Высота про-
пила в мм
ХООО
—
7оэ
боэ
38о
юэ
5°
Ширина лен-
ты в мм
Я5о
I5O
ЗО
2О
8
Число оборо-
тов в минуту
475
5оэ
5°о
7<эо
8оо
1500
ICOO
Скорость по-
дачи В MlMUH
60
5°
50
3°
Ручная
Ручная
Ручная
Мощность
в кет
75
4°
4°
6,5
2.
о,8
т.З
Вес в кг
14 ооо
45оо
45°°
i6oo
IOOO
2ЭО
5°°
714
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
ний шкив имеет дружинное натяжное устрой-
ство. Подача осуществляется от отдельного
электродвигателя клиновым ремнём. Измене-
ние подачи достигается применением сту-
пенчатых шкивов. Пильные шкивы делаются
сплошными литыми из алюминиевого сплава.
Лента имеет два направляющих устройства
с упорными роликами — над столом и под
ним. Верхний шкив закрыт кожухом, ниж-
ний — дверцами.
При расчёте вала верхнего пильного шкива
учитывают вес шкива и натяжение двух вет-
вей ленты. Оно равно Р = 2abp, где а —
ширина ленты за вычетом зуба {а = 12—
200 мм), Ъ—толщина ленты F = 0,6—1,6 мм);
р — натяжение ленты (р = 4—6 кг/мм). Вал
электродвигателя, на который насаживается
пильный диск, рассчитывается: а) на усилие Р
за вычетом веса диска; б) на скручивание
силой, равной усилию резания. Последнюю
берут по крутящему моменту, исходя из
мощности электродвигателя. Подъёмные и
натяжные устройства, направляющие при-
способления и механизм подачи рассчиты-
ваются обычным способом.
СТРОГАЛЬНЫЕ СТАНКИ
Строгальные станки предназначаются для
придания деревянным деталям гладкости, точ-
ного размера или требуемого профиля по-
средством вращающихся головок с ножами
или фрезами или посредством неподвижно
установленных ножей, мимо которых подаётся
материал.
Основные группы этих станков: а) фуго-
вальные— для точной пригонки по плоскости
или в угол; б) рейсмусовые—для строжки в
размер по толщине, односторонние и двухсто-
ронние; в) строгальные — для строгания досок
и брусков и для придания им нужного про-
филя.
Станки последней из указанных групп
могут иметь ножевые головки либо с одной
стороны (автошпунтовальные), либо с че-
тырёх сторон.
Станки второго типа оборудуются че-
тырьмя или более ножевыми головками и
часто дополнительно неподвижными (гладиль-
ными) ножами для получения чистой по-
верхности материала. Подача осуществляется
одним из следующих способов: а) вальцами,
б) вальцами и гусеницей, в) двумя гусени-
цами, г) цепным конвейером с пружинящими
упорами.
К специальным строгальным станкам от-
носятся циклевальные станки для тщатель-
ной зачистки строганого материала, кото-
рый подаётся мимо неподвижно установлен-
ного ножа (цикли).
Основные параметры строгальных станков
различных типов приведены в табл. 6.
Таблица 6
Типы строгальных
станков
Односторонние с ручной
подачей, 200 мм
Односторонние с ручной
подачей, 400 мм
То же, 600 мм
То же, 800 мм
Двухсторонние (в угол)
Односторонние, 300 мм
Односторонние, 600 мм
Односторонние, 1000 мм
Применение
Фуговс
Лаборатории, мебель-
ное и модельное произ-
водства
Производства всех ви-
дов
То же, мебельное
производство
Производство стройде-
талей и мебельное
То же
Рейсму
Производство мебель-
ное и стройплощадки
Производства всех ви-
дов
Производство стройде-
талей и мебельное
Параметры
Размеры обра-
батываемого
материала
ширина
в мм
ыъные с
200
4<х>
боо
8оо
40о
совые сп
3°о
боо
IOOO
толщи-
на
в мм
танки
-
-
IOO
ганки
I2O
2ОО
2ОО
Число оборотов
ножевых голо-
вок в минуту
5ооо
5ооо
5°оо
5ооо
5ооо
5«хэ
5ооо
5°оо
Число рабочих
шпинделей'
i
г
I
I
8
I
I
I
Скорость по-
дачи в м/ман
-
-
- -
-
24
IO
24
24
Мощность
в кет
1.5
3.5
4.2
4.8
5
5
8-12
12
Вес в кг
15°
5°о
9эо
IIOO
2500
5оо
2000
ГЛ. XV]
СТРОГАЛЬНЫЕ СТАНКИ
715
Продолжение табл. 6
Типы строгальных
станков
Двухсторонние, 600 мм
Двухсторонние, 10С0 мм
Фуговально-реисмусовые,
10С0 мм
Кромкострогальные (ав-
тошпунтовальные)
Четырёхсторонние, стро-
гальные, простые
Четырёхсторонние, стро-
га льно-калевочные
Четырёхсторонние стро-
гально-калевочные с бун-
керной загрузкой
Четырёхсторонние отро-
гально-калевочные с фу-
гующей головкой
Четырёхсторонние стро-
гально-калевочные средней
мощности
Четырёхсторонние стро-
гально-калевочные средней
мощности, с фугующими
головками
Четырёхсторонние стро-
гально-калевочные мощные
Четырёхсторонние стро-
гальные пропускные с ме-
ханизированной загрузкой,
особо мощные
С роликовой подачей
Лёгкие, с подачей обре-
зиненным барабаном
Применение
То же
Автостроение, вагоно-
строение, производство
стройдеталей и мебельное
То же
Строга
Домостроение, вагоно-
строение, производства
стройматериалов и ме-
бельное
Стройплощадки, вспо-
могательные производ-
ства
Автостроение, вагоно-
строение, производство
стройдеталей и мебельное
Мебельное производ-
ство
Совмещают фуганок с
четырёхсторонним стро-
гальным станком
Автостроение, вагоно-
строение, сельхозмашино-
строение, судостроение,
производство стройдета-
лей
Судостроение, строи-
тельства
Строгальные цехи боль-
шой мощности
Циклева
Строительство, мебель-
ное и фанерное произ-
водства
Мебельное прозводство,
яшично-тарное производ-
ство
Параметры
Размеры обра-
батываемого
материала
ширина
в мм
боо
юоо
IOOO
яьные сп
3°о
15°
150
15°
250
250
Зоо
Зоо
льные сп
юоо—
1700
З&оо
толщи-
на
в мм
*75
175
15°
панка
75
125
75
75
75
юо
IOO
175
IOO
панка
IOO
2—25
Число оборо-
тов ножевых
головок в ми-
нуту
зоэо—бооо
Зооо—бооо
Зооо—бооо
Зооо—бооо
Зсоо—45оо
Зооо—бооо
Зооо—бооо
Зооо—бооо
Зооо-бооо
Зооо—бооо
Зооо—бооо
бооо
Цикля
То же
Число рабочих
шпинделей
2
3
2
1
3
4
4
4
5
5
б
4-5
б
-
Скорость по-
дачи В MlMUH
24
24
34
3°
20
35
35
35
5<э
50
5°
80—150
(ДО 35°)
. 25
юо
Мощность
в кет
2О
25
25
12
20
15
15
i8
35
40
45
80—100
и более
б—ю
2
т
и
01
Ш
25°о
35°°
бооо
Зооо
2400
2О00
Зооо
23ОО
бооо
бооо
бооо
i8 000
4000—
бооэ
1000
716
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
На фиг. 13 приведена конструкция фуго- число оборотов вала — 5000 в минуту; окруж-
вального станка — одного из наиболее рас- ная скорость резания—34 м/сек; мощность
пространённых в группе строгальных станков, электродвигателя — 3,2 кет.
Станок модели СФ4-3 Курганского завода Станок имеет монолитную чугунную станину , короб.
имеет следующие параметры: наибольшая чатого сечения, два стола — передний 2 и задний 3, на-
Фиг. 13. Фуговальный станок СФ4-3.
птипина гтппгяния — 400 мм- обитая гтлина
ширина строгания—<ши мм, оощая длина
СТОЛОВ — 2000 ММ', длина переднего СТОла—
П00 ММ; подъём СТОЛОП — 9 ММ; диаметр
пежушей части ножового вала—130 мм'
режущеи части ножевою вала iou мм,
правляющую поворотную линейку 4, двухножезой вал 5.
привод — ремнГм от установленного на качающейся на-
тяжной плите б электродвигателя 7. Для быстрой регу-
лировки толщины снимаемого слоя передний стол уста-
новлен на двух эксцентриковых валиках 8, поворачива-
емых рукояткой Р. Установка заднего стола регулируется
TV
CD
ф ф-
Фиг. 14. Супорт с ножевым валом фуговального станка СФ4-3,
ГЛ. XV]
СТРОГАЛЬНЫЕ СТАНКИ
717
по высоте с помощью эксцентриковых валиков 10 и тяги 11.
Щель ножевого вала прикрывается самонадвигающимся
веерообразным щитком. Передняя ножка станины углу-
блена для того, чтобы не мешать ногам рабочего при ра-
боте. Станок имеет кнопочное управление 12.
Существуют фуговальные станки и более
простой конструкции, у которых оба стола
перемещаются по наклонным направляющим.
При расчёте деталей фуговального станка
обычно задаются мощностью электродвига-
теля, которая подбирается путём сравнения
со станками аналогичной конструкции. Для
ширины строгания 400 мм при ручной по-
даче достаточна мощность 3—3,5 кет. Исходя
из этого, ведут обычным путём расчёт шкивов
и ремня (плоского или трапецеидального).
—\гоо\-
5 7 в
Фиг. 15. Рейсмусовый станок СР6-2.
На фиг. 14 показан супорт фуговального
станка СФ4-3 с ножевым валом. Соединение
подшипников в один блок делает конструк-
цию этого узла более надёжной, чем у тех
станков, у которых подшипники размещены
раздельно. Ножевой вал — цельный с выфре-
зерованными двумя пазами для ножей. Ножи
крепятся с помощью клиньев, прижатых раз-
жимными болтами.
Для выбора шарикоподшипников опреде-
ляют реакции опор. При этом учитывают
также усилие от возможного дисбаланса,
которым задаются (обычно 20 г на окруж-
ности вала). Эксцентриситет валиков подъ-
ёма стола и их наружный диаметр находят
из условия самоторможения. Для надёжности
предусматривают дополнительную фиксацию
против самопроизвольного опускания стола.
Фиг. 16. Редуктор рейсмусового станка СР6-2,
718
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
Пружину самонадвигающегося ограждения
рассчитывают исходя из усилия, необходи-
мого для его отодвигания, которое не должно
превышать 1 кг.
риала — до 200 мм; диаметр ножевого вала —
124 мм; число оборотов ножевого вала —
4200 в минуту; скорость подачи — 8 и
12 м/ман; мощность электродвигателя ноже-
Фиг. 17. Рейсмусовый станок СР6-6.
Рейсмусовый станок применяется
во всех деревообделочных производствах —
обычно для строжки на определённую тол-
щину щитов досок и брусков после того,
как они пропущены через фуговальный ста-
нок, точно прострогавший одну сторону.
На фиг. 15 представлен станок СР6-2 за-
вода ЗДС со следующими параметрами: ши-
рина строгания—до 600 мм; толщина мате-
220
¦315
.300 Ч
250
-2400-
Фпг. 18. Четырёхсторонний строгально-калевочныи станок СК15.
вого вала — 6 кет; мощность электродвига-
теля подачи — 0,8 кет; вес станка— 1100 кг.
Станок может иметь как разъёмную, так и цельную
станину ). Стол 2 устанавливается на нужной высоте
с помощью штурвала 3 и механизма подъёма. Ножевой
вал 4, расположенный над пропускаемым материалом,
приводится в движение ремнём от электродвигателя 5.
Вал закрыт сверху кожухом, отводящим также стружку.
Материал подается двумя верхними вальцами 6, которые
пружинами прижимаются к доске. Нижние два вальца —
поддерживающие. Подача верхних вальцов осуществляется
от фланцевого электродвигателя 7 через
редуктор 8. Изменение скорости подачи
производится передвижной шпонкой. На
фиг. 16 показан редуктор такого рейсмуса,
но в таком исполнении, когда электродви-
гатель подачи вынесен на другую сторону
станины.
Для массовых мелких работ
следует иметь секционные вали-
ки, допускающие одновременную
строжку нескольких брусков, раз-
нящихся между собой по высоте
на 1—2 мм.
Более совершенный рейсму-
совый станок представлен на
фиг. 17. Он имеет монолитную
станину, в которой скрыты элек-
тродвигатели и редуктор. Подача
осуществляется всеми четырьмя
валиками, из которых один сек-
ционный. Ножи вала затачиваются
непосредственно на станке с по-
мощью специального заточного
прибора. Параметры станка: ши-
рина строгания—до 600 мм;
толщина материала— до 150 мм;
число оборотов вала—5000 в ми-
нуту; скорость подачи 7,5 —
20м/мин; мощность электродви-
гателя ножевого вала — 10 кет;
мощность электродвигателя по-
дачи 1,1 — 2,2 кет; вес станка —
2000 кг.
На фиг. 18 представлен с т р о-
гальнокалевочный станок
СК15 завода ЗДС для плоскостной
или профильной строжки досок
и брусков сечением до 150 X
Х75 мм, применяемый в раз-
личных деревообрабатывающих
ГЛ. XVI
СТРОГАЛЬНЫЕ СТАНКИ
719
Рифление
Фиг. 19. Кинематическая схема станка СК15.
производствах. Параметры станка: ширина
материала — от 40 до 150 мм; толщина —
от 10 до 75 мм; наименьшая длина матери-
ала— 250 мм; ножевых головок—четыре;
число оборотов их при 50 пер/сек — 3000 в
минуту, при 75 пер/сек — 4500 в минуту;
скорость подачи — от 7 до 33,5 м/мин; мощ-
ность электродвигателей: верхней горизон-
тальной головки — 4,2 кет, нижней — 3,2 кет,
вертикальных головок — 2,2 кет; мощность
электродвигателя подачи—2 кет, вес станка —
2700 кг.
Для массовой обработки коротких дета-
лей целесообразно иметь этот станок со
специальным автоматическим подающим сто-
Фиг. 20. Узел верхней ножевой головки станка CKlo.
по ДЬСВ
Фиг. 21. Конвейер подачи станка СК15.
720
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
ПОАВ
~ Показано цспобно
лом с бункерной загрузкой. На-
стройка на размер детали произ-
водится с помощью маховичков и
съёмных ключей.Станина станка —
цельнолитая чугунная. Подача осу-
ществляется гусеничным кон-
Фиг. 22. Узел подающих вальцов станка СК15.
шкивов. Ножевые головки крепятся на валы специаль-
ных удлинённых электродвигателей.
На фиг. 19 приведена кинематическая схема станка.
На фиг. 20 показан узел его верхней ножевой головки,
состоящий из колонки 1, основного супорта 2, устана-
вливаемого на высоте с помощью винта 3 и съёмного
ключа; супорта 4 (передвигаемого по ширине пропу-
скаемого материала), на котором установлены специаль-
ный электродвигатель 5 с ножевой головкой 6 на конце
и качающийся кожух-воронка 7 со стружколомателем 8
его и нажимной пружиной 9.
Сзади крепится планка 10, прижимающая материал при
выходе из-под верхней ножевой головки.
Фиг. 23. Электродвигатель механизма подачи станка СК15.
вейером (снизу) и приводными
вальцами (сверху) от отдельного
электродвигателя с помощью
клинового ремня и ступенчатых
На фиг. 21 показан конвейер подачи; на фиг. 22 —узел
подающих вальцов с пружинным механизмом прижима.
Вальцы устанавливаются на высоте винтом с по-
мощью маховичка. На фиг. 23 и 24 изображён привод
no ?F
aoABCD
Фиг. 24. Редуктор механизма подачи станка СК15.
722
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
механизма подачи с нижними приводными ва-
лами конвейера, верхними валами для вальцов
со ступенчатым шкивом для клиноремённой
передачи от установленного на качающейся
плите электродвигателя. Перекидка ремня
с одной скорости на другую производится
при подъёме электродвигателя педалью.
Расчёт деталей и узлов станка ведут
исходя из выбранных мощностей. Мощность
электродвигателя подачи можно принимать
равной 2О°/о от суммарной мощности электро-
двигателей головок.
ФРЕЗЕРНЫЕ СТАНКИ
Фрезерные станки предназначаются для
фасонной, главным образом криволинейной
обработки материала. Различают станки:
а) с ручной подачей, в том числе копиро-
-И20
на фиг. 25. Параметры станка Ф-1 завода
им. Кагановича: размер стола — 600X900 мм;
диаметр шпиндельной насадки —17мм;число
оборотов шпинделя — 12 000 в минуту; мощ-
ность электродвигателя — 1,5 кет; вес
станка — 500 кг.
Станок имеет стол /, устанавливаемый по
высоте в направляющих станины 2 с помощью
маховичка 3; супорт со шпинделем 4, закре-
плённый на станине; электродвигатель 5,
установленный на качающейся плите, с ре-
гулировкой натяжения ремня.
На фиг. 26 показан шпиндель станка, уста-
новленный в двух шарикоподшипниках.
Смазка последних — масляным туманом с по-
мощью фитилей, охватывающих шпиндель
с двух сторон и подающих масло на шпин-
дель. Масло заливается через маслёнку и
поддерживается на уровне, обеспечивающем
Фиг. 25. Фрезерный лёгкий станок Ф-1.
вальные, б) с автоподачей, в) универсальные.
Их отличительная особенность — высокие
числа оборотов и большие скорости резания,
обеспечивающие чистоту обработки. Обыкно-
венные фрезерные станки при использова-
нии специальных приспособлений могут вы-
рабатывать ящичные прямые и ящичные полу-
потайные шипы („ласточкин хвост").Их произ-
водительность может быть повышена посред-
ством применения приспособлений для авто-
подачи (см. ниже). Большой производитель-
ностью отличаются станки с автоматической
карусельной подачей. Чрезвычайно удобны
универсальные станки для модельного произ-
водства.
По приводу различают фрезерные привод-
ные, ремённо-моторные и электрифицирован-
ные со встроенным электродвигателем станки.
В станках последней группы необходимо
иметь специальный электродвигатель или
преобразователь частоты.
Основные параметры фрезерных станков
приведены в табл. 7.
Примеры конструкции фрезерных станков
приведены ниже.
Лёгкий фрезерный станок, при-
меняемый в различных деревообделочных
производствах для фрезерования малых де-
талей фрезами небольшого размера, показан
поступление его на фитили. Закреплённые
на шпинделе втулки с широкими конусами
по CD
Фиг. 26. Шпиндель лёгкого фрезерного станка Ф-1.
ГЛ. XV)
ФРЕЗЕРНЫЕ СТАНКИ
723
Таблица 7
Типы фрезерных
станков
Одношпиндельные
лёгкие
Одношпиндельные
средние
Одношпиндельные с
шипорезной рамкой
То же, с наклоняю-
щимся шпинделем
Одношпиндельные
тяжёлые
Двухшпиндельные
с постоянными шпин-
делями
Двухшпиндельные
с раздвижными шпин-
делями
Копировальные с
верхним шпинделем
С подачей звёздоч-
ками
Одношпиндельные
с карусельным столом
Двухшпиндельные
с карусельным столом
—
Назначение
Применение
Параметры
Размер
стола в мм
Число оборо-
тов шпинделя
в минуту
Фрезерные станки с ручной подачей
Лёгкие фрезерные
работы
Разнообразные фре-
зерные работы
Фрезерные и шипо-
резные работы
Фрезерные работы
глубокого профиля
Тяжёлые фрезерные
работы
Фрезерование дета-
лей с замкнутым про-
филем
Окантовка щитов
в размер
Копировально-фре-
зерные работы
Производства
мебельное и
стройдеталей
Производства
всех видов
То же
То же
Судостроение,
автостроение
Мебельное
производство
Домостроение
Автостроение,
производства
мебельное и
стройдеталей
600X900
900X1000
900X1000
900X1000
IO00XI2OO
гоооХ17°°
Ширина
12О0Х32о°
700x800
12 ООО—
24 ооо
6ОХ)—
8ооо
Зооо—
8ооо
бооэ—
8ооо
бооо
бооо
бэоо
аз ооо
Фрезерные станки с автоподачей
Массовое фрезеро-
вание
То же
То же
Мебельное
производство
Производство
мебельное и
стройдеталей
Автостроение,
мебельное про-
изводство
900X1000
Диаметр
IOOO
Диаметр
i8oo
бооо
бооо
бооо
Фрезерные станки универсальные
Разнообразные фре-
зерные работы по изго-
товлению моделей
Модельное
производство
5ооо
Диаметр
шпиндельной
насадки в мм
17
Зо
30
3°
45
3°
3°
12
Зо
ЗО
Зо
Скорость по-
дачи В MjMUH
-
-
—
-
—
—
—
3—5
3
3
Мощность
в кет
1,5
4
4
4
7.5
8,5
ю
I
5
8
19
3
...
Вес в кг
5оо
525
65о
55O
IOO0
IOOO
25О°
7оо
IOOO
3000
4800
5000
724
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
предотвращают вытекание масла. Крышки —
с лабиринтовыми выточками. В шкиве
устроены отверстия воздушного подсоса, спо-
собствующего лучшему прилеганию ремня
к поверхности. В верхней части шпинделя
имеются конус Морзе и зажимная гайка для
насадки. Для удержания шпинделя от провёр-
тывания при надевании насадки служит сто-
порное кольцо с отверстием, в которое за-
ходит стопор, выведенный на переднюю часть
1630
при тяжёлых работах. Изменение числа обо-
ротов достигается сменой шкивов. Электро-
двигатель укреплён на специальном натяжном
устройстве.
ШИПОРЕЗНЫЕ СТАНКИ
Шипорезные станки предназначаются для
выработки рамных и ящичных шипов. Рамные
станки разделяются на односторонние и двух-
сторонние в зависимости от числа рабочих
1500
Фиг. 27. Фрезерный станок с шипорезной рамкой ФШ-3.
станка. Шпиндель приводится в движение
цельнотканым ремнём.
Для разнообразных фрезерных и шипо-
резных работ применяются фрезерные
станки с шипорезной рамкой, кото-
рые в большинстве случаев могут заменять
специальные шипорезные станки. На фиг. 27
изображён станок ФШ-3 завода им. Кагановича
со следующими параметрами: площадь стола —
800 X Ю00 мм; диаметр шпиндельной на-
садки— 30 мм; число оборотов шпинделя для
фрезерных работ — 8000 и 6000 в минуту, для
шипорезных — 4000 в минуту; длина шипорез-
ной каретки — 1070 мм; мощность электро-
двигателя— 4,5 кет; вес станка— 710 «г.
Станок типа фиг. 27 в отличие от анало-
гичных станков лёгкого типа имеет неподвиж-
головок и размера вырабатываемого шипа.
Основные параметры шипорезных станков
приведены в табл. 8.
Конструкция рамного шипорезного станка
приведена на фиг. 28. Односторонний шипо-
резный станок ШО-6 завода ЗДС имеет шесть
рабочих шпинделей, пилу /, две горизонталь-
ные ножевые головки 2, две вертикальные
подсечные головки 3 и проушечный диск 4.
Все эти детали насажены на валы специаль-
ных удлинённых электродвигателей, закре-
плённых на поворотных и передвигающихся
для настройки на размер шипа супортах.
Параметры станка: длина вырабатываемого
шипа — 200 мм ; высота заплечика —до 50 мм;
толщина материала —до 150 мм; ширина ма-
териала— до 400 мм; мощности электродви-
777Z77777/7,
— 1020—*
Фиг. 28. Рамный одношпиндельный шипорезный станок.
ный стол и передвижной по высоте шпин- гателёй: пилы 3,2 кет, горизонтальных голо-
дель. Шпиндель сверху поддерживается спе- вок 2,2 кет, подсечных головок—1,1 кет,
цяал'ьным кронштейном, который необходим диска —4,2 кет; вес станка — 1800 кг.
ГЛ. XV]
ШИПОРЕЗНЫЕ СТАНКИ
725
Таблииа 8
Типы шипо-
резных станков
Односторон-
ние лёгкие
Односторон-
ние средние
Двухсторон-
ние с конвей-
ерной подачей
Двухсторон-
ние с дополни-
тельными сред-
ними супортами
и конвейерной
подачей
Односторон-
ние для выра-
ботки прямых
шипов с ручной
подачей
Двухсторон-
ние для выра-
ботки прямых
шипов с двух
сторон с авто-
подачей
Для выработ-
ки сквозных
шипов „ласточ-
кин хвост"
Для выработ-
ки полупотай-
ных шипов „ла-
сточкин ХВОСТ"
Назначение
Выработка лёг-
ких рамных шипов
Выработка рам-
ных шипов
Массовая выра-
ботка рамных ши-
пов одновременно
с двух концов и
торцовка по длине
досок, брусков и
щитов
То же, кроме
того, фрезеровка
пазов по середине
досок, брусков и
щитов
Выработка пря-
мых шипов на
ящичных дощечках
Массовая выра-
ботка прямых ши-
пов на ящичных
дощечках
Выработка сквоз-
ных шипов „ласточ-
кин хвост" в до-
щечках для ящиков
Выработка полу-
потайных шипов в
ящиках столов
Применение
Рамные ш
Производства
всех видов
Автостроение,
вагоностроение,
производство
стройдеталей
а мебельное
То же
Автостроение,
вагоностроение
Ящичные ш
Производства
мебельное и
ящичное, точ-
ная индустрия
Производства
мебельное и
ящичное
Ящичное
производство
Мебельное
производство
Параметры
Длина шипа в мм
шор
8о
2ОО
8о;
2ОО
2ОО
1
unoi
25
25
Наибольшие разме-
ры материала
Тол-
щина
Шири-
на
Длина
мм
езны
8о
15°
8о;
15°
¦уезнъ
IO
8о
32
е стпанк
3°о
4оо
Зоо;
IOOO
юоо
ле стан
4<х>
250
IIO0
te5
и
-
аооо;
2800
2800
VH
1500
1500
Количество рабо-
чих шпинделей
4
6
8; 12
15
1
(с набо-
ром
фрез)
2
(с набо-
ром
фрез)
Число оборотов
шпинделей в ми-
нуту
зооо
Зооо
Зооо
Зооо
4оэо
Зооо
5°°
Скорость подачи
в м,ми,н
-
-
2—9
2-9
-
Меха-
ниче-
ская или
гидра-
вличе-
ская
Автопо-
дача
Мощность в кет
б
13
i8; 30-
60
40—70
5
13
3
6
м
ZJ
ее
2000
22OO
35°°
7000
90оо
45°°
2000
I50O
850
726
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
При работе материал кладётся на каретку,
закрепляется прижимом и вручную на каретке
подаётся мимо рабочих головок.
Каретка установлена на шарикоподшипни-
ках, которые катятся по двум направляющим.
На фиг. 29 показан узел горизонтальной
ножевой головки. Электродвигатель 1 укре-
ботки) продолговатых отверстий — гнёзд для
шипов; вертикально-сверлильные трёхшпин-
дельные — для высверливания сучков перед
их заделкой и вырезания шайб для этой цели;
многошпиндельные—для высверливания одно-
временно нескольких отверстий (в массовом
производстве). Эти станки имеют автомати-
Фиг. 29. Узел горизонтальной ножевой головки шипорезного станка ШО-б.
плен на подвижном супорте 2, устанавливав- ческий подъём стола посредством гидропри-
мом в горизонтальное положение с помощью вода или кулачкового механизма,
винта 3 и маховичка 4. Этот супорт крепится 'Специальные автоматы высверливают сучки
на поворотной плите 5, которая шарнирно и заделывают их. Основные параметры свер-
соединена с основным супортом подъёма 6. лильных станков приведены в табл. 9.
Поворот супорта на нужный угол произво-
дится винтом 7. Гайка 8 служит для подъёма
всего узла.
На фиг. 30 показана горизонтальная ноже-
вая головка.
Существуют более лёгкие односторонние
шипорезные станки на 3—4 шпинделя, а также
тяжёлые двухсторонние, с конвейерной пода-
чей, 12—15-шпиндельные.
СВЕРЛИЛЬНЫЕ СТАНКИ
Сверлильные станки разделяются на: а) го-
ризонтальные, б) вертикальные и в)автоматы.
Горизонтальные станки служат
главным образом для высверливания (выра-
Фиг. 30. Горизонтальная ножевая
головка шипорезного станка ШО-6.
Вертикально-сверлильные станки
могут быть конструктивно оформлены по-
средством применения специальных электро-
двигателей уменьшенного по диаметру габа-
рита или стандартных электродвигателей, на
вал которых навёртывается сверлильный па-
трон (фиг. 31).
На фиг. 31 показан такой электрифици-
рованный станок общего назначения СВ-2м
завода им. Кагановича. На нём можно сверлить
отверстия диаметром до 50 мм, глубиной до
120 мм. Мощность электродвигателя — 2 кет;
число оборотов — 3000 в минуту; вес станка
400 кг. Электродвигатель со сверлом укреплён
на подвижном супорте, который опускается
ГЛ. XV]
СВЕРЛИЛЬНЫЕ СТАНКИ
727
Фиг. 31. Вертикально-сверлильный станок СВ-2м.
Таблица 9
Типы
сверлильных
станков
Одношпин-
дельные с руч-
ной подачей
Одношпин-
дельные с авто-
подачей
Одношпин-
дельные
Трёхшпин-
дельные
Трёхшпин- .
дельные с раз-
движными
шпинделями
Десятишпин-
дельные с раз-
движными
шпинделями
30-шпиндель-
ные с раздвиж-
ными шпинде-
лями
-
Назначение
Высверливание
продолговатых от-
верстий пазов
То же
Сверление от-
верстий
Высверливание
сучков
Сверление от-
верстий в массо-
вом производстве
Сучи
Высверливание
сучков и заделка
отверстий
Применение
Горизонтально-сверлильные
Производства всех видов
Автостроение, производство
стройдеталей, вагонострое-
ние, мебельное производство
Вертикально-сверлильные
Производства всех видов
Вагоностроение, автострое-
ние , производство стройде-
талей, мебельное
Параметры
Диаметр
сверла
в мм
cmaHKi
25
25
станки
5°
5°
Производства всех видов I
Судостроение, вагоно- ( 25
строение J
Автостроение
То же
'озаделывающие автоматы, (с
Автостроение, вагонострое-
ние, производство стройдета-
лей и мебельное
25
25
вухшпа
35
Наиболь-
шая глуби-
на паза
В ММ
i
IOO
IOO
I2O
IOO
IOO
IOO
IOO
ндельны
5°
Длина
паза в мм
2ОЗ
2ОО
—
-
-
Сечение
материала
В ММ
looXiSc
100x153
-
—
-
—
-
-
Мошность
в кет
2
2
2
6
2
8
15
2
Вес в кг
Зсо
4оо
40о
700
4оо
1500
2500
900
728
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
педалью на изделие. Супорт уравновешен
пружиной.
На фиг. 32 показан трёхшпиндельный
сверлильный станок для высверливания суч-
1270-
Фиг. 32. Трёхшпиндельный сверлильный станок СВ-ЗС.
ков. Принцип его конструкции тот же, что
станка СВ-2м, но только с применением трёх
электродвигателей.
ДОЛБЁЖНЫЕ СТАНКИ
Долбёжные станки предназначаются для
выработки гнёзд в брусках, соединяемых
в шип. Основные группы этих станков: а) цеп-
нодолбёжные, оборудованные определённой
ширины режущей цепочкой, направляемой
линейкой нужного размера; б) сверлильно-
долбёжные со сверлом, вращающимся в пусто-
телом квадратном долоте.
В массовом производстве применяются
многошпиндельные станки вертикальные или
горизонтальные. Подача режущего инстру-
мента или стола с изделием — большей частью
автоматическая.
Основные параметры долбёжных станков
приведены в табл. 10.
На фиг. 33 показан цепнодолбёжный ста-
нок ДЦА завода ЗДС для выработки гнёзд
в деревянных деталях режущей фрезерной
цепочкой, работающей на линейке нужной
ширины. Техническая характеристика станка:
ширина гнезда (цепочки) — от 6 до 16 мм и
до 30 мм (в последнем случае ставится более
мощный электродвигатель); длина гнезда — от
40 до 430 мм (получение гнёзд большой длины
достигается передвижением стола); глубина
долбления—до 175 мм; размер бруса: ши-
рина — до 200 мм, высота — до 250 мм; ско-
рость подачи линейки с цепочкой при рабо-
чем ходе 1,8—2,9 и 4 см/сек, при холостом
ходе 6,5 см/сек; мощность электродвигателей:
цепочки — 2,5 или 5 кет (для ширины гнезда
до 30 мм), подачи — 0,5 кв/п; вес станка 700 кг.
Станок имеет цельнолитую станину 7; подъёмный
1 наклоняющийся стол 2; супорт 3 вала цепочки и уравно-
вешивающий его груз с тросом 4; головку 5 для крепления
линейки 6; упор 7, предохраняющий древесину от скалы-
вания, электродвигатель 8 с трёхскоростной коробкой по-
дач 9, от которой через рейку производится передвиже-
ние супорта вала цепочки (фиг. 35). Настройка станка:
а) стол устанавливается на определённом расстоянии от
цепочки и под нужным углом в пределах 30е; б) уста-
навливаются, если нужно, четыре упора-ограничителя,
Таблица 10
Типы долбёжных
станков
Одношпиндельные, с
ручной подачей
Одношпиндельные с
автоподачей
Многошпиндельные с
автоподачей
Одношпиндельные
С двумя дополнитель-
ными сверлильными
шпинделями для тяжё-
лых работ
Многошпиндельные
Применение
Цепнодолбёж/
Небольшие столярно-ме-
бельные предприятия
Предприятия массового про-
изводства и др.
Вагоностроение, судострое-
ние, производство мебельное
и стройдеталей
Сверлильно-до
Автостроение, вагонострое-
ние, производство стройдета-
лей
Судостроение, вагонострое-
ние
Автостроение, вагонострое-
ние
Параметры
Ширина гнезда
в мм
ше ctnai
6—16
6—16
6—32
6-32
гбёжнш
6 2д
12— 5<3
6-25
Длина гнезда
в мм
ми
4°-43о
4°—43O
4°
" станк
6 — 25
12—fJO
б-25
Наибольшая глу-
бина гнезда в мм
175
175
175
и
125
2.5O
125
Наибольшее сече-
ние обрабатывае-
мого материала
в мм
200x250
200x250
200Х.250
200X250
;ооХ4о°
250X150
Рабочая подача
в мм сек
-
15—4°
1,5—4о
ЗО —I2O
20— бО
20—8о
Мощность в кет
3.5
Зо
5>5
12-18
3.5
5-5
12—iS
IO—I5
0 | Вес в кг
7Оо
IOOO
1000
1500
1500
ГЛ. XV]
ДОЛБЁЖНЫЕ СТАНКИ
729
фиксирующие четыре положения стола, при последова-
тельном выдалбливании четырёх гнёзд в одном и том же
бруске; в) устанавливается скорость подачи; г) закре-
пляется линейка требуемого размера с цепочкой нужной
ширины.
Работа на станке производится в следую-
щем порядке: зажимают брусок на столе, на-
жимают педаль, вклю-
чающую автоподачу су-
порта; последний опу-
скается на определённую
глубину, и цепочка вы-
рабатывает гнездо, после
чего супорт автоматиче-
ски возвращается в ис-
ходное положение. Если
необходимо иметь гнез-
до большей длины, то
передвигают стол и спу-
и валом 3 звёздочки, приводящей в движение
цепочку. Звёздочка крепится на конец вала 4,
линейка — к направляющим 5. При модерни-
зации этого станка в механизм подачи су-
порта был введён предохранитель в виде
штифта, работающего на срез. Этим удалось
избежать поломки ли-
неек и головки супорта
при обрыве режущей
цепочки, когда линейка
упирается в древесину.
Фиг. 33. Цепнодолбёжный станок ДЦА.
екают несколько раз цепочку, удлиняя паз Проведённые на заводе ЗДС испытания
до требуемого размера. этого станка показали, что можно принимать
На фиг. 34 показан узел долбёжной головки следующие мощности электродвигателей: для
этого станка с электродвигателем У, муфтой 2 режущей цепочки (для ширины гнезда до
Фиг. 34. Супорт вала цепочки станка ДЦА,
730
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
Таблица 11
Типы токарных
станков
Назначение
Применение
Параметры
EuS
Д2
§§
Лёгкие, на деревян-
ной станине, с под-
ручником
Производство лёг-
ких малоответствен-
ных токарных работ;
диаметр обработки
до 300 мм
Центровые станки
Вспомогатель-
ные производства
2ОО
2ОО
75°
15°°
2250
IOOO
зооо
Зооо
45°°
IOOO
2ООО
ЗОоо
45°°
°>75
Лёгкие, на чугун-
ной станине, с под-
ручником
Производство точ-
ных лёгких токарных
работ; диаметр обра-
ботки — до 300 мм
Производства
мебельное, строй-
деталей, вспомо-
гательное
боо
Центровые станки с лобовым устройством
Средние, на ста-
нине с выемкой, с су-
портом и подручни-
ком *
Производство все-
возможных точных
токарных работ над
станиной; обработка
деталей диаметром
до 500 мм
Модельное про-
изводство
Зоо
IOOO
1750
2500
300
400
500
IOOO
1500
2ООО
150
300
600
IOOO
2,3
3.7
Тяжелые с раз-
движной станиной с
супортом и подручни-
ком **
Производство тяжё-
лых работ, главным
образом в модельном
производстве
То же
375
2000 i 400
4000 I 600
900
Тяжёлые с супор-
том и подручни-
ком ***
Производство тяжё-
лых лобовых токар-
ных работ, главным
образом в модельном
производстве
Лобовые станки
То же
IOOO
600
IOOO
150
300
боо
IOOO
3.7
1500
Специальные станки
Токарные с набор-
ными резцами
Массовое производ-
ство фасонно-токар-
ных работ
Мебельное про-
б—4°
Фасонно-токарные
копировальные
Массовое производ-
ство фигурных изде-
лий по копиру
Производство
мебельное и вспо-
могательные руч-
ки для инстру-
мента и пр.
3°— 75
* Наибольшие диаметр и длина заготовки, обтачиваемой в выемке или разъёме станины 0 1000x300.
** То же 0 1500x600.
*** То же 0 2000X1000.
ГЛ. XV]
ШЛИФОВАЛЬНЫЕ СТАНКИ
731
16 мм) — 2,5 кет, для ширины гнезда до
30 мм —4,5 кет; для механизма подачи в обоих
случаях 0,2- 0,3 кет.
Расчёт механизмов следует вести на эти
мощности.
ТОКАРНЫЕ СТАНКИ
Токарные станки применяются для цилин-
дрической или фасонной токарной обработки
изделий. Они разделяются на следующие
группы: а) центровые, б) центровые с лобо-
вым устройством, в) лобовые, г) специальные.
Основные параметры токарных станков
приведены в табл. 11.
КРУГЛОПАЛОЧНЫЕ СТАНКИ
Круглопалочные станки применяются для
массовой выработки круглых палок из квадрат-
ных реек посредством вращающейся пусто-
телой ножевой головки, внутри которой про-
ходит изделие. Они разделяются на: а) станки
с ручной подачей и б)станки с автоподачей.
Основные параметры круглопалочных стан-
ков приведены в табл. 12.
ШЛИФОВАЛЬНЫЕ СТАНКИ
Шлифовальные станки предназначаются
для шлифования деталей шлифовальной шкур-
кой, натянутой на шкивы, диски или ци-
линдры. Группы станков: а) ленточные, б) ди-
сковые, в) комбинированные, г) цилиндровые,
д) профильные. Наиболее производительные
из них — цилиндровые — применяются для
массового шлифования плоских деталей. Они
оборудуются роликовой или гусеничной авто-
подачей. У новейших станков привод электри-
фицирован, причём шкивы, диски или бара-
баны непосредственно соединены с ротором
электродвигателя.
Основные параметры шлифовальных стан-
ков приведены в табл. 13.
Таблица 12
Типы круглопалочных
станков
Назначение
Применение
Параметры
Диаметр
обработки
в мм
Скорость
подачи
в mimuh
Мощность
в кет
Вес
в кг
Легкие
Круглопалочные станки с ручной, подачей
Выработка круг- Мелкие производства 8—30
лых палок
Круглопалочные станки с автоподачей
Лёгкие
Массовая выра-
ботка круглых па-
Производства: ме-
бельное, стройдеталей,
спортинвентаря, кату-
шечное
8—30
До 5°
Тяжёлые
То же
Вагоностроение, про-
изводства мебельное и
обозное
s—8о
До 35
Таблица 13
Типы шлифовальных
станков
С неподвижным го-
ризонтальным столом,
ширина ленты 350 мм
С неподвижным вер-
тикальным столом, ши-
рина ленты 350 м ч
С подвижным столом
и утюжком, ширина
ленты 150 мм
Со свободной лентой,
ширина ленты 100 мм
Назначение
Плоскостное
шлифование
дощечек, бру-
сков, ящиков
Шлифование
ящиков, брус-
ков в угол
Шлифование
громоздких де-
талей и фане-
рованных из-
делий
Шлифование
изогнутых из-
делий
Применение
Ленточны
Производства
всех видов
То же
Автостроение, ва-
гоностроение и
производства
стройдеталей, ме-
бельное
Автостроение, ва-
гоностроение, про-
изводства мебель-
ное, спортинвента-
ря, обозное
Параметры
Обрабаты-
ваемый
материал
Шири-
на
Тол-
щина
В мм
г станк
8оо
(ширина
стола)
г
55°
Длина
стола
в мм
270
—
Диа-
метр-
диска
бобины
цилин-
дра
в мм
-
—
Число
оборо-
тов
в ми-
нуту
15°°
—
1500
Мощ-
ность
в кет
2
3
о,8
Вес
в кг
обо
IOJO
200
732
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
Продолжение табл. 13
Типы шлифовальных
станков
Двухдисковые
С горизонтальным
диском
Радиальные на ко-
лонке
Диск-бобина
Одноцилиндровые
с ручной подачей
Трёхцилиндровые
с вальцевой подачей *
Шестицилиндровые
с вальцевой подачей *
Трёхцилиндровые
с гусеничной подачей**
-
Назначение
Плоскостное
грубое шли-
фование раз-
личных дета-
лей
Плоскостное
шлифование
дощечек, ящи-
ков, щитков
Плоскостное
шлифование
крупных дета-
лей: дверей,
щитов
Шлифование
плоских и кри-
волинейных
поверхностей
Шлифование
планок, брус-
ков, щитов
Массовая
односторонняя
шлифовка фа-
неры, фанеро-
ванных изде-
лий, стройде-
талей
То же, двух-
сторонняя шли-
фовка
Массовая
шлифовка фа-
нерованных из-
делий и щитов
Тщательная
шлифовка про-
фильных из-
делий
Применение
Дисковые
Вагоностроение,
производство ме-
бельное, модель-
ное, ящичное
Приборостроение,
мебельное произ-
водство
Вагоностроение,
производство ме-
бельное и строй-
деталей
Комбинироеа
Модельное про-
изводство/
Цилиндровъ
Небольшие пред-
приятия
Вагоностроение,
производства ме-
бельное, стройде-
талей и фанерное
То же
Автостроение, ва-
гоностроение, сель-
хозмашин острое-
ние, производства
стройдеталей, ме-
бельное
Профильны
Вагоностроение,
автостроение, при-
боростроение, про-
изводство мебель-
ное
Параметры
Обрабаты-
ваемый
материал
Шири-
на
Тол-
щина
в мм
станки
3°о
^ширина
стола)
-
гзоо
(вылет)
нные cm
>ie стаю
1850
1850
1850
1250
е станк
IOO
-
—
—
анки
си
200
20О
IOO
и
ЮО
Длина
стола
в мм
375
-
325
-
-
-
Диа-
метр-
диска
бобины
цилин-
дра
в мм
75°
75°
i8o
Диск
75°,
бобина
9°
Зоо
Зоо
Зоо
Зоо
-
Число
оборо-
тов
в ми-
нуту
75°
75о
ГдОО
Диск
, 75°.
бобина
Зооо
Г5ЭЭ
15°°
i5°°
1500
1200
Мощ-
ность
в кет
6
2,5
*.з
4
2
35
6о
30
22
I
Вес
в кг
5°о
4<х>
Зэо
88о
35°
бооо
8ооо
I I ООО
ОЭОО
8оо
* Скорость подачи 20 м\мин. ** Скорость подачи 14 м!мин.
На фиг. 35 приведены конструкции шли-
фовального комбинированного станка, пред-
назначенного для шлифования плоских и
криволинейных деревянных деталей в мо-
дельных, мебельных и других производ-
ствах.
Станок модели ШЛДБ завода „Красный металлист"
имеет диск 1 диаметром 750 мм, насаженный непосред-
ственно на вал электродвигателя 2, на 750 об/мин и бо-
бину (валик) 3 диаметром 90 мм, соединённую муфтой
с электродвигателем 4 на 3000 об/мин. Бобина с помощью
специального червячно-эксцентрикового устройства 5 по-
лучает колебательные движения, устраняющие возмож-
ность образования круговых царапин на детали. У диска
и бобины установлены наклоняющиеся столы, на которых
поддерживается обрабатываемый материал.
Мощность электродвигателя диска — 3,5 кет, электро-
двигателя бобины — 1,5 кет. Вес станка — 880 кг.
КОМБИНИРОВАННЫЕ
И УНИВЕРСАЛЬНЫЕ СТАНКИ
Комбинированные и универсальные станки
широко применяются на небольших пред-
приятиях, где невыгодно иметь набор раз-
личных станков. Комбинирование двух или
нескольких узлов — станков — даёт возмож-
ность работать одновременно нескольким
рабочим на одном станке. Универсальные
станки имеют один шпиндель, на который
могут крепиться разные режущие инстру-
менты, причём шпиндель можно поворачивать
в разных направлениях для того, чтобы об-
рабатывать изделие под нужным углом.
Пример конструкции комбинированного
станка приведён на фиг. 36.
-795-
1079
vA
ш
у
i
-WO—
3
.5
|— 1150 max
Пцскобой аппарат
тип РЯ-1
2U5
1385 max
Фиг. 35. Шлифовальный комбинированный станок ШЛДБ.
Фиг. 36. Комбинированный станок ДХ-21.
734
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
Конец номв)ого
вала с насадкой
сеч по ей
(правая тобит) Нонеинотвого
вала с насадкоС
Фиг. 37, Рабочий вал станка ДХ-21.
Типы комбини-
рованных и универ-
сальных станков
Круглопильный,
сверлильный, за-
точный
Ленточно-пиль-
ный, фрезерный
Фуговальный,
рейсмусовый
Фуговальный,
рейсмусовый, свер-
лильный, кругло-
пильный, фрезер-
ный
Лилипут: лен-
точнопильный фу-
говальный. Кругло-
пильный—фрезер-
ный—сверлильный
Тяжёлые
Лёгкие
Назначение
Распилива-
ние дощечек и
брусков, свер-
ление пазов
Криволиней-
ное распили-
вание, фрезе-
рование
Строгание до-
щечек; при-
фуговка
Столярно-
строительные
работы
Мелкие сто-
лярные работы
Обработка
крупных де-
талей, брусьев
ферм, лест-
ниц и пр.
Различные
столярные ра-
боты
Применение
Комби
Производства
всех видов
Производства
модельное, ме-
бельное, музы-
кальных ин-
струментов
Модельное.
производство
Стройпло-
щадки, мастер-
ские, МТС и
Др.
Передвиж-
ные мастер-
ские, модель-
ное производ-
ство
Унив
Стройпло-
щадки, желез-
нодорожное
строительство
Производства
всех видов
Таблица И
Параметры
Высота про-
пила в мм
Лен-
точно-
пиль-
ный
nupoeat
380
-
—
ерсальн
—
Круг-
лопиль-
ный
шые стс
too
—
-
65
80
ые стан
125
юэ
Ширина строга-
ния в мм
Фуго-
валь-
ный
гнки
—
283
285
2ОО
ки
—
Рей-
сму-
совый
-
—
з85
285
-
—
Диа-
метр
сверле-
ния
в мм
35
—
-
Зо
25
3°
25
Ско-
рость
подачи
в м! мин
-
—
12
12
Ручная
Ручная
То же
Мощ-
ность
в кет
3,5
5.о
5
ю
2
5
3
Вес
в кг
8оо
8оо
90О
125Э
35°
7оо
35°
ГЛ. XV]
РУЧНЫЕ ДЕРЕВООБРАБАТЫВАЮЩИЕ МАШИНЫ
735
Основные параметры комбинированных
и универсальных станков приведены в
табл. 14.
Изображённый комбинированный станок
(ДХ-21) совмещает фуговальный станок 1 с
шириной строгания 280 мм, рейсмусовый
станок 2 с шириной строгания 280 мм и го-
ризонтально-сверлильный станок 3— для вы-
работки гнёзд и пазов. На этих станках одно-
временно могут работать трое рабочих. Кроме
того, на конце вала со стороны фуговального
станка может быть установлена дисковая
пила 4 или фреза.
Станок имеет только один рабочий вал
(фиг. 37). На вал слева насажен шкив /, в то-
рец вала ввёрнута насадка 2 для сверлильного
патрона. Дальше идёт утолщённая ножевая
головка рейсмусового станка 3 и такая же
головка фуговального станка 4. На конец вала
насаживается фрезерная головка 5 или пила
6. Вал делает 4000 об/мин. Рейсмусовая часть
станка имеет подъёмный стол и автомати-
ческую вальцевую подачу верхними валь-
цами 9 и 14 mJmuh. Привод рабочего вала и
механизма подачи осуществляется от общего
электродвигателя. Механизм подачи получает
движение от двухступенчатого шкива. При-
вод вальцов осуществляется роликовой цепью
от промежуточной пары цилиндрических ко-
лёс. Ремни и электродвигатель накрыты щи-
том, который одновременно служит столом
для выходящего из рейсмусового станка стро-
ганого материала.
При конструировании подобных станков
можно составлять любые нужные комбинации,
например станки круглопильныи — сверлиль-
ный; ленточнопильный — фрезерный и т. п.
(см. табл. 14). При расчёте комбинированного
станка задаются мощностью электродвигателя,
исходя из мощности станков аналогичных
конструкций. Вал и подшипники рассчиты-
ваются с учётом усилий натяжения ремня,
усилий резания, центробежной силы от воз-
можного дебаланса вала B5 г на его окруж-
ности). Элементы механизма подачи рассчи-
тывают исходя из того, чт.о на него расхо-
дуется 15% общей мощности электродвига-
теля.
Детали подъёмного механизма стола рас-
считывают исходя из веса стола при отсут-
ствии заклинивания в направляющих (в дан-
ной конструкции).
РУЧНЫЕ ДЕРЕВООБРАБАТЫВАЮЩИЕ
МАШИНЫ
Ручные деревообрабатывающие машины
находят всё более и более широкое приме-
нение в деревообрабатывающих производ-
ствах всех видов, поскольку они повышают
в несколько раз производительность против
обычного ручного инструмента, особенно в
сборочных цехах и на строительстве. Привод
у этих машин может быть электрический
и пневматический. Последний даёт возмож-
ность пользоваться более лёгким инструмен-
том, но он требует сети сжатого воздуха.
Основные параметры ручных деревообра-
батывающих машин приведены в табл. 15.
Таблица 15
Типы ручных
деревообрабаты-
вающих машин
Круглые электро-
пилы (Z) = 250 мм)
Цепные электропилы
Электрорубанки
Ленточные электро-
пилы
Электродолбёжники
Электросверлилки
Электрошлифоваль-
ные машины
Электроотвёртки
Пневмосверлилки
Назначение
Элекп
Распиливание досок, опи-
ловка щитов, вспомогатель-
ные работы
Валка леса и раскря-
жёвка брёвен и брусьев
Строгание громоздких де-
талей и изделий
Криволинейное распили-
вание; вырезание врубок и
брусьев
Выработка гнёзд и шипов
в брусьях
Сверление отверстий
Шлифование готовых из-
делий
Механическое завёртыва-
ние винтов
Пне
Сверление отверстий
Применение
гроинстру менты
Судостроение, производства
стройдеталей и мебельное,
стройплощадки
Лесозаготовки, лесосклады
Судостроение, стройплощад-
ки, производство стройдеталей
Стройплощадки, железнодо-
рожное строительство
То же
Стройплощадки, железнодо-
рожное строительство, судо-
строение, производство строй-
деталей
Судостроение, вагонострое-
ние, производство мебельное и
стройдеталей
То же
змоинструмент
То же
Параметры
Размер обра-
батываемого
материала в хм.
Высота
пропила 85
Диаметр 500
Ширина 100;
250
Высота 140
Глубина
гнезда 150
Диаметр
23 мм
Ширина 100
_
Мощ-
ность
в кет
о,9
1,2
о,8; i,2
о,8
о,8
о 8
о,8
°§3
о.5
Вес
в кг
17-25
i6; 2o
*9
18
17
8
3
3
736
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
IP A3 Д. IV
КЛЕЕВОЕ ОБОРУДОВАНИЕ
Клеевое оборудование, применяемое во
всех деревообрабатывающих производствах,
•хватывает: а) клеемешалки, б) клеевальцы,
в) специальные клеенамазывающие устрой-
ства для планок, шипов и гнезд, г) ваймы для
сборки и склеивания изделий, д) фанеровоч-
ные устройства (прессы и устройства цля
обклейки изделий фанерой), е) ребросклеива-
ющие станки для склейки на ребро узких
полос шпона в листы, ж) специальные щито-
сборочные автоматы, производящие опиловку
и строгание дощечек, смазку клеем и соеди-
нение их в щиты, причём все операции про-
изводятся автоматически и с большой про-
изводительностью.
Основные параметры клеевого оборудо-
вания приведены в табл. 16.
Таблица 16
Типы клеевого
оборудования
Клеемешалки без
подогрева
Клеемешалки для
горячей варки клея
Односторонние с
ручной подачей
Односторонние с
автоподачей
Двухсторонние с
;автоподачей
Для фанеры
Для планок
Для шипов
Для гнёзд
Щитосборочные,
веерные
Щитосборочные
конвейерные
Элементы рамо-
сборочных ваим (со-
бираются на месте)
Назначение
Приготовление клея
холодным способом
То же, горячим спо-
собом
Намазывание клея
на детали
То же
То же
Намазывание клея
на листы
Специа;
Намазывание клея
с помощью перфори-
рованной плиты
Намазывание клея
методом опрыскивания
шипов ящиков
Намазывание клея
методом опрыскивания
гнёзд в деталях
Склеивание щитов
То же
Склеивание рамоч-
ных изделий
Применение
Клеемешалки
Производства всех
видов
То же
Клеевальцы
Автостроение, вагоно-
строение, производство
стройдеталей и вспомо-
гательные
Производства всех
видов
То же
Фанерное производ-
ство
хьные клеенамазывающи
Производство мебель-
ное и стройдеталей
То же
То же
Ваймы.
Производства мебель-
ное и стройдеталей
То же и вагонострое-
ние
То же
Параметры
Емкость бака
в л
25° и
IOOO
¦ -
-
-
—
е устро
—
-
-
Длина вали-
ков в-мм
-
4 СЮ
1ООО
юоо
175°
2IOO
275°
йства
—
— '
-
-
Наибольший
размер склеи-
ваемых дета-
лей в мм
-
-
-
-
-
15ОО
1500; 2500
боо—I2OO
400—1500
Мощность
в кет
1
i
2
°'3
о.5
о.8
о,8
i
1,2
От
НОЖНОЙ
педали
-
2
Вес в кг
боо
7оо
юоо
4эо
5°°
боо
93°
I2OO
1500
200
8о
35°;
боо
8оо
5ооо
С электро-, пневмо- или гидроприводом
ГЛ. XV]
ЛУЩИЛЬНЫЕ СТАНКИ И СУШИЛЬНО-ДЫХАТЕЛЬНЫЕ ПРЕССЫ
737
Продолжение табл. 16
Типы клеевого
оборудования
Прессы для фа-
неровки ручные
То же, гидравли-
ческие
Вакуумные уста-
новки
-
-
Назначение
Оклеивание разных
изделий фанерой
Оклеивание разных
изделий фанерой
Оклеивание криво-
линейных поверхностей
фанерой
Соединение листов
и полос фанерного
шпона с помощью гум-
мированной ленты или
без неё
Массовое склеива-
ние дощечек в щиты
с предварительной об-
работкой на этом же
автомате делянок на
дощечки
Применение
Фанеровочные устрой
Мебельное производ-
ство, приборостроение
Автостроение, вагоно-
строение, мебельное
производство, приборо-
строение
Авиастроение, ме-
бельное производство
Ребросклеивающие cm
Производства мебель-
ное и фанерное, прибо-
ростроение
Щитосбор очные aemoj
Вагоностроение, авто-
строение, производства
мебельное и стройдета-
лей
Параметры
Емкость бака
в л
ства
—
анки
натм
Длина вали-
ков в мм.
-
—
—
-
Длина
делянок
Ширина
делянок
Толщина
делянок
Скорость
подачи
Наибольший
размер склеи-
ваемых дета-
лей в мм
?SOoX203O
9ооХ2°оо
Наиболь-
шая шири-
на 850
250—iooo
От бо
ю—75
'5—3°
м\ мин
Мощность
в кет
-
°>5
Вес в кг
бООО
15 ооо
_
IOOO
2ОСЮО
ЛУЩИЛЬНЫЕ СТАНКИ
И СУШИЛЬНО-ДЫХАТЕЛЬНЫЕ ПРЕССЫ
ФАНЕРНОГО ПРОИЗВОДСТВА
Основой фанерного производства является
лущильный станок, предназначенный
для срезания с вращающегося чурака (длиной
от 850 до 3250 мм) непрерывной ленты шпона
ножом, который с супортом надвигается на
чурак с установленной скоростью подачи.
Полученный таким образом шпон далее раз-
резается ножницами на листы, сушится и
затем склеивается в прессах в листы фанеры.
На фиг. 39 показан лущильный станок
ЛУ170-2 завода „Пролетарская свобода" для
чураков длиной 1650 мм и диаметром до
800 мм, предназначенный для срезания шпона
толщиной от 0,1 до 2,5 или до 5 мм.
Станок весом 10 т состоит из монолитного чугунного
основания 1 станины; левой со стороны подачи чурака
шпиндельной бабки 2 и правой 3; механизма вращения
шпинделей, состоящего из привода 4, общего для обеих
бабок, приводного вала и помещённых в бабках зубчатых
передач, электропривода 5 ускоренного зажима правого
шпинделя, передвижного супорта 6 с установленным на
нём ножом длиной 1700 мм и прижимной линейкой;
электропривода 7 с механизмом 8 ускоренного реверсив-
ного движения супорта; коробки подач супорта, помещён-
ной в правой бабке, механизма дла подъёма и автомати-
ческого центрирования чурака.
, 47 Том 9
Работа на станке производится следующим образом.
Чурак закатывается по двум балкам в станок под центры
шпинделей, после чего рабочий кнопкой выключает
электродвигатель центрирующего устройства, которым
чурак поднимается и центрируется по оси шпинделей.
Затем включается электропривод, которым правый шпин-
дель выдвигается и зажимает чурак; центрирующие ры-
чаги отводятся и ручкой включается муфта механизма
вращения шпинделей. После этого с помощью механизма 5
быстро подводят супорт с ножом к вращающемуся чураку
и включают автоматическую подачу, установленную на
нужную толщину шпона. В крайнем положении, когда от
чурака остаётся карандаш в 100—95 мм, подача автома-
тически выключается.
Кинематическая схема станка (фиг. 39): главный
электродвигатель 1 через клиноремённую передачу 2 и
фрикционную муфту 3 вращает через общий вал 4 и две
зубчатые пары 5 и 6 оба шпинделя—левый 7 и правый 8.
От правого шпинделя синхронно через цепную передачу 9
и коробку скоростей движение передаётся двум винтам
подачи супорта — правому 10 и левому 11. Коробка по-
дач включает обычный привод Нортона на девять ступе-
ней Т2, затем тройную шестерню 13 и трензель 14. Дальше
движение передаётся общему на два винта валу 15 с
двумя группами конических колёс 16.
Ускоренное передвижение супорта осуществляется
от электродвигателя 17 через клиноремённую пере-
дачу 18.
Механизм ускоренного зажима правого шпинделя
включает электродвигатель 19, клиноремённую передачу
и шкив 20 с гайкой.
Кинематическая схема центрирующего приспособле-
ния: электродвигатель 21, цилиндрическая пара 22, общий
вал 23, фрикционные муфты 24 с червяками 25, приводя-
щими в движение секторы 26 и дальше цилиндрические
пары 27, которые поворачивают секторы 28 с центриру-
ющими рычагами 29.
738
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
• 5695-
Фиг; 38. Лущильный станок ЛУ170-2.
мвтоматичесний выключи-
/ тель рабочего хода сипорта
Фиг. 39, Кинематическая схема лущильного станкаЛУ170-2.
ГЛ. XV]
ЛУЩИЛЬНЫЕ СТАНКИ И СУШИЛЬНО-ДЫХАТЕЛЬНЫЕ ПРЕССЫ
739
Верхний уровень масла
Нижний цровень'масла
Фиг. 40. Шпиндель правой бабки лущильного станка
ЛУ170-2,
Верхний уровень масла
Нижний уровень масла
Фиг. 41. Шпиндель левой бабки лущильного станка ЛУ 170-2.
740
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
Фиг. 42. Коробка подач лущильного станка ЛУ170-2.
Конструктивное оформление основных
узлов лущильного станка ЛУ170-2 показано
на фиг. 40 (шпиндель правой бабки), фиг. 41
(шпиндель левой бабки) и фиг. 42 (коробка
подач).
На фиг. 43 приведён поперечный разрез
супорта, на котором в одном поворотном
держателе / крепится нож 2 длиной 1700мм,
а в другом 3 устанавливаются прижимная
линейка 4 такой же длины A,7 м) и подрез-
ные ножи 5. Установка ножа под нужным
углом наклона производится поворотом дер-
жателя с помощью маховичка 6, а прижимной
линейки — маховичком 7. На схеме показаны
также вицт 8 подачи супорта, шпиндель 9
и бабка 10.
На фиг. 44 показана одна половина цен-
трирующего приспособления со стороны пра-
рой бабки.
С у ш и л ь н о-д ыхательный пресс
является вторым основным агрегатом фанер-
ного производства. Дыхательный пресс слу-
жит для сушки листов фанерного шпона.
На фиг. 45 показан пресс СУД-7 завода
„Пролетарская свобода". Пресс имеет 32
стальные нагревательные плиты, подвешен-
ные на двух группах вертикальных реек,
причём все чётные плиты поддерживаются
на одной группе реек, а нечётные — на дру-
гой. Эти две системы реек от особого ревер-
сивного механизма приводятся в колебатель-
ное движение, причём когда одна группа
реек с 16-ю плитами идёт вверх, другая
(также с 16-ю плитами) идёт вниз. При
встрече верхние плиты ложатся на нижние,
прижимают находящиеся между ними листы
шпона, нагревают их и затем обе группы
плит расходятся. Дыхательное движение воз-
духа и пара между плитами обеспечивает
просушивание шпона.
Плиты (фиг. 46) изготовлены из 50-мм
стального проката, простроганы, прошлифо-
ваны (до толщины 42 мм) и просверлены на
специальном многошпиндельном станке для
глубокого сверления. Сверлильный станок,
Фиг. 43. Супорт лущильного станка ЛУ170-2.
ГЛ. XV]
ЛЕСОТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
741
изготовленный специально для этой цели,
имеет 18 шпинделей (по девять с каждой
стороны), благодаря чему каждый канал
просверливается с двух сторон свёрлами,
каждое из которых доходит только до сере-
дины плиты. Свёрла расположены горизон-
тально и их подача осуществляется с по-
мощью гидропривода. Отверстия в плитах
перекрыты пробками таким образом, что для
пара остаётся зигзагообразный канал. Все
плиты присоединены трубками с одной сто-
роны к колонкам, по которым подводится
пар, а с другой — к колонкам, по которым
отводятся пар и конденсат.
Параметры пресса: размер плит 1830Х
Х1650Х42 мм, количество колебаний в ми-
нуту — 6, 9 или 12; мощность электродвига-
теля — 3 кет; расход пара в час — 600 кг;
вес пресса без плит—31 т, с плитами—62 т.
ЛЕСОТРАНСПОРТНОЕ ОБОРУДОВАНИЕ
К основному лесотранспортному оборудо-
ванию, применяемому на биржах и в цехах
лесопильных и деревообрабатывающих заво-
дов или же во вспомогательных производ-
ствах, относятся: а) бир-
..^ жевое для выкатки и
ч1 транспортирования леса
\ и пиломатериалов,
I б) внутрицеховое и
¦ в) околосушильное.
! Основные параметры
^ лесотранспортного обо-
рудования приведены
в табл. 17.
Фиг. 44. Центрирующее приспособление правой бабки лущильного станка ЛУ170-2.
Фиг. 45. Сушильно-дыхательный пресс СУД-7.
742
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
Таблица 17
Гипы лесотранспорт-
ного оборудования
Бревнотаски продоль-
ные
Бревнотаски попе-
речные
Двухбарабанные ле-
бёдки
Автолесовозы
Автовозы-пакетоук-
ладчики
Штабелеры
Амбарные бревнота-
ски автоматические
Сбрасыватель брёвен
Сбрасыватели досок
Рольганги
Скребковые цепные
транспортёры
Ленточные транс-
портёры
Поперечные цепные
транспортёры
Назначение
Биржев
Транспортирова-
ние брёвен из во-
ды на отлогий бе-
рег
То же, на высо-
кий берег
Вытаскивание из
воды брёвен пач-
ками
Перевозка досок
и брусьев пакетами
Перевозка и
укладка пакетов
ДОСОК
Складывание до-
сок в штабели
Внутрице
Автоматическая
подача брёвен к
лесораме
Сбрасывание бре-
вен с бревнотаски
на рамные тележки
Сбрасывание до-
сок за лесорамой
Транспортиров а-
ние досок
Транспортирова-
ние опилок и щепы
Транспортирова-
ние досок и отхо-
дов
Поперечное транс-
портирование до-
сок, реек и гор-
былей
Применение
ое транспортное
Лесозаводы, бир-
жи лесоматериа-
лов
То же
То же
Лесозаводы и де-
ревообрабатываю-
щие комбинаты
То же
То же
ховое транспорты
То же
То же
То же
Производства
всех видов
То же
То же
То же
Параметры
Размер
оборудова
Диаметр
цепной
стали
19, 22, 25
Высота
штабеля
10 ж
-
Пакеты
1200X1000
То же
Высота
штабеля
10-15 м
ое оборудо
-
-
Ширина
700, 1000
Диаметр
цепной ста-
ли 9, 12, 16
Ширина
ленты 300,
?00
-
Грузо-
подъём-
ность
в т
ние
-
4,3
5
До 5
-
тние
-
-
-
-
-
Скорость
в м1сек
о,5
°,3
о,б
45 км!час
20
о,4
°.5
-
о, 8—1
о,8
о,5—2
°,25
о,i6—0,25
Мощ-
ность
в кет
2О, 29,
35
29
73 л. с.
4о
6,8
6,8
3
б
5
а, 3,5
3
2,8
12
Вес
в кг
И35
I20O
6500
32OO
57°°
35°°
45оо
8зо
8со
9оо—
143°
1400
i8oo
180
350
500
350
400
900
2ico
ГЛ. XV]
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
743
Типы лесотранспорт-
ного оборудования
Подъёмники верти-
кальные для вагонеток
Тележки с подъём-
ной платформой
Автокары
Монорельсы с пово-
ротными захватами
Траверзные тележки
Вагонетки
Треки
Стаккеры
Анстаккеры
Назначение
Механизиров ан-
ная подача досок
к строгальным
станкам
Перевозка пило-
материалов и изде-
лий в цехах
Механизирован-
ная перевозка ма-
териалов и изделий
Механизирован-
ное транспортиро-
вание и укладка
пиломатериалов и
продукции пакета-
ми
Ок
Поперечная пе-
редача тележек
Перемещение и
поддерживание
штабелей досок
То же
Механизироран-
ная загрузка су-
шильных вагонеток
досками
Механизирован-
ная разгрузка до-
сок с сушильных
вагонеток
Применение
То же
То же
То же
То же
олосушальное обо}
Сушилки лесоза-
водов и дерево-
обрабатывающих
предприятий
То же
То же
То же
То же
Продолжение
табл. 17
Параметры
Размер
—
-
-
оудование
-
-
—
-
Грузо-
подъём-
ность
в т
ю, ?о, 35
°,з; °.5;
0,6
о.5
ю
ю> 2°. 35
5
5, о
25
25
Скорость
в м1сек
—
-
-
-
-
-
—
-
Мощ-
ность
в кет
15
-
15
-
-
2Э
2О
Вес
в кг
15000
2О ООО
27 ООО
Зоо
4оо
5°°
ijoo
юосо
15 соо
2О ООО
i7 ооо
IOOO
20—5О
i8 ооо
IOOOO
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
Для заточки режущего инструмента со-
временных деревообрабатывающих станков
каждое предприятие должно иметь соответ-
ствующий парк вспомогательного оборудо-
вания, включающий: а) точильные станки
и автоматы для пил, б) точильные станки для
ножей, в) точильные станки для фрез и голо-
вок, г) точильные станки для цепей, д) вспо-
могательные приспособления.
Основные параметры вспомогательного
оборудования приведены в табл. 18.
Конструкция простейшего комбинирован-
ного точильного станка приведена на фиг. 47.
На станке ТчПН завода „Кировский метал-
лист" можно затачивать: рамные пилы,
круглые пилы диаметром до 1000 мм и ножи
длиной до 600 мм. Число оборотов шпин-
деля — 1500 в минуту. Станок — приводной.
Потребная мощность — 1 кет, вес станка —
200 кг. На станине установлены два шари-
ковых подшипника 1, в которых вращается
вал 2 со шкивом 3 и с точильным камнем 4.
На ней же укреплены направляющие 5, по
которым вручную, с помощью рейки и махо-
вичка 6, передвигается супорт 7 с укреплён-
ным на нём ножом.
Рамные пилы затачивают на подручнике 8,
круглые—на конусе 9.
744
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
Таблица 18
Типы вспомогательного
оборудования
Простые точильные
станки для пил
То же, для пил и
ножей
Пилоточные автома-
ты для рамных и круг-
лых пил
То же, для ленточ-
ных пил
Ножеточильные ав-
томаты
Точильные автоматы
для фанерных ножей
Точильные автоматы
для циклей
Точильные станки для
ножевых головок стро-
гальных станков
Точильные станки для
ножевых головок рам-
ных шипорезных стан-
ков
Точильные станки для
фрез строгальных стан-
ков
Точильные станки для
режущих цепочек дол-
бёжных станков
Станки для скоса
концов ленточных пил
Назначение
Тональные <
Заточка рамных
и круглых пил
Заточка рамных
и круглых пил, а
также ножей
Массовая заточка
рамных и круглых
пил
Массовая заточка
ленточных пил
Массовая заточка
ножей строгальных
станков
Заточка ножей
лущильных станков
и ножниц
Заточка циклей
циклевальных ма-
шин
Точилъ
Заточка ножей,
закреплённых в го-
ловках
То же
Заточка фрез
Тон
Заточка режущих
цепочек
Оборудое
Подготовка кон-
цов ленточных пил
для пайки
Применение
"танка а автомат)
Производства
всех видов
То же
Лесопильные за-
воды и крупные
деревообрабаты-
вающие предприя-
тия
То же
Производства
всех видов и круп-
ные деревообра-
батывающие пред-
приятия
Фанерное произ-
водство
Производство фа"
нерное, мебель-
ное, стройдеталей
ные станки для ф[
Производства
всех видов
То же
То же
ильные станки дл
То же
ание по уходу за
То же
Параметры
Размер инструмента
Диаметр
в мм
гы для пил
I3OO
I30O
poo
—
—
-
-
7ез и голове
200
(головка)
200
(головка)
180
(фреза)
я цепочек
инструмент!
200 (ширина
пилы)
Длина
в мм
и ножей
боо
1850
-
боо
8оо
IOOO
i8oo
2750
325°
I75O
К
2O4
—
-
1ОМ
Диаметр
круга
в мм
Зоэ
3°°
3°о
Зоо
2ОО
3°о
IOO
175
Х5°
175
IOO
173
Мощ-
ность
в квтп
0,75
i
2
2
а
з,7
2,0
о,75
о,5
о,8
О,2
г,3
Вес
в кг
i3o
230
420
45°—
1200
445
460
5^5
1900
2400
3100
IOOO
350
45
200
10
400
ГЛ. XV j
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
745
Типы вспомогательного
оборудования
Приспособления для
пайки ленточных пил
Вальцовки для пил
Приспособления для
разводки зубьев лен-
точных пил
Приспособления для
балансировки ножей
Пилоштампы
Плющилки
Формовки
Назначение
Пайка ленточных
пил электропаяль-
ником
Вальцевание рам-
ных и ленточных
пил
Автоматическая
разводка зубьев пил
Балансировка но-
жей строгальных
станков
Высекание зубь-
ев пил
Плющение зубь-
ев рамных и лен-
точных пил
Выравнивание
плющеных зубьев
Применение
Производства
всех видов
То же
То же
То же
То же
То же
То же
Продолжение
табл. 18
Параметры
Размер инструмента
Диаметр
в мм
200 (ширина
пилы)
150 (ширина
пилы)
-
-
-
-
-
Длина
в мм
-
-
-
-
-
-
-
Диаметр
круга
в мм
-
-
-
-
-
-
—
Мощ-
ность
в кет
-
о,8
-
-
-
-
-
Вес
в кг
1ОЭ
8о
8
10
3
3
На средних и крупных деревообрабатываю-
щих предприятиях применяют н о ж е т о-
чильные автоматы для заточки ножей
фуговальных, рейсмусовых и строгальных
станков.
rJ ------ __--_------ :=z^ - --_-_Г- - - " -"Г ~JCT >
Фиг. 46. Плита сушильно-дых ательного пресса СУД-7.
* На фиг. 48 изображён станок ТчН60-100
завода „Кировский металлист' для заточки
ножей длиной до 600 или 1000 мм. Скорость
746
ТИПЫ И КОНСТРУКЦИИ ДЕРЕВООБРАБАТЫВАЮЩИХ МАШИН
[РАЗД. IV
2 3
Фиг. 48. Ножеточильный автомат ТчН60-100.
ГЛ. XV]
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
747
хода каретки станка — 7,2 м/мин; поперечная
подача за один ход — 0,012 мм; диаметр шли-
фовального круга — 200 мм; мощность элек-
тродвигателя—1,5 кет; вес станка — 525 кг.
Вал с точильным кругом / вращается в шариковых
подшипниках. Нож крепится на поворотной головке 2
супорта 3, который имеет попеременно-возвратное дви-
жение по направляющим 4. Направляющие в станке
на 1000 мм опираются с концов на две дополнительные
стойки 5. На супорте имеется рейка,
получающая движение от вертикаль-
ного вала 6 и червячного редуктора 7,
приводимого в движение ремнём от
вала точильного камня. Переводка, f
насажен на вал вертикального электродви-
гателя 7, помещённого на движущейся ка-
ретке 2. Каретка ходит по направляющим
большого корыта 3, в котором помещён по-
воротный стол 4 для затачиваемого ножа.
Реверсивный механизм передвижения ка-
ретки имеет отдельный электродвигатель 5
и переключается ограничителем хода. Подача
Фиг. 49. Ножеточильный автомат ТчН180.
действующая от ограничителей хода, переводит ремень
с переднего хода на обратный. Автомат имеет свой насос
для охлаждающей жидкости.
Автоматы для лущильных ножей и линеек
длиной до 1800 мм и более (типа ТчН180)
завода „Пролетарская свобода" сконструиро-
ваны иначе (фиг. 49). У них точильный круг
точильного камня производится вручную или
автоматически; в последнем случае — на
0,005—0,025 мм на один ход. Мощность элек-
тродвигателя круга — 2 кет, электродвига-
теля подачи—0,85 кет; скорость движения
каретки — 9 м/мин; вес станка для ножей
длиной 1800 мм — 1900 кг.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Афанасьев П. С, Машины для деревообработки,
Машгиз, 1947.
2. Афанасьев П. С, Оборудование лесопильно-дере-
вообрабатывающей промышленности, Гослестехизд., 1936.
3. ВойтинскийН. С. и РубинчикА. Д., Обо-
рудование внутризаводского транспорта лесной промыш-
ленности, Гослестехиздат, 1935.
4. Д е ш е в о й М. А., Механическая технология де-
рева, I, II, Ш, Лесотехническая академия, Ленинград,
1934-1939.
5. Маковский Н. В. и др.. Деревообрабатывающие
станки, Наркомтяжпром, Реммаштрест, Ленинград,
1937.
6. Михайлов В. Н., Столярно-механическое производ-
ство, Гослестехиздат, 1947.
7. СмирновА. В., Фанерное производство, Гослестех-
издат, 1933.
8. Ш е м я к и н С. Н., Внутризаводской транспорт де-
ревообрабатывающих предприятий, Гослестехиздат,
1940.
Глава XVI
ОСНОВНЫЕ УЗЛЫ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
СТАНИНЫ
Станина представляет собой остов, свя-
зывающий в одно целое все узлы станка.
Главное требование к станине — устойчивость
при колебаниях, возникающих в процессе ра-
боты станка. Поэтому станины деревообраба-
тывающих станков всегда делаются доста-
точно жёсткими и массивными.
Форма станины зависит непосредственно
от конструктивной схемы станка и размеров
обрабатываемых деталей.
Основные формы станин показаны на
фиг. 1.
Разница в форме станин объясняется раз-
мером обрабатываемых деталей и направле-
блочная станина станка большой производи-
тельности и высокой точности.
Повышение жёсткости станин достигается:
а) увеличением их поперечных сечений,
плавным переходом от одного сечения к дру-
гому, надлежащей конструкцией рёбер и т. д.;
б) выбором рациональной принципиальной
схемы станка в целом и уменьшением вылета
стола, длины хобота, высоты колонны и т. д.;
в) уменьшением числа стыков узлов в станке
и расположением их таким образом, чтобы
а)
^—^р="
ж)
з) и)
Фиг. 1. Основные формы станин.
нием материала при обработке. Так, напри-
мер, станина, имеющая форму, показанную
на фиг. 1, и, предназначается для продольно-
обрабатываемых деталей, фиг. 1, к—для по-
перечнообрабатываемых.
Конструкция станин весьма разнообразна.
Она зависит: а) от требований к точности и
производительности станка, а также от его
назначения, б) от серийности выпуска стан-
ков и в) от технологических возможностей
станкостроительного завода.
На фиг. 2 показана эволюция конструк-
ции станин рейсмусовых станков. На фиг. 2, а
показана станина устаревшей формы из двух
лёгких продольных половин, на фиг. 2, б и в
изображены составные более жёсткие ста-
нины, на фиг. 2, г и д — современная моно-
они по возможности были нагружены сжи-
мающими усилиями; при наличии же изги-
бающих моментов имели большие моменты
сопротивления опорной поверхности. Наи-
лучших результатов можно добиться объеди-
нением основных узлов в .моноблочную*
станину по фиг. 2, г и д.
При конструировании станин необходимо
также учитывать серийность выпуска и тех-
нологические возможности станкостроитель-
ного завода. В серийном производстве ста-
нины обычно делаются чугунными литыми.
Толщина стенок — от 12 до 30 мм (обычно
16—18 мм).
С целью уменьшения веса станин, а так-
же лучшего укрепления стержней при фор-
мовке в станинах устраиваются ниши, кото-
ГЛ. XVI]
СТАНИНЫ
749
рые могут быть использованы для размеще-
ния электроаппаратуры или инструмента
(фиг. 3).
Большие станины типа плит (фиг. 4) кон-
струируются ребристыми согласно общим
правилам конструирования литых деталей.
а) 6) S) г) д)
Фиг. 2. Станины рейсмусовых станков.
Механическая обработка станин назна-
чается с учётом технологических возможно-
стей завода. Во всех случаях избегают боль-
Фиг. 3. Строгальный станок с моноблочной станиной.
ших обработанных поверхностей, заменяя их
отдельными обрабатываемыми участками.
Целесообразно отдавать предпочтение
моноблочным станинам (фиг. 5), так как они
требуют меньшего количества деталей и их
изготовление обходится дешевле.
по Л 8
Фиг. 4. Станина двухстороннего шипорезного станка.
С целью использования нормализованных
узлов применяются так называемые блочные
станины в виде отдельных грубо обработан-
ных блоков, на которые устанавливаются
предварительно собранные узлы меньших
габаритов, обработанные более точно, чем
блоки (фиг. 6).
Материал станин — обычно чугун, реже —
сталь, ещё реже — дерево. Стальные ста-
нины — преимущественно сварные (фиг. 7) —
из листов толщиной 6—20 мм (обычно 10—
12 мм) изготовляются главным образом
в индивидуальном
производстве для
лёгких станков в
тех случаях, когда
затраты на изго-
товление моделей
при малой серии
не окупаются.
Места сварных
станин,предназна-
Фиг. 5. Моноблочная станина
рейсмусового станка.
ченные для кре-
пления узлов стан-
ка, усиливаются
наварными пластинами, подвергающимися
в дальнейшем механической, обработке. До
Фиг. 6. Строгальный станок со станиной из отдельных
блоков.
обработки сварные станины целесообразно
подвергать отжигу.
Деревянные станины (фиг. 8) применя-
ются только для простейших станков лёг-
кого типа: круг-
лопильных — для
строительного и
ящичного произ-
водств, строгаль-
ных, фрезерных
и др. Бруски для
этих станин выби-
раются сечением
от 60X80 до 150Х
X 200 ММ. Мате- Фиг. 7. Сварная станина.
риал — сосна, бе-
рёза, дуб. Соеди-
нение брусков — на шипах и болтах с усиле-
нием стальными тягами, уголками и пр.
Фиг. 8. Деревянная станина.
Сведения о наиболее употребительных
материалах основных деталей деревообраба-
тывающих машин приведены в табл. 1.
750
ОСНОВНЫЕ УЗЛЫ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
[РАЗД. IV
Таблица 1
Материалы основных деталей деревообрабатываю-
щих машин
Продолжение табл. 1
Детали
Болты стяжные и распор-
ные в ножевых головках . .
Валики мелкие
Валики шлицевые
Валы .
Валы коленчатые лесорам
цельные и составные ....
Венцы червячных шестерён
Винты ходовые рабочие . ¦
Вставки шарниров
Втулки направляющие . . .
„ распорные
Гайки для закрепления опра-
вок и инструмента
Гайки установочные для
ножевых головок
Гайки ходовые
п часто отвинчиваемые
Головки ножевые
Звёздочки цепные
Клинья направляющих . . .
Клинья с нарезанными отвер-
стиями для крепления ножей
в головках
Кривошипы
Муфты кулачковые ....
Направляющие для ползунов
Направляющие супортов с
рабочим движением
Пальцы к коленчатым валам
Пружины холодновитые . .
термические обра-
ботанные
Пальцы шарниров, кулачков
и т. п
Плиты станин, по которым
движется лесоматериал . . .
Ролики кулачковые ....
Станины
Собачки храповика
Столы станков, по которым
движется лесоматериал . . .
Столы станков, по которым
не движется лесоматериал . .
Фрикционные диски ....
корпусы .
Храповики
Червяки
Шатуны
Шестерни, изготовленные за
одно с валиком
Марка металлов
Стали 5, 20 и 35
„ 4. 20 и 35
„ 45 и 40Х
„ 5, 6, 35, 45 и
40Х
Стали 45, 40Х, 40ХН
и 50ХН
Чугунное литьё:
СЧ 18-36, СЧ 15-32,
БрОЦС 6-6-3
Стали 5, 35 и 45
„ 15 и 4ОХ
Чугунное литьё:
СЧ Ц2, БрОЦС 6-6-3
Чугунное литьё:
СЧ 12-28 и СЧ 15-32;
Ст. 3 и Ст. 4
Стали 35 и 45
„ 5, 45 и 15Х
Чугунное литьё:
СЧ 15-32, СЧ-Ц2;
БрОЦС 6-6-3
Стали 15 и 20Х
„ 6, 45 и 40Х;
стальное литьё 35-5015
Чугунное литьё:
СЧ 18-36 и СЧ 21-41;
Ст. 5 и сталь 45
Сталь 45; чугунное
литьё: СЧ 12-28 и
СЧ i5-32
Сталь 45
Сталь 45, стальное
литьё 35-5015
Чугуннэе литьё:
СЧ 18-36, СЧ 21-41 и
СЧ-Ц2; сталь 45
Чугунное литьё: ^
СЧ 21-41, СЧ-Ц2
Сталь 15, чугунное
литьё СЧ 18-36 и
СЧ-Ц2
Стали 40Х, 40ХН и
5ЭХН
См. т. 2, стр. 649
То же
Стали 6, 45 и 20Х
Чугунное литьё:
СЧ 21-41, СЧ-Ц2,
сталь 40Х
Стали 6, 20 и 40Х
Чугунное литьё:
СЧ 12-28 и СЧ 15-32
Стали 5 и 40Х
Чугунное литье:
СЧ 18-36, СЧ 21-41 и
СЧ-Ц2
Чугунное литьё:
СЧ 12-28 и СЧ 15-32
Чугунное литьё:
СЧ 18-36 и СЧ-Ц2
Чугунное литьё:
СЧ 21-41
Чугунное литьё:
СЧ 15-32 и СЧ 21-41;
стальное литьё 25-4518
Стали 5, 6, 45 и 40Х
Стали 6, 35 и 45
Стали 45, 48Х и 50ХН
Детали
Шестерни из проката и за-
Шестерни из литья
„ червячные ....
Шкивы быстроходные . . .
Шпиндели
Эксцентрики
Марка металлов
Стали 5, 45, 40 X
50Г2 и 65Г
Чугунное литьё:
СЧ 15-32 и СЧ 18-36,
стальное литьё 35-5015
Чугунное литье:
СЧ 18-36, СЧ 21-41 и
СЧ-Ц2; БрОЦС 6-6-3
Чугунное литьё:
СЧ 18-36, СЧ 21-41;
Ст. 3 и Ст. 5
Стали 45, 50Г2, 40Х
и 40ХН
Чугунное литьё-
СЧ'18-36 И СЧ 21-41;
Ст. 5, стали 40Х и 45
СТОЛЫ
Столы наиболее распространённых типов
изображены на фиг. 9—14.
Простейший тип стола круглопильного
станка образован верхней поверхностью ста-
нины (фиг. 9, а), обработанной и снабжённой
необходимыми направляющими устройствами.
Большим распро-
странением поль-
зуются накладные
столы (фиг. 9, б
и в), сконструиро- и>
ванные в виде Фиг. 9. Типы столов,
ребристых плит
(фиг. 10).
Во избежание вибраций свесы стола типа
фиг. 9,6—г над станиной должны быть мини-
мальными, обычно до 0,3 общей длины стола.
Откидной столкруглопильного станка (фиг.9,г)
ГЛ. XVI]
столы
751
имеет шарнирное крепление и может быть
откинут кверху, что облегчает доступ к режу-
щему узлу.
У станков с неподвижно устанавливаемым
режущим узлом распространены подъёмные
столы (фиг. 9, д — и) с
регулировкой верти-
кального положения. На
фиг. 9, д изображён стол
с вертикальными приз-
матическими напра-
вляющими, расположен-
ными в средней части
сверлильного или дол-
бёжного станка, на
фиг. 9, е — стол с двух-
сторонне - расположен -
ными направляющими
(рейсмусовые станки), на
фиг. 9,жи з—консольно
расположенные столы,
с направляющими приз-"
матического (фиг. 9, ж)
и круглого (фиг. 9, з)
типа. Известным рас-
пространением (ленточ-
ные, долбёжные, сверлильные станки) поль-
зуются поворотные столы (фиг. 9, и) оборудо-
ванные особыми дуговыми направляющими 1.
Фиксация стола в повёрнутом положении
Фиг. 10. Конструкция
плиты стола.
Фиг. 11. Столы фуговальных станков.
производится стопором 2, а в горизонталь-
ном—стопорным замком вместе Л.Для пред-
отвращения вибрации стола направляющие
должны иметь достаточный радиус (обычно
около 150 мм).
На фиг. 11 показаны столы фуговальных
станков, перемещаемые по вертикали на
10—12 мм. Столы по фиг. 11, а перемеща-
ются по наклонно расположенным призмати-
ческим направляющим; столы по фиг. \\,б —
на эксцентриковых валиках 1, поворачивае-
мых с помощью рукоятки 2 и тяг 3. Поло-
жение такого стола при работе можно регу-
лировать.
У столов горизонтально-сверлильных стан-
ков с продольно и поперечно перемещаю-
щейся плитой должны быть предусмотрены
элементы регулировки направляющих, выпол-
няемых обычно призматическими.
Каретки шипорезных (фиг. 12, а) и шли-
фовальных (фиг. 12, б) станков изготовляются
с роликами достаточного диаметра (80—
100 мм). Чтобы облегчить изготовление на-
правляющих, из четырёх или трёх роликов
два делаются с ребордами, а два (или один) —
без реборд (фиг. 12, а).
На фиг. 12, а показана каретка, часто при-
меняемая в конструкциях шипорезных стан-
ков: по направляющей / со скошенными под
углом 90° гранями катятся два ролика 2 ле-
вого края каретки. Правый край поддержи-
вается роликами 3 без реборд. Каретка с ро-
ликами на шарикоподшипниках для переме-
щения требует малого усилия. Конструкцией
каретки должны быть предусмотрены: а) регу-
лировка горизонтальности положения напра-
вляющей, б) регулировка положения роликов 2
обычно посредством
эксцентриковых паль-
цев, в) вертикальная
регулировка роли-
ков 3.
Столы больших
четырёхсторонних
строгальных станков
представляют собой
ряд чугунных ребри-
стых плит (фиг. 13),
рабочая поверхность
которых выложена
стальными закалён-
ными пластинами.
Вращающийся круглый стол применяется
на карусельно-фрезерных станках. Он пред-
ставляет собой мощную ребристую плиту
б)
Фиг. 12. Каретки шипорезных и шлифовальных станков.
Фиг. 13. Стол четырёхстороннего строгального станка.
круглого очертания. Верхняя рабочая и боко-
вая поверхности стола снабжены пазами для
крепления направляющих, зажимных и регу-
лирующих приспособлений.
* Материал столов—преимущественно чугун,
реже сталь (сварные конструкции). Отливка
конструируется обычно ребристой уголкового.
752
ОСНОВНЫЕ УЗЛЫ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
[РАЗД. IV
коробчатого или двутаврового сечения, для
тяжёлых станков — коробчатого. Рабочие по-
верхности столов, по которым перемещается
материал, должны быть достаточно износо-
устойчивы. Отделочная операция — шлифовка.
Расчёт усилий, необходимых для переме-
щения стола, и подбор контргрузов или пру-
жин производятся по общим правилам. Де-
4 иг. 14. Схема усилий при подъёме стола рейсмусового
станка.
тали механизма перемещения на прочность
обыкновенно не рассчитываются. Их выбирают
исходя из общей компоновки станка, техноло-
гических соображений и жёсткости.
Усилие для перемещения стола рейсму-
сового станка определяется по формуле
(фиг. 14)
(Q+2
где р — усилие на маховичке для подъёма
стола в кг (обычно 8 кг) на каждую руку;
q _ собственный вес стола в кг; У? — сила
прижима материала в кг; I — длина напра-
вляющих в мм; \у — коэфициент трения в на-
правляющих; г—плечо действия силы R
в мм; s — шаг винта для подъёма стола в мм;
I — общее передаточное отношение зубчатых
шестерён механизма перемещения стола;
D — диаметр маховичка перемещения^стола
в мм; т\ — коэфициент полезного действия
механизма.
РАБОЧИЕ ВАЛЫ
Рабочие (режущие) валы деревообрабаты-
вающих станков с вращающимся инструмен-
том характерны большим числом оборотов.
В зависимости от конструкции и размеров
режущего инструмента различают три основ-
ные схемы рабочих валов (фиг. 15): схема а
изображает вал на двух подшипниках / с кон-
сольно-вынесенным режущим инструментом 2;
схема б — вал на двух подшипниках 1 с ин-
струментом 2, расположенным между под-
шипниками; схема 8 — вал на трёх подшипни-
ках, из которых два A) стационарные,
а один C) — съёмный. Режущий инструмент 2
расположен между съёмным и одним из
стационарных подшипников.
Рабочие валы по схеме а (фиг. 15, а) при-
меняются для ленточнопильных станков, для
круглопильных с одной или несколькими
близко друг к другу расположенными пилами,
для сверлильных, фрезерных и других стан-
ков, длийа режущей головки которых (/) не
превышает 150—220 мм.
По схеме б конструируются рабочие валы
строгальных и шлифовальных станков, рабо-
чие головки которых (длиной / > 220 мм)
делаются несъёмными.
Схему в (фиг. 15) применяют для рабочих
валов станков, головки которых по длине
превышают 220 мм и должны быть съёмными.
Следует по возможности применять съём-
ные рабочие головки, используя схемы
фиг. 15, а или в.
Конструкция рабочих валов зависит от их
числа оборотов, точности работы станка, спо-
соба крепления режущего инструмента, вели-
чины и направления действующих усилий,
типа подшипников и привода и пр. Во избе-
жание резонанса валы конструируются до-
статочно больших диаметров (жёсткими) —
обычно ступенчатыми, с постепенным (не-
резким) изменением диаметров. Ремённые
шкивы или муфты для непосредственного
присоединения к электродвигателю крепятся
на шпонке. Рабочая головка вала ввиду вы-
соких чисел оборотов и соответственно не-
больших крутящих моментов нормально кре-
пится без шпонки и удерживается трением.
Подшипники применяются почти исклю-
чительно шариковые для лёгких нагрузок
или роликовые для тяжёлых нагрузок. Под-
шипники могут воспринимать небольшую
осевую нагрузку (например, собственный вес
шпинделя фрезерного станка и составляющую
усилия резания). Для длинных валов или при
монтаже вала на подшипниках с отъёмными
корпусами применяются двухрядные радиаль-
но-сферические шарикоподшипники, несмотря
(
I
W с
а)
-и 1 ¦-
у—5
р
б)
в)
Фиг. 15. Схемы рабочих валов.
на некоторые недостатки последних: сравни-
тельно большую радиальную игру между коль-
цами и значительно худшую (в 2—3 раза)
сопротивляемость осевым нагрузкам.
Упорные шарикоподшипники для рабочих
валов не применяются, так как развивающаяся
при высоких числах оборотов центробежная
сила ухудшает условия работы подшипников.
Для быстроходных валов с повышенными
требованиями в отношении точности приме*
няются радиально-упорные шарикоподшип-
ники или так называемые .шпиндельные*
подшипники с пружинными компенсаторами,
устраняющими зазор между кольцами.
ГЛ. XVI]
СУПОРТЫ
753
Посадки шарико- и роликоподшипников
см. т. 2, стр. 587-594.
При выборе подшипника для восприятия
осевых усилий учитывают: а) нагрузку на
каждый из подшипников (при наличии осе-
вого усилия для лучшего распределения на-
грузок закрепляют менее нагруженный под-
шипник); б) конструкцию корпуса закре-
Неправильно
Правильно
призматические направляющие (фиг. 17, бив)
применяются для более мощных, часто пере-
мещаемых супортов, однако лишь в тех слу-
чаях, когда возможный зазор по высоте h
направляющей не сказывается на работе узла.
Направляющие по фиг. 17, в предусматривают
более удобную регулировку по ширине. Трёх-
гранные призматические направляющие по
фиг. 17, г и д компактнее прямоугольных и,
кроме того, они обеспечивают крепление
супорта без зазора в на-
правляющих. Круглые на-
правляющие по фиг. 18 (с
направлением по шпонке —
фиг. 18, а и с направле-
нием с помощью штифта —
Фиг. 16. Крепление шарикоподшипников: / — основной
шарикоподшипник; 2 — привертной подшипник.
пляемого подшипника [при наличии большого
осевого усилия предпочтительно закреплять
подшипник, передающий усилие основной
части узла (см. фиг. 16)]; в) удобство монтажа
и демонтажа вала.
СУПОРТЫ
Супорты режущих узлов деревообрабаты-
вающих станков обычно представляют собой
чугунные отливки, приспособленные для мон-
тажа подшипников рабочего вала и для жёст-
кого или регулируемого крепления к станине.
При конструировании супортов учитывают:
а) типы привода и исполнения электродви-
гателя; б) тип и конструкцию направляющих
для перемещения супорта; в) конструкцию
механизмов управления перемещением су-
порта; г) конструкцию пылеулавливающих и
оградительных устройств; д) типы и конструк-
цию дополнительных устройств и приспосо-
блений (установка, наточка, правка инстру-
мента и пр.).
Фиг. 18. Круглые направляющие.
фиг. 18, б) применяются
сравнительно редко вслед-
ствие затруднений с устра-
нением зазора при износе.
Призмы направляющих и поджимные планки
располагаются таким образом, чтобы усилия,
действующие на супорт, были направлены
согласно стрелкам на фиг. 17, гид. Угол
трёхгранной призмы а обычно равен 60°. Для
надёжности направления длину направляю-
щих принимают не менее \,5В.
Усилие (по винту) для перемещения су-
порта (фиг. 19»
P = R \
+ Q\x кг,
JX
Типы и конструкция направляющих _ _
rj где R — внешнее сопротивление в кг; Q —
Наиболее распространены призматические
направляющие типов фиг. 17.
собственный вес супорта в кг; L, b =
'
; и
d —согласно чертежу
в мм; (J.—коэфициент
трения.
Направляю щи е
становятся самотор-
мозящимися, когда
Фиг. 17. Призматические направляющий.
Направляющая простейшего типа по
фиг. 17, а („узкая направляющая") приме-
няется для редко переставляемых лёгких
супортов маломощных станков (или столов,
кронштейнов, упоров и т. д.). Прямоугольные
48 Том 9
что при р. = 0,1 даёт
Если сила R при-
ложена на большем
расстоянии от сред-
ней линии напра-
вляющих, чем сила Р,
и притом по ту же
сторону от неё, то
зависимость между Р
й фй
и R выражается следующей формулой
P = r(\ + -7-± \ + Qlx ю.
754
ОСНОВНЫЕ УЗЛЫ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
[РАЗД. IV
Элементы перемещений супортов
Шарнирное крепление супорта приме-
няется в тех случаях, когда прямолинейное
перемещение супорта по фиг. 20, а может
быть заменено криволинейным (фиг. 20, б).
Преимущество схемы по фиг. 20, б —
в простоте изготовления, однако для удовле-
-L-
Средняя линия направляющих
Фиг. 19. Схемы усилий для перемещения супорта.
творительной работы супорта требуются точ-
ное исполнение и тщательная балансировка
вращающихся масс. Для хорошего направле-
Шарнир
а} 5)
Фиг. 20. Схемы крепления супорта.
ния база шарнира Ъ должна быть не менее
0,6/?.
Перемещение супорта на эксцентриках
применяют при незначительной (до 10 мм)
его регулировке, обычно у строгальных стан-
ков (фиг. 21).
Осевое перемещение супорта может быть
осуществлено по призматическим или круг-
Фиг. 21. Схемы перемещения супорта
на эксцентриках.
лым направляющим. На фиг. 22, а изобра-
жена схема супорта, перемещаемого вместе
с электродвигателем по круглой направляю-
щей. Согласно схеме фиг. 22, б по круглой
направляющей перемещается только шпин-
дель с режущим инструментом и ротором
электродвигателя.
Механизмы для перемещения супортов
конструируются с учётом удобного располо-
жения органов управления. В многошпин-
дельных станках больших габаритов (в четы-
а)
Фиг. 22. Схемы осевого перемещения су-
порта: 1 — ножевая головка; 2 — меха-
низм перемещения.
рёхсторонних строгальных и двухсторонних
шипорезных станках) органы управления
должны быть размещены на одной стороне
станка.
Детали механизмов перемещениям) винты,
непосредственно присоединённые к маховичку
(фиг. 23, а); б) винты, связанные с маховиком
посредством конической передачи (фиг. 23,5);
в) то же посредством червячной передачи
(фиг. 23, в) для углового перемещения;
г) винты с клиновым перемещением (фиг. 23, г)
и др.
Для всех механизмов перемещения обяза-
тельны стопоры. Применяются стопоры: а) дей-
ствующие на шейку ходового винта
(фиг. 24,, а)—менее надёжные; б) действующие
на направляющие винтом (фиг. 24,5) — более
надёжные; в) затяжные клинья (фиг. 24, в)—
наиболее надёжные.
Шкалы с указанием положения супорта
облегчают настройку станка. Для этой
цели применяются в простейших случаях
шкалы в виде линеек с указателями, в бо-
лее ответственных случаях — делительные
лимбы.
На фиг. 25—27 показано конструктивное
выполнение супортов шипорезных станков.
На фиг. 25 изображён супорт пилы с верти-
кальной, горизонтальной и угловой уста-
новками.
Первые две установки приводятся винтами
со штурвалами, угловая — от руки, шкалы — в
виде линеек.
На фиг. 26 показан супорт горизонталь-
ного шпинделя шипорезного станка. Верти-
кальная и горизонтальная установки — от вин-
тов, угловая — червячным механизмом. На
фиг. 27 изображён супорт подсечного шпин-
деля с установками — винтами, непосред-
ственно действующими на супорт.
ГЛ. XVI]
СУПОРТЫ
755
Фиг. 23. Детали механизма перемещения супорта.
Фиг. 24. Стопоры супортов.
Фиг. 25. Супорт пилы шипорезного станка.
756
ОСНОВНЫЕ УЗЛЫ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
[РАЗД. IV
Фиг. 26. Супорт горизонтального шпинделя шипорезного станка.
Вив по стрелке Z
по GH
по ЯВСО
СТРУЖКОЛОМАТЕЛИ
И ЭКСГАУСТЕРНЫЕ
ВОРОНКИ
Стружколоматель / (фиг. 28)
создаёт механический подпор
материалу в непосредственной
близости B—5 мм) от резцов
ножевой головки при выходе
Фиг. 27. Супорт подсечного шпинделя шипорезного станка.
'///////////У////////////// '
Фиг. 28. Стружколоматель.
их из материала. Благодаря
подпору стружка надламывает-
ся на небольшой длине, чем
предотвращается появление
сколов, вырывов и т. п.
Стружколоматели должны
прижиматься к материалу по
всей ширине, поэтому они
часто изготовляются секцион-
ными. Наиболее распростра-
нённый способ прижима
стружколомателей — пружин-
ный, в станках старых кон-
струкций—грузовой. Колодки
монтируются в откидном или
поворотном блоке, связанном
с резцовым супортом, что
ГЛ. XVI]
СТРУЖКОЛОМАТЕЛИ И ЭКСГАУСТЕРНЫЕ ВОРОНКИ
757
облегчает доступ к резцовой головке. Блок
одновременно служит частью стружкоулавли-
вающей (эксгаустерной) воронки.
Для того чтобы можно было устанавливать
резцовые головки разных диаметров или
фасонные (на
четырёхсторон-
них строгаль-
ных станках),
колодки струж-
к о л о м а т е ля
должны иметь
продольную ре-
гулировку.
На фиг. 29—
31 показаны
стружколомате-
ли различных
конструкций.
На фиг. 29 изо-
бражён струж-
коломатель че-
тырёхсторон-
него строгаль-
ного станка в
откинутом по-
ложении: / —
колодки, 2 — гайка регулирующего устрой-
ства для продольного перемещения колодок.
Колодки - сменные, в виде пластин (или баш-
маков); ширина их обычно 30—50 мм. На
фиг. 30 представлен секционный стружколо-
матель рейсмусового станка. Так как резцовая
головка имеет неизменный диаметр, то про-
дольной регулировки здесь не имеется. На
ного веса прижима см. ниже) определяют по
формуле
Фш. 29. Стружколоматель стро-
гального станка.
Фиг. 30. Секционный стружколоматель рейсмусового
станка.
фиг. 31 показан стружколоматель рейсмусо-
вого станка простейшего типа, не секционный,
представляющий собой откидной чугунный
блок, соответственно направляющий стружку.
Прижим блока к материалу осуществляется
собственным весом. Фиксация крайнего по-
ложения блока при отсутствии материала
производится винтовыми ограничителями /.
Недостатки конструкции: а) ненадёжность
подпора по всей ширине, особенно при обра-
ботке широкого покоробленного материала;
б) части прижима, истирающиеся при про-
пуске материала, несменные.
Материал стружколомательных колодок по
фиг. 29—30 — сталь марок 35—40 или чугун
марки СЧ 28-32, по фиг. 31 — чугун марки
СЧ 24-28.
При расчёте элементов стружколомателей
различают прижимы пружинные и грузовые.
При пружинном прижиме (фиг. 32, а) уси-
лие прижима стружколомателя под действием
пружины (усилие под действием собствен-
где Р —усилие пружины в кг\ р — коэфи-
циент трения в направляющих колодок ({*.=
= 0,15-г0,25); аи/ — согласно чертежу.
Фиг. 31. Простой стружколоматель рейсмусового станка.
При грузовом прижиме (фиг. 32, б) реак-
D Ра и
ция силы прижима R = —г- , где о — плечо
силы R; а — расстояние центра тяжести блока
весом Р от шарнира О. Моментом трения в
шарнире О ввиду его незначительности пре-
небрегают. Для тяжёлых блоков по фиг. 32, а
к усилию пружины Рс следует прибавлять
усилие от собственного веса блока.
Пружину или вес блока, а также размеры
колодок подбирают так, чтобы Рс было не
менее ЗР0, где Ро — усилие резания, опреде-
ляемое по формуле
где N — мощность резания в л. с, t/0 — ско-
рость резания в м/сек.
При этом удельное давление колодок на
материал Р^25 кг/см2.
Обычно PC = R меньше у многорезцовых
головок и больше у малорезцовых (на 6 рез-
цов и менее).
Эксгаустерным воронкам стремятся
придать такую форму, при которой отходы
/777777. -¦;:'///////////////////////,
б)
Фиг. 32. Схема усилий у стружколомателя.
:материала направляются в воронку самим ре-
жущим инструментом. В этом случае совме-
стное действие инструмента и потока воз-
духа обеспечивает наилучшее улавливание
758
ОСНОВНЫЕ УЗЛЫ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
(РАЗД. IV
отходов в воронке и последующее транспор-
тирование их в трубопроводах. На фиг. 33 и
34 показаны наиболее распространённые типы
воронок. Воронка по фиг. 33 слева для кругло-
пильного станка сконструирована неправильно
Неправильно Прибыльно
Фиг. 33. Эксгаустерные воронки круглопильных станков.
в том отношении, что расположение её па-
трубка не согласовано с направлением вылета
опилок из пропила.
Конструкция воронок зависит непосред-
ственно от конструкции резцового супорта.
Часто воронки конструируются за одно це-
лое или как часть супорта и делаются чу-
гунными. Распространены съёмные и откид-
ные (для четырёхсторонних строгальных
станков) воронки из лёгкого сплава (силуми-
Фиг. 34. Эксгаустерная воронка строгального станка.
новые), стальные штампованные или свар-
ные. Во избежание вибраций воронки долж-
ны иметь прочное крепление.
Диаметр выходного патрубка и размеры
выходного сечения воронки определяют рас-
чётом
Скорость смеси воздуха с отходами в се-
чении воронки принимают равной 2—8 м/сек,
в выходном патрубке — 15—20 м\сек.
Наиболее распространены диаметры па-
трубков: для круглопильных станков — 100—
150 мм, фуговальных — 120—150 мм, рейсму-
совых — 150—200 мм, фрезерных — 120—
150 мм, шлифовальных — 120 — 200 мм, четы-
рёхсторонних строгальных станков — 150—
250 мм.
ПОСЫЛОЧНЫЕ МЕХАНИЗМЫ
Схемы посылочных механизмов
Посылочные механизмы периодического
действия используются: при поперечном рас-
пиливании материала на маятниковых, балан-
сирных станках и пилах с параллельным дви-
жением, при выработке гнёзд на сверлиль-
ных и долбёжных станках и при продольной
обработке короткого материала.
Механизмы с использованием кулачков,
кривошипа и кулисы показаны на фиг. 35.
На фиг. 35, а представлен механизм кулач-
кового типа для вертикально-сверлильного
станка. Величина хода h зависит от эксцен-
триситета кулачка / и соотношений плеч а и
Ъ механизма.
Преимущество таких механизмов — воз-
можность весьма просто установить желае-
мые скорости сближения инструмента с ма-
териалом и скорости обработки.
В механизме для периодической посылки
материала в строгальных, круглопильных и
других станках по фиг. 35,5
использована качающаяся кулиса,
а в механизме по фиг. 35, в —
Фиг. 35. Схемы посылочных механизмов.
случаях
изо-
кривошипный механизм. В обоих
скорость посылки переменная.
Механизм с использованием рейки
бражён на фиг. 36.
На фиг. 36, а изображена схема верти-
кально-сверлильного станка с поступательно-
возвратным перемещением шпинделя посред-
ством коромысла 1, связанного с тягой 2, и
Фиг. 36. Схемы механизма подачи.
рейки 3, приводимой в движение шестерней 4
реверсивного редуктора 5. При реверсиро-
вании скорость холостого хода редуктора
обычно увеличена. В схеме по фиг. 36, брейка
ГЛ. XVI]
ПОСЫЛОЧНЫЕ МЕХАНИЗМЫ
759
цепнодолбёжного станка присоединена непо-
средственно к режущему супорту. Регули-
ровка хода шпинделя производится измене-
нием плеча с у механизмов по фиг. 36, а или
специальными ограничителями, переключаю-
щими редуктор на обратный ход.
Для станков с посылочным механизмом
периодического действия наиболее целесооб-
Фиг. 37. Схемы ги-
дравлической пода-
чи стола и супорта:
/ — стол (су порт);
2 — механизм кача-
ния стола; 3 — ци-
линдр; 4 -золотник
управления; 5—бак;
6 —насос-двигатель.
одолевать сопротивление подаче Q, опреде-
ляемое типом режущего инструмента и харак-
тером его работы, а также трением между
деревом и столом. Обычно одного гладкого
валика по фиг. 38 недостаточно, так как сила
нажима N создаёт трение не только между
валиком / и деревом 2, но также и между
последним и постелью 3. Подача будет воз-
можна лишь в том случае, если коэфициент
трения между 1 и 2 будет в достаточной
мере превышать та-
ковой между 2 и 3.
Конструктивно это
осуществляется обтя-
гиванием валика ре-
зиной или устройст-
вом на нём рифов,
а также заменой
движения материала
по постели качением
по роликам (фиг. 39).
На фиг. 40, а показана двухвальцовая по-
дача с двумя приводными рифлёными и с
двумя поддерживающими вальцами, часто при-
меняемая для круглопильных станков; на
фиг. 40, б — четырёхвальцовая подача, приме-
няемая на строгальных станках, с четырьмя
приводными вальцами, из которых верхний
(первый по ходу мате-
риала) — рифлёный, ос-
тальные — гладкие; на
фиг. 40, в — шестивал-ь-
цовая подача для стро-
гальных станков тяжё-
лого типа.
Фиг. 39. Схема вальцовой
подачи по роликам.
6)
разно использование гидравлического при-
вода, благодаря лёгкому регулированию ско-
рости движения и плавному ходу, особенно
для многошпиндельных станков (сверлильных
и долбёжных) тяжёлого типа с широкими
пределами использования (фиг. 37, а). Этот
привод применим также
для торцевых (кругло-
пильных) станков с пря-
молинейным движением
(фиг. 37, б).
Посылочные меха-
низмы непрерывного
действия применяются
главным образом для
подачи материала при продольной обра-
ботке; при поперечной обработке такие ме-
ханизмы находят применение почти исклю-
чительно только в станках массового произ-
водства.
Вальцовая подача — один из наиболее рас-
пространённых типов подачи. Здесь исполь-
зуется валик / (фиг. 38), получающий враще-
ние от привода по стрелке. При перемещении
обрабатываемого материала необходимо пре-
Фиг. 38. Схема вальцо-
вой подачи по столу.
6) в)
Фиг. 40. Схемы многовальцовых подач.
Гусеничная подача получила широкое при-
менение, так как она обладает рядом преи-
муществ, а именно: а) надёжным и равномер-
ным нажимом на материал на большой дли-
не при незначительном удельном давлении,
благодаря чему даже рифлёные звенья гу-
сеницы не дают сильного отпечатка на ма-
териале; б) отсутствием поперечных смеще-
ний материала, что обеспечивает прямоли-
нейность обработки. Основной её недоста-
ток — сравнительно быстрый износ напра-
вляющих.
На фиг. 41, а изображён простейший вид
такой подачи с верхним расположением гу-
сеницы и движением материала непосред-
ственно по столу (четырёхсторонние парке-
тострогальные станки). Для компенсации раз-
ной толщины материала гусеницы или отдель-
ные её звенья должны быть подпружинены.
Отличие схемы по фиг. 41, tf заключается в
применении нижних гладких валиков, облег-
чающих движение материала. На фиг. 41, в
показана валико-гусеничная подача для круг-
лопильных и четырёхсторонних строгальных
760
ОСНОВНЫЕ УЗЛЫ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
[РАЗД. IV
станков. Здесь гусеница движется по напра-
вляющим станка, а сверху расположенные
вальцы прижимают материал к гусенице. На
фиг. 41, г представлена двухгусеничная схема
для четырёхсторонних строгальных станков,
г)
Фиг. 41. Схемы гусеничных подач.
обрабатывающих очень короткий или тонкий
материал.
Конвейерная (цепная) подача предназна-
чается для массовой поперечной обработки
брусков и щитов. На фиг. 42, а показана про-
стейшая схема конвейерного механизма с
верхним прижимным устройством в виде под-
ной обработке материала — в карандашном,
•обозном и других производствах.
Подача материала осуществляется здесь
посредством упоров на дисках барабана, а
прижим материала к барабану — с помощью
ремённой ленты, направляемой роликами.
Конструкция и расчёт посылочных
механизмов
Посылочные механизмы периодического
действия конструируются по общим прави-
лам. При расчёте их деталей обязательно
учитывать действие инерционных усилий, вы-
зывающих усиленный износ и разбалтывание
деталей механизма.
В посылочных механизмах непрерывного
действия для увеличения силы сцепления
вальца с материалом пользуются рифлями
(фиг. 44). Рифли формы фиг. 44, а — наиболее
острые, фиг. 44, б — менее острые, фиг. 44, в —
достаточно острые, но односторонние (вра-
щение вальца по направлению стрелки); фор-
мы фиг. 44, г — тупые, но наиболее стойкие
против износа.
Выбор формы рифлей зависит от вели-
чины сопротивления подаче и от условий
работы. Острые рифли портят поверхность
материала, оставляя на нём следы. Для по-
дачи неровного материала, а также там, где
требуется очень большое усилие подачи
(лесорамы) и оставляемые следы на мате-
Фиг. 42. Схемы конвейерных подач.
Загрузка,
пружиненной шины (для торцевых и шипо-
резных станков); на фиг. 42, б— схема кон-
вейерного механизма с верхним прижимом
в виде системы пружинящих роликов, при-
меняемая при обработке щитовой продукции;
на фиг. 42,8 — схема механизма с гусенич-
ным прижимом для
шипорезных станков.
При использовании
резиновых башмаков
применение пружин-
ных компенсаторов
необязательно. Длина
приёмной части кон-
вейера/должна быть
тем больше, чем
больше скорость кон-
вейера и чем больше
ширина материала Ъ.
При скорости подачи
от 2 до 12 mjmuh I
равным 4 — 6 Ь, но не
Фиг. 43. Схема барабанной
подачи.
обычно принимается
менее 600 мм.
Барабанная подача (фиг. 43) применяется
для станков специального типа при попереч-
риале не имеют значения, применяются рифли
формы фиг. 44, а или б.
Составные вальцы по фиг. 45 (так назы-
ваемые „рябухи" у лесорам) облегчают за-
Фиг. 44. Типы оифлей вальцов.
Фиг. 45. Составные вальцы (рябухи) лесорам.
мену средних, наиболее затупляющихся колец
новыми. Зубчатые поверхности рифлёных
вальцов довольно быстро засоряются струж-
ГЛ. XVI]
ПОСЫЛОЧНЫЕ МЕХАНИЗМЫ
761
кой, опилками или мелкой щепой, что значи-
тельно уменьшает сцепление вальца с мате-
риалом. Во избежание этого иногда приме-
няют членистые вальцы по фиг. 46 с острыми
рёбрами /, образованными коническими ско-
сами 2 и 3.
Для увеличения производительности рей-
смусовых станков пропуском одновременно
низмы фиг. 48, а—д с понижением числа обо-
ротов от электродвигателя (или от вала контр-
привода) системой зубчатых передач, смон-
тированной на станине, устарели. Неудобство
их конструкции заключается в усложнении
обработки станины, сборки и ремонта станка;
на фиг. 48, е—з показаны современные меха-
низмы привода с использованием редуктора.
Применение цепных передач значительно
уменьшает число зубчатых колёс. Во всех
случаях должны быть приняты меры к со-
Фиг. 46. Членистые вальцы (рябухи).
нескольких заготовок по ширине исполь-
зуются секционные питающие вальцы особого
устройства (фиг. 47), которые состоят из от-
дельных колец (секций) 1, снабжённых риф-
лями 2 снаружи и профильными пазами 3
внутри, при посредстве которых кольца свя-
заны с приводимой во вращение средней ча-
стью 4 вальца. Фиксация относительного по-
ложения колец и средней части вальца осуще-
ствляется с помощью пружин 5. Одновре-
менная подача заготовок различной толщины
в разных местах вальца происходит вслед-
ствие некоторого относительного радиаль-
ного перемещения колец и вальца. Для уве-
личения сцепления с материалом и умень-
5 2 I 3
U 1,23 5
Фиг. 47. Секционные вальцы.
шения вдавливания материала диаметр по-
дающих вальцов стремятся увеличить.
У станков старых типов диаметр вальцов ра-
вен 80—100 мм, у современных рейсмусовых
станков — 120—150 мм, у четырёхсторонних
калевочных станков — 200—300 мм, у стро-
гальных станков высшей производительно-
сти — до 500 мм.
Материал вальцов — обычно чугун, реже
сталь. Кольца секционных вальцов — сталь-
ные или из ковкого чугуна.
Пневматические подающие вальцы, исполь-
зуемые для подачи материала со сравни-
тельно небольшим усилием (в фуговальных
и фрезерных станках), представляют собой
обычные колёса с пневматической камерой и
покрышкой.
Конструкция устройств для регулирова-
ния прижима и механизмов привода подаю-
щих вальцов весьма разнообразна. Длинные
подающие вальцы рейсмусовых станков кон-
струируются в виде самостоятельного узла.
Корпусы подшипников обычно не зависимы
друг от друга. Варианты механизма привода
таких станков показаны на фиг. 48. Меха-
е) ж)
Фиг. 48. Варианты механизма привода.
хранению правильного зацепления при подъ-
ёме вальцов.
Короткие подающие вальцы четырёхсто-
ронних строгальных и продольно-кругло-
пильных станков конструи-
руются совместно с устройст-
вами для прижима и регули-
ровки.
На фиг. 49, а изображена
схема питающего блока четы-
рёхсторонних строгальных
станков устаревшего типа с
прижимом вальцов с помощью
грузов, на фиг. 49, б — д —
более совершенные схемы с
пружинным прижимом. Почти
всегда применяется шарнирно-
симметричное крепление кожухов с вальцами
(фиг. 49, б — г), облегчающее устройство при-
вода. Из элементов вальцовых механизмов
должны быть рассчитаны подшипники, валы,
пружины или грузы, кронштейны и кожухи.
При расчёте пружин исходят из требуе-
мого нажима вальцов на материал. При этом
должно быть соблюдено условие
где N — нормальное усилие вальца; [л — ко-
эфициент сцепления вальца с материалом
(р. = 0.7 -4-0,95 в зависимости от профиля на-
сечки); Р — необходимое тяговое усилие.
Наибольшая разница в толщине обрабатывае-
мого материала зависит от диаметра вальца
и схемы его крепления (фиг. 50). Крепление
вальцов по схеме фиг. 50, а даёт возможность
пропускать материал большей толщины по
сравнению с креплением по схеме фиг. 50, б.
Элементы гусеничной подачи должны кон-
струироваться достаточно износоустойчи-
выми. На фиг. 51 показаны схемы гусенич-
ной подачи четырёхсторонних строгальных
762
ОСНОВНЫЕ УЗЛЫ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
[РАЗД. IV
станков: пластинчатая сдвижением по шинам,
непрерывно смазываемым посредством лу-
брикатора (фиг. 51, а); роликовая с роликами,
движущимися по направляющим шинам
(фиг. 51, б); пластинчатая с движе-
нием по особой вспомогательной
роликовой цепи, используемой в
качестве катков для уменьшения
износа (фиг. 51, в). Гусеница по
фиг. 51, а наиболее проста в изго-
собой самостоятельный блок, монтируемый
на станине. Детали гусениц рассчитываются
на прочность, трущиеся части их, кроме
того, — на износоустойчивость. Это свойство
С
Фиг. 49. Подающие вальцы.
товлении, однако она подвержена износу.
Наилучшее использование — по фиг. 51, в.
Наружная поверхность гусеницы — часто
рифленая.
Фиг. 50. Схемы надвигания материала на вальцы.
Специальные виды гусеницы автома-
тических фуговальных станков для подачи
криволинейного материала (щитов) или за-
W/V/W
1Вг
5)
в)
Фиг. 51. Схемы гусеничной подачи.
готовек резко неодинаковой толщины можно
видеть на фиг. 52.
Захваты по фиг. 52, а действуют благо-
даря клинообразной форме, по фиг. 52, б —
благодаря пружинящим заострённым шипам.
Механизм гусеницы четырёхсторонних
строгальных станков обычно представляет
частей гусениц может быть повышено вы-
бором соответствующего материала и надёж-
ной смазкой.
Элементы конвейерной подачи (звенья
цепи) должны быть просты в изготовлении
и обеспечивать длительную эксплоатацию
без заметного износа и вытяжки цепи.
Фиг. 52. Специальные виды гусениц.
На фиг. 53 и 54 изображена пластинчатая
цепь шипорезных станков с постоянными ре-
гулируемыми упорами (фиг. 54) и прячущи-
мися упорами (фиг. 53), которые приме-
няются для выработки щитов и других из-
делий.
На фиг. 55 показана массивная чугунная
цепь шипорезного и сшивательного станков
двух типов с движением по трёхгранным на-
правляющим.
Пружинных натяжных устройств у кон-
вейеров обыкновенно не делается. Холостая
звёздочка имеет продольное перемещение
для выравнивания положения нижней ветви
при вытяжке цепи.
Расстояние а между цепями конвейера
обычно должно меняться, поскольку оно за-
висит от длины обрабатываемого материала
(фиг. 56). Поэтому одна из цепей 1 монти-
руется на стойке 2, скользящей вдоль на-
правляющих станины 3. При этом приводной
вал конвейера 4 соединяется с приводной
звёздочкой 5 с помощью скользящей шпон-
ки.
Привод вала конвейера — обычно от инди-
видуального электродвигателя, присоединён-
ного через редуктор 6.
ГЛ. XVI]
ПОСЫЛОЧНЫЕ МЕХАНИЗМЫ
763
Фиг. 53. Цепь конвейера шипорезного станка с прячущимися упорами.
Направление
движения
[MJ
Фиг. 54. Цепь конвейера шипорезного станка с постоянными упорами.
а) - 6)
Фиг. 55. Массивные цепи конвейеров шипорезного и сшивательного станков.
764
ОСНОВНЫЕ УЗЛЫ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
[РАЗД. IV.
На прочность рассчитываются следующие
элементы цепи: звенья, пальцы, упоры, ме-
Фиг. 56. Размещение цепей конвейера шипо-
резного станка.
ханизмы регулировки, приводной вал, меха-
низм натяжения холостых звёздочек, каретка
подвижной цепи.
РЕДУКТОРЫ
Редукторы в деревообрабатывающих стан-
ках используются почти исключительно для
привода подачи материала. Так как обычно
нет необходимости в плавной регулировке
скоростей подачи, то в большинстве случаев
пользуются ступенчатой регулировкой ско-
рости.
Различают две принципиально отлич-
ные схемы привода: без особо выделенного
редуктора (фиг. 57, а) и с выделенным ре-
дуктором (фиг. 57, б).
Первая из этих схем весьма распростра-
нена в станках устаревшего типа; у совре-
Редуктор-
а) ' 6)
Фиг. 57. Схемы привода механизмов подачи.
менных станков она применяется в сочета-
нии со ступенчатой клиноремённой ' переда-
чей (строгально-калевочный станок СК15 за-
вода ЗДС).
Преимущество схемы по фиг. 57, б за-
ключается в возможности составлять станки
из отдельных узлов, что облегчает нормали-
зацию.
Типы редукторов
Наиболее распространены многоступен-
чатые зубчатые редукторы с постоянным
передаточным числом или с переменными пе-
редаточными числами (коробки скоростей).
Использование редукторов с постоянным пе-
редаточным числом (обычно / = 20 -~ 30) воз-
можно при числе скоростей подачи не более
четырёх в случае непосредственного присо-
единения четырёхскоростного электродвига-
теля.
Весьма часто (особенно для станков
больших габаритов, например, для четырёх-
сторонних строгальных) электродвигатель
с редуктором связан посредством ремённой,
обычно ступенчатой передачи.
Преимущества присоединения электродви-
гателя через ремень: а) наличие эластичного
звена, предохраняющего механизм подачи от
поломок и способствующего плавному вклю-
чению станка; б) облегчается замена электро-
двигателя в случае его порчи; в) возможно
изменить скорость подачи материала путём
смены шкивов.
Распространены коробки скоростей: а) с ку-
лачковой муфтой; б) с передвижным блоком
шестерён и в) со скользящей шпонкой.
Фиг. 58. Схема двухступенчатого нормализованного
редуктора с кулачковой муфтой.
Чертёж двухступенчатого редуктора с ку-
лачковой муфтой четырёхстороннего стро-
гального станка изображён на фиг. 58.
Редукторы со скользящей шпонкой вслед-
ствие ненадёжности её элементов приме-
няются лишь в стан-
ках с незначитель-
ными усилиями на
шпонке.
На фиг. 59 изобра-
жена схема с червяч-
ным редуктором двух-
стороннего шипорез-
ного станка. Специ-
альные редукторы по
фиг. 59, сконструиро-
ванные для станков
определённых моде-
лей, допустимы лишь
в условиях крупно-
серийного производ-
ства; в индивидуаль-
ном же или мелко-
серийном производ
стве целесообразнее
зованные редукторы,
Фиг. 59. Червячный редук-
тор шипореза: 1 — цепь
конвейера;2 — электродви-
гатель; 3 — станина.
применять нормали-
допускающие исполь-
ур у
зование их на станках разных моделей
(фиг. 58).
Меньшим распространением пользуются
редукторы с плавным (бесступенчатым)
регулированием чисел оборотов („вариа-
торы").
ГЛ. XVI]
НАПРАВЛЯЮЩИЕ И ПРИЖИМНЫЕ УСТРОЙСТВА
765
НАПРАВЛЯЮЩИЕ И ПРИЖИМНЫЕ
УСТРОЙСТВА
Направляющие и прижимные устройства
предназначаются для направления и, если
требуется, для прижима материала при
его следовании мимо инструментальных
головок.
Направляющие линейки (угольники) приме-
няются на станках с ручной подачей (фуго-
вальных, круглопильных, ленточнопильных,
фрезерных и др.).
Для круглопильных станков направляю-
щие линейки по фиг. 60 различаются формой
сечения и устройством механизма установки.
Линейки по фиг. 60, а перемещаются по
круглому валику: грубо — от руки, точно —
посредством маховика и стопорятся вин-
том.
б)
Фиг. 60. Направляющие линейки для круглопильных
станков.
Линейка по фиг. 60, б укреплена паль-
цами. Она устанавливается с помощью ры-
чажков и фиксируется стопором. Линейка по
фиг. 60, в перемещается на призматической
направляющей и стопорится эксцентриковым
замком.
Для направления материала в наклонном
положении пользуются наклонно устанавли-
ваемыми линейками типов фиг. 61, а и б.
77^777777777 77777777,
а) б)
Фиг. 61. Наклонные направляющие линейки.
На фиг. 62 изображены угольники для
фуговальных станков: простейшего типа с кре-
плением на лапах (фиг. 62, а) и с направле-
На фиг. 63, а показаны направляющие
угольники для фрезерных станков с основной
чугунной скобой и деревянными (или сталь-
ными) линейками, закрепляемыми на скобе
болтами; на фиг. 63, б— направляющий уголь-
Фиг. 63. Направляющие угольники для фрезерных станков.
ник усовершенствованного типа с механиз-
мом для точной его установки относительно
режущего инструмента и с маховичком для
относительного смещения линеек в зависи-
мости от вида обработки.
Направляющие линейки („угольники") по-
перечно-круглопильных станков представляют
собой поворотные устройства У, перемещае-
мые вдоль паза стола по шпонке 2 (фиг. 64,
а кб).
Направляющие устройства для станков
с механической подачей (рейсмусовых, четы-
рёхсторонних, строгальных и др.) предста-
вляют собой плоские переставные линейки
1—L
Фиг. 64. Поперечные направляющие линейки.
(фиг. 65, а) или угольники (фиг. 65, б). Уголь-
ники для частой регулировки оборудуются
быстродействующими зажимными рукоятками.
Такие устройства выполняются с фасками
(скосами), предотвращающими заклинивание
торцов материала.
Прижимные устройства для станков с руч-
ной подачей (фрезерных) в простейшем слу-
Вырез для ножевых головой
* ( Л i_
Подача
материала
¦-И
Фиг. 62. Направляющие угольники для фуговальных
станков.
Фиг. 65. Направляющие устройства для станков
с механической подачей.
нием по круглой штанге и с устройством для
установки под углом (фиг. 62, б).
чае представляют собой плоскую пружину
с изогнутым концом, закреплённую на напра-
766
ОСНОВНЫЕ УЗЛЫ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
[РАЗД. IV
вляющем угольнике (фиг. 66, а). Реже при-
меняются грузовые прижимы по фиг. 66, б.
В случае необходимости прижимать материал,
положение которого относительно прижима
изменяется в больших пределах (обработка
криволинейно очерченных деталей), поль-
зуются грузовыми прижимами по фиг. 67.
Неподвижно закрепляющие прижимы при-
меняются для сверлильных, долбёжных, ши-
кова с установкой прижима по фиг. 69, б;
управление — воздушным краном.
Зажим по фиг. 69, б"—эксцентриковый.
Его установка на разную толщину материала
производится перемещением траверзы 1 по
винтам 2 с помощью
гаек 3. На фиг. 69,8 по-
казан винтовой при-
жим с шарнирно укре-
а) 5)
Фиг. 66. Прижимные устройства для станков с ручной подачей.
Фиг. 67. Грузовой прижим для
обработки криволинейных
деталей.
порезных, торцевых и других станков с на-
правлением материала с помощью каретки.
Основные типы таких прижимов (фиг. 68>.:
а — пневматический; б — эксцентриковый; е-
винтовой.
Пневматический прижим (фиг. 68, а) —
наиболее быстродействующий — допускает
значительные отклонения E—8 мм и более)
в толщине материала. Эксцентриковый при-
жим по фиг. 68, б — также быстродействую-
а)
Фиг. 68. Неподвижно закрепляющие зажимы.
щий, однако он не допускает больших от-
клонений в толщине материала (обычно до
3 мм). Винтовой прижим по фиг. 68 в допу-
скает любое отклонение в толщине мате-
плённым деревянным рычагом 1, прижимной
колодкой 2, эластичным основанием 3 и за-
жимной гайкой 4 винта 5.
Детали устройства пневматического за-
жима см. на фиг. 70. Сжатый воздух "(обычно
давлением 3 кг/см2) подаётся через кран /
в полость цилиндра 2, благодаря чему при-
жимная гильза 3 давит на материал. Для .осво-
бождения материала кран поворачивают в по-
ложение А. При этом воздух из полости 2 по
каналу 4 выходит в атмосферу, а прижимная
гильза 3 возвращается в исходное положе-
ние под действием пружины 5. Для предва-
рительной установки на заданную толщину
материала корпус 6 бывает снабжён насеч-
ками 7, с помощью которых прижим устана-
вливается на стойке 8 защёлкой 9.
Прижимные устройства станков с механи-
ческой подачей (продольных, пил, строгаль-
ных и фрезерных станков) — чаще всего пру-
жинящего типа. Боковые прижимные ли-
нейки — с пружинящими роликами (фиг. 71, а),
башмаками (фиг. 71, б) или плоскими пружи-
нами (фиг. 71, в).
Конструкция верхних прижимов весьма
разнообразна. Для продольно обрабатывае-
Фиг. 69. Зажимы для закрепления шитое.
риала, однако он требует сравнительно боль-
шой затраты времени на зажим.
Прижимы для закрепления щитового ма-
териала или нескольких одновременно за-
жимаемых брусков (торцевые, шипорезные
станки) — обычно эксцентрикового или пнев-
матического, реже винтового типа.
Наиболее эффективен пневматический
прижим по фиг. 69, а. Его установка одина-
мого материала (четырёхсторонние строгаль-
ные станки; наиболее распространены пру-
жинящие прижимы роликового типа. При-
жимы материала, простроганного в размер,
часто осуществляются колодочного типа
с винтовой регулировкой.
На фиг. 72 показан откидной роликовый
пружинящий прижим к четырёхстороннему
строгальному станку с вертикальной и гори-
ГЛ. XVI]
СОЕДИНИТЕЛЬНЫЕ МУФТЫ
767
зонтальной установкой. Распространенытакже
двухроликовые прижимы по фиг. 73, распо-
лагаемые над нижней головкой строгальных
станков.
На фиг. 74 изображён колодочный при-
жим четырёхстороннего строгального станка
с винтовой регулировкой;
корпус прижима в попе-
речном направлении регу-
лируется с помощью про-
Из магистрали
винтовых колёс 3. Поворот траверзы для
доступа к голов-кам производится на шар-
нире 4.
Вместо ленты иногда применяются цеп-
ные гусеницы с резиновыми башмаками
(фиг. 76).
Направляющие линейки для станков с руч-
ной подачей — обычно деревянные, реже
стальные. Направляющие линейки и трущиеся
части столов станков с автоматической по-
дачей — чугунные или стальные из износо-
устойчивой закалённой стали.
а)
Фиг. 70. Пневмати-
ческий зажим.
Фиг. 71. Боковые прижимы к продольнообрабатывающим станкам.
резей в траверзе; вертикальная установка
колодки производится винтом.
Для поперечно обрабатываемого материала
(двухсторонние шипорезные станки, конце-
равнители и др.) распространены прижимы
в виде пружинящих траверз или ленточные.
СОЕДИНИТЕЛЬНЫЕ МУФТЫ
Муфты применяются главным образом
в качестве звеньев механизма подачи, реже —
для соединения валов главного движения
(валов с режущими головками). В первом
Фиг. 72. Роликовый откидной прижим к четырёхсторон-
нему строгальному станку.
Фиг. 73. Двухроликовый прижим к четырёхстороннему
строгальному станку.
На фиг. 75 показано прижимное устрой-
ство двухстороннего шипорезного станка
в виде ленточной траверзы с бесконечной
резиновой лентой.
Вертикальная установка траверзы осуще-
ствляется с помощью винтов /, управляемых
маховичком 2 посредством конических или
случае применяются кулачковые или фрик-
ционные муфты, обычно конические, реже
дисковые, во втором — упругие (эластичные).
Исполнение и расчёт их см. т. 2, гл. VIII.
Ввиду больших чисел оборотов м-уфт главного
движения необходима их тщательная балан-
сировка.
768
ОСНОВНЫЕ УЗЛЫ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
[РАЗД. IV
РЕМЁННЫЙ ПРИВОД
В равной мере распространены плоские и
клиновые ремни: плоские - кожаные, хлопча-
тобумажные (цельнотканные и шитые), про-
резиненные и
шерстяные;
клиновые —
хлопчатобумаж-
ные и прорези-
ненные.
Распростра-
нена передача
„коротким рем-
нём", позволяю-
щая простей-
шим способом
Фиг. 74. Колодочный прижим к четырёхстороннему строгаль-
ному станку.
<• J
нои плите станка или на его параллельно
перемещаемой плите.
Шарнирная плита по фиг. 77 свободно
подвешена на шарнире. Необходимое натя-
жение DР) обеспечивается ремню весом
электродвигателя и плиты.
. Пользоваться такой плитой можно в том
случае, если вес электродвигателя с плитой
удовлетворяет требованиям
Q>
4-75 N sin [180 - (а
Фиг.
Ленточный прижим
речной подачи.
для попе-
где N — передаваемая ремнём мощность
в л. с, v — скорость ремня в м/сек; угло-
вые величины — согласно обозначениям на
фиг. 77; 4 - коэфициент, учитывающий натя-
жение ремня.
При средних условиях, когда v = 30 м/сек,
а = 45°, р = 50* и вес плиты приблизительно
равен 0,3 веса электродвигателя, необходимо,
чтобы на 1 л. с: мощности электродвигателя
приходилось около Ш кг его веса (нормальные
электродвигатели при п до 3000 об/мин, мощ-
ностью до ~ 7 л. с). Линия соединяющая
центры электродвигателя и шарнира плиты,
должна быть по возможности перпендику-
лярна к линии, соединяющей центры шкивов
(фиг. 78). Для спокойной работы передачи
направление вращения электродвигателя
должно соответствовать указанному на фиг. 78
(/, // и /// — положения центра электромо-
тора; ОА, ОБ и ОС — соответствующие ка-
ждому из положений межцентровые рассто-
яния).
па фиг. 79 изображена шарнирная плита
с регулировкой от штурвала /, действующего
Фиг. 76. Гусеничный прижим для поперечной подачи.
передавать ножевой головке необходимое на плиту 2, посредством червяка 3 и червяч-
число оборотов посредством стандартного ного сектора 4. Между червяком и опорой
электродвигателя укреплённого на шарнир- червячного валика включена пружина 5,
-Фиг. 77. Схема подвески электро-
мотора при помощи плиты.
Правильно Неправильно
Фиг. 78. Схемы крепления плиты элек-
тромотора к станине.
Фиг. 79. Шарнирная плита
с регулировкой натяга.
ГЛ. XVI]
ЭЛЕКТРОПРИВОД
769
играющая роль амортизатора, воспринимаю-
щего толчки при работе передачи или удар
в случае обрыва ремня.
На фиг. 80 (вид в плане) изображена шар-
нирная плита, применяемая для привода фре-
зерных станков. Натяжение осуществляется
винтом / со штурвалом 2, фиксируемым
в плите с помощью поворотного подшип-
ника 3 и связанной со станиной поворотной
гайкой 4. Компенсация толчков ремня — по-
средством пружины 5.
Параллельно перемещаемая плита 1 на
фиг. 81 для привода фуговального станка пе-
ремещается по направляющим станины 2 и
связана со станиной посредством замыкаю-
Фиг. 80. Шарнирная плита
фрезерного станка.
Фиг. 81. Параллельно пере-
мешаемая плита.
щих полозков 3 (или болтов). Перемещение
производится посредством винта 4.
Параллельно перемещаемые плиты для
привода фрезерных станков часто конструи-
руются с круглыми направляющими, причём
перемещение плиты осуществляется посред-
ством валика, на который насажены две
шестерни и маховичок. Шестерни воздей-
ствуют на зубцы, фрезерованные на напра-
вляющих.
Натяжение ремня с помощью ролика для
привода главного движения применять не ре-
комендуется вследствие крайне неспокойной
работы натяжного ролика при большой ско-
рости ремня. Натяжным роликом в случае
необходимости пользуются только для ремён-
ных передач приводов подачи.
Расчёт плоскоремённой передачи см. т. 2,
стр. 458.
Рекомендуемые скорости ремней: кожа-
ного v < 35 м/сек (желательно v = 204-
-т-25 м/сек); цельнотканного v < 50 м\сек
(желательно t> = 204-35 м/сек).
Нормальное расстояние между центрами
шкивов /. = 24-2,5 (D + d) или L = A0-H2) Ъ,
где D и d — диаметры шкивов, Ь — ширина
ремня.
Следует избегать излишне длинных рем-
ней, особенно для передач со скоростями
!/>25 м/сек.
Передача клиновым ремнём пригодна как
для привода главного движения, так и при-
вода подачи. Применять её взамен плоско-
ремённой целесообразно во всех случаях,
когда скорость ремня не превышает 35 м/с"ек.
Расчёт клиноремённой передачи см. т. 2,
стр. 469.
49 Том 9
ЭЛЕКТРОПРИВОД
Типы электроприводов
Основные схемы привода деревообраба-
тывающих станков; а) ремённый привод от
трансмиссии; б) то же от индивидуального
отдельно установленного электродвигателя;
в) привод коротким ремнём; г) непосред-
ственно от электродвигателя.
Ремённый привод от трансмиссии (фиг.
82, а), в прошлом пользовавшийся большим
распространением, сохранился только в стан-
ках устаревшего типа.
Ремённый привод от индивидуального от-
дельно установленного электродвигателя
(фиг. 82,6) также постепенно вытесняется,
сохраняясь главным образом для привода
упрощённых станков.
Привод коротким ремнём (фиг. 82, е)
весьма распространён для одношпиндельных
станков, так как при хорошем качестве пло-
ских ремней, а также в случае передачи кли-
новым ремнём он вполне надёжен и вместе
с тем наиболее дёшев. Для многошпиндель-
ных станков его применение ограничено
вследствие затруднений с установочным пере-
мещением шпинделей и из-за общей гро-
моздкости установки.
Привод непосредственно от электродви-
гателя (безремённый) (фиг. 82, г) наиболее
Трансмиссия
a) S) 6) г)
Фиг. 82. Схема привода.
целесообразен при присоединении электро-
двигателя к режущему валу. Он широко
используется для современных станков, осо-
бенно многошпиндельных.
Его преимущества: а) компактность, б) от-
сутствие ремня, в) возможность широкого
применения для шпинделей с универсальным
установочным перемещением; недостаток —
затруднительность использования для шпин-
делей с числом оборотов более 3000 в ми-
нуту.
Проблема высоких чисел оборотов для
безремённого привода практически раз-
решается применением: а) коллекторных элек-
тродвигателей переменного тока; б) электро-
двигателей с двумя или тремя роторами;
в) асинхронных электродвигателей перемен-
ного тока, питаемых током высокой частоты;
г) пневматического привода.
Типы электродвигателей
Для деревообрабатывающих станков при-
меняются электродвигатели следующих типов:
1) стандартные; 2) с уменьшенным диаметром;
3) встроенные (вставные); 4) насадные; 5) со
специальным кожухом; 6) с особо усиленным
770
ОСНОВНЫЕ УЗЛЫ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
(РАЗД. IV
валом; 7) с полым валом; 8) электродвига-
тели— шкивы; 9) двух- и трёхроторные;
10) подразделённые; 11) редукторные; 12) мно^
госкоростные; 13) коллекторные; 14) двига-
тели — умформеры частоты.
1. Стандартные асинхронные трёхфазные
электродвигатели преимущественно с корот-
козамкнутым ротором применяются в двух
исполнениях; нормальном (на лапах) и флан-
цевом. Используются для обслуживания эле-
ментов подачи станка или перемещения его
отдельных частей (сервомоторы), а также
для привода ножевых головок. В первом слу-
чае обычно применяются электродвигатели
с числом оборотов 1000—1500, во втором —
ЗОСО в минуту. Соединение электродвига-
телей, обслуживающих подачу или иные
механизмы станка, часто производится с по-
мощью зубчатых передач. Для той же цели
применяются также ремённые передачи или
соединения через эластичную, реже глухую
муфту. Стандартные электродвигатели, обслу-
живающие привод ножевых головок, присо-
единяются к рабочему шпинделю обычно при
помощи муфты или ремня. Тип защиты элек-
тродвигателя от внешней среды — закрытый
или открыто-защищенный. Для мощных стан-
ков (лесорам, продольно-распиловочных для
брёвен, двойных обрезных для досок) при-
меняются также электродвигатели с фазовым
ротором.
2. Электродвигатели с уменьшенным диа-
метром корпуса (фиг. 83) типа ДТ весьма
распространены, особенно в многомоторных
Фиг. 83. Электродвигатель с уменьшенным
диаметром.
конструкциях для режущих головок (пилы,
ножевые головки, диски и пр.) в тех случаях,
когда обрабатываемый материал проходит
возле кожуха двигателя. Уменьшение диа-
метра электродвигателя вызывает увеличение
его длины, однако это повышает устойчивость
рабочего вала, что целесообразно при кон-
сольной насадке ножевой головки. Эти элек-
тродвигатели отличаются усиленными валами
и шарикоподшипниками, допускающими зна-
чительную нагрузку на вал при большом
числе оборотов. Обычно двигатели строятся
на 3000 об/мин при питании током частоты
50 гц или на 6000 об/мин для тока частоты
100 гц.
3. Встроенные (вставные) элек-
тродвигатели — такие, у которых
щиты с опорами и вал принадлежат
станку, электродвигатель же состоит
из роторного и статорного пакетов
(фиг. 84).
Недостаток таких двигателей — неудобство
сборки и ремонта станков, в которые они
встроены.
4. Насадные электродвигатели приме-
няются для непосредственного привода ра-
бочих валов значительной длины (рейсмусо-
вые, фуговальные, шлифовальные станки),
так как обычные электродвигатели в этих
случаях неудобны и громоздки.
Исполнения насадных электродвигателей:
а) с шарикоподшипником на наружном щите
(фиг. 85, а), б) без
шарикоподшипни-
ков (с консольным
ротором)—фиг. 85,
Фиг. 84. Встроенный электро-
двигатель.
Конструкция по
фиг. 85, а — трёх-
опорная; главные
опоры (подшипни-
ки) принадлежат
станку. Конструкции по фиг. 85,6 и в — двух-
опорные; оба подшипника принадлежат
станку.
5. Электродвигатели со специальным
кожухом распространены в серийном произ-
водстве станков. Кожух специальной формы
является неотъемлемой частью станка. Дви-
Фиг. 85. Насадные электродвигатели.
гатель такого исполнения наиболее удобен,
так как позволяет кожух двигателя объеди-
нить с одной из деталей станка (чаще всего
с супортом ножевой головки). Схема при-
вода отличается наибольшей стойкостью про-
тив вибрации, что имеет существенное зна-
чение для высокооборотного привода.
Исполнения: а) нормальное (фиг. 86) —
с нормальным отношением диаметра двига-
теля к длине — применяется для привода
Фиг. 86. Электродвигатели со специальным кожухом.
длинных ножевых головок (/>220 мм), рас-
положенных между двумя подшипниками;
б) удлинённое—с соотношением, характер-
ГЛ. XVI]
ЭЛЕКТРОПРИВОД
771
ным для электродвигателя типа ДТ, приме-
няется для консольно укрепляемых головок.
Питание током — обычно повышенной
частоты, в соответствии с чем усилены шари-
ковые опоры и улучшена изоляция обмотки.
6. Электродвигатели с особо усиленным
валом (фиг. 87) близки к двигателям обыч-
ного (стандартного)
типа и отличаются
от них валом и ша-
рикоподшипниками
(фиг. 87, а — с корот-
козамкнутым, фиг. 87,
б—с фазовым ро-
Фиг. 87. Электродвигатели с усиленным валом.
тором). Применяются для ленточнопильных
(фиг. 87, в) и шлифовальнодисковых станков.
Исполнение— нормальное и фланцевое.
Фланцевые электродвигатели для леяточно-
пильных станков делаются также с фазовым
ротором.
7. Электродвигатели с полым валом
(фиг. 88) предназначаются для сверлильных
и сверлильно-долбёжных станков.
Их преимущества: простота конструкции
станка с неподвижно укреплённым двига-
Фиг. 88. Электродвигатель с полым валом.
телем и незначительность усилий, требуемых
для перемещения шпинделя.
8. Электродвигатели-шкивы представляют
собой конструкцию, противоположную обыч-
ной. Центральную часть двигателя у них
занимает статор, заканчивающийся пусто-
телым валиком для монтирования двигателя
на станок. Сквозь валик пропущены провода
для питания обмоток. Снаружи двигатель
имеет ротор, оформленный в виде обычного
(фиг. 89, а) или ступенчатого (фиг. 89,6)
шкива или ножевой
головки. Применяют-
ся для привода лен-
точношлифовальных
и токарных станков.
9. Двух- и трёхро-
торные электродви-
гатели. Двухротор-
ные двигатели обыч-
но строятся по схеме
фиг. 90, трёхротор-
ные — по схеме фиг.
91. Двигатели имеют
вид кожуха с уве-
личенным диаметром в первом случае и уве-
личенной длиной — во втором. В обоих слу-
чаях обмотка статоров осуществляется по
схеме многоскоростных двигателей, что даёт
возможность получать от двигателя простей-
шим путём (пере-
ключением контрол-
лера) числа оборотов
1500,3000, 4500 и 6000
в минуту
Фиг. 89. Электродвигатели-
шкивы.
Контроллер мон-
тируется непосредст-
венно на двигателе
станка. Двухротор-
ные электродвигате-
ли применяются для
привода фрезерных
станков с перемен-
ным диаметром режущего инструмента.
Трёхроторные электродвигатели использу-
ются для привода быстроходных фрезерных
станков.
Фиг. 90. Двухроторный
электродвигатель.
Фиг. 9]. Трёхроторный электродвигатель.
10. Подразделённые электродвигатели при-
меняются для привода длинных ножевых
головок, не всегда используемых во всю
длину (фуговальные станки). Вследствие
сложности уст-
ройства их при-
менение огра-
ничено.
//. Редук-
торные элек-
тродвигатели
отличаются от
нормальных на-
личием зубча-
той передачи Фиг. 92.
для понижения
числа оборотов
(фиг. 92). Они применяются для привода
транспортных механизмов в лесопильном и
строгальных производствах и для привода
подающих механизмов станков.
Редукторный электро-
двигатель.
772
ОСНОВНЫЕ УЗЛЫ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
[РАЗД. IV
12 Многоскоростные электродвигатели
(обычно двух-, трёх- и четырёхскоростные)
применяются для привода элементов подачи
станка, что упрощает механизм редуктора и
органы управления станком.
Их недостатки: а) увеличенные габари-
ты и веса, б) более высокая стоимость,
в) ограниченный выбор шкалы скоростей
подачи.
13. Коллекторные электродвигатели пе-
ременного тока, относящиеся к маломощным
конструкциям, применяются для высокообо-
ротного привода ручного электрифицирован-
ного инструмента и специальных фрезерных
станков.
Репульсионные и универсальные электро-
двигатели применяются там, где требуются
очень малые мощности. Они служат главным
образом для привода фрезерно-копироваль-
ных станков и высокооборотного ручного
инструмента.
14. Умформеры частоты (преобразователи)
служат для преобразования тока нормальной
частоты в ток повышенной частоты. Кон-
структивно оформляются в виде отдельных
электродвигателей, устанавливаемых на общем
фундаменте и соединяемых посредством эла-
стичной муфты со стандартным электродви-
гателем или в виде мотор-генератора, скон-
струированного как комплексный агрегат и
устанавливаемого как обычный электродвига-
тель.
Умформеры часто устанавливают непо-
средственно на станок (фрезерный и др.).
Таблица 2
Электродвигатели, применяемые в деревообрабатывающем станкостроении
Тип электродвигателя
Стандартные
С уменьшенным диа-
метром (типа ДТ)
Встроенные (встав-
ные)
Насадные
Со специальным ко-
жухом
С особо усиленным
валом
С полым валом
Электродвигатели-
шкивы
Двух- и трёхротор-
ные
Подразделённые
электродвигатели
Редукторные
Многоскоростные
Коллекторные
Умформеры частоты
Исполнение
На лапах
или фланце-
вые
Крепление
на лапах
Крепление
бугелями
-
Нормальные
Удлинённые
На лапах
Фланцевый
-
-
-
—
-
-
Мощ-
ность
в кет
0,25
и более
i-б
I—2O
I —2О
1 — 25
2-5
*—5
о.5-7
i-б
1-3
о,5—га
1-25
О,1— I
2,5—5о
Частота
тока
в пер/сек
5°
5О—IOO
до—юо
50-125
50-400
5°
5°
5°
50
5°
5о
5°
75
5О
75—4°о
Число
оборотов
в минуту
75°—3°э°
Зооо—бооо
Зосо—бооо
3000—75°°
3000—24 ооо
5оо—юэо
1500-3000
75O—зосо
1500—9оэ о
Зооо
75°-35
5оо—зооэ
750-4500
5000 —2О ООО
-
Область применения
Привод подачи. Привод перемеще-
ния элементов станков. Привод рабо-
чих головок от ремня или через муфту
Станки четырёхсторонние строгаль-
ные, сверлильные, шипорезные, фре-
зерные, круглопильные и др.
Станки четырёхсторонние строгаль-
ные, шипорезные, прирезные, шлифо-
вальные цилиндрические и др.
Станки фуговальные, рейсмусовые,
цилиндрические шлифовальные и др.
Станки двухсторонние рейсмусовые,
четырёхсторонние, строгальные, ши-
порезные и др. Головка расположена
между опорами. При консольном рас-
положении головки: станки шипорез-
ные, прирезные, четырёхсторонние
строгальные, фрезерные, сверлильные
Станки шлифовально-дисковые
Станки ленточнопильные
Станки сверлильные и сверлильно-
долбёжные
Станки шлифовально-ленточные и
токарные
Станки фрезерные, фуговальные,
рейсмусовые
Станки фуговальные
Привод подачи станков, транспор-
тёров
Привод подачи станков
Станки фрезерные, скульптурные и
копировальные, ручной инструмент
Обслуживание станков с высокоча-
стотным приводом
ГЛ. XVI]
ПНЕВМОПРИВОД
773
Техническая характеристика электродви-
гателей, применяемых в деревообрабатываю-
щем станкостроении, приведена в табл. 2.
Указания относительно пусковой и предо-
хранительной электроаппаратуры, а также
данные по выбору проводов, тепловых эле-
ментов, предохранителей, металлорукавов см.
т. 8, стр. 1 и т. 9 стр. 143.
ГИДРОПРИВОДЫ
Гидропривод в деревообрабатывающем
станкостроении применяется преимущест-
венно для прямолинейного возвратно-посту-
пательного движения, например, для подачи
материала или надвигания супортов с режу-
щим инструментом в станках сверлильных,
долбёжных, круглопильно-торцевых и др.
Целесообразно применять гидроприводы для
Поршень в поступа-
тельном положении
Поршень 8поло-
жении возврата
1 3 2
Фиг. 93. Схема гидропривода торцевой пилы.
Для гидропривода обычно пользуются шесте-
рёнчатым насосом. Наиболее распространены
шестерёнчатые насосы с наружным зацепле-
нием. Привод посредством гидромуфт осо-
бенно пригоден для подачи материала в тя-
жёлых ленточнопильных станках и для рабочих
шпинделей лущильных машин.
Замкнутая гидравлическая система с про-
тиводавлением 3—5 am, применяемая в целях
большей гарантии
от попадания в'
гидра влическую
систему воздуха,
особенно просто
и рациональноосу-
ществляется при
регулируемом на-
сосе. Принци-
пиальная схема
такой системы по-
казана на фиг. 94.
Жидкость из рабо-
чего насоса 1 че-
рез маслопроводы
поступает в одну из полостей цилиндра 2
(правую). Из второй (левой) полости жидкость
по маслопроводу отводится обратно в насос.
Для пополнения утечек масла из системы
применяется второй насос 3 простой кон-
струкции и небольшой производительности,
соединяемый с полостью .всасывания" на-
соса / и создающий как в этой, так и в
нерабочей полости небольшое давление,
ограничиваемое предохранительным клапа-
ном 4.
Производительность вспомогательного на-
соса 3 обычно равна 10—20% максималыюй
производительности насоса ).
Конструкция элементов гидропривода ни-
чем не отличается от общепринятой для
металлорежущих станков (см. т. 9, стр. 124).
Фиг. 94. Схема замкнутой гид-
равлической системы.
лущильных станков, в которых желательно
получить переменное число оборотов чурака
для постоянной скорости лущения. Наиболее
распространены гидроприводы с насосом и.
цилиндром, поршневой шток которого соеди-
нён с узлом станка, приводимым в прямоли-
нейное движение (фиг. 93 — торцевая пила
с параллельным движением).
Насос / приводится в действие электро-
двигателем с постоянным числом оборотов.
Количество масла, поступающего в цилиндр,
регулируется дроссельным краном 2. Избыток
масла отводится в резервуар 3 через предо-
хранительный клапан. Изменение направле-
ния движения масла в нужную полость ци-
линдра осуществляется золотником 4, при-
водимым в движение посредством рычага 5
от упоров 6. Изменение скорости движения
режущего супорта станка достигается изме-
нением количества поступающей в цилиндр
жидкости посредством регулирования работы
насоса или посредством специального дрос-
селя, направляющего часть жидкости через
переливной клапан. Второй вариант наиболее
распространён. Помимо непосредственного
соединения приводного звена со штоком
(или цилиндром) для привода узлов, переме-
щаемых по широким направляющим, приме-
няется способ включения промежуточных
звеньев — обычно зубчатых колёс и реек.
ПНЕВМОПРИВОД
Для шпинделей применяется привод только
ротационными пневматическими двигате-
лями — лопаточными и турбинными.
Лопаточный пневматический двигатель
(фиг. 95) представляет собой кожух 1, внутри
которого находится статор 2 с эксцентрично
расточенным отверсти-
ем для ротора 3 с ло-
патками 4 из пластмас-
сы (пертинакс, тексто-
лит). Сжатый воздух
из механизма впуска
идёт по направлению
стрелки 5 и попадает
в камеру, образован-
ную между ротором и
статором двумя сосед-
ними лопатками 4 и
торцами крышек ста-
тора, через канал 5.
Далее, при повёртыва-
нии ротора воздух по-
падает в щель 6 статора, откуда через за-
зор 7 между статором и кожухом он посту-
пает в продольную щель 8 к выхлопным
отверстиям. Прижим лопаток к статору осу-
ществляется центробежной силой.
Фиг. 95. Лопаточный
пневматический двига-
тель.
774
ОСНОВНЫЕ УЗЛЫ ДЕРЕВООБРАБАТЫВАЮЩИХ СТАНКОВ
[РАЗД. IV
Число оборотов на холостом ходу — до
15 000, под нагрузкой — до 10 000 в минуту-
Мощность — 0,2—0,5 л. с. Расход свободного
воздуха — 0,5—1 м3/мин.
Турбинный пневматический двигатель
обычно бывает оборудован турбиной с коле-
сом типа Пельтон. Сжатый воздух напра-
вляется соплами на рабочее колесо, откуда
через систему каналов поступает в атмосферу
(однократное расширение) или направляющий
аппарат, где он меняет своё направление,
после чего вторично подводится к колесу
(двукратное расширение). Существуют дви-
гатели с многократным расширением с числом
оборотов на холостом ходу до 60 000, под
нагрузкой — до 45 000 в минуту. Мощность —
0,3—1 л. с. Расход воздуха — 0,6—2 m^jmuh.
Преимущество пневматических двигате-
лей — большое число оборотов, лёгкость регу-
лировки числа оборотов и допустимость значи-
тельных перегрузок, сопровождаемых соот-
ветствующим понижением числа оборотов
без ущерба для двигателя. Их недостатки:
низкий коэфициент полезного действия, вы-
зывающий большой расход сжатого воздуха.
Экономически эти двигатели уступают электро-
двигателям, вследствие чего широкого рас-
пространения не получили. Применяются
исключительно для привода маломощных
высокооборотных лёгких фрезерных станков
(копировальные фрезерные станки с верхним
шпинделем) и ручного механизированного
инструмента.
СМАЗОЧНАЯ АППАРАТУРА*
Для смазки трущихся частей деревообра-
батывающих станков применяются как жид-
кие минеральные смазочные масла для под-
шипников качения быстроходных валов,
зубчатых колёс редукторов и трущихся частей
гусеничных и конвейерных транспортёров,
так и мази (консистентные смазки) — обычно
для частей станков вспомогательного движе-
ния при небольших скоростях.
Простейшее смазывающее устройство для
консистентной смазки—колпачковая маслёнка ¦
неудобно, так как требует значительного
места и от случайного удара легко по-
• Общие сведения по смазочной аппаратуре см. т. 2,
стр. 740.
вреждается. Удобнее пользоваться пресс- и
клапанными маслёнками с шаровым клапаном,
пригодными для густой и жидкой смазки.
Для подшипников качения при числе
оборотов до 3000 в минуту, для зубчатых
' колёс маломощных редук-
торов, в том числе червяч-
ных, для внутренних поло-
стей роликов транспортё-
ров, кареток и пр. густая
смазка закладывается при
монтаже или ремонте обо-
рудования с расчётом на
длительную ра-
боту без воз-
обновления. В
таких случаях
специальных
смазывающих
устройств не
требуется.
В двухэтажных лесорамах, в многошпин-
дельных станках и в станках с большим ко-
личеством смазывающих мест обычно устраи-
вается централизованная система смазки
с применением приводных или капельных
лубрикаторов.
Широко применяется способ смазки кон-
вейеров и гусеничных транспортёров при по-
мощи капельных маслёнок с подачей масла
непосредственно на трущуюся поверхность
(фиг. 96).
Для смазки подшипников вертикальных
быстроходных шпинделей режущих супортов
используются центробежные (фиг. 97, а) и
Фиг. 96. Капельная смазка
конвейера.
Фиг. 97. Смазка подшипников быстроходных шпинделей:
1 — лабиринт: 2 — фитиль; 3 — центробежный
распылитель.
фитильные (фиг. 97, б) смазывающие устрой-
ства или устройства с непрерывно циркули-
рующей смазкой.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А л е к с е е в Е. Г., Конструктивные мероприятия по
увеличению жёсткости станков, „Станки и инструмент"
№ 2, 1941.
2. Афанасьев П. С, Машины для деревообработки,
Машгиз, 1947.
3. Войтинский Н. С. и Маковский Н. В.,
Советский многомоторный двухсторонний шипорез, „Ме-
ханическая обработка древесины" № 11, 1934.
4. Вятченко С. И., Пневматические, сверлильные и
шлифовальные машины роторного действия, Техучеб-
пособие ВКВШ, 1940.
5. Д е г т я р е в Н. В., Конструкции отсосных коробок для
деревоотделочных станков, ОНТИ, 1935.
6. Д е ш е в о й М. А., Механическая обработка дерева,
т. III, Гослестехиздат, 1939.
7. Маковский Н. В., Привод современных станков
от стандартных электродвигателей, „Механическая об-
работка древесины" № 7, 1935.
8. Маковский Н. В., Электродвигательный привод
современных деревообделочных станков, „Вестник элек-
тропромышленности" № 10, 1935.
ПОДЪЁМНО-ТРАНСПОРТНОЕ
ОБОРУДОВАНИЕ И ЭКСКАВА ТОРЫ
Глава XVII
ОБЩИЕ СВЕДЕНИЯ
ПО ПОДЪЁМНО-ТРАНСПОРТНОМУ ОБОРУДОВАНИЮ
НАЗНАЧЕНИЕ И ВИДЫ ПОДЪЁМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
ОБЩАЯ ХАРАКТЕРИСТИКА
ПОДЪЁМНО-ТРАНСПОРТНЫХ МАШИН
И УСТРОЙСТВ
Подъёмно-транспортные машины и устрой-
ства применяются для механизированного
перемещения грузов в пределах отдельных
промышленных предприятий, складов, строи-
тельных площадей и реже для доставки гру-
зов между несколькими взаимно связанными
предприятиями, складами, погрузочно-разгру-
зочными пунктами и пр. Они обслуживают
погрузочно-разгрузочные и транспортные
операции по приёму и распределению сырья
и исходных технологических материалов,
топлива и пр., по межцеховому, внутрицехо-
вому и межоперационному движению грузов,
подаче готовой продукции и отходов на
склады и в отвалы, к пунктам погрузки и
отправки с предприятия и т. д. В последнее
время в условиях поточного производства
они всё больше используются для непосред-
ственного обслуживания технологических
процессов, облегчая их проведение,.повышая
производительность труда, обеспечивая со-
блюдение заданного ритма работы.
Все подъёмно-транспортные машины и
устройства подразделяются на пять укрупнён-
ных групп; грузоподъёмные машины, транс-
портирующие машины и установки непре-
рывного действия, машины и установки на-
земного и надземного (подвесного) транспорта,
погрузочные, выгрузочные и штабелёвочные
машины и вспомогательные устройства41.
К группе грузоподъёмных машин, для ко-
торых определяющими признаками являются
органически присущие им операции подъёма
и цикличность действия, относятся домкраты,
полиспасты, тали и лебёдки (образующие
подгруппу так называемых простых подъём-
ных машин), краны общего и специального
* Количество различных видов подъёмно-транспорт-
ных машин и сооружений столь велико, они настолько
разнообразны и применяются в столь отличающихся друг
от друга областях, что составление единой стройной, не
заключающей условностей классификации представляет
значительные методические трудности, и до настоящего
времени она отсутствует. Приводимая ниже систематика
видов хотя и содержит ряд условностей и не претендует
на полноту, всё же сможет помочь ориентироваться в
большом разнообразии типов Подъёмно-транспортных ма-
шин. (Ред.)
назначения, подъёмники и вагоноопрокиды-
ватели.
К группе транспортирующих машин и
установок, для которых характерны переме-
щение грузов непрерывным стабильным по-
током, работа без остановок для захвата и
выдачи перемещаемых грузов и постоянство
производительности безотносительно к даль-
ности доставки, относятся конвейеры, трим-
меры, установки пневматического и гидра-
влического транспорта.
К группе машин и установок наземного
и надземного (подвесного) транспорта, ко-
торые перемещают грузы отдельными коли-
чествами и для преобладающего большинства
которых характерна цикличность действия
с остановками в пунктах загрузки и разгрузки,
относятся самоходные и несамоходные те-
лежки, движущиеся по безрельсовым дорогам,
установки рельсовой наземной откатки со
стационарными и подвижными двигателями,
скреперные установки, подвесные канатные
' дороги и подвесные рельсовые дороги.
К группе погрузочных, выгрузочных и
штабелёвочных машин относятся передвиж-
ные машины цикличного и непрерывного дей-
ствия, специализированные для проведения
погрузочно-выгрузочных и укладочных работ
на ограниченных площадях складов, перегру-
зочных фронтов.
К группе вспомогательных устройств
относится оборудование, которое, не выпол-
няя самостоятельных транспортных функций,
используется для аккумулирования грузов,
перемещаемых или подлежащих перемеще-
нию, регулирования подачи грузов, взвеши-
вания грузов в процессе перемещения и т. д.
Для каждой из перечисленных групп
подъёмно-транспортного оборудования харак-
терны определённые категории грузов, под-
разделяющихся на: 1) единичные (индивиду-
альные) и 2) массовые: а) насыпные, состоя-
щие из большого числа частиц или кусков,
например уголь, руда, цемент, песок, зерно
и пр., и б) однородные, штучные и тарные,
например, машинные части, опоки, грузы в
мешковой и ящичной таре и пр.
Грузоподъёмные машины предназначаются
главным образом для перемещения единич-
ных и массовых грузов, заключённых в со-
суды; транспортирующие установки непре-
776
НАЗНАЧЕНИЕ И ВИДЫ ПОДЪЁМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
[РАЗД. IV
ХАРАКТЕРИСТИКА МАТЕРИАЛОВ
КАК ОБЪЕКТОВ ТРАНСПОРТИРОВКИ
Таблица 1
Насыпные (объёмные) веса сыпучих и кусковых
материалов и особые свойства, учитываемые
при выборе подъёмно-транспортных машин
и устройств
Продолжение табл. 1
Материал
Алебастр обож-
жённый
Антрацит ....
Бетон (гравий
или известняк с
портландцементом)
Бетон (зола с
портландцементом)
Бетон (песчаник
с портландцемен-
том)
Бобы
Боксит дроблё-
Вика
Гипс дроблёный
Глина сухая в
кусках
Горох
Гравий
Гречиха
Железняк бурый
Земля рыхлая
влажная
Земля рыхлая
сухая
Земля формовоч-
ная свободно на-
сыпанная
Земля формовоч-
ная утрясённая . .
Земля формовоч-
ная утрамбованная
Зола влажная . .
Зола сухая . . .
Извёстка (ив-
весть с песком) . .
Известь гашёная
в порошке ....
Известь негашё-
ная
Камень извест-
ковый и бутовый .
Картофель . . .
Кварц дроблёный
Клинкер цемент-
ный
Кокс газовый . .
Кокс рудничный
Кора древесная .
Кукуруза ....
Лёд дроблёный ¦
Мел дроблёный .
Мергель ....
Мука
Овёс
Отруби
Песок крупный
различной влажно-
сти
Песок мелкий
влажный
Песок мелкий
сухой
Просо
Пшеница ....
Рожь
Вес
в т/мг
1.25—I, 5о
о, 8о - о, 95
2,4О
1,8о
2,3°
0,70 — 0,80
1,28
0,15
1,3°—i|6o
1,ОО
о,8о
i,5o-i,oo
о,6д—0,70
3,1О
1.7°
1,2О
1,15-1.3°
i,3o—i,5°
i,45—i,6o
0,70
0,40—о,6о
i,7o—i,8o
о,5о
о,8о—о,93
1,бо—2,О0
0,65-0,73
1,45—1,бо
т afl т со
о.зб—о,47
о,з8—о,5з
о,27—0,36
о,7о'—о,75
о,88—0,92
2,5О
1,5О—2,23
о,5°—О>б4
0,40—0,50
0,25—0,30
1,40 — 1,90
i,go—з,о5
i,4о—i,6j
0,85
0,70—0,83
0,68—0,79
Особые свойства
материалов
—
—
—
—
. _
Абразивность
—
—
—
Абразивность
—
Абразивность
—
Абразивность; лип-
кость при увлажне-
нии; при транспор-
тировании от выбив-
ных решёток может
содержать металли-
ческие включения
1 Абразивность;
! корродирующее
[ действие при увлаж«
1 цении
—
—
—
Абразивность из-
вестковой пыли
Чувствительность
к механическим
воздействиям
Высокая абразив-
ность (№ 7 по шка-
ле Мооса)
Абразивность
1 Хрупкость; абра-
/ зивность
—
—
—
—
Образование
взрывчатой пыли
—
—
Абразивное гь
—
-
Материал
- Руда
Сахар-песок . .
Свекловица . . .
Семя льняное. .
„ подсолнеч-
ное • . * . .
Семя хлопковое
Семя хлопковое —
выжимки
Сера
Снег
Сода
„ кальциниро-
ванная
Соль каменная
кальциевая, моло-
тая
Соль поваренная
крупнозернистая .
Соль поваренная
мелкозернистая . .
Стружки древес-
ные и опилки . . .
Торф брикетиро-
Торф (кусковой
и фрезерный) влаж-
Торф (кусковой
и фрезерный) воз-
душно-сухой . . .
Уголь бурый,
воздушно-сухой . .
Уголь древесный
мягкого дерева . .
Уголь древесный
твёрдого дерева .
Уголь рядовой .
Угольная пыль .
Фосфат
Цемент порт-
ландский
Цемент шлако-
Шлак
Щебень сухой .
„ сырой .
Ячмень
Вес
в т/ма
х.7 -3,5
о,7а—1,ю
о.57-о,7э
о,65—0,75
о,42
о» 4°
о,66
2,О0
о,12—о,79
0,67
0,50—1,ю
1,015
о, 745
0,785
О,2О—О.ЗО
о,бо—1,зо
0,55—0,65
о, аз—o,4i
0,65—0,78
о, 13—о, 17
0,19—0,25
о,8о—о,85
0,50—0,55
1,ОО—1,б0
1,30—1,60
0,90—1,20
о, бо— i, оо
1,8э
з,оо
0,65—0,75
Особые свойства
материалов
Абразивность;
слёживаемость, лип-
кость ; необходи-
мость соблюдения
требования повы-
шенной гигиенич-
ности
Чувствительность
к механическим воз-
действиям
Абразивность
Не очищенное от
ворсинок, харак-
терно пониженной
текучестью
—
Лёгкая взрывае-
мость; при транс-
портировании воло-
чением — возбужде-
ние зарядов стати-
ческого электриче-
ства и появление
искр
—
_
Абразивность
Гигроскопич-
ность; корродирую-
щее воздействие на
металлы; смачивае-
мость и уплотняе-
мость; затруднён-
ность транспорти-
рования при увлаж-
нении и при на-
греве
—
Смерзаемость;
корродирующее
воздействие на ме-
таллы
Смерзаемость;
хрупкость (для бу-
рых углей); свой-
ство самосглажива-
ния трущихся по-
верхностей; взрыв-
чатость угольной
пыли
] Хрупкость; обра-
[ зование взрывчатой
J пыли
Смерзаемость;
свойство самосгла-
живания трущих-
ся поверхностей;
взрывчатость уголь-
ной пыли
1 Гигроскопич-
t ность; повышенная
1 слёживаемость и по-
вышенное пыление
при транспортиро-
вании; абразив-
ность; перемещение
конвейерами сплош-
ного волочения не
рекомендуется
Абразивность
J Абразивность
ГЛ. XVIII
ГРУППЫ ПОДЪЁМНО-ТРАНСПОРТНЫХ МАШИН
777
рывного действия, погрузочные, выгрузочные
и штабелёвочные машины используются
только для перемещения массовых грузов;
машины и установки наземного и надземного
(подвесного) транспорта применяются для
доставки грузов обеих категории.
По характеру перемещения для грузо-
подъёмных машин типичны управляемые ин-
дивидуальные рабочие движения, а для боль-
шинства видов транспортирующих устано-
вок— однотипные рабочие движения по по-
стоянной траектории, которые наряду с одно-
родностью перемещаемых грузов обусловли-
вают возможность простого осуществления
полной или частичной автоматизации их
действия.
ГРУППЫ ПОДЪЁМНО-ТРАНСПОРТНЫХ
МАШИН И УСТРОЙСТВ ПО НАЗНАЧЕНИЮ
И КОНСТРУКТИВНЫМ ПРИЗНАКАМ
Грузоподъёмные машины
Домкраты: а) рычажные (с рейкой); б) зуб-
чатые или реечные; в) винтовые простые
(с ручным и электрифицированным приво-
дами); г) винтовые на салазках для горизон-
тального передвижения; д) гидравлические.
Полиспасты: а) кратные; б) степенные;
в) сложные; г) диференциальные.
Лебёдки и тали: а) лебёдки однобарабан-
ные с ручным или машинным приводом;
б) лебёдки многобарабанные с машинным
приводом от одного или двух двигателей
(так называемые скреперные и грейферные
лебёдки); в) лебёдки с вертикальными бара-
банами (шпили или кабестаны); г) тали с
червячными или зубчатыми передачами и
ручным приводом; д)электротали со встроен-
ными в барабаны передачами приводов;
е) тельферы.
Краны общего назначения
Краны, вращающиеся вокруг вертикальной
оси: а) краны стационарные с внешней верх-
ней опорой (литейные, кузнечные, настен-
ные, с подъёмными и неподъёмными укоси-
нами— стрелами); б) краны стационарные с
внутренней верхней опорой или краны на
колонне (вращающиеся на неподвижной ко-
лонне и вращающиеся вместе с колонной);
в) краны стационарные, вращающиеся на
опорном катковом кольце (краны на плат-
форме); г) краны настенные консольные;
д) краны передвижные (велосипедные, с вну-
тренней верхней опорой и на опорном пово-
ротном кольце, стреловые на железнодорож-
ном ходу, стреловые автомобильные, стре-
ловые краны и экскаваторы на колёсном или
гусеничном ходу).
Краны мостового типа; а) нормальные
мостовые краны с ездой по верхнему поясу
(крюковые и грейферные); б) мостовые краны
с ездой по нижнему поясу; в) мостовые
краны с тележкой, снабжённой вращающейся
стрелой; г) мостовые однобалочные краны
(кран-балки).
Краны специального назначения
Краны набережные для разгрузки судов:
а) портальные; б) полупортальные; в) пор-
тальные и полупортальные сдвоенные; г) пор-
тальные и полупортальные сдвоенные, снаб-
жённые выдвижной балкой с ездой по ниж-
нему поясу; д) портальные и полупорталь-
ные с шарнирно сочленённой укосиной.
Краны на козлах (козловые).
Мостовые перегружатели стационарные
и передвижные.
Краны-двуноги.
Краны набережные для оснастки судов:
а) на вращающейся раме (с укосинами и мо-
стовыми консольными фермами, жёстко уста-
новленными на вертикальных многоугольных
башнях); б) башенные молотовидные с цен-
тральной колонной внутри треугольной или
четырёхугольной опорной башни, с тремя
опорными ногами, с установкой горизонталь-
ной консольной фермы, установленной на че-
тырёхгранной призматической башне, и пр.
Строительные и монтажные краны: а) кра-
ны-укосины (стационарные и передвижные);
б) лёгкие передвижные и переносные краны
для обслуживания малоэтажного строитель-
ства и проведения вспомогательных работ;
в) краны-деррики с жёсткими подкосами
(жёстконогие) и вантовые; г) башенные
строительные краны (с поворотными и не-
поворотными колоннами, с подъёмными и не-
подъёмными стрелами); д) железнодорожные
аварийные краны; е) подвесные мостовые
эллинговые краны.
Пловучие краны.
Краны металлургических цехов: а) ма-
гнитные, мульдовые и магнитно-мульдовые;
б) загрузочные для мартеновских печей
(в том числе напольные загрузочные машины);
в) литейные; г) для загрузки колодцевых пе-
чей; д) для транспорта болванок; е) для сня-
тия изложниц (стрипперные); ж) для транс-
порта балок, рельсов и прочего проката.
Кабельные краны: а) стационарные; б) ра-
диальные (поворотные); в) передвижные.
Вспомогательное оборудование кранового
типа: а) кантовальные установки; б) краны,
лебёдки и прочее оборудование малой меха-
низации в сельском хозяйстве; в) краны и
подъёмники для обслуживания станков и пр.;
г) краны, лебёдки и прочее подъёмное обору-
дование для загрузки и разгрузки автомоби-
лей и т. п.
Подъёмники
Клетевые подъёмники (лифты) пассажир-
ские и грузовые: а) барабанного типа и
б) с канатоведущими блоками (нормальные,
скоростные и сверхскоростные).
Клетевые подъёмники пассажирские не-
прерывного действия.
Скиповые подъёмники с опрокидываю-
щимся ковшом.
Мачтовые строительные подъёмники.
Вагоноопрокидыватели
Вагоноопрокидыватели стационарные:
а) наземные (торцевые, бортовые, круговые);
б) башенные.
Вагоноопрокидыватели передвижные.
778
НАЗНАЧЕНИЕ И ВИДЫ ПОДЪЁМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ
[РАЗД. IV
Транспортирующие машины
и установки
Конвейеры. Конвейеры с тяговым орга-
ном: а) ленточцые конвейеры; б) пластинча-
тые конвейеры; в) эскалаторы; г) литейные
(тележечные); д) цепенесущие и канатоне-
сущие конвейеры; е) скребковые конвейеры;
ж) ковшевые элеваторы; з) полочные элева-
торы; и) подвесные конвейеры; к) ковше-
вые конвейеры; л) скребково-ковшевые кон-
вейеры.
Конвейеры без тягового органа: а) винто-
вые конвейеры (шнеки); б) тубулярные кон-
вейеры; в) качающиеся и вибрационные кон-
вейеры; г) штангово-скребковые конвейеры;
д) роликовые конвейеры (гравитационные и
приводные).
Триммеры ленточные, дисковые, ло-
пастные.
Установки пневматического транспорта.
Пневмоустановки для насыпных грузов:
а) всасывающие; б) нагнетательные; в) ком-
бинированные.
Пневмоустановки для штучных грузов
(пневмопочта).
Пневматические (аэрационные) жёлобы.
Установки гидравлического транспорта.
Насосные установки (транспорт по трубам).
Самотечные установки (транспорт по же-
лобам).
Машины и установки наземного
и надземного транспорта
Наземный безрельсовый транспорт. Не-
самоходные тележки: а) тачки; б) медведки;
в) тележки (общего и специального назначе-
ния) с неподъёмными платформами; г) те-
лежки с подъёмными платформами (рамами).
Самоходные тележки: а) электротележки
(аккумуляторные, контактные и кабельные),
автотележки, бензоэлектротележки, пневмо-
тележки с неподъёмными и подъёмными
платформами, вилочными захватами, погрузоч-
ными кранами и пр: б) тягачи.
Наземный транспорт по рельсовым
путям. Откатка неподвижными двигателями
канатом или цепью: а) откатка одним конце-
вым канатом (цепью); б) откатка двумя кон-
цевыми канатами; в) откатка бесконечным
канатом (цепью).
Локомотивная откатка: а) электровозами
(контактными, аккумуляторными, комбиниро-
ванными); б) воздуховозами; в) тепловозами;
г) бензолокомотивами; д) паровозами.
Скреперные установки. Скреперные уста-
новки с неподвижными двигателями (ка-
натные).
Прицепные скреперы с подвижными дви-
гателями (скреперы-волокуши, скреперы на
полозьях, колёсные скреперы).
Подвесные дороги. Канатные дороги:
а) одноканатные; б) двухканатные (с раздель-
ными несущим и тяговым канатами).
Рельсовые подвесные дороги: а) с ручной
тягой; б) с канатной тягой; в) с подвижными
двигателями.
Погрузочные, выгрузочные
и штабелёвочные машины
Погрузочные и выгрузочные машины.
Погрузочные и выгрузочные машины не-
прерывного действия без самозагрузки:
а) звеньевые конвейеры для тарных и штуч-
ных грузов (двухвинтовые цепенесущие,
пластинчатые); б) автопогрузчики для тарных
и штучных грузов (безмоторные); в) пере-
Таблица 2
Углы естественного откоса и коэфициенты трения материалов о стенки желобов и труб
Материал
Углы есте-
ственного
откоса в град.
Коэфициенты трения
о дерево
в дви-
жении
о бетон
Антрацит
Бобы
Вика
Горох
Гравий
Земля, песок, гравий, мергель, извест-
ковый камень
Зола сухая
Кокс
Маис, кукуруза
Мука
Овёс
Отруби
Пшеница
Пыль мучная, зерновая, угольная . . .
Рожь
РУДЫ
Сахар-песок сырой
Семя льняное
Торф кусковой воздушно-сухой ....
Торф фрезерный воздушно-сухой ....
Уголь бурый воздушно-сухой
Уголь каменный (мелкий и орешковый)
Шлак, каменная соль
Щебень
Ячмень
27
31
35
25
3°
3°
4°
35
28
49
28
25
3°
5°
25
4°
32
35
3°
35
35
45
45
45
5°
5О
35
55
35
35
35
5°
7о
45
45
5О
45
5°
45
35
о, 29
о. 37
О,2б
о, 58
0,58
о,47
о,57
0,36
0,36
1,О0
0,36
0,58
1,ОО
о, 34
°,58
о 32
°>7°
о.37
0,364
1,ОО
1,ОО
о,84
1,ОО
о,58
о,58
2,1б
0,58
2,77
о. 58
1,2О
2,14
о, 27
о,45—о,6о
1,ОО
о,84
1,2О
о,58
о. 47
0,32
о, 84
о,84
о,3°
о,37
0,36
о.37
о,31
о, 7°
°,47
о,32
о» 5i
о,44 —
°>334
о,зо
1,ОО
1,ОО
о, 58
о,,8
о,3о--о, 6о
о,42—о,5о
i,oo
о,84
о,7
о,84
о,84
о, 45
о,45
°>45
°>45
о, 42
о, 45
1,ОО
1,ОО
о,6о
о,8о
0,71
о,85
1,О0
о, до
о. 75
ГЛ. XVI]
ГРУППЫ ПОДЪЁМНО-ТРАНСПОРТНЫХ МАШИН
779
движные конвейеры (ленточные, пластинча-
тые, скребковые).
Погрузочные и выгрузочные машины не-
прерывного действия с самозагрузкой: ме-
ханические погрузчики (ленточные, скреб-
ковые, ковшевые) *.
Погрузочные и выгрузочные машины ци-
кличного (периодического) действия: а) одно-
ковшевые погрузчики; б) механические вы-
грузочные лопаты; в) разгрузочные плуги.
Штабелёвочные машины (штабелёры,
стаккеры, штабелеукладчики).
Вспомогательные устройства
Бункеры. Бункерные затворы. Бункеры
с люковыми отверстиями и затворами — кла-
панными, секторными, челюстными, паль-
цевыми, плоскими, гусеничными, цепными,
круглыми.
Бункеры со щелевидными отверстиями.
Питатели и выгружатели. Питатели для
люковых бункеров и воронок: а) ленточные;
б) пластинчатые; в) цепные; г) качающиеся и
вибрационные; д) плунжерные; е) маятни-
ковые; ж) барабанные; з) винтовые; и) тарель-
чатые.
Выгружатели для бункеров со щелевид-
ными отверстиями: а) лопастные; б) скреб-
ковые.
Взвешивающие и объёмно-измеритель-
ные устройства. Конвейерные весы. Порци-
онные весы. Измерители объёма насыпных
грузов.
Таблица 3
Объёмные веса материалов, уложенных
в штабели
* К этой же подгруппе могут быть отнесены пере-
авижные пневматические перегружатели.
Материал
Дерево:
дуб
ель
сосна
Камень булыжный
, обыкновенный
„ песчано-известковый ....
Мусор строительный
Щепа древесная (при слабом уплот-
нении)
Вес в т!м3
0,40
0,42
0,32
о,34
1,90—2,20
1,60—i,8o
^45—1.55
1,80
1,40
0,60—0,95
Глава XVIII
ОСНОВНЫЕ ДАННЫЕ И ФОРМУЛЫ ДЛЯ РАСЧЁТА
ГРУЗОПОДЪЁМНЫХ МАШИН И МЕХАНИЗМОВ
РАСЧЁТ ПОДЪЕМНЫХ МЕХАНИЗМОВ
Коэфициенты полезного дей-
ствия (к. п. д.) при подъёме груза т) и при
опускании т)' связаны зависимостью
Если подъёмный механизм должен обла-
дать свойством самоторможения, то к. п. д. t]
должен быть меньшим 0,5.
Подвешивание груза к бара-
бану подъёмного механизма осу-
ществляется с помощью крюка, траверзы или
специального приспособления, которые при-
крепляются к гибкому элементу либо непо-
средственно, либо при помощи блочного (поли-
спастного) подвеса — одинарного или сдвоен-
ного — и нескольких направляющих блоков
для отвода гибкого элемента от крюка или
полиспаста к барабану. Наибольшее натяже-
ние гибкого элемента при проходе через т
направляющих блоков и при подвешивании
груза весом Q кг определяется из равенства
в котором ?> 1 — коэфициент сопротивления
каждого блока, учитывающий жёсткость гиб-
кого элемента и сопротивление от сил трения
в опорах оси блока. Значения k приведены
в табл. 1.
При полиспастном подвесе крюка к бара-
бану наименьшее натяжение ветви каната
у точки его закрепления на полиспастной
обойме определяется из равенства
Скорость в идеальном механизме (при
общем к. п. д. его т] = 1)
,„
C)
в котором а — кратность полиспастного под-
веса.
Наибольшее натяжение каната при про-
ходе его последовательно по т направляющим
блоков от полиспаста до барабана находится
из уравнения
h- 1 ^a-\km кг.
ka
-k
D)
Скорость подъёма груза в механизмах
с ручным приводом определяется по следую-
щим зависимостям.
vо = -ф- • с м/сек,
E)
где с — скорость движения руки рабочего, не
превышающая в среднем 1 м/сек на при-
водной рукоятке и 0,6 м/сек на тяговой цепи,
и Я — полное усилие в кг, прикладываемое
рабочими к приводной рукоятке или тяговой
цепи.
Таблица 1
Числовые значения коэфициента сопротивления k
направляющих блоков для цепей, стальных
и пеньковых канатов
Группа гибких органов;
характеристика блоков и их
опор
Калиброванная сварная цепь
на нормальном блоке с опора-
ми скользящего трения ....
Калиброванная сварная цепь
на зубчатом блоке с опорами
скользящего трения
Пластинчатая шарнирная
цепь на звёздочке с опорами
скользящего трения
Пластинчатая шарнирная
цепь на звёздочке с опорами
качения
Стальной проволочный ка-
нат на нормальном блоке с
опорами скользящего трения
при D6 > 20dK
Стальной проволочный ка-
нат на нормальном блоке с опо-
рами качения при Dq > 20dK .
Пеньковый канат на нор-
мальном блоке с опорами
скольжения:
dK до 23 мм ....
«к - 29
dK ' 4б
Значения k
при дуге
охвата
о=90°
1,оз
i,o4
I.O4
1,о4
Х,О2
при дуге
охвата
о=18в°
1,04
i,o6
1,Об
1.03
I,Oj
1.03
1,10
1.15
Действительная скорость v подъёма груза
определится из уравнения
Рс
v^vorl = -?г- ¦ т) м/сек, F)
в котором rj — к. п. д. всего подъёмного ме-
ханизма, включая к. п. д. полиспастного
подвеса.
Значения усилия Р принимаются примени-
тельно к данным табл. 2.
ГЛ. XVIII]
РАСЧЁТ ПОДЪЁМНЫХ МЕХАНИЗМОВ
781
Таблица 2
Величины тягового усилия Р и работоспособность
рабочего в зависимости от продолжительности
работы
Продолжительность
работы
Длительная работа .
Кратковременная ра-
бота (продолжительно-
стью не более 5 мин.)
Величина макси-
мального усилия Р,
развиваемого одним
рабочим, в кг
на привод-
ной
рукоятке
12
25
на тя-
говой
цепи
2О
4°
Развивае-
мая мощ-
ность Рс
(работоспо-
собность
рабочего)
в кгм\сек
1О
15
Примечания: 1. При совместной работе несколь-
ких рабочих на ручном приводе учитывается коэфициент
использования усилия, принимаемый равным <р=0,8 для
случая совместной работы двух человек и равным <р = 0,7
для случая совместной работы четырёх человек.
2. Усилие рабочего на рычаге управления не должно
быть большим 18 — 20 кг, а ход рычага управления не
должен превышать 400 мм; усилие на ножной педали
управления принимается (в зависимости от продолжи-
тельности работы) не большим 25—30 кг, а ход педали —
не большим 250 мм.
Число оборотов барабана определяется из
равенства
v-1000
л об/мин,
G)
в котором v — скорость подъёма груза в
м\сек\ Dq — диаметр барабана в мм на —
кратность полиспастного подвеса груза к
барабану.
Передаточное число подъёмного
механизма с машинным приводом опреде-
ляется независимо от к. п. д. и типа меха-
низма из соотношения чисел оборотов дви-
гателя п.0Ы и барабана ng
необходимо прибавить дополнительную силу
Рдин> способную поглотить освобождающуюся
при остановке живую силу груза и всех вра-
щающихся масс деталей подъёмного меха-
низма (незначительным влиянием вращаю-
щихся масс полиспаста можно пренебречь):
Г
где v — скорость опускания груза в м/сек
(g = 9,81 м/сек2—ускорение свободного паде-
ния); т/ — к. п. д. подъёмного механизма при
опускании груза; so = hoiT~ путь тормо-
жения на ободе тормозного шкива в м; Ло —
ход груза в период остановки в м; iT — пере-
даточное число между валом тормоза и валом
барабана и 2^-к сумма живых сил вра
щающихся масс механизма*.
Полная сила торможения
' —
+
!
2-S
кг.
A2)
Тормозящий момент на валу тормоза
кгм, A3)
.. Q.D6f\
где МТ ~ -- . момент от веса груза;
момент от сил инерции опу-
скающегося груза и
lut>r —
пб
(8)
Передаточное число подъёмного меха-
низма с ручным приводом определяется соот-
ношением
(9)
2P/Y]
в котором / — длина плеча рукоятки (обычно
принимаемая равной 300—400 мм) и tq — к. п. д.
подъёмного механизма.
Торможение. Если Smin — натяжение
гибкого элемента при опускании груза в кг,
DT — диаметр тормозного шкива в мм, ч\'ч —
к. п. д. подъёмного механизма при опускании
груза и if— передаточное число от вала ба-
рабана к валу тормоза, то для случая равно-
мерного опускания на ободе тормозного
шкива должна развиваться сила трения
тр
с
кг.
A0)
Чтобы обеспечить остановку груза, опу-
скающегося со скоростью v, к силе трения Fmp
375^
'¦3
375«f
——- -4-
3754
"T"
375«J
момент от сил инерции вращательного дви-
жения частей подъёмного механизма.
* В нормальных условиях эксплоатации до 85—90°'о
инерционных воздействий в подъёмном механизме связано
с его быстро вращающимися деталями (ротором и валом
электродвигателя, соединительной муфтой, тормозным
шкивом); только 5—8% инерционных воздействий связано
с остальными валами подъёмного механизма и около 5—
7°/0 — с грузом. Но в аварийных случаях, когда вслед-
ствие неисправности подъёмного механизма или ошибоч-
ности действии обслуживающего персонала груз, ранее
поднятый на большую высоту, начинает опускаться, раз-
вивая большую скорость, указанное соотношение не
остаётся неизменным, и резко возрастающее влияние инер-
ционных воздействий может стать опасным для прочно-
сти деталей механизма. Поэтому для случаев значитель-
ной высоты подъёма подъёмные механизмы иногда обору-
дуются надёжно действующими автоматическими скоро-
стными тормозами, отрегулированными на предельную
скорость опускания груза ?шах = A,25-М,30). vaodbgMa.
782
ОСНОВНЫЕ ДАННЫЕ И ФОРМУЛЫ ДЛЯ РАСЧЁТА ГРУЗОПОДЪЁМНЫХ МАШИН [РАЗД. IV
В этих уравнениях: а — кратность поли-
спаста; /г—передаточные числа от вала тор-
моза к валу барабана; щ — число оборотов
вала тормоза в минуту*; Jit J2 Jn — мо-
менты инерции вращающихся масс на соот-
ветствующих валах в кгмсек2 ( J ~ ... 1 ;
GD2 — маховой
в кглР\ G\D\ ,
моменты соответствующих валов; щ, о>2, . . . ,
<оп — угловые скорости соответствующих ва-
лов в сек.; /,, i2,..., in — передаточные
числа между соответствующими валами и
валом тормоза *; f\x, %••••• %— коэфициенты
полезного действия передач между соответ-
ствующими валами и валом тормоза* и t —
время торможения в сек.:
момент вращающихся масс
ф\ , . . . , GnD2n — маховые
375 [Мт —
сек. A4)
Работа двигателя при подъёме
груза. При установившемся равномерном
движении в период подъёма груза со ско-
ростью v м/мин двигатель подъёмного меха-
низма должен развивать мощность **
4500т]
[л. с] или
6120i]
[кет]. A5)
В период разгона (пуска) двигатель вы-
нужден развивать большую мощность, чтобы
преодолеть влияние инерции массы Груза и
деталей подъёмного механизма.
Полная средняя мощность двигателя **
в течение всего периода разгона определится
из уравнения
N,
Qv
ср
4500т(
л. с,
A6)
в котором LdUH — работа, связанная с дина-
мическими нагрузками.
Полную действительную мощность дви-
гателя » каждый отдельный момент периода
разгона можно определить, зная закон изме-
нения скорости движения груза.
Случай 1. Скорость подъёма груза воз-
растает по закону прямой.
В этом случае: ускорение j = —— = const,
h
путь разгона Ло = —^- ™ —п- и полная мощ-
ность двигателя
iVmai 4500т]
A7)
Случай 2. Скорость возрастает с уско-
рением, убывающим по закону прямой до нуля.
* Для вала тормоза при я, об/мин »,=1 и t)j— 1.
*¦ См. также стр. 839, Электропривод подъёмно-транс-
портных машин".
В этом случае: ускорение
2v_
Jx — Jo Jo ~i—»
*
скорость
путь разгона
и полная мощность двигателя
Крутящий момент на валу двигателя в пе-
риод разгона с практически достигаемой точ-
ностью определяется из уравнения
QD26nd
375Л,
в котором G?>2 —маховой момент ротора и
масс на валу двигателя; п$ — число оборотов
двигателя; / — полное передаточное число
подъёмного механизма; п — полный к. п. д.
подъёмного механизма и t0 — время разгона.
Нормальная мощность двигателя опредет
ляется по моменту
М,
^ QD6
2ащ
кгм.
необходимому для поднятия груза в период
установившегося движения.
Способность двигателя выдерживать крат-
ковременную перегрузку характеризуется
коэфициентом
QD6 пд
+ A,1 - 1,15) GD*
ма
-.B0)
2ait]
Если известно значение у (коэфициента
перегрузки или кратности максимального кру-
тящего момента, указываемого в технической
характеристике электродвигателя), то время
разгона
, _ 2пдащ
QDl
A,1 ч-1,15) GD*
X
QD6
сек.
B1)
ГЛ. XVIII]
РАСЧЁТ МЕХАНИЗМОВ ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ КРАНОВ
783
РАСЧЕТ МЕХАНИЗМОВ
ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ
КРАНОВ И КРАНОВЫХ ТЕЛЕЖЕК
Число оборотов вала ходовых колёс крана
(крановой тележки) находится из уравнения
tylOOO
B2)
в котором vn — скорость движения в mjmuh;
DK — диаметр колёс в мм.
Передаточное число механизма передвиже-
ния равно
п=^-. B3)
При расчёте механизмов передвижных кра-
нов и отдельных частей их (например, теле-
жек мостовых кранов) учитываются следую-
щие факторы, определяющие сопротивление
движению:
а) трение качения ходовых колёс, трение
в опорах колёс, трение в ребордах (закраи-
нах) колёс и сопротивление на закруглениях
пути;
б) уклон при передвижении по негоризон-
тальному пути;
в) давление ветра при работе на откры-
том воздухе;
г) силы инерции массы крана и груза;
д) возможные перекосы пути, неровности
и засоренность его и т. п.;
е) потери в механизме передвижения.
Сопротивление движению от трения и подъ-
ёма пути определяется от уравнения
W, = CG' cos a \ ± tg a + 2/*+^ кг, B4)
L ик \
в котором G' — полный вес крана (крановой
тележки) с грузом в кг; а — угол уклона
пути в градусах*; /—коэфициент трения
в опорах ходовых колёс; d — диаметр цапфы
колеса в см; DK — диаметр колеса в см; fK —
коэфициент трения качения в см; С^> 1 —
опытный коэфициент, учитывающий условия,
в которых происходит движение крана (воз-
можные перекосы, трение в ребордах колёс,
неровности и засоренность пути и т. п). Чис-
ловое значение коэфициента С для опреде-
лённых конструкций кранов указывается
в соответствующих разделах настоящей
главы.
Величина tga при движении крана на
подъём принимается со знаком плюс и при
движении под уклон — со знаком минус.
Сопротивление движению от давления
ветра определяется из равенства
W2=pF кг, B5)
в котором F — подветренная площадь крана
и висящего на* его крюке груза в м2; р —
давление ветра на 1 м2 подветренной пло-
* Для кранов на железнодорожном ходу максималь-
ный уклон пути принимается равным tg a = 0,012 -*- 0,020;
для кранов, передвигающихся по безрельсовым путям,
уклон принимается не большим tg a — 0,12, если это
особо не оговорено в техническом задании. .
щади в кг 1м2, принимаемое (по ГОСТ 1450-42)
равным 15—25 кг\м2.
В случае, когда крановая тележка приво-
дится в движение от внешнего привода, пере-
дача усилия для передвижения производится
специальным тяговым канатом (цепью). Ана-
логичным образом в этих случаях осуще-
ствляется связь грузового крюка с бараба-
ном подъёмного механизма (фиг. 1). Кроме
Фиг. 1. Схема к расчёту механизма передвижения те-
лежки крана с гибким тяговым органом: /—грузовой
барабан; 2—тяговый барабан.
сопротивления W^ и W2 в расчёте механиз-
мов передвижения таких тележек учитывается
дополнительное сопротивление движению от
грузового каната
W3^Sn-S1 = Smin(km-1-l) кг B6)
и дополнительное сопротивление от прови-
сания тягового каната
-.8Л" Кг'
B7)
В этих уравнениях k — коэфициент сопро-
тивления одного направляющего блока; т —
число направляющих блоков; ^ — собствен-
ный вес 1 пог. м тягового каната (цепи) в кг;
I — длина провисающей ветви этого каната
(цепи) в м; h — стрела провисания каната
(цепи) в м.
Полное сопротивление движению тележки
при установившемся движении определится
как разность натяжений тягового каната (цепи)
при подходе его к барабану механизма пере-
движения
W'=(W1+
-f- WA) km> - ^ кг. B8)
где ту — число блоков, огибаемых нагружён-
ной ветвью тягового каната (цепи); ш2 —
число блоков, огибаемых ненагружённой
ветвью тягового каната (цепи).
Дополнительное сопротивление движе-
нию в период пуска (разгона) определится
из уравнения
кг,
B9)
где G — полный вес крана с грузом в кг;
vn — скорость передвижения в м\сек\ tn —
время разгона в сек.
784
ОСНОВНЫЕ ДАННЫЕ И ФОРМУЛЫ ДЛЯ РАСЧЁТА ГРУЗОПОДЪЁМНЫХ МАШИН [РАЗД. IV
Полное сопротивление движению крана
или крановой тележки (при расположении
механизма передвижения на самой тележке)
W2+ Wn кг.
C0)
Полное сопротивление движению крано-
вой тележки при расположении механизма
передвижения вне её
**•
C1)
Мощность двигателя при установившемся
движении
500^
Л'
где W — сопротивление движению при уста-
новившемся движении в кг; vn — скорость
передвижения в м/мин.
В период разгона механизма двигатель
должен преодолеть силы инерции как по-
ступательно движущихся масс Wn, так и вра-
щающихся деталей механизма.
Крутящий момент на валу двигателя в
период разгона равен
WD- . G'D^d .
"* •
2/т)
375/V
+ A,1--1,15)
-^—^
кгм;
C3)
коэфициент, характеризующий
двигателя при разгоне,
перегрузку
375*
GD
!
и время разгона по заданной характеристике
двигателя
2пдщ
375 (f —1)
X
G'D2K
.—*+ A,1-*-1,15) GZ»
X ттй — сек. C5)
Необходимо иметь в виду, что влияние
инерции масс (живая сила масс) в механизме
передвижения по отношению к силам сопро-
тивления движению значительно больше, чем
в подъёмном механизме по отношению к под-
нимаемому грузу.
Для остановки движущегося крана (те-
лежки) в заданный определённый промежу-
ток времени необходимо наличие определён-
ного соотношения между силами, побуждаю-
щими кран продолжать движение (силы инер-
ции, ветер в сторону движения), и силами,
побуждающими прекратить движение усилы
сопротивления от трения).
Момент сил, побуждающих движение и от-
несённых к валу тормоза,
375*'i2
A,1 4-
GD2
кгм;
C6)
момент сил сопротивления на валу тормоза
М2 = -т^- кгм C7а)
или
C2) М2 =
¦_[<
момент торможения
MT = Мг — М2 кгм. C8)
При заданных путях торможения s метров
и скорости движения v м\сек время тормо-
жения равно
t'=
2vn
сек.
C9)
Во избежание ударов при трогании с места
и при торможении следует при расчёте меха-
низмов передвижения назначать достаточно
большие периоды разгона *о и торможения V.
РАСЧЁТ МЕХАНИЗМОВ ВРАЩЕНИЯ
КРАНОВ ВОКРУГ ВЕРТИКАЛЬНОЙ ОСИ
(МЕХАНИЗМОВ ПОВОРОТА)
Скорость вращения крана может быть за-
дана либо скоростью вращения грузового
крюка на конце крановой стрелы v м/мин
при наибольшем вылете Lmax, либо числом
оборотов крана пкр об/мин.
Угловая скорость вращения крана опре-
деляется из уравнения
30
D0)
При определении величины полного со-
противления вращению крана учитываются:
а) силы трения, возникающие в опорно-
поворотных элементах крана;
б) давления ветра при работе крана на
открытом воздухе;
в) сопротивления, возникающие при ра-
боте передвижного крана на наклонных участ-
ках пути;
г) силы инерции масс крана и груза.
Если принять, что G — собственный вес
поворотной части крана в кг, Q — вес груза
в кг и /—коэфициент трения в опорах, рав-
ный 0,08—0,008*, то момент сил трения от
вертикальных нагрузок определяется из урав-
нения
^-r кгсм D1)
• Меньшее значение — для подшипников качения.
ГЛ. XVIII] РАСЧЁТ МЕХАНИЗМОВ ВРАЩЕНИЯ КРАНОВ ВОКРУГ ВЕРТИКАЛЬНОЙ ОСИ
785
для случая расчёта крана со сплошной опор-
ной пятой радиуса г см,
Мх = (G + Q)frc к г см
D2)
для случая расчёта крана с кольцевой опор-
ной пятой среднего радиуса гс см.
В случаях, когда поворотная часть крана
смонтирована на вращающейся платформе и
давление от неё передаётся ходовыми кат-
ками на опорное рельсовое кольцо, расчёт-
ное уравнение принимает вид
М1 = (G + Q)
D3)
где
DK
Ц> —диаметр опорного кольца в см;
K диаметр ходового катка в см', й — диа-
метр оси катка в см; /к — коэфициент тре-
ния качения в см.
В случаях расчёта многокаткового опор-
но-поворотного устройства, цилиндрические
или конические катки которого, сидящие на
горизонтальных осях, вращаются между двумя
опорными кольцами, момент сил трения от
вертикальных нагрузок определится из рас-
чёта
D4)
в котором Ц)—средний диаметр опорных
колец в см; dp—диаметр катков в см; /к—
коэфициент трения качения и С>1 — коэ-
фициент, учитывающий добавочное трение
скольжения цилиндрических роликов и доба-
вочное трение на торцах конических роли-
ков.
Момент сил трения от горизонтальны*
усилий R в поворотной части крана для вер-
тикального подшипника диаметра d1 см опре-
деляется равенством
кгсм.
D5)
качении катка по его внутренней поверхно
сти.
Для той же схемы при обратном движе-
нии, когда рельсовое кольцо вращается вме-
сте с поворотной частью крана, опираясь на
катки, закреплённые в неподвижных опорах
(фиг. 2, б),
.М9 --=
R
а
cos~2
Do
Jy
К2СМ- С47)
В многороликовых опорных устройствах
с т роликами диаметра dp см. и с неподвиж-
ным наружным или внутренним опорным
кольцом диаметра Do полная горизонтальная
О) 0)
Фиг. 2. Схема к расчёту механизма вращения крана.
реакция R поворотной части крана распре-
деляется между половиной всех роликов по
закону косинусов углов (а, 2а, За,... и т.д.).
Наибольшее давление, передаваемое в этом
случае на средний ролик, равно
(90°
1+22 cosct*
0
90°
D8)
C0S2 а
Для случая, когда верхняя и нижняя гори-
зонтальные опоры различны по размерам,
моменты определяют отдельно для каждой
из опор
90°
М
кгсм.
D5а)
Если опора составлена из ходовых кат-
ков диаметра DK см, смонтированных на осях
в подшипниках d^ см, поставленных на цен-
тральный угол а и опирающихся на не-
подвижное рельсовое кольцо диаметра ?>0
(фиг. 2, а), то
D.
2 —
2~1 кгсм, D6)
JR
COS —
где член
при качении колёс по внешней поверхности
рельсового кольца и со знаком минус — при
50 Том 9
принимается со знаком плюс
= 1,25/?
90°
X
D9)
где член dp принимается со знаком плюс для
случая, когда неподвижно внутреннее опор-
ное кольцо, и со знаком минус, когда не
подвижно наружное опорное кольцо.
Момент сопротивления повороту от да-
вления ветра, определяющийся примени-
тельно к величинам давления ветра на под-
ветренную поверхность крана и груза в м2 и
к приращению горизонтального усилия R
поворотной части крана, обусловливающему
увеличение сил трения в Опорах, находится
из уравнения
М 0 = P(FKpl1-{-Fzpt2) кгсм. E0)
786
ОСНОВНЫЕ ДАННЫЕ И ФОРМУЛЫ ДЛЯ РАСЧЁТА ГРУЗОПОДЪЁМНЫХ МАШИН [РАЗД. IV
в котором Р — давление ветра на 1 м* под-
ветренной площади, равное 15—25 кг1м~;
FKp — подветренная площадь поворотной части
крана в м2; /t — расстояние центра тяжести
подветренной площади крана от оси враще-
ния в см; Fгр— подветренная площадь груза
в м2; /2 — расстояние центра тяжести пло-
щади груза от оси вращения в см.
Момент сопротивления повороту при
работе крана на наклонных участках пути
определяется уравнением
М = QL sin a + Gl sin а кгсм, E1)
где о — угол уклона пути, на котором
находится кран, в градусах; L — вылет стрелы
крана в см; Q — вес груза и грузозахватного
приспособления крана в кг; G — собственный
вес поворотной части крана в кг; I — рас-
стояние центра тяжести крана от оси вра-
щения в см.
Момент сопротивления повороту от сил
инерции масс крана и груза определяется
из уравнения
М'ин = 2 J Т
кгсм,
E2)
в котором2^= Зф + Jк + Лр "~ сумма момен-
тов инерции вращающихся частей крана;
]ф — момент инерции фермы (стрелы) крана,'
JK — момент инерции колонны крана и меха-
низмов; J — момент инерции груза; ш =
¦кп —1
= 57г — угловая скорость вращения в сек.
ои
и t — время разгона в сек.
Момент, отнесённый к валу двигателя:
Ман GKD\nd
Мин = "ТгГ = ы**„ кгсм> E3)
где
Коэфициент перегрузки двигателя в период
разгона определится равным
+ A,1-*-1,15) GD8
Me
E9)
и время разгона при заданном у
375 (^'-1)Л
A,1-г 1,15) GD>
X
Мук + Мв
сек. F0)
Тормоз механизма поворота рассчитывается
на воздействие всех сил инерции и сил, воз-
никающих от влияния ветра и наклона пути.
Момент торможения равен
М'Т= Мв + Мук + Мин -{Мх + М,) кгсм; F1)
тот же момент, отнесённый к валу тормоза,
равен
ла Ц^кт]
375/0
(Aft + Af2) — Me — Л.'
+ (l.l-i-1.15) GD2 I -
^- «гсл F2)
и время торможения
пд
сек. F3)
момент сопротивления от вращающихся дета-
лей механизма
М
„-A,1-5-1.15)^^ кгсм; E4)
полный момент от сил инерции
'"ин 375«2*] ( ч ' '
Полный момент сопротивления повороту
М = М\ + М2 + -'W/ 4- MVK -\- Мцн С56)
Мощность двигателя механизма поворота
при установившемся движении
)
И. С.
и мощность двигателя в период разгона
[Мг+Мъ+Ме+Мук+Ми»)*
Np —y§z—~~~~ л- с-
РАСЧЁТ МЕХАНИЗМОВ ИЗМЕНЕНИЯ
ВЫЛЕТА КРАНОВ
Изменение вылета может быть осуще-
ствлено либо перемещением поднятого груза
в горизонтальной плоскости с помощью меха-
низмов поступательного движения крана или
крановой тележки, либо изменением угла на-
клона крановой стрелы.
Если (фиг. 3) Q — вес груза в кг, Gx —
вес крановой стрелы в кг, 1С— длина стрелы
в м, 1цт — расстояние от центра тяжести
стрелы до оси вращения её в м, S] — усилие
в грузовом (подъёмном) канате в кг, Ь— рас-
стояние от точки приложения усилия s\ до
крайней нижней точки опоры стреловой
стрелки (мачты) в л иа- угол наклона стрел
к горизонту в градусах, то натяжение в по-
лиспасте механизма изменения взлёта при за-
данной величине будет равным
Г =
ц.т-
cos*-
кг F4)
ГЛ. XVIII)
ОПРЕДЕЛЕНИЕ УСТОЙЧИВОСТИ КРАНОВ
787
и максимальное натяжение (при а = 0)
т
"-Z.
F4а)
. При числе блоков в полиспасте, равном
Пс и при к. п. д. полиспаста, равном г\,
расчётное усилие в канате механизма изме-
нения вылета определится равным
*«= (я Inr **• F5)
\Лб\ ЧЪ
Если s — путь оси подвижных блоков по-
лиспаста в м, содействующий подъёму стрел
из крайнего нижнего r крайнее верхнее по-
Фиг. 3. Схема к расчёту механизма изменения
вылета крановой стрелы.
ложение, I — время подъёма в сек. и а —
кратность полиспаста, то скорость набегания
стрелового каната на барабан составит
s-a
м\сек
F6)
и мощность двигателя механизма изменения
вылета
F7)
ОПРЕДЕЛЕНИЕ УСТОЙЧИВОСТИ КРАНОВ
Устойчивость стационарного крана обес-
печивается способностью фундамента воспри-
нимать опрокидывающий момент крана,
равный
М
Опр
= \\Ql + Grk-
F3)
Для обеспечения устойчивости стацио-
нарного крана на поворотной платформе
(фиг. 4, б) должны быть удовлетворены
условия
5iQ (С - к) + Gi (к - к) - G2 (/a + /4) +
+ O/p('3 + /4) = 0 F9а)
= O. F96)
В уравнениях F8), F9а) и F96) приняты:
Q — вес поднятого груза в кг\ G\ — вес кра-
новой стрелы в кг; С2 — вес поворотной кон-
струкции крана со стороны, противополож-
ной крановой стреле, в кг; Qnp — вес проти-
вовеса (контргруза) в кг; L — вылет крановой
стрелы в м; /j — расстояние от центра тяже-
сти крановой стрелы до оси вращения крана
вж;1, — расстояние от центра тяжести по-
воротной конструкции до оси вращения крана
в м; /3 — расстояние от центра тяжести про-
тивовеса до оси вращения противовеса в м;
h — расстояние от оси вращения до ребра
опрокидывания Аъм\ /5 — расстояние от оси
вращения до ребра опрокидывания В в м и
6= 1,4 — коэфициент грузовой устойчивости
без учёта уклона пути, давления ветра и
инерционных сил; $2= 1.15 — коэфициент
собственной устойчивости.
Передвижной кран, свободно стоящий на
наклонной плоскости, не должен опрокиды-
Фиг. 4. Схема для определения устойчи-
вости стационарных кранов.
ваться ни при какой практически возможной
комбинации действующих сил.
К силам, могущим опрокинуть кран, от-
носятся: а) излишне большой вес груза Q на
избыточном вылете а; б) ветровая нагрузка
W; в) резкий разгон двигателя подъёма или
резкое торможение (iy);r) иалишне большой
наклон пути; д) резкая остановка двигавше-
а) " . " 5)
Фиг. 5. Схема для определения устойчивости передвиж-
ных кранов.
гося крана; е) излишне быстрое торможение
или разгон при вращении крана.
Устойчивость крана в сторону груза (гру-
зовая устойчивость) при расположении по-
воротной части крана поперёк пути (фиг. 5, а)
788
ОСНОВНЫЕ ДАННЫЕ И ФОРМУЛЫ ДЛЯ РАСЧЁТА ГРУЗОПОДЪЁМНЫХ МАШИН [РАЗД. IV
достаточна, если удовлетворяется уравнение
моментов относительно ребра опрокидыва-
ния А'.
G0)
наибольшие инерционные силы при пуске и
торможении и незаполненные топливные бун-
керы и водяные баки, а при определении
собственной устойчивости (опрокидывания
в сторону противовеса) принимают, что стре-
ла освобождена от груза и поднята в край-
нее верхнее положение, уклон мощности и
давление ветра направлены в сторону про-
тивовеса и топливные бункеры и водяные
баки содержат полный запас горючего и воды.
кроме того, необходимо, чтобы было обес-
печено условие:
Q (L — /,) $; — G (/! + /2) = 0. G1)
В уравнениях G0) и G1) принято:
Q — вес поднятого груза в кг; G — вес
крана в кг; Wzp = pFzp — ветровая нагруз-
ка на подветренную площадь груза в кг;
WKp = pFKp — ветровая нагрузка на под-
ветренную площадь крана в кг; р — да-
вление ветра в K2JM2; Fzp — подветренная
площадь груза в м2; F — подветренная пло-
щадь крана в ж2; L — вылет груза от оси
вращения крана в м; lt — расстояние от оси
вращения крана до ребра опрокидывания А
в м; 1% — расстояние от оси вращения крана
до центра тяжести крана ъ м; п — расстоя-
ние от уровня опорной поверхности до оси
стрелового блока в м; hi — расстояние от
уровня опорной поверхности до точки при-
ложения ветровой нагрузки WKp в м; й2 —
расстояние от уровня опорной поверхности
до центра тяжести крана в м; v — скорость
подъёма или опускания груза в м/сек; п —
число оборотов крана в минуту; t — время
разгона или торможения в сек.; ? —ускоре-
ние свободного падения в м/сек2; а « 3° —
угол наклона опорной поверхности к гори-
зонту; ?i = 1,15 — коэфициент грузовой
устойчивости с учётом влияния сил инерции,
давления ветра и наклона местности (по нор-
мам Котлонадзора); ?t = l,4 — коэфициент
грузовой устойчивости без учёта уклона,
давления ветра и инерционных сил.
При снятом грузе кран, находясь на укло-
не, не должен опрокидываться в сторону
противовеса (контргруза) при ветре, дей-
ствующем в направлении опрокидывания
(фиг. 5, б).
Устойчивость считается достаточной при
условии удовлетворения уравнения моментов
относительно ребра опрокидывания В:
Qnp (k - h) e2 +
i + sin a (Qn
G2)
где ?2 — 1,15 — коэфициент собственной устой-
чивости крана.
Во всех случаях расчёта устойчивости
кранов учитываются наиболее неблагоприят-
ные условия работы. Так, при определении
грузовой устойчивости (опрокидывания
в сторону груза) принимают наибольший
вес груза на максимальном вылете, уклон
мощности и давление ветра в сторону груза,
РЕЖИМЫ РАБОТЫ КРАНОВЫХ
МЕХАНИЗМОВ
Применительно к режиму работы, опре-
деляющемуся относительной продолжитель-
ностью включения (ПВ°/0), количеством вклю-
чений в час, скоростью подъёма груза и пе-
редвижения и частотой подъёма максималь-
ного груза или частотой передвижения
при максимальных сопротивлениях, все кра-
новые механизмы подразделяются на четыре
группы:
группа Р — механизмы с ручным приво-
дом, характеризующиеся большими переры-
вами в работе и малыми скоростями;
группа I — механизмы с машинным при-
водом для лёгкого режима работы, характе-
ризующиеся большими перерывами в работе,
редкой работой при максимальных нагруз-
ках, малыми скоростями, малой относитель-
ной продолжительностью включения, неболь-
шим числом включений, а также механизмы,
которые работают только при малых нагруз-
ках, при максимальных же нагрузках непо-
движны (механизмы кранов, работающие толь-
ко при монтаже, ремонте и демонтаже техно-
логического оборудования производственных
цехов);
группа II —механизмы с машинным
приводом для среднего режима работы, ха
рактеризующиеся непрерывной работой при
различных по величине нагрузках, средними
скоростями, средней относительной продол#-
жительностью включения и средним чис-
лом включений в час (механизмы кранов
механических и сборочных цехов машино-
строительных заводов, чугуно- и фасоностале-
литейных цехов, цехов металлоконструкций
и др.);
группа 111 — механизмы с машинным
приводом для тяжёлого режима работы, ха-
рактеризующиеся постоянной работой при
нагрузках, близких к максимальным, боль-
шими скоростями, большой относительной
продолжительностью включения и большим
числом включений (механизмы кранов метал-
лургических цехов, кранов для перегрузоч-
ных работ и т. п., а также все подъёмные
механизмы независимо от действительного
режима работ в случаях, когда по местным
условиям грузы транспортируются над людьми
или когда перемещаются взрывчатые, огне-
опасные и ядовитые вещества, кислоты, а
также расплавленный или раскалённый
металл).
Ориентировочное значение относительной
продолжительности включения и числа вклю-
чений для отнесения кранового механизма
к той или иной группе даны в табл. 3.
ГЛ. XVIII]
РЕЖИМЫ РАБОТЫ КРАНОВЫХ МЕХАНИЗМОВ
789
Таблица 3
Значения относительной продолжительности
включения и числа включений для различных групп
крановых механизмов и различных режимов работы
Группы крановых
механизмов
С ручным при-
водом (группа Р)
я
3*
за
5S.
группа I
II
III
Режимы
работы
Относитель-
ная про-
должитель-
ность вклю-
чения
Лёгкий
Средний
Тяжёлый
15
4<э и выше
Ориентиро-
вочное чис-
ло вклю-
чений в
1 час
До зо
30—6о
бо и выше
Относительная продолжительность вклю-
чения определяется по формуле
60
G3)
где ?? — суммарное время работы механизма
в минутах в течение часа.
В случае, если режим работы электрообо-
рудования должен быть определён для деся-
тиминутного цикла, относительная продол-
жительность включения находится из соот-
ношения
G4)
где ?<' — суммарное время включения элек-
трооборудования в минутах за десятиминут-
ный цикл.
Для кранов с большой высотой подъёма и
малыми скоростями, в которых единовремен-
ная непрерывная продолжительность работы
электрооборудования превышает десятими-
нутный цикл, критерием для отнесения элек-
трооборудования к той или иной группе
может служить продолжительность непрерыв-
ной работы согласно следующему:
Группы крано- Группа I Группа II Группа Ш
вых механизмов (лёгкий ре- (средний (тяжёлый
и режимы ра- жим ра- режим ра- режим ра-
боты боты) боты) боты)
Единовремен-
ная непрерыв-
ная продолжи-
тельность рабо- До 30 мин. От 30
ты электродви- до 60 мин.
гателя с номи-
нальной мощно-
стью
От 60
до 90 мин.
Отдельные механизмы крана могут рабо-
тать с различными режимами. Общий режим
работы крана определится при этом по ре-
жиму работы механизма подъёма.
Глава XIX
ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ ГРУЗОПОДЪЁМНЫХ МАШИН
ДЕТАЛИ ГРУЗОПОДЪЁМНЫХ МАШИН
СТАЛЬНЫЕ ПРОВОЛОЧНЫЕ КАНАТЫ
Стальные проволочные канаты применяются
в грузоподъёмных машинах в качестве р а-
б о ч и х элементов, навиваемых на барабаны
подъёмных механизмов или огибающих кана-
товедущие шкивы. К канатам с помощью гру-
зовых крюков или специализированных гру-
зозахватных приспособлений подвешиваются
поднимаемые грузы. Равным образом сталь-
ные проволочные канаты используются как
вспомогательные элементы при рабо-
тах с тарными и штучными грузами для за-
чаливания их (обвязки и подвешивания к
грузовым крюкам).
Конструктивно стальные проволочные ка-
наты подразделяются по форме поперечного
сечения, кратности и направлению свивки,
типу и числу сердечников. Так, по форме
сечения различают круглые и плоские ка-
наты. По кратности свивки различают
канаты одинарной или спиральной свивки,
изготовляемые непосредственно из проволок,
располагающихся в один или несколько слоев;
канаты двойной или тросовой свивки, изго-
товляемые из предварительно свитых спи-
ральных проволочных прядей, и канаты трой-
ной или кабельной свивки, изготовляемые из
двойных (тросовых) прядей. По направле-
нию свивки различают: канаты односто-
ронней свивки, при которой направление вит-
ков проволоки в прядях и витков прядей оди-
наково; канаты крестовой свивки, при кото-
рой направление витков проволок в прядях
и витков прядей в канате обратно по отноше-
нию друг к другу, и канаты комбинированной
свивки, при которой в обратных направле-
ниях свиваются каждые две смежные пряди.
По типу сердечников различают канаты
с органическими (обычно пеньковыми), асбе-
стовыми и проволочными сердечниками, а
по количеству сердечников разли-
чают канаты с одним (центральным) и с не-
сколькими сердечниками.
В подъёмно-транспортном машинострое-
нии преимущественно применяются круглые
канаты двойной (тросовой) свивки, свитые
из круглых проволок равного диаметра (так
называемые канаты нормальной конструкции
по табл. 1) или из круглых же проволок раз-
ных диаметров (так называемые канаты ком-
паунд по табл. 2). Плоские канаты находят
применение только в шахтных подъёмных
установках. Подобное же ограниченное при-
менение в качестве несущих канатов под-
весных канатных дорог находят канаты, сви-
тые из фасонных и круглых проволок*.
При выборе канатов следует учитывать,
что канаты односторонней свивки, характе-
ризующиеся относительно ровной поверхно-
стью и повышенной гибкостью, в то же вре-
мя обладают способностью к раскручиванию
и не пригодны для подъёма грузов, подвеши-
ваемых непосредственно к их свободно сви-
сающим концам. В меньшей степени явле-
ние произвольного раскручивания характерно
для канатов крестовой свивки, но канаты
эти менее гибки и быстрее подвергаются
износу. Для уменьшения раскручивания и
удлинения сроков службы канатов иногда
применяется свивание прядей из проволок,
заранее изогнутых по винтовой линии; с
целью же придания канатам большей гибко-
сти и упругости применяется свивание про-
волок в прядях и прядей в канатах вокруг сер-
дечников — пеньковых, асбестовых (для слу-
чаев работы канатов в зонах высоких тем-
ператур) или проволочных (для случаев ра-
боты канатов в зонах высоких температур и
навивания канатов на барабаны в несколько
слоев). Подобным же образом при выборе
канатов должно учитываться, что в канатах
нормальной конструкции, свиваемых из про-
волок одинакового диаметра, пересечение
проволок в смежных слоях обусловливает
появление высоких местных напряжений.
В этом отношении более целесообразным
является применение канатов компаунд, в
которых как следствие свивки прядей из про-
волок различных диаметров устраняется пе-
ресечение проволок в смежных слоях, повы-
шается гибкость, уменьшается опасность
истирания и механических повреждений
внешних более толстых проволок и соответ-
ственно удлиняются сроки эксплоатации.
Сроки службы каната, определяемые чис-
лом перегибов каната на блоках и бараба-
нах, в значительной мере зависят от вели-
_* Характеристики спиральных канатов и канатов двой-
ной свивки из фасонных и круглых проволок см. гл,
„Подвесные канатные дороги и кабельные краны" стр. 998-
ГЛ. XIX]
СТАЛЬНЫЕ ПРОВОЛОЧНЫЕ КАНАТЫ
791
Канаты (тросы) стальные проволочные (сокращённый ряд)
Таблица 1
Структура
к знэтов
6-19 - 114 про-
волок и 1 органи-
ческий сердечник
(по ГОСТ 3070-46)
fi ¦ 37=222 прово-
локи и 1 органиче-
ский сердечник
(по ГОСТ 3071-46)
ЩШ
Ж
к
ш
6 • 61 = 366 про-
волок и 1 органи-
ческий сердечник
(по ГОСТ 3072-46)
2
о.
Из
к
4.3
6,2
7.7
9,2
II,O
2,5
14,0
15,5
17,0
18,5
2О,0
21.5
23,0
25.0
=6,5
28,О
31,о
34.о
37,о
4о,о
8,8
II,О
13,°
15.5
17.5
19.5
21,5
34,о
S6.O
28,0
3°.°
32,5
34.5
37.°
39.°
43,5
47,5
52,0
'9.5
2i,O
25.0
28,О
ЗО,О
33>5
39.о
44,5
5°.о
а х
Иш
о 31
о,4 '
о,5
о,6
о,7
о,8
о,9
i,o
i,i
1 т.2
!,3
Ь4
1.5
i,6
i.7
i,8
2,0
3,2
2,4
2,6
о,4
о,5
о,6
о,7
о,8
од
I.O
i,i
1,2
1,3
1,4
1.5
1,6
1.7
i,8
2,0
2,3
2,4
о,7
о,8
о,9
I ,О
1,1
I.2
1.4
1,6
1,8
л ю ^
11и"
8
Н
22
32
44
57
73
90
ic8
129
151
176
202
229
259
290
358
433
5i6
605
28
44
63
85
112
I4i
i74
211
251
295
342
392
446
5°4
5°5
697
844
1178
142
184
233
237
343
4*4
5б4
735
935
0,08
0,13
0,20
0,29
0,40
0,52
0,65
0,81
0,92
I.2O
1,3°
1,бО
i,8o
2, Ю
2,4°
2,6о
З.ю
3,8о
4,бо
5.4O
о,24
О,з8
о,57
о,77
1,00
I.2O
1,6о
i,8o
2,3°
2,6о
з,10
3.6°
4,ю
4,6о
5,ю
6,10
7.4O
ю,6
1,6
з,о
a,fi
3;0
3,8
5.1
6,8
8,4
Расчётный предел прочности проволоки при растяжении в кг/мм3
130
_
—
-
3 54°
485о
6 зоо
8 ioo
9 95°
и о/»
14 з°°
i6 700
19 4°°
22300
25 200
28600
32 100
39 5О0
47 800
57 Io°
67 000
—
6700
9 100
>i 900
15000
18500
22 400
36700
31 400
36400
41 7C0
47 5°°
53600
60 зоо
74400
89500
107 000
-
-
—
—
—
—
-
140
150
160
170
Разрывное усилие каната 5max
_
—
2 700
3800
5230
6800
8650
ю 700
12 800
15300
17900
20 700
24 000
27 300
30800
43 5°о
53 7OO
65000
77500
90700
5080
7100
0750
12800
16 100
20 ООО
24 2OO
28 8оэ
33 8оо
39 Зоо
45 ооо
51 2ОО
57800
64 9°°
8оооо
97 ооо
Иб ооо
J5 7°o
2О30О
25800
31 8оо
З8 5°°
45 7оо
62500
8i 500
103 500
1
1 790
2800
4070
5600
7250
9250
11 400
13 800
16 400
193РО
22 400
25700
29 2JO
3300О
37OOO
456OO
55 3°о
65700
77 ооо
3 43O
53бо
7760
ю 500
I3 7OO
17 3°°
21 4°°
25 90О
Зо 8оо
Зб 2О0
43 ооо
48200
54800
62О0О
69 4°°
85700
юз ооо
124 ООО
1б 900
21 7ОЭ
27500
34 2О0
41 303
49 200
67 000
87500
in 000
\
i 090
19ю
Зооо
4360
5 970
7 8оо
9 90О
12 ЗОО
I4 70O
г- зоо
2о 9°о
23 9оэ
Э7 4ОО
31 зоо
35 200
39 4°о
48600
59 ооо
70000
8ззоо
ЗЗбо
578о
8зоо
II 20О
14 боо
i8 500
22 900
27 600
32900
38 600
44800
51400
58500
66 000
74 000
92 500
Ш 000
132 600
17 9°°
23 200
29500
36500
44 000
53300
71 100
93000
117 800
i 150
2ОЭ0
3i8o
4 620
6350
8 200
10 500
13 000
I5 5OO
18600
31 800
35400
29 300
33200
37400
42000
5l 7°°
62 500
74700
87500
3880
6 150
8770
11 900
15600
19 700
24300
29 300
35000
41 000
47 5°°
54600
62 200
70500
78600
97 5°°
117 600
141 000
18 900
24 боо
31 2OO
38 7oo
46800
55 5°°
758oo
98 900
125 000
180
з кг (не
i его
2 140
3 3°о
4 9°о
67З0
8 75O
II IOO
13 боо
i6 6oo
19700
23 100
26 700
30900
35000
39700
44 400
54800
66 300
79 000
92 700
4 100
6550
9 100
12 500
16 400
20900
25700
31 200
37 000
43400
50500
58000
66 000
74 4OO
84000
103 000
124500
149 000
20 000
26 150
33200
40800
49 5со
58 800
80 000
103 5°о
132 5oo
190 |
более)
i зоо
2 30О
3 55о
5160
7 100
9 зоо
и8оо
14 5°°
17400
2э8оо
24 4°°
284оо
32 ООО
37 °оо
41 8эо
46 8оо
57S00
-
—
—
4З50
6 85о
9 840
13 Зоо
17 5оо
23 ООО
37 юо
33 5°о
39 ооо
46000
53 3°°
6i 000
69 300
78500
88000
108500
—
—
—
-
-
-
-
-
-
—
—
200
1 360
2380
3 74°
5 45O
7460
9700
13400
15З00
18 300
21 800
—
—
—
—
-
—
—
-
-
—
4580
7 зю
10 300
14 000
18 400
23 000
28500
34600
41 200
-
—
-
-
-
—
—
—
—
-
—
-
-
—
-
-
—
Примечание. Канаты, величины разрывного усилия которых пометаны справа от жирной линии, изгото-
вляются голько из светлой (неоцинкованной) проволоки.
792
ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ ГРУЗОПОДЪЁМНЫХ МАШИН
[РАЗД. IV
Канаты (тросы) стальные проволочные компаунд
Таблица 2
Типы канатов
шгто
па Bappi
s
н
<=(
паун
анаты (тросы) ком
Сил
типа
X
в
з
"а
с
о.
ж
Структура
канатов
f Ч
й& .*. &й?
6 ¦ 19-114 прово-
лок в 1 органиче-
ский сердечник
(по ГОСТ 2688-46)
(
<
В8* ••Л
•ft* ••«
6 • 19=114 прово-
лок и 1 органиче-
ский сердечник
(по ГОСТ дО77-46)
fi
It
РЖ)
ш
6 • 19"= 114 прово-
лок и 1 проволоч-
ный сердечник
7 • 7—49 проволок
г по ГОСТ 3081 -46)
Диаметры канатов
в мм
8,8
ю,о
".5
13.5
14,5
1б,О
17,5
20,0
21,0
32,5
24,0
26,5
29,0
32,0
34,5
37,"
40,0
43,0
10,0
11,0
13,0
13,0
14,0
16,0
18,0
20,0
22,0
34,0
26,0
29,0
31.0
17.5
20,0
22 0
24.5
27,0
3°.°
За>5
35. о
38>о
Диаметры про-
волок в мм
центральной
о,6
о,7
о,8
о,9
1,О
1,1
1,2
1.3
1,4
1.5
1,6
2,О
2,2
з,4
2,6
3,8
З.о
о, 95
I, Ю
1,2О
I.4O
i,6o
I.7O
1,9о
2,2О
2,4О
2,6О
2,8о
З.оо
1,6о
I.7O
2,2О
2,4°
2,8о
3.°°
3.2O
3-5O
первого (вну-
треннего) слоя
о,6
о,7
о, 8
о,9
I.O
i.i
I,2
1,3
1.4
i,5
1,6
1,7
1,8
2,0
2,3
з,4
3,6
2,8
З.о
о,4°
°>5°
о,55
о.бо
о,65
0,70
о,8о
0,90
1,ОО
г,ю
1,ЙО
1,4°
о!во
1,00
1,4о
1,5°
1,6о
второго (на-
ружного) слоя
0,65
о,8
о.9
I.O
1,1
1,2
1,3
1,О
1,4
1,5
1,6
1.3
г.7
1.3
1,8
1,4
2,0
2,4
1,8
2,6
2,О
2,8
2,3
З.о
з,з
З.з
а»4
о,8о
о,85
о,95
1,ОО
i,3o
I.4O
i,6o
1.7°
1.9°
2,ОО
2,ЗО
2,4О
I.3O
1,4°
i,6o
1,7°
1,9°
2.2J
2,4°
2,6о
2,8о
проволочного
сердечника
-
-
-
-
-
-
:
-
-
-
-
-
-
-
-
-
—
—
—
—
о,6
о,7
о,8
о,9
1,1
1,2
1,3
1,4
Площадь сечения всех
проволок в мм*
Зо,9
44.4
5б,°
69,0
85,3
Ю4,о
123,0
139,о
163,0
187,0
214,0
342,0
275.о
341, о
414,о
494. о
582,о
650,0
749.°
39,9
46,9
57.8
65,6
t78,4
124,0
160,0
i83,o
231,0
252,0
370.0
118,0
142,0
184,0
218
269
425
495
574
Вес 1 пог. м каната
0,27
о,45
о, 56
о,б9
о, 86
1,ОО
1,Ю
1,4°
с*.
i,8o
i,9o
2,20
3,7»
З.ю
4,ос
4.5O
5.2O
б,эо
7.2O
о,38
о, 45
о.55
о,б3
о,75
1,ОО
1,2О
1.5O
i,8o
2,2О
2,5°
3,оо
*,ЭР
t',5°
1,7°
1,90
2,30
3.1°
3-7O
4,10
5.20
Расчётный предел прочности проволоки при растяжении
в кг\мм?
130
-
-
-
-
—
-
-
-
-
-
-
-
-
-
-
Hi
7230
8670
и 500
13700
17700
20 700
28900
34 7°°
40900
-
—
-
140
150
160
'азрывное усилие каната
Зббо
5290
б 650
8 170
ю 2оа
1230Э
1б боо
19 зоо
23 ЗОО
28 8оо
32500
40 боо
49 2OO
58800
69200
77 4оо
890Э0
4 74O
5 57O
6 86о
7800
9270
12 ЗОО
14 8оо
19 ооо
22 4ОО
27 4оо
31 2ОО
4; ооо
-
_
_
-
3 93O
5б6о
7 I2O
8 8оо
ю 9оо
I3 3OO
15 7°°
17800
зо 700
23800
37 зоо
Зовоо
43 5°°
52800
бзсоо
74 зоо
82 о00
95 5оо
5 97°
8350
99бо
13ЭОО
15800
24 ООО
29 400
4оооо
47 юо
15 ооо
18 100
23400
27 800
34200
45900
54 200
63000
73000
4 200
б 040
7 боо
9 Збо
и боо
14 юо
19 ооо
22 IOO
25400
29 ооо
33 ооо
37 5°о
46500
5б зоо
67 IOO
79 ооо
88400
IO2 ООО
54?о
б 37°
7850
8 94°
юбоо
14 юо
i6 8oo
21 800
25500
31 3°°
35°°°
42 боо
50300
i6 000
19300
25 000
29 600
49 оуо
57 7°°
67 ооо
78 ооо
170
5шах
4 450
6420
8 Юо
9 95°
12300
14900
17 800
2О 200
235ОО
37 100
30800
35000
39800
49300
59700
71300
84000
93500
108000
6760
8340
9450
II300
15000
17900
23 юо
27 100
33400
37800
45400
53400
17000
20 500
27 400
32 200
39600
52 800
62 000
72300
180
190
200
в кг (не менее)
4 72O
6 8оэ
8 55°
10500
13 ооо
15800
18900
21 ЗОО
24 9°о
28 боо
32700
37 юо
43 зоз
5з юо
63300
75 боо
89000
99 4°о
-
б IOO
7 i6o
8850
10000
13 ООО
13 900
18 900
24500
28 700
35 300
40 100
48000
56500
18050
21 700
2З iooi
33 З00
41 100
55000
65 000
-
4980
7 160
9050
II IOO
13800
16 700
19900
22500
26 200
30 зоо
34 5°°
39200
44500
5250
7 55°
9 5°о
11 700
14 5°°
17 600
-
-
- | -
- ; -
-
-
-
-
-
-
-
6 44°1 б 77°
7 57O 7 97°
9 збо 9 78°
ю 5оо| —
12 7ОО| -
i6 700) —
20000
25 800
_
_
— ¦ —
—
-
—
-
—
- | -
Примечание. 1. В графе „Диаметр проволок второго (наружного) слоя" числитель дроби указывает диаметр
проволок большого размера, знаменатель — диаметр проволок меньшего размера. 2. Канаты, величины разрывного
усилия которых помещены справа от жирной линиа. изготовляются только из светлой (неоцинкованной) проволоки.
ГЛ. XIX]
ДЕТАЛИ ГРУЗОПОДЪЁМНЫХ МАШИН
793
Таблица 3
Наименьшие допускаемые диаметры барабанов и блоков и значения коафициентов запаса прочности
в стальных канатах для грузоподъёмных машин и механизмов в зависимости от их групп и режимов
работы
Группы грузоподъёмных машин
и механизмов
А. Краны стреловые на железнодорожном,
гусеничном и автомобильном ходу (в том чи-
сле одноковшёвые экскаваторы, работающие
и в качестве кранов), краны и подъёмные
механизмы на строительных и временных ра-
ботах
Б. Все остальные типы кранов и подъёмных
механизмов
В. Лебёдки грузоподъёмностью до 1 т, уста-
навливаемые на всевозможных передвижных
машинах (автомобили, самоходные тележки
и т. п.)
Г. Механизмы грейферных кранов *»
Д. Тельферы
Е. Подъёмники грузовые беа проводников
Ж. Подъёмники грузовые с проводниками
и пассажирские
Типы приводов и режимы работы
Ручной привод
Машинный
привод
Лёгкий режим
Средний режим
Тяжёлый и весьма
тяжёлый режимы
Ручной привод
Машинный
привод
Лёгкий режим
Средний режим
Тяжёлый и весьма
тяжёлый режимы
Ручной привод
Машинный
привод
Для кранов группы А
Для кранов группы Б
Машинный привод
Машинный
привод
Машинный
привод
С однобарабанными
лебёдками
С канатоведущими
шкивами
С однобарабанными
лебёдками
С канатоведущими
шкивами
Наименьший
допускаемый
диаметр бара-
банов или
блоков *
D6 > 16 dK
Dg > 18 dK
D6>2QdK
D6 > 18 dK
Dg > 20 dK
Dg > 25 dK
Dq > 12 dK
Dg > ЗЭ dK
Dg > 20 d K
Dg > 40 dK
Dg > 40 dK
Dg > 40 dK
Наименьшее
допускаемое
значение коэ-
фициента запа-
са прочности k
4,5
5.5
6,о
4.5
5.5
6,о
4.0
5.о
5.о
5.о
8,о
ю,о
13,о
* Диаметры уравнительных блоков могут приниматься
барабанов.
** Диаметры блоков, находящихся в грейферах кранов
чины диаметра барабанов и блоков и вели-
чины действующего натяжения. Эксплоата-
ционная практика показывает, что разруше-
ние проволок каната, как правило, является
результатом усталостных явлений в мате-
риале проволок и их износа и наступает
тем быстрее, чем меньшими оказываются
соотношения между диаметрами барабанов и
блоков Dg и диаметром каната dK. Поэтому
для обеспечения достаточной долговечности
канатов применительно к принятым группам
грузоподъёмных машин, типам провода и ре-
жимам работы * указанные соотношения не
должны быть меньше приведённых в табл. 3.
Подбор канатов ведётся в соответствии с
данными табл 1 и 2 по величине разрывного
усилия 5Ша\. определяемого из уравнения
на 40% меньшими, чем диаметры рабочих блоков или
групп А и Б, назначаются по соотношению Dg > 18 d
подвешивании их к грузовым крюкам, при
нимают k = 12 *, причём в расчёте учиты-
вается как число ветвей каната, на которых
подвешивается груз, так и угол их наклона
к вертикали. Если G — вес груза, т — число
ветвей каната и а — угол наклона ветви каната
к вертикали, то натяжение 5, возникающее
в каждой ветви, определится равным
S = _!_ . 9 = 9 B)
cos а т. ' т '
где ср — коэфициент, принимаемый в зависи
мости от величины а по табл. 4.
Таблица 4
Значения коэфициента <р в уравнении [2]
кг,
A)
где 5 — натяжение каната и k — коэфициент
запаса прочности, принимаемый по табл. 3.
При расчёте чалочных стальных канатов,
используемых для обвязывания грузов при
* О режимах работы грузоподъёмных машин и меха-
низмов см. главу XVII.
<Р
1,ОО
30°
1,15
45°
1,42
60»
2,СЮ
* Для чалочных канатов, снабжённых крюками, пет-
лями или серьгами и используемых только для подвеши-
вания груза (без его обвязки), принимают h — 6.
794
ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ ГРУЗОПОДЪЁМНЫХ МАШИН
[РАЗД. IV
Если натяжение чалочного каната (в со-
ответствии с диаметром его) не должно пре-
вышать заранее известной величины S, то
наибольший вес поднимаемого груза соста-
вит
? кг. C)
БЛОКИ ДЛЯ СТАЛЬНЫХ ПРОВОЛОЧНЫХ
КАНАТОВ
Для поддержания канатов и направления
их движения применяются блоки, литые из
чугуна марки СЧ 15-32, фасонного стального
литья и (реже) штампованные, кованые или
сварные из стали марок Ст. 3 и сталь 15.
Для надёжного размещения канатов на
ободах блоков предусматриваются глубокие
чисто обработанные кольцевые канавки спе-
циального профиля (табл. 5). Для сменности
и уменьшения трения в ступицу блока за-
прессовываются чугунные (антифрикционные)
или бронзовые втулки; с той же целью блоки
часто монтируются на подшипниках качения.
Ступицы блоков соединяются с ободами либо
дисками с отверстиями и рёбрами жесткости,
либо (в блоках больших диаметров) спицами,
обычно имеющими крестообразное сечение.
Диаметры блоков выбираются в зависи-
мости от диаметров канатов по табл. 3. Про-
филь канавок блоков вычерчивается с соблю-
дением размеров, установленных (табл. 5) ве-
домственным стандартом НКТМ.
между его набегающей ветвью и уже нави-
тым витком (фиг. 1 и 2)*. В некоторых слу-
чаях цилиндрическая рабочая поверхность
барабанов выполняется гладкой, а сами ба-
рабаны снабжаются высокими бортами для на-
вивки канатов в несколько слоев (фиг. 3).
При навивании на гладкие барабаны канаты
подвергаются повышенному износу вследствие
более высокого удельного давления в местах
прилегания каната к барабанам и неизбежного
Фиг. 1. Барабан с нарезными канавками для
стальных проволочных канатов, свободно вра-
щающийся на неподвижной оси.
защемления набегающей ветви между ранее
уложенными витками.
Конические барабаны и барабаны с
криволинейными образующими
применяются в случаях, когда натяжение в
Таблица 5
Размеры блоков для стальных
1— Ь ~|
2//k l— &-ч fr%?
cm
/ ^шш \
\
I
Шл
'222/2
-i —
f
—1 j.
1
m
о
i-
i кана
л
о.
t«
иаме'
4,8
6,2
8,8
л,о
13.°
15.5
19,5
24,о
28, О
34,5
39.°
п
33
23
28
4О
4°
4°
55
°5
8о
9°
по
канатов
b
15
15
2О
3°
3°
3°
4°
5°
6о
7°
85
по ведомственному
Размеры канавой
с
5
5
6
7
7
7
ю
13
15
i8
с
°,5
о
2
2
2
.5
,о
,о
,о
,о
,5
,5
,о
,о
,5
h
12,5
12,5
15,°
25,°
25,0
25,°
3°,о
37.5
45,°
55,°
65,°
/
8
О
8
10
IO
IO
15
18
20
22
22
блоков
4,о
4,о
5,°
8,5
8,5
8,5
12,0
17,о
2О,О
25.°
2,5
2,5
3.°
4,°
4,°
4,°
5,°
5,°
6,о
7,°
9>°
стандарту (НКТМ 1943 г.)
в мм
2,0
2,0
2,5
3,°
3,°
3,°
5,°
5,°
7,°
8,о
ю,о
8
8
9
12
12
12
17
2j
28
40
Диаметры блоков D * в мм
«о
1
б
6
6
8
8
8
ю
15
2О
3°
8о
1ЭО
15°
20С
ЗОО
25°
Зоо
45°
55°
65°
оо
i
Q
100
13°
15°
233
2j°
ЗОО
35°
45°
500
650
700
»
Q
100
13°
200
250
250
300
400
500
55°
700
800
ю
Ж
Q
130
15°
2,50
300
35°
400
500
700
850
1000
зоо
25°
35°
4О0
45°
боо
75°
850
IOOO
I30O
БАРАБАНЫ ДЛЯ СТАЛЬНЫХ
ПРОВОЛОЧНЫХ КАНАТОВ
Барабаны, применяемые для навивания
грузовых канатов, изготовляются цилиндри-
ческими, коническими и с криволинейными
образующими.
Преимущественно распространёнными
являются цилиндрические барабаны,
имеющие на поверхности винтовые канавки
(ручьи), которые способствуют правильному
укладыванию каната и предотвращают трение
канате значительно изменяется по мере на-
вивания каната на барабан и необходимо
создание относительно постоянного крутя-
щего момента(например, при подъёме грузов
на очень большую высоту, измеряемую сот-
нями метров, и подъёме тяжёлых стрел и кон-
солей кранов).
* На фиг. 2 показана схема барабана с правой и ле-
вой нарезками винтовых канавок для одновременного на-
вивания двух ветвей каната при сдвоенной полиспастной
подвеске груза.
ГЛ. XIX]
БАРАБАНЫ ДЛЯ СТАЛЬНЫХ ПРОВОЛОЧНЫХ КАНАТОВ
795
Барабаны выполняются либо литыми из
чугуна и стали, либо сварными из стальных
листов, причём в последнем случае конструк-
ции барабанов получаются более простыми
в изготовлении, более лёгкими и дешёвыми.
В зависимости от способа передачи кру-
тящего момента различают барабаны, разме-
щённые на валах отдельно от ведущих зуб-
чатых колёс (фиг. 3), и барабаны, устанавли-
ваемые на осях и скре-
пляемые с зубчатыми
колёсами. Скрепление
осуществляется либо с
помощью болтов по
фиг. 4, либо напрессо-
1_
Фиг. 2. Схема расположе- Фиг. 3. Барабан с гладкой
нвя нарезных канавок на цилиндрической поверх-
барабане при сдвоенной
полиспастной подвеске
груза.
ностью и высокими бор-
тами для многослойной на-
вивки каната, насаженный
на валу.
выванием зубчатого колеса на барабан на
шпонке по фиг. 1.
Барабаны второй группы могут быть сво-
бодно вращающимися на неподвижных осях
(см. фиг. 1) или вращающимися вместе с
осями, будучи жёстко насаженными на них.
В первом из указанных случаев возможно
некоторое уменьшение диаметров осей (так
как напряжения в осях при работе не изме-
няют знака), но затруднены
осмотр втулок и замена их
при износе. Во втором случае
Фиг. 4. Барабан сварной конструкции
с зубчатым колесом, закреплённым на
болтах.
эксплоатационным достоинством является до-
ступность осмотра и простота замены вкла-
дышей подшипников.
Закрепление канатов на барабанах должно
быть достаточно надёжным и обеспечиваю-
щим удобство быстрой замены их при износе.
Канаты, обладающие относительно большой
гибкостью, закрепляются с помощью клина
подобно показанному на фиг. 5, а и б; для
более жёстких канатов применяются крепле-
ния с помощью стопорных винтов по фиг. 5, в
или с помощью планок и винтов по фиг. 5» г.
Расчёт крепления ведётся по наибольшему
натяжению каната.
Диаметры барабанов, так же как и диа-
метры блоков, определяются в зависимости
г)
Фиг. 5. Схемы закрепления каната на барабане.
от группы подъёмного механизма, режима его
работы и типа привода и применительно к
ранее определённым диаметрам канатов dK по
табл. 3 (стр. 793).
Размеры винтовых канавок барабанов
(мелких и глубоких) приведены в табл. 6.
Глубокие канавки обусловливают увеличение
длин барабанов, но обеспечивают более бла-
гоприятные условия работы канатов, осо-
бенно при набегании последних со значи-
тельными отклонениями от направления вин-
товой линии.
Таблица 6
Размеры канавок в барабанах для стальных
канатов по ведомственному стандарту МТМ
-4-
3
е-и
Б о
3|
сЗ а: чз
4,8
6,2
8,8
II,О
13-о
15,5
19.5
24,о
28,0
34,5
39.о
R
3,5
4.о
5,о
7,°
8,о
9,о
",5
13,5
15,5
19,о
21,0
Нормальные
канавки (а)
Ь
7
8
и
13
15
17
22
27
31
38
42
с
2
2
3
3
4
5
5
6
8
10
12
Глубокие канавки (б)
Ь
9
и
13
17
19
22
27
31
36
41
5°
с
4,5
5,5
6,5
8,5
9,5
II,О
13,5
i6,o
18,0
22,0
24,5
г
1,О
1,5
i,5
1.5
1.5
2,О
2,0
2,5
2,5
З.о
3,5
796
ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ ГРУЗОПОДЪЁМНЫХ МАШИН
[РАЗД. IV
Длина нарезной части барабана при нави-
вании на него каната в один слой опреде-
ляется из уравнения
+ пзап
I =
= (щ;+""»)**• D)
где п — число витков каната на барабане; Ъ —
шаг винтовой нарезки, принимаемой по
табл. 6 в зависимости от глубины канавки;
L — длина навиваемого каната в м; Z)o — диа-
метр барабана, измеренный по оси каната,
в м; пзап^1,2 — число запасных витков ка-
ната при крайнем нижнем положении захват-
ного органа, необходимое для разгрузки кре-
пления каната на барабане.
При многослойном навивании каната длина
барабана определится равной
где йк — диаметр каната в см; z — число слоев
навивки каната; V — шаг витков каната; <р =
= 0,9 — поправочный коэфициент, учитываю-
щий некоторую неравномерность свободной
укладки канатных витков.
Толщина стенки барабана S при предва-
рительных расчётах определяется из соотно-
шения
5 = 0,02 Д>+@,6-^-1,0) см. F)
При уточнённом расчёте учитывают, что
в стенке барабана возникает сложное напря-
жение кручения, изгиба и сжатия *. Если
Do — диаметр барабана, измеренный по оси
каната в см; DB — внутренний диаметр бара-
бана в см; Dg — диаметр барабана (по дну
канавки) в см (по фиг. 1); 10 — длина бара-
бана между опорами в см; S — наибольшее
действительное натяжение каната в кг; а —
число ветвей каната, навиваемых на барабан,
то напряжение кручения
W
a-S-D0
2
0,2 (Dj-
напряжение изгиба
_ Миз _ a-S-l0
"из- w - 4
0.1 [D\
(8)
и напряжение сжатия
qcoicz=— кг/см2. (9)
Напряжение сжатия не должно превышать
значений адоп, приведённых в табл. 7.
Таблица 7
Величины допускаемых напряжений сжатия в стенке
барабана
Материалы
"доп. в кг/см"
СЧ 15-32
8оо
Сталь-
ное
литьё
IOOO
Ст. з
IIOO
* Величины напряжений кручения и изгиба достигают
практически ощутимых значений только в очень длинных
барабанах малых диаметров.
При диаметре барабана ?>?>. 1200 мм и
длине его /0^ 1000 мм стенка должна быть
проверена на устойчивость (см. т. 1, кн. 2).
В случаях многослойной навивки каната
напряжение в стенках барабана увеличивается
вследствие дополнительной нагрузки от ка-
ждого из канатных слоев кроме первого вну-
треннего слоя. Для указанного случая на-
пряжения в стенке с учётом её деформации
определяются по уравнению [4]
(Ю)
где А — коэфициент, зависящий от числа на-
виваемых слоев каната, площади попереч-
ного сечения каната FK см2, модуля упруго-
сти каната Ек « 800 0l0-f-l 000 000 кг/см2, пло-
щади сечения стенки барабана на длине од-
ного шага канатного витка F& = ЬЬ см2 и мо-
дуля упругости барабана Eg кг\см2, и опре-
деляющийся в свою очередь применительно
к величине коэфициента X, учитывающего
влияние всех перечисленных факторов. Коэ-
фициент
Значения коэфициента А приведены в
табл. 8.
Таблица 8
Значение коэфициента А в уравнении [10] в зависи-
мости от числа слоев навивки каната на барабан [4]
Число слоев
навивки каната
Значения
1 +
1 +
з+т+пх»
1 +
4+30Х+70Х»+50Х»
ЦЕПИ ГРУЗОВЫЕ И ТЯГОВЫЕ
Цепи, применяющиеся в грузоподъёмных
и транспортирующих машинах, подразде-
ляются на грузовые, предназначаемые для
подъёма груза, и тяговые, используемые для
передачи тягового усилия. По основным кон-
структивным особенностям различают свар-
ные цепи с овальными звеньями из круглой
стали, простые пластинчатые tuapHuvHue
цепи, втулочные и втулочно-роликовые, блоч-
ные и специальные цепи.
Сварные цепи применяются в каче-
стве грузовых органов грузоподъёмных машин,
в качестве чалочных средств для обвязыва-
ния и подвешивания поднимаемых грузов
к грузовым крюкам и реже в машинах непре-
рывного транспорта в качестве тяговых орга-
нов. Они состоят из звеньев овальной формы,
изготовляемых из прокатанной круглой стали
ГЛ. XIX]
ЦЕПИ ГРУЗОВЫЕ И ТЯГОВЫЕ
797
горновой или электрической сваркой и распо-
лагающихся во взаимно перпендикулярных
плоскостях, что обеспечивает подвижность их
во всех направлениях. По размерам звеньев
сварные цепи могут быть короткозвенными
(если шаг звена T<C3d, где й—диаметр цепной
стали) и длиннозвенными (если T^3d). По
степени точности изготовления сварные цепи
могут быть калиброванными с допускаемыми
отклонениями от номинального шага Т в пре-
делах + 0,03d и от номинальной ширины В
в пределах + 0,05d и некалиброванными
с допускаемыми отклонениями от номинала
по шагу и ширине в пределах + 0,Ы. Нека-
либрованные короткозвенные цепи приме-
няются для навивания на барабаны подъём-
ных механизмов с ручным приводом и с ма-
шинным приводом (для случаев малых ско-
ростей подъёма); калиброванные цепи приме-
няются преимущественно для работы на
звёздочках в подъёмных механизмах с руч-
ным приводом.
Для изготовления сварных цепей исполь-
зуется сталь по ГОСТ 924-41. Допускается
применение стали марки Ст. 3, а для цепей,
изготовляемых электросваркой, стали марки
Ст. 2. После изготовления цепи подвергаются
отжигу.
Размеры сварных грузовых и тяговых це-
пей, теоретические веса их и разрушающие
нагрузки для них приведены в табл. 9.
Таблица 9
Размеры, нагрузки и веса сварных грузовых
и тяговых цепей по ГОСТ 2319-43
Размеры звена
Диаметр
стали а
.
6
7
8
9,5
11
13
i6
18
ао
23
26
28
3°
За
35
38
-4.
Шаг Т
19
19
31
аз
37
31
Зб
44
5°
5*
б4
7а
78
84
91
98
io6
И4
в мм
Ширина В
17
31
24
37
за
Зб
43
53 •
58
66
7б
84
91
98
ю+
И4
123
133
Разрушаю-
щая
нагрузка
^тах
в кг
0,64
I.5O
а,го
3,ю
4.4°
б,6о
Ю,2О
is,8о
l6,OO
21,00
2б,6о
З^.ао
З5.бо
4i.oo
ФАо
54.8о
бз.бо
Теоретиче-
ский вес
1 пог. м
в кг
°>5°
о,8о
1,2О
1.5°
э,оэ
а,7о
3,9°
б,оо
7.3°
9,2О
12,ОО
15,оо
17,4°
20,00
22,IO
27.5O
32,5°
38,оо
До поступления в эксплоатацию сварные цепи под-
вергаются испытаниям на разрыв и растяжение. Для
•испытания на разрыв от каждых 50 м цепи берётся один
образец (отрезок цепи в 5 звеньев). В случае удовлетво-
рительных результатов испытания на разрыв цепь (для
проверки качества сварки всех звеньев) подвергается на
полной своей длине испытанию на растяжение при проб-
ной нагрузке, которая по величине составляет половину от
разрушающей. Цепь бракуется, если до нагружения проб-
ной нагрузкой или под действием пробной нагрузки про-
изойдёт её разрыв.
Подбор сварных цепей ведется аналогично
подбору стальных канатов по величине раз-
рушающей нагрузки Smax' определяемой по
уравнению
5max = S/c кг, A1)
где S — действительная нагрузка, действую-
щая на цепь, и к — коэфициент запаса проч-
ности, выбираемый в зависимости от группы
цепей и типа привода по табл. 10.
Таблица 10
Группа цепей
и особенности
работы
Сварные, кали-
брованные и нека-
либрованные, рабо-
тающие на бараба-
нах и блоках
Сварные, кали-
брованные, рабо-
тающие на звёз-
дочках
Типы при-
водов
подъёмных
механизмов
Ручной
привод
Машин-
ный при-
вод
Ручной
привод
Машин-
ный при-
вод
Наимень-
ший допу-
скаемый
диаметр
барабана
или блока;
наименьшее
число
зубьев цеп-
ной звёз-
дочки
D6 > 20d
D(J>30d
г>5
Наимень-
ший допу-
скаемый
коэфициент
запаса
прочности
k
3
б
4.5
8
Примечание. Для сварных калиброванных и не-
калиброванных палочных цепей, используемых для об-
вязки грузов, коэфициент запаса прочности принимается
равным к — 6. Для тех же цепей, снабжённых крюками,
петлями или серьгами и используемых только для под-
вешивания грузов без обвязки, коэфициент запаса проч-
ности может быть понижен до ft = 5.
Применительно к данным той же таблицы
выбирается наименьшее допустимое соотно-
шение между диаметром цепной стали d и
диаметром барабана или блока Dq.
Пластинчатые шарни р н ы е
цепи — грузовые и тяговые, изготовляемые
в соответствии с ГОСТ 191-41 и ГОСТ 588-41,
см. т. 2, стр. Ь95—401.
Блочные цепи используются в каче-
стве тяговых органов в транспортирующих
машинах. Из этой группы цепей преимуще-
ственное распространение получили разбор-
ные блочные цепи.
Каждая такая цепь составляется из двух
типов стальных штампованных звеньев: раз-
борных (наружных) и цельных (внутренних).
При взаимных поворотах звеньев скольже-
ние происходит лишь между валиком и вну-
тренним звеном, имеющим достаточно боль-
шую трущуюся поверхность. Так как валик
во внутреннем звене сидит свободно, а само
звено входит между боковинами наружного
звена со значительными боковыми зазорами,
то смежные звенья цепи имеют возможность
отклоняться от продольной оси цепи на
угол а;Bч-3)°.
Основные размеры блочных тяговых раз-
борных цепей приведены в табл. 11.
798
ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ ГРУЗОПОДЪЁМНЫХ МАШИН
[РАЗД. IV
Таблица 11
Основные размеры и веса блочных тяговых разборных цепей (штампованных) по ГОСТ 589-41
¦ I-
Шаг цепи Т в мм
IOO
i6o
Разрушающая
нагрузка в кг
25 ооо
Наибольшая допу
скаемая рабочая
нагрузка в кг
I2JO
25°°
Расстояние между
наружными пла-
стинами Сд в мм
27.5
39.5
Толщина головки
внутреннего звена
Сг в мм
25
Зб
Толщина внутрен-
него звена С в мм
i6
2О
Наружный радиус
головки внутрен-
него звена г в мм
i8,o
аб,5
Ширина цепи b
в мм
36
53
Ширина внутрен-
него звена в свету
bv в мм
i8
27
Диаметр валика
d в мм
i6
24
Длина валика
q в мм
Ф
8з
Угол поворота зве-
на в плоскости
осей шарниров ф
з°35'
2°45'
Вес 1 пог. м цепи
в кг
4,9
9,о
К группе специальных цепей относятся
цепи с карданными шарнирами, цепи со
звеньями из стальных канатов и др.
Подбор тяговых цепей производится по
наибольшему тяговому усилию, которое не
должно превышать обусловленную стандартом
допускаемую нагрузку на цепь.
БЛОКИ. БАРАБАНЫ И ЗВЁЗДОЧКИ
ДЛЯ ГРУЗОВЫХ И ТЯГОВЫХ ЦЕПЕЙ
При работе цепи огибают направляющие
блоки и навиваются на барабаны или входят
в зацепление с зубьями ведущих зубчатых
блоков (звёздочек).
Направляющие блоки для свар-
ных цепей, изготовляемые обычно от-
ливкой из чугуна, используются для измене-
ния направления движения цепей. Рабочей
поверхности их придаётся форма канавок
(желобков) по фиг> б, а. Диаметры блоков
щ
Фиг. 6. Профили блоков и барабанов для сварных цепей.
выбираются в зависимости от диаметра цеп-
ной стали, группы цепей и типа привода по
табл. 10 на стр.,797.
Барабаны для сварных цепей,
также отливаемые из чугуна, выполняются
обычно с винтовыми канавками для укладки
цепных звеньев (фиг. 6, в и б). Для свобод-
ного входа звеньев в канавки при навивании
цепи на барабан и для свободного сбегания
цепи с барабана ширина канавки должна на-
значаться на 2—3 мм больше диамет<ра цеп-
ной стали. Если В — ширина цепного звена,
то шаг винтовой канавки по фиг. 6, в
= В-+ C-^-6) мм.
A2а)
При профиле барабана по фиг. б, в шаг
винтовой канавки
Ь — (В — d) cos 45° + fif + 5 мм. A3)
Диаметр барабана определяется по тем же
соотношениям, что и диаметр блока (см.
табл. 10). Длина барабана
= (я + пзап) Ъ = (J^- + пзап") Ъ
м, A4)
где Dq — диаметр барабана в м\ L — длина
навиваемой цепи в м; п — число витков цепи
на барабане; пзал^; 1,5 — число запасных
витков цепи и b — шаг винтовой канавки вж.
Крепление цепи к барабану осущест-
вляется с помощью скобы (фиг. 6, г). Звё-
здочки (ведущие зубчатые блоки) для
сварных калиброванных цепей
(фиг. 7), сообщающие движение цепям, в от-
личие от барабанов не навивают цепи: зубья
звёздочек захватывают цепные звенья на на-
бегающей ветви и освобождают их по мере
перехода на сбегающую ветвь. При этом
звенья, располагающиеся в вертикальной
плоскости, свободно размещаются во вну-
тренней кольцевой канавке звёздочки, а
звенья, параллельные оси звёздочки, укла-
дываются в особые гнёзда. Этим звеньям
передаётся тяговое усилие с помощью зубьев,
(выступов между смежными гнёздами). Звёз-
ГЛ. XIX]
КРЮКИ И СКОБЫ
799
дочка обычно помещается в специальный
кожух, который направляет цепь и устраняет
возможность её бокового соскальзывания.
Радиус начальной окружности звёздочки,
по которой располагаются центры попереч-
ных сечений звеньев, лежащих в гнёздах,
определяется по формуле
-I /7 т '
~21/ , 90°
К I sin —
cos
90°
мм, A5)
где Г—шаг цепи в мм; z — число зубьев
звёздочки; d — диаметр цепной стали в мм.
Фиг. 7. Звёздочка для сварной калиброван-
ной цепи.
Наименьшее число зубьев звёздочки при-
нимается равным 2 = 5—6. При z^8 и
d^l6 мм радиус звёздочки можно с доста-
точной точностью определять по формуле
1 Т мм. A6)
sin
90°
Звёздочки для грузовых шар-
нирных пластинчатых цепей изго-
товляются из стали с фрезерованными зубья-
ми. Минимальное число зубьев принимается
равным 8. При небольшом числе зубьев звёз-
дочки отковываются за одно целое с валами.
Для обеспечения большей надёжности работы
звёздочки помещают в направляющие кожуха.
Построение профиля зуба звёздочки см.
т. 2, стр. 397—400.
КРЮКИ И СКОБЫ
Для подъёма грузов краны снабжаются
грузовыми крюками, закрепляемыми
либо непосредственно к канату, либо к обой-
мам блоков полиспастов.
Крюки изготовляются коваными из стали
марок Ст. 3 и стали 15 или составляемыми
из набора штампованных стальных пластин.
Согласно правилам Котлонадзора применение
литых крюков запрещено.
Кованые крюки, основные размеры кото-
рых помещены в табл. 12, подразделяются
на однорогие и двурогие, применяемые в ме-
ханизмах большой грузоподъёмности. Подоб-
ным же образом подразделяются на одноро-
гие и двурогие пластинчатые крюки (табл. 13),
также используемые в механизмах большой
грузоподъёмности (свыше 35 т), преимуще-
ственно для разливочных ковшей литейных
кранов.
Для предупреждения произвольного вы-
падания чалочных канатов и цепей зёвы
крюков перекрываются иногда отжимными
предохранительными планками (фиг. 8); эти
же планки предохра-
няют крюк от случай-
ного зацепления за
неподвижные пред-
меты, располагаю-
щиеся у места работы
грузоподъёмной ма-
шины.
При подъёме особо
тяжёлых грузов (свы-
ше 100 т) крюки за-
меняются скобами
(петлями)—цельноко-
ваными (отковывае-
мыми из целого куска металла) по фиг. 9, а
или шарнирными (составленными из отдель-
ных частей) по фиг. 9, б.
Для подвешивания к гибким органам крюки
и петли снабжаются проушинами или резьбой
в верхней (цилиндрической) части стержня.
В последнем случае стержни с помощью гаек
закрепляются в траверзах подвесок, причём
сами траверзы либо размещаются в серьгах
обойм отдельно от осей полиспастных блоков
(при применении коротких крюков пофиг. 10),
либо снабжаются удли-
нёнными цапфами и ис-
Фиг. 8. Крюки с предохра-
нительными пластинами.
Фиг. 9. Грузовые скобы Фиг. 10. Подвеска для
(петли): а—цельнокованая; короткого крюка.
б— шарнирная.
пользуются как оси для блоков (при приме-
нении удлинённых крюков по фиг. 11).
Для обеспечения лёгкого вращения нагру-
жённого крюка или нагружённой скобы кре-
пление их осуществляется на упорных ша-
рикоподшипниках подобно показанному аа
фиг. 12*. В случаях, когда малый вес крюко-
вой обоймы недостаточен для свободного
опускания порожнего крюка, допускается утя-
желение её дополнительным навесным грузом.
Поверочный расчёт крюков и скоб (петель)
* По нормам Котлонадзора при Q > 3 т установка
упорного шарикоподшипника обязательна.
Место
маркировки
reV поСд
, Место,
^ марки робки
Таблица 12
Крюки кованые однорогие ¦ двурогие
00
о
о
Группы крюков
Однорогие для
механизмов с руч-
ным приводом (по
ОСТ 20233-40)
Однорогие ко-
ваные для меха-
низмов с машин-
ным приводом (по
ОСТ 20234-40)
Двурогие ко-
ваные для меха-
низмов с машин-
ным приводом (по
ОСТ 20235-40)
id к
|1
2 к
u i и
о
о,5°
I.OO
2,ОО
з>°°
5.оо
7-5O
ю,оэ
О,25
о>5°
1,ОО
1,5о
2,0О
3,°°
5,°о
7.5°
ю,оо
15°°
20,00
25,СО
80,оо
40. оо
5О,оо
бо.оо
75>оо
5,оо
7-5°
ю,оо
15.оо
20,00
25.OO
Зо.оо
4о,оо
50,оо
6о,оо
75.°°
в
Зо
35
45
50
бо
8о
9о
IOO
3°
4°
5О
бо
7°
8о
95
по
130
15°
175
20О
225
25°
275
Зсо
ЗЗо
во
95
по
125
I4O
1бо
l8o
20О
220
24O
270
l8
24
32
4О
5О
60
75
85
18
22
28
35
45
55
65
75
90
105
120
135
'55
175
195
З15
240
50
55
60
70
80
90
100
130
145
170
•а"
12
16
22
28
34
40
5о
60
7
9
11
Ч
18
22
26
30
36
4«
48
54
62
7о
8
86
б
8
и
14
17
2О
23
28
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
96 -
25
37
3°
35
40
45
5О
57
65
72
85
55
бо
7°
8о
оо
IOO
I3O
15о
170
I9O
•ч°
15
16
SO
34
35
40
50
60
12
17
20
25
35
45
55
60
7°
90
100
по
I2O
135
15о
1бо
18о
55
60
7°
90
100
по
I2O
I3O
I5O
i6o
180
d **
Mia
М16
М20
М24
М30
М36
М48
М48
М12
М16
Мао
М24
Я Мз°
s М4а
ч М48
3 м5б
g M64
g 80x10
С OOXI2
О, IOOXI2
н noXia
130X16
140X16
150X16
170X16
М48
t» M56
¦ S M64
g 80X10
g 90X12
S IOOXI2
§• 110X12
g 130X16
« 140X16
н 150X16
170X16
•a
16
20
25
32
40
50
60
70
16
20
25
32
40
50
60
?
95
105
120
135
150
165
175
195
6a
70
80
95
105
120
135
15°
165
175
195
33
3O
40
50
60
80
90
IOO
27
35
42
55
70
85
IOO
135
160
185
210
235
265
295
325
360
80
90
IOO
115
130
150
170
190
210
240
270
19
24
32
40
48
63
71
81
24
39
38
47
61
и
98
«3
139
i6i
183
205
233
260
289
317
—
—
—
—
—
—
—
—
—
—
—
i
для
корот-
ких
крюков
45
55
75
9O
IOO
125
145
160
50
65
85
105
125
145
170
195
330
270
315
360
410
460
510
560
620
150
190
230
270
310
350
39°
430
470
510
55°
Размеры в мм
для уд-
линён-
ных
крюков
—
—
—
—
—
—
—
155
165
i8o
200
240
200
380
45O
55O
580
610
640
670
800
820
850
880
375
45°
55O
575
600
650
675
775
800
850
925
г,
для корот-
ких крюков
17
18
24
34
45 и бо
55 и 75
бо и 85
68 и 9°
2О
28
4°
5о
бо
7о
85
155
170
i8o
200
225
240
260
295
85
10.5
125
155
170
180
200
225
240
260
295
для уд-
линён-
ных
крюков
_
—
—
—
—
—
—
—
25
3°
45
бо
7°
8о
IOO
I2O
135
i6o
175
19о
215
240
355
270
315
IOO
I2O
135
IOO
175
I9O
215
240
255
270
315
13
17
21
2б
ЗО
4О
45
5°
15
зо
25
Зо
3»
50
бо
2°
8о
QO
i°5
125
145
155
165
l8o
60
?
90
105
II;
12=
145
155
165
180
g
16
2О
25
ЗО
35
45
55
65
16
20
25
33
40
5°
60
70
80
90
105
120
135
155
175
195
220
55
65
75
90
105
125
I5°
175
200
225
250
с
2
3
4
5
6
7
8
ю
7
9
12
12
20
25
ЗО
3°
40
5°
5о
60
60
70
?
80
70
во
90
95
105
140
175
210
24о
28о
о
24
23
зб
4О
46
бо
7о
75
24
32
4О
48
56
65
75
85
I0O
I2O
140
1бо
i8o
200
220
240
260
—
—
—
—
—
—
—
—
—
—
ft.
34
42
55
65
79
104
118
13а
4О
5О
бз
78
97
135
155
i8o
215
250
285
320
360
400
44O
485
130
145
160
180
200
230
260
290
320
360
400
с
32
39
51
бо
73
97
но
122
33
41
51
66
77
9°
1О5
125
140
165
2ОО
225
2бо
29O
33°
360
4O5
85
IO0
13°
145
170
195
22O
25O
г8о
310
3
3
4
6
б
8
8
ю
3
4
5
б
8
8
Ю
ю
15
15
2О
2О
25
25
Зо
Зо
12
12
16
16
ао
2О
35
35
3°
35
о;
'5
18
33
25
Зо
4°
45
5°
15
2О
25
35
40
45
55
65
75
85
95
Ю5
120
135
15°
165
—
—
—
—
_
—
—
—
—
—
—
i>5
1^5
з,о
г,о
э.5
з,5
3.5
3.5
i,5
1-5
1.5
2,О
2,5
2,5
2,5
3.5
4.о
4.5
5,°
5.°
6,0
6,о
9.о
9.о
IO.O
2,5
3,5
4,о
4,5
5,о
5.°
6,о
8,о
9.о
9>°
ю,о
о?
2,5
3.5
4,о
5.о
9
12
18
32
7.5 26
Ю,О 32
13,038
14,о ф
4,о
4.5
7.о
7.5
8,0
8.5
13,5
1б,О
17,5
20,0
26,5
31,°
35.°
35,о
42,5
5°,о
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
52,51—
п
14
i8
18
18
22
22
25
28
30
—
—
—
—
—
—
—
—
—
—
3° —
со
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
¦—
—
35
35
35
35
35
5°
бо
70
8о
9о
Теоретический вес
крюков в кг
Л
коротких
о,з5
о, 40
1,ЗО
а,3°
3,5°
8,оо
12,ОО
ао.оо
о,45
O.75
1.6
З.о
б,о
II.O
i8,o
28,5
46,5
7б,о
Il5,O
1б5!о
240,0
Збо,о
47о,о
630,0
850,0
15
зо
3°
45
7о
loo
145
2IO
257
332
461
удлинённых
—
—
—
—
—
—
—
о,5
о,9
1.9
3,9
7.5
13,о
23,°
36,0
59.°
9э,о
*35>°
^95,°
370,0
4оо,о
525 о
690,0
2О
э8
43
бо
9°
125
збо
314
397
554
* Отклонение по размеру de—CB. ** Точность резьб хвостовиков крюков: метрических остроугольных—3-й класс; трапецеидальных по ОСТ/ВКС категория Р.
ГЛ. XIX|
КРЮКИ И СКОБЫ
801
Таблица 13
Крюки пластинчатые однорогие и двурогие
Группы
крюков
Одноро-
гие
Двурогие
jj
сх1 о
(-, X Я
37.5
62,5
87,5
150,0
175.°
IOO О
I25.O
150,0
175.°
200,0
25O.O
Зоо,о
35°°
а
8о
140
15°
240
240
275
3^5
35°
375
40о
45°
475
55°
А
—
—
—
—
1300
1400
15°°
1бОО
i8oo
2000
225с
2бОС
Ь
I4O
168
196
210
210
240
170
2ОО
220
22O
22O
24O
260
260
bt
—
—
—
—
275
300
320
320
320
340
360
300
с
25
35
7°
7°
7°
7°
_
—
—
—
—
—
—
d
120
160
180
200
220
230
160
180
20Э
220
220
250
300
320
135
180
200
220
250
260
_
—
—
—
—
—
—
D
260
3°5
39°
43°
43°
470
_
—
—
—
—
—
—
е
I2O
'5°
IOO
175
200
220
200
200
200
25°
Зоо
3°о
35»
4оо
Размеры
/
2О
26
26
26
26
26
—
—
—
—
—
—
А
340
46о
540
650
840
8+°
_
—
—
—
—
-
—
в мм
Я
—
—
—
—
1300
1400
1500
1650
i8oo
2100
2300
2500
i
435
560
695
805
915
935
55°
600
650
700
800
900
1000
1050
k
—
—
—
—
380
420
45°
500
55°
650
720
75°
/
180
250
300
35°
425
426
200
230
250
300
300
35°
400
500
L
175°
экю
2 IOO
24OO
25OO
28OO
5OO
54°
575
650
665
800
865
IOCO
m
700
800
97°
1050
1150
1150
_
—
—
—
—
—
—
n
770
95°
1100
1225
1500
1500
—
—
—
—
—
—
0
25
3°
40
5°
60
70
—
¦—
—
—
—
—
r
120
IOO
2O0
225
265
265
125
15°
175
l75
200
225
225
250
R
800
1000
1000
1200
1400
1400
375
385
400
425
500
55°
55°
73°
CO
1ЮК01
PQ 03
768
I551
2378
З485
4758
577°
1138
155°
1941
2285
З025
4028
5«3
6442
на прочность сводится к определению на-
пряжений в опасных сечениях.
Если G-номиналь-
ная (расчётная) на-
грузка на крюк или
скобу в Ke,FAB—рас-
чётная площадь се-
чения в см2, г0 — ра-
диус кривизны ней-
тральной оси неде-
формированного крю-
ка или недеформиро-
ванной скобы в см,
a /j и /2 — расстояния
от наиболее удалён-
ных волокон сечения
до центра тяжести
его в см, то для одно-
рогах крюков (фиг.
13, а) напряжения
растяжения и сжа-
где с — коэфициент, вычисляемый примени-
тельно к заданной форме прперечного сече-
ния по уравнениям, приведенным в табл. 14.
Фиг. 11. Подвеска для удли-
нённого крюка.
cFAB
G
cFAB
тия в опасном сече-
нии аЪ определятся
равными
—Ц-< 1000 кг/сл^ A7)
*"o~""'i
. —^— < 1000 кг/см2, A8)
Фиг. 12. Крепление крюка на траверзе.
Подобным же образом по величине нагрузки
-у- кг ведётся проверка напряжений растя-
жения и сжатия в сечении C — D. Напряже-
51 Том 9
802
ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ ГРУЗОПОДЪЁМНЫХ МАШИН
[РАЗД. IV
Таблица 14
Значение коэфициента с в уравнениях A7), A8), B3)—B6)
Форма попе-
речного сечения
Трапецо-
ид альное
Квадратное
Круглое или
эллиптическое
Буквенные обозначения
Ь1 и bt — параллельные стороны
трапецоидального сечения в см, h —
высота трапецоидального сечения в см
h-
в см
d-
ось
- сторона квадратного сечения
- диаметр круга или большая
эллипса в см
2
Значение
-».
h
1 / d \
8 \ 2го )
4
4
+
r0+bi ь ь \
ro-bt <*' «| '
б
5/ М6
64 1 2го i
ние среза в этом сечении проверяется по
уравнению
0 <750 кг/см*. A9)
Напряжение в нарезанной части стержня
кованого крюка равно
4G
1000
B0)
где deH — внутренний диаметр резьбы.
Высота гайки для нарезанных частей
стержня проверяется по допускаемому удель-
ному давлению в резьбе
Г? ^_
4GS
см,
B1)
где S —шаг резьбы; d—наружный диаметр
нарезанной части стержня в см; асм = 150—
250 кг/см? — допускаемое в витках резьбы на-
пряжение на смятие.
Напряжение в проушине пластинчатого
крюка (см. табл. 13)
G
¦<1000 Агг/сл/з.
B2)
Для двурогих крюков (фиг. 13, б) напря-
жение растяжения и сжатия в опасном се-
чении А—В определяется из соотношений:
2
9„ = г
G
^А5
sin —
0,5*
cos-
Кроме того, сечение C — D должно быть
2
проверено на срез силой Т *=-x-G кг по до-
о
пускаемому напряжению среза <; 750 кг/см?.
сеч. по CD
сеч.поСЯ
Фиг. 13. Расчётные схемы однорогого и двурогого
кованых крюков.
Для цельнокованых скоб (петель) по
фиг. 9, а напряжения в прямых стержнях
определяются так же, как и для крюков, из
0,5а —
B3)
B4)
где а —размер зёва крюка в см; с — коэфи- уравнения [22]. Напряжение в наклонных
циент, вычисляемый по уравнениям табл. 14; стержнях находится по соотношению
45° (
ур
45° — угол наклона стропа (каната или
цепи) к вертикали; fi — угол между верти-
калью и плоскостью опасного сечения.
q
1000 кг/см2,
B7)
Для сечения С — D, проведённого через где a — угол наклона стержня к вертикали
р зёва крюка (когда Р 0) F
р
центр зёва крюка (когда Р = 0),
у р р
и F—наименьшая площадь сечения стержня
ГЛ. XIX]
ОСТАНОВЫ И ТОРМОЗЫ
803
в см*. Напряжения изгиба в поперечинах диаметра цапфы траверзы
скоб составляют
с'аз W
2F
2 ("о + х *8 а
0,\аи
0Ъ~ СМ- C1>
~~+ 2/т-<1200 *г/сл*2, B8) Напряжение смятия в цапфе
где ЛГдд — изгибающий момент в кгсм; W — q
момент сопротивления сечения в см?; I— <* — ^Т"» ^ 200ч-250
пролёт скобы, измеренный по нейтральной 1
оси сечения, в см; *-расстояние от ней- напряжения в проушине серьги
тральной оси до центра приложения на- r ^ J ¦ *
грузки в см. Q
При проверке шарнирных скоб по фиг. 9,6 3
напряжения в поперечинах определяются по
уравнению, наклонные стержни (тяги) рас-
считываются на простое растяжение, а шар-
ниры рассчитываются на изгиб и срез ОСТАНОВЫ И ТОРМОЗЫ
i GI , G х а
C2)
2(b-d)b
100°
Остановы
X
Fab ro 'n Для удержания поднятого груза на задан-
A / \ ной высоте применяются остановы — храпо-
I-\ —у )^1200 KZJCM2. B9) вые, фрикционные и роликовые, устанавли-
с ° х ваемые на одном из валов подъёмного меха-
Для подъесок крюков и скоб (по фиг. 10) низма.
производится проверка напряжения в опас- Храповые остановы выполняются
ном сечении / — / траверзы либо с внешним (наружным) зацеплением
q п _|_ 8) (с прямой или обратной собачкой) по фиг. 14,
либо с внутренним зацеплением по фиг. 15.
г; по) Построение, размеры зубьев храповых колёс
и собачек приведены в табл. 15.
Таблица 15
Построение и размеры зубьев храповых колёс и размеры собачек храповых остановов
М
Кце
S'
^^
нтрув]Х№ниясобач>
а)
5)
Л
1—s""~ й
П
i /
V
\\
Л
\
\—
1— —У
—?^
г—
\ %
\ /
V
/\
/ \
/
V
\
v \
\Л
\
-к
\
/л
модуль
/п
5
8
ю
12
14
1б
18
2О
22
24
2б
Зо
13,25
25,13
3L42
37.7°
43.98
5О,27
56,55
б2,83
69.12
75.4°
8i,68
94.2
Л
4.5
6,о
7.5
9,о
ю,5
12,0
13.5
15.°
16,5
i8,o
19.5
22,5
мм
а
6
8
ю
12
14
1б
18
20
22
24
25
3°
б
8
10
12
14
14
1б
18
20
2О
33
22
а,
4
4
5
б
8
8
12
12
14
14
14
16
h
4,5
6,0
7.5
9,о
ю,5
12,0
13,5
15.0
16,5
18,0
19,5
33,5
Примечания: 1. Число зубьев храповых колёс z = 6-*-8.
2. Радиусы закруглений для всех колёс и собачек равны: г — 1,5 мм; г,
— 2 мм.
804
ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ ГРУЗОПОДЪЁМНЫХ МАШИН
[РАЗД. IV
Если Мк — крутящий момент на валу хра-
пового колеса в кгсм; Р=—~—окружное
усилие в «г; D — диаметр окружности вершин
vi
W=—г момент сопротивления сечения
в см3; Fbx — площадь опасного (наименьшего)
сечения ъсм2; R^ — допускаемое напряжение
изгиба в кг/см% (табл. 16).
Диаметр оси собачки при ширине втулки
обачки Ь1 см и плече приложения силы Р,
равном lx = — -f- а см (фиг. 15), на-
ходится из уравнения
d =
см, C8)
Фиг. 14. Схема храпового останова
с внешним зацеплением.
Фиг. 15. Схема храпового оста-
нова с внутренним зацеплением.
зубьев в см; b — ширина зуба в см; т —
, Ъ
модуль колеса в см; ц=-—, то для храпо-
вых остановов с внешним зацеплением
см
C4)
и для храповых остановов с внутренним за-
цеплением
w- см.
C5)
Давление на кромку зуба храпового колеса
о- 2Лк.
"г/см,
C6)
где qdon ~~ допускаемое удельное давление.
выбираемое в зависимости от материала хра-
пового колеса по табл. 16.
Таблица 16
Материал храпового колеса
«р- Ь
Допускаемые удельные да-
вления на кромки зубьев q
в кг/см . . •
Допускаемые напряжения
изгиба зуба R^ в кг/см3 . . .
Чугунное
литьё
1,5-3.5
IOO
3°°
Стальное
литьё
1,5-3,5
3°о
goo
Поковки
из Ст. 3,
Ст. 4
1|О—1,5
Зоо
IOOO
Напряжение в опасных
j—j собачек (фиг. 14)
уравнения
+
сечениях а — аи
определяется из
C7)
где Rb — допускаемое напряжение
изгиба по табл. 16 для материала
собачки Ст. 3 или Ст. 4.
Фрикционные остановы, достоин-
ством которых является плавность
работы, а недостатком — передача
больших усилий на вал и ось со-
бачки (эксцентрика), применяются
только совместно с тормозами.
Преимущественное (но всё же ограничен-
ное) распространение в конструкциях подъ-
ёмно-транспортных машин получили фрик-
ционные остановы с клинчатыми ободами
дисков и клиновыми собачками (эксцентри-
ками) по фиг. 16, характеризующиеся не-
сколько пониженной величиной давления,
передаваемого на вал и ось собачки, по
сравнению с другими конструктивными раз-
новидностями остановов этой же группы.
Для заклинивания собачки останова необ-
ходимо, чтобы равнодействующая нормаль-
ного давления и силы трения затягивала со-
Фиг. 16. Схема фрикционного клинового останова.
бачку при вращении клинчатого диска и
чтобы, следовательно, удовлетворялось усло-
вие
где р = arc tg (x — угол трения и р, г 0,1 — коэ-
фициент трения. Угол клина принимается
равным 2ос я 45—50°; среднее значение угла ср
принимается равным~5°. Для избежания
одностороннего действия усилий в останове
рекомендуется использование двух собачек,
располагаемых диаметрально противоположно
по отношению друг к другу; для восприня-
тия нагрузки от давления собачек клинчатый
диск снабжается рёбрами. Величина давления
на ось собачки равна
_ Р
C9)
где М = Р1 кгсм — изгибающий момент; где Р — окружное усилие в кг.
ГЛ. XIX]
ОСТАНОВЫ И ТОРМОЗЫ
805
Большое распространение (также со-
вместно с тормозами) получили роликовые
остановы (фиг. 17), в которых остановка
вращения достигается заклиниванием (заще-
млением) стальных роликов i, размещённых
в конических выточках диска 2 относительно
Фиг. 17. Схема роликового останова.
кольца 3, аналогично тому, что имеет место
в обгонных муфтах (см. т. 2, стр. 563).
Материал роликов — сталь 15 цементиро-
ванная и закалённая или сталь ШХ15, зака-
лённая до твёрдости /?с = 56-ьб2. Допускае-
мые напряжения смятия ^-^ 15 000 кг/см2.
Тормозы
Тормозами называют устройства, предна-
значенные для удержания поднятого груза,
для регулирования скорости его опускания
и для поглощения инерции движущихся масс
при передвижении или вращении грузоподъ-
ёмных машин.
По назначению тормозы подразделяются
на стопорные, спускные и комбинированные.
По принципу действия различают тормозы
управляемые (колодочные, ленточные, кони-
ческие, дисковые и пластинчатые) — ручные
и электромагнитные и автоматические (грузо-
упорные и центробежные).
Колодочные тормозы выполняются
с одной или двумя колодками - наружными
или внутренними*.
Одноколодочные тормозы, в которых при
затормаживании валы тормозных шкивов
воспринимают изгибающие усилия, как пра-
вило, не применяются в конструкциях подъ-
ёмно-транспортных машин. Подобным же
образом крайне редко (в кранах на автомо-
бильном ходу, в тракторных погрузчиках и
самоходных тележках) используются двухко-
лодочные тормозы с внутренними колодками.
Преимущественное же применение полу-
чили двухколодочные тормозы с наружными
колодками — пружинные (замыкаемые с по-
мощью пружин) и рычажно-грузовые (замы-
каемые с помощью груза). Размыкание (рас-
тормаживание) этих тормозов осуществляется
либо электромагнитами (длинноходовыми и
короткоходовьши), либо системами механиче-
ского (рычажного) управления.
Колодочные тормозы с длинноходовыми
электромагнитами (фиг. 18), устанавливае-
мыми отдельно от остальных элементов кон-
струкции, характеризуются большими пере-
* Колодки изготовляются из дерева или чугуна. Для
уменьшения износа и повышения коэфициента трения в со-
временных конструкциях колодки, как правило,снабжаются
на рабочих поверхностях обкладками из асбестовой ленты.
даточными числами рычажных передач, боль-
шим количеством шарнирных соединений и
нежёсткой конструкцией рычагов. Такие
тормозы имеют ряд существенных недо-
статков: в шарнирных соединениях их обра-
зуются большие и трудно регулируемые
зазоры; действие их при растормаживании
замедлено.
Более совершенными являются двухколо-
дочные тормозы с короткоходовыми электро-
магнитами (табл. 17), обычно монтируемыми
на тормозных рычагах. Они обладают неболь-
шим количеством шарнирных соединений и
в отличие от тормозов с длинноходовыми
электромагнитами обеспечивают надёжность
и долговечность работы, быстроту и плав-
ность торможения.
Если D -- диаметр тормозного шкива в см
и М — крутящий момент на валу шкива, под-
лежащий погашению при торможении и вы-
ражаемый в кгсм, то расчётный тормозной
момент
МТ = (Ш кгсм,
D0)
где р = 1,75-4-2,5 — коэфициент запаса. Опре-
деление тормозного момента — см. главу
„Общие расчётные зависимости кранов",
стр. 106.
Окружное усилие на тормозном шкиве
равно
2МТ
= -ЕГ кг-
D1)
Усилие нажатия каждой из колодок на
шкив зависит от расположения осей кача-
ния рычагов, на которых размещены колод-
ки, т. е. в общем случае доли окружного
усилия Р воспринимаемые каждой из коло-
док, не равны. Для уменьшения изгиба вала
тормоза необходимо, чтобы нажатия на ко-
лодки по возможности меньше отличались
друг от друга.
Для рычажно-грузового тормоза
(фиг. 18) согласно схеме расстояние между
Фиг. 18. Расчётная схема рычажно-грузового
двухколодочного тормоза.
осями качания рычагов равно D и нажатия
равны для обеих колодок
кг,
D2)
где р. — коэфициент трения, принимаемый по
табл. 18.
Передаточное число рычагов тормоза со-
ставит
а4
D3)
806
ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ ГРУЗОПОДЪЁМНЫХ МАШИН
[РАЗД. IV
Таблица 17
Основная характеристика двухколодочных тормозов ВНИИПТМАШ с короткоходовыми электромагнитами
IOO
150
200
300
400
500
5°
по
2ОО
по
2О0
Тормозные
электро-
магниты
1б
39
65
95
зоо
43O
1030
5.
8,о
9,°
14,о
25,о
К'ёа
Габаритные
размеры тор-
мозов в мм
о,б
о,о
ЬЗ °,2
1,8 о,з
2,о о.з
3,о
0,6
о,9
4оо
480
690
850
Ю4О
145
Н
780 гбо
32O
15°
2IO
270
35°
435
5°°
2бо
34O
42O
боо
7Ю
85о
Тяговое усилие электромагнита (при к. п. д.
тормозных рычагов ч\ = 0,9—0,95)
р _ Ц. _L KZt D4)
и путь, проходимый якорем электромагнита,
„ 1 2.2Х
h =
D5)
где X = @,5 -г-1,5) мм — радиальный отход ко-
лодки от шкива.
Вес тормозного груза (при весе якоря
электромагнита дяк)
Задаваясь диаметром тормозного шкива и
пользуясь уравнением D7), можно опреде-
лить ширину шкива и размеры колодки. Эти
размеры должны быть проверены по допу-
скаемому нагреву из условия
ixkv ^.v-\- 500 кг/см2, D8)
где v — окружная скорость шкива в м/сек и
kv — произведение, принимаемое в соответ-
ствии с данными табл. 18.
Таблица 18
Величины (л, kfi n и kv
I
D6)
Удельное (среднее) давление на колодку,
отнесённое к проекции опорной поверхности
колодки (FH), равно
N N
М
D7)
где L и В—длина колодки и её ширина
в см; kdon — допускаемое удельное давление
в кг\смг, зависящее от материала трущейся
поверхности колодки и выбираемое по табл. 18.
Действительная картина напряжений на
рабочей поверхности колодки зависит от
длины колодки, конструкции тормоза, при-
работки колодок и ряда других факторов.
Материалы
трущихся поверх-
ностей колодок
Дерево по чугу-
ну
Тормозная асбе-
стовая лента по чу-
гуну и стали . . «
Чугун по стали и
чугуну
Коэфициенты трения
о, 25
0,3—0,4
o,i2—o,i5
kdon
в кг/см2
для стопорных
тормозов
8
8
2О
для спускных
тормозов
6
Х5
kv в кгм/см* сек
для стопорных
тормозов
40
5°
6о
для спускных
тормозов
ао
25
3°
* В тех случаях, когда случайное попадание смазки или
воды на рабочие поверхности исключено, значения /•
можно повысить на 10—15°/о>
ГЛ. XIX]
ОСТАНОВЫ И ТОРМОЗЫ
807
Усилия, действующие в двухколодочном
тормозе с пружинным замыканием (фиг. 19),
определяются по уравнениям:
2М,
«г;
кг; D9)
E0)
N,=
Мт lt
кг; E1)
кг. E2)
Усилие, изгибающее вал тормозного
шкива,
ДА/ = Л/а — Л/j кг. (об)
Максимальное усилие, действующее на
пружину,
,_ + AS кг, E4)
С а—
°тах
где Р =
iAC rmax
— усилие, развивае-
мое вспомогательной пружиной;
1
-/-до-
полнительное уси-
лие размыкания
(растормажи ва-
)f750 000
Фнг. 19. Расчётная схема двух-
колодочного тормоза с пружин-
ным замыканием.
кг\см* — модуль
кручения; d и </i—
диаметры прово-
лок, из которых
свиты пружины, в
см; Dcp —средний
диаметр пружины
в см; п я щ — число витков пружины; / и
/i — ход пружин в см.
Напряжение кручения в основной пружине
E5)
Материал пружин — сталь 60-С2А.
Ленточные тормозы (фиг. 20),
в которых торможение вращающегося тор-
мозного шкива производится силой трения,
возникающей между шкивом и лентой при
нажиме на тормозной рычаг, получили мень-
шее распространение по сравнению с коло-
дочными тормозами вследствие характерного
для них изгибающего воздействия на вал.
По принципу действия ленточные тормо-
зы делятся на простые (фиг. 21, а), диферен-
циалъные (фиг. 21, б) и суммарные (фиг. 21, в
иг).
В простом ленточном тормозе набегающая
ветвь ленты закреплена в неподвижной точке
(на оси вращения тормозного рычага), а сбе-
гающая ветвь ленты S2 закреплена на тор-
мозном рычаге*. Такой тормоз применяется
только для механизмов подъёма груза в слу-
чаях, когда грузовой момент Мкр постоянен
по направлению.
Натяжение набегающей ветви ленты равно
S,=-
кг,
E6)
где Р — окружное усилие на ободе тормоз-
ного шкива в кг; г = 2,71; \ь—¦ коэфициент
Фиг. 20. Ленточный тормоз с электромагнитом.
трения между лентой и шкивом по табл. 18;
а — угол обхвата ленты шкива в радианах
(обычно а ^ 180 -i- 270°)**.
Фиг. 21. Схемы ленточных тормозов: простого (а),
диференциального F") и суммарного (s и г).
Натяжение сбегающей ветви ленты равно
Р
1
кг.
E7)
Усилие, необходимое для торможения
(вес тормозного груза), находится из ра-
венства
K=J^_ = jP_^.__J ки E8)
I
I
ev* _
* Лента изготовляется из стали марки Ст. 2 или 3
и может снабжаться обкладками из тормозной асбесто-
вой ленты или из кожи. Иногда на рабочей поверхности
её закрепляются деревянные колодки (см. фиг. 21, г).
** При необходимости увеличения угла обхвата
используются так называемые многообхватные ленточ-
ные тормозы, в которых величина а может быть доведе-
на до &Ю°.
808
ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ ГРУЗОПОДЪЁМНЫХ МАШИН
[РАЗД. IV
Величина е^а для заданных величин а и
(х находится по диаграмме на фиг. 22.
В диференциальном тормозе оба конца
ленты прикреплены к тормозному рычагу по
обе стороны от оси его вращения и вели-
чина момента на рычаге равна
Kl — S^-fh — Si-di кгсм. E9)
Усилие торможения (вес тормозного гру-
за) в этом случае определится из уравнения
P (fla-
F0)
причем величина К может быть увеличена
или уменьшена изменением отношения плеч
flj и а%. Длина
ма плеча ах опреде-
ляется обычно по
конструктивным
соображениям;
длина плеча а2 во
избежание само-
затягивания тор-
моза принимается
равной 2,5-г-3,0 av
Диференциаль-
ный тормоз также
не пригоден для
двухстороннего
торможения; ха-
рактерный рабо-
той с большими
л
In
Ш/
"/У/
V,
щ
/у
/у
у
j
и\
А
/у
\У
Ул
/J
/
V/
/А
V,
//
у
ГУ
/
' /
/
/
V'
/
у
У
/
у
У
у
У
4$ 90 Г35 180 225270315 а
Фиг. 22. Диаграмма для опре-
деления величин
толчками и малым
путём оттормажи-
вания, он приме-
няется лишь тог-
да, когда оказывается невозможным тормо-
жение с помощью простого тормоза.
В суммарном ленточном тормозе оба конца
тормозной ленты укреплены на тормозном
рычаге с одной стороны относительно оси
вращения рычага, на равных плечах я, =
Момент на рычаге в этом случае равен
К1 = Si-п! -f S2'a2 = (Sj + S2) а кгсм, F1)
а усилие торможения (вес тормозного груза)
составит
d
К. == ~.— (Sj -{- 02) kz. F2)
В отличие от простого и диференциаль-
ного тормоза суммарный тормоз может ис-
пользоваться для двухстороннего торможе-
ния, так как величина К одинакова для любо-
го направления вращения тормозного шкива.
Фрикционные конические, ди-
сковые и пластинчатые тормозы
применяются преимущественно как спускные
тормозы в соединении с храповыми остано-
вами и работают от осевого усилия по валу,
возникающего при опускании груза.
Конический тормоз (фиг. 23) состоит из
двух конусов — наружного /, закреплённого
шпонкой на валу 2, и внутреннего 3, сво-
бодно перемещающегося вдоль вала, но не
вращающегося вместе с ним. Торможение
происходит вследствие трения, возникаю-
щего на трущихся поверхностях конусов,
прижимаемых друг к другу с помощью ру-
коятки 4.
Усилие, необходимое для торможения и
прикладываемое к валу 2, определяется по
уравнению
«г,
F3)
где р = 20°-т-28° — половинный угол конуса
и / — коэфициент трения, принимаемый по
табл. 18.
Ширина трущейся поверхности конуса
равна
N Q
*Dkdon sin
см, F4)
где kgon — допускаемое давление в кг/см2
по табл. 18.
Дисковый тормоз (фиг. 24) состоит из
вращающегося диска 1, сидящего на валу 2,
и неподвижного диска.?.
При сжатии дисков си-
лой Q между ними воз-
никает сила трения, вы-
зывающая торможение.
Фиг. 23. Схема конического Фиг. 24. Схема дискового
фрикционного тормоза. фрикционного тормоза.
Усилие
F5)
где DCp — средний диаметр вращающегося
диска * и (i — коэфициент трения.
Ширина трущейся поверхности диска
N
см.
F6)
Пластинчатый (многодисковый) тормоз
(фиг. 25) состоит из ряда неподвижных ди-
сков 7, насаженных на скользящих шпонках 2,
6 5 з i г
Фиг. 25 Схема пластинчатого фрикцион-
ного тормоза.
и из вращающихся дисков 4, насаженных на
скользящих шпонках 5 вала 6. Так же как
* При расчёте условно принимается, что сила тре-
D
ния приложена на среднем радиусе диска Rct}— —— •
ГЛ. XIX]
ОСТАНОВЫ И ТОРМОЗЫ
809
и в дисковом тормозе, торможение наступает
при сжатии дисков силой Q, равной
М
кр
zD,
кг,
F7)
¦срЬ
где г— число вращающихся дисков.
Ширина трущейся поверхности диска
Ь — -
N
кг.
F8)
Найденные размеры трущихся поверхно-
стей должны быть проверены из условия до-
пускаемого напряжения и по величине kv
(табл. 18).
Грузоупорные автоматические
тормозы замыкаются под действием грузового
момента.
Принцип устройства и действия тормозов
этого типа (фиг. 26) сводится к следующему.
На валу 1 заклинен диск 2, а по винтовой
нарезке вала перемещается гайка с диском 3
и ведущей шестерней 4 зубчатой передачи
привода подъёмного механизма. Между диска-
ми 2 и 3 свободно посажено храповое ко-
лесо 5, зубья которого входят в зацепление
с собачкой 6. Нарезка на валу 1 направлена
так, что при вращении вала в сторону
подъёма груза крутящий момент, приложен-
ный к валу, производит сближение дисков 2
и 3, зажимающих храповое колесо 5; со-
Фиг. 26, Грузоупорный дисковый тормоз.
бачка 6 в этом случае не препятствует сво-
бодному их вращению. По прекращении
подъёма храповое колесо застопоривается
собачкой и, будучи сцеплено силой трения
с диском 3, удерживает от вращения ше-
стерню 4. Для опускания груза следует при-
нудительно вращать вал / в сторону опуска-
ния. Если бы при этом диск 2 оставался не-
подвижным, а диск 3 смещался бы вправо,
то давление на храповое колесо оказалось
бы равным нулю. На самом же деле в про-
цессе опускания наступает момент, когда
угловая скорость диска 3 превысит угловую
скорость диска 2, после чего снова произой-
дёт сближение дисков и прекращение взаим-
ного углового перемещения их вследствие
увеличения трения. В результате этих по-
следовательных смещений, постепенно пере-
ходящих в непрерывное скольжение дисков
2 и 3 по храповому колесу 5, вращение ше-
стерни 4 также будет происходить непре-
рывно со скоростью, не превышающей ско-
рости вращения вала 1.
Тормозный момент грузоупорного тормоза
определяется из уравнения
Мт = рАГ =
кгсм, F9)
= p[srotg(« + p) + SfA^i-^-J
где М — момент, возникающий от действия
с м
груза; S =
tg (<Ч- Р) +
¦— осе-
вое давление, воспринимаемое валом, в кг;
г0 — радиус средней окружности винта на
валу 1 в см; Rv — наружный радиус тормоз-
ных дисков 2 и 3 в см; R2 — внутренний ра-
диус тех же дисков в см; а — 8~-12° — угол
подъёма винта; р — угол трения; [л. — коэфи-
циент трения, принимаемый по табл. 18;
Р — коэфициент запаса торможения; z — число
трущихся поверхностей.
Если тормозной момент имеет значитель-
ную величину и двух поверхностей трения
оказывается недо-
статочно, одноди-
сковый грузоупор-
ный тормоз заме-
няется пластинча-
тым (многодиско-
вым) грузоупор-
ным тормозом по
фиг. 27, в котором
диски / соединены
с храповым коле-
сом 2, а диски 3
соединены с ше-
стерней 4. Вели-
чина тормозного
момента такого тормоза увеличивается.
Принятые в конструкции размеры сопри-
касающихся (трущихся) поверхностей прове-
ряются по допускаемому удельному давлению
и по удельной мощности трения (проверка
на нагрев) применительно к величинам к$оп
и kv, указанным в табл. 18.
Центробежные автоматические
тормозы применяются в лебёдках со сво-
бодным (без торможения) опусканием груза,
имея назначением регулирование скорости
Фиг. 27. Грузоупорный пластин-
чатый (многодисковый) тормоз.
\
9 8 7 4 5 6
Фиг. 28. Центробежный тормоз.
опускания (ограничение её допускаемыми
пределами).
Из большого конструктивного разнообра-
зия центробежных тормозов, используемых
в подъёмно-транспортных машинах, наиболее
типичным является тормоз, показанный на
фиг. 28. На валу 1 его посажен на шпонке
810
ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ ГРУЗОПОДЪЁМНЫХ МАШИН
[РАЗД. IV
диск 2, а на втулке этого диска помещён
диск 3. Пружина 4, упирающаяся во втулку
5, положение которой регулируется болта-
ми 6, стремится раздвинуть диски 2 и 3;
в то же время грузы 7, использующие дей-
ствие центробежной силы, стремятся сбли-
зить эти диски между собой с помощью угло-
вых рычагов. При сближении по мере воз-
растания скорости вращения они зажимают
храповое колесо 9, удерживаемое собачкой
от вращения в сторону опускания груза.
Если G — вес одного тормозного груза 7
в кг, z — число грузов, Р — усилие пружины
2 в кг, 1\ и 1ч — плечи угловых рычагов 8
в см, п — заданное число оборотов вала 1,
г — расстояние от оси вращения до центра
тяжести грузов 7 при заданн-ом числе оборо-
ПГП
тов вала в минуту и v = -^r скорость на
окружности радиуса г, то центробежная сила
для каждого груза будет равна
Рс—7—0/Чзо7
кг,
G0)
-<"{¦*> $ "¦ (Щ
а на втулку диска 2 передаётся усилие
Осевое усилие (усилие нажатия) равно
<?_ «I»,-/>-. А Ог (.?)'_,» нг G2)
и усилие пружины при установившемся
числе оборотов составит
л \2
Ы
М
где Mf—тормозной момент в кгсм, равный
грузовому моменту, приложенному к валу/;
/?t и #2 — наружный и внутренний радиусы
поверхностей трения ъсм и р—коэфициент
трения по табл. 18.
Безопасные рукоятки
Для безопасной работы в ручных подъём-
ных механизмах применяются безопасные
рукоятки.
Безопасная
рукоятка с
при нуди т ель-
ным опуска-
нием груза,
аналогичная по
конструкции гру-
зоупорному авто-
матическому тор-
мозу, показана на
фиг. 29. При подъ-
ёме груза рукоят-
ка / вращается по
часовой стрелке
и, смещаясь влево
Фиг. 29. Безопасная рукоятка. по резьбе ВНу-
треннеи втулки 2,
занимаетхраповое
колесо 3 между дисками 4 и 5; собачка 6 при
этом свободно проскальзывает по зубьям
храпового колеса. По прекращении враще-
ния рукоятки, когда вал 7 под действием
поднятого груза будетстремиться повернуться
в обратную сторону, собачка застопорит
храповое колесо, и дальнейшее вращение
всей системы окажется невозможным. Для
опускания груза должно быть осуществлено
вращение рукоятки против часовой стрелки.
Смещаясь вправо на определённый регули-
руемый зазор, она ослабит зажатие храпо-
вого колеса, и тогда втулка 2 вместе с ва-
лом 7 под действием крутящего момента от
груза получает возможность повернуться про-
тив часовой стрелки на угол, равный углу
поворота рукоятки.
Безопасная рукоятк а с о спуск-
ным тормозом, представляющая собой
сочетание рукоятки, тормоза и храпового
останова, показана на фиг. 30. При примене-
Фиг. 30. Безопасная рукоятка со спускным тормозом.
нии её отпадает необходимость принудитель-
ного опускания груза. Размыкание тормоза
и регулирование скорости опускания дости-
гаются простым нажимом на рукоятку.
ХОДОВЫЕ КОЛЁСА И РЕЛЬСЫ
Ходовые колёса передвижных гру-
зоподъёмных машин (кранов, тельферов
и пр.) — чугунные и стальные литые, кованые
или катанные из стали — изготовляются двух-
ребордными или одноребордными. Они пе-
ремещаются по нижним поясам двутавровых
балок и по рельсовым путям, выполняемым
из проката квадратного профиля, из железно-
дорожных рельсов широкой и узкой колеи
или из рельсов специального профиля (так
называемых специальных крановых рельсов).
Размеры и материал ходовых колёс — при-
водных и неприводных, предназначаемых для
езды по нижним поясам двутавровых балок,
приведены в табл. 19.
Таблица 19
Ходовые колёса для езды по нижним поясам
двутавровых балок
Размеры в мм
D
15°
D,
В
Марка чу-
гунного
литья
СЧ 15-32
СЧ 15-за
СЧ 15-32
ГЛ. XIX]
ХОДОВЫЕ КОЛЁСА И РЕЛЬСЫ
811
Ходовые колёса мостовых кранов (табл. 20) для стальных колёс с коническими ободами,
од ё мосх ро ( )
с цилиндрическими ободами (для крановых
тележек) и коническими ободами (для кра-
новых мостов) изготовляются из стального
литья не ниже марки 55-6012 по ГОСТ 977-41 *
перемещающихся по рельсам с выпуклыми
головками,
= 4000
k A + -~J кг/см*; G6)
Таблица 20
Основные размеры ходовых колёс мостовых электрических кранов по ГОСТ 3569-47
Размеры
ходовых
колёс
35°
55°
8оо
5°°
боо
7<эо
8оо
goo
Размеры в мм
25°
35°
5°°
55°
боо
7оо
8оо
QOO
380
54°
59°
640
75°
850
95°
не
более
95
74|
7°
95
14°
140
14°
14°
140
l8o
Ширина рельса
Ьр при
головке
круглой
не более
9°,
IOO
13°
I2O
13°
140
15°
1бО
5°
5°
6о
5°
бо
7°
8о
9°
5а
53
6о
54
6о
7о
7°
7°
22
4°
I2O
145
225
275
43°
Примечания: 1. Предельные отклонения D и / — по Ct. d—по А.
2. Колёса типоразмера 800 мм для тележек могут быть использованы и для мостовых кранов грузоподъёмностью
75, 100 и 125 т.
Для крановых тележек лёгкого и среднего
режимов работы грузоподъёмностью до 30 т
и для мостовых кранов лёгкого и среднего
режимов работы грузоподъёмностью до 10 т
допускается изготовление колёс из модифи-
цированного чугуна не ниже марки МСЧ 32-52
по ГОСТ 2611-44. Поверхности катания н ре-
борды должны быть закалены до твёрдости
не ниже 240Нв.
Ходовые колёса кранов на железнодорож-
ном ходу выполняются аналогично колёсам
железнодорожного подвижного состава.
Проверка выбранных ходовых колёс ве-
дётся по величине напряжения местного смя-
тия поверхности катания. Если Р — нагрузка,
воспринимаемая колесом в кг, b — ширина
рабочей части рельса в см, г — радиус голов-
ки рельса в см, R — радиус колеса в см,
k .— l-fO,2t» — коэфициент, учитывающий
скорости качения колеса, и v — скорость
качения колеса в м/сек, то для стальных
колёс с цилиндрическими ободами, переме-
щающихся по рельсам с плоскими головками,
для чугунных колёс с коническими ободами,
перемещающихся по рельсам с выпуклыми
головками,
= 2500лГP.k (— + 4-Т кг}см*. G7)
Действительные напряжения местного
смятия не должны превышать допускаемых
напряжений, приведённых в табл. 21.
Таблица 21
Допускаемые напряжения местного смятия
-г—- кг/см2,
G4)
для чугунных колёс с цилиндрическими обо-
дами, перемещающихся по рельсам с пло-
скими головками,
=400
кг/см2;
G5)
* Колёса с цилиндрическими ободами допускаются
к использованию в крановых мостах, устанавливаемых на
существующих подкрановых путях, рельсы которых имеют
плоские головки. В случаях применения колёс с кониче-
скими ободами рельсы должны иметь закруглённые го-
ловки.
Материал ходового колеса
Марки
материала
(см. т. 3 и 4)
СЧ 28-48 ....
Ст. 55-6012 . .
Ст. 3
Ст. 5
Ст. 5 закалённая
Ст. 6
Ст. 6 закалённая
Ст. 65Г
Ст. 5иГ2 зака-
лённая
Твёрдость
по
Бринелю
l8o—22O
170
но-130
130-170
220—або
I5O—2ОО
340—2бо
165—200
35°
Допускаемые напряже-»
ния местного смятия
в кг/см1
для колёс
с цилиндри-
ческими
ободами и
рельсов с
плоскими
головками
За;»
бооо
400о
535°
7600
бооо
8ооо
7ооо
8500
для колёс
с кониче-
скими обо-
дами и
рельсов с
выпуклыми
головками
9 5°°
16500
10500
14 ооо
ieooo
16 000
20000
17000
24 000
Буксы (в корпусе с подшипниками ка-
чения) ходовых колёс мостовых электриче-
ских кранов, литые из стали не ниже марки
812
ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ ГРУЗОПОДЪЁМНЫХ МАШИН
[РАЗД. IV
Таблица 22
Основные размеры букс ходовых колёс мостовых электрических кранов грузоподъёмностью до 50 т
по ГОСТ 3571-47 (в мм)
И
Г
Типо-
разме-
ры
букс
60/130
Q0/l60
I30/23O
13О,'аЗо
I7O/36O
Подшипники
Наименование
Шарикоподшипник
радиальный одноряд-
ный
Роликоподшипник ра-
диальный, сфериче-
ский, двухрядный
То же
Обо-
значе-
ние
312
3518
3626
3634
d
60
90
13°
130
170
D
130
160
230
280
360
b
З1
4°
64
93
I2O
Корпусы
h
85
IO5
150
185
230
Н
i8o
325
335
400
490
А
205
235
38о
455
55<э
А
53
8i
111/121
121/161
161
81
Ш
i6i
161
201
ft.
ь-2
Ьз
не более
45
55
ш
юо
5°
7°
85
95
4°
55
65
8о
95
5
5
10
10
10
bt
3°
40
50
70
IOO
22
25
й°
6o
70
18
22
32
38
38
г
%
09
О
<D
ca
10
23
60
115
230
Примечания: 1. Предельные отклонения: h — no C4; bt, D и D3 — no A4.
2. Буксы 130/280 могут быть использованы и для тележек мостовых кранов грузоподъёмностью 75, 100 и 125 т.
3. Размеры, не указанные на чертеже, предоставляются выбору конструктора.
Фиг. 31.
Установка ходовых колёс для езды по нижним поясам двутавровых балок для тележек: а — неприводных
б — приводных.
ГЛ. XIX)
ХОДОВЫЕ КОЛЁСА И РЕЛЬСЫ
813
45-5512 по ГОСТ 977-41, выполняются при-
менительно к ГОСТ 3571-47 (табл. 22), отъём-
ными от рам тележек и мостов (выкатными)
или неотъёмными, располагаемыми в теле-
жечных рамах и торцевых мостовых балках.
Из стали тех же марок изготовляются крышки
букс. При этом глухие и сквозные крышки
для одной и той же буксы должны быть
взаимозаменяемыми. Уплотнение крышек —
лабиринтное.
Установка ходовых колёс в неприводных
тележках, перемещающихся по нижним пол-
кам двутавровых балок, показана на фиг. 31, а,
а установка ходовых колёс в тележках с при-
водом от электродвигателя показана на
фиг. 31, б.
На фиг. 32 показана ранее широко
распространённая установка ходовых крано-
вых колёс на ригелях. В табл. 23 приведены
основные размеры узлов, ходовых колёс, те-
лежек, электрических кранов на буксах.
Ведущие колёса тележек устанавливаются
либо с двумя выпущенными концами вала, из
которых один предназначен для соединения
Фиг. 32. Установка ходовых колёс мостовых кранов на ри-
гелях.
с редуктором, а другой — с промежуточным
валом между обоими ведущими колёсами
(выполнение а), либо с одним выпущенным
концом вала — для соединения с промежу-
Таблица 23
Размеры узлов ходовых колёс мостовых электрических кранов грузоподъёмностью до 50 m
по ГОСТ 3570-47
Номинальные
диаметры
колес в мм
D
ч а •
ч | а
О X ^
25°
35°
55°
8оо
5°о
боо
700
8оо
9оо
Типо-
разме-
ры
букс
60/130
90/160
130/230
j 30/280
130/230
130/230
130/280
130 280
170/360
b
140
180
215
255
220
220
250
255
295
135
165
205
245
<u
0
п.
X
2IO
2IO
23O
245
28o
b.
155
200
235
290
240
240
270
35°
39O
240
320
360
490
—
—
—
'азмеры
2O
25
35
50
35
35
35
5°
5°
в мм
с
i8o
220
260
320
270
270
310
320
360
d и d,
52
80
no
120
120
120
120
l6o
160
d,
45
65
65
65
—
—
—
1
65
100
100
100
—
—
—
s
12
15
15
30
15
15
15
20
20
Bee
узлов
в кг
5-
IO5
235
580
290
310
510
575
99O
Примечание. Колёса диаметром 800 мм группы а предназначаются для тележек мостозых кранов груз;;
подъёмностью 75, 100 и 125 т.
814
ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ ГРУЗОПОДЪЁМНЫХ МАШИН
[РАЗД. IV
Фиг. 33.
Рельс ходового
пути для тяжё-
лых монорель-
совых тележек.
точным валом (выполнение б).
Ведомые колёса тележек уста-
навливаются на буксах с глухи-
ми крышками (выполнение б).
Установка ходовых колёс кра-
новых мостов ведущих (с вы-
пущенным концом вала для
соединения с редуктором) и
ведомых см. выполнение гид.
Рельсом для многорельсо-
вых тележек и тельферов слу-
жат двутавровые балки ОСТ
10016-39 и реже прокат спе-
циальных профилей.
Для мостовых кранов применяются рель-
сы из проката квадратного сечения, желез-
нодорожные рельсы узкой колеи и специ-
альные крановые рельсы по ГОСТ 4120-48
(табл. 24).
Для кранов на железнодорожном ходу
применяются железнодорожные рельсы широ-
кой колеи (табл. 25).
Для ходовых путей тяжёлых монорельсо-
вых тележек применяются комбинирован-
ные конструкции из двутавровых балок и
железнодорожных рельсов узкой колеи по
фиг. 33.
Таблица 24
Рельсы крановые специального профиля по ГОСТ 4120-48
Элементы характеристики
Марки рельсов
КР-50 КР-60 КР-70 КР-80 КР-100 КР-120
В
а
н.
л,,
55.о
9°.°
2О,О
25.0
2О,О
Зоо.о
i8,o
26,0
6,0
5,0
1.5
60,0
10-0
24,0
27^5
22,0
35О,о
30,0
32>о
б.о
5.О
1.5
70,
76,
120,
28,
120,
32,
24,
400,
23.
6,
6,
1.5
00,0
87,0
130,0
32,0
130,0
35,о
26,0
400,0
26,0
44,о
8,0
6,0
1.5
100,0
1о8,о
15°, о
30,0
450,0
30,0
5°,°
8,0
8,0
2,0
ISO,О
129,о
170,0
44,0
170,0
45,°
35,о
5оо,о
34,о
56,о
8,о
8,о
2,0
одного лог. м
29.77
39.93
52.
63,52
88,73
117,89
О) ^
одного рельса длиной 12,5 м I 372>13 499,13 658,75
1109,13 1473,63
емые от
в мм
По ширине головки b .
п , подошвы В
„ толщине шейки d . .
„ высоте рельса И . .
„ длине рельса . . . .
„ прочим размерам . .
Несимметричность поперечного
сечения относительно вертикаль-
ной оси
в шейке и головке
±г,о
+1-5! -1,о
+г.о; -о,5
±2,0
±ю,о
±О,6
±2,0
+2,о; — i,o
-|-2,о; —г,о
не более 2,0
не более 0,6
Площадь поперечного сечения в см1,
Расстояние до центра тяжести
в см
Моменты инерции в см*
Моменты сопротивления в см?
У,-
Ух-
4.33
4,68
357.54
82,76
wa
J
~В!2
76,40
24,76
5O.99
4.83
5.6?
654.60
195,88
135-52
«5.45
37.31
67,30
5.93
6,07
io8i,99
327.16
182,46
178,12
54,53
8i,i3
6,43
6,57
482,39
240,65
235,52
74.21
«З.З3
7,бо
7.4O
2864,73
4923.79
940,98
376,94
125,46
8,43
8,57
1694,83
584,08
574,54
199,39
ГЛ. XIX]
ГРУЗОЗАХВАТНЫЕ ПРИСПОСОБЛЕНИЯ ДЛЯ ШТУЧНЫХ И ТАРНЫХ ГРУЗОВ
815
Таблица 25
Рельсы железнодорожные широкой и узкой колеи
Расстояние
от центра
тяжести
в см
Момент
инерции
в см1
Момент
сопротивления
в см*
кий
кг
оре
ина
м
)рм
вог
Номера
и индексы
стандартов
6,9бЗ
7.037
1476,11
284, i8 212,00 209,75
45.47
43>6oi2,5
15.0
ОСТ 119
6,781
6,719
1222,54
209,28
i8o,29
i8i,95
36,72
38.4O
ОСТ 120
6,209
6.591
967,98
166,72
155.90
146,86
30,
33,50
12,5
ОСТ 121
5.924
б,1Эб
120,20
126,77
122,59
24,04
30,90
12,5
ОСТ 122
4.O9O
125,00
15.
3L7O
30,50
4.58
11,20
ОСТ/НКТП
7691/667
Узкой
колеи
4.35O
4.75°
222,00
30,20
51.00
46,60
7.94
'4,73
ОСТ/НКТП
7692/668
5.34O
4бЗ,О0
80,60
87,20
87,60
17.5°
8,о
ОСТ/НКТП
7694/670
ГРУЗОЗАХВАТНЫЕ ПРИСПОСОБЛЕНИЯ
НАЗНАЧЕНИЕ И ТИПЫ ГРУЗО-
ЗАХВАТНЫХ ПРИСПОСОБЛЕНИЙ
Для сокращения времени, затрачиваемого
на захватывание груза и последующее его
освобождение, для уменьшения потребности
в рабочей силе, а также повышения произ-
водительности грузоподъёмных машин при-
меняются специальные грузозахватные при-
способления.
Различные по конструкции и принципу
действия приспособления выбираются в со-
ответствии со свойствами и формой захва-
тываемых грузов и должны удовлетворять
требованиям сохранности грузов, быстроте
их захватывания и освобождения, надёжности
и безопасности работы, простоте и удобству
обслуживания.
Применительно к основным грузовым ка-
тегориям различают грузозахватные приспо-
собления для штучных и тарных грузов и
для насыпных материалов. По степени авто-
матизации захватывания и освобождения
грузозахватные приспособления подразделяют
на неавтоматические, предполагающие обя-
зательное участие рабочего в процессах за-
хватывания (заполнение) и освобождение
(разгрузка), и автоматические, в которых ука-
занные процессы осуществляются без непо-
средственного использования ручного труда.
ГРУЗОЗАХВАТНЫЕ ПРИСПОСОБЛЕНИЯ
ДЛЯ ШТУЧНЫХ И ТАРНЫХ ГРУЗОВ
Все грузозахватные приспособления для
штучных и тарных грузов подразделяются
на: 1) охватывающие или поддерживающие
груз, 2) защемляющие груз или удерживаю-
щие его трением и 3) притягивающие груз
(обладающий свойствами магнитопроводности)
с помощью электромагнитов.
К первой из перечисленных групп грузо-
захватных приспособлений, наиболее простой
и не обладающей автоматичностью действия,
относятся цепные и тросовые стропы, петли
и траверзы.
Простые стропы и петли (фиг. 34) изго-
товляются из отрезков канатов (пеньковых
или стальных проволочных) или из отрезков
цепей. Для подвешивания к рабочим органам
подъёмных машин и закрепления свободных
концов при обвязке груза стропы снабжаются
стальными кольцами и крюками. К канатным
петлям иногда пришиваются парусиновые по-
лотнища (получаемые при этом грузовые
ленты или парусиновые стропы используются
для работы с грузами, упакованными в не-
прочную тару, и с грузами, имеющими боль-
шую ценность). Траверзы со сменными пет-
лями и скобами (фиг. 35), подвешиваемые к
крюкам подъёмных механизмов, предназна-
816
ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ ГРУЗОПОДЪЁМНЫХ МАШИН
[РАЗД. IV
чаются для перегрузки различных длинно-
мерных грузов. Б зависимости от рода груза
к траверзам закрепляются петли или скобы.
Фиг. 34. Канатные и цепные стропы и петли.
Крепление петель и скоб к траверзе делается
быстроразъёмным для обеспечения их бы-
строй замены. Краткая характеристика тра-
верз приведена в табл. 26.
Ко второй из перечисленных групп отно-
сятся эксцентриковые захваты для листо-
вого металла (фиг. 36) иклещевые за-
хваты для тарных грузов (фиг. 37), круп-
ных камней (фиг. 38) и длинномерных штуч-
ных грузов (брёвен, балок, рельсов и пр.).
Так же как и приспособление первой
группы, все эти захваты не обладают гвто-
Фиг. 35. Траверза со сменными петлями
и грузовыми скобами.
матичностью действия и только на работах
по перегрузке короткомерного круглого леса,
каменных глыб и т. п. применяются более
сложные автоматические захваты, подоб-
ные показанному на фиг. 39. Подъём и опу-
скание этих захватов осуществляются под-
Фиг. 36. Эксцентриковые захваты для листового металла.
Фиг. 37. Захват для
ящиков и бочек. •
Сменная щека
для грузов
цилиндрической формы
держивающим (подъёмным) канатом /, от-
крывание и закрывание (замыкание) захва-
Таблица 26
Грузоподъемность, основные размеры и весовые
характеристики траверз с грузовыми скобами
и петлями
(буквенные обозначения по фиг. 35)
Грузоподъём-
ность в кг
I ООО
Зооо
5 ооо
IO ООО
А
2ЭСО
2О0О
4ооо
бооэ
Основные
В
8оэ
8оо
1400
20ОО
С
5°°
5°о
IOOO
1400
D
3°
4°
7°
IOO
размеры
Е
IOO
13°
220
3°°
F
5оо
8оо
юоо
I2O0
В ММ
J
5оо
8оо
I20O
15°°
Полная
длина
грузовой
петли
15°°
2000
2500
Зооо
Вес траверзы
(с двумя ско-
бами) в кг
5°
2ОО
5°о
IOOO
ГЛ. XIX]
ГРУЗОЗАХВАТНЫЕ ПРИСПОСОБЛЕНИЯ ДЛЯ ШТУЧНЫХ И ТАРНЫХ ГРУЗОВ
817
тывающих лап 2 производятся с помощью за-
мыкающего каната 3. Для обслуживания ра-
боты автоматических захватов применяются
двухбарабанные лебёдки.
Фиг. 38. Захват для крупных камней.
Краткая характеристика эксцентриковых
клещевых и автоматических захватов для тар-
ных и штучных грузов приведена в табл. 27.
Таблица 27
Грузоподъёмность, основные размеры и весовые
характеристики захватов для штучных
н тарных грузов
Типы захватов
Захваты эксцен-
триковые горизон-
тальные для листо-
вого металла
(фиг. 36, а)
Захваты эксцен-
триковые верти-
кальные для листо-
вого металла
(фиг. 36, 6)
Захваты для тар-
ных грузов (фиг. 37)
Захваты для
крупных камней
(фиг. 38)
Захваты для ко-
роткомерного круг-
лого леса (фиг. 39)
Грузоподъём-
ность в кг
5°°
IOOO
200О
25°
5°°
IOOO
250
5°°
IOOO
500,
IOOO
IOOO
3000
5000
Основные размеры
в мм
А
8оо
I20O
I7OO
Зоо
45°
боо
poo
I2OO
15°°
IIOO
15°°
2300
2700
35°°
а
а
аз
8оо
I2OO
i6oo
2ОО
ЗОО
4ОО
250
4эо
бэс
4оо
700
4<Х>
боо
ооо
700
IOOO
4ооо
4600
бооо
С
6о
9°
I2O
120
i8o
24°
300
400
500
900
1250
750
IOOO
1200
D
60
100
150
25
40
60
450
бэо
75°
Зоо
4-ОО
IjOO
I75O
2250
Е
5оо
8оо
IOOO
-
-
—
2250
2600
3400
Собственный
вес в кг
25
6о
130
2О
4о
8о
->5
5о
юо
IOOO
2000
3000
К третьей из перечисленных групп грузо-
захватных приспособлений относятся грузо-
вые {подъёмные) электромагниты (фиг. 40),
применяющиеся для подъёма и перемещения
изделий и заготовок из чёрных металлов
(стали и чугуна), обладающих свойством ма-
гнитопроводности.
52 Том 9
Основными частями грузового электро-
магнита являются стальной литой корпус и
размещённая в нём соленоидная катушка,
электрический ток к обмоткам которой под-
водится гибким кабелем. При опускании
Фиг. 40. Грузовой элек-
тромагнит.
Фиг. 39. Захват для короткомерного круглого леса.
электромагнита, подвешенного к грузовому
крюку, на груз, подлежащий подъёму, и при
подключении катушки к источнику тока об-
разующийся магнитный силовой поток про-
ходит по корпусу и за-
мыкается через ма-
гнитопроводящий груз,
который притягивается
электромагнитом и удер-
живается им до тех пор,
пока катушка не будет
отключена от сети.
По форме корпусов
грузовые электромагни-
ты подразделяются на
круглые, используемые
для работы с болван-
ками, чушками, сталь-
ных и чугунных от-
ливок, крупного лома
и т. п., и прямоугольные,
предназначаемые для
работы с прутковой и
листовой сталью, тру-
бами и пр. Для случаев работы с грузами
сложного очертания применяются электро-
магниты с подвижными (выдвигающимися
книзу) полюсами; такие электромагниты обес-
печивают лучшее соприкосновение с подни-
маемым грузом, но характеризуются увели-
ченным собственным весом и повышенным
расходованием электроэнергии.
Подъёмная сила (грузоподъёмность) ка-
ждого электромагнита не остаётся постоян-
ной. В большей степени зависящая от формы
и размеров поднимаемых грузов, а также от
формы и размеров воздушных промежутков
между грузовыми частицами, она резко сни-
жается при работе с чугунным литьём, ли-
стовым прокатом, мелкими стальными изде-
лиями и стальной стружкой. Равным образом
грузоподъёмность электромагнитов умень-
шается по мере ухудшения магнитных свойств
поднимаемых грузов (например, при повы-
шении процентного содержания марганца и
никеля в стали). Кроме того, величина грузо-
подъёмности их снижается при подъёме горя-
чих грузов, магнитная проницаемость (ма-
гнитопроводимость) которых в интервале от
-f-200° до —J-zOO" С постепенно падает почте
818
ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ ГРУЗОПОДЪЁМНЫХ МАШИН
[РАЗД. IV
до нуля. Управление электромагнит-ами осу-
ществляется с помощью контроллеров типа
КМ 214.
Краткая характеристика круглых гру-
зовых электромагнитов завода „Динамо" им.
С. М. Кирова приведена в табл. 28.
Таблица 28
Весовые характеристики и величины действительной
грузоподъёмности круглых электромагнитов
(буквенные обозначения по фиг. 40)
Диаметры электромагнитов D в мм
Высоты подвеса к крюкам Н в мм .
Собственный вес электромагнитов
в кг
Грузоподъ-
ёмность в кг
для болванок и
стальных плит ....
для крупного скрапа
для чугунных чушек
для мелкого скрапа
для стальных стру-
жек
75°
8оо
650
бооо
35O
2ОО
i8o
80
900
IOOO
1050
9000
350
350
300
по
115°
ITOO
i8oo
16000
650
600
500
200
Ко^ второй группе, характеризующейся
полной автоматичностью операции зачер-
пывания и опорожнения, относятся грей-
феры — одноканатные (фиг. 42, а и 43), мотор-
ные (фиг. 44 и 45) и двухканатные (фиг. 42, б,
46 и 47).
Краткая техническая характеристика одно-
канатных и двухканатных грейферов поме-
щена в табл. 29 и 30.
Применение одноканатных грейферов
(фиг. 43) целесообразно только в случае,
когда при наличии кранов общего назначе-
ния (с однобарабанными лебёдками) необхо-
ГРУЗОЗАХ ВАТНЫЕ ПРИСПОСОБЛЕНИЯ
ДЛЯ НАСЫПНЫХ МАТЕРИАЛОВ
Грузозахватные приспособления для на-
сыпных материалов подразделяются на: 1) при-
способления, загружаемые вручную или из
бункеров и опорожняемые опрокидыванием
раскрыванием боко-
вых створок или от-
крыванием днищ, и
2) приспособления,
заполнение которых
достигается зачерпы-
ванием при погруже-
нии в слой материала,
а опорожнение—рас-
крыванием зачерпы-
вающих створок.
К первой группе,
характерными для ко-
торой являются об-
легчение и ускорение
только конечной опе-
рации разгрузки, от-
Фиг. 43. Одноканатный двухчелюстный грейфер.
димо перегружать небольшие количества на-
сыпных материалов.
Несмотря на возможность, использования
при работе неспециализированных кранов,
одноканатные грейферы обладают относи-
тельной сложностью механизмов раскрывания
Фиг. 41. Бадья с раскры- Фиг.42. Схема работы одно-
вающимся днищем. канатного (а) и двухканат-
ного (б) грейферов.
носятся опрокидывающиеся бадьи и бадьи
с раскрывающимися стенками или дни-
щами (кюбели), подобные показанной на
фиг. 41.
Фиг. 44. Моторный двухчелюстный грейфер: 1 — электро-
двигатель; 2 — редуктор; 3 — замыкающий канат; 4—бара-
бан замыкающего каната.
и закрывания челюстей (обусловливающей
частые поломки их), относительно малой про-
изводительностью и затруднённостью опорож-
нения на произвольно заданной площадке и
получили вследствие этого ограниченное рас-
пространение.
Моторные грейферы (фиг. 44), также не
требующие для работы двухбарабавных лебё-
док и навешиваемые на крюки кранов об
ГЛ. XIX]
ГРУЗОЗАХВАТНЫЕ ПРИСПОСОБЛЕНИЯ ДЛЯ НАСЫПНЫХ МАТЕРИАЛОВ
819
щего назначения, отличаются от одноканат-
ных грейферов наличием специальных меха-
низмов, осуществляющих раскрывание и за-
г440-
крывание грейферных челюстей и приводи-
мых в действие от электродвигателей. Ино-
гда эти специальные механизмы заменяются
нормальными электроталями (примером ука-
Подводка каЬеля
-2300-
Фиг. 45. Моторный двухчелюстный грейфер с электро-
талью ТВ (ВНИИПТМАШ).
Фиг. 46. Двухканатный двухчелюстный грейфер
(ВНИИПТМАШ).
Таблица 29
Емкости, основные размеры
Группы грейферов
Одноканатные (фиг. 43)
Моторные (фиг. 44)
Двухканатные лёгкого типа (для
материалов с насыпным весом
т < 1.0 т/м3) (фиг. 46)
Двухканатные среднего типа
(для материалов с насыпным ве-
сом y=1,1—2,0 т/м*) (фиг. 46)
Двухканатные тяжёлого типа
(для материалов *с насыпным ве-
сом т-2,1—3,0 т/м*) (фиг. 46)
•я
о:
О О
И-&
°.75
1,ОО
1.25
1.5°
2,ОО
1J5
2,ОО
З.°о
°. 75
1.5°
2,5°
5>°°
7.5°
IO.OO
о.5°
о,75
1.5°
3,°°
4,оо
о,5°
°.75
1,5°
4,оо
5,оо
и весовые характеристики двухчелюстных грейферов
А
2225
245°
245° '.
2575
2З50
2580
2820 '
373°
2525
3900
335°
41 ю
4840
515°
2400
аббо
324°
4425
2400
2925
345°
414°
438°
4865
Основные размеры в мм
В
2б?5
295°
295°
3125
3475
Зооо
3280
4260
2195
2500
2775
345°
4040
44OO
2O95
23бо
317°
3640
2O95
239°
28ОО
342O
3615
4165
С
1720
193°
193°
215°
«37°
195°
2375
2775
1760
214°
2ООО
Зооо
35°°
ЭТбо
157°
1920
2360
а8оо
3120
157°
IQ2O
азбо
28бо
3120
33°°
D
2ОбО
24OO
2400
200О
284O
24OO
28эо
325°
22 ОО
28оо
315°
4ОО0
43°°
49оо
2ООО
23OO
28оо
32°°
Збоо
2000
23OO
гЗоо
320О
Збоо
4ОО0
Е
990
IOS°
1030
1250
1460
I3°o
1610
1625
1040
1344
1544
2060
2472
2634 ¦
94б
1044
1344
1764
1864
954
1048
1372
1776
1876
2212
Si
|g
_
—
—
—
—
_
—
—
n,o
13,°
13.°
17.5
24,0
24,0
n,o
13.°
13,°
17.5
24,0
13.°
13,°
17,5'
24,0
24,0
24,0
1
ji
_
—
—
—
_
—
—
200
250
250
35°
45°
45°
200
250
250
35°
45°
250
250
35°
45O
45°
45°
Собственные
веса грейфе-
ров в кг
135°
1650
1700
1850
2400
2400
Зооо
57°°
I2O0—I4O0 *
1680-1880
2578—2878
455° -5°5°
6780— 7480
7720—8420
1240—144°
144°—1640
2370—2670
4°75—5175
697°—7°7°
1455—1655.
2040—234°
395°—445°
7680—8380
9185-9885
11960—12960
* Меньшие значения — для грейферов без дополнительного навесного груза; большие значения — для грейферов
с дополнительным навесным грузом, используемым для улучшения внедрения челюстей трудно зачерпываемых мате-
риалов.
Фиг. 47. Лвухканатные многочелюстные грейферы для металлолома (а) и руды (б).
ГЛ. XIX]
ОСНОВЫ РАСЧЁТА ГРУЗОЗАХВАТНЫХ ПРИСПОСОБЛЕНИЙ
821
занного исполнения может служить по-
казанный на фиг. 45 моторный грейфер
ВНИИПТМАШ ёмкостью 1 л*3, снабжённый
электроталью ТВ *). Возможность создания
большого усилия, замыкающего грейферные
челюсти (такое усилие необходимо, напри-
мер, при работе с тяжёлыми скальными грун-
тами), и возможность регулирования опорож-
нения являются положительными качествами
моторных грейферов. Однако значительный
Таблица 30
Емкости, основные размеры и весовые
характеристики многочелюстных грейферов
Группа
грейферов
Многочелюст-
ные для металло-
лома (фиг. 47, а)
Многочелюст-
ные для руды
(фиг. 47, б)
Ёмкость грейфе-
ров В Ms
о,6о
о, 7°
о,8о
о,6о
1,ОО
1.75
Основные раз-
меры в мм
А
1920
2130
2130
I92O
2300
235°
в
2420
259O
гбоо
2420
27З0
2JJ2O
Q
1520
i66o
1760
1520
1710
2070
D
2520
2660
2660
2520
2730
2960
Собственные веса
грейферов в кг
IO0O
37°°
42OO
1900
Зооо
37°°
собственный вес их, относительно медлен-
ное раскрывание и закрывание челюстей,
снижающее производительность, и обязатель-
ность наличия электроэнергии также огра-
ничивают их применение в практике пере-
грузочных работ.
Преимущественное распространение для
работы с различными материалами получили
двухканатные грейферы, подразделяющиеся
на двухчелюстные (фиг. 46), используемые
для перегрузки преобладающего числа групп
материалов с насыпными весами от у = 1 т/мъ
до f = 2—3 т/м?, но с ограниченными раз-
мерами частиц, и многочелюстные (фиг. 47),
рекомендуемые для использования при работе
с металлоломом, крупнокусковыми горными
породами и рудой. Краны должны иметь двух-
барабанные лебёдки (по числу рабочих
канатов).
Раскрывание челюстейдвухканатного грей-
фера возможно в любой момент подъёма или
опускания при торможении подъёмного ка-
ната 1 (см. фиг. 42, В) и свободного сбегания
замыкающего каната 2, либо при торможе-
нии замыкающего каната и навивании на
барабан подъёмного каната. В процессе опу-
скания раскрытого грейфера на материал оба
каната сбегают с барабанов с одинаковой
скоростью; при зачерпывании челюсти за-
крываются замыкающим канатом, отклоняю-
щим кверху траверзу 3; подъём заполнен-
ного грейфера по окончании закрывания че-
люстей осуществляется совместно обоими
канатами, также с одинаковой скоростью на-
вивающимися на барабаны лебёдки.
ОСНОВЫ РАСЧЁТА ГРУЗОЗАХВАТНЫХ
ПРИСПОСОБЛЕНИЙ
Расчёт грузозахватных приспособлений для
штучных и тарных грузов ведётся по наи-
большему весу поднимаемого груза G кг.
При расчёте
простых клеще-
вых захватов
(фиг. 48) опреде-
ляются: усилие в
стягивающей ча-
сти (цепи)
74= о кг; G8)
1 2 cos а к '
горизонтальная
слагающая стяги-
вающего усилия
V^-ytga^; G9)
усилие нажатия,
передаваемое
клещами на груз,
/о
~ кг.
h
(80)
Если (j. — коэфициент трения между со-
прикасающимися плоскостями захвата и груза,
принимаемый по табл. 31, то для нормальной
работы необходимо, чтобы
G<2V2;x.
(81)
Угол а между вертикалью и направлением
стягивающей цепи, зависящей от толщины a
Таблица 31
Коэфициент трения между соприкасающимися
плоскостями захвата и груза
Материал и характер
соприкасающихся плоскостей
Гладкие башмаки клетей по ме-
таллу
Рифлёные башмаки клешей по ме-
таллу
Гладкие башмаки клещей по камню .
Рифлёные башмаки клещей по
камню
Гладкие башмаки клещей по дереву
1*
0,12—0,15
0,50—0,60
0,25—0,28
0,70—0,80
°,3о-о,35
захватываемого груза, определяется из урав-
нения
* Характеристика электроталей ТВ—см. гл. XXII.
Sin a —
(82)
822
ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ ГРУЗОПОДЪЁМНЫХ МАШИН
[РАЗД. IV
Ось центрального шарнира О рассчиты-
вается на срез, изгиб и смятие от усилия Р,
равных
сила трения, удерживающая груз, равна
кг.
Z2
2/2 cos о
кг.
(83)
tga
(85)
Аналогичным образом при расчёте захва-
тов с шарнирно-рычажной системой (фиг. 49)
определяются по уравнениям G8), G9) и (80)
усилие в распорной планке 7\, горизонтальное
Фиг. 49.
усилие Vx и усилие V2, передаваемое баш-
маком захвата на груз. Нормальная работа за-
хвата возможна при соблюдении соотноше-
ния по уравнению D).
При расчёте эксцентриковых захватов
(фиг. 50) определяются: усилие распора, дей-
ствующее нормально к поверхности груза,
где jj-i и р-2 — коэфициенты трения между со-
прикасающимися поверхностями груза, экс-
центрика и задней стен-
ки захвата (для случая,
когда характер поверх-
ностей эксцентрика и
задней стенки одинаков,
Расчёт грейферов ве-
дётся применительно к
характеристике зачер-
пываемого материала
(его кусковатости, на-
сыпному весу y т/м%)
и заданным величинам
часовой производитель-
ности крана Q т/час,
высоты подъёма грей-
фера Н м, расстояния
горизонтального пере-
мещения грейфера ??. м,
скорости подъёма vn м/мин и скорости го-
ризонтального перемещения ?сТ м/мин.
Вес материала, подлежащего зачерпыва-
нию и перемещению грейфером в течение
одного рабочего цикла, определяется равным
Фиг. 50.
Q
т
60
t
60
(86)
= ± кг;
tga
(84)
где m — число рабочих циклов грейфера в
течение часа и t—продолжительность рабо-
чего цикла в минутах.
Таблица 32
Типы грейферов, коэфициенты веса грейферов и коэфициенты заполнения
Типы грейферов и материалы, зачерпываемые
и перемещаемые грейферами
Насыпной вес
материала
Расчётные коэфициекты
Вес грейфера
ft»
Использова-
ние собствен-
ного веса
грейфера
ft,
Заполнение
грейфера
Перегрузочные
Лёгкого типа (зерно, свекловица, картофель, торф
воздушно-сухой, уголь орешковый, кокс, зола,
шлак) -. .
Среднего типа (уголь бурый, антрацит с кусками
средней крупности, бокситы, глина, гравий, щебень,
известь, цемент)
Универсальные
Лёгкого типа (торф, уголь и антрацит мелкокуско-
вой, глина, щебень, известь)
Среднего типа (соль, уголь и антрацит крупно-
кусковой, бокситы, глина, гравий, камень дроблёный,
песок, галька, цемент)
Среднего типа с режущими зубьями (грунт, глина,
суглинок, камень, песок при подводном черпании) .
Рудные
Лёгкого типа (известняки, тяжёлые глины, дроблё-
ные руды)
Среднего типа (камни твёрдых пород, железная
руда с кусками средней крупности)
Тяжёлого типа (железные и марганцевые руды
крупнокусковые)
Экскавационные
Среднего типа (грунты, песок при подвижном чер-
пании)
Среднего типа с режущими зубьями (грунты с кор-
нями растений, глина твёрдая, известняки, камни
большой крупности)
°,5-о,8
о.8—1,5
о,7-1,о
х>о—1,5
1.5—1,8
1,5—з,о
2,о—а,4
2,4-2,7
1,5—1,8
1,8-2,5
о,5°
о,75
1,О0
1,4О
1,25
г,6о
о,8—1,о
1,О—1,2
1,О—1,2
1,О—1,3
о,9 — 1,о
1,О—1,1
о,9 —1,0
i,o—i,i
о, 8—i,o
о,8—о,д
о, 75— 1,о
о,8—i,o
0,9—1,2
1,0—1,2-
о,9—i,o
1,О—1,1
1,О—1,2
1,.вз—-1,1
о, о—1,0
ГЛ. XIX]
ОСНОВЫ РАСЧЁТА ГРУЗОЗАХВАТНЫХ ПРИСПОСОБЛЕНИЙ
823
Номинальная ёмкость (полезный объём)
грейфера при этом будет равна
V = *L м*. (87)
т
По найденной номинальной ёмкости вы-
бирается (в соответствии с данными табл. 29
и 30) ближайшая большая стандартная ём-
кость грейфера, вводимая в дальнейший
расчёт, а по табл. 32 и 33 производится вы-
бор типа грейфера и определяется средний
теоретический вес его Go кг, отнесённый к
наиболее распространённому среднему типу
универсальных грейферов.
Расчётный вес грейфера равен
Таблица 33
Теоретические веса, коэфициенты ёмкости,
величины максимального раскрытия челюстей
грейферов и толщины режущих кромок челюстей
кг,
(88)
где ka — коэфициент веса грейфера (отноше-
ние веса выбранного грейфера к весу уни-
версального грейфера среднего типа той же
ёмкости Go, при-
нимаемому за еди-
ницу)—по табл. 33.
Вес материала,
зачерпываемого и
перемещаемого
Номиналь-
ные ёмко-
сти (по-
лезные
объёмы)
грейферов
в м3
о,5°
о, 75
1,ОО
1,25
1.5°
1,75
а,оо
2,5°
3,°°
4>°°
5,о°
7i5°
ю,оо
Средние
теоретиче-
ские веса
грейферов
О0 в кг
I ООО
i 45°
i 9°о
2 35°
2 700
3 1°°
Збоо
4 2ОО
4 9°°
6 5°о
7800
II 25°
14 5°о
Коэфици-
енты ёмко-
стей грей-
феров fe3
O.95
0,98
,00
,02
,°5
,°7
,о8
с,°9
[, IO
,12
f|i4
[,16
1,18
Величины
макси-
мального
раскрытия
челюстей
2ft в мм
1850
2IOO
240О
2650
275°
2856
Зооо
32OO
34°°
39°°
42OO
45°°
575°
Толщи-
ны ре-
жущих
кро-
мок че-
люстей
3 В ММ
ю
ю
ю
ю
до
i6
16
16
16
16
16
20
20
Грузоподъёмность грейферной лебёдки
находится как сумма собственного веса грей-
фера Gp и веса
зачерпывае мого
им материала G и
округляется до
ближайшей боль-
шей величины
Фиг. 51.
грейфером за один рабочий цикл, опреде-
ляется из уравнения
(89)
кг,
где k\—коэфициент использования соб-
ственного веса грейфера (отношение веса
грейфера к весу заполняющего его мате-
риала); &2—коэфициент заполнения грей-
фера; k3 —.коэфициент ёмкости, корректи-
рующий величину заполнения грейфера при-
менительно к его номинальному объёму
(табл. 31 и 32).
нормального ряда грузоподъёмностей мосто-
вых или стреловых кранов. Основные размеры
грейфера (фиг.51,а)и весовыехарактеристики
его отдельных узлов подбираются в зависимо-
сти от его ёмкости и величины максималь-
ного раскрытия челюстей 2L по табл. 33 и 34.
Если В — ширина грейфера в см и ? —
коэфициент внедрения грейферных челюстей
в зачерпываемый материал (принимаемый
равным ?=2 для мелкокусковых неслёжи-
вающихся материалов, ? = 1,5 для материа-
Таблица 34
Величина рас-
крытия челю-
стей грей-
фера
Относительные
Ширина
грейфера
В
o,8-i,5Z
h
L
i,°3
значения основных размеров и весов отдельных узлов грейферов
(буквенные обозначения по фиг. 51)
h
L
1,23
и
L
Ьа
L
°,5
К
L
о,8
h
°,25
h
0,21
Угол наклона
режущих
зубьев а
12°
Расчётный
вес грейфера
°Р
G,
°Р
.3
°,5
О,2
824
ДЕТАЛИ И ОСНОВНЫЕ УЗЛЫ ГРУЗОПОДЪЁМНЫХ МАШИН
[РАЗД. IV
лов слеживающихся с кусками средней круп-
ности и ? = 1,0 для крупнокусковых твёр-
дых материалов), то периметр режущей
кромки челюсти составит
1р = ?В си (90)
и сопротивление внедрению грейфера в ма-
териал в начальный период зачерпывания
Rx=2q-lp-l кг, (91)
где о — толщина режущей кромки в см, при-
нимаемая по табл. 33 в зависимости от ёмко-
сти грейфера, и q — удельное сопротивление
внедрению в кг/см2 (табл. 35).
С/,
О 0.1 02 03 0А 0.5 0,6 0.7 0? 0,9 L
Путь проходимый челюстью
грейфера
Фиг. 52. Изменение режущего
усилия /? при зачерпывании
материала грейферами и поли-
спастами кратностью от п = 1
до п = 8.
По величине Rb выраженной в долях веса
грейфера Gp, выбирают (пользуясь графиком,
представленным на фиг. 52) кратность п
полиспаста грейфера и проверяют затем пра-
вильность выбора, раскладывая режущее
усилие на составляющие его усилия V и Т.
Усилие V, направленное вдоль режущих
кромок челюстей, характеризует действи-
тельную способность грейфера внедряться
в зачерпываемый материал. Оно увеличи-
вается по мере сближения челюстей (фиг. 53),
достигает максимума на последних участках
Таблица 35
Удельное сопротивление внедрению челюстей
грейфера в зачерпываемый материал
пути замыкания челюстей 2i и к моменту
полного замыкания уменьшается до нуля.
Усилие Т, осуществляющее замыкание челю-
стей и сжатие зачерпываемого материала,
направлено горизонтально и характеризует
способность грейфера плотно закрываться
в конечный период зачерпывания. Ближе к
нулю в начале замыкания оно должно резко
возрастать по мере заполнения грейфера.
При ограниченной величине усилия V челю-
сти плохо врезаются в материал и не обес-
печивают нормального заполнения грейфера;
при ограниченной величине усилия Т не до-
стигается плотного закрывания грейфера, и
<
4
i
—-—
•
/
ft
У
—•—
/
V/
г
/
л
s
^-'
П
.
h
>
>
>
Путь
аз o.i as о.б a? as os l
проходимый челшстью грейфере
Фиг. 53. Изменение усилий V и Т
при зачерпывании материала грей-
ферами с полиспастами кратностью
от п — 1 до я = 8.
Фиг. 54. Изменение усилия S, в за-
мыкающих канатах при зачерпыва-
нии материала грейферами с по-
лиспастами кратностью от я = 1
до п = 8.
Группа материалов
Зола, земля сухая, песок, уголь мелкий
Уголь несортированный, плотные грун-
ты, суглинок, глина
Уголь крупнокусковой, галька, торф
с корнями, глина сухая, антрацит крупный
Известняк, мел, горные породы дроблё-
ные, лёгкие руды
Твёрдые горные породы дроблёные,
сланцы, тяжелые руды
кг/см1
°.9—1,3
г.5—2,5
3,5—525
6,о—9,о
и,о—1д,о
зачерпнутый материал частично высыпается
в щель между кромками челюстей. Проверка
предварительно выбранной кратности поли-
спаста п сводится к исследованию соответ-
ствующих кривых изменения усилия V и Т
(фиг. 53). В случаях, когда нарастание эгих
усилий, выражаемое в долях веса грей-
фера Gp, оказывается недостаточным для
удовлетворения указанных ранее условий нор-
мальной работы грейфера, кратность полис-
паста увеличивается.
По окончательно принятой кратности по-
лиспаста определяются пределы изменения
усилий Si в замыкающих канатах (фит. 54);
максимально расчётное натяжение замыкаю-
щих канатов, применительно к которому ве-
дётся последующий расчёт механизмов грей-
ферной лебедки, находится по верхнему пре-
делу из соотношения
Sl max = uSi < GKP кг, (92)
где и = 1,25-т- 1,3 — коэфициент, учитываю-
щий возможность перекосов грейфера и
осложнений при зачерпывании, a GKp — грузо-
подъёмность крана.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Воробьев Н. В., Цепи и цепные передачи, Машгиз,
М.— Л. 1946.
2. Емцов Н. Н. и Дукельский А. И., Портовые
грузоподъёмные машины, изд-во „Морской транспорт",
МГ-Л. 1948. •
3. Иттенберг И. И., Захватные приспособления,
изд-во „Водный транспорт", М. 1939.
4. Кифер Л. Г. и Абрамович И. И., Грузоподъём-
ные машины, т. 1, Машгиз, М. — Л. 1948.
5. К р у т и к о в И. Л., Грейферы двухканатного типа,
общего назначения (обзор конструкций, теория и прак-
тическое исследование работы грейферов, методика вы-
бора и расчёта основных параметров грейферов),
ВНИИПТМАШ, М. 1947.
Глава XX
МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ КРАНОВЫХ СООРУЖЕНИЙ
ОБЩИЕ СВЕДЕНИЯ
Требования, предъявляемые к крановым
металлоконструкциям
Требования, предъявляемые к крановым
металлоконструкциям, состоят в следующем:
а) элементы (узлы) конструкции должны
обладать достаточной прочностью, жёсткостью
(в пределах допускаемых прогибов и гибко-
стей) и устойчивостью (при сжатии);
б) конструкция в целом должна обладать
необходимой пространственной жёсткостью
при воздействии эксшюатационных нагру-
зок;
в) вес конструкции и трудоёмкость её
изготовления должны быть возможно мень-
шими при обязательном удовлетворении усло-
виям пп. „а" и „б";
г) конструкция в целом должна быть вы-
полнена в соответствии с „Правилами устрой-
ства, освидетельствования и эксплоатации
кранов, подъёмных механизмов и вспомога-
тельных при них приспособлений" Гос. инспек-
ции Котлонадзора.
При проектировании крановых металло-
конструкций пользуются общими основами
конструирования элементов металлических
сооружений (т. 2, стр. 848j.
Нагрузки, действующие на крановые
металлоконструкции
Расчётные усилия. При проектировании
крановых металлоконструкций учитываются в
общем случае следующие нагрузки (усилия и
моменты):
а) постоянные, которые вызывают по-
стоянно действующие усилия в элементах ме-
таллоконструкции и к которым относятся соб-
ственный вес конструкции (включая вес смо-
тровых площадок, настила, троллей и пр.)
принимаемый в большинстве случаев рав-
номерно распределённым по её длине, и
веса элементов, неизменно связанных с кон-
струкцией (кабин управления, противовесов
и т. п.), принимаемых в виде сосредоточен-
ных нагрузок, приложенных в определённых
узлах;
б) временные, появление которых вы-
зывается условиями эксплоатации крана и ко-
торые могут быть либо приложены в опреде-
лённых узлах (точках), либо менять своё по-
ложение по длине конструкции, т. е. быть
подвижными;
в) инерционные (тормозные), возни-
кающие в период неустановившегося движе-
ния груза и кранового сооружения и опреде-
ляемые по формулам:
при равномерно ускоренном (замедленном)
поступательном перемещении
Qv
кг,
Aа)
и при равномерно ускоренном (замедлен-
ном) вращательном перемещении
Mj — Jz кгм, A6)
где Q — нагрузка в кг; v — скорость пере-
движения в м/сек; g = 9,81 м\секг ускорение
силы тяжести; t — время торможения или уско-
рения в сек.; J— момент инерции элемента
относительно оси вращения; е — угловое уско-
рение ;
г) снеговые и ледовые (от снега и
льда, скопляющихся на отдельных элементах
кранового сооружения); снеговая нагрузка
принимается по ОСТ 90058-40 „Нагрузка сне-
говая"; корка гололеда принимается толщиной
1—2 см; удельный вес льда может быть при-
нят равным 0,9;
д) температурные, учитываемые для
статически неопределимых систем (разность
температур принимается в пределах не более
± 40° С);
е) ветровые (для рабочего и нерабочего
состояния кранов), значения которых опре-
деляются по ГОСТ 1451-42.
Расчётные значения давлений ветра на
краны в рабочем состоянии принимаются рав-
ными 25 кг/м2 для всех кранов кроме порто-
вых и пловучих и 40 кг\м? — для портовых и
пловучих кранов.
Расчётные значения давлений ветра на
краны в нерабочем состоянии определяются
по формуле
=k-q кг/м*,
B)
где k — коэфициент аэродинамического со-
противления, равный 1,4 для ферм и сплош-
ных балок и 1,2 — для кабин крановожатых,
противовесов, оттяжек, деррик-кранов и т. п.;
q — расчётный напор ветра в кг/м2, прини-
маемый по табл. 1.
826
МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ КРАНОВЫХ СООРУЖЕНИЙ
[РАЗД. IV
Таблица 1
Величины расчётного напора ветра
Место установки крана
Берега морей, низовья боль-
ших рек, район Новороссийска
Все остальные места СССР
Расчётный напор
ветра в кг/м* на вы-
соте (от поверхности
земли)
от 0 до 20 м
IOO
70
100 м
и выше
i8o
15°
Для кранов высотой от 20 до 100 м расчёт-
ный напор определяется интерполяцией. Для
этого общая высота крана подразделяется на
зоны по 20 м каждая (начиная от поверхно-
сти земли); в пределах каждой зоны расчёт-
ный напор принимается постоянным и опре-
деляется по высоте средней точки зоны.
Полное давление ветра, воспринимаемое
металлоконструкцией, будет равно
рпд ==^S?pep кг> C)
где F — расчётная площадь подветренной ча-
сти крана в мг, расположенной в данной зоне
{для сплошных конструкций Р3 — площадь,
ограниченная контуром крана, для ферм F3 —
площадь, ограниченная контуром крана за вы-
четом проёмов между стержнями).
Если имеется несколько плоскостей балок
(или ферм), расположенных одна за другой,
то при одинаковой высоте расчётные площади
их принимаются равными: 1) при расстоянии
между балками, меньшем высоты передней
балки, — расчётной площади передней балки;
2) при расстоянии между балками, равном или
большем высоты балки, но меньшем двойной
высоты её, — площади передней балки пол-
ностью и 50% площади каждой последующей
балки; 3) при расстоянии между балками, рав-
ном или большем двойной высоте её,—пло-
щади всех балок полностью. Части задних
балок, которые не перекрываются передней
балкой, следует считать полностью.
При направлении ветра на ребро (напри-
мер, на угол башни башенных кранов) расчёт-
ная площадь наветренной части квадратной
или близкой к квадрату в плане фермы будет:
а
при отношении
сторон —г-
F — 1 2F
л расч х' 1 расч
и при отношении сторон —г-
F = F Af2
* расч ' расч '
D)
E)
где Ррасч — расчётная площадь большей гра-
ни (плоскости) фермы.
Нагрузки, указанные в пп. 1, 2 и 3, отно-
сятся к категории основных нагрузок. На-
грузки, указанные в пп. 4 и 5, относятся к
категории дополнительных нагрузок для всех
элементов кранового сооружения. Ветровая
нагрузка относится к категории основных на-
грузок для элементов, непосредственно воспри-
нимающих её (ветровые связи); для прочих
элементов ветровая нагрузка является допол-
нительной.
При расчёте пространственные крановые
металлоконструкции расчленяются обычно на
отдельные плоские системы, усилия в кото-
рых определяются по правилам строительной
механики (т. 1, кн. 2). Полученные таким
образом усилия приводятся к расчётным по-
средством коэфициентов, учитывающих дина-
мическое действие нагрузки (инерция, удары
и пр.).
Расчётные усилия (силовые факторы: из-
гибающие моменты, поперечные силы% и про-
дольные усилия) будут:
от постоянной нагрузки
F)
Зе
кг
и от временной нагрузки
G)
В этих формулах Кг и /< — коэфициенты,
принимаемые по табл. 2 и 3; Sg — статическое
усилие от постоянных нагрузок и SD — ста-
тическое усилие от временных нагрузок.
Таблица 2
Значения коэфициента К, в формуле F)
Группа кранов
С ручным приводом
С машинным приво-
дом
Режим
работы
-
Лёгкий
Средний
Тяжёлый
Средний
Тяжёлый
Скорость
передви-
жения
До
60 mimuh
До
60 м мин
Свыше
60 м/мин
Кг
1,О
I.O
Таблица 3
Значения коэфициента Kj в формуле G)
Группа
кранов
С ручным
приводом
С машинным
приводом
Режим
работы
-
Лёгкий
Средний
Тяжёлый
1.0
1,Ю
1.3°
1,5»
Примечание
-
-¦
К этой группе отно
сятся также и литей-
ные краны
К этой группе отно-
сятся все специаль-
ные металлургические
краны
Материалы. Допускаемые напряжения •
Для рабочих (основных) элементов крано
вых металлоконструкций применяются мало-
углеродистые строительные стали марки Ст. 3
норм, мартеновского производства в соответ-
ГЛ. XX]
КРАНОВЫЕ МОСТЫ
827
Таблица 4
Основные допускаемые напряжения для заклёпочных
соединений в кг/см* (заклёпки с полукруглой
головкой)
Характеристика
заклёпочных
отверстий
Отверстия про-
давленные, но не
рассверленные или
же рассверленные
в каждом элемен-
те отдельно, а не
в собранном эле-
менте
Отверстия, про-
сверленные в со-
бранных элементах
или предваритель-
но продавленные
с меньшим диа-
метром и затем
рассверленные в
собранных элемен-
тах
Род
напря-
жения
Срез
Смятие
Срез
Смятие
Марки сталей заклёпок
Сталь
СПП*
Не допу-
скается
Не допу-
скается
1700
4.ООО
Ст. 3 и Ст. 2
В конструк-
циях из стали
Сталь СПП
и Ст. 3
юоо
24<Х>
I2CO
г8оо
Ст. 2
и Ст. Ос
9оо
2ООО
IIOO
24OO
* Стали повышенной прочности.
Таблица 5
Основные допускаемые напряжения для прокатной
стали в kzjcm* в крановых металлоконструкциях
Род напряжений
Растяжение, сжатие,
изгиб
Срез
Смятие торцевой по-
верхности
Марки прокатной стали
Ст. 3
Ст. Ос
i8oo
Ст. 3
1050
Сталь СПП
(малолеги-
рованная)
2ООО
1500
2900
Таблица 6
Основные допускаемые напряжения для рабочих
сварных швов, выполненных электродуговой
сваркой металлическими электродами, в кг/см*
Род
напряжения
Сжатие . . .
Растяжение .
Срез ....
При электродах
с тон-
кой об-
мазкой
Э-34
IOOO
9оо
720
с тол-
стой
обмаз-
кой
Э-42
о,9 R2
0,8 Rz
Примечание
Rz — основное до-
пускаемое напряже-
ние растяжения для
основной марки стали
ствии с ГОСТ 380-41; из сталей повышенной
прочности используется сталь марки СХЛ-2.
Для вспомогательных (второстепенных) эле-
ментов металлоконструкций применяется также
сталь бессемеровская.
Марки сталей для заклёпок и электродов
принимаются применительно к табл. 4 и в
соответствии с ГОСТ 2523-44 „Электроды
стальные для дуговой сварки. Технические
условия".
Допускаемые напряжения для крановых
металлоконструкций выбираются по данным
табл. 4, 5 и 6 в зависимости от применяемой
марки стали и категории действующих нагру-
зок (основные или основные 4- дополнитель-
ные нагрузки).
КРАНОВЫЕ МОСТЫ
Однобалочные мосты (кран-балки)
Несущая конструкция однобалочных мостов
выполняется из прокатных балок, которые по
мере увеличения нагрузки и пролёта могут
быть усилены. Перемещение нагрузки (тель-
фера) происходит по полкам нижнего пояса
двутавра, номер которого выбирается прежде
всего из условия свободного прохода тельфера.
Боковая жёсткость конструкции достигается
постановкой подкосов с одной или обеих
сторон балки (фиг. 1, а). Расстояния между
Фиг. 1. Схемы катучих балок.
узлами крепления подкосов назначаются из
условия обеспечения общей устойчивости из-
гибаемой балки.
В случае недостаточности подкосов жёст-
кости (при пролётах балки свыше 6—7 м)
применяются односторонние или двухсторон-
ние решетчатые связи (фиг. 1, б) с элемен-
тами, подбираемыми по максимально допу-
скаемой гибкости (^ — 200 — 250). Вместо ре-
шетчатых, связей может быть использован
металлический сплошной настил, распологае-
мый на площадке со стороны механизма пе-
редвижения балки.
Усиление сечения прокатной балки, кото-
рое может потребоваться в ряде случаев в
связи с увеличением нагрузки или пролёта,
выполняется при помощи горизонтального
листа, швеллера или двутавра (фиг. 1, в).
Расчёт прочности соединительных элемен-
тов (заклёпок, болтов или сварных швов) про-
828
МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ КРАНОВЫХ СООРУЖЕНИЙ
[РАЗД. IV
изводится в соответствии с правилами расчёта нечной длины, заделанной с одного края по
поясных заклёпок и сварных швов балок всей длине (фиг. 1, в),
(т. 2, стр. 146 и 154).
В случае недостаточности указанных уси- g __ о.ио^ ^ ^ (кг\смг\ A0)
ливающих элементов усиление производится t2
посредством ферм (фиг. 2, а) или шпренгелей
(фиг. 2, б). где D — сосредоточенная нагрузка в кг;
Фиг. 2. Конструкции катучих балок.
Напряжение в нижнем поясе фермы опре- * —толщина плиты в см; /?#-—допускаемое
деляется из уравнения напряжение изгиба в кг/см2 (по табл. 5).
я/г Допускаемые прогибы / принимаются со-
^ " кг/см2, (8) гласно правилам Котлонадзора:
~w
для крановых мостов с электроприводом
где М = -~с^—местный изгибающий момент
о
в кгсм; D — давление ходового колеса те-
лежки в кг; /0 — длина панели пояса в см;
W — момент сопротивления сечения в см3;
S — растягивающее усилие в кг; F—рабочая
площадь сечения в см2; Rz — допускаемое на-
пряжение растяжения в кг/см?.
Напряжение в балке шпренгеля будет
Rz кг/см2,
(9)
7 700
и для крановых мостов с ручным приводом
где / — пролет крана.
Прогибы определяются только от статиче-
ски действующей нагрузки (вес тележки и
полезного груза).
где М — момент в балке как элементе шпрен-
геля в кгсм и Н — растягивающее усилие,
равное горизонтальной составляющей усилия
в затяжке в кг.
Продольная устойчивость верхних сжатых
поясов фермы и шпренгеля достигается устрой-
ством поперечной конструкции (фиг. 2).
Наибольшая допускаемая гибкость для сжа-
тых поясов принимается равной X = 120, для
растянутых поясов X = 200 и для нерабочих
стержней А. = 250.
Напряжение изгиба в отгибаемой полке
нижнего пояса балки определяется как для
случая плиты постоянной толщины (t) и беско-
Двухбалочные мосты
Двухбалочные мосты состоят из двух от-
дельных пространственно жёстких половин,
примыкающих по концам пролёта к концевым
(поперечным) балкам (фиг. 3). Для мостов с
механизмами, имеющими ручной привод, при-
меняются отдельно стоящие прокатные дву-
тавровые балки (фиг. 4), общая устойчивость
и горизонтальная жёсткость которых дости-.
гаются по одному из приёмов, указанных для
однобалочных мостов.
Различают два типа крановых мостов в
зависимости от того, воспринимается ли
основная вертикальная нагрузка только одной
ГЛ. XX]
КРАНОВЫЕ МОСТЫ
829
(главной) плоскостью несущей конструкции
или всей пространственной конструкцией по-
ловины моста.
Элементами мостов первого типа (фиг. 3)
являются: а) две несущие главные фермы
(балки), непосредственно воспринимающие по-
лезный груз Q] б) две вертикальные вспомо-
гательные фермы; в) четыре горизон-
тальные вспомогательные Фермы.
Каждая половина
моста приводится к жест-
очертанием крановых сплошностенчатых балок
является трапециевидное (фиг. 5, а). Пример
конструкции крановой сплошностенчатои свар-
ной балки показан на фиг. 5, б.
Для случая воздействия обычной грузовой
тележки расчётный изгибающий момент опре-
деляется из уравнения
AW-
кг/см, A1)
где Ki и К% — коэ-
фициенты, выбираемые
по табл. 2 иЗ; ^s —сум-
марная погонная нагруз-
ка, приходящаяся на
одну главную балку; р —
коэфициент, зависящий
„ Б Di
от отношении -у- и ~=г
(см. фиг. 3 и 5, а) и выби-
раемый по табл. 7; / —
пролёт моста; D2— меньшее из давлений на
колесо грузовой тележки
Таблица 7
Значение коэфициента р в уравнении A1)
Фиг. 3. Схема двухбалочного моста.
кой пространственной системе при помощи по-
перечных связей и соответствующего кре-
пления к концевым балкам На одной из верх-
них горизонтальных ферм устанавливается
механизм передвижения моста, на другой —
троллеи.
Схема действия расчётных нагрузок пока-
зана на фиг. 3. Сосредоточенные подвижные
нагрузки D, состоящие из собственного веса
G грузовой тележки и полезного груза Q,
распределяются между точками опоры тележ-
ки по правилу рычага. Постоянные нагрузки
Б
1
О,01
°.°5
о,ю
О,2О
о,3о
о,4о
о,5о
1,0
0,500
0,480
о,45°
0,400
о,зоо
о.зоо
0,250
1.1
0,521
о>5О1
о.475
0,425
O.375
°'3ао
о,275
п
1,2
о,54б
0,526
0,500
о,45°
о,4оо
о,з5э
о.зоо
А
1,3
O-571
o,55i
0.5Я0
О475
0,425
O.375
0.335
1,4
о,59б
0.550
0,500
0.450
0,400
0.350
1,5
0,621
o,6oi
О.575
°>525
о,475
о.425
о. 375
Примечание. Промежуточные значения опреде-
ляются прямой интерполяцией.
JL
Фиг. 4. Двухбалочный мост с двутавровыми прокатными балками.
g от собственных весов
элементов принимаются
равномерно распределён-
ными подлине моста.
Главные несущие эле-
менты моста могут вы-
полняться в виде сплош-
ностенчатых балок или
ферм.
Преимущества сплошностенчатых балок
заключаются в простоте конструкции и изго-
товления, а также в возможности использо-
вания сравнительно малой высоты сечения
при требуемом по нормам прогибе. Недостат-
ком балок является их больший по сравнению
с фермами вес. Наиболее распространённым
Расчётный (статический) прогиб / крано-
вых балок (при положении грузовой тележки
в середине пролета) определяется по формуле
см,
A2)
где а — коэфициент, определяемый по
табл. 8; Dz — меньшее из давлений на колесо
грузовой тележки в т; I — пролёт балки ъм;
J — момент инерции сечения балки в ел*4.
При наличии скосов (с) у концов балки
(см. фиг. 5, а) расчётный прогиб увеличи-
вается на 5—10%
/i = A,05 -f-1,10)/.
830
МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ КРАНОВЫХ СООРУЖЕНИЙ
[РАЗД. IV
Фиг. 5. Конструкция крановой сплошностенчатой балки.
Пользуясь формулой A2), можно опреде-
лить необходимый момент инерции J сечения
Таблица 8
Значения коэфициента а в формуле A2)
Б
I
0,01
о
о
о
о
о
о
°5
ю
2О
3°
4
1,0
1,1
п
1,2
D3
1,3
1,4
1,5
а
19,3
19,6
19,2
1Й,8
17,2
'5,7
i -5
»,3
2О,б
2О,2
19,7
i6,5
14,2
21,3
21,5
21,1
SO,б
19,о
17.3
14.9
22,3
23,5
22,1
21,6
19,8
18,1
15,5
33,3
23,5
23,0
22,5
20,7
19 0
16,2
24,3
24,5
24,0
23,4
21,6
19,7
16,8
Примечание. Промежуточные значения опреде-
ляются прямой интерполяцией.
для получения допускаемого прогиба / по
нормам.
Напряжения в балке будут:
при действии вертикальных нагрузок
\ кгIсм2;
A3)
при совместном действии всех нагрузок
м
гор
гор *"гор
JL???
(ИI
где Мтах — расчётный изгибающий момент
в кгсм, определяемый по формуле A1);
Wx — момент сопротивления сечения балки
в ся%, равный WHemmo для клёпаных балок и
ГЛ. XX]
КРАНОВЫЕ МОСТЫ
831
^брутто Для сварных балок; Мгор—0,1 Мкз0 —
изгибающий момент в кгсм от действия го-
ризонтальных нагрузок Dzop = O,1D (см. фиг. 3);
Ъгор — ширина горизонтальной фермы в см;
Flop — площадь сечения верхнего пояса балки
бающий момент от действия горизонтальной
нагрузки Dzop; 1$ — длина панели (расстоя-
ние между соседними узлами горизонтальных
связей) в см; R^ и /?&п —первый и второй
пределы допускаемых напряжений.
При отсутствии пригонки верхних кромок
вертикальных стенок к поясному листу про-
Т1ТТТТП
JL
L
J
Г
JL
1Г
JL
X
С
] С
JL
и стоек показаны на фиг. 6. При этом прини-
маются:
2^~ 16 г °
Примеры сварной и клёпаной конструкций
ферм приведены на фиг. 7, а и б.
Решётка применяется треугольная с допол-
нительными стойками.
Верхние пояса главных ферм работают в
сложных условиях при одновременном дей-
ствии:
а) продольного сжимающего усилия S2
где Ki и /Сг—коэфициенты, определяемые по
табл. 2 и 3; Sg — усилие от постоянной на-
грузки в кг; SD — усилие от подвижной на-
грузки в кг;
б) местного изгибающего момента Мх
(фиг. 6)
в) продольного сжимающего усилия
ля о Ш
U)Jilamax
1гор
гор
г) местного изгибающего момента от дей-
ствия горизонтальной нагрузки
Фиг. 6. Схема крановой фермы (а) и типы сечений поя-
сов, раскосов и стоек ферм (о").
гор
6
верку поясных заклёпок и сварных швов еле- Сечения верхних поясов должны обладать
дует производить с учётом сосредоточенного достаточным моментом сопротивления относи-
действия нагрузки. тельно нейтральной горизонтальной оси.
Нормальная схема крановых ферм и типы Расчётные напряжения в верхнем поясе
сечений верхних и нижних поясов, раскосов определяются в соответствии с табл. 9.
Таблица 9
Формулы для определения расчётных напряжений в верхних поясах крановых ферм
Напряжения в верхнем поясе при проверке
на прочность
яа устойчивость
при действии
основных нагрузок
всех нагрузок
основных нагрузок
всех нагрузок
Mk
1 расч
F
Грасч
W
XX/
wх расч
гор
х расч
р
расч
у расч
а) Относительно
оси х — х
а) Относительно оси х — х
fv брутто
f'^брутто ^х брутто
S
wx брутто
б) Относительно
оси у — у
ЧШ
^Fбрутто Н
б) Относительно оси у — у
S;
¦ +
гор
^рбрутто
гор
У брутто
832
МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ КРАНОВЫХ СООРУЖЕНИЙ
[РАЗД. IV
В формулах таблицы Fpac4— площадь се- Прочность того же крепления проверяется на
чения, принимаемая равной гнетто для клё-
паных и Рбрутто — Для сварных конструкций;
Wx и Wy — моменты сопротивления, равные
№неттоД.пя клёпаных конструкций и W6pymmo—
для сварных конструкций; <f>j и <р2— коэфи-
циенты уменьшения допускаемых напряжений
в зависимости от гибкости панели пояса по
действие нагрузки по формуле
r> __
^max
A5)
где R — наибольшая статическая реакция от
действия поствянной и подвижной нагрузок.
All/M/\l/\l/\t/\li/\
5)
Фиг. 7. Конструкции сварной и клёпаной ферм
фасаду фермы или в плане (т. 2, стр. 144
и 848).
Вертикальные вспомогательные фермы ра-
ботают на соответствующие постоянные на-
грузки и рассчитываются обычно по диаграм-
ме Кремоны в предположении действия узло-
вых нагрузок.
Элементы горизонтальных ферм подби-
раются по допускаемой гибкости X = 250 -f- 300.
Стыки поясов ферм, а также узловые
крепления раскосов и стоек проверяются со-
гласно общим правилам расчёта металлокон-
струкций.
Жёсткость крепления главных ферм к
концевым балкам обеспечивается применением
мощных горизонтальных фасонок жёсткости.
Прогиб ферм определяется по формуле
EF
A6)
где SD — усилие в элементе фермы от на-
грузки D; Sp=l —усилие в элементе фермы
от нагрузки Р= 1, приложенной в узле, пе-
ремещение которого определяется; /—длина
стержня; F — площадь сечения стержня; Е —
модуль упругости материала.
Суммирование распространяется на все
элементы фермы.
Крановые мосты второго типа состоят
каждый из двух коробчатых (замкнутого се-
Фиг. 8. Схема (а) и конструкция F*) крановых балок
коробчатого сечения.
834
МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ КРАНОВЫХ СООРУЖЕНИЙ
[РАЗД. IV
чения) пространственно жёстких балок, со-
прягаемых по концам пролёта с концевыми
балками, имеющими выкатные буксы. Меха-
низм передвижения и троллеи располагаются
на площадках, вынесенных на консоли.
Обычная схема таких балок и их кон-
струкция показаны на фиг. 8. Высота ба-
лок выбирается из условия необходимой
вертикальной жёсткости h — (-тё--г- -«ту
Ширина В сечения подбирается из условия
обеспечения горизонтальной жёсткости балки
и удобства производства работ при их изго-
товлении: h = B -f- 3,5) В.
G
ста в м;
гл. ф
— вес одной вертикальной
При указанных соотношениях -=-
D
напря-
жения от скручивания получаются малыми —
в пределах до 100 кг/см2. Установлено, что
горизонтальные нагрузки Огор восприни-
маются полным сечением балки.
Предполагается, что сосредоточенные давле-
ния колёс крановой грузовой тележки пере-
даются диафрагмам через рельс, минуя пояс-
ной лист. Тогда наибольшее расстояние (в см)
между диафрагмами (исходя из условия не-
разрезности рельса) будет
A7)
где W — момент сопротивления рельса в см%;
Rb — допускаемое напряжение изгиба рельса в
кг/см2; K%D — расчётное давление бегуна те-
лежки в кг.
Прикрепление малых диафрагм должно
обеспечить передачу давления K2D на стенки
балки.
Большие диафрагмы ставятся во всю вы-
соту стенки. Их назначение — передавать да-
вления бегунов тележки и обеспечивать устой-
чивость вертикальных стенок.
При тонких и высоких стенках \-jr- ^240]
устойчивость их обеспечивается постановкой
дополнительных горизонтальных элементов
жёсткости (фиг. 8, б) на расстоянии 0.21Л от
верхней кромки стенки.
Для уменьшения коробления тонких эле-
ментов балки от воздействия сварки крепле-
ние диафрагм к вертикальным и верхнему
горизонтальному листам рекомендуется произ-
водить прерывистыми швами.
Вес металлоконструкций крановых
мостов
а) Главные фермы решетчатые.
Собственный вес металлоконструкций мо-
ста определяется из уравнения
A8)
где О2Л ф — вес одной главной фермы в кг,
ориентировочно равный йгл g&= 10Q ч/— 5) -f-
-f- 700 кг для мостов грузоподъёмностью от
5 до 39 т и йгд ф = 10Q (/ — 5) кг для мо-
стов грузоподъёмностью от 40 до 75 т; Q —
грузоподъёмность крана в т; I — пролёт мо-
вспомогательной фермы;
G
гл. ф
— вес двух го-
ризонтальных вспомогательных ферм.
б) Главные балки — двухстенчатые (по типу
фиг. 8).
Веса металлоконструкции моста могут быть
приняты по табл. 10.
Таблица 10
Вес металлоконструкций нормальных крановых
мостов с двухстенчатыми главными балками
*^--«^Пролёт 1 в м
Грузо- ^~~""—---^^^
подъёмность Q в т -—_
5
ю
15/3
2о/5
3°/5
5о/ю
10
4,5
6,о
6,5
7,°
8,5
i=,5
15
6,2
8,о
8.8
8,9
«,5
i6,3
20
8,5
ю.5
",5
13,8
1б,О
23,5
25
12,0
14,о
16,0
18,0
2O.5
3°,5
30
16,0
19,0
22,5
25,5
3i,5
38,5
ПЕРЕГРУЗОЧНЫЕ МОСТЫ
Перегрузочные мосты представляют собой
фермы (бесконсольные или консольные), по-
коящиеся на высоких опорах (фиг. 9, а).
Обычно применяют фермы с параллель-
ными поясами и простой решёткой (раскосной
или треугольной с дополнительными стойками
и подвесками). В случае больших консолей
Фиг, 9. Схемы перегрузочных мостов.
высоту фермы над опорой увеличивают в це-
лях получения допускаемого прогиба конца
консоли (фиг. 9, б). У перегрузочных мостов,
расположенных в портах, надводную консоль
иногда делают подъёмной (фиг. 9, в).
ГЛ. XX]
СТРЕЛОВЫЕ КОНСТРУКЦИИ
835
В зависимости от применённого типа гру-
зовой тележки возможны замкнутые или
незамкнутые поперечные сечения моста
(фиг. 9, г).
Обычно при замкнутом сечении моста гру-
зовая тележка перемещается непосредственно
по верхним поясам ферм. В этом случае пояс
фермы находится в условиях, аналогичных с
верхним поясом крановых мостов. При неза-
мкнутом сечении тележка перемещается по
ездовым балкам двутаврового сечения.
В случае замкнутых сечений моста попе-
речная (пространственная) жёсткость обеспе-
чивается наличием горизонтальных связей в
плоскостях верхнего и нижнего поясов, а также
поперечными связями. При незамкнутых сече-
ниях основная плоскость горизонтальных ве-
тровых связей располагается между верхними
поясами, а для соединения ездовых балок с
нижними поясами фермы устанавливаются
дополнительные тормозные связи. Вертикаль-
ные (главные) и горизонтальные фермы соеди-
няются в пространственную систему посред-
ством поперечных рам.
Типы сечений, применяемые для верхних
и нижних поясов главных ферм, раскосов и
стоек, показаны соответственно на фиг. 10, а,
_L
JL
«JL -j-
6)J JL С
I
I
г)
и л :
CJTTT
1 С 11
T H
i x: с
Фиг. 10. Сечения элементов перегрузочных
мостов.
б, в. Для поперечных рам и связей приме-
няют типы сечений по фиг. 10, г и д. В слу-
чаях малых усилий сечения элементов тормоз-
ных связей подбираются по гибкости X =
= 250^-300.
Одна из опор моста осуществляется в виде
пространственной системы и является шарнирно-
неподвижной. Другая опора выполняется пло-
ской, шарнирно-подвижной.
Различают два основных типа соединения
ферм моста с опорами. В первом из них фермы
жёстко соединяются с пространственной опо-
рой, образуя полупортал, опирающийся на
ходовую тележку моста и гибкую плоскую
опору (фиг. 11). Сопряжения ферм с гибкой
опорой осуществляются в этом случае при
помощи шарниров—болтовых (фиг. 12, а) или
балансирных (фиг. 12, б). Во втором типе
соединения ферма свободно опирается на обе
опоры, получая возможность занимать в плане
положение под углом (обычно в пределах 5°)
при забегании одной опоры относительно дру-
гой (фиг. 13).
Опоры рассматриваются как системы один
раз статически неопределимые. За лишнюю
неизвестную принимают усилие (распор) в
затяжке.
Наиболее распространённые схемы ветро-
вых и тормозных связей показаны на фиг. 11
и 12.
Вес металлоконструкций перегрузочных
мостов может ориентировочно приниматься
по табл. 11.
Таблица II
Вес металлоконструкций перегрузочных мостов
Система
мостов
Одноконсольные
Двухконсольные
Бескон-
сольные
Однокон-
сольные
Длина мостов
A—пролёт, /,
и /а—вылеты
консолей) в м
/-50.0
/-60,0
/-70,0
7-50,0
/-60,0
/-70,0
1-11+66 +
+ 15
L -30,3+
+76,2+37,6
1-50,0
1-60+12
Тип подвиж-
ной нагрузки
и грузоподъ-
ёмность Q
в т
Грейфер-
ная тележ-
ка
Грейфер-
ная тележ-
ка
Q-10,0
Грейфер-
ная тележ-
ка
Q-15,0
Грейфер-
ная тележ-
ка
Q-25,0
Поворот-
ный кран
Q=4,0
Поворот-
ный кран
Q-15,0
Вес металло-
конструкций
мостов с опо-
рами в т
155
22O
ЯО5
345
28о
325
630
Зго
Примечание
Вылет консоли
/,<A5-г20)Л м
—
-
-
СТРЕЛОВЫЕ КОНСТРУКЦИИ
Стрелы
Стреловые конструкции (стрелы) предста-
вляют собой пространственно-жёсткие стержни,
имеющие прямолинейное или ломаное очерта-
ние и характеризующиеся переменным сече-
нием по длине.
Схема прямолинейной стрелы деррик-крана
показана на фиг. 14, а.
Сечения поясов каждой из таких стрел
состоят обычно из одиночных уголков, соеди-
нённых между собой четырьмя плоскостями
решетчатых связей. Подбор сечений стрел
производится с учётом переменности сечения
по длине и влияния решётки связей на общую
жёсткость стержня.
Необходимая пространственная жёсткость
стрел обеспечивается соответствующей рас-
становкой поперечных связей—диафрагм, рас-
стояние между которыми принимается в пре-
делах от 1,5 до 3 —4 л в зависимости от
общей длины стрелы.
Поперечные диафрагмы следует ставить
также в местах резкого изменения очертания
стержня и у стыков.
Проверка общей устойчивости стрел про-
изводится по геометрической длине при рас-
836
МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ КРАНОВЫХ СООРУЖЕНИЙ
[РАЗД. IV
Фиг. П. Жёсткое соединение ферм перегрузочного моста с пространственной опорой.
Узел Д
Фиг, 12. Типы шарниров в соединении фермы перегрузочного моста с гибкой плоской опорой.
ГЛ. XX]
СТРЕЛОВЫЕ КОНСТРУКЦИИ
837
кжжюкжж
Узел D
Фиг. 13. Соединение ферм перегру-
зочного моста с опорами при свобод-
ном опирании.
смотрении изгиба в плоскости
подвеса груза и по двойной
геометрической длине при из-
гибе из плоскости подвеса
груза (перпендикулярно пло-
скости чертежа).
Пример конструкции стре-
лы крана с сочленённой („ло-
мающейся") укосиной показан
на фиг. 1-1, б.
Опорные узлы этих конструкций устраиваются шарнир-
ными. Жёсткость опорных сечений и сечений у мест подвеса
груза достигается применением листов, которые в промежу
точных (средних) сечениях заменяются более лёгкими решет
чатыми связями. Сплошные листы следует также ставить
в местах резкого изменения очертания конструкции.
Стыки поясов стрел чаще всего осуществляются при
помощи стыковых сплошных накладок, перекрывающих место
стыка по всей высоте и ширине сечения стрелы. В разъём-
ных конструкциях возможно осуществление фланцевых сты-
ков на болтах.
Мачты деррик-кранов
Мачты деррик-кранов конструируются по типу стрел.
Расчётная схема мачты дана на фиг. 14, а.
Усилия в мачте, возникающие вследствие влияния усилий
в вантах (оттяжках), определяются в предположении симме-
тричного расположения вант и одинакового их угла наклона
а к горизонту.
Усилие в ванте от собственного веса
ql*
Sg = sF, A9)
где а = —?, — напряжение в ванте; ^ — погонная нагрузка
ванты в кг; I — геометрическая длина ванты (по прямой)
в см; f — заданная стрела провеса ванты в см; F— заданная
площадь сечения ванты в смъ.
838
МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ КРАНОВЫХ СООРУЖЕНИЙ
[РАЗД. IV
Наибольшее усилие в ванте от действия где 72 — коэфищгент, также определяемый по
горизонтальной составляющей Н усилия в табл. 12.
стреловом тросе
5 = » B0) . Таблицам
1 COS а Значения коэфиниентов у, и та в формулах B0) и B2)
где а — угол наклона ванты к горизонту и
ft — коэфициент, зависящий от схемы распо-
ложения вант и определяемый по табл. 12.
Узел в
Число
вант
4
6
8
Коэфициенты
Ti
1,00
0,667
0,500
Та
М!4
1-333
I.3O7
Число
вант
ю
12
Коэфициенты
Tfi
0,40^
о.ЗЗЗ
7s
1,294
1,288
У\ел Я
L
Узел В
Фиг. 14. Стреловые конструкции.
ПРОЧИЕ КРАНОВЫЕ
МЕТАЛЛОКОНСТРУКЦИИ
Продольное (сжимающее) усилие в мачте
от натяжений вант при действии собственного
веса л вант
Г, = «5, sin а. B1) Порталы
Продольное усилие в мачте от действия Порталы поворотных кранов проектируются
горизонтальной составляющей Н усилия в по принципу рамных конструкций со сплошным
стреловом тросе верхним ригелем (фиг. 15, а) или с решетчатым
7 = -^Н tg a, B2) ригелем. В зависимости от габаритных уело-
ГЛ. XX]
ПРОЧИЕ КРАНОВЫЕ МЕТАЛЛОКОНСТРУКЦИИ
839
Фиг. 15. Схемы и конструкции порталов.
840
МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ КРАНОВЫХ СООРУЖЕНИЙ
[РАЗД. IV
вий порталы могут быть однопутными
(фиг. 15, а) или двухпутными (фиг. 15, б).
При расчёте порталов следует рассматри-
вать две возможные статические схемы:
а) статически определимую и б) статически
неопределимую в случае заклинивания ходо-
вых тележек относительно рельсов. Конструк-
ция портала показана на фиг. 15.
Веса металлоконструкций для ряда порта-
лов приведены в табл. 13.
Таблица 13
Веса металлоконструкций порталов
Грузо-
подъём-
ность кра-
нов в т
2,0
2,0
7,5
12,5
Вылет
стрел
в м
17,5
I7.O
2О,О
20,0
Захваты-
вающие
приспособ-
ления
Крюк
Грейфер
Габариты
порталов
Однопут-
ный
Двухпут-
ный
То же
Вес метал-
локонструк-
ций порта-
лов в кг
14 5оо
i8aoo
34 ооо
39 000
Башни
Башни нормальных строительных кранов
имеют прямоугольное сечение, состоящее из
четырёх уголков (фиг. 16, а). Размещение свя-
Фиг. 16. Схемы башенных кранов и типы сечений их
металлоконструкций.
зей между поясами, а также и диафрагм про-
изводится, как и в стреловых конструкциях.
В более сложном случае (фиг. 16, б) сече-
ния поясов подбираются составными, например,
из двух уголков, расположенных крестом.
При подвижной нагрузке компоновка и
сечения стрел башенных кранов производятся
согласно приемам, используемым при кон-
струировании перегрузочных мостов.
Расчёт башенных (а также и стреловых)
крановых металлоконструкций на действие
крутящих моментов М производится по-
средством разложения пространственной мно-
гократно статически неопределимой системы
Фиг. 17. Схема действия сил на пространственную метал-
локонструкцию крйна при расчёте на кручение.
на отдельные плоские системы-фермы. Каждая
ферма рассматривается под действием сил,
приложенных в её плоскости.
Заменяя действие крутящего момента Мкр
действием пар сил, возникающих в плоскостях
соответствующих ферм, получают (фиг. 17)
где
и
Q\
Q2
= Qsin
= Qcos
В случае непараллельности граней башни
усилия определяются с учётом косинуса угла
наклона рассматриваемой плоскости к верти-
кальной.
Пояса пространственных ферм являются
общими для двух смежных (плоских) ферм,
поэтому окончательное усилие в поясе при
кручении будет
о с I с /о л \
О? = oj -\- O2, (/4)
где S1 и S2 — усилия в поясе при отдельном
рассмотрении каждой из соседних ферм.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Богуславский П. Е., Строительная механика
крановых металлоконструкций, Машгиз, М. 1944.
2. Богуславский П. Е., Способы усиления метал-
локонструкций мостовых кранов, Машгиз, М. 1943.
3. В и н о к у р с к и й X. А., Расчёт пространственных
крановых мостов, Машгиз, Свердловск 1948.
4. Г о л ь м а н П. Б. Фермы мостовых электрических кра-
нов, ОНТИ, Свердловск 1930.
Глава XXI
ЭЛЕКТРОПРИВОД ПОДЪЁМНО-ТРАНСПОРТНЫХ МАШИН*
ВЫБОР ТИПА ЭЛЕКТРИЧЕСКОГО
ПРИВОДА ПОДЪЁМНО-ТРАНСПОРТНЫХ
МАШИН
Выбор типа электропривода для подъёмно-
транспортных машин определяется характе-
ристикой питающей электросистемы и осо-
бенностями обслуживаемых механизмов.
Род тока приводного электродвигателя
обусловлен параметрами питающей электро-
системы. Преобразование электроэнергии,
связанное с большими затратами средств и
оборудования, применяется лишь в исклю-
чительных случаях. Чаще всего применяется
преобразование переменного тока в постоян-
ный для питания вспомогательных цепей
управления, питания обмоток тормозных и
подъёмных электромагнитов, зарядки аккуму-
ляторных батарей самоходных тележек и т. п.
Напряжение тока для электрооборудова-
ния подъёмно-транспортных машин выби-
рается применительно к стандартной шкале,
приведённой в табл. 1.
Напряжения 12—36 в используются лишь
для цепей управления, сигнализации и вспо-
могательного освещения. Напряжение ПО в
применяется для питания двигателей само-
ходных тележек. Напряжение 500 в постоян-
ного тока хотя и не предусматривается стан-
Таблица 1
Нормальные напряжения электрического тока
для подъёмно-транспортных машин и устройств
Род тока
Постоянный
Переменный
Напряжение в в
12
12
24
Зб
но
137
220
22O
44°
38о
* Обшие сведения по электроприводу см. т. 8, гл. I.
дартнои шкалой, но получило достаточно
большое распространение в действующих
крановых установках.
Основные системы электропривода для
подъёмно-транспортных машин приведены
в табл. 2.
Таблица 2
Системы электропривода подъёмно-транспортных машин
Род тока
| • Постоянный
Краткая характеристика электропривода
Сериесные электродвигатели постоянного
тока с пуско-регулировочными якорными со-
противлениями
Компаундные и шунтовые электродвигатели
постоянного тока с пуско-регулировочными
якорными сопротивлениями
Сериесные электродвигатели постоянного
тока с регулировочными сопротивлениями,
шунтирующими обмотки возбуждения и якоря
Агрегаты Леонарда, состоящие из первич-
ных двигателей трёхфазного или постоянного
тока, регулируемых генераторов постоянного
тока и двигателей постоянного тока, питае-
мых от генераторов
Агрегаты Леонарда, снабжённые дополни-
тельными устройствами (динамо-электрически-
ми усилителями, возбудителями с перемен-
ным напряжением)
Двигатели постоянного тока, питаемые че-
рез регулируемые тиратронные выпрямители
от сети трёхфазного тока
Обслуживаемые машины
и механизмы
Краны различных типов; грузо-
подъёмные и судовые лебёдки
Механизмы передвижения грузо-
подъёмных машин (в случаях, когда
возможно резкое снижение загрузки
электродвигателя); машины непрерыв-
ного транспорта
Мостовые и специальные краны и
судовые механизмы
Специальные краны большой грузо-
подъёмности и скоростные подъёмни-
ки с широким регулированием ско-
рости
Примечание
Возможно получе-
ние разнообразных ре-
гулировочных и тор-
мозных характеристик
Обычные пределы ре-
гулирования скорости-
до 1/10
Пределы регулирова-
ния скорости до - 1/100
Система ещё не по-
лучила промышленного
применения
842
ЭЛЕКТРОПРИВОД ПОДЪЁМНО-ТРАНСПОРТНЫХ МАШИН
[РАЗД. IV
Продолжение табл. 2
Краткая характеристика электропривода
Обслуживаемые машины
и механизмы
Примечание
Асинхронные электродвигатели с коротко-
замкнутыми роторами, включаемые в сеть не-
посредственно или через сопротивления, авто-
трансформаторы и т. п.
Конвейеры, строительные лебёдки,
тельферы, монорельсовые тележки,
кран-балки, краны взрывоопасных це-
хов, нормальные краны, подъёмники,
эскалаторы, установки пневматическо-
го транспорта и др.
Применяются при от-
носительно небольшом
числе включений
Асинхронные электродвигатели с коротко-
замкнутыми роторами с переключением по-
люсов
Грейферные лебёдки и специальные
краны, подъёмники
Применяются при от-
носительно небольшом
числе включений
Асинхронные электродвигатели с контакт-
ными кольцами (без реостатного регулирова-
ния скорости и без использования противо-
включения)
Конвейеры, подъёмники, эскалаторы
Асинхронные электродвигатели с контакт-
ными кольцами (с реостатным регулированием
скорости и с использованием противовключе-
ния)
Мостовые и специальные
грузоподъёмные лебёдки
краны,
Регулирование ско-
рости возможно в ог-
раниченных пределах
Асинхронные электродвигатели с контакт-
ными кольцами, с регулированием скорости
Мостовые, специальные и металлур-
гические краны; грузоподъёмные ле-
бёдки
Регулирование ско-
рости достигается по-
дачей несимметричного
питания (однофазным
включением двигателя,
включением автотранс-
форматора в одну из
фаз, включением дрос-
селя с регулируемым
магнитным насыще-
нием в одну из фаз
двигателя и т. п.)
Асинхронные электродвигатели с контакт-
ными кольцами или с короткозамкнутым рото-
ром и с дополнительной подачей постоянного
тока от специальных источников
Подъёмники и другие подъёмно-
транспортные машины, для которых
необходимо обеспечить точность
остановки
Группа асинхронных двигателей с контакт-
ными кольцами, роторы которых связаны
между собой электрически и включены на
общее сопротивление
Многомоторный привод подвесных
конвейеров; многомоторный привод
механизмов передвижения кранов с
большими пролётами (при работе в
закрытых помещениях)
Системы известны
под названием синхро-
низированного привода
(„электрического вала")
Группы асинхронных двигателей, часть из
которых (вспомогательные двигатели, нахо-
дящиеся на одном валу с главными двигате-
лями) имеет вращение „против ноля" и
электрическое соединение роторов
Многомоторный привод механизмов
передвижения кранов и перегружате-
-леи с большими пролётами (при ра-
боте на открытых площадях и в по-
мещениях) ,
Группы асинхронных двигателей, роторы
которых получают питание от регулируемого
преобразователя частоты
Многомоторный привод подвесных
конвейеров с регулированием скорости
Выбор типа электропривода зависит от
заданных пределов регулирования скорости
вращения (числа оборотов п в минуту), не-
обходимой жёсткости регулирования (J = —-
иП
при нагрузочном моменте М двигателя и тех-
нической характеристики двигателя.
Среди типов электропривода, работающих
на постоянном токе, преимущественное
распространение получил привод от сериес-
ных или компаундных двигателей.
Простейшим способом управления этими
двигателями является включение сопроти-
вления в цепь обмотки якоря с применением
противовключения, используемого для полу-
чения скоростей, меньших номинальной, и
создания нужных режимов торможения. Пу-
сковое сопротивление изменяется при этом
с помощью стандартных крановых контрол-
леров или контакторных панелей.
При контроллерном (ручном) управлении
число пусковых ступеней обычно прини-
мается равным четырём для двигателей мощ-
ностью от 3 до 30 кет и семи — для двига-
телей мощностью до 90—150 кет. При кон-
такторном управлении сериесными двигате-
лями число пусковых ступеней назначается
в пределах от одной до двух—для мощно-
стей до 2,5 кет, от двух до трёх — до 30 кет
ГЛ. XXI]
ВЫБОР ТИПА ЭЛЕКТРИЧЕСКОГО ПРИВОДА
843
и от трёх до четырёх — для мвщностей свыше
30 квт\ в случаях контакторного управления
компаундными двигателями указанные числа
пусковых ступеней соответственно увеличи-
ваются на единицу.
Достоинством противовключения является
эффективность торможения и простота схемы
включения, к его недостаткам относятся
крутизна получаемых характеристик, воз-
можность непроизвольного реверса и боль-
шие потери энергии, связанные с нагревом
электродвигателя. Кроме того, противовключе-
ниене может быть
осуществлено при
исчезновении на-
пряжения и не
обеспечивает до-
статочной точно-
сти остановки. По-
этому в крано-
строении часто
используют
схему динами-
ческого тормо-
жения сериес-
ных двигате-
лей, лишённую
этих недостат-
ков.
Расчёт пусковых сопротивлений сериес-
ных и компаундных двигателей проще всего
производить по характеристикам n=f(M)
для выбранного типа электродвигателей при
разных сопротивлениях. Подбор производят
по кривым, приведённым на фиг. 1, задаваясь
предварительно Мтах.пуск (по перегрузочной
способности) и Afmln пуск не меньшим A,1-н
-т-1,2) MN, где Mfl — номинальный момент
двигателя.
На фиг. 2 и 3 даны семейства характе-
ристик серии электродвигателей КПД завода
„Динамо" им. Кирова мощностью от 20 до
Фиг. 1. Определение пусковых
сопротивлений для сериесного
двигателя.
Фиг. 2. Универсальные характеристики
сериесных двигателей типа КПД.
150 кет при сериесном и компаундном воз-
буждении. Цифры около каждой кривой по-
казывают величину сопротивления р, вклю-
чённого в цепь якоря, в процентах от номи-
нального.
Расчёт более сложных крановых схем по-
стоянного тока, с помощью которых возможно
осуществление широкого регулирования ско-
рости (шунтирование обмоток возбуждения и
якоря), обычно осуществляется аналитически.
200180 160 140 i30
Фиг. 3. Универсальные характеристики
компаундных двигателей.
Пусковые сопротивления для трёхфазных
асинхронных электродвигателей с контакт-
ными кольцами определяют с помощью гра-
фического построения (фиг. 4), задаваясь мо-
>i итцпень
\fnp противотока
Фиг. 4. Диаграмма для расчёта пусковых сопротивлений
для асинхронных двигателей с контактными кольцами.
ментами
А1шах пуск, AfmIn пуск
и зная номи-
нальное скольжение s.
Сопротивления ступеней реостата р°/о, р°/о,
р°/о определяются из графика, масштаб кото-
рого находится по номинальному скольже-
нию р"/о = 5^°. Сопротивления в омах вычис-
ляются по 100°/о-ному сопротивлению, нахо-
димому из соотношения
A)
i,l6 1rN
где ErN — напряжение на разомкнутых коль-
цах неподвижного ротора и JrN — номиналь-
ный ток ротора.
844
ЭЛЕКТРОПРИВОД ПОДЪЁМНО-ТРАНСПОРТНЫХ МАШИН
[РАЗД. IV
Сопротивления ступеней в омах при этом
будут равны
р'/о
р°/„
. д.B)
Продолжая характеристики М = f{n) вниз
(за ось абсцисс), можно определить сопро-
тивления противовключения. Для создания
в приводе начального момента во избежание
удара вводятся дополнительные пусковые
ступени.
Для тельферов, кран-балок, монорельсо-
вых тележек и лифтов применяются коротко-
замкнутые двигатели — нормальные и много-
скоростные с переключением полюсов.
Переключение многоскоростных двигате-
лей производится при остановленном двига-
теле или с добавочным сопротивлением во
избежание перегрузок, опасных для обслу-
живаемых механизмов.
При частых пусках и торможении проти-
вовключением короткозамкнутых электро-
двигателей необходима проверка их на до-
пустимое по нагреву число включений.
Для приближённого определения допу-
стимого числа пусков h в час для крановых
двигателей с короткозамкнутым ротором при
загрузке двигателя номинальной мощностью
и при механическом торможении исполь-
зуется формула
и _ 3600 (е„ — е)
C)
где 1„ — время пуска в сек. [см. фор-
мулу (о)]; kn — эквивалентная кратность пу-
скового тока; е—действительная относи-
тельная продолжительность включения дви-
гателя (в долях единицы) и ен — номинальная
относительная продолжительность включения
двигателя (в долях единицы), равная для
крановых двигателей ен — 0,25.
При электрическом торможении допусти-
мое число пусков уменьшается в 2—3 раза
по сравнению с определяемым по формуле C);
если же двигатель загружен меньше номи-
нальной мощности, то допустимое число пу-
сков может быть соответственно увеличено.
Применяя электродвигатели с коротко-
замкнутым ротором, нужно проверить возни-
кающее при пуске максимальное ускорение
приводимого механизма. Величина допусти-
мого максимального ускорения колеблется
в пределах от 0,1 (подъёмные механизмы
монтажных кранов) до 2 — 3 м/сек2 (скорост-
ные лифты).
Для трёхфазного тока имеется также ряд
специальных способов регулирования скоро-
сти при моменте, переменном по знаку и
величине. Для крупных кранов, работающих
в металлургических цехах, такое регулиро-
вание осуществимо, например, при совмест-
ной работе двух электродвигателей на один
вал, причём оба двигателя включаются в
одном или разных направлениях. В послед-
нем случае в цепи роторов двигателей вклю-
чаются сопротивления, различные по вели-
чине.
Изменение характеристик возможно также
подведением несимметричного напряжения к
статору с помощью переключаемого авто-
трансформатора или дросселя, включённого
в одну из фаз статора (дроссель регули-
руется обмоткой возбуждения, питаемой от
специального выпрямительного устройства).
По экспериментальным данным при такой
схеме изменение роторного сопротивления
влияет на вращающий момент в пределах
до 3—4 Rp. Дальнейший рост сопротивления
почти не сказывается на характеристиках,
а чрезмерное уменьшение делает их излишне
крутыми и не пригодными для использова-
ния. Изменение несимметрии (кривые /—4
Фиг. 5. Механические характеристики
кранового асинхронного двигателя при
несимметричном напряжении на статоре.
на фиг. 5) резко отражается на механиче-
ских характеристиках.
Частным случаем несимметричного пита-
ния является однофазное включение двига-
теля, обеспечивающее почти прямолинейные
характеристики для спуска груза, сходящиеся
к нулевой точке, и характерное тем, что
при возрастании сопротивлений в цепи ро-
тора увеличивается крутизна характеристик.
Преимущество схемы однофазного включе-
ния перед противовключением заключается
в невозможности самопроизвольного изме-
нения направления вращения на обрат-
ное.
Регулирование скоростей крановых ме-
ханизмов и получение малых скоростей для
точной остановки лифтов, монорельсовых те-
лежек, тельферов и т. п. при переменном
токе обеспечивается также дополнительной
подачей постоянного тока от преобразова-
теля при включении статора открытым тре-
угольником. В этом случае возможно изме-
нение механических характеристик сопро-
тивлениями цепей постоянного тока и со-
противлениями роторной цепи. Регулировоч-
ные характеристики асинхронного двигателя
для этой системы, показанные на фиг. 6,
обеспечивают по сравнению с реостатным
регулированием хорошее регулирование ско-
рости при спуске различных грузов и малые
скорости подхода к заданному месту оста-
новки для механизмов передвижения и
подъёма.
При многомоторном приводе механизмов
передвижения (в портальных кранах, пере-
грузочных мостах и т. п.) иногда целесооб-
разно заменять механическую связь между
отдельными приводами электрической связью
между приводными двигателями. Такая си-
стема синхронизации хода многомоторного
привода (так называемый „электрический
ГЛ. XXI]
ВЫБОР ЭЛЕКТРОДВИГАТЕЛЕЙ
845
вал") на переменном токе наиболее просто
осуществляется соединением роторов при-
водных двигателей при дополнительном со-
противлении в этой цепи для повышения
скольжения (скольжение 20—25% при раз-
нице в нагрузке двигателей 10—15%). Более
совершенной схемой синхронизации хода
двигателей является установка на одном валу
с приводными двигателями вспомогатель-
ных двигателей, обмотки роторов которых
соединены между собой без дополнитель-
ного сопротивления. Вспомогательные двига-
тели при этом включаются так, чтобы напра-
вление вращения их магнитного поля было
противоположно направлению вращения поля
главных двигателей. Мощность вспомога-
тельных двигателей обычно принимается
равной половине мощностей главных двига-
телей, полностью обеспечивает надёжную
синхронную работу приводов при любых
практически возможных разностях нагрузки,
Фиг. 6. Регулировочные характеристики при
питании асинхронного двигателя постоянным
током.
а также при пуске и торможении. Для обес-
печения временной работы обслуживаемых
механизмов в случаях аварий мощность вспо-
могательных и главных двигателей иногда
назначается одинаковой.
нению, роду защиты от воздействия окру-
жающей среды и по классам изоляции, при-
менённой для обмоточных проводов.
Для привода грузоподъёмных машин в
основном применяются электродвигатели
кранового типа, предназначенные для ре-
жима работы с частыми пусками, торможе-
ниями и переменами направления вращения.
Их номинальная мощность нормируется для
относительной продолжительности включе-
ния С = 25% и для нормальной температуры
окружающей среды Ьн = 35°.
Для тельферов и подъёмников приме-
няются короткозамкнутые двигатели, имею-
щие повышенное скольжение (до 20% про-
тив 6—8°/о для крановых и 3—5% для обще-
промышленных типов двигателей).
Относительная продолжительность вклю-
чения двигателя С% определяется отноше-
нием времени включения его в сеть к пол-
ному времени цикла.
Если действительная относительная про-
должительность включения
отличается
от номинальной
то допустимая отдавае-
мая мощность двигателя Рх пересчитывается
по формуле
а кет,
D)
где Ppj—номинальная мощность двига-
теля и а — отношение постоянных потерь
в двигателе к переменным потерям при но-
минальной нагрузке, принимаемое по табл. 3.
Таблица 3
Средние значения а для различных типов двигателе?
Тип двигателей
Сериесные (в том числе крановые).
Шунтовые
Асинхронные крановые
Асинхронные общепромышленного
типа
Значения а
о,5-я,о
1,0 — 2,0
о, 5-1,5
о,5—1>°
При температуре окружающей среды ЬПх,
отличающейся от нормальной температуры
QH = 35°, допустимая отдаваемая мощность
двигателя определяется из соотношения
р = PNykQ (a -j- 1) — а кет, E)
где
рек
ВЫБОР ЭЛЕКТРОДВИГАТЕЛЕЙ ДЛЯ
ПОДЪЁМНО-ТРАНСПОРТНЫХ МАШИН
Электродвигатели — основная часть элек-
тропривода подъёмно-транспортных машин.
Технические данные электродвигателя в
значительной мере предопределяют выбор
аппаратуры управления и защиты, а также
подбор сечений подводящих проводов и
троллеев.
Электродвигатели различаются по назна-
чению, роду тока, рабочему напряжению,
принципу действия, конструктивному испол-
Рекомендуемая нормами температура на-
грева обмоток двигателя принимается рав-
ной &рск= Ю5° для изоляции класса А и рав-
ной 130° для изоляции класса В.
Наибольшее распространение в крано-
строении имеют закрытые и открытые кра-
новые электродвигатели трёхфазного тока с
контактными кольцами (типы КТ, МТ и КТО)
и закрытые крановые электродвигатели с ко-
роткозамкнутым ротором (серии КТК, МТК—
с нормальным скольжением и серии КТС —
с повышенным скольжением).
846
ЭЛЕКТРОПРИВОД ПОДЪЁМНО-ТРАНСПОРТНЫХ МАШИН
[РАЗД. IV
В кранах, работающих на постоянном токе,
применяются электродвигатели серий КПДН,
КПД и МП различных исполнений, имею-
щие универсальные характеристики (см.
фиг. 2 и 3). Для тельферов, кран-балок и
различных подъёмников применяются также
асинхронные двигатели серии АДС и АДФТ
с повышенным скольжением. В машинах и
установках непрерывного транспорта обычно
используются двигатели общепромышленного
типа (серий АД, МА и др.).
Конструктивное исполнение двигателей
должно удовлетворять особенностям окру-
жающей среды. Так, для машин и устройств,
работающих в сухих отапливаемых помеще-
ниях, рекомендуется применение открытых
двигателей. При работе машин в особо ры-
рых помещениях следует применять закры-
тые двигатели, имеющие противосыростную
изоляцию или как исключение (в случаях
отсутствия закрытых двигателей) двигатели,
защищенные от дождя и брызг. Закрытые дви-
гатели должны применяться также в слу-
чаях размещения привода в местах, трудно
доступных для осмотров и очистки без раз-
борки оборудования.
Мощность двигателей выбирают исходя
из основных параметров их: номинального
момента, максимального перегрузочного мо-
мента, начального пускового момента и про-
должительности включения.
Расчёт двигателей ведут по крутящему
моменту и нагреву.
Расчёт двигателей по крутящему моменту
При длительном включении двигателя с по-
стоянной нагрузкой я при температуре окру-
жающей среды &н = 35° необходимо, чтобы
кгм, F)
где MN — номинальный момент электродви-
гателя и Мс — момент статического сопро-
тивления, приведённый к валу двигателя.
Для крановых двигателей номинальная
мощность Рдг и номинальный момент MN со.
ответствуют относительной продолжитель-
ности включения С=25о/О; для двигателей
общепромышленного типа С = 100%.
Надёжный пуск двигателя обеспечивается
при условии, что величина минимального
кускового "момента Мтт удовлетворяет со-
отношению
Afmln> 1,1ч-1,2 Мс.
G)
Проверка этого соотношения особенно
важна в случаях применения короткозамкну-
тых двигателей.
Для двигателей трёхфазного тока допу-
стимая перегрузка определяется опрокиды-
вающим моментом Afmax. величина которого
примерно равна удвоенной величине номи-
нального момента в двигателях общепромыш-
ленного типа и превышает её в крановых
двигателях. При этом у закрытых электро-
двигателей перегрузочная способность выше,
чем у открытых.
Перегрузочная способность двигателей
-постоянного тока определяется условиями
коммутации (см. т. 8, гл. I, табл. 13).
Перегрузка, создаваемая пусковым или
тормозным моментами двигателя в отдельных
звеньях механизма, неодинакова и зависит
не только от Мтах, Мс, к. п. д. t\ и пере-
даточного числа /, но также и от отноше-
ния маховых моментов этих звеньев (ротор
двигателя, муфты, шкивы, валы и т. п.).
Расчёт двигателей по нагреву
Расчёт двигателей по нагреву предва-
ряется определением времени пуска и тор-
можения механизма.
Время пуска определяется по формуле
сек.,
(8)
где GD2 — суммарный маховой момент
в кгм2, приведённый к валу двигателя, и
tp0—относительное время пуска, определяе-
мое по диаграммам на фиг. 7 в соответствии
остоянныи
пусковой момент
М=200%
О 10 25 50 75 100 а%
а)
О 10 25 50 75 100а%
too
70
б)
Фиг. 7. Диаграммы для опре-
деления относительного вре-
мени пуска для короткозам-
кнутого двигателя (а), двига-
теля с контактными кольцами
(б) и сериесного двигателя (в).
\
\
\
к
Мтах-200%
Мтса-250%
i
О Ю 25
50 75
100а%
с загрузкой двигателя а =
М,-100
о/о и для
различных значений максимального пу-
скового момента Мшах в процентах от номи-
нального момента MN.
Суммарный маховой момент GD2 должен
учитывать маховой момент GDge двигателя и
всех поступательно-движущихся частей меха-
низма и груза (например, вес крана, тележки
с грузом, вес кранового моста с тележкой и
грузом, вес груза с захватным приспособле-
нием и т. д., а при уравновешенном грузе
в подъёмниках — также и вес противовеса).
Для крановых установок маховой момент
вращающихся частей механизма может быть
приближённо учтён коэфициентом 1,2; на
величину этого коэфициента увеличивается
значение GD^ds, указываемое в каталогах.
Для случаев разгона механизмов, приво-
димых сериесными двигателями и работаю-
ГЛ. XXII
ВЫБОР ЭЛЕКТРОДВИГАТЕЛЕЙ
847
щих с малыми нагрузками, достаточно опре-
деления времени разгона до номинальной
скорости, так как при этой скорости ток уже
достигает номинального значения. Относи-
тельное время пуска в этих случаях опре-
деляется по пунктирным кривым на фиг. 7.
Время торможения при тормозном мо-
менте Мт находится по формуле
сек>
(9)
Зная время пуска tp, время торможе-.
ния tT, время работы механизма с установив-
шейся скоростью tc и время перерыва в ра-
боте t$, можно построить ориентировочный
график изменения нагрузки по времени,
а пользуясь заводскими характеристиками
двигателя, можно осуществить построение
графика изменения тока по времени /=/(/)
для подсчёта эквивалентного по нагреву
тока 1Э.
Для крановых двигателей величина 1Э
определяется по уравнению
(Ю)
где /с — ток, соответствующий статиче-
ской нагрузке (при установившейся ско-
рости).
Для общепромышленных типов двигателей,
предназначенных для длительной работы, но
применяемых в подъёмно-транспортных ма-
шинах (тельферы, кран-балки и т. д.), урав-
нение принимает вид
h =
A0a)
где pt—коэфициент ухудшения охлаждения
двигателя при неполной скорости во время
пуска и торможения и р2 — коэфициент
ухудшения охлаждения при остановленном
двигателе (табл. 4).
Таблица 4
Значения коэфициентов р, и р» в уравнении A0а)
Типы двигателе*
Открытые с самовентиля-
цией
Закрытые без принудитель-
ной вентиляции
Закрытые с непрерывной
принудительной вентиляцией.
Значения
коэфициентов
Р,
о,75
о,до
I ,ОО
°,5е
о,9з
1,ОО
Для регулируемых двигателейвремяработы
с неполной скоростью вводится в расчёт [в зна-
менатель уравнения A0а)] с коэфициентом^-<
<1, определяемым интерполированием про-
порционально процентууменьшения скорости.
Установление эксплоатационного режима дви-
гателей и аппаратов при построении графиков
работы механизмов подъёмно-транспортных
машин для определения эквивалентного тока
следует вести применительно к техническим
данным конкретного механизма или по
среднестатистическим данным, приведённым
в табл. 5.
По эквивалентному току подбирают дви-
гатель с номинальным током I^^h- В слу-
чаях, когда из-за недостаточности данных
построение графика нагрузки невозможно,
эквивалентная мощность определяется по
диаграммам, приведённым на фиг. 8. Пользо-
Переменный ток
Горизонталоное передвижение Подъем и спуск
1
1,8
1,6
1.4
1,2
to
0,8
0,6
tk
t
A
К
п
/л
а0-
/
Ц/э
0,5\
0Щ1
1,8
1,6
1,4
1,2
1,0
0,8
0,6
?
-а,°0,1
00,2 0,6 1,0 1,4 1,8е
00,2 0,6 Ifl 1,4 1,8 е
К
Ь8
1,6
1,2
1,0
0,8
0,6
Постоянный топ
опальное передвижение Побьем и спуск
I
1,8
1,6
1,4
1,2
1,0\
I
i
7
г-
А
Та
Ч
-а
&~
75
0,8
0,6
1
1—
0,75
%
ooj 0,61,0 1ft 1,8 е
0Q2 0,6 1,0 1,4 1fie-
Фиг. 8. Диаграмма для определения зна-
чений коэфициента т-
вание этими диаграммами сводится к следу-
ющему. Зная скорость v кранового механизма,
среднее расстояние, проходимое грузовым
крюком, тележкой или мостом крана, и время
разгона tp, находят
расчётный коэфициент
а затем из отношения
М>
A0
A2)
в котором Мо — момент двигателя при нена-
груженном механизме и М^ — момент двига-
теля при номинальной нагрузке, пользуясь
величинами е и а, определяют коэфициент х
и по нему эквивалентный момент
Мэ =
A3)
Найденное значение Мэ и соответствую-
щая ему эквивалентная мощность двигателя
подвергаются корректированию с учётом ра-
бочего режима машины (продолжительности,
Ориентировочные эксплоатационные характеристики механизмов подъёмно-транспортных машин
Таблица 5
6э
оо
Тип машин
1
Поворотные и мостовые кра-
ны машинных помещений
для ремонтных работ и для
установки технологического
оборудования
Нормальные мостовые кра-
ны в мастерских и складах
Монтажные мостовые кра-
ны большой грузоподъёмно-
сти
Портальные краны для тар-
ных и штучных грузов
Портальные краны грей-
ферные
Перегрузочные мосты
Группа механизмов
2
подъёма грузового крюка
передвижения тележки
передвижения моста
подъёма грузового крюка
передвижения тележки
передвижения моста
подъёма грузового крюка
передвижения тележки
передвижения моста
подъёма грузового крюка
вращения поворотной части
передвижения портала
изменения вылета
подъёма грейфера
вращения поворотной части
передвижения портала
изменения вылета
подъёма грузового крюка
подъёма грейфера
передвижения тележки
передвижения моста
вращения поворотного крана
передвижения поворотного крана
изменения вылета поворотного крана
3
О,Ю—О,25
0,20—0,50
о,4О—о,8о
О,Ю—О,2О
0,3 -о,5
0,50—о,8о
0,15-0,25
о,4о—о,6о
о,бо— о,9°
0,10 — 0,20
о,8о—о,9О
о,8о-о,95
о,ю—о,зо
O.45-O.55
0,90— о,95
о>9°—°>95
о,ао-о,4°
О,Ю—0,20
о,45—о,55
0,50-0,70
о,95—1.о°
0,90-0,95
О,9Э—1,00
о,ю—о,4о
? для двигателя
4
15
15
2О
35
25
Зо
3°
25
Зо
25
35
35
зо
4о
25
25
2О
4О
4О
15
25
4о
эо
? для сопротив-
ления В °'о
5
12,5
12,5
12,5
2О,О
ЗО,О
2О.О
2О,О
2О.О
2О,О
20,0
20,0
20,0
12,5
4°>°
",5
2О,О
12,5
4°>о
яо,о
12,5
20,0
2О,О
«,5
Среднее число
разгонов до пол-
ной скорости
в час
6
ю—is
ю
го
ю-is
до
ю
15—4О
ю-15
ю—15
Зо—4о
15—Зо
I5-3O
15-3°
4О—so
15-3°
I5-3O
15-ЗО
40-50
15 -Зо
ю—15
I5-3O
15—3°
15-Зо
Среднее число
включений пуско-
регулируюшей
аппаратуры в час
7
Зо-бо 1
ЗО \
Зо J
30—60 )
Зо >
30 j
60—120 \
Зо-6о \
Зо—6о )
I2O—150 \
6Ъ— I2O 1
6о—I2O |
ОО—I2O J
I5O—20O \
бО—I2O 1
бО - I8O |
бО— I2O J
150—аоо
бо— I2O
Зо-бо
6о —iao
бО—120
бО—I2O
Средние коэфициенты
использования
двигателей
? v,
(U^
В" X
<u 0
н>.
8
0,33-0,67
0,67—1,0
о,33-о.б7
0,67—1,0
0,67—1,0
0,67—1,0
<и
HI Я
о
й (-.
9
о,75
о.75
о,5~ i,o
о,5—о,8
о,5—о,Ь
о,5—о,8
Средняя темпера-
тура окружающей
среды в "С
10
25-35
25-35
25-35
25-35
25-35
«5-35
Продолжение табл. 5
Тип машин
1
Металлургические краны
малой грузоподъёмности, ли-
тейные краны
Шаржирные краны, прат-
ценкраны, краны томильных
колодцев
Стрипперные краны
Копровые краны
Тельферы и монорельсовые
тележки
Кран-балки
Грузовые подъёмники
Пассажирские подъёмники
нормальные
Группа механизмов
2
подъёма груза
передвижения тележки
передвижения моста
подъёма
передвижения тележки
передвижения моста
вращения колонны
управления
подъёма
передвижения тележки
передвижения моста
управления стрипперным устройством
управления клещами
подъёма груза
передвижения тележки
передвижения моста
подъёма груза
передвижения тележки
переключения стрелок
подъёма груза
передвижения тельфера
передвижения балки
подъёма клети
подъёма клети
а - М°
3
0,20—0,40
О,дО—0,70
0,70—0,90
О,4—о.б
о,9 -о.95
о,9 0.95
о,з—о,6
0,50—0,70
0,70—0,90
0,85—0,90
0,20—0,30
0,2 — О,4О
0,10—0,20
0,70—о,оо
о,8о - о,95
О,1-О,2О
о,3—о,5О
о, 8—о,9
0,1-0,20
о,5-о,'7
-
-
ч
О)
ь
й
1
к
4
25
25
4°
4О
15
4О—5°
4°
25
35
40-50
25
25
25
а5
а5
35
25
25—4о
15—бо
С для сопротивле-
ния в °/„
5
2О,О
30,0
25,°
40,о
3°!°
2О,О
13,5
40—50
35
35
25
25
4°
2О
2О
Е
-
15
35
Среднее число
разгонов до пол-
ной скорости
в час :
6
35—4О
15-3°
15-3°
35—45
35—45
3°
40—бо
35—40
35—4О
40—бо
35-4O
ЗО-4О
оел ел
1 1 1
О О О
15-20
I5-2O
ЗО-5О
15-гоо
Среднее число
включений пуско-
регулирующей
аппаратуры в час
7
100-150 'j
60—120 >
60—120 j
125-175 <
120 1
125-175 }
120 1
120 1
150-240 1
100-150 1
100-150 >
150-240
100—150 J
120—150 1
120 >
120 j
20- 40 "j
20 - 40 >
10—20 J
20—40 1
20-40 >
20-40 J
30—60
15-150
Средние коэфициенты
использования
двигателей
в течение
суток kc
8
1,0
1,0
1,0
0,67—1,0
о.ЗЗ—°,^7
°.33-°.67
о.ЗЗ—о. б7
в течение
года ka
9
1,0
1,0
1,0
0.75-1.0
0,5-0,75
0,5-0,75
0,5-0,75
1,0
Средняя темпера-
тура окружающей
среды в °С
10
35-5°
35-51»
35-5O
35
25-35
35-35
35-35
35-35
Примечание. Коэфициент использования двигателя в течение суток кс«=-
число часов работы в сутки
коэфициент использования двигателя в течение года Kt—
число рабочих дней в году
365
оо
ю
850
ЭЛЕКТРОПРИВОД ПОДЪЁМНО-ТРАНСПОРТНЫХ МАШИН
[РАЗД. IV
работы её в течение суток и года, темпера-
туры окружающей среды). Для приближённых
расчётов нахождение корректирующего коэ-
фициента ведётся по допустимому превыше-
нию температуры хп обмотки двигателя над
рекомендуемой температурой (величины хп
для наиболее распространённых в подъёмно-
транспортных машинах закрытых двигателей
определяются в зависимости от относитель-
ной продолжительности включения С% коэ-
фициента использования двигателя в течение
года kz и коэфициента использования двига-
теля в течение суток kc по диаграммам, при-
ведённым на фиг. 9). Зная величину хп*, по
L
к:
то
,25%
КО «да;
%
W Кг
О 0J5 0.5 0.75 1.0~К~г
Фиг. 9- Диаграмма для определения допустимого превы-
шения температуры тп при а — односменной работе
A \ 2
kc — ^- ]; б — двухсменной работе kc -= тг- ; а — трех-
сменной работе kc = 1; г — неполной загрузке в течение
суток и при k = 1,0.
диаграмме на фиг. 10 приближённо находят
корректирующий коэфициент t загрузки дви-
гателя и по нему но-
минальную мощность
двигателя, выбираемого
по нагреву
1
1
1
Щ
У
—
?»=-?. (И)
По окончании кор-
ректирования следует
произвести проверку
действительной пере-
грузочной способности
двигателя, номиналь-
ная мощность которого
определена из урав-
нения A4). Выбран-
ный двигатель должен
обеспечить разгон электропривода в нужное
время, рассчитанное по уравнению (8).
О Ю° 20° Ю°
Фиг. 10. Диаграмма для
определения нагрузоч-
ного коэфициента а.
* Величина х^ является расчётной, а не фактически
достигаемой при работе двигателя.
АППАРАТУРА УПРАВЛЕНИЯ
ДЛЯ ЭЛЕКТРОДВИГАТЕЛЕЙ
ПОДЪЁМНО-ТРАНСПОРТНЫХ МАШИН
В зависимости от условий и режима ра-
боты подъёмно-транспортных машин, степени
автоматизации производственных процессов
и пр. применяют различную аппаратуру упра-
вления двигателями.
Выбор типа и величины пуско-регулиру-
ющих аппаратов производится исходя из ве-
личины токов, рабочего напряжения сети,
частоты включений, относительной продол-
жительности включения ПВ %, продолжи-
тельности использования аппарата в течение
суток и года, температуры и других характер-
ных особенностей окружающей среды, при-
менительно к которым аппараты выпускаются
открытыми, защищенными от прикосновений,
закрытыми, брызгонепроницаемыми и водо-
защищёнными.
Из цехов, опасных по взрыву и пожару,
аппаратуру следует выносить, осуществляя
дистанционное управление.
Стандартные рабочие периоды аппаратуры
управления характеризуются: при кратковре-
менной нагрузке продолжительностями вклю-
чения 0,5; 1; 2; 3; 5; 10; 30; 45; 60; 120 мин.
при повторно-кратковременной нагрузке стан-
дартной относительной продолжительностью
С= 15; 25; 40%; при длительном включении
относительной продолжительностью С =¦ 100%
и стандартной частотой включений в час
60; 120; 300; 600 и 1200.
В простейших случаях для отключения
троллеев и отдельных цепей от сети и для
ручного управления двигателями при длитель-
ном и непрерывном режимах применяются
рубильники.
Основными аппаратами управления крано-
выми приводами являются контроллеры, осу-
ществляющие переключения в цепях двига-
телей при пуске, торможении или регулиро-
вании скорости.
Крановые контроллеры подразделяются
на: 1) барабанные, 2) кулачковые и 3) контак-
торные.
Барабанные контроллеры, в ко-
торых переключения осуществляются враща-
ющимися барабанами, замыкающими контакты,
применяются только для нормального режима
работы — для нагрузки, равной их номиналь-
ной мощности при частоте включений не
свыше 120 в час. При частоте включений от
120 до 240 в час допустимая нагрузка их
падает до 80% от номинальной. При большой
частоте включений применение барабанных
контроллеров недопустимо.
Контакторные контроллеры,со-
стоящие (комплектно) из контакторной па-
нели, командоконтроллера и пусковых сопро-
тивлений, используются для повторно-крат-
ковременного режима работы, осуществляя
переключения в цепи двигателя с помощью
электромагнитных контакторов, втягиваю-
щие катушки которых возбуждаются вспомо-
гательным током, протекающим через кон-
такты командоконтроллера. Последователь-
ность замыкания контакторов зависит от
схемы командоконтроллера и контролируется
с помощью реле.
ГЛ. XXI]
АППАРАТУРА УПРАВЛЕНИЯ ДЛЯ ЭЛЕКТРОДВИГАТЕЛЕЙ
851
Кулачковые контроллеры, в ко-
торых переключения осуществляются отдель-
ными выключателями (контакторными элемен-
тами), замыкаемыми общим распределитель-
ным кулачковым валом, совмещают элементы
как барабанных, так и контакторных кон-
троллеров. Рассчитанные на тяжёлый режим
работы при числе включений до 600 в час,
они применяются в случаях, когда мощность
электродвигателей и число включений пре-
вышают разрывные мощности и допустимое
число включений для барабанных контролле-
ров. Отсутствие постоянно трущихся кон-
тактных плоскостей и наличие искрогашения
уменьшают в них износ, истирание и обго-
рание контактов. Они надёжны и требуют
меньшего ухода, чем барабанные контрол-
леры.
Приближённое определение тока, соответ-
ствующего заданной нагрузке контроллера,
делается по формулам:
для постоянного тока
1200Я
U
и для трёхфазного тока
1300Р
/ "¦¦
/з и'
A5)
A6)
в которых Р — нагрузка контроллера в кет
и U—напряжение в в. При подборе контрол-
лера следует исходить не из номинальной,
а действительно потребляемой мощности
электродв игателя.
Завод „Динамо" им. Кирова выпускает
специальные крановые контроллеры.
Барабанные контроллеры типа КП и ку-
лачковые контроллеры типа ПК для постоян-
ного тока имеют симметричную схему вклю-
чения, допускающую присоединение шунто-
вого или сериесного тормозного электрома-
гнита, и снабжены дополнительными пальцами
для максимально-нулевой и конечной защиты
вспомогательного тока. Применяемые пре-
имущественно для управления сериесными
двигателями в механизмах передвижения и
поворота (вращения поворотной части грузо-
подъёмных машин), они используются также
для управления шунтовыми и компаундными
двигателями; для механизмов подъёма груза
они применяться не могут, за исключением
случаев привода механизмов шунтовыми
электродвигателями.
Барабанные контроллеры типа КПС и
кулачковые контроллеры типа ПКС постоян-
ного тока, предназначающиеся исключи-
тельно для управления сериесными элек-
тродвигателями механизмов подъёма—спуска,
позволяют включать двигатели на положе-
ниях подъёма по нормальной схеме реостат-
ного пуска, а на положениях спуска — по
шунтовой схеме, осуществляя тормозной или
силовой моменты в зависимости от величины
спускаемого груза. В них предусматривается
конечное включение вспомогательного тока
и допускается присоединение шунтового или
сериесного тормозного магнита.
Барабанные контроллеры типа КТ и ку-
лачковые контроллеры типа ТК переменного
тока для трёхфазных асинхронных электро-
двигателей с контактными кольцами в меха-
низмах передвижения, поворота (вращения)
и подъёма имеют симметричные схемы вклю-
чения, предусматривающие ограничение хода
механизмов в обоих направлениях и присо-
единение тормозных электромагнитов. Кон-
троллеры снабжены контактами вспомогатель-
ного тока для блокировки с линейными
контакторами максимально-нулевой защиты.
Выпускается специальное исполнение кон-
троллеров КТ для двигателей с короткозамкну-
тым ротором и контроллеры для одно-
временного управления двумя двигателями
(КТК).
Контакторные контроллеры типа Т приме-
няются для механизмов передвижения кранов
и имеют симметричную схему включения
двигателя для обоих направлений движения.
Контакторные контроллеры типа ТС приме-
няются для управления приводами механизмов
подъёма, имеющими различную нагрузку при
подъёме и опускании грузов, и схема их
несимметрична:при подъёме д;игатель вклю-
чается по нормальной схеме аналогично
контроллеру Т; на первых положениях спуска
груза двигатель включается в сторону подъ-
ёма и работает в качестве электрического
тормоза; на последующих положениях спуска
двигатель включается в сторону спуска и
работает в режиме двигателя или генератора
в зависимости от величины и направления
грузового момента.
Для сериесных двигателей постоянного
тока, обслуживающих механизмы передвиже-
ния, применяются контакторные панели
типа П, допускающие автоматический пуск
(в функции времени), торможение противо-
включением и изменение направления враще-
ния двигателей. Панели ПС применяются для
механизмов подъёма — спуска и допускают
автоматический разгон и замедление электро-
двигателей, причём переход от двигательного
режима при спуске лёгких грузов к тормоз-
ному режиму при спуске тяжёлых грузов
также происходит автоматически.
Для управления двумя крановыми двига-
телями, связанными общим валом, приме-
няются двойные контроллеры ДТ, ДТС, ДП
и ДПС.
Для частых включений и размыканий в си-
ловых и вспомогательных цепях применяются
контакторы — выключатели, действующие
с помощью электромагнитов постоянного или
переменного тока. Главные контакты в них
выполняются кулачковыми, самоочищающи-
мися; блок-контакты выполняются в виде
мостика.
Контакторы используются либо как часть
контакторных крановых и лифтовых панелей
(контакторные или магнитные контроллеры),
либо как часть магнитных пускателей для
тельферов и кран-балок, либо, наконец, для
совместной работы с ручными контроллерами
в качестве контакторных выключателей. По-
следние представляют собой один или не-
сколько контакторов, смонтированных на па-
нели в кожухе или без него. Применяются
они в схемах ограничения хода, для отклю-
чения двигателя при срабатывании защитных
реле, для блокировок, регулирования скорости
и переключений статорной цепи.
852
ЭЛЕКТРОПРИВОД ПОДЪЁМНО-ТРАНСПОРТНЫХ МАШИН
[РАЗД. IV
В качестве стандартного повторно-кратко-
временного режима для контакторов прини-
мается крановый режим, допускающий про-
должительность включения до 40% ПВ и
число включений до 600 в час. Катушки кон-
такторов постоянного и переменного тока
рассчитаны на длительное включение
A00% ПВ) и обеспечивают работу при на-
пряжении, равном 85°/0 от номинального.
Длительное повышение напряжения свыше
5% от номинального для контакторов не до-
пускается.
Для защиты двигателей от перегрузок при
контроллерном и контакторном управлении
применяются максимальные реле мгновенного
действия с самовозвратом. Крановые макси-
мальные реле (типа Р-40С0) состоят из кор-
пуса в виде П-образной скобы, через кото-
рую пропущены две гильзы; вокруг гильз
расположены токовые катушки. Число витков
катушек определяет пределы токов срабаты-
вания реле. Изменение положения сердечника
реле определяет величину тока срабатывания,
отмечаемую на шкале. Контакты реле раз-
мыкаются независимо от того, какая из двух
катушек реле перегружается; реле имеет
самовозврат. Ток трогания реле обычно
устанавливают не выше 225% номинального
нагрузочного тока и принимают примерно на
25% выше максимального пускового тока
двигателя.
Для реверсивного пуска крановых двига-
телей переменного тока и дистанционного
переключения статорной цепи применяются
реверсивные контакторные выкчючатели (ре-
версоры). Реверсоры допускают выбор кон-
троллеров по току ротора двигателя, рас-
ширяя пределы их применимости..
Для управления механическими тормозами
применяются тормозные электромагниты,
которые включаются одновременно с двига-
телями и тяговое усилие которых преодоле-
вает действие пружин или грузов, замыкаю-
щих тормозы *.
Различают тормозные электромагниты одно-
фазные и трёхфазные переменного тока, и
шунтовые и сериесные постоянного тока.
В последнее время всё большее распростра-
нение получают однофазные магниты, хотя
трёхфазные магниты работаютболееспокойно,
без вибраций и шума. Для тормозов с диа-
метрами шкивов, превышающими 300 мм,
даже при общем питании от сети перемен-
ного тока рекомендуется использование ма-
гнитов постоянного тока, питаемых от спе-
циальных выпрямителей.
Выбор магнитов ведётся по необходимому
ходу якоря и заданному тяговому усилию.
При этом, определяя ход якоря, предусма-
тривают запас хода, не меньший 10° 0, а опре-
деляя величину тягового усилия, назначают
запас по расчётному тормозному моменту.
Кроме того, при выборе тормозных магнитов
учитывают относительную продолжитель-
ность их включения, ориентируясь на ближай-
шее большее значение из нормального ряда
* Помимо электромагнитов, для управления механи-
ческими тормозами применяются так называемые электро-
гидравлические толкатели. Подробнее об электрогидра-
влических толкателях см. раздел .Передвижные стрело-
вые краны" настоящей главы.
С == 25; 40 и 100% и исходя из действитель-
ной, а не номинальной относительной про-
должительности включения двигателей.
Выбор сериесных тормозных электрома-
гнитов производится по кривым зависимости
тягового усилия от тока с обязательной про-
веркой по минимальному току. Тормозные
электромагниты переменного тока прове-
ряются на число включений в час; при воз-
растании часового числа включений сверх 150
следует по возможности уменьшить ход
якоря.
Для автоматической остановки движу-
щихся механизмов на концевых участках
пути или для переключений в электрической
схеме управления в промежуточных положе-
ниях механизма используются конечные или
путевые выключатели, связанные с движу-
щимся механизмом так, что при прохождении
определённого участка пути контакты их
размыкаются, разрывая цепи электродвига-
теля и тормозного магнита непосредственно
(выключатели главного тока) или с помощью
контактора (выключатели вспомогательного
тока).
В конечных выключателях главного тока,
устанавливаемых на механизмах подъёма ли-
тейных кранов и пассажирских подъёмников,
контакт осуществляется барабаном, поворот
которого при размыкании осуществляется ли-
нейкой, воздействующей на выключающий
рычаг. Каждый такой выключатель имеет при-
способление для моментального размыкания
и пружину, возвращающую барабан в исход-
ное положение при сходе линейки с ры-
чага.
Конечные выключатели вспомогательного
тока (рычажные кулачковые типа КУ) обес-
печивают размыкание поворотом кулачко-
вого барабана, связанного непосредственно
с выключающим рычагом (звёздочкой, вилкой);
возврат барабана в исходное положение до-
стигается в них с помощью пружинного или
грузового возвратного механизма.
Шпиндельные выключатели применяются
как ограничители хода механизмов и как
путевые или программные выключатели для
управления механизмами с автоматическим
циклом.
Для осуществления переключений в це-
пях управления контакторных панелей при-
меняются командоконтроллеры. Схемы за-
мыканий их цепей (количество которых до-
стигает двенадцати) выбираются в соответ-
ствии со схемами панелей. Нормальные кра-
новые командоконтроллеры имеют по шесть
положений в обоих направлениях и нулевое
положение.
Для управления контакторной аппарату-
рой тельферов, лифтов и пр. применяются
кнопочные станции, различающиеся по ко-
личеству кнопок, по схемам (нормально от-
крытые или нормально закрытые) и по кон-
структивному исполнению (подвесные, уто-
пленные, водонепроницаемые, взрывобез-
опасные и т. д.).
Ящики сопротивления с чугунными эле-
ментами, применяемые для двигателей мощ-
ностью от 3 кет, состоят из чугунных эле-
ментов двух типов СБ и СМ, номера кото-
рых обозначают сопротивление их в тысячных
долях ома.
ГЛ. XXI]
ТОКОПОДВОД К ПОДЪЁМНО-ТРАНСПОРТНЫМ МАШИНАМ
853
Нагрев сопротивлений допускается до
350° С для чугуна и константана и до 450° С
для фехраля и нихрома.
Наиболее точно можно выбрать сопроти-
вление по эквивалентному току. В случаях
же, когда вследствие недостаточности ис-
ходных данных определение эквивалентного
тока по графику оказывается невозможным,
режим работы сопротивления выбирается в
соответствии с табл. 5 и затем примени-
тельно к заданному режиму включения про-
изводится выбор сопротивления по табл. 6.
Таблица 6
Данные для выбора сопротивлений для приводов
механизмов подъёмно-транспортных машин
Группа машин
и механизмов
Крюковые а магнитные
краны
Механизмы подъёма гру-
за
Механизмы передвижения
мостов со скользящими под-
шипниками
Механизмы передвиже-
ния тележек со скользя-
щими подшипниками
Механизмы передвижения
мостов и тележек с шарико-
выми подшипниками
Грейферные краны
Механизмы
грейферов
Механизмы
грейферов
Механизмы
ния тележек
Механизмы
ния мостов
подъёма
закрывания
передвиже-
передвиже-
Разливочные краны
Механизмы подъёма груза.
Механизмы опрокидывания
ковшей и передвижения мо-
стов и тележек с шариковыми
подшипниками
То же, со скользящими под-
шипниками
Механизмы лебёдок подъём-
ников
Механизмы строительных
подъёмников
Механизмы привода кон-
вейеров
о.
в 5 ,
7°
7°
15/60
15/60
15/45
15/60
15/45-60
50
70
70
50
150
15/45-60
15/45-60
15/60
15/60
1080
В сопротивлениях с последовательным
соединением ступеней при пуске рабочее
время последней ступени принимают равным
полному времени включения сопротивления;
для остальных ступеней общее время вклю-
чения распределяют пропорционально их ве-
личинам, считая сопротивление данной сту-
пени вместе с предшествующими.
Эквивалентный по перегреву ток при
расчёте по данным табл. б принимается рав-
ным 125°/о от номинального тока для пуско-
вых и противоточных ступеней сопротивле-
ния и равным номинальному току для пред-
варительной ступени.
ТОКОПОДВОД К ПОДЪЕМНО-
ТРАНСПОРТНЫМ МАШИНАМ
Подача электроэнергии к кранам, пере-
гружателям, кран-балкам, тельферам, моно-
рельсовым тележкам и т. п. в обычных про-
изводственных условиях осуществляется по-
средством троллейного (скользящего или
роликового) токоподвода. В пожаро- и взры-
воопасных помещениях троллейный токопод-
вод для этих машин целесообразно заменять
гибким кабельным токоподводом.
Токоподвод гибким кабелем применяется
также для передвижных стреловых кранов,
подъёмников и подъёмных электромагни-
тов *.
При движении машины, механизма или
грузового электромагнита гибкий кабель на-
вивается на специальный барабан или сбе-
гает с него, оставаясь постоянно натянутым.
Вращение барабану сообщается либо особым
механизмом — пружинным или с отдельным
электроприводом, либо основным механизмом
подъёма груза.
В отдельных случаях (при подвеске вдоль
кранового пути) гибкий кабель, поддерживае-
мый подвижными каретками, по мере укора-
чивания длины токоподвода собирается в
петли, свободно провисая книзу под действием
собственного веса.
В качестве основного материала для трол-
лейного токоподвода применяется круглая
профилированная сталь. В условиях сильно
разрушающего воздействия окружающей
среды (пары и газы в химическом производ-
стве и т. п.) допустимо использование мед-
ных твёрдотянутых проводов. Для монтажа
внутри машин подвода питания к троллеям
и гибкого кабельного токоподвода приме-
няются только медные провода. Для тельфе-
ров и монорельсовых тележек находят при-
менение бимсовые троллеи (часто биметал-
лические — сталь и медь).
Наибольшее распространение для разводки
тока к машинам получили прозода марок
ПР-500, ПР-1000, ПРТО (в газовых трубах)
и панцырный провод марки ПРП. Для гиб-
кого токоподвода применяются провода ма-
рок ШРПС и ШРПТ.
Все провода, проложенные на кране,
троллейные провода и кабели, питающие их,
должны быть проверены на нагрев и потерю
напряжения.
Обычно достаточно убедиться в том, что
имеющаяся потеря напряжения допустима по
действующим нормам для постоянного и пе-
ременного токов. Однако в случаях, когда
почему-либо нормы эти оказываются пре-
вышенными, пусковой и перегрузочный мо-
менты двигателей подвергаются проверке
расчётом.
При определении нагрузок в магистралях,
питающих крановые троллеи, и нагрузок в
троллеях учитывается режим работы двига-
телей (относительная продолжительность
включения, среднеквадратичный ток).
Расчётный ток в проводах, питающих
группу двигателей (по этому току прове-
* О подъёмных электромагнитах см. гл. XIX.
854
ЭЛЕКТРОПРИВОД ПОДЪЁМНО-ТРАНСПОРТНЫХ МАШИН
[РАЗД. IV
ряются провода и троллеи на нагрев), опре-
деляется из уравнения
1=1 К2
Р ср. кв 2 *
где
ср. кв ' ср
у1 + Щ^Ж_Л17)
в котором YIcp — сумма средних токов от-
2 \ —СУМ"
Icp
дельных двигателей группы;
\p кв
ма квадратов сред-
неквадратичных
токов отдельных
двигателей группы
К/(КПВ
покривойХ'0,4 К2
%Q85Q9 0,95 1,0 W5 1.1 1.15 1.2 1,25К2
коэфициент, опре-
деляемый по за-
данным ПВ и /Cj —
СРкв из диа-
= СР'кв
Фиг. 11. Диаграмма для опре-
деления коэфициента К2.
граммы, приведён-
ной на фиг. 11.
Максималь-
ный ток в про-
водах, питающих группы двигателей (по
этому току проверяются провода и троллеи
на падение напряжения), равен
L A8)
где 1Р — расчётный ток
1пуск
кратность пускового тока I K наибольшего
двигателя в группе к его номинальному
току Iн.
Расчётный ток 1р не должен превосходить
наибольший допустимый по нормам для дли-
тельного включения. Допустимые нагрузки
для проводов, троллеев и кабелей и данные
для выбора плавких вставок помещены в
„Правилах устройства электроустановок про-
мышленных предприятий" [5J.
Максимальная потеря напряжения до за-
жимов электродвигателя допускается (в про-
центах от номинального напряжения): а) при
переменном токе до 10—15%; б) при посто-
янном— до 15—2и%.
При применении контакторной аппаратуры
и шунтовых магнитов потеря напряжения
не должна превосходить 15%.
В пределах крана теряется обычно не
больше 1—2% от номинального напряжения.
Расчёт медных проводов и троллеев на
потерю напряжения для трёхфазного тока
ведётся по формуле
ШЧ^-^Р-. A9)
в которой MJ — потеря напряжения в %;
1Н — номинальный ток в а; I — длина линии
в м; q — сечение меди в мм2; U—напряже-
ние вей cos f = 0,65 ч-0,7 — коэфициент
мощности.
Потеря напряжения в стальных троллеях
определяется по формуле
где Rw — активное сопротивление в ом/км;
х — реактивное сопротивление в ом/км; I —
длина линии в км; cos ф = 0,65 ч- 0,7 и
sin ш = 0,76 -=-0,71.
Потери напряжения Еве для наиболее
распространённых профилей стальных трол-
CQSjp 0,1 0,2 0,3 0,4 Ofi 0,Ь
la 250 ffl SO 0
100 120 МО 160?д
Фиг. 12 Номограмма для определения потери напряже-
ния в стальных троллеях из угловой стали 50 X 50 X
X 5 мм.
леев могут быть определены с помощью но-
мограмм (фиг. 12 и 13). При определении
потерь на левой горизонтальной шкале но-
мограммы находится нагрузка / в а, прово-
дится линия, параллельная оси абсцисс, до
Cosp 0,10.20J0.4 OpOfi
\
\
ч
\
\
ч
s
\
\
N
ч,
S
\
\
ч
Ч
\
SN
I I
Рельс№8
J
/Г
4
У
/
Г
/
А
/
V
у*
/
//
/
У
t
/
/<
/<
/
/,
/..
/
*/
/
У
'/
//
/\
/
250
200
150
mo
>a WO 300 200 W 0 20 W 60 80 100 120 W 16OE0
Фиг. 13. Номограмма для определения потери напряжении
в троллеях из рудничного рельса.
пересечения с линией известного коэфици-
ента мощности cos <p и на правой горизонталь-
ной шкале прочитывается искомая величина
потери напряжения Е в б.
ЭЛЕКТРОСХЕМЫ ПОДЪЁМНО-
ТРАНСПОРТНЫХ МАШИН
При проектировании электропривода очень
существенным является выбор принципиаль-
ных схем управления электродвигателями.
В последующем изложении приводятся при-
меры наиболее распространённых схем элек-
трического привода подъёмно-транспортных
машин.
Монтажная схема контроллерного упра-
вления двигателями четырёхмоторного мо-
стового крана, осуществлённая с помощью
нормальной аппаратуры, показана на фиг. 14.
На монтажные схемы, являющиеся основным
рабочим чертежом, обычно наносятся сече-
ния и марки проводов и указания, необхо-
димые при монтаже.
Типичным примером принципиальных схем
управления является схема силовых цепей
и цепей управления контакторной панели ПС
ГЛ. XXI]
ЭЛЕКТРОСХЕМЫ ПОДЪЁМНО-ТРАНСПОРТНЫХ МАШИН
855
' %гоПкаовпрЬи"мника» 5 20 12 6 7 13 8 9 14 Ю 11 15
\ П3712Л1 / ' ' '
Развернутая схема цепи управления
Ябориинып Контакты Конечные выключатели
Оыключатепь максим реле моста тележки гл. подъема-делом подъема
катушка
линейного
контактора
Контроллер Контроллер Контроллер Контроллер вспомогат
моста тележки главного подъема подъема
Фиг. 14. Монтажная схема четырёхмоторного мостового крана.
для механизмов подъёма кранов постоянного тока,
показанная на фиг. 15.
Для облегчения монтажа электрооборудования
подъёмно-транспортных машин при рабочем проекти-
ровании выполняют чертежи разводки проводов и труб
и установки аппаратов в кабине крана, аналогичные
показанному на фиг. 16. Концы проводов на всех схе-
мах и конструк-
и тивных чертежах
""" : i 2Q /t/ нумеруются оди-
наково. Такая ну-
мерация облегчает
выполнение со-
единений, ремонт
и устранение ава-
рий оборудования.
Таблица замыканий контактов pent^
чонтроппера и контакторе^ панели fk
О/Г/О
влго
60 о
oWo
о Кб о
ОАЗО
ОЙР
МО
о«го
/1
if
Щ
V
Реле
рч
fir
СУ) /Ся
я
X
X
g
s
X
X
X
X
X
X
Xj
x
X
X
X
X
X
X
чоиъем
1\2U
1
Я
X
S
X
X
X
^,
X
X
х,
X
¦
X
к
р.
Фиг. 15. Схема панели ПС для механизмов подъёма кранов,
работающих на постоянном токе.
Значительно отличаются от кра-
новых электросхем схемы управле-
ния подъёмниками.
Простейшая схема кнопочного
управления подъёмником при элек-
тродвигателе с короткозамкнутым
ротором изображена на фиг. 17.Дви-
гатель ЭД включается контакто-
рами /7 и С (соответственно на
подъём и спуск) при нажиме пуско-
вой кнопки. Каждому этажу соот-
ветствует своя кнопка в кабине
лифта. При проходе кабины лифта
мимо этажного переключателя за-
данного этажа включается этажное
реле, а с ним и контактор двигателя.
Надлежащие защитные мероприя-
тия обеспечены контактами дверей
ДК, контактами ловителя ЯЛ и
контактом пола кабины ДКК.
Схемы управления стрелками
монорельсовых путей, установками
пневматического транспорта и т. д.
состоят из сочетания нескольких
контакторов или магнитных пуска-
телей.
Определённая последователь-
ность пуска и останова двигателей,
невозможность их одновременного
пуска и та или иная степень автомати-
зации работы подъёмно-транспорт-
856
ЭЛЕКТРОПРИВОД ПОДЪЁМНО-ТРАНСПОРТНЫХ МАШИН
[РАЗД. IV
поив
по CD
Фиг. 16. Расположение аппаратуры в кабине мостового крана, работающего на трёхфазном токе.
ных установок достигаются использованием
блок-контактов и применением реле защиты
и реле времени, центробежных реле и т. д.
Схемы управления различными подъёмно-
транспортными машинами и механизмами
составляются, как правило, из стандартных
панелей и контроллеров с изменениями и
дополнениями применительно к заданньш
конкретным условиям работы.
статора
с¦. „ п
lj пт кл
\'-*™«r/(t ЛКЗ_МВ_А
Ш
1
/7 Г
Ui-Tl,
Зтйжные jma#H
пеоеключа-i репе
menu /„„
в*—*
Кноп
пуска
я??
№
Фиг. 17. Схема управления подъёмником при
электродвигателе с короткозамкнутым ротором.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Каталоги на крановое электрооборудование и техни-
ческие материалы завода .Динамо' им. Кирова.
2. К у н и ц к и й Н. П., Электрооборудование подъёмно-
транспортных сооружений, ч. I и II, Машгиз, М.
1937- 1942.
3. Лейбович Е. А., Электропривод подъёмно-крано-
вых механизмов, Госэнергоиздат, М. 1945.
4. М е к л е р А. Г., Выбор кранового электрооборудо-
вания. Машгиз, М. 1944.
5. Правила устройства электроустановок промышленных
предприятий, Госэнергоиздат, М. 1944.
6. П о п о в В. К., проф., Основы электропривода, Гос-
энергоиздат, М. 1945.
7. Рейнгольд Ю. А., Электрическое оборудование
подъёмно-транспортных машин, Речиздат, М. — Л, 1946.
8. Ринкевич С- А., Теория электропривода, ГОНТИ,
М. - Л. 1938.
9. Садовский И. М., Графический расчёт установок
электрического вала, .Вестник электропромышленно-
сти-, № 4 за 1946 г.
10. Фатеев А. В., Электрическое оборудование меха-
низмов внутризаводского транспорта, ОНТИ, М. —Л. 1936.
11. Alger P. L, Jonson Т. С, Rating of General-
Purposetion Motors. „ASEE Transacfions", 1945.
12. R i s 1 e г С. В., Alternating current Control System
for overhead cranes, „Steel" № 3, 1945.
13. M e к л е р А. Г., Электропривод крановых механиз-
мов.
Глава XXII
ПРОСТЫЕ ГРУЗОПОДЪЁМНЫЕ МАШИНЫ (ПОЛИСПАСТЫ,
ДОМКРАТЫ, ЛЕБЁДКИ И РУЧНЫЕ ТАЛИ)
ДОМКРАТЫ
Домкраты предназначаются для подъёма
грузов на высоту, обычно ограничиваемую
100—500 мм и редко превышающую 1000 мм.
Используемые на погрузочно-разгрузочных
работах с тяжеловесными штучными грузами и
на обслуживании строительно-монтажных и
ремонтных операций, домкраты характерны
компактностью, малым собственным весом
и удобны для переноски. Грузоподъёмность
домкратов достигает 300 — 500 т; скорости
подъёма грузов малы и ограничиваются
10—15 mmjmuh.
По роду привода различают домкраты с
ручным и с электрическим приводом (для
относительно малого количества случаев ис-
пользования в паровозных и вагонных депо
при проведении так называемого подъёмоч-
ного ремонта подвижного состава). По кон-
структивным признакам домкраты подразде-
ляются на реечные, винтовые и гидравличе-
ские.
Реечные домкраты, в которых
|подъём груза осуществляется с помощью
остальных зубчатых реек, перемещающихся
вдоль направляющих внутри металлических
или деревянных (с металлическим каркасом)
кожухов, в свою очередь подразделяются на
рычажно-реечные (с рейками, имеющими пило-
образные зубья) и на реечно-зубчатые (с рей-
ками, имеющими зубья нормального профиля,
входящие в зацепление с шестернями зуб-
чатых передач).
В рычажно-реечном домкрате (фиг. 1)
вертикальное передвижение рейки достигается
качанием рычага, по сторонам которого на рав-
ных расстояниях от его оси вращения шар-
нирно укреплены две собачки, попеременно
входящие в зацепление с реечными зубьями.
Третья собачка, расположенная несколько
выше первых двух и сидящая на неподвиж-
ной оси, удерживает рейку в требуемом поло-
жении по окончании подъёма груза. Верхняя
часть рейки несет на себе поворотную голов-
ку с рифлёной рабочей поверхностью, подво-
димую под поднимаемый груз; нижняя часть
рейки (лапа), отогнутая в горизонтальной
плоскости, используется для захватывания
низко расположенных грузов.
Грузоподъёмность рычажно-реечных дом-
кратов ограничена поеделами 1—5 т, но в
отдельных случаях достигает 10 —15 т. Кон
струкция их не обеспечивает плавного (без-
ударного) опускания груза и область их при-
менения ограничивается, как правило, обслу-
Фиг. 1. Рычажно-реечный домкрат,
живанием подъёмочных работ при ремонте
железнодорожных путей.
Величина грузоподъёмности домкрата опре-
деляется из уравнения
^QH кгм , A)
где Р = 404-50 кг -— усилие, прикладываемое
к рычагу; Ц = 0,75-гО,8 м — длина пути, про-
ходимого точкой приложения усилия на рычаге
за одно качание (при длине рычага 1,54-1,6 м);
Q — грузоподъёмность домкрата в кг; Н — вы-
сота подъёма груза в м, соответствующая од
ному качанию рычага; т] = 0,95 — коэфициент
полезного действия домкрата.
В реечно-зубчатом домкрате (фиг. 2>
рейка перемещается с помощью шестерни, при
водимой в движение рукояткой непосред
ственно или через промежуточные зубчатые
858
ПРОСТЫЕ ГРУЗОПОДЪЁМНЫЕ МАШИНЫ
[РАЗД. IV
передачи. Для предупреждения произвольного
опускания поднятой рейки и груза домкрат
снабжается безопасной рукояткой или храпо-
вым остановом (см. гл. XIX «Детали и основ-
ные узлы грузоподъёмных машин").
В верхней части зубчатой рейки укре-
пляется поворотная головка; нижняя часть
рейки (лапа) отгибается в горизонтальной пло-
Фкг. 2. Реечно-зубчатый домкрат
скости и используется для подъёма низко рас-
положенных грузов.
Материалом для изготовления зубчатой
рейки, работающей на сжатие и изгиб, служат
сталь марки ст. 45 или легированная сталь.
Наибольшее допускаемое напряжение /?& при
расчёте рейки принимается в пределах 2500—
3000 кг/см*.
Шестерня, ведущая зубчатую рейку, изго-
товляется из стали марки Ст. 5 или из леги-
рованной стали. Число зубьев в ней обычно
назначается не больше четырёх-пяти; размер
зуба проверяется из условий прочности по
уравнению
Q = b-t-y Rb кг, B)
где Q — грузоподъёмность домкрата в кг;
b — ширина зуба в см; t — шаг зубьев в см;
у — коэфициент формы зуба; #? = 2500—
3000 кг/см2 — допускаемое напряжение изгиба.
Отношение ширины зуба к шагу зубьев обычно
выбирают в пределах —г- — 14—1.3.
Из качественной углеродистой или легиро-
ванной стали изготовляются также шестерни
промежуточных зубчатых передач, подвергаю-
щиеся для повышения износоустойчивости
соответствующей термообработке. Проверка
размеров зубьев этих шестерён также ведётся
по уравнению B). Число зубьев малой ше-
стерни каждой зубчатой пары (исходя из габа-
ритов домкрата) назначается не боль-
шим 2mjn=4-f-5; передаточное число одной
пары обычно не превышает /0 = 3-=-4. Общее
передаточное число привода домкрата опре-
деляется равным
где Q — грузоподъёмность домкрата в кг;
D\ — диаметр делительной окружности ше-
стерни, ведущей рейку, в см; Р— усилие ра-
бочего, прикладываемое к рукоятке привода,
в кг; / = 250—300 мм— длина плеча рукоятки;
у\ = 0,7-г 0,75 — коэфициент полезного действия
домкрата.
Балы привода, монтируемые на подшипни-
ках скольжения с чугунными вкладышами-
втулками, рассчитываются на совместное дей-
ствие изгиба и кручения по допускаемому на-
пряжению Ri, = 1500-^-2000 кг/см'К Удельное
давление в подшипниках валов не должно
быть большим 200—300 кг/см*.
Основные параметры реечных домкратов
приведены в табл. 1.
Таблица 1
Основные параметры реечных
Группа
домкратов
Реечно-
зубчатые
Рычажно-
реечные
S
m
л
S
Грузоподъё
3.°
6,о
5-о
груза
СЗ
Высота под
в мм
ЗЗо
380
Зой
§"сх
Высота дом
опущенной
695
935
59°
§1
?=§
Расстояние
ности до onj
55
120
52
ЭИН
В1
и
Поперечное
рейки в *Л1
34Хбо
36X68
—*
домкратов
еры
s
Габаритные
в плане в л
Э5ОХ22О
здохабб
.70X300
я
у живающ
ч
о
о
Количество
рабочих
i
3
i
домкрат
и
*
Собственны
в /«
35
70
35
Винтовые домкраты используются
для подъёма тяжёлых грузов (до 25 т и более)
и в отличие от реечных домкратов надёжно
работают без применения стопорных и тор-
мозных устройств.
Винтовой домкрат (фиг. 3) состоит из сталь-
ного или чугунного корпуса, в верхней части
которого помещается гайка из чугуна марки
СЧ 15-32 или из бронзы марки БрОФ-10-1.
В гайку входит винт, снабжённый поворотной
опорной головкой для поднимаемого груза.
Винт изготовляется из стали марок ст. 35
или ст. 40 с прямоугольной или трапецо-
ГЛ. XXII]
ДОМКРАТЫ
859
идальной резьбой; угол подъёма резьбы <\>, на-
значаемый из условия самоторможения, прини-
мается равным 4°30'н-5°, шаг резьбы S на-
значается равным яа -?-, где d0 — наружный
диаметр винта. В нижней части винт имеет
заплечики, препятствующие полному вывинчи-
ванию его из гайки.
Подъём винта осуществляется обычно вра-
щением его в неподвижной гайке, но в неко-
торых конструкциях домкратов поступательное
перемещение его достигается вращением
гайки. В простейших случаях винт вращается
с помощью рукоятки, пропущенной сквозь от-
верстия в винте (см. фиг. 3). В случаях, когда
применение таких рукояток оказывается не-
удобным или невозможным, они заменяются
рукоятками с трещётками (фиг. 4), надевае-
мыми на квадрат верх-
ней части тела винта
и снабжёнными качаю- yi
щимися двухсторон-
Фиг. з. Винтовой домкрат
с рукояткой.
Фиг. 4. Винтовой домкрат
с трещёткой.
ними собачками, которые при поворачивании
в горизонтальной плоскости упираются в зубья
храповых колёс. Для горизонтального пере-
движения поднятого груза используются дом-
краты с подвижными корпусами, перемещаю-
щимися по направляющим (салазкам) опорной
рамы на расстояние 170—370 мм с помощью
вспомогательных винтов (фиг. 5).
Крутящий момент Мк , который надо извне
приложить к винту (или гайке, если винт
имеет только осевое перемещение), опре-
деляется из зависимости
•j-MT кгсм, D)
где Q — осевая нагрузка на винт домкрата
в кг; dcp — средний диаметр резьбы винта
в ем; ty — угол подъёма резьбы, причём
*g т* — а » где s — шаг резьбы в см; р —
ъаср
угол трения резьбовой пары; tgp=/, где /—
коэфициент трения сопрягаемых винта и
гайки; Мт в кгсм — момент трения на опор-
ной поверхности головки винта (в том случае,
когда вращается винт) или опорной поверх-
ности гайки (если привод механизма осуще-
ствляется через гайку). Знак ( + ) относится
к операции подъёма груза, знак (—) к опу-
сканию.
Величина момента Мт определяется или
из зависимости общего вида
(D\-Dl)
мт = Qfi 777i TIT кгсм, E)
или при относительно узких кольцевых опор-
ных поверхностях из зависимости
Qfx-D
ср
кгсм,
F)
где /j — коэфициент трения на опорной поверх-
ности головки (или гайки); Db ZJ, Dcp —на-
ружный, внутренний и средний диаметры коль-
цевой опорной поверхности в см. В большин-
стве конструкций опорная поверхность
является кольцевой (фиг. 3 и 4), реже сплош-
ной (фиг. 5); опоры качения применяются
сравнительно редко, главным образом при
нагрузках, ббльших 15—20 т. При предвари-
Фиг. 5. Винтовой домкрат на салазках.
тельных расчетах принимают: угол <\> около
4°30'-5°; / = tg р = 0,1; /, = 0,12-0,18.
Величина усилия Р, которое необходимо
приложить на рукоятке длиной /, определяется
из зависимости
Мк = Pi кгсм. ^
Коэфициент полезного действия домкрата
равен
DC
ср
860
ПРОСТЫЕ ГРУЗОПОДЪЁМНЫЕ МАШИНЫ
[РАЗД. IV
Сопротивление горизонтальному переме-
щению корпуса домкрата (фш\ 5) по салазкам
W-Q-fi кг, (8)
а крутящий момент, который необходимо пере-
дать извне на винт горизонтального переме-
щения,
кгсм. A0)
Таблица 2
Основные параметры винтовых домкратов
2
Обозначения ф, p. d{
cp, Dcp, f\
cp, f\ аналогичны
приведённым выше для механизма подъёма-
Резьба горизонтального винта чаще всего двух-
заходная, с углом подъёма около 8°. Коэфи-
циент трения /2 на салазках домкрата прини-
мают равным 0,16—0,20.
Подъёмный винт домкрата работает на
сжатие (или растяжение) и кручение. Напря-
жение сжатия (растяжения) составляет
Q
кг/см*.
(Н)
Наибольшее значение напряжения круче-
ния в винте
Qtg(<\> + p)d
-^— кг/см*. A2)
Наибольшее значение результирующего
напряжения в винте зависит от схемы нагру-
жения винта осевым усилием и моментом и
лежит в пределах
кг/см*. A3)
Значение <spe3 в выполненных конструкциях
домкратов лежит в пределах 600—800 кг/см2.
Если при этом отношение свободной длины
подъёмного винта /0 к наружному диаметру
его d0 (для случая подъёма груза на полную
высоту) оказывается большим ~ 20, то винт
дополнительно проверяется на продольный
изгиб.
Число витков в нарезке гайки домкрата
находится из уравнения
z= . ,Q. -. A4)
где k — удельное давление в нарезке, прини-
маемое равным 40—60 кг/см% (сталь по чугуну)
и 80—120 кг\см% (сталь по бронзе). Резьбу
гайки, кроме того, следует проверять на срез.
Основные параметры винтовых домкратов
с ручным приводом приведены в табл. 2.
В железнодорожных депо, на паровозо-
ремонтных и вагоноремонтных заводах для
обслуживания так называемого подъёмочного
ремонта подвижного состава применяются спе-
циальные винтовые домкраты грузоподъём-
ностью от 15 до 120 т и высотой подъёма
до 2200 мм. Каждый такой домкрат, снабжае-
мый ручным или электрическим приводом, со-
стоит из рамы (фиг. 6), в которой укреплён
вертикальный подъёмный винт, приводимый
во вращение посредством двух пар зубчатых
передач и работающий на растяжение. Вдоль
винта между направляющими стойками пере-
мещается гайка, на которую укладывается кон-
Группы
домкратов
Простые без
трешёток
Простые
с трещётками
Передвиж-
ные на салаз-
ках *
6
в
«ность
ни
.0
зопод
о.
З.о
5,о
ю,о
5,о
1О,О
15,о
ао,о
В!
03
п
о.
я
к>
&
ч
о
ота п
3
09
13°
Зоо
"
Зоо
ЗЗо
35°
290
ен-
3
с
о
о.
с
S3
S3
S И
О в)
:ота д
ВИНТ
3 о
са х
Зоо
5Ю
5бо
5ю
585
бю
б7о
ш
я
09
О
HOI
KJ
о
с
метр
я
38
45
6о
5°
—
О.
i
1ИЯ
У ш
о
метр
крата
s |
Чч
I3O
148
~
148
i8o
226
и
ающи
аи:
?
обе/
о
аа
ичест
эчих
ь: а.
i
х
2
I
2
3
3
м
а
2
а.
о
а»
с:
3
X
ствен
ю
о
а
6,2
17,о
21,0
37,о
48,о
92,о
• Длина пути горизонтального перемещения 270 мм.
цевая часть поперечной балки, поддерживаю-
щей поднимаемый груз. Для обслуживания
подъёма груза (котлов, вагонов, паровозов
тендеров) используются комплекты из четырёх
Фиг. 6. Винтовой домкрат с ручным приводом для обслу-
живания ремонта железнодорожного подвижного состава
попарно размещаемых домкратов, причём при
переменной длине груза одна домкратная пара
выполняется передвижной (фиг. 7).
ГЛ. XXII]
ДОМКРАТЫ
861
-J*
Фиг. 7. Винтовой электрифицированный домкрат грузоподъёмностью 120 т для
обслуживания ремонта железнодорожного подвижного состава.
Гидравлические домкраты при-
меняются для работы по подъёму особо тя-
жёлых грузов. Выгодно отличающиеся от рееч-
соте подъёма, скоро-
сти подъёма (8—10
мм/мин, реже выше)
и по весовым харак-
теристикам.
Работающие по
принципу гидравличе-
ского пресса, гидра-
влические домкраты
подразделяются на
обыкновенные, теле-
скопические и непре-
рывного действия.
Обыкнове н ный
домкрат (фиг. 8) со-
стоит из цилиндра с
поршнем для подъёма
груза и из резервуара
для рабочей жидко-
сти, в котором поме-
щается насос, приводимый в действие ры-
чагом *. При качании рычага жидкость по-
даётся насосом в цилиндр и поднимает пор-
шень с грузом. По прекращении подъёма,
при открывании запорного шпинделя для пе-
репускания жидкости из цилиндра в резервуар,
осуществляется опускание поднятого поршня.
Уплотнение поршня достигается применением
кожаных манжет, помещаемых в кольцевых
выточках стенок цилиндра (см. т. 2, стр. 829).
Телескопический домкрат отличается от
обыкновенного гидравлического домкрата на-
личием двух поршней, входящих один в дру-
гой (фиг. 9, а). При работе насоса оба поршня
поднимаются вместе
до тех пор, пока за-
плечики у основания
наружного поршня не
Фиг. 8. Гидравлический домкрат обыкновенный.
ных и винтовых домкратов ббльшей грузо-
подъёмностью (в отдельных конструкциях до-
стигающей 300—500 т), относительно высоким
коэфициентом полезного действия (rt = 0,7—
0,75), свойством самоторможения, плавностью
подъёма и опускания груза и точностью оста-
новки груза на заданном уровне, они усту-
пают ранее рассмотренным домкратам по вы-
Фиг. 9. Телескопический гидравлический домкрат (а)
и гидравлический домкрат непрерывного действия (б).
соприкоснутся с буртиками верхней кромки
цилиндра. В дальнейшем, по мере подачи ра-
бочей жидкости, выдвигается внутренний пор-
* В качестве рабочей жидкости в гидравлических дом-
кратах применяется вода и смесь воды со спиртом, тех-
ническим глицерином или веретённым маслом (для слу-
чаев работы при температурах ниже нуля).
862
ПРОСТЫЕ ГРУЗОПОДЪЁМНЫЕ МАШИНЫ
[РАЗД. IV
шень, задерживаемый в крайнем верхнем по-
ложении верхними заплечиками наружного
поршня.
Домкрат непрерывного действия (фиг. 9, б)
характерен тем, что подъём груза произво-
дится его цилиндром, а не поршнем, как в
обыкновенных и телескопических домкратах.
Он состоит из тех же основных узлов, что и
обыкновенный домкраа, но дополнительно
снабжён четырьмя возвратными пружинами.
Поднимающийся цилиндр сжимает пружины.
По достижении цилин-
дром предельной вы-
соты подъёма под ла-
пы его закладываются
опорные брусья и от-
крывается запорный
вентиль; при этом пор-
шень под действием
пружин вдвигается в
цилиндр. Тогда под
поршень также под-
кладываются опорные
брусья и снова по-
вторяется операция
подъёма. Таким об-
разом, перестановка
домкрата при подъёме
груза на большую вы-
соту, неизбежная в
обыкновенных конст-
рукциях, для случая
работы домкрата
непрерывного дей-
ствия отпадает.
Для подъёма
низко расположен-
ных грузов приме-
няются гидравли-
ческие домкраты,
снабжённые под-
хватными лапами (фиг. 10). Для подъёма
особо тяжёлых грузов используются несколько
домкратов, работающих от одного насоса
(фиг. 11).
Основная техническая характеристика ги-
дравлических домкратов приведена в табл. 3.
Общее передаточное число гидравлического
домкрата определяется из уравнения
Давление рабочей жидкости в цилиндре
домкрата равно
Фиг. 10. Гидравлический дом-
крат с лапой.
I =
A5)
где D — диаметр поршня цилиндра (фиг. 12)
в см; d — диаметр поршня насоса в си; I —
Фиг. 11. Работа группы гидравлических домкратов
от одного насоса.
длина рычага насоса в см, а — длина кулачка,
соединённого с рычагом и сообщающего дви-
жение поршню насоса, в см (обычно прини-
маемое соотношение длин кулачка и рычага
равно
кг/см2,
A6)
где Q — вес поднимаемого груза в кг и т(ц =
— 0,9 -j- 0,92 — коэфициент полезного действия
гидравлической ча-
сти механизма.
Усилие рабоче-
го на рычаге дом-
крата равно
A7)
фиг- 12« Расчётная схема ги-
Дравлического домкрата.
где ТП—КОЭфициент
ПОЛезноГО деЙСТВИЯ
домкрата.
Толщину стенок цилиндра домкрата (литого
или стальной поковки марок сталь 35—45)
определяют из формулы
5 = \ De
где De— внутренний диаметр цилиндра в см;
Таблица 3
Основные параметры гидравлических домкратов
_я_=_1__^_1\
Основные параметры
Грузоподъёмность в т
(длина . .
ширина .
высота
(мини-
мальная)
Высота подъёма груза
Диаметр поршня
домкрата в мм ....
Диаметр поршня на-
соса в мм
Длина рычага на-
соса в мм
Рабочее давление
в am
Усилие на рычаге
насоса в кг
Общее передаточное
число домкрата ....
Время подъёма гру-
за на полную высоту
в мин
Объем жидкости в
резервуаре в л . . . .
Нижняя опорная по-
верхность домкрата
в см3
Давление, передавае-
мое на опору (постель)
домкрата при подъёме
наибольшего груза,
в кг/см3
Количество обслу-
живающего персонала
Собственный вес
домкрата (без жидко-
сти) в кг
Группы домкратов
телескопи-
ческие
275
665
92/134
97е
6о
1380
8.
49°
8з
3
75
6о
=75
685
i15/160
97°
Зоо
6о
1050
ю
49°
122
3
до
обыкно-
венные
670
405
677
148
180
775
33°
155
250
17
75°
408
62
2350 4360
15
6.5
«35
176
33°
0.= о
2ОО
820
боо
220
225
17
85°
5°3
71.5
1230
162,5
4
75°
ГЛ. XXII]
БЛОКИ И ПОЛИСПАСТЫ
863
Фиг. 13. Схема неподвижного
блока.
р — давление рабочей жидкости в кг/см2;
Rz == 1200—1500 кг/см2 — допускаемое напря-
жение. Номограмму для расчёта цилиндров
см. т. 8, стр. 462.
БЛОКИ И ПОЛИСПАСТЫ
Блоки, широко распространённые в различ-
ных конструкциях грузоподъёмных машин и
редко используемые как самостоятельные
устройства для подъёма грузов, подразделяются
на неподвижные (направляющие), применяе-
мые для изменения направления движения ка-
натов или цепей, и подвижные, применяемые
для выигрыша в силе или скорости.
При огибании блоков канаты и цепи де-
формируются. Деформация эта предполагает
приложение допол-
нительного усилия,
затрачиваемого на
преодоление жёст-
кости рабочего ор-
гана. Кроме того,
во вращающемся
блоке неизбежна
затрата некоторого
дополнительного
усилия для преодо-
ления сил трения
в цапфах оси. Таким образом, натяжение Р
сбегающей ветви рабочего органа (цепи)
всегда оказывается большим, чем натяже-
ние Q его набегающей ветви.
В неподвижных блоках (фиг. 13),
огибаемых канатами, соотношения
между натяжениями Р и S = Q определяются
равенством
A9)
для неподвижных цепных блоков
указанное соотношение принимает вид
^ sin -0 = Qk кг. B0)
В обоих уравнениях Q — вес поднимае-мого
груза в кг; R — радиус блока в см; г — радиус
цапфы оси блока в см; f— коэфициент трения
в цапфе оси блока (при опорах трения сколь-
жения fx 0,1; при опорах качения /« 0,03);
/1 = 0,2 — коэфициент трения между смежными
цепными звеньями; 8 —диаметр цепной стали
в мм; а — угол обхвата блока канатом или
Таблица 4
цепью; ? =
0,Ы21 l + ifp
2R — 10
см; d — диаметр
каната в см; k — коэфициент сопротивления
блока, принимаемый по табл. 4.
Коэфициент полезного действия неподвиж-
ного блока, значения которого также приведены
в табл. 4, равен
B1)
В подвижных блоках для выиг-
рыша в силе (фиг. 14) натяжения сбегаю-
Значения k и •») для одиночных блоков
Группы канатов и цепей
Пеньковый канат диаметром
16 мм ... •
Пеньковый канат диаметром
36 мм
Пеньковый канат диаметром
52 мм
Стальные проволочные ка-
наты на блоках с опорами
скользящего трения
Стальные проволочные ка-
наты на блоках с- опорами
качения • . . . .
Сварные цепи некалиброван-
ные • . . .
Сварные цепи калиброванные
Пластинчатые шарнирные
цепи
I, об—1,09
1,12—1,18
1,18—1,25
1,04—1,05
1,015—1,02
1.03—if 05
1,06—1,08
1,05
0,94—oi9a
0,88—0,85
0,25—0,80
0,96—0,95
о,97-°.95
0,94—019^
о.95
Примечание. Для слабо нагруженных канатов
значение ft может быть повышено на 10—12 °/„.
щей и набегающей ветвей каната или цепи
соответственно равны
P=Q
k+ 1
кг
= -F- кг;
k
B2)
B3}
путь, проходимый канатом (цепью) за единицу
времени, равен в этих блоках удвоенному пути,
проходимому грузом,
/ = 2h м, B4)
а скорость движения каната (цепи) равнз
удвоенной скорости подъёма груза
vk = 2игр м/мин; B5)
коэфициент полезного действия блока равен
1 = Чг ¦ <*>
В подвижных блоках для выиг-
рыша в скорости (фиг. 15) натяже-
ния ветвей каната (цепи) определяются из со-
отношений
B7)
р = q (k + 1) кг
и
S --= Qk кг; B8)
путь, проходимый грузом, и скорость движе-
ния груза находятся из соотношений
= 2/ м
= 2vk м/мин ;
B9)
C0)
коэфициент полезного действия блока в рас-
сматриваемом случае равен !
C1)
fe+1
ПРОСТЫЕ ГРУЗОПОДЪЁМНЫЕ МАШИНЫ
[РАЗД. IV
Системы подвижных и неподвижных бло-
ков, группируемых в обоймах и огибаемых
тяговым органом (канатом или цепью), носят
название полиспастов.
Не обладающие свойством самоторможения
и редко применяемые как самостоятельные
двух групп блоков —неподвижной и подвижной,
объединённых двумя обоймами и последова-
тельно огибаемых одним канатом (фиг. 16), и
потенциальные, состоящие из неподвижного
блока и нескольких подвижных блоков в от-
дельных обоймах, удерживаемых отдельными
канатами (фиг. 17).
Фиг. 14. Схема подвижного
блока для выигрыша в силе.
Фиг. 15. Схема подвиж-
ного блока для выиг-
рыша в скорости.
Фиг. 16. Схема кратных полиспастов.
Кратные полиспасты используются
для выигрыша в силе [в этих случаях свобод-
ная ветвь каната (цепи) сбегает либо с непо-
движного блока (по фиг. 16, а) либо с по-
движного блока (по фиг. 16, б) и к ней при-
кладывается тяговое усилие Р] или для выиг-
Таблица 5
Соотношения между весом поднимаемого груза, величинами натяжения тяговых органов, длинами путей
и скоростями подъёма в кратных полиспастах при заданной кратности а
приспособления для подъёма грузов, полис-
пасты особенно часто используются как эле-
менты подвеса грузов в большинстве грузо-
подъёмных машин. Применительно к различ-
ным схемам группировки блоков полиспасты
подразделяются на кратные, составляемые из
Основные параметры
Усилие.затрачиваем ое для подъёма
груза, без учета сил трения и жёст-
кости каната (цепи) в т
Действительное усилие, затрачи-
ваемое для подъёма груза [наиболь-
шее натяжение каната (цепи)] в т
Наименьшее натяжение каната
(цепи) в т
Путь, проходимый силой Р при
подъёме груза Q на высоту Л, в At
Скорости движения каната (цепи)
и поднимаемого груза в м/лшн
Коэфициент полезного действия
Ро
полиспаста
Полиспасты для выигрыша в силе
при приложении
усилия к ветви
тягового органа,
сбегающей
с подвижного блока
Ро- Q
а + 1
P...Q *"<*-!>
ka+l 1
i"'V(fte_i)
I ¦= h (a + 1)
v — v (a + 1)
к гр * '
1 *в+1-1
' C+1 *"(*-!>
при приложении
усилия к ветви
тягового органа,
сбегающей с не-
подвижного блока
р - Q
а
Р-у*"^1)
ka-l
5- Р
ka
I *-ha
VK-"°2pa
1 ^-1
п' ka\k-l)
Полиспасты для выигрыша в скорости
при подъёме
груза к ветви
тягового органа,
набегающей
на подвижный блок
ka+1-l
по 1
k-l
lmm й
e+I
V
* a+l
ka+1-l
при подъёме
груза к ветви
тягового органа,
набегающей на
неподвижный блок
Po-Q"
ft-i
S-Q
a
V
K a
ч « (*-l)
ГЛ. XXII]
БЛОКИ И ПОЛИСПАСТЫ
865
рыша в скорости (в этих случаях свободная
ветвь тягового органа набегает на подвижный
блок или неподвижный блок и к ней подве-
шивается поднимаемый груз Q). Соотноше-
ния между весом под-
нимаемого груза, ве-
личинами натяжений
тяговых органов, дли-
нами путей и скоро-
стями подъёма в крат-
ных полиспастах при
заданной кратности их
а (числе ветвей кана-
та или цепи, на ко-
торых висит груз)
приведены в табл. 5.
В потенциаль-
ных полиспастах,
используемых только
для выигрыша в ско-
рости, указанные со-
отношения принимают
вид:
усилие, затрачи-
ваемое для подъёма
груза, без учёта сил
трения и жёсткости
каната
P0 = 2aQ кг, C2)
действительное уси-
лие, затрачиваемое
для подъёма груза,
Фиг. 17. Схема потенциаль-
ного полиспаста.
XQ кг; C3)
наименьшее натяжение каната
путь, проходимый силой Р при подъёме груза
на высоту Н,
i=4r»-> C5)
коэфициент полезного действия полиспаста
2а
C6)
Тали червячные и шестеренные
Талями называют грузоподъёмные меха-
низмы, применяемые на обслуживании погру-
зочно-выгрузочных и монтажных работ и ха-
рактеризующиеся относительной простотой
конструкции и малыми габаритными размерами.
По роду привода тали подразделяются на руч-
ные, пневматические и электрические *; при-
менительно к типам передач в приводе и по
величинам скоростей подъёма груза разли-
чают тали червячные и шестеренные (бы-
строходные).
Червячная таль (фиг. 18) состоит из
верхней неподвижной обоймы 1, в которой
размещён механизм подъёма, и из нижней
подвижной обоймы 2 со звёздочкой (блоком) 3
и грузовым крюком 4, подвешенной на грузо-
* Здесь рассматриваются тали только с ручным при-
водом. Об электрических талях см. гл. ХХШ „Электро-
тали, тельферы и монорельсовые тележки".
55 Том 9
вой (сварной калиброванной или пластинчатой
шарнирной) цепи 5*. Механизм подъёма тали
состоит из двухзаходного стального червяка 6
и чугунного червячного колеса 7, отливаемого
за одно с ведущей цепной звёздочкой (бло-
ком) 8. Вращение червяку при подъёме и опу-
скании груза сообщается тяговой звёздочкой
Фиг. 18. Червячные тали со сварной калиброванной
цепью {а) и с пластинчатой шарнирной цепью (б).
(блоком) 9, охватываемой бесконечной тяго-
вой цепью 10. Для предотвращения произ-
вольного опускания поднятого груза механизму
подъёма придаётся грузоупорный тормоз.
Для изготовления червяков используется
сталь марок сталь 40 или Ст. 5; червячные
--D
Фиг. 19. Шестеренная таль.
колёса и звёздочки-блоки отливаются из чу-
гуна марки СЧ 15-32. Число гнёзд в звёздоч-
ках-блоках для сварных цепей принимается
равным 5—6; число зубьев звёздочек для пла-
* В талях малой грузоподъёмности допускается кре-
пление грузового крюка непосредственно к цепи. Во
всех талях верхние неподвижные обоймы подвешиваются
к опорам с помощью крюка //.
866
ПРОСТЫЕ ГРУЗОПОДЪЁМНЫЕ МАШИНЫ
[РАЗД. IV
стинчатых шарнирных цепей назначается рав- В зависимости от роба привода различают
ным 8—9. лебёдки с ручным и машинным приводом
Шестеренная таль (фиг. 19) отли- (трансмиссионным, электрическим, паровым,
чается от червячной тали наличием зубчатых пневматическим или от двигателей внутрен-
(планетарных) передач со стальными тестер- него сгорания). Лебёдки малой грузоподъём-
нями. ности с ручным приводом иногда выполняются
Усилие, прикладываемое рабочим к тяго- без промежуточных передач между барабаном
й й
, р р
вой цепи тали, определяется из уравнения
Р = .3р 3- кг,
и приводной рукояткой; во всех остальных
лебёдках независимо от рода привода, но при-
C7) менительно к особенностям работы, исполь-
зуются фрикционные, зубчатые, червячные,
б б
у фр у, р,
где р усилие на окружности ведущей звёз- червячно-зубчатые и зубчато-цепные передачи,
(б) /? й По способу установки лебедки подразде
у ру у
дочки (блока) в кг; /?. — радиус начальной
й (б)
у у р
По способу установки лебедки подразде-
(
дочки (блока) в кг; /?. радиус начальной р
окружности ведущей звёздочки (блока) в см; ляются на стационарные (устанавливаемые
i - передаточное число привода; R — радиус в Уровне пола, подвешиваемые к балкам пе-
тяговой звёздочки (блока) в см; ij-коэфи- рекрытии, укрепляемые на стенах, колоннах
циент полезного действия тали. и т- Д-) и передвижные (монтируемые на хо-
Краткая техническая характеристика талей довых колесах),
по ГОСТ 1107-41 и ГОСТ 2799-45 приведена
в табл. 6.
Основные параметры червячных и шестеренных талей с ручным приводом
Таблица 6
Основные параметры
Грузоподъёмность в т
Количество рабочих ветвей грузовой цепи
Конструкция грузовой цепи
Скорость подъёма груза в м/мин
Конструкция тяговой цепи
Скорость движения тяговой цепи в mImuh
Усилие на тяговой цепи (ориентировочное)в кг
( А
Габаритные размеры в мм (буквенные 1 В
обозначения по фиг. 19 и 20) С
{ D
Собственный вес в кг
Высота подъёма груза
Коэфициент полезного действия
Тали червячные
(по ГОСТ ПО7-41)
о,5
X
2
2,0
2
з,°
2
5.°
2
Сварная
калиброванная
1,2
О,6
о,45
°.3з[о,зз
7.5
2
ю,о
2
Пла-
стин-
чатая
0.15
0,12
Тали шестеренные
(по ГОСТ 2799-45)
о»а5
i
о,5
I
1,О
i
3,0
i
З.о
i
5-°
2
7.5
3
ю,о
4
Сварная калиброванная
а,б3
1,45
0,90
О.бд
о,5о
о,а6
о,17
о,13
Сварная калиброванная
Зо
35
4оо
2&>
295
3°
ЗО
35
650
28о
295
45
3°
°5
850
г8о
37°
бэ
3°
65
юэо
38о
43°
8о
Зо
75
1250
51°
53о
145
зо
75
155°
бзо
58о
ЗО°
30
85
1700
770
7ю
47°
ЗО
22
315
25 Э
195
135
»5
Зо
зб
37°
або
або
170
30
3°
32
485
295
270
185
5°
ЗО
48
665
Зб5
39°
20Э
90
3°
55
735
395
49O
285
i°5
Зо
5°
IO2O
395
49°
355
17°
3°
54
5
395
670
445
220
3°
58
1470
395
8оо
боо
Зоо
3 м (по требованию заказчиков заводы-изготовители могут
поставлять тали с высотами подъёма до 12 м)
о,55-°, 7
о,7—о,9
ЛЕБЁДКИ
Общие сведения
Лебёдками называются грузоподъёмные
машины, в которых грузовой орган (канат или
цепь) либо навивается на барабан, либо огибает
ведущую звёздочку или канатоведущии блок *.
* Здесь рассматриваются только лебёдки, применяе-
мые как самостоятельные машины.
По областям применения различают лебёд-
ки, используемые для обслуживания монтажно-
строительных работ, проведения погрузочно-
разгрузочных операций, перемещения грузов
по горизонтальным и наклонным путям и т. д.
Расчёт лебёдок ведётся применительно
к принципиальной расчётной схеме (гл. XVIII
.Основные данные и формулы для расчёта
грузоподъёмных машин и механизмов*,
см. стр. 780).
ГЛ. XXII]
ЛЕБЁДКИ
867
Лебёдки с ручным приводом
Лебёдки с ручным приводом — стационар-
ные и передвижные — применяются для подъёма
и (реже) для горизонтального или наклонного
перемещения (подтаскивания) грузов при про-
ведении строительно-монтажных и ремонтных
работ в случаях, когда операции подъёма и
перемещения осуществляются относительно
редко и быстрота выполнения их не имеет
существенного значения.
Грузоподъёмность (тяговое усилие) наполь-
ных лебёдок с ручным приводом (фиг. 20) на-
Фиг. 20. Напольная лебёдка с ручным
приводом.
значается обычно в пределах от 0,5 до 10 т,
но в отдельных случаях увеличивается до 15 т.
Грузоподъёмность настенных лебёдок (фиг. 21),
как правило, не превышает 1,5 т.
Каждая лебёдка состоит из станины (двух
стальных щитов, жёстко связанных между
собой распорными связями), барабана, на ко-
торый навивается канат или цепь, и системы
зубчатых передач между валом барабана и
валом приводных рукояток *.
Привод лебёдки снабжается автоматиче-
ским тормозом или безопасными рукоятками
(гл. XIX „Детали и основные узлы грузоподъём-
ных машин" см. стр. 790).
Барабаны лебёдок выполняются литыми из
чугуна марок СЧ 12-28 или СЧ 15-32 с глад-
кой цилиндрической рабочей поверхностью
для многослойной навивки гибкого органа.
Коэфициент полезного действия барабана
(с учетом потерь от жёсткости каната) прини-
мается при расчёте равным т) т 0,95-н0,96.
Шестерни зубчатых передач приводов из-
готовляются либо из чугуна марок СЧ 15-32
или СЧ 18-36, либо из стали марок сталь 35
и сталь 40 и, как правило, имеют фрезеро-
ванные зубья; размеры шестерён назначаются
из условий прочности зубьев на изгиб (обычно
передаточное число одной зубчатой пары при-
вода не назначается большим 8—9, а мини-
мальное число зубьев шестерни принимается
равным 10—12). В лебёдках с двумя и более
зубчатыми парами для ускорения подъёма
грузов, вес которых оказывается меньше но-
минального, используются сменные передачи,
а переключающие механизмы
сменных передач конструиру-
ются так, чтобы исключалась
возможность самопроизволь-
ного осевого перемещения или
расцепления зубчатых колёс.
Валы изготовляются из ста-
ли марок сталь 30 или сталь 40
и рассчитываются на совмест-
ное действие изгиба и кру-
чения. Подшипники валов, за-
крепляемые в станине лебёдки,
выполняются в виде фланце-
вых розеток с чугунными
(реже с бронзовыми) вклады-
шами; размеры их, равно как
и размеры шеек валов, прове-
ряются по удельному давле-
нию при работе с густой смаз-
кой (штауферной, шприцевой
и т. п.). Величины удельного
давления принимаются рав-
ными &<Ч0 кг/см"* (сталь по
бронзе) и ?<:25 кг/см2 (сталь
по чугуну).
Высота центров приводных
рукояток лебёдок над уровнем
опорной поверхности не должна
быть больше 900—1100 мм.
Длина плеча рукоятки прини-
мается равной 300—400 мм,
длина ручки её для одного
рабочего назначается равной
300—350 мм и увеличивается
до 450—500 мм для одновременной работы
двух рабочих. Нагрузка на рукоятку при рас-
чёте её на прочность принимается равной
80 кг
-то —
Фиг. 21. Настенная лебёдка с ручным приводом.
* В настенных лебёдках с ручным приводом иногда
для уменьшения габаритных размеров применяются чер-
вячные передачи.
* В подвесных лебёдках приводные рукоятки заме-
няются тяговыми звёздочками (блоками) со сварными ка-
либрованными цепями.
868
ПРОСТЫЕ ГРУЗОПОДЪЁМНЫЕ МАШИНЫ
[РАЗД. IV
Краткая характеристика лебёдок с ручным
приводом приведена в табл. 7.
Таблица 7
Основные параметры лебедок с ручным приводом
Тяговое усилие на барабане
в кг
Скорость каната на барабане
(при 16 оборотах приводной ру-
коятки в минуту^ в м/мин . .
Передаточные числа смен-
ных зубчатых передач ....
Диаметр барабана в мм . .
Длина барабана в мм . . .
Диаметр каната в мм . . .
Длина каната, навиваемого
на барабан в один слой, в м .
Габаритные размеры!™8' •
(без рукояток) в мм |™ср0™а
Собственный вес лебёдки
в кг
Количество обслуживающих
рабочих
150Э
1,6 И
°,56
i : б и
i8o
39°
13
35
700
830
212
3
3000
0,86 и
о,43
i: 14 и
2ОО
548
i8
49
1060
935
1236
cfio
3
75С0
о,95 и
°,37
i : т9 и
33°
62О
3°
4О
IIOO
1269
1425
4
Лебёдки с машинным приводом
Лебёдки с машинным приводом подразде-
ляются на трансмиссионные, обслуживаемые
отдельно стоящими двигателями, и агрегатные,
снабжённые двигателями, монтируемыми на
общей раме с исполнительными механизмами.
Фиг. 22. Однобарабэнная фрикционная лебёдка.
Область применения трансмиссионных ле-
бёдок резко сокращается.
Преимущественно распространённым типом
трансмиссионных лебёдок являются фрикци-
онные лебёдки (с фрикционными передачами
или фрикционными муфтами включения) —
однобарабанные (фиг. 22), используемые для
обслуживания монтажно-строительных работ,
и двухбарабанные (фиг. 23), применяемые
Фиг. 23. Двухбарабанная фрикционная лебёдка.
в канатно-скреперных установках, деррик-кра-
нах и пр.
Крутящий момент от двигателя в этих лебёдках ре-
мённой передачей передаётся приводному шкиву, на валу
которого насажена ведущая шестерня, сцепляющаяся
с зубчатым колесом 1, свободно сидящим на оси 2 бара-
бана 3 и несущими на боковой поверхности деревянные
колодки фрикциона 4 (фиг. 24). Барабан 3, также сво-
бодно сидящий на оси 2, отлит за одно с фрикционной
муфтой 5 (эта муфта используется как шкив ленточного
тормоза, замыкаемого тормозным грузом или пружиной);
с противоположной стороны барабана, к его торцу, бол-
тами крепится храповое колесо 6 останова. На винтовой
(обычно трёхходовой) нарезке 7 в правой концевой части
оси 2 помещена втулка 8, упирающаяся в подпятник 9
барабана. Поворотом рычага управления рабочий сме-
щает втулку влево по нарезке оси; упираясь в подпят-
ник 9, втулка осуществляет подвижку барабана в сто-
рону зубчатого колеса / и включение фрикционной
муфты 5. Одновременно нажимом на ножную педаль
рабочий размыкает ленточный тормоз и выводит собачку
останова из зацепления с зубьями храпового колеса. При
этом барабан 3 начинает вращаться, навивая канат
и поднимая или подтаскивая груз.
Если Q — натяжение каната в кг, Pg — ра-
диус барабана в см, гх — средний радиус
опорного подпятника в см, L — длина рычага
управления в см, RQ — средний радиус тре-
ния фрикционной муфты в см, г0 — средний
радиус нарезки на оси барабана в см, а к,
s:9-f-12°—угол подъёма нарезки, риЮ-=-15°—
угол конусности фрикционных колодок,и р %
s;4-f-6o—угол трения, а /й0,25-т-0,3 — коэфп-
циент трения колодки и /i « 0,03 — коэфи-
циент трения подпятника, то усилие, при-
кладываемое рабочим к рычагу управления
при включении барабана, будет равно
sin
р)
C8)
ГЛ. XXII]
ЛЕБЁДКИ
869
При выключении барабана рабочий откло-
няет рычаг управления в исходное положе-
ние, отводя фрикционную муфту от колодок
фрикциона и прекращая нажим на тормозную
педаль. При необходимости опускания груза
рабочий размыкает тормоз, н<> не включает
фрикционную передачу.
Барабаны фрикционных лебёдок — нарез-
ные (по фиг. 25) или с гладко проточенной
рабочей поверхностью (для много-
слойной навивки каната) — отли-
ваются из чугуна марки Сч 15-32.
Шестерни и зубчатые колёса вы-
Валы передач и оси барабанов изгото-
вляются из стали марок сталь 35 или сталь 40.
Подшипники скользящего трения и шейки
валов и осей проверяются по величинам до-
пускаемого удельного давления й^ЗО—
35 кг/см* (сталь по бронзе) иК 20—25 кг/см2
(сталь по чугуну).
Рамы фрикционных лебёдок изготовляются
сварными из фасонного проката (швеллеры и
уголки) и листовой стали. Реже применяются
5 клёпаные рамы и рамы, изготовляе-
мые отливкой из стали за одно с ниж-
ними частями корпусов подшипников.
Фиг. 24. Разрез по барабану фрикци-
онной лебёдки.
полняются литыми чугунными или из поковки
марок сталь 30, сталь 40; для больших зубчатых
колёс применяется также стальное литьё. Хра-
повые колёса остановов выполняются из стали
марок сталь 20—30 и реже — из чугуна
марки СЧ 15-32. Размеры шестерён и зубчатых
колёс определяются по прочности зубьев на
изгиб и проверяются на износоустойчивость
по величине контактных напряжений на смя-
тие. Размеры храповых колёс и собачек оста-
новов определяются из условий прочности
зубьев (см. гл. XIX „Детали и основные
узлы грузоподъёмных машин", стр. 790).
Для лебёдок малой грузоподъёмности
(до 3 т) иногда применяются дере-
вянные рамы.
Основная техническая
характеристика фрикци-
онных лебёдок приведена
в табл. 8.
В группе агрегатных
лебёдок наибольшее рас-
пространение получили
электрические лебёдки
с приводом от электро-
двигателя и с постоян-
ной ЖёСТКОЙ СВЯЗЬЮ ме- Ф"Г- 25. Электрическая
жду двигателем и бара- ле едка"
баном (фиг. 25), обычно
осуществляемой с помощью закрытых зубча-
тых передач.
Основные параметры фрикционных лебёдок
Таблица 8
Основные параметры
Однобарабанные
ССМ-081-А
Тяговое усилие в/п
Скорость каната в м!сек
Мощность электродвигателя в кет
Число оборотов электродвигателя в минуту . . . .
Диаметр шкива электродвигателя в им
Диаметр приводного шкива лебёдки в мм
Ширина приводного шкива лебёдки в мм
Диаметр барабана в мм
Число оборотов барабана в минуту
Длина барабана в мм
Канатоёмкость барабана при трёхслойной навивке
каната в м
Диаметр каната в мм
i длина
Габаритные размеры в мм I ширина
I высота
Вес лебёдки (без электродвигателя) в кг
о.75
о. 53-1. за
6,4—13>°
725—1460
25O—35O
95о—7ао
125
28о
42—52
375
79
13
1400-1475 *
1235
457-464 **
ССМ-С80-А
0,58-1,42
11,0—22,0
725—1460
330
1030—850
«5
290
42—52
385
84
13
1650—1685 *
1310
1245
684-694 **
Двухбарабанные
ССМ-06
1,25
0,65
ю,6
95о
350
1040
45°
8о
i860
134°
сем
,5
о,8
29
95°
Зоо
12Э0
i8o
40Э
Z3
119
22
2423
I75O
I50O
28OO
* Меньшие величины при приводных шкивах минимального диаметра @ 750 и 850 мм); большие величины — при
приводных шкивах максимального диаметра @ 950 и 1030 мм).
** Меньшие значения—для лебёдок со сварными рамами, большие значения—для лебёдок с клёпаными рамами.
870
ПРОСТЫЕ ГРУЗОПОДЪЁМНЫЕ МАШИНЫ
[РАЗД. IV
При выборе схем электрических лебёдок
(фиг. 26)*, при конструировании и расчёте их
узлов руководствуются указаниями, сделан-
ными в предшествующем изложении, и требо-
ваниями ГОСТ 2914-45 **.
Лебёдки с барабанами большой канато-
ёмкости снабжаются специальными аппара-
тами-канатоукладчиками, обеспечивающими
правильную многослойную наводку каната и
приводимыми в действие принудительно, с
Фиг. 26. Однобарабанная электрическая лебёдка с ше-
стеренным редуктором и колодочным тормозом.
помощью передач от валов барабанов. Основ-
ная характеристика электрических лебёдок об-
щего назначения, выполненных применительно
к ГОСТ 2914-45, приведена в табл. 9.
Лебёдки с двигателями вну-
треннего сгорания (фиг. 27) получили
большое распространение на строительно-мон-
тажных работах.
Валы лебёдок монтируются на подшипни-
ках качения. Тормозы (обычно колодочные,
с нормальными или с короткоходовыми ма-
гнитами) устанавливаются на входных валах
редукторов подобно показанному на фиг. 26.
Двигатели лебёдок — крановые переменного
тока напряжением 220/380 в или постоянного
тока напряжением 220 и 440 в.
* Для обеспечения наибольшей компактности лебёдок
в приводах их применяются планетарные передачи, обу-
словливающие возможность осуществления больших пе-
редаточных чисел в малых габаритах.
** Лебёдки электрические однобарабанные общего на-
значения. Основные данные и габаритные размеры
Фиг. 27. Лебёдка с двигателем внутреннего сгорания.
Эти лебёдки, аналогичные по конструкции
приводным фрикционным лебёдкам, снаб-
жаются одним или несколькими барабанами
и обслуживаются двигателями автомобильного
Таблица 9
Основные параметры однобарабанных лебёдок общего назначения (по ВНИИПТМАШ)
Натяжение каната в т.
1,5
3,0
5,0
10,0
Диаметр каната в мм
Скорость каната в м\ман
Диаметр барабана в мм
Канатоёмкость барабана в м
Собственный вес лебёдки ъ кг
Мощность электродвигателя в кет ....
Число оборотов электродвигателя в минуту
Тип тормоза
13
49
Зоо
S2O
1030
13.5
975
ТКТ зоо
17.5
43
475
збо
I95O
23
73O
ТКТ3о
39
5=5
абэ
3440
32
73°
ГКТ400
За,5
34
боо
220
5378
64
585
ТКТ 5
ГЛ. XXII]
шпили
871
типа или специальными лёгкими двигателями
мощностью 10—20 л. с, устанавливаемыми
на общей раме с исполнительными механиз-
мами.
Паровые лебёдки, конструктивно
близкие к приводным фрикционным лебёдкам,
но имеющие ограниченное применение на су-
дах и для обслуживания специальных работ
(в частности, для обслуживания деррик-кра-
нов и скреперных установок), снабжаются
горизонтальными сдвоенными паровыми ма-
шинами однократного (простого) расширения
с числом оборотов от 120 до 200 в минуту,
с диаметром цилиндров 100—200 мм и ходом
поршня 165—340 мм. Мощность машин обычно
не превышает 35 л. с.
Подача пара к машинам осуществляется
либо от общих котельных установок (преиму-
щественно в судовых лебСдках), либо от спе-
циальных паровых котлов (вертикального типа
с дымогарными или кипятильными трубками),
рассчитываемых на давление до 10—12 am
и монтируемых иногда непосредственно на
рамах лебёдок.
Конструкция паровых лебёдок аналогична
конструкции приводных фрикционных лебёдок.
ШПИЛИ
Шпили (кабестаны), отличающиеся от ле-
бёдок размещением барабанов на вертикаль-
ных валах и свободным сбеганием навивае-
Фиг. 28. Электрический шпиль.
мого каната, применяются на станциях желез-
ных дорог и на внутризаводских железнодо-
рожных путях для маневровых передвижений
вагонов, в портах и доках для перемещения
судов у причалов и на самих судах для вы-
полнения различных вспомогательных работ.
Наибольшее распространение получили
электрические шпили (фиг. 28).
Основными частями шпиля являются элек-
тродвигатель 1, пусковая аппаратура 2 и
червячный редуктор 3*, размещаемые внутри
водонепроницаемого кожуха 4, вертикальный
вал 5 и насаживаемый на него коноидальный
фрикционный барабан 6 (одноступенчатый или
двухступенчатый для случаев необходимости
движения тягового органа с переменными ско-
ростями).
При работе шпиля канат двумя или тремя
витками укладывается на барабане и сбегаю-
щий конец его удерживается усилием рабо-
чего. Усилие это определяется равным
- Q
кг,
C9)
где Q — тяговое усилие шпиля в кг; г — число
витков каната на барабане; /ssO,15—0,18 —
коэфициент трения каната о барабан.
Основная техническая характеристика элек-
трических шпилей приведена в табл. 10.
Таблица 10
Основные параметры электрических шпилей
s
ч
s
о
о
и
н
2ОО
з°°
5°о
IOO0
1500
2000
Зооо
4ооо
30ДВИ-
<и ,•
ч ^
л .
д5
о н
S ь»
3,5
5,5
8,0
9>°
12,0
i8,o
24,0
30,0
S
% а
й«
о га
§ 1
45
45
45
Зо
3°
3°
25
15
?
VO
ю ^
5 ю
|9
35°,-
35°/-
35°/—
420/280
420/280
420/280
475'З20
475'32°
№
1ИЛ1
а
21 дО
22OO
23OO
2900
3°оо
32OO
44оо
44OO
Габаритные размеры
в
А
1720
1720
1720
2ООО
2ООО
2ООО
245°
245°
мм (буквенные
эбозначения
по фиг. 29^
В
1050
1050
IOjO
^ЗЗ0
'35°
135°
1400
14оо
С
735
735
735
97э
975
975
12О0
12 ОО
Е
8оо
8оо
8оо
8оо
8оо
8оо
870
870
Расчёт шпилей, ведётся применительно
к указаниям гл. -XVIII «Основные данные
и формулы для расчёта грузоподъёмных
машин".
* В некоторых конструкциях шпилей дополнительно
к червячному редуктору вводится зубчатая передача.
ЛИТЕРАТУРА И ИСТОЧНИКИ
КиферЛ. Г. и Абрамович И. И., Грузоподъём
ные машины, т. 1, Машгиз, М.—Л. 1948.
Строительные машины (Каталог-справочник), т. 1. Ката-
логиздат, М.—Л. 1940.
Глава XXIII
ЭЛЕКТРОТАЛИ, ТЕЛЬФЕРЫ И МОНОРЕЛЬСОВЫЕ ТЕЛЕЖКИ
ОБЩИЕ СВЕДЕНИЯ
Электроталями называют группу компакт-
ных грузоподъёмных механизмов, состоящих
каждый из грузового канатного барабана,
редуктора, одного или двух тормозов и элек-
тродвигателя, закрепляемого к кожуху при по-
мощи фланцевых болтов.
Используемые в качестве стационарных
подъёмных устройств (например, взамен мон-
тажных лебёдок, для обслуживания станков
при установке тяжёлых деталей, приспособле-
ний и пр.) электротали либо устанавли-
ваются на неподвижных опорах (фиг. \,а),
либо подвешиваются к опорным конструк-
циям на болтах (фиг. 1, б) или с помощью
крюков (фиг. 1, в). Подобным же образом под-
веской на болтах или на крюках осуществляется
крепление электроталей к тележкам непривод-
ным (фиг. \,г), с ручным приводом (фиг. 1,д)
или с электроприводом (фиг. \,е).
Электротали, смонтированные на тележках,
получили название тельферов. Являясь одним
из наиболее распространённых типов подъёмно-
транспортного оборудования, обслуживающего
операции внутрицехового перемещения, опе-
рации укладки грузов в складочных поме-
щениях, погрузочно-разгрузочные операции
в портах, на станциях железных дорог и пр.,
тельферы находят применение как самостоя-
тельные машины для подъёма и перемещения
грузов по подвесным путям и как механизмы
подъёма в настенных кранах (фиг. 1,з),
в кран-балках (фиг. 1,ы) и др.
Из узлов тельферов компонуются так назы-
ваемые монорельсовые тележки, использу-
емые для перемещения штучных и насыпных
грузов на относительно большие расстояния
и оборудуемые грейферами (фиг. \,к), самораз-
гружающимися бадьями, кюбелями и подъём-
ными электромагнитами.
При скоростях передвижения до 15 —
30 м/мин управление двигателями тельферов
и монорельсовых тележек осуществляется
с уровня земли (пола).
При больших скоростях передвижения E0 —
100 м/мин) тельферам и монорельсовым те-
лежкам придаются кабины для вожатых.
ЭЛЕКТРОТАЛИ
Грузоподъёмность электроталей находится
в пределах от 0,1 до 15 т, причём наиболее
распространённым является ряд грузоподъём-
ностей: 0,25; 0,5; 1,0; 2,0; 3,0 и 5,0 т; реже
используются электротали грузоподъёмностью
0,1; 7,5; 10 и 15 т; назначение большей
грузоподъёмности нецелесообразно, так как
при этом теряется одно из основных до-
стоинств электроталей — компактность кон-
струкции.
Скорости подъёма груза электроталями
колеблются в пределах от 3 до 15 м/мин и
выбираются в зависимости от грузоподъём-
ности и применительно к особенностям
эксплоатации (обычно большей грузоподъём-
ности соответствует меньшая скорость
подъёма).
В отдельных случаях, например при обслу-
живании операций разливки жидкого металла,
применяются электротали с так называемым
микроподъёмом для скоростей подъёма и
спуска - 0,1 м/мин.
Высота подъёма груза электроталями на-
значается в пределах от б до 30 м, причём
большие значения её B0 -30 м) обычно при
меняются для электроталей грузоподъём-
ностью 5 т.
Конструктивные решения современных
электроталей осуществляются применительно
к следующим трём основным типам: а) элек-
тротали с соосным расположением узлов
(фиг. 2); б) электротали с параллельным рас-
положением валов барабана и двигателя
(фиг. 3, а); в) электротали, в которых элек-
тродвигатель помещён внутри барабана
(фиг. 3> б).
Электротали первого из перечисленных
типов являются наиболее совершенными.
Характерные наличием двух тормозов (основ-
ного спускного грузоупорного, обеспечиваю-
щего плавный спуск груза, и дополнительного,
дискового, предназначенного для поглощения
кинетической энергии ротора и уменьшения
пути торможения при малых грузах), они
обладают относительной простотой конструк-
ции. Сложный в изготовлении редуктор с двой-
ной планетарной передачей по фиг. 2, а может
быть заменён более простым шестерёнчатым
редуктором с внутренним зацеплением шесте-
рён по фиг. 2, б или редуктором с наружным
зацеплением. При компактности, простоте
сборки и разборки и доступности осмотра
единственный недостаток — несколько увели-
ченная длина — не снижает их эксшюатацион-
ных достоинств, а конструктивная надёжность
обусловливает их длительную безотказную
работу.
Электротали второго типа, обладая наи-
меньшей габаритной высотой, имеют соответ-
ГЛ. ХХ1Щ
ЭЛЕКТРОТАЛИ
873
ственно увеличенную ширину, обусловливаю-
щую практическую нецелесообразность при-
менения их для грузоподъёмностей свыше Зт.
Кроме того, эти электротали характеризуются
такими конструктивными дефектами, как на-
личие консольных шестерён на валах двига-
телей и барабанов, плохая центровка основ-
валика. Для выключения электродвигателя ме-
ханизма подъёма при подходе обоймы с гру-
зовым крюком к барабану в нижней части ко-
жуха электротали устанавливается конечный
выключатель.
Расчёт механизма подъёма электротали
ведётся применительно к указаниям, помещён-
Фиг, 1. Схемы электроталей тельферов и монорельсовых тележек.
ных щек корпуса и пр. Что же касается элек-
троталей третьего типа, то существенным
недостатком в них являются плохое охла-
ждение электродвигателей, встроенных в бара-
баны, и затруднённость их монтажа. Условия
эксплоатации электроталей третьего типа
более сложны, чем электроталей первого и
второго типов.
Управление электроталями осуществляется
с помощью магнитных пускателей или кон-
троллеров.
Магнитные пускатели блокируются с кно-
почным аппаратом. Переключение в контрол-
лере выполняется с помощью подъёмных ру-
кояток, цепочки которых соединены с дву-
плечим рычагом центрального контроллерного
ным в гл. XVIII „Основные данные и фор-
мулы для расчёта грузоподъёмных машин и
механизмов".
Режим работы электротали принимается
равным /7Б=25%, а кратность максимального
момента (коэфициент перегрузки) двигателя
принимается в пределах «J>;>2,5.
При расчётах зубчатых передач редуктора
электротали следует руководствоваться об-
щими указаниями, приведёнными в разделе
„Детали машин" (т. % стр. 212) *. При этом:
* Зубчатые передачи рассчитываются на износ и изгиб
зубьев.
Расчётный срок службы зубчатых передач прини-
мается не меньше 5 лет; модули передач выбираются
из ряда 3; 4; 5; 6; 7, 8, 10.
874
ЭЛЕКТРОТАЛИ, ТЕЛЬФЕРЫ И МОНОРЕЛЬСОВЫЕ ТЕЛЕЖКИ
[РАЗД. IV
а) все зубчатые передачи должны по воз-
можности вписываться в габарит окружности,
диаметр которой равен диаметру корпуса
барабана;
б) диаметры зубчатых колёс должны назна-
чаться по возможности одинаковыми, а необ-
ходимые передаточные отношения в каждой
зубчатой паре следует осуществлять подбором
соответствующих диаметров шестерён (соблю-
дение указанного условия обусловливает наи-
более удобную компоновку редуктора) *;
Фиг. 2. Электротали.
в) для уменьшения ширины редуктора
желательно совмещение в одной вертикальной
плоскости хотя бы двух зубчатых пар;
г) для изготовления зубчатых колёс и
шестерён следует применять хромоникелевые,
хромистые и качественные углеродистые стали;
зубья колёс и шестерён должны обязательно
подвергаться термообработке;твёрдость зубьев
шестерён должна быть выше зубьев колёс на
40—50 единиц по Бринелю.
Все валы в механизме подъёма электротали
следует монтировать на подшипниках качения.
При расчёте подшипников задаются сроком
службы их, не меньшим 4000—5000 час, и
коэфициентом безопасности (при определении
долговечности подшипника), равным &,у=1,2.
Расчёт грузоупорных и дисковых тормозов
ведётся применительно к указаниям в гл. XIX
.Детали и основные узлы грузоподъёмных
машин". Запас торможения для грузоупор-
ного тормоза назначается в пределах р =
= 1,15-7-1,3; запас торможения для дискового
тормоза, работающего совместно с гру-
зоупорным тормозом, принимается равным
р= 1,0-г1,1; для случаев, когда грузоупорный
тормоз не предусматривается конструкцией
электротали, запас торможения для дискового
тормоза повышается при расчёте до р = 2,0.
ТЕЛЬФЕРЫ
Тельфер состоит из электротали, закреплён-
ной к ходовой тележке, перемещающейся по
монорельсовому подвижному пути, и снабжён-
ной механизмом с ручным или машинным при-
водом от электродвигателя постоянного или
переменного тока *. Под-
водка тока к тельферам
осуществляется с по-
мощью троллейных про-
водов, подвешиваемых
в уровне монорельсового
пути и параллельных
ему. С троллеями сопри-
касаются токоприёмни-
ки, укрепляемые на крон-
штейнах ходовых теле-
жек. Управление элек-
тродвигателями может
производиться при помо-
щи магнитных пускате-
лей или контроллеров
с уровня пола (земли)
или из кабин.
Ходовые тележки
тельферов выполняются
двух типов — жёсткие
и шарнирные. Выбор ти-
па тележек зависит от
заданного минимального
радиуса криволинейных
участков пути. Наиболь-
шее распространение по-
лучили жёсткие тележки,
более простые по кон-
струкции. Шарнирные
тележки применяются в
тельферах большой гру-
зоподъёмности (свыше 3/га) при необходимо-
сти вписывания их в кривые малых радиусов
A,0—1.5 м). По схеме расположения при-
водных колёс различают тележки с одно-
сторонним и двухсторонним приводом, при-
чём последние обладают несколько более
сложной конструкцией, но характеризуются
несомненными эксплоатационными преимуще-
ствами, так как двухсторонний привод исклю-
чает возможность забегания одной пары ко-
лёс относительно другой.
Скорости движения тельферов приме-
няются в пределах от 15 до 30 м\мин для
случая управления с уровня пола (земли) идо
100 м/мин — для случая управления из кабин.
Отечественными тельферостроительными
заводами изготовлялись до последнего времени
тельферы серии Т (фиг. 3, а) с параллельным
расположением валов барабана и двигателя
в механизме подъёма и тельферы серии МТ
(фиг. 3, б и фиг. 4) с электродвигателями
механизма подъёма, расположенными внутри
барабана. Ходовые тележки обеих указанных
серий тельферов имели односторонний привод.
С 1945 г. на производство поставлены мо-
дели тельферов серии ТВ, разработанной
• Минимальное число зубьев шестерни без корригиро-
вания назначается равным zmln = 17-
* В тельферах отечественного производства электро-
двигатели постоянного тока не применяются.
ГЛ. XXIII]
ТЕЛЬФЕРЫ
875
Фиг. 3. Тельферы серий Т и МТ.
Фиг. 4. Тельфер серии МТ с управлением из кабины.
Фиг. 5. Тельфер серии ТВ.
Фиг. 6. Ходовая тележка тельфера ТВ.
Фиг. 7. Тельфер ТВ-5 с шарнирной подвеской электротали
к ходовой тележке.
ГЛ. ХХШ]
МОНОРЕЛЬСОВЫЕ ТЕЛЕЖКИ
877
ВНИИПТМАШ, характерные блочностыо и
унификацией всех основных деталей и узлов
конструкции.
Механизм подъёма груза тельферов се-
рии ТВ (фиг. 5) состоит из электродвигателя,
барабана, помещённого в стальном кожухе,
и редуктора с четырьмя парами цилиндриче-
ских зубчатых передач, имеющих наружное
зацепление и помещённых в масляную ванну.
На втором или третьем валу редуктора
в тельферах грузоподъёмностью от 1 до 5 т
помещается спускной грузоупорный тормоз,
а на валу электродвигателя (со стороны редук-
тора) вмонтирован стопорный дисковый тор-
моз. Тельферы грузоподъёмностью 0,25 и
0,5 т оборудуются только дисковым тормозом,
что обеспечивает их малые габариты. Все узлы
механизма подъёма располагаются соосно,
обусловливая удобство выполнения сборочных
и ремонтных операций. Нормальная высота
подъёма в тельферах ТВ принята равной 6 м.
При незначительной переделке (удлинении)
барабана высота подъёма в тельферах ТВ-1,
ТВ-2, ТВ-3 и ТВ-5 может быть увеличена
до 20 м.
Ходовые тележки тельферов ТВ-0,25 и
ТВ-0,5 выполнены неприводными. Для всех
остальных моделей тельферов этой серии
предусмотрены ходовые тележки с двухсто-
ронним приводом, жёсткие (фиг. 6) или шар-
нирные (для тельфера ТВ-5 см. фиг. 7), с зуб-
чатыми передачами, помещёнными в масляные
ванны, и валами смонтированными на подшип-
никах качения.
Основная характеристика тельферов при-
ведена в табл. 1.
Тяговый расчёт тельферов ведётся приме-
нительно к формулам гл. XVIII «Основные
данные и формулы для расчёта грузоподъём-
ных машин и механизмов" настоящего тома.
Проверка сцепного веса тельфера осуще-
ствляется по уравнению
Т = P-f,
где Т — сила
колёс
на
сцепления приводных
с рельсом в кг; Р= — i — давление
приводные колёса в кг; Q — грузоподъём-
ность тельфера в кг; G — собственный вес
тельфера в кг; а — число ходовых колёс
тележки; /—число приводных колёс; /—коэ-
фициент сцепления, равный 0,15—0,2 для стали
по стали и 0,12—0,15 для чугуна по стали
Коэфициент запаса сцепления принимается
равным
В = — = 1.4—2 0
где W — полное
тельфера в кг.
сопротивление движению
МОНОРЕЛЬСОВЫЕ ТЕЛЕЖКИ
Монорельсовые тележки, снабжаемые
бадьями (фиг. 8), кюбелями, грейферами
(фиг. 9), подъёмными электромагнитами
(фиг. 10) или какими-либо другими грузо-
К
^ ^ —\0
Фиг. 8. Монорельсовая тележка с бадьёй.
Сводная характеристика тельферов ТВ
Таблица 1
Типы и марки
тельферов
ТВ-0,25
ТВ-0,5
ТВ-1
ТВ-2
ТВ-3
ТВ-5
л
и
о
X
S
1
о
к
(— оа
О,25
о,5
1,О
2,О
3,о
5,°
to
Высота подъё
крюка в м
6,о
6,о
б.О
6,О
6,О
6,0
га
3*
Скорость под-
крюка В MJMU
8,о
8,о
8,о
8,о
8,о
8,о
Скорость пере
движения
в mImuh
—
30.0
301°
з°<°
Зо,о
эво-
м
Диаметр груз
го каната в м
4,8
6,2
8,7
II,О
13,о
13,о
Число ветвей
полиСпастного
подвеса
2
2
2
2
2
2X2
И
Число ходовы
тележек
i
i
i
i
i
2
Типы подвеск
электроталей
к тележкам
Жёсткая
„
„
Шарнирная
«Л
235
479
534
58°
720
Габаритные
размеры
(буквенные обозначения
по фиг. 5 и 7)
2Q5
295
541
551
737
832
О
530
633
inao
1090
1317
1552
Q
—
455
455
455
455
_
—
375
375
435
466
а
460
'53°
7Я5
840
Ю8о
I44O
е
6ю
68о
1095
ISIO
1,5оо
1700
НО
но
2ОО
2ОО
а8о
28о
—
—
—
—
IOOO
га
н
Минимальный
радиус поворо
в м
о,7 ¦
1,5
3,5
з,5
Собственный
вес в кг
74
91
442
494
70s
Ю45
о
№ двутавров
монорельсовог
пути
14—26
14—26
эо-зо
24-3°
ЗО-45
3°-45
as
Мощность эле*
двигателя мехе
ма подъёма
в кат
о 4
о,85
1,8
3.5
4,5
7,5
вин
-ЕИН
-odx
Мощность элеи
двигателя мехг
ма передвиже
в кет
_
—
0,65
о,6з
1,2
1,3
Род и напряж
ние тока
¦к
2 "о
«то
X
Число включе
в час
о
СО
0>
ч
о
X
X
Относительная
продолжитель
ность включе!
(ПВ) %
25
• Скорость подъёма тельферов ТВ может быть увеличена
1500 об/мин.
до 12 м/мин при замене электродвигателей с синхронным числом оборотов 1000 об/мин электродвигателями, имеющими
Таблица 2
Марка
тележк
ТМБ-1
ТМБ-1,5
ТМГ-2
тмг-з
ТМГ-5
ТМП-2,5
а
Тип
тележк
С бадьей
С грейфе-
ром
То же
То же
С магнитом
Марка
тельфе
ТВ-2
ТВ-3
2ХТВ-2
2 X ТВ-3
2хТВ-5
ТВ-5
ь рабо-
гана
'W в* оз
о.45
1,5
2,5
1,5
-
Сводная
Перемещаемый
груз
Уголь у = 0,85
Песок -{¦ = 1,7
Уголь у = 0,85
Песок у — 1,7
Руда у = 2,5
Уголь у = 0,85
Песок у = 1,7
Руда у - 2,5
Чушки,
скрап,
стружка
ка на
т при
е гру-
Нагруз
крюк в
подъём
зов
i
2
3
5
2,3
2,2
характеристика монорельсовых тележек
°5 S
я.? *
Собств
вес раб
органа
..з
1,2
1.65
2.5
1.73
п
со
ra.S
И ё
12
12
12
12
12
12
Скорость
подъема
В MJMUH
16
16
16
16
16
16
?g
Is*"
U аса
2Р
3°
IOO
IOO
IOO
IOO
44бо
4745
37оо
3720
435°
434°
Основные размеры
а,
668
67i
728
885
885
832
и
646
8г8
687
7^5
72O
Q
900
1050
605
525
525
1170
Ч
235°
2500
32бо
3315
3520
хзоо
1500
15°°
15°°
НОО
(буквенные обозначения по фиг. 8, 9, 10) в мм
О
ХЗОО
1900
1700
2IO0
i8oo
Г700
2350
3IOO
IOOO
1805
а.
2310
35бо
Згоо
385О
325°
3I5O
437O
4050
3800
1985
1400
тбоо
2500
2000
37О0
22О0
2ООО
3IOO
3700
а5°°
-
2500
ЙЗоо
зз°о
Зооо
Зооо
23 Ю
4O5O
44°°
Зооо
Збоо
49OO
455O
420О
-
i8oo
2523
2675
2675
2120
280
240
280
280
280
О
200
IIOO
850
IOOO
850
1600
1300
IIOO
¦о.
235
275
24OO
185°
255°
I95O
1850
2870
3550
2400.
270
2200
2210
820
820
830
74O
со
455
455
455
455
455
436
452
48о
466
00
с»
ГЛ. XXIII]
МОНОРЕЛЬСОВЫЕ ТЕЛЕЖКИ
879
Фиг. 9. Монорельсовая тележка с грейфером.
L .
1угЧ. I
Фиг. 10. Монорельсовая
тележка с электрома-
гнитом.
880
ЭЛЕКТРОТАЛИ, ТЕЛЬФЕРЫ И МОНОРЕЛЬСОВЫЕ ТЕЛЕЖКИ
?РАЗД. IV
захватными приспособлениями и используемые
для разливки жидкого металла, загрузки
вагранок, подачи чушек и скрапа со скрапных
дворов к мартеновским печам, обслуживания
складов топлива и пр. компонуются из нор-
мальных узлов тельферов.
Основные характеристики монорельсовых
тележек, проектируемых на базе тельфе-
ров ТВ, приведены в табл. 2
Каждая монорельсовая тележка состоит из
рамы, одной или двух электроталей, двух
ходовых тележек и кабины для вожатого.
Монорельсовые тележки с бадьями и гру-
зовыми электромагнитами имеют по одной
электротали; грейферные монорельсовые
тележки снабжаются двумя электроталями,
причём каждая из них рассчитывается на
половину веса груза"; на одну из них нави-
ваются замыкающие канаты, а на другую —
подъёмные канаты грейфера.
При консольной подвеске груза в моно-
рельсовых тележках с магнитом или бадьёй
одна из ходовых тележек имеет дополни-
тельные препятствующие отрыву ролики, рас-
полагающиеся под нижней полкой двутавра
монорельсового пути; основные элементы
тележки (ходовые колёса с опорами и
шарниры подвеса к раме) остаются при
этом теми же, что и в нормальных тель-
ферах ТВ.
Высота подъёма груза в монорельсовых
тележках ВНИИПТМАШ принята равной 12 м.
Скорость подъёма — 16 м/мин.
Скорости передвижения 30 и 100 м/мин
соответствуют нормальному исполнению моно-
рельсовых тележек.
Для изменения скорости до 50 м/мин не-
обходима соответствующая замена шестерён
в редукторе механизма передвижения.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. РинкевичС. А., Исследование работы тельферов.
Сборник статей Гипстальмоста, вып. 1, ОНТИ НКТП
СССР, М. 1935.
2. С п и ц ы н а И. О., Новые конструкции тельферов
ВНИИПТМАШ, „Новая подъёмно-транспортная тех-
ника", сборник 27, Машгиз, М,—Л. 1947.
Глава XXIV
КРАНЫ ОБЩЕГО НАЗНАЧЕНИЯ
И СТРОИТЕЛЬНО-МОНТАЖНЫЕ КРАНЫ
ПОВОРОТНЫЕ КРАНЫ
КРАНЫ С ВНЕШНЕЙ ВЕРХНЕЙ ОПОРОЙ
Краны с внешней верхней опорой, пред-
назначающиеся для обслуживания небольших
перегрузочных площадей и применяемые,
в частности, для установки деталей на станки
и для съема их со станков, выполняются с руч-
ным (фиг. 1) или моторным приводом (фиг. 2).
Верхняя и нижняя опоры * этих кранов
либо крепятся к стенам (колоннам) зданий,
либо устанавливаются на специальных кон-
струкциях. При закреплении крановых опор
к стенам угол поворота крана ограничен
~180° и грузовой момент крана, полностью
зависящий от прочности стены, не должен
превышать 10 тм; при креплении опор на
специальных конструкциях кран может быть
Фиг. 1. Поворотный кран с верх-
ней опорой, снабжённый руч-
ным приводом.
полноповоротным, повора-
чиваемым вручную или с
помощью специального ме-
ханизма (фиг. 2).
Для увеличения площади обслуживания
(изменения вылета) некоторые краны снаб-
жаются грузовыми тележками, перемещающи-
мися по верхним поясам крановых ферм.
Краны с ручным приводом и постоянным
вылетом снабжаются ручной зубчатой или
червячной лебёдкой или ручной талью. При
наличии грузовой тележки передвижение её
осуществляется посредством троса или свар-
ной цепи.
Краны с электрическим приводом снаб-
жаются лебёдкой подъёма груза, механизмом
передвижения грузовой тележки и механиз-
мом вращения крана.
56 Том 9
Металлоконструкция крана с внешней верх-
ней опорой представляет собой жёсткую свар-
ную или клёпаную ферму из профилированной
стали. Для передвижения грузовой тележки
на верхнем поясе фермы укрепляются рельсы.
Верхняя и нижняя опоры крана устана-
вливаются на подшипниках качения или
скольжения. Вертикальные нагрузки воспри-
нимаются подпятником, расположенным в ниж-
ней опоре. Давление на подпятник равно
кг,
где Q — вес поднимаемого груза и G — вес
крана.
Горизонтальные реакции в верхней и
нижней опорах (при обозначениях по фиг. 3)
соответственно равны
R\ = R% —
h
кг.
B)
Усилия в элементах металлоконструкции
определяются графически.
Момент от сил трения и ветра, преодо-
леваемый при повороте (вращении) крана,
нагружённого грузом Q, находится из урав-
нения
М = 2МХ + М2 + М'д + М"в кгсм, C)
где Мг — Ki^i — момент трения в цапфе
от горизонтальной реакции соответствен-
но в верхней и нижней опорах; М2 — мо-
мент трения в подпятнике, равный Мг =
— -^-prR для случая применения подпятника
о
2
со сплошной пятой; М% = -?.
6
R для
случая использования подпятника с кольце-
вой пятой и М2 — prR для случая примене-
ния подпятника с шаровой пятой; (л =
= 0,08 -т- 0,008 — коэфициент трения в под-
пятнике (меньшее значение принимается для
подшипников качения); г, гх и г0 — радиусы
цапф; М'в =¦ qFiCx — момент от воздействия
ветра на конструкцию крана; Мв = qF2a —
момент от воздействия ветра на груз; q —
расчётное давление ветра, принимаемое, рав-
882
КРАНЫ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД. IV
ным 25 кг/м2; F1 — подветренная поверхность 3 об/мин; скорость передвижения грузовых
конструкции крана; F2 — подветренная пло-
щадь груза, ориентировочно определяемая
по табл. 1 стр. 905;
Ci и а — плечи прило-
жения силы ветра.
тележек обычно назначается равной # =
= 0,15 -г- 0,5м/сек в зависимости от вылета
крана.
КРАН НА КОЛОННАХ
Кранами на колоннах называются краны,
в которых опорные устройства, выполнен-
ные в виде неподвижных или вращающихся
Фиг. 2. Поворотный кран с верхней внешней опорой, снабжённый
электроприводом.
Для крана, работаю-
щего в закрытом поме-
щении, момент сопроти-
вления вращения равен
М — Мх -f Мг кгсм. (За)
Если ю — угловая скорость вращения и
т) — к. п. д. привода, то мощность двигателя
механизма вращения определится равной
N = -'
75
л. с.
D)
Расчёт сопротивления движению грузовой
тележки в кранах с изменяемым вылетом и
колонн, располагаются под укосинами, обеспе-
чивая возможность поворота последних на
угол 360°.
Краны на колонне подразделяются на:
а) краны с вращающимися колоннами (фиг. 4)
и б) краны на неподвижных колоннах (фиг. 5
и 6). В обеих группах кранов металлокон-
струкции выполняются либо в виде клёпаных
или сварных ферм (укосин), подобно пока-
занному на фиг. 4, б и 5, либо в виде балок
сплошного сечения с криволинейной осью;
эти балки, усиленные поясными угольниками,
переходят непосредственно в опорное устрой-
ство (фиг. 4, я и б). При этом в кранах пер-
вой группы (см. фиг. 4) нижняя и верхняя
опоры располагаются в фундаменте, а в кра-
нах второй группы (см. фиг. 5 и 6) колонны
Фиг. 3.
определение мощности
двигателя механизма
передвижения тележки
ведутся по формулам,
помещённым в гл. XVIII
„Основные данные и
формулы для расчёта
грузоподъёмных машин
и механизмов".
Грузоподъёмность кранов с внешней верх-
ней опорой редко превышает 5 т; скорость
вращения их выбирается в пределах до
\vj\\v-
Фиг. 4. Краны с вращающимися колоннами
закрепляются неподвижно в опорных плитах,
скреплённых с фундаментами при помощи
анкерных болтов.
ГЛ. XXIV]
КРАН НА КОЛОННАХ
883
\ Г Применяющиеся для обслуживания погру-
зочно-выгрузочных операции на станциях
железных дорог, в портах и на территориях
промышленных предприятий, краны на ко-
лонне выполняются как с
ручным, так и с электриче-
ским приводом (в послед-
нем случае предусматри-
вается установка токо-
приёмников по фиг. 6, а);
вылет кранов может быть
Фиг. 5. Кран с неподвижной колонной и фермой-укосиной.
постоянным или переменным, осуществляе-
мым с помощью грузовых тележек, перемеща-
ющихся по верхним поясам крановых ферм.
б)
Фиг. 6. Краны с неподвижными колоннами и фермами
из криволинейных сплошных балок (а и б)\ верхняя
траверза (в) и фундаментная плита (г) крана на колонне.
Колоннам кранов, изготовляемым из по-
ковки (Ст. 5), придаётся конусообразная
форма; вверху колонны заканчиваются цилин-
дрическими выступами для цапф, внизу — ко-
ническими хвостовиками для заделки в фун-
даментных плитах (стационарные краны) или
в рамах ходовых тележек (передвижные
краны). Вертикальная нагрузка от ферм и
груза воспринимается верхними цапфами ко-
лонн. Колонны работают на изгиб от момента
= R'h и на сжатие от вертикальной
силы R = Q-}-G (фиг. 6, б). Опасное
сечение на изгиб — в зоне нижней
опоры. Допускаемое напряжение изгиба
принимается равным 1300—1400 кг/см%.
Верхними опорами кранов на колонне
служат траверзы (фиг. 6, б), укреплён-
ные в крановых фермах и несущие ра-
диальные и упорные подшипники. Ниж-
ние опоры обычно представляют со-
бой коробки с катками, обкатывающи-
мися по колоннам при поворотах ферм.
Расчёт сопротивления вращению
крана на колонне аналогичен расчёту,
приведённому для кранов с внешней
верхней опорой.
Краны на колонне могут изгото-
вляться без противовесов и с противо-
весами, подбираемыми из условия ура-
вновешивания половины опрокидываю-
щего момента груза.
Фундаментные плиты для непо-
движных колонн, воспринимающие пол-
ный опрокидывающий момент нагру-
жённых кранов, отливаются из чугуна
в форме звезды (фиг. 6, в) (или выпол-
няются сварными из швеллеров с ли-
стовыми накладками). Поперечное се-
чение лап литых фундаментных плит имеет
форму тавра и работает на изгиб.
Если / — расстояние от центра фундамент-
ного болта до опасного сечения лапы, сизг —
== 400 ч-600 кг/см2 — допускаемое напряже-
ние чугуна на изгиб, г — радиус окружности,
по которой располагаются фундаментные
болты, и п — число фундаментных болтов, то
(при обозначениях по фиг. 6, б) момент со-
противления поперечного сечения лапы в
опасном сечении (у втулки) определится из
уравнения
¦Ы«(*+
смК E)
Фундаментные болты рассчитываются из
условия, что растягивающая сила, возникаю-
щая под действием опрокидывающего мо-
мента крана, воспринимается только двумя
болтами, находящимися на стороне, противо-
положной ферме.
При расчёте устойчивости крана на фун-
даменте давление земли, окружающей фун-
дамент, не учитывается." Результирующая
всех вертикальных сил должна проходить при
этом внутри ядра сечения подошвы фунда-
мента. Необходимый для устойчивости вес
фундамента определится из уравнений
-^ F)
и
И
в которых 1=1,15—коэфициент грузовой
устойчивости и остальные обозначения — по
фиг. 7.
884
КРАНЫ ОБЩЕГО НАЗНАЧЕНИЯ
(РАЗД. IV
Опорную поверхность F фундамента сле-
дует проверять из условия допускаемого
максимального давления на грунт
_
''max
IF
q
G)
Расчёт устойчиво-
сти передвижных
кранов на колонне
ведётся примени-
тельно к указаниям
гл. XVIII „Основные данные и формулы для
расчёта грузоподъёмных машин и механиз-
мов".
КРАНЫ НА ПОВОРОТНЫХ ПЛАТФОРМАХ
Краны на поворотных платформах отно-
сятся к группе полноповоротных кранов и
используются для обслуживания погрузочно-
выгрузочных операций в портах, на станциях
железных дорог, на прирельсовых складах
промышленных предприятий и т. д. Грузо-
подъёмность их колеблется в пределах от
1 до 10 т при вылетах от 3 до 20 м.
Каждый такой кран состоит из вращаю-
щейся платформы (фиг. 8), снабжённой цен-
трирующей цапфой и опирающейся на опор-
ные катки. На платформе, жёстко скрепляясь
Фиг. 8.
с ней, устанавливает-
ся крановая ферма —
решетчатая (сварная
или реже клёпаная)
или выполняемая в
виде криволинейной
балки сплошного сечения - и монтируются ме-
ханизм подъёма груза, механизм вращения (по-
ворота) крана, противовес и приборы упра-
вления. Опорные катки, поддерживающие
Q {а + Ь) +
Я.
g
Усп
Qahti*
9uO-rfiy
ремещаются по круговому рельсу, неподвижно
укреплённому на фундаменте (стационарные
краны) или на рамах ходовых тележек (пе-
редвижные краны).
Устойчивое положение кранов на пово-
ротных платформах достигается надлежащим
выбором размеров опорных устройств и соот
ветствующим размещением крановых меха-
низмов и противовесов, причём обычно
равновесие поворотной платформы обеспечи-
вается без нагружения центрирующей цапфы
осевыми нагрузками и с этой целью назна-
чается достаточно большой диаметр опорного
рельсового кольца.
При опирании поворотной платформы
крана на раздельно закреплённые опорные
катки и при учёте всех сил действующих
на кран, условие грузовой устойчивости опре-
деляется уравнением (см. фиг. 8)
Щ («-
+ w2p2 - G2 (сг + Ь) — К (р + Ь) = 0, G)
где Q ~ вес поднимаемого груза; G\ — соб-
ственный вес поворотной части крана, уча-
ствующей в создании опрокидывающего мо-
мента; G2 —собственный вес поворотной ча-
сти крана участвующей в создании восста-
навливающего момента; К — вес противовеса;
W\ — давление ветра на подветренную пло-
щадь груза; w2 — давление ветра на подве-
тренную площадь крана; von -- скорость опу-
скания груза; tT— время торможения; п ~
скорость вращения поворотной части крана
в об/мин; у — наибольшее расстояние от оси
концевого блока крановой стрелы до точки
подвески груза, измеренное по вертикали;
Pi и Р2 — расстояние от опорной плоскости
крана до точек приложения ветровых нагру-
О v
зок; Рин = —— • -~— сила инерции посту-
& Т
пательно движущегося груза; 6^ 1,15 —коэ-
фициент грузовой устойчивости.
Если при расчёте учитываются только
вертикальные статические нагрузки, то
b) - G2 (c2
b) -
(8a)
Условие собственной устойчивости для
ненагруженного крана определяется уравне-
нием
1Л5.(9)
Максимальное давление на опорное ребро
АВ будет равно
(b - fa) — ^ (p—
1b
платформу, либо закрепляются к ней раз-
дельно, размещаясь на некотором расстоянии
один от другого, либо располагаются вплот-
ную друг к другу, образовывая сплошное
опорное кольцо. В обоих случаях катки пе-
а давление на опорный каток определяется
равным
/?' = _4^ кг, (И)
ГЛ. XXIV]
НАСТЕННЫЕ КОНСОЛЬНЫЕ ПЕРЕДВИЖНЫЕ КРАНЫ
885
При опирании крана на опорное кольцо
из катков для обеспечения устойчивого
равновесия поворотной части его необходимо,
чтобы равнодействующая R всех сил прохо-
дила бы внутри ядра сечения этого кольца
(фиг. 9) на расстоянии z от оси вращения
к'рана. определяемом из уравнения
2 =
где
R
кг.
Для обеспечения устойчивого равновесия
необходимо, чтобы
<0,25Dc;7 см;
A3)
максимальная нагрузка на
в этом случае будет равна
R RzD
опорный каток
ср
2/
t'b кг,
A4)
где Dcp — средний диаметр опорного кольца;
b = DM — Dg — ширина опорного кольца;
J st 0,05 (D^ — D\) — момент инерции опор-
ного кольца и t —
расстояние между
центрами (шаг)
опорных катков.
Ободы раздель-
но закрепляемых
катков диаметра
DK, перемещаю-
щихся по опорно-
му кругу катания
со средним диа-
метром Dcp, вы-
полняются цилин-
дрическими при
DK 1
-JL ^ — и ко-
D 20
1 Р
-^—. В катках, обра-
зующих сплошное " опорное кольцо, ободы
обычно выполняются ко-
и^^ ническими с пересечением
4 '^Us, образующих на оси
' ^''t, вращения крана.
ническими при
D
ср
НАСТЕННЫЕ КОНСОЛЬНЫЕ
ПЕРЕДВИЖНЫЕ КРАНЫ
Настенные консольные передвижные кра-
ны (фиг. 10 и 11) применяются на обслужи-
вании мкогопролётных цехов для передачи
грузов из одного пролёта в другой.
Каждый такой кран со-
_G2c2 ftp стоит из решетчатой опор-
ной рамы /, на которой
см, A2) СМонтирована поворотная
колонна 2, составленная из
двух двутавровых балок, которые связаны
между собой поясными листами. К поворот-
ной колонне крепится вращающаяся уко-
сина 3 с постоянным вылетом. На решетча-
той металлоконструкции укосины разме-
щается механизм подъёма груза 4, механизм
вращения 5 и противовес 6, частично раз-
гружающий поворотную колонну от изгибаю-
щего грузового момента. Передвижение
крана осуществляется по двум подкрановым
балкам 7, уложенным вдоль стен обслужи-
ваемого цеха. При этом нижняя балка, на
которую опираются ходовые катки 8 опор-
ной рамы и вдоль которой перемещаются го-
ризонтальные направляющие катки Р» рас-
считывается на воспринятие вертикальных
и горизонтальных нагрузок, а верхняя балка
рассчитывается на воспринятие только гори-
зонтальных нагрузок от направляющих ро-
ликов 9. Все ходовые катки крана выпол1
няются приводными. Механизм передвижения
крана, составленный из двигателя, редуктора,
трансмиссионного вала 10 и зубчатых пере-
дач к ходовым колёсам, размещается на опор-
ной раме 7. Управление краном может осу-
ществляться либо с поста управления, нахо-
дящегося на самом кране, либо с централь-
ного поста, располагаемого отдельно от
крана.
Грузоподъёмность настенных консольных
передвижных кранов обычно не превышает
5 пг, а вылеты крановых укосин ограничи-
ваются 8 м.
Угол поворота укосин в горизонтальной
плоскости назначается в пределах 180—
360°.
Скорость передвижения кранов, опреде-
ляющаяся длиной подкрановых путей, дости-
Фиг. 10. Консольный передвижной кран.
886
КРАНЫ ОБЩЕГО НАЗНАЧЕНИЯ
(РАЗД. IV
гает 1,5 м/сек. Скорость вращения укосин
выбирается равной 1—Зоб/мин.
Расчёт механизмов настенных консольных
передвижных кранов ведётся по общим фор-
мулам, приведённым
вгл-XVIII „Основное
данные и формулы
для расчёта грузо-
подъёмных машин и
механизмов" *.
укосины). Ходовая тележка движется по
однорельсовому подкрановому пути. Устой-
чивость крана в направлении, перпендику-
лярном оси пути, обеспечивается направляю-
щими роликами 4, перемещающимися вдоль
верхней опорной балки 5. Устойчивость крана
по оси пути создаётся противовесом 6, вес
которого подбирается из соотношения
A5)
кг,
пр
где Q — грузоподъёмность крана; я и 1пр —
плечи положения сил Q и Gnp (по фиг. 13
и 14)*.
Фиг. 11. Кинематическая схема консольного передвижного
крана.
ВЕЛОСИПЕДНЫЕ КРАНЫ
Велосипедные краны (фиг. 12) относятся
к группе передвижных поворотных кранов
на колоннах. Рассчитываемые на грузоподъ-
ёмности от 2 до Ют при вылетах от 3 до
7 м, они применяются в практике экспло-
атации относительно редко, используются пре-
имущественно в низких цеховых помеще-
3
Фиг. 13. Расчётная схема велосипедного
крана (укосина размешена параллельно
оси пути)
Вертикальная опорная реакция колонны
крана при любом положении укосины от-
носительно оси пути равна
6 V=Q+Gy+Gnp кг, A6)
ниях, р которых не-
возможна работа мо-
стовых кранов и для
которых ограничен-
ные габаритные раз-
меры крановых уста-
новок приобретают
особо существенное
значение.
Каждый велоси-
педный кран состоит
из стальной колонны
/, опирающейся на
двухколёсную или
четырёхколёсную хо-
довую тележку 2 и
несущей поворотную ферму (укосину) 3 —
решётчатую или сплошного сечения — с
постоянным или переменным вылетом
(изменение всегда достигается переме-
щением грузовой тележки по верхнему поясу
* О настенных консольных передвижных кранах с
грузовыми тележками, перемещающимися по неповорот-
ным укосинам (фермам), см. гл. XXVI „Краны мостового
типа'.
где Gy — вес укосины.
Горизонтальные опор-
ные реакции в случаях,
когда укосина устана-
вливается по оси пути
(фиг. 13), определяются
из уравнения
Н' = Н" =
кг;
A7)
Фиг. 12. Велосипедный кран с противовесом.
верхние опорные балки
направляющих роли-
ков и подкрановый
рельс в этих случаях
опорных реакций не
воспринимают: реакции
и моменты, действую-
полностью передаются
Если же укосина
щие в укосине,
опорной колонне
устанавливается перпендикулярно к оси
пути (фиг. 14), то горизонтальные опор-
ные реакции на подкрановом рельсе и
* Велосипедные краны, располагаемые у стен зда-
ний, обычно не имеют противовесов.
ГЛ. XXIV]
КРАНЫ-УКОСИНЫ
887
верхних опорных балках определяются рав-
ными
Qa + Gvb — Gno lno 1
Нх = Н\ = 2-Z- = у к
с\ + Л 4* Са , я
а горизонтальные реакции колонны будут
соответственно равны
кг
Н" = н\ 4- кг.
я
A9а)
A96)
Вертикальные давления (нагрузки) А и В
на ходовые колёса крановой тележки
Фиг. 14. Расчётная схема велосипедного
крана (укосина размещена перпендику-
лярно оси пути).
(см. фиг. 13) для любого положения уко-
сины крана находятся из уравнений
5 — / cos а
B0a)
r -Q- + ' COS a
Д = -^ + V z кг, B06)
где Gj — собственный вес тележки, a
а — угол между укосиной и осью подкра-
нового пути. Для случая установки укосины
перпендикулярно к оси пути (а = 90°)
A = B = -±-(GT+V).
В этом же случае достигает максимума
величина горизонтального давления на верх-
ний направляющий ролик (по фиг. 14)
B1)
Примечание. В различных конструкциях велоси-
педных кранов количество верхних направляющих роликов
колеблется в пределах от одного до четырёх. Одиночные
ролики и двухроликовые направляющие тележки разме-
щаются между двумя опорными балками; в четырёхролико-
вых направляющих тележках ролики попарно размещаются
по сторонам одной опорной балки. Для случаев расчёта
кранов с двухроликовыми и четырёхроликовыми напра-
вляющими тележками величина горизонтального давления
Ршах принимается распределяющейся поровну между
двумя роликами
Для случая, когда укосина устанавли-
вается вдоль пути (а = 0°), достигает наи-
большего значения вертикальное давление В
на ходовое колесо, расположенное со сто-
роны подвеса груза
В = Ртяч =
и снижается до наименьшего значения вер-
тикальное давление А на противоположное
ходовое колесо
Горизонтальное давление на направляю-
щий ролик в этом случае равно
Скорость передвижения велосипедных
кранов составляет 40—Ы) м/мин.
Расчёт механизмов передвижения, подъёма
груза и вращения укосины для велосипед-
ных кранов ведётся по общим расчётным фор-
мулам, приведённым в гл. XVIII «Основные
данные и формулы для расчёта грузоподъём-
ных машин и механизмов".
КРАНЫ ДЛЯ СТРОИТЕЛЬНО-МОНТАЖНЫХ РАБОТ
Специфические особенности механизации
производственных процессов строительной
промышленности обусловили появление боль-
шого количества специальных крановых кон-
струкций, объединяемых общим названием
строительные краны. К числу их отно-
сятся: простейшие краны-укосины, краны-
деррики, лёгкие передвижные и переносные
краны, преимущественно используемые для
обслуживания малоэтажного строительства,
для достроечных, отделочных и ремонтных
работ, и башенные краны, обслуживающие
строительство высоких промышленных соору-
жений и многоэтажных жилых зданий.
КРАНЫ-УКОСИНЫ
Краны-укосины применяются для подъёма
материалов и деталей при постройке зданий
и искусственных сооружений.
Каждый такой кран (фиг. 15) состоит из
вертикальной мачты, поворотной фермы-
укосины, поворотного отводного блока и при-
водной однобарабанной тяговой лебёдки.
Мачта — деревянная трёхбревенчатая или
металлическая трубчатая, изготовляемая не-
посредственно на месте работы, устанавли-
вается, заглубляясь в грунт, и закрепляется
растяжками (вантами) из стальных канатов
КРАНЫ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗД. IV
или из скрученных проволок, диаметр кото-
рых принимается не меньшим 6 мм. К верх-
ней части мачты с помощью стяжных хомутов
крепится укосина крана, выполняемая свар-
ной из сдвоенных угольников, соединяю-
щихся по длине металлическими планками,
и несущая два направляющих блока для гру-
зового (подъёмного) каната. В нижней части
мачты (также с помощью стяжных хомутов)
Фиг. 15. Кран-укосина-
осуществляется крепление обоймы поворот-
ного блока, отводящего грузовой канат
к барабану лебёдки. Лебёдка устанавливается
у основания мачты, на некотором (около 10 л/)
расстоянии от неё.
В соответствии с ГОСТ 1682-42 „Подъём-
ные механизмы прерывного действия. Нормы
грузоподъёмности" краны-укосины строятся
двух типоразмеров — грузоподъёмностью 0,5
и 1,0 т (характеристика однотонной уко-
сины приведена ниже). В обоих случаях гру-
зовой крюк крана-укосины непосредственно
крепится к грузовому канату. Тяговое уси-
лие Р лебёдок кранов-укосин определяется
из зависимости
0)
в которой Q — грузоподъёмность крана и
т) = 0,94 -г- 0,92 — к. п. д. направляющих и
отводного блоков.
Характеристика крана-укосины СССМ-0,28
Грузоподъёмность \ т
Вылет 2,25 м
Угол поворота в горизонтальной
плоскости ~ 230°
Габаритная длина укосины 2400 мм
„ ширина . 175 »
я высота , 19С0 „
Вес комплекта (укосины и отводного
блока) 220 кг
Тип приводной лебёдки CCCM-Q80
Тяговое усилие приводной лебёдки 1,25 т
Относимые к группе кранов среднего ре-
жима работы, краны-укосины должны удо-
влетворять следующим специальным требо-
ваниям Госинспекции Котлонадзора:
а) все деревянные части их должны рас-
считываться с пятикратным запасом проч-
ности;
б) мачты их должны рассчитываться на
прочность и устойчивость и устанавливаться
на прочном основании, углубляясь в землю
не менее чем на 1 м; диаметр мачты в вер-
шине должен назначаться не меньшим 180 мм;
при наращивании многобревенчатых мачт
сопряжение брёвен в одном стыке должно
выполняться вразбежку с интервалами, не
меньшими 1 м;
в) мачты должны быть снабжены надёжно
прикреплёнными врезными поперечными
брусками в виде лестницы для осмотра и
смазки шарниров укосин и направляющих
блоков; расстояние между брусками должно
приниматься не большим 400 мм;
г) растяжки мачт должны находиться
всегда в натянутом состоянии и должны быть
снабжены стяжными муфтами (винтовыми
стяжками), регулирующими натяжения; места
заделки концов растяжек на земле должны
быть ограждены; при расчёте растяжек
должен приниматься запас прочности, не
меньший 3,5; количество растяжек для каждого
тяжа должно быть не меньше четырёх.
КРАНЫ-ДЕРРИКИ
Краны-деррики — стационарные и реже
передвижные — применяются в качестве по-
грузочных и монтажных кранов на самых
разнообразных работах. Не сложные по кон-
струкции и надёжные в эксплоатации, они
характерны быстротой выполнения монтажа
и демонтажа, допускают осуществление зна-
чительной высоты подъёма при большом вы-
лете и легко размещаются на стеснённых
производственных площадях.
Каждый кран-деррик состоит из вращаю-
щейся мачты, установленной на опоре и под-
держиваемой жёсткими подкосами (ногами)
или растяжками (вантами); из подъёмной
Фиг. 16. Кран-деррик жестконогий деревянный,
стрелы, шарнирно скреплённой с мачтой, и
из механизмов для подъёма грузов, изменения
вылета стрелы и вращения поворотной части.
В зависимости от закрепления мачты жест-
кими подкосами или вантами из стальных
ГЛ. XXIV]
КРАНЫ-ДЕРРИКИ
889
канатов различают краны-деррики жестко-
ногие, имеющие неполноповоротные стрелы,
и вантовые, имеющие, как правило, полно-
поворотные стрелы.
Применительно к материалу изготовления
строительной части (мачты, стрелы, подкосы)
краны-деррики подразделяют на цельноме-
таллические и деревянные. Грузоподъёмность
жестконогих кранов-дерриков назначается
(по ГОСТ 1682-42) в пределах от одной тонны
Фиг. 17. Кран-деррик жестконогий цельнометаллический.
до трёх; грузоподъёмность вантовых кранов-
дерриков по тому же стандарту может на-
значаться в пределах до 200 т.
Мачты кранов-дерриков (фиг. 16, 17, 18) —
деревянные, прямоугольного или круглого
сечения, металличе-
ские, решетчатой кон-
струкции — имеют ка-
ждая две опоры: нижнюю
— р-
Фиг. 18. Кран-деррик вантовый.
(фиг. 19), снабжённую шаровым подпятником
и устанавливаемую либо на фундаменте,
либо на специальных брусьях, и верхнюю
(фиг. 20), состоящую из башмака с радиаль-
ным подшипником; к башмаку верхней опоры
крепятся подкосы или ванты. В нижней части
мачты помещается поворотный круг (пово-
Фиг. 19. Нижняя опора ван-
тового крана-деррика.
Фиг. 20. Верхняя опора ван-
тового крана-деррика.
ротная шайба), отдельно показанный на
фиг. 21; с помощью каната, охватывающего
поворотный круг, и лебёдки, на барабанах
которой крепятся концы этого каната, осу-
ществляется операция вращения мачты и
стрелы.
Стрелы кранов-дерриков, имеющие форму
поперечного сечения и конструкцию, анало-
гичные формам и конструкциям крановых
мачт, в нижней своей части имеют шарниры;
головки их поддерживаются канатным (так
называемым стреловым) полиспастом, с по-
мощью которого осуществляется также изме-
нение вылета. Полиспастный подъём имеют,
Фиг. 21. Поворотный круг крана-деррика.
как правило, и грузовые крюки кранов-дер-
риков.
Обслуживание рабочих операций, выпол-
няемых кранами-дерриками, осуществляется
с помощью лебёдок, устанавливаемых на не-
котором расстоянии от крановых мачт. Гру-
зовые (подъёмные) и стреловые канаты под-
водятся к барабанам лебёдок по направляю-
щим блоком.
На фиг. 22 приведена типовая кинемати-
ческая схема строительной (дерриковой) ле-
бёдки. Лебёдка имеет три барабана: грузовой
барабан / для грузового (подъёмного) каната,
барабан 2 для замыкающего (тягового) каната
грейфера и стреловой барабан 3 для стре-
лового каната. Все барабаны свободно сидят
на валах, и включение их осуществляется по
мере необходимости с помощью фрикцион-
ных ленточных муфт 4. Каждый барабан снаб-
жён автоматически действующим замкнутым
890
КРАНЫ ОБЩЕГО НАЗНАЧЕНИЯ
[РАЗЦ. IV
ленточным тормозом 5 с храповым устрой-
ством*. Вращение валам барабанов пере-
даётся от электродвигателя 6 двухступенча-
той зубчатой передачей 7. Помимо трёх глав-
ных барабанов лебёдка имеет два барабана 8
механизма вращения крановой стрелы. На
этих барабанах закрепляются концы каната,
огибающего поворотный круг крана; враще-
ние им передаётся дополнительной зубчатой
передачей 9, реверсирование вращения осу-
ществляется муфтами 10. Привод всех меха-
Фиг. 22. Кинематическая схема дерриковой лебёдки.
низмов — от электродвигателя 6 через зубча-
тую передачу 7.
Иногда барабаны, вал и зубчатая пере-
дача механизма вращения монтируются на
отдельной раме. Такие отдельно смонтиро-
ванные механизмы получают название при-
ставных механизмов вращения. Равным обра-
зом во многих конструкциях кранов-дерриков
для обслуживания выполняемых ими рабочих
операций используют отдельные однобарабан-
ные лебёдки (две — для кранов с грузовым
крюком и три — для грейферных кранов).
Однобарабанные лебёдки используются так-
же в некоторых кранах-дерриках для обслу-
живания операций вращения мачт.
Сводные характеристики кранов-дерриков
и лебёдок для них производства советских
и заграничных заводов приведены в табл. 1 и 2.
При расчёте кранов-дерриков: а) опреде-
ляется кратность полиспастов грузового и
стрелового канатов по заданным максималь-
ным вылету, грузоподъёмности и скорости
подъёма груза; б) производится выбор соот-
ветствующих параметров лебёдки (тягового
усилия, диаметров и числа оборотов бараба-
нов и т. п.); в) определяются прочностные
размеры строительной части кранов (мачт,
стрел, вант, подкосов); г) определяется глу-
бина заделки вант (подкосов); д) опреде-
ляются скорости вращения стрелы, диаметр
поворотного круга и основные параметры
механизма вращения; е) выполняется поверка
предварительно намеченных размеров мач-
товых подпятников и верхних цапф.
Кратность грузового полиспаста выби-
рается исходя из возможностей существую-
щих лебёдок
V
B)
где vA — скорость ветви каната, набегающей
на грузовой барабан лебедки, и vzp — приня-
тая скорость подъёма груза.
Кратность стрелового полиспаста выби-
рается для самого неблагоприятного положе-
ния стрелы (при максимальном вылете) из
соотношения величин усилия Рот в стрело-
вой оттяжке (подробнее об определении его
см. раздел „Передвижные стреловые краны*)
и тягового усилия Рсл в канате, навиваю-
щемся на стреловой барабан лебёдки
гот
C)
* В некоторых конструкциях лебёдок применяются
открытые (разомкнутые) тормоза, сблокированные с от-
дельно расположенными храповыми устройствами.
Строительная часть кранов-дерриков рас-
считывается применительно к существую-
щим нормам расчёта металлических или де-
ревянных конструкций (см., например,
гл. XX „Металлические конструкции крано-
вых сооружений").
В вантовых кранах-дерриках, ванты в ко-
торых располагаются так, чтобы действую-
щие усилия воспринимались ими попарно,
запас прочности вантовых канатов при рас-
чётах принимается не меньшим 3,5 (по отно-
шению к-аа). Для вант применяются канаты
из оцинкованной проволоки, снабжаемые
регулировочными винтовыми стяжками. Число
вант назначается не меньшим четырёх.
Скорость вращения мачт и стрел кранов-
дерриков выбирается по заданному числу
циклов в минуту при работе с крюком, грей-
фером или драглайном. Диаметр поворотного
круга (поворотной шайбы) определяется из
уравнения
D)
где Dq — диаметр барабана механизма враще-
ния; ng—число оборотов барабана механизма
вращения; пш—число оборотов (скорость вра-
щения) крановой стрелы.
ЛЁГКИЕ ПЕРЕДВИЖНЫЕ
И ПЕРЕНОСНЫЕ СТРОИТЕЛЬНЫЕ
КРАНЫ
Лёгкие передвижные и переносные строи-
тельные краны предназначаются для подачи
кирпича, раствора и других строительных
материалов в жилищном и промышленном
строительстве, для установки металлокон-
струкций и сборки перекрытий промышлен-
ных зданий высотой до 12—14 м, для укладки
трубопроводов, обслуживания отделочных и
ремонтных работ и выполнения погрузочно-
разгрузочных операций на строительных
дворах.
Краны эти монтируются: а) на трак то*
pax, оборудованных одно- или двухбарабан-
ными лебёдками; 6) на автоприцепах;
Сводная характеристика жестконогих и ваятовых кранов-дерриков (буквенные обозначения по фиг. 16, 17, 18)
Таблица 1
Группы кранов
Характеристика
Грузоподъёмность
Вылет стрелы в м .
Длина стрелы L в м
Высота подъема гру-
зового крюка Н в м .
Угол поворота стре-
лы в горизонтальной
плоскости в град. . . .
Скорость подъёма
грузового крюка в
м'сек
Скорость подъёма
стрелы в м\сек ....
Скорость вращения
стрелы в об мин . . .
Габаритная высота h
в м
База В в м
Диаметр поворотного
круга D в м
Диаметр грузового
и стрелового каната
в мм
Диаметр каната меха-
низма вращения в мм
Кратность/грузового
полисп агтовI стрелового
Сечение мачты в мм
Сечение стрелы в мм
Диаметр Байтового
каната в мм-
Вес в т
Жестконогие деревянные
СССМ-034
1,4
14,о
13.о
240
0,65
0,32
З.о
9,о
9,о
2,5
8,о
i
2
0 Зоо
23 3°о
3,5
2,0
з—и
Т1,О
ю,о
240
О,32
0,32
2,2
9,о
2,5
8,о
3
3
0 3°°
0 3°о
3,5
З.о
2-8
8,0
7'5
240
0,22
0,22
2,2
9,0
9.0
3,5
8,о
3
3
0 Зоо
0 Зоа
3.5
по данным США
5-°
12,0
8,о
2,4
:6,о
15,0
10,0
З.о
19,0
3 4
4 6
305ХЗо5 406X406 508x508
254x254 356X356 457X457
3,6
24, °
17,о
II,О
3,6
22,0
Жестконогие
цельнометал-
лические *
5,о
5,7—17-8
i8,o
15.0
240
оТб~
10,0
Ю,О
а,5
17,5
*¦
24,о
17,5
2
6
7.5
8-17,
i8,o
16,0
260
0,37
10,0
и,о
i8,o
18,0
4
Байтовые деревянные
по данным заводов США
З.о
ю,о
13,°
з,4
1б,О
3
254X25-
303X20;
i6,o
0,8
10,0
14,0
17,0
3,о
16,0
24,0
17,0
4.8
19,0
!54 356X356 457X457 560X560
'3 ЗО5ХЗ°5
г8,о 42,о
3,4
40,о
17,о
21,0
5,4
22,0
Байтовые цельнометаллические
3—22
22,0
2О,О
Збо
26,5
5,о
33.°
4.5
со Я
6,1—37.4
32,3
Збо
о,з7
о,27
о,6
44.0
6,о
20,0
20,0
аб.о
4О,о ***
зо,о
2,2—27,5
27,6
34,0
265
о, 13
32,1
5,°
30,5
ю
13
37,7
по данным заводов
США •***
5,о
15,о
i8,o—35,°
I —
2,4—6,о
i6,o
16,0
3
3-4
19—22
19,0
16—19
4
5
25—28
19,0
19,0
5
7
* Типовые жестконогие цельнометаллические краны-деррики США имеют ряд грузоподъёмностей 5-r7-flO-15-*2O т, длины стрел от 7,5 до 15 м, диаметры грузовых (подъёмных)
канатов 16—19 мм и диаметры поворотных кругов от 2,4 до 6 м.
** Цифры в знаменателе указаны для случаев работы крана с грейфером.
**¦ Грузоподъёмности 40 т соответствуют вылетам от 2,2 до 20,0 м.
**** Ряд ёмкостей грейферов, соответствующих приведённому ряду грузоподъёмностей, равен 2,5-г5-*-6-»-7 мг.
СО
Группы
лебёдок
Характеристика
Число барабанов . .
Тяговое усилие на
барабане в кг
Диаметр барабана
в мм
Число оборотов ба-
рабана в минуту . . .
Скорость каната на
барабане в м1сек . . .
Диаметр каната в мм
КанатоЁмкость бара-
бана в м
Род двигателя . . .
Мощность двигателя
в л. с. около . . . . .
Тип тормоза .
Тип передачи от дви
гателя
Тип механизма вклю
чения барабана . . . .
Габаритная длина
в мм • • ¦
Габаритная ширина
в мм
Габаритная высота
в мм
Вес в кг ¦
Сводная характеристика лебёдок для кранов-дерриков
Таблица 2
Лебёдки для подъёма груза и стрелы
1250
290
84
28,О
125°
3°°
15,°
8о
I
Зооо
700
16,3
o,6i
17,5
3°°о
53о
36,6
i.°5
18,0
225
Электродвигатель
т 3
5ооо
боо
2о,о
Модели лебёдок для кранов-дерриков производства заводов США
20,5
14,о
Ленточный
замкнутый
с храповиком
Ремённая
Конический
фрикцион
1650
1245
i86o
134°
13*3
боо 4*5
3°.°
43 >
88, о
136, о
Колодочный электромагнитный
Зубчатая
Жёсткий реверсивный
2140
'55°
2480
157°
I336
3290
1630
Збз5
I3J2
57ОЭ
4 оэо
2 IO0
12 5ОО
35
3
i6oo
254
1,27
9.5-
12,7
3°о — боо
75
3
34"°
355
1.75
i6,o
335
100
2
4550
406
1,28
19,0
415
140
3
6400
406
1,22
19,0
670
140 180 | 5104
3
8200
456
355
о,б—2,5
68=; ! -
5110
45°°
355
о,7—I,
5116
72JO
о,7—о,9
38,1
5702
9ооо
4°7
Паровая машина, двигатель внутреннего сгорания
или электродвигатель
85,°
I
юо,о 1140, е
i6o,o
20-80
50—125
80—100
-3°
Ленточный открытый с храповиком
Цепная бесшумная I
Зубчатая или цепная
бесшумная
Конический фрикцион
1760
1830
355°
2I8O
1420
475°
4100
2450
1800
5600
—
-
_
7100
—
-
- —
[0650
1950
1120
_
2250
2300
1400
—
3700
3000
1580
_
6360
2140
129а
Лебёдки механизмов
вращения
732
СССМ
I
25°°
52O
3,23—4,0
о,©9—о,и
i8,o
18
Ленина
з-да им.
i
2850
7ОО
3,°3
0,11
17,5
4 пере-
ходя-
щих
витка
О- S
И 5
При-
ставной
меха-
низм
враще-
ния
!СССМ-
I 014*
4ооо
14°
24,
о,
8,
5
i8
0
8,7
Электродвигатель
i6,o
Зубчатая
Фрикцион
2090
1270
2245
Колодочный
электромагнитн.
Зубчатая
Жёсткий ре-
версивный
3040
24O5
334°
1687
И35
38оо
Зубча-
тая
Фрик-
цион
9°8
650
Со
CD
* Приставной механизм вращения СССМ-014 (поворотный механизм) придаётся лебёдкам СССМ-006 и отдельного двигателя не имеет.
** Лебёдка модели 35—180 производства American Hoist; лебёдки модели 5104—5702 завода Clude.
ГЛ. XXIV]
ЛЕГКИЕ ПЕРЕДВИЖНЫЕ И ПЕРЕНОСНЫЕ СТРОИТЕЛЬНЫЕ КРАНЫ
ВУЗ
в) на специальных несамоходных тележках
(передвижные краны-укосины типа „Максим"
или .Пионер"); г) на неподвижных опорах
(переносные разборные краны ДИП и С-154).
Краны на тракторах со стрелами, разме-
щёнными сбоку трактора и по его продоль-
ной оси, обычно снабжаются двухбарабан-
ными лебёдками, барабаны которых (незави-
симые в части управления) предназна-
чаются соответственно для обслуживания
каната подъёма стрелы и каната подъёма
груза. В большинстве случаев такие краны
не имеют противовесов: вес трактора доста-
точен для обеспечения необходимой устой-
чивости; однако при необходимости кранам
могут придаваться дополнительные съёмные
противовесы. Краткая техническая характе-
ристика кранов на тракторах приведена в
табл. 3.
Фиг. 23. Кран на тракторе с продольным размещением стрелы: / — лебёдка; 2 — механизм вращения; 3— противовес.
Таблица 3
Характеристика строительных кранов на тракторах
Тип кранов
Характеристика
Краны на трак-
торе
Сталинец-60"
Краны на тракторах „Катерпиллер"
Мод.
ТУВ
Н а дизель-
ном тракто-
ре 65 л. с*
Мод. РА-20
Мод.
РХ-35
Мод.
РХ-65
Грузоподъёмность в т\
Вылет стрелы в м \
минимальная .
максимальная.
минимальный .
максимальный
Длина стрелы в л
Скорость подъёма груза в м сек
Максимальная высота подъема груза в м
Скорость вращения стрелы в об/мин . . .
Скорость передвижения крана в км/час . .
Диаметр грузового (подъёмного) каната в мм
Диаметр стрелового каната в мм
Время подъёма стрелы из крайнего нижнего
в крайнее верхнее положение в сек
Вес противовеса в кг
Общий вес крана (без трактора) в кг . . ¦
I.O
2,0
2:2,5
6, ю
6,о
0,2 — 0,4
~ 7.о
2.25
3,о—5.9
18
1650
4000
2,7
6,36
0,98-1,95
12,7
620
4.5
0,91
5.5°
6,7
1,0
9 5
1363
4,8*
7.3**
0,61
3,66
3.66
12,7
12,7
720
6
7.7*
13,2 *:
o,6l
3.66
3,66
12,7
12,7
1545
1684
16*
23,6**
o,6i
6,10
6,40
12.7
12,7
1543
2793
* Без противовеса.
** При установленном противовесе.
894
КРАНЫ ОБЩЕГО НАЗНАЧЕНИЯ
{РАЗД. IV
В Советском Союзе краны на тракторах
и краны на автоприцепах (фиг. 24) (имею-
щие по преимуще-
ству ручной привод)
не получили большо-
го распространения.
Значительно более
распространены
„ Пионер-2", смонтированный на четырёхко-
лёсной ходовой тележке и состоящий из по-
Фиг. 24. Кран на автоприцепе.
отечественной строительной практике лёг-
кие несамоходные передвижные краны на
специальных тележках и краны разборные
переносные, грузо-
подъёмность кото-
рых обычно назна-
чается в пределах
от 150 до 1000 кг.
На фиг. 25 показан
передвижной кран
то
Фиг. 25. Передвижной строительный кран ,Пионер-2*.
Фиг. 26. Передвижной строительный кран .Максим"
воротной платформы, шарнирно скреплённой
с ней стрелы и из механизма подъёма (чер-
вячной лебёдки с электродвигателем). Под
платформой со стороны привода помещается
противовес. При невозможности использо-
вания электропривода работа по подъёму
и опусканию груза может осуществляться с
помощью ручного привода, рукоятка которого
насаживается на вал червячного редуктора.
На фиг. 26 показан передвижной кран
.Максим". Ходовая тележка его снабжена
упорами и несёт на себе поворотную плат-
форму с механизмами подъёма и вращения
и мачтой, к которой закреплена укосина
(стрела). Разборная мачта крана составлена
из трёх секций и может по мере необходи-
мости удлиняться или укорачиваться. Изме-
нение вылета в кране достигается соответ-
ствующим увеличением или уменьшением
угла наклона мачты к горизонту.
На фиг. 27 показан разборный перенос-
ный кран ДИП, поворотная платформа кото-
рого с механизмом подъёма и стрелой смон-
тирована на неподвижной колонне, закре-
плённой к опорной крестовине. Для случаев
ГЛ. XXIV]
БАШЕННЫЕ СТРОИТЕЛЬНЫЕ КНАПМ
Таблица 4
Техническая характеристика лёгких передвижных и переносвых строительных кранов, изготовляемых в СССР
{буквенные обозначения по фиг. 25, 26, 27 и 28)
Тип кранов
Характеристика
Передвижной Передвижной
кран „Максим" кран.ГТионер-21
Переносный
кран ДИП
Переносный
кран С-154
Вылет от оси вращения в м
Максимальная высота подъёма крюка над уровнем
установки крана в м
Скорость подъёма груза в м\мин
Диаметр грузового (подъёмного) каната в мм . . .
Длина L г в м
Ширина В в м
Высота Н в м
Угол поворота
Скорость вращения в об/мин
Общий вес крана в кг
Вес противовеса в кг •
Мощность электродвигателя механизма подъёма
в кет •
IOOO
350
2,а—4,6
До 4,7
15 из°
„3377
До 4°°
3,5
Э50
а,9B,а)
4,5
15
8,7
4,4
1,5
5,5
1260820
8оо/збо
3>2
25O
2,3
3,1
а5,а и 12,6
7,7
3.54
з»°5
а,а
3°°
З.о
Збо°
бао
IOO
3,3
Примечания: 1. Максимальная грузоподъёмность крана .Максим" приведена при минимальном вылете,
а минимальная — при максимальном вылете.
2. Для крана „Пионер-2" максимальная грузоподъемность показана при весе противовеса 800 кг, а минимальная—
при весе противовеса обО кг; в скобках указан чистый вылет от оси вращения.
3. Скорость подъёма груза 12,6 м/мин. Для крана ДИП — для случаев применения подвижного блока (грузоподъём
ность крана при этом может быть увеличена до 400 кг).
перемещения крана на короткие расстояния
в пределах обслуживаемого участка кресто-
вине могут придаваться ходовые катки и тя-
говая рукоятка; на относительно большие
расстояния кран переносится разобранным
на отдельные узлы (стрела, по-
воротная платформа, опорная
конструкция). На фиг. 28 по-
Фиг. 27. Переносный строительный кран ДИП.
казан разборный переносный кран С-154, по
конструктивному исполнению близкий крану
ДИП.
Расчёт передвижных и переносных строи-
тельных кранов аналогичен расчёту нормаль-
ных передвижных стреловых кранов.
Техническая характеристика лёгких пере-
движных и переносных строительных кранов
отечественного производства приведена в
табл. 4.
БАШЕННЫЕ СТРОИТЕЛЬНЫЕ КРАНЫ
Передвижные башенные строительные
краны (фиг. 29) применяются на строитель-
стве высоких зданий и сооружений.
В особых случаях они могут применяться
также и на перегрузочных работах.
Кран состоит из подвижного портала, пе-
ремещающегося по рельсовому пути, решет -
чатой башни, опирающейся на портал, и
стрелы (укосины), помещённых в верхней
части башни. Крепление стрелы может быть
либо шарнирным (в этих случаях изменение
вылета достигается соответствующим изме-
нением угла наклона стрелы к горизонту),
либо жёстким (в этих случаях стрела распо-
лагается горизонтально и по ней переме-
щается грузовая тележка; изменение вылета
достигается смещением тележки по стреле
в соответствующую сторону). Вращение
стрелы вокруг вертикальной оси осуще-
ствляется либо совместно с башней, либо не
зависимо от неё (в последнем случае в верх-
ней части башни монтируется специальное
поворотное устройство). Механизмы подъёма
груза, изменения вылета и вращения крана и
приборы управления краном помещаются
в будке на самом портале; механизм пе-
редвижения портала монтируется в нижней
части его у ходовых колёс. Современные
конструкции механизма передвижения допу-
скают проход башенных кранов не только
по прямолинейным участкам пути, но и по
криволинейным участкам радиусом ~ 25 м.
Переход крана с одного подкранового пути
на другой осуществляется с помощью пово-
ротных кругов.
гзооо
Фиг- 28. Переносный строительный кран
С Л 54.
-35W
-U260
Фиг. 29. Башенный
строительный кран.
ГЛ. XXIV]
БАШЕННЫЕ СТРОИТЕЛЬНЫЕ КРАНЫ
897
Расчёт башенных кранов аналогичен рас-
чёту передвижных стреловых кранов, приве-
денному на стр. 898.
Техническая характеристика башенных
кранов отечественного производства приве-
дена в табл. 5.
Сводная характеристика башенных строительных кранов
Таблица 5
Характеристика
Завод „Красный
металлист
Завод, Красный
металлист"
БККМ-1
Завод
им. Кирова
Грузоподъёмность в т . . •
Вылет стрелы в м
Высота подъема грузового крюка в ж
Скорость подъёма груза в м/мин
Скорость вращения крановой башни (стрелы) в об/мин
Изменение вылета ¦
Скорость передвижения грузовой тележки в м/мин
Скорость передвижения крана в м/мин
Ширина колеи подкранового пути в мм
Давление на каток портала ъ кг
Угол поворота крана в горизонтальной плоскости в град
Габаритные размеры кранового портала в плане в ,«
Габаритная высота крана в м
Высота кабины управления от головки подкранового рельса в м
Количество электродвигателей
Суммарная мощность электродвигателей в кет
D f без балласта
Вес в т I
\ с балластом
3,о—о,8
5,о—12,о
Зо—аэ
Подъём стрелы
с помощью
специального
механизма
28OO
Збо
3,2X4,5
До за
а
3
24,3
12».5
2б,О
3,0—1,5
ю,о—эо,о
42-27
32,5—6о,О
о,6
Подъём стрелы
вручную с по-
мощью полис-
паста
3°,о
3795
4-ОХ4.7
32,5
»3
3
35.2
2О,4
4а,4
3.°—1,5
6,о—i8,o
27
3°.°
Перемещение
грузовой
тележки по
стреле
3°,°
3800
4,зХб,о
33.3
25
4
34.5
27.9
42,9
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Александрии А. И. иСоколовИ. Д., Пере-
движные краны в строительстве, ОНТИ, М. 1936.
2. Долголенко А. А, Подъёмно-транспортные ма-
шины, Речиздат, М. — Л. 1941.
3. Жермунский Б. И., Прогиб ферм велосипедных
кранов. Сб. «Новая подъёмно-транспортная техника*,
вып. „Новые конструкции подъёмно транспортных ма-
шин". ВНИИПТМАШ. Машгиз, М. - Л. 1948.
4. К и ф е р Л. Г. и Абрамович И. И., Грузоподъём-
ные машины, т. I, Машгиз, 1948.
5. Никольский А- К., Справочник строительных ма-
шин, Трансжелдориздат, М. 1940.
E. Строительные машины. Каталог-справочник треста
„Центростроймеханизация", т. 1, Каталогиздат, М Л.
1940.
7. Строительные и дорожные машины. Альбом-справоч-
ник, изд. Технического совета по механизации трудоём-
ких и тяжёлых работ при Совете министров СССР,
М. 1947.
57 Том 9
Глава XXV
ПЕРЕДВИЖНЫЕ СТРЕЛОВЫЕ КРАНЫ
ОБЩИЕ СВЕДЕНИЯ
Передвижные стреловые краны приме-
няются для обслуживания перегрузочных или
монтажных операций (при работе с грузовым
крюком или грейфером) и реже для выполне-
ния экскавационных, планировочных и тому
подобных работ (при наличии так называемого
сменного оборудования, в комплект которого
входят прямая и обратная лопаты, струг, дра-
глайн, копер для забивки свай и т. д.) *.
Каждый передвижной стреловой кран со-
стоит из: 1) ходовой части, 2) поворотной плат-
формы с приводом трансмиссией и опорно-
поворотным устройством и 3) рабочего обо-
рудования.
Применительно к конструктивным типам
ходовой части различают краны на гусеничном
(фиг. 1), железнодорожном и автомобиль-
ном ходу, причём последние могут либо
монтироваться на шасси нормальных грузо-
вых автомобилей (фиг. 2), либо снабжаться
специальными ходовыми рамами и шасси
(фиг. 3).
По типу привода стреловые краны подраз-
деляются на краны с ручным приводом и с при-
водом от двигателя внутреннего сгорания,
электродвигателя или паровой машины. В двух
последних случаях привод может быть одно-
моторным или многомоторным (с отдельным
двигателем для каждого из исполнительных
крановых механизмов).
Передвижные стреловые краны не имеют
определённого ограниченного поля перемеще-
ния грузов и выполняют следующие рабочие
операции: а) подъём и опускание захватного
приспособления (крюка, грейфера, электрома-
гнита и т. д.), б) изменение вылета стрелы,
в) вращение поворотной части, г) передвиже-
ние вдоль фронта работ и д) разворот ходовой
части (для случаев применения гусеничных и
автомобильных ходов).
Основные параметры стреловых кранов
в Советском Союзе устанавливаются ГОСТ
518-41 „Экскаваторы одноковшевые и краны
стреловые полноповоротные" и ГОСТ 877-41
„Краны железнодорожные полноповоротные*.
Не ограничивая конструктора в выборе кине-
матической схемы и в её конструктивном офор-
млении, ГОСТ нормируют внешние характе-
ристики кранов: а) габариты, базу и колею,
* Передвижные стреловые краны (гусеничные и авто-
мобильные), конструкции которых допускают использова-
ние сменного оборудования, носят название кранов-экска-
ваторов.
б) грузоподъёмности, вылеты и ёмкости смен-
ного оборудования, в) производительность
(минимальное число циклов в единицу вре-
мени), г) вес (средний и максимальный), удель-
ные давления на грунт, давления на колёса
автомобильных и железнодорожных кранов,
д) число осей для автомобильных и железно-
дорожных кранов и размеры опорных по-
верхностей гусениц для кранов на гусенич-
ном ходу.
Различные по конструкции ходовых частей
передвижные стреловые краны в преобладаю-
щем большинстве не отличаются друг от друга
конструктивными решениями узлов и механиз-
мов поворотной части, лебёдок, трансмиссий,
приборов управления и пр.
Грузовые (главные) л е б ё д к и та-
ких кранов выполняются обычно двухбарабан-
ными для возможности работы с грейферами
и другими видами сменного оборудования.
Барабаны располагаются либо на одном валу
(в так называемых одновальных лебёдках,
фиг. 4), либо на двух параллельных валах (в так
называемых двухвальных лебёдках, фиг. 5).
Диаметр и число оборотов обоих барабанов
выбираются одинаковыми, длины же бараба-
нов чаще назначаются различными с учё-
том неодинаковой канатоёмкости каждого
из них.
Барабаны изготовляются разъёмными (из
двух половин) для удобства их переста-
новок при различном сменном оборудовании.
При этом рабочая поверхность барабанов,
предназначаемых для обслуживания непосред-
ственно крановых операций (операция подъёма
груза), выполняется нарезной под однослойную
навивку грузового каната. Для остальных ви-
дов сменного оборудования барабаны выпол-
няются с гладкими цилиндрическими поверх-
ностями под многослойную навивку с числом
слоев каната, не большим трёх.
При одномоторном приводе барабаны
свободно сидят на валах и включение их
производится крановщиком с помощью муфт.
При многомоторном приводе, в котором двух-
барабанной лебёдке придаются два двига-
теля, барабаны жёстко насаживаются на
валы.
Каждый барабан лебёдки непосредственно
связан с тормозным шкивом. Действующие
в СССР правила техники безопасности до-
пускают на кранах, используемых только для
подъёма грузов, установку тормозов замкну-
того типа. На кранах, предназначенных для
работы с различным сменным оборудованием
Фиг. 1. Кран на гусеничном ходу.
900
ПЕРЕДВИЖНЫЕ СТРЕЛОВЫЕ КРАНЫ
[РАЗД. IV
(в том числе и с грейферами), допускается
установка тормозов открытого (разомкну-
того) типа. В конструкциях отечественных
кранов-экскаваторов при механической системе
управления предусмотрена возможность, про-
стого перехода от замкнутого типа тормозов
при работе с крюком к тормозам открытого
типа при работе с другими видами сменного
Кинематическая схема <¦
крона щзоподьемности Зт на автомашине ЗИС-5
стрел на кранах малой и средней грузоподъём-
ности, выполняются однобарабанными, а на
большегрузных аварийных кранах — двухбара-
банными (в целях уменьшения диаметра ка-
Коробко отъема мал
ности от обигате- п
ля автомашины *"""•¦"
Фиг. 2. Кран на шасси автомобиля.
оборудования (фиг. 6). Во многих зарубежных
конструкциях кранов-экскаваторов имеются
только тормозы открытого (разомкнутого) типа.
Конструкция некоторых кранов предусматри-
вает при этом спуск тяжелых грузов (весом
свыше половины максимальной грузоподъём-
ности крана) при выключенной главной муфте
двигателя, а трансмиссию подключённой к гру-
зовому барабану лебёдок в качестве инер-
ционного балласта (при условии, что муфта
включения барабана допускает передачу
крутящего момента в обоих направлениях
вращения).
Стреловые лебёдки, с помощью ко-
торых осуществляется изменение вылетов
ната) с установкой обоих барабанов на одном:
валу.
Барабаны стреловых лебёдок выполняются
обычно литыми, гладкими и рассчитываются
не более чем на пятислойную навивку каната.
Вращение барабанам передаётся через чер-
вячную или зубчатую передачу. :
Червячная передача выполняется самотор-t
мозящей и в случаях применения её опуска-
ние крановой стрелы осуществляется ревер-
сированием привода лебёдки*. Реверсирование
* Для лебедок с червячной передачей при условии}
что окружная скорость червяка не превышает 1.5 м'сек,
допускается применение чугунных червячных колёс.
ГЛ. XXV]
ОБЩИЕ СВЕДЕНИЯ
Фиг. 3. Кран на автомобильном ходу.
это в большинстве конструкций производится
от центрального реверса (служащего также
для реверсирования механизмов вращения и
передвижения), но в некоторых конструкциях
для указанной цели применяется специальный
реверс.
Зубчатая передача позволяет производить
свободное опускание стрелы. При этом для
предотвращения нежелательно быстрого опу-
скания лебёдке придаётся устройство (цепная
Фиг. 4. Одновальная грузовая лебёдка.
передача), синхронизирующее скорость вра-
щения барабана, работающего на спуск, с по-
стоянной скоростью вращения одного из ва-
лов трансмиссии.
Независимо от принятого типа передач,
каждая стреловая лебёдка снабжается автома-
тическим тормозом, удерживающим стрелу
с грузом в любом заданном положении.
Максимальная высота подъёма стрелы огра-
ничивается предохранительным устройством
(фиг. 7), выключающим управление стреловой
Фиг. 5. Двухвальная грузовая лебёдка.
902
ПЕРЕДВИЖНЫЕ СТРЕЛОВЫЕ КРАНЫ
[РАЗД. IV
лебёдкой по достижении стрелой крайнего
верхнего положения. От запрокидывания при
внезапном сбрасывании груза или при обрыве
грузового каната стрела предохраняется спе-
циальными ограничивающими канатами.
Фиг. 6. Устройство для переключения тормоза замкнутого
типа (положение I) на тормоз открытого (разомкнутого)
типа (положение II).
Реверсы механизмов вращения
и передвижения служат для реверсиро-
вания (изменения) вращения поворотной плат-
формы и передвижения крана. В железнодо-
рожных кранах механизмы передвижения имеют
самостоятельные
реверсы, позволя-
ющие совмещать
операции враще-
ния поворотной
платформы и пе-
редвижения ходо-
вой части по рель-
совому пути. В ав-
томобильных кра-
нах на стандарт-
ных автомобиль-
ных шасси для ре-
версирования дви-
жения использу-
ются коробки пе-
Фиг. 7. Устройство для выклю- РеДа,? двигателей,
чения рычага управления Конструктивно
подъёмом стрелы. реверсы выполня-
ются шестерённо-
коническими и шестерённо-цилиндрическими.
Шестерённо-конический реверс предста-
вляет собой три конические шестерни, находя-
щиеся между собой в зацеплении (фиг. 8). Две
из них являются ведущими, попеременно при-
водящими во вращение третью шестерню, ко-
торая получает вследствие этого различное
Фиг. 8. Конический реверс.
направление вращения. Ведущие шестерни под-
ключаются к ведущему валу посредством муфт,
сблокированных между собой так, что одно-
временное включение шестерён оказывается
невозможным.
В шестерённо-цилиндрическом реверсе
(фиг. 9) передача от одного вала к другому
осуществляется попеременно чётным и нечёт-
ным количеством цилиндрических шестерён.
Включение и выключение шестерён осуще-
ствляются анало-
гично шестерённо-
коническому ре-
версу.
Трансмиссии
осуществляют пе-
редачу вращения
от двигателей к
механизмам кра-
нов и выполняются
в виде зубчатых
или цепных одно-
или двухступенча-
тых редукторов.
Зубчатый од-
ноступенчатый ре-
дуктор ВЫПОЛНЯеТ- фиг- 9 цИЛИНдрИЧеский
ся с одной паразит- реверс,
ной шестерней, ко-
торая обеспечивает необходимое (из условия
размещения механизмов) расстояние между
осями двигателя и ведомого вала.
Цепные редукторы выполняются с исполь-
зованием бесшумных цепей различных систем,
работающих в масляных ваннах.
Портал представляет собой жёсткую ме-
таллическую конструкцию, к которой крепится
полиспаст подъёма стрелы (фиг. 10).
Фиг. 10. Портал,
Конструктивно портал может иметь разъём-
ное крепление к раме поворотной платформы
или же составлять с рамой одно целое как
неотъемлемая её часть. В кранах, работающих
со сменными (нормальными и удлинёнными)
стрелами, конструкция портала допускает по-
вышение места крепления стрелового поли-
спаста при работе с удлинёнными стрелами
для увеличения угла между осью стрелы и
направлением стреловых оттяжек. Стреловые
краны больших грузоподъёмностей портала не
имеют, и стреловой полиспаст в них закре-
пляется непосредственно на раме поворотной
платформы.
Стрелы для кранов малой и средней
грузоподъёмности выполняются решетчатой
конструкции из угольников (фиг. 11). Ось
стрелы может быть как прямолинейной, так и
ломаной (для случаев работы с грузами лёг-
кими, но большими по габаритам, для выпол-
ГЛ. XXV]
ОБЩИЕ СВЕДЕНИЯ
903
Фиг. 11. Стрела решетчатой конструкции.
нения операций загрузки и разгрузки подвиж-
ного состава и т. п.).
Стрелы с прямолинейной осью имеют ром-
бовидную форму в профиле и выполняются
с разъёмным соединением посредине. Такое
соединение позволяет удлинять стрелу встав-
ками одинаковой длины и формы. Удлинённые
стрелы используются при обслуживании мон-
тажных работ и могут достигать 40 м длины.
Верхний конец (головка) стрелы конструи-
жений (вылетов) стрелы. Определению под-
лежат: а) усилие, действующее вдоль стрелы,
РСтр и б) усилие, действующее в полиспасте
стреловой оттяжки, Рот при допущении, что
канаты оттяжки располагаются перпендику-
лярно к осям блоков и барабанов.
В расчёте учитываются следующие на-
грузки: Q — вес поднимаемого груза в кг для
расчётного вылета L м, Рлеб —-^—-тяговое
руется с учётом возможности установки до-
полнительной горизонтальной качающейся уко-
сины („гуська"), также используемой при вы-
полнении монтажных работ. „Ломаные" стрелы
составляются каждая из двух частей, имеющих
в профиле треугольную форму. Разъёмные со-
единения в этих стрелах не применяются.
Стрелы большегрузных (аварийных) кранов
выполняются сплошными из листового металла,
усиленного рёбрами жёсткости различных форм
и сечений (фиг. 12).
Усилия в стреле и стреловой канатной
оттяжке определяются для нескольких поло-
Фиг. 12. Стрела со сплошными стенками.
усилие, передаваемое канатом грузовой ле-
бёдки вкг;1 —кратность грузового полиспаста;
г{ — к. п. д. блоков грузового полиспаста;
Остр — составляющая веса стрелы в кг, отне-
сённая к её головке; Р8 — сила ветра, дей-
ствующая на груз, в кг; Рин — инерционное
904
ПЕРЕДВИЖНЫЕ СТРЕЛОВЫЕ КРАНЫ
1РАЗД. IV
усилие при вращении груза (направленное ра-
диально) в кг и Рв стр — составляющая давле-
ния ветра на стрелу в кг, отнесённая к её го-
ловке.
Наиболее целесообразен графический ме-
тод расчёта, при котором равнодействующая
Фиг. 13. Схема усилий, действующих в крановой
стреле.
всех внешних сил раскладывается на две со-
ставляющие — по направлению оси стрелы и
направлению стреловой оттяжки (фиг. 13).
Усилие Рстр является исходным для рас-
чёта конструкции стрелы на прочность (рас-
чёт стрел см. в
гл. XX „Металли-
ческие конструк-
ции крановых со-
оружений").
Тяговое усилие
стреловой лебёдки
определится из
условия кратности
стрелового поли-
спаста
^ стр. лев i .•/]'*¦'
где /j — кратность
стрелового полис-
паста И Y) — К. П. Д.
блоков полиспаста.
П о в о ротн ые
платформы кра-
нов состоят ка-
ждая из: а)поворот-
ной рамы, б) под-
моторной противо-
весной плиты (или
опорной котловой
противовеснойпли-
ты для кранов с па-
ровым приводом),
в) площадки об-
служивания.
Поворотная ра-
ма предназначена
для крепления
всех механизмов и узлов поворотной части
стреловых кранов. Для кранов малой и
средней грузоподъёмности поворотная рама
(фиг. 14) выполняется в виде плоской стальной
плиты рамной конструкции (сварной, клёпаной
или литой), имеет отверстие для центрирую-
щей цапфы ходовой части крана и специаль-
ные места для опирания на ходовую часть,
Фиг. 14. Поворотная рама.
для установки стрелы и крепления портала.
В большегрузных стреловых кранах поворот-
ная рама составляется из двух литых из стали
боковин, связанных между собой поперечинами.
На этих боковинах крепятся все механизмы
поворотной части, стрела, стреловой полиспаст
и опорные катки опорно-поворотного устрой-
ства, которые осуществляют также и центри-
рование поворотной платформы по отношению
к ходовой части крана (центрирующая цапфа
в этих конструкциях отсутствует).
Подмоторная плита, на которой имеются
посадочные места для крепления к поворотной
раме и установки двигателя (или парового
котла и баков для воды и топлива), выпол-
няется литой из чугуна.
Внешние контуры плиты очерчиваются не-
которым (определяемым ГОСТ 513-41 и 877-41)
радиусом от оси вращения поворотной плат-
формы.
Противовес, дополнительно укрепляемый
к подмоторной плите, изготовляется в виде
цельной чугунной отливки или составляется
из отдельных чугунных плит.
Площадка обслуживания с настилом из тон-
ких стальных рифлёных листов прикрепляется
на кронштейнах к поворотной раме. Никакие
элементы механизмов на ней монтироваться
не должны. К раме площадки обслуживания
крепится каркас кабины.
На поворотную платформу при работе крана
действуют следующие нагрузки: а) усилие, пе-
редаваемое основанием стрелы в месте её
крепления к поворотной платформе; б) усилия,
передаваемые порталом стреловой оттяжки
в местах его крепления; в) усилие в канате
(канатах) стреловой лебёдки; г) усилие в ка-
нате (канатах) грузовой лебёдки; д) нагрузки
от веса двигателя, котла, противовеса, подмо-
торной плиты и исполнительных механизмов;
е) реактивные усилия в опорно-поворотном
устройстве. Величины нагрузок выбираются
применительно к условиям, наиболее неблаго-
приятным для работы поворотной рамы. По-
этому не следует ограничиваться проведением
расчёта для какого-либо одного рабочего поло-
жения крана, а производят проверку напря-
жений в опасных сечениях рамы не менее чем
для трёх положений поворотной платформы:
горизонтального, наклонного в сторону про-
тивовеса и наклонного в сторону груза. Зна-
чения напряжений определяются соответствую-
щим изгибающим моментом.
О п о р н о-п оворотные устройства
служат для передачи давления от поворотной
платформы на ходовую часть крана посред-
ством катков, опирающихся по поверхности
опорного кольца в верхней части ходовой
рамы крана. Применительно к особенностям
воспринятия усилий, стремящихся оторвать
опорные катки от поверхности катания, они
подразделяются на устройства, в которых отры-
вающие усилия воспринимаются центрирую-
щей цапфой, и устройства, в которых отры-
вающие усилия воспринимаются так называе-
мыми обратными роликами (роликовыми за-
хватами).
На фиг. 15, а показана схема поворотного
устройства, в котором давление от веса пово-
ротной платформы передаётся на ходовую
раму четырьмя-шестыо опорными катками,
свободно посаженными на осях, закреплённых
ГЛ. XXV]
ОБЩИЕ СВЕДЕНИЯ
905
о)
Фиг. 15. Схемы опорно-поворот-
ных устройств.
в поворотной платформе. Катки имеют кони-
ческую форму с вершиной конуса на оси вра-
щения поворотной платформы; коническая
форма придана также опорной поверхности
(треку) на ходовой раме. При большом диа-
метре опорного кольца допускается примене-
ние катков цилиндрической формы; рабочая
поверхность трека
в этих случаях вы-
полняется горизон-
тальной. В шести-
катковых опорах
четыре передних
катка (со стороны
крановой стрелы)
попарно объеди-
няются в так назы-
ваемые балансир-
ные тележки.
Центрирование по-
воротной платфор-
мы по этой схеме
о с у щ е с твляется
центриру ющей
цапфой ходовой
рамы; она же с по-
мощью специаль-
ной гайки воспри-
нимает отрываю-
щие усилия.
В схеме поворотного устройства, приве-
дённой на фиг. 15, б, цапфа осуществляет
только центрирование поворотной платформы,
а воздействие от момента воспринимается
специальными обратными роликами (ролико-
выми захватами), закреплёнными на поворот-
ной платформе и обкатывающимися по нижней
поверхности трека. Для случаев воспринятия
значительной по величине отрывающей на-
грузки эти ролики также выполняются сдвоен-
ными (объединёнными в балансирные те-
лежки).
Иногда, при изготовлении опорного кольца
из швеллеров или литья соответствующего
профиля, опорные катки используются не
только для передачи давления от поворот-
ной платформы на ходовую раму, но и для вос-
принятия отрывающих усилий (фиг. 15, в).
На фиг. 15, г показана схема многоролико-
вого опорного устройства с коническими ро-
ликами, закреплёнными в специальных обой-
мах (сепараторах), в которых отрывающие
усилия воспринимаются центрирующей цап-
фой. Схема аналогичного устройства с роли-
ковыми захватами, разгружающими центри-
рующую цапфу, приведена на фиг. 15, д.
Опорные катки и ролики, воспринимая при
работе значительные динамические нагрузки,
подвергаются сильному износу, причём вели-
чины нагрузок и износа при равных прочих
условиях оказываются большими в схемах
устройств с нагружённой центрирующей цап-
фой и меньшими в схемах устройств с роли-
ковыми захватами и разгружённой цапфой.
Вследствие износа между поверхностями ка-
чения неизбежно появление зазоров, обусло-
вливающих усиление ударных нагрузок и рас-
шатывание опорного устройства. Для своевре-
менного устранения зазоров в опорных кон-
струкциях предусматривается возможность ре-
гулирования последних. Наиболее легко осу-
ществляется такое регулирование в опорно-
поворотных устройствах с роликовыми захва-
тами. Устройства же, объединяющие опорные
и обратные ролики, не могут быть регулируе-
мыми и рекомендуются лишь для кранов ма-
лой грузоподъёмности.
В конструкции опорно-поворотного устрой-
ства по фиг. 15, а давление на катки и усилие
в центрирующей цапфе для крана с поднятым
грузом и без нагрузки определяются в зави-
симости от углов ах и а2, под которыми распо-
ложены передние и задние катки (фиг. 16). При
определении давления на передние катки учи-
тываются: а) работа крана на уклоне в сто-
рону груза (величины расчётного уклона при-
нимаются равными 3° для кранов на гусенич-
ном и автомобильном ходу и 5°—для кранов на
железнодорожном
ходу); б) инерци-
онная сила, возни-
кающая при вра-
щении поворотных
частей крана с гру-
зом; в) давление
ветра на конструк-
цию крана и груз
в рабочем состоя-
нии, принимаемое
равным #=25 кг(м2
по ГОСТ 1451-42
„Краны подъём-
ные. Нагрузка ветровая" с учётом коэфици-
ента аэродинамического сопротивления.
Подветренная поверхность груза (с учётом
коэфициента аэродинамического сопротивле-
ния k — 1,2) принимается при расчётах по
табл. 1 (промежуточные, не указанные в та-
блице величины расчётных подветренных пло-
щадей определяются интерполяцией).
Независимо от положения груза по высоте,
точкой приложения силы ветра, приходящейся
на груз, принимается головка стрелы (фиг. 13),
а направление силы ветра предполагается па-
раллельным поверхности земли.
На опорно-поворотное устройство воздей-
ствует момент от силы ветра, приходящейся
на груз. Величина момента определяется из
уравнения
Фиг. 16. Определение усилий
на катки опорно-поворотного
устройства с работающей цен-
тральной колонной.
B)
где Р8 — сила ветра, действующая на груз,
в кг; I —длина стрелы в м; L —вылет груза
(расстояние от оси вращения поворотной части
Таблица 7
Расчетная подветренная поверхность
Вес груза в т
Подветренная поверхность
В Ata
1
2,0
2
3.5
3
5>°
•
8,о
10
13,О
груза
20
2О,О
в зависимости
30
25.о
53
3°.°
75
35.°
от его веса
100
4°>°
150
5°-°
200
6о,о
250
7°.°
300
8о,о
906
ПЕРЕДВИЖНЫЕ СТРЕЛОВЫЕ КРАНЫ
[РАЗД. IV
крана до точки подъёма груза) в м; s — рас-
стояние от оси вращения до места крепления
стрелы к поворотной платформе в м.
Сила ветра, приходящаяся на конструкцию
крана, создаёт момент, также воздействующий
на опорно-поворотное устройство и равный
где С} — расстояние от центра тяжести пово-
ротной части крана до оси вращения её с учё-
том уклона крана в сторону противовеса.
Отрывающее усилие в центрирующей цапфе
в этом случае (для ненагруженного крана)
определяется равным
Мя = P. h,
C)
cos й2
где h — расстояние от плоскости катания ро-
ликов до равнодействующей силы ветра в м.
Инерционная сила, возникающая при вра-
щении поворотной части крана с грузом,
также принимается приложенной к головке
стрелы. Величина её, определяемая с учётом
только инерции вращающегося груза (так как
центробежные силы вращающихся узлов по-
воротной части крана за редкими исключе-
ниями уравновешиваются), находится из урав-
нения
D,
ср
• О)
COSa2
nil
900 — n?y '
D)
где Q — вес груза; п — число оборотов пово-
ротной платформы крана в минуту; L — вылет
груза в м; у — максимальное расстояние от
головки стрелы до центра тяжести подвешен-
ного груза в м.
Момент от силы инерции груза, воздей-
ствующий на опорно-поворотное устройство,
определится равным
E)
Q \a + -
Если G\ — вес поворотной
части крана в кг; Dcp—диаметр
круга катания катков в м; с—
расстояние от центра тяжести
поворотной части крана до оси
вращения (с учётом наклона
крана в сторону груза под уг-
лом а к горизонту) в м, то давление на перед-
ние катки при этом составит,
F)
Для конструкции опорно - поворотного
устройства, представленного на фиг. 15, б, да-
вление на катки и усилия в роликовых захва-
тах определяются
в зависимости от
углов <*1 и а2, под
которыми распо-
лагаются передние
и задние катки,
от величин диа-
метров кругов ка-
тания катков Dcp
и роликовых захва-
тов ?> И ОТ УГЛОВ Задние "^??^-
lP J роликовые захваты
а3 И а4, ПОД КОТО-
РЫМИ располага-
ются передние и
задние роликовые
захваты (фиг. 17).
Исходные условия для расчётов в этом слу-
чае остаются такими же, как и для ранее рас-
смотренного случая.
Давление на передние катки (для крана
с грузом)
Фиг. 17. Определение усилий
на катки и обратные роли-
ковые захваты опорно-пово-
ротного устройства.
?>
ср
D
A0)
ср
отрывающее усилие в задних роликовых за-
хватах (для крана с грузом)
D
ср
COS**!
а отрывающее усилие в центри-
рующей цапфе будет равно [см.
формулу G)]
~~2P~ cos
о'-
ср
2
ср
2
(И)
:—?Pcos«\+м„ +мв +м„ -(
"ср
—-*- cos a.
G)
ср
2
cos a1
Давление на задние катки (для нена-
груженного крана)
При определении давления на задние катки
учитываются: а) уклон в сторону противовеса,
величина которого принимается равной 5° для
всех типов стреловых кранов, и б) давление
ветра на конструкцию крана (в его рабочем
состоянии), принимаемое равным q = 25 кг/л**
Давление на задние катки
(8)
COS а3
D
ср
Df
.•¦A2)
COS ot3
отрывающее усилие в передних роликовых
захватах для ненагруженного крана
S
S
cos «2
Dcp
—ч- cos
Dr
A3)
&- COS a3
ГЛ. XXV]
ОБЩИЕ СВЕДЕНИЯ
907
или передних роликов захва?ов определяется
соотношением
0,13 (О2
D
Для опорно-поворотных устройств, выпол-
ненных по фиг. 15, в, расчёт ведётся по фор-
мулам (9), A0), (И) и A2), в которых для
этого случая принимается, что Dcp— Dcp, аг с=
= а3 И Og = а4.
Прочностный расчёт катков для случая д)
приводится по максимальным значениям да-
влений или отрывающих усилий, возникающих
в них.
Для многороликовых опорных устройств,
в которых отрывающие усилия воспринима-
ются центрирующей цапфой (см. фиг. 15, г)
или обратными роликами (см. фиг. 15, д), при-
ближённое определение максимального давле-
ния на ролик производится в предположении,
что имеется сплошная кольцевая опора, несу-
щая эксцентрично приложенную нагрузку
(фиг. 18).
Для того чтобы в сечении кольцевой опоры
возникали напряжения только одного знака
(сжатия), необходимо соблюдение условия,
согласно которому нейтральная линия
О—О (фиг. 19) должна либо проходить за пре-
делами опорного
\ + Q) (D2 + D\) ± SD {QL — GlC + Мв1 +
М.
В этом случае максимальное напряжение
в сечении кольцевой опоры (см. фиг. 19) со-
ставит
A7)
а наибольшая нагрузка на ролик при ширине
ролика b и числе роликов z будет равна
В большинстве случаев расчёта нейтраль-
ная ось будет пересекать опорный контур
(см. фиг. 19). Максимальное и минимальное
напряжения в сечении кольцевой опоры для
этих случаев определяются из уравнения
контура,
крайнем
только касаться его
с внешней стороны.
либо в
случае
„"max
+ MUH)
A9)
Усилие в центрирующей цапфе при этом
должно быть таким, чтобы в сечении кольце-
вой опоры не возникало отрицательных напря-
жений (т. е. разгрузки)
B0)
Максимальная нагрузка на ролик в случае,
когда нейтральная ось пересекает опорный
контур, а отрывающее усилие воспринимается
центрирующей цапфой, будет равна
Фиг. 18. Определение
усилий в многоролико-
вом опорно-поворотном
устройстве.
Фиг. 19. Эпюры напряжений
в многороликовом опорно-пово-
ротном устройстве.
Для случаев, когда отрывающее усилие
воспринимается обратными роликовыми захва-
тами по фиг. 15, расчётная величина его Q^
определится из уравнения
Для крана с грузом это условие выразится
уравнением
Q,
Q
cos a4
F
W
где
F= -|-(?>2— D\) и W
Если при этом
QL+M.+M +Мин-0,\Ъ
-D\
р -г w min>
а расчётное давление на ролик составит
ш ( " \ ^ (^ "т* ^i) и
^рол v °max min J Og
B2)
IT
, A5)
то для случая по фиг. 15, г центрирующая
цапфа крана не будет нагружена, а для случая
по фиг. 15, д не будет необходимости в уста-
новке задних роликовых захватов.
Подобным же образом для крана без груза
условие ненагружённости центрирующей цапфы
Размеры катков и роликов проверяются по
напряжениям местного смятия (см. т. 1, кн. 2,
стр. 353). Твёрдости поверхности качения для
катков и роликов назначаются в пределах
200-350 единиц по Бринелю.
Привод исполнительных меха-
низмов кранов может осуществляться от:
1) двигателей внутреннего сгорания, 2) элек-
тродвигателей и 3) паровой машины.
Двигатели внутреннего сгорания, приме-
няемые в кранах с центральным приводом,
908
ПЕРЕДВИЖНЫЕ СТРЕЛОВЫЕ КРАНЫ
[РАЗД. IV
Фиг..20. Паровая машина крана.
ГЛ. XXV]
ОБЩИЕ СВЕДЕНИЯ
909
могут быть карбюраторными или дизельными,
причём обычно в передвижных кранах исполь-
зуются нормальные автомобильные и трактор-
ные двигатели.
Электродвигатели применяются на пере-
движных стреловых кранах обычно для одно-
моторного (центрального) привода взамен дви-
гателей внутреннего сгорания и реже на кра-
нах большой грузоподъёмности для многомо-
торного привода.
Крановые паровые машины, также обычно
применяемые для центрального привода, вы-
полняются сдвоенными, с золотниковым паро-
сухопарников, но с пароперегревателями. Наи-
более рациональной конструкцией котлов сле-
дует считать вертикальные водотрубные котлы
с давлением пара до 15 ати и с температурой
перегрева до 400°. Сводная характеристика
построенных крановых паровых котлов при-
ведена в табл. 2.
Вода и топливо (уголь, нефть) хранятся
в баках и бункерах, располагаемых на пово-
ротных платформах кранов. Ёмкость топлив-
ного бака или бункера выбирается из расчёта
восьмичасовой работы крана без возобновле-
ния запаса топлива; ёмкость водяного бака
рассчитывается на че-
тырёхчасовую работу
(с пополнением запа-
са воды в течение сме-
ны). Для успокоения
уровня воды при вра-
Фиг. 21. Схема механического управления механизмами
крана.
распределением (для нереверсивных типов по
фиг. 20) и с кулисным парораспределением
(для реверсивных типов). Числа оборотов ма-
шин назначаются равными 200—450 об/мин.
Паровые котлы паросиловых крановых
установок могут быть вертикальными и гори-
зонтальными и обычно изготовляются без
щении поворотной платформы водяные баки
делятся перегородками на ряд сообщающихся
между собой отсеков.
Системы управления кранами под-
разделяются на: а) системы управления кранов
с многомоторным приводом и б) системы
управления кранов с одномоторным приводом.
Таблица 2
Характеристика паровых котлов передвижных стреловых кранов
Основные параметры
Завод-изготовитель
Завод им. Январского восстания Молотов а ! Марион (США)
Марка крана
Я-Г
Я-Г Я-Г Я
ОМ-210
31
480
Система котла
Рабочее давление пара в am ....
Испаряющая поверхность нагрева в м*
Поверхность пароперегревателя в м? . .
Площадь колосниковой решётки в м* .
Водяной объём котла в л(э .......
Паровой объём котла в м3
Объём топочной камеры в At3
Высота котла в м
Диаметр котла в м .............
Площадь зеркала испарения в д! . . .
Диаметр трубок в мм
Количество трубок . ... .
Вес котла в/п . . .
Лешапеля
12
IO
2,4
0,8
1,0
0,65
1,04
3-37
1,41
1,15
—
3
12
10
2,4
0,8
1,0
0,65
I,O
3,37
1.41
1.17
4
9
23.0
—
1,0
i,4
o,7
1,22
3,28
1,56
1,74
46/51
76
Шухова
12
2O
5.4
—
—
—
—
—
— ¦
-
II
27.5
—
°<9
1,0
0,9
1,19
—
1,56
1.74
46/51
69
13
И.8
2,9
0,67
о,8о
3.27
I.SO
°,94
46/51
5'
2,7а
Вертикальные
с дымогарными
трубами
8,5
82,4
о,8
1.8
O.66
0,87
2,бЗ
1.39
°.5°
148
9.5
43.5
1,45
1,6э
о,8о
i,o5
2,70
1.53
1,39
5»
2О8
910
ПЕРЕДВИЖНЫЕ СТРЕЛОВЫЕ КРАНЫ
[РАЗД. IV
Управление кранами с многомоторным при-
водом состоит из приборов управления от-
дельными двигателями — контроллеров и кон-
такторов для электродвигателей и дроссель-
ных заслонок (регуляторов) для паровых ма-
шин. Управление кранами с одномоторным
Фиг. 22. Фрикционная
муфта с внешней
лентой.
приводом состоит из приборов управления
двигателем, муфтами включения и тормозами.
Системы управления механизмами кранов
с одномоторным приводом подразделяются на
Рукоятки рычагов и педали выведены к посту
управления. Редко включаемые механизмы и
механизмы, не включаемые на ходу, имеют
кулачковые муфты, усилие включения кото-
рых не зависит от передаваемого крутящего
момента. Для остальных механизмов предусма-
тривается применение фрик-
ционных муфт (фиг. 22 и 23).
Усилие, прилагаемое к рыча-
гам и педалям управления, не
должно превосходить величин,
указанных в табл. 3 главы XVIII
«Основные данные и формулы
для расчёта грузоподъёмных
машин". Угол поворота ры-
чагов не должен превышать
60°, общий мёртвый ход рыча-
гов и педалей не должен быть
большим 10% от их рабочего
хода. Применительно к этим
величинам устанавливается со-
отношение плеч элементов
рычажной передачи (переда-
точное число рычажной пере-
дачи) фрикционных муфт и
тормозов.
Механическая (рычажная) система упра-
вления рекомендуется на кранах с центральным
приводом грузоподъёмностью не свыше 15 т.
При пневматическом управлении включе-
ние и выключение крановых механизмов осу-
ществляются с помощью сжатого воздуха,
подаваемого из главного резервуара по воз-
духораспределительным трубопроводам к ис-
полнительным органам (сервоцилиндрам), вхо-
дящим как составная часть в конструкцию
соответствующих муфт и тормозов (фиг. 24).
Фиг. 23. Фрикционная муфта с внутренней лентой.
механические (рычажные), пневматические,
вакуумные, гидравлические, электрические и
смешанные.
к»
Фиг. 24. Фрикционная пневматическая муфта.
;шанные.
Общий вид механической (рычажной) си- Давление воздуха в трубопроводах пневматиче-
мы управления краном показан на фиг. 21. ского управления обычно не превосходит Юати,
ГЛ. XXV]
ОБЩИЕ СВЕДЕНИЯ
911
Нагнетание сжатого воздуха в главные резер-
вуары на кранах с электроприводом осущест-
вляется специальными компрессорами; на паро-
вых железнодорожных кранах с той же целью
применяются обычные паровозные паро-воздуш-
ные насосы. В обоих случаях устанавлива-
ются автоматические регуляторы хода ком-
прессоров, поддерживающие постоянство да-
вления в главном резервуаре.
Разновидностью пневматического управле-
ния является так называемое вакуумное
управление, в котором в трубопроводах под-
держивается давление, меньшее атмосферного.
Ввиду особо высоких требований к герметич-
ности трубопроводов и больших диаметров
рабочих цилиндров оно применяется в крано-
строительной практике крайне редко.
При гидравлическом управлении включе-
ние и выключение крановых механизмов осу-
ществляются с помощью жидкости (масла),
подаваемой к исполнительным органам по
трубопроводам под давлением 40—80 ати.
Нагнетание жидкости производится шесте-
рёнчатыми, плунжерными
или крыльчатыми насосами.
Общая схема гидравли-
ческого управления анало-
гична схеме ранее рассмо-
тренного пневматического
управления.
Электрическое управле-
ние в кранах с многомотор-
ным приводом осущест-
вляется с помощью контрол-
леров или контакторов. В
кранах с одномоторным при-
водом электрическое упра-
вление осуществляется си-
стемой электромагнитных
муфт и тормозов,
включение и вы-
ключение которых
производятся кра-
новщиком с пульта
управления. Редко
включаемые кулач-
ковые муфты име-
ют при этом руч-
ное управление.
Смешанн ое
управление может
быть электропнев-
матическим, элек-
тр о г ид р авличе-
ским и пневмоги-
дравлическим.
Электропневматическое управление, в ко-
тором воздухораспределители, направляющие
сжатый воздух в цилиндры муфт и тормозов,
приводятся в действие электромагнитами, при-
меняется относительно редко. На фиг. 25
приведена схема электропневматического
управления с электромагнитным соленоидным
воздухораспределителем. Замыкание тока в
цепи катушек электромагнита обусловливает
втягивание сердечника, связанного с клапа-
нами подачи воздуха, к исполнительным ци-
линдрам. Возврат сердечника производится
пружиной.
В системах электрогидравлического управления опе-
рации включения и выключения муфт и тормозов выпол-
няются так называемыми электрогидравлическими тол-
кателями. Каждый из таких толкателей состоит из ци-
линдра, в котором движется поршень, связанный с по-
движными штоками. В цилиндре установлен роторный
насос, приводимый во вращение электродвигателем.
В некоторых системах толкателей насос помешен непо-
средственно в поршне, и тогда связь между ним и двига-
телем осуществляется телескопическим валом; в некото-
рых же конструкциях принято более удобное размещение
насоса вне поршня и соединение его с двигателем при
помощи жёсткого вала. При включении двигателя насос
перекачивает рабочую жидкость (масло) из верхней по-
лости цилиндра в нижнюю. Давление жидкости снизу на
поршень заставляет последний смещаться кверху вместе
с рычагом, соединённым с рычагами соответствующей
муфты или тормоза.
Толкатели изготовляются для работы как
на постоянном, так и переменном токе. Крат-
кие характеристики толкателей приведены
в табл. 3 и 4.
Толкатели устанавливаются по возможности
вертикально или с небольшим (до 10°) откло-
нением от вертикали. Время подъёма и опу-
скания поршня толкателей может регулиро-
ваться в пределах от долей секунды до одной
минуты.
При пневмогидравлическом управлении,
применяемом во многих конструкциях кранов
на автомобильном ходу,
муфтам и тормозам при-
даются исполнительные
п н е в м огидравлические
цилиндры, приборы
же управления со-
Фиг. 25. Схема электропневматического управления механизмами крана.
Таблица 3
Характеристика толкателей с телескопическими
приводными валами
Максималь-
ное усилие
толкателя
в кг
45
75
75
155
Ход
поршня
толка-
теля
в мм
75
5°
15°
i6o
Осуще-
ствляемая
работа
толкателя
в кгсм
333
375
lias
2475
Габаритная высота
толкателя при крайнем
нижнем положении
поршня в мм
для посто-
янного тока
6i7
б17
7i6
820
для пере-
менного
тока
547
547
6ф
75°
912
ПЕРЕДВИЖНЫЕ СТРЕЛОВЫЕ КРАНЫ
Характеристика толкателей с
Максимальное усилие толкателя
в кг
Ход поршня толкателя в мм . .
22,8
51
45.4
б'
до,8
102
жёсткими приводными
i8i,6
IO2
272,4
15а
ЗбЗ,2
2О3
валами
72б.4
аоз
726.4
4 об
{РАЗД. IV
Таблица 4
1452,8
аоз
1452,8
406
храняются такими же, как и в конструкциях,
ранее упоминавшихся пневматических систем.
Кабины кранов имеют назначением
защиту крановых механизмов и обслуживаю-
щего персонала от неблагоприятных атмо-
сферных условий. Конструкция кабин должна
обеспечивать хороший обзор рабочих площа-
дей и свободный доступ к механизмам для
их осмотра и смазки. С этой целью посты
управления располагают в передней застек-
лённой части кабин, а в стенах кабин разме-
щают необходимое количество раздвижных
дверей и щитов. Наилучшим типом следует
считать цельнометаллические кабины, элементы
которых штампуются из стальных листов тол-
щиной 0,5—0,8 мм.
КРАНЫ НА ГУСЕНИЧНОМ ХОДУ
Кранами на гусеничном ходу (см. фиг. 1)
называют передвижные стреловые краны, хо-
довая часть которых монтируется на гусенич-
ных тележках.
Кинематические схемы гусенич-
ных кранов подразделяются на схемы с одно-
вальными лебёдками и схемы сдвухвальными
лебёдками.
Схема крана с одновальной лебёдкой пред-
ставлена на фиг. 26. Она предусматривает
разветвление кинематической цепи на две
самостоятельные ветви: а) к лебёдке механиз-
ма подъёма груза, б) через реверс к меха-
ю
Фиг. 26. Кинематическая схема крана на гусеничном ходу
с одновальной лебёдкой подъёма груза: 1 — двигатель;
2 и 3 — барабаны лебёдки подъёма груза; 4 — лебёдка
подъёма стрелы; 6 — реверс; 6 — тормоз лебёдки подъёма
груза; 7 — муфта лебёдки подъёма груза; 8 — тормоз ре^
верса; 9 — редуктор; 10 — главная муфта; Л — муфта
механизма поворота; 12 — червячный редуктор лебёдки
подъёма стрелы; 13 — опорный зубчатый венец; 14 — торг
моэ лебёдки подъёма стрелы; 15 — муфта лебёдки
подъёма стрелы.
13
Фиг. 27. Кинематическая схема крана на гусеничном ходу
с одновальной лебёдкой подъёма груза и отдельным ревер-
сом к лебёдке подъёма стрелы: / —двигатель; 2п 3 —
барабаны лебёдки подъёма груза; 4 — лебёдка подъёма
стрелы; 5—реверс; 6 — муфта грузовой лебёдки;
7—тормоз грузовой лебёдки; «У—муфта реверса; 9—тормоз
реверса; 10 — главная цепная передача; 11 — червячный
редуктор лебёдки подъёма стрелы; 12 — опорный зуб-
чатый венец; 13 — звёздочка цепной передачи механизма
передвижения; 14 — четырёхскоростная коробка передач
механизма передвижения.
низмам вращения крана, передвижения крана
и подъёма крановой стрелы. В этой схеме ле-
бёдка механизма подъёма нереверсируемая
и спуск груза произ-
водится на тормозах.
Аналогичная кинема-
тическая схема крана
с одновальной лебёд-
кой подъёма груза,
с отдельным реверсом
к лебёдке подъёма
стрелы и с коробкой
передач в механизме
Фиг. 28. Кинематическая схема крана на гусеничном ходу
с двухвальной лебёдкой подъёма груза: / — двигатель;
2 и 3 — барабаны лебёдки подъёма^ груза; 4— муфта
грузовой лебёдки; 5 — тормоз грузовой лебёдки; 6 — глав-
ная цепная передача.
ГЛ. XXV]
КРАНЫ НА ГУСЕНИЧНОМ ХОДУ
913
передвижения приведена на фиг. 27. Одна из
типовых кинематических схем крана с двух-'
вольной лебёдкой показана на фиг. 28.
Механизм передвижения крана
на гусеничном ходу отдельно показан на фиг. 29.
Главный распределительный вал гусеничного
хода приводится во вращение от передаточ-
ной трансмиссии крана через пустотелую цен-
трирующую цапфу и пару конических шесте-
рён. На этом валу насажены две кулачковые
муфты, включающие звёздочки цепного при-
Катки малоопорного и многоопорного гусе-
ничного хода могут быть одинарными, сдвоен-
ными и балансирными.
Привод гусеничного хода для многоопор-
ных гусениц выполняется только концевым;
для малоопорных гусениц он может быть
концевым или центральным; однако централь-
ный привод имеет ряд существенных недо-
статков и почти не применяется.
Концевые звёздочки (приводная и натяж-
ная) имеют натяжные винтовые устройства
Фиг. 29. Механизм передвижения крана на гусеничном ходу.
вода правой и левой гусеницы. На нём же
установлены тормоза, затормаживающие вы-
ключенную правую и левую гусеничную тележ-
ку при развороте крана. Включение или вы-
ключение гусеничных тележек производится
или с земли, или с поста управления на пово-
ротной платформе. Иногда в одном кране
осуществляются обе указанные системы упра-
вления.
Ходовая часть крана на гусеничном
ходу состоит из жёсткой (сварной или литой)
ходовой рамы, опирающейся на две продоль-
но расположенные гусеничные тележки.
Различают две разновидности конструкции
гусеничных тележек—малоопорную и много-
опорную.
В малоопорной (так называемой безбалоч-
ной) тележке давление от веса крана на гусе-
ничную ленту передаётся двумя или тремя
катками большого диаметра, опирающимися на
гусеничную ленту, которая огибает концевые
звёздочки—приводную и натяжную. Оси кат-
ков закреплены в ходовой раме.
Многоопорная гусеничная тележка отли-
чается от малоопорной тележки наличием
балки, в которой закреплены от шести до
девяти катков малого диаметра, передающих
давление от веса крана на гусеничную ленту.
Верхняя холостая ветвь ленты либо поддер-
живается двумя-тремя роликами, оси которых
также закреплены в балке гусеничной тележ-
ки, либо опирается на имеющиеся в балке
специальные скользуны.
58 Том 9
для обеспечения натяжения приводной цепи
и гусеничной ленты (фиг. 30). Привод на кон-
цевую звёздочку—цепной (см. фиг. 29) или
шестерёнчатый.
Ходовая рама гусеничного хода несёт на
себе венец опорно-поворотного устройства.
На ней же закрепляется центрирующая цапфа
и устанавливается главный распределительный
вал.
Опорная поверхность гусеничных лент на-
значается применительно к заданным величи-
--W\TTT77
Фиг. 30. Натяжное приспособление гусеничной ленты.
914
ПЕРЕДВИЖНЫЕ СТРЕЛОВЫЕ КРАНЫ
ГРАЗД. IV
нам максимально допустимого удельного да-
вления на грунт.
Максимальные размеры гусеничных теле-
жек для кранов различной грузоподъёмности
регламентируются ГОСТ 518-41. Этим же стан-
дартом регламентируется количество скоро-
стей передвижения гусеничных кранов и вели-
чины скоростей передвижения в пределах
1—4 км/час.
Опорные башмаки (траки) гусеничных лент
выполняются стальными — литыми, сварными
или штампованными (фиг. 31). Для случая
Фиг. 31. Опорный башмак гусеничной ленты.
передвижения кранов в неблагоприятных до-
рожных условиях на траках предусматри-
вается возможность установки съёмных грун-
тозацепов (шпор). В некоторых конструкциях
гусеничного хода траки не изготовляются как
одно целое со звеньями гусеничной цепи, я
закрепляются на ней при помощи болтов. Та-
кое крепление позволяет пользоваться тра-
ками различной ширины для грунтов различ-
ной плотности без смены цепей (см. также
т. 11, гл. „Тракторы").
Поперечные балки, поддерживающие ходо-
вую раму, опираются на балки гусеничных те-
лежек (фиг. 32). Центр тяжести поворотной
части крана с грузом О находится в точке
М, а центр тяжести поворотной части нена-
гружённого крана — в точке N. Вес G ходовой
рамы с механизмами приложен в центре вра-
щения О поворотной платформы.
Для крана с грузом Q максимальное да-
вление на продольную балку гусеничной тележ-
ки в точке К (фиг. 33)
B4)
**-Т + АВ
а давление в точке L
2АВ
Соответственно для ненагружённого крана
G , G • k
- B7)
Прочностный расчёт опорных (поперечных)
балок должен производиться по изгибающему
d\ \b
сеч. по ab сеч. no cd
Фиг. 33. Расчётная схема загружения продольной балкн
гусеничной тележки.
моменту в опасном сечении от максимального
давления /?„ или /?„
«max —'
R^C.
B8)
B9)
Расчётная схема загружения продольной
гусеничной балки принимается по фиг. 33.
Проверке подлежат напряжения в сечениях
а — Ь и с — d для крана с грузом и без груза:
Ма =
М„
RK(D-E)+RL.E
D
Фиг. 32. Ходовая рама гусеничной тележки крана.
?
F.
C0)
C1)
ГЛ. XXV]
КРАНЫ НА ГУСЕНИЧНОМ ХОДУ
915
Проходимость крана на гусеничном ходу
и возможность перемещения по грунтам раз-
личной твёрдости определяется величиной
среднего удельного давления на грунт при
движении с грузом и без груза
G
/сл*2<2 кг/смЪ C2)
;1 кг\см\ C3)
&СР 2BL
где В — ширина гусеничной ленты и L — длина
опорной поверхности гусеничной ленты.
Если т — эксцентриситет центра тяжести
крана с грузом ит, — эксцентриситет центра
тяжести крана без груза (фиг. 34), то макси-
мальные удельные давления на грунт
C4)
2BL
~ 2BL
~\ кг\см\ C5)
Закон изменения величины удельных да-
влений на грунт по длине гусеницы — прямая
линия (фиг. 34,7). Эпюра удельных давлений
6/и
имеет вид треугольника при —т— ^ 1 (фиг. 34, /
„ бтп
п II) и вид трапеции при -j-<1 (фиг. 34,777).
В случае, показанном на фиг. 34, 77, центр
тяжести крана выхо-
дит за пределы ядра
сечения и часть дли-
ны гусеничного хода
не участвует в пере-
даче давления на
грунт.
Максимал ьное
удельное давление на
грунт не должно пре-
восходить при пере-
движении крана
2 кг/см* и при подъ-
ёме груза—4 кг/см2.
При передвижении
крана по прямой не-
обходимо преодолеть
сопротивление пере-
катыванию гусенич-
ной ленты по гори-
зонтальному пути, сопротивление от движе-
ния на подъём, сопротивление давления ветра
рабочего состояния и сопротивление троганию
с места (см. также т. 11, гл. „Тракторы").
Сопротивление перекатыванию гусеничной
ленты определяется из уравнения
w, = (G 4- G,) / кг, C6)
где /— коэфициент сопротивления движению,
принимаемый по следующим данным:
Величины коэфициента сопротивления
движению гусеничного хода в зависимости
от характера и состояния пути
Хорошее шоссе 0,03—0,04
Шоссе среднего качества 0,05—0,06
Грунтовая дорога 0,06—0,09
Плохая полевая дорога (песок, грязь) . . 0,09—0,12
Тяжёлая дорога (глубокий песок,
болотистая почва, пашня, целина) .... 0,10—0,15
Фиг. 34. Расчётная схема
максимального давления
гусеницы на грунт.
Меньшие значения коэфициента сопроти-
вления движению принимаются для гусениц
более совершенной конструкции и гусениц,
не имеющих грунтозацепов.
Суммарное сопротивление перекатыванию
гусеничной ленты при движении на подъём
под углом а к горизонту определится равным
Щ + W2 = (G -f G]) (/ COS а + sin а). C7)
Сопротивление давления ветра рабочего
состояния равно
Щ^Яв-Р кг> C8)
где qe—удельная величина давления, соста-
вляющая по ГОСТ 1451-42 25 кг!*?-; F — под-
ветренная поверхность крана и груза в м2.
Сопротивление трогания с места опреде-
ляется из уравнения
(G + G,
C9)
где ^ — первая скорость крана в км/час;
(р — время разгона в сек., принимаемое рав-
ным 1-2 сек.
Полное сопротивление движению равно
w = w-[ -f W2 + Щ + W4 кг- D0)
Необходимое тяговое усилие при этом со-
ставит
Р = — кг, D1)
где г\х = 0,7 -*¦ 0,9 - к. п. д. механизма гусе-
ничного хода.
Мощность двигателя для передвижения
крана по прямому участку пути
w-v
270т),
л. с,
D2)
должно удовлетворять зависимости
¦ G,) кг,
где v—скорость движения в км!час; г^ —
к. п. д. передачи от двигателя к ведущим
звёздочкам гусеничного хода.
Максимальное значение тягового усилия
D3)
где ф — коэфициент сцепления гусениц с грун-
том, принимаемый равным 0,3 — 0,5 для глад-
ких гусениц и 0,5 — 1,2 для гусениц с грунто-
зацепами (для случаев передвижения крана по
влажному грунту значения ф должны быть
уменьшены на 25 —ЗО°/0; для случаев работы
крана в зимних условиях значения ф умень-
шаются на 500/0). Проверка соответствия тя-
гового усилия величине сцепления гусениц на
подъёме производится по соотношению
P<+'(G + Gi)coea. D4)
Поворот крана, осуществляемый выклю-
чением одной из гусениц и её торможением,
вызывает дополнительные сопротивления по-
перечного скольжения гусениц по грунту, ска-
лывания грунта боковой поверхностью траков
и смятия грунта грунтозацепами и добавоч-
ные сопротивления в механизме гусеничного
916
ПЕРЕДВИЖНЫЕ СТРЕЛОВЫЕ КРАНЫ
[РАЗД. IV
хода от возникающих в нём дополнительных
поперечных усилий.
При движении по кривой к гусеницам
должны быть приложены тяговые усилия Pj
и Р2, преодолеваю-
щие сопротивления
прямолинейного дви-
жения w' + w" и со-
здающие вращатель-
ный момент, равный
сумме моментов со-
противления пово-
роту Mt и М2 обеих
гусениц (если центр
тяжести крана распо-
ложен симметрично
Фиг. 35. Расчётная схема его ПрОДОЛЬНОЙ ОСИ,
поворота гусеничного хода. __
р
= w" и /Wj =
2)
Величина работы, затрачиваемой на ли-
нейное перемещение гусеницы при повороте
на угол а[ по радиусу г, равна
а' кгм.
D5)
Величина полной работы поворота гусе-
ницы на угол а' составит
8
а' кгм,
D6)
где L—длина опорного участка гусеничной
ленты и ji. — коэфициент сопротивления по-
перечному скольжению гусениц по грунту,
принимаемый равным 0,7 для сминаемого пути
и 0,4 — для твёрдого пути.
Моменты М и усилия Т на лентах соот-
ветственно равны:
*****
кгм; D7)
D8)
кг.
При ширине колеи гусеничного хода Ь
(фиг. 35) сила тяги на наружной гусенице
определится равной
Л(^)№ D9)
а сила тяги на внутренней гусенице составит
_,А)К, E0)
Скорость движения каждой из гусениц и
всего крана при повороте зависит от устрой-
ства поворотного механизма.
Если скорость крана перед разворотом
равнялась v м/сек, то при отключении одной
из гусениц скорость движения внешней веду-
щей гусеницы в момент разворота будет равна
vt = v Ml сек, E1)
а скорость внутренней (ведомой) гусеницы
уменьшится пропорционально расстоянию её
до центра поворота О
(г+ 0,56)
м\сек\
E2)
скорость движения всего крана также умень-
шится и будет равна
V =
vr
г+ 0,5*
м/сек.
E3)
При диференциальном поворотном меха-
низме и повороте с помощью торможения
полуоси внутренней гусеницы скорость дви-
жения крана в момент разворота не изме-
няется, но скорость наружной гусеницы воз-
растает до
v (г + 0,56) .
Еа= к г м\сек, E4)
а скорость внутренней гусеницы уменьшается
до
v(r — 0,5b)
м/сек. E5)
Мощность, затрачиваемая на поворот крана,
составляет
Здесь t)j = 0,6 -г- 0,8 < ^ — к. п. д. гусеничного
хода при повороте.
Для поворота при выключении внутренней
гусеницы без её торможения необходимо,
чтобы Pt > 0 или —^—
чтобы, следовательно,
Условие выполнимости поворота по сце-
плению (при заторможенной внутренней гусе-
нице), если центр тяжести крана расположен
симметрично относительно обеих гусениц,
определяется зависимостью
E8)
В случае, когда поворот крана должен по
условиям работы происходить при смещённом
центре тяжести (повёрнутая поворотная плат-
форма), проверку выполнимости поворота сле-
дует производить по действительной нагрузке
на забегающую гусеницу. В этом случае
/ Id» А
-т~< • E9)
Прочностный расчёт гусеничной ленты и
натяжного устройства гусеничного хода про-
изводится из условия передачи полного мо-
мента двигателя на одну гусеницу, которая
при повороте должна выдерживать двойной
максимальный момент на ведущей звёздочке.
Тормоз механизма передвижения рассчиты-
вается на поглощение полного момента дви-
гателя.
Устойчивость кранов проверяется приме-
нительно к указаниям гл. XVIII .Основные дан-
ные и формулы для расчёта грузоподъёмных
машин и механизмов", Характеристики наибо-
лее распространённых типов гусеничных кра-
нов приведены в табл. 5.
ГЛ. XXV]
КРАНЫ НА ЖЕЛЕЗНОДОРОЖНОМ ХОДУ
917
Таблица 5
Характеристика выполненных передвижных стреловых кранов на гусеничном ходу
Основные параметры
3 авод-изготовитель
Завод им. Январского
восстания
Завод им.
Молотов а
Бюсайрус-Ири
(США)
Демаг
(Германия)
Марка крана
я,-г
Я5-Г
Яа-Г | Я„-Г
ОМ-210
IO,O
3.5
д. в. с;
п. м.
1,8-3,77
16,5
5°,°
2,6
7°,°
ю,о
21,6
-
32-В
6,о
3,66
3°.°
д. в. с;
э. д.
1,2
22,25
44.5
-
ю,7
18,3
о, 57
1,°3
37-В
14,о
4,56
47.°
д. в. с;
9. Д.
1,об
18,3
4°,°
-
12,2
18,3
1,15
-
К-1
5.о
4,°
д. в. с;
э. д.
—
' -
8,5
°,79
Е-32
Грузоподъёмность в т . ¦
Минимальный вылет от оси
вращения в л*
Высота подъёма грузового
крюка в я
Грузовой опрокидывающий
момент в тм ..../...
Тип силовой установки *:
g ( передвижения в км/час .
g I подъёма груза в м/мин .
§.< подъёма грейфера
§ I в м/'ман
и I поворота в об/мин ....
Время подъёма стрелы из
одного крайнего положения
в другое в сек
Длина нормальной стрелы
в м
Длина удлинённой стрелы
в д
Ёмкость грейфера в м3 ** .
Собственный вес крана в т
Среднее удельное давление
на грунт в кг/см*
Наибольший продольный
уклон, преодолеваемый кра-
ном (без груза)
б,о
2Э,3
д. в. с
п. м.
1,15
1,41
28,2
2,3
7,8
1.5
ОК. 31
1,2б
д. в. с.
2О,3
5.°
35,7
1,5
Ъ5
4.5
ю,о
24,о
п. м.
1,25
14.3
28,2
3.56
юН,о
23
15.»
6,0
15.6
53.°
п. м.
Зб>°
2,О
i86,o
2.5
58,4
1.15
20,0
4.2
54,5
П. М.
.5
i6,o
48,0
а.7
43=,°
15.°
23,°
48,5
б,о
55.8
д. в. с.
э. д.
ia,5
19.5
* Д. в. с—двигатели внутреннего сгорания (в отечественных конструкциях—преимущественно автотракторного
типа), п. м.—паровые машины, э. д.—электродвигатели.
** Грейферы ёмкостью больше 0,8 м3 рассчитываются для работы с грузами, насыпные веса которых не превы-
шают 0,8—1,0 т1м3; грейферы ёмкостью 0,5— 0,57 м* принимаются для работы с грузом, насыпные веса которых дости-
гают 2—2,5 т!м3.
КРАНЫ НА ЖЕЛЕЗНОДОРОЖНОМ ХОДУ
Кранами на железнодорожном ходу назы-
вают передвижные стреловые краны, пере-
двигающиеся по нормальному железнодорож-
ному рельсовому пути.
Ходовая часть этих кранов выполняется
с использованием узлов и элементов нормаль-
ного подвижного состава железных дорог,
а привод к ходовой части осуществлйется от
двигателя на поворотной платформе.
В зависимости от кинематической схемы
железнодорожные краны подразделяются на
краны: а) поворотная часть которых идентична
поворотной части крана на гусеничном ходу
(фиг. 36)* и б) запроектированные примени-
тельно к ограниченному перечню перегрузоч-
ных и экипировочных работ и работ по ли-
квидации аварий и применяемые в составах
восстановительных поездов (фиг. 37).
Для облегчения обслуживания железнодо-
рожных кранов и их ремонта, а также в це-
лях использования топлива, применяемого на
железнодорожном транспорте, большинство
кранов на железнодорожном ходу имеет па-
* В этих схемах предусматривается установка допол-
нительного реверса механизма передвижения, так как по
технологическим условиям работы требуется совмещение
операций передвижения крана с изменением вылета
стрелы.
ровой центральный привод. В зависимости от
грузоподъёмности краны могут быть двухос-
ными или многоосными (см. ГОСТ 877-41
«Краны железнодорожные").
Железнодорожные краны должны передви-
гаться в составах поездов без ограничения
скорости; собственная скорость передвиже-
ния — до 15 км/час.
Допускаемое давление на ось ходовой рамы
при расстоянии между осями не меньше
1500 мм и передвижении с нормальной ско-
ростью в составе поезда не должно превышать
20,5 т. В случае превышения давления на ось
в маршевом положении применяются подкат-
ные тележки.
При работе крана на стоянке или при пе-
редвижении со скоростью не больше 5 км\час
максимальная нагрузка на колесо не должна
превышать 20 т.
Железнодорожный ход представляет собой
жёсткую сварную или клёпаную раму, имею-
щую в плане вид прямоугольника и опираю-
щуюся на ходовые части. На раме закрепля-
ются опорно-поворотный венец и центрирующая
цапфа. Кроме того, рама снабжается стандарт-
ными железнодорожными упряжными и тор-
мозными приборами.
В раме должны быть предусмотрены места
для размещения балласта, служащего допол-
нительным противовесом.
918
ПЕРЕДВИЖНЫЕ СТРЕЛОВЫЕ КРАНЫ
[РАЗД. IV
Рамы двухосных кранов посредством листо-
вых рессор опираются непосредственно на
осевые буксы.
В многоосных кранах, колёсные пары ко-
торых собраны в двух- и трёхосные тележки,
пяты рай опираются на тележечные шкворне-
вые балки.
Листовые рессоры рам таких кранов на
время работы выключаются специальными дом-
Фиг. 36. Кинематическая схема крана на железнодорож-
ном ходу (I вариант): / — паровая машина; 2 — лебёдка
механизма подъёма груза; 3 — лебёдка механизма подъёма
и опускания стрелы; 4 — тормоз механизма подъёма;
S — муфта сцепления; 6 — опорно-поворотный венец ме-
ханизма вращения.
циальные подкладки опираются также выве-
шивающие домкраты шарнирных опор.
Привод к колёсным парам кранов может
быть цепным или шестерёнчатым. Цепной
привод (по типу привода гусеничных кранов)
применяется лишь для двухосных кранов. Для
многоосных кранов применяется шестерёнча-
тый привод с паразитной цилиндрической ше-
стерней или привод от карданного вала и ко-
нических шестерён. В последнем случае пово-
Фиг. 37. Кинематическая схема крана на железнодорожном
ходу (II вариант): / — паровая машина; 2 и 3 — барабаны
лебёдки механизма подъёма груза; 4 — барабан лебёдки
механизма подъёма и опускания стрелы; 5 — реверс ме-
ханизма вращения; 6 — опорный зубчатый венец меха-
низма вращения.
кратами. Краны больших грузоподъёмностей
(более 10 т) требуют уширения опорной
базы для обеспечения расчётной грузоподъём-
ности. Это достигается постановкой специаль-
ных опор (аутриге-
ров) — выдвижных балок
или кронштейнов, кото-
рые подразделяются на
два конструктивныхтипа:
1) выдвижные опоры и
2) шарнирные опоры.
Шарнирные опоры часто
имеют по концам выве-
шивающие домкраты (ме-
ханические или гидра-
влические), а выдвижные
опоры иногда выполня-
ются телескопическими.
Концы балок в подвижных
опорах опираются на специальные подкладные
башмаки, которые в свою очередь опираются
на шпальные клетки. Просадка шпальных кле-
ток компенсируется забивкой клиньев. На спе-
рот тележек на закруглениях пути осуще-
ствляется по схеме, изображённой на фиг. 38.
Расчёт ходовой рамы крана на железнодо-
рожном ходу аналогичен расчёту рам желез-
Фиг. 38. Схема передачи с
карданным валом в механизме крана на железно-
дорожном ходу.
нодорожных вагонов и платформ. Опоры
(аутригеры) рассчитываются на изгиб по ма-
ксимальным реакциям в местах опирания их
на шпальные клетки, причём в расчете еле-
Основная характеристика кранов на железнодорожном ходу
Таблица 6
Основные
параметры
Грузоподъёмность в/п
Минимальный вылет от оси
вращения в м
Высота подъёма крюка в м . .
Грузовой опрокидывающий мо-
Тип силовой установки
Рабочие ско-
рости
передвижения
в км/час . . .
подъёма груза
В MJMUH . . .
подъёма грей-
фера В MlMUH
поворота
в об/мин . . .
Время подъёма стрелы из од-
ного крайнего положения в дру-
гое в мин . . . .
Длина стрелы / нормальной . .
в м ) удлинённой . .
Количество грузовых крюков . .
Ёмкость грейфера ***** ....
Число осей ходовых колёс . .
Минимальный радиус закругле-
ния ПуТИ В Л1
Вес крана вот
Максималь- (
ное давление 1 при передвиже-
на ходовое ко- 1 н>ли ••••••
лесо в т 1 ПРИ работе . .
Завод-изготовитель
Завод им. Январского восстания
Я,
б,о
5.а
я5
7.5
4.5
ю,5 | ",о
=6,5
д.в.с.***
(ХТЗ-3)
5.о
ю,о
зо,о
i.7
I
1.75
п.м.****
5.8
1з,з
34,6
2,0
Ь5
27,5
д. в. с.
(ЗИС-5)
5,72
ю,о
¦4.3
35.3
28,6
5°,8
i,78
3.12
1,96
i,i
п. м.
5-8
14,3
28,6
2,66
1.8
п,3 1 ю,5
I
!>5
I
1,5
Я,
15.°
4.6
Я8
45 ,о *
20,0
4.6
Завод им.
Кирова
Аварийный
75**
2О
9.5
Кировский
машино-
строитель-
ный завод
18,5*
13
4,5
14,4 1 и.° I — I —
57-о
п. м.
4.5
9.0
Зб.о
2,О
2,О
И7.о
76,0
П. М.
5,о
6,о
3°>°
2,0
2,5
i6,o I 14.0
I 1 I
2,5 1 2,5
а | 2 | 4
130,0
32,°
73,О
14.а
9о,о
33.4
33 .о
9,35
13.о
45.0
7L5
9.85
4+4
5°.о
109, о
8,5
487
п. м.
5,0
1,25
вспом.
ю,о
о,35—о,79
3,5
so,89
2
2,5
б
75.о
_
п. м.
9.о
3.6-7.5
2,5
°,9-1,75
I2.O
I
—
4
150.0
хбо 56,0
-
9»о
Индустриал Броунхойст (США)
2-4
9Д
3-65
—
2б,5
д. в. с.
(дизельн.)
п. м.
З.а
з°.°
6о,о
4.5
-
DA-D6
13,6
3,65
Демаг (Германия)
1
6,о
4.75
25 т.
25**
ю,5
7.5
5.5
| _ | _
39.5
д. в. с.
(дизельн )
6,О
25.0
7б,о
i,o~a,8
-
10,6 1 Ю,б 1 12,3
15,3 1 '5,3 1 15.3
I
п. м.
II,О
2б>5
8о,о
1,О—
-3,7
-
12,3
15.3
i I i I i
1 - !
2
_
23,6
13.7
13.7
4 1 2
._
Зо,о
ю,5
ю,5
_
43.°
31,5
31,5
—
4
_
42,8
14,8
14,8
34,о
д. в. с.
(дизельн.)
п. м.
2.5-7.5
12 — 15
34—зо
2—2,5
0,85
9-о
i6,o
1
1-5
2
40,0
_
16,8
135
47
п. м.
а, 75
3.5
5.2 гл.
13,2 вс
2,О
2,84
_
3
—
Кокерил
(Бельгия)
Аварийный
130 m
130**
6,25
—
720
п. м.
1.3
а,35
0,67
-
_
а
—
2Х2=4| 4X2 = 8
_
77,5
-
IOO.O
-
—
* В числителе—грузоподъёмность при применении аутригеров, в знаменателе—при работе без аутригеров. ** В числителе—грузоподъёмность на главном крюке, в знаменателе—
грузоподъёмность на вспомогательном крюке. *** Д. в. с—двигатель внутреннего сгорания. **** П- м.-паровая машина. ***** Ёмкость грейфера рассчитана на работу с грузами,
объемный вес которых равен 0,8—1,0 т1м*.
920
ПЕРЕДВИЖНЫЕ СТРЕЛОВЫЕ КРАНЫ
[РАЗД. IV
дует принимать кран опертым только на аут-
ригеры.
Тяговый расчёт кранов на железнодорож-
ном ходу аналогичен тяговым расчётам для
подвижного состава железных дорог.
Проверка устойчивости кранов проводится
применительно к указаниям главы XVIII
„Основные данные й формулы для расчёта
грузоподъёмных машин и механизмов". Ха-
рактеристики кранов на железнодорожном
ходу приведены в табл. 6.
КРАНЫ НА АВТОМОБИЛЬНОМ ХОДУ
Кранами на автомобильном ходу называют
передвижные стреловые краны, смонтирован-
ные на шасси стандартного автомобиля или на
специальном шасси.
Кинематические схемы этих кранов в за-
висимости от количества и размещения дви-
гателей подразделяются на схемы одномотор-
ных кранов с двигателями, установленными
на поворотных платформах (собственно краны
на автомобильном ходу, фиг. 39), одномотор-
В зависимости от грузоподъёмности краны
на автомобильном ходу могут быть двухос-
ными или трёхосными. В последнем случае
две задние оси выполняются на жёстком ба-
лансире и не подрессориваются. При исполь-
зовании для крана нормального автомобиль-
ного шасси рессоры могут при подъёме груза
Фиг. 40. Кинематическая схема автомобильного крана:
1 — двигатель; 2 я 3 — барабаны лебёдки подъёма груза;
4 — барабан лебёдки подъёма и опускания стрелы; 5 — ре-
верс; 6 — фрикционная муфта; 7 — тормоз; * — опорно-
поворотный зубчатый венец механизма вращения.
выключаться специальным домкратом или ка-
кими-либо другими устройствами (захватами,
клиньями и т. п.).
Скорость передвижения современных авто-
мобильных кранов может достигать 50 км/час
для кранов с двигателем на ходовой части
и 20 км/час для кранов с одним двигателем,
установленным на поворотной платформе.
Фиг. 39. Кинематическая схема крана на автомобильном ходу:
/ — двигатель; 2 и 3 — барабаны лебёдки подъёма груза;
4 — барабан лебёдки подъёма и опускания стрелы; 5 — ре-
верс; 6 — фрикционная муфта; 7 — тормоз; 8 — плане-
тарный диференциал; 9 — муфта выключения диферен-
циала.
ных кранов с двигателями, установленными
на ходовой части (автомобильные краны,
фиг. 2), и двухмоторных кранов с двумя дви-
гателями на каждом — отдельно для механиз-
мов подъёма груза и стрелы и для механизма
передвижения (краны на специально запроек-
тированных автомобильных шасси, фиг. 41).
Привод всех типов этих кранов производится
от двигателей внутреннего сгорания — карбю-
раторных или дизельных.
Генераторные установки применяются в них
крайне редко и лишь для двигателей меха-
низмов передвижения.
ШШИДМШПМШНШ!
Фиг. 41. Кинематическая схема двухмоторного крана на
автомобильном ходу: / — двигатель; 2 и 3 — барабаны
лебёдки подъёма груза; 4 — барабан лебёдки подъёма и
опускания стрелы; 5 — ргверс; 6 — муфта лебёдки подъ-
ёма груза; 7 — тормоз лебёдки подъёма груза; 8 — муфта
реверса; 9 — тормоз лебёдки подъёма и опускания стрелы;
10 — опорный зубчатый венец механизма вращения.
Тяговый расчёт автомобильных кранов
аналогичен тяговому расчёту автомобилей
(см. т. 11, раздел „Автомобили"). Проверка
устойчивости ведётся по указаниям главы XVIII
„Основные данные и формулы для расчёта
грузоподъёмных машин и механизмов".^
Автомобильный ход кранов небольшой гру-
зоподъёмности представляет собой обычное
автомобильное шасси, на котором с помощью
Таблица 7
Инл
Грузог
в т
Завод-изготовитель
екс крана ___^
юдъёмность
с аутригерами
без аутригеров
Номинальный вылет в м
Высота подъёма крюка в м
Ско-
рости
передвиже-
ния в км/час
с грузом
без груза
подъёма груза в м/мин
поворота в об/мин
Время подъёма стрелы из одного крайнего поло-
жения в другое в сек.
Длина стрелы в м
Приво
д
Аутригеры
нормальная
удлинённая
для механизма передвижения
для механизмов подъёма
грузов и изменения вылета
конструкция
количество
Ёмкость грейфера в м*
Шины
Тип ходовой части
Вес крана в т
общий
без шасси
Основная
Завод
„Красный
металлист"
АКЭ
З.о
-
=.75
5.о
Зо.о
5,5—ю,о
э,о
27
6.7
-
От автомо-
бильного дви-
гателя
От электро-
генератора
характеристика кранов на автомобильном
Завод им. Январского восстания
АКМ
3.°
0,64
3-5
5,8
до ю,о
ДО з°)°
7.2-4.9
1.7-2,9
Зо
5.75
-
АК11
З.о
0,64
а,5
5.8
ДО 5.°
ДО 3°.°
и,4
2,0
15
5.5
-
От автомобильного двигателя
Винтовые
4
-
4
о.35*
4
-
ю,о
3.5
4-4
ДО 10,О
до ю,о
i6-a4
З.О-5.9
30—60
10,0
18,0
От двигателя
дизеля КАМ-46
1.5**
Пневматические
Автомобиль
-
3,0
Автомобиль
ЗИС-6
8.75
5,оо
Автомобиль
ЗИС-5
8.35
Шасси
33.5
-
ходу
Керинг
(США)
-
-
12,33
3.66
-
-
3,2-6,4
-
10,67
12,2
От специаль-
ных двигате-
лей внутрен-
него сгорания
Без аутригеров
-
Осгуд (США)
705
23,68
i8,i4
3.66
1,2
8,о
-
_
7.6а
30,48
От специаль-
ных двигате-
лей внутрен-
него сгорания
Балочные
2
-
Рансом-Рэпир
(Англия)
З.о
2.9
-
3.2
З.з
ю,б и i6,75
3,35
7
5.4
-
От автомо-
бильного дви-
гателя
От электро-
генератора
Винтовые
я
—
Пневматические
Спец. автомо- 1 Спец. авто-
бильный ход 1 мобильный ход
1б,5
- -
38,55
-
Серийный
автомобиль
-
-
Ардельт-Верке
(Германия)
5.о
-
З.о
-
-
-
so
2,0
-
-
От автомо-
бильного дви-
гателя
Откидные
4
-
Литые
Серийный
автомобиль
-
-
* Для грузов с насыпным весом до 1,0 т/м3.
** Максимальная грузоподъёмность 3 т.
922
ПЕРЕДВИЖНЫЕ СТРЕЛОВЫЕ КРАНЫ
[РАЗД. IV
стяжных хомутов закреплена рама с опорно-
поворотным кругом и центрирующей цапфой.
В этой раме установлены выдвижные балоч-
ные двухсторонние опоры — по две с каждой
стороны.
Для кранов большой грузоподъёмности
(от Юти выше) применяются специально за-
проектированные шасси, обычно сварные, со-
стоящие из двух продольных балок коробча-
того сечения, связанных между собой попе-
речными балками и накладным листом. Перед-
ний и задний мосты — автомобильного типа;
ходовые рамы оборудуются двухсторонними
балочными (выдвижными или откидными) опо-
рами, которые иногда дополняются специаль-
ными винтовыми домкратами *.
Передача на ходовые колёса в этих кранах
осуществляется по типу передачи в гусенич-
* Дополнительные опоры (аутригеры) ухудшают ка-
чество автомобильных кранов, так как снижают их основ-
ное свойство — подвижность при работе с максимальными
грузами. Поэтому в некоторых конструкциях кранов пре-
дусматривается уширенный автомобильный ход, опираю-
щийся на усиленные баллоны.
ных кранах с обязательной установкой дифе-
ренциала в качестве промежуточного звена.
Для улучшения проходимости в некоторых
конструкциях предусмотрена возможность вы-
ключения диференциала.
В приводах к колёсам трёхосных кранов
также предусматриваются цепные передачи.
Передние колёса кранов не подрессорива-
ются, а устанавливаются на поперечном ба-
лансире (см. фиг. 4), который при работе
крана с грузом выключается посредством вин-
товых домкратов или клиньев. Однако неко-
торые конструкции таких кранов имеют ком-
бинированную продольно-поперечную балан-
сирную подвеску, допускающую передвижение
по значительным неровностям пути и обеспе-
чивающую должную устойчивость при работе
с грузом без выключения балансиров.
Характеристика кранов на автомобильном
ходу приведена в табл. 7 на стр. 921.
ЛИТЕРАТУРА
Кифер Л. Г. и Абрамович И. И., Грузоподъ-
ёмные машины, т. 1, Машгиз, 1948.
Глава XXVI
МОСТОВЫЕ КРАНЫ И КРАН-БАЛКИ
Мостовые краны являются одним из наи-
более распространённых средств механизации
подъёмно-транспортных операций в про-
мышленности.
Каждый мостовой кран состоит из: 1) по-
движной металлоконструкции (моста), опираю-
щейся на ходовые колёса и перемещающейся
вдоль обслуживаемого помещения по под-
крановым путям, поддерживаемым опорными
колоннами; 2) механизма передвижения моста;
3) тележки, перемещающейся вдоль моста
и несущей на себе механизмы подъёма
груза.
Совершая только прямолинейные рабочие
движения, мостовые краны могут перемещать
грузы между любыми точками пространства,
определяемого произведением высоты подъёма
грузового крюка на длину подкранового пути
и на длину пути перемещения крановой
тележки.
По конструктивным типам и области при-
менения мостовые краны подразделяются на
крюковые с одним или двумя крюками, ма-
гнитные (с грузовыми электромагнитами), грей-
ферные, магнитно-грейферные, мульдо-магнит-
ные, с поворотными стрелами, литейные и так
называемые кран-балки. По роду источника
энергии различают ручные и электрические,
мостовые краны.
РУЧНЫЕ МОСТОВЫЕ КРАНЫ
Ручные мостовые краны применяются на
складах и в цехах с ограниченным объёмом
перегрузочных работ, для которых величины
производительности и скоростей движения не
имеют существенного значения.
Относительно большое использование эти
краны находят также в местах, где отсут-
ствует электроэнергия. Изготовляемые отече-
ственными краностроительными заводами при-
менительно к требованиям ГОСТ 1441-42 и
ГОСТ 1442-42, они подразделяются на одно-
балочные грузоподъёмностью от 1 до 10 т
с пролётами от 5 до 12—14 м и двухбалоч-
ные грузоподъёмностью от 5 до 20 м с про-
лётами от 8 до 17 м. Основные параметры
однобалочных кранов приведены в табл. 1,
двухбалочных — в табл. 2.
Ручной мостовой однобалочный кран со-
стоит из моста, механизма передвижения крана
и нормальной подвесной кошки.
Мост (см. чертёж на табл. 3) выполняется
в виде двутавровой балки 1, поддерживаемой
двумя концевыми балками; между швеллерами
концевых балок установлены по длине
колёса 3 (два приводных и два непривод-
ных).
Габаритные размеры металлоконструкций
однобалочных кранов грузоподъёмностью от
1 до Ют приведены в табл. 3; более по-
дробно конструкции мостов этих кранов рас-
смотрены в главе „Металлические конструкции
крановых сооружений".
Механизмы передвижения однобалочных
кранов (см. табл. 4) с однотипными элемен-
тами, унифицированными для всего ряда
грузоподъёмностью от 1 до 10 т, состоят из
горизонтального трансмиссионного вала 1, при-
водной цепной звёздочки 2 и шестерён 3,
передающих вращение зубчатым венцам, и
ходовых приводных колёс. Трансмиссионный
вал собирается из отдельных отрезков, соеди-
няемых муфтами 5, и поддерживается под-
шипниками 6.
Для подъёма груза в однобалочных кранах
применяются стандартные ручные тали с чер-
вячной или зубчатой передачами. Тали под-
вешиваются к тележкам (кошкам), передви-
гающимся по нижним полкам двутавровых
балок крановых ферм.
Ручной мостовой двухбалочный кран отли-
чается от однобалочного крана наличием
двухферменного моста, по которому, опираясь
на рельсы верхнего пояса ферм, перемещается
четырёхколёсная крановая тележка (подробнее
о мостах см. главу .Металлические конструк-
ции крановых сооружений*).
Механизм передвижения двухбалочного
крана аналогичен механизму, применяемому
в однобалочном кране, но передача вращения
от трансмиссионного вала к ходовым колёсам
осуществляется в нём посредством двойной
зубчатой передачи.
Ручная тележка для двухбалочных кранов
грузоподъёмностью 5 и Ют (см. фиг. на
табл. 5) состоит из сварной рамы 1, устано-
вленной на четырёх ходовых колёсах 2, два из
которых приводятся в движение от цепного
колеса 3 через одинарную зубчатую пере-
дачу 4. К раме тележки подвешивается
стандартная таль 5.
В ручной тележке для кранов грузоподъём-
ностью 15—20/я (фиг. 1) таль заменена меха-
низмом подъёма, в котором грузовой крюк
имеет полиспастную подвеску на стальном
проволочном канате, который навивается на
барабан /. Привод к барабану оеуществляется
924
МОСТОВЫЕ КРАНЫ И КРАН-БАЛКИ
[РАЗД. IV
Фиг.
1. Тележка мостового ручного двухбалочного крана с однобара-
банной ручной лебёдкой на 15—20 т.
от тягового колеса 2 двумя па-
рами цилиндрических шестерён.
На валу тягового колеса обычно
помещается грузоупорный диско-
вый тормоз 3. Механизм пере-
движения тележки конструктивно
не отличается от механизма пе-
редвижения тележек меньших гру-
зоподъёмностей.
Габаритные размеры 20-т те-
лежки показаны на фиг. 1. Вес её —
1630 кг, давление на ходовое ко-
лесо — 5750 кг.
Основные параметры ручных однобалочных кранов (ВНИИПТМАШ)
Таблица 1
-Ц-
Грузоподъ ё мность
крана в т
i
Пролёт
кранового
моста
LK вм
5
б
7
8
9
10
и
12
13
14
Высота
подъ-
ёма
крюка
в.«
13
Наибольшие тяговые
усилия в кг
ДЛЯ
подъ-
ёма
груза
Р,
35
для пе-
редви-
жения
тележ-
ки
Л,
15
для пе-
редви-
жения
крана
Р,
2О
Давление
ходового
колеса на
рельс
в кг
8оо
8оо
8оо
8оо
I2OO
I2OO
1200
*35°
135°
135°
Ширина
подкра-
нового
рельса
а в мм
4О
База
ходо-
вых
колёс
К в мм
I2OO
i6oo
F в мм
120
SOO
^•наим
в мм
48о
43°
^наим
в мм
5оо
Вес крана
в сборе
в кг
Г2ОО
Z2OO
I2O0
12,50
I2J0
1250
2200
эаоо
2200
2700
ГЛ. XXVI]
РУЧНЫЕ МОСТОВЫЕ КРАНЫ
925
Продолжение табл. 1
Пролёт
кранового
моста
L.. в м
Высота
подъ-
ёма
крюка
в м
Наибольшие тяговые
усилия в кг
для
подъ-
ёма
груза
для пе-
редви-
жения
тележ-
ки
Р*
75
для пе-
редви-
жения
крана
Р*
4°
5°
Давление
ходового
колеса на
рельс
в кг
I35Q
135°
135°
I5°o
1500
1650
1650
1650
1950
195°
2050
2050
3250
=35°
3°5°
3°5°
315°
315°
3150
3400
34°°
57°°
57°°
57°°
585O
535O
б2ОО
баоо
Ширина
подкра-
нового
рельса
а в мм
4°
База
ходо-
вых ко-1/5 в мм
лес
К в мм
i6oo
1600
125
180
'наим
в мм
бзо
605
-наим
в мм
55°
775
75O
725
55°
1600
175
180
955
900
895
485
175
1375
5°
1800
575
1350
Вес крана
в сборе
в кг
1600
1600
1600
2300
1350
135°
1350
1900
1900
1900
2700
2700
941
В98
1203
1348
489
1847
2136
1554
169а
2031
2383
2617
926
МОСТОВЫЕ КРАНЫ И КРАН-БАЛКИ
[РАЗД. IV
Таблица 2
Не менее 60мм Основные параметры ручных мостовых двухбалочных кранов (ВНИИПТМАШ)
в плане твлеЖка не показано
Грузоподъёмность 1
крана в т !
5
ю
15
20
Пролёты кранов LK
в м
8
и
14
17
8
и
14
17
8
и
14
Г7
Г3.5
16,5
Габаритная ширина
крановых мостов в мм
зооо
Ззоо
ЗООО
Ззоо
45°°
4850
485°
Высота подъёма
крюка в м
12
ю
ю
ю
а
2100
2300
2100
2301
35°°
375°
375°
а в мм
5°
5°
6о
.бо
03
*
О.
4 ооо
4 3°°
445°
5°°°
7 3°°
7 5°°
79°о
9 ооо
Ю5°о
II 2,О
и 5°°
12 ООО
13 боо
14 боо
15 2ОО
А в Мм
I2OO
135°
135°
1400
15°°
1400
1дОО
93
17°
200
2ОО
23°
«
2ОО
45°
боо
8оо
_з°°
5S°
850
3°°
75°
95°
65°
850
m
1000
1200
180а
1800
С
Е*
С
р
**¦!
не более
для крановых
тележек с та-
лями
3°°
25°
5оо
45°
-
-
45°
55°
-
-
75°
95°
-
-
в,
для крановых
тележек с подъ-
ёмными лебёд-
ками
35°
Зоо
4ОО
55°
5°°
боо
55°
650
75°
1300
1400
1О5°
I2OO
1300
1400
Наибольшие тяговые
усилия в кг
Для подъ-
ёма груза
цепной
талью Pt
75
85
-
-
механизмом
с канатным
барабаном Р,
-
-
75
85
Для передвиже-
ния крановых
тележек Р,
20
=5
3°
Для передвиже-
ния кранов Р3
25
3°
3°
35
IBeca кранов в сборе 1
в т \
4,7
б,о
6.5
8,5
6,0
7.2
8,5
«.7
9.о
'2.5
4,5
12,0
15,°
1б,2
* р — наибольшее допускаемое давление ходовых крановых мостов на рельс.
ГЛ. XXVI]
РУЧНЫЕ МОСТОВЫЕ КРАНЫ
927
Таблица 3
Габаритные размеры металлоконструкций однобалочных кранов (ВНИИПТМАШ)
#
Грузоподъ-
ёмность
кранов
в т
i
3
3
Пролёт
крановых
мостов
в м
5
6
7
8
9
ю
и
12
13
14
5
б
7
8
9
ю
II
12
5
б
7
8
9
IO
и
13
Размеры в мм
А
Збо
420
5°°
44°
5оо
54°
5бо
Зб5
5°о
5бо
58о
В
125
*5°
«5
155
155
163
Ь
збз
5б4
збз
564
59^
збз
5б4
576
4
4 45
4
_
—
-
—
77°
1770
2770
377°
4000
4000
-
—
_
770
1770
2770
3770
_
-
—
770
1770
277O
377°
М
175°
1850
2250
I75O
1850
225O
175°
1850
2250
№
двутавро-
вых балок
моста
24
3°
24
ЭР
36
24
30
36
4°
Вес метал-
локонструк-
ции
в кг
380
430
55б
бзо
740
79а
94O
IOOO
юбо
U35
375
4Ю
5°°
5б5
75о
8оо
ноо
1170
4оо
4бо
5оо
74°
75°
И5°
1250
I32O
928
МОСТОВЫЕ КРАНЫ И КРАН-БАЛКИ
[РАЗД. IV
Продолжение табл. 3
Грузо-
подъём-
ность кра-
нов в т
5
ю
Пролёт
крановых
мостов
в м
5
6
7
8
9
IO
II
12
5
6
7
8
9
ю
и
12
Размеры в мм
А
420
480
575
б25
630
68о
5бо
575
б25
70о
В
155
i63
1б5
Ь
5<Ч
57б
591
675
691
L,
4
4И5
—
—
770
1770
2770
377°
_
770
1770
2770
377O
М
2150
235O
2Э8О
235°
3450
двутавро-
вых балок
моста
ЭР
Зб
40
45
5°
Зб
4О
45
5°
6о
Вес метал-
локонструк-
ции
ъкг
494
541
73б
87i
90
П99
1329
1бо8
523
79°
955
984
io88
145°
1654
1763
Таблица 4
Основные параметры механизмов передвижения однобалочных кранов (ВНИИПТМАШ)
Грузоподъём-
ность крана
в т
1—а—3—5—ю
Пролёт
крано-
вого
моста
LH
в м
5
б
7
8
9
Ю
11
12
13
14
Размеры в мм
а,
395O
а,
72O
1720
272O
372O
77°
I77O
2770
377O
77O
1770
«3
-
_
—
_
—
—
395°
—
—
—
—
—
—
—
4000
1,
3990
950
1950
_
_
2950 1 -
395а
95°
_
—
Х9.о | -
295O
395O
95O
I95O
399O
_
_
—
—
—
—
399о
1
4 95O
5 95о
6950
7 95O
8950
9 95°
10950
"9?о
12 95°
»3 95О
d
40
D
400
Количество
подшипни-
ков для
ОДНОГО
комплекта
3
4
•
Вес
ком-
плекта
в кг
320
330
34о
350
371
38i
39'
401
4O8
4i8
гл. xxvfi
ЭЛЕКТРИЧЕСКИЕ МОСТОВЫЕ КРАНЫ
929
Таблица 5
Основные параметры ручных крановых тележек
двубалочных мостовых кранов (ВНИИПТМАШ)
7
Грузоподъёмность
крана в от
5
ю
Высота подъёма
крюка в м
12
ю
мм
А
59°
7Ю
Б
io8o
4
В
195°
2Обо
Г
Зоо
Зоо
Д
юоо
9оо
Е
69O
99O
К
75°
8i4
Ширина колеи
тележки Lj-
IOOO
I2OO
Давление ходового
колеса на рельс ькг
1400
2720
Вес тележки
в кг
592
836
ЭЛЕКТРИЧЕСКИЕ МОСТОВЫЕ КРАНЫ
Электрические мостовые краны с одним
и двумя крюками
Мостовые электрические краны с одним и
двумя крюками, применяемые в промышлен-
ности, имеют грузоподъёмность от 5 до 350 т.
2) механизм передвижения моста; 3) тележка
с механизмами передвижения и подъёма груза:
4) кабина управления с электрооборудованием.
При этом в нормальных мостовых кранах
с пролётами от 11 до 32 м тележки переме-
щаются по верхним поясам мостов (фиг. 2);
это обусловливает возможность выполнения
более простой конструкции тележек и несу-
щей части мостов; в кранах с пролётами
больше 40 w, а также при использовании кра-
нов в помещениях ограниченной высоты на-
ходят применение тележки, перемещающиеся
по нижним поясам мостов.
В краностроении до последнего времени
существовали две основные конструктивные
группы рассматриваемых кранов.
Краны первой группы характеризовались:
а) применением мостов с решетчатыми фер-
мами (о крановых мостах см. главу „Металли-
ческие конструкции крановых сооружений");
б) использованием в тихоходных ступенях ме-
ханизмов подъёма и передвижения открытых
зубчатых передач; в) установкой ходовых ко-
лёс тележки и моста на неподвижных осях, за-
креплённых в металлоконструкциях рам тележ-
ки или концевых балок моста; г) преимуще-
ственным применением опор скользящего тре-
ния; д) использованием тормозов с грузовым
замыканием и с электромагнитами длиннохо-
дового типа; е) применением эластичных муфт
с резиновыми или кожаными пальцами;
ж) использованием для основных рабочих эле-
ментов термически не обработанных материа-
лов для изготовления ходовых колёс, шестерён,
тормозных шкивов, осей и валов; з) отсут-
ствием блочной компоновки механизмов, мон-
тажом их элементов на необработанных рамах
и применением подкладок для выверки сопря-
гаемых деталей.
Краны этой группы имеют ряд крупных де-
фектов в эксплоатации. Примитивная сборка,
вызывающая перекосы в крановых механизмах,
и отсутствие термической обработки деталей
определяют их быстрый износ при интенсивном
использовании.
Более удобны и надёжны в эксплоатации
краны второй группы, которые характе-
ризуются: а) применением сплошностенчатых
мостов с балками коробчатого сечения; б) по-
мещением всех зубчатых передач в гермети-
ческие заполненные маслом кожухи; в) уста-
новкой ходовых колёс кранового моста и
тележки на легкосъёмных буксах; г) приме-
Фиг. 2. Мостовой электрический кран с двумя крюками.
Основными составляющими частями ка- нением тормозов с пружинным замыканием и
ждого из таких кранов являются: 1) мост; электромагнитами короткоходового типа, в том
59 Том 9
930
МОСТОВЫЕ КРАНЫ И КРАН-БАЛКИ
[РАЗД. IV
числе управляемых тормозов в механизме пе-
редвижения моста; д) использованием экспло-
атационно-надёжных зубчатых муфт; е) приме-
нением более качественных материалов с обя-
зательной термической обработкой рабочих
В СССР до 1937 г. изготавливались краны
первой конструктивной группы, затем комби-
нированные (мосты с механизмами передви-
жения первой группы и тележки второй
группы). В дальнейшем были окончательно
выработаны основные принципы конструктив-
ного развития отечественного краностроения,
предусматривающие:
а) блочную компоновку механизмов и уни-
фикацию их узлов и элементов для облегчения
монтажа и обслуживания в эксплоатации и
ШГШ
5)
Фиг. 3. Узлы механизма подъёма (а) и механизма пере-
движения (б) тележки мостового электрического крана.
поверхностей деталей до твёрдостей, гаранти-
рующих длительный срок их службы.
Конструкции основных узлов тележек кра-
нов второй группы показаны на фиг. 3. В не-
которых из таких тележек применяются литые
стальные рамы (фиг. 4) с отлитыми за одно
Фиг. 4. Тележка мостового электрического крана с литой
стальной рамой.
создания предпосылок к организации крупно-
серийного производства унифицированных
узлов и деталей на специализированных заво-
дах с применением поточных методов изгото-
вления;
б) применение редукторов с термически
обработанными зубчатыми колёсами во всех
механизмах, определяющие надёжность работы
и удобство выполнения ремонтных работ.
в) установку всех валов на подшипниках
качения;
г) применение жёстких рам тележек с обра-
боткой поверхностей в местах установки
механизмов;
д) применение тормозов с пружинным
замыканием и электромагнитами коротко-
Фиг. 5. Старая схема механизма передвижения моста электрического мостового крана,
целое с ними опорами валов передач. Жёст-
кость рам, точность расточки отверстий, не-
изменяемость положения валов в процессе
работы, размещение зубчатых передач в гер-
метических кожухах,
надёжно защищаю-
щих шестерню от пы-
ли и являющихся одно-
временно масляными
ваннами, - всё это
составляет несомнен-
ные достоинства ука-
ходового типа (для механизмов передвижения
кранов — применение комбинированных упра-
вляемых электромагнитных тормозов с гидро-
приводом);
занных конструкций.
К недостаткам их от-
носятся сложность изготовления литых рам и
больший вес последних по сравнению со
сварными рамами.
Фиг. 6. Новая схема механизма передвижения моста электрического мостового коана
(с быстроходным трансмиссионным валом).
е) применение ходовых колёс с ободом,
термически обработанным до твёрдости по-
рядка 350 Нв,
ГЛ. X XVI]
ЭЛЕКТРИЧЕСКИЕ МОСТОВЫЕ КРАНЫ
931
В конструкциях современных мостовых
кранов особое внимание обращается на про-
стоту обслуживания и наблюдения за зуб-
чатыми передачами, подшипниками и блоками,
на удобство смазки механизмов и облегчение
управления движениями крана. В кранах
грузоподъёмностью свыше 30 т вводится кон-
тактное управление с командоконтроллерами.
Кроме того, в кранах большой грузоподъ-
ёмности всё более широко начинают
использоваться системы централизованной
смазки.
Особенности, достоинства и недостатки
конструкций мостовых кранов, перечисленные
выше, видны из сравнения старых и вновь
разработанных типовых схем механизма
передвижения кранового моста. В первой из
этих схем (фиг. 5) вал электродвигателя 1,
установленного на настиле по середине моста,
соединяется посредством муфты с однопарным
цилиндрическим редуктором 2. На вал первой
шестерни редуктора насаживается диск
электромагнитного тормоза 3. Редуктор пере-
даёт вращение трансмиссионному валу 4, со-
ставленному из отдельных отрезков, соеди-
нённых жёсткими свёртными муфтами 5 и
смонтированных на подшипниках скользя-
щего трения. На концевые отрезки вала
насажены шестерни 6, которые находятся в
зацеплении с зубчатыми венцами 7 ходовых
колёс 8. >
По второй схеме (фиг. 6) в современном
механизме передвижения электродвигатель /,
также установленный по середине моста, пере-
даёт вращение непосредственно трансмиссион-
ному валу 2, установленному на подшипниках
качения. Трансмиссионный вал соединён зубча-
тыми муфтами с нормальными крановыми двух-
ступенчатыми редукторами 3. Вращение от ре-
дукторов передаётся с помощью компенсирую-
щих муфт 4 ходовым колёсам 5. Преимуще-
ства втором схемы определяются меньшими
диаметрами вала, подшипников и муфт, более
близким расположением трансмиссионного вала
к балке моста, меньшим влиянием различных
углов закручивания концов вала на работу
крана, надёжной работой всех зубчатых пе-
редач в масляных ваннах, блочностью всех
узлов механизма и взаимозаменяемостью их.
Применение двух редукторов несколько увели-
чивает стоимость изготовления этой конструк-
ции. Поэтому в кранах грузоподъёмностью 5 т
Ходовые колёса в новых типовых кон-
струкциях крановых мостов монтируются на
роликоподшипниках (фиг. 7). Число ходовых
колёс устанавливается расчётом на напря-
жение местного смятия и в зависимости от
грузоподъёмности крана колеблется в пре-
делах от 4 до 16. При этом два или четыре
ходовых колеса выполняются ведущими,
остальные — ведомыми. Для равномерного рас-
Фиг. 8. Тележка двухкрюкового мостового электриче-
ского крана грузоподъёмностью 50 т.
пределения нагрузки на ходовые колёса кон-
цевые балки моста при шести и более колё-
сах либо изготовляются шарнирно-сочленён-
ными, либо имеют балансирные тележки.
Крановая тележка новой типовой кон-
струкции для двухкрюкового к ана грузо-
подъёмностью 50 т показана на фиг. 8. Рама
Фиг. 7. Установка^ходового^колеса^мостового крана тележки - сварная, выполняемая из листовой
стали. Платики для установки механизмов и
электродвигателей расположены в одной пло-
может найти применение схема с одним цен- скости и обработаны. Электродвигатели меха-
тральным двухступенчатым редуктором и ти-
хоходным трансмиссионным валом.
низмов подъёма и передвижения соединены
с редукторами посредством зубчатых муфт
932
МОСТОВЫЕ КРАНЫ И КРАН-БАЛКИ
[РАЗД. IV
удлинённого типа. Это компенсирует неточ-
ности изготовления и монтажа и деформации
конструкции в процессе работы.
Редуктор и барабан механизма подъёма
представляют собой раздельные блоки (фиг. 9).
Фиг. 9. Барабан механизма подъёма крановой тележки.
Одна опора вала барабана покоится на раме
тележки, второй опорой служит вал редук-
тора, внутрь которого входит сферическая
часть вала барабана. Вращение барабану пере-
даётся при помощи компенсирующей муфты,
рабочие поверхности которой имеют твёр-
дость Яд = 220ч-300. Незначительные взаим-
ные перемещения узлов при работе компен-
сируются конструктивными свойствами сопря-
жения.
Вертикальный редуктор механизма пере-
движения тележки (фиг. 10) установлен на
раме тележки и связан с валом ходовых колёс
компенсирующей муфтой. Такое соединение
допускает монтаж и демонтаж любого узла
независимо от других узлов механизма
Габаритные размеры и характеристика нор-
мальных крановых редукторов, строящихся в
настоящее время, приведены в табл. 6 и 7.
Редукторы, барабаны, ходовые колёса,
буксы и тормозы в новых типовых мостовых
кранах широко унифицированы для ряда грузо-
подъёмностей от 5 до 50 т. Данные по уни-
Таблица 6
Основные размеры крановых редукторов в мм
Кинематическая
схема
Марка
редукторов
РГК 150X250
РГК 200Х30Э
РГК 250X400
РГК ЗС0Х450
РГК 350x500
РГК 400X600
А
15°
200
25O
3°э
35°
4оо
Б
25°
3J°
4оо
45°
5оо
боо
в
2IO
2ОО
33°
375
4Ю
45°
Г
493
575
700
75°
870
обо
Д
784
дбо
I2OO
1420
]59°
1890
Е
аоэ
35°
44°
54°
ЯЙ>
638
Ж
62O
78О
IIOO
12^О
i6oo
1680
3
4.8Э
боа
760
9эо
юоэ
I2OO
И
7о
7°
!?5
18э
225
S5C
К
25°
Зоо
4оо
44°
5°°
56°
Л
290
3°°
475
51°
58о
66о
М
I?
22
36
2О
32
32
И
35°
2ОО
32O
32°
4оо
4оо
0
241
3го
30°
4°7
фо
494
П
Зэт
4°т
55Т
55*
Ь5т
°5Т
Р
бо
Ж
IOO
IOO
14°
14°
С
15з
200
25О
=75
Зоо
325
Г
«5
SO
35
25
a.i
3°
У
0
0
8о
но
70
Марка
редукторов
РГК 150x250
РГК 200x300
РГК 250x400
РГК 300x450
РГК 350x500
РГК 400x600
Ф
3°
35
35
4°
5°
5°
X
о
о
380
45°
5°о
боо
ц
1бО
20О
або
або
33°
33°
Ч
271
34°
427
4^9
512
548
ш
25Са
35С3
45 С3
45С3
5°С3
5°С3
щ
8i
121
162
162
192
192
Ы
о
о
31°
354
3°3
458
Ь
i6o
190
236
278
20З
3^2
э
'35
190
2бО
2бО
3^5
3'5
Ю
1б7
2°3
247.5
290
3°3
338,5
Я
35
6о
6о
75
75
8о
Размеры шпонок
на входных валах (П)
по ОСТ НКМ 4085
8Х 7X5°
i2X 8X7O
i8xnX9°
18ХИХ9Э
2OXl2X9c>
2ОХ12Х93
Вес
в «г
210
35»
670
1020
J3i5
1790
Примечания: 1. В спецификациях и прочих заказах указываются обычно марки редуктора, его исполнение
и схема сборки. Так, шифр „РГК 200x330=IV -2" означает редуктор цилиндрический крановый с межцентровым
расстоянием 200x300, IV исполнения, собранный по 2-й схеме.
2. Мощности редукторов определены исходя из материалов стали 50 по ГОСТ В-1050-41 для шестерён и СТЛ 55-6312
по ГОСТ 977-41 — для зубчатых колёс; шестерни термообработаны до твёрдости Hq=235-^270, а зубчатые колёса-
до твёрдости Яд-170—215.
, 3. При применении зубчатых колёс, термообработанных до твёрдости #?—220+250, мощности редукторов соот-
ветственно увеличиваются.
гл. xxvn
ЭЛЕКТРИЧЕСКИЕ МОСТОВЫЕ КРАНЫ
933
Характеристики крановых редукторов (ВНИИПТМАШ)
(буквенные обозначения по табл. 6)
Таблица 7
Исполнение
Общее передаточное число:
Передаточное число ступеней
Число зубьев
I
пара
И
пара
Марки редукторов
Модуль т и ширина Ь в мм
Мощность на выходном валу
в л. с. при числе оборотов дви-
гателя в минуту
1г
гк
гш
ZK
Общие
IX
8,о
2,0
4,о
33
~66~
2О
~8о~
параметры редукторов
VIII
Ю,2
э,54
28
~V~
20
~8о~
VII
12,5
3.12
4,0
24
~тгГ
2О
~8сГ
VI | V
15,8 1 2О,7
3,95
4, о
2О
~79~
2О
8о
3,95
5^25
2О
9"
16
IV
24,4
3,95
6,14
20
~79~
14
~8б"
III
31,8
5,19
6,14
16
~83~
14
~86~
11
4°,7
6,62
6,14
13
"86~
1
49,1
8,0
6,14
II
~кГ
14
~86~
РГК 150X250
I пара
II пара
боо
75°
1ООЭ
125Э
Марки редукторов
Модуль т и ширина b в мм
Мощность на выходном валу
в л. с. при числе оборотов дви-
гателя в минуту
Марки редукторов
Модуль т и ширина Ь в мм
Мощность на выходном валу
в л. с. при числе оборотов дви-
гателя в минуту
I пара
II пара
боо
75°
IOOO
1250
I пара
II пара
боо
75°
IOOO
I25O
Марки редукторов
Модуль т и ширина b в мм
Мощность на выходном валу
в л. с. при числе оборотов дви-
гателя в минуту
I пара
II пара
боо
75°
IOOO
1250
3 X 60
20
22
24
25
*7
19
22
23
15
i6
19
21
5x100
12 1 12
14 1 14
15
17
15
17
9,5
и
15
17
РГК 200X300
7,5
9
12
13
5,5
7
9
IO
5
6
7
8
4 X 80
45
.55
6о
6о
40
44
5о
55
35
38
45
5°
6x120
s8
32
зб
4°
2О
24
31
37
хб
2О
25 .
3°
РГК 250X400
13
15
2О
24
хо
12
16
2О
8,5
IO
Ч
17
5X100
8X160
9°
IOO
но
И5
75
85
100
65
75
85
1
105 100
55
6о
7°
8о
48
55
7°
8о
38
47
6о
7°
3°
37
48
55
23
29
38
46
2О
28
32
36
РГК 400X600
8xi6o
380
420
460
470
320
З50
420
440
а8о
Зю
Збо
4оо
I2X24O
230
збо
290
33°
1бо
'95
250
290
13°
| 1бО
| SO3
240
IOO
125
1бо
195
8О
IOO
130
1-0
7О
8о
но
'35
фикации основных элементов этих кранов при-
ведены в табл. 8. Сведения об электрообору-
довании мостовых электрических кранов
см. .Электрооборудование подъёмно-транс-
портных машин", стр. 841.
Основные параметры типовых мостовых
электрических кранов с одним и двумя крю-
ками грузоподъёмностью от 5 до 50 т при-
ведены в табл. 9.
Выбор крана по табл. 9 производится при-
менительно к технологическим требованиям
производства, которое он должен обслужи-
вать. Определение режима работы крана
осуществляется при этом в соответствии
с указаниями, помещёнными в главе „Основ-
ные данные и формулы расчёта грузоподъём-
ных машин и механизмов", а назначение ско-
ростей движений крана в зависимости от его
грузоподъёмности и установленного рабочего
режима производится по диаграмме на фиг. И.
Краны, устанавливаемые в машинных
залах электрических станций и применяемые
934
МОСТОВЫЕ КРАНЫ И КРАН-БАЛКИ
[РАЗД. IV
Унификация узлов
Таблица 8
деталей типовых мостовых электрических кранов грузоподъёмностью 5—50 т
(по материалам ВНИИПТМАШ)
Грузоподъёмность
крана в т
5
ю
15
15/3
ао/5
3=>/5
5о/ю
Всего ти-
поразмеров
Диаметры
канатов
в мм
для механизма
главного
подъёма
13
!7.5
*7.5
'7.5
Г7.5
34
24
для механизма
вспомогатель-
ного подъёма
13
13
13
17.5
3
Размеры (диаметрх
X дли на) барабанов
в мм
главного
подъёма
380X1000
500X1500
5оох i5°°
5оохъоо
5ООХ 1500
700x1840
700x1840
вспомогатель-
ного подъёма
380x1500
38ох 15оо
380X1500
500Х18ЭО
6
Межцентровые расстояния редукторов
РГК для механизмов в мн
главного
подъёма
Г200Х300
Га^оХ4оо
ГазоХ40э
Г2.1ОХ4°о
Г330Х400
Г400Х600
Г400Х600
вспомогатель-
ного подъёма
ГаооХзоо
Г200Х300
Гаоохз°°
Г250Х400
передвижения
крановых
мостов
risoxaso
Г150X350
Г150ХЭДО
Ггэохазо
ГаооХз°о
ГаооХзоо
ГаооХзоо
4
передвижения
тележек
В35о
В 4°°
В 4оо
В 4оо
В400
В55О
В 550
3
Диаметры шки-
вов для меха-
низмов в мм
главного |
подъёма 1
Зоо
4оо
4оо
4оо
4ОО
5оо
5оо
вспомогатель- 1
ного подъёма
зоо
Зоо
Зоо
400
передвижения
крановых
мостов
Зоо
Зоо
Зоо
Зоо
Зоо
4«о
4оо
передвижения
тележек
IOO
2О0
2О0
200
ЗОО
20О
2ЭО
5
Диаметр
ходовых
колёс в мм
тележек
aso
35O
35O
35O
ЗэО
55O
55O
3
мостов
5оо
боо
7оо
7оо
7оо
8оо
ооо
5
Примечание. Число типоразмеров узлов остаётся постоянным при любом исполнении для среднего и тяжё-
лого режимов работы независимо от рода тока и пролёта крана.
Индексы „В" и .Г" в графе .Межцентровые расстояния" указывают соответственно вертикальное или горизон-
тальное размещение редукторов.
Фиг. 10. Механизм передвижения крановой тележки.
в цехах для монтажа и ремонта оборудо-
вания, должны иметь малые скорости подъёма
и передвижения соответственно лёгкому ре-
жиму работы. Краны, обслуживающие меха-
нические и чугунолитейные цехи и площадки
по изготовлению и сборке металлоконструк-
ций, обычно имеют средние величины скоро-
стей подъёма и передвижения соответст-
венно среднему режиму работы. Для кранов,
применяемых в складах мартеновских, про-
катных и других цехов и для уборочных
кранов, от которых требуется значительная
производительность, назначаются большие
скорости выполнения рабочих операций соот-
ветственно тяжёлому режиму работы кра-
нов.
В кранах, управляемых с пола, скорость
передвижения не должна превышать 30 м/мин
(в крайнем случае до 50 м/мин).
Скорость подъёма вспомогательного крюка
кранов с двумя крюками всегда значительно
превышает скорость подъёма главного крюка.
Соотношения между указанными скоростями
нормированы ОСТ 20195-40 .Краны мостовые
25' 50 75 100 125 150 175 200
Фиг. И. Зависимость скоростей подъёма грузов и дви-
жения мостов и тележек кранов различных режимов
работы от грузоподъёмности: 1 — передвижение моста
кранов тяжёлого режима работы; 2 — то же кранов сред-
него режима; 3 — то же тележек кранов среднего и тя-
жёлого режимов работы; 4 — то же мостов кранов лёгкого
режима; 5 — то же тележек кранов лёгкого режима;
6 — главного подъёма кранов тяжёлого режима;
7—тоже среднего режима; 8 — тоже лёгкого режима.
Основные параметры типовых мостовых алектрических кранов с одним я двумя крюками грузоподъёмностью от 5 до 50 т
Таблица д
7^*3500 max
Грузоподъёмность
крана в т
5
Пролёты I крано-
вых мостов в м (по
ГОСТ 534-41)
и
Ч
17
2О
33
26
29
32
Высоты
подъёма
крюков1
главного
в м
i6
вспомога-
тельного
в м
-
Скорости' в м/мин
Подъёма
главного
крюка
13,5
35
вспомога-
тельного
крюка
-
Передвиже-
ния
тележки
45
моста
IOO
135
Ширина крана М наи-
большая в мм.
47°°
База ходовых колёс
моста К в мм
35°°
Внешние
размеры крана
в мм
А
1650
В
зз°
Г
2ОО
2ОО
350
э5о
3°°
4оо
45°
55°
Минимальные расстояния от оси грузовых крюков
до уровня поверхности катания подкрановых
рельсов (по вертикали) и до оси подкрановых
рельсов (по горизонтали) в мм
С"
— IOO
С,"
-
1050
-
800
-
Типы, ширины и ра-
диусы головок рельсов
при конических ко-
лёсах в мм
Ша
6о/зоо
Ширина рельсов при
цилиндрических ходо-
вых колёсах а в мм
to
Давление ходового
колеса моста на рельс
в т
6,5
7,о
7,5
8,о
8,5
9,°
ю,о
ю,5
S
<и
Ч v
о S
3 ю
1400
База ходовых колёс
тележки К-r в мм
IOOO
Веса
тележек
(наиболь-
шие)
3>2
* в т
кранов
(наиболь-
шие)
14
15,5
11
19
21
ЯЗ,5
2б
39
Примечания: 1. Высота подъёма вспомогательного крюка по требованию заказчика может быть увеличена.
2. Допускается отклонение скоростей на ч 20"/,, от указанных в таблице для кранов грузоподъёмностью 5 и 10 т, ±15°/0 для всех прочих значений; в числителе указаны скорости
подъёма крюков и передвижения мостов для кранов среднего режима работы, в знаменателе — для кранов тяжёлого режима работы.
3. Знак плюс ( + ) при размерах С и С, обозначает, что в крайнем верхнем положении крюк выше, а знак минус (—) — что крюк ниже поверхности катания подкранового рельса на
указанную в таблице величину.
4. Веса кранов и давления ходового колеса даны для кранов тяжёлого режима работы.
5. Расстояние между нижней кромкой крана и верхней отметкой оборудования рекомендуется принимать не менее 150 мм.
6. Звёздочками отмечены размеры закрытой кабины.
7. Размер N для кранов грузоподъёмностью 5, 10 и 15 т принимается равным 250 мм, для кранов 30 т-300 мм и для 50 т-400 мм
Продолжение табл. 9
о
X
<D
°m
2
ii
X
я
vj
2
5-
4
O-
с
"?
Ю
ce
о '—•
H(J
6 О
Высоты
подъёма
крюков
Скорости' в mImuh
'* j Подъёма
15/3
аб
2б
1°
1б
1б
Передвиже-
ния
45
135
54°°
45
4too
Внешние раз-
меры крана
в мм
4IOO
230
Минимальные расстояния от грузовых крюков
до уровня поверхности катания подкрановых
рельсов (по вертикали) и до оси подкрановых
рельсов (по горизонтали) в мм
С3
300
350
400
500
75O
X50
250
35Q
650
8оо
150
200
250
400
500
65°
"8оо
—боо
- боо
к 2 s
Ша
бо/зоо
Па
6о
ю,о
IS,О
Веса • в т
m" SS3
4.7
13.
14
15
i6
16
*7
18
зо
5
5
о
о
5
5
5
,о
аооо
1300
1650
95O
175°
Па
бв/зоо
i5,5
17,0
18,0
18,5
2400
б,о
7,8
17,0
во,5
«5.5
31,5
34,5
20,5
22,5
35.о
27,5
33,5
42,0
23,°
37,5
3°,o
34.0
37.°
41,5
45,5
* Примечания с 1 — 7 см. на стр. 935.
Грузоподъёмность
крана в т
20/5
30/5
5о/ю
Пролёты LK крановых
мостов в м (по
ГОСТ 534-41)
>°,5
13,5
,6,5
i9,5
22,5
35,5
28,5
31.5
i°,5
13.5
i6,5
19.5
22,5
25,5
^8,5
31.5
,о,5
13.5
16,5
'9.5
22,5
35.5
а8,5
31,5
Высоты
подъёма
крюков '*
главного
в м
12
12
12
вспомога-
тельного
в м
i6
i6
16
Скорости
Подъёма
главного
крюка
ю
15
ю
15
6
8
вспомога-
тельного
крюка
25
35
20
» В л/.
Перед
н
тележки
45
45
45
чан
виже-
ия
моста
IOO
I2J
I0O
135
но
Ширина крана М наи-
большая в мм
6400
База ходовых колёс
моста К в мм
41оо
45°°
5ооо
Внешние раз-
меры крана
в мм
А
2IOO
335°
2700
В
2бо
280
F
15°
20О
25°
35°
45°
55°
б5о
75°
2ОО
3S°
45°
боо
75°
9оо
IOOO
И5°
15°
2ОО
2ОО
250
45°
боо
75°
9°о
Минимальные
до уровня пове
рельсов (по ве
рельсов
С3
—4оо
—3°°
_8„
С3
+ 10О
— IOO
-Ы5°
расстояния от гп
рхности
ртикали
(по гор
1650
1300
1850
катания
и до ос
изонталр
i°5°
23°О
IIOO
узовых крюков
подкрановых
и подкрановых
[) в мм
D,
95°
1700
1650
175°
7°о
23°О
Типы, ширины и ра-
диусы головок рель-
сов при конических
колёсах в мм
Па
68/300
1а
70/300
1а
70/300
Ширина рельсов при
цилиндрических ходо-
вых колёсах
а в мм
7°
8о
9о
Давление ходового
колеса моста на рельс
в т
1б,О
17,0
18,0
19,0
20,0
21,0
32,5
24,0
33.5
35,0
36,5
27,5
29,0
3°.5
32,°
33>°
37.5
38,5
4°, о
41,5
43,°
45,°
4б,о
47,5
Ширина колеи тележ-
ки L j в мм
2000
2000
25°°
Про до
База ходовых колёс
тележки Kj в мм
2400
гбоо
320О
1жение табл. 9
Веса
тележек
(наиболь-
шие)
8,7
13,2
17,°
4 в от
кранов
(наиболь-
шие)
23.5
2б,О
29,о
33,°
35,5
З9.о
44,°
48,0
33,°
35.°
39.°
43,°
47,°
52,5
57.5
6а,о
41,5-
45,°
49,°
54,°
59.°
65,о
71,°
76,5
* Примечания с
7 см. на сгр
938
МОСТОВЫЕ КРАНЫ И КРАН-БАЛКИ
[РАЗД. IV
с одним и двумя крюками и литейные" и ГОСТ 3332-46
„Краны мостовые электрические с одним и двумя крю-
ками грузоподъёмностью от 5 до 50 т среднего и тяжё-
лого режимов".
Мостовые электрические краны магнитные
с грузовыми электромагнитами
Мостовые краны с грузовыми электромагнитами при-
меняются для транспортирования металла на литейных
дворах, складах проката, скрапных и рудных дворах,
в шихтовых и копровых цехах.
Фиг. 12. Тележка мостового электрического крана с грузовым
электромагнитом.
Таблица 10
Основные параметры мостовых кранов с грузовым
электромагнитом
Грузоподъём-
ность крана
в т
5
ю
15
Скорости в м!мин
подъёма
=5
2О
2О
передвижения
тележки
45
45
45
моста
125
125
Электромагниты
по каталогу за-
вода „Динамо"
тип
М-21
М-31
М-41
вес в т
о,ф
о,8а
1,67
Высота С, в
рабочем поло-
жении В мм
(по фиг. 12)
825
ибз
Максимально
допускаемая
грузоподъём-
ность в т
4.5
9,i8
13.33
Грузоподъёмным органом в
кранах этого типа является элек-
тромагнит, силой притяжения
удерживающий груз при прохо-
ждении тока по катушкам и осво-
бождающий груз при выключе-
нии тока.
Мостовые краны с грузовыми
магнитами обычно изготовляются
на базе нормальных крюковых
мостовых кранов, предназначен-
ных для тяжёлого режима ра-
боты: мосты и механизмы пере-
движения мостов, крановые те-
лежки, механизмы подъёма груза
и передвижения тележек в них
аналогичны рассмотренным в
предшествующем изложении.
Дополнительным устройством
в этих кранах является кабель-
ный барабан для наматывания гиб-
кого кабеля, питающего грузовой
электромагнит, который подве-
шивается на крюке крановой те-
лежки.
Барабан этот обычно распо-
лагается на раме тележки парал-
лельно грузовому барабану, с ва-
лом которого он связывается зуб-
чатой передачей. Общий вид кра-
новой тележки с грузовым ма-
гнитом показан на фиг. 12.
Основные параметры кранов
с грузовыми магнитами приве-
дены в табл. 10. Габаритные раз-
меры этих кранов определяются
по табл. 9.
Мостовые электрические краны
грейферные
Грейферные мостовые краны
применяются для перегрузки и
транспортирования сыпучих и ку-
сковых материалов (каменный
уголь, кокс, зола, песок, известь,
мелкий скрап, стальные и чугун-
ные стружки, шлак, руда и т п.).
Основные параметры грейфер-
ных кранов см. в табл. 11. Мосты,
механизмы передвижения мостов
и механизмы передвижения те-
лежек грейферных кранов анало-
гичны соответствующим элемен-
там нормальных крюковых мо-
стовых кранов для тяжёлого ре-
жима работы. Отличие заклю-
чается только в конструкциях
механизмов подъема, выполняе-
мых применительно к особенно-
стям работы грейферов.
В рассматриваемых кранах
применяются главным образом
четырёхканатные (сдвоенные
двухканатные), реже моторные и
одноканатные грейферы. Извест-
ное распространение получили
трёхканатные грейферы с двумя
замыкающими и одним подъёмным
канатом. Двухканатные грейферы,
не имеющие устойчивого поло-
жения в горизонтальной плоско-
ГЛ. XXVI]
ЭЛЕКТРИЧЕСКИЕ МОСТОВЫЕ КРАНЫ
939
Фиг. 13. Схема механизма
подъёма с диференциальным
редуктором тележки мостового
грейферного крана.
сти. в грейферных мостовых кранах
не применяются. Устройство, принцип дей-
ствия и характеристика грейферов см. в
главе „Детали грузоподъёмных машин".
Механизмы подъёма грейферных тележек
для работы с четырёхканатными грейферами
обычно имеют двухбарабанные лебёдки. Так,
в схеме с диференциальным редуктором
(фиг. 13) механизм подъёма и закрывания
грейфера состоит из электродвигателя 7, пред-
назначенного для подъёма и спускания грей-
фера, электродвигателя 2 для закрывания грей-
фера, диференциального редуктора 3, двух
пар открытых передач барабана 4 для грузо-
вого каната, барабана 5 для замыкающего
каната и двух электромагнитных тормозов 6"
и 7. При подъёме
? и orfyекании грей-
фера работает дви-
гатель /, а двига-
тель 2 затормо-
жен. Закрывание
иоткрывание грей-
фера производятся
с помощью двига-
теля 2.
В более рас-
пространённой и
простой схеме
грейферных теле-
жек (фиг. 14) ме-
ханизмы подъёма
и закрывания грей-
фера выполняются
раздельно. Каждый
из них состоит из
электродвигателя,
двухступенчатого редуктора с цилиндриче-
скими зубчатыми колёсами и барабана.
Для компоновки таких тележек исполь-
зуются два нормальных механизма подъёма
крюковой тележки, одновременность работы
которых обеспечивается либо механической
связью обоих контроллеров управления, либо
специальной электрической схемой.
Грейферные краны с двухбарабанными
лебёдками находят рациональное применение
в случаях постоянной работы с сыпучими или
кусковыми материалами. В случаях же, когда
работа по перемещению указанных мате-
риалов чередуется с работой по перемещению
штучных грузов (например, при обслужи-
вании литейных цехов), специализированные
грейферные краны заменяются нормальными
мостовыми кранами с однобарабанными лебёд-
ками. К крюкам этих кранов в случае необ-
ходимости подвешиваются одноканатные или
моторные грейферы, причём питание грей-
ферных электродвигателей производится с по-
мощью гибкого кабеля аналогично питанию
грузовых магнитов.
Мостовые магнитно-грейферные
электрические краны
Магнитно-грейферные краны (фиг. 15) при-
меняются на шихтовых и скрапных дворах
металлургических заводов, используемых для
перемещения сыпучих материалов (руды,
флюсов) при помощи грейферов и для пере-
мещения магнитных материалов (скрапа и пр.)
при помощи грузового электромагнита.
Магнитно-грейферные краны грузоподъём-
ностью 5 т выполняются аналогично магнит-
ным кранам и работают либо со съёмным
моторным грейфером, либо с грузовым элек-
тромагнитом. Магнитно-грейферные краны
грузоподъёмностью 10/10, 15/10 и 20/15 т
Фиг. 14, Тележка мостовою грейферного крана с неза-
висимыми механизмами подъёма и закрывания грейфера.
имеют Две тележки —- магнитную и грейфер-
ную, передвигающиеся по одним рельсовым
путям. В этих кранах обычно применяются
грейферы тяжёлого типа, а при работе на
скрапных дворах для захвата металлической
стружки могут применяться многочелюстные
грейферы типа „Полип".
Основные параметры мостовых грейферных кранов
&<?~\3001—
^ууУУУ;: *', "ууууууууууууу/. у/уууууул&Ул '
Таблица 11
¦'УУУ/.У/УУУУУУУ^УУЩ V
—у?^%
дъёмность кранов в от
ЗОПО
U
5
Пролёты кра-
новых мостов
L в м
OI
3
3
а
и
Ч
Не более 11
и
14
17
2°
23
26
Ч
2О
23
2б
29
ю
5:
ные ширины кранов j
арит
555°
ю
подкранового рельса
рина
3
6о
X
ее
е на ходовое колесо *
:та Р в т
SS
Ш О
Д о
Ч« '
9,5
ю,о
1а
13,о
13,3
14,о
14,5
15)О
тов
о
3
ю
о
са
с.
X
&
сЗ
X
X
3
со
о
со са
4юо
X
ные высоты кранов
поверхности катания
х рельсов А в мм
арит
внем
новы
Ю О СО
се с сх
i8oo
m
• о
О о
^ия от оси подкрано
ю кромок крановых »
о « 5
^ и "S
230
се
m
S s
«ост
до
«1я от уровня поверх
подкрановых рельсов
й фермы F в мм
стоя
ания
тово
и н о
a- S s
340
34°
-оо
8оо
94O
1150
138о
1380
ележек
колеи грейферных т
м
а.»
20ОО
1КСИ
подъёма грейфера (м<
i В М
ввнч
вхо
« н
16
Предельные положения
грейферных тележек
относительно подкрано-
вых рельсов в мм
С
4ооо
i6oo
1600
грейфера
ъёма
а
ПО
5°
Скорости
в м/мин
ния грейфера
пз
S3
3
СО
со
5°
жения тележки
я
ю
е(
О.
<и
С
45
жения моста
едви
о.
с
125
е
анов без грейферов в
а кр
и
DQ
20,0
22,0
23,О
35,о
27,О
29,5
31,°
33.5
Основные параметры грейферов
Тип и ёмкость
в м3
Средний
г,5
Вес
без
груза
27 5O
в кг
с гру-
зом.
5ооо
IO
15
30
II
14
17
so
23
26
29
-
II
14
17
20
эз
26
29
-
10,5
13,5
16,5
19,5
22,5
25,5
28,5
II
14
17
20
23
26
29
32
II
14
17
20
33
26
29
32
10,5
13.5
-6,5
19.5
23,5
25,5
33,5
3X.5
6200
6600
6600
60
70
80
14,0
15,0
16,5
17,5
18,5
19,0
19,5
20,0
19,0
19,5
20,5
2i,5
22,0
=3.o
34,0
25,O
24,0
24,5
25,0
26,0
26,5
37.5
28,5
29,5
435°
4500
4500
a 100
2350
235°
280
280
360
360
700
800
95°
1170
1400
1400
270
470
700
900
1100
laoo
1400
1603
370
470
700
75°
1000
I20O
I45O
X650
3500
3500
3000
16
-
16
4500
5000
5000
3300
2500
2700
2300
2500
2700
5o
50
50
5°
5°
5°
45
45
45
«5
125
125
ICO
26,0
27,5
29,0
33,5
360
37,5
41,5
43,o
31.0
33,o
36,0
39,°
42,0
45,o
49>o
52,0
37.°
40,0
43,°
46,0
49,0
52,0
55,o
59,o
Лёгкий
Средний
Тяжёлый
Лёгкий
Средний
Тяжёлый
Средний
Тяжёлый
Очень
тяжёлый
(рудный)
5,о
2,0
со" ¦* со
4,0
45°°
5ооо
5гоо
69ЭО
6500
8ооо
95°°
9 5°°
IO ООО
IO ООО
14 9°°
13 7^*
17 ооо
19 7°°
2О ООО
942
МОСТОВЫЕ КРАНЫ И КРАН-БАЛКИ
1РАЗД. IV
Фиг. 15. Мостовой электрический магнитно-грейферный крян.
Скоростная характеристика магнитно-грей-
ферных кранов ничем не отличается от ха-
рактеристик магнитных и грейферных кранов,
приведённых в табл. 10 и 11.
Мостовые мульдо-магнитные электрические
краны
Мульдо-магнитные краны применяются для
погрузочно-разгрузочных работ на шихтовых
дворах мартеновских цехов. Мульдовый захват
в них предназначен для подъёма и транспор-
тировки мульд, магнитный подъём — для по-
грузки скрапа.
Существуют два типа мульдо-магнитных
кранов. В кранах первого типа механизм
подъёма электромагнита и механизм мульдо-
вого захвата располагаются на общей тележке.
В кранах второго типа каждый механизм смон-
тирован на самостоятельной тележке — на
мульдовой, перемещающейся по главной ферме
моста, и на магнитной, движущейся между
главной и вспомогательной фермами. Более
распространёнными являются краны с одной
тележкой (см. фиг. в табл. 12).
Металлоконструкции мостов этих кранов
выполняются обычно в виде раскосных ферм.
Механизмы передвижения мостов аналогичны
по выполнению механизмам нормальных крю-
ковых кранов. Крановые тележки снабжаются
механизмами подъёма мульд, управления муль-
довыми захватами, подъёма электромагнита
и передвижения. Мульдовые захваты рассчи-
таны на одновременный подъём трёх-четырёх
мульд. Подъём захватов осуществляется гру-
зовым канатом, навивающимся на барабан
механизма подъёма. Поворот рычагов захватов
производится вспомогательным канатом упра-
вления. При вращении барабана механизма
подъёма на него одновременно навиваются
с одинаковой скоростью грузовой канат и ка-
нат управления. Для раскрытия захватов ба-
рабан, механизма подъёма останавливается
и включается барабан механизма управления
захватами. Навивая канат управления, он обу-
словливает относительное перемещение кана-
тов подъёма и управления, при котором про-
исходит поворот рычажного механизма захва-
тов.
В некоторых конструкциях мульдо-магнит-
ных кранов применяется взамен описанного
ручное управление механизмом захватов из
кабины машиниста, расположенной на крано-
вой тележке.
Все остальные элементы крана имеют
устройство, аналогичное конструкциям, приве-
дённым в предшествующем изложении.
Мостовые краны с поворотными
стрелами
Для передачи грузов между смежными
пролётами применяются мостовые краны, по-
движным тележкамкоторых придаются поворот-
ные стрелы (фиг. 16). В этих кранах укре-
плённая на поворотном круге тележки стрела
выходит в пределы соседнего пролёта, обу-
словливая возможность транспортирования
грузов перпендикулярно осевой линии пролёта
простой передачей с одного крана на другой
без каких-либо дополнительных механиз-
мов.
Мостовые краны этого типа строятся грузо-
подъёмностью от 5 до 20 т. Краны грузо-
подъёмностью 5 и 10 т применяются в эл-
лингах и на скрапных дворах, краны грузо-
подъёмностью 10—20 т — в механических и
литейных цехах. Они же находят применение
Фиг. 16. Схема мостового электрического крана с иово-
ротной стрелой.
как мульдо-магнитные краны для погрузки
скрапа и транспортировки мульд, для этого
их снабжают, подвешиваемыми к стреле муль-
довыми захватами и грузовыми электромагни-
тами. Пролёты нх мостов назначаются Обычно
в пределах от 24 до 32 м, длины стрел — в пре-
делах О—8 м.
Недостаток таких кранов — значительный
вес и большая строительная высота конструк-
ции.
Мостовые литейные электрические
краны
Мостовыми литейными кранами называют
краны, обслуживающие работу с расплавлен-
ным металлом, применяющиеся в чугуноли-
тейных цехах на разливке чугуна и в сталепла-
вильных цехах — в миксерном, разливочном
и печном отделениях
Грузоподъёмность литейных кранов, ко-
леблющаяся в пределах от 5 до 350 т, выби-
рается в зависимости от величины садки нечи.
ГЛ. XXVI]
ЭЛЕКТРИЧЕСКИЕ МОСТОВЫЕ КРАНЫ
943
Фиг. 17. Мостовой электрический литейный край с двумя тележками: /—главная тележка, 2—вспомогательная тележка
Грузоподъёмность крана обычно превышает
нормальный вес плавки на 65—70%, составляя:
Печь
в т
5°
75
I0O
Грузоподъё мность
крана в т
до—ioo
. 125—15°
175
2ОО
15° 925—ЯбО
Один разливочный кран обслуживает че-
тыре-пять мартеновских печей.
Требования к конструкции литейных кранов
грузоподъёмностью от 5 до 20 т соответ-
ствуют требованиям к нормальным мостовым
кранам с крюком, предназначенным для тяжё-
лого режима работ; однако скорости движений
этих кранов принимаются по среднему режиму
работ.
Литейные краны грузоподъёмностью
30—50 т также строятся на базе нормальных
кранов, причём согласно правилам Государ-
ственной инспекции Котлрнадзора механизмы
главного подъёма их снабжаются двумя тор-
мозами.
Литейные краны грузоподъёмностью 75 т
и выше отличаются от обычных мостовых
кранов наличием вспомогательной тележки
с одним или двумя механизмами подъёма.
Главная тележка в них служит для подъёма
и транспортирования ковша, вспомогательная
тележка — для кантования ковша, а также
и для проведения ремонтно-монтажных работ
в цехах. Расположение ферм моста, допуска-
ющее в этих кранах проход вспомогательной
тележки под главной тележкой (фиг. 17), обес-
печивает независимость работы каждой из
них и позволяет осуществлять опрокидывание
ковша в любую сторону.
Устройство механизма передвижения моста
литейного крана аналогично устройству меха-
низма нормального крана. Для обеспечения
бесперебойной работы крана литейные краны
грузоподъёмностью от 75 т и выше незави-
симо от числа ходовых колёс имеют два меха-
низма передвижения, установленные с обеих
сторон моста.
Механизм главного подъёма (фиг. 18) со-
стоит из двух симметрично расположенных
барабанов, имеющих самостоятельные приводы
от электродвигателей. Передача привода вы-
полняется либо в виде трёх пар цилиндрических
зубчатых колёс (одна или две из которых
представляют собой редуктор, а третья —
тихоходная — заключена в кожух), либо (реже)
комбинированных, с червячным редуктором
Фиг. 18. Схема механизма главного подъёма мосювэго
электрического литейного крана.
(заменяющим двухпарный цилиндрический) и
открытой зубчатой тихоходной передачей на
барабан (фиг. 19). Для обеспечения одинако-
вой скорости вращения обоих барабанов зуб-
чатые колёса (венцы) их находятся в зацепле-
нии.
При применении цилиндрических передач
механизму главного подъёма придаются хра-
повые устройства, вмонтированные в зубчатые
колёса двух промежуточных валов и предо-
храняющие механизм от поломки в случаях
остановки одного из двигателей или наруше-
ния синхронности их работы. Каждое такое
Основные параметры мостовых мульдо-магнатвых кранов
Грузоподъём- „ _ 2 н 3 • Я Предельные положения крако- g
ность механиз- Пролеты кра- Высота В g * § ? я вых тележек относительно Рабочие скорости g
мовьт нов в ле подъема в м щ ° 5 и в о ° § § * подкрановых рельсов в мм ъ м.мим g
I ! 1 •! 1 I Ц1 ii III ! I! Л\\\,
I § I : I i ё I;= Is I*I ! = 31 I I U
I M . M I i; Ii I fflffi Hi I; l Ili 1 llllI Ij
He более 11 ia,o 360 j 23o
n 14 IS,5 360 j абM
14 T7 13.5 7°o a8,5
xi 20 14,5 800 30,5
5 5 12.5 l6 935° 7OO° 6° J95° a3° 5000 2830 700 1800 1800 20 jia,5 25 45 45 125
20 23 15,5 960 3a,5
23 26 16,0 1170 34>3
26 29 17,0 1400 j 36,0
29 J 33 18,0 1400 3?j5
— ii 15,о 270 32,o
ii 14 J6,o 47° 34>°
14 17 Х7.° 7°° 35.5
ю 5 2' 2° 12,5 1б 925° 7°°° ' 7° 235° 33° 5°эо 2850 7°° I8°° i8°° 2O 12.5 25 45 45 125
2о аз 19.° 1оо° 4°.5
23 2б 2О,0 1Э5О 4^,5
26 29 21,5 145° 45»°
29 3» 23.° i6o° 48,о
— ю,5 25,о 25° 53.°
Io»5 ^.S 2б>5 45° 54,°
125
'3,5 l6,5 а6.0 6о° 55.0
i6,5 19,5 26.5 7°° 56.°
ig ю I2T"> l6 Q21O 7000 9° 2б°° 285 5°о° 2850 ооо i8oo 1800 20 12,s 2=; 45 4^
19.5 22»5 27,5 9=>° 57.5
22,5 25.5 28,5 12О° 59,5
IOO
85,5 28,5 29,5 Ч°° 61,5
28,5 3!»5 3°,о 17°° . 6з,о
— ю,5 28,о 350 59О
ю,5 J3,5 29.° 45O 60,5
13,5 i6,5 29,5 6о° б2,о
2о 15 l6'5 I9'5 12>5 1б 10250 8ооо 3°.5 до абоо 285 7°° бэоо 2850 iooo i8oo 1800 20 12,5 25 45 45 64'5
19,5 22.5 32,о 90° 67,0
22,5 25,5 33.о 12оо ^ Q
i 1 тп"\ 1
25,5 28,5 34,о 14оо ?1>о
28,5 | 31,5 | 35.о 17°° ~74~
946
МОСТОВЫЕ КРАНЫ И КРАН-БАЛКИ
[РАЗД. IV
устройство (фиг, 20) состоит из зубчатого
колеса с несколькими собачками, расположен-
ными, по окружности. Храповое колесо закре-
плено на втором промежуточном валу привода
и на его ступице свободно вращается зубча-
тое колесо, находящееся в зацеплении с ше-
стерней первого промежуточного вала. Нор-
мально собачки, упираясь в гнёзда храпового
колеса, приводят его в движение; в этом случае
Фиг. 19. Механизм главного подъёма 300-от мостового
электрического литейного крана с червячным редукто-
ром.
силовой контакт между зубчатыми колёсами
(венцами) барабанов отсутствует. При каких-
либо неполадках в одном из механизмов или
при остановке одного из двигателей возникает
силовой контакт между венцами барабанов,
и тогда происходит проскакивание собачек
отстающего зубчатого колеса передачи по
зубьям храповика; в этом случае второй дви-
гатель принимает на себя всю нагрузку,
вращая оба барабана.
подъёмностью 260/75/15 т), четыре из них
являются ведущими и четыре — ведомыми.
При этом механизм передвижения устанавли-
вается по обе стороны тележки, а для разме-
К электродвигателю
К электродвигателю
Характеристика литейных кранов
Фиг. 20. Храповое устройство механизма
главного подъёма мостового электриче-
ского литейного крана.
щения ходовых колёс применяются балансир-
ные коробки, подвешенные на осях к теле-
жечной раме.
Остальные механизмы литейных кранов по
конструкции ничем не отличаются от обычных
крановых механизмов.
Краткая характеристика литейных кранов
приведена в табл. 13.
Таблица 13
Название кранового
механизма
Механизм главного подъ-
ёма • . .
Механизм вспомогатель-
ного подъёма I
Механизм вспомогатель-
ного подъема П
Механизм передвижения
главной тележки
Механизм передвижения
вспомогательной тележки
Механизм передвижения
кранового моста . . . . •
Грузоподъёмность; кранов в т
125/30
175/50/15
260/75/15 | 350/75/15
Высота подъёма в м
ад
20
18
2О
28
i6
2О,О
2О
1б,О
2О,О
20
125/30
175/50/15
260/75/15
350/75/15
Рабочие скорости в м/мин
6,0
7.5
31.5
35.о
8э,о
4,о
7.5
15.о
31.5
35.°
8о,о
2,67
5,°
15.°
25,о
35.°
бз,о
2,0
5,о
15.°
25,°
35.°
бЗ,°
Привод барабана имеет два электромагнит-
ных тормоза, один из которых всегда устана-
вливается на валу электродвигателя.
Для подъёма ковша служат два пластин-
чатых крюка, шарнирно укреплённых на
траверзе. Расстояние между крюками соответ-
ствует расстоянию между цапфами ковша.
Механизмы передвижения литейных те-
лежек аналогичны механизмам нормальных
тележек. В случае, когда тележка имеет восемь
ходовых колёс (например, на кранах грузо-
КРАН-БАЛКИ
Кран-балками называются мостовые одно-
балочные краны, у которых подъёмным
устройством служат нормальные тельферы
(см. главу „Тельферы"), перемещающиеся по
нижнему поясу крановой балки. Обладающие
грузоподъёмностью от 0,5 до 5 т и широко.
применяемые для работы в цехах машино-
строительных заводов и для обслуживания
складских помещений, они подразделяются на
гл.
КРАН-БАЛКИ
947?
Таблица 14
Габаритные размеры и веса электрических кран-балок (ВНИИПТМАШ)
у//////////////////////,
эподъбм-
кран-бал
кг -
Элементы характеристики
Пролёты мостов L в мм
13
14
15
Размеры — в мм, веса и давления — в кг
Длина кран-балки А . . . .
Ширина . В. . . .
База ходовых колйс С . . .
Вес металлоконструкции
крановой балки
Общий вес кран-балки . . .
Максимальное давление хо-
дового колеса ¦¦¦
5726 6326 7326
22бЪ
15°°
забо агбо
1500
14°о 147°
284а 2980 31
139» 1480
154°
;ОЮ
154°
23бо
Е5ОО
1745
3245
1630
9326
габо
1500
3435
1710
io 326
i 99O
3 535
II 376
2 760
2 ООО
I 870
2 760
3 ООО
а 35°
3 93°
1 9°°
Длина кран-балки А . . ¦ ¦
Ширина . В ......
База ходовых колёс С ¦ • ¦
Вес металлоконструкций . .
Общий вес кран-балки . . .
Максимальное давление хо-
дового колеса ,
532б 6326 73
2260 аабо
15°о
1400
15°°
147°
J26
22бо
1500
2890 2960 з
1840 1915
190
2ОСО
8326
22бо
15°°
1745
329°
2о8о
932б
22<5о
15°°
2Ю9
3649
243°
ю 336
з 760
3 ООО
з 178
3 73°
и ЗЗб
а 76°
а ооо
2 314
3 892
а 54°
is ззб
з 760
а ооо
2 34б
3 92°
2 ^бо
13 ЗЗ6
2 7ОО
а ооо
2 428
4 oi8
2 61.S
14 ЗЗ6
3*760
а ооо
2 896
4 5°3
2 77°
15 ЗЗб
а 76°
а ооо
а 976
4 бо4
2 8оО
Длина кран-балки А . . . .
Ширина „ В . . . .
База ходовых колёс С . . .
Вес металлоконструкции . ..
Общий вес кран-балки . . .
Максимальное давление хо-
довою колеса .
53366326 7326
22бо агбо
15°°
1470
3170 ззбс
S32O
1560
22бо
l6io
334°
2420
8326
l82O
358О
257°
9326
3360
1500
1910
3700
гбоэ
II ЗЗб
2 760
2 000
2 380
3 923
2 820
11 ЗЗб
2 760
2 000
а 57°
4 22O
2 сбо
12 ЗЗб
2 760
а осо
2 52°
4 35°
2 980
13 ЗЗб
а 7°°
а ооо
2 735
4 59^
3 °3°
14 ЗЗб
2 7бэ
2 ООО
2 910
4 78°
3 I2O
15 ЗЗб
2 760
2 ООО
3 230
5 I2O
3 22O
Длина кран-балки А . . . .
Ширина '. В . . ¦
База ходовых колбе С .
Вес металлоконструкции . .
Общий вес край-балки . .
Максимальное давление хо-
дового колеса .... ¦ .. . .
бззб 73зе
аабо 2э5о
i8o6
15°°
3719 3^94
333°
347°
8326
1500
i857
3972
35°°
9326
1600
.2050
4100
369°.
10 336
3 760
В эоо
2 49°
4 647
и ЗЗб
3 "j6o
а ооо
,2 баа,
4 795
3 97Э
12 ЗЗ6
2 760
2 ОСО
3 70°
4 885
4 °5°
13 ЗЗб
a 760
2 000
2 97°
5 175
14 ЗЗб
a "/6o
2 ООО
б 393
4 Я5о
15 ЗЗб
2 л;6о
3 ООО
3 4бо
5 7°°
4 З30
948
МОСТОВЫЕ КРАНЫ И КРАН-БАЛКИ
[РАЗД. IV
а
*t
?
н
с
5
S
X
а
X
о
ан-ба
с
X
S
з-
S
о.
ж
ф
ч
(в
¦
о
с
V
X
ft
и.
В
ffi
U
Si
|§з
к ^ =
1ьфер
CD
игатели
ктро
Эле
В ?
к
S
а*
о.
я
S
Механиз
виз
одъ
с
л
•?
т
S
Механ
BMOidM
fdi
K0d3*4Ir31
woxoow
вмох эинэжвduвн
ев
О
S-
О
о.
ХхХнии я
floxodogo oifDHh
Ш9Я Я qXDOHlnOW
aoxodogo ов-оиь
tusn я qxooHmo^v
гх я оэд
w a
BKgq-Hou вхоэпд
нпкк а
¦Htiwjw a
винэжиа1ГЭAэи qxooioMQ
я вп
ЭМЭ1ГНИ и uhj.
qirad OJoaoHBdHKou
HXDOHXdaflou ijaboged внийнц]
к
s
g §
«ю
о.*
2 ш
С О
сч
я
СЗ
-ол
га-
03
о
Электр
ww а ээи
xnaoi/ox dxewBHlf
ЛхАнии a box
-odogo oirDHh
шяя а
qxooHTnow
, , d
ОЮИЬ 30Hh0XBff3d9IJ
H«W/W Я HMtfEQ йоао'1э
-ои винэжиайэйэп qxaodOHQ
гн a BHBdM qxaoHwaq-tfouoE^dj
5 s
5.Ю
нопс
з ка
a s
d3g
и
ЯОЙС
0
¦*•
0
в*
^ч со
0
г
00
О
1
от
§,
И
¦ н
8
О\
¦*;
сч
сч
ю
еГ
ft
OOOI
о) з
2 к
нопс
з ка
сВ о
XtfH
)ndau os
0
in
Ч
0
о
%
ю
СО
%*.
<
ее
о
СО
ез
Е-
о
ю
8
945
^г
о
сч
ю
те
ю
ю
о-
1
(U -
В *
§s
И S
^ ю
|(МЭЭ Я
внневф
s
< А
Goor/o
HIM
'О
00
°?
со
ft
8
и ?!
ft
¦п
1
а> з
м
S СЧ
И s
-1-
оо
<s
сч
СО
0
VO
со
"?
m
н
о
ю
8
945
сч
сч
ft
два основных конструктивных
типа — подвесной и нормальный.
Подвесные кран-балки, имею-
щие небольшие габариты по
высоте и снабжённые меха-
низмом передвижения, передви-
гаются по нижним полкам под-
кранового пути, выполняемого
обычно из двутавра или двух
уголков и подвешиваемого к пе-
рекрытию здания.
Кран-балки нормального типа
перемещаются по обычному под-
крановому пути. Механизм пере-
движения кран-балок этого типа
состоит из электродвигателя и
вертикального редуктора, поме-
щённых на площадке моста, из
трансмиссионного вала, подвешен-
ного к конструкции мостового
настила, и четырёх ходовых колёс
(двух приводных и двух непри-
водных). На вал редуктора наса-
живается шкив электромагнитного
тормоза.
Управление кран-балками этого
типа осуществляется либо из
кабины, подвешенной к металло-
конструкции крана, либо с пола
с помощью кнопок.
Основные технические данные
типовых электрических кран-ба-
лок ВНИИПТМАШ приведены в
табл. 14 и 15.
ОСНОВНЫЕ ДАННЫЕ
ПО ПРОЕКТИРОВАНИЮ
И РАСЧЁТУ МОСТОВЫХ
КРАНОВ
Основные параметры и габа-
ритные размеры кранов опреде-
ляются по ОСТ 20195-40 („Краны
мостовые электрические с одним
или двумя крюками и литейные.
Габаритные размеры и основные
данные"), ГОСТ 3332-46 („Краны
мостовые электрические с одним
или двумя крюками грузоподъём-
ностью от 5 до 50 т среднего и
тяжёлого режима"), ГОСТ 1441-42
(„Краны мостовые ручные одноба-
лочные. Основные параметры и
технические условия") и ГОСТ
1442-42 („Краны мостовые ручные
двухбалочные. Основные параме-
тры и технические условия").
Конструкции кранов, включая
электрооборудование, должны
удовлетворять «Правилам устрой-
ства, освидетельствования и экс-
плоатации кранов, подъёмных ме-
ханизмов и вспомогательных при
них приспособлений", разработан-
ным Главной государственной
инспекцией Котлонадзора.
Металлоконструкция кранов
должна быть выполнена в соот-
ветствии с требованиями, приве-
дёнными в главе „Металлические
конструкции крановых сооруже-
ний*1.
ГЛ. XXVI]
ОСНОВНЫЕ ДАННЫЕ ПО ПРОЕКТИРОВАНИЮ
949
Все детали крановых механизмов и эле-
менты металлических конструкций должны
быть изготовлены из кондиционных материалов.
В табл. 16 приведён перечень материалов
для типовых деталей крановых механизмов
и запасы прочности, которые следует прини-
мать при расчёте.
Схемы расчёта механизмов мостовых кра-
нов изложены в гл. XVIII „Основные данные
и формулы расчёта грузоподъёмных машин и
механизмов"; здесь приводятся дополнитель-
ные указания, подлежащие учёту при пользо-
вании расчётными формулами.
Механизмы подъёма должны рассчиты-
ваться на максимальную нагрузку, слагающу-
юся из веса полезного груза и веса подвесных
или захватных приспособлений.
При определении максимального веса за-
хватываемого грейфером материала прини-
мается козфициент заполнения грейфера
е = 1,1. За расчётную ёмкость грейфера сле-
дует принимать его геометрическую ёмкость.
При расчёте механизмов передвижения
кранов и крановых тележек опытный коэфи-
циент С, учитывающий условия, в кото-
рых происходит движение крана (перекосы,
влияние трения реборд колеса, засорённости
пути и т. д.), следует принимать в пре-
делах 1,3—1,5, если ходовые колёса вращаются
в подшипниках скольжения, и в пределах
2,5—3,2, если ходовые колёса вращаются в под-
шипниках качения; большие значения коэфи-
циента С принимаются при больших пролётах
крана.
При применении ходовых колёс крана
с коническим ободом, установленных на под-
шипниках качения, коэфициент С следует
принимать равным 1,2. Коэфициент трения /
в опоре колеса принимается равным 0,08 для
подшипников скольжения и 0,015 — для под-
шипников качения. Коэфициент трения каче-
ния К принимается равным 0,08 см.
Для приближённого определения стати-
ческой мощности электродвигателей механиз-
мов передвижения крана можно принимать
сопротивление движению: а) при ходовых ко-
лёсах на подшипниках скольжения — 20 кг
на 1 т веса крана; б) при ходовых колёсах
с цилиндрической поверхностью катания на
подшипниках качения — 12 кг/т и в) при
конических ходовых колёсах на подшипни-
ках качения — 7 najm.
Детали передач механизмов передвижения
должны быть рассчитаны на передачу полного
крутящего момента при установившемся дви-
жении и проверены на передачу крутящего
момента при пусковом и тормозном режимах
и при буксовании ходовых колёс. В послед-
нем случае запас прочности в элементах может
быть принят равным 1,5 от предела текучести.
Двигатели механизмов передвижения, вы-
бранные по статической мощности, должны
быть проверены на пусковые режимы в соот-
ветствии с указаниями главы .Электрообору-
дование подъёмно-транспортных устройств".
Время разгона крана до полной скорости при-
нимается равным 6—10 сек., время разгона
тележки 4—6 сек.
Число ведущих колёс кранового моста
определяется из условий буксования колеса
по рельсу (коэфициент трения скольжения
принимается равным 0,18) в периоды разгона
и торможения. В обычных случаях удовлетво-
рительные пути разгона и торможения кранов
обеспечиваются при наличии приводных колёс
Таблица 16
Материалы типовых деталей мостовых кранов
и запасы прочности
Деталь
Грузовые
крюки
Барабаны
Зубчатые
колёса
Валы:
а) при посто-
янной нагрузке
б) При нагруз-
ке, изменяю-
щейся от нуля
до максимума
в) При на-
грузке, изме-
няющейся от
положительно-
го ло отрица-
тельного макси-
мума
Болтовые
соединения
Прочие дета-
ли
а) Литые
б) Кованые,
штампованные
и из сортового
материала
Материал
Сталь 3
и сталь М15
СЧ 12-28
Стальное
литьё
45-55-16
Ст. 3
Сталь 45
Стальное
литьё
45-55-16
Сталь 45
или Ст. 5
Ст. 5
Ст. 3
Стальное
литьё
45-55-16
Сталь 45
Режим ра-
боты меха-
низма
Лёгкий и
средний
Тяжёлый
Все режи-
мы
То же
Лёгкий
Средний
и тяжёлый
Лёгкий
Средний
и тяжёлый
Лёгкий
Средний,
Тяжёлый
Лёгкий
Средний
Тяжёлый
Лёгкий
Средний
Тяжёлый
Лёгкий
Средний
Тяжёлый
Лёгкий
Средний
Тяжёлый
Лёгкий
Средний
Тяжёлый
Запасы
прочности
2
2,5
5
2,5
2,0
2,5
2,5
3.°
2,О
2,25
а,5
2,25
2,5
3.°
2,25
2,5
3,°
2,0
2,2
2,5
2,0
2,5
З.о
2,0
3,2
2,5
Относи-
тельно пре-
дела теку-
чести **
Относи-
тельно пре-
дела проч-
ности при
сжатии
Относи-
тельно пре-
дела теку-
чести
Относи-
тельно пре-
дела теку-
чести
Относи-
тельно пре-
дела теку-
чести
Относи-
тельно пре-
дела уста-
лости
Относи-
тельно пре-
дела теку-
чести
От НОСИ-
телыю пре-
дела геку-
чести
Относи-
тельно пре-
дела теку-
чести
* Для деталей, подвергающихся закалке, запасы проч-
ности должны быть повышены против табличных на 15°,0-
В деталях, воспринимающих редкие ударные нагрузки
(например, концевые упоры), могут быть допущены на-
пряжения до 0,8 от предела текучести материала.
** О механических свойствах материалов см-тт. 3 w
4 ЭСМ.
МОСТОВЫЕ КРАНЫ И КРАЙ-БАЛКИ
{РАЗД. IV
в-количестве^,ие меньшем ^ от общего ко-
личества ^ходовых колёс моста.
Расчёт деталей механизмов мостовых кра-
нов выполняется применительно к указаниям,
'¦¦приведённым в главе „Детали грузоподъёмных
машин", и в соответствии с дополнительными
указаниями настоящей главы. ¦•
г ' Грузовые крюки крановых тележек изгото-
'вляются.по ОСТ 20233-40, ОСТ 20234-40 и
;ОСТ 20235-40 и соответственно техническим
|условиям на крюки по ОСТ 20236-40.
; Блоки крюковых полиспастов должны изго-
товляться из чугунного литья, проката или
фасонного стального литья. Верхние блоки
должны располагаться в легко доступном для
¦обслуживания месте. Каждый блок должен
смазываться от отдельного маслопровода.
¦ Крюковая подвеска рекомендуется закры-
того типа. Крюковую цапфу целесообразно
отделять от оси блоков и укреплять на пла-
стинах обоймы блоков.
Выбор канатов производится в соответ-
ствии с «Правилами устройства, освидетель-
ствования и эксплоатации кранов, подъёмных
механизмов и вспомогательных при них при-
способлений", разработанными Главной госу-
дарственной инспекцией Котлонадзора. Реко-
мендуется применение канатов типа „Варринг-
тон* или „СИЛ" (с пределом прочности про-
волоки 160—180 к г /мм2), более износоустой-
чивых и прочных, чем крановые канаты нор-
мального повива.
Барабаны мостовых электрических кра-
нов должны иметь обработанные канавки для
каната. В кранах с ручным приводом допу-
стимо применение барабанов с гладкой цилин-
дрической поверхностью.
Корпуса подшипников, если они не выпол-
нены за одно целое с рамой, должны фикси-
роваться в требующемся положении с по-
мощью специальных упоров. Если подшипники
предназначены для валов, несущих колёса
зубчатых передач, то корпуса смежных под-
шипников целесообразно выполнять общими.
Корпуса подшипников рекомендуется изгото-
влять разъёмными для обеспечения лёгкого
демонтажа валов. Подшипники качения транс-
миссионного вала механизма передвижении
должны быть самоустанавливающимися.
Выбор подшипников качения ведётся ис-
ходя из их долговечности в зависимости от
условий работы, для которых предназначены
крановые механизмы. Долговечность эта не
должна быть меньшей 2000 час. для механиз-
мов кранов лёгкого режима работы, 3000 —
среднего режима и 5000 — тяжёлого режима.
Каждый подшипник (за исключением под-
шипников, смазываемых жидким маслом из
картера должен быть снабжён отдельной мас-
лёнкой, .устанавливаемой в легко доступном
для обслуживания месте.
Трансмиссионные.валы, механизмов пере-
движения кранов, соединяемые непосред-
ственно с залами электродвигателей, необхо-
димо проверять на критическое число оборо-
тов по формуле
_ 30X2 fEJ
ПкР~ тЛ* У у-'
где пкр — критическое число оборотов вала
в минуту; X. — параметр собственных колеба-
ний вала, обычно принимаемый в зависимо-
сти от жёсткости- заделки его концов равным
3,15—3,3; / — расстояние между опорами ва-
лов *в 'см (не рекомендуется принимать
/> 300 см); Ш^- модуль упругости-в кг/см2;
J — момент инерции в см*; (л — масса единицы
длины вала в кг-сек^/см^. '
Коэфициент запаса, определяющий отно-
шение критической скорости вала к его экспло-
атационной скорости, не должен приниматься
меньшим 1,2.
Все валы должны быть термически обра-
ботаны (нормализация). Валы в местах посадки
на них деталей должны быть шлифованы.
Оси блоков, балансирных тележек и цапфы
валов, вращающихся в подшипниках скольже-
ния, должны быть термически обработаны до
поверхностной твёрдости не ниже ЗЪОНв, а
затем шлифованы или полированы.
Запасы прочности при расчёте валов и
осей могут приниматься применительно к дан-
ным, приведённым в табл. 16.
Зубчатые колёса, шестерни, ходовые ко-
лёса и муфты сажаются на вал по тугой (--,-)
или первой прессовой (ПР]3) посадке. Об-
точка вала для посадки подшипников каче-
ния — по скобе Т.
Зубчатые передачи в крановых механиз-
мах могут быть косо- и прямозубыми и чер-
вячными. В электрических мостовых кранах
рекомендуется применять зубчатые колёса,
заготовки которых изготовлены методом штам-
повки или прокатки.
Зубчатые колёса должны быть термически
обработаны. Поверхностная твёрдость зубьев
зубчатых колёс должна быть не меньшей
220Нв и шестерён — не меньшей 250/Уд.
На зубчатых колёсах должна быть выбита
марка стали, из которой они изготовлены.
Применение разъёмных зубчатых колёс не
разрешается. Не рекомендуется также консоль-
ное расположение шестерён.
При применении зубчатых передач, защи-
щенных маслонепроницаемым кожухом, жела-
тельно обеспечивать в конструкции горизон-
тальный разъём этого кожуха и возможность
съёма верхней половины его без демонтажа
нижней. Толщина листового металла кожухов
не должна быть меньшей 5 мм.
Для соединения валов с числом от 100 до
1500 об/мин рекомендуется применение зубча-
тых муфт. Для валов с числом не больше
100 об/мин могут применяться компенсирую-
щие муфты с промежуточным кулаком или
крестовиной. В ряде случаев целесообразно
применение пружинных эластичных муфт,
весьма компактных и надёжных в работе. Из
жёстких муфт рекомендуются дисковые. Про-
дольно-свёртные муфты не рекомендуются. В
качестве материалов для изготовления муфт
механизмов электрических кранов могут быть
рекомендованы: стальное литьё марки сталь
45-55-16, поковки из сталей марок Ст. 5 или
сталь 45 и модифицированный чугун (марки
МСЧ-3554).
Тормозы механизмов подъёма должны
быть проверены на удерживание груза в его
статическом состоянии на весу с опреде-
лённым коэфициентом торможения (под кото-
рым понимается отношение момента, созда-
ваемого тормозом, к крутящему моменту, со-
здаваемому грузом на тормозном валу).
ГЛ. XXVI]
ОСНОВНЫЕ ДАННЫЕ ПО ПРОЕКТИРОВАНИЮ
951
Значения коэфициентов торможения k
должны быть не менее, а пути торможения не
больше следующих величин:
для кранов лёгкого режима работы k > 1,75 и /<
среднего
тяжёлого
t>2,0 и1<
k > 2,5 и I <
120
100
80
где s — путь в м, проходимый грузом в ми-
нуту при его подъёме или опускании.
Для механизмов подъёма литейных кранов
с двумя тормозами на каждый механизм за-
пас торможения (от полного крутящего мо-
мента) для каждого тормоза принимается рав-
ным 1,15—1,20, Электрической схемой * при
этом предусматривается включение одного тор-
моза после другого с интервалами 0,2—0,4 сек.
Тормозы механизмов передвижения
должны выбираться применительно к длине
пути торможения крановой тележки или кра-
нового моста. Путь торможения St должен
быть минимальным, но не меньшим величины,
определяемой из условия, что буксование ко-
лёс не должно иметь места:
V —Для кранов, в которых затор-
2500 маживается четверть всех хо-
довых колёс;
V — для кРанов> в которых затор-
5000 маживается половина всех хо-
довых колёс;
v для кранов, в которых -затор»
10 000 маживаются все ходовые ко-
лёса.
В этих формулах v -+¦ скорость передвижения
в м/мин; 6т— путь торможения в м.
При применении управляемых гидравличе-
ских или механических тормозов механизмов
передвижения необходимо предусматривать
блокировку рычажной системы тормозов с
электромагнитом, действующим. при подходе
кранового моста в одно из крайних положений.
Поверхность трения тормозных шкивов кра-
новых механизмов следует шлифовать; твёр-
дость этой поверхности должна быть не мень-
шей 28О-т-30О#в.
Ходовые колёса мостовых кранов рекомен-
дуется изготовлять для кранов с ручным при-
водом из чугуна марки СЧ 15-32, для электри-
ческих крановых тележек грузоподъёмностью
до 10 /я — из модифицированного чугуна
марки МСЧ-3554 или из стального литья
Л-55-6012; для мостов электрических кранов
всех грузоподъёмностей и крановых тележек
грузоподъёмностью более 10 т — из стального
литья Л-55-6012.
Наилучшие результаты работы характерны
для ходовых кованых колёс и колёс, цельно-
катанных из марганцовистой стали. Твёрдости
поверхности катания и реборд ходовых колёс
должны быть не меньше 280 -г- 320Яд.
Ведущие ходовые колёса кранов с кони-
ческим ободом при применении для подкра-
новых путей железнодорожных рельсов типа
1а, Па и Ша должны иметь уклон конической
поверхности, равный V20 и при применении
специальных подкрановых рельсов с радиусом
закругления головки 1 :400 равный Vie'. 9ТИ
колёса должны монтироваться так, чтобы
больший диаметр их располагался с внутрен-
ней стороны рельсового пути.
При выборе ходовых колёс в соответствии
с определённым типом подкранового рельса
(для мостов) или кранового рельса (для теле-
жек) следует выдерживать гарантированные
зазоры между ребордами колеса и рельсом:
а) для колёс с цилиндрическим ободом кра-
новых мостов при пролётах до 13 м — 15 мм;
при пролётах от 13 до 18 м — 20 мм, от 18
до 30 м — 25 мм; ~ '
б) для колёс с коническим ободом для
крановых мостов—35 мм;
в) для колёс крановых тележек — 10 мм.
Укладка подкрановых рельсов должна про-
изводиться со следующими допусками по ши-
рине колёс: для пролётов до 15 м—4 мм,
от 15 до 25 м~ 5 мм, свыше 25 м — 8 мм.
Буферные устройства мостов современ-
ных мостовых кранов применяются главным
образом пружинного типа. Они должны быть
рассчитаны на удар, возникающий при оста-
новке крана, двигающегося без груза со ско-
ростью, равной 0,4 номинальной; замедление
при этом не должна превышать 2,0 м/сек2.
Кроме того, буферные устройства должны
быть проверены на поглощение живой силы
крана, перемещающегося при полной нагрузке
со скоростью, равной 60% от номинальной
скорости. При этом, напряжения в металло-
конструкции моста не должны превышать
0,8а5. Буфера должны располагаться вдоль
оси подкранового рельса.
Буферные устройства крановых тележек
рассчитываются на« поглощение живой силы
тележки, движущейся со скоростью, равной
0,4 номинальной при замедлении, не большем
1,5 м/сек2. При работе двух тележек на одном
мосту каждая тележка должна быть снабжена
пружинными буферами.
Все трущиеся поверхности крановых меха-
низмов должны быть обеспечены смазкой.
Маслёнки, подворачиваемые от руки или
периодически питаемые ручным прессом,
должны обладать ёмкостью, достаточной для
обеспечения фактической работы смазываемой
детали в течение 8 час. Все маслёнки уста-
навливаются в местах, удобных для обслужи-
вания, соединяются с местом смазки помощью
трубок и надёжно закрепляются. Длинные
трубки маслопроводов должны иметь как
можно меньше изгибов. Питание от одной мас-
лёнки более одного места смазки не допу-
скается.
В случае применения автоматических сма-
зочных аппаратов для каждого механизма
предусматривается отдельный аппарат, кине-
матически связанный с ним.
ЛИТЕРАТУРА
5. КиферЛ. Г. и Абрамович И. И., Грузоподъём-
ные машины, т. 1, Машгиз, 1948.
2. Ковальский Б. С, проф., Сопротивление движе-
нию кранов на конических колёсах. „Научные записки
Харьковского авиационного института", Харьков
1940.
3. Сборник .Вопросы развития советского кранострое-
ния", Машгиз, М. 1947.
4. Основные данные по проектированию и расчёту кранов
Госэнергоиздат, М. — Л. 1943.
5. Щ и р е н к о Н. С, проф., Механическое оборудование
доменных и сталеплавильных цехов, Металлургиздат,
М. 1942.
Глава XXVII
ПОРТАЛЬНЫЕ КРАНЫ И ПЕРЕГРУЗОЧНЫЕ МОСТЫ
ПОРТАЛЬНЫЕ И ПОЛУПОРТАЛЬНЫЕ КРАНЫ
ОБЩИЕ СВЕДЕНИЯ
Для обслуживания причальных линий мор-
ских и речных портов при выполнении пс-
грузочно-выгрузочных операций с насыпными,
тарными и штучными грузами, для прове-
дения подъёмно-транспортных работ на судо-
строительных верфях, в докчах и т. п. при-
меняются портальные и полупортальные
краны.
Портальными кранами называют пово-
ротные краны (фиг. 1), установленные на по-
движных опорных конструкциях (порталах),
перемещающихся
вдоль фронта ра-
бот по специально
уложенному рель-
совому пути. Вы-
Фиг. 1. Портальный кран.
сота и ширина порталов в свету назна-
чаются применительно к габариту прибли-
жения строений к оси железнодорожного пути
по ОСТ 6435.
В зависимости от количества перекры-
ваемых железнодорожных путей различают
однопутные и двухпутные порталы; реже
встречаются порталы, перекрывающие три
железнодорожных пути.
Краны, у которых одна из опорных ног
портала отсутствует и соответствующий под-
крановый рельс располагается в уровне гори-
зонтальной рамы портала, опираясь на стены
зданий или на специальные эстакады, носят
название полупортальных кранов.
Обе подгруппы рассматриваемых кранов
характерны тем, что в пределах их опорного
контура (в плане) не выполняется ни одна из
рабочих операций.
Все операции с грузами — подъём, горизон-
тальное перемещение и опускание — произ-
водятся вне этого контура, во внешней зоне,
ограниченной полезным вылетом крановых
стрел (укосин), высотами подъёма, соответ-
ствующими заданному вылету, и длиной под-
крановых путей.
Грузоподъёмность портальных и полу-
портальных кранов, обслуживающих погру-
зочные работы со штучными грузами, назна-
чается обычно равной 1,5—15 т и только
в специальных случаях (при перемещении
тяжеловесных грузов, использовании на
обслуживании технологических процессов
постройки и ремонта судов) грузоподъём-
ность таких кранов увеличивается до
20-30 т.
Краны, оборудованные грейферами, имеют
грузоподъёмность 5—15 т.
Вылеты портальных и полупортальных
кранов назначаются в пределах от 15 до 25 м,
увеличиваясь в отдельных случаях до 30—
35 м применительно к ширине обслуживае-
мых судов и прикордонных участков; мини-
мальные величины вылетов составляют от
1/i до 7з их максимальных величин. Высоты
подъема назначаются в этих кранах равными
40—45 м. Скорости подъёма достигают 60—
70 м/мин. Скорости передвижения кранов
равны 30—43 м/мин; при этом, как правило,
передвижения кранов осуществляются при
подготовке к работе; в процессе работы пор-
талы остаются неподвижными, и горизон-
тальное перемещение грузов достигается
либо изменением вылета стрел (укосин),
либо вращением поворотной части кра.
нов.
ГЛ. XXVИ]
ОПОРНЫЕ КОНСТРУКЦИИ И МЕХАНИЗМЫ ПЕРЕДВИЖЕНИЯ
953
ОПОРНЫЕ КОНСТРУКЦИИ И МЕХАНИЗМЫ
ПЕРЕДВИЖЕНИЯ
Опорные металлоконструкции
(порталы и полупорталы) кранов выпол-
няются решётчатыми или сплошными (см.
раздел .Металлоконструкции подъёмно-транс-
портных устройств").
Полная высота порталов и полупорталов
должна обеспечивать хороший обзор кранов-
щикам палуб загружаемых или разгружаемых
судов и назначается из условия, чтобы высота
пола крановой кабины управления была бы
не меньшей 10 м над уровнем набережной.
Высота и ширина их в свету, как уже указы-
валось, определяется в соответствии с очер-
таниями габарита приближения строений
по ОСТ 6435. Расстояние Ъ между опорными
ногами (опорами), поддерживающими гори-
зонтальные рамы (пролётное строение) пор-
талов и полупорталов и опирающимися на
ходовые колеса, принимается равным 5,5—
6,5 м. Количество ходовых колёс в опоре
назначается в пределах от одного до четырёх
(общее количество их в кране составляет,
таким образом, от 4 до 16). С целью равно-
мерного распределения давлений колёса по-
парно устанавливаются в отдельных балан-
сирных тележках, шарнирно скрепляемых
с металлоконструкцией портала (см. фиг. 1),
и выполняются либо двухребордными, либо
одноребордными (если подкрановые пути
пересекаются с железнодорожными путями,
располагаемыми в пределах погрузочно-раз-
грузочных участков причалов). Допускаемое
давление на одно ходовое колесо обычно
ограничивается 12—15 т и только как исклю-
чение — при повышенной прочности и жёст-
кости подкрановых путей — повышается
до 20 т.
Для случаев, когда по характеру выпол-
няемых работ портальные краны должны пере-
ходить с одного пути на другой (например,
при обслуживании рабочих операций в до-
ках, на судостроительных верфях и т. п.),
ходовые тележки их выполняются поворот-
ными относительно вертикальной оси. При
необходимости такого перехода портал крана
несколько приподнимается с помощью дом-
кратов и ходовые тележки разворачиваются
на угол 90°, устанавливаясь на поперечный
рельсовый путь; повторным разворотом теле-
жек кран подготовляется к движению по
смежному продольному пути.
Положение оси вращения поворотной
части на портале или полупортале выби-
рается так, чтобы возможно более полно
использовался вылет стрелы. В то же время
учитывается, что выбор этот определяет на-
грузку на пролётное строение опорных
металлоконструкций и величину давления на
ходовые колёса. При прочих равных усло-
виях неравномерность давления обратно про-
порциональна длине пролёта портала. По-
лтому в однопутных портальных кранах
целесообразным является симметричное поло-
жение поворотной части относительно оси
подкранового пути, а в полупортальных кра-
нах, наоборот, желательно смещение оси
вращения в наружную сторону (в сторону при-
чала), способствующее уменьшению давления
на опоры с внутренней стороны пролётного
строения и понижению нагрузки на подкра-
новые эстакады и на стены зданий, к которым
крепятся подкрановые рельсы.
Полное наибольшее давление на опору на-
ходится сравнительными подсчётами для слу-
чаев: а) когда направление ветра совпадает
с осью подкранового пути, а стрела крана
располагается последовательно по оси пути
и под некоторым углом к ней, и б) когда на-
правление ветра перпендикулярно к оси. пути,
а Стрела располагается поперёк пути и под
некоторым промежуточным углом к его оси.
По наибольшему давлению на опору и задан-
ному максимальному давлению на ходовое
колесо, допускаемому из условия прочности
подкранового пути, определяется затем не-
обходимое количество ходовых колёс.
Механизмы передвижения пор-
талов и полупорталов размещаются либо не-
посредственно на ходовых тележках (см.
фиг. 1), либо на балках горизонтальных свя-
зей опорных ног, либо на раме портала ана-
логично размещению центрального привода
в конструкциях козловых кранов и перегру-
зочных мостов (см. .Перегрузочные мосты"»
стр. 961). В первой из указанных схем кру-
тящий момент передаётся от двигателя на
зубчатый венец приводного колеса через ре-
дуктор и систему цилиндрических зубчатых
передач; во второй схеме механизм привода
дополняется горизонтальным приводным ва-
лом, воспринимающим вращение от редук-
тора и передающим его к приводным колёсам
посредством конической зубчатой пары; в
третьей, наиболее сложной схеме, — с двига-
телем, установленным на раме (пролётном
строении) портала, помимо горизонтального
приводного вала предусматриваются проме-
жуточные вертикальные валы, размещаемые
на опорных ногах крана подобно показан-
ному на фиг. 19. стр. 963.
Количество и расположение приводных:
колёс выбираются из условия, чтобы при тро-
гании с места отсутствовало бы пробуксовы-
вание их и сила сцепления между привод-
ными колёсами и рельсами была бы не мень-
шей, чем определяемая по уравнению
кг,
A)
где Nnp — сцепной вес крана (давление,
передаваемое на приводные колёса); WK —
сопротивление движению от трения в ходо-
вых колёсах (за вычетом сопротивления от
трения в цапфах колёс, не влияющего йа
величину сцепления); WuH — сила инерции
крана; U^ — сопротивление движению от
ветра; [л0 = 0,2 — коэфициент сцепления. При
этом необходимо, чтобы при любом поло-
жении крановой стрелы и при любом напра-
влении ветра, с изменением которых изме-
няются величины Nnp и We, сохранялась за-
висимость
где NK0Jl — давление на неприводные колёса;
R — радиус колеса; г — радиус цапфы колеса;
/— коэфициент трения качения колеса па
рельсу; \ъ — коэфициент трения скольжения
954
ПОРТАЛЬНЫЕ КРАНЫ И ПЕРЕГРУЗОЧНЫЕ МОСТЫ
[РАЗД. IV
s цапфе; С — коэфициент сопротивления дви-
жению от трения реборд колёс о головку
рельса, принимаемый равным 1,5—-2 для слу-
чая установки ходовых колёс на подшип-
никах скользящего трения и 3,5—4 — для слу-
чаев установки колёс на шарико- или ролико-
подшипниках. Равным образом, при расчёте
¦одностороннего привода (с расположением
приводных колёс на одной нитке подкрано-
вого пути) следует учитывать дополнитель-
ный момент от сопротивления ветра We
и сопротивления движению неприводных
колёс Wx
M=WxR-\-Wgt кгсм, C)
зависящий от ширины В рельсовой колеи,
обусловливающий перекосы крана относи-
тельно оси пути, создающий дополнительное
нагружение опорных металлоконструкций
и вызывающий появление дополнительных
горизонтальных усилий в ходовых тележках.
Механизмы передвижения оборудуются
электромагнитными тормозами. Кроме того,
порталам придаются рельсовые захваты или
другие типы противоугонных устройств, пре-
лятствующие угону кранов ураганным .ве-
тром (см. стр. 967).
Подводка электроэнергии к двигателям
крановых механизмов осуществляется с по-
мощью гибкого кабеля. В зависимости от
направления движения крана кабель либо на-
вивается на барабан, прикреплённый к опор-
ной ноге портала, либо сбегает с него (авто-
матическое вращение барабана при наматы-
вании кабеля достигается применением под-
весного противовеса или пружины). Для полу-
портальных кранов применяется также трол-
лейный токоподвод.
рующей цапфы осевыми нагрузками и дости-
гается назначением достаточно больших раз-
меров круга катания (опорного кольца).
При опирании платформы на опорное
кольцо из катков в пределах полной окруж-
ности для устойчивого равновесия необхо-
димо, чтобы равнодействующая R всех сил
проходила бы внутри ядра сечения этого
кольца на расстоянии z от оси вращения пово-
ротной части крана. Определение величин
расстояния z средне-
го диаметра Dcp опор-
ного кольца и макси-
мальной нагрузки
дг11а1С на опорный ка-
ток ведётся в этом
случае по уравне-
ниям A2), A3) и A4),
приведённым на стр.
906 — 907. Если же
поворотная платфор-
ма опирается на опор-
ное кольцо в преде-
лах неполной окруж-
ности (фиг. 2), то
условия устойчивого
равновесия опреде-
ляются аналогично
случаю опирания по-
воротной части крана на раздельно закре-
плённые опорные катки [уравнения (8), (9)
и A0) на стр. 906], считая, что ребро опро-
кидывания проходит через центр тяжести
дуги опорного кольца. Максимальная нагрузка
на опорный каток в последнем случае будет
равна
Rz-a , R
Фиг. 2. Расчётная схема
опорного кольца из катков
для поворотной платформы
портального или полупор-
тального крана при опира-
нии по неполному контуру.
ПОВОРОТНЫЕ ПЛАТФОРМЫ
И МЕХАНИЗМЫ ВРАЩЕНИЯ
Платформа поворотной части
портального или полупортального крана под-
держивается ходовыми катками, перемещаю-
щимися по рельсовому кольцу, закреплённому
на верхней горизонтальной раме опорной
крановой конструкции. Кольцо это выпол-
няется либо из нормальных железнодорожных
рельсов, либо из полосовой стали. В послед-
нем случае для предупреждения поперечного
скольжения и для обеспечения лучшего цен-
трирования ходовых катков ободы последних
выполняются коническими с углом наклона о
образующего конуса, определяемым из равен-
ства
D)
где d — диаметр катка и Rcp — средний ра-
диус рельсового кольца.
Поворотная платформа снабжается цен-
трирующей цапфой, укреплённой на портале
и воспринимающей боковые усилия *. Цапфа
изготовляется полой для пропуска кабеля, под-
водимого к кольцевому токоприёмнику пово-
ротной части.
Равновесие поворотной платформы обес-
печивается обычно без нагружения центри-
где 2 — число катков, размещённых в пре-
делах опорных дуг.
Механизм вращения поворотной
части крана монтируется на поворотной плат-
форме (фиг. 3) и состоит из двигателя 1,
эластичной муфты 2, тормоза 3 (электрома-
* См. также стр. 903.
Фиг. 3. Механизм вращения поворотной части крана.
гнитного с дополнительным ручным управле-
нием или ручного), редуктора 4, одной или
двух пар открытых цилиндрических передач
и конической зубчатой передачи 5 к верти-
кальному ведущему валу. На опорной кон-
ГЛ, XXVH]
СТРЕЛЫ (УКОСИНЫ) И МЕХАНИЗМЫ ИЗМЕНЕНИЯ ВЫЛЕТА
955
струкции (портале или полупортале) крана
устанавливается зубчатый или цевочный
венеЦ; (фиг. 4), с которым
сцепляется шестерня веду-
щего вала. При работе эта
шестерня обка-
тывается во-
круг неподвиж-
ного венца, осу-
ществляя вра-
щение поворот-
ной части кра-
на относитель-
но вертикаль-
ной оси. В ки-
нематической
схеме механиз-
ма вращения--
для защиты
его от случай-
ных перегру-
зок — обяза-
тельно преду-
сматривается наличие фрикционной муфты.
МЕХАНИЗМЫ ПОДЪЁМА ГРУЗА
Механизмы подъёма груза в портальных
я полупортальных кранах, монтируемые на
поворотных платформах, не имеют специфи-
ческих особенностей и выполняются приме-
нительно к обычным схемам однобарабанных
(фиг. 5) или двухбараСанных лебёдок.
При этом в лебёдках крюковых кранов
обычно предусматривается возможность сво-
бодного опускания груза, а сами лебёдки по-
мимо грузовых электромагнитных (нормально
замкнутых) тормозов снабжаются спускными
Фиг. 4. Неподвижный венец
и ведущая шестерня механизма
вращения.
Фиг. б. Механизм подъёма груза с однобарабанной лебёд-
кой.
(нормально разомкнутыми) тормозами, уста-
навливаемыми на промежуточном валу при-
вода или на валу грузового барабана, и цен-
тробежными тормозами, устанавливаемыми на
первом (ведущем) валу привода и автомати-
чески включающимися при превышении уста-
новленной скорости опускания.
СТРЕЛЫ (УКОСИНЫ) И МЕХАНИЗМЫ
ИЗМЕНЕНИЯ ВЫЛЕТА
Стрелы. Современные портальные и
полупортальные краны, как правило, имеют
уравновешенные качающиеся стрелы: пря-
мые со вспомогательными полиспастами или
шарнирно-сочленённые с поворотными кон-
солями (хоботами), соединёнными с каркасом
поворотной платформы, либо оттяжными ка-
натами (гибкой связью по фиг. 6), либо ме-
таллическими фермами (жёсткой связью).
Такие конструкции стрел обеспечивают
горизонтальное перемещение груза при из-
менении вылета, обусловливая повышение
производительности кранов, упрощая и облег-
чая работу крановщиков.
В кранах, имеющих прямые стрелы со
вспомогательными полиспастами, горизон-
тальное перемещение груза достигается при
изменении вылета соответствующим изме-
нением свободной длины грузового (подъём-
ного) каната с помощью вспомогательного
(компенсирующего) полиспаста, помещаемого
между барабаном подъёмного механизма и
концевым стреловым блоком. В кранах с шар-
нирно-сочленёнными стрелами горизонталь-
ное перемещение груза при изменении вы-
лета осуществляется соответствующим из-
менением положения хобота относительно
стрелы.
Краны со вспомогательными компенси-
рующими полиспастами имеют более простую
конструкцию стрелы, но характеризуются
повышенным износом подъёмного каната и
излишне большой длиной его свободного
конца, способствующей раскачиванию груза.
Наиболее просто решается эта схема для
случаев работы со штучными грузами отно-
сительно малого веса, подвешиваемыми на
одной ветви каната; в грейферных и крюко-
Фиг. 6. Шарнирно-со-
чделённая стрела с
гибкой связью.
вых кранах большой грузоподъёмности (с по-
лиспастным подвесом груза) конструктивное
выполнение этой схемы оказывается более
сложным. Краны с шарнирно-сочленёнными
стрелами свободны от указанных недостат-
ков, однако стрелы их подвергаются скру-
чиванию от сил инерции при вращении
вследствие подвешивания груза на шарнирной
консоли-хоботе и, следовательно, должны об-
ладчть повышенной жёсткостью конструкции.
Уравновешивание собственного веса
стрелы достигается применением подвижного
(обычно так называемого качающегося) про-
тивовеса, вылет которого изменяется в за-
висимости от изменения вылета стрелы.
956
ПОРТАЛЬНЫЕ КРАНЫ И ПЕРЕГРУЗОЧНЫЕ МОСТЫ
|РАЗЛ. IV
Противовес, прикреплённый непосред-
ственно к стреле (в кранах со вспомогатель-
ными компенсирующими полиспастами) или
соединяемый с ней при помощи рычагов
(в кранах с шарнирно-сочленёнными стре-
лами), располагается так, чтобы по возмож-
ности достигалось не только уравновешива-
ние стрелы, но и уравновешивание всей
позоротной части крана (в этом случае от-
падает необходимость в дополнительном про-
тивовесе, используемом для более равно-
мерного распределения давления на катки
опорно-позоротного устройства крана при
различных вылетах стрелы). Оба указанные
требования удовлетворяются соответствую-
щим выбором величин наименьшего и наи-
большего вылетов противовеса, причём по-
следняя величина ограничивается заданными
габаритами крана.
Основные параметры крановых стрел
должны выбираться из условия, чтобы при
изменении вылета в пределах от наиболь-
шего до наименьшего траектория переме-
щаемого груза в максимальной степени при-
ближалась бы к горизонтальной прямой.
С этой целью в кранах со вспомогатель-
ными компенсирующими полиспастами (фиг. 7)
x=Lcoscp
Фиг. 7. Расчётная схема для определения
параметров прямой качающейся стрелы
со вспомогательным компенсирующим
полиспастом.
грузовой канат, отводимый к барабану ле-
бёдки, огибает полиспастные блоки А и В.
При переходе стрелы из положения ОА
в положение ОА' концевой блок её откло-
няется кверху на величину Ah, а расстояние
между блоками вспомогательного полиспаста
сократится на величину А1=1— V. Для
числа полиспастных ветвей, равного г, сбли-
жение блоков повлечёт уменьшение длины
грузового каната в пределах полиспаста на
величину Al'Z = г (/ — 1Г) и соответствую-
щее опускание груза будет компенсировать
вертикальное смещение блока А. При обес-
печении равенства
Afz = z (I—lr) — Ah F)
груз будет перемещаться горизонтально. При
этом в расчётной практике с целью умень-
шения износа грузового каната при перека-
тывании по блокам А и В обычно ограничи-
вают число ветвей компенсирующего полис-
Если ср — переменный угол наклона стрелы
и S—полная длина грузового каната на
участке от барабана до грузового крюка
(остающаяся постоянной в процессе измене-
ния вылета), то при обозначениях по фиг. 7
у = LsincpH = L sincp— 5 + zl; (8)
y+S= L [sine?+
a I
где k = -j- и m=-j-.
L L
Горизонтальное перемещение груза при
изменении вылета стрелы предполагает со-
хранение постоянства величины у. Для со-
блюдения этого условия необходимо, чтобы
= sin ср
+ К1 + т2 —2 (к sin
= const.
A0)
По мере увеличения угла ср возрастает
значение sin ср. Таким образом, равенство A0)
будет оставаться справедливым при соответ-
У/L
0.6
0,4
02
О
0.2
90
0.
г
80
70
У
К-
4
6
/
>
0.1
0,28b
а
4
<] 'SO
^/_
/
\
ft
w
-у
\
N
'1
3№
/,
\
/о
U (р
Фиг. 8. Траектории груза при
изменении вылета в кранах со
вспомогательными компенси-
рующими полиспастами
(т = 0; г - 3).
паста значением
о
ствующем умень-
шении подкорен-
ного выражения,
достигаемом пра-
вильным выбором
параметров k и т.
и надлежащим
увеличением зна-
чения ft sin ср -Ь
4- wcos ср. Чем
большим прини-
мается величина
т, тем медленнее
увеличивается это
значение и тем
более снижается
выравнивающее
действие компен-
сирующего полис-
паста. Поэтому
следует прини-
мать т я 0, располагая ось полиспастных
блоков В возможно ближе к вертикали, про-
ходящей через ось вращения крановой
стрелы. На фиг. 8 показаны траектории пере-
мещения груза при z = 3 и т — 0 для трёх
различных значений k. Наименьшее откло-
нение от горизонтальной траектории пере-
мещения достигается при k = —j- = 0,285.
В кранах с шарнирно-сочленёнными стре-
лами, имеющими гибкую связь (оттяжку) по
фиг. 6, горизонтальное перемещение груза
при изменении вылета достигается поворо-
том шарнирной консоли (хобота) стрелы,
удерживаемой оттяжным канатом. Вспомога-
тельный компенсирующий полиспаст в этих
конструкциях отсутствует; грузовой канат
последовательно огибает концевой блок /
хобота (фиг. 9), блок 2 на оси качания (по-
ворота) хобота и направляется к барабану
лебёдки.
ГЛ. XXVII]
СТРЕЛЫ (УКОСИНЫ) И МЕХАНИЗМЫ ИЗМЕНЕНИЯ ВЫЛЕТА
957
Наибольший вылет /max = amax — d и наи-
меньший вылег /min = flmin — d определяются
в рассматриваемом случае двумя крайни-
-,» , ми положениями
- * гг.
U-
Фиг. 9. Расчётная схема для
определения параметров шар-
нирно-сочленённой стрелы с
гибкой связью.
Величина
стрелы — нижним
положением /, при
котором стрела Lc
и хобот Lx распо-
лагаются по одной
прямой, и верхним
положением //,
при котором хо-
бот располагает-
ся вертикально
(дальнейшее от-
клонение стрелы
вправо повлечёт
за собой сход
грузового каната
с концевого бло-
ка /).
соответствующая
Угла «max
крайнему верхнему положению стрелы, на-
ходится по уравнению
а.- 'та
min
а необходимая длина стрелы и хобота, обу-
словливающая горизонтальное перемещение
блока / на заданном уровне Но при измене-
нии вылета, определяется из соотношений
L
В
1 —
*min
М,
A3)
где
При этом для уменьшения явления скру-
чивания стрелы под действием горизонталь-
ных инерционных сил следует принимать
возможно меньшую длину хобота Lx. При
заданных ашах , ат-ш и Но уменьшение вели-
чины Lx достигается уменьшением /тах, сме-
щая горизонтальную ось вращения стрелы на
максимально допустимое расстояние от оси
вращения крана и соответственно увеличивая
угол а0 применительно к зависимости
Зная величины Lc и Lx, можно построить
кривую хобота, при которой обеспечивается
горизонтальное перемещение груза и форма
которой зависит от размеров стрелы и хобота,
от расположения точки крепления оттяжных
канатов на поворотной платформе и от на-
правления и точки приложения грузовых
канатов.
* Так как практически величина
Г *т n
V. 'max
Построение кривой хобота может произ-
водиться для двух случаев*:
1) когда направление грузовых канатов
совпадает с осью стрелы, а для горизонталь-
ного перемещения груза с изменением вылета
достаточно осуществить горизонтальное пе-
ремещение конца хобота, и
2) когда направление грузовых канатов
не совпадает с осью стрелы, а для горизон-
тального перемещения груза необходимо
осуществить горизонтальное перемещение
крюковой подвески.
В первом случае (фиг. 10) намечают
на чертеже ось вращения стрелы О и точку
закрепления оттяжки хобота Оз ', вычерчи-
вают в масштабе первоначальное положение
стрелы и хобота и, задаваясь угловой ско-
ростью вращения стрелы вокруг оси О,
/ у да, \-у0ттяжко
'- v ', хобота
\ / \
Фиг. 10. Построение кривой хобота шарнирно-
сочленённой стрелы с гибкой связью для слу-
чая, когда направление грузовых канатов
совпадает с осью стрелы.
изображают окружную скорость её вер-
хушки а вектором аа-^.
Если хобот соединён со стрелой, то
скорость его концевой точки с во время
вращения стрелы, численно равная скорости
Ос к
точки а, взятой в отношении -— , будет вы-
ражена вектором яй2> направленным перпен-
дикулярно к прямой Ос\ переносная скорость
точки с будет представлена вектором ааг,
а относительная скорость вращения точки с
A4) вокруг точки а будет представлена векто-
ром а\а2. Но на самом деле конец хобота
перемещается горизонтально, тогда как сам
хобот вращается относительно стрелы вокруг
точки а. Действительную скорость точки с
(вектор aas) и относительную скорость её
(вектор а2а$) определяют при этом, проводя
через начало и конец вектора аа2 до вза-
имного пересечения горизонтальную пря-
мую cN и прямую, перпендикулярную оси
хобота ас.
сравнению с единицей, то при пользовании уравнениями
A1), A2) и A3) ею обычно пренебрегают.
* Метод построения предложен инж. П. А. К у д р я в-
ц е в ы м.
958
ПОРТАЛЬНЫЕ КРАНЫ И ПЕРЕГРУЗОЧНЫЕ МОСТЫ
ГРАЗД. IV
Соединение оттяжкой точки с, хобота и
точки 03 на поворотной платформе крана
должно осуществляться так, чтобы, во-пер-
вых, скорость точки С\ равнялась бы отно-
сительной скорости точки с, взятой в отно-
шении расстояний -от точек с и С\ до оси
вращения а, чтобы, во-вторых, проекция
скорости точки 03 на направление оттяжки
равнялась бы проекции скорости точки Cj на
то же направление, и чтобы, в-третьих, на-
правление сО3 являлось бы касательной
к искомой кривой хобота. Точка С\, удовле-
творяющая указанным условиям, определяется
графическим построением и располагается
в месте пересечения прямой,проведённой из
оси вращения хобота а параллельно от-
резку 003, с дугой т—п, зачерченной радиу-
OJ
сом г=г1 = ас —— .
а2а3
Прямая, соединяющая точки С] и 03, соот-
ветствует направлению оттяжки для данного
положения стрелы.
Повторяя построение, получают направле-
ния оттяжки для нескольких последователь-
ных положений стрелы, а затем, изображая
это направление относительно положения
хобота, принятого за основание, вписывают
в них кривую, являющуюся кривой хобота.
Если при этом продолжить направление дей-
ствия силы веса перемещаемого груза, на-
правления оттяжки и оси стрелы, то при
правильном построении кривой все они дол-
жны пересечься в точке к, свидетельствуя,
что равнодействующая внешних сил прохо-
дит через ось вращения стрелы и что для из-
менения вылета (без учёта трения и веса
стрелы и хобота) не требуется никакого
усилия.
Во второмслучае (фиг. 11), зада-
ваясь угловой скоростью вращения стрелы
вокруг оси О и принимая условно, что хобот
жёстко прикреплён к стреле, определяют (как
и в первом случае) относительную и абсо-
лютную скорости концевой точки хобота с.
Грузовые канаты в рассматриваемом слу-
чае не параллельны оси стрелы. Поэтому по
мере изменения вылета будет происходить
перемещение их относительно хобота со ско-
ростью, разной скорости приближения точки а
к точке О2 и изображаемой вектором ааь, ко-
торый определяется опусканием перпендику-
ляра из конца вектора скорости верхушки
стрелы аал на направление грузовых кана-
тов. Эта же скорость является скоростью
отхода конца хобота от горизонтального на-
правления.
Скорость горизонтального перемещения
груза и относительная скорость вращения
концевой точки хобота с вокруг оси а опре-
деляются, как и в первом случае, но с учётом
скорости подъёма конца хобота. а2а4 = ааг-
Для этого из конца - вектора скорости а2чп
откладывается по вертикали книзу вектор
скорости а2а4 и из точки «4 проводится пря-
мая, перпендикулярная оси хобота, до пере-
сечения с горизонтальной прямой, проведён-
ной через начало вектора скорости аа2.
Тогда действительная относительнаяскорость
вращения точки с будет представлена отрез-
ком ща5, а горизонтальная скорость переме-
щения груза выразится отрезком аа5. Далее,
подобно предыдущему случаю, отыскивается
точка съ которая соединяется с точкой 03
прямой, являющейся направлением оттяжки.
Кривая, вписанная в семейство касательных,
найденных аналогичными построениями для
различных положений стрелы, явится искомой
кривой хобота.
Если затем определить направление рав-
нодействуюгаей натяжения грузовых кана-
# тов Ra, продолжить ось
стрелы до пересечения
с направлением этой
равнодействующей в
точке k и соединить
точку k с точкой 03.
Ь03
а4а5
Фиг. 11. Построение кривой хобота шарнирно-
сочленённой стрелы с гибкой связью для случая,
когда направление грузовых канатов не совпадает
с осью стрелы.
то при Правильном построении прямая kO3
должна быть касательной к кривой хобота
(при этом равнодействующая всех внешних
сил, приложенных к стреле, пройдёт через
ось вращения О, удовлетворяя необходимому
условию горизонтального перемещения груза).
В кранах с шарнирно-сочленёнными стре-
лами, имеющими жёсткую связь, кинемати-
ческие схемы стрел отличаются от ранее
рассмотренных тем, что все звенья шарнир-
ного четырёхугольника в них жёсткие и
имеют постоянную длину, а концевая точка
хобота при изменении вылета перемещается
по лемнискате (фиг. 12, а).
Размеры звеньев должны подбираться так,
чтобы в двух крайних положениях стрелы
(правом крайнем, соответствующем горизон-
тальному положению хобота; и левом край-
нем, соответствующем вертикальному поло-
жению хобота) высота концевого блока оста-
валась одинаковой.
Если известны (применительно к заданным
габаритным размерам крана) максимальный
вылет /тах, соответствующий ему угол на-
клона стрелы а0 и уровень горизонтального
перемещения концевого блока Яо, то длина
головной части хобота Lx и длина стрелы Lc
определяются из уравнений
Л
COS Qq
=//о csc ct0 м. A6)
ГЛ. XXVII]
СТРЕЛЫ (УКОСИНЫ) И МЕХАНИЗМЫ ИЗМЕНЕНИЯ ВЫЛЕТА
959
Подобным же образом по заданным кон-
структивным размерам тип могут быть
определены размеры жёсткой тяги с (фиг. 12,6)
и хвостовой части хобота а (фиг. 12, в):
с= Ym* -4- (Lr - nV* м\ A7)
-Y&-{Lc-Lx-np м.
A8)
Геометрические размеры стрелы, найден-
ные по уравнениям A5), A6), A7) и A8),
обеспечивают соблюдение заданной высоты
уровня горизонтального перемещения конце-
вого блока Но только в крайних положениях
её (при углах наклона а0 и «тзх~85°). Для
проверки промежуточных положений блока
и отклонений его от горизонтального пути
должно быть выполнено графическое построе-
ние траектории его движения.
Так же как в кранах с шарнирно-сочле-
нёнными стрелами, имеющими гибкую связь,
величину Lx в рассматриваемых кранах сле-
дует назначать возможно меньшей, уменьшая
с этой целью вылет /та1 я по возможности
увеличивая расстояние между осью вращения
—| Траектория
I /почки 1
В механизмах первой группы (фиг. 13)
стрела, вращающаяся относительно оси О,
тягой 7 шарнирно соединена с гайкой 2, ко-
торая перемещается вдоль направляющих У
и в" по винту 4, приводимому
во вращение зубчатой парой 5-
Фиг. 13. Механизм изменения вылета с винтом и гайкой.
Если пренебречь трением в шарнирах, то
усилие в тяге J, передаваемое на гайку 2,
определится из условия равенства моментов
всех сил, действующих на стрелу относи-
тельно точки О: - -
A9)
Усилие это может быть разложено на две
составляющие: Psiny, действующую по оси
винта, и Pcosy, направленную перпендику-
лярно к первой и создающую нормальное
давление гайки на направляющие.
^Сила трения, возникающая при движении
гайки вниз по винту (при подъёме стрелы),
равна
/?=fxPcoscp кг, B0)
где ц — коэфициент трения скольжения.
Осевое усилие, действующее вдоль винта,
будет равно
PQ = P (sin <p -f- fA cos <?) кг. B1)
Крутящий момент винта, необходимый для
преодоления сопротивления в резьбе гайки,
находится из уравнения
Фиг. 12. Расчётные схемы для определения
параметров шарнирно-сочленённой стрелы
с жёсткой связью.
стрелы и осью вращения поворотной части
крана. •
Механизмы изменения вылета
в портальных и полупортальных кранах вы-
полняются либо в виде жёсткой кинематиче-
ской системы с винтом и гайкой, либо в виде
такой же жёсткой кинематической системы
с зубчатым сектором *.
* В портальных и полупортал! ных кранах с прямыми
стрелами применяются также механизмы изменения вы-
лета, аналогичные имеющимся в передвижных стреловых
кранах .
-cos <P) ~2
B2)
где а — угол наклона винтовой линии резьбы;
р —угол трения в резьбе; d — средний диа-
метр резьбы.
Момент, необходимый для преодоления
трения в пяте винта (при коэфициенте тре-
ния в пяте (л и обозначениях по фиг. 13), ра-
вен
Мп — -J- (sin <f -f- [i cos <?)-
кгсм. B3)
960
ПОРТАЛЬНЫЕ КРАНЫ И ПЕРЕГРУЗОЧНЫЕ МОСТЫ
[РАЗД. IV
Полный крутящий момент для вращения
винта составит
Мо = P(sin? + fi cos <f) Hg (« + P) y +
а угловая скорость сектора составит
кгсм
B4)
и крутящий момент двигателя (с учётом
к. п. д. и передаточного числа привода /)
QL + GI
М =
(Sin ? + fA COS <p) I tg (a + p) —
-f
d\-d\
dt-2
кгсм.
B5)
Величина М не остаётся постоянной для
различных положений стрелы; наибольшее
значение её обычно соответствует макси-
мальному вылету.
В механизмах второй группы (фиг. 14),
более распространённых, чем механизмы
с винтом и гайкой, изменение вылета стрелы /,
вращающейся относительно оси О, дости-
гается с помощью шарнирной тяги 2, скре-
плённой с зубчатым сектором 3, который
в свою очередь соединён с качающимся про-
тивовесом 4, уравновешивающим вес стрелы.
Вращение сектора передаётся вертикальным
валом 5 с помощью конической зубчатой
пары 6 и цилиндрических шестерён 7.
Усилие в тяге 2, соединяющей стрелу
с зубчатым сектором, равно
u = M± = Gclc + Grlx±-Psh?
а а > \ /
где Мд — момент от сил веса стрелы Gc,
веса хобота Gx и равнодействующей давле-
ния ветра Рс относительно оси вращения
стрелы *.
Усилие, действующее в тяге 8,
z. — ип--^— кг, \it)
где Gn — вес противовеса.
Момент, возникающий на зубчатом сек-
торе от действия сил U и Z, находится из
уравнения
Мо = МА — — Gn — кгсм. B8)
По максимальной величине Мо, определяе-
мой сравнительными подсчётами для различ-
ных положений стрелы, по величине угловой
скорости ш зубчатого сектора и к. п. д. при-
вода определяются затем мощности двига-
теля.
Определение величины <*> ведётся при
этом по заданной средней скорости vcp изме-
нения вылета. Если /тах и /rajn — наибольший
и наименьший вылеты, а атах и Яц,^ — соот-
ветствующие им углы наклона стрелы, то
время изменения вылета будет равно
, 'шах 'min
V
сек.,
B9)
* В случаях, когда в кинематической схеме стрелы не
предусмотрено строго горизонтальное перемещение груза,
необходимо при определении момента Жд учитывать до-
полнительный момент от груза Q-
C0)
где 9 — угол поворота сектора при измене-
нии вылета от наименьшего до наибольшего.
6 8
Фиг. 14. Механизм изменения вылета с зубчатым сектором.
Передаточное число привода при угловой
скорости двигателя шд (щ) определится рав-
ным
— = —, C1)
где я0 — число оборотов в минуту, соответ-
ствующее УГЛОВОЙ СКОрОСТИ O)j.
Характеристика выполненных портальных
кранов приведена в табл. 1.
ГЛ. XXVII]
ОБЩИЕ СВЕДЕНИЯ
961
Таблица 1
Характеристика некоторых выполненных отечественных и заграничных портальных кранов
(буквенные обозначения по фиг. 1)
Основные параметры
Грузоподъёмность в т
Грузозахватные приспособления:,
Вылет стрелы в м
Высота подъёма
груза в м
минимальный Lm\n
максимальный L
от головки
рельса
полная *
max • • ¦ •
подкранового
Скорость подъёма груза в м!мин
Скорость вращения в об^мин
Скорость изменения вылета в м/ман
Скорость передвижения в м/мин
механизма подъёма. . . .
механизма вращения . . .
механизма изменения вы-
лета
механизма передвижения
Мощность двигателей
в л. с.
Высота портала Н в м
Ширина колеи портала Вам
База портала b в м
Число железнодорожных путей, перекрываемых
порталом
Число ходовых катков портала
Максимальное давление на каток в т . . • • . . .
| портала
Вес в /и } поворотной части крана .
крана в сборе
Изготовитель
Завод им. Кирова
(Ленинград)
Бабкок
и Вилькокс
(Англия)
3,°
6,о
крюк
б,о
17.о
1-8,75
35.°
6о,о
2,О
4°,°
3°.°
4°>°
7.5
4,о
19,о
7.63
11,78
5.2
2
12
ю,з
38,6
42,°
8о
6,о
17,О
'7,53
35.о
3°.°
1.5
4°>°
Зо,о
4<э,о
12,0
5,5
19,о
6,9
6,5
5.а
i
12
12,3
38,7
58,2
97.9
7.5
15.°
крюк или
грейфер
7.о
22,О
17.9
28,0
39,о
1,5
4о.о
Зб,о
65X32
12,0
5,5
39.о
7.44
ю,5
5,5
2
16
ю,5
34,1
6Q.I
юз
7.5
20,0
18,3
3°,°
6о,о
1.57
6о,о
З6.°
2Xl°0,0
32,0
7,5
39.°
7.54
11,0
6,0
2
16
16,0
54,2
100,6
155
З.о
кр
5,8
19,8
21,34
3°.48
6i,o
1,25
58,0
15.2
45.O
7,5
З.о
2X7,5
10,36
6,0
5.49
1
8
16,0
32>3
3°>4
77
15.
7.5
22,0
3,
43.6
8,о
3°.°
44,7
22,4
7,5
44,7
7,о
до,о
12,19
16
22,4
Вашингтон
(США)
грейфер
22, 4°
37,о
6l,O
2,О
56to
55,0
2X22,4
11,2
3,7
2X7,5
984
">.5
7,4
8
ДО 2О,О
75,°
* Полная высота подъёма определяется как сумма высоты подъёма над уровнем головки подкранового рельса
и глубины спускания ниже уровня головки рельса.
ПЕРЕГРУЗОЧНЫЕ МОСТЫ
ОБЩИЕ СВЕДЕНИЯ
Перегрузочными мостами или мостовыми
перегружателями (фиг. 15 и 16) называют кра-
нозые сооружения, предназначенные для ра-
боты по перезалке массовых грузов при обслу-
живании рудных дворов металлургических
заводов, топливных складов электростанций,
—ют-
рыми назначается обычно не меньшим 25—
30 м и достигает иногда 150—170 м; фермы
несут грузовую тележку или подвижной по-
воротный стреловой кран. В случае необхо-
димости для повышения производительности
и уменьшения пробегов тележки и кранов
в перегрузочных мостах больших пролётов
на фермах пролётного строения монтируются
к
Фиг. 15. Схема перегрузочного моста с поворотным стреловым краном.
складочных площадей морских и речных
портоз и т. п.
Каждый перегрузочный мост состоит из
горизонтальных мостовых ферм (пролётного
строения), опирающихся на две опоры —
жёсткую и гибкую, расстояние между кото-
61 Том 9
ленточные конвейеры (фиг. 15). Кроме того,
перегрузочным мостам могут придаваться
бункерные и дозировочные устройства для
отгрузки груза в подвижной состав желез-
ных дорог, в трюмы судов, на внутрисклад-
ские транспортирующие установки и т.д.
962
ПОРТАЛЬНЫЕ КРАНЫ И ПЕРЕГРУЗОЧНЫЕ МОСТЫ
1РАЗД. IV
По форме металлоконструкций перегру-
зочные мосты подразделяются на бесконсоль-
ные н на одно- и двухконсольные — с не-
подъёмными консолями (фиг. 15 и 16) или
с подъёмной консолью, отклоняющейся кверху
для пропуска судов у причальных линий
(фиг. 17). По типу подъёмного оборудования
различают перегрузочные мосты с нормаль-
ными грузовыми тележками, перемещающи-
мися по верхнему или нижнему поясам мо-
Фиг. 16. Схема перегрузочного моста с грейферной тележкой, снабжённой
поворотной стрелой.
производительность их, достигающая несколь-
ких сотен тонн в час, обусловливается соот-
ветственно большими скоростями подъёма
груза и передвижения грузовых тележек или
поворотных кранов.
МЕТАЛЛОКОНСТРУКЦИИ
Пролётное строение перегрузочных мостов
выполняется обычно в виде решётчатых ферм,
опирающихся на подвижные
опоры.
В бесконсольных мостах в
мостах с консолями малой
длины фермы имеют параллель-
ное расположение поясов,
обусловливающее простоту и
стандартность изготовления.
Высота главных ферм назна-
чается при этом в пределах
от Vio Д° Vis пролёта, а шири-
на— в пределах от Vi2 Д° Vie
пролёта (если ширина колеи,
по которой вдоль ферм пере-
стовых ферм (фиг. 17), с грузовыми тележками,
имеющими поворотные стрелы (фиг. 16), с мо-
норельсовыми тележками, движущимися по
замкнутому под-
весному пути, и с
поворотными стре-
ловыми кранами
(фиг. 15). По типу
мещаются грузовые тележки или поворотные
краны, не предопределяет соответственного
изменения указанных соотношений). В мостах
с жёсткими консолями большой длины вы-
сота ферм над опорами со стороны консолей
иногда увеличивается до ~*/5 вылета послед-
них, самим же консолям для экономии веса
придаётся усечённая форма. В перегрузочных
мостах, обслуживающих причальные линии
Фиг. 17. Схема перегрузочного моста
с подъёмной консолью.
грузозахватных приспособлений различают
перегрузочные мосты, снабжённые грейфе-
рами, и перегрузочные мосты, оборудован-
ные специальными захватами для подъёма и
перемещения стандартных длинномерных гру-
зов (прокатного металла, лесоматериалов
и пр.). По роду привода перегрузочные мосты
подразделяются на имеющие электропривод
и на снабжённые паровыми двигателями или
двигателями внутреннего сгорания (в исклю-
чительных случаях — при наличии поворот-
ных стреловых кранов и при затруднениях
в получении электроэнергии).
Грузоподъёмность перегрузочных мостов*
обычно не превышает 20—30 тп и большая
в портах, надводные консоли выполняются
подъёмными, шарнирно скреплёнными с
нижними или верхними поясами
главных мостовых ферм. Наибо-
* Конструктивно близкими к перегрузочным мостам
являются козловые краны. Они также состоят из гори-
зонтального пролётного строения, опирающегося на две
опоры и имеющего грузовые тележки, но в отличие от
перегрузочных мостов предназначаются преимущественно
для производства погрузочно-разгрузочных работ с тяжело-
весными штучными грузами, характеризуясь большими
грузоподъёмностями (до 150 тп) и относительно малыми
скоростями подъёма груза D—10 м/мин) и передвижения
грузовых тележек C0—40 м/мин). Пролёты мостов козло-
вых кранов назначаются в пределах до 25—30 м, а высота
подъёма груза обычно не превышает 4—10 м, лишь
в исключительных случаях достигая 15—16 м.
Фиг. 18. Схема установки пролётного строения г косо
устанавливающихся перегрузочных мостах.
ГЛ. XXVII]
МЕХАНИЗМЫ ПЕРЕДВИЖЕНИЯ МОСТОВ
963
лее частое соотношение между полной
длиной мостовых ферм Ьобщ и пролётом L
в выполненных конструкциях определяется
величинами: для одноконсольных мостов
Lo6tn~l>4i; для Двухконсольных — Lo6ui^ 1,6/..
Опоры пролётного строения перегрузоч-
ных мостов подразделяются на жёсткие и гиб-
кие. Жёсткие опоры представляют собой про-
странственные конструкции, соединяемые
с мостовыми фермами при помощи жёстких
узлов, или вертикальными шарнирами. Гибкие
опоры изготовляются в виде плоских ферм
и соединяются с главными фермами моста с
помощью шарниров. Шарнирное соединение
обусловливает статическую определимость
системы и компенсирует температурные де-
формации моста.
В отдельных случаях,например при необхо-
димости одновременной разгрузки смежных
судовых трюмов, применяются специальные
конструкции (так называемые косо устанавли-
вающиеся перегрузочные мосты по фиг. 18),
в которых при перемещении гибких опор
мостовые фермы поворачиваются относи-
тельно вертикальных шарниров на жёстких
опорах, отклоняясь в плане под углом 10—15°
в обе стороны от своего нормального поло-
жения. Подробнее о металлоконструкциях
перегрузочных мостов см. главу «Металло-
конструкции грузоподъёмных машин".
МЕХАНИЗМЫ ПЕРЕДВИЖЕНИЯ МОСТОВ
Передвижение перегрузочных мостов
должно осуществляться с обеспечением рав-
ных скоростей движения обеих опор. Опе-
режение или отставание одной из них обу
словливает перекос пролётного строения,
появление дополнительных напряжений в эле-
ментах металлоконструкций, увеличение со-
противлений движению и как следствие воз-
можность аварий. Таким образом, соблюде-
ние строгой синхронности передвижения
опор является основным обязательным усло-
вием проектирования механизмов передви-
жения, выполняемых применительно к двум
основным схемам: с жёстким механическим
валом и с так называемым электрическим
валом.
По первой схеме (фиг. 19) вращение от
электродвигателя передаётся ведущим колё-
4 /. г з
-ИИ-
Фиг. 19. Схема механизма передвижения перегрузочного
моста с одномоторным (центральным) приводом: / — элек-
тродвигатель; 2 — тормоз; 3 — редуктор; 4 и 5 — транс-
миссионные валы; 6 — ходовые колёса.
сам ходовых тележек опор при помощи го-
ризонтального и вертикальных валов, соеди-
няющихся между собой системой конических
передач. При этом двигатель устанавливается
на ферме моста так, чтобы сводилась к ми-
нимуму разность углов закручивания правой
и левой половин горизонтального приводного
вала для различных возможных величин пере-
даваемых ими крутящих моментов МА пМв.
Будучи пропорциональными тяговым уси-
лиям UAu UB, необходимым для преодоления
сопротивления движению опор А и В, мо-
менты МА и Мв не остаются постоянными.
Значение их изменяется от минимума до ма-
ксимума применительно к соответствующим
величинам UA и UB, изменяющимся в зави-
симости от положения грузовой тележки или
поворотного крана на фермах моста, поло-
жения подъёмной консоли моста и давления
ветра на грузовую тележку (кран) и мост.
По наибольшим значениям МА и Мв, соот-
ветствующим UAmax и UBmax, ведётся расчёт
зубчатых передач привода в механизме пере-
движения для каждой из опор.
Вертикальный приводной вал, размещае-
мый на гибкой опоре, должен следовать за
её упругими деформациями. С этой целью
пересечение осей вертикального и горизон-
тального валов располагается по оси верхнего
шарнира гибкой опоры; если же это условие
Фиг. 20. Схема механизма передвижения перегрузочного
моста с раздельными приводами и системой уравнитель-
ных валов: / — электродвигатель; 2 — тормоза; 3 — редук-
торы; 4 и 5 — уравнительные валы; 6 — ходовые колёса.
оказывается невыполнимым, то вертикаль-
ному валу придаётся пространственный шар-
нир, снабжённый муфтой, допускающей осе-
вое смещение.
Такой центральный привод, надёжно ра-
ботающий в перегрузочных мостах малых
пролётов, не применяется в мостах большой
длины, так как тяжёлый горизонтальный вал,
рассчитываемый на передачу полной мощ-
ности и имеющий большое поперечное сече-
ние, тяжёлый редуктор и двигатель значи-
тельно увеличивают нагрузку на пролётное
строение. Обычно в мостах с большими про-
лётами используются раздельные приводы для
каждой из опор. Обеспечение одинаковой
угловой скорости двигателей, установленных
на опорах (фиг. 20), достигается в этих слу-
чаях применением системы вертикальных и
горизонтальных валов и шестерён. Имея на-
значением только выравнивание угловых
скоростей двигателей, валы и шестерни рас-
считываются при этом лишь на возможную
разность вращающих моментов при различных
сопротивлениях на опорах. Если NAs=sNa —
мощности двигателей раздельных приводов,
а ^Ашах и Л/Вшах — наибольшие мощности.
964
ПОРТАЛЬНЫЕ КРАНЫ И ПЕРЕГРУЗОЧНЫЕ МОСТЫ
[РАЗД. IV
затрачиваемые для передвижения опор А и В,
и определены по наибольшим тяговым уси-
лиям UAmax и 6^тах,то через систему урав-
нительных валов будет передаваться мощ-
ность
rfNA C2а)
или
C26)
расходуемая дополнительно в приводе отстаю-
щей опоры. Так же как и при использовании
центрального привода, в рассматриваемом
случае разделённого привода невозможно вы»
равнивание опор на ходу при перекосе моста.
По второй схеме (с так называемым элек-
трическим валом) синхронность вращения
двигателей разделённых приводов достигается
осуществлением электрической связи. Такая
связь имеет определённые преимущества пе-
ред упоминавшимися схемами механической
синхронизации, в которых для устранения
перекосов (например, при пробуксовывании
ходовых колёс одной из опор) приходится
отключать опережающую опору от трансмис-
сионных или уравнительных систем. В то же
время при оценке системы электрического
вала следует учитывать, что система эта
сложна и дорога и не обеспечивает преду-
преждения перекосов, возникающих в про-
цессе торможения (особенно для случаев не-
симметричного расположения перемещаемого
груза относительно оси подкранового пути),
когда электрический вал выключается и вы-
равнивающее действие его оказывается не-
возможным.
Каждая опора перегрузочного моста уста-
навливается на ходовых тележках, пере-
мещающихся по однониточным (однорельсо-
вым), двухниточным (двухрельсовым) или
четырёхниточным (четырёхрельсовым) путям,
и только в специальных конструкциях пере-
грузочных мостов, обслуживающих склады
секторной или круглой формы в плане, одна
из опор выполняется неподвижной, а другая
перемещается по круговому рельсовому пути.
Допускаемое давление на одно ходовое колесо
обычно не превышает 25—35 т. Общее коли-
чество колёс для одной опоры при переме-
щении по однониточному пути, как правило,
Фиг. 21. Схема ходовых тележек опоры перегрузочного
моста при движении по однониточному пути.
не назначается большим четырёх. При боль-
шем количестве колёс применяется размеще-
ние их на двух- или четырёхниточком пути.
В первом случае колёса попарно объединяются
в тележки, соединяемые системой баланси-
ров (фиг. 21). Во втором случае колёса
объединяются в четырёхколёсные балансир-
ные тележки с шаровыми шарнирами, обеспе-
чивающими равномерное распределение на-
грузки (фиг. 22).
Необходимое количество ходовых колёс
для каждой опоры выбирается по наибольшему
давлению, передаваемому на опору от веса
моста и грузовой тележки (крана), от инер-
ционных сил и силы ветра (при расчёте при-
нимается, что тележка смещена в крайнее
положение, а подъёмная консоль моста откло-
нена кверху). Число приводных (ведущих)
колёс обычно принимается равным половине
общего количества их; при этом для преду-
Фиг. 22. Схема ходовых тележек опоры перегрузочного
моста при движении по двухниточному пути.
преждения пробуксования обязательно удо-
влетворение неравенств
C3а)
C36)
где RA и #5 —давления, передаваемые
на приводные колёса; (лх — коэфициент
сцепления колеса с рельсом, а иДтаха
мВтах — наибольшие значения тяговых уси-
лий, необходимых для передвижения опор А
и В.
Мощность двигателей для механизмов
передвижения перегрузочных мостов опре-
деляется так же, как и для механизмов пере-
движения мостовых кранов, но с обязатель-
ным учётом действия ветровой нагрузки.
Величина коэфициента С, учитывающего воз-
можные перекосы, трение в ребордах колёс,
неровности и засоренность подкранового
пути, принимается в этих расчётах равной
1,6 для случаев применения подшипников
скользящего трения и равной 3,2 для случаев
использования подшипников качения.
МЕХАНИЗМЫ ПОДЪЁМА КОНСОЛЕЙ
Перегрузочным мостам с подъёмными кон-
солями придаются специальные механизмы
для их подъёма. Каждый такой механизм со-
ставляется обычно из полиспастов с уравни-
тельными блоками и двухбарабанной лебёдки,
помещаемой на фермах моста. При горизон-
тальном (рабочем) положении консоль под-
держивается тягами, разгружающими поли-
спасты. По мере подъёма консоли тяги скла-
дываются, поворачиваясь относительно осей
концевых и средних шарниров. В крайнем
верхнем положении (также с целью разгрузки
полиспастов) консоль может удерживаться
ГЛ. XXVII)
ПОВОРОТНЫЕ КРАНЫ И ГРУЗОВЫЕ ТЕЛЕЖКИ
965
автоматически действующими захватами (крю-
ками). Для сохранения относительного по-
стоянства крутящего момента навалу бараба-
нов лебёдки при изменении величины натяже-
ния канатов полиспастов в процессе подъёма
или опускания консоли барабанам иногда
придаётся коническая форма. Меньший радиус
конического барабана г, назначается по кон-
структивным соображениям; больший ра-
диус г2 находится из соотношения
где S
наибольшее натяжение каната,
соответствующее крайнему нижнему по-
ложению консоли, и Smin— наименьшее
натяжение каната, соответствующее край-
нему верхнему положению консоли. Длина
образующей конуса барабана определяется
равенством
l=—L—s= /^-г*. C5)
/ЪГср 71 (Г! -4- Г2)
где L — длина каната, навиваемого на бара-
бан; гср — средний радиус барабана; s—шаг-
нарезных канавок для укладки каната на ба-
рабане; Мп — величина сближения концевых
блоков полиспаста при подъёме консоли из
крайнего нижнего в крайнее верхнее положе-
ние и п — кратность полиспаста
Расчёт механизмов подъёма консолей ве-
дётся аналогично расчёту механизмов изме-
нения вылета крановых стрел (см. стр. 955).
ПОВОРОТНЫЕ КРАНЫ И ГРУЗОВЫЕ
ТЕЛЕЖКИ
Перегрузочные мосты снабжаются пово-
ротными стреловыми кранами или грузовыми
тележками.
Поворотные стреловые краны
с грейферами или электромагнитами, пере-
мещающиеся по верхним поясам пролётного
ными необходимостью обеспечения большей
производительности при соответственно боль-
ших высотах подъёма и длинах перемещения.
Преимущественное применение в выпол-
ненных конструкциях перегрузочных мостов
получили грузовые тележки — магнитные
(фиг. 23) и грейферные (фиг. 24), передвигаю-
щиеся обычно по нижним поясам главных
ферм. Они обладают меньшим весом, чем
поворотные стреловые краны, и допускают,
таким образом, возможность снижения веса
металлоконструкций мостов; кроме того, отно-
сительно малая (по сравнению с кранами) га-
баритная высота их определяет повышение
устойчивости мостов при действии ветра.
Реже применяются грузовые тележки с по-
воротными стрелами (фиг. 25), которые со-
храняют достоинства поворотных кранов
(обслуживание больших площадей без пере-
движек мостов), выгодно отличаются от них
меньшими потерями времени на операции
подъёма груза (так как при горизонтальном
перемещении отпадает необходимость пере-
дачи груза над пролётным строением моста),
но, однако, обусловливают утяжеление ме-
таллоконструкций мостов.
Кинематические схемы нормальных грузо-
вых тележек перегрузочных мостов анало-
гичны кинематическим схемам грузовых теле-
жек мостовых кранов. Однако большие ско-
рости движения (до 300—32) м[мин) вызы-
вают необходимость некоторых конструктив-
ных изменений в них. Так, для смягчения ди-
намических ударов оси ходовых колёс теле-
жек при скоростях движения свыше 150 м[мин
обычно подрессориваются при помощи оди-
ночных или спаренных цилиндрических пру-
жин, а для обеспечения максимальной силы
сцепления все ходовые колёса, как правило,
выполняются приводными. Так как подрессо-
ривание приводных осей предполагает воз-
можность перемещения их относительно теле-
жечной рамы, то с целью сохранения пра-
Фиг. 23. Грузовая тележка перегрузочного места с магнктом.
строения мостов, аналогичны по конструк-
ции передвижным стреловым кранам на желез-
нодорожном ходу (см. главу „Передвижные
стреловые краны" стр. 917), но отличаются
от них большими скоростями подъёма груза
(до 50 м/мин), вращения (до 2,5 об/мин) и
передвижения (до 100 м[мин), обусловлен-
вильного зацепления в передачах механизма
передвижения последний устанавливается на
поворотной платформе; эта платформа имеет
три точки опоры (две на оси колёс и одну на
раме тележки) и допускает поворачивание на
некоторый угол относительно оси без нару-
шения правильности зацепления.
$66
ПОРТАЛЬНЫЕ КРАНЫ И ПЕРЕГРУЗОЧНЫЕ МОСТЫ
[РАЗД. IV
Грузовые тележки с поворот-
ными стрелами представляют собой по-
движные поворотные краны с постоянным
вылетом стрел 3—б м, выполненные по типу
кранов на колоннах или кранов на поворотных
Скорость вращения поворотных стрел теле-
жек достигает 3 об/мин.
Управление механизмами грузовой тележки
и механизмами передвижения моста сосре-
доточивается в кабине машиниста, подвеши-
Фиг. 24. Грузовая тележка перегрузочного моста с грей-
фером.
платформах (см. главу „Поворотные краны"
стр. 881). В тележках первого типа механизмы
подъёма груза и вращения стрелы разме-
щаются на поворотной раме, подвешенной на
центральной колонне, а колонна скрепляется
ваемой к тележечной раме или сцепляемой
с рамой и перемещающейся на отдельных
ходовых колёсах.
Большие скорости движения грузовых те-
лежек определяют повышенные требо-
У
1
й-
/
\
—
-
L
i
Фиг. 25. Грузовая тележка перегрузочного моста с пово-
ротной стрелой.
L
с рамой ходовой тележки, несущей механизм
передвижения. В тележках второго типа по-
воротная рама с механизмами подъёма и вра-
щения опирается катками на круговой рельс, амортизирующие устройства (буфера) —
установленный на раме ходовой тележки. пружинные, гидравлические, пружинно-фрик-
вания к безопасности их работы. С этой
целью на тележках или концевых уча-
стках мостов размещаются специальные
ГЛ. XXVII]
ПРОТИВОУГОННЫЕ УСТРОЙСТВА
967
ционные или фрикционно-гидравлические,
способные поглощать энергию движущихся
масс тележек и груза. Пружинные буфера,
относительно простые по конструкции, харак-
терны непостоянным сопротивлением движе-
нию—минимальным в начальный период удара
и максимальным в его конечный период. По-
этому поглощение ими энергии удара оказы-
вается вдвое меньшим, чем при постоянном
сопротивлении на полной длине пути замедле-
ния движения тележки. Более совершенны
в этом отношении гидравлические буфера,
в которых амортизирующим элементом
является жидкость, перетекающая под давле-
нием из одной полости рабочего цилиндра
в другую (по канавкам в стенках цилиндра)
при перемещении поршня. Правильный под-
бор сечений канавок обеспечивает почти пол-
ное постоянство сопротивления движению на
всей длине хода поршня. В некоторых кон-
струкциях буферов для поглощения энергии
движущихся масс дополнительно используется
работа сил трения специальных фрикционных
устройств.
Скорость движения грузовой тележки или
поворотного крана перегрузочного моста на
заданной длине перемещения L$, выбираемая
из условия недопустимости пробуксовывания
приводных колёс, может быть определена
по уравнению
vd = @,5-1-0,6)
C6)
где jo — максимально возможное уско-
рение (замедление), принимаемое равным
0,4ле/се/с2 для случая, когда приводные колёса
тележки (крана) составляют половину общего
числа ходовых колёс, и равным 1,1 Mjcen2 для
случая, когда все ходовые колёса являются
приводными.
Максимальная скорость подъёма груза
определяется равной
м/сек,
C7)
где Н — высота подъёма груза и Ja «
:s 1,0 л/сек2 — наибольшее допускаемое уско-
рение.
Практически в грейферных тележках и
грейферных кранах перегрузочных мостов
для уменьшения динамических нагрузок на
грейфер и для предупреждения излишне боль-
шого дробления перегружаемого груза ско-
рость подъёма ограничивают 50—70 At;мин.
ПРОТИВОУГОННЫЕ УСТРОЙСТВА
Перегрузочные мосты обладают большими
подветренными площадями и сила давления
ветра на них достигает иногда настолько
больших величин, что трение между затор-
можёнными колёсами ходовых тележек и
подкрановыми рельсами оказывается недоста-
точным для предупреждения сдвига и угона
их ветром.
Наибольшее давление ветра (так называе-
мая ветровая нагрузка нерабочего состояния
перегрузочного моста) достигает дтах = 240—
275 кг/М*. Между тем при давлении q$>20 кг/м*
работа перегрузочных мостов становится за-
труднительной, а при давлении g>40-^-5U kzjm*
(при так называемой наибольшей рабочей
ветровой нагрузке) работа эта перестаёт быть
безопасной. Поэтому для предупреждения
аварий перегрузочные мосты снабжаются пре-
дохранительными противоугонными устрой-
ствами, обычно сблокированными с механиз-
мами передвижения.
Из многочисленных конструкций противо-
угонных устройств преимущественное рас-
пространение получили рельсовые захваты
по фиг. 26. Каждый такой захват состоит из
Фиг. 26. Клещевой противоугонный рельсовый захват
с опускным клином.
двух рычагов / с губками 2, размыкающей
пружины 3 и замыкающего клина 4, прикре-
ялённого к канату 5, который навивается на
барабан лебёдки. При передвижении моста,
когда клин 4 занимает крайнее верхнее поло-
жение, пружина 3, сжимаясь, отводит губки
рычагов 1 от подкранового рельса. При оста-
новке моста и включении лебёдки на спуск,
когда канат 5 начинает сбегать с барабана,
опускающийся клин 4 преодолевает действие
пружины 3 и поворачивает рычаги 1 вокруг
осей вращения 0, заставляя губки 2 прижи-
маться к рельсу.
Расчёт захватов ведётся по наибольшей
величине давления ветра с учётом сопро-
тивлений движению перегрузочного моста и
действия тормозов, установленных в привод-
ных механизмах. При максимальном давлении
ветра Рв = ^тах захваты перегрузочного
моста рассчитываются на погашение сдви-
гающей силы
р~ г ом -]
Z* чтят I 4.1У1-Г I
1000 \Wx т Knp)jQ-\—2)—I т> \°°)
где F — подветренная площадь моста в л2;
Rx — нагрузка, передаваемая на холостые
968
ПОРТАЛЬНЫЕ КРАНЫ И ПЕРЕГРУЗОЧНЫЕ МОСТЫ
[РАЗД. IV
колёса ходовых тележек в т; Rnp — нагрузка,
передаваемая на приводные (ведущие) колёса
ходовых тележек в т; /0— коэфициент со-
противления движению; D — диаметр ходовых
колёс в м и Mj-—тормозной момент в кгм, при-
ведённый к оси колеса. Значения qmayi см. на
стр. 967.
Если один захват должен погасить сдви-
гающую силу ветра Z, то сила нажатия каждой
из его губок на рельс определится из равен-
ства
К-щр т, CJ)
где ц'= 0,15—0,18 — коэфициент трения гу-
бок о рельс.
Усилие пружины 3, служащей для разжа-
тия губок при поднятом клине 4, будет равно
Т = -г- «р /я, DU)
Ь — расстояние от оси вращения рычага до
оси пружины 3 и 9 = 2-1-2,5 — коэфициент за-
паса.
Необходимая сила нажатия клина 4 на ры-
чаг составит
Р = ^т, D1)
где с — расстояние от оси вращения рычага
до точки приложения силы k и а — расстоя-
ние от той же оси до точки приложения
силы Р.
Вес клина 4 может быть найден из урав-
нения
QK = [2Ptg (a + Р) + 7>"] ?' т, D2)
где ass6° — угол заострения клина; C — угол
трения скольжения клина по ролику в ры-
чага 1; [*' — 0,08 — коэфициент трения при
движении клина по ролику; <р'= 1,2—коэ-
фициент запаса. Характеристика выпол-
ненных перегрузочных мостов приведена
в табл. 2.
Таблица 2
Характеристика выполненных отечественными заводами перегрузочных мостов
(буквенные обозначения по фиг. 16)
где G' — вес рычага; / — расстояние между
осью вращения О и центром тяжести рычага;
Основные параметры
Грузоподъёмность в т
Грузозахватные органы
Пролёт моста L ъ м . ••
Поперечная база (база опор моста) в м
Длина зоны обслуживания Lo в м ...
Число консолей
Длина консолей ~ в м
Максимальная высота подъёма грузоза-
хватных органов над головкой подкрано-
вого рельса Я, в л . . . • ¦
Общее число ходовых колёс опор . . .
Число приводных ходовых колёс опор .
Максимальное давление на ходовое ко-
лесо
Скорость подъёма груза в mjmuh ....
Скорость передвижения грузовой те-
лежки (поворотного стрелового крана)
в м/мин ... •
Скорость передвижения моста в м/мин
Скорость вращения поворотного стрело-
вого крана (поворотной стрелы) в об/мин
Время подъёма подъёмной консоли в
крайнее верхнее положение в мин. . . .
Вес грузовой тележки (поворотного
крана) в т
Общий вес перегрузочного моста в т.
Заводы-изготовители
завод им. Кирова
СКМЗ
НКМЗ
УЗТМ
Конструктивные группы *
66,о
Н.5
135.7
2
15,0/12,5
9,о
i6
8
около 17,5
29.0
45,о
15.°
-
-
около 25
ОКОЛО 235
12,0
За
i6
44
6о,о
2ОО,О
15. о
2,О
6,О
88
85о
¦2,5
8о,о
19,6
150,0
2
38,75/37,0
В
'2,5
грейферы
8о,о
6,1/12,2,
2О,1
16
е
45,°
34 .о
5*.°
II,О
55°,
3°.°
76,3
2
28,о'зЗ.°
i6,8
32
16
65,0
24°, о
3°,°
25,0
76,2
1б,б
116,85
2
21.85/34,48
8,0
32
55.0
200,0
20,0
23,°
76,2
20,о
125,2
2
33,4/4°,
3°,°
32
4°,°
7°,°
235,°
2О,О
НО
8бо,о
* Группа А — перегрузочные мосты двухконсольные, с неподъёмными консолями и грузовыми тележками, пере-
мещающимися по нижним поясам мостовых ферм; группа Б — перегрузочные мосты даухконсольные с одной подъём-
ной консолью и грузовыми тележками, перемещающимися по нижним поясам мостовых ферм; группа В — перегрузоч-
ные мосты двухконсольные с неподъёмными консолями и поворотными стреловымк кранами, перемещающимися по
верхним поясам мостовых ферм.
ЛИТЕРАТУРА И ИСТОЧНИКИ
Алейнер А Л., Шарнирно-сочленённая укосина пор-
тальных кранов, „Вопросы механизации" № 4, 1939.
Алейнер А. Л., Построение кривой хобота шарнирно-
сочленённой укосины портальных кранов, „Подъёмно-
транспортное ьело" № 3, 1940.
Долголенко А. А, Профилирование хобота крана
с шарнирно-сочленённой укосиной, „Подъёмно-транспорт-
ное дело" v4» 7, 194 ).
Е м ц о в Н. Н., „Портальные и судовые грузоподъёмные
машины, ч. I, изд. 2." Из-во „Водный транспорт", М. — Л.
1939.
Кудрявцев П. А., Определение размеров стрелы и
хобота и построение кривой хобота крана с шарнирно-
сочленённой стрелой. Сб. „Новая подъёмно-транспорт-
ная техника", вып. „Новые конструкции подъёмно-транс-
портных машин", Машгиз, М. — Л. 1Э48.
Крутиков И. П., Амортизационные устройства пере-
грузочных мостов, ВНИИПТМАШ, ?Л. 1946.
ЛессигЕ. Н., К вопросу о проектировании мостовых
перегружателей, „Внутризаводской транспорт и сталь-
ные конструкции" № 4, 1935.
Николаевский Г. М. и Соболев В. М-, Типаж
козловых кранов и перегрузочных мостов, ВНИИПТМАШ.
М. 1947.
ОбермейстерА. М., Подъёмно-транспортные меха-
низмы морских портов, изд. „Морской транспорт", М. 1945.
Подгурский Ф. Д., Выбор грузоподъёмностей и ра-
бочих скоростей перегрузочных мостов, „Вопросы меха-
низации" № 10-12, 1939.
Глава XXVIИ
ПОДЪЁМНИКИ (ЛИФТЫ)
ВВЕДЕНИЕ
Подъёмниками (лифтами) называют ста-
ционарные подъёмные установки прерыв-
ного действия, в которых пассажиры или
грузы перемещаются с одного уровня на дру-
гой в кабинах,движущихся вдоль вертикаль-
ных направляющих.
Области применения подъёмников исклю-
чительно разнообразны. Они применяются для
обслуживания жилых и общественных зда-
ний, фабрично-заводских помещений, торго-
вых и промышленных складов, гаражей, вок-
залов железных дорог и пр. Особо широкое
распространение получили подъёмники с
развитием электропривода. В настоящее
время электрические подъёмники вытеснили
в эксплоатационной практике все другие
типы их — с ручным, гидравлическим, паро-
вым и пневматическим приводами. В зависи-
мости от областей применения различают
подъёмники пассажирские и грузовые.
Пассажирские подъёмники в
свою очередь подразделяются на подъёмники
общего назначения (нормальные, используе-
мые для работы в зданиях высотой до 10 эта-
жей, быстроходные, обслуживающие много-
этажные здания и движущиеся с относи-
тельно редкими остановками, и высокоскоро-
стные, работающие в высотных зданиях),
служебные (предназначаемые для пользова-
ния определённым узким кругом лиц) и боль-
ничные (обслуживающие перевозку больных
и отличающиеся от нормальных подъёмни-
ков пониженными скоростями движения).
Грузовые подъёмники подраз-
деляются на подъёмники с проводниками, без
проводников и малые грузовые (грузоподъ-
ёмностью до 100 кг, с площадью пола кабины
до 0,6 л2 и с высотой кабины до 1 м).
ИСХОДНЫЕ ДАННЫЕ ДЛЯ ВЫБОРА
ПОДЪЁМНИКОВ
Исходными данными для выбора подъём-
ников являются: а) заданная грузоподъём-
ность, б) скорость и в) производительность,
определяющая минимальное количество их,
необходимое для обслуживания заданного
пассажиро- или грузопотока*.
* Руководящими материалами, используемыми при
проектировании, изготовлении, монтаже и эксплоатации
подъёмников, являются: „Правила устройства, освидетель-
ствования и эксплоатации подъёмников (лифтов)", издан-
ные Главной государственной инспекцией Котлонадзора;
ГОСТ 661-41 „Подъёмники электрические (лифты) прерыв-
Грузоподъёмность — один из основных па-
раметров производительности подъёмника —
выбирается применительно к стандартному
ряду грузоподъёмностей по ГОСТ 1575-42.
В соответствии с выбранной грузоподъёмно-
стью назначаются размеры кабин подъёмни-
ков. Так, для пассажирских подъёмников, для
которых действующими Правилами Котло-
надзора вес одного пассажира установлен
равным 80 кг, нагрузка на 1 .м2 полезной пло-
щади пола кабины принимается в пределах
350—450 кг с увеличением по мере увеличе-
ния размера кабин. Для грузовых подъёмников
нагрузка на 1 мг полезной площади кабины
принимается равной 250—1000 кг. Для подъ-
ёмников, устанавливаемых в многоэтажных
зданиях, временными ТУ предусмотрены гру-
зоподъёмности и размеры кабин, приведён-
ные в табл. 1.
Таблица 1
Грузоподъёмность, нормы вместимости и размеры
кабин подъёмников для многоэтажных зданий
Группа
подъёмников
Пассажирские
подъёмники
общего пользо-
вания и слу-
жебно-хозяй-
ственные
Грузоподъ-
ёмность
кабин в кг
75°
IOOO
125°
1500
Максималь-
ная вме-
стимость
(человек)
и
Ч
i8
21
Размеры кабин в плане
в мм (фиг. 4, а)
ширина А
175°
«75°
21ОЭ
2I0O
глубина Б
IOOO
тбоо
i8oo
Скорости движения кабин подъёмников
выбираются применительно к назначению,
грузоподъёмности и режиму работы, высо-
там подъёма, расстоянию между пунктами
остановок, степени автоматизации управле-
ного действия". Технические условия; ОСТ НКТМ 8793-39
„Подъёмники электрические прерывного действия (лифты).
Ряд грузоподъёмностей; ОСТ НКТМ 8797-39 „Подъём-
ники электрические прерывного действия (лифты) пасса-
жирские". Грузоподъёмность и основные размеры клетей,
шахт и машинных помещений; ОСТ НКТМ 8798-ЗЭ «Подъ-
ёмники электрические прерывного действия больничные-.
Грузоподъёмность и основные размеры клетей, шахт и
машинных помещений; ОСТ НКТМ 8799-39 „Подъёмники
электрические прерывного действия грузовые". Грузо-
подъёмность и основные размеры клетей, шахт и машин-
ных помещений; ОСТ НКТМ 8800-39 „Подъёмники элек-
трические прерывного действия грузовые малые". Основ-
ные размеры клетей, шахт и машинных помещений.
ВТУ-102-43 — Временные технические условия на лифто-
вые установки многоэтажных зданий в Москве. Правила
Котлонадзора и стандарты на подъёмники намечены к
пересмотру в 1949 г.
970
ПОДЪЁМНИКИ (ЛИФТЫ)
[РАЗД. IV
ния и пр. Для нормальных (тихоходных)
подъёмников принимаются скорости в пре-
делах до 1 м/сек, в быстроходных подъёмни-
ках— в пределах 1—1,5 м/сек; в высоко-
скоростных подъёмниках, кабины которых
проходят большие расстояния без остановок,
принимаются скорости от 2 до 3,5 м/сек*.
Величины ускорений, обычно принимае-
мые при расчёте подъёмников, указаны в
табл. 2.
Таблица 2
Величины ускорений в зависимости от скоростей
движения кабин подъёмников
Скорость дви-
жения в м/сек
о,5
о, 75
1.5
2,0
2,5
3.5
Среднее ускорение
в м/сек3
о, 25
о,4°
о,8о
1,00
1,2О
',35
1.5°
Наибольшее уско-
рение в м/сеы%
о, 45
0,65
°,15
I.4O
1,65
!,85
2,10
Превышение указанных величин при-
знаётся нецелесообразным: при относительно
малых скоростях большие ускорения не спо-
собствуют сколько-нибудь заметному увели-
чению производительности (особенно, если
невелико расстояние между смежными оста-
новками); в пассажирских подъёмниках боль-
шие ускорения неприятны и вредно отра-
жаются на организме человека.
Производительность грузовых подъёмни-
ков определяется из уравнения
3600-О.
•гр
ср
V
mjчас, A)
где G2p — грузоподъёмность подъёмника; ф ~
« 0,8 — коэфициент использования грузо-
подъёмности; Тср — средняя продолжитель-
ность кругового рейса кабины в сек.; Н —
путь, проходимый кабиной между крайней
нижней и крайней верхней остановками в м;
v — установившаяся скорость движения ка-
бины в м/сек; T,t— время выполнения по-
грузочно-выгрузочных операций, операций от-
крывания и закрывания дверей шахты и ка-
бины и операции пуска кабины (нажима пу-
сковой кнопки или поворота пускового ры-
чага) в сек. Время разгона (ускорения) и
замедления, назначаемое при малых скоро-
стях движения грузовых подъёмников, при
расчёте не учитывается.
Производительность пассажирских подъ-
ёмников V пассажиров в час определяется
по уравнению
3600-Я0-ф_3600-Р0.ф
V —
Ср ?П
пасс/час, B)
где Pq—максимальное число пассажиров, по-
мещающихся в кабине; ф — коэфициент запол-
нения кабины, приблизительно равный 0,8 в
утренние часы пик и 1,0— в вечерние часы пик.
* В отдельных случаях (при обслуживании особо вы-
соких зданий) скорость движения кабин высокоскорост-
ных подъёмников достигает ~ 6 м/сек.
Величина ?/ в этих случаях составляется:
а) из времени, затрачиваемого на вход в
кабину или на выход из неё пассажиров на
остановках и принимаемого равным 0,8—
1,0 сек. на каждого пассажира;
б) из времени, дополнительно затрачивае-
мого на пуск кабины, ускорение движения и
замедление при подходе к очередной оста-
новке, выравнивание кабины на уровне оче-
редного этажа, открывание и закрывание
дверей и равного
*д = *о{НЛ+ 1) сек., C)
где /о—добавочное время, отнесённое к од-
ной остановке (табл. 3), и Ne — число веро-
ятных остановок;
Таблица 3
Значения величины t0 в уравнении C)
Скорости дви-
жения в м/сек
о, 75
1,О
1.5
2,О
2.5
3>°
3,5
\
Добавочное время на каждую
остановку кабины в сек.
в редукторных
подъёмниках
3,7—6,о
3,9—6,5
4,3—7,о
4,7—7,5
в безредукторных
подъёмниках
4,2
4,5
4,7
5.°
в) из времени дополнительной стоянки
кабины на нижней остановке при выравни-
вании графика движения, равного
ta = 0,05-0,1
сек.
D)
Число вероятных остановок определяется
при этом из уравнения
E)
где N—возможное число остановок кроме
крайней нижней и Р=Р0-<\> — расчётное число
пассажиров в кабине при отправлении её с
нижней остановки.
Количество грузовых подъёмников, обслу-
живающих производственные или складские
помещения, определяется по наибольшему
часовому грузопотоку Qmax т/час
п*Р = ~ГГ^
(б)
Количество пассажирских подъёмников
определяется по наибольшему пятиминут-
ному пассажиропотоку
РтахТср
где
300Я
т
ср
300Р
пятиминутная производитель-
ность подъёмника и Яшах — наибольший пяти-
минутный пассажиропоток, принимаемый в
административных зданиях с одновременным
началом работы равным 1/5 — 1/i от общего
количества работающих, в административных
гл. xxvnq
ШАХТЫ И МАШИННЫЕ ПОМЕЩЕНИЯ
971
зданиях с разновременным началом работы
(при интервале, не меньшем 15 мин.) равным
V7—1/ю от общего количества работающих и
в жилых зданиях (в том числе в гостиницах)
равным 1/10—i/2o от общего количества насе-
ления *.
По найденному значению ппасс про-
веряется средний интервал между рейсами
(8)
В случаях, когда указанное соотношение
оказывается неудовлетворительным, произ-
водится увеличение количества подъёмников
и соответственно уменьшается пассажиро-
вместимость (грузоподъёмность) кабины.
ОСНОВНЫЕ СХЕМЫ ПОДЪЁМНИКОВ
Каждый подъёмник состоит из шахты, в
которой вдоль вертикальных направляющих
перемещаются кабина и противовес, подве-
шенные к подъёмным канатам. Канаты эти
либо навиваются на барабан лебёдки (фиг. \,а),
устанавливаемый в машинном помещении
(вверху — над шахтой или внизу — сбоку от
неё), либо огибают канато ведущие блоки
(шкивы), также размещаемые над шахтой или
сбоку от её основания (фиг. 1. б). В быстро-
ходных подъёмниках применяется безредук-
торный привод с канатоведущим блоком,
насаживаемым непосредственно на валу элек-
тродвигателя (фиг. 1, в). Для уменьшения
скорости движения кабин в случаях недо-
статочной мощности привода и для повыше-
ния запаса прочности каната используются
подъёмники с полиспастным подвесом ка-
бин и противовесов (фиг. 1, г). С целью улуч-
шения условий работы привода при большом
весе подъёмных канатов применяются подъ-
ёмники с уравновешивающими канатами
(фиг. 1, д).
Преимущественное распространение по-
лучили подъёмники с канатоведущими бло-
ками и верхним (надшахтным) размещением
привода по фиг. 2 и 3, характерные надёж-
ностью действия и пониженным износом
канатов. В таких подъёмниках достигается
наименьшая длина подъёмных канатов, обес-
печиваются пониженные нагрузки на несу-
щие (опорные) конструкции шахт и зданий,
уменьшается количество отводных блоков
(а в ряде случаев вообще устраняется необ-
ходимость в них), повышается общий коэфи-
циент полезного действия установки и сни-
жаются первоначальная стоимость установки
и расходы на ее эксплоатацию.
ШАХТЫ И МАШИННЫЕ ПОМЕЩЕНИЯ
Шахтами подъёмников называют про-
странства, в которых перемещаются кабины
и противовесы и устанавливаются напра-
вляющие для них. В местах погрузки и вы-
грузки грузов (входа и выхода пассажиров) —
в уровне соответствующих этажей — в про-
ёмах шахт размещаются двери, а в нижней
* Из этого количества исключается население первых
2-3 этажей.
части шахт (в приям-
ках их оснований)
монтируются буферы
для кабин и противо-
весов.
Над верхними пе-
рекрытиями шахты
устраиваются машин-
ные помещения или
помещения для верх-
них отклоняющих
блоков (в случаях,
когда принимается
установка механиз-
мов привода внизу).
Стены шахт и ма-
шинных помещений
изготовляются глухи-
ми, из огнестойких
материалов (бетона,
кирпича, листовой
стали и т. п.). Шахты,
располагающиеся вне зданий или в лестнич-
ных клетках, могут иметь сетчатое ограж-
дение из проволочной сетки @>1,2 лл)
с ячейками, линейные размеры которых
не должны превышать 20 мм.
Размеры и конфигурация шахт и машин-
ных помещений в плане и по высоте (фиг. 4,
5) зависят от количества подъёмников в
группе, от размера кабин и скоростей их
Фиг. 1. Схемы подъёмни-
ков: а — с барабанными ле-
бёдками; б — с канатове-
дущими блоками; в — с без-
редукторным приводом и
контрблоками; г —с полис-
пастным подвесом; д — с
уравновешивающими кана-
тами.
972
ПОДЪЁМНИКИ (ЛИФТЫ)
[РАЗД. IV
Фиг. 2. Подъёмник с редукторным приводом
и канатоведущим блоком.
Фиг. 3. Подъёмник с безредукторным приводом
и контролоком.
ГЛ. XX VIII]
НАПРАВЛЯЮЩИЕ ДЛЯ КАБИН И ПРОТИВОВЕСОВ
973
движения, от расположения противовесов, зовых и пассажирских подъёмников разме-
размещения дверей и пр. Для нормальных гру- ры эти нормированы ОСТ/НКТМ 8797-39—
8800-39. Для пассажирских подъёмников, уста-
навливаемых в многоэтажных зданиях, вре-
—г-
125s
1
щ
Фиг. 4. Габаритные очертания кабин и шахт подъёмни-
ков для многоэтажных зданий в плане: а - шахта для
одной кабины с двухстворчатой дверью; б — шахта для
одной кабины с одностворчатой дверью; виг — сблоки-
рованные шахты для кабин с двухстворчатыми и одно-
створчатыми дверями.
Фиг. 5. Вертикальные разрезы шахт и машинных поме-
щений подъёмников для многоэтажных зданий.
менными ТУ установлены
приведённые в табл. 4 и 5.
Размеры в плаве шахт подъёмников для многоэтажных зданий
, (буквенные обозначения по фиг. 4 и 5)
размеры шахт.
Таблица 4
Грузоподъ-
ёмность
кабин
в кг
75°
IOOO
IOOO
1250
1500
Размеры кабин в мм
А
I75O
175°
175°
2IOO
2IOO
Б
135°
i6oo
1600
1600
1З0Э
Размеры шахт в мм
В
2150
2150
215°
2дОО
2500
г
1700
*95°
195°
!95°
215°
Л
18з3
2°75
=°75
2O75
2275
И
По конструк-
тивным сообра-
жениям, но не
менее 150 мм
Ширина дверей в мм
одностворчатых
Е
8оо
8оо
Ж
25°
25°
двухстворчатых
ооо
IOOO
IOOO
ж,
б25
75°
75°
Таблица 5
Размеры по высоте шахт подъёмников для много-
этажных зданий (обозначения по фиг. 5)
Скорость движе-
ния кабин в м'сек
1,О
1,5
2,5
3,5
Глубина
приямков
в мм
К
Высота
верхних
этажей
в мм
Л
Высота
машинных
помещений
в мм
М
Высота по-
мещения
для контр-
блоков и
регуляторов
И
в мм
1250
1400
2 ООО
ЗЗоо
45оо
47°°
5°зо
55°°
2500
25О0
35°°
35°°
i8oo
1800
НАПРАВЛЯЮЩИЕ ДЛЯ КАБИН
И ПРОТИВОВЕСОВ
Направляющие служат для направления
движения кабин и противовесов в шахтах
подъёмников, а также для удерживания на
них кабин и противовесов при срабатывании
механизма ловителей (при обрыве подъёмных
канатов или превышении установленной ско-
рости опускания).
Для спокойного (плавного и бесшумного)
движения кабин и противовесов необходимо,
чтобы направляющие были строго прямо-
линейными и расположенными в вертикаль-
974
ПОДЪЁМНИКИ (ЛИФТЫ)
[РАЗД. IV
ной плоскости. В наибольшей мере этому f0— скорость движения кабины, при кото-
требованию удовлетворяют направляющие рой срабатывают ловители, в м/сек; g =
специального _|_"°бразного профиля с чисто = 9,81 м/сек2 и 5 — величина тормозного пути,
обработанными рабочими поверхностями. на котором производится остановка кабины
Размеры и назначения направляющих см. после срабатывания механизма ловителей
в табл. 8. в м (табл. 7).
Таблица 6
I
J
Основные размеры и
1 .
X A" ] кi
"Уд1
ь
л
4
|
J
1
t
весовые характеристики направляющих специального профиля
Назначение направляющих
Для кабин и противовесов
Для противовесов и
кабин малых грузовых
подъёмников
В
i3o
I2O
90
5О
Размеры в мм
±0,1
ъ
25
1б
1б
IO
с
12
IO
9
б
Я
но
9»
бо
5О
Л
6о
50
35
3°
Вес 1 лог. м
направляю-
щей в кг
33,8
24,6
13,а
5.5
Наряду с этими направляющими для пас-
сажирских педъёмников (при скоростях дви-
жения до 1 м\сек) применяются деревянные
направляющие (из бука или дуба), проварен-
ные в олифе и закрепляемые на каркасе из
швеллеров. Брусья деревянных направляю-
щих имеют поперечное сечение 50—60 мм
и длину 1,5—3,0 м; стыкование брусьев осу-
ществляется на шипах.
Обычно направляющие размещаются на
некотором расстоянии от стен шахт, опираясь
на фундамент, или подвешиваются к балкам
верхнего переплёта. По высоте шахт на рас-
стояниях 1,5—2,5 м* направляющие крепятся
наглухо или прижимными планками ** к ско-
бам, заделываемым в большинстве случаев
в каркас здания. Отдельные участки напра-
вляющих соединяются между собой стыко-
выми накладками. Прочность накладок при-
нимается равной прочности направляющей;
места стыков выбираются в непосредствен-
ной близости к опорным скобам.
Приближённый расчёт направляющих ве-
дётся на продольный изгиб по максималь-
ному усилию, действующему вдоль каждой
направляющей при срабатывании ловителей
и определяемому из уравнения
кг.
О)
„ — собственный вес кабины в кг; G„—
где G
нагрузка (грузоподъёмность) кабины в кг;
* При размещении подъёмников в лестничных клет-
ках крепление опорных скоб производится к лестничным
косоурам через каждые 3 —4л по высоте.
** Глухое (жёсткое) крепление болтами допускается
только в подъёмниках ограниченной высоты. Крепление
с прижимными планками применимо во всех типах подъ-
ёмников независимо от высоты подъёма.
Таблица 7
Тормозные пути кабин в зависимости от скоростей
движения, при которых срабатывают ловители
Скорости дви-
жения
кабин, при ко-
торых срабаты-
вают ловители,
в м/сек
до 1,0
1,О
2,0
З.о
4,о
Величины тормозного пути
для ловителей в м
с постоянным тор-
мозным усилием
с постепенно воз-
растающим тор-
мозным усилием
не более 0,1
0,15—0,25
о,35-о,75
о,8о—1,4О
°-9б—2,5О
о,6о—i,oo
6,80—2,30
1,00—2,90
1,3°—3,6о
МЕХАНИЗМ ПОДЪЁМА
В современных подъёмниках преимуще-
ственное распространение получили лебёдки
с канатоведущими блоками, характерные
безопасностью и надёжностью работы, отно-
сительной простотой конструкции и незави-
симостью её от заданной высоты подъёма.
При скоростях подъёма до 1,5 м/сек при
меняются лебёдки с червячным редуктором
(фиг. 6). Канатоведущий блок и червячное
колесо в этих лебёдках насаживаются на об-
щей литой ступице, разгружая тихоходный
вал от скручивающих моментов и устраняя
необходимость в третьей подшипниковой
опоре вала, а колодочный тормоз с коротко-
ходовым магнитом устанавливается на бы-
строходном валу.
В подъёмниках, обслуживающих высокие
здания, при скоростях подъёма, превышаю-
щих 1,5 м/сек, используются безредукторные
ГЛ. XXVIII]
МЕХАНИЗМ ПОДЪЕМА
975
лебёдки (фиг. 7), в которых канатоведущий
блок и тормозной шкив насажены непосред-
ственно на валу тихоходного электродвига-
теля (с числом оборотов
вала п = 60—120 об/мин).
а) б)
Фиг. 6. Лебёдка подъёмника с канатоведушим блоком и червячным
редуктором: а — вид спереди; б — вид сзади.
В простейших случаях подъёмные канаты
огибают канатоведущий блок лебёдки на угол
Р = 180° (фиг. 8, а). Иногда, при необходи-
мости отклонения канатов на отводном блоке
(фиг. 8, б), угол
обхвата умень-
шается до pmin =
=135°. В случаях
Фиг. 7. Лебёдка с канатоведущим блоком
для подъёмников с безредукторным при-
водом.
же, когда тяговое усилие, создающееся за счёт
сил трения между канатами и стенками кана-
вок (ручьев) канатоведущего блока, оказы-
6)
Фиг. 8. Схемы огибания канатоведущих
блоков подъёмными канатами.
Канатоведущие блоки лебёдок
подъёмников. Блоки изготовляются ли-
тыми из серого или модифицированного чу-
гуна. Канавки на их ободах выпол-
няются клинообразными (фиг. 9, а)
или полукруглыми с подрезами
(фиг. 9, б) для случаев однообхват-
ного огибания блоков канатами и
полукруглыми без подреза для слу-
чаев двухобхватного огибания. Ка-
навкам отводных (отклоняющих) бло-
ков, также отливаемых из чугуна,
придаётся только полукруглая форма
без подреза. Размеры канавок на-
значаются применительно к диаме-
трам стальных проволочных канатов,
на которые подвешиваются кабины
и противовесы.
Из различных конструкций кана-
тов наименьший износ при работе
в подъёмниках характерен для ком-
паундных канатов (см. раздел
„Детали и узлы грузоподъёмных машин"
настоящей главы) с односторонней свив-
кой. Количество канатов и диаметр их
определяются расчётом по наибольшей пере-
даваемой на них' на-
грузке. Наименьшее
количество канатов,
установленное Пра-
вилами Котлонадзора
для грузовых и пас-
сажирских подъём-
ников, приведено в
табл. 8. Коэфициен-
ты запаса прочности,
вводимые в расчёт ка-
натов, принимаются
по данным табл. 9.
Диаметры канатов
для пассажирских
подъёмников, боль-
ничных подъёмников
и грузовых подъём-
ников с проводни-
ками не должны на-
значаться меньшими
11 мм. Соотношение
между диаметрами
канатоведущих бло-
ков Dg и канатов dK
не должны быть мень-
шими —?-> 30 в ма-
dK
лых грузовых подъём-
никах и в грузовых
подъёмниках без проводников и —- >40 в
остальных группах подъёмников при скоро-
сти до 2 м\сек и 45 — при скорости свыше
2 м/сек. При полиспастном подвесе все ветви
каната рассматриваются как один канат.
Для нормальной работы привода без про-
скальзывания канатов по канатоведущему
блоку обязательно соблюдение равенства
s^Stf**. 0°)
Фиг. 9. Профили канавоь
на ободах канатоведуших
блоков.
вается недостаточным, угол обхвата увели-
чивают до р « 360°, обводя канаты вокруг
отводного блока (контрблока) по фиг. 8, в.
где Si и 52—натяжение сбегающих и набе-
гающих ветвей канатов; е = 2,71; р — угол
обхвата канатоведущего блока канатами; fx —
976
ПОДЪЁМНИКИ (ЛИФТЫ)
[РАЗД. IV
Таблица 8 для случаев применения блоков с полу-
Наименьшее допускаемое количество подъёмных круглыми канавками С подрезом
канатов в подъёмниках с канатоведущими блоками
Группы подъёмников
Малые грузовые и грузовые без
проводников
Грузовые с провод- 1 До 320 кг. .
никами, пассажирские, < Свыше 320 кг
больничные |
Наименьшее
количество
канатов
2
3
4
Таблица 9
Величины коэфициента запаса прочности канатов
подъёмников с канатоведущими блоками
Группы подъёмников
Грузовые без про-
водников
Грузовые с провод-
никами, пассажирские,
больничные
Скорости дви-
жения кабин
в м/сек
До i,o
I ,О—2,0
2,0—4>°
Свыше 4>°
До i,o
1,О 2,0
2,0 4>°
Свыше 4,°
Коэфициент
запаса
прочности
ю
и
12
13
12
13
14
приведённый коэфициент трения между ка-
натами и стенками канавок блока, принимае-
мый равным:
для клиновых канавок (по фиг. 9, а)
1
sin н-
(И)
для полукруглых канавок с подрезом (по
фиг. 9, б)
— sin
A2)
для полукруглых канавок без подреза (по
фиг. 9, в)
— i.
тс ^
где р-о — коэфициент трения. Для блоков из
серого чугуна ^«ОЛ; из модифицирован-
ного чугуна fi0 ss 0,084.
Определяя из уравнения [10] величину
коэфициента е^> находят значение приве-
дённого коэфициента трения р, и по нему,
пользуясь уравнениями [11], [12] и [13] и за-
даваясь исходным коэфициентом трения \х0,
выбирают профиль канавок канатоведущего
блока. Применительно к выбранному про-
филю канавок ведётся проверка наибольшего
удельного давления (напряжения смятия) в
канатах по уравнениям:
для случаев применения блоков с клино-
шми канавками
/'max = ^ sin 2" кг/см*',
A4)
8 cos g-
Ртю
dD n — а — sin a
кг/см2; A5)
для случаев применения блоков с полу-
круглыми канавками без подреза
с о
Ртах = dD'^
A6)
где 5 — наибольшее натяжение каната в кг;
d — диаметр каната в см; D—диаметр
блока в см. По диаграмме по фиг. 10 опре-
деляется допускаемое удельное давление р^ол
для канатов крестовой свивки и блоков из
Фиг. 10. Диаграмма
допускаемых удель-
ных давлений ме-
жду стальным про-
волочным канатом
крестовой свивки
и канатоведущим
блоком из модифи-
цированного чугу-
на: / и 2 — для пас-
сажирских подъём-
ников; 3 и 4 — для
грузовых подъём-
ников.
120 \
<§ до
| 80
I 70
% 60
| 50
30
i
\
W
\
s
\\
V
ч
ч
s
к
*^
—*-
4
3
2
1
0 05 W 1,5 2 2,5 3 м/сек
Скорость каната
модифицированного чугуна. При применении
канатов параллельной свивки величина до-
пускаемого удельного давления может быть
повышена на 20—25%; для блоков из серого
чугуна эта величина понижается на 20—25%.
Применительно к найденным значениям ртах
и Рдоп устанавливается необходимое количе-
ство канатов, которое не должно быть мень-
шим указанного в табл. 8. Если при этом
количество канатов оказывается излишне
большим (осложняющим конструкцию подъ-
ёмника), то следует либо изменить принятый
профиль канатюк канатоведущего блока, либо
увеличить угол обхвата блока, перейти к ис-
пользованию канатов большего диаметра,
уменьшению скоростей движения, уменьше-
нию величины ускорений и замедлений, уве-
личению диаметра блока и пр. Если перечи-
сленные изменения конструкции не обеспечи-
вают всё же рационального конструктивногс
решения, то лебёдки с канатоведущими бло-
ками заменяются лебёдками барабанного
типа.
Барабаны лебёдок изготовляются либо ли-
тыми из чугуна, либо литыми или сварными
из стали и снабжаются на рабочей поверх-
ности винтовой нарезкой с полукруглыми
канавками. Нарезка эта при расположении
лебёдки над шахтой подъёмника выполняется
правой и левой однозаходной (фиг. 11, а);
при расположении лебёдки у основания шахты
(сбоку или сзади её) нарезка выполняется
двухзаходной односторонней — правой или
левой (фиг. 11, б).
ГЛ. XXVIII]
КАБИНЫ. ЛОВИТЕЛИ. ОГРАНИЧИТЕЛИ СКОРОСТИ
977
На каждой половине барабаназакрепляются
концы канатов, несущих кабину и противовес.
Определение основных размеров бара-
бана — его диаметра Dg и длины L — произ-
водится применительно к соотношениям -~-,
приведённым для канатов едущих блоков и
в соответствии с указаниями раздела „Де-
Фиг. 11. Схема закрепления канатов и схема нарезки
на барабанах лебёдок подъёмников.
тали и узлы грузоподъёмных машин" настоя-
щей главы. Наименьшее количество канатов
и коэфициенты запаса прочности при расчёте
принимаются по табл. 10.
Таблица 10
Наименьшее допускаемое число подъёмных канатов
и величины коэфициента запаса прочности канатов
для подъёмников с лебёдками барабанного типа
при скоростях движения до 1 м/сек
Группы подъёмников
Малые грузовые и
грузовые без провод-
ников
Грузовые с провод-
никами, пассажирские
и больничные
Наименьшее
число
канатов
i
2
Коэфициент
запаса прочно-
сти
8
9
Мощность двигателя лебёдки подъёмника
определяется из уравнения
ЛГ=
102г]
кет,
A7)
где ср = 0,44-0,5 — коэфициент уравновешен-
ности груза противовесом; Gep — вес груза
(грузоподъёмность кабины) в кг; v — скорость
движения кабины в м\сек и ч] « 0,3 -г- 0,8 —
коэфициент полезного действия подъёмника.
КАБИНЫ. ЛОВИТЕЛИ. ОГРАНИЧИТЕЛИ
(РЕГУЛЯТОРЫ) СКОРОСТИ
Перевозка грузов и перемещение пасса-
жиров в подъёмниках осуществляется с по-
мощью кабин (клетей), имеющих металли-
ческий или деревянный кузов, укреплённый в
металлическом каркасе (раме) по фиг. 12. Основ-
ные размеры кабин в плане—глубина и ши-
рина—• см. в табл. 1; высота кабин в свету
принимается равной 2000 мм для грузовых
подъёмников и 2200 мм — для пассажирских
подъёмников.
Рамы кабин подвешиваются к подъёмным
канатам с помощью специальных подвесок
(рычажных по фиг. 13 или пружинных по
62 Том 9
фиг. 14), обеспечивающих равномерное на-
тяжение канатов. Рычажные подвески при-
меняются обычно в подъёмниках с лебёдками
барабанного типа. В подъёмниках с канато-
ведущими блока-
ми и большим ко-
личеством подъ-
ёмных канатов
применяются пру-
жинные подвески,
которые, уступая
рычажным подве-
скам по способно-
сти выравнивания
натяжения, выгод-
но отличаются от
них малыми габа-
ритными разме-
рами и допускают
д в ухстороннее
размещение (у ка-
бины и противо-
веса).
Для предупре-
ждения раскачи-
вания и перекосов
кабины, устране-
ния поворачива-
ния её на канатах
и обеспечения по-
стоянства зазоров
между кабиной и
стенами шахты по концам верхних и ниж-
них швеллеров рамы кабины монтируются
башмаки — пружинные скользящего типа со
сменными вкладышами (фиг. 15) для скоро-
Фиг. 12. Рама кабины подъем-
ника.
Фиг. 13. Рычажная подвеска для шести канаток.
стей движения до 1,5 м/сек и роликовые
с резиновыми ободами (фиг. 16) для скоро-
стей движения свыше 1,5 м/сек, перемещаю-
щиеся вдоль направляющих. Применение
башмаков скользящего типа предполагает
обязательную автоматическую смазку на-
правляющих смазывающими аппаратами
инерционными (фиг. 17) или фитильными
(фиг. 18).
978
ПОДЪЁМНИКИ (ЛИФТЫ)
[РАЗД. IV
При использовании роликовых башмаков,
большей мере гарантирующих плавность
и бесшумность движе-
ния, необходимость в
смазке отпадает.
На нижних швелле-
рах рамы кабины мон-
тируется механизм ло-
вителей — устройство,
удерживающее кабину
на направляющих при
обрыве одного или не-
скольких канатов или
Фиг. 14. Пружин-
ная подвеска для
канатов.
Фиг. 15. Пружинный напра-
вляющий башмак скользящего
типа.
при превышении установленной рабочей ско-
рости. По действующим правилам Котлонад-
зора ловители должны срабатывать при повы-
шении номинальной скорости не менее чем
на 15% и не более чем на 40% в подъёмни-
ках со скоростью движения до 2 м/сек, не
более чем на 33%
в подъёмниках со
скоростью движе-
ния от 2 до 3,5
м/сек и не более
чем на 25% в подъ-
ёмниках при ско-
ростях свыше 3,5
м/сек.
При торможе-
нии кабина удер-
живается на на-
правляющих тре-
нием между ра-
бочими органами
(клиньями, кле-
щами, роликами)
сработавших ло-
вителей и сами-
ми направляющи-
ми. Сила трения
должна быть при
этом достаточной не только для удержания
кабины, загружённой до полной грузоподъём-
ности, но и для погашения кинетической
энергии её, удовлетворяя равенству
Фиг. 16. Направляющий баш-
мак роликового типа.
A8)
где /? —тормозное усилие ловителей; GK —
вес кабины в кг; пгр — грузоподъёмность
кабины в кг; Vq—скорость движения ка-
бины, при которой начали действовать лови-
тели, в м/сек; s — тормозной путь в м;
^=9,81 м/сек2; <р] — коэфициент, характери-
зующий работу ловителей *.
В подъёмниках с лебёдками барабанного
типа ловители приводятся в движение огра-
ничителями (регуляторами) скорости или си-
Фиг. 17. Смазывающие аппараты инерционного
типа.
стемои тяг и рычагов, соединяющей их с ка-
натной подвеской. В подъёмниках с канато-
ведущими блоками ловители приводятся
в действие только от
ограничителей скоро-
сти.
По существующим
правилам Котлонадзора
в подъёмниках со ско-
ростями движения до
Фиг. 18. Смазывающий
аппарат фитильного
типа.
Фиг. 19. Клиновым
ловитель мгновен-
ного действия.
1 м/сек допускается применение ловителей
мгновенного действия, останавливающих ка-
бину на очень коротком тормозном пути.
Наиболее распространёнными ловителями
этой группы являются ловители (фиг. 19),
в которых зубчатые клинья, смещаясь при
* Коэфициент этот для ловителей мгновенного дей-
ствия принимается равным <Pi ¦• 0,5; при расчёте ловите-
лей постепенного действия для облегчения постоянства
тормозного усилия задаются величиной ср,, близкой к еди-
нице.
ГЛ. XXVIII]
ДВЕРИ ШАХТ И КАБИН
979
срабатывании по наклонной плоскости, вре-
заются в направляющие.
При повышенных скоростях, когда усилия,
воспринимаемые направляющими при посадке
кабины на ловители, достигают десятков
тонн, а величины замедления при коротких
Фиг. 20. Клещевые пружинные ловители.
путях торможения превышают пределы, безо-
пасные для человеческого организма, при-
меняются ловители скользящего типа с по-
степенно затормаживающим действием —
клиновые пружинные, клещевые пружинные
(фиг. 20 и 21) и роликовые пружинные.
Фиг. 22. Центробежный
ограничитель скорости.
Для приведения в
действие ловителей
при превышении ра-
бочих скоростей дви-
жения кабин подъёмники снабжаются цен-
тробежными ограничителями (регуляторами)
скорости (фиг. 22), соединяемыми с меха-
низмами ловителей по схеме, показанной на
фиг. 23. В этой схеме бесконечный канат 1,
соединённый фрикционным зажимом 2 с ка-
биной 3, огибает блок 4 ограничителя и на-
тяжной блок 4' в приямке шахты. Переме-
щаясь со скоростью, равной скорости кабины,
он сообщает вращение вертикальному шпин-
делю ограничителя и скреплённым со шпин-
делем раздвижным грузам 5*. Несколько
выше зажима 2 к канату 1 закреплён вспо-
могательный канат 6, отводимый по откло-
няющим блокам 7 и (У на барабан 9, в ступи-
цах которого имеется винтовая нарезка (соот-
ветственно правая и левая) для тяг 10 пру-
жинных клещей // ловителей. При превы-
шении допустимой скорости опускания ка-
бины раздвигающиеся грузы 5 ограничителя,
воздействуя на систему рычагов, застопори-,
вают канат / с силой, достаточной для про-
скальзывания его во фрикционном зажиме 2.
При продолжающемся движении кабины
вспомогательный канат 6 сбегает с бара-
бана 9, вращая барабан и заставляя тяги 10
смещаться навстречу друг другу. По мере
смещения тяг клещи ловителей зажимают
направляющие 12, осуществляя постепенное
торможение. Электрические контакты, кото-
рыми снабжён ограничитель, осуществляют
при этом необходимые переключения в элек-
троаппаратуре подъёмника, обусловливающие
понижение числа оборотов или выключение
электродвигателя лебёдки.
ДВЕРИ ШАХТ И КАБИН
Двери шахт и кабин явля-
ются одним из наиболее ответ-
ственных элементов конструк-
ции подъёмников, во многом
определяющим безопасность
их работы.
По характеру раскрытия
двери подразделяются на рас-
пашные и раздвижные. Рас-
пашные двери, укрепляемые
на петлях и открываемые со-
ответственно внутрь кабин и
в сторону этажных площадок,
управляются вручную и не-
удобны тем, что пользование
ими предполагает обязатель-
ное наличие свободных про-
странств в кабинах и на пло-
Раздвижные двери,
состоящие из од-
ной, двух или не-
? скольких створок,
открываются при
движении по на-
правляющим в пло-
скости, параллель-
ной плоскости
дверного проёма,
причём створки
двухстворчатых дверей раздвигаются либо
в противоположные стороны с одинаковой
скоростью (односкоростные двери цен-
11 10 9 10 11
Фиг. 23. Схема соединения механизма ловителей с огра-
ничителем скорости
* По действующим правилам Котлонадзора диаметр
каната ограничителя скорости принимается не меньшим
7 мм для подъёмников со скоростями движения до 1 м/сек
и не меньшим 10 мм для подъёмников со скоростями
движения, большими 1 м/сек.
980
ПОДЪЁМНИКИ (ЛИФТЫ)
[РАЗД. IV
трального раскрытия по фиг. 24, а), либо в
одну сторону со скоростью створки 1, вдвое
превышающей скорость створки 2 (двух-
скоростные двери по фиг. 24, б). К группе
&*Ш:=:=.:-,
б)
Фиг. 24. Схемы раздвижных дверей: а — односкоро-
стной и б — двухскоростной.
раздвижных дверей относятся также решет-
чатые раздвижные (складывающиеся) двери,
показанные на фиг. 25. Эта конструкция две-
рей допускается для установки в кабинах
грузовых подъёмников и запрещена для при-
менения в кабинах пассажирских подъёмни-
ков и в шахтных дверных проёмах *. Для из-
готовления створок две-
рей используется листо-
вая сталь; при сетчатом
ограждении шахт двери
шахтных дверных проё-
УиУУУ1МУ1К/1\/1М1 мов МОГУТ выполняться
|(Pwwwww(www\l из металлической сетки
irWvwwwWWWW11 ^ толщиной проволоки
не менее 1,2 ли* и с ли-
нейными размерами
ячеек не более 20 мм.
При необходимости
обеспечения высокой
произвол ительности
подъёмников открыва-
ние и закрывание две-
рей кабин и шахт мо-
гут производиться ав-
томатически примени-
тельно к одной из двух
автоматического упра-
Фиг. 25. Раздвижные
двери.
основных систем
влеиия.
В первой системе предусматривается уста-
новка отдельных приводов для каждой двери
кабины и шахты. Привод дверей кабины со-
стоит из небольшого электродвигателя, чер-
вячного редуктора, кривошипа и системы
рычагов (фиг. 26), а привод дверей шахты
осуществляется системой рычагов, связанных
с винтовой тягой, которая приводится в дви-
жение электродвигателем. Во второй си-
стеме привод с электродвигателем, устана-
вливаемыми только на кабине, используется
для открывания дверей кабины и шахты.
Закрывание дверей осуществляется с помощью
пружин (фиг. 27).
* Двери так называемого гильотинного типа, подни-
мающиеся при открывании в вертикальном направлении,
запрещены для применения правилами Котлонадзора и
вдесь не рассматриваются.
Время открывания и закрывания дверей
при автоматизации управления составляет
2,5—5 сек. (меньшие значения—для одно-
Фиг. 26. Рычажный механизм управления дверьми.
скоростных дверей и большие значения —
для двухскоростных дверей).
Для предотвращения движения подъёмни-
ков с открытыми дверями кабин или шахт
Фиг. 27. Пружинный механизм упра-
вления дверьми.
предусматриваются электроблокировочные
устройства. Кроме того, двери шахт снабжа-
ются механическими замками, препятствую-
щими открыванию дверей раньше, чем кабина
подъёмника не остановится у соответствую-
щего шахтного дверного проёма.
ПРОТИВОВЕСЫ И УРАВНОВЕШИВАЮЩИЕ
УСТРОЙСТВА
Для облегчения работы двигателей
в подъёмниках применяются противовесы,
перемещающиеся в шахтах вдоль отдельных
направляющих. От весовой характеристики
противовесов в значительной мере зависят
тяговое усилие привода, величина давления,
воспринимаемого подъёмными канатами на
барабанах и канатоведущих блоках привода,
и необходимая мощность двигателей.
Вес противовеса принимается равным
0/41 =
-r 0,5) Огр кг, A9)
где GK — вес кабины и Gzp — номинальная
грузоподъёмность кабины
ГЛ. XXVIII]
УПОРЫ И БУФЕРЫ
981
Фиг. 28. Рама про
тивовеса.
Каждый противовес (фиг. 28) состоит из
металлической рамы, подвешенной к подъём-
ным канатам; на раме монтируются напра-
вляющие башмаки и смазы-
вающие аппараты. Внутрь
рамы вкладываются чугун-
ные грузы, соединённые
между собой болтами.
Обычная толщина противо-
весов для грузовых и пас-
сажирских подъёмников со-
ставляет 100—120 мм, уве-
личиваясь в большегруз-
ных подъёмниках {Gzp~^>
> 2000 кг) до 300 мм.
В подъёмниках, обслу-
живающих здания высотой
более 35 м, вес подъёмных
канатов оказывает значи-
тельное влияние на урав-
новешивание кабины и про-
тивовеса и на работу дви-
гателя привода. Для устра-
нения этого влияния исполь-
зуют нижние уравновеши-
вающие канаты, или цепи,
закрепляемые к кабинам и
противовесам, и огибаю-
щие натяжные блоки в при-
ямках шахт (см. фиг. 1,д).
Блоки могут перемещаться в вертикальных
направляющих и снабжаются устройствами
электроблокировки, выключающими двигатели
подъёмников в случаях, когда вытяжка подъём-
ных канатов достигает предельной величины.
УПОРЫ И БУФЕРЫ
Упоры и буферы, устанавливаемые в при-
ямках шахт, предназначаются для уменьше-
ния удара при остановке кабин и противо-
весов в случаях неисправности концевых
выключателей и подразделяются на жёсткие,
пружинные и масляные.
Жёсткие упоры (металлические или
бетонные опоры с упругими накладками из
твёрдой резины, кожи
или дерева) приме-
няются только в
подъёмниках с ма-
лыми скоростями (до
0,5 м/сек).
Пружинны е
буферы, в простей-
шем случае предста-
вляющие собой витые
пружины из круглой
стали, помещённые в
стакане или на шайбе
и закрытые сверху
шайбой или спе-
циальным колпаком
(фйг. 29), использу-
ются в подъёмниках со скоростями движения
до 1,0 м/сек.
Расчёт пружинных буферов ведётся по
наибольшей нагрузке, но так, чтобы при наи-
меньшей возможной нагрузке замедление,
осуществляемое буфером, не превосходило
2,5g (= 25 м/сек*). При этом размеры буфер-
ных пружин не должны излишне увеличи-
вать глубину шахтных приямков. В большин-
Фиг. 29. Схема пружинного
буфера.
стве выполненных подъёмников кабина и про-
тивовес имеют по две пружины, каждая
из которых воспринимает половину на-
грузки ятах.
Для буферов кабин максимальная сила
сжатия пружины Ртйх и величина прогиба /
находятся из уравнений:
P~,.v = (GK -4- G,,
кг; B0)
/=¦
VQ
~g~
g
м, B1)
где GK — вес кабины в кг; Gzp — вес груза
в кг; p =
замедление,
K-\- Gzp
с которым должен работать буфер, в м/сек2;
?г = 9,81 м/сек2; с — характеристика пружины
(усилие сжатия на единицу длины) в кг; v0 —
скорость, при которой срабатывают лови-
тели, в м/сек; Gnp — вес противовеса в кг;
1 = е^Р—коэфициент, вводимый при расчёте
подъёмников с канатоведущими блоками.
Для буферов противовеса уравнения B0)
и B1) принимают вид:
кг,
f =
'пр
>пр
U
B2)
м. B3)
Значение р принимается в этом случае
равным 2,5g.
Масляные буферы применяются для
подъёмников с большими скоростями движе-
ния (свыше 1 м/сек).
Каждый такой бу-
фер (фиг. 30) состоит
из корпуса 1 с отвер-
стиями в стенках,
плунжера 2 и пру-
жины 3, удерживаю-
щей плунжер в его
крайнем верхнем по-
ложении. В углубле-
ниях головной части
плунжера вставлен
шток с грибовидной
головкой 4, ускори-
тельной пружиной 5
(эта головка, заме-
няемая иногда рези-
новой подушкой, слу-
жит для смягчения
удара при посадке ка-
бины или противо-
веса), а корпус / по-
мещён в кожух 6, ко-
торый, так же как
и корпус, заполнен
маслом. Опускающая- фиг т Масляный буф
СЯ КаОИНа (прОТИВО- с ускорительной пружиной.
982
ПОДЪЁМНИКИ (ЛИФТЫ)
[РАЗД. IV
вес), соприкасаясь с головкой 4, сжимает
пружину 5; в дальнейшем плунжер 2, вдви-
гаясь в корпус 1, вытесняет через отверстия
заполняющее его масло. Число отверстий,
размеры и расположение их подбираются
так, чтобы сопротивление масла при истече-
нии во внешний кожух было бы достаточным
для создания постоянного замедления, чис-
ленно равного ускорению силы тяжести (g).
Возврат плунжера в исходное положение
осуществляется пружиной 3.
Ход плунжера определяется из уравнения
М,
B4)
где vx— скорость, с которой кабина подхо-
дит к буферу.
Рабочее давление масла в корпусе буфера
при площади плунжера F см? составит
2Р„
кг/см2.
B5)
где Р
наибольший вес загружённой ка-
бины или противовеса в кг.
Общее число отверстий в корпусе буфера
для истечения масла при вдвигании плун-
жера определится равным
B6)
а размещение их должно быть выполнено
так, чтобы для любого положения плунжера
удовлетворялось равенство
2*=Z*A, B7)
где а — площадь одного отверстия в см2;
Sj — остающийся ход плунжера в м; z — число
ещё не закрытых отверстий на длине остаю-
щегося хода плунжера; с ~ коэфициент исте-
чения жидкости (~ 0,07 для веретённого
масла и ~ 0,0065—0,01 для керосина).
Масляные буферы устанавливаются в при-
ямке шахты по одному под кабиной и под
противовесом, точно по центрам их, поддер-
живаясь при необходимости дополнительными
креплениями (кронштейнами или балками),
заделанными в стены приямка *.
* Иногда масляные буферы подвешиваются к проти-
вовесам.
Головка масляного буфера должна распо-
лагаться на расстоянии около 75 мм от опор-
ной поверхности кабины, находящейся на
уровне нижней остановки.
СИСТЕМЫ УПРАВЛЕНИЯ
И СИГНАЛИЗАЦИИ
Под системами 'управления подъёмниками
понимаются системы устройств, с помощью
которых подъёмники приводятся в движение
и выключаются по окончании работы. Преи-
мущественное распространение из большого
количества предлагающихся систем получи-
ли системы рычажного и кнопочного упра-
влений.
Рычажное управление, при кото-
ром пуск и остановка кабин пассажирских
подъёмников и грузовых подъёмников с про-
водниками осуществляется с помощью ры-
чажных аппаратов, установленных в кабинах,
не обладает автоматичностью действия. Ка-
бины останавливаются проводниками в любом
месте по высоте шахт. Точность остановки
определяется производственным опытом про-
водника; исправление неточности остановок
достигается повторными пусками кабины.
Кнопочное управление, при ко-
тором пуск кабин осуществляется нажимом
на пусковые кнопки, а остановка произво-
дится автоматически на том этаже, кнопка
с номером которого была нажата, приме-
няется для всех групп подъёмников.
Кнопочное внутреннее управление, пред-
полагающее установку кнопочной станции
с кнопкой „стоп" и нумератора в кабине,
обслуживается проводником, постоянно сопро-
вождающим кабину. Для вызова кабины с эта-
жей на последних устанавливаются звонко-
вые кнопки к нумератору в кабине.
При кнопочном наружном управлении
кнопочная станция с кнопкой „стоп", сигналь-
ная лампа „занято" и нумератор устанавли-
ваются на одном из этажей здания, а на осталь-
ных этажах размещаются кнопки звонковой
сигнализации к центральному посту упра-
вления.
Для пассажирских подъёмников приме-
няется также двойное кнопочное управление,
при котором в кабинах устанавливаются кно-
почные станции с пусковыми кнопками для всех
этажей и с отдельной стоп-кнопкой, и подвиж-
ной контактный пол, а на этажных площадках
размещаются вызывные кнопки для вызова
порожней кабины и сигнальные лампы .за-
нято".
Электрические схемы подъёмников при-
ведены в главе XXI „Электропривод подъём-
но-транспортных машин".
ЛИТЕРАТУРА И ИСТОЧНИКИ
КорнеевГ. К. и Вышеславцев СИ., Систе-
матизация отечественного и зарубежного опыта по пас-
сажирским и грузовым лифтам, анализ существующих
конструкций и установление основных технических па-
раметров, ч. I - III, ВНИИПТМАШ, М. 1948.
Куницкий Н. Л., Электрооборудование подъёмно-
транспортных сооружений, ч. II, Машгиз, М.—Л.
1942.
ХайменсФ. и Хельборн А., Подъёмники (лифты)
с канатоведущими шкивами, ОНТИ, М. — Л. 1937.
Глава XXIX
ВАГОНООПРОКИДЫВАТЕЛИ
ВВЕДЕНИЕ
Вагоноопрокидыватели применяются для
выгрузки насыпных и навалочных грузов,
перевозимых в вагонетках, на открытых же-
лезнодорожных платформах, в полувагонах
широкой и узкой колеи и большегрузных
крытых вагонах широкой колеи.
По способу выгрузки, который определяет-
ся типами разгружаемого подвижного состава,
вагоноопрокидыватели подразделяются на
торцевые (используемые для разгрузки же-
лезнодорожных платформ и полувагонов с
откидными торцевыми стенками), боковые
(в которых железнодорожные платформы и
полувагоны наклоняются при разгрузке, по-
ворачиваясь вокруг продольной оси на угол
до 160е), круговые (в которых разгружаемые
полувагоны поворачиваются вокруг продоль-
ной оси на угол до 160°) и комбинирован-
ные (используемые для разгрузки крытых
вагонов).
В зависимости от условий разгрузки и ха-
рактера обслуживания разгрузочного фронта
различают вагоноопрокидыватели стацио-
нарные и передвижные.
ТОРЦЕВЫЕ ВАГОНООПРОКИДЫВАТЕЛИ
Торцевые вагоноопрокидыватели, которые
разгружают железнодорожные платформы и
полувагоны с торцевыми откидными стен-
ками, наклоняя их на угол 55—70° по попе-
речной оси, осуществляют разгрузочные опе-
рации ниже, выше и на уровне рельсового
пути.
Торцевой вагоноопрокидыватель, обслу-
живающий выгрузку груза из полувагонов в
приёмные бункеры или трюмы судов, рас-
положенные ниже рельсовых путей, пока-
зан на фиг. 1. Он состоит из платформы 1,
поворачивающейся вокруг поперечной оси 2,
гидравлического цилиндра 3, шток которого
поддерживает переднюю часть поворотной
платформы, гидравлического аккумулятора 4,
трубопроводом 5 сообщающегося с цилин-
дром, и противовеса 6, соединённого с плат-
формой. Гружёный полувагон устанавли-
вается на платформе так, чтобы центр тя-
жести его располагался влево от оси 2—со
стороны разгрузочного лотка 7; при нака-
тывании полувагона на платформу передняя
вагонная ось автоматически захватывается
крюками 8. После установки полувагона по-
воротом рычага 9 цилиндр 3 сообщается с
аккумулятором 4 и тогда шток, поддержи-
вающий платформу, вдвигается в цилиндр и
при перетекании жидкости из цилиндра в
аккумулятор платформа поворачивается во-
круг оси 2, занимая положение, показанное
штрихпунктиром. По достижении платфор-
мой максимального угла наклона доступ жид-
кости в аккумулятор прекращается. По окон-
чании разгрузки полувагона снова устана-
вливается сообщение между цилиндром и
аккумулятором и под совместным действием
Фиг. 1. Торцевой вагоноопрокидыватель для разгрузки
ниже уровня рельсового пути.
противовеса и жидкости, поступающей из
аккумулятора в цилиндр, платформа с опо-
рожненным полувагоном устанавливается в
исходное горизонтальное положение.
Помимо гидравлического привода вагоно-
опрокидыватели этой подгруппы могут снаб-
жаться электроприводом, в некоторых же
конструкциях их операция поворачивания
платформы и последующей установки её в
горизонтальной плоскости осуществляется с
использованием только силы тяжести.
Гидравлический и электрический приводы
примеья отся также в торцевых вагоноопро-
кидывателях, обслуживающих разгрузку по-
лувагонов на уровне рельсового пути (фиг. 2).
В этих вагон'оопрокидывателях платформа 1
поворачивается вокруг оси 2, располагаемой
со стороны разгрузочного приямка. Наклон
платформы в вагоноопрокидывателях с элек-
984
ВАГОНООПРОКИДЫВАТЕЛИ
[РАЗД. IV
троприводом достигается с помощью канатов,
реек, винтов, зубчатого или цевочного сек-
тора 3, входящего в зацепление с ведущей
зубчаткой 4 привода; в вагоноопрокидывате-
лях с гидроприводом платформа ставится в
наклонном положении штоком гидравличе-
ского цилиндра. В некоторых конструкциях
вагоноопрокидывателей
(для случаев разгрузки
полувагонов в бунке-
ры — приямки, распола-
Фиг. 2. Торцевой вагоноопрокидыватель для разгрузки
на уровне рельсового пути.
гающиеся параллельно оси рельсового пути,
и для разгрузки полувагонов с тормозными
площадками, независимо от расположения
последних) на платформах монтируются пово-
ротные круги (см. позицию 5 на фиг. 2).
В торцевых вагоноопрокидывателях, осу-
ществляющих разгрузку выше уровня рельсо-
вого пути (фиг. 3), полувагоны, установлен-
ные на опрокидных платформах, поднимаются
сначала на некоторую высоту A0—20 м) и
лишь после выполнения операции подъёма
производится основная операция разгрузки.
Передвижной торцевой вагоноопрокиды-
ватель показан на фиг. 4. Разгружаемый по-
лувагон передней по ходу колёсной парой
вводится на специальную подъёмную тележку
и закрепляется на ней крюками, набрасывае-
мыми на вагонную ось. После этого тележка
наклоняя её, осуществляют операцию раз-
грузки. После этого вторичным поворачива-
нием опрокидной платформы в горизонталь-
ной плоскбсти на угол 90° опорожненный по-
лувагон устанавливается по продольной оси
железнодорожного пути, опускается до уровня
последнего и по инерции скатывается в сто-
рону, противо-
положную на-
катыванию. По-
следующий по-
ворот опрокид-
ной платформы
^тЩЖ
Фиг. 3. Торцевой вагоноопрокидыватель для разгрузки
выше уровня рельсового пути.
на угол 180° возвращает её в исходное по-
ложение, и разгрузочный цикл может быть
повторен.
Производительность торцевых вагоноопро-
кидывателей в среднем равна 8—10 вагонам
в час; грузоподъёмность вагонов 15—20 т.
Определение величины моментов опроки-
дывания при расчёте торцевых вагоноопро-
Фиг. 4. Передвижной торцевой вагоноопрокидыватель.
с помощью лебёдки поднимается на плат-
форму опрокидывателя; вместе с ней подни-
мается на платформу и подлежащий раз-
грузке вагон. Поворачивая затем платформу
в горизонтальной плоскости на угол 90° и
кидывателеи ведётся применительно к одному
из двух основных случаев разгрузки.
а) Высыпание груза из полувагона во
время подъёма платформы происходит при
углах опрокидывания, больших или равных
ГЛ. XXIX]
ТОРЦЕВЫЕ ВАГОНООПРОКИДЫВАТЕЛИ
985
углу естественного откоса груза. На прак-
тике такие случаи имеют место при разгрузке
слежавшегося или смёрзшегося груза, со-
скальзывающего всей массой по дну полува-
гона при максимальном угле подъёма (фиг. 5).
Момент опрокидывания (Мх) относительно
Фиг. 5. Схема действия нагрузок при разгрузке
торцевым вагоноопрокидывателем слёживающихся
и смерзающихся грузов.
точки вращения О при угле наклона ср, опре-
деляется в этих случаях уравнением
Мх= (G2-f-GQ) @,51 - я) cos 9x - [G2 (a +
)+G(Q5H)] + G [ ( +
+ 0,5 L — n) — sinyxb] тм, A)
где GD =L-B-H--\ — вес груза в m\ Gx — вес
платформы опрокидывателя в т; G^ — соб-
ственный вес вагона вш;1 — длина вагона в м;
В—ширина вагона в м; Н — высота вагона
в м\ у — насыпной вес груза в т/м%; а, Ь, с,
п — расстояния, измеренные от оси опроки-
дывания О (см. фиг. 5) соответственно до
пола вагона, центра тяжести вагона, центра
тяжести платформы и торцевой стенки ва-
гона. Наибольшей величины опрокидываю-
щий момент достигает при срЛ. = О.
б) Груз высыпается из полувагона равно-
мерно, по мере увеличения угла наклона,
причём отход торцевой откидной стенки
полувагона увеличивается с увеличением
угла наклона, и, следовательно, отсутствует
добавочное усилие от трения материала о
стенку (фиг. 6, а).
Момент опрокидывания для угла наклона уЛ
определится при этом равным
Mr=G
— П ) —Sin
jGD [cos 9x @,51 + 0,5/, - л) -
— sin <рх (с + 0,5 Н)] 4- G2 [cos <fx @,5?. — я) —
— sin ер;,, (а + с)] + Gj [cos t?x (m + 0,5/. — n) —
— s\n<?x-b] тм, B)
GA=0,5HBfx4 — вес части груза, очер-
т при
fx) X
прямо-
х, /х ^=
есте-
где GA
ченной в сечении по треугольнику, в
угле наклона yx',Gn = k-B-H-t — {L
X Н-В-\ — вес части груза, очерченной
угольником, в т при угле наклона у
= Н ctg pr = H ctg (а — ух); а — угол
ственного откоса груза.
Уравнением B) можно пользоваться в пре-
делах угла наклона от ух = 0 до ср^ = <\>, при
котором часть груза высыпается, а остаю-
щаяся часть располагается в сечении по
треугольнику k = 0 (фиг. 6, tf). Угол Ф опре-
деляется из равенства
При достижении углом ух величины, рав-
ной углу естественного откоса а, вагон бу-
Фиг. 6. Схемы действия нагрузок при разгрузке торцевым
вагоноопрокидывателем свободно высыпающихся грузов.
дет опорожнен. В пределах ух = ф до <fx = a
уравнение момента опрокидывания примет
вид
-1 - л)-sin
+G2 [cos yx @,5L — n) — sin срж (a -]- c)] +
[cos yx (/n-j-0,5Z. — n) — sin yxb] тм, C)
где
и р, = а-<
986
ВАГОНООПРОКИДЫВАТЁЛИ
[РАЗД. IV
Начальный момент опрокидывания опре
делится в этих случаях при подстановке зна-
чения (fx = 0 в уравнение B). Значение fx
при горизонтальном положении платформы
вагоноопрокидывателя находится из равенства
fx = Hctga. Моменты при опускании разгру-
женного вагона в первоначальное положение
определяются по уравнению B), в котором
значения GA и Gq приравниваются нулю. По
максимальному статическому моменту, опре-
делённому из уравнений A) и B), ведётся в
дальнейшем расчёт механизмов вагоноопро-
кидывателя и производится выбор электро-
двигателя (окончательная поверка электро-
двигателей производится согласно указаниям
раздела .Силовое оборудование подъёмно-
транспортных машин* настоящей главы).
БОКОВЫЕ ВАГОНООПРОКИДЫВАТЁЛИ
Боковой опрокидыватель разгружает вагон,
вращая его относительно оси, расположенной
параллельно продольной оси вагона. Боковые
опрокидыватели подразделяются на вращаю-
щпе и подъёмно-вращающие. Последние снаб-
жены подъёмными механизмами и характери-
зуются тем, что основной операции разгрузки
в них предшествует операция подъёма гру-
жёного вагона над уровнем рельсового пути.
Применительно к характеру обслуживаемых
операций боковые опрокидыватели могут быть
стационарными, обычно используемыми для
перегрузки груза из вагона в вагон, из ваго-
нов в трюмы речных и морских судов или
на конвейерные установки, и передвижными,
используемыми для выгрузки груза в шта-
бели на складах.
Стационарный боковой вагоноопрокидыва-
тель (фиг. 7) состоит из опорной металлокон-
струкции /, опрокидывающего механизма 2,
люльки 3 с передвижной платформой, за-
жимного механизма и балок 4 для закрепле-
ния вагона в период опрокидывания. Пере-
движному опрокидывателю (фиг. 8) придаются,
кроме того, ходовые тележки 5 с механизмом
передвижения и наклонные рельсовые звенья
для подачи и уборки вагонов.
Металлоконструкция состоит из двух жё-
стких рам, связанных между собой нижними
и верхними продольными балками. Внутри
металлоконструкции помещается опрокидная
люлька (фиг. 9), выполненная из L-образных
балок 1 с продольными связями. На горизон-
тальной части люльки помещается подвижная
платформа 2 (фиг. 10), вдоль которой уло-
жены рельсы для разгружаемых вагонов. Плат-
форма снабжена катками и допускает возмож-
ность некоторого бокового смещения вместе с
устав овленным на ней вагоном в сторону вер-
тикальной стенки люльки. Это смещение про-
исходит в начальный период опрокидывания
и в продолжение всего последующего рабо-
чего цикла вагон оказывается прижатым к
вертикальной стенке люльки, снабжённой
деревянной подушкой 3. По окончании раз-
грузки вагона платформа под действием пру-
жин возвращается в исходное положение.
На стенке люльки на балансирной подвеске
укреплены канаты опрокидывания, а к вы-
ступам её 4 прикреплены канаты противове-
сов, уравновешивающих люльку.
При опрокидывании вагон закрепляется
на платформе 2 зажимными балками 5.
Балки, количество которых в зависимости
от грузоподъёмности вагоноопрокидывателя
принимается равным от двух до шести, опу-
скаются на кузов вагона в начальный период
опрокидывания (после того, как платформа 2
сместится в сторону вертикальной стенки
люльки), удерживаясь в рабочем положении
с помощью противовеса.
Опрокидывание люльки осуществляется
лебёдкой, располагающейся в верхней части
опрокидывателя в закрытом помещении.
Фиг. 7. Стационарный боковой вагоноопрокидыватель.
Ходовой механизм передвижного опроки-
дывателя состоит из четырёх двухосных теле-
жек с отдельными электроприводами. Элек-
тротормозы тележек ходового механизма
сблокированы между собой, и при выходе
из строя одного из двигателей нормальная
работа всех тормозов не нарушается.
Для накатывания вагонов на люльку и
уборки вагонов после разгрузки с обеих тор-
цевых сторон опрокидывателя помещаются
накладные наклонные пути длиной 15 -и с
уклоном 8%.
Накатывание и уборка вагона осуще-
ствляются специальной тележкой, которая пе-
ремещается между рельсами на платформе
с помощью канатов, упираясь особым высту-
пом в вагонную ось. Точная установка ваго-
нов на платформе люльки вагоноопрокиды-
вателя достигается применением концевых
выключателей.
Пост управления вагоноопрокидывателя
располагается на торцевой стороне его в за-
крытом помещении.
Фиг. 8. Передвижной боковой вагоноопрокидыватель
988
ВАГОНООПРОКИДЫВАТЕЛИ
Питание передвижного опрокидывателя
электроэнергией осуществляется от трол-
лейных проводов.
Сводная техническая характеристика бо-
ковых вагоноопрокидывателей:
Грузоподъёмность разгружае-
мых вагонов * . 6э—iao m
Часовая производительность ва-
гоноопрокидывателя в вагонах . . 15—4°
Часовая производительность ва-
гоноопрокидывателя 9°°—48о° т
Продолжительность цикла раз-
грузки 1.5—3.5 мин.
Вес разгружаемых вагонов с
грузом 8о—i6o m
Вес вагоноопрокидывателя . . . 250—бэо т
Максимальный угол опрокиды-
нания (поворота люльки) i6o°
Количество ходовых колёс в пе-
редвижных вагоноопрокидывате-
лях г6—32
Средняя скорость движения пе-
редвижных вагоноопрокидывате-
лей 15—3° Ml мин
Мощность электродвигателей
механизма опрокидывания . . . . 2Xi3o-r2X45° л с-
Мощность электродвигателей
механизмов передвижения в пере-
движных вагоноопрокидывателях . 75~4Х2д ¦*¦ с-
Мощность электродвигателей
вспомогательных механизмов. . . 204-2-5 л. с.
Суммарная мощность электро-
двигателей исполнительных меха-
низмов вагоноопрокидывателя . . з5°-^1ао° ¦*¦ с
Определение момента опрокидывания
груза при расчёте боковых вагоноопрокиды-
вателей. так же как и при ранее рассмотрен-
¦ Нпротидо-
Фиг. 9. Схема положений опрокидной люльки в процессе
опрокидывания.
ном расчёте торцевых вагоноопрокидывате-
лей, ведётся применительно к двум основ-
ным случаям разгрузки:
а) Смерзшийся или слежавшийся груз со-
скальзывает всей массой по стенке вагона
при максимальном угле опрокидывания
(фиг. 11). В этом случае момент опрокиды-
вания относительно оси вращения опроки-
дывателя будет равен
Мх = G (х cos <рж -f у sin ер*) тм, D)
где G—вес груза в т\ ух — угол наклона (опро-
кидывания); х = т + е + 4- и _у = я —¦ -^- —
координаты центра тяжести груза и е — рас-
стояние между кузовом вагона и опорной
стенкой опрокидывателя, изменяющееся от
максимального значения до нуля в пределах
угла опрокидывания <рх от 0° до 10—12°.
Уравнение D) позволяет определить ве-
личину момента для любого угла опрокиды-
вания и выявить характер зависимости(кри-
вой) моментов от изменения угла <рх.
• Большие величины грузоподъёмности относятся
стационарным яагоноопрокидывателям.
ГЛ. XXIX]
БОКОВЫЕ ВАГОНООПРОКИДЫВАТЕЛИ
989
б) Груз высыпается из вагона равномерно
по мере увеличения угла опрокидывания,
причём площадь сечения груза в начале опро-
кидывания (при ух<^а) у
очерчивается по прямо-
угольнику (фиг. И), за-
тем при увеличении
Угол опрокидывания <р', при котором слой
груза в кузове вагона начинает распола-
гаться по треугольнику (фиг. 12, б), нахо-
дится из уравнения
Ц.т.
Ось дращения
люльки
где
основания тре-
v — -гг ¦ Величина
Нл
угольника Hi при высоте вертикальной стенки
люльки опрокидывателя Н^.2Ь равна Нt —H;
при/-/>2/» для промежуточного положения
люльки, когда груз, высыпаясь из вагона, ещё
не сбрасывается со стенки люльки,
ab
Ц.т люльки
Ц. т. вагона
Фиг. 11. Схема действия нагрузок при разгрузке
боковым вагоноопрокидывателем.
угла cpjp до некоторой величины ср' > а— по
прямоугольнику и треугольнику (фиг. 12, а)
и, наконец, при <?*>•?' — только по треуголь-
нику (фиг. 12, б). В этом случае момент
опрокидывания относительно оси вращения
опрокидывателя также определяется из урав-
нения D), причём в пределах <?х<Са коорди-
Ц. т. груза
0,5 tg ъ
и при Н^>2Ь, когда имеет место сбрасыва-
ние груза со стенки люльки, Hi — Н.
Начало сбрасывания груза со стенки люльки
определяется величинами
аЬ
Н
'ix = 90°
Объём груза, остающегося в вагоне и на
стенке люльки, находится для различных зна-
чений угла опрокидывания <$х из уравнения
Ось дращения люльки
Фиг. 12. Схемы действия нагрузок при разгрузке боковым опрокидывателем.
= т
наты хну центра тяжести груза прини-
маются равными
, а Ъ
+ ~y и у = п —,
где по предыдущему при срж^ 10—12° е = 0;
в пределах ух ><х до<р' равными (по фиг. 12, а)
л;=т + й„ и у = п — Ьо,
а (ЗЬу + су)
где
и в пределах <р;
х = т
где
а0
где V — объём груза в вагоне до опрокиды-
вания; Fx — площадь сечения груза в вагоне
и на стенке люльки при заданном щх.
Момент опрокидывания от собственного
веса вращающейся части опрокидывателя
и веса вагона в периоды опрокидывания и
обратного хода люльки (см. фиг. 11) опреде-
ляется из уравнения
Мх — GiRi cos 6j + G2/?2 cos 62 тм, (б)
где Gj — вес вращающейся части (люльки)
опрокидывателя; G% — собственный вес (тара)
вагона; Ri = у х\ + у\ — радиус вращения
равными (по фиг. 12,6) центра тяжести люльки; ^^"ЩТЛ -
и У — п — *<>• радиус вращения центра тяжести вагона;
Oj = 270 + ji + <{х и 62 = 270 + ф2 + «р*;
с], + Ъ
+ ЪЪу
^о = ^;
<fx — угол опрокидывания; ф] — угол между
координатной осью х — х и прямой, соеди-
990
ВАГОНООПРОКИДЫВАТЕЛИ
[РАЗД. IV
няющей центр тяжести люльки, и осью вра-
щения; ф2—-угол между координатной осью
а* — х и прямой, соединяющей центр тяже-
сти вагона с осью вращения.
Момент от противовеса люльки
Мх = Gsb тм G)
и момент от противовеса зажимных балок
Мх = G4e тм. (8)
В этих уравнениях G3 —вес противовеса
люльки, G4 —вес противовеса зажимных ба-
лок, Ъ и с — плечи канатов противовесов
относительно оси вращения опрокидывате-
ля (фиг. 13) — переменные величины, которые
находятся графическим построением. Вес
противовеса люльки подбирается при этом
из условия, чтобы момент Мх максимально
снижал суммарный момент опрокидывания и
создавал относительно равномерное расхо-
дование энергии на протяжении всего цикла
разгрузки; вес противовеса зажимных балок
(при весе груза G, весе вагона G2, коэфи-
циенте трения вагона о вер-
тикальную стенку люльки /,
максимальной величине угла
„ барабан механизма
опрокидывания
Фиг. 13. Схема механизмов опрокидывания и опу-
скания зажимных балок бокового вагоноопрокиды-
вателя.
опрокидывания <ргоах и коэфициенте запаса
k= 1,2) находится из уравнения
G4 = 0,5 (G + G3) (cos Тюах ~ /sin ?шах) k m (9)
для случая одновременного соскальзывания
всей массы выгружаемого груза по стенке
вагона и из уравнения
G4 = 0,5G2 (cos <ршах — /sin<pmax)A m (9a)
для случаев постепенной и равномерной
разгрузки.
Усилие в канате противовеса зажимных
балок равно
5 =
п
Щ
A0)
Натяжение в канате механизма опроки-
дывания равно
где ? Мх — сумма моментов опрокидывания
от груза, собственного веса люльки, вагона
и противовесов при заданной величине угла
опрокидывания; а — плечо каната относи-
тельно оси опрокидывания (фиг. 13), пере-
менная величина которого определяется гра-
фически; п — число канатов.
Величина давления на ось вращения
люльки определяется из уравнения суммы
проекций всех сил, действующих на люльку.
Проекция сил на вертикальную ось при
опрокидывании
G3 cos p2 -f
+ Sx cos ?l-G1 — G2-G = A т. A2)
Уравнение это остаётся справедливым до
начала работы противовеса зажимных балок,
наступающего в момент соприкосновения
балок с кузовом вагона; при действии про-
тивовеса зажимных балок уравнение прини-
мает вид
± G3 cos З2 + Sx cos px +
?3- Gi — G3 — G=A m. A2a)
Для обратного хода при действии проти-
вовеса зажимных балок реакция А опреде-
лится из уравнения A2а), а по окончании
работы противовеса — из уравнения A2) при
Проекция сил на горизонтальную ось при
опрокидывании до начала работы противо-
веса зажимных балок
i С?з sin 02 + $х sin Pi = В т A3)
и при работе противовеса
i Gs sin j32 + $x sin h — G\ sin fa = В т- A3a)
Для обратного хода в период, предше-
ствующий выключению противовеса зажим-
ных балок, реакция В определится по урав-
нению A3а), а после выключения противо-
веса зажимных балок — по уравнению A3).
Углы Pj, 02 и h (фиг. 13) определяются
графически.
Усилие, действующее на ось вращения
люльки, равно
A4)
R =
А*
т.
Момент трения в цапфе оси вращения
люльки равен
Мх = R • р. • г тм, A5)
где р.—коэфициент трения скольжения на оси
люльки и г—радиус оси вращения люльки.
Угловая скорость вращения люльки равна
360Л
. A6)
Здесь сро =
'fr
— величины углов, на ко-
где п—число канатов.
торые произвольно делится максимальный
угол опрокидывания; <ртах — максимальный
угол опрокидывания; п — произвольное число,
ГЛ. XXIX]
КРУГОВЫЕ ВАГОНООПРОКИДЫВАТЕЛИ
991
на которое делится максимальный угол опро-
кидывания; tx = —-— время, в течение ко-
vx
торого происходит опрокидывание на угол ?0;
Lx— длина каната, навиваемого на барабан
или сбегающая с него при повороте люльки
L
на угол ср0; vx = — скорость навивания
h
каната на барабан или сбегания с барабана;
L—длина каната, навиваемая на барабан или
сбегающая с него при повороте люльки на
максимальный угол опро-
кидывания; t\ — время
полного опрокидывания
или обратного хода
люльки.
Для определения мощ-
ности двигателя опро-
кидывающего механизма
строится кривая суммар-
ных моментов (от груза,
вагона, вращающейся
части вагоноопрокиды-
вателя, противовесов и
трения) за весь цикл
работы опрокидывателя.
Предварительная мощ-
ность электродвигателя
определяется по макси-
мальному суммарному
статическому моменту
(окончательное установление мощности элек-
тродвигателей см. гл. XXI).
По максимальному суммарному стати-
ческому моменту ведётся также расчёт опро-
кидывающего механизма.
Расчёт пружин для установки платформы
опрокидывателя с разгруженным вагоном при
обратном ходе по оси подъездного рельсо-
вого пути ведётся по величине составляющей
силы Т от веса гружёного вагона и плат-
формы, под действием которой платформа
в начале опрокидывания (в пределах угла
наклона <?*= 10 — 12°) смещается в сторону
вертикальной стенки люльки до соприкосно-
вения вагона с последней (фиг. 14).
Эта составляющая, направленная парал-
лельно платформе и изменяющаяся по мере
изменения угла срж, равна
Фиг. 14. Схема действия
сил тяжести на пру-
жины платформ боко-
вого вагоноопрокиды-
вателя.
(G + С?2 + GB) sin
кг, A7)
где W\ —
N
d
-75- 1 a — сопротивление
передвижению платформы с гружёным ваго-
ном в кг; W% — eZm — сила сжатия пружины
в кг; N — (G + О2-{- G$) cos<$x — составляю-
щая сила тяжести, направленная перпенди-
кулярно платформе, в кг; е — расстояние
между вагоном и стенкой люльки в начале
опрокидывания в см; RK — радиус катка
платформы; d — диаметр оси катка; Z — жё-
сткость пружины, зависящая от сечения вит-
ков и числа их в пружине (см. т. 2, стр. 670,
табл. 20); G — вес груза; G%~ вес (тара) ва-
гона; G5 —вес платформы; m — число пру-
жин; Л =0,08— 0,1 см — коэфициент трения
качения; ^ = 0,08 - 0,15 — коэфициент тре-
ния скольжения; а = 1,25 — 1,5 — коэфициент,
учитывающий дополнительное сопротивление
от трения реборд о рельсы.
Размеры пружины определяются по усилию
ws>-°) + G* Л d
Угол опрокидывания, при котором проис-
ходит соприкосновение стенки вагона с бо-
ковым упором вертикальной стенки люльки,
определяется из уравнения
J
A9)
КРУГОВЫЕ ВАГОНООПРОКИДЫВАТЕЛИ
Круговые вагоноопрокидыватели (фиг. 15
и 16) получили большое распространение на
обслуживании всех типов открытого подвиж-
ного состава при перевозках насыпных и на-
валочных грузов. В значительной мере удо-
влетворяя основным условиям рационального
применения (автоматическая приспособляе-
мость к разгрузке вагонов различных разме-
ров и грузоподъёмности, автоматическое за-
крепление вагонов на рельсах опрокидных
платформ, наименьшая затрата времени на
цикл опрокидывания, минимальное потребле-
ние мощности и наименьшие эксплоатацион-
ные расходы), они выгодно отличаются от
вагоноопрокидывателей других типов и только
в случаях разгрузки вагонов на склад они
уступают боковым вагоноопрокидывателям,.
предполагая устройство эстакад для разгру-
зочных рельсовых путей или использование
вспомогательных транспортных устройств
(см. фиг. 16).
В зависимости от типов обслуживаемого
подвижного состава круговые опрокидыва-
тели подразделяются на опрокидыватели для
разгрузки железнодорожных вагонов и раз-
грузки вагонеток (этот тип опрокидывателей
здесь не рассматривается). По характеру при-
вода различают вагоноопрокидыватели с ка-
натным, зубчатым и фрикционным приводом.
Гружёные вагоны подаются на платформу
опрокидывателя кабестаном или шпилевой
лебёдкой.
В начале вращения опрокидывателя (в пре-
делах первых 10—12° угла наклона) платформа
с вагоном смещается в сторону боковой
стенки рамы до соприкосновения с упором.
Одновременно с этим на верхнюю часть ку-
зова вагона опускаются зажимы (зажимные
балки) 10 (фиг. 15), которыми вагон по окон-
чании бокового смещения платформы удер-
живается на протяжении всего разгрузочного
цикла.
Каждый круговой опрокидыватель состоит
из металлической рамы, механизма враще-
ния, механизма для закрепления вагона и
устройства для перекатывания вагона по плат-
форме.
Металлическая рама (клеть) опрокидыва-
теля (фиг. 15) состоит из двух торцевых
колец /, соединённых горизонтальными бал-
ками 2. На раме на уровне подъездного
рельсового пути помещается платформа 3
для установки вагонов, а между кольцами
рамы — со стороны разгрузки по всей дли-
не опрокидывателя — располагается стенка.
992
ВАГОНООПРОКИДЫВАТЕЛИ
[РАЗД. IV
являющаяся боковой опорой для вагона во
время опрокидывания и направляющей для
груза, выгружаемого из вагона.
Механизм вращения в опрокидывателях
с канатным приводом (фиг. 15) со-
стоит из электродвигателя 4, редуктора «5,
горизонтального вала ? с двумя барабанами 7,
на которые навиваются канаты 8, закре-
конструкциях круговых опрокидывателей рама
(клеть) поддерживается опорными катками 9
(см. фиг. 15), соединяемыми попарно с по-
мощью балансиров для более равномерного
распределения нагрузки.
После разгрузки при возвращении опроки-
дывателя в исходное положение зажимы авто-
матически поднимаются, и платформа под
Фиг. 15. Круговой вагоноопрокидыватель.
пленные на кольцах 7. В вагоноопрокидыва-
телях с зубчатым приводом (см. фиг. 16)
канатные барабаны заменяются зубчатыми
колёсами, сцепляющимися с изогнутыми зуб-
чатыми рейками, которые закреплены на
торцевых кольцах клети. В вагоноопрокиды-
вателях с фрикционным приводом вращение
Фиг. 16. Круговой вагоноопрокидыватель
с зажимными балками.
клети осуществляется вследствие фрикцион-
ного контакта, создаваемого между привод-
ными роликами и кольцами клети. Во всех
действием пружины устанавливается так, что
рельсы на платформе стыкуются с рельсами
подъездного пути.
Схема зажимного устройства вагоноопрокидывателя
показана на фиг. 17. Каждая пара его зажимов (левый /
и правый зажим 2) управляется отдельным механизмом,
состоящим из трёх ка-
натов 6, 7 и 8, из две-
надцати направляющих
блоков и двух бараба-
нов 3 и 4, выполнен-
ных как одно целое с
ленточным тормозом 5.
Канат 6 закрепляется
на раме опрокидыва-
теля, огибает последо-
вательно блоки 9, 10,
11 и 12 и отводится к
барабану 4. Канат 8, за-
креплённый в точке Р.
огибает блок 17 тележ-
ки, переходит на не-
подвижный блок 18 и
отводится к барабану 3,
диаметр которого в
2 раза меньше диаметра
барабана 4, Канат 7 за-
креплён на зажиме /,
проходит по блокам 13,
14 и 15, огибает блок It
тележки и затем по
блокам 19 и 20 отво-
дится к зажиму 2.
В начале рабочего
хода опрокидывателя,
при поворачивании его
по часовой стрелке,
рычаг т отходит от
упора п и тележка с
блоками 16 и 17, соста-
вляющими одно целое
с рычагом т„ отходит вправо; канат 8 сбегаег с бара-
бана 3. В то же время вследствие уменьшения расстоя-
ния между осями блоков 16 и 15 уменьшается натяже-
ние в канате 7, и тогда под действием каната 6, навиваю-
щегося набарабан 4, зажимы / и 2 опускаются, прижимаясь
к бортам вагона. В этом рабочем положении зажимы
удерживаются тормозом 5, рычаг 21 которого при пово-
роте опрокидывателя на угол <рк = 10—12° сбегает с на-
правляющей 22 и, поворачиваясь против часовой стрелки,
затягивает тормозную ленту.
При возврате опрокидывателя в исходное положение
тормозной рычаг набегает на направляющую 22 и, откло-
няясь кверху, ослабляет ленту тормоза; тележка с бло-
ками 16 и 17, упираясь рычагом т в упор п, переме-
щается влево. Вследствие увеличения расстояния между
осями блоков 16 и 15, навивания каната 8 на барабан 3 и
свивания каната 6 с барабана 4 зажимы перемещаются
вверх.
Фиг. 17. Схема зажимного
устройства кругового вагоно-
опрокидывателя.
ГЛ. XXIX]
КРУГОВЫЕ ВАГОНООПРОКИДЫВАТЕЛИ
993
Максимальное усилие в канате подъёма и
опускания зажимов находится при этом из
уравнения
где 0заж - максимальный вес одного за-
жима в кг; 7] — к. п. д. блоков. ^
Усилие в канате, поддерживающем вагон
и зажимы при опрокидывании,
2n
кг,
B1)
ственного откоса а (фиг. 18), координаты
х и у принимаются соответственно равными
х== —
Ъ
у = _
Эти же значения х и у принимаются и
для случаев равномерного опорожнения ваго-
нов по мере увеличения угла опрокидывания
в пределах до <?x-^-a- В дальнейшем, при
возрастании угла опрокидывания до не-
где п — число зажимов и С2 — собственный
вес (тара) вагона *.
Краткая техническая характеристика кру-
говых вагоноопрокидывателей:
Средняя часовая производительность
в вагонах го
Грузоподъёмность разгружаемых ва-
гонов 2O-IOO т
Средняя длительность рабочегоцикла
опрокидывания i,5 мин.
Средняя продолжительность цикла
опрокидывания, включая подачу ва-
гона и его откатку, • . . з.° мин-
Продолжительность высыпания груза
из вагона 20-25 сек.
Скорость вращения опрокидывателя <* i,o об/мин
Скорость накатывания вагона на
платформу опрокидывателя о,6 м\сек
Габариты разгружаемых вагонов:
длина 8—15 м
высота 2.55—3.1s м
ширина З.оз—3-25 »
Длина опрокидывателя 17,0 м
Диаметр кольца рамы опрокидыва-
теля 8,о м
Суммарная мощность электродвига-
телей механизма опрокидывания . . . 12,0—50,0 кет
Определение моментов опрокидывания
от груза при расчёте круговых вагоноопро-
Фиг. 18. Схема действия нагрузок при
разгрузке круговым вагоноопрокиды-
вателем. .
которой величины ср', когда сечение груза в
вагоне очерчивается по треугольнику и прямо-
угольнику (фиг. 19, а) и, наконец, при соотно-
шениях <pv^<p', когда сечение груза очерчи-
вается только по треугольнику (фиг. 19, б),
Фиг. 19. Схема действия нагрузок при разгрузке круговым вагоноопрокидывателем
кидывателей производится по уравнению D),
но для случаев разгрузки смерзшегося или
слежавшегося груза, всей массой одновре-
менно соскальзывающего по стенке вагона,
наклонённой под углом, большим угла есте-
* Для случаев разгрузки вагонов со смёрзшимся или
слежавшимся грузом в уравнение B1) вводится вес гру-
жёнсго вагона Q + G3, где О — вес груза*
63 Том 9
координаты х и у определяются равными
х — а0 — т я у = Ьо — п,
причём величины а0 и Ьо находятся подобно
указанному в расчёте боковых опрокидыва-
телей (см. стр. 989). Подобным же образом
по уравнению (б) ведётся определение мо-
мента опрокидывания от собственного веса
вагоноопрокидывателя и веса (тары) вагона-
994
ВАГОНООПРОКИДЫВАТЕЛИ
[РАЗД. IV
Момент трения качения кольца опрокиды-
вателя по каткам определяется по уравнению
Г COS a
кгсм,
B2)
где R — радиус кольца (фиг. 20); г—радиус
катка; G? — суммарный вес груза, тары ва-
гона и вращающейся части опрокидывателя;
k =.0,05 см — коэфициент трения качения
Ц.т вагона' Ц.т.вагона после ^Ц.т.опроии-
поворота опроки- дыдателя
дывателя на 10°—12°
Фиг. 20. Схема установки вагона на платформе кругового
вагоноопрокидывателя.
катка по ободу кольца и а — угол между
вертикалью и осью опорной тележки, обычно
принимаемый в пределах 30—60е.
Момент трения скольжения осей катков
в подшипниках равен
М v = м.
х
RrK
cos a
кгсм,
B3)
где гк — радиус оси катка и [* — коэфициент
трения скольжения между осью катка и под-
шипником.
Механизм опрокидывания рассчитывается
по максимальному суммарному статическому
моменту. По величине этого же момента
производится предварительное определение
мощности электродвигателя для привода ме-
ханизма опрокидывания (окончательная про-
верка электродвигателя производится согласно
указаниям раздела „Силовое оборудование
подъёмно-транспортных машин" настоящей
главы).
КОМБИНИРОВАННЫЕ
ВАГОНООПРОКИДЫВАТЕЛИ
Комбинированными вагоноопрокидывате-
лями (фиг. 21) называют вагоноопрокидыва-
тели, применяемые для разгрузки крытых
вагонов последовательно боковым и торцевым
опрокидыванием.
Достоинствами комбинированных опроки-
дывателей, используемых для выгрузки зерна,
являются: высекая производительность, до-
стигающая 400 т/час при работе одной уста-
новки, быстрота выполнения разгрузочных
операций, незначительное количество обслу-
живающего персонала (механик и два подсоб-
ных рабочих) и низкая стоимость разгрузки.
Область рационального использования их
определяется условиями непрерывности по-
дачи вагонов к опрокидывателю, наличием
больших складочных ёмкостей и достаточной
пропускной способностью средств внутри-
складского транспорта, на которые поступает
груз, выгружаемый вагоноопрокидывателями.
Схема работы комбинированных вагоно-
опрокидывателей сводится к следующему. Раз-
гружаемый вагон устанавливается на платфор-
ме вагоноопрокидывателя, закрепляясь специ-
альными зажимными тележками (фиг.21 ,дет. 2).
После этого платформа наклоняется в боко-
вом направлении на угол к, 15° и с помощью
особого щитоотжимателя производится от-
жим дверного вагонного щита (фиг. 22).
Затем осуществляются два последовательных
торцевых опрокидывания на угол 40° во
взаимно противоположных направлениях
(фиг. 23). По окончании этих операций в ку-
зов вагона вводится щит, располагаемый по
диагонали от одного дверного проёма до дру-
гого, и вагону вновь придаётся торцевой на-
клон для удаления остатков груза. После
третьего наклона платформе придаётся гори-
зонтальное положение (фиг.21) и вагон выво-
дится за пределы опрокидывателя. Весь цикл
разгрузки продолжается от 6 до 8 мин.
Комбинированный вагоноопрокидыватель
(фиг. 21) состоит из платформы (моста) /,
вдоль которой по рельсовым направляющим
перемещаются зажимные тележки 2, снаб-
жённые винтовым приводным механизмом.
До опрокидывания тележки, сближаясь ме-
жду собой, упираются в вагонные буферы и
в процессе опрокидывания удерживают раз-
гружаемый вагон от продольного перемеще-
ния; при установке и уборке вагонов те-
лежки убираются в специальные приямки 3,
перекрываемые рельсовыми звеньями, смон-
тированными на подъёмных опорных рамах
длиной 1300 мм. При работе опрокидывателя
звенья эти поднимаются с помощью криво-
шипного механизма.
Платформа опрокидывателя сопрягается
с двумя сегментами 4, выполненными из
листовой стали, снабжёнными по периферии
изогнутыми рельсами 5, поддерживаемыми
катками 6, опоры которых установлены на
фундаментах нормально к опорным усилиям.
С целью равномерного распределения давле-
ния на катки последние попарно укреплены
на балансирах. Для предупреждения попереч-
ного смещения сегментов ободы катков снаб-
жены двойными ребордами.
Боковой наклон вагона осуществляется
поворотом платформы / на 15° относительно
неподвижных сегментов 4 (фиг. 22) с помощью
штанг 7. К штангам прикреплены стальные
зубчатые отливки 8; зубья отливок входят
в зацепление с зубьями шестерён привода и
при включении двигателя сообщают штангам
вращательное движение. Самый поворот плат-
формы совершается около двух шарнирных
опор 9 смещением на 350 мм в горизонталь-
ной плоскости по отношению к продольной
оси опрокидывателя. ¦ . ¦
Фиг. 21. Комбинированный вагоноопрокидыватель.
996
ВАГОНООПРОКИДЫВАТЕЛИ
[РАЗД. IV
- Торцевой наклон вагона осуще-
ствляется соответствующим поворо-
том сегментов 4 с помощью прикре-
плённых к ним канатов. Канаты нави-
ваются на барабаны 10 приводного
механизма, вынесенного за пределы
вращающейся части (фиг. 22 и 23).
По достижении сегментами соответ-
ствующих крайних положений опро-
кидывания механизм привода пере-
ключается с помощью автоматиче-
ских концевых выключателей.
Для отжимания вагонного двер-
ного щита в начале бокового опро-
кидывания вагоноопрокидыватель
снабжается специальным щитоотжи-
мателем. Щитоотжиматель состоит
из двух опорных колонн 11, закре-
плённых на платформе / (см. фиг. 22),
из двух упорных рычагов 12, шар-
нирно укреплённых вне платформы,
и из отжимающих рычагов 13, также
шарнирно соединённых со стойками
и колоннами. После установки ва-
гона на платформе и открывания
вагонных дверей щитоотжиматель
приводится в соприкосновение со
щитом и по мере увеличения угла
бокового наклона платформы посте-
пенно отжимает щит в положение,
показанное пунктиром.
Основная характеристика ком-
бинированных вагоноопрокидыва-
телей:
Цикл опрокидывания 6—8 мин.
Вес опрокидывателя » 8о т
Угол бокового опрокидывания . 150
Угол торцевого опрокидывания . 35-4°°
Мощность электродвигателя для
привода торцевого опрокидывания « з° кет
Мощность электродвигателя для
привода бокового опрокидывания . ю—15 .
Мощность электродвигателя для
механизма зажима 2X7,5 »
Мощность электродвигателя для
механизма щита 2,5
Суммарная мощность 54.5—65,5 »
Количество установленных элек-
тродвигателей 4—7
Фиг 22... Боковое опрокидывание вагона комбинированным вагоно-
опрокидывателем.
Фиг- 23. Торцевое опрокидывание вагона комбинированным вагоноопрокидывателеи.
ГЛ. XXIX]
КОМБИНИРОВАННЫЕ ВАГОНООПРОКИДЫВАТЕЛИ
997
Величина моментов докового опрокидыва-
при расчёте комбинированного вагоно-
для случаев
исличивл мимсшив ииниаиси \jii\J*
ния при расчёте комбинированного
опрокидывателя определяется для
рабочего хода из уравнения
М1 = 2 G [(г — A) cos срд. — Я sin ух] тм,
B4)
где ^G — суммарный вес опрокидываемой си-
стемы (груза, тары вагона и платформы);
г — расстояние от оси вращения до вертикаль-
ной оси вагона; А -расстояние от центра
тяжести опрокидываемой системы до верти-
кальной оси вагона; Н - расстояние от центра
тяжести опрокидываемой системы до оси вра-
щения; ух — угол опрокидывания, изменяю-
щийся в пределах от 0 до 15°.
В начальный период опрокидывания вели-
чина момента М, определяемая по уравне-
нию B4), увеличивается на величину момента
отжатия вагонного дверного щита, равную
Мщ = Рг с + Рг (Ь — г) tg 8 тм, B5)
где Pz — усилие отжатия щита; Ь—расстояние
по горизонтали от вертикальной оси вагона
до точки приложения усилия Р; с — расстоя-
ние по вертикали от оси вращения плат-
формы до точки приложения усилия Ps ;8 —
угол наклона рычагов 12 щитоотжимателя
З Р
г в свою очередь
р
к горизонту. Значение Р
определяется из равенства
Рг = Л + Р2 = -^
где Рх — максимальное горизонтальное да-
вление, передаваемое грузом на щит; Р2 —
горизонтальное усилие от выдёргивания гвоз-
дей, которыми щит крепится к стойкам ва-
гонного дверного проёма; 5 — площадь щита,
воспринимающего давление груза; L — пери-
метр загруженной части щита; /—коэфи-
циент трения груза по дереву (для зерна
/=0,4): 1 — насыпной вес груза; <?— сопро-
тивление выдёргиванию гвоздей (равное
45 кг/см2 для стоек, изготовленных из дуба,
и 12,5—23,0 кг\смг для стоек, изготовлен-
ных из различных сортов сосны); d — диа-
метр гвоздя; / — длина участка гвоздя, вби-
того в стойку; п — число гвоздей, крепящих
щит.
Для случая возвратного хода величина мо-
ментов бокового опрокидывания определяется
из уравнения
ЛТ2 = VG' [(г — Ах) cos yx — Нг sin чх] тм, B6)
где 2^' ~~ суммарный вес тары вагона и
платформы.
В период опрокидывания и возвратного
хода при совмещении центра тяжести опро-
кидываемой системы с вертикальной осью цен-
тра бокового вращения Мх = М% = 0.
При боковом опрокидывании гружёного
вагона для случая изменения величины угла
опрокидывания срд- от 0 до 15° угол наклона,
при котором производится указанное совме-
щение, определится из равенства
, г — А
при возвратном движении с порожним вагоном
для случая изменения величины угла опро-
кидывания в пределах от 15° до О
Величина момента торцевого опрокиды-
вания (фиг. 24) находится из уравнения
sin vx + WR тм,
B7)
где G — вес груза; G2 — вес (тары) вагона;
Qi — вес платформы; G8 — вес сегментов опро-
кидывателя и установленных на них меха-
низмов; R — радиус сегмента по оси тягового
,_.. G -f- Gi 4- G, + Go ., .
каната; W = —1——^Л—- (k + vrK) a - со-
rcoscp г к>
противление качанию сегментов по опорным
каткам; г—радиус опорного катка; rK — pa-
Фиг. 24. Схема действия нагрузок при
торцевом опрокидывании вагона ком-
бинированным вагоноопрокидывателем.
диус оси катка; k — коэфициент трения
качения, равный 0,08—0,1 см; ^ — коэфи-
циент трения скольжения между ступицей
и осью катков; а«1,25 — коэфициент, учи-
тывающий дополнительное сопротивление
от трения реборд катков; <рл — угол опроки-
дывания. При определении моментов опро-
кидывания условно принимается, что при
первом и втором торцевых опрокидываниях
(фиг. 23) соответственно на угол 40 и 80° ва-
гон полностью загружен грузом, а при третьем
и четвёртом торцевых опрокидываниях
(фиг. 23) на угол 80 и 40° — вагон опорож-
нен.
Также, как и в ранее рассмотренных кон-
струкциях вагоноопрокидывателей, по макси-
мальным величинам суммарных статических
моментов ведётся расчёт механизмов опро-
кидывания и выбор электродвигателей. Мощ-
ность двигателей механизмов зажимных теле-
жек определяется по максимальному осевому
усилию на приводном винте.
ЛИТЕРАТУРА И ИСТОЧНИКИ
КрапоткинС. И. и Сорокин Б. И., Вагоноопро-
кидыватели- Трансжелдориздат, М. 1937.
БурсианВ. Р., Выбор типов вагоноопрокидывателей
для железных дорог СССР. „Труды Московского электро-
механического института инженеров транспорта", вып. 37,
Трансжелдориздат, М. 1938.
Глава XXX
КАНАТНЫЕ ДОРОГИ И КАБЕЛЬНЫЕ КРАНЫ
ПОДВЕСНЫЕ КАНАТНЫЕ ДОРОГИ
НАЗНАЧЕНИЕ И ТИПЫ ПОДВЕСНЫХ
КАНАТНЫХ ДОРОГ
Подвесные канатные дороги, несущим
органом которых является стальной прово-
лочный канат, используются для транспорта
различных грузов (значительно реже для
перевозок пассажиров) в горных местностях
и местностях, пересечённых реками, овра-
гами, железнодорожными путями и т. п.
Применительно к конструктивным типам
подвесные канатные дороги подразделяются
на двухканатные (получившие преимуще-
ственное распространение), одноканатные и
выполняемые аналогично подвесным канат-
ным ковшевым конвейерам. По характеру
работы различают подвесные канатные до-
роги с непрерывным кольцевым движением
и маятниковые. По способу сооружения под-
весные канатные дороги могут быть стацио-
нарными и переносными.
ДВУХКАНАТНЫЕ ПОДВЕСНЫЕ ДОРОГИ
С КОЛЬЦЕВЫМ ДВИЖЕНИЕМ
Основными элементами, составляющими
двухканатную подвесную дорогу с кольцевым
движением (фиг. 1), являются несущие и тя-
говый канаты, вагонетки, концевые станции,
промежуточные (линейные) станции и про-
межуточные опоры.
Два параллельных несущих каната, спи-
ральные закрытые по ГОСТ 3090-46 или спи-
ральные по ГОСТ 3064-46 и 3065-46 (табл. 1
и 2), соединяющие концевые станции, заяко-
рены на одной из них, натянуты противове-
сами на другой и поддерживаются между
станциями промежуточными опорами — дере-
вянными (фиг. 2), металлическими (фиг. 3)
или железобетонными, свободно (без закре-
пления) укладываясь в специальные опорные
башмаки. По одному из несущих канатов,
имеющему больший диаметр, перемещаются
к разгрузочным пунктам гружёные вагонетки;
по другому канату, меньшего диаметра, по-
рожние вагоне гки возвращаются к пункту
загрузки.
Бесконечный (замкнутый в кольцо) тяго-
вый канат, сообщающий движение вагонет-
кам и изготовляемый обычно из проволок
толщиной 1 —1,8 мм по ГОСТ 2688-46,
3069-46, 3070-46, 3077-46 или 3078-46 (см. гла-
ву XIX .Детали и основные узлы грузоподъ-
ёмных машин"), огибает шкивы привод-
ного и натяжного устройств и поддержи-
вается опорными роликами, размещаемыми
на промежуточных опорах.
Приводное устройство для тягового каната
состоит из ведущего шкива с одним, двумя
или (реже) тремя желобами на ободе (фиг. 4),
из контршкива, двигателя, системы передач
от двигателя к ведущему шкиву и тормоза
Таблица 1
Основная характеристика спиральных закрытых стальных проволочных канатов с одним слоем фасонной
проволоки по ГОСТ 3099-46
Схема каната
Диа-
метр
каната
в мм
3°
32
34
Зб
38
4о
42
44
Ф
Ф
Размеры про-
волок в мм
круг-
лых
(диа-
метр)
3,6
4
4,4
4,8
3.7
4
4,3
4,6
4.9
4
фасон-
ных
(высота)
6
6
6
6
6
6
б
6
6
6
Количество проволок
круг-
лых
19
19
19
19
37
37
37
37
37
6i
фасон-
ных
14
15
i6
*7
18
19
20
21
22
23
всего
33
34
35
Зб
Я
57
58
59
84
Пло-
щадь
сечения
всех
прово-
лок
в мм?
615
655
795
885
985
1070
и8о
1295
147O
I62O
Вес
1 пог. м
каната
в кг
4,8
5,5
6,3
7
7.9
8,7
9.5
ю.З
и,6
12,7
Суммарное разрывное усилие
расчётном пределе прочности
проволоки при растяжении а,=
=¦120 кг/мм3 (не менее)
73 8оо
78500
95 5°°
1Об 2О0
II8 3O0
128 500
14з ооо
155 боо
176 5°°
195 °°0
ГЛ. XXX]
ДВУХКАНАТНЫЕ ПОДВЕСНЫЕ ДОРОГИ С КОЛЬЦЕВЫМ ДВИЖЕНИЕМ
999
Таблица 2
Основная характеристика спиральных стальных проволочных канатов по ГОСТ 3064-46 и 3065-46
Схема каната и число
проволок в канате
1X37-37 (свивка правая)
1X61 = 61 (свивка правая)
Диаметр в жл
каната
24,5
26,5
28
31,5
25.5
27
29
31,5
34,5
3^
4°,5
45
прово*
лок
3,5
3,8
4,°
4,5
5,°
2,8
3,°
3,2
3,5
3,8
4,о
4,5
5.°
Площадь
сечения
всех прово-
лок в мм
35°
419-
465
588
726
376
431
491
587
692
76б
97°
1198
Вес
1 пог. м
каната
\.
2,9
3,4
3,8
4,8
5.9
3,1
3,6
4,о
4,8
5,8
6,3
8,1
to,о
Расчётный предел прочности проволоки при
састяжении /sM в кг1мм3
ПО
120
130
140
150
Разрывное усилие каната в кг
33 3°°
39 Зоэ
43 5°°
55°°°
бвооо
33 9°°
38 9°°
44 2оо
52 9°°
62 5°°
6g ioo
87600
Ю7 8оо
|
36300
42700
47 5°°
боооо
36900
42400
48 зоо
57боо
68ооо
75 5°°
95 5°°
и7 8°о
39 4°°
46 3°°
513°°
—
40 ооэ
—
—
—
—
43 1О°
46 ооз i 49 5°°
5а з°° ! 56 4°°
ба 50о
73 5°°
8i 7°°
—
—
—
_
—.
—
—
46300
53°°°
—
—
—
—
—
или останова. Для увеличения сцепления
между канатом и ведущим шкивом обод по-
следнего снабжается сменной обкладкой (фу-
теровкой) из кожи, дерева или других ма-
териалов. С этой же целью иногда вместо
фрикционных ведущих шкивов применяются
ведущие шкивы с канатными зажимами
(фиг. 5).
При проектировании приводных устройств
обычно предусматривается такое размеще-
ние их, при котором устраняются излиш-
ние перегибы тяговых канатов на подходах
к приводным шкивам. Только в исключитель-
ных случаях (например, при
централизованном обслужива-
нии нескольких приводов,
выгодно применять при высоких станциях
вертикальные приводы (фиг. 4 б), а при низ-
ких (так называемых партерных) станциях —
горизонтальные (фиг. 4, а) приводы.
Погрузочная станция
Фиг. 1. Схема двухканатной подвесной дороги с кольцевым движением: 7—несущие канаты; 2 — тяговый канат;
3 — вагонетка; 4 — промежуточная опора; 5 — приводное устройство для тягового каната; 6 — натяжное устройство для
тягового каната; 7 — натяжное устройство для несущих канатов; 8—станционные подвесные пути на жёстком рельсе;
9 — стрелки станционных путей; 10 — выключатели зажимных аппаратов вагонеток; // — включатели зажимных
аппаратов вагонеток; 12 — отклоняющие башмаки для несущих канатов.
когда общее для них машинное здание вы-
носится за пределы остальных станционных
устройств) оправдывается отклонение кана-
тов в горизонтальной и вертикальной пло-
скостях с помощью направляющих шкивов.
Для упрощения обвода канатов по станциям
Натяжное устройство, размещаемое обычно
на участке наименьшего натяжения каната, со-
стоит из подвижного шкива с осью на пол-
зуне или каретке, натяжного каната, закре-
плённого на ползуне или каретке и переки-
нутого через блок, и натяжного груза —
1000
КАНАТНЫЕ ДОРОГИ И КАБЕЛЬНЫЕ КРАНЫ
[РАЗД. IV
ящика, подвешенного к канату и за-
полняемого бетонными блоками,
песком или камнями (фиг. б).
Краткая характеристика привод-
ных и натяжных устройств приве-
дена в табл. 3 и 4.
В случаях, когда длина, условия
профиля или величина производи-
тельности дороги предопределяют
применение тягового каната боль-
шого диаметра трасса её подразде-
Фиг. 4. Приводные устрой-
ства с желобчатыми фрик-
ционными шкивами для тя-
гового каната — горизон-1
тальное (а) и вертикаль- I
ное (б).
4-
Фиг. 2. Деревянная промежуточная опора:
1 — опорные башмаки для несущих канатов;
2 — поддерживающие ролики для тягового
каната; 3 — направляющие дуги.
Фиг. 3. Металлическая проме-
жуточная опора: 1 — опорные
башмаки для несущих канатов;
2 — поддерживающие ролики
для тягового каната; 3 — на-
правляющие дуги.
rvi. xxxj
ДВУХКАНАТНЫЕ ПОДВЕСНЫЕ ДОРОГИ С КОЛЬЦЕВЫМ ДВИЖЕНИЕМ
1001
Таблица 3
Краткая характеристика приводных устройств с двухжелобчатыми шкивами для тяговых канатов
двухканатных подвесных дорсг с кольцевым движением
(по нормалям тоеста „Союзпроммеханизация")
Типы приводов
Вертикальный
(по фиг. 4, б)
Горизонтальный
(по фиг. 4, а)
Окружные
усилия
в кг
боо
175°
2500
боо
IOOO
2000
Диаметры шкивов в мм
ведущего
D
15°°
225°
235°
1500
225°
225G
контр шкив а
А
1250
175°
175°
1250
175°
175°
Скорость
движения
каната
в м/сек
1.25—2,5°
1,25—2,5°
1,25—2,50
1.25—2,5°
1.25—2,5°
*.25-2,5°
Натяжение каната в кг
наибольшее
в набегаю-
щей ветви
То
1700
Збоо
47°°
1700
220О
45°о
наибольшее
в сбегаю-
щей ветви
to
IIOO
1850
2200
IIOO
1200
2500
наимень-
шее в сбе-
гающей
ветви
35°
97°
14°°
35°
555
II2O
Общий вес
конструк-
ции
в кг
2710
=45°
7800
335°
72O5
8290
по ДВ
Фиг. 5- Приводное устройство лля тягового каната с вер-
тикальным шкивом, снабженным канатными зажимами.
ляется на несколько участков с
отдельными приводными и на-
тяжными устройствами
Вагонетки двухканатных до-
рог состоят из двухколёсных или
четырёхколёсных ходовых теле-
жек с колёсами на подшипниках
качения и шарнирно скреплёь-
ных с ними подвесок с кузовами или дру-
гими приспособлениями для перевозимых
грузов.
Для сцепления с тяговым канатом ваго-
нетки снабжаются зажимными аппаратами —
грузовыми (фиг. 7 и 8), помещаемыми непо-
средственно на тележках и приводимыми
в действие силой веса самих вагонеток
b
Фиг. 6. Шкив и каретка натяжного устройства для тягового каната.
1002
КАНАТНЫЕ ДОРОГИ И КАБЕЛЬНЫЕ КРАНЫ
[РАЗД. IV
по ЙВ
. 7. Вагонетка с двухколёсной л . _
:жкой, с опрокидным кузовом и Т
Фиг
тележкой, с опрокидным кузовом
грузовым зажимным аппаратом: 1 — ва
гонетка; 2 — включатель; 3 — напра-
вляющие-
Фиг. 8. Четырёхколёсная тележка вагонетки с грузовым зажимным аппаратом.
Таблица 4
Характеристика натяжных устройств с ходовыми
каретками для тяговых канатов двухканатных
подвесных дорог с кольцевым движением
(по нормалям треста „Союзпроммеханизация")
СО
нагруз
имая
о
«5 а
1 Я се
sag
яние а
ющего
обода
О и аз*
Н Ч о _
ото*
я я ^
а с § ш
о
b для
ТЯЖНО
вилки
ния на
в мм
я | Й
2>U
age:
ill
1250
J75°
2500
2100
3600
3600
300—316
331—347
331 - 347
795
1045
1425
880
700
7oo
GJ <1
В M *
<u и
«4
225
420
645
Примечание. Обозначения — по фиг. 6,
* Меньшие величины — для случаев горизонтального
расположения натяжных шкивов, большие — для случаев
расположения шкивов под углом к горизонту.
и груза, или винтовыми (фиг. 9 и 10), ры-
чажными (фиг. 11), клиновыми, эксцентрико-
выми и пр., укрепляемыми на подвесках
и приводимыми в действие силой, приклады-
ваемой извне.
Кузова вагонеток для перевозки сыпучих
грузов выполняются либо опрокидными по
фиг, 7 (эти кузова, обладающие относитель-
ной конструктивной простотой и дешевизной,
являются наиболее распространёнными), либо
с откидными бортами по фиг. 11, либо с
открывающимися днищами.
Опорожнение опрокидных кузовов произ-
водится освобождением защёлок, удерживга-
ющих их от опрокидывания, при набегании
рычагов защёлок на стационарные или пере-
движные отбойники, устанавливаемые в ме-
стах разгрузки на несущем канате или рель-
совых станционных путях. Возвращение ку-
зова в исходное положение после разгрузки
осуществляется вручную или автоматически.
Подобным же образом происходит опорожне-
ние кузовов с откидными бортами и откры-
ГЛ. XXX]
ДВУХКАНАТНЫЕ ПОДВЕСНЫЕ ДОРОГИ С КОЛЬЦЕВЫМ ДВИЖЕНИЕМ
1003
вающимися днищами; закрывание бортов
й днищ обычно автоматизируется.
Краткая техническая характеристика ва-
гонеток с опрокидными кузовами по норма-
лям треста „Союзпроммеханизация" приве-
дена в табл. 5.
ные устройства для тяговых канатов, уста-
навливаются погрузочные и приёмные устрой-
ства (бункеры и пр.), а несущие канаты
заменяются жёсткими подвесными путями.
С этой целью на входных фермах станций
на высоте, достаточной для свободного про-
Таблица 5
Характеристика вагонеток двухканатных подвесных дорог с опрокидными кузовами
(буквенные обозначения по фиг. 7 и 8)
Емкости
кузовов
вл'
о,3°
°,5о
о.б5
о,8о
1,0О
о, 50
о,05
о,8о
1,ОО
i.25
С
4<х>
475
475
5зо
52O
485
485
5=5
525
56°
D
:сцо
1152
1314
1356
1502
113=
1288
«ЗЗО
1474
1598
Н
2O54
2228
2268
2428
24t8
2174
2224
2404
2424
а579
Основные
h
500
59С
7оо
750
8ю
59о
7<эо
75°
8ш
895
170
2O5
250
28о
3°°
23O
27О
Зоо
32O
Збо
размеры в мм
L
1
h ¦
М
Двухколёсные вагонетки
1178
1445
»445
1596
I596
43С
430
43O
43°
43°
—
—¦
—
—
Иб2
1439
1439
1589
1589
Четырёхколёсные вагонетки
1448
1448
1^98
1598
гЬф
38о
380
380
380
38о
840
840
840
840
8до
1439
1439
1589
1589
1б94
N
54°
495
43°
515
475
5оо
44°
53O
49°
525
ходовой
тележ-
ки
иб
иб
иб
иб
иб
i9o
190
igo
190
190
Вес
подвес-
ки
«3
67
67
73
73
87
87
97
97
IO2
в кг
кузова
99
12б
147
174
IOO
1^5
1?б
317
236
287
общий
278
Зю
33°
збз
379
442
473
504
523
579
При обслуживании перевозок штучных
и тарных грузов кузова вагонеток заменя-
ются подвесными платформами, цепными
Фиг. 9. Винтовой зажимной аппарат.
подвесками для доставки лесоматериалов
(см. фиг. 10) и пр.
Загрузка и разгрузка вагонеток произво-
дятся на погрузочных (фиг. 12) и разгрузоч-
Фиг. 10. Вагонетка с цепными подвесками для брёвен
и винтовым зажимным аппаратом
ных станциях (фиг. 13). На этих станциях,
возводимых из дерева, металла или железо-
бетона (реже применяются смешанные кон-
струкции), размещаются приводные и натяж-
хода вагонеток, устанавливаются отклоняю-
щие башмаки (фиг. 14), которые отводят
несущие канаты либо к фундаментам (для
заякоривания с помощью концевых муфт),
либо к переходным муфтам (для соединения
с натяжными гибкими канатами, огибающими
направляющие шкивы и натягиваемыми на-
тяжными грузами). С отклоняющими башма-
Фиг. 11. Вагонетка с откидным бортом кузова и рычаж-
ным зажимным аппаратом.
ками скрепляются рельсы станционных пу-
тей — двухголовчатые (табл. 6), из полосовой
стали с закруглённой поверхностью катания
или составные из склёпанных между собой
1004
КАНАТНЫЕ ДОРОГИ И КАБЕЛЬНЫЕ КРАНЫ
[РАЗД. IV
швеллеров с приваренным поверху прутом крепление которых осуществляется без над-
круглой стали (см. фиг. 11). К выступающим рельсовых балок непосредственно к консолям
концам рельсов шарнирно крепятся так на- поперечных ферм станций). Сопрягаясь стрел-
зываемые эластичные переходы (из двух ками и поворотными кругами, станционные
стальных полос) для плавного перехода колёс
вагонеток с несущего каната на рельс или
Фиг, 12. Погрузочные концевые станции двухканатных Фнг. 13. Разгрузочные концевые станции двухканатнш
подвесных дорог. подвесных дорог.
обратно. Скрепляемые между собой наклад- рельсовые пути могут разветвляться в любых
ками рельсы при помощи чугунных или направлениях; криволинейные участки этих
стальных подвесных башмаков, размещаю- путей зачерчиваются радиусами, не мень-
щихся на расстояниях 1,5 — 2,5 м, крепятся
Фиг. 14. Отклоняющий башмак для несущего каната.
к надрельсовым швеллерным балкам, подве- шими 2 м для двухколёсных вагонеток и не
шиваемым к перекрытиям станций (исклю- меньшими 2,5 м для четырёхколёсных ваго-
чение составляют только рельсы по фиг. 11, неток.
гл.
ДВУХКАНАТНЫЕ ПОДВЕСНЫЕ ДОРОГИ С КОЛЬЦЕВЫМ ДВИЖЕНИЕМ
1005
Таблица 6
Двухголовчатые рельсы для подвесных (воздушных) канатных дорог по ОСТ 10031-39
с
I -<-
А
1 1
\.
1 р=Ц
»
¦А
X
У
Размеры в мм
а
i6o±o,8
Ь
3°±°>5
4°±о,5
с
78
92
d
7-oi3
g+o.5
—о,3
г
Пло-
щадь
попе-
речного
сечения
в см3
15,5°
2О 24,25
i
Вес
1 лог. м
в кг
12,27
19, °4
52
112
/ СМ1
338.1
896,5
V"
6,6о
21,68
Примечание. Значения W , J и J — по нормалям треста „Союзпроммеханизацня".
После перехода с несущего каната на
рельс станционного пути вагонетки направля-
ются к выключателю — направляющей шине,
раскрывающей губки зажимного аппарата, и
отъединяются от тягового каната. Затем
(вручную или самоходом по уклону) они по-
даются под загрузку или разгрузку. Загрузка
вагонеток обычно осуществляется на рельсо-
вых подвесных путях непосредственно из
бункеров, но в некоторых случаях вагоне-
точные кузова снимаются с подвесок, уста-
навливаются на платформы наземных узко-
колейных путей и отвозятся к погрузочным
установкам, удалённым от трассы подвесной
дороги. По окончании погрузочно-разгрузоч-
ных операций вагонетки направляются ко
включателю и, проходя его со скоростью,
примерно равной скорости тягового каната,
присоединяются к последнему и выводятся
через отклоняющий башмак на несущий
канат. При этом сцепление вагонеток с тя-
говым канатом осуществляется без проскаль-
зывания его между губками зажимных аппа-
ратов, обусловливая уменьшение износа гу-
бок и каната. Необходимое уравнивание
скоростей каната и вагонеток достигается
приданием соответствующего уклона станци-
онному рельсовому пути на подходе ко
включателю.
чаях опорожненные вагонетки проходят на
концевой разгрузочной станции вокруг гори-
зонтального обводного шкива, располагаемого
на уровне зажимного аппарата, и возвраща-
ются к месту погрузки. В зависимости от
величины жёсткой базы ходовых тележек
в-агонеток и скорости движения тягового
каната диаметр обводного шкива прини-
мается равным 4—6 м.
Помимо концевых погрузочной и разгру-
зочной станций, на трассе дороги размеща-
ются линейные станции — угловые (для из-
менения направления дороги в плане), якор-
ные (для закрепления несущих канатов),
натяжные (для натяжных устройств отдель-
ных участков несущих канатов) и так назы-
ваемые жёсткие переходы (для резкого
изменения направления дороги в вертикаль-
ной плоскости), также возводимые из дерева,
металла или железобетона.
Угловые станции подразделяются на неавто-
матические и автоматические. При подходе
к неавтоматическим угловым станциям ваго-
нетки переходят с несущего каната на жёст-
кий станционный рельс, отключаются от
тягового каната, вручную проводятся по
станционным путям и на концевых участках
их снова подключают к тяговому канату.
В автоматических угловых станциях ваго-
Фиг. 15. Угловые линейные станции — с батареями горизонтальных роликов (а), со шкивом большого диаметра (<5)
и узловая на три направления (в): 1 - несущие канаты; 2 -тяговые канаты; 3 — натяжные устройства для несущих
канатов; 4 — натяжное устройство для тягового каната; 5 — жёсткие подвесные пути.
Разгрузка вагонеток может осуще-
ствляться во время движения (без отсоедине-
ния от тягового каната) как на рельсовом
пути, так и на несущем канате. В этих слу-
нетки движутся по станционным путям, не
отключаясь от тягового каната, который оги-
бает батарею направляющих роликов (фиг. 15,а)
или одиночные обводные шкивы большого
1006
КАНАТНЫЕ ДОРОГИ И КАБЕЛЬНЫЕ КРАНЫ
[РАЗД. IV
диаметра (фиг. 15, б). Несущие канаты в пре-
делах станций либо отводятся в сторону от
жёстких рельсовых путей, либо направля-
ются к натяжным устройствам или к фунда-
ментам для закрепления (анкерования). В не-
которых случаях неавтоматические угловые
станции объединяются с промежуточными
погрузочно-разгрузочными станциями, проме-
жуточными приЕОдными станциями подвес-
ных дорог большой длины или с узловыми
станциями на стыках нескольких линий, рас-
полагаемых в плане под углом, подобно по-
казанному на фиг. 15, в.
В местах сопряжения отдельных участков
несущих канатов на трассе дороги размеща-
ются натяжные и якорные станции, в кото-
рых несущие канаты заканчиваются натяж-
ными грузами или заякориваются. Станции
эти, подразделяющиеся на двойные натяжные,
оборудованные натяжными устройствами для
канатов обоих сопрягаемых участков, двой-
ные якорные с жёстким закреплением кана-
тов обоих участков и якорно-натяжные с
жёстким закреплением канатов одного уча-
стка и натяжными устройствами для канатов
смежного участка, также по возможности
совмещаются с угловыми станциями (фиг. 15, в).
В горных местностях, на крутых перева-
лах устанавливаются жёсткие рельсовые
переходы с роликовыми батареями для тя-
гового каната и длинными башмаками боль-
шого радиуса, в канавках которых уклады-
ваются несущие канаты и по ребордам ко-
торых проходят колёса подвесных вагонеток*.
В местах пересечения подвесной дороги
с железнодорожными путями и безрельсо-
выми дорогами, улицами, заводскими дво-
рами, зданиями, линиями электропередач,
* Иногда для устранения трения несущих канатов
о башмаки жёсткие переходы объединяются с двойными
якорными станциями, а башмаки заменяются жёсткими
рельсами. В таких конструкциях исключается возможность
резкого ослабления регулирующего действия натяжных
устройств.
Таблица 7
Характеристика двухканатных подвесных дорог с кольцевым движением
Производительность выполненных до-
рог в т-час
10—300
Скорость движения тягового каната
в м/сек
~3.° j Меньшие значения — для дороги с угловыми стан-
циями, имеющими малые радиусы закругления (/?«
<20 м), с обходом вагонеток около обводных шкивов
без отцепки от тягового каната
Грузоподъёмность вагонеток в кг
Наибольшая осуществлённая длина
дороги в км
в %
Наибольший подъём подвесного пути
хбоо
до 7°
Зависит от конструкции зажимного аппарата тележки
Расстояние между
опорами (пролёты) в л
нормальное
наибольшее
IOO—I2O
I70O
Высота промежуточ-
ных опор в м
нормальная
наибольшая
Длина приводных
участков в км
средняя
наибольшая
4-6
16
Для случаев малой производительности и гладкого
профиля дороги
Расстояние между линейными натяж-
ными станциями несущих канатов в км
о,8—з,2
В зависимости от профиля дороги и нагрузки на
несущие канаты
Диаметры не-
сущих канатов
в зависимости
от производи-
тельности до-
роги и грузо-
подъёмности
вагонеток (пре-
дел прочности-
канатов а^=
-120 кг/мл^,
запас прочно-
сти 3-4-3,5)
Производительность
в т/час при скорости
движения вагонеток
2,5 мсек
Вес гружёной ваго-
иетки в кг
Грузоподъёмность
эагонетки в кг
Число ходовых колёс
вагонетки
Диаметр несущего
каната гружёной вет-
ви в мм
Диаметр несущего
каната порожней вет-
ви в мм
ДО 2О
5°о
4°
700
2б
7°
97°
боо
28
но
1250
8оо
4
Зб
3°
140
145°
IOOO
4
38
3°
17°
1650
1200
4
40
ЗО
200
1850
1400
4
42
ЗО
250
а 100
хбоо
4
45
i8oo
4
Наибольшее допускаемое натяжение
тягового каната, принимаемое при расчё-
тах, в кг
бооо—6500
Наименьший конструктивный диаметр
тягового каната в мм
ГЛ. XXX]
ОДНОКАНАТНЫЕ ПОДВЕСНЫЕ ДОРОГИ С КОЛЬЦЕВЫМ ДВИЖЕНИЕМ
1007
Фиг. 16. Предохранительный
мост, соединённый с опорой.
судоходными реками и т. п. подвешиваются
предохранительные сети или возводятся пре-
дохранительные мосты (фиг. 16). Ширина се-
тей и мостов, зависящая от ширины колеи
дороги (расстояния между несущими кана-
тами), составляет
обычно 4—6 м;
высота подвеши-
вания сетей и вы-
сота мостов в све-
ту при размеще-
нии над железно-
дорожными путя-
ми и линиями
передач опреде-
ляется применительно к требованиям ОСТ
ВКС 6435, ОСТ 10167-39, ОСТ НКТП 8353/599
и ОСТ НКТП 8354/1000.
Основная техническая характеристика
двухканатных подвесных дорог приведена
в табл. 7.
Приведённые характеристики двухканат-
ных подвесных дорог, так же как и приво-
димые в дальнейшем изложении характери-
стики других типов подвесных дорог (одно-
канатных, маятниковых и пр.), не являются
окончательно установившимися или до-
стигнутыми пределами производительно-
сти, скоростей движения, дальности пере-
возок грузов и т. п. Тенденции конструк-
тивного развития определяют дальнейшее
совершенствование конструкций вагонеток
(повышение грузоподъёмности, применение
лёгких металлов, улучшение зажимных ап-
паратов, введение совершенных методов об-
работки деталей и узлов), повышение проч-
ности и долговечности канатов (в частно-
сти, применение так называемых защитных
покрышек, штампованных из стальных полос
и накладываемых на несущий канат по всей
его длине для уменьшения изгибающих на-
пряжений и снижения величин удельных
грузка их из бункеров с применением дози-
рующих и подающих устройств), автомати-
зацию откатки вагонеток (использование спе-
циальных конструкций цепных откаточных
устройств для передвижения вагонеток по
станционным подвесным путям) и т. д. Ре-
шение перечисленных проблем позволяет
перейти к строительству подвесных дорог,
обладающих повышенной производитель-
ностью, увеличенной эксплоатационной на-
дёжностью, большими конструктивными до-
стоинствами и соответственно большей эко-
номической эффективностью.
ОДНОКАНАТНЫЕ ПОДВЕСНЫЕ ДОРОГИ
С КОЛЬЦЕВЫМ ДВИЖЕНИЕМ
Одноканатные подвесные дороги в отли-
чие от двухканатных дорог не имеют несу-
щих канатов: один непрерывно движущийся
канат, соединяющий концевые станции до-
роги, является в них одновременно несущим
и тяговым.
Существуют две основные группы (систе-
мы) одноканатных дорог с кольцевым движе-
нием: с постоянным креплением вагонеток
к канату и отключением их от каната на
концевых станциях.
Дороги первой группы, характерные за-
грузкой вагонеток во время движения (при
скорости около 0,8 м/сек) или во время
перерывов в работе каната и обладающие
малой производительностью, не получили
широкого распространения.
Фиг. 17. Схема одноканатной подвесной дороги с кольцевым движением и автоматической
разгрузочной станцией: / — канат; 2 — вагонетка; 3 — промежуточная опора; 4 — приводное
устройство; 5 — шкив натяжного устройства; 6 — натяжной груз; у — обводной шкив
разгрузочной станции; 8 — загрузочный бункер; 9 — выключатель зажимных аппаратов
вагонеток; 10 — включатель зажимных аппаратов вагонеток.
давлений), совершенствование конструкций
приводных и натяжных устройств, автомати-
зацию погрузочно-разгрузочных операций
(автоматическая разгрузка вагонеток и за-
Значительно более распространены до-
роги второй группы (фиг. 17), состоящие из
каната, несущего вагонетки, промежуточных
опор, поддерживающих канат, концевых (по-
1008
КАНАТНЫЕ ДОРОГИ И КАБЕЛЬНЫЕ КРАНЫ
[РАЗД. IV
грузочной и разгрузочной) станций и линей-
ных (промежуточных) станций для отклоне-
ния трассы в горизонтальной и вертикаль-
ной плоскостях.
Бесконечный (замкнутый в кольцо) канат
подобно тяговому канату двухканатных под-
весных дорог огибает шкивы приводного и
натяжного устройств и поддерживается роли-
ками промежуточных опор (фиг. 18), попарно
насаживаемыми на свободно качающиеся ко-
ромысла. Диаметры шкивов принимаются
равными 2—3 м; диаметры поддерживающих
роликов, монтируемых на подшипниках ка-
чения, назначаются равными 500—600 мм.
Количество роликов, размещаемых на одной
опоре, выбирается в зависимости от нагрузки
на опору (допускаемая нагрузка на ролик
Фиг. 18. Металлическая промежуточная опора одноканат-
ной подвесной дороги.
составляет 300—400 кг) и обычно не превы-
шает четырёх для гружёной ветви каната
и двух — для порожней ветви.
Так же как и в двухканатных подвесных
дорогах, порожние вагонетки подаются под
загрузку на погрузочной станции по жёстким
станционным рельсовым путям. По окончании
погрузочных операций вагонетки подводятся
ко включателю, автоматически сцепляются
с канатом и последним выводятся на линию.
По прибытии на разгрузочную станцию они
либо разгружаются автоматически во время
движения без отцепки от каната (см. фиг. 17),
либо, пройдя через выключатель, переходят
с помощью ходовых колёс на станционный
рельсовый путь и вручную подаются к пунктам
разгрузки (фиг. 19). В первом случае порожние
вагонетки, обогнув обводной шкив, возвра-
щаются к погрузочной станции. Во втором
случае выход опорожненных вагонеток на
линию осуществляется так же, как и на по-
грузочных станциях, после подачи их вруч-
ную ко включателю, расположенному в кон-
цевом пункте станционного рельсового
пути.
Конструкции вагонеток одноканатных до-
рог не имеют существенных отличий от кон-
струкций вагонеток, используемых в двух-
канатных дорогах. Каждая вагонетка (фиг. 20)
состоит из двухколёсной ходовой тележки,
предназначенной для перемещения по стан-
ционным рельсовым путям (диаметр колёс
принимается равным 100—125 мм), подвески
и кузова, заменяемого в необходимых слу-
Фиг. 19. Схема разгрузоч-
ной станции одноканатной
подвесной дороги с неавто-
матической разгрузкой и
жёсткими станционными
путями: / — канат; 2 — шкив
натяжного устройства; 3
жёсткие подвесные пути;
4 — стрелки подвесных путей.
чаях грузовыми платформами или специаль-
ными захватами для штучных грузов. Основ-
ное различие заключается в конструкции
зажимных аппаратов, с помощью которых ва-
гонетки подвешиваются к канату и которые,
будучи всегда приводимыми в действие си-
Фиг. 20. Вагонетка одноканатной дороги:
1 — тележка; 2 — подвеска; 3 — опро-
кидной кузов.
лой веса вагонеток и груза, подразделяются
на аппараты с опорно-зажимными башмаками
(сёдлами) и аппараты клещевые.
При применении зажимных аппаратов пер-
вого типа (фиг. 21) ходовая тележка ваго-
нетки опирается на канат двумя башмаками,
свободно отклоняющимися в продольном на-
ГЛ. XXX]
ОДНОКАНАТНЫЕ ПОДВЕСНЫЕ ДОРОГИ С КОЛЬЦЕВЫМ ДВИЖЕНИЕМ
1009
правлении соответственно с изменением на-
клона каната. На внутренних опорных поверх-
ностях башмаков сделаны винтовые борозды.
Под действием веса вагонетки и груза и вслед-
ствие кручения каната во время движения
пряди каната плотно входят в эти борозды
и заклиниваются в них. Эти аппараты по-
зволяют преодолевать подъёмы до 45% B4°).
по АЬ
Фиг. 21. Ходовая тележка вагонетки одноканатной дороги
с зажимным аппаратом с опорно-зажимными башмаками:
/ — корпус тележки; 2 — ходовое колесо; 3 — башмак
(седло) зажимного аппарата с вкладышем; 4 — вкладыш
из твёрдой стали; 5 — хвостовик подвески для кузова;
6 — поддерживающий ролик на опоре.
В зажимных аппаратах второго типа
(фиг. 22) канат зажимается между щеками
рычагов 1 к 2, соединённых между собой
шарниром 3. Рычаг 2 соединён также шар-
нирно в точке 4 с корпусом ходовой тележки,
а рычаг / заканчивается роликом 5, переме-
щающимся вверх и вниз в направляющем про-
резе тележки. Когда вагонетка располагается
на станционных рельсовых путях, щёки ры-
чагов остаются открытыми под действием их
собственного веса. Когда же вагонетка под-
водится ко включателю, наклонный канат
Недостатками зажимов второго типа
являются: а) слишком большая сила нажатия
клещей на канат при малой площади сопри-
косновения; б) момент слагающей веса ваго-
нетки по направлению, параллельному канату,
сильно заламывающий канат в плане; в) кон-
струкция губок клещей, охватывающих канат
с боков и снизу, которая не позволяет те-
лежке проходить
через поддержи-
вающие ролики
без ударов и из-
лишних заломов
каната.
Оба типа за-
жимных аппаратов фиг 22 Ходовая тележка ваг0.
исключают приме- нетки одноканатной дороги с кле-
нениеводноканат- щевым зажимным аппаратом.
ных дорогах авто-
матических угловых станций. Только при ваго-
нетках с зажимными аппаратами второго типа
возможно устройство полуавтоматических
угловых станций с обводом вагонеток без
отключения от каната по внешним кривым
(фиг. 23, а). В большинстве же случаев при-
меняются неавтоматические угловые станции
с жёсткими рельсовыми путями на внешней
и внутренней кривых (фиг. 23, б).
Кроме угловых станций, для резкого изме-
нения направления дороги в вертикальной
плоскости применяются станции на перевале
(на выпуклом профиле) и отжимные станции
(на вогнутом). Функции станций часто совме-
щают, например, угловую делают одновре-
менно отжимной.
Краткая техническая характеристика одно-
канатных дорог приведена в табл. 8.
Одноканатные подвесные дороги получили
меньшее распространение в практике транс-
портирования, чем двухканатные. По срав-
нению с последними они характерны мень-
шей первоначальной стоимостью и большей
I
1
><
J
Фиг. 23. Угловые линейные станции одноканатной подвесной дороги — полуавтоматическая (а)
и неавтоматическая с жёсткими станционными путями (б).
входит в зажим, постепенно поднимает его,
зажимается между щеками и увлекает ваго-
нетку; сходя с рельсового пути, вагонетка
силой своего веса осуществляет полное за-
жатие каната. Тележка с клещевым аппаратом
преодолевает подъёмы до 100% D5°).
64 Том 9
простотой конструкций станций вследствие
отсутствия несущих канатов, однако уступают
двухканагным дорогам в производительности
и величинах преодолеваемых подъёмов. В них
неосуществима, как уже указывалось, авто-
матизация угловых станций и обязательна
1010
КАНАТНЫЕ ДОРОГИ И КАБЕЛЬНЫЕ КРАНЫ
[РАЗД. IV
Таблица 8
Характеристика одноканатных подвесных дорог с кольцевым движением
Производительность выполненных дорог
в т/час
Скорости движения каната в м/сек
Грузоподъёмность вагонеток в кг
Наибольший уклон подвесного пути в %
Расстояние между / нормальное
опорами (пролёты) ъ м \ наибольшее
Высота промежуточ- f нормальная
ных опор в м \ наибольшая
Наибольшая осуществлённая длина дороги
в км
Длина приводных 1 средняя
участков в км \ наибольшая
Диаметры канатов в
зависимости от произ-
водительности дороги
и грузоподъёмности
вагонеток(предел проч- '
ности канатов uft =
= 140—165 кг/мм*)
Производительность
в т/час (при скорости
движения каната
2,5 м/сек)
Вес гружёной ваго-
нетки в кг
Грузоподъёмность
вагонетки в кг
Диаметр каната в мм
3—1а5
о,8—а,75
150—900
4°—45
8о—ioo
IOOO
8—ю
~15
*75
4-6
4.5
До so
45°
22
4°
650
4оо
аб
В исключительных случаях до 175 т1час
Меньшие значения — для случаев загрузки
вагонеток во время движения; при ровном
профиле дороги, малом числе промежуточных
опор и небольшой грузоподъёмности вагоне-
ток скорость движения может быть увеличена
до 3—4 м1сек
-
-
-
_
бо
8jo
55O
3°
80
IOOO
700
32
IOO
IOOO
700
32
125
I IOO
800
33.5
150
1200
850
33,5
175
1250
900
33.5
установка промежуточных опор точно по пря-
мой (во избежание передачи боковых усилий
каната на опорные ролики), тогда как в двух-
канатных дорогах промежуточные опоры
можно располагать с небольшими смещениями
относительно оси трассы. Кроме того, одно-
канатные дороги требуют повышенного рас-
ходования энергии.
МАЯТНИКОВЫЕ КАНАТНЫЕ ПОДВЕСНЫЕ
ДОРОГИ
При небольших расстояниях перемещения
и малых объёмах обслуживаемых грузопотоков
применяются маятниковые канатные подвес-
ные дороги (дороги с колебательным или
маятниковым движением).
Такие дороги, сооружаемые преимуще-
ственно в горных местностях для доставки
руды, камня, леса и т. п. между верхней по-
грузочной и нижней разгрузочной станциями
(от мест разработок к железнодорожным пу-
тям или безрельсовым дорогам), подраз-
деляются на однопутные и двухпутные и вы-
полняются обычно по типу двухканатных
дорог с раздельными несущими и тяговыми
канатами.
Однопутная маятниковая дорога (фиг. 24, а)
имеет один несущий канат (или группу кана-
тов) и одну вагонетку, наглухо соединённую
с тяговым бесконечным канатом.
Двухпутная маятниковая дорога (фиг. 24, б)
имеет два несущих каната (или две группы
канатов) и две вагонетки — по одной на ка-
ждом канате (или группе их), соединённые
с общим тяговым канатом и расположенные
так, что когда одна вагонетка находится на
погрузочной станции, другая находится на
разгрузочной станции. В обоих случаях тяго-
вым канатам сообщается колебательное (ревер-
сируемое) движение с перерывами на время
выполнения погрузочно-разгрузочных опера-
ций. В двухпутных маятниковых дорогах
с большими уклонами тяговые канаты часто
составляются из двух частей — головного ка-
ната, огибающего шкивы привода, и хвосто-
вого, огибающего шкив натяжного устрой-
ства. Для частичного уравновешивания обеих
вагонеток, находящихся на разных уклонах,
хвостовой канат делают более тяжёлым, чем
головной, при выпуклом профиле дороги и
более лёгким при вогнутом.
Несущие канаты маятниковых дорог не-
большой длины либо заякориваются, либо
снабжаются полиспастными или винтовыми
натяжными устройствами. В конструкциях
маятниковых дорог большой протяжённости
несущим канатам придаются грузовые на-
тяжные устройства. Грузовыми или винто-
выми натяжными устройствами снабжаются
также тяговые канаты.
Грузоподъёмность вагонеток маятниковых
дорог колеблется в очень широких пределах,
достигая 8 т при перевозках сыпучих грузов
и 25 т при перевозках тяжёлых штучных
грузов. Число ходовых колёс вагонеток опре-
деляется по наибольшей допускаемой нагрузке
на одно колесо и, составляя в среднем 6—8
ГЛ. XXX)
МАЯТНИКОВЫЕ КАНАТНЫЕ ПОДВЕСНЫЕ ДОРОГИ
ЗОН
(Для вагонеток подъёмной силой ~ 5 т), воз-
растает до 32 (для вагонеток максимальной
грузоподъёмности). Колёса многоколёсных
вагонеток, объединяемые в отдельные ходо-
случаях ручными тормозами или регулято-
рами скорости (гидравлическими или воз-
душными), а при перемещении тяжёлых гру-
зов (при нагрузке на вагонетку свыше 10 т)
2 I
.ж.
IX
к
/у
= Т Т > Т =ГТ= :
~1 1 ' Т.Г~ Г -Г}Г
Фиг. 24. Схемы маятниковых подвесных дорог — однопутная (а) и двухпутная (<?): 1 — несущие канаты;
2 — тяговые канаты; 3 — приводные устройства для тяговых канатов; 4 — натяжные устройства для
тяговых канатов; 5— натяжные устройства для несущих канатов; 6 — вагонетки; 7 — промежуточные
опоры; 8 — отбойник.
вые тележки, опираются на несколько несу-
щих канатов.
Кузова вагонеток, перевозящих сыпучие
грузы, приспосабливаются для автоматической
разгрузки. Так же как и в ранее рассмотрен-
ных типах подвесных канатных дорог, раз-
грузка эта осуществляется с помощью отбой-
ников, закрепляемых на несущих канатах, но
иногда (обычно в однопутных маятниковых
дорогах) выполнение разгрузочных операций
достигается без отбойников — простым ревер-
сированием движения вагонеток. С этой целью
одно из ходовых колёс вагонетки снабжается
кулачком, отжимающим при изменении напра-
вления движения рычаг защёлки, которая
удерживает кузов от преждевременного опо-
рожнения. При возвращении вагонетки на
погрузочную станцию опорожненный кузов
с помощью специальных направляющих уста-
навливается в исходное положение.
Для работы с тяжёлыми штучными гру-
зами вагонетки оборудуются подъёмными та-
лями.
Особенно эффективным являете» приме-
нение маятниковой дороги в случаях доставки
грузов от верхней погрузочной станции к ниж-
ней разгрузочной, когда при уклоне дороги,
не меньшем 15% (по хорде несущего каната),
возможно движение вагонеток под действием
силы веса перемещаемого груза. Регулиро-
вание скорости движения еовершаетеяв этих
Таблица 9
Характеристика маятниковых подвесных канатных
дорог
Производительность в т/час:
средняя
наибольшая, достигнутая при ограни-
ченных длинах подвесного пути и боль-
шой грузоподъёмности вагонеток . . .
Скорость движения тягового каната
в м/сек:
на однопролётных дорогах (без проме-
жуточных опор).............
на многопролетных дорогах
Наибольшие уклоны подвесного
пути в °/0
Длина дорог в км:
средняя
наибольшая осуществлённая
Грузоподъёмность вагонеток в т:
средняя. • . .
наибольшая при насыпных грузах . .
наибольшая при штучных грузах . .
Собственный вес вагонетки в °/0 от
1 веса вагонетки брутто
, Допускаемая нагрузка на одно ходовое
колесо вагонетки в кг:
средняя
наибольшая. . . . . :
35—5°
/I5Q—at»
6^8
3—5
4°—5°
0,15—0,8
1.5-I.75
°>5— 1>'з
8,о
. 2б,О
35^26
5оо—бро
' ~ 1ООЭ
1012
КАНАТНЫЕ ДОРОГИ И КАБЕЛЬНЫЕ КРАНЫ
[РАЗД. IV
применяется более надёжное электрическое
торможение.
Краткая техническая характеристика маят-
никовых подвесных канатных дорог приве-
дена в табл. 9.
По типу маятниковых подвесных дорог
с дополнительными предохранительными
устройствами, повышающими безопасность
движения, сооружаются пассажирские под-
весные канатные дороги.
КАНАТНЫЕ ПОДВЕСНЫЕ ДОРОГИ
КОНВЕЙЕРНОГО ТИПА
Помимо рассмотренных типов канатных
подвесных дорог, иногда для доставки грузов
применяются автоматические канатные
дороги конвейерного типа, в которых ваго-
нетки, прикреплённые к тяговым канатам,
автоматически (без отключения от канатов)
проходят приводной и натяжной шкивы, за-
гружаясь и разгружаясь во время движения.
Одна из таких дорог, по принципу дей-
ствия приближающихся к канатным ковшевым
конвейерам, показана на фиг. 25. Между ко-
Погрузочная станция
Фиг. 25. Подвесная канатная дорога конвейерного
типа.
нечными станциями этой дороги подвешены
две пары параллельных несущих канатов, раз-
мещённые одна над другой и поддерживае-
мые промежуточными опорами. На станциях
несущие канаты заменяются жёсткими рель-
сами, изогнутыми по дуге окружности в вер-
тикальной плоскости и снабжёнными напра-
вляющими шинами. Бесконечный тяговый ка-
нат с наглухо прикреплёнными к нему ваго-
нетками огибает на станциях вертикальные
приводной и обводной шкивы, диаметры ко-
торых составляют 1,8—2,4 м. Вагонетки, авто-
матически (с помощью питающих устройств)
загружаемые на погрузочной станции, напра-
вляются к разгрузочной станции по верхней
паре несущих канатов, проходят по криво-
линейному участку рельсового пути, разгру-
жаются опрокидыванием и возвращаются по
нижней паре несущих канатов для повторной
загрузки. Иногда кузова вагонеток снаб-
жаются открывающимися днищами, и тогда при
помощи линейных отбойников оказывается
возможной промежуточная разгрузка их на
любом участке подвесного пути.
Рассматриваемые дороги могут иметь
угловые станции с минимальными радиусами
кривых « 18 м.
Длины выполненных дорог достигают 4 км.
(натяжные участки несущих канатов имеют
длину 600—900 м); скорость движения ваго-
неток, монтируемых на четырёх — восьми хо-
довых колёсах и обладающих ёмкостью 0,3—
1,7 л3, обычно не превышает 2—2,3 м/сек.
Производительность дорог конвейерного типа
колеблется в пределах от 40 до 300 т/час.
ПЕРЕНОСНЫЕ КАНАТНЫЕ ПОДВЕСНЫЕ
ДОРОГИ
Для обслуживания временных работ при-
меняются переносные разборные канатные
подвесные дороги, характерные лёгкостью
конструкции, простотой операций сборки и
разборки, удобством перевозки (переноски).
Выполняемые по типу двухканатных и
одноканатных стационарных подвесных дорог,
переносные дороги могут иметь кольцевое
или маятниковое движение вагонеток. Длины
их приводных участков ограничиваются вели-
чинами мощности двигателей приводов и проч-
ностью канатов. При необходимости обслу-
живания доставки грузов на большие рас-
стояния применяется совместная работа не-
скольких комплектов переносных дорог, по-
следовательно примыкающих один к другому.
Концевые станции и промежуточные опоры
переносных дорог составляются из отдельных
элементов, вес которых, как правило, не пре-
вышает 80 кг (исключение составляют канаты
и некоторые узлы привода — двигатель, ре-
дуктор и т. п.). При этом в ряде случаев
поддерживающие конструкции приводной и
натяжной станций и стойки опор изготовляются
в процессе монтажа дороги из имеющихся на
месте лесоматериалов и, таким образом,
в комплект дороги входят лишь приводное и
натяжное устройства, собранные на метал-
лических опорных рамах, канаты, входные и
выходные консоли концевых станций, напра-
вляющие ролики со включателями и выклю-
чателями для зажимных аппаратов вагонеток,
отклоняющие башмаки, ролики и башмаки
промежуточных опор, звенья станционных
рельсовых путей и вагонетки. Угловые стан-
ции в комплекте переносной дороги обычно
не предусматриваются и изменение напра-
вления дороги в плане осуществляется соот-
ветствующим размещением отдельных её
участков (вообще же трасса дороги в пода-
вляющем большинстве случаев может быть
запроектирована прямой).
На фиг. 26 показана схема переносной
двухканатной дороги с кольцевым движением,
выполненная по проекту треста „Союзпром-
механизация". Металлоконструкции концевых
станций этой дороги устанавливаются на дере-
вянных брусьях, раскрепляются расчалками
и удерживаются от опрокидывания балласт-
ными ящиками, заполняемыми камнями или
грунтом. Подобным же образом на подклад-
ных брусьях с раскреплением расчалками осу-
ГЛ. XXX]
ОСНОВЫ РАСЧЁТА ПОДВЕСНЫХ КАНАТНЫХ ДОРОГ
1013
ществляется установка составных трубчатых
промежуточных опор (фиг. 27). Несущие ка-
наты дорог заякориваются, а тяговый канат
натягивается с помощью винтового натяжного
устройства. Характеристика дороги приведена
в табл. 10.
Фиг. 26. Схема переносной двухканатной дороги: 1 — несущие канаты; 2 — тяговый канат; 3—вагонетка;
4— промежуточная опора; 5.— приводное устройство; 6 — натяжной шкив для тягового каната; 7 — бал-
ластный груз; S — выключатель; 9— включатель; 10 — натяжная станция; И — приводная станция.
Таблица 10
Характеристика переносной двухканатной дороги ВКД-2 треста „Союзпроммеханизация"
Производительность в т/час
Наибольшая длина по кана-
ту в км
Наибольший допускаемый
уклон (по хорде) в °/0
Грузоподъёмность одиноч-
ной вагонетки в кг
Грузоподъёмность спарен-
ной вагонетки (для перевозки
брёвен) в кг
Собственный вес одиночной
вагонетки с кузовом в кг
Собственный вес спаренной
вагонетки для брёвен в кг
«2О,0
2,0
4°
2ОО
400
«57.5
.°
1
Высота опор в м
Количество опор в комплек-
те
Расстояние между опорами
(нормальное/максимальное) в м
Диаметры ка- f
натов в мм (при J несущих
aft=150 кг/мм*) \ тягового
Скорость движения тягового
каната в м/сек
Мощность привода в л. с.
Типы двигателей
Вес комплекта дороги в от
4,7
5.95
7,2
8,45
9.7
2О
ioo/боо
17,о
II,О
2,0
25,0
Бензиновый двигатель
ГАЗ-АА или электро-
двигатель МА203-2/4
32,0
ОСНОВЫ РАСЧЁТА ПОДВЕСНЫХ
КАНАТНЫХ ДОРОГ
Исходной величиной, задаваемой при рас-
чёте двухканатных подвесных дорог,
является их часовая производитель-
ность Q т/час. По этой величине произво-
дится выбор грузоподъёмности вагонетокРо кг.
Применительно к выбранной грузоподъём-
ности определяется затем собственный вес
вагонетки р кг. Временный интервал между
вагонетками на линии равен
Расстояние между ними на линии нахо-
дится из уравнения
l = t-v м, B)
где v — скорость движения тягового каната
в м/сек, принимаемая в соответствии с ука-
заниями, приведёнными в табл. 7.
Предварительное определение диаметра
несущего каната ведётся по эмпирической
формуле
Y~ мм, C)
3,6Р0
Q
A)
где Р — Ро + р + qT I — вес гружёной ваго-
нетки (включая вес отрезка тягового каната
1014
КАНАТНЫЕ ДОРОГИ И КАБЕЛЬНЫЕ КРАНЫ
[РАЗД. IV
на длине I) в кг; qT—вес 1 пог. м тягового
каната, ориентировочно принимаемый рав-
ным 1 кг/м; k— коэфициент, зависящий от
количества ходо-
=-»— -— ~|HflL jj& вых колёс вагоне-
2) U |\ /1тЧ ток (для двухко-
лёсных вагонеток
k = 1, для четы-
рёхколёсных ваго-
неток k = 0,8) и
а — коэфициент,
выбираемый по
табл. 11 в зависи-
мости от величи-
ны временного
интервала между
вагонетками на
линии и конструк-
ции и качества
материала несу-
щего каната.
Наибольшее воз-
можное натяже-
ние несущего ка-
ната, возникаю-
щее (при пониже-
нии температуры)
у его закреплён-
ного конца (фиг.
28), при заданной
разности уровней Л
между натяжным грузом G и точкой закре-
пления, определяется по уравнению
Фиг. 27. Трубчатая промежу-
точная опора переносной двух-
канатной подвесной дороги.
G ± qh + у. [Ъ (tg То - tg Г*) +
D
D)
где
вес
G — вес
1 пог.
„ de
натяжного груза в кг; q —
м несущего каната в кг/м;
if.riv, .л. —сопротивление трения на натяж-
ном шкиве в кг; D — диаметр натяжного
шкива; dg — диаметр оси натяжного шкива;
L —длина участка дороги в м; ?о и у« —
углы наклона несущего каната к горизонтали
в начальном и конечном пунктах участка L
(причём tgfi берётся со знаком плюс, если
канат идёт на подъём, и со знаком минус,
±
Фиг. 28. Схема к расчёту натяжения несущего каната.
если он идёт на спуск); {а — коэфициент тре-
ния несущего каната по башмакам промежу-
точных опор (для закрытых спиральных кана-
тов р = 0,15 и открытых спиральных канатов
р = 0,18) и ^ = 0,1 — коэфициент трения на-
тяжного шкива (чугун по стали).
Наименьшее натяжение несущего каната
в точке закрепления (при повышении тем-
пературы) определяется равным
-%¦"*- E)
Таблица 11
Значение коэфициента « в формуле C)
Интервал
между вагонет-
ками в сек.
5<э и более
4о
Значения в для за- Значения а для от-
крытых спираль-
ных канатов ("^ =
= 120 кг/мм3)
i,a6
1.35
крытых спиральных
канатов (^=-
= Н5 кг/мм3)
1,27
По величине 7^,^ и коэфициенту запаса
(пр = 3 для подвесных дорог нормального
типа и Пр = 2,75 для временных подвесных
дорог) проверяется правильность выбора не-
сущего каната. При проверке выбранного
каната из условия долговечности должно
удовлетворяться соотношение
Т-"Р>С (б)
Р
где V— ®—-—давление колеса вагонетки
/
в кг; i—число колёс вагонетки; <р = 1,05 —
1,10— коэфициент перегрузки колеса и С —
коэфициент, зависящий от интенсивности дви-
жения и прочностной характеристики про-
волок каната (табл. 12).
Таблица 12
Значения коэфициента С
Число вагонеток, про-
ходящих по канату в те-
чение часа:
двухколёсных
четырёхколёсных ....
Величины С:
для канатов с пределом
прочности проволок а^=
=«120 кг/мм1
для канатов с пределом
прочности проволок а^=
«145 яг/мм1
75
37
32
3°
IOO
5°
37
34
15°
75
45
41
2Э0
IOO
52
47
250
125
58
53
3°о
15°
64
58
350
175
69
63
Определение давления, передаваемого не-
сущим канатом на опоры, ведётся по вели-
чине углов перегиба каната на каждой из
опор последовательно в порядке возрастания
Фиг. 29» Схема к расчёту угла перегиба несущего каната
на промежуточной опоре»
их очередных номеров. Если (фиг. 29) /„ и
/я_1_1 — величины провеса несущего каната,
hn и Л„ + 1 — разность отметок соседних опор,
Ln и Ln _j_ j — расстояния между соседними
ГЛ. XXX]
ОСНОВЫ РАСЧЁТА ПОДВЕСНЫХ КАНАТНЫХ ДОРОГ
1015
опорами по горизонтали. Н — горизонтальная
составляющая натяжения и ап — искомый угол
перегиба (угол между касательными к канату)
на опоре я, то для ненагруженного несущего
каната
н ¦
1
Wl , q
+ 1
2
tg рл
и для нагруженного несущего каната
Р
(8)
tee =Л*__1±14- L L*+L» + l ,g)
g п Ln Ln + 1^ н ' 2 ' к '
Давление на опору приближённо опре-
деляется из уравнения
Опъ Gtgan кг (Ю)
и более точно из уравнения
\ + пп1
кг, (Юа)
-л+ 1
где пп— количество вагонеток в пролёте Ln
р
и л
я .
— количество вагонеток
про-
лёте Ln + V
Натяжение тягового каната на участке со
средним уклоном щ при количестве ваго-
неток nit натяжении So, создаваемом на-
тяжным грузом, суммарном сопротивлении
вращению опорных и направляющих ро-
ликов и шкивов ?/?/, весе 1 пог. м каната qT
и коэфициенте сопротивления движению ваго-
нетки [ij = 0,006-Й),008 будет равно
Si = щ (Яо + р + Яг0 (±sin a' ± ^icos a/) ±
+ S/?/+^o кг. (И)
Для обеспечения сцепления тягового ка-
ната с приводным шкивом в случае так назы-
ваемого силового режима привода, когда на-
тяжение набегающей канатной ветви SHa6
превышает натяжение сбегающей ветви Scg,
должно соблюдаться соотношение
A2)
где е = 2,72; /—коэфициент трения каната
на ведущем шкиве (для желобчатого чугун-
ного шкива без футеровки / = 0,08, для желоб-
чатого шкива, фУтеРованного деревом или
кожей, /=0,16, для шкива с зажимами можно
принимать /=0,08 т, где т — некоторая вели-
чина, зависящая от конструкции и размеров
зажима) и ш — угол обхвата приводного шкива
канатом в радианах.
Мощность двигателя привода в этом слу-
чае при скорости каната v м{сек и к. п. д.
привода yj = 0,7—0,85 составит
Sc6) V
102т)
кет.
A3)
Для случая так называемого тормозного
режима привода, когда натяжение набегаю-
щей ветви каната оказывается меньшим натя-
жения его сбегающей ветви и когда мощность
двигателя расходуется на торможение веду-
щего шкива,
/-
102
кет.
A4)
A5)
Выбор диаметра тягового каната произ-
водится по величине наибольшего натяжения
с коэфициентом запаса прочности пр = 5~-1.
Наименьшее натяжение каната 5/min не должно
быть меньшим (800-М000) 177-. а соотношение
между диаметрами шкивов DT и диаметром
каната dT должно удовлетворять условию
Подобно рассмотренному расчёту по фор-
мулам A) и B) и применительно к данным
табл. 8 для заданной величины производи-
тельности Q т/час ведётся выбор грузоподъём-
ности вагонеток Ро кг и определение соб-
ственного веса вагонеток р кг, интервала во
времени между вагонетками на линии t сек.
и расстояния между смежными вагонетками
на линии / м при проектировании однока-
натных подвесных дорог.
Величину наибольшего натяжения каната
одноканатной дороги определяют аналогично
величине наибольшего натяжения тягового
каната двухканатной дороги из уравнения A1),
принимая значение коэфициента сопротивле-
ния движению jj.x = 0,01—0,012 и задаваясь
величиной наименьшего натяжения 5min^
> A200ч-1500) q. По наибольшему натяжению
(с коэфициентом запаса прочности пр =4,5ч-
-f-б соответственно для случаев большой и
малой производительности) выбирают диаметр
каната.
Для большей долговечности каната
(при ab ~ 140 кг/мм?) его проверяют по усло-
вию
:300 кг/слР,
где Pq-t p — вес гружёной вагонетки в кг,
и F — площадь сечения каната в см?.
Давление на опорные ролики и число их
определяют по уравнению (Юа), принимая
что q — погонный вес каната, а P~PQ-i-p
(см. выше) и допуская давление на одни
ролик 300—400 кг. Число роликов обычно
не более четырёх на грузовой стороне
и двух — на порожняковой.
1016
КАНАТНЫЕ ДОРОГИ И КАБЕЛЬНЫЕ КРАНЫ
[РАЗД. IV
Производительность маятниковых под-
весных дорог Q т/час обычно задаётся. Если же
величина её заранее неизвестна, но известны
грузоподъёмность вагонетки Яо кг, скорость
движения тягового каната v м/сек, длина
дороги (измеренная по наклону) L м, время,
затрачиваемое на операции загрузки ваго-
нетки, tx сек., время разгрузки вагонетки
t% сек. и время, затрачиваемое на пуск и
торможение вагонетки в пределах одного
рейса /0 сек. = —- (Lo — суммарный путь раз-
гона и торможения), то для однопутной до-
роги
Q
— 4- h -f
т/час
2t0
A6а)
и для двухпутной дороги
3,6Я0
т/час.
и
Расчёт несущего каната маятниковой под-
весной дороги для случая, когда канат натя-
гивается натяжным грузом, ведётся анало-
гично расчёту несущих канатов двухканат-
ных порог с кольцевым движением.
Вес натяжного груза То может быть при-
ближённо определён из уравнения
кг, A7)
где Р—вес гружёной вагонетки в кг; дг —
вес 1 пог. м головного каната в кг/м; qx — вес
1 пог. м хвостового каната в кг/м и а^ — пре-
дел прочности материала проволок каната
на растяжение в кг/мм?.
Натяжение несущего каната в любом
пункте дороги при разности отметок (уров-
ней) этого пункта и натяжного груза h м
и веса 1 пог. м каната q кг/м определится
равным
Т= То± qh кг. A8)
В случаях, когда натяжение осущест-
вляется винтовым или полиспастным натяж-
ным устройством, несущий канат рассчиты-
вается как многопролётный, заякоренный с
обеих сторон.
В обоих случаях расчёта коэфициент за-
паса прочности на растяжение принимается
равным пр = 2,75 -f- 3,0.
Наибольшее натяжение головного каната
определяют из уравнения
= S0 + Чх К+Р (sin a ± u, COS а)
A9)
принимая, что гружёная вагонетка переме-
щается по участку дороги с наибольшим
подъёмом и что So — начальное натяжение
каната (натяжение, создаваемое натяжным
грузом) в кг; qz — вес 1 пог. м головного
каната в кг/м; qx — вес 1 пог. м хвостового
каната в кг/м; пг и hi — разности уровней
соответственно между нижней станцией до-
роги, пунктом, в котором находится вагонетка,
и верхней станцией в м; Р— вес гружёной
вагонетки в кг; а — действительный наиболь-
ший угол наклона несущего каната к гори-
зонту; р3 яз 0,006—0,008 — коэфициент сопро-
тивления движению вагонетки (для случаев
применения шарикоподшипников) и ?/? —
суммарное сопротивление в роликах, поддер-
живающих канат.
Коэфициент запаса прочности на растя-
жение при расчёте тягового каната назна-
чается в пределах Пр = 5-=-6. По наиболь-
шему натяжению тягового каната опреде-
ляется окружное усилие на ободе шкива
приводного устройства, а также мощность
двигателя привода. Если при этом дорога,
работающая на тормозном режиме (переме-
щение груза по уклону вниз), в отдельные
периоды используется для работы на сило-
вом режиме (перемещение груза по уклону
вверх), величина Smax находится как наи-
большая из величин S, определённых по
уравнению A9).
КАБЕЛЬНЫЕ КРАНЫ
ОБЩИЕ СВЕДЕНИЯ
Кабельные краны применяются при соору-
жении мостов и плотин, при выполнении
земляных, каменных и бетонных работ в
гражданском и промышленном строительстве
при монтаже деревянных и металлических
конструкций, при обслуживании эллингов,
складов угля, лесоматериалов и пр.
Кабельный кран (фиг. 30) состоит из двух
опор, поддерживающих несущий канат (один
или несколько), грузовой тележки, передви-
гающейся с помощью тягового каната, и ме-
ханизма подъёма, осуществляющего подъём
и опускание перемещаемого груза в любой
точке кранового пролёта. Тяговый канат оги-
бает приводной барабан и направляющие
блоки опор и концы его закреплены на гру-
зовой тележке. Канат подъёмного механизма
закреплён на тележке только одним концом;
другой конец его крепится к барабану ле-
бёдки в машинном помещении крана. В про-
лёте тяговый и подъёмный канаты покоятся
на специальных поддержках. При одновре-
менном вращении приводного барабана и ба-
рабана грузовой лебёдки с одинаковой окруж-
Фиг. 30. Схема кабельного крана; / - несущий канат; 2 —
тяговый канат; 3 — подъёмный канат; 4 — грузовая тележ-
кам—поддержки для тягового и подъёмного канатов;
6 — вспомогательный канат для поддержек; 7 — натяжной
груз для вспомогательного каната; 8 и 9 — опоры;
10 — машинное помещение.
ГЛ. XXX]
ОБЩИЕ СВЕДЕНИЯ
1017
ной скоростью и в одном направлении те-
лежка перемещает груз параллельно несу-
щему канату. При застопоривании привод-
ного барабана и работе грузовой лебёдки,
когда подъёмный канат навивается на бара-
бан или сбегает с него, выполняются опера-
ции подъёма и опускания груза.
В зависимости от характера выполняемых
)т кабельные краны подразделяются на
стационарные с неподвижными опорами
(фиг. 31, а), передвижные с опорами, пере-
мещающимися по параллельным рельсовым
путям (фиг. 31, б), и поворотные (радиаль-
л.
1
с)
j
Iv
Фиг. 31. Схемы кабельных кранов в плане: а — стацио-
нарного, б — передвижного, в — поворотного (радиаль-
ного).
ные) с двумя опорами, одна из которых не-
подвижна, а другая перемещается по криво-
линейному рельсовому пути, зачерченному
радиусом, равным пролёту крана. Кроме того,
различают стационарные кабельные краны
однопролётные и многопролётные (с несколь-
кими пролётами и промежуточными опорами,
число которых может быть больше десяти),
обслуживающие участки длиной до 1,5 км.
Для обслуживания временных работ исполь-
зуются переносные кабельные краны с про-
лётами 100-300 м и грузоподъёмностью 3 —
5 т, монтируемые из отдельных легко транс-
портируемых элементов.
Опоры кабельных кранов — мачтовые
(укрепляемые растяжками и применяющиеся
в стандартных установках небольшой гру-
зоподъёмности), рамные (А-образной или
П-образной формы, неподвижные или качаю-
щиеся — с шарнирным креплением к осно-
ванию, также применяющиеся в стационар-
ных установках) и башенные (треугольные
или четырёхугольные в плане, обладающие
большой устойчивостью и выполняемые как
стационарными, так и подвижными ) — изго-
товляются из металла и реже из дерева *.
* Деревянные конструкции опор используются, как
правило, для временных крановых установок, качаю-
щиеся опоры всегда изготовляются из металла. Соотно-
шения между высотой опор Н и размерами их в плане
показаны на фиг. 31. о*.
Стационарные опоры обычно устанавли-
ваются на бетонных или каменных основа-
ниях. Подвижные опоры монтируются на
ходовых тележках, перемещающихся по на-
клонным или горизонтальным путям, укла-
дываемым на ленточных фундаментах, шпаль-
ном основании или эстакадах *. Тележки
имеют балансирную подвеску, снабжаются
двухребордными направляющими и поддер-
живающими колёсами (без реборд), умень-
шающими удельную нагрузку на рельс, и
выполняются либо приводными от электро-
двигателей, либо неприводными. В послед-
нем случае передвижение осуществляется с
помощью каната, закреплённого свободным
концом к столбам (которые размещаются
с интервалами 20-50 м вдоль подкрановых
рельсов) и навиваемого на барабан лебёдки,
установленной на опоре. Иногда с той же
целью используется пластинчатая цепь, вхо-
дящая в зацепление с зубьями звёздочки при-
водной лебёдки на опоре и закреплённая в
конечных пунктах рельсового пути.
Несущие канаты кабельных кранов, выби-
раемые по ГОСТ 3064-46, 3065-46 или 3090-46,
закрепляются на опорах с заделкой наглухо
обоих концов по фиг. 32, а, с заделкой одного
конца и натяжением другого конца натяжным
грузом по фиг. 32, б или с заделкой обоих
концов и натяжением качающейся опорой
по фиг. 32, б. Заделка по фиг. 32, а приме-
няется обычно в стационарных кранах, при-
чём опоры кранов раскрепляются подкосами
или растяжками. Регулирование натяжения
каната при таюой заделке достигается с по-
мощью винтового натяжного устройства или
а)
Фиг. 32. Схемы заделки несущих канатов
кабельных кранов.
полиспаста. Простая по конструкции и ха-
рактерная относительно малым раскачива-
нием канатов в вертикальной плоскости при
операциях опорожнения кюбелей и грейферов,
заделка эта обладает, однако, такими недо-
* Попытки установки опор на гусеничном ходу не
дали положительных результатов.
1018
КАНАТНЫЕ ДОРОГИ И КАБЕЛЬНЫЕ КРАНЫ
[РАЗД. IV
статками, как значительное ослабление натя-
жения несущего каната (до ~ 70<>/0 максималь-
ной его величины) и обусловленное им увели-
чение угла подъёма при подходе грузовой те»
лежки от середины пролёта крана к опорам»
Ослабление натяжения вызывает увеличение
изгибающих напряжений и повышенный износ
каната, а возрастание угла подъёма опреде-
ляет необходимость соответствующего повы-
шения мощности привода механизма пере-
движения грузовой тележки. Для передвиж-
ных кранов часто применяется заделка по
фиг. 32,б, допускающая подход грузовой те-
лежки от середины пролёта к опорам под
относительно малыми углами наклона к го-
ризонту, но неудобная тем, что при умень-
шении нагрузки на несущий канат (напри-
мер, при опорожнении грейферов и кюбелей,
подвешенных к тележкам, или опускании
перемещённого груза), когда соответственно
уменьшается его провисание, качающаяся
опора резко отклоняется назад, вызывая
сильное раскачивание тягового и подъёмного
канатов. Заделка по фиг. 32, б, при которой
усложняется конструкция опоры и отме-
чается повышенный износ каната на напра-
вляющем блоке натяжного устройства, в со-
временных крановых установках применяется
крайне редко.
Грузовая тележка кабельного крана
(фиг. 33) при рамных поддержках опирается
на несущий канат / двухребордными ходо-
Фиг. 33. Грузовая тележка кабельного крана
(для опрокидного кюбеля).
выми катками, количество которых опреде-
ляется грузоподъёмностью тележки и коле-
блется от двух до восьми *. В корпусе тележки
размещаются блоки подъёмного каната 2.
Кроме того, к корпусу крепится рама 3 так
называемых кулачковых поддержек 4, снаб-
жённая несущим консольным рычагом для
кулачковых поддержек.
Поддержки имеют существенное значение
в работе кабельных кранов — с помощью их
устраняется чрезмерное провисание рабочих
* В кранах большой грузоподъёмности, тележки ко-
торых перемещаются по нескольким параллельным несу-
щим канатам, в конструкциях последних предусматри-
ваются шарнирные связи для компенсации некоторой раз-
ности в провесах канатов.
канатов (особенно подъёмного каната при от-
сутствии груза и больших пролётах), дости-
гается равномерное распределение веса ра-
бочих канатов по всей длине несущего ка-
ната, уменьшаются амплитуды колебания ра-
бочих канатов и обеспечивается возможность
свободного опускания обоймы с порожним
грузовым крюком.
Рамные поддержки 4, показанные на
фиг. 33, представляют собой рамки, в ниж-
ней части которых закреплены ролики 6 для
укладки рабочих канатов, а в верхней части
имеются отверстия 5 для вспомогательного
каната 7. Размеры отверстий не остаются по-
стоянными для всех поддержек и увеличи-
ваются по мере возрастания? порядковых но-
меров их. На неподвижном вспомогательном
канате, натягиваемом натяжным грузом, раз-
мещаются (с интервалами /г^15 м) кулач-
ковые муфты 8, диаметры которых также по-
степенно увеличиваются. При движении гру-
зовой тележки влево первая муфта вспомога-
тельного каната, имеющая наименьший диа-
метр, свободно проходит через отверстия
всех поддержек кроме первой справа и, упи-
раясь в неё, сталкивает поддержку на несу-
щий канат. Подобным же образом вторая
муфта сталкивает на несущий канат вторую
поддержку и т. д.
При обратном движении грузовая тележка
собирает расставленные поддержки посред-
ством консольного рычага, снимая их с ку-
лачковых муфт.
Неподвижные поддержки, применяемые
при качающихся опорах, составленные из
двух шарнирно соединённых половин (рыча-
гов), наглухо прикрепляются к несущему ка-
нату на расстояниях 50 — 60 м одна от другой.
Грузовая тележка, подходя к очередной под-
держке, специальными шинами отжимает её
рычаги и раскрывает её для пропуска на-
правляющих блоков подъёмного каната. После
прохода тележки поддержка закрывается, под-
хватывая подъёмный и тяговый канаты. Не-
подвижные поддержки усложняют конструк-
цию тележки, могут произвольно раскры-
ваться при раскачи-
вании канатов и в fj*~ ~ ^ ^
современных типах J #= '^г* ^
кранов от них часто j I
отказываются. | |
Тяговый канат,
выбираемый по ГОСТ
2688 - 46, 3069 - 46.
3070-46, 3077-46 или
3078-46, обычно раз-
мещается на кране,
последовательно оги-
бая направляющие
блоки опор и барабан
приводной лебёдки,
а свободные концы
его закрепляются на
корпусе грузовой те-
лежки (фиг. 34, а); необходимое монтажное
натяжение каната создаётся при этом подтя-
гиванием закреплённых концов. Значительно
реже используется схема размещения тяго-
вого каната с натяжным грузом (фиг. 34,5),
так как при больших скоростях движения и
изменениях провеса каната этот груз может
получить излишне большое раскачивание.
°)
Фиг. 34. Схемы размеще-
ния тяговых канатов в
кабельных кранах.
ГЛ. XXX]
ОБЩИЕ СВЕДЕНИЯ
1019
В обеих схемах на барабане лебёдки даётся
.4—5 витков каната из условия надёжности
сцепления.
Подъёмный канат, выбираемый по ГОСТ
2688-46, 3069-46, 3070-46, 3077-46 или 3078-46,
в крюковых кранах монтируется либо с за-
креплением на грузовой тележке (фиг. 35, а),
либо с закреплением на опоре (фиг. 35, б). В пер-
вом случае, когда канат располагается с одной
Фиг. 35. Схемы размещения подъёмных
канатов в крюковых и грейферных кабель-
ных кранах: 1 — тяговый канат; 2 — подъ-
ёмный канат; 3 — замыкающий канат;
4 — дополнительный замыкающий канат;
5 — грузовая тележка; 6 вспомогательная
тележка.
стороны тележки, отпадает необходимость
в двухстороннем расположении канатных под-
держек, а сам канат подвергается относи-
тельно малому износу, так как при движении
тележки не вращаются блоки
полиспаста. Вместе с тем такая
схема предполагает ограниче-
ние возможностей совмещения
движений и равенство окруж-
ных скоростей тягового и подъ-
ёмного барабанов; скорость
подъёма груза vn зависит в
скорости дви-
щий канат огибает концевой направляющий
блок и либо отводится к барабану грейфер-
ной лебёдки, либо соединяется со вспомога-
тельной тележкой, перемещающейся по не-
сущему канату с помощью дополнительного
каната (в последнем случае блоки грейфер-
ного полиспаста при движении грузовой те-
лежки не вращаются) *.
Сложная схема размещения канатов в грей-
ферных кабельных кранах значительно упро-
щается при применении однокан атных
грейферов, подвешенных к тележкам, кото-
рые перемещаются по наклонным несущим
канатам (фиг. 36) **. В таких кранах (с про-
лётами 100—150 м) используются однобара-
банные лебёдки, а тяговый канат является
одновременно и подъёмным канатом.
Посты управления и машинные помеще-
ния кабельных кранов размещаются обычно
на одной из крановых опор. В стационарных
установках машинные помещения иногда раз-
мещаются отдельно от кранов. В случаях же,
когда требуется выполнять особо точные
работы по подъёму и перемещению грузов,
пост управления помещают в кабине, подве-
шенной к крановой грузовой тележке. На
тележке могут монтироваться также меха-
низмы подъёма и перемещения. Облегчая
работу кранового машиниста и способствуя
повышению производительности кранов,такие
тележки значительно увеличивают вес и
стоимость крановых установок и применяются
редко.
Помимо рассмотренных типов нормальных
кабельных кранов в практике эксплоатации
находят применение специальные конструк-
ции их, удовлетворяющие особым требова-
ниям отдельных производств. Так, для об-
служивания погрузочно-разгрузочных работ
в портах используются кабельные краны с
консолями на береговых опорах (фиг. 37), а
этом случае от
жения тележки
v
т и переда-
точного числа полиспаста i,
так как vn=~—
i
Во втором
необходимость
Фиг. 36. Схема наклонного кабельного крана с одноканатным грейфером.
случае отпадает неооходимость в синхрони-
зации окружных скоростей барабанов, может
быть достигнуто большее разнообразие в со-
вмещении движений и упрощается управление
отдельными рабочими операциями, но неиз-
бежное в этой схеме вращение блоков поли-
спаста при движении тележки обусловливает
повышение износа каната и расходование
энергии, а двухстороннее относительно тележ-
ки размещение каната предопределяет также
двухстороннее размещение канатных поддер-
жек.
В кранах с двухканатными грейферами
(фиг. 35, в) подъёмный канат, к которому
подвешен грейфер, дополняется замыкающим
канатом, осуществляющим раскрывание и за-
крывание грейферных челюстей. Замыкаю-
для обслуживания судостроительных верфей
применяются эллинговые кабельные краны.
Эллинговый кран, изображённый на фиг. 38,
состоит из нескольких несущих канатов, рас-
положенных параллельно друг к другу и за-
креплённых к концевым тележкам. Тележки
перемещаются по горизонтальным рельсам на
опорах и несут на себе лебёдки механизмов
передвижения грузовых тележек. Лебёдки
* Вспомогательная тележка затрудняет подъезд гру-
зовой тележки к опоре, на которой установлен лебёдки
крана. Поэтому иногда вспомогательную тележку снимают
с несущего каната и переносят на опору. В последнем
случае в системе замыкающего каната добавляются два
направляющих блока, способствующие повышению его
износа.
** Уклон несущего каната принимается не мень-
шим 20°/о.
1020
КАНАТНЫЕ ДОРОГИ И КАБЕЛЬНЫЕ КРАНЫ
[РАЗД. IV
механизмов подъёма груза смонтированы на
грузовых тележках, в подвесных кабинах
которых сосредоточены приборы управления,
отдельные для каждой рабочей группы (гру-
зовой тележки и
двух концевых те-
лежек соответ-
Таблица 13
Характеристика выполненных кабельных кранов
Фиг. 37. Береговая опора
кабельного крана с жёсткой
консолью.
ствующего несу-
щего каната).
В некоторых
случаях, напри-
мер, когда по ме-
стным условиям
окажется затруд-
нительным или невозможным размещение
широких опор, используются кабельные
краны, выполненные по типу перегрузочных
мостов (фиг. 39), к жёстким фермам которых
крепятся несущие канаты. При пролётах L =
= 50 — 100 м такие краны
могут заменять нормальные
перегрузочные мосты и вы-
Фиг. 38. Эллинговый кабель-
ный кран: / — несущие кана-
ты; 2 — грузовые тележки;
3— концевые тележки несу-
щих канатов; 4—опоры;
5 — оттяжки опор.
годно отличаются от них меньшим весом кон-
струкции и, следовательно, меньшим давле-
нием на подкрановые пути (натяжение несу-
щего каната создаёт момент, обратный мо-
менту собственного веса фермы, частично
разгружая её).
Краткая техническая характеристика ка-
бельных кранов приведена в табл. 13.
Сохраняя общую направленность кон-
структивного совершенствования, характер-
Грузоподъёмность в т-
средняя
наибольшая достигнутая
Пролёты выполненных конструкций
в м
Высота подъёма груза в м
Высоты опор в м:
нормальные
наибольшие
Скорости передвижения грузовых те-
лежек в м/сек
Скорости подъёма груза в м/сек
Скорость передвижения опор в м/сек.
Производительность в т/нас:
средняя. . . . •
наибольшая
Допускаемое давление на ходовое ко-
лесо грузовой тележки в т
Допускаемое давление на ходовое
подкрановое колесо в т:
на ленточном фундаменте
на шпальном основании
3,0—20,0
15°. °
250,0—1000,0
до 250,0
5,о—5о.о
120,0
3,о— ю,о
1,О—2,О *
О,1О—О,25
4°,о—6о,о
400,о
1,2—4,0
2О,О—3°i°
ДО 10,0
* Скорость опускания груза в ряде случаев выше на
<* 30% скорости подъёма.
ОСНОВЫ РАСЧЕТА КАБЕЛЬНЫХ КРАНОВ
Определение производительности кабель-
ных кранов производится по формулам, об-
Фиг. 39. Кабельный кран с жёсткой фермой.
ную для канатных подвесных дорог, тенден-
ции дальнейшего развития кабельных кранов
определяются повышением производительно-
сти, возрастанием скоростей движения гру-
зовых тележек и увеличением числа циклов,
достигаемым повышением эксплоатационной
надёжности конструкций, совмещением во
времени операций подъёма и перемещения
груза, улучшением систем управления, сиг-
нализации и т. д.
щим для грузоподъёмных машин циклового
(периодического) действия.
Ориентировочные величины диаметров не-
сущего и рабочих канатов и весовые харак-
теристики грузовых тележек при предвари-
тельных расчётах принимаются (в зависимо-
сти от грузоподъёмности кранов) по табл. 14.
Суммарное натяжение канатов ?Г при пред-
варительных подсчётах определяется приме-
нительно к суммарному погонному весу ка-
ГЛ. XXX]
ОСНОВЫ РАСЧЁТА КАБЕЛЬНЫХ КРАНОВ
1021
Таблица 14
Ориентировочные величины диаметров канатов и весов грузовых тележек в зависимости
от грузоподъёмности кабельных кранов
Грузоподъ-
ёмность
кранов
в т
З.о
5.о
7.5
ю,о
15.о
2О,О
Диаметры канатов в мм
несущего
водноканат-
ных кранах
42,0
5°, о
58,о
б4,о
72,0
7б,о
вдвухканат-
ных кранах
42,0
4б,о
51,о
54,°
тягового
15.о
15,о
J7.5
18,5
2О,5
23,°
подъёмного
при двух-
кратном по-
лиспасте
i4,o
17,5
20,5
25,0
при четы-
рёхкратном
полиспасте
17,5
25,°
узлового
(кулачко-
вого)
14,о
14,о
17.5
17.5
18,5
18,5
Вес грузовых тележек (при
крюковом подъёме) в кг
при рамных
поддержках
IOOO
I5OO—2ОЭО
25°О
275°
45°°
8ооо
при неподвижных
поддержках (клап-
рейтерах)
1500
2500
2500 — 2750
275° — 3°°о
45°° — бооо
8ооо —ю ооо
натов и поддержек * ?# кг/м из соотноше-
ния
Ид
= 330-=-380.
120)
Более точно величина суммарного натяжения
определяется по заданному максимальному
провесу несущего каната fH = (оТ,-^ ™) L **
из уравнения
ЪТ=\Р + ~2-)' Af'H
кг,
B1)
где L —длина пролёта крана в м и Р— вес
гружёной грузовой тележки, помещённой в
середине пролёта, в кг
Натяжение несущего каната находится
как разность суммарного натяжения ?Г и на-
тяжений рабочих канатов (тягового, подъ-
ёмного, замыкающего, узлового).
Натяжения подъёмного и замыкающего
канатов Тп определяются по обычным расчёт-
ным формулам подъёма груза.
Для наиболее часто применяемой схемы
обводки рабочих канатов, т. е. при тяговом
канате без натяжного груза (по фиг. 34, а) и
подъёмном, закреплённом одним концом на
опоре (по фиг. 35, б), наибольшее натяже-
ние тягового каната (при грузовой те-
лежке, идущей на подъём к одной из опор)
можно приближённо подсчитать по уравне-
нию
сг, B2)
где 7q—первоначальное (монтажное) натя-
жение каната, выбираемое из условия, чтобы
зазор между его верхней ветвью и несущим
канатом (при порожней грузовой тележке,
смещённой к одной из опор) был не менее
0,5 m;T,Rt — сопротивление вращению шки-
* Из условия, что вес поддержек равномерно распре-
делён по длине кранового пролёта L.
** Эта же величина / принимается при расчёте узло-
вого (кулачкового) каната.
вов, поддерживающих набегающую на при-
водной барабан ветвь тягового каната; W—
полное сопротивление перемещению тележ-
ки, равное
(L~2a)(P+LY,q)l „
Ь- 21XT + S/?«'B3)
где [xq — коэфициент сопротивления переме-
щению тележки, равный 0,008—0,01; а — угол
наклона хорды порожнего несущего каната к
горизонту; а — ближайшее возможное расстоя-
ние грузовой тележки от опоры в м\ ^>Rn —
сопротивление вращению блоков подъёмного
полиспаста в кг.
По величине ТТ, найденной из уравне-
ния B2), определяют диаметр тягового ка-
ната; для определения натяжения тягового
каната, которое нужно вычесть из ЕГ для
получения расчётного натяжения несущего
каната принимают а — L : 2 и все сопроти-
вления от трения равными нулю.
Коэфициенты запаса прочности (по отно-
шению к aft) при расчёте канатов принима-
ются в зависимости от группы канатов сле-
дующими:
Группа канатов п
Несущие 3—4
Подъёмные и замыкающие 5~6
Тяговые 5~6
Узловые 3—4
Мощность двигателя подъёмной лебёдки
при грузоподъёмности крана Ро кг и скорости
подъёма vn MJceK будет равна
Kem'
где у\ — к. п. д. лебёдки, направляющего блока
на опоре и подъёмного полиспаста.
Мощность двигателя лебёдки передвиже-
ния грузовой тележки равна
где 17? 7-—потери на всех направляющих
шкивах тягового каната в кг; vr— скорость
движения тележки в м/сек; ^ — к. п. д. ле-
бёдки.
1022
КАНАТНЫЕ ДОРОГИ И КАБЕЛЬНЫЕ КРАНЫ
[РАЗД. IV
Мощность двигателя механизма передви-
жения крановой опоры при пуске против
ветра равна
кет, B6)
102т]2
где WK = ? (/0 -f- fK) К — сопротивление дви-
жению от трения в ходовых колёсах опоры
в Kz;We — сопротивление ветра в кг; J =
G Va
==гГ6Т'~г—сила инерции в кг; v^ — ско-
У,О1 *0
рость движения опоры в м\сек, К — давле-
ние, передаваемое на ходовые колёса, в кг;
G — вес опоры в кг; *0—время разгона или
торможения в сек.; /*0 = С(щ - +. 2 -~ j —
коэфициент сопротивления движению на
прямолинейном участке пути; fK яг 0,05 —
коэфициент дополнительного сопротивления
движению на кривых (для радиальных кра-
нов); С « 1,5 — коэфициент, учитывающий
трение реборд колёс; D г: 500 — 700 мм —
диаметр ходового колеса; й- диаметр цапфы
d \ \
ходового колеса; -р; = F "*-«¦»
D о о
циент трения в цапфах;
ния качения; tJ — к. п. д. механизма пере-
движения опоры.
При установившемся движении
— коэфи-
— коэфициент тре-
Ю2гB
кет.
B7)
Количество приврдных колёс опоры опре-
деляется из условия достаточности сцепле-
ния их с рельсом подкранового пути. Если
Кпр — суммарное давление на приводные ко-
лёса и fjiwO, 15 — коэфициент трения между
катком и рельсом, то при пуске против ветра
К
пр
B8)
Наличие тормоза в механизме передвиже-
ния опоры необходимо, если при движении
по ветру
W<W + J B9)
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Дерягин А. В., Кабельные краны и их применение
в горной промышленности, ОНТИ НКТП, М. — Л.
1938.
2. Дукельский А. И., Подвесные канатные дороги,
изд. 2, ОНТИ НКТП, М.-Л. 1938.
3. Зеличенок Г. Г., Переносные одноканатные до-
роги, „Механизация строительства" № 9—10. 1946.
4. Ковальский Б. С, Расчёт подвесных предохрани-
тельных мостов, „Внутризаводский транспорт и стальные
конструкции" № 1, 1936.
5. К о г а н И. Я- и П а н п у л а я Г. И., Маятниковые
канатные дороги на горных предприятиях, „Горный
журнал" № 4, 1947.
6. К о г а н И. Я-. Подвесные канатные дороги дальнего
транспорта, „Механизация строительства" № 4, 1918.
7. Плавинский В. И., Износ канатов подвесных
дорог, борьба с ним и выбор износоустойчивой кон-
струкции канатов. Бюллетень технической информации
треста „Союзпроммеханизация" № 1, 1947.
8. Плавинский В. И.. Проблемы автоматизации и
увеличения пропускной способности подвесных канат-
ных дорог. Сб. „Новая подъёмно-транспортная техника",
вып. „Подвесные канатные дороги и конвейеры",
ВНИИПТМАШ, Мащгиз, М. 1948.
9. Плавинский В. И., Переносные канатные дороги,
Машгиз. М. 1948.
10. Р о з е н б а у м С. А., Воздушно-канатные дороги,
ГНТИ Украины, Киев 1936.
11. Спиваковский А. О., К вопросу о приводе ка-
натных дорог, „Механизация строительства" № 3, 1948.
12. Украинское отделение Треста .Союзпроммеханизация".
Технические условия и нормы на проектирование ка-
бельных кранов, Харьков 1946.
13. Хомутинников Н. И. и КорзонА. К., Строи-
тельные конструкции подвесных канатных дорог, Строй-
издат, М.-Л. 1941.
14- Центральное проектно-конструкторское отделение
треста „Союзпроммеханизация". Альбом нормальных
конструкций механического оборудования подвесных
дорог, М. 1948.
15. Центральное проектно-конструкторское отделение
треста „Союзпроммеханизация". Технические условия и
нормы на проектирование грузовых подвесных канат-
ных дорог, М. 1945.
Глава XXXI
СРЕДСТВА БЕЗРЕЛЬСОВОГО ТРАНСПОРТА
САМОХОДНЫЕ ТЕЛЕЖКИ
ОБЩИЕ СВЕДЕНИЯ
Самоходные тележки используются преиму-
щественно в качестве средств внутрицехового
и межцехового транспорта для перевозки еди-
ничных и тарных грузов.
К основным требованиям, предъявляемым
к самоходным тележкам машиностроительными
заводами-потребителями, относятся: а) хоро-
шая проходимость (работа в узких проходах);
б) большая перегрузочная способность дви-
гателя, необходимая при преодолении препят-
ствий на пути; в) большая прочность всей
конструкции, позволяющая воспринимать удар-
ные нагрузки при переходе через препятствия;
г) наличие устройств для быстрой механи-
ческой загрузки и разгрузки, упрощающих
эти операции и резко повышающих коэфи-
циент использования тележки.
ВИДЫ САМОХОДНЫХ ТЕЛЕЖЕК
По типу привода самоходные тележки под-
разделяются на: 1) электротележки (аккуму-
ляторные); 2) автоэлектротележки; 3) автоте-
лежки; 4) пневмотележки.
Источником энергии является: а) в элек-
тротележках — съёмная аккумуляторная бата-
рея, питающая током электродвигатели меха-
низмов тележки; б) в автоэлектротележках —
съёмная установка, состоящая из двигателя
внутреннего сгорания (бензинового) и непосред-
ственно соединённого с ним электрогенера-
тора ; в) в автотележке — двигатель внутрен-
него сгорания, приводящий в движение через
соответствующие передачи механизм тележки;
г) в пневмотележке — пневмодвигатель, пи-
таемый сжатым воздухом, нагнетаемым ком-
прессором под высоким давлением в баллоны,
монтированные на тележке.
Электротележки и автоэлектротележки от-
личаются только силовыми установками. Одна
и та же тележка, в зависимости от типа си-
ловой установки (аккумуляторная батарея или
бензоэлектрическая установка), может быть
электротележкой или автоэлектротележкой,
так как площадь, занимаемая тем и другим
силовым оборудованием, в большинстве слу-
чаев одинакова.
Преимущества электротележек: а) бесшум-
ность хода; б) бездымность установки и в) про-
стота управления.
К недостаткам электротележек следует
отнести: а) чувствительность аккумулятора к
тряске, позволяющую эксплоатацию лишь на
хороших дорогах; б) малую перегрузочную спо-
собность аккумуляторной батареи, быструю раз-
рядку и выход её из строя при частых пере-
грузках; в) необходимость наличия специаль-
ных зарядных станций, питающихся постоян-
ным током (при отсутствии таковых требуется
установка выпрямителя); г) длительность про-
цесса зарядки, а отсюда и простои при отсут-
ствии запасных батарей; д) большой перво-
начальный расход цветного металла (свинца
для батарей).
Бензоэлектрическая установка в сравнении
с аккумуляторной батареей имеет следующие
преимущества: а) меньшую чувствительность
к тряске, а следовательно, возможность ра-
боты на худших путях; б) большую перегру-
зочную способность из-за наличия большого
запаса мощности в первичном двигателе;
в) кратковременный процесс восполнения го-
рючего, что не требует специальных заряд-
ных станций.
Недостатки бензоэлектрической установки:
а) использование сравнительно дорогого жид-
кого горючего (бензина); б) загрязнение отхо-
дящим газом обслуживаемых помещений;
в) более сложная механическая часть и слож-
ное управление, связанные с наличием двига-
теля внутреннего сгорания.
Управление механизмами тележки при акку-
муляторной батарее и бензоэлектрической
установке- одинаково и осуществляется с по-
мощью контроллеров.
Управление автотележками, идентичное с
управлением автомашиной, требует от води-
теля значительно большей квалификации,
вследствие чего они менее распространены,
чем электро- и автоэлектротележки.
В низких помещениях с плохой вентиля-
цией, а также во взрывоопасных цехах необ-
ходимо применять аккумуляторные тележки.
Во всех прочих случаях, где искрение и за-
грязнение воздуха не имеют особого значе-
ния, выбор типа силовой установки должен
решаться исходя из соображений о расходе
жидкого топлива, состояния путей, возможно-
сти больших перегрузок двигателей и капи-
таловложений на зарядные станции (для акку-
муляторов). Так, при необходимости для пред-
приятия небольшого парка самоходных те-
1024
СРЕДСТВА БЕЗРЕЛЬСОВОГО ТРАНСПОРТА
|РАЗД. IV
лежек следует отдавать предпочтение бензо-
электрической установке, так как в этом слу
чае расход горю-
чего невелик я
строительство
рядных ста* ц in
для аккумулято; в
резко повыи 1
первоначальн i
затраты.
Фиг. 1. Тележка с низким подъёмом платформы.
Пневмотележки взрывобезопасны и не за-
грязняют воздуха, но требуют компрессорной
установки, расходуют до-
рогую энергию сжатого
воздуха и более гро-
моздки при большом
объёме баллонов. Область
их применения весьма
ограничена.
По роду рабочего обо-
рудования различают
следующие основные
виды самоходных теле-
жек: 1) с неподвижной
платформой; 2) с низким
подъёмом платформы
(фиг. 1); 3) с высоким
подъёмом плат-
формы; 4) с
вильчатым за-
хватом — шта-
белеры (фиг. 2);
5) с консольным
хоботом для ру-
лонов (фиг. 3);
6) с подъём-
ным краном для
самопогрузки;
7) специализи-
рованные тележки
Ь) тележки-тягачи.
Помимо указанных видов существует много
разновидностей тележек, предназначенных для
производства специальных операций.
Фиг. 2. Тележка с вильчатым
захватом (штабелер).
с поворотным краном;
Фиг. 3. Тележка с консольным хоботом
для рулонов.
Основным наиболее распространённым ви-
дом является тележка с подъёмной платформой.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
САМОХОДНЫХ ТЕЛЕЖЕК
До 1935 г, заводом „Динамо" изготовлялись
аккумуляторные самоходные тележки АТ-1 и
АТ-2 грузоподъёмностью 0,75 и 1,5 т. Тележки
выполнялись только с неподвижной платфор-
мой и управлением на одну пару колёс, что
Фиг. 4. Аккумуляторная тележка с неподвижной плат-
формой.
Фиг. 5. Автоэлектротележка (трёхосная) с неподвижной
платформой.
Таблица 1
Грузоподъёмность самоходных тележек
ВНИИПТМАШ
Вид тележек
С неподвижной
платформой
С низким подъёмом
платформы
С высоким подъёмом
платформы
С вильчатым захва-
том или хоботом (шта-
белер)
С краном для само-
погрузки *
Тягач **
Грузоподъёмность в кг
электро-
тележки
15<х>, 3000, 5°oo
1500, з°°°» 5°°о
1500, зооо
1500, зооо
15°°. 3°°°
5оо—боо
автоэлектро-
тележки
Зооо, 5ооо
Зооо, 5ооо
Зооо
Зооо
1500, зооо
500—600
* Грузоподъёмность крана поперёк" и вдоль тележки
400 и 800 кг.
** Для тягача указано тяговое усилие на сцепке.
ГЛ. XXXI)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ САМОХОДНЫХ ТЕЛЕЖЕК
1025
Таблица 2
Техническая характеристика тележки ВНИИПТМАШ
Вид тележки
С неподвиж-
ной платфор-
мой
С подъёмной
платформой
С высоким
подъёмом
С вильчатым
захватом (шта-
белер)
С краном для
самопогрузки
Тягач
Грузоподъ ёмность
в кг
1500
ЗОсю
5ооо
15°о
3°оо
50оо
15°°
Зооо
1500
Зооо
15°°
Зооо
5°°—
боо*
Скорость
в км/час на
горизонтальном
пути
порож-
няком
13—16
10—15
10—15
ia—16
10—15
10—15
12—16
10-15
9-13
8—12
11-15
9-14
10—15
с пол-
ным
грузом
8— и
6-9
5-8
8—и
6-9
5-8
8-и
6-9
6-9
5-8
8—ц
6-9
6-9
Время подъёма
платформы в сек.
-
4
5
б
-
-
-
-
Скорость подъ-
ёма в м мин
-
-
2,0-2,5
2,О—2,5
2,О—3,5
2,0—2,5
5.о
5»о
-
Вес тележки
в кг
1400
i6oo
1900
1600
1800
2100
1750
2000
2800
3600
1850
2050
2000
являлось их недостатком. С 1946 г. заво-
дами Министерства авиационной промыш-
ленности выпускались аккумуляторные са-
моходные тележки ЭК-2 грузоподъёмно-
стью 2 т.
Всесоюзным научно-исследовательским ин-
ститутом подъёмно-транспортного машино-
* Тяговое усилие на сцепке.
Фиг. 6. Аккумуляторная тележка с низким подъёмом
платформы.
строения (ВНИИПТМАШ) были установлены
виды самоходных тележек, подлежащих изго-
товлению в СССР.
Основные параметры этих тележек приве-
дены в табл. 1, 2 и 3; фиг. D -10).
Таблица 3
Основные размеры
Вид тележек
Аккумуляторные и авто-
электротележки с неподвиж-
ной платформой (фиг. 4 и 5)
Аккумуляторные и авто-
электротележки с низким
подъёмом платформы (фиг. 6и7)
Аккумуляторные и авто-
электротележки с высоким
подъёмом платформы (фиг. 8)
Аккумуляторные и авто-
электротележки с вилкой *
(штабелер) (фиг. 9)
Аккумуляторные и авто-
электротележки с краном для
самопогрузки (фиг. 10)
Аккумуляторный и авто-
влектрический тягач
Грузо-
подъём-
ность в кг
15оо
Зооо
5О0О (трёх-
осная)
1500
Зооо
5ооо (трёх-
осная)
1500
Зооо
1500
Зооо
15°°
Зооо
5оо—боо
самоходных тележек ВНИИПТМАШ
Основные размеры в мм
<<
95©
1050
ЮдО
950
1050
ЮдО
95°
1050
95°
1050
95°
Ю5о
68о
1400
1°25
1400
1400
1625
1400
I4OO
1625
IIOO
15оо
14оо
1625
95O
«75
675
9оо
*75
б75
ооо
675
°75
1050
IIOO
&75
675
37°
С)
3100
З400
ЗЗ50
3100
3400
ЗЗ50
3100
3400
3100
3650
3100
3400
2000
,(Ч
1425
1500
1500
1485
1500
1500
1425
1500
!425
1500
1425
1500
1450
IOOO
1050
Ю5О
IOOO
1050
1050
IOOO
1050
IOOO
1050
IOOO
1050
IOOO
0
1600
i85o
1850
1300
1500
1500
1300
1500
6a5
625
16 JO
1850
-
a:
320
320
325
&5
285
a85
285
285
75
75
320
320
-
-
400
400
400
2050
2050
2050
2050
-
-
75O
800
800
75°
800
800
75O
800
75°
800
75O
800
800
420
420
420
420
420
420
420
420
850
960
420
4?O
2CO
И
CO
s
—
660
680
680
660
680
800
8co
-
-
О
IOOO
IIOO
IIOO
IOOO
IIOO
IIOO
IIOO
IIOO
IIOO
IIOO
0
1700
1900
1900
1680
1820
1820
1720
1820
1750
195°
17СО
1900
H5°
IOOO
1420
1420
920
1200
iaoo
IIOO
I2CO
1040
*5+^
IOOO
1420
43°
Of
2400
2880
2880
2330
2670
2670
2400
2670
2460
3050
2400
2ЗЗ0
I75O
Примечания: J. Тележки с грузоподъёмностью 1500 кг только в аккумуляторном выполнении. Размер ЛГ для
1500 кг тележки равен 1040 мм; 3000 кг—1200 мм.
2. Размер 5 для тележек с краном для самопогрузки указан при максимальном вылете.
65 Том 9
1026
СРЕДСТВА БЕЗРЕЛЬСОВОГО ТРАНСПОРТА
[РАЗД. IV
Фиг. 7. Автоэлектротележка (трёхосная) с низким подъ-
ёмом платформы.
Техническая характеристика автоэлектро-
тележки грузоподъёмностью 3 т по проекту
ВНИИПТМАШ (фиг. 11) следующая:
Скорость движения по горизонтальному пути
порожняком в км1час ю
Скорость движения по горизонтальному пути
с грузом в км\чав . ¦ ¦ . ¦ 6,2
Время подъёма платформы в сек 5
Высота подъёма платформы в мм 120
Максимальный уклон при езде порожняком . . 0,215
Максимальный уклон при езде с полной на-
грузкой o,o8i
Средний радиус поворота в мм 1720
Минимальный угловой проход в мм 1820
Общий вес в кг • . ~ 1768
Техническая характеристика электроте-
лежки ЭК-2 грузоподъёмностью 2 т (фиг. 12)
следующая:
Скорость движения по горизон-
тальному пути порожняком в км/час д—-ю
Скорость движения по горизон-
тальному пути с грузом 2 т в км'час , 4—5 '¦
Радиус поворота по наружному краю
платформы в At 3
Радиус поворота по внутреннему
краю платформы в м i,6
Длина платформы в мм 1750
Ширина в мм идэ
Общая длина в мм 2720
Высота (без груза) в мм 1310
Собственный вес электротележки
с аккумулятором в кг 1520
Вес аккумулятора в кг 5го
База электротележки (расстояние
между осями колёс) в мм чда
Колея передних колёс в мм.... 785
„ задних „ » я .... 710
Клиренс (с нагрузкой) в мм. . . . д8
Диаметры и ширина ободов колёс
тележек, выполненных разными заво-
дами, находятся б следующих пределах:
ведущие колёса D = 400 — 550 мм; В =125—
175 мм; ведомые колёса D = 200 — 400 мм;
В = 125 — 150 мм.
Фиг. 8. Автоэлектротележка с высоким подъёмом
платформы.
Фиг. 9. Автоэлектротележка с краном.
Фиг. 10. Автоэлектротележка с вилкой (штабелер).
ГЛ. XXXI)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ САМОХОДНЫХ ТЕЛЕЖЕК
1027
1625-
-3392-
672-
1
Фиг. 11. Автоэлектротележка грузоподъёмностью 3 tn
(ВНИИПТМАШ).
«Риг. 12. Электротележка ЭК-2.
1028
СРЕДСТВА БЕЗРЕЛЬСОВОГО ТРАНСПОРТА
[РАЗД. IV
МЕХАНИЗМЫ И УЗЛЫ САМОХОДНЫХ
ТЕЛЕЖЕК
Самоходные тележки состоят из следую-
щих основных механизмов и узлов: 1) меха-
низм передвижения; 2) механизм подъёма
(платформ и других приспособлений); 3) ведо-
мые колёса; 4) рулевое управление; 5) рама;
6) подъёмная платформа; 7) электроаппара-
тура.
Механизм передвижения. Все современ-
ные конструкции механизмов передвижения
самоходных тележек выполняются с механиче-
ским или электрическим диференциалом.
Механизмы передвижения с механическим
диференциалом осуществляют с червячным
или цилиндрическим редуктором. На фиг. 13
приведён механизм передвижения с червяч-
ным диференциалом автоэлектротележки
ВНИИПТМАШ грузоподъёмностью 3 т. Чер-
вячная передача приводится во вращение
электродвигателем. В червячном колесе смон-
тирован конический диференциал, передающий
движение на полуоси, которые в свою очередь
через шаровые шарниры приводят в движе-
ние ведущие колёса. Пространственно шар-
нирная связь приводного моста с рамой осу-
ществляется при помощи двух реактивных
вилок, из которых верхняя передаёт тяговое
усилие на раму, а нижняя поддерживает кон-
сольную часть картера с мотором.
Фиг. 13. Задний мост автоэлектротележки ВНИИПТМАШ грузоподъёмностью 3 т.
Преимущества механического диференциала
по сравнению с электрическим следующие:
а) наличие в одном комплекте электродви-
гателя, редуктора и тормоза;
б) простота конструкции тормоза, поме-
щаемого на конце первого вала редуктора или
на втором конце электродвигателя (при элек-
трическом диференциале тормоза значительно
сложнее, так как они монтируются внутри
поворотных ведущих колёс);
в) большая эксплоатационная надёжность
благодаря меньшей потребной жёсткости кон-
струкции подвески приводных колёс, так как
отсутствует консольная нагрузка на них от
веса электромоторов, прикреплённых здесь
непосредственно к колёсам;
г) меньшая трудоёмкость и стоимость из-
готовления.
При цилиндрическом редукторе конический
диференциал монтируется в последнем зубча-
том колесе.
Оба исполнения по эксплоатационной надёж-
ности равноценны. По плавности работы сле-
дует отдать предпочтение червячному дифс-
ренциалу.
Для изготовления деталей механизмов пе-
редвижения применяются следующие мате-
риалы : картеры редуктора — ковкий чугун
марки КЧ 37-12; кронштейн, оси колёс и чашки
диференциала — стальное литьё марки 45-5516;
валы, шестерни, червяки, полуоси, шаровые
шарниры — хромоникелевая сталь марок 20ХН
и 40ХН с термообработкой и шлифовкой; ве-
дущие колёса — стальное литьё или штам-
повка; червячный венец — специальная алю-
миниевоникелевая бронза.
ГЛ. XXXI)
МЕХАНИЗМЫ И УЗЛЫ САМОХОДНЫХ ТЕЛЕЖЕК
1029
Механизм подъёма. Механизм подъёма
платформы (с низким или высоким подъёмом)
приводится в действие почти во всех совре-
менных тележках от электродвигателя. Осу-
ществляют для этой цели также ручные ме-
ханизмы (гидравлические или рычажные), но
последние встречаются только в тележках
упрощённой конструкции.
Для низкого подъёма платформы приме-
няют цилиндрический зубчатый или червячно-
винтовой привод.
Непосредственный подъём платформ у
большинства тележек производится при по-
мощи рычагов, приводимых в действие элек-
тродвигателем через редукторы.
В некоторых конструкциях осуществляется
низкий подъём натягиванием платформы на
наклонные плоскости при помощи цепей,приво-
димых в действие электродвигателем с ци-
линдрическим планетарным редуктором. Целе-
сообразно применять для низкого и высо-
кого подъёма один и тот же редуктор.
В случае низкого подъёма насаживаются на
выходной вал эксцентрики, а в случае высо-
кого — цепные звёздочки.
Тормоза механизмов подъёма применяют
в большинстве случаев электромагнитные ди-
сковые. Устанавливаются они на входном валу
редуктора или на втором конце вала электро-
двигателя.
Материалами для изготовления деталей ме-
ханизма подъёма служат: картеры редуктора—
ковкий и серый чугун (марок КЧ 37-12 и
СЧ 15-32); шестерни, валы и оси — хромони-
келевая и качественная углеродистая сталь
марок 20ХН, 40ХН, сталь 20 и сталь 40 с
термообработкой и шлифовкой; подъёмные
рычаги — поковки из стали марок сталь 35 и
сталь 40.
Ведомые колёса. Конструкции ведомых
колёс в разных видах самоходных тележек
сходны между собой. Ведомые колёса пред-
ставляют собой стальные покрытые резиной
бандажи, насаженные на корпусы колёс. Кор-
пусы сидят на поворотных осях. Во всех кон-
струкциях ведомых колёс применяются под-
шипники качения.
В качестве подпятников колёс в местах
крепления оси колеса к кронштейну служат
упорные шарикоподшипники или шаровые
пяты. Первые имеют преимущество, так как
при них уменьшается усилие на рукоятке по-
ворота колеса. Однако по эксплоатационньш
данным наличие больших ударных нагрузок
быстро выводит из строя упорные шарико-
подшипники.
Для самоходных тележек грузоподъёмно-
стью до 3 т включительно применяются
двухколёсные ведомые тележки, жёстко или
шарнирно связанные с основной рамой те-
лежки; при большей грузоподъёмности — че-
тырёх- и шестиколёсные тележки, балансирно
связанные с основной рамой.
Для достижения высокой проходимости и
гибкости в работе в современных конструк-
циях самоходных тележек, даже грузоподъём-
ностью свыше 5 т (трёхосные), все ведомые
колёса независимо от их количества являются
управляемыми.
Материалы для изготовления ведомых ко-
лёс: бандажи, корпусы колёс и оси — сталь-
ное литьё марки 45-5516 или поковки из ста-
ли 20; шкворни колёс — поковки из стали
20ХН и 40ХН.
Рулевое управление. В самоходных те-
лежках применяются два типа управления:
1) рычажное для грузоподъёмности до 3 т
включительно и 2) штурвальное для грузо-
подъёмности свыше 3 от.
Рычажное управление может осуще-
ствляться: а) движением рукоятки в горизон-
тальной плоскости и б) движением рукоятки
в вертикальной плоскости. Первый вариант
проще для водителя, однако в узких и тесных
коридорах удобнее применять второй вариант.
Во всех современных конструкциях теле-
жек рулевое управление действует одновре-
менно на все колёса тележки, заставляя их
поворачиваться. Шарниры рычагов и тяг ру-
левого управления выполняются простран-
ственными и плоскостными. Пространственные
(шаровые) шарниры обеспечивают лёгкий
монтаж, допускающий небольшие перекосы.
Рама и подъёмная платформа. Рама вы-
полняется составной из сортовых прокатных
профилей (лист, швеллер, угольник и т. д.).
Соединение профилей — клёпкой или свар-
кой. В некоторых конструкциях изготовляются
рамы из цельноштампованных боковин ко-
рытного сечения.
Присоединение рамы к механизму пере-
движения тележки осуществляется двумя спо-
собами: 1) рама надевается на строганые ме-
ста в картерах механизма передвижения с
прокладкой бронзовых листов в местах при-
мыкания; 2) рама присоединяется к механизму
передвижения при помощи компенсирующей
подвески, состоящей из двух вилок, которые
присоединяются одними концами к двум точ-
кам корпуса механизма передвижения через
шаровые шарниры, а другими — к раме те-
лежки.
При первом способе рама тележки, жёстко
соединённая с механизмом передвижения,
испытывает напряжение кручения (при дви-
жении по неровностям пути, при попадании
посторонних предметов под колёса и т. д.).
При втором способе рама разгружена от
скручивающих усилий при небольших неровно-
стях пути, так как в этом случае рама и ме-
ханизм передвижения могут повернуться на
шаровых опорах относительно друг друга;
верхняя вилка в это время передаёт раме
тяговое усилие от механизма передвижения,
а нижняя — воспринимает консольную на-
грузку от веса мотора.
Подрессоривание тележек осуществляется
двояко: цилиндрическими спиральными рессо-
рами или листовыми пластинчатыми рессо-
рами. Цилиндрические рессоры проще в из-
готовлении и монтаже и достаточно надёжны
в эксплоатации.
Подъёмная платформа представляет собой
цельноштампованную деталь, изготовляемую
из листовой стали толщиной от 10 до 15 мм.
Электрическое и силовое оборудование.
Электрооборудование самоходной тележки
(основного типа с подъёмной платформой)
состоит из: 1) электродвигателя механизма
передвижения сериесного типа закрытого
исполнения; 2) электродвигателя механиз-
ма подъёма сериесного или компаундного
типа закрытого исполнения; 3) контрол-
лера \ода с тремя реверсивными положе-
1030
СРЕДСТВА БЕЗРЕЛЬСОВОГО ТРАНСПОРТА
(РАЗД. IV
ниями скорости, сблокированного с педалью
тормоза таким образом, что при снятии ноги
с педали он автоматически становится в ну-
левое положение, а тормоз затормаживает
механизм; 4) контроллера механизма подъёма
с одним реверсивным положением скорости;
5) сопротивлений электродвигателей.
Питание током электродвигатели получают
от аккумуляторных батарей с напряжением
от 24 до 80 в с ёмкостью от 150 до 450 а-ч.
Силовым оборудованием автоэлектротеле-
жек служит генератор постоянного тока,
приводимый в действие от двигателя внутрен-
него сгорания.
Корпус генератора крепится к картеру
двигателя на место снимаемого с двигателя
корпуса сцепления. Якорь генератора уста-
навливается на конце вала двигателя вместо
снимаемого маховика. Силовая установка снаб-
жена электромагнитным регулятором оборотов
двигателя (путём воздействия на дроссельную
заслонку). Электромагнитный регулятор под-
держивает определённое постоянное число
оборотов двигателя, а следовательно, и по-
стоянное напряжение на клеммах генератора,
независимо от изменяющейся величины на-
грузки электродвигателей тележки.
В 3-пг автоэлектротележке ВНИИПТМАШ
установлен двигатель ГАЗ-А и генератор по-
стоянного тока с напряжением 40 в и силой
тока 125 а. Охлаждение двигателя осуще-
ствляется радиатором ГАЗ-А с усиленной
системой охлаждения. Зажигание — посред-
ством магнето типа СС-4 с приводом от
распределительного валика.
ТЯГОВЫЙ РАСЧЁТ
Тяговый расчёт самоходной тележки ана-
логичен расчёту автомашин.
Сопротивление в кг движению тележки от
качения колёс
где А и В — давление на приводные и ведо-
мые колёса в кг, а/ли/в —соответственные
коэфициенты сопротивления движению.
Коэфициент сопротивления движению для
колёсного хода (грузошины) по бетону, ас-
фальту, клинкеру и деревянным торцам при
слегка изношенных поверхностях для авто-
машин, имеющих диаметр колёс в среднем
D = 8QQmm, принимают /=0,016 (средняя
величина).
Для приводных колёс самоходных тележек
имеем
где Dn — диаметр приводных колёс в мм.
Аналогично для ведомых колёс
/в ~fDe *
Сопротивление в кг движению гружёной
тележки на горизонтальном участке от встреч-
ного ветра
Я2 = 0,005 F(v + vey,
где F — лобовая поверхность сопроти-
вления ветру при езде с грузом в м2; v —
средняя скорость движения тележки при езде
с полным грузом по горизонтальному пути
в км/час; t>e — скорость ветра в км/час (рас-
чётная величина vB — 10 км/час).
Располагаемое усилие на подъёме
где I-р— тяговое усилие двигателя для элек-
тротележки при среднем часовом режиме в кг
(берётся из характеристики двигателя).
Длительный подъём по мощности мотора
s =
0.001Q
где Q — вес тележки с грузом в кг.
Сила сцепления приводных колёс тележки
с дорогой
Тс = А\>- кг,
где (л. — коэфициент сцепления обода обрези-
ненного колеса с дорогой (для мокрого ас-
фальта или бетона р. = 0,3).
Обеспечение необходимого сцепления до-
стигается, если
ТС>Р,
где
Максимальный подъём по сцепному весу
"шах 0,001 Q "
Практически подъём, преодолеваемый са-
моходными тележками, колеблется в преде-
лах 40—600/со.
При использовании самоходной тележки
в качестве тягача тяговое усилие на сцепном
устройстве тележки
Вес прицепов, которые может перемещать
порожняя тележка на горизонтальном пути,
Т
п — к
Чп — -JT >
где fr — средний коэфициент сопротивления
движению прицепов (при среднем диаметре
колёс прицепов Dn = 300 мм, коэфициент
/' - 0,04).
Глава XXXII
КОНВЕЙЕРЫ
ОБЩАЯ ТЕОРИЯ КОНВЕЙЕРОВ
ТИПЫ КОНВЕЙЕРОВ
Конвейеры или транспортирующие устрой-
ства непрерывного действия различают по
их назначению, конструктивным признакам
и направлению перемещения грузов.
По назначению конвейеры подразделяются
на транспортирующие устройства для насып-
ных грузов, штучных грузов или для тех и
других.
По конструктивному признаку различают
устройства: а) имеющие замкнутый тяговый
гибкий элемент (цепь, лента, канат) и б) не
имеющие тягового элемента.
Для всех конвейеров с тяговым гибким
элементом характерно общее движение с
ним груза на рабочих участках. Тяговая сила
либо передаётся подвижным грузонесущим
элементам (лента, пластины, ковши, тележки,
полочки), на которых покоится груз, либо
груз движется скольжением по своим про-
водникам (жёлоб, настил).
Грузонесущие элементы на горизонталь-
ных и наклонных участках движутся каче-
нием на ходовых или стационарных роликах
или скольжением по проводникам.
Для всех конвейеров без тягового гибкого
элемента характерно раздельное движение
груза и рабочих элементов, совершающих
круговращательное или возвратно-поступа-
тельное движение. При этом движение груза,
как правило, осуществляется скольжением
по проводникам При штучных грузах имеет
место также качение по стационарным ро-
ликам.
Перемещение грузов, если последние не
получают движение, покоясь на подвижных
грузонесущих деталях, укреплённых на тя-
говом органе, может осуществляться вслед-
ствие: а) проталкивания или волочения ра-
бочими элементами, б) трения о рабочие
элементы, в) действия продольной составляю-
щей силы веса (при движении вниз).
На некоторых устройствах силой взаимо-
действия рабочих элементов и груза является
сила трения, но движение осуществляется
силой веса (тубулярные конвейеры) или
силой инерции (качающиеся и вибрационные
конвейеры).
По направлению перемещения грузов кон-
вейеры можно разделить на следующие че-
тыре группы:
I) конвейеры, для которых характерно
движение грузов по горизонтали или не-
большому наклону (примерно до величины
угла скольжения грузов);
II) конвейеры, допускающие движение
под углами, большими угла скольжения гру-
зов (средние углы);
III) конвейеры, для которых характерен
подъём по вертикали или небольшому на-
клону к вертикали;
IV) конвейеры, приспособленные для пе-
ремещения под разными углами наклона и
заключающие обычно чередующиеся гори-
зонтальные, наклонные или вертикальные
участки.
Типы конвейеров приведены в табл 1.
ОПРЕДЕЛЕНИЕ ОСНОВНЫХ ПАРАМЕТРОВ
Параметры производительности При по-
гонной нагрузке q кг\м и рабочей скорости
v MJceK часовая производительность
Q = 3,6qv mj час.
A)
При движении материала непрерывной
струёй сечения F м2 (F = Fo ф. где Fo — вме-
щающее сечение и <\> — его коэфициент на-
полнения), имеем
Q = V\ =
ml час,
B)
где V—объёмная часовая производитель-
ность в м31час; f — насыпной вес материала
в /и/л*3.
При перемещении в сосудах, расположен-
ных на расстоянии а метров друг от друга,
q = 3,6 -^-vi'b т\час,
C)
где /0 — ёмкость сосуда в л и <j> — коэфициент
наполнения сосудов.
При перемещении штучных грузов веса
G кг
Q =3,6
v —
1000
т/час,
D)
3600V
где п = — количество штучных гру-
зов в час.
юз:
КОНВЕЙЕРЫ
[РАЗД. IV
Типы конвейеров
Таблица 1
Наименование конвейеров
С тяговым элементом
Ленточные
Пластинчатые
Тележечные (литейные)
Цепенесущие
Канатонесущие
Эскалаторы
Ковшевые элеваторы
Полочные элеваторы
Пассажирские люлечные
элеваторы
Ковшевые
Подвесные
Скребковые
Грузотянущие (самотаски)
Скребково-ковшевые
Без тягового элемента
Винтовые (шнеки)
Тубулярные (вращающиеся
трубы)
Двухвинтовые (твинвеиеры)
Роликовые: приводные и не-
приводные
Качающиеся и вибрацион-
ные
Штангово-скребковые
Род
транспортируе-
мых грузов
Насыпные и
штучные
Насыпные и
штучные
Штучные
Штучные
Штучные
Пассажиры
Насыпные
Штучные
Пассажиры
Насыпные
Штучные
Насыпные
Штучные
Насыпные
Насыпные
Насыпные
Штучные
Штучные
Насыпные
Насыпные
(штучные)
Характер
движения ра-
бочих элемен-
тов
том)
1 элемен
: тяговыи.
(вместе
ное
тупатель
Пос
ательное
3
о.
Круг о
Возвратно-
поступательное
Способ перемещения
грузов
еталях
X
я
грузоне
движньп
с
X
деталей
X
s
Г?
рузо
шдвижных г
Без г
На стационарных роли-
ках
На стационарных и хо-
довых роликах
На ходовых роликах
Скольжением и на ходо-
вых роликах
Скольжением
На ходовых роликах
На стационарных роли-
ках, на ходовых роликах
и скольжением
-
На ходовых роликах
То же
Скольжением
На стационарных роли-
ках
Скольжением
Способ пере-
дачи грузам
движущей
силы
тали
онесущие де
ные грус
5, ПОДВИЖ
1ентом н
эле\
Гяговым
Проталкива-
нием (волоче-
нием) по не-
подвижным
проводникам
Трением и
силой тяжести
Трением
Трением и
силой тяже-
сти (проталки-
ванием)
Трением и
силой инерции
Проталкива-
нием
Группа по
направле-
нию пере-
мещения
(см. стр.
1031)
I
I (II) *
I
I
I
II
III
III
III
IV
IV
I—II (III) *
I (II) •
IV
I-II (III) *
I
I
I
I
I
* В скобках указаны группы, к которым отнесены разновидности соответствующих типов конвейеров.
При перемещении грузов партиями в со- Параметры мощности. В общем с л у-
судах на z штук в одном сосуде чае. Мощность двигателя
Q — 3,6 ZY mjnac,
E)
QLw QH QLw , QH
где ty—коэфициент использования сосуда где /.—длина перемещения в м\ Н — раз-
дел ежки). ность уровней в начальной и конечной точ-
ГЛ. ХХХН]
ТИПЫ КОНВЕЙЕРОВ
1033
ках перемещения в м', w — коэфициент со-
противления на установке или отношение
сил вредного сопротивления на установке
при перемещении груза к его весу.
На установках с тяговым гиб-
ким элементом. Сопротивление на гру-
жёном прямолинейном участке
W
гр
G)
Сопротивление на порожнем прямолиней-
ном участке
где <7о — полный вес тягового и несущего
элементов в кг/м;Ьг — горизонтальная проек-
ция участка пути перемещения L и w' —
коэфициент сопротивления на участке, отне-
сённый к весу движущихся масс брутто.
При перемещении на ходовых или ста-
ционарных роликах
где Dp — диаметр ролика; йц — диаметр
цапфы; /' — коэфициент трения скольжения
в цапфах; k — коэфициент трения качения
и р = 1,15—1,25 — коэфициент увеличения
сопротивления от трения в ребордах. При пе-
ремещении скольжением ш'= р., где (х—коэ-
фициент трения.
Сопротивление на кривых при огибании
блоков или барабанов
W6 =(SH6 + S'c6) Ц. + (S'H6 + S'c6)C, A0)
где D — диаметр блока или барабана; Sh6 и
Sc6 — натяжения на набегающей и сбегаю-
щей ветвях гибкого органа; d — диаметр
цапф вала; /— коэфициент трения в подшип-
никах вала иС- коэфициент, зависящий от
жёсткости гибкого органа. При точных рас-
чётах к геометрической сумме прибавляется
вес вала с барабаном или звёздочками.
Для шарнирных цепей С —
D
где 8 —
диаметр шарнирного валика и /' — коэфи-
циент трения в шарнире (если не считать
трения на зубьях).
Для стальных канатов значение С зависит
от типа и конструкции каната. По некоторым
опытным данным
120
С = 0,05
D - 10 *•
где dK — диаметр каната в см при D см. Для
лент резиновых и балата приближённо С =
= 1,23—j-^- , где S — толщина ленты в см
D1-3
при DCM. Сопротивление на отклоняющих
блоках и барабанах с углом обхвата а при-
ближённо
= 2,1
sin
01)
При огибании тяговым органом криволи-
нейного (кругового) проводника качением на
ходовых роликах (фиг. 1, а) либо батареи
расположенных по дуге стационарных роли-
ков (фиг. 1,6) сопротивление на кривой
WK = S'Hg [(I + СJ ew " — 1], A2)
где С для цепи, каната и ленты находится
из указанных выше формул, в которых D —
диаметр дуги закругления, а значение w'
определяется из формулы (9).
При движении тягового органа по шине
скольжением (фиг. 1, в)
Если стационарные ролики расположены
друг от друга на расстоянии, при котором
Фиг. 1. Огибание гибким органом криволинейного
участка.
гибкий орган изгибается по роликам на ка-
ждом из них и выпрямляется в промежутках
(фиг. 1,г), общее сопротивление на п роли-
ках, образующих криволинейный участок,
выразится
где значение k принимается из формулы A1),
в которой а — угол обхвата на одном ролике.
На установке, пред-
ставляющей собой за-
мкнутый контур из
чередующихся пря-
молинейных и криво-
линейных участков
(фиг. 2), натяжение
тягового элемента в
каждой последующей
по ходу точке контура
10(п)
Фиг. 2. Схема установки
с замкнутым гибким орга-
ном.
si = si - i + w(i - i) - i, U4)
где Si _ j — натяжение в предыдущей точке
и W,l_lx j—сопротивление на участке
между двумя ближайшими точками.
Общее сопротивление на установке, имею-
щей п прямолинейных и криволинейных
участков,
Wo = 5.-S, + Wn _ ! = SH6 - Sc6 + WHPt A5)
где Wn_1 = Wnp — величина вредных сопро-
тивлений на участке контура, соответствую-
щем приводному блоку.
Расходуемая мощность на приводе
л. с. =
102тгь
кет,
A6)
где v — рабочая скорость тягового элемента
в м/сек и г^ — к. п. д. передаточного меха-
1034
КОНВЕЙЕРЫ
[РАЗД. IV
иизма привода. Установочная мощность при-
нимается с запасом (на 20—50% и более)
в зависимости от условий работы.
ПЕРЕДАЧА ДВИЖУЩЕЙ СИЛЫ
НА ТЯГОВЫЙ ГИБКИЙ ЭЛЕМЕНТ
Движущая сила передаётся на тяговый
гибкий элемент трением, зацеплением или
тем и другим одновременно..
Передача движущей силы трением произ-
водится блоком с гладким ручьём на канат
или некалиброванную сварную цепь и бара-
баном на ленту.
Передача движущей силы зацеплением
производится: кулачковым блоком на кали-
брованную сварную цепь, зубчатым блоком
на шарнирную цепь и специальными видами
канатных блоков с захватами на канат с муф-
тами.
Смешанный способ передачи движущей
силы имеет место на некоторых типах ка-
натных блоков, захватывающих за укреплён-
ные на канате муфты.
Передача движущей силы трением. Со-
гласно уравнению Уйлера
/»
а окружное усилие
Wo — sh6 — Sc6^CSc6(e^a— l) A8)
или (фиг. 3)
Wo = SH6 - Sc6 = Sc6 («*' - 1). A9)
Здесь SHj и Sc$ — натяжения гибкого эле-
мента соответственно на набегающей и сбе-
гающей ветвях; а —
угол обхвата на блоке
или барабане; /— ко-
эфициент трения гиб-
кого элемента о по-
верхность блока или
барабана; а' ^ а —
угол, соответствую-
щий дуге проскаль •
зывания или „актив-
ного трения"; а — а' —
угол, соответствую-
щий дуге покоя, на
которой движущая
сила не передаётся
Фиг. 3. Диаграмма натяже-
ния тягового органа при
передаче движущей силы
трением.
и натяжение тяго-
вого органа сохраняет постоянную величину.
Запас силы трения
е — 1
Передача движущей силы зацеплением
(на цепи). Тяговые цепи конвейеров обычно
приводятся в движение с помощью привод-
ных барабанов и звёздочек. Передача тяго-
вого усилия на цепь осуществляется путём
зацепления звеньев цепи с гранями барабана
(фиг. 4) или с зубьями звёздочки (фиг. 5).
Приводные барабаны бывают четырёхгранные,
пятигранные и шестигранные и применяются
только при длиннозвенных цепях. Приводные
звёздочки наиболее распространены и при-
меняются как при длиннозвенных, так и при
короткозвенных цепях.
Цепное зацепление в отличие от цевоч-
ного имеет свои характерные особенности.
Цепь, огибая при движении приведную звёз-
дочку, соприкасается с. последней своими
поДВ
Фиг. 4. Шестигранный барабан для тяговых цепей.
шарнирами на боковом профиле зубьев и в
их впадинах. Характер расположения шарни-
ров на зубьях зависит от соотношения шага
цепи и звёздочки. Могут быть два различных
способа зацепления: 1) нормальное, при ко-
тором шаг цепи больше шага звёздочки
(фиг. 5), и 2) специальное, при котором шаг
цепи меньше шага звёздочки (фиг. 6).
При нормальном зацеплении набегающие
на звёздочку шарниры цепи с самого начала
располагаются на
боковой рабочей
части профиля
зубьев и только со
стороны сбегания,
под действием на-
тяжения сбегаю-
щей со звёздочки
ветви, соскальзы-
вают во впадину
между зубьями
Так как шаг
зубьев, измерен-
ный на окружно-
стях разных ра-
диусов, возрастает
с увеличением радиуса, то шарниры цепи
с шагом, большим шага звёздочки (измерен-
ного по начальной окружности), ложатся со
стороны набегания не во впадины, а на боко-
вые профили зубьев, т. е. как бы на новые
большие начальные окружности.
Таким образом, даже при дальнейшем уве-
личении до известного предела шага цепи,
вследствие вытяжки и износа шарниров, нор-
мальное зацепление не изменяет своего ха-
рактера. При нормальном зацеплении и в пере-
даче тягового усилия одновременно участвуют
несколько зубьев, причём давление на зубья
в процессе зацепления уменьшается от точки
набегания к точке сбегания по закону гео-
метрической прогрессии.
При специальном зацеплении (фиг. 6) на
бегающие на звёздочку шарниры распола-
Фиг. 5. Огибание тяговой цепью
звё'з почки при нормальном
зацеплении.
ГЛ. XXXII]
УРАВНИТЕЛЬНЫЕ МЕХАНИЗМЫ
1035
гаются во впадинах между зубьями и входят
в соприкосновение с ведущим зубом только
при самом сбегании со звёздочки. Таким об-
разом, при этом зацеплении в передаче
тягового уси-
лия участвует
только один зуб
у сбегающей
ветви при вы-
ходе шарнира
из зацепления.
Сравнение
указанных спо-
собов зацепле-
ния с точки
зрения плавно-
Фиг. 6. Огибание тяговой цепью стц хода И ИЗ-
звёздочки при специальном заце- тяпниппв
пленки. носа шарниров
втулочных це-
пей показывает, что нормальное зацепление
даёт лучшие результаты, вследствие чего его
предпочтительнее применять на практике *.
ДИНАМИКА ЦЕПНОГО ПРИВОДА
Наибольшее ускорение цепи, меняющее
свой знак в момент перехвата нового шар-
нира цепи, выражается (приближённо) так:
Ушах = 2*«-~, B1)
где V — рабочая (средняя) скорость цепи;
/ — шаг цепи; z — число зубьев на привод-
ном блоке.
Наибольшее расчётное усилие на набе-
гающей ветви
SP = Scm + SduH = Son + 3/шах Mp, B2)
где Scm и SduH — статическая и динамиче-
ская слагающие силы натяжения; Мр — рас-
чётная масса. ^^приведённой к движению
цепи массе груза и частей установки, так как
вследствие упругости цепи, провесов цепи
и игры в шарнирах не вся масса установки
движется с ускорением цепи у набегающей
ветви.
Кроме того, как показали работы совет-
ских исследований, на величину динамиче-
ских усилий влияет и ряд других факторов.
Для установки о двух ветвях в расчётах
принимается ориентировочно:
при длине установки 1<25 м
О
при длине установки L = 25 -f- 60 м
при длине установки L > 60 м
мр=^.
g
где q0 - вес движущихся частей в кг/м и q
вес груза в кг\м.
* По ГОСТ 592-41 шаг цепи равен шагу звёздочки,
так что в процессе работы зацепление обращается в нор-
мальное.
УРАВНИТЕЛЬНЫЕ МЕХАНИЗМЫ
Динамическая составляющая натяжения
цепей возрастает с увеличением движущихся
масс, скорости и длины звена и уменьшением
числа зубьев при том же диаметре цепного
блока [формулы B1) и B2)]. Поэтому для из-
бежания или уменьшения неравномерности
хода в соответственных условиях (большие
массы и скорости, длиннозвенные цепи
и малое число зубьев на блоке — 4—6) при
меняются иногда в приводе уравнительные
механизмы.
Принцип уравнительного механизма со-
стоит в передаче приводному валу неравно-
мерной окружной скорости с периодом не-
равномерности, соответствующим повороту
цепного блока на центральный угол одного
звена по закону, обратному изменению ли-
нейной скорости цепи (при отсутствии уравни-
тельного механизма) или близкому к нему.
Для этого в многочисленных типах уравни-
тельных механизмов применяются в разных
комбинациях эксцентриковые передачи, не-
круглые колёса, профилированные кулаки,
диски и направляющие шины и пр.
Уравнительный механизм с эксцентрико-
вой передачей показан на фиг. 7. Вращение от
двигателя передаётся
валу / с насаженным
Фиг. 7. Уравнительный привод
с эксцентриковой передачей.
на нём кривошипом, палец
которого входит в радиаль-
ный прорез кривошипной
шайбы, сидящей на смещён-
ном относительно ' вала 1
валу 2. Передаточное отношение зубчатой
пары 3 и 4, передающей вращение цепным
блокам 5, равно числу зубьев на блоке. Этот
механизм только уменьшает колебание ско-
рости цепей, но не обращает её в постоянную
величину.
При отсутствии уравнительного механизма
наибольшая разность скоростей получается
в начальный момент перехвата нового звена
и при повороте его на угол ап, равный поло-
вине центрального угла 2а^ на блоке, соответ-
ствующего одному звену. Для равенства ско-
ростей в эти моменты смещение валов (эксцен-
триситет) должно быть (в предположении дви-
1036
КОНВЕЙЕРЫ
[РАЗД. IV
жения цепи на набегающей ветви параллельно
самой себе)
1 — cos oq
а — г-
B3)
1 -f- COS ot0 '
где г — радиус ведущего кривошипа.
На фиг- 8 дан уравнительный механизм
с некруглым волнообразно очерченным зуб-
чатым колесом на
валу цепных бло-
ков, находящимся в
зацеплении с экс-
.центрично сидя-
щей круглой ше-
стерней или ше-
стерней специаль-
ного очертания.
Передаточное от-
ношение / этой
зубчатой пары, по
предыдущему, рав-
Фиг. 8. Уравнительный при-
вод с некруглым колесом.
но числу зубьев на
цепном блоке. При
тех же допуще-
ниях равенствоскоростеи в указанные моменты
получается при радиусе круглой шестерни г
для величины её эксцентриситета а, опреде-
ляемой из уравнения
(ir — a)(r — a)
—. г-; f- = cos aa. B4)
(ir -\- a) (r -\- a) ° v
Механизм данного типа является конструк-
тивно наиболее простым (отсутствуют доба-
вочные детали), однако изготовление зубча-
тых колёс специального очертания связано
с технологическими трудностями, и износ их
больше, чем цилиндрических. Широкого при-
менения уравнительные приводы пока не
получили.
ПЕРЕДАЧА ДВИЖУЩЕЙ СИЛЫ
НА КАНАТ
По блокам, передающим движущую силу
на канат, должны свободно пропускаться
муфты, служащие для крепления к канату
несущих деталей конвейера независимо от
Набегающая ветвь
вытяжки (в известных пределах) каната. На
большинстве типов блоков тяговая сила пере-
даётся одновременно трением и зацеплением
за муфты.
На блоке с жёстким ободом (фиг. 9) шаг
гнёзд для муфт больше шага муфт на канате
и ширина гнезда больше ширины муфты.
Вход муфт в гнёзда свободный. Передача
силы зацеплением
производится на
муфту у сбегаю-
щей ветви. При
выходе из заце-
пления каждой
муфты происходит
проскальзывание
каната по блоку
назад на величину
зазора а, вслед-
ствие чего необ-
ходимо ограничи-
вать величину за-
зора, следователь-
но, и величину допускаемой вытяжки каната.
Сила, которая передаётся зацеплением на
одну муфту,
TV7 С , (of'1 1 ^
Р" 0 ° СО У* 1/ ГО^\
— Тп » \1Ь)
Фиг. 9. Канатный блок простей-
шего типа.
где Wo — окружное усилие; Scq—натяжение
каната на сбегающей ветви; а - угол обхвата
и/—коэфициент трения каната по блоку.
Лучшие результаты даёт блок с выдвиж-
ными секциями на болтах, с помощью кото-
рых может регулироваться шаг гнёзд на бло-
ках, сохраняемый несколько большим шага
муфт (фиг. 10). Для облегчения выхода муфты
из зацепления установлены шарнирные щёки
гнёзд. Расчёт силы зацепления — по фор-
муле B5). Блок находит применение при пе-
редаче значительных тяговых усилий.
Блок с шарнирно-подвижными секциями,
самоустанавливающимися по шагу муфт, и
с шарнирными кулачками (фиг. 11) передаёт
движущую силу зацеплением на все муфты
(не вполне равномерно) и трением на сек-
циях. Этот блок обеспечивает свободный вход
по А ВСЛ
Сбегающая ветдч
Фиг. 10. Канатный блок с выдвижными секциями.
ГЛ. XXXII]
КОНВЕЙЕРЫ С ТЕКСТИЛЬНОЙ ЛЕНТОЙ
1037
муфт в гнёзда и допускает большие скорости
каната (до 2 м\сек), большие тяговые усилия
и значительную вытяжку каната (до 3,5%).
Недостаток — сложность конструкции.
по/ЯЬС
Фиг. И. Канатный блок с шарнирно-подвижными секциями.
Блок, показанный на фиг. 12, с ободом из
коноидальных роликов, имеет шаг гнёзд мень-
ше шага муфт и шарнирные кулачки в виде
двуплечих рычагов, отклоняемых на рабочей
дуге с помощью неподвижной улитки по ходу
вперёд и сообщающих канату на каждом ку-
лачке опережающее движение по отношению
к блоку. Передача всего тягового усилия
происходит только зацеплением за одну муфту,
поэтому во избежание сдвигания муфт на
Фиг. 12. Канатный блок с шарнирными захваты-
вающими кулачками.
канате блок применяется при ограниченных
тяговых усилиях.
В некоторых типах канатных конвейеров
грузонесущие детали укрепляются на канате
не наглухо и отключаются от каната при огиба-
нии им блоков. В этом случае блоки делаются
обычной гладкой конструкции.
ЛЕНТОЧНЫЕ КОНВЕЙЕРЫ
Ленточные конвейеры — наиболее распро-
странённый тип транспортирующих машин
для перемещения массовых насыпных и еди-
ничных грузов; они широко применяются на
заводах, в складах, шахтах, карьерах, на желез-
нодорожном и водном транспорте и др. Важ-
ную роль играют ленточные конвейеры в по-
точном производстве.
Разновидности ленточных конвейеров ха-
рактеризуются в основном типом несущего
органа — ленты: текстильной, стальной цель-
нопрокатной, стальной сетчатой и др., из ко-
торых наибольшее распространение имеет
текстильная лента.
КОНВЕЙЕРЫ С ТЕКСТИЛЬНОЙ ЛЕНТОЙ
Конвейеры с текстильной лентой приме-
няются для горизонтального или наклонного
перемещения сыпучих материалов и единич-
ных грузов. Создавая стабильный поток, они
имеют производительность, достигающую не-
сколько сотен, а в отдельных случаях — ты-
сячи кубических метров в час. Длина
транспортирования обычно не превышает
150—200 м, но иногда в специальных кон-
струкциях доводится в одном агрегате до
800—1000 м и более.
Ленточный конвейер (фиг. 13) состоит из
замкнутой гибкой ленты 1, натянутой между
двумя концевыми барабанами 2 и 3 и поддер-
живаемой промежуточными роликоопорами 4.
Лента, являясь несущим и одновременно тя-
говым органом, приводится в движение при-
водным барабаном 2, который устанавливается
обычно в головной части конвейера. Постоян-
ное натяжение ленты, необходимое для под-
держания груза между роликами и обеспече-
ния силы трения на ободе барабана, произ-
водится натяжным приспособлением 5. Для
загрузки ленты и промежуточной разгрузки
служат специальные приспособления.
Геометрические схемы установки ленточ-
ных конвейеров разнообразны. Наиболее хо-
довые из них приведены в табл. 2. Простей-
шими и часто применяемыми являются схемы а
и б с одним прямолинейным участком. Далее
следуют схемы с двумя и тремя участками (в,
г, д, е, ж, з). Угол наклона ленты к горизон-
ту допускается обычно до 18—25° [@,45—0,5) сро,
где <р0 — угол естественного откоса мате-
риала в покоеJ.
Рабочей ветви ленты придаётся желобча-
тая или плоская форма. При транспортирова-
нии насыпных грузов преимущественное при-
менение имеет желобчатая лента. Плоская
лента для этих грузов используется обычно:
а) при относительно малой производитель-
ности и главным образом при горизонтальных
и слабонаклонных конвейерах; б) когда по-
требная ширина ленты устанавливается не
по производительности, а в зависимости от
гранулометрического состава материала;
в) при сильной нагружённости, когда увели-
чение ширины ленты вызывается условиями
1038
КОНВЕЙЕРЫ
[РАЗД. IV
её прочности; г) в случаях, где это
вызывается особенностями обслу-
живаемого технологического про-
цесса.
Плоская лента применяется
также при транспортировании
единичных грузов (см. также
т. 4, стр 321).
Текстильная лента изгото-
вляется хлопчатобумажной, реже
льняной или пеньковой.
Наиболее распространённые
виды хлопчатобумажных лент:
послойно завёрнутая без обкладки
(применяется для неабразивных
мелкосыпучих и лёгких штучных
грузов), послойно завёрнутая с
обкладками (применяется для
среднекусковых материалов) и
нарезная (применяется для тяжё-
лых абразивных материалов).
Для достижения большей эла-
стичности в нарезных лентах
применяются в отдельных слу-
чаях усиленные связующие слои.
Нормальная ширина ленты по
ГОСТ 1596-42: 300; 400; 500; 650;
800: 1000; 1200; 1400 и 1600 мм.
Число прокладок — от 2 до 11.
Ленты изготовляются длиной
до 120 м в одном рулоне. Со-
единение концов производится
склеиванием их внакладку спе-
циальными сортами резинового
клея с последующей вулканиза-
цией. Другим видом соединения
является скрепление концов
штампованными стальными зажи-
мами или шарнирными скобами.
Широкое распространение
получила так называемая кордо-
вая лента (фиг. 14), изготовляемая из особого
вида хлопчатобумажной ткани с тонкими и
редко расположенными уточными нитями.
Основа состоит из толстых кручёных нитей.
Таблица 2
Разгрузка
Через головной бара-
бан или в средней ча-
сти конвейера
Через головной бара-
бан
Через головной ба-
рабан либо на широ-
ком фронте
Через головной ба-
рабан
Через головной бара-
бан либо на широком
фронте
Через головной бара-
бан либо в средней ча-
сти конвейера
Через головной бара-
бан либо на широком
фронте (/); через голов-
ной барабан (при обхо-
де препятствий) B)
Через головной бара-
бан либо на широком
фронте G); через го-
ловной барабан (при
обходе препятствий) B)
Благодаря уменьшению количества уточных
нитей и снижению их толщины основные нити
изолируются одна от другой резиновой мас-
сой, препятствующей расслаиванию ленты,
j s
Фиг. 13.Ленточный конвейер с текстильной лентой.
Фиг. 14. Кордовая лента.
что позволяет применять барабаны меньших
диаметров по сравнению с обычными хлоп-
чатобумажными лентами.
При работе в условиях низких темпера-
тур (ниже—16—20° С) нормальная текстиль-
ная лента теряет свою эластичность; в рези-
новых обкладках от перегибов на барабанах
появляются трещины и происходит повышен-
ное истирание нерабочей обкладки и рас-
слаивание ленты. В этих случаях следует при-
менять специальные морозостойкие ленты.
Образцы морозостойких лент, изготовленные
нашей промышленностью, успешно прошли
испытания при температурах до —50° С.
При работе в условиях высоких темпера-
тур (до 150°) применяются жароупорные асбе-
стированные ленты.
Г Л XX ХИ]
КОНВЕЙЕРЫ С ТЕКСТИЛЬНОЙ ЛЕНТОЙ
1039
Желобчатая или плоская формы придаются
ленте ролшоопорами (фиг. 15 и 16). По своей
форме верхние рабочие опоры разделяются
на однороликовые, трёхроликовые и пяти-
роликовые. Двухроликовые опоры исполь-
Фиг. 15. Желобчатая роликоопора.
зуются редко. Для поддержания холостой
ветви ленты применяются всегда однороли-
ковые опоры.
Для придания ленте желобчатой формы
в отечественной практике применяются трёх-
роликовые опоры. Пятироликовые опоры хотя
Фиг. 16. Прямая роликоопора.
и имеют некоторые преимущества (меньший
износ ленты и более плавный ход), но в силу
своей высокой стоимости мало используются.
В отдельных случаях около бортов ленты
устанавливаются вертикальные ролики, удер-
живающие ленту от чрезмерных отклонений
при поперечных колебаниях. Для лучшего
центрирования ленты в длинных конвейерах
иногда применяются специальные одновре-
менно поддерживающие и направляющие
опоры. Ролики изготовляются стальными (из
бесшовных труб), чугунными, реже деревян-
ными и из пластмасс.
Применяемые на практике роликоопоры
разнообразных конструкций различаются глав-
ным образом конструкцией подшипников и
их уплотнений. Подшипники используются
шариковые и роликовые с цилиндрическими
или коническими роликами. На фиг. 17 пока-
зан чугунный ролик на конических ролико-
подшипниках с лабиринтовым уплотнением;
на фиг. 18 представлена рабочая трёхроли-
ковая опора с шариковыми подшипниками и
лабиринтовым войлочным уплотнением для
ленты шириной 500 мм.
Нормальные диаметры роликов на ленточ-
ные конвейеры принимаются (по ГОСТ
1596-42) следующие:
Ширина
ленты
в мм . .
Диаметр
роликов
в мм . .
4оо
650 8oo iooo тзоо
io8 ю8 ю8
io8
и 159
9 '59 159
Шаг рабочих роликоопор 1Х (см фиг. 13)
в зависимости от ширины ленты и нагрузки
на неё принимается по табл. 3.
Таблица 3
Насыпной
вес мате-
риала у
в т/м3
<i
I—2
>2
Наибольшие расстояния между ролико-
опорами lL в мм при ширине ленты в мм
400
1500
1400
1300
500
1500
14со
1300
650
1400
13°э
I200
800
1400
1303
I2OO
1000
1300
I20O
IIOO
1200 | 1400
1300
I2O0
IIOO
I2OO
IIOO
IOOO
1600
I2O0
IIOO
Iooo
Расстояние между нижними (нерабочими)
роликоопорами принимается в пределах /2 =
= 2500—3500 мм. Опоры под загрузочным
устройством устанавливаются с интервалом
/3 я 0,5/,.
Барабаны ленточных конвейеров в зави-
симости от выполняемых ими функций разли-
чают: а) приводные, ведущие ленту; б) хвосто-
вые, выполняющие роль оборотных концевых
и натяжных барабанов, и в) вспомогательные,
служащие для различных отклонений ленты.
Изготовляются барабаны из чугунного литья,
а также сварными из листовой стали.
Барабанам всех назначений придаётся ци-
линдрическая форма, а приводным — также
бочкообразная форма с малой стрелой вы-
пуклости D—7 мм) или цилиндрическая с ко-
ническими срезами. Наличие выпуклости
в значительной мере содействует центриро-
Фиг. 17. Чугунный ролик
ванию ленты на барабане и облегчает регули-
рование её хода. В мощных конвейерах для
увеличения силы сцепления ленты с привод-
ным барабаном последний часто футеруется
(например, резиновой лентой, деревом и др.).
Потребный диаметр барабана D устанавли-
вается в зависимости от его назначения и
числа прокладок i в ленте: для приводных
барабанов D = A00 -р 125) i мм; хвостовых и
1040
КОНВЕЙЕРЫ
[РАЗД. IV
натяжных барабанов D = (80 4-100)f мм;
вспомогательных барабанов D = E0-р70) / мм.
Подсчитанные по формулам значения
округляются и принимаются из следующего
ряда (ГОСТ 1596-42): 250; 320; 400; 500; 630;
800; 1000; 1250; 1600 мм.
Во избежание заторов материала в про-
цессе загрузки угол наклона задней стенки
воронки а (фиг- 19) рекомзндуется принимать
в пределах а = р -f- E -f- 10°), где р —угол тре-
ния материала в движении. Ширина лотка
Фиг. 18. Трёхроликовая опора Союзпроммеханизации.
Загрузка материала (питание конвейера)
производится через загрузочную воронку
(фиг. 19). Для рационального распределения
материала на ленте, обусловливающего наи-
поАВ
в свету а должна быть не свыше 0,7 ширины
ленты.
Разгрузка материала производится через
головной барабан или в промежуточной части
конвейера барабанными (фиг. 20)
или скребковыми (фиг. 21) раз-
грузчиками. Применение различ-
ных видов разгрузчиков указано
в табл. 5.
большее её наполне-
ние, следует длину на-
правляющих лотков /
(фиг. 19) принимать в
соответствии с шириной ленты и её ско-
ростью, как это приведено в табл. 4.
Таблица 4
Фиг. 19. Загрузочная воронка.
рость
ты
1сек
? ж Ч
U ч и
v<z,6
v = 1,6—2,5
*>2.5
Наименьшая длина / в мм направляющих
лотков при ширине ленты в мм
400
IOOO
1250
i6oo
500 | 650
1250
1600
2000
1350
аооо
3500
800
i6oo
2500
2500
1000—1600
2ООО
2JOO
25OO
Основным типом привода является одно-
барабанный, имеющий широкое применение
для ленточных конвейеров малой и средней
мощности и ограниченное —для мощных кон-
вейеров. При больших производительностях
и длинных конвейерах применяются двух-
барабанные приводы „тандем", приводы с при-
жимной лентой и др. Приводной механизм
следует выполнять в виде закрытого редук-
тора.
При горизонтальном конвейере, а также
при наклонном прямолинейном с движением
материала вверх, однобарабанный привод
почти всегда устанавливается в головной
части. При движении материала вниз целесо-
образно устанавливать привод при сравни-
ГЛ. XXXII]
КОНВЕЙЕРЫ С ТЕКСТИЛЬНОЙ ЛЕНТОЙ
1041
тельно больших углах наклона (Si;>10°)
в хвостовой части, а при малых углах —
в головной части. Двухбарабанный привод
устанавливается при нормальных схемах кон-
Фнг. 20. Барабанный разгрузчик с механическим передвижением ACT ГУПТМАШ.
вейеров обычно на холостой ветви ленты
вблизи головного барабана.
Нормальный ряд чисел оборотов привод-
ного барабана по ГОСТ 1596-42 устанавли-
Фиг. 21. Скребковый разгрузчик.
вае гея следующий: 2,36; 3,0; 3,75; 4,75; 6,0; 7,5;
9,5; 11,8; 15; 19; 23,6; 30; 37,5; 47,5; 60: 75; 95;
118; 150 об/мин.
Основным видом натяжного устройства
(фиг. 22) является грузовое. К преимуще-
ствам его относится постоянное точно ре-
гулируемое натяжение ленты, не зависящее
от её вытяжки.
Место расположе-
ния грузовой на-
тяжки: а) при кон-
вейерах длиной до
40—50 м на хво-
стовом барабане
(фиг. 22, а); б) при
длинных горизон-
тальных или на-
клонных конвейе-
рах (фиг. 22, б) на
холостой ветви,
вблизи привода,
что лучше обес-
печивает постоян-
ное натяжение
сбегающей ветви
ленты вне зависимости от возможных изме-
нений сопротивлений на участках.
Винтовое устройство (фиг. 22, в) приме-
няется преимущественно в коротких и сред-
них по длине конвейерах (до 40-—50 м) и при
отсутствии места для установки грузовой на-
тяжки, в частности, на коротких перенос
ных конвейерах, а также всюду, где тре-
буются компактность конструкции и малый
вес.
Место расположения винтовой натяжки —
обычно при концевом (хвостовом) барабане,
реже — при головном барабане, когда при-
вод располагается в хвостовой части кон-
вейера.
Ход натяжного барабана S при обоих ви-
дах натяжек принимается в пределах 1 — 1,5%
от полной длины конвейера, но не менее
400 Мм, что позволяет избегнуть необходи-
мости производить частую перешивку соеди-
нения ленты, подверженной постепенному
вытягиванию в процессе эксплоатации.
Роликоопоры и другие части конвейеров
монтируются на стальной раме, имеющей лёг-
кую конструкцию средней части и жёсткие
опоры у приводного устройства и концевого
барабана.
Характеристика ленточных
конвейеров
Ширина ленты в мм
Скорость ленты в м/сек ....
Длина фронта разгрузки в м . .
Габарит галлереи по высоте над
уровнем верхней ветви ленты не
менее в м
Режим работы разгрузчика . .
Транспортируемые материалы .
Применяемые разгрузчики
Барабанные
с ручным пе-
редвижением
4оо—650
До 2,5
До 12—15
1,6— 2,О
Редкое пере-
движение
с механиче-
ским передви-
жением
4<эо —1400
До 2,5
От 12 и выше
1,6—2,0
Частое пере-
движение
Различные сыпучие мате-
риалы
Таблица д
Скребковые (плужковые)
стационарные
двух-
сторонние
4О0—I2C0*
До i,25—i,6*:*
—
О.6
._
с ручным пе-
редвижением
4оо—icoo*
До 1,25—1,6 **
До 24
о,6
Редкое пере-
движение
с механиче-
ским передви-
жением
боо—13OO *
ДО 1,25—1,6 **
Свыше 24
о, 6
Частое пере-
движение
Мелкосыпучие и кусковые материалы, не-
острогранные и не сильно абразивные или
единичные (штучные) грузы
* При одностороннем сбрасывании ширина ленты не должна превышать 800—1000 мм.
** Нижний предел скорости относится к крупнокусковым материалам.'
66 Том 9
1042
КОНВЕЙЕРЫ
[РАЗД. IV
При транспортировании налипающих ма-
териалов на ленту устанавливаются под голов-
ным барабаном очищающие устройства —
скребки или щётки (фиг. 23).
Для очистки холостой ветви ленты от про-
сыпающегося на неё материала применяются
а)
Фиг. 22. Схемы натяжных устройств: а, б — грузовое;
в — винтовое.
жёстко или шарнирно укреплённые скребки.
Регулирование силы нажатия рабочего ор-
гана очищающих устройств на ленту произ-
водится путём перестановки груза на рычаге
(фиг. 23, б, в, г).
Типы очищающих устройств, которые уста-
навливаются в зависимости от характеристики
транспортируемых материалов, следующие:
Характеристика транспор-
тируемых материалов
Слабо пристающие к
ленте (увлажнённые про-
дукты помола, влажный
песок)
Налипающие (сырая
глина, влажный сахар)
Сильно налипающие
(битуминозные материалы)
Напрессовывающиеся
и намерзающие (пылевид-
ный уголь, влажные про-
дукты помола)
Типы очищающих
устройств
Жёстко или шарнирно
укреплённые скребки, вра-
щающиеся щётки
Шарнирно укреплённые
скребки, вращающиеся
щётки
Вращающиеся скребки,
вращающиеся щётки
Вращающиеся скреб-
ки, вращающиеся бара-
баны со спиральными вит-
ками
Фиг. 23. Схемы очищающих приспособлений: а — непо-
движный скребок; б — качающийся скребок; в — вращаю-
щаяся щётка; г — вращающийся скребок.
КОНВЕЙЕРЫ СО СТАЛЬНОЙ ЛЕНТОЙ
Конвейеры со стальной лентой (фиг. 24)
применяются для транспортирования продук-
тов помола и различных кусковых материа-
лов, не исключая крупнокусковых и горячих.
Температура в зоне транспортирования мо-
жет достигать 350°. Угол наклона ленты к го-
ризонту достигает 15—18°. К преимуществам
конвейера со стальной лентой относятся: лёг-
кость конструкции, сравнительно небольшой
расход энергии и достаточно высокая эксплоа-
тационная надёжность.
Стальные ленты изготовляются из каче-
ственной холоднопрокатной стали с пределом
прочности при растяжении до 120 кг/мм*.
Ширина лент — от 200 до 800 мм при длине
100—150 м. Продольной сшивкой двух или
нескольких лент могут быть получены более
широкие ленты, толщина которых колеблется
от 0,5 до 1,4 мм.
Диаметр барабана зависит от толщины
ленты и обычно принимается в пределах D =
= A000-f-1200)o мм, где 8 — толщина ленты.
Верхняя ветвь ленты поддерживается ста-
ционарными опорными роликами (фиг. 25, а)
или деревянными продольными брусьями
(фиг. 25, б). Обычное расстояние между ро-
ликами — 2—2,5 м. Нижняя ветвь ленты под-
держивается опорными роликами с интер-
валом, обычно не превышающим 9 м.
Загрузка конвейера осуществляется через
воронку, устанавливаемую в хвостовой части,
где под ленту подводится деревянный настил.
Разгрузка производится через концевой ба-
рабан или в любой точке средней части
скребковым сбрасывателем на одну или две
стороны.
Натяжение ленты регулируется одним из
концевых барабанов, установленных на по-
движной раме, посредством винтовых подшип-
ников или грузовых натяжек (при длинных
конвейерах).
При перемещении клейких или влажных
материалов для очистки наружной поверх-
ГЛ. XXXII]
РАСЧЁТ КОНВЕЙЕРОВ С ТЕКСТИЛЬНОЙ ЛЕНТОЙ
1043
Фиг. 24. Ленточный конвейер со стальной лентой: / —верхняя ветвь стальной ленты; 2 — нижняя ветвь стальной
ленты; 3 — ведущий барабан; 4 — натяжной барабан; 5 — загрузочный лоток; 6 — плужковый сбрасыватель; 7 — опор-
ные ролики; S — опорные ролики в месте изгиба ленты; 9 — скребок для очистки ленты; 10— предохранительный
сбрасыватель; 11 — натяжная рама; 12 - натяжной груз.
!>иг. 25. Опорные ролики и деревянные брусья конвейера
со стальной лентой.
ности ленты от остатков груза применяются
стальные скребки.
Среди различных видов ленточных стацио-
нарных конвейеров особое место занимают
конвейеры с сет-
чатыми лентами,
состоящими из
круглых или пло-
ских стальных про-
волок (фиг. 26).
Они применяются
для абразивных и
горячих материа-
лов (шлак, кокс),
при перемещении
через печи, су-
шильные камеры
и пр. Температура
окружающей сре-
ды допускается до
350—400° при про-
волоках из углеродистой стали и до 1000—
1200°—при проволоках из жароупорной хро-
моникелевой стали (с содержанием 20% Сг
Фиг. 26. Стальная сетчатая
лента.
и 10—15°/о Ni). Структура ленты допускает
процессы грохочения и обезвоживания мате-
риала.
РАСЧЁТ КОНВЕЙЕРОВ С ТЕКСТИЛЬНОЙ
ЛЕНТОЙ
Определение ширины ленты для насып-
ных грузов. Производительность конвейера
находится в прямой зависимости от скорости
ленты и степени её наполнения.
Потребная ширина ленты (В м) по задан-
ной производительности определяется из
уравнений:
для плоской ленты
Q = ут = 576 &ХГ[ tg @,35 <р0) С;
для лотковой ленты
Q = V~t = 160 Bh)-\ [3,6 tg @,35 ср0) С + 1].
Здесь Q и V — заданная производитель-
ность конвейера соответственно в т\час и
м^\час\ 7 — насыпной вес материала в т/м%;
v — скорость ленты в м/сек (рекомендуемые
скорости приведены в табл. 6; при примене-
нии разгрузчиков предельные значения ско-
рости должны быть увязаны со значениями
по табл. 5); ср0—угол естественного откоса
в условиях покоя материала (для угля, из-
вестняка и др. — 45°; торфа и золы—50°;
зерна — 35°); С—коэфициент насыпки в за-
висимости от угла наклона конвейера при-
ведён в табл. 7.
Ширина плоской и желобчатой лент должна
быть дополнительно проверена по грануло-
Таблица 6
Группы насыпных материалов
I. Неабразивные и малоаб-
разивные материалы, кроше-
ние которых не понижает их
качества
И. Абразивные мелкие и
средние материалы^' <160жл<)
III. Абразивные крупные
материалы (а'>160 мм)
IV. Хрупкие материалы,
крошение которых понижает
их качество
Рекомендуемые скорости
Типичные
материалы
Уголь рядовой,
торф фрезерный,
соль, песок
Гравий дроблё-
ный, горная порода,
руда, зола, шлаки
Горная порода,
руда
Кокс, уголь сор-
тированный
лент
При ширине ленты в мм
400
500 и 650
800 и 1000
1200 и 1400
Скорость ленты в м>сек
1,0 — 1,6
1,о—1,25
—
1,0—1,25
1,25— 2,°
1,О^-1,б
],О 1,6
i,o—1,5
1,6-2.5
1,25—2,0
1,О—1,6
1,25—1,6
1,6—2,5
1,25—2,О
1,25—1,6
1,2j -1,6
Примечание, а'—размер наибольшего типичного куска материала.
1044
КОНВЕЙЕРЫ
[РАЗД. IV
Таблица 7
Коэфициент насыпки С
Угол наклона конвейе-
ра к горизонту C
в град.
До ю
II—15
i6—18
19—°.45 «Ро
Свыше о,45 ДО о,5 <р0
Значения коэфициента С
при неравно-
мерном пита-
нии
I.O
о,95
о,9°
о,85
при непрерыв-
ном равномер-
ном питании
1,О
1,О
о.95
°.95
0,0.0
метрическому составу груза по формулам;
для рядового материала
В>.2а' + 200 мм;
для сортированного материала
В ^ 3,3 а' + 200 мм,
где а' — расчётный размер куска в мм, ко-
торый устанавливается для рядового матери-
ала по наибольшим кускам и для сортиро-
ванного—по средним кускам. В рядовом ма-
териале, резко различном по составу, отноше-
ние размеров наибольших и наименьших ти-
пичных кусков превышает 2,5.
Окончательно ширина ленты принимается
по большему из значений, полученных по
Фиг. 27. Расчётная схема ленточного конвейера.
вышеприведённым формулам с округлением
до ближайшего нормального размера.
Потребная мощность (No в квт)
на валу приводного барабана при установив-
шемся движении ленты (см. схему фиг. 27)
определяется из зависимости
No = {kxlzv + 0,00015QLS + 0,C027QA/) k2ks +
где Ьг —длина горизонтальной проекции кон-
вейера в м; Н — высота подъёма груза в м;
к} — коэфициент сопротивления движению
ленты, зависящий от её ширины; k2 — коэфи-
циент, зависящи.1 от длины конвейера; кп, к4
и k5 — коэфициенты, учитывающие сопро-
тивления при промежуточной разгрузке и за-
висящие от типа разгрузчика.
Значения коэфициента сопротивления ку
для плоских и желобчатых лент при ролико-
опорах на подшипниках качения:
Ширина
ленты
в мм 4°° 5°° ^5° 8°° Ioo° I2O° i4°°
ftj 0,012 0,015 0,020 0,024 °>оз° °>°35 0,040
Значения коэфициента длины к2:
Длина конвейера в м до 15 15—3° 3°—45 Свыше 45
ка 1,25 I.i2 I.O5 1-°
Значения коэфициентов разгрузки А3, к4
и к5 приведены в табл. 8.
Таблица
Значения коэфициентов разгрузки k3, k, и /г5
Тип разгрузочного
устройства
•
Барабанный разгрузчик с
ручным передвижением . . .
Барабанный разгрузчик с
механическим передвижением
Плужковый разгрузчик . .
Разгрузка через головной
барабан
ft,
1,42
1,28
I.O
0,005
О.ООт
0,007
О,0
О,0
О,4
О,О
О,О
При движении материала вниз под уклон
JV0 = (kxLzv + 0,00015QLг - 0.0027Q//J k2ku -f
+ *4 + h-
При горизонтальных конвейерах и отсут-
ствии промежуточной разгрузки
+ 0,00015QL2) k2.
Установочная мощность двигателя
квт,
где k = 1,1 -т-1,2 ¦— коэфициент установочной
мощности; t] — к. п. д. механизма привода.
Определение натяжения ленты и числа
её прокладок. Тяговое Wq усилие на ободе
приводного барабана и максимальное натя-
жение
мулам:
р
ленты Smax определяются по фор-
of*
Здесь f\6 — к. п. д. барабана, учитывающий
сопротивление в цапфах вала и перегиб
ленты (принимается ~ 0,97); в — основание
натуральных логарифмов; /—коэфициент
трения ленты по барабану; a — угол обхвата
барабана лентой в радианах.
Значения ^"приведены в табл. 9.
Потребное число прокладок ленты
______
где В — ширина ленты в см; п — запас проч-
ности ленты на растяжение; kp — сопроти-
вление разрыву, отнесённое к 1 см ширины
одной прокладки в кг/см.
Значения п:
Число прокладок в ленте /' 2—3 4—5 6—8 9—
Запас прочности п а,о 9.5 1О>°
Значения кр:
Марка бельтинга по ГОСТ 20-40
Разрушающее напряжение kp в кг-см
не менее
В обычных случаях эксплоатации следует
ориентироваться на бельтинг марки 820
(ГОСТ 20-40).
9—ii
ю,5
93°
6о
12—14
11,0
820
55
* См. также т. 4, стр. 322.
ГЛ. XXXII]
ПЛАСТИНЧАТЫЕ КОНВЕЙЕРЫ
1045
Значения f и efa
Таблица 9
Род поверхности
барабана
Чугунный обточенный
То же
„
Футерованный деревом
Футерованный хлопчато-
бумажной прорезиненной
ЛРНТПИ
То же
Состояние
атмосферы
/
Сильно влаж-
ная
Влажная
Сухая
„
Сильно влаж-
ная
Влажная
Сухая
0,1
о,а
о,з
о.35
о,15
О,25
о,4о
180°
C,14)
*,37
1,87
2,56
3>°°
i,6o
-2,19
3.5^
Значения <?/а при а
210°
C,66)
г,44
2,ОЗ
3.81
3,61
1.73
2,5О
4.33
240°
(U9)
1,52
-'.31
3,51
4.33
1.87
2.85
5.34
270°
D,71)
i,6o
2,57
4,и
5,20
2.ОЗ
3,24
6,59
в градусах или радианах
300°
E,24)
i,6g
2.85
4,81
6,35
2,19
3.71
8,1а
330°
E,76)
i,78
3,16
5-63
7,51
2,37
4.23
IO.OI
360=
F,28)
3,51
6,59
2,57
4,82
12,35
380°
F,63)
1,94
3.77
7.31
10,3
2,71
5,ЗО
Т4.35
Значения i (числа прокладок), определён-
ные по указанной выше формуле, следует
сопоставить со следующими данными:
Ширина ленты В мм 4<эо 50° 650 Зоо юоо 1200 1400
Число прокладок i 2—43—53—64—35—95—1О 6—и
Толщина рабочих резиновых обкладок за-
висит от физических свойств и грануломе-
трического состава материала и принимается
в пределах 1,5—6,0 мм; толщина нерабочих
обкладок— в пределах 1,0—1,5 мм.
Уточнённый тяговый расчёт ленточных
конвейеров. Величины тягового усилия и
наибольшего натяжения ленты зависят от
возникающих при движении гружёной лен-
ты сопротивлений. Последние в основном
сводятся к следующим видам: 1) сопротивле-
ния на прямолинейных участках конвейера;
2) сопротивления при огибании лентой бара-
банов; 3) сопротивления при огибании лен-
той криволинейных участков конвейера;
4) сопротивления на разгрузочных устрой-
ствах. Другие виды сопротивлений (напри-
мер, при загрузке материала на ленту, от
очищающих скребков и щёток) не принима-
ются в расчёт в силу их относительно малого
влияния.
Все перечисленные сопротивления опре-
деляются по приведённым выше формулам
G) — A9) (см. стр. 1033). По значениям от-
дельных видов сопротивлений можно по-
строить эпюру натяжений ленты. На фиг. 28
приведена эпюра натяжений ленты горизон-
тального ленточного конвейера. Эпюра по-
строена по точкам при последовательном
ибходе контура ленты конвейера по её дви-
женид). При построении за исходную при-
нята точка /, где имеет место наименьшее
натяжение ленты. Натяжения на прямолиней-
ных 1—2 и 3—4 и криволинейных участках
Фиг. 28, Эпюра натяжений горизонтального ленточного
конвейера: А — натяжной барабан; Б — приводной бара»
бан; GH — натяжной груз.
2—3 и 4—1 откладываются на эпюре в опре-
делённом масштабе, нормально к ленте.
По максимальному натяжению ленты
5шах= Sh6 определяются прочные размеры
ленты, а по окружному усилию Wo — устано-
вочная мощность двигателя:
wo = Sh6—Sc6 кг;
102 yj^
кет,
где k — коэфициент установочной мощности
(см.стр. 1034);т)б~ 0,97—к. п. д. барабана;
Tj — к. п. д. механизма привода.
ПЛАСТИНЧАТЫЕ КОНВЕЙЕРЫ
Пластинчатые конвейеры — транспорти-
рующие устройства непрерывного действия
с несущим настилом, состоящим из отдель-
ных пластин, укреплённых на замкнутом тя-
говом органе- Эти конвейеры предназначаются
для перемещения массовых насыпных и штуч-
ных грузов и применяются преимущественно
для транспортирования крупнокусковых,
острогранных и абразивных, а также тяжё-
лых и горячих материалов. Пластинчатые кон-
вейеры имеют значительное распространение
на стационарных установках в горной (рудной
и угольной), химической, энергетической и
других отраслях промышленности. Будучи бо-
лее громоздкими и дорогими, чем ленточные,
пластинчатые конвейеры, однако, обладают
большей приспособленностью к транспорти-
рованию указанных выше групп материалов
и могут работать под большим углом наклона
к горизонту, допуская меньшие радиусы по-
ворота трассы.
Тяговым органом пластинчатого конвейера
(фиг. 29) являются обычно две пластинчатые
цепи /, на которых укрепляется несущий
орган — пластинчатый настил 2, образующий
вместе с цепями непрерывно движущееся
1046
КОНВЕЙЕРЫ
[РАЗД. IV
полотно конвейера. Это полотно огибает го-
ловные 3 и хвостовые 4 цепные звёздочки
и поддерживается ходовыми роликами 5, за-
креплёнными на цепях и катящимися по на-
правляющим шинам станины конвейера.
Иногда встречаются конструкции пластинча-
тых конвейеров с одной тяговой цепью или
с тяговыми стальными канатами, а также кон-
вейеры со стационарными поддерживающими
роликами, укреплёнными на станине.
Приводное устрой- „
ство конвейера 6 уста- Направление движения
СГ"~ ходовой части
На фиг. 30 представлены наиболее рас-
пространённые схемы стационарных пластин-
чатых конвейеров.
^Согласно ГОСТ 2035-43 пластинчатые кон-
вейеры общего назначения могут иметь на-
стил с бортами (неподвижными — фиг. 31, а
или подвижными — фиг. 31,6) и без бортов
(фиг. 31, в). При транспортировании сыпучих
грузов во и'збежание просыпания материала
между соседними пластинами последние пе-
Вид по стрелке Е
2 . 6
J J J J J.JAJ J 1 J/J J V J 2
Фиг. 29. Пластинчатый конвейер.
/
навливается преимущественно в головной его
части, чтобы верхние рабочие ветви цепи
были набегающими на ведущие звёздочки.
Натяжное приспособление 7, служащее для
поддержания в тяговом органе постоянного
минимального натяжения, располагается обыч-
но у хвостовых цепных звёздочек в месте
небольшого натяжения цепей.
Загрузка конвейера производится около хво-
стовой его части, причём для материалов, загру-
жаемых навалом,
Л\/ часто применяют-
ся специальные за-
грузочные ворон-
ки; нередки также
случаи загрузки
конвейера в не-
скольких проме-
жуточных пунк-
тах, особенно при
штучных грузах.
Разгрузка мате-
риала осущест-
вляется преиму-
щественно через
головные звёздоч-
ки (реже в проме-
жуточных пунк-
тах) конвейера.
Промежуточ ная
разгрузка сыпучих
грузов ведётся с
помощью плужко-
вых сбрасывателей (при плоском настиле без
подвижных бортов) или применением спе-
циальных конструкций конвейеров с опро-
кидными пластинами (при настиле с подвиж-
ными бортами). Штучные грузы разгружаются
обычно вручную, а тяжёлые и габаритные
принимаются с пластинчатых конвейеров
при помощи дополнительных подъёмных
средств или приёмных роликовых конвей-
еров.
рекрывают друг друга в своих шарнирах.
Форма пластин настила может быть плоская
(фиг. 32, а и б), волнистая (фиг. 32, в) и ко-
робчатая (фиг. 32, г). Конвейеры с волнистым
настилом могут работать с углом наклона к
горизонту до 30°, а с коробчатым — до 45°
и более.
Наибольшее распространение получили:
для насыпных грузов — настил с подвижными
Фиг. 31. Типы настилов
пластинчатых конвейеров:
а — с неподвижными бор-
тами; б—с подвижными
бортами; в — без бортов.
бортами и для штучных — настил без бортов.
Реже для насыпных грузов применяются:
конвейеры с настилом без бортов, которые
Фиг. 30. Схемы пластинчатых
конвейеров: 1 — полотно кон-
вейера; 2 — приводная станция;
3 — натяжная станция; 4 — за-
грузочная воронка.
Фиг. 32. Настилы конвейеров с различной формой пла-
стин: а — плоский настил с клёпаными пластинами;
б —¦ плоский настил со штампованными пластинами;
в — волнистый настил; г — коробчатый настил.
имеют относительно меньшую производитель-
ность, но отличаются сравнительно простой
конструкцией промежуточного сбрасывателя
материала, и конвейеры с неподвижными
бортами, которые обладают простым устрой-
ством промежуточного сбрасывателя, но
ГЛ. XXXII]
ПЛАСТИНЧАТЫЕ КОНВЕЙЕРЫ
1047
имеют добавочное сопротивление вследствие
трения материала о борты.
Конструктивные разновидности отдельных
типов полотна конвейеров даны на фиг. 33,
34 и 35.
Помимо приведённых типов применяется
ещё немало разновидностей настилов, при-
способленных для частных случаев транспор-
тирования грузов, например: швеллерный на-
Фиг. 33. Конструкция полотна конвейера с плоским дере-
вянным настилом без бортов для перемещения штучных
грузов.
стил — для габаритных грузов; с гнёздами на
пластинах — для фиксации изделий; с корот-
кими секциями роликового конвейера на пла-
стинах и пр.
На фиг. 36 показано конструктивное офор-
мление ходовой части пластинчатого кон-
Фпг. 34. Конструкция полотна конвейера с плоским сталь-
ным штампованным настилом с подвижными бортами для
перемещения сыпучих грузов в горизонтальном или слегка
наклонном направлениях.
вейера обычного типа, предназначенного для
перемещения сыпучих грузов.
Для специфических условий работы приме-
няют специализированные типы пластинчатых
конвейеров, как-то: а) пластинчатые питате-
\
Фиг. 35. Конструкция полотна конвейера с коробчатым
металлическим настилом с подвижными бортами для
перемещения сыпучих грузов в крутонаклонном напра-
влении.
ли—для равномерной загрузки различных кон-
вейеров сыпучими грузами, б) подземные кон-
вейеры— для подземной доставки полезных
ископаемых, в) конвейеры на стрелах—для
загрузки насыпными грузами судов и желез-
нодорожного подвижного состава, г) конвей-
еры, используемые в погрузочных и штабелё-
вочных машинах, д) эскалаторы — конвейеры,
применяемые для перемещения людей, и пр.
Помимо того существуют типы пластинчатых
конвейеров, широко используемые для по-
точного производства. На этих конвейерах
или непосредственно производится ряд тех-
нологических операций, или же с помощью
их осуществляется передача изделий от одного
рабочего места к другому в определённом
заданном ритме. К таким конвейерам отно-
сятся: а) породоотборные для обогащения
полезных ископаемых; б) сборочные для раз-
личных сборочных операций; в) литейные,
используемые при поточном литейном про-
изводстве, и пр.
Эти специализированные типы пластинча-
тых конвейеров рассмотрены в соответствую-
щих разделах настоящего справочника.
Для стационарных пластинчатых конвей-
еров общего назначения по ГОСТ 2035-43
устанавливаются следующие основные раз-
меры настила (фиг. 31 и 32):
Номинальная ширина
настила В в мм
4<эо
5°°
650
8оо
IOOO
1200
1400
i6oo
Номинальная высота
борта h в мм
ioo; 150
100; 150; аоо
ioo; 150; 200; 30°
100; 150; 200; 300
100; 150; 200; 300
100; 150; 200; 300
100; 150; 200; 300
150; 200; 300
Стационарные пластинчатые конвейеры
изготовляются с производительностью до
400 т/час (в отдельных случаях даже больше)
при тяговых усилиях в обеих цепях до
7500 кг длиной до 100 м и выше при высоте
подъёма до 20 м.
Производительность пластинчатых конвей-
еров для сыпучих грузов может определяться
по формуле B) (см. стр. 1031). В этой формуле
применительно к пластинчатым конвейерам
следует принимать для F (площади попереч-
ного сечения материала на настиле):
для настила без бортов
F = 0,25В*-
для настила с бортами
F = В - h • с + 0,25?2 tg @,6 р') jfl,
где В — ширина настила в м\ k — отношение
ширины насыпки материала к ширине настила
(принимается в среднем k = 0,85); р' — угол
естественного откоса материала в условиях
движения в градусах (принимается обычно 30°
для каменного угля и руды, 35° — для кокса
и камня, 25° — для зерна); Л— высота борта
настила ьм; с — коэфициент заполнения се-
чения по высоте борта настила (принимается
в среднем с = 0,65).
При равномерной загрузке конвейера по
всей ширине настила второе слагаемое во
второй формуле не учитывается, а величина
козфициента с в этом случае повышается до
0,8-0,85.
Скорость v движения настила конвейера
принимается обычно в пределах 0,25—0,5 м/сек
и может быть уточнена по формуле
t-Z'H .
где t — шаг цепи в м (для конвейеров общего
назначения по ГОСТ 2035-43 устанавливается
следующий ряд шагов цепей в мм: 160; 200;
1048
КОНВЕЙЕРЫ
[РАЗД. IV
250; 320; 400; 500); z— число зубьев звёздо-
чек, выбирается для тех же конвейеров со-
гласно ГОСТ 2035-43 из ряда: 6; 7; 8; п — число
оборотов головного вала конвейера в об/мин
где В — ширина настила в м; L — длина кон-
вейера между концевыми звёздочками в м.
Вес 1 пог. м настила с цепями qQ в кг/м,
если он не взят применительно к конкрет-
Иаправление дбижения ходовой части
по $8
Фиг. 36. Конструк
говые пластинчатые
ция ходовой частя нормального пластинчатого конвейера „Союзпроммеханизация": / — тя-
атые цепи: 2 — штампованные днища пластин; 3 — борта пластин; 4 — ходовые ролики.
(по ГОСТ 2035-43 устанавливается следующийч
ряд номинальных чисел оборотов звёздочек
в об/мин: 3,75; 4,75; 6; 7,5; 9,5; 11,8; 15).
Полученную из заданной производитель-
ности ширину настила конвейера следует
согласовать с крупностью кусков материала.
Ширина пластин должна быть:
В ;> 1,7а/ 4- 250 мм для рядового материала
' + 250 мм для сортированного,
где аг — наибольший размер куска материала
в мм.
Производительность пластинчатых кон-
вейеров для штучных грузов определяется
по формуле D) (см. стр. 1031). Применительно
к стационарным пластинчатым конвейерам
скорость перемещения штучных грузов v
выбирается обычно в пределах 0,2—0,6 м/сек.
Величины тягового усилия, мощности дви-
гателя и наибольшего натяжения цепей можно
определять по отдельным видам сопротивле-
ний движению — „по контуру", начиная от
точки наименьшего натяжения [см. формулы
G) —A6) на стр. 1033]. Числовое значение
наименьшего натяжения тягового органа 50
в кг может быть приближённо выбрано по
опытной зависимости
So = 300В + 2L,
ной конструкции, можно принять ориентиро-
вочно в зависимости от ширины настила Вв м
qQ — 60? + k.
Значения практического коэфициента k, за-
висящие оттипа настила, приведены в табл. 10.
Таблица 10
Значения коэфициента k
Тип настила
Лёгкий
Средний
Тяжёлый
Значения k для настила
без бортов i с бортами
— | 6о— уО
7о—8о i 75—9°
— I QO — IIO
i
Лёгкий тип настила следует использовать
при мелкокусковых, неабразивных материа-
лах, средний — для рядового и среднекуско-
вого материала и тяжёлый — для крупнокуско-
вых и абразивных материалов.
Коэфициент сопротивления движению по
шинам на прямолинейных и криволинейных
участках пластинчатого конвейера может
быть принят в среднем w' = 0,1 -г- 0,13.
Коэфициент трения в цапфах шарниров
тяговых цепей при определении сопротивле-
ний перегибу последних на звёздочках, учи-
тывая неблагоприятные условия работы це-
пей, принимают в среднем /' = 0,35~-0,45.
гл. xxxni
ОБЩИЕ СВЕДЕНИЯ
1049
Расчёт прочных размеров тяговых цепей
следует вести с учётом динамических нагру-
зок, определение которых приведено на
стр. 1035.
В целях уменьшения этих нагрузок в пла-
стинчатых конвейерах иногда используют
приводы с уравнительными механизмами
(см. стр. 1035).
ТЕЛЕЖЕЧНЫЕ КОНВЕЙЕРЫ
ОБЩИЕ СВЕДЕНИЯ
Тележечные конвейеры относятся к транс-
портным устройствам, в которых грузоне-
сущим средством являются тележки-плат-
формы, двигающиеся по замкнутым напра-
вляющим (путям). Движение тележкам-плат-
формам сообщается тяговым органом (чаще
всего цепью и реже тросом). Иногда теле-
жечные конвейеры выполняются с двигающи-
мися приводными тележками,тянущими за со-
бой группу сцепленных грузовых тележек-
платформ без привода.
Подобно другим конвейерам с поступа-
тельно-двигающимся грузонесущим органом
тележечные конвейеры состоят из ходовой
части (тележки-платформы и тягового органа;,
привода с электродвигателем, натяжного
устройства и направляющих (путей).
Тележечные конвейеры представляют об-
ширную группу транспортных устройств, кон-
структивные разновидности которых широко
используются в поточном производстве во
многих областях промышленности: в автомо-
бильной—при сборке двигателей коробок ско-
ростей, задних мостов, сидений и т. д.; в авиа-
ционной—при сборке узлов самолётов; в ли-
тейных цехах (транспортировка опок от фор-
готовой продукции — в другом. У этих кон-
вейеров обратная (холостая) ветвь разме-
щается под рабочей, благодаря чему не тре-
Таблица 11
Схема
направляющих
путей
Тип платформ-
тележек
Тяговый
орган
Опрокидываю-
щиеся (фиг. 37,38)
Вертикально-за-
мкнутые
Одноцепной
Двухцепной
Неопрокидываю-
щиеся (фиг. 39)
Двухцепной
Горизонтально-
замкнутые
Неопрокидываю-
щиеся (фиг. 40, а,
б. в)
Одноцепной
Пространствен- j Неопрокидываю- i
ные (горизонталь- ; щиеся (фиг. 40, г) \ l ° ж
но-замкнутые) j I
буется дополнительная площадь цеха, и сбо-
рочные операции возможно производить по
обе стороны рабочей ветви конвейера.
Тележечные конвейеры горизонтально-
замкнутых схем удобно применять, когда ка-
Фиг. 37. Схема вертикально-замкнутого тележечного конвейера с опрокидывающимися тележками: 1 — при-
водная звёздочка; 2 — натяжная звёздочка; 3 — цепь с тележками.
мовочных машин на участок заливки, от за-
ливки через зоны охлаждения к выбивке
и т. д. *).
В зависимости от технологии сборки кон-
вейерам сообщают непрерывное движение
или пульсирующее.
Наиболее употребительные конструкции
тележечных конвейеров можно классифици-
ровать по схеме направляющих, типу теле-
жек и тяговому органу. В табл. 11 приведена
классификация по указанным признакам.
Выбор типа платформы и схемы направля-
ющих (путей) тележечного конвейера произ-
водится в соответствии с видом перемещае-
мых штучных грузов и общей планировкой
технологического процесса.
Тележечные конвейеры вертикально-за-
мкнутых схем применяют для прямых сбороч-
ных линий, в которых исходная точка сборки
находится в одном конце конвейера, а выпуск
* Тележечные конвейеры, работающие в литейных,
часто называют литейными конвейерами.
чальные и конечные пункты сборки распо-
лагаются близко друг от друга, причём кон-
вейер должен обслуживать большое количе-
ство операций, расположение которых по
одной прямой потребовало бы производствен-
ного помещения очень большой длины. В го-
ризонтально-замкнутых тележечных конвей-
ерах может быть использована под работу
вся длина ходовой части. Грузы на тележках-
платформах таких конвейеров могут без съёма
их с конвейера и без закреплений на тележ-
ках совершать круговые движения, поэтому
часто такие конвейеры используются как
подвижные склады (накопители), автоматиче-
ски и непрерывно подающие узлы и детали
к линиям промежуточной или окончательной
сборки машин.
На фиг, 37 и 38 показаны тележечные
конвейеры вертикально-замкнутых схем с
опрокидывающимися тележками. На фиг. 37
весь конвейер расположен над полом цеха.
Высота от пола до платформы тележки ме-
няется от hx (в начале сборки) до /г2 (в конце
1050
КОНВЕЙЕРЫ
[РАЗД. IV
сборки). Это понижение делается в случаях,
когда в процессе сборки высота собираемого
изделия увеличивается, и без понижения кон-
вейера сборщикам было бы неудобно рабо-
тать в конце конвейера(например. сборка мо-
тора автомобиля). На фиг. 38 обратная ветвь
ние имеют достаточный сцепной вес для обес-
печения необходимого тягового усилия. По-
добные конвейеры применялись для механи-
зации погрузочно-разгрузочных операций на
платформах железнодорожных вокзалов. Для
Фиг. 38. Схема вертикально-замкнутого тележечного конвейера с верхней яетвью, проходящей над проездом
цеха, и с нижней ветвью, утопленной в пол цеха: 1 — тележки; 2 — траншея под полом цеха; 3 — габарит про-
езда в цехе; 4 — габарит прохода.
опущена под пол цеха, а рабочая ветвь на
одном участке поднимается вверх, чтобы
обойти проезд.
На фиг. 39 схематически изображены те-
лежечные конвейеры с неопрокидывающи-
мися тележками, двигающимися по направля-
ющим, замкнутым в вертикальной плоскости.
Фиг. 39, а показывает возможность частичного
использования нижней ветви конвейера пу-
тём опускания её в нижний этаж здания.
вывода железнодорожных составов тележки
конвейеров расцепляются над разъёмом от-
кидной секции и последняя отодвигается,
освобождая путь паровозу.
5)
Фиг. 39. Схема вертикально-замкнутого тележечного конвейера с неопрокидывающимися тележками.
а — конвейер, охватывающий лва этажа г использованием для работы обеих ветвей ходовой части;
Z,— участок сборки на втором этаже; La — участок сборки на первом этаже; ©"—горизонтальный
конвейер с использованием для работы только верхней ветви: / — ось тележки, соединённая с шарни-
рами тяговых цепей; 2 — ось тележки (свободная), не соединяющаяся с цепями; 3 — тележка; 4 — при-
водная звёздочка; 5 — натяжная звёздочка.
Наиболее употребительные схемы теле-
жечных конвейеров с горизонтально замкну-
тыми направляющими (путями) приведены на
фиг. 40. Тележечный конвейер с горизон-
тально-замкнутыми направляющими и при-
Фиг. 40. Схема горизонтально-замкнутых тележечных кон-
вейеров: а и б — конвейеры с поворачивающейся на звёз-
дочках ходовой частью; в — конвейер с приводом на пря-
мом участке и поворотом трассы, осуществляемым на ши-
нах; г — пространственный конвейер; / — приводная звёз-
дочка: 2— натяжная звёздочка; 3 — кулачковая цепь при-
вода; 4 — натяжное рамное устройство.
водными тележками показан на фиг. 41. Ходо-
вая часть этого конвейера состоит из поезда
соединённых друг с другом тележек, причём
только некоторые из них приводные. Послед-
Аналогичные тележечные конвейеры, но
без откидных секций, строятся и для транс-
порта тяжёлых форм в литейных цехах. Те-
лежки этих конвейеров могут двигаться по
сложным трассам, с боль-
шим количеством пово-
ротов в плане.
На тележечных кон-
вейерах можно пере-
мещать самые различ-
ные по форме и весу
грузы (до 8 т и бо-
лее). Размеры платформ
(в плане) для тяжё-
лых грузов — 1,4 X 3,0 м.
Скорости движения те-
лежечных конвейеров
имеют широкие пределы, наиболее употре-
бительные из них от 1 до 20 м/мин. Скорость
выбирается, как правило, в соответствии
с ритмом технологического процесса или
для конвейеров грузовых (несборочных) —
по производительности. В последнем слу-
чае необходимо ещё считаться с удобством
погрузки и разгрузки тележек-платформ на
ходу.
Приводы тележечных конвейеров снаб-
жаются вариаторами скорости и от случай-
ных перегрузок предохранительными муф-
тами.
ГЛ. XXXII]
ВЕРТИКАЛЬНО-ЗАМКНУТЫЕ КОНВЕЙЕРЫ
1051
Основным тяговым органом в тележечных
конвейерах являются: а) пластинчатые вту-
лочные и втулочно-роликовые тяговые цепи
4 - V"
труднено подвижностью последних, поэтому
для тележек с широкой колеей устойчивость
во время разворота на натяжной звёздочке до-
стигается следующим: на вал натяжной звёз-
дочки насаживаются два диска, размеры ко-
торых подбираются такими, чтобы те-
лежки плотно прижимались к ним натяже-
яием тяговой цепи (фиг. 43). При большей
ширине колеи тележек по отношению к длине
Фиг. 41. Схема горизонтально-замкнутого конвейера с при-
водными тележками: / — откидные участки; 2 — привод-
ная тележка; 3 — железнодорожный путь.
(ГОСТ 538-41) и б) разборные штампованные
цепи (ГОСТ 589-41). Натяжные устройства
делаются жёсткие винтовые или пружинно-
винтовые.
ВЕРТИКАЛЬНО-ЗАМКНУТЫЕ
КОНВЕЙЕРЫ
Конструкция ходовой части и направляющих
одноцепного тележечного конвейера с опро-
кидывающейся тележкой представлена на
фиг. 42. Тележка конвейера 1, снабжённая
сборочным кондуктором 2, жёстко соединена
с звеньями тяговой цепи 3. Описывая окруж-
ность около оси приводной звёздочки, тележка
переходит в перевёрнутом положении на
нижние направляющие 5, лежащие под рабо-
чей ветвью. Для предохранения от попадания
в нижнюю ветвь конвейера инструмента или
деталей верхние направляющие отделены от
Фиг. 42. Конструкция ходо-
вой части и направля-
ющих одноцепного кон-
вейера с опрокидывающи-
мися тележками.
нижних металлическим корытообразным ли-
стом 4.
Для лучшего направления тележек на
звёздочках во время их опрокидывания сле-
дует выбирать цепи с длинными звеньями.
Это, однако, заставляет увеличивать диаметр
звёздочек и, следовательно, весь габарит
установки у привода
и натяжки. При ко-
лее и базе тележки,
значительно превы-
шающих шаг цепи
(более чем в 5 раз)>
у натяжных и при-
водных звёздочек
устанавливают огра-
ждающие шины, в
которых двигаются
катки тележек во
время их опрокиды-
Фиг. 43. Натяжной вал с устройством для
поворота тележек: У—тележка; 2 — тяго-
вая цепь; 3 — звёздочка; 4 — диски.
шага звеньев тяговой цепи и короткой базе
тележек движение их по направляющим
одной цепью может вызывать перекосы и за-
щемления. В этом случае необходимо приме-
нять две параллельные тяговые
цепи, раздвинутые в стороны
катков (фиг. 44).
Параллельная установка двух
одноцепных тележечных кон-
вейеров для транспорта тяжёлых
вагонных отливок показана на
фиг. 45. Вытянутая форма изделий
позволила построить два простых
тележечных конвейера, син-
хронно двигающихся от общего привода.
Привод снабжён упорной штангой /, воздей-
ствующей на концевой выключатель 2, авто-
матически останавливающий конвейер в слу-
чае подхода к приводу не снятой с конвейера
детали.
При перемещении грузов, требующих те-
лежки с большой базой (более 0,8 м), целе-
сообразнее применять тележечные конвейеры
с неопрокидывающимися тележками (фиг. 46).
Отличительной их особенностью являются
вынесенные за габарит ширины тележек тя-
говые цепи и шарнирное соединение с цепью
вания. Устройство
таких шин у натяж-
ных звёздочек за-
Фиг. 44. Конструкция ходовой части и направляющих двухцепного конвейера с опро-
кидывающимися тележками: 1 — тележка; 2 — тяговые цепи; 3— станина с направляю-
щими.
Фиг. 45. Параллельная установка двух одноцепных конвейеров для транспорта тяжелых вагонных отливок.
ГЛ. XX ХЩ
ВЕРТИКАЛЬНО-ЗАМКНУТЫЕ КОНВЕЙЕРЫ
1053
Фиг. 46. Конструкция двухцепного конвейера с неопрокидывагошимися тележками: а — поперечный
разрез по станине; б — поперечный разрез по приводным звёздочкам; / — тележка; 2 — тяговые
цепи; 3 — звёздочка.
Фиг. 47. Схема направляющих и механизмов, осуществляющих без опрокидывания переход тележек
с верхних направляющих на нижние: / — натяжная звёздочка; 2 — ось тележки, скреплённая с шар-
ниром цепи; 3 — свободная ось телржки; 4 и 9 — качающиеся направляющие для пропуска свобод-
ной оси; 5 и 8 — качающиеся направляющие для пропуска оси тележки, скреплённой с тяговыми
целями; 6 — тяговая цепь; 7 — приводная звёздочка; а, б, в, г, д, е, ж — последовательные поло-
жения тележки при огибании приводной и натяжной звёздочек.
; /0 и а 6 12
Фиг. 48. Схема направляющих и механизмов, осуществляющих горизонтальное положение платформ
тележек при переходе их с верхних направляющих на нижние: / — рычаги; 2— звёздочки;
3 — натяжной винт; 4 — тележка; 5—тяговая цепь; 6 — качающаяся направляющая у натяжки;
7 —- качающаяся направляющая у привода; 8—направляющая для катков тележки; 9 — направляющая
для роликов цепи; 10, II, 12— зубчатые колёса, синхронизирующие вращение рычагов у привода
и натяжки со звёздочками.
только одной оси тележки (вторая ось, закан-
чивающаяся катками, остаётся несоединён-
ной — свободной). Обе приводные звёздочки
(фиг. 46, б) закрепляют на консолях, оставляя
свободной середину для прохода рамы те-
лежек.
На фиг. 47 и 48 показаны схемы напра-
вляющих и механизмов, осуществляющих
переход тележек с верхних направляющих
на нижние и обратно. Схема на фиг. 47 проще,
но тележки при переходе сверху вниз неко-
торое время занимают наклонное положение.
При схеме, показанной на фиг. 48, во время
всего перехода тележек с одних направля-
ющих на другие сохраняется строго горизон-
тальное положение их платформ. Иногда со-
вмещают схемы перехода у приводной станции
(фиг. 48) со схемой направляющих у натяж-
ной станции (фиг. 47), и наоборот, используя
при этом наклонное положение платформы
1054
КОНВЕЙЕРЫ
[РАЗД. IV
тележки в одном из концов конвейера для
автоматического сброса лежащих на нём
грузов.
Схема размещения винтовых натяжных
устройств в плане и кинематическая схема
Фиг. 49. Схема механизмов привода и натяжных устройств
вертикально-замкнутого конвейера с неопрокидывающи-
мися тележками: 1 — винтовые натяжные механизмы;
2—звёздочки; 3 — тяговая цепь; 4 — редуктор; 5 — вариа-
тор; 6 — клиноремённая передача; 7 — электродвигатель.
механизмов привода для вертикально-замкну-
тых конвейеров с неопрокидывающимися те-
лежками представлена на фиг. 49.
ГОРИЗОНТАЛЬНО-ЗАМКНУТЫЕ
КОНВЕЙЕРЫ
Конструкции горизонтально-замкнутых кон-
вейеров выполняются с одной цепью, оси шар-
ниров которой располагаются вертикально.
Для пространственных схем в звенья цепи
вводятся специальные шарниры с горизон-
тальными осями. Часто для этих конвейе-
ров применяются специальные (нестандарт-
ные) цепи, так как в тяговый орган в каче-
стве звеньев входят сами тележки кон-
вейеров.
Горизонтально-замкнутые тележечные кон-
вейеры подразделяются: а) по грузонесущим
направляющим на однорельсовые (фиг.50 и 51)
лесообразно только в случае громоздких гру-
зов с платформами больших размеров.
Однорельсовый тележечный конвейер с
тяговой цепью из отдельных регулируемых
отрезков стальных канатов показан на фиг. 50.
Конвейер аналогичной конструкции с тяговой
пластинчатой цепью представлен на фиг. 51.
Платформы этого конвейера опираются на
две соседние тележки. Для прохода поворотов
один конец платформы шарнирно закреплён
на вертикальной оси тележки, а второй конец,
опирающийся на другую тележку, выполнен
в виде прорези. Аналогичные типы соедине-
ния платформ с тележками применяются и
в других конструкциях тележечных конвейе-
ров, где одна платформа опирается на две
одноосные или двухосные тележки (см.
фиг. 60, 61).
Однорельсовые тележечные конвейеры
требуют сложной станины, в которой по всей
длине конвейера кроме рельса монтируются
две направляющие шины, поддерживающие
платформы с обеих сторон. При возникно-
вении зазоров между горизонтальными роли-
ками и направляющими шинами возможно
покачивание и сотрясение грузов. Для регу-
лирования положения направляющих шин
применяются иногда установочные винты.
Конвейеры такой конструкции выполняются
обычно для грузов весом не более 300 кг.
Недостатком однорельсовых конвейеров
является их значительная высота, обусловлен-
ная требованием устойчивости (расстояние
между нижней и боковыми направляющими).
На фиг. 52 представлена конструкция
двухрельсового тележечного конвейера с одно-
осными тележками и ролико-втулочной тяго-
вой цепью. Грузовая платформа прикреплена
к звену цепи и опирается на гладкие поверх-
ности двух соседних тележек. На горизонталь-
ных поворотах трассы конвейера оси кат-
ков тележек располагаются по радиусам,
что позволяет назначать диаметры кривых и
звёздочек небольшого размера. Конвейеры
Фиг. 50. Однорельсовый тележечный конвейер с канатным тяговым органом.
и двухрельсовые (фиг.52,53,54,55.60,61); б)по
расположению тяговой цепи на высокое цен-
тральное расположение (фиг. 50, 51, 52 и 53),
при котором цепь проходит выше катков те-
лежек, позволяя осуществлять привод и по-
вороты на горизонтальных звёздочках, на
низкое центральное расположение (фиг. 59,
60, 61) и боковое (смещённое) (фиг. 54).
Низкое центральное положение цепи обычно
требует сложных приводных устройств и це-
этого типа характеризуются простотой напра-
вляющих и возможностью получения платформ
с меньшей высотой. Они выполняются для
грузов как лёгких, так и тяжёлых весом до
1000 кг и более.
Такой же вид ходовой части конвейера
применяется и для пространственных схем,
но при этом изменяется конструкция тележки,
а именно: вводится шарнирная проушина
звена, закрепляемая в тележке на горизон-
ГЛ. XXXII)
ГОРИЗОНТАЛЬНО-ЗАМКНУТЫЕ КОНВЕЙЕРЫ
1055
Ь+Э
ж
Фиг. 51. Однорельсовый тележечный конвейер с цепным тяговым органом.
Фиг. 52. Двухрельсовый одноцепной горизонтально-замкнутый тележечный конвейер
с одноосными тележками.
Фиг. 53. Ходовая часть тележечного конвейера для направляющих пространственных
схем.
Т ТТН5ПГ '
II fv
Фиг. 54. Ходовая часть конвейера с двухосной тележкой с боковым расположением
тяговой цепи.
1056
КОНВЕЙЕРЫ
[РАЗД. IV
Фиг. -55. Гележечный конвейер с платформами, опирающимися ча „рояльные" катки:
1 — внешние направляющие; 2 — внутренние направляющие; 3 — гладкий металлический
лист; 4 — роликовая батарея; 5— привод; 6— тележка; 7 — шарнир крепления тележки
к тяговой цепи.
6)
Фиг. 56. Схемы поворотов на горизонтальных звёздочках: а—привод угловой звёздочкой;
б — привод поворотной звёздочкой с шиной, увеличивающей расстояние между ветвями;
в — привод кулачковой цепью; 1 — приводная звёздочка; 2 — отклоняющая шина;
3 —приводная цепь с кулачками; 4— шина для натяжения тяговой цепи и поворота
направляющих на 180".
Фиг. 57. Конструкция привода с горизон
тальной звёздочкой.
Фиг. 58. Конструкция приводной кулачковой цепи: / — ось звёздочки; 2 — упор-
ные выступы; 3— шина.
тальной оси (фиг. 53).
Платформы конвейе-
ра в этих случаях
должны снабжаться
устройствами, удер-
живающими грузы от
сползания при углах
наклона, близких или
превосходящих углы
трения между по-
верхностью платфор-
мы и лежащего на
ней груза. Горизон-
тальные повороты
могут быть осуще-
ствлены на звёздоч-
ках или при больших
радиусах на шинах.
Ходовая часть кон-
вейера с двухосными
тележками с низким
боковым расположе-
нием тяговой пла-
стинчатой цепи (одно
звено жёстко закре-
пляется на раме те-
лежки) показана на
фиг. 54. Конвейеры
такой конструкции,
позволяющие исполь-
зовать без изменения
стандартные тяговые
цепи, строятся для
самых простых схем
(см. фиг. 40, а, б) для
грузов весом до200кг.
Боковое расположе-
ние цепи даёт воз-
можность применять
простые приводные
устройства. Разворот
тележки происходит
на гладкой поверхно
сти и при этом вну-
тренний каток катит-
ся по ней ребордами.
При тяговых расчётах
таких конвейеров не-
обходимо учитывать
дополнительные по-
тери от увеличенного
трения в ребордах
при боковой тяге.
Тележечный кон-
вейер с платформами,
опирающимися на че-
тыре „рояльных" кат-
ка, двигающихся в напра-
вляющих, представлен на
фиг. 55. Цепь такого кон-
вейера (чаще всего втулоч-
ная короткозвенная или
штампованная разборная)
движется на поворотных
участках по роликовой ба-
тарее или в случае ролико-
вой цепи по шинам. При-
вод осуществляется гори-
зонтально-замкнутыми ку-
лачковыми приводными це-
пями на небольших звёз-
дочках.
ГЛ. XX ХЩ
ГОРИЗОНТАЛЬНО-ЗАМКНУТЫЕ КОНВЕЙЕРЫ
1057
Фиг. 59. Ходовая часть тележеч-
ного конвейера со сплошным насти-
лом и рамами тележек, заменяющи-
ми цепи и служащими тяговым орга-
ном: 1—платформа тележки; 2—ра-
ма тележки; 3— катки; 4—опорные
ролики для последующей платфор-
мы; 5 — ролик, направляющий те-
лежки на горизонтальных поворо-
тах; б — шкворень; 7 — упорный
выступ для привода с вертикально-
замкнутой кулачковой цепью.
Типы ходовых ча-
стей тележечных кон-
вейеров, описанные вы-
ше (см. фиг. 50 — 54),
позволяют осуществлять
повороты, натяжные
устройства и приводы на
горизонтальных звёздоч-
ках (фиг. 56, а и б). Кон-
струкция привода с го-
ризонтальной звёздочкой
приведена на фиг. 57.
П'ри необходимости по-
лучения большого рас-
стояния 5 между ветвя-
ми конвейера, требую-
щих громоздких звёз-
дочек, осуществляет по-
вороты на шинах с при-
водами от кулачковых
горизонтально - замкну-
тых цепей (фиг. 56, в).
Тяговая цепь конвейера
при этом выполняется
с роликами.
Оригинальная кон-
струкция приводной ку-
лачковой цепи показана
на фиг. 58. Благодаря
наличию специальных
выступов на звеньях
цепь не может проги-
баться в шарнирах под
действием моментов, по-
лучающихся от усилий
на концах кулаков, пред-
ставляя Ъобой на пря-
мых участках как бы
жёсткую балку с кула-
ками. При подходе к
звёздочке кулак отво-
дится назад специаль-
ным шарниром и плавно
выходит из зацепления
с тяговой цепью кон-
вейера.
На фиг. 59, 60 и 61
представлены ходовые
части тележечных кон-
вейеров с низкоопущен-
ными тяговыми органа-
ми. Конструкции таких
67 Том 9
Фиг. 60. Ходовая часть тележечного конвейера с одноосными безреббрдными
тележками и съёмными платформами: а — с гладкой плитой; б — с рольганговым
столом; в — с откидной плитой; г — тяговая цепь с тележками на повороте напра-
вляющих; /— тяговая цепь; 2 — рельс; 3 —направляющая шина; 4 — тележка.
1058
КОНВЕЙЕРЫ
[РАЗД. IV
Фиг. 61. Ходовая часть тележечного конвейера со съёмными плитами на двухосных тележ-
ках: / — направляющие рельсы; 2 — тяговая цепь; 3 — тележка, шарнирно соединённая с тяго-
вой цепью; 4 — платформа, опирающаяся на тележки; 5— шарнир платформы в овальной прорези;
6— ведущий шарнир платформы; 7— направляющие на поворотах в горизонтальной плоскости.
Фиг. 62. а — конструкция приводной вертикально-замкнутой цепи с шарнирными
кулачками; б— главный вал приводной звёздочки кулачковой цепи; 1 — предо-
хранительный палец (муфта).
Фиг. 63. Конструкция привода с вертикально-замкнутой кулачковой цепью
для тележечных концейеров с низкорасположенным тяговым органом.
конвейеров обычно приме-
няются для транспорта га-
баритных и тяжёлых грузов,
иногда достигающих веса
нескольких тонн. Эти типы
конвейеров требуют слож-
ных приводных устройств
с вертикально-замкнутыми
кулачковыми цепями. На
фиг. 62 и 63 показана кон-
струкция такой приводной
цепи и всего приводного
устройства, помещающегося
обычно в специальном при-
ямке под полом цеха. Низ-
кое расположение тяговой
цепи придаёт тележкам
большую устойчивость и
позволяет выполнять их не-
большой высоты. Разворот
тележек на горизонталь-
ных кривых осуществляет-
ся в направляющих ши-
нах. Наилучший тип кон-
струкции ходовой части тя-
жёлых конвейеров показан
на фиг. 60. В ней одноосные
тележки с безребордными
катками при повороте зани-
мают радиальное положе-
ние и проходят кривые по
небольшим радиусам с ми-
нимальными потерями (как
и конвейеры, показанные на
фиг. 50, 51, 52, 53), в то
время как в других кон-
струкциях (фиг. 59 и 61) при
разворотах тележек катки
частично скользят по рель-
сам (идут „юзом*) и испы-
тывают трение на ребордах,
вызывая значительный из-
нос. Катки тележек кон-
вейеров, как правило, вы-
полняются на подшипниках
качения. Иногда платформы
для удобства загрузки и
разгрузки оборудуются
рольгангами или откидными
щитами (фиг. 60, а, б, в):
в местах разгрузки устана-
вливаются волнообразные
шины, которые поднимают
откидной щит на угол а,
больший угла трения между
поверхностью груза и по-
ГЛ. XXXII]
ГОРИЗОНТАЛЬНО-ЗАМКНУТЫЕ КОНВЕЙЕРЫ
СШ59
верхностью щита, вследствие чего груз спол-
зает с платформы тележечного конвейера.
Такие платформы получили широкое распро-
странение при механизации транспорта форм
в чугунолитейных и сталелитейных цехах.
Расчёт производительности
и тяговых усилий
Производительность тележечного кон-
вейера определяется по формуле E) (см.
стр. 1032J. При этом коэфициент использования
платформ 41 принимают обычно для тележеч-
ных технологических конвейеров 0,5—0,8,
а для конвейеров, на которых происходит
сборка, ф = 1.
Расчёт тяговых усилий производится по
формулам G)—A5) (см. стр. 1033).
Для упрощения тягового расчёта горизон-
тально-замкнутых тележечных конвейеров
с конструкцией ходовой части, показанной
на фиг. 60, ниже приводятся основные фор-
мулы, вычисленные к ним коэфициенты со-
противления движению и пример расчёта.
В табл. 12 приведены основные данные и
размеры наиболее употребительных тележеч-
ных конвейеров для литейных цехов, разра-
ботанные „Союзпроммеханизацией".
Основные формулы для тягового рас-
чёта. Минимальное натяжение тяговой цепи
конвейера рекомендуется принимать рав-
ным 0,1 (G + Go) кг (обозначения см. в табл. 12).
Эта величина превышает сопротивление дви-
жению одной платформы и, следовательно,
при расчёте гарантируется, что в тяговом
органе конвейера не будут возникать отрица-
тельные натяжения. Следовательно,
Таблица 12
Go) кг.
B6)
Изменение натяжения в тяговой цепи при
движении тележек с платформами конвейера
по прямому участку пути определяется по
формуле
(G + G0)^P-W кг.
B7)
Здесь Sn — натяжение в точке п; Ln —
длина участка в метрах между точками п и
(п + 1)»' 5п+1 — натяжение в точке (п + 1) в кг.
Значения коэфициентада' приведены в табл. 13;
они зависят от размеров катков тележек.
Изменение натяжения в тяговой цепи при
движении тележек с платформами конвейера
на закруглениях определяется по формуле
+ 2 [(*i + h)] A+0,5 kz) + Smkz кг. B8)
Здесь ат — угол поворота трассы в радиа-
нах; Rm — радиус закругления трассы кон-
вейера в м\ Sm — натяжение цепи конвейера
в начале закругления (в точке т), a S
натяжение цепи конвейера в конце закругле-
ния в кг (в точке т -f-1); k\t k2 — соответ-
ствующие коэфициенты, приведённые в табл.14
и 15, учитывающие потери на трение между
платформой и тележкой, между роликом те-
лежки и рельсом при входе и выходе плат-
Нагрузка на одну
платформу кон-
вейера (наибольшая)
Шаг платформ
Размеры
платформ
шири-
на
длина
Радиус поворота
направляющих (но-
минальный)
Высота
конвейера
от головки
рельса
глад-
кая
плита
роль-
ганго-
вая
плат-
форма
опро-
кидная
плат-
форма
Ширина колеи
тележек
Диаметр катка
тележки
Шаг тяговой
цепи
Диаметр ролика
тяговой цепи
Натяжение тяго-
вой цепи (макси-
мально допустимое)
Вес ходовой ча-
сти конвейера дли-
ной в один шаг
платформ
G (кг)
Т(мм)
В {мм)
L {мм)
R {мм)
Нх {мм)
Я, {мм)
На {мм)
С {мм)
Df
{мм)
t {мм)
{мм)
S {кг)
О0 {кг)
8оо
4оо
630
юоо
i65
—
25°
НО
4оо
IOOO
5°°
8оо
135Э
182
242
197
32«
120
5<х>
13°
2500
I2O
200
IOOO
1260
650
1СОЭ
1600
186
аЗб
231
4<эо
Но
630
2000
4000
160012000
800
1250
2000
258
34O
—
500
170
800
i8o
4000
300
500
IOOO
1600
2500
—
—
630
210
IOOO
8000
2500
1250
2000
ЗЗСО
—
—
800
або
1250
240
6300
85b
I4OQ
Примечание. Обозначения линейных размеров
см. фиг. 60.
форм на закруглениях трассы; коэфициент &3
учитывает потери в роликах тяговой цепи и
её шарнирах при огибании шин на поворотах
трассы (см. табл. 16).
Пример тягового расчёта конвейера (см. фиг. 64).
Натяжение тяговой цепи конвейера после привода
(в точке О) определяется по формуле B6)
So = 0,1 (G + Go).
Согласно формуле B7) можем написать
Далее» согласно формуле B8) найдём натяжение в точке
S2 - (G + Go) [i& w> + 2 (fe, + ft,)] (l + p,5 *,)¦.*.$*>
1060
КОНВЕЙЕРЫ
[РАЗД. IV
Палее по аналогии определяем:
St-Sa
St - (О f Go) p^i. w' + 2 (ft, + fts)] A + 0,5 ft,) + S3k3;
- (О + Ов) [-^- W'+ 2 (ft,+ ft,)] A + 0,5 ft,) + 55ft,;
ST = 5e + (O + Oo) it «';
^-@+ Go)
ft»)] A + 0,5 ft,) + 57ft,;
5. - 5, + (O + Oo) ^- w>.
Значение S9 не должно превышать соответствующего
из указанных наибольших допустимых значений S для тя-
говой цепи в табл. 12.
Следовательно, тяговое усилие, передаваемое кулачко-
вой цепью привода (см. фиг. 62 и 63), должно быть
Таблица 13
Диаметр хо-
довых катков
тележек Df
в мм
Коэфициент
w'
Коэфициент w'
но
О,02О4
120
0,0189
I4O
О,О1б5
I7O
О.ОГЦ!
21O
0,0120
або
0,0103
Примечание. Значения коэфициента w' вычис-
лены по формуле —= ¦ Р', где/'-0,008—приведённый
коэфициент трения роликового подшипника; d—диаметр
внутреннего кольца подшипника; Dj— диаметр катка;
ft—0,1 см—коэфициент трения качения катка по рельсу;
р' — 1,05 — коэфициент, учитывающий потери на тре-
ние роликов тяговой цепи о направляющие на прямых
участках.
Таблица 14
Коэфициент ft,
Колея те- |
лежек кон-
вейера С 1
в мм |
250
3го
4оо
5°о
бзо
8оо
Величина радиуса поворота трассы
R мм
1000
о,ооб
о,оо9
О.О1О
о,о1з
0,017
0,022
1250
о,оо5
0,007
о,оо8
о.ою
о,о13
0.017
1600
о.осц.
О.ООд
о.ооб
о.оо8
O.OIO
o,oi4
2000
о.оэз
о,оо4
О.ООд
о.оо7
о,оо8
о,он
25С0
о.оо.
о, ооз
о,оо_|
о,оо5
о,оо7
о,оэ9
3200
О.О02
о.ооз
о. ооз
о,оо4
о, ооз
о,оэ7
7-8
".7
13.3
17,5
аа
=9
Примечание. Значения коэфициента *, вычисли
ныпоформуле*1=0,25/»-^°, где/,' = 0,а— коэфициент тре-
ния скольжения между платформой и тележками; та —
радиус трения в см (см. табл. 14)'; R — радиус поворота
трассы в см.
Мощность электродвигателя привода
кет.
max max
"•' 102тГ
где v — скорость движения платформы конвейера в м/сея.
Значения коэфициента полезного действия привода,
показанного на фиг. 63, лежат в пределах 0,6—0,8.
Натяжная станция
Гз
Фиг. 64.
Коэфициент ft,
Привод
Таблица 15
Шаг цепи
конвейера
t мм
4оо
5оо
630
8оо
IOOO
1250
Величина радиуса поворота трассы R мч
1000
о,ою
o,oi6
0,022
0,027
0,035
1250
0,008
0,010
0,013
0,017
0,021
0,027
1600
0,006
0,008
0,010
0,013
0,016
0.020
2000
0,005
0,006
0,008
0,010
0,013
0,016
2500
0,004
0,005
0,006
0,008
0,010
0,013
3200
о.оэз
o,ol>4
0,005
0,006
0,008
0,010
Примечание. Значения коэфициента ft, вычисле-
ны по формуле
<(«-/*¦-DI)
где /, — 0,4 — коэфициент трения скольжения ходового
катка по рельсу при боковом его смещении.
Таблица 16
Коэфициент kt
Угол пово-
рота трас-
сы о
i8o°
D ролика
тяговой
цепи в мм
13°
i8o
240
130
i?o
340
Номинальные радиусы поворота
трассы R мм
1000
i>°34
1250
1,°з^
I.O52
1600
1,О2б
I.O47
2000
1.025
I.O2O
1.046
I.O37
2500
I.O2O
1,036
3200
1,019
1.033
Примечание. Значения коэфициентаfrsвычислены
по формуле ft,—A +-#^J "iw'a, где d,-диаметр шарни-
ра цепи; /,' — 0,25 — коэфициент трения скольжения
между втулкой и пальцем цепи; w' — коэфициент сопро-
тивления движению тяговой цепи, зависящий от конструк-
ции её шарнира и диаметра ролика; а — угол поворота
трассы в радианах. При вычислении приняты следующие
значения:
Диаметр в/'
ролика в мм
s
180
340
0,0175
0,0131
0,01
ГЛ. XXXII]
ГРУЗОТЯНУЩИЕ КОНВЕЙЕРЫ (САМОТАСКИ)
1061
ГРУЗОТЯНУЩИЕ КОНВЕЙЕРЫ (САМОТАСКИ)
Грузогянущие конвейеры (самотаски) пред-
ставляют собой транспортное устройство, тя-
говый орган которого может перемещать штуч-
ные грузы следующими способами: 1) сколь-
жением по направляющим или настилу; 2) ка-
чением по стационарным неприводным роли-
кам; 3) движением на собственном колёсном
ходу или на специальных временно подце-
пляемых к тяговому органу тележках.
Чаще всего тяговым органом этих конвейе-
ров является бесконечная цепь с захватываю-
щими за груз кулаками (пальцами). В не-
которых случаях цепь делается без кулаков
и груз подцепляется к ней за шарнир с по-
мощью крюка, штыря или другим способом.
Имеются также грузотянущие конвейеры, в
которых тяговым органом служит канат или
штанга.
Основная область применения грузотяну-
щих конвейеров — поточное производство, в
котором этими конвейерами перемещаются на
сборочных линиях как тяжёлые машины (са-
молёты, тракторы, автомобили), так и неболь-
шие изделия.
Часто мелкие изделия укладываются в
специальную тару, которая скользит по на-
правляющим, увлекаемая тяговым органом
конвейера.
Главным достоинством грузотянущих кон-
вейеров по сравнению с другими видами
устройств, служащих для той же цели,
являются простота конструкции и дешевизна.
Применение этих конвейеров особенно удобно,
когда: а) подлежащие перемещению грузы мо-
гут скользить по гладкому настилу, протал-
киваемые или протягиваемые упорами тяго-
вого органа (например, металлические ящики
t
Конец сборку План
v
в)
Фиг. 65. Схемы грузотянущих конвейеров: а — верти-
кально-замкнутый конвейер; б — горизонтально-замкнутый
конвейер; в — пространственный конвейер; 1 — привод;
2 — натяжное устройство.
с мелкими изделиями на линиях поточной ра-
боты в механических цехах); б) грузы имеют
собственный>колёсный ход (например, танки,
тракторы на линиях главной сборки т на
заводах); в) при необходимости иметь для
сборки изделия тележку-кондуктор, перехо-
дящую с одного конвейера на другой, по
процессу сборки без съёма изделия и в неко-
торых подобных случаях.
По схеме направляющих грузотянущие кон-
вейеры подразделяются на вертикально-за-
мкнутые (фиг. 65, а, 73). горизонтально-за-
мкнутые (фиг. 65, б) и пространственные
(фиг. 65, в).
Схемы исполнения конвейеров выбираются
по соображениям планировки и главным об-
разом в зависимости от удобства размещения
сборочного участка в цехе.
Вертикально-замкнутые грузотянущие
конвейеры применяются в случаях, когда
удобно всю линию сборки расположить по
одной прямой. Для такого типа конвейера
при большом количестве сборочных мест не-
обходимо иметь площадь небольшой ширины
и значительной длины. При этом, если грузы
перемещаются на специальных тележках, по-
следние необходимо возвращать к пункту на-
чала сборки после снятия изделий. Верти-
кально-замкнутые конвейеры выполняются
одноцепными, многоцепными, канатными и
штанговыми. Их длина часто достигает 150 м
и более.
Горизонтально-замкнутые грузотянущие
конвейеры применяются в случаях, когда
требуется сблизить пункты начала и конца
сборки. Сборочные места на таких конвейерах
располагают по всей длине тягового органа
конвейера, по прямолинейным и криволиней-
ным участкам трассы. Конвейеры сами воз-
вращают тележки или тару на первоначаль-
ные посты сборки и удобны для размещения
в цехах, имеющих относительно широкие и
недлинные участки площади для сборки.
Горизонтально замкнутые конвейеры, как
правило, выполняются одноцепными.
Пространственные грузотянущиэ кон-
вейеры применяются в случаях, когда обо-
рудование обслуживаемого технологического
процесса располагается на разных отметках,
например, в двух этажах здания. В таких
конвейерах для тягового органа выбираются
специальные цепи, имеющие шарниры, допу-
скающие изгиб как в вертикальной, так и в
горизонтальной плоскостях (например, раз-
борные цепи по ГОСТ 589-41).
Грузотянущие конвейеры выполняются на
тяговые усилия от десятков килограммов до
нескольких тонн. Для уменьшения усилий
в тяговом органе конвейеров, возникающих
при транспорте тяжёлых грузов (узлов ма-
шин), и если по условиям возврата нежела-
тельно иметь тележки для них, направляю-
щие для грузов выполняются в виде непри-
водных рольгангов.
Тяговыми органами грузотянущих конвейе-
ров служат цепи, штанги и канаты.
На фиг. 66, а показана тяговая цепь кон-
вейера, к которой транспортируемый груз
прицепляется крюком, а на фиг. 66, б — при
помощи вертикально опускающегося штыря.
На фиг. 66, в и г показаны тяговые цепи,
снабжённые другими устройствами для за-
хвата проталкиваемых грузов.
1062
КОНВЕЙЕРЫ
[РАЗД. IV
Тяговый орган конвейеров, как правило,
движется в направляющих, уложенных запод-
лицо с полом цеха или идущих над ним.
В зависимости от способа сцепления и кон-
струкции тягового органа направляющие вы-
полняются с ограничением подъёма цепи
вверх контршинами (фиг. 66, а и г) или от-
крытыми (фиг. 66, б и в).
Скорость движения тягового органа гру-
зотянущих конвейеров назначается обычно
Фиг. 66. Конструкции тяговых органов, направляющих и
сцеплений с грузами: а — пластинчатая цепь со съёмным
захватом за шарнир; б — пластинчатая цепь со штыревым
захватом, укреплённым на грузовой тележке; в — разбор-
ная штампованная цепь с наварным кулаком-толкателем;
г — пластинчатая цепь с шарнирным кулаком; 1 — тяговая
цепь; 2 — направляющие; 3 — крюк; 4 — палец крюка,
наезжающий на шину; 5 — шина для автоматического от-
ключения крюка от тяговой цепи; 6 — штырь; 7 — груз;
8 — кулак; 9 — упор на тележке.
в пределах от 0,1 до 16 м\мин в зависимости
от требований технологического процесса.
Часто в механизм привода этих конвейеров
включается бесступенчатый вариатор скоро-
сти. Наличие вариатора позволяет точно ре-
гулировать скорость передвижения изделий
в соответствии с темпом технологического
процесса.
Скорость конвейера v mjmuh можно опре-
делить по формуле
где Оо —длина одного поста сборки в м и
/0__время, затрачиваемое на сборочные опе-
рации на каждом посту в мин.
Длина рабочей части конвейера в м
L = (ao + I) n,
где / — длина необходимого разрыва между
постами в м и п — количеств® постов (вклю-
чая резервные).
В случаях, когда требуемые скорости дви-
жения очень малы, во избежание устрой-
ства сложных приводов с большим количе-
ством передач, конвейеры выполняют пре-
рывно действующими. Часть цикла такой
конвейер находится в покое, а часть — в мед-
ленном движении, позволяющем продол-
жать технологические операции при переме-
щении изделий от поста к посту. Прерывно
действующим конвейерам иногда сообщают
более быстрое движение для перемещения
изделий с поста на пост. При этом во время
движения сборочные операции не произво-
дятся, а для безопасности рабочих перед на-
чалом движения даётся предупредительный
сигнал. Пуск я остановка конвейеров авто-
матизируются.
Штанговые конвейеры всегда имеют воз-
вратно-поступательное движение тягового
органа. На штанге, как правило, находятся
катковые опоры и шарнирные кулаки. Для
захвата кулаком следующего груза ход штанги
должен быть больше шага кулаков; обычно его
принимают 1,1—1,05 от шага кулаков. Кине-
матика привода штанговых конвейеров анало-
гична приводу цепной реверсивной самотаски.
К концам штанги прикрепляются короткие
цепи, за которые тянут реверсивно-действую-
щие приводные механизмы со звёздочками
(фиг. 67). Реже штанговые конвейеры выпол-
няются с реечным приводом или канатным.
При необходимости перемещения очень
тяжёлых грузов (например, при поточной
сборке железнодорожных вагонов) в штанго-
вых конвейерах делаются неодинаковые рас-
стояния между кулаками и соответственно им
получаются постепенно увеличивающиеся или
уменьшающиеся дистанции между рабочими
5 3 2 1
Фиг. 67. Штанговый конвейер: 1 — штанга; 2 — шарнир-
ные кулаки; 3 — тяговые цепи у привода и натяжки;
4—холостая ветвь (пруток или трос); 5— приводная
звёздочка; 6 — натяжная звёздочка; 7 — направляющие
для штанги; t — шаг кулаков.
местами на сборочной линии. При этом ход
штанги принимается немного более максималь-
ного расстояния между кулаками, благодаря
чему движение тяжёлых собираемых изделий
начинается не одновременно, а последова-
тельно: сначала на больших дистанциях, а
затем на меньших. Этим облегчается работа
привода и тягового органа конвейера, так
как одновременно при трогании с места со-
общается ускорение массе лишь одного из-
делия.
ГЛ. XXXII]
ГРУЗОТЯНУЩИЕ КОНВЕЙЕРЫ (САМОТАСКИ)
1063
В приводные механизмы грузотянущих кон-
вейеров часто включаются предохранитель-
ные устройства со срезывающимися паль-
цами (фиг. 68), позволяющие ограничивать
по ЯВ
Фиг. 68. Предохранительные устройства: а — срезывающийся палец
в дисках уравнительной муфты; 1 — уравнительная муфта; 2 — срезываю-
щийся палец; б — срезывающийся палец в ступице зубчатого колеса;
I — кожух; 2 — срезывающийся палец; 3 — втулка; 4 — зубчатое колесо.
максимальное тяговое усилие. Срезываю-
щиеся пальцы рассчитываются на 25%-ную
перегрузку против нормальной нагрузки.
Для цепных тяговых органов в качестве
натяжного устройства чаще всего исполь-
зуются жёсткие винтовые натяжки. Ход на-
тяжных устройств принимается от 2 до 4
звеньев цепи конвейера.
При канатном тяговом органе натяжное
устройство лучше делать грузовым или пру-
жинно-винтовым. Ход натяжки в этих слу-
чаях следует принимать 0,5—1,О°/о от длины
тягового органа.
При определении натяжения тягового
органа грузотянущего конвейера должны
быть учтены специфические сопротивления
движению, зависящие от способов сцепления
тягового органа конвейера с транспортируе-
мыми грузами. Так, при крюковом сцеплении
(см. фиг. 66, а) необходимо учитывать до-
полнительное трение цепи от прижатия её
при подъёме к верхним полкам направляю-
щих. Сопротивление движению W кг на
каждой сцепке, приведённое к оси тяговой
цепи, будет
W = S (cos a + {х sin а);
при кулачковом сцеплении (см. фиг. 66, в)
при шарнирном кулаке (см. фиг. 66, г)
m
Здесь S — сопротивление движению груза,
передаваемое через тягу; а — угол между
сцепкой и тяговой цепью; fx — коэфициент
трения скольжения между цепью и напра-
вляющими; w' — коэфициент сопротивления
качению катка кулачковой тележки.
При штыревом захвате (см. фиг. 66, б)
или захвате поперечными штангами (см.
фиг. 73) дополнительное увеличение сопро-
тивления движению груза от трения, вызы-
ваемого способом сцепления, не имеет ме-
ста и W = S кг.
На фиг. 69—74 представлены схематиче-
ски наиболее употребительные конструкции
грузотянущих конвейеров.
На фиг. 69, а показан конвейер для транс-
порта вагонных колёс. Для уменьшения со-
противления движению направляющие для
колёс выполнены в виде рольгангового стола,
по которому их проталкивают
кулачки тяговой цепи конвейера.
На фиг. 69, б даны план и боко-
вой вид приводной станции
этого же конвейера.
На фиг. 70 показан верти-
кально - замкнутый одноцепной
конвейер для сборки тяжёлых
узлов. Тележка-кондуктор при
помощи штыревого замка сце-
пляется с тяговой цепью кон-
вейера.
На фиг. 71 показан горизон-
тально-замкнутый одноцепной конвейер для
сборки кузовов автомобиля. На прямом
участке трассы цепь с ползунами скользит
1254
Фиг. 69. Грузотянущий конвейер для транспорта колёс
железнодорожных вагонов.
между двумя швеллерами. Кузовы собираются
на лёгких тележках - кондукторах с поворот-
ными катками. Тяговый орган конвейера
проталкивает эти тележки по направляющим.
1064
КОНВЕЙЕРЫ
[РАЗД. IV
состоящим из швеллера и гладкого листа.
Привод и натяжное устройство конвейера
установлены под уровнем пола верхнего
этажа.
На фиг. 72 изображена конструкция сред-
ней части конвейера с канатным тяговым
органом, используемого
для межоперационной
передачи лёгких грузов
Фиг. 70. Грузотянущий конвейер для сборки тяжёлых уз-
лов машин: 1 — тележка-кондуктор; 2 — станина конвейера;
3 — штыревая сцепка; 4 — нижняя ветвь тяговой цепи.
Фиг. 71. Грузотянущий конвейер для сборки кузова авто-
мобиля: а — план конвейера; б — поперечный разрез по
тяговой цепи, направляющим и тележке; в — привод;
г — натяжное устройство.
(тары с изделиями) от станка к станку.
Остановка передаваемых ящиков с изделия-
ми происходит автоматически вследствие
подъёма их на шины.
На фиг. 73 представлен двухцепной кон-
вейер, цепи которого соединены попереч-
ными штангами, которые по потоку непре-
рывно проталкивают ящики с деталями по
гладкому столу. У конвейера используются
как верхняя, так и нижняя ветви.
На фиг. 74 показан цепенесущий конвейер,
часто использующийся в поточных производ-
ствах на тех же участках, что и грузотяну-
щие конвейеры. Изображённый в попереч-
ном разрезе сборочный конвейер для автомо-
билей относится к вертикально-замкнутому
Фиг. 72. Грузотянущий конвейер с канатным тяговым ор-
ганом: / — трос — тяговый орган конвейера; 2 — кулаки,
закреплённые на тросе; 3 — тара для изделий, скользящая
по направляющим; 4 — тара, поднявшаяся на шинах и от-
ключившаяся от тянущего её кулака; 5 — шина для оста-
новки тары (выключающая тару); 6 — направляющая для
троса с кулаками и для тары.
Фиг. 73. Двухцепной
грузотянущий кон-
вейер: а — схема кон-
вейера для двухсторон-
ней работы; 6— попе-
речный разрез по сред-
ней части: / — тяговые
цепи; 2 — штанги, со-
единяющие цепи; 3—та-
ра для мелких изделий;
4 — станина.
двухцепному типу. Простая тяговая цепь
имеет смещённый шарнир, что позволяет
использовать на рабочей ветви верхние
Фиг. 74. Цепенесущий конвейер для сборки автомобилей:
1 — верхние направляющие для цепи; 2 — нижние напра-
вляющие для цепи; 3 — лист, закрывающий нижнюю ветвь
конвейера; 4 — тяговая цепь наверху; 5 — тяговая цепь
на нижней направляющей.
кромки планок цепи как опоры по всей длине
конвейера. Обе тяговые цепи в этом кон-
вейере двигаются синхронно по параллель-
ным направляющим.
ПОДВЕСНЫЕ КОНВЕЙЕРЫ
ОБЩИЕ СВЕДЕНИЯ
Подвесной конвейер представляет собой
транспортное устройство с замкнутым тяго-
вым органом, в виде цепи или каната с ка-
ретками и подвесками различной формы для
грузов. Каретки движутся по жёстким на-
правляющим, подвешиваемым к фермам или
балкам перекрытий зданий, к кронштейнам
(если трасса проходит вдоль стен) или к
специальным свободно стоящим колон-
нам.
гл. ххxm
ОБЩИЕ СВЕДЕНИЯ
1065
Направляющие могут располагаться в од-
ной горизонтальной плоскости или в про-
странстве на разных высотах, соединяемых
наклонными переходами. Направляющие вы-
полняются из дву-
тавровой балки или
реже из парных
угольников (фиг.
75, а и б).
Грузонесущие
устройства (под-
вески), подвеши-
ваемые к кареткам
или непосредст-
венно к звеньям
цепи (при лёгких
грузах), выполня-
ются в зависимо-
сти от рода груза
в виде крюков,
полочек, коробов,
зажимов и пр.
Фиг. 75. Подвесной конвейгр Общая ПОИНЦИ-
с направляющими: а — из дву- r,TPU.
тавровой балки и б - из пар- пиальная схема
иых угольников; 1 — тяговая подвесного КОН-
цепь; 2 — каретка; 3 — напра- вейера С указа-
вляющиелути;^-подвеска для нием*еГ0 основных
узлов представле-
на на фиг. 76.
Подвесные конвейеры находят широкое
применение в поточных производствах как
странственного контура трассы подвесного
конвейера, не загромождая при этом проходы
и проезды в цехе. Это позволяет применять
подвесные конвейеры для связи участков
производства, расположенных как возле друг
друга, так и на значительном расстоянии —
в разных этажах и концах здания и в разных
зданиях. Верхнее расположение цепи, каре-
ток и направляющего жёсткого пути даёт
возможность без перегрузки подвергать
транспортируемые изделия различным тех-
нологическим операциям: дробеструйной очи-
стке, окраске, сушке, травлению, и пр.
На подвесных конвейерах транспорти-
руются различные по габариту и весу грузы
(от мелких изделий в таре весом в не-
сколько граммов до крупных деталей весом
в тонну и даже более). Иногда подвесные
конвейеры используются как сборочные.
В этом случае к кареткам конвейера под-
вешиваются специальные кондукторы и сни-
зу делаются направляющие; последние пре-
пятствуют отклонению и раскачиванию из-
делий от горизонтальных усилий, приклады-
ваемых сборщиками во время работы (фиг. 77).
В целях предотвращения раскачивания под-
весок выполняются также подвесные кон-
вейеры со связанными внизу платформами
(фиг. 78).
Длина трассы подвесных конвейеров
обычно колеблется от'100 до 500 м, но иногда
достигает и 2 км. Короткие
конвейеры выполняются од-
ноприводными с одним натяжным устрой-
ством. Подвесные конвейеры со сложной
Фиг. 76. Принципиальная схема
устройства подвесного конвейе-
ра: / — тяговая цепь; 2 — ка-
ретки; 3 — подвески для гру-
зов; 4 — трасса (направляющий путь); 5 — поддерживаю-
щие конструкции; о — привод; 7— натяжное устройство;
8 — поворотное устройство; 9 — предохранительные сетки.
для межоперационных передач деталей и
узлов машин от одного рабочего места к дру-
гому, так и для межцехового транспорта.
Главным достоинством этого транспортного
средства является возможность создания про-
Фиг. 77. Подвесной конвейер с нижними направляющими:
1 — тяговая цепь; 2 — каретка; 3 — подвеска-кондуктор;
4 — направляющая (трасса); 5 — крепление трассы кон-
вейера; 6 — нижние направляющие.
1066
КОНВЕЙЕРЫ
(РАЗД. IV
схемой, имеющие большую длину и значи-
тельные нагрузки на каретки, в кото-
рых суммарные тяговые потери вызывают
натяжения тягового органа, превышающие
практически допустимые величины нагрузок
Специальная пластинчатая цепь, имеющая
в шарнирах увеличенные зазоры, позволяю-
щие огибать кривые направляющие конвейера
Фиг. 78. Подвесной конвейер со связанными платформами
для транспортирования литейных форм.
на цепи, строятся многоприводными. Натяж-
ные устройства в многоприводных конвейе-
рах располагаются после каждого привода.
Скорость движения цепи тягового органа —
от 0,3 до 16 м/ман.
ТЯГОВЫЙ ОРГАН, КАРЕТКИ
И ПОДВЕСКИ
Основным тяговым органом для подвес-
ных конвейеров являются штампованные раз-
борные цепи (ГОСТ 589-41). Реже приме-
няются: 1) специальные пластинчатые втулоч-
ные цепи, у которых зазоры в шарнирах
позволяют поворот одного звена по отно-
шению к другому (в плоскости осей шарни-
ров) на 2—3°; 2) цепи сварные грузовые
(ГОСТ 2319-43) и тяговые; 3) специальные
роликовые цепи, звенья которых крепятся
к кареткам шарнирами с горизонтальными
осями. Наличие шарниров в двух перпен-
дикулярных плоскостях придаёт цепям боль-
шую гибкость и определяет их условное
название — „двухшарнирные" или .универ-
сальные" цепи (фиг. 79, а, б, в, г).
Обычные сварные цепи вследствие боль-
ших удельных давлений в звеньях изнаши-
ваются быстрее других и поэтому приме-
няются лишь в лёгких конвейерах, где тяго-
вый орган не имеет больших натяжений.
Фиг. 79. Тяговый орган подвесного конвейера с различ-
ными цепями: а — разборная штампованная цепь
(ГОСТ 589-41); б—специальная пластинчатая втулочная
цепь; в — сварная цепь; г — .двухшарнирная" роликовая
цепь.
в вертикальной плоскости, по сравнению
с разборными цепями тяжелее и дороже их.
Роликовые цепи с шарнирами в двух пло-
скостях („двухшарнирные") применяются
Таблица 17
Радиусы перегиба тягового
Тяговый орган
Специальная пластинчатая цепь, шаг
t - 80 мм (фиг. 79, б)
Разборная цепь, шаг t¦= 100 мм (фиг. 79, а)
Разборная цепь, шаг t = 160 мм (фиг. 79, а)
органа
в плоскости
осей шарниров
цепи
Радиусы в м при нагрузке в °/0 от максимально допустимой на цепь
40°/0
60o/fl
80%
100«/0
шаг кареток
it
-
6/
З.о
2,5
4.5
8*
4,о
3.5
б,о
10.'
5i°
4.5
it
2,25
2,25
3,5
6/
З.25
З.о
5,5
8*
4,5
4.25
10* it
6,0
5.25
2,5
3.5
4.0
6,
3,5
3,5
6,0
8t
5,о
8,о
10/
7,о
6,о
it
3,5
З.о
4,5
6t
5,о
4.5
7.°
St
6,5
6,0
9.0
10/
9-0
7.5
ГЛ. XXXIII
ТЯГОВЫЙ ОРГАН, КАРЕТКИ И ПОДВЕСКИ
1067
в тяжёлых конвейерах, когда необходимо осу-
ществить переходы в вертикальной пло-
скости с малыми радиусами.
Рекомендуемые на основании практики
минимальные значения радиусов перегиба
тягового органа в плоскости осей шарниров
цепи приведены в табл. 17.
Для роликовых цепей с шарнирами в двух
плоскостях минимальные значения радиусов
перегиба направляющих в вертикальной пло-
скости принимаются равными 2—2,5 рас-
стояния между каретками.
Для большинства тяговых цепей в под-
весных конвейерах запас прочности прини-
мается десятикратный от разрушающей цепь
нагрузки при её растяжении.
Подвесные конвейеры с канатным тяго-
вым органом могут быть двух типов: 1) с пе-
редачей движущей силы на тяговый орган глад-
кими шкивами трения (фиг. 80, а) и 2) с пе-
Фиг. 80. Подвесные конвейеры с тяговым органом из ка-
ната: а — ходовая часть и привод с трением на гладких
шкивах; б — ходовая часть и привод с зацеплением и тре-
нием на шкивах с гнёздами; / — направляющая; 2 — трос;
3 — каретка; 4 — подвеска полочная; 5 — груз; б - глад-
кие приводные шкивы; 7 — приводной шкив с гнёздами;
8 — кулаки, закреплённые на тросе.
редачей движущей силы шкивами с гнёздами
для муфт, действующих одновременно и тре-
нием, и зацеплением (фиг. 80, б). Первый
тип требует повышенного по сравнению с це-
пями натяжения тягового органа, что влечёт
при проходе кареток по криволинейным уча-
сткам увеличение нагрузок на катки тележек
и сопротивлений движению. Во втором типе с
пропуском укреплённых на канате муфт в гнёз-
дах приводного шкива возникают трудности,
связанные с вытяжкой каната. Поэтому ка-
натные подвесные конвейеры пока широкого
применения не получили.
Каретки подвесных конвейеров выпол-
няются с ребордными и безребордными кат-
ками и, как правило, на подшипниках ка-
чения.
На фиг. 81, а, б, в, г показаны различные
конструкции катков кареток со специальными
шарикоподшипниками. На фиг. 81, д, е изобра-
жены распространённые в СССР конструкции
кареток, базирующиеся на стандартных ра-
диальных однорядных подшипниках и насып-
ных роликах. Конструкция, показанная на
фиг. 81, е, успешно работает в конвейерах,
проходящих через сушильные камеры с тем-
пературой среды до 300° С. На фиг. 81, ж дана
каретка для очень тяжёлых грузов с кони-
ческими роликовыми подшипниками в катках.
Каретки с безребордными катками для
движения по двутавровым балкам легче и
имеют меньшие потери на трение; одни
и те же каретки такого типа возможно при-
менять на балках разных размеров. Каретки
с ребордными катками вследствие разной ши-
рины полок двутавров при различных балках
должны иметь разные выполнения. Неболь-
шой наклон осей катков кареток (a=],5-f-
-i-3,5o) уменьшает конусность катков и, сле-
довательно, сопротивление их движению, что
создаёт лучшие условия для центровки каре-
ток при движении по двутавровым балкам.
Большие наклоны катков неудобны, так как
трассы конвейеров в отдельных местах имеют
вертикальные перегибы и катки кареток на
этих участках часто катятся по верхним пол-
кам направляющих двутавровых балок или по
специальным шинам (фиг. 82, а). Аналогичные
контршины на вертикальных перегибах трасс
устраиваются и при направляющих из двух
уголков (фиг. 82,6).
Каретки подвесных конвейеров, как ука-
зывалось выше, выполняются для напра-
вляющих из двутавровой балки (см. фиг. 75, а
и 79, а, б, г) или из двух уголков (фиг. 75, б
и 79, в). Последние направляющие сложнее
в монтаже, но при двухшарнирных или свар-
ных цепях позволяют осуществлять пере-
ходы по кривым в вертикальной плоскости
с весьма малыми радиусами, так как цепь на
кривых может располагаться между уголками
(фиг. 83).
Полная нагрузка Qq на каретку подвес-
ного конвейера получается геометрическим
сложением веса груза Qu веса подвески Q2
и составляющей от натяжения цепи S
(фиг. 84). Нагрузка на каретку от натяжения
цепи зависит от шага кареток и радиуса пе-
региба трассы (измеренною по точкам при-
крепления тяговой цепи к кареткам) и мо-
жет быть выражена формулой
Г2)
В случаях, когда недостаточно грузо-
подъёмности одной каретки, груз подвеши-
вается на двух каретках с помощью спе-
циальных траверс или непосредственно
(фиг. 85). Конструкция крепления кареток
к траверсе должна допускать сближение их
между собой при проходе поворотных бло-
ков и приводных звёздочек.
Конструкции грузовых подвесок на кон-
вейерах весьма разнообразны. Им придаются
формы, удобные для навески и съёма грузов.
1068
КОНВЕЙЕРЫ
. iv
Фиг. 81. Конструкции кареток подвесных конвейеров.
5-
Цепь располагается
чежОу направляющими уго/ihaitu
Фиг. 83. Схема вертикального перегиба направляющих
подвесного конвейера: / — направляющие; 2 — контршина;
холостая каретка; 5 — рабочая
каретка.
подвесного конвейера
3 — тяговая цепь; 4
Фиг. 82. Направляющие
подвесного конвейера
с контршинами: а—для
двутаврового пути;
б — при уголковом пу-
ти; / — контршина на
участках с вогнутыми
кривыми; 2 — напра-
вляющие; 3 — ролик
цепи.
Фиг. 84. Схема усилий, действую-
щих на каретку на перегибах на-
правляющих конвейера в верти-
кальной плоскости.
ГЛ. XXXII]
ПОВОРОТНЫЕ БЛОКИ, ЗВЁЗДОЧКИ, РОЛИКОВЫЕ БАТАРЕИ И ШИНЫ
1069
Навеска и съём лёгких грузов производятся
вручную; при тяжёлых грузах на погрузочно-
разгрузочных участках трассы подвесных кон-
вейеров устанавливаются специальные грузо-
подъёмные устройства (монорельсы с тель-
ферами, кран-балки и т. д.). Иногда к кон-
Фиг. 85. Подвеска грузов на две каретки.
струкциям подвесок предъявляются требо-
вания автоматической погрузки или раз-
грузки грузов {фиг. 86) в заранее назначен-
ных пунктах.
Угол подъёма трассы ограничивается с од-
ной стороны габаритами перемещаемых гру-
Фиг. 86. Автоматически разгружающаяся подвеска
для груза: / — шина; 2 — ролик.
зов при заданном шаге подвесок Т (фиг. 87),
а с другой — продольной устойчивостью ка-
ретки. Шаг подвесок Т определяется в за-
висимости от заданной производительности
и принятой скорости
движения конвейера.
Шаг кареток прини-
Фиг. 87. Расположение подвесок для грузов на наклонном
участке трассы конвейера.
мают кратным двойному шагу звеньев цепи
конвейера. Обычно шаг кареток меньше
шага подвесок, так как определяется глав-
ным образом по соображениям получения
небольших радиусов кривых в вертикальной
плоскости (см. табл. 17). В том случае, когда
на конвейере каретки расставлены с раз-
ными интервалами, вертикальные радиусы
перегиба выбираются по большему интер-
валу.
Устойчивость кареток определяется кон-
струкцией соединения её с цепью и вели-
чиной шага звеньев цепи. Наи-
большей устойчивостью обла-
дают каретки, показанные на
фиг. 79, г. Обычно угол подъё-
ма для разборных цепей не
превышает 45°, а для двух-
шарнирных цепей достигает
90° (фиг. 88).
В подвесных конвейерах
применяются также четырёх-
катковые каретки. В
этом случае устойчи-
вость определяется
базой катков карет-
ки. Однако такие
конструкции дороже,
имеют большие по-
тери при проходе
блоков и звёздочек и
распространения не
получили.
Фиг. 88. Вертикально под-
нимающаяся ветвь конвейе-
ра с роликовой „двухшар-
нирной" цепью.
Направля ющи е
подвесного конвейе-
ра рассчитываются на
устойчивость и проч-
ность с учётом всех
погонных нагрузок—от грузов, веса подвески,
цепи и каретки и от составляющих ^ усилия
вследствие натяжения цепи конвейера на
криволинейных участках.
ПОВОРОТНЫЕ БЛОКИ, ЗВЁЗДОЧКИ,
РОЛИКОВЫЕ БАТАРЕИ И ШИНЫ,
НАТЯЖНЫЕ УСТРОЙСТВА, ПРИВОДЫ.
ЛОВИТЕЛИ
На участках поворота направляющих шин
конвейера в горизонтальной плоскости уста-
навливаются поворотные блоки, звёздочки,
роликовые батареи и шины (фиг. 89).
Гладкие блоки выполняются главным об-
разом при тяговых органах из специальной
пластинчатой цепи, из сварных цепей и ка-
ната (см. фиг. 79, б, в и 80, а). Для разборных
штампованных цепей (см. фиг. 79, а) приме-
няются поворотные звёздочки. Профиль
зубьев звёздочки— по ГОСТ 598-41. Звёздочки
выполняются преимущественно с числом
зубьев 10, 13, 16 и 20 для разборной штам-
пованной цепи с шагом 100 мм и 6, 8, 10,13
для цепи с шагом 160 мм. Большие значения
дают очень громоздкие их размеры. Необ-
ходимо учитывать, что»радиус изгиба напра-
вляющих около звёздочек для кареток дол-
жен быть меньше радиуса начальной окруж-
ности звёздочки (фиг. 90), так как оси кат-
ков кареток располагаются между осями шар-
ниров тяговой цепи. Рекомендуемые вели-
чины их радиусов и чисел зубьев звёздочек
приведены в табл. 18.
Поворотные блоки и звёздочки отроятся
как с подшипниками скольжения, так и на
шарико- или роликоподшипниках. Последние
1070
КОНВЕЙЕРЫ
[РАЗД. IV
Таблица 18
Шаг раз-
борной
цепи
в мм
IOO
1бО
Диаметры начальной окружности звёздочки
?>0 в мм при числе зубьев
6
баз,5
8
8^4.5
ю
642,5
Ю2б,б
13
831,7
'33°
16
IO2I.9
20
1376,3
Радиусы изгиба направляющей двутавровой
балки R в мм при числе зубьев
6
298
8
4°4
10
317
5о8
13
4^3
ббэ
16
20
637
Примечание. Для специальной пластинчато-втулочной цепи с шагом 80 мм, с наружным диаметром втулки
ЗЭ мм принимают следующие диаметры поворотных блоков:
R трассы в мм . зг7 4*3 5°8 637
?)Л блока в мм 6ю 8оо 99° 1244
облегчают эксплоатацию конвейеров, так как
не требуют частой смазки. При повороте
трассы конвейера на небольшой угол или по
большому радиусу (практически превышаю-
щему 1,5 м) обычно применяют роликовые
батареи или для роликовых цепей шины
(фиг. 89,г).
полиспасты. Также натяжки могут быть вин-
товые и пружинно-винтовые (фиг. 92, а).
Рамы тележек натяжных устройств выпол-
няются на катках или для лёгких конвейеров
на ползунах. Делаются рамы четырёх- или
трёхопорными. Последние как более легкие,
Т Лист приварить
1 ***4 ^после вывер-
х\ ки полоЖе- _,
—f ния центра
Лист приварить
после вывер-
ки полоЖв-
ния центра
Фиг. 89. Устройства для поворота тягового органа под-
весного конвейера в горизонтальной плоскости: а — глад-
кий блок; б — звёздочка; а — роликовая батарея; г — от-
клоняющая шина; 1 — специальная пластинчатая втулоч-
ная цепь; 2 — разборная штампозанная цепь; 3 — роликовая
батарея; 4 — роликовая цепь; 5 — отклоняющая шина;
б — блок; 7 — звёздочка.
На фиг. 90 и 91 приведены конструкции
поворотных блоков, звёздочек и батарей
„Союзпроммеханизации".
Натяжные устройства располагают
в местах с небольшим натяжением тяговой
цепи, обычно в непосредственной близости
от привода на сбегающей ветви. Натяжное
устройство (фиг. 92) состоит из тележки
с закреплёнными на ней участком напра-
вляющей с раздвижными стыками и поворот-
ным блоком или поворотной звёздочкой. На-
тяжение производится грузами, действую-
щими непосредственно на тележку или через
Фиг. 90. Поворотные звёздочки и блоки („Союзпроммеха-
низация"). Значения R, Do и Dg приведены в табл. 18.
простые и устойчивые получили в настоящее
время большое распространение („Союзпром-
механизация").
На фиг. 93 показан перспективный вид
натяжного устройства для подвесных кон-
вейеров ,Союзпроммеханизацйи\ Две перед-
ГЛ. XXXI1J
ПОВОРОТНЫЕ БЛОКИ, ЗВЁЗДОЧКИ, РОЛИКОВЫЕ БАТАРЕИ И ШИНЫ
1071
ние опоры смонтированы на катках, третья
задняя как слабо нагружённая — на ползуне.
Ход натяжного устройства при цепном тяго-
цепью на прямом участке тяговой цепи кон-
вейера — выполняется в случаях, когда по
f Ось цепи
¦k—'^z~z
J~ Ось ропака
Фиг. 91. Роликовая батарея („Союзпроммеханизация").
вом органе принимается 250—400 мм, при
канатном — в 2—3 раза больше.
Сопряжение неподвижных направляющих
с участком направляющих, закреплённым на
натяжной тележке, осуществляется раздвиж-
ными стыками, позволяющими кареткам кон-
вейера плавно переходить с одного участка
на другой.
На фиг. 94 показаны конструкции раз-
движных стыков для двутаврового профиля.
Первый стык (фиг. 94, а) более простой,
применяется в конвейерах с легконагружён-
ными каретками (с давлением на катки не
а) б)
Фиг. 92. Натяжное устройство; а — четырёхопорная те-
лежка с пружинно-винтовой натяжкой; б — трёхопорная
натяжная тележка.
более 20—50 кг). Для больших грузов при-
меняется второй стык (фиг. 94, б).
Основные схемы приводных устройств
представлены на фиг. 95. Наиболее распро-
странена схема с приводной звёздочкой
(фиг. 95, а и б). Другие схемы (фиг. 95, в, г
и д) — привод звёздочкой или кулачковой
Фиг. 93. Перспективный вид
натяжного устройства (.Союз-
проммеханизация"): 1 — натяж-
ное устройство; 2 — отклоняю-
щий блок; 3 — натяжка гру-
зовая.
местным условиям расположение привода на
поворотном пункте трассы затруднительно
или даже невозможно. Для регулировки ско-
рости движения тяговой цепи конвейера
по лв
по СВ
Фиг. 94. Раздвижные стыки направляющих.
в схему приводного механизма вводятся
вариаторы скорости.
На фиг. 96, 97 показаны два типа привод-
ных устройств, первый скомпонован из от-
Фиг. 95. Схемы приводных устройств: 1 — тяговая цепь
конвейера; 2 — приводная звёздочка; 3 — контршина тяго-
вой цепи; 4 — контршина роликовой кулачковой цепи;
5 — прижимные ролики; 6 — натяжная звёздочка; 7 — ку-
лачковая цепь привода.
1072
КОНВЕЙЕРЫ
[РАЗД. IV
дельных передач и обычного редуктора, а
второй — со специальным редуктором с вер-
тикальным валом, в котором все зубчатые
передачи заключены в масляную ванну.
Второй тип компактнее и лучше для экспло-
Фиг. S6. Привод подвесного конвейера с обычным редук-
тором (.Союзпроммеханизация").
атации, но требует специального редуктор-
ного производства. Во всех приводах подвес-
ных конвейеров обязательно вводятся пре-
дохранительные устройства в виде срезаю-
Фиг. 97. Специальный редуктор с вертикальным валом
для привода подвесного конвейера.
щихся пальцев. Обычно они устанавливаются
в звёздочках или в промежуточных пере-
дачах привода, в местах, удобных для обслу-
живания.
В случае многоприводного конвейера, т. е.
нескольких приводов, работающих на одну
цепь, возможно в процессе работы перерас-
пределение между ними нагрузки, снятие на-
грузки с одних приводов и соответственная
перегрузка других. При этом необходимо со-
хранить .синхронное" вращение всех привод-
ных звёздочек. Такая .синхронизация" осуще-
ствляется: а) путём соединения нескольких
приводных звёздочек общим валом, если звёз-
дочки располагаются близко друг к другу
(фиг. 98); здесь первый привод тянет участок
2—2'—1, а второй—участок 1—1'—2; б) путём
передачи дополнительных нагрузок через тяго-
вую цепь конвейера; в) с помощью „электри-
ческого вала".
При выравнивании работы приводов под-
весного конвейера через тяговую цепь при-
меняют обычно приводные звёздочки с хра-
повыми устройствами (фиг. 99). Это позволяет
в случае недогрузки асинхронного электро-
двигателя одного из приводов и, следователь-
но, уменьшения скольжения его ротора тянуть
частично и участок, ведущийся предыдущим
приводом. Электродвигатели в этом случае,
получая дополнительную нагрузку и-снимая
частично нагрузку с другого привода, авто-
матически выравнивают числа оборотов.
В конвейерах с такой „синхронизацией" при-
водов вариаторы скорости не применяются.
При расчётах следует учитывать возможное
дополнительное усилие в цепи при выравни-
вании приводов вследствие неравномерности
загрузки участков {
конвейеров. Рекомен-
дуется смягчать ха-
рактеристику элек-
тродвигателей вклю-
чением в их роторы
сопротивлений, рав-
ных @,5 -т- 0,6) сопро-
тивления ротора.
При необходимо-
сти плавного изме-
нения скорости мно-
гоприводные конвей-
еры с выравниванием
работы приводов че-
рез тяговую цепь кон-
вейера^ строятся с
подвижными приво-
дами (фиг. 100), уста-
новленными на карет-
ках, имеющих боко-
вую пружинную опо-
ру, воспринимающую
тяговую силу. Чем
больше тяговое уси-
лие, тем сильнее
сжимаются пружины.
Устанавливая систе-
му рычагоз, дейст-
вующих на вариатор
скорости таким обра-
зом, что при возраста-
нии нагрузки ско-
Фиг. 98. Подвесной кон-
вейер с двумя приводными
звёздочками, соединёнными
общим валом; 1,2 — при-
водные звёздочки; 3 — ва-
риатор; 4 — редуктор при-
вода; 2' — V — натяжные
устройства для первого
и второго участков кон-
вейера.
рость цепи убывает,
а при уменьшении —
увеличивается, дости-
гают автоматического саморегулирования пере-
даваемого на конвейерную цепь усилия. Опыт
Фиг. 99. Приводная звёздочка с храповым устройством;
1 — собачка; 2 — храповик; 3 — срезающий палец.
с такой системой выравнивания нагрузки при-
водов показал, что колебание нагрузки на ка-
ГЛ. XXXII]
ПОВОРОТНЫЕ БЛОКИ. ЗВЁЗДОЧКИ, РОЛИКОВЫЕ БАТАРЕИ И ШИНЫ
1073
ждый отдельный привод при трёх работающих
составляло от 31 до 35°/о общего тягового
усилия, т. е. отклонения от нагрузки, приходя-
щейся на один привод, не превышали ± 2-Уо.
Система подвижного привода может быть
использована и для автоматической блоки-
ровки, выключающей электродвигатель при-
Фиг. 100. Привод на подвижной каретке.
вода при возникновении тяговых усилий более
допустимых.
Аналогичным описанному выше является
привод на вращающейся раме, удерживаемой в
Фиг. 101. Ловители для поднимающейся и опускающейся
ветвей тягового органа подвесного конвейера.
определённом положении пружинными упо-
рами. Преимущество такого привода — отсут-
ствие в нём дополнительной натяжной звёз-
дочки и приводной цепи. Привод с вращаю-
щейся рамой может быть установлен на любом
горизонтальном повороте трассы конвейера.
68 Том 9
Наконец, для выравнивания работы элек-
тродвигателей в многоприводных конвейерах
применяется „электрический вал", который
позволяет полностью исключать из работы (по
выравниванию чисел оборотов звёздочек при-
водов) тяговую цепь конвейера и устанавли-
вать вариатор скорости для плавной регули-
ровки производительности кон-
вейера.
Для осуществления син-
хронного вращения и чтобы
можно было регулировать
скорость, двигатели (с контакт-
ными кольцами) приводных
станций получают двойное пи-
тание. Статоры их включены
в сеть, а роторы соединены
между собой и присоединены
(навстречу) к ротору асин-
хронной машины, вращаемой
главным электродвигателем.
Асинхронная машина и асин-
хронные электродвигатели при-
водов работают как вспомога-
тельные машины электриче-
ского вала. Вариатор скорости
включается между главным
электродвигателем и асинхрон-
ной машиной и при одном
вариаторе синхронизируются
числа оборотов нескольких
приводов.
В этой схеме асинхронная
машина, получая механическую
энергию от главного электро-
двигателя, передаёт её через
сеть двигателям приводов конвейера, которые
передают далее через звёздочки на тяговую
цепь конвейера.
На направляющих для кареток конвейера
на участках крутых и длинных подъёмов или
спусков следует устанавливать на случай об-
рыва цепи ловители. На фиг. 101, а показана
схема ловителя (самозапирающийся при об-
ратном движении цепи конвейера), который
может быть установлен на поднимающихся
участках трассы конвейера; на фиг. 101, б —
схема ловителя ударного действия, применяе-
мого на опускающихся участках трассы —
здесь при медленном движении кареток рычаг
ловителя, пропустив каретку, возвращается
в первоначальное положение, а при быстром
вследствие удара он по инерции поворачи-
вается в положение, показанное пунктиром, и
останавливает ходовую часть за последующую
каретку.
Расчётные данные
Параметры производительности конвейера
определяются по формулам D) и E) (см.
стр. 1031 и 1032).
Потребная мощность двигателя и усилие
в тяговом органе находятся обычным по-
рядком — расчётом по контуру и последо-
вательным (от точки сбегания с привода к
точке набегания) определением сопроти-
влений на прямолинейных и криволинейных
участках.
Коэфициент сопротивления w' движению
кареток по направляющим можно считать:
а) для хороших условий (чистые сборочные
1074
КОНВЕЙЕРЫ
[РАЗД. IV
механические цехи, резиновое производство
и т. д.) — 0,02; б) для средних условий (куз-
нечные цехи, обрубные, термические и тому
подобные производства) — 0,025; в) для тяжё-
лых условий (литейные цехи, конвейеры, про-
ходящие через окрасочные камеры, и т. п.)—
0,03. Для кареток с катками на насыпных ро-
ликах (без сепараторов) значения этих коэфи-
циентов следует увеличить на 20—30%.
Сопротивление движению от потерь на
трение в ступице блоков и в шарнирах звеньев
при огибании звёздочек или оборотных бло-
ков определяется по формулам A0), A1) и A4)
(см. стр. 1033). Практически его можно опре-
делить по формуле WK = kS'Hff, где значе-
ния k приведены в табл. 19.
Таблица 19
где Sn — натяжение тягового органа в конце
рассматриваемого участка трассы, а 5Л_1 —
в начале его. Знак плюс принимается при
ёз-
*
о-я
<и и
а "
630
800
IOOO
1350
Значения
хороших
k при условиях работы
средних
тяжёлых
угол обхвата в град.
90
O.O23
o,oi8
0,015
0,012
180
0,030
0,024
0,019
0,015
90
о»°34
О,О27
О,О21
°>о17
180
о,о44
O.O34
О,О27
О,022
90
о,044
о,о35
О,О28
О,О22
180
о,о57
O.O45
0,036
о,оз9
Фиг. 102. Схема вертикального перехода трассы
конвейера.
подъёме цепи конвейера с грузами, а минус —
при спуске. Для kr можно пользоваться зна-
чениями по табл. 20, при этом а указывает
угол подъёма направляющих.
Пример тягового расчёта, ha фиг. 103 приведена
схема конвейера и его трасса в развёрнутом виде. Вна-
чале выбирается местоположение привода и натяжного
устройства. Задаваясь натяжением сбегающей ветви у
привода 50=50 ч- 100 кг (если его большая величина не
обусловлена какими-либо особыми условиями), вычисляют
Сопротивление движению от потерь |—
на трение в роликах при огибании
роликов батарей или криволинейных
шин (см. фиг. 89) определяется по
формуле A2) (см. стр. 1033). Для приве-
дённых значений w' практически
WK = k'SH6, где значения k' приве-
дены в табл. 20.
Изменения натяжения тягового
гана при переходе кривых,
о
Фиг. 103. План и развернутая схема трассы конвейера: д — по-
гонная нагрузка от веса тягового органа; (д0 + д) — погонная
кагрузка от веса тягового органа и груза.
ор-
лежащих
в вертикальной плоскости (фиг. 102), опре-
деляются по следующей приближённой фор-
муле, учитывающей потери в двух пере-
гибах:
по участкам трассы по ходу цепи действительные натя
жения:
S% — So + w'gj,;
S* - St (ft + 1) +
St =- 53 + w'q
St - S3 (k + 1) +
Таблица 20
Угол поворота
а в град.
15
Зо
45
6о
75
9о
Значения k1 при условиях работы
хороших
о,оо5
о,ои
O,Ol6
0,021
0,027
0,030
средних
о,оо7
о.охз
О,02О
0,027
о,оЗЗ
0,040
тяжёлых
о,оо8
O,Ol6
0,024
0,032
0,040
0,048
5в - (ft' + 1) :(*' + 1) Ss + (»'/„ - h) qoy,
S, = S6 (k> + 1) + w' (g0 + g) I,;
ss= s7 + w (g-0 + (?) г8;
S9 = Ss (ft + 1) + W (g0 + g) la;
5Ш = Sa + w' (g0 + g) /I0;
Sn - (ft* + l) [(&' + 1) 510 ¦-- (w'ln + ft) too +
Sis =- Sn + w' to + g) J,2.
Окружное усилие на звёздочки привода
Р = Sts (k+ 1) - So.
Необходимая мощность электродвигателя
Pv
6120т)
кет,
где v — скорость цепи в м/мин; щ — коэфициент полез-
ного действия передач привода; обычно i\ — 0,75 -ь 0,5.
ГЛ. XXXII]
ЦЕПНЫЕ НОРМАЛЬНЫЕ СКРЕБКОВЫЕ КОНВЕЙЕРЫ
1075
СКРЕБКОВЫЕ КОНВЕЙЕРЫ
Скребковый конвейер (фиг. 104) предста-
вляет собой транспортное устройство, в
котором по неподвижному жёлобу дви-
жутся укреплённые на тяговых цепях
или канате скребки, осуществляющие воло-
чение материала по жёлобу. Скребковые кон-
вейеры используются для транспортирования
угля, породы и других насыпных материалов,
исключая сильно абразивные, хрупкие, схва-
Скребки цепных конвейеров, представляю-
щие собой стальные листы или чугунные
плиты, изготовляются в соответствии с фор-
мой жёлоба прямоугольными, трапецеидаль-
ными и комбинированными (фиг. 106 и 107).
Реже применяются скребки в виде грабель.
Лучшим жёлобом является стальной штам-
пованный со скошенными углами, при кото-
ром материал подвергается наименьшему кро-
5 2
Фиг. 104. Скребковый конвейер: 1 — цепь; 2 — ходовой ролик; 3 — натяжная звёздочка; 4—приводная
звёздочка; 5 — скребки; 6 — жёлоб.
тывающиеся и налипающие на жёлоб. Из при-
меняемых разновидностей скребковых кон-
вейеров главными являются: цепные нормаль-
ные и ящичные, со скребковыми цепями и
канатно-дисковые. К особым видам относятся
штанговые скребковые конвейеры.
К преимуществам, свойственным всем
разновидностям, относится удобство загрузки
и в особенности разгрузки, которая может
производиться в любой точке через дно жё-
лоба. В частности, с помощью скребкового
конвейера возможно автоматическое распре-
деление материалов последовательно или
одновременно по бункерам или иным приём-
ным устройствам путём различного открытия
разгрузочных отверстий в жёлобе. Недо-
статки: интенсивный износ ходовой части и
жёлоба, крошение транспортируемого мате-
риала и повышенная мощность привода.
ЦЕПНЫЕ НОРМАЛЬНЫЕ СКРЕБКОВЫЕ
КОНВЕЙЕРЫ
Цепные нормальные скребковые конвейеры
применяются для транспортирования не сильно
абразивных и не подверженных крошению
насыпных материалов или таких, где кроше-
ние не понижает их качества. Использование
цепных скребковых конвейеров оказывается
выгодным при небольших длинах транспор-
тирования (до 40—50 м). Угол наклона кон-
вейера к горизонту доходит до 40°. Произ-
водительность изменяется в широких преде-
лах, достигая в отдельных случаях 500 л&\час
н выше.
Рабочая ветвь конвейера располагается
обычно внизу (фиг. 105 и 106), но может на-
ходиться и вверху. Встречаются конвейеры и
с двумя рабочими ветвями, где материалы
могут перемещаться одновременно в разные
стороны.
шению. Прямоугольная форма применяется
с целью получения разгрузочного отверстия
большей ширины и простой конфигурации
жёлоба Ширина жёлоба в одноцепных кон-
Фиг. 105. Схемы скребковых конвейеров: а — с одной
безроликовой цепью; б - с двумя роликовыми цепями.
струкциях составляет 400 - 500 мм, а в двух-
цепных 400—1200 мм. При двухцепной кон-
струкции цепи прикрепляются к скребкам по
бокам, а при одноцеп-
ной — посредине.
Фиг. 106. Рабочая ветвь скребкового конвейера с ролико-
выми пластинчатыми цепями.
1076
КОНВЕЙЕРЫ
[РАЗД. IV
Цепи, посредством которых скребки опи-
раются на направляющие стальные полосы,
расположенные вдоль бортов жёлоба, приме-
няются преимущественно пластинчатые вту-
лочные без роликов, реже втулочно-ролико-
вые типа Б и В по ГОСТ 588-41 (см. т. 2
стр. 397). Прн редком использовании кон-
вейеров применяются безвтулочные безроли-
ковые цепи (фиг. 108).
В одноцепных конвейе-
рах часто используются
разборные штампован-
ные цепи (ГОСТ 589-41).
Необходимое натя-
жение цепей осущест-
вляется винтовыми на-
тяжными подшипниками,
устанавливаемыми в кон-
цевой части конвейера,
противоположной при-
воду (см. фиг. 104). При-
вод имеет конструкцию.
Фиг. 107. Формы скреб- Фиг. 108. Пластинчатая безвту-
ков: а — прямоуголь- лочная цепь,
мая; б —трапецеидаль-
ная; в — прямоугольная
со скошенными углами;
г — фасонная двухсто-
роннего действия. аналогичную приводам
пластинчатых конвейе-
ров. Наибольшее при-
менение в современных конструкциях имеет
редукторный привод.
Рама скребковых конвейеров выполняется
Стальной (реже деревянной) со сменными
стальными шинами, по которым перемещаются
цепи.
Загрузка конвейера может производиться
в любой точке жёлоба через спускные ру-
кава. При питании через передвижные во-
(фиг. 106). Исследование движущихся перед
скребками масс материала (тел волочения)
показало, что все частицы имеют непрерыв-
ное взаимное перемещение и совершают
путь по пространственным кривым. Это явле-
ние, вызывая крошение транспортируемого
материала, значительно повышает потребную
мощность.
Кусковой материал заполняет жёлоб бо-
лее равномерно.
Типичные геометрические схемы устано-
вок скребковых конвейеров даны на фиг.
109.
Производите льность цепных скреб-
ковых конвейеров, схемы которых приведены
на фиг. 109, определяется по формуле
Q = 36ОО/="о<И>7С т/час,
'где Fq — площадь поперечного сечения жё-
лоба в м* [при прямоугольном сечении жё-
Фиг. 109. Схемы установок скребковых конвейеров. ,
лоба Fo = B-h, где В и h — ширина и рабо-
чая высота жёлоба в м (см. табл. 21)]; ф—
коэфициент наполнения жёлоба (принимается
в пределах 0,5—0,8, где меньшее значение
относится к легкосыпучим,а большее—к плохо-
сыпучим материалам); v — скорость цепей
в м/сек (принимается в пределах 0,2—0,6 м/сек,
но обычно составляет 0,3—0,5 м/сек); 7 —на-
сыпной вес материала в т]м*; С—коэфи-
циент, корректирующий производительность
наклонных конвейеров (средние значения
приведены в табл. 22).
Фиг. НО. Схема движения материала по жёлобу: / — ось цепи; 2 — кромка жёлоба.
ронки по всей длине загрузочного фронта над
жёлобом устанавливаются неподвижные борты.
Разгрузка осуществляется через край днища
у головных звёздочек или в любой заранее
предусмотренной точке жёлоба через отвер-
стия в дне, перекрываемые плоскими затво-
рами.
При перемещении по жёлобу сыпучий
материал волочится отдельными порциями,
примыкающими к скребкам и имеющими в
сечении близкую к трапецеидальной форму
При наклонных конвейерах после извест-
ного предела угла подъёма производитель-
ность снижается вследствие обратного пере-
сыпания материала через скребки. Умень-
шение производительности тем интенсивнее,
чем больше шаг скребков и меньше их вы-
сота. Обычно применяемое соотношение
между В, hi и а (см. фиг. 110) колеблется
в пределах В: /ij = 2-f-4 и а: Лх = 6 -f- 3.
Размеры ширины жёлоба В и шага скреб-
ков а, соответствуя заданной производитель-
ГЛ. XXXIII
ЦЕПНЫЕ НОРМАЛЬНЫЕ СКРЕБКОВЫЕ КОНВЕЙЕРЫ
1077
Таблица 21
Нормальные размеры скребковых конвейеров в мм
(по данным Шахтстроя)
Высота скребка
А
14О
i8o
250
320
Ширина скреб-
ка В
45°; б°°
боо; 8оо
8оо; iooo
iooo; I2O0
Шаг
скребков
а
420
боо
8оо
42O
боо
8оо
IOOO
420
боо
8оо
ЮОО
боо
8оо
IOOO
Шаг цепи
t
210
3<»
400
210
300
400
500
210
300
400
500
300
400
500
Примечание. Для вновь проектируемых машин
шаг цепи 210 и 300 мм следует заменять на 200 и
320 мм (ГОСТ 588-41).
Таблица 22
Средние значения коэфициента С
Угол наклона
конвейера
? в град.
о
IO
2О
Зо
35
4О
45
Значения коэфициента С при
материалах
легкосыпучих
1,00
о,85
°.°5
о,5°
плохосыпучих
1,00
1,ОО
о,85
о.75
о,бо
°.5°
°,4°
ности, должны удовлетворять также грануло-
метрическому составу материала. Для двух-
цепных конвейеров с жёлобом прямоуголь-
ного сечения рекомендуются данные, при-
ведённые в табл. 23. Верхние значения от-
носятся к материалу с содержанием типич-
ных крупных кусков до 10% по весу от об-
щей массы, нижние — свыше 10%. При одно-
цепных конструкциях допустимая крупность
понижается в 1,5—2 раза вследствие
стеснённых условий загрузки (при верхнем
креплении цепи) или разгрузки (при нижнем
креплении).
Мощность на валу приводных звёздочек,
поглощаемая цепным скребковым конвейером
при установившемся движении, связана с пре-
одолением: а) трения материала о дно и
стенки жёлоба, б) сопротивления перемеши-
ванию материала, в) сопротивления движе-
ния цепей по направляющим, г) трения в
шарнирах цепей при повороте звеньев на
звёздочках и на кривых участках рамы,
д) трения в цапфах звёздочек и е) сопроти-
вления, связанного с подъёмом материала
в наклонных конвейерах.
Таблица 23
Наибольшая допустимая крупность кусков материала
в мм для двухцепных конвейеров
(по данным Шахтстроя)
Шаг
скребков
в мм
42O
боо
8оо
IOOO
Наибольшая крупность кусков материа-
ла при ширине скребков в мм
450
2ОО
140
225
15°
_225
15°
600
2ОО
140
3°°
2ОО
Зоо
200
800
200
~14о
Зоо
2ОО
35°
250
35»
25О
1000
2ОО
140
3°°
2ОО
35Q
25O
4<х)
~з°о
1200
3°о
зоо
3=5°
25°
4оо
3°о
При типичных схемах установки конвейе-
ров (см. фиг. 109) и обычных случаях их при-
менения мощность N в кет на валу привод-
ныхзвёздочек приближённо может быть опре-
делена по формуле
где Q — производительность в т/час; L —
длина горизонтальной проекции конвейера
в м; Н— высота подъёма в м; w0 — коэфи-
циент сопротивления движению ходовой части,
зависящий от физических свойств транспор-
тируемого материала и в первую очередь от
степени его абразивности. Практические зна-
чения w для малоабразивного материала —
угля — приведены в табл. 24. Для абразив-
ных материалов (например, гравий и песок)
значения w увеличиваются по сравнению с
табличными на 40—50%, а для неабразивных
(например, сухие древесные опилки и зер-
новые продукты) уменьшаются на 40—50%.
Таблица 24
Коэфициенты сопротивления w0
Производитель-
ность О
в т/час
4,5
9
i8
Зб
45
68
Коэфициенты wa при работе
скребковых конвейеров
с роликовыми
цепями
2,25
1.7
1.3
i,i
1,о5
о,97
о,89
со скользящими
цепями
4,2
З.о
2,25
1.9
i,6
1,4
Установочная мощность двигателя
где г) — к. п. д. приводного механизма; k —
коэфициент установочной мощности (прини-
мается равным 1,15 — 1,20).
При уточнённом расчёте мощность на
валу приводных звёздочек определяется по
тяговому усилию, которое может быть най-
дено общим методом — по точкам контура
(см. стр. 1033).
1078
КОНВЕЙЕРЫ
[РАЗД. IV
ЯЩИЧНО-СКРЕБКОВЫЕ КОНВЕЙЕРЫ
Ящично-скребковые конвейеры (фиг. 111)
относятся к разновидностям скребковых кон-
вейеров, в которых неподвижные борты
жёлоба заменены подвижными стенками,
Образующими отдельные „ящики", связанные
с роликовыми цепями, как у пластинчатых
конвейеров. Неподвижным остаётся лишь
Фиг. 111. Ящичный конвейер с роликовыми пластинчатыми
цепями (Шахтстрой).
днище (настил). Преимуществом ящично-
скребковых конвейеров является возмож-
ность двухстороннего транспортирования, по-
ниженное по сравнению с обычными видами
скребковых конвейеров крошение материала
и меньшая потребляемая мощность. Вес дви-
жущихся частей больше, чем у обычных кон-
вейеров. Область применения ящично-цеп-
ных конвейеров аналогична нормальным.
КОНВЕЙЕРЫ СО СКРЕБКОВЫМИ ЦЕПЯМИ
Конвейеры со скребковыми цепями или
конвейеры „с погружёнными скребками" при-
меняются для транспортирования сыпучих
грузов по горизонтали, под любыми углами
к горизонту, в частности по вертикали. Об-
ласть использования конвейеров со скребко-
выми цепями многообразна: на различных на-
Фиг. 112. Общий вид жёлоба горизонтального
конвейера со скребковыми цепями.
сыпных материалах — от продуктов помола и
кусковых средней крупности A00 мм) до
хлопьеобразных и тестообразных. Направле-
ние перемещения материала может быть
прямолинейным горизонтальным (фиг. 112)
при длине трассы до 100 м и выше, наклон-
ным и комбинированным. На фиг. 113 пока-
заны схемы двух разновидностей комбиниро-
ванных конвейеров со скребковыми цепями
с различным расположением прямой и обрат-
ной ветвей цепей. Производительность до-
стигает 80 M^jnac и более.
К характерным особенностям конвейеров
со скребковыми цепями относится способ-
ность транспортировать материалы сплошным
потоком по закрытому жёлобу, почти доверху
заполненному материалом, при крайне огра-
ниченном взаимном перемещении частиц.Удоб-
ство загрузки и выгрузки, малые габариты,
Фиг. 113. Комбинированные конвейеры со скреб-
ковыми цепями.
простота и относительно невысокая перво-
начальная стоимость, сохранность транспор-
тируемого материала, герметичность, надёж-
ность в эксплоатации выдвигают это г вид
конвейера на одно из первых мест среди кон-
вейеров аналогичного назначения.
В конвейерах, предназначаемых для пере-
мещения материалов в горизонтальном на-
правлении и под небольшим углом к гори-
зонту, применяются стальные цепи с уши-
ренными в поперечном направлении звеньями,
которые служат одновременно и скребками.
Цепь помещается внутри стального жёлоба
и огибает концевые звёздочки. Для круто-
наклонного и вертикального перемещения
материала (см. фиг. 113) на конвейерах с одной
и двумя рабочими ветвями применяются
скребки более сложной формы, так называе-
мые „контурные" (фиг. 114), которые изгото-
вляются обычно из ковкого чугуна. В кон-
ГЛ. XXXII]
КАНАТНО-ДИСКОВЫЕ СКРЕБКОВЫЕ КОНВЕЙЕРЫ
1079
вейерах с двумя рабочими ветвями различ-
ные материалы могут одновременно пере-
мещаться в двух противоположных напра-
влениях.
Возможность перемещения всей заполняю-
щей жёлоб массы материала с помощью скреб-
ков, имеющих относительно небольшую вы-
соту, объясняется тем, что сопротивление
срезанию скребком расположенного над его
кромкой слоя материала оказывается боль-
Фиг. 114. Схема контурных скребков.
шим, чем сопротивление трения материала
о стенки жёлоба. Контурные скребки в силу
их фасонного очертания ещё более увеличи-
вают сопротивление срезанию, что позволяет
транспортировать материал не только по го-
ризонтали, но и под любым углом к гори-
зонту. Это свойство, отсутствующее у нор-
мальных типов скребковых конвейеров, сни-
жает крошение транспортируемого мате-
риала и уменьшает потребную мощность дви-
гателя.
Загрузка конвейера производится через
воронку на верхнюю рабочую ветвь. При
использовании в качестве рабочей нижней
ветви загружаемый материал просыпается
через верхнюю ветвь цепи (фиг. 113, а). Раз-
грузка может быть осуществлена в любой
точке горизонтальной, наклонной или верти-
кальной ветвей конвейера открыванием за-
слонки, перекрывающей отверстие в стенке
жёлоба. Разгрузка на вертикальной ветви мо-
жет производиться с любой стороны жёлоба
(фиг. 113, а и б).
Производительность конвейера со
скребковыми цепями
Q = 36005- h-v-i-Ch
где В — ширина жёлоба в м; h — высота за-
сыпки материала в м (см. фиг. 112); v - ско-
рость цепи в м/сек; у — насыпной вес мате-
риала в т/мг\ С\—коэфициент, корректирую-
щий производительность (средние значения
приведены в табл. 25).
Таблица 25
Средние значения коэфиииента Ct
Ширина
скребка
в мм
15°
25°
3°°
35°
4ос
45°
5°°
53°
боо
Шаг
скребка
в мм
I2O
140
i6o
i8o
200
220
240
260
280
300
Коэфициент Cj
при гори-
зонтальных
конвейерах
1,ОО
O,Q4
0,86
0,83
0,80
о,77
°>74
о, 7з
°>7°
0,67
при верти-
кальных
конвейерах
о,87
0,78
о,73
о,70
о,68
о,66
0,64
о,бЗ
О,б2
O,6l
Скорость цепей изменяется в пределах
0,2—0,5 м/сек (обычно 0,3 м/сек). Во избе-
жание уплотнения материала в жёлобе и по-
вышения сопротивления перемещения избе-
гают высоких скоростей. При движении в
жёлобе слои материала, соприкасающияся со
стенками и дном, притормаживаются силами
трения и несколько теряют скорость. Дей-
ствительная средняя скорость движения ма-
териала оказывается несколько ниже скоро-
сти цепи, в связи с чем в расчётную фор-
мулу производительности вводится поправоч-
ный коэфициент Cj.
Нормальные соотношения между шагом
и шириной скребка можно принимать по
табл. 25.
Мощность, поглощаемая горизонталь-
ным конвейером со скребковыми цепями при
установившемся движении, связана с прео-
долением следующих сопротивлений: а) тре-
ния материала по днищу и стенкам горизон-
тального жёлоба, обусловленного гидроста-
тическим давлением материала; б) движению
цепей по направляющим; в) трения в цапфах
концевых блоков и перегиба цепей через
блоки и направляющие. При наличии наклон-
ных и вертикальных ветвей добавляется ещё
сопротивление от трения материала по стен-
кам наклонных и вертикальных участков и
сопротивление подъёма груза.
Тяговое усилие может быть определено
по общему методу построения натяжений
цепи „по контуру* (см. стр. 1033).
КАНАТНО-ДИСКОВЫЕ СКРЕБКОВЫЕ
КОНВЕЙЕРЫ
Канатно-дисковые скребковые конвейеры
применяются для транспортирования в гори-
зонтальном и наклонном направлениях (до 35°)
на сравнительно большие расстояния—до
500 м и выше - разнообразных насыпных ма-
териалов (древесные опилки, уголь), а также
единичных грузов (дрова, балансы и др.). Про-
изводительность конвейеров в отдельных
случаях достигает 400 мй1час и более; ско-
рость составляет
в среднем около
0,5 м/сек.
Конвейер пред-
ставляет собой
стальной или де-
ревянный непо-
движный жёлоб, в
котором движутся
на тяговом сталь-
ном канате диски,
укреплённые на равных расстояниях. Жё-
лобы имеют наклонные или вертикальные
стенки со скруглённым днищем (фиг. 115).
Стальные или чугунные диски, имеющие диа-
метр 200—400 мм, крепятся к канату зажи-
мами (фиг. 116). Канат приводится в движе-
ние приводным блоком, имеющим гнёзда для
захвата дисков. Диаметр блоков обычно со-
ставляет 1000—2000 мм, В некоторых кон-
струкциях блоков предусмотрены выдвижные
зубья, позволяющие регулировать величину
диаметра блока при вытяжке каната
(см. стр. 1036 фиг. 10) и реже производить
в процессе эксплоатации калибровку
шагов посадки дисков на канате.
Фиг. 115. Профили жёлоба
канатно-дискового конвейера:
а — с наклонными; б — с вер-
тикальными стенками.
1080
КОНВЕЙЕРЫ
[РАЗД. IV
Загрузка канатно-дискового конвейера мо-
жет осуществляться в любой точке жёлоба, а
разгрузка — через люки, перекрываемые кла-
панными или реечными задвижками (фиг. 117).
Большое применение находят канатно-ди-
Фиг. 116. Крепление дисков к канату.
сковые конвейеры в качестве гравитацион-
ных (тормозных) устройств, которые служат
для равномерного опускания грузов по на-
струкции, к недостаткам — вытягивание ка-
ната, которое требует периодической пере-
становки дисков, и интенсивный износ жё-
лоба и дисков.
Производительность определяется по фор-
муле, приведённой для цепных скребковых
конвейеров.
ШТАНГОВЫЕ СКРЕБКОВЫЕ КОНВЕЙЕРЫ
Штанговые скребковые конвейеры отно-
сятся к особым видам скребковых конвейе-
ров и применяются для транспортирования
мелких однородных материалов (например,
формовочная земля) при небольшой произво-
дительности. Штанга, опертая над жёлобом
на ходовые ролики, несёт шарнирно-укре-
плённые скребки. При переменно-возвратном
движении штанги скребки толкают впереди
себя материал при прямом ходе и откиды-
Фиг. 117. Схема клапанного затвора.
клону, равному или превышающему угол
трения.
К преимуществам канатно-дисковых кон-
вейеров относятся простота и лёгкость кон-
ваются на шарнире при обратном. Материал
получает прерывистое поступательное движе-
ние по жёлобу. Штанга приводится в движе-
ние шатунно-кривошипным механизмом.
КОВШЕВЫЕ И СКРЕБКОВО-КОВШЕВЫЕ КОНВЕЙЕРЫ
Ковшевые и скребково-ковшевые кон-
вейеры — транспортирующие устройства не-
прерывного действия, несущим органом ко-
торых служат ковши, укреплённые на замкну-
том тяговом органе. Они предназначаются
для перемещения массовых сыпучих грузов
без перегрузки последовательно в горизон-
тальном и вертикальном направлениях. Кон-
вейеры с шарннрно-подвешенными ковшами
обычно называют ковшевыми, а с непо-
движно-закреплёнными ковшами — скребко-
во-ковшевыми.
КОВШЕВЫЕ КОНВЕЙЕРЫ
Ковшевые конвейеры применяются на газо-
вых заводах для транспортирования кокса, на
различных топливоподачах для подачи угля и
торфа в бункера котельных, на цементных
заводах для транспортирования шихты, на
шахтах для подачи угля с шахтных складов на
обогащение и для шахтного подъёма угля и т. п.
Основными достоинствами этих конвейе-
ров являются: а) возможность использования
их взамен двух последовательных машин при
необходимости горизонтального и вертикаль-
ного перемещения грузов и б) отсутствие
наклонных эстакад (необходимых при подъёме
грузов ленточными или пластинчатыми кон-
вейерами), что упрощает строительную часть
и создаёт предпосылки к применению ков-
шевых конвейеров в условиях стеснённого
участка. Кроме того, эти конвейеры тре-
буют небольших габаритов по высоте на
участках промежуточной разгрузки мате-
риала. К недостаткам их следует отнести
сравнительную сложность изготовления, вы-
сокий собственный вес и высокую стоимость.
При использовании конвейеров для шахт-
ного подъёма основные преимущества их
перед циклично работающими подъёмными
устройствами заключаются в меньшем сече-
нии ствола шахты и меньшей установочной
мощности двигателя. Однако вследствие боль-
шого веса подвижных частей конвейера вы-
сота его подъёма ограничивается несколькими
десятками метров, а сравнительно небольшие
размеры ковшей не допускают применения
конвейеров для доставки по шахте крупно-
кусковых углей. Кроме того, конвейерному
ГЛ. XXXII]
КОВШЕВЫЕ КОНВЕЙЕРЫ
1081
подъёму, работающему обычно в неблаго-
приятных атмосферных условиях, присущи
общие недостатки конвейеров с цепным тя-
говым органом — большое количество шар-
ниров, их износ, вытяжка цепей и пр.
Общая схема установки ковшевого кон-
вейера представлена на фиг. 118.
По направлению перемещения материала
различают два типа конвейеров: а) конвейеры,
Фиг. 118. Общая схема установки ковшевого конвейера: / — конвейер;
2 — железнодорожный путь; 3 — приёмный бункер;4 — питатель;
5 — дробилка; 6 — аккумулирующий бункер.
работающие в одной вертикальной плоско-
сти, получившие наибольшее распростране-
ние, и б) конвейеры, движущиеся в разных
вейера первого типа показана на фиг. 119 и
второго типа — на фиг. 120. В конвейерах обо-
их этих типов тяговым органом являются обыч-
но длиннозвенные пластинчатые цепи7(изред-
ка стальные канаты) с ходовыми роликами 2,
катящимися по направляющим шинам 3 ста-
нины конвейера. Тяговый орган несёт на себе
по всей длине ряд свободно подвешенных
ковшей 4У которые могут располагаться как
в непосредственной близости
один от другого, так и с опре-
делёнными интервалами. Ось
подвешивания каждого ковша,
укрепляемая на тяговых цепях,
располагается выше его центра
тяжести, благодаря чему ков-
ши постоянно сохраняют от-
весное положение независимо
от того, движутся ли они в го-
ризонтальном или вертикаль-
ном направлениях. Для мел-
кокусковых материалов при-
меняются преимущественно
ковши со сквозными осями
(фнг. 120), для крупнокуско-
зых—с консольной подвеской
(фиг. 119). Ковши, сваривае-
мые обычно из листовой стали,
имеют иа своих боковых стен-
ках специальные приспосо-
бления 5 для опрокидывания
у
Фиг. 119. Ходовая часть ковшевого конвейера, работа-
ющего в вертикальной плоскости.
плоскостях (так называемые пространствен-
ные конвейеры), имеющие применение лишь в
специальных случаях. Ходовая часть кон-
при разгрузке в виде фасонных направляющих
скоб (фиг. 119) или роликов (фиг. 120).
Некоторые характерные схемы ковшевых
конвейеров представлены на фиг. 121.
Загрузка ковшевых конвейеров произво-
дится обычно на нижней горизонтальной
ветви. Конвейеры с ковшами, расположен-
ными без просветов, загружаются непосред-
ственно из бункеров или чаще посредством
питателей, конвейеры же, имеющие про-
светы между кромками смежных ковшей за-
гружаются специальными устройствами —
дозаторами, распределяющими материал в со-
ответствии с ёмкостью отдельных ковшей.
Принцип действия одного из таких дозаторов-
для легкосыпучего зернистого или мелкоку-
скового груза показан на фиг. 122. Отверстие
загрузочной воронки перекрывается задвиж-
кой / под действием пружины 2 и откры-
вается ходовыми роликами конвейера, от-
Фиг. 120. Конструкция ходовой части ковшевого пространственного конвейера.
клоняющими рычаг 3
с осью вращения 4. По-
воротом рукоятки 5
можно поднимать или
опускать нажимной ро-
лик 6 и изменять таким
образом продолжитель-
ность и величину от-
крытия задвижки или
совершенно выключить
1082
КОНВЕЙЕРЫ
[РАЗД. IV
дозатор. А и В — положение ковшей при
закрытой задвижке; А] и В1 — положе-
ние ковшей при открытой задвижке. При
крупнокусковых материалах часто приме-
Фиг. 121. Схемы ковшевых конвейеров: / — ходо-
вая часть; 2 — приводная станция; 3 — натяжная
станция; 4—загрузочное устройство; 5 — разгру-
зочное устройство.
яяются барабанные дозаторы (фиг. 123), в ко-
торых материал, подведённый внутрь бара-
бана, распределяется в ковши через соот-
ветствующие окна в стенках барабана, по-
лучающего вращение от ходовых роликов
Фиг. 122. Схема дозатора для загрузки ковшевого
конвейера.
конвейера. Барабанными дозаторами воз-
можно вести одновременную загрузку кон-
вейера в разных
точках несколь-
кими видами ма-
териалов.
Разгрузка ков-
шевых конвейе-
ров производится
обычно на верх-
ней горизонталь-
ной ветви пу-
тём опрокидыва-
ния ковшей, ко-
торое автомати-
чески осущест-
вляется специаль-
ным устройством
(фиг. 124). Ковши
конвейера, про-
т. 123. Барабанный дозатор
для загрузки ковшевого кон-
вейера.
ходя мимо та-
кого устройства,
упираются своими
направляющими скобами или роликами
в нажимную шину и последней опрокиды-
ваются до полного опорожнения. В зави-
симости от потребного числа мест раз-
грузки такие устройства делаются неподвиж-
ными, убирающимися или передвижными.
Первые два типа предназначены для разгрузки
Фиг. 124. Устройство, для автоматической разгрузки
ковшевого конвейера.
конвейера в определённых точках, а послед-
ний — по всему фронту.
Приводное устройство ковшевого кон-
вейера (фиг. 125) устанавливается преиму-
щественно в одной из верхних угловых то-
чек конвейера с таким расчётом, чтобы верх-
ние рабочие ветви цепей были набегаю-
щими на ведущие звёздочки. В конвейе-
рах с большой высотой, работающих на
шахтном подъёме, в целях уменьшения наи-
большего натяжения в тяговых цепях при-
водное устройство желательно располагать
в средней части вертикальной грузовой
ветви. Учитывая необходимость прохода ков-
шей мимо приводного вала, звёздочки тяго-
Фиг. 125. Общий вид привод-
ного устройства ковшевого
кочвейера.
вых цепей часто принимают с повышенным
числом зубьев.
Натяжное устройство (фиг. 126), служа-
щее для поддержания в тяговом органе по-
стоянного минимального натяжения, устана-
вливается чаще всего в нижней части уста-
новки, вместе наименьшего натяжения цепей.
В целях смягчения толчков, испытываемых
тяговыми цепями, применяются иногда натяж-
ные устройства с пружинными амортизато-
рами.
Ковшевые конвейеры используются для
производительности от 10 до 350 т/час.
Объём одного ковша может быть от 20 до
350 л при ширине ковша от 300 до 1200 мм.
Шаг цепей выбирается по ГОСТ 588-41 (см.
т. 2 стр. 397—400) и колеблется в пределах
от 200 до 1000 мм, причём величина его дол-
жна быть согласована с шагом ковшей.
ГЛ. XXXII]
СКРЕБКОВО-КОВШЕВЫЕ КОНВЕЙЕРЫ
1083
Производительность ковшевого
конвейера определяется по формуле C) (см.
стр.1031). Скорость ковшевых конвейеров (v)
принимается в пределах 0,15-0,4 м\сек. Коэ-
фициент наполнения ковшей — ф = 0,7 -~ 0,8.
При установлении остальных размеров не-
обходимо, чтобы размеры ковша по длине и
ширине отверстия не менее чем в 2 раза
превышали наибольший размер куска транс-
портируемого материала.
Определение величины тягового усилия,
мощности двигателя и наибольшего натяже-
ния цепей можно вести
по отдельным видам
сопротивлений движе-
нию — „по контуру",
начиная от точки наи-
меньшего натяжения
(см. стр. 1033). При
этом вес 1 пог. м ходо-
Фиг. 126. Сбщий вид натяжного устройства ковшевого
конвейера.
вых частей конвейера (q0) может быть пред-
варительно определён из зависимости
^0= 150В+ 40 кг/м,
где В — ширина ковша в м.
влений перегибу последних на звёздочках
принимают в среднем f = 0,35 -г- 0,45.
Расчёт прочных размеров тяговых цепей
следует вести с учётом динамических нагру-
зок, определение которых дано на стр. 1035.
В целях уменьшения этих нагрузок в ков-
шевых конвейерах с малым числом зубьев
приводных звёздочек применяют иногда при-
воды с уравнительными механизмами (см.
стр. 1035-1036).
Много общего с ковшевыми конвейерами
имеют двухцепные конвейеры для штучных
грузов, работающие в одной вертикальной
плоскости (фиг. 127), называемые иногда
„люлечными конвейерами". Производитель-
ность их определяется согласно формуле D)
(см. стр. 1031). В остальном расчёт аналогичен
ковшевым конвейерам.
СКРЕБКОВО-КОВШЕВЫЕ КОНВЕЙЕРЫ
Скребково-ковшевые конвейеры приме-
няются для транспортирования малоабразив-
ных материалов и используются главным об-
разом для подачи и распределения угля по
бункерам при котельных установках.
Скребково-ковшевой конвейер (фиг. 128)
соединяет в себе принцип действия двух ти-
пов машин— скребкового конвейера и ковше-
вого элеватора — и работает на горизонталь-
ных участках как скребковый конвейер в
жёлобе, а на вертикальной (восходящей)
ветви как вертикальный элеватор. Этот кон-
вейер, имея в конструктивном отношении
много общих элементов с ковшевыми кон-
вейерами с шарнирно-подвешенными ков-
шами, отличается от последних в основном
жёстким креплением ковшей к тяговым це-
пям и наличием жёлоба на горизонтальных
ветвях (фиг. 129).
Загрузка скребково-ковшевых конвейеров
материалом осуществляется обычно посред-
ством питателей. Местом загрузки является
либо нижняя горизонтальная ветвь (анало-
Фиг. 127. Общий вид двухцепного конвейера для штучных грузов.
Коэфициент сопротивления движению на
прямолинейных и криволинейных участках
ковшевых конвейеров может быть принят в
среднем w' — 0,05 -f- 0,07.
Коэфициент трения в цапфах шарниров
тяговых цепей пои определении сопроти-
гично загрузке скребковых конвейеров), либо
нижняя точка восходящей вертикальной ветви
(подобно ковшевым элеваторам).
Разгрузка конвейеров производится на
верхней горизонтальной ветви черезотверстия
в днище жёлоба, перекрываемые задвижками.
1084
КОНВЕЙЕРЫ
[РАЗД. IV
Расчёт производительности скребково-
ковшевых конвейеров ведётся так же, как и
для ковшевых конвейеров.
где q — вес 1 пог. м материала в жёлобе
в кг\м\ Ь'гр — суммарная длина гружёны!
участков на горизонтальных ветвях конвейера
Фиг. 128. Схема установки скребково-ковшевого конвейера.
Величины тягового усилия, мощности дви-
гателя и наибольшего натяжения цепей можно
определять по отдельным видам сопроти-
влений движению — „по контуру", начиная от
в м; /] — коэфициент сопротивления движе-
нию материала в жёлобе {принимаемый в сред-
нем 0,4—0,6).
Вес 1 пог. м ходовых частей конвейера
(до), если он не взят применительно к кон-
кретной конструкции, может быть предвари-
тельно определён по опытной зависимости
<70 = 5005 — 90 кг/м,
где В — ширина ковша в м.
Коэфициент сопротивления движению це-
пей на прямолинейных и криволинейных уча-
стках конвейера принимают в среднем
Фиг. 129. Конструкция ходовой части скребково-
ковшевого конвейера.
точки наименьшего натяжения (см. стр. 1033).
Сопротивление движению материала в жё-
лобе Wi в кг определяется по формуле
Коэфициент трения в цапфах шарни-
ров тяговых цепей при определении сопро-
тивлений перегибу последних на звёздочках
может быть принят в среднем
/'=0,35-7-0,45.
Расчёт прочных размеров тяговых цепей
аналогично ковшевым конвейерам следует
вести с учётом динамических нагрузок.
Однако приводы с уравнительными механиз-
мами в скребково-ковшевых конвейерах
обычно не применяются, так как величина
динамических нагрузок в них невысока по
сравнению со значениями постоянного стати-
ческого сопротивления на горизонтальных
и вертикальном участках.
ГЛ. XXXII]
ОСНОВНЫЕ СВЕДЕНИЯ
1085
КОВШЕВЫЕ ЭЛЕВАТОРЫ
ОСНОВНЫЕ СВЕДЕНИЯ
Ковшевые элеваторы предназначаются для
вертикального и крутонаклонного перемеще-
ния различных насыпных материалов (про-
дуктов помола, угля, торфа, гравия и др.).
По тяговому органу ковшевые элеваторы
разделяются на ленточные, цепные и канат-
ные, из которых наибольшее применение
имеют первые два вида. Ленточные и цеп-
ные ковшевые элеваторы строятся обычно
на высоту перемещения, не превышаю-
щую 20—25 м, но отдельные установки вы-
полняются высотой 40 м и выше. Произво-
дительность их достигает 300 м^час и более.
К особым видам относятся зерновые ковше-
вые элеваторы (нории), конструкция кото-
рых и основные параметры существенно
отличаются от универсальных видов.
Ленточные элеваторы имеют преимуще-
ственное применение для транспортирования
продуктов помола, зернистых и мелкокуско-
вых материалов, а также хрупких материалов,
крошение которых понижает их качество.
Цепные элеваторы используются обычно при
транспортировании средних и крупнокуско-
вых материалов. К преимуществам ковшевых
элеваторов следует отнести малый габарит
в плане, широкий диапазон производитель-
ности и допустимую значительную высоту
подъёма материала. К недостаткам — чувстви-
тельность к перегрузкам, вызывающую не-
Фиг. 130. Схемы вертикальных ковшевых
элеваторов: а — центробежный; б — цен-
тробежно-гравитационный; s — гравита-
ционный.
обходимость равномерного питания, и пони-
женную эксплоатационную надёжность, обу-
словливающую в ответственных случаях ду-
блирование установки
Схемы вертикальных ковшевых элеваторов
общего (универсального) назначения пока-
заны на фиг. 130. Тяговыми органами являются
бесконечная лента или цепи / с жёстко при-
креплёнными к ним ковшами 2. Лента или
цепи приводятся в движение верхним бара-
баном или звёздочками 3, связанными пере-
даточным механизмом с электродвигателем.
Ходовая часть элеватора — тяговые органы
и ковши — заключается по всей высоте в
стальной кожух. В нижней части распола-
гается загрузочный носок 4, через который
материал поступает в башмак и попадает
в ковши. Разгрузка производится через верх-
ний барабан или звёздочки; материал, высы-
паясь из ковшей, отводится через выпускной
носок кожуха головки 5. Привод элеватора
помещается в верхней части кожуха и со-
стоит обычно из системы зубчатых колёс,
связанных непосредственно или же через
ремённую передачу с электродвигателем.
Часто применяются и цепные приводы. Более
совершенным является редукторный привод.
Постоянное натяжение ленты или цепей, не-
обходимое для правильного их сцепления
с ведущим барабаном или звёздочками, осу-
ществляется винтами натяжных подшипни-
ков, в которых вращается вал нижнего бара-
бана. Вал монтируется обычно на шарико-
подшипниках. Натяжение тягового органа
производится иногда при помощи рычажного
грузового устройства.
Вертикальные и наклонные ковшевые
элеваторы имеют несколько разновидностей,
которые определя-
ются преимуществен-
но характером раз-
грузки, а также фор-
мой ковшей или кон-
струкцией тяговых
органов. Наиболь-
шим распростране-
нием пользуются вер-
тикальные элевато-
ры. Наклонные виды
(фиг. 131) применя-
ются реже и обычно
используются при
особых требованиях
к расположению то-
чек загрузки и раз-
грузки материала.
Характеристика
распространённых ви-
дов вертикальных
элеваторов приве-
дена в табл. 26. Все
виды, кроме III, пре-
дусмотрены обще-
союзным стандартом
(ГОСТ 2036-43). Дан-
ные об использова-
нии элеваторов для
транспортирования различных
приведены в табл. 27.
Варианты
расположения
ковшей
Фиг. 131. Схема наклонного
центробежного или грави-
тационного ковшевого
элеватора.
материалов
Основные виды ковшевых элеваторов раз-
личают по способу наполнения и разгрузки
ковшей, типу ковшей и их расположению на
тяговом органе.
Наполнение ковшей производится либо
зачерпыванием из башмака, либо засыпанием
1086
КОНВЕЙЕРЫ
[РАЗД. IV
Характеристика вертикальных ковшевых элеваторов
Таблица 26
Вид элеватора
Типы ковшей
по ГОСТ
2036-43
Расположение и способ
крепления ковшей
Способ наполнения
ковшей
Разгрузка ковшей
I. Ленточный центробеж-
ный (быстроходный)
Глубокие и
С интервалами на
ленте; крепление спин-
ками к ленте
П. Цепной центробежный
(быстроходный)
То же
С интервалами на це-
пях; крепление спин-
ками к цепям
{ r+ftri
Зачерпыванием ма-
териала ковшами со
дна башмака
Центробежная
i
III. Цепной центробеж-
но-гравитационныи (тихо-
ходный)
То же
С интервалами на
цепях; крепление боко-
выми стенками кцепям
Зачерпыванием мате-
риала ковшами со дна
башмака
Гравитационная
свободная
IV. Ленточный гравита-
ционный (тихоходный)
С направляю-
щим лотком
V. Цепной гравитацион-
ный (тихоходный)
То же
Сомкнутые на ленте;
крепление спинками
к ленте
Засцпанием материа-
ла непосредственно
в ковши
Гравитационная напра-
вленная
J
с?
с?
1
Сомкнутые на цепях
крепление спинками
к цепям
1
1
1
1
1
1
1
\
1
1
1
1—
i
1
1
1
1
1
1
1
1
1
ГЛ. XXXII]
ОСНОВНЫЕ СВЕДЕНИЯ
1087
Таблица 27
Транспортируемые материалы
Продукты помола (угольная пыль) .
То же (цемент, мел) . .
Зернистые и мелкокусковые
(а'<40жж) — малоабразивные (древес-
ные опилки, каменный уголь) ....
То же (а < 60 мм) — сильно абра-
зивные (зола, песчаник, гравий, руда,
шлаки)
Средне- и крупнокусковые
(а' >60 мм) - малоабразивные (камен-
ный уголь, кусковой торф)
То же — сильно абразивные (руда,
камень, шлаки)
Кусковые хрупкие, не допускающие
крошения (древесный уголь, кокс).
Вид элеватора
(см. табл. 26)
III
1; (П)
V; (IV)
i;(ii)
V; (IV)
II
V;(IV)
И
IV; V
Типы ковшей
по ГОСТ
2036-43
Глубокие
Мелкие
Глубокие
С направляю-
щим лотком
Глубокие
С направляю-
щим лотком
Глубокие
С направляю-
щим лотком
Глубокие
С направляю-
щим лотком
Средний коэ-
фициент напол-
нения ковшей
Р-85
о,75
о,7—о,8
0,7—0,85
о,7—о,8
о,6—о,8
о,5—о.7
о,6—о,8
о,5-о,7
о,6
Скорость в MjceK
ленты
i,25—i,8
1,6—2,0
о,8—1,о
i,a5-i,8
о,6—о,8
1,25-1,8
о,5—о,8
1,25—1,6
о,6—о,8
цепи
о,6—о,8
1,25—1,6
1,35—1>°
о,8—i,o
1,25—1,4
о,6—о,8
1,25—1,4
°»5—о,8
1,О—1,25
о,6—о,8
Примечания: 1. Виды элеваторов, заключённые в скобки, имеют ограниченное применение.
2. а' — размер куска материала по наибольшему (кольцевому) сечению.
в ковши, хотя обычно в большей или мень-
шей степени имеют место и тот и другой про1
цессы. Наполнение ковшей зачерпыванием ха-
рактерно для мелко- и среднекусковых мало-
абразивных материалов, а непосредственное
засыпание — для крупнокусковых и абразив-
ных материалов.
Форма ковшей, расположение их на тя-
говом органе и скорость зависят от особен-
ностей процессов наполнения ковшей в баш-
маке. Непосредственная засыпка материала
из загрузочного носка в ковши требует их
расположения сомкнутым строем и не допу-
скает высокой скорости тягового органа.
При зачерпывании материала из башмака
возможны повышенные скорости и требуется
расположение ковшей на тяговом органе
с интервалами.
Разгрузка ковшей может быть центро-
бежная, гравитационная свободная и грави-
тационная направленная. Эти виды разгрузки
принципиально отличаются один от другого.
Наивысшее допустимое наполнение ков-
шей при центробежной разгрузке может быть
установлено на основании теории равновесия
Фиг. 132. Уровни наполнения и разгрузки ковшей
в центробежных элеваторах.
жидкости и сыпучего груза в ковшах, вра-
щающихся относительно горизонтальной оси.
Уровень жидкости, наполняющей вращаю-
щиеся на горизонтальной оси ковши (фиг. 132),
изменяется при различных положениях ковша
на барабане, располагаясь по цилиндрической
поверхности, имеющей центр кривизны на
вертикальной оси, проходящей через точку 0.
При любом положении ковша равнодействую-
щая S (центробежной силы т^г и силы тя-
жести mg) любой частицы жидкости, пере-
секаясь с вертикальной осью, определяет
постоянную точку Р (полюс). Это известное
положение может быть отнесено к любому
вращающемуся грузу.
Из соотношений
= а; ОЕ = г; MF == mg;
ЕМ '
ЕМ =
900
где т — масса частиц материала; g — ускоре-
ние свободного падения; л — число оборотов
барабана в минуту — определяется величина
895 _
полюсного расстояния а -- ——. При равно-
мерном вращении полюсное расстояние а —
величина, постоянная при любом положении
ковша, и зависит только от числа оборотов
барабана.
Кривая поверхности сыпучего материала
в ковшах элеватора закономерно связана
с кривой поверхности жидкости, отклоняясь
от неё на угол естественного откоса, вслед-
ствие чего поверхность сыпучего материала
располагается в ковшах при обходе барабана
не по окружности, а по логарифмической
спирали с центром в точке Р. Без суще-
ственного ущерба для точности можно заме-
нить логарифмическую спираль в зоне ков-
шей прямой линией, так как здесь радиусы
кривизны спирали оказываются достаточно
большими.
Практически уровень наполнения ковшей может быть
построен следующим образом. Цилиндрические поверх-
ности (I квадрант) очерчиваются по окружности радиу-
самип# и /?, и проводятся таким образом, чтобы, касаясь
одной из кромок ковшей, они пересекали их противопо-
ложные стенки. Затем от кромок А и В проводятся ка-
сательные к окружностям и на касательных строятся углы
естественного откоса материала в условиях движения (<р)
с вершинами на кромках ковша. Поверхности АВ и А,В,
являются искомыми, определяющими приближённо теоре-
тическое наполнение ковшей з их различных положениях,
которые свойственны всем видам элеваторов, имеющих
центробежную, гравитационную и смешанную разгрузку.
При разгрузке частицы материала, на-
полняющего ковш, начинают своё свободное
1088
КОНВЕЙЕРЫ
[РАЗД. IV
движение в момент, когда теряется их связь
со стенками ковша.
При центробежной разгрузке частицы,
которые отстоят от центра вращения дальше,
начинают свободное движение ранее частиц,
расположенных ближе к спинке ковша. Сво-
бодное перемещение любой частицы прохо-
дит по параболе и начинается в момент,
когда радиальная слагающая силы тяжести
этой частицы уравновешивается центробеж-
V2
ной силой, т. е. когда — = g cos а, где v —
окружная скорость движения частицы; g —
ускорение свободного падения; а — угол на-
чала свободного движения частицы (начала
разгрузки) по параболе.
Траектория движения частицы материала
может быть построена по углу а (для боль-
шинства сыпучих материалов в универсаль-
ных центробежных элеваторах а оказывается
близким к 30°). В точке k (см. фиг. 132), на-
меченной на окружности спинок ковшей ра-
диальной прямой, наклонённой под углом а
к вертикали, проводится касательная. При-
няв точку к за начало косоугольных коорди-
нат, а вертикаль и касательную — за оси
координат, находят
v — -—
у W
где скорость v должна соответствовать
окружной скорости на радиусе спинок ков-
шей л,. Так строится нижняя граница потока.
Траекторию движения верхних частиц мате-
риала, представляющую собой верхнюю гра-
ницу потока, следует строить аналогично
первой траектории, приняв приближённо тот
же угол а, радиус га и соответствующую ему
окружную скорость. Очертание потока по-
зволяет наметить контуры кожуха головки
и шаг ковшей на тяговом органе.
Разгрузка в гравитационных и центро-
бежно-гравитационных элеваторах, работаю-
щих при пониженных скоростях тяговых
органов, производится по иному принципу
(см. табл. 26). При гравитационной разгрузке,
имеющей место при сомкнутых ковшах, ма-
териал начинает выгружаться из ковшей во
II квадранте под большим углом а, нежели
в центробежных элеваторах. Материал при
начале разгрузки, высыпаясь из ковша, по-
падает на внешнюю поверхность передней
стенки предыдущего ковша и, скользя по
ней, получает свободное движение.
При центробежно-гравитационной раз-
грузке (см. табл. 26) процесс опорожнения
ковшей проходит на большом отрезке вре-
мени в сравнении с центробежной или гра-
витационной разгрузками, что весьма важно
для материалов, плохо и медленно высыпаю-
щихся из ковшей.
СОСТАВНЫЕ ЧАСТИ УНИВЕРСАЛЬНЫХ
КОВШЕВЫХ ЭЛЕВАТОРОВ
Ковши. В универсальных элеваторах
применяются следующие основные типы
ковшей:
1. Глубокие с цилиндрическим днищем
(фиг. 133, а); используются для хорошо сы-
пучих материалов (каменный уголь, гравий
1
1
-с
-
и пр.) и располагаются на тяговом органе
с .интервалами.
2. Мелкие ковши с цилиндрическим дни-
щем (фиг. 133, б). Предназначаются для насып-
ных материалов, склонных к слёживанию и
зависанию на стенках (влажный мел в по-
рошке, влажный песок и др.). Располагаются
на тяговом органе с интервалами.
3. С направляющим лотком или чешуйча-
тые (фиг. 133, в). Предназначаются для крупно-
кусковых, абразивных, а также хрупких ма-
териалов, крошение которых понижает их
качество. В отличие от глубоких и мелких
ковшей прикрепляются к лентам и цепям
без интервалов,
располагаясь со-
мкнутым строем
Бортики высо-\
той т являются
продолжением бо-
ковых стенок и
вместе с передней
стенкой образуют
жёлоб, который
направляет поток
при разгрузке.
Ковши глубо-
кие и мелкие из-
готовляются свар-
ными, штампован-
ными или ковкого
чугуна, а ковши
с направляющим
лотком — сварны-
ми или штампован-
ными. Стальные
ковши выполня-
ются толщиной
2—6 мм, литые—
4—8 мм. Литые и штампованные ковши имеют
скругления угловых стыков стенок и скосы
торцевых стенок. Это улучшает условия
опорожнения ковшей, уменьшая возможность
зависания транспортируемого материала.
При абразивных материалах во избежание
быстрого износа режущей кромки стального
ковша последняя усиливается приваренной
стальной накладкой.
Размеры ковшей по ГОСТ 2360-43 при-
ведены в табл. 28. В ленточных элеваторах
применяются ковши шириной 160—600 мм,
в одноцепных — 160—35Э мм и в двухцеп-
ных —450—900 мм.
Таблица 28
— и
Фиг. 133. Типы ковшей:
а — глубокий, б — мелкий,
в — с направляющим лотком.
Размеры ковшей для уяиве
(по ГОСТ 2(
Шири-
на
ковша
Ь в мм
1бо
Э5О
35°
45°
боо
75°
оэо
Ковши глу-
бокие
(фиг. 133, о)
-
03 о
I4O
iBo
22O
зЗо
—
ев
аЧ
а ч
са я
но
15°
ЭОО
Э4О
з*°>
—
сость
я ч
«Ua
3,з
7.2
14,0
3°>°
—
реальных элеваторов
336-43)
Ковши
мелкие
(фиг. 133, б)
-
S3 в
75
I3O
W>5
215
385
—
•С
я
Я*
3 ^
CQ a
IOO
Ibo
ЗЗО
я*
375
—
«ость
0,6
2,4
0,5
14,1
33,5
—
Ковши с напра-
вляющим лотком
Z Ч
03 а
по
140
I7S
335
зЗо
35°
45°
(фиг. 133, в)
се
03 я
155
195
245
31°
39°
49°
бго
(ОСТЬ
&-) а
3,3
7,6
1б,О
34,°
67,3
130,0
ГЛ. XXXII]
СОСТАВНЫЕ ЧАСТИ УНИВЕРСАЛЬНЫХ КОВШЕВЫХ ЭЛЕВАТОРОВ
1089
Кроме приведённых основных типов ков-
шей в промышленности применяются много
разновидностей, как, например: больше-
ёмкостные ковши с увеличенным вылетом,
открытые ковши для липких материалов
с передней стенкой, перпендикулярной спин-
ке, перфорированные ковши для мокрых или
сильно влажных материалов и др.
Ленты и цепи. В качестве тяговых органов
в ковшевых элеваторах применяются ленты
(прорезиненные хлопчатобумажные) и цепи.
Лента имеет такую же структуру, что
ж в ленточных конвейерах (ГОСТ 20-40)*
Тяговые цепи* для элеваторов при-
меняются: стальные пластинчатые втулочно-
роликовые (фиг. 134) по ГОСТ 588-41 (т. 2, стр.
398), стальные втулочные с изогнутыми звенья-
ми (фиг. 135), литые ковкого чугуна; сварные
круглозвенные (корабельные) и штампован-
ные разборные (ГОСТ 589-41). В практике
СССР используются почти исключительно
пластинчатые втулочно-роликовые цепи с
шагом по ряду: 100; 125; 160; 250; 320; 400 мм.
Соединение цепей с ковшами глубокого
и мелкого типов показано на фиг. 136. Кре-
пление осуществляется болтами посредством
Фиг. 134. Стальная пластинчатая втулочнэ-роликовая цепь ГУПТМАШ.
Фиг. 135.
Стальная цепь
с изогнутыми
звеньями.
В нарезных лентах с брекерной тканью для
элеваторов последняя полностью охватывает
прокладки по всей поверхности.
Размеры ленты рекомендуется принимать
в соответствии с шириной ковша:
Ширина ковша Ьк мм i6o 250 35° 45° 6о°
Ширина ленты В мм 2оо з°° 4°° 5°° ^5°
Количество прокладок 4—5 4—7 4—8 5—9 5—9
(ГОСТ 2036-43). Для ковша с шириной 160 ли*
применяется тканевый прорезиненный ре-
мень по ГОСТ 101-41.
стальных уголков или штампованных фасон-
ных звеньев.
Барабаны и звёздочки. Диаметр привод-
ного барабана D ленточных элеваторов уста-
навливается в зависимости от числа прокла-
док в ленте /, т. е. D = A25-7-150) / мм.
Диаметр натяжного барабана принимается
несколько меньшим или равным диаметру
приводного барабана. В центробежных эле-
ваторах помимо этого диаметр приводного
барабана должен быть увязан с числом его
оборотов и со скоростью ленты.
)
Фиг. 136. Комплект цепей с ковшами (ГУПТМАШ): а — одноцепная конструкция;
б — двухцепная конструкция; 1 — глубокий ковш; 2— мелкий ковш.
Ковши прикрепляются к ленте болтами По ГОСТ 2036-43 установлен следующий
специального типа и закрепляются пружин- ряд диаметров барабанов: 400; 500; 630; 800;
ными шайбами. 1000; 1250 мм.
* См. т. 4, стр. 322
69 Том 9
* См. т. 2, стр. 398.
1090
КОНВЕЙЕРЫ
[РАЗД. IV
Длина барабанов принимается в зависи-
мости от ширины ленты, а именно:
ширина ленты в чм.... аоо 300 4°° 5°° ^5°
длина барабана в мм . . . 250 ^5° 45° 55° 7°°
Цепи приводятся в движение верхними
звёздочками. Число зубьев z звёздочек уста-
навливается в зависимости от их числа обо-
ротов и шага цепей по ряду: 6; 8; 10; 12; 14;
16; 20.
Нормальные числа оборотов барабанов
в минуту и звёздочек установлены по ГОСТ
2036-43 следующие: 4,75: 6,0; 7,5; 9,5; 11,8;
15,0; 19,0; 23,6; 30,0; 37,5; 47,5; 60.
Загрузочные и разгрузочные устройства.
Транспортируемый материал поступает из пи-
тающего устройства в за-
грузочный носок и попадает
частично прямо в ковши
и частью на дно башмака.
На фиг. 137 показан башмак
ленточного центробежно-
го элеватора ГУПТМАШ.
Аналогичную конструк-
цию имеет башмак цеп-
ного центробежного эле-
ватора.
При обходе верхнего
барабана или звёздочек ма-
териал высыпается из ков-
шей и поступает в раз-
грузочный носок головки.
На фиг. 138 показана го-
ловка ленточного центро-
бежного элеватора ГУПТ-
МАШ, которая имеет то
же устройство, что и в цеп-
ных элеваторах.
В гравитационных эле-
ваторах загрузочный носок
расположен несколько вы-
ше, чем в центробежных,
и наоборот, разгрузочный
ниже, нежели в центро-
Фиг. 137. Башмак ленточного
центробежного элеватора.
носок несколько
бежных элеваторах.
Остановочное устройство. Для предотвра-
по BCDE
Вид по стрелке Й
г. 138. Приводная головка ленточного центробежного
элеватора: / — барабан; 2 — храповой останов.
щения обратного
движения тяговых
органов при оста-
новке элеватора
применяются оста-
новы. Наиболее
распространённой
конструкцией яв-
ляется храповой
останов (показан
на фиг. 138). При-
меняются также
роликовые оста-
новы типа „Тор-
педо" и др.
Основные па-
раметры и харак-
теристики состав-
ных частей ков-
шевых элеваторов,
изгото в л я е м ы х
ГУПТМАШ, при-
ведены в табл. 29.
РАСЧЁТ КОВШЕВЫХ ЭЛЕВАТОРОВ
Производительность Q т/час или V мь)час
ковшевых элеваторов зависит от погонной
ёмкости ковшей, степени их наполнения и
скорости тягового органа и определяется па
формуле
Q = l/f = 3,6 — $хп ml час,
а0
где /0 — ёмкость ковша в л; а$ — шаг ковшей
в м (см. табл. 30); ф — коэфициент напол-
ГЛ. XXXII)
РАСЧЁТ КОВШЕВЫХ ЭЛЕВАТОРОВ
109]
Характеристика центробежных элеваторов ГУПТМАШ
Таблица 29
Виды элева-
торов и их
условное
обозначение *
[ные
О
Ь
!П
<и
0)
12
X
с
Э-зоо-з *
э-3°°-5
Э-45О-7
Э-650-9
Э-2О0-12 *
Э-300-15
Э-450-18
Э-650-20
Производи-
тельность
в м31час
при ф=
0,75
и ковшах
глубоких
'7,5
З3
63
135
14
3°
65
124
мелких
12,5
25
58
13°
9
26
55
121
Наиболь-
шие разме-
ры кусков
в мм
при ковшах
глубоких
6о
8о
IOO
юо
7°
95
13°
175
мелких
5°
7°
юо
юо
5°
8о
юо
15°
а«
се
о
3
са
се II
S
>."
IS
пая }
[пном
Наиболы
при насы
32
23
21
21
31
21
i8
21
*!
Я
се
s
орп
о
о
со
о
U
н
Скорость
1,39
1,21
1,22
1,23
1,21
1,23
1,41
1,23
ев
>ган,
О
О
ВОГ
гяго
CD
Ч
и
Расчйтно
в кг
54°
875
1бю
2З00
135°
135°
135°
2000
Хлоп-
чатобу-
мажная
лента
са
Ширина
25°
35°
5°°
7эо
—
—
о
ч
о
р,
я
о
со
CU
В"
я
ч
о
4
5
7
9
—
—
Цепь
Шаг в м
_
—
—
—
юо
125
125
i6o
•я
а»
со
н
со
о
п
Количес!
цепей
_
—
—.
—
i
i
2
2
Ковш
глубо-
кий
м
Ёмкость
1.7
4^
12,7
ЗМ
Ь7
4^5
Т2,7
Зб,о
st
ш
a
Шаг ков
Збо
460
66о
goo
4оо
5°°
75»
96о
Ковш
мелкий
ч
я
Ёмкость
i,i
4,'о
14,6
46,7
х j
4,о
14,6
46,7
S!
а?
са
га
g
Шаг ков]
33°
52O
8оо
I2O0
4оо
5°°
75°
1280
Бара-
бан
ленточ-
ных
элева-
торов
са
Диаметр
65с
8оо
8оо
8оо
_
—
—
са
Ширина
3°°
4оо
55°
75°
_
—
—
Звёз-
дочка
цепных
элева-
торов
1ч
3 s
ч
нача
:ти в
Диаметр
окружно(
—
—
638
642
642
72О
104-
-оз
со
бьев
Число зу
к и
.
—
—
—
2О
16
16
14
Грузо-
вой
з$
п
Диаметр
65
7°
юо
12Э
6о
7°
юо
12O
вал
НИИ/(
Число оС
4°,8
29,о
29,2
29,4
36 2
36J5
42,0
32,6
* Средние числа B00, 300, 450 и т. д.) обозначают ширину ковша в мм.
нения ковшей (см. табл. 27); v — скорость
ленты или цепей в м/сек (см. табл. 27); 7 ~
насыпной вес груза в т/мК
По данной формуле определяется возмож-
ная производительность при известной харак-
теристике элеватора. Если задана произво-
дительность элеватора и выбраны значения <р
и v, то потребная ёмкость ковша /0 и шаг а0
могут быть определены последовательным
подбором этих величин
Таблица 30
h
Q
л\м.
Чтобы упростить определение /0 и а0,
вначале находится погонная ёмкость ——,
а0
затем по значению последней устанавли-
вается из табл. 30 ширина ковша Ьк, а по
табл. 28 — остальные его размеры.
В универсальных ленточных и цепных
ковшевых элеваторах шаг ковша принимается:
а) при глубоких и мелких ковшах (в центро-
бежных и центробежно-гравитационных эле-
ваторах) а0 — B,5-f-3,0) h; б) при ковшах с на-
правляющим лотком (в гравитационных эле-
ваторах) а0 « Л, где h — высота задней стенки
ковша.
Размеры ковшей следует также проверять
по гранулометрическому составу материала.
Вылет ковша должен быть l^a'm, где а'—
размер наиболее крупных кусков материала,
взятый по наибольшему (кольцевому) се-
чению, и т — коэфициент, значения ко-
торого в зависимости от содержания наи-
больших кусков в общей массе материала
следующие:
Ширина
ковшей
Ь„ в мм,
к
i6o
250
35°
45°
600
75°
900
Погонная ёмкость —2— в л/м
во
Ковши
глубокие
ао»2,5й|а„=3,ОЛ
3,6
8,5
14,4
23,4
38,8
З.о
7,1
12,0
19,5
32,4
Ковши
мелкие
ao=2,5h
2,4
6,0
11,8
19,8
35,8
ао-3,0Л
2,0
5,°
9,9
16,5
29,8
Ковши с
направляю-
щим лотком
ao=.h
8,4
16,9
31,0
51,8
87,2
137,°
210,0
Содержание крупных
кусков по весу в % .
т
до ю 25 5° 75 1О°
а а,5 4,25 4 4.75
Примечание. Л — высота задней стенки ковша
в м.
К наиболее крупным относится группа
кусков, наибольшие и наименьшие типич-
ные экземпляры которой отличаются между
собой по размеру на 25—300/0.
Мощность двигателя, поглощаемая ковше-
выми элеваторами, связана с преодолением
ряда сопротивлений, главными из которых
являются: а) полезное сопротивление подни-
маемого груза; б) сопротивление в концевых
звёздочках или барабанах, связанное с тре*
нием в подшипниках и изгибом цепей или
лент; в) сопротивление зачерпыванию мате-i
риала из башмака, зависящее от способа пи-
тания элеватора. В наклонных элеваторах
к этому добавляется ещё сопротивление дви-
жению цепей по направляющим.
Наиболее сложно определение сопроти-
влений, связанных с зачерпыванием материала
со дна башмака. Эти сопротивления зависят
от физических свойств транспортируемого
материала, формы ковшей и способа их кре-
пления на тяговом органе, от зазора между
1092
КОНВЕЙЕРЫ
[РАЗД. IV
режущей кромкой ковша и днищем башмака
и др.
Приближённо полная мощность Nn кет на
валу головного барабана или звёздочек вер-
тикального элеватора при установившемся
движении ковшей определяется по формуле
Q +
где Q — производительность элеватора в ml час;
Н — высота подъёма груза в м\ v — скорость
ленты или цепей в м/сек; qQ — погонный вес
движущихся частей (ленты или цепи с ков-
шами) в kbjm; А, В и С— коэфициенты, за-
висящие от типа элеватора (табл. 31).
Таблица 31
Виды элеваторов
(см. табл. 26)
I. Ленточные с расставлен-
ными ковшами (центробежные)
II и III. Одно- и двухцеп-
иые с расставленными ковша-
ми (центробежные и центро-
бежно-гравитационные) . . .
IV. Ленточные с сомкнутыми
ковшами (гравитационные) •
V. Одно- и двухцепные с
сомкнутыми ковшами (грави-
тационные)
Значения коэфициентсз
А
i.i4
i,i4
1,12
i.i3
В | С
1,6
1.3
1,1
о,8
°,25
о,7
°,25
°,7
Многочлен в скобках представляет собой
коэфициент мощности элеватора. Для пред-
варительного определения мощности отно-
шение ~j~- можно принимать по табл. 32.
Q
Таблица 32
Относительный погонный вес ходовых частей
элеваторов
а„
Производительность
G т/нас
До ю
ю—25
25-5°
5О— ioo
Свыше
IOO
Ленточные
элеваторы
Ковши глубо-
кие и мелкие
о,6
о.5
о.45
о.4
°.35
Ковши с на-
правляющим
лотком
о.б
о.55
о,5
Одноцепные
элеваторы
Ковши глубо-
кие и мелкие
i,i
о,8
о,б
°,5
Ковши с на-
правляющим
лотком
i,i
о, 85
о.7
Двухцепные
элеваторы
Ковши глубо-
кие и мелкие
J,a
1,0
о,8
о,6
Ковши с на-
правляющим
лотком
°,9
Установочная мощность двигателя рассчи-
тывается с учётом коэфициента полезного
действия привода. Более точно мощность
двигателя, а также натяжение тяговых орга-
нов могут быть определены на основании
общего метода расчёта натяжений тягового
органа по точкам, принципы которого изло-
жены в главе „Конвейеры, общие сведения*
(см. стр. 1035).
ПОЛОЧНЫЕ ЭЛЕВАТОРЫ
Для перемещения единичных (штучных)
грузов в вертикальном или крутонаклонном
направлении применяются полочные элева-
торы (фиг. 139).
Они состоят из
двух замкнутых
ветвей цепей, пе-
рекинутых через
звёздочки. Цепи
несут жёстко за-
креплённые захва-
ты, расположен-
ные на разных
интервалах. Гру-
зы подхватыва-
ются непрерывно
движущимися за-
хватами и подни-
маются до тре-
буемой высоты,
где они вручцую
илиавтоматически
снимаются. Захва-
ты имеют мно-
го разновидно-
стей, приспосабли-
ваемых к форме
грузов. Такие гру-
зы, как бочки, ру-
лоны, ящики и
Фиг. 139. Схема полочного
элеватора.
др., могут переме-
щаться на вилочных захватах (фиг. 140),
при которых легко механизируется раз-
грузка выдвижными приёмными граблями.
Конвейеры с шарнирно-подвешенными
полками (люльками) приведены в разделе
„Ковшевые конвейеры" (стр. 1085).
Z)
Фиг. 140. Захваты для штучных грузов: а и б — для бо-
чек и рулонов; в и г — для ящиков и других нераскаты-
вающпхся грузов.
Производительность полочных элеваторов
определяется по формуле D), приведённой на
стр. 1031, причём скорость цепей v прини-
мается обычно 0,1—0,3 Mjceic.
ГЛ. XXXII]
КОНСТРУКЦИЯ НЕПРИВОДНЫХ РОЛИКОВЫХ КОНВЕЙЕРОВ
1093
РОЛИКОВЫЕ КОНВЕЙЕРЫ
ТИПЫ И ОБЛАСТЬ ПРИМЕНЕНИЯ
РОЛИКОВЫХ КОНВЕЙЕРОВ
Роликовый конвейер (роликовый стол,
рольганг) состоит из продольной опертой на
стойки рамы (станины), на которой укре-
плены поперечно расположенные стационар-
ные ролики, служащие несущим элементом
Фиг. 141. Схема приводного (а) и неприводного
{б) роликового конвейера.
для перемещаемых штучных грузов. Для воз-
можности движения по роликам грузы должны
иметь плоскую опорную поверхность или до-
статочной длины продольные опорные рёбра.
Перемещение грузов неправильной формы,
Фиг. 142. Схема роликового каткового конвейера.
грузов в мягкой таре или мелких деталей
производится в ящиках или на поддонах.
Роликовые конвейеры на-
ходят применение в механи-
ческих и литейных мастер-
ских (плиты, опоки, слитки,
машинные части), на дерево-
обделочных и лесопильных
заводах (брёвна, доски), в
прокатных мастерских (про-
дукты проката), на различных
складах, в упаковочных,
на перегрузочных пунктах
и пр.
По способу действия роли-
ковые конвейеры разделяются
на приводные и неприводные
(фиг. 141)*. На первых роли-
ки, приведённые во вращение от привода,
увлекают лежащие на них грузы трением, на
вторых — движение грузов происходит под
действием непосредственно приложенной к
ним толкающей силы (усилие рабочего, за-
хват самотаской) или под действием соста-
вляющей силы веса (на наклонных уста-
новках).
Действующие силой веса грузов или так
называемые гравитационные роликовые кон-
вейеры благодаря максимальной простоте и
незначительному углу наклона (обычно в
пределах 2—3%) имеют наибольшее распро-
странение.
В отличие от обыкновенных роликовых
конвейеров роликовые катковые конвейеры
(фиг. 142) имеют ходовые, укреплённые осями
на тяговом органе и катящиеся по настилу
ролики-катки. Давление груза передаётся
здесь не на оси роликов, а на настил, обу-
словливая трение качения роликов по на-
стилу и грузов по роликам.
Движение грузов на катках происходит
со скоростью, вдвое большей скорости тяго-
вого органа.
КОНСТРУКЦИЯ НЕПРИВОДНЫХ
РОЛИКОВЫХ КОНВЕЙЕРОВ
Ролики. Основным типом являются ци-
линдрические ролики с корпусом из отрез-
ков стальных труб диаметра 60 -160 мм и
штампованными или литыми фланцами. Диа-
метр роликов повышается с увеличением
веса и размеров грузов.
Ролики обычно монтируются на нормаль-
ных шариковых подшипниках, принятых в
типовых конструкциях
(фиг. 143), на подшип-
никах с внешними
составными кольцами
(„V-кольца") (фиг. 144)
и на подшипниках с
внешними штампован-
ными кольцами, обра-
зующими в некоторых
случаях одно целое
с фланцами (фиг. 145).
При грузах с малыми габаритами приме-
няются многодисковые ролики с дисками, рас-
* О приводных роликовых конвейерах (рольгангах),
применяемых преимущественно в прокатных цехах, см. т. 8.
Фиг. 143. Типовой ролик с нормгиьным шарикоподшипником.
полагаемыми в шахматном порядке (фиг. 146V
Если опорная поверхность грузов позволяет,
применяются (при лёгких грузах) отдельные
парные диски, монтируемые на коротких
консольных осях (фиг. 147 и 148). Преиму-
ществом роликовых дисковых конвейеров
является весьма малый собственный вес,
1094
КОНВЕЙЕРЫ
[РАЗД. IV
удобство образования закруглений (увеличе-
ние числа роликов с внешней стороны), а
также стрелок и разветвлений на роликовом
пути. Дисковые ролики, распола-
гаемые под углом, применяются
также при перемещении пред-
метов цилиндрической формы
(фиг. 149). Для этой же цели
удобны ролики литые или изго-
товленные из твёрдых пород про-
варенного в масле дерева, имею-
щие фасонную (коноидальную)
форму. Особо лёгкие ролики де-
144. лаются из алюминиевых или тон-
Шарикопод- костенных стальных труб. При
!!^и™нЛКп ™я грузах, не выносящих сотрясений,
ставным коль- ролики обтягиваются резиной.
цом. Для удержания смазки и пре-
дохранения от засорения шари-
коподшипники (особенно в пыль-
ной среде) следует снабжать уплотне-
ниями.
Для уменьшения сопротивления движе-
нию грузов и повышения плавности их дви-
Таблица 33
Характеристика роликов по нагрузке
Основные параметры
Предельная нагрузка
на ролик в кг ....
Максимально реко-
мендуемая нагрузка
Диаметр трубы в мм
Диаметр оси в мм . .
Толщина трубы в мм
Номер шарикопод-
шипника ....
Ролик с необра-
ботанной по-
верхностью
лёгкий
Зоо
65
IO
4-5
2O2
средний
боо
76
15
5
2O4
тяжёлый
I2O0
боо
ю8
22
7
2Об
особо тя-
жёлый
2500
I20O
Х4б
до
2IO
Ролик с обра-
ботанной по-
верхностью
средний
боо
73
4,5
204
тяжёлый
I20O
боо
22
5.5
20б
особо тя-
жёлый
2500
1200
155
42
8
Фиг. 145. Типы шарикоподшипников
для ролика с внешним штампованным
кольцом.
жения ролики обтачиваются, точно центри-
руются и балансируются.
В зависимости от веса перемещаемых
грузов применяются ролики лёгкие, средние,
тяжёлые и особо тяжёлые. Характеристика
их приведена в табл. 33.
Шаг роликов выбирается в зависимости
от габаритных размеров грузов и требова-
ний к плавности их
передвижения по
рольгангу. Для дета-
лей в механических
цехах, пустых опок,
грузов в таре шаг
принимается - х/3 дли-
ны груза; для грузов,
требующих плавного
передвижения (за-
формованные опоки,
стержни и пр.), — х/4
длины и меньше.
Станина. В роли-
ковом конвейере ста-
нина собирается из
прогонов(неравнобо-
кие угольники, реже
швеллеры), попереч-
ных связей и опор-
ных стоек. В неко-
торых случаях для
удержания грузов от
соскальзывания в сто-
рону прогоны устраи-
ваются выступаю-
щими над поверхностью роликов (фиг. 150).
Опорные стойки делаются постоянной высоты
или выдвижной конструкции для возможно-
Фиг. 146. Многодисковые ролики.
Фиг. 147. Роликовый конвейер с парными дисками.
Фиг. 148. Сечение по роликовому конвейеру с парными
дисками.
сти изменения их высоты и регулирования
угла наклона конвейера. При очень тяжёлых
грузах, если к тому же подача их на кон-
вейер сопровождается ударами, целесообразно
закрепление роликов не жёстко, а на рес-
сорах (фиг. 151).
ГЛ. XXXII]
КОНСТРУКЦИЯ НЕПРИВОДНЫХ РОЛИКОВЫХ КОНВЕЙЕРОВ
1095
Закругления, винтовые спуски. На кон-
вейерах с непрямолинейной трассой грузы
должны проходить за-
круглённые участки
автоматически. Для
облегчения движения
грузов устанавлива-
ются по радиусам ко-
относительно центра (фиг. 153). Пример кри-
волинейной трассы даёт роликовый спираль-
ный спуск, служащий для междуэтажного со-
общения при движении грузов вниз
(фиг. 154).
Стрелки, пересечения. Для разветвления
роликовых путей применяется переставная
роликовая стрелка, включающая секцию, ко-
Фиг. 149. Дисковые ролики
для перемещения предметов
цилиндрической формы.
Фиг. 150. Различные способы расположения
роликов на станине.
Фиг. 151. Закрепление ролика
на рессорах.
нические ролики (фиг. 152, а) или цилиндри-
ческие с двумя отдельными роликами на
одной оси (фиг. 152, б»), либо два укорочен-
ных с промежуточной опорой (фиг. 150).
Фиг. 152. Криволинейная секция роликового конвейера:
а —с коническими роликами; б — с цилиндрическими
с двумя отдельными роликами на одной оси.
Радиусы закруглений для негравитацион-
ных рольгангов по нормам Союзпроммехани-
зации см. в табл. 34.
Таблица 34
Фиг. 153. Располо-
жение цилиндриче-
ских роликов на
закруглении.
Ширина
роль-
ганга
в мм
4оо
5°°
65°
8ээ
юоэ
Радиусы закруглений
в мм
При од-
ном ряде
роликов
1250—i6oo
1600—2Э0О
2ООО—25ОЭ
При двух
рядах роли-,
ков
l6oo— 20OO
ЗЭОЭ— 25OO
2JOO—3IOO
торая поворачивается вокруг вертикального
шарнира (фиг. 155). В местах прохода устраи-
вается подъёмная секция на горизонтальном
шарнире (фиг. 156). Если требуется перево-
При простых цилиндрических роликах
оси их следует располагать со смещением
Фиг. 154. Роликовый спиральный спуск.
дить грузы в любом направлении на пересе-
чении роликовых путей, может быть приме-
нён поворотный круг с роликами, шариковая
плита или плита с дисковыми роликами,
монтированными на консольных поворотных
кронштейнах (гусиные шейки), которые авто-
матически устанавливаются по ходу грузл
(фиг. 157).
Компенсаторы высоты. В случаях, когда
при замкнутом профиле конвейера требуется
где-либо в одном пункте поднимать грузы
1096
КОНВЕЙЕРЫ
[РАЗД. IV
Роликовая переставная стрел
Фиг. 166. Откидной участок роликового конвейера
шп
Фиг. 157. Плита на пересечении роликовых
путей: а — деталь ролика.
Фиг. 158. Самотаска — „компенсатор высоты".
Фиг. 169. Весы для взвешивания грузов на роликовом
конвейере.
гл. хххщ
РАСЧЁТ РОЛИКОВОГО КАТКОВОГО КОНВЕЙЕРА
1097
на потерянную на наклонных участках вы-
соту, применяются так называемые „компен-
саторы высоты". Таковыми мсгут быть ко-
роткие пластинчатые или ленточные кон-
вейеры, либо самотаски, перемещающие
грузы вверх по наклонному участку настила
или роликового стола (фиг. 158).
Взвешивание перемещаемых грузов мо-
жет производиться с автоматической реги-
страцией веса или без таковой. На весах
группа роликов монтируется на весовой плат-
форме (фиг. 159).
РАСЧЕТ ГРАВИТАЦИОННОГО
РОЛИКОВОГО КОНВЕЙЕРА
При передвижении одного груза по ро-
ликам, если грузы следуют один за другим
непрерывно с постоянной скоростью и ве-
личина скорости на окружности роликов
сохраняет постоянное значение, сопроти-
вление движению
Wf ~ G -—
a
и коэфициент сопротивления движению
W> 2k (, , ^ / \df
W=-eJ- =
n
Р /?)Р
где G — вес отдельных перемещаемых гру-
зов в кг; Gp — вес вращающейся части ро-
лика в к?) Dp — диаметр ролика; d — диаметр
оси ролика (в подшипнике); k — коэфициент
трения качения груза по роликам; /—коэ-
фициент трения скольжения в подшипнике
или приведённый к диаметру оси ролика
коэфициент сопротивления в шарико- или
роликоподшипнике; / — длина груза, изме-
ренная по оси конвейера, в м; ар — расстоя-
ние между роликами в м.
Для равномерного движения грузов на
гравитационном конвейере с углом наклона C°
должно быть
tg р ^ sin р = w'.
Если движение грузов происходит с пе-
рерывами, то условием полной остановки
роликов перед набеганием на них новых
грузов является соблюдение зависимости
3600
/
~)pkj>
dfg
где i — количество грузов в час; v — ско
рость движения грузов в м/сек и ?'<1 (прак-
тически k'— V ,8-—0,9);
Так как работа трения скольжения равна
живой силе, то для данного случая
gap
Некоторые опытные данные для требуе-
мой величины наклона конвейера при ско-
рости движения груза v x 0,35 м/сек приве-
дены в табл. 35.
Таблица 35
Вес едини- наклон
цы груза в 0/-о*
Литые детали • . . .
Железо листовое и рифлё-
ное
Железо сортовое
Детали машин (обработан-
ные) ¦
Ящики деревянные
То же
Литые обручи ...
Доски неостроганные
„ остроганные
Чушки чугунные ..
Бочки
Кирпичи
Картонные коробки .
То же
15
15
Ю—2j
25-7^
7О—И5
Х5
'5
15
15
¦.5-3
3-7
7—22
2,0
2,5—3,
4
3,5
2,5-3.°
3,°
4,о
2,5
а,5—4,о
3.5-4,"
2,5—3.°
7
6
* На закруглениях наклон должен быть увеличен
на 0,5—1,0 ° 0 (абсолютных).
РАСЧЁТ РОЛИКОВОГО КАТКОВОГО
КОНВЕЙЕРА
На наклонном роликовом катковом кон-
вейере (фиг. 142) с углом наклона р сопро-
тивление на гружёной ветви
где
гр,
Ak
L)p
±sinp + ?r-cosp .
W
w" — w
zp
где 7— момент инерции вращающейся части
ролика в кгм/сек2. В этом случае к сопро-
тивлению W прибавляются сопротивления
трения скольжения груза по роликам и со-
противление вследствие сообщения роликам
живой силы.
и на порожней ветви
W = W' 4- W" •
Wn = (zp Gp -r q4 L) ± sin p + -=-
1098
КОНВЕЙЕРЫ
[РАЗД. IV
Здесь: gti — погонный вес цепей в кг/м;
^/диаметр цапф осей в шарнирах цепей; конвейере
/' — коэфициент трения скольжения в цап-
фах; L — длина конвейера в м; z — число гру- Wzp - B
зов на конвейере; Zp — число роликов на ветви;
значения k, йц и бр — в см; знак плюс отно-
сится к движению вверх, минус ¦— к движе- п/л =
нию вниз.
На горизонтальном роликовом катковом
й
КАЧАЮЩИЕСЯ КОНВЕЙЕРЫ
ПРИНЦИП ДЕЙСТВИЯ
Качающийся конвейер (фиг. 160) состоит
из жёлоба /, по которому перемещается ма-
териал, привода 2, опор жёлоба 3 и соеди-
нительных частей между приводом и жёло-
бом 4. Подача материала в жёлоб произво-
Фиг. 160. Стационарный качающийся конвейер.
дится через лотки и воронки (фиг. 161),
причём установка отдельного питателя часто
не требуется.
Жёлоб получает от привода переменно-
возвратное движение и благодаря силе тре-
ния, действующей между дном и стенками
жёлоба и материалом, сообщает последнему
скорость. Рабочее
перемещение ма-
териала склады-
вается из отдель-
ных элементарных
перемещений его
относительно жё-
лоба, происходя-
щих под действием
силы инерции при
каждом ходе жё-
лоба (на наклон-
ном конвейере
также под дей-
ствием продоль-
ной составляю-
щей силы веса).
Для осуществле-
ния этого необходимо, чтобы действие силы
трения между жёлобом и материалом при пря-
мом и обратном ходе жёлоба не было иден-
тичным. На горизонтальном конвейере это
достигается: 1) неодинаковым движением же-
Фиг. 161. Подача материала
в жёлоб качающегося
конвейер;:.
лоба в ту и другую сторону („несимметричная
кинематическая диаграмма движения") или
2) движением жёлоба по расположенной в
вертикальной плоскости траектории, не совпа-
дающей с продольной осьюжёлоба, при котором
имеет место переменное давление материала
на дно жёлоба, или 3) тем и другим факто-
ром совместно.
На наклонном конвейере с движением
груза вниз по наклону на материал помимо
силы трения о жёлоб действует продольная
составляющая силы его веса, которая при
отсутствии первых двух факторов может слу-
жить единственным фактором перемещения
материала.
КЛАССИФИКАЦИЯ И ОБЛАСТЬ
ПРИМЕНЕНИЯ
По конструкции качающиеся конвейеры
разделяются на стационарные и переносные.
Стационарные конвейеры, монтируемые
обычно на фундаменте, применяются как
транспортное средство на цементных, хими-
ческих, металлургических и других заводах,
на обогатительных и брикетных фабриках,
Фиг. 162. Схема двухкривошипного механизма (а) и меха-
низма кривошипа и качателя F).
в пищевой промышленности, котельных, ме-
ханических мастерских для транспорта
стружки и пр.
Переносные конвейеры характеризуются
сборно-разборным жёлобом и конструкцией
привода, допускающей удобную переноску
и закрепление на месте работы. Конвейеры
этого рода находят широкое применение в
горной, главным образом угольной промыш-
ленности для подземной доставки.
По типу привода различают качающиеся
конвейеры электрические и пневматические.
Приводы с электродвигателем имеют обычно
(за исключением конвейеров с большим чис-
лом колебаний — вибрационных) редуктор
для уменьшения числа оборотов приводного
вала и механизм для преобразования враща-
ГЛ. XXXII]
КОНВЕЙЕР С ДВУХКРИВОШИПНЫМ ПРИВОДНЫМ МЕХАНИЗМОМ
1099
тельного движения вала в поступательное
движение жёлоба. Пневматические приводы,
применяемые на переносных конвейерах,
характеризуются прямым действием. Пря-
мым действием характеризуются также спе-
циальные типы вибрационных электрома-
гнитных приводов.
На электромоторных приводах с „симме-
тричной" диаграммой движения применяется
механизм кривошипа и шатуна (эксцентрика
и шатуна), на приводах с несимметричной
диаграммой — двухкривошипный механизм
(фиг. 162, а), механизм кривошипа и кача-
теля (фиг. 162, б), кулисный механизм, меха-
низм некруглых (эллиптических) колёс и пр.
Помимо того находят применение: криво-
шипно-шатунный механизм с шатуном (штан-
гой), передающим движение на жёлоб через
две пружины с разной характеристикой
Фиг. 163. Пружинная приводная штанга.
(фиг. 163), механизм с неполной кинемати-
ческой связью и пружинным или воздушным
стационарным буфером (фиг. 164) и др.
Фиг. 164. Схема конвейера с неполной кинематическом
связью.
По роду опор качающиеся конвейеры
разделяются на шариковые (фиг. 165, й), ро-
ликовые, штанговые и подвесные; в свою
очередь роликовые подразделяются на кон-
вейеры с роликами-
, . катками (фиг. 165, б),
с ходовыми (фиг. 165, в)
или стационарными
(фиг. 165, г) ролика-
ми-колёсами.
Шариковые и ро-
ликовые опоры при
параллельных к про-
дольной оси жёлоба
направляющих дают
при движении жё-
лоба постоянное да-
вление материала на
дно жёлоба, при на-
клонных (в том числе
изогнутых) направля-
ющих — переменное.
Штанговые и подвес-
ные опоры дают пе-
ременное давле-
ние.
По величине амплитуды колебания качаю-
щиеся конвейеры можно разделить на три
группы: 1) с большой амплитудой — порядка
150-300 мм, 2) со средней — порядка 20-
Фиг. 165. Типы шариковых
и роликовых опор
конвейера.
50 мм и 3) с малой — несколько миллиме-
тров и иногда доли миллиметра. К третьей
группе относятся вибрационные конвейеры.
Число ходов жёлоба в минуту обратно
величине амплитуды. Для конвейеров первой
группы оно составляет обычно 50—70 ходов
в минуту, для второй — 300—500, для третьей
от 900 до 3000 и больше ходов в минуту.
КОНВЕЙЕР С ДВУХКРИВОШИПНЫМ
ПРИВОДНЫМ МЕХАНИЗМОМ
Конвейер с двухкривошипным приводным
механизмом (см. фиг. 162, п) характеризуется
постоянным давлением груза на жёлоб и
большой амплитудой колебания. Изменение
скорости г>ж и ускорения }ж жёлоба и ско-
рости v и ускорения j материала в зависи-
прямоп ход
Обратный xod
Фиг. 166. Диаграмма движения жёлоба и материала
на конвейере с двухкривошипным приводным
механизмом.
мости от времени t представлено диаграммой
на фиг. 166.
Условие совместного движения при прямом
ходе на горизонтальном конвейере ]ж < gf0,
где g — ускорение свободного падения и
/0 — коэфициент трения материала о жёлоб
в покое. В пункте А условие, обеспечиваю-
щее совместное движение, нарушается, т. е.
возникает раздельное движение. Ускорение
материала при этом
jM = —gf= const,
где /— коэфициент трения материала по жё-
лобу в движении. Заштрихованная площадь
в соответственном масштабе определяет
путь 5 перемещения материала относительно
жёлоба за один ход. При п ходах в минуту
средняя скорость груза
Sn
vcp — -gQ- MJceK.
По заданной производительности Q mjnac
определяется потребное сечение жёлоба F
по формуле B) (см. стр. 1031).
Средняя скорость на выполненных кон-
струкциях составляет около 0,15 м/сек. Коэ-
фициент сопротивления — от 2,0 до 0,7 соот-
ветственно для малых и больших произво-
дительностей (до 80—100 M'2jnac).
Определение мощности по коэфициенту
сопротивления w см. формулу(б) (см, стр. 1032).
1100
КОНВЕЙЕРЫ
[РАЗД. IV
КОНВЕЙЕР С ПРОСТЫМ КРИВОШИПНО-
ШАТУННЫМ МЕХАНИЗМОМ
Конвейер (фиг. 167) с простым кривс-
шипно-шатунным механизмом характери-
зуется наличием опорных штанг, обусловли-
вающим переменное давление груза на жё-
лоб, и средней амплитудой колебания. Схема
наибольшее число оборотов кривошипного
вала или число ходов
= 30}/^
rtga
Материал движется раздельно от жёлоба
со скоростью v (см. фиг. 169), кривая которой
Фиг. 167. Конвейер с простым кривошипно-шатунным механизмом.
действия такого конвейера представлена на
фиг. 168. Кривая скорости жёлоба — си-
2 г cosip tga
U)*r COS (ft
Фиг. 168. Схема действия конвейера с простым кри-
вошипно-шатунным механизмом.
нусоида, ускорения жёлоба — косинусоида
(фиг. 169). Чтобы материал не поднимался
над жёлобом, да-
вление его на жё-
лоб должно быть
всегда Я«>0. Если
вес частицы счи-
тать равным еди-
нице веса, то при
наклоне опорных
штанг к вертика-
ли а нормальное
давление
lit
Фиг. 169. Диаграмма движения
жёлоба и материала на кон-
вейере с простым кривошипно-
шатунным механизмом.
<o?r COS с tga.
Рн min получается
при <р = п. Отсюда
очерчивает на диаграмме площадь переме-
щения 5 за один ход (заштриховано), равную
при птах
S= 13,8/-/tga.
Таким образом
Средняя скорость передвижения мате-
риала возрастает с увеличением г и а. Для
n==;zmax и /=0,35 расчётные значения vcp
приведены в табл. 36.
Таблица 36
Средняя скорость передвижения материала в м,'сек
Радиус криво-
шипа в м
о,ою
О.О2О
Средняя
скорость {vcp)
опорных штанг
16
О,12О
о, 158
0,183
О,2О|
18
0.137
0,168
о. 195
O,2l8
при наклоне
в град.
20
0,146
о ,178
0,206
0,230
По средней скорости определяется потреб-
ная площадь сечения жёлоба F по формуле B)
(см. стр. 1031).
Коэфициент сопротивления да =1,35 (по
опытным данным); при уравновешенном жё-
лобе он снижается до 0,9. Мощность опре-
деляется по формуле F) (см. стр. 1032).
вибрационный конвейер
Вибрационный конвейер представляет
собой тип качающегося конвейера, который
характеризуется весьма малой амплитудой
и высоким числом колебаний в единицу вре-
мени. Схема одной из разновидностей вибра-
ционного конвейера показана на фиг. 170.
Жёлоб опёрт на пружинные наклонные штанги.
За одно с жёлобом монтирован механизм
привода, заключающий два параллельных, со-
ГЛ. XXXII]
ВИНТОВЫЕ КОНВЕЙЕРЫ
1101
единённых зубчатой передачей, быстро вра-
щающихся с равным числом оборотов в раз-
ные стороны вала, несущих эксцентричные
массы (т). Составляющие центробежных сил
вращающихся масс, направленные вдоль штанг,
взаимно уравновешиваются, а
нормально к ним — складыва-
ются и дают направленные по-
Фиг. 170. Схема вибра
ционного конвейера.
Фиг. 171. Вйбрационно-пружинный конвейер.
переменно в разные стороны усилия, вызы-
вающие колебания жёлоба. Условие сохране-
ния нормального давления материала на
жёлоб Рк>0 [см. формулу B)] здесь отсут-
ствует и при каждом ходе жёлоба материал
от него отделяется и совершает свободный
бросок. Ввиду незначительной величины бро-
ска ни крошения материала, ни пылеобразо-
вания не происходит. На фиг. 171 предста-
влен вибрационный конвейер с электродви-
гателем, соединённым с приводом гибким или
карданным валом и с передачей колебатель-
ного усилия через батарею пружин.
Производительность вибрационного кон-
вейера зависит от его характеристики и
свойств материала.
ДОСТОИНСТВА И НЕДОСТАТКИ
Достоинства качающихся конвейеров: а) про-
стая конструкция жёлоба; б) возможность
перемещения материалов с высокой темпера-
турой и разной крупности; в) удобство про-
межуточной разгрузки (через отверстия в
днище жёлоба); г) возможность в ряде слу-
чаев равномерной загрузки без питателя;
д) возможность совмещения перемещения
с грохочением; е) высокая надёжность дей-
ствия. Недостатки: а) невозможность переме-
щения липких материалов; б) передача зна-
чительных колебательных усилий на опорные
конструкции; в) падение производительности
при перемещении наклонно вверх даже под
незначительными углами; г) высокий расход
мощности.
Примером установки вибрационного конвейера боль-
шой производительности, осуществленной в СССР, может
служить агрегат для перемещения агломерата боксита
производительностью до 70 т/час при длине конвейера
около 28 м, Коэфидиент трения боксита в покое
около 0,54, в движении — около 0,32. Амплитуда колеба-
ния — 8 мм, число ходов — около 960 в минуту; скорость
передвижения материала 0,09—0,12 м1сек; коэфициент со-
противления w — около 2,5.
ВИНТОВЫЕ КОНВЕЙЕРЫ
Винтовой конвейер или шнек (фиг. 172)
состоит из неподвижного жёлоба 1, внутри
которого установлен на концевых 2 и про-
межуточных 3 подвесных подшипниках ра-
бочий орган — винт 4. Транспортируемый
материал загружается в жёлоб через верх-
ний патрубок 5. Собственный вес препят-
жёлоба через нижние патрубки ?, перекрывае-
мые плоскими затворами. Приводное устрой-
ство 7 располагается в головной или хвосто-
вой частях жёлоба.
ствует расположенному между вит-
ками материалу вращаться вместе
с винтом, вследствие чего материал
получает поступательное движение
вдоль жёлоба. Разгрузка производит-
ся в одной или нескольких точках
фиг 172 общий вид винтового
конвейера.
Винтовые конвейеры
применяются для горизон-
тального или наклонного
перемещения продуктов
помола, гравия, песка,
угля, химических продук-
тов и пр., а также исполь-
1102
КОНВЕЙЕРЫ
[РАЗД. IV
зуются в качестве питателей для выдачи
материалов из бункеров. Длина транспорти-
рования обычно не превышает 30—40 м, но
в отдельных случаях достигает 60—70 м.
Угол наклона нормальных видов конвейеров
допускается до 15—20", а в специальных
видах — до 90° к горизонту. Производитель-
ность может достигать 80—100 м^/час, хотя
в большинстве случаев она не выходит из
пределов 5—40 мг\час.
К преимуществам винтовых конвейеров
следует отнести простоту устройства, малые
габариты, герметичность жёлоба, закрывае-
мого по всей длине, и безопасность обслу-
живания. К недостаткам — необходимость
равномерного питания (неприспособленность
к перегрузкам), интенсивный износ подвесных
подшипников, витков винта и жёлоба, кро-
шение транспортируемого материала и зна-
чительный расход энергии. Винтовые кон-
вейеры имеют ограниченную возможность
транспортировать слёживающиеся, слипаю-
щиеся и плохо сыпучие материалы вслед-
ствие склонности их к образованию заторов
в жёлобе перед промежуточными подвесными
подшипниками.
Характеристика стандартных винтовых
стационарных конвейеров общего назначения
приводится в ГОСТ 2037-43, а винтовых кон-
вейеров для сельскохозяйственных машин —
в ГОСТ 2705-44.
Рабочий орган конвейера — винт — состоит
из вала и закреплённых на нём с постоянным
шагом витков или лопастей.
По форме различают винты (фиг. 173):
полностенные, ленточные, лопастные и фа-
и коротких конвейерах Ленточные спирали
выполняются из листовой стали и крепятся
к валу штырями. Лопасти, представляющие
собой стальные лопатки, устанавливаются на
валу по винтовой линии и крепятся гайками
или привариваются. Фасонные витки выпол-
няются штампованными стальными или чу-
гунными. Зазор между кромкой винта и вну-
тренней поверхностью жёлоба составляет
обычно 2—6 мм.
Вал винта выполняют сплошным или полым.
Соединение валов производится свёртными
муфтами или — при полых валах — отрезком
вала и сквозными болтами. Вал поддержи-
вается концевыми и промежуточными под-
весными подшипниками, расстояние между
которыми 2,5—3,5 м. Один из концевых под-
шипников, устанавливаемых на торцевых
стенках, снабжается
гребенчатой пятой
или упорным подшип-
ником качения для
восприятия осевых
усилий, возникающих
при движении мате-
риала е жёлобе. Под-
весные подшипники
(фиг. 174) выполня-
ются: а) возможно
меньшего габарита в
поперечном сечении жёлоба (тонкие вкла-
дыш и обойма) с целью расширения зоны
прохождения под ними материала и б) малой
длины для уменьшения длины разрыва винто-
вой поверхности.
Жёлоб конвейера изготовляется обычно
из листовой стали, реже — деревянным
с внутренним стальным листом. Сверху по
всей длине жёлоб плотно перекрывается
плоскими крышками. В отдельных случаях
дно жёлоба для отсева мелочи и обезвожи-
вания изготовляется из перфорированных
листов.
Фиг. 174. Подвесной
подшипник.
Фиг. 173. Тип винтов: а — полностенный:
б — ленточный; в — лопастной;
г — фасонный.
сонные (узорчатые), а также их комбинации.
Из комбинированных форм наиболее часто
встречаются сочетания ленточного с лопаст-
ным и полностенного с лопастным винтом.
Обычно используется одноходовой, реже
(в особых случаях)— двухходовой винт.
Витки полностенных винтов изготовляются
из листовой стали толщиной 3—6 мм и при-
вариваются к валу или же вместе с валом
отливаются из чугуна.
Чугунные винты применяются преимуще-
ственно при сильно абразивных материалах
Фиг. 175. Реечный плоский
затвор.
Фиг. 176. Привод с открытой кониче-
ской передачей.
Загрузочные и разгрузочные патрубки
имеют обычно прямоугольное сечен»ие. Для
перекрывания выпускных отверстий приме-
няются плоские реечные затворы (фиг. 175).
Приводы винтовых конвейеров весьма
разнообразны. К наиболее простым относится
ремённая передача с рабочим и холостым
шкивами, посаженными на конце вала винта.
Часто применяются коническая (фиг. 176)
или цилиндрическая зубчатые передачи, реже
цепная. Наиболее совершенным является
привод с применением зубчатого цилиндри-
ГЛ. XXXII]
ВИНТОВЫЕ КОНВЕЙЕРЫ
1103
ческого или цилиндро-конического редук-
торов.
Выбор типа винтового конвейера сводится
в основном к установлению формы и кон-
струкции винта, соответствующей грануло-
метрическому составу и физическим свой-
ствам транспортируемогоматериала.В табл.37
приведены эксплоатационные параметры вин-
товых конвейеров. Ленточный винт является
менее чувствительным к перегрузкам, вызы-
вая относительно меньшее крошение мате-
риала. Превышение допускаемых пределов
наполнения жёлоба при всех видах винтов
создаёт обычно нагромождение и уплотнение
материала перед промежуточными подвес-
ными подшипниками и ведёт к остановке
машины или её поломке. Из указанных
в табл. 37 значений коэфициентов наполне-
ния верхние пределы относятся к большим
диаметрам винта.
Таблица 37
Эксплоатационные параметры винтовых конвейеров
Характеристика транспор-
тируемых материалов
Продукты помола — не-
абразивные и полуабразив-
ные (угольная пыль, мука,
известь, графит) . ...
То же — абразивные (су-
хая зола, цемент, гипс,
Землистые или зерни-
стые — неабразивные и по-
луабразивные (зерно, дре-
весные опилки, торф). . .
То же — абразивные (пе-
сок, формовочная земля,
гранулированные шлаки) .
Мелкокусковые с
а'<60 мм — неабразивные
и полуабразивные (орешко-
вый уголь, известковая по-
То же — абразивные (гра-
вий, песчаник, сухие шла-
ки)
Средние по крупности
с а' > 60 мм — неабразив-
ные и полуабразивные
(уголь, кусковая известь) .
То же — абразивные (су-
хая глина, сера, руда). .
Липкие (влажный сахар)
Тестообразные (цемент-
ный раствор, мучное тесто)
Слёживающиеся и спе-
кающиеся (сырая глина,
битуминозные материалы)
Хлопьеобразные и волок-
нистые (торфяные очёсы,
химикалии)
о
в
га
|й
н-е-
а
а
а
а
а, в
а, б
а, б
а, б,в
б, в, г
б, в, г
б, г, в
б
•Я
3 н _
Я « S
я я *'э"
u S 1«
sis я
о,45—°>3°
°>35~°125
0,40—0,30
0,30—0,35
oi4°—°>а5
о,3°~~°>а5
0,40—0,35
0,30—0,25
о,4о-о,зо
о,4о—о,зо
0,4О—О,2О
°.?0—о,35
О О С
а §.«
Щ О us.
SoSh
legs
Чини
5О- I2O
ЗД —IQO
5O — I2O
50—IOO
50 — IOO
50—100
40—to
40—80
20—60
30—60
20—€0
20—60
Примечание, а — размер куска.
ГОСТ 2037-43 на винтовые конвейеры
предусматривает следующий нормальный ряд
чисел оборотов винта в минуту: 23,6; 30;
37,5; 47,5; 60; 75; 95; 118; 150; 190.
Большие значения чисел оборотов следует
относить к меньшим диаметрам винта.
Разновидностью нормальных видов вин-
товых конвейеров, работающих под малыми
углами к горизонту (до 20°), являются верти-
кальные винтовые конвейеры (фиг. 177). Они
применяются при транспортировании пыле-
видных и зернистых материалов (цемент,
зола, зерновые продукты, известь) на высоту
примерно до 15 м. Полностенный винт по
всей высоте трубы не имеет
промежуточных подшипни-
ков. Питание производится
горизонтальным винтовым
питателем, конструктивно
связанным с нижней ча-
стью трубы, где материал
заполняет всё свободное
пространство и вызывает
горизонтальное давление
по периферии вер-
тикальной трубы.
Давление на стен-
ки трубы возра-
стает вследствие
центров ежной
силы, развиваю-
щейся при враще-
нии винта и отбра-
сывающей мате-
риал кпериферии.
При вращении
вертикал ьного
винта частицы материала, прижатые к стен-
кам трубы, под влиянием силы трения от-
стают по угловой скорости от частиц, рас-
положенных ближе к центру и вращающихся
вместе с винтом. В результате происходит
проскальзывание материала по винту и тем
большее, чем дальше расположены частицы
от оси вращения. Материал, проскальзывая
по винту, перемещается вверх аналогично
движению по вращающемуся винту гайки,
удерживаемой от вращения.
Производительность винтовых конвейе-
ров (см. схему фиг. 178) с полностенным
или ленточным винтами определяется по
формуле
Г,П2
Q = 60 -^- tySniC,
где Q — производительность в т/час; D — диа-
метр винта в м; S — шаг винта в м\ п —
число оборотов винта в минуту; у — насыпной
по а в
Фиг. 177. Вертикальный вин-
товой конвейер.
Фиг. 178. Расчетная схема винтового конвейера.
вес материала в т\мг\ ф — коэфициент напол-
нения жёлоба (отношение средней площади
F насыпки материала в жёлобе к площади
нормальной проекции винта см. табл. 37):
С — коэфициент, связанный с углом наклона
конвейера. Ориентировочные значения коэ-
фициента С в зависимости от угла наклона C°:
1,0
о,9
о,8
'5
о,7
Нормальные размеры диаметра винтов D
по ГОСТ 2037-43 следующие: 150; 200; 250;
1104
КОНВЕЙЕРЫ
[РАЗД. IV
300; 400; 500; 600 мм. Шаг винта 5 в мм
принимается: для нормальных условий работы
S = D; для особых условий работы, в част-
ности при наклонных конвейерах (? ^> 8°),
повышенной крупности кусков материала и
плохой его подвижности, S = 0,8 D. При ис-
пользовании ленточных винтов на легкосы-
пучих, пылевидных и зернистых грузах коэ-
фициент наполнения <\> берётся пониженным
на 10—15° о против показанных в табл. 37.
Производительность конвейера с лопаст-
ными и фасонными (узорчатыми) винтами при
транспортировании несильно слёживающихся
материалов определяется по той же формуле.
При транспортировании сильно слёжива-
ющихся материалов, а также при использо-
вании конвейеров в качестве технологиче-
ского оборудования (например, смесительные
или месильные машины) производительность
их определяется на основании опытных дан-
ных, соответствующих конкретному случаю
эксплоатации.
При D = S потребный диаметр винта
D « 0,28 \f ^
Для обеспечения свободного продвижения
материала по жёлобу в местах подвеса про-
межуточных подшипников диаметр винта
следует также проверить по гранулометри-
ческому составу материала. Для всех видов
винтов при нормальных соотношениях диа-
метров Dnd винта и шейки вала [ D = Dч-7) d]
должно быть соблюдено условие:
при перемещении
материала;
рядового
D > (8—10) DK — сортированного материала,
где DK — размер куска, принимаемый по наи-
большему (так называемому кольцевому) се-
чению.
Под рядовым подразумевается насыпной
материал, в котором отношение диаметров
наибольших и наименьших типичных кусков
превышает 2,5.
Мощность двигателя. Поглощаемая вин-
товым конвейером мощность связана с пре-
одолением возникающих при движении ма-
териала по жёлобу сопротивлений: трения
материала о жёлоб и винт, непрерывного
перемешивания материала винтом по всей
длине жёлоба, трения в цапфах подвесных
и концевых подшипников. В наклонных кон-
вейерах добавляется ещё сопротивление
подъёму материала. Для определения мощ-
ности пользуются экспериментальными зави-
симостями. Мощность Д/о в кет при устано-
вившемся движении на валу конвейера (см.
фиг. 178) с полностенным или ленточным
винтом определяется по формуле
Q
= ^7(^0 + Н).
где Q—производительность конвейера в т/час;
Ьг — горизонтальная проекция пути переме-
щения груза в м; Я —высота подъёма
груза в м; Wq — опытный коэфициент сопро-
тивления движения груза по жёлобу.
Средние значения коэфициента Wq следу-
ющие:
Транспортируемые материалы
щ
Неабразивные сухие (зерновые продукты,
мука, древесные опилки, угольная пыль) i,a
Неабразивные влажные (сахар-рафинад, сы-
рой солод, хлопковые семена) 1,5
Полуабразивные (сода, кусковой уголь, по-
варенная соль) 2,5
Абразивные (гравий, песок, цемент) . . . . з.з
Сильно абразивные и липкие (зола, формо-
вочная земля, известь, сахар-песок сырой,
сера) 4,о
Мощность конвейера с лопастным и фа-
сонным винтами определяется по той же
формуле. Однако в тех случаях, когда сильно
абразивный материал уплотнён или имеет
большую вязкость, расчётный коэфициент w
следует принимать лишь на основании опыт-
ных данных, соответствующих конкретным
условиям эксплоатации конвейера.
ВСПОМОГАТЕЛЬНЫЕ УСТРОЙСТВА
К вспомогательным устройствам конвейе-
ров могут быть отнесены пересыпные и раз-
грузочные бункеры, затворы, питатели, авто-
матические выгружатели, а также автомати-
ческие весовые и дозирующие устройства.
БУНКЕРЫ
Бункеры представляют собой сосуды для
вмещения сыпучих материалов (угля, песка,
цемента и пр.). Они имеют сравнительно
малую высоту по отношению к размерам
в плане, чем отличаются от высоких грузо-
вместилищ-силосов, приспособленных для
длительного и концентрированного хранения
¦больших масс сыпучих материалов. Сосуды,
малые по ёмкости, используемые лишь для
перепускания сыпучих материалов, носят на-
звание пересыпных воронок. Особым видом
являются продольные щелевые бункеры,
используемые для разгрузки железнодорож-
ных составов.
В табл.38 приведена классификация основ-
ных видов пересыпных и разгрузочных бун-
керов.
Наиболее распространённая форма не-
глубоких бункеров — пирамидальная и кони-
ческая, а также сочетание призмы с пирами-
дой или цилиндра с конусом.
В неглубоких бункерах вертикальная сила,
действующая на дно, сравнительно мало раз-
нится от силы веса содержимого в отличие
от силосов, где эта сила резко уменьшается
за счёт значительной доли веса груза, пере-
даваемой на стенки. Практически неглу-
бокими считаются бункеры, в которых Л]^
¦<;2,5 Сх (фиг. 179). Теоретически неглубокие
бункеры характеризуются тем, что в них пло-
скость разрыва или обрушения DK (фиг. 179)
пересекает свободную поверхность мате-
ГЛ. XXXII]
БУНКЕРЫ
1105
Таблица 38
Классификация основных видов пересыпных
и разгрузочных бункеров
go.
Разно-
видность
Геометрическая форма
корпуса
донной части
Пирами-
дальный
Усечённая пирамида
Прямо-
угольный
комбини-
рованный
Призма-
тический
Призма
Призма
Усечённая
пирамида
Горизонталь-
ная плоскость
Схема
сечения
Кониче-
ский
Цилин-
дро-кони-
Круглый
комбиниро
ванный
Цилин-
дрический
Парабо-
лический
Парабо-
лический
комбини-
рованный
Щелевой
призмати-
ческий
Щелевой
У-образ-
ный
Усечённый конус
Цилиндр
Цилиндр
Цилиндр
Конус
Сфера
J
Горизонталь-
ная плоскость
Параболическое корыто
Призма
Параболиче-
ское корыто
Трапецеидальное коры-
то с открытой нижней
щелью
Трапецеидальное коры-
то с горизонтальным пло-
ским дном
Б
\
риала в зоне бункера. Эта плоскость раз-
рыва располагается между плоскостью есте-
ственного откоса материала DM и пло-
скостью стенки DA, образуя с последней клин
максимального давления ADK, собственный
вес которого и вызывает боковое давление
на стенки. В частности, при вертикальной
стенке и при заполнении бункера до уровня
верхних кромок плоскость разрыва DK делит
примерно пополам угол между плоскостью
естественного откоса материала DM и стен-
кой DA, t. e.
p = -у-
45°
где
угол
естественного откоса материала в условиях
покоя.
Прямоугольные бункеры. Усилия от веса
наполняющего бункеры материала, действую-
70 Том 9
щие на стенки и дно, зависят от формы и
размеров бункера, характера его внутрен-
ней поверхности, а также от физических
свойств материала.
С достаточной для практики достовер-
ностью можно считать, что вертикальное
давление Ру кг/м2 на
горизонтальную пло-
скость, расположен-
ную на высоте у м от
верхнего уровня за-
сыпки материала, вы-
ражается как гидро-
статическое давление
где 7 — насыпной вес
материала в кг/м2.
Горизонтальное
давление на стенки
определяется как ре-
зультат действия кли-
на, нагружённого соб-
ственным весомG при
отсутствии трения
материала по стенке AD (см. фиг. 179).
На произвольной глубине у м от поверх-
ности насыпки горизонтальное давление
будет
Фиг. 179. Схема прямоуголь-
ного бункера.
1 — sin con j-
где К = — — постоянный коэфи-
1 + sin«p0
циент подвижности материала, зависящий о г
его физических свойств.
Полное давление Р кг\м2 на наклонную
стенку в точке О (фиг. 1ЫЗ) равно
Р =
Sin2 а
-Ру COS2
где а — угол наклона стенки к горизонту.
Фиг. 180. Схема распределения давлении
в прямоугольном бункере.
Угол наклона вектора полного давления Р
к вертикали определяется из фиг. 180
tg В = —" = —~х—^^- - -* tg х = К tg a,
*^ tQ Ру cos а Ну s s '
где /С — коэфициент подвижности материала.
1106
КОНВЕЙЕРЫ
[РАЗД IV
Нормальная Рп и касательная Рх — соста-
вляющие полного давления Р — определяются
по формулам:
рп = рх sin3 a + Ру cos2 a;
Рх = (Ру — Рх) sin a COS а = -у (Р_у—
Полное давление
Приведённые зависимости не учитывают
некоторых факторов, влияющих на величину
давления в бункере, в частности, трения
материала о стенки, конфигурации бункера
и др. В применении к неглубоким бункерам
формулы дают несколько завышенные зна-
чения давлений.
Наименьшие допустимые размеры выпуск-
ных отверстий (см. фиг. 179) для различных
насыпных материалов определяются по эмпи-
рической зависимости
b =
где Ъ — меньшая сторона прямоугольника
с
в мм; п = -т отношение сторон прямо-
угольника; «1 — размер наибольших кусков
материала в мм (допускается при использо-
вании данного уравнения до 300 мм); <р0 —
угол естественного откоса материала в усло-
виях покоя (допускается при применении
данного уравнения <ро^ЗО°, причём при
<Р0>50° подставляется "значение с0 = 50°);
к —практический коэфициент (можно при-
нимать для сортированных материалов рав-
ным 26 и для рядовых 2,4).
При квадратных отверстиях (Ь = с и п = 1)
b = k (80 + ах) tg -f0.
Нормальное истечение материала из бун-
кера зависит от углов наклона к горизонту
стенок (граней) и рёбер бункера. При проек-
тировании бункеров наименьший угол а на-
клона стенок к горизонту (см. фиг. 179) при-
нимается
а = <Ро+E-^-10°).
Наименьший угол б наклона к горизонту
рёбер принимается
где ро — угол трения материала по стенке.
Необходимая толщина стальных листов
8=
R
+ @,14-0,2) см,
где Рп — нормальное давление на средней
горизонтальной оси прямоугольного листа
в кг/сМ^; Ь —размер меньшей стороны листа
в см; R — допускаемое напряжение листа при
изгибе (для Ст. 3 R 1300—1400 кг/см2);
{0,l-i-0,2) см — слагаемое, представляющее
запас в толщине листа на коррозию и из-
нос; (J — коэфициент, зависящий от отно-
шения —г (большей стороны к меньшей).
Значения коэфициента р
i,o i,25 I>5° xi75 2>° и выше
0,051 0,067 0,076 о.оЗа 0,083
Круглые бункеры. Наиболее распро-
странёнными являются конические и ци-
линдро-конические бункеры, которые изго-
товляются стальными, реже железобетон-
ными.
Давления, действующие на стенки и дно,
определяются по тем же формулам, что и для
прямоугольных бункеров. Стальные бункеры
рассчитываются как тонкостенные сосуды.
Деформация стенок сосудов, имеющих форму
тел вращения и подверженных внутреннему
давлению, обусловливается главным образом
их растяжением и в небольшой мере изги-
бом. В силу этого деформацией изгиба при
расчёте пренебрегают.
Необходимая толщина стенки стального
конического бункера
16 Rz tg a sin a
см,
где h — полная высота конуса в см; а — угол
наклона образующей к горизонту; i — насып-
ной вес материала в кг\смг; Rz — допускае-
мое напряжение при растяжении (для Ст. 3
Rz= 1400 kzjcm^).
При выборе формы круглого бункера сле-
дует принимать симметричные очертания,
определяющие фигуру вращения. Выпуск-
ные отверстия выполняются обычно круг-
лыми.
Диаметр выпускного отверстия d (мм)
и угол наклона образующей определяются по
формулам для прямоугольных бункеров.
Параболические бункеры применяются
на обогатительных фабриках, дробильных за-
водах, в доменных цехах, крупных котель-
ных и т. п. и используются на руде, угле,
строительных и других материалах. Парабо-
лические бункеры имеют корытообразную
форму (фиг. 181) и часто значительную дли-
ну по сравнению с поперечными размерами.
Изготовляются из листовой стали. Пол-
Й
r\
\
\
I
—— a —•-
[ ' 1
,
Фиг. 181. Схема параболического бункера.
ная нагрузка достигает 100—150 m на 1 м
длины.
Материал разгружается через люки, пере-
кркваемые затворами или питателями.
Контур поперечного сечения очерчивается
по кривой, соответствующей гибкой нити,
нагружённой собственным весом бункера и
его содержимым.
Уравнение этой кривой
Форма кривой, как видно из уравнения,
зависит только от соотвошений h и Ь. Зна-
ГЛ. XXXII]
ЗАТВОРЫ
1107
чения ординату для построения кривой кон-
тура бункера следующие:
X
т- • •o>1
о,3 oi4 0,5
0,126 0,258 о,312
Объём бункера при заполнении его в уро-
вень с верхними кромками
V = ~ hbl м*,
4
где / — длина бункера по его оси в м.
Полное растягивающее усилие Т кг
в параболических стенках при заполнении
бункера по кромке АВ определяется по фор-
муле
где '(— насыпной вес материала в кг/мэ.
Необходимая толщина листов 5 параболи-
ческой части бункера
5 = -?т + @,1^-0,2) с*.
где Rz — допускаемое напряжение при рас-
тяжении в кг/см2; слагаемое @,1ч-0,2) см пред-
ставляет собой запас в толщине листов на
коррозию и износ. Материал листов — Ст. 2
или Ст. 3.
Толщина листов торцевых стенок при
соответствующей армировке может быть при-
нята такой же, как и для параболической
стенки
Щелевые бункеры (фиг. 182) предста-
вляют собой вытянутые по длине железо-
бетонные канавы, располагаемые под желез-
нодорожными путями вдоль их оси. Приме-
няются для приёмки насыпных материалов из
железнодорожных составов и передачи их на
конвейерные устройства. С помощью щеле-
вых бункеров осуществляется широкий раз-
Q) б)
Фиг. 182. Схемы шелевых бункеров.
грузочный фронт, позволяющий производить
одновременную разгрузку нескольких ваго-
нов.
Различаются щелевые бункеры с гравита-
ционным опорожнением и с механическими
передвижными выгружателями. Наиболее про-
стыми по устройству и принципу действия
являются колосниковые бункеры с гравита-
ционным опорожнением (фиг. 182, а и 183),
представляющие собой железобетонные тран-
шеи трапецоидального сечения. На уровне
нижнего отверстия прикреплены по всей
длине неподвижные колосники. Материал из
бункера через отверстия между колосниками
поступает на пластинчатый конвейер, кото-
рый равномерно разгружает бункер и подаёт
материал к месту назначения.
К олосниковые
о,7 о,8 о,9 i,o бункеры применя-
ются преимуще-
о,5зб 0,704 0,851 i,o ственно для мате-
риалов, не отли-
чающихся большой склонностью к образо-
ванию сводов.
Фиг. 183. Схема колосникового бункера: 1 — бункер;
2 — колосники; 3 — пластинчатый конвейер.
Продольные бункеры с механическим
опорожнением имеют в качестве опорож-
няющего механизма передвижной автомати-
ческий выгружатель, который перемещается
вдоль бункера и своим рабочим органом —
скребками или вращающимся лопастным ко-
лесом — выгребает материал из нижней щели
бункера на конвейер. Поперечное сечение
железобетонной траншеи (горловины) бун-
кера имеет У-образную форму и приспосабли-
вается к типу опорожняющего механизма.
Наиболее распространёнными являются
формы щелевых бункеров, показанные на
фиг. 182, б и в, которые приспосабливаются
к лопастным механическим выгружателям.
Давления и усилия, действующие на
затворы и питатели бункеров. Для опре-
деления давления на горизонтальный затвор
наиболее теоретически обоснованной и соот-
ветствующей действительным условиям исте-
чения материала для глубоких бункеров
(силособ) является зависимость
Ру = —р KZJM ,
где ^—насыпной вес материала в кг\л&;
F
R = —~ гидравлический радиус выпуск-
о
ного отверстия в м; F—его поперечное
сечение и S — периметр; / = tg«p — коэфи-
циент трения материала о материал; К — коэ-
фициент подвижности материала.
Полное вертикальное усилие, действую-
щее на горизонтальный затвор,
P = PyF кг.
На это усилие рассчитываются затворы
и питатели, перекрывающие выпускные от-
верстия бункеров.
ЗАТВОРЫ
Затворы представляют собой механические
приспособления, служащие для перекрывания
выпускных отверстий бункеров и регулиро-
вания их пропускной способности.
1108
КОНВЕЙЕРЫ
[РАЗД. IV
К основным наиболее распространённым
видам бункерных затворов относятся клапан-
ные, секторные, челюстные, пальцевые, пло-
ские, гусеничные и ц«пные. В ряде случаев
применяются комбинации этих видов, а также
их дублирование. Управление затворами мо-
жет быгь ручное непосредственного дей-
ствия, ручное через механическую передачу
или, при тяжелых режимах работы, от дви-
гателя. Каждый из указанных видов затворов
имеет конструктивные разновидности, при-
спосабливаемые к самым разнообразным тре-
бованиям эксплоатации.
Клапанные затворы имеют несколько
конструктивных схем, основными из которых
являются откидные и подпорные.
Откидные затворы (фиг. 184) при-
меняются для лёгких и средних по весу
Фиг. 184. Откидной
клапанный затвор.
Фиг. 185. Подпорный кла-
панный затвор.
мелкосыпучих и кусковых материалов и слу-
зкат для перекрывания выпускных отверстий
«бункеров, предназначенных для опорожнения
полностью за один приём. Частичный выпуск
материала при откидных затворах почти
исключён из-за трудности закрывания кла-
пана под нагрузкой. Для удержания клапана
в закрытом положении требуются замковые
устройства.
Подпорные (лотковые) затворы
(фиг. 185) применяются при любых режимах
работы и допускают оперирование под на-
грузкой. Затворы отличаются высокой надёж-
ностью и допускают регулирование потока
материала.
Секторные или цилиндрические затворы
применяются для бункеров, работающих на
хорошо сыпучих материалах, и допускают
оперирование под нагрузкой. Затворы пере-
крывают выпускные отверстия, располо-
женные в горизонтальной (фиг. 186) или на-
клонной плоскостях (фиг. 187). При открыва-
нии наклонного затвора снизу вверх имеется
возможность в некоторых пределах регули-
ровать поток материала. Однако при закры-
вании затвора кромка сектора может упе-
реться в кусок материала и плотное пере-
крывание выпускного отверстия окажется
затруднительным. В силу этого затворы
с верхним открыванием применяются пре-
имущественно при мелкокусковых мате-
риалах. При открывании затвора сверху вниз
исключается защемление кусков, но теряется
возможность регулирования потока из-за
образования порога в жёлобе.
Усилие рабочего на рычаге секторного
затвора достигает наибольшей величины
в начале открывания. Оно определяется по
давлению материала на затвор.
Секторные затворы для выпускных отвер-
стий конструкции ГУПТМАШ имеют раз-
меры 400X400 и 400X500 мм.
Фиг. 187. Секторный затвор
наклонный.
Фиг. 186. Секторный затвор прямой.
Челюстные затворы (фиг. 188) состоят
из двух секторов, вращающихся на разных
шарнирах и связан-
ных между собой ры-
чагами или зубчатым
сектором, координи-
рующими их одно-
временное действие.
Затворы имеют пре-
имущественное при-
менение при режиме
частого перекрыва-
ния выпускных от-
верстий на мелких и
средней крупности
материалах.
При перекрывании
горизонтальных от-
верстий челюстные
затворы вызывают
меньшее крошение материала и допускают
лучшее регулирование потока,чем секторные.
Челюстные затворы для прямоугольных вы-
пускных отверстий конструкции ГУПТМАШ
имеют размеры 400X400, 400X500 и 400Х
X 600 мм, а круглые— 0 400 мм.
Пальцевые или грабельные затворы
(фиг. 189) состоят из отдельных шарнирно-
подвешенных, изогнутых рельсов (пальцев),
перекрывающих в виде занавеса спускной
лоток бункера. Каждый из пальцев подвешен
на круглозвенных цепях к кольцу, которое
связано с пневматическим или ручным
подъёмным устройством. При открывании
затвора пальцы поднимаются одновременно,
а при опускании они работают раздельно,
перерезая поток материала. Таким образом,
перекрытие жёлоба происходит более совер-
шенно, нежели при секторных затворах, рабо-
тающих с подъёмом вверх.
Пальцевые затворы допускают в некото-
рых пределах регулирование потока. Приме-
няются преимущественно в бункерах, рабо-
тающих на тяжёлых крупнокусковых мате-
риалах.
ГЛ. XXXII]
ЗАТВОРЫ
1109
Фиг. 188. Челюстной затвор.
Фиг. 18Я Пальцевый затвор: 1 — рельсы;
2— Цилиндр со сжатым воздухом.
f-ф
1 Г
i !h
А
, i-njcr'
Фиг. 190. Плоский реечный затвор.
1110
КОНВЕЙЕРЫ
[РАЗД. IV
Плоские затворы (фиг. 190) представляют
собой задвижку из листовой стали, перекры-
вающую горизонтальные, наклонные или
вертикальные выпускные отверстия. Откры-
вание и закрывание производятся вручную,
посредством рейки и зубчатой передачи.
Реже применяются задвижки с пневматиче-
ским, гидравлическим или электрическим при-
водом. Обычная область применения — на
мелких и средних по крупности хорошо сы-
пучих материалах, а также на тяжёлых крупно-
кусковых материалах, когда бункер опорож-
няется полностью за один приём. Затворы
конструкции ГУПТМАШ применяются для
отверстий размером 400 X 400 и 500 X 500 мм.
В зависимости от размера отверстия на за-
движке монтируются одна или две рейки. Не-
достаток плоских затворов — значительное
сопротивление, развивающееся при закрыва-
нии затвора под нагрузкой. Усилие при от-
крывании плоских затворов связано с пре-
одолением силы трения задвижки по мате-
риалу и направляющим.
В плоских затворах, оборудованных под-
держивающими роликами, усилие W кг, не-
обходимое для открывания и закрывания,
определяется по формуле
W = О/, +
2k (G
D
где G — вес материала, действующий на за-
твор, в к?; Go — собственный вес задвижки в
кг; Gj — вес поддерживающих роликов под
задвижкой в к-, D — диаметр роликов в мм;
d - диаметр цапф роликов в мм, а — коэфи-
циент трения качения задвижки по роликам
(можно принимать в пределах 0,25—0,5 мм);
/] — коэфициент трения задвижки по мате-
риалу (принимается в пределах 0,6 —1,2); /2 —
коэфициент трения в цапфах роликов (можно
принимать в пределах 0,1—0,12).
Гусеничные затворы применяются для
лёгких и средних по весу материалов с раз-
мером кусков до 100—150 мм и служат для
перекрывания горизонтальных выпускных
отверстий бункеров. Различают две разновид-
ности гусеничных затворов — ленточные и с
пластинчатым стальным настилом (цепные).
Рабочим органом ленточных гусенич-
ных затворов (фиг. 191) является бесконеч-
^__^ ная хлопчато-
бумажная про-
резине иная
лента/, поддер-
живаемая роли-
коопорами 2,
которые кре-
пятся на по-
движной сталь-
ной раме (на
фигуре не по-
казана). В точ-
ке 3 лента за-
крепляется не-
подвижно, чтобы её верхняя ветвь не могла
перемещаться поступательно. При передви-
жении рамы верхняя ветвь ленты откры-
вает или перекрывает выпускное отверстие.
Сила трения скольжения ленты по ма-
териалу, свойственная обычному плоскому
Фиг. 191. Ленточный гусеничный
затвор.
затвору, заменяется здесь сопротивлением
перекатывания ленты по материалу.
Пластинчатые гусеничные затворы,
в которых лента заменена стальным насти-
лом, работают по такому же принципу, что и
ленточные.
Цепные затворы (фиг. 192) состоят из
нескольких ветвей якорных цепей, перекры-
вающих выпускной лоток бункера по всей
его ширине и препятствующих произволь-
ному высыпанию материала. Якорные цепи
оканчиваются тяжёлыми гирями, связанными
с простыми круглозвенными цепями, переки-
нутыми через блоки. При натяжении кругло-
Фиг. 192. Цепной затвор.
звенноицепи концы якорных цепей приподни-
маются и ослабляют давление на материал,
который начинает сползать по жёлобу само-
тёком. Изменяя давление якорных цепей на
материал, можно регулировать пропускную
способность затвора.
Основная область применения цепных за-
творов — на крупно- и среднекусковых мате-
риалах. Однако наличие перемычек на
звеньях якорной цепи позволяет применять
эти затворы на материалах различного гра-
нулометрического состава, не исключая и
мелкокусковых.
ПИТАТЕЛИ
Питатели представляют собой стационар-
ные или передвижные механические приспо-
собления, служащие для непрерывной равно-
мерной подтчи насыпных материалов из бун>
керов и воронок в различные приёмные
устройства. Большинство питателей осуще-
ствляют принудительную подачу материала.
При прекращении истечения материала они
выполняют роль затворов.
Основными видами питателей являются:
а) с поступательным движением тягового
гибкого органа — ленточные, пластинчатые,
цепные; б) с колебательным движением — ка-
чающиеся, плунжерные, маятниковые; в) с
вращательным движением — винтовые, та-
рельчатые и др. Многие из них предста-
вляют модификацию одноимённых видов кон-
вейеров. Основные виды питателей в свою
очередь подразделяются на разновидности.
В большинстве случаев питатели имеют
индивидуальный привод и работают от элек-
тродвигателя. В ряде случаев приводы
являются групповыми; применение ручного
привода встречается как исключение.
ГЛ. XXXII]
ПИТАТЕЛИ
1111
К особым видам питающих механизмов
относятся автоматические выгружатели для
бункеров с широким разгрузочным фрон-
том.
Ленточные питатели (фиг. 193) приме-
няются для равномерного опорожнения бун-
керов, работающих на зернистых, мелкоку-
сковых и средних по крупности материалах
(песок, гравий, уголь, кокс и др.) с разме-
ром кусков до 100—15Э мм. Производитель-
ность их достигает 300 мъ\час и более; длина
ограничивается 1 — 5 м.
Питатели устанавливаются в горизонталь-
ном или наклонном положении. Хлопчатобу-
мажная прорезиненная лента натягивается
одолением силы трения материала о борты
жёлоба
Фиг. 193. Ленточный питатель.
между концевыми барабанами. Верхняя ветвь
ленты поддерживается часто расположен-
ными роликоопорами, а нижняя провисает
свободно. При лёгких материалах вместо ро-
ликоопор применяется гладкий настил. Лента
выбирается по ГОСТ 20-40, как для обычных
конвейеров, с верхними резиновыми обклад-
ками толщиной 3—6 мм в зависимости от
размеров и физических свойств транспорти-
руемых материалов. При загрузке лента по
возможности не должна испытывать непосред-
ственного активного давления содержимого
бункера, для чего используется специальная
форма загрузочного лотка, который воспри-
нимает лишь отражённое давление. Однако
по условиям установки это не всегда является
возможным, и питатели приходится устана-
вливать в зоне активного давления. Для по-
вышения угла наклона при мелких неабразив-
ных материалах к ленте следует прикреплять
поперечные планки.
Производительность ленточных питателей
Q т/час или V мд)час определяется по общей
формуле определения производительности
конвейеров (см. стр. 1031); коэфициент
наполнения жёлоба принимается ф =0,75-0.8
и скорость ленты i/ = 0,l—0,3 м\сек, причём
большее значение берётся при лёгких мате-
риалах.
Наличие высоких бортов по всей длине
ленты позволяет определять по общей фор-
муле производительность не только горизон-
тальных, но и наклонных питателей.
Ширина жёлоба должна быть проверена
по выпускному отверстию бункера (см.
стр. 1106).
Мощность N кет на валу приводного бара-
бана при установившемся движении ленты
составляется из нормальной мощности, свой-
ственной обычному ленточному конвейеру, и
дополнительной мощности, связанной с пре-
N =
*¦*•
где (см. фиг. 193) Q — весовая производитель-
ность питателя в т/час; L — длина питателя
в м; Н — высота подъёма в м; k\ — коэфи-
циент, учитывающий сопротивление в бара-
банах и трение уплотнений от ленты (при-
нимается около 1.2); h2—коэфициент устано-
вочной мощности (принимается в пределах
1,1—1,15); К = -г—;—=—— — коэфициент по-
движности материала; h — высота засыпки
материала в жёлобе в м\ I — длина бортов
питателя в м; -у — насыпной вес материала в
кг/м*; f — коэфициент трения материала о
борты (/=0,6 -г-1,2); v — скорость ленты
в м/сек; г\ — к. п. д. механизма привода.
Пластинчатые питатели (фиг. 194) при-
меняются для перегрузки из бункеров пре-
имущественно тяжёлых крупнокусковых мате-
риалов, не исключая абразивных и глинистых.
Производительность изменяется в широких
пределах — от 10 до 1000 м%\час и более.
Несущим органом является настил, составлен-
ный из смежно расположенных стальных пла-
стин, перекрывающих друг друга и жёстко
Фиг. 194. Пластинчатый питатель.
связанных с цепями. Пластины образуют жё-
лоб с неподвижными или подвижными бор-
тами. По форме профиля пластины анало-
гично пластинчатым конвейерам рззделяются
на плоские, коробчатые, волнистые и др.
Пластины плоского профиля (фиг. 195)
применяются для лёгких и средних по весу
В) Z/
Фиг. 195. Типичные профили пластин: а — плоский,
б - коробчатый, в — волнистый.
материалов при отсутствии значительных
ударов материала при загрузке. Цепи с пла-
стинами поддерживаются стационарными или
1112
КОНВЕЙЕРЫ
[РАЗД. IV
подвижными роликами, а холостая ветвь це-
пей провисает свободно. Пластины короб-
чатого и волнистого профилей (фиг. 195)
допускают подачу материала под углом до
36° к горизонту и применяются для подачи
тяжёлых материалов, не исключая случаев
загрузки при наличии сильных ударов кусков
по настилу питателя. Пластины с волнистым
профилем вызывают по сравнению с другими
профилями меньшее крошение материала.
В пластинчатых питателях используются
преимущественно стальные пластинчатые
цепи с шагом от 100 до 400 мм. Так же как
я в конвейерах, втулка запрессовывается во
внутреннюю пару пластин цепи, а валик за-
крепляется на лыске внешней пары пластин.
Стационарные виды пластинчатых питате-
лей предусмотрены в качестве рекомендуе-
мых в ОСТ/НКТП 3445, а передвижные — в
ОСТ/НКТП 3446.
Пластинчатый питатель тяжёлого типа
(ОСТ НКТП 3444) применяется для абразив-
ных материалов крупностью кусков до 600 мм.
Скорость цепей составляет 0,02—0,25 м\сек\
ширина настила — 1000, 1200, 1500 и 1800 мм.
Настил движется на стационарных роликах.
Длина питателя — 1,5—6,0 м.
Производительность пластинчатых пита-
телей Q т/час или V мг\час определяется
так же, как и для пластинчатых конвейеров,
причём коэфициент наполнения жёлоба при-
нимается в среднем ф = 0,8, а скорость на-
стила v = 0,05—0,25 м/сек. Меньшее значе-
ние скорости устанавливается при тяжёлых
материалах, а также при значительном актив-
ном давлении содержимого бункера на на-
стил. При транспортировании хрупких мате-
риалов, крошение которых понижает их ка-
чество, следует принимать малые или сред-
ние скорости.
Мощность на валу приводных звёздочек
связана с преодолением свойственных обыч-
ному короткому пластинчатому конвейеру
сопротивлений от трения материала о непо-
движные борты и от активного давления содер-
жимого бункера на настил конвейера. К это-
му добавляется ещё трение материала о
материал при перемещении нижнего слоя, за-
хватываемого настилом в зоне активного да-
вления. Последнее особенно сказывается при
волнистом профиле настила. Обычно устано-
вочная мощность двигателя определяется об-
щим методом — расчётом натяжений по кон-
туру (см. стр. 1035).
Цепные питатели применяются для по-
дачи кусковых материалов различной крупно-
сти. Цепной питатель (фиг. 196) состоит из
нескольких смежно расположенных замкну-
тых ветвей якорных цепей, подвешенных сво-
бодно на приводном барабане. Якорные цепи
образуют сплошной занавес, который пере-
крывает спускной жёлоб бункера и является
достаточно тяжёлым для удержания материа-
ла на лотке от самопроизвольного высыпа-
ния. Преимущества цепных питателей — ми-
нимальная затрата энергии и лёгкое регули-
рование скорости истечения материала.
Вследствие трения между цепями и матери-
алом последний скользит по жёлобу со ско-
ростью, близкой к скорости цепей. Якорные
цепи, применяемые для цепных питателей,
имеют различный размер звеньев и вес, за-
висящие от характера перемещаемого мате-
риала.
Пропускная способность питателя связана
с размерами выходного отверстия бункера,
конструкцией и ве-
сом цепного зана-
веса, скоростью
цепей и физиче-
скими свойствами
материала. Теоре-
тическая произво-
дительность опре-
деляется по общей
формуле для кон-
вейеров (см. стр.
1031), причём коэ-
фициент наполне-
ния жёлоба при-
нимается t[i =
= 0,15-г-0,25.
Характеристика
цепных питателей по ОСТ/НКТП 3450 при-
ведена в табл 39.
Мощность, поглощаемая цепным питате-
лем, обусловливается сопротивлением пере-
гибу цепей на барабане и трением их по
поверхности разгружаемого материала. Мощ-
ность эта незначительна, так как материал
движется самотёком и роль привода сводится
преимущественно к регулированию произво-
дительности. Установочная мощность двига-
теля принимается с учётом к. п. д. механизма
привода, но не менее 0,5 кет.
Таблица 39
Характеристика цепных питателей
Фиг. 196. Цепной питатель.
Высота боковых стенок
жёлоба, равная высоте
окна бункера, в мм
5°°
700
доо
I2OO
15°°
Длина барабана, равная
ширине окна бункера,
в мм
боо
8оо
IOOO
I20O
15°°
Диаметр круг-
лой стали якор-
ной цепи в мм
для материалов с
объёмным весом
1 < 2000 кг1м*
Т7
=5
34
49
63
для материалов с
объёмным весом
Т > 2000 кг/м*
25
34
49
бз
72
Число об'мин барабана
2О
15
12
9
7
Производительность за
один оборот барабана
в м3
о,о7о
6,150
0,270
0,480
о,8ю
Наибольшая установоч-
ная мощность в кет при
данном числе оборотов
2.5
3.5
4.5
5.5
6,5
Качающиеся питатели имеют рабочим
органом подвижной лоток или жёлоб. В за-
висимости от характера колебательного дви-
жения качающиеся питатели разделяются на
кареточные, подвесные, встряхивающие и
вибрационные.
Кареточные качающиеся питатели
(фиг. 197) служат для равномерной подачи
различных материалов, не исключая и круп-
нокусковых. Питатели работают по принципу
поступательно-возвратных симметричных ко-
лебаний с прямолинейной траекторией. Ка-
реточные питатели конструкции Шахтстроя
имеют ширину жёлоба 750, 1000, 1200, 1500 мм;
производительность достигает 300 мъ\час и
ГЛ. XXXII]
ПИТАТЕЛИ
1113
более. Ход стола — в пределах от 50 до 150 мм
для всего ряда ширин. Питатели применяются
с наклоном вниз до 5—10°.
Производительность Q т/час кареточного
питателя (см. фиг. 197) определяется по фор-
муле
Q = 60bhSrvl>i mJHac,
где ъ — ширина несущей части (расстояние
между стенками жёлоба) в м; h — высота
ские стальные пружины, защемлённые в ме-
стах соединения с жёлобом и нижними опор-
ными балками. Привод жёлоба включает в
себя шатунно-кривошипный механизм, свя-
занный обычно с маховиком, уравновеши-
вающим колебательно-движущиеся части.
Колебание жёлоба по высоте частично
передаётся материалу, заполняющему бункер,
что вызывает ббльшую подвижность' частиц
материала и даёт возможность использования
' Регулирующая
заслонка
Фиг. 197. Кареточный качающийся питатель.
жёлоба в м (принимается обычно h^b); S—
ход (амплитуда качания) стола, равный диа-
метру Bг) кривошипа, в м (обычно 5 = 50н-
-г-175 мм); п—число об/мин эксцентрика
(колеблется в пределах 10-60); f — насыпной
вес материала в т/м%; ф — коэфициент по-
дачи (принимается в пределах 0,7—0.9).
Подвесные качающиеся питатели при-
меняются для подачи разнообразных материа-
лов, не исключая тяжёлых крупнокусковых и
абразивных. Пита-
тель (фиг. 198) со-
стоит из подвиж-
ного стола, кото-
рый опирается пе-
редним концом на
ролики, передви-
гающиеся по на-
правляющим,
а другим концом
подвешен на
стальных тягах.
При движении ма-
териала характерным является: переменное
давление материала на жёлоб (большее при
переднем ходе) и проскальзывание материала
по поверхности стола при обратном ходе.
Преимущество такого питателя — понижен-
ный износ стола.
Встряхивающие питатели применяются
для подачи в горизонтальном направлении
или с малым уклоном вверх (до 10°) продуктов
поДВ
Фиг. 198. Подвесной качаю-
щийся питатель.
Фиг. 199. Встряхивающий питатель: 1 — качающийся
лоток; 2 — плоские пружины; 3 — эксцентрик.
помола, мелкокусковых и средних по крупно-
сти материалов. Питатель (фиг. 199) состоит
из жёлоба, опирающегося на наклонные пло-
встряхивающих питателей для подачи плохо-
сыпучих, волокнистых и других материалов.
Производительность питателей достигает
100 mjnac и более. Число оборотов эксцен-
трика в минуту устанавливается обычно в
пределах п = 2ОО-=-4О0 при его радиусе г =
= 0,01-т-0,025 м.
Производительность и потребная мощ-
ность встряхивающих питателей опреде-
ляются по формулам, приведённым для ка-
чающихся конвейеров.
Вибрационные питатели применяются
для подачи мелкосыпучих и кусковых мате-
риалов, не исключая сильно абразивных,
слёживающихся и смерзающихся. Устройство
их и принцип работы (фиг. 200) аналогичны
Фиг. 200. Вибрационный питатель: 1 — ре-
гулирующая заслонка; 2 — качающийся
лоток; 3 — плоские пружины; 4 — электро-
магниты; 5 •— якорь.
встряхивающим питателям. Амплитуда кача-
ния составляет 2—3 мм при числе оборотов
эксцентрика до 3000 в минуту. Питатель ра-
ботает от электродвигателя или электрома-
гнита переменного тока.
Плунжерные или поршневые питатели
(фиг. 201) применяются при перегрузке мало-
абразивных хорошо сыпучих материалов при
малой производительности — от 2 до 8 мА{час.
Питатель перемещает материал в неподвиж-
ном жёлобе, расположенном под выпускным
отверстием бункера. Материал проталки-
вается плунжером, совершающим поступа-
тельно-возвратное движение. Привод осуще-
1114
КОНВЕЙЕРЫ
[РАЗД. IV
ствляется через эксцентриковую тягу. Число
качаний не превышает 40 в минуту при длине
хода поршня от 75 до 150 мм. Производитель-
ность плунжерных питателей зависит от пло-
Фиг. 201. Плунжерный питатель.
щади плунжера, его хода и числа качании в
единицу времени.
Винтовые питатели с полностенным вин-
том (фиг. 202) применяются для подачи пре-
имущественно продуктов помола (пылевидный
уголь или цемент), зерновых и мелкокуско-
вых материалов, а также и других материалов,
не теряющих в ценности при крошении. По
своему устройству и принципу действия винто-
вые питатели сходны с винтовыми конвейе-
рами. Для свободного продвижения материала
по жёлобу промежуточные опоры винта не ста-
вятся и винт поддерживается лишь конце-
выми подшипниками. При использовании пи-
тателей на влажных и плохо сыпучих мате-
риалах применяются фасонные винты. В на-
клонных питателях устанавливают обычно
полностенные двухходовые винты. В отдель-
ных случаях используются питатели с двумя
и тремя параллельными винтами.
Производительность винтовых питателей
определяется по формуле, приведённой для
винтовых конвейеров (см. стр. 1103), причём
коэфициент наполнения жёлоба принимается
ческий патрубок (манжет), связанный с вы-
пускным отверстием бункера. Высыпающийся
из бункера материал располагается на столе
в виде усечённого конуса, образующая кото-
рого наклонена под углом естественного от-
коса материала. При вращении стола часть
материала снимается переставным скребком
(ножом) и напра-
вляется в приём- ¦л*"'1'чч
кое устройство.
Передача враща-
тельного движе-
ния диску осуще-
ствляется посред-
ством зубчатой
конической или
червячной пере-
дачи от электро-
двигателя. Регули-
рование произво-
дительности осу-
ществляется под-
ниманием или опу-
сканием манжета,
что обусловливает
различную насып-
ку материала на
столе, а также из-
менением положе-
ния ножа на столе,
о пр е д е ляющем
толщину снимаемого слоя. Производитель-
ность питателей изменяется обычно в пре-
делах от 2 до 50 мв/час. Реже применяются
питатели, производительность которых до-
стигает 100 мЦчас и более. К достоинствам
тарельчатых питателей следует отнести лёг-
кость регулирования производительности и
высокую точность дозировки, что опреде-
ляет широкую область их применения на це-
ментных, керамических, химических заводах,
в механизированных литейных и др.
В ОСТ/НКТП 3456 и 3457 приведена харак-
теристика стационарных тарельчатых пита-
телей с диаметром диска от 600 до 2500 мм
и производительностью от 4 до 120 м^/час.
Производительность Q т\час тарельчатых
питателей (см. фиг. 204) определяется по
формуле
Фиг. 203. Тарельчатый пита-
тель: / — вращающийся круг-
лый стол; 2 — подвижной ман-
жет; 3 — винт для подъёма
и опускания манжета; 4—нож;
5 — приёмное устройство;
6 — приводной вал.
Фиг. 202. Винтовой питатель.
Q=60-—-
tgc.
при отсутствии промежуточных подшипни-
ков в пределах ^ = 0,8—1,0.
Мощность на валу винта, поглощаемая
винтовым питателем при установившемся
движении, рассчитывается также по фор-
муле для винтовых конвейеров {см. стр. 1104)
с повышением на 10—20%.
Тарельчатые или дисковые питатели
применяются для выгрузки из бункеров раз-
личных, преимущественно сухих, продуктов
помола, мелкозернистых и мелкокусковых
материалов. Принцип действия тарельчатых
питателей (фиг. 203) сводится к сбрасыванию
скребком материала с горизонтального вра-
щающегося диска, расположенного под вы-
пускным отверстием бункера. Питатель со-
стоит из вращающегося на вертикальной
оси круглого плоского стола (диска), над ко-
торым подвешен телескопический цилиндри-
где h — высота подъёма манжета в м; R —
радиус манжета в м; у — насыпной вес мате-
риала в mJM3, ср—угол естественного откоса
материала в движении; п—число об/мин
диска.
Предельное число оборотов диска, при
котором начинается уже произвольное сбрасы-
вание материала'со стола центробежной силой,
где fx _ коэфициент трения материала по
диску в условиях движения и Rx — радиус
основания конуса материала в м.
Мощность, поглощаемая тарельчатым пита-
телем, незначительна вследствие самотёка
материала из горловины бункера.
ГЛ. XXXII]
ВЫГРУЖАТЕЛИ ДЛЯ ЩЕЛЕВЫХ БУНКЕРОВ
1115
Барабанные питатели применяются на
разнообразных материалах — от продуктов по-
мола и до тяжёлых крупнокусковых. Пита-
тель (фиг. 205) представляет собой стальнсй
или чугунный кожух с барабаном, смонтиро-
Фиг. 204. Расчётная схема
тарельчатого питателя.
Фиг. 205. Барабанный
питатель.
ванным на горизонтальной оси под выпуск-
ным отверстием бункера. При вращении бара-
бана материал увлекается силой трения и
равномерно высыпается из разгрузочной щели
бункера. Рабочий орган питателя — барабан —
выполняется обычно цилиндрическим с при-
варенными планками. Производительность,
достигающая до 100 м?/час и более, регу-
лируется числом оборотов барабана и за
слонкой.
Производительность Q т/час питателей
с гладким или гранёным барабаном опре-
деляется по формуле
Q =
т/час,
где / — длина выпускной щели, равная длине
барабана, в м\ а — высота (раскрытие) вы-
Троллейные проВобО
пускного отверстия в м (см. фиг. 205); О —
диаметр барабана в м; п - число оборотов
барабана в минуту; ф — коэфициент заполне-
ния выходной щели (принимается в пределах
0,8-0.9).
ВЫГРУЖАТЕЛИ ДЛЯ ЩЕЛЕВЫХ
БУНКЕРОВ
Для разгрузки щелевых бункеров
с широким разгрузочным фронтом при-
меняются передвижные механические выгру-
жатели. Основными видами являются лопаст-
ные и скребковые выгружатели.
Лопастные передвижные выгружатели
(фиг. 206) обслуживают щелевые бункеры,
показанные на фиг. 182, б и в. Производи-
тельность их достигает 300 m%J4ас и выше при
значительной длине разгрузочного фронта.
Лопастные выгружатели нашли наибольшее
применение в щелевых бункерах, обслужи-
вающих крупные топливоподачи.
Вращение лопастного колеса и поступа-
тельное перемещение выгружателя произ-
водятся от отдельных электродвигателей,
установленных на тележке. Производитель-
ность регулируется заслонками на бункерах
и скоростью поступательного движения
тележки, которая составляет обычно 0,7—
2 mjmuh. В последних конструкциях при*
менена коробка скоростей. При передвиже-
нии выгружатель автоматически переклю-
чается на обратный ход, не приостанавливая
выгрузки материала.
Производительность Q тп\час лопастного
выгружателя (фиг. 207) при работе на одном
месте определяется по формуле
Q = 120пг( Fn-f,
где F—площадь сечения захватываемого ло-
пастью материала в м2; г0 — радиус вращения
Фиг. 206. Лопастной передвижной выгружатель
Фиг. 207. Расчётная схема
лопастного выгружателя.
центра тяжести площади F в м\
я — число оборотов лопастного
колеса в минуту (принимается
§ обычно в пределах от 3 до 7).
При передвижении тележки про-
изводительность выгружателя из-
меняется мало.
Скребковые выгружатели
подразделяются на однолопаст-
ные, приспосабливаемые к бун-
1116
КОНВЕЙЕРЫ
[РАЗД. IV
керам, показанным на фиг. 182, б, и двух-
лопастные, обслуживающие сдвоенные ще-
левые бункеры специальной формы.
УСТРОЙСТВА ДЛЯ АВТОМАТИЧЕСКОЙ
ДОЗИРОВКИ И ВЗВЕШИВАНИЯ
Для взвешивания материала применяются
автоматические весовые устройства. Они под-
разделяются на конвейерные весы, которые
взвешивают материал, движущийся сплошным
потоком на конвейере, и порционные, взве-
шивающие материал отдельными равными
порциями. Применяются также и объёмные
дозирующие устройства.
Конвейерные весы (фиг. 208) применя-
ются для взвешивания насыпных материалов
на ленточных конвейерах и работают по сле-
дующему прин-
ципу. Часть ра-
мы конвейера,
несущая на се-
бе гружёную и
холостую ветви
Фиг. 208. Схема автоматических конвейерных весов.
конвейера, отделяется от общей рамы и уста-
навливается на рычаги весов. Весы периоди-
чески взвешивают и фиксируют в регистри-
рующем аппарате вес материала на выделен-
ной части конвейера через определённые
промежутки времени, в которые несущий
2 1 5
Фиг. 209. Схема автоматических порционных весов.
орган конвейера проходит измеряемый уча-
сток пути. Механизм весов приводится в дей-
ствие от самого конвейера. Регистрирующий
аппарат имеет обычно два счётчика и отмечает,
кроме полного веса груза, также и тару кон-
вейера. Разность показаний полного веса и
тары дает чистый вес материала. При работе
вхолостую оба счётчика дают одинаковые
показания. Ошибка в показаниях весов обыч-
но не превышает 1—2%.
Существующие типы конвейерных весов состоят в ос-
новном из следующих частей (фиг. 208): подвижной рамы /,
которая опирается на рычаги взвешивающего механизма 2,
регистрирующего механизма 3, отсчитывающего и сум-
мирующего вес материала, приводного механизма 4, свя-
зывающего движение тягового органа конвейера с реги-
стрирующим механизмом, и стального кожуха.
Конвейерные весы широко используются
для взвешивания самых разнообразных на-
сыпных материалов. При перемещении влаж-
ных и других материалов, налипающих на
ленту, часть материала может оставаться на
ленте и, многократно взвешиваясь на весах,
давать неправильное их показание. Для устра-
нения этого конвейер снабжается скребко-
выми или вращающимися щётками, очищаю-
щими ленту. В весах для материалов, нали-
пающих на ленту, предусматривается иногда
одновременное взвешивание рабочей и холо-
стой ветвей ленты. Разность между отсчё-
тами определяет истинный вес, точность
которого оказывается большей, нежели при
обычных конвейерных весах.
Автоматические порционные весы взве-
шивают материалы отдельными равными пор-
циями. Их действие основано на периодиче-
ском наполнении мерника материалом опре-
делённого веса из бункера и опорожнении
его в приёмное устройство, например, на кон-
вейер. По достижении определённого веса
в мернике дальнейшая подача прекращается
и открывается выход для взвешенного мате-
риала, после чего
под действ ием
в спомогательного
груза вся система
приводится в пер-
воначальное поло-
жение.
Порционные
а в т о м этические
весы состоят из
следующих основ-
ных частей (фиг.
209): рамы /, взве-
шивающего меха-
низма 2, приспо-
собления 3, коор-
динирующего ав-
томатическое открывание и закрывание мер-
ника 4, механизма 5, регулирующего точ-
ность веса порции материалам счётчика,пока-
зывающего количество взвешенных порций.
Одной из простейших конструкций явля-
ются автоматические порционные весы про-
изводства Киевского завода .Автомат" для
взвешивания угля. Эти весы в обычном из-
готовлении имеют точность до 0,5°/0.
Объёмные лопастные дозаторы (фиг. 210)
применяются преимущественно для дозировки
пылевидных, зернистых и мелкокусковых
материалов. При вращении барабана мате-
риал разгружается отдельными порциями
из отсеков, образуемых лопастями. Барабан
обычно вращается вручную. Лопастные до-
заторы конструкции ГУПТМАШ имеют про-
изводительность 12 и 24 л за один оборот
барабана.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А л ф ё р о в К. В., Бункеры, затворы, питатели, Маш-
гиз, 1946.
2. Козьмин П. С, Машины непрерывного транспорта
ч. I, 1! и III, ОНТИ, Л. 1935- 1938.
3. Спиваковский А. О., Конвейерные установки
ч. I, II, III и IV, ДНТВУ, 1933—1935.
Фиг. 210. Схема лопастного
дозатора (ГУПТМАШ).
Глава XXXIII
ПОГРУЗОЧНЫЕ И ШТАБЕЛЁВОЧНЫЕ МАШИНЫ
ОБЩИЕ СВЕДЕНИЯ
Погрузочные и штабелёвочные машины
представляют собой передвижные подъёмно-
транспортные устройства, специализирован-
ные для механизации перегрузочных работ с
массовыми штучными или йавалочными груза-
ми. Погрузочные машины предназначаются
главным образом для погрузки материалов в
различные транспортные средства; штабелё-
вочные машины — для укладывания грузов
в штабели. Погрузочные и штабелёвочные
Типы погрузочных
промышленности и транспорта (различные
склады массовых грузов, карьеры, грузовые
станции, пристани и пр.).
В общем комплексе .подъёмно-транспорт-
ных устройств погрузочные и штабелёвочные
машины составляют группу механического
оборудования, входящую в класс перегрузоч-
ных устройств. Последующая разбивка на
типы погрузочных и штабелёвочных машин
дана в табл. 1.
Таблица 1
и штабелёвочных машин
Погрузочные машиьы
Специализированные
Пере-
носные
секци-
онные
конвей-
еры
Перенос-
ные конвей-
еры для са-
мозагрузки
автомоби-
лей (авто-
грузчики)
Самоход-
ные кон-
вейеры на
автомоби-
лях
Общего назначения
Несамо-
ходные пе-
редвижные
конвейеры
Самоход-
ные меха-
нические
погрузчики
непрерыв-
ного дей-
ствия
Самоход-
ные одно-
ковшевые
погрузчики
периодиче-
ского дей-
ствия
Штабелёвочные машины
Непрерывного действия
Несамо-
ходные
штабелё-
вочные кон-
вейеры
(штабелё-
ры)
Самоход-
ные штабе-
лёвочные
конвейеры
(стакеры)
Периодического
действия
Несамо-
ходные
подъёмни-
ки (штабе-
леукладчи-
ки)
Самоход-
ные подъ-
емники
машины могут быть использованы также для
внутрискладских перемещений грузов, а в
отдельных случаях и для производства раз-
грузочных работ.
Погрузочные и штабелёвочные машины
широко применяются в основных отраслях
Кроме того, имеется ряд машин, предназна-
ченных для специфических условий работ
(сельскохозяйственные перегружатели, под-
вагонные грузчики, несамоходные конвейеры
для вагонеток, навалочные машины, механи-
ческие лопаты, сенонагрузчики и пр.).
ПОГРУЗОЧНЫЕ МАШИНЫ
ПЕРЕНОСНЫЕ СЕКЦИОННЫЕ
КОНВЕЙЕРЫ
Секционные конвейеры—переносные ма-
шины непрерывного действия, состоящие из
отдельных легко собираемых и разбираемых
секций (звеньев). Они предназначаются для
перегрузочных складских операций с различ-
ными массовыми грузами в таре весом, обыч-
но не превышающим 100 кг.
Основными разновидностями секционных
конвейеров являются: двухвинтовые секцион-
ные конвейеры (твинвейеры), цепные секци-
онные конвейеры и пластинчатые секционные
конвейеры.
Двухвинтовые секционные конвейеры
(твинвейеры) применяются для перегрузоч-
ных операций с грузами в разнообразной
таре (мешки, тюки, ящики, бочки). Такой
конвейер (фиг. 1) состоит из отдельных
соединяемых между собой секций 1, каждая
из которых составляется из двух винтовых
труб, вращающихся в противоположные сто-
роны; при этом одна из труб имеет правую
навивку, а другая—левую. Грузы, уклады-
ваемые на вращающиеся секции, испыты-
вают от винтовой навивки труб поперечные
и продольные усилия. Поперечные усилия
в силу противоположного вращения труб
взаимно компенсируются, а продольные за-
ставляют груз передвигаться вдоль по кон-
вейеру, переходя с секции на секцию. В ме-
стах соединения секций между собой у труб
имеются пространственные шарниры, допу-
скающие поворот смежных секций на угол
до 15°. Там же располагаются опоры секций 2,
устанавливаемые обычно на полу помещения
или на штабелях из грузов. Вращение сек-
циям передаётся от приводной станции, со-
стоящей из электродвигателя 3 и цилиндра-
1118
ПОГРУЗОЧНЫЕ И ШТАБЕЛЁВОЧНЫЕ МАШИНЫ
[РАЗД. IV
ческого зубчатого редуктора 4 с присоеди-
нённой к нему короткой промежуточной сек-
цией 5. Двигатель соединён с редуктором
через упругую муфту 6. Вся приводная стан-
ция монтируется на раме 7. Для продольной
перегрузки грузов при последовательной ра-
боте двух или более конвейеров применяется
перегрузочная секция 8.
На фиг. 2 показана одна из конструк-
ций средней секции двухвинтового конвейера.
кой таре (ящиков и в отдельных случаях
бочек). Конвейер (фиг. 3) состоит из от-
дельных соединяемых между собой секций.
Каждая секция представляет ссбой две от-
дельные балочки 1 с самостоятельным замк-
нутым в круговой контур тяговым и несущим
органом — роликовой пластинчатой цепью 2.
Цепи, скользящие по направляющим балочек,
имеют наружные пластины фасонной формы
в виде зубьев (для лучшего захватывания
Фиг. 1. Схема работы двухвинтового секционного конвейера.
Каждая секция состоит из двух труб / с на-
витой на них по спирали проволокой 2. На
одном конце каждой трубы находится опора 3
с радиальными шарикоподшипниками 4, рас-
положенными внутри трубы. Валик трубы 5
оканчивается хвостовиком 6 с пространствен-
ным шарниром 7. Другой конец трубы имеет
внутреннюю ступицу 8 с замком 9, автома-
тически запирающим хвостовик трубы при-
соединяемой секции. Разъединение секций
производится путём вытягивания отключае-
.10 1 2
тары), на которые укладываются транспорти-
руемые грузы. Балочки соединяются между
собой специальными замками 3, передающими
движение от секции к секции и позволяю-
щими поворачивать смежные секции (одна
относительно другой) на некоторый угол
в вертикальной плоскости. Цепи балочек
получают движение от приводной станции 4,
включаемой в любом месте сочленения сек-
ций. В местах своего соединения балочки опи-
раются на телескопические стойки 5, позво-
7' '•^JS* U4=J Г
Фиг. 2. Конструкция средней секции двухвинтового конвейера.
мой трубы с одновременным нажатием кнопки
замка в точке 10.
Техническая характеристика отечествен-
ных двухвинтовых- секционных конвейеров:
производительность— до 90 т/час; вес еди-
ницы транспортируемого груза — до 100 кг;
скорость перемещения груза — 0,43 м/сек;
длина конвейера — до 20 м\ длина одной сек-
ции— 2,5 м, вес приводной станции —180 кг\
вес одной секции (две трубы) — 63 кг; мощ-
ность .двигателя — 3,8 кет.
Цепные секционные конвейеры приме-
няются для перегрузки грузов лишь в жёст-
ляющие устанавливать конвейер в соответ-
ствии с заданным профилем рабочей пло-
щадки.
Конструкция соединения секций между
собой показана на фиг. 4. Здесь стальная
балочка /, несущая по концам звездочки 2.
огибаемые цепью 3, соединяется с балочкой
соседней секции посредством оси шарнира 4.
Эта же ось крепит балочки к опоре 5, укре-
пляемой на телескопической стойке. Цепные
звёздочки 2 имеют торцевые кулачковые вы-
ступы 6, передающие движение звёздочкам
смежной секции.
ГЛ. XXXIII]
ПЕРЕНОСНЫЕ СЕКЦИОННЫЕ КОНВЕЙЕРЫ
1119
Техническая характеристика отечествен-
ных цепных секционных конвейеров: произ-
водительность--65 т/час; скорость переме-
щения груза — 0,6 м/сек; длина конвейера —
до 30 м\ высота подъёма — до 7 м\ мощность
двигателя — 2,2 кет.
органом, представляющим собой полотно,
состоящее из ряда стальных пластин, укре-
плённых на двух тяговых цепях. Кроме того,
обе несущие балочки каждой секции кон-
структивно объединены в одно общее звено,
соединяемое со следующим звеном конвейера
посредством центрального пространственного
шарнира. Это позволяет поворачивать смеж-
ные секции не только в вертикальной, но
также и в горизонтальной плоскости.
Техническая характеристика
пластинчатых секционных кон-
вейеров: производительность —
до 80 т/час, вес единицы транс-
портируемого груза — до 100 кг;
скорость перемещения груза —
0,35 м/сек; длина конвейера — до
25 м\ вес одной секции—95 кг;
мощность двигателя—3,3 кет.
Фиг. 3. Схема работы цепного секционного конвейера.
Пластинчатые секционные конвейеры К достоинствам переносных секционных
применяются для перегрузки преимуще- конвейеров следует отнести их портатив-
ственно ящиков, мешков и тюков. Они отлича- ность, малый вес, большую маневренность и
ются от цепных главным образом несущим сравнительно небольшую стоимость. Недо-
Фиг. 4. Конструкция соединений секций цепного
конвейера.
статками отдельных типов являются: а) двух-
винтовых конвейеров — небольшие углы на-
клона к горизонту; б) цепных — некоторое
повреждение тары цепями и наличие пере-
гибов секций лишь в вертикальной плоскости;
в) пластинчатых — сравнительно малые углы
наклона к горизонту и излишний вес секций.
1120
ПОГРУЗОЧНЫЕ И ШТАБЕЛЁВОЧНЫЕ МАШИНЫ
[РАЗД. IV
Расчётная производительность
секционных конвейеров определяется по
формуле D) (стр. 1031), причём скорость (v)
принимается в пределах 0,4—0,6 м/сек; рас-
стояние между центрами смежных грузов (а)
зависит от способа загрузки, однако всегда
должно быть более длины транспортируе-
мого груза; вес единицы груза (G) не пре-
вышает обычно 100 кг. Для двухвинтовых
конвейеров скорость перемещения грузов
определяется по формуле
ns ,
v ~ -ТТ7Г м/сек,
ои
A)
где п — число оборотов винта в минуту и
5 — шаг винта в м.
Коэфициент проскальзывания груза в эту
формулу не вводится, так как правильная
работа двухвинтового конвейера (без замет-
ного износа тары) возможна лишь при усло-
вии, чтобы на-глаз не было заметно продоль-
ных проскальзываний(пробуксовывания)груза
относительно витков труб секций. Для этого
угол наклона секций к горизонту в среднем
не должен превышать: а) для материалов
в джутовых и бумажных мешках (мука, от-
руби, зерновые грузы, цемент), а также для
тюков, зашитых в джут и рогожу, и различ-
ных грузов в деревянных ящиках без планок
примерно 4—6° и б) для грузов в бочках и
деревянных ящиках с поперечными планками
8—12°. При этом увеличение веса груза или
степени набивки мешка допускает увеличе-
ние этого угла, а увеличе-
ние длины тары или боль-
шая влажность груза вызы-
вают уменьшение угла.
Фактическая производитель-
ность погрузочных машин для штучных
грузов (например секционных конвейеров)
зависит обычно от организации работ и часто
лимитируется из-за ручного способа их за-
грузки.
Мощность двигателя двухвинтового сек-
ционного конвейера можно определять при-
ближённо по формуле
N = 0,75+0.0033Q • I + Щ- кет, B)
где Q — максимальная производительность
конвейера в т/час, L — максимальная длина
транспортирования грузов в м\ И — макси-
мальная высота подъёма груза в м.
Потребная мощность двигателя для цепных
и пластинчатых секционных конвейеров
может определяться по отдельным видам со-
противлений соответственно аналогичным
типам стационарных конвейеров (см. стр. 1033).
ПЕРЕНОСНЫЕ КОНВЕЙЕРЫ
ДЛЯ САМОЗАГРУЗКИ АВТОМОБИЛЕЙ
(АВТОГРУЗЧИКИ)
Автогрузчики — переносные машины не-
прерывного действия, состоящие из конвейер-
ного устройства с приводом от заднего колеса
загружаемой ими автомашины. Они предна-
значаются для самозагрузки автомобилей еди-
ничными грузами в таре. Типичным предста-
вителем является пластинчатый автогрузчик
(фиг. 5), представляющий собой наклонный
Фиг. 5. Пластинчатый автогрузчик.
Предельный угол наклона цепного сек-
ционного конвейера, зависящий от формы
зубьев на цепях и вида тары, в отдельных
случаях может быть доведён до 45°, а пла-
стинчатого секционного — до 25°.
пластинчатый конвейер, несущим органом
которого служит полотно из деревянных пла-
нок /, укреплённых на двух бесконечных
тяговых пластинчатых цепях. Для транспорти-
ГЛ. XXXIII]
САМОХОДНЫЕ КОНВЕЙЕРЫ НА АВТОМОБИЛЯХ
1121
рования бочек на полотно могут устанавли-
ваться два специальных захвата 2. Конвейер
опирается на две стойки: телескопиче-
скую 3, укреплённую в грунте, и неподвиж-
ную 4, связанную с приводным устройством.
Переход груза с конвейера на автома-
шину осуществляется короткой откидной
секцией роликового конвейера 5. Приводное
устройство автогрузчика состоит из двух
параллельно расположенных приводных бара-
банов 6, вращаемых задним колесом загру-
жаемой автомашины. С барабанов движение
передаётся через цилиндрические зубчатые
колёса, карданный вал 7 и конический зубча-
тый редуктор на приводной вал конвейера.
Весь привод смонтирован на сварной из
швеллеров раме, которая
устанавливается в вырытом
для неё в земле котловане.
Для затормаживания бара-
Техническая характеристика пластинчатых
автогрузчиков завода им. Ленина в Ни-
кополе: расчётная производительность —
150 т\час; вес единицы транспортируемого
груза — до 500 кг; скорость перемещения
грузов — 0,5-т-1,0 м/сек; ширина полотна кон-
вейера— 600 мм; длина конвейера между
центрами звёздочек —3 м; высота погрузки —
1,05-М,2 м; вес конвейера с опорами и секцией
роликового конвейера — 330 кг; вес привод-
ного устройства — 165 кг; длина откидной
секции роликового конвейера — 0,6 м.
Область применения автогрузчиков ограни-
чивается обычно перегрузочными работами
с единичными (штучными) грузами на склад-
ских территориях, обслуживаемых автотранс-
6200-
Фиг. 6. Ленточный конвейер на автомобиле: «—в разложенном поло-
жении; б — в рабочем положении; в — сложенный в походное положение.
банов при въезде на них (или съезде с них)
автомашины имеются специальные тормозные
приспособления.
Конвейер имеет реверсивное движение,
зависящее от включения передней или зад-
ней скоростей у установленной на приводных
барабанах автомашины.
Для перевозки и переноски автогрузчик
может быть разобран на два узла: конвейер
и приводное устройство, на что затрачивается
в среднем около 5 мин.
71 Том 9
портом и в первую очередь в местностях,
Удалённых от источников энергии. Известная
ограниченность области их
применения объясняется
главным образом зависи-
мостью от автотранспорта и
невозможностью использо-
вания автогрузчиков на ка-
ких-либо других перегру-
зочных операциях с тар-
ным грузом (например, по-
грузка в вагоны, внутри-
складские перемещения
грузов и пр.).
Расчётная производи-
тельность автогрузчиков
определяется по формуле
D) (см. стр. 1031).
Потребная мощность при-
вода может рассчитываться
по отдельным видам сопро-
тивлений соответственно аналогичным ти-
пам стационарных конвейеров (см. стр. 1033).
САМОХОДНЫЕ КОНВЕЙЕРЫ
НА АВТОМОБИЛЯХ
Конвейеры на автомобилях представляют
собой передвижные самоходные машины, со-
стоящие из конвейерного устройства, смон-
тированного на шасси автомобиля. Они пред-
назначаются для механизации перегрузочных
1122
ПОГРУЗОЧНЫЕ И ШТАБЕЛЁВОЧНЫЕ МАШИНЫ
[РАЗД. IV
операций с массовыми штучными грузами на
временных открытых складах.
На фиг. 6 показан выпущенный в опыт-
ной серии складной ленточный конвейер на
автомобиле ГАЗ-АА. Машина состоит из трёх
секцийленточного конвейера с плоской лентой.
Две складывающиеся секции 1 и 2 (фиг. 6, а)
шарнирно укреплены на общей поворотной ра-
ме 3, позволяющей вручную поворачивать всю
систему конвейеров в горизонтальной плоско-
сти на угол до 270°. В местах расположения
шарниров 4 для складывания секций в по-
ходное положение последние опираются на
винтовые телескопические опоры 5, посред-
ством которых и производится изменение
высоты конвейеров. Третья, короткая, сек-
ция в своим свободным концом опирается на
землю или непосредственно на пол разгру-
жаемых транспортных средств. Для увеличе-
ния длины транспортирования к верхнему
конвейеру может присоединяться специаль-
Фиг. 7. Схема работы ленточного конвейера на автомо-
биле.
ный неприводной (гравитационный) ролико-
вый конвейер, состоящий из лёгких разборных
секций, устанавливаемых на переносные
опоры-треноги телескопического типа. При
перевозке (фиг. 6, в) все опоры / и секции
роликового конвейера 2 укладываются на
платформу машины. Отъём мощности для
конвейеров осуществляется от коробки пе-
редач автомашины. Для различных мелких
работ случайного характера на поворотной
раме машины (фиг. 6, б) установлена ручная
лебёдка / с крюком 2, которой могут подни-
маться небольшие грузы весом до 500 кг. Ма-
шина, сложенная в походное положение, мо-
жет передвигаться по дорогам наравне с
обычным грузовым автомобилем
Работа конвейером ведётся обычно вдоль
линии фронта работпри установке транспорти-
рующей системы поперёк оси машины (фиг.6,6).
На фиг. 7 дана одна из возможных схем орга-
низации работ, показывающая непосредствен-
ную перегрузку груза из автомашины в же-
лезнодорожный вагон. Здесь сплошными ли-
ниями показана наибольшая высота погрузки,
а пунктирными — наименьшая.
Техническая характеристика ленточного
конвейера завода им. Ленина в Никополе на
автомобиле ГАЗ-АА: производительность —
до 115 т/чае; вес единицы транспортируемого
груза — до 160 кг; скорость перемещения
грузов — 0,8 м\сек\ ширина ленты — 500 мм;
максимальная длина транспортирования (с ро-
ликовым конвейером) — 20 м\ полный вес
машины в походном положении — 3750 кг;
транспортируемый материал — различные
грузы в тарной упаковке (ящики,мешки, тюки).
Расчётная производительность конвейеров
на автомобилях определяется по формуле D),
приведённой на стр. 1031.
Потребная мощность привода может рас-
считываться по отдельным видам сопроти-
влений соответственно аналогичным типам
стационарных конвейеров (см. стр. 1033).
НЕСАМОХОДНЫЕ ПЕРЕДВИЖНЫЕ
КОНВЕЙЕРЫ
Передвижные конвейеры — передвижные
несамоходные машины непрерывного дей-
ствия, состоят из конвейерного устройства
на двухколёсном ходу и предназначаются для
перегрузочных работ на различных скла-
дах массовых сыпучих или штучных грузов.
Наибольшее распространение получили пе-
редвижные ленточные
конвейеры, у которых
тяговым и несущим ор-
ганом служит замкнутая
в круговой контур те-
кстильная прорезиненная
лента. Кроме ленточных
существуют и другие ти-
пы передвижных кон-
вейеров: пластинчатые»
скребковые и пр., приме-
няемые при специфиче-
ских условиях перегру-
зочных работ.
В табл. 2 приведены
основные параметры пе-
редвижных ленточных
конвейеров общего назначения по ГОСТ
2103-43.
Таблица 2
Основные параметры передвижных ленточных
конвейеров
(по ГОСТ 2103-43)
Длина конвейера
между центрами кон-
.цевых барабанов L,m
20
i5
ю
8,5
5
Ширина ленты В, мм
5оо
5°о
5оо
5°°
4<эо
Высота
отгрузки
наибольшая
Н\, мм
-ioo
5joo
37°°
34°о
Г3°°
наименьшая
Н3, мм
2250
2ООО
175°
1боо
1300
Диаметр ходовых ко-
лёс наименьший D, мм
I2OO
IOOO
гооо
IOOO
8оо
Вес конвейера наи-
больший G, кг
i8oo
1300
90Э
800
300
Скорость движения
ленты v, м/сек
о о
ч°.
О "О
О н
м" А
соо
>о ю
О* я
ГЛ. XXXIII]
НЕСАМОХОДНЫЕ ПЕРЕДВИЖНЫЕ КОНВЕЙЕРЫ
1123
под В
Передвижные ленточные конвейеры вы-
пускаются в СССР рядом заводов, причём по-
следние модели обладают более высокой
производительностью при одновременном
снижении собственного веса. На фиг. 8
показан передвижной ленточный конвейер
конструкции ВНИИПТМАШ. Этот конвейер,
предназначенный в основном для транспор-
тирования каменного угля,
имеет ленту с поперечны-
ми планками, скользящую
по неподвижному настилу;
наличие таких планок по-
зволяет доводить угол на-
клона конвейера к гори-
зонту до 34°, в результате
Схема рабочих положений
конвейера
превращаясь тем самым в переносные кон-
вейеры. Один из таких конвейеров-питателей
ВНИИПТМАШ (без колёсного хода) приведён
на фиг. 9, а; схема установки его на колёсный
ход дана на фиг. 9, б.
Своеобразный самозагружающийся двух-
ленточный конвейер для зерновых грузов
(ВНИИПТМАШ)* показан на фиг. 10. Тяго-
'4200-
1250-
Фиг. 8. 8,5-At передвижной ленточный конвейер конструкции ВНИИПТМАШ.
чего длина машины при заданной высоте
погрузки значительно снижается.
За последнее время получают распростра-
нение лёгкие небольшой длины ленточные
вым и одновременно загружающим органом
у него являются две текстильные прорези-
ненные ленты с поперечными планками. Обе
ленты в нижней загрузочной части конвейера
Фиг. 9. 5-и лёгкий ленточный конвейер-питатель конструкции ВНИИПТМАШ.
конвейеры, предназначенные для питания
материалом основного магистрального кон-
вейера при одновременной работе несколь-
ких конвейеров. В ряде случаев такие кон-
ВеЙерЫ ИСПОЛЬЗУЮТСЯ без КОЛёСНОГО ХОДа,
движутся почти в вертикальном положения
навстречу друг другу, захватывая попереч-
ными планками материал из штабеля. Схо-
* Системы инж. И. С. Сегаль.
1124
ПОГРУЗОЧНЫЕ И ШТАБЕЛЁВОЧНЫЕ МАШИНЫ
[РАЗД. IV
дясь вместе у продольной оси конвейера.
ленты на гружёной ветви переходят в наклон-
ное положение, скользя по желобчатому на-
стилу. В верхней части ленты расходятся
в стороны, снова принимая вертикальное по-
ложение, в котором и следуют на всём про-
Исполнеиие при передвижении
с помощью пебедки
Стахановскими методами организации ра-
бот с передвижными ленточными конвейе-
рами достигнуты значительное удешевление
перегрузочных работ и снижение времени
простоя транспортных средств под погрузкой.
Сущность метода в основном сводится к расши-
Фиг. 10. Самозагружающийся двухлекточный конвейер системы инж. И. С. Сегаль (ВНИИПТМАШ).
тяжении порожней ветви; материал же, про-
сыпаясь между разошедшимися в разные
стороны лентами, попадает в загружаемое
транспортное средство.
Основные технические характеристики
некоторых передвижных ленточных конвейе-
ров отечественного производства приведены
в табл. 3.
рению загрузочного фронта, что достигается
обычно путём установки нескольких коротких
вспомогательных конвейеров-питателей, схо-
дящихся своими разгрузочными концами к за-
грузочной воронке основного магистрального
конвейера, который и загружает материал
в соответствующие транспортные средства
(судно, железнодорожный вагон и пр.). На-
Таблпца 3
Технические характеристики передвижных ленточных конвейеров отечественного производства
Длина кон-
вейера
между цен-
трами бара-
банов в м
•5
ю
8,5
5
Ширина
ленты в нм
5°°
5оо
4О0
4оо
Высота
в
наиболь-
шая
5oio
368о
475°
1230
отгрузки
мм
наимень-
шая
5оо
5°о
2500
I23O
Диаметр
ходовых
колёс
в мм
850
7оо
I0OO
8оо
Скорость
движения
ленты
в м/сек
1<°\ 1.5; 2,5
i,o;i,5;2,5
I,O
1,8
Вес конвей-
ера в кг
°
86о
690
275
Мощность
электро-
двигателя
в кет
3,7
2,8
а,5
1,2
Завод-изгото-
витель
Никопольский
завод им. Ленина
То же
Опытный завод
ВНИИПТМАШ
Никопольский
завод им. Ленина
ГЛ. XXXIII]
САМОХОДНЫЕ МЕХАНИЧЕСКИЕ ПОГРУЗЧИКИ
1125
Фиг. 11. Поперечное сечение
слоя материала на ленточном
конвейере.
ряду с этим с целью увеличения производи-
тельности конвейеров, лимитируемой обычно
загрузкой их вручную набрасыванием мате-
риала лопатами, широко используется сле-
дующий способ работ по загрузке: рабочие,
находясь непо-
средственно на
п р е дварительно
насыпанном высо-
ком штабеле мате-
риала, продвигают
последний по на-
клонной поверх-
ности штабеля
большими обру-
шающимися (в ос-
новном под дей-
ствием собствен-
ного веса) мас-
сами. Так же значительно повышается про-
изводительность конвейеров при применении
соответствующих аккумулирующих бункеров.
Производительность передвиж-
ных ленточных конвейеров с желобчатой лен-
той, поддерживаемой нормальными трёхроли-
ковыми опорами (фиг. 11), при перемещении
сыпучих грузов определяется по формуле
Q = V-T = 36O0(Fl+Fi)'Vt -
= 900c-/j2.j32tgp".v.7 -f
+ 324В» (#» —0,14)-w-7 т/нас, C)
где V — объёмная производительность кон-
вейера в м^/час; 7 — насыпной (объёмный)
вес материала в т\м^\ F\-\-F*— суммарная
площадь поперечного сечения материала на
ленте в м2 (фиг. 11); v — скорость движения
ленты в м/сек; В— ширина ленты в м; р" —рас-
чётный угол откоса материала на ленте в гра-
дусах; с — коэфициент, зависящий от угла
b
наклона конвейера к горизонту; k = ——от-
Ь
ношение ширины слоя материала на ленте
к ширине ленты (фиг. 11).
В среднем, для ненапряжённых условий
работы конвейера, можно принимать k = 0 85
и р" = О.бр', где р'— угол естественного откоса
материала в условиях движения. При форси-
рованной работе конвейера (если некоторая
просыпь перемещаемого материала не
является существенной) эти величины можно
повышать до следующих значений: k = 0,97
и р" = 0,75р'. Величины коэфициента с при
гладкой ленте могут быть приняты следую-
щие:
Значения коэфициента с
Угол наклона конвейера
к горизонту с
0-15° 1,0
Свыше 15 до 18° 0,9
18° до 0,75р' 0,8
Производительность Q передвижных кон-
вейеров при перемещении штучных грузов
определяется по формуле D) (см. стр. 1031).
Мощность yV0B кет на валу привод-
ного барабана, потребная для передвижных
ленточных конвейеров, может быть опреде-
лена по формуле
NQ = kvL-Bv + 0,003 @.13L ±Н) Q, D)
где L—длина конвейера, измеренная между
центрами концевых барабанов, в м; В — ши-
рина ленты в м; v — скорость движения
ленты в м/сек; Н—высота отгрузочного
уровня в м; Q — весовая производительность
конвейера в т/час; ky — коэфициент, завися-
щий от места привода и длины конвейера (при
роликоопорах на подшипниках качения см.
табл. 4); знак + берётся при подъёме мате-
риала, знак — при спуске.
Таблица 4
Значения коэфициента ft,
Место расположения привода
У головного (верхнего кон-
цевого) барабана
У хвостового (нижнего кон-
цевого) барабана
В средней части фермы кон-
вейера •
1
При длине конвейера
?<10 м
О,1ОО
о, юз
о,но
?>10 м
о.оЗо
0,085
0,095
Мощность двигателя может определяться
по формуле
Л^ = 1,24°
кет,
E)
где Y] — коэфициент полезного действия пе-
редачи от двигателя к приводному барабану,
зависящий от конструкции привода.
Усилие W кг, потребное для перекаты-
вания передвижного конвейера по горизон-
тальному участку (если пренебречь незначи-
тельными потерями в цапфах ходовых колёс),
можно приближённо определить по формуле
W =1
F)
где G — вес конвейера в кг; b — ширина обода
ходового колеса в см; г—радиус ходового
колеса в см; К—коэфициент сопротивления
(принимается в среднем для тяжёлых дорож-
ных условий К ~ 0,25).
Пр одольная устойчивость пе-
редвижных конвейеров проверяется, исходя из
следующих основных соображений- 1) усилие,
потребное для подъёма хвостовой части
фермы при перекатывании конвейера, должно
быть минимальным; 2) в случае прекращения
питания конвейер не должен опрокидываться
под действием веса материала, оставшегося
на ленте (считая материал, лежащий на уча-
стке от оси ходовых колёс до конца отгру-
зочной части конвейера).
САМОХОДНЫЕ МЕХАНИЧЕСКИЕ
ПОГРУЗЧИКИ НЕПРЕРЫВНОГО
ДЕЙСТВИЯ
Механическими погрузчиками называются
передвижные самоходные машины непрерыв-
ного действия, предназначенные для механи-
ческой погрузки различных сыпучих грузов
с наземных складочных площадей в автома-
шины, железнодорожный подвижной состав и
прочие, преимущественно передвижные при-
ёмники. Кроме погрузочных операций по-
грузчики могут использоваться также ка
П26
ПОГРУЗОЧНЫЕ И ШТАБЕЛЁВОЧНЫЕ МАШИНЫ
[РАЗД. IV
штабелёвочных, а в отдельных случаях и на
разгрузочных работах.
Механические погрузчики имеют обшир-
ную область применения и используются для
перегрузочных операций с предварительно
подготовленными (в штабели, кучи или отва-
лы) сыпучими грузами в самых различных
отраслях промышленности и транспорта.
Обзор наиболее установившихся типов
механических погрузчиков приведён в табл. 5.
Классификационными признаками в основном
служат: а) тип основного рабочего органа,
б) тип вспомогательного рабочего органа
(питающее и отгружающее устройства) и
в) тип ходовой ча-
сти.
леса (фиг. 13). Материал, захваченный ков-
шами колеса, при вращении последнего ссы-
пается по его наклонным плоскостям на сторону
и попадает на расположенный сбоку основной
ленточный конвейер. Вся машина смонтиро-
вана на гусеничном ходу с поворотной плат-
формой, что позволяет (при веерообразной
схеме работ) брать материал на достаточно
широком загрузочном фронте. Отгружающий
ленточный конвейер имеет ту конструктив-
ную особенность, что при повороте всей ма-
шины на поворотном кругу точка его раз-
грузки может оставаться постоянной.
Ленточный погрузчик с питателем в виде
ковшевого барабана. Опорожне-
ние ковшей у него (фиг. 14, а) про-
исходит через вырез, расположен-
ный сверху неподвижной части
барабана, откуда по наклонной
плоскости материал попадает на
основной ленточный конвейер.
Ниже приводятся основные кон-
структивные особенности некоторых
типов механических погрузчиков.
Ленточный погрузчик с питате-
лем в виде нагребающих лап с ди-
сками (фиг. 12) установлен на полу- Фиг 12
ГусеНИЧНОМ ХОДУ (гусеНИЧНЫЙ ХОД С Ющих лап
двумя дополнительными управляе-
мыми колёсами). Питатель погрузчика пред-
ставляет собой два четырёхзвенных шарнир-
ных механизма (в виде лап), которые произ-
водят нагрёбку материала на ленточный кон-
вейер. Отгрузка материала на транспортные
средства осуществляется посредством пово-
ротного ленточного конвейера.
Ленточный погрузчик ПРБ-1 Торецкого
завода с питателем в виде ковшевого ко-
„—(¦
Ленточный погрузчик с питателем в виде нагреба-
с дисками, установленный на полугусеничном ходу.
Особенностью данного погрузчика является
конструктивное оформление основного лен-
точного конвейера, расположенного внутри
трубы (фиг. 14, б), которая помимо подъёма в
вертикальной плоскости может ещё повора-
чиваться и на некоторый угол в горизонталь-
ной плоскости. Наличие такого поворота со-
здаётмашине(при веерообразной схеме работ)
достаточно широкий загрузочный фронт.
Фиг. 13. Ленточный погрузчик ПРБ-1 Торецкого завода с питающим ковшевым колесом, установленный
на гусеничном ходу.
ГЛ. ХХХШ]
САМОХОДНЫЕ МЕХАНИЧЕСКИЕ ПОГРУЗЧИКИ
1127
Скребковый погрузчик на гусеничном
ходу (фиг. 15). Загрузка его материалом осу-
ществляется посредством внедрения в шта-
бель скребкового конвейера под действием
напорного усилия гусениц.
Скребковый погрузчик с питателем в ви-
де нагребающих лап с дисками по типу ма-
шины, изготовленной опытным заводом НАТИ
(фиг. 16), представля-
ет собой наклонный
скребковый конвей-
ер, установленный на
гусеничном ходу. За-
гружающим устрой-
ством служат нагре-
бающие лапы с диска-
ми, отгружающим —
поворотный ленточ.
ный конвейер. Ходо.
вым и силовым обору-
Фиг. 14. Рабочие органы ленточного погрузчика с пита-
телем в виде ковшевого барабана.
дованием погрузчика является трактор ХСТЗ-
НАТИ с удлинённой гусеничной частью и ко-
Таблица 5
Основные типы механических погрузчиков
(см. фиг. 12-22)
Тип погрузчи-
ка (по основ-
ному рабочему
органу — кон-
вейеру)
Ленточ-
ный
Скребко-
вый
Ковше-
вой
Тип вспомогательного рабо-
чего органа
Питающее
устройство
Нагребаю-
щие лапы
Ковшевое
колесо
Ковшевой
барабан
Основной
конвейер
Нагребаю-
щие лапы
Подгребаю-
щие винты
Основной
конвейер
Гладкие ди-
ски
Подгребаю-
щие винты
Отгружающее
устройство
Поворотный лен-
точный конвейер
То же
-
Поворотный ло-
ток
Поворотный лен-
точный конвейер
Изгибающийся
основной конвейер
Поворотный ло-
ток ¦
То же
•
Тип ходовой
части
Колёсный, полугусеничный или гусеничный ход
и
•&
12
13
14
15
i6
17
i3
19
20
21
23
робкой передач транспортировщика. Для
получения медленных рабочих скоростей ме-
жду двигателем и коробкой передач введён
демультипликатор, служащий одновременно
и для отъёма мощности на транспортирую-
щую систему.
Фиг. 15. Скребковый погрузчик на гусеничном ходу
с питанием посредством основного конвейера.
Скребковый погрузчик с питателем в
виде нагребающих лап с дисками, устано-
вленный на автомобильном ходу (фиг. 17).
Особенностью этого погрузчика является при-
менение в качестве основного рабочего орга-
на одноцешюго скребкового конвейера, обла-
дающего способностью изгибаться в горизон-
тальной плоскости, вследствие чего отпадает
необходимость в установке специального от-
гружающего устройства.
Скребковый погрузчик С-2 завода „Ма-
шиностроитель" с питателем в виде под-
гребающих ленточных винтов (фиг. 18) пред-
ставляет собой наклонный скребковый кон-
вейер, установленный на колёсном ходу.
Отгружающим устройством служит поворот-
ный лоток. Ходовым и силовым оборудова-
нием является колёсный трактор ХТЗ, по-
ставленный на баллоны.
Ковшевой погрузчик на трёхколёсном
ходу (фиг. 19). Захват материала производится
у него непосредственно ковшами элеватора.
Отличительной особенностью этого погруз-
чика является достаточно высокая его мане-
вренность, обусловливаемая конструктивным
оформлением трёхколёсного ходового обору-
дования.
Ковшевой погрузчик с питателем в виде
двух гладких дисков (фиг. 20). Захват ма-
териала производится у него непосредственно
ковшами элеватора, а дисковый питатель
предназначен для увеличения загрузочного
фронта.
Ковшевой погрузчик с питателем в виде
подгребающих ленточных винтов и с от-
гружающим поворотным лотком, устано-
вленный на специальном гусеничном ходу
(фиг. 21). Отличительной особенностью этого
типа является применение у него в качестве
питателя (увеличивающего загрузочный
фронт) ленточных винтов своеобразной изо-
гнутой формы, отлитых из высокомарганцо-
вистой стали, придающей им особую износо-
устойчивость.
Ковшевой погрузчик на колёсном ходу
с питателем в виде подгребающих ленточ-
ных винтов и с отгружающим поворотным
лотком (фиг. 22). Ходовым оборудованием
этого погрузчика служит колёсный ход на
пневматиках, что позволяет применять для
него более высокие маршевые скорости.
Фиг. 16. Скребковый погрузчик на гусеничном ходу с питателем в виде нагребающих лап с дисками.
ГЛ. XXXIII]
САМОХОДНЫЕ МЕХАНИЧЕСКИЕ ПОГРУЗЧИКИ
1129
Фиг. 17. Скребковый снегопогрузчик на автомобильном ходу с питателем в виде яагребающих лап
с дисками.
Фиг. 18. Скребковый снегопогруз-
чик С-2 завода „Машиностроитель"
с питателем в виде подгребающих
ленточных винтов.
Фиг. 19. Ковшевой погрузчик на трёхколёсном ходу с питанием посредством
основного конвейера.
Технические характеристики некоторых типов механических погрузчиков универсального назначения для сыпучих грузов
Таблица 6
а (ио
очему
йеру)
Тип погрузчик
основному раб
органу — конве
Ленточ-
ный
Скреб-
ковый
Тип вспомогательного рабо-
чего органа
Питающее
устройство
Лапы с ди-
сками
Го же
»
Два ковше-
вых колеса
Ковшевое ко-
лесо
То же
.,
я
Ковшевой
барабан
Лапы с ди-
сками
То же
Отгружающее
устройство
Поворотный
ленточный кон-
вейер
То же
Поворотный
телескопиче-
ский ленточ-
ный конвейер
Поворотный
ленточный кон-
вейер
Го же
>
Изгибаю-
щийся основ-
ной конвейер
Поворотный
ленточный кон-
пейер
Тип
ходовой части
Колёсный
ход
Полугусе-
ничный ход
То же
Гусеничный
ход
То же
Гусеничный
ход с поворот-
ной платфор-
мой
То же
*
„
Гусеничный
ход
Автомобиль-
ный ход
Колёсный
ход
Погружаемый
материал
Уголь, песок
То же
Уголь, песок,
гравий
То же
.
ш
Торф
Уголь, песок,
гравий
Снег, сколо-
тый лёд
Уголь
3
§<,
2*
Расчётная npoi
тельность в л*8/
IOO
9°
15°
Зоо*
5°—15°
8о
i6o
240
300
9О
45°—9х
ЮО
его ор-
коявей-
Ширина рабоч
гана основного
ера в мм
5°°
ббо
ббо
боо
—
-
8оо
75=>
7Ю
X
о
о *
щ О
Скорость рабоч
органа основно
вейера в м\сек
i»3—1.65
1.5
1.35
i
—
-
'•5
2,4
-
Габаритные размеры
машины в м
высота в рабо-
чем положении
3
3,^5
—
2,58
—
4.5
4.9
6,3
5.75
3.3
3.5
3
высота в поход-
ном положении
3
3>б5
—
2.59
4,5
4.9
6,3
5.75
3,2
3.15
3
ширина
-
2,4
-
2,55
2,2
2,8
3
6.58
3
3.7
длина
ю,97
14,02
13,72
п,85-17,8
14
J7.9
со
23.7
п,5—13.°
и
ю,97
Длина
отгру-
жаю-
щего
конвей-
ера в м
5.79
7.47
6,86
5.27—9,9°
5
6
9
ю
12,25
5,°-6,5
-
5,79
Макси-
мальная
высота
отгруз-
ки и -и
3,з
3-96
4.34
3,65
3.3
3.5
4,2
4-5
6,5
2,75—3.35
3,5
З.з
Мощность в л. с.
двигателя
внутреннего
сгорания
34
35
35
59
ю
30
35
5°
75
87+82**
а4
электро-
двигателя
34
3°
30
54.5
7
-
-
75
6+3+
+3.5**
-
34
Вес машины в
6,25
9.24
10,67
и.6
i8
24.
52
S3
8,8
9,'
фиг.
-
—
Фиг. 12
—
-
-
Фиг. 13
Фиг. 14
-
со
о
• Максимальная „чистая" производительность погрузчика, зафиксированная при испытаниях машины Междуведомственной комиссией, равна
*• Мощности двигателей для отдельных рабочих органов.
-240 м3,час.
Продолжение табл. 6
о s >>
е <и а.
"—'S* о
я *-:^
|s.|
Тип norpys
основному
органу — к
Скреб-
ковый
Ковше-
вой
Тип вспомогательного рабо-
чего органа
Питающее
устройство
Лапы с ди-
сками
Лапы с кри-
вошипами
Лапы с ди-
сками
Ленточные
винты
То же
-
-
Гладкие ди-
ски
То же
Ленточные
винты
Лопастные
винты
То же
Отгружающее
устройство
Поворотный
ленточный кон-
вейер
Поворотный
телескопиче-
ский конвейер
Поворотный
лен/точный кон-
вейер
Поворотный
лоток
То же
-
То же
„
•
-
•
Тип
ходобой части
Полугусе-
ничный ход
Гусеничный
ход
Го же
Крлёсный
ход
То же
¦
Гусеничный
ход
То же
То же
Колёсный
ход
То же
¦*
Погружаемый
материал
Уголь
Снег, сколо-
тый лёд
То же
¦
*
Песок
„
Песок, гра-
вий
То же
О Cj
§ *
Расчётная
тельность
ро
*5°
ago—7OC)
350-700
I2O ***
45о
75****
8о
9°
35—45
45
7°
его ор-
конвей-
S" О
Ширина рс
гана основ}
ера в мм
-
боо
боо
-
4оо
-
475
5оо
—
-
4оо
450
чего ор-
кон-
° ~ §
Скорость ]
гана основ
вейера в м
_
i
о,8з
-
I
-
°,65
-
-
-
Габаритные размеры
машины в м
VO 5
я Р.
высота в р
чем положи
_
2,65
2,59
4,35
4,4
3-8
-
5
5.15
—
-
—
6,3
is
0 а
х S
высота в по
ном полож
_
2,65
2,59
3,1
-
2,15
-
3,35
3
-
-
—
2,S5
ширина
-
2, об
2,8
2,45
2,45
2,6
2,3
3-15
2,25
2,3
~
t,85
2,15
длина
12,14
ю,5—i8,o
12,45—15,8
7>4
7-4
7,4
-
9
5,5
—
-
-
5,4
Длина
отгру-
жаю-
конвей-
ера
в м
6,71
4,5-9.5
5*4—9L^
-
-•
-
-
—
-
-
Макси-
мальная
высота
отгруз-
ки
в м
4.24
4,2
4,31
3,8
2,9
2,45
3,2
2,9
3
_
-
—
4,9
Мощность в л. с.
о
двигателя
внутреннег
сгорания
35
6о
52
35
30
3°
ЗО
бо
30
—
2О
25
3°
электро-
двигателя
—
-
-
-
—
—
ДО
S
ш
2
Вес машиь
ю,об
и,а
12,97
6,2
6,6
4,7
6,8
13,5
5,45
—
4.5
4
4,8
№
фиг.
-
Фиг. 16
-
Фиг. 18
-
Фиг. 20
-
-
*** Максимальная „чистая" производительность погрузчика, зафиксированная при наблюдениях над работой его в эксплоатационных условиях, равна 190 jhs час.
**** Максимальная „чистая" производительность погрузчика, зафиксированная при наблюдениях над работой его в эксплоатационных условиях, равна 640 мг\час.
Продолжение табл. 6
я О*
Тип погрузчик;
основному раб
органу — конве
о
еа
Ковше]
Тип вспомогательного рабо-
чего органа
Питающее
устройство
Ленточные
винты
Лопастные
винты
То же
Ленточные
винты
То же
•
Лопастные
винты
То же
•
Ленточные
винты
Ленточные
или лопастные
винты
То же
Отгружающее
устройство
Поворотный
лоток
То же
-
-
»
Поворотный
ленточный кон-
вейер
То же
»
•
Поворотный
телескопиче-
ский ленточ-
ный конвейер
Поворотный
ленточный кон-
вейер
Тип
ходовой части
Гусеничный
ход
То же
•
-
Колёсный
ход
Гусеничный
ход
То же
»
•
•
•
Погружаемый
материал
Песок, гра-
вий
Песок, гра-
вий, щебень
То же
-
Песок, гра-
вий
То же
:
»
Песок, гра-
вий, щебень
Песок, гра-
вий
Песок, гра-
вий, щебень
То же
Расчётная производи-
тельность в м3/час
8о—И5
8о
135
8о
9°—135
2О
7°
3°
4о—50
Зо
5°
7о
7о
5О
si
Ширина рабоч<
гана основного
ера в мм
45°
45°
5бо
5оо
-
4<эо
5°°
-
-
—
5оо
51<э
45°
iero op-
кон-
Скорость рабо1
гана основного
вейера в м\сек
-
-
-
-
-
о,45
—
-
-
-
°.55
°,5
Габаритные размеры
машины в м
высота в рабо-1
чем положении
5,65
5>!5
5.'5
5>2
-
5
2>7
3
3
3,5
2,7
4,1
З.б5
высота в поход-
ном положении
3
2,9
2,9
3.25
-
3,35
2,7
3
3
3.5
2,7
3,5
3,65
ширина
2,25
2,45
2,45
2,3
2,0
3,15
2,2
!,9
2,2
2,2
2,2
2,6
2,3
длина
6,i
5,5
5,7
6,1
-
9
6,9
7.6
-
7,о—9, о
6,9
«,8-15.3
5,8-9,3
Длина
отгру-
жаю-
щего
кон-
вейера
в м
-
-
-
-
-
-
5
-
6
4,о—6,о
5
5.8-9,3
2,5—6,о
Макси-
мальная
высота
отгруз-
ки
в м
2,85
2,9
э,9
3.2
3,35
2,9
2,8
3.1
3,6
3,°-4,°
3,8
4,1
2,6—4,0
Мощность в л. с.
двигателя
внутреннего
сгорания
2О (ЗО)
37
6о
3°
3°
бо
8
ю
15
12
i8
8
52
22
электро-
двигателя
-
25
-
-
-
-
7
9
-
-
7
S
Вес машины в
7
6,2
7.5
-
6,1
i4
—
5
7,5
8
-
i4
6,5
№
фиг.
—
-
-
ФИГ. 21
—
-
-
_
—
-
-
—
ГЛ. ХХХШ]
САМОХОДНЫЕ МЕХАНИЧЕСКИЕ ПОГРУЗЧИКИ
1133
Технические характеристики
наиболее распространённых типов механиче-
ских погрузчиков отечественного и иностран-
ного производства приведены в табл. 6.
Фн\. м. КиЫЬсБои погрузчик на гусеничном ходу
с питателем в виде двух гладких дисков.
Производительность механиче-
ских погрузчиков определяется в зависимости
от типа конвейера, перемещающего материал.
Для основного ленточного конвейера по-
грузчика с желобчатой лентой производи-
р* = 0,5 р' (где р' — угол естественного откоса
материала в условиях движения); отношение
ширины слоя материала на ленте к ширине
ленты k = 0,8 (учитывая возможность пере-
коса погрузчика во время работы, а также
имеющие место кратковременные перегрузки
конвейера, вызываемые периодическими
обрушениями материала из штабеля).
Производительность основного скребко-
вого конвейера погрузчика определяется по
формуле
Q = V-7 = 3600fi-/?-t/-Y-^-cp т/час, G)
где V — объёмная производительность кон-
вейера в м*/час; у — насыпной (объёмный)
вес материала в т/л&; В — ширина жёлоба
в м; h — высота скребка в м; v — скорость
движения скребковой цепи в м/сек; ф — коэ-
фициент заполнения межскребкового про-
странства; ер~- коэфициент неравномерности
питания, зависящий от неравномерной (ци-
клической) подачи погрузчика на штабель.
Фиг. 21. Ковшевой погрузчик на гусеничном ходу с пи-
тателем в виде подгребающих ленточных винтов.
тельность можно определять по формуле C)
(см. стр. 1125). При этом рекомендуется при-
нимать: скорость движения ленты i; = 1,0-4-
-г- 2,5 м\сек в зависимости от характера транс-
портируемого материала и ширины ленты;
коэфициент, зависящий от угла наклона кон-
вейера к горизонту, с — по данным на стр. 1125;
расчётный угол откоса материала на ленте
Фиг. 22. Ковшевой погрузчик с колёсным ходом на пнев-
матиках и с питателем в виде подгребающих ленточных
винтов.
Рекомендуется принимать в среднем: и —
— 0,8-г- 1,0м/сек; ф = 0,85; ср = 0,9 (в обычных
условиях работы). Необходимо учитывать,
что величина с? в сильной степени зависит
от внимания и квалификации моториста.
Производительность ковшевого элеватора
погрузчика рассчитывается по формуле
т/час, (8)
где V — объёмная производительность по-
грузчика в лФ/час; 7 — насыпной (объёмный)
вес материала в т/ма; i — ёмкость одного
ковша в л\ а — шаг ковшей в м; v — ско-
рость движения ковшевой цепи в м/сек; ф —
коэфициент наполнения ковшей; у — коэфи-
1134
ПОГРУЗОЧНЫЕ И ШТАБЕЛЁВОЧНЫЕ МАШИНЫ
[РАЗД. IV
циент неравномерности питания, зависящий
от циклической подачи погрузчика на шта-
бель. В среднем можно принимать: v =
= 0,5 ~ 0,6 м/сек, ф = 0,85 и ? = 0,9.
По указанным формулам определяется
средняя производительность погрузчика.
Максимально возможная производительность
может быть выше, так как в ряде случаев
коэфициент наполнения рабочих органов мо-
жет доходить до I и даже выше.
Производительность питающего устрой-
ства должна выбираться из расчёта обеспе-
чения нормальной работы питаемого кон-
вейера, не допуская при этом как излишней
его перегрузки, так и работы с низким коэ-
фициентом наполнения.
Производительность транспортирующих
устройств, последующих за основным кон-
вейером (например, отгружающего конвей-
ера), во избежание завалов, могущих иметь
место при перегрузке материала, должна
приниматься выше производительности основ-
ного конвейера примерно на 5—10°/0.
Мощность, потребная для транспор-
тирующей системы погрузчика, определяется
в зависимости от типа установленного кон-
вейера. Так, мощность на приводном валу
ленточного конвейера может быть рассчитана
по формуле D; (см. стр. 1125). При этом здесь
должна приниматься максимальная произво-
дительность конвейера, определяемая по
формуле C) (см. стр. 1125) при значении вели-
чины k = 1.
Мощность Д/о на приводном валу скребко-
вого конвейера погрузчика может опреде-
ляться по формуле
^ 3,28/*) л. с, (9)
где Q — максимальная производительность
конвейера в ml час, определяемая по фор-
муле G) при значениях ф = 1 и <? = 1; L — рас-
стояние между центрами концевых звёздочек
в м; Н — высота подъёма материала в м.
Мощность на приводном валу ковшевого
элеватора погрузчика определяется прибли-
жённо по формуле
, _ Q-H-m
°~ 270 Л'
A0)
где Q — максимальная производительность
погрузчика в т\час, определяемая по форму-
ле (8) при значениях 6 = 1 и ср = 1; Н—вы-
сота подъёма материала в м; т - практиче-
ский коэфициент (принимается в среднем
т = 2,2-ь-2,5 в зависимости от характера
погружаемого материала).
Мощность, потребляемая питающим
устройством, зависит от его конструкции и
характера погружаемого материала. В сред-
нем она обычно составляет не менее 30—40%
мощности, потребной для основного кон-
вейера.
Мощность на валу привода механизма пе-
редвижения погрузчика во время работы его
на горизонтальном участке определяется по
формуле
4 пер
270 Y]
погрузчика; Р — напорное усилие на штабель
в кг; v' — напорная скорость передвижения
погрузчика в км/час; ц — коэфициент полез-
ного действия ходового оборудования.
В среднем можно принимать:/=0,08 (пло-
хая грунтовая дорога), Р= 500-=-1000 кг, vr=
= 0,4-f-.0,6 км\час, тг] = 0,98 (колёсный ход) и
yj = 0,9 (гусеничный ход).
Для определения полной мощности, по-
требной для погрузчика, необходимо сумми-
ровать отдельные мощности, расходуемые во
всей транспортирующей системе, в питателе
и в ходовом оборудовании, учитывая при
этом коэфициенты полезного действия от-
дельных передач. По полученной полной
мощности подбирается электродвигатель (при
одном двигателе). Мощность двигателя вну-
треннего сгорания, не способного к кратко-
временным перегрузкам, следует принимать
выше на 15—20%.
Среднее удельное давление на
грунт от гусеничного хода погрузчика
-ер
= —?- кг/см*,
A2)
где G — полный вес погрузчика в кг;
F — опорная поверхность гусениц в см'й.
Максимальное удельное давле-
ние на грунт без учёта сопротивления за-
гружаемого материала может быть найдено
по формуле
-ср
('¦*-')
кг/см2, A3)
где G — полный вес погрузчика в кг', f — коэ-
фициент сопротивления местности движению
где сср — среднее удельное давление на грунт
в кг\см? (не превышающее обычно 1 кг/см*);
т отношение (большее единицы) расстоя-
ний от конечных опорных точек до центра
тяжести погрузчика.
Уклоны почвы для возможной работы
погрузчика могут быть найдены из зависи-
мости
(.4,
где а — допустимый угол продольного или по-
перечного перекоса погрузчика в град.; L —
расстояние между крайними опорными точ-
ками погрузчика в мм; I— смещение центра
тяжести относительно оси гусеничного хода
погрузчика (как в продольном, так и в попе-
речном направлениях) в мм; lz—высота центра
тяжести погрузчика относительно уровня
земли в мм; п — коэфициент устойчивости
(принимается в среднем п= 1,5).
САМОХОДНЫЕ ОДНОКОВШЕВЫЕ
ПОГРУЗЧИКИ ПЕРИОДИЧЕСКОГО
ДЕЙСТВИЯ
Одноковшевые погрузчики —- передвиж-
ные самоходные машины периодического
действия — предназначены для погрузки раз-
личных сыпучих грузов из штабелей в транс-
портные средства. Кроме того, такие по-
грузчики могут быть использованы на загрузке
неподвижных перегрузочных бункеров, а
также на штабелёвочных работах.
ГЛ. XXXIII]
НЕСАМОХОДНЫЕ ШТАБЕЛЁВОЧНЫЕ КОНВЕЙЕРЫ
1135
Один из таких одноковшевых погрузчиков
конструкции ВНИИПТМАШ показанна фиг. 23.
Он состоит из ковша /, укреплённого на ско-
бе 2, которая, вращаясь вокруг точки 3, подни-
мает по направляющим 4 ковш вверх, где и
происходит его опрокидывание. Силовой и
ходовой частью погрузчика служит типовой
гусеничный трактор С-80, для большей устой-
чивости которого впереди добавляется опор-
ный каток 5. Загрузка ковша происходит по-
средством внедрения его в штабель от на-
порного усилия гусениц,
подъёма, опрокидывания
осуществляется от пер-
вого вала коробки пе-
редач тракторачерез ко-
робку отбора мощности
мого материала и расстояния места загрузки
ковша от места его выгрузки); грузоподъём-
Привод механизма
и спуска ковша
Фиг. 23. Самоходный одноковшевой погрузчик конструкции ВНИИПТМАШ.
и соответствующие промежуточные пере-
дачи.
Техническая характеристика этого погруз-
чика: расчётная производительность — до
240 т/час (в зависимости от рода погружае-
ность ковша —4 т; ёмкость ковша — 4 или 6 м%
полный вес погрузчика (без груза) — 18,5 т;
удельное давление погрузчика на грунт (при
загруженном ковше) —0,94 кг/см2; погружае-
мый материал — песок, уголь, шлак и пр.
ШТАБЕЛЁВОЧНЫЕ МАШИНЫ
НЕСАМОХОДНЫЕ ШТАБЕЛЁВОЧНЫЕ
КОНВЕЙЕРЫ (ШТАБЕЛЁРЫ)
Штабелёрами называются передвижные не-
самоходные машины непрерывного действия,
состоящие из крутонаклонного или верти-
кально расположенного конвейера, устано-
вленного на колёсном ходу с ручным меха-
низмом для передвижения. Штабелёры пред-
назначаются для укладывания в штабели мас-
совых штучных грузов. Тяговым органом кон-
вейера служат обычно две замкнутые в кру-
говой контур цепи с укреплёнными на них
захватами для грузов. Колёсный ход штабелё-
ров приспособлен для передвижения по выро-
вненной и утрамбованной складской площади.
На фиг. 24 показан стержневой штабелёр
для грузов в мягкой таре (мешки, тюки).
Здесь грузы укладываются непосредственно
на стержни; при более редком расположении
стержней-захватов грузы укладываются в про-
межутки между ними и транспортируются
наверх, скользя по неподвижному настилу.
Для грузов в жёсткой таре (ящики) исполь-
зуются обычно штабелёры с пластинчатым
или планочным полотном, снабжённым часто
специальными низкими захватами.
Для укладывания досок в штабели приме-
няются конструкции штабелёров со специ-
альными захватами, позволяющими перено-
сить доски без опрокидывания через верхние
звёздочки конвейера. Этим обеспечиваете»
разгрузка досок с опускающихся за-
хватов на любой высоте штабелёра.
Привод штабелёров
осуществляется обычно
посредством электродви-
гателей.
Фиг. 24, Стержневой штабелёр для мешков.
Производительно сть штабелёров опре-
деляется по формуле D), приведённой на
стр. 1031. При этом скорость перемещения
груза можно принимать в среднем v = 0,3 ~-
-4- 0,6 м/сек.
Потребная мощность двигателя может
рассчитываться по отдельным видам сопроти-
влений движению тяговых и несущих органов
соответственно аналогичным типам стацио-
нарных конвейеров (см. стр. 1033).
1136
ПОГРУЗОЧНЫЕ И ШТАБЕЛЕВОЧНЫЕ МАШИНЫ
[РАЗД. IV
САМОХОДНЫЕ ШТАБЕЛЕВОЧНЫЕ
КОНВЕЙЕРЫ (СТАКЕРЫ)
Стакеры — самоходные береговые транс-
портирующие устройства непрерывного дей-
ствия, предназначенные для штабелирования
на береговые склады различных массовых
грузов (брёвен, балансов, песка), прибыва-
ющих обычно по реке на судах или сплавом.
Стакер (фиг. 25) состоит из подвижного,
наклонного конвейера (цепного или ленточ-
ного), установленного близ причала. В ниж-
нем конце стакера происходит загрузка, осу-
ществляемая обычно специальным конвейе-
ром (реже вручную), в верхнем — отгрузка
в штабель.
Техническая харак-
теристика стакера,уста-
новленного на Балахнин-
<ском бумажном комби-
вертикальных направляющих. Груз, уложенный
на платформу в нижнем её положении, под-
нимается платформой на требуемую высоту и
вручную или путём опускания платформы
перекладывается в штабель. Подъём плат-
формы осуществляется обычно посредством
закреплённого на ней ка-
ната, который, будучи
перекинут через блок,
расположенный вверху
Фиг. 25. Самоходный штабелёвочный конвейер (стакер) для балансов
(Балахнинский бумажный комбинат).
нате: производительность — 360 м^/час; длина
конвейера*65м; высота подъёма груза?а31 м;
скорость перемещения грузов — 1 м/сек',
мощность двигателя конвейера — 75 л. с;
мощность двигателя для передвижения ста-
кера — 20 л. с.
Производительность ленточных
конвейеров стакеров, предназначенных для
сыпучих грузов, определяется (при желобча-
той ленте) по формуле C) (см. стр. 1125).
Производительность стакеров для штучных
грузов (дрова, брёвна) — по формуле D) (см.
стр. 1031). При этом скорость конвейера вы-
бирается обычно в пределах v = 0,54-1,0 м/сек.
Расчётная мощность привода транс-
портирующей системы стакера может опре-
деляться по отдельным видам сопротивлений
движению тяговых и несущих органов соот-
ветственно аналогичным типам стационарных
конвейеров (см. стр. 1033).
НЕСАМОХОДНЫЕ ПОДЪЁМНИКИ
(ШТАБЕЛЕУКЛАДЧИКИ)
Штабелеукладчики — передвижные неса-
моходные подъёмники периодического дей-
ствия, предназначенные для укладывания в
штабели различных массовых штучных гру-
зов (мешков, тюков, ящиков, бочек).
Штабелеукладчик (фиг. 26) состоит из кон-
сольной платформы, движущейся в жёстких
мы штабелеукладчика, навивается на бар*-
бан подъёмной лебёдки, установленной
в нижней части рамы. Рама штабеле-
укладчика устанавливается обычно на ко-
лёсах, что позво-
ляет вручную про-
изводить передви-
жение его по полу
складских поме-
щений. Для воз-
можности прохода
в дверные проёмы
вертикальная рама
штабелеукладчика
делается обычно
складной или теле-
скопической (см.
фиг. 26).
Привод лебёд-
ки осуществляет-
ся вручную или
от электродвига-
теля. ДЛЯ работы фиг- 26 штабелеукладчик для
ВО взрывоопасных массовых штучных грузов,
цехах применяют-
ся штабелеукладчики с пневматическим при-
водом.
Все штабелеукладчики с машинным при-
водом должны быть оборудованы конечными
ограничителями подъёма для остановки плат-
формы в крайних положениях, а также лови-
ГЛ. ХХХШ]
САМОХОДНЫЕ ПОДЪЁМНИКИ
1137
телями платформы (включая и ручной привод)
на случай обрыва подъёмного каната.
Производительность штабелеукладчи-
ка Q т/час может быть определена по формуле
На фиг. 29 показан подъёмник, смонти-
рованный на специальном трёхколёсном ходу,
значительно повышающем его маневренность.
где Рг — вес поднимаемого груза в кг; Н —
высота подъёма груза в м; t\ — скорость
подъёма платформы в Mjcerc; #3— скорость
спуска платформы в м/сек; V — время загрузки
платформы в сек.; /" — время разгрузки плат-
формы в сек.
Груз Рг, единовременно поднимаемый шта-
белеукладчиком, составляет в среднем 250—
1000 кг (в зависимости от его грузоподъём-
ности). Высота подъёма W = 3-f-6 м. Ско-
рость подъёма принимают в среднем v =
= 0,1-г-0,2 м1сек. Скорость спуска берут
иногда несколько выше скорости подъёма.
Время загрузки и разгрузки платформы в сред-
нем может быть принято: t'=t" — ЗЭ-т-60 сек.
САМОХОДНЫЕ ПОДЪЁМНИКИ
Самоходными подъёмниками называются
установленные на самоходных тележках пе-
редвижные подъёмно-транспортные машины
периодического действия с консольным за-
хватом для грузов, движущимся в жёстких
направляющих. Самоходные
подъёмники предназначаются
для укладывания в штабели
различных массовых и еди-
ничных штучных грузов. Кро-
ме штабелирования, самоход-
ные подъёмники часто исполь-
зуются также для внутрисклад-
ских перемещений грузов и
погрузочных работ.
ти машины начали при-
меняться сравни-
тельно недавно и
широко внедряют-
ся на открытых и
закрытых складах
тарных, тяжело-
весных и длинно-
мерных грузов.
На фиг. 27 по-
казан подъёмник
Фиг. 27. Самоходный подъём-
ник на тележке для передви-
жения по ровному дорожному
покрытию.
на специальной
самоходной те-
лежке, приспособленный для работы как
в закрытых складских помещениях, так и
на открытых складах с ровным дорожным
покрытием. Подъёмник имеет гидравличе-
ский подъёмный механизм. В качестве сило-
вого оборудования может быть двигатель
внутреннего сгорания или электромотор.
Питание последнего осуществляется от
аккумуляторных батарей или от генератора,
вращаемого двигателем внутреннего сго-
рания.
Схема подъёмника на тележке автомо-
бильного типа показана на фиг. 28. Этот тип
машины применяется для перегрузочных ра-
бот преимущественно на открытых складах
и может быть использован даже при крайне
неблагоприятных дорожных условиях.
72 Том 9
Фиг. 28. Самоходный подъёмник на тележке
автомобильного типа.
Телескопическая рама всех типов само-
ходных подъёмников, по которой происходит
подъём грузового захвата, может быть не-
сколько отклонена от своего вертикального
положения (см. фиг. 28); это облегчает работы
Фиг. 29. Самоходный подъёмник на трехколесном ходу.
по штабелированию и создаёт более надёж-
ное захватывание перемещаемого груза.
Грузовые захваты в зависимости от рода
поднимаемого груза конструируются различ-
ных видов.
Наибольшее распространение получил
универсальный захват, выполненный в виде
двузубой вилы.
Основные технические характеристики
некоторых типов самоходных подъёмников
приведены в табл. 7.
1138
ПОГРУЗОЧНЫЕ И ШТАБЕЛЁВОЧНЫЕ МАШИНЫ
[РАЗД. IV
Основные технические характеристики самоходных подъёмников
Таблица 7
Тип ходовой части
Специальная мотор-
ная тележка
Трёхколёсная те-
лежка автомобильного
типа
Четырёхколёсная
тележка автомобиль-
ного типа
Вес подни-
маемого
груза
в т
Ь35
1,8
°,9
3,4
6,8
4
6
8
Высота
подъёма
груза
в ж
г,85
2,75
2,75
2.75
5,3
4.3
4.9
4.9
Габаритная
высота подъём-
ника в м
наи-
боль-
шая
3,45
3,4
3,4
3,7
6,55
5.6
6,4
6,4
наи-
мень-
шая
2,1
2,1
2,О5
2,1
3,8
3.4
3.7
3.7
Скорость гру-
зового захвата
в м1сек
при
подъё-
ме
о,о9
о, 13
О,2
0,23
°,23
О,23
О,23
при
спуске
О,2
0,2
о.З
-
Скорость
передвиже-
ния машины
в км1час
8—ю
11—13
8-17-5
8-17-5
До 55
—
Мощность
двигателя
внутрен-
него
сгорания
в л. с.
25
25
8о
—
Вес ма-
шины
(без груза)
в кг
2840
28OO
1670
475°
72OO
бззо
695°
7боо
Расчётная
ность самоходных
ляется по формуле
Q= ЧбР<
vx г i^j
производитель-
подъёмников опреде-
пг/час, A6)
V,
гр
¦'пор
где Рг — вес перемещаемого груза в кг; Н —
высота подъёма груза в м; Vj — скорость
подъёма грузового захвата в м/сек; v% — ско-
рость спуска грузового захвата в м/сек; L —
длина горизонтального перемещения груза
в м; vzp — скорость передвижения гружёного
подъёмника в км/час; vnop — скорость пере-
движения порожнего подъёмника в км/час;
/' — время загрузки подъёмника в сек.; t" —
время разгрузки подъёмника в сек.
Вес груза, единовременно перемещаемого
подъёмником, в среднем составляет Рг =
= 1000-т- 8000 кг (в зависимости от его гру-
зоподъёмности и вида груза). Высота подъёма
//=3-=-5 м. Скорость подъёма в среднем
vt = 0,1 ~- 0,2 м1 сек. Скорость спуска г/2 при-
нимают равной скорости подъёма или не-
сколько выше её. Скорость передвижения
гружёного подъёмника зависит от рода груза
и состояния дороги и в среднем принимается
vzp — b-7-\b км/час. Скорость порожнего
подъёмника vnop может быть значительно
выше и в отдельных случаях достигает 20-f-
-7-50 км /час.
Время загрузки и разгрузки подъёмника в
среднем может быть принято f' = /* = 10-i-
-4-20 сек.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Баранов В. К., Опыт исследований передвижных
машин для перегрузочных работ, сб. .Комплексная
механизация и метод Блидмана", ВСНИТО, 1939.
2. Баранов В. К., Выбор типов погрузочных машин
для сыпучих грузов, „Вестник инженеров и техников"
№ 6, Профиздат, 1940.
3. Б ар аи о в В. К., Результаты испытаний твинвейе-
ров, „Внутризаводский транспорт и стальные конструк-
ции" № 3, ОНТИ, 1938.
4. Остольский В. О., Передвижной ленточный кон-
вейер для угля, сб. „Новая подъёмно-транспортная тех-
ника' № 2, Машгиз, 1944.
Глава XXXIV
ОБОРУДОВАНИЕ ПНЕВМАТИЧЕСКОГО ТРАНСПОРТА
ОБЛАСТЬ ПРИМЕНЕНИЯ
И КЛАССИФИКАЦИЯ
Пневматический транспорт сыпучих и пы
левидных материалов основан на принципе
движения смеси воздуха или газа с материа-
лом в транспортном трубопроводе по задан-
ному направлению. Материал вводится в
транспортный трубопровод, находящийся под
давлением или вакуумом, с помощью спе-
циальных устройств, называемых питате-
лями. К ним относятся: винтовые питатели,
камерные питатели (насосы), барабанные
шлюзовые затворы и всасывающие сопла.
Установки пневматического транспорта
применяются в очень многих отраслях про-
мышленности, на строительствах, железно-
дорожном и водном транспорте. Пневмати-
ческим способом успешно транспор-
тируются самые разнообразные сы-
пучие и пылевидные материалы: це-
мент, известь, угольная пыль, фос-
фаты, зола и шлаки, зерно всех
видов, уголь дроблёный, хлопок,
опилки древесные, металлические
порошки, соль, щебень, песок и др.
Для транспортирования указан
ных материалов применяются ма-
шины и установки пневмотранспорта
различных типов и конструкций.
Производительность и основные
характеристики этих установок так-
же видоизменяются в широких пре-
делах; в отдельных случаях произ-
водительность достигает до 300 т/час по
одному трубопроводу, а дальность транспор-
тирования — до 2 км.
Промышленное применение пневматиче-
ского транспорта началось более 50 лет
назад.
Пневматические транспортные установки
высокого давления для пылевидных материа-
лов получили большое развитие после изо-
бретения винтовых пневматических питате-
лей A924 г.). В это же время началось изго-
товление камерных питателей, распростра-
нившихся широко на заводах, производивших
цемент, и на крупных строительствах при
транспортировании цемента.
В качестве примера выполненных ком-
плексных установок на фиг. 1 представлен
успешно эксплоатирующийся пловучии пнев-
матический перегружатель для перегрузки
зерна из судна в судно с производитель-
ностью 300 т\час. Вся установка смонтиро-
вана на пловучем понтоне, имеющем в от-
дельных случаях средства самостоятельного
передвижения.
Одним из характерных примеров полной
механизации погрузочно-разгрузочных ра-
бот с цементом
является ком-
плекс пневма-
тических уста-
новок цемент-
ного завода
с винтовыми
пн е вматиче-
скими питате-
лями, позво-
ляющий погру-
Фиг. 1. Схема пловучего пневматического зерноперегружателя:
1 — всасывающее сопло; 2 — гибкий шланг; 3 — транспортный трубо-
провод; 4 — отделитель зерна с сухим фильтром; 5 — шлюзовый
затвор; 6 — автоматические весы; 7— промежуточный бункер;
8 — вертикальный вакуум-насос.
зить или разгрузить теплоход водоизмеще-
нием 8000 т за 20 час.
Для преодоления сопротивлений движе-
нию смеси транспортируемого материала и
воздуха в установках пневматического транс-
порта создаётся разность давлений с по-
мощью воздуходувных машин. В зависимо-
сти от способа создания этой разницы да-
влений установки подразделяются на два
основных типа — всасывающие и нагнета-
тельные. В отдельных случаях применяются
установки смешанного типа с использова-
нием всасывающей и нагнетательной ветвей
трубопровода.
В зависимости от рода транспортируе-
мого материала и условий транспортирова-
ния (длины и высоты путей), производитель-
ности и технологических условий исполь-
зуются установки с различными перепадами
давлений и соответственно различными ти-
пами воздуходувных машин.
1140
ОБОРУДОВАНИЕ ПНЕВМАТИЧЕСКОГО ТРАНСПОРТА
[РАЗД. IV
Конструкция основных элементов уста-
новки, режим работы, характеристика воз-
духодувной машины, способ отделения ма-
териала и пыли в большинстве случаев опре-
деляются типом загрузочного устройства,
служащего для ввода материала в транспорт-
ный трубопровод. Классификация установок
пневматического транспорта приведена в
табл. 1.
Классификация установок пневматического
риалов с производительностью от 5 до
300 т/час на дальность до 1 км и на высоту
до 100 м.
К достоинствам винтовых питателей, обес-
печившим более широкое их применение,
следует отнести равномерность работы и
исключительно малые габариты по высоте,
исключающие затруднения в установке в
зданиях.
Таблица 1
транспорта по типу загрузочных устройств
Тип загрузочного
устройства
Характер
перепада
давлений
Стационарный
винтовой пневмати-
ческий питатель
(фуллер-киньон на-
сос)
Высокий пе-
репад давлений
1—3 кг'.см*
Передвижной вин-
товой пневматиче-
ский питатель
Вертикальный
подвесной винтовой
пневматический
питатель
Стационарный ка-
мерный пневмати-
ческий питатель
Камерная уста-
новка для пневма-
тической закладки
выработанных про-
странств
Шлюзовый за-
твор
Всасывающее
сопло
Аэрируемые ж5-
лобы
То же
Высокий пе-
репад давлений
2—5 кг/см?
То же
Средний пе-
репад давлений
0,1—1,и кг/см3
То же
Низкий пе-
репад давлений
0,01—0,С5кг1см*
Назначение
установки
Транспортируе-
мые материалы
Преимущества
Недостатки
Транспорт пыле-
видных материалов
Разгрузка желез-
нодорожных ваго-
нов, судов и скла-
дов с пылевидным
материалом
Разгрузка судов,
складов и силосов
Транспорт пыле-
видных материалов
Пневматическая
закладка вырабо-
танных пространств
в шахтах
Транспорт сы-
пучих материалов
Транспорт сы-
пучих и пылевид-
ных материалов
для разгрузки и
погрузки железно-
дорожных вагонов,
судов и складов (ста-
ционарные, пере-
движные и плову-
чие установки)
Разгрузка сило-
сов, бункеров и пе-
редача пылевидных
материалов на ко-
роткие расстояния
Цемент,
угольная пыль
и другие пы-
левидные ма-
териалы
В основном
цемент
Цемент, су-
перфосфат и
другие пыле-
видные мате-
риалы
Цемент,
угольная пыль
и другие пы-
левидные ма-
териалы
Щебень, пе-
сок и другие
материалы для
закладки
Уголь дроб-
лёный, зерно
Все виды ма-
териалов
Пылевидные
материалы
Малые габариты по
высоте, непрерывность
работы, большие про-
изводительности
E-300 тчас), удоб-
ство применения при
вписывании в старые
здания
Единственное совер-
шенное устройство
для разгрузки желез-
нодорожных вагонов
и барж. Производи-
те льность 25 - 60 т/час,
Дистанционность упра-
вления
Большая производи-
тельность. Возмож-
ность подвески к кра-
нам
Малый расход энер-
гии по сравнению с
винтовыми питателя-
ми (примерно на 30°/0).
Малое количество из-
нашиваемых деталей.
Возможность достиже-
ния больших длин
транспортирования
П ростая конструкция,
малые габариты
Простая конструкция,
Небольшой вес. Воз-
можность достижения
больших производи-
тельностей для зерно-
вых материалов
Малые габариты
конструкций, малый
расход энергии
Повышенныйрас-
ход энергии (на
30°/о больше, чем
в камерных пита-
телях). Сравнитель-
но быстрый износ
винта и вкладышей
Сравнительная
сложность кон-
струкции
То же
Большие габари-
ты по высоте. Пе-
риодичность дей-
ствия. Необходи-
мость рыхления воз-
духом слёживающе-
гося материала
Большие габари-
ты. Износ трубо-
проводов и деталей
загрузочного уст-
ройства
Ограниченные
длины транспорти-
рования. Пропуск
воздуха
Невозможность
применения для
пылевидных мате-
риалов при боль-
ших производи-
тельностях (свыше
5—8 гп/'час). Огра-
ниченная длина
транспортирования.
Ограниченный пе-
репад давления
(до 0,4 кг!см*)
ВИНТОВЫЕ ПНЕВМАТИЧЕСКИЕ
ПИТАТЕЛИ
Общее устройство. Винтовые пневмати-
ческие питатели широко применяются в
СССР и за границей для транспортирования
цемента, угольной пыли и других пылевид-
ных материалов на цементных заводах, строи-
тельствах, электростанциях и пр. Эти пи-
татели выполняются как стационарные, под-
весные или передвижные устройства для
пневматического транспортирования мате-
Недостатками винтовых питателей сле-
дует считать повышенный расход энергии
( « на 30%) и износ по сравнению с другими
видами питателей высокого перепада давле-
ния (например, с камерными питателями).
Стационарный винтовой питатель. Схема
стационарного винтового питателя показана
на фиг. 2. Из бункера пылевидный материал
подаётся через воронку 1 питателя в смеси-
тельную камеру 2 при помощи быстро вра-
щающегося от двигателя (обычно 1000 об/мин)
винта-шнека 3. Винт имеет переменный
гл. xxxivi
ВИНТОВЫЕ ПНЕВМАТИЧЕСКИЕ ПИТАТЕЛИ
1141
(уменьшающийся по ходу материала) шаг
витков, что необходимо для уплотнения ма-
териала и создания этим препятствия про*
никновению сжатого воздуха из смеситель-
ной камеры через винт в бункер с материа-
лом. Сжатый воздух поступает в смеситель-
ную камеру через специальные форсунки 4.
При проходе через отверстия небольшого
диаметра в форсунке сжатый воздух, двигаясь
ровании разнородных материалов. Размер вин-
тового питателя определяется диаметром
винта соответственно 100—150—200—250 мм.
Большое количество винтовых питателей
этого типа изготовлено и эксплоатируется
в СССР.
Улучшенная конструкция винтового ста-
ционарного пневматического питателя для
транспортирования пылевидных материалов
Фиг. 2. Стационарный винтовой питатель.
с большой скоростью, вновь разбивает на
мелкие частицы материал, уплотнённый вин-
том. В смесительной камере образуется
легко транспортируемая воздухом смесь, ко-
торая и уносится по транспортному трубо-
проводу 5 к месту назначения.
Для борьбы с износом рабочая поверх-
ность витков винта цементируется и зака-
ливается или покрывается твёрдыми спла-
вами. Чтобы, предохранить от износа вну-
треннюю цилиндрическую поверхность кор-
пуса питателя в месте его соприкосновения
с витками винта, вставляются две пары разъём-
ных или неразъёмных вкладышей 6 из зака-
приведена на фиг. 3. Материал загружается
через воронку 1 из бункера, силоса или не-
посредственно винтом. Попадая в винт пи-
тателя 2 с переменным шагом, материал
уплотняется и поступает в смесительную
камеру 3. В нижней части камеры находятся
2 ряда трубок-форсунок A1 —13 шт.), которые
подают сжатый воздух. Воздух разрыхляет
материал и уносит его с собой по транспорт-
ному трубопроводу до места назначения.
5 i
Фиг. 3. Стационарный винтовой питатель с консольным винтом, обратным клапаном и плоской форсункой.
лённой стали или чугуна с отбелённой по-
верхностью. Для предотвращения проникно-
вения материала наружу подводится сжатый
воздух 8 вдоль вала к специальному уплот-
нению.
Сжатый воздух от компрессора подаётся
по трубопроводу и подводится к форсунке 4.
При продувке трубопровода (производится
до и после работы винтового питателя) при
помощи шибера 7 транспортный трубопровод
отключается от винтового питателя.
Стационарные винтовые питатели изгото-
вляются различных размеров для получения
разной производительности при транспорти-
Степень уплотнения материала регулируется
длиной пылевой подушки между концом кон-
сольного винта и грузовым клапаном J, ко-
торый служит ещё и для предохранения пи-
тателя от попадания воздуха через винт в
бункер при продувке. Длина пылевой по-
душки регулируется выдвижением с помощью
болтов цилиндрической части корпуса пита-
теля 6. Воздух, подаваемый в полость уплот-
нения 7, устремляется через кольцевую щель
вала в воронку и не допускает проникнове-
ния материала к масляному уплотнению и
опорам. Характеристика винтовых пневмати-
ческих питателей приведена в табл. 2.
1142
ОБОРУДОВАНИЕ ПНЕВМАТИЧЕСКОГО ТРАНСПОРТА
[РАЗД. IV
Таблица 2
Характеристика винтовых пневматических питателей
о.' ¦
Л as a
15°
Произво-
дитель-
ность (по
цементу)
в mi час
42,5
20Э
25°
Длина
транспор-
тирования
в м
IOO
2ОО
3°о
боо
IOO
2О0
3°э
боо
IOO
2ОО
3°°
боо
Давление
воздуха
в кг/см2
1>4О
1,95
2,Ю
2,45
1,4°
^95
2,10
; 2,45
1,4
1,95
2,Ю
2,45
Мощность
двигателя
в л. с.
35
6о
87
97
84
125
I7O
183
12б
17<>
22O
24O
Диаметр
трубопро-
вода в мм
125
15°
*5°
20О
2О0
2D3
2Э0
25O
35°
35O
250
Передвижной винтовой пневматический
питатель для разгрузки железнодорожных
вагонов и судов. На фиг. 4 показан пяти-
моторный передвижной питатель производи-
тельностью до 50 т/час, применявшийся на
строительстве ряда плотин.
Принцип действия передвижного питателя заклю-
чается в следующем: два диска / подгребают цемент из
кучи в вагоне или барже к первым виткам консольного
винта' 2, который является продолжением вала основного
КАМЕРНЫЕ ПИТАТЕЛИ УСТАНОВОК
ПНЕВМАТИЧЕСКОГО ТРАНСПОРТА
Общее устройство. Камерные питатели
(загрузочные устройства) высокого перепада
давлений, служащие, как и винтовые пита-
тели, для транспорта пылевидных материа-
лов, достигли широкого распространения
благодаря отсутствию быстро изнашиваемых
деталей, а также возможности транспорти-
рования материала на большие дистанции.
Расход энергии в установках этого типа
примерно на 30% меньше, чем в винтовых
питателях. Недостатками камерных питате-
лей являются их очень большие габариты
по высоте, а также периодичность действия.
В соответствии с числом камер питатели этого
типа делятся на однокамерные и двухкамер-
ные. Для приближения камерных питателей
к установкам непрерывного действия их ча-
сто выполняют в виде двухкамерного устрой-
ства, вводящего материал в один трубопро-
вод поочерёдно из каждой камеры. Это зна-
чительно повышает производительность, но
одновременно увеличивает габариты уста-
новки.
Двухкамерный питатель. На фиг. 5 дана
развёрнутая схема двухкамерного питателя
с автоматическим управлением.
При начальном пуске установки конический клапан 1
открыт. Транспортируемый материал, направляемый лю-
бым способом к питателю, заполняет камеру 2. После того
Возду*
J
L
—г
Фиг. 4- Передвижной винтовой пневматический питатель.
двигателя 3 в 125 л. с. Винт, делающий 1200 об/мин,
имеет переменный шаг витков, поэтому подаваемый це-
мент rib мере уменьшения шага' винта уплотняется,1 пре-
пятствуя тем самым проникновению сжатого ^воздуха из
трубопровода через винт наружу. Воздух в трубопроводе
подаётся через круглую форсунку 4, и создаваемая таким
образом смесь во&духа с цементом транспортируется сна-1
чала по гибкому,"'затем жёсткому участкам трубопровода
в силосы. Передвигается ^питатель на двух колёсах, ка-
ждое из которых имеет самостоятельный, привод от элек-
тродвигателя. Дистанционное управление передним ходом,
обратным ходом и поворотом осуществляется ртутным
выключателем.
Двигатели подгребающих дисков автоматически пу-
скаются в ход вместе с основным двигателем. При пере-
грузке основного двигателя выключаются двигатели ди-
сков с помощью реле максимального тока, отрегулиро-
ванного на 125—150% от полной нагрузки.
Вес-установки при мощности двигателя 125 л. с. до-
стигает 4000- кг. :¦¦-•.'
как камера заполнилась до клапана 3, ограничивающего
заполнение материалом, последний, попадая в воронку,
наклоняет рычаг клапана и включает контакты ртутной
трубки. Замыкается электрическая цепь катушки элек-
тропневматического переключателя 4 в положение, при
котором воздух управления закрывает конический клапан 1
при помощи поршня 5 и одновременно открывает кони-
ческий клапан 6. В то же время воздух управления уста-
навливает при помощи поршня 7 двухходовую задвижку 8
на пррход материала. Спустя 15 сек. от начала цикла,
устанавливаемых замедлителем 9, открывается вентиль 10
рабочего воздуха с помощью вмонтированного в него
поршня управления И. Рабочий воздух поступает через
патрубки 12, 13 я 14 в камеру 25 и смесительную ка-
меру 16, после чего начинается пневматическое транспор-
тирование материала. При движении смеси по трубопро-
воду в камере устанавливается избыточное давление, со-
ответствующее сопротивлению движения смеси. Это да-
вление воздействует на контактный манометр 17, который
в случае падения давления, обусловленного полной раз-
ГЛ. XXXIV]
ШЛЮЗОВЫЕ ЗАТВОРЫ
1143
4. : ¦ . • 9 11 10-
Фиг. 5. Принципиальная схема двухкамерного пневматического питателя. -
грузкой камеры, замыкает контакты цепи катушки элек- Опытные данные по выполненным кон-
тропневматичёского переключателя 4, устанавливаемого гтптапиаи i/ямрппмт питятртгрй ппа тпяягппп
таким.образом, что. вентиль 10 закрывается и прекра- СТрукциям камерных питателей ДЛЯ транСПОр-
шает подачу рабочего воздуха. тирования цемента приведены в табл. 3.
Таблица 3
Длина"
транспор-
тирования
в м
91.5
18з
6ю
Давление
воздуха
в кг/см?
3,i
3.8
4.5
6,0
Технические характеристики камерных питателей
Производительность
42,6 т\час
Диаметр транс-
портного
трубопровода
в мм
125
I5O
15°
150
Мощность
двигателя
компрессора
в л. с.
8о
io8
i66
i84
Производительность
105 т/час
Диаметр
транспортного
трубопровода
в мм
2ОО
2ОО
2ОО
25°
Мощность
двигателя
компрессора
в л. с.
i85
240
388
47°
Производительность
170,5 т/час
Диаметр
транспортного
трубопровода
в мм
2ОО
2ОО
2ОО
250
Мощность
двигателя
компрес-
сора В А. С.
32O
384
632
74°
Во время цикла разгрузки камеры 2 непрерывно по-
ступающий материал заполняет камеру /5. Производи-
тельность устанавливается таким образом, что пневмати-
ческая разгрузка на 3 мин. меньше продолжительности
загрузки. После окончания разгрузки одной камеры уста-
новка остаётся в покое, пока не заполнится вторая ка-
мера. Как только камера 15 заполнится материалом до
уровня клапана, ограничивающего заполнение, процесс
для неё начинается аналогично описанному для камеры 2.
ШЛЮЗОВЫЕ ЗАТВОРЫ
В нагнетательных системах среднего пе-
репада давления загрузка материала произ-
водится весьма часто при помощи шлюзовых
затворов. Такие затворы употребляются и в
отделителях материала от воздуха как при.
1144
ОБОРУДОВАНИЕ ПНЕВМАТИЧЕСКОГО ТРАНСПОРТА
[РАЗД. IV
Фиг. 6. Барабанный шлю-
зовый затвор.
всасывающей, так и при нагнетательной си-
стемах.
Назначение шлюзового затвора — пере-
давать материал из пространства с более
низким давлением в пространство с более
высоким давлением или наоборот.
Наибольшим распространением пользу-
ются шлюзовые затворы барабанного типа.
Эти затворы осуществляют беспрерывную
равномерную подачу и дают высокую произ-
водительность при небольших размерах ба-
рабана.
На фиг. 6 изображена схема барабанного
шлюзового затвора. Через патрубок материал
поступает в ячейки вращающегося барабана
и высыпается под действием собственного
веса внизу из ячеек
в нагнетательный
трубопровод, где и
увлекается струёй
воздуха по направле-
нию стрелки. Бара-
бан, плотно соприка-
саясь с кожухом,
препятствует про-
сачиванию воздуха
из трубопровода в
бункер.
При положении
барабана, изображён-
ном на фиг. 6, ячей-
ки/и 6 находятся
под высоким давле-
нием, ячейки 4, 3 и 2 — под атмосферным и
ячейка 5, сообщающаяся через отверстия и
трубку с внешней атмосферой. — тоже под
атмосферным
Предварительное снижение давления в
ячейке делается во избежание расширения
заключённого в ней воздуха под отверстием
бункера, так как при этом ухудшается на-
полнение ячейки материалом.
Число оборотов шлюзовых затворов обыч-
но принимается в пределах от 20 до 60 в
минуту.
ВСАСЫВАЮЩИЕ СОПЛА
Для ввода пылевидных, мелкокусковых и
зернистых материалов в транспортный тру-
бопровод всасывающей установки служат
всасывающие сопла,
принцип работы ко-
торых заключается
в следующем. Сопло
(фиг.7), подвешенное
к гибкому элементу
трубопровода, не-
сколько погружается
в кучу материала.
Вследствие перепада
давлений начинается
движение воздуха, ко-
торый частично про-
ходит через материал
и частично подводит-
ся (добавочно) через
регулируемую щель
из кольцевой полости сопла. Воздух, проходя
через материал, подхватывает частицы и
_увлекает их в трубопровод.
Фиг. 7. Всасывающее
сопло.
ТРУБОПРОВОДЫ И ИХ ЭЛЕМЕНТЫ
При правильно выбранном загрузочном
устройстве диаметр трубопровода в значи-
тельной мере определяет часовую произво-
дительность установки, потребление энергии
на 1 т транспортируемого материала и по-
требную величину давления или вакуума. При
разработке схемы трубопровода следует
избегать большого количества закруглений,
отводов и тому подобных элементов, созда-
ющих местные сопротивления и увеличи-
вающих потребление энергии и износ. При
неизбежности применения того или иного
из этих элементов ему должны быть приданы
размеры и конструкция, обеспечивающие на-
дёжность эксплоатации и возможно меньшие
сопротивления. Сообразуясь с местными усло-
виями, необходимо стремиться к сокраще-
нию общей длины трубопровода, проводя его
кратчайшим путём между соответствующими
конечными пунктами.
Для установок нагнетательного типа вы-
сокого перепада давлений применяют обыч-
ный сортамент цельнотянутых труб диаме-
тром 75—250 мм. При среднем и низком пе-
репаде давлений с большим диаметром тру-
бопроводов возможно применение более лёг-
ких труб с толщиной стенки 1—3 мм. Флан-
цевые соединения берутся обычно по ГОСТ.
Почти в каждой пневматической установке
имеются изменения направления, которые
осуществляются в транспортном трубопро-
воде в виде колен.
Вследствие трения струи материала о стен-
ки колен последние быстро изнашиваются и
приходят в негодность. Повышение срока
службы колен достигается увеличением тол-
щины стенки в месте износа или примене-
нием особых конструкций колен, в которых
места износа делаются съёмными и по мере
надобности заменяются новыми.
В случае необходимости в нагнетательных
установках транспортировать материал из
одного в два или не-
сколько мест или
во всасывающих — из
двух или нескольких
мест в одно, пере-
ключение разветвле-
ния транспортного
трубопровода произ-
водится с помощью
специальных пере-
ключателей (фиг. 8
и 9). Управление пе-
реключателем может
производиться вруч-
ную или с помощью
электрических или
электропневматиче-
ских устройств.
В качестве рабо-
чего трубопровода
используются иногда
гибкие шланги. Гиб-
кие шланги применя-
ются как промежу-
точные звенья между
всасывающим соплом и жёстким участком
трубопровода, а также между отдельными
участками трубопровода, если есть необхо-
Фиг. 8. Переключатель
трубопровода для всасы-
вающей установки.
ГЛ. XXXIVI
ОТДЕЛЯЮЩИЕ УСТРОЙСТВА
1145
димость обслуживания соплом или передвиж-
ным пневматическим питателем некоторой
зоны, заполненной материалом (склад угля,
железнодорожный вагон, трюм корабля и т. п.).
При этом гибкий шланг обеспечивает необ-
ходимую маневренность передвижному вин-
товому питателю или всасывающему соплу.
Гибкие шланги изготовляются из отдель-
ных стальных звеньев, соединённых друг
с другом при помощи гибких полос и заклю-
чённых в общий кожух из прорезиненного
Фиг. 9. Переключатель трубопровода для нагнетательной
установки.
холста. Помимо этой конструкции употребля-
ются ещё шланги, составленные из фасонных
стальных спиральных лент с уплотнением из
асбестового или резинового шнура.
Шланг должен иметь гладкую внутреннюю
поверхность, возможно приближающуюся к
цилиндрической, быть гибким во всех на-
правлениях, не требуя приложения боль-
шого усилия при сгибании в сторону, сохра
нять круглую форму поперечного сечения,
не сплющиваясь на закруглениях, обладать
достаточной плотностью против просачивания
воздуха и возможно малым весом при значи-
тельной прочности на разрыв.
ОТДЕЛЯЮЩИЕ УСТРОЙСТВА
Отделители (разгрузители, реципиенты).
Отделение транспортируемого материала от
воздушной струи производится путём значи-
тельного уменьшения скорости воздуха и
изменения её направления, а также под дей-
ствием центробежной силы. При уменьшении
скорости воздуха ещё в большей степени
уменьшается его способность увлекать с
собой материал, так как кинетическая энер-
гия убывает пропорционально квадрату скоро-
сти. Уменьшение скорости достигается при
поступлении струи в особый сосуд, называе-
мый отделителем (разгрузителем или реци-
пиентом) (фиг. 10), присоединяемый в конеч-
ном пункте к рабочему трубопроводу и име-
ющий площадь поперечного сечения, в 50—
150 раз большую площади поперечного сече-
ния трубопровода.
Скорость воздуха в отделителе выбирается
в пределах 0,2-0,8 м/сек, т. е. достаточно
малой для обеспечения выпадения из струи
даже лёгких частичек материала. Отдели-
тель обычно имеет цилиндрическую ф°РмУ
(фиг. 10). Днище выполняется коническим и
снабжается внизу шлюзовым затвором 3, по-
зволяющим отводить материал наружу без
остановки процесса транспортирования. Верх-
нее днище при малой разности давлений вы-
полняется плоским, при большой — кониче-
ским или сферическим. Рабочий трубопро-
вод присоединяется к цилиндрической части 1
(как показано на фиг. 10) или вводится по
касательной к цилиндру. В верхнем днище
имеется патрубок для отвода воздуха из от-
делителя.
Так как при входе смеси воздуха и мате-
риала в отделитель образуется сильное за-
вихрение, то наиболее лёгкие пылеобразные
частички материала и пыль не выпадают, а
направляются вместе с воздухом к выходному
патрубку 2. Для очистки воздуха и от этих
примесей в самом отделителе или вне его
встраивается циклон 5. Смесь воздуха и пыли,
проходя через циклон, получает криволиней-
ное движение, причём частички пыли как
более тяжелые составляющие смеси под дей-
ствием центробежной силы отбрасываются к
стенкам циклона, соприкасаясь с которыми,те-
ряют свою скорость и скатываются вниз по ко-
ническому жёлобу ко второму затвору 4, а
воздух направляется вверх к выходному па-
трубку; транспортируемый материал выходит
через один шлюзовой
затвор, а пыль из цикло-
на — через другой.
Выдача материала из
отделителя и пыли из
циклона производится
обычно с помощью бара-
банных шлюзовых затво-
ров, не отличающихся
по конструкции от опи-
санных выше.
В нагнетательных
установках с высоким
перепадом давлений от-
деление материала
обычно производится
в силосах большой ёмко-
сти, где при больших
объёмах скорость вос-
ходящего потока возду-
ха становится столь
малой, что даже мел-
кие частицы успевают
осесть. При необходимости тщательной
очистки воздуха выпуск производится через
трубу, снабжённую матерчатым фильтром.
Фильтры. Предварительная очистка воз-
духа от пыли в циклоне часто бывает недо-
статочной, и поэтому после выхода из отде-
лителя воздух пропускается через матерча-
тые рукавные фильтры (реже —мокрые
фильтры, очень редко — электрофильтры).
3
Фиг. 10. Отделитель со
встроенным циклоном.
1146
ОБОРУДОВАНИЕ ПНЕВМАТИЧЕСКОГО ТРАНСПОРТА
[РАЗД. IV
Помимо обеспечения полноты очистки и
простоты конструкции и ухода фильтр должен
оказывать возможно малое сопротивление
движению воздуха.
По принципу действия различают фильтры:
а) автоматические с механическим или пнев-
матическим встряхиванием и б) неавтома-
тические с периодическим ручным встряхи-
ванием.
Неавтоматический фильтр (фиг. 11) состоит
из камеры с верхней цилиндрической 1 и
нижней конической 2 частями, разделёнными
тонкой перегородкой. В перегородке имеется
большое количество круглых отверстий 3,
к которым сверху .плотно присоединяются
Фиг. П. Рукавный матерчатый фильтр
с ручным встряхиванием.
цилиндрические рукава (мешки) 4 из какой-
либо фильтрующей ткани. Верхними закры-
тыми концами рукава подвешиваются к осо-
бым поперечинам 5. Запылённый воздух по-
ступает через патрубок в коническую часть
фильтра, затем через отверстия перегородки
попадает в рукава, проходит через их стенки и
уже очищенный отводится через патрубок 6
в верхнем днище. Пыль, задержанная филь-
трующими рукавами, падает вниз при обрат-
ной продувке, производимой с помощью спе-
циального устройства, или без продувки при
отключении части рукавов со встряхиванием
их. Кроме того, их можно встряхивать и от
руки при помощи рычажной системы, к ко-
торой крепятся поперечины с подвешенными
к ним рукавами. Часто в таких фильтрах при-
меняются механические или пневматические
непрерывно действующие встряхивающие
аппараты.
Уловленная пыль собирается внизу кони-
ческой части фильтра и отводится по мере
накопления через отверстие, плотно закры-
ваемое шибером.
Для фильтрующих рукавов применяются
различные сорта тканей, в частности, шер-
стянка, фланель и бязь.
Величина фильтрующей поверхности за-
висит от степени загрязнённости воздуха,
но не должна быть меньше 1 м2 на рас-
ход воздуха 3 м^/мин. В некоторых кон-
струкциях фильтр устанавливается на отде-
лителе, составляя с ним конструктивно одно
целое.
ВОЗДУХОДУВНЫЕ МАШИНЫ
Необходимый перепад давлений в уста-
новке и связанное с ним движение воздуха
по трубопроводу создаются с помощью ком-
прессоров, воздуходувок и вентиляторов раз-
личных типов.
Для установок нагнетательного типа, как
правило, используются компрессоры стандарт-
ного типа с давлением не выше 5—б кг/см2.
Для всасывающих установок применяются
обычно специальные поршневые вакуум-на-
сосы вертикального типа с коротким ходом
и большим диаметром поршня. Достоинство
машин данного типа: а) равномерное, почти
без пульсаций всасывание воздуха; б) воз-
можность работы на слегка запылённом воз-
духе благодаря применению сухой графито-
вой смазки поршня и сальников и в) неболь-
шие габариты в плане.
Для пневматических установок среднего
перепада давления успешно применяются ро-
тационные воздуходувки типа Рут, работаю-
щие на вакуум и давление.
На ряде установок для транспорта зерна
используются трёхступенчатые турбовоздухо-
дувки, работающие на всасывание. При круп-
ных достоинствах этих машин (небольшие
габариты, большая равномерность засасы-
вания и возможность работы на запы-
лённом воздухе) они имеют существенный
недостаток, заключающийся в том, что всякое
незначительное изменение сопротивлений
в системе вызывает изменения в расходе
воздуха (в соответствии с характеристикой
турбовоздуходувки), что неблагоприятно ска-
зывается на режиме работы пневматической
установки. С этим недостатком можно бо-
роться, применяя схему автоматической ре-
гулировки расхода воздуха путём изменений
чисел оборотов воздуходувки.
ПНЕВМАТИЧЕСКИЕ ТРАНСПОРТНЫЕ
ЖЕЛОБА
Пневматические желоба применяются для
перемещения различных порошкообразных
материалов (цемента, угольной пыли, летучей,
золы и др.). Перемещение в жёлобе произ-
водится воздухом при небольшом давлении
его B50—500 мм вод. ст.) на расстоянии до
нескольких десятков метров при уклоне пнев-
матических желобов около 2—4°. Процесс
перемещения заключается в следующем:
к материалу, поступившему на пористые
плитки, представляющие собой дно жёлоба,
снизу (через плитки) подводится сжатый воз-
дух, который, просочившись сквозь, плитки,
а затем через слой материала, придаёт по-
следнему свойства текучести. Это свойство
основано на явлении адсорбции воздуха или
его сгущения вокруг каждой элементарной
частицы пылевидного материала. Чем меньше
частицы материала и больше уклон пневма-
тического жёлоба, тем выше производитель-
ность последнего.
Пористость плиток должна обеспечивать
равномерное распределение воздуха по всей
площади днища.
Жёлобы выполняются с герметичными ниж-
ним дном и боковыми стенками. Верхние
ГЛ. XXXIV]
РАСЧЁТНЫЕ ЗАВИСИМОСТИ
1147
крышки желобов делаются съёмными; вторые
промежуточные днища — из пористых плиток.
Подвод сжатого воздуха осуществляется под
плитки и распределяется с помощью простых
регулирующих устройств.
Технические характеристики пневматиче-
ских транспортных желобов приведены
в табл. 4.
Таблица 4
Технические характеристики пневматических
транспортных желобов
(по опытным данным Гипроцемента)
Ширина
жёлоба
в мм
125
25O
4°°
5°°
Производи-
тельность
в м31час
i8
45
72
Высота слоя
размещае-
мого мате-
риала в мм
IOO
185
125
'5°
Расход воздуха в
м3/час при длине
жёлоба в м, ¦ . ¦. .
10
3°
6о
IOO
I2O
20
6о
ISO
2ЭО
24 О
30
9о
i8o
300
360
40
130
240
400
480
50
150
300
500
600
ПНЕВМАТИЧЕСКОЕ ЗОЛОУДАЛЕНИЕ
К числу многочисленных модификаций
установок относятся установки пневматиче-
ского золоудаления, имеющие некоторые осо-
бенности в своей конструкции (фиг. 12). Пе-
репад давлений создаётся специальным па-
ровым эжектором 1, расположенным в воз-
духоводе между отделителем золы 2 и ци-
клоном 3. Зола из-под топки засасывается
с помощью стационарного всасывающего
сопла и- затем по транспортному трубопро-
воду 4 подаётся в отделитель. Из отделителя
зола выгружается в бункер через управляе-
мую электрогидравлйческйм толкателем за-
слонку 5- Тонкая зольная пыль уходит далее
Фиг. 12. Схема установки пневматического
золоудаления.
по воздуховоду, смешивается с парам и по-
падает в циклон, где, обильно орошаемая во-
дой, уносится в канализацию.
Особенностью данной системы является
периодичность работы, которая создаётся с
помощью специального прибора — клапана 6,
периодически включающего пар, идущий
к эжектору. Зола из отделителя выдаётся
в бункер с помощью автоматически управляе-
мой заслонки в промежутки времени, соот-
ветствующие перерывам работы парового
эжектора. Исключительными достоинствами
данной установки является отсутствие слож-
ной воздуходувной машины с электродвига-
телем, дорогого и сложного шлюзового за-
твора, отсутствие которых увеличивает на-
дёжность работы установки. Основные дан-
ные подобных установок: производитель-
ность — 10 т/нас, расход воздуха — 70 мг/мин;
расход энергии — 90 л. с; давление пара —
6—7 j\
РАСЧЁТНЫЕ ЗАВИСИМОСТИ
Общие указания к порядку расчёта.
Теория и расчёт установок пневматического
транспорта полностью ещё не разработаны, и
заводы-изготовители в ряде случаев основы-
ваются на данных эксплоатации изготовлен-
ных ими установок. Приводимые ниже дан-
ные базируются как на работах некоторых
научно-исследовательских и проектных орга-
низаций (ВНИИПТМАШ, Союзпроммехани-
зация, Промзернопроект и др.), так и на
опыте заводов. Этими данными следует поль-
зоваться лишь для тех типов установок, для
которых они рекомендованы.
Расчёт может производиться в следующем
порядке:
1) по заданной характеристике материала
определяется скорость витания;
2) по опытным данным в зависимости от
скорости витания или удельного веса частиц
материала определяется соответствующая
скорость транспортирующего воздуха;
3) по рекомендованной концентрации сме-
си для данного типа установок и по заданной
производительности определяются потребный
расход воздуха и диаметр трубопровода;
4) по известной конфигурации транспорт-
ного трубопровода и данным для определе-
ния местных сопротивлений определяется
потребная разность давлений воздуха для
преодоления всех сопротивлений в си-
стеме;
5) по найденным расходу воздуха и да-
влению (разрежению) подбирается по ката-
логам подходящее воздуходувное устрой-
ство.
Характеристика транспортируемых ма-
териалов (по крупности частиц). Характери-
стики (по крупности частиц) основных ма-
териалов, транспортируемых пневматическим
способом, представлены на фиг. 13 в виде
графиков крупности в логарифмических коор-
динатах. По оси абсцисс отложены размеры
ячеек сита в мк, а по оси ординат—величины
остатков на ситах в процентах от всего ко-
личества, подвергшегося просеиванию.
Скорость витания частиц. Величина ско-
рости витания или скорости равномерного
осаждения в воздухе необходима при расчёте
отделителей материала и пыли, а также для
определения скоростей воздуха в трубопро-
водах. Скорость витания частицы является
скоростью восходящего потока воздуха, при
которой вес частицы уравновешивается
подъёмной силой потока (частица не имеет
абсолютной скорости), и равна скорости рав-
номерного падения частицы в неподвижном
воздухе (падение становится равномерным
после приобретения частицей скорости, при
которой сила сопротивления воздуха стано-
вится равной силе тяжести).
1148
ОБОРУДОВАНИЕ ПНЕВМАТИЧЕСКОГО ТРАНСПОРТА
[РАЗД. IV
Фиг. 13. Характеристики (по крупности частиц) материалов, транспортируемых пневматическим способом:
1 — портландцемент пуццолановый; 2 — гипс формовочный; 3 — портланд-цемент 000; 4 — угольная пыль — тонкий
помол; 5 — известь гидравлическая; 6 — угольная пыль —грубый помол; 7 — цемент известково-зольный; 8 — але-
бастр: 9 — портландцемент 0; 10 — цемент известково-пуццолановый; // — пшеница; 12 — рожь; 13 — закладоч-
ные материалы; 14, 15, 16 — антрацитный штыб.
При равномерном падении частиц шаро-
вой формы сопротивление движению частиц
относительно воздуха
при т« = 1/2 кг\м%\ v = 0,145-10~4 м*/сек;
t=lb°C и р = 760 мм рт. ст.
= 5,074
B)
Здесь: ф— коэфициент сопротивления дви-
жению; F — миделево сечение частицы; vM —
скорость относительного движения частицы;
Y# — удельный вес воздуха в кг\м*.
Фиг. 14. Зависимость между коэфициентом сопротивления
и числом Рейнольдса (по опытам ряда исследователей):
/ —кривая Осина; 2 — кривая Гольдштейна; 3 — кривая
Стокса; 4 — кривая по опытам ряда исследователей.
Приравнивая И^силе веса шаровой частицы
с диаметром й, можно выразить скорость vM
через значение критерия Рейнольдса
Зависимость между <\> и Re, а также зна-
чения 41 Re2 характеризуются опытной кривой,
показанной на фиг. 14. По заданному d и fM
для каждого материала определяется Щ&.
Имея зависимость между ^Re* и Re, можно
определить соответствующую скорость равне-
мерного падения частиц.
Для упрощения расчётов на фиг. 15 при-
ведена номограмма, дающая возможность
определять скорости витания для тел шаро-
вой формы. Значение 4* берётся в зависимо-
сти от Re в пределах от Re = 10~4 до Re =
= 5-105.
Расчёт степени отделения в центробеж-
ных пылеуловителях. В установках пневма-
тического транспорта! материал"втсгжесе транс-
портной линии необходимо отделить от
воздуха. При мелкокусковом или зернистом
материале (орешковый уголь, зерно) и весьма
значительных концентрациях смеси в ряде
случаев транспортирования пылевидных ма-
териалов при помощи винтовых и камерных
питателей (p.= 15-f-50 и выше) отделение
материала от воздуха происходит сравни-
тельно легко при уменьшении скорости воз-
духа ниже скорости витания и изменении её
направления (в отделителях).
Наиболее сложными являются отделение и
расчёт степени отделения пылевидных ма-
ГЛ. XXXIV]
РАСЧЁТНЫЕ ЗАВИСИМОСТИ
1149
териалов при транспортировании с неболь-
шими концентрациями {г<Л0 или при необ-
ходимости полной очистки воздуха уже после
С/мк
t- 10000
-9000
moo
-woo
шоо
r5000
'-то
-зооо
s.2000
щ
-600
-400
-300
-200
10-4
10%
10 ¦-
10 -a
iot
10е-
I
100
г
-к
-5-Ю5
''6
шшп
-2
-10е
„ см/сен
& WOOD
moo
tsooo
1-4000
И'
s=1,2кг/м3, v=0,W5cMz/cei<; (при t=15°C и Р=760мм prnxm.)
Ключ
е-Ие © d-Re-v Q)
Фиг. 15. Номограмма для определения скорости вита-
ния (vK).
выпадения основной массы материала в от-
делителе.
Конечной целью расчёта центробежных
отделителей необходимо считать определе-
ние степени отделения материала в зависи-
мости от его состава по крупности, скорости
Фиг. 16, Схема движения частицы на изгибе потока.
транспортирующего воздуха (ve), радиуса за-
кругления потока воздуха в отделителе (г) и
угла его поворота (а).
Под действием центробежной силы части-
цы материала пересекают поток воздуха, до-
стигают стенки циклона и падают вниз.
Двигаясь под влиянием центробежной си-
лы (фиг. 16), частицы преодолевают сопро-
тивление воздуха, равное центробежной
силе
2
-г-^^зг^м* C)
где т — масса частички материала; •{* — опыт-
ный коэфициент сопротивления движению,
зависящий от формы тела и от числа Рей-
нольдса; уа — удельный вес воздуха в кг\мъ\
F—миделево сечение частицы в мг; vM —
скорость относительного движения частиц
в м/сек.
Для частиц шаровой формы
1м civ'
D)
где d — диаметр частицы в микронах.
На фиг. 17 приведён график зависимости
диаметра минимальной частицы dmin , пере-
менной скорости частицы vM от вспомога-
тельной величины 5.
График составлен в предположении, что
частица за время (t) поворота потока воз-
духа в циклоне достигнет наружной стенки.
Диаметр частиц—от 1 до 500 мк.
При движении потока воздуха в отдели-
теле или циклоне большого диаметра можно
принять скорость воздуха во всём сечении
потока одинаковой*, что подтверждено опы-
тами для циклонов диаметром свыше 1 м
(проф. Смухнин). Для этого случая
(о)
где n — кинематическая вязкость воздуха
в м3/сек.
Значение S находится также по вспомо-
гательной номограмме (фиг. 18).
Расчёт по диаграмме vM — S — d (фиг. 17)
производится при условии, что частицы ма-
териала, внесённые в циклон потоком возду-
ха, находятся на разных расстояниях от
внешней стенки, и время t=—• прохожде-
ve
ния воздуха через циклон известно при за-
данной скорости воздуха (»в) и пути воздуха
в циклоне (/).
Порядок расчёта следующий.
1. Поток воздуха шириной Ь разбивается
на несколько (обычно четыре) зон и опре-
деляется по диаграмме для каждой зоны
dmin. Для этого: а) находится вспомогатель-
ная величина 5 для двух крайних точек зо-
ны — с /"min и rmai, т. е. S2 и Sx\ б) вычис-
ляется [зная время (/)] условная средняя
скорость частицы, при наличии которой ча-
стица успеет достичь внешней стенки цикло-
на, v3 —
t
где
расстояние от внутрен-
ней границы рассматриваемой зоны до внеш-
ней стенки циклона; в) по va, Sj и 52 на-
ходится на диаграмме диаметр минимальной
частицы данной зоны потока, которая ещё
сумеет отделиться в циклоне.
* Для мультициклонов, в которых вращение потока
следует близко вращению идеальной жидкости, v r=const.
Фиг. 17. Диаграмма vM — S - d.
ОБОРУДОВАНИЕ ПНЕВМАТИЧЕСКОГО ТРАНСПОРТА
1152
ОБОРУДОВАНИЕ ПНЕВМАТИЧЕСКОГО ТРАНСПОРТА
[РАЗД. IV
Скорость транспортирования. Скорость
транспортирования пылевидных и зернистых
материалов воздухом определяется скоростью
воздуха, сообщающего кинетическую энергию
частицам транспортируемого материала. Ско-
рость воздуха для всякой пневматической
установки меняется по длине трубопровода
в соответствии с изменением давления, обу-
словленного потерей энергии воздуха при
транспортировании смеси воздуха с материа-
лом. При этом как в установках нагнетатель-
ного, так и всасывающего типа наименьшая
скорость воздуха — в месте загрузки, а наи-
большая — в месте разгрузки материала (во
всасывающих установках для резкого умень-
шения скорости воздуха у места разгрузки с
целью предохранения зерна от повреждения
иногда увеличивают диаметр в конце трубо-
провода).
Обычно в расчётах указывают скорость
воздуха при атмосферном давлении. По этой
скорости легко определить потребный расход
воздуха и производительность воздуходувной
машины и, кроме того, она является скоро-
стью, которая встречается в установках как
всасывающего, так и нагнетательного типа
(во всасывающих установках эта скорость
имеет место у всасывающего сопла, в нагне-
тательных — на выхлопе смеси в отделитель—
бункер или силос).
При выборе скоростей транспортирования
можно также пользоваться эмпирической за-
висимостью
где 7л — удельный вес транспортируемого
материала в кг/м^ и а — опытный коэфициент
(выбирается в пределах 24 — 72; для vcp зна-
чения а можно выбирать по табл. 6).
Эта формула применяется для установок
с высокими скоростями транспортирования
и малыми концентрациями смеси р.<7.
Определение потерь давления. Общие
потери давления потока транспортирующего
воздуха по длине установки от места ввода
материала в трубопровод до места выхода
чистого воздуха из отделяющего устройства
складываются в основном из: 1) потерь да-
вления Нм на движение материала по пря-
молинейному участку трубопровода; 2) потерь
давления Нс на ввод материала в трубопро-
вод и сообщения ему необходимой скорости;
3) потерь давления Нк в коленах, отводах и
других устройствах для изменения направле-
ния движения в смеси с воздухом; 4) потерь
давления Нп для подъёма смеси на верти-
кальных участках; 5) потерь давления Нот
на отделение транспортируемого материала
в отделителях (циклонах, фильтрах).
Таблица 5
Ориентировочные данные для выбора скоростей транспортирования различных материалов
Материал
Портландцемент 000
Портландцемент 00
Угольная пыль нормальной тон-
кости
Апатитовый концентрат . . . .
Антрацитовый штыб
Рожь
Пшеница
Закладочные материалы . . . .
Формовочный гипс
Удельный вес
в mjMs
3.2
3,2
3.2
i,35
1.25
1,35-1.45
2,3—2,6
2,6
Объёмный
вес в т!м3
I,O—1,2
I,O—1,2
°.725
O.785
0,65—0,85
Расчётная
крупность
в мк
Скорость
витания
в м\сек
Скорость
транспорти-
рования *
в м/сек
бо
86
7°
85—юг
4 4°°
г 150
2 7°°
45°оо
86
О,22
о.34
о, П
о,34-о,53
7.5
7.5
9.75
31.2
°,34
9—18
9—18
8-13
10—20
25-35
22—26
23-26
50—70
9—18
* Для установок с камерным и винтовым питателями принимаются меньшие скорости; при больших длинах транс-
портирования принимаются большие скорости.
Минимальные и оптимальные скорости
воздуха для разных материалов на практике
обычно выбираются по данным, установлен-
ным опытом. В табл. 5 приведены скорости
транспортирующего воздуха по опытным
данным успешно работающих установок.
В табл. 5 скорость витания приведена для
частиц с крупностью, соответствующей 25°/0
остатку на сите по характеристике крупно-
сти. Эту крупность можно определить по
графику на фиг. 13, проводя линию, парал-
лельную оси абсцисс, до пересечения с орди-
натой, соответствующей 25% остатку на си-
тах. Точка пересечения этой линии с кривой
крупности даёт на оси абсцисс искомый раз-
мер частиц. Скорость витания, определённая
для частицы с крупностью, соответствующей
25% остатку, условно названа скоростью ви-
тания для транспортируемого материала.
Таблица 6
Значения а при определении скоростей
транспортирования
Характер транс-
портной линии
Горизонтальная
прямая
Линия с колена-
ми, отводами и
вертикальным
участком
Характер
материала
Пылевидный
Зерно
Кусковой, раз-
ных размеров
Пылевидный
Зерно
Кусковой, раз-
ных размеров
Значения а при
трубопроводе
жёст-
ком
24
23
36
Зо
36
45
гибком
зз
48
57
48
57
72
ГЛ, XXXIV]
РАСЧЁТНЫЕ ЗАВИСИМОСТИ
1153
По опытам ряда исследователей установлена
следующая зависимость между потерями да-
вления при движении смеси и потерями при
движении чистого воздуха Нд:
Нм = <*-Нв. (9)
Величина поправки
A0)
где tg a — опытная величина, зависящая от
скорости воздуха, концентрации смеси и дру-
гих величин. На фиг. 20 дана величина tga
0,6
0,5
0,3
\
\
\
1
1
~Г
'—v—
1
¦—
20 v м/сек
Фиг. 20.
как функция скорости транспортирующего
воздуха (V).
Зависимость A0) действительна глав-
ным образом для зерна. Более сложной она
является для пылевидных материалов.
Расчёт потерь давления во всасывающем
сопле или определение вакуума у сопла про-
изводится по формуле
t/2
Г*С == \р"Г[AV / tg о ¦ UU
Jg
где с = 4-И4 (меньшие пределы следует брать
для меньших значений концентраций — }л);
у — -—— = 0,65 -г- 0,85 — отношение средней
скорости перемещения материала к средней
скорости воздуха.
Потери давления Нк в коленах, отводах
и других устройствах для изменения напра-
вления транспортируемого потока смеси
можно определять по формуле [4]
v\v
Н = Q , ч A — »2Л) —~ , A2)
где QM(CeK) — производительность в кг\сек\
ср — коэфициент уменьшения скорости при
ударе (принимается <р = 0,7); п — теорети-
ческое число ударов в колене; vcp — ско-
рость при входе в колено в м/сек. Чем более
—? (г0 — радиус кривизны отвода, dmp —
й\
тр
диаметр трубопровода), тем более расчётное
число ударов п, которое выбирается следую-
щим образом:
тр
п
4,°
6,о
.94
Формула A1) даёт несколько преумень-
шенные величины сопротивлений, особенно
в случае высоких концентраций смеси.
По материалам ВНИИПТМАШ рекомен-
дуется определение потерь в коленах про-
изводить по методу эквивалентных длин го-
ризонтальных участков. Для кусковых мате-
риалов (щебень, уголь и др.):
тр
1экв в м при «
1зкв в м при о
а 4 ° 1О Х5 2О
90е по loo оо Io° 1IG I2°
120° юэ 9Э 9° 9° 1О° 11<э
Значение / необходимо увеличивать на
15% ПРИ переходе на крупнокусковые мате-
риалы (щебень, уголь 30-40 мм).
Потери давления на вертикальных участ-
ках трубопровода определяются по формуле
= т. A -f- н-) л.
в A
A3)
где he — высота вертикального участка; Нв —
сопротивление по чистому воздуху на ровном
горизонтальном участке; х — коэфициент,
равный 0,1—0,15 [4].
Потери давления в отделителях можно
определить по формуле проф. Канторовича
A4)
где $ в скобках характеризует чисто гидра-
влические потери при внезапном уменьше-
нии скорости, а (Аф2 — потери на вихреобра-
зование при внезапной остановке частиц
материала.
Потери давления для отделителей выпол-
ненных установок Нотд = 150-т-300.мжвод. ст.
Потери давления для центробежных пы-
леулавливателей (циклонов), служащих для
очистки воздуха от пыли, учитываются одним
коэфициентом, отнесённым к величине ско-
ростного напора подводящего воздухопро-
вода
l
где 6= 1,5 -г- 2,5.
Потери давления для матерчатых фильтров
со встряхивающим механизмом Нф =
= 50-г-100 мм вод. ст.; для рукавных фильтров
типа БЭТ с удельной нагрузкой на ткань —
3 мъ\мин на 1 м2; нагнетательных — Нф =
= 20 -г- 30 мм вод. ст.; всасывающих — Нф ~
= 40-f-50 м и вод. ст.
Потери давления подсчитываются также
по эмпирической формуле
Иф = 0,3 И'282 мм вод. ст.,
— удельная нагрузка на
где V'мг\час на 1
ткань.
Примерный расчёт. Спроектировать пневматическую
установку производительностью 50 т1час зерна для раз-
грузки барж и подачи зерна на склад. Высота транспор-
тирования h =• 15 м, длина транспортирования / = 40 .м.
Зерно — пшеница с удельным весом -jM = 1,4 т!я\
1. Определяем скорость витания для пшеницы по
табл. 5 или номограмме на фиг. 15
vK — 9,75 м1сек.
73 ТОМ 9
1154
ОБОРУДОВАНИЕ ПНЕВМАТИЧЕСКОГО ТРАНСПОРТА
¦¦, [РАЗД. IV
2. В зависимости от скорости витания по той же
табл. 5 выбираем скорость транспортирования
v —> 23 MjceK
(нижний предел берётся петому, что транспортный трубо-
провод имеет сравнительно небольшую длину).
Проверку можно произвести по эмпирической форму-
ле (8) и данным табл. 6
ve - 18,3
18>3
22 м1сек-
3. Принимая концентрацию смеси зерна с воздухом
и- = 25, определяем диаметр трубопровода dmp из фор
мулы (&)
QM
где сечение трубопровода
2
F _ *?тР _
гтр
50 000
4 1,2-23.25.3600
Этому сечению соответствует
- 0,020 м*.
атр -
тр
159 мм.
Принимаем dmn—160 мм (труба специального изгото.
вления).
4. Потребный расход воздуха
Ve - Fmp • vg • 3600 = 0,02 • 23 ¦ 3600 т 1650 м*1час.
С учётом потерь воздуха в неплотностях
Vg = Ve • 1,15 - 1900 м31час.
5. Определяем сопротивления передвижению смеси:
а) сопротивление сопла [формула A1)]
"(*+|«Ю
232 1 2
A0 + 25 • 0,72) п ' ' т 720 мм вод. ст.;
2, • ?7,Ot
б) потери давления при подъёме материала на верти-
кальном участке [формула A3)]
Нп " Т. О + И-) Лв + Я, A + *) -
- 1,2 A + 25) • 15 + 2,9 • 15 A + 0,15) - 520 мм вод. ст.;
в) сопротивление на горизонтальном участке [фор-
мула A0)]
нм " нв Q + ^tg а) ~ 2'9 С1 + 25 • °-32) • 40 -
— 1020 мм вод. ст.
Сопротивление движению (Н' ) чистого воздуха в тру-
бопроводе заданного диаметра на 1 пог. м в нашем случае
равно 2,9 мм вод. ст.;
г) сопротивление в колене [формула A2)]
50 000-23»
¦ A — 0,7*) - 285 мм вод. ст.
3600 • 2 • 9,81
Следует учесть наличие 2-го колена, образуемого при
отклонении гибкого участка вертикального трубопровода,
Нк - 2И'К — 570 мм вод. ст.
Суммарное сопротивление
- 720 + 520 -)- 1020 + 570 - 2830 мм вод. ст.
Прочие потери учитываются увеличением Н^ на
20°/в. Суммарное потребное разрежение, создаваемое
воздуходувкой,
Hz = н'х.' 1>2 " 2830 ' 1'2 " 340° ¦**•** вод- ст-
Для проектируемой установки потребуется воздухо-
дувка, работающая на разрежение со следующими пара-
метрами: расход воздуха Vg — 1900 ма,!час, разрежение
3400 мм вод. ст.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Сегаль И. С, Расчёт и конструкция винтовых пнев-
матических питателей, Новая подъёмно-транспортная
техника, № 5, 1946.
2. Сегаль И. С, Пневматический транспорт цемента
в США, журнал .Американская техника", 1940.
3. Спиваковский А. О., Конвейерные установки,
т. IV, ГНТИ. У., 1935.
4. С т р а х о в и ч К. И., Основы теории и расчёта пнев-
матических установок, ОНТИ, 1934.
5. Технические материалы Научно-исследовательского
института ВНИИПТМАШ, Союзпроммеханизации, Пром-
зернопроекта.
6. Козьмин П. С, Портовые и судовые конвейеры,
Речиздат, 1940.
7. Hudson W., Conveyors and related eguipment, 1944.
Глава XXXV
ЭКСКАВАТОРЫ
ОБЩАЯ ЧАСТЬ
ТИПЫ ЭКСКАВАТОРОВ
При экскаваторном способе выполнения
земляных работ, насчитывающем более 100
лет своего существования, применяются в за-
висимости от рода разрабатываемого грунта
и эксплоатационных условий два . основных
типа машин—одноковшевые и многоковшевые
экскаваторы.
Различие их в основном заключается в ко-
личестве рабочих органов — ковшей, кото-
рыми производится отрывка грунта. При
одном ковше (одноковшевые экскаваторы)
работа выполняется повторяющимися циклами,
слагающимися из ряда движений ковша и ма-
шины в целом, в числе которых наряду с ра-
бочими движениями имеются и обратные, обу-
словливающие непроизводительные потери
времени. При нескольких ковшах (многоков-
шевые экскаваторы) рабочий процесс про-
исходит непрерывно, без этих потерь.
Указанное различие в методах работы
одноковшевых и многоковшевых экскаваторов
определяет коренное различие в конструкции
тех и других, что заставляет рассматривать
эти типы каждый в отдельности.
Экскаваторы обоих типов применяются как
для сухопутных, так и для подводных работ.
В дальнейшем рассматриваются экскаваторы
только для сухопутных работ как имеющие
наибольшее распространение.
ОБЛАСТИ ПРИМЕНЕНИЯ
ОДНОКОВШЕВЫХ И МНОГОКОВШЕВЫХ
ЭКСКАВАТОРОВ
Значительные размеры ковша позволяют
использовать одноковшевые экскаваторы для
работ в самых разнообразных грунтах. Не-
возможна работа с ними только в цельной
скале и в сильно смерзшихся грунтах, в связи
с чем эти породы должны предварительно
разрыхляться (взрывами) так, чтобы размеры
кусков не превышали */3 (максимум по-
ловины) ширины ковша.
Работа одноковшевых экскаваторов не
отличается чистотой и точностью, и потому
при профилировочных работах требуется про-
изводить особую зачистку разрабатываемых
участков.
Использованием сменного рабочего и вспо-
могательного оборудования достигается воз-
можность выполнения экскаватором самых
разнообразных работ, что повышает рента-
бельность применения машины на тех участ-
ках, где не может быть обеспечен большой
объём работ однотипного характера (например,
в мелких строительных точках).
Многоковшевые экскаваторы следует при-
менять для работы в однородных грунтах, не
содержащих крупных включений. Твердость
породы большой роли для них не играет и
они могут работать в тех же грунтах, что
и одноковшевые экскаваторы (до IV катего-
рии включительно).
Для бесперебойной работы экскаватора
размер включений в грунтах (камней и пр.)
не должен превышать 0,2 ширины режущей
кромки.
Многоковшевые экскаваторы в отличие от
одноковшевых дают чистую отделку забоя и
успешно выполняют все профилировочные
работы.
Затруднительность переоборудования мно-
гоковшевых экскаваторов и их переброски с
места на место (что требует, как правило, их
полной разборки) обусловливает рациональ-
ное использование этих экскаваторов только
на массовых однотипных работах большого
объема (вскрыша пластов, добыча полезных
ископаемых, канальные и траншейные ра-
боты и пр.).
ОСНОВНЫЕ СВЕДЕНИЯ
ПО ЭКСПЛОАТАЦИИ ЭКСКАВАТОРОВ
Условия эксплоатации экскаваторов в боль-
шинстве случаев довольно тяжелы в отноше-
нии ремонта и обслуживания (отдалённость
мест работы от оборудованных мастерских,
невысокая квалификация обслуживающего
персонала), что заставляет обеспечивать боль-
шую надёжность машины, её нетребователь-
ность в обслуживании, лёгкую и быструю
смену изношенных частей, надёжное и обес-
печенное приведение в рабочее состояние
силовой установки своими средствами.
Передвижение гусеничных экскаваторов в
пределах рабочей площадки совершается
своим ходом, а переброска на значительные
расстояния (не по железнодорожным лн*
1156
ЭКСКАВАТОРЫ
(РАЗД. IV
ниям) — на грузовых тележках или тракторной
тягой.
Малые модели перебрасываются на грузо-
вых тележках в собранном виде, а крупные
модели — в разобранном. Целесообразно про-
изводить переброску зимой на специальных
железных полозьях.
Ниже указываются эксплоатационные на-
значения различных видов рабочего обору-
дования одноковшевых экскаваторов.
Лопата (фиг. \,а). При небольших раз-
мерах ковша лопата является наиболее про-
изводительным оборудованием для погрузки
Фиг. 1. Типы рабочего оборудования одноковшевых экскаваторов: а — ло-
пата; б—обратная лопата; в—грейфер; г — кран;; д — струг; е — драглайн;
ж — копёр.
в ж.-д. состав, на автомашины и т. д. При
больших рабочих размерах (вскрышные мо-
дели) она используется почти исключительно
для работ в отвал. Лопата применяется для
разработки забоев, расположенных выше пути
передвижения экскаватора, при наличии
устойчивых грунтов с небольшим количеством
грунтовых вод или при возможности их от-
вода. Использование настила при работе гу-
сеничных экскаваторов в слабых грунтах
обычно нецелесообразно, если это не вызы-
вается особыми соображениями. Предельная
высота забоя не ограничена при условии обя-
зательного принятия мер к предварительному
обрушению части забоя, лежащей выше пре-
дела подъёма ковша.
Работа лопаты в низких забоях мало про-
изводительна. Наилучшие результаты в лёг-
ких, средних и тяжёлых грунтах получаются
соответственно в забоях высотой 0,6 Нн, Нн
и \,АНН, где Нн — высота напорного вала
при среднем угле поворота 60—70° и работе
на неполном вылете и неполной высоте
подъёма. Предельная ширина здбоя по дну
равна 25 (фиг. 1, 2 и 3). Для работы в
разборной скале без подрыва применяются
тяжёлые модели лопат с ковшом ёмкостью не
менее 1,9 мь.
Обратная лопата (фиг. 1, б) при-
меняется для работ в любых грунтах (как
для погрузки, так и в отвал) преимущест-
венно для рытья узких траншей с отвесными
стенками, ширина которых определяется ши-
риной ковша. Предельная глубина копания
приближённо равна длине стрелы.
Грейфер (фиг. 1, в) применяется в ос-
новном для перегрузочных работ, рытья кот-
лованов с отвесными стенками и работ под
кодой. При работе для погрузки лучше при-
менять бункер. Предельная глубина забоя
ограничена канатоёмкостью барабана и устой-
чивостью откоса. Обычно она на 20—40%
больше, чем у драглайна. Для различных грун-
тов применяются ковши раз-
ного веса.
Кран (фиг. 1, г). Все
экскаваторы с ковшами ёмко-
стью до 1,5—2 л$ использу-
ются для грузоподъёмных ра-
бот наравне со специальными
кранами.
Струг (фиг. 1, д) приме-
няется в тех же грунтах, что
и лопата, для планировочных
работ, в забоях с малой высо-
той и для удаления дорожной
одежды. Работа преимуще-
ственно для погрузки.
Драглайн (фиг. 1, е) при-
меняется главным образом в
лёгких и средних грунтах, пре-
имущественно для работ в от-
вал, при разработке забоев, ле-
жащих ниже пути передвиже-
ния экскаватора. Может быть
использован и для погрузки в
транспорт (но в этом случае
из-за затруднительности от-
грузки удлиняется производ-
ственный цикл), а также для
работы под водой. Предельный
откос со стороны экскаватора
451 в лёгких, 30° в средних и
20—25° в тяжёлых грунтах. Предельная
глубина забоя Н\ (фиг. 1, е) нормально
определяется пересечением линии откоса с
направлением подъёмного каната при начале
копания.
При работе с забросом ковша глубина мо-
жет быть увеличена до 0,5—0,6 длины стрелы.
Оптимальная (в отношении производитель-
ности экскаватора) глубина забоя 0,15—0,2
длины стрелы. Для работы в тяжёлых грунтах
применяются тяжёлые ковши ёмкостью не
менее 0,5 м3, а в скале — не менее 3 л&.
Копер (фиг. 1,ж) применяется только
для небольших по объёму сваебойных работ,
когда постановка специального копрового
оборудования нецелесообразна. В редких слу-
чаях экскаваторы оборудуются и другими спе-
циальными приспособлениями, как засыпатель,
корчеватель, скребок и т. д.
Теоретическая производительность одно-
ковшевых экскаваторов (/70) и техническая
их производительность (Пт) при работе в
отвал приводятся как средние величины в
„Единых нормах на земляные работы" [28].
Они также могут быть определены ориенти-
ровочно по следующим формулам (с исполь-
зованием данных табл. 1 и 2):
а составляет
ГЛ. XXXV]
ВИДЫ ОДНОКОВШЕВЫХ ЭКСКАВАТОРОВ И ХАРАКТЕРИСТИКА ИХ РАЗВИТИЯ
1157
где q — ёмкость ковша в mz\ n — теоретиче-
ское число циклов в минуту; кг — коэфициент
влияния грунта, учитывающий его разрых-
ление, заполнение ковша и трудность разра-
ботки.
Таблица 1
Теоретическое число
Оборудо-
вание
Лопата .
Драглайн
Грейфер
Обратная
лопата и
струг . .
циклов
в минуту л
Емкость стандартного ковша q
0,25
3,75
2,73
3>оо
0,Е0
3.75
2,73
З.оо
1,0J 1,5
3-43
3,i6
2,40
2,73
3.1°
2>73
2,ОО
2,4О
2,0
З.оо
2,22
1.78
3,0
2,6О
1,71
i,ao
4,0 ] 6,0
2,5°
1.5о
1.71
1,00
—
в м*
12,0
1.5°
о,9
—
24,0
1,2О
—
—
П р и.м е ч а н и е. При работе в транспорт с нормаль-
ной ёмкостью тары (>3—Aq) и при невязких грунтах (число
циклов уменьшается на 6й/, для лопат и драглайнов, на
1О°/о—для обратных лопат и стругов и на 12°/0 — для грей-
феров. В вязких грунтах падение теоретического числа
циклов в минуту («) в 2 раза больше.
Коэфициент влияния грунта k
растает в 10—20 раз и более в зависимости
от числа опоражнивающихся в одну минуту
ковшей (в обоих случаях при одинаковых
условиях эксплоатации и при одной и той же
ёмкости ковшей).
Расход энергии в электрических одноков-
шевых экскаваторах на 1 л& вынутого грунта
составляет 0,4—0,45 квт-ч при многомотор-
ном приводе Леонарда и 0,6—0,8 квт-ч —
при одномоторном. В многоковшевых электри-
ческих экскаваторах расход энергии меньше
на W—150/o.
Средний расход горючего (в кг) двигате-
лями внутреннего сгорания на 1 л$ грунта в
одноковшевых экскаваторах указан в табл. 3,
а также в „Единых нормах на земляные ра-
боты"[19].
Расход воды и топлива в паровых экска-
ваторах, работающих с давлением пара 8 —
12 am (без конденсации), на 1 м3 грунта:
воды 5—9 кг; нефти 1—2,5 кг, или угля 1,8—
4,5 кг, или дров 0,015—0,04 ms.
Таблица 2
Оборудование
Лопата . . . • . .
Драглайн
Грейфер и стпуг
Лёгкие сыпу-
чие грунты
и лёгкие
глины
1,00—1,20
о, 8о— i ,оо
Лёгкие
связанные
грунты
i,i5—х,4о
0,90 - I,ю
Средние
глины
о.75—о.95
о,79—°.9°
о,5°—0,70
Тяжёлые
глины
0,48—0,65
0,40—0,45
Взорванная
скала, сланцы
и мореные
глины
о,31—о,5о
0,30—0,52
0,20-0,30
Примечание. Большие значения k относятся к более лёгким грунтам данной категории и к экскаваторам
большой мощности.
Многоковшевые экскаваторы применяются
для строительных и карьерных работ, для
вскрышных и добычных работ в угольных,
рудных и нерудных разработках (машины по-
перечного хода) и для работ по прорытию
траншей для укладки труб, а также для дру-
гого назначения (канавокопатели).
Годовая выработка одноковшевых экска-
ваторов достигает 200000 мь на кубометр
ёмкости ковша и выше в зависимости от
организации работ и характера разрабатыва-
емого грунта.
Производительность многоковшевых экска-
ваторов по сравнению с одноковшевыми воз-
Таблица 3
Средний расход горючего на 1 м3 грунта в кг
Тип
двигателя
Дизель
Карбюраторный
двигатель
Грунт
Лёгкий
Ло-
пата
о, 17
о,25
Драг-
лайн
О,2О
о, 29
Средний
Ло-
пата
0,22
о, 37
Драг-
лайн
о.зо
о,41
Тяжёлый
Ло-
пата
о,зэ
о, 4°
Драг-
лайн
о, 35
о,43
ОДНОКОВШЕВЫЕ ЭКСКАВАТОРЫ
ВИДЫ ОДНОКОВШЕВЫХ ЭКСКАВАТОРОВ
И ХАРАКТЕРИСТИКА ИХ РАЗВИТИЯ
Одноковшевые экскаваторы принято ха-
рактеризовать:
а) по степени поворотности рабочего
органа, различая полноповоротные системы,
обеспечивающие поворот на полную окруж-
ность (вместе с рабочим оборудованием вра-
щаются и все механизмы экскаватора), и
неполноповоротные, имеющие поворот на
ограниченную часть окружности 200-270°
(вращается только рабочее оборудование,
иногда с частью механизмов);
б) по типу силового привода, различая
экскаваторы паровые, дизельные, электриче-
ские;
в) по типу ходового оборудования, раз-
личая гусеничные, рельсовые, шагающие и
колёсные (обычно на пневматиках); как раз-
новидность следует отметить так называемые
пловучие экскаваторы, устанавливаемые на
понтонах;
г) по количеству видов рабочего обору-
дования, возможных для установки на экска-
ваторе, различая универсальные, которые мо-
гут эксплоатироваться со всеми существу-
ющими видами оборудования, полуунивер-
1158
ЭКСКАВАТОРЫ
[РАЗД. IV
сальные, используемые с ограниченным ко-
личеством видов B—4), и специальные, име-
ющие только один вид оборудования.
Наиболее распространённые типы одно-
ковшевых экскаваторов стандартизованы
ГОСТ 518-41, согласно которому экскаваторы
разбиваются по своему эксплоатационному
назначению на следующие группы.
а) Экскаваторы-краны для средних работ
(ковши ёмкостью 0,25—1,50 м9, грузоподъём-
ностью 3—25 т), в большинстве типов уни-
версальные, с одномоторным приводом, гусе-
ничные и автомобильные (фиг. 1). Предна-
значаются в основном для строительных ра-
бот, ввиду чего все типы имеют крановое
оборудование.
б) Экскаваторы для тяжёлых работ (ковши
ёмкостью 2—3—4 л*3) с двумя видами рабо-
чего оборудования (фиг. 2) и с многомотор-
е) Башенные экскаваторы (ковшы ёмкостью
0,6—8 л*3) на железнодорожном и гусеничном
ходу (фиг. 6) для относительно неглубоких и
широких выемок большого объёма и для
горных работ.
ж) Пловучие лопаты (ковши ёмкостью
0,35 —16ж3) и грейферные экскаваторы (ковши
Фиг. 4. Туннельная лопата.
Фиг. 5. Туннельная лопата
с поворотным ковшом.
Фиг. 2. Карьерные экскаваторы: а — лопата; б— драг-
лайн.
ыым электроприводом. Предназначаются в ос-
новном для карьерных работ по добыче по-
лезных ископаемых.
в) Вскрышные экскаваторы (ковши ёмко-
стью 3—24 ж3) с двумя видами особо удли-
нённого рабочего оборудования (фиг. 3) и с
многомоторным электроприводом. Предназна-
ёмкостью 0,35—4 м3) на понтонах для дноуглу-
бительных работ и сооружения каналов в грун-
тах, исключающих возможность применения
сухопутных машин.
Развитие экскаваторостроения за послед-
ние 20 лет характеризуется (табл. 4) увели-
чением производительности машин на30—50%,
уменьшением веса до 32 т на 1 л3 ёмкости
ковша, увеличением мощности до 4,25 л. с.
на 1 m веса (за счёт возрастания усилий на
ковше), повышением к. п. д. механизмов на
12—17% (благодаря применению масляных
ванн, подшипников качения) и облегчением
Фиг. 6. Канатно-башенная скреперная установка.
Фиг. 3. Вскрышные экскаваторы: а — лопата; б — драг-
лайн.
чаются в основном для вскрышных и круп-
ных инженерно-строительных работ.
г) Шагающие драглайны (ковши ёмкостью
1—6мв) с небольшим давлением на грунт, с
одномоторным или многомоторным приводом.
Предназначаются в основном для работ на
слабых грунтах (мелиорационные, гидротехни-
ческие и прочие работы).
В небольшом количестве встречаются и
другие разновидности экскаваторов более уз-
кого эксплоатационного назначения, среди ко-
торых можно отметить:
д) Туннельные и шахтные лопаты с уко-
роченным рабочим оборудованием обычного
типа (фиг. 4) или с телескопическим (фиг. 5),
электрические или пневматические.
управления (сервомоторы, малые ходы рыча-
гов и незначительные усилия на рукоятках).
Уменьшение габаритных размеров платформы
и длины стрелы при увеличении длины ру-
кояти позволило снизить момент инерции
вращающейся части, не уменьшая рабочих раз-
меров лопаты (кроме радиуса действия). Длины
стрел драглайнов увеличены на 15—2С0Д,, а при
выполнении из дуралюмина — на 40%. Ма-
невренность повышена за счёт нескольких
скоростей хода, а для машин с ёмкостью ковша
до 0,75 м*, кроме того, введением сменного
ходового оборудования (шасси на супербал-
лонах).
Износоустойчивость и прочность экскава-
торов увеличились за счёт применения леги-
рованных сталей (до 35% веса машины) с тер-
мообработкой, повышения точности обработки
и уменьшения числа деталей. Стали шире при-
меняться для скальных и тяжёлых работ ма-
шины малых размеров. Грузоподъёмность при
работе краном увеличилась почти вдвое.
За счёт улучшения технологии, рациональ-
ного комбинирования сварки и литья и умень-
шения обрабатываемых поверхностей снижена
трудоёмкость изготовления (на 1 т веса экска-
ватора расходуется 90—120 чел.-час., из них
30—40 чел.-час. на станках).
При небольших интервалах между типораз-
мерами машин @,1—0,2 л3 ёмкости ковша)
ГЛ. XXXV)
КОНСТРУКТИВНАЯ ХАРАКТЕРИСТИКА ОСНОВНЫХ ВИДОВ ЭКСКАВАТОРОВ
1159
Характеристика развития экскаваторов по годам выпуска
Емкость стандартного
ковша вл'«
Мощность двигателя в л. с. . .
Рабочий вес в т
Длина стрелы лопаты в ж ...
Длина стрелы драглайна в м .
Грузоподъёмность крана (макс,
в /и)
0,6
I
5°
25
6,25
9.1
6
II
75
17
5.5
ю,7
9
1
I
9°
39
7.45
ю,7
13
II
I2O
34
6,4
12,3
24
1,5
I
9°
6i
ю
13.8
17
II
175
if,
15,3
3°
С
I
ЗЗо
147
9,о
II
42O
123
9,7
13,3
Таблица 4
14
I
IOOO
9Ю
27,о
55
II
I2OO
725
28
52
Примечание. I—выпуск 1926—1930 гг.; II—выпуск 1942—1948 гг.
проводится стандартизация почти по всем
узлам экскаваторов.
В целях лучшего использования экскава-
торов в различных условиях работы на каждой
лопате может быть установлено не менее трёх
ковшей различных ёмкостей и назначений, не
менее двух стрел и не менее двух рукоятей
разной длины;, на драглайне и грейфере —не
менее четырёх ковшей, используемых на стре-
лах разной длины, получаемых применением
вставок разных размеров.
При ёмкости ковшей до 1,7 л& — широко,
а при ёмкости до 1,5 л& почти исключительно
применяется одномоторный привод, в котором
дизель (наиболее часто) или карбюраторный
двигатель может быть заменён электромото-
ром без смены редуктора. При q = 1-5-1,5 л&—
редко, чаще при<7 =1,5 -г-2 л<3 и почти исклю-
чительно при ?>2л3 применяется многомо-
торный электропривод (обычно системы Лео-
нарда). В исключительных случаях при q =
= 1 м? применяется дизель-электрический,
а при q = 0,75 ч-1 mz — дизель-пневматический
привод.
КОНСТРУКТИВНАЯ ХАРАКТЕРИСТИКА
ОСНОВНЫХ ВИДОВ ЭКСКАВАТОРОВ
Основные элементы конструкции
В конструкцию одноковшевых экскавато-
ров всех типов входят следующие основные
элементы: а) ходовая тележка; б) поворотная
платформа; в) рабочее оборудование.
Конструктивное различие в выполнении
отдельных частей экскаваторов определяется
размерами машин и их эксплоатационным на-
значением. Наиболее распространённым ви-
дом ходового оборудования являются гусе-
ницы.
Гусеничные ходы в группах строительных
и карьерных машин составляются из двух гу-
сениц, жёстко присоединённых к ходовой раме
экскаватора. Принято различать многоопор-
ную систему гусениц (мелкие и средние экска-
ваторы), характеризующуюся 6—8 промежу-
точными опорными катками малого размера,
и малоопорную (преимущественно крупные
экскаваторы) с 2—4 катками большого раз-
мера. Каждая из гусениц может отключаться
от ходовой трансмиссии и застопориваться
относительно ходовой рамы для разворота.
Движение гусеницам в полноповоротных экска-
ваторах сообщается от двигателя, расположен- *•¦
ного на поворотной платформе, через цен-
тральный вертикальный вал, пропущенный
сквозь ось вращения поворотной платформы.
В группе вскрышных машин применяется
четырёхгусеничная ,(или восьмигусеничная)
система с расположением каждой из гусениц
(или каждой пары гусениц) по углам четырёх-
угольной опорной рамы экскаватора. Привод —
от индивидуальных электромоторов или от
мотора лебёдки. Разворот обеспечивается по-
воротом посредством особого механизма ка-
ждой из гусениц относительно рамы с распо-
ложением их по дугам окружности будущей
траектории движения.
Укрепление гусениц к раме, обеспечиваю-
щее передачу нагрузки в центр её опорной
поверхности, производится посредством вер-
тикального цилиндра, закреплённого к раме
экскаватора, и скалки (поршня), связанной
с гусеничной рамой. Рабочим телом в цилин-
дре является жидкость, подаваемая насосом
(давление до 150 am).
Система распределения обеспечивает воз»
можность выравнивания платформы по гори-
зонтали перед началом работы (в новейших
конструкциях выравнивание достигается авто-
матически с помощью фотоэлементов) и фи-
ксирование экскаватора в работе, а также уста-
новку экскаватора во время передвижки по
принципу «трёх точек".
Гусеничные тележки обычно многоопор-
ного типа; для машин, предназначаемых для
работы в твёрдых грунтах, применяются те-
лежки малоопорного типа.
Гусеничные звенья, как правило, литые.
Гусеничные рамы и ходовые рамы экскаватора
выполняются литыми, сварными и комбиниро-
ванными (литьё и сварные конструкции) в за-
висимости от технологических средств заво-
дов-изготовителей.
Поворотные платформы опираются на ходо-
вые рамы посредством опорных роликов, уста-
новленных в поворотных платформах на осях
(в малых экскаваторах), и свободных, набран-
ных в специальные сепараторы (в машинах
средних и крупных), которые перекатываются
по опорному кольцу.
Опорное кольцо, закрепляемое на ходовой
раме, обычно объединяется с зубчатым вен-
цом, который служит для обеспечения враще-
ния экскаватора.
Поворотная платформа центрируется и на-
правляется при вращении особой цапфой, за-
креплённой в нижней раме; она соединяется
с последней подхватывающими (обратными)
роликами по ободу венца или другим способом.
На платформе размещаются силовая уста-
новка, а также все механизмы экскаватора.
На ней же устанавливается так называемая
двуногая стойка, образующая выносную точку
1160
ЭКСКАВАТОРЫ
[РАЗД. IV
для присоединения к ней системы канатов,
поддерживающих стрелу рабочего оборудо-
вания.
Поворотные платформы -- литые или ком-
бинированные. У крупных экскаваторов пред-
усматривается возможность транспортирова-
ния отдельных элементов конструкции по же-
лезным дорогам, со сборкой их на месте
эксплоатации болтовыми или заклёпочными
соединениями.
Универсальные экскаваторы-краны
строительной группы
Малые экскаваторы этой группы с ковшами
ёмкостью до 0,75 л/3 составляют по количеству
около 60% от всего количества построенных
машин. Наиболее установившийся тип — одно-
моторный, на многоопорных жёстких гусени-
цах, с цепным приводом.
Вместе с тем получают широкое развитие
экскаваторы на тележках с пневмошинами и
на специальных шасси автомобильного типа,
которые обладают большой подвижностью и
позволяют механизировать земляные и строи-
тельные работы с малыми объёмами.
Часто машины одного типоразмера вы-
пускаются в двух модификациях — для сред-
них и тяжёлых работ. Последние на 15—20%
тяжелее и на 10—15% мощнее первых.
Ковш лопаты обычно подвешивается на
двойном полиспасте. Нормальный угол наклона
стрелы лопаты (фиг. \,а) -у =• 45 -г- 50°, макси-
мальный — 60е, минимальный — 30—35°. Для
драглайна f соответственно равны 30,40 и 25°.
Максимальная грузоподъёмность кранов
при стандартных стреле, противовесе и гусе-
ницах на вылете 3,6 м обычно равна 0,5—0,6
рабочего веса экскаватора. При усиленной
стреле, увеличенном противовесе и специаль-
ных гусеницах она может быть повышена на
20—25%. Часто для крановых работ на строи-
тельствах применяют специальные стрелы
длиной 15—35 м.
Употребительная грузоподъёмность малых
кранов-экскаваторов на автоходу (а) и на гу-
сеницах (г) приведена в табл. 5.
Таблица 5
Грузоподъёмность малых кранов-экскаваторов
Основные параметры
Рабочий вес в т . .
Мощность дизеля
Грузоподъёмность
в т:
при вылете 2,2 м
„ 3,0 ,
4,0 „
6,1 „
9,1 „ .
Ковш лопаты
0,35—0,4 м3
а
и
57
8,2
4.°
2,7
1,6
Г
Ю,2
57
8,4
5.7
3,5
1,9
Ковш лопаты
0,55—0,6 м3
а | г
16,3
76
1,7
12,5
6,8
4,6
2,6
i6,8
76
З,2
13>б
9.3
Ъ1
4,°
Примечание, а—автомобильные и с тележками
на пневмошинах; г—гусеничные. .
Средние показатели по группам строитель-
ных, карьерных и вскрышных экскаваторов,
приведённые к ёмкости нормального ковша
лопаты дм3 или к рабочему весу машины G
тонн, даны в табл. 6.
Основные параметры для строительных, карьерных и вскрышных экскаваторов
(фиг. I, 2, 3)
Таблица 6
Основные параметры
Рабочий вес средней (тяжёлой) модели на 1 а3 ёмкости ковша
лопаты в т '
Мощность силовой установки средней (тяжёлой) модели на 1 м3
ёмкости ковша лопаты в л. c.jai3
Основные габаритные раз-
меры поворотной платформы
Основные рабочие размеры
лопаты
3
Высота кузова M==k Y 0 м . . . .
3
Радиус задней стенки r—kYo м
Высота пяты стрелы Л=& Y G м
Радиус пяты стрелы a=-k Yo м .
з
Длина стрелы /c-»*i Y д м . . . .
Длина рукояти / = fe, Y~q м . . . .
Максимальная высота выгрузки
С-*, Yq м. . .
Радиус выгрузки на максимальной
высоте А =#1 Yq м.
строительные
но A40)
1,3—i.13
I,O—O.95
°.55-о,48
0,32—0,36
Экскаваторы
карьерные
35 D2)
A55)
вскрышные
IOO (I2O)
Коэфициенты к
о,95—о,9°
о,95
о,45—о,4°
°,4о-о,з7
Коэфпцаенты k
6,5
0,7—0,8
5,5—5,2
8,0—7,6
7.о—7-3
ОТ СООТВ. КС
5,°-4,5
8,6-8,8
1,15—1,5°
0,65—0,72
°i55—°,43
14—12
эф. стрелы
ю,5—8,2
15-12,7
ГЛ. XXXV] КОНСТРУКТИВНАЯ ХАРАКТЕРИСТИКА ОСНОВНЫХ ВИДОВ ЭКСКАВАТОРОВ
1161
Продолжение табл. 6
Основные параметры
Скорость блока ковша ло-
паты и усилие на блоке
Скорость ковша драглайна
и усилие тяги
Длина нормальной стрелы
Э
драглайна ^=&с Y~q м
Размеры стрелы 1С и руко-
яти / обратной лопаты: 1С=
-kcVT; lp- @,35-0,5)^ УЦ
Размер стрелы струга / =
=keY7
Размеры ходового оборудо-
вания
Скорость блока ковша номиналь-
ная z'n в м.\сек
Усилие на блоке ковша на 1 м3 ём-
кости при скорости v в т
Скорость подтягивания ковша v-p
в м.\сек
Скорость подъёма ковша v в м\сек
Усилие тяги ковша на 1 ж3 ёмко-
сти В/П а
Коэфициент длины нормальной
стрелы к
Коэфициент длины стрелы k . . .
То же рукояти ft
Коэфициент длины стрелы А ...
3
База N = k^VQ м
a
Длина гусениц L — k3 Y G м . . .
я
Ширина хода B—k3Yo м
3
Ширина звена b = k«YO м ....
Максимальная скорость хода vx в км/час
Удельное давление гусениц на грунт в кг/см2
Экскаваторы
строительные
0,43—0,50
i6,4-ii,5
о,7—о,g
1,О—1,3
14— ю
13,6
6,5-7
(O.35-O.5) kc
7—7,2
\
/
1.38-1,15
1,1—0,90
0,17 — 0,20
6—2
о,5—°,9
карьерные
о,6—о>9
ю—9,5
о ,8—о, 95
1.1—1.3
6-6,6
15,5
—
—
'оэфициенты k
1,15—1,10
0,87—0,95
0,18—0,17
2—1.7
0,9—1,7
вскрышные
о,8—i.o
9,о—6,о
о,g—1,о
1,3-1,5
6-5
35
-
-
о,g—i,о
о,54—°,53
1,2 — 1,3
0,09— о, с8
о,9—o,ij
=,5—3,5
Примечание. Пределы цифровых показателей соответствуют предельным ёмкостям ковшей экскаваторов
данного типа.
На фиг. 7 дан общий вид экскаватора-
крана строительной группы Э-505 (Д-107) тип
ДГ-0,5/10, имеющего ковш-лопату ёмкостью
0,5 л& и обладающего при работе краном ма-
ксимальной грузоподъёмностью 10 т. Экска-
ватор изготовляется Ковровским экскаватор-
ным заводом и помимо лопаты может рабо-
тать с другими видами рабочего оборудова-
ния (драглайн, грейфер, копёр и пр.). Привод
экскаватора осуществляется от дизеля 70-
80 л. с. или от асинхронного электродвига-
теля 220/380 в мощностью 40 кет.
На фиг. 8 представлен другой экскаватор-
кран строительной группы, имеющий ковш 1 м%
и обладающий при работе краном максималь-
ной грузоподъёмностью 15 т. Экскаватор этот
(Э-1003 тип ДГ-1/15) выпускается Воронеж-
ским экскаваторным заводом и может также
использоваться с различными рабочими обо-
рудованиями (драглайн, грейфер, копёр и пр.).
Привод экскаватора — также либо от дизеля
A20 л. с), либо от асинхронного электромо-
тора 220/380 в мощностью 80 кет. Оба экска-
ватора-крана по своим эксплоатационным, раз-
мерным и весовым характеристикам отвечают
требованиям, установленным для данных ти-
пов в ГОСТ 518-41.
Полууниверсальные карьерные
экскаваторы (табл. 6, фиг. 2)
Последние конструкции лёгких карьерных
экскаваторов с ковшами ёмкостью до 2,5 мь
по своему выполнению и удельным параметрам
мало отличаются от строительных экскавато-
ров. Тяжёлые типы имеют многомоторный при-
вод и многоопорные гусеницы.
В новейших конструкциях экскаваторов
тяжёлого типа отмечается тенденция к умень-
шению веса, габаритных и рабочих размеров
по сравнению с ГОСТ 518-41. Приводные се-
тевые моторы агрегата Леонарда у этих экска-
ваторов развивают до 2С0—220%, а рабочие
моторы — до 300—350% номинальной мощ-
ности. Поворотные моторы у них вертикаль-
ные (обычно один; в более крупных экскава-
торах—два, с самостоятельными механизмами).
Фиг. 7. Экскаватор-кран Э-505 Ковровского завода с ков-
шом-лопатой 0,5 м3, вес 19,3 т.
ГЛ. XXXV] КОНСТРУКТИВНАЯ ХАРАКТЕРИСТИКА ОСНОВНЫХ ВИДОВ ЭКСКАВАТОРОВ
1163
Мощность поворотных моторов — около 40%
мощности подъёмных.
Подвеска ковша — обычно на двух парал-
лельных канатах, без полиспаста. Рукоять
охватывает стрелу. Угол наклона стрелы f =
= 40-f-45o для стандартного и 50-f-55° для
удлинённого оборудования лопаты. Для драг-
ие по стрелке Й
лопаты разгружают от крутящего момента,
возникающего при резании углами ковшей.
На подъёмных механизмах устанавливают
два параллельно включённых мотора. Пово-
ротных механизмов два. Ковши лопат и драг-
лайнов иногда частично уравновешиваются
подвижными противовесами, что позволяет при
сохранении мощности двигателей увеличивать
ёмкость ковша на 15—25%.
Шагающие драглайны
Удельные давления у шагающих драг-
лайнов на грунт при работе — в 3,5—4,
а при движении — в 1,8—2 раза меньше,
чем у гусеничных экскаваторов той же
ёмкости. Возможна работа зигзагооб-
разными ходами, что в ряде случаев
даёт эксплоатационныё преимущества.
Передвижение экскаватора происхо-
дит периодическим перемещением его
Таблица 7
J- Основные параметры шагающих драглайнов
Фиг. 8. Экскашатор-кран Э-1003 Воронежского завода
с ковшом-лопатой 1 мя, вес 39 т.
лайна 1 = 20-7-35°, Стрелы драглайнов снаб-
жаются дополнительной двуногой 1 (фиг. 2, б)
с подвесками в средней части, что облегчает
стрелу на 10—15%.
На фиг. 9 представлен экскаватор-лопата
СЭ-3 (тип ЭЛГ-3), принадлежащий к рассма-
триваемой группе и выпускаемый Уральским
заводом тяжёлого машиностроения (УЗТМ).
Экскаватор имеет ковш 3 м9, предназначенный
для тяжёлых условий работы. В более лёгких
условиях он может работать с ковшом 4 л&
и более. Привод экскаватора электрический —
по системе Вард-Леонарда. Мощность сетевого
двигателя составляет 340 кет при напряжении
6000 или 3000 в (трёхфазный ток). Характе-
ристика экскаватора соответствует ГОСТ
518-41 с небольшими отклонениями.
Полууниверсальные вскрышные
экскаваторы (табл. 6, фиг. 3)
Максимальная ёмкость ковша лопаты до-
стигает 30 м?, драглайна — 22,5 м*. Стрелы вы-
полняют в виде решётчатых ферм, а рукояти
Условный рабочий вес, отнесённый
к произведению ёмкости ковша (в м3)
на длину стрелы (в м) машин старых
(новых) конструкций gt = j— m .
' с
N
Мощность на 1 м* ковша л.с.
Я
8о(бо)
Высота кузова B=k • YG m ...
Радиус задней стенки кузова
а
Высота пяты стрелы h=k • V G м .
я
Радиус пяты стрелы a = k-YGM.
1
Диаметр опорного круга Д—k • V7i м
щ
Ширина хода 3-k -VG m
Длина башмака Им
Длина шага в м
Скорость хода vx в км1час
Давление на грунт при работе
в кг/см"
Коэфацаенты
0,60@,48)
i.32(i, i8)
l,85(l,88)
A,О5-1,1)
1.5—а,3
Примечание. В скобках — параметры машин
новых конструкций.
вио по стрелке ft
Фиг. 9. Экскаватор-лопата СЭ-3 Уральского завода тяжё-
лого машиностроения; ковш 3 мЛ, вес 165 т.
— ~6000
гл. xxxvi
КИНЕМАТИЧЕСКИЕ СХЕМЫ ПЕРЕДАЧ И СИЛОВОЙ ПРИВОД
1165
с одновременным подъёмом при опирании в эти
моменты на боковые башмаки, которые тем
же механизмом переносятся вперёд в то
время, когда экскаватор стоит на своём осно-
вании (круглом).
Механизмы для передвижения применяются
эксцентриковые и кривошипные. Силовой при-
вод— обычно электрический (трёхфазный ток
или система Леонарда). Применяется также
комбинированный привод, в котором лебёдки
работают непосредственно от дизеля, а пово-
ротный механизм — от электромоторов, питае-
мых током особого генератора, вращаемого
дизелем. При этом способе устраняются потери
энергии во фрикционных муфтах, имеющие
место при обычном одномоторном приводе.
Основные параметры шагающих драглай-
нов приведены в табл. 7.
КИНЕМАТИЧЕСКИЕ СХЕМЫ ПЕРЕДАЧ
И СИЛОВОЙ ПРИВОД
Одномоторный привод экскаваторных ме-
ханизмов, характеризующийся постоянством
скорости всех рабочих операций, следует вы-
бирать для экскаваторов, предназначенных для
работы в однородных грунтах, не содержа-
щих крупных твёрдых включений.
Наоборот, при работе в грунтах, содержа-
щих такие включения, или на скальных разра-
г = 150
Подъемная
nefiedka
Из схемы одномоторного привода экскава-
тора-крана Э-10ОЗ (фиг. 10) видно, что привод
всех механизмов осуществляется одним дви-
гателем, работающим на постоянном числе
оборотов, причём каждый из механизмов мо-
жет быть приведён в действие или остановлен
муфтой управления (фрикционной или кулач-
ковой в зависимости от частоты включения).
Основными механизмами экскаватора явля-
ются: а) лебёдка рабочего органа (одно- или
двухбарабанная в зависимости от рода рабо-
чего оборудования); б) лебёдка для подъёма
стрелы (стреловая); в) механизм поворота;
г) механизм хода.
Для реверсирования механизмов, указан-
ных в п. „б", „в" и „г", применяется механи-
ческий реверс, обычно состоящий из трёх
конических шестерён.
Оба барабана снабжаются фрикционными
муфтами с самостоятельным управлением
каждой из них, а также с самостоятельными
тормозами, управляемыми обычно посред-
ством ножных педалей.
Кроме того, в передачах имеются 3—4
кулачковые муфты (или скользящие шестерни),
посредством которых включаются в работу
стреловая лебёдка, поворотный механизм и
ходовой механизм. На фиг. 10 предусмотрены
две скоррсти передвижения; в дальнейшем у
Э-1003 оставлена только одна скорость. По-
воротный вертикальный вал снабжается упра-
В пятовом шарнире
стрелы
Фиг. 10. Кинематическая схема одномоторного экскава-
тора-крана Э-1003 тип ДГ-1/15 (с червячной передачей
к стреловой лебёдке).
ботках предпочтение следует отдавать много-
моторному приводу, так как возможность ре-
гулировать по усмотрению машиниста скорость
движения рабочего органа-ковша в желаемых
пределах позволяет предохранять ковш и дру-
гие части рабочего оборудования от поврежде-
ний ири встрече с крупными кусками твёрдой
породы, от чего они сильно страдают при
одномоторном приводе.
вляемым ленточным тормозом, предназначен-
ным для удержания платформы от самопроиз-
вольных поворотов при транспортных пере-
ходах экскаватора. Этим же тормозом (или
специальной закладкой) можно пользоваться
при работе экскаватора на негоризонтальных
площадках.
Ходовой механизм нижней тележки пере-
даёт движение на обе гусеницы, причём само-
стоятельные кулачковые муфты дают возмож-
ность включать или выключать каждую из
гусениц в отдельности.
При применении для оборудования лопаты
независимого напорного механизма в схему
включается добавочная цепная передача
с фрикционной муфтой, при помощи которой
обеспечивается обратное движение рукояти.
Движение последней вперёд (выдвижение)
осуществляется муфтой тягового барабана,
а само передвижение рукояти — зубчато-рееч-
ной передачей от напорного вала. Замена
зубчатой передачи к рукояти канатной вно-
сит затруднения при работе на твёрдых грун-
тах вследствие упругих деформаций системы,
не обеспечивающих чёткого положения ковша
экскаватора в работе.
1166
ЭКСКАВАТОРЫ
[РАЗД. IV
При зависимом напоре выдвижение рукояти
осуществляется от подъёмного каната, и доба-
вочной передачи с фрикционной муфтой не
требуется, чем вся конструкция значительно
упрощается.
Схемы напорных механизмов обеих кон-
струкций показаны на фиг. 11. При зависимом
напоре (а) оперирование ковшом менее сво-
Фиг. 11. Схема зависимого (а) и независимого (б) напор-
ного механизма лопаты при одномоторном приводе.
бодно, чем при независимом (б). Кроме того,
поскольку выдвижение ковша обеспечивается
при зависимом напоре отпусканием тормоза,
регулирование толщины стружки становится
очень грубым, пригодным только для самых
На фиг. 12 представлен вариант схемы
фиг. 10, в которой вместо червячной передачи
к лебёдке подъёма стрелы предусмотрена
передача цилиндрическими зубчатыми колё-
сами с ленточным тормозом и с храповым
устройством (Э-505). Последним обеспечи-
вается полная надёжность положения стрелы
в работе.
Спуск стрелы производят освобождением
тормоза (предварительно отведя храповик).
При неумелом обслуживании тормоза спуск
стрелы может окончиться её падением; для
предупреждения таких случаев рекомендуется
иметь в передачах особый механизм, который
включает барабан стрелы в кинематическую
цепь, благодаря чему скорость её опускания
ограничивается возможностями передаточных
устройств.
Аналогичный механизм применяется и
у барабана главной лебёдки при работе экска-
ватора в качестве крана с использованием
для этой цели цепной передачи напорного
механизма.
Двигателями при одномоторных приводах
служат преимущественно дизели (реже карбю-
раторные двигатели) или трёхфазные электро-
моторы. Для достижения простой заменяемо-
сти двигателей электромоторами и наоборот
числа оборотов дизелей должны быть близки
к синхронным числам оборотов электродвига-
телей G50, 1000 или 1500).
Предпочтительно всегда выбирать наиболее
тихоходный тип двигателя из числа возмож-
ных для установки на экскаваторе по габарит-
ным размерам, чем достигается повышение
срока службы двигателя без ремонта, наимень-
шее значение которого следует считать равным
3000 час. (из условия производства ремонта
двигателя не чаще одного раза в год).
В целях лучшего приспособления экскава-
тора к тяжёлым условиям работы или при
использовании его в качестве крана рекомен-
дуется снабжать двигатель всережимным ре-
гулятором, обеспечивающим его устойчивую
работу на любых режимах в пределах от
50—60% до ЮОО/о максимального числа оборо-
z-16
Двигате/.
70-80л.с
HE
^Закреплено 8 конце
/J рукояти
// Блок ковшау
-?*-¦ -—7^ г у , .
¦4-
г' „ ' г j, 1H1 б пяте стрелы
щ стреловая лебедка * ' в ,
с тормозом и храпо- лраподопрграни-
8акон(руш управл.) читерь скорости
г* спуска стрелы
=8> Реверсивный 6пЛ РуЬ°я™\Кл~ики в голове
напорный барабан \ сяишь/ "*
^Закреплено но
' рукояти у ковша-
Фиг. 12. Кинематическая схема одномоторного экскаватора-крана
с передачей к стреловой лебедке цилиндрическими
шестернями (Э-505).
лёгких грунтов. Поэтому в тяжёлых грунтах
работа с зависимым напором весьма затруд-
нительна, что и является причиной отказа от
применения его в современных экскавато-
рах.
тов и быструю перенастройку с одного режима
на другой.
На фиг. 13 и 14 представлены план и вер-
тикальные разрезы передаточных устройств
экскаватора Ковровского завода Э-505, имею-
ГЛ. XXXV]
КИНЕМАТИЧЕСКИЕ СХЕМЫ ПЕРЕДАЧ И СИЛОВОЙ ПРИВОД
1167
Фиг. 13. План с разрезами передач к лебёдкам экскаватора Э-505
Ковровского завода.
Фиг. 14. Вертикальные разрезы ходового и поворот-
ного механизмов экскаватора Э-505 Ковровского завода.
1168
ЭКСКАВАТОРЫ
(РАЗД. IV
щего одномоторный привод от дизеля 70—
80 л. с. или электромотора 40 кет.
Схема многомоторной установки предста-
влена на фиг. 15. Двигатели могут менять
скоростной режим работы в любых пределах
от нуля до максимума и обладают при этом
возможностью реверсирования. Эти качества
создают максимальную простоту и надёжность
передаточных
устройств при отсут-
ствии фрикционных
механизмов и необхо-
димости постоянно ре-
гулировать последние,
что является одним из
ввиду того, что в этом случае управлять при-
ходится рабочими токами самих двигателей,
аппаратура получается громоздкой, и поэтому
этот способ находит применение (изредка)
только в экскаваторах небольших размеров.
Небольшим распространением пользуется
многомоторный привод на переменном токе,
так как хотя он и проще по конструкции
наиболее слабых мест
одномоторного при-
вода. ,
Подъемно-ходовой
двигатель
ПШШШИШш
Ш
Ведущее колесо
гусеницы
Напорный двигатель
Поворотный двигатель
Фиг. 15. Кинематическая схема экскаватора с много-
моторным приводом.
Для многомоторных экскаваторов приме-
няется преимущественно электрический при-
вод. Паровой привод при низком давлении
пара 8—12 am с работой без конденсации
теперь не применяется вследствие его чрез-
вычайно низкого термического к. п. д. B—3%)
и обусловленного этим большого расхода то-
плива и воды.
Наиболее целесообразно для многомотор-
ного привода применение постоянного тока
при работе электродвигателей по системе
Вард-Леонарда и с их механической характе-
ристикой, близкой к характеристике паровых
машин. При этой системе каждый двигатель
имеет собственный генератор, с которым он
соединён постоянными шинами. Управление
производится регулированием тока возбужде-
ния генератора, который во много раз меньше
рабочего тока электродвигателя, вследствие
чего аппаратура управления получается ком-
пактной, лёгкой и удобной в работе, что осо-
бенно важно для машин крупных размеров.
Все генераторы приводятся во вращение
от одного двигателя (сетевого), питаемого
подведённым к экскаватору от внешней сети
трёхфазным током высокого напряжения.
' В схеме предусматривается генератор постоян-
ного тока для питания цепей возбуждения
генераторов.
На некоторых крупных экскаваторах при-
меняется управление током возбуждения спе-
циального возбудителя для генератора (си-
стемы амплидин и др., см. главу „Электро-
привод машин", т. 8), что ещё больше облег-
чает работу машиниста и даёт добавочные
преимущества (большая чёткость работы и
быстрота реагирования на импульсы управле-
ния по сравнению с системой Леонарда).
Более простым способом является питание
всех двигателей от одного генератора. Однако
(нет сетевого двигателя с
генераторами, ток подво-
дится прямо к двигателям),
но в эксплоатации он значи-
тельно уступает системе
Вард-Леонарда (большой расход энергии, гро-
моздкое управление).
Значительная частота включения электро-
двигателей многомоторной установки при ра-
боте с полной нагрузкой заставляет выбирать
эти двигатели из числа крановых с учётом
действительной продолжи-
тельности включения. Для
электродвигателей одномо-
торных установок можно
Фиг. 16. Подъёмная лебедка экскаватора СЭ-3 (УЗТМ).
принимать обычные формы выполнения (см.
ниже „Определение основных параметров си-
ловых установок').
На фиг. 16 изображена подъёмная лебедка
экскаватора СЭ-3 (УЗТМ), имеющая индиви-
дуальный привод от электромотора постоян-
ного тока 205 л. с, который обслуживает
также ходовой механизм (в последней кон-
струкции даны самостоятельные ходовые мо-
торы, расположенные на нижней раме).
ГЛ. XXXV]
РАСЧЁТ ЭКСКАВАТОРОВ
1169
На фиг. 17 представлен один из двух по-
воротных механизмов того же экскаватора,
каждый из которых обслуживается индиви-
Фиг. 17. Поворотный механизм экскаватора СЭ-3 (УЗТМ).
дуальным электромотором вертикального типа
мощностью 32 л. с. (постоянный ток). Оба ме-
ханизма воздействуют на один поворотный
венец и включаются и выключаются одновре-
менно. Ввиду необходимости иметь для элек-
трических экскаваторов внешнюю сеть, а также
ввиду значительных неудобств при перемеще-
ниях таких экскаваторов с места на место они
находят применение только на хорошо элек-
трифицированных участках при минимальных
переходах экскаватора во время работы
(карьеры, вскрыша, рудные дворы и т. п.).
РАСЧЁТ ЭКСКАВАТОРОВ
Расчёт мощности силовой установки
Усилие и работа резания (отрыва) грунта,
являющиеся основными факторами, опреде-
ляющими мощность установки, находятся из
следующих зависимостей:
усилие резания
P = F-Z кг,
где F— площадь сечения срезаемого слоя в м2;
Z — удельное сопротивление резанию грунта
в лгДм2;
работа резания на протяжении пути s (вм):
At — P-s = Z-Fs = Z'Q кгм,
где Q = F-s — объём срезанного грунта.
Приведённые зависимости справедливы для
процессов резания, совершающихся как при
постоянном, так и при переменном сечении
срезаемого слоя, поскольку каждый из про-
цессов с переменным сечением слоя может
рассматриваться как сумма отдельных про-
цессов с постоянными сечениями. Последней
зависимостью устанавливается связь между
объёмом срезанного грунта Q, потребной ра-
ботой Аг и удельным сопротивлением реза-
нию Z, которое в этом случае может рассматри-
ваться как удельная работа резания (кгм/м^).
Значения сопротивлений резанию грунта
могут приниматься по табл. 8, цифры которой
предусматривают исправное состояние режу-
щих органов (кромок ковшей и зубьев) при
угле резания 30—40°.
Мощность силовой установки одноковше-
вого экскаватора, учитывая цикличность его
работы, определяется выражением
q-kH-Z
л. с,
где q—геометрическая ёмкость ковша в л*3;
t — время заполнения ковша в сек.; t\p — к. п. д.
рабочего оборудования экскаватора; г\м —
к. п. д. всех передач от двигателя к ковшу;
х — коэфициент использования мощности дви-
гателя; kp — коэфициент разрыхления грунта
A.1 — 1,3); kH — коэфициент заполнения ковша
@,8—1) (коэфициенты kp и kH следует прини-
мать по „Единым нормам на земляные работы"
или по другим эксплоатационным справоч-
никам).
Коэфициентом полезного действия экска-
вационного механизма т1р учитываются те не-
избежные потери энергии, которыми сопро-
вождается работа всех механизмов, включая
в эти потери и работу по подъёму материала
во время резания, поскольку эта^ работа, как
правило, не является полезной, а нужна
только для обеспечения процесса экскавации
Таблица 8
Категория грунта
Сопротивление резанию Z в кг\м?
I
5ооо
II
8ооэ— 1о ооо
III
15 ОСО—2О ООО
1
IV
До з°°оо
(редко ДО 4° оос
Приме чание. Грунты I категории — пески, супески, растительный грунт естественной плотности, чернозём,
торф без корней.
Грунты II категории — лёгкие и лёссовидные суглинки, влажный рыхлый лёсс, мягкий солончак, гравий мелкий
и средний размером до 15 мм, плотный растительный грунт с корнями трав, торф и растительный грунт с корнями
кустарника, песок и строительный грунт, смешанный со щебнем или галькой и щепой, насыпной слежавшийся грунт
с примесью щебня или гальки и пр.
Грунты III категории — жирная чистая глина, тяжёлые суглинки, гравий, голый щебень размером 15—40 мм, сухой
и естественной влажности лёсс, смешанный с галькой или гравием, растительная земля или торф с корнями деревьев,
суглинки, смешанные с галькой, щебнем или строительным мусором.
Грунты IV категории — тяжёлая ломовая глина, жирная глина и тяжёлые суглинки с примесью щебня, гальки,
строительного мусора и булыжников весом до 10 кг, сланцевая глина, мергель, отвердевший лёсс или солончак,
галька размером до 90 мм, чистая или с булыгами весом до 10 кг, трепел, меловые породы, сцементированный строи-
тельный мусор и пр.
Грунты V категории и остальных — скальные. Грунты V и более высоких категорий разрабатываются экскавато-
рами с предварительным разрыхлением взрывным способом, вследствие чего для экскавации они представляют собой
не большие трудности, чем грунты категорий Ш — IV, а при хорошем измельчении и развале породы — даже
меньшие.
74 Том 9
1170
ЭКСКАВАТОРЫ
[РАЗД. IV
и то лишь при некоторых видах рабочего
оборудования.
В общем случае во время экскавации грунта
любым видом землеройного оборудования
выполняются следующие виды работ: 1) ра-
бота резания грунта; 2) работа преодоления
силы тяжести срезанного грунта; 3) работа
преодоления сил тяжести мёртвых весов кон-
струкции; 4) работа ускорения масс грунта;
5) работа ускорения масс экскавационного
механизма; 6) работа трения в сочленениях
звеньев механизма; 7) работа трения режу-
щего органа по забою; 8) работа трения
срезанных частиц грунта при их перемеще-
ниях внутри ковша во время заполнения по-
следнего; 9) работа перемещения срезанного
грунта в горизонтальном направлении.
Обозначая каждую из перечисленных выше
работ буквой А с соответствующим индексом,
значение к. п. д. экскавационного механизма
находится из зависимости
Для предварительных и приближённых
расчётов нормальных экскаваторов можно
пользоваться следующими значениями коэфи-
циента f\p\
Вид экскавационного оборудования т\
Лопата о,з
Обратная лопата 0,45
Струг • о,6
Драглайн о,45
Грейфер о,б
При более точных расчётах и проектиро-
вании специальных экскаваторов следует все
приведённые затраты энергии определять
индивидуально. Пример такого определения
приводится ниже для лопаты с некоторыми
пояснениями для оборудования других видов.
Работа резания грунта
,.,-,? Z.
Работа подъёма грунта
где 7~ объёмный вес грунта в кг (в плот-
ном теле) в кг\м\ h — высота, соответствую-
щая окончанию заполнения ковша и изме-
ряемая от его начального положения в м.
Общее выражение работы подъёма мёрт-
вых весов конструкции (неуравновешенных)
Работа ускорения масс грунта
где v — наибольшая скорость движения грун-
та в м/сек.
Общее выражение работы ускорения масс
механизма (ковша и рукояти)
_ .miv]
Л5 — Zun ~2~ •
Работы А^ и Аь, как правило, очень неве-
лики и ими часто пренебрегают.
где Li — работа трения в отдельных частях
механизма лопаты (трение в рейках и оси
напорного механизма; в струге — трение
ковша по стреле; в грейфере и в обратной
лопате — трение в шарнирах). Для лопаты
можно считать Ав = C-г-5H/0 от /48;
/17= Gx-f'l—работа трения ковша по за-
бою, где Gx — вес ковша с грунтом (частич-
ный или полный), вызывающий трение по
забою на длине / с коэфициентом трения /.
В жёстко направляемых ковшах (лопата,
обратная лопата, струг), в которых траек-
тория движения определяется кинематиче-
скими связями механизма, этот расход энер-
гии относительно невелик. В канатно-подвес-
ном оборудовании (драглайн, грейфер) он со-
ставляет заметную величину, так как в тре-
нии принимает участие весь вес ковша (с его
содержимым) на всём участке его движения.
Для лопаты можно определять эту работу
как произведение собственного веса ковша
на длину, равную 1—2 длинам передней
стенки ковша;
А8 — работа трения частиц грунта друг
по другу и о стенки ковша при заполнении
последнего. Она будет иметь наибольшее зна-
чение при горизонтальном движении ковша
и минимальное @) — при вертикальном.
По аналогии с ручными разработками эту
работу для струга можно считать равной 40%
работы резания грунта (Д).
Для лопаты и обратной лопаты, имеющих
как горизонтальный, так и вертикальный
участки траектории движения ковша, эту ра-
боту можно принимать равной 20—25% работы
резания грунта, а для драглайна и грей-
фера — 25 —Що;
Ад — работа по перемещению грунта
в горизонтальном направлении, расходуемая
в основном на трение в частях механизма.
Работа эта вообще невелика и ею можно
пренебрегать или принимать равной не более
200/0 от расхода энергии на подъём грун-
та (А2).
К. п. д. передач riM зависит от количества
передач и их конструкции:
Ориентировочные значения к. п. д. раз-
личных передач приведены в табл. 9.
Таблица 9
К. п. д. различных передач
Передача
Зубчатая передача с подшипниками
скольжения
То же с подшипниками качения . .
Червячная передача с углом подъ-
ёма 4°30'—6' (самотормозящаяся) . .
Цепная передача с подшипниками
скольжения
То же с подшипниками качения . .
Блок канатный неподвижный ....
. . подвижной
Барабан (учёт потерь от жёсткости
каната и сопротивления опор) ....
К. п. д.
о.9 —о,94
°.93—о.97
о,4 —0,48
о,9 —о,94
°.93-о.97
°>93-°,9б
O.95-O.97
ГЛ. XXXV]
РАСЧЁТ ЭКСКАВАТОРОВ
1171
Общий механический к. п. д. t]M передачи
от двигателя к ковшу в современных экска-
ваторах, монтирующихся, как правило, на под-
шипниках качения, составляет 0,8—0,85.
Коэфициентом использования мощности
двигателя х учитываются пиковый характер
нагрузки, переменность режима и кратко-
временность рабочих периодов, что заста-
вляет машиниста из опасения заглушить дви-
гатель производить работу с некоторой его
недогрузкой.
В табл. 10 приведены значения общего
коэфициента использования х и составляю-
щих его частных коэфициентов.
Таблица 10
Коэфициенты использования двигателей
Причины, снижающие
использование
мощности двигателя
Пиковый характер
нагрузки
Переменность ре-
жима работы
Кратковременность
рабочих периодов . . .
Общий коэфициент
использования (макси-
мальные значения) х .
Двигатели
внутреннего
сгорания и
электрический
одномоторный
привод
0,7—0,8
0,8
Двигатели
паровые,
многомоторный
электропривод
i
о.9
I
0,9
Данные о продолжительности заполнения
ковша t у существующих экскаваторов
можно получать только проверочным расчё-
том с учётом установленной мощности дви-
гателя и скорости каната.
В табл. 11 приведена продолжительность
заполнения ковша лопаты по ГОСТ 518-41,
в котором данный параметр зафиксирован
в зависимости от категории разрабатываемых
грунтов и видов экскаваторов.
делённую кратность ковшевого полиспаста
(одна, две или три ветки каната) и опре-
деляя (проще всего графически) ту необхо-
димую длину каната ?, которая должна быть
выбрана лебёдкой, чтобы перевести ковш из
первоначального положения (фиг. 3, а — /)
в конечное (II), получим максимальное усилие
в канате
• t кг,
скорость
v = — м[сек,
где т1Н — к. п. д. всех передач от двигателя
до барабана (без учёта к. п. д. канатной пере-
дачи от барабана к ковшу цк).
В нормальных конструкциях в части исход-
ных и конечных положений можно придер-
живаться данных табл. 12.
Приспособление лебёдки универсальных
экскаваторов к работе с рабочим оборудо-
ванием разных видов осуществляется либо
сменой барабанов, для чего последние выпол-
няются разъёмными (из двух половин), либо
изменением кратности полиспаста.
В лопатах и обратных лопатах экскавато-
ров нормальных выполнений усилия на блоке
ковшей, рассчитанных на работу в тяжёлых
грунтах, принимают в пределах 10—-20 m на
1 л& ёмкости ковша (большие цифры — для
ковшей малых размеров), а для ковшей драг-
лайноь — соответственно 7—13 т. Для струга
усилия процентов на 20 больше, чем для
драглайна. Скорости канатов — 0,7—1 м/сек,
блоков ковшей — 0,4—0,6 м/сек (у крупных
экскаваторов выше).
Для осуществления предельных положений
ковша лопаты в начале резания и при его
максимальном подъёме на выпущенной
рукояти, а также при резании с максимально
выпущенной рукоятью напорный механизм
должен обеспечивать соответствующие уси-
лия, величина которых проще всего полу-
чается графическим построением силовых
Таблица 11
Продолжительность заполнения ковша лопаты t (в сек.)
Виды экскаваторов
Тип экскаватора
(по ГОСТ 518-41)
Грунты
До IV катего-
рии
Взорванные
V и VI кате-
горий
Экскаваторы для средних
работ (строительные)
1
°.з5/5
6
9
о,5'ю
7
ю,5
8
12
1.5/25
9
13.5
Экскаваторы для
тяжёлых работ
(карьерные)
а
9
13.5
3
9.5
14
4
ю
15
Экскаваторы вскрышные
3
14
б ! 12
13
1б
13.5
i8
15
20
Определение усилия и скоростей в канатах
лебёдок, на блоке ковша и в напорном
механизме лопаты
Для определения тяговой характеристики
лебёдки экскаватора, осуществляющей пере-
дачу энергии на ковш, необходимо задаться
положениями ковша, соответствующими на-
чалу и концу его заполнения. Приняв опре-
многоугольников, с учётом собственного веса
конструкции и веса грунта в ковше.
Усилие вдоль рукояти, которое может быть
развито в состоянии движения, называют
активной силой напора в отличие от пассив-
ной силы, которая обеспечивается механиз-
мом только в состоянии покоя (как сила
сопротивления) путём затормаживания одной
из передач механизма.
1172
ЭКСКАВАТОРЫ
[РАЗД, IV
Таблица 12
Исходные и конечные положения ковшей различных
видов рабочего оборудования одноковшевого
экскаватора
Типы рабо-
чего обору-
дования
Лопата
Обратная
лопата
Струг
Драглайн
Грейфер
Положение при
начале резания
Вертикальная ру-
коять, ковш на уровне
земли
Вертикальная ру-
коять, ковш на глу-
бине 50°/о от макси-
мальной
Положение при
окончании запол-
нения ковша
Ковш не выше
напорного вала
при рукояти, вы-
двинутой на
50-7и»/0
Зубья ковша на
уровне земли
Заполнение на длине 50 — 70% воз-
можного хода ковша
Заполнение на 3—4-кратной длине
ковша
Заполнение при использовании 70—80°/0
работоспособности закрывающего меха-
низма
Активное напорное усилие составляет
Qa = Щ -р~ Т1н кг*
где Мд — момент, развиваемый двигателем
или приводом на первом ведущем валу напор-
ного механизма в кгм; i — передаточное число
от первого вала до напорного вала; i\H — об-
щий к. п. д. напорного механизма; Rm радиус
шестерни или окружности качения для
рукояти на напорном валу в м.
Пассивное напорное усилие, учитывая, что
движение будет исходить от напорного вала,
равно
или
Чн
где Mj—тормозной момент, обеспечиваемый
на первом валу напорного механизма (обыч-
ное выполнение), в кгм.
Отношение пассивного усилия к активному
даёт
дп_Мт j_
Qa Md ' ¦ *> '
а при равенстве Мт и М$
Qn_ 1
Пассивное напорное усилие, как видно,
больше активного и оно должно определять
прочные размеры всех деталей механизма.
В выполненных конструкциях активное
усилие составляет 65—110% усилия на блоке
ковша (большие значения — для лопат с особо
высоким подъёмом ковша).
Скорость движения рукояти должна обес-
печивать выдвигание ковша с наименьшего
вылета на наибольший за время его рабочего
хода. Скорость эта обычно составляет 0,3—
0,5 м/сек; обратное движение при одномотор-
ном приводе на 30—50% выше.
При многомоторном приводе для напор-
ного механизма ставится самостоятельный
двигатель с мощностью, определяемой приве-
дёнными силовыми и скоростными параме-
трами. При одномоторном приводе напорные
движения не требуют добавочной мощности,
так как в моменты их выполнения двигатель
располагает свободной мощностью за счёт
снижения его нагрузки на резание грунта.
Определение основных параметров
силовых установок
Установки с двигателями внутреннего
сгорания. Учитывая неизбежный износ дви-
гателей и их малоквалифицированное обслу-
живание, не следует при подборе двигателей
нагружать их свыше 75—80% максимальной
мощности, полученной на стендовых испыта-
ниях.
Установки с электродвигателями*.
Подбор электродвигателей следует произ-
водить по среднеквадратичному моменту Мт,
составляя для этого диаграмму цикла в коор-
динатах ,М —Г („крутящий момент—время")
(фиг. 18).
Пользуясь этой диаграммой, находят сред-
ний квадратичный момент по зависимости
-V-
кгм,
где // - продолжительность работы двигателя
при моменте М,-. Одновременно находится
продолжительность
включения (ПВ) е
по формуле
где Т — длитель-
ность всего цикла.
По этим значе-
ниям определяют
расчётный крутя-
щий момент с помощью зависимости
Фиг. 18. Диаграмма загрузки
двигателя при одномоторном
приводе.
Млп =
кгм,
по которому и подбирают двигатель по пред-
усмотренной в каталогах градации (в примере
сделано приведение к ПВ=40°/0).
Расчёт поворотных движений
экскаваторов
Поворотными движениями рабочего органа
экскаватора осуществляется передача отры-
того грунта в транспортные средства или от-
вал. Длительность поворотных движений суще-
ствующих экскаваторов (в обе стороны) зани-
мает до 70% времени всего рабочего цикла.
* См. также главу .Электропривод машин* т. 8.
ГЛ. XXXV]
РАСЧЁТ ЭКСКАВАТОРОВ
1173
Стремясь к всемерному сокращению этого
времени, следует повышать как величину
углового ускорения при разгоне и торможе-
нии Ру и р3, так и число оборотов конечного
равномерного движения пт. Пределом к по-
вышению ускорения является опасность воз-
никновения буксования опор (гусениц) по
грунту, вследствие чего ускорения более
0,5 радиан сек2 следует принимать только
после особого расчёта. Скорость установив-
шегося движения ограничивается только дина-
мической устойчивостью экскаватора (см.
ниже „Устойчивость экскаваторов"), и при
числе оборотов в минуту более 5 — 6 необхо-
димо производить проверку.
Каждый цикл поворотного движения экска-
ватора складывается из периода пуска,
периода установившегося движения, периода
останова (при малых углах поворота второй
период отсутствует).
В период пуска движение исходит от дви-
гателя, работой которого преодолеваются все
статические сопротивления (потери в переда-
точных механизмах, опорных роликах, сопро-
тивления воздуха, сила тяжести, если экска-
ватор расположен на косогоре), а также ди-
намические, обусловленные инерцией приво-
димых во вращение масс.
В период установившегося движения дви-
гателем преодолеваются только статические
сопротивления.
В период останова двигатель либо отклю-
чается, либо производит торможение и дви-
жение вызывается живой силой масс, приве-
дённых во вращение, которая преодолевает
как все перечисленные выше статические со-
противления, так и тормозной эффект двига-
теля (этому движению могут способствовать
уклоны и попутный ветер).
При- передаточном числе от двигателя к
поворотному венцу / и вращающем моменте
двигателя М$ момент вращения в период
пуска (ускорения) на поворотной платформе
составляет
где t\n — к. п. д. всех передаточных механиз-
мов.
Момент трения от опорных роликов, от-
несённый к поворотной платформе, опреде-
ляют по формулам: для роликов с осями, за-
креплёнными в поворотной платформе,
= 0,01
f 2/o) кгм;
для опор со свободными роликами
^л /о кгм,
где R — радиус круга катания(средний) в см;
Сп — полный вес поворотной части экска-
ватора в кг; О —диаметр ролика в см; d —
диаметр оси ролика в см; р — коэфициент
трения втулки ролика по оси (р = 0,05 -ь0,1);
/0 - плечо трения качения в см (/0 = 0,05 -=-
-f-0,08 см).
Для неполноповоротных экскаваторов не-
обходимо учитывать также трение в верхней
цапфе.
Сопротивление воздуха при вращении эк-
скаватора может быть приближённо опре*
делено по зависимости
Мв = 0,00143 2л
• Р? ' я2
где Fi и pi — площади отдельных частей по-
верхности и расстояния их центров тяжестей
от оси вращения (в л2 и л); п — число обо-
ротов платформы в минуту.
Момент этот вообще незначителен и им
обычно пренебрегают.
Наибольший момент, возникающий вслед-
ствие невертикальности оси вращения экска-
ватора, определяется зависимостью
Мн ~ Gn • г sin а кгм,
где г — радиус центра тяжести поворотной
части в м; а— угол отклонения оси враще-
ния от вертикали (а < 10 4- 12°).
Динамические (инерционные) моменты со-
противления в периоды пуска и останова вы-
ражаются зависимостями:
My = Xjfiy
М3 = xJ$3,
где X—коэфициент, учитывающий инерцию
вращающихся частей механизма поворота;^,и
Р3 — угловые ускорение и замедление в 1/сек2;
J — момент инерции вращающейся части
экскаватора.
Момент инерции J имеет различные зна-
чения при повороте на выгрузку и обратно
в забой вследствие различного веса ковша
(с грунтом и без него) и изменения его поло-
жения относительно стрелы.
Для периода пуска имеет место зависи-
мость
MdirM = Мт + Мв ± Мн + %лг,
а для периода останова (замедления)
= МТ + М8 ± Мн + Мс,
где Мс — тормозящее действие двигателя в кгм
(Мс = М'д i — , М'д — тормозной момент на
валу двигателя в кгм).
Минимальный момент на поворотной плат-
форме должен составлять
м
кгм,
где Мв — момент от воздействия ветра с ма-
ксимальной скоростью v, при котором допу-
скается ведение работ (v = 15 — 20 м/сек).
Угловые ускорения находятся из урав-
нений:
g + Мн
xJ
xJ
1/сек2
1/сек2.
1174
ЭКСКАВАТОРЫ
[РАЗД. IV
На фиг. 19 дано графическое изображение
моментов в зависимости от числа оборотов п
в периоды пуска (а) и останова (б) для одно-
моторного привода, у которого момент от
двигателя М^ обеспечиваемый моментом тре-
Фиг. 19. Диаграмма моментов на поворотной платформе
в периоды пуска (а) и останова (б) при одномоторном
приводе.
if
&u J
_ "т _
0Л05-nm.J
0,105- nm-J ,
0J 0,011л,2
(|) До) = rrr— =
оА о.опл;
..VI 3
Число оборотов
п
ния фрикционных муфт, является постоянной
величиной.
На фиг. 20 дано такое же изображение
для привода с самостоятельным двигателем,
имеющим падающую характеристику.
Фиг. 20. Диаграмма моментов на поворотной платформе
в периоды пуска (а) и останова (б) при двигателе с па-
дающей характеристикой.
В обоих случаях момент Мн не учиты-
вается, так как на средние показатели он
влияния не оказывает.
Продолжительность движения и соответ-
ствующие углы поворота связаны уравне-
ниями:
где / — произвольный промежуток времени
it<ty), пт—число оборотов при установив-
шемся движении.
Привод от самостоятельного двигателя
с падающей характеристикой. Связь между
угловой скоростью со и временем t (или чис-
лом оборотов) приближённо выражается при
пуске параболиче-
ской зависимостью
(фиг. 21). При этом
0,209 ^-{tp — t),
где пт — максималь-
ное число оборотов
платформы в минуту;
tp—полное время раз-
и
h
N.
\
\
\
\
фиг. 21. Параболическая
зависимость между угло-
вой скормсет„ье" № и вре-
гона; ^=0,0001137^ сек.; Nm-макси-
¦''от
мальная мощность двигателя, развивающаяся
2
при числе оборотов по = -*-пт.
о
Число оборотов
I'
J
>rfco
Для точного решения этих уравнений проще
пользоваться графическим интегрированием
приведённых диаграмм, так как аналитиче-
ское выражение пограничных кривых во всех
случаях достаточно сложно.
Для приближённого же решения аналити-
ческим методом можно сделать следующие
допущения.
Одномоторный привод. Инерционные мо-
менты остаются как в период пуска, так и в
период останова постоянными и равными,
т. е. имеет место равномерно ускоренное или
замедленное движение:
= Mdit\n — МТ — 0,5Мв = const;
Му =
М ,-r.- /. р3= M!di — + Мт + 0,5Мв = const;
t — произвольный промежуток времени
Угол поворота за промежуток времени /
Угол поворота за весь период пуска
Для периода останова можно принять рав-
нозамедленное движение со средним момен-
Тп
ГЛ. XXXV]
РАСЧЁТ ЭКСКАВАТОРОВ
1175
том с использованием зависимостей одномо-
торного привода.
Полное время поворота в одну сторону
складывается в общем случае из длительно-
стей периодов пуска 1ул установившегося
движения tpQ и останова t3 (при малых уг-
лах установившиеся движения отсутствуют).
Для удобства пользования рекомендуется
составлять графики для поворотов на выгруз-
ку и обратно в забой, определяя полное время
tn = h + tpd + t3 и полные углы ап = ау +
"т~ ард "т~ аэ для нескольких произвольных уг-
лов ау и *рд.
Значения эти наносят как точки на гра-
фик /„ — ап (фиг. 22).
В многомоторном приводе вполне удовле-
творительные результаты по длительности
периодов пуска и оста-
нова получаются при
мощности поворотного
двигателя, равной около
половины мощности
главного двигателя. При
одномоторном же при-
воде следует считаться
Фиг. 22. Диаграмма цикла С ПОЛНОЙ МОЩНОСТЬЮДВИ-
поворота. гателя, что при резком
включении поворотных
муфт создаёт .значительные ускорения, рас-
страивающие все механизмы экскаватора и вы-
зывающие их быстрый износ. Это обстоятель-
ство следует учитывать при применении сервс-
управления, вводя в конструкцию специаль-
ные устройства, обеспечивающие постепен-
ное включение фрикционных муфт (с целью
снижения углового ускорения).
Расчёт ходовых движений экскаваторов
и опорных поверхностей
Для надёжного передвижения малых и
средних двухгусеничных экскаваторов сле-
дует предусматривать плохое состояние пути
и наличие значительных подъёмов. Сопро-
тивление движению по плохой дороге k± со-
ставляет 10—15°/о от веса машины G (в кг),
а сопротивление подъёму на 15 — 17° — от 25
до 30% того же веса (tg 17° да 0,3).
При внутренних сопротивлениях гусенич-
ной тележки, составляющих в среднем 5—
7°/0 от веса экскаватора, усилие на гусенич-
ной цепи не должно быть меньше 40—50%
веса экскаватора {k = 0,4 ~- 0,5).
При таком значении тягового усилия раз-
вороты экскаватора на горизонтальной пло-
щадке обеспечиваются беспрепятственно.
Определение сопротивлений развороту гусе-
ничной тележки следует производить только
при малом значении тягового усилия B0—
25%). Этот случай рассматривается ниже при
расчете ходовых движений многоковшевых
экскаваторов.
Для крупных экскаваторов вскрышного
типа, монтирующихся на четырёх или восьми
гусеницах, требования в отношении угла
подъёма ограничиваются 8—10°, что даёт со-
противление подъёму в размере 14—18%
веса машины, а общее сопротивление дви-
жению — от 25 до 40% того же веса (k =
= 0,25 -г- 0,4) (о развороте четырёхгусенич-
ных экскаваторов см. стр. 1203).
Для экскаваторов на рельсовом ходу угол
подъёма может быть снижен до 3—5° с со-
ответствующим уменьшением сопротивления
движению B—5%) и собственных потерь хо-
дового механизма (до 2—3% веса машины),
что в итоге определяет потребность в тяго-
вом усилии на ободе колёс в размере 10—
20% от веса экскаватора (k — 0,1~-0,2).
Возможные скорости движения v и пере-
даточное число механизма / определяют, ис-
ходя из мощности установленного на экска-
ваторе двигателя Nd, его числа оборотов пд
и к. п. д. передаточных механизмов у\п (без
учёта к. п. д. самой гусеницы).
Обозначив через DH (в м) диаметр веду-
щего цепного колеса гусеницы (по шагу гу-
сеничной "цепи) или диаметр колеса рельсо-
вого экскаватора, п — число его оборотов в
минуту, будем иметь расчётные зависимости:
7№,2Nd
п
kGDHn
75Ndr
v =
dra
2
~D~h= °'
75Nd ria = kGv;
SOv
k-G ' nDH'
В целях ускорения транспортных передви-
жений гусеничных экскаваторов малые и
средние машины с одномоторным приводом
часто обеспечивают двумя скоростями пере-
движения, из которых низшая удовлетворяет
требованиям, приведённым выше, а высшая
обеспечивает движение при более лёгких
условиях пути. Например, при сопротивле-
нии движению по дороге среднего состояния
4—6% и при подъёме 4—5° общее сопроти-
вление составляет 16—22% от веса экскава-
тора. В этом случае отношение высшей ско-
рости к низшей может быть принято в пре-
делах
40_52 = 2>5^2K5>
Для экскаваторов с многомоторным приво-
дом, имеющих падающую характеристику,
вторые скорости излишни.
При движении шагающих экскаваторов
энергия затрачивается в основном на перио-
дическое приподнимание всей машины, на
что расходуется большое количество работы.
Это обусловливает относительно небольшие
скорости движения машины @,25—0,5 км\час).
Следует учитывать также, что в момент при-
поднимания экскаватора над землёй применяе-
мые для передвижения разнообразные криво-
шипные механизмы дают горизонтальные
силы, вследствие чего возникает добавочная
работа трения опоры (или боковых башма-
ков) по грунту, которая, суммируясь с рабо-
той по подъёму машины, ещё больше ухуд-
шает условия движения.
Размеры опорной поверхности гусенич-
ных и шагающих экскаваторов принято опре-
делять по условному среднему давлению на
грунт, понимая под последним частное от де-
1176
ЭКСКАВАТОРЫ
[РАЗД. IV
ления полного веса экскаватора на площадь
опоры q0 = ¦= . Для гусеничных экскаваторов
принимают <70 = 0,5-f-2,5 кг/см2, для шагаю-
щих — 0,25 -г- 0,6 кг/см2 в зависимости от раз-
меров машины и рода грунта, на котором
предполагается преимущественная эксплоата-
ция экскаватора.
РАБОЧИЕ РАЗМЕРЫ ЭКСКАВАТОРОВ
Рабочие размеры экскаватора определяют
его эксплоатационные качества. В специаль-
ных экскаваторах эти размеры назначают ис-
ходя из условий эксплоатации машины, без
особой увязки этих размеров и других пара-
метров машины с выполненными конструк-
циями, вследствие чего машины этой группы
нуждаются в тщательном индивидуальном
теоретико-расчётном обосновании в части си-
ловой характеристики и в отношении устой-
чивости.
В отличие от этого «нормальные" типы
одноковшевых экскаваторов достаточно точно
характеризуются ёмкостью ковша (для работы
в твёрдых грунтах) и с этим параметром
связаны вполне определённые значения всех
остальных показателей.
Соотношения этих показателей в нормаль-
ных экскаваторах различных размеров, но
однотипных по конструкции, довольно близко
(но не точно) следуют закону подобия, со-
гласно которому при изменении объёмов в у
раз изменения весов также пропорциональны
у, изменения в площадях (гусеницах) пропор-
з
циональны
з
, изменения в линейных раз-
мерах У у
При назначении рабочих размеров экска-
ваторов нормального выполнения и их основ-
ных параметров следует придерживаться
стандарта на одноковшевые экскаваторы
(ГОСТ 518-41) с учётом достигнутых усовер-
шенствований в методах ведения работ, ко-
торые могут потребовать некоторой коррек-
тировки данных ГОСТ.
УСТОЙЧИВОСТЬ ЭКСКАВАТОРОВ
Устойчивость экскаватора во время ра-
боты („рабочая устойчивость") определяется
статическим соотношением сил, возникающих
в системе элементов машины при резании
грунта, когда помимо собственных весов кон-
струкций следует учитывать также реакцию
грунта, действующую на зубья ковша. Вели-
чина и направление этой реакции могут быть
весьма разнообразны и их влияние на устой-
чивость экскаватора в целом зависит в пер-
вую очередь от вида рабочего оборудования.
В наиболее неблагоприятных условиях нахо-
дится прямая лопата, устойчивость которой
при принятых в ГОСТ 518-41 размерных и
весовых соотношениях начинает обеспечи-
ваться в полной мере только для экскавато-
ров с ковшами 2 мг и выше.
Экскаваторы-лопаты с ковшами ёмко-
стью до 1,5 м* имеют ограниченную устой-
чивость и при невнимательности машиниста
могут во время работы опрокидываться. Это,
однако, не представляет опасности, так как
обычно начало опрокидывания улавливается
машинистом, и с приостановкой работы ле-
бёдки явление это немедленно прекращается
вследствие того, что все экскаваторы с ра-
бочим оборудованием любого вида являются
абсолютно устойчивыми под действием только
собственных весов конструкции и добавоч-
ного груза или грунта в ковше („грузовая
устойчивость").
Полная устойчивость должна обеспечи-
ваться у экскаваторов с любым видом рабо-
чего оборудования также и при поворотных
движениях, когда возникают добавочные инер-
ционные нагрузки Pj (как указано на фиг. 23
Фиг. 23. Схема сил, действующих на экскаватор при его
вращении (значения индексов: п — поворотная платформа;
т — тележка; с — стрела; р — рукоять; к — ковш).
для лопаты) в форме центробежных сил, при-
ближённо определяемых по зависимости
= —
кг,
где Gi, rx — веса и расстояния центров тяже-
стей отдельных узлов экскаватора от оси
вращения; ш — угловая скорость вращения.
Каждая из действующих сил создаёт отно-
сительно возможной точки опрокидывания
момент, который стремится вызвать опроки-
дывание машины или, наоборот, удержать её
от опрокидывания.
Принято характеризовать степень устой-
чивости экскаватора во всех случаях отно-
шением суммарного момента удерживающих
сил My к суммарному моменту опрокидываю-
щих сил Мо, называемым коэфициентом
устойчивости kv:
у М у
причём очевидно, что для полной устойчи-
вости ky должно быть больше 1.
При установке на экскаватор какого-либо
экскавационного оборудования значения
коэфициентов грузовой устойчивости и при
поворотах должны быть не менее 1,65, счи-
тая, что работа экскаватора производится на
горизонтальной площадке, при безветреной
погоде (удобства работы заставляют избегать
негоризонтального положения .экскаватора,
но образование входных траншей требует
полной устойчивости его при поворотах на
уклоне до 15°).
В случае использования экскаватора в ка-
честве крана следует применять нормы для
ГЛ. XXXV]
РАБОЧЕЕ ОБОРУДОВАНИЕ ЭКСКАВАТОРОВ
1177
подъёмно-транспортных устройств и исчис-
лять, допустимую грузоподъёмность при ра-
боте на площадке с уклоном 5°, при действии
ветра в сторону опрокидывания и при коэфи-
циенте устойчивости fty^-1,25.
Во всех случаях за точку опрокидывания
при расчёте принимается та из них, которая
находится на ближайшем расстоянии к центру
тяжести системы.
В некоторых случаях расчётов допускае-
мая крановая нагрузка Р принимается в раз-
мере 65—80% от опрокидывающей Роп при
работе на горизонтальной площадке. Эта на-
грузка может быть исчислена по уравнению
моментов относительно точки опрокидыва-
ния
D
У on =
кг,
где G — вес всего экскаватора-крана (без
веса стрелы и грузоподъёмного крюка с по-
лиспастом) в кг; А — плечо полного веса
экскаватора относительно точки опрокиды-
вания в м; Gc — вес стрелы в кг; а — про-
екция на горизонтальную плоскость расстоя-
ния пятового шарнира стрелы до точки опро-
кидывания в м; х — отношение расстояния
от пятового шарнира до центра тяжести
стрелы к полной длине стрелы; а — угол на-
клона оси стрелы к горизонту; / — длина
стрелы в м\ GH — вес крюка с полиспастом
в кг;
I = а + /cos а.
Зависимости Роп и L даны для стрел без
удлинителей (так называемых .наголовников"
или „гуськов"), увели-
чивающих вылет и не-
сколько меняющих
расчётные выраже-
ния. Практически це-
лесообразно предста-
влять опрокидываю-
щую нагрузку крана
в форме графика в
пределах значений
amin - «max. Получа-
ющаяся при этом кри-
вая близка к гипер-
боле в осях „(Роп +
+ GK)-L' (фиг. 24).
Этой кривой можно пользоваться для определе-
ния размеров грейферного ковша, принимая
за GK вес последнего. На графике может быть
построено несколько кривых, соответству-
ющих стрелам разной длины и разного веса.
РАБОЧЕЕ ОБОРУДОВАНИЕ
ЭКСКАВАТОРОВ
(Конструкция и определение расчётных
нагрузок)
Ковш лопаты
Основные параметры лопаты по ГОСТ
518-41 приведены в табл. 13.
Средние размеры ковшей (в м) для тяжё-
лых и средних работ приведены на фиг. 25, а,
а для лёгких работ — на фиг. 25, б (в зави-
< нмости от ёмкости ковша q мг).
Фиг. 24. График опрокиды-
вающей нагрузки крана.
Средние веса ковшей в т (без коромысла)
соответственно для лёгких, средних и тяжё-
лых работ (большие значения — для меньших
ёмкостей):
Скл = С\9-М,2) q; GKC = (l,3-f-1.7) qy
Вес коромысла @,1 н-0,15) GK. Ковши из дур-
алюмина легче на 35—40%.
Наиболее употребительны ковши следую-
щих конструкций:
а) сварные, с литым козырьком и корот-
кими зубьями-наконечниками (для всех ёмко-
стей);
б) цельнолитые со сменным козырьком
(для q = 0,28 -5- 12 лР);
в) с литой передней и литыми или свар-
ными боковыми и задней стенками, соединён-
Шарнир Норомыспа
Фиг. 25. Средние размеры ковшей лопаты: а — для
тяжёлых и средних работ; б—для лёгких работ.
ными сваркой, заклёпками или болтами
(q = 0,28 -г- 4 л<3;;
г) из дуралюмина, бронированного 6—S-mm
листами легированной стали (^^12 л/8).
Ковши первой и третьей конструкции выпол-
няются для любых работ, второй — в основ-
ном для тяжёлых, четвёртый —для лёгких и
средних работ.
Из зубьев ковшей экскаваторов (фиг. 26)
наиболее распространены типы, указанные
на фиг. 26, г, д, е. Угол их заострения а
Фиг. 26. Типы зубьев и наконечников ковшей экскавато-
ров.
равен 26—30° для средних, 22—24° — для
вязких и 30—32° — для скальных грунтов.
При q<^l мь применяется исключительно
подвеска ковша без коромысла (фиг, 25,б>;
1178
ЭКСКАВАТОРЫ
[РАЗД. IV
при 0 = 1-т-1,5 л/3 —с коромыслом или без
него, иногда двойная (проушины в задней и
в боковых стенках); при q = 1,5-г-2,5 м* под-
веска без коромысла применяется только для
лёгких ковшей.
Разгрузка ковша производится через днище.
Чаще применяется падающее днище (фиг. 25),
реже — маятниковое (при погрузке в транс-
портные средства, ёмкость которых только
немного превышает q). Днище удерживается
засовом, который
входит в накладку
на 15—20 мм.
Закрепление ков-
ша к рукояти—пе-
реставное, что
обеспечивает из-
менение угла р
(фиг. 27) в преде-
лах 115—130° (боль-
шие углы для низ-
ких забоев и лёг-
ких грунтов). Все
шарниры снабжа-
"а1Ы- ются втулками из
марганцевой стали.
Напряжения в передней стенке ковша
вызываются реакцией грунта Pq, действующей
нормально к этой стенке.
Фиг. 27. Схема сил, действу-
ющих в рукояти и ковше ло-
собственные веса GK и (/^.усилие напора SKmaXi
усилие подъёма Sn и реакция седлового под-
шипника N (нормально к оси рукояти). При
многомоторном приводе усилия подъёма и
напора определяются максимальными крутя-
щими моментами двигателей (S^ max и SH max).
При одномоторном приводе можно считать
Sn = 0 и определять 5лтах из условия, что
на подъём расходуется вся мощность двига-
теля.
Силы Ро и N определяются из уравнения
моментов или графически (фиг. 27). Также
определяются усилия в тягах ковша Sj- ив
шарнире А.
При расчёте деталей можно принимать,
что Ро нагружает один зуб, а из шарниров
работают сначала два верхних и один ниж-
ний, а затем наоборот — один верхний и два
нижних.
На фиг. 28 представлен ковш экска-
ватора УЗТМ (СЭ-3), предназначенный для
работы в тяжёлых грунтах и скальных поро-
дах. Подвеска ковша—через коромысло. Кон-
струкция—из двух литых частей, из которых
передняя стенка ковша, так же как и насадные
сменные зубья, выполняется из марганцови-
стой стали (Г-13Л).
Фиг. 28 Ковш-лопата ёмкостью 3 мг для тяжёлых грунтов и скальных пород экска-
ватора СЭ-3 (УЗТМ) (вес 7,5 т).
Расчётным является случай отрыва пре-
пятствия (скала, камень) в начале резания
(фиг. 27). На ковш с рукоятью действуют
Ковш несколько более лёгкого типа, но
также пригодный для работы в тяжёлых грун-
тах, изображён на фиг. 29. Он предназна-
ГЛ. XXXV]
РАБОЧЕЕ ОБОРУДОВАНИЕ ЭКСКАВАТОРОВ
1179
чается для экскаватора лопаты Э-1003 Воро-
нежского завода, подвеска без коромысла — к
верху задней стенки. Отливается из двух ча-
стей, из которых передняя стенка должна быть
из марганцовистой стали. Зубья ковша — ко-
ванные из стали 45 или Г-13Л.
а напорный вал помещается вблизи геометри-
ческой оси стрелы, около середины её длины.
В конструкциях, где возможны удары днища
ковша о рукоять (при открывании), устана-
вливаются пружинные или пневматические
амортизаторы, укрепляемые в рукояти.
поДBCD
1075-
Фиг. 29. Ковш-лопата ёмкостью 1 м* для тяжёлых грунтов экскаватора-крана Э-1003 Воронежского
завода (вес 1,45 /л).
Экскаватор Ковровского завода Э-505 снаб-
жён ковшом, изображённым на фиг. 30.
Подвеска — к верху задней стенки. Передняя
стенка литая, задняя — сварная.
Стрела лопаты и рукоять ковша
Кроме обычных форм стрелы по фиг. 1, а,
фиг. 2, а и фиг. 3, а, для ковшей д<^'6 м3 из-
редка применяется стрела с прямым верхним
поясом (фиг. 31, а) либо с несколько изогну-
тым кверху поясом (фиг. 31, б), что увеличи-
вает высоту подъёма ковша. Пяты стрелы
при <7<2 ms разводятся (фиг. 31, в и г); при
<7>2 м* стрела делается прямой и снаб-
жается для устойчивости боковыми тягами.
Соединение рукояти со стрелой произво-
дится через так называемый седловой под-
шипник, препятствующий отходу рукояти от
напорного вала на стреле.
Рукоять располагается обычно сверху на-
порного вала; получают признание и кон-
струкции с нижним расположением, дающие
меньшие нагрузки на седловые подшипники.
Диаметр роликов головы стрелы выпол-
няется в пределах 1—2 диаметров барабана,
В обычных конструкциях ковш к рукояти
присоединяется жёстко. В более крупных ма-
шинах принимаются меры к разгрузке ру-
кояти от скручивающих усилий (фиг. 32, а и
32, е), для чего она выполняется одинарной
с круглым сечением или же ковш присоеди-
няется к ней посредством цилиндрической
цапфы с осью вдоль рукояти.
В конструкциях из двух балок (наружных
или внутренних) концы их у места присоеди-
нения к ковшу жёстко соединяются между
собой. Употребительные сечения стрел (внизу)
и рукоятей (наверху) приведены на фиг. 32,
а ориентировочный вес их—-на фиг. 33.
На фиг. 34 изображена схема сил для
двухбалочной рукояти с наружными балками,
раздвинутыми на величину Ь.
Балки рукояти I n II имеют самостоятель-
ные системы сил» что заставляет проверять
каждую из них отдельно. Следует также
проверить место соединения обеих балок ру-
кояти у ковша, жёсткость которого должна
быть не меньше жёсткости профиля самой
балки.
Наихудшим положением рукояти яв-
ляется такое, при котором происходит от-
1180
ЭКСКАВАТОРЫ
[РАЗД. IV
ков тг]. а расстояние от конца
зуба до оси вращения экска-
ватора г0, то
М
ы-
рыв препятствия на уровне напорного вала,
на среднем вылете (плечо зуба ковша г),
при вертикальном направлении подъёмного
усилия SnmaXi при действии напорного уси-
лия SH max в направлении к экскаватору (для
одномоторного привода при действии Snmax
Фиг. 30. Ковш-лопата с рукоятью экскаватора-крана Э-505
Ковровского завода, ёмкость 0,5 ма (вес 1,4 т).
(инерционная нагрузка, возникающая при по-
вороте в ускорительный и тормозной периоды,
значительно меньше получающейся при при-
ведённом методе расчёта).
Рукоять рассчитывают на изгиб и круче-
ние (опасное сечение т—т у поперечной
Фиг. 31. Типы стрел лопаты
для охватывающей (а, б, в)
и для внутренней (г) рукояти.
Фиг. 32. Типы сечений
стрел и рукоятей ло-
паты.
напорное усилие SH = 0), при реакциях
грунта, приложенных к крайнему зубу,— Ро
(вертикальная и горизонтальная составляю
щие — Р01 и Р02) и от поворота — К, так как
принимается, что одновременно с подъёмным
механизмом включён и поворотный.
Если момент, развиваемый поворотным
механизмом или его тормозом на оси враще-
ния платформы,— М, к. п. д. механизма и кат-
5 кг
щзооо
\2600
^2200
5 1800
% 1000
| 600
Is 200
^-кг
600
200
1
/
Or
id
r&
?r
/
У
W\2p
%\
51ЛКК
у
--—'¦
3c
1c
2c
**"
У
у
to
1c
3c
<3p
0 2 4 6 8 10 12 /4 16 18 20 22 24дм'
Фиг. 33. Средние веса 1 лог. м стрел и рукоятей лопаты:
1с — стрела с внутренней рукоятью (фиг. 1, а; 31, г;
32, в, г, д); 1с' —стрела с внутренней рукоятью (фиг. 3, а;
32, е)\ 2с — та же конструкция из дуралюмина (фиг. 3, а;
32, е); Зс—стрела с внешней рукоятью (фиг. 2, а; 32, а, б)\
1р — внутренняя рукоять (фиг. 1. а; 32, в, г, д); 2р —
внешняя рукоять (фиг. 2, а; 32, а, б); Зр — внутренняя
рукоять, разгружённая от кручения (фиг. 3, с; 32, е)
ГЛ. XXXV]
РАБОЧЕЕ ОБОРУДОВАНИЕ ЭКСКАВАТОРОВ
1181
связи) от действия системы сил в горизон-
тальной и вертикальной плоскостях, учиты-
вая помимо сил, указанных на фиг. 34, также
-I Ь U
Фиг. 34. Схема сил, действующих в рукояти
лопаты.
горизонтальные реакции напорного вала у
каждой балки рукояти по 0,5 К (на фиг. 34
не показаны).
рукояти. Канат намотан на реверсируемый
барабан, установленный в пяте стрелы.
Основные напряжения в опасном сечении
стрелы лопаты т—т (фиг. 36) вызываются
изгибом силой напора Swmax# сжатием силой
Sc и кручением силой К на плече гг.
Для расчёта положение рукояти прини-
мается перпендикулярным к оси стрелы на
полном вылете.
Кроме SHmatX (с направлением к забою) на
стрелу действуют подъёмное усилие 5/гтах>
собственный вес Gc, натяжения подъёмного
каната S
и канатов, поддерживающих
стрелу, Snc. По сумме моментов относительно
точки / (SMj) находят усилие в канатах
подъёма стрелы (весом рукояти Gp пренебре-
гают)
$пс = — (Sn max 'л ~Ь $н max l» +"
+ Gc Гс — S
/пк).
Реакцию 5 пяты стрелы от тех же сил
проще найти графически (фиг. 36, б), отнеся
¦U900
Фиг. 35. Рукоять ковша лопаты экскаватора Э-1003 Воронежского завода (вес 1,3 т).
При длинной рукояти (вскрышные типы с
удлинённым оборудованием) необходима про-
верка напряжений при положении ковша с
грунтом на полном вылете рукояти при тех
S S
действие сил SH max и Gc к точке // (gc11 =
— Gc -j- ; 5 п = S -/*- ) • Разлагая 5, на-
ру
же значениях S
, SH
и симметричном
n max
приложении силы Ро.
Обычные конструкции рукояти следующие:
а) двухбалочная, без боковых упоров в стреле;
б) то же, с наружными балками и боковыми
упорами в стреле; в) то же, с внутренними
балками и боковыми упорами в стреле;
г) однобалочная, с жёстким креплением ковша;
д) то же, с поворотным креплением к ковшу
или в седловом подшипнике.
На фиг. 35 представлен чертёж двухба-
лочной рукояти с зубчатыми рейками от
экскаватора Э-1003 Воронежского завода.
Конструкция — сварная.
Рукоять экскаватора Э-505 Ковровского за-
вода изображена на фиг. 30. Тип рукояти
однобалочный, конструкция сварная. Пере-
движение рукояти осуществляется канатом,
концы которого закрепляются по концам
ходят сжимающее усилие Sc и изгибающую
Иг
Фиг. 36. Схема сил, действующих в стреле лопаты.
1182
ЭКСКАВАТОРЫ
[РАЗД. IV
Основные параметры лопаты (.при угле наклона стрелы к горизонту 45"J
h и
Таблица 13
Основные параметры
Группа экскаватора п еид рабочего оборудования
Лопаты строительные и карьерные
Лопаты вскрышные
Тип экскаватора
0,25/5
°.25
о,35
4,5
3,2
1,4
3,з
6,3
5,1
5,5
1,5
3,3
5,1
0,5110
о,5
о,6
о, 75
5,7
4,а
1,8
4,7
8,1
б
7,4
э,8
4,6
6,8
1.0115
*,°
1,3
1,5
6,8
4,9
1,8
б
9,8
8
8,8
3,4
5,5
8
1,5125
1.5
1,75
а
8,1
5,7
3,1
7
11,2
8,7
Ю,1
3,9
5,7
9,7
2
2
2,5
3
9,3
6,4
з.З
7,4
13,5
9,5
II,О
5
6.7
ю,6
3
3
3,5
4
ю,3
7,о
2,6
8
14,1
ю,4
13,°
5
7-1
12,3
24
Емкость I тяжёлого типа
ковша ло- { среднего »
паты в м3 I легкого »
Длина стрелы в л
Длина рукояти в м ....
Глубина резания ниже уров-
ня стоянки в м
Радиус резания на уровне
стоянки в м
Максимальный радиус ре-
зания в м
Максимальная высота ре-
зания ь м
Максимальный радиус вы-
грузки в м .
Высота выгрузки при макси-
мальном радиусе выгрузки в м
Максимальная высота вы-
грузки в л .... . . . •
Радиус выгрузки при ма-
ксимальной высоте выгрузки
в м
4
5
и
7,3
2,4
9
14,6
и,4
13,3
5,7
7,6
12,9
3
3.5
4
33
17
5
i6
28
22,5
26,5
12,3
19
24,5
6
7.5
28
i8,5
6,3
19
33
25
За
12
15
3°
4,5
2Э,5
35
27
32,5
15
22
Зо,5
24
33
23
7
23,5
38
Зо
35
15
23
33
Фиг. 37. Стрела лопаты экскаватора СЭ-3 (УЗТМ)
силу S]. На фиг. 36,в дана схема сил Sc и
Максимальное усилие в канатах подъёма
в пяте схрелы с учётом кручения силой К- стрелы Sncmax возникает при тех же нагруз-
Суммарный изгибающий момент равен KaXj н0 при направлении Snmsx перпендику-
лярном к оси стрелы, с соответственно изме-
нённым, направлением SHmu
ур
-V* ± Sce
ибщ моен р
(е - эксцентриситет сечения
ГЛ. XXXV)
РАБОЧЕЕ ОБОРУДОВАНИЕ ЭКСКАВАТОРОВ
1183
Стрела для двухбалочнои охватывающей
рукояти экскаватора УЗТМ (СЭ-3) предста-
влена на фиг. 37. Конструкция сварная. Для
воспринятия инерционных нагрузок, возни-
ляется возможностью упора стрелы в конце-
вую точку гусеницы, наиболее удалённую от
оси вращения (.работа на угол"; точка 3 на
фиг. 40, а). При Tfmax>30° необходимо при-
Фиг. 38. Стрела лопаты экскаватора Э-1003 Воронежского завода (вес 1,75 от).
кающих при поворотных движениях плат-
формы со стрелой, последняя снабжена бо-
ковыми оттяжками. Вес стрелы с напорным
механизмом 15 000 кг.
менять изогнутую стрелу или выносить впе-
рёд ось пяты (модель 1-ДВ). Максимальный
подъём стрелы (~60° выше горизонта) опре-
деляется необходимостью производить высы-
Фиг. 39. Стрела лопаты экскаватора Э-505 Ковровского завода (вес 1,2 т).
Стрела лопаты экскаватора Э-1003 Воро-
нежского завода (также для двухбалочнои ру-
кояти) изображена на фиг. 38. Конструкция
сварная. Стрела имеет в основании расставлен-
ные пяты крепления к платформе, что по-
зволяет обходиться без боковых оттяжек.
У экскаватора Э-505 Ковровского завода
стрела предназначена для работы с одноба-
лочной рукоятью, ввиду чего в своей верх-
ней части она имеет сквозное прямоугольное
отверстие для пропуска рукояти. Конструк-
ция сварная. Стрела представлена на фиг. 39.
Обратная лопата
Основные параметры обратной лопаты—по
ГОСТ 518-41 (см. табл. 14).
При ёмкости ковша #^0,6 м* стрела об-
ратной лопаты имеет длину, равную 1—1,1
длины лопаты. При q = 0J~\ мь она длин-
нее на 10—20%, а при q = 1,14 -f-1,5 м* —
короче на 5—70/с. Необходимость подъёма
стрелы из положения А (ниже горизонта на
•у = 30 -г- 40°) заставляет устанавливать допол-
нительную стойку B фиг. 40, а). Предельное
значение угла наклона стрелы -утах опреде-
пание грунта из ковша. Вследствие зна-
чительных усилий, скручивающих стрелу
при работе и повороте с гружёным ков-
а)
Фиг. 40. Схема сил, действующих в системе
обратной лопаты.
шом, для неё применяется, как и в стреле
лопаты, коробчатое (фиг. 40) или трубчатое
(фиг. 41) сечение. Часто поэтому при
стреле лопаты, предназначенной для внеш-
1184
ЭКСКАВАТОРЫ
[РАЗД. IV
ней рукояти, при <7<О»6 л*3, эта же стрела
используется и для обратной лопаты. Ориенти-
ровочный вес стрелы см. фиг. 33 (кривая 2с).
Длина рукояти 1р = 0,38 -г- 0,5 длины
стрелы 1С. Верхнее плечо рукояти а должно
обеспечивать свободный проход канатов
Фиг. 41. Обратная лопата с поворотным ковшом.
подъёма стрелы над шарниром головы при
Ттах и ПРИ рукояти, подтянутой к стреле до
упора G на фиг. 40, а, положение Б). Сече-
ние рукояти — коробчатое или трубчатое.
Бес 1 пог. м рукояти средний между весами
внутренней и внешней рукояти лопат
(фиг. 33).
Ковш выполняется с боковыми зубьями
и часто неоткрывающимся (модель 1-ДВ).
При жёстком креплении к рукояти неоткры-
вающийся ковш почти исключает работу по
погрузке в транспорт, так как выгрузка про-
изводится на протяжении 2—3 м выбрасыва-
нием ковша вперёд (фиг. 1,6). Для ра-
боты по погрузке в транспорт необходимо
иметь ковш с открывающейся передней стен-
кой, либо вращающийся ковш, который при
подъёме стрелы поворачивается особым ме-
ханизмом в нужное положение (фиг. 41).
Ковшом последнего типа можно производить
также выгрузку в любом положении и обра-
зовывать близко к вертикали стенки котлова-
нов. Веса ковшей — в среднем A,3 -г-1,4) q.
В открывающемся ковше передняя стенка
крепится на шарнирах (точка 4 на фиг. 40, а)
и удерживается в закрытом положении за-
щёлкой, которая при необходимости открыть
ковш вытаскивается тросом E на фиг. 40, а),
проходящим по роликам через шарнир ру-
кояти на стреле и ось пяты к месту маши-
ниста. Закрывание происходит автоматически
при начале резания после заброса ковша.
Так как блок ковша, забиваясь землёй,
ускоряет износ канатов, то чаще применяют
уравнительное коромысло с двумя канатами
без полиспаста, навивающимися на диферен-
диальный барабан, установленный на вспомо-
гательной двуноге F на фиг. 40, а). При без-
напорной конструкции лопаты те же ковш
л рукоять легко используются и для обратной
лопаты.
Расчёт обратной лопаты должен начинаться
с определения реакций в точках / и // и силы
резания в точке III (Яо на фиг. 40, я), после
чего могут быть найдены нагрузки шарниров
крепления ковша, как указано выше для ковша
лопаты. Основные напряжения в стреле —
сжатие и кручение, в рукояти — кручение и
изгиб.
Расчётными положениями для рукояти и
стрелы являются Б (при рукояти, максимально
подтянутой к стреле) и В при линии / — //,
перпендикулярной к II — III. Из уравнения
моментов находят усилие в подъёмных кана-
тах
S (G
Gpr
prp
K+Z
rK
где г с соответствующими индексами обозна-
чают плечи действия весов G (стрела, рукоять,
ковш с грунтом) с теми же индексами отно-
сительно точки /, а N — воздействие на стрелу
тягового усилия STmax (фиг. 40, б).
Максимальное значение Snc получается
при подъёме гружёного ковша из положе-
ния А или порожнего из положения макси-
Таблица 14
Основные параметры обратной лопаты
(при угле наклона стрелы к горизонту а — 45°)
Основные параметры
А
Б
В
Г
Д
д,
Е
Ж
3
И
Емкость ковша в м3
Ширина ковша (га-
баритная) в м . . . .
Длина стрелы в м .
Длина рукояти в м
Начальный радиус
выгрузки в м ....
Конечный радиус
выгрузки в м ....
Начальная высота
выгрузки в м , . . .
Конечная высота
выгрузки в м . . . .
Высота выгрузки
в транспорт в м . . ¦
Радиус выгрузки
в транспорт в м . . .
Максимальная глу-
бина резания для
траншеи/котлованов
Максимальный ра-
диус резания в м . .
wig
Тип экскаватора
0,25/5
О,2j
о,8
4,5
2,0
3,6
6,1
1,9
4,3
1,4
3^9
4>3/3
7.о
0,5110
°,5
1,О
5,7
2,7
5,о
8,5
2,3
5,4
1,7
5.8
4.8/4
9,2
1,0/15
1,25
7,1
2,95
6,2
Ю,О
2,9
6,5
2,2
7.1
7, г/б,2
11,2
1,5125
1,45
7,8
3,1
6,7
II,О
3,5
7,4
2,7
8,1
7,5/5,5
12,5
ГЛ. XXXV}
РАБОЧЕЕ ОБОРУДОВАНИЕ ЭКСКАВАТОРОВ
1185
мального заброса ковша (фиг. 40, г) при
ST=0.
На фиг. 40, б изображена схема сил, дей-
ствующих в стреле, а на фиг. 40, в — дей-
ствующих в ковше и рукояти, находящихся
в положении Б (фиг. 40, а).
Обозначив горизонтальные составляющие
сил и реакций через х, вертикальные — че-
рез у (с соответствующими индексами / и II),
плечи действия сил относительно точки / —
через г, относительно точки //—через г'
(с соответствующими индексами), составляют
по три уравнения статического равновесия
для каждого элемента (предварительно найдя
равнодействующую R от сил, приложенных
к роликам стрелы STmaxn 5Гтах/т))(фиг. 40, б).
Из этих шести уравнений определяют х/. у/,
Х1Ь У1Ь Рх и Ру Складывая, получают реак-
ции в точках /, // и силу резания Ро.
Скручивающие усилия вызываются реак-
цией К, приложенной к зубьям ковша и опре-
деляемой, как указано выше, для лопаты в
положениях Б и В. Плечо силы К. относи-
тельно оси рукояти постоянно (rj); относи-
тельно оси стрелы оно имеет максимальное
значение в положении В (г2).
Сила К вызывает изгиб рукояти (в пло-
скости, перпендикулярной к чертежу) как
балки, защемлённой у шарнира стрелы. Это
сечение следует проверить на сложный изгиб
также силой Snc, действующей в плоскости
чертежа.
При значительных величинах ускорений
поворота целесообразно проверить стрелу
на инерционные усилия при горизонтальном
положении лобовой стенки ковша и со стре-
лой, поднятой так, что ковш с грунтом только
что вышел из забоя. Усилие в шарнире //мо-
жет быть определено графически как реакция
равнодействующей известных сил Snc (опре-
деляется, как указано выше), Gp, GK+2. Каса-
тельная сила, приложенная к зубу ковша,
изгибающая рукоять и скручивающая стрелу,
определяется либо по способу, приведённому
в расчёте рукояти лопаты, либо из зависимости
'к+г
g
го,
где Го — расстояние центра тяжести ковша от
оси вращения; етах — максимальное угловое
ускорение; ? —ускорение силы тяжести в
Mjcen2.
Струг
Стрела при ковшах ёмкостью 0,35—0,5 мг
обычно имеет ту же. длину, что и стрела
лопаты, которая часто используется для
струга.
Направляющие для рукояти (/ на фиг. 32, б)
служат для качения роликов ковша струга.
При большей ёмкости ковшей стрела струга
длиннее стрелы лопаты на 7—10%. Ход
ковша
При наличии у экскаватора обратной ло-
наты с дополнительной стойкой и диферен-
75 Том 9
циальным барабаном и при закреплении тяго-
вых канатов к ковшу через уравнительное
коромысло все эти элементы используются и
для струга. Сечение стрелы — коробчатое,
что обусловливается действующими напряже-
ниями (изгиба, кручения) и необходимостью
направлять движение ковша.
Для воспринятия ударов ковша у пяты
устанавливаются буферные пружины (точка С
на фиг. 42).
Ковш выполняется по типу открывающихся
ковшей обратной лопаты и снабжается кат-
Фиг. 42. Схема сил, действующих в системе струга.
ками с ребордами, перемещающимися по на-
ружным направляющим стрелы или по внутрен-
ним сторонам поясив стрелы. В больших
ковшах передние катки часто закрепляются
в балансирных тележках, так как нагрузка на
них много больше, чем на задние. При исполь-
зовании для струга ковша обратной лопаты
рама тележки с катками прикрепляется к бо-
ковым стенкам ковша.
Схема механизма открывания ковша и за-
пасовка открывающегося каната показаны на
фиг. 43. Открывающий канат / закреплён в
конце стрелы в точке 4. В любом положении
Вид по стрелке L
Фиг. 43. Схема механизма откры-
вания ковша струга.
ковша относительно стрелы днище откры-
вается системой тяг натяжением от бара-
бана 3 каната /, благодаря чему перемещается
кверху ролик 2, приводящий в действие ме-
ханизм.
Вес ковша с тележкой GK ориентировочно
равен 2 — 2,2 q.
Максимальные нагрузки на тележку, зубья
ковша и стенки ковша возникают при подъёме
стрелы с ковшом, расположенным у её пяты
и зацепившимся за препятствие (например, за
корку дорожной одежды — фиг. 42).
Приближённо из уравнения моментов отно-
сительно точки / получают натяжение в подъ-
ёмных канатах Snc, а из уравнения моментов
относительно точки 0 и суммы проекции сил
на ось I—Y— реакции передних катков Р„ и
задних Р3, полагая тяговое усилие 6'j- = Pq sin a
1186
ЭКСКАВАТОРЫ
[РАЗД. IV
и придерживаясь остальных обозначений,
принятых ранее:
= ~ (/Vo + Gcre + GKrK)\
рп — —- [Ро (/„ cos ос + Л2 sin a)—
GKcf];
Ро COS а — GK .
Максимальная нагрузка одного переднего
катка при эксцентричном приложении силы
Ро (плечо а) и расстоянии между катками Ъх
Рп . р a sin a K.h.2
где К — реакция от поворота.
Стрела в опасном сечении т — т подвер-
гается изгибу моментом
Mu = Sncr'nc-Ger'e
и кручению моментом
Максимальная вертикальная составляющая
реакции пяты стрелы Sc при принятом дей-
ствии сил получается из суммы проекций сил
на ось Y
s'c=Pn+Ge
Sncsinb-Pa кг.
Максимально необходимое активное уси-
лие Sncmax получается при подъёме гружё-
ного ковша в конце его хода (положение А,
фиг. 42) с учётом сопротивления грунта срезу
силой Р] = Kcb (К = \,Ь кг/см2); Ъ — ширина
ковша;
Snc max = 7 ^ ^к+ггкг + <VV -{-
1 ПС
+ Pi />cos a 4- Pj Л2 sin а) кг.
Максимальный изгибающий момент AfOT
в вертикальной плоскости возникает в стреле
при расстоянии между передними катками и
осью головы стрелы, равном
Pah °с
м;
PJ
Gc
кгм.
Кроме того, на стрелу действует скручи-
вающий момент
Мк = Kh2.
Сжимающее стрелу усилие (пренебрегая
непараллельностью канатов):
= S
кг.
Сечение стрелы у пят и самые пяты про-
веряются на изгиб в горизонтальной плоско-
сти и кручение от действия силы К, а также
от действия инерционных усилий при пово-
роте с гружёным ковшом (см. расчёт стрелы
лопаты).
При расчёте стенки ковша сила Ро счи-
тается приложенной к среднему зубу.
Буферные пружины рассчитываются на
живую силу ковша А, определяемую скоро-
стью движения v (v = 2ч-3 м/сек):
А =
кгм.
Драглайн
Основные параметры драглайнов по ГОСТ
518-41 см. табл. 15.
Стрела при длине более 9 м выполняется
составной из двух, трёх и более частей. Основ-
ные стержни стрелы — уголкового или труб-
чатого профиля; части стрелы соединяются
между собой фланцами с точёными болтами,
накладками или пальцами (складные стрелы
монтажных кранов). Раскосы привариваются
к поясам без косынок. Вес стрелы зависит
от ёмкости ковша q (м%) и длины стрелы 1С (м).
Ориентировочно он равен
Gc = @,11-^0,15)^ ш.
При выполнении из дуралюмина вес умень-
шается на 45—55%. При длине стрелы свыше
20 м часто применяется дополнительная дву-
нога A на фиг. 2, б и фиг. 3, б) с подвеской
стрелы на канатах, что позволяет уменьшить
вес стрелы на 15—20%.
Максимальная высота сечения стрелы в се-
редине -jgr- ——г-; у головы и в пяте — в 2
раза меньше. Ширина у пяты-^ у^-.уго-
1л. - 1с
30 50 *
Канатные ролики головы стрелы устана-
вливаются на неподвижных пальцах. Встре-
чаются конструкции, обеспечивающие воз-
можность некоторого вращения ролика вокруг
оси стрелы, что улучшает условия работы
каната. Для обеспечения правильной навивки
тягового каната на барабане при изменении
его положения в вертикальной плоскости и
отклонениях в стороны спереди платформы
Фиг. 44. Средние веса
ковшей драглайна и
грейферов дляземляных
работ: 1 — ковши драг-
лайна для лёгких ра-
бот; 2 — ковши дра-
глайна для средних ра-
бот; 3 — ковши дра-
глайна для тяжёлых
работ; 4 — грейферы
для перегрузочных ра-
бот; 5 — грейферы для
лёгких работ; 6—грей-
феры для средних ра-
бот; 7 — грейферы для
тяжёлых работ.
ловы
3000
2000
W00
О 03 1,0 15 2,0 2J) 3.0 S3 д
или на стреле у пяты закрепляется особая
конструкция, состоящая обычно из четырёх
роликов (наводка).
Ковш — обычно сварной, с литым козырь-
ком (для тяжёлых и средних рабат), цельно-
сварной (для лёгких работ) или цельнолитой
(для тяжёлых работ). Ориентировочный вес
ГЛ. XXXV]
РАБОЧЕЕ ОБОРУДОВАНИЕ ЭКСКАВАТОРОВ
1187
ковша (в т) для лёгких, средних и тяжёлых
работ приведён на графике фиг. 44. Вес ковша
должен соответствовать разрабатываемому
грунту, так как в противном случае ковш
либо не заглубляется, либо зарезается слиш-
ком резко.
Средние размеры ковша в зависимости от
его ширины приведены на фиг. 45. Крепле-
Фиг. 45. Средние размеры ковша драглайна.
ние тяговых цепей к ковшу для регулирования
величины заглубления может производиться
на разной высоте Н.
Задняя стенка ковша для увеличения его
заполнения делается выше боковых. Нако-
нечники зубьев выполняются в виде колпач-
ков (фиг. 45).
На фиг. 46 представлен чертёж ковша
драглайна для экскаватора Э-502 Ковровского
завода. Емкость ковша — 0,5 м3.
Расчёт стрелы производится по усилиям,
возникающим при вращении платформы с гру-
Фиг. 46. Ковш драглайна 0,5 м' экскаватора Э-505
Ковровского завода (вес 705 кг).
жёным ковшом, находящимся в конце стрелы
и максимально подтянутым к ней (положе-
ние 1 на фиг. 47). Положение ковша опре-
деляется направлением подъёмного каната,
натянутого усилием Sn, а направление тяго-
вого каната при этом принимается вдоль пояса
стрелы в её нижней части. Усилие в нём Sr
получается из многоугольника сил (фиг. 47,6),
исходя из веса ковша с грунтом GK + г и силы
инерции, равной
_ *** is J_ ¦> г»
("®т— наибольшая угловая скорость вращения
1/сек).
Многоугольник сил на фиг. 47, а служит
для определения реакции в пяте стрелы 5,
исходя из веса стрелы Gc, натяжений подъ-
ёмного каната Sn и SnK, силы инерции стрелы
Gcu и натяжения канатов подъёма стрелы Snc.
Сила инерции стрелы определяется по за-
висимости
_ а?) кг.
Фиг. 47. Схема сил, действующих в системе драглайна.
а натяжение стреловых канатов
уравнения моментов относительно
пяты
5 - 1 V ¦¦
X [Mo+Gc (xQ
Гпс
a)+GK+2 (Ьх — a)
Snc — из
шарнира
SnKh\ кг,
где Mq обозначает момент от силы икерции Gca,
равный
„ 2.
_3д&2 -1-а») кгм.
Максимальное натяжение стреловых ка-
натов Snc может возникать в момент опорож-
нения ковша, вследствие чего желательно по-
вторять приведенные выше построения и рас-
чёты для этого случая (фиг. 47, положение 2).
Разлагая реакцию в пяте стрелы 5 на со-
ставляющие по оси стрелы и поперёк неё,
получают силу Sc, вызывающую сжатие
стрелы, и силу Sv вызывающую её изгиб.
Относительно сечения т — т в середине
стрелы эти силы дают сжатие стрелы с мо-
ментом ^2 $се кгм и вызывают её попереч-
ный изгиб моментом
1С
(в приведённом выражении МА несколько
больше действительного за счёт недоучёта
обратного момента от собственного веса и
сил инерции нижней части стрелы).
Н88
ЭКСКАВАТОРЫ
[РАЗД. IV
Основные параметры драглайна (при угле наклона стрелы к горизонту а — 30°)
Таблица 15
Основные параметры
Группа экскаватора и вид рабочего оборудования
Драглайны строительные и карьерные
Драглайны вскрышные
Тип экскаватора
0,25,5 0,5110
1115
1,5125
12 24
Емкость
ковша
в ж8
I тя:
< cpi
I. лё
тяжёлого типа
среднего »
лёгкого
Длина стрелы в м
Максимальная высота раз-
грузки в м ¦ . .
Максимальный радиус раз-
грузки в м
Максимальный радиус реза-
ния в м
Глубина резания при боко-
вом проходе в м
Глубина резания при кон-
цевом проходе в ж
о,25
о,35
7-5
2.5
7.3
8,2
3.1
5.4
°-75
Зо
4.4
7,3
1.25
!.5
13
4,5
12,8
14,4
5.8
9.5
1>75
2
16
5.7
'5.8
17,8
7.4
п,8
2,75
3
7>3
19,8
22,2
9,6
15,5
3
3,5
4
25
9,9
=5
28,3
13.4
3.75
4,5
5
2б
9.6
25,4
28,5
13,2
2О,5
3,75
4,5
5
38
17,8
37,4
43,1
19,9
29,2
6
7
45
44
23
5°
=3
49
57
27
38
15
18
бо
28
5<*,3
б7>5
31
44.8
Примечание. В таблице указаны размеры нормальной стрелы. Для драглайнов с ковшами ёмкостью 0,25.и
0,5 мг стандартом предусматриваются удлинённые стрелы, так же как и для вскрышных драглайнов. Драглайны типов
от 1/15 до 4 имеют „особо удлинённые стрелы", а типов 3 и 4, кроме того, — укороченные.
При начале торможения поворотного дви-
жения (с угловым замедлением е 1/сек2) в пло-
скости, проходящей через ось стрелы и пер-
пендикулярной к плоскости действия сил Sc
и Sv возникают инерционные усилия от масс
стрелы и ковша с грунтом, которые дают
момент относительно пяты стрелы
Мв = -у
а»)
Gk
COS Ynjin
Этот момент вызывает сжатие двух про-
дольных стержней одной стороны стрелы и со-
ответствующее растяжение
стержней другой стороны,
а также влияет на распре-
деление нагрузки в ушах
пяты стрелы.
Для расчёта пяты стре-
лы следует выявить усилия,
возникающие в шарнирах
её крепления к платфор-
ме в предположении, что
ковш, находясь на зе-
мле, противодействует кру-
5т max
Фиг. 48. Схема сил,
действующих на
ковш драглайна.
тящему моменту, развиваемому поворотным
механизмом.
Для расчёта зуба, козырька и арки ковша
принимают случай захвата препятствия
(фиг.48). Определение сил ясно из схемы.
Силу Рп следует считать приложенной к сред-
нему зубу.
Грейфер
Основные параметры грейферов по ГОСТ
518-41 см. табл. 16.
Для грейфера используется та же стрела,
что и для драглайна. Она только снабжается
дополнительным приспособлением, удержи-
вающим ковш от вращения (грузовой проти-
вовес, перемещающийся по направляющей
в стреле; тянущий фрикционный или пружин-
ный барабан на платформе или на стреле, с
которым ковш соединён канатом).
Ковш грейфера двухканатный, двух- или
многолопастный. Ориентировочные веса ков-
шей приведены на фиг. 44.
В целях наименьшего самозакрывания
ковша при его падении в раскрытом виде вес
нижнего шарнира должен составлять около
ГЛ. XXXV]
РАБОЧЕЕ ОБОРУДОВАНИЕ ЭКСКАВАТОРОВ
Основные параметры кранов и грейферов
Таблица 16
Основные параметры
А
Б
Длина стрелы в м
Вылет от оси вращения в л ....
Поднимаемый груз в/га
Я
Ём(
rpef
Максимальная высота подъёма
крюка от поверхности земли в м . .
«ость и общий вес
фера с материалом
8 м3 кг
Лёгкий тип ....
Средний тип . . .
Тяжёлый тип . . .
Тип экскаватора-крана
0,2515 | 0,5110 | 1/15
1,5/25
Максимальная грузоподъёмность в т
5,0
7,5
3,°
5-о
6
7,°
1,5
4t5
I2,O
4,О
З.Р
ю
9,о
i,°
8
0,75/1800 *
0,5/14°° - 1600
0,5/1800 **
0.35/1400—1575
-
10.0
10,0
3,5
io,e
8
10,0
2,5
4,5
18.0
4,1
7i5
14
10,0
3,0
11
1.5/3200—3700
0,75/2600—3175
0,5 /2500—2900
15,0
13,0
4,5
и
",5
3,5
7
23,0
6,5
7,5
19
17,0
1,0
16
3,o/59oo *
2,0/4100—4700
1,5/4700—5700
1,0^300—5300
25,0
15,0
5,o
25,0
",5
i4,5
5,o
7
25,0
6,3
i5,o
20,5
19,0
3,°
16
3,0/5900—6800
2,0/6000—7500
1,5/6600—7500
Примечания: 1. Грейферы предназначены: лёгкий тип — для перевалки материалов с насыпным весом
1—1,4 т\мг; средний тип — 1,4—1,8 пг/м3 и для экскавации грунтов I и II категорий; тяжёлый тип - 1,8-2,25 т1ма
и для грунтов II и III категорий, а также для измельчённых пород IV-V категорий.
2. Ёмкости ковшей со знаком * — для материалов с насыпным весом до 1 т\яР; ео знаком •* — для материалов
с насыпным весом до 1,4 т/м3.
половины веса ковша. Отношение между си-
лой, смыкающей лопасть, и усилием замыкаю-
щего каната принимается в среднем не менее
1,5 для лёгких и не менее 2 для тяжёлых
грунтов. Для увеличения этого соотношения
нижние ролики полиспаста иногда устанавли-
вают не в шарнире, а на рычаге лопасти за
пределами шарнира.
При расчёте стрелы и ковша принимается,
что последний производит отрыв большого
камня при максимально раскрытых лопастях.
Стрела при этом расположена под минималь-
ным углом к горизонту Gmin) и нагружена
вертикальным максимальным усилием замы-
кающего каната S3, усилием замыкающего
каната, идущего с ролика головы стрелы на
лебёдку —- , весом стрелы Gc и усилием ка-
натов подъёма стрелы опс.
Следует проверить стрелу также для слу-
чая с гружёным ковшом, как это указано
в расчёте стрелы драглайна.
2ST
Усилия, действующие в шарнирах, тягах
и на зубья ковша, могут быть получены из
рассмотрения равнове-
сия одной из лопастей
(фиг. 49). Усилие S8
является воздействием
полиспаста на верхний
шарнир, а сила SH —
на нижний. SH больше
Sg на усилие одной
ветви каната.
Усилие в каждой
тяге?г, учитывая, что
она расположена в пло-
скости, перпендикуляр-
ной к чертежу под
углом р, и что их 4 шт.,
определяют по формуле
Фиг. 49. Схема сил,
действующих в одной
лопасти грейферного
ковша.
4 COS a COS P
1190
ЭКСКАВАТОРЫ
[РАЗД. IV
Горизонтальная составляющая в нижнем шар-
нире К и усилие на зубьях Ро определяются из
зависимостей:
К = ( 2ST cos $rT - GArA + %l
,tgo;
= К —
2 cos
2
где 5Л — усилие в замыкающем канате в кг
(SK = SH — Se); GA — вес половины ковша в кг,
отнесённый к центру тяжести лопасти.
Кран
Для крана используется стрела драглайна, иногда
с дополнительными вставками, удлиняющими её
на 25—100°/q. Для более эффективного использова-
ния высоты подъёма применяются либо специаль-
ные головы, либо наголовники—гуськи (фиг. 1, г).
Грузоподъёмность наголовника в 2—3 раза меньше
грузоподъёмности основной стрелы. Во избежание
опрокидывания стрелы назад часто устанавливаются
канатные ограничители (а на фиг. 1, г).
Расчёт производится для стрелы максималь-
ной длины, причём принимается момент торможе-
ния при повороте экскаватора с поднятым макси-
мальным грузом на минимальном радиусе (расчёт
не отличается от расчёта стрелы драглайна). Ма-
ксимальное усилие в канатах подъёма стрелы
получается при распо-
ложении стрелы под ми-
нимальным углом к го-
ризонту и при макси-
мально допустимом для
данного вылета грузе.
На фиг. 50 изобра-
жена стрела для экскава-
тора Э-505 Ковровского
завода, предназначенная
для работы с ковшами
драглайна, грейфера и
др. Эта же стрела ис-
пользуется при работе
экскаватора краном (ма-
ксимальный груз 10 т),
с копровым устрой-
ством и с другими обо-
рудованиями.
Копёр
Оборудование состоит
из направляющей, под-
вешенной к голове
стрелы драглайна (фиг.
51), телескопической ра-
мы 1 для удержания
нижних концов напра-
вляющих и бабы 2 или
паровоздушного моло-
та, подвешенных на ка-
нате подъёмной лебёдки.
Так как это оборудование используется, как
правило, для случайных и небольших работ, то
обычно применяется простая баба, попеременным
подъёмом и падением которой обеспечивается 20 —
30 ударов в минуту.
Фиг. 51. Оборудование для
копра.
ГЛ. XXXV]
ОСНОВНЫЕ УЗЛЫ И ДЕТАЛИ ЭКСКАВАТОРОВ
1191
Веса бабы и сваи определяются из сооб-
ражений устойчивости экскаватора с учётом
тяговой характеристики лебёдки.
Для копрового устройства обычно приме-
няется стрела драглайна, и поскольку это
оборудование осложнений в работу стрелы
¦ не вносит, то добавочных расчётов для неё
производить не требуется.
Вес бабы составляет обычно 65—100% веса
сваи.
ОСНОВНЫЕ УЗЛЫ И ДЕТАЛИ
ЭКСКАВАТОРОВ
Нижняя рама с гусеничным ходом
На фиг. 52 схематически изображена ниж-
няя тележка двухгусеничного экскаватора со
снятыми лентами гусениц. Для расчёта тележки
необходимо выявить максимальное значение
Фиг. 52. Схема сил, действующих в гусеничной
тележке экскаватора.
реакции грунта/? на концевом колесе. Для ма-
лых экскаваторов, не обладающих абсолютной
устойчивостью, эта реакция может достигать
суммарного значения полного веса экскава-
тора и подъёмной силы на блоке ковша.
В экскаваторах с абсолютной устойчивостью
её находят разложением силы тяжести системы
(с учётом подъёмной силы) на два концевых
колеса по диагонали машины.
Изгибающий момент для гусеничной рамы
в месте крепления к ней оси нижней рамы
равен Ra. Нагрузка на конец оси или балки
рамы
Момент изгиба оси в месте задела её в ниж-
нюю раму равен А-с.
Сечение гусеничной рамы между точками
приложения сил А и В определяется по мо-
менту /?! • -j-, где R\ — максимально возмож-
ная реакция грунта при работе экскаватора
поперёк гусеницы.
Нижняя рама является, как правило, слож-
ной рамной конструкцией и точный расчёт её
затруднителен. При приближённом расчёте
можно рассматривать её состоящей из двух
поперечных балок с опорами в гусеничных
рамах и двух продольных с опорами на попе-
речных балках.
Для каждой из балок определяют макси-
мально возможную нагрузку от опорных роли-
ков поворотной платформы (из условия устой-
чивости экскаватора) с точкой приложения
этой нагрузки в середине балки.
Учитывая значительные моменты в углах,
вызывающие скручивающее действие одной
части рамы на другую, следует позаботиться
о хорошем соединении между собой продоль-
ных элементов с поперечными с целью при-
дания всей раме большой пространственной
жёсткости, что важно для предупреждения
деформаций поворотной платформы и распо-
ложенных на ней механизмов.
На фиг. 53 представлена нижняя рама с гу-
сеничным ходом экскаватора СЭ-3 (УЗТМ).
Конструкция нижней рамы сварная, гусенич-
ные рамы литые. Гусеничные звенья отли-
ваются из высокомарганцовистой стали.
В гусеничной тележке экскаватора Э-1003
Воронежского завода, изображённой на фиг. 54,
нижняя рама имеет литую конструкцию, равно
как и гусеничные рамы, представленные на
фиг. 55. Гусеничное звено того же экскава-
тора дано на фиг. 56. Конструкция литая.
На фиг. 57 изображена нижняя тележка
экскаватора Э-505 Ковровского завода. Кон-
струкция нижней рамы комбинированная —
центральная часть литая, поперечные балки
сварные. Гусеничные рамы и гусеничные
звенья — литые.
Поворотная платформа
Многообразие условий работы поворот-
ной платформы делает этот узел централь-
ным местом в экскаваторе. Служа в верх-
ней своей части местом установки всех (или ча-
сти) механизмов экскаватора, рабочего обору-
дования и противовеса, эта платформа в то же
время является элементом (стержнем) фермы,
другие стержни которой образуются перед-
ним упором и задней оттяжкой—так называе-
мой двуногой стойки.
Нижняя часть платформы предназначается
для образования поверхности качения для
опорных роликов (или для закрепления осей
этих роликов) и для установки устройств, пре-
пятствующих отрыву платформы от нижней
рамы. В то же время она должна иметь цен-
трирующее устройство, направляющее её вра-
щение по отношению к нижней раме и вос-
принимающее горизонтальные усилия внешних
нагрузок.
На фиг. 58 схематически изображены дей-
ствующие на платформу силы, которые, как
видно из чертежа, в основном подвергают её
изгибу. В первую очередь должны быть вы-
явлены величина противовеса, реакция грунта
и обе реакции от опорного круга.
Величина противовеса Gn определяется из
требующейся устойчивости экскаватора-крана,
причём в целях уменьшения веса следует рас-
полагать его возможно дальше от оси враще-
ния. Необходимо при этом убедиться, что ни
при одном из положений поворотной плат-
формы принятый противовес не вызовет опро-
кидывания машины при снятии с неё рабочего
оборудования.
Величина и направление реакции грунта Рг
зависят от вида рабочего оборудования.
1192
ЭКСКАВАТОРЫ
[РАЗД. IV
Г Г Г
QO 00 00 QD QO 00 00 00 00 00 00 QD 00
aofao ao
фиг. 53. Нижняя рама с гусеницами экскаватора СЭ-3 (УЗТМ) (вес 49,8 от).
¦3200-
Фиг. 54. Нижняя тележка экскаватора Э-1003 Воронежского завода (вес 13,65 т).
ГЛ. XXXV]
ОСНОВНЫЕ УЗЛЫ И ДЕТАЛИ ЭКСКАВАТОРОВ
1193
-W05
-3125
-390-
-475-
Фиг. 55. Гусеничная рама экскаватора Э-1003 Воронежского завода (вес 3,85 от).
t-60-i
Фиг. 56. Гусеничное звено экскаватора Э-1003 Воронежского завода (вес 45 кг).
1194
ЭКСКАВАТОРЫ
[РАЗД. IV
Фиг. 57. Нижняя тележка экскаватора Э-505 Ковровского завода (вес 6,12 от).
Наибольшее воздействие этой реакции на
платформу получается при оборудовании экс-
каватора лопатой и вертикальном направле-
нии этой реакции. Для упрощения расчётов
можно рассматривать систему без ковша и
рукояти, но с вертикально приложенным
к концу стрелы
полным подъём-
ным усилием, раз-
виваемым лебёд-
кой. Возможный
вылет определяет-
ся расчётом из
условия устойчи-
вости всего экс-
каватора при по-
вороте для рабо-
ты на угол гусе-
ницы.
Для определе-
ния реакций пе-
редних и задних
роликов Ra и R3 предварительно находят
давление R в шарнире О (от стрелы и перед-
ней стойки) и усилие в задней оттяжке Р.
Фиг 58. Схема сил, действую-
щих на поворотную плат-
форму.
Эти силы находят как реакции из рассмотре-
ния равновесия рабочего оборудования со-
вместно с двуногой стойкой,учитывая воздей-
ствие грунта RZp, собственные веса поворот-
ной платформы Gnn и отдельных частей кон-
струкции, а также натяжение подъёмного
каната К.-
Место приложения реакции передних опор-
ных роликов Rn с прикреплёнными к плат-
форме осями последних совпадает с местом
прикрепления их осей к платформе. При сво-
бодных роликах условно можно принимать,
что реакция действует по касательной к вну-
тренней кромке опорного круга.
Указанных данных достаточно для опре-
деления из уравнений моментов реакций роли-
ков Rn и R3, а после этого изгибающих мо-
ментов в любом сечении платформы и гори-
зонтальной реакции цапфы нижней рамы
Z = R2-PZ.
Следует стремиться к тому, чтобы реак-
ции опорных роликов R3viRn, усилие в оттяж-
ках двуногой стойки Р, шарниры стрелы и
передние упоры двуногой стойки располага-
лись по возможности в двух параллельных
плоскостях, вследствие чего действующие
в каждой из этих плоскостей усилия будут
иметь половинные значения. При свободных
роликах реакция передней опоры обычно
распределяется по всей части опорного круга
поворотной платформы, расположенной между
указанными плоскостями, вследствие чего
платформе в этом месте следует обеспечи-
вать должные размеры.
ГЛ. XXXV]
УПРАВЛЕНИЕ ЭКСКАВАТОРАМИ
1195
Основные детали трансмиссии
Для передачи движения частям рабочего
оборудования употребляются стальные свет-
лые проволочные канаты с пределом проч-
ности при растяжении не менее 160 кг/мм2.
Следует заботиться о долговечности ра-
боты канатов на экскаваторах, учитывая абра-
зивность среды,в которой им приходится ра-
ботать. Толстопроволочные канаты лучше,
чем гибкие тонкопроволочные, хотя они и
требуют барабанов больших диаметров. Свивку
канатов предпочтительно иметь односторон-
нюю (не крестовую), так как при ней меньше
изнашиваются желоба роликов и барабанов.
Обычно подъёмные и тяговые канаты со-
стоят из 114 F X 19) проволок, а кайаты, под-
держивающие стрелы с редким изменением
положения, — из 222 F X 37); лучшие резуль-
таты дают канаты компаунд типа Варрингтон
Сил (ГОСТ 2688-46 и 3081-46).
Не следует принимать диаметры подъём-
ных барабанов меньше 20 диаметров каната.
Тяговые барабаны и барабаны для стре-
ловых канатов обычно имеют меньшие раз-
меры: диаметры первых равны 15—17 диа-
метрам, а вторых—12—15 диаметрам каната.
Запас прочности (отношение разрываю-
щего усилия каната к рабочей нагрузке) —не
меньше 4,5. При крановом оборудовании
экскаватора канат должен удовлетворять
правилам главной государственной инспек-
ции Котлонадзора.
Конструкция зажимов концов канатов
должна обеспечивать удобную и быструю
смену их.
Цепные передачи используются в разных
частях трансмиссии: а) быстроходные — в пе-
редачах от двигателя, б) работающие на малых
скоростях (~1 м/сек) — в реверсивных пере-
дачах, в) тихоходные — в передачах на гусе-
ничные ленты.
Для первой группы передач применяются
либо многорядные роликовые цепи, либо бес-
шумные зубчатые цепи с запасом прочности
15—20 (в зависимости от скорости); для вто-
рой группы передач — однорядные втулочно-
роликовые цепи с запасом прочности 6—8;
для третьей группы передач — однорядные
роликовые с запасом прочности не менее
2.5-3.
При конструировании зубчатых передач
следует заботиться об их долговечности,
производя расчёт на износоустойчивость при
60—7О°/о-ных нагрузках от максимальных, раз-
вивающихся при полном использовании мощ-
ности двигателя. Одновременно следует при-
нимать меры к предохранению от попадания
в зацепление абразивных материалов и обес-
печению надёжной и непрерывной смазки
зубьев. Как правило, передачи имеют обра-
ботанный зуб, кроме самых тихоходных, ко-
торые часто выполняются с литыми зубьями.
Обработанные колёса заключаются в масля-
ные ван-ны; циркуляционная смазка предпочти-
тельнее смазки окунанием.
Фрикционные муфты и тормозы являются
особо ответственными механизмами экскава-
тора, работающими с большой частотой вклю-
чения. Учитывая, что 50% работы двигателя,
передаваемой муфтой в период ускорения
какому-либо механизму, преобразуется в те-
плоту, следует обеспечить хорошее охлажде-
ние рабочих поверхностей фрикционных муфт.
Обычно применяемые фрикционные мате-
риалы (различные виды асбестовой компози-
ции, феродо, пластмассы и др.) достаточно
стойки при температурах до 200—250° и да-
же выше и имеют коэфициенты трения в со-
стоянии скольжения 0,25—0,35, а в состоянии
покоя — 0,45—0,6 (для муфт предельного мо-
мента).
Для фрикционных муфт лебёдок и тормо-
зов применяются в основном плоские ленты
(наружные и внутренние), для которых необхо-
димо обеспечивать радиальные зазоры в вы-
ключенном состоянии 2—3 мм. Для поворот-
ного механизма часто применяются кониче-
ские муфты. Муфты двигателей обычно одно-
или двухдисковые.
Фрикционные муфты и тормозы должны
обеспечивать передачу момента, на 25—50%
превышающего рабочий, чем достигается
необходимая быстрота действия устройства.
В кулачковых муфтах следует предусма-
тривать достаточно большой размер гнёзд
(пазов) для кулаков, что необходимо для
того, чтобы можно было включать муф-
ты при небольших числах оборотов (до
60 об/мин).
Валы и оси рассчитываются в основном
на прочность. В местах расположения зубча-
тых пар их следует проверять на прогиб.
Подшипники скольжения применяются в тех
местах, где по габаритным и другим усло-
виям не представляется возможным поставить
подшипники качения. Удельные давления на
проекцию подшипника скольжения в зависи-
мости от частоты использования колеблются
в пределах 50—200 кг/см2, что заставляет
применять бронзу хорошего качества. Смазка
этих подшипников—обычно густая.
Для большей долговечности машины сле-
дует возможно шире применять подшипники
качения. При расчёте этих подшипников на
долговечность нагрузки следует принимать
в размере 60—70% от тех, которые возникают
в них при передаче номинальной мощности
двигателя.
УПРАВЛЕНИЕ ЭКСКАВАТОРАМИ
Требования к управлению
экскаваторами
При напряжённой работе экскаватора
с 4—5 циклами в минуту машинисту при-
ходится выполнять до 4800—6750 операций
в час по управлению различными рычагами.
Поэтому от лёгкости перевода рычагов и
длины их ходов в значительной степени за-
висят утомляемость машиниста и производи-
тельность экскаватора в целом. Управление
должно действовать надёжно при температуре
от —40 до + 50° и плавно передавать усилия
рабочим органам за время не более 0,2—
0,3 сек.
Усилия на ручках должны быть в преде-
лах от 1,5 до 3 кг при ходе рычагов 120—
200 мм.
Органы управления должны быть про-
стыми в регулировке и сохранять настройку
в течение длительного времени.
1196
ЭКСКАВАТОРЫ
[РАЗД. IV
Существенное значение имеют взаимное
расположение рычагов и их размещение отно-
сительно сиденья машиниста.
Управление при одномоторном приводе
Простое рычажное управление ручного
действия применяется только для малых экска-
ваторов. В экскаваторах с ковшами 0,5 л& и
более широко используются сервомоторы раз-
ных типов, как-то: механические (машины
с этим" видом управления до 50%), пневмати-
ческие, вакуумные и гидравлические. Приме-
нение механических сервомоторов непрерывно
сокращается за счёт развития гидро- и пневмо-
управления.
С помощью механических сервомоторов
при ковше 0,5 м$ можно получать усилия на
ручках Sp = 1,5-7-2 кг с ходом //=150-f-200 мм.
При ковшах более 1,5 м* усилия заметно воз-
растают, что вызывает быстрое утомление
машиниста.
Принцип механического сервомотора за-
ключается в использовании для включения
рабочих муфт силы трения вспомогательных
ручных тормозов (так называемые серволенты,
фиг. 59). Вспомогательный диск, охватывае-
а) б)
Фиг. 59. Схема серволенты облегчённого
управления.
мый серволентой А, соединён тягой С с ры-
чагом управления рабочей лентой В. Затор-
маживая серволенту при вращении всей си-
стемы, останавливают вспомогательный диск
и этим заставляют поворачиваться его отно-
сительно главной ленты, что влечёт за собой
включение. В момент включения главной
ленты вспомогательный диск снова начинает
вращаться, преодолевая силу трения от серво-
ленты и поглощая часть мощности двигателя
A—2%) в течение всего периода включения.
При освобождении серволенты вспомогатель-
ный диск возвращается в исходное положе
ние силой пружины и освобождает основную
ленту.
Данный вид управления прост, удобен и
надёжен, но он требует частой регулировки
и имеет много изнашивающихся элементов,
несмотря на то, что все шарниры всегда бы-
вают снабжены втулками и пальцами из зака-
лённой стали с хорошей смазкой. Зазор лент
(радиальный) у дисков сервомоторов 2—Змм.
Предельный ход на ручных рычагах не
должен превышать 400 мм, а предельный ход
часто включаемых педалей — 200—250 мм при
усилии 8—10 кг.
Редко включаемые рычаги и педали C—4
включения в час) могут иметь усилия в 2—3
раза больше.
При работе краном применяются закры-
тые тормоза, включаемые пружиной или гру-
зом и выключаемые нажимом на педаль.
Переключение на открытую систему тормо-
зов, применяющуюся при работе экскавато-
ром, производится перестановкой тяги
(фиг. 59, б) в другое отверстие рычага пе-
дали (последними правилами Котлонадзора
для крановой работы экскаваторов допу-
скаются также открытые тормозы).
Пневматическое управление требует спе-
циального компрессора и ресивера и осу-
ществляется нажатием штоков воздушных
цилиндров на рычажную систему передач
к рабочим органам.
Рычаг с ходом №0-150 мм при воздей-
ствии на рукоятку усилием 1,5-2 кг упра-
вляет клапаном или золотником, направля-
ющим воздух в цилиндр. Рабочее давление
воздуха /7 = 5 -4- 6 ати. Избыток воздуха из
ресивера удаляется через предохранительный
клапан. Чувствительность и мягкость вклю-
чения высоки.
Недостаток пневматической системы упра-
вления — конденсация при низких темпера-
турах содержащейся в воздухе влаги и труд-
ность обнаружения мест утечки воздуха.
Кроме того, требуются уход за компрессором
и смазка всей системы.
Диаметр цилиндра поршня следует опре-
делять с учётом возможного падения давле-
ния до 80% от максимального.
Вакуумное управление впервые применено
в 1934 г. Включение муфт при эгом типе
управления обеспечивается атмосферным да-
влением на поршень, создающимся в резуль-
тате образования вакуума в другой полости
цилиндра. Для создания этого вакуума при-
меняется особый ресивер, из которого воз-
дух выкачивается вакуум-насосом и с кото-
рым в нужные моменты цилиндр управления
и соединяется.
Управление муфтами реверса часто имеет
такую конструкцию, которая обеспечивает
автоматическое включение тормоза поворота
при подходе рычага управления к среднему
положению. Усилия на рычагах управления
муфтами реверса 1,2—1,5 кг; ход рычагов
75—100 мм.
Недостатки системы вакуум-управления те
же, что и при пневматической. Небольшие
по величине силы в цилиндрах часто за-
ставляют использовать этот вид упра-
вления только в помощь механическому
рычажному (экскаваторы с ковшами 1 мь и
больше).
Гидравлическое управление приводится в
действие обычно жидкостью, нагнетаемой ро-
торным, плунжерным или шестерёнчатым на-
сосом. Смесь в аккумуляторе не должна за-
мерзать при температуре — 50°. Приме-
няются смеси из касторового масла с аце-
тоном или глицерина со спиртом, смешанные
в равных частях, и др. Давление жидкости —
от 15 до 70 am, что обеспечивает возмож-
ность получения в рабочих цилиндрах боль-
ших усилий, благодаря чему рычажная си-
стема передач может быть значительно со-
кращена и размеры цилиндров получены очень
ГЛ. XXXV]
УПРАВЛЕНИЕ ЭКСКАВАТОРАМИ
1197
небольшими. Излишки жидкости сливаются
в бак через перепускной клапан или специ-
альное отверстие в ресивере. Отработавшее
масло поступает в бак через фильтр. Рычаги
с клапанами (чаще с золотниками) монтируются
на стенде, по внешнему виду напоминающему
пневматическое или вакуумное управление.
Гидроуправление благодаря безотказности в
работе при любых температурах получает всё
более широкое распространение.
Наличие на экскаваторе какого-либо серво-
управления (кроме механического) позволяет
облегчить работу машиниста при торможе-
нии что является наиболее трудоёмкой опе-
рацией.
Это достигается применением золотни-
ков следящего действия или посредством
параллельного присоединения к обычной ры-
чажной системе тормоза рабочего цилиндра,
действующего на тот же тормоз. В последнем
случае при нажатии на педаль в цилиндр впу-
скается рабочая жидкость, заставляющая ме-
ханизм затормаживаться с усилием 50—65°/о
от требующегося, и таким образом на долю
мускульной работы человека остаётся всего
50— 35°/о этого усилия.
Управление при многомоторном приводе
Обычно тип управления отвечает типу
привода. При паровом приводе применяются
паровые сервомоторы, аналогичные пневмати-
ческим. Так как двигатели в данном случае
обычно реверсивные, то сервомоторы обслу-
живают только фрикционные включения ле-
бёдок подъёма и тяги ковша, а у машины с
ковшами более 1,5 m'j— также и тормоза.
Так как золотники у этих сервомоторов малы,
то усилия и хода не превышают указанных
выше для пневматического управления. Уси-
лия на рычагах управления золотниками ма-
шин составляют не более 1,5—2 кг при урав-
новешенных (цилиндрических) золотниках и
3—4 кг — при плоских (некоторые напорные
и поворотные машины). Ход этих рычагов —
250—400 мм.
Усилие на рычаге реверса главной машины
(редкое использование — только при пере-
движках) доходит до 15—20 кг при ходе
450-500 мм.
При дизель-пневматическом приводе обычно
применяется пневматическое управление (см.
выше).
При электрическом приводе Леонарда всё
чаще применяется дистанционное электро-
магнитное управление с командными контрол-
лерами. Последние, выполненные в виде ма-
леньких ручек на общем стенде, управляют
контакторами, расположенными в распреде-
лительном ящике, обычно в задней части
платформы.
Усилия командных контроллеров не пре-
вышают 0,7 кг при ходе 100—120 мм.
Применяемые в старых машинах контрол-
леры барабанного типа, управляющие токами
возбуждения двигателя, дают усилия порядка
2—3 кг при ходе 180—250 мм.
Контроллеры подъёма и напора разме-
щаются перед машинистом; контроллер пово-
ротного механизма, управляемый обычно пе-
далями, располагается под сиденьем маши-
ниста на лолу платформы. Этим способом
исключается необходимость перехватывания
ручек во время работы.
Управление фрикционами, тормозами и
вспомогательными механизмами производится
электро-гидравлическими приборами-тросте-
рами (сила напора — от 50 до 1500 кг, ход —
от 50 до 400 мм, габаритная длина — от 450
до 750 мм), весящими в 2,5—3 раза меньше,
чем электромагниты. В этом приборе мотор
вращает крыльчатку, перегоняющую масло
из одной полости в другую, вследствие чего
выдвигается шток прибора. Недостаток при-
бора — замедленное действие (длящееся не-
сколько секунд) и необходимость устанавли-
вать прибор так, чтобы его отклонение от
вертикали не превышало 10°. Реже для этих
целей употребляются пневматические серво-
моторы, работающие от небольших компрес-
соров. Применение последних оправдывает
себя в экскаваторах для тяжёлых работ, при
которых компрессоры используются для
„подбурок", нередких на скальных разработ-
ках.
При электрическом приводе широко при-
меняется комбинированное управление: ра-
бочие сервомоторы—гидравлические, пи-
таются шестерёнчатым насосом, приводимым
во вращение электромотором, а их золот-
ники передвигаются лёгкими электромагни-
тами, включаемыми с помощью ручек на
стенде (электро-гидравлическое управление).
По этому принципу может быть выполнено
также и кнопочное управление. Возможно
аналогичное электро-пневматическое упра-
вление.
Системы управления и стенды
Для управления экскаваторами приме-
няются: а) система раздельного управления
(каждый рычаг управляет одним рабочим
движением экскаватора) и б) система комби-
нированного управления (рычаг управляет
двумя рабочими движениями). Вторая система
позволяет свести число основных рычагов
управления до двух. Вспомогательными дви-
жениями экскаватора при первой системе
управляют посредством кнопок на основных
рычагах (кнопка открывания днища ковша
располагается на рычаге управления напор-
ным механизмом, а кнопка включения фрик-
циона лебёдки — на рычаге включения дви-
гателя), а при второй системе вспомогатель-
ные движения машины осуществляются либо
поворотом ручки рычага, либо движением
самого рычага в плоскости, перпендикуляр-
ной к его основному движению.
При выборе направления движения ры-
чага управления следует иметь в виду, что
машинисту легче производить движения „от
себя" или „на себя", чем в стороны. Необ-
ходимо избегать перехватывания рычагов (при
одномоторном приводе) и перекрещивания
рук при работе.
Сиденье машиниста при механическом
управлении ручного действия выполняется
жёстким, а при сервоуправлении — пружин-
ным, с мягкой спинкой.
В обоих случаях сиденье может переста-
вляться относительно стенда по росту чело-
века
1198
ЭКСКАВАТОРЫ
[РАЗД. IV
МНОГОКОВШЕВЫЕ ЭКСКАВАТОРЫ
ВИДЫ МНОГОКОВШЕВЫХ
ЭКСКАВАТОРОВ
Различают следующие основные виды
многоковшевых экскаваторов:
а) Экскаваторы поперечного хода — ма-
лой мощности (фиг. 60, а) с ковшами ёмкостью
15—150 л, средней (фиг. 60, б, в, г) — с ков-
шами 200—450 л и большой (фиг. 61, д) — с
ковшами 500—2500 л для работы в верхних и
нижних забоях, на железнодорожном и гусенич-
Экскаваторы поперечного хода
Экскаваторы малой мощности выполняются
с боковой выгрузкой (фиг. 60, а), средней и
большой мощности — портальными (фиг. 60, б,
в, г, д).
Во всех случаях бункерная выгрузка мо-
жет быть заменена трацспортёрной с дли-
ной ленты для крупных экскаваторов до 70 м.
Все машины могут выполняться поворотными
(фиг. 61, г, д), что позволяет им при много-
*) ' j> — и)
Фиг. 60. Типы многоковшевых экскаваторов.
К)
Пружинная предо-
храни тельная
муфта
Двига,
ном ходах. Машины малой мощности в ос-
новном применяются для строительных ра-
бот, обслуживания кирпичных и цементных
заводов, добычи и неглубокой вскрыши по-
лезных ископаемых на рудниках небольшой
производительности. Машины средней и боль-
шой мощности применяются в основном для
открытых горных и
крупных строительных
работ.
б) Экскаваторы про-
дольного хода (канаво-
копатели) с ковшами
ёмкостью 15 — 150 л
(фиг. 60, е, ж) для
рытья траншей глуби-
ной до 6,5 м, а при
специальном оборудова-
нии —• для неглубоких
канав с откосными стен-
ками.
в) Экскаваторы ко-
лёсно-фрезерные — ма-
лой и средней мощности
(ковши 50—200 л, фиг.
60, з) для карьерных,
дорожных, погрузочных
и туннельных работ.
г) Экскаваторы для
мелиорационных работ
(ковши 40—100 л, фиг.
60, и).
д) Экскаваторы от-
вальные, средней и боль-
шой МОЩНОСТИ (КОВШИ
200—1200 л, фиг. 60, к)
для открытых горных
работ.
е) Экскаваторы
скребковые и фрезерные
для разработки плотных
глин и сланцев.
ярусной разработке обслуживать с одного
уступа два забоя, работая попеременно верх-
ним и нижним копанием, разрабатывать ту-
пики забоев, а также исполнять работу канаво-
копателей для траншей большой глубины.
Максимальный наклон ковшевой рамы 55°.
Число ссыпок — 25—30 в минуту. Установка
ковшей через 4, 6, реже через 8 звеньев.
бортодой фрикцион
Предохранительная муфта
предельного момента
Фиг. 61. Кинематическая схема канавокопателя MKI-M (ЭТ-351),
ГЛ. XXXV]
ВИДЫ МНОГОКОВШЕВЫХ ЭКСКАВАТОРОВ
1199
Машины малой мощности имеют сменное
силовое оборудование: дизель-электромотор.
При средней и большой мощности приме-
няется почти исключительно электрический
(реже дизель-электрический) многомоторный
привод. Удельная мощность на 1 /и рабочего
веса — 1,1 — 1,2 л. с, при паровом приводе —
0,9 — 1,2 л. с.
Железнодорожный ход экскаваторов в за-
висимости от веса применяется двух-, трёх-
или четырёхрельсовый с передачей давления
от экскаватора на рельсы через три точки.
При большом весе машины опоры соста-
вляются из балансирных тележек или при-
меняется система с гидравлическим урав-
новешиванием давления на тележки. Ра-
бочая скорость железнодорожного хода —
4 — 12 mimuh.
Гусеничный ход двух-, трёх- или четы-
рёхгусеничный. Рабочая скорость хода 4 —
6 mLuiih.
Вес экскаваторов при железнодорожном
ходовом оборудовании — от 50 до 80 т на
100 л ёмкости ковша. Гусеничные экскава-
торы тяжелее на 20—25%. Удельное давле-
ние гусениц на грунт — от 0,4 до 2 кг\см%.
Глубина забоя Н или Н\ равна 4—8 .мдля
малых машин, 10—20 м — для средних и 20—
40 м — для больших. Для специальных машин
она может доходить до 60 м. Высота забоя
/У2 — на 20—30% меньше её глубины. Рабо-
чие размеры поворотных экскаваторов по
сравнению с непОворотными при той же ём-
кости ковшей меньше на 25—40%.
Управление электрическими экскавато-
рами— обычно кнопочное. Для удобства на-
блюдения за путём и забоем большие ма-
шины оборудуются двумя постами управле-
ния, причём машинист при перемене напра-
вления движения экскаватора переходит с
одного поста на другой. Работа отдельных
механизмов блокируется, чтобы обеспечить
необходимую последовательность включения
механизмов и останов экскаватора при ава-
рии одного из них.
Экскаваторы продольного хода
По конструкции рабочего оборудования
различают цепные (фиг. 60, е) и колёсно-
ковшевые канавокопатели (фиг. 60, ж). Для
образования откосных канав цепные канаво-
копатели снабжаются укороченной рамой с
концевым колесом большого размера B—Ам)
и наклонными спицами-резаками, что превра-
щает их в колёсно-цепные кановокопатели.
Для той же цели можно устанавливать боко-
вые фрезы на вращающихся валах.
Угол наклона ковшевой рамы 20—55°. Не-
которые специальные машины имеют верти-
кальные ковшевые рамы со скребковыми ков-
шами, что позволяет рыть траншеи, линия
которых близка к ломаной (в плане). Ско-
рость ковшей — 0,7—1 и/сек. Для лёгких грун-
тов применяется вторая скорость — 1 —
1,2 м/сек. У колёсных машин окружная ско-
рость — до 2 м!сек.
Силовое оборудование — сменное (дизель-
электромотор). Ходовое оборудование — гу-
сеничное или колёсно-гусеничное. Удельное
давление на грунт — 0,4—0,6 кг/см2. Рабочих
скоростей хода — от шести до десяти (в спе-
циальных машинах и более), обеспечивающих
проход в среднем 10—150 м/час.
Транспортные скорости — 1,2—6 км/час
B—3 скорости). Малые машины иногда уста-
навливают на тракторы или автомобили.
Вес канавокопателей — от 1.5 до 50 т.
Ширина траншеи — от 0,3 до 1,5 л< — изме-
няется посредством установки на ковшах
уширительных ножей, сменой ковшей или
установкой второго ряда ковшей. Возможное
заглубление колёсных машин не превышает
60 — 70% диаметра колеса.
Управление — обычно рычажное; на но-
вых машинах применяются и сервомоторы.
Экскаваторы колёсно-фрезерные
Эти экскаваторы выполняются обычно по-
воротными на 270—360° с транспортёром,
вращающимся на 90—180°, на гусеничном,
реже на железнодорожном ходу. Они могут
работать как многоковшевые экскаваторы по-
перечного хода и в небольшой степени как
колёсные канавокопатели (фиг. 60, з).
Вес экскаваторов 15—50 т.
На горных работах находят применение
(обычно в качестве отвальных машин) спе-
циальные экскаваторы с ковшами ёмкостью
до 400 л, весом до 120 т, с транспортёрами
длиной до 30 м.
Экскаваторы для мелиорационных работ
Ёмкость ковшей — от 40 до 100 л. Машины
работают по принципу поперечного хода и
располагаются на двух гусеницах, причём на
одной гусенице (фиг. 60, и) сосредоточи-
ваются все механизмы. Вторая гусеница уста-
навливается на конце телескопической оси,
прикреплённой к основной гусенице, и слу-
жит для поддержки ковшевой рамы. Она по-
лучает движение от мотора, питаемого то-
ком генератора двигателя, и может устана-
вливаться по отношению к основной гусе-
нице на желаемом расстоянии по ширине
канала (фиг. 60, и). Удельное давление на
грунт — 0,25—0,5 kcjcm2. Количество рабочих
скоростей 10—12 в пределах 40—700 м/час;
при 3—4 транспортных скоростях — от 0,13
до 1,5 км/час. Число ссыпок в минуту —
от 10 до 60. Глубина копания — от 1,5 до 2,5 м
при ширине до 13 м и при откосах от 3:2
до 4:1.
Отвальные экскаваторы
Эти экскаваторы, применяемые для обра-
зования отвалов пустой породы, предста-
вляют собой самоходную установку с транс-
портёром длиной до 70 м, обычно на железно-
дорожном ходу (реже на гусеничном), с корот-
кой лёгкой ковшевой рамой, забирающей грунт
из канавы, куда производится разгрузка по-
ездов с материалом (фиг. 60, к). Выгрузка
породы производится в верхний отвал, до-
стигающий высоты 20 м, или в нижний. По-
воротные машины работают попеременно в
верхний и нижний отвал с рдного пути.
Отвальные экскаваторы' сокращают за-
трату времени на передвижку путей и по-
зволяют сваливать слабые грунты в верхний
отвал, а плотные — в нижний. Для подго-
1200
ЭКСКАВАТОРЫ
[РАЗД. IV
товки пути экскаваторы иногда снабжаются
специальной скребковой планирующей рамой,
при отсутствии которой эта работа выпол-
няется ковшевой рамой.
Вес, мощность и другие показатели этих
машин мало отличаются от таковых для
обычных многоковшевых экскаваторов.
КИНЕМАТИЧЕСКИЕ СХЕМЫ ПЕРЕДАЧ
И СИЛОВОЙ ПРИВОД
Род силового привода для многоковшевых
экскаваторов зависит от типа и назначения
машины. Для установок, предназначенных
для использования в одном месте (например,
в горнорудных предприятиях), рационально
применять имеющийся обычно в этих местах
электрический ток (постоянный или перемен-
ный). В установках, используемых в различных
местах (канавокопатели и другие мелкие экс-
каваторы), привод осуществляется, как прави-
ло, одним двигателем внутреннего сгорания.
При электрическом источнике энергии
широко применяется индивидуальный привод,
значительно упрощающий конструкцию. Само-
стоятельными моторами снабжаются приводы
рабочего органа, транспортёра, ходового обо-
рудования, лебёдки для ковшевой рамы и
прочие вспомогательные механизмы.
При одномоторном приводе канавокопа-
телей кинематическая схема получается до-
вольно сложной вследствие необходимости
обеспечивать выполнение экскаватором раз-
личных функций, часть которых должна осу-
ществляться одновременно (работа ковшевой
цепи, транспортёра, ходового механизма), а
другая часть — разновременно (подъём ра-
бочего органа, выдвижение транспортёра,
транспортные переходы). Пример такой схемы
о,ля канавокопателя советской конструкции
типа МК1-М показан на фиг. 61.
В механизме привода ковшевой цепи (или
рабочего колеса, фрезы) предусматриваются
муфты предельного момента, предохраняющие
передачи и другие части машины от аварии
при встречах ковшей с непреодолимыми пре-
пятствиями. В этих случаях рабочий орган
останавливается (причём в крупных машинах
посредством электрической или механической
блокировки одновременно останавливается и
сам экскаватор), а живая сила вращающихся
масс двигателя преобразуется в муфте в ра-
боту трения. Чем крупнее экскаватор и чем
ответственнее его роль на эксплоатационном
участке, тем больше должно приниматься мер
предосторожности (автоматическая блоки-
ровка и т. п.) к обеспечению его безаварий-
ной и бесперебойной работы.
РАСЧЁТ ЭКСКАВАТОРОВ
Определение мощности, требуемой
для резания грунта
Работа резания грунта выражается зави-
симостью
Ах = Z • Qo кгм,
где Z — сопротивление резанию грунта в кг/м2;
Qo — объём срезаемого грунта в м*.
Уравнение мощности, расходуемой на ре-
зание грунта, вследствие обеспечиваемой мно-
гоковшевыми экскаваторами непрерывности
процесса резания имеет вид
N
270 000 • -цр • Y]e '
где Np — мощность на ведущем валу рабочего
устройства в л. с; Q — производительность
(в плотном теле) в м3/час; ч\в — к. п. д. ве-
дущего вала (f]e = 0,85—0,95; потери — в опо-
рах); t\p — к. п. д. рабочего органа.
Этот коэфициент определяется теми же
показателями, что и для одноковшевых экска-
ваторов, по формуле
где А\ — работа резания грунта;
кгм;
Л3 — работа подъёма грунта;
А^05Н
Н — глубина забоя в м; у — объёмный вес
грунта (в плотном теле) в кг\мъ;
Л3—работа подъёма мёртвых весов кон-
струкции (Ав вследствие уравновешенности
ковшевой системы равна нулю);
АА — работа ускорения масс срезанного
грунта до скорости v;
Ал = -к
1_
3600
кгм;
Аъ— работа ускорения масс рабочего органа
(Л5 = 0 вследствие равномерного хода рабо-
чих органов);
А6 — работа трения в механизмах; А6 =
=TinLi, где Ц — работа трения в отдельных
звеньях ковшевой цепи или рабочего колеса
(в шарнирах цепи, в цапфах ведущих звёздо-
чек, холостых колёс, опорных роликов и пр.).
Значительная работа трения возникает при
движении ковша (фиг. 62) в направляющих.
Фиг. 62. Схема сил, действующих на жёстко-
направляемый ковш.
Сила резания R, приходящаяся на один
ковш, составляет часть полной силы резания
Р, развиваемой приводом.
По известным плечам а и Ь, величине и
точке приложения веса ковша с грунтом GK
определяют значения сил Nx и iV2, после чего
ГЛ. XXXV]
РАСЧЁТ ЭКСКАВАТОРОВ
1201
находят работу трения ковшей в направляю-
щих по формуле
хнапр
= n(fN1+fN2)v кгм,
где п — число одновременно режущих ковшей.
Аналогичные потери в направляющих
имеют место при движении ковшей в корпусе
экскаватора.
В свободно висящей ковшевой цепи, не
имеющей направляющих, эта потеря отсут-
ствует.
Л7 — работа трения ковшей по забою.
Работа эта в жёстко-направляемых ковше-
вых цепях и в колёсно-фрезерных экскавато-
рах близка к нулю, так как ковши на грунте
не лежат. В свободно висящих цепях эта
работа составляет
А7 =2ti>
cos а,
где GK — вес ковша с грунтом в кг; f1 —
коэфициент трения ковшей по грунту; а —
угол наклона ковшевой рамы относительно
горизонта;
Л8 — работа трения грунта при заполнении
ковша. Она имеет место во всех типах много-
ковшевых экскаваторов. В первом приближе-
нии она составляет 10—20% от работы резания.
В колёсно-ковшевом оборудовании полу-
чается добавочное трение грунта по непо-
движной стенке направляющей конструкции
при движении заполненного ковша кверху.
Ад — работа по перемещению грунта в го-
ризонтальном направлении; она должна учи-
тываться только при колёсно-фрезерном обо-
рудовании, имеющем специальный транспор-
тёр для перемещения грунта к месту пере-
грузки на основной транспортёр.
В первом приближении для цепных мно-
гоковшевых экскаваторов с жёстко-напра-
вляемой ковшевой цепью к. п. д. i\p =
= 0,3 -г- 0,35; для экскаваторов со свободно
висящей цепью—0,45 ч-0,55, для колёсно-
ковшевых экскаваторов— 0,40-f-0,45 и для
колёсно-фрезерных — 0,6 -=- 0,7.
Помимо работы резания рабочими орга-
нами многоковшевых экскаваторов произво-
дится работа по подъёму срезанного грунта
на высоту h, измеряемую от уровня, на ко-
тором заканчивается процесс резания, до точки
опорожнения ковшей.
Соответствующая мощность на валу рабо-
чего оборудования
л. с.
Полная потребная мощность на ведущем
валу рабочего оборудования
Q
270 000 Y]s
Z- +
л, с.
Определение скоростей и усилий в рабочих
органах
Скорости рабочих органов принимаются
в зависимости от типов машин:
1) для многоковшевых экскаваторов попе-
речного хода — от 0,5 до 0,8 м[сек (большие
скорости — до 1,2 м/сек — употребляются ред-
ко;приэтомво избежание вибраций всего экска-
76 Том 9
ватора применяются уравнительные приводы,
обеспечивающие равномерность хода цепи);
2) для цепных канавокопателей — от 0,7
до 1,2 м/сек;
3) для колёсно-ковшевых и колёсно-фре-
зерных экскаваторов можно принимать, учи-
тывая равномерность хода, большие скорости
(окружные, до 2 м\сех).
При назначении скоростей для колёсно-
ковшевых и колёсно-фрезерных экскаваторов
следует учитывать необходимость обеспечи-
вать опорожнение ковшей, которое совер-
шается свободным движением материала (под
влиянием силы тяжести) по направлению
к центру вращения. Незначительность про-
межутка времени для выгрузки грунта и раз-
вивающиеся центробежные воздействия, за-
медляющие свободное движение грунта, заста-
вляют производить тщательную проверку обес-
печенности выгрузки ковшей с учётом обоих
этих факторов.
В цепных экскаваторах также необходимо
производить проверку обеспеченности вы-
грузки материала, высыпающегося из ковша
у верхнего приводного вала и движущегося
дальше по вертикали только под влиянием
силы тяжести. Весь этот материал должен
успеть выйти за пределы цепи раньше, чем
следующий по порядку ковш пересечёт траек-
торию его движения.
Необходимое усилие в цепи (или на окруж-
ности ковшевого колеса) Р определяется из
уравнения
p=—^—-fle кг,
где v — выбранная скорость в м/сек.
Определение ёмкости ковшей
Емкость ковшей q (в л) зависит от чи-
сла опоражнивающихся в 1 мин. ковшей /
B0—30 в минуту для экскаваторов попереч-
ного хода и до 60 — для канавокопателей) и
определяется из зависимости
где kH — коэфициент заполнения ковша (kH =
= 0,8ч-1); Ар—коэфициент разрыхления
грунта (kp = 1.1-М.35).
Получаемая цифра для ёмкости ковша q
округляется до ближайшего круглого числа
с одновременным выбором шага цепи и шага
ковшей для цепных экскаваторов D—6—8
звеньев цепи). При этом необходимо учиты-
вать также общую длину цепи, на которой
ковши должны распределяться равномерно.
Расчёт ходовых движений и опорных
поверхностей
Гусеничные экскаваторы. Гусеничные
многоковшевые экскаваторы разбиваются на
две основные группы — двухгусеничные и
трёх- или четырёхгусеничные, различающиеся
в основном по способам достижения разво-
рота. В двухгусеничных системах он обеспе-
чивается, как правило, выключением и тормо-
1202
ЭКСКАВАТОРЫ
[РАЗД. IV
жением одной гусеницы (в более редких слу-
чаях каждой из гусениц сообщаются разные
скорости движения).
В трёхгусеничных системах для разворота
поворачивают относительно рамы экскаватора
на нужный угол обе гусеницы, идущие одна
за другой, располагая их этим поворотом по
дуге окружности требующегося радиуса
(фиг. 63). Этот же способ применяется и
Фиг. 63. Схема расположения гусе-
ниц трёхгусеничного экскаватора при
повороте.
в четырёхгусеничных одноковшевых экска-
ваторах.
Поскольку требования в отношении про-
ходимости для многоковшевых экскаваторов
значительно ниже, чем для одноковшевых,
следует при определении сопротивлений пере-
движению для них учитывать и разворот гусе-
ниц, как один из наиболее существенных фак-
торов.
Работа при криволи-нейном передвижении
всякой гусеничной системы расходуется на
преодоление сопротивлений перемещению её
по прямой (на длине спрямлённой кривой)и
на преодоление сопротивлений повороту ка-
ждой из гусениц относительно центра своей
опоры на величину угла между направле-
ниями — исходным и конечным.
Схема действия сил при развороте равно-
мерно загружённой двухгусеничной тележки
с длиной гусеницы / и шириной её Ъ относи-
тельно одной гусеницы, выключенной и за-
торможенной силой Т, изображена на фиг. 64.
</2fG
Фиг. 64. Схема сил, действующих при по-
вороте двухгусеничной тележки с приво-
дом бортовыми муфтами.
Конструкция обычно предусматривает переда-
точный механизм с бортовыми муфтами (ку-
лачковыми или фрикционными), вследствие
чего при повороте движущее усилие Рп при-
ложено к ведущей гусенице. Силами-jfGобо-
значены сопротивления передвижению каждой
из гусениц, вызываемые деформацией почвы,
а буквами М — моменты трения при повора-
чивании гусеницы о грунт.
Усилие
Величина потребного тягового усилия ве-
дущей гусеницы
Ни потребное тормозное усилие, ни тяговое
усилие ведущей гусеницы от радиуса поворота
не зависят.
Момент сопротивления развороту гусеницы
в предположении равномерной нагрузки по
всей гусенице может быть определён как раз-
ность моментов трения круглой опоры с окруж-
ностью, описанной вокруг гусеницы, за выче-
том моментов четырёх сегментов (фиг. 65, а).
Конечное выражение для момента получает
вид
2R — 1
2,3/э lg^--Л кгм,
где {л — коэфициент трения гусениц по
грунту (р- = 0,4 -f- 0,6); р — удельное давление
в кг/м2 (р = ~, где G' — вес, приходящийся
на рассматриваемую гусеницу;); / — длина гусе-
ницы в м\ Ь — ширина гусеницы в м; 7R —
диагональ гусеницы в м B/?= У"&2 +/2)-
Расчёты упрощаются при пользовании при-
ближённой зависимостью, в которой гусеница
рассматривается как линия (фиг. 65,5):
М
= 2 J v-j-'
' — V-
G'l
Результаты подсчётов по последней фор-
муле должны корректироваться умножением
Фиг. 65. К определению момента трения прямо-
угольной поверхности.
их на приведённый ниже коэфициент К, зави-
сящий от отношения ширины гусеницы ft к её
длине /, согласно следующим данным:
I.OI
1.085
о,4
I.I3
°,5
При наличии в ходовом механизме гусениц
диференциала ведущее усилие всегда распре-
деляется поровну между обеими гусеницами,
что в расчётном отношении эквивалентно
действию тягового усилия Рп по оси машины
(фиг. 66).
ТЛ. XXXV]
РАСЧЁТ ЭКСКАВАТОРОВ
1203
Для этого случая получаются следующие
зависимости:
тормозное усилие
Т = — кг;
а
тяговое усилие
Отношение потребного тягового усилия
при развороте к тяговому усилию для дви-
Фиг. 66. Схема сил, действующих при
повороте двухгусеничной тележки с приво-
дом через диференциал.
жения по прямой, равному Р' =fG, даёт: для
механизма с бортовыми фрикционами
2 4/а
для механизма с диференциалом
2/я
При средних условиях
*= 1,03; —= 1,2; ц = 0,4; /=0,1;
значение _у для механизмов с бортовыми
фрикционами равно ],75, а при диферен-
циальных механизмах — 3,5.
Так как при разворотах всегда требуется
повышенное тяговое усилие (а, следова-
тельно, и повышенная мощность), причём
механизмы с диференциалом по всем пока-
зателям вдвое хуже механизмов с борто-
выми муфтами, применение их в двухгусе-
ничных системах малорационально.
В трёх- и шестигусеничных системах раз-
ворот происходит по плавной кривой, радиус
которой определяется углом поворота двух
продольных гусениц (в четырёхгусеничных
системах поворачиваются все четыре гусе-
ницы).
Работа, затрачиваемая на передвижение
по кривой радиуса R на длине дуги, соот-
ветствующей центральному углу at, выра-
жается зависимостью
Л = fGR*
кгм
(радиус R следует относить к центру тяжести
системы). Соответствующее тяговое усилие
D А Ш
где SAf — суммарный момент трения всех
гусениц.
По сравнению с сопротивлением движению
по прямой потребное тяговое усилие всегда
больше в отношении
Pn_fG _SM Ш
Р' /G "*" A'/G "*" RfG ¦
При определении потребного тягового
усилия гусеничных многоковшевых экскава-
торов k-G следует суммировать следующие
сопротивления:
а) сопротивление движению по кривой
наименьшего радиуса — W\\
б) сопротивление движению на подъём —
w2;
в) сопротивление движению от составляю-
щей силы резания — и/а;
г) сопротивление движению от встречного
ветра — да4'
wl=yfG (/=0,1-5-0,15);
да, « tgaG (a =s 5—10°);
w% = Pcosa — для канавокопателей,
где a — наклон ковшевой рамы к гори-
зонту (минимальный);
w2~- Я sin 7 — для экскаваторов попереч-
ного копания,
где tg 7 равен отношению скорости пе-
редвижения экскаватора vg к скорости ков-
шевой цепи ьц:
где р — давление ветра на 1 м2 лобовой по-
верхности F (р ¦< 50 кг'лС2).
Суммарный коэфициент сопротивления
в выполненных конструкциях обеспечивается
на 1-й скорости (транспортной) и прини-
мается равным в среднем 0,25—0,35.
При определении размеров гусеничных
ходов исходят из величины средних допу-
скаемых нагрузок на грунт, принимая по-
следние в пределах 0,5—0,7 kzjcm'* для канаво-
копателей и 1—2 kzjcm^ для экскаваторов
поперечного хода и учитывая кроме весов
также вертикальную составляющую силы ре-
зания.
Для трёхгусеничных экскаваторов размер
гусениц определяется из условия получения
на них одинаковых удельных давлений в ра-
бочем положении, для чего требуется знать
местонахождение центра тяжести всего экска-
ватора. Передача нагрузки на каждую гусе-
ницу производится в центр опорной поверх-
ности, что обеспечивает одинаковость давле-
ния в любой её точке.
У канавокопателей (двухгусеничных) не
всегда удаётся расположить центр тяжести
системы в центре опорной поверхности
(/ на фиг. 67).
При расстоянии центра тяжести от сере-
дины гусениц а < -^-L (II на фиг. 67) давле-
ния распределяются по закону трапеции и
максимальное удельное давление получается
на краю гусениц (ближайшем к ц. т.) равным
G / 1
Зд
1204
ЭКСКАВАТОРЫ
[РАЗД. IV
где В и L — ширина и длина гусеницы в см;
G — полный вес канавокопателя.
При расположении нагрузки на расстоя-
нии -р- L от центра опоры (на границе ядра
сечения /// на фиг. 67) нагрузка распреде-
ляется по трэугольнику
__ 2G _G__0
Ртах ~2B-L~ BL~ Pcp'
При ещё большем смещении нагрузки
к краю (на расстояние х от края, где х <С
<—L) длина работающей части гусеницы
о
IV ШП
ограничивается размером Зх (IV на фиг. 67)
с распределением на-
грузки также по тре-
угольнику и с ве-
личиной максималь-
ного удельного да-
вления
ш
ш
Фиг. 67. Удельные давле-
ния гусеницы на грунт в
зависимости от положения
центра давления.
Скорости передви-
жения экскаваторов
поперечного хода, не
ограничиваемые жё-
сткими требования-
ми, берутся в пре-
делах 4—12 м/мин.
Следует избегать
чрезмерно малых
скоростей, так как в
этом случае для обес-
печения производительности экскаватора
придётся работать толстой стружкой. На-
оборот, чрезмерно большие скорости делают
стружку очень тонкой и затрудняют работу.
Наилучшие результаты получаются при сече-
нии срезаемого ковшом слоя, близком к ква-
драту. Количество скоростей — одна или две.
У канавокопателей скорости движения
должны увязываться с глубиной отрываемой
траншеи зависимостью
где Ь — ширина траншеи в м (при работе
экскаватора величина постоянная); h — глу-
бина траншеи в м; Qs — производительность
в
Канавокопатель должен работать одина-
ково производительно на траншеях различ-
ной глубины в пределах от hmiB до Лтах, от-
куда
Qs Qs
°"max "«nun
а, .
Между данными пределами вводят ряд
промежуточных скоростей D—8), образую-
щих обычно геометрическую прогрессию
с постоянным знаменателем.
Кроме того, в траншейных экскаваторах
предусматриваются 1—3 транспортные скоро-
сти Vj, определяемые из условия использова-
ния полной мощности двигателя при разных
условиях пути (изменяются коэфициенты дви-
жения k) по зависимости
Рельсовые экскаваторы. Число опорных
колёс экскаватора определяется зависимостью
go '
n =
в том числе приводных
__ k-G
"П~/-Яо '
где /—коэфициент сцепления 0,15 — 0,2;
q$ — допускаемая нагрузка на одно колесо в т
(#0 = 4---7 т).
Радиусы кривых принимают в пределах
100—200 м, углы подъёма — в пределах 4—6°.
При расчёте сопротивлений можно пользо-
ваться методами, применяемыми для подвиж-
ного состава железных дорог, вводя в расчёт
повышенные коэфициенты, учитывающие худ-
шее состояние рельсовых путей и их загряз-
нённость.
Опорные колёса распределяются в нужном
количестве (соответственно нагрузкам) по
трём тележкам, из которых две устанавли-
ваются у ковшевой рамы, а третья — под
противовесом. Конструктивными мероприя-
тиями (система балансиров, гидравлические
подушки) обеспечивается одинаковая нагрузка
на каждое колесо тележки.
Расчёт транспортёрных и отгрузочных
устройств
Наиболее оправдал себя в эксплоатации на
земляных работах ленточный транспортёр с
многослойной прорезиненной лентой и со спе-
циальной резиновой обкладкой на рабочей
поверхности (толщина обкладки 3—6 мм).
Скорости ленты принимаются в пределах
1,5—2,5 м\сек, причём грунтоподводящие
устройства (желоба, рукава, питатели и пр.)
должны по возможности обеспечивать ско-
рость вступления материала на транспортёр,
близкую к скорости самой ленты (в целях
удлинения срока службы последней).
Форма ленты, как правило, желобчатая;
углы подъёма не должны превышать 203.
Определение ширины плоской и желобча-
тых лент и мощности, потребной на совер-
шение работы, см. гл. XXXII.
Простейшими отгрузочными средствами
являются лотки и желоба, направляющие вы-
сыпающийся из ковшей материал на ленту.
При применении транспортёров с лентой, рас-
положенной перпендикулярно к направлению
движения ковшевой цепи (канавокопатели),
постановка даже таких простейших приборов
зачастую бывает затруднительна.
В крупных машинах поперечного копания
устанавливаются приёмные бункеры (с запор-
ными клапанами), из которых материал по-
ступает на ленту по наклонным рукавам или
желобам.
Длина транспортёра и высота отгрузки
определяются эксплоатационными условиями.
ГЛ. XXXV]
КОНСТРУКЦИЯ КОВШЕЙ И ЦЕПНОГО ПРИВОДА
1205
Например, для канавокопателя (фиг. 68) при
отгрузке всего грунта на одну сторону имеем
или
h
tga
где кр — коэфициент разрыхления грунта (kp =
= 1,2-г-1,35); b — ширина бермы, которая при-
нимается в зависимости от глубины канавы в
пределах 0,5—1 м (во избежание обрушения
стенки канавы); а — угол естественного откоса
грунта (в среднем 45°).
В отдельных случаях, когда не требуются
сосредоточенные отвалы грунта, применяются
разбрасывательные устройства в виде быстро
вращающихся барабанов с продольными рёб-
^tp?wf?*-
Фиг. 68. К определению длины транспор-
тёра канавокопателя.
рами (триммеры). Материалу сообщается ско-
рость (запас живой силы), под влиянием ко-
торой он перемещается по воздуху до паде-
ния на землю. Отвалы получаются пологие,
небольшой высоты и значительной длины.
Расчёт мощности силовой установки
При одномоторном приводе двигатель об-
служивает все рабочие операции машины,
т. е. рабочий орган, транспортёр и самоход.
Мощность двигателя определяется суммой
указанных расходов энергии с учётом к. п. д.
передаточных устройств.
В электрифицированных крупных установ-
ках применяется индивидуальный привод. Под-
бор двигателей производится с учётом про-
должительности включения (ПВ).
РАБОЧИЕ РАЗМЕРЫ ЭКСКАВАТОРОВ
Рабочие размеры экскаваторов поперечного
хода общего назначения приведены в
ОСТ НКТП 8715/2043.
Для специальных экскаваторов эти размеры
частично также являются данными при проек-
тировании
Для траншейных машин (канавокопателей)
рабочие размеры определяются также усло-
виями работ, причём вследствие невозмож-
ности обеспечить в условиях эксплоатации
большой объём работ постоянного профиля
(кроме узкоспециальных работ) для них пре-
дусматривается возможность выполнять тран-
шеи различной глубины и ширины (посред-
ством применения сменных рабочих органов,
ковшей с уширителями и т. д.).
УСТОЙЧИВОСТЬ ЭКСКАВАТОРОВ
Расчёт устойчивости экскаватора продоль-
ного хода (канавокопателей) сводится к уста-
новлению центров тяжести системы в рабо-
чем (наихудшем) и транспортном положениях.
Следует стремиться к возможно большему
приближению указанных точек к середине
опорных гусениц, что обеспечивает наимень-
шее удельное давление на грунт. В отдельных
случаях с целью снижения этого давления на
нагружённом конце гусеницы бывает рацио-
нально устанавливать противовес.
При этом следует учитывать помимо соб-
ственного веса конструкций также и силу ре-
зания рабочего органа (ковшевой цепи) и дей-
ствие ветра в наиболее неблагоприятную сто-
рону (из расчёта 50 кг при работе и 150 кг
в нерабочем положении на 1 м2 поверхности
корпуса и рабочего оборудования).
Проверять экскаватор на устойчивость не-
обходимо: а) в работе и при действии ветра
в сторону забоя; б) при раме, поднятой на
максимальном вылете, и при действии ветра
в сторону забоя; в) при раме, опущенной на
землю, и при действии ветра со стороны рамы.
Коэфициенты устойчивости должны быть
во всех случаях не ниже 1,20.
Для достижения должной устойчивости
устанавливаются постоянные противовесы, а
в некоторых случаях и подвижные, положение
которых устанавливается автоматически в за-
висимости от вылета рабочего органа. Эта
автоматичность достигается изменением поло-
жения противовеса посредством той же ле-
бёдки, которая управляет положением рабо-
чего органа.
КОНСТРУКЦИЯ КОВШЕЙ И ЦЕПНОГО
ПРИВОДА
Ковши цепных экскаваторов в большин-
стве случаев изготовляются из листового ма-
териала с коваными или литыми козырьками,
к которым привариваются края днищ и боко-
вых стенок, В мелких канавокопателях ковши
иногда выполняются цельнолитыми.
В целях лучшего опорожнения ковшей бо-
ковые стенки их делаются параллельными. Для
принудительной выгрузки из ковша липких
материалов у приводного вала устанавливается
скребок, форма которого соответствует вну-
треннему профилю ковша. Этим скребком и
срезаются с боков и днища все налипшие ча-
стицы. Днище у очищаемых ковшей должно
быть очерчено по окружности из центра при-
водного вала.
К боковым стенкам ковша закрепляются
так называемые „уши", представляющие со-
бой отдельные звенья цепи, которыми ковши
присоединяются к остальным звеньям цепи.
Эти уши в большинстве случаев предста-
вляют собой специально профилированные
отливки.
В целях облегчения резания грунта ковши
канавокопателей снабжаются несколькими
зубьями с расположением их как по днищу
B—4), так и на боковых стенках (по 1 шт.).
Следует обращать внимание на то, чтобы все
сечения ковша вписывались в его режущий
контур (козырёк) и чтобы габаритная ширина
обеих цепей вписывалась в тот же контур.
1206
ЭКСКАВАТОРЫ
[РАЗД. IV
В ковшах экскаваторов поперечного хода
ковшевые цепи могут выступать за боковые
режущие кромки, так как по условиям ра-
боты верхние части ковшей никогда ниже
поверхности грунта не заглубляются.
Поскольку эти ковши работают пооче-
рёдно боковыми стенками (а не днищем, как
ковши канавокопателей), стенки у углов пе-
рехода к днищу снабжаются специальными
резаками, которые прикрепляются к стен-
кам болтами (или заклёпками) в целях удобной
замены их при износе. Отворот этих резаков
(расстояние режущей кромки от боковой стен-
ки) следует делать таким, чтобы не могло
происходить трение каких-либо частей ковша
по забою вследствие того, что траектория
движения ковша по забою представляет со-
бой наклонную под углом а линию, опреде-
ляемую взаимно перпендикулярными скоро-
стями ковшевой цепи #ч и экскаватора v9
отношением —-
««
Для проверки соблюдения этого требова-
ния необходимо определить сечение ковша
(параллельное ходу ковша) на высоте, равной
толщине срезаемой стружки, и убедиться в
том, что линия, проведённая через режущую
кромку сечения под углом а к оси ковша,
не пересекает полученного в сечении кон-
тура ковша.
Материалом для ковшей служит листовая
сталь или фасонное стальное литьё. Исклю-
чение составляют козырьки, зубья и боковые
резаки ковшей, которые изготовляются из
стали с повышенным содержанием углерода,
а иногда из специальной легированной стали,
как, например, марганцовистой. Сталь угле-
родистая даёт лучшие результаты в однород-
ных грунтах, включая песчаные карьеры, а
легированная — при наличии в грунте каме-
нистых пород (сцементированная галька,
включения булыжника и пр.).
Следует уделять особое внимание вопро-
сам повышения износоустойчивости шарни-
ров ковшевой цепи, приводных кулаков звёз-
дочки на ведущем валу и направляющих шин
в ковшевых рамах для жёстко-направляемых
ковшей. Для этой цели такие детали должны
выполняться с поверхностями повышенной
твёрдости, причём замена их при износе
должна быть возможно более простой (встав-
ные втулки в цепях, привёртные кулаки ве-
дущих звёздочек, шины на болтах).
Усилие в ковшевой цепи, от которого за-
висят её размеры, удовлетворяющие условиям
прочности, определяется мощностью, пере-
даваемой ведущему валу, с добавлением уси-
лия от инерционной нагрузки, которая воз-
никает в моменты ускорлтельных периодов
движения цепи и зависит от средней скоро-
сти движения, от числа зубьев (граней) ве-
дущей звёздочки и от шага цепи (см. расчёт
цепных транспортёров).
ОБЩИЕ ЗАМЕЧАНИЯ О РАСЧЁТЕ ДЕТАЛЕЙ ЭКСКАВАТОРОВ
И МАТЕРИАЛЕ ДЛЯ НИХ
Диаграммы нагрузки большинства деталей
экскаваторов носят резко выраженный пико-
вый характер, обусловливаемый твёрдыми
включениями в грунтах и произвольностью
действий машиниста экскаватора.
Это обстоятельство заставляет проводить
все прочностные расчёты деталей не по сред-
ним нагрузкам (последние должны служить
только для расчёта трущихся частей на дол-
говечность), а по максимальным, независимо
от частоты их возникновения, которую сле-
дует учитывать особо.
Необходимо учитывать также степень ди-
намичности приложения нагрузки, которая,
вообще говоря, вызывает тем большее повы-
шение действительных напряжений против
расчётных, чем меньшие массы металла при-
нимают участие в воспринятии удара.
Также следует учитывать форму рассчи-
тываемого участка детали, имея в виду воз-
можность возникновения местных концен-
траций напряжений, часто являющихся причи-
ной возникновения трещин усталости.
Пиковый характер нагрузок и динамич-
ность их приложения заставляют избегать
применения в экскаваторах хрупких материа-
лов и выбирать, как правило, вязкие мате-
риалы, обладающие хорошими показателями
по удлинению.
Основным материалом для деталей экска-
ваторов поэтому является углеродистая и ле-
гированная сталь. Углеродистая сталь с со-
держанием углерода 0,15—0,4% применяется
для литых деталей экскаватора (нижние и
гусеничные рамы, поворотные платформы,
прочие мелкие детали), а также для сварных
элементов рабочего оборудования и других
частей экскаватора (в форме фасонного про-
ката или листа), если по каким-либо сообра-
жениям от отливки этих деталей приходится
отказываться.
Легированная сталь (в основном с при-
садками хрома или хрома и никеля) находит
применение в деталях, от которых требуются
компактность и лёгкость конструкции, а также
в частях трансмиссии.
Для некоторых литых деталей экскаватора,
требующих повышенной прочности (шестерни,
гусеничные звенья и пр.), находит примене-
ние низкомарганцовистая сталь с содержа-
нием марганца 1 — 1,5%.
Те же литые детали экскаватора, которые
во время работы подвергаются ударному и
абразивному действию грунтов или их пыли
(зубья ковша, нередко передние стенки
ковша, кремальерные шестерни и рейки на
рукояти), обычно выполняются из высоко-
марганцовистой стали с содержанием марганца
11 —13%. Сталь эта не поддаётся механиче-
ской обработке резцами, а обрабатывается
только абразивными кругами, и потому в слу-
чае необходимости в механической обработке
детали предусматриваются составные кон-
струкции (например, ступицы в кремальерных
шестернях из мягкой стали).
Из этой стали в некоторых случаях отли-
ГЛ. XXXV]
СТАНДАРТЫ В ОБЛАСТИ ЭКСКАВАТОРОСТРОЕНИЯ В СССР
1207
ваются также гусеничные звенья, что значи-
тельно повышает износоустойчивость послед-
них.
В последнее время начинает находить
применение так называемый модифицирован-
ный чугун. Чугун этот обладает повышенным
пределом прочности при растяжении D000—
6000 кг1смг) и хорошими литейными каче-
ствами. Он используется для сложных литых
деталей экскаватора, в которых материал
не испытывает очень высоких напряжений
(например, для опорного венца с литым
зубом поворотного круга, для тормоз-
ных и фрикционных дисков барабанов
и пр.).
Что касается серого чугуна, то его приме-
нение ограничивается второстепенными дета-
лями, не подверженными ударам (ролики
подъёма стрелы, дистанционные втулки и т. п.),
и теми деталями, для которых требуется ма-
териал хорошего литейного качества.
Антифрикционным материалом для втулок,
вкладышей и пр. служит, как правило, бронза,
так как она допускает сравнительно высокие
удельные давления и менее требовательна в
отношении смазки, чем чугунные опоры.
СТАНДАРТЫ В ОБЛАСТИ ЭКСКАВАТОРОСТРОЕНИЯ В СССР
Первые экскаваторы были построены в
России в начале девятисотых годов на б. Пу-
тиловском заводе. До 1917 г. было выпущено
около 50 машин, из них около 40 железно-
дорожных одноковшевых экскаваторов и 10 —
многоковшевых.
При организации серийного выпуска экска-
ваторов было признано целесообразным уста-
новить ряд стандартов, включающих класси-
фикацию и параметры машин.
Первый такой стандарт (на одноковшевые
экскаваторы) появился в 1933 г. и после ко-
ренной переработки был утверждён в форме
стандарта ГОСТ 518-41. Основные параметры
одноковшевых машин приведены в таблицах:
13 (см. стр. 1182) — для лопаты, 14 (см. стр.
1184)—для обратной лопаты, 15 (см. стр. 1188) —
для драглайнов, 16 (см. стр. 1189)—для кра-
нов и грейферов, 17 — для автомобильных
экскаваторов-кранов и 18 — для шагающих
драглайнов. На многоковшевые экскаваторы
действует ОСТ НКТП 8715/2043.
Основные параметры автомобильных экскаваторов-кранов
Таблица 17
Основные параметры
Максимальная грузоподъём-
ность в/п
{лопаты ....
крана с нор-
мальной стре-
лой
Минимальное число рабочих
циклов в минуту в грунтах IV
категории при работе в отвал
с поворотом на 100°
Гкпгпгти { п0 Д°Р°гам ас-
Скорости фальто-грунто-
передвиже- I ?ьш _ f* . .
в км!час I с грузом на
в км/час у КрЮке . . . .
Скорость вращения пово-
ротной платформы при рабо-
те краном в об/мин
Тип экскаватора-крана
013
015 0,2515
Ёмкость ковша в м3
Не стандарти-
зована
3 5
Не стандарти-
зован
7.9
8,9
Не стандарти-
зовано
25/15
5
3
25/15
5
3
5
ю,б
1О.5
3,6
25/15
Основные параметры
Скорость подъёма макси-
мального груза (минималь-
ная) в м/мин
Д
Радиус, описываемый
хвостовой частью кузова,
в м •
Габаритиая ширина ку-
зова в ж
Габаритная высота в
транспортном состоянии
в м
Просвет под поворот-
ной частью в м
Высота оси пяты стре-
лы в м
Расстояние от оси пяты
стрелы до оси вращения
в м
Тип экскаватора-крана
013
015 0,25/5
Ёмкость ковша в м3
Не стандарти-
зована
18
1,65
2,2
3,5
0,65
18
1,65
2,3
3,5
0,25
i8
з,о
2,2
3,5
1.4
1,6
°.б5
Примечания: I. Вес экскаватора, оборудованного обратной лопатой и стругом, равен весу лопаты, а вес
драглайна — 0,97—0.S8 веса лопаты.
2. Конструкция поворотной части типа 0,25/5 должна предусматривать возможность установки последней на
гусеничный ход.
3. Клиренс для автоэкскаваторов и кранов всех типов — не менее 350 мм.
4. Указанный в таблице вес экскаватора и крана имеет факультативное значение (вес может изменяться
в соответствии с принятым типом шасси)
1208
ЭКСКАВАТОРЫ
(РАЗД. IV
Основные параметры шагающих драглайнов
Таблица 18
Основные параметры
Тип экскаватора
1 1,5 3
Основные параметры
Тип экскаватора
1,5
Рабочий вес драглайна с
нормальным рабочим оборудо-
ванием вот..
Минимальное число рабо-
чих циклов при резании грун-
тов IV категории и выгрузке
в отвал с поворотом на 100°
в цикл/мин
Число боковых башмаков
в шт
Среднее удельное давление
на грунт на опорной базе
в кг\см?
Шаг экскаватора в к ....
Скорость передвижения экс-
каватора В KM/4UC
Радиус, описываемый хво-
стовой частью кузова, в м . .
Ширина кузова в м . ...
35
55
i,go
1,35
о,35
о,35
о,37
i,8o
о,бо
2,3°
Высота крыши кузова над
уровнем земли в м
Высота двуногой стойки над
уровнем земли в м
Просвет под поворотной
платформой в .»
Высота оси пяты стрелы
в м
Радиус оси пяты стрелы в м
Ширина шагающего хода
в м . .
Длина боковых башмаков
в м .
Ширина боковых башмаков
о,3°
4,о
о,3°
5.2
З.2
9,о
3,25
о,25
II.О
8,ю
Диаметр опорной базы в « .
Время заполнения ковша в
грунтах IV категории в сек. .
3,6
о,8
О,72
3,6
3,8
7,о
1,2
2,4
6,7
б,о
о, ,о
4.5
5,°
9.о
1,6
3,°
8,5
7^2
13
7,3
2,2
14,о
1.Й0
9
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Анохин А. И,, Конструкция и расчёт дорожных
машин, Гостехиздат, 1935.
2. Белиловский В. К., Строительные и путевые
машины, Трансжелдориздат, 1939.
3. БизюкинД. Д., Строительное производство Транс-
желдориздат, 1941.
4. Горячкин В. П., Теория, конструкция и произ-
водство сельхозмашин, т. III и IV, ВНИИ с-х. машино-
строения, Сельхозгиз, 1936.
5. Г О р я ч к и н В. П., Рациональная формула резания
плугов, ВНИИ с-х. машиностроения, Сельхозгиз, 1936
6. Добровольский В. А., Многочерпаковые экска-
ваторы, их конструкция, проектирование и расчёт,
ГНТИ Украины, 1934.
7. Д о м б р о в с к и й Н. Г., Экскаваторы, ч. I, Маш-
гиз, 1936.
8. Д омбровский Н. Г., Экскаваторы, ч. II, Маш-
гиз, 1940.
9. К о р ш у н о в Г. С.. Паровые и дизельные одноков-
шевые экскаваторы, Сельхозгиз, 1936.
10. К р а м а р е н к о Л. П., Сельскохозяйственные ма-
шины, теория, конструкция и расчёт, т. I, Гостехиздат
Украины, 1937.
11. П е т е р с Е. Р., Многоковшевые экскаваторы.
Ленинградский индустриальный институт, 1931
12. П е т е р с Е. Р., Элементы передач землеройных
машин, Ленинградский индустриальный институт, 1933.
13. Пресс С. А., Электрическое оборудование экскава-
торов, ОНТИ. 1938.
14. Чистяков Г. П., Экскаваторы одноковшевые и
многоковшевые, Военно-инженерная академия РККА,
1939.
15. Ш е ш к о Е. Ф., Открытые горные работы, Гостоп-
техиздат, 1940.
16. Ш к л я р с к и й Ф. Н., Электрификация экскавато-
ров, одноковшевые экскаваторы, ч. I, Геологоразве-
дочное издательство, 1932.
17. Конструкция и эксплоатация землеройных машин,
журнал, изд. Проектэкскаватора, 1934—1941.
18. Руководящие расчётные и конструктивные норматив-
ные материалы, изд. Проектэкскаватора, 1935—1941.
19. „Единые нормы на земляные работы".
20. В е р н и к А. Б„ С а т о в с к и й Б. Н., Электриче-
ский экскаватор Э-3 Уралмашзавода.
21. Чертежи Уралмашзавода, Ковровского и Воронеж-
ского заводов.
Замеченные опечатки
Стр.
19
48
52
73
149
1G3
177
234
261
313
324
326
337
338
370
437
497
504
540
546
568
676
679
693
708
724
785
787
801
?03
827
883
Строка
5-я сверху, лгвая колонка
32—33-я сверху, правая
колонка
8-я сверху, правая, колонка
Табл. 11, 4-я графа.
в головке
Табл. 12, 11-я, графа,
10-я снизу
3-я снизу, левая колонка
Табл. 24, 3-я графа, 10-я снизу
Габл. 4, 4-я графа, в головке
7-я снизу, левая колонка
Табл. 5, 3-я графа, 3-я снизу
Табл. 50, 1-я графа
Подпись под фиг, 15
1-я снизу
9-я сверху, левая колонка
Табл. 12, 4-я графа, 2-я снизу
Табл. 16, 2-я графа, 5-я снизу
Табл. 17, 6-я графа, 4-я снизу
Табл. 5, 1-я графа, 13-я1:низу
13-я сверху, правая колонка
15-я снизу, правая колонка
10-я сверху, правая колонка
Табл. 6, 2-я графа, 2-я снизу
Подпись под фиг. 32
2-я сверху, правая колонка
13-я снизу, правая колонка
4-я снизу, правая колонка
Табл. 26, 3-я графа, 3-я снизу
Табл. 3, 7-я графа, 1-я сверху
Подпись под фиг. 28
16-я снизу, правая колонка
9-я сверху, правая колонка
1-я, 2-я, 21-я снизу, левая
колонка
Табл. 15, 6-я графа, в головке
Табл. 5, 2-я графа
3-я снизу, правая колонка
Напечатано
пропорциональных
винтовом (относптельном движе-
нии заготовки и оси вращающегося
резца)
с замерами устройств
4
регулирования на ходу.
, 'g (U)
Должно быть
2 В MM*tM
350
1—2 -3—4, 5—б и вниз движение
на копир;
обратно пропорциональных
винтовом — относительном дви-
жении заготовки и оси вращаю-
щегося резца,
с замерами; устройств
6
регулирования не на ходу.
о)
По чьей
вине
в ом ¦ мма1м
380
1-2, 3-4, 5-6 движение на
копир и вниз;
32Ж
Авт.
Ред.
Тип.
Авт.
Тип.
Корр.
Авт.
Объём смазки
5— передача к механизму:
** В числителе — для внутренней
планшайбы, в знаменателе — для
кольцевой.
- с*)
Объект смазки
5 — передача к механизму сче"т-
чика чисел оборотов шпинделя;
** В числителе—для кольцевой
планшайбы, в знаменателе — для
внутренней.
сокращения
К
сокращения t
I
I 1 -
К
K-t
1 —
3,75 .
3,75-118
Р в см
G^=9/22
(схема 6)
(табл. 16, фиг. 12, 13, 14)
1700
2— шлифовальный круг;
3 — ведущий круг;
схемам 5 табл. 12 и 13
к продольно-поперечному
.. Kv
40—45°
150
Рамный одношпиндельный
90°
1,25/?Л + 22 cos a
V О
90#
1 + 2 cos2 «r
0
е—1,4
FAB
Ст. 3
Ст. Ос
?-1,15
xll '
1,2
1,2-118
Ро в см
Су = 9/32
(схема 5)
(табл. 16, фиг. 33, 34, 35)
1700X1000
2 — ведущий круг;
3— шлифовальный круг;
схемам 4 табл. 12 и 5 табл. 13
и продольно-поперечного
дг = ^г
55-40°
1500
Рамный односторонний
1,25 R
Ред.
Авт.
Ред.
Авт.
90°
1 + 2 Е cosa <хд
0
Fab
Ст. 2
Ст. Ос
е- 1.4
Стр.
947
956
956
956
959
970
1030
1059
1076
1148
1161
1175
1177
Строка
Табл. 14, 8-я графа, 12-я снизу
7-я сверху, правая колонка
16-я сверху, правая колонка,
под корнем
33-я снизу, правая колонка
5-я сверху, левая колонка
20-я снизу, правая колонка
17-я сверху, правая колонка
12-я снизу, левая колонка
1-я сверху, правая колонка
1-я снизу, левая колонка
Табл. 6, 1-я графа, 9-я сверху
1-я сверху, левая колонка
3-я сверху, левая колонка
Напечатано
11 336
y=I sin ср#=
—2 (k sin ¦¦? + т cos <р)
k sin <p + m cos <?
c = Vm? + (Lc-ny ,«;
В "/о
~(G+G0) mT mw' +
(фиг. 106)
4*Re =
= @,35-0,5) *p|/ff~
том с использованием
5°,
Должно быть
1 336
у = L sin ср — Я =
— 2 (k sin ср — m cos cp)
k sin <p — m cos <p
с = ~l/ ma + (Lc + a — nf м;
-<*->( V)"
в°/оо
«(G + Go)-[ a'rar;?'" w' +
(фиг. 110)
4-Re2 =
= @,35 -0,Ь)ксл/7Г
том jW^ с использованием
3°,
По чьей
вине
Авт.
ю
Тип.
Корр.
Авт.
1*
Корр.
Авт.
ПОПРАВКИ
1. На стр. 115 в табл. 43 схема переключения к механизмам 14 и 15 должна быть такой же, как к механизму по
схеме 11.
2. На стр. 169 в табл. 1, 3-й вертикальной графе и 2-й горизонтальной сверху ошибочно ^указано изображение
направляющих. Это изображение относится к той же вертикальной графе, но 3-й горизонтальной.
3. В табл. 19 на стр. 199 эскизы соединения резьбового посредством проставки и конических штифтов и соедине-
ния конусного с применением конических штифтов ошибочно переставлены.
4. На фиг. 4, г на стр. 671 эскиз 2-й слева ошибочно напечатан повернутым на 90°.
5. Фиг. 77 на стр. 768 напечатана неверно. Правильное её положение такое, при котором направление силы Q
вертикально.
6. Подписи под фиг. 6 и 7 на стр. 1025 и 1026 по недосмотру автора перепутаны. Следует читать: Фиг» 6. Авто-
электротележка (трёхосная) с низким подъёмом платформы; Фиг. 7. Аккумуляторная тележка с низким подъемом
платформы.
7. На стр. 1140 в табл. 1, 6-й графе последние три строки относятся не к аэрируемым желобам, а к в сасьшаю-
щим соплам.
Энциклопедический справочник „Машиностроение" том 9,