/

















































































































































































































































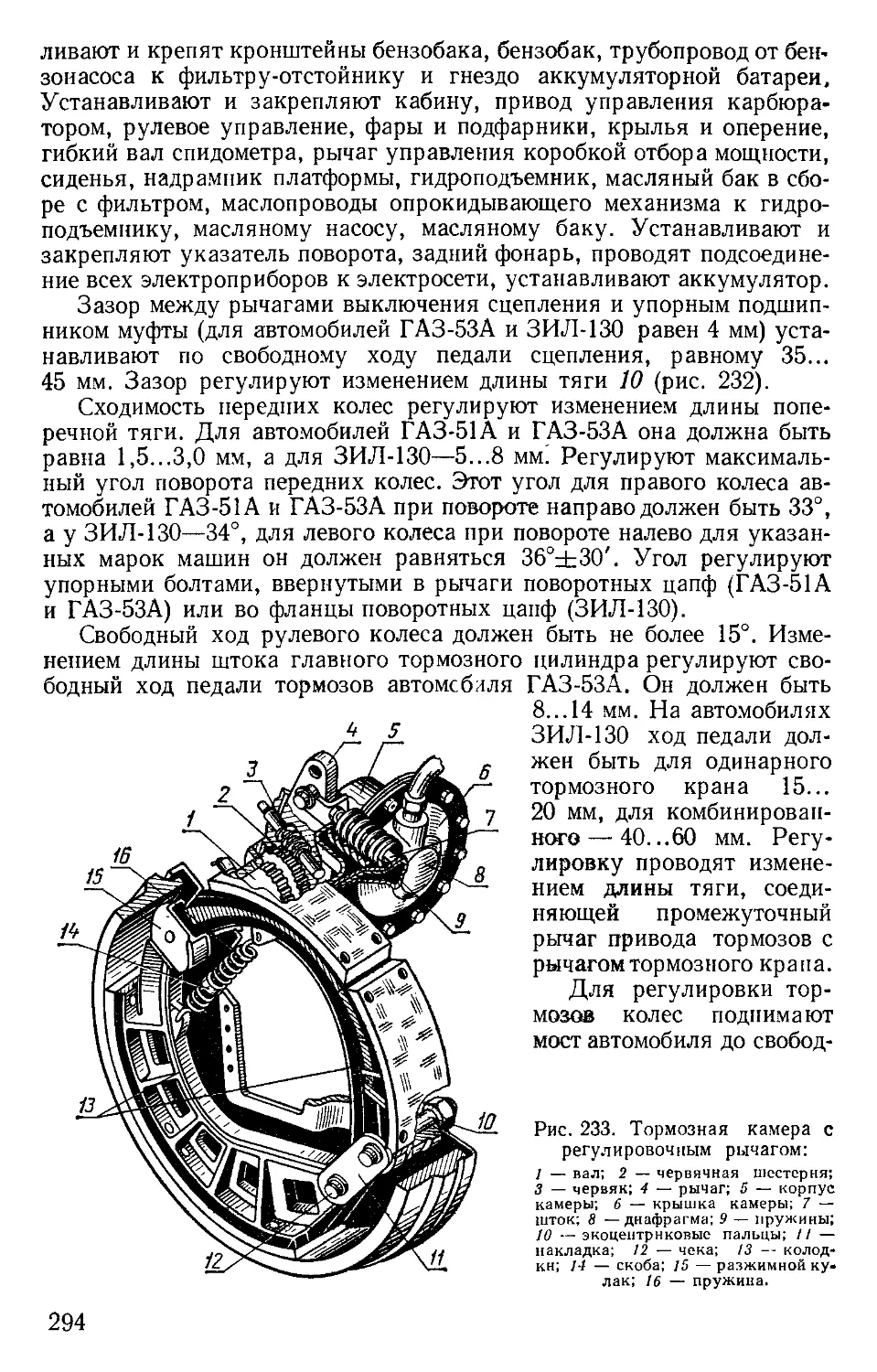




























































































































Текст
Д....РЕМОНТ
МАШ'ЙН..И
ББК 40.72
Р37
УДК 631.3.004.67(075.3)
Авторский коллектив: доктор технических наук
профессор И. Е. Ульман, кандидат технических наук Г. А. Тонн,
инженеры И. М. Герштейн и К. Г. Стефанюк, кандидат
технических наук В. С. Нассонов.
Рецензенты: кафедра «Ремонт машин» Белорусского
института механизации сельского хозяйства (доктор техниче-
ских наук профессор В. П. Суслов, кандидаты технических
наук С. М. Яковлев, А. К. Ребриев, Э. П. Олешкевич и др.).
Ремонт машин /И. Е. Ульман, Г. А. Тонн, И. М. Гер-
Р37 штейн и др.; Под общ. ред. И. Е. Ульмана.— 3-е изд.,
перераб. и доп.— М.: Колос, 1982.—446 с., ил.— (Учебники
и учеб, пособия для с.-х. техникумов).
В учебнике рассмотрены технологические процессы разборки, сборки и обкат-
ки машин и оборудования, технология восстановления деталей и ремонта машин,
дано описание ремонтного оборудования и приспособлений, изложены вопросы
организации и экономики ремонтного производства. Материал третьего издания
(2-е изд. вышло в 1976 г.) основывается на современных моделях машин н обо-
рудования, новых методах их ремонта.
Учебник рассчитан на учащихся с.-х. техникумов по специальности 1508—
^Механизация сельского хозяйства».
3802040400—233
Р 035(01)—82
260—82
ББК 40.72
631.303
© Издательство «Колос», 1976
© Издательство «Колос», 1982 с изменениями
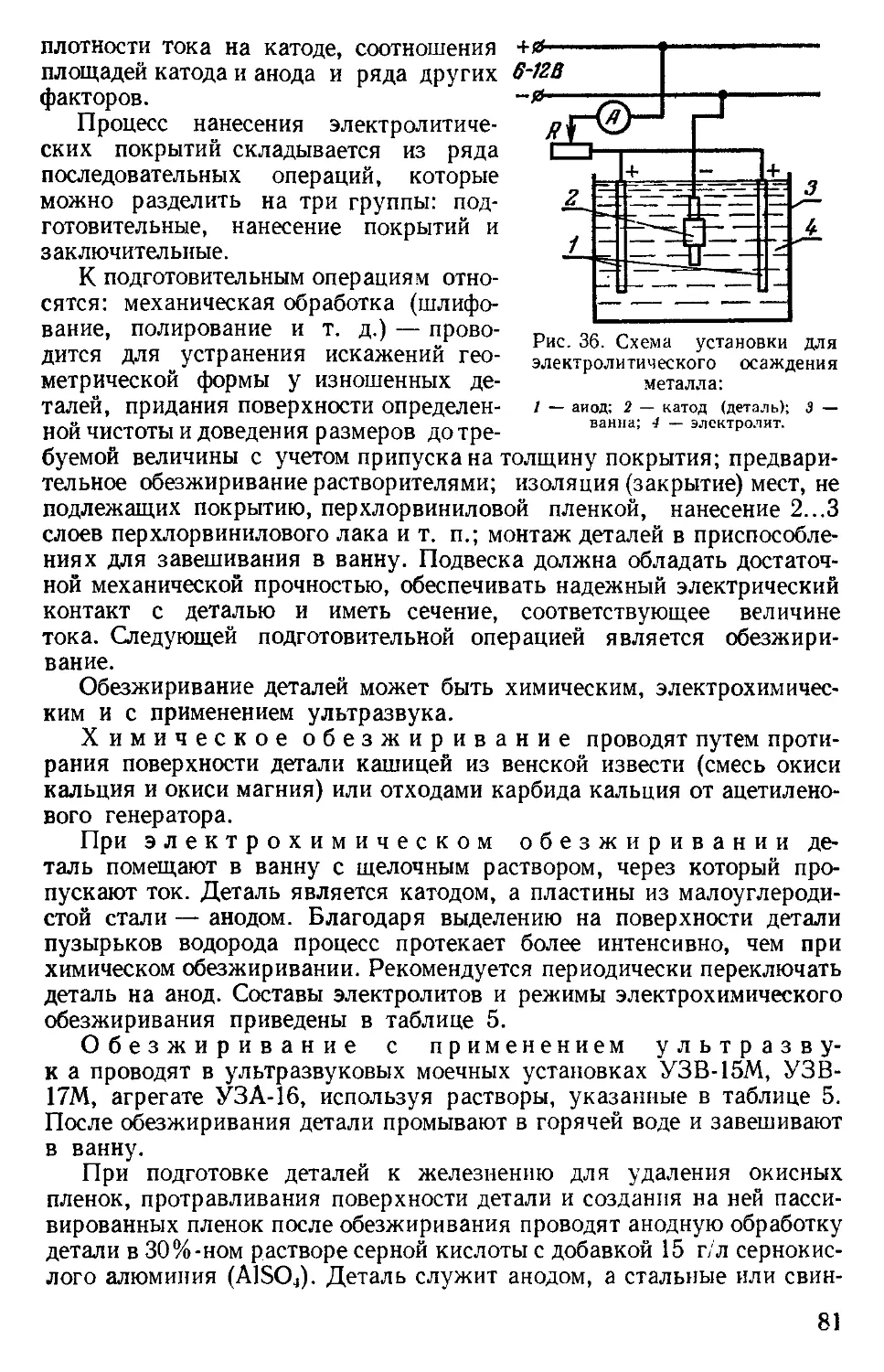
ВВЕДЕНИЕ
Современное сельское хозяйство — высоко оснащенная
энергетикой отрасль. Поставки тракторов, автомобилей,
комбайнов, сельскохозяйственных машин и оборудования
из года в год увеличиваются. Наряду с количественными
происходят и существенные качественные изменения сель-
скохозяйственной техники: внедряются более мощные,
энергонасыщенные тракторы, работающие на повышенных
скоростях; широкозахватные гидрофицированные агрега-
ты, новые комбайны для уборки зерновых и технических
культур, электрифицированные и автоматизированные сред-
ства механизации в кормопроизводстве, животноводстве
и других отраслях.
Поскольку техника становится более сложной, то чтобы
обеспечить ее высокое эффективное использование, необ-
ходима мощная база технического обслуживания и ремонта.
История развития ремонта техники в нашей стране отно-
сится к периоду начала широкой и планомерной механиза-
ции сельского хозяйства, т. е. к послеоктябрьскому перио-
ду. Советской власти не было еще и двух недель, когда в
газете «Известия» было опубликовано сообщение о назначе-
нии комиссара по сельскохозяйственному машиностроению.
Ему было предложено обеспечить усиленное производство
сельскохозяйственных машин и орудий. Таким образом,
одной из первых отраслей промышленности, которую Со-
ветское правительство решило восстановить, стало сельско-
хозяйственное машиностроение. Выпуск тракторов и сельско-
хозяйственных машин с каждым годом увеличивался.
В 1924 г. заводы страны сделали 1910 тракторов; общий их
выпуск до 1930 г. составил 25,5 тыс. Кроме того, за эти го-
ды страна импортировала значительное количество зару-
бежной техники.
В это же время начинает создаваться и ремонтная база,
вопрос о которой В. И. Ленин считал очень важным.
В марте 1919 г. VIII съезд партии принял предложенный
Владимиром Ильичем проект резолюции «Об отношении
к среднему крестьянству», в которой, наряду с другими
мероприятиями, предусмотрен пункт «ремонт в советских
3
ремонтных мастерских сельскохозяйственного крестьянс-
кого инвентаря»*.
К концу 1920 г. в распоряжении Наркомзема было
свыше 1270 ремонтных мастерских, в которых работало
около 11000 человек.
С ростом оснащенности сельского хозяйства более совер-
шенной техникой развивалось и изменялось ремонтное
производство. К 1941 г. сеть ремонтных мастерских зна-
чительно расширилась: было построено 5 тыс. мастерских
МТС и более 3 тыс. мастерских совхозов. Начали разви-
ваться и специализированные мастерские: было создано
около 200 мастерских по ремонту двигателей и 60 ремонт-
ных заводов.
Война с немецко-фашистскими захватчиками нанесла
колоссальный урон всему народному хозяйству, в том числе
причинила значительный ущерб тракторной и сельско-
хозяйственной промышленности и всей ремонтной базе.
Однако в результате самоотверженного труда нашего на-
рода уже в 1955 г. на полях страны работало в 2 раза боль-
ше тракторов, комбайнов и других сельскохозяйственных
машин, чем в 1940 г., в МТС действовало 8750 ремонтных
мастерских, в совхозах 4700, из них 2900 типовых.
В последующее десятилетие устаревшие малопроизво-
дительные машины заменяются более экономичными и
совершенными. На смену отжившим моделям приходят но-
вые — тракторы «Беларусь», ДТ-54, С-100, самоходные
комбайны СК-3, СК-4 и др.
Конструкция систем и агрегатов машин становится бо-
лее сложной. Возрастает количество агрегатов и систем,
ремонт которых может проводить только персонал высокой
квалификации на специальных рабочих местах, оснащен-
ных ремонтно-технологическим оборудованием. Эти об-
стоятельства приводят к необходимости организации та-
кой формы труда, при которой ремонт отдельных узлов и
агрегатов выполняется на специализированных постах.
Последнее пятнадцатилетие характеризуется интенсив-
ным качественным перевооружением сельского хозяйства,
оснащением его скоростными энергонасыщенными машина-
ми, например, такими, как тракторы К-700 и К-701, Т-4А,
Т-150К, МТЗ-82, комбайны СКД, «Колос», «Нива» и др. Ка-
питальный ремонт этих машин можно проводить лишь на
специализированных предприятиях, позволяющих органи-
зовать производственный процесс ремонта индустриаль-
ными методами на уровне промышленных предприятий.
Организованная в 1961 г. система Сельхозтехники раз-
вила широкую сеть специализированных предприятий по
капитальному ремонту тракторов, автомобилей, комбайнов
* В. И. Ленин. Поли. собр. соч., т. 38, с. 210.
4
и по ремонту отдельных агрегатов машин, по восстанов-
лению деталей и т. д. Ремонт на этих предприятиях про-
водится квалифицированными рабочими на поточных лини-
ях, оснащенных новейшим оборудованием, с четким раз-
делением труда по операциям. Все это обеспечивает вы-
сокое качество ремонта и большой послеремонтпый ресурс
агрегатов и машин.
«Основные направления экономического и социального
развития СССР на 1981—1985 годы и на период до 1990 го-
да», утвержденные XXVI съездом КПСС, предусматривают
дальнейшее оснащение сельского хозяйства энергонасы-
щенными, скоростными, высокопроизводительными, долго-
вечными и надежными в эксплуатации машинами.
Важнейшим условием реализации Продовольственной
программы СССР, принятой майским (1982 г.) Плену-
мом ЦК КПСС, является ускорение научно-технического
прогресса и укрепление материально-технической базы
агропромышленного комплекса.
В связи с этим сельскому хозяйству за десятилетие
предусмотрено поставить 3740...3780 тыс. тракторов,
1170 тыс. зерноуборочных комбайнов и другие сельско-
хозяйственные машины на сумму 67...70 млрд, рублей.
Машиностроительным министерствам предложено орга-
низовать производство запасных частей к тракторам,
автомобилям, сельскохозяйственным машинам и техноло-
гическому оборудованию в соответствии с потребностью
в них по установленным нормам, а Госкомсельхозтехнике
СССР значительно увеличить объем восстановления изно-
шенных деталей.
Намечены меры по развитию и специализации ремонтно-
обслуживающей базы в колхозах, совхозах и организа-
циях Сельхозтехники, обеспечению станочным, кузнечно-
прессовым и ремонтно-технологическим оборудованием
для укомплектования мастерских и ремонтных предпри-
ятий.
Намечено также улучшить качество ремонта и под-
нять уровень технической готовности машин и оборудо-
вания, не допускать их преждевременного списания.
Чтобы обеспечить своевременное проведение ремонта
все возрастающего парка машин, установок и оборудова-
ния, будут продолжены укрепление и специализация
ремонтно-обслуживающей базы в хозяйствах.
Эффективность использования машин зависит не толь-
ко от качества и своевременности ремонта, но и от качества
и своевременности проведения технического обслужива-
ния. Длительное время обслуживание машинно-трактор-
ного парка осуществлялось механизаторами, работающими
на этих машинах. Новая техника, поступающая в совхозы
и колхозы, может эффективно эксплуатироваться лишь при
5
более совершенных формах технического обслуживания,
проводимого квалифицированными рабочими, мастерами-
наладчиками под руководством инженерно-технических
работников на стационарных пунктах, оснащенных диагно-
стическими средствами, аппаратурой и необходимым инстру-
ментом.
Комплекс мероприятий по проведению технического
обслуживания и ремонта машинно-тракторного парка и
оборудования требует широкой подготовки квалифициро-
ванных кадров и, в первую очередь, специалистов среднего
звена — техников-механиков. Большой вклад в развитие
науки о ремонте машин, в дело подготовки квалифициро-
ванных специалистов-ремонтников внесли: профессора док-
тора технических наук Казарцев В. И., Селиванов А. И.,
Левитский И. С., Петров Ю. Н., ИофиновС. А., Суслов В. П.,
Кряжков В. М., Вадивасов Д. Г., Воловик Е. Л., Север-
нее М. М., Рассказов М. Я., Крамаров В. С. Черепа-
нове. С., Михлин В. М. и др. Труды этих ученых помогают
готовить квалифицированных техников-механиков для
сельского хозяйства. Существенную помощь в этом должен
оказать и настоящий учебник.
Раздел первый
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
РЕМОНТНОГО ПРОИЗВОДСТВА
Глава 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
СОСТОЯНИЯ ТЕХНИКИ
Каждая новая машина (изделие) имеет определенные показатели
надежности и работоспособности, которые характеризуют ее качество.
Надежность — свойство объекта (изделия) выполнять заданные
функции, сохраняя во времени значения установленных эксплуата-
ционных показателей в заданных пределах, соответствующих задан-
ным режимам и условиям использования технического обслуживания,
ремонтов, хранения и транспортирования.
Надежность является комплексным свойством, которое в зависимос-
ти от назначения объекта (изделия), условий его эксплуатации может
включать безотказность, долговечность, ремонтопригодность и сохра-
няемость в отдельности или определенное сочетание этих свойств как
для объекта (изделия), так и для его частей.
К эксплуатационным показателям относятся производительность,
скорость, расход энергии, топлива и т. п. (ГОСТ 13377 — 75).
Ремонт — комплекс операций по восстановлению исправности или
работоспособности объекта (изделия) и восстановлению ресурса объек-
та или его составных частей (ГОСТ 18322 — 78). Ремонт является эта-
пом эксплуатации объекта (изделия).
Работоспособное состояние (работоспособ-
ность) — состояние объекта (изделия), при котором он способен
выполнять заданные функции, сохраняя значения заданных парамет-
ров в пределах, установленных нормативно-технической документа-
цией (ГОСТ 13377 — 75).
Такими параметрами могут быть, например, мощность, скорость,
производительность, расход топлива и смазки, показатели качества
работы (равномерность глубины вспашки, заделки семян, чистота обмо-
лота и др.).
Исправность или неисправность — состояние объекта (изделия),
при котором он соответствует всем требованиям или не соответствует
хотя бы одному из требований, установленных нормативно-техничес-
кой документацией (ГОСТ 13377 — 75).
Не всякая неисправность связана с потерей работоспособности.
Например, у машины повреждена окраска, подтекает сальник водя-
ного насоса и т. д. Такая машина неисправна, однако она остается
р аботоспособной.
Неисправность машины является результатом появления неисправ-
ностей в ряде ее составных частей. В свою очередь, неисправность
7
составных частей — результат дефектов в сопряжениях и у деталей,
входящих в них.
Дефекты сопряжений можно подразделить на следующие:
а) потери жесткости соединений и связей
характеризуются ослаблением резьбовых и заклепочных креплений
отдельных составных частей и деталей машины. Потери жесткости вы-
зывают нарушение герметичности в соединениях (приводят к подтека-
нию масла, воды, топлива, пропуску воздуха и газа, попаданию аб-
разивов внутрь машины), вызывают динамические нагрузки, приво-
дящие к поломке деталей;
б) нарушение посадки характеризуется увеличением
зазоров в подвижных соединениях и уменьшением натяга в непод-
вижных. При этом увеличение зазоров в подвижных соединениях яв-
ляется наиболее распространенным дефектом, охватывающим до 70%
всех дефектов сопряжений.
в) изменение взаимоположения деталей и со-
ставных частей машины — нарушение их нормального
местоположения, потеря соосности, параллельности и перпендикуляр-
ности осей деталей относительно друг друга, изменение расстояния
между деталями. Например, при деформации стержня шатуна нару-
шается параллельность осей отверстий верхней относительно нижней
головки. При деформации рамы, стоек и других деталей у культи-
ваторов и сеялок нарушается положение рабочих органов — лап или
сошников и др. Эти неисправности приводят к возникновению допол-
нительных усилий и напряжений в сопрягаемых деталях и их опор-
ных поверхностях, к поломкам деталей и потерям эффективных по-
казателей;
г) нарушение контакта сопряженных поверхностей
характеризуется изменением площади их прилегания (чаще умень-
шается). Например, при деформациях сопрягаемых плоскостей блока
и головки, при износах клапанов и их гнезд в головке, нарушается
герметичность соединений, при износах зубьев шестерен увеличивают-
ся напряжения на отдельных участках поверхности, что ведет к
ускорению процессов изнашивания или деформации деталей.
К числу дефектов деталей машин относятся износы, отложения
или наносы, деформации и разрушения, изменение свойств материала
деталей и коррозия свободных поверхностей.
Износы. Основными причинами, порождающими дефекты деталей,
является физический или материальный их износ. При работе машины
на поверхностях деталей в результате трения происходят непрерыв-
ные процессы, которые приводят к изменению физико-механических
и химических свойств их материала, формы, размеров, микрогеомет-
рии поверхностей, массы детали и других показателей.
Процесс разрушения и удаления материала с поверхности твердого
тела и накопление его остаточной деформации при трении, проявля-
ющийся в постепенном изменении размеров и форм тела, называется
изнашиванием. Результат изнашивания, определяемый в уста-
новленных единицах, называется износом.
8
Значение износа может выражаться в единицах длины, объема,
массы и др.
Изнашивание деталей определяется различными видами трения.
В машинах и механизмах различают два вида трения: по наличию
и характеру движения и по наличию смазочного материала.
По наличию и характеру движения трение подразделяется на трение
покоя и трение движения, которое имеет следующие разновидности:
трение качения и трение скольжения.
По наличию смазки различают трение без смазочного материала
и трение со смазочным материалом.
Все эти виды трения в той или иной степени сопровождают рабо-
ту деталей и их сопряжений и вызывают изнашивание.
Различают изнашивание механическое и коррозионно-механическое.
Механическое изнашивание происходит в резуль-
тате механических воздействий.
Коррозионно-механическое изнашивание
происходит в результате механического воздействия, сопровождаемого
химическим или электрическим взаимодействием материала со средой.
Наиболее распространенным является механическое изнашива-
ние, которое имеет следующие разновидности:
а) абразивное — в результате режущего или царапающего дейст-
вия твердых частиц, находящихся в свободном или закрепленном
состоянии;
б) гидроабразивное (газоабразивное) — в результате действия твер-
дых частиц, взвешенных в жидкости (газе) и перемещающихся отно-
сительно изнашивающегося тела потоком жидкости (газа);
в) эрозионное — в результате воздействия потока жидкости или
газа;
г) усталостное механическое изнашивание — в результате усталост-
ного разрушения при повторном деформировании микрообъемов ма-
териала поверхностного слоя. Усталостное изнашивание может проис-
ходить как при трении качения, так и при трении скольжения;
д) кавитационное изнашивание — гидроэрозионное изнашива-
ние при движении твердого тела относительно жидкости.
Разновидностями коррозионно-механического изнашивания явля-
ются: окислительное, при котором основное влияние на изнашивание
имеет химическая реакция материала с кислородом или окисляющей
окружающей средой; изнашивание при фреттинг-коррозии — из-
нашивание соприкасающихся тел при малых колебательных отно-
сительных перемещениях.
Различают еще изнашивание при заедании в результате схватыва-
ния, глубинного вырывания материала, переноса его с одной поверх-
ности трения на другую и воздействия возникающих неровностей на
сопряженную поверхность.
Наносы. У многих деталей возникают и развиваются неисправности
из-за отложений, появляющихся на их поверхностях. Это связано,
во-первых, с наличием абразивов в воздухе, масле и топливе, посте-
пенным накоплением частиц в масле и, во-вторых, с разложением
материалов и продуктов, участвующих в работе машин (нагар, накипь,
9
кокс, смола и др.). Наносы вызывают изменение режимов теплообмена,
формы и размеров деталей, что приводит к ухудшению работоспособ-
ности сборочных единиц или машины.
Деформации и разрушения. В процессе работы многие детали испы-
тывают длительные воздействия крутящих моментов, динамических
нагрузок и высоких температур, которые могут привести к пластичес-
кой деформации и даже поломке деталей. Эти деформации могут
проявляться в виде коробления поверхностей головок блока и блоков,
изгиба и скручивания (шатуны, рамы, валы), усадки по длине или
высоте (пружины, рессоры).
Изменение свойств материала деталей. По мере работы машин под
действием переменных температур, нагрузки и других факторов изме-
няются механические, физические и химические свойства материалов
деталей. Например, упругие детали (сальники, прокладки, манжеты)
теряют эластичность и упругость, а намагниченные — магнитные
свойства, у пластин аккумуляторов происходит сульфатация или
выпадение активной массы, изменяется твердость поверхностей (ша-
тунные и коренные шейки коленчатых валов) и т. д.
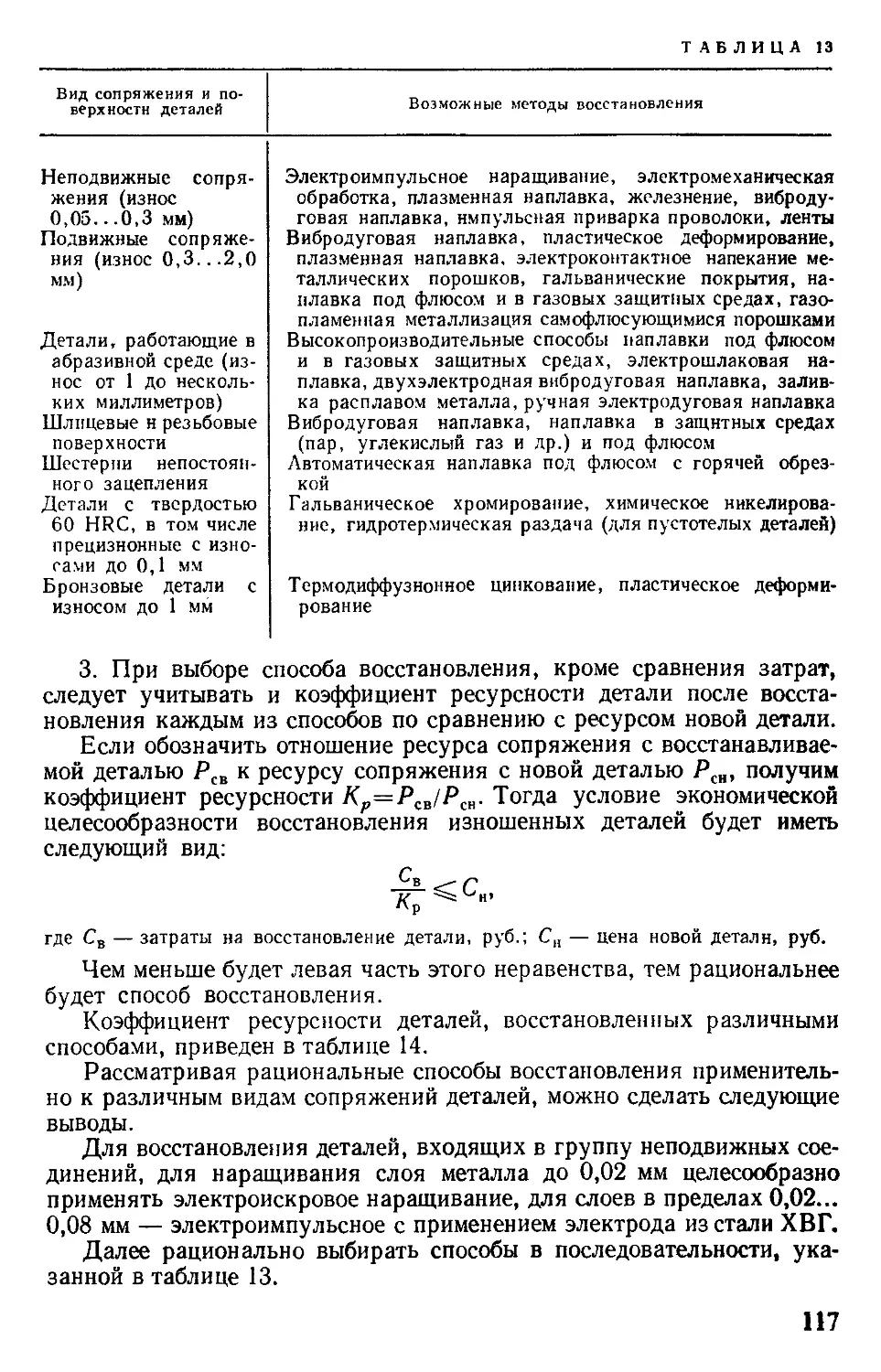
Основные мероприятия по предупреждению неисправностей:
1. Во время ремонта следует максимально использовать приработан-
ные пары в подвижных и неподвижных сопряжениях деталей (не рас-
паровывать детали, бывшие в эксплуатации), тщательно проверять
и производить центрирование осей взаимосвязанных агрегатов и ком-
плектных групп (при ремонте), проверять и регулировать зазоры
в подвижных регулируемых сопряжениях, многократно проводить
очистку и мойку деталей и комплектных групп, применять приремонт-
ное диагностирование и др.
2. После ремонта необходимо правильно обкатывать отремон-
тированную машину, постепенно увеличивая нагрузку, тщательно
проверять и при необходимости подтягивать крепления.
3. Во время эксплуатации не допускать перегрузок машины, обес-
печивать чистоту при заправках топливом и смазкой, использовать
мягкую воду для охлаждения, обеспечивать нормальную очистку
воздуха, не допускать перегревов, обеспечивая нормальные режимы
охлаждения масла и воды и др.
4. Своевременно проводить техническое обслуживание и ставить
на хранение машины, обращая особое внимание на своевременную
очистку полостей картеров двигателя, трансмиссии, блоков и поддо-
нов агрегатов от абразивных частиц и продуктов износа. Обеспечи-
вать защиту неокрашенных поверхностей при хранении смазками
с использованием ингибиторов или применяя летучие ингибиторы кор-
розии в закрытых полостях картеров, поддонов, полостей цилиндров
и др.
Кроме физического, различают еще моральный износ, под которым
понимают потерю средствами труда стоимости вследствие роста про-
изводительности труда и технического прогресса в машинострое-
нии.
Отказ — событие, заключающееся в нарушении работоспособно-
сти изделия.
10
Наработка — продолжительность или объем работы объекта (из-
делия). Наработка может исчисляться в часах, моточасах, условных
эталонных га, кВт-ч электроэнергии и т. д.
Срок службы — календарная продолжительность эксплуатации
объекта (изделия) от момента его ввода до окончания эксплуатации.
Ресурс (технический ресурс) — наработка изделия от начала экс-
плуатации или ее возобновления после капитального ремонта до нас-
тупления предельного состояния.
Безотказность — свойство объекта (изделия) непрерывно сохра-
нять работоспособность в течение некоторого времени или некоторой
наработки.
Долговечность — свойство объекта (изделия) сохранять работо-
способность до наступления предельного состояния при установленной
системе технического обслуживания и ремонта. Количественно оцени-
вается наработкой.
Ремонтопригодность — свойство объекта (изделия), заключающее-
ся в приспособленности к предупреждению и обнаружению причин
возникновения его отказов, повреждений и устранению их последст-
вий путем проведения технических обслуживаний и ремонтов. Ко-
личественно оценивается затратами труда и средств на восстановление
работоспособности.
Сохраняемость — свойство объекта (изделия) непрерывно сохра-
нять исправное и работоспособное состояние.
Для установления состояния деталей и сопряжений в машине при
техническом обслуживании, перед ремонтом и в процессе его, опреде-
ления необходимого объема регулировочных и ремонтных работ, а так-
же качества регулировок составных частей, применяют безразборные
методы диагностирования.
В зависимости от назначения проверки применяют следующие
виды диагностирования:
1. Определение работоспособности машины или агрегата. При этом
виде диагностирования определяют (снимают) технико-экономические
показатели функционирования машины (мощность двигателя, удель-
ный расход топлива и смазки, величину компрессии и др.).
2. Определение неисправности машины. При этом диагностирова-
нии определяют работоспособность отдельных комплектов групп,
агрегатов и машины (зазор между бойком коромысла и стержнем клапа-
на, натяжение ремней и гусеничного полотна, работу термостата,
правильность установки рабочих органов у плугов, сеялок, культи-
ваторов и других машин).
3. Определение ресурса машины. При этом выявляют остаточ-
ный ресурс машины, агрегатов и отдельных комплектных групп для
определения возможности их дальнейшей эксплуатации без ремонта
или необходимости его проведения. Например, в процессе разборки
двигателя определяют состояние цилиндропоршневой и кривошипно-
шатунной группы и при остаточном ресурсе, равном межремонтно-
му интервалу, такой комплект не ремонтируют; определяют ресурс
двигателя, топливного и масляного насоса, пускового двигателя,
коробки передач и др.
11
г>ти виды диагностирования могут быть использованы и при опреде-
лении качества ремонтных работ.
Контрольные вопросы и задания
1. Что такое работоспособность, исправность машин? 2. Что понимают под
неисправностью, отказом? 3. Дайте характеристику понятий «надежность», «изна-
шивание», «ресурс». 4. Какие виды неисправностей наблюдаются в сопряжениях
и какие у деталей? 5. Какие различают виды трения? 6. Какие бывают виды изна-
шивания деталей? Сущность процессов, происходящих при этом. 7. Приведите при-
меры деталей, где преобладают те или иные характерные виды изнашивания. 8. Что
такое моральный износ машины? 9. Что такое наносы, какие они бывают? 10. Оха-
рактеризуйте группы неисправностей: деформации и разрушения, изменения
свойств материалов. 11. Какие бывают виды диагностирования в зависимости от
назначения? 12. Каковы мероприятия по предупреждению неисправностей машин?
Глава 2. ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС РЕМОНТА МАШИН
§ 1. Общие понятия
Ремонтное производство — осуществленный производственный про-
цесс ремонта машин на предприятии с заданной программой.
Производственный процесс — совокупность всех действий людей
и орудий производства, необходимых на данном предприятии для из-
готовления или ремонта выпускаемых изделий.
Производственный процесс включает в себя не только разборку,
сборку машины и восстановление деталей, но также контроль качест-
ва, транспортировку и хранение продукции, подачу электроэнергии,
сжатого воздуха, подвод воды и другие элементы деятельности пред-
приятия.
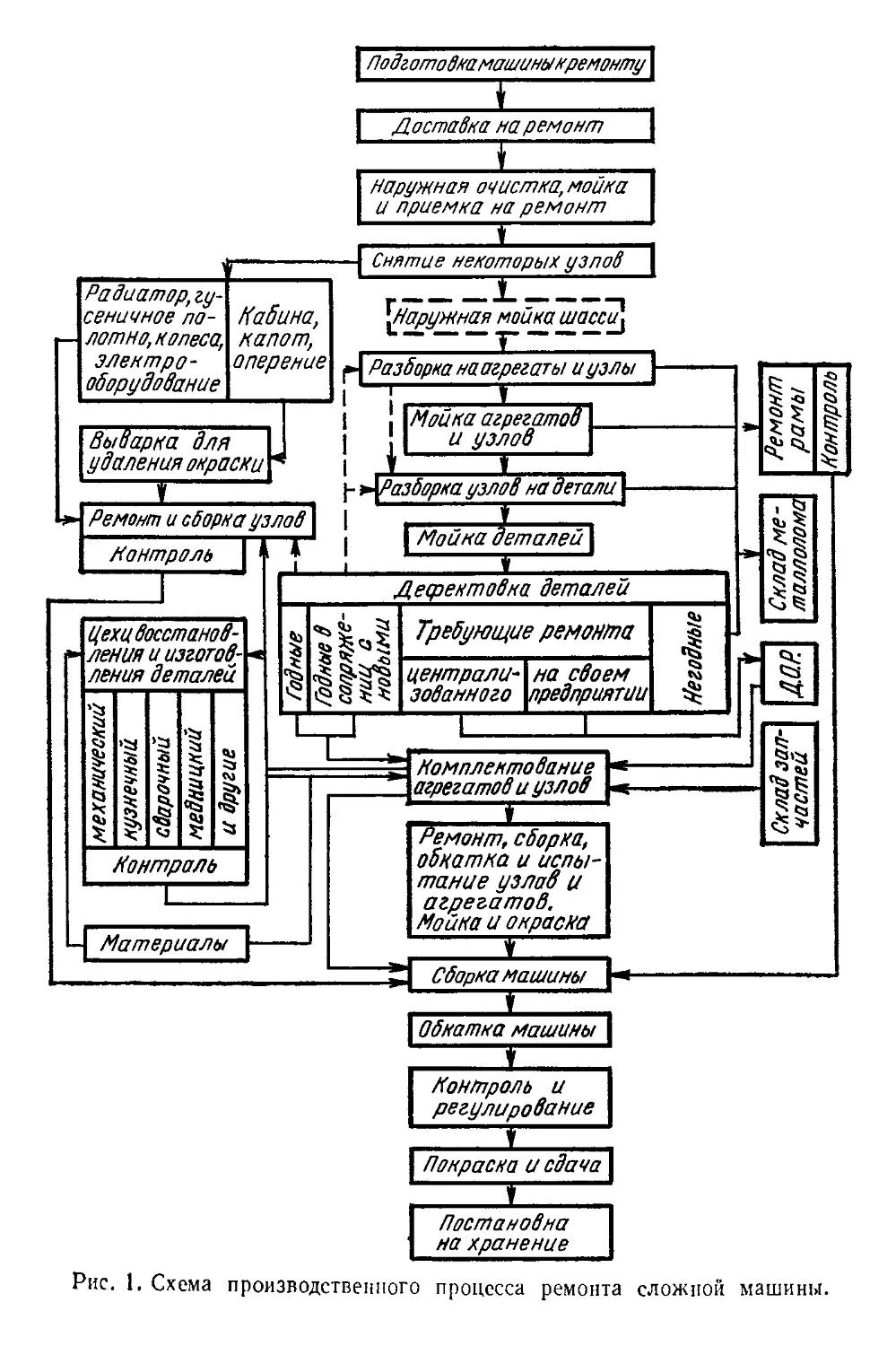
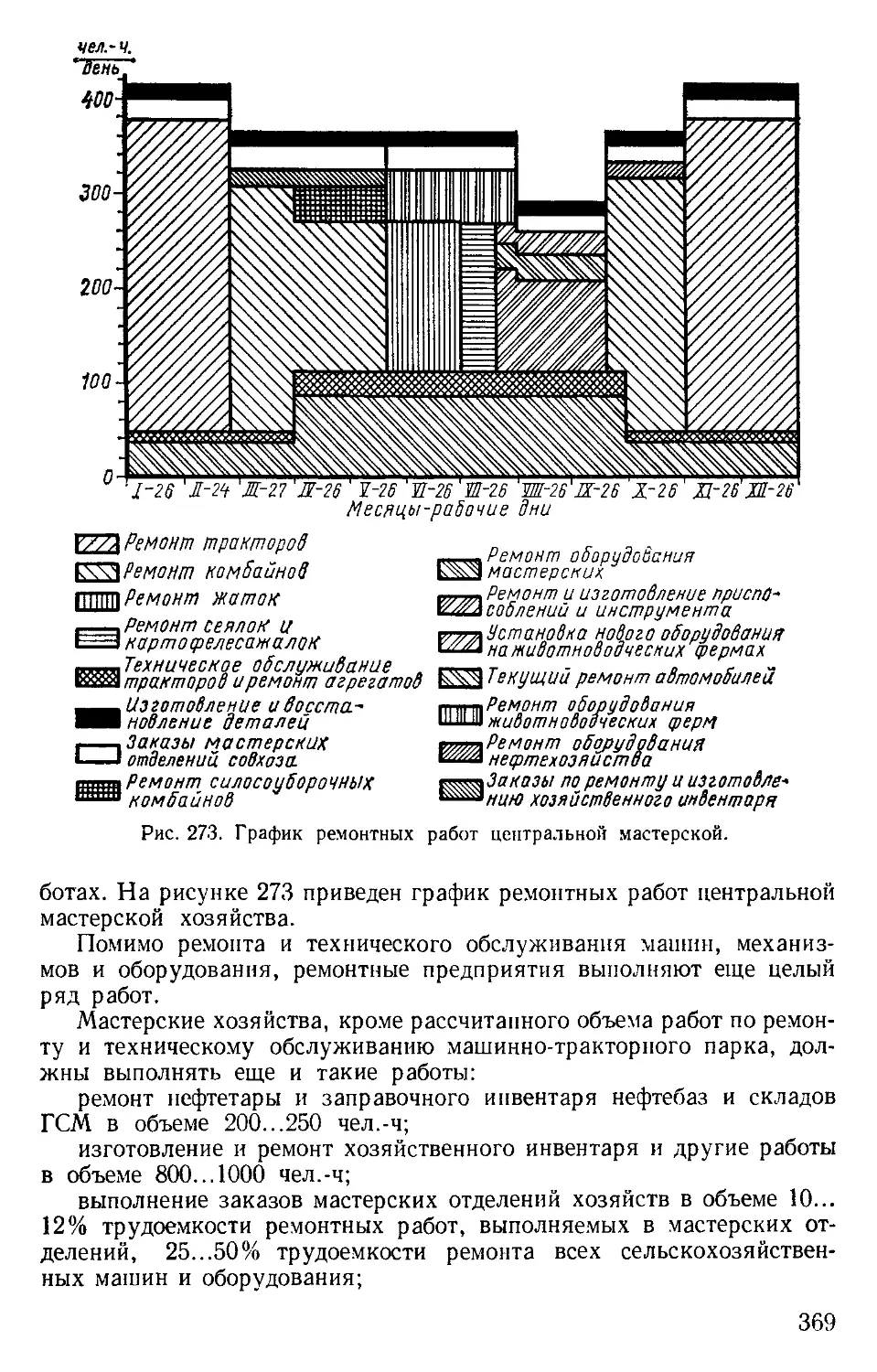
В общем виде производственный процесс капитального ремонта
сложной машины состоит из ряда технологических процессов, после-
довательность выполнения которых представлена в виде схемы на ри-
сунке 1.
Ремонт детали — комплекс технологических операций (операция)
по возобновлению исправности и (или) работоспособности детали с
условием восстановления ее размеров и ресурса до уровней, указан-
ных в нормативно-технической документации на ремонт.
Сюда относят шлифование шеек коленчатого вала, расточку и хо-
нингование гильз, развертывание втулок на ремонтные размеры и др.
Восстановление детали — комплекс технологических операций (опе-
рация) по возобновлению исправности и (или) работоспособности де-
тали с условием восстановления ее размеров и ресурса до уровня
новой детали. Сюда относятся технологические процессы, в которых
используется наращивание деталей наплавкой, гальваническим спосо-
бом, обработка давлением, постановка колец, резьбовых вставок
и др.
Технологический процесс — часть производственного процесса, со-
держащая действия по изменению и последующему определению сос-
тояния предмета производства. Так, технологический процесс сборки
представляет собой часть производственного процесса, непосредствен-
12
| Подготовкамашиныкремонту\
i
| Доставка на ремонт ]
Наружная очистка, мойка
и приемка на ремонт
Радиатор, гу-
сеничное по-
лотно,колеса,
электро-
оборудование
I
Кавина,
капот,
оперение
♦
Снятие некоторых узлов ~|
г--------------------(
'^Наружная мойка шасси^
Выварка для I
удаления окраски *
♦
Ремонт и сборка узлов |
' ХМойка агрегатов
и узлов
1
Контроль |
т
I
Цехцвосстанов-
ления и изготов-
ления деталей
। У *11
|- разборка узлов на детали |-
[ | Мойна деталей |
J____ Т ------------
Дедэектовка деталей
М ч § Требующие ремонта
централи- на своем
зованного предприятии
>g
=з
<u
I
S
?!
53
Контроль
-] Материалы |-
Комплектование
агрегатов и узлов
Ремонт, сборка,
обкатка и испы-
тание узлов и
агрегатов.
Мойка и окраска
Склад зап-\ пП0 Склад ме- Ремонт
частей ммк таллолома рамы
----------------------Контроль
' у
j Сборка машины |*
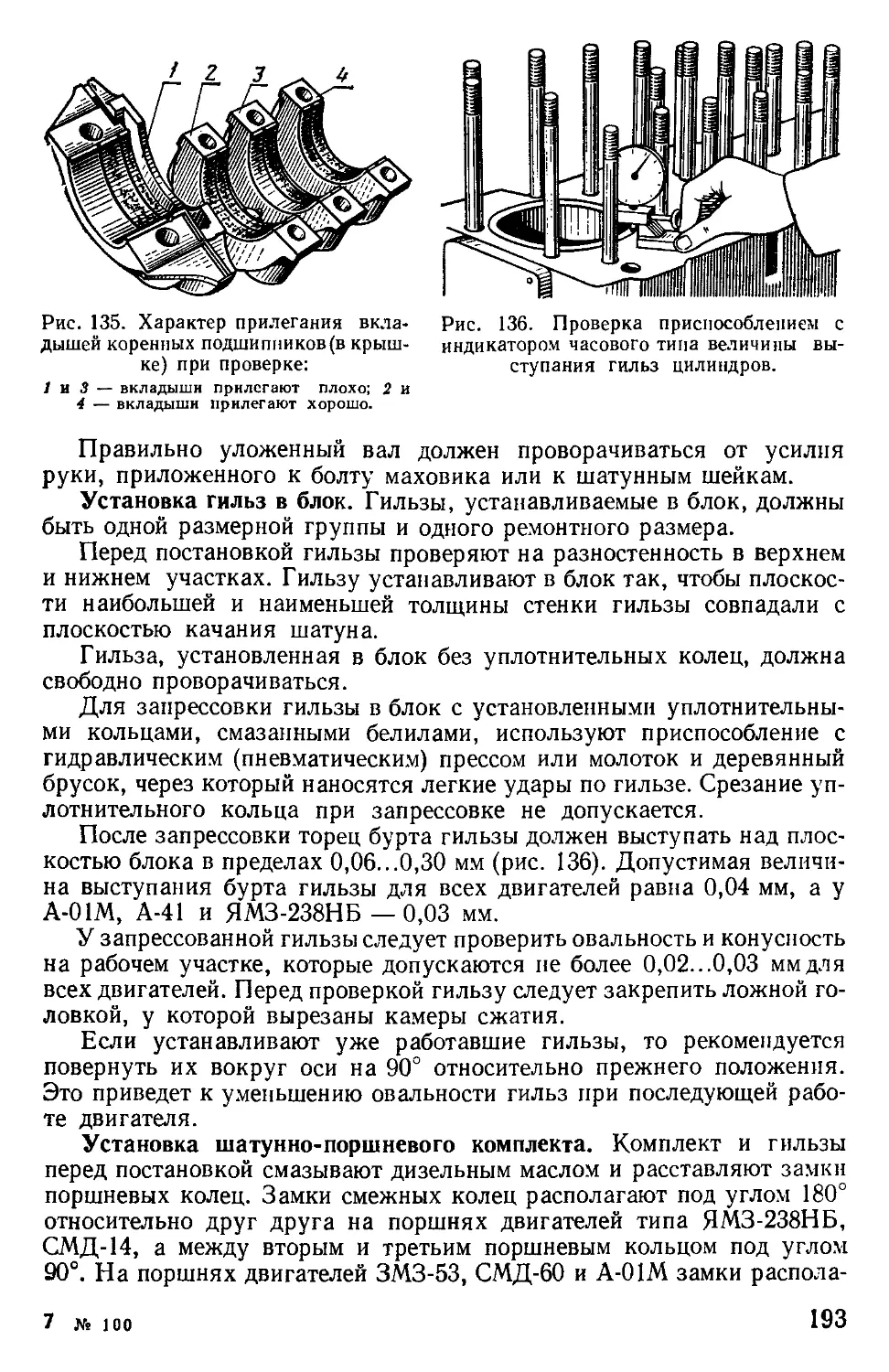
\Обкатка машины |
*
Контроль и
регулирование
I Покраска исдачаХ
♦ ...........
Постановка
на хранение
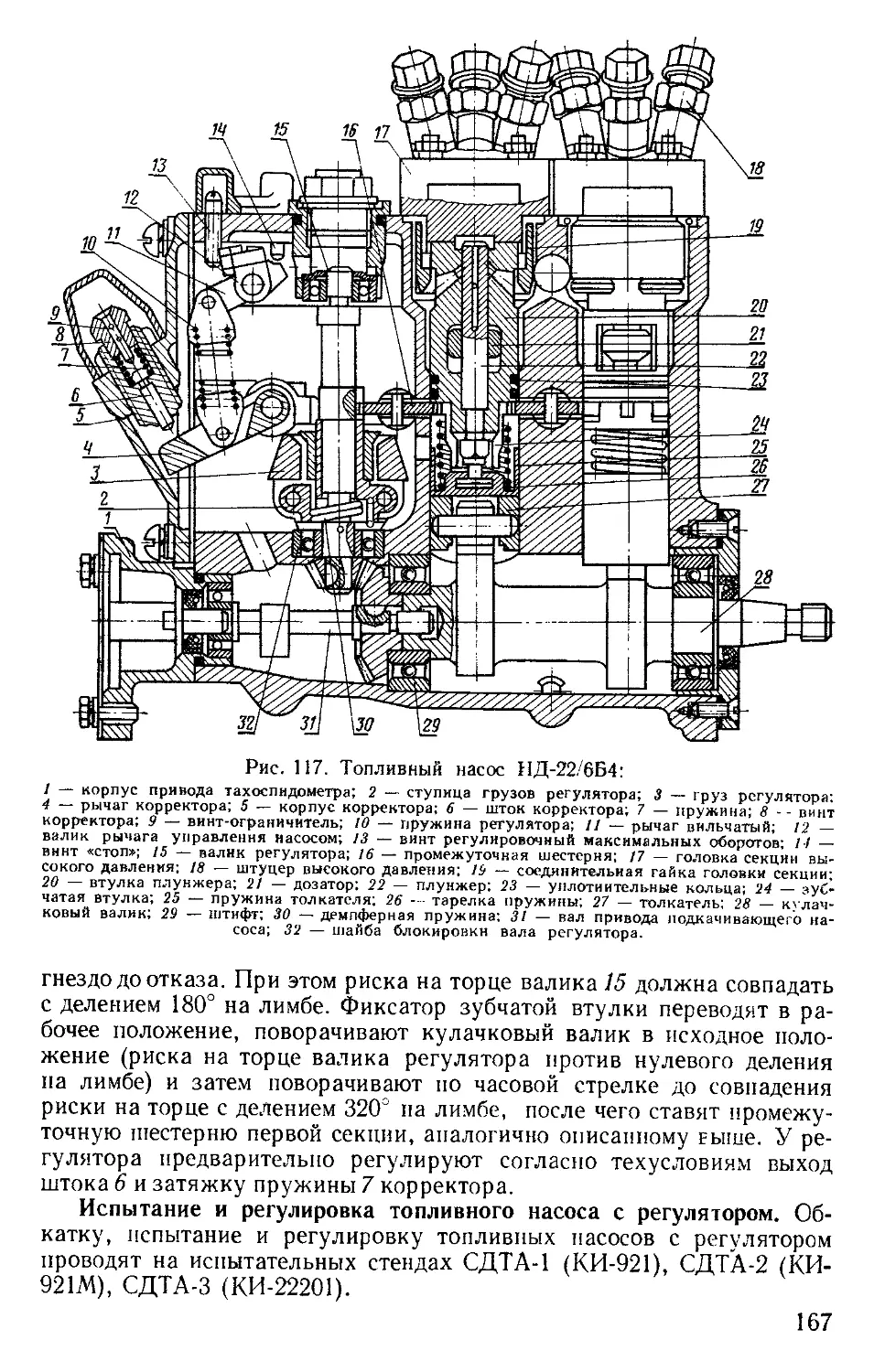
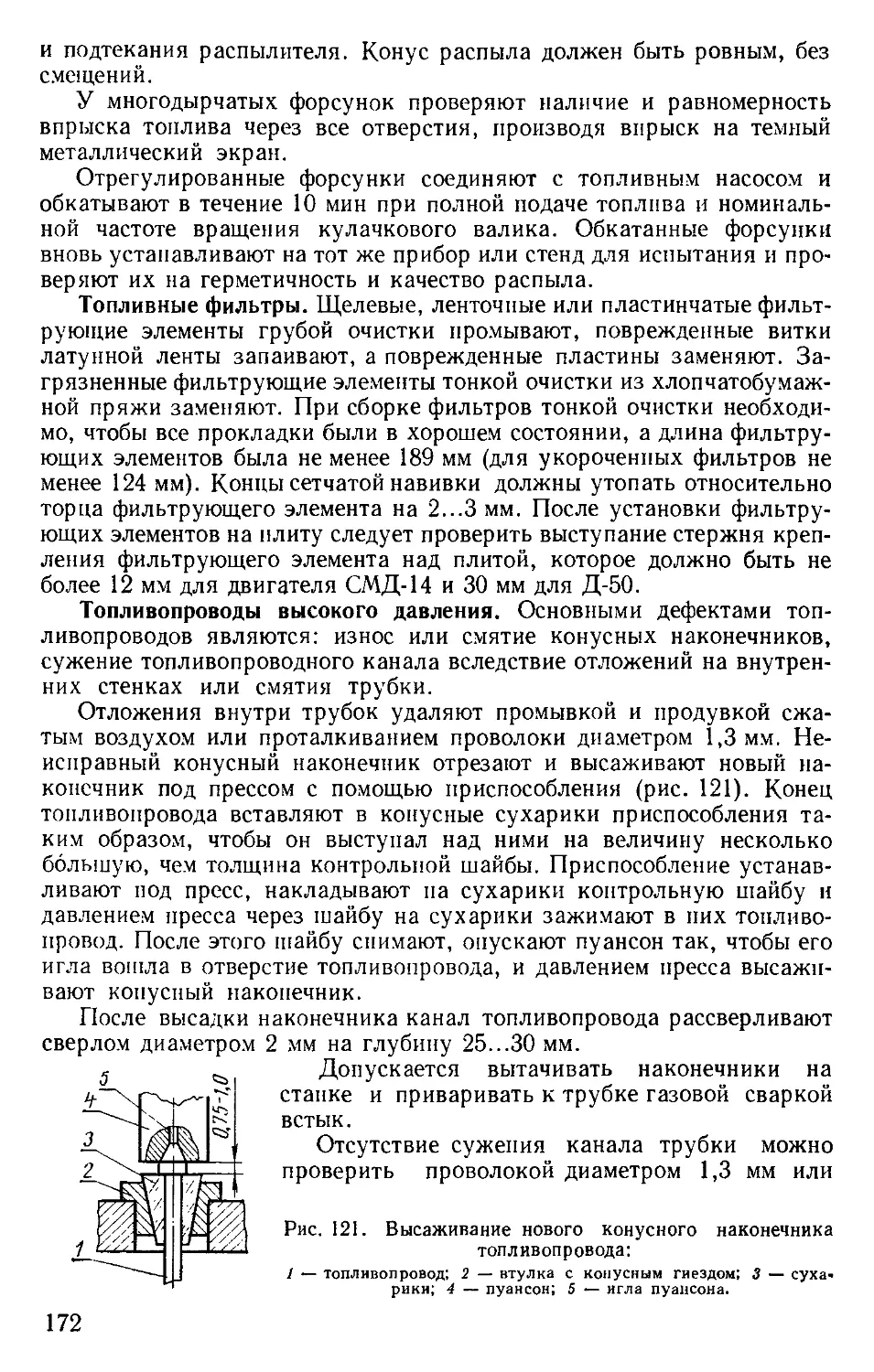
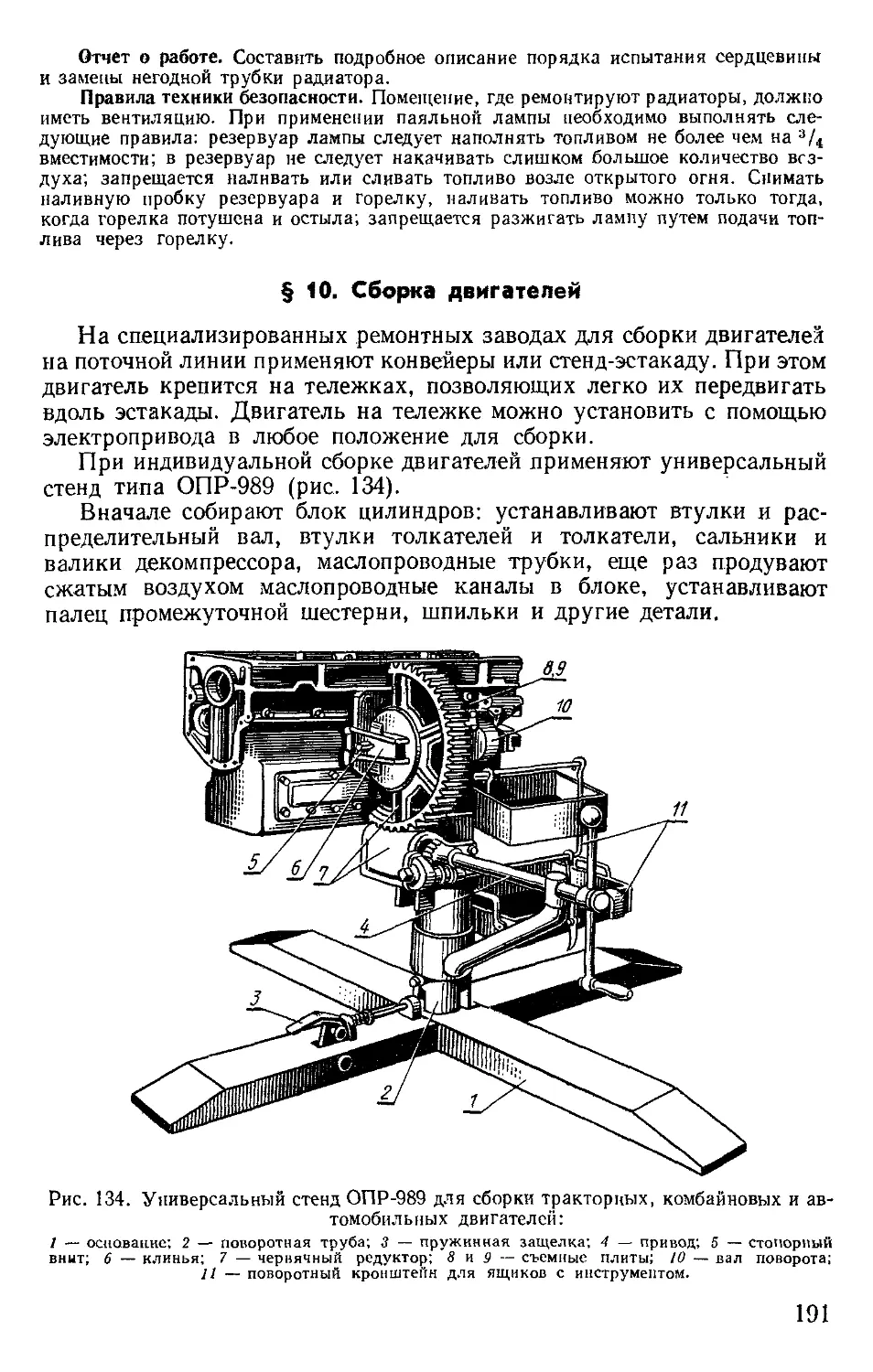
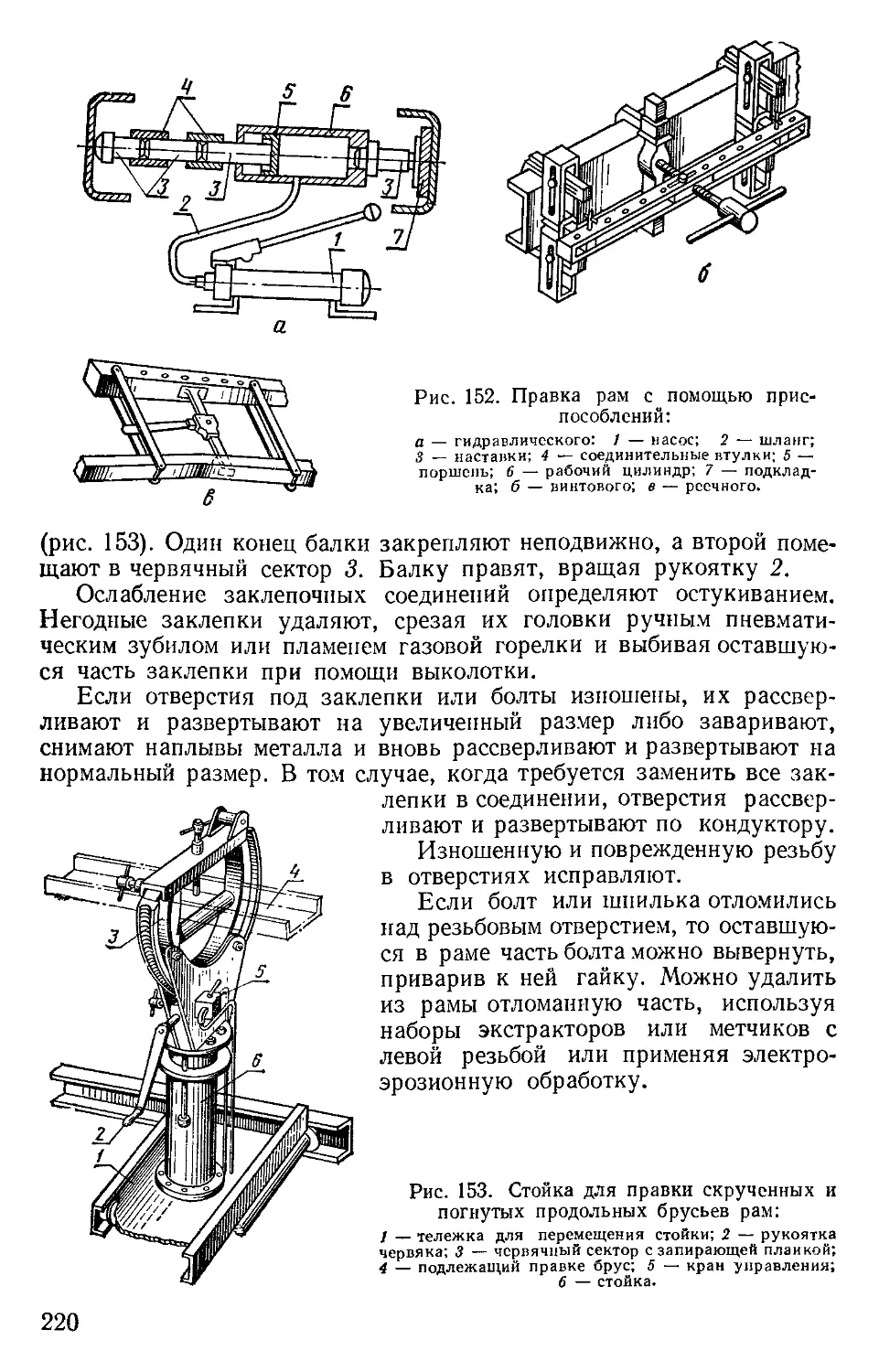
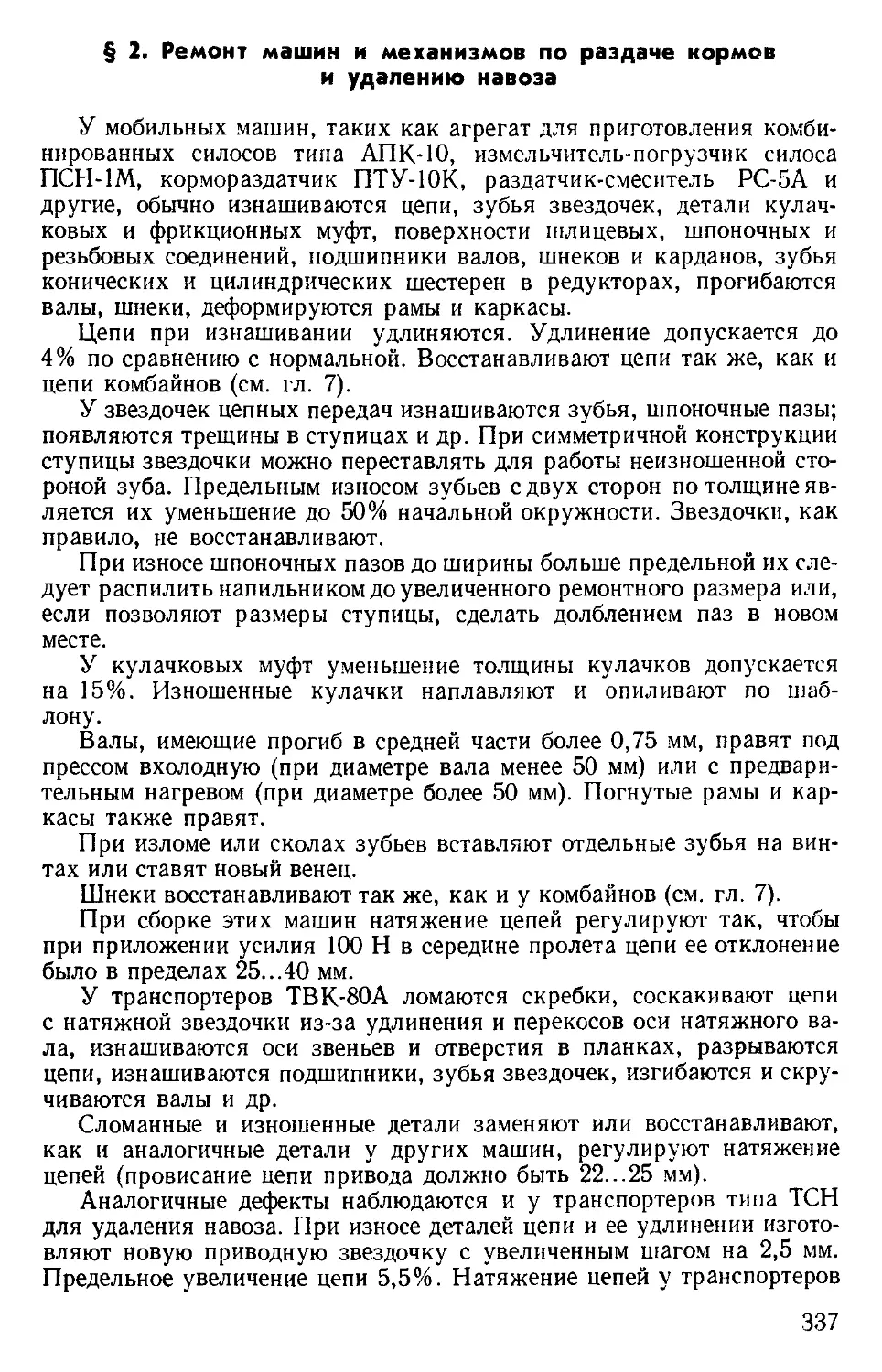
Рис. 1. Схема производственного процесса ремонта сложной машины.
но связанного с последовательным соединением отдельных деталей в
сборочную единицу; технологический процесс ремонта детали пред-
ставляет собой часть производственного процесса, связанного с из-
менением состояния детали (геометрической формы, размеров, качест-
ва поверхности и др.).
Технологический процесс, в свою очередь, подразделяется на ряд
технологических операций.
Технологическая операция — законченная часть технологического
процесса, выполняемого непрерывно на одном рабочем месте при из-
готовлении одной и той же продукции. Например, технологический
процесс ремонта шатунно-поршневого комплекта состоит из операций
разборки, контроля, ремонта или восстановления отдельных деталей,
комплектования, сборки и контроля собранного комплекта.
Технологический переход—законченная часть технологической
операции, характеризуемая постоянством применяемого инструмента
и поверхностей, образуемых обработкой или соединяемых при сборке
и разборке. Например, технологическая операция разборки шатунно-
поршневого комплекта состоит из переходов: снятия поршневых ко-
лец, расшплинтовки и отвертывания шатунных болтов, снятия вкла-
дышей, снятия стопорных колец, демонтажа поршневого пальца и
выпрессовки втулки верхней головки шатуна.
Последовательное описание проводимых операций технологичес-
кого процесса или переходов в операции называют технологи-
ческой картой. Она содержит сведения о рациональной после-
довательности выполнения операций или переходов, технические тре-
бования, режимы работы, оборудование, инструмент, материалы, спо-
собы контроля, время на выполнение работы, разряд рабочего и др.
Технологическая карта является основной для экономических рас-
четов, организации и планирования производства. Содержание карт
позволяет намечать технологический маршрут, проектировать или вы-
бирать оборудование, инструмент, приспособления, подсчитывать объем
работы и число исполнителей, осуществлять расстановку оборудова-
ния, контролировать качество выполненных работ как на отдельном
рабочем месте, так и в отделении, цехе и т. д.
В ремонтном производстве единой системой технологической до-
кументации (ЕСТД) установлены определенные формы карт: маршрут-
ной, операционных карт технологических процессов, ведомости тех-
нического контроля, ведомости оснастки на разборку, сборку и
сводные ведомости оборудования, комплектовочные карты и др.
Основным документом для осуществления технологических про-
цессов ремонта машин в сельском хозяйстве служит типовая тех-
нология.
В комплект материалов типовой технологии входят: технические
требования со сводными таблицами на сдачу в ремонт и выдачу из ре-
монта тракторов, комбайнов, двигателей, агрегатов и узлов; техни-
ческие требования на капитальный ремонт различных марок тракторов,
комбайнов и их двигателей, а также по дефектовке их деталей и сопря-
жений; маршрутные технологические процессы на капитальный ре-
монт тракторов и комбайнов, их двигателей, шасси, гидравлических
14
систем, дизельной топливной аппаратуры и электрооборудования; тех-
нологические карты на ремонт и маршрутные технологические процес-
сы на восстановление деталей различных машин; указания по органи-
зации ремонта машин на предприятиях Госкомсельхозтехники и в
мастерских совхозов и колхозов; средние нормативы времени и сред-
ние нормы расхода материалов на ремонт тракторов; перечень ремонт-
ного оборудования, приспособлений, приборов и инструментов; альбом
чертежей нестандартного ремонтно-технологического оборудования и
оснастки.
В технологическую документацию для колхозов и совхозов по ре-
монту машинно-тракторного парка входят: технические требования
на текущий ремонт тракторов и автомобилей, а также некоторых спе-
циальных машин (экскаваторов и др.); технологические карты по за-
мене агрегатов при текущем ремонте тракторов; чертежи нестандарт-
ного оборудования для хранения сельскохозяйственной техники в
колхозах и совхозах и на ремонтных предприятиях Госкомсельхозтех-
ники; технические требования на ремонт плугов, сеялок, культивато-
ров, машин по внесению удобрений и защите растений, зерновых жа-
ток, овощеуборочных, кукурузоуборочных, картофелеуборочных,
льноуборочных комбайнов; рекомендации по организации и техно-
логии ремонта зерновых комбайнов и др.
§ 2. Подготовка машин к ремонту
Подготовка к ремонту включает очистку, осмотр и определение
состояния машины для установления вида ремонта и необходимого
объема ремонтных работ, оформление документации, доставку маши-
ны на ремонтное предприятие, приемку и сдачу ее, повторную наруж-
ную очистку и мойку перед разборкой.
Очистка предусматривает удаление возможно большего количества
различных отложений — наружной грязи, продуктов износа и меха-
нических осадков из картеров, накипи с деталей системы охлаждения
и т. д.
Порядок выполнения операций при очистке машины следующий:
промывают систему водяного охлаждения двигателей; проводят на-
ружную очистку и мойку машины; удаляют масло из картеров и кор-
пусов агрегатов, проводят их активную промывку.
Систему водяного охлаждения двигателя промывают в последние
дни полевых работ, заполняя ее раствором для разложения накипи на
стенках рубашки блока, в патрубках и радиаторе. Такими растворами
могут быть: 100... 150 г кальцинированной соды (Na2CO3) на 1 л воды;
1 л 5%-ной ингибированной соляной кислоты на 10 л воды и др.
Двигатель должен проработать на одном из этих растворов 10...
12 ч, а затем раствор сливают и всю систему охлаждения промывают
чистой водой.
Наружную очистку машины проводят на бетонированной
площадке или эстакаде, используя насосные установки ОМ-830 (про-
изводительность Q=0,5 л/с, давление Р=2 МПа), установки 1112
15
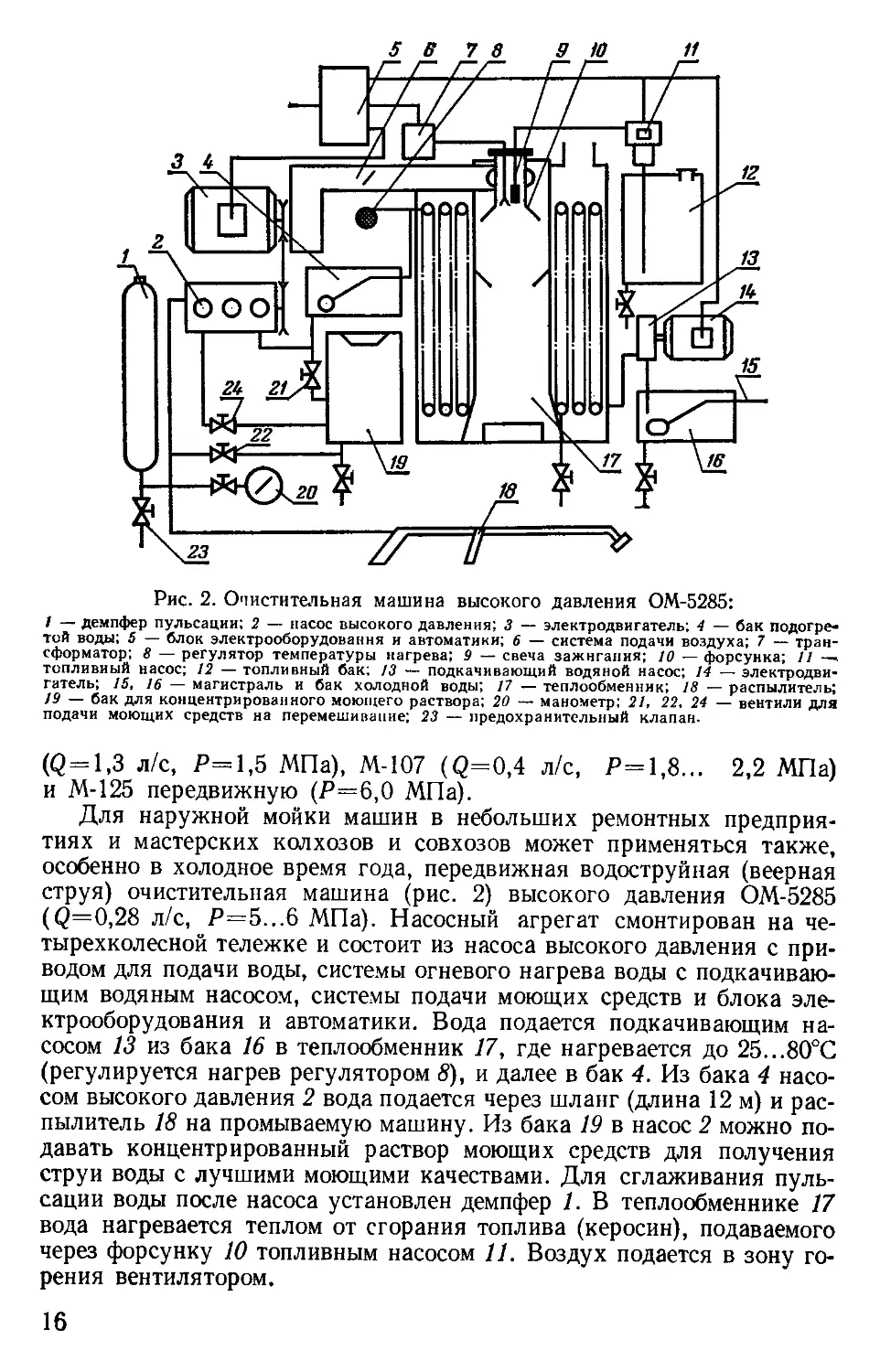
Рис. 2. Очистительная машина высокого давления ОМ-5285:
/ — демпфер пульсации; 2 — насос высокого давления; 3 — электродвигатель; 4 — бак подогре-
той воды; 5 — блок электрооборудования и автоматики; 6 — система подачи воздуха; 7 — тран-
сформатор; 8 — регулятор температуры нагрева; 9 — свеча зажигания; 10 — форсунка; 11 —<
топливный насос; 12 — топливный бак; 13 — подкачивающий водяной насос; 14 — электродви-
гатель; 15, 16 — магистраль и бак холодной воды; 17 — теплообменник; 18 — распылитель;
19 — бак для концентрированного моющего раствора; 20 — манометр; 21, 22, 24 — вентили для
подачи моющих средств на перемешивание; 23 — предохранительный клапан.
(Q = l,3 л/с, Р=1,5 МПа), М-107 (Q=0,4 л/с, Р=1,8... 2,2 МПа)
и М-125 передвижную (Р=6,0 МПа).
Для наружной мойки машин в небольших ремонтных предприя-
тиях и мастерских колхозов и совхозов может применяться также,
особенно в холодное время года, передвижная водоструйная (веерная
струя) очистительная машина (рис. 2) высокого давления ОМ-5285
(Q=0,28 л/с, Р=5...6 МПа). Насосный агрегат смонтирован на че-
тырехколесной тележке и состоит из насоса высокого давления с при-
водом для подачи воды, системы огневого нагрева воды с подкачиваю-
щим водяным насосом, системы подачи моющих средств и блока эле-
ктрооборудования и автоматики. Вода подается подкачивающим на-
сосом 13 из бака 16 в теплообменник 17, где нагревается до 25...80°С
(регулируется нагрев регулятором 8), и далее в бак 4. Из бака 4 насо-
сом высокого давления 2 вода подается через шланг (длина 12 м) и рас-
пылитель 18 на промываемую машину. Из бака 19 в насос 2 можно по-
давать концентрированный раствор моющих средств для получения
струи воды с лучшими моющими качествами. Для сглаживания пуль-
сации воды после насоса установлен демпфер 1. В теплообменнике 17
вода нагревается теплом от сгорания топлива (керосин), подаваемого
через форсунку 10 топливным насосом 11. Воздух подается в зону го-
рения вентилятором.
16
Блок 5 электрооборудования и автоматики питает установку
электроэнергией и защищает ее от перегрузок.
Плоскоструйное сопло распылителя 18 имеет угол расширения струи
25... 120 .
Удаление масла и активную промывку корпусов и картеров,
узлов и агрегатов машины проводят непосредственно перед постанов-
кой ее на ремонт или хранение. У работающей машины сливают
смазку из корпусов трансмиссии, коробки передач, заднего моста и
конечной передачи; заливают в картеры и корпуса дизельное топли-
во и проводят их активную очистку, обкатывают машину на ходу в
течение 5... 10 мин. Для промывки системы смазки, топливных баков,
гидравлических систем, картеров задних мостов и коробок передач
можно использовать передвижную установку ОМ-2871Б с подогревом
моющей жидкости до 60°С.
Тормозные ленты и накладки муфты сцепления можно промывать
дизельным топливом. Для этого в картер заднего моста заливают
топливо и сообщают машине движение вперед и назад в течение 5 мин,
выключив ленты, но не выключая муфты сцепления. При промывке
сцепления выключают передачи в коробке и на месте, включая и выклю-
чая муфту, промывают ее.
Затем машину ставят на место хранения, сливают дизельное топливо
из всех корпусов трансмиссии, ходовой части, масло из картеров го-
рячего двигателя (основного и пускового), корпусов фильтров, топ-
ливного насоса и регулятора. Заливают дизельное топливо в эти кар-
теры и корпуса. Заводят двигатель и дают ему проработать3...4 мин,
после чего останавливают и сразу же сливают топливо. Очищают все
емкости для воды, топлива, масла и поддоны воздухоочистителей.
Если машину ставят на длительное хранение, то проводят и другие
операции в соответствии с правилами постановки машины на хранение.
Осмотр, определение состояния машины или ее диагностирование
для установления вида ремонта и подготовка документации. Эта работа
проводится в хозяйстве, где эксплуатируется машина. Для диагности-
рования машин имеется оборудование, позволяющее объективно оце-
нивать состояние машины без разборки и определять необходимый
объем ремонтных работ. Имеются стационарные (для ремонтных пред-
приятий и станций технического обслуживания автомобилей и тракто-
ров) и передвижные средства для диагностирования техническсто сос-
тояния машин (при проведении ТО). К первым, например, относят:
диагностический комплект КИ-5308А, позволяющий производить
диагностирование при ТО-3, комплект оборудования КИ-5313 для ос-
нащения ремонтно-диагностических мастерских, стенд КИ-4872 для
проверки углов установки управляемых колес грузовых автомобилей
типа ГАЗ и ЗИЛ, стенд диагностический КИ-8935 для автомобилей
типа ЗИЛ и ГАЗ, стенд диагностический КИ-8948 для колесных трак-
торов и др. Ко вторым относится комплект КИ-13905 диагностической
линейной службы на базе автомобиля УАЗ-452 для определения тех-
нического состояния тракторов и зерноуборочных комбайнов. Приме-
няются также переносный комплект приборов КИ-13901Ф для диаг-
ностирования тракторов и комбайнов при ТО-1 и ТО-2 и др.
17
Результаты технического осмотра и диагностирования должны
быть внесены в заводской паспорт (формуляр) машины. Если большин-
ство агрегатов требует полной разборки, замены или ремонта всех
неисправных составных частей, в том числе базовых, то машина должна
быть направлена на капитальный ремонт. Не подлежат отправке в
капитальный ремонт машины, агрегаты и узлы, если их работоспособ-
ность можно восстановить при техническом обслуживании или теку-
щем ремонте.
Перед сдачей машины в ремонт хозяйство подготавливает ее завод-
ской паспорт, заполняя соответствующие его разделы. Машину сда-
ют в ремонт вместе с паспортом.
Доставка машины на ремонтное предприятие может осуществляться
самоходом, на буксире, на трайлере или в кузове автомобиля, по же-
лезной дороге и т. д.
Для доставки машины с места хранения (из ремфонда) в мастерскую
применяют лебедку, специальное приспособление или ходовой трактор
с тросом либо буксирной штангой.
Лебедка устанавливается под полом мастерской так, чтобы она
не мешала постановке машины на место мойки и разборки.
Приемка машины. При сдаче машины на ремонтное предприятие
представителем хозяйства оформляется два экземпляра приемо-сда-
точного акта, который подписывается приемщиком и представителей
заказчика.
В акте указываются число отработанных машиной моточасов с
начала эксплуатации и после последнего ремонта, техническое со-
стояние узлов и агрегатов, комплектность машины, а также аварий-
ные узлы и детали, вышедшие из строя по вине заказчика.
На ремонтное предприятие могут сдаваться и отдельные агрегаты
(двигатель, пусковой двигатель, топливная аппаратура и т. д.).
Для автомобилей установлено две комплектности: первая — это
полнокомплектные машины со всеми агрегатами, приборами и аппара-
турой; вторая — для грузовых автомобилей — характеризуется от-
сутствием платформы, фургона и деталей крепления их к раме.
Тракторы сдаются в ремонт полнокомплектными. Если на ремонт-
ном предприятии отсутствуют специализированные цехи по ремонту
резины и аккумуляторов, то их принимают и выдают с машиной без
ремонта.
Наружная мойка машин. Перед мойкой с трактора снимают электро-
оборудование, оборудование системы питания, воздухоочиститель, кон-
трольные приборы, сиденье, спинку, подлокотники и направляют их
на рабочие места ремонта и сборки.
Для наружной мойки гусеничных тракторов класса до 60 кН (6 т)
и колесных тракторов класса 14 кН (1,4 т) на ремонтных предприяти-
ях применяют специальные моечные машины ОМ-8036 струйно-камер-
ного типа с поворотным кругом. Для мойки тракторов К-700, К-701,
Т-150, Т-4, ДТ-75 и МТЗ используют моечную машину ОМ-5535 с на-
польным конвейером или моечную машину ОМ-1438 с подвижными
гидрантами.
Применяют также оборудование для наружной мойки машин пог-
18
Рис. 3. Схема моечной машины ОМ-8036:
1 — водяной распределитель; 2 — брандспойт; 3 — моечная камера; 4 — душевое устройство верхнее и боковое: 5 — вентиля-
тор; 6 — водопроводная сеть; 7 — нижнее душевое устройство; 8 — поворотный круг; 9 — сточная труба; 10 — слив отстоя: // —
консольный насос; 12 — фекальный насос; 13 — слив: 14 — грязесборннк; 15 — задвижка; 16 — пароподогреватель; 17 — ворон-
ка слива нефтепродуктов; 18 — блок; 19 — слой нефтепродуктов; 20 — перегородка; 21 — фильтр; 22 —- бак; 23 — отстоявшийся
моечный раствор; 24 — трос; 25 — пиевмоцилиидры; 26 — краны управления; 27 — пневмораспределителы 28 — редуктор давле-
ния; 29 —*грязеотстойник.
ружением (окунанием). Температура моющего раствора должна быть
75,..90°С. В стационарных машинах одновременно с мойкой сливают
и выпаривают масла из внутренних полостей картеров и корпусов.
Моечная машина ОМ-8036 (рис. 3) имеет моечную камеру 3 шести-
гранной формы, в которой на поворотный круг 8 устанавливают трак-
тор. Поворотный круг вращается вместе с трактором во время мойки
относительно неподвижного душевого устройства 4 на трех опорах,
одна из которых является приводной. Мощные струи воды подаются
также и через нижнее душевое устройство 7. Для улучшения качества
мойки на стенке камеры на шаровой установке закреплен брандспойт
2, которым управляет оператор. За качеством промывки оператор
следит через смотровое окно, которое очищается стеклоочистителем.
Трактор внутри камеры освещается двумя фарами. Для очистки ка-
меры от пара на ее крыше установлен вентилятор 5.
Машина имеет высокопроизводительные очистные сооружения, ко-
торые находятся в отдельном помещении.
После мойки снимают крылья, облицовку, капот и кабину. Их,
по необходимости, направляют на выварку в специальных ваннах.
§ 3. Разборка машин
Общие указания. Машину разбирают вначале на агрегаты, затем
на сборочные единицы, промывают их и разбирают на детали. Полную
разборку сопряжений следует делать только в случае замены или не-
обходимости ремонта и восстановления деталей.
Втулки, подшипники качения, корпуса подшипников выпрессо-
вывают только при несоответствии деталей техническим требованиям.
Разборочные операции выполняют в последовательности, предус-
мотренной технологическими картами, используя указанные в них
универсальные и специальные стенды, прессы, приборы, съемники,
приспособления и инструмент. Строгая последовательность выполне-
ния разборочных операций и применение механизированных средств
при разборке облегчает сам процесс и предохраняет детали от поломок.
При этом повышается качество ремонта.
Для увеличения долговечности резьбовых соединений (особенно
в отверстиях деталей из чугуна) следует избегать вывертывания шпи-
лек из блока двигателя, головки блока и других деталей, если они не
мешают контролю и проведению последующих ремонтных операций.
Все отверстия, через которые во время мойки может проникнуть внутрь
агрегата грязь, следует после разборки закрывать пробками.
Для облегчения отвертывания корродированных резьбовых сое-
динений их предварительно выдерживают в керосине или накладыва-
ют на них ветошь, смоченную в керосине. При смятии, срыве резьбы
и невозможности отвертывания вручную применяют специальные гай-
коверты со значительным крутящим моментом.
Место разборки некоторых специфических агрегатов. Ряд агрегатов
и сборочных единиц не разбирают на детали на месте общей разборки
машины, а выполняют эту операцию после мойки на рабочих местах
их ремонта и сборки. К таким агрегатам относятся: кабина с оборудо-
20
ванием, воздухоочиститель, масляный и водяной радиаторы, площад-
ка управления, главный фрикцион, топливный бак и др. Некоторые
сборочные единицы и агрегаты после снятия их с машины и мойки
подвергают предремонтному диагностированию для определения их
ресурса и выявления неисправностей. Некоторые неисправные сбороч-
ные единицы и агрегаты после мойки без разборки отправляют для
ремонта на специализированные предприятия. В числе их могут быть:
двигатель основной и пусковой, топливный насос с регулятором и
форсунками, комплекты гидросистемы, турбокомпрессор, наклонная
камера комбайна, коробка передач, вариатор и др.
Приремонтное диагностирование и дефектация. Тщательное диагно-
стирование сборочных единиц и деталей в процессе разборки позво-
ляет уменьшить количество разборочных, моечных и сборочных работ,
а также уменьшить расход запасных деталей, так как сохраняется
приработанность деталей при оставлении их в сборочной единице,
снижается повреждаемость деталей и полнее используется их ресурс.
Приремонтному диагностированию следует подвергать пусковые дви-
гатели, частично разобранный основной двигатель (остается в блоке
кривошипно-шатунный механизм и цилиндропоршневой комплект),
масляные и топливные насосы с регулятором, форсунками и топливо-
проводами, комплекты электрооборудования и гидросистемы, короб-
ки передач, задние мосты, турбокомпрессор, щитковые приборы и др.
Операции разборки должны проводиться под наблюдением коптролера-
дефектовщика.
Перед разборкой дополнительной подтяжкой проверяют жесткость
крепления резьбовых соединений и срыв резьбы в отверстиях.
Крепежные детали (болты, гайки) после разборки узла или разъ-
единения деталей, особенно базисных, следует вновь установить от
руки на свои места. Это облегчает контроль зазора в резьбовых сое-
динениях, сохраняет приработанность резьбовых поверхностей и поз-
воляет определить количество отсутствующих крепежных деталей.
Не следует разукомплектовывать прецизионные пары топливных
насосов, а также соединения с резьбой повышенного класса точности
при их годности к дальнейшей работе. Такие детали надо устанавливать
на прежнее место или маркировать, папример, крепления крышек
шатунов, маховика к коленчатому валу, головок блока к блокам дви-
гателей, крышек коренных подшипников коленчатых валов, большой
конической шестерни к фланцу корпуса дифференциала и др.
При разборке регулируемых сопряжений, особенно конических
подшипников, следует проверять величину запаса на регулировку
зазора.
Перед разборкой необходимо определять величины некоторых за-
зоров и осевых разбегов. Например, следует измерить величину про-
дольного разбега коленчатого вала в коренных подшипниках, зазор
между поршнем и гильзой, величину продольного разбега распреде-
лительного вала, зазор в шлицевых соединениях и т. д.
По величине полученного при замере зазора или осевого разбега
можно судить о пригодности деталей к дальнейшей работе, определить
объем ремонтных и восстановительных работ.
21
Для обеспечения долговечной работы деталей, имеющих размеры
в пределах, допустимых без ремонта, не следует нарушать их прира-
ботанность или местоположение, иначе эти детали будут вновь про-
ходить процесс приработки с ускоренным нарастанием зазора в сопря-
жении. С этой целью при разборке на сопрягаемых деталях ставят
метки кернением или окраской (на шлицах валов и пазах сопрягаемых
шестерен коробок передач и других комплектов, блоке цилиндров и
крышках коренных подшипников, шатунах и их крышках, вклады-
шах коренных и шатунных подшипников и др.).
§ 4. Оборудование, приспособления и инструмент
для разборочных и сборочных работ
Разборочные и сборочные работы в общей трудоемкости капиталь-
ного ремонта машин занимают значительное место. Для грузовых авто-
мобилей трудоемкость этих работ составляет 33...41 %, для тракторов—
52...56%. Следует всемерно механизировать эти работы, особенно
на разборке и сборке резьбовых и прессовых соединений, доля которых
в общей трудоемкости разборки составляет для грузовых автомобилей
и тракторов соответственно около 45 и 20%.
Для разборки узлов и агрегатов применяют разнообразную номен-
клатуру универсальных и специальных стендов, прессов, комплекты
приспособлений для ремонта отдельных марок машин, различного вида
съемников — как универсальных, так и специальных, комплекты раз-
личных инструментов. К числу универсальных может быть отнесен
стенд для разборки и сборки тракторных муфт сцепления ОР-6760,
стенд для разборки и сборки тракторных и автомобильных двигателей
ОПР-989 и др.
К специальным стендам относятся: стенд ОРГ-3985 ГОСНИТИ для
разборки и сборки ведущего вала коробки передач трактора К-700;
стенд ОР-6280 ГОСНИТИ для разборки и сборки мостов трактора
Т-150К; стенд ОПР-2806 СБ ГОСНИТИ для разборки, сборки и ремон-
та шнеков зерноуборочных комбайнов и др.
На ремонтных предприятиях применяют прессы как механические
ручного действия, так и с гидроприводом. Прессы ручные реечные
усилием 10...30 кН (1...3 т) предназначены для распрессовки и запрес-
совки подшипников, шестерен, звездочек, втулок и других деталей,
не требующих больших усилий. Универсальный гидравлический пресс
верстачного типа усилием 0,1 МН (10 т) может быть использован как
в качестве стационарного, так и переносного в сочетании с универсаль-
ными съемниками.
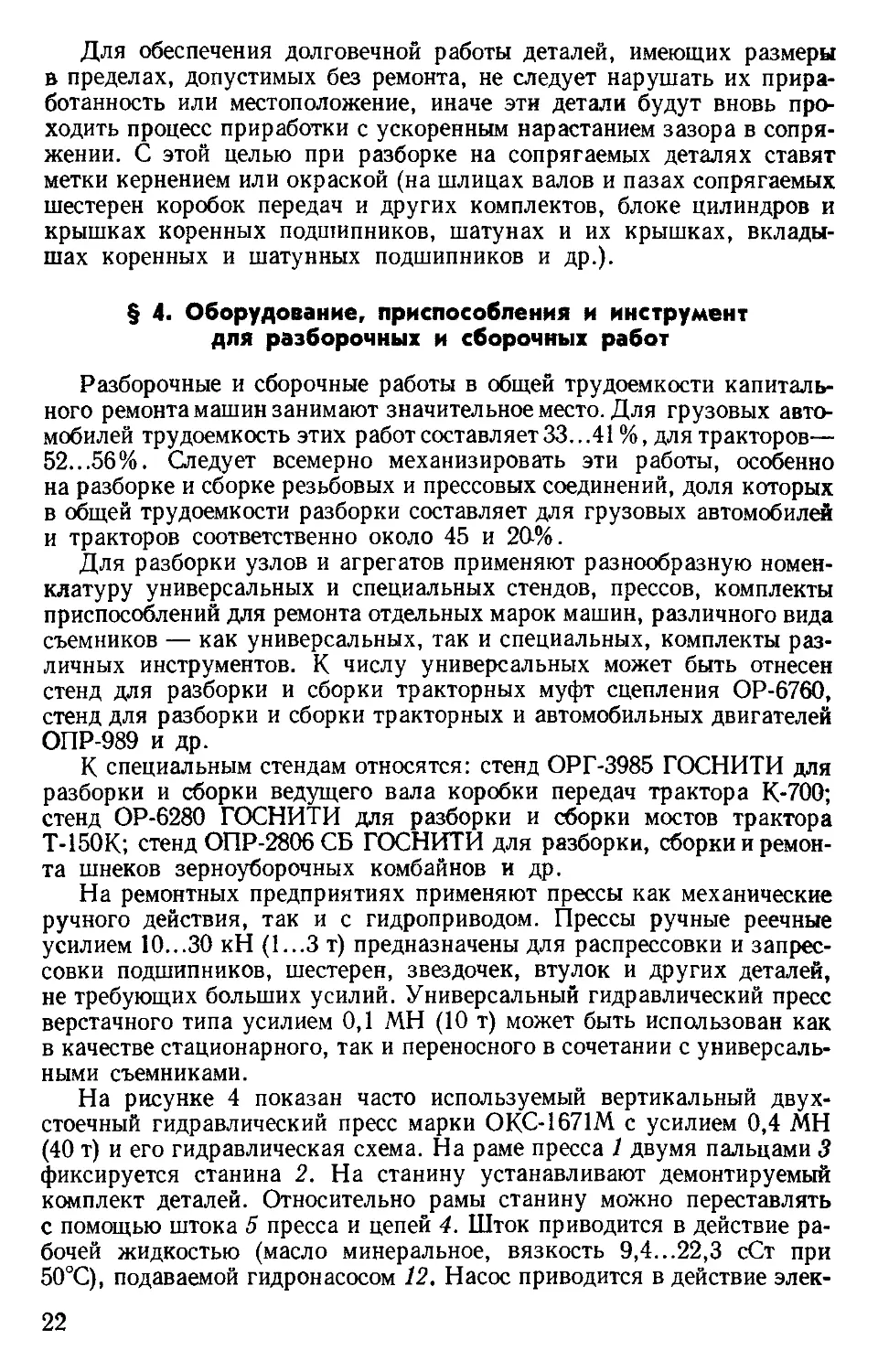
На рисунке 4 показан часто используемый вертикальный двух-
стоечный гидравлический пресс марки ОКС-1671М с усилием 0,4 МН
(40 т) и его гидравлическая схема. На раме пресса 1 двумя пальцами 3
фиксируется станина 2. На станину устанавливают демонтируемый
комплект деталей. Относительно рамы станину можно переставлять
с помощью штока 5 пресса и цепей 4. Шток приводится в действие ра-
бочей жидкостью (масло минеральное, вязкость 9,4...22,3 сСт при
50°С), подаваемой гидронасосом 12. Насос приводится в действие элек-
22
Рис. 4. Гидравлический пресс ОКС-1671М:
а — общий вид; б — гидравлическая схема; / — рама; 2 — станина; 3 — палец; 4 — цепи; 5 -и
шток; 6 — ручной иасос; 7 — электродвигатель; 8 — золотник; 9 — масляный бачок; 10—
манометр; 11 — цилиндр; 12 — гидронасос; 13 — муфта; 14 — предохранительный клапан.
тродвигателем 7 мощностью 1,7 кВт или ручным насосом 6. Управле-
ние прессом осуществляют передвижением золотника 8. Предохрани-
тельный клапан 14 регулируют на давление 23...26 МПа, контролируя
манометром 10. Ход штока 250 мм. Скорость рабочего хода 2,8 мм/с.
Для получения больших усилий используется гидравлический го-
ризонтальный пресс усилием 1 МН.
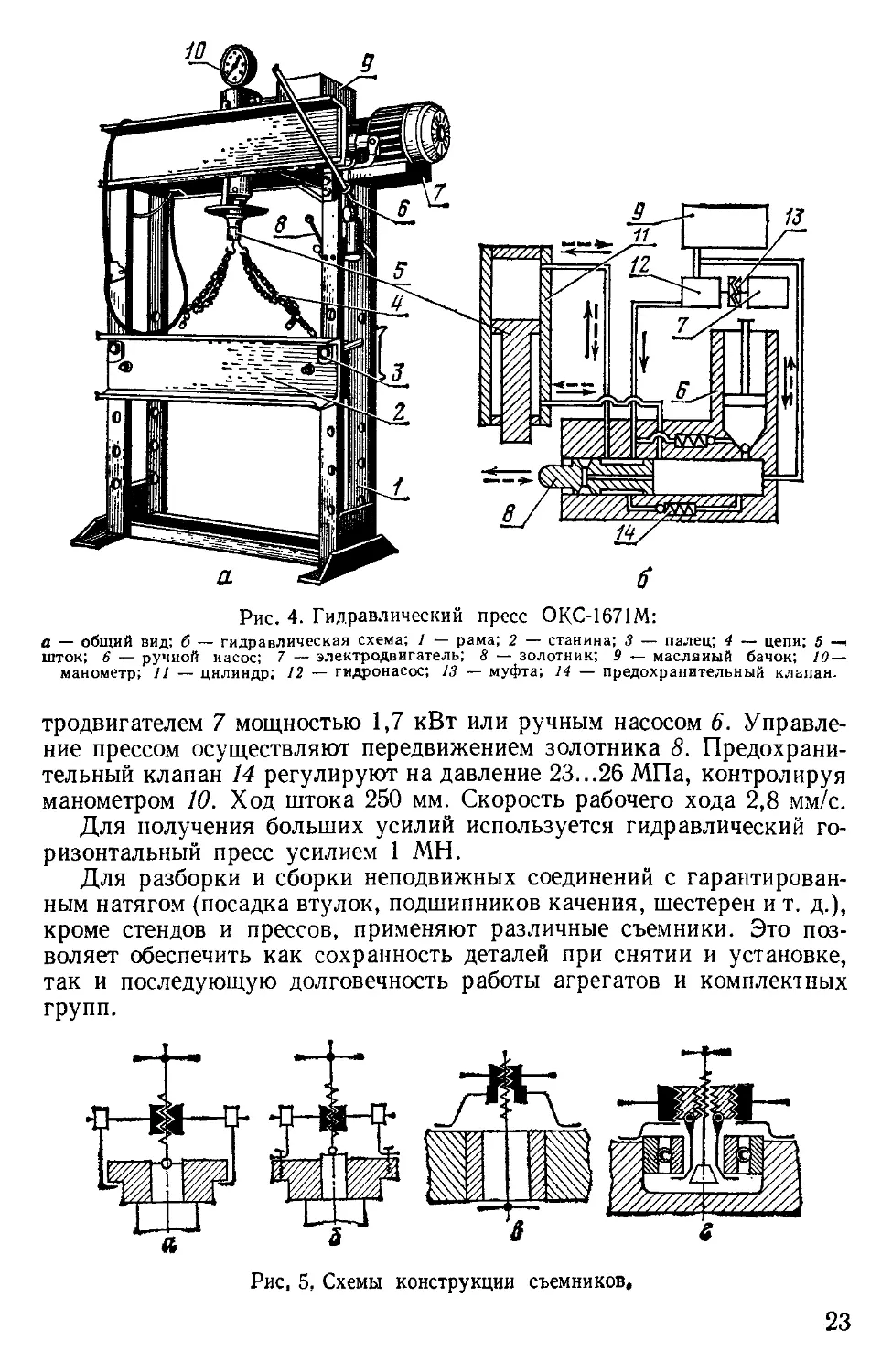
Для разборки и сборки неподвижных соединений с гарантирован-
ным натягом (посадка втулок, подшипников качения, шестерен и т. д.),
кроме стендов и прессов, применяют различные съемники. Это поз-
воляет обеспечить как сохранность деталей при снятии и установке,
так и последующую долговечность работы агрегатов и комплектных
групп.
Рис, 5, Схемы конструкции съемников.
23
250
a
438
Понус 3°
на сторону
Рис. 6. Примеры приме-
нения съемников:
а — спрессовывание подшип-
ника вала двухлапчатым
съемником; / — подставка;
2 — съемник; 3 — отводка;
4 — тиски; б — снятие опоры
направляющего колеса трак-
тора Т-4А; в — съемник коль-
ца игольчатых подшипников
вала привода отбора мощно-
сти трактора «Беларусь»;
/ — корпус; 2 — разжимная
цанга; 3 — распорный стер-
жень; 4 — силовая гайка.
1мгц*г
418
4122
2,5
436
Ч>70
Например для разборки и сборки комплектных групп автомо-
билей ГАЗ-51, ГАЗ-53А и ЗИЛ-130 применяют комплект съемников
и приспособлений ПИМ-192, позволяющий производить 93 операции.
Стационарный универсальный гидравлический съемник ОР-8846 об-
легчает монтажные работы по трактору К-700. Универсальный двух-
лапчатый съемник II1LM-483-30 служит для снятия шестерен, втулок,
шарико- и роликоподшипников и др.
Принцип их устройства схематично изображен на рисунке 5. На-
иболее распространенную схему конструкции съемников иллюстриру-
ет рисунок 5,о, а съемник, выполненный по этой схеме показан на ри-
сунке 6, а.
24
По схеме, изображенной на рисунке 5, б, выполнен съемник для
снятия опоры направляющего колеса трактора Т-4 (рис. 6, б). По
схеме на рисунке 5, в выполнен съемник для выпрессовки гильз из бло-
ков двигателей. Винтовой съемник для выпрессовки подшипников ка-
чения, установленных внутри деталей, показан на рисунке 6, в, а схему
его работы иллюстрирует рисунок 5, г.
При спрессовывании как на прессах, так и при пользовании съем-
никами применяют еще дополнительные детали, чаще всего разъемные
кольца, стяжные хомуты и наставки.
Во время разборки и сборки резьбовых соединений применяют
трещоточные, фрикционные и коловоротные ключи со сменными голов-
ками; механизированный инструмент — гайковерты, шуруповерты,
шпильковерты (производительность увеличивается в 5 раз по сравне-
нию с работой вручную); электромеханические универсальные и
специальные установки для разборки сборочных единиц и агрега-
тов.
Гайковерты могут быть электрические (ШПР-3 для резьб Мб;
ЭП-120, ЭП-1241 для резьб до М16), пневматические (УПГ-16, ГПМ-14
для резьб М14 и М16; П-3121 для резьб до М24) и гидравлические.
Гайковерты подразделяются на ручные, подвесные, переносные и
стационарные. Наиболее удобен гайковерт П-3121 с ударно-импульс-
ным механизмом, позволяющим при отвертывании или окончатель-
ном довертывании резьбовой детали создавать ударные импульсы
на шпинделе.
Универсальным инструментом, применяемым для разборочно-сбо-
рочных работ, являются: наборы гаечных ключей различных типов
(открытые, накладные, глухие, торцовые, Г-образные для круглых
гаек и т. д.); ключи для шпилек (простые, эксцентриковые или спе-
циальной конструкции); молотки слесарные простые и «мягкие»;
отвертки, пассатижи и т. п.
Универсальными являются также комплекты инструмента: «Боль-
шой набор» (56 видов инструмента); «Средний набор» (30 видов) и
«Малый набор» (19 видов); набор инструмента для колхозного меха-
ника, для технического обслуживания и др.
§ 5. Подъемно-транспортное оборудование
Разборочно-сборочные и ремонтные работы сопровождаются опе-
рациями снятия и транспортировки различных агрегатов, комплект-
ных групп и громоздких деталей. Эти работы осуществляют с помощью
подъемно-транспортного оборудования.
Различают три вида оборудования: подъемное, подъемно-транспорт-
ное и транспортное.
С помощью подъемно-трапснортного оборудования груз можно
поднимать и передвигать (мостовые краны, кран-балки, передвижные
и поворотные краны, монорельсы).
Транспортные средства и устройства различных конструкций ши-
роко применяют для транспортирования грузов внутри цеха и между
25
цехами. К ним относятся конвейеры, рольганги, карусельные столы,
эстакады, а также ручные и прицепные тележки, тачки, электрокары,
различные передвижные стенды для разборки узлов, агрегатов и ма-
шин.
К подъемному оборудованию относят устройства, поднимающие
груз: тали ручные и электрические, лебедки, домкраты, грузозахват-
ные приспособления.
Тали ручные бывают двух видов: шестеренные грузоподъ-
емностью 1, 3, 5 и 10 т и червячные грузоподъемностью 1, 3, 5 и 10 т.
Тали имеют два крюка: один служит для подвешивания самой тали
на кошке, передвигающейся по монорельсу или стреловому крану,
а другой для подвешивания груза. Подъем груза осуществляется на
высоту до 3 м.
Тали электрические выпускают грузоподъемностью от
0,5 до 5,0 т. Высота подъема груза до 6 м, управление осуществляется
с пола или из кабины.
Передвижные электротали состоят из двух основных комплект-
ных групп: механизма подъема и опускания груза и механизма перед-
вижения, перемещающего механизм подъема вместе с грузом вдоль
однорельсового пути.
Существуют пневматические подъемники для поднятия и неболь-
шого перемещения грузов массой до 1,5 т.
При выполнении отдельных операций по ремонту агрегатов воз-
никает необходимость в использовании различных подъемных приспо-
соблений в виде лебедок и домкратов.
Лебедки применяют для поднятия, опускания и перемещения
грузов на небольшие расстояния. Они подразделяются на ручные и
электрические. Лебедки могут быть установлены на фундаменте, сте-
не или на передвижных тележках. Лебедка состоит из станины, бара-
бана или звездочки, проволочного каната или цепи, тормоза и шесте-
ренных передач.
Ручные лебедки грузоподъемностью до 1 т имеют одну передачу;
до 3,5 т — двойную и до 10 т — тройную передачу.
Электрические лебедки в зависимости от грузоподъемности бывают:
реверсивные грузоподъемностью 0,5 т; фрикционные— 1 т; двухбара-
банные — 1,25 т; монтажные — 5 т; обычные — 0,5 и 1 т и др.
Г рузозахватные приспособления используют для подвеши-
вания агрегата, узла или детали на крюке подъемного устройства.
Грузозахватные приспособления должны обеспечить быстроту, на-
дежность и удобство крепления и снятия с подвески элементов маши-
ны. Схватки и захваты применяют для подъема головок блоков, ка-
реток, радиаторов, кабин и других деталей и элементов машин. Состоят
они обычно из фасонных прутковых крючков, соединяемых кольцом
или прутковыми звеньями. Широкое применение находят также сталь-
ные проволочные канаты-тросы с 6...8-кратным запасом прочности.
Концы каната обязательно должны быть заделаны (рис. 7).
Подъемно-транспортное оборудование. Широкое распространение
на ремонтных предприятиях для обслуживания рабочего места или
операции получили поворотные консольные краны.
26
Рис. 7. Заделка концов канатов:
а — канатный коуш; б — хомутики; в — коническая втулка; г —
втулка клиновая с зубчатыми клиньями; д — втулка с гладким
клииом.
Такие краны в зависимости от способа установки и обслуживаемой зо-
ны могут быть полноповоротными подвесными (рис. 8, а), полнопо-
воротными на отдельно стоящей колонне (рис. 8, б) и настенными
(рис. 8, в) с углом поворота до 150°. Подъемный механизм крана мо-
жет быть электрический, пневматический или ручной. В зависимости
от грузоподъемности рекомендуется определенный вылет стрелы кон-
сольных кранов: 0,5 т до 6 м; 1...2 т до 4,5 м и 3...5 до 3,5 м.
Монорельсовые пути используют для транспортировки
с помощью электрических талей грузов по рабочим местам в мастер-
ской. Их подвешивают к потолку или специальным конструкциям.
Отклонение груза в обе стороны от оси пути не должно превышать
400...600 мм.
Кран-балки могут быть с ручным или электрифицированным
приводом для перемещения по подкрановым путям поперечной бал-
ки. Электрифицированная кран-балка представляет собой передвиж-
ную двутавровую балку, по которой перемещается электрическая таль.
Балка опирается или подвешивается на подкрановые пути ходовыми
колесами, имеющими электропривод через трансмиссию. Подкрановые
пути могут быть опорными, когда они крепятся на специальных колон-
нах, или подвесными при креплении их к потолочным фермам. Пути
27
Рис. 8. Консольные краны:
а — лолноповоротный подвесной; б -- полноповоротный на отдельно стоящей колонне;
в — настенный.
должны быть строго горизонтальны и параллельны между собой. От-
клонение допускается не более 10 мм.
Управление краном кнопочное (с пола), грузоподъемность 1, 2
и 3 т. Пролет кран-балки составляет до 18 м на 1 и 2 т и до 12 м на 3 т.
Мостовые краны имеют более сложную конструкцию, чем
кран-балки, и применяют их для подъема грузов массой 5, 10 и 20 т.
Для подъема грузов на открытой площадке или при складировании
материалов внутри помещений применяют перекатные козловые краны
грузоподъемностью 3 т.
Транспортные средства. Для перемещения деталей, узлов и агре-
гатов между рабочими постами разборки и моечными машинами, в
процессе сборки, для транспортировки деталей после мойки в дефекто-
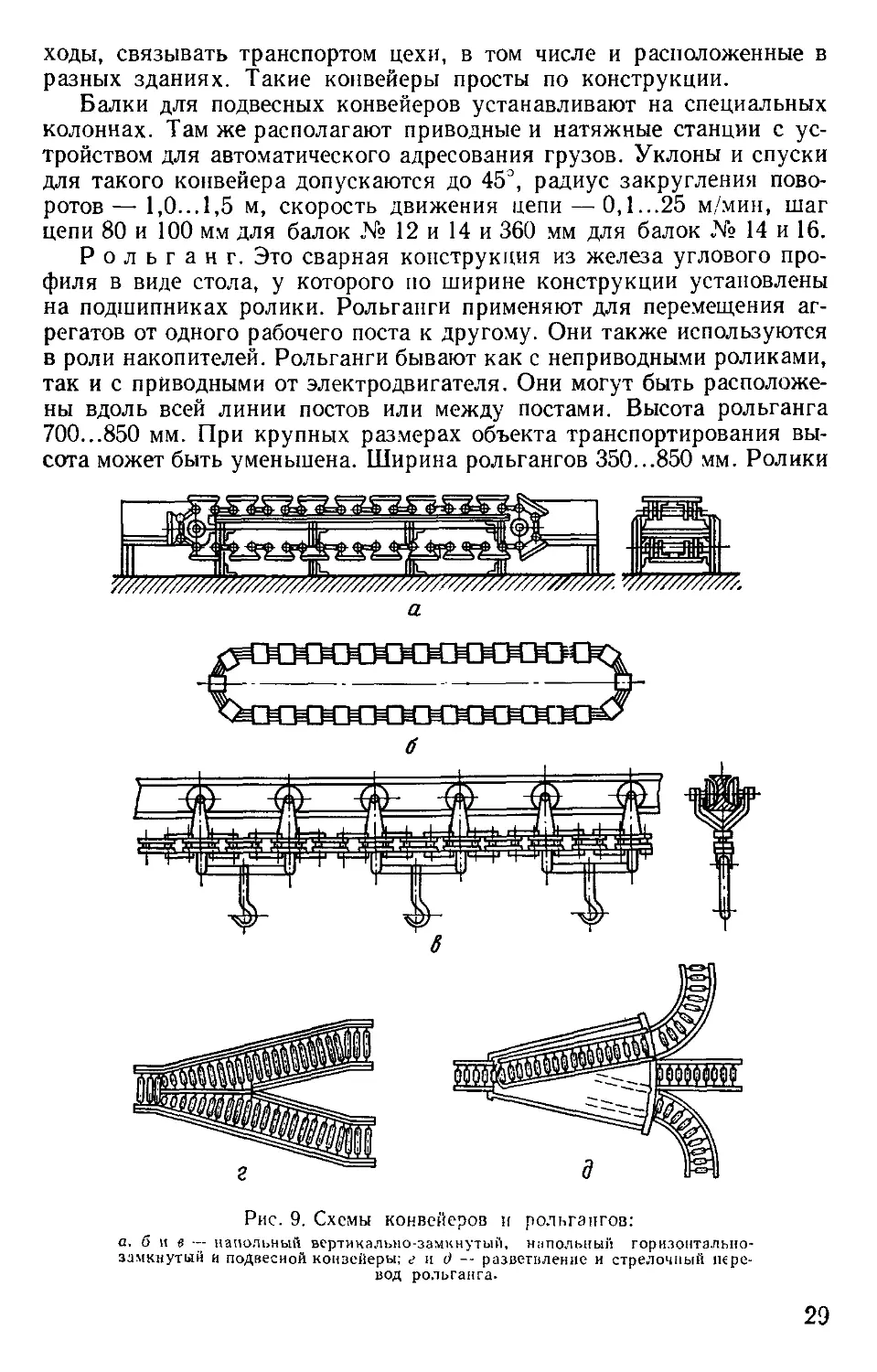
вочное и комплектовочное отделения применяют конвейеры раз-
личных конструкций (рис. 9).
Вертикально-замкнутые конвейеры (обычно
пульсирующие) применяют при многопостовой сборке агрегатов.
Подвесные цепные конвейеры получили широкое
распространение, так как с их помощью можно перемещать грузы по
трассе с поворотами, подъемами и спусками, обходить проезды и про-
28
ходы, связывать транспортом цехи, в том числе и расположенные в
разных зданиях. Такие конвейеры просты по конструкции.
Балки для подвесных конвейеров устанавливают на специальных
колоннах. Там же располагают приводные и натяжные станции с ус-
тройством для автоматического адресования грузов. Уклоны и спуски
для такого конвейера допускаются до 45°, радиус закругления пово-
ротов—• 1,0...1,5 м, скорость движения цепи — 0,1...25 м/мин, шаг
цепи 80 и 100 мм для балок № 12 и 14 и 360 мм для балок № 14 и 16.
Рольганг. Это сварная конструкция из железа углового про-
филя в виде стола, у которого по ширине конструкции установлены
на подшипниках ролики. Рольганги применяют для перемещения аг-
регатов от одного рабочего поста к другому. Они также используются
в роли накопителей. Рольганги бывают как с неприводными роликами,
так и с приводными от электродвигателя. Они могут быть расположе-
ны вдоль всей линии постов или между постами. Высота рольганга
700...850 мм. При крупных размерах объекта транспортирования вы-
сота может быть уменьшена. Ширина рольгангов 350...850 мм. Ролики
Рис. 9. Схемы конвейеров и рольгангов:
о. б и в — напольный вертикально-замкнутый, напольный горизонтально-
замкнутый и подвесной конвейеры; г и 0 — разветвление и стрелочный пере-
вод рольганга.
29
рольганга делают из труб диаметром 50...75 мм, которые располагают
через 100...300 мм.
Эстакады применяют для транспортирования больших агре-
гатов на поточных линиях. На эстакаде устанавливают передвижные
тележки для крепления агрегата, который благодаря наличию на те-
лежке специального устройства может быть повернут в удобное для
сборки положение и передвинут вдоль эстакады.
Наземный транспорт применяется на всех ремонтных
предприятиях. В этих целях используют универсальные и специальные
тележки различных конструкций.
Передвижные тележки на рельсах используют для разборки и сбор-
ки тракторов, ручные применяют для перевозки агрегатов, а с вращаю-
щимися стойками и штырями на них — для хранения и транспор-
тирования различных колец, прокладок и других деталей.
Для транспортирования и погрузочно-разгрузочных работ часто
используют электрокары, а также автопогрузчики, которые могут ра-
ботать с вилочными подхватами, ковшом и с безбалочной стрелой.
§ 6. Мойка агрегатов, сборочных единиц и деталей
Практика работы ремонтных предприятий показала, что целесо-
образно применять многостадийную мойку, то есть вначале промывать
неразобранные агрегаты, затем частично разобранные агрегаты и пос-
ле этого отдельные детали. При некачественной мойке ресурс машины
после ремонта может снизиться до 75% по сравнению с ресурсом ма-
шины, прошедшей многостадийную мойку.
Перечень основных операций многостадийной мойки (в дополне-
ние к описанной выше мойке полнокомплектных машин), установок
для выполнения этих операций и применяемых моющих средств при-
веден в таблице 1.
На этих машинах не проходят мойку электрооборудование машин,
радиаторы в сборе, приборы питания и контрольные приборы, об-
шивка, сиденья, резиновые изделия, в том числе покрышки и камеры,
тормозные ленты, диски с накладками муфт сцепления, гусеничные
полотна в сборе и рамы. Очистку и мойку перечисленных приборов,
комплектов и деталей проводят на рабочих местах их ремонта или
в специальных ваннах.
Для мойки используют различные моющие средства: щелочные,
синтетические (СМС), состоящие из смеси солей и синтетических по-
верхностпо-активных веществ (ПАВ), растворяемых в воде, и раство-
ряюще-эмульгирующие (РЭС), обычно в готовом виде. ПАВ облегчают
разрушение жировых пленок, предупреждают повторное осаждение
загрязнений на очищаемых поверхностях, стабилизируя загрязне-
ния в моющей жидкости.
СМС типа МЛ-51, Лабомид-101 и Лабомид-102 (содержат кальци-
нированную соду, триполифосфат натрия, жидкое стекло или мета-
силикат натрия в Лабомиде-102, различные ПАВ) применяют с концен-
трацией 10...30 г/л при умеренном пенообразовании в любых машинах
струйного типа. Для этих же целей используются и вновь выпускае-
30
Операция Наименование и марка применяемых машин
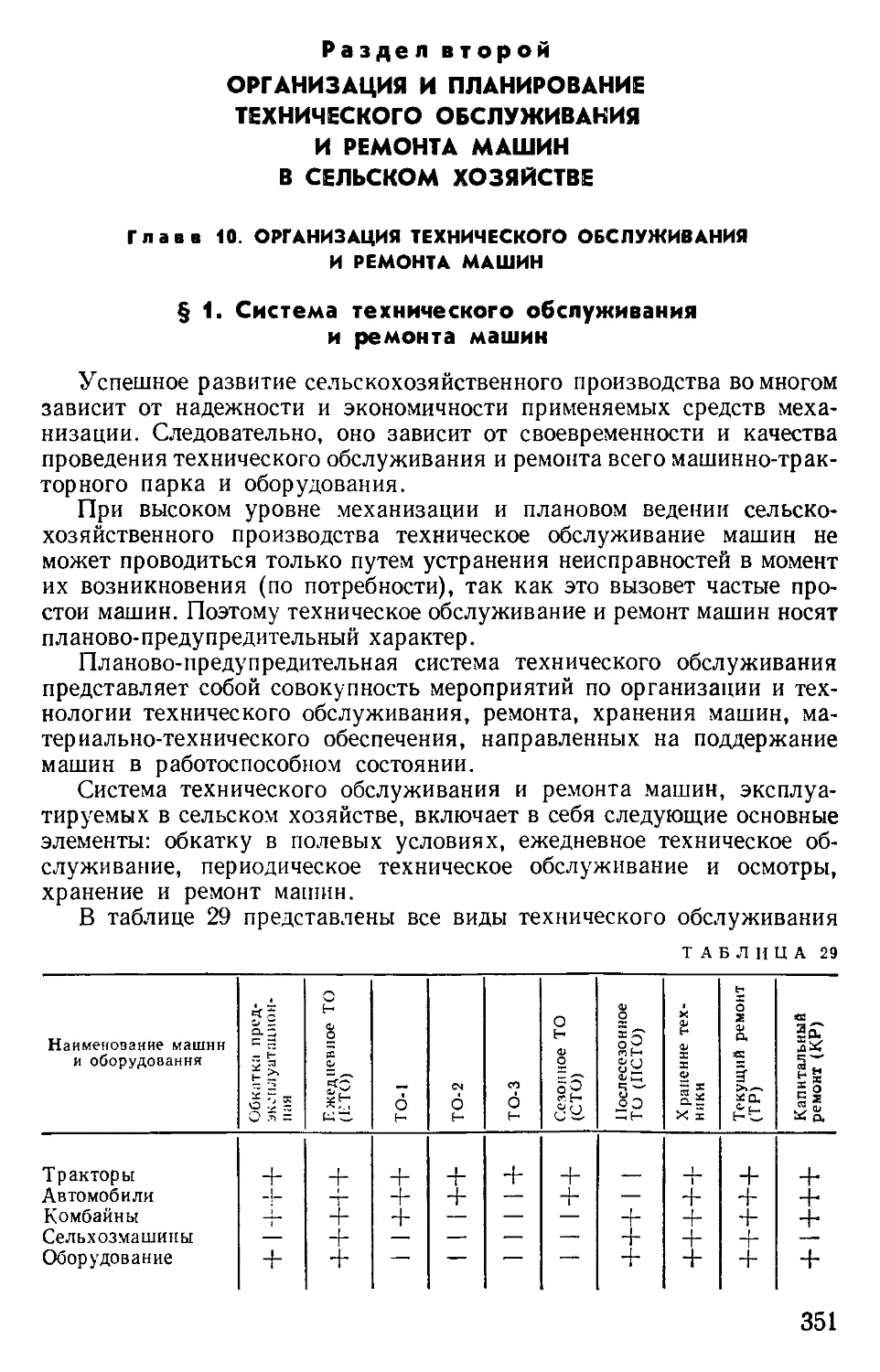
Мойка двигателей в сборе и составных частей машин Установка моечная камерная ОМ-837Г с огневым подогревом или ОМ-1366Г с па- ровым подогревом Моечная машина струйная ОМ-11501 (АКТБ-116) с подвесным конвейером и машина ОМ-1578А для мойки двигате- лей типа ГАЗ струйная с подвижными гидрантами Моечная машина камерная ОМ-947И с огневым подогревом и ОМ-4610 с паро- вым подогревом и вращающимися гид- рантами (обе для использования в кол- хозах и совхозах) Моечные машины погружные ОМ-5299 (очистная) и ОМ-5300 (ополаскивающая) с возвратно-поступательным движением платформы в растворе Моечные машины АКТБ-114 (очистная) и АКТБ-118 (ополаскивающая) с под- весным конвейером
Мойка и ополаскива- ние комплектных групп и деталей ма- шин Моечная машина ОМ-4267М с подвесным конвейером и ОМ-2839 с прутковым тран- спортером Моечные машины погружные ОМ-5287 и ОМ-5288 (очистная и ополаскиваю- щая) с возвратно-поступательным дви- жением платформы в растворе
31
ТАБЛИЦА I
Моющие средства (препараты) Температура раствора, °C Давление в напорном трубопроводе,
МЛ-51, Лабомид-101 и Лабомид-102, МС-6, МС-8, МС-16, МС-18 и Темп- 100А 80±5 0,35...0,40
Те же 80±5 0,40...0,60
Те же 80±5 0,30...0,40
АМ-15 и ДВП-1 для ОМ-5299; МЛ-52, Лабомид-203, МС-8 и МС-15 для ОМ-5300 ОМ-5299— 20...30 ОМ-5300— 20...90 —
МЛ-51, Лабомид-101 и Лабомид-102, МС-6, МС-8, МС-16, МС-18 и Темп-ЮОА 70...85 0,40...0,50
МЛ-51, Лабомид-101 и Лабомид-102, МС-6, МС-8, МС-16, МС-18 и Темп-ЮОА 80±5 0,40...0,50
ДВП-1 и АМ-15 для ОМ-5287; Ла- бомид-203, МС-8, МС-15 для ОМ- 5288 ОМ-5287— 20. ..30 ОМ-5288— 20...95
32
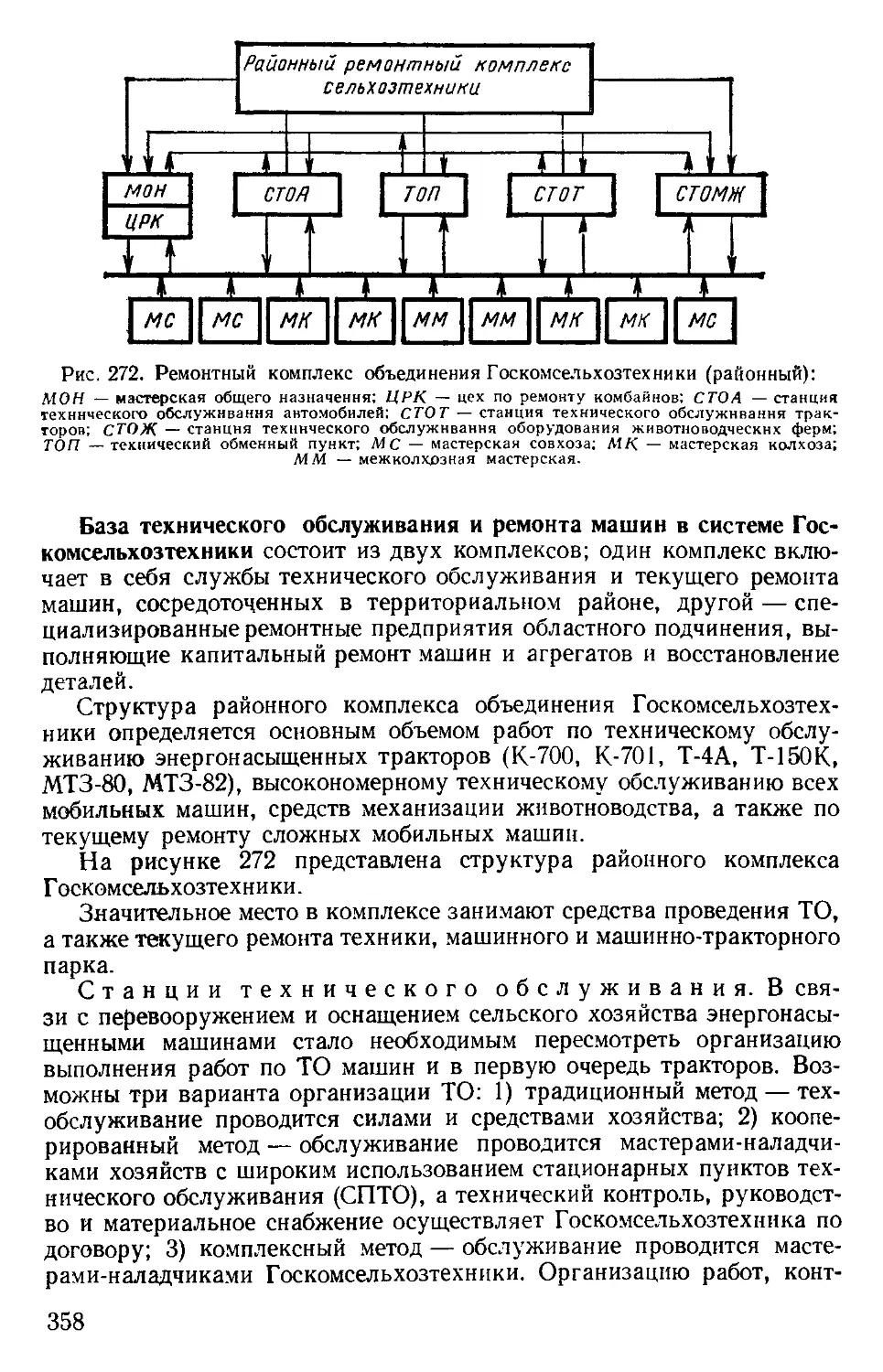
Операция Наименование и марка применяемых машин
Установка для мойки 196М струйная
Очистка деталей от смолистых отложе- ний Очистка деталей от на- гара и накипи (толь- ко для черных ме- таллов) Промывка масляных каналов блоков ци- линдров, коленчатых валов и шатунов Мойка головок цилинд- ров Мойка мелких деталей и метизов Мойка кабин, опере- ний и корпусных де- талей Моечная машина погружная ММЧ-1 с турбулентным потоком жидкости Моечная установка погружная ОМ-4266 с ппевмовибрацией грузовой платформы Установка ОМ-4944 для очистки деталей в расплаве солей погружением Установка моечная ОМ-3600 струйная Моечная машина 70-0750-1302 Установка ОМ-6068 с вращающимся ре- шетчатым барабаном Установка ОМ-3271 с тремя ваннами (щелочного раствора, воды и ортофос- форной кислоты) погружного типа
Мойка резервуаров и бочек Установка ОМ-2308 передвижная
Продолжение
Моющие средства (препараты) Температура раствора, °C Давление в напорном трубопроводе, МПа
МЛ-51, Лабомид-ЮГи Лабомид-102, 75...85 0,40...0,50
МС-6, МС-8, МС-16, МС-18 и Темп-100 А МЛ-52, Лабомид-203, МС-6, МС-8 90...95
и МС-15 AM-15, Лабомид-311 и Лабомид- 18...35
315-)-вода (1:1) Едкий натр, азотнокислый и хло- 380...420
ристый натрий МЛ-51, Лабомид-101 и Лабомид- 80...90 0,50
102, МС-6, МС-8, МС-16, МС-18 и Темп-ЮОА МЛ-52, Лабомид-203, МС-8, МС-15 70...80
Щелочной раствор или препараты В раствор
МЛ-52, Лабомид-203, МС-8, МС-15 МЛ-52, Лабомид-203, МС-15 ПОДВОДИТСЯ насыщенный пар 75...85 —
001
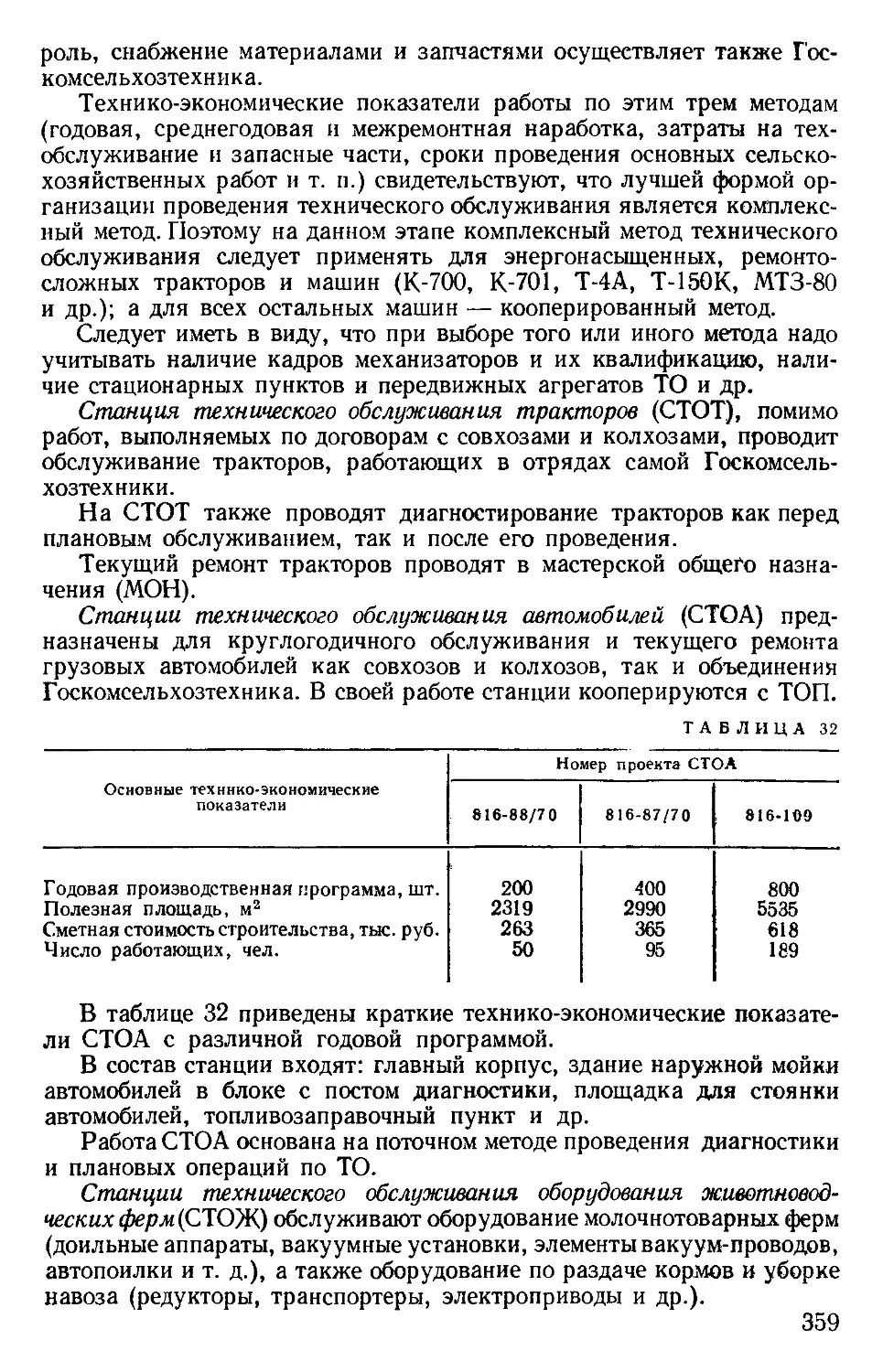
Операция Наимеиоаание и марка применяемых машин
Мойка деталей на ра- бочих местах при сборке Ванна моечная передвижная ОМ-1316
Мойка комплектных групп и деталей топ- ливной аппаратуры, пусковых двигателей и гидросистем Моечная машина ОМ-5342 Машины моечные ОМ-12077 (очистная) и ОМ-12078 (ополаскивающая) с постом подготовки растворов ОМ-12159
Подогрев подшипников качения и расконсер- вация Ванна ОКС-1513 для нагрева подшипни- ков перед напрессовкой
Расконсервация дета- лей Машина погружная ОМ-5349 для очистки с пневмовибрацией грузовой платформы
Ванна ОМ-1600 для расконсервации дета- лей
Ванна ОР-1562 для расконсервации пре- цизионных деталей
33
П родолокение
Моющие средства (препараты) Температура раствора, °C Давление в напорном трубопроводе, МПа
Керосин или дизельное топливо — —
МЛ-51, Лабомид-101 и Лабомид- 102, МС-6, МС-16, МС-18, ополаски- вающий раствор 0,3...0,5 %-ный нитрита натрия 85 —
МЛ-51, Лабомид-101 и Лабомид-102, МС-6, МС-16, МС-18 и Темп-ЮОА 80 ±5 0,4...0,6
Вода с поверхностным слоем масла высотой 50...70 мм 90 —
МЛ-52, Лабомид-203, МС-6, МС-8, МС-15, Темп-ЮОА 70. .80 —
Вода 80. .90 —
Дизельное топливо
мые СМС типа МС-16, МС-18 (концентрация 10...20 г/л) и Темп-ЮОА
(концентрация 5...15 г/л). СМС типа Темп-ЮОА одновременно пас-
сивирует открытые поверхности машин, предохраняя их от коррозии.
СМС типа МЛ-52 и Лабомид-203 (содержат те же компоненты, но
в другом количестве, и больше ПАВ) предназначены для очистки де-
талей от прочных смолистых отложений методом погружения в ванну
с циркулирующим моечным раствором с концентрацией 20...30 г/л.
СМС типа МС-5, МС-6, МС-8 и МС-15 (содержат кальцинированную
соду, триполифосфат натрия, метасиликат натрия и смесь ПАВ) ис-
пользуют для струйной очистки деталей и очистки методом погруже-
ния. При струйной очистке применяют растворы МС-5 и МС-6 с кон-
центрацией 15...20 г/л. При выварке деталей в ваннах или машинах
с возвратно-поступательным движением промываемого объекта в ван-
не рекомендуется раствор МС-8 и МС-15 с концентрацией 20...30 г/л.
РЭС типа АМ-15 (ксилол 70...76%, ализариновое масло 20...28%,
оксиэтилированные спирты 2,0%) используется для очистки деталей
от смолистых загрязнений в ваннах или машинах с возвратно-посту-
пательным движением платформы в ванне (например, при очистке
фильтров грубой очистки масла). РЭС типа ДВП-1 (уайт-спирит, мас-
ло талловое, сода каустическая, ПАВ) используется для очистки де-
талей от асфальтосмолистых отложений в 50%-ном растворе с дизель-
ным топливом. В последнее время выпускаются негорючие РЭС: Ла-
бомид-311 (трихлорэтилен, трикрезол и ПАВ) —жидкость 100% кон-
центрации в растворе с водой (1 : 1 или 1 : 0,25) или керосином (1 : 1
или 1 : 2); Лабомид-315 (хлорированные углеводороды, ПАВ, стаби-
лизаторы и активатор).
После выдержки в препаратах детали должны быть промыты во-
дой или щелочным раствором в струйных моечных машинах.
В зависимости от программы ремонтного предприятия, объектов
ремонта, технологии выбирают и соответствующие моечные машины.
На предприятиях с небольшой про-
Рис. 10. Тупиковая моечная
машина ОМ-837Г,
граммой ремонта применяют тупиковые
моечные машины. На ремонтных заво-
дах используют конвейерные машины.
Устройство тупиковой моечной маши-
ны с двухколлекторными вращающими-
ся гидрантами показано на рисунке 10.
Резервуары и отстойники расположены
внизу машины. Промываемый агрегат
помещается в теплоизолированную каме-
ру на тележке. Моющая жидкость центро-
бежным насосом подается в П-образный
верхний и нижний коллекторы с гид-
рантами. Гидранты расположены так,
что выходящие струи создают реактив-
ные силы, приводящие коллекторы в дви-
жение.
Некоторые точные детали топлив-
ной аппаратуры, гидросистемы, а так-
34
же шариковые и роликовые подшипники промывают керосином
или бензином в ваннах или в ультразвуковых моечных установках.
В дне ванны такой установки смонтированы магнитострикционные
преобразователи электрической энергии в ультразвуковые колебания,
передаваемые жидкости (трихлорэтилен, бензин или щелочной раствор).
Ванны с одним — четырьмя преобразователями выпускаются под
марками от УЗВ-15 до УЗВ-18 объемом 30...160 л и потребляемой мощ-
ностью 2,5... 10 кВт. Температура жидкости должна быть в пределах
25...70°С в зависимости от ее состава. В таких установках кокс и нагар
удаляют за 2...3 мин, а жиры и масла — за 30...50 с. Для удаления
нагара и накипи с поверхностей деталей применяют расплав солей
(65% едкого натра, 30% азотнокислого и 5% хлористого натрия) при
температуре 38О...42О°С. Для выполнения этой операции служит ус-
тановка ОМ-4944, имеющая четыре ванны, которые расположены в
порядке выполнения операций: ванна для расплава солей, промывоч-
ная, для раствора кислоты и вновь промывочная. При этой очистке
частично удаляется и ржавчина.
От нагара детали очищают также механическим или термическим
способом.
Одним из механических способов очистки от нагара является виб-
роабразивный. Для очистки детали вместе с боем абразивных кругов
грануляции 10...30 мм загружают в контейнер, установленный на виб-
ростол. При вибрации абразивы счищают нагар с деталей, а смывает
его подаваемый в контейнер синтетический моющий раствор.
На ремонтных заводах используют механический способ удаления
нагара косточковой крошкой. Сущность этого способа состоит в том,
что на обрабатываемую деталь направляют струи сжатого воздуха
вместе с косточковой крошкой (скорлупа фруктовых косточек), которая
разрушает слой нагара, не повреждая поверхности детали. Давление
воздуха 0,4...0,5 МПа, а угол падения потока крошки на деталь 62...
63°. Очистку проводят в камере универсальной установки вручную.
Термический способ очистки заключается в том, что отложения
кокса и нагара с некоторых деталей (выхлопные и всасывающие кол-
лекторы) удаляют, выжигая пламенем газовой горелки с избытком
кислорода; полые детали наполняют коксом или древесным углем и
обжигают в термопечи.
§ 7. Охрана труда при моечно-очистительных работах
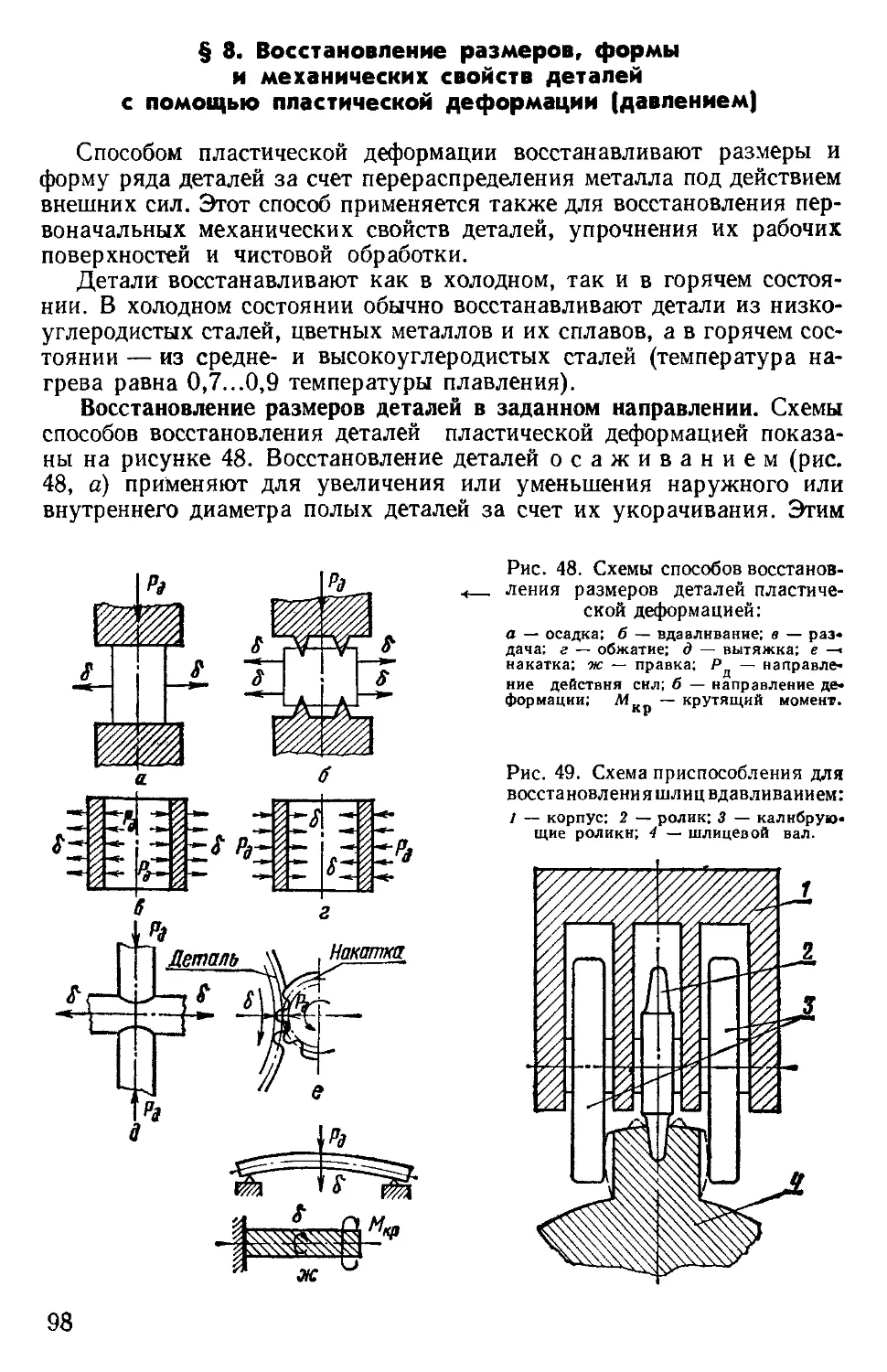
Присутствие химических веществ в растворах и сильное выделение
из них пара при нагревании и мойке, наличие топочного устройства
у машины и большого числа соединений на трубах для подвода пара,
воды, сжатого воздуха, большое количество загрязнений на промыва-
емых объектах и ряд других причин требуют особой организации ох-
раны труда.
Так, при всех видах работ в моечном отделении должны надежно
работать общая приточно-вытяжная и местная вентиляции — у машин
и ванн, особенно с вредными выделениями паров из моющих раство-
ров. Нельзя курить в помещении мойки, принимать пищу и работать
2*
35
натощак. Должна иметься аптечка с медикаментами для оказания
первой помощи при несчастных случаях, инструкция о безопасных ме-
тодах работы и др.
Кроме того, при работе с СМС на моечных машинах мойщик должен
смазывать руки защитной пастой ХИОТ-6 или АБ-1, а при работе с
керосином, дизельным топливом и другими нефтепродуктами —пастой
ПМ-1. Перед началом работы мойщик обязан проверить надежность
заземления моечных машин и электроустановок, герметичность моеч-
ных камер, отсутствие течи в соединениях и излишек паровыделений.
Защитные фартуки и кожухи у конвейерных моечных машин не должны
иметь повреждений. При загрузке и выгрузке деталей в моечные ванны
и машины следует применять подъемно-транспортное оборудование
и соблюдать при этом соответствующие меры предосторожности: не до-
пускать выступания деталей за габариты контейнера или конвейера,
не расплескивать растворы, следить, чтобы после загрузки деталей
в ванну уровень раствора был ниже краев ванны на 150 мм. При на-
личии в машине топки с подачей топлива через форсунки следует
проявлять максимальную предосторожность, при включении форсунки
вначале открывают воздушный вентиль, а затем топливный; при вы-
ключении вначале перекрывают подачу топлива, а затем — воздуха.
Это предупреждает возможность взрыва в топке. Необходимо следить
за тем, чтобы змеевики и трубы для нагрева в ваннах были покрыты
моющей жидкостью. Устранение неисправностей иочистку моечной ма-
шины можно производить только при выключенных машине и электро-
двигателях, а на пусковой аппаратуре при этом надо обязательно вы-
весить предупредительные таблички. Двери камер моечных машин сле-
дует открывать через 2...3 мин после выключения подачи раствора и
включения вентиляции для удаления паров. В ультразвуковых ван-
нах загрузку и выгрузку деталей следует проводить только при выклю-
ченной установке.
Хлорированные растворители следует хранить в закрытых ем-
костях с надписью «Осторожно! Ядовитые вещества»; на руки нанести
пасту или мазь (паста ИЭР-1, «Ялот», биологические перчатки). За-
прещается пользоваться открытым пламенем и нагревательными при-
борами.
При работе с препаратом АМ-15 концентрация паров ксилола в
воздухе производственных помещений, замеряемая газонализатором
УГ-2, не должна быть более 0,05 мг/л. При работе следует применять
рукавицы или перчатки из ткани, покрытой поливинилхлоридом.
В случае попадания препарата на кожу его следует смыть теплой во-
дой и смазать кожу ланолином или кремом на ланолиновой основе.
Рабочие должны проходить медицинский осмотр не реже чем через
шесть месяцев работы.
§ 8. Дефектация сопряжений и деталей
Изнашивание большинства деталей в подвижных сопряжениях
протекает по кривой, показанной на рисунке 11. Первый участок
этой кривой характеризует период приработки (ускоренное изнаши-
36
Рис. 11. Характерная кривая из-
носа.
вание), второй — период нормальной
работы (естественный физический из-
нос), третий — период аварийного из-
носа.
Естественным износом называется
износ, вызываемый действием сил
трения, при котором величина его
нарастания пропорциональна време-
ни эксплуатации.
Аварийный износ интенсивно на-
растает в течение короткого про-
межутка времени и достигает таких размеров, при которых дальней-
шая эксплуатация изделий становится невозможной.
Величина износа в точке перехода прямолинейного участка изна-
шивания в криволинейный (зону аварийного износа) называется пре-
дельной (Япр), т . е. такой, при котором дальнейшая эксплуатация
детали невозможна из-за недопустимого снижения экономических или
технологических показателей и появления отказа (аварий).
Задача заключается в том, чтобы установить эти предельные ве-
личины износа, при котором дальнейшие изменения состояния дета-
лей или сопряжений могут вызвать общее ухудшение работоспособ-
ности машины, и использовать их при дефектации.
Различают три критерия, по которым устанавливают предельные
значения величин неисправностей: экономический, качественный и
технический.
По экономическому критерию предельный износ или зазор в сопря-
жении деталей (увеличение зазора в прецизионных парах топливной
аппаратуры, между гильзой и поршнем, кольцом и канавкой в поршне,
износ кулачков распределительного вала, износ жиклеров в карбюра-
торе и др.) определяют по предельному снижению экономических по-
казателей — потери мощности, снижению производительности, уве-
личению расхода топлива и смазочных материалов и т. д.
При использовании качественного критерия предельный износ или
зазор устанавливают по отклонению качества выполнения сельско-
хозяйственных операций от агротехнических требований (при вспаш-
ке — вспушенность поля, наличие огрехов, качество оборота пласта,
равномерность глубины; при посеве — глубина заделки семян, рав-
номерность количества высеваемых семян, качество заделки семян;
при обмолоте — наличие дробления зерна, величина недомолота и др.).
При использовании технического критерия предельный износ или
зазор устанавливают по резкому увеличению ускорения износа, ко-
торый может привести к аварии или отказу в работе машины (увели-
чения зазоров в передаточных механизмах двигателя, шасси тракторов,
навесных, прицепных сельскохозяйственных и других машинах, вос-
принимающих значительные усилия.)
Однако установление предельного размера износа деталей явля-
ется недостаточным основанием для выбраковки их при дефектации
во время ремонта. Детали при ремонте выбраковывают не по предель-
ному износу, а по допустимому без ремонта (И^, т. е. такому, при ко-
37
тором, если оставить деталь в машине при ремонте, она выработает
межремонтный ресурс (МР) и дойдет до предельного состояния.
Поступающие на дефектацию детали и сопряжения с целью оценки
их технического состояния и определения возможности их дальнейшей
эксплуатации или необходимости восстановления подвергают замерам,
проверкам и внешнему осмотру. Дефектацию ведут по наименьшему
диаметру вала и по наибольшему размеру отверстия. В результате
дефектации сопряжений и деталей составляется ведомость на замену
выбракованных деталей, которая является основным документом для
дальнейшего проведения ремонтных работ, восстановительных опе-
раций, выявления потребности в запасных частях и материалах, оп-
ределяющих стоимость ремонта машины. На специализированных
предприятиях по ремонту машин ведомость не составляется.
При дефектации детали разделяют на пять групп и маркируют ок-
рашиванием: годные (зеленый), годные при сопряжении с новыми или
восстановленными до нормальных размеров деталями (желтый), под-
лежащие ремонту в мастерской или на специализированном предприя-
тии (белый), подлежащие ремонту только на специализированном пред-
приятии (синий) и негодные — металлолом (красный).
Состояние деталей, сопряжений и комплектных групп можно оп-
ределить путем осмотра, проверкой на ощупь, проверкой с помощью
мерительного инструмента и др.
Осмотром при разборке выявляют комплектность машины, разру-
шенные детали (изломы, трещины, выкрашивание поверхностей ит. д.),
наличие отложений (накипь, нагары, коксы, лаки и др.), течи масла,
топлива, воды и др.
Проверкой на ощупь определяют износ и смятие ниток резьбы на
деталях путем предварительной затяжки, наличие усталостных ра-
ковин и шелушений — проворачиванием элементов качения ролико-
вых и шариковых подшипников в обоймах, эластичность сальников,
наличие задиров, царапин и др.
Проверкой простукиванием и прослушиванием выявляют плотность
посадки штифтов и шпилек в корпусах и крышках (плотно сидящие
штифт или шпилька издают звонкий металлический звук); плотность
посадки втулок, которые при легком остукивании при нормальной
посадке должны издавать звонкий металлический звук, и наличие
трещин, которые нельзя обнаружить осмотром (деталь, имеющая тре-
щину, издает дребезжащий звук).
Проверкой с помощью универсальных измерительных инструментов
определяют отклонения сопряжений от заданного зазора или натяга,
деталей от заданного размера, от плоскостности, формы, профиля
и т. д.
Для этих целей используют штангенциркули, микрометры, инди-
каторные нутромеры, щупы, штангенрейсмусы, штангензубомеры, уни-
версальные штативы с индикаторами, поверочные плиты, линейки и
целый ряд других измерительных приборов: оптиметры, миниметры,
инструментальные микроскопы. Например, износ зуба шестерни мож-
но определить штангензубомером, измеряя его толщину на определен-
ной установочной высоте: износ шейки вала определяют микрометром,
38
Рис. 12. Замер зубьев шестерен
шаблоном:
а — положение шаблона на неизношен-
ном зубе; б — положение шаблона на
изношенном зубе.
цилиндров — индикаторным нутро-
мером; неплоскостность головки ци-
линдров — линейкой со щупом и т. д.
Определяют также изменение твер-
дости с помощью различных твердоме-
ров.
Проверкой с помощью жесткого
предельного инструмента дефектуют у
деталей цилиндрические наружные и
внутренние рабочие поверхности, а
также фасонные поверхности (зубья,
шлицы, канавки под поршневые коль-
ца, шпоночные канавки и др.).
Жесткие шаблоны изготовляют по принципу однопредельных скоб.
Если скоба проходит через вал, это означает, что деталь имеет размер
меньше допустимого и должна быть выбракована. Так замеряют зубья
шестерен шаблоном (рис. 12), размер А которого равен допустимой без
ремонта толщине зуба. Шестерня считается пригодной к дальнейшей
работе, если между вершиной зуба и шаблоном остается зазор S.
Для выбраковки деталей по внутреннему диаметру шаблоны (про-
бки) изготовляют также однопредельными и плоскими в сечении, так
как изношенное отверстие обычно представляет собой овал, наиболь-
ший диаметр которого должен быть определен шаблоном.
Предельные пробки и скобы изготавливают многоразмерными с
целью уменьшения количества выбраковочного инструмента.
Проверкой с помощью специальных приборов, приспособлений и
оборудования выявляют ряд неисправностей в узлах и деталях машин.
Например, трещины в блоке и головке блока, в выхлопных и всасываю-
щих трубах, герметичность сердцевины радиатора и других деталей
определяют путем гидравлического или пневматического испытания
на стендах. Упругость деталей (пружин, колец) проверяют на приборе
КП-0507 с весовым механизмом. Биение и погнутость шеек валов про-
веряют в центрах на установке или на призмах; изгиб и перекос осей
шатунов — на специальном приборе и т. п. С помощью универсаль-
ного индикаторного прибора КИ-1223 (рис. 13) проверяют радиальный
зазор в подшипниках качения с размерами £>вн=17...110, £>нар=47...
200 и Я=12...45 мм и в соответствии с техническими условиями про-
водят их дефектовку.
Магнитно-порошковый, капиллярный (люминесцентный, цветной)
и ультразвуковой — методы определения скрытых дефектов. М а г-
н и т н о-п орошковый метод дефектоскопии используется
для обнаружения поверхностных и близко расположенных к поверх-
ности трещин, раковин и несплошности металла в ферромагнитных
деталях машин. Магнитный поток, проходя через деталь, в местах с
дефектами изменяет свою величину и направление (рис. 14), которое
регистрируется нанесенным на испытываемую деталь (после ее на-
магничивания или в присутствии намагничивающего поля) магнитным
порошком; он оседает по кромкам трещины.
Ферромагнитный порошок (обычно прокаленная окись железа —
39
крокус) применяют в сухом виде или в виде суспензии, то есть порош-
ка, находящегося во взвешенном состоянии в трансформаторном масле
или керосине (1 : 30, 1 : 50).
Для обнаружения дефектов, перпендикулярных оси детали, при-
меняют намагничивание в поле соленоида (рис. 14, а); продольных
оси детали — циркулярное намагничивание (рис. 14, б); расположен-
ных в различных направлениях — комбинированное намагничивание
(рис. 14, в).
Для намагничивания деталей применяются универсальные дефек-
тоскопы: УМД-9000 ВИАМ, М-217 ЗИЛ, ЦНВ-3, ЦНИИТМАШ,
77ПМД-ЗМ и др.
Наиболее удобен переносный дефектоскоп 77ПМД-ЗМ (рис. 15).
Электропитание дефектоскопа осуществляется от источника постоян-
ного тока напряжением 26 или 52 В либо переменного тока напряже-
нием 220 В. Намагничивание можно проводить в поле катушки соле-
ноида 4, пропуская ток через деталь или укладывая ее на полюса
электромагнитов 1.
С помощью дефектоскопа типа МК (магнитный карандаш) можно
выявлять трещины на небольших участках поверхности детали. При
перемещении магнита с притянутым к нему порошком по контролируе-
мой поверхности на невидимых трещинах детали откладывается хо-
рошо заметный валик из порошка.
После магнитной проверки деталь следует размагнитить, для чего
ее помещают внутрь катушки соленоида, а затем постепенно выносят
за пределы действия магнитного поля или уменьшают ток в соленои-
де от максимума до нуля.
В последнее время на основе использования изменений магнит-
ного потока при различном состоянии металла разрабатывается обо-
рудование для неразрушающих методов контроля, с помощью которых
можно определить наличие поверхностных и подповерхностных тре-
щин, усталостных повреждений и изменение твердости поверхности
детали.
Рис. 13. Индикаторный прибор КИ-1223
для проверки радиальных зазоров в
подшипниках качения:
/, 4 и 9 — винты; 2 — мост; 3 — конус;
5 — винтовой зажим; 6 — направляющие;
7 — каретка; 8 — индикатор часового типа;
10 — паз; И — плита; 12 —. подшипник.
Рис. 14. Схема намагничивания детален
переменным током:
а — продольное в поле соленоида; б — цирку-
ляционное; в — комбинированное.
40
Капиллярные методы
основаны на явлении капиллярно-
го проникновения смачивающей
жидкости в поверхностные трещи-
ны, поры и т. д. К этим методам
относится, например, люминесцент-
ный, который применяют для выяв-
ления поверхностных трещин и
пор в деталях, выполненных из
немагнитных материалов.
Люминофоры (минеральные мас-
ла или кристаллические вещества
в виде порошка — дефектоль, ан-
трацен и др.) наносят на поверх-
ность деталей. После некоторой
выдержки (15...20 мин) люминофор
проникает в трещины, а с поверх-
ности детали его удаляют протир-
кой древесными опилками и воло-
сяными щетками. Очищенную по-
верхность обдувают воздухом и на-
Рис. 15. Общий вид магнитного дефек-
тоскопа 77ПДМ-ЗМ:
/ — электромагниты: 2 — панель с при-
борами; 3 — футляр; 4 — соленоид.
других в лучах ультрафио-
светофильтр. Под действием
местах расположения трещин
носят на нее проявляющее вещест-
во (углекислый магний, тальк или
силикагель). После этого детали
осматривают в затемненном поме-
щении на установках ЛЮМ-1, ЛД-
летового света через ультрафиолетовый
ультрафиолетовых лучей люминофоры в
начинают светиться.
Для выявления трещин на ферромагнитных сплавах, имеющих тем-
ную поверхность, применяется магпитолюминесцентная дефектоско-
пия. Этот метод отличается от магнитного тем, что к суспензии добав-
ляется люминофор.
Трещины можно обнаружить и с помощью керосина. Деталь сма-
чивают 10...30 мин керосином и вытирают досуха. Затем на поверх-
ность наносят тонкий слой мела или каолина. После высыхания об-
мазки керосин, выходя из капиллярной трещины, смачивает обмазку
и показывает расположение трещины.
Ультразвуковая дефектоскопия основана на спо-
собности ультразвуковых колебаний распространяться в различных
материалах на большие расстояния в виде направленных пучков (лу-
чей) и отражаться от поверхности дефектов или ослабляться ими.
Измеряя время от момента посылки импульсов до момента их приема
после отражения, можно определить расстояние до дефекта и его
величину.
Для контроля качества деталей применяют дефектоскопы УЗД-7Н,
ДУК-13ИМ, ДСК-1 и др.
41
§ 9. Комплектование деталей, сборочных единиц,
агрегатов и их сборка
Комплектование деталей выполняют в комплектовочном отделе-
нии, которое оснащают соответствующим оборудованием для склади-
рования: стеллажами, подставками, столами, передвижными тележ-
ками, комплектовочными ящиками и контейнерами.
В комплектовочное отделение поступают все годные детали; детали,
годные к постановке с новыми деталями; детали, подлежащие восста-
новлению на своем предприятии, а также ведомость дефектов. По
этой ведомости на машину комплектуют новые детали или восстанов-
ленные взамен выбракованных.
На крупных ремонтных предприятиях детали, требующие восста-
новления, поступают в отделение ДОР (детали, ожидающие ремонта).
Крупные базисные детали после дефектовки отправляют на сбор-
ку, минуя комплектовочное отделение.
Все детали, которые должны быть восстановлены на своем пред-
приятии, направляют через комплектовочное (или через ДОР) в дру-
гие отделения данного предприятия и возвращают туда же после вос-
становления. Детали для централизованного восстановления отправ-
ляют через склад на другие предприятия или в специализированные
цехи (ЦВИДы).
Сборочные единицы комплектуются деталями по спецификациям,
приведенным в картах типовой технологии ремонта машин на сборку,
или по комплектовочным картам. Детали укладывают в комплекто-
вочные ящики, контейнеры, корзины или специальную тару и доста-
вляют на рабочие посты монтажного отделения, где их раскладывают
на стеллажи, подставки, столы и т. д.
Детали, имеющие большие поля допусков, сортируют на размер-
ные группы; сюда входят поршни, гильзы, поршневые пальцы, отвер-
стия в поршнях, втулки верхней головки шатуна и др. Комплектова-
ние деталей для сборки шатунно-поршневой группы следует проводить
по размерам и массе в соответствии с их маркировкой.
Некоторые узлы и сопряжения нельзя раскомплектовывать в том
случае, если они мало изношены и еще могут быть использованы (на-
пример, блок с крышками и гайками крепления коренных подшип-
ников, шатуны с крышками, болтами и гайками, вкладыши подшип-
ников и коленчатый вал и др.). Приработанные и годные для дальней-
шей эксплуатации сопряжения также не раскомплектовывают, напри-
мер цилиндрические и конические шестерни трансмиссии, корпус зад-
него моста с перегородками и стаканами подшипников, шлицевые по-
верхности и др.
Тяжело нагруженные и быстро изнашивающиеся детали (колен-
чатые и карданные валы, маховики, барабаны, вентиляторы) должны
подвергаться балансировке.
Сборка является заключительной операцией. При сборке следует
строго придерживаться последовательности выполнения операций, при-
веденной в типовой технологии на сборку машин, и соблюдать общие
принципы сборочных работ. Вначале собирают сочленения из деталей,
42
затем их соединяют в определенной последовательности в сборочные
единицы и регулируют и, наконец, из сборочных единиц и деталей
собирают машины.
Во время сборки используют универсальный монтажный инстру-
мент, специальные приспособления, съемники, установки и стенды,
аналогично применяемые при разборке.
Перед сборкой детали должны быть тщательно промыты, высу-
шены, а затем смазаны тонким слоем масла. Нерабочие поверхности
деталей, окраска которых после установки невозможна, должны быть
прогрунтованы и окрашены до сборки.
Нераскомплектованные детали следует ставить парами по меткам,
нанесенным при разборке.
Необходимо тщательно следить за герметичностью сборки трубо-
проводов и других фланцевых соединений, не допуская подтекания
топлива, масла, воды и подсоса воздуха.
Во время сборки следует проводить регулировку местоположения
деталей и узлов, контролировать зазоры и натяги в сопрягаемых де-
талях, их соответствие техническим условиям, правильность геометри-
ческой формы, замерять и регулировать продольные разбеги валов,
производить слесарно-подгоночные работы и т. д.
Подшипники качения, имеющие посадку с натягом, перед напрес-
совкой на вал нагревают в водомасляной ванне до температуры 80...
90°С. При напрессовке подшипника на вал усилие должно приклады-
ваться к его внутреннему кольцу, а при запрессовке его в гнездо —
к наружному. Пользоваться при этом следует только специальными
приспособлениями. Наружные кольца подшипников качения должны
запрессовываться до упора во внутренний торец гнезда, а внутренние —
до упора в стопорное кольцо или заплечики вала.
При постановке самоподжимных резиновых сальников необходимо
бывшие в работе сальники промыть в керосине или дизельном топли-
ве; следить, чтобы в свободном состоянии пружина сальника плотно
обжимала манжету; перед установкой сальника шейки вала смазать
консистентной смазкой; усилие при запрессовке прикладывать только
к корпусу сальника; монтаж сальника проводить при помощи конус-
ных наставок, надеваемых на вал. Хранить сальники следует в затем-
ненном помещении при температуре 0...20°С.
Войлочные сальники перед установкой в течение 30 мин пропиты-
вают смесью, состоящей из 20% чешуйчатого графита и 80% солидола.
Смесь предварительно нагревают до 8О...9О°С и тщательно перемеши-
вают. Сальник можно пропитывать и пушсалом.
Войлочные сальники должны неподвижно сидеть в своем корпусе
и плотно охватывать шейку вала, не препятствуя его свободному вра-
щению или осевому перемещению.
Если картонные уплотнителоные прокладки должны соприкасать-
ся с маслом, их ставят сухими или смазывают клеем типа «Герметик»,
а если с водой, то их смазывают суриком. Для этих целей используют
также пасты УН-25, УН-01 и другие или замазку У-20. Простейшую
пасту можно приготовить, смешивая 750 г масляной краски, 200 г
олифы и 50 г касторового масла.
43
Прокладочный картон и паронитовые прокладки следует хранить
в сухом затемненном помещении при температуре от 0 до 20°С.
Высохшие пробковые прокладки перед установкой следует выдер-
жать в увлажненной ткани в течение 6 ч.
Болты и шпильки должны быть ввернуты в чугунные детали на
глубину не менее 1,1, а в остальные — на глубину не менее 0,8 диаметра
резьбы. Конец болта или шпильки должен выступать из гайки на 1...3
нитки резьбы.
При постановке ступенчатых шпилек увеличенный конец их надо
ввертывать на полную длину в тело детали так, чтобы уступ шпильки
не выступал над плоскостью детали. Правильно ввернутая шпилька
при остукивании по ненарезанной части молотком с медными бойками
должна издавать чистый металлический звук (без дребезжания).
У стопорных шайб усик должен входить в паз вала, а край шайбы
должен быть плотно отогнут на грань гайки.
Усилия затяжки резьбовых соединений, кроме специально ре-
комендуемых техническими требованиями для ответственных сопря-
жений (например, крепление головки блока, шатунных и коренных
подшипников и др.), следует выдерживать в определенных пределах,
используя динамометрические ключи:
Диаметр резьбы, мм М10 М12 М14 М16 М18 М20 М22 М24
Усилие затяж- ки, Нм 30...40 50...60 80...90 120...140 160...190 230...270 300...340 380...450
Контрольные вопросы
1. Что подразумевается под производственным и технологическим процессами,
операцией? 2. Какие необходимо провести работы по подготовке машины к ремонту?
3. Цель и назначение очистки и мойки трактора, место и способы их проведения. 4.
Как машину сдают и принимают в ремонт и как проводят ее осмотр? 5. Способы до-
ставки машин в ремонт и на место разборки? 6. Какие моечные средства использу-
ются для мойки? 7. В чем состоят особенности проведения разборочных работ и какие
дефектовочные операции должны быть выполнены при разборке? 8. Для чего и какие
именно детали маркируют при разборке трактора? 9. Какое оборудование и почему
является универсальным при разборке? 10. Как механизируют операции сборки
и разборки и какой при этом применяют инструмент? 11. Какие типы гайковертов
применяют во время разборочно-сборочных работ? 12. Какие типы съемников при-
меняют при разборке и сборке? 13. Какие типы моечных машин применяют на ре-
монтных предприятиях? 14. Какое подъемно-транспортное оборудование применяют
при ремонтных работах? 15. Для чего служит дефектовка деталей? 16. Что называют
предельными и допустимыми без ремонта величинами неисправностей и как их уста-
навливают? 17. Какое оборудование применяют при дефектовке? 18. Как обнаружить
трещины и другие дефекты у деталей? 19. Основные задачи комплектовки деталей.
20. Каковы особенности постановки шариковых и роликовых подшипников? 21. Ка-
ковы особенности постановки наиболее массовых деталей при сборке? 22. Каковы
особенности постановки самоподжимных резиновых сальников?
44
Лабораторно-практическое занятие 1
ПРИМЕНЕНИЕ МОНТАЖНОГО ИНСТРУМЕНТА
И ПРИСПОСОБЛЕНИЙ
Содержание и порядок проведения работы. Ознакомиться с конструкцией и
приемами пользования съемников и приспособлений при монтаже поддерживающего
ролика гусеницы трактора типа ДТ-75 или Т-4А. Установить и закрепить двумя
болтами на приспособлении поддерживающий каток в сборе с кронштейном. Снять
крышку. Расшплинтовать и отвернуть гайки крепления катка на оси. Отвернуть
болты крепления корпуса уплотнения и с помощью двухлапчатого съемника спрес-
совать каток с оси. Выпрессовать шариковый подшипник (или наружные кольца
конических подшипников у Т-4А) из катка (на прессе), используя наставку, а затем
выпрессовать наружную обойму роликоподшипника, предварительно установив в
нее приспособление для выпрессовки. Спять с кронштейна корпус уплотнения
с кольцами и чехлом. Вы прессовать на прессе с помощью наставки ось из крон-
штейна.
Используя кольцо-подставку, приспособление и наставку, спрессовать внутрен-
нее кольцо роликоподшипника с оси. Разобрать с помощью приспособления чехол
уплотнения.
Собрать каток в следующей последовательности: запрессовать ось ролика в
кронштейн; используя приспособление, собрать чехол уплотнения; напрессовать
на шейку оси ролика внутреннее кольцо роликоподшипника (или конического под-
шипника у Т-4А) и установить стопорное кольцо; поставить чехол, кольцо и корпус
уплотнения; запрессовать в ролик шариковый подшипник и наружное кольцо ро-
ликоподшипника (или запрессовать наружные кольца конических подшипников);
напрессовать ролик па ось и окончательно собрать поддерживающий ролик, закрепив
его гайками с шайбой на оси. Закрепить к ролику болтами корпус уплотнения и
крышку.
Ознакомиться с устройством эксцентрикового ключа, вывертывая и ввертывая
шпильки, крепящие головку к блоку двигателя.
Отчет о работе. Зарисовать схемы приспособлений и записать порядок выпол-
нения операций.
Правила охраны труда. Съемник при установке должен надежно захватывать
лапками торцевую поверхность снимаемой детали и не перекашиваться относительно
оси детали. При работе иа прессе наставки и подставки должны быть установлены
без перекосов. Запрессовка должна производиться плавно. При резком увеличении
нагрузки (следить по манометру) процесс запрессовки остановить, выявить и уст-
ранить причину и только после этого повторить операцию.
Глава 3. СПОСОБЫ УСТРАНЕНИЯ НЕИСПРАВНОСТЕЙ СОПРЯЖЕНИЙ,
РЕМОНТА И ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
§ 1. Устранение неисправностей сопряжений
Восстановление посадок, то есть восстановление первоначального
зазора или натяга, может быть проведено следующими способами:
регулировкой сопряжений, восстановлением или обработкой деталей
под ремонтный размер, восстановлением первоначальных параметров
деталей сопряжений, заменой сопрягаемых деталей новыми с нормаль-
ными или ремонтными размерами.
Регулировки предусмотрены в конструкциях некоторых
сопряжений тракторов, автомобилей и сельскохозяйственных машин,
например регулировка зазоров у конических роликовых и радиально-
упорных подшипников с помощью регулировочных прокладок или
45
гаек (рис. 16), восстановление натяга в сопряжении валов комбайнов с
внутренними кольцами шарикоподшипников затягиванием конусной
разрезной втулки (рис. 17) и т. п.
Восстановление способом ремонтных раз-
меров является весьма распространенным методом. У одной из со-
прягаемых деталей механической обработкой устраняют искажения
геометрической формы и чистоты поверхности и нарушение взаиморас-
положения поверхностей, вызванные износом, а другую деталь заменя-
ют новой или восстановленной с измененными размерами. Сопряжению
возвращается первоначальный зазор или натяг, т. е. посадка, но детали
сопряжения будут иметь размеры, отличные от первоначальных. На-
пример, при износе сопряжения цилиндр — поршень цилиндр раста-
чивают под увеличенный ремонтный размер и устанавливают новый
поршень соответствующего размера. При этом зазор в сопряжении и
форма деталей будут восстановлены.
Ремонтные размеры бывают свободные и определенные (стандарт-
ные). При обработке под свободный ремонтный размер с поверхности
детали снимают минимальный слой металла, ведя обработку до выве-
дения искажений геометрической формы. Например, для восстановле-
ния зазора в сопряжении втулок с шейками распределительного вала
двигателя шейки шлифуют до выведения овальности и конусности и
устанавливают новые втулки с уменьшенным внутренним диаметром.
Так как при свободных ремонтных размерах потеря металла от обра-
ботки минимальная, то срок использования деталей будет наибольшим.
Недостатком этого метода является то, что вторая деталь, установлен-
ная взамен изношенной, требует обработки под получившийся сво-
бодный размер первой детали и при этом нарушается взаимозаменяе-
мость.
При использовании метода стандартных ремонтных размеров одна
из деталей обрабатывается на определенный ремонтный размер, а вто-
рая заменяется новой деталью с тем же ремонтным размером. Взаимо-
заменяемость и отсутствие необходимости подвергать обработке заме-
няемую деталь является большим преимуществом этого метода.
Рис. 16. Регулировка зазоров у конических роликовых подшипников:
а — с помощью регулировочных прокладок; б — с помощью регулировочной
гайки; 1 — гайка; 2 — вал.
46
Восстановление первона-
чальных параметров дета-
лей сопряжения является более
совершенным, но и более дорогостоящим
способом. При этом способе зазор или натяг
в сопряжении приводится к начальной вели-
чине за счет восстановления первоначальных
размеров деталей, их геометрической формы
и чистоты поверхности. Размеры деталей
восстанавливают различными видами на-
ращивания их поверхностей, пластической
деформацией и другими способами.
Первоначальный размер можно восста-
навливать только у одной из сопрягаемых
деталей, а вторую заменяют новой. Замена
сопрягаемых деталей осуществляется в тех
случаях, когда восстановить деталь суще-
ствующими способами невозможно или не-
целесообразно по экономическим сообра-
жениям.
Рис. 17. Восстановление
натига в соединении вала —
внутреннее кольцо шарико-
подшипника затягиванием
разрезной конусной втулки:
/ — гайка; 2 — конусная раз-
резная втулка; 3 — вал; 4 —
подшипник.
Восстановление жесткости соединения
деталей осуществляется следующими спосо-
бами: подтяжкой крепежных деталей (под-
тяжка резьбовых соединений, ослабевших
заклепок и т. д.); заменой или восстанов-
лением негодных крепежных деталей и вос-
становлением сопрягаемых поверхностей в
соединяемых деталях, например замена изношенных болтов, шпилек
и восстановление резьбовых отверстий в деталях.
Восстановление правильного взаиморасположения деталей, сбо-
рочных единиц и агрегатов. В зависимости от конструкции сборочной
единицы или агрегата этот вид неисправности устраняют одним из
следующих способов.
Регулировка местоположения сборочной
единицы или агрегата в машине. У некоторых сбороч-
ных единиц имеется возможность изменять их местоположение путем
перемещения. Например, у ряда марок тракторов можно перемещать
двигатель для восстановления его правильного положения относитель-
но коробки передач; в коробках передач тракторов можно перемещать
комплект ведомого вала для обеспечения правильного зацепления ко-
нических шестерен и т. п.
Восстановление детали, определяющей местоположе-
ние сборочных единиц и агрегатов в машине. Сущность этого способа
состоит в том, что деталь, определяющая местоположение других
деталей и сборочных единиц (базисная деталь), подвергается ремонт-
ным операциям, в результате которых восстанавливается правильное
расположение ее поверхностей, служащих опорами для других дета-
лей, сборочных единиц и агрегатов. Например, восстанавливают пра-
вильное расположение смещенных в результате износа осей отверстий
47
под подшипники валов в корпусе коробки передач, в корпусе заднего
моста и т. п.
Подтяжка креплений. Часто смещение деталей или сбо-
рочных единиц происходит вследствие ослабления креплений. Восста-
новление правильного положения деталей, сборочных единиц дости-
гается устранением их смещения с подтяжкой креплений, с восста-
новлением или установкой фиксирующих деталей (установочных штиф-
тов и т. п.).
Восстановление качества контакта сопряженных поверхностей мо-
жет осуществляться исправлением механической обработкой геометри-
ческой формы поверхностей контакта, иногда с их совместной доводкой
или наращиванием изношенных поверхностей контакта с последующей
механической обработкой.
§ 2. Способы ремонта и восстановления деталей
Основные дефекты деталей и способы их устранения приведены в
таблице 2.
§ 3. Восстановление деталей ручной сваркой и наплавкой
Сварка и наплавка — наиболее распространенные способы восста-
новления изношенных и поврежденных деталей при ремонте машин.
Ручная сварка и наплавка стальных деталей широко применяются
как для устранения разрушений (трещин, поломок и разрывов), так и
для наращивания изношенных поверхностей.
При восстановлении стальных деталей большей частью применяют
электросварку. Газовую сварку используют в основном при сварке
стальных деталей с малой толщиной стенок (кабины и оперение трак-
торов и автомобилей, обшивка комбайнов, тонкостенные трубы, нефте-
тара).
При восстановлении деталей электросваркой для получения доб-
рокачественного сварного соединения или заданного качества наплав-
ленного слоя первостепенное значение имеют правильный выбор элек-
трода и соблюдение технологии сварки. Выбор электрода зависит от
характера устраняемого дефекта, марки стали, из которой изготовлена
деталь, и требований к наплавленному слою.
При заварке трещин или поломок обычно применяют сварочные
электроды. По ГОСТу они подразделяются на ряд типов от Э-34 до
Э-145. Основной характеристикой каждого типа является временное
сопротивление разрыву сварного соединения в кгс/мм2. Оно указыва-
ется в наименовании типа электрода. Например, электроды типа Э-42
дают соединение, имеющее временное сопротивление разрыву, равное
420 кПа (42 кгс/мм2). К каждому типу может относиться несколько
марок электродов. Например, к типу Э-42 относятся электроды марок
ОЗЦ-1 и ОММ-5; к типу Э-42А — электроды ЦМ-8; УОНИ-13/45П и
ОЗС-З; к типу Э-46 — электроды ОЗС-4, ОЗС-6, АНО-3 и АНО-4;
к типу Э-50А — электрод УОНИ-13/55 и т. д.
Перечисленные типы электродов применяются для сварки кон-
48
ТАБЛИЦА 2
Вид дефекта Сущность устранения дефекта Способы устранения
Износ деталей Восстановление первона- чальной формы и чисто- ты поверхности деталей и взаиморасположения поверхностей Восстановление первона- чальной формы и разме- ров детали: с нанесением слоя ме- талла или другого ма- териала на изношен- ную поверхность без нанесения слоя ме- талла или других ма- териалов на изношен- ную поверхность Ме ханическая обработка—рассверли- вание, развертывание, растачивание, обтачивание, фрезерование, шлифова- ние, притирание, хонингование, поли- рование. Слесарная обработка—опи- ливание, шабрение, ручное разверты- в ание и др. Электрохимическое шли- фование и полирование Наплавка электродуговая ручная, ав- томатическая под флюсом, в среде защитных газов, вибродуговая, аце- тилено-кисл ородная и др.; электро- контактное напекание проволоки, ленты, порошков; металлизация на- пыливанием, термодиффузионное цин- кование; электроискровое наращива- ние; электролитические покрытия; на- несение слоя пластмассы; постановка промежуточных деталей и т. д. Обработка давлением—раздача, осад- ка, обжатие, накатка и т. д. Исполь- зование структурных превращений в материале детали
Потеря свойств Восстановление механиче- Электроискровое упрочнение, упроч-
материала дета- ских и других свойств пение накаткой шариком и роликом,
лей материала деталей дробеструйный наклеп, термическая и химико-термическая обработка (це- ментация, цианирование, поверхност- ная и объемная закалка, отпуск), намагничивание и т. д.
Отложения на деталях Очистка деталей Механическая, химическая, термиче- ская, электрохимическая, ультразву- ковая и др.
Деформации и Восстановление первона- Правка в холодном и горячем состоя-
разрушения де- талей чальной формы Восстановление первона- чальной плотности и прочности иии, правка с использованием накле- па и деформаций, возникающих при нагреве и охлаждении. Механическая обработка Заварка разрывов, трещин и пробоин, заделка клеями и замазками, поста- новка накладок, штифтов и т. п.
струкционных мало- и среднеуглеродистых и малолегированных ста-
лей. Стержни всех электродов изготовлены из проволоки Св-08 диамет-
ром от 1,6 до 12 мм. Типы и марки электродов отличаются друг от друга
покрытием. Электроды с меловым покрытием, состоящим из 70. . .80%
молотого мела и 20. . .30% жидкого стекла, относятся к типу Э-34.
Меловое покрытие является только стабилизирующим (ионизирующим),
т. е. способствующим возбуждению и устойчивому горению дуги.
Остальные типы и марки электродов имеют качественное покрытие,
49
которое, кроме стаоилизирующих, содержит защитные шлако- и газо-
образующие, раскисляющие, а иногда и легирующие элементы, улуч-
шающие качество металла сварочного шва.
Условное обозначение типов составов покрытий: руднокислое —
Р, рутиловое — Т, фтористо-кальциевое — Ф, органическое — О.
Полное условное обозначение электрода по ГОСТу содержит пос-
ледовательно: марку и тип электрода, его диаметр, вид состава по-
крытия и номер ГОСТа. Например, электрод ЦМ-7, относящимся к
типу Э-42, диаметром 5 мм, имеющий покрытие рутилового типа, будет
иметь обозначение ЦМ-7-Э-42-5.0-Т ГОСТ 9467—60.
По свариваемости стали делят на четыре группы: хорошо сваривае-
мые — стали с малым содержанием углерода (углеродистые и низко-
легированные); удовлетворительно свариваемые — углеродистые и
низколегированные стали с содержанием углерода 0,3. . .0,4%; огра-
ниченно свариваемые — углеродистые и низколегированные стали с
содержанием углерода 0,45. . .0,50%; плохо свариваемые с содержа-
нием углерода более 0,55%.
Поэтому при сварке и наплавке средне-, высокоуглеродистых и
легированных сталей требуется предварительный нагрев деталей до
следующих температур.
Содержание Температура
углерода, % подогрева, °C
0,20...0,30 100...150
0,30...О,45 150...250
0,45...0,80 250...400
При сварке таких сталей хорошие результаты дает также последую-
щий отпуск при температуре 600. . .650°С или при 400°С в течение 2 ч.
Для получения глубокого провара и предупреждения большого
отвода тепла от места сварки в глубь детали рекомендуется перед свар-
кой подогревать и массивные детали.
Выбор электродов при восстановлении изношенных поверхностей
деталей электродуговой наплавкой зависит от марки стали наплавляе-
мой детали, необходимой твердости и износостойкости наплавленного
слоя.
Наплавку изношенных поверхностей деталей, изготовленных из
малоуглеродистой стали и не подвергавшихся термической или химико-
термической обработке, можно проводить сварочными электродами.
При наплавке закаленных деталей из средне- и высокоуглероди-
стых и легированных сталей (например, сталей 30, 35, 45, ЗОХ, 35Х,
40Х), а также из малоуглеродистой стали, но с цементированной
поверхностью, должны применяться специальные наплавочные элект-
роды или твердые сплавы.
ГОСТ устанавливает ряд типов наплавочных электродов, разли-
чаемых по химическому составу наплавленного слоя. Обозначение типа
электрода расшифровывается следующим образом: буквы ЭН обозна-
чают электрод наплавочный, затем указываются основные химические
элементы, входящие в состав наплавленного слоя, и их среднее содер-
жание в процентах. Обозначение химических элементов общепринято:
У — углерод, С — кремний, Г — марганец, Н — никель, X — хром,
50
Т — титан, Р — бор, Ф — ванадий и т. д. Сначала указывается содер-
жание углерода, при этом, если в обозначении типа электрода имеется
буква У, то содержание углерода дано в десятых долях процента, а
если она отсутствует — в сотых долях. Последние цифры указывают
твердость слоя (HRC). Например, обозначение типа электрода ЭН-
14Г2Х-30 означает: электрод наплавочный, в наплавляемом слое содер-
жится 0,14% углерода, 2% марганца, 1% хрома, твердость слоя —
30 HRC.
Иногда в обозначениях марки электрода содержатся указания на
твердость наплавленного слоя (НВ), например электрод ОЗН-ЗОО,
Т-590 и др.
Типам электродов соответствуют определенные марки электродов.
Полное условное обозначение наплавочного электрода содержит его
марку, тип, диаметр и ГОСТ. Например, электрод марки ОЗН-ЗОО диа-
метром 5 мм будет иметь обозначение: ОЗН-300-ЭН-15ГЗ-25-5,0
ГОСТ 10051—62 и ГОСТ 9466—60.
Стержни наплавочных электродов изготовляют как из углероди-
стой, так и легированной сварочной проволоки. Легирующие элемен-
ты вводят в наплавленный слой как из покрытия и материала стержня,
так и только из материала покрытия.
Наиболее широкое применение для наплавки автотракторных
деталей нашли электроды марок ОЗН-ЗОО и У-340 п/б (тип ЭН-15ГЗ-25),
ОЗН-400 (тип ЭН-20Г4-40) и ОЗШ-1 (тип ЭН-20Г2ХНС-30) — для на-
плавки деталей из мало-, среднеуглеродистых и низколегированных
сталей; электроды ОМГ, ОМГ-Н (тип ЭН-70ХН-25) и ЦНШ-Н-4 для
наплавки деталей из высокомарганцевой стали Г13Л; электроды Т-590,
Т-620 (тип ЭН-У30Х23Р2С2ТГ-55), ОЗШ-2 (тип ЭН-У10В2ФМо10-56),
ЦС-1 и ЦС-2 (тип ЭН-УЗОХ28С4Н4-50) — для наплавки быстроизна-
шивающихся деталей, работающих в абразивной среде.
В последние годы для получения наплавленных слоев высокой
твердости применяют порошковые электроды — трубчатые стержни
диаметром 2. . .8 мм из малоуглеродистой стали с наполнителем. В ка-
честве наполнителя используют твердые сплавы, чаще всего сормайт,
ферросплавы, карбид вольфрама. На электрод наносится защитное
покрытие.
Выпускаются трубчатые наплавочные электроды ЭТН-1, ЭТН-2,
ЭТН-3, ЭТН-4 и ЭТН-5.
Как при электродуговой, так и при газовой наплавке, твердые и
износоустойчивые слои на стальных деталях можно получить путем
наплавки на них твердых сплавов, которые могут быть литыми, в виде
стержней, порошкообразные (зернообразные), из смеси порошков.
К литым относятся, например, сормайт и № 1 и № 2 и стеллиты В2К
и ВЗК, имеющие высокую твердость и износоустойчивость за счет
большого содержания углерода, хрома, никеля, марганца и т. д. Эти
сплавы могут наплавляться газовым пламенем, а также могут являться
стержнями электродов (например, электроды ЦС-1 и ЦС-2).
К порошкообразным твердым сплавам-смесям относятся следую-
щие: сталинит, содержащий 37,7% феррохрома, 10,8% ферромарганца,
47,1 % чугунного порошка, 4,4% нефтяного кокса; боридная смесь (50%
51
борида хрома и 50% железного порошка); наплавочная смесь КБХ
(60% феррохрома, 33% железного порошка, 5% борида хрома, 2%
карбида хрома); смеси БХ, С-2М, ФБХ6-2 и др. Эти сплавы или их
смеси наносятся на поверхность детали, расплавляются и сплавляются
с ней при помощи газового пламени или электрической дугой на по-
стоянном токе угольным или графитовым электродом диаметром 8. . .
16 мм, длиной 200. . .300 мм.
При наплавке твердых сплавов как электросваркой, так и газовой
сваркой применяют флюс-буру или смесь — 50% буры и 50% борной
кислоты.
Диаметр электрода при сварке выбирают в зависимости от толщины
свариваемого металла (табл. 3).
таблица з
Толщина сва- риваемого металла, мм Диаметр электрода, мм Сила тока, Л Толщина свари- ваемого металла, мм Диаметр электрода, мм Сила тока, А
0,5...1,0 1,6 20...30 4,0...6,0 4,0 140...150
1,0 2,0 20...30 6,0...8,0 4,0...5,0 160...200
1,5 2,0 30...50 8,0...12,0 5,0 210...230
2,0 2,0...3,0 40...70 12,0...16,0 5,0...6,0 230...270
3,0 3,0 70...120 16,0...20,0 5,0...6,0 240...280
3,0...4,0 3,0 90...120 | Более 20 6,0 260...300
При сварке вертикальных швов применяют электроды диаметром
не более 5. . .6 мм, а при потолочной сварке — не более 4 мм. Вели-
чину силы тока устанавливают в зависимости от диаметра электрода.
Для сварки стали в нижнем положении необходимую величину силы
тока можно определить по данным таблицы 3 или из выражения:
J = (40... 50) йал,
где — диаметр электрода, мм.
При сварке вертикальных и потолочных швов величина сварочного
тока принимается на 10. . .20% меньше, чем при сварке в нижнем
положении.
Поверхность металла у линии сварки, или наплавляемая поверх-
ность, должна быть зачищена до металлического блеска. При заварке
трещины концы ее должны быть засверлены сверлом диаметром 3. . .
4 мм.
При толщине стенки свариваемой детали или листов (полос) до 4 мм
и сварке встык или при заварке трещины разделку кромок не проводят.
При толщине стенок от 4 до 8 мм кромки разделывают либо проводят
сварку без разделки, но с обеих сторон.
При сварке тонколистовой стали (толщиной до 3 мм) рекомендуется
применять электроды МТ или ОМА-2 и маломощные источники пита-
ния с пониженным рабочим напряжением — сварочные трансформато-
ры ТС-120, ТСП-1, преобразователи ПСО-120.
Диаметр электрода и величину силы тока при наплавке берут
пониженные по сравнению со сваркой. Наплавку следует вести корот-
52
кой дугой с перекрытием соседних
валиков на 30.. .50%, причем элект-
род должен быть наклонен под
углом 15. . .20° к вертикали по
направлению движения. Наплавку
рекомендуется проводить, сочетая
перемещение электрода в направле-
нии наплавки с поперечным коле-
банием его таким образом, чтобы
ширина валика равнялась примерно
2,5 диаметра электрода. Толщина
наплавленного слоя получается
равной примерно 0,7 d31.
Рис. 18. Заварка отверстий:
а — порядок заварки отверстий; б — поста-
новка шайбы для заварки глубокого отвер-
стия; Д 2, 3 — сварочные валики.
Полярность постоянного тока принимают в зависимости от марки
электрода. Массивные детали сваривают либо на переменном токе,
либо на постоянном прямой полярности («+» на деталь), выбирая
соответствующую марку электрода, так как на «+» температура на
500. . .600°С выше, чем на «—». Сварку тонкостенных деталей и наплав-
ку ведут на токе обратной полярности.
Заварка отверстий электродом возможна при глубине отверстия
I < 1,5с/ (d — диаметр отверстия). Порядок и последовательность
заварки отверстий показаны на рисунке 18, а. Если глубина отверстия
больше 1,5с/, но не более 3d, то его можно заваривать с двух сторон,
предварительно вложив в середину стальную шайбу (рис. 18, б). Если
же / более 3d, отверстие перед заваркой необходимо рассверлить.
При восстановлении деталей газовой сваркой для заварки трещин,
разрывов, приварки накладок на стальных деталях и сварки металло-
конструкций применяют сварочную проволоку Св-О8А, Св-08.
В последнее время для газовой сварки все шире применяют свароч-
ные проволоки с повышенным содержанием марганца и кремния, на-
пример проволоки Св-08ГС, Св-08Г2С, Св-12ГС, а также легированные
сварочные проволоки, например Св-18ХГСА, Св-10ХГ2С и другие,
дающие шов с высокими механическими свойствами.
При наплавке изношенных поверхностей деталей используют на-
плавочные проволоки Нп-40, Нп-50, Нп-ЗОХГСА, Нп-50Г, Нп-65Г,
Нп-ЮГЗ и другие, дающие наплавленный слой с высокой износостой-
костью.
При газовой сварке диаметр прутка или проволоки выбирают из
соотношения:
d = -2-+l мм — при левом способе сварки;
d = -^-4-2 мм — при правом способе сварки,
где Ь — толщина основного металла, мм.
Сварочные горелки (см. табл. 4) подбирают из расчета расхода
ацетилена 100. . .120 л/ч на 1 мм толщины металла (при сварке стали).
Стали с содержанием углерода до 0,5% сваривают нейтральным
пламенем, а с большим — пламенем с избытком ацетилена.
53
Детали толщиной до 4 мм обычно сваривают левым способом. В ос-
тальных случаях и при наплавке — правым способом.
Угол наклона горелки к поверхности детали зависит от толщины
свариваемого металла и принимается 10° при толщине 1 мм, 20° при
толщине 1. . .3 мм, 30° при толщине 3. . .5 мм и так далее до 80° при
толщине 15 мм и более.
Деформации при сварке и наплавке. Вследствие
неравномерного нагрева и охлаждения различных участков детали в
ней возникают структурные превращения и внутренние напряжения,
которые могут привести к деформации (короблению) детали или даже
к образованию трещин. Избежать появления этих дефектов можно:
предварительным подогревом детали перед сваркой или наплавкой
с последующим медленным охлаждением. Температура нагрева зависит
от вида термообработки детали при ее изготовлении, но не должна
превышать 700°С;
нагревом детали после сварки или наплавки до 600°С (т. е. высоким
отпуском);
проковкой шва и околошовной зоны. Проковку производят легкими
ударами молотка с круглой головкой, в горячем состоянии при тем-
пературе шва и околошовной зоны не ниже 500°С, или в холодном при
температуре 100. . .150°С;
сваркой короткими участками, вразброс. При этом весь шов делят
на участки длиной 40. . .50 мм и накладывают швы вразброс от краев
к середине;
жестким креплением детали (деталей). При этом деталь жестко
закрепляется при сварке на приспособлении и освобождается после
остывания;
предварительным обратным деформированием (выгибом) детали.
С помощью зажимного приспособления свариваемой или наплавляе-
мой детали задается деформация в сторону, обратную ожидаемой;
определенным чередованием накладываемых швов (валиков). При
наплавке цилиндрических поверхностей процесс следует вести или по
винтовой линии, или вдоль оси детали, накладывая валики в порядке,
показанном на рисунке 19;
охлаждением участков детали, не подлежащих сварке (наплавке).
Например, чтобы не нарушить структуру термически обработанных
Рис. 19. Наплавка цилиндрических
поверхностей:
а — порядок наложения валиков при
наплавке вдоль детали: б — иаплавка по
винтовой линии; 1, 2, 3 кт. д.— свароч-
ные валики.
деталей, их при наплавке можно поме-
щать в ванну с водой так, чтобы над
водой выступала только наплавляе-
мая поверхность.
Сварка и наплавка чугунных дета-
лей связаны со значительными трудно-
стями. Из-за быстрого охлаждения
шва происходит отбел чугуна, т. е.
значительная часть углерода не успе-
вает выделиться в виде графита, и
чугун кристаллизуется в виде белого
чугуна-цементита, представляющего
собой химическое соединение углерода
54
с железом (Fe3C). Это придает шву высокую твердость и хрупкость и спо-
собствует образованию трещин. Неравномерность нагрева и охлаждения
детали при сварке, разность коэффициентов усадки материала детали и
шва создают значительные внутренние напряжения, являющиеся причи-
ной образования новых трещин в процессе сварки и после нее. Вследствие
выгорания углерода и кремния образуется большое количество газов
и различных шлаковых соединений, которые не успевают выйти из
расплавленного металла: шов получается пористым и загрязненным
неметаллическими включениями.
Подготовка чугунных деталей к сварке начинается с выявления
дефектных участков и границ трещин. Концы трещин засверливают
сверлом диаметром 3. . .4 мм, поверхность металла вокруг трещины
зачищают до блеска. Характер и размеры разделки трещины зависят
от толщины стенки и способа сварки.
Горячая сварка. Наилучшее качество сварного соединения
или наплавленного слоя на чугунных деталях получается при горячей
газовой сварке с общим нагревом детали. При этом способе деталь
нагревают в печи до температуры 650. . .700°С и в горячем состоянии
производят заварку трещины или наплавку. Длительность нагрева
1,5. . .2,0 часа.
В процессе сварки деталь не должна охлаждаться ниже 500сС.
Для этого ее после нагрева помещают в термос, имеющий двойные
стенки из листовой стали с асбестовым наполнителем. В термосе сде-
ланы люки для заварки типичных для данной детали дефектов. После
сварки детали подвергают отжигу при температуре 600. . .650сС и
охлаждают вместе с печью или в специальных термосах. Скорость
охлаждения рекомендуется 50. . .100°С в час.
Сварку обычно проводят газовой горелкой, устанавливая пламя
с избытком горючего газа. Присадочный материал — чугунные
прутки типа А, изношенные поршневые кольца из серого чу-
гуна.
В качестве флюса может применяться техническая бура (желательно
прокаленная) или смесь — 50% буры и 50% двууглекислого натрия.
Для сварки чугуна чугунными прутками промышленность выпускает
флюсы марок ФСЧ-1 и ФСЧ-2.
При заварке трещин у нагретых деталей электродуговой сваркой
применяют электроды из чугунных прутков с покрытием, значитель-
ную долю которого (40. . .50%) составляет графит (например, элект-
роды ОМЧ-1, МСТ, ЦНИИВИТ).
Сварка чугунной детали с общим ее нагревом позволяет получить
прочный, плотный и однородный с материалом детали шов. Таким
способом можно восстанавливать головки цилиндров (заварка трещин,
наплавка изношенных клапанных гнезд).
Недостатки этого способа заключаются в сложности применяемого
оборудования, малой производительности и высокой стоимости вос-
становления деталей.
Холодная сварка. При этом способе сварки деталь не
подогревают, поэтому должны применяться такие приемы, а также
электроды и присадочные материалы, которые снижали бы до мини-
55
мума возможность отбела чугуна, закалки сварочного шва и появление
внутренних напряжений в детали.
При холодной газовой сварке чугун в месте заварки расплавляют
горелкой медленно, чтобы графит успел раствориться. В то же время
нельзя перегревать металл. Поэтому выбирают горелку с меньшим
расходом ацетилена (80. . .90 л/ч на 1 мм толщины свариваемого
металла), чем при сварке стали; расстояние между деталью и конусом
пламени устанавливают в пределах 20. . .30 мм.
Холодную электросварку чугуна рекомендуется вести на посто-
янном токе при обратной полярности, применяя электроды малого
диаметра (3. . .4 мм). Величину тока устанавливают пониженную,
принимая
J = (25.. .30) d9Jt.
Холодную газовую и электродуговую сварку чугуна следует вести
вразброс короткими швами длиной до 40. . .50 мм с промежуточным
охлаждением швов до 5О...6О°С.
Холодную сварку чугуна можно вести следующими присадочными
материалами и электродами: чугунными прутками или электродами;
стальными электродами (электродуговая сварка); комбинированными
и пучковыми электродами; монелевыми прутками или электродами;
латунью или специальными припоями (сварка-пайка газовым пламе-
нем).
Сварку чугунными прутками или электр о-
д а м и обычно применяют при заварке небольших дефектов на по-
верхности детали или таких участков, где сварка не вызовет значи-
тельных внутренних напряжений (например, приварка отломанной
части фланца, лап кронштейнов и т. п.).
При газовой сварке используются прутки марок Б, НЧ-1, НЧ-2.
Можно применять также изношенные чугунные поршневые кольца.
Флюсы остаются те же, что и при горячей сварке.
Электродуговую сварку ведут чугунными электродами, покрытия
которых дают возможность получать наплавленный слой в виде чугу-
на. Для этого в состав покрытия вводят углеродосодержащие и графито-
образующие компоненты, способные осуществить графитизацию метал-
ла шва в условиях кратковременного существования сварочной ван-
ны. Часто применяют покрытия следующего состава: графит (40%),
ферросилиций (40...45%), алюминиевый порошок (10%), углекислый
барий (5...10%); графит и мел по 50%. Как уже указывалось, выпус-
каются электроды с чугунными стержнями ОМЧ-1, МСТ, ЦНИИВТи др.
Сварка электродами из малоуглеродистой
стали получила широкое распространение. Для получения свароч-
ного шва хорошего качества, а также для того, чтобы избежать закалки
шва и образования трещин, применяют специальные способы сварки,
например сварку наложением отжигающих валиков. При этом спо-
собе обычно используют электроды Св-08 с меловым покрытием или
электроды с покрытием УОНИ-13/55 и др. Первый валик, накладывае-
мый на чугун, вследствие перемешивания электродного материала с
основным представляет собой сталь с содержанием углерода 0,6.. .0,8%.
56
При охлаждении шов закаливается. Последующие валики, наклады-
ваемые на первые, отжигают нижележащие слои, что позволяет полу-
чить относительно мягкий шов.
При заварке трещины в тонкостенной чугунной детали вначале
обваривают концы трещины (рис. 20, а). Затем вразброс на участках
длиной 40...50 мм с промежуточным охлаждением наплавляют вдоль
трещины подготовительные валики (рис. 20, б), после чего наносят
соединительные валики, которые одновременно являются отжигаю-
щими (рис. 20, в, г). Можно вначале нанести на подготовительные
валики отжигающие, а потом уже соединительные (рис. 20, д). После
нанесения каждого валика рекомендуется его проковка (до охлажде-
ния не ниже 800°С).
При сварке толстостенных чугунных деталей шов перед сваркой раз-
делывают так, чтобы ширина разделки в верхней части в 2...3 раза
превышала толщину свариваемой детали. На рисунке 21 показана схе-
ма обварки кромок и заполнения разделки.
Способ сварки с нанесением отжигающих валиков применяют
при восстановлении блоков, картеров, корпусов задних мостов и т. д.
Этот способ позволяет получить шов, поддающийся механической
обработке при сравнительно высокой прочности и плотности.
Для сварки чугуна выпускаются специальные стальные элек-
троды ЦЧ-4 и железопикелевые ЦЧ-ЗА. Этими электродами можно
проводить сварку в один слой (без отжигающих валиков).
Для обеспечения плотности шва часто на него наносят клеевой
состав, например эпоксидный.
Сварку стальными электродами с установ-
кой упрочняющих штифтов и скоб применяют для
получения большой прочности (80... 100% прочности основного метал-
ла), например приварка лап к корпусу заднего моста, приварка отло-
манных проушин к переднему брусу рамы и т. д. В зависимости от
толщины детали после ее подготовки устанавливают штифты или скобы
(рис. 22, а). Обварку их проводят в два слоя: первый шов — подго-
товительный, второй — отжигающий.
Дальнейшую и окончательную сварку проводят способом отжи-
гающих валиков (рис. 22, б).
Сварка медно-стальными и пучковыми элек-
тродами. Для получения плотного соединения при сварке чугуна
используют также медно-стальные электроды, содержащие 80...90%
меди и 10...20% железа. Такие электроды выпускают под марками
ОЗЧ-1 (медный стержень с покрытием УОНИ-13/55, в которое добавлен
железный порошок), АНЧ-1 (проволока из хромоникелевой стали
О4Х18Н9 с медной оболочкой и защитным покрытием) и т. п. Медно-
стальные электроды можно изготовлять самостоятельно, надевая на
стальной стержень медную трубку, обматывая медный стержень полос-
кой листового железа и т. п. После изготовления на электрод наносят
стабилизирующее (меловое) или защитное покрытие (типа УОНИ-
13/55). Сварку рекомендуется проводить на постоянном токе обратной
полярности. Разделку кромок трещины выполняют под углом 80...90°.
После нанесения каждого валика рекомендуется его проковать.
57
Рис. 20. Заварка трещин на тонкостенных деталях способом отжигающих валиков:
а — заварка концов трещин; б — наплавка подготовительных валиков по обе стороны трещины
вразброс; е — наложение соединительных валиков; г — полностью заваренная трещина; д —
еаварка трещины с наложением специальных отжнгающнх валиков; 1 — подготовительные ва-
лики; 2 — отжигающие валики; 3 — соединительные валики.
3
Рис. 21. Заварка трещин на толстостенных
деталях способом отжигающих валиков:
а — обварка кромок трещины (валикн 1. . .4 и
9. . .12) и наложение отжигающих валиков (валики
5. . .3 н 13. . .16)-, б — наложение соединительных
валиков (валики 17. . .24).
Рис. 22. Сварка чугунных деталей с постановкой штифтов и скоб:
О — подготовка н начало сварки; б — продолжение сварии; /, II — сварка с постановкой скоб;
lllt IV — сварка с постановкой резьбовых штифтов.
Прочность шва, полученного при сварке медно-стальными элект-
родами, меньше, чем при сварке стальными или чугунными электро-
дами. Поэтому этот вид сварки применяют для восстановления герме-
тичности и плотности в таких деталях, где не предъявляется высоких
требований к прочности. Использование дефицитного материала (меди)
и выделение при сварке ядовитых паров являются недостатками дан-
ного способа.
Вместо медно-стальных электродов можно использовать пучок
электродов, состоящих из стального электрода с покрытием УОНИ-
13/55, одной медной и одной латунной проволоки.
Сварка чугуна монель-металлом (медно-никеле-
вый сплав: медь 30%, никель 65%, марганец 1,5...2% и железо 3...
3,5%) дает хорошие результаты. Сварку можно вести как газовым пла-
менем, так и электрической дугой. При электродуговой сварке приме-
няются электроды, состоящие из монелевого стержня с покрытием
УОНИ-13/55 (электроды МНЧ-1). Сварку ведут на постоянном токе при
обратной полярности короткими участками, вразброс, с промежуточным
охлаждением и проковкой каждого валика. Монель-металл удовлетво-
рительно сплавляется с чугуном, отбеливание чугуна не происходит.
Плотность сварного соединения вполне удовлетворительная, а проч-
ность шва несколько пониженная. Недостаток — сравнительная
дороговизна и дефицитность монель-металла.
Сварка-пайка латунью или специальными
припоями проводится газовым пламенем. При толщине деталей
до 25 мм делают скос кромок под углом 80...90°, при большей толщине
следует производить ступенчатую разделку. Желательно, чтобы поверх-
ность кромок была шероховатой, для чего ее насекают зубилом. Из
поверхностного слоя кромок рекомендуется выжечь графит, приме-
няя газовое пламя с избытком кислорода.
В качестве присадочного материала при пайке применяют латунь.
Кромки трещины посыпают флюсом, нагревают до температуры плав-
ления флюса, но не более 88О...9ОО°С, облуживают припоем, а затем
заплавляют шов. Во время пайки нельзя допускать расплавления чу-
гуна. При пайке чугуна латунью получают плотный шов, но прочность
соединения невелика (не более 50...60% прочности основного металла).
Область применения этого способа сварки та же, что и при использо-
вании медно-стальных электродов.
В настоящее время для сварки-пайки чугуна выпускают специаль-
ные припои (проволоки ЛОК-59-1-03, ЛОМНА-49-05-10-4-04, Л-62
и др.) и флюсы (ФПСН-1 и ФПСН-2).
Ковкий чугун плохо поддается газовой сварке. Поэтому электроду-
говую сварку ковкого чугуна обычно ведут медно-стальными электро-
дами или электродом ЦЧ-4 на постоянном токе обратной полярно-
сти.
Сварка деталей из алюминия и его сплавов затруднена, так как
алюминий плохо сплавляется с присадочным металлом из-за наличия
на поверхности тугоплавкой окисной пленки А12О3, которая плавится
при температуре 2050°С, в то время как температура плавления алю-
миния 658°С.
59
Кроме этого, сварка алюминия и его сплавов затруднена из-за
большой жидкотекучести расплавленного металла, трудности опре-
деления начала плавления, а также склонности к образованию тре-
щин.
Для сплавления алюминия с присадочным металлом необходимо
разрушить и снять окисную пленку, что достигается применением флю-
сов либо механическим удалением пленки. Можно также сваривать
алюминий в защитной среде, изолирующей зону сварки (наплавки) от
кислорода воздуха.
Сварку и наплавку с применением флюсов можно вести как газовым
пламенем, так и электродуговой сваркой.
Для приготовления флюсов применяются в различных соотноше-
ниях следующие материалы: хлористые натрий, калий, литий, барий;
фтористые калий, кальций; криолит и др. Например, самый распро-
страненный флюс АФ-4А для сварки алюминия содержит 28% хло-
ристого натрия, 50% хлористого калия, 14% хлористого лития и 8%
фтористого натрия.
Флюс разрыхляет окисную пленку и переводит ее в шлак. При
электродуговой сварке флюс в виде покрытия толщиной 0,5... 1,0 мм
наносят на электродные прутки. Перед нанесением покрытия на элект-
роды его составные части смешивают с водой, в которой разведены
крахмал или декстрин.
Для сварки чистого алюминия выпускаются электроды ОЗА-1,
а для сварьи сплавов алюминия — ОЗА-2. Электросварку алюминия
следует проводить на постоянном токе обратной полярности короткой
дугой без перерыва. Силу тока выбирают в зависимости от диаметра
электрода (для диаметров 4;5 и 6 мм — соответственно ПО...140,
140...170 и 180...240 А).
Сваривать алюминий и его сплавы можно также угольным или
графитовым электродом с присадочным материалом.
Для сварки алюминия и его сплавов при всех видах сварки в ка-
честве присадочного материала применяют металл, однородный со
свариваемым. Выпускают ряд проволок из алюминия и его сплавов
для сварки (проволоки Св-АВ00, Св-1А, Св-АК5, Св-АМЦ, Св-АМг5
и др.).
Деталь, подлежащую сварке, очищают от грязи и масла, а место
сварки зачищают стальной щеткой до металлического блеска. Затем
деталь подогревают до 200...300°С (чтобы избежать коробления и об-
разования трещин) и на кромки трещин насыпают слой флюса. При-
садочный материал также рекомендуется подогреть.
После сварки детали из алюминия и его сплавов следует медленно
охлаждать в термосе. Во избежание разъедания металла шва остатка-
ми флюса и шлака шов тщательно промывают горячей или подкислен-
ной водой и зачищают стальными щетками.
Детали из магниево-цинковых сплавов алюминия после сварки ре-
комендуется отжечь путем нагрева до 200...220°С во избежание после-
дующего образования трещин.
Чтобы избежать проплавления («проваливания») металла при за-
варке трещин в пустотелых деталях, их набивают песком. Отверстия,
60
через которые может высыпаться песок, замазывают глиной. При
заварке отверстий под свечи головки цилиндров устанавливают на
подставку с пробками, а внутрь отверстий кладут кусочки присадоч-
ного материала. Крупные пробоины в деталях сначала заливают рас-
плавленным алюминием, после чего обваривают по линии сплавления.
Затем детали медленно охлаждают, удаляют из них песок и глину,
промывают в горячей воде, обрабатывают и испытывают на герметич-
ность.
На ремонтных предприятиях применяют также газовую сварку
алюминия и его сплавов без флюса. Окисную пленку разрушают и
удаляют стальными скребками в процессе подогрева и расплавления
металла детали.
В последнее время довольно широкое применение на ремонтных
предприятиях нашла электродуговая сварка алюминия и его сплавов
без флюсов, в защитной среде, предотвращающей образование окисной
пленки. Для этого сварку ведут в среде защитного газа — аргоне,
который подается из баллона через электрододержатель в зону горения
дуги. В электрододержателе установлен неплавящийся вольфрамовый
электрод.
Присадочные алюминиевые прутки вводят в дугу, которая горит
между деталью и неплавящимся вольфрамовым электродом. Сварку
можно вести как на постоянном токе обратной полярности, так и на
переменном токе.
Промышленность выпускает установки для аргоно-дуговой сварки
УДАР-300, УДАР-500 и УДГ-301, УДГ-501 (рис. 23).
Оборудование для ручной сварки и наплавки. В качестве источников
питания электроэнергией при электродуговой сварке и наплавке
применяют сварочные трансформаторы, преобразователи и выпрями-
тели. Наибольшее распространение получили сварочные трансформа-
торы типа ТС и ТСК (ТС-120, ТС-300, ТС-500, ТСК-300, ТСК-500. Число
обозначает номинальный сварочный ток).
гго/звов
Рис. 23. Принципиальная схема установки для аргоппо-дуговой сварки:
/ — сварочный трансформатор; 2 — осциллятор; 3 — реостат; 4 — держатель (горелка); 5 —•
вольфрамовый электрод; 6 — присадочный пруток; 7 — восстанавливаемая деталь; 8 — рас»
ходомер газа; 9 — газовый редуктор; 10 — баллон с аргоном; 11 — сварочный стол.
61
Сварочный преобразователь — агрегат, состоящий из сварочного
генератора постоянного тока и двигателя, вращающего генератор.
Наибольшее распространение имеют преобразователи ПСО-120, ПСО-
300, ПСО-500, ПСО-800.
Выпрямители, по-существу, также являются преобразователями,
где в агрегат объединены трехфазный понижающий трансформатор и
блок выпрямителей (селеновых, кремниевых или германиевых).
Для ручной электродуговой сварки (наплавки) применяют выпря-
мители ВСС-120-4 и ВСС-300-3 (селеновые), ВКС-120, ВКС-300 и
ВКС-500 (кремниевые).
Оборудование для газовой сварки зависит от рода применяемого
горючего газа. Ацетилен получают или в ацетиленовых генераторах из
карбида кальция путем воздействия на него водой, или в баллонах.
Пропан-бутановая смесь и естественный газ поступают на предприятия
в баллонах. Кислород для смеси с горючими газами доставляется также
в баллонах емкостью 40 л.
Горелки для газовой сварки имеют сменные наконечники для сварки
металла различной толщины и в зависимости от расхода ацетилена де-
лятся на 9 номеров (табл. 4) (горелка малой мощности ГС-2 с номерами
ТАБЛИЦА 4
№ наконечника 0 1 2 3 4
Расход горю- чего газа, л/ч 20...65 50...125 120...240 230...400 400...700
Продолжение
№ наконечника 5 6 7 8 9
Расход горю- чего газа, л/ч 660...1100 1050...1750 1700...2800 2800...4500 4500...7000
наконечников от 0 до 3, средней мощности ГС-3 с номерами наконеч-
ников от 1 до 7 и большой мощности ГС-4 с наконечниками № 8 и 9).
Для ведения сварки пропан-бутановой смесью или естественным
газом с кислородом применяются инжекторные пропан-бутано-кис-
лородные горелки (ГЗМ-1-62 и ГЗУ-1-62) без подогревателей и более
мощные горелки с подогревателями и подогревательными камерами
(ГЗМ-2-62 и ГЗУ-2-62).
§ 4. Механизированные способы сварки и наплавки
Механизированная сварка (наплавка) может быть автоматической
и полуавтоматической. В первом случае механизированы как подача
электродного материала в виде проволоки или ленты в зону сварки
(наплавки), так и относительное перемещение электрода и детали. Во
втором случае механизирована только подача электрода, то есть
62
электродная проволока по шлангу подается к держателю, который
сварщик перемещает относительно детали.
Автоматическая сварка и наплавка под флюсом. Оборудование для
автоматической наплавки включает сварочную головку, токарный или
специальный станок, источник питания и аппаратный ящик.
Сварочная головка (автомат) состоит из механизма подачи элект-
родной проволоки или ленты (обычно протягивающие ролики) с меха-
низмом регулирования скорости подачи, механизмов и устройств для
подъема, опускания, поворота головки и т. п.
У некоторых установок для наплавки (У-653 и др.), кроме меха-
низма подачи электрода к детали, имеется еще механизм, осуществляю-
щий поперечное колебание электрода, что дает возможность получать
в один проход наплавленный слой значительной ширины. Это повы-
шает производительность и улучшает качество наплавки.
Наибольшее распространение получили следующие автоматы (го-
ловки): А-580М, АБС, АДС-1000-3, А-874Н, ОКС-1252М, А384-МК
и др. Сварочные (наплавочные) головки для наплавки тел вращения
устанавливают на токарные или специальные станки (установки
У-651, У-653 и др.).
Для сварки и наплавки плоских поверхностей сварочные головки
устанавливают на самоходную тележку.
Для полуавтоматической сварки применяют шланговые полуавто-
маты ПШ-5, ПШ-54, ЦДШМ-500. В качестве источников питания ис-
пользуют сварочные преобразователи ПСО-500, ПСУ-500, свароч-
ные трансформаторы типа ТСД-500 и ТСД-1000, сварочные выпрями-
тели ВСС-400, ВКСМ-500, ВКСМ-1000 и др.
Для сварки и наплавки под флюсом применяются: сварочные и
наплавочные проволоки (см. выше) диаметром до 6 мм для сварки и
диаметром до2мм для наплавки; стальная лента толщиной 0,4... 1,0мм
и шириной 10...40 мм; порошковые проволоки и ленты с наполнением,
составляющим обычно 10. ..15% от массы проволоки (ленты). В качестве
наполнителя вводят защитные шлако- и газообразующие, раскисляю-
щие и легирующие материалы. Порошковые проволоки или ленты мо-
гут быть как самозащитные, содержащие защитные компоненты в
наполнении, так и требующие дополнительной защиты флюсами или
газовой средой.
Наиболее распространены для наплавки: самозащитные порошко-
вые проволоки ПП-АН105, ПП-АН106, ПП-АН121, ПП-АН170; порош-
ковые проволоки для наплавки под флюсом ПП-АНЮЗ, ПП-АН104,
ПП-АН120, ПП-У25Х17Т-0, ПП-ЗХ2В8; порошковые ленты ПЛ-АН101,
ПЛ-АН102, ПЛ-А171 и др.
Для механизированной наплавки чугуна выпускается порошковая
проволока ППЧ-3. Ведутся работы по применению для механизиро-
ванной наплавки металлокерамической ленты, которую изготовляют
холодной прокаткой порошков с последующим спеканием в защитной
среде, например ленты ЛМ-70ХЗМН, ЛМ-5ХВ4ВФС и др.
Применение порошковых проволок или лент позволяет получать
наплавленный слой требуемого состава и качества и экономить элект-
родные материалы.
63
Флюсы, применяемые при сварке и наплавке, подразделяются по
способу своего приготовления на два основных вида: плавленые и
керамические.
Плавленые флюсы получают сплавлением компонентов.
В своем составе они имеют в основном стабилизирующие, шлако- и
газообразующие элементы, но не содержат легирующих элементов.
Наибольшее распространение для сварки и наплавки углеродистыми
и низколегированными проволоками или лентами (как сплошными,
так и порошковыми) получили флюсы марок АН-348А, ОСЦ-45 и АН-60.
В состав этих флюсов входят окись кремния (SiO2), окись алюминия
(А12О3), окись марганца (МпО), окись магния (MgO), окись железа
(FeO), фтористый кальций (CaF2) и другие компоненты.
Керамические флюсы, кроме компонентов — плавле-
ных флюсов, содержат легирующие добавки (обычно в виде ферро-
сплавов — феррохром, ферромарганец и др.) для получения наплав-
ленного слоя с нужными свойствами. Наплавку ведут низкоуглероди-
стыми проволоками без термообработки наплавленного слоя.
Все компоненты керамического флюса измельчают, тщательно
перемешивают и замешивают на жидком стекле. Полученную пасту
гранулируют в зерна, которые затем просушивают и прокали-
вают.
В настоящее время широко используют керамические флюсы
АНК-18 и АНК-19, в состав которых входят хром и марганец. При
отсутствии нужных керамических флюсов можно изготовить собствен-
ными силами заменяющие их флюсы-смеси, например добавляя в
плавленый флюс АН-348А чугунную стружку или серебристый графит
(4...6%), или ферросплавы (например, феррохром 2%).
Наплавку под флюсом ведут на постоянном токе при обратной
полярности. Сварку можно вести и на переменном токе. Наплавка под
флюсом проводится при напряжении 26...36 В, в зависимости от рода
и сечения электродного материала, плотность тока значительно больше,
чем при ручной сварке,— до 50... 100 А/мм2 сечения электрода и более.
Скорость наплавки, то есть скорость перемещения электрода относи-
тельно детали или наоборот, бывает обычно в пределах 12...80 м/ч,
а скорость подачи проволоки — 50...120 м/ч (до 300 м/ч). Толщина
наплавляемого слоя регулируется изменением диаметра и скорости
подачи электрода или шага наплавки. Обычно шаг наплавки прини-
мается равным от 2 до 6 диаметров электрода за оборот детали. Каж-
дый валик должен перекрывать предыдущий на 1/3... 1/2 его ши-
рины.
Вылет электрода нз мундштука устанавливают в пределах 10...
25 мм. Кроме того, для получения шва хорошего качества электрод
должен быть смещен от зенита в сторону, противоположную направле-
нию вращения детали на 5...20 мм (в зависимости от диаметра детали,
силы тока и т. п.).
Сварка и наплавка под флюсом как способ восстановления деталей
имеют ряд достоинств: высокую производительность и стабильность
процесса; хорошее качество наплавленного слоя (однородность, плот-
ность, равномерность); хорошее сплавление слоя с основным метал-
64
лом; возможность получения слоев значительной толщины (до 8 мм и
более); большие возможности получения наплавленного слоя с задан-
ным химсоставом и свойствами.
Вместе с тем наплавка под флюсом имеет и ряд недостатков: быстрый
и глубокий нагрев ведет к изменению физико-механических свойств и
деформации деталей, особенно деталей малого сечения; необходимость
и трудность (особенно при наплавке) отделения шлаковой корки;
трудность удержания флюса и ванны расплавленного металла иа
поверхности деталей малого диаметра (менее 60 мм); невозможность
получения толщины слоя менее 2,0 мм.
Поэтому наплавку под флюсом применяют главным образом для
восстановления деталей больших габаритов и сечений, имеющих значи-
тельный износ (детали ходовой части тракторов, оси и валы большого
диаметра и т. д.).
В последнее время широкое распространение получила широко-
слойная наплавка колеблющимся электродом. При этом электрод
движется вдоль образующейся цилиндрической детали и наплавляется
по всей длине шейки. Наплавка ведется как электродами с внутренней
защитой, так и под флюсом.
Сварка и наплавка в среде защитных газов. Схемы способов электро-
дуговой сварки или наплавки в среде защитных газов показаны на
рисунке 24. В зону горения дуги под небольшим давлением подают
газ, который вытесняет воздух из этой зоны и защищает расплавленный
металл от воздействия кислорода и азота воздуха.
Сварку и наплавку в среде защитных газов можно вести как пла-
вящимся (рис. 24,а), так и неплавящимся (рис. 24, б) электродом.
В последнем случае дуга горит между деталью и электродом (обычно
вольфрамовым), а присадочный материал вводят в зону дуги отдельно.
Неплавящиеся электроды широко применяют при сварке деталей из
Рис. 24. Схемы способов сварки (наплавки)
в среде защитных газов:
а — плавящимся электродом; б — неплавящимся
электродом; 1 — газовое сопло; 2 — плавящийся
электрод; 3 — электрическая дуга; 4 защитный
газ; 5 — деталь; 6 — присадочный пруток; 7 —
неплавящийся электрод.
алюминия и его сплавов.
В качестве защитных газов применяют аргон и гелий (для сварки
всех металлов), азот (для сварки меди и ее сплавов), углекислый газ,
водяной пар (для сварки ста-
ли и чугуна), а также смеси
газов.
Наплавка в среде
углекислого газа.
Схема установки для полуав-
томатической наплавки (свар-
ки) в среде углекислого газа
показана на рисунке 25. Уста-
новка имеет газовую аппара-
туру, механизм подачи про-
волоки и источник питания
током.
Газовая аппаратура со-
стоит из баллона с газом 1 и
установленных на нем элек-
трического подогревателя га-
3 л» 100
65
за 3, газового редуктора 4, осушителя 2, а также шлангов, пода-
ющих газ к держателю или наплавочной головке.
Рабочее давление газа 0,05...0,2 МПа, расход газа при наплавке
10...16 л/мин.
Наплавка в углекислом газе ведется на постоянном токе при обрат-
ной полярности.
Для питания установки постоянным током применяют источники
тока с жесткой характеристикой: преобразователи ПСГ-500, ПСУ-500,
селеновые выпрямители ВСС-300 и др. Рабочее напряжение при сварке
тонколистовых конструкций и наплавке изношенных деталей неболь-
шого диаметра находится в пределах 17. ..22 В при диаметре проволоки
0,5...1,2 мм и в пределах 23...28 В при диаметре проволоки 1,2...
2,0 мм. Плотность тока 150...200 А на 1 мм2 сечения электрода.
С увеличением сечения детали применяют больший диаметр элект-
родной проволоки и больший вылет электрода из горелки (от 8 до
15 мм). Смещение электрода от зенита при наплавке цилиндрических
деталей 3...8 мм. Скорость наплавки обычно 25...50 м/ч, скорость
подачи проволоки в зависимости от ее диаметра 100:..300 м/ч. Подача
электрода вдоль детали при наплавке цилиндрических поверхностей
равна 2,0...3,5 диаметра проволоки за один оборот.
В качестве электродного материала при сварке (наплавке) в угле-
кислом газе применяют сплошные и порошковые проволоки. Под
действием высокой температуры углекислый газ (СО2) при сварке
распадается на окись углерода (СО) и атомарный кислород, окисляю-
щий наплавленный металл. Поэтому при наплавке (сварке) в углекис-
лом газе используют проволоки с повышенным содержанием марганца
и кремния, являющихся раскислителями, например проволоки Св-
08ГС, Св-О8Г2С, Св-12ГС, Св-18ХГС при сварке и проволоки НП-
ЗОХГСА, НП-40Г, НП-50Г при наплавке. Применяют также порошко-
вые проволоки ПП-АНЗ, ПП-АН4, ПП-ЗХ2В8Т, ПП-Х12ВФТ и др.
Для наплавки в углекислом газе используют полуавтоматы А-547У,
Рис. 25. Схема установки для полуавтоматической сварки и наплавки в среде угле-
кислого газа:
/ — баллон с углекислым газом: 2 — осушитель; 3 — подогреватель газа: 4 — газовый редук-
тор; 5 _ расходомер газа; 6 — регулятор давления газа; 7 — электромагнитный клапан; 8 —•
аппаратный ящик; 9 — механизм подачи проволоки; 10 — держатель (горелка); 11 — восстана-
вливаемая деталь; 12 —« источник тока.
66
Рис. 26. Схема прямоточного парообразователя:
/ внутренняя трубка; 2, 6 — теплоэлектроизоляция; 3 — наружная трубка; 4 — кожух;
5 — медная заглушка; 7 — токоподводы.
А-537, ПДГ-500, автоматы АДПГ-500, переоборудованные головки
А-580, ОКС-1252, универсальные установки У-651, У-653 и др.
Для холодной сварки чугуна в углекислом газе хорошие результаты
дает проволока ПАНЧ-11. Это проволока на никелевой основе и ее
можно применять без газовой защиты.
Наплавка стальных и чугунных деталей в
защитной среде водяного пара. Водяной пар полу-
чают в парообразователях различных конструкций. В парообразова-
теле, показанном на рисунке 26, вода поступает из бачка в правую
часть трубки 1 по 8... 10 капель в 1 мин. К трубкам 1 и 3 подводится
напряжение (может быть использован сварочный трансформатор),
вследствие чего трубки нагреваются. Вода скапливается у заглушки 5
и поступает через отверстия в трубке 1 в пространство между разогре-
тыми трубками. Здесь вода превращается в пар, поступающий в левую
часть трубки, откуда он выходит в зону наплавки нагретым до темпе-
ратуры 14О...2ОО°С. Наплавка ведется при напряжении 20...22 В.
Сварка и наплавка в среде защитных газов имеет ряд достоинств:
высокая производительность, не уступающая сварке или наплавке под
флюсом; наплавку можно вести в любом пространственном положении;
отсутствие шлаковой корки упрощает ведение процесса; детали мало
нагреваются, поэтому можно производить сварку и наплавку тонко-
стенных деталей; можно получать наплавленные слои небольшой тол-
щины.
К недостаткам этого вида сварки и наплавки следует отнести огра-
ниченную возможность получения твердых и износостойких наплав-
ленных слоев, разбрызгивание металла при сварке.
Вибродуговая наплавка. Этот процесс отличается от рассмотренных
выше способов механизированной сварки и наплавки тем, что при
этом способе наплавки конец электрода совершает колебательные
движения в плоскости, перпендикулярной наплавляемой поверхности,
а также и тем, что наплавленный слой охлаждается.
Схема установки для вибродуговой наплавки показана на рисунке
27. Наплавочная головка устанавливается на суппорт токарного
станка и перемещается с ним вдоль детали, а наплавляемая деталь
устанавливается в центры станка и приводится во вращение.
Головка для вибродуговой наплавки, кроме обычного механизма
подачи проволоки, имеет вибратор 7, сообщающий колебательное дви-
3* 67
Рис. 27. Схема установки для внбро-
жение хоботку мундштука 3. В вибраторе установлен электромагнит,
через обмотки которого пропускается переменный ток, вследствие
чего пластина (якорь), связанная с хоботком головки, то притягивает-
ся к электромагниту, то отходит от него (этому способствуют пру-
жины 8), и таким образом хоботок с электродной проволокой получает
колебательное движение. Частота колебаний равна частоте перемены
направления тока (100 раз в с), а размах составляет 1,5...2,5 мм. Вы-
пускаются наплавочные головки с механическим вибратором (ОКС-12-
62М, ОКС-65-69), где колебательное движение хоботка головки соз-
дается кулачковым или эксцентриковым приводом.
Охлаждение наплавленного слоя производится охлаждающей жид-
костью (обычно 3...5%-ный раствор кальцинированной соды в воде),
подаваемой насосом. Небольшое количество жидкости (до 0,3 л/мин)
подается непосредственно в зону горения дуги, одновременно охлаж-
дая мундштук наконечника, остальная часть жидкости (2...2,5 л/мин)
направляется на наплавленный слой на некотором удалении от зоны
горения дуги. В электрическую цепь последовательно с источником
питания, деталью и электродом включается дроссель 11 (катушка
индуктивности), представляющий собой железный сердечник с обмот-
кой. Индуктивность электрической цепи при вибродуговой наплавке
обычно составляет 300...400 мкГ.
68
Наплавка ведется на постоянном токе обратной полярности при
напряжении 16...24 В (чаще всего 18...22 В).
Благодаря вибрации электрода и значительной индуктивности цепи
при отходе электрода от детали возникает электродвижущая сила
самоиндукции, напряжение повышается до 28...30 В и загорается элек-
трическая дуга. Происходит плавление электрода и наплавка металла
на деталь.
Наплавленный валик интенсивно охлаждается за счет теплоотвода
в деталь и охлаждающую жидкость и получает закалку. Последующий
валик наплавленного металла, частично расплавляя предыдущий,
создает зону отжига. Это приводит к тому, что наплавленный слой
получается пестрым по структуре и твердости.
Для вибродуговой наплавки применяют сварочные и наплавочные
проволоки диаметром 1,2...2,2 мм, скорость подачи электродной
проволоки берется в пределах 0,75...3,0 м/мин, а шаг наплавки —
1,0... 1,5 диаметра проволоки.
При вибродуговой наплавке в качестве защитной среды, кроме
охлаждающей жидкости, могут применяться защитные газы (в том чис-
ле водяной пар) и флюсы.
В качестве источника питания применяют сварочные преобразова-
тели (ПСГ-500, ПСУ-500), выпрямители, а также низковольтные
генераторы типа АНД-500/1000.
На ремонтных предприятиях сельского хозяйства наибольшее рас-
пространение получили головки для вибродуговой наплавки ОКС-1252
и ОКС-6569 с механическим вибратором. Используются вибродуговые
головки ГВНД-72 для двухэлектродной наплавки, которая на 60...80%
производительнее одноэлектродной и позволяет получить наплавлен-
ный слой более высокого качества.
Восстановление изношенных деталей вибродуговой наплавкой
имеет ряд преимуществ перед другими способами восстановления.
Низкое напряжение, при котором идет процесс, и его прерывистый
характер позволяют вести наплавку при малой глубине нагрева дета-
ли, практически без ее деформации. Этому же способствует интенсив-
ное охлаждение. Совмещая процесс наплавки и закалки слоя, можно
получать слои малой толщины — от 0,5 до 2,5 мм. Все это делает
данный способ наплавки особенно удобным при восстановлении дета-
лей малого диаметра.
Однако появление внутренних напряжений в наплавленном слое и
возможность образования микротрещин вследствие интенсивного ох-
лаждения приводят к снижению усталостной прочности детали, что
ограничивает область применения вибродуговой наплавки для дета-
лей, работающих в условиях тяжелых, знакопеременных и ударных
нагрузок.
Электрошлаковая сварка и наплавка. Схема электрошлаковой на-
плавки показана на рисунке 28. На наплавляемую деталь 6 устанав-
ливают охлаждаемую форму-кокиль (ползун) 2. Зазор между деталью
и кокилем определяет толщину наплавляемого слоя. В начале процесса
кокиль находится внизу на специальной подкладке 7 (металлической
или графитовой). В кольцевой зазор насыпают флюс и начинают
69
Рис. 28. Схема электрошла-
новой наплавки цилиндриче-
ской поверхности:
1 _ электрод; 2 — медный охлаж-
даемый ползун; 3*— ванна распла-
вленного шлака; 4 — ванна рас-
плавленного металла; 5 — наплав-
ленный металл; 6 — наплавляемая
деталь; 7 — подкладка.
подачу электродов (обычно их несколько)
в виде проволоки, ленты, пластин. Вначале
между электродами и подкладкой возбужда-
ется электрическая дуга, расплавляющая
электроды и шлак, пока не образуется рас-
плавленная шлаковая ванна глубиной
30...40 мм. При относительно малых объе-
мах начальной сварочной ванны первую
порцию жидкого флюса можно получить в
отдельном тигле. В дальнейшем дуга гаснет
и флюс поддерживается в расплавленном
состоянии теплом, выделяемым при прохож-
дении через него тока. При этом флюс на-
гревается до температуры более 2000°С, что
и обусловливает плавление поверхностного
слоя детали и металла электродов. По мере
заполнения формы (кокиля) расплавленным
металлом ползун перемещается вверх по
детали. В результате теплоотвода в деталь
и медную форму расплавленный металл ох-
лаждается и затвердевает. Напряжение тока
28...45 В в зависимости от электропровод-
ности флюса.
Электрошлаковая наплавка является высокопроизводительным
процессом. Наплавленный слой получается ровный, хорошего ка-
чества и любого желаемого химического состава. К недостаткам спосо-
ба следует отнести сложность его исполнения и дорогостоящее обору-
дование. Этот способ применяется только на специализированных
предприятиях, в основном для наплавки слоев большой толщины на
крупногабаритные детали (опорные катки тракторов и др.).
Плазменная наплавка и резка металлов. Плазмой называют высоко-
температурный весьма ионизированный газ, то есть газ, содержащий
большое количество заряженных частиц. .Плазма создается пропуска-
нием газа через дуговой разряд в узком канале, диаметр которого
равен примерно диаметру столба дуги. Проходя через столб дугового
разряда, газ сильно ионизируется, образуя плазменную струю с вы-
сокой концентрацией энергии.
Плазменную струю получают в устройстве, которое назы-
вают плазменной горелкой или плазмотроном. Схема плазменной горел-
ки и различные схемы плазмообразования показаны на рисунке 29.
В плазменной горелке к отрицательному полюсу источника постоян-
ного тока подключается неплавящийся вольфрамовый электрод 7
(катод), а к положительному — кольцевой, охлаждаемый водой полый
электрод—сопло 3 (анод), изготавливаемый обычно из меди или
ее сплавов, либо деталь. Струя плазмообразующего газа 6 пропуска-
ется через кольцевой зазор между электродами. Плазмообразующий
газ, проходящий через дугу, выходит в форме факела плазмы. Тем-
пература плазменной струи весьма высокая— 15000... 18000°С и
выше.
70
В качестве плазмообразующих газов применяют аргон, гелий,
азот, водород и другие, чаще всего аргон.
Плазменный нагрев и наплавка могут осуществляться по различ-
ным схемам соединения источника питания электрическим током с
электродами плазменной горелки (плазмотрона), с деталью и присадоч-
ным материалом.
При соединении по схемам бив (рис. 29) в дугу может вводиться
присадочный материал (стержень, проволока). Если соединение вы-
полнено по схеме рисунка 29, г, то, кроме дуги, между электродами
горелки, горит также дуга между катодом и присадочной проволокой 9.
К «+» источника питания может быть присоединена и деталь (показа-
но штриховой линией).
В зависимости от назначения плазменного нагрева — наплавка,
резка, закалка — и требуемой степени нагрева детали может выбирать-
ся та или иная схема соединений.
В качестве присадочных материалов при плазменной наплавке
применяют проволоку, прутки и металлические порошки. Присадоч-
ные порошки могут вдуваться в дугу, подаваться отдельно, либо зара-
нее наноситься на наплавляемую поверхность.
Кроме плазмообразующего газа, в зону наплавки может подавать-
ся защитный газ. На рисунке 30 показана схема наплавки металличес-
кого порошка плазменным нагревом с подачей защитного газа.
Примерный режим плазменной наплавки: сила тока 200...400 А,
рабочее напряжение 40...90 В, расход плазмообразующего газа 1,5...
2,5 л/'мин, расстояние от горелки до детали 10...20 мм, скорость на-
плавки 0,15...0,20 м/мин. Толщина наращиваемого слоя 0,5...2,0 мм.
Для плазменной наплавки выпускаются установки УМП-4, УМП-5,
УПУ-3.
Преимущества процесса: хорошее сцепление наплавленного слоя с
основным металлом, малые припуски на последующую обработку,
хорошее качество наплавленного слоя. К недостаткам следует отнести
относительно высокую стоимость оборудования, потребность в плазмо-
образующем газе, низкую производительность и большое термическое
влияние на деталь.
Рис. 29. Возможные схемы ведения плазменной резки и наплавки металла:
о — дуга горит между неплавящимся электродом н кольцевым электродом; б — дуга горит между
неплавящимся электродом и деталью: в — горят две дуги между электродами и между неплавя-
щимся электродом и деталью; г — горят две дуги — между электродами н между нейлавящимся
електродом и присадочной (электродной) проволокой; 1 — деталь; 2 — плазменная струя; 3 —
кольцевой электрод-сопло (анод); 4 — охлаждающая жидкость; 5 — канал; 6 — плазмообразую-
щий газ; 7 — меплавящийся электрод (катод); 8 — источник тока; 9 — присадочная проволока.
71
Рис. 30. Схема установки для плазменной на-
плавки деталей металлическими порошками:
/ — привод (станок); 2— наплавляемая деталь; 3—
сопло; 4 — сопло-анод; 5 — плазмообраэующий газ;
6 — кеплавящийся электрод (катод); 7 — бункер с по-
рошком; 8 — порошок и транспортирующий газ; 9 —
защитный газ; ИП — источник питания; Др — дроссель;
Kt и — балластные реостаты.
Газопламенное наплав-
ление порошковых мате-
риалов. В факел ацетилено-
кислородного пламени га-
зовой горелки, направлен-
ный на восстанавливаемую
поверхность, подается при-
садочный порошок. В фа-
келе пламени частицы по-
рошка оплавляются или
доводятся до тестообразно-
го состояния и потоком га-
зов наносятся на восстанав-
ливаемую поверхность,
внедряются в ее неровно-
сти или частично спекают-
ся с ней.
Нанесенный слой можно
дополнительно оплавить
пламенем горелки (без по-
дачи порошка), что значи-
тельно улучшает прочность сцепления его с поверхностью детали.
Присадочный порошок подается в факел газового пламени из бач-
ка, укрепленного на горелке с помощью транспортирующего газа
(кислород) (рис. 31, а), либо непосредственно из бачка в факел пламени
(рис. 31, б).
Рис. 31. Газопламенное
нанесение (напыление) ме-
таллнческого порошка:
а — схема нанесения порошка
с помощью транспортирующе-
го газа; б — внешний вид го-
релки с внешним вводом нано-
симого порошка в ацетнлено-
кислородиое пламя; / — под-
водящая трубка; 2 — бачок с
порошком; 3 — курок; 4 —
штырь для установки горелки
на суппорт станка; 5 — труб-
ка; 6—многосопловый мундш-
тук-наконечник.
72
Выпускаются установки УПН-5 и УПН-8 с горелкой и пистолетом
для нанесения порошков (пистолет ОКС-5531). Выпускаются установ-
ки и на базе обычных газосварочных горелок. В качестве присадочного
материала применяются самофлюсующиеся порошки (например, твер-
досплавные порошки СНГН, ВСНГН) и смеси металлических порош-
ков. Производительность установок до 10 кг/час.
Восстановление деталей заливкой жидким металлом осуществляется
в специальных формах. Изношенную деталь тщательно очищают от
грязи, масла, ржавчины, покрывают слоем специального флюса (1...
2 мм) и сушат. После этого деталь нагревают и помещают в металли-
ческую форму (кокиль), также нагретую до температуры 200...250°С.
Через литник формы заливают перегретый расплавленный чугун или
сталь. Расплавленный металл заполняет промежуток между стенкой
формы и поверхностью изношенной детали, размягчает (подплавляет)
поверхность детали, проникает (диффундирует) в нее и таким образом
соединяется с ней. В некоторых случаях для улучшения скрепления
залитого слоя с деталью в ней перед заливкой сверлят отверстия или
залитый слой после затвердевания сваривают с деталью. Этот способ
значительно производительнее автоматической наплавки, имеет бо-
лее низкую стоимость, позволяет восстанавливать детали с большим и
неравномерным износом. Наплавленная поверхность получается ров-
ной, с минимальным припуском на механическую обработку или вовсе
не требует ее. Недостаток этого способа — необходимость сложного
оборудования (литейного, заливочных установок, специальных форм
и т. д.), невозможность наращивать слои малой толщины. Поэтому
способ восстановления заливкой металлом применяют на специализи-
рованных предприятиях с большой программой, имеющих литейные
цехи или установки для восстановления деталей с большим износом.
Этим способом восстанавливают массивные детали, в основном детали
ходовой части тракторов (катки, направляющие колеса, звенья гусе-
ниц и др.).
Восстановление деталей наплавкой намораживанием. Наплавляе-
мую поверхность детали очищают и предварительно подогревают до
температуры 850...1000°С во флюсе для удаления оксидной пленки.
Затем подогретую деталь погружают в расплавленный металл (напри-
мер, чугун), находящийся в графитовом тигле. Поверхность расплав-
ленного металла покрыта расплавленным флюсом, содержащим 40%
буры и 60% борного ангидрида. Металл в тигле должен быть нагрет на
5О...12О°С выше температуры плавления. При прохождении детали
сквозь расплавленный флюс поверхность ее дополнительно очища-
ется.
После небольшой выдержки деталь извлекают из расплава. При
этом расплавленный металл смачивает очищенную поверхность де-
тали, диффундирует в нее и соединяется с ней. Вследствие того, что
температура детали ниже температуры расплавленного металла, часть
металла затвердевает на поверхности детали.
Для восстановления стальных деталей применяют расплав чугуна,
твердых сплавов (например, Сормайт-1) или их смеси (например, смесь
КБХ-80% и Сормайт-1—20%).
73
Время выдержки в рас-плаве до 4 с. Толщина наплавленного (на-
мороженного) слоя до 1,7 мм.
В настоящее время этот способ наплавки применяется главным
образом для восстановления поверхностей рабочих органов, работаю-
щих в условиях абразивного изнашивания, например зубьев ковшей
экскаваторов, лап культиваторов, зубьев борон и др.
Восстановление деталей электроконтактной приваркой металличе-
ского слоя. В последнее время для восстановления деталей применяют
электроконтактные процессы, при которых присадочный материал
в виде ленты толщиной 0,4...0,5 мм, проволоки диаметром до 2,0 мм
или порошка приваривается или напекается контактным способом на
поверхность детали. При этом присадочный металл расплавляется
лишь частично в месте соприкосновения (контакта) с поверхностью
детали. Принципиальная схема электроконтактной приварки прово-
локи или ленты приведена на рисунке 32. Ток большой силы (8...20 кА)
от трансформатора 5 подается на деталь и на присадочную проволоку
(ленту) 2 через изготовленный из меди наплавляющий электрод-ро-
лик 1. Благодаря наличию специального прерывающего устройства
или с помощью мощных конденсаторов ток подается кратковременными
импульсами, которые вызывают разогрев присадочной проволоки (лен-
ты) и детали в месте контакта, расплавление их тончайших поверхно-
стных слоев и сваривание. Этому способствует также и ролик 1, кото-
рый прижимает проволоку (ленту) к детали, пластически деформирует
се и формирует валик. Усилие прижатия ролика 1,3...1,6 кН (для
ленты).
Деталь вращается с такой окружной скоростью, при которой сва-
рочные точки от каждого импульса перекрывают друг друга. Так, при
ленте скорость вращения рекомендуется давать такую, чтобы полу-
чить 6...7 сварочных точек на 1 см шва. При приварке ленты рекомен-
Рис. 32. Схема электроконтактной при-
варки проволоки или ленты:
Р — прижимное усилие; / — прижимной
электгод-ролик; 2 — присадочная проволо-
ка или лента; 3 — наплавляемая деталь;
4 — наплавленный слой: 5 —трансформатор;
6 — прерыватель.
Рис. 33. Схема элсктроконтактного на-
пекания металлических порошков:
Р —прижимное усилие; 1 —пневмоцилиндр;
2 — прижимной электрод-ролик: 3 — ме-
таллический порошок; 4 — восстанавливае-
мая деталь; 5 — напеченный слой; 6 —«
трансформатор.
74
дуется скорость наплавки 2...4 м/мин, а длительность сварочных
импульсов 0,08...0,12 с. Так как прижимной электрод-ролик переме-
щается вдоль детали, то присадочная проволока (лента) приваривается
последовательно по всей наращиваемой поверхности детали.
Производительность при электроконтактной наплавке весьма вели-
ка (до 100 см2/мин). Толщина наращиваемого слоя 0,2...1,5 мм. Ос-
новное преимущество этого способа состоит в том, что сварка проходит
при небольшой глубине плавления и малом тепловом воздействии на
деталь (не более 0,3 мм). К недостаткам следует отнести ограничен-
ность толщины наплавленного слоя и сложность установки.
Электроконтактное напекание металлических порошков. Схема
процесса показана на рисунке 33. К месту контакта электрода-ролика 2
с деталью 4 подается металлический порошок, например железный
порошок ПЖ-3 или ПЖ-5. Сразу после начала подачи порошка ролик 2
с помощью пневмоцилиндра прижимается к детали с усилием 0,75...
1,2 кН на сантиметр ширины ролика. Одновременно включается на-
пряжение от понижающего трансформатора 6, которое подается на
деталь, вращающуюся в центрах или патроне станка, и на прижимной
электрод-ролик 2. Порошок, который непрерывно подается к месту
контакта ролика с деталью, прокатывается между ними. Через ролик,
слой металлического порошка и деталь проходит ток. Процесс проте-
кает при напряжении 0,7. ..1,2 В и большой силе тока 2500...3500 А на
сантиметр ширины ролика.
Под действием тока металлический порошок и поверхностный
слой детали нагреваются до температуры 1ООО...13ОО°С. Раскаленные
частицы порошка спекаются между собой и, внедряясь в раскаленный
поверхностный слой детали, спекаются с ней. При достаточно большой
мощности источника тока (трансформатора) ширина слоя может дохо-
дить до 30...35 мм, что позволяет в ряде случаев проводить напекание
на всю ширину детали. Толщина слоя за один проход зависит от диа-
метров прижимного ролика и детали и колеблется в пределах от 0,3 до
1,5 мм. Напекание может проводиться в несколько слоев с промежуточ-
ной зачисткой каждого слоя. Скорость напекания 0,17...0,25 м/мин.
Напеченный слой имеет невысокую твердость, но может подвергать-
ся закалке (при соответствующем химическом составе порошка). Од-
нако даже незакаленный слой обладает высокой износостойкостью
вследствие его довольно высокой микропористости (до 30%) и, следо-
вательно, высокой масловпитывающей способности.
Преимуществами процесса являются: высокая производительность,
малый нагрев детали и, следовательно, малая глубина теплового
воздействия, высокая износоустойчивость напеченного слоя.
Недостатки — ограниченная толщина напекаемого слоя, сложность
механизации и дозирования подачи металлического порошка.
Наиболее целесообразно применять рассматриваемый способ для
восстановления шеек валов, работающих в подвижных сопряжениях
(например, шейки коленчатых валов, толкатели клапанов), фасок кла-
панов и посадочных шеек под подшипники качения.
Сварка трением. Одна из свариваемых деталей закрепляется в пат-
роне станка и приводится во вращение, а вторая деталь установлена
75
неподвижно, но прижимается к первой с определенным усилием. Под
действием сил трения происходит разогрев свариваемых деталей в
месте их контакта. Когда температура деталей достигнет 11ОО...13ОО°С,
мгновенно прекращают вращение и проводят осадку (проковку) одной
детали дополнительным осевым усилием. При этом происходит свари-
вание деталей, часть металла выдавливается из зоны сварки и образу-
ется валик вокруг места сварки.
Удельное давление при нагреве колеблется в пределах 10...80 МПа
в зависимости от материала детали, а давление при осадке примерно в
2 раза больше. Скорость вращения детали выбирается в зависимости от
ее диаметра и металла.
Сварка трением может осуществляться на токарных станках, но
промышленность выпускает для этого вида сварки специальные ма-
шины-полуавтоматы (МСТ-23, МСТ-35 и др.) и автоматы (МСТА-31,
МСТА-2 и др.).
Сварка трением применяется для сварки валиков (например, при-
варка новой части валика, взамен изношенной, к валику турбокомпрес-
сора), трубчатых деталей (например, приварка хвостовиков к сверлам,
метчикам) и т. п.
Достоинства сварки — хорошее качество сварного соединения,
малое потребление мощности, простота механизации и автоматизации
процесса и др. Недостаток — ограниченность формы и размеров
свариваемых деталей.
Контрольные вопросы
1. Как выбирают электроды, присадочные материалы и режим для сварки или
наплавки стальных деталей? 2. Как сваривать и наплавлять детали, чтобы деформация
их была наименьшей? 3. Каковы особенности сварки чугунных деталей? 4. Какова
технология горячей сварки чугунных деталей и область ее применения? 5. Каковы
общие правила холодной сварки чугуна? 6. Как ведется холодная электродуговая
сварка чугуна стальными электродами способом отжигающих валиков? 7. Каковы
особенности и технология сварки алюминиевых деталей? 8. Какова сущность элект-
родуговой сварки под слоем флюса и какие электродные материалы, флюсы и режим
наплавки применяют при этом? 9. Каковы схема и сущность процесса вибродуговой
наплавки? 10. Каковы преимущества и недостатки вибродуговой наплавки и какова
область ее применения? 11. В чем сущность процессов сварки в среде защитных
газов? 12. В чем сущность сварки в среде углекислого газа и пара? 13. В чем сущность
и как осуществляется электроконтактная приварка проволоки (ленты) и напекания
металлических порошков? 14. В чем сущность процесса плазменной наплавки? 15.
В чем сущность технологии восстановления деталей заливкой жидкого металла и
наплавкой «намораживанием»?
Лабораторно-практическое занятие 2
ЗАВАРКА ТРЕЩИН НА ЧУГУННЫХ И АЛЮМИНИЕВЫХ ДЕТАЛЯХ
Содержание работы 1. Ознакомиться с технологией заварки трещин на чугунных
деталях.
1. Ознакомиться с видами электродов и присадочных прутков, применяемых
при сварке чугуна (стальной, чугунный, биметаллический, пучковый, монелевый,
латунный).
2. Ознакомиться поэтапно с технологией заварки трещин па толстостенных
деталях (образцах) стальным электродом способом отжигающих валиков: деталь
76
(образец) с разделкой трещины; деталь с наложенным вторым слоем; деталь с пол-
ностью заваренной трещиной.
3. Ознакомиться с технологией заварки трещин па тонкостенной детали (образце)
стальным электродом способом отжигающих валиков: деталь (образец) с заваренными
концами трещины и частично нанесенными подготовительными валиками; деталь
с полностью нанесенными подготовительными валиками; деталь с полностью зава-
ренной трещиной.
4. Ознакомиться поэтапно с технологией заварки трещин стальным электродом
с постановкой упрочняющих скоб: деталь (образец) с приваренными скобами; деталь
с установленными упрочняющими скобами; деталь с полностью заваренной трещиной.
Отчет о работе. Зарисовать схемы разделки или другой подготовки трещины и
поэтапной заварки для всех указанных способов заварки.
Содержание работы 2. Ознакомиться с технологией бесфлюсовой газовой за-
варки трещины иа детали или образце из алюминиевого сплава путем наблюдения
за процессами подогрева детали, снятия окисной пленки, заварки трещины, охлаж-
дения детали.
Отчет о работе. Описать процесс заварки трещины, режим сварки, присадочный
материал и т. д.
Лабораторно-практическое занятие 3
ВОССТАНОВЛЕНИЕ ИЗНОШЕННЫХ ДЕТАЛЕЙ
МЕХАНИЗИРОВАННОЙ НАПЛАВКОЙ
(под флюсом, в среде защитного газа
или водяного пара, вибродуговой наплавкой)
Содержание работы н порядок выполнения. Наплавить изношенную стальную
деталь или образец одним из способов механизированной электродуговой наплавки.
Подготовить изношенную деталь или образец к наплавке. Место будущей на-
плавки зачистить до металлического блеска. Закрепить деталь в патроне или уста-
новить в центрах станка. Установить на станок наплавочную головку.
Выбрать режим наплавки (скорость подачи проволоки, скорость наплавки,
продольную подачу наплавочной головки, напряжение, ток и др.). Подготовить
головку к наплавке. Установить скорость подачи электродной проволоки, необхо-
димый вылет, угол наклона и смещение электрода. При наплавке под флюсом
проверить наличие флюса в бункере.
По выбранной скорости наплавки (цн в м/мин) и диаметру детали (d в мм) оп-
ределить необходимую частоту вращения шпинделя (п в об/мин) и установить ее
на станке:
1000 цн
п=----т—.
nd
Настроить механизм подачи суппорта на выбранную величину продольной
подачи. Привести деталь во вращение.
Открыть заслонку подачи флюса или включить подачу газа (пара, охлаждающей
жидкости в зависимости от способа наплавки). Включить рабочий ток, подачу про-
волоки и продольную подачу суппорта. Наплавить 2...3 круговых валика. Записать
показания амперметра и вольтметра. Выключить подачу проволоки и рабочий ток.
Прекратить подачу флюса (газа, пара, охлаждающей жидкости), остановить деталь
и выключить подачу суппорта.
После некоторого остывания детали удалить шлаковую корку. Снять деталь,
проверить качество наплавки. Собрать шлак и неиспользованный флюс.
Отчет о работе. Начертить принципиальную схему установки и привести схему
процессов наплавки. Дать описание подготовки и настройки^установки.
Фактический режим наплавки записать по следующей форме: наплавляемая
деталь; диаметр детали до и после наплавки; скорость наплавки; расчетная и фак-
тическая частота вращения детали; марка проволоки и ее диаметр; скорость подачи
проволоки; продольная подача суппорта; вылет и смещение электрода; напряжение;
ток.
77
§ 5. Электроискровое и электроимпульсное
наращивание деталей
При электроискровом способе наращивания (упрочнении) исполь-
зуется явление электрической эрозии (разрушения) и переноса металла
инструмента (анода) на наращиваемую деталь (катод) при искровых
разрядах в газовой среде (рис. 34).
Для устойчивого возникновения электроискровых разрядов упроч-
няющий электрод 2 закрепляется в держателе ручного электромагнит-
ного вибратора 3, подключенного к сети переменного тока и сообщаю-
щего электроду колебательное движение с частотой 50 Гц. В этом про-
цессе применяются электроды из твердых сплавов (Т15К6, В КЗ и др.)
или чугуна.
Толщина наращенного и упрочненного слоя зависит от емкости кон-
денсатора, напряжения и тока. При более жестких режимах толщина
упрочненного и наращенного слоя увеличивается, чистота же поверх-
ности и твердость слоя снижаются.
Для электроискровой обработки промышленностью выпускаются
стационарные станки и установки, а также переносные установки
типа ЭФИ-10 и ЭФИ-25. Установки используют для восстановления
неподвижных посадок. При этом можно увеличить диаметр посадочного
места на 0,05 мм. Поверхность будет иметь поры, мелкие раковины, и
после обработки сплошность поверхности составит не более 85...90%.
Наэтих же установках можно упрочнять торцы стержней клапанов,
бойки коромысел и т. п.
Режущий инструмент из быстрорежущей стали и рабочие органы
сельскохозяйственных машин также целесообразно подвергать элект-
роискровому упрочнению, увеличивающему износостойкость в 1,5...
8 раз (резцы, фрезы, развертки, сегменты, ножи машинок для стрижки
овец и т. д.).
Бесконденсаторная установка для электроимпульсного наращива-
ния в жидкой среде работает на низких напряжениях 4... 10 В. Уста-
новка питается от обычного сварочного трансформатора.
В качестве материала электрода при наращивании на сталь приме-
няется сталь ХВГ. Можно также использовать изношенные поршневые
кольца. Толщина наращенного
слоя может быть получена до
0,3 мм в зависимости от режимов.
Производительность процесса
1 см2/мин.
При электроимпульсном на-
ращивании используется корот-
кий импульс электрической дуги
на ограниченном по площади
пространстве, в результате чего
происходит частичное оплавле-
ние металла электрода и прива-
ривание к поверхности детали.
Материал электрода имеет по-
Рис. 34. Принципиальная электрическая
схема электроискровой установки:
1 — деталь; 2 — электрод; 3 — электромагнит-
ный
78
Рис. 35. Схема установки УМН-6 для электроимпульсного наращивания:
1 -• насос для подачи охлаждающей жидкости; 2 — наращиваемая деталь; 3 — электро-
додержатель; 4 — вибратор; 5 — стойка; 6 — груз; 7 — головка установки; 8 —»
автотрансформатор; 9 — силовой трансформатор.
вишенную хрупкость. Под действием электромагнита происходит
отрыв электрода от детали и частиц электрода, приварившихся к
поверхности детали. Это и обеспечивает наращивание металла элект-
рода на деталь.
Для наращивания применяется электроимпульсная установка
УМН-6 (рис. 35). Стойка 5 закреплена на поперечном суппорте то-
карно-винторезного станка с высотой центров 150... 170 мм. По
стойке перемещается головка 7, свободно подвешенная на тросе и
уравновешиваемая грузом 6. Масса головки должна превышать массу
противовеса для электрода из чугуна на 1,0 кг, а при электроде
из стали ХВГ—на 1,5 кг. Электрододержатель закреплен в патроне с
демпфером. Усилие затяжки пружины демпфера регулируется в пре-
делах 30...35 Н. Для получения толстых наращиваемых слоев (до
1,0 мм) используют электрод из стали ХВГ диаметром 8... 10 мм, а
для тонких слоев (до 0,3 мм) — чугун марки АМ-8 того же диамет-
ра. Для поддержания нормального процесса электроимпульсного
наращивания и охлаждения конца электрода на последний надевается
ванночка из текстолита, которая опирается на поверхность вращаю-
щейся детали, поддерживая высоту слоя жидкости у электрода при-
мерно 15 мм.
Расход жидкости 0,3...0,4 л/мин. Линейная скорость поверхности
детали 1...1,8 м/мин. Подача равна 4...5 мм/об. Производительность
85 см2/мин.
Толщина наращенного слоя от 0,1 до 1,0 мм при твердости 56...
60 HRC.
79
Электроимпульсным наращиванием рекомендуется восстанавливать
шейки осей опорных катков, посадочные места под подшипники на
валах, стаканы подшипников, шейки под подшипники на осях и другие
аналогичные поверхности деталей в неподвижных и переходных посад-
ках.
Для наращивания поверхностей посадочных мест под подшипники
в корпусных деталях применяют электроконтактное наращивание.
К электроду и детали подключают провода от сварочного трансфор-
матора. Электродом служит медный наконечник или диск, вращающий-
ся от электродвигателя. Вводя вращающийся электрод в посадочное
место, проводят наращивание вручную. При этом частицы металла с
медного электрода переходят на поверхность гнезда, образуя тонкий
шероховатый слой.
В процессе работы диск не должен сильно нагреваться, время от
времени его следует охлаждать в воде.
Контрольные вопросы
1. Как устроены установки для упрочнения и наращивания? 2. Как проводят
электроимпульсное наращивание деталей? 3. Какие детали восстанавливают электро-
импульсным наращиванием?
§ 6. Восстановление деталей электролитическими
покрытиями
Электролитические покрытия применяют для восстановления разме-
ров изношенных деталей, придания их поверхностям высокой твердо-
сти и износостойкости и для защиты деталей от коррозии. Принципи-
альная схема электролитического процесса показана на рисунке 36.
При прохождении постоянного тока через электролит 4 на анодах 1
происходит растворение металла (переход его в электролит) и выделе-
ние кислорода, а на катоде 2 (деталь) — отложение металла и выделе-
ние водорода. Аноды изготавливают обычно из такого же металла,
какой наносится на деталь (растворимые аноды), или из свинца, гра-
фита (нерастворимые аноды). Электролит представляет собой раствор в
дистиллированной воде соединений (чаще всего солей) осаждаемого
металла. В электролит также вводят разные добавки (кислоты и др.),
улучшающие процесс и качество наращенного слоя.
Количество осажденного металла в граммах (Q) определяется по
формуле:
Q=KJTi],
где I — сила тока, А; Т — время, ч; ц — коэффициент полезного действия процесса
(выход по току), выражающий, какая доля или процент проходящего тока исполь-
зуется полезно для осаждения металла на катоде; К — электрохимический экви-
валент металла, выделяемого на катоде, г/А-ч (для хрома К= 0,323, для железа
/<=1,043 и т. д.).
Электрохимический эквивалент выражает теоретическое количество металла в
граммах, осаждаемого на катоде при прохождении тока в один ампер в течение 1 ч.
Качество электролитических покрытий зависит от подготовки по-
верхности детали, температуры, кислотности и состава электролита,
80
Рис. 36. Схема установки для
электролитического осаждения
металла:
/ — аиод; 2 — катод (деталь); 3 —
ванна; 4 — электролит.
плотности тока на катоде, соотношения
площадей катода и анода и ряда других
факторов.
Процесс нанесения электролитиче-
ских покрытий складывается из ряда
последовательных операций, которые
можно разделить на три группы: под-
готовительные, нанесение покрытий и
заключительные.
К подготовительным операциям отно-
сятся: механическая обработка (шлифо-
вание, полирование и т. д.) — прово-
дится для устранения искажений гео-
метрической формы у изношенных де-
талей, придания поверхности определен-
ной чистоты и доведения размеров до тре-
буемой величины с учетом припуска на толщину покрытия; предвари-
тельное обезжиривание растворителями; изоляция (закрытие) мест, не
подлежащих покрытию, перхлорвиниловой пленкой, нанесение 2...3
слоев перхлорвинилового лака и т. п.; монтаж деталей в приспособле-
ниях для завешивания в ванну. Подвеска должна обладать достаточ-
ной механической прочностью, обеспечивать надежный электрический
контакт с деталью и иметь сечение, соответствующее величине
тока. Следующей подготовительной операцией является обезжири-
вание.
Обезжиривание деталей может быть химическим, электрохимичес-
ким и с применением ультразвука.
Химическое обезжиривание проводят путем проти-
рания поверхности детали кашицей из венской извести (смесь окиси
кальция и окиси магния) или отходами карбида кальция от ацетилено-
вого генератора.
При электрохимическом обезжиривании де-
таль помещают в ванну с щелочным раствором, через который про-
пускают ток. Деталь является катодом, а пластины из малоуглероди-
стой стали — анодом. Благодаря выделению на поверхности детали
пузырьков водорода процесс протекает более интенсивно, чем при
химическом обезжиривании. Рекомендуется периодически переключать
деталь на анод. Составы электролитов и режимы электрохимического
обезжиривания приведены в таблице 5.
Обезжиривание с применением ультразву-
к а проводят в ультразвуковых моечных установках УЗВ-15М, УЗВ-
17М, агрегате УЗА-16, используя растворы, указанные в таблице 5.
После обезжиривания детали промывают в горячей воде и завешивают
в ванну.
При подготовке деталей к железнению для удаления окисных
пленок, протравливания поверхности детали и создания на ней пасси-
вированных пленок после обезжиривания проводят анодную обработку
детали в 30 %-ном растворе серной кислоты с добавкой 15 г/л сернокис-
лого алюминия (AlSOj). Деталь служит анодом, а стальные или свин-
81
ТАБЛИЦА 5.
Наименование химикатов и режим работы при обезжиривании деталей Для металлов
черных цветных черных и цветных при работе нв переменном токе
Каустическая сода, г/л 30...50 10
Кальцинированная сода, г/л 20...30 5...10 25...30
Тринатрийфосфат, г/л 10...15 30...40 25...30
Жидкое стекло, г/л 8...10 3...5 —
Эмульгаторы ОП-7 или ОП-Ю, г/л — — 5...10
Температура, °C 90...95 90...95 90...95
Плотность тока на катоде, А/дм2 3...8 3...5 5...8
Продолжительность процесса, мин 5...8 0,5.. 1,0 0,2...2,0
цовые пластины — катодом. Обработка длится 4...5 мин при комнатной
температуре. Плотность тока 10...15 А/дм®.
Декапирование (травление) применяют для удале-
ния окисных пленок с поверхности детали. Декапирование часто про-
водят в тех же ваннах, где происходит основной процесс покрытия.
Для этого на 0,5...1 мин к детали подключают плюс источника тока,
а к анодам минус.
После декапирования деталь выдерживают в ванне без тока в тече-
ние 0.5...1 мин, при этом поверхность детали подвергается травлению
электролитом.
Выбор вида тока для питания гальванических ванн. Для питания
гальванических ванн применяют постоянный ток и ток переменной по-
лярности — реверсивный постоянный ток (полярность меняется по
определенной программе) или асимметричный переменный ток (ток в
катодный полупериод, то есть когда деталь подключена на минус,
протекает дольше, чем в анодный полупериод). Напряжение тока
обычно 6... 18 В.
В качестве источников питания постоянного тока используют
низковольтные генераторы АНД-500/250, АНД-1000/500, АНД-1500/
750 (в числителе сила тока при напряжении 6 В, в знаменателе — при
напряжении 12 В), селеновые выпрямители типа ВСМР, кремниевые
выпрямители типа ВАКГ и др.
В качестве источника переменного тока обычно применяют пони-
жающие трансформаторы.
Использование тока переменной полярности позволяет значительно
(в 1.5...3 раза) увеличить плотность тока, а значит, и производитель-
ность процесса, улучшить структуру и механические свойства покры-
тий, проводить процесс электролиза при более низких температурах.
При использовании источников постоянного тока реверсирование
осуществляется по заданной программе при помощи автоматов типа
АРТ-62, АРТ-500 и др. Продолжительность основного катодного пе-
риода (минус на детали) обычно принимается в 8... 10 раз больше
продолжительности анодного периода (плюс на детали). Асимметрич-
ный переменный ток можно получить, включая на каждую фазу тока
82
диоды или тиристоры с неза-
висимым регулированием амп-
литуды прямого и обратного
импульсов.
Принципиальная схема
установки для электролити-
ческого покрытия на перемен-
ном асимметричном токе и
кривая асимметричного пере-
менного тока изображены на
рисунке 37.
После завешивания дета-
лей в ванну силу тока в катод-
ный полупериод устанавлива-
ют в 1,2... 1,4 раза больше,
чем в анодный, и затем посте-
пенно в течение 10 мин это
соотношение доводят до 8... 10.
Хромирование. Достоинст-
Рис. 37. Схема установки для получения
асимметричного переменного тока:
Тр — понижающий трансформатор; Д1 и Д2
диоды; и Д2 — регулировочные реостаты; А,
Ль Аг — амперметры: V — вольтметр; В — ванна:
Jа — амплитудное значение анодной составляющей
тока; — амплитудные значения катодной состав-
ляющей тока; X — кривая асимметричнсго тока»
вом хромового покрытия яв-
ляются твердость, износостойкость, стойкость против коррозии и кра-
сивый внешний вид. В то же время процесс хромирования имеет низ-
кий к.п.д. и является дорогостоящим.
Хромирование в хромовокислых электро-
л итах. Электролиты готовят из хромового ангидрида СгО3 и серной
кислоты H2SO4, растворяя их в дистиллированной воде. Процесс покры-
тия происходит с наиболее высоким к. п. д. при соотношении
CrO3/H2SO4= 100. Составы наиболее распространенных электролитов и
ТАБЛИЦА 6
Состав электролита, режим и показатели процесса Горячие электролиты Холодные электролиты
универсаль- ный саморегули- рующийся тетрахромат- н ый саморегули- рующийся
Хромовый ангидрид, г/л 200 . .250 200. ..300 350. ..400 400. ..420
Серная кислота, г/л 2,0 ..2,5 — 2,0. . .2,5 —.
Сульфат стронция, г/л — 5.5. . .6,5 — —
Кремнефторид калия, г/л — 18,0. ..20,0 — —
Едкий натр, г/л — — 40 ..60 —
Сахар, г/л — — 1,0 . .2,0 —
Углекислый кальций, г/л — — — 60 ..75
Сернокислый кобальт, г/л — — — 18. ..20
Температура, град 45 ..55 50. . .65 17 ..23 18 ..25
Плотность тока на катоде, 20 ..60 40. . .80 30 ..100 100 ..ЗСО
А/дм 2
Выход по току, % 10 ..16 17. ..22 30 ..32 35 . .40
Микротвердость покрытия, 6000 ..9000 4500 ..6000 9000 ..12000
МПа
Примечание. При приготовлении холодного саморегулирующегося электролита сна-
чала растворяют половинное количество хромового ангидрида, затем понемногу вводят, пере-
мешивая, углекислый кальций, сернокислый кобальт и последним остальную часть хромового
ангидрида.
83
режимы работы ванн хромирования приведены в таблице 6. Напряже-
ние тока 12... 18 В. Процесс хромирования проходит при нераствори-
мых анодах из чистого свинца либо сплава свинца с 5% сурьмы. Для
облицовки ванн используют свинец, винипласт, эпоксидные смолы.
Подогрев ванн осуществляется паром или различными электронагрева-
телями. Отношение площади анодов к площади катодов устанавливают
от 1:1 до 2 : 1.
Аноды по возможности должны копировать форму детали, обес-
печивая равномерное распределение силовых линий по ее поверхности.
Выступающие части детали прикрывают свинцовыми экранами, кото-
рые отвлекают на себя часть силовых линий и рассредоточивают их у
краев детали.
Из горячих электролитов наиболее распространен в ремонтной
практике универсальный электролит, дающий твердые износостойкие
покрытия. Так называемый саморегулирующийся горячий электролит
имеет более высокий выход по току, обладает хорошей стабильностью в
работе и дает покрытия хорошего качества, но очень агрессивен по
отношению к оборудованию. Горячие электролиты имеют малый выход
по току, малую скорость наращивания (до 0,10...0,15 мм/ч) и требуют
устройства для подогрева. В связи с этим в последнее время все более
широкое применение находят холодные электролиты, дающие выход
по току до 35%, большую скорость наращивания (до 0,4...0,5 мм/ч),
обладающие хорошей стабильностью в работе, хорошей рассеивающей
способностью и малой агрессивностью.
Рекомендуемая толщина наращивания при хромировании до 0,7 мм.
Пористое хромирование. Покрытия из электролити-
ческого хрома обладают высокой микротвердостью. Однако хром обла-
дает плохой смачивающей способностью по отношению к маслу, и при
недостаточной смазке возможны заедания. Для устранения этого недо-
статка применяют пористое хромирование. На поверхность детали
наносится гладкий блестящий слой хрома. В процессе отложения в
покрытиях образуются микротрещины. Затем эту поверхность подвер-
гают анодному травлению; к детали подключают плюс, а к свинцовым
пластинам — минус. При этом хром сходите покрытия неравномерно и
главным образом с краев микротрещин, углубляя последние и образуя
сеть каналов или точек. Время анодной обработки для получения пори-
стости от 6 до 14 мин.
Железнение. Железнение имеет ряд преимуществ перед другими
процессами электролитического осаждения металлов, так как приме-
няются дешевые и распространенные материалы, выход по току дости-
гает 80...90%, твердость покрытия — до 6500 МПа, а также возможно
получение осадков толщиной до 1,2 мм.
Железнение может проводиться в горячих и холодных электроли-
тах. Наиболее распространены для железнения хлористые электроли-
ты, которые приготавливают травлением стружек из малоуглероди-
стой стали в соляной кислоте. Например, для приготовления электро-
лита из двухлористого железа (FeCl2-4H2O) концентрации 200 г/л
необходимо взять 56 г стальных стружек и 188 г соляной кислоты НС1
плотностью 1,20 (39,11%),
84
ТАБЛИЦА 7
Состав электролита, режим и показатели процесса Горячий электролит Холодные электролиты
№ 1 № 2 № 3
Сернокислое железо, г/л 200
Хлористое железо, г/л 250...500 400...600 400 ..600 150...200
Поваренная соль, г/л 80...100 — — —
Соляная кислота, г/л 1,0...2,5 1,0...9,0 2,0 ..10,0 2,0...9,0
Аскорбиновая кислота, г/л — — 0,5 ..2,0 —
Гидразин солянокислый, г/л — 3,5 — —
Температура, °C 60...90 20...50 20 ..50 20...50
Плотность тока на катоде, 10...50 15...40 10 ..40 10...40
А/дм2 Выход по току, % 80...95 85...90 85 ..92 85...92
Твердость покрытия, МПа 5500...6000 6000...7000 6000 ..7000 5000...7000
В таблице 7 приведены сведения о составе электролитов и режимах
железнения.
Для улучшения качества покрытий в электролит добавляют раз-
личные присадки. Хлористый марганец МпС12 (100...150 г/л в электро-
лите № 1) увеличивает твердость, мелкозернистость и прочность осад-
ков. Добавка в электролит № 1 10...15 г/л хлористого никеля
(NiCl2-4H2O) и 1...2 г/л гипофосфата натрия (NaH2PO2-H2O) позволяет
получить осадки твердостью до 62 HRC.
Железнение осуществляют в металлических ваннах, облицованных
резиной, асбовинилом, эмалью, либо в неметаллических ваннах из
керамики и фиолита.
В качестве анода используют пластины из малоуглеродистой стали.
Отношение площади анодов к площади катодов принимается от 1 до 2.
В процессе железнения стальные аноды растворяются и на их поверх-
ности образуется шлам в виде темного слоя углерода, серы и других
примесей. Для уменьшения загрязнения электролита шламом аноды
рекомендуется помещать в чехлы из стеклянной ткани. При работе
ванн рекомендуется фильтровать электролит.
После обезжиривания, анодной обработки и промывки в горячей
воде детали завешивают в ванну, выдерживают 0,5...1 мин и начинают
проводить электролиз. Начальная плотность тока составляет 10...25%
номинальной. Через 15...20 мин плотность тока доводят до установ-
ленной. Напряжение тока 12... 18 В.
Снижение температуры электролита при осталивании уменьшает
его химическую агрессивность, что упрощает футеровку и корректи-
ровку ванн. Значительно упрощаются и удешевляются процессы мест-
ного, струйного и проточного железнения, улучшаются условия труда.
Недостатками процесса железнения являются коррозия оборудова-
ния, инструмента и высокие требования к подготовке поверхности вос-
станавливаемой детали и составу электролита.
Вневанные процессы электролитического наращивания. Электроли-
тическое осаждение металла можно также вести вневанными способами.
Они позволяют восстанавливать отдельные изношенные участки
85
Рис. 38. Схема установки для безванпого
струйного электролитического покрытия шеек
вала:
/ — насос: 2 — анод (насадка): 3 — ванночка; 4 —
основная ванна; 5 — подогреватель электролита.
Рис. 39. Схема электролитического
наращивания в проточном электро-
лите:
/ — наращиваемая поверхность; 2 — на-
сос; 3 — сборник электролита; 4 — при-
емник электролита; 5 — анод.
Рис. 40. Схема установки для наращивания
поверхности детали электролитическим нати-
ранием:
/ — патрон станка: 2 — токосъемное устройство;
3— выпрямитель; 4 — реостат; 5 — смачивающий
тампон; 6 — анодная пластина: 7 — корпус анод-
ной головки; 8 — деталь; 9 — фильтр; 10 — ванна
(сборник) с электролитом; // — электроподогрева-
сель электролита; 12 — насос.
Рис. 41. Восстановление поверхно.
сти посадочного отверстия в корпу-
се коробки передач трактора:
/ — винт с фланцем; 2 — гайка; 3
упорный стержень; 4 — диск; 5 — изо-
ляционная прокладка; 6 — корпус ко-
робки передач; 7 — анод; 8 — ванна
(электролит) в восстанавливаемом отвер-
стии.
поверхности на крупногабаритных деталях, повысить производитель-
ность процесса за счет циркуляции электролита и увеличения плот-
ности тока до 300 А/дм2, улучшить качество покрытия.
Струйное электролитическое покрытие. На
рисунке 38 показана схема установки для струйного электролитиче-
ского покрытия шеек вала. Насосом 1 электролит из бака 4 подается че-
рез насадку 2 на шейку медленно вращающегося вала. Под валом
расположена местная ванночка 3. Процесс предпочтительно прово-
дить, используя холодные электролиты и асимметричный переменный
ток.
Электролитическое покрытие (осаждение
металла) в проточномэлектролите. При этом у по-
крываемой поверхности создается местная ванна, через которую цирку-
лирует электролит (рис. 39). Расстояние между анодом и покрываемой
поверхностью 10...30 мм. Этот способ целесообразно применять при
покрытии внутренних поверхностей отверстий корпусов, цилиндров,
труб и т. п.
Восстановление деталей электролитичес-
ким натиранием. Принципиальная схема установки изобра-
жена на рисунке 40. Деталь 8 закрепляется и вращается в патроне 1
токарного станка. С помощью насоса 12 электролит подается внутрь
анодной головки 7, которая прижимается к вращающейся детали.
Электролит проходит через отверстия в анодной пластине 6 и непре-
рывно смачивает тампон 5. Так как деталь служит катодом, а пластина
6 анодом, то на поверхности детали откладывается слой металла.
Смачиваемый электролитом тампон 5 тормозит образование крупных
кристаллов, удаляет шлак.
Местное (безванное) электролитическое
наращивание. Сущность этого способа состоит в том, что на де-
тали в нужном месте с помощью приспособления создают местную
ванночку и проводят наращивание (рис. 41).
Местное железнение нашло широкое применение для восстановле-
ния посадочных отверстий в корпусных деталях.
Отверстие растачивают для удаления следов износа и поверхност-
ного слоя металла, обезжиривают венской известью или карбидным
илом, промывают водой, устанавливают приспособление, проводят
анодное травление в электролите (30 г/л серной кислоты и 15 г/л сер-
нокислого алюминия) в течение 3...5 мин при плотности тока
5...8 А/дм2 и вновь промывают водой. После этого устанавливают
анод из малоуглеродистой стали (диаметр анода должен быть равен
1/3 диаметра отверстия), заливают холодный или горячий электролит,
включают ток и проводят процессы декапирования и железнения.
Рекомендуемые составы электролитов и режимы местного железне-
ния приведены в таблице 8.
Заключительные операции. После нанесения электролитических или
химических покрытий все детали следует промыть горячей водой.
Детали, работающие в условиях динамических нагрузок, после
хромирования рекомендуется подвергнуть термической обработке в
течение 1...2 ч при температуре 150...200°С.
87
i А Б Л И Ц A 8
~ Электролиты
Состав электролита, режимы н I____________________________________
показатели процесса 1 । № 2 | Л О 3 № 4
Хлористое железо, г/л 500 400.. .500 400. . .500 200.. .250
Хлористый марганец, г/л — 12,0.. .16,0 — —
Хлористый никель, г/л — 8,0.. .12,0 — —
Поваренная соль, г/л — 60. ..70 —
Хлористый цинк, г/л — 25. . .35 —
Йодистый калий, г/л —- — 15.. .20
Соляная кислота, г/л 1,5...2,5 1,0.. .2,0 1,0. . .2,0 1,0.. .2,0
Серная кислота, г/л — — 1,2.. .1,5
Температура, °C 95...100 50.. .60 30. ..40 18.. .20
Плотность тока, Л/дм2 15...20 20.. .25 20. ..25 25.. .30
Твердость покрытия, МПа 3900...4200 4200.. .4500 4000. ..4200 3000.. .4100
Примечание. 1. Железиепие на электролите № 4 проводятся только на асимметрич-
ном и переменном токе. 2. Температура, указанная в таблице, является температурой, при
которой электролит приготавливается и заливается в местную ванну.
Термодиффузионный способ восстановления деталей из бронзы.
В ремонтных предприятиях нашел применение способ восстановления
деталей из бронзы — термодиффузионное цинкование.
Для наращивания детали нагревают до температуры 65О...7ОО°С в
смеси порошков, которая состоит из огнеупорной глины (100 частей),
хлористого аммония (7 частей), цинка в порошке (25...30 частей).
При этом за счет диффузии цинка в поверхностные слои основного
металла происходит увеличение объема (размеров) детали.
Технология процесса состоит в следующем: огнеупорную глину
высушивают, размалывают и просеивают через сито (625 отверстий
на 1 см2). Порошок прокаливают в течение 0,5...1 ч при температуре
500...600°С.
Порошок хлористого аммония также просеивается через такое же
сито.
Цинковая пыль используется разных марок и сортов, например
сорт «А» — техническая.
Детали перед укладкой обезжиривают и зачищают до металличес-
кого блеска.
Смесь тщательно перемешивают, насыпают на дно стального ящика
слоем толщиной 15...20 мм и укладывают на нее в один слой детали,
подлежащие восстановлению, так чтобы между деталями и стенками
контейнера было расстояние не менее 10 мм. Затем детали засыпают
смесью и укладывают следующие слои.
Контейнер плотно закрывают, устанавливают в печь, предваритель-
но нагретую до температуры 250°С, и выдерживают при этой темпера-
туре до нагрева всего контейнера. Затем разогревают контейнер до тем-
пературы 650...700°С и выдерживают необходимое время.
Время выдержки зависит от требуемой величины наращивания.
Увеличение размера детали на 0,5... 1,0 мм (толщина слоя) требует
выдержки 1,5...3,5 ч.
88
Затем контейнер охлаждают в печи до температуры 300...250°С,
вынимают и распаковывают.
Смесь используют многократно при добавлении 7 частей хлористого
аммония и 15...20 частей порошка цинка.
Контрольные вопросы
1. Как проводить подготовку деталей для электролитического покрытия?
2. Какой состав ванн и какие режимы применяют при хромировании деталей? 3. Ка-
ковы состав ванн и область применения холодного электролита для хромирования.
4. Какие свойства хромового покрытия и какова область применения хромирования
при ремонте машин? 5. Как получить пористое хромовое покрытие? 6. Каков состав
ваин и какие режимы применяют для железнения деталей? 7. Каковы свойства осад-
ков, полученных железнением? Область применения железнения при ремонте машин.
8. Что такое реверсивный и асимметричный переменный ток? Для каких целей он
применяется? Режим работы ванн. 9. Что такое электролитическое натирание и
электролитическое покрытие в проточном электролите? Какова область их приме-
нения? 10. Каковы заключительные операции после гальванического наращивания?
11. Что такое местное (безванное) электролитическое наращивание? Что такое струй-
ное электролитическое наращивание?
Лабораторно-практическое занятие 4
ВОССТАНОВЛЕНИЕ ИЗНОШЕННЫХ ДЕТАЛЕЙ
ЭЛЕКТРОЛИТИЧЕСКИМ НАРАЩИВАНИЕМ
Содержание н порядок выполнения работы. Очистить восстанавливаемую де-
таль от грязи и масла, промыть в горячем щелочном растворе, а затем в проточной
воде. Путем замеров определить площадь поверхности детали, подлежащей наращи-
ванию (дм2). Прошлифовать, отполировать деталь и промыть ее в бензине. Места,
которые не нужно наращивать, изолировать, обмотав их перхлорвиииловой пленкой
или нанеся иа них 2...3 слоя защитного лака. Смонтировать деталь на подвеске.
Руководствуясь ранее приведенными данными, выбрать плотность тока при
обезжиривании, анодной обработке и наращивании детали. Установить температуру
электролита в ваннах. Поместить деталь в ванну для обезжиривания, включить
ток и отрегулировать его. Провести электрохимическое обезжиривание в течение
2...2,5 мни. Промыть деталь в горячей воде до удаления щелочи.
Завесить деталь на анод в ванну для анодного травления (или в гальваническую
ваииу), включить и отрегулировать силу тока. Время травления 20...30 с.
Завесить деталь на катод в ванну для электролитического наращивания. Уста-
новить принятый режим и провести наращивание детали в течение 1,0... 1,5 ч. Про-
мыть деталь в ванне 10%-ным раствором каустической соды и проточной водой. Про-
верить качество покрытия: равномерность и цвет осадка, отсутствие дефектов и т. д.
Измерить диаметр детали после наращивания.
Отчет о работе. Результаты работы изложить в следующей последовательности:
наименование восстанавливаемой детали; площадь наращиваемой поверхности; диа-
метр детали после шлифования; качество покрытия по внешнему виду; диаметр
детали после наращивания; толщина наращенного слоя; скорость отложения ме-
талла.
Режим процессов: состав электролита, г/л; материал аиода; напряжение, В;
плотность тока, А/дм2; сила тока, А; температура электролита, °C; продолжитель-
ность процесса, мин.
Рассчитать толщину наращенного слоя и сравнить с действительной.
Правила техники безопасности. Гальваническое отделение должно быть обору-
довано приточно-вытяжной вентиляцией. Гальванические ванны должны быть снаб-
жены бортовой отсосной вентиляцией. Работать с кислотами, щелочами и электро-
литами нужно в спецодежде (резиновых перчатках, сапогах, фартуках, защитных
очках и респираторах). Электропроводка должна соответствовать нормам гальва-
нических отделений.
89
§ 7. Применение полимерных материалов (пластмасс)
Полимерные материалы при ремонте машин применяются для сле-
дующих целей: восстановления размеров изношенных деталей, заделки
трещин и пробоин, упрочнения резьбовых соединений и неподвижных
посадок, антикоррозийной защиты, склеивания деталей и материалов,
для герметизации сварных, заклепочных и резьбовых соединений, а
также для изготовления деталей.
Полимерные материалы применяют как в чистом виде (полиэтилен,
полистирол, капрон, полипропилен), так и в виде пластмасс. Для
образования пластмасс к полимерному материалу добавляют ряд
компонентов: наполнители (стеклянное волокно, асбест, цемент, ме-
таллические порошки), улучшающие физико-механические свойства
пластмасс; пластификаторы (дибутилфталат, диоктилфталат, жидкий
тиокол и др.), улучшающие пластичность и эластичность пластмасс;
отвердители (полиэтиленполиамин и др.).
Полимеры, применяемые при ремонте машин, делятся на термо-
реактивные (реактопласты) и термопластичные (термопласты).
Реактопласты при прогревании размягчаются, и в этом
виде их можно формовать. После отвердевания при последующем нагре-
ве реактопласты не размягчаются.
Примером реактопластов являются составы на основе эпоксидных
смол ЭД-5, ЭД-6 и др. Эти составы используют в виде паст, клеев, за-
мазок, для чего в эпоксидные смолы добавляют пластификатор, напол-
нитель и отвердитель.
Термопласты при повторном нагревании снова становятся
пластичными, то есть процесс их переработки обратим.
Примером термопластов являются амидопласты (капрон марок
А и Б, полиамидные смолы П-54, П-68, ПП-610, АК-7), винипласты и
этиленопласты (полиэтилен).
Способы нанесения полимеров (пластмасс) на поверхности деталей
могут быть следующими: напыление (вихревое, газопламенное, цент-
робежное, струйное); опрессовка деталей полимерами; литье под дав-
лением; холодное литье; нанесение паст, компаундов и т. п.
Для прочного сцепления наносимого слоя полимера (пластмассы)
с деталью поверхность ее должна быть слегка шероховатой, зачищен-
ной до металлического блеска, обезжиренной ацетоном или другими
органическими растворителями.
При нанесении п окрыти й н апы л ен нем частицы
полимера должны иметь размер не более 0,25 мм. Порошок получают
механическим путем, используя дробилки ОП-2Ю7, ИПР-150М, или
химическим.
Вихревое напыление (напыление в «кипящем» слое, напыление в
псевдосжиженном слое) проводится на установке типа А-67М, принци-
пиальная схема которой изображена на рисунке 42. Установка состоит
нз камеры 5 с пористой перегородкой 2, для изготовления которой
используют стеклоткань, керамику, войлок. Сверху перегородка
закрывается стальной пластиной 3 с множеством отверстий диаметром
90
0,8...2,0 мм. Для того чтобы отверстия
не забивались порошком полимера, на
стальной лист сверху кладется слой тка-
ни 4.
Деталь подготавливают, зачищают,
обезжиривают. Места, не подлежащие
покрытию, защищают жидким стеклом,
фольгой, листовым асбестом. Подготов-
ленные детали нагревают в термопечи
либо газовой горелкой до температуры
280...300°С и помещают в камеру 5 уста-
новки. На пористую перегородку 2
насыпают порошкообразный слой капро-
на толщиной не менее 100 мм. Через
перегородку по трубопроводу 1 в камеру
подается сжатый воздух или инертный
газ (азот или углекислый газ) под дав-
лением 0,1...0,2 МПа. Газ, проходя через
Рис. 42. Схема напыления по-
лимера в псевдожижениом слое
(вихревой способ):
/ — трубопровод; 2 — пористая пе*
регородка; 3 — стальная пластина с
отверстиями; 4 — ткань; 5 —камера;
6 — восстанавливаемая деталь; 7 —>
порошок полимера.
перегородку, разделяется на множество
мельчайших струй и приводит порошок
во взвихренное состояние, обладающее
свойствами жидкости. Частицы порошка
плавятся и равномерно покрывают деталь. Во время напыления дета-
ли сообщается возвратно-поступательное движение. Толщина напы-
ляемого слоя может быть до 1,5 мм.
Вибрационный способ напыления в псевдосжиженном слое основан
на свойстве сыпучих материалов течь под воздействием колебаний.
В вибрационной установке якорь и днище вибрируют с частотой
50 Гц. При этом происходят разрыхление и переход порошка поли-
мера в псевдоожиженное состояние.
Газопламенное напыление пластмасс проводится на установках
УПН-4Л, УПН-6-63 и др. Принципиальная схема установки при-
ведена на рисунке 43. Вначале открывают вентиль 76 смесительной
камеры 11, а затем ацетиленовый вентиль 12. Образующаяся горючая
воздушноацетиленовая смесь поступает в кольцевую щель 10 сопла
газовой горелки, где и поджигается. После прогрева этим пламенем по-
верхности детали до температуры 21О...26О°С (в зависимости от марки
применяемого порошка) открывают воздушный вентиль 7а порошкового
инжектора 8. Под действием струи воздуха, выходящей из инжек-
тора 8, происходит засасывание порошка из питательного бачка. Воз-
дух в бачок поступает через фильтр 5 и выходит через сопло 3
внутри слоя порошка, взвихривая его. Порошково-воздушная смесь
подается через центральное отверстие 9 порошкового сопла, частицы
порошка расплавляются пламенем горелки и, попадая на нагретую
поверхность детали, образуют наплавленный слой.
После нанесения покрытия требуемой толщины подачу порошка
прекращают и дополнительно прогревают деталь для того, чтобы сде-
лать слой более ровным и плотным. Можно прикатать наплавленный
слой стальным роликом.
91
Рис. 43. Схема установки для газопламенного напыления полимеров:
1 — порошок полимера; 2 — колпак; 3 — сопло; 4 — резиновая трубка; 5 — гайка-фильтр;
6 — трубка для подачи порошково-воздушной смеси; 7а — воздушный вентиль смеси; 76 —
воздушный вентиль горелки; 8 — порошковый инжектор; 9 — порошковое сопло; 10 — кольце*
вое сопло газовой горелки; 11 — смесительная камера; 12 — вентиль горючего газа.
Расстояние от горелки до поверхности детали устанавливают 70...
150 мм, а скорость перемещения горелки — 1,5...2,0 м/мин. Ширина
покрываемой за один проход поверхности составляет 25...40 мм.
Давление ацетилена, подаваемого для питания горелки, должно быть
не ниже 0,5 кПа при расходе газа 300 л/ч, а давление сжатого возду-
ха— не ниже 0,3 МПа при его расходе 10...15 м3/ч.
Газопламенное напыление удобно для покрытия крупных деталей.
Толщина покрытия практически не ограничена. Газопламенное напы-
ление применяется для заделки вмятин на облицовке кабин и оперений
машин (используют порошки ПФН-12, ТПФ-37 и др.), для восстанов-
ления изношенных деталей (порошок капрона марки А), для антикор-
розийной защиты (порошки полипропилена, полиэтилена НД и др.),
для нанесения антифрикционных покрытий.
Струйный беспламенный метод напыления пластмасс заключается
в том, что распыление порошка производится пистолетом-распылите-
лем на предварительно подготовленную и нагретую поверхность дета-
лей. Схема установки для напыления приведена на рисунке 44. Под-
лежащую восстановлению деталь 3 после подготовки поверхности ук-
ладывают в алюминиевую оправку 2. На электропечи 1 оправка вместе
с деталью нагревается до температуры 240°С, после чего на поверхность
детали распылителем 5 с помощью сжатого воздуха наносится порошок
полимера. Частицы порошка расплавляются и образуют сплошное
покрытие. Сжатый воздух подогревают, пропуская его через змеевик
в электропечи 1. В качестве пистолета-распылителя используют рас-
пылители, применяемые для окрасочных работ. Недостатками этого
способа являются значительная потеря порошковых материалов при
напылении и загрязнение воздуха.
Восстановление и изготовление деталей
методом литья под давлением термопласти-
ческих материалов. Этот метод основан на выдавливании
92
Рис. 44. Схема установки для нанесения порошков пластмассы на подогретую де-
таль:
1 — электропечь; 2 — оправка с терморегулятором; 3 — восстанавливаемая деталь; 4 — тепло-
изоляция; 5 — распылитель порошка полимера; 6 — воздухопроводы; 7 — ресивер; 8 — воздуш-
ный компрессор; 9 — влагомаслоочиститель.
разогретой пластмассы из обогревательного цилиндра литьевой маши-
ны в гнездо сомкнутой пресс-формы. Изношенную поверхность детали
предварительно протачивают, чтобы толщина слоя пластмассы (поли-
мера) была не менее 0,5 мм. Если возможно, на детали протачивают
канавки, делают сверления.
Подготовленную деталь устанавливают в разогретую пресс-форму,
имеющую номинальные размеры восстанавливаемой детали, и нагне-
тают в нее разогретую пластмассу под давлением 15... 125 МПа. Деталь
должна быть нагрета до температуры 23О...29О°С.
Наиболее распространенные в ремонтном производстве термопла-
стические материалы, применяемые для восстановления деталей всеми
способами напыления и литьем под давлением,— капрон (поликапро-
лактам), полиамид 68, полиамид ПП-610, полиэтилен НД, полиэтилен
ВД, фенилон С-2. Для изготовления деталей литьем под давлением
применяют также полистирол, полиформальдегид.
Для улучшения качества полимерного покрытия рекомендуется
последующая термическая обработка, например выдержка в течение
2 ч в масле при температуре 1ОО...12О°С с дальнейшим охлаждением
вместе с маслом.
Применение клеев, замазок и паст. Для восстановления неподвиж-
ных посадок, резьбовых соединений, заделки трещин, пробоин в ре-
монтной практике широко используют эпоксипласты — эпоксидные
смолы ЭД-5, ЭД-6, ЭД-16, ЭД-20, эластомер ГЭН-150(В), а также акри-
лопласты — акрилит АСТ-Т, стиракрил ТШ. Для приготовления
клеев и паст на основе эпоксидной смолы ЭД-16 на 100 весовых частей
смолы вводят 10... 15 весовых частей пластификатора (дибутилфтала-
93
та), до 120 весовых частей наполнителя и 8... 12 весовых частей отверди-
теля (полиэтиленполиамина). В качестве наполнителя используют ме-
таллические порошки (железный, алюминиевый и др.), цемент марки
500, графит (порошок).
Перед составлением паст компоненты предварительно подготавли-
вают: отвердитель в течение 3 ч выпаривают при температуре 110...
115°С в вакуум-сушильном шкафу; наполнитель высушивают в тече-
ние 2...3 ч при 1ОО...12О°С. Эпоксидную смолу разогревают в таре до
температуры 6О...8О°С в сосуде с горячей водой, добавляют пластифи-
катор, затем наполнитель. Отвердитель вводят непосредственно перед
употреблением, так как после этого состав необходимо использовать
в течение 20...25 мин.
Перед нанесением эпоксидных смол детали должны быть зачищены
и обезжирены. Для склеивания деталей для упрочнения неподвижных
соединений при зазоре между ними до 0,05 мм и для упрочнения резь-
бовых соединений с зазором до 0,2 мм в клеевой состав наполнитель не
вводят.
Наполнитель вводят при больших зазорах (резьбы до 0,3 мм)
и при восстановлении изношенных поверхностей.
При восстановлении отверстий в корпусных деталях под подшип-
ники, в колодцах масляных насосов и в других деталях можно на
предварительно подготовленную поверхность отверстий нанести клей
или пасту на основе эпоксидных смол и через 30 мин приступить к
формированию слоя путем протягивания через отверстие пуансона,
имеющего заданный размер и смазанный тонким слоем масла.
Перед заделкой трещин поверхность должна быть зачищена до ме-
таллического блеска, удалены следы коррозии и окраски на расстоя-
нии 40...50 мм по обе стороны трещины. Концы ее должны быть засвер-
лены сверлом диаметром 3 мм.
При длине трещины до 150 мм с ее кромок снимают фаски под углом
60...70° на глубину 2...3 мм.
На зачищенный и обезжиренный ацетоном участок поверхности на-
носят эпоксидную пасту и ставят накладку из стеклоткани так, чтобы
она перекрывала трещину с каждой стороны на 20...25 мм. Накладку
прикатывают роликом, снова наносят тонкий слой пасты, после чего
ставят вторую накладку так, чтобы она перекрывала первую на 10...
15 мм, опять прикатывают роликом и смазывают поверхность пастой.
Время затвердевания эпоксидных паст и клеев зависит от температуры
(при 20°С — трое суток, при 120°С— 1,5...2 ч).
При заделке пробоин в толстостенных деталях на них приклеивают
металлические накладки, а сверху наклеивают пластыри из ткани
(рис. 45, а) либо заполняют пробоину слоями стеклоткани и клеящего
состава (рис. 45, б). Возможна постановка металлической накладки
на винтах с последующим нанесением эпоксидной пасты (рис. 45, в).
После наложения накладок и слоев стеклоткани нх прижимают с уси-
лием 0,3...0,5 МПа и сушат при температуре 12О...15ОСС в течение
2...2,5 ч.
Паста на основе эпоксидных смол и акрилопластов хорошо противо-
стоит воздействию влаги, полива, масел. Предел прочности на сдвиг
94
у соединений, склеенных составом
на основе эпоксидных смол, доволь-
но высокий — 15... 18 МПа, а в непод-
вижных посадках прочность состав-
ляет 20...30 МПа.
Клеи на основе эпоксидных смол
сохраняют свою работоспособность до
температуры 180°С. Эти клеевые со-
ставы применяют для заделки пробоин
на водяных рубашках блоков и голов-
ках цилиндров, картерах двигателей,
коробках передач и др.
Кроме паст на основе эпоксидных
смол, при ремонте также применяют
Рис. 45. Заделка пробоин в дета-
лях:
а — внахлестку; б — заподлицо (детали
толстостенные); в — наложение металли-
ческой накладки на винтах; 1 — метал-
лическая накладка; 2 — эпоксидный
клеевой состав; 3 — тканевая накладка;
4 — поддерживающая металлическая
пластинка; 5 — проволочка.
и некоторые клеи.
Клеи ВС-ЮТ и БФ-52Т — раство-
ры синтетических смол в органиче-
ских растворителях — используют для
склеивания металлов, пластмасс, тек-
столита и других материалов в лю-
бом сочетании.
После нанесения первого слоя на
склеиваемые поверхности дается вы-
держка в течение 10... 15 мин, после
чего наносится еще 1...2 слоя, также
с промежуточной выдержкой, и произ-
водится склеивание. Отвердение
клея происходит под давлением
0,2...0,4МПа в течение 1...2 ч при
температуре 175...185°С. Охлаждение
давлением. Клеи ВС-ЮТ и БФ-52Т
следует проводить также под
обладают высокой теплостой-
костью и применяются главным образом для приклеивания тормоз-
ных и других фрикционных накладок.
Клей типа БФ используют для склеивания металлов между собой
(БФ-2), а также металлов с пластмассами, стеклом, керамикой, тка-
нями (БФ-4, БФ-6) и при заклейке трещин. На подготовленные детали
наносят первый слой клея, просушивают, затем наносят второй слой,
совмещают детали и высушивают в течение 1,5 ч при температуре
15О...16О°С под давлением 0,3...1,0 МПа.
Для склеивания могут применяться и термопластичные клеи: пер-
хлорвиниловые, полиамидные и др. Эти клеи используют для склеи-
вания сломанных деталей, а также для приклеивания фрикционных
и металлических накладок и т. п.
Для восстановления неподвижных соединений при зазоре до 0,06 мм
можно применять резиновый клей — эластомер ГЭН-150 (В). Для
получения клея эластомер (выпускается в виде листов толщиной 2...3
мм) растворяют в ацетоне. На подготовленную поверхность дета-
ли наносят первый слой, выдерживают деталь на воздухе в течение
20 мин, затем в термошкафу при температуре 150...180°С—1...2 ч
95
Рис. 46. Схемы сварки пластмасс нагретым инструментом:
fl — внахлестку с односторонним нагревом; б — внахлестку с двусторонним нагревом; в — сварка
листов встык нагретым инструментом; г — сварка труб встык нагретым инструментом; д — сварка
нагретым клином; 1 — нагретый инструмент; 2 — изоляционная прокладка; 3 — свариваемые
листы; 4 — опора; 5 — сварной шов; 6 — свариваемые трубы; 7 — ведущий ролик; 8 — ролик-
опора; Р — прикладываемое усилие.
(при нанесении на кольца подшипников — не более 120°). Если не-
обходимо, аналогично наносят второй и третий слои.
Сварка пластмасс. Наиболее простым и доступным способом яв-
ляется сварка при помощи нагретого инструмента (рис. 46). При этом
требующие сварки места детали разогревают горячим инструментом
(паяльник, ролик и т. п.), после чего деталь спрессовывают под дав-
лением.
Таким способом можно сваривать детали, изготовленные или вос-
становленные из термопластичных материалов.
Рис. 47. Схема электрической горелки для сварки пластмасс:
1 — термоэлемент; 2, 3 — цилиндры; 4 — газораспределительное устройство; 5 — токоподвод;
6 — крышки; 7 — термоизоляторы; 8 — наконечник.
96
Сварка газовыми теплоносителями также довольно широко приме-
няется в ремонтном производстве. Кромки изделий подогревают либо
горячими газами (воздухом, азотом), либо непосредственно продуктами
сгорания горючей смеси. Свариваемые поверхности должны быть пред-
варительно очищены и обезжирены ацетоном. Для сварки пластмасс
используют как электрические, так и газовые горелки. В электричес-
кой горелке (рис. 47) воздух или инертный газ подается к газорас-
пределительному устройству, затем поток газа трехкратно меняет свое
направление, проходя через систему кольцевых зазоров и отверстий к
наконечнику и нагревается от нихромовой проволоки (спирали), через
которую пропускается электрический ток.
Сварка пластмасс может проводиться как внахлестку так и встык
с применением присадочного материала — прутков из термопластич-
ных материалов.
Контрольные вопросы
1. Для каких целей применяют пластмассы при ремонте? 2. Какие пластмассы
применяются при ремонте машин и каковы их свойства? 3. Какими способами на-
носят полимер на поверхность детали? 4. Какие синтетические клеи используют при
ремонте машин? 5. Какова технология склеивания деталей? 6. Как заделывают
трещины и пробоины с помощью пластмасс? 7. Какие способы сварки пластмасс?
Лабораторно-практическое занятие 5
ПРИМЕНЕНИЕ КЛЕЕВ ПРИ РЕМОНТЕ МАШИН
Содержание и порядок выполнения работы. Ознакомиться с инструкцией по
технике безопасности и в соответствии с ее требованиями подготовиться к работе.
Определить границы трещины. Засверлить ее концы сверлом диаметром 3 мм,
разделать кромки под углом 60...70° иа глубину 3 мм. Зачистить место наложения
клеевого состава (на 20...25 мм вокруг трещины) до металлического блеска. Вырезать
две накладки из стеклоткани или технической бязи.
Провести двукратное обезжиривание трещины и зачищенного участка ацетоном
или высокосортным бензином.
Приготовить эпоксидный состав. Взвесить необходимое количество эпоксидной
смолы, поместить посуду со смолой в горячую воду температурой 6О...8О°С. взвесить
необходимое количество пластификатора (дибутилфталата) и ввести его в смолу при
непрерывном помешивании; перемешивать полученный состав в течение 5 мин. Не
прекращая перемешивания, ввести в него необходимое количество наполнителя и
отвердителя (полиэтилеиполиамнда).
Нанести шпателем клеевой состав на трещину и на первую накладку. Наложить
накладку на трещину и прикатать роликом. Нанести клеевой состав на вторую на-
кладку, наложить ее на первую и прикатать. Поставить деталь па сушку.
Отчет о работе. Записать компоненты, входящие в клеевой состав, их количество
и порядок приготовления клея, очередность работ по подготовке и заделке трещины.
Правила техники безопасности. Все операции по приготовлению составов не-
обходимо проводить в вытяжном шкафу. При приготовлении смесей следует надевать
медицинские перчатки. После работы бумага, обтирочные и загрязненные эпоксидной
смолой материалы должны быть уничтожены. Посуду и приспособления, в которых
находились эпоксидные составы, необходимо промыть ацетоном сразу же после
окончания работы. При использовании стеклоткани необходимо предохранять кожу
рук, глаза н дыхательные органы от случайного попадания стекловолокна. Поме-
щение для работы должно быть снабжено хорошей вентиляцией.
4 № 100
97
§ 8. Восстановление размеров, формы
и механических свойств деталей
с помощью пластической деформации (давлением)
Способом пластической деформации восстанавливают размеры и
форму ряда деталей за счет перераспределения металла под действием
внешних сил. Этот способ применяется также для восстановления пер-
воначальных механических свойств деталей, упрочнения их рабочих
поверхностей и чистовой обработки.
Детали восстанавливают как в холодном, так и в горячем состоя-
нии. В холодном состоянии обычно восстанавливают детали из низко-
углеродистых сталей, цветных металлов и их сплавов, а в горячем сос-
тоянии — из средне- и высокоуглеродистых сталей (температура на-
грева равна 0,7...0,9 температуры плавления).
Восстановление размеров деталей в заданном направлении. Схемы
способов восстановления деталей пластической деформацией показа-
ны на рисунке 48. Восстановление деталей осаживанием (рис.
48, а) применяют для увеличения или уменьшения наружного или
внутреннего диаметра полых деталей за счет их укорачивания. Этим
Рис. 48. Схемы способов восстанов-
ления размеров деталей пластиче-
ской деформацией:
а — осадка; б — вдавливание; в — раз*
дача; г — обжатие; д — вытяжка; е —«
накатка; ж — правка; Рд — на пр а в ле*
ние действия сил; б — направление де-
формации; — крутящий момент.
кр
Рис. 49. Схема приспособления для
восстановления шлиц вдавливанием:
1 — корпус; 2 — ролик; 3 — калибрую-
щие ролики; 4 — шлицевой вал.
98
методом восстанавливают различные втул-
ки при износе по наружному или внутрен-
нему диаметру, цапфы валов, оси и пр.
Методом вдавливания (рис.
48, б) восстанавливают шлицы валов и
другие детали. На рисунке 49 изображено
приспособление для восстановления шли-
цев при износе их по толщине. Ролики 2 и 3
изготовляют из специальных твердых спла-
вов или из инструментальной стали и под-
вергают термообработке до твердости 55.. .58
HRC. Ролик 2, вдавливаясь, проводит пе-
рераспределение металла, а ролики 3 фор-
мируют профиль и размеры шлицев. Вос-
становление шлицев таким способом можно
выполнить, производя их нагрев с помощью
твч.
Восстановление раздачей
(рис. 48, в) применяют для увеличения
наружного диаметра полых деталей за счет
внутреннего. Методом раздачи восстанав-
ливают поршневые пальцы, бронзовые втул-
ки насосов гидросистем, трубы рулевой ко-
лонки и пр. Раздачу чаще проводят в хо-
лодном состоянии, закаленные детали пред-
Рис. 50. Приспособление для
обжатия втулок гидронасо-
сов типа НШ:
1 — пуансон; 2 — матрица: 3 —
вкладыш; 4 — втулка; 5 —валец;
6 — влита.
варительно подвергают отпуску или отжигу.
Восстановление деталей обжатием (рис. 48,г)
проводят при необходимости уменьшить внутренний диаметр полых
деталей за счет изменения наружного диаметра. Этим методом восста-
навливают втулки из цветных металлов (рис. 50), проушины различных
рычагов при износе гладких или шлицевых отверстий и др.
Горячим обжатием восстанавливают отверстия проушин звеньев
гусениц тракторов класса 30 кН.
Восстановление деталей вытяжкой (рис. 48,
д) применяют для увеличения длины детали за счет местного (на не-
большом участке) сужения ее поперечного сечения. Этот метод исполь-
зуют при ремонте тяг, штанг и др.
Накатку (рис. 48, е) применяют для увеличения наружных
или внутренних размеров деталей за счет перераспределения металла
на поверхности. Накатку зубчатым роликом проводят при восстанов-
лении посадочных поверхностей слабонагруженных валов и других
деталей.
Электромеханическая обработка деталей. Этот способ является раз-
новидностью восстановления размеров деталей давлением. Сущность
его заключается в следующем. Деталь устанавливают в центры токар-
ного станка. В суппорте токарного станка закрепляют пружинную
державку, к которой крепят твердосплавную пластину 1 (рис. 51). К де-
тали и державке подводят ток силой 300...800 А напряжением 1...5 В.
В зоне контакта пластины с деталью выделяется большое количество
4*
99
Ь \?z
Рис. 51. Схема высадки и сглаживания
вращающейся поверхности детали при
электромеханической обработке:
/ — высаживающая пластина: 2 — деталь; Do —
диаметр после сглаживания; D\ — диаметр пос«
ле высадки; D2 — начальный диаметр.
Мерхнотный. наклеп,
♦tHiHHiHHIIlHHiliU
Наклепанный слой.
---ИЖ»ЖШ№?,ш
Рис. 52. Схема правки вала местным
поверхностным наклепом.
тепла, металл нагревается до температуры 800...900сС. При этом твер-
досплавная пластина 1 вдавливается во вращающуюся деталь и про-
исходит выпучивание металла. На поверхности ее образуется винтовая
канавка, и диаметр детали увеличивается с начального D2 до диамет-
ра Dv После прохода сглаживающей пластины 3 получают окончатель-
ный диаметр D„. Высаживающие пластины изготовляют из сплава
Т15К6 с углом при вершине 60°. Сглаживающая пластина должна
иметь радиус закругления рабочей грани 80... 100 мм. Шероховатость
рабочей поверхности инструмента (пластин) должна быть не больше,
чем по Ra=0,04 мм.
Для подвода тока к детали на патроне устанавливают медное коль-
цо и медно-графитовые щетки. Для питания используют обычный сва-
рочный трансформатор, имеющий 3...4 витка независимой дополнитель-
ной обмотки проводом сечением 120 мм2, этим же проводом подводят
ток к детали и державке. Режим электромеханической обработки при-
веден в таблице 9.
Электромеханический способ восстановления целесообразно ис-
пользовать при необходимости увеличения диаметра детали не более чем
на 0,15 мм. При больших, величинах наращивания винтовые канавки
на поверхности детали следует заполнять композицией на основе эпок-
сидных смол или электроимпульсной приваркой проволоки.
Весьма эффективным является наложение ультразвука на инстру-
мент при проходах сглаживаний. Обработка проводится без тока.
Восстановление формы деталей. Для восстановления правильной
формы деталей, имеющих изгиб, скручивание, вмятины, применяется
способ, обратный пластической деформации,— правка (рис. 48,
ж). При правке без нагрева у деталей остаются значительные внутрен-
ние напряжения, в результате чего после правки они постепенно при-
нимают первоначальную форму. Для снятия внутренних напряжений
после холодной правки деталь необходимо стабилизировать, то есть
выдержать при температуре 250...300°С в течение нескольких часов.
100
ТАБЛИЦА 9
Режим работы Высадка Сглаживание
Подача, мм/об Давление инструмента, Н 1. ..2 1. .1,5
для сырых сталей 700. ..800 300. .400
для закаленных сталей 900. ..1200 300. .400
Окружная скорость детали, м/мин 3. ..8 5. .8
Сила тока, А 400. ..500 350. .400
Число проходов 2. ..4 1. .2
Крупные и сильно деформированные детали правят в нагретом состоя-
нии.
Правка местным поверхностным наклепом (рис. 52) не приводит к
снижению усталостной прочности, что важно для целого ряда деталей
(коленчатые валы и пр.). Принцип правки заключается в том, что при
нанесении на поверхность детали большого количества местных уда-
ров в поверхностном слое возникают сжимающие усилия, направлен-
ные в ту сторону, куда наносились удары. Наклеп проводят ручным
или пневматическим молотком с шаровой головкой.
Восстановление и улучшение механических свойств деталей. Пла-
стической деформацией — наклепом поверхностного слоя детали —
можно восстановить или повысить поверхностную твердость, износо-
стойкость, повысить усталостную прочность детали, ее упругость.
Упрочнение поверхностей деталей накле-
пом происходит в результате многочисленных, следующих один за
другим, ударов по поверхности детали шариков, стальной или чугун-
ной дроби, бойков, накаткой шариками, роликами и др. Наклеп повы-
шает усталостную прочность и твердость поверхности деталей. Накле-
пу следует подвергать сварные швы и детали, работающие в условиях
знакопеременных нагрузок (коленчатые валы, поворотные цапфы,
рессоры, сварные швы рам и пр.).
Дробеструйный наклеп чаще всего осуществляется роторными уста-
новками механического действия (ДУ-1, БДУ-ЭГ и др.). Стальная или
чугунная дробь попадает на лопатки вращающегося ротора и, выле-
тая из установки со скоростью30...90 м/с, ударяется о поверхность де-
тали. В результате обработки на детали создается наклепанный слой
глубиной 0,5...0,7 мм.
Дробеструйному наклепу подвергают шестерни, листы рессор и пр.
У прочнение чеканкой применяют для местного наклепа участков
поверхностей деталей с высокой концентрацией напряжений (галтели,
шлицы, сварные швы и пр.). Чеканка проводится специальными бой-
ками, роликами, шариками путем ударного воздействия на упрочня-
емую поверхность.
Накатку шариками или роликами применяют для увеличения по-
верхностной твердости шеек валов, поверхности отверстий, для повы-
шения усталостной прочности валов, упругости пружин.
101
Хорошие результаты в получении наплавленного слоя без пор и
раковин и упрочнении его поверхности дает термомехани-
ческая обработка (ТМО). При этом совмещается процесс
наплавки и упрочнения поверхности. Наплавленный слой непосредст-
венно за сварочной ванной подвергается накатыванию роликом или
ударам бойка, чем и достигается требуемый результат.
Контрольные вопросы
1. Какие виды обработки давлением применяют для восстановления размеров
изношенных деталей? 2. Какие механические свойства деталей восстанавливаются
или улучшаются наклепом? Способы осуществления наклепа. 3. Как проводится
правка деталей пластическим изгибом, наклепом, поверхностным нагревом? 4. Ка-
кова сущность электромеханического способа восстановления деталей и область
его применения?
§ 9. Виды обработки при ремонте
и восстановлении деталей
Обработка деталей при их ремонте и восстановлении используется
для придания им правильной формы, определенной шероховатости по-
верхности, заданного размера и т. д.
При этом используются как механические, так и электрические
виды обработки.
К механическим видам обработки относятся главным образом такие,
которые связаны с применением лезвийного инструмента (в том числе
и абразивного), а к электрическим — электрохимический, электроабра-
зивный, электроконтактный, электроэрозионный и др.
Механическая обработка при ремонте и восстановлении деталей
имеет много общего с обработкой, применяемой при изготовлении
новых деталей. Например, цилиндрические наружные поверхности
можно получить обтачиванием, шлифованием, притиранием, полирова-
нием и деформированием, а внутренние — сверлением, развертыва-
нием, растачиванием, притиранием, хонингованием, шлифованием,
прошивкой и др. Плоские поверхности получают строганием, фрезе-
рованием, опиливанием, шабрением, шлифованием и полированием.
Однако при ремонте и восстановлении деталей машин эти процессы
имеют и некоторые особенности: у деталей приходится снимать обра-
боткой неравномерный по толщине слой металла, так как изношенные
детали обычно имеют неправильную геометрическую форму, а после
наращивания — разный по толщине припуск на обработку. Кроме того,
после некоторых способов наращивания (например, электроим-
пульсный, гальванический, некоторые виды наплавки и др.) поверх-
ностный слой детали обычно имеет высокую твердость, что требует ис-
пользования особых режимов резания и инструмента.
Большое разнообразие деталей и видов выполняемых работ при
нецентрализованном и сравнительно небольшом общем объеме механи-
ческой обработки приводит к необходимости использовать ограничен-
ную номенклатуру станочного оборудования, применяя различные
приспособления и инструменты.
102
У деталей в ряде случаев отсутствуют или повреждены базовые по-
верхности, относительно которых проводилась обработка деталей при
их изготовлении. Поэтому требуется особый подход к выбору баз при
установке деталей для обработки.
Выбор установочных баз. Установочные базы (по-
верхности), определяющие положение обрабатываемой детали относи-
тельно инструмента, подразделяют на основные и вспомогательные.
Основные базы — это поверхности, определяющие положение детали
в комплектной группе. Вспомогательные базы — специально создан-
ные поверхности, определяющие положение детали при обработке.
Эти базы могут быть в виде поверхностей центровых отверстий, спе-
циальных поверхностей, поясков у отверстий и т. д. Например, у ко-
ленчатого вала основными базами являются коренные шейки и поса-
дочные места под маховик и шестерню, вспомогательными базами —
центровые отверстия или пояски у краев отверстий.
Использование вспомогательных баз. Для установки деталей при об-
работке в первую очередь используют вспомогательные базы. Иногда
поверхности вспомогательных баз могут быть деформированы. Поэто-
му перед установкой детали на станок они должны быть проверены и
исправлены.
Если вспомогательные базы у деталей отсутствуют, а использовать
изношенные основные поверхности не представляется возможным, при-
ходится создавать временные вспомогательные базы. Для этого в за-
висимости от твердости материала и конструкции детали делают новые
центровые отверстия в самой детали или в припаянных пробках из
мягкой стали, либо протачивают центровые фаски у края внутренней
поверхности отверстий (у валиков коромысел, поршневых пальцев,
шкворней поворотных цапф) и т. д.
Использование наименее изношенных основных баз. Если у деталей
вспомогательные базы отсутствуют, а создать их вновь не представ-
ляется возможным, то используют вначале наименее изношенные ос-
новные базы; затем обрабатывают одну из изношенных поверхностей и,
используя ее как основную, обрабатывают остальные. Этот метод при-
меним к таким деталям, как промежуточные (втулки, корпуса подшип-
ников, ступицы) и базисные (корпуса коробок передач и заднего моста,
блоки).
Использование вспомогательных баз сопрягаемой детали. Для этого
необходимо обеспечить жесткую посадку обрабатываемой детали на
сопрягаемой и использовать базу последней. Например, тормозной
барабан автомобиля 1 (рис. 53) закрепляют на ступице 4 колеса, кото-
рая жестко посажена на конусах оправки, установленной в центрах
станка. В качестве базы для установки барабана используют внутрен-
ние поверхности наружных колец конических подшипников 5, впрес-
сованных в ступицу.
Приспособления к токарным и сверлиль-
ным станкам. В ремонтных предприятиях наибольшее распро-
странение получили токарно-винторезные и сверлильные станки. Для
обработки на этих станках широкой номенклатуры деталей разнооб-
разной формы и с различными установочными базами необходимо иметь
103
специальные приспособления,
которые должны обеспечить
правильное закрепление дета-
лей.
Приспособления для то-
карно-винторезных станков
можно подразделить на сле-
дующие.
Шпиндельные приспособле-
ния закрепляют на шпинделе
путем навертывания на его
резьбу или вставляя в его
конусные отверстия. К этому
виду приспособлений относят-
ся трех- и четырехкулачковые
патроны. Т рехкулачковые пат-
роны используются главным
образом при изготовлении де-
талей из заготовки. Они не
Рис. 53. Расточка тормозного барабана в
сборе со ступицей колеса на токарном станке:
1 — тормозной барабан; 2 — оправка; 3 — резец!
4 — ступица колеса; 5 — наружные кольца кони-
ческих роликоподшипников.
обеспечивают точной установки. Четырехкулачковый патрон может
обеспечить точность установки, но для этого требуется значительное
время для выверки. Этих недостатков лишены цанговые патроны раз-
личных конструкций для крепления втулок при обработке их внутрен-
них поверхностей, цанговые оправки для закрепления полых деталей
(втулки, стаканы и корпуса подшипников и т. д.) при обработке на-
ружных поверхностей (рис. 54).
Планшайбовые приспособления применяют для быстрой и точной
установки на токарный станок деталей сложной конфигурации.
С помощью этих приспособлений можно обрабатывать корпуса под-
шипников, ведущие диски главного фрикциона, детали водяного
насоса и пр.
Центровые приспособления (в виде оправки), устанавливаемые в
центры станка (рис. 54, а, б), используют для обработки наружных по-
верхностей пустотелых деталей (различные втулки, стаканы подшип-
ников и др.).
На сверлильных станках для расточки внутренних и обточки на-
ружных поверхностей используют резцовые оправки (рис. 54, в, г).
Режимы резания. Обработку лезвийным инструментом де-
талей на ремонтные размеры перед восстановлением и обработку на-
ращенных поверхностей ведут на режимах, применяемых в промыш-
ленности, с использованием скоростного резания, работы на больших
подачах и т. д.
Обработка резанием поверхностей деталей, восстановленных на-
плавкой и сваркой, а также после хромирования и железнения, ос-
ложняется из-за их более высокой твердости и наличия больших не-
ровностей и различных шлаковых включений, окислов, раковин и пор.
Поэтому после указанных процессов восстановления деталей с твер-
достью поверхностного слоя 28...35 HRC протачивание ведут резцами
с пластинками из твердых сплавов типа титано-кобальтовых Т15К6,
104
Рис. 54. Оправки:
а — цилиндрическая с конусом; б — разжимная (цанговая);
в — резцовая для обработки внутренних поверхностей; г —
резцовая для обработки наружных поверхностей; / — оправ-
ка; 2 — обрабатываемая деталь; 3 — цанга; 4 —зажимная гай-
ка; 5 — гайка для снятия детали; 6 — резец; 7 — направляю*
щая втулка; 8 — направляющий стержень.
г
Т5КЮ, Т14К8, а при твердости выше40НКС—
вольфрамо-кобальтовыми ВК6 (для скорост-
ного получистового точения) и ВК8 (для пре-
рывистого точения с большими подачами и
глубинами резания).
Резцы ВК8 применяют также для протачивания поверхностей, на
плавленных чугуном.
Черновую обточку наплавленных слоев рекомендуется проводить
при глубине резания 0,75...1,0 мм, подаче 0,15...0,25 мм/об и скорос-
ти резания 0,5... 1,3 м/с.
При чистовой обточке глубина резания 0,5...0,6 мм, подача 0,1...
0,20 мм/об и скорость резания 0,5... 1,5 м/с.
Геометрия резцов с пластинками из твердых сплавов в этом случае
следующая: передний угол у=—10°, задний а= 12°.
Для обработки закаленных сталей и чугунов рекомендуется при-
менять лезвийный инструмент из эльбора-Р. Режимы резания при то-
чении резцами из эльбора-Р следующие: для сталей, закаленных до
HRC 50...60,— скорость резания 1,5...1,8 м/с, подача 0,04...0,08 мм/об
и глубина резания 0,1...0,3 мм; для сталей, закаленных до HRC
40...50,— 2,0...2,5 м/с, 0,04...0,1 мм/об и 0,2...0,5 мм соответственно;
для чугуна серого — 8,3... 10 м/с, 0,04...0,15 мм/об и 0,2...0,6 мм; для
чугуна высокопрочного легированного и закаленного — скорость ре-
зания — 2,5...3,0 м/с, подача0,04...0,08 мм/об и глубина резания 0,2...
0,4 мин.
При проточке электролитических железных покрытий применяют
резцы из твердых сплавов Т30К4 с геометрией: у=0° и а=10°. Ско-
рость резания 0,67...0,84 м/с, подача 0,12 мм/об.
Детали из пластмасс обрабатывают резцами из твердых сплавов
ВК6 и ВК.8 с углами у=10...20с и а—15...20°. Скорость резания 5...
105
10 м/с, подача при черновой обработке 0,2...0,4 мм/об, при чистовой —
0,05...0,15 мм/об.
Алмазное точение применяют для получения высокой точности
(6,7-й квалитет) и малой шероховатости поверхности не более Ra=0,1...
0,3 мкм. Режимы обработки: скорость резания 5...15м/с, подача 0,01...
0,05 мм/об, глубина резания 0,01...0,1 мм. Геометрия резцов: у= —10°,
а=8...12°, радиус закругления 0,3 мм.
Рассверливание изношенных отверстий может осущест-
вляться индивидуально, координатно или совместно в зависимости
от технических требований.
Индивидуально отверстия рассверливают в том случае, когда не-
существенна точность их расположения относительно друг друга. У не-
которых деталей оси всех отверстий как основной, так и сопрягаемой
детали взаимосвязаны, смещение осей недопустимо и нельзя нарушить
взаимозаменяемость. Такие отверстия рассверливают координатно с
помощью кондукторов, сохраняя у них расстояния как между осями,
так и от базовых поверхностей.
Например, кондукторные плиты используют для сверления отвер-
стий в блоках двигателей под болты кожуха маховика после постановки
пробок, для сверления отверстий во фланцах коленчатых валов и др.
Совместное рассверливание применяют для деталей, скрепляемых
болтами и имеющих установочные штифты. При износе отверстий под
штифты (в задней балке, в кожухе муфты сцепления и др.) детали сов-
мещают штифтами, скрепляют болтами, убирают штифты и совмест-
но рассверливают или развертывают изношенные отверстия.
Развертывание изношенных отверстий применяют как ко-
нечную операцию после рассверливания или растачивания и как само-
стоятельную операцию при малых величинах припуска на обработку.
Развертывают отверстия под установочные штифты, болты и шпильки,
отверстия на ремонтный размер в бобышках поршня и т. п.
На ремонтных предприятиях используют как нерегулируемые —
для работы на станках, так и регулируемые развертки — для работы
вручную.
Шлифование является наиболее распространенным способом
чистовой обработки восстанавливаемых деталей, когда требуется по-
лучить точность 6,7 и 8 квалитетов и шероховатость поверхности по-
рядка 7?а=0,2...0,6 мкм. Наплавленные поверхности шлифуют круга-
ми из электрокорунда белого с зернистостью 30... 20, твердостью СМ1...
СМ2.
Для шлифования поверхностей после железнения рекомендуются
те же круги, но твердостью М3.
При шлифовании наплавленных поверхностей рекомендуются сле-
дующие режимы: окружная скорость круга 25...30 м/с, окружная ско-
рость детали 0,33...0,46 м/с, продольная подача 1,0... 1,5 мм/об, глуби-
на резания 0,01...0,03 мм.
Детали, покрытые гладким хромом, шлифуют кругами из электро-
корунда белого на керамической связке с зернистостью 40...25 и твер-
достью СМ1...СМ2. Окружная скорость шлифовального круга берется
равной 25...45 м/с.
106
Шлифование алмазными кругами рекомендуется для деталей с твер-
достью выше 50...55 HRC. Эта обработка проводится на станках с по-
вышенной точностью. Целесообразно использовать алмазные круги
АСП25К6—100% (алмаз синтетический повышенной прочности, с зер-
нистостью 25, керамическая связка и 100%-ная концентрация) при
режимах обработки: окружная скорость круга 25...30 м/с, окружная
скорость детали 0,33...0,5 м/с, продольная подача 1,0 мм/об, глубина
резания 0,01...0,02 мм.
При шлифовании применяют смазочно-охлаждающую жидкость —
3...5%-ный раствор эмульсола в содовой воде.
После шлифования наружные цилиндрические поверхности мож-
но обрабатывать (полировать) абразивными и алмазными бесконечными
лентами на том же станке с помощью специального приспособления.
Полирование абразивными и алмазными бесконечными лен-
тами дает возможность получить шероховатость поверхности выше ис-
ходной, обрабатывать не только основную цилиндрическую поверх-
ность, но и радиусы перехода у галтелей.
Приспособление (см. рис. 75), кроме привода для вращения ленты,
имеет механизм для придания ленте колебательного движения вдоль
оси обрабатывающего изделия с амплитудой 1...2 мм. Линейная ско-
рость ленты при обработке углеродистых сталей принимается 28...37
м/с, частота колебаний 600...900 в минуту, линейная скорость поверх-
ности изделия до 0,17 м/с. Усилие прижима ленты составляет 25...
30 Н/см2.
Притирка пастами обеспечивает шероховатость поверхности
от /?в=0,08 мкм до /?г=0,025 мкм и точность в пределах 1...3 мкм.
Эту операцию применяют для удаления небольших износов с поверх-
ности особо точных деталей (плунжерных пар), а также для точной под-
гонки одной детали к другой.
Процесс ведется притирами из перлитного чугуна с использованием
паст Государственного оптического института (ГОИ), содержащих
зерна окиси хрома. Пасты разводят на керосине.
По зернистости различают следующие марки абразивных паст и
порошков: М40, М28, М20, М14, М10, М7 и М5 (числа обозначают раз-
мер преобладающих зерен в микрометрах). Пасты и порошки М40,
М28 и М20 используют для грубого (предварительного) притирания, а
М7 и М5 — для тонкого (окончательного).
Хонингование и суперфиниширование при-
меняют для получения поверхности с малой шероховатостью. При
хонинговании абразивные бруски закрепляют в головке, которая со-
вершает вращательное и возвратно-поступательное движение. Хонин-
гование используют для обработки внутренних поверхностей, напри-
мер для обработки поверхности гильз и цилиндров, нижней головки
шатуна и т. д. Предварительное хонингование осуществляется бруска-
ми из карбида кремния или электрокорунда зернистостью 16... 12, чис-
товое— брусками зернистостью 4...3. При хонинговании окружная
скорость хона принимается равной 0,84... 1,3 м/с, а скорость возврат-
но-поступательная— 8...20 м/мин, при удельном давлении 0,6...1,4
МН/м2. Шероховатость поверхности после хонингования соответствует
107
ТАБЛИЦА 10
Обрабатываемый материал и характер операции Режим работы
окружная скорость инструмента, м/с возвратно-посту- пательная ско- рость инстру- мента, м/мии удельное давле- ние брусков на деталь, МН/м1
Чугун закаленный:
предварительная 0,84...1,3 16...18 1,3...1,5
получистовая 0,7...1,2 16...18 0,9...1,2
окончательная 0,67...0,84 12...16 0,5...0,9
Сталь
Хромовые и железные покрытия:
предварительная 0,2...0,35 6.. .8 0,4...0,6
окончательная 0,2...0,35 5...7 0,3...0,5
Ra—-Q, 16...0,025 мкм, точность обработки 5...7-й квалитеты. Наруж-
ные поверхности обрабатывают колеблющимися и одновременно дви-
жущимися вдоль вращающейся детали брусками (суперфиниширова-
ние). При суперфинишировании используют бруски из белого электро-
корунда или карборунда зернистостью 4...3 на керамической или ба-
келитовой связке твердостью М1...СМ1. Амплитуда колебания брусков
равна 2...4 мм, число двойных ходов составляет 500... 1500 в минуту,
окружная скорость вращения детали 0,03...0,33 м/с. Кроме того, прис-
пособление перемещается вдоль детали со скоростью 0,1...0,15 мм/об.
В процессе хонингования и суперфиниширования деталь обильно
поливают охлаждающей жидкостью (керосин с добавкой до 40% вере-
тенного масла).
Алмазное хонингование применяют при обработке поверхностей
стальных, чугунных деталей и чистовой обработке хромовых и желез-
ных покрытий. Алмазное хонингование улучшает чистоту поверхности
на два класса и точность обработки в 1,5...2 раза по сравнению с абра-
зивным. Режимы обработки при алмазном хонингова-
нии приведены в таблице 10.
Припуск на хонингование дают в пределах 0,08...
0,15 мм.
Протягиванием и дорнованием
отверстия обрабатывают под строго определенный раз-
мер.
При протягивании инструмент (протяжка) режу-
щими кромками срезает материал с поверхности от-
верстия.
При дорновании (рис. 55) происходит упрочнение
(наклеп) металла на внутренней поверхности отверс-
тия детали. После дернования, например, втулок
верхней головки шатуна получается поверхность с ше-
роховатостью /?в=0,16...0,08 мкм, а срок службы
сопряжения увеличивается в 1,5...2 раза. Этот метод
Рис. 55. Схема
дорновании от-
верстия:
1 — дорн; 2 —
деталь.
108
Рис. 56. Конструкция приспособления для выглаживания:
1 — винт регулировочный; 2 — пружина; 3 — корпус; 4 — винт регулировки
по высоте; 5 —головка крепления пластинки; 6 —пластина гладилки; 7 —планка.
обработки приемлем для деталей, изготовленных из пластичных мате-
риалов (бронза, латунь, алюминий).
Перспективными операциями для получения высокого класса чис-
тоты и упрочнения при обработке поверхностей после наращивания яв-
ляются также методы поверхностного пластичес-
кого деформирования раскатками (шариковыми и роли-
ковыми) или выглаживанием с помощью приспособлений. Конструкции
этих приспособлений аналогичны показанному на рисунке 56 приспо-
соблению с пластинкой 6 из твердого сплава Т30К4. Пластинка имеет
цилиндрическую форму, ее поверхность отполирована с шерохова-
тостью в пределах Ra=0,08...0,20 мкм, /?г=0,10...0,05 мкм.
Приспособление закрепляют в резцедержателе токарного станка.
Усилие при выглаживании, которое зависит от твердости обрабаты-
ваемой поверхности (от 26 до 58 HRC), выбирают в пределах 300...
500 Н при радиусе гладилки 4,4...4,9 мм. Продольная подача 0,07...
0,11 мм/об, скорость выглаживания 1,1...0,9 м/с. Повышая усилие и
уменьшая радиус пластинки, этим же способом можно упрочнять
поверхности.
При выглаживании упрочняется поверхностный слой и на 2...4
класса снижается шероховатость поверхности по сравнению с исход-
ной. При выглаживании и упрочнении в качестве смазочно-охлаждаю-
щей жидкости используют цилиндровое масло или масло МС-20.
При алмазном выглаживании алмаз впаивается в оправу. Алмаз
имеет сферическую форму с радиусом округления 0,8...3,0 мм. Режи-
мы обработки: усилие 100...400 Н, скорость 2,5...5,0 м/с, подача ин-
струмента 0,03...0,08 мм/об при исходной шероховатости поверхности
не более 7?а= 1,25 мкм. Шероховатость поверхности снижается на
2...3 класса.
Восстановление и ремонт резьбовых поверхностей. Изношенные
резьбовые поверхности на валах восстанавливают электродуговой или
газовой наплавкой вручную с последующим нарезанием резьбы номи-
нального размера. На валах с резьбой более Ml2 можно применять ви-
бродуговую наплавку по впадинам резьбы в среде пара без предвари-
тельной проточки. При ручной наплавке старую резьбу следует уда-
лить проточкой для улучшения качества наплавленного слоя.
109
ТАБЛИЦА It
Размер изношенного резьбового отверстия Диаметр сверла под резьбу, мм Размер резьбового отверстия (метчика) под резьбовую вставку
М8Х1.25 8,7 М10Х 1,25
М10Х1.5 10,5 М12Х1,5
MJ2X1.75 12,2 М14Х1,75
М14х2,0 14,0 М16х2,0
М14Х1.5 14,5 М16Х1.5
М16Х2,0 16,2 М 18x2,0
М18х2,5 18,0 М20Х2.5
М20Х2.5 20,0 М22х2,5
Изношенную резьбу в отверстиях деталей восстанавливают поста-
новкой резьбовых спиральных вставок (рис. 57), используя комплект
приспособлений ПИМ-5331. Технология состоит из рассверливания
резьбового отверстия на больший диаметр (табл. 11), нарезания резь-
бы в отверстии под резьбовую вставку, ввертывания спиральной встав-
ки в отверстие детали монтажным ключом, удаления технологического
поводка у вставки специальным бородком из указанного комплекта,
контроля восстановленной резьбы. Ввернутая резьбовая вставка долж-
на утопать от поверхности детали на глубину 0,5... 1,0 мм.
Постановка резьбовых вставок увеличивает ресурс и надежность
резьбовых соединений, особенно в алюминиевых и чугунных деталях.
Ремонтируют также изношенные резьбы на валах проточкой и наре-
занием резьбы уменьшенного ремонтного размера, а в отверстии рас-
точкой (или сверлением) и нарезанием резьбы увеличенного размера.
При рассверливании, если допускается смещение оси отверстия, сверло
направляют по старому отверстию. Если же ось нельзя смещать, то
пользуются кондукторными приспособлениями. После нарезания резь-
Рис. 57. Резьбовая спиральная вставка.
Рис. 58. Ступен-
чатая шпилька:
1 — увеличенный
(ремонтный) диа-
метр резьбы; 2 —
нормальный диа-
метр резьбы.
Рис. 59. Постановка
ввертыша (пробки) в
резьбовое отверстие:
1 —восстанавливаемая де-
таль; 2 — ввертыш (проб-
ка); 3 — отверстие для за-
вертывания пробки; 4 —
заготовка на две пробки;
5 — стопорный штифт.
по
бы в отверстия увеличенного размера ставят соответствующего разме-
ра болты или шпильки.
В ряде случаев, когда отверстие в сопрягаемой детали нельзя уве-
личить, шпильки изготовляют ступенчатыми (рис. 58). Если резьбу
в отверстии на больший размер нарезать нельзя, устанавливают резь-
бовые пробки (рис. 59), в которых изготовляют резьбу номинального
размера.
Изношенные резьбовые отверстия в стальных и алюминиевых де-
талях можно полностью заварить и обработать под номинальную
резьбу. Для восстановления плотности резьбового соединения приме-
няют клеи и составы на основе эпоксидных смол, вводя их в сопряже-
ние при завертывании.
Ремонт трещин в корпусных деталях фигурными вставками. Тех-
нология постановки фигурных вставок состоит из подготовки дета-
ли под вставку, установки ее и зачистки отремонтированной поверх-
ности.
Фигурные вставки в виде профилированной ленты из малоуглеро-
дистой стали бывают двух видов: уплотняющие и стягивающие
(рис. 60).
Ill
Рис. 61. Постановка уплотняющих
и стягивающих вставок.
Уплотняющие фигурные вставки
для тонкостенных деталей ставят
0 4,8 мм, а для деталей с толщиной
стенок 12... 18 мм — 0 6,8 мм.
При подготовке деталь промывают,
устанавливают наличие трещины и
разделывают фигурный паз.
Для установки уплотняющей фи-
гурной вставки подготовку паза на-
чинают с засверливания отверстия 0 4,8 или 6,8 мм на глубину 3,5
или 6,5 мм за пределами конца трещины на расстоянии 4...5 или 5...
6 мм соответственно. Затем последовательно вдоль трещины свер-
лят такие же отверстия, пользуясь специальным кондуктором, пере-
ставляя и фиксируя его каждый раз по просверленному отверстию.
Сверлят также отверстия и поперек трещины — по два с каждой сто-
роны, через каждые пять отверстий, как показано на рисунке 61. В из-
готовленные пазы устанавливают и расклепывают фигурные встав-
ки (рис. 60, а, б), как вдоль трещины, так и поперек, предварительно
смазав их эпоксидным составом. Вставки 0 6,8 мм вставляют в от-
верстие в два ряда.
Для установки стягивающей фигурной вставки в детали сверлят
по кондуктору перпендикулярно трещине четыре или шесть отверстий
(по два или три отверстия с каждой стороны) диаметром, соответствую-
щим диаметру вставки (рис. 60, в, г, д, е), с шагом большим, чем у
вставки (в зависимости от конструкции), на 0,1...0,3 мм и глубиной
15 мм. Перемычку между отверстиями удаляют специальным пробой-
ником в виде пластины толщиной 1,8 или 3,0 мм в зависимости от раз-
меров вставки. В изготовленный паз запрессовывают фигурную встав-
ку и расклепывают ее. Зачищают поверхность опиливанием или обра-
боткой переносным вращающимся абразивным кругом.
Электрические методы обработки. Для обработки высокотвер-
дых поверхностей после наращивания (наплавка высокотвердыми
электродами, порошковыми электродами, железнение, плазменное
напыление, хромирование и др.) все большее распространение начина-
ют получать электрические методы обработки.
Электрохимическая обработка — это процесс
анодного растворения металла с поверхности детали. Процесс мало
зависит от твердости, прочности и других механических свойств обра-
батываемого металла.
Электрохимическая обработка может быть выполнена по различ-
ным схемам в зависимости от того, где остаются продукты растворения
поверхностного слоя детали: в электролите в виде осадка или на по-
верхности детали в виде прочной пленки. В первом случае (рис. 62)
продукты растворения удаляют прокачкой электролита через меж-
электродный зазор под давлением 0,6...2,0 МПа, а во втором — пленку
снимают механически, используя металлические диски, неподвижный
абразивный инструмент и т. д.
В первом случае обработку называют электрохимической струйной
и ведут ее при напряжении 6...20 В, плотности тока 100... 200 А/см2,
112
Рис. 62. Схемы электрохимической обработки в проточном электролите:
J — деталь (анод); 2 — изоляция инструмента; J — инструмент (катод).
зазоре между деталью и катодом 0,2...0,4 мм и скорости движения ин-
струмента 1...6 мм/мин (в зависимости от условий обработки). Мате-
риал катода (он почти не изнашивается) — медь, латунь, графит, не-
ржавеющая сталь и др. Электролитами могут служить: 15%-ный
раствор поваренной соли — производительность при обработке угле-
родистых сталей — 100... 120 мм3/А-ч; 30%-ный раствор азотнокислого
натрия (NaNo3) — производительность 40...80 мм3/А-ч; 15%-ный раст-
вор сернокислого натрия (NaSO4) — производительность составит
7... 11 мм3/А-ч.
Во втором случае обработку называют анодно-механической. Она
проводится на постоянном токе при пропускании электролита (водный
раствор жидкого стекла) плотностью 1,36... 1,38 между деталью (ано-
дом) и инструментом (катодом). Образующаяся при этом плотная
пленка удаляется с вращающейся детали неподвижным абразивным
инструментом (рис. 63, а), прижимающимся к поверхности пружиной,
или используется чугунный вращающийся диск (рис. 63, б).
Разновидностью этой обработки является электроконтактная
(рис. 63, в), когда в зазор между вращающимися чугунным диском 4
Рис. 63. Схемы анодно-механической обработки деталей:
а — шлифованием неподвижным инструментом; б — шлифованием вращающимся инструментом:
в — резка; 1 — абразивный инструмент; 2 — обрабатываемая деталь; 3 — сопло; 4 — инстру-
мент; 5 — щеточное устройство и токосъемники.
113
Рис. 64. Принципиальная схема
установки для электроабразивного
шлифования:
/ — реостат; 2—сопло для подачи элект-
ролита: 3 — токопроводящий металлоаб-
разнвный круг; 4 — токоподвод: 5 —
обрабатываемая деталь.
Электпоабпазивн
и деталью, находящейся под током, в
зону контакта подается электролит.
Продукты износа удаляются этим же
диском. Режимы при обработке: рабо-
чее напряжение 24...26 В, плотность
тока 700...800 А на 10 мм ширины
круга, частота вращения детали
80 об/мин, скорость вращения круга —
50...60 м/сек, производительность
700...900 мм3/А-ч. Рекомендуется для
черновой обработки высокотвердых
поверхностей. Этим же способом мож-
но производить резку металла при
режимах: рабочее напряжение20...28
В, плотность тока 70...500 А/дм2,
удельное давление катода на деталь
5...20 Н/см2.
ое шлифование наращенных
твердых поверхностей является наиболее эффективным способом пред-
варительной (черновой) обработки, так как позволяет снимать припуск
за один проход инструмента. При такой обработке протекает од-
новременно два процесса — электрохимический и абразивный. Инстру-
ментом 3 (рис. 64) в этом случае служат металлоабразивные токопро-
водящие круги с зернистостью 25 и связкой М5-5, обеспечивающей хо-
рошую самозатачиваемость инструмента.
Режим для обработки плоских поверхностей: напряжение 15... 17 В,
глубина обработки за один проход 1...2 мм, продольная подача 1,3...
2,5 мм/с. Электролитом служит 20%-ный раствор поваренной соли с
добавлением эмульсола.
Электроэрозионный способ обработки основан на
явлении электрической эрозии металла при прохождении импульсов
тока (искрового разряда) через зазор между двумя электродами. Элек-
троэрозионная обработка обычно проводится в жидкой среде (транс-
форматорное и веретенное масла, керосин и др.). Катод (инструмент)
Рис. 65. Принципиальные электрические схемы электроискровых
установок:
а — конденсаторная; б — бесконденсаторная; / — деталь; 2 — инструмент;
3 — электромагнитный вибратор.
114
изготавливают из графита, меди, латуни, стали, твердых сплавов и
др.
Конденсаторная схема установки показана на рисунке 65, а. Им-
пульсы тока возникают в момент разрядки конденсатора. Большая
плотность тока (напряжение 100...250 В) приводит к расплавлению и
выбросу металла на аноде (детали). Режимы обработки приведены в
таблице 12.
ТАБЛИЦА 12
Режим электро- эрозиониой обра- ботки Ток в раз- рядном кон- туре, А Напряжение на электро- дах, В Емкость конденса- тора, мкф Параметры шерохова- тости после обработки, мкм
Грубый Средний Чистовой >10 1...10 <1 >100 50...100 <50 >100 10...100 <10 >0 >0 Хэ N N N II II II Ьо Н- Qo - О ю Oipp О*Ю00
В бесконденсаторной установке (рис. 65, б) импульсы тока возни-
кают в результате колебательных движений электрода (катода) 2
с помощью электромагнитного вибратора 3. Питание установки в этом
случае осуществляется током низкого напряжения 10...36 В, сила то-
ка 20...200 А. Большие напряжения и токи из указанных обеспечи-
вают больший съем металла, и поверхность после обработки имеет ше-
роховатость порядка 7?г=360...40 мкм. Чистовую обработку (7?в=
=0,32...0,10 мкм) ведут при низких напряжениях и токах.
Электроэрозионным способом можно выполнять следующие опера-
ции: изготовлять отверстия различных профилей; извлекать сломан-
ный инструмент; затачивать режущий инструмент и рабочие органы
сельскохозяйственных машин; обрабатывать штампы, пресс-формы
и др.
Контрольные вопросы
1. Каковы особенности механической обработки деталей после наращивания?
2. Как следует производить выбор установочных баз? 3. Каково назначение приспо-
соблений к токарным и сверлильным стайкам? 4. Как производят рассверливание
изношенных отверстий? 5. Сущность процесса хонингования, режим обработки.
6. Сущность процесса обработки отверстий протягиванием и дорнованнем. 7. Как
производят притирание поверхностей деталей? 8. Виды окончательной (чистовой)
обработки деталей. 9. Какими способами исправляют резьбовые соединения? 10. Ка-
кова технология нарезания резьб ремонтного размера? 11. В чем заключается сущ-
ность электрохимической обработки деталей и ее виды? 12. Сущность и разновид-
ности анодно-механической обработки. 13. Сущность электроабразивной обработки
деталей. 14. Сущность электроконтактной обработки деталей. 15. Сущность и раз.
новидности электроэрозионной обработки.
§ 10. Использование односторонне изношенных деталей
Значительное количество деталей машин имеет односторонний
износ, например ведущие звездочки, оси натяжных колес, пальцы и
втулки гусеничных полотен, шестерни трансмиссии, шлицы валов и
115
Рис. 66. Шестерня (а), от-
ремонтированная с целью
перевертывания и дистан-
ционное кольцо (б).
др. Парные детали можно переставлять с
одной стороны машины на другую. Симмет-
ричные детали можно использовать, перевер-
нув их на 180°. У несимметричных деталей
делают изменения в конструкции, с тем чтобы
деталь могла работать при повороте на 180°.
В качестве примера перевертывания несим-
метричных деталей рассмотрим использова-
ние шестерни, ступица которой несимметрична
относительно венца (рис. 66). Для переверты-
вания шестерни необходимо обрезать длинную
сторону ступицы так, чтобы она стала сим-
метрична относительно венца. После перевер-
тывания шестерни при установке ее на вал
изменение длины ступицы следует компенси-
ровать постановкой дистанционного ко-
льца.
§ 11. Основы выбора рационального способа
восстановления изношенных деталей
Одну и ту же деталь можно восстановить различными способами,
однако не все они будут в равной мере рациональны и приемлемы.
При выборе способа восстановления необходимо учитывать ряд фак-
торов: конструктивные особенности детали, условия ее работы в узле,
величину и характер износа, материал и термическую обработку, раз-
меры восстанавливаемой поверхности, наличие оборудования, надеж-
ность работы детали после восстановления, затраты на восстановление
и т. д. Можно рекомендовать следующий порядок выбора рациональ-
ного способа восстановления детали.
1. Установить возможные спосьбы восстановления изношенной по-
верхности у конкретной детали, отбросив явно несоответствующие.
Например, при восстановлении поверхности валов с малыми величи-
нами износа (до 0,3 мм) нецелесообразно применять автоматическую
наплавку под слоем флюса или электрошлаковую наплавку, а следует
использовать методы электроимпульсного наращивания, железнения
и т. д.
Для восстановления поверхностей цилиндрической формы деталей
(а таких большинство), работающих в разных условиях, могут быть
рекомендованы способы, приведенные в таблице 13.
2. Подробно разработать технологию восстановления детали при-
емлемыми способами и определить затраты на восстановление по каж-
дому технологическому процессу.
Затраты на восстановление детали (Си) рассчитывают по формуле:
С в = Со+ Зп 4- См -f- Яр,
где Со — остаточная стоимость восстанавливаемой детали; Зн — зарплата с начисле-
ниями; См — затраты на ремонтные материалы; Hv — накладные расходы (принима-
ются в процентном отношении к заработной плате).
116
ТАБЛИЦА 13
Вид сопряжения и по-
верхности деталей
Неподвижные сопря-
жения (износ
0,05.. .0,3 мм)
Подвижные сопряже-
ния (износ 0,3...2,0
мм)
Детали, работающие в
абразивной среде (из-
нос от 1 до несколь-
ких миллиметров)
Шлицевые н резьбовые
поверхности
Шестерни непостоян-
ного зацепления
Детали с твердостью
60 HRC, в том числе
прецизионные с взно-
сами до 0,1 мм
Бронзовые детали с
износом до 1 мм
Возможные методы восстановления
Электроимпульсное наращивание, электромеханическая
обработка, плазменная наплавка, железнение, виброду-
говая наплавка, импульсная приварка проволоки, ленты
Вибродуговая наплавка, пластическое деформирование,
плазменная наплавка, электроконтактное напекание ме-
таллических порошков, гальванические покрытия, на-
плавка под флюсом и в газовых защитных средах, газо-
пламенная металлизация самофлюсующимися порошками
Высокопроизводительные способы наплавки под флюсом
и в газовых защитных средах, электрошлаковая на-
плавка, двухэлектродная вибродуговая наплавка, залив-
ка расплавом металла, ручная электродуговая наплавка
Вибродуговая наплавка, наплавка в защитных средах
(пар, углекислый газ и др.) и под флюсом
Автоматическая наплавка под флюсом с горячей обрез-
кой
Гальваническое хромирование, химическое никелирова-
ние, гидротермическая раздача (для пустотелых деталей)
Термодиффузнонное цинкование, пластическое деформи-
рование
3. При выборе способа восстановления, кроме сравнения затрат,
следует учитывать и коэффициент ресурсности детали после восста-
новления каждым из способов по сравнению с ресурсом новой детали.
Если обозначить отношение ресурса сопряжения с восстанавливае-
мой деталью Рсв к ресурсу сопряжения с новой деталью Рсн, получим
коэффициент ресурсности Кя=РСв/^си- Тогда условие экономической
целесообразности восстановления изношенных деталей будет иметь
следующий вид:
где Св — затраты на восстановление детали, руб.; Сн — цена новой детали, руб.
Чем меньше будет левая часть этого неравенства, тем рациональнее
будет способ восстановления.
Коэффициент ресурсности деталей, восстановленных различными
способами, приведен в таблице 14.
Рассматривая рациональные способы восстановления применитель-
но к различным видам сопряжений деталей, можно сделать следующие
выводы.
Для восстановления деталей, входящих в группу неподвижных сое-
динений, для наращивания слоя металла до 0,02 мм целесообразно
применять электроискровое наращивание, для слоев в пределах 0,02...
0,08 мм — электроимпульсное с применением электрода из стали ХВГ.
Далее рационально выбирать способы в последовательности, ука-
занной в таблице 13.
117
ТАБЛИЦА 14
118
Деталь, вид сопряжения и характер работы Материал сопря- женных деталей Коэффициент ресурсиости Кр при различных видах восстановления деталей *
хромиро- вание железне- ине внброду- говая наплавка наплавка под слоем флюса наплавка в среде углекис- лого газа ручная электро- дуговая наплавка обработка деталей на ремонт- ный раз- мер электро- контакт- ное яапе- канне мё* талличе- ского по- рошка
Вал—подшипник Бронза 1,0...1,1 0,85...0,95 0,75...0,8 0,75...0,85 0,85...1,0 1,1...1,5
скольжения при зна-
коперемеиной нагруз-
ке
Валы и оси—бронэо- Бронза 1,2...1,3 1,1...1,2 0,9...1,0 0,8...0,9 0,75...0,9 0,7...0,75 0,9...1,0 1,2...1,5
вые втулки
Цилиндрические по- Сталь легиро- 0,9...1,0 0,8...0,95 0,8...0,9 — 0,7...0,8 — 0,9 —
верхиости крестовин ванная
Цилиндрические по- Сталь шарнко- 1,5...1,8 0,8...1,1 0,8...1,0 0,95...1,0 0,8...0,95 0,9 Электро- 0,8...1,0
верхности деталей — подшипнико- импульс-
внутренние кольца вая ное нара-
подшипников каче- щивание
НИЯ 1,4...1,5
Шлицевые поверхно- Сталь легнро- — — 0,8...1,0 0,8...1,0 0,8...0,9 0,7...0,8 — —
сти ванная
Наружные резьбы на Сталь углеро- — — 0,8...1,0 0,85...1,0 0,85...1,0 0,8...0,9 — —
валах диетая
• Определен опытным путем.
Для восстановления деталей группы подвижных сопряжений, ра-
ботающих на принципе скольжения поверхностей, экономически ра-
циональные технологические процессы располагают в таком порядке.
При толщине наращивания до 0,5 мм лучше применять хромирование
или твердое железнение и плазменную наплавку. Когда необходимо
нарастить слой толщиной от 0,5 до 2 мм, следует использовать двух-
электродную вибродуговую наплавку, наплавку в среде углекислого
газа, электроконтактное напекание металлического порошка и
электроимпульсную приварку ленты.
Когда необходимо нарастить слой толщиной от 0,6 до 5 мм, целе-
сообразно применять автоматическую электродуговую наплавку под
флюсом порошковыми электродами или двухэлектродную вибродуго-
вую наплавку и ручную электродуговую или газовую наплавку. Для
наращивания слоя толщиной более 6 мм применяют электрошлаковую
наплавку или заливку жидким металлом.
Сравнение стоимостей восстановления и изготовления одних и тех
же деталей с учетом их коэффициента ресурсности показывает, что
восстановление металлоемких, крупногабаритных и дорогостоящих
деталей дает экономию от 40 до 75% номинальной стоимости новых
деталей.
Контрольные вопросы
1. Как выбрать рациональный способ восстановления деталей? 2. Из чего сла-
гаются затраты иа восстановление деталей? 3. Какие методы восстановления целе-
сообразно применять для неподвижных и подвижных посадок?
Глава 4. ТЕХНОЛОГИЯ РЕМОНТА АВТОТРАКТОРНЫХ
И КОМБАЙНОВЫХ ДВИГАТЕЛЕЙ
§ 1. Ремонт блоков и цилиндров
Основные дефекты блоков следующие: износы внутренних поверх-
ностей цилиндров или гильз, гнезд под вкладыши коренных подшип-
ников и втулки распределительного вала; трещины или пробоины в
стенках водяной рубашки, картере и перемычках между цилиндрами;
обломы фланцев; срыв резьбы в отверстиях; износ отверстий под тол-
катели или втулки толкателей; деформация посадочных мест под бур-
ты гильз; кавитационный износ на стенках блока и гильз около уплот-
нительных колец; коробление поверхности, сопрягаемой с головкой
блока. Многие из перечисленных дефектов могут быть устранены.
Блок не восстанавливают при наличии выломов на внутренних пере-
городках блока, более двух трещин длиной 800 мм, проходящих через
резьбовые отверстия на обработанных поверхностях блока.
Накипь и различные отложения (коксы, смолы, лаки) перед ремон-
том удаляют вываркой блоков и промывкой в ваннах или машинах.
Цилиндры изнашиваются главным образом в области движения
поршневых колец. Рабочая поверхность цилиндра по сечению приоб-
ретает форму овала с большей осью в плоскости качания шатуна, а
по высоте — форму конуса, обращенного вершиной вниз.
119
Рис. 67. Общий вид алмазно-расточного
станка 278Н:
1— стол станка; 2 — коробка скоростей и по*
дач; 3 — шпиндель; 4 — рукоятка отключения
шпинделя от привода; 5 — шпиндельная бабка;
6 — маховик для ручного перемещения шпин-
дельной бабки; 7 —рукоятка включения смазки;
8 — колонка и основание; 9 — пульт управле-
ния; 10 — рукоятка переключения скоростей;
// — рукоятка включения рабочей, ускоренной
и ручной подачи; 12 — рукоятка переключе-
ния подач.
Допустимый без ремонта зазор
(80%-ный ресурс), замеряемый меж-
ду цилиндром и юбкой поршня при
положении его в верхней мертвой
точке, устанавливается для двига-
телей: Д-37, Д-65Н—0,22 мм;А-01,
А-41, ЯМЗ-238НБ, ЯМЗ-240, СМД-
60—0,21; СМД-14—0,25; ГАЗ-53А—
0,024; ЗИЛ-130—0,05 мм при допу-
стимой овальности и конусности для
гильз всех двигателей 0,03 мм, а для СМД-14 и ГАЗ-53А — 0,02 мм.
При износах цилиндров и увеличении зазора в сопряжении ци-
линдр — поршень выше допустимого их растачивают и хонингуют на
увеличенный ремонтный размер, после чего комплектуют по размер-
ным группам с поршнями и кольцами соответствующего диаметра.
Гильзы блоков тракторных двигателей имеют ремонтный размер,
увеличенный на 0,7 мм. Для блоков всех автомобильных двигателей
устанавливают в основном три ремонтных размера с интервалом в
0,5 мм. Растачивают цилиндры блоков или гильзы на специальных
вертикально-расточных станках типа 278Н (рис. 67), РП-2, 2В-697,
268Л, применяя для закрепления гильз на столе станка специальные
приспособления.
Перед растачиванием замеряют диаметры всех цилиндров в облас-
ти работы верхнего поршневого кольца и определяют возможный бли-
жайший ремонтный размер цилиндра для растачивания.
Блок или приспособление с гильзой устанавливают на стол стан-
ка 1 растачиваемым цилиндром против шпинделя 3. Шпиндель опус-
кают в цилиндр так, чтобы шарик центрирующей оправки (рис. 68, а)
был на уровне наименьшего износа (поясок в верхней части цилинд-
ра — гильзы). Ввертывая винт стержня оправки и вращая одновре-
менно шпиндель, блок перемещают по столу станка до тех пор, пока
ось цилиндра не совпадет с осью шпинделя. Для более точной уста-
новки цилиндра блока или гильзы относительно оси шпинделя приме-
няют приспособление с индикатором часового типа (рис. 69). После
центрирования блок закрепляют на столе станка прихватами.
Ремонтный размер цилиндра Оц можно определить из выражения:
Оц Орасч = £>шах + 2а + 26,
где £>расч — расчетный диаметр цилиндра, мм; £>тах — наибольший диаметр изно-
шенного цилиндра; а — припуск на невыход резца (0,02...0,03 мм); б — припуск на
хонингование (0,02, „0,03 мм),
120
Рис. 68. Установка блока для расточки с использованием оправки с шариком (а)
и установка резца (б).
Размер для установки резца (рис. 68, б) определяют по формуле:
£>ц + £>р — k
t'— 2 ’
где Р — размер раствора микрометра, мм; Dsl — диаметр, на который растачивают
цилиндр (ремонтный размер), мм; £)р — диаметр резцовой головки, мм; k — при-
пуск на доводку (хонингование), принимаемый равным 0,05...0,07 мм.
Резец устанавливают на рассчитанный размер. Затем по таблице
15 выбирают режим резания и подсчитывают частоту вращения шпин-
деля станка:
где v — принятая скорость резания, м/с.
По паспорту станка выбирают ближайшую частоту вращения
шпинделя. Растачивание проводят на всю длину цилиндра за один
проход. Остальные цилиндры блока растачивают под тот же ремонт-
ный размер. Конусность и овальность цилиндров после растачивания
допускаются не более 0,02 мм на всей длине цилиндра, а шерохова-
тость поверхности в пределах Ra=2,0... 1,25 мкм.
Рис. 69. Установка блока для расточки по приспособлению с индикатором:
/ — стержень оправкн; 2 — головка; 3 — винт крепления стержня; 4 — хомутик; 5 — меритель-
ный рычаг; 6 — цанговый зажим; 7 — индикатор часового типа.
121
ТАБЛИЦА 15
Материал режущего инструмента Вид расточки Режимы резания при расточке
скорость, м/с глубина ре- зания, мм подача, мм/об
Чугун н е л е г и р о в а н н ы й
Пластины из сплава BK6I Черновая 10,34... 0,5 1 2...4 I 0,3. ..0,7
или ВК8 (Чистовая ( 0,37... 1,0 | 0,25.. .0,5 | 0,1...0,4
Чугун легированный закаленный
Пластины из сплава
или ВКЗ
ВК2 Чистовая
До 2,5 0,15...0,25 0,05...0,10
Расточенные гильзы и цилиндры подвергают окончательной обра-
ботке (доводке) хонингованием. Хонингование осуществляют на вер-
тикально-доводочных станках типа 3833М (рис. 70) абразивными или
алмазными брусками, закрепленными в специальной головке (хон).
Устройство станка обеспечивает автоматическое вращательное и воз-
вратно-поступательное движение хона, заданное увеличением его диа-
метра (разжим) за каждый цикл подъема и опускания. Величину дав-
ления абразивных или алмазных брусков на стенки цилиндра можно
контролировать по величине силы тока по амперметру, на который по-
ступает сигнал электроустройства.
Закрепив ограничительные упоры стола против меток, соответст-
вующих марке обрабатываемого блока, последний устанавливают и
закрепляют на столе станка так,
чтобы оси цилиндров при перемеще-
нии стола вправо и влево до огра-
ничителей совпали с осью шпинде-
ля. Затем устанавливают попутные
кулачки 6 на штанге управления в
такое положение, чтобы выход бру-
сков с обеих сторон цилиндра рав-
нялся 13... 15 мм. При меньшем или
большем выходе брусков не будет
выдерживаться правильная геомет-
рическая форма цилиндра.
Кольцо охлаждения 8 онусаэжя
так, чтобы между ним и плоскостью
Рис. 70. Общий вид хонинговального стан-
ка 3833М:
/ — коробка скоростей; 2 — станина; 3 — ру-
коятка настройки автоматического разжима;
4 — рукоятка ручного тормоза разжима; 5 —
шпиндельная головка; 6 — попутные кулаки ре-
верса; 7 — специальная головка (хон); 8 —коль-
цо охлаждения; 9 — стол; 10 — рукоятка сто-
порения стола.
122
блока был зазор 2...3 мм. Хон разжимают рукояткой механизма раз-
жима 4 на ходу станка до такого положения, пока стрелка амперметра
не отклонится вправо на1/2...1 деление. Затем рукоятку регулировки
разжима 3 ставят на автоматический разжим.
При окончательной доводке рукоятку 3 устанавливают в положе-
ние «выхаживание». Хонингование заканчивают, когда стрелка ампер-
метра вернется в положение, соответствующее первоначальному поло-
жению разжима брусков.
Для получения заданного размера внутреннего диаметра гильзы
при хонинговании применяют пневматический прибор активного конт-
роля. Измерительное устройство прибора выполнено в виде двух со-
пел, расположенных в хоне, через которые подается сжатый воздух.
При изменении диаметра гильзы в результате хонингования расход
воздуха через сопла изменяется. При достижении заданного внутрен-
него диаметра гильзы устанавливается определенный расход воздуха,
который фиксируется особым устройством и обработка прекращается.
После хонингования шероховатость внутренней поверхности долж-
на быть не более Ro=0,3 мкм, а овальность и конусность — в преде-
лах 0,012...0,020 мм.
Для контроля твердости внутренней поверхности как новых, так
и расточенных гильз применяется специальный твердомер модели
2018ТР. Твердость внутренней поверхности гильз у двигателей марки
ЯМЗ-238НБ, ЯМЗ-236, А-01, ЯМЗ-240 и А-41 должна быть в преде-
лах 42...50HRC, у двигателя марки Д-240—207НВ и у гильзосталь-
ных марок двигателей — не менее 40 HRC.
На ремонтных предприятиях для контроля отремонтированных и
новых гильз используют пневматическое приспособление КИ-5475, по-
зволяющее одновременно измерять внутренний диаметр, овальность и
конусность поверхности, биение посадочных поясков и торцевых по-
верхностей бурта относительно внутренней поверхности гильзы. Бие-
ние посадочных поясков у гильзы допускается для различных марок
двигателей в пределах 0,05...0,08 мм, исключая СМД-14, для гильз
которого допускается биение до 0,1 мм.
Изношенные цилиндры блоков последнего ремонтного размера вос-
станавливают постановкой сухой гильзы, изготовленной из титано-
меднистого или марганцовистого чугуна. В расточенный блок запрес-
совывают гильзу с натягом 0,08...0,12 мм, вновь ее растачивают и
хонингуют на нормальный размер. Гильзы перед запрессовкой реко-
мендуется охлаждать, а блок подогревать. Гильзу снаружи не следует
смазывать маслом.
Во время работы двигателя при наличии износа гнезд или деформа-
ции блока коленчатый вал испытывает дополнительную упругую
деформацию, которая может привести к заклиниванию его в подшипни-
ках или к поломке. Поэтому необходимо у всех блоков проверять из-
нос гнезд и их соосное расположение. При износе или нарушении соос-
ности гнезд на величину более 0,03 мм (тракторные двигатели) или
0,02 мм (автомобильные) блоки подвергаются восстановлению.
Соосность гнезд под вкладыши коренных подшипников в блоке
проверяют различными приспособлениями и установками. Простейшее
123
Сполна с меной.
Рис. 71. Схема проверки со-
осности расположения гнезд
блока под вкладыши с помо-
щью вала с лыской.
из них — вал с лыской, укладываемой на
гнезда блока (рис. 71). При этом щупом за-
меряют зазор между ребрами скалки и по-
верхностью гнезда. Для проверки смеще-
ния гнезд применяют также скалку, закре-
пляемую в крайних гнездах блока с помощью
ступенчатых или конических опор-втулок.
На скалке против каждого гнезда пооче-
редно закрепляется измеритель, имеющий
индикатор часового типа, и рычаг, прижи-
маемый пружиной к контролируемой поверх-
ности. Поворачивая скалку вместе с изме-
рителем, определяют смещение промежуточ-
ных гнезд относительно крайних. Для кон-
троля соосности гнезд под вкладыши и с вкладышами в блоках дви-
гателей марок СМД-14, Д-50, А-41 иД-37М применяют пневматическое
приспособление КИ-4862, а для контроля соосности гнезд под вкла-
дыши в блоках двигателей марок Д-50, СМД-14, СМД-60, ЯМЗ-240Б и
А-01 — оптико-механическую установку КИ-5506.
Изношенные поверхности гнезд и их соосность восстанавливают:
расточкой на увеличенные ремонтные размеры (через 0,25 мм) с после-
дующей постановкой вкладышей увеличенного наружного диаметра
(двигатели СМД-14 и ЯМЗ-238НБ); нанесением на изношенные поверх-
ности состава на основе эпоксидных смол (блоки автомобильных дви-
гателей), используя в качестве наполнителя порошки, хорошо проводя-
щие тепло (стальные, алюминиевые), с последующей расточкой после
отверждения на нормальный размер; расточкой с последующей электро-
контактной приваркой ленты и вновь расточкой на нормальный раз-
мер; наплавкой поверхностей гнезд малоуглеродистыми или на нике-
левой основе электродами с последующей расточкой на нормальный
размер и др.
После восстановления гнезд следует обязательно проверить пра-
вильность положения деталей, которые крепятся на задней и перед-
ней плоскостях блока (задняя балка, кожух маховика, картер сцепле-
ния, кожух шестерен распределения) относительно новой оси гнезд,
и при необходимости провести центрирование этих деталей на блоке
с помощью приспособлений. Установочные штифты перед центриро-
ванием необходимо удалить. Детали закрепляют на блоке на шпильках
или болтами и после центрирования сверлят новые отверстия или раз-
вертывают старые на увеличенный размер для постановки новых уста-
новочных штифтов, соблюдая при этом посадки в блоке и сопрягаемых
деталях.
Контролируют также перпендикулярность расположения оси поса-
дочных поясков под гильзы цилиндров относительно оси гнезд корен-
ных подшипников. Такой контроль у блоков двигателей СМД-14 про-
изводят приспособлением КИ-4638. Допускается неперпендикуляр-
ность до 0,05 мм на 100 мм длины.
Трещины в водяной рубашке и картере в зависимости от их место-
положения могут быть заварены электродуговой сваркой стальными
124
электродами из проволоки Св-08 или электродами ЦЧ-4 способом от-
жигающих валиков с предварительной постановкой штифтов или элек-
тродами ПАНЧ-11, монелевыми, биметаллическими ОЗЧ-1 диаметром
4 мм и др.
Трещины на ненагруженных поверхностях можно заклеивать сос-
тавами на основе эпоксидных смол или клеями БФ-2, ВС-ЮТ с наложе-
нием заплаты из стеклоткани.
Восстановленные блоки испытывают на герметичность на стендах.
При гидравлическом испытании блоков под давлением 0,4...0,5 МПа
в течение 3 мин не должно быть потения швов.
Пробоины на стенках водяной рубашки или боковой стенке картера,
не проходящие через обработанные плоскости, заделывают постанов-
кой заплаты толщиной 3 мм на болтах Мб с картонной прокладкой,
смазанной суриком или белилами, или приваркой заплаты из листовой
стали толщиной 2,6...3 мм с отбортовкой ее по краям на 4...5 мм.
Для обеспечения герметичности заплату намазывают эпоксидным
компаундом.
При изломе фланцев их сваривают, предварительно закрепляя от-
ломанную часть с сопрягаемой деталью на пластине болтами или
струбциной.
Трещины в перемычках между отверстиями под гильзы устраняют
постановкой упрочняющей фигурной вставки или приваркой наклад-
ки на перемычку. В последнем случае перемычку предварительно обра-
батывают, закрепляют накладку, заваривают трещину на ребрах жест-
кости с установкой упрочняющих скоб, приваривают накладку и об-
рабатывают (рис. 72).
При износе и срыве резьбы в отверстиях этот дефект устраняют по-
становкой резьбовых переходных втулок, резьбовых спиральных вста-
вок или ступенчатых шпилек с резьбой увеличенного размера.
Шпильки, поставленные в блок, должны быть ввернуты до отказа
и не иметь ослабления, располагаться перпендикулярно плоскости и
выступать на нормальную величину.
Неперпендикулярность шпилек крепления головки блока должна
быть не более 0,5 мм (на длине шпильки).
Рис. 72. Заварка трещины в перемычке между цилиндрами:
а — подготовка трещины к заварке; 6 — перемычка после заварки.
125
Выступание поверхности блока около шпилек (вытягивание резь-
бы) или коробление поверхности, сопрягаемой с головкой блока, про-
веряют линейкой со щупом как в продольном, так и в поперечном на-
правлениях. Коробление поверхности блока допускается не более
0,15 мм. При большем короблении шпильки вывертывают и поверх-
ность блока шабрят или проводят ее механическую обработку (фрезе-
рование или плоскостное шлифование). После шабрения или обработ-
ки блока величина выступания гильз над его поверхностью должна
быть для всех марок двигателей равна 0,04...0,20 мм при разности меж-
ду ними для одного блока не более 0,05 мм. При меньшем выступании
возможны прогорания прокладок и просачивание воды. В случае вы-
ступания гильзы менее 0,04 мм под ее поясок подкладывают кольцо
из листовой латуни.
Опорная поверхность пояска в блоке под гильзу с течением времени
становится непараллельной плоскости разъема блока и гильза при
установке перекашивается. Определяют эту непараллельность заме-
ром высоты выточки в блоке приспособлением с индикатором в несколь-
ких точках по диаметру или используют приспособление с индикато-
ром 70-8732-1029 для блоков двигателей СМД-14, определяя биение
торца выточки относительно оси посадочных поясков под гильзу. Если
эта непараллельность более 0,05 мм, то протачивают поверхность торца
выточки на расточных или сверлильных станках, применяя много-
резцовую оправку или просто резец. Увеличение высоты выточки ком-
пенсируют при сборке постановкой под гильзу кольца, изготовленно-
го штамповкой из медной проволоки.
Изношенные в условиях кавитации поверхности канавок под ре-
зиновые уплотнительные кольца растачивают на алмазно-расточном
станке и запрессовывают в них с эпоксидным составом металлические
кольца или заливают составом на основе смол ЭД-5 или ЭД-6. В послед-
нем случае после тщательной очистки поверхности канавки ацетоном
ее заполняют составом, вставляют резиновое кольцо и устанавливают
гильзу, у которой смазывают наружную поверхность против поясков
уплотнения консистентной смазкой. После отверждения состава гиль-
зу и резиновое кольцо убирают, а поверхность в канавке зачищают
резцами с помощью специального приспособления, закрепляемого на
блоке. Применяют также проточку второй канавки в блоке для боль-
шей надежности уплотнения гильзы.
У автомобильных двигателей могут изнашиваться отверстия под
толкатель в блоке. При износах более 0,07 мм отверстия развертывают
на увеличенный размер и ставят толкатели соответствующего размера.
Контрольные вопросы
1. Какие неисправности встречаются у блоков двигателей и чем объяснить их
появление? 2. Какое применяют оборудование и как растачивают гильзы или ци-
линдры в блоках автомобильных двигателей? 3. Какое применяют оборудование и
как доводят рабочую поверхность цилиндров и гильз после расточки? 4. Как про-
водят операцию гильзования блоков? 5. В чем причины появления несоосности гнезд
для вкладышей коренных подшипников и способы ее определения? 6. Какие техно-
логические процессы используют для восстановления гнезд под вкладыши коренных
подшипников в блоке? 7. Как устраняют трещины в блоках? 8. Как определить у
126
блока отклонение от плоскостности поверхности, сопрягаемой с головкой, какое это
имеет значение для работы двигателя и как устранить неплоскостность? 9. Как
устранить неисправность на поверхностях блока, подвергнутых кавитационному
изнашиванию у канавок под резиновые уплотнительные кольца?
§ 2. Ремонт коленчатых валов и подшипников
Основными дефектами коленчатых валов являются: износ и задиры
шатунных и коренных шеек; грязевые отложения в полостях шатун-
ных шеек; трещины на шейках вала; прогиб вала; износ шеек под рас-
пределительную шестерню и шкив привода вентилятора; износ сте-
нок шпоночных канавок, поверхностей отверстий под шарикоподшип-
ник муфты сцепления и поверхности отверстий (гладких и с резьбой)
во фланце под болты крепления маховика и др.
Поверхности шатунных и коренных шеек изнашиваются неравно-
мерно, на них появляются конусность и овальность. Наибольший из-
нос шеек наблюдается на участках поверхностей, обращенных в сто-
рону оси коленчатого вала.
Необходимость ремонта коленчатого вала и замены подшипников
определяют по величине овальности шеек и по превышению допусти-
мых зазоров в подшипниках.
Перед ремонтом коленчатый вал разбирают, вывертывают техно-
логические пробки в щеках и тщательно промывают полости для цент-
робежной очистки масла и масляные каналы в моечной машине ОМ-
3600, используя приспособления, или в машине ОМ-22601, специально
предназначенной для этих целей. Более легко удаляются отложения
после нагрева вала до 200...250°С.
Контроль вала начинают с выявления трещин на его шейках маг-
нитным дефектоскопом или магнитным карандашом. Затем по торце-
вому биению фланца крепления маховика, которое допускается не
более 0,05 мм, определяют прогиб вала. При большем биении валы под-
вергают правке.
Основной операцией ремонта коленчатых валов является шлифова-
ние коренных и шатунных шеек на ремонтные размеры. Для корен-
ных и шатунных шеек коленчатых валов тракторных и автомобиль-
ных двигателей в зависимости от их марки установлены четыре и более
ремонтных размеров с диапазоном 0,25 мм. Шлифуют шейки коленча-
того вала на шлифовальных станках типа 3423 или 3420 с необходимым
набором приспособлений, позволяющих как устанавливать, так и про-
верять установку вала перед шлифованием.
Абразивный круг перед шлифованием балансируют, правят алмаз-
ным карандашом или алмазозаменителем и закругляют кромки на
размер радиуса галтелей шеек шлифуемого вала, проверяя его шабло-
ном. Радиусы галтелей шеек для двигателей: Д-50, Д-240, Д-16—
4 мм; Д-37М — 4,5 мм; СМД-60, Д-108—5,0 мм; для остальных трак-
торных двигателей 6 мм, а для автомобильных 3...5 мм.
При шлифовании должен применяться люнет, укрепляемый на
станине станка. Кулачки люнета доводят до упора в шлифуемую шей-
ку. Они воспринимают усилия, создаваемые при врезании в шейку аб-
разивного круга, и препятствуют прогибу вала.
127
Рис. 73. Проверка па плите радиуса кривошипа и параллельности коренных и
шатунных шеек коленчатого вала.
Режимы шлифования следующие: окружная скорость круга 25...
30 м/с; частота вращения вала при предварительном шлифовании 28...
32 об/мин и подача по глубине 0,010...0,015 мм/об; при окончательном
чистовом шлифовании частота вращения вала 8... 15 об/мин, подача по
глубине 0,003...0,005 мм/об.
Вначале шлифуют шатунные шейки коленчатого вала, закрепив
его в патронах-центросместителях первой коренной шейкой и флан-
цем. Центросместители позволяют смещать вал на величину радиуса
кривошипа. Контроль установки вала осуществляют по мерным линей-
кам на центросместителях в зависимости от величины радиуса криво-
шипа коленчатого вала.
Планшайбы с центросместителями перед установкой вала фикси-
руют в вертикальной плоскости. Вал в патронах устанавливают и
закрепляют так, чтобы кривошипы расположились в вертикальной
плоскости, а шатунные шейки лежали на губках вертикальной призмы
приспособления без просвета. Затем на станину станка, против ша-
тунных шеек, ставят стойку с индикатором так, чтобы его удлиненная
ножка упиралась в шейку в горизонтальной плоскости. Поворачивая
вал вместе с планшайбами, фиксируют показания индикатора при
каждом вертикальном положении кривошипов. Изменяя положение
вала в центросместителях, добиваются, чтобы разница в показаниях
индикатора не превышала 0,1 мм.
На контрольной плите проверяют радиус кривошипа после шлифо-
вания (рис. 73). Оси шатунных шеек должны быть параллельны ко-
ренным. Отклонение от параллельности (разность максимальных по-
казаний индикаторов в точках «в» и «в'»), включая конусность шейки,
допускается не более 0,03 мм на длине 100 мм. Смещение осей шатунных
шеек относительно общей диаметральной плоскости, проходящей че-
рез первую коренную и первую шатунную шейки, допускается не бо-
лее 1 мм.
Коренные шейки вала шлифуют при установке его на неподвижных
центрах станка. Вращение вала осуществляется от поводкового патро-
на передней бабки. Радиальное биение фланца под маховик и шейки
под распределительную шестерню при вращении вала не должно превы-
шать 0,05 мм. При большем биении необходимо проточить центровые
128
фаски резцом на токарном станке, закрепляя вал в патроне станка и
люнете.
Черновое шлифование рекомендуется начинать со средней корен-
ной шейки. Затем полностью шлифуют остальные шейки и заканчива-
ют шлифование чистовым средней коренной шейки.
Коренные шейки, так же как и шатунные, шлифуют на один и тот
же ремонтный размер при разнице в диаметрах не более 0,05 мм. При
отклонении диаметра одной шатунной шейки от диаметра остальных
шеек более чем на 0,2 мм при разнице в ремонтных размерах для дан-
ного вала в 0,25 мм допускается обработка этой шейки на следующий
ремонтный размер. Овальность и конусность всех шеек допускается
не более 0,015 мм. Твердость шеек должна быть не ниже 50 HRC. Ше-
роховатость поверхности в пределах /?а=- 0,16.. .0,32 мкм.
Для контроля размера вала в процессе шлифования применяют
приспособление, показанное на рисунке 74.
Перед чистовым шлифованием необходимо разделать фаски у мас-
ляных отверстий. Для этого применяют высокооборотпую пневма-
тическую дрель со специально заправленным абразивным инструмен-
том или электродрель со сверлом диаметром 14... 16 мм, имеющим твер-
досплавные пластинки (частота вращения не более 500 об/мин).
Полирование шеек коленчатого вала следует выполнять абразив-
ными или алмазными лентами с помощью приспособления ОР-6688 к
шлифовальному станку (рис. 75) по режимам, приведенным ранее.
Изношенные шейки для подшипников качения у валов пусковых
двигателей, для распределительной шестерни и шкива привода венти-
Рис. 74. Приспособление для контроля размера
шейки вала в процессе шлифования:
1 — шейка вала; 2 — скоба: 3 — измерительный стер-
жень; 4 — индикаторная головка; 5 — ножка индика-
тора; 6 — передаточный механизм; 7 — демпфер (масля-
ный); 8 — установочный кронштейн; 9 — стержень пе-
редаточного механизма.
Рис. 75. Схема установки для
полирования шеек валов:
/ — абразивный круг; 2 — стойка
установки; 3 — контрпривод леиты;
4 — поворотный рычаг; 5 — абразив-
ная лента; 6 — шейка вала; 7 •• ру-
коятка для подъема и опускания
ленты.
5 № ] 00
129
лятора восстанавливают электромеханической обработкой, электро-
импульсным наращиванием, плазменным напылением или железне-
нием с последующей механической обработкой до нормального раз-
мера.
Изношенные стенки шпоночных канавок восстанавливают обра-
боткой на увеличенный размер.
Изношенные отверстия во фланце коленчатого вала под болты креп-
ления маховика рассверливают на увеличенный ремонтный размер по
кондуктору или совместно с маховиком и нарезают в отверстиях резь-
бу ремонтного размера.
Перед шлифованием на 3-й ремонтный размер всей шейки колен-
чатых валов всех марок двигателей должны проверяться на твердость.
При недостаточной твердости их рекомендуется закалить ТВЧ.
После использования всех ремонтных размеров изношенные колен-
чатые валы могут восстанавливаться до номинальных размеров на-
плавкой под слоем флюса, гальваническим наращиванием или электро-
контактным напеканием металлических порошков.
После ремонта или восстановления коленчатые валы должны под-
вергаться динамической балансировке на специальной машине БМ-У4.
Неуравновешенность устраняют высверливанием отверстий в противо-
весах вала.
Допускается величина дисбаланса для коленчатых валов двигате-
лей СМД-60—50 гем; СМД-14, А-01—40 гем; грузовых автомобилей —
70... 120 гем; легковых автомобилей — 10...50 гем.
Коренные и шатунные подшипники коленчатых валов автотрактор-
ных двигателей при износе получают овальность с большей осью в
плоскости, перпендикулярной разъему подшипников, и конусность.
В результате увеличиваются зазоры в подшипниках, что приводит к
появлению стуков и падению давления масла в магистрали. Величина
масляного зазора в подшипниках допускается примерно в 2 раза боль-
ше нормального зазора.
Последующее использование изношенных подшипников для боль-
шего размера вала возможно после удаления поверхностного слоя с
накопленными абразивными частицами путем растачивания.
У подшипников наблюдается также выкрашивание антифрикцион-
ного слоя, смятие плоскостей в местах разъема и ослабление посадки
в постелях шатуна и блока в результате износа внутренней поверхнос-
ти последних. При наличии этих дефектов подшипники выбраковы-
вают.
Контрольные вопросы
1. Чем объяснить искажение первоначальной цилиндрической формы шеек
коленчатого вала при работе? 2. Как правильно установить коленчатый вал на станке
при шлифовании шатунных шеек? Как определить после шлифования радиусы кри-
вошипов, его шатунных шеек и почему важно обеспечить нормальную величину этих
радиусов? 3. Как правильно установить коленчатый вал на станке при шлифовании
коренных шеек? Какова роль люнета? 4. Для чего и как полируют шейки коленчатого
вала? 5. Как рационально использовать изношенные подшипники?
130
Лабораторно-практическое занятие 6
ШЛИФОВАНИЕ ШАТУННЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА
Содержание и порядок выполнения работы. Проверить состояние рабочей по-
верхности абразивного круга и, если нужно, выправить его при помощи приспособ-
ления с алмазным карандашом. Проверить радиусомером и заправить кромки круга
на размер радиуса галтелей шеек вала.
Зафиксировать центросместители и установить коленчатый вал в их патроны.
Совместить парные шатунные шейки с осью центров станка, повертывая вал в пат-
ронах приспособлением — призмой, и закрепить его.
Установить шейки вала в вертикальной плоскости перемещением центросме-
стителей до совмещения их делений нониуса и линейки планшайбы, соответствующих
радиусу кривошипа.
Поставить на станину стайка стойку с индикатором и с удлиненной иожкой.
Проверить и при необходимости отрегулировать установку вала в горизонтальной
плоскости, как описано выше.
Замерить диаметры всех шатунных шеек в разных плоскостях и сечениях, оп-
ределить наименьший диаметр и возможный следующий ремонтный размер шейки.
Привести коленчатый вал и абразивный круг во вращение. Включить подачу
охлаждающей жидкости, опустить скобу для непрерывного замера диаметра шейки
вала. Ручной поперечной подачей абразивного круга прошлифовать у одной из
установленных шатунных шеек около галтели сплошную цилиндрическую поверх-
ность, оставив припуск 0,02...0,03 мм для последующего чистового прохода. Против
прошлифованного участка шейки установить люнет и упереть его кулачок в шейку.
Передвинуть абразивный круг к другой галтели этой же шейки, провести шлифо-
вание до диаметра ранее обработанного участка и затем выполнить чистовое шли-
фование на всей длине шейки.
Проверить соответствие полученных размеров шейки вала техническим требова-
ниям. По эталонам или приборам определить шероховатость поверхности. Отполи-
ровать шейку вала. Проверить радиус галтели радиусомером. Проверить радиус
кривошипа у шатунных шеек.
Отчет о работе. Составить подробное описание процесса шлифования шатунных
шеек коленчатого вала и заполнить таблицу.
Правила техники безопасности. Перед постановкой круга на станок и его пу-
ском убедиться в отсутствии трещин у абразивного круга, остукивая и осматривая
его через лупу. Абразивный круг в сборе со ступицей должен быть статически сба-
лансирован на станке УБС. После установки на станок круг должен быть проверен
на прочность пробным пуском. В плоскости вращения круга при этом стоять запре-
щается. Перед включением станка следует провернуть коленчатый вал от руки и
убедиться, что вал не задевает за абразивный круг. Перед шлифованием вначале
следует включать электродвигатель для вращения коленчатого вала, а затем элект-
родвигатель— для вращения абразивного круга.
5*
131
§ 3. Ремонт шатунно-поршневого комплекта
Основные дефекты деталей комплекта показаны на рисунке 76.
Поршневой палец восстанавливают до нормального размера хроми-
рованием, раздачей (пластической деформацией) с последующей термо-
обработкой или гидротермической раздачей с последующей обработкой.
При холодной раздаче пальцы сначала сортируют по внутреннему
диаметру на три размерные группы с интервалами в 0,3 мм, после чего
отжигают в железных ящиках с песком в термических печах (выдерж-
ка при температуре 800...830сС в течение 1,5...2 ч с последующим мед-
ленным охлаждением).
Все пальцы прошивают на пневматическом молоте пуансоном, сма-
занным автолом, в два-три прохода до получения наружного диамет-
ра больше нормального на 0,2...0,5 мм — припуск на последующую
механическую обработку. Если после раздачи длина пальца уменьшит-
ся па 2 мм против нормальной, его выбраковывают.
Для получения нормальной твердости пальцев в пределах 56...
62 HRC их калят в масле при температуре 79О...81О°С и отпускают при
200...220°С. При меньшей твердости пальцы подвергают цементации.
При гидротермической раздаче палец нагревают ТВЧ в индукторе
до температуры 79О...83О°С, затем охлаждают проточной водой, про-
пуская ее через внутреннюю полость пальца. При этом палец закали-
вается, увеличиваются его наружный диаметр на 0,08...0,27 мм и дли-
Л
м
Рис. 76. Дефекты деталей шатунно-
поршневого комплекта:
А —отложение нагара, кокса и смол; износы
поверхностей: Б — канавок; В — под палец
в поршне; Г — наружной колец; Д — колец
по высоте; Е — наружной пальца; Ж, 3 —
наружной и внутренней втулки, внутренней
шатуна; К — внутренней нижней головки
шатуна; Л — наружной вкладыша; М, Н —
шатунной и коренной шеек; О — внутренней
вкладыша; П — отложение продуктов изно-
са; и _ изгиб и скручивание шатуна; Р —
смятие фиксирующих усиков вкладыша;
Т — срыв и смятие резьбы*
132
на. У пальцев, увеличенных по длине, шлифуют торцы и снимают фас-
ки с наружной и внутренней поверхностей.
После раздачи пальцы шлифуют на бесцентрово-шлифовальных
станках до номинального размера и полируют, доводя шероховатость
поверхности до Ra=Q, 16...0,32 мкм. На поверхности пальца не долж-
но быть забоин, черновик, волосяных трещин и других повреждений.
Втулки верхней головки шатуна восстанавливают термодиффузион-
ным цинкованием.
При ослаблении посадки и износе внутренней поверхности втулку
можно осаживать в шатуне с помощью приспособления на гидравли-
ческом прессе с усилием 0,5...0,7 МН (рис. 77). После такого осажива-
ния внутренний диаметр втулки должен иметь припуск 0,2 мм на по-
следующую обработку. Осаживание проводят 1 раз, после чего втулка
может быть восстановлена термодиффузионным цинкованием.
При износе внутренней поверхности верхней головки ее расстачи-
вают на один из ремонтных размеров с интервалом 0,5 мм со снятием
по торцам фаски шириной 1,5 мм под углом 45°.
Расточку проводят на алмазно-расточном станке с использованием
приспособления или на станке УРБ-ВП. Наибольший диаметр раста-
чиваемого отверстия 100 мм, наименьший — 28 мм; частота вращения
шпинделя 600 и 975 об/мин; подача постоянная 0,04 мм/об.
Для расточки верхней головки шатун надевают нижней головкой
на ступенчатую оправку 1 и крепят на призмах каретки 2 (рис. 78).
Верхнюю головку ставят на опору и закрепляют сверху прижимной
стойкой 6. Нормальная длина шатуна обеспечивается установкой шаб-
лона между упорами на кронштейне и подвижной каретке. Правиль-
ность установки отверстия шатуна проверяют по резцу и регулируют
опорой 7.
Рис. 77. Приспособ-
ление для обжатия
бронзовой втулки
верхней головки
шатуна:
1 — обжимки; 2 — па*
лец оправки; 3 —
втулка; 4 — шатун.
Рис. 78. Крепление шатуна на станке при расточке втулки
верхней головки:
1 — оправка; 2 — призмы каретки; 3 — маховичок передвижения
каретки; 4 — винт стопорения каретки; 5 — кронштейн; 6 — прижим-
ная стойка; 7 — опора.
133
Рис. 79. Прибор для комплексной про-
верки шатунов автомобильных двига-
телей:
f — рукоятка для вынимания скалки; 2,
6 — малая и большая оправки; 3 — нап-
равляющие ползуна; 4 — индикаторы; 5 —
коромысло; 7 — стойки.
Рис. 80. Провер-
ка шатуна приз-
матическим ка-
либром с инди-
каторами.
Рис. 81. Проверка сме-
щения верхней голов-
ки шатуна относитель-
но нижней.
Изношенные внутренние поверхности нижней и верхней головок
шатуна на ремонтных заводах восстанавливают железнением с после-
дующей механической обработкой поверхностей до нормальных раз-
меров.
Для определения величин непараллельное™ (изгиба) и перекоса
(скручивания) верхней головки относительно нижней, шатун, ском-
плектованный с крышкой, устанавливают на специальные приборы.
На поточно-механизированных линиях восстановления шатунов ис-
пользуют приборы с жестким креплением индикаторов 4 и оправок
2 и 6 в верхней и нижней головке, что позволяет замерять одновремен-
но непараллельное™, перекос и длину шатуна (рис. 79). Непараллель-
ное™ и перекос можно замерять на специальной контрольной плите.
Для этого в верхнюю головку шатуна (без втулки) устанавливают
срезной палец или специальную цанговую оправку, на которые ставят
призматический калибр с индикаторами (рис. 80). Придвигая калибр
до упора установочного штифта в плиту, определяют по показаниям
индикатора часового типа величину непараллельности, а переставив
калибр другой стороной,— величину перекоса.
Непараллельное™ осей головок шатунов может быть допущена
для двигателей: Д-50—0,18 мм; Д-240—0,05; СМД-14—0,2; СМД-60,
А-01 и А-41 — 0,07; ЯМЗ-238НБ и ЯМЗ-240Б—0,08 мм; перекос для
двигателей Д-50—0,3 мм; Д-240 и ЯМЗ-240Б—0,08; СМД-14—0,4;
СМД-60—0,07; А-01 и А-41—0,11; ЯМЗ-238НБ—0,1 мм.
134
Для автомобильных двигателей величины непараллельности и пе-
рекоса шатунов допускаются не более 0,05 мм на длине 100 мм. Несим-
метричность расположения головок для шатунов относительно друг
друга не должна превышать 0,5 мм. Несимметричность определяется
как разность между двумя замерами «а» — расстояниями от плиты до
торца верхней головки (рис. 81) при поочередной установке шатуна
одной и другой стороной. При больших отклонениях необходимо вос-
станавливать или выбраковывать шатун. Править шатуны от непарал-
лельности и перекоса можно только после разогрева его стержня с
помощью токов высокой частоты или пламенем газовой горелки до
температуры450...600°С. При холодной правке шатун во время работы
вновь возвращается в первоначальное неправильное положение.
Изношенные поверхности крышки под гайками шатунных болтов
зенкуют до выведения следов износа. Если после зенкования этих по-
верхностей при сборке нижней головки шатуна с крышкой отверстие
для шплинта шатунного болта будет выступать за торцевую плоскость
гайки, то необходимо наплавить плоскости под гайки на крышке ша-
туна, а затем прозенковать до нормального размера по высоте.
Комплектование, пригонка, сборка и контроль сборки. Комплекты
шатунов в сборе с крышками, болтами и гайками подбирают по массе
(табл. 16). На некоторых шатунах их массу указывают на наружной
ТАБЛИЦА 16
Марка двигателя Разница в массе, г, для
шатунов поршней шатунов с поршнями в сборе
А-01, А-01М 20 20 40
СМД-14, СМД-60 12 7 22
Д-37М 10 10 25
ГАЗ-53, ЗИЛ-130 3 4 10
поверхности нижней головки и на крышке параллельно отверстию для
шатунного болта. При необходимости уравнивания массы опиливают
металл на стержне шатуна, на линии разъема штампов на глубину до
1 мм. При одинаковой массе шатуна распределение материала по дли-
не должно быть такое, чтобы массы нижних и верхних головок в одном
комплекте шатунов были
равны. Разность не должна
превышать ±3 г. Опреде-
ление массы проводят на
весах, как показано на ри-
сунке 82.
Поршни также подбира-
ют по размеру и по массе.
Величину массы поршня
Рис. 82. Определение масс верхней и нижней
головок шатуна.
маркируют на его днище.
Поршни с гильзами ремонт-
135
Рис. 83. Прибор для проверки упругости пру-
жин и поршневых колец:
1 — рукоятка; 2 — валик с шестерней; 3 — зубчатая
рейка (стойка) со шкалой; 4 — ползун; 5 — испытуе-
мое кольцо; 6 — стол весового механизма; 7, 9 — пе-
редвижные грузы (балансы); 8, 11 — рычаги (линейки)
весового механизма; 10 — подвесной груз (ставится при
проверке пружин).
ного размера комплектуют по зазору
между поршнем (по юбке) и гильзой.
Поршни и гильзы, входящие в комплект,
должны быть одной размерной группы
нормального или ремонтного размера.
Размерная группа обозначается буквами
русского алфавита (Б, С, М и т. д.), ко-
торые выбиваются на днище поршня и
на бурте гильзы.
Поршневые пальцы подбирают по
размерной группе отверстий в бобышках
поршней и метят красками или номерами
01, 02 и т. д.
Втулки подбирают в соответствии с размерами отверстий в верх-
них головках шатунов. Внутренний диаметр втулок должен соот-
ветствовать размерам подобранных пальцев с припуском на последую-
щую обработку.
Вкладыши подбирают в соответствии с размерами шеек коленчатого
вала.
Масляные и компрессионные кольца подбирают по размеру гильз
и высоте канавок на поршне. Кольца проверяют на упругость на спе-
циальном приборе (рис. 83). Кольцо вставляют между площадкой ве-
сов и нажимным устройством так, чтобы стык кольца находился в го-
ризонтальном положении. Нагружают кольцо нажимным устройством
до нормального зазора в стыке, проверяемого щупом. Сила сжатия
кольца при этом должна соответствовать установленным нормам упру-
гости.
Сборку шатунно-поршневой группы начинают с запрессовки вту-
лок в верхние головки шатунов. При этом необходимо следить за сов-
падением маслопроводных отверстий во втулке и шатуне. Допустимый
без ремонта натяг для разных марок двигателей колеблется в преде-
лах 0,03...0,06 мм (для автомобильных — 0,14 мм).
Масляные отверстия в шатуне заполняют солидолом для преду-
преждения забивания их стружкой при расточке. Шатун крепят на
приспособлении алмазно-расточного станка или на станке УРБ-ВП
так же, как при расточке отверстия верхней головки, и растачивают
втулку с припуском: на раскатывание 0,04...0,06 мм, дорнование0,08...
0,15 мм или развертывание 0,05...0,08 мм.
Раскатывают втулки импульсной раскаткой на вертикально-свер-
лильном станке или вальцовкой (рис. 84), закрепляемой в патроне то-
карного станка. На ролики вальцовки надевают шатун с втулкой. Удер-
живая корпус 2 рукой и ввертывая регулировочную втулку 7, раздви-
136
1
Рис. 84. Вальцовка для раскатывания втулки верхней головки шатуна:
1 — ролик; 2 — корпус; 3 — конусный стержень; 4 — упорный шарикоподшипник;
5 — гайка; 6 — гильза; 7 — регулировочная втулка; 8 — кольцо.
гают ролики 1 так, чтобы они плотно соприкасались с внутренней
поверхностью втулки. Затем, удерживая гильзу 6 накидным ключом,
вращают шпиндель станка в обратную сторону на 4...6 оборотов, тем
самым раздвигая ролики и создавая натяг на развальцовку и компен-
сацию упругих деформаций втулки. Размер раздвижения роликов
контролируют по градуированной шкале корпуса вальцовки и фикси-
руют гайкой и контргайкой 5. Этот размер должен быть больше диа-
метра пальца па 0,05...0,06 мм. После 5...6 оборотов шпинделя станка
при прямом вращении (завесь процесс 10... 12 оборотов раскатки) втул-
ка раскатывается до нормального размера.
Дорнование втулок (рис. 85) проводят под прессом при непрерыв-
ной подаче дорна (на прессе с механическим приводом), смазанного
дизельным маслом.
Развертывать втулки вручную разжимными развертками не сле-
дует, так как при этом нарушается геометрия отверстия (развальцо-
Рис. 85. Дорн для втулки верхней головки шатуна:
d=D— 0,3; 4i = DZo’o3; ^= = Dio от’ =D D -номинальный
диаметр поршневого пальца.
137
вываются края), появляются непараллелыюсть и перекос осей отвер-
стий во втулке относительно отверстия нижней головки.
Если втулка подогнана правильно, то шатун, свободно висящий
на смазанном дизельным маслом пальце, при проворачивании руками
за палец должен отклоняться от вертикального положения на угол
около 30°.
Затем контролируют параллельность осей отверстий втулки и
нижней головки шатуна. Призматический калибр устанавливают на
поршневой палец. Если непараллельность отверстий головок шатуна
более 0,04 мм и перекос более 0,06 мм, правка шатуна не допускается.
В этом случае необходимо заменить втулку и повторить операцию при-
гонки под размер пальца.
Шатунные болты должны входить в отверстие шатуна и крышки от
легких ударов молотка массой 200 г. На болтах, в гайках и резьбовых
отверстиях шатунов не допускаются сорванные, смятые и стянутые
нитки резьбы.
Шатуны комплектуют с новыми вкладышами нормального или ре-
монтного размера. Ремонтные размеры вкладышей большего размера
могут быть получены и путем расточки старых вкладышей меньшего
размера. После расточки толщина антифрикционного сплава должна
быть не менее 0,3 мм.
У поршней проверяют размер отверстия в бобышках под поршне-
вой палец и при необходимости развертывают ручной разжимной раз-
верткой, устанавливая поршень днищем в тиски для поршней (рис. 86)
с медными или алюминиевыми пластинками на губках.
Проверяют щупом зазор в стыке поршневых колец, устанавливая
их в цилиндр строго в плоскости, перпендикулярной оси, и одно-
временно контролируют качество прилегания колец к стенке цилиндра
на просвет (рис. 87).
У тракторных двигателей зазор в стыке новых колец должен быть
0,6+0,15 мм, допустимый без ремонта до 2 мм; у новых автомобиль-
ных двигателей — 0,3...0,7 мм.
Рис. 86. Поршень, установленный
в тиски.
Рис. 87. Проверка поршневых
колец на просвет:
а - • установка кольца; 6 — провер*
ка; 1 — колыю; 2 — гильза (эталон-
ный цилиндр); 3 - направляющее
кольцо; -1 — наставка.
138
ill
Рис. 88. Приспособление для
опиловки стыков поршневых ко-
лец и подгонка колец по высоте.
а.
Рис. 89. Проверка кольца на конусность
(а) и положение кольца в каиавке поршня
(6).
При малом зазоре стык можно опилить на приспособлении, пока-
занном на рисунке 88, а при большом — кольцо следует заменить.
Радиальный зазор (просвет) между кольцом и цилиндром для трак-
торных ДВС не должен превышать 0,02 мм более чем в двух местах
на дугах 30° и не ближе 30 мм от замка. У торсионных и конусных ко-
лец зазор допускается не более 0,02 мм, а у маслосъемных — 0,03 мм
в любом месте с плавным уменьшением в обе стороны, но не ближе 5 мм
от замка. Для автомобильных двигателей просвет не допускается.
Кольцо проверяют также по высоте канавок в поршне и при необ-
ходимости шлифуют, уложив приспособление (рис. 88) с кольцом на
плиту с абразивной бумагой или на абразивный круг.
Коробление торцевых поверхностей поршневого кольца не должно
превышать 0,05 мм для диаметров до 120 мм и 0,07 мм для больших
диаметров.
Масляные каналы шатуна тщательно промывают в моечной маши-
не, используя специальное приспособление, продувают воздухом и сма-
зывают дизельным маслом. Поршни нагревают в электрошкафу или
в водомасляной ванне до температуры 8О...9О°С. Нагретый поршень
в поршневых тисках соединяют с шатуном поршневым пальцем. Соб-
ранный шатун с поршнем устанавливают на контрольную плиту так,
чтобы поршень касался какой-либо точкой поверхности плиты. При
неперпендикулярности поверхности юбки поршня к оси отверстия ниж-
ней головки шатуна между плоскостью плиты и юбкой будет видна
клиновидная щель. При величине уклона щели более 0,1 мм на длине
100 мм (замеряют щупом) комплект устанавливать в двигатель нельзя.
Необходимо разобрать комплект, проконтролировать детали, найти
и устранить причину перекоса.
Поршневой палец в бобышках поршня стопорят пружинными зам-
ками.
Перед надеванием колец их рекомендуют проверять на конусность
наружной поверхности на контрольной плите с помощью угольника
139
(рис. 89). Кольца устанавливают на поршень меньшим диаметром вверх
(компрессионные — выточкой вверх) с помощью различных приспособ-
лений.
Контрольные вопросы
1. Какие износы и неисправности обнаруживаются у деталей шатуино-поршневой
группы? 2. Какие детали шатунно-поршневой группы подвергаются ремонту и вос-
становлению и какова технология их выполнения? 3. Как контролируют и обеспе-
чивают параллельность расположения осей верхней и нижней головок шатуна в
процессе сборки? 4. Как осуществляют подбор деталей шатунно-поршневой группы
двигателя? 5. Каков порядок сборки шатунно-поршневой группы? 6. Как осуществ-
ляют окончательную подгонку отверстия во втулке верхней головки шатуна под
палец? 7. Что такое раскатывание втулок? 8. Как осуществить дернование втулок?
9. По каким параметрам контролируют поршневые кольца?
Лабораторно-практическое занятие 7
РЕМОНТ ШАТУННО-ПОРШНЕВОГО КОМПЛЕКТА ДВИГАТЕЛЯ
Содержание и порядок выполнения работы. Изношенную шатунно-поршневую
группу двигателя типа СМД разобрать в следующем порядке: замерить зазор между
кольцами и канавками поршия щупом, сопоставить полученные размеры с допусти-
мыми и решить вопрос о дальнейшем использовании колец; снять кольца с поршня
при помощи съемника, замерить их упругость на приборе и сравнить с допустимой;
выпрессовать палец с помощью оправки на прессе и разъединить поршень и шатун;
замерить отверстие в бобышках поршня и отверстие верхней головки шатуна инди-
каторным нутромером в двух плоскостях и определить овальность; замерить наруж-
ный диаметр пальца микрометром и определить овальность. Подсчитать максималь-
ный зазор в сопряжениях палец — бобышка поршня и палец — втулка верхней
головки шатуна. Данные сопоставить с техническими требованиями. Решить вопрос
о необходимости восстановления этих сопряжений.
Разобрать нижнюю головку шатуна, проверить и описать состояние фиксиру-
ющих устройств в шатуне и на вкладышах (усики), выпрессовать втулку из шатуна
с помощью оправки на прессе. Определить величину непараллельное™ и перекоса
осей отверстий головок шатуна, сравнить с техническими требованиями и сделать
заключение.
Подобрать детали в комплект по ремонтным размерам и массе (см. табл. 16).
Подобрать новую втулку верхней головки шатуна по натягу и запрессовать ее.
Закрепить шатун па станке для расточки втулки. Установить резец по микро-
метру на рассчитанный размер и расточить втулку. Вылет резца рассчитывают по
формуле:
где Dp — диаметр рассчитываемого отверстия, мм; dn — диаметр резцовой оправки,
мм; П — припуск на последующую обработку, мм; К — постоянная величина приз-
мы, равная показанию микрометра с призмой при замере диаметра резцовой головки.
Провести раскатывание или дориовапие втулки под номинальный размер. Про-
верить параллельность осей нижней и верхней головок шатуна, а также соответствие
размерных групп пальца и отверстий в бобышках поршня. Нагреть поршень и сое-
динить его с шатуном. Собрать нижиюю головку шатуна с вкладышами.
Проверить собранный комплект на контрольной плите. Застопорить поршневой
палец в бобышках поршня пружинными замками. Еще раз проконтролировать и
при необходимости подогнать кольца по всем параметрам и установить их в каиавки
поршня с помощью специального приспособления согласно инструкции, прилагаемой
К комплекту колец.
Отчет оработе. Записать порядок выполнения операций и результаты следующих
замеров: зазоры между кольцами и канавками на поршне; упругость колец; диаметры
отверстий в бобышках поршня и в верхней головке шатуна; зазор или натяг между
140
пальцем, втулкой и бобышками цоршня; непараллельное»» и перекос осей отверстий
в шатуне без втулки и после установки поршневого пальца во втулку; разницу в
массе деталей комплекта и всего комплекта па двигатель; натяг между втулкой и
шатуном.
Правила техники безопасности. При пользовании прессом объекты, наставки и
подставки устанавливать плотно на станину без перекосов. На столе станка УРБ-ВП
при работе должен быть установлен защитный кожух. При выемке поршня из го-
рячей водомасляиой ваниы вылить из него всю жидкость. Во избежание травмиро-
вания пальцев снимать поршневые кольца и устанавливать их в канавки поршня
только при помощи приспособления. При установке шатуна на контрольную плиту
надежно крепить его разжимной оправкой во избежание падения с прибора.
§ 4. Ремонт механизма газораспределения
Головка цилиндров. Перед ремонтом головки цилиндров испыты-
вают на герметичность стенок и уплотнений. Испытания проводят на
стенде КИ-4805, КИ-9147 или на других стендах. На отверстия водя-
ных полостей испытуемой головки устанавливают и прижимают спе-
циальную обрезиненную плиту. Создают давление воды 0,4...0,5 МПа.
Течь и потение головки в любом месте в течение 5 мин не допускаются.
Негерметичные заглушки удаляют. Вместо них ставят новые на сури-
ке, предварительно зачистив посадочные места.
Наиболее частой неисправностью головки цилиндров является из-
нос рабочей фаски клапанных гнезд.
Наиболее распространенным способом ремонта гнезд является фре-
зерование. Для этого применяют набор специальных фрез из 4 штук
(рис. 90). Черновой фрезой с углом 45° снимают слой металла до вы-
ведения следов износа.
Для того чтобы уменьшить ширину увеличившейся фаски, нижнюю
часть ее подрезают фрезой с углом 75°, а верхнюю — фрезой с углом
15°. Чистовой фрезой с углом 45° зачищают поверхность фаски и дово-
дят окончательно ее ширину до требуемой величины. Например,
ширина фасок гнезд впускных клапанов двигателей ЯМЗ-238НБ,
А-01М, А-03, А-41 должна быть 2,0...2,5мм, выпускных— 1,5...2,3 мм.
Рис. 90. Ремонт клапанных гнезд фрезерованием:
д — фрезой черновой — 45°; б — фрезой черновой — 75°; в — фрезой черновой — 15°; я — фре-
воЙ чистовой — 45°; д — схема образования рабочей фаски гнезда при фрезеровании; В — ши-
рина рабочей фаски.
141
Рис. 9]. Схема прибора для шли-
фования седел (гнезд) клапанов:
1 — шестерни; 2 — ротор электродвига-
теля; 3 — статор электродвигателя; 4 —
червячная передача; 5 —винт регулиров-
ки подачи; 6 — шпиндель; 7 — гильза;
8 — оправка; 9 —шлифовальный круг;
10 — седло клапана.
Во время фрезерования стержень
оправки фрезы должен плотно (с за-
зором не более 0,05 мм) входить в
отверстие отремонтированной направ-
ляющей втулки клапана.
В последнее время вместо фрез
применяют зенкеры с твердосплавны-
ми пластинками. Гнезда впускных
клапанов двигателей ЯМЗ-238НБ,
ЯМЗ-240Б, А-01М, А-03 и А-41 обра-
батывают под углами 30, 60 и 15°, а
рабочие фаски седел впускных клапа-
нов двигателя автомобиля ЗИЛ-130 —
под углом 60°.
Для обеспечения плотного приле-
гания клапанов к гнездам после фре-
зерования их притирают.
Недостатком ремонта гнезд клапа-
нов фрезерованием является то, что
снимается значительный слой метал-
ла. В результате этого головки срав-
нительно быстро выбраковывают. Кро-
ме того, седла клапанов плохо под-
даются фрезерованию, поэтому их восстанавливают шлифовани-
ем на планетарно-шлифовальных приборах различных марок (рис.
91), например ОПР-1334А, ОР-6686, ЗИЛ Х-7270 и др. Вращение
от электродвигателя через шестерни 1 передается гильзе 7, на кото-
рой укреплен шлифовальный круг 9. Одновременно через две червяч-
ные пары 4 вращение передается и на шпиндель 6. Благодаря эксцент-
ричному расположению отверстия в шпинделе 6 прибора одновременно
с вращением круга 9 вокруг собственной оси происходит его обкатыва-
ние по шлифуемой фаске. Частота вращения шлифовального круга
прибора ОПР-1334А 7200 об/мин, частота обкатывания шлифоваль-
ного круга по гнезду 13,4 об/мин.
На шлифованной поверхности фасок гнезд клапанов не допуска-
ются раковины и риски. Шероховатость обработанной поверхности
должна быть не более 7?в=0,8 мкм.
Угол шлифования клапанных гнезд и клапанов принимают различ-
ный. Например, клапан обрабатывают под углом 44°, а его гнездо —
под углом 45°30'. Рассогласование угла посадочных поверхностей
приводит к образованию первоначальной контактной линии сопрягае-
мых поверхностей. По окончании обкатки двигателя образуется кон-
тактная полоска. При строгом соблюдении технологии ремонта этот
способ обеспечивает герметичность сопряжения, исключает притирку
клапанов и повышает долговечность сопряжения.
После фрезерования, зенкования или шлифования гнезд клапа-
нов проверяют биение рабочей фаски гнезда относительно оси напра-
вляющей втулки клапана, которое не должно превышать для боль-
шинства двигателей 0,05 мм. Биение проверяют приспособлением
142
70-8720-1311. Оправку приспособления вставляют в направляющую
втулку клапана и центрируют с помощью конусной части оправки
и гайки. Корпус и держатель с индикатором надевают на оправку
и крепят держатель. При вращении корпуса стрелка индикатора по-
кажет биение седла клапана.
У современных двигателей следует проверять углы рабочих фа-
сок гнезд клапанов калибром на краску (рис. 92). На конус калибра
наносят тонкий слой краски. После установки и поворота калибра в
гнезде отпечаток краски на фаске должен образовывать кольцевой
поясок без разрывов шириной не менее 1/3 ширины фаски.
Предельный (выбраковочный) диаметр гнезда клапана устанавли-
вают по величине утопания тарелки нового (номинального размера)
клапана или калибра. Утопание обычно измеряют от плоскости голов-
ки или блока (рис. 93). Утопание допускается, например, у двигателей
ЯМЗ-238НБ, А-01М, А-03, А-41—2,5 мм; СМД-60, СМД-62,
СМД-64 — 2,0 мм ит. д.
Изношенные клапанные гнезда восстанавливают наплавкой или
кольцеванием. При наплавке применяют горячую газовую сварку,
используя в качестве присадки чугунные прутки марки А или выбрако-
ванные поршневые кольца и флюсы ФСЧ-1 или буру. При восстанов-
лении изношенных клапанных гнезд запрессовкой колец гнёзда раста-
чивают на требуемую глубину с большой точностью (допускается
овальность гнезд до 0,05 мм, конусность — 0,02 мм) и запрессовывают
в них с натягом 0,14...0,15мм кольца. Кольца вытачивают изспециаль-
-<— Рис. 92. Калибр для проверки на краску рабочей
фаски седла.
Рис. 93. Определение величины утопания (в) клапа-
на штаигепглубиномером.
143
Л-4
Рис. 94. Съемник для выпрессовки седла
клапана из головки цилиндров:
1 — конус; 2 — цанга: 3 — вставка; 4 — кор-
пус; 5, 6 — гайкн.
ного чугуна. Овальность н ко-
нусность колец допускается не
более 0,02 мм. Для облегчения
установки колец и увеличения
прочности посадки перед запрес-
совкой головку блока (блок)
рекомендуется нагревать до
38О...42О°С, а кольца охлаждать
в сухом льду или головку на-
гревать до 90°С, а кольца охлаж-
дать в жидком азоте.
После запрессовки на коль-
цах изготовляют фаски под кла-
паны. Изношенные вставные
гнезда клапанов (гнезда выпуск-
ных клапанов двигателей А-01М,
А-41, ЯМЗ-238НБ, ЯМЗ-240Б,
СМД-60, СМД-62, СМД-64,
Д-37М, Д-37Е, Д-21; впускных
и выпускных клапанов ГАЗ-53А
и ЗИЛ-130) заменяют на кольца
ремонтного размера.
Для выпрессовки выбракованных гнезд применяют съемники раз-
личных конструкций, один из которых показан на рисунке 94.
Цангу 2 вставляют в извлекаемое гнездо клапана и завинчивают
гайку 6. При этом конус 1 разжимает твердосплавные вставки цанги.
Вращая гайку 5, извлекают гнездо.
Трещину в перемычке между клапанными гнездами, а также между
гнездом и отверстием под распылитель форсунки у чугунных головок
заваривают горячей газовой сваркой или ликвидируют путем поста-
новки стягивающих фигурных вставок.
Трещины в водяной рубашке, не проходящие через отверстия для
шпилек, заваривают электродуговой сваркой стальным электродом
способом отжигающих валиков или электродами ПАНЧ-11.
Для устранения трещин в рубашке охлаждения широко приме-
няют пасты на основе эпоксидных смол. При трещине, проходящей
через отверстие под шпильку крепления головки к блоку, отверстие
рассверливают и развертывают на глубину меньше высоты головки ци-
линдров на 8... 10 мм, после чего в отверстие вставляют втулку на
эпоксидном составе.
Трещины и коррозионные повреждения у алюминиевых головок
заваривают газовой сваркой ацетилено-кислородным, пропан-бутано-
во-кислородным пламенем или аргонно-дуговой сваркой.
У головок, поступающих в ремонт, а также после сварочных ра-
бот поверочной линейкой и щупом проверяют отсутствие коробления
поверхности прилегания к блоку.
Для различных марок двигателей неплоскостность допускается
до 0,15 мм.
После шлифования, фрезерования, пришабривания или проточки
144
(для двигателей с индивидуальными головками для каждого цилинд-
ра) нижней поверхности головки допускается ее неплоскостность ме-
нее 0,1 мм. После механической обработки проверяют высоту головки
цилиндров. Например, для двигателей ЯМЗ-238НБ, А-01М, А-41 она
не должна быть менее 131 мм, ЯМЗ-240Б — 131,3 мм, СМД-60, СМД-62,
СМД-64— 130 мм. У ГАЗ-53А допускается уменьшение высоты голов-
ки на 1 мм против номинального размера.
После ремонта головку цилиндров вторично подвергают гидравли-
ческому испытанию.
При износе резьбы в отверстиях головки цилиндров резьбу шпилек
перед их завертыванием смазывают клеем на основе эпоксидной смолы.
При срыве резьбы в отверстиях головок отверстия рассверливают, уста-
навливают спиральные вставки или нарезают увеличенную (ремонт-
ную) резьбу и ставят ступенчатые шпильки. Изношенные резьбы под
свечи ремонтируют постановкой переходных втулок.
Клапаны. Наиболее частыми неисправностями клапанов являются
износ и подгорание рабочих фасок тарелок. Кроме того, у клапанов
изнашиваются поверхность стержня и его торец.
Изношенные рабочие фаски тарелок клапанов и торцы стержней
шлифуют на специальных станках (ОПР-823, Р-108 и др.) до выведе-
ния следов износа.
Перед шлифованием проверяют на приспособлении индикатором
(рис. 95, а) прямолинейность стержней клапанов. Непрямолиней-
ность стержня допускается до 0,05 мм.
Шлифуемый клапан (рис. 96, а) закрепляют в патроне 4, установ-
ленном в корпусе /, который закреплен на столе 9. Стол перемещают в
продольном направлении рукояткой 7. Корпус может быть установ-
лен относительно стола на требуемый угол шлифования фаски — под
45°, а для впускных клапанов двигателей А-01М, А-41, ЯМЗ-238НБ,
ЯМЗ-240Б, СМД-60, СМД-62, СМД-64 и ЗИЛ-130 — под 60е.
Подвод шлифовального круга 3 к фаске клапана осуществляют
вращением штурвала 8 (при этом перемещается шлифовальная бабка 6
вместе с электродвигателем 2). Качанием рукоятки 7 осуществляют
возвратно-поступательное движение стола вместе с клапаном. Часто-
та вращения шлифовального круга равна 6500 об/мин, а зажимного
патрона — 160 об/мин.
Для шлифования применяют круги зернистостью 40 — 25, твер-
достью СМ1 и СМ2. Коническая поверхность фаски после шлифования
должна быть чистой, без задиров, черновин, рисок и гранености.
Предельно изношенные тарелки клапанов могут быть восстановле-
ны плазменным напылением, электроконтактным напеканием метал-
лических порошков или наплавкой ТВЧ шихтой из жаропрочных ма-
териалов (ВКЗ, ЭП-616, сормайт-1).
Обработку напыленных или напеченных поверхностей целесооб-
разно проводить электроабразивным (электрохимическим) шлифова-
нием.
После шлифования проверяют биение конической фаски тарелки
клапана относительно его стержня (рис. 95, б). Биение допускается не
более 0,03...0,05 мм.
145
Рис. 95, Проверка клапана на индикаторном приспособлении:
а — проверка прямолинейности стержня; б проверка биения фаски тарелки; /, 5 — стойки
для индикатора; 2 — клапан; 3 и 6 — прижимы; 4 — индикатор; 7 ~ упор.
Рис. 96. Станок ОПР-823 для шлифования фаски тарелки и торца стержня клапана:
а — шлифование фаски; б — шлифование торца стержня; 1 — корпус; 2 — электродвигатель;
3 — шлифовальный круг: 4 — патрон; 3 — тарелка клапана; 6 — шлифовальная бабка ; 7 —
рукоятка для возвратно-поступательного пеоемещения стола; 8 — штурвал подачи шлифоваль*
кого круга; 9 — стол ст.:нка; И) — подставка.
Высота цилиндрической фаски клапана не должна быть менее 1,1 мм
для впускных и 1,3 мм для выпускных клапанов.
Изношенный торец стержня клапана шлифуют на специальной под-
ставке (призме) 10 (рис. 96, б), прилагаемой к станку ОПР-823. После
шлифования угольником проверяют перпендикулярность торца стерж-
ня по отношению к цилиндрической поверхности. Допускается про-
свет на торце до 0,05 мм.
Изношенные стержни клапанов можно шлифовать на уменьшен-
ный размер, восстанавливать железнением или хромированием. Оваль-
ность и конусность стержня клапана после шлифования не должны быть
более 0,02 мм. Из выбракованных клапанов путем проточки и шли-
фования можно изготовить клапаны меньшего размера для использо-
вания в других двигателях. Втулки, изношенные внутри, можно вос-
станавливать развертыванием под увеличенный стержень клапана.
Пружины клапанов. По мере работы двигателя пружины клапанов
теряют упругость и получают усадку.
Контроль упругости клапанных пружин проводят на универсаль-
ном приборе для проверки упругости пружин и поршневых колец
(рис. 83), определяют силу сжатия пружины и сравнивают ее с техни-
ческими требованиями (табл. 17).
ТАБЛИЦА 17
Марка двигателя Упругость пружины при сжатии ее до рабочей длины, Н Длина пру- жины в рабо- чем положе- нии, мм
нормальная допусти- мая
ЯМЗ-240Б, ЯМЗ-238НБ, А-01М, А-41, СМД-60, СМД-62, СМД-64 наружная пружина внутренняя пружина 446 ±26.7 256±15,0 400 230 42 37
Д-108, КДМ-100 наружная пружина внутренняя пружина 344+ 26 44,8±6J 310 40 78 60
СМД-14 и его модификации наружная пружнна внутренняя пружина 1754-30 55-| 9 165 50 55 52,5
Д-48Л, Д-48М, Д-65Н, Д-65М, Д-240, Д-240Л, Д-50, Д-50Л наружная пружнна внутренняя пружина 153± 12,7 147± 12 136 131 37 39
Д-37М, Д-37Е, Д-21 146... 165 139 50
Пружины, упругость которых меньше допустимой, могут быть вос-
становлены накаткой роликом или способом термической фиксации.
При восстановлении пружины термической фиксацией ее растя-
147
гивают за концы зажимами приспособления до необходимой длины и
пропускают через нее электрический ток. После того, как пружина
нагреется до 400...450°С (о чем судят по времени нагрева и интен-
сивному испарению масла с поверхности), ее освобождают из зажимов
и охлаждают на воздухе.
Сборка головки цилиндров и притирка клапанов. Собирают головки
на специальном стенде (столе). В головку (блок) запрессовывают на-
правляющие втулки и развертывают их. Стержень клапана должен
свободно, без заеданий, проворачиваться во втулке и перемещаться в
осевом направлении. У большинства двигателей нормальный зазор
между стержнем впускного клапана и отверстием втулки равен 0,03...
0,07 мм, а выпускного — 0,7...0,11 мм.
После установки клапанов проверяют утопание их тарелок отно-
сительно плоскости разъема головки и при его несоответствии техни-
ческим требованиям подбирают и притирают другие клапаны.
При притирке фаску клапана и гнезда смазывают тонким слоем пас-
ты ГОИ или пасты, состоящей из абразивного порошка зернистостью
М24..М28 и дизельного масла.
Притирку проводят на специальном станке ОПР-1841А (рис. 97).
Стержни клапанов смазывают дизельным маслом, надевают на них
технологические пружины и устанавливают клапаны в направляющие
втулки. Головку (блок) устанавливают на угольники подъемной пло-
щадки 5.
Рнс. 97. Станок ОПР-1841А для прнтнрки клапанов:
/ — блок шпинделей; 2 — переходник; 3, 6 — маховички; 4 — стойка правая; 5 —
угольник подъемной площадки; 7 — станина.
148
Вращением маховика 3 или при помощи механизированного подъе-
ма поднимают головку на такую высоту, чтобы между муфтами шпин-
делей и клапанами можно было вставить переходники 2. При верхнем
положении блока шпинделей 1 зазор между тарелкой клапана и гнез-
дом должен быть 8... 10 мм.
На фаски клапана или гнезда наносят пасту и включают станок.
При работе станка шпиндели поворачивают клапан по часовой стрел-
ке на ‘/3 оборота, а против часовой стрелки на */4 оборота. Кроме этого,
клапаны совершают возвратно-поступательное движение в осевом на-
правлении.
Притирку ведут до образования на конической поверхности тарел-
ки клапана и гнезда ровной без разрывов матовой кольцевой полоски.
Ширина притертой полоски должна быть у двигателей ЯМЗ-238НБ и
ЯМЗ-240Б у впускных клапанов—1,5...2 мм, выпускных—1,0...
1,8 мм; А-01М, А-41, СМД-60, СМД-62, СМД-64 у впускных — не ме-
нее 2,0 мм, выпускных не менее 1,9 мм, СМД-14 и его модификаций —
не менее 1,5 мм; Д-240, Д-50 — 1,5...2,0 мм и т. д.
Верхняя кромка матовой полоски должна отстоять от края конус-
ной поверхности тарелки клапана не менее чем на 1,5 мм, а у двигате-
лей ЯМЗ-238НБ и ЯМЗ-240Б поясок должен начинаться у основания
большого конуса седла.
После притирки клапаны размечают в соответствии с номерами
гнезд. Головку и клапаны тщательно промывают в 1%-иом водном
растворе тринатрийфосфата для удаления остатков пасты и собирают
клапанный механизм. Разборку и сборку головок блоков тракторных
двигателей рекомендуется проводить па стендах ОПР-107 или ОПР-
2953М. Стержни клапанов смазывают дизельным маслом или графити-
руют.
Клапаны устанавливают в гнезда согласно разметке. При помощи
приспособления сжимают пружины и устанавливают тарелки клапан-
ных пружин с сухариками.
Сухарики должны плотно сидеть в тарелке пружины и выступать
над плоскостью тарелки не более 0,5 мм. Между сухариками по стыку
должен быть зазор не менее 0,5 мм. Окончательный контроль качества
притирки ведут либо при помощи пневматического прибора, либо по
просачиванию керосина. Прибор состоит из корпуса, манометра и
пульверизационной груши.
Для проверки герметичности на тарелку клапана сверху кисточкой
наносят керосин. Прибор прижимают к впускному или выпускному
отверстию головки, грушей нагнетают под клапан воздух до давления
30 кПа и наблюдают за появлением пузырьков. Если пузырьки от-
сутствуют, то клапан притерт удовлетворительно.
При проверке качества притирки керосином головку устанавлива-
вают впускными или выпускными каналами вверх и наливают в них
керосин: он не должен просачиваться между клапанами и гнездами
в течение 3 мин.
Для увеличения срока службы сопряжения клапанов с гнездами
применяют накатывание роликами рабочих фасок гнезда и тарелки
клапана. Накатывание фаски тарелки клапана проводят после ее шли-
149
Рис. 98. Проверка параллельности об-
разующей поверхности бойка относи-
тельно оси отверстия под втулку:
/ — коромысло; 2 — шаблон; 3 — щуп.
фования, а фаски гнезда — после
обработки фрезами. Обе операции
выполняют на сверлильном станке
за 6... 10 оборотов шпинделя при
давлении 2,5...3,0 МПа. Накатка
позволяет исключитьоперациюпри-
тирки клапанов. Применяют так-
же электромеханическое упрочне-
ние фасок клапанов.
Валики коромысел (оси). При
износе наружной поверхности в со-
пряжении со втулками коромысел
валики перешлифовывают на умень-
шенный ремонтный размер. Возмо-
жен ремонт валиков (осей) хромиро-
ванием, железнением, вибродуговой
наплавкой с последующим шлифо-
ванием.
Коромысла клапанов с втулками. Наиболее частыми дефектами
коромысел клапанов являются: износ бойков и внутренней поверх-
ности втулок, ослабление посадки втулок в коромыслах и износ резьбы
под регулировочный винт.
При незначительном износе бойков по высоте их шлифуют вручную
на обдирочно-шлифовальном станке, выдерживая требуемый радиус
закругления по шаблону. При износе на глубину 2...Змм боек наплав-
ляют и шлифуют. Во время шлифования должна быть обеспечена па-
раллельность цилиндрической поверхности бойков относительно оси
отверстия под втулку, что проверяют шаблоном (рис. 98).
Втулку коромысла с изношенной внутренней поверхностью можно
восстанавливать термодиффузионным цинкованием.
При износе резьбы в коромысле под регулировочный винт конец
коромысла осаживают с боков в горячем состоянии, просверливают
по кондуктору отверстие и нарезают резьбу нормального размера.
Толкатели клапанов и втулки толкателей. У толкателей изнашива-
ются поверхности стержня и тарелки. Стержни толкателей восстанав-
ливают вибродуговой наплавкой проволокой из высокоуглеродистой
стали или напеканием металлических порошков. После наплавки или
напекания стержень толкателя шлифуют на круглошлифовальном
станке. Возможно также восстановление стержня толкателя электро-
литическим наращиванием (железнением, хромированием).
При незначительном износе рабочей поверхности тарелки тол-
кателя (до 0,3 мм) ее шлифуют до выведения следов износа. При боль-
ших износах тарелку наплавляют электродуговой сваркой электро-
дом Т-590 или чугуном газовым пламенем. Чтобы не произошел отпуск
стержня, толкатель при наплавке тарелки погружают в ванну с про-
точной водой таким образом, чтобы тарелка была над жидкостью.
Наплавленные тарелки шлифуют до определенной высоты.
У толкателей качающегося типа (рис. 99) изнашиваются втулки
по внутреннему диаметру, оси роликов и сами ролики, упорные пяты.
150
Рис. 99. Толкатель в сборе:
J — толкатель; 2 — ось; 3 — ролик; 4 — игла; 5 —упорная пята; 6 — втулки; а -—место
зачекаики оси ролика; б — расположение стыков втулок.
При ремонте все детали таких толкателей заменяют. Чтобы извлечь
пяту, необходимо со стороны оси ролика просверлить отверстие и
выбить ее при помощи бородка и молотка. После постановки новой
пяты отверстие заглушают. Ось ролика выпрессовывают из толкателя.
После постановки новой оси еераскернивают по концам в двух местах.
На один толкатель ставят 26 игл, разность их диаметров не должна
превышать 0,005 мм.
Распределительные валы. У этих валов изнашиваются опорные
шейки и кулачки. Возможен также изгиб вала. Для определения из-
гиба вал укладывают крайними шейками на призмы и индикатором
определяют биение средней шейки. Если биение превышает 0,1 мм,
вал правят под прессом.
Опорные шейки распределительного вала при износе до овальности
и конусности более 0,1 мм шлифуют до следующего ремонтного раз-
мера. Изношенные шейки последнего ремонтного размера восста-
навливают вибродуговой наплавкой высокоуглеродистой сталью, после
чего шлифуют до номинального диаметра. Возможно также восста-
новление шеек хромированием, твердым железнением или напекани-
ем металлических порошков.
Втулки для опорных шеек шлифованных валов ставят в блок
с уменьшенным внутренним диаметром.
Отверстия для подвода смазки в блоке и втулках после запрессовки
должны совпадать. После запрессовки втулок проводят их соосную
расточку на станках типа ОПР-4812, ОПР-4811.
Кулачки распределительного вала изнашиваются неравномерно.
Цилиндрическая часть поверхности кулачка изнашивается незначи-
тельно, и почти весь износ приходится на долю профильной, набега-
ющей части кулачка (рис. 100). Вследствие этого изменяется высота
подъема клапана, смещаются в сторону запаздывания моменты начала
и максимального открытия клапана и уменьшается общее время от-
крытия его. Износ кулачков распределительного вала определяют
замером высоты кулачка. По высоте износ кулачков допускается до
151
Рис. 100. Износ кулачка распределительного вала:
h и ht — высота подъема толкателя при новом и изношенном
кулачках; а н — начало открытия клапана при новом и из-
ношенном кулачках; b и — максимальное открытие клапана
при новом и изношеииом кулачках; с — закрытие клапана.
определенного предела. Например, наимень-
шая допустимая высота кулачков распреде-
лительного вала равна: для двигателей ЯМЗ-
240Б и ЯМЗ-238НБ — 42 мм; Д-50 — 40,1 мм;
СМД-14 — 41,25 мм; А-01М и А-41 —44,05мм.
Кулачки, изношенные до размера по вы-
соте меньше допустимого, шлифуют на шли-
фовально-копировальном станке на ремонт-
ные размеры. При износе кулачков последнего ремонтного размера
они могут быть восстановлены до номинального размера электроду-
говой наплавкой электродом Т-590 с последующим шлифованием или
напеканием металлических порошков.
Контрольные вопросы
1. Как устраняют трещины в перемычках клапанных гнезд? 2. Какие бывают
неисправности клапанных гнезд н как нх устраняют? 3. Какие бывают неисправности
клапанов н как их устраняет? 4. Как притирают клапаны к гнезду и контролируют
качество притирки? 5. Как проверяют и восстанавливают клапанные пружины?
6. Как заделывают трещины в рубашках охлаждения головок блока? 7. Назовите
основные технические требования, предъявляемые при сборке клапанного механизма.
Лабораторно-практическое занятие 8
РЕМОНТ КЛАПАННОГО МЕХАНИЗМА
Содержание и порядок выполнения работы. Разобрать клапанный механизм
головки блока (кроме направляющих втулок клапана), сжимая пружины клапанов
с помощью приспособления. Профрезеровать гнездо клапана черновой фрезой 45°
до выведения следов износа, затем последовательно фрезами 15°, 75° и чистовой
фрезой 45° до получения ширины фаски гнезда 2...3 мм.
Прошлифовать фаску тарелки клапана на станке ОПР-823. Измерить ширину
цилиндрического пояска тарелки. Прошлифовать торец стержня. Замерить биение
фаски тарелки на контрольном приборе. Установить в гнездо клапан и замерить его
утопание от плоскости головки.
Вставить клапан и отжимающую пружину в головку, установить головку на
станке ОПР-1841А, нанести притирочную пасту на фаску гнезда. Притереть клапан
к гнезду до получения непрерывного матового пояска на фаске тарелкн. Промыть
клапан, гнездо н каналы в головке. Измерить свободную длину пружины клапана.
Установить пружину на контрольный прибор, сжать до рабочей длины и определить
упругость.
Промыть и собрать клапанный механизм. Залить керосин во всасывающий и
выпускной каналы н проверить плотность посадки клапана в гнезде.
Отчет о работе. Результаты замеров внести в таблицу.
Правила техники безопасности. Головки блоков при ремонте поднимать только
с помощью схваток и подъемных устройств.
Станок для шлифования фасок клапанов ОПР-823 должен быть снабжен защит-
ными кожухами, закрывающими абразивный круг и передачу. Шлифование фасок
клапанов проводить в защитных очках. Станок для притирки клапанов должен быть
снабжен защитным кожухом, закрывающим передачу. Перед включением электро-
двигателя следует провернуть станок вручную за маховичок. Снимать н ставить
пружины клапанов следует только с помощью приспособления.
152
Измерения
Резуль-
таты из-
мерения
Техни-
ческие
требова-
ния
Заклю-
чение
Утопание клапана в гнезде, мм
Ширина цилиндрического пояска тарелки после
шлифования, мм
Биение фаски тарелки, мм
Ширина фаски гнезда клапана после фрезерова-
ния, мм
Свободная длина пружины клапана, мм
Усилие пружины, Н
Рабочая длина пружины, мм
§ 5. Ремонт турбокомпрессоров
В процессе эксплуатации у турбокомпрессоров нарушается
герметичность уплотнений вала ротора, увеличиваются зазоры между
шейкой вала ротора и подшипником, между подшипником и корпусом,
изнашивается торец подшипника. Все это вызывает снижение частоты
вращения ротора.
На поверхностях колеса турбины и вставки отлагается нагар.
Ремонт турбокомпрессоров, как правило, проводят на специализи-
рованных предприятиях Госкомсельхозтехники. После разборки де-
тали турбокомпрессора моют в 2 %-ном растворе препарата МЛ-51,
нагретом до температуры 8О...9О°С, и ополаскивают в воде. Смолис-
тые отложения на деталях удаляют погружением их в препарат АМ-15
на 30...40 мин при температуре 25...30°С с последующей промывкой
в струйной машине. Накипь в рубашке охлаждения среднего корпуса
турбокомпрессора СМД-ТКР-ПН удаляют в ваннах с 6%-ным раство-
ром молочной кислоты при температуре ЗО...4О°С. Затем деталь нейтра-
лизуют в растворе соды и промывают в горячей воде. Нагар с колеса
турбины и вставки удаляют в расплаве солей.
У валов роторов в сборе (рис. 101) могут быть повреждены центро-
вые фаски и резьба; изношены шейки под подшипники и втулки по
канавкам под уплотнительные кольца. Шейки вала, изношенные до
диаметра менее 17,91 мм (турбокомпрессор СМД-ТКР-НН), железнят
и шлифуют. Применяют и следующую технологию ремонта: вал рото-
ра отрезают, к колесу турбины приваривают (сваркой трением) заготов-
ку и механически обрабатывают вал ротора в сборе под заданный раз-
мер. Втулку, изношенную по канавкам под уплотнительные кольца
до ширины канавки более 1,94 мм, срезают, напрессовывают новую
втулку, делают на ней канавки по размерам чертежа и шлифуют по на-
ружной поверхности до диаметра 29“0,м5 мм. Изношенную или повреж-
денную резьбовую часть вала протачивают и нарезают резьбу М12х
X 1-6д.
После ремонта проверяют уравновешенность вала ротора в сборе
на балансировочной машине ДБ-10 и при необходимости балансируют.
153
Рис. 101. Вал ротора в сборе:
] _ втулка; 2 — вал; места износа или повреждения: а —
центровых фасок; б — резьбы; в — шеек под подшипник;
г — канавок под уплотнительные кольца.
Рис. 102. Маслоотра-
жатель после ремонта:
J — втулка; 2 — штифт.
У дисков уплотнения изнашиваются поверхности отверстий под
кольцами уплотнения. Диск, изношенный по отверстию более 29,65 мм,
ремонтируют постановкой втулки. После обработки диаметр отверс-
тия во втулке должен быть 29,6+0’015 мм.
Маслоотражатель при износе канавок под уплотнительные кольца
обтачивают и напрессовывают на него втулку. Втулку стопорят
штифтом, протачивают канавки под кольца и шлифуют (рис. 102).
У подшипника интенсивно изнашиваются отверстие под вал ротора,
торцы и наружная поверхность. Изношенные подшипники восста-
навливают термодиффузионным цинкованием.
Характерным дефектом среднего корпуса турбины является кольце-
вая трещина на посадочном пояске 0IO8 мм. Трещину разделывают на
Рис. 103. Средний корпус
турбокомпрессора, отремон-
тированный постановкой
втулки:
1 — втулка; 2 — корпус.
токарном станке, затем промывают ацето-
ном и наносят состав на основе эпоксид-
ных смол с алюминиевым наполнителем.
Изношенную поверхность под подшипник
до размера более 32,027 мм ремонтируют
постановкой втулки (рис. 103). После за-
прессовки во втулке сверлят отверстие мас-
ляного канала, фрезеруют паз под стопор-
ную планку, растачивают и раскатывают
отверстие под подшипник.
Сборка турбокомпрессора. Все детали
должны быть промыты и продуты сжатым
воздухом. При сборке турбокомпрессора
СМД-ТКР-НН должны быть обеспечены
зазоры в сопряжениях (табл. 18).
Уплотнительные кольца должны плотно
прилегать к дискам уплотнения турбины и
компрессора. Допускается просвет 0,015 мм
в двух местах на дуге 25°. Зазор в стыке ко-
лец 0,3 мм. Ротор должен легко вращаться.
Осевое перемещение ротора0,16...0,23 мм.
154
ТАБЛИЦА 18
Наименование сопрягаемых деталей Нормальный зазор, мм Допустимый зазор, мм
Корпус средний — подшитник 0,06...0,10 0.13
Подшипник — вал ротора 0,07...0,10 0,11
Втулка уплотнения (или маслоотражатель) — коль- 0,06...0,16 0,18
цо уплотнительное
Зазор между колесом турбины или колесом компрессора и встав-
кой корпуса турбины или вставкой колеса компрессора при отжатии
в противоположную сторону должен быть в пределах 0,6...0,8 мм.
Зазор регулируют медными прокладками, устанавливаемыми между
средним корпусом и корпусом турбины, или картонными прокладка-
ми, устанавливаемыми между средним корпусом и корпусом компрес-
сора. Толщина прокладок 0,2 мм.
После сборки турбокомпрессор обкатывают и испытывают на дизель-
ном масле ДС-11 (М-10Б). Давление масла в системе должно быть не
менее 0,3 МПа, а температура — 85...90°С. Режим обкатки и контроль-
но-сдаточных испытаний турбокомпрессора СМД-ТК.Р-11Н приведен
в таблице 19.
ТАБЛИЦА 19
Частота вращения ротора, об/мин Давление масла на входе в тур- бокомп рес- Избыточ ное давление на выходе из компрессора, МПа Избыточное давление перед турбиной, МИа Темпера- тура газа перед турбиной, °C Время испы- тания, мин Р асход воздуха через компрес- сор, кг/с
сор, МПа
25 000 0,3. ..0,4 400 2
35 000 0,3. ..0,4 — — 500 3
40 000 0,3. ..0,4 — — 550 4 —
45 000 0,3. ..0,4 0,053...0,057 0,038...0,041 600 4 0,185
Режим контрольно-сдаточных испытаний
45000 1 0,3,,.0,4 I 0,053...0,057 I 0,038...0,041 I 600 | 5 | 0,185
Турбокомпрессоры двигателей ЯМЗ-238НБ и СМД-60 обкатывают
и испытывают на стендах КИ-8877 ГОСНИТИ.
§ 6. Ремонт топливной аппаратуры дизельных двигателей
Подкачивающий насос (помпа). Необходимость в ремонте насоса
определяют его предварительным испытанием, которое проводят во
время эксплуатации машины с помощью диагностических приспособле-
ний либо при ремонте на испытательном стенде.
На большинстве тракторных и комбайновых двигателей применяют
подкачивающие насосы поршневого (плунжерного) типа.
155
Рис. 104. Ремонт гнезда клапана:
а — фрезерованием (торцеванием) гнезда; б — постановкой
вставного гнезда (втулки); / — корпус помпы; 2 — направляю-
щая втулка; 3 — фреза; 4 — вставное гнездо; 5 — клапан;
6 — пробка клапана.
Дефектами, наи-
более часто вызываю-
щими потерю произ-
водительности насо-
са и развиваемого им
давления, являются
неплотное прилегание
клапанов к своим
гнездам, а также уве-
личение зазоров меж-
ду поверхностями
поршня и стержня
толкателя и соответ-
ствующими отвер-
стиями в корпусе на-
соса и втулки.
Изношенную по-
верхность гнезда кла-
пана, представляю-
щую собой кольцевой выступ, фрезеруют специальной торцевой фрезой
(рис. 104, а) до выведения следов износа. Когда кольцевой выступ
после нескольких торцеваний будет снят, гнездо восстанавливают рас-
сверливанием корпуса и запрессовкой или постановкой на клее сталь-
ного гнезда (рис. 104,6).
Уплотняющую поверхность клапана исправляют притиркой на
плите пастами ГОИ или НЗТА, абразивными порошками или мелкозер-
нистой абразивной бумагой М14...М20 до устранения следов износа.
Зазор между поршнем и поверхностью отверстия в корпусе насоса
допускается без ремонта для насосов разных марок от 0,15 до 0,20 мм.
Для восстановления в этом сопряжении нормального зазора, равного
0,01...0,04 мм, отверстие в корпусе притирают чугунными притирами,
пастами ГОИ или НЗТА или абразивными порошками М5, М7 до вы-
ведения следов износа, а поршень (плунжер) наращивают хромирова-
нием, шлифуют и затем притирают совместно с поверхностью отверс-
тия в корпусе.
Частым дефектом у подкачивающих насосов поршневого типа яв-
ляется увеличение зазора между стержнем толкателя и поверхностью
отверстия во втулке. При этом топливо перетекает в картер топлив-
ного насоса. При зазоре более 0,02 мм отверстие развертывают и изго-
товляют новый стержень ремонтного размера. Стержень толкателя из-
готовляют из высокоуглеродистой стали, закаливают и шлифуют с
таким расчетом, чтобы он плотно, с усилием входил в отверстие. После
этого стержень и отверстие втулки совместно притирают. Подкачи-
вающие насосы старых выпусков, где стержень толкателя перемещает-
ся непосредственно в отверстии корпуса, можно модернизировать,
рассверлив отверстие до 010,6 мм и нарезав в нем резьбу М12х 1,25
для установки стальной втулки (рис. 105).
Для проверки плотности сопряжения стержня толкателя с втулкой
их помещают в приспособление, соединяют с прибором (или стендом)
156
для испытания форсунок и создают давление 20 МПа. При этом падение
давления от 20 до 18 МПа не должно происходить быстрее чем за 3...5 с.
У насосов ручной подкачки изнашиваются прокладка из бензо-
стойкой резины и резиновое кольцо на поршне. Изношенные детали
заменяют.
Ремонт деталей толкателей заключается в развертывании отверстий
в корпусе толкателя и ролике на увеличенный размер и изготовлении
оси увеличенного диаметра. Перед развертыванием корпус толкателя
и ролик отжигают, а после развертывания отверстий снова закаливают.
Отремонтированные подкачивающие насосы проверяют на произво-
дителыюстьи максимальное давление на стендах СДТ А-1.СДТА-2 (КИ-
921М) или СДТА-3 (КИ-22201), а в специализированных предприя-
тиях — на стендах КИ-1499. Основные показатели подкачивающих
насосов приведены в таблице 20.
ТАБЛИЦА 20
Показатели подкачивающих насосов Марки топливных насосов и двигателей, на которые установлены подкачивающие насосы
4ТЦ-8,5х Ю УТ 11-5, НД-21, НД-22 на дизелях ямз двигатели Д-108, Д-130, Д-160
Частота вращения вала при- вода при испытании, об/мин 650 650 1050 500
Противодавление при замере производительности, МПа 0,05...0,08 0,04...0,05 0,13...0,15 —
Производительность с проти- водавлением (не менее), л/мин Производительность без про- тиводавления (не менее), л/мин 1,2 1,2 2,2 1,2
1,8 2,2 — —
Максимальное давление, МПа 0,17 0,17 0,4 0,08...0,11
Шестеренные подкачивающие насосы ремонтируют аналогич-
но шестеренным масляным насосам (см. ниже).
Рис. 105. Корпус подкачивающего насоса со стальной втулкой и стержнем тол-
кателя:
/ — корпус с нарезанной резьбой под втулку; 2 — стержень толкателя; 3 — стальная
втулка с резьбой; 4 — прокладка.
157
Рис. 106. Места изнашивания плунжера и втулки;
а — плунжер; б — втулка; А, Б — против впускного и отсечного окон; В, Г — у впу-
скного и отсечного окон.
Подкачивающие насосы, поступившие на ремонт и отвечающие
изложенным выше требованиям, не ремонтируют.
Топливный насос с регулятором. Необходимость в разборке и ре-
монте топливного насоса выявляют при эксплуатации машины пред-
варительным испытанием с помощью диагностических приспособлений
(приспособление КИ-4802, максиметр) либо при ремонте на испытатель-
ном стенде.
Основными деталями топливного насоса, состояние которых влияет
на его работоспособность, являются детали прецизионных пар:
плунжер — втулка и нагнетательный клапан — гнездо (седло) клапа-
на, а у насосов распределительного типа также пара плунжер —
дозатор.
Плунжерная пара (плунжер — втулка) изнашивается под воздей-
ствием твердых абразивных частиц, находящихся в топливе. Износ
плунжера и втулки имеет местный характер. Наибольший износ плун-
жера в виде матовых пятен наблюдается на участке поверхности у верх-
ней кромки против впускного отверстия и у косой кромки против отсеч-
ного отверстия (рис. 106, а). На внутренней поверхности втулки место
наибольшего износа наблюдается как матовое пятно вокруг впускного
и отсечного отверстий (рис. 106, б).
При зазоре между плунжером и втулкой свыше 10 мкм вместо
1,5...2мкм у новой пары необходима их замена. Измерить столь малые
местные износы или зазоры трудно, поэтому их оценивают различ-
ными способами, определяя состояние плунжерной пары.
Состояние плунжерной пары по скорости просачивания топлива
проверяют прибором КП-1640А, работающим по схеме, показанной
на рисунке 107. Установленную в прибор втулку плунжера заполня-
ют до краев смесью, состоящей из двух частей зимнего дизельного масла
и одной части дизельного топлива. Такая смесь при 20сС должна иметь
вязкость 36 сСт. Вставляют во втулку плунжер и нагружают его
рычагом 3 или соответствующим грузом.
По мере просачивания топлива через зазор между плунжером и
втулкой плунжер будет опускаться, а когда косая кромка сравняется
с отсечным отверстием, он резко провалится. Время в секундах от
начала нагружения плунжера до его проваливания является характе-
158
ристикой плотности плунжерной пары. Пары, имеющие плотность
менее 3 с, выбраковываются. Имеются и другие приборы, работаю-
щие по этому же принципу.
Техническое состояние плунжерной пары по развиваемому дав-
лению определяется максиметром (рис. 108) или манометром (приспо-
собление КИ-4802) на собранном насосе.
Вращением микрометрической головки максиметра 2 регулируют
затяжку пружины 3 и изменяют таким образом давление впрыска.
На корпусе 4 по окружности головки 2 имеются деления, позволяю-
щие с точностью до 0,5 МПа определить, на какое давление впрыска
затянута пружина 3.
Максиметр присоединяют к штуцеру насосного элемента вместо
топливопровода высокого давления. Устанавливают максимальную
подачу топлива, а частоту вращения кулачкового валика такую же,
как и при запуске дизеля пусковым двигателем (примерно 100... 150 об/
мин). Постепенно затягивая вращением микрометрической головки
пружину максиметра, наблюдают за впрыском через распылитель при-
бора. Если при затяжке пружины на давление впрыска ниже 30 МПа
начинают наблюдаться перебои или прекращение впрыска через рас-
пылитель прибора, то такая пара непригодна для постановки на насос.
Оценка пригодности плунжерных пар может также производиться
по показателям работы топливного насоса при его контрольных или
контрольно-регулировочных испытаниях (см. ниже). Если эти показа-
тели не соответствуют техническим требованиям и не предусмотрена
их регулировка, то плунжерная пара выбраковывается.
Рис. 107. Схема прибора КП-1640А для
проверки состояния плунжерной пары:
1 — втулка; 2 — плунжер; 3 — рычаг; 4 — на-
жимная гайка; 5 — канал для заполнения при-
бора жидкостью; 6 — корпус прибора; 7 — то-
пливо, сжимаемое в плунжерном пространстве;
5 — впускное отверстие втулки.
Рис. 108. Максиметр:
/ — установочный винт; 2 — микрометриче*
ская головка; 3 — пружина; 4 — корпус;
5. 10 — штуцера; 6 — накидная гайка; 7 —
игла-распылитель; 8 — корпус распылите-
ля; 9 — гайка; // — шарнк.
159
Рис. 109. Места изнашивания поверхностей нагнета-
тельного клапана и его седла:
А — запирающий конус; Б — разгрузочный поясок; В —
направляющая поверхность седла; Г—запирающая фаска седла.
Изношенные плунжерные пары восстанав-
ливают на специализированных ремонтных
предприятиях обработкой деталей до выведе-
ния следов износа с последующим подбором
в пары и совместной доводкой или хромиро-
ванием плунжеров с последующей обработкой
и доводкой.
Нагнетательный клапан и его седло также
изнашиваются под действием твердых частиц,
находящихся в топливе. Характер износа показан на рисунке 109.
В результате износа запорных конических фасок клапана и седла
(поверхности А и Г) нарушается герметичность пары. Износ поверхнос-
ти разгрузочного пояска клапана и сопряженной с ним поверхности
отверстия в седле клапана (поверхности Б и В) приводит к подтеканию
и закоксовыванию форсунки, увеличению количества топлива, пода-
ваемого насосным элементом.
Пригодность пары клапан — седло проверяют испытанием на гер-
метичность на специальном приборе ПНК (КИ-1086), показанном
на рисунке 110.
Нагнетательный клапан в сборе с седлом и прокладкой устанавли-
вают в прибор КИ-1086 на упорный подшипник 13, поднимают его
рукояткой 17 вместе с втулкой 12 и винтом 15, запирают поворотом
рукоятки в горизонтальный паз до упора и затем дополнительно при-
жимают вращением винта за рукоятку 1. Рукояткой 6 подкачиваю-
щего насоса нагнетают топливо до давления 0,83 МПа и определяют
суммарную герметичность клапана (по запирающему конусу и раз-
грузочному пояску) по времени падения давления от 0,8 до 0,7 МПа.
Время падения должно быть не менее 30 с. После этого вращают голов-
ку 16 и поворачивают винт 14 на два деления шкалы, что соответствует
подъему клапана на 0,2 мм. Нагнетая топливо, поднимают давление
до 0,25 МПа и определяют герметичность клапана по разгрузочному
пояску по времени падения давления от 0,2 до 0,1 МПа, Время паде-
ния давления должно быть не менее секунды.
Герметичность сопряжения запорного конуса клапана с седлом
восстанавливают их взаимной притиркой с пастой М5 или М7,
Механизм привода насоса и регулирования подачи топлива. У дета-
лей этого механизма большое значение имеет износ поверхности кулач-
ка. Износ кулачка по профилю допускается без ремонта на глубину
0,25 мм. На поверхности кулачков наблюдается также выкрашивание
цементационного слоя. Кулачки могут быть восстановлены вибро-
дуговой или плазменной наплавкой, наплавкой твердыми сплавами
(например, сормайтом) или электродами, дающими наплавленный
слой высокой твердости (Т-590, Т-620, ОЗН-400 и др.), с последующим
шлифованием.
160
Рис. ПО. Прибор ПНК (КИ-1086) для испытания нагнетательных клапанов топлив-
ных насосов:
/, 6 и 17 — рукоятки; 2 — устройство для установки нагнетательного клапана: 3 — трубопро-
вод; 4 — гидравлический аккумулятор; 5 — манометр: 7 — подкачивающий насос; 8 — корпус;
9— пружнна; 10 — поршень: 11 — испытуемый клапан с прокладкой; 12 — втулка; 13 — упор-
ный шарикоподшипник; 14, 15 — винты; 16 — головка.
Шейки кулачкового вала, изношенные в месте сопряжения с саль-
ником и кольцами шарикоподшипников, восстанавливают вибродуго-
вой наплавкой или железнением с последующим шлифованием.
Шейки под подшипники можно также восстанавливать электро-
импульсным наращиванием и напеканием металлических порошков.
Торец регулировочного болта толкателя, изношенный в месте кон-
такта с тарелкой пружины и с плунжером на глубину более 0,2 мм,
шлифуют до выведения следов износа.
Изношенные оси и ролики или втулки роликов толкателей до за-
зора 0,17...0,18 мм восстанавливают так же, как и подобные детали
подкачивающего насоса. Участки поверхности рейки, изношенные
в месте сопряжения с корпусом насоса или с втулками в корпусе до за-
зора 0,15...0,20 мм, восстанавливают вибродуговой наплавкой или
железнением с последующей обработкой.
Изношенные до зазора 0,15...0,20 мм отверстия в корпусе насоса
под рейку насоса (где нет сменных втулок) и под толкатель плунжера
восстанавливают растачиванием с постановкой промежуточных втулок.
Регулятор топливного насоса. Валик регулятора изнашивается
в месте сопряжения со втулкой скользящей муфты (рис. 111, а).
6 Д', 100
161
Рис. 111. Места изнашивания деталей регулятора:
а — крестовины грузов и валика регулятора: А — от*
верстия под ось грузов; Б — поверхность валика под
втулку; В и Д — шейки под подшипник; Г — резьба;
б - муфты регулятора с втулкой: А — торцевые по-
верхности паза под пальцы вильчатого рычага; Б —
поверхность отверстия втулки: в — груза регулятора с
втулкой; А — отверстия втулок под ось; Б — выступ
в местах упора в подшипник.
Это сопряжение восстанавливают перешлифовыванием валика на умень-
шенный размер с постановкой втулки уменьшенного диаметра или
хромированием (железнением) части валика. Изношенные посадочные
шейки под подшипники качения целесообразно восстанавливать элек-
троискровым наращиванием.
У скользящей муфты подвержены износу торцевые поверхности
кольцевого паза, сопряженные с пальцами вильчатого рычага
(рис. 111, б). Эти поверхности протачивают или шлифуют, а в рычаг
устанавливают пальцы увеличенного диаметра.
У грузов регулятора изнашиваются поверхности касания с упор-
ным подшипником скользящей муфты и отверстия втулки под ось
крестовины (рис. 111, в). Изношенные упорные поверхности грузов
наплавляют и обрабатывают по шаблону, а втулку рассверливают
и развертывают под ось увеличенного размера. В последнем случае
по кондуктору рассверливают отверстия под оси и в крестовине грузов.
Отверстия в крестовине могут быть также восстановлены на нормаль-
ный размер путем рассверливания и постановки промежуточных
втулок.
Масса груза регулятора в сборе со втулкой у всех двигателей СМД
(кроме СМД-14Б) должна быть равна 205. ..215 г, у СМД-17К и СМД-
18К — 224...228 г; у насосов УТН-5 — 184...192 г. Разница в массе
грузов, составляющих пару, не должна превышать 3...5 г.
При ремонте регулятора следует обращать внимание на состоя-
ние шарнирных соединений рычагов и тяг с осями и пальцами, гру-
зов с осями, не допуская увеличения зазоров в этих соединениях выше
0,2 мм. Большие зазоры в шарнирных соединениях приводят к появле-
нию значительных «свободных ходов» и к неравномерной работе
двигателя.
О состоянии шарнирных соединений в регуляторе (в механизме
привода рейки) можно судить по суммарному продольному люфту
102
рейки при неподвижном наружном рычаге регулятора и без деформа-
ции его пружин. Например, для насосов типа 4ТН-8,5 х 10 этот
люфт допускается не более 1,5 мм.
Изношенные шарнирные соединения рычагов и тяг с осями и
пальцами восстанавливают аналогично рассмотренному выше сопря-
жению отверстий грузов с осями.
Большое значение для правильной работы регулятора имеет состо-
яние его пружин. Поэтому при ремонте должно быть проверено соот-
ветствие характеристик пружин (число и диаметр витков, упругость и
др.) техническим условиям.
Сборка топливного насоса и регулятора. При сборке топливного
насоса после установки втулки плунжера и завертывания до отказа
стопорящего винта (постановки установочного штифта у насоса УТН-5)
втулка плунжера должна иметь продольный люфт без углового люфта.
После сборки насосных элементов и затяжки всех штуцеров плунжеры
должны легко, без прихватывания, перемещаться во втулках. Кулач-
ковый валик должен легко вращаться в подшипниках и иметь осевой
разбег 0,05...0,10 мм. Осевой разбег валика регулируют кольцевыми
прокладками за внутренними кольцами или корпусами подшипников.
У насосов типа 4ТН-8,5 х 10 хомутик первого насосного элемента
должен находиться на расстоянии 50 мм от привалочной плоскости на-
соса (рис. 112) при левом крайнем положении рычага регулятора.
Расстояние между соседними хомутиками тоже должно быть равно
50 мм. У насосов УТН-5 плунжерную пару устанавливают в корпус
насоса так, чтобы паз под установочный штифт на втулке плунжера и
метка на выступе плунжера были обращены в сторону люка. При этом
прорезь зубчатого венца 18 (рис. 113) должна быть установлена про-
тив установочного штифта втулки плунжера, а торец поводка рейки
должен находиться на расстоянии 24 ± 0,5 мм от плоскости корпуса
насоса. У насоса ЯМЗ-238НБ отверстие на выступающем пояске втул-
ки должно находиться под углом 75° к прорези зубчатого венца,
средний зуб венца должен входить в среднюю впадину рейки. Продоль-
ное перемещение рейки должно быть не менее 25 мм. Рейка топливных
Рис. 112. Определение положения хомутика на рейке топливного насоса
типа 4ТН-8.5Х10 с помощью штангенциркуля.
fc*
163
Рис. 113. Регулятор топливного насоса УТН-5
и механизм привода плунжеров:
а — общий вид; б — зубчатые венцы плунжеров и
рейка; 1 — промежуточный рычаг; 2 — основной
рычаг; 3 — ролик; 4 — болт номинала; 5 — шток
корректора; 6 — корпус корректора; 7 — пружина
регулятора; 8— тяги; 9 — рейка топливного насоса;
10 — рычаг регулятора; 11 —пружина обогатителя:
12 — винт; 13 — связующий болт; 14 — наружный
рычаг регулятора; 15 — болт номинальных оборо-
тов; 16 — муфта регулятора; 17 — грузы; 18 —
зубчатый венец с прорезью; 19 — винт стяжной.
насосов должна перемещаться свободно, без заеданий, от усилия не
более 5 Н.
Общую высоту толкателя регулируют вращением болта толкателя.
Для насоса 4ТН-8.5 х 10 она должна быть в пределах 36,3...38,5 мм
(не более 39 мм), а у насосов ЯМЗ-238НБ — 37,4 ± 0,1 мм.
Рис. 114. Регулятор РБ-
750 (насосы типа 4ТН-
8,5хЮ):
1 — корпус; 2 — ведомая ше-
стерня; 3 — валнк регулято-
ра; 4 — крестовина; 5 —груз;
6 — муфта регулятора; 7 —
болт (жесткий упор); 8 — зад-
няя крышка; 9 — седло пру-
жин; 10 и 11 — регулировоч-
ные прокладки; 12 — крыш-
ка корпуса; 13 — болт вилки
тяги регулятора; 14 — приз-
ма валика обогатителя; 15 —
валик обогатителя; 16 — тяга
регулятора.
164
В ВМТ кулачка плунжер должен иметь запас хода 0,3 мм (для
ЯМЗ — 0,6 мм). У насосов с упругим приводом (с резиновыми суха-
риками) ведущей шестерни регулятора угловой люфт допускается
до 8°.
При сборке и установке регулятора топливного насоса проводят
предварительную регулировку, обеспечивающую правильную его ра-
боту. Так, у насосов типа 4ТН-8.5Х10 вращением болта 13 вильчатой
тяги регулятора (рис. 114) регулируют ход рейки, равный 10,5... 11,0мм.
У регулятора насоса УТН-5 при сборке корректора прокладками
устанавливают выход штока 5, равный 1,3+0’2 мм (рис. 113), а враще-
нием винта 12 регулируют давление пружины корректора, равное
Рис. 115. Схема устройства регулятора дизеля ЯМЗ-238НВ:
/ — пружина рычага рейки; 2 — тяга рейки; 3 — болт-ограиичитель максимальных оборотов;
4 — рычаг рейки; 5 — рычаг пружины; 6 — пружина регулятора; 7 — рычаг управления регу-
лятором; 8 — болт-ограничитель минимальной частоты вращения холостого хода; 9 — двупле-
чий рычаг; 10 — рычаг регулятора; 11 — регулировочный винт; 12 — крышка смотрового люка;
13 — болт-ограннчитель номинальной подачи; 14 — корпус буферной пружины; 15 — буферная
пружина; 16 — корпус корректора; 17 — корректор; 18 — скоба кулисы; 19 — кулиса; 20 —
регулировочный винт; 21 — регулировочный винт кулисы; 22 — упорная пята; 23 — муфта
грузов; 24 — груз регулятора; 25 — державка грузов; 26 — валик державки грузов; 27 — фла-
нец втулки ведущей шестерни; 28 — сухарь; 29 — ведущая шестерня; 30 — втулка ведущей ше-
стерни; 31 — кулачковый вал; 32 — рейка топливного насоса; 1 — положение грузов при пуске;
11 .— положение грузов при максимальных оборотах.
165
Рис. 116. Секция высокого давления насосов типа
НД-21, НД-22:
1 - зубчатая втулка; 2 — плунжер; 3 — верхняя тарел-
ка пружины; 4 — монтажная чека; 5 -дозатор; 6 —
уплотнительное кольцо; 7 — пружина толкателя; 8 — ниж-
няя тарелка пружины; А — распределительный лаз плун-
жера; Б — отсечное отверстие плунжера.
62+ 8 Н при положении штока заподлицо с
корпусом. Связующий болт 13, соединяю-
щий основной рычаг 2 с промежуточным
рычагом 1, должен быть вывернут из основ-
ного рычага на 9 мм. Вращением винта 15
номинальных оборотов устанавливают ход
рейки на обогащение (3...4 мм).
У регулятора насоса ЯМЗ-238НБ (рис.
115) давление пружины корректора долж-
но быть равно 90±5Н (регулируется про-
кладками). Головка корректора 17 должна
выступать над поверхностью рычага 10 на
0,3...0,4 мм. Болт-ограничитель 13 номи-
нальной подачи должен выступать из рыча-
га на 13±0,3, а регулировочный винт
21 — на 1...1.5 мм.
У насосов распределительного типа НД-
21 и НД-22 при сборке секции высокого
давления (рис. 116) детали секции соеди-
няют так, чтобы распределительный паз А
плунжера 2, пазы дозатора 5 и верхней
тарелки 3 пружины и впадина между зубьями зубчатой втулки 1
были обращены в сторону привода дозатора и находились в одной
плоскости. Сжимают пружину толкателя и в отсечное отверстие Б
плунжера со стороны паза дозатора вставляют монтажную чеку 4.
После установки кулачкового 28 и эксцентрикового валиков 31
в корпус насоса и толкателей 27 (рис. 117) устанавливают и закрепля-
ют секции. Удаляют монтажную чеку 4 (рис. 116), а зубчатую втулку 1
закрепляют специальным фиксатором, дослав его до упора во впадину
зуба. Поворачивают кулачковый валик шпоночным пазом вверх так,
чтобы он находился против метки на корпусе насоса. Устанавливают
собранный узел валика регулятора 15 (рис. 117) так, чтобы риска на
торце валика регулятора была обращена в сторону шпоночной канав-
ки кулачкового валика по одной оси с пей, после этого ставят верхнюю
крышку регулятора так, чтобы нулевое деление на лимбе крышки
совпадало с риской на торце валика.
У насосов НД-22 поворачивают кулачковый валик по часовой стрел-
ке до совпадения риски валика регулятора с делением 290° на лимбе.
В таком положении ставят промежуточную шестерню 16 второй сек-
ции и вводят в зацепление с зубчатой втулкой плунжера и шестерней
валика регулятора. Затем вращают кулачковый валик в обратную
сторону, пока кронштейн промежуточной шестерни не войдет в свое
166
Рис. 117. Топливный насос НД-22/6Б4:
1 — корпус привода тахоспидометра; 2 — ступица грузов регулятора; 3 ~ груз регулятора:
4 — рычаг корректора; 5 — корпус корректора; 6 — шток корректора; 7 — пружина; 8 -- винт
корректора; 9 — винт-ограничитель; 10 — пружина регулятора; // — рычаг вильчатый; 12 —
валик рычага управления насосом; 13 — винт регулировочный максимальных оборотов; /•/ —
винт «стол»; 15 — валик регулятора; 16 — промежуточная шестерня; 17 — головка секции вы-
сокого давления; 18 — штуцер высокого давления; 19 — соединительная гайка головки секции;
20 — втулка плунжера; 21 — дозатор; 22 — плунжер; 23 — уплотнительные кольца; 24 — зуб-
чатая втулка; 25 — пружина толкателя; 26 -- тарелка пружины; 27 — толкатель: 28 — кулач-
ковый валик; 29 — штифт; 30 — демпферная пружина; 31 — вал привода подкачивающего на-
соса; 32 — шайба блокировки вала регулятора.
гнездо до отказа. При этом риска на торце валика 15 должна совпадать
с делением 180° на лимбе. Фиксатор зубчатой втулки переводят в ра-
бочее положение, поворачивают кулачковый валик в исходное поло-
жение (риска на торце валика регулятора против нулевого деления
па лимбе) и затем поворачивают по часовой стрелке до совпадения
риски на торце с делением 320° па лимбе, после чего ставят промежу-
точную шестерню первой секции, аналогично описанному гыше. У ре-
гулятора предварительно регулируют согласно техусловия,м выход
штока 6 и затяжку пружины 7 корректора.
Испытание и регулировка топливного насоса с регулятором. Об-
катку, испытание и регулировку топливных насосов с регулятором
проводят на испытательных стендах СДТА-1 (КИ-921), СДТА-2 (КИ-
921М), СДТА-3 (КИ-22201).
167
Собранный насос устанавливают на стенд, заливают масло ДС-8
или ДС-11 в картеры насоса и регулятора, прокручивают насос от ру-
ки, включают стенд и удаляют воздух из системы, после чего обкатыва-
ют насос в течение 15 мин без форсунок при полной подаче топлива и
частоте вращения кулачкового валика 500 об/мин. Затем к насосу
присоединяют комплект отрегулированных форсунок и обкатывают его
в течение 30 мин при номинальной частоте вращения.
Во время обкатки проверяют давление топлива, отсутствие не-
нормальных шумов, стуков, заеданий, подтекания топлива, масла и
при необходимости устраняют замеченные неисправности. Испыты-
вают и регулируют топливный насос в определенной последовательно-
сти.
Вначале регулируют ход рейки, проверяют и регулируют работу
регулятора топливного насоса. Затем проверяют и регулируют коли-
чество топлива, подаваемого насосными элементами. После этого про-
веряют и регулируют угол начала впрыска топлива и потом снова про-
веряют количество топлива, подаваемого насосными элементами.
Проверка работы регулятора заключается в определении частоты
вращения в начале и при прекращении действия регулятора. Для этого,
установив наружный рычаг регулятора в крайнее положение, соот-
ветствующее работе на максимальном режиме, постепенно увеличи-
вают частоту вращения кулачкового валика насоса до тех пор, пока
рейка не начнет двигаться в сторону уменьшения подачи топлива.
Например, у насоса типа 4ТН-8.5Х10 этот момент улавливают по
началу отхода болта 13 вилки от призмы 14 корректора (обогатителя)
(рис. 114).
Начало действия регулятора, то есть начало движения рейки,
должно наступать у всех насосов при частоте вращения кулачкового
валика, превышающей на 10...25 об/мин номинальные обороты. На-
пример, для двигателей типа СМД-14 и СМД-15 номинальная частота
вращения кулачкового валика насоса 850 об/мин, а начало действия
регулятора должно быть при частоте вращения 860...870 об/мин.
У всех регуляторов частоту вращения при начале действия устанав-
ливают изменением натяжения (или нажатия) пружины регулятора.
Чаще всего это осуществляют вращением винта (болта), ограничиваю-
щего поворот наружного рычага управления регулятором в положе-
ние, соответствующее работе на максимальном режиме. Большинство
насосов, помимо этого, имеют и дополнительные регулировки натяже-
ния (нажатия) пружины регулятора. Так, у насосов типа 4ТН-8,5х10
с регулятором типа РВ это можно сделать изменением количества про-
кладок за пружинами, а с малогабаритным регулятором и регулятором
насосов типа УТН-5, НД-21 и НД-22 регулировать натяжение пружи-
ны можно, изменяя количество работающих витков, то есть изменяя
жесткость пружины (рис. 118).
Основные регулировочные показатели топливных насосов и регу-
ляторов приведены в приложение 1.
Проверка и регулировка количества топ-
лива, подаваемого насосными элементами.
Для выполнения этой операции устанавливают номинальную частоту
168
вращения кулачкового валика насоса (см.
приложение 1) и собирают топливо в мер-
ные стаканы за число ходов плунжера (обо-
ротов кулачкового валика насоса), соответ-
ствующее этой частоте. Объем собранного
топлива определяют по градуировке на мер-
ном стакане. У стендов типа СДТА-1,
СДТА-2 и СДТА-3 имеется устройство для
автоматического переключения подачи топ-
лива от мерных стаканов на слив в бак
Рис. 118. Механизм измене-
ния числа рабочих витков у
пружин регулятора:
через заданное число ходов плунжера.
Если производительность насосных эле-
ментов не соответствует техническим ус-
ЛОВИЯМ, ТО регулировку осуществляют ПО- / — пластина с отверстиями; 2 —
воротом плунжера ВО втулке, при неизмен- пр>жнна ршулятора.
ном положении рейки насоса.
У насосов типа 4ТН-8.5Х 10 для этого смещают на рейке хомутики,
связанные с поводками плунжеров. У насосов типа УТН-5 и двигате-
лей ЯМЗ-238НБ регулировку проводят поворотом разрезного зубча-
того венца относительно плунжера при неизменном зацеплении с зуб-
чатой рейкой насоса.
После регулировки производительности насосных элементов па
номинальном режиме следует проверить, происходит ли выключение
подачи топлива при перемещении рейки в положение нулевой подачи,
а также проверить, соответствует ли техническим требованиям коли-
чество топлива, подаваемого насосными элементами на пусковом режи-
ме и режиме перегрузки (см. приложение 1). Плунжерные пары, не
соответствующие всем техническим требованиям по количеству и
равномерности подачи топлива, заменяют.
Проверка и регулировка угла начала впры-
ска топлива. Начало впрыска топлива на стендах СДТА-1,
СДТА-2 и СДТА-3 определяют с помощью стробоскопического устрой-
ства.
В стаканах, где устанавливаются форсунки, имеются датчики,
представляющие собой подвижный и неподвижный контакты, вклю-
ченные в электронную схему (командоаппарат) стробоскопического
устройства. При впрыске топлива из форсунки контакты датчика за-
мыкаются, что создает разряд конденсатора командоаппарата на элект-
роды импульсной лампы и вызывает световую вспышку.
У стендов СДТА-1 лампа расположена против диска с прорезями,
установленного на валу привода насоса. При впрысках топлива и
вспышках лампы на диске появляются световые линии. Так как они
появляются всегда в одном положении, то кажутся неподвижными, и
по их положению относительно шкалы неподвижного диска судят об
угле начала впрыска.
У стендов СДТА-2 и СДТА-3 на валу привода насоса установлен
прозрачный диск с круговой шкалой 0...3600, а неподвижный диск
имеет окно с визирной проволочкой. Неподвижный диск закрепляют
так, чтобы его визир совпадал с нулевым делением подвижного диска
169
при верхней мертвой точке плунжера первой секции насоса (визир
должен совпадать с риской на передней панели стенда). При вспышке
лампы против визира будет находиться то деление шкалы подвижного
диска, которое соответствует углу начала впрыска топлива.
При необходимости регулируют угол начала впрыска. У всех
топливных насосов эту регулировку осуществляют вращением регу-
лировочного болта толкателя.
Рис. 119
У насосов распределительного ти-
па (НД-21, НД-22) угол начала впры-
ска можно регулировать подбором
толщины донышка нижней тарелки
насосной секции (размер А на рис.
119).
Форсунки. Нарушения в работе
форсунок чаще всего являются след-
ствием изнашивания и других дефек-
тов деталей распылителей (рис. 120).
Изнашивание деталей вызывается
твердыми частицами, находящимися
в топливе, протекающем через фор-
Рис. 119. Схема механизма привода плунжера насосов типа НД-22 (момент начала
подачи топлива):
А — толщина донышка нижней тарелки; В — длина плунжера; С — расстояние от верхней
кромки наполнительного окна до плоскости головки секции; М - расстояние от плоскости
нижней тарелки до плоскости головки секции; а — угол начала подачи топлива; / ~ втулка плун-
жера; 2 — плунжер; 3 — нижняя тарелка пружины насосной секции; 4 — ролик толкателя;
J — кулачковый вал.
Рис. 120. Места изнашивания деталей распылителя штифтовой форсунки:
— поверхностей иглы: А — штифта; Б — запирающего коиуса; В — направляющей поверх-
ности; Г — торцевой в сопряжении с корпусом форсунки; Д — торцевой в сопряжении со стерж-
нем пружины; б — поверхностей корпуса распылителя: А — сопла; Б — запирающего конуса;
В — направляющей поверхности.
170
сунку. У многодырчатых форсунок наблюдается закоксовывание рас-
пыливающих отверстий. Происходят также износ и срыв резьбы
под накидную гайку трубки высокого давления, смятие поверхности
под конический наконечник трубки.
Суммарное состояние (износ) запорных и направляющих поверх-
ностей иглы и корпуса распылителя определяют испытанием его на
герметичность в собранной форсунке на приборах КП-1609А (КИ-562)
и КИ-3333. На специализированных ремонтных предприятиях испыта-
ние и регулировку форсунок проводят на стендах КИ-1404 с механи-
ческим приводом. Иглу и корпус распылителя перед сборкой и испы-
танием тщательно очищают от нагара протиранием о мягкую древесину
и медными чистиками. Распиливающие отверстия распылителя много-
дырчатой форсунки очищают от кокса стальной проволокой диаметром
0,25...0,30 мм, зажатой в цангу. После этого распылитель тщательно
промывают в бензине и дизельном топливе. Собранную форсунку
устанавливают в прибор и плотно зажимают в нем. Прокачивая через
форсунку ручным насосом прибора дизельное топливо или смесь его
и масла вязкостью 9,9...10,9 сСт и изменяя затяжку пружины враще-
нием регулировочного винта, создают определенное давление и затем
измеряют время падения давления в заданном интервале (табл. 21).
ТАБЛИЦА 21
Тип форсунки или номер по каталогу Марка двигателя Технические условия
давление впрыска, устанав- ливаемое при про- верке на герметич- ность, МПа интервал падения давления при про- верке гер- метич- ности, МПа допусти- мое ми- нимальное время па- дения давления, с рабочее давление впрыска, МПа
ФШ-2х5° Двигатели СМД-14 и СМД-15 22...23 20. .18 5 13±°.25
всех модификаций
6Т2-20с1-1Д Д-37М, Д-37Е 30 28. .23 2 17 + 0,5
6А1 -20с 1 А-01М, А-41 30 28. .23 2 15 + 0,5
236-1112010 ЯМЗ-238НБ: ЯМЗ-240 30 28. .23 2 17+0,5
ФД-22 Д-240, Д-65Н, СМД-60 30 28. .23 2 17,5+°.?
Детали форсунок, показавших неудовлетворительную герметич-
ность, могут быть восстановлены на специализированных ремонтных
предприятиях.
У форсунок, показавших удовлетворительную герметичность, вра-
щением регулировочного винта устанавливают рабочее номинальное
давление впрыска.
Одновременно при рабочем давлении впрыска, а также при давле-
ниях па 2...5МПа вышей ниже его, проверяют качество впрыска. Ско-
рость подкачивания топлива при этом должна обеспечивать 60...80
впрысков в минуту. Топливо, выходящее из распылителя, должно
быть в туманообразном состоянии, без заметных на глаз капель, струек
171
и подтекания распылителя. Конус распыла должен быть ровным, без
смещений.
У многодырчатых форсунок проверяют наличие и равномерность
впрыска топлива через все отверстия, производя впрыск на темный
металлический экран.
Отрегулированные форсунки соединяют с топливным насосом и
обкатывают в течение 10 мин при полной подаче топлива и номиналь-
ной частоте вращения кулачкового валика. Обкатанные форсунки
вновь устанавливают на тот же прибор или стенд для испытания и про-
веряют их на герметичность и качество распыла.
Топливные фильтры. Щелевые, ленточные или пластинчатые фильт-
рующие элементы грубой очистки промывают, поврежденные витки
латунной ленты запаивают, а поврежденные пластины заменяют. За-
грязненные фильтрующие элементы тонкой очистки из хлопчатобумаж-
ной пряжи заменяют. При сборке фильтров тонкой очистки необходи-
мо, чтобы все прокладки были в хорошем состоянии, а длина фильтру-
ющих элементов была не менее 189 мм (для укороченных фильтров не
менее 124 мм). Концы сетчатой навивки должны утопать относительно
торца фильтрующего элемента на 2...3 мм. После установки фильтру-
ющих элементов на плиту следует проверить выступание стержня креп-
ления фильтрующего элемента над плитой, которое должно быть не
более 12 мм для двигателя СМД-14 и 30 мм для Д-50.
Топливопроводы высокого давления. Основными дефектами топ-
ливопроводов являются: износ или смятие конусных наконечников,
сужение топливопроводного канала вследствие отложений на внутрен-
них стенках или смятия трубки.
Отложения внутри трубок удаляют промывкой и продувкой сжа-
тым воздухом или проталкиванием проволоки диаметром 1,3 мм. Не-
исправный конусный наконечник отрезают и высаживают новый на-
конечник под прессом с помощью приспособления (рис. 121). Конец
топливопровода вставляют в конусные сухарики приспособления та-
ким образом, чтобы он выступал над ними на величину несколько
большую, чем толщина контрольной шайбы. Приспособление устанав-
ливают под пресс, накладывают па сухарики контрольную шайбу и
давлением пресса через шайбу на сухарики зажимают в них топливо-
провод. После этого шайбу снимают, опускают пуансон так, чтобы его
игла вошла в отверстие топливопровода, и давлением пресса высажи-
вают конусный наконечник.
После высадки наконечника канал топливопровода рассверливают
сверлом диаметром 2 мм на глубину 25...30 мм.
Допускается вытачивать наконечники на
станке и приваривать к трубке газовой сваркой
встык.
Отсутствие сужения канала трубки можно
проверить проволокой диаметром 1,3 мм или
Рис. 121. Высаживание нового конусного наконечника
топливопровода:
1 — топливопровод; 2 — втулка с конусным гнездом; 3 — суха»
рики; 4 — пуансон; 5 — игла пуансона.
172
шариком диаметром 1,3 мм, который прогоняют через трубку сжа-
тым воздухом. Трубки, имеющие трещины, заменяют.
Трубопроводы подбирают в комплект на двигатель по пропускной
способности на стенде. Разница в пропускной способности отдельных
трубок допускается до 10%.
§ 7. Ремонт системы питания карбюраторных двигателей
Бензонасос. Основные дефекты бензонасоса диафрагменного типа
следующие: разрыв диафрагмы, нарушение плотности прилегания
клапанов к седлам, ослабление или поломка пружины диафрагмы,
износ рычага в сопряжении с осью и эксцентриком, повреждения
корпуса и крышки.
Диафрагмы, имеющие разрыв и другие дефекты, а также неисправ-
ные клапаны заменяют. Допускается исправление клапанов притиркой
на плите или к седлам пастами, а также исправление седел клапанов
по технологии, аналогичной восстановлению седел клапанов подка-
чивающих насосов дизельных двигателей.
На приборе или приспособлении проверяют свободную длину
и упругость пружины диафрагмы. Нагрузка при испытании пружин
и их длина приведены в таблице 22.
ТАБЛИЦА 22
Показатели Модель бензонасоса
А-2, А-4 Б-96 Б-98, Б-ЗГ, Б-ЗД Б-10 Б-7, Б-8
Проверка пружины диафрагмы:
нагрузка, Н 50 48 50 48 47
длина, мм 15 28,5 28,5 26,5 15
Давление нагнетания, кПа 20...30 20...30 20...30 20...30 20...30
Падение давления за 30 с, кПа 10 10 10 10 10
Производительность насоса за 10 ходов, см3 (не менее) 50 85 95 85 65
При износе отверстия в рычаге под ось его рассверливают и ставят
втулку. Изношенную поверхность касания с эксцентриком можно вос-
становить наплавкой и обработкой по шаблону. Корпус и крышку
насоса, имеющие неровность плоскостей разъема более 0,08 мм, при-
шабривают и притирают на плите пастами. Изношенную резьбу под
штуцер углубляют. Корпус и крышку насоса, имеющие трещины и
обломы, выбраковывают. При установке крышки (головки) насоса на
корпус соединительные винты следует затягивать при отжатой вниз на
определенную величину диафрагме.
Состояние насоса до ремонта, а также качество ремонта и сборки
насоса определяют испытанием па стенде моделей 374 или 577 (рис. 122).
Насос устанавливают и закрепляют на соответствующей типу на-
соса площадке на панели 3 стенда п соединяют топливопроводами 10
с заборным баком 11 и с мерным цилиндром 1. Перекачивают бензин
173
Рис. 122. Стенд (прибор) для испытания подка-
чивающих бензиновых насосов:
1 — мерный цилиндр; 2 —кран переключения впускно-
го трубопровода на бак или в атмосферу; 3 — панель;
4 манометр; 5 — блок для кранов и манометра; 6 —
кран включения манометра; 7 эксцентрики; 8 — ма-
ховичок; 9 — рукоятка; 10 — бензопроводы; // — бак
для бензина.
из бака в цилиндр, вращая рукоятку 9
вала с эксцентриками 7. При испытании
определяют производительность насоса
за 10 ходов, развиваемое давление и
падение давления за 30 с (табл. 22).
Карбюратор. Основными дефектами
карбюратора могут быть повреждения
поплавкового механизма, корпуса и кры-
шки, изменения пропускной способности
жиклеров и упругости пружинных эле-
ментов (пружин, пластин диффузоров).
При разборке карбюратора его детали
тщательно промывают керосином и очи-
щают волосяной щеткой. Детали, на ко-
торых имеются смолистые отложения
(жиклеры, распылители), промывают в
закрытых ваннах ацетоном или скипида-
ром. Сушат детали на воздухе. Жиклеры
и распылители продувают сжатым возду-
хом. Не допускается прочистка жиклеров и распылителей проволокой,
а также протирка других деталей ветошью.
Дефектами поплавкового механизма карбюратора могут быть на-
рушение герметичности поплавка из-за появления на нем трещин,
щелей, вмятин, а также нарушение герметичности игольчатого клапана.
Для обнаружения места неплотности у поплавка его погружают в
нагретую до 80...90°С воду. Если в течение 30 с
не появятся пузырьки воздуха, поплавок
считают годным. При обнаружении отверстия
его расширяют шилом, сливают из поплавка
бензин, просушивают, затем запаивают отвер-
стие. У поплавков, имеющих вмятины, в
центр вмятины припаивают стержень, за ко-
торый вытягивают вмятую часть. Поплавок
должен иметь определенную массу (табл. 23).
Одно из устройств для проверки герметич-
ности игольчатого клапана показано на рисун-
ке 123. Такое устройство смонтировано на
Рис. 123. Устройство для проверки плотности игольча-
того клапана поплавковой камеры:
1 н 3 — стеклянные трубки; 2 — резиновая трубка; 4 — кла-
пан в сборе.
174
приборе модели 528 для проверки пропускной способности жиклеров.
Испытуемый клапан 4 в сборе (штуцер с иглой) устанавливают в верхней
части трубки. Трубку 1 поднимают примерно на 250 мм и наливают
в нее воду до нулевой отметки (отметка «уровень») на шкале трубки 3.
Затем трубку 1 опускают. Столб воды в трубке <3 при этом также будет
стремиться опускаться, благодаря чему под клапаном будет создавать-
ся разрежение (вакуум). При удовлетворительной плотности клапана
уровень воды должен понижаться со скоростью не более 24 мм/мин.
При проверке игольчатого клапана воздухом под давлением 20...
30 кПа падение давления за 1 мин должно быть не более 1 кПа.
При неудовлетворительной плотности клапана конусную часть
его (угол конуса 60°) шлифуют на станке, а кромку гнезда в штуцере
поправляют сверлом или специальной фрезой вручную коловоротом.
После этого притирают клапан к гнезду пастами М10...М15, захваты-
вая иглу державкой, изготовленной из трубки, на которой делают три
прорези. Аналогично проводят проверку герметичности и ремонт
клапана экономайзера.
Состояние калиброванных отверстий (жиклеров) для топлива и
воздуха проверяют Измерением их пропускной способности. Техни-
ческие условия на пропускную способность жиклеров задают коли-
чеством кубических сантиметров воды,
вытекающей из жиклера в минуту при
напоре 10 кПа и температуре 20±10сС.
Пропускная способность жиклеров
определяется с помощью специальных
приборов. Схема одного из них (тип
НИИАТ-528) показана на рисунке 124.
Очищенный и обезжиренный жиклер
устанавливают в переходной штуцер
(наконечник) <3 прибора так, чтобы на-
правление воды соответствовало направ-
лению протекания топлива или воздуха
при установке жиклера в карбюратор.
Воду заливают в бачок 9. Поворотом кра-
на 11 открывают выход воды в жиклер,
а вращением вентиля 2 добиваются, что-
бы при истечении воды из жиклера ее
уровень в напорной трубке 7 установил-
ся на отметке 1000 мм. После этого под-
ставляют под жиклер градуированную
мензурку и одновременно включают се-
кундомер.
Рис. 124. Прибор НИИАТ-528 для проверки
жиклеров и запорных клапанов карбюраторов:
1 -- нижний бачок; 2 — регулировочный вентиль; 3 —
переходный наконечник: 4 — кран выпуска воздуха;
5 — стержень указателя; 6 — мерная мензурка; 7 --
напорная трубка; 8 и 13 - трубки; 9 ~ верхний ба-
чок: 10 — контрольная трубка: // — кран; 12 — поп-
лавковая камера; 14 — устройство для проверки иголь-
чатого клапана.
175
По истечении определенного времени (обычно 1 мин) мензурку уби-
рают и по количеству воды, вытекающей из жиклера, определяют его
пропускную способность (см 3/мин).
Жиклеры, пропускная способность которых не удовлетворяет тех-
ническим условиям, заменяют либо доводят их пропускную способ-
ность до нормы. Для этого отверстие жиклера запаивают оловянно-
свинцовым припоем, затем рассверливают и доводят до нужной про-
пускной способности с помощью разверток.
Регулировочные данные карбюраторов приведены в таблице 23.
Для проверки производительности насоса-ускорителя поплавко-
вую камеру заполняют топливом, делают 3...4 прокачки насосом, за-
тем собирают в мензурку и замеряют вытекающее из форсунок топливо
за десять полных качков насоса (табл. 23).
Изношенные оси дроссельной и воздушной заслонок заменяют,
а отверстия в карбюраторе под оси рассверливают и в них запрессовы-
вают втулки. Оси заслонок должны легко проворачиваться в отвер-
стиях. Зазор между стенками патрубков карбюраторов и полностью
закрытыми заслонками должен быть равен: для дроссельных заслонок
0,06...0,1, для воздушных — 0,15...0,25 мм.
Собранные карбюраторы проверяют на герметичность, а также
проверяют и регулируют положение уровня топлива в поплавковой
камере. Для наблюдения за уровнем топлива к карбюратору присо-
единяют стеклянную трубку, используя резьбу под спускные пробки
поплавковой камеры или пробки под жиклерами. У некоторых карбю-
раторов для наблюдения за уровнем топлива имеются контрольные
отверстия (карбюраторы К-82М, К-84М, К-88А, К-89А) или смотро-
вые окна с отметками уровня (например, карбюраторы К-124, К-126Б).
Расстояние от уровня топлива до плоскости разъема карбюратора
должно соответствовать техническим условиям (табл. 23).
Уровень топлива регулируют подгибанием рычажка (язычка) по-
плавка под клапаном или постановкой и снятием прокладок под кор-
пусом игольчатого клапана.
Для испытания карбюратора на герметичность его укрепляют на
приборе для проверки бензонасосов и подают в него топливо под ра-
бочим давлением. У карбюраторов, где подача топлива осуществляет-
ся самотеком, бачок с топливом размещают на соответствующей высо-
те. У испытуемого карбюратора не должно быть подтекания топлива
в соединениях.
Регулируют момент включения клапана экономайзера с механи-
ческим приводом. У карбюраторов типа К-22, К-124, К-126 включение
экономайзера устанавливают при открытии дроссельной заслонки,
близком к полному, а у карбюраторов К-84М, К-82МИ и К-88А — при
зазоре между нижней кромкой дроссельной заслонки и стенкой сме-
сительной камеры, равном 15,6 мм.
Баки и топливопроводы низкого давления. Топливные баки при
ремонте промывают сначала 5%-ным горячим раствором каустической
соды, а затем 3 раза горячей водой.
Основные дефекты баков: трещины, пробоины или отверстия от
коррозии, вмятины, отпайки горловин. Неисправности обнаруживают
176
Параметры карбюратора
К-22Г
ГАЗ-51 А
Масса поплавка, г 18 + °>5
Расстояние от уровня топлива в поплавковой камере до плоскости разъема карбюратора, мм 20+1
Пропускная способность жиклеров, см3/мин (илн диаметр, мм):
главного топливного 300+7
дополнительного или экономай- зера механического 295 +7
мощности или экономайзера пне- вматического 0 2,25+°,03
топливного холостого хода 52+3
главного воздушного 0 1.4+0-1
Производительность ускорительно- го иасоса за 10 полных ходов поршня, см3 12
177
ТАБЛИЦА 23
Марка карбюратора
К-22Д К-126Б К-88А К-06 К-16А К-59П
марка автомобиля пусковой двигатель
ГАЗ-69 ГАЗ-53А, ГАЗ-53Ф, ГАЗ-66 ЗИЛ-130 ЗИЛ-131 ПД-1 ом ПД-10М2 П-46
18+0.5 13,3±0-7 + 0,8 19,4+ °’7 14,5 + 0,5 14,5+о.5 18,3+о,о5
20 + 1 20+1 9,0 — — —
220+5 330±4’5 1150+1" 145+3 145+э 240 + 5
286+» — — — — —
0 1,5+».°» — — — — —
52+3 по±4>° 315+1 — — —
0 1,4 + о.1 0О,8 + П.о» 850 +10 — — 0 1,8+0,1
12 12 20
Рис. 125. Ремонт топливопроводов низкого
давления:
Л и Б — стыковка трубок без и с помощью допол-
нительной втулки (трубки); В — развальцовка кон-
ца топливопровода с помощью приспособления.
как осмотром, так и испыта-
нием воздухом в ванне с водой
под давлением 0,02...0,03 МПа
в течение 3 мин.
В зависимости от величи-
ны и характера повреждения
баки ремонтируют одним из
следующих способов: запай-
кой припоями,припайкой или
приваркой накладки, завар-
кой (газовой или электроду-
говой в среде углекислого га-
за), заклеиванием или при-
клеиванием накладок с по-
мощью эпоксидного клеевого состава. Мелкие вмятины обычно
оставляют, а для исправления крупных вмятин вырезают окно в стен-
ке бака и вводят через него болванку для правки вмятины, после чего
окно заделывают.
Трещины и отверстия на топливопроводах устраняют пайкой мяг-
кими или твердыми припоями.
Смятые участки трубок отрезают и трубку вновь соединяют одним
из способов, показанных на рисунке 125, или сваривают газовой свар-
кой.
Контрольные вопросы
1. Какие дефекты и какой рекомендуется ремонт деталей подкачивающей помпы
плунжерного (поршневого) типа? 2. Каков характер износа деталей плунжерной
пары и какие способы определения ее пригодности? 3. Какие дефекты деталей пары
нагнетательный клапан — седло клапана? Как испытать клапан? 4. Как проверить
и отрегулировать количество топлива и угол начала впрыска топлива, подаваемого
насосными элементами топливного насоса? 5. Как проверить и отрегулировать работу
регулятора топливного насоса? 6. Какие дефекты и какой ремонт деталей форсунок?
Как испытать н отрегулировать форсунки? 7. Какие дефекты деталей и какой ремонт
диафрагменного бензонасоса и его испытание? 8. Как испытать пропускную способ-
ность жиклеров? 9. Какие дефекты и какой ремонт поплавкового механизма карбю-
ратора? Как проверить и отрегулировать уровень топлива в поплавковой камере
у собранного карбюратора?
Лабораторно-практическое занятие 9
ПРОВЕРКА И РЕГУЛИРОВКА ФОРСУНКИ
Содержание и порядок выполнения работы. Разобрать штифтовую форсунку.
Очистить детали распылителя от нагара, используя медную проволоку, чистики и
деревянную доску. Промыть детали и собрать форсунку. Установить ее в прибор КП-
1609А или КИ-3333. Вращая регулировочный винт форсунки прибора, отрегулиро-
вать давление впрыска на 22...23 МПа. Подкачивая топливо рукояткой насоса,
поднять давление несколько выше 20 МПа и проверить герметичность форсунки по
отсутствию подтекания и по времени падения давления от 20 до 18 МПа. Отрегули-
ровать нормальное давление впрыска. Проверить качество распыла.
Отчет о работе. Изложить результаты проверки и регулировки форсунки, срав-
нить их с техническими условиями и сделать заключение. В отчете нужно перечис-
лить следующие показатели: время падения давления от 20 до 18 МПа, давление
впрыска до и после регулирования, качество распыла.
178
Лабораторно-практическое занятие 10
ПРОВЕРКА И РЕГУЛИРОВКА ТОПЛИВНОГО НАСОСА
С РЕГУЛЯТОРОМ
Содержание и порядок выполнения работы. Разобрать насосный элемент топ-
ливного насоса и промыть детали.
Установить нагнетательный клапан в прибор ПНК и подкачать топливо насосом
до давления по техническим условиям. По времени падения давления проверить
суммарную плотность клапана. Приподнять клапан на 0,2 мм, подкачать топливо и
по времени падения давления определить герметичность клапана по разгрузочному
пояску.
Установить насос с регулятором на испытательный стенд и соединить его с фор-
сунками и приводом. Включить стенд, установить номинальную частоту вращения
вала насоса и измерить величину хода рейки. Провести предварительную регули-
ровку регулятора. Закрепить наружный рычаг регулятора в положении, соответ-
ствующем максимальной подаче топлива насосом, и добиться бесперебойного впры-
ска топлива через все форсунки. У насосов типа 4ТН вывернуть винт жесткого упора.
Установив частоту вращения кулачкового валика, соответствующую началу выклю-
чения подачи топлива регулятором, отрегулировать начало действия последнего
изменением положения болта (виита) упора рычага регулятора или изменением
усилия пружины. Увеличивая скорость вращения кулачкового валика до полного
прекращения подачи топлива через форсунки, измерить его частоту вращения
в момент окончания действия регулятора.
Установить номинальную частоту вращения кулачкового валика насоса, ос-
тавив рычаг регулятора в положении максимальной подачи. Рукоятку устройства
автоматического отсчета числа оборотов поставить в положение, соответствующее
частоте вращения кулачкового валика. Включить это устройство и замерить коли-
чество топлива, подаваемого насосными элементами. Проверить количество топлива,
подаваемого насосными элементами на режимах перегрузки, максимальных оборотах
холостого хода, пусковом.
Включить поочередно тумблеры датчиков и проверить угол начала впрыска
топлива насосными элементами. Отрегулировать угол опережения впрыска топлива
вращением регулировочного болта толкателя. Поставить максиметр или прибор К.И-
4802 на штуцер насосного элемента. Постепенно затягивая пружину максиметра до
давления впрыска 30 МПа или по манометру прибора КИ-4802, проверить пригод-
ность плунжерной пары по развиваемому ею давлению прн 100...150 об/мин привода
стенда и полной подаче топлива.
Отчет о работе. Результаты выполненной работы изложить в таблице, которая
должна включать следующие графы: наименование измерения, измеренная величина,
значение этой величины по техническим условиям и заключение.
Получаемые измерения записать в таком порядке:
суммарная плотность нагнетательного клапана при падении давления от до;
плотность по разгрузочному пояску при падении давления от до;
ход рейки топливного насоса до и после регулировки;
частота вращения регулятора в момент начала и окончания его действия до
и после регулировки;
количество топлива, подаваемого насосными элементами до и после регулировки;
угол начала впрыска топлива насосными элементами до и после регулировки;
давление впрыска по максиметру или по прибору КИ-4802.
Лабораторно-практическое занятие 11
ПРОВЕРКА И РЕМОНТ КАРБЮРАТОРА
Содержание и порядок выполнения работы. Установить в прибор собранный
игольчатый клапан (рис. 123) и проверить его герметичность. Притереть к гнезду
игольчатый клапан и снова проверить его герметичность. Промыть жиклер карбю-
ратора в ацетоне, продуть сжатым воздухом, после чего установить в переходник
прибора для проверки пропускной способности (рис. 124). Заполнить прибор водой.
Определить пропускную способность жиклера. Установить собранный карбюратор
иа прибор, соединить с бензонасосом и проверить уровень топлива в поплавковой
камере.
179
§ 8. Ремонт сборочных комплектов и деталей
системы смазки
Ремонт масляных насосов. Каждый масляный насос, поступающий
с двигателем, необходимо подвергнуть диагностированию и только при
несоответствии его показателей техническим требованиям подвергнуть
ремонту.
У насосов, подлежащих ремонту, при разборке не следует раз-
укомплектовывать пары масляных шестерен с корпусами секций, если
они не требуют восстановления.
Основными дефектами деталей масляных насосов являются: износ
корпуса насоса в местах сопряжения с торцами шестерен и стенок кор-
пуса около всасывающих отверстий и вершин зубьев шестерен, сопря-
гаемых со стенками; износ плоскостей крышек (проставок) и торцевой
поверхности шестерен; износ поверхностей валиков, осей и втулок; по-
теря герметичности клапанов; наличие трещин; срыв резьб и износ
шлицев у валиков.
Снижение производительности масляных насосов вызывается уве-
личением торцевого зазора между шестернями и крышками (простав-
ками), который можно замерить по осевому перемещению ведущего
валика с помощью приспособления, состоящего из стойки с индикато-
ром часового типа.
Нормальный торцевой зазор шестерен в собранном корпусе мас-
ляного насоса для двигателей А-41, А-01М, СМД-60, СМД-62 установ-
лен в пределах 0,07...0,22 мм, а допустимый без ремонта — 0,30 мм.
Для остальных дизельных двигателей — нормальный зазор в преде-
лах 0,06...0,17 мм, допустимый без ремонта — 0,25 мм.
Если гнездо по высоте в корпусе изношено и больше высоты новых
шестерен, то торцевую поверхность у корпуса можно подрезать, про-
шлифовать или профрезеровать. Для подрезки торцевых поверхнос-
тей П и /7] корпус насоса закрепляют на приспособлении (рис. 126),
которое устанавливают в шпиндель токарного станка. На этом же при-
способлении обрабатывают цилиндрическую поверхность гнезд кор-
пусов М, которая предварительно восстановлена железнением или
цинкованием; кроме того, на приспособлении растачивают отверстие
Н под втулку.
Трещины и изломы у корпуса можно устранить горячей газовой
заваркой, холодной сваркой припоями ЛОК или ДОМНА, электро-
дуговой сваркой порошковой проволокой ПАНЧ-11 или постановкой
фигурных вставок.
Изношенные бронзовые втулки восстанавливают термодиффузион-
ным цинкованием. После замены их развертывают в корпусе и крышке
совместно под нормальный или увеличенный размер валика.
В крышках и проставках масляных насосов изношенные плоскос-
ти, сопряженные с торцами шестерен, восстанавливают шлифованием
или фрезерованием с последующим контролем на плите. Допускается
неплоскостность до 0,03 мм на 100 мм длины. При необходимости кры-
шки (проставки) пришабривают.
Потерю герметичности плунжерных клапанов устраняют исправле-
180
Рис. 126. Приспособление для токарной обработки корпусов масляного насоса:
1 — угольник; 2 — шпилька крепления корпуса насоса; 3 — установочный штифт; П — торце*
вая поверхность корпуса насоса; ГЦ — торцевая поверхность гнезда корпуса насоса; М. — ци-
линдрическая поверхность гнезда корпуса; Н — поверхность отверстия под втулку.
нием формы гнезда с постановкой увеличенного клапана и последую-
щей совместной притиркой. Шариковые клапаны в насосах и масля-
ных фильтрах заменяют, а фаску гнезда исправляют сверлом или ко-
нической зенковкой. После этого клапан устанавливают в гнездо и об-
чеканивают через латунную наставку. Пружины, потерявшие упру-
гость, заменяют.
Изношенные шестерни масляных насосов также заменяют.
Валики масляных насосов с изношенными посадочными местами под
втулки восстанавливают железнением или вибродуговой наплавкой
пружинной проволокой с последующим шлифованием под нормальный
или увеличенный размер.
Изношенные шлицы валиков заплавляют в среде углекислого газа
или вибродуговой наплавкой без подачи охлаждающей жидкости, об-
тачивают на токарном станке и фрезеруют. Изношенные шпоночные
пазы зачищают или фрезеруют под увеличенную по ширине шпонку
(при износе более 0,5 мм). Шпоночный паз можно фрезеровать в новом
месте. Изношенные оси ведомых шестерен заменяют новыми, нормаль-
ного или увеличенного размера. Увеличенная ось может изготавли-
ваться ступенчатой, тогда потребуется развертывать отверстие только
во втулке ведомой шестерни.
Поврежденный участок сетки маслозаборника запаивают мягким
припоем или устанавливают на него накладку из такой же сетки и
припаивают вокруг. Площадь запаянных участков не должна пре-
вышать 10% всей площади сетки.
Сборка и испытание масляных насосов. Все детали и каналы перед
сборкой должны быть тщательно прочищены, промыты и продуты.
181
вид A
Рис. 127. Схема стенда КИ-5278:
/ — управление частотой вращения
электродвигателя; 2 — управление
электродвигателем (реверс); 3— тумб-
лер включения подогрева и автома-
тической регулировки температуры
обкаточной смеси в заборном баке;
4 — ручка управления сливным кра-
ном: 5 — плита крепления масляных
насосов; 6 —маховик подъема вариа-
тора; 7 — тахометр; 8 —маховик уп-
равления вариатором; 9 — трубка
указателя производительности: 10 —
манометр, показывающий давление
после фильтра; // —манометр, показывающий давление в фильтре; 12-- манометр, показывающий
давление в нагнетательной ветви насоса; 13 — плита крепления фильтров; 14 — маховичок управ-
ления дросселем давления после фильтра; 15 — кнопка «Пуск» включения электродвигателя:
16 — кнопка «Производительность» включения электромагнита для замера производительности;
/7 — кнопка «Стоп»; 18 — маховичок управления дросселем давления в фильтре; 19 — включа-
тель местного освещения; 20 — рукоятка включения (выключения) плиты фильтров.
Высота шестерен, устанавливаемых на один насос или в каждую
его секцию, должна быть одинаковой и обеспечивать торцевой зазор
в пределах технических требований.
Радиальный зазор между вершинами зубьев и корпусом секций
насоса обычно равен 0,12...0,2 мм, а допустимый без ремонта — 0,25...
0,3 мм.
Нормальный зазор между валиком и втулками составляет в сред-
нем для разных марок насосов 0,03...0,07 мм, допустимый без ремон-
та — 0,12 мм.
Крышка насоса должна плотно прилегать к корпусу по всей плос-
кости. У собранного масляного насоса ведущий валик должен свобод-
но проворачиваться от руки, а плунжер предохранительного клапана —
перемещаться в гнезде под действием собственной массы.
Собранный насос подвергают обкатке и испытанию на стендах КИ-
5278 (рис. 127), КИ-9158 и др. На стенде можно плавно регулировать
частоту вращения валиков различных масляных насосов при помощи
маховика управления вариатором 8 в пределах от 600 до 3000 об/мин.
В нижний бак заливают смесь, состоящую из 50% дизельного масла
Дн-11 и 50% дизельного топлива. Вязкость смеси при температуре
16...20 С соответствует вязкости масла в прогретом двигателе. Насосы
182
предпусковой прокачки масла испытывают на дизельном масле Дп-11
при температуре 20±5°С. Давление рабочей жидкости регулируют дрос-
селем 14, с помощью которого изменяют проходное сечение на выходе
рабочей жидкости в мерный бак.
Сначала производят обкатку насоса в течение 6 мин. Давление
масла в магистрали стенда и обороты насоса изменяют согласно тех-
ническим требованиям. Если при обкатке не обнаруживают дефекты
(нагрев, заедание, шум и т. п.), то насос подвергают испытанию на
производительность (см. приложение 2).
При испытании насоса устанавливают частоту вращения ведущего
вала, соответствующую номинальной частоте вращения коленчатого
вала. Завертыванием вентиля уменьшают сечение проходного отвер-
стия для рабочей жидкости и повышают давление до величины, соот-
ветствующей срабатыванию предохранительного клапана. При этом
из отверстия, перекрываемого клапаном, должна вытекать сильная
струя рабочей жидкости. При необходимости проводят регулировку,
изменяя нажатие пружины вращением регулировочного винта или
постановкой прокладок под пружину (см. приложение 3).
Одновременно проверяют отсутствие подтекания рабочей жидкости
через втулки, между крышкой и корпусом насоса. Затем снижают дав-
ление жидкости до величины, равной рабочему давлению, закрывают
спускной вентиль мерного бака и определяют количество рабочей
жидкости, подаваемой в бак за 1 мин, по шкале на трубке указателя
производительности 9.
Масляные насосы автомобильных двигателей испытывают на раз-
виваемое давление при прохождении рабочей жидкости через канал
соответствующего диаметра и длины.
Ремонт масляных фильтров. Фильтрующие элементы загрязняются
и теряют свою пропускную способность либо вследствие повреждений
в них образуются большие щели, отверстия, и фильтр пропускает за-
грязненное масло.
Кроме этих дефектов, у фильтров
могут быть трещины и обломы корпуса,
срывы резьбы, вмятины колпаков.
Щелевой фильтрующий элемент после
наружной мойки следует проверять на
пропускную способность. Для этого за-
крывают пробкой центральное отверстие
в наружной крышке фильтрующего эле-
мента, погружают его в емкость с дизель-
ным топливом (рис. 128) так, чтобы кром-
ка элемента была выше уровня топлива
на 2...Змм, и определяют время, в течение
которого топливо заполняет внутреннюю
полость элемента до уровня, отстоящего
от верхней кромки на 30 мм. Время запол-
нения фильтрующего элемента до указан-
ного уровня при температуре дизельного
топлива 20°С должно быть не более 15...
Рис. 128. Проверка пропускной
способности фильтрующего эле-
мента фильтра грубой очистки
масла.
183
20 с для новых фильтров и 40 с для фильтров, бывших в эксплуата-
ции.
Затем фильтр перевертывают крышкой вверх и снова погружают
в дизельное топливо. В местах повреждений (вмятины, сдвиг витков,
обрыв ленты) будут выходить крупные пузырьки воздуха. Поврежден-
ные места запаивают (но не более 5 см 2) оловянно-свинцовым припоем
ПОС-ЗО, применяя в качестве флюса канифоль.
Для очистки фильтрующих элементов грубой очистки масла их
кипятят в течение 3 ч в 10%-ном растворе каустической соды, промыва-
ют в воде и помещают на 24 ч в моющую жидкость AM-15, а затем про-
мывают в струйных моющих машинах раствором СМС.
Большой эффект дает промывка и прочистка фильтров в ультразву-
ковых ваннах.
После промывки фильтрующие элементы грубой очистки снова про-
веряют на пропускную способность.
Фильтрующие элементы тонкой очистки при загрязнении заменяют.
У двигателей, где тонкая очистка масла выполняется реактивными
масляными центрифугами, при ухудшении их работы производят ре-
монт.
При загрязнении форсунок ротора, а также при накоплении отло-
жений внутри самого ротора происходит уменьшение частоты его вра-
щения. Ротор разбирают, удаляют накопившиеся отложения и промы-
вают. Отверстия в форсунках ротора прочищают медной проволокой
и промывают.
Падение давления масла в роторе центрифуги, а следовательно, и
снижение частоты его вращения может также происходить при износе
втулок и оси ротора. При зазоре между втулками и осью ротора более
0,1...0,15 мм их заменяют. После запрессовки втулок их развертывают
совместно в корпусе и крышке, обеспечивая зазор 0,016...0,090 мм в
зависимости от марки двигателя. Ротор центрифуги должен вращаться
на оси свободно, без прихватываний. Трещины, срыв резьбы, негер-
метичность клапанов устраняются ранее описанными способами.
Обращают внимание на наличие и исправность сеток на маслоза-
борниках.
Собранные фильтры испытывают и регулируют на стенде КИ-5278
или КИ-9158. При этом проверяется герметичность фильтров, прове-
ряется и регулируется давление открытия клапанов, а также частота
вращения реактивной масляной центрифуги. Для испытания фильтр
в сборе крепят на плите 13 (рис. 127). Давление перед фильтром и пос-
ле него определяют по манометрам стенда 11 и 10. Для проверки дав-
ления, при котором открывается контролируемый клапан, через него
направляют поток рабочей жидкости.
Регулируют давление открытия клапанов (см. приложение 4) ввер-
тыванием пробок, постановкой прокладок под пружины или заменой
пружин (в зависимости от конструкции фильтров). После этого прове-
ряют герметичность и частоту вращения ротора центрифуги. Для этого
с центрифуги снимают колпак и ставят защитный кожух (технологичес-
кий колпак). Придерживают ротор центрифуги рукой. Включают стенд
и дросселем создают требуемое давление рабочей жидкости. После это-
184
Рис. 129. Прибор КИ-
1308В для измерения ча-
стоты вращения ротора
масляной центрифуги:
/ — корпус; 2 — крышка; 3—
индекс; 4 — язычок; 5 —
шкала.
го наблюдают за наличием просачивания мас-
ла из-под втулок ротора и в местах соедине-
ния ротора с колпаком.
Для определения частоты вращения ро-
тора центрифуги служит прибор КИ-1308В
(рис. 129). Корпус прибора 1 навинчивают
на ось ротора центрифуги, включают стенд
и, укорачивая вылет язычка 4 поворотом
крышки 2, добиваются максимальной ампли-
туды колебаний свободного конца язычка.
При этом шкала прибора покажет частоту
вращения ротора центрифуги (см. приложе-
ние 5).
Для определения частоты вращения рото-
ра центрифуги применяют также стробоскопи-
ческий тахометр, устройство которого позволя-
ет регулировать частоту мигания лампы. На
ротор центрифуги наносят полоску краской.
При проверке включают стробоскопический
тахометр и освещают его лампой вращающую-
ся центрифугу. Регулируют при этом частоту
мигания лампы до тех пор, пока не будет устой-
чиво видна полоска на центрифуге. В этот
момент частота вращения центрифуги будет
соответствовать частоте мигания лампы.
Ориентировочно частоту вращения ротора определяют по времени
его вращения после выключения стенда (по выбегу). Время выбега дол-
жно быть не менее 30 с, а для двигателей СМД — не менее 40 с.
Заключительной операцией является проверка герметичности мас-
ляного фильтра в сборе при соответствующем давлении рабочей жид-
кости. Течь масла в течение 1 мин в местах соединений не допускается.
Контрольные вопросы
1. Какие дефекты снижают производительность масляных насосов и как вос-
становить ее? 2. Как обкатывают и испытывают масляные насосы? 3. Как восстанав-
ливают и проверяют пропускную способность ленточно-щелевых фильтрующих эле-
ментов? 4. В чем заключается и как проводится испытание масляных фильтров?
5. Как проводится испытание центрифуг?
Лабораторно-практическое занятие 12
КОНТРОЛЬ, ИСПЫТАНИЕ И РЕГУЛИРОВКА
СИСТЕМЫ СМАЗКИ ДВИГАТЕЛЯ
Содержание н порядок выполнения работы 1. Ознакомиться с характерными
износами и повреждениями основных деталей масляного иасоса. Поставить насос
на стенд. Подготовить стенд для испытания, открыв дроссели и кран слива масла
из бака. Установить вариатором на ходу стенда требуемую частоту вращения вала
привода насоса. Закрыть дроссель 12, дросселем 18 создать давление в магистрали
(см. приложение 2) и закрыть слив из бака. Включить кнопку 16 и по установивше-
муся уровню масла в трубке определить производительность испытуемого иасоса,
пользуясь шкалой на трубке 9. Выключить стенд и привести рукоятки в исходное
положение.
185
Испытать на момент срабатывания предохранительный (редукционный) клапан,
создавая дросселем 18 давление в магистрали. При несоответствии давления по по-
казателям манометра техническим требованиям, при котором срабатывает клапан,
его следует отрегулировать. Выключить стенд и привести его рукоятки в исходное
положение.
Отчет о работе. Результаты выполненной работы изложить в такой последова-
тельности: марка масляного насоса; род и вязкость жидкости в ванне испытатель-
ного стенда; частота вращения приводного вала стенда; давление открытия предо-
хранительного клапана до и после регулировки; давление при испытании насоса на
производительность; производительность масляного насоса.
Содержание и порядок выполнения работы 2. Установить на стенд фильтр. Вклю-
чить стенд, рукояткой 20 открыть плиту фильтров, маховичком 18 отрегулировать
давление в магистрали до момента срабатывания сливного клапана. При необхо-
димости отрегулировать клапан на давление, установленное техническими требо-
ваниями (см. приложение 4). Выключить стенд.
Ввернуть вместо пробки корпуса масляного фильтра ось центрифуги в сборе с
центрифугой и вибрационным тахометром. Установить на корпус фильтра предо-
хранительный кожух. Включить стенд и маховичком дросселя 14 установить дав-
ление в магистрали по техническим требованиям, определить по тахометру частоту
вращения центрифуги и по секундомеру время «выбега» ротора после выключения
стенда. Поставить рукоятки в исходное положение.
Отчет о работе. Результаты выполненной работы изложить в такой последова-
тельности: давление открытия сливного клапана до и после регулировки; давление
масла перед фильтром при проверке центрифуги; показатели герметичности цент-
рифуги; частота вращения ротора центрифуги; время вращения ротора центрифуги
после остановки стенда.
Содержаине и порядок выполнения работы 3. Закрыть пробкой отверстие в центре
щелевого фильтрующего элемента грубой очистки. Опустить этот элемент в ведро
с дизельным топливом и определить его пропускную способность по времени запол-
нения до уровня ниже края на 30 мм.
Отчет о работе. Записать время заполнения фильтрующего элемента н сравнить
с техническими требованиями.
§ 9. Ремонт сборочных комплектов и деталей
системы охлаждения
Водяной насос. Дефекты у деталей водяного насоса: трещины в кор-
пусе, срыв резьбы в отверстиях, износ посадочных мест под подшипни-
ки и упорную втулку, износ посадочного места на валике под крыль-
чатку, износ боковой поверхности лопаток, износ поверхностей у ва-
ликов в сопряжении с втулками, сальниками и шкивами вентиляторов.
Трещины в корпусах заваривают газовой сваркой латунными прут-
ками, припоями ЛОК и ЛОМНА и электродуговой сваркой порошко-
вой проволокой ПАНЧ-11. Срыв резьбы исправляют постановкой резь-
бовых вставок и другими способами. Корпус водяного насоса при из-
носе посадочных мест А и Б (рис. 130) под подшипники и упорную
втулку может быть восстановлен путем отрезания части корпуса с за-
прессовкой и приваркой вновь изготовленной части или запрессовкой
колец с последующей механической обработкой до номинальных раз-
меров. Торцевую поверхность опорной втулки и уплотнительную по-
верхность шайбы сальника притирают.
При восстановлении крыльчатки отрезают старую ступицу, изго-
тавливают, запрессовывают новую и стопорят двумя штифтами. Из-
ношенные лопатки крыльчатки наплавляют газовой сваркой чугун-
ными прутками и протачивают до требуемой высоты. Крыльчатки мож-
186
но изготавливать литьем из алюминие-
вого сплава или капрона. При этом втул-
ка ступицы должна быть стальной.
Изношенные поверхности у валиков
восстанавливают наплавкой в среде уг-
лекислого газа с последующим хромиро-
ванием и шлифованием.
После ремонта крыльчатку водяного
иасоса в сборе с валиком балансируют.
У собранных водяных насосов проверя-
ют соответствие зазора между корпусом
и торцом крыльчатки и осевого разбега
валика техническим требованиям. Валик
собранного водяного насоса должен вра-
щаться свободно, без заеданий (при ие-
затянутых сальниках).
Водяные насосы новых марок машин
обкатывают и испытывают на специаль-
ном стенде (например, насосы двигате-
лей ЯМЗ-240Б на стенде ОР-8899). Об-
катку производят в течение 3 мин при
Рис. 130. Восстановление кор-
пуса водяного насоса двигателя
А-01М:
1 — корпус водяного насоса; 2 —
упорная втулка; 3 — втулка; А —
износ поверхности отверстия под под-
шипники; Б — износ поверхности
отверстия под упорную втулку.
температуре воды 85...90°С. После этого производят испытание по
режиму, указанному в таблице 24.
ТАБЛИЦА 24
Марка двигателя Режим испытания Производительность, л/мии, не менее
противодавление, МПа частота вращения валика, об/мин
СМД-60 СМД-62 0,03...0,035 23001115 425
СМД-64 А-41 А-01М 0,03...0,05 2000 120 270
Каждый отремонтированный насос проверяют на герметичность при
давлении 0,07...0,12 МПа в течение 1 мин без вращения и с вращением
валика. Подтекание воды не допускается.
Вентиляторы. Дефекты деталей вентиляторов следующие: износ
посадочных мест в шкивах под наружные кольца подшипников ка-
чения, износ ручьев в шкивах под ремень, ослабление заклепок на
крестовине, загиб крестовины и лопастей.
Изношенные посадочные места восстанавливают постановкой колец
или железнением с последующей механической обработкой.
Изношенные ручьи в шкивах под ремень вентилятора (до 1 мм)
протачивают.
Ослабленные заклепки на крестовине лопастей подтягивают. Если
отверстия под заклепки имеют овальную форму, то их рассверливают
и лопасти приклепывают к крестовине заклепками увеличенного диа-
187
метра. Кромки лопастей вентилятора после приклепывания должны
лежать в одной плоскости. Допускается отклонение от плоскостности
до 1 мм. При необходимости крестовину и лопасти правят. Шаблоном
проверяют форму лопастей вентиляторов и угол их наклона относитель-
но плоскости вращения. Этот угол, например для лопастей венти-
ляторов двигателей Д-50, равен 34°, СДМ-14 у основания лопасти —
32°, на конце — 24°.
Собранный со шкивом вентилятор балансируют на настольном ба-
лансировочном приспособлении или универсальном балансировочном
стенде. При балансировке допускается сверлить углубления в торце
чугунных шкивов вентиляторов или утяжелять лопасть с ее выпуклой
стороны приваркой или приклепыванием пластинки.
Радиаторы. Основными дефектами радиаторов являются отложение
накипи на внутренних стенках резервуаров и трубок и повреждения их.
Для определения поврежденных мест собранный радиатор подверга-
ют испытанию, предварительно очистив его от грязи и накипи. Грязь
удаляют наружной промывкой водой и продувкой сжатым воздухом.
При необходимости выравнивают правилкой охлаждающие пластины.
Если система охлаждения двигателя предварительно не была очищена
от накипи, то радиатор очищают в мастерской. Для этого его промыва-
ют в ванне с 4%-ным раствором соляной кислоты с добавкой ингибито-
ра ПБ-5 до 3 г/л. Температура раствора 5О...7О°С, время промывки
10... 15 мин. Затем радиатор промывают в щелочном растворе СМС,
в воде и испытывают в собранном виде. Отверстия в резервуарах радиа-
тора закрывают специальными резиновыми пробками. Радиатор запол-
няют водой и создают насосом
избыточное давление: в тече-
ние 3...5 мин радиаторы не
должны давать течи (радиато-
ры тракторов К-700 проверя-
ются при давлении 0,10...0,14
МПа, радиаторы остальных
тракторов при давлении 0,05...
0,10 МПа). Можно также ис-
пытывать радиаторы в ваннах
с водой под соответствующим
давлением воздуха.
При ремонте радиатор раз-
бирают, очищают от грязи
резервуары и сердцевину,про-
чищают шомполом трубки.
Сердцевину испытывают от-
дельно на стенде КП-2002
(рис. 131). Сердцевину 8 ра-
диатора заключают в быстро
собираемую четырехстенную
камеру 2. Опорные пластины
с трубками остаются незак-
рытыми. Камеру наполняют
Рис. 131. Стенд КП-2002 для испытания серд-
цевины радиатора:
/ — крышка; 2 — камера (коробка); 3 — манометр;
4 — насос; 5 — рукоятка насоса; 6 — воздушный
насос; 7 — ванна с водой; 8 — сердцевина ради а-
188
Рис. 132. Приспособление для выпаивания
трубок радиатора:
1 — радиатор; 2 —змеевик; 3 — кожух; 4 — паяль-
ная лампа; 5 — шланг; 6 — кран.
Рис. 133. Пассатижи для удаления
трубок радиатора:
/— язычок; 2 — пассатижи; 3 —трубка.
водой, затем, закрыв кран, насосом 4 создают давление не менее
О, 10МПа и определяют место течи.
При отсутствии стенда сердцевину радиатора помещают в ванну с
водой и, подавая воздух по шлангу от ручного насоса в каждую труб-
ку, по пузырькам находят место повреждения.
Если повреждение обнаруживается у трубок во внешних рядах, то
поврежденные места запаивают припоем ПОС-ЗО. Поврежденные тру-
бки во внутренних рядах запаивают (заглушают) с обоих концов. До-
пускается заглушить до 5% трубок. Если число поврежденных трубок
более допустимого, их заменяют. Для этого трубки отпаивают от опор-
ных и охлаждающих пластин с помощью горячего воздуха, нагретого
до 500...600°С при прохождении через змеевик, укрепленный на паяль-
ной лампе (рис. 132).
Горячий воздух направляют по трубке радиатора. Когда припой
расплавится, трубку извлекают специальными пассатижами с языч-
ком (рис. 133), имеющим размеры и форму, соответствующие сечению
отверстия трубки.
Для отпайки трубок может применяться шомпол, нагретый до 700...
800°С в горне или пропусканием по нему электрического тока от свароч-
ного трансформатора.
Извлекают, а также вставляют новые или отремонтированные труб-
ки по направлению усиков охлаждающих пластин. Иногда для удале-
ния трубок необходимо отпаивать и снимать одну из опорных пластин.
Установленные трубки развальцовывают и припаивают к опорным
пластинам с помощью специального паяльника припоем ПОС-ЗО, при-
меняя в качестве флюса хлористый цинк (цинк, травленный соляной
кислотой).
Кроме замены поврежденных трубок, существует способ ремонта
их гильзованием. Для этого сначала раздают при помощи специального
плоского бородка концы трубок, находящихся в опорных пластинах, а
затем раздают всю трубку, протягивая сквозь нее с помощью лебедки
ножевидный шомпол с уширением на конце. В расширенную трубку
вставляют новую и припаивают ее по концам к опорным пластинам.
После ремонта сердцевину радиатора испытывают на герметичность
таким же образом, как и перед ремонтом. У годных к сборке сердцевин
189
радиаторов количество вновь установленных и гильзованных трубок не
должно превышать для тракторов и комбайнов 20% от общего числа
трубок, а для автомобилей — 25%.
Трещины чугунных резервуаров радиаторов устраняют электро-
дуговой сваркой биметаллическим электродом или проволокой
ПАНЧ-11, газовой сваркой латунными прутками и припоями ЛОК и
ЛОМНА.
У резервуаров, изготовленных из латуни, трещины и разрывы
обычно устраняют пайкой припоем ПОС-ЗО или припайкой заплат.
Ремонт масляных радиаторов аналогичен ремонту водяных радиато-
ров.
Смолистые отложения в радиаторах удаляют промывкой их в пре-
парате AM-15.
Испытывают масляные радиаторы под давлением 0,3 МПа. Трубки
припаивают к бакам твердым припоем ПМЦ (медно-цинковым) газовой
сваркой.
У термостатов удаляют накипь, промывая их ранее указанными
растворами. Поврежденные места пружинной коробки запаивают при-
поем ПОС-40, применяя в качестве флюса канифоль. Пружинные ко-
робки заполняют 15%-ным раствором этилового спирта.
При испытании термостата в ванне с подогреваемой водой начало
открытия клапана термостата должно быть при 70°С, а полное откры-
тие при 85°С. Величина полного подъема клапана 9...9,5 мм. При не-
обходимости регулируют высоту подъема клапана, вращая его на резь-
бовом конце хвостовика пружинной коробки термостата.
Контрольные вопросы
1. Какие основные дефекты водяного насоса? Ремонт его деталей. 2. Какие ос-
новные дефекты вентилятора, как ремонтируют его детали? 3. Как удаляют накипь
из системы охлаждения? 4. Как испытывают собранный радиатор и сердцевину?
5. Как восстанавливают сердцевину радиатора?
Лабораторно-практическое занятие 13
РЕМОНТ ВОДЯНОГО РАДИАТОРА
Содержание и порядок выполнения работы. Поместить неисправную сердцевину
радиатора в испытательный стенд, заполнить его камеру водой, закрыть спускной
вентиль и поднять с помощью насоса давление воды до 0,15...0,20 МПа. Найти де-
фектную трубку и заметить ее.
Уложить сердцевину радиатора на стенд для ремонта. Прогреть паяльной лампой
и специальным паяльником отпаять концы удаляемой трубки от опорных пластин.
Присоединить шомпол для удаления трубок к трансформатору и включить его в
сеть. Нагреть шомпол до светло-красного цвета, вставить в трубку и держать до ее
отпайки от охлаждающих пластин. Плоскогубцами извлечь трубку вместе с шомпо-
лом.
Для удаления трубок можно воспользоваться паяльной лампой и приспособле-
нием для их прогрева горячим сжатым воздухом.
Надеть новую трубку па шомпол. Вставить шомпол вместе с трубкой в отверстия
опорных и охлаждающих пластин по направлению отгиба усиков. Вынуть шомпол.
Зачистить шарошкой с коловоротом поверхность опорных пластин и припаять к
ним трубки.
Поместить собранную сердцевину в испытательный стенд и, как указывалось
выше, проверить ее герметичность.
190
Отчет о работе. Составить подробное описание порядка испытания сердцевины
и замены негодной трубки радиатора.
Правила техники безопасности. Помещение, где ремонтируют радиаторы, должно
иметь вентиляцию. При применении паяльной лампы необходимо выполнять сле-
дующие правила: резервуар лампы следует наполнять топливом не более чем на 3/4
вместимости; в резервуар не следует накачивать слишком большое количество воз-
духа; запрещается наливать или сливать топливо возле открытого огня. Снимать
наливную пробку резервуара и горелку, наливать топливо можно только тогда,
когда горелка потушена и остыла; запрещается разжигать лампу путем подачи топ-
лива через горелку.
§10. Сборка двигателей
На специализированных ремонтных заводах для сборки двигателей
на поточной линии применяют конвейеры или стенд-эстакаду. При этом
двигатель крепится на тележках, позволяющих легко их передвигать
вдоль эстакады. Двигатель на тележке можно установить с помощью
электропривода в любое положение для сборки.
При индивидуальной сборке двигателей применяют универсальный
стенд типа ОПР-989 (рис. 134).
Вначале собирают блок цилиндров: устанавливают втулки и рас-
пределительный вал, втулки толкателей и толкатели, сальники и
валики декомпрессора, маслопроводные трубки, еще раз продувают
сжатым воздухом маслопроводные каналы в блоке, устанавливают
палец промежуточной шестерни, шпильки и другие детали.
Рис. 134. Универсальный стенд ОПР-989 для сборки тракторных, комбайновых и ав-
томобильных двигателей:
/ — основание; 2 — поворотная труба; 3 — пружинная защелка; 4 — привод; 5 — стопорный
вныт; 6 — клинья; 7 — червячный редуктор; 8 и 9 -- съемные плиты; 10 — вал поворота;
11 — поворотный кронштейн для ящиков с инструментом.
191
Сборку двигателей выполняют обычно в трех положениях: верти-
кальном — картером вверх, когда укладывают коленчатый вал; го-
ризонтальном, когда устанавливают основные сборочные комплекты
и детали, и снова вертикальном, картером вниз, для окончательной
сборки и комплектования. Поточную сборку на конвейере можно
проводить и в двух положениях (горизонтальном и вертикальном).
Сборку двигателя ведут в таком порядке: укладывают коленчатый вал
и коренные подшипники, устанавливают гильзы цилиндров, шатунно-
поршневой комплект, заднюю балку и маховик, масляный насос и кар-
тер, головку цилиндров, турбокомпрессор и коромысловый механизм,
топливную аппаратуру, фильтры и трубопроводы, всасывающий и
выхлопной коллекторы, водяной насос и вентилятор, редуктор, пус-
ковой двигатель и муфту сцепления.
Установка коленчатого вала двигателей. Перед установкой вал
проверяют на укомплектованность его с коренными подшипни-
ками.
Собирают и затягивают коренные подшипники без вала (момент
затяжки указан ниже). Затем замерами определяют их овальность,
конусность, величину масляного зазора и смещение верхнего вкладыша
относительно нижнего.
Для обеспечения 80% ресурса при капитальном ремонте допусти-
мые величины зазоров в коренных подшипниках коленчатого вала
устанавливаются не более: СМД-60—0,156 мм; А-01М, СМД-14—0,160;
А-41—0,180; Д-37М —0,120; 3M3-53A — 0,81; ЗИЛ-130 — 0,065;
ЯМЗ-238НБ, ЯМЗ-240Б — 0,130 мм. При соответствии размеров и
зазоров техническим требованиям крышки подшипников снимают, ко-
ренные шейки вала смазывают тонким слоем масла и вал опускают на
вкладыши, установленные на блоке.
Момент затяжки гаек коренных подшипников двигателей равен:
ЯМЗ-238НБ — 440...470Н-М; А-01М и А-41—410...440; СМД-14 и
СМД-60—200...220 (болты СМД-50—160...180), Д-37М — 140...160;
3M3-53A — 110... 120; ЗИЛ-130—110... 130 для переднего и 80... 100 Н м
для среднего и заднего коренных подшипников. Вначале затягивают
равномерно в 2...3 приема средний подшипник и пробуют проворачи-
вать коленчатый вал рукой за болт во фланце для крепления маховика.
Если вал легко проворачивается, то постепенно затягивают равномерно
остальные крышки подшипников. Если вал туго проворачивается, то
его снимают и шейки смазывают тонким слоем краски. Вновь уклады-
вают вал, провертывают, разбирают и осматривают отпечатки краски
на вкладышах (рис. 135). По ним определяют степень прилегаемости
вала, причину тугого проворачивания и устраняют ее.
Передвигая вал вдоль оси ломиком в установочном подшипнике,
проверяют щупом осевой разбег коленчатого вала. Продольное пере-
мещение коленчатого вала для тракторных двигателей различных ма-
рок колеблется в пределах 0,1...0,4 мм, а автомобильных двигателей
и ЯМЗ-238НБ — 0,08...0,25 мм.
Нормальный осевой разбег обеспечивают подбором соответствую-
щей толщины бурта установочного подшипника или подбором шайб,
фиксирующих осевое перемещение вала.
192
Рис. 135. Характер прилегания вкла-
дышей коренных подшипников(в крыш-
ке) при проверке:
1 и 3 — вкладыши прилегают плохо; 2 и
4 — вкладыши прилегают хорошо.
Рис. 136. Проверка приспособлением с
индикатором часового типа величины вы-
ступания гильз цилиндров.
Правильно уложенный вал должен проворачиваться от усилия
руки, приложенного к болту маховика или к шатунным шейкам.
Установка гильз в блок. Гильзы, устанавливаемые в блок, должны
быть одной размерной группы и одного ремонтного размера.
Перед постановкой гильзы проверяют на разностенность в верхнем
и нижнем участках. Гильзу устанавливают в блок так, чтобы плоскос-
ти наибольшей и наименьшей толщины стенки гильзы совпадали с
плоскостью качания шатуна.
Гильза, установленная в блок без уплотнительных колец, должна
свободно проворачиваться.
Для запрессовки гильзы в блок с установленными уплотнительны-
ми кольцами, смазанными белилами, используют приспособление с
гидравлическим (пневматическим) прессом или молоток и деревянный
брусок, через который наносятся легкие удары по гильзе. Срезание уп-
лотнительного кольца при запрессовке не допускается.
После запрессовки торец бурта гильзы должен выступать над плос-
костью блока в пределах 0,06...0,30 мм (рис. 136). Допустимая величи-
на выступания бурта гильзы для всех двигателей равна 0,04 мм, а у
А-01М, А-41 и ЯМЗ-238НБ —0,03 мм.
У запрессованной гильзы следует проверить овальность и конусность
на рабочем участке, которые допускаются не более 0,02...0,03 мм для
всех двигателей. Перед проверкой гильзу следует закрепить ложной го-
ловкой, у которой вырезаны камеры сжатия.
Если устанавливают уже работавшие гильзы, то рекомендуется
повернуть их вокруг оси на 90° относительно прежнего положения.
Это приведет к уменьшению овальности гильз при последующей рабо-
те двигателя.
Установка шатунно-поршневого комплекта. Комплект и гильзы
перед постановкой смазывают дизельным маслом и расставляют замки
поршневых колец. Замки смежных колец располагают под углом 180°
относительно друг друга на поршнях двигателей типа ЯМЗ-238НБ,
СМД-14, а между вторым и третьим поршневым кольцом под углом
90°. На поршнях двигателей 3M3-53, СМД-60 и А-01М замки распола-
7 № юо 193
гают под углом 120° относительно друг друга. У большинства двига-
телей замки не рекомендуется ставить против оси пальца и поддиф-
фузорной выточки.
Шатунно-поршневой комплект устанавливают в блок со стороны
головки цилиндров, пользуясь приспособлениями для сжатия колец.
При установке комплекта имеющиеся на поршнях двигателей А-01М,
СМД-14 камеры сгорания и поддиффузорные выемки должны быть сме-
щены в сторону, противоположную распределительному валу, а у
двигателя ЯМЗ-238НБ — в сторону оси двигателя.
Стрелка на днище поршней двигателей СМД-60 и ЗИЛ-130 при
сборке должна быть направлена в сторону переднего конца двигателя.
При этом прорезь в юбке поршней будет обращена в сторону, противо-
положную расположению клапанов.
У двигателя 3M3-53 надпись на поршне «назад» должна быть обра-
щена к маховику двигателя.
Гайки шатунных подшипников затягивают динамометрическим
ключом со следующим моментом: для двигателей СМД-60, А-01М,
ЯМЗ-238НБ — 170... 190Н • м; Д-37М — 70...80; 3M3-53 и М-21 —
68...76; ЗИЛ-130 — 70...80; СМД-14—140...160; для остальных дви-
гателей— 190...210Н • м. У двигателя 3M3-53 при сборке нижней го-
ловки шатуна выступ на крышке и номер на шатуне должны совпадать.
Нормальный осевой разбег нижней головки шатуна у тракторных
и комбайновых двигателей 0,2...0,8 см, а у автомобильных — 0,1...
0,3 мм; допустимый без ремонта — 1 мм.
После установки шатунно-поршневого комплекта в в. м. т. днища
поршней должны выступать или утопать относительно плоскости бло-
ка на величину, указанную в таблице 25.
После установки задней балки и корпуса уплотнения ставят махо-
вик. После закрепления его на коленчатом валу проверяют на биение
по радиусу и торцу, которое не должно превышать для тракторных и
комбайновых двигателей 0,3 мм и для автомобильных — 0,2 мм.
Установка механизма газораспределения. Шестерни этого меха-
низма должны быть правильно установлены по меткам. Допускается
без ремонта зазор между зубьями шестерен распределения 1,5 мм.
Далее устанавливают картер шестерен распределения в сборе, топ-
ливный насос и крышку картера шестерен.
Продольное перемещение распределительного вала не должно пре-
вышать 0,4 мм. При большем перемещении его регулируют проклад-
ками или ограничительным устройством.
После установки маслонасоса с приводом блок закрывают масляным
картером.
Установка головки цилиндров. На блок укладывают прокладку,
смазанную с обеих сторон графитовой пастой, обращая внимание на то,
чтобы у двигателей совпадали отверстия в блоке и прокладке для под-
вода смазки к механизму коромысел.
На шпильки блока надевают головку в сборе с клапанным механиз-
мом и закрепляют гайками. Последовательность затяжки гаек крепле-
ния головок цилиндров для некоторых двигателей показана на рисунке
137, а значения крутящих моментов для разных моделей двигателей
194
a.
6
T©16 ©Z? ©7 ©J ©5 ©9 ©15
@20 ©16 ©i ©ii 21®}
©Jt-g>2 ©£-<©13©)17
г
Рис. 137. Последовательность затяжки гаек крепления головок цилиндров
двигателей:
а—СМД-14; б — 3M3-53; е — А-01М; г — ЯМЗ-238НБ.
соответственно равны: А-01М, А-41, СМД-14—200...220Н • м; ЯМЗ-
238НБ, СМД-60—220... 240; Д-50—160... 180; Д-37М — 140... 160;
3M3-53—130...180; ЗИЛ-130—100... 120 Н-м.
После установки головки цилиндров ставят штанги толкателей и
механизм коромысел в сборе так, чтобы ось симметрии бойка коромыс-
ла совпала с осью стержня клапана. Отклонение допускается до 1 мм.
Боек коромысла должен прилегать к торцу стержня клапана или к
стакану по всей поверхности.
Регулируют зазор между бойком коромысла и торцом стержня кла-
пана или стаканом. У холодных двигателей эти зазоры должны быть
равны: для СМД-14, А-41—0,40 мм у впускного и 0,45 мм у выпускно-
го; для СМД-60—0,5 мм, для остальных двигателей — 0,3 мм у впуск-
ного и 0,35 мм у выпускного; для автомобильных двигателей —
0,3 мм. Для горячих двигателей величины зазоров должны быть умень-
шены на 0,05 мм против вышеуказанных.
ТАБЛИЦА 25
Модель двигателя Величина выступания (в) или утопания (у) днища поршня, мм
Л-01, Л-01М Д-37М Д-25 СМД-14 СМД-60 в 0.23...V 0.42 у 0.80...у 1.38 в 0.35... в 0,80 в 0,06... у 0.05 в 0,50...у 0,00
Устанавливают крышки клапанов, всасывающий и выхлопной кол-
лекторы и механизм декомпрессии. Механизм декомпрессии регулиру-
ют на открытие клапанов.
Сборку двигателя закапчивают постановкой турбокомпрессора,
топливной аппаратуры, пускового двигателя с редуктором, водяного
насоса, вентилятора и др.
7*
195
Контрольные вопросы
1. Какова последовательность установки комплектных групп на двигатель?
2. Каков порядок укладки коленчатого вала в блок? 3. Каковы особенности установки
и контроля гильз при сборке с блоком? 4. Как правильно провести затяжку гаек у
шатунных подшипников? 5. Как проводится затижка гаек крепления головки
блоку?
Лабораторно-практическое занятие 14
УКЛАДКА КОЛЕНЧАТОГО ВАЛА И УСТАНОВКА
ШАТУННО-ПОРШНЕВОГО КОМПЛЕКТА В БЛОК
Содержание и порядок выполнения работы 1. Закрепить блок двигателя типа
СМД на универсальном стенде так, чтобы плоскость разъема с картером находилась
в верхнем положении. Проверить правильность комплектования вала с вкладышами.
Уложить вкладыши в гнезда крышек и в блок-картер. Затянуть коренные подшип-
ники, не обезличивая гайки и шайбы (со стороны обозначения опор блок-картера
выбиты цифры 1, 2, 3, 4, 5, а с противоположной — цифры 11, 23, 33, 44, 55). С по-
мощью индикаторного нутромера н микрометра замерить диаметры отверстий в
подшипниках и шеек коленчатого вала. Определить зазоры в подшипниках.
Поставить опорные ограничительные полукольца так, чтобы их толщина обес-
печивала нормальный продольный разбег вала, а фиксирующие штифты не высту-
пали над рабочей поверхностью. Уложить коленчатый вал в блок-картер, предва-
рительно смазав вкладыши и коренные шейки дизельным маслом. Затянуть коренные
подшипники динамометрическим ключом. Коленчатый вал при этом должен свободно,
без заеданий вращаться в них от усилия руки, приложенного к штифту фланца.
Замерить продольный разбег вала.
Отчет о работе. Записать величину зазора в каждом подшипнике, величину про-
дольного разбега вала и качество прилегания шейки вала к подшипнику.
Содержание и порядок выполнения работы 2. Установить шатунно-поршневой
комплект в блок двигателя типа СМД в указанной последовательности.
Проверить правильность подбора поршней и гильз по зазору в пределах одной
размерной группы. Поставить гильзы в блок-картер без уплотнительных колец и
проверить величину выступания гильз над плоскостью блока. Вынуть гильзы, уло-
жить в блок резиновые уплотнительные кольца, смазанные белилами. Определить
разностейность гильз, используя для этого прибор для проверки шатунов и инди-
катор со штативом. Установить гильзы в блок-картер так, чтобы плоскость наиболь-
шей разностенности каждой гильзы совпала с плоскостью, перпендикулярной оси
коленчатого вала. При помощи деревянной оправки и молотка запрессовать их до
упора.
Проверить овальность гильз против посадочных поясков. Убедиться в правиль-
ности комплектования вкладышей шатунных подшипников и в их соответствии раз-
мерам шеек коленчатого вала. Через верхнюю часть блока вставить шатуны с порш-
нями так, чтобы замки колец были правильно расставлены, а выемка на днище поршня
располагалась в стороне, противоположной распределительному валу. Равномерно
затянуть шатунные подшипники динамометрическим ключом. Нижняя головка ша-
туна должна перемещаться по шейке вала от руки, а коленчатый вал проворачиваться
от усилия не более 50 Н на плече 1м.
Отчет о работе. Записать порядок сборки, а в таблицу с номерами гильз ввести
следующие показатели: овальность гильзы в верхнем и нижнем поясках, ее разно-
стенпость, выступание гильзы над плоскостью блока (минимальное и максималь-
ное).
Правила техники безопасности. Разбирают и собирают комплектные группы
только с помощью исправного инструмента и приспособлений. Стенды и подставки
должны быть исправными и надежно удерживать собираемые комплектные
группы.
196
§ 11. Обкатка и испытание двигателей после ремонта
Нагружение отремонтированных двигателей без обкатки может
вызвать значительный местный нагрев трущихся поверхностей, «схва-
тывание» поверхностей трения может привести к вырыву частиц метал-
ла с поверхностей, к задирам и заклиниванию деталей.
При обкатке трущиеся поверхности подготавливаются к восприя-
тию эксплуатационных нагрузок, минимальные зазоры доводятся до
номинальных величин, выявляются неисправности, допущенные при
сборке, происходит дополнительная промывка и очистка внутренних
полостей двигателя. При обкатке проводят проверку и регулировку
некоторых комплектов и сопряжений, например регулировку зазоров
в клапанах, проверку давления в масляной магистрали и др.
Технические условия устанавливают проведение обкатки двигате-
лей по этапам: 1) холодная обкатка от приводного устройства, обес-
печивающего прокручивание двигателя с переменной частотой враще-
ния; 2) горячая обкатка на холостых оборотах и под нагрузкой; 3) ис-
пытание, контрольный осмотр и приемка двигателя из ремонта.
Высокого качества обкатки достигают при использовании маловяз-
ких масел, заливаемых в картер двигателя во время холодной обкат-
ки, например индустриального 20 или 30, смеси масел Дп-11 или
М-10Б и индустриального 20, а также при добавлении присадок в масло
(коллоидной серы 0,9... 1,1 %, дисульфида молибдена MoS2 или метал-
лоорганической присадки ОМП-2 — до 15% по объему масла) на ос-
нове глицерата меди и других, а также с добавлением к топливу для
дизельных двигателей элементоорганической присадки АЛП-2 на ос-
нове алюминия (концентрация 1 % по весу). В этих случаях время об-
катки (как общее, так и по этапам) сокращается в 1,5...2 раза, снижает-
ся съем металла с поверхностей, а шероховатость основных прораба-
тываемых поверхностей становится меньше по сравнению с обкаткой на
масле.
ГОСНИТИ рекомендована ускоренная холодная обкатка двигате-
лей с пропусканием через них электрического тока. Дополнительное
устройство к стенду состоит из генератора постоянного тока, или вы-
прямителя, сопротивления (реостата), токосъемника, вольтметра и
амперметра. Отрицательный полюс источника тока присоединяют к
коленчатому валу, положительный — к блоку цилиндров. После за-
ливки масла двигатель прокручивают при частоте вращения 500...
600 об/мин без тока в течение 10 мин, затем под током (напряжением
0,5...0,8 В, ток 0,8...30А) в течение 15...25 мин в зависимости от марки
двигателя. Последующая обкатка без тока на холостом ходу длится
10... 15 мин и под нагрузкой 10...20 мин. Общее время обкатки сокра-
щается в 2 раза, уменьшается расход топлива (9... 10 кг на двигатель).
Обкатывают и испытывают двигатели на электротормозных стен-
дах марок КИ-598Б, КИ-2118А, КИ-1363Б, КИ-2139А и других, ус-
тановленными на них асинхронными электродвигателями с фазными
роторами.
Электрический обкаточно-тормозной стенд (рис. 138) состоит из
плиты с четырьмя стойками 5, имеющими регулируемые опоры, на ко-
197
Рис. 138. Электрический обкаточно-тормозной стенд для
двигателей:
приработки и испытания
/ и 5 — стойки; 2 — электродвигатель — тормоз; 3 — пульт
управления; 4 — редуктор.
торых крепят обкатываемый двигатель; электродвигателя-тормоза 2,
статор которого балансирно закреплен в подшипниках на стойках /;
редуктора 4 для изменения частоты вращения; весового механизма,
фиксирующего поворот корпуса электродвигателя; пульта управле-
ния 3\ регулировочного реостата и оборудования для замера расхода
топлива весовым способом.
В корпусе пульта управления расположен весовой механизм, ко-
торый передает поворот корпуса электродвигателя-тормоза на стрел-
ку большого циферблата, показывающего величину усилия от дейст-
вия крутящего момента. На пульте управления смонтированы: тахо-
метр, показывающий частоту вращения приводного вала; манометр, по-
казывающий давление масла в системе смазки двигателя; два дистан-
ционных термометра на 125сС, контролирующих температуру картерно-
го масла и воды обкатываемого двигателя; сигнальная лампочка, указы-
вающая на необходимость выключения стенда при выведенных элект-
родах реостата из раствора.
Регулировочный реостат жидкостного типа предназначен для пуска
электродвигателя, регулирования скорости вращения, а при работе в
режиме генератора—нагрузки. Бак реостата заполняется 1...1,5%-ным
раствором кальцинированной соды в воде. Регулируют работу
электродвигателя в моторном и генераторном режиме погружением
или выводом электродов из раствора.
Для улучшения очистки масла на испытательных станциях приме-
няют проточно-циркуляционную систему смазки, позволяющую наибо-
лее эффективно очищать масло вне двигателя и подавать его в двига-
тель чистым. При этом масло из картера стекает в специальные резер-
вуары и оттуда насосом через фильтры опять поступает в масляную
систему двигателя. Потребная производительность применяемого в
198
этой системе насоса должна равняться суммарной производительнос-
ти одновременно работающих масляных насосов обкатываемых дви-
гателей.
Для охлаждения двигателей во время обкатки лучше применять
индивидуальную систему охлаждения. При использовании централи-
зованной системы необходимо строго выдерживать температуру воды,
подводимой к двигателю, в пределах 65...75°С, что обеспечивается
установкой электроконтактного термометра, регулирующего поступ-
ление холодной воды в систему из водопроводной сети.
Перед холодной обкаткой в картер заливают нормальное количест-
во масла или смеси масел с присадками. Рубашку охлаждения двига-
теля заполняют водой. В случае испытания без масляного радиатора
вместо подводящих трубок к масляному фильтру ставят трубчатую
перемычку, чтобы фильтр грубой очистки масел мог работать.
Перед началом обкатки все механизмы двигателя должны быть
смазаны и двигатель опробован на легкость вращения вручную.
Коленчатый вал двигателя должен быть хорошо сцентрирован с при-
водным валом обкаточного стенда. При стандартном режиме длитель-
ность холодной обкатки для тракторных двигателей устанавливают
50...70 мин, для автомобильных — 20...30 мин, при применении при-
садок в масло и топливо — до 15 мин, а на маловязких жидкостях —
30 мин на двух-трех режимах по частоте вращения с постепенным ее
увеличением от 500...600 до 1000 об/мин вначале без компрессии, а
затем с компрессией.
Во время холодной обкатки на ощупь проверяют нагрев трущихся
поверхностей. С помощью стетоскопа прослушивают стуки и шумы
внутри двигателя. Осмотром убеждаются, нет ли просачивания масла,
воды и топлива. По окончании холодной обкатки на маловязких жид-
костях их сливают из картера двигателя, корпусов масляных фильтров
и .масляного радиатора и дают жидкости стечь из всех полостей масло-
системы. Промывают масляный фильтр грубой очистки, реактивные
масляные центрифуги и картер. Затем вновь собирают двигатель, за-
ливают масло соответствующей марки или присоединяют двигатель к
проточно-циркуляционной системе смазки и прокручивают при малой
частоте вращения для заполнения свежим маслом системы смазки дви-
гателя.
При применении присадок обкатку продолжают без слива масла.
Тракторные двигатели обкатывают на холостых оборотах 30 мин,
автомобильные 20 мин на одном-двух режимах в зависимости от моде-
ли двигателя при частоте вращения ниже нормальной и на нормаль-
ной. Продолжительность обкатки на холостых оборотах с присадкой
АЛП-2 10 мин, а с присадкой ОМП-2 — 15...20 мин. Во время этой об-
катки проводят те же проверки, что и при холодной обкатке, и, кроме
того, проверяют действие всех механизмов двигателя, регулируют за-
зоры в клапанах, следят за показаниями приборов и проверяют угол
опережения впрыска топлива (для дизельных) и установку зажигания
(для карбюраторных).
Двигатель во время обкатки должен работать бесперебойно на всех
диапазонах частоты вращения, иметь хорошую приемистость. По окон-
199
чании этого этапа устраняют неисправности и проверяют затяжку гаек
крепления головки блока. Тракторные и автомобильные двигатели об-
катывают под нагрузкой 60...80 мин. Нагружают тракторные двигате-
ли в четыре ступени: первая — 25...30%, вторая — 50%, третья —
75% и последняя в пределах 80...85% номинальной мощности двига-
теля. На каждой ступени двигатель должен работать по 20...25 мин.
Обкатка под нагрузкой дизельных двигателей с присадкой в масле
ОМП-2 — 45 мин, а с присадкой АЛП-2 — 80 мин.
На всех этапах обкатки двигатель не должен перегреваться и иметь
стуков коренных и шатунных подшипников, поршней, поршневых
пальцев.
В конце обкатки двигатель не останавливают, а плавно нагружа-
ют, пока частота вращения не снизится до номинальной. При этом
определяют показания весового механизма.
Мощность двигателя (кВт) рассчитывают по формуле:
л,е = 0’736Ш®’
где Р — нагрузка по весовому механизму стенда, Н; п — частота вращения колен-
чатого вала, об/мин.
При испытании с редуктором формула мощности примет такой вид:
Ne = 0,736 10000п ,
где п — частота вращения вала тормоза, об/мин; ц — к. и. д. редуктора (т]=0,98).
Определяют также часовой расход топлива (г/с) весовым способом
по формуле:
G = —
т t ’
где gon — масса израсходованного топлива за время опыта, г; t — время опыта, с.
Экономичность работы двигателя определяется по формуле
GT1000
где ge — удельный расход топлива, г/Дж.
В связи с тем, что за период обкатки поверхности трения еще не
успевают подготовиться к восприятию номинальных нагрузок, испы-
тание следует проводить на пониженной мощности (80...85% от но-
минальной), ограничиваемой у карбюраторных двигателей постанов-
кой дроссельной ограничительной шайбы, а у дизельных — поста-
новкой болта, ограничивающего ход рейки топливного насоса.
После испытания основного двигателя проверяют работу пусково-
го. При этом пусковые двигатели должны легко запускаться (ПД-10М —
от усилия не более 0,5 кН, приложенного к пусковому шнуру). Необ-
ходимо, чтобы пусковые двигатели устойчиво работали при минималь-
ной частоте вращения коленчатого вала. Сцепление должно на-
дежно отключать и затормаживать ведомую ее часть.
200
Основной двигатель должен легко заводиться от пусковсго. Дви-
гатели, на которых установлен стартер, в холодном состоянии должны
заводиться от него не более чем при пятикратной попытке длитель-
ностью до 15 с и перерывами по 60 с.
После обкатки и испытания двигатель подвергают контрольному
осмотру на специальных стендах. При этом с двигателя снимают мас-
ляный картер, осматривают внутреннюю полость двигателя, зеркало
цилиндров на наличие или отсутствие задиров и промывают внутрен-
нее пространство дизельным топливом.
Один двигатель из десяти подвергают полному контрольному ос-
мотру. В этом случае снимают масляный картер и насос с приводом,
вскрывают коренные и шатунные подшипники, осматривают зеркало
цилиндров.
Если при контрольном осмотре двигателя будут обнаружены неис-
правности, при которых требуется замена гильз и поршней или колен-
чатого вала с вкладышами, то после устранения неисправностей дви-
гатель должен быть подвергнут повторной обкатке и испытанию в
полном объеме.
У каждого двигателя после обкатки следует снять и промыть мас-
ляную центрифугу, а масляные фильтры заменить на новые или очи-
щенные.
Контрольные вопросы
1. Почему необходимо после сборки обкатывать двигатель и какие задачи при
этом ставятся? 2. Какие создаются условия работы деталей при обкатке? 3. Какое
оборудование применяют для обкатки двигателей? 4. Каковы режимы обкатки дви-
гателей после ремонта? 5. Как проводят контрольный осмотр двигателей после ре-
монта и каковы технические требования на отремонтированный двигатель?
Глава S. ТЕХНОЛОГИЯ РЕМОНТА ТРАНСМИССИИ, ХОДОВОЙ ЧАСТИ,
ГИДРОСИСТЕМЫ И ЭЛЕКТРООБОРУДОВАНИЯ,
СБОРКА И ОБКАТКА МАШИН
§ 1. Ремонт сцепления и тормозов
Для сохранения сбалансированности коленчатого вала, маховика
и муфты сцепления перед снятием последней с двигателя необходимо
на маховике, корпусе сцепления и нажимном диске сделать метки,
чтобы совместить их при сборке.
Ведомые диски, тормозные колодки и ленты. Наиболее частым
дефектом ведомых дисков сцепления являются их замасливание и
износ фрикционных накладок. Замасленные диски следует тщательно
промыть в керосине и зачистить металлическими щетками. При износе
накладок дисков, тормозных колодок или лент до предельной толщи-
ны, при растрескивании или выкрашивании начинается пробуксовы-
вание сцепления и накладки заменяют новыми. Нормальная толщина
ведомых дисков сцепления в сборе с накладками 8,6... 10,5 мм, а до-
пустимая 7,0 мм. Износ накладок тормозных колодок трансмиссий
тракторов ДТ-75М, Т-4 и Т-4А и сцепления Т-150К допустим до уто-
201
пания заклепок не менее 0,5 мм (нормальное утопание 1...2 мм). Го-
ловки винтов крепления накладок к колодкам колесных тормозов
тракторов Т-150К должны утопать на 9... 10 мм. При замене накладок
высверливают головки у старых заклепок и выбивают их специаль-
ным бородком или срезают накладки на токарном станке или на спе-
циальном приспособлении.
Приклеенные накладки предварительно нагревают до температуры
300...350°С, а затем удаляют ударами молотка по наставке. Пользу-
ясь отверстиями стального диска, колодки или тормозной ленты как
кондуктором, сверлят отверстия в накладках, затем зенкуют на глу-
бину 2...3 мм. Накладки приклепывают пустотелыми латунными зак-
лепками, ставя их в дисках головками поочередно с разных сторон.
Допускается использовать алюминиевые заклепки, а также зак-
лепки из медных и латунных трубок. Накладки приклепывают на спе-
циальных пневматических стендах ОПР-3098, ОПР-5013.02, 70-7082-
152, прессе Р-304 или вручную на плите, используя специальные бо-
родки. Неплотность прилегания накладок к дискам допускается до
0,3 мм.
Боковое биение дисков в сборе с валиком, замеренное на крайних
точках при установке в центры приспособления, допускается для раз-
ных марок машин до 0,7... 1,5 мм. Покоробленные диски правят виль-
чатым рыгачом.
Вместо приклепывания накладки можно приклеивать клеем ВС-ЮТ
или БФТ-52.
Ведущие и нажимные диски. Основными дефектами ведущих дисков
или плоскостей маховиков, а также нажимных дисков являются не-
равномерный износ поверхностей трения, появление на них рисок,
задиров и износ пазов под ведущие пальцы.
При неравномерном износе глубиной 0,2 мм и задирах рабочей
поверхности диски шлифуют на плоскошлифовальном станке или про-
тачивают на токарном станке до выведения следов износа и обрабаты-
вают абразивной бумагой. При обработке дисков нужно обеспечить
параллельность рабочих поверхностей с точностью до 0,1 мм. Умень-
шать толщину дисков можно до определенной величины.
При увеличении бокового зазора между ведущими пальцами (ве-
дущими накладками) и пазами дисков пазы опиливают до ремонтного
размера под увеличенные пальцы либо заваривают газовой сваркой
чугунными прутками марки А, зачищают и фрезеруют. Диски, имею-
щие трещины и обломы, выбраковывают.
Пружины, отжимные рычаги. При неправильной эксплуатации
сцепления (длительная работа с пробуксовкой) происходит сильный
нагрев деталей, в том числе и пружин, и может произойти их отпуск
и потеря упругости. Поэтому при ремонте сцепления следует прове-
рять упругость пружин и при необходимости ее восстанавливать.
У отжимных рычагов изнашиваются отверстия под оси или пальцы
и кулачки в местах соприкосновения с отводкой или нажимным коль-
цом. Изношенные отверстия в рычагах либо развертывают под палец
увеличенного размера, либо рассверливают под втулку. Толщина стен-
ки втулки не должна быть менее 2 мм. Изношенные поверхности кулач-
202
Рис. 139. Универсальный стенд для разборки, сборки и регулировки муфт сцепления
и управления:
/ — рама стенда: 2 — крестовина; 3 — пневмоцилиндр; 4 — плита; 5 — регулировочная шай-
ба; 6 — шток пневмоцнлнндра; 7 — фланцевая втулка; 8 — регулировочная гайка; 9 — винт;
10 — кулачок; 11— тяга; 12 — втулка.
ков наплавляют порошковыми и другими электродами, дающими слой
высокой твердости, затем шлифуют по шаблону.
Отводки (корпуса муфт выключения), валы сцепления. Изношен-
ные поверхности цапф восстанавливают наплавкой, а поверхности
под подшипники —железнением с последующим шлифованием.
Изношенные поверхности под подшипники валов сцепления
восстанавливают электроимпульсным способом с последующим шли-
фованием, а поверхности под сальники — железнением или наплавкой
под флюсом. Изношенные резьбы на валах восстанавливают перенаре-
занием на уменьшенный ремонтный размер или наплавляют виброду-
говым способом в водяном паре проволоками ЗОХГСА, Нп-40 и другими
с последующей обточкой и нарезанием резьбы нормального размера.
Изношенные шлицы на валах муфт сцепления восстань вливают виб-
203
родуговой наплавкой в среде водяного пара или наплавкой под флю-
сом. После наплавки шлицы обтачивают и фрезеруют. В тех случаях,
когда твердость наплавленного слоя не отвечает техническим требо-
ваниям (менее 45 HRC), вал закаливают в масле при температуре
83О...85О°С и подвергают отпуску при температуре 250...300°С. После
термообработки вала шлицы шлифуют.
Сборка сцепления. При сборке особое внимание обращают на пра-
вильность положения деталей. Например, диск муфты сцепления у
автомобилей ГАЗ-53А ставят удлиненной частью ступицы к коробке
передач, а у автомобилей ЗИЛ-130 и у тракторов МТЗ-50 и МТЗ-52 —
к двигателю. У двухдисковых муфт сцепления ведомые диски удли-
ненными частями ступиц ставят наружу. У тракторов Т-150К диски
ставят тарельчатыми пружинами в сторону двигателя. Для сборки
сцепления необходимо предварительно сжать пружины между кор-
пусом муфты и нажимным диском. Для этого применяют универсаль-
ный пневматический стенд для разборки, сборки, регулировки сцеп-
ления тракторов и автомобилей (рис. 139).
В пневмоцилиндр 3 стенда подают сжатый воздух. Шток поршня
через крестовину 2 перемещает три тяги /Ус кулачками 10 вниз с уси-
лием не менее 15 кН. Кулачки прижимают корпус муфты сцепления к
нажимному диску. После сжатия завертывают регулировочные гай-
ки болтов отжимных рычагов.
При регулировке постоянно замкнутых муфт сцепления с помощью
регулировочных гаек 8 добиваются, чтобы поверхности кулачков от-
жимных рычагов находились в одной плоскости (с точностью до 0,3 мм)
и на определенном расстоянии от поверхности трения нажимного дис-
ка. Это расстояние должно быть равно, например, для муфт авто-
мобилей ГАЗ-51 и ГАЗ-53А — 42,5+0,25 мм; у сцепления тракто-
ров Т-4, Т-4А опорные поверхности отжимных рычагов должны
находиться от торца корпуса на расстоянии 96+0’3 мм, а у тракторов
МТЗ-50 и МТЗ-52 расстояние от выжимных рычагов до торца ступицы
опорного диска равно 12 мм.
§ 2. Ремонт трансмиссии тракторов, автомобилей
и комбайнов
Основными деталями трансмиссии машин, подвергающихся изна-
шиванию, являются корпусные детали, подшипники качения, шестер-
ни, валы, стаканы подшипников, детали планетарных передач.
Шестерни и валы. Шестерни имеют следующие дефекты: износ
зубьев по толщине и длине (у шестерен непостоянного зацепления),
износ стенок кольцевых пазов в сопряжениях с вилками включения
и внутренних посадочных шлицевых или гладких поверхностей, тре-
щины и выкрашивание зубьев (рис. 140).
Допустимые износы зубьев шестерен по толщине при односторон-
нем износе у тракторов ДТ-75 — 0,25...0,35 мм, предельные 0,70...
1,0 мм; у тракторов К-701 соответственно 0,4...0,5 мм и 1,3... 1,5 мм.
Если во время работы зубья парных шестерен находились не в
полном зацеплении по длине, то при использовании шестерен для даль-
204
Рис. 140. Разрушение зубьев:
а — поломка зубьев; б — усталостное выкрашивание; в — торцевой
износ; г — излом.
нейшей работы образовавшиеся уступы на зубьях необходимо удалить
абразивным кругом.
При одностороннем износе зубьев, превышающем допустимую ве-
личину, симметричные шестерни могут быть перевернуты или перестав-
лены с одной стороны трактора на другую. У шестерен с несимметрич-
ной ступицей, чтобы они могли работать неизношенной стороной, от-
резают часть ступицы, а с другой стороны ступицы приваривают
соответствующей толщины кольцо. Если переворачивают шестерни
непостоянного зацепления, то для обеспечения их нормальной работы
(включения) необходимо закруглить торцы зубьев с другой стороны.
При износе зубьев шестерен с торца со стороны включения прово-
дят шлифование торцов до одинаковой длины всех зубьев и закругля-
ют торцы. Допускается укорочение зубьев по длине на 8...10%.При
большей величине торцевого износа зубьев их восстанавливают до
номинальной длины наплавкой под флюсом с последующим шлифо-
ванием торцов по наружной поверхности и закруглением торцов с по-
мощью электрохимической обработки. Износ зубьев шестерен по боко-
вой поверхности может быть устранен наплавкой с последующей ме-
ханической обработкой (шлифование зубьев). Наплавку ведут или
вдоль зуба (для крупномодульных шестерен), или сразу по всей длине
зуба от впадины до вершины зуба. Восстанавливать зубья шестерен
одновременно торцевой и боковой поверхностей можно пластической
деформацией (давлением). Для этого вокруг посадочного отверстия
со стороны изношенных торцов зубьев наплавляют валик (запас) ме-
талла, шестерню нагревают до 11ОО...125О’С, закладывают в матрицу
(форму) и давлением пуансона осаживают и раздают.
При износе шлицев ступицы шестерни ступицу растачивают, за-
прессовывают новую шлицевую втулку и стопорят ее электросваркой.
205
Износы стенок кольцевых пазов для вилок переключения у трак-
торных шестерен допускаются до зазора 1,0... 1,2 мм.
Валы силовой передачи имеют следующие характерные дефекты:
износ боковой поверхности шлицев и посадочных поверхностей под
подшипники качения, изгиб и скручивание.
У шлицевых валов, которые сопрягаются с блочными и несимметрич-
ными шестернями, наблюдается неравномерный износ шлицев подлине.
В случае замены только одной из деталей сопряжения (шестерни или
вала) шестерня будет устанавливаться с некоторым перекосом, при этом
будут ускоренно изнашиваться зубья, а также появятся дополни-
тельные осевые нагрузки на подшипники качения.
Неравномерность износа боковой поверхности шлицев по длине,
непараллельность оси шестерни или вала как у шестерен, так и у
валов более 0,08 мм на 100 мм длины в изношенных местах не допус-
кается. Износы же шлицев по толщине допускаются в значительных
пределах (до увеличения зазора против нормального в 8... 14 раз, то
есть 1,2...2,3 мм для различных сопряжений силовой передачи).
Перекос шлицев может быть также следствием скручивания вала.
При неравномерном износе или перекосе шлицев по длине их стенки
выравнивают шлифованием по боковой поверхности. Шлицы, изношен-
ные по боковой поверхности более допустимого, восстанавливают на-
плавкой. Способ наплавки выбирают в зависимости от размеров шли-
цев и величины износа. При вибродуговой наплавке или наплавке в
защитных газах наплавляют обычно изношенную боковую поверх-
ность шлицев. Наплавку под флюсом ведут либо заплавляя впадины,
либо вкруговую по винтовой линии.
После наплавки шлицев их фрезеруют по боковой и шлифуют по
наружной поверхностям. Затем при необходимости проводят термооб-
работку. Для восстановления толщины шлицев можно использовать
способ пластической деформации (см. гл. 3).
Нагруженные длинные валы трансмиссии могут иметь прогиб и
биение, что вызывает усиленный износ шестерен и подшипников.
Величина допустимого биения шлицев 0,05 мм в средней части вала.
Изгиб валов устраняют холодной правкой прессом.
Изношенные посадочные поверхности вала под подшипники ка-
чения восстанавливают электроимпульсным наращиванием или же-
лезнением. При износах более 0,4 мм применяют вибродуговую
наплавку или напекание металлических порошков. Концы валов с из-
ношенной резьбой восстанавливают наплавкой с последующей ме-
ханической обработкой на нормальный размер или проточкой и на-
резанием резьбы уменьшенного размера.
Карданные валы. Основными дефектами карданного вала (рис. 141)
являются износы в шлицевом сопряжении скользящей вилки и кардан-
ного вала, цапф крестовины кардана и игольчатых подшипников,
отверстий в вилке и во фланце-внлке кардана в сопряжении с иголь-
чатым подшипником. У карданных валов могут быть погнутость, вмя-
тины, нарушение динамической балансировки.
Крестовины кардана восстанавливают вибродуговой наплавкой
порошковой проволокой, а затем шлифуют под номинальный размер.
206
Рис. 141. Места износа сопряжений карданного вала трактора К-701:
А — отверстия в скользящей вилке —подшипник игольчатый (наружное кольцо);
Z> — крестовина — подшипник игольчатый; В — скользящая вилка — вал
карданный.
Овальность и конусность шипов крестовины после шлифования до-
пускается не более 0,01 мм, неперпендикулярность 0,1 мм на концах
шипов.
Изношенные отверстия под наружные кольца игольчатых подшип-
ников растачивают на токарном или расточном станке и запрессовы-
вают в расточенные отверстия промежуточные втулки.
Изношенные шлицы скользящей вилки восстанавливают обжатием
в матрице под прессом с последующим прошиванием протяжкой.
Шлицы вала кардана можно восстанавливать наплавкой.
При прогибе карданного вала в средней части более 0,4 мм его
правят вхолодную под прессом. Карданные валы после ремонта дол-
жны подвергаться динамической балансировке.
Планетарные механизмы применяются в механизмах поворота
тракторов ДТ-75, ДТ-75М, Т-4, Т-4А и в увеличителях крутящего
момента тракторов МТЗ-50, ДТ-75, ДТ-75М. Планетарные механизмы
используются и в колесных редукторах тракторов К-700, К-701, Т-150К.
В процессе работы у этих механизмов наблюдается износ шеек под
ролики игольчатых подшипников у осей сателлитов 11 (рис. 142),
износы в соединении ось сателлита 11 — отверстие водила 12. У сол-
нечной 2 и эпициклической (коронной)/Ушестерен и у сателлитов 1
изнашиваются зубья. Изнашиваются также отверстия под подшипника-
ми у сателлитов 1.
Изношенные посадочные поверхности под подшипники качения у
эпициклической шестерни можно восстанавливать электроимпульсным
наращиванием, вибродуговой наплавкой, железнением; у оси сател-
лита — вибродуговой наплавкой, напекапием металлических порош-
ков, железнением.
Изношенные отверстия под оси сателлитов в водиле 12 могут вос-
станавливаться ручной или полуавтоматической наплавкой или коль-
207
Рис. 142. Детали планетарной передачи (колесный редуктор трактора Т-150К),
подвергающиеся изнашиванию:
1 — сателлит; 2 — солнечная шестерня; 3 — цапфа; 4 и 8 — подшипники; 5 — уплотнение;
6 — гайка; 7 — муфта; 9 — шпилька; 10 — эпициклическая (коронная) шестерня; 11 — ось
сателлита; 12 — водило.
цеванием. Сателлиты с изношенными или поврежденными зубьями,
с изношенными отверстиями под ролики игольчатых подшипников
выбраковывают.
У коробок передач, редукторов, передачи на вал отбора мощности
характерными являются износы валиков и вилок переключения, фик-
саторов.
У валиков переключения изнашиваются наружная поверхность,
углубления (гнезда) под фиксаторы. Валики можно восстанавливать
наплавкой (вибродуговой), железнением. Гнезда фиксаторов заплав-
ляют и вновь обрабатывают.
У вилок переключения изнашиваются внутренняя поверхность
ступицы и боковые поверхности вилок. Внутренние поверхности ви-
208
лок восстанавливают рассверливанием и развертыванием с постанов-
кой промежуточной втулки. Изношенные боковые поверхности вилок
наплавляют и обрабатывают. Изношенные фиксаторы (обычно шари-
ковые) заменяют. Для коробок передач тракторов К-700 (701), Т-150К
с гидроподжимными фрикционными муфтами характерными дефекта-
ми являются коробление дисков трения и фрикционов, износ и задиры
их поверхности, поверхности нажимного диска и упорной поверхности
внутреннего барабана. Диски с задирами на поверхности и с коробле-
нием до 0,4 мм прошлифовывают на плоскошлифовальных станках,
а при большем короблении восстанавливают на специализированных
предприятиях. Там диски очищают в расплаве солей от маслянисто-
смолистых отложений, промывают, собирают в пакеты и правят под
прессом, после чего в сжатом состоянии нагревают в термопечи до 600°С
в течение 3 ч, снова сжимают (правят). После этого диски шлифуют
(при короблении больше 0,4 мм вновь проводят термическую правку)
и подвергают химико-термической обработке (сульфоционированию по-
верхности).
Корпусные детали. Основными дефектами корпусных деталей яв-
ляются: трещины, изломы и пробоины корпуса, износ посадочных
мест под гнезда подшипников или наружные кольца подшипников,
износ установочных штифтов и отверстий под них, повреждение и
износ резьбы в отверстиях.
Для устранения трещин, изломов и пробоин применяют холодную
электродуговую сварку и приварку накладок электродом ЦЧ-4 диа-
метром 3...4 мм. Сварку ведут способом отжигающих валиков. Для
заварки трещин в корпусных чугунных деталях используют и полу-
автоматическую сварку в среде углекислого газа, применяя прово-
локу Св-08Г2С диаметром 0,8... 1,2 мм.
Большую производительность и хорошее качество дает полуавто-
матическая сварка чугунных корпусных деталей самозащитной про-
волокой ПАНЧ-11 диаметром 1,2 мм.
При ручной газовой сварке используют в качестве присадочного
материала чугунные прутки НЧ-1 для многослойной наплавки и свар-
ки тонкостенных деталей и НЧ-2 — для сварки толстостенных дета-
лей.
В трещине в перемычке между отверстиями под подшипники фре-
зеруют паз, сверлят отверстия, ставят штифты или скобы и произво-
дят сварку способом отжигающих валиков электродом У ОНИ 13/55
или ЦЧ-4.
При заварке перемычки с резьбовым отверстием его рассверливают,
вставляют пробку из малоуглеродистой стали и приваривают ее к
корпусу с внутренней стороны электродом ЦЧ-4. После этого пробку
просверливают и нарезают в ней резьбу.
При незначительных износах (до 0,2 мм) посадочные отверстия
восстанавливают эпоксидными клеевыми составами, при больших из-
носах — местным вневанным холодным железнением или постановкой
промежуточных колец. Перед железнением посадочные места раста-
чивают для выведения овальности, конусности и удаления верхнего
наклепанного слоя металла, пропитанного маслом.
209
Отверстия под железнение растачивают так, чтобы их диаметр
после расточки увеличился при износе до 0,12 мм не более чем на
0,35 мм, при износе от 0,13 мм до 0,25 мм не более чем на 0,60 мм и
при износе от 0,25 мм и выше не более чем на 0,80 мм. После железне-
ния отверстия растачивают. При растачивании отверстий коробки
перемены передач необходимо выдержать расстояние между осями
отверстий, их параллельность между собой и перпендикулярность зад-
ней и передней плоскостям корпуса коробки передач. Для обеспечения
этих требований отверстия растачивают с применением специальных
установочных приспособлений.
Для постановки колец отверстия растачивают до диаметра больше
нормального на 6 мм, а кольца изготавливают под посадку с зазором
до 0,01...0,03 мм, с тем чтобы поставить кольца на эпоксидный клей.
Кольца в этом случае делают нормального размера по внутреннему
диаметру и последующая их обработка в корпусе не требуется. Оваль-
ность отверстий после расточки не должна превышать 0,03 мм, а раз-
ностенность устанавливаемых колец 0,02 мм.
Промежуточные кольца могут быть установлены и без клея. В этом
случае их изготавливают с наружным диаметром, обеспечивающим пос-
тановку с натягом. Окончательная расточка колец под нужный раз-
мер в этом случае производится после запрессовки их в корпус.
Изношенные отверстия под подшипники в корпусах задних мостов
растачивают под постановку промежуточных колец на горизонталь-
ных расточных станках, применяя кондукторные приспособления.
В последнее время вместо промежуточных колец в посадочные от-
верстия корпусных деталей приваривают стальную ленту электро-
контактным способом на специальных автоматах.
Сборка УКМ. Вначале собирают его сборочные комплекты: на-
жимной диск муфты сцепления, муфту обгона, планетарный механизм,
а затем весь УКМ. При сборке нажимного диска УКМ тракторов
ДТ-75 и ДТ-75М отжимные рычаги и их серьги должны быть подоб-
раны по массе в группы из трех штук. Разница в массе каждой группы
деталей допускается не более 3 г. Перед постановкой пружины следует
проверить на упругость. При нагрузке 6501“ Н высота пружины
должна быть 42 мм. После сборки проверяют сбалансированность дис-
ка муфты сцепления и устанавливают концы рычажков УКМ в одной
плоскости по шаблонам.
При сборке шести игольчатых подшипников 3 (рис. 143) на рабочие
поверхности колец наносят слой смазки УС, в каждое кольцо уклады-
вают по 38 роликов и временно для их удержания вставляют техноло-
гические втулки.
Комплектовать подшипник кольцами и роликами следует из од-
ной упаковки, так как завод-изготовитель поставляет их по размерным
группам. Подбирают три блока шестерен 2 одной комплектности (но-
мер комплектности указан на торце блока) и устанавливают их в во-
дило большим венцом в сторону передней шайбы. Блоки шестерен
должны иметь осевое перемещение не менее 0,2 мм, вращаться плавно,
без заедания. Собранный корпус 10 муфты обгона устанавливают на
ступицу водила.
210
11
12 13
10
Рис. 143. Водило У КМ трактора ДТ-
75М в сборе с блоками шестерен:
1 — фиксатор; 2 — блок шестерен в сборе;
3 и 6 — игольчатые подшипники; 4 — ось
блока шестерен; 5 — маслораспределнтель-
ная втулка; 7 — крышка; 8 — ведущий вал;
9 — прокладки; 10 — корпус муфты обгона
в сборе; 11 — корпус подшипника; 12 — во-
дило в сборе; 13 — ведомая шестерня; 14 —
пружина фиксатора.
Статическая несбалансированность водила УКМ в сборе должна
быть не более 50 гем.
Собранное водило устанавливают на подставку шлицевым концом
вниз. Каждый блок шестерен ставят так, чтобы метки на наружных
торцах малых шестерен совпадали с метками на наружной поверхности
водила. Во внутреннюю полость водила вводят ведущий вал, а зубья
вала — в зацепление с зубьями больших венцов блоков шестерен.
После общей сборки УКМ регулируют сцепление. Зазор между
торцом упорного подшипника и кольцами отжимных рычагов должен
быть 4+0,3 мм.
УКМ обкатывают на специальном стенде на смеси дизельного мас-
ла и дизельного топлива в соотношении 1 : 1 в течение 3...5 мин при
частоте вращения ведущего вала УКМ ДТ-75 1700 об/мин, а МТЗ-50
и МТЗ-52 — 1200...1600 об/мин.
Сборка коробок передач (КП) производится на сборочных стендах.
Простейшие из них представляют подставку с поворотным устройством.
Более совершенные снабжены гидронасосом, распределителем и гид-
роцилиндрами для запрессовки подшипников, стаканов и т. п.
Наиболее сложной является сборка коробок передач тракторов
К-700, К-701, Т-150 и Т-150К. Она производится из собранных и ис-
пытанных на специальных стендах сборочных комплектов.
Масляный насос обкатывают и испытывают на стенде КИ-1575 при
частоте вращения 700 и 2000 об/мин по 3 мин.
Испытывают механизм переключения передач и гидроаккумулятор.
Течь масла не допускается. Проверяют действие золотников во всех
положениях, давление в полостях.
Ведущий вал испытывают на гидрофицированном стенде при час-
тоте вращения 500...600 об/мин. В процессе обкатки проверяют работу
каждого фрикциона и давление масла. На входе в вал должно быть
211
обеспечено давление масла для каждого
фрикциона 0,85...0,95 МПа и давление
смазки в пределах 0,10...0,15МПа. Пос-
ле выключения подачи масла нажимные
диски фрикционов должны возвращаться
в исходное положение. При неподвиж-
ном вале шестерни в сборе должны сво-
бодно проворачиваться от руки.
У коробок передач, где на выходе
вторичного вала имеется коническая
шестерня, при сборке необходимо про-
верить и отрегулировать вылет торца
шестерни вторичного вала относительно
привалочной плоскости коробки передач
(рис. 144). Расстояние от малого торца
конической шестерни вторичного вала
до привалочной плоскости коробки долж-
но быть у тракторов: Т-4 и Т-4А —
84,04+°’1 мм; Т-74 — 87,3-»’1 мм; МТЗ-50,
МТЗ-52 и МТЗ-80 — 58+°’15 мм.
Собранные коробки передач обкатыва-
ют без нагрузки и с нагрузкой на обкаточных стендах по 5...6 мин на
каждой передаче.
Перед обкаткой коробки передач заправляют смесью дизельного
масла и дизельного топлива в соотношении 1 : 1, а у тракторов К-700,
К-701, Т-150 и Т-150К —дизельным маслом ДС-11.
Для обкатки коробки передач под нагрузкой обычно используют
стенды с гидравлическими и электрическими тормозами.
Привод коробки передач на стендах с гидравлическим тормозом
осуществляется от электродвигателя, а ее нагружение — изменением
проходного сечения вентиля (дросселя), включенного в нагнетатель-
ную магистраль насоса типа НШ. Величину нагрузки оценивают по
показаниям манометра.
Стенды с электрическим тормозом подобны стендам для обкатки
двигателей.
Коробки передач после сборки обкатывают на стенде на всех пе-
редачах без нагрузки в течение 20...25 мин и под нагрузкой на каждой
передаче в течение 10...35 мин при 1000...1500 об/мин ведущего вала.
Нагрузку на коробку передач при обкатке создают равной 10...50%
максимального крутящего момента двигателя.
Сборка, регулировка и обкатка задних мостов гусеничных тракторов.
(Рассматривается на примере трактора Т-4А). При установке солнеч-
ной шестерни 1 в стакан 5 запрессовывают две втулки 6 (рис. 145).
Затем стакан со втулками устанавливается на солнечную шестерню 1
с зазором 0,12...0,21 мм.
У планетарного механизма особой тщательности требует
сборка водила. Необходимо подобрать три комплекта (по 33 шту-
ки) игольчатых роликов. Ролики должны быть одной размерной
группы. По размерным группам подбирают и оси сателлитов. В
212
Рис. 145. Задний мост трактора Т-4 (Т 4А) в сборе:
1 — солнечная шестерня; 2 — тормозной барабан солнечной шестерни; 3 — тормозной барабан: 4 —• ведущая шестерня конечной передачи; 5 — стакан;
6 втулка; 7 — ось ведущих колес; 8 — планетарный механизм в сборе.
каждое водило следует устанавливать оси сателлитов одной груп-
пы.
Внутреннюю поверхность сателлита смазывают солидолом, уста-
навливают временную технологическую ось и ролики. Водило нагре-
вают до 90...100°С, на технологическую ось надевают шайбы и уста-
навливают сателлит в паз водила. Затем вместо технологической оси
устанавливают ось сателлита.
После сборки водила приступают к сборке планетарного механизма.
В приспособление устанавливают шарикоподшипник и ведомую ко-
ническую шестерню, ввернув в нее монтажные шпильки. В шестерню
устанавливают корону, а в корону — одно водило ступицей вниз,
а второе — ступицей вверх, сверху — второй шарикоподшипник и все
вместе спрессовывают.
Сборка заднего моста из комплектов. При сбор-
ке задних мостов для запрессовки деталей и комплектов удобно поль-
зоваться гидрофицированпым стендом. В корпус заднего моста запрес-
совывают оси 7 ведущих колес (рис. 145) и затем навертывают гайку,
стопорят ось фиксатором, а гайку стопорной пластиной. Планетарный
механизм устанавливают в корпус заднего моста конической шестер-
ней влево, с правой стороны временно запрессовывают технологичес-
кий стакан. С этой же стороны устанавливают и затем запрессовывают
стакан 5 в сборе с солнечной шестерней 1 и прокладкой, смазанной
лаком «Герметик». При запрессовке надо поворачивать солнечную шес-
терню за рычаг для совмещения ее зубьев с зубьями сателлитов. Ста-
кан солнечной шестерни закрепляют болтами. Вынув технологичес-
кий стакан, таким же образом устанавливают правую солнечную шес-
терню.
Планетарный механизм после сборки должен вращаться легко, без
толчков и заеданий.
Далее запрессовывают гнезда подшипников ведущих шестерен ко-
нечной передачи. Поставив на солнечной шестерне уплотнения, ус-
танавливают и закрепляют тормозные барабаны 3 солнечных шесте-
рен и тормозные ленты. Охватив тормозные барабаны лентами, их ус-
танавливают в отсеки заднего моста. Ведущую шестерню 4 конечной
передачи в сборе с подшипниками ставят в гнезда в корпусе заднего
моста, устанавливая одновременно тормозной барабан на шлицы ве-
дущей шестерни конечной передачи. Далее устанавливают механизм
управления тормозами, конечные передачи, коробку передач.
Регулировка зацепления конических шес-
терен. При установке конических шестерен должно быть достигну-
то совпадение вершин и образующих начальных конусов, то есть ко-
нусов, образованных начальными окружностями зубьев обеих шесте-
рен (рис. 146). Во время сборки коробки передач при регулировке
положения ведомого (вторичного) вала устанавливают определенное
расстояние! от торца конической шестерни до обработанной плоскости
на задней стенке корпуса коробки передач.
Этим достигают того, что вершины начальных конусов шестерен
будут на одной оси (ось вала заднего моста). У трактора ДТ-75, у ко-
торого коробка передач и задний мост находятся в общем корпусе,
214
для этого замеряют и регулируют рас-
стояние от торца шестерни вторичного
вала до оси вала заднего моста так, чтобы
оно равнялось 13310’3 мм. Для проверки
этого расстояния используют приспособ-
ление (рис. 147}, центрирующие диски и
контрольный вал 3 которого устанавли-
вают в боковые отверстия корпуса зад-
него моста. Калибр 2 должен касаться
торца шестерни вторичного вала коробки
передач.
Правильность вылета малой шестерни
можно проверить также по точному сов-
падению (по длине зубьев) обеих ше-
стерен. После этого регулируют зазор
в зацеплении шестерен, изменяя коли-
чество прокладок между фланцем коро-
ны и ведомой шестерней. В каждом ком-
плекте должно быть одинаковое количе-
ство прокладок. Боковой зазор в зацеп-
лении конических шестерен должен быть
равен: для ДТ-75 — 0,25...0,50 мм; для
Рис. 146. Регулировка зацепле-
ния конических шестерен:
а ~ правильная; б — неправильная
(не совпадают вершины О и Oj на-
чальных конусов и образующие ОС и
OiCi начальных конусов); L и
расстояние от торца шестерни до
привалочной плоскости коробкн пе»
редач.
Т-4А — 0,15...0,45; для МТЗ-50 (52) — 0,20...0,45; для МТЗ-80 (82) —
0,25...0,55; для Т-40А — 0,15...0,50 мм.
Регулировкой зазора одновременно достигается совпадение вершин
и образующих начальных конусов шестерен. Допустимый без ремон-
та зазор 2,0 мм (для Т-4А 2,5 мм). Для замера величины зазора в за-
цеплении выпускается специальное приспособление с индикатором.
Оценивают правильность зацепления шестерен также по отпечат-
ку. Для этого смазывают тонким слоем краски зубья малой коничес-
кой шестерни и проворачивают на часть оборота вторичный вал ко-
робки передач. Отпечаток (рис. 148) должен занимать не менее 60%
длины зуба в средней его части по высоте, начало его должно быть не
Рис. 147. Приспособление КИ-7093 для
установки вторичного вала коробки
перемены передач трактора ДТ-75 на
размер 133 0,3 мм:
1 — центрирующие диски; 2 •— калибр;
3 — вал.
Рис. 148. Отпечатки краски па зубьях
конической шестерни:
а — при правильно отрегулированном зацепле-
нии; б — при неправильно отрегулированном
зацеплении.
215
далее 2 мм от торца меньшего основания и не ближе 5 мм от торца
большего. Допускается отпечаток в виде отдельных пятен: длина пят-
на — не менее 10 мм и разрыв между пятнами не более 3 мм. Пятно
должно занимать не менее 50% высоты зуба.
Сборка ведущих мостов колесных тракторов. Технология сборки
ведущих мостов тракторов К-700, К-701, Т-150, Т-150К примерно оди-
накова. Сборку производят на конвейерных линиях или специальных
стендах из предварительно собранных и отрегулированных сборочных
комплектов.
Главную передачу трактора Т-150К (рис. 149) собирают на стенде
ОР-6281 ГОСНЙТИ. Вначале собирают сборочный комплект дифферен-
циала и комплект ведущей шестерни с подшипниками и стаканом
подшипника.
Для обеспечения правильного взаимного расположения при сбор-
ке и во избежание раскомплектования на обеих чашках дифференциала
7 и 17 промаркированы номера. Чашки при сборке нужно устанав-
ливать так, чтобы номера были одинаковые и расположены рядом.
На спирально-конических шестернях 3 и 12 также нанесены номера
комплектов. Сначала в корпус ведущего моста устанавливают комплект
ведущей шестерни. Зазор в подшипниках 4 и 6 ведущей шестерни ре-
гулируется при помощи прокладок 5. Величину зазора проверяют
в осевом направлении при помощи приспособления с индикатором,
зазор должен быть равен 0,17...0,47 мм для новой пары. Момент со-
противления вращению ведущей шестерни без сальников должен быть
равен 60... 140 Н-м. Вылет ведущей конической шестерни главной пе-
редачи, который регулируют прокладками 20, должен быть таким,
чтобы расстояние от торца внутреннего кольца подшипника 6 до оси
дифференциала было равно ISO10-1 мм. Проверка производится с
помощью приспособления. Устанавливают собранный дифференциал
в корпус ведущего моста и закрепляют бугелями 11.
Регулируют зацепление конических шестерен с помощью регули-
ровочных гаек 10 и 13. Одновременно регулируют зазор в подшипни-
ках дифференциала.
Колесные редукторы (см. рис. 142) собирают на стенде. Ставят цапфу
3 ступицы заднего моста и диск тормоза. На ось 3 ставят уплотнение 5
и ступицу 7 тормозного барабана в сборе с подшипниками, ставят по-
луось с солнечной шестерней. Собирают планетарный механизм ре-
дуктора, ставят тормозной барабан. Аналогично производится сбор-
ка трансмиссии К-700 (701) и ряда автомобилей.
У тракторов МТЗ-50 (52), МТЗ-80 (82), где коробка передач крепит-
ся к корпусу заднего моста, сборка коробки передач с задним мостом
сходна со сборкой трансмиссии гусеничных тракторов.
Регулировка тормозов. У тракторов ДТ-75, Т-4 порядок регули-
ровки тормозов солнечной шестерни и остановочных приблизительно
одинаковый. Сначала гайкой 1 (рис. 150) полностью затягивают тор-
мозную ленту на барабане 13, а затем гайку отпускают на 4,5...5,5
оборота (у трактора ДТ-75 гайку отпускают на 8 оборотов) и фикси-
руют. После этого регулируют зазор между накладками тормозной
ленты и барабанами.
216
180 ±0.1
12
Рис. ПЭ. Главная передача трактора Т-150К:
/ — гайка; 2 — фланец: 3 - «едущая шестерня; 1. я, 9 и /в — подшипники: 5 и
2'1 — регулировочные прокладки; !и и 13 — регулировочные гайки; 7 - чашка-
фланец; 8 - сателлит; II - -бугель; 12 — шестерня дифференциала: II полуосе-
вая шестерня; /.? - фланец дифференциала; /7 — чашка (коробка) дифференциала;
18 — стакан подшипника; 19 — корпус главной передачи.
Рис. 150. Регулировка тормоза солнечной шестерни трактора Т-4А:
/ — регулировочная гайка; 2 — "кронштейн; 3 — корпус заднего моста; 4 — контрольный штифт:
5 — контргайка; 6 — пружина тормоза; 7 ~~ тяга управления тормоза; 8 — втулка направляю-
щей пружины; 9 — регулировочная гайка сжатия пружины тормоза; 10 — вилка рычага тор-
моза; !1 — лента тормоза с фрикционными накладками; /2 — рычаг тормоза; 13 — барабан
тормоза.
У тракторов МТЗ-50 и МТЗ-52 регулировка проводится заверты-
ванием или вывертыванием тяги тормоза так, чтобы ход педали тор-
моза при усилии 120 г*0 Н составлял 80... 100 мм.
Обкатку трансмиссии тракторов проводят с помощью специальных
приспособлений или на стендах на всех передачах с номинальной час-
тотой вращения. Сначала трансмиссию обкатывают в течение одной
минуты на каждой передаче без заливки смазки. При этом проверяют
надежность крепления узлов заднего моста, коробки передач. Затем
заливают дизельное топливо во все картеры до нормального уровня,
смазывают трущиеся поверхности через соответствующие масленки
и обкатывают трансмиссию на каждой передаче последовательно по
5 мин. Во время обкатки не допускаются шумы, течи топлива через
уплотнения, нагрев деталей трансмиссии более 50 С.
После обкатки вместо дизельного топлива заливают масло соответ-
ствующей марки до нормального уровня и проводят одномипутную
проверку на каждой передаче.
Обкатку трансмиссии тракторов МТЗ-50, МТЗ-80 (82), Т-4А, ДТ-75
проводят обычно на специальных стендах. При обкатке ведущих мос-
тов тракторов К-700 (701), Т-150К, а также ведущих мостов грузовых
автомобилей на некоторых стендах нагружение осуществляют путем
создания давления в колесных тормозах,
В других стендах нагружение создается электротормозом.
218
Контрольные вопросы
1. Какие изноем и дефекты бывают у шестерен, как их устраняют? 2, Какие
износы и дефекты у валов трансмиссии, как их ремонтируют? 3. Какие основные
износы детален планетарных механизмов задних мостов и УКМ, как их ремонти-
руют? 4. Какие износы и повреждения возникают в корпусных деталях трансмиссии,
как ремонтируют эти детали? 5. Какие основные износы и неисправности вилок
кардана и карданных валов, как их ремонтируют? 6. Каков технологический процесс
сборки и обкатки коробок перемены передач? 7. Каков технологический процесс
сборки и обкатки УКМ? 8. Каков технологический процесс] сборки задних мостов
с планетарными механизмами? 9. Как отрегулировать зазор в зацеплении кониче-
ских шестерен и подшипниках главной передачи?
§ 3. Ремонт рам
Основными дефектами рам являются: трещины на продольных бал-
ках, кронштейнах и поперечинах, погнутость деталей, ослабление
заклепочных соединений, износ отверстий под болтовые соединения,
износ резьбовых отверстий.
Трещины на частях рам, изготовленных из швеллерной или угол-
ковой стали, устраняют сваркой электродами ОЗС-6, ОЗС-4, УОНИ-13-/
55У. Сварочный шов и зону термического влияния следует упрочнять
наклепом в 2...3 прохода. Эта операция проводится пневмомолотком
с роликовым бойком. Хорошее качество ремонта рам обеспечивает
сварка в среде углекислого газа на постоянном токе обратной поляр-
ности проволокой Св-08ГС или Св-08Г2С. При этом продольные брусья
ремонтируют либо приваркой вставки (рис. 151, а), либо приваркой
передней или задней части, которую вырезают из другого выбракован-
ного бруса рамы (рис. 151, б, в). Брус обрезают резаком под углом 45°
по шаблону. Кромки соединяемых частей перед сваркой зачищают
абразивным кругом.
Погнутость элементов рамы устраняют правкой рам в собранном
виде, применяя винтовые или гидравлические распорки, стяжки и
другие приспособления (рис. 152), а при значительных деформациях
раму разбирают на детали, которые правят на гидравлических прессах.
При правке балок в них для предохранения полок от смятия в месте
нажатия штока пресса вставляют оправку с клиновыми распорками.
Допускается кривизна балки в вертикальной плоскости на каждый
метр длины не более 2 мм. Скрученные продольные балки рам авто-
мобилей правят при помощи специальных червячных секторов
Рис. 151. Продольный брус рамы, восстанов-
ленный:
а — приваркой вставки; б — приваркой встык пе-
редней части; в — приваркой встык задней части;
1 — вставка; 2 — брус; 3 и 4 — технологические
отверстия.
219
Рис. 152. Правка рам с помощью прис-
пособлений:
а _ гидравлического: / — насос; 2 — шланг;
3 — наставки; 4 — соединительные втулки; 5 —
поршень; 6 — рабочий цилиндр; 7 — подклад-
ка; б — винтового; в — реечного.
(рис. 153). Один конец балки закрепляют неподвижно, а второй поме-
щают в червячный сектор 3. Балку правят, вращая рукоятку 2.
Ослабление заклепочных соединений определяют остукиванием.
Негодные заклепки удаляют, срезая их головки ручным пневмати-
ческим зубилом или пламенем газовой горелки и выбивая оставшую-
ся часть заклепки при помощи выколотки.
Если отверстия под заклепки или болты изношены, их рассвер-
ливают и развертывают на увеличенный размер либо заваривают,
снимают наплывы металла и вновь рассверливают и развертывают на
нормальный размер. В том случае, когда требуется заменить все зак-
лепки в соединении, отверстия рассвер-
ливают и развертывают по кондуктору.
Изношенную и поврежденную резьбу
в отверстиях исправляют.
Если болт или шпилька отломились
над резьбовым отверстием, то оставшую-
ся в раме часть болта можно вывернуть,
приварив к ней гайку. Можно удалить
из рамы отломанную часть, используя
наборы экстракторов или метчиков с
левой резьбой или применяя электро-
эрозионную обработку.
Рис. 153. Стойка для правки скрученных и
погнутых продольных брусьев рам:
/ — тележка для перемещения стойки; 2 — рукоятка
червяка; 3 — червячный сектор с запирающей плаикой;
4 — подлежащий правке брус; 5 — кран управления;
6 — стойка.
220
Изношенные опорные поверхности на брусьях рам наплавляют
электродами УОНИ-13/55 о5 мм и обрабатывают.
При сборке рам заклепки ставят горячим или холодным спосо-
бом. В первом случае заклепку нагревают до температуры 900...950°С
в горне или электроконтактной аппарате, вставляют в отверстие и
расклепывают вручную, пневматическим или гидравлическим инстру-
ментом.
Во втором случае заклепку вставляют в отверстие в холодном
состоянии (заклепка должна плотно входить в отверстие) и головку
заклепки высаживают давлением на стационарных прессах при по-
мощи подвесных гидравлических клещей или гидроклепальной скобы.
Холодная гидравлическая клепка имеет ряд преимуществ: она бесшум-
на, не требует оборудования и затрат времени для нагрева заклепок.
При холодной клепке тело заклепки заполняет все отверстие неза-
висимо от его формы и плотно соединяет элементы рамы между
собой.
Для клепки тракторных рам служит универсальный комплект
оборудования УК-50 (номинальное усилие 500 кН, максимальный
диаметр заклепок при клепке вхолодную 16 мм), а для клепки авто-
мобильных рам — УКМ-2-30 (диаметр заклепок 12 мм).
Допускается замена в каждом узле одного заклепочного соедине-
ния болтовым, при этом болт ставится с натягом. При ослаблении од-
ной заклепки в креплении кронштейна к раме заменяются все заклеп-
ки. При этом отверстие в кронштейне и раме рассверливают на увели-
ченный размер совместно или по кондуктору.
У рам тракторов Т-150К интенсивно изнашиваются сопрягаемые
поверхности осей и втулок у вертикального шарнира и втулок с тру-
бой у горизонтального.
Изношенные оси вертикального шарнира наплавляют виброду-
говой наплавкой и обрабатывают. Изношенные места трубы горизон-
тального шарнира наплавляют проволокой Св-08 под флюсом, прота-
чивают и шлифуют.
Если разностенность втулок вертикального и горизонтального шар-
ниров превышает 0,12 мм, втулки обоих шарниров заменяют. Втулки
запрессовывают в корпус шарнира с натягом 0,04...0,22 мм (допусти-
мое ослабление натяга до 0,02 мм). Нормальный зазор между втулка-
ми и осями вертикального шарнира — 0,4...0,66 мм (допустимый —
1,3 мм).
Натяг в сопряжении корпус шарнира — втулки горизонтального
шарнира — 0,09...0,36 мм (допустимое ослабление натяга до 0,02 мм).
Нормальный зазор между втулками и трубой горизонтального
шарнира — 0,45... 1,05 мм (допустимый — 2,5 мм).
Корпус шарнира должен проворачиваться вокруг трубы от усилия
не более 150 Н па плече 1 м. Продольное перемещение корпуса шар-
нира допускается до 2 мм.
Корпус полурамы должен поворачиваться вокруг вертикального
шарнира в обе стороны на 30°.
221
§ 4. Ремонт ходовой части гусеничных тракторов
Ремонт и восстановление балансиров кареток подвески и рам те-
лежек гусениц. Основными дефектами балансиров кареток являются:
трещины, изломы проушин и износ их отверстий (тракторы ДТ-75,
ДТ-75М), износ втулок балансиров и отверстий под них и под наруж-
ные кольца конических роликовых подшипников (тракторы ДТ-75,
ДТ-75М, Т-150).
Поверхность проушин вокруг трещины зачищают, ставят на резь-
бы штифты диаметром 5 или 6 мм, загибают и обваривают их и завари-
вают трещины стальным электродом с меловой обмазкой или элект-
родами типа Э-42, Э-46.
При износе отверстия под ось качания в проушине внутреннего
балансира проушину растачивают, изготовляют стальную втулку,
запрессовывают ее в проушину, приваривают по торцам и сверлят
отверстие диаметром 28 мм под клин. Изношенные отверстия под втул-
ки в проушинах наружных балансиров растачивают и ставят ремонт-
ные втулки с увеличенным наружным диаметром. Изношенные втулки
для оси качания и втулки цапф поперечных брусьев тракторов ДТ-75,
ДТ-75М и Т-150 заменяют.
При износе отверстий в балансирах под кольца конических роли-
ковых подшипников до диаметра более 100,1 мм отверстия растачи-
вают и запрессовывают или ставят на клею промежуточные втулки из
стали Ст. 3 или Ст. 5 (рис. 154), или растачивают отверстия, произво-
дят железнение (местное) их поверхности и затем растачивают на нор-
мальный размер.
У рамы тележки гусениц тракторов Т-4 и Т-4А изнашиваются нак-
ладки для установки составных частей тележки, приклепанные или
приваренные к швеллерам ее рамы. Изношенные накладки и ослаблен-
ные заклепки заменяют новыми. Трещины на сварочных швах на раме
тележки, трещины и разрывы листов и балок рамы исправляют свар-
кой или приваркой накладок.
У рам тележек наблюдается изгиб продольных балок, упоров,
раскосов, который устраняют правкой кувалдой, винтовым и гидрав-
лическим приспособлением. Для облегчения правки место изгиба па-
Рис. 154. Восстановление отверстия в баланси-
ре под наружное кольцо конического ролико-
вого подшипника постановкой промежуточной
втулки:
1 — промежуточная втулка; 2 — балансир.
гревают пламенем газовой
горелки.
При износе поверхности
пяты и крышки раскоса
под вкладышами отверстие
растачивают на увеличен-
ный размер с помощью
приспособления и ставят
вкладыши ремонтного раз-
мера.
Изношенные резьбовые
отверстия и отверстия под
болты рассверливают и на-
резают резьбу ремонтного
222
размера или их заваривают и сверлят вновь под резьбу нормаль-
ного размера.
Ремонт н восстановление опорных катков, поддерживающих ро-
ликов и направляющих колес. Основными дефектами этих деталей яв-
ляются: износ рабочей поверхности обода, трещины обода или спиц,
износ внутренней поверхности ступиц в местах сопряжений с наруж-
ными кольцами подшипников качения или с осями. У поддерживаю-
щих роликов, имеющих резиновые бандажи (ДТ-75М, Т-150), наблю-
дается износ или разрушение бандажей. Изношенные или разрушен-
ные бандажи заменяют.
Износ рабочей поверхности ободов поддерживающих роликов, опор-
ных катков и направляющих колес допускается обычно для разных
машин на глубину 5...7 мм (до 10 мм).
Широко применяют восстановление обода наплавкой проволокой
под слоем керамического флюса, порошковой проволокой или порош-
ковой лентой под флюсом или с внутренней защитой.
В специализированных предприятиях применяют восстановление
ободов катков и роликов электрошлаковой наплавкой (рис. 155).
Изношенный каток 8, предварительно покрытый с торцов огне-
упорной глиной, устанавливают между габаритными медными дисками 7
на оправку 9, закрепленную в патроне станка. К дискам плотно при-
легает охлаждаемая форма 2. Пространство между ободом катка, дис-
ками и формой является наплавочной ванной, в которой расплавля-
ют флюс АН-348А. Первую порцию расплавленного флюса подготав-
ливают в отдельном тигле и заливают в ванну 3. Сюда же подают две
электродные проволоки 4 Св-08 03 мм и легирующие добавки из до-
затора 6.
При восстановлении размеров обода опорных катков и поддержи-
вающих роликов тракторов Т-74, ДТ-75 постановкой колец рабочую
поверхность обода ролика или катка обтачивают до выведения следов
Рис. 155. Восстановление ободов катков электрошлаковой наплавкой:
1 — наплавленный слой: 2 — охлаждаемая форма; 3 — шлаковая ванна; 4 — электродная про-
волока; 5 — мундштук; 6 — дозатор с легирующими добавками; 7 — медные габаритные диски;
8 — изношенный каток; 9 — оправка.
223
Рис. 156. Приспособление для обжатия
ступиц катков иа прессе:
/ — матрица; 2 — сухарики; 3 — каток; 4 —
плита с захватами.
износа. Из полосовой стали толщи-
ной 8... 10 мм изготавливают коль-
цо (кузнечным способом или с по-
мощью гибочного приспособления).
Стык кольца сваривают электро-
сваркой. Внутреннюю поверхность
кольца растачивают до размера,
обеспечивающего посадку кольца
на обод с натягом 0,15...0,25 мм,
и напрессовывают на обод ролика с
нагревом до 300...400°С, после че-
го кольцо приваривают к ободу по
торцу. Лучшие результаты получа-
ют, если кольца изготавливать со
скосами для приварки к ободу.
Для восстановления размеров
обода опорных катков применяют
также заливку жидким (расплав-
ленным) металлом — чугуном или
сталью. Поверхность обода катка
тщательно очищают, зачищают до
металлического блеска, наносят на нее слой толщиной 1...2 мм спе-
циального флюса (флюс АНШ-200, АНШ-400, разведенный на лаке
№ 302) и просушивают. Затем каток подогревают до 35О...9ОО°С, ус-
танавливают в чугунную форму (кокиль), также предварительно по-
догретую до 200...250сС, и заливают расплавленный металл.
Трещины на ободе и спицах катков и направляющих колес устра-
няют сваркой.
В ступицах опорных катков тракторов ДТ-75, ДТ-75М,Т-150 изна-
шиваются отверстия под ось. Наиболее распространенным способом
устранения этого дефекта является холодное обжатие ступицы в спе-
циальном приспособлении (рис. 156) с помощью пресса с усилием 1 МН.
Изношенные отверстия под подшипники качения в ступицах опор-
ных катков тракторов Т-4 и Т-4А и в ступицах поддерживающих ро-
ликов и направляющих колес всех тракторов чаще всего восстанавли-
вают расточкой с последующей запрессовкой промежуточных колец
толщиной 3...4 мм. В том случае, когда проводится наплавка обода
опорного катка или поддерживающего ролика, одновременно под дей-
ствием внутренних напряжений происходит уменьшение диаметра от-
верстий под подшипники качения, обычно на величину, достаточную
для компенсации износа.
Может применяться восстановление отверстий под подшипники
местным железнением.
Ремонт ведущих колес. Основным дефектом ведущих колес является
износ их зубьев.
Износ зубьев односторонний, поэтому после износа боковой по-
верхности зубьев с одной стороны можно переставить ведущее коле-
со на другую сторону трактора (поменять местами).
Зубья ведущего колеса чаще всего восстанавливают приваркой
224
накладок (рис. 157). Для этого зубчатый венец обрезают газовой го-
релкой по контуру с помощью специального копирного устройства.
Во впадину и боковые поверхности двух соседних зубьев укладывают
вкладыш, изготовленный из полосовой стали 45, и прихватывают к
колесу вручную электродуговой сваркой. После прихватывания всех
вкладышей ведущее колесо помещают на установку АСШ-70 и прива-
ривают вкладыши по контуру сваркой под флюсом.
Применяют также наплавку зубьев ведущего колеса вручную.
Восстановление гусениц. У гусениц изнашиваются пальцы и отвер-
стия проушин звеньев в местах их сопряжения. Изношенные пальцы
заменяют.
У звеньев гусениц, кроме отверстий проушин, изнашиваются цев-
ки в местах соприкосновения с зубьями ведущего колеса, беговые до-
рожки, почвозацепы. Износ проушин допускается до толщины стенок
3,5 мм, износ цевки до 7 мм.
Суммарный износ гусеничной цепи можно определить на тракторе.
Для этого натягивают гусеничную цепь, плавно трогая трактор с
места задним ходом до начала движения, затем останавливают и из-
меряют рулеткой расстояние между крайними пальцами десяти звень-
ев по верхней ветви гусеницы. Предельная длина десяти звеньев гу-
сеницы у тракторов ДТ-75, ДТ-75М, Т-150 — 1890... 1900 мм (номиналь-
ная длина 1705...1730 мм), у тракторов Т-4, Т-4А— 1790...1800 мм
(номинальная длина 1715... 1720 мм).
Отверстия проушин восстанавливают пластической деформацией —
обжатием. Звено гусеницы нагревают в расплаве солей до 950... 1050 С
и обжимают в специальных штампах. При этом металл звена перерас-
пределяется так, что проушина приобретает нормальный размер. Од-
новременно восстанавливают цевки. После этого звено закаливают.
Восстанавливают проушины звеньев также заливкой жидким ме-
таллом. Схема этого способа показана на рисунке 158. С помощью эле-
8 № 100
225
Рис. 158. Схема восстановления проушин звена гусеницы заливкой жидким металлом:
а — прожигание технологических отверстий; б — заливка проушин; / — электрод; 2 — электро-
додержатель; 3 — звено; 4 — кронштейн; 5 — боковой прижим; 6 — залитый вкладыш; 7 —
технологический стержеиь; 8 — индуктор; 9 — тигель
ктрической дуги угольным электродом в стенке проушины со стороны
наибольшего износа прожигают технологическое отверстие, в проу-
шину вставляют технологический стержень и закупоривают ее с обеих
сторон огнеупорной глиной. Металл расплавляют в тиглях или с по-
мэщью ТВЧ и заливают в проушины через технологические отверс-
тия. Металл заполняет изношенную полость проушины и, кристал-
лизуясь, образует вкладыш, удерживаемый за счет неравномерно
изношенной поверхности проушины и своеобразной заклепки, обра-
зованной застывшим в технологическом отверстии металлом.
У гусениц тракторов Т-100, Т-100М восстанавливают изношенные
беговые дорожки звеньев наплавкой под слоем флюса. Изношенные
пальцы и втулки не восстанавливают.
Изношенные цевки гусениц тракторов класса 30 кН восстанавли-
вают наплавкой вручную специальными электродами ОМГ-Н или
ВСН-6 или полуавтоматами порошковой проволокой.
Изношенные почвозацепы наплавляют до нормальной высоты или
приваривают к их вершинам прутья диаметром 5...7 мм. Покороблен-
ные звенья правят под прессом. Звенья, имеющие трещины, завари-
вают или выбраковывают (при большом их количестве).
Звенья гусениц восстанавливают только на специализированных
предприятиях с большой программой.
Разборка и сборка ходовой части. Разборку кареток типа Т-74,
ДТ-75, ДТ-75М, Т-150 начинают со сжатия и снятия рессорных пру-
жин с помощью приспособлений. После этого снимают катки и осталь-
ные детали, применяя съемники, прессы и другие приспособления.
Для разборки кареток имеются стенды ОПР-1402М (рис. 159). С по-
мощью гидроцилиндра 6 и комплекса приспособлений можно прово-
дить сжатие пружины и прессовые работы: выпрессовывание и запрес-
совку втулок балансиров, снятие с осей и напрессовку на них опорных
катков, напрессовку и снятие подшипников и т. д. Повернув стол вместе
с кареткой на 90°, отвертывают и завертывают гайки крепления кат-
ков гайковертом.
При сборке опорных катков, поддерживающих роликов и направ-
ляющих колес регулируют их продольный разбег на оси или зазор
226
Рис. 159. Стенд ОПР-1402М для разборки и сборки кареток тракторов Т-74, ДТ-75,
ДТ-75М:
/ — масляный бак; 2 — электродвигатель; 3 — гидронасос; 4 — редуктор гайковерта; 5 — рычаг
включения гайковерта; 6 — гидроцилипдр для прессовочных работ; 7 — гидропилиндр подъем-
лого крана; 8 — подъемный кран; 9 — ограждение; 10 — пружина каретки; 11 —каретка; 12 —»
поворотный стол стенда; 13 — ключ гайковерта.
в конических роликовых подшипниках. Регулировка осуществляется
постановкой прокладок или вращением гайки на оси (направляющее
колесо тракторов ДТ-75, ДТ-75М, Т-150, поддерживающий ролик трак-
торов Т-4, Т-4А). Для опорных катков и направляющих колес тракто-
ров Т-74, ДТ-75, ДТ-75М, Т-150 и поддерживающих роликов тракторов
Т-4, Т-4А этот разбег должен быть равен 0,3...0,5 мм, а для опорных
катков и направляющих колес трактора Т-4, Т-4А — 0,1...0,65 мм.
При сборке механизма натяжения гусениц пружины натяжного
устройства необходимо затянуть (сжать) до определенной длины, на-
пример, для трактора ДТ-75 — 640 мм; Т-4, Т-4А — 652±1,5 мм;
для Т-150 — 525±3 мм.
Затяжку пружин целесообразно выполнять с помощью специ-
альных стендов.
Тележки гусениц тракторов Т-4, Т-4А собирают на стенде, позво-
ляющем поворачивать тележку вокруг ее продольной оси. Сборку
начинают с установки опорных катков. Нечетные по ходу трактора
8*
227
Рис. 160. Стенд для обкатки кареток
подвески тракторов Т-74, ДТ-75,
ДТ-75М:
/ — приводной шкив к электродвигателю;
2 — коробка передач; 3 — обрезиненное
колесо; 4 — призма; 5 — прижимной винт;
6 — стойка.
катки двубортные, остальные —
однобортные. После установки опор-
ных катков проверяют герметич-
ность их уплотнения, подавая сжа-
тый воздух в масляный канал оси.
О герметичности уплотнения судят
по скорости падения давления.
Такого же рода стенды приме-
няют для сборки тележек гусениц
тракторов Т-100, Т-100М.
Катки должны вращаться на
осях без заедания. Диаметры ободь-
ев опорных катков, установленных
на одной тележке, не должны отли-
чаться более чем на 5 мм. После
постановки катков накладывают
линейку (рейку) на беговые дорож-
ки. Отклонение катков от линей-
ки должно быть не более 1,5 мм.
Допускается регулировка поста-
новкой прокладок под оси.
После сборки для проверки ее
качества и приработки деталей ка-
ретки подвески тракторов Т-74, ДТ-75, Т-150 и тележки гусениц трак-
торов Т-4, Т-4А проходят обкатку на специальных стендах. На рисунке
160 показан стенд для обкатки кареток тракторов Т-74 и ДТ-75. Ка-
ретку, полностью заправленную смазкой, устанавливают на колесо 3,
сквозь отверстия балансира каретки вставляют ось, концы которой
прижимают призмами 4 и винтами 5. При этом катки каретки опирают-
ся на резиновый обод колеса 3, приводимого во вращение от электро-
двигателя через коробку передач 2. Во время обкатки (2 ч) наблюдают,
чтобы опорные катки вращались свободно, без торможения. Наблю-
дают также за отсутствием течи масла через уплотнения. Стенд подоб-
Рис. 161. Стенд для сборки гусениц тракторов Т-74, ДТ-75, Т-4:
/ — гидроцилиндр для запрессовки пальцев; 2 — масляный бак: 3 — рама; 4 — электродвига-
тель; 5 — гидроцилиндр для прижатия гусеницы; 6 — гидроцилиндр для перемещения гусеницы;
7 — гидронасос; 8 — распределитель; 9 — рукоятка загиба шплинтов.
228
ного устройства может быть применен для обкатки кареток трактора
Т-150.
В специализированных мастерских Госкомсельхозтехники раз-
борку и сборку гусениц проводят на специальном стенде (рис. 161).
Стенд имеет три гидроцилиндра: гидроцилиндр 5 служит для закреп-
ления (прижатия) гусеницы, с помощью гидроцилиндра 1 выпрессовы-
вают или запрессовывают пальцы, а гидроцилиндр 6 позволяет переме-
щать гусеницу на один шаг после запрессовки (выпрессовки) пальца.
После запрессовки и шплинтовки пальцев концы шплинтов загибают
при помощи специального приспособления.
Гусеницы тракторов Т-100 (100М) собирают с помощью специальных
горизонтальных стотонных прессов, на которых соединяют звенья с
пальцами и втулками. Пресс снабжен рольгангом, на котором к гу-
сенице присоединяют башмаки.
§ 5. Ремонт ходовой части колесных тракторов,
комбайнов и автомобилей
рессоры, имеющие
Рис. 162. Схема стенда для
рихтовки рессор:
1 и 8 — ведущие ролики; 2 —
нажимной винт; 3 — кронштейн
с резьбовым отверстием; 4 —
стрелка (указатель); 5 — шкала;
6 — нажимной ролик; 7 рее*
сорный лист.
Основными составными частями ходовой части колесных машин
являются: подвеска (рессоры, амортизаторы), рулевой механизм, тор-
мозная система, передние оси или мосты (не ведущие), колеса с пневма-
тическими шинами.
Ремонт рессор и амортизаторов. Наиболее частыми дефектами рессор
являются: уменьшение стрелы прогиба, трещины и поломки листов,
разрывы центровых болтов, износ втулок, пальцев, серег, срыв или
забитость резьбы стремянок. Чаще всего наблюдаются изломы корен-
ных листов у ушков или под стремянками. ”
трещины или изломы, заменяют. Допуска-
ется переделка длинных листов на более
короткие при такой же толщине.
При уменьшении стрелы прогиба листов
рессор их правят на стенде по схеме, изоб-
раженной на рисунке 162. Лист лежит на
двух ведущих роликах 1 и 8, которые его
перемещают. Необходимую стрелу прогиба
задают нажимным роликом 6, который пере-
мещается винтом 2. Контроль величины
прогиба осуществляется с помощью указа-
теля 4 и шкалы 5. Лист рессоры автомати-
чески перемещается в обе стороны измене-
нием направления вращения роликов 1 и 8.
Правку листов можно проводить и вручную,
ударами молотка по вогнутой поверхности.
Лист рессоры при этом укладывают на
подставку, имеющую выемку соответствую-
щего радиуса.
Рессорные листы, утратившие свою фор-
му, можно также восстанавливать, подвер-
гая их отжигу, гибке по шаблону для при-
229
дания нужной стрелы прогиба, закалке и отпуску. Осадку и испы-
тание рессор проводят на специальных стендах.
Вместо изношенной или сорванной резьбы стремянки рессоры на-
резают вручную уменьшенную резьбу при помощи лерки, установлен-
ной в специальную державку, или на токарном станке.
У амортизаторов обычно наблюдаются следующие неисправности:
просачивание смазки через сальники, износ втулок проушин и втулок
осей рычагов у рычажных амортизаторов, неплотность клапанов,
износ поверхностей поршней и цилиндров. Возможно также заеда-
ние поршня в цилиндре.
При ремонте амортизатор разбирают и тщательно промывают ке-
росином. Обезличивание поршней не допускается. Изношенную ось
рычагов у рычажных амортизаторов шлифуют до выведения следов
износа, а втулки развертывают под размер оси. При неплотной посад-
ке клапанов прошлифовывают их посадочную поверхность или заменя-
ют. Посадочные поверхности гнезд исправляют, затем в зависимости от
конструкции клапанов притирают их к гнездам или доводят поверх-
ности клапана и гнезд притиркой на плите. Изношенные поршень и
цилиндр заменяют. Возможно восстановление цилиндров притиркой,
а поршней — электролитическими покрытиями. Собранные аморти-
заторы испытывают, измеряя у рычажных амортизаторов усилие, не-
обходимое для поворота рычага на заданный угол, а у телескопичес-
ких амортизаторов — для перемещения поршня на определенное рас-
стояние.
Ремонт рулевого механизма. У этих механизмов колесных тракторов
и автомобилей наблюдаются трещины, изломы и повреждения резьбы
у картеров и их крышек, износы поверхности рулевого вала и вала
сошки в месте сопряжения со втулками или подшипниками качения,
износ втулок и подшипников, винтовой поверхности червяка, его под-
шипников, ролика или зубьев сектора сошки, оси ролика и подшип-
ника, повреждение рулевого колеса, износы и нарушения регулировок
в гидроусилителях рулевого управления.
Картеры и их крышки при наличии трещин и обломов выбраковы-
вают. Поврежденные резьбы правят метчиком или рассверливают от-
верстия и нарезают резьбу увеличенного размера. Шейки вала сошки,
сопряженные со втулками (ЗИЛ-130, ГАЗ-53А), могут быть прошли-
фованы до выведения следов износов с постановкой втулок с отверсти-
ями уменьшенного диаметра. Шейки вала сошки, сопряженные с под-
шипниками качения (у тракторов), могут быть восстановлены желез-
нением. У рулевых валов при износе шпоночной канавки фрезеруют
новую канавку, смещенную на 90° относительно старой. Шейки ру-
левого вала, изношенные в сопряжении с подшипниками (втулками),
можно восстановить хромированием или железнением. Сорванную
резьбу восстанавливают вибродуговой наплавкой с последующим на-
резанием резьбы нормального размера. Рулевые валы и валы сошки,
имеющие трещины, скручивание и повреждение шлицев, выбраковы-
вают. Беговые дорожки червяка при износе поверхности под ролики
конических подшипников и при наличии на них мелких раковин шли-
фуют. Изменение размеров конической поверхности компенсируют
230
постановкой регулировочных колец за наружным кольцом подшип-
ника.
При износе торцов ролика червяка их шлифуют до выведения сле-
дов износа и при сборке ставят утолщенные упорные шайбы.
Червяки с изношенной винтовой поверхностью, ролики с изношен-
ной внутренней поверхностью и поверхностью сопряжения с червяком,
оси и изношенные игольчатые подшипники ролика не восстанавливают
и при износах, более допустимых, выбраковывают.
У тракторов зубчатые секторы сошек при износе зубьев и внутрен-
них шлицев заменяют.
Ремонт передних мостов (неведущих). У автомобилей наблюдается
изгиб и скручивание балки передней оси. Такие балки правят под
прессом или на специальных стендах, вхолодную.
Деформированные и выпрямленные оси контролируют при помощи
специального приспособления, схема которого изображена на рисунке
163.
При изгибе балки передней оси 2 стрелки 6 вилок 4 отклоняются
от нулевого положения на шкале 7, соответствующего нормальному
наклону шкворней. Шкалы 7 укреплены на трубах 8 и 11. Труба 8
входит внутрь трубы//. Поддействием пружины трубы раздвигаются,
благодаря чему призмы вилок 4 прижимаются к калибрам-шкворням 3.
Скрученность оси определяют по шкале 10. Приспособление на-
страивают и проверяют по прилагаемому эталону. Например, нормаль-
ный продольный наклон шкворня у автомобиля ГАЗ-53А составляет
2° 40', поперечный наклон — 8°. Изгиб балки в горизонтальной плос-
кости должен быть не более ±1,5°, в вертикальной плоскости ±30',
а допустимые скручивания ±1,5°.
Рис. 163. Схема приспособления для проверки балок передней оси
на изгиб и скручивание:
/ — тиски; 2 — балка передней оси; 3 — калибр-шкворень; 4 — вилка с
призмами; 5 — ось; 6 и 9 — стрелки; 7 и 10 шкалы; 8 и 11 — трубы.
231
У колесных тракторов Т-25, Т-40, Т-40А, МТЗ-80, где передняя
ось представляет собой стальную литую балку, телескопически сое-
диненную с выдвижными трубами поворотных цапф, изнашиваются
отверстия под ось качания. Ремонт может быть проведен рассверли-
ванием и развертыванием отверстий под увеличенную ось качания или
под промежуточную втулку.
Износы поверхностей в соединении передней балки с выдвижными
трубами устраняются расточкой отверстий в балке до выведения сле-
дов износа с наращиванием выдвижных труб железнением или вибро-
дуговой наплавкой и последующей механической обработкой.
Остальные дефекты передних мостов колесных тракторов и авто-
мобилей аналогичны.
При износе отверстий в передних балках под шкворни или под
втулки вала поворотных цапф их растачивают или рассверливают и
развертывают под переходные стальные втулки. Втулки запрессовы-
вают с натягом 0,2 мм, растачивают или рассверливают в сборе с бал-
кой и развертывают под номинальный размер. Балку передней оси
устанавливают на стол станка со специальным установочным приспо-
соблением (или кондуктором при сверлении), которое обеспечивает
необходимый наклон оси отверстия под шкворень.
Отверстие во втулках под шкворень в поворотной цапфе автомо-
биля (или втулки в кронштейнах труб передних осей колесных трак-
торов) совместно развертывают или обрабатывают протягиванием. Не-
соосность отверстий допускается не более 0,01 мм. Изношенные от-
верстия под стопорные клинья шкворней развертывают под клинья
увеличенного размера. При износе площадок под рессоры их подвер-
гают фрезерованию.
У поворотных цапф изнашиваются посадочные места под внутрен-
ние обоймы подшипников, отверстия во втулках под шкворень, резьба
под гайку. Для восстановления деталей ходовой части и, в частности,
поворотных цапф следует применять железнение или электромехани-
ческую обработку (ЭМО). Таким способом восстанавливают посадоч-
ные места под подшипники у поворотных цапф, шкворни, оси качания
и т. д.
Поврежденную резьбу на цапфах восстанавливают вибродуговой
наплавкой.
У валов поворотных цапф колесных тракторов изнашиваются шли-
цы. Для восстановления шлицевой конец цапфы протачивают, из ста-
ли 45 изготавливают шлицевую втулку, закаливают и напрессовывают
ее на поворотную цапфу. Оба конца втулки приваривают к цапфе.
Сферические пальцы, пробки и пружины сочленений рулевых тяг
при их износе заменяют. Рулевые тяги, имеющие изгиб, должны быть
выпрямлены.
Ремонт тормозных систем. У тормозных систем тракторов и авто-
мобилей наблюдаются следующие основные дефекты: износы поверх-
ностей трения тормозных барабанов или дисков, фрикционных
накладок колодок, дисков или лент (в зависимости от конструкции тор-
моза), шеек тормозных рычагов, осей колодок, пальцев, а также соп-
ряженных с ними отверстий в корпусах и в кронштейнах разжимных
232
кулаков; износы и повреждения ци-
линдров, поршней, манжет, штоков,
диафрагм, клапанов у механическо-
го и гидравлического приводов тор-
мозов; повреждения и разрывы
шлангов, трубопроводов, неисправ-
ности компрессора (К-700, К-701,
Т-150К, ЗИЛ-130).
Тормозные барабаны и диски
при неравномерном износе рабочей
поверхности, сопрягаемой с фрик-
ционными накладками колодок, дис-
Рис. 164. Приспособление для прижа-
тия накладок к тормозным колодкам
при приклеивании:
1 — штурвал; 2 — обжимное кольцо; 3 —
винт; 4 — фиксатор; 5 — тормозная колод-
ка; 6 — плита.
ков или лент, или при задирах
глубиной более 0,5 мм протачивают
на токарном станке до выведения
следов износа. Барабан протачи-
вают в сборе со ступицей, установив
его в центры станка на конусной
оправке (см. выше рис. 53) Тормозные барабаны тракторов при зазоре
между барабаном и колодками более 3 мм следует восстанавливать
расточкой и постановкой промежуточных колец с приваркой их по
окружности.
Неплотность прилегания накладок к тормозным колодкам и лен-
там допускается до 0,5 мм. Накладки тормозных колодок, дисков или
лент, изношенные до предельной толщины, а также имеющие другие
дефекты (выкрашивания, трещины, отрывы от заклепок), заменяют,
приклепывая новые с помощью полых медных заклепок или винтов
с гайками (тракторы К-700, Т-150К) или наклеиванием клеем ВС-ЮТ
с помощью приспособления (рис. 164). Заклепки ставят головками к
накладкам. Неравномерно изношенные и имеющие задиры поверх-
ности тормоза барабана и шкива протачивают. При протачивании между
колодкой и фрикционной накладкой устанавливают прокладку, тол-
щина которой должна быть равна половине разности диаметров про-
точенного и нового барабанов. Приклепанные или приклеенные на-
кладки тормозных колодок для лучшей прилегаемости к барабану сле-
дует обтачивать снаружи. После приклепывания и обточки накладок
головки заклепок или винтов должны утопать в накладках на2...3 мм.
У работавших накладок головки заклепок должны утопать не менее
чем на 0,5 мм. При меньшем утопании заклепки осаживают.
Изношенные оси колодок и разжимных кулаков шлифуют на ре-
монтный размер либо восстанавливают железнением или вибродуго-
вой наплавкой высокоуглеродистыми проволоками с последующим
шлифованием на номинальный или увеличенный размер. Изношенные
отверстия в корпусах и кронштейнах развертывают под оси и пальцы
увеличенного размера либо рассверливают для постановки промежу-
точной втулки с отверстием номинального или уменьшенного размера.
Пневматические приводы тормозов тракторов К-700, К-701, Т-150К
и автомобиля ЗИЛ-130. Основными составными частями пневматиче-
ских приводов является: компрессор, баллоны, тормозной кран, тор-
233
Риг. 165. Схема стенда для испы-
тания компрессоров:
1 — компрессор; 2 и 9 — трубопроводы
для охлаждающей воды; 3 — нагнета-
тельный трубопровод; 4 — трубопровод
разгрузочного устройства; 5 и 12 — трех-
ходовые краны; 6—калиброванное отвер-
стие; 7 и 14 — манометры; 8 — предох-
ранительный клапан на 0,9 МПа; 10 и
11 •— баллоны; 13 — трубопровод, под-
водящий масло в компрессор; 15 —
кран; 16 — масляный фильтр; 17 — мас-
ляный насос; 18 — масляный бак.
мозные камеры колес. Техно-
логия ремонта компрессора
во многом аналогична ремонту
двигателей внутреннего сгора-
ния. Обкатку и испытание
компрессора проводят на спе-
циальном стенде (рис. 165)
при частоте вращения вала
компрессора 1200...1350 об/мин. Давление подводимого к компрессору
масла должно быть 0,12...0,25 МПа при температуре 4О...5О°С.
При частоте вращения коленчатого вала 1200...1350 об/мин и со-
общении баллона 11 с атмосферой через калиброванное отверстие ди-
аметром 1,6 мм манометр 7 должен показывать давление в баллоне
не менее 0,58 МПа. Количество масла, вытекающего через сливное
отверстие крышки картера компрессора (при открытом калиброван-
ном отверстии), должно быть не более 500 г в течение 5 мин.
У комбинированного тормозного крана (рис. 166) могут быть сле-
дующие дефекты: повреждения диафрагмы 9, неплотная посадка кла-
панов 12, 14, 18 и 19, поломка или потеря упругости пружин, износ
уплотнений, отсутствие герметичности соединений, нарушение регули-
ровок.
Свободный ход рычага 3 крана и рычага ручного привода, который
должен быть 1...2 мм, регулируется болтами 4 и 34.
Рабочий ход штока 7 секции тормозного крана прицепа должен
быть не более 5 мм, регулируется болтом 31. Рабочий ход впускных
клапанов 14 и 19 устанавливается при помощи прокладок 13 в пределах
2,5...3,0 мм. После сборки проводят испытание тормозного крана на
специальной установке (рис. 167). При закрытом вентиле 4 и резком
нажатии до отказа на рычаг 3 (рис. 166) показания манометра 7 (рис.
167) должны возрасти от нуля до показания манометра 2, а на маномет-
ре 5 давление должно упасть до нуля. Показания манометров 5 и 7
в течение 1 мин не должны изменяться. При резком отпускании рыча-
га давление по манометру 7 должно резко упасть до нуля, а по маномет-
ру 5 резко подняться до 0,46...0,53 МПа. При иной величине давле-
ния проводят регулировку, вращая направляющую штока 6 (рис. 166).
Контакты стоп-сигнала должны включаться при давлении0,019...0,078
МПа, что определяется по контрольной лампе 10 (рис. 167) и манометру
7. Предохранительный клапан регулируют на давление 0,87...0,92 МПа.
Регулятор должен включаться при повышении давления в пнев.мати-
234
3
Рис. 166. Комбинированный тормозной кран тракторов К-700 (701), Т-150К и авто-
мобиля ЗИЛ-130:
/ — тяга; 2 — защитный чехол; 3, 29 и 33 — рычаги; 4, 31 и 34 — регулировочные болты; 5
и 27 — уравновешивающие пружины; 6 — направляющая штока, 7 — шток секции крана при-
цепа; 8 — корпус крана; 9 — диафрагма; 10 и 17 — седла выпускных клапанов; 11 — уплотни-
тель; 12 и 18 — выпускные клапаны; 13 — регулировочные прокладки; 14 и 19 — впускные
клапаны; 15 — седло выпускного клапана; 16 — клапан выпуска воздуха в атмосферу; 20 —
диафрагма стоп-снгиала; 21 — перемычка; 22 — пружины контакта; 23 — клеммы; 24 —кон-
такт; 25 — корпус выключателя; 26 — канал; 28 — стакан секции крана автомобиля; 30 —
контргайка направляющей штока; 32 — кулачок валика ручного привода тормозов прицепа;
А — подача воздуха к тормозам прицепа; Б -- подача воздуха к тормозам трактора (автомобиля);
В — привод сжатого воздуха от баллонов.
Рис, 167. Схема установки для испытания комбинированного тормозного крана:
1 — испытываемый тормозной, кран; 2, 5 и 7 манометры; 3, 6 и 8 — воздушные баллоны;
4 — проходной кран; 9 — трехходовой кран; 10 — контрольная лампа; 11 — источник тока;
12 — предохранитель 5/\.
4
5
Рис. 168. Ремонт тормозного цилиндра:
а — пуансои для раздачи поршня: б — оправка для обточки поршня; в —
установка дополнительных конусов в тормозной цилиндр; 1 — тормозной ци-
линдр; 2 — манжета; 3 — дополнительный конус; 4 — поршень; 5—пружина.
ческой системе до 0,68...0,72 МПа, при этом компрессор прекращает
подачу воздуха в пневмосистему. При давлении 0,54...0,65 МПа по-
дача воздуха в систему должна возобновиться.
Тормозные камеры с поврежденной диафрагмой заменяют. У тормоз-
ных камер регулируют расстояние от корпуса камеры до оси отверстия
под палец в вилке штока.
Гидравлический привод тормозов автомобиля ГАЗ-53А. У автомо-
билей с гидроприводом тормозов изнашиваются рабочие поверх-
ности главного тормозного и колесных цилиндров, манжета и пор-
шни. Главный тормозной цилиндр, изношенный более допустимого,
растачивают на увеличенный ремонтный размер либо растачивают
и запрессовывают в него стальную или чугунную гильзу.
Изношенные тормозные цилиндры колес либо растачивают, либо
обрабатывают протяжками. Алюминиевые поршни раздают при помо-
щи пуансона (рис. 168, а) и затем обтачивают, установив на специаль-
ную оправку (рис. 168, б). Поршни цилиндров также успешно восста-
навливают заливкой капрона под давлением. При сборке колесных
цилиндров увеличенного диаметра между резиновой манжетой и пру-
жиной устанавливают дополнительно изготовленный алюминиевый
конус 3 (рис. 168, в). Этим достигается плотное прижатие манжеты
нормального размера к цилиндру.
У главного тормозного цилиндра после сборки вращением гайки
толкателя регулируют зазор между толкателем и поршнем (свобод-
ный ход толкателя), который должен быть в пределах 1,5...2,5 мм,
чему соответствует свободный ход педали у автомобиля ГАЗ-53А от
8 до 14 мм. Собранные цилиндры заполняют тормозной жидкостью
и испытывают на специальных стендах или приспособлениях. Плот-
ность сопряжений должна быть обеспечена под давлением 8,7.. .9,8 МПа.
Шланги и трубопроводы тормозных систем, имеющие повреждения,
заменяют.
Колеса. Изношенные посадочные места в ступицах колес под на-
ружные кольца подшипников качения восстанавливают местным желез-
нением или расточкой и запрессовкой промежуточных колец, которые
затем растачивают на номинальный размер. Трещины в дисках колес
заваривают. Изношенные отверстия диска под шпильки заваривают,
рассверливают и зенкуют. Изгибы обода и диска выправляют. Шпиль-
ки колес при наличии дефектов заменяют.
236
Для устранения вибрации колес после ремонта проводят баланси-
ровку их в сборе с шиной на специальных стендах либо на собранном
автомобиле. Дисбаланс устраняют перемещением или постановкой
и снятием балансировочных грузиков.
Ремонт пневматических шин. В процессе работы (движения) и не-
правильного хранения у пневматических шин появляются различного
рода повреждения и разрушения. К ним относятся: проколы, про-
рывы и разрезы покрышек и камер; износ и отслоение протектора;
отслоение боковин от каркаса; разрыв и оголение проволочного сер-
дечника борта; разрыв нитей и расслоение каркаса; повреждение вен-
тилей. Кроме этого, у пневматических шин под воздействием солнечных
лучей и высокой температуры происходит процесс старения резины —
она становится более твердой и хрупкой, покрывается сеткой мелких
трещин. При попадании на покрышки или камеры нефтепродуктов
резина набухает и теряет механические свойства; при длительном
воздействии влаги подгнивают нити корда и др.
Ремонт камер. Ремонту могут подвергаться камеры, имею-
щие проколы, разрывы, прорезы до величины, допускаемой техничес-
кими условиями. Например, для камер автомобиля ЗИЛ-130 допус-
кается два разрыва длиной до 180 мм и шириной до 30 мм. Минималь-
но допустимое расстояние между краями разрывов 1000 мм.
Камеры с явными признаками старения резины (затвердевшая,
трескающаяся при изгибе) и пропитанные нефтепродуктами выбра-
ковывают.
Для обнаружения повреждений, незаметных для глаза (проколы),
камеры проверяют в ванне с водой. Наполненную воздухом камеру
погружают в воду, место прокола определяют по пузырькам выхо-
дящего воздуха.
Проколы и разрыв камер обычно ремонтируют наложением зап-
лат из сырой камерной резины либо вулканизированной резины из
утильных камер, не имеющей признаков старения или разъедания
нефтепродуктами. Проколы и разрывы до 30 мм рекомендуется заде-
лывать заплатами из сырой резины, а более 30 мм — заплатами из вул-
канизированной резины. На прорывах закругляют ножницами ост-
рые углы, придав им овальную форму. Поверхность камеры вокруг
повреждения зачищают абразивным кругом на шероховальном стан-
ке или вручную рашпилем, скашивая кромки величиной 10... 15 мм
вокруг повреждения.
Заплату вырезают такого размера, чтобы она на 20. ..30 мм перекры-
вала края повреждения. Заплата из выбракованной камеры подвер-
гается шероховке с внутренней стороны.
При заделке повреждения используют резиновый клей различ-
ных концентраций: 1:5; 1:8 (отношение массы клеевой резины к мас-
се бензина). Для приготовления клея клеевую резину нарезают ку-
сочками (12X12 мм), засыпают в герметически закрывающуюся тару
и заливают бензином сорта «Калоша»; резина набухает в течение
20...24 ч. Затем добавляют бензин до требуемой концентрации
и содержимое перемешивают. Срок хранения клея до одного ме-
сяца.
237
С шероховатых поверхностей камеры и заплаты удаляют пыль,
промазывают их 2 раза клеем концентрации 1:8 с просушкой после
каждой промазки в течение 25...30 мин при температуре ЗО...4О°С
в сушильной камере. После этого накладывают заплату на подготовлен-
ный участок и прокатывают роликом от середины к краям. Под за-
платой не должно быть воздуха. Место вулканизации припудривают
тальком или наносят мыльный раствор. Вулканизацию камер прово-
дят на плите вулканизационного аппарата (рис. 169). Камеру уклады-
вают заплатой на плиту и через деревянную накладку прижимают
к плите пинолью 4. Края камеры не должны быть прижаты к плите.
Время вулканизации 15...20 мин, температура 143...145°С.
Ремонт покрышек. Технологический процесс ремонта
покрышек состоит из следующих операций: приемка в ремонт, мойка,
дефектовка, вырезание поврежденных мест, сушка, шероховка, за-
делка повреждений, вулканизация. Не принимают в ремонт покрыш-
ки, у которых порван или оголен металлический сердечник борта,
резина разрушена нефтепродуктами, а также покрышки с расслоив-
шимся кордом, прелыми нитями корда и состарившейся резиной.
Не принимаются в ремонт также покрышки при высоте рисунка
протектора менее 20% номинала у тракторных и 10% у автомобильных
и комбайновых покрышек.
Покрышки моют в моечных машинах или вручную водой и щетками.
После мойки покрышки дефектуют и отмечают места повреждений.
Для дефектовки покрышек, а также для вырезки мест повреждения
и шероховки используют борторасширители (рис. 170).
Крупные повреждения (более 25 мм по диаметру или прямоуголь-
ники размером более 25x50 мм) вырезают. Повреждения меньших раз-
Рис. 169. Электровулканизатор
М6134:
/ — корпус; 2 — плита; 3 — кронштейн;
4 — пиноль с нажимным винтом.
Рис. 170. Пневматический
борторасширитель.
238
Рис. 171. Схема заделки повреж
дения покрышки:
/ — манжета; 2 — прослоечиая рези-
на; 3— протектор; 4 — обрезиненный
корд; 5 — протекторная резина; 6—
подушечный слой; 7 — каркас.
меров только шерохуют. Повреждения
вырезают обычно «наружным» конусом
при несквозных повреждениях снаружи,
«внутренним» конусом при малом повреж-
дении снаружи и большом внутри и
«встречным» конусом при сквозном по-
вреждении. После вырезки поврежде-
ния проводят сушку покрышки в су-
шильной камере при температуре 70...
80°С в течение 8...18 ч.
После сушки поверхность вырезки
шерохуют как снаружи покрышки, так
н изнутри, применяя борторасширитель.
Зашерохованный участок должен выхо-
дить за края обрезки на 15...20 мм. Шероховку проводят абразивны-
ми кругами с гибким валом, дисковыми фрезами, игольчатыми диска-
ми, рашпилями и т. д. С шероховатой поверхности удаляют пыль.
Для заделки сквозных повреждений изготовляют манжету из вы-
бракованной покрышки. Кромки манжеты скашивают и проводят
шероховку ее поверхности. На подготовленные поверхности покрыш-
ки и манжеты наносят слой клея концентрации 1 : 8. После полного
высыхания (30...40 мин) наносят второй слой клея концентрации 1 : 5
и снова дают просохнуть.
Для заделки повреждений, кроме манжеты, применяют прослоен-
ную и протекторную резину, на которую также наносят клей концент-
рации 1 : 8. Схема заделки повреждения показана на рисунке 171.
Заделанное повреждение вулканизируют при температуре 143...
145°С. Время вулканизации от 40 до 180 мин в зависимости от харак-
тера повреждения. Вулканизацию проводят как на паровых вулка-
низационных аппаратах, так и на электровулканизаторах различ-
ных моделей аналогично технологии восстановления камер.
На специализированных ремонтных предприятиях у покрышек
проводят замену изношенного протектора. Старый протектор среза-
ют и на специальном станке приклеивают к покрышке и прикатывают
прослоечную, а затем протекторную резину. После этого покрышку
вулканизируют в паровом кольцевом вулканизаторе — в пресс-форме,
постанавливающей рисунок протектора.
Контрольные вопросы
1. Какие основные дефекты рам и какова технология их ремонта? 2. Какие-
основные дефекты кареток подвески и тележки гусениц, какова технология их ре-
монта? 3. Какие основные износы, дефекты и какова технология ремонта опорных
катков и поддерживающих роликов, направляющих колес? 4. Какие износы и ка-
кова технология ремонта деталей гусениц? 5. Как собрать каретки подвески и те-
лежки гусениц? Технология и основные технические требования. 6. Какие дефекты
встречаются у балок передней оси и как их устраняют? 7. Как ремонтируют тормоз-
ные барабаны, диски, колодки, ленты и механизмы гидравлического и пневматиче-
ского привода тормозов? 8. Какие бывают повреждения у камер пневматических
шин? Технология их восстановления. 9. Какие повреждения у крышек пневмати-
ческих шин? Технология их восстановления.
239
Лабораторно-практическое занятие 15
РЕМОНТ КАМЕР ПНЕВМАТИЧЕСКИХ ШИН
Содержание н порядок выполнения работы. Проверить герметичность пневма-
тической камеры, наполнив ее сжатым воздухом и поместив в ванну с водой. Найти
место повреждения. Вырезать заплату из резины. Прошероховать место повреждения
камеры и заплату, а затем дважды промазать клеем. После каждой промазки про-
сушивать камеры и заплату в течение 25...30 мин при температуре ЗО...4О°С в сушиль-
ной камере.
Наложить заплату на поврежденный участок, прокатать роликом и припудрить
тальком. Уложить камеру заплатой к плите вулканизационного аппарата, прижать
струбцинами и вулканизировать в течение 15...20 мин. Снова проверить герметич-
ность камеры.
Отчет о работе. Изложить порядок и технологию вулканизации камеры пнев-
матической шины.
Правила техники безопасности. В помещении, где проводится ремонт резины,
не должно быть бензина, клея и других содержащих бензин составов в количествах,
превышающих 3-часовую потребность в них. Помещения должны иметь приточно-
вытяжную вентиляцию. Запрещается курить, работать с открытым огнем. Устанав-
ливать и эксплуатировать оборудование, работающее под давлением (компрессоры,
вулканизационные установки), следует по существующим положениям о котло-
надзоре. Корпус электровулканизатора должен быть заземлен. Категорически за-
прещается заливать плиту аппарата водой.
§ 6. Ремонт гидравлических систем
Необходимость ремонта гидравлических систем, как и других сис-
тем и механизмов машин, определяется при помощи передвижных или
стационарных диагностических комплектов КИ-4270, МПР-817Д,
К.И-5308, КИ-5180 и др. Для проверки гидросистем используют
устройство КИ-5473 ГОСНИТИ и ряд других приспособлений.
Ремонт агрегатов гидравлических навесных систем. Проверку тех-
нического состояния агрегатов после снятия их с машины, а также
после ремонта производят на испытательных стендах КИ-4200, КИ-4815,
КИ-4896. На рисунке 172 показана схема гидравлической системы
стенда КИ-4200. На стенде можно испытывать насосы типа НШ, НПА-
64, Г-12-2, Л1Ф, распределители типа Р-75, Р-150, распределители
и краны управления комбайнов, силовые цилиндры, гидроувеличи-
тели сцепного веса тракторов МТЗ-50 (52) и МТЗ-80(82), а также дру-
гие агрегаты гидравлических систем тракторов, автомобилей и сельско-
хозяйственных машин.
На стенде КИ-4812 испытывают и регулируют гидроагрегаты более
высокой производительности — до 120 л/мин. Стенды КИ-4200 и
КИ-4815 конструктивно подобраны и имеют одинаковые габариты.
Плита стенда предназначена для крепления различных испытыва-
емых агрегатов. Вал привода испытываемых гидронасосов соединен
с валом шкива редуктора, связанного клиноременной передачей
с электродвигателем, и вращается с постоянной частотой —1200 об/мин.
На валу редуктора установлен прерыватель, подающий электрические
импульсы к счетчику, позволяющему определить число оборотов
вала привода. Количество рабочей жидкости, проходящей через испы-
тываемый гидроагрегат, замеряют расходомером 1, представляющим
240
Рис. 172. Стенд для испытания гидроагрегатов КИ-4200:
а — общий вид; б — гидравлическая система; / — счетчик жидкости; 2 — крап трехходовой:
3 — фильтр сетчатый; 4 — предохранительный клапан; 5 — дроссель высокого давления; 6 «
бак расходный; 7 — маслопровод сливной; 8 — всасывающий маслопровод; 9 — штуцер присоеди-
нения гидроагрегатов; 10 — основание для регулировки гильз золотников; 11 — штуцер выв<да
магистрали низкого давления; 12 — манометр низкого давления; 13 — дроссель низкого давле-
ния; 14 — манометр высокого давления; 15 — центрифуга; 16 — водяной радиатор; 17 — слнп-
иой золотник; 18 — терморегулятор.
собой шестеренный гидромотор со
счетным механизмом. Рабочее дав-
ление масла регулируется дроссе-
лем 5.
Для поддержания заданной тем-
пературы во время испытаний
внутрь масляного бака вставлены
водяной радиатор 16, соединенный
с водопроводной сетью, и терморе-
гулятор.
Износы и ремонт шестеренных
гидронасосов. В процессе работы
Рис. 173. Износы сопряженных поверхно-
стей насоса:
А — торцов шестерен и втулок; Б — цапф ше-
стерен и внутренних отверстий втулок; В —
корпуса насоса н вершин зубьев шестерен; Г —
втулок и корпуса иасоса; h — суммарная высо-
та втулок и шестерен; 1 — корпус; 2 — крыш-
ка; 3 — ведомая шестерня; 4 и 5 — втулки;
6 — ведущая шестерня; 7 — кольцо опорное;
8 — манжета; 9 — стопорное кольцо; 10 — бол-
ты; // — шайбы; 12 -- уплотнительная манже-
та; 13 — кольцо манжеты; 14 — вкладыш; 15 —
специальное уплотнение.
241
Рис. 174. Насос НШ-К, НШ-50-2:
/ — ведущая шестерня; 2 — подшипнико-
вый блок; 3 — ведомая шестерня; 4 — крыш-
ка; 5 — уплотняющий блок; 6 — прокладка;
7 — поджимные пластины; 8 — корпус; 9 —
уплотнительное кольцо.
Рис. 175. Приспособление для обжатия
корпусов насосов;
1 — станина пресса; 2 — корпус пресс-формы;
3 — блок матриц; 4 — корпус гидронасоса; 5 —
внутренний пуансон; 6 — верхняя плнта; 7 —
шайба; 8 — выталкиватель.
гидронасосов на торцевых поверхностях зубьев шестерен образуется
выработка с выпуклостью в средней части, а около цапф — кольце-
вая канавка. Соответственно изнашиваются торцы втулок (рис. 173)
или подшипниковых блоков, в результате чего в сопряжениях Л проис-
ходит утечка масла. Из-за износа увеличивается зазор Б между цап-
фами шестерен и отверстиями во втулках или подшипниковом блоке.
Поверхности цапф и вершин зубьев шестерен изнашиваются равно-
мерно, отверстия в подшипниковых блоках и втулках становятся
овальными, наибольший износ со стороны всасывающей полости.
Наибольший износ поверхности колодцев корпуса насоса в сопря-
жении с вершинами зубьев вращающихся шестерен наблюдается в зоне
в со стороны всасывания. В результате износов торцов шестерен и вту-
лок уменьшается их суммарная высота h, что нарушает уплотнение
манжеты 12. Утечки в насосе ускоряют старение резиновых уплотне-
ний — они теряют упругость.
У насосов НШ-К, НШ-50-2 (рис. 174) происходит износ цапф ше-
стерен и полуотверстий в подшипниковом блоке 2 и уплотняющем
блоке 5, износ торцов шестерен и торцов поджимных пластин 7, износ
подшипникового и уплотняющего блоков в зоне вращения шестерен.
Гидронасосы разбирают и ремонтируют, если они после замены
уплотнений при испытании на стенде имеют объемный к. п. д. менее 0,65.
Ремонт корпусов насосов. Корпуса большинства
насосов изготовлены из алюминиевых сплавов АЛ-5 или АЛ-9. Наибо-
лее распространены следующие способы их ремонта: обжатие, поста-
новка алюминиевых или чугунных гильз, расточка под увеличенный
ремонтный размер, автоматическая аргонпо-дуговая наплавка. В за-
висимости от конструкций насоса могут быть применены тот или иной
из перечисленных способов ремонта.
Подшипниковые блоки насосов НШ-К, НШ-50-2 не восстанавлива-
ют.
242
Восстановление корпусов насосов обжатием проводят в специаль-
ном приспособлении (рис. 175). Приспособление состоит из корпуса
пресс-формы 2, блока матриц 3, пуансона 5 и др. Внутреннее отверс-
тие корпуса пресс-формы имеет конусность 1,5...2г. Нагретый корпус
гидронасоса вместе с матрицей 3 (для насосов НШ-10 матрица состоит
из восьми частей) помещают внутрь корпуса 2 приспособления. Об-
жатие проводят на прессе усилием 1000 кН. Величина деформации
корпуса ограничивается специальным пуансоном 5, устанавливаемым
в корпусе и имеющим форму колодцев. Корпус насоса перед обжатием
нагревают до температуры 480...500°С и выдерживают в течение
30...60 мин. Температура корпуса в процессе обжатия не должна быть
ниже 440°С, иначе резко снижается пластичность сплава. После обжа-
тия корпус вновь нагревают до температуры 525...535СС, выдержива-
ют 15...30 мин и закаливают в воде при температуре 5О...75°С. Для
упрочнения восстановленного корпуса его подвергают искусственному
старению в течение 4 ч при температуре 1ОО...12ОСС.
При восстановлении корпусов постановкой гильз (рис. 176) исполь-
зуют гильзы из серого чугуна, алюминиевых сплавов АЛ-5, АЛ-9 и др.
Гильзы отливают в металлической форме-кокиле, подогретой до
250...300°С.
Отлитые гильзы вставляют в заранее расточенный корпус насоса,
смазанный эпоксидным клеем, сушат в термошкафу и затем проводят
механическую обработку.
При восстановлении корпусов насосов расточкой на увеличенный
размер изготавливают втулки увеличенного диаметра и увеличивают
расстояние между осями отверстии
вершины зубьев шестерен переме-
стились к стенкам до нужного зазо-
ра между ними.
В последнее время осваивают
технологию восстановления корпу-
сов насосов типа НШ аргонно-ду-
говой наплавкой внутренних по-
верхностей корпуса специальными
автоматами, где электрод совершает
возвратно-колебательное движение
на определенный угол наплавляе-
мой поверхности.
Восстановление брон-
зовых втулок насоса про-
водится различными способами.При
холодном обжатии уменьшается как
внутренний диаметр отверстий вту-
лок под цапфы, так и наружный
Рис. 176. Гильза из алюминиевого сплава
и корпус гидронасоса после гильзовки и
расточки.
под цапфы шестерен так, чтобы
243
Рис. 177. Обработка торцов
втулки.
диаметр втулок, поэтому обжатый, или
гильзованный, корпус растачивают так-
же под уменьшенный наружный диа-
метр втулки.
Восстанавливая втулки осадкой, мож-
но получить уменьшенный внутренний
и увеличенный наружный диаметр вту-
лок. Длину втулок восстанавливают за
счет «припрессовки» кольца. Торцы вту-
лок после осадки обрабатывают на то-
карном станке двумя резцами за один
проход (рис. 177).
Втулки можно также восстанавливать
холодной раздачей с последующей накат-
кой внутреннего отверстия и торца и
заливкой этих поверхностей баббитом
(рис. 178).
Отверстия под цапфы шестерен у восстанавливаемых втулок рас-
тачивают и развертывают.
Восстановление втулок целесообразно также проводить термодиф-
фузионным цинкованием (см. выше).
Восстановление шестерен. Изношенные торцы шес-
терен шлифуют чашечным кругом Э60СМ2 до выведения следов изно-
са. При износе цапф шестерен более допустимого их шлифуют на умень-
шенный ремонтный размер или восстанавливают хромированием или
железнением. Радиальное биение шестерен допускается не более
0,03 мм; биение торцов шестерен относительно цапф не более 0,01 мм.
Комплектовка, сборка, обкатка и испытание насосов. Шестерни,
втулки или подшипниковые блоки сортируют по высоте на размерные
группы через 0,005 мм, маркируют и затем комплектуют по этим груп-
пам. Манжеты, сальники и другие резиновые уплотнения заменяют
новыми.
Все детали перед сборкой должны быть тщательно промыты, про-
дуты сжатым воздухом и смазаны дизельным маслом. После промывки
не допускается протирка деталей ветошью.
Рис. 178. Восстановление втулок:
а— раздача втулки; б—накатка торцевой поверхности; в —заливка баббитом.
244
Втулки и шестерни, являющиеся сопряженными деталями, под-
бирают по размерным группам так, чтобы высота каждой пары шес-
терен с нижними или верхними втулками не отличалась более чем на
0,004 мм.
При сборке насоса правого вращения ведущую шестерню устанав-
ливают в левый колодец, а насоса левого вращения — в правый коло-
дец, при этом отверстие «Вход» должно быть обращено к сборщику.
Обкатку насосов проводят на испытательных стендах КИ-4200
или КИ-4815 на дизельном масле Дп-11 при температуре 50±5сС
с постепенным увеличением давления до 12 МПа с интервалом в 2 МПа.
На каждой ступени давления обкатку ведут в течение 3...4 мин. После
обкатки насос испытывают на этих же стендах в соответствии с тех-
ническими требованиями (приложение 6).
Испытываемый насос устанавливают на плиту стенда, соединяют
с приводным валом и прикрепляют к плите с помощью скобы с прижим-
ным винтом. Входной (всасывающий) канал насоса соединяют с всасы-
вающим маслопроводом 8, а нагнетательный — с нижним штуцером
9 (рис. 172). Верхний штуцер 9, штуцера 10 и 11 заглушены. Дроссе-
лем 5 создают давление 10 ЛШа, которое контролируют по манометру
высокого давления 14. Трехходовым крапом 2 включают расходо-
мер (счетчик) 1 и одновременно включают секундомер и счетчик импуль-
сов. После того как через счетчик пройдет определенное количество
масла, например НШ-10Е — 30 л, Н1П-46У — 100 л, НШ-67 — 120 л,
выключают счетчик импульсов и отмечают его показания (два им-
пульса соответствуют одному обороту). По объему жидкости и коли-
честву импульсов определяют пригодность насоса, причем чем меньше
требуется импульсов для прокачки определенного объема масла, тем
выше к. п. д. насоса. После ремонта объемный к. п. д. должен быть
не ниже 0,85...0,92 для разных насосов (см. приложение 6).
Производительность насосов, см3 за один оборот ведущей шестер-
ни, определяют по формуле:
500 Qo
где Qo — производительность насоса за время испытания по показаниям жидкост-
ного счетчика; п — число импульсов за время испытания.
Объемный к. п. д. (цо6) определяют по формуле:
где qit и <?,- — соответственно фактическая и теоретическая производительность на-
соса за один оборот шестерни насоса, см3.
Теоретическую производительность насоса определяют по его тех-
нической характеристике (приложение 6). Можно определить произго-
дительность насоса и за определенное постоянное число импульсов
(оборотов) или в единицу времени (л/мин.).
После обкатки подтягивают болты насоса. Ведущая шестерня
собранного и обкатанного насоса должна свободно проворачиваться.
Дефекты и ремонт распределителей. В узлах перепускного и предо-
245
хранительного клапанов (рис. 179) нарушается герметичность вслед-
ствие износа рабочих фасок клапанов и их гнезд. В узле автоматичес-
кого возврата и фиксации золотников нарушается регулировка бустер-
ного механизма, на гнезде запорного клапана бустера образуется
наклеп, нарушается герметичность клапана, из-за чего повышается
давление срабатывания механизма.
Золотники не удерживаются в рабочих положениях из-за износа
обоймы фиксатора 2. В сопряжении золотник 5 — отверстие в корпусе
6 распределителя вследствие износа возрастает утечка масла. В узле
управления золотниками изнашиваются отверстие под ось и сферы
рычагов, появляются большие утечки масла в месте сопряжения
сферического рычага с крышкой. В нижней крышке 1 при увеличе-
нии давления на сливе более 1,5 МПа появляются трещины. Это проис-
ходит вследствие засорения фильтра и неправильной регулировки
его перепускного клапана.
Клапаны. Форму фаски перепускного клапана 7 восстанавли-
вают шлифованием на станке ОПР-823(СШК-3) или обточкой в цент-
рах токарного станка в центрах станка резцом Т15К6. Гнездо 8 кла-
пана исправляют подрезанием торцевой зенковкой или удаляют из
корпуса и шлифуют или подрезают торец на станке резцом до обра-
зования острой кромки. После ремонта клапан притирают к гнезду.
Рис. 179. Основные детали распределителя, подвергающиеся износу и другим де-
фектам:
1 — нижняя крышка распределителя; 2 — обойма фиксатора; 3 — гильза золотника; 4 — плун-
жер бустера; 5 — золотник; 6 — корпус распределителя; 7 — перепускной клапан; 8 — гнездо
перепускного клапаиа; 9 — гнездо предохранительного клапана; 10 — предохранительный кла-
пан.
246
Узел автоматическо-
го возврата и фиксации
золотников. Изношенную
обойму 2 и шарики фиксатора за-
меняют.
Изношенное гнездо запорного
клапана 4 бустера восстанавлива-
ют обработкой конусной, а затем
торцевой зенковкой; изношенный
шарик бустера заменяют.
Узел управления зо-
лотниками. Изношенные коль-
ца из полиамидной смолы и рези-
новые уплотнения заменяют. Часть
сопряжений золотник — отверстие
корпуса восстанавливают, пере-
Рис. 180. Приспособление для регули-
рования гильзы золотника распреде-
лителя Р75-ЗЗА и Р150-33:
1 — отвертка для регулирования гильзы;
2 — накидная гайка; 3 — патрубок стока
масла.
комплектовывая золотники и совместно притирая их в отверстиях
корпуса. В остальных случаях восстанавливают правильную геомет-
рическую форму отверстия в корпусе доводкой алмазным хонинго-
ванием, а золотники подвергают хромированию, железнению или
химическому никелированию с последующим тонким шлифованием.
Затем отверстия в корпусе и золотники сортируют на размерные груп-
пы через 0,004 мм и комплектуют.
Трещины в нижней крышке заделывают замазкой
на основе эпоксидной смолы, прокладывая стеклоткань, либо завари-
вают газовой сваркой или электродуговой сваркой в среде аргона.
После восстановления все детали промывают и собирают распре-
делитель. Клапаны бустера регулируют в сборе с золотниками на стен-
де КИ-4200 в специальном приспособлении (рис. 180) до сборки распре-
делителя. При этом приспособление с гильзой золотника присоеди-
няют на стенде к штуцеру 10 (рис. 172). Собранный распределитель
устанавливают на испытательный стенд и проверяют работу клапа-
нов и бустера, регулируют предохранительный клапан с помощью
регулировочного винта, проверяют четкость фиксации и перемещения
золотников, герметичность клапанов, корпуса и т. д.
При испытании гидрораспределитель устанавливают на испыта-
тельный стенд совместно с гидронасосом (рис. 181) и присоединяют
к верхнему штуцеру 9 (рис. 172). Рукоятку управления золотником
устанавливают в положение «подъем» и удерживают рукой. Повы-
шая дросселем 5 давление в магистрали, проверяют давление срабаты-
вания предохранительного клапана, которое должно быть равно
13...13,5 МПа. Поставив снова рукоятку управления золотником
в положение «подъем» и не удерживая ее рукой, плавно повышают
давление в магистрали и наблюдают, при каком давлении рукоятка
возвратится в нейтральное положение,— это и будет давление сраба-
тывания автоматов золотника, которое должно быть в пределах 12...
12,5 МПа. В положение «подъем» или «опускание» при давлении
10 МПа через отверстие в крышке для сливного шланга (шланг отсо-
единен) проверяют утечки масла через предохранительный и перепуск-
247
Рис. 181. Испытание распределителя иа стенде КИ-4200:
1 — распределитель: 2 — гидронасос; 3 — всасывающий шланг гидронасоса; 4 и 5 — шлаиги
нагнетательной линии; 6 — сливной шланг нижней крышки распределителя; 7 — основание для
испытания гильз.
Рис. 182. Силовой цилиндр:
/ — палец; 2 — шплинт; 3 — задняя крышка цилиндра; 4 — шайба; 5 — уплотнительное коль-
цо; 6 — шайба маслопровода; 7 — маслопровод; 8 — шток в сборе; 9 — корпус цилиндра; 10 —
уплотнительное кольцо крышек; 11 — передняя крышка цилиндра; 12 — пробка; 13 — корпус
клапана в сборе; 14 — уплотнительное кольцо клапана; 15 — клапан в сборе; 16 — крышка чи-
стиков; 17 — упор в сборе; 18 — болт; 19 — гайка; 20 — пружинная шайба; 21 — чистики; 22 —
уплотнительное кольцо штока; 23 — поршень; 24 — уплотнительная прокладка поршня; 25 —»
уплотнительное кольцо поршня; 26 — гайка в сборе.
248
ной клапаны. У отремонтированных распределителей утечки не долж-
ны наблюдаться. При эксплуатации допускаются утечки до 0,5 л/мин.
Для проверки герметичности золотниковой пары золотник устанавли-
вают в положение «подъем» или «опускание» и вывертывают из кор-
пуса заглушку отверстия для присоединения шланга. При давлении
10 МПа количество масла, вытекающего из отверстия, не должно быть
более 3 см3/мин (при эксплуатации допускается до 10...11 см3/мин).
При необходимости регулируют давление срабатывания предохра-
нительного клапана и автоматов возврата золотников изменением силы
нажатия их пружин.
Дефекты и ремонт силовых цилиндров. У силового цилиндра
(рис. 182) изнашиваются внутренняя поверхность корпуса цилиндра
9, наружные поверхности штока 8 и поршня 23, отверстие под шток
в передней крышке 11, уплотнительные кольца и прокладки. При
ремонте силового цилиндра его растачивают на вертикально-расточ-
ном станке на увеличенный ремонтный размер и затем хонингуют.
Поршень цилиндра восстанавливают железнением либо ставят ремонт-
ный увеличенного размера.
У штока с вилкой или головкой в сборе отверстия в головке
вертывают и запрессовывают втулки. Прогиб штока допускается не
более 0,15...0,20 мм по всей длине штока. Изношенный шток шлифу-
ют, хромируют и шлифуют под нормальный или увеличенный размер.
При восстановлении передней крышки отверстие под шток разверты-
вают под увеличенный размер либо растачивают и запрессовывают
втулку. После ремонта цилиндры испытывают на герметичность на
стенде КИ-4200.
Для установки силовых цилиндров при испытаниях служит опора
(рис. 183). Цилиндр устанавливают на пальце 5 с переходными втул-
ками 3 или 4 и опирают на штырь 2.
На испытательный стенд устанавливают гидронасос и распреде-
литель и соединяют его с цилиндром. Закрепляют шток цилиндра
пальцем, создают давление 10 МПа и определяют утечку масла в
испытываемом цилиндре. После ремонта утечка не должна быть бо-
лее 0,5 см3 за 3 мин. Максимальное давление масла, необходимое
для перемещения поршня без нагружения цилиндра, не должно пре-
вышать 0,5 МПа. Время выдвижения штока основного цилиндра не бо-
лее 2,5 с, время возврата в исходное положение до автоматической
остановки 1...2.5 с.
Герметичность цилиндра про-
веряют под давлением масла,
равным 13,5 МПа, задерживая
рукоятку распределителя в каж-
дом рабочем положении в тече-
ние 1 мин. Просачивание масла
не допускается
При проверке работы гидро-
механического клапана 15 (см.
рис. 182) регулирования хода
поршня шток должен останав-
Рис. 183. Опора для силовых цилиндров:
1 — ванна; 2 — штырь; 3 и 4 — переходные
втулки; 5 — палец.
249
ливаться автоматически после закрытия клапана упором, при этом
между упором и стержнем клапана должен образоваться зазор
10...12 мм.
Затем отсоединяют шланг передней (штоковой) полости цилиндра
от штуцера, ввернутого в отверстие распределителя, и опускают
конец шланга в посуду для сбора масла. Штуцер распределителя глу-
шат. Ставят рукоятку распределителя в положение «подъем», повы-
шают давление в нагнетательной магистрали до 7 МПа. При этом дав-
лении течь масла из противоположной полости цилиндра в течение
3 мин не допускается.
Неисправности и ремонт гидроувеличителей сцепного веса (ГСВ).
Основными неисправностями ГСВ являются потеря герметичности
в запорном 3 (рис. 184), обратном 6 и ограничительном 10 клапанах,
увеличение зазоров в парах ползун 5 — корпус 4 и золотник 9 —
корпус 4, потеря упругости пружины гидроаккумулятора 15, засо-
рение отверстий, износ резиновых уплотнений, поршня и цилиндра
гидроаккумулятора.
Гидроаккумулятор разбирают с помощью специального приспо-
собления, так как его пружина сжата с большим усилием.
Герметичность запорного 3 и обратного 6 клапанов восстанавливают
притиркой до появления пояска шириной 0,5...0,8 мм. Гнездо ограни-
чительного клапана зачеканивают шариком. Герметичность клапанов
проверяют керосином, течь которого в течение 5 мин не допускается.
Ремонт золотника, плунжеров, ползуна и сопряжения цилиндр — пор-
шень гидроаккумулятора проводят так же, как и сопряжений золот-
ник — отверстие в корпусе распределителя и поршень — силовой
цилиндр гидросистемы.
Рис. 184. Основные детали и сопряжения гидравлического увеличителя сцепного
веса, подвергающиеся износу:
1 — штуцер; 2 — пружина запорного клапана; з — запорный клапан; 4 — корпус; 5 — ползун;
6 — обратный клапан; 7 — пружина обратного клапана; 8 и 11 — плунжеры; 9 — золотник;
10 — ограничительный клапан; 12 — маховик; 13 — узел шарикового фиксатора; 14 — силовой
цилиндр; /5 — цилиндр гидроаккумулятора; А — сливное отверстие; Б — штуцер для подклю-
чения гидроаккумулятора; В — подвод масла; Г — штуцер для подключения гидроцилнндра;
а, б, в — запирающие пояскн.
250
Рис. 185. Испытание гидроаккумулятора
на стеиде КИ-4200:
/ — аккумулятор; 2 — приспособление для про-
верки ГСВ и утечек аккумулятора; 3 и 5 —
шланги высокого давления; 4 — переходной уг-
ловой штуцер; 6 — насос НШ-32; 7 — переход-
ная плита; 8 — переходный штуцер; 9 — вса-
сывающий шланг.
Гидроувеличитель сцепного веса
испытывают на стенде КИ-4200.
Вначале испытывают гидроаккуму-
лятор (рис. 185). Для этого на стен-
де устанавливают гидронасос и его
нагнетательную полость соединяют
шлангом с нижним штуцером 9 стен-
да (см. рис. 172). Верхний штуцер 9
стенда соединяют с гидроаккуму-
лятором через тройниксманометром
(прилагается к комплекту стенда).
Создав давление 4...6 МПа, проверяют плавность разрядки (падение
давления) гидроаккумулятора. Завернув маховичок тройника и отъе-
динив шланг, проверяют герметичность гидроаккумулятора.
Общий вид ГСВ, установленного на стенде, изображен на рисун-
ке 186, а. Для проверки герметичности запорного клапана 3 (рис. 184)
штуцер 9 стенда КИ-4200 (см. рис. 172) соединяют со штуцером Г,
который служит для подключения силового цилиндра (рис. 186, б),
На штуцер Б (служит для подключения гидроаккумулятора) наверты-
вают патрубок для замера утечек. Штуцера А и В заглушают, рукоят-
ку управления ставят в положение III («заперто»). Дросселем стенда
создают давление 7 МПа, утечка масла через клапан не должна пре-
вышать 6 см3 за 10 мин. Для проверки герметичности ползуна рукоятку
управления устанавливают в положение // («выключен»). Включив
стенд, дросселем создают давление 7 МПа. Утечка масла через штуцер Б
не должна превышать 50 см3 за 10 мин. Для проверки срабатывания
и герметичности ограничительного клапана 10 (см. рис. 184) штуцер Б
заглушают, рукоятку управления устанавливают в положение / («вклю-
чен»), Увеличивая давление, наблюдают за давлением срабатывания
ограничительного клапана по вытеканию масла из сливного штуцера
А. Давление срабатывания клапана должно быть на 0,8...2,0 МПа
выше установленного маховичком давления зарядки аккумулятора.
Для проверки работы ГСВ штуцер напорной магистрали стенда сое-
диняют с входным штуцером В, к штуцеру Б подсоединяют гидроакку-
мулятор, в штуцер Г ввертывают тройник с манометром. Рычаг управ-
ления устанавливают в положение / («включен»). Включив стенд и
перекрывая дроссель, наблюдают за манометром стенда, показываю-
щим давление только при зарядке гидроаккумулятора, и за манометром
тройника, показывающим давление в гидроаккумуляторе. При враще-
нии маховичка тройника из одного крайнего положения в другое дав-
ление в аккумуляторе должно изменяться скачками от 0,8 до
2,8 МПа.
251
Рис. 186. Испытание гидроувсличителя сцепного веса:
а — установка ГСВ на стенде КИ-4200: / — шланг всасывающий; 2 — гидронасос; 3 — плита
переходная; 4 — приспособление для крепления гидронасосов; 5 и 7 — шланги высокого дав-
ления; 6 — штуцер переходной угловой; 8 — приспособление для проверки ГСВ; 9 — приспо-
собление для установки ГСВ; б — положение рычага и места присоединения шлангов при испы-
тании гидроувсличителя сцепного веса на стенде: /, // 111 — положения рычага управления
ГСВ; А, Б, В и Г — места присоединения.
Силовой (позиционный) регулятор Р-50. Гильзу 3 (рис. 187) к кор-
пусу 1, а золотник 4 к гильзе 3 подбирают по размерным группам.
Острые кромки на седлах 9 обратных клапанов 8 обчеканивают уда-
рами молотка через наставку до получения кругового пояска шириной
0,1...0,3 мм.
1 —
е —
Рис. 187. Силовой (позиционный) регулятор Р-50:
корпус регулятора; 2 — левая крышка; 3 — гильза; 4 — золотник; 5 — правая крышка;
рычаг позиционный; 7 — рычаг силового регулирования; 8 — обратный клапан (от насоса);
9 — седло клапана; 10 —толкатель запорного клапана; 11 — запорный клапан. *
252
Рис. 188. Гидроусилитель ру-
левого управления трактора
МТЗ-80(82):
/ — датчик механизма автомати-
ческой блокировки дифференциа-
ла: 2 — шток; 3 — корпус ци-
линдра; 4 — крышка цилиндра
передняя: 5 — поршень; 6 — коль-
цо уплотнительное; 7 — золот-
ник; 8 — корпус распределителя;
9 — червяк рулевого механизма;
10 — зубчатый сектор; 11— зуб-
чатая рейка.
10
11
ГУР
являются износы плунже-
При сборке регулятора метка на
правой крышке 5 должна совпасть
с меткой на рычаге 6, метка на ле-
вой крышке 2 — с меткой на шайбе.
В собранном регуляторе при
повороте рычага 6 против часовой
стрелки до совпадения меток на
рычаге 6 и правой крышке рычаг
должен свободно возвращаться в
исходное положение.
При повороте муфты рычага 7
против часовой стрелки до совпаде-
ния метки на правой крышке 5 с
меткой на шайбе муфта должна сво-
бодно, без заеданий, возвращаться
в исходное положение.
Неисправности и ремонт гидро-
усилителя рулевых управлений
(ГУР). Типичными неисправностями
ров, поршней, золотников и сопряженных с ними отверстий, износы
и повреждения прокладок и уплотнений, нарушения регулировок
клапанов, зазоров в подшипниках и зацеплении. При разборке ГУР
следует учитывать, что многие детали выполнены с высокой точностью
и разбиты на размерные группы. Ремонт большинства деталей ГУР
аналогичен ремонту деталей гидравлических навесных систем.
Золотник 7 (рис. 188) и отверстия в корпусе 8 распределителя име-
ют десять размерных групп.
Часть золотников можно подобрать из очередных размерных групп
с последующей совместной притиркой с отверстиями в корпусе, ос-
тальные золотники восстанавливают хромированием или железнением
с последующим шлифованием и доводкой. Отверстия под золотник
253
развертывают с последующим хонингованием или притиранием и ком-
плектованием по размерным группам. У поршня 5 заменяют изношен-
ное резиновое кольцо и кожаную манжету. Алюминиевые поршни
можно восстановить электролитическим натиранием цинком. Предо-
хранительный клапан регулируют на давление 8,0...9,0 МПа при по-
даче масла 10 л/мин.
При сборке гидроусилителя сектор 10 устанавливают на поворот-
ный вал так, чтобы совпали метки на вале, секторе 10 и рейке 11 ци-
линдра.
Поворотный вал должен вращаться во втулках без заеданий от
усилия руки.
Золотник 7 должен быть установлен в корпусе 8 распределителя
так, чтобы торец золотника без фаски на наружной поверхности на-
ходился со стороны крышки корпуса.
Зазор между червяком 9 и сектором 10 должен быть 0,03...0,08 мм.
Регулируют его, поворачивая эксцентричную втулку червяка при
крайнем зацеплении сектора 10. Зазор между упором 1 датчика авто-
матической блокировки дифференциала и рейкой 11 должен быть
0,1...0,3 мм при беззазорном зацеплении рейки 11с сектором 10 и
затянутых болтах упора 1. Зазор регулируют, изменяя число прокла-
док.
Осевой зазор поворотного вала должен быть 0,01...0,15 мм. Его
регулируют упорным болтом в крышке, который выворачивают из
положения до упора на Vg-.P/lO оборота и закрепляют контргайкой.
Износы и другие неисправности, основные правила сборки и регу-
лировки ГУР других тракторов аналогичны рассмотренным для ГУР
тракторов МТЗ-80.
Г и дроу си л и те л и рулевых управлений испытываются на
стенде КИ-4896 (рис. 189).
Гидравлическая часть стенда состоит из двух систем: гидропривода
и нагрузки.
Шток гидроцилиндра через гайку, шестерню, фланец картера 14
и переходный фланец (для каждой марки гидроусилителя соответству-
ющий фланец) соединен с валом сошки испытываемого рулевого меха-
низма. Два напорных золотника 18 переключателя полостей гидро-
цилиндра создают необходимое сопротивление перемещению поршня
гидроцилиндра 15.
Гидроцилиндр 15 прикреплен к картеру 14 и служит для создания
необходимой нагрузки на вал сошки испытываемого рулевого управ-
ления. Динамометрический руль служит для определения усилия,
прилагаемого к валу рулевого колеса, и величины зазора (свободного
хода рулевого колеса) у испытываемого гидроусилителя рулевого
управления.
Внешний вид стенда с установленным для испытания ГУР показан
на рисунке 190.
ГУР тракторов для испытания устанавливают на плиту стенда,
совместив метки на валу ГУР и на фланце стенда, и крепят быстро-
съемными зажимами. ГУР автомобилей ЗИЛ-130, ГАЗ-66, комбайнов
устанавливают на специальные приспособления. Червяк ГУР специ-
254
!5
12 13 К
7 8
Рис. 189. Схема стенда КИ-4896
для испытания гидроусилителей
рулевых управлений:
/ — бак; 2 — дистанционный термо-
метр; 3 — трехходовой кран; 4 —
шестеренный насос: 5 — линия конт-
роля; 6 — гидроблок: 7 — линия из-
мерения: 8, 9. 17 — манометры; 10 —
редуктор; // — динамометрический
руль; 12 — кардан; 13 — испыты-
ваемый гидроусилитель рулевого
управления; 14 — картер; 15 — гид-
роцилнндр: 16 —линия напора; 18 —
напорный золотник; 19 -- переключатель полостей цилиидров: 20 — линия слива;
21 — линия подпора; 22 — двигатель; 23 — фильтр.
Рис. 190. Испытание гидроу-
силителя рулевого управле-
ния на стенде КИ-4896:
/ — проверяемый гидроусили-
тель; 2 — манометры; 3 — дина-
мометрический руль; 4 — кардан-
ный вал; 5 — зажим.
2 3
Рис. 191. Схема гидравлической коробки передач трактора К-701:
/ масляный фильтр; 2 — перепускной клапан фильтра; 3 — редукционный клапан; 4 — кла-
пан ограничения давления смазки; 5 — гидроаккумулятор; 6, 26, 27 — перекидные золотиикн;
7 — золотник переключения передач и.тормоза синхронизатора; 8 — золотник слива; 9 — золот-
ник МОМа; 10 — приемник указателя давления масла в коробке передач; 11 — маслозаливной
бачок с сапуном; 12 — бустер тормоза синхронизатора; 13 — бустер фрикционов соединитель-
ной муфты МОМа; 14 — подпорный клапан нагнетательной секции; 15 — предохранительный
клапан масляного радиатора; 16 — нагнетательная секция масляного насоса; 17 — откачиваю-
щая секция масляного насоса; 18 — предохранительный клапан нагнетательной секции; 19, 20,
21 и 22 — бустеры фрикционов первой, второй, третьей, четвертой передач; 23 — вал ведущий;
24 — полужесткая муфта с редуктором привода насоса; 25 — масляный радиатор.
альным (карданным) валом 4 соединяют с валом динамометрического
руля 3 стенда. При вращении рулевого колеса от упора до упора при
неработающем насосе стенда усилие на колесе должно быть не более
40 Н. Проверяют, соответствует ли техническим требованиям величина
свободного хода колеса, которая характеризует зазор в зацеплении
червяк — сектор. Давление на входе при неподвижном рулевом колесе
должно быть 0,3...0,7 МПа (для разных машин). При вращении колеса
от упора до упора давление не должно превышать 7,0... 10 МПа для
разных машин (устанавливается регулировкой давление срабатывания
предохранительного клапана). Проверяют подтекание масла.
Распределитель и силовой цилиндр ГУР тракторов К-700, К-701,
Т-150 К испытывают отдельно на стенде КИ-4200.
Неисправности и ремонт гидравлических систем управления си-
ловой передачей. Тракторы К-700 (701), Т-150 и Т-150К имеют гидрав-
лические системы управления силовой передачей. На рисунке 191 пред-
256
ставлена схема гидравлической системы коробки передач и вала от-
бора мощности трактора К-701.
Основными дефектами такой гидросистемы являются: износы
секций 16, 17 масляного насоса, износы и нарушение регулировки
клапанов 2, 3, 4, 15 и 18, износы деталей гидроподжимных фрикцион-
ных муфт 13, 19, 20, 21, 22, износы золотников 7, 8, 9 и их фиксаторов.
Работоспособность гидроподжимных фрикционных муфт зависит
от состояния уплотнителей 2, 5, 19, 20, 24, от величины зазоров в сое<
динениях нажимного диска 6 со средним диском 4 и внутренним бара
баном 14 (рис. 192).
Рис. 192. Фрикцион с бустером коробки
передач тактора К-701:
1 — кольцо; 2 и 20 — уплотнительные кольца;
3 — канал для подвода масла с рабочим давле-
нием; 4 — средний диск; 5, 19 н 24 — манжеты;
6 — нажимной диск; 7 — картер коробки пере-
дач (верхняя половина); 8, 12, 13 н 15 — отвер-
стия; 9 — пружина; 10 — стакаи; 11 — наруж-
ный барабан; 14 — внутренний барабан; 16 —
ведущие днскн фрикционов; 17 — ведомые диски
фрикционов; 18 — полость (бустер); 21 — сто-
порный винт; 22 — ведущий вал; 23 — полость
вала.
Рис. 193. Приспособление для обжатия
муфт (наконечников шлангов) под
прессом:
1 — конусная втулка; 2 — вкладыш; 3 —
направляющая; 4 — трубка; 5 -- шланг; 6 —
штуцер с гайкой; 7 - переходной штуцер;
8 — гайка.
6
Рис. 194. Ремонт шлангов с использо-
ванием разборного наконечника:
а — обрезанный конец поврежденного шлан-
га; б — детали разборного наконечника; в —
внешний вид соединения.
9 № 100
257
Для проверки работы гидроподжимных муфт ведущий вал в сборе
(до или после ремонта) устанавливают на стенд КИ-1821А. Внутри
станины стенда размещены ванна для сбора масла и гидропривод,
состоящий из электродвигателя мощностью 0,6 кВт и гидронасоса
НШ-10. Испытываемый вал устанавливают над ванной на опорах.
Масло от насоса под давлением 0,8 МПа через механизм переклю-
чения передач (золотники) подается в ту или иную гидроподжимную
муфту. Течь масла не допускается.
Причинами утечек масла в гидроподжимных фрикционных муф-
тах являются износы манжет 5, 19 и 24, уплотнительных колец 2
и 20, износ внутренней поверхности нажимного диска в соединении
со средним диском 4 и износ отверстия нажимного диска 6 в соедине-
нии со ступицей внутреннего барабана 14. Восстановление изношенных
поверхностей нажимного диска или повреждений среднего диска и
ступицы внутреннего барабана производят хромированием или же-
лезнением (для нажимного диска — местным).
Ремонт золотниковых устройств, ремонт и регулировка клапанов,
ремонт деталей и испытание масляных насосов такие же, как и у гид-
ронасосов, насосов масляных систем двигателей, распределителей
гидросистем.
Ремонт шлангов высокого давления. Поврежденный конец шланга
обрезают и на длине 40...50 мм от края снимают верхний слой резины
вплоть до металлической оплетки. Затем на шланг с небольшим натя-
гом надевают отрезок стальной трубки 4, а в него вставляют ниппель
с накидной гайкой. Конец шланга вставляют в приспособление для
обжатия муфт (рис. 193), где отрезок трубки равномерно обжимается
разрезными сухариками (вкладышами 2), образуя неразъемное соеди-
нение. Таким же способом ремонтируют шланги с повреждением и в
среднем участке. В этом случае изготавливают удлиненный соедини-
тельный ниппель. Надетую сверху трубку обжимают с обеих сторон
повреждения.
В полевых условиях ниппель можно закрепить полумуфтами и
хомутиками с болтами (рис. 194).
Во время испытания шлангов на стенде при давлении 20 МПа в
течение 5 мин не должно быть просачивания масла.
Контрольные вопросы
1. Какие неисправности возникают у насосов высокого давления и как их уст-
раняют? 2. Как испытывают гидронасосы? 3. Какие неисправности у распредели-
телей и как их устраняют? 4. Как испытывают распределители? 5. Какие неисправ-
ности возникают у силовых цилиндров и как их устраняют? 6. Какие неисправности
возникают у гидроувеличителей сцепного веса тракторов и как их устраняют? 7. Как
испытывают ГСВ? 8. Какие неисправности возникают у шлангов высокого давления
и как их устраняют? 9. Какие неисправности возникают у ГУР? 10. Как регулируют
и испытывают ГУР? 11. Какие неисправности возникают в гидравлической системе
коробки передач тракторов К-700 (701), Т-150К и как их устраняют?
258
Лабораторно-практическое занятие 16
РБМОНТ И ИСПЫТАНИЕ ГИДРАВЛИЧЕСКОЙ
НАВЕСНОЙ СИСТЕМЫ
Содержание и порядок выполнения работы. 1. Установить насос на плиту испы-
тательного стенда КИ-1775 или КИ-4200 и соединить его с приводом. Соединить
всасывающую полость насоса со штуцером бака, а нагнетательную полость—с
системой высокого давления стенда.
Включить стенд и дросселем постепенно повышать давление. При температуре
масла 50+6°С установить давление 10 МПа, включить счетчик импульсов (на стенде
КИ-4200) или секундомер. После замера производительности выключить счетчик
импульсов и остановить стенд. Разделив показания расходомера (КИ-4200) или
мерного бака на время в минутах или по показаниям счетчика импульсов, определить
производительность насоса в л/мин.
2. На стенд со смонтированным эталонным гидронасосом установить распреде-
литель и соединить его с насосом. Нагнетательный штуцер распределителя соединить
с системой высокого давления стенда. Другие отверстия распределителя (кроме
сливного) заглушить. Включить стенд, установить рукоятку управления распредели-
теля в положение «подъем» и, повышая дросселем давление в системе, определить
по манометру стенда давление срабатывания клапана бустера (рукоятка управления
должна возвращаться в нейтральное положение). При необходимости отрегулировать
это давление, изменяя нажатие пружины. Снова поставить рукоятку в положение
«подъем», придерживая ее рукой и плавно повышая давление в системе, определить
давление, ограничиваемое предохранительным клапаном. В случае необходимости
отрегулировать его.
3. Установить гидроцилиндр в приспособление стенда (шток свободен). Соеди-
нить распределитель с цилиндром. Перевести ограничитель опускания штока ци-
линдра в среднее положение. Включить стенд, установить рукоятку управления
золотником в положение «опускание» и проверить работу гидромеханического кла-
пана. Отъединить шланг от надпоршневой полости цилиндра, перевести рукоятку
в положение «подъем», придерживая ее рукой, поднять давление в системе дросселем
до 10 МПа и проверить герметичность сопряжения поршень — цилиндр по отсут-
ствию течи из верхней полости.
Ознакомиться с износами деталей и узлов гидросистемы и способами восста-
новления деталей гидронасоса и шлангов по образцам.
Отчет о работе. Результаты испытаний, приведенные ниже, свести в таблицу.
Г идронасос: марка гидронасоса; частота вращения при испытании, об/мин;
число импульсов за период испытания; расход жидкости за время испытания, л;
производительность, л/мин, время испытания, с.
Распределитель: марка распределителя; давление срабатывания кла-
панов бустера, МПа; давление срабатывания предохранительного клапана, МПа;
Силовой цилиндр: марка цилиндра; давление испытания МПа; утечки
масла из верхней (штоковой) полости цилиндра, см3/мин.
Техника безопасности. При подготовке к проведению испытания агрегатов
гидросистем на стенде проверить шланги, надежность крепления в них наконеч-
ников, отсутствие резких перегибов. Наконечники шлангов должны быть надежно
и плотно присоединены к штуцерам стенда и к испытываемым агрегатам. Не допу-
скать проведение каких-либо работ по присоединению и разъединению агрегатов при
наличии давления в гидравлической системе стенда.
§ 7. Ремонт стартерных аккумуляторных батарей
Аккумуляторные батареи ремонтируют при обнаружении внешних
дефектов (выломы, трещины и потение стенок баков; выломы, трещины
и срыв резьбы крышек аккумуляторов; повреждение и отслаивание
заливочной мастики), а также при наличии признаков, свидетель-
ствующих о неисправности пластин, перегородок баков и сепараторов
9*
259
аккумуляторов: быстрое падение
напряжения при испытании нагру-
зочной вилкой; аккумулятор плохо
принимает зарядку; напряжение
в конце зарядки не превышает 2,5 В
(вместо нормальных 2,65...2,75 В);
более раннее, чем у исправного
аккумулятора, выделение газов (ки-
пение) при зарядке; малое повы-
шение плотности электролита даже
после длительной зарядки; слабое
газовыделение или отсутствие его
в конце зарядки; быстрое повыше-
ние температуры электролита во
время зарядки; быстрая потеря за-
ряда у батареи при эксплуатации;
Рис. 195. Снятие межэлемеитных пере- помутнение и коричневая окраска
МЬ|Чек: электролита; повышенный самораз-
1 7енПтр;ТТ- пустотелое^с7е£лоГсборе.“ РЯД- Т0 еСТЬ СЭМОрЭЗрЯД батареи б0-
лее 1 % емкости в сутки при темпе-
ратуре 20°С.
Во избежание полного выхода из строя пластин неисправные ак-
кумуляторы батареи должны быть сданы в ремонт не позднее чем
через месяц после снятия с эксплуатации.
Разборка батареи. Перед разборкой батарею разряжают на реостат
током, равным ’/10 емкости, до напряжения 1,7 В (при измерении без
нагрузки). Затем сливают электролит и промывают батарею водой.
Можно разбирать и заряженную батарею, но в этом случае разбор-
ку производят, не сливая электролит, а после выемки блоков пластин
и стекания с них электролита их промывают в проточной воде. Полу-
блоки отрицательных пластин после промывки помещают в дистилли-
рованную воду, где они хранятся до сборки.
Разборку батареи начинают со снятия выводных клемм и межэле-
ментных перемычек. Накернивают центр перемычки и высверливают
штырь пустотелым сверлом (рис. 195) или обычным сверлом диаметром
8...10 мм.
После этого удаляют мастику, размягчая ее нагретым электропа-
яльником с долотообразным наконечником либо нагревательным колпа-
ком с электронагревательными спиралями или лампами накаливания.
Снимают съемником крышки элементов, извлекают из сосуда блоки
пластин, разделяют их на полублоки положительных и отрицательных
пластин и удаляют сепараторы.
Все детали батареи после ее разборки (кроме деталей, имеющих
яв: ыс признаки для выбраковки) промывают в ванне с проточной во-
дой в течение 10...15 мин и просушивают при комнатной температуре
или в сушильном шкафу (печи) при температуре 8О...9О°С.
Дефекты и ремонт деталей аккумуляторов. Сосуды стартерных
аккумуляторов батарей могут иметь выломы, трещины и пористость
стенок и перегородок. Трещины и пористость наружных стенок и вну-
260
тренних перегородок сосуда могут быть выявлены при осмотре и испы-
тании током от электросети напряжением 110...220 В (рис. 196). При
этом в сосуд и ванну заливают электролит плотностью 1040... 1080 кг/м3
и опускают в него свинцовые пластины по обе стороны испытуемой
стенки. При наличии пористости стрелка вольтметра отклонится от
нулевого положения.
Сосуды с пористыми стенками заменяют. Трещины можно устра-
нить, заливая их различными материалами. Концы трещины предва-
рительно засверливают сверлсм диаметром 3 мм, а с ее кромок снима-
ют фаску под углом 90...120° на глубину, равную 2/3 толщины стенки.
Поверхность сосуда на расстоянии 15...20 мм от трещины и фаски
зачищают абразивной бумагой и обезжиривают ацетоном или бензином.
Для заполнения трещины могут применяться расплавленный хлор-
винил, полистирол, растворенный в дихлорэтане, этилацетате или ра-
створителе КР-30, клеевые составы на основе эпоксидных смол и дру-
гие материалы.
Деревянные сепараторы при ремонте батареи заменяют. Сепараторы
из пористой пластмассы, не имеющие трещин и выломов, могут быть
оставлены для повторного использования.
Пластины подвергаются сульфатации, короблению, разруше-
нию и разрыхлению активной массы и лр.
Сульфатация. Пластины покрываются белым крупнокристалличе-
ским налетом сернокислого свинца, в результате чего затрудняется
проникновение электролита к активной массе, увеличивается электри-
ческое сопротивление аккумулятора, уменьшается его емкость. Если
сульфатация не очень глубокая, ее можно удалить проведением про-
должительного заряда слабым током (до 0,03...0,05 емкости) при по-
ниженной плотности электролита или другим способом, который сос-
тоит в том, что батарею разряжают до напряжения 1,7 В, сливают
электролит и заменяют его дистиллированной водой или слабым элек-
тролитом (1030...1050 кг/м3), затем заряжают током, равным 0,03...
0,05 емкости, пока плотность электролита не повысится до 1100 кг/м3 и
напряжение не поднимется до 2,3...2,4 В. Сливают электролит и вновь
Рис. 196. Обнаружение трещин и пористости стенок и перегородок
баков с помощью вольтметра от сети НО...220 В:
Z ваина: 2 — электрод (свинцовая пластина); 3 = испытуемый сосуд.
261
повторяют все операции. Циклы повторяют 3...4 раза, пока не пере-
станет повышаться плотность электролита.
Применяют также химические способы для устранения сульфата-
ции, например из заряженного аккумулятора сливают электролит и
заливают на 40...60 мин водно-аммиачный раствор трилона Б (2%
трилона Б, 5% аммиака, остальное вода). После слива раствора акку-
мулятор промывают дистиллированной водой, заливают электролит
нормальной плотности и заряжают аккумулятор. Пластины, покрытые
сульфатом более чем на 50%, выбраковывают.
Коробление пластин. При величине коробления до 3 мм пластины
правят прессом во влажном состоянии усилием 30 кН. Во время правки
между пластинами и снаружи ставят деревянные прокладки.
Пластины, имеющие величину коробления более 3 мм, бракуют.
Разрушение, разрыхление и выпадение активной массы из решеток.
Отрицательные пластины выбраковывают при поломке решетки или
ее кромок, наличии сквозных трещин на 20 ячейках в разных местах
или на 10 ячейках, расположенных рядом, при опесочивании активной
массы. Отрицательные пластины с разбухшей активной массой опрес-
совывают усилием 30...50 кН одновременно по 5...7шт., устанавливая
с обеих сторон каждой пластины бумажные прокладки и металлические
пластинки толщиной не менее 7 мм.
Положительные пластины выбраковывают при поломке решетки
или ее кромок, растрескивании активной массы и выпадении ее более
чем из 7 ячеек.
Облом ушков и отрыв пластин от бареток. Неисправность устра-
няют наплавкой ушка с приваркой его к пластине в специальном шаб-
лоне с последующей обработкой до заданных размеров.
При ремонте и сборке аккумуляторных батарей наплавку ушков
пластин, приварку их к баретке и другие сварочные и наплавочные
работы проводят бензо- или газовоздушным пламенем. Эти работы
можно проводить также дуговой сваркой при помощи угольного элек-
трода (рис. 197).
Источниками тока являются исправные аккумуляторные батареи
емкостью не менее 135А-Ч, понижающие трансформаторы и др. Напря-
жение 8... 12 В, сила тока 100...125 А.
В качестве флюса применяют стеарин
или парафин.
%££ГП0ЧНи>т
Крышки аккумуляторов, имеющие
трещины, выломы и сорванную резь-
бу, заменяют.
Сборка аккумуляторной батареи.
При сборке аккумуляторной батареи
следует подбирать пластины, одина-
ковые по внешнему виду и отработан-
ному времени.
Рис. 197. Наплавка ушка пластины Подобранные пластины собирают
угольным электродом: в полублоки положительных и от-
/ — держатель; 2 — угольный электрод: рИЦЭТеЛЬНЫХ ПЛЭСТИН. КоЛИЧбСТВО
3 — свинцовая палочка: 4 — шаблон; _
5 — аккумуляторная пластина.. ПЛЭСТИН ДОЛЖНО СООТВЕТСТВОВАТЬ МЭр-
262
3
Рис. 198. Соединение пластин с бареткой в полублоки:
1 — пластина с выемками для бареток; 2 — баретка; 3 — угольный электрод; 4 — акку*
муляторная пластина; 5 — основание со стойками; 6 — гребенка для ушков пластин
(шаблон); 7 — провод.
ке батареи. Пластины в полублоки и полублоки с баретками сое-
диняют в специальном шаблоне — кондукторе (рис. 198).
Полублоки положительных и отрицательных пластин собирают
в блоки и между пластинами прокладывают сепараторы. Гладкой
стороной сепараторы ставят к отрицательным пластинам, а ре-
бристой — к положительным (ребра должны быть расположены
вертикально). Собранные блоки устанавливают в сосуд так,
чтобы у соседних аккумуляторов рядом располагались вывод-
ные штыри разной полярности. После этого ставят предохра-
нительные щитки и крышки аккумуляторов. В канавки между
крышками, крышками и стенками сосуда помещают уплотнительные
прокладки из кислотостойкой резины или асбестового шнура и зали-
вают канавки разогретой мастикой. Заливочная мастика приготавлива-
ется из нефтяного битума № 5 (73...78%) и масла МК-22, МС-20 или
МС-14 (21...22%) путем варки смеси в течение 3...4 ч при температуре
18О...22О°С. При использовании старой мастики ее перед плавкой ней-
трализуют щелочью и промывают водой. Затем накладывают межэле-
ментные перемычки, проложив вокруг втулок асбестовый шнур, и
сваривают их с втулками крышек и штырями бареток свинцом. На
крайние выводные штыри накладывают формочки и наплавляют в них
на торцы втулок и штырей свинец, образуя полюсные наконечники
(наконечник на положительном полюсном штыре должен быть боль-
шего диаметра), а затем клеймят на наконечниках знаки полярности.
Приготовление электролита и зарядка батарей. Электролит приго-
тавливают из аккумуляторной серной кислоты (ГОСТ 667—73) плот-
ностью 1830 кг/м3 (1,83 г/см3) и дистиллированной воды в керамической,
эбонитовой, свинцовой или освинцованной посуде. В сосуд сначала
заливают воду, а затем постепенно кислоту с непрерывным перемеши-
ванием.
Если при ремонте батареи блоки составлены из заряженных пла-
стин, то заливают электролит плотностью 1240 кг/м3 (0,295 л серной
263
Рис. 199. Замер уровня электролита в аккумуляторной батареи
с помощью стеклянной трубки.
кислоты па 1 л воды). Если блоки составлены из пластин, разряженных
перед разборкой, то заливают электролит плотностью 1120 кг/м3
(0,112 л кислоты на 1 л воды).
После приготовления электролита нужно дать ему остыть до тем-
пературы 25...30°С, а затем залить в батарею. Заряжать батарею сле-
дует только через 4...5 ч после заливки электролита, предварительно
проверив его уровень с помощью стеклянной трубки (рис. 199). Уро-
вень электролита должен быть на 10... 15 мм выше краев пластин.
При включении батареи на зарядку ее полюсы надо соединять с
одноименными полюсами источника тока. Напряжение источника тока
и схема включения должны быть такими, чтобы на каждый аккумуля-
тор приходилось напряжение не менее 2,7 В (обычно до 3 В).
Источником тока для зарядки аккумулятора обычно являются
специальные зарядные устройства: зарядные агрегаты (электродви-
гатель с генератором постоянного тока), выпрямители ВСА-5, ВСА-6М,
ВСА-10, ВСА-111, ВАГЗ-120-60 и др.
Заряжают аккумуляторные батареи после ремонта при постоянной
величине тока, изменяя реостатом напряжение. Зарядку отремонти-
рованных батарей ведут током первого заряда и принимают примерно
равной х/1в емкости батареи.
Конец зарядки определяют по кипению электролита и повыше-
нию напряжения до 2,6...2,7 В на элемент, если в течение 2 ч плот-
ность электролита и напряжение не изменяются. В ходе зарядки
264
температура электролита не должна пре-
вышать 45°С.
Зарядка по описанному режиму длит-
ся значительное время, обычно 15...20 ч.
Имеются способы ускоренной зарядки
аккумуляторных батарей. Сущность их
состоит в том, что при зарядке батареи
с помощью специальных устройств им-
пульсы весьма большого зарядного тока
чередуются с импульсами слабого раз-
рядного тока, причем длительность
импульсов зарядного тока значитель-
но больше, чем разрядного. Это поз-
воляет значительно повысить величи-
ну зарядного тока, обычно до */8 емко-
сти, и сократить время заряда до не-
скольких часов.
По окончании зарядки после 30-ми-
нутной выдержки проверяют плотность
электролита, засасывая электролитиз ак-
кумуляторов ареометром-кислотомером.
Плотность электролита доводят до
нормы отсасыванием его из аккумуля-
торов с помощью резиновой груши и
доливкой дистиллированной воды при
Рис. 200. Измерение напряже-
ния элементов батареи нагрузоч-
ной вилкой:
/ — нагрузочное сопротивление;
2 — вольтметр; 3 — аккумуляторная
батарея.
повышенной плотности или доливкой электролита плотностью
1400 кг/м3 при пониженной. Электролит плотностью 1400 кг/м3 полу-
чают, вводя 0,65 л кислоты в 1 л воды.
Качество ремонта аккумуляторной батареи определяют внешним
осмотром (состояние заливочной мастики, отсутствие течи и т. д.),
испытанием каждого аккумулятора на герметичность воздухом под
давлением 0,02 МПа и проверкой величины напряжения каждого эле-
мента батареи с помощью нагрузочной вилки или определением ем-
кости батареи во время контрольно-тренировочного цикла.
Нагрузочной вилкой, представляющей собой вольтметр с парал-
лельно включенным нагрузочным сопротивлением (рис. 200), замеря-
ют напряжение аккумуляторной батареи под нагрузкой, равной
2...2,5 емкости батареи. У полностью заряженной и исправной батареи
напряжение аккумуляторов под нагрузкой должно быть не менее 1,9 В.
Проверку под нагрузкой проводят в течение 5 с, при этом падение
напряжения не должно превышать 0,1 В.
Емкость батареи измеряют при разрядке полностью заряженной
батареи. Разряжают током, равным 0,05 емкости, до напряжения на
аккумуляторах, равного 1,7 В (без нагрузки). Во время разрядки каж-
дые 30 мин записывают величину тока и температуру.
Действительная емкость батареи в ампер-часах, приведенная к
температуре 25?С, может быть определена так:
р__________Гф_____
25 1 +0,01 (Т — 25) ’
265
где Сф — фактическая емкость, равная произведению 1 ср/ (1 ср — средняя сила
тока, A; t — время разряда, ч); Т — среднеарифметическое значение температуры от
замеров при разрядке.
Емкость батареи после ремонта должна быть не пиже 80% номи-
нальной.
В нерабочий период аккумуляторные батареи необходимо снимать
с машины и хранить централизованно в специальных помещениях, где
должны быть предусмотрены контроль их технического состояния и
подзарядка.
При хранении в период с положительной температурой каждый
месяц должна проводиться подзарядка батарей. В период с отрицатель-
ной температурой аккумуляторные батареи хранят в помещениях при
температуре ниже нуля (но не ниже —10...—15°С), и тогда их подза-
рядку можно не проводить.
Контрольные вопросы
1. Какие основные неисправности аккумуляторных батарей и их признаки?
2. Какие неисправности бывают у сосудов аккумуляторных батарей? Их определение.
Как ремонтируют сосуды? 3. Какие неисправности бывают у аккумуляторных пла-
стин? Как их ремонтируют? 4. Какой порядок разборки и сборки аккумуляторных
батарей? Какое оборудование применяют на этих операциях? 5. Как приготовить
электролит и как зарядить аккумуляторные батареи? 6. Как проверить качество
ремонта батареи и какие основные требования предъявляются к отремонтированной
батарее? 7. Как должны храниться аккумуляторные батареи?
§ 8. Ремонт системы зажигания
Индукционная катушка (катушка зажигания) может иметь пробой
или обгорание изоляции обмоток, перегорание или отъединение до-
полнительного сопротивления (вариатора). Состояние (работоспособ-
ность) катушки зажигания определяют при испытании на универсаль-
ных контрольно-испытательных стендах КИ-968 (рис. 201), на стенде
Э-208 и др.
Первичную обмотку катушки соединяют с имеющимися у стенда
прерывателем, конденсатором и аккумуляторной батареей, как пока-
зано на схеме (рис. 202). Выход высокого напряжения катушки соеди-
няют с одним из разрядников стенда. Включают стенд и устанавлива-
ют частоту вращения кулачка прерывателя стенда 1500 об/мин. При
этом индукционная катушка должна давать на разряднике беспере-
бойную искру длиной не менее 7 мм.
Индукционные катушки контактно-транзисторной системы за-
жигания (Б114-Б) должны испытываться со своим распределителем-
прерывателем (Р133, Р137, Р4-Д) и транзисторным коммутатором
(см. ниже рис. 205, а) и давать бесперебойную искру длиной 10 мм.
Неисправные катушки не ремонтируют. Перегоревшее дополни-
тельное сопротивление заменяют.
Конденсатор. Неисправностями конденсатора являются поврежде-
ние изоляции, приводящие к ее пробою или утечке тока, и обрыв цепи
(обычно у выводного привода.) На контрольно-испытательных стен-
дах КИ-968 конденсаторы испытывают способом сравнения. При этом
266
Рис. 201, Универсальный стенд КИ-968 для контроля и регулировки электрообору-
дования тракторов и автомобилей:
1 — переключатель аккумуляторных батарей на напряжение 6,12 н 24 В: 2 - вакуум-насос;
3 — прерыватель стенда; 4 — рукоятка включения сннхронографа и прерывателя стенда; 5 —<
сннхронограф; 6 — кронштейн крепления испытуемых магнето, генераторов, стартеров; 7 —
выход эталонной катушкн н зажигания стенда; 8 — панель включения генераторов переменного
тока; 9 — панель включения испытуемых приборов зажигания; 10 — переключатель для изме-
рения напряжения на фазах генератора переменного тока; 11 — рукоятка регулировочного
реостата; 12 — кнопка и рукоятка реостата настройки прибора «ИУК» на нуль; 13 — измери-
тель угла замкнутого состояния контактов прерывателя (ИУК); 14 — переключатель вольтмет-
ра; 15 — вольтметр; 16 — тахометр стенда; 17 — сигнальные лампы напряжения 6, 12 и 24 В;
18 — амперметр; 19 — рукоятка переключателя испытания приборов зажигания; 20 — рукоятка
переключателя шунтов; 21 — вакуумметр; 22 — рукоятка и шкала установки зазора в разряд-
никах; 23 — рукоятка нагрузочного реостата; 24 —риск со шкалой вращающегося разрядника
стенда; 25 — рукоятка включения планетарного редуктора; 26 — переключатель рода нагрузки;
27 — столик для крепления реле-регуляторов, катушек зажигания н др.; 28 — кнопки пуска,
остановки н реверсирования стенда; 29 — переключатель скорости (обмоток) электродвигателя;
30 — рукоятка натяжения ремней вариатора; 31 — рукоятка регулировки частоты вращения
привода стенда (вариатора); 32 — переключатель полярности массы; 33 — кнопка включателя
стартера.
Рис. 202. Принципиальная схема испы-
тания на стенде индукционной катуш-
ки батарейного зажигания:
1 — аккумуляторная батарея; 2 — ампер-
метр; 3 — испытуемая индукционная катуш-
ка: 4 — выключатель; 5 — конденсатор: б —
прерыватель; 7 — трехэлектродный разря-
дник.
Рис. 203. Схема испытания кон-
денсатора с помощью неоновой
лампы:
/ — выключатель или кнопка; 2 —
предохранитель 0.5 Л: 3 — днод Д226;
4 — сопротивление 150 кОм; 5 —
сопротивление 82 кОм; б — неоновая
лампа ТП-0,2; 7 — испытуемый кон-
денсатор.
в цепь, состоящую из аккумуляторной батареи, индукционной катуш-
ки, прерывателя и эталонного конденсатора стенда, вместо эталонного
включают испытываемый конденсатор. Если при этом интенсивность
искрообразования на разряднике стенда не ослабляется, конденсатор
исправен. Проверку конденсатора можно проводить также с помощью
неоновой лампы, включаемой в сеть переменного тока 220 В вместе с
испытуемым конденсатором, диодом и сопротивлением (рис. 203).
При исправном конденсаторе неоновая лампа вспыхивает в момент
включения и затем больше не загорается или вспыхивает периодически
через длительные промежутки времени (3...8 с).
Непрерывное же горение лампы или частые вспышки (чаще 3 с)
указывают на наличие пробоя изоляции или на плохое ее качество.
Полное отсутствие вспышек указывает на наличие обрыва в конден-
саторе.
Состояние конденсатора определяют также измерением его емко-
сти с помощью соответствующих приборов (стенд Э-208, измерительные
мосты и др.). Емкость исправного конденсатора батарейной системы
зажигания равна 0,17...0,25 мкФ. Неисправные конденсаторы заменя-
ют.
Прерыватель-распределитель. Основными неисправностями явля-
ются: износ и обгорание контактов, уменьшение упругости пружин,
износ текстолитовой втулки и пятки рычажка прерывателя, привод-
ного валика и его втулки, трещины, изломы, электрический пробой
деталей распределителя.
Контакты зачищают надфилем до плотного прилегания их плоско-
стей. Контакты, имеющие высоту менее 0,5 мм, заменяют новыми,
обычно в сборе с контактной стойкой или рычажком.
Упругость пружины проверяют дипанометром на собранном пре-
268
рывателе. При начале размыкания контактов динамометр должен
показывать усилие 5...7 Н. Текстолитовую подушку рычажка преры-
вателя с изношенными отверстиями под ось и пяткой заменяют новой.
Пятка должна выступать над подушкой рычажка на 4,25 мм. Допу-
скается выступание до 3 мм.
Электрическую прочность изоляции деталей прерывателя прове-
ряют на пробой при разомкнутых контактах напряжением 380...
500 В с помощью контрольной лампы или омметра.
У деталей распределителя поверхностный пробой устраняют за-
чисткой поверхности с последующим покрытием изоляционным лаком.
Детали с трещинами можно ремонтировать, сняв фаски с кромок тре-
щины и заполнив ее (после обезжиривания спиртом или ацетоном)
синтетическим клеем. Подобным же образом можно склеивать детали,
имеющие изломы.
Изношенный валик распределителя-прерывателя перешлифовыва-
ют на уменьшенный размер либо наращивают хромированием или же-
лезнением на увеличенный размер. Втулки валика заменяют или раз-
вертывают на ремонтный размер. Валик, имеющий погнутость, пра-
вят до биения не более 0,05 мм. У собранного прерывателя-распреде-
лителя валик должен вращаться свободно, без ощутимого поперечного
люфта.
Собранный прерыватель-распределитель испытывают и регулируют
на стенде. Прерыватель-распределитель устанавливают на стенд и сое-
диняют прерыватель с аккумуляторной батареей и индукционной ка-
тушкой стенда (рис. 204). У ряда стендов и приборов для проверки сис-
темы зажигания предусмотрена проверка переходного сопротивления
между контактами прерывателя. Если это сопротивление больше допу-
стимого (отмечено на приборе), то требуется зачистка или замена кон-
тактов.
У прерывателя-распределителя, где кулачок имеет большое коли-
чество выступов (4, 6, 8), значительное влияние на величину высокого
напряжения оказывает величина угла поворота валика (кулачка),
при котором контакты находятся в замкнутом состоянии (угол кон-
такта). Этот угол проверяют на
стендах с помощью прибора ИУК
(«измерение угла контакта»).
Величина угла замкнутого со-
стояния контактов при частоте
вращения 1500 об/мин должна
быть 42...46° для кулачков с че-
тырьмя, 37...39°—шестью и 29...
32°— с восемью выступами. Ре-
гулируют этот угол изменением
величины зазора между контак-
тами в разомкнутом состоянии.
У собранного прерывателя-
распределителя проверяют так-
же правильность чередования
искрообразования и работу авто-
Рис. 204. Принципиальная схема испыта-
ния па стенде прерывателя-распределителя:
/ — градуированный диск; 2 — вакуумный на-
сос; 3 — вакуумметр; 4 — испытуемый прерыва-
тель-распределитель; 5 — индукционная катуш-
ка стенда; 6 — амперметр; 7 — аккумуляторная
батарея.
269
матов опережения зажигания. При проверке чередования искр высокое
напряжение от индукционной катушки подается на неоновую лампу, на-
ходящуюся под вращающимся диском синхронографа. Диск имеет щель,
через которую в момент вспышки лампы (момент ценообразования) вид-
ны световые риски против деления круговой шкалы. Чередование искр
нормально должно быть через 180° у кулачков с двумя, 90°— с че-
тырьмя, 60°— с шестью и через 45°— с восьмью выступами с отклоне-
нием до ±2°. Неравномерное чередование искр более допустимого
свидетельствует об износе кулачка и необходимости его замены.
Во время проверки центробежных автоматов определяют, при
какой частоте вращения автомат начинает давать опережение зажи-
гания, когда он заканчивает работу, и максимальный угол опережения
зажигания. При испытании вакуумных автоматов, создавая разреже-
ние, определяют, при каком разряжении автомат начинает и заканчи-
вает работу, и максимальный угол опережения зажигания.
Например, у прерывателя-распределителя Р13-Д, Р133 (автомо-
биль ГАЗ-53, ГАЗ-66) начало работы центробежного автомата опере-
жения должно быть при частоте вращения 200 об/мин, окончание —
при 1500 об/мин, регулировка опережения О...15,5°.
Вакуумный автомат опережения должен начинать действовать
при разряжении 100 мм рт. ст. и заканчивать работу при 280 мм рт. ст.,
регулировка опережения 0...100.
Испытывают автоматы по той же схеме, что и чередование искр,
и судят об их работе по смещению искры или световой риски относи-
тельно шкалы диска. Регулировать работу автоматов можно измене-
нием натяжения пружин грузов у центробежных автоматов или пру-
жин диафрагмы у вакуумных.
При испытании электрической прочности деталей распределителя
высокое напряжение от индукционной катушки стенда подают на
центральное гнездо крышки распределителя, а провода высокого на-
пряжения соединяют с разрядниками стенда. Устанавливают у разряд-
ников стенда искровой промежуток, равный 9... 10 мм. При отсутст-
вии трещин и электрических пробоев у деталей распределителя на всех
разрядниках будет наблюдаться бесперебойное искрообразование.
Транзисторный коммутатор. У контактно-транзисторных систем
зажигания (автомобили ГАЗ-53А, ЗИЛ-130) причиной отказа может
явиться неисправность транзисторного коммутатора ТКЮ2.
Для определения исправности транзисторного коммутатора должно
быть проверено функционирование всей системы зажигания. Для этого
на испытательный стенд устанавливают исправные индукционную ка-
тушку Б114, блок сопротивлений (резисторов) СЭ107 соответствующей
марки прерыватель-распределитель (Р133, Р137, Р4-Д) и испытуе-
мый транзисторный коммутатор, соединяют их между собой и с акку-
муляторной батареей стенда (рис. 205, а). Если при частоте вращения
валика прерывателя-распределителя, равной 1500...2500 об/мин, обе-
спечивается бесперебойное искрообразование на разрядниках стенда
при длине искры, равной 10 мм, то транзисторный коммутатор исправен.
Можно проверить транзисторный коммутатор на работу в ключе-
вом режиме, соединив его с аккумуляторной батареей 12В, с сопротив-
270
ff
S 3 8
Рис. 205. Испытание транзисторного коммутатора:
а — испытание на стенде на действие (функционирование); б — испытание в ключевом режиме;
/ — транзисторный коммутатор; 2 — трехэлектродный разрядник; 3 — прерыватель; 4 — ка-
тушка зажигания; 5 — сопротивление 1,0 Ом; 6 — аккумуляторная батарея; 7 — выключатель;
8 — амперметр; 9 — сопротивление 1,4 Ом; М, К, Р — обозначения клемм транзисторного
коммутатора и катушкн зажигания.
лением 1,4... 1,5 Ом и с амперметром, как показано на рисунке 205, б.
При замыкании клеммы «Р» коммутатора на его массу (на клемму «М»)
амперметр должен показывать силу тока 6...7 А, при отъединении клем-
мы «Р» от массы показания амперметра должны равняться нулю.
Магнето высокого напряжения. Трансформатор (индукционную
катушку) магнето можно проверять на испытательном стенде способом
сравнения, установив его в контрольное (эталонное) магнето и испыты-
вая в сборе с ним.
Рис. 206. Измерение магнитного
потока ротора .магнето:
1 — ротор; 2 — стойка (магнитопровод);
3 — вставка (приспособление); 4 — маг-
нитометр,
Рис. 207. Намагничивание ротора магнето
на приборе:
/ — обмотка прибора: 2 — полюса прибора; 3 —-
подвижные губки; 4 — ротор магнето.
271
Неисправности и способы испытания конденсатора магнето, ремонт
и испытание деталей прерывателя и распределителя магнето такие же,
как и одноименных деталей прерывателя — распределителя батарей-
ного зажигания (см. выше).
Намагниченность ротора проверяют, измеряя магнитометром ве-
личину магнитного потока, создаваемого ротором в сердечнике тран-
сформатора магнето (рис. 206). Величина магнитного потока должна
быть не менее 200 микровебер.
При необходимости ротор намагничивают на специальном приборе
(рис. 207). Источниками постоянного тока для намагничивания могут
служить стартерные аккумуляторные батареи, сварочные генераторы
и выпрямители.
Вместо изношенной резьбы на хвостовике ротора нарезается резьба
ремонтного размера.
Изношенные посадочные шейки ротора под подшипники и кулачок
могут быть восстановлены электроимпульсным наращиванием. Изно-
шенный кулачок прерывателя выбраковывают при диаметре менее
14,8 мм.
При сборке магнето его ротор должен легко вращаться без ощути-
мого осевого разбега и самоустанавливаться в нейтральное положение
(рис. 208), будучи отведенным от него на небольшой угол (20...30°).
При необходимости осевой разбег регулируют изменением количества
шайб за внутренними кольцами подшипников на роторе. Зазор между
разомкнутыми контактами прерывателя должен быть 0,25...0,35 мм.
Величина абриса, то есть угла поворота ротора от нейтрального
положения в сторону нормального вращения в момент начала размы-
кания контактов прерывателя (рис. 209), должна быть 8... 10° (допу-
Рис. 208. Положения ротора магнето:
а *— положение максимума магнитного потока в
сердечнике трансформатора; / — магнитометр; 2 —
стойки (магинтопроводы); 3 н 5 — полюса ротора;
4 —корпус магнето; б — нейтральное положение
ротора (нуль магнитного потока в сердечнике тран-
сформатора).
Рис. 209. Положение ротора
магнето в момент начала размы-
кания контактов прерывателя.
272
скается до 18°). Для проверки величины абриса магнето сэ снятым
трансформатором устанавливают на испытательный стенд. Ротор маг-
нето соединяют с приводом, имеющим указатель (стрелку). Поворачи-
вая ротор в сторону нормального вращения, отсчитывают по градуиро-
ванному диску стенда угол поворота ротора от нейтрального положе-
ния до начала размыкания контактов. Момент начала размыкания оп-
ределяют прибором ИУК. Регулировать величину абриса можно по-
воротом прерывателя в сборе относительно кулачка (магнето Ml52)
или поворотом кулачка (магнето М24-А, М24-А1, М124) на шейке
ротора.
При испытании собранного магнето на стенде должны отсутствовать
шумы и стуки. На разрядниках стенда должно быть бесперебойное
искрообразование при длине искр не менее 7 мм на всем диапазоне
частоты вращения от 200 до 2500 об/мин.
У двухискровых магнето проверяют угол искрообразования. Для
этого провода высокого напряжения отъединяют от разрядников и
присоединяют к градуированному кольцу на диске стенда. Искра
будет образовываться между вращающейся стрелкой (разрядником) и
градуированным кольцом. Угол искрообразования должен быть ра-
вен 180° с отклонением не более ±2°.
У магнето, имеющих муфты опережения зажигания (центробежный
автомат), проверяют по шкале вращающегося разрядника частоту вра-
щения при начале и окончании действия и величину наибольшего угла
опережения.
14
Рис. 210. Прибор для проверки свечей зажигания (модель 514-2М):
/ — свеча; 2 — провод высокого напряжения с наконечником; 3 — конденсатор; 4 — прерыва-
тель; 5 — выключатель питания; 6 — катушка зажигания: 7 — искровой разрядник для огра-
ничения величины высокого напряжения; 8 — корпус прибора; 9 — штуцер подвода сжатого
воздуха; 10 — распределительная камера сжатого воздуха; 11 — диафрагма распределительной
камеры; 12 — подвижные штифты перекрытия воздушных каналов; 13 — винты для перекры-
тия воздушных каналов; 14 — гнездо для крепления свечи при очистке; 15 — кварцевый песок;
16 — корпус пескоструйной камеры; 17 — гнездо для установки свечи при обдувке; 18 — ма-
нометр; 19 — смотровое окно; 20 —> воздушная полость.
273
У магнето, снабженных пусковым ускорителем, определяют ин-
тенсивность искрообразования, а также величину создаваемого им
запаздывания зажигания, которое должно на 5...7° превышать уста-
новленный для данного двигателя угол опережения зажигания.
Свечи зажигания. Наиболее часто встречающимися неисправностями
запальных свечей являются: покрытие нагаром и смолистыми отло-
жениями внутренней поверхности корпуса и нижней части изолятора,
облом бокового электрода, изломы, трещины и электрический пробой
изолятора, нарушение герметичности свечи.
Очищать свечи от нагара и смолистых отложений можно отмачи-
ванием в растворителях (бензине, керосине) с последующей очисткой
щеткой из тонкой медной проволоки или обдувкой песком с помощью
сжатого воздуха (пескоструйная очистка).
Зазор между электродами свечи должен быть 0,4...0,5 мм для дви-
гателя ПД-10 и 0,5...0,8 мм для остальных двигателей. Очищенные и
отрегулированные свечи испытывают на искрообразование при давле-
нии 0,6...0,8 МПа и на герметичность при давлении 1 МПа на приборе
(рис. 210) с параллельно включенными эталонной свечой и разрядни-
ком. Проверку проводят сравнением работы испытуемой свечи с эта-
лонной при установленном на разряднике зазоре 5...7 мм. На приборе
для испытания можно проводить пескоструйную очистку свечей.
Контрольные вопросы
1. Как испытать трансформатор магнето и индукционную катушку батарейного
зажигания? 2. Какие неисправности могут быть у конденсаторов? Как испытывать
конденсатор? 3. По каким показателям и как испытывают и регулируют прерыва-
тель-распределитель? Как проверить исправность транзисторного коммутатора?
4. Как измерить магнитный поток и намагнитить роторы магнето? 5. Каковы техни-
ческие условия на сборку, регулировку и испытание магнето? 6. Неисправности и
проверка качества работы свечей.
§ 9. Ремонт генераторов, реле-регуляторов,
полупроводниковых приборов, стартеров
Генераторы переменного тока имеют обмотки возбуждения, разме-
щенные на роторе или у его железных масс, а также фазные обмотки
статора.
Эти обмотки могут иметь обрыв в цепи, повреждение или обгорание
изоляции. Последний дефект приводит к замыканию обмоток на массу
ротора или статора либо к замыканию витков обмотки между собой
(витковое замыкание).
Обрыв в цепи обмоток возбуждения и обмоток статора определяют
омметром или контрольной лампой, соединяя их щупы с выводными
концами обмотки. При наличии обрыва лампа не будет гореть, а ом-
метр покажет очень большое сопротивление. Проводники в местах об-
рыва зачищают, облуживают, скручивают, пропаивают, обматывают
хлопчатобумажной лентой, пропитывают лаком и просушивают.
Замыкание обмоток на железо ротора (статора) определяют также
контрольной лампой или омметром, щупы которых соединяют с одним
274
из выводных концов обмотки и с массой.
При наличии замыкания лампа загорит-
ся, а омметр покажет малое сопротивле-
ние (несколько ом).
Витковое замыкание обмоток можно
определить, измеряя их омическое со-
противление. У обмоток, имеющих вит-
ковое замыкание, сопротивление будет
меньше, чем у исправных. Например,
полюсная обмотка генераторов Г285,
Г304, Г305 должна иметь сопротивление
3,2...3,7 Ом.
Весьма распространено также опреде-
ление виткового замыкания обмоток ин-
дукционным способом, который основан
на наведении электродвижущей силы
(э.д.с.) в испытуемой обмотке.
Такое испытание можно провести,
например, с помощью индукционного
прибора Э202 по схеме, приведенной на
рисунке 211.
110-220В
Рис. 211. Определение виткового
замыкания обмотки при помощи
индукционного прибора:
/ — брусок из малоуглеродистой
стали; 2 — испытуемая обмотка; 3 —
сердечник прибора; 4 — обмотка при-
бора.
Испытываемую обмотку нанизывают на брусок из малоуглеродистой
стали, который затем вместе с обмоткой укладывают на концы сердеч-
ника прибора. При включении обмотки прибора в цепь переменного
тока в испытываемой обмотке индуктируется э. д. с. При наличии
виткового замыкания обмотка нагреется в течение 3...5 мин, так как
по ней в этом случае потечет ток.
У обмоток статора витковое замыкание можно определять индук-
ционным способом с помощью дефектоскопа ПДО-1 (рис. 212).
Дефектоскоп состоит из расположенных друг за другом в общем
корпусе индукционного А и сигнального Б аппаратов.
Прибор накладывают на зубцы пазов статора вдоль проводников
обмотки одновременно сердечниками двух аппаратов. Обмотку аппа-
рата А включают в сеть постоянного или переменного тока напряже-
нием 12...18 В. При этом у об-
мотки под действием переменно-
го магнитного поля индукцион-
ного прибора будет наведена
э. д. с., а при наличии виткового
замыкания в ней потечет ток и
Рис. 212. Определение виткового за-
мыкания обмотки статора при помощи
портативного дефектоскопа ПДО-1:
а — схема дефектоскопа: А — индукцион-
ный аппарат; Б — приемо-сигнальный ап-
парат; 1 — конденсатор; 2 — пружина; 3 —
прерыватель; 4 — индукционная катушка;
5 — сердечник на трансформаторной стали;
6 — неоновая лампа; б — проверка обмотки
дефектоскопом: 1 — проверяемые обмотки;
2 — дефектоскоп; 3 ™ корпус генератора.
275
вокруг проводников обмотки появится собственное магнитное поле, под
действием которого в обмотке аппарата Б возникает э.д.с. и загорается
неоновая лампа.
При отсутствии виткового замыкания поврежденную наружную
изоляцию обмоток возбуждения удаляют и накладывают новую из
хлопчатобумажной ленты. После этого катушку пропитывают лаком
МЛ-92 и просушивают сначала на воздухе, а затем в сушильном шка-
фу при температуре 1ОО...125°С в течение 8... 16 ч.
Обмотки, имеющие витковое замыкание, заменяют.
У генераторов, где выводы обмотки возбуждения присоединены к
контактным кольцам (генераторы Г250, Г285), кольца промывают
бензином или зачищают абразивной бумагой. Контактные кольца,
имеющие значительный неравномерный износ, протачивают, но при
этом допускается уменьшение диаметра кольца не более чем на 1 мм.
Изношенные щетки контактных колец заменяют.
У генератора возможны также механические неисправности. Ос-
лабление посадки подшипников на валу ротора устраняют электроим-
пульсным наращиванием вала или посадкой подшипников на клей.
Сорванную резьбу на конце обтачивают и нарезают резьбу уменьшен-
ного размера.
Изношенные гнезда в крышках восстанавливают расточкой с по-
следующей запрессовкой стальных колец, которые затем растачивают
на нормальный размер в сборе с крышкой или постановкой обработан-
ных колец на клее.
Генераторы постоянного тока. Основными особенностями этих
генераторов являются наличие полюсных обмоток на полюсах корпуса,
а также якоря с обмотками и коллектором вместо ротора.
Полюсные обмотки. Неисправности полюсных обмоток,
способы их обнаружения и ремонта такие же, как и у обмоток воз-
буждения генераторов переменного тока.
Обмотки якоря. При наличии в цепи обмотки якоря двух и
более обрывов их можно обнаружить с помощью контрольной лампы,
прикладывая ее щупы к каждой паре соседних пластин. При прикаса-
нии щупами к той паре пластин, к которой присоединена секция, име-
ющая обрыв, лампочка гаснет.
Обрывы в цепи обмоток якоря можно также определить индукци-
онным прибором Э202 с помощью амперметра. Уложив на индукцион-
ный прибор испытуемый якорь, включают прибор в сеть переменного
тока и, медленно поворачивая якорь, прикладывают щупы амперметра
к каждой паре соседних пластин при их горизонтальном положении
(рис. 213). На той паре пластин, где присоединена секция, имеющая
обрыв, показания амперметра будут наименьшими или равны нулю.
Замыкание обмоток на железо якоря можно обнаружить контроль-
ной лампой, прикладывая один ее щуп к железу якоря, а второй —
к коллекторным пластинам. При наличии замыкания лампа будет
гореть.
Для определения виткового замыкания в обмотках якоря его укла-
дывают на индукционный прибор, включают прибор в сеть, наклады-
вают на обращенный вверх паз якоря тонкую стальную пластину и
276
Рис. 213. Испытание обмоток якоря на
наличие обрыва на индукционном аппа-
рате:
/ — обмотка прибора; 2 — сердечник прибора;
3 — переключатель обмоток; 4 — контрольная
лампа; 5 — щупы контрольной лампы; 6 — рео-
стат; 7 — амперметр; 8 — щупы амперметра;
9 — проверяемая секция обмотки.
поворачивают якорь на приборе.
Над пазами, в которых заложена
секция обмотки, имеющая витковое
замыкание, стальная пластина бу-
дет дребезжать.
Витковое замыкание обмоток
якоря может быть обнаружено и де-
фектоскопом ПДО-1, который нак-
ладывают на пазы якоря вдоль них
(рис. 214).
Коллектор. Поверхность
пластин коллектора во время рабо-
ты окисляется и обгорает, поэтому
их периодически прошлифовывают
мелкой стеклянной бумагой.
При изнашивании пластин коллектора между ними начинает вы-
ступать изоляция, что приводит к искрению щеток и обгоранию кол-
лектора. Периодически следует проводить углубление изоляции между
пластинами на 0,5...0,8 мм специальной ножовкой или фрезой настоль-
ного станка для обработки коллектора.
Для восстановления правильной формы коллектор обтачивают до
выведения следов износа, но не более 4 мм по диаметру, шлифуют стек-
лянной шкуркой и углубляют изоляцию между пластинами.
Сборка и испытание генератора. Установку полюсных обмоток
генератора постоянного тока и соединения их выводных концов контро-
Рис. 214. Испытание обмотки якоря на
наличие виткового замыкания с помощью
дефектоскопа.
Рис. 215. Притирка щеток к коллек-
тору:
1 *= тиски; 2 — коллектор; 3 — якорь; 4 —*
стекляиная шкурка.
277
лируют, проверяя полярность полюсов с помощью железного стержня
и компаса, пропуская через обмотки полюсов постоянный ток силой
2...3 А. Один из полюсов должен иметь полярность N, второй — S.
Радиальный зазор (зазор на сторону) между полюсами и якорем
(ротором) для большинства генераторов должен быть равен 0,2...0,5 мм.
Якорь (ротор) в собранном генераторе должен вращаться легко, без
заеданий и ощутимого поперечного люфта.
У генераторов постоянного тока щетки притирают к коллектору
при помощи мелкой стеклянной бумаги (рис. 215). Щетки должны
прилегать к коллектору не менее чем на 3/4 своей поверхности. Давле-
ние пружин на щетки должно быть 6...9 Н. Первичный контроль элек-
трических цепей собранного генератора постоянного тока можно про-
вести, присоединив его к аккумуляторной батарее для работы в режиме
электродвигателя (рис. 216, а). Ток, потребляемый генератором, не
должен превышать величины, указанной в технических требованиях
(приложение 7).
Генераторы переменного тока такому испытанию не подвергают.
Основное испытание проводится в режиме генератора и состоит в опре-
делении минимальной частоты вращения ротора (якоря), при которой
генератор дает номинальное напряжение вхолостую, без нагрузки, и
при токе, соответствующем полной (номинальной) нагрузке.
Схема такого испытания для генератора переменного тока показана
на рисунке 217, а генератора постоянного тока — на рисунке 216, б.
Технические требования приведены в приложениях 7 и 8. Генераторы
переменного тока испытывают в комплекте с выпрямительными устрой-
ствами и аккумуляторной батареей.
Рис. 216. Схема испытания генератора по-
стоянного тока:
а — в режиме электродвигателя; б — в режиме
генератора; / — генератор; 2 — амперметр; 3 —
выключатель; 4 — аккумуляторная батарея; 5 —
нагрузочный реостат; 6 — вольтметр:
Я» Ш, М — клеммы генератора («Якорь», «Шунт»,
«Масса»).
Рис. 217. Схема испытания генера-
торов переменого тока:
Г — генератор; Б — батарея, В — вып-
рямитель; Ш — шунт (обмотка возбужде-
ния) генератора; Р — реостат; А — ам-
перметр; V — вольтметр.
278
Ремонт и испытание реле-регуляторов. Составные части реле-регу-
ляторов: реле обратного тока (у вибрационных реле-регуляторов),
регулятор напряжения, ограничитель тока и реле защиты (у контакт-
но-транзисторных реле-регуляторов) имеют аналогичные неисправно-
сти и технологию ремонта.
Осмотром определяют состояние контактов, совпадение их осей,
заедание и люфт якорей, прочность крепления стоек, сердечников и
т. п. Выявленные неисправности устраняют подтяжкой винтов креп-
ления, переклепкой и правкой стоек, якорей и т. д. Обгоревшие кон-
такты зачищают абразивной бумагой или надфилем, а при высоте кон-
тактов менее 0,3 мм их заменяют (переклепывают).
Исправность сопротивлений определяют осмотром и измерением
сопротивления омметром. Поврежденные сопротивления заменяют.
Обрывы и замыкания «на массу» у обмоток выявляют контрольной
лампой при напряжении 220 В или омметром, а витковое замыкание —
только омметром. Обрывы в цепях устраняют пайкой. Поврежденную
наружную изоляцию обмоток исправляют или заменяют, а обмотки с
витковым замыканием заменяют или перематывают.
Изолирующие детали испытывают на отсутствие замыкания «на
массу» контрольной лампой при напряжении 220 В.
У отремонтированных реле-регуляторов проверяют и регулируют
зазоры между сердечниками и якорями и зазоры между контактами.
Например, у реле напряжения контактно-транзисторного реле-регу-
лятора РР-362Б зазор между якорем и сердечником при разомкнутых
контактах должен быть 1,4...1,5 мм, а между контактами — 0,2..,0,3мм.
У реле защиты эти зазоры соответственно равны 0,7...0,8 мм и
0,5..0,6 мм. Зазор между контактами обычно регулируют отгибанием
ограничителя отхода якоря, а зазор между якорем и сердечником —
перемещением стойки с контактами.
Реле-регулятор проверяют в комплекте с генератором, аккумуля-
торной батареей, реостатом, амперметром и вольтметром.
Схема соединений для проверки вибрационного реле-регулятора с
генератором постоянного тока показана на рисунке 218. Для проверки
работы регулятора напряжения переключателем Пг включают реостат,
повышают частоту вращения генератора и создают нагрузку до вели-
чин, указанных в технических требованиях (приложение 9). При ис-
правном регуляторе напряжение, достигнув какой-то величины, в
дальнейшем остается постоянным, несмотря на повышение частоты вра-
щения. При этой же частоте вращения генератора проверяют работу
ограничителя тока. Реостатом увеличивают нагрузку и отмечают мак-
симальный ток в момент, когда напряжение генератора начнет сни-
жаться и достигнет номинального значения.
У реле обратного тока вначале проверяют напряжение замыкания
контактов. Нагрузочным реостатом устанавливают небольшую на-
грузку. Переключателем П2 соединяют вольтметр с клеммой Д.
Сначала снижают частоту вращения генератора до получения на-
пряжения в несколько вольт, а затем снова повышают ее и наблюдают,
при каком напряжении произошло включение реле. Момент включения
устанавливают по вольтметру по небольшому падению напряжения
279
РР
Рис. 219. Схема проверки состояния
контактно-транзисторного реле-ре-
гулятора с помощью контрольной
лампы:
Л — лампа; РР — реле-регулятор; ВК—
выключатель; Б — батарея; М, В, Ш —
клеммы реле-регулятора.
Рис. 218. Схема соединений при испы-
тании вибрационного реле-регулятора
с генератором постоянного тока:
/71 н П2 — переключатели; Б —батарея;Р —
реостат; А — амперметр; V —вольтметр; Г—
генератор; 111 — шунт (обмотка возбуждения
генератора); Ш, В, М — клеммы реле-регу-
лятора.
РР
Рис. 220. Схема проверки ра-
боты реле защиты контактно-
транзисторного реле-регуля-
тора:
Б — аккумуляторная батарея;
РР — реле-регулятор; Ш, В, М —
клеммы реле-регулятора; ВК. —
выключатель; Р — реостат.
Рис. 221. Схема проверки реле напряжения
контактно-транзисторного реле-регулятора:
Г — генератор; — шунт (обмотка возбуждения)
генератора; РР — реле-регулятор (111, В, М —
клеммы реле-регулятора); В2 — выпрямитель; V —
вольтметр; А — амперметр; Б — батарея; Р — рео-
стат.
Рис. 222. Проверка диода:
а и б — измерением сопротивления перехода в пря-
мом и обратном направлении; 1 — омметр; 2 — диод.
280
вследствие включение нагрузки при замыкании контактов. После этого
переключателем /7j включают аккумуляторную батарею и постепенно
снижают частоту вращения генератора. Отмечают наибольший раз-
рядный ток, при котором произойдет отключение реле (стрелка ампер-
метра вернется на нуль).
При несоответствии техническим требованиям (приложение 9)
какой-либо из составных частей реле-регулятора проводят регулиров-
ку, изменяя натяжение пружины якоря.
Исправное состояние составных частей контактно-транзисторного
реле-регулятора можно проверить с помощью контрольной лампы и
аккумуляторной батареи соответствующего напряжения (рис. 219).
Контрольная лампа должна гореть, но при нажатии на якорек регуля-
тора напряжения должна погаснуть или гореть очень слабым накалом.
При нажатии на якоре реле защиты лампа также должна погаснуть, а
якорек должен удержаться в притянутом состоянии.
У контактно-транзисторных реле-регуляторов реле-защиты про-
веряют на величину тока срабатывания. Схема проверки показана на
рисунке 220. Отрицательный полюс аккумуляторной батареи (на ма-
шине «массу») соединяют с клеммой «ЯЛ> реле-регулятора, а положи-
тельный — с клеммой «В». Изменяя реостатом Р величину тока, оп-
ределяют по щелчку, при каком токе замыкаются контакты. Регулиров-
ку проводят изменением натяжения пружины реле.
Схема соединений при проверке регулятора напряжения контактно-
транзисторного реле-регулятора с генератором переменного тока по-
казана на рисунке 221. Порядок проверки регулятора напряжения и
его регулировка такие же, как и у вибрационного реле-регулятора.
Проверка полупроводниковых приборов. При ремонте электрообо-
рудования проверяют исправность полупроводниковых приборов.
Неисправностями полупроводниковых приборов являются отсут-
ствие (нарушение) контакта в переходах и пробой перехода. При про-
верке диодов измеряют сопротивления перехода в прямом и обратном
направлениях с помощью омметра, переключая его выводы (рис. 222).
Прямое направление тока соответствует направлению острия треуголь-
ника на условном изображении диода.
В прямом направлении сопротивление диода сравнительно неболь-
шое, обычно не превышает десятков или сотни ом, а в обратном на-
правлении большое — десятки и сотни килоом.
Небольшое сопротивление перехода в обоих направлениях говорит
о пробое перехода, а очень большое — о нарушении контакта. Исправ-
ность диода может быть проверена также с помощью электрической
лампочки, источника тока и переключателя полярности (рис. 223, а).
При исправном диоде лампа будет гореть только при одном из поло-
жений переключателя, при пробое перехода — будет гореть при обоих
положениях переключателя, а при отсутствии контакта в переходе
лампа не будет гореть ни при одном из положений переключателя.
Выпрямитель в сборе может быть проверен измерением величины
обратного тока, например для селенового выпрямителя В150 (трактор
К-700) при испытании током напряжением 24В величина обратного
тока не должна превышать 2А.
281
Рис. 223. Проверка полупровод-
никовых приборов с помощью
контрольной лампы:
а — проверка диода; б — проверка
транзистора; П — переключатель;
D — диод; Л — лампа; ВКл, BKt —
включатели; Б, Э, К — база, эмит-
тер, коллектор транзистора.
Рис. 224. Проверка состояния диодов вып-
рямителя с помощью омметра.
У собранного выпрямителя также мо-
гут быть проверены омметром или конт-
рольной лампой отдельные диоды. Схема
такой проверки показана на рисунке 224.
Измеряя сопротивление переходов или
проверяя горение контрольной лампы
между клеммой «+» и выходами 1,2,3
в прямом и обратном направлении, оп-
ределяют исправность каждого из трех
левых диодов. Повторив эту же опера-
цию, но присоединяясь к клемме «—»
(или к массе) выпрямительного устрой-
ства, определяют исправность остальных
диодов.
Проверка транзистора может быть проведена аналогично проверке
диода измерением омметром сопротивления каждого из переходов,
Как и в случае проверки диодов, малое сопротивление переходов
в обоих направлениях говорит об их пробое, а очень большое — о на-
рушении контактов в переходе.
В первую очередь проверяют переход «эмиттер — коллектор»,
так как по нему проходит основной (рабочий) ток, значительно боль-
ший, чем по другим переходам.
Транзистор можно также проверить с помощью контрольной лам-
почки по схеме, приведенной на рисунке 223, б. Вначале включают
только включатель Вк, (включатель Вк2 выключен). При этом лампочка
включена в цепь эмиттер — коллектор, но база отключена. При ис-
правном транзисторе лампочка не будет гореть. Загорание лампы го-
ворит о пробое перехода. Затем включателем Вк2 включают базу через
постоянное сопротивление 200 Ом (может быть также включено допол-
нительное регулируемое сопротивление 1 кОм). При исправном тран-
зисторе лампочка загорается. При изменении величины регулируе-
мого сопротивления накал лампочки будет изменяться.
Ремонт и проверка стартеров. Неисправности стартеров (как меха-
нические, так и электрические) и способы их устранения аналогичны
рассмотренным выше неисправностям и способам их устранения у ге-
282
нераторов. Особенностью стартеров является наличие у них меха-
низма передачи движения на зубчатый венец маховика двигателя.
Муфту холостого хода механизма привода проверяют на пробук-
совку, проворачивая шестерню привода относительно шлицевой втул-
ки при помощи динамометрического рычага. При этом в одном направ-
лении шестерня должна проворачиваться при моменте, превышающем
не менее чем в 2,5 раза номинальный крутящий момент стартера при
полном торможении, а в другом направлении — свободно.
Механизм привода проверяют после сборки стартера. При повороте
рукой шестерни привода по направлению вращения якоря стартера
якорь не должен трогаться с места. Муфта привода должна свободно
перемещаться по шлицевому валу, возвращаясь в первоначальное
положение под действием возвратной пружины рычага привода. Кон-
тактные болты включателя стартера зачищают или при значительном
подгорании опиливают. Несовпадение плоскостей основных контактов
допускается не более 0,2 мм. При нажатии на рычаг до отказа у старте-
ров с непосредственным включением или при полностью втянутом
сердечнике у стартеров с электромагнитным приводом включения зазор
В между торцом шестерни (рис. 225, а) и упорной шайбой 7 должен
быть равен 0,5... 1,5 мм. Регулировка проводится винтом 1 у старте-
ров с непосредственным включением или винтом 2 (рис. 225, б), ввер-
нутым в теле сердечника, у стартеров с электромагнитным включением.
Правильное положение шестерни привода в исходном положении оп-
Рис. 225. Регулировка механизма
привода стартера:
а — у стартеров с непосредственным
включением; б - у стартеров с электрома-
гнитным приводом; в — проверка момен-
та включения основных и дополнитель-
ных контактов; / — регулировочный
виит; 2 — виит сердечника электромаг-
нита; 3 — нажимной винт; 4 — регули-
ровочный винт; 5 — основные контакты;
6 — дополнительные контакты (контак-
ты шунтирования резистора катушки
зажигания); 7 — упорная шайба; Jh и
Л2 — контрольные лампы.
283
Рис. 226. Схема испытания стартера на
контрольном стенде в режиме полного тор-
можения:
F — усилие на динамометре; L — плечо рычага.
ределяют замером расстояния от
торца шестерни до упорного
устройства (размер Г) или до по-
садочного пояска на крышке (раз-
мер Д).
Контрольной лампой прове-
ряют момент замыкания клемм
включения стартера (рис. 225, в).
Контакты клемм 5 должны вклю-
чаться при зазоре 1,5...2,5 мм
между торцом шестерни и упор-
ной шайбой 7. Регулировку про-
водят винтом 3 и гайками у стар-
теров с непосредственным вклю-
чением или винтом 2 у стартеров
с электромагнитным включением.
Контакты клемм 6, к которым
присоединяется добавочное со-
противление (вариатор) индукционной катушки зажигания, должны
замыкаться одновременно с контактами 5 или несколько ранее. При
этом обеспечивается шунтирование (закорачивание) добавочного со-
противления катушки при включении стартера.
Испытание стартера после ремонта проводят в двух режимах:
холостого хода и полного торможения. При испытании стартера в ре-
жиме холостого хода замеряют напряжение, потребляемый ток и ча-
стоту вращения.
Схема испытания стартера в режиме полного торможения приве-
дена на рисунке 226. На шестерню стартера устанавливают рычаг,
соединенный с динамометром, и определяют крутящий момент, напря-
жение и ток при полном торможении.
Крутящий момент 7Икр определяется как произведение силы F
на плечо L.
Так как плечо L обычно постоянно, то шкала динамометра может
быть отградуирована в Н-м и сразу показывать величину крутящего
момента.
Несоответствие величины крутящего момента техническим требо-
вания.м будет свидетельствовать о неисправностях в электромагнитной
системе стартера.
Контрольные вопросы
1. Как обнаруживают обрыв, замыкание на корпус («на массу») и витковое
замыкание в обмотках генератора переменного тока и в полюсных обмотках гене-
ратора постоянного тока? 2. Как обнаруживают обрыв в цепи обмоток якоря? 3. Как
определяют замыкание обмоток на железо якоря? 4. Как определяют витковое за-
мыкание в обмотках якоря? 5. Какие неисправности коллектора и как их устранить?
6. Какие основные технические условия на сборку генератора? 7. Как и по каким
показателям испытывают генератор? 8. Каковы особенности испытания генераторов
переменного тока? 9. Как испытывают и регулируют составные части вибрационного
реле-регулятора? 10. Как испытывают и регулируют составные части контактно-
транзисторного реле-регулятора? 11. Какие неисправности бывают у диодов и траи-
284
зисторов? 12. Как можно проверить исправность диодов, выпрямителей, транзи-
сторов? 13. Как проверяют и регулируют механизм привода стартера? 14. Как про-
водят испытания стартеров?
Лабораторно-практическое занятие 17
КОНТРОЛЬ И РЕМОНТ АККУМУЛЯТОРНОЙ БАТАРЕИ
Содержание и порядок выполнения работы. Измерить уровень электролита
стеклянной трубкой и плотность ареометром (кислотомер). Определить степень
заряженности батареи. Измерить напряжение всех ее элементов нагрузочной вилкой
без нагрузки, а затем с нагрузкой в течение 5 с. Записать результаты всех измерений
и сделать заключение о состоянии батареи.
Ознакомиться с применением инструмента и приспособлений для разборки
аккумуляторной батареи.
Снять пустотелым сверлом перемычки одного аккумулятора, снять мастику и
крышку и извлечь блок пластин, используя приспособления. Ознакомиться с не-
исправностями деталей аккумулятора.
Испытать стенки и перегородки бака на наличие пористости, используя вольт-
метр, включенный в сеть напряжением 220 В. Уложить пластину в шаблон и напла-
вить ушко свинцом, применяя угольный электрод, газо- или бензгвоздушную го-
релку.
Ознакомиться с приспособлением для сборки пластин в полублоки.
Установить в сосуд блок пластин, изолирующие пластины, крышку. Уложить
прокладку из кислотостойкой резины и залить мастику. Приварить межэлемэнтную
перемычку.
Отчет о работе. Изложить порядок разборки батареи, назвав применяемый
инструмент и приспособления. Описать неисправности баков и пластин, их опре-
деление, порядок сборки батареи и технологию выполнения сварочных работ. За-
писать результаты контрольных испытаний: наличие пористости стеиок баков (схема
и результаты проверки), уровень электролита (измеренная величина, ее значение
по техническим требованиям и заключение), плотность электролита (измеренная
величина, ее значение по техническим условиям и заключение), напряжение без
нагрузки и с нагрузкой, падение напряжения под нагрузкой за 5 с.
Лабораторно-практическое занятие 18
КОНТРОЛЬ И ИСПЫТАНИЕ БАТАРЕЙНОЙ
СИСТЕМЫ ЗАЖИГАНИЯ
Содержание и порядок выполнения работы. Установить на стенд индукционную
катушку зажигания, соединить ее первичную обмотку с батареей и прерывателем
стенда, а провод высокого напряжения с разрядником стенда. Включить привод
стенда, довести частоту вращения до 1500 об/мин и определить бесперебойность ц
интенсивность искрообразовапия.
Установить на стенд конденсатор и соединить его с клеммой, а эталонную ка-
тушку стенда с разрядником. Включить стенд и проверить исправность конденса-
тора по характеру искрообразовапия.
Установить прерыватель-распределитель на стенд и соединить с приводом и
вакуум-насосом. Соединить прерыватель с батареей и индукционной катушкой
стенда (гнездо «прерыватель-распределитель»). Довести частоту вращения привода
до 1500 об/мин, включив прибор ИУК, определить угол замкнутого состояния кон-
тактов и отрегулировать его изменением зазора между контактами прерывателя.
Соединить провод высокого напряжения эталонной катушки с неоновой лампой
синхронографа стенда и определить правильность чередования искр.
Изменяя частоту вращения привода стенда, определить обороты начала и конца
работы центробежного автомата и максимальный угол опережения зажигания.
Замерить величину разрежения в начале и конце работы вакуум-корректора и наи-
больший угол опережения зажигания.
Соединить провод высокого напряжения эталонной катушки стенда с цент-
ральным гнездом распределителя, а провода высокого напряжения с разрядниками.
285
Установить на разрядниках искровой промежуток 9...10 мм и проверить интенсив-
ность и бесперебойность искрообразования при частоте вращения 1500 об/мин.
Собрать схему и проверить исправность транзисторного коммутатора ТКЮ2
в ключевом режиме.
Отчет о работе. Вычертить схему проверки индукционной катушки, конденса-
тора и прерывателя-распределителя. Записать результаты их испытания. Резуль-
таты выполнения работы по регулировке и испытанию прерывателя-распределителя
свести в таблицу, которая должна включать следующие графы: наименование изме-
рения, измеренная величина и значение этой величины по техническим условиям.
В таблицу включить такие данные: угол замкнутого состояния контактов до и после
регулировки; угол чередования искр и интенсивность искрообразования; обороты
привода стенда в начале и конце работы центробежного автомата; наибольший угол
опережения зажигания; величина разрежения в начале и конце работы вакуумного
автомата; результаты проверки транзисторного коммутатора.
Лабораторно-практическое занятие 19
КОНТРОЛЬ УЗЛОВ И ИСПЫТАНИЕ ГЕНЕРАТОРА.
ПРОВЕРКА РАБОТЫ РЕЛЕ РЕГУЛЯТОРА.
ПРОВЕРКА ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ
Содержание и порядок выполнения работы. При помощи контрольной лампы
проверить наличие обрыва и замыкания «на массу» у обмоток возбуждения или об-
моток статора генератора. Определить наличие виткового замыкания обмоток, из-
меряя их сопротивление омметром.
Установить полюсные обмотки генератора постоянного тока или обмотки воз-
буждения, катушки обмоток статора генератора переменного тока (исправную и
неисправную) на индукционный прибор и проверить наличие виткового замыкания
по нагреву обмоток.
Осмотреть коллектор якоря генератора постоянного тока. Углубить изоляцию
между пластинами и зачистить коллектор. Уложить якорь на индукционный прибор,
включить его и найти секции с витковым замыканием.
Определить на индукционном приборе наличие обрыва у обмоток якоря, а с
помощью контрольной лампы наличие замыкания обмоток на железо якоря.
Установить па стенд генератор переменного тока типа Г304 или Г305. Соединить
его клемму Ш с клеммой «+» аккумуляторной батареи стенда, клемму В с реостатом
стенда и клемму М с массой стенда. Провести испытание генератора, определив
наименьшую частоту вращения генератора при номинальном напряжении, на хо-
лостом ходу и при токе полной нагрузки.
Проверить и при необходимости отрегулировать зазоры между якорьками и
сердечниками у контактно-транзисторного реле-регулятора. Проверить с помощью
контрольной лампы исправность регулятора напряжения и реле защиты.
Установить реле-регулятор на испытательный стенд, проверить работу регу-
лятора напряжения и реле защиты и при необходимости провести регулировку из-
менением натяжения пружин.
Проверить исправность диода и транзистора, измеряя омметром сопротивление
переходов в прямом и обратном направлении или контрольной лампой.
Отчет о работе. Составить описание технологии проверки обмоток генератора
и ремонта коллектора. Описать порядок проверки работы реле-регулятора, состояния
полупроводниковых приборов. Зарисовать схемы испытаний. Результаты испытаний
свести в таблицу, включающую следующие графы: наименование измерения, его
величина, значение этой величины по техническим условиям. В таблицу включить
следующие измерения: омическое сопротивление обмоток; наименьшую частоту вра-
щения, при которой генератор дает номинальное напряжение вхолостую и при пол-
ной нагрузке; зазор между якорьком и сердечником PH и реле защиты; зазор между
контактами; напряжение, ограничиваемое PH до и после регулировки; ток срабаты-
вания реле защиты.
Правила техники безопасности. Монтаж электрических схем вести при отклю-
ченном источнике тока. Включить источник тока только после проверки правиль-
ности собранной схемы. При использовании контрольных ламп напряжением 127
286
и 220 В следует надевать диэлектрические перчатки. Штепсельные розетки, вилки и
шнуры включения приборов и потребителей тока должны иметь исправную изоляцию.
Не проверять аккумуляторы нагрузочной вилкой в том же помещении, где проводится
их зарядка или имеются пары бензина. Проверять аккумуляторные батареи нагру-
зочной вилкой можно не ранее чем через 1 ч после окончания зарядки и при завер-
нутых пробках. Во время приготовления электролита наливать только кислоту в
дистиллированную воду (небольшими порциями), перемешивая электролит стеклян-
ной или эбонитовой палочкой. Электролит приготавливать в керамической или пласт-
массовой кислотостойкой посуде. Прн работе с кислотой, разборке аккумуляторных
батарей, промывке их деталей, заливке электролита следует надевать защитные очки
и резиновые перчатки, фартук и резиновые сапоги. При попадании электролита на
кожу рук, лица немедленно смыть его холодной водой и протереть это место раст-
вором питьевой соды или нашатырным спиртом. Серную кислоту и электролит хра-
нить в стеклянных бутылках, плотно закрытых пробками. Для предохранения от
ожогов при заливке свинца и заливочной мастики надевать защитные очки и бре-
зентовые рукавицы. Ложки для заливки свинца и формы должны быть сухими и
прогретыми. Аккумуляторные батареи заряжать в отдельном помещении с вытяжной
вентиляцией или в вытяжном шкафу. Электрощит и зарядный агрегат не должны
находиться в этом помещении.
§ 10. Сборка тракторов и автомобилей
Сборка гусеничных тракторов рассматривается на примере тракто-
ров ДТ-75 и Т-4.
Установка на раму агрегатов трансмиссии.
Трансмиссию в сборе тракторов ДТ-75, Т-4 (4А) устанавливают на
раму после обкатки. У трактора ДТ-75 трансмиссию устанавливают
на раму так, чтобы шейки опор конечных передач вначале вошли в
расточки задних кронштейнов рамы, а нижний бугель коробки пере-
дач совместился с цапфой опоры.
Затем ставят соединительные кронштейны рамы вместе с задней
осью и закрепляют болтами. У трактора Т-4 (4А) трансмиссию в сборе
и раму в сборе с коробкой рессоры устанавливают на стенд для сборки
ОПТ-6558, затем раму соединяют с корпусом заднего моста и с со-
бранной трансмиссией. После этого устанавливают и регулируют ме-
ханизмы управления трактором: сервомеханизм, кронштейн, рычаги,
педали, тяги и пружины. У тракторов Т-4 (4А) при правильно отрегу-
лированных тормозах планетарного механизма зазор между рычагами
управления тормозами планетарного механизма и планкой пола ка-
бины должен быть 10+1 мм. Этот зазор регулируется изменением дли-
ны тяг золотников гидроусилителя тормозов планетарного механизма.
Полный ход рукояток рычагов для полного расторможения солнеч-
ных шестерен планетарного механизма должен находиться в пределах
260...370 мм. Свободный ход рычагов 55 мм.
У правильно отрегулированных остановочных тормозов педали
должны упираться в планку пола кабины. Это достигается регулиро-
ванием длины тяг тормозов. Полный ход педалей остановочных тормо-
зов в пределах 75...120 мм. У тракторов ДТ-75М и ДТ-75 свободный
ход рычагов управления тормозов солнечных шестерен планетарного
механизма должен находиться в пределах 60...80 мм, полный ход—
500...600 мм. Регулировку проводят изменением длины тяг. Управле-
ние установочными тормозами считается отрегулированным, если при
перемещении от вертикального положения вперед до отказа зуб, имею-
287
fdi
Рис. 227. Приспособление для центрирования двигателя А-01:
/ и 2 — фланцы; 3 и 5 — контрольные валики; 4 — втулка.
щийся на правой педали, устанавливается в первую впадину сектора.
Для получения нормального хода педали зуб правой педали устанав-
ливают в первую впадину сектора и после этого заворачивают пол-
ностью регулировочную гайку тормозной ленты, чтобы она полностью
обтянула шкив остановочного тормоза. Левую педаль регулируют так
же, ориентируясь на отрегулированную правую. При необходимости
регулируют длину тяг.
Двигатели тракторов ДТ-75, Т-4 (4А) устанавливают на
рамы в сборе с муфтами сцепления.
При установке двигателя к блок-картеру прикрепляют правый и
левый задние кронштейны, устанавливают переднюю опору двигателя.
Под кронштейны, между ними и блок-картером крепления двигателя,
устанавливают регулировочные прокладки. Для центрирования дви-
гателя на промежуточный вал реверс-редуктор а трактора Т-4 (4А)
(вал УКМ у ДТ-75, ДТ-75М) и вал муфты главного сцепления уста-
навливают приспособление (рис. 227). По достижении соосности втул-
ка 4 свободно переходит с одного валика на другой. Имеются центро-
вочные приспособления и других типов, например такое, как пока-
зано на рисунке 228. О соосности валов здесь судят по разности осе-
вых и радиальных зазоров в вертикальной и горизонтальной плоско-
стях. У тракторов Т-4 (4А) несооспость осей не должна превышать
2 мм, у трактора ДТ-75—1 мм. При большей несоосностн проводят
регулировку. Регулировка в вертикальной плоскости состоит в изме-
нении количества прокладок под опорами двигателя и коробки пере-
дач. Регулировка в горизонтальной плоскости заключается в смеще-
нии двигателя, для чего у трактора Т-4 (4А) имеются специальные ре-
гулируемые упоры, а у трактора ДТ-75 перемещают переднюю опору
двигателя и переставляют прокладки между кронштейнами и блоком
двигателя с одной стороны на другую.
288
Рис, 228. Приспособление для проверки
соосности валов:
1 и 6 — проверяемые валы; 2 — контрольный
диск; 3 и 5 — контрольные винты для определе-
ния радиального и осевого (торцевого) зазоров;
4 — кронштейн; — радиальный зазор; ST —
осевой (торцевой) зазор.
После центрирования двигатель
закрепляют и соединяют с коробкой
передач или УКМ. Окончательно
устанавливают и регулируют уп-
равление муфтой сцепления.
У тракторов Т-4 (4А) и ДТ-75
(75М) зазор между упором нажим-
ного подшипника и отжимными ры-
чагами должен быть в пределах
ходу педали муфты сцепле-
3,5...4,5 мм, что соответствует свободному
ния 40...50 мм (регулируется изменением длины тяги). У трактора ДТ-
75М зазор между опорной поверхностью отжимных рычагов и втулкой
муфты сцепления регулируют гайками отжимных рычагов и устанавли-
вают равным 4+°’5 мм.
При переводе рычага управления муфтой сцепления в крайнее
переднее положение до упора ход муфты выключения должен быть
15+1 мм (замеряется шаблоном). Требуемый ход муфты выключения
устанавливают изменением длины тяги. Регулировка сервомеханизма
тракторов Т-4 (4А) заключается в установке зазора между упором пру-
жины сервомеханизма и двуплечим рычагом сервомеханизма в пре-
делах 1...2 мм путем изменения длины тяги сервомеханизма.
После регулировки главной муфты сцепления у тракторов ДТ-75
(75М) устанавливают и регулируют рычаги, тяги и пружины управле-
ния и блокировки УКМ.
Установка ходовой части. У трактора Т-4 (4А) на
раму устанавливают балансирную рессору и тележки гусениц в сборе
с катками и направляющими колесами. У трактора ДТ-75 (75М) опор-
ные каретки, поддерживающие ролики и направляющие колеса, уста-
навливают на раму отдельно.
Ведущее колесо трактора должно находиться на одной линии с
натяжным колесом. Допустимое отклонение у трактора Т-4 (4А) не
более 2,5 мм. Зазор между торцами обода ведущего колеса и внутрен-
ними кромками беговых дорожек заднего опорного катка тележки,
который должен быть не менее 4 мм, регулируют установкой прокладок
между крышкой и корпусом концевого подшипника конечной передачи.
Для соединения гусеничного полотна задний его конец набрасы-
вают на ведущее колесо, поддерживающие катки и направляющее ко-
лесо и соединяют с нижней ветвью, натягивая гусеничное полотно
поворачиванием ведущего колеса рычагами, двигателем или с помощью
приспособлений типа ОПР-6519-1Э (рис. 229).
У трактора ДТ-75М проверяют и регулируют гидравлический ме-
ханизм подъема и опускания направляющего колеса. После этих опе-
10 № 100
289
Рис. 229. Приспособление для стягивания гусениц тракторов типа
ДТ-75:
/ — планка с зубьямн; 2 и 6 — шарниры; 3 — проушина; 4 — стопор; 5 — ры«
чаг; 7 — планка.
раций устанавливают радиатор, воздухоочиститель, гидросистему,
топливный бак, электрооборудование и другие составные части и де-
тали трактора.
Сборка колесных тракторов К-700 (701) и Т-150К, имеющих шарнир-
ную раму, примерно одинакова. Вначале собирают переднюю и заднюю
полурамы с шарнирным устройством. Затем раму ставят на сборочный
стенд и на нее устанавливают передний и задний ведущие мосты, со-
бранные с рессорными подвесками.
Если стенд имеет кантователь, то раму сначала ставят в переверну-
тое положение, что значительно облегчает сборку. Далее раму уста-
навливают в нормальное положение, ставят карданную передачу к
мостам (часть ее монтируется при сборке рамы), воздушные баллоны и
трубопроводы тормозной системы, систему управления поворотом и
следящее устройство.
Устанавливают коробку передач, двигатель (у трактора Т-150К
двигатель ставят в сборе с коробкой передач), соединяют с коробкой
передач карданную передачу ведущих мостов.
Ставят масляный и водяной радиаторы, кабину, рулевое управле-
ние, электрооборудование, управление двигателем и т. д.; сборку за-
канчивают установкой облицовки и колес.
Регулировка трактора. У трактора К-700 (701) следящее устройство
системы поворота должно быть отрегулировано в соответствии с ки-
нематической схемой, показанной на рисунке 230.
Система управления должна обеспечить поворот задней полурамы
трактора относительно продольной оси передней на 35° в каждую сто-
рону.
Длину тяг педали остановочных тормозов регулируют при крайнем
290
43'30'
Примо
Рис. 230. Кинематическая схема следяще-
го устройства трактора К-700 (701).
Поворот
вправо
120
Сектор
Золотник
Поборот
влево
Поборот блебо
сс^то;
оС=30“
оС=Ч2°30'
положении на упоре рычага
тормозного крана. Не должно
быть утечки воздуха в пневмо-
системе. При свободном поло-
жении педали остановочных
тормозов падение давления
воздуха должно быть не более
0,03 МПа за 9 мин. Давление
воздуха в воздушных балло-
нах — 0,53...0,8МПа.
У трактора Т-150К полный
ход педали муфты сцепления
должен быть равен 150...
160 мм, зазор между упорным
кольцом выжимного подшипника и отжимными рычагами 3,5...4 мм.
Тяга механизма блокировки муфты сцепления должна быть отре-
гулирована так, чтобы переключение передач было возможным только
при полностью отключенной муфте сцепления.
Свободный ход педали тормоза должен быть 10...25 мм. При пол-
ном нажатии нижний конец педали тормоза не должен доходить до
пола кабины на 10...30 мм.
Полный ход тормозной педали не должен превышать 150 мм.
При неработающем двигателе падение давления воздуха в системе
не должно превышать 0,1 МПа в течение 30 мин при отпущенной пе-
дали и 0,15 МПа при включенных тормозах.
Общая длина тяги подачи топлива должна быть 536...540 мм.
Предварительное поджатие пружины тяги 59...61 мм.
При установке колес вершины углов почвозацепов должны быть
направлены вперед по ходу движения трактора. Давление воздуха в
шинах 0,1...0,16 МПа для передних колес и 0,08...0,18 МПа для зад-
них.
Сборка тракторов МТЗ-50 (52) и МТЗ-80 (82). Сначала собирают
коробку передач и задний мост. Затем коробку передач в сборе соеди-
няют с задним мостом. Регулируют зацепление шестерен главной пере-
дачи. Боковой зазор в зацеплении должен быть 0,2...0,45 мм.
На корпус трансмиссии с правой и левой сторон устанавливают
тормоза в сборе, управление тормозами прицепов и гидроаккумулятор,
10*
291
Рис. 231. Проверка плоскостности н величины выступания рычажков муфты
сцепления трактора МТЗ-50.
собирают и устанавливают крышку моста с полом кабины. Управ-
ление тормозами должно быть отрегулировано так, чтобы полный ход
педалей при усилии 120 Н составлял 70...90 мм для правой педали, а
для левой педали — на 5...20 мм меньше.
После этого устанавливают и регулируют управление задним
валом отбора мощности (ВОМ). После сборки коронная шестерня и
водило ВОМ при остановленной солнечной шестерне должны вращаться
легко, без заеданий. При проворачивании за первичный вал при по-
мощи рукоятки с плечом 150 мм шестерни должны вращаться на всех
передачах свободно, без заеданий.
Далее на маховик двигателя устанавливают ведомый диск сцепле-
ния в сборе и диски в сборе. Ведомый диск центрируют с опорным при
помощи оправки, а затем прикрепляют опорный диск к маховику.
Положение рычагов и величину их выступания проверяют при помо-
щи оправки (рис. 231). Двигатель в сборе соединяют с корпусом сцеп-
ления, полураму, собранную с передней осью, соединяют с корпусом
сцепления. Свободный ход педали сцепления должен составлять
40...45 мм, а полный ход — 175 мм.
Затем устанавливают механизм задней навески, масляный бак с
гидроагрегатами, гидроусилитель рулевого управления, топливный
бак, топливопроводы и управление подачей топлива, аккумуляторные
батареи, задние и передние крылья, электрооборудование, оперение и
кабину, передние и задние колеса.
При правильно установленных передних колесах расстояние между
ними, измеренное впереди на уровне оси, должно быть на 8... 12 мм
меньше, чем сзади (сходимость колес). Давление в передних колесах
0,17...0,18 МПа, в задних — 0,085...0,10 МПа. Свободный ход руле-
вого колеса должен быть не более 25° при неработающем гидроуси-
лителе.
Сборка автомобилей. В качестве примера рассмотрим в укрупненных
операциях последовательность сборки автомобиля ЗИЛ-130.
292
На сборку подают передний и задний мосты в сборе с рессорами.
Раму опускают передней частью и соединяют с рессорами. Устанавли-
вают и крепят амортизаторы передней подвески. Опускают раму на
задние рессоры и соединяют с ними. Устанавливают воздушные бал-
лоны, тормозной кран и трубопроводы пневматической системы. Все
резьбовые соединения пневмосистемы перед сборкой должны быть
смазаны клеем АК-20. При наличии кантователя раму устанавливают
в перевернутом положении, затем сверху ставят рессоры, передний
и задний мосты и др. После этого раму переворачивают в нормальное
положение.
Проверяют герметичность тормозной системы. Устанавливают и
крепят брызговики. Устанавливают двигатель в сборе и закрепляют
его. Присоединяют воздушный трубопровод от правого баллона к ком-
прессору. Устанавливают и закрепляют карданные валы в сборе с про-
межуточной опорой, узлы крепления кабины и кронштейны вала пе-
дали сцепления, вал педали сцепления в сборе, рычаг управления тор-
мозным краном, тягу педали тормоза, рычаг вала педали сцепления с
тягой, механизм рулевого управления с гидроусилителем в сборе и
сошку, карданный вал рулевого управления, подвески труб глушите-
ля, трубы глушителя, глушитель, радиатор, жалюзи радиатора. Сое-
диняют шлангами радиатор с двигателем и водяным насосом, устанав-
Рис. 232. Привод выключения сцепления автомобиля ЗИЛ-130:
I — педаль; 2 — картер сцепления; 3 — муфта выключения с шариковым под-
шипником; 4, 8 и 13 — масленки; 5 — внлка выключения сцепления; 6 —
пружина муфты; 7 — фланец; 9 и 16 — рычаги; 10 — тяга; 11 — распорная
пружина; 12 — вал педали; 14 — регулировочная гайка; 15 — контргайка;
17 — оттяжная пружина.
293
ливают и крепят кронштейны бензобака, бензобак, трубопровод от бен-
зоиасоса к фильтру-отстойнику и гнездо аккумуляторной батареи.
Устанавливают и закрепляют кабину, привод управления карбюра-
тором, рулевое управление, фары и подфарники, крылья и оперение,
гибкий вал спидометра, рычаг управления коробкой отбора мощности,
сиденья, надрампик платформы, гидроподъемник, масляный бак в сбо-
ре с фильтром, маслопроводы опрокидывающего механизма к гидро-
подъемнику, масляному насосу, масляному баку. Устанавливают и
закрепляют указатель поворота, задний фонарь, проводят подсоедине-
ние всех электроприборов к электросети, устанавливают аккумулятор.
Зазор между рычагами выключения сцепления и упорным подшип-
ником муфты (для автомобилей ГАЗ-53А и ЗИЛ-130 равен 4 мм) уста-
навливают по свободному ходу педали сцепления, равному 35...
45 мм. Зазор регулируют изменением длины тяги 10 (рис. 232).
Сходимость передних колес регулируют изменением длины попе-
речной тяги. Для автомобилей ГАЗ-51А и ГАЗ-53А она должна быть
равна 1,5...3,0 мм, а для ЗИЛ-130—5...8 мм. Регулируют максималь-
ный угол поворота передних колес. Этот угол для правого колеса ав-
томобилей ГАЗ-51А и ГАЗ-53А при повороте направо должен быть 33°,
а у ЗИЛ-130—34°, для левого колеса при повороте налево для указан-
ных марок машин он должен равняться 36°±30'. Угол регулируют
упорными болтами, ввернутыми в рычаги поворотных цапф (ГАЗ-51А
и ГАЗ-53А) или во фланцы поворотных цапф (ЗИЛ-130).
Свободный ход рулевого колеса должен быть не более 15°. Изме-
нением длины штока главного тормозного цилиндра регулируют сво-
ГАЗ-53А. Он должен быть
8... 14 мм. На автомобилях
ЗИЛ-130 ход педали дол-
жен быть для одинарного
тормозного крана 15...
20 мм, для комбинирован-
ного—40. ..60 мм. Регу-
лировку проводят измене-
нием длины тяги, соеди-
няющей промежуточный
рычаг привода тормозов с
рычагом тормозного крапа.
Для регулировки тор-
мозов колес поднимают
мост автомобиля до свобод-
бодный ход педали тормозов автомсбиля
4 5
Рис. 233. Тормозная камера с
регулировочным рычагом:
1 — вал; 2 — червячная шестерня;
3 — червяк; 4 — рычаг; 5 — корпус
камеры; 6 — крышка камеры; 7 —
шток; 8 —диафрагма; 9 — пружины;
10 — эксцентриковые пальцы; // —
накладка; 12 — чека; 13 — колод-
ки; 14 — скоба; 15 — разжимной ку-
лак; 16 — пружина.
294
1
Рис. 234. Ручной тормоз автомобиля ГАЗ-53Л:
/ — рычаг ручного тормоза; 2 — неподвижный диск; 3 — разжимной стержень; 4 —
тормозные колодки; 5 — разжимное устройство; 6 — барабан; 7 — стяжные пру-
жины; 8 — контргайка; 9 — регулировочная гайка; 10 — регулировочный винт;
11 г- приводной рычаг; 12 — тяга;
Рис. 235. Регулировка света фар с помощью экрана:
а — автомобиля ЗИЛ-130; б — автомобиля ГАЗ-53Л.
ООО!
ного вращения колес. У автомобилей с гидравлическим приводом пе-
ред регулировкой должно быть проверено отсутствие воздуха в системе.
У автомобиля ЗИЛ-130 тормоза регулируют сначала эксцентрико-
выми пальцами 10 (рис. 233) при отсоединенной вилке штока 7, а
затем при помощи червяка 3 (вилка штока при этом должна быть
присоединена).
Ручной тормоз автомобилей ГАЗ-51А и ГАЗ-53А регулируют при
поднятом заднем колесе. Тормозной рычаг при этом должен находиться
в переднем положении, а рычаг коробки передач — в нейтральном
положении.
Для регулировки завертывают регулировочный винт 10 (рис. 234)
так, чтобы нельзя было провернуть рукой тормозной барабан. Затем
вращением регулировочной гайки 9 добиваются того, чтобы привод-
ной рычаг 11 уперся в разжимной стержень. После этого отвертывают
на 2...3 оборота регулировочные гайку и винт до свободного вращения
тормозного барабана.
Ручной тормоз автомобиля ЗИЛ-130 регулируют, изменяя длину
резьбовой вилки тяги или переставляя соединительный палец в дру-
гое отверстие регулировочного рычага сектора тормоза.
У рассматриваемых марок автомобилей при переднем положении
тормозного рычага тормозной барабан должен вращаться свободно, а
при постановке рычага на третий-четвертый зуб сектора должно на-
ступать полное торможение.
После сборки у автомобилей должна быть проверена установка фар
и при необходимости отрегулировано направление лучей (рис. 235).
Проверяют давление воздуха в шинах, которое должно быть у автомо-
биля ГАЗ-53А в передних шинах 0,28 МПа и в задних 0,43 МПа, а
у ЗИЛ-130 соответственно 0,35 и 0,53 МПа.
Контрольные вопросы
1. Каков порядок сборки гусеничных тракторов? 2. Как производится проверка
соосности коленчатого вала двигателя (или вала муфты сцепления) с ведущим валом
трансмиссии (УКМ, КПП)? 3. Каковы общий порядок сборки и основные регули-
ровки тракторов типа К-700 (701) и Т-150К? 4. Каковы общий порядок сборки и
основные регулировки тракторов типа МТЗ-50 (52) и МТЗ-80 (82)? 5. Каковы общий
порядок сборки и основные регулировки автомобилей типа ГАЗ-53А, ЗИЛ-130?
§ 11. Обкатка тракторов и автомобилей,
контроль качества ремонта
Собранные тракторы и автомобили обкатывают для выявления
возможных дефектов сборки и проверки правильности регулировок.
При обкатке происходит промывка поверхностей трения и в какой-
то мере их приработка.
Обкатка состоит в основном из следующих операций: подготовка,
запуск и проверка на холостом ходу двигателя; обкатка и проверка
машины; устранение обнаруженных неисправностей и регулировка.
Подготовка к обкатке. Проверяют комплектность трактора или
автомобиля, наличие и полноту комплекта шоферского инструмента.
Наружным осмотром проверяют внешнее состояние машины, стопоре-
296
ние и шплинтовку крепежных деталей, а остукиванием — надежность
их затяжки. Кабина, крылья, капот и щитки должны быть надежно
закреплены. Двери кабины должны легко открываться и плотно за-
крываться, не иметь перекосов и заметного качания на осях. Стекла
дверей кабины должны плавно опускаться и подниматься. Капот дви-
гателя должен легко подниматься, прочно удерживаться в поднятом
состоянии и плотно прикрываться.
Проверяют, соответствуют ли техническим условиям регулировки
тормозов и рулевого управления, сцепления, механизма управления
двигателем, натяжение гусениц и ремней вентилятора, давление возду-
ха в шинах. Проверяют легкость проворачивания коленчатого вала
основного и пускового двигателя и т. д.
Заправляют трактор (автомобиль) топливом, маслом и водой.
Проверяют наличие смазки во всех узлах машины и отсутствие под-
текания топлива, масла и воды через соединения шлангов, топлив-
ные и масляные трубки, прокладки и другие уплотнения. Контроли-
руют плотность завертывания спускных пробок.
Если обкатку проводят в холодное время (ниже 5ЭС), то в картер
двигателя заливают нагретое до 7О...8О°С масло, а в радиатор — горя-
чую воду. У двигателей, имеющих систему предпускового обогрева
(тракторы К-700, К-701, Т-150), включают и проверяют ее работу.
Запуск двигателя и проверка его работы на холостом ходу. Запус-
кают пусковой двигатель, прогревают его в течение 2...3 мин и про-
веряют его работу. Пусковой двигатель должен устойчиво работать
на минимальных, средних, максимальных оборотах и под нагрузкой.
Запускают основной двигатель, который должен заводиться в течение
5 мин. Двигатели тракторов и автомобилей с электрозапуском должны
легко запускаться от стартера. Продолжительность непрерывной ра-
боты стартера не должна превышать 5 с за одну попытку запуска. Раз-
решается проводить 3...4 попытки с перерывом между ними не менее
1 мин.
После запуска прогревают двигатель при закрытой шторке радиа-
тора. Прогретый двигатель должен легко запускаться от стартера
(с одной попытки) или с 2...3 оборотов заводной рукоятки (у автомо-
биля) и работать на всех оборотах устойчиво, с бездымным выхлопом.
Рычаг газа у тракторных двигателей должен надежно удерживаться
на секторе в любом положении. При крайних положениях рычага
должна обеспечиваться в одном из положений полная подача топлива,
а во втором — полное выключение подачи топлива.
Во время работы прогретого двигателя на холостом ходу проверяют
соответствие давления масла техническим условиям, отсутствие подте-
кания топлива, масла и воды, отсутствие пробивания выхлопных газов
через соединения.
Двигатель должен работать без стуков. Допускаются слабый равно-
мерный шум распределительных шестерен, незначительные стуки кла-
панов и привода прерывателя-распределителя (у автомобильных дви-
гателей). При работе двигателя на холостом ходу проверяют исправную
работу контрольно-измерительных приборов, освещения, сигнала и
других приборов — потребителей электроэнергии.
297
Обкатка тракторов и автомобилей. Обкатка тракторов и автомоби-
лей может проводиться пробегом или на обкаточных стендах.
В последнее время для обкатки машин, проверки качества ремонта,
правильности и уточнения регулировок, определения ряда показате-
лей отремонтированной машины все шире используется диагностиче-
ское оборудование, в том числе стенды.
На этих стендах проверяются работа и правильность регулировки
тормозной системы, установки колес, регулировки рулевого управле-
ния, показатели работы электрооборудования, тяговое усилие на ве-
дущих колесах, потери мощности в трансмиссии и ряд других пока-
зателей.
Колесные машины при обкатке на стенде устанавливают ведущими
колесами на опорные барабаны (рис. 236), обтянутые резиной или дру-
гим материалом для лучшего сцепления с ведущими колесами машины.
Если соединить один из опорных барабанов с тормозным устройством,
то обкатка будет проходить под нагрузкой. На такого же рода стендах,
дополненных специальными устройствами, можно проверять установ-
ку колес, тормозную систему и т. д.
Стенд для обкатки гусеничных машин (рис. 237) представляет собой
как бы перевернутую ходовую часть гусеничного трактора. Если сое-
динить вал ведущего колеса стенда с тормозным устройством, то об-
катку можно проводить под нагрузкой. Гусеничные машины можно
также обкатывать на стальном листе. При этом трактор прикрепляют
прицепом к неподвижной стойке, а лист смазывается маслом. Наилуч-
шие результаты обкатки и контроля качества ремонта получаются,
если обкатка на стенде дополняется обкаткой пробегом. Перед началом
обкатки проверяют работу муфты сцепления, включая и выключая
передачи при выключенной муфте. Включение передач должно про-
Рис. 236. Схема двухбарабанного стенда для обкатки колесных трак-
торов и автомобилей:
1 — опорный барабан: 2 — кожух цепной передачи: 3 — тормозной барабан;
4 — динамометр тормоза; 5 — регулируемое прицепное устройство; 6 —
стойка.
298
Рис. 237. Стеид для обкатки гусеничных тракторов:
/ — трап; 2 — стойка; 3 — опорные катки, колеса и гусеничная цепь; 4 —<
эстакада.
ходить без шумов и стуков. Проверяют надежность работы механизма
включением ВОМ и бесшумность его работы.
В начале обкатки у тракторов проверяют также надежность работы
гидравлического механизма. Для этого на продольные тяги механизма
навески навешивают грузы определенной массы (в зависимости от
марки машины) и десять раз поднимают и опускают их при максималь-
ной частоте вращения коленчатого вала двигателя. Подъем механизма
навески должен проходить плавно и начинаться сразу же после пере-
вода рычага в положение «подъем». В крайнем верхнем положении
рычаги должны автоматически останавливаться.
По окончании подъема или отключении рычаг распределителя дол-
жен автоматически возвращаться в положение «нейтральное». Опре-
деляют соответствие техническим требованиям времени подъема рыча-
гов навески из крайнего нижнего положения в крайнее верхнее и время
опускания при соответствующих положениях рычага распределителя.
При нейтральном положении рукоятки распределителя определяют
опускание навески (усадку), которое замеряют по штоку цилиндра
при неработающем двигателе. Рычаги распределителя должны надеж-
но фиксироваться во всех положениях.
В среднем продолжительность обкатки трактора на каждой рабочей
передаче (I, II, III) 10...15 мин, на высоких передачах 5...10 мин и на
каждой передаче заднего хода — 3...5 мин. Общее время обкатки сос-
тавляет в среднем 1,5...2,5 ч.
Автомобили проходят испытания пробегом на 30 км с нагрузкой,
равной 75% номинальной грузоподъемности, на дорогах с твердым по-
крытием со скоростью не более 30 км/ч.
Трогание машины с места при обкатке должно сопровождаться
резким повышением частоты вращения двигателя. Муфта сцепления
должна легко выключаться и полностью разъединять двигатель и
трансмиссию, а при включении обеспечивать плавное трогание маши-
ны с места. Пробуксовывание включенной муфты сцепления под на-
299
грузкой недопустимо. Переключение передач должно проходить
легко и бесшумно. Не допускается самовыключение передач. Блоки-
ровочный механизм коробки передач не должен допускать включения
передач при не полностью выключенной муфте сцепления.
У колесных машин рулевое управление должно работать плавно
(без заеданий) на всем угле поворота колес. Задевание колес при по-
воротах за тяги или раму не допускается. Проверяется свободный ход
рулевого колеса. У машин, имеющих гидроусилители руля, при дви-
жении машины проверяют величину усилия на рулевом колесе.
Тормозной путь автомобиля, движущегося на горизонтальном
участке сухой дороги со скоростью 30 км/ч, при торможении ножным
тормозом должен быть не более 8 м. Торможение должно быть плавным,
постоянным, без схватывания, все колеса должны останавливаться
одновременно.
У колесных тракторов механизм блокирования дифференциала
должен включаться и выключаться без заеданий. Самовыключение
не допускается.
Во время обкатки необходимо ослушивать машину и проверять
нагрев ее составных частей. Не допускаются шумы и стуки в коробке
передач, заднем мосту, стук кардана у автомобиля, стуки и сильные
шумы в конечных передачах тракторов, в механизмах вала отбора мощ-
ности.
Нагрев коробки передач, заднего моста, тормозных барабанов,
муфт сцепления и ступиц колес не допускается. Подтекания масла,
топлива и воды через уплотнения двигателя не допускаются. Темпера-
тура воды в радиаторе при обкатке машины не должна превышать
9О...95СС.
Если при обкатке обнаруживают неисправности, угрожающие бе-
зопасности движения или сохранности составных частей и агрегатов
машины, обкатку прекращают до их устранения.
По окончании обкатки вновь проводят контрольный осмотр маши-
ны и устраняют замеченные неисправности. В зависимости от харак-
тера обнаруженных неисправностей машину снова обкатывают и
испытывают по сокращенному или полному режиму. Повторную об-
катку назначают в том случае, если устранение неисправности тре-
бует замены или вскрытия агрегатов и проведения перерегулиро-
вок.
После устранения всех дефектов машину подкрашивают или пере-
крашивают (если краска была повреждена при обкатке и устранении
неисправностей) и сдают ее представителю ОТК или комиссии.
Контрольные вопросы
1. В чем состоит подготовка машины к обкатке? 2. В чем состоит проверка дви-
гателя при запуске и во время его работы на холостом ходу? 3. Как проводят обкатку
трактора и автомобиля? 4. Что проверяют при обкатке тракторов и автомобилей?
5. Какие работы выполняют при контрольном осмотре машины после обкатки?
300
Глава 6. ТЕХНОЛОГИЯ РЕМОНТА СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН
§ 1. Ремонт плугов
Рама плугов может иметь деформацию и трещины в элементах. Раму
плуга проверяют до и после ремонта на контрольной плите с помощью
специальной и металлической линеек, угольников, отвеса и шнура.
Просвет между рамой и плоскостью плиты в местах крепления корпу-
сов и подшипников допускается до 5 мм, а в остальных •— не более
10 мм; прогиб деталей рамы не свыше 3 мм. Не допускается скручива-
ние полос, распорок, а также наличие трещин на элементах рамы.
Полосы рамы должны быть параллельны друг другу, допустимое от-
клонение ±3 мм. Деформированные брусья рамы обычно правят вхо-
лодную или с местным нагревом, применяя приспособления винтового
типа, прессы или домкраты.
У разборных рам плугов следует проверить и подтянуть болты.
У прицепного устройства плугов изгибаются и местно деформи-
руются продольная тяга, раскос и поперечина, изнашиваются и сми-
наются отверстия в деталях и соединительные болты. Изгибы и дефор-
мации деталей более 3 мм по всей длине устраняют правкой в холод-
ном или горячем состоянии. Трещины заваривают с наложением нак-
ладок. Изношенные отверстия заваривают и рассверливают на нормаль-
ный размер или приваривают накладку с нормальным размером
отверстия.
У корпусов плугов могут быть следующие неисправности и износы:
лезвие лемеха затупляется, с тыльной стороны проявляется фаска,
носок закругляется, лемех сужается по ширине. Часты случаи поломок
лемеха и выкрашивание его рабочей части в результате ударов о корни
и камни при вспашке. У скоростных плугов отвал состоит из двух де-
талей — груди и крыла. У груди отвала при изнашивании изменяется
форма полевого обреза, скругляется его кромка, истирается рабочая
поверхность и обламывается носок, а у крыла истирается рабочая
поверхность. Цельный отвал может иметь все эти дефекты (рис. 238).
Полевая доска и пятка изнашиваются со стороны стенки борозды и
снизу. Пятку изготовляют из чугуна с отбеленной поверхностью на
глубину не менее 3 мм с твердостью не менее 365 НВ. При износе отбе-
ленного слоя пятка быстро ломается.
Лемеха изготовляют из стали Л-65
или Л-53 и термически обрабатывают
до твердости в пределах 444...650 НВ
на ширине закаленной зоны 20...45 мм
со стороны лезвия. Твердость незака-
ленной части лемеха не должна пре-
вышать 300 НВ.
Износ нового лемеха до первой
оттяжки допускается по ширине до
108 мм. Форму лемеха проверяют
шаблоном. При затуплении лезвия
его затачивают с рабочей стороны до
Рис. 238. Места изломов отвала,
износ груди отвала (а) и полевого
обреза (б).
301
толщины не менее 1 мм при ширине фаски 5...7 мм и угле заточки
25...40°. Лемеха после износа до ширины менее 108 мм восстанавлива-
ют кузнечной оттяжкой до нормального профиля за счет металла
тыльной его стороны (магазина). Оттяжку проводят не более 4 раз.
Для ручной оттяжки лемех нагревают участками со стороны лез-
вия вначале медленно до 500...600°С, а затем с большей скоростью до
температуры 900...1200сС (оранжевый или светло-желтый цвет). На-
гревать лемех следует минимальное количество раз, но быстро и рав-
номерно, без перегрева.
Лемеха перед оттяжкой на пневматическом молоте нагревают в
пламенных нагревательных печах, работающих па твердом или газо-
образном топливе, или в электропечах сразу по всей длине лемеха.
Поверхность оттянутого лемеха должна быть ровной, без трещин.
Коробление его спинки допускается не более 2 мм, а лезвия (выпук-
лость на рабочей поверхности) — до 4 мм. Размеры лемеха не должны
отклоняться от шаблона по ширине более 5 мм, а по длине более 10 мм.
После оттяжки лемех затачивают с лицевой стороны, затем нагревают
и закаливают по всей длине на ширину 20...45 мм.
При отсутствии специальной печи для равномерного нагрева лемеха
по всей длине используют кузнечный горн. Для этого на горн устанав-
ливают Т-образный трубчатый насадок, а в горизонтальной трубе
(в ее торцы вварены заглушки) делают щель или отверстия для подачи
воздуха, что обеспечивает равномерность нагрева лемеха.
У долотообразных лемехов место перехода носка в прямую часть
перед закалкой охлаждают в течение 2...3 с ветошью, смоченной водой.
При обычной закалке лемех нагревают до 780...820 С (светло-виш-
нево-красный цвет) и закаливают в соленой воде, подогретой до 40°С
в течение 5...6 с. В этом случае после закалки лемех отпускают, нагре-
вая его до 350 С и охлаждая на воздухе.
Болес эффективна изотерми-
ческая закалка лемехов, то есть
закалка при постоянной темпе-
ратуре. Лемех нагревают до тем-
пературы 880...920;С и калят
лезвие в течение 3,0...3,5 с в
подогретой до 30...40 С 10%-ной
соленой воде так, чтобы закали-
ваемая часть лемеха имела тем-
пературу, близкую к 350сС, пос-
ле чего его охлаждают на возду-
хе. Повторно лемех для отпуска
в этом случае не нагревают.
Для повышения износоустой-
чивости лезвие лемеха делают са-
мозатачивающимся (рис. 239, а),
наплавляя его тыльную сто-
рону твердым сплавом. Перед
наплавкой у лемеха оттягивают
полосу шириной 25...30 мм со
302
стороны лезвия и участок шириной 55...65 мм у носка долотообраз-
ного лемеха. Толщина слоя наплавки должна быть 1,4...2,0 мм.
Наплавлять можно следующими способами: на установке ТВЧ из-
носостойким твердым сплавом сормайт № 1; ацетилено-кислород-
ным пламенем, используя в качестве присадочного стержня пруток
06 мм из сормайта № 1; электродами марки Т-590. После наплавки ле-
мех затачивают. Благодаря высокой твердости слоя, наплавленного
с тыльной стороны, характер износа лемеха при работе таков, что лез-
вие остается острым. Самозатачивающиеся лемеха работают на всех
почвах, кроме песчаных и каменистых.
При износе лемеха после нескольких оттяжек до ширины менее
92 мм его можно восстановить приваркой полосы и носка лемеха (рис.
239, б), делая его также самозатачивающимся.
Лемех предплужника имеет такой же характер износа, что и лемех
основного корпуса, и восстанавливают его так же, как и основной.
Лемех предплужника можно изготовить из выбракованного основного
лемеха, при его ширине не менее 105 мм, обрезав его по шаблону, из-
готовленному по размерам нового лемеха предплужника.
Отвалы изготовляют из малоуглеродистой стали с последующей
цементацией наружного слоя или из трехслойной стали. В последнем
случае материалом верхнего и нижнего слоев должна быть средне-
углеродистая сталь, позволяющая при закалке получать высокую
твердость, а материалом среднего слоя — малоуглеродистая сталь.
Твердость отвалов после термообработки должна составлять 50...
62 HRC.
Форма рабочей поверхности изношенного отвала при проверке шаб-
лоном не должна отклоняться от новой более чем на 6 мм.
При обломе носка груди отвала восстановление проводят привар-
кой отломанной части. Вначале выравнивают край груди отвала. Из
старого отвала вырубают по шаблону заготовку соответствующего
профиля, предварительно нагревая ее до 800°С. Подгоняют стыки, за-
тачивают с тыльной стороны у заготовки и отвала фаски 3X45°. За-
готовку вновь нагревают в горне до 800...950°С (светло-красный цвет),
калят в воде, еще раз нагревают до 220°С и отпускают на воздухе.
Заготовку приваривают встык к отвалу электродами Э-42 03...
4 мм.
После приварки шов зачищают с рабочей стороны. Для отвода тепла
при сварке участки рядом со швом обмазывают раствором глины с асбес-
том, под швом ставят прокладку из красной меди толщиной 5 мм, а под
прокладку подкладывают ветошь, смоченную водой.
При износах полевого обреза отвала его наплавляют последователь-
ным наложением валиков электродами марки Т-590, обеспечивающими
износостойкость материала. Во время наплавки отвал следует предох-
ранять от отпуска. Наплавленный металл зачищают, проверяя пра-
вильность формы шаблоном, и затачивают полевой обрез под углом
45...50° к рабочей поверхности.
Полевые доски изготовляют из стали Ст. 6 и калят задний рабочий
конец от начала второго отверстия или на длине 100... 120 см до твер-
дости 444...601 НВ.
303
Полевые доски при небольших износах можно восстанавливать
наплавкой с последующей зачисткой поверхности и закалкой. Можно
использовать и неизношениую сторону полевой доски, переворачивая
ее. Для этого следует изготовить отверстия в полевой доске с другой
стороны, закалить доску по всей длине и при креплении между корпу-
сом и полевой доской поставить металлические подкладки, компенси-
рующие износ.
У дисковых ножей по мере работы затупляются и коробятся лезвия
и сам диск, изнашиваются подшипники, деформируются стойки.
Смятие лезвия допускается не более чем в трех местах глубиной
до 1,5...2,0 мм и длиной до 15 мм. Коробление диска допускается не
более 3 мм.
Покоробленные диски правят на плите в холодном состоянии. Дис-
ки затачивают до толщины лезвия 0,5 мм на установке для заточки
дисковых ножей ОР-6112-ГОСНИТИ, на приспособлениях к абразив-
но-шлифовальному или токарному станкам резцами с пластинками из
твердых сплавов Т15К6 и др.
Деформированные стойки правят с местным нагревом. После прав-
ки стойку калят при 800...850°С (светло-вишнево-красный цвет) в воде
и подвергают отпуску, нагревая до 500...550°С и охлаждая на воздухе.
Осевое и радиальное биение диска допускается не более 3 мм.
У колес плугов изнашиваются конические роликовые подшипники,
появляются дефекты: изгиб обода, износ покрышки, проколы камеры,
износ отверстий под болты, крепящие ступицу. У самоподвижных ман-
жетных сальников изнашивается уплотняющая кромка, на которой
могут появиться трещины, разрывы, выемки и наплывы резины.
При зазоре в конических роликовых подшипниках более 0,2 мм
его регулируют корончатой гайкой. Правильность регулировки про-
веряют или по нагреву подшипников (при большом натяге), или по
продольному люфту ступицы колеса.
Изгиб и вмятины обода и спиц колеса допускаются не более 5 мм
(замеряют шаблоном). При больших изгибах перед правкой изогнутые
участки нагревают газовой горелкой до вишнево-красного цвета (770...
800сС).
При разрыве обода колеса по шву или в местах заделки спиц (при
железном ободе) старый сварочный шов срезают и делают фаску 5x45°
с наружной стороны обода. Концы обода стягивают приспособлением
до упора и сваривают. Иногда для прочности с внутренней стороны
приваривают накладку толщиной 4...5 мм.
К дефектам механизма заднего колеса относятся: поломка крон-
штейна, обрыв скобы упора, излом упора, износы ролика кулака ста-
кана, осей стакана и кулака.
Сломанную щетку кронштейна приваривают встык и ставят нак-
ладки, в которых просверлены отверстия для установки болтов боль-
шей длины. Скобу кронштейна при небольшой трещине по месту свар-
ки заваривают вновь или при обрыве в местах перегиба и у отверстия
под болты упора заменяют новой с последующей приваркой.
Для удаления старой скобы применяют керосиновую и газоацети-
леновую резку, а места сварки зачищают, срубая металл зубилом вруч-
304
Рис. 240. Схема контрольной степд-площадки:
1 — основание; 2 н 3 — колея н упоры для трактора; 4 — плита с трафаретом;
5 — подставка для опорного колеса; 8 — ширина захвата корпуса плуга.
ную или при помощи переносного абразивного круга с приводом от
гибкого вала. Сломанные и деформированные упорные болты заменя-
ют, а сорванную резьбу восстанавливают на увеличенный размер. Из-
ношенные оси, кулаки, стаканы и ролики заменяют.
Контроль сборки. Плуг после ремонта в агрегате с трактором уста-
навливают для регулировки и восстановления геометрических парамет-
ров на специальное устройство — контрольную стенд-площадку (рис.
240).
Стенд-площадку можно сделать на железобетонном основании 1 со
сменной (для разных тракторов) металлической колеей 2 (можно из
швеллеров) с упорами 3 для трактора и контрольной плиты трафаре-
том 4 (лучше из металлического листа), на котором размечено положе-
ние рабочих органов, опор-колес и других контрольных точек плуга.
Трафарет можно менять для проверки и регулировки не только раз-
ных марок плугов, но и других машин: сеялок, культиваторов и т. д.
На стенде-площадке у плуга проверяют комплектность, правиль-
ность установки относительно трактора, жесткость крепления резь-
бовых сопряжений и другие параметры в соответствии с техническими
требованиями.
При рабочем положении у правильно собранного плуга при про-
верке на стенде-площадке лезвия лемехов, концы полевых досок, пят-
ка задней полевой доски, бороздное и заднее колеса должны лежать в
одной плоскости.
Отклонения от параллельности полевых обрезов отвалов и леме-
хов допускаются только в сторону борозды, но не более 10 мм. Носки
и пятки корпусов должны лежать на одной прямой с отклонением не
более ±5 мм. Колеса должны быть расположены вертикально в плос-
кости движения плуга. Расстояние между внутренней кромкой борозд-
ного колеса и пяткой лемеха первого корпуса допускается 50±5 мм.
Смещение заднего колеса от прямой, проходящей через полевую кром-
ку лемеха последнего корпуса, допускается не более 5 мм. Плоскость
диска заднего колеса должна иметь наклон 6... 10° от вертикали в сто-
рону вспахиваемого поля.
Просвет между пяткой лемеха или задним колесом полевой доски
и плоскостью контрольной плиты допустим до 10 мм.
305
Расположение носка лемеха выше пятки или полевой доски не до-
пускается. При касании долотообразного лемеха носком плоскости
контрольной плиты просвет между лезвием остальной части лемеха
и задним концом полевой доски должен составлять 10...15 мм. Отвал
и лемех должны плотно прилегать друг к другу (зазор не более 1 мм),
а поверхность лемеха — не выступать над поверхностью отвала в
месте стыка более чем на 1 мм. Не допускаются выступления поверх-
ности и полевой кромки отвала над поверхностью и кромкой лемеха.
Дисковый нож должен свободно поворачиваться совместное вилкой
и находиться в вертикальной плоскости (отклонение не более 3 мм).
Винтовые механизмы плуга при приложении к штурвалу усилия не
более 150...200 Н должны свободно поворачиваться. В подшипниках
колес не должно ощущаться осевого люфта, а поворачиваться они
должны легко от усилия 20...40 Н.
Технология ремонта навесных и прицепных плугов аналогична.
Отремонтированные плуги покрывают эмалевой краской, а их ра-
бочие поверхности смазывают одним из антикоррозионных составов
при хранении.
§ 2. Ремонт борон, дисковых лущильников
и кольчатых катков
Изгибы и скручивание рам зубовых борон и их деталей определя-
ют замерами на контрольной плите. При больших изгибах раму раз-
бирают, планки ее выправляют в холодном состоянии.
Зубья борон изготовляют из стали Ст. 5 квадратного (16X16) или
полосового (25x15) сечения. Затупленные, изношенные и изогнутые
зубья восстанавливают оттяжкой, проковкой и правкой с нагревом
кузнечным способом. Разница в длине зубьев не должна превышать
10 мм.
Рабочую часть зуба после оттяжки и правки нагревают до 820...
840°С и калят в воде при температуре последней 30...35°С. Хвостовик
зуба с резьбой не закаливают. Зубья в раме при сборке закрепляют
со стопорной шайбой так, чтобы ребро зуба стояло по ходу бороны, а
у зубьев из полосовой стали — узкой гранью.
У лущильников и дисковых борон затупившиеся диски затачивают
на установке для заточки дисковых ножей, на приспособлении к абра-
зивно-шлифовальному станку или протачивают на токарном станке,
используя оправку с опорным диском или приспособление (рис. 241).
Для этого у патрона снимают сменяемую часть кулачков. В основа-
ниям кулачков закрепляют оправку 4, на которую устанавливают диск
и фиксируют его центром задней бабки через прижимной диск 5. Про-
тачивают диски с выпуклой стороны резцом с пластинкой Т15К6, соз-
давая угол заточки 37° при толщине лезвия диска 0,3...0,5 мм.
Для увеличения износостойкости и самозатачивания диск снаружи
(с выпуклой стороны) наплавляют слоем сормайта толщиной 0,4...
0,6 мм и шириной 20...25 мм (можно наращивать электроимпульсным
способом чугунным электродом). Перед наплавкой диски затачивают
под углом 33°.
306
Квадратное отверстие в дисках при
износах округляется и около него появ-
ляются трещины. Восстанавливают от-
верстия электросваркой с последующей
обработкой или приваркой на ступицы
накладки с нормальным размером отвер-
стия. При заварке на диск следует на-
кладывать мокрый асбест или раствор
глины.
Для уменьшения износа отверстий и
смятия граней у валов рекомендуется
ставить на каждой батарее упругую шай-
бу (рис. 242).
В собранном подшипниковом комп-
лекте батарей втулка должна прокручи-
ваться рычагом 330 мм с усилием не более
40 Н. Осевой зазор в подшипниках допу-
скается не более 0,5 мм.
Собранное дисковое орудие помеща-
Рис. 241. Схема установки дис-
ка бороны на токарном станке:
/ — кулачок патрона; 2 — патрон;
3 — центр задней бабки станка; 4 —
оправка; 5 — прижимной диск; 6 —
диск бороны.
ют на контрольную плиту и проверяют
правильность установки дисков. Просвет
у отдельных дисков, не касающихся
плиты, допускается до 5 мм.
Осевое и радиальное биение наружных диаметров дисков, собран-
ных па оси, не должно превышать 5 мм. Расстояние между дисками в
местах прилегания их к шпулькам должно быть одинаковым с раз-
ницей не более ±2 мм. Зазор между чистиками и дисками допускается
2...4 мм.
Основными неисправностями кольчато-шпоровых катков ЗККШ-6
являются: износ и поломка шпор, дисков и кронштейнов из чугуна,
износ валов, торцов, ступицы дисков и подшипников.
307
Износ торцов ступицы дисков до 8 мм компенсируют постановкой
шайб так, чтобы зазор между шпорами соседних дисков был не менее
4 мм. Детали из чугуна, имеющие трещины, сваривают газовой свар-
кой чугунными прутками, предварительно нагревая детали до 600...
750°С и медленно охлаждая после сварки в сухом песке.
§ 3. Ремонт культиваторов
Основными дефектами культиваторов являются: износ и затупле-
ние рабочих органов (стрельчатых, рыхлительных и окучников); из-
нос втулок, осей колес, сальников, резьб на деталях; перекос и скру-
чивание деталей рамы; перекос грядилей; износ механизмов подъема
рабочих органов и управления колесами, деталей соединительного
шарнира и др.
Рыхлительные лапы изготовляют из стали Ст. 5 и Ст. 6 толщиной
5...7 мм с твердостью 42...52 HRC на ширине лезвия 25...30 мм, стрель-
чатые лапы различных типов и окучники — из стали 70Г.
Большинство рабочих органов культиваторов (кроме рыхлитель-
ных лап) изготовляется самозатачивающимися, наплавленными с тыль-
ной стороны сплавом сормайт № 1, и поэтому их не восстанавливают
кузнечным способом. Только рыхлительные лапы восстанавливают
заточкой сверху до толщины режущих кромок не более 1 мм. При на-
личии значительного износа, затупления, трещин и сколов металла на
лезвии стрельчатые лапы могут восстанавливаться постановкой смен-
ных лезвий (рис. 243, а) на потайных заклепках (5 шт. о5 мм) или при-
варкой. После закрепления сменную лапу закаливают в воде, нагре-
вая до 820°С. Лапы из стали 70Г калят в масле.
Наплавленные стрельчатые лапы при износе носка восстанавли-
вают приваркой накладки (рис. 243, б), изготовленной из выбракован-
ных сегментов жаток и косилок или из дисков сошников сеялок. Пос-
ле приварки на выступающую часть накладки с тыльной стороны на-
Рис. 243. Восстановление лап культиватора:
а — постановкой сменных лезвий; б — приваркой накладки на носок.
308
плавляют газовой сваркой слой сормайта № 1 толщиной 0,7... 1,0 мм,
затем зачищают наплавы и затачивают лезвие.
Дефекты колес культиваторов аналогичны дефектам колес плугов,
их устраняют аналогичными способами.
Изогнутые и скрученные стойки лап подвергают правке в нагре-
том виде. Стойки лап и окучников прочно закрепляют в кронштейнах
грядилей и держателей. Потайные головки крепления лап к стойкам
должны утопать до 1,0 мм. Стойки закрепляют так, чтобы носки лап
при проверке на плите не имели зазора более 1 мм, а кромки лезвия —
3 мм. Носок стрельчатой лапы может смещаться от вертикальной оси
симметрии грядиля в пределах ±3 мм.
При определении перекоса рам культиваторов замеряют их диаго-
нали. Разница в длине диагоналей допускается до 10 мм, а прогиб от-
дельных брусьев — не более 8 мм.
На контрольной плите проверяют перпендикулярность угольни-
ков стойки прицепа и осей грядилей прицепных культиваторов к бур-
су рамы. Отклонение не более 5 мм в крайних точках.
Радиальное и осевое биение опорных колес допускается не более
6 мм.
Для установки колес и рабочих органов на требуемую глубину
обработки под колеса культиватора ставят деревянные прокладки,
толщина которых на 20...30 мм (величина погружения колес в почву)
меньше требуемой глубины обработки почвы. При этом раму культи-
ватора ставят параллельно плоскости контрольной плиты, а задние
концы держателей рабочих органов и грядилей располагают на оди-
наковой высоте от плиты. Затем регулируют положение рабочих орга-
нов культиватора. Зазор между плитой и носками лап нерегулируемых
в вертикальном направлении рабочих органов для стрельчатых лап
не должен превышать 7 мм, для рыхлительных — 20 мм. Сжатие пру-
жин на всех штангах культиватора должно быть одинаковым. Отклоне-
ние носков лап от номинального положения по ходу культиватора до-
пускается до 30 мм, а в поперечном направлении — не более 15 мм в
обе стороны.
Контрольные вопросы
1. Какие износы и неисправности обнаруживаются у деталей рабочих органов
плугов? 2. Какие детали плуга подвергаются восстановлению и какова технология?
3. Какие особенности восстановления лемехов и их термообработки? 4. Какие осо-
бенности восстановления колес, втулок и осей? 5. Какие требования предъявляются
к отремонтированному плугу? 6. Какие неисправности зубовых и дисковых борон?
7. Как устранить неисправности рабочих органов зубовых и дисковых борон? 8. Ка-
кие неисправности у культиваторов? 9. Какова технология ремонта лап культива-
торов? 10. Какие технические требования предъявляются при сборке культиваторов?
Лабораторно-практическое занятие 20
ВОССТАНОВЛЕНИЕ ЛЕМЕХА
Содержание и порядок выполнения работы. Нагреть в горне лемех до 900... 1000°С
иа 2/3 его ширины со стороны лезвия. Нагретый лемех положить рабочей поверх-
ностью на наковальню и оттянуть металл магазина в сторону лезвия частыми уда-
рами молота. Профиль, кривизну рабочей поверхности и прямолинейность спинки
309
лемеха проверить шаблоном. Заточить лемех на абразивном круге. Нагреть лезвие
лемеха до светло-красного цвета, а затем закалить и отпустить его, как было указано
выше. Проверить твердость восстановленного лемеха.
Отчет о работе. Составить подробное описание порядка проведения работы,
привести полученные результаты.
Техника безопасности. Перед оттяжкой лемеха проверить исправность молота
и надежность его работы. Стоять к молоту следует несколько сбоку от него. Работать
в брезентовых рукавицах и защитных очках. Лемех держать только клещами. При
заточке лемеха на абразивном круге и станке должны быть защитный кожух и под-
ставка для лемеха. Работать в защитных очках.
§ 4. Ремонт сеялок и посадочных машин
Высевающие аппараты. Катушечные высевающие аппараты
сеялок в процессе работы могут иметь следующие неисправности: износ
и выламывание рифов (ребер), износ стенок и фланцев под шайбами
(розетками) катушек, трещины чугунных коробок, износ клапанов.
Катушки с изношенными ребрами заменяют. Катушки могут быть
изготовлены из капрона.
При износе под шайбой-розеткой 3 стенки 4 чугунной коробки вы-
севающего аппарата (рис. 244, а) в гнездо стенки запрессовывают до-
полнительную кольцевую шайбу 2 и закрепляют ее двумя заклепками
с плоскими головками.
У стальных штампованных коробок высевающих аппаратов изна-
шивается стенка фланца 9 (рис. 244, 6). Изношенный фланец удаляют
и приклепывают новый. Фланец 9 изготавливают из листовой ста-
ли толщиной 2...3 мм штамповкой или вальцовкой шайб на токарном
станке при помощи оправки с роликом.
Изношенные клапаны высевающих аппаратов заменяют. Деформи-
рованные валы правят вхолодную.
Рис. 244. Ремонт катушечных высевающих аппарате®:
а — с чугунной коробкой; б — со стальной штампованной коробкой; / — катушка; 2 — допол-
нительная шайба; 3 и 8 — шайбы-розетки; 4 — стейка чугунной коробки; 5 — муфта; 6 — квад-
ратный зал; 7 — стенка стальной коробки; 9 — фланец.
310
Рис. 245. Износы дискового высевающего аппарата квадратно-гнездовых сеялок:
А — в сопряжении кронштейна и валика: Б — опорных поверхностей дна и большой конической
шестерни; В — кромок окон высевного диска; 1 и 2 -- крышки; 3 — цилиндр; 4 — дно; 5 — зуб-
чатый венец большой конической шестерни; 6 — высевной диск; 7 — валик; 8 — малая коничес*
кая шестерня; 9 — зуб-отражатель; 10 — зуб-выталкиватель; 11 — пружина.
У собранного высевающего аппарата катушки и муфты должны
легко перемещаться рычагом регулятора высева, валы высевающих
аппаратов свободно вращаться. Зазор между розеткой и катушкой, а
также между муфтой и отверстием корпуса допускается не более 1 мм.
В высевающих аппаратах сеялок СУ-24, СУК-24, СУТ-47, СОН-
2,8А, СУБ-48В просвет между краем клапана и ребрами катушки дол-
жен составлять: при верхнем положении клапана 6...8 мм, при сред-
нем — 12... 15, а при нижнем — 18...21 мм, у сеялки СЗ-3,6 при высеве
семян зерновых культур зазор между плоскостями клапанов п ниж-
ними ребрами муфт должен быть не более 1...2 мм, при высеве зерно-
бобовых культур — 8... 10 мм. У туковысевающих аппаратов зазор
между штифтами и клапанами должен быть 8... 10 мм.
Неравномерность высева отдельными высевающими аппаратами не
должна превышать ±5%. После сборки семенного ящика высевающие
аппараты подлежат прокрутке на стенде в течение 10 мин при
120 об/мин.
Дисковые высевающие аппараты имеют износы в сопряжени-
ях, показанных на рисунке 245. Сильно изнашиваются также рабочие
поверхности зуба-отражателя и зуба-выталкивателя.
При зазоре между осью ведущей конической шестерни и отверсти-
ем в кронштейне высевающего аппарата более 1,2 мм ось восстанавли-
ливают наплавкой или заменяют, а отверстие рассверливают и ставят
втулки. У дна высевающего аппарата изнашиваются поверхности,
соприкасающиеся с отражателем и высевающим диском, что приводит
к дроблению семян. Для устранения этого дефекта к дну приклепы-
вают накладку из листовой стали.
Шестерни выбраковывают при износе зубьев до заострения. Изно-
шенные оси зуба-отражателя и зуба-выталкивателя заменяют, изготав-
ливая новые из проволоки соответствующего диаметра. Изношенные
311
рабочие поверхности зуба-отражателя и выталкивающего выступа зу-
ба-выталкивателя (изготовляются из серого чугуна) восстанавливают
газовой наплавкой чугуном и обрабатывают абразивным кругом.
У высевного диска вследствие трения о дно высевающего аппарата
заостряются кромки отверстий, что может привести к дроблению се-
мян. Кромки высевных отверстий притупляют напильником до зак-
ругления радиусом 1,5 мм.
У собранных высевающих аппаратов валик должен свободно вра-
щаться в подшипниках. Осевой люфт можно уменьшить постановкой
шайб под приливы с условием сохранения правильного зацепления ко-
нических шестерен.
У сеялок СКНК-6 и СКНК-8 зазор между отражателями и направ-
ляющими стенками дна сеялки не должен превышать 0,75 мм. Рабочие
кромки отражателей должны быть в одной плоскости. При снятом дис-
ке кромки отражателей под действием пружины должны выступать
над обработанной поверхностью дна на 1...2 мм, в этом положении бо-
ковой зазор между отражателем и дном не должен быть более 1,5 мм.
Регулятор выталкивателя при опущенном винте должен передвигать-
ся свободно и переводить выталкиватель в крайние положения.
После сборки высевающие аппараты должны быть проверены про-
кручиванием на стенде в течение 5 мин при 30 об/мин высевающего
диска.
Посадочный механизм картофелесажалок имеет следующие основ-
ные дефекты: излом ложечек и прорезей в них для зажимов, износ и
изгиб рычага зажима, ослабление пружин, погнутость дисков бараба-
на, боковин и рукава питательного ковша, износ поверхности направ-
ляющих шин, изгиб осей.
Трещины в сварных швах устраняют заваркой, предварительно
удалив старый шов. Вмятины на стенках бункера допускаются до 2 мм.
Деформированные стенки правят. У во-
рошителей (картофелесажалка СН-4Б)
отклонение концов пальцев от нормаль-
ного положения допускается до 2,5 мм.
Погнутые пальцы правят. Изгиб осей
ворошителя и шнека допускается до
0,5 мм, а осей вычерпывающего аппара-
та до 1 мм. Увеличенный прогиб устра-
няют правкой.
У собранного посадочного механизма
при вращении вычерпывающих дисков
задевание за боковины не допускается.
Сошниковые механизмы. У диско-
вых сошников диски изнашива-
ются по диаметру, затупляются и дефор-
мируются, зазубриваются рабочие кром-
ки, а в сопряжении с вкладышами обра-
зуется кольцевой износ (рис. 246). Дис-
ковые сошники разбирают и собирают
на стенде (рис. 247). Диски выбраковы-
Рис. 246. Дисковый сошник
сеялки:
/ — диск: 2 — вкладыш; 3 и 7 —
болты; 4 — крышка; 5 — пробка;
6 — сальник.
312
Рис. 247. Стенд для сборки дисковых сошников:
/ — пластина-отражатель: 2 — сменная оправка для установки корпуса
сошника; 3 — корпус собираемого сошника; 4 - стойка; 5 — струбци-
на; 6 — основание (плита) стенда.
вают при диаметре менее 326 мм и толщине в месте соприкосновения
с вкладышами менее 1 мм. Покоробленные диски (более 3 мм) рихту-
ют на плите в холодном состоянии или на установке ОПР-7546 вращаю-
щимися роликами.
Диски затачивают с внешней стороны под углом 20°. Ширина дис-
ка — 6...8 мм, толщина лезвия — 0,1...0,5 мм.
При увеличении зазора между диском и вкладышем до 0,3...0,4 мм
ухудшается заделка семян. Нормальный зазор в сопряжении восста-
навливают либо вдавливанием металла диска при помощи накатки,
либо постановкой капроновой шайбы.
При накатке диск крепят на оправке, которую вставляют в шпин-
дель токарного станка (рис. 248),
перемещают металл. У дисков, ра-
ботающих на шариковых подшип-
никах, посадку подшипников в
крышках и на осях восстанавлива-
ют эластомером ГЭН-150. Шарико-
вые подшипники можно заменять
капроновыми кольцами. При сбор-
ке сошников подбирают вкладыши
и капроновые дистанционные шай-
бы так, чтобы обеспечить зазор в
сопряжении 0,05...0,1 мм.
У собранного сошника диски
должны проворачиваться от руки
с усилием на внешней окружности
диска не более 50 Н. Зазор в точ-
ке касания дисков должен быть не
более 2...3 мм (для сеялки СУБ-
488 — не более 5 мм), а перекрытие
лезвий — не более 4 мм. Диски не
и роликовым приспособлением
Рис. 248. Устранение кольцевого изно-
са диска сеялки накаткой:
/ — шпиндель токарного станка; 2 — оправ-
ка: 3 — диск сошника в сборе; 4 — место
кольцевого износа диска; 5 — вкладыш; 6 —
роликовое приспособление; 7 — углубление
после накатки диска роликом.
313
должны задевать за корпус сошника (зазор не менее 2 мм), кромки нап-
равителя и счищалки (зазор не более 3 мм).
У полозовидных сошников изнашиваются полозки,
катки по отверстию под ось, их оси, а также детали клапанного меха-
низма.
Погнутые полозки правят вхолодную на плите, лезвия затачивают
абразивным кругом. При уменьшении ширины полозка его выбраковы-
вают или восстанавливают приваркой полосы толщиной 4 мм из стали
с содержанием углерода 0,5...0,7%. Край полосы на ширине 25...30 мм
закаливают и затачивают. Изношенные оси заменяют увеличенными по
диаметру, а в катках растачивают отверстия под новые оси. Аналогич-
но ремонтируют изношенные отверстия в клапанах сошников.
При зазоре между клапаном и стенкой корпуса сошника более 2 мм
(при сдвинутом в одну сторону клапане) наплавляют боковую поверх-
ность клапана чугунным прутком газовой сваркой и обрабатывают.
Клапан собранного сошника должен свободно поворачиваться на оси.
Трещины и надломы корпуса сошника заваривают газовой сваркой
(чугуном) или электродуговой сваркой (стальным или медно-железным
электродом).
У анкерных сошников изнашиваются наральники. Стальные
наралышки восстанавливают электросваркой электродами Т-590 или
наплавляют твердыми сплавами. Чугунные наральники наплавляют
чугуном газовой или электродуговой сваркой.
Сошники и гнездообразующие устройства картофелесажалок могут
иметь следующие дефекты: износ поверхностей крыльев сошника, по-
гнутость дна и трещины сварных швов, износ оси ротора, погнутость
и разрывы лопастей, отламывание их от ступиц, износ нижней перед-
ней части сошника. При изгибе грядили выплавляют на наковальне,
предварительно нагрев их до температуры 900.,.950сС. Стенки сошни-
ков, не имеющие сквозных изнашиваний, наплавляют электродами
Т-590, Т-620. Носок сошника при износе на 8... 10 мм оттягивают куз-
нечным способом и наплавляют сормайтом № 1. Носок при наплавке
нагревают до 1000°С и наносят на его рабочую поверхность газовым
пламенем слой сормайта толщиной 1 мм. Ширина наплавленного слоя
15...20 мм. После этого на обдирочно-шлифовальном станке затачи-
вают с тыльной стороны переднюю кромку лезвия под углом 25...30°
до толщины 1±0,2 мм.
Сошники, имеющие сквозные износы, восстанавливают приваркой
накладки толщиной 4 мм из отходов рессорной стали, старых лемехов,
дисков и т. п. Накладку приваривают внахлестку электродом типа
Э-42.
Лопасти ротора при наличии вмятин рихтуют, разрывы и места
отрывов лопастей от ступицы заваривают газовой сваркой стальными
прутками. Отверстие в ступице ротора при зазоре более 1,0 мм развер-
тывают под ось увеличенного диаметра.
Спирально-ленточные семяпроводы могут иметь смятые, растянутые
и поломанные витки. Смятые и погнутые семяпроводы надевают на
конусную стальную оправку и выправляют ударами деревянного мо-
лотка. Растянутые семяпроводы сжимают до нормальной длины, фик-
314
сируют это положение с помощью проволочных крюков, нагревают
до 850сС, а затем в вертикальном положении опускают на 1...2 с в воду,
подогретую до 50°С, и проводят самоотпуск охлаждением на воздухе
до 200. . ,230°С и далее в воде.
Растянутые семяпроводы можно восстановить также повторной
навивкой на токарном станке.
Семяпроводы из прорезиненной ткани, имеющие разрывы, вздутие
и отслоение внутренней поверхности, заменяют.
Чтобы проверить качество семяпроводов, их скручивают на 360°
и сгибают пополам. Исправный семяпровод после освобождения дол-
жен вернуться в исходное положение, на нем не должно быть следов
скручивания или перегиба.
Мундштуки семяпроводов, имеющие разрывы, изготавливают вновь
из листового железа толщиной 1,0 мм.
Контроль качества ремонта сеялок. Зерновые сеялки проверяют на
контрольной плите. Расстановку сошников контролируют на доске
(можно использовать подножную доску сеялки) с метками. Расстанов-
ка сошников должна соответствовать принятому междурядью с откло-
нением не более ± 5 .мм. Поводки сошников должны быть пря-
мыми.
Чтобы сошники одинаково заглублялись при работе, пружины их
должны быть оттарированы (затянуты) с помощью приспособления с
одинаковым усилием (обычно 150 Н).
Нижние кромки дисков сошников должны касаться плоскости уста-
новочной доски, допускается просвет до 5 мм, а в транспортном положе-
нии просвет должен быть не менее 110 мм.
Механизмы передачи, подъема и заглубления сошников, рычаги,
регулятор высева и вал с катушками должны перемещаться плавно
и при нулевом положении рычага полностью выводиться из коробки
высевающего аппарата.
Семенной ящик должен быть без щелей и плотно прикрываться
крышкой.
Сеялки обкатывают с включенным механизмом передачи в течение
15 мин при 15...25 об/мин ходовых колес. В процессе обкатки прове-
ряют плавность работы всех передаточных механизмов и надежность
работы автоматов трехкратным подъемом и опусканием сошников.
Ходовые колеса квадратно-гнездовых сеялок после сборки должны
свободно вращаться; храповая муфта ведущей звездочки —легко вклю-
чаться и выключаться; рычаги подъема — поворачиваться без заеда-
ний и надежно стопориться защелкой в любом положении.
Храповая муфта передачи к высевающим аппаратам при опуска-
нии сошников должна включаться, а при подъеме — выключаться,
зазор при этом между концами зубьев равен 4 мм.
Высевающий аппарат каждого сошника должен легко проворачи-
ваться при вращении высевного валика, продольный разбег которого
не превышает 2 мм.
У картофелесажалки диски вычерпывающих аппаратов
при выключении храповых муфт колес должны свободно вращаться в
подшипниках; ложечки и зажимы — не задевать за боковины, фартук,
315
днище; предохранительная муфта должна пробуксовывать при усилии
на ободе 0,45...0,55 кН.
Рычаги зажимов должны без заедания заходить на плоскость шин,
а концы зажимов при этом — отстоять от боковой поверхности дисков
не менее чем на 5 мм, при сходе с шины концы зажимов должны вхо-
дить в прорези ложечек; встряхиватели и ворошители должны двигать-
ся свободно, а ротор — свободно вращаться в сошнике, не задевая за
другие детали.
Отремонтированную картофелесажалку нужно обкатывать в тече-
ние 30 мин на I передаче и 30 мин на II передаче. При обкатке не долж-
но быть заеданий и деформаций в деталях, ослабления их креплений.
Контрольные вопросы
1. Какие неисправности и какова технология ремонта деталей высевающего
аппарата рядовых сеялок? 2. Какие неисправности и какова технология восстанов-
ления деталей высевающего аппарата квадратно-гнездовых сеялок? 3. Какие неис-
правности и какова технология восстановления деталей посадочного механизма
картофелесажалок? 4. Какие неисправности и какова технология восстановления
деталей дисков сошников? 5. Как контролируют качество ремонта сеялок?
Глава 7. РЕМОНТ ЗЕРНОВЫХ КОМБАЙНОВ
Перед мойкой с комбайна снимают цепи, звездочки, шкивы,
крышки люков, двигатель в сборе и его управление, электрооборудо-
вание. Общая наружная мойка комбайна из-за больших его габари-
тов возможна только на специализированных предприятиях в спе-
циальных моечных машинах. В мастерских колхозов и совхозов ком-
байны и их комплектные группы большого габарита моют с помощью
пароводоструйного очистителя ОМ-3360, ОМ-5285 или установки с на-
сосом высокого давления, а остальные комплектные группы и детали —
в моечных машинах.
Рекомендуется после мойки комбайн просушить, обдувая его сжа-
тым воздухом.
§ 1. Ремонт агрегатов и комплектных групп комбайнов
Жатка и подборщик. У режущего аппарата затупля-
ются и выкрашиваются лезвия сегментов ножа и вкладышей пальцев;
изнашиваются поверхность отверстия головки шатуна, зубцы щечек
головки шатуна и установочных реек, посадочные места шарнира креп-
ления коромысла. У пальцевого бруса изгибаются угольники, изги-
баются и скручиваются пальцы и перекашиваются секции.
При выкрашивании или загнутости более пяти зубцов на одном лез-
вии у сегмента ножа и при его затуплении (насеченные зубцы умень-
шаются по высоте более чем на 0,3 мм) сегменты заменяют, используя
стенд (рис. 249) или приспособление ПТ-319 для ремонта режущих
аппаратов. На стенде нож подают с рамы правых секций 10 в штамп
пресса 9, где пуансонами удаляют заклепки у изношенных сегментов,
отсоединяя их от спинки ножа. На раме левых секций 5 проверяют
316
Рис. 249. Стенд для ремонта ножей режущих аппаратов:
/ — основание пресса; 2 — инструментальные тумбочки; 3 — рихтовочная плита; 4 — кран
управления гидроцилиндрами; 5 — рама левых секций со стойками; 6 — гидроцилиидры; 7 —
гидроцилиндр пресса; 8 - щит управления; 9 — штамп; 10 — рама правых секций со стойками.
прямолинейность и правят спинку ножа. Непрямолинейность допус-
кается не более 1 мм на 1 м длины ножа. После замены блока в штам-
пе 9 приклепывают новые сегменты к спинке ножа.
На раме левых секций 5, поставив после сборки нож на ребро
и закрепив его гидроцилиндрами 6, проверяют сегменты на прямоли-
нейность. В том случае, когда режущие кромки сегментов не лежат в
одной плоскости, их рихтуют специальной вилкой. Отклонение от
плоскости допускается не более 0,5 мм.
Затупившиеся лезвия гладких сегментов косилок затачивают на
станке шлифовальным кругом, имеющим профиль двойного конуса с
углами 19...203. Затачивают сразу два лезвия у двух соседних сегмен-
тов. Лезвия сегментов у головки ножа затачивают торцом другого шли-
фовального круга переносной заточной головки с приводом от двига-
теля станка через гибкий вал. При помощи этой же головки можно
затачивать ножи режущего барабана силосного комбайна, не снимая
его с рамы.
Закрепив заточную головку на специальной стойке, можно затачи-
вать лапы культиватора и ножи кукурузоуборочных машин.
Спинку ножа при обрыве свари-
вают с двух сторон в кондукторе
(рис. 250), предварительно удалив
два соседних сегмента у места об-
рыва и установив спинку на штиф-
ты кондуктора для обеспечения пря-
молинейности спинки после сварки.
Если спинка обрывается у го-
ловки, то на длинной части но-
Рис. 250. Сварка спиики ножа в кондук-
торе.
жа со стороны головки удаляют
3...4 сегмента и на их место
317
Рис. 251. Приспособление для переклеп-
ки вкладышей пальцев.
приклепывают головку. Короткую
часть ножа приваривают на поле-
вой конец.
Вкладыши пальцев при их за-
туплении или повреждении заме-
няют, используя приспособление
(рис. 251). Секцию устанавливают
на плиту, закрепляют зажимами и
выбивают заклепки через окна в
плите. Для приклепывания вклады-
шей секцию пальцев устанавливают
на полку швеллера, ставят и рас-
клепывают головки заклепок, а
затем выступающую часть заклепок
спиливают заподлицо с вкладыша-
ми. Зазоры между пальцем и вкла-
дышем допускаются до 0,5 мм. На этом же приспособлении можно зава-
рить трещину на пальце, наплавить изношенные стенки пазов (ком-
байны СК-4А, СКД-5) при ширине более 24 мм и глубине более 5 мм,
а затем обработать пазы до 22-j-0,5 мм по ширине и до 3-гО, 1 мм по
глубине.
Изношенные поверхности отверстий под шариковые подшипники
в головке шатуна (допустимый без ремонта зазор 0,06 мм), в коро-
мысле и корпусах восстанавливают до номинального размера железпе-
нием, выстиланием лентой или постановкой втулки. Щечки головок
шатуна и установочные рейки при износе зубцов наплавляют сталь-
ным электродом, обрабатывают до требуемой толщины и нарезают
зубья на фрезерном или строгальном станке. Щечки головок, изношен-
ные в шаровом шарнире, наплавляют, обрабатывают, установив на
планшайбе токарного станка, и проверяют шаблоном. Щечки должны
свободно проворачиваться на шаровых головках.
У пальцевого бруса комбайна СК-5 наблюдается погнутость уголь-
ников, которую устраняют правкой. При резких изгибах прибегают
к правке с предварительным подогревом деформированного участка.
Прямолинейность носков пальцев проверяют по натянутому шну-
ру. Отклонение допускается до 3 мм. Погнутые или скрученные паль-
цы правят специальным ключом.
У собранного режущего аппарата нож должен передвигаться от
усилия руки легко, без заедания. Нормальное положение направля-
ющей регулируют шайбами, устанавливаемыми под нее при крепле-
нии к переднему брусу. В крайних положениях ножа оси сегментов
должны совпадать с осями пальцев. Допустимое отклонение до 5 мм
(у силосного комбайна — не более 3 мм) регулируется изменением
длины шатуна. Сегменты ножа должны свободно прилегать к вклады-
шам пальцев. Допустимый зазор у носка сегмента до 0,5 мм, у основа-
ния не более 1,5 мм, между сегментами и носком прижима не более
0,5 мм. У комбайнов СКД-5 этот зазор обеспечивают рихтовкой при-
жима, а у СК-5 его регулируют прокладками, устанавливаемыми меж-
ду прижимами и пластинками трения.
318
Вкладыши пальцев должны быть в одной плоскости с допустимым
отклонением не более 0,6 мм. Проверку производят щупом, замеряя
зазор между вкладышами и линейкой, накладываемой поочередно на
три рядом расположенных пальца.
У мотовила изнашиваются подшипники и шейки цапф трубы,
труба прогибается, появляются трещины в сварных швах крепления
дисков лучей и др.
При износе подшипников до зазора более 2 см их заменяют на но-
вые или изготовленные из древесины твердых пород. При износе шей-
ки цапф трубы до диаметра менее 29,2 мм цапфы отсоединяют от тру-
бы, наплавляют вибродуговой наплавкой и протачивают на нормаль-
ный размер.
Поломанные деревянные лопасти мотовила заменяют новыми из
сухой сосны или делают составными с накладками.
Для разборки и сборки мотовила используется подставка. Стойки
подставки расставляют по типоразмеру мотовила, которое цапфами
трубы устанавливают в призмы-зажимы и закрепляют винтами.
Труба мотовила должна быть параллельна пальцевому брусу с
отклонением не более 10 мм на всей длине. Трубы граблин мотовила
не должны иметь прогиба более 5 мм (устраняют натяжением растя-
жек).
Шнек жатки может иметь деформацию витков, обрывы и
трещины сварных швов, вмятины, пробоины и разрывы кожуха и от-
верстий под болты крепления обойм, деформацию обойм, изгиб пальца,
нарушение балансировки шнека и др.
Кожух шнека, а также кожухи элеваторов правят на стенде
(рис. 252). При правке кожух шнека закрепляют в ложементе 7 стенда.
Протягивая оправку 6 с помощью тросов и рихтуя поверхность сле-
сарным молотком, выправляют вмятины на кожухе. Для ручной прав-
ки кожухов шнека и элеваторов можно использовать оправку 8 на
поворотной консоли 9.
Устранение других дефектов, а также контроль и балансировку шне-
ка осуществляют на стенде, который на концах рамы имеет ролики-
Рис. 252. Стенд для ремонта кожухов шнеков и элеваторов:
/ — рама; 2 — редуктор; 3 — электромотор: 4, 5 и 11 — блоки для тросов; 6 — оправ-
ка; 7 —ложемент; 3 — оправка; 9 — поворотная консоль; 10 — кнопки включения
стенда.
319
диски для балансировки и призмы, на которые шнек устанавливают
концами валов для правки ленты.
Правят ленту клепальной установкой стенда, работающей от сжа-
того воздуха. Радиальное биение трубы шнека при проворачивании на
стенде допускается не более 6 мм.
Дисбаланс шнека допускается не более 0,15 Н-м. Прогиб пальцев
допускается не более 0,5 мм на всей длине. Зазор между пальцами,
лентой шнека и днищем жатки допускается в пределах 6...35 мм (ре-
гулируют перемещением плит).
Каркас наклонной камеры может иметь обрыв и
износ языка, износ направляющих, износ и трещины днища, дефор-
мации и трещины боковин, крышки, верхнего и нижнего листов, из-
гиб валов и осей, трещины в сварных швах, деформацию каркаса и др.
Каркас наклонной камеры ремонтируют на гидрофицированном
стенде. На стенде правят корпуса, валы и оси, заваривают трещины в
каркасе, контролируют и устраняют его перекосы и т. п.
Изношенный язык заменяют новым или изготовленным из проре-
зиненной ткани. Порванные и поврежденные места у днища, среднего
кожуха и другие тонкостенные детали, изготовленные из листовой
стали, заваривают газовой сваркой или электросваркой в струе угле-
кислого газа с постановкой (если это необходимо) заплаты из листовой
стали толщиной 1,0... 1,5 мм, размеры которой перекрывают поврежде-
ния на 50...60 мм. Сварочный шов при этом следует выполнять с на-
ружной стороны.
Прогибы валов устраняют правкой вхолодную или, применяя
предварительный подогрев, газовой горелкой.
Для сборки и обкатки наклонной камеры используют конвейер
(рис. 253). Наклонную камеру устанавливают на каретку 11 конвейера,
которая перемещается по сборной раме 2 цепями 3. Цепи приводятся
в действие приводным устройством 8, а натягиваются устройством 1.
При обкатке наклонную камеру закрепляют в приспособлении 5 двумя
захватами, которые закрывают пневматические цилиндры 12. Враще-
ние передается от приводного устройства 8 ремнем 9 на шкив наклон-
ной камеры, которую обкатывают при частоте вращения 450 об/мин в
течение 10 мин.
У подборщиков наблюдаются прогибы и изгибы трубы, кар-
каса, кронштейна ската, валов, трубы граблин, упоров для крепления
« 5 6 7 8 9 10
Рис. 253. Конвейер для сборки и обкатки наклонных камер комбайнов:
/ — натяжное устройство; 2 — рама конвейера сборная из трех секций; 3 — несущие цепи?
4 — наклонная камера; 5 — приспособление с захватами; 6 — пульт управления; 7 — защитный
кожух; 3 — приводное устройство; 9 — ремень привода наклонной камеры; 10 — электродви-
гатель с натяжным устройством; 11 — каретка; 12 — пневмоцилиндры.
320
Рис. 254. Стенд для разборки, сборки и обкатки подборщика:
/ — рама: 2 — откидывающийся привод; 3 и 10 — передняя и задняя стойки; 4 и 9 — - зажимы;
5 и 7 — иаставки с призмами и прихватами; 6 и 8 — неподвижные опоры; 11 и 14 — пневмо-
цилиндры; 12 — ручки управления пиевмоцилнндрами; 13 — кнопки управления.
граблин, самих граблин и скатов; износ поверхностей валов и труб
граблин под втулки, опорные диски, деревянные подшипники проме-
жуточных опор, роликоподшипников, износ беговых дорожек под
ролики кривошипов, рабочей поверхности опорного диска и др. Изна-
шиваются втулки дисков, боковин и вала, оси роликов и ролики.
Изогнутые граблины и скаты правят, а сломанные заменяют.
Изношенные втулки дисков заменяют при зазоре в сопряжении с
цапфами труб граблин более 0,7 мм, а втулки боковин и вала комбай-
на СКД-5 — при зазоре в 0,6 мм. Нормальный зазор в этих сопряже-
ниях до 0,350 и 0,225 мм соответственно. Цапфы труб и шейки вала вос-
станавливают наплавкой.
Изношенные оси роликов кривошипов при зазоре в сопряжении с
роликом более 0,25 мм удаляют из кривошипов, срубая развальцован-
ный конец оси ролика и выбивая ее из кривошипа бородком. Оси и
ролик изготовляют из стали 35 и термически обрабатывают до твер-
дости 35...40 HRC.
Прогиб вала подборщика допускается не более 0,8 мм на всей дли-
не, а труб граблин — до 1,1 мм.
Изношенную беговую дорожку под ролики более 3 мм по глубине
(до размера 38 мм) подборщика восстанавливают проточкой и постанов-
кой фигурных пластин на винтах, изготовленных по форме поверх-
ности после предварительной ее проточки.
Разбирают, ремонтируют, собирают и обкатывают подборщики на
стенде (рис. 254).
При сборке вначале пневмоцилиндры И и 14 стенда с наставками
5 и 7 устанавливают в верхнее положение. На боковых призмах на-
ставок собирают трубы граблин. Затем на призмы по оси стенда укла-
дывают центральный вал и производят сборку механизма подборщика.
Опускают пневмоцилиндры И и 14 и подборщик кронштейнами уста-
навливается на стойки 3 и 10, на которых их закрепляют зажимами
Н № 100
321
Рис. 255. Установка кривошипов у левой
боковины подшипника:
/ — палец; 2 — ролик; 3 — шаблон.
4 и 9. Далее устанавливают
скаты, используя при этом не-
подвижные опоры 6 и 8.
Опорные диски устанавли-
вают так, чтобы осевой зазор
труб граблинбыл 1,0... 1,5мм.
Зазор регулируется постанов-
кой дополнительной шайбы к
шайбе опорного диска. Паль-
цы каждой граблины распо-
лагают в одной плоскости.
Допускается отклонение не
более 10 мм. Перед установкой
левой боковины у подборщи-
ка комбайна СКД-5 ролики
кривошипов устанавливают по шаблону (рис. 255). Опорные диски не
должны касаться внутренних полостей правой и левой боковин.
При задевании торцов цапф труб граблин о стенку левой боковины
(СКД-5) следует, отстопорив ступицу муфты и стопорное кольцо по
концам вала, передвинуть вал на 2...3 мм вправо и вновь закрепить
ступицу муфты и стопорное кольцо.
Для обкатки подборщик закрепляют на раме 1 (рис. 254), откиды-
вающийся привод 2 соединяют муфтой с крестовиной вала и обкаты-
вают на стенде в течение 20...30 мин при 150 об/мин (СКД-5—10...
15 мин при 200 об/мин).
При сборке жатки перекос мотовила относительно пальцевого бру-
са не допускается, а лопасти и граблины не должны задевать за спи-
рали шнека (зазор не менее 15 мм). Зазор между концами граблин и
пальцами режущего аппарата должен быть одинаков по всей длине и
не превышать 25 мм. Пружины ведомого шкива затягивают до длины
62...64 мм.
Жатку обкатывают на стенде в течение 30...35 мин с постепенным
увеличением частоты вращения до нормальных оборотов рабочих ор-
ганов. Стук и нагрев подшипников шатуна и шарниров не допускается.
Гидросистема на жатке должна работать нормально, а вариатор
мотовила плавно изменять частоту вращения в пределах 160...260 об/
мин.
Молотильный аппарат. Основными неисправностями барабанов яв-
ляются износ бичей и неплотное их прилегение к подбичникам, забои-
ны и заусенцы на рифах, трещины в дисках барабанов, нарушение ба-
лансировки, износ подшипников, изгиб вала.
У подбарабанья изгибаются планки и боковины каркаса, скругля-
ются грани планок и обрываются прутки.
Допускается износ бичей барабана до высоты не менее 6 мм. Бичи
должны плотно прилегать к подбичникам (зазор не более 1 мм). Забо-
ины и заусенцы на рифах не допускаются. Бичи не восстанавливаются.
Молотильный барабан ремонтируют на стенде (рис. 256), позволя-
ющем при отвертывании гаек с болтов крепления бичей закрепить
их головки с помощью пневмоцилиндра 10 и зажима 12.
322
Рис. 256. Стеид для ремонта молотильных барабанов:
1 *— рама; 2 — шток; 3 и 10 — пневмоцилиндры; 4 — клинья; 5 — механизм подъема и опуска-
ния; 6 — толкатели; 7 — ложементы; 8 — ограничительные упоры с роликами; 9 — держатель;
//, 13 и 14 — краны управления; !2 — пиевмозажим; 15 н 16 — установочные линейки; 17 —
тележка; 18 — гидропресс; 19 — рычаг; 20 — пневмогидроусилитель.
Бичи с правым и левым наклоном рифов устанавливают на барабан
поочередно пологой стороной рифа по ходу вращения. Радиальное
биение барабана не должно превышать 1 мм, а торцевой — 2 мм. Пе-
рекос бичей при проверке относительно линеек 15 и 16 допускается не
более 10 мм на длине бича.
Для прокручивания вал барабана поднимают на роликовый меха-
низм с ограничительными упорами 8 с помощью пневмоцилиндра 3,
штоки 2 которого передвигают клинья 4, поднимающие толкатели 6 с
ложементами 7. Для проверки биения вала барабана и правки тележ-
ку 17 с гидропрессом 18 и индикатором устанавливают в необходимое
положение с помощью рычага 19 в зависимости от марки комбайна.
Биение концов вала не должно превышать 0,3 мм. Вал правят гидро-
прессом 18, шток которого приводится в движение от пневмогидроуси-
лителя 20.
Трещины в диске барабана заваривают с одной стороны, а с дру-
гой— ставят усиливающий диск толщиной 4...6 мм, приваривая его
к диску барабана по наружной окружности прерывистым швом, а ьо
внутренней к фланцу ступицы сплошным.
После ремонта барабан статически или динамически балансируют.
Статическую балансировку барабана проводят на том же стенде, ис-
пользуя механизм 5. Неуравновешенность молотильного барабана
допускается такой, когда подвешенный на радиусе барабана груз мас-
сой 37 г выводит его из состояния равновесия. Балансируют барабан
постановкой пластин под гайками крепления наиболее легкого бича к
подбичнику по всей его длине.
Барабан динамически балансируют на балансировочной машине
БМ-У4. Неуравновешенность допускается не более 0,12 Н-м.
Для ремонта подбарабанья применяется стенд (рис. 257). При прав-
ке планок от изгиба в горизонтальной плоскости подбарабанье уста-
навливают рабочей поверхностью вверх на фиксаторы 2, вводимые в
11*
323
отверстия под передний и задний валики подвесок. Для правки прис-
пособление (рис. 258) устанавливают стойками 2 и 5 на планки и упо-
ром 4 правят планку. Для правки планок в вертикальной плоскости
подбарабанье повертывают на профильную оправку 4 (рис. 257), зак-
репляют прижимами 3 и ударами кувалды исправляют изгиб. Изгиб
в горизонтальной плоскости допустим не более 2 мм, а в вертикаль-
ной — 1 мм (проверяется радиусным шаблоном и щупом).
Оборванные прутки заваривают или заменяют. Скругление изно-
шенных граней планок деки допускается до радиуса не более 1,5 мм.
При износах и скруглении планок с одной стороны деку поворачивают
для работы другой стороной, поменяв местами передний козырек и
задний направляющий щиток.
Проточка планок допускается до высоты 25 мм. При меньшей
высоте планок их наваривают и обрабатывают на станках.
Сепарирующие устройства
и шнеки. В процессе работы
валы этих комплектных групп
прогибаются и скручиваются,
у них изнашиваются шейки и
посадочные места под подшип-
ники, шпоночные канавки. В
деревянных подшипниках со-
ломотряса (СКД-5) появляют-
ся трещины, они коробятся;
стенки у клавишей, граблины
и днище получают вмятины,
изгибы и изломы; витки шне-
ка деформируются.
Изгиб и скручивание ва-
Рис. 258. Приспособление для правки планок
подбарабапья:
I — рычаг; 2 и о — стойки; 3 ось; 4 — упор.
лов определяют на контроль-
ной плите на призмах инди-
катором часового типа, зак-
324
Рис. 259. Правка коленчатых валов соломотряса па стенде нагревом.
репленным на штативе. При скручивании смещение шпоночных пазов
допускается до 0,5 мм на длине паза. Прогиб вала (битеров, вентиля-
торов и кривошипного механизма) может быть не более 0,5 мм, а всех
других — до 0,75 (исключая вал барабана).
Скрученный вал можно выправить, предварительно нагрев его до
900...950°С, или использовать без правки, профрезеровав шпоночные
канавки в новом месте.
Коленчатые валы соломотрясов проверяют на контрольной плите
с помощью призм или на стенде для контроля и правки. При проверке
вал укладывают на опоры, а изгиб и скручивание фиксируют датчи-
ками, вмонтированными в опоры. Датчики подают сигнал на лампочки
панели. Для правки вал жестко крепят винтовыми зажимами в опо-
рах, деформированный кривошип нагревают газовой горелкой до
800°С (рис. 259) и выдерживают до полного остывания. Изгиб и скру-
чивание вала более 0,5 мм не допускается. Изношенные шейки валов
комбайнов СКД-5 шлифуют на ремонтные размеры с интервалом 0,5 мм.
Для ремонта клавиш используют поворотно-пневматическую оп-
равку, которая имеет устройство для установки клавиши в удобное
для работы положение. На оправке правят днища, стенки и граблины,
обрезают неровные края пробоин, приваривают в среде углекислого
газа заплаты на пробоины с внутренней стороны клавиши и заваривают
трещины.
Для выполнения таких работ, как контроль и установка на клавише
кронштейнов с соблюдением межосевого расстояния, замена части кла-
виши, удаление поломанных и приварка удлинителей гребенок, и для
выполнения других работ, используют стенд (рис. 260). Заплаты из-
готовляют из оцинкованной стали толщиной 0,8... 1,5 мм и размерами,
перекрывающими пробоину на 25...30 мм, а при замене части клавиши
и постановке внахлестку — на 50...80 мм. Заплаты приваривают то-
чечной сваркой.
325
Рис. 260. Стенд для ремонта клавиш соломотряса:
1 — зажим; 2 — рама; 3 —скоба; 4 — поворотная колонна; 5 — сварочный агрегат; 6—
упор; 7 — подставка.
Соломотряс собирают и обкатывают на стенде. Коленчатые валы
соломотряса устанавливают на стенд в сборе с подшипниками на фик-
сирующие пальцы и захватами крепят к раме. Собранный соломотряс
обкатывают в течение 10... 15 мин при 200 об/мин, выявляя неисправ-
ности и регулируя подшипники (СКД-5). Продольный разбег деревян-
ных подшипников на шейке должен быть 0,5... 1,5 мм, а зазор в них —
не более 0,1 мм. Зазор между клавишами допустим не менее 2 мм.
У вентиляторов вмятины на кожухе и задевание лопастей за кожух
не 1О1ускаются. Перекос лопастей относительно вала по длине допус-
кается не более 9 мм. Радиальное и осевое биения лопастей не должны
превышать 2 мм, а торцевой и радиальный зазоры с кожухом не менее
5 мм.
Дисбаланс вентиляторов допустим не более 0,1 Н-м, а биение
концов валов не более 0,5 мм. Балансируют вентилятор пластинами,
устанавливая их на болты между лучом и лопастью, а изгиб валов пра-
вят на призмах.
Грохот и решета могут иметь трещины на гофрированном листе,
прогиб ступенчатой доски, пробоины и разрывы в ней, деформации
рамы, ослабление заклепок в рамах решет, изгиб гребенок жалюзи,
осей и зубьев гребенок, местный износ осей гребенок.
Трещины на гофрированном листе грохота заделывают накладками
(на заклепках) из листовой оцинкованной стали толщиной 0,75... 1,0 мм,
выгнутыми по профилю ремонтируемого места и перекрывающими
трещины на 20...30 мм. Отверстия для заклепок следует сверлить, не
повреждая гофрированного листа.
Для выявления дефектов и контроля технического состояния гро-
326
хота используют стенд (рис. 261). Раму грохота устанавливают на
раму 1 стенда при откинутых кронштейнах 2 и 5, а удлинитель верх-
него решета — на торцевую раму-подставку 8, регулируя ее положе-
ние перестановкой опоры 7 в вырезах рамы стенда. Если при провер-
ке грохот не устанавливается на пальцы 3, 4 и 6, следует выправлять
его раму до тех пор, пока пальцы не войдут в соответствующие отвер-
стия.
Зиги для жесткости и другие жестяницкие работы выполняют на
приспособлении (рис. 262). В положении поворотной рамы 4, изобра-
женном на рисунке, проводят гибку, помещая заготовку между верх-
ней 1 и рабочей частью 2 траверсы. Необходимый контур придают нажа-
тием поворотной траверсы 3 на заготовку.
При выполнении вальцовочных операций раму 4 приспособления
переворачивают валками 11 вверх, освободив стопоры 7. Заготовку
помещают между валками, зажимают и, вращая рукоятку, придают
заготовке необходимую форму. Закрепляя на концах валков пуансон
13 или нож 14, можно придать жесткость деталям, делая зиги, или
вырезать заготовку.
Используя универсальный стапель, ремонтируют решета, снимают
и устанавливают гребенки и секторы регулировки, подтягивают зак-
лепки в углах рамы на бобышках, правят гребенки жалюзи, оси и
зубья гребенок, приваривают зубья и припаивают гребенки к оси,
правят перекос рамы.
После установки жалюзи все гребенки должны открываться оди-
наково с отклонением не более 2 мм.
Погнутые витки шнека правят на подставке деревянным молотком.
При замене поломанного вала шнека с него срубают сварочные швы
и снимают спираль. К новому валу спираль приваривают вначале по
концам двухсторонним швом на длине 50 мм, а затем, выправляя ви-
ток и выдерживая шаг, приваривают к валу каждый виток швом дли-
ной 30...40 мм с нерабочей стороны. Биение спирали допускается не
более 3 мм.
Цепи. Перед ремонтом цепи промывают в щелочном растворе и
в чистой горячей воде. У цепей изнашиваются оси и втулки, ослабля-
ется посадка валиков и втулок в пластинах, появляются трещины на
роликах, втулках и пластинах, ослабляются крепления планок у це-
почно-планчатых транспортеров, изнашиваются скребки у элеватор-
ных цепей, гнутся, ломаются и появляются трещины у гребенок транс-
портера наклонной камеры.
При изнашивании осей и втулок цепи удлиняются. Допустимая
длина втулочно-роликовых цепей (длина 20 звеньев) равна: с шагом
15,875 мм — 330 мм, 19,05—397 мм и 38,0 мм — 790 мм (для СК-5, СК-6
и СКД-5 соответственно 324, 387 и 771 мм). При замерах длины цепи
должны быть натянуты с усилием 200 Н, а цепи с шагом 38,0 мм —
500 Н. Изношенные или дефектные детали цепей заменяют. Ослаблен-
ные крепления планок цепочно-планчатого транспортера устраняют
подтяжкой заклепок.
Удлиненные цепи могут подвергаться безразборному восстановле-
нию местным нагревом ТВЧ и осадкой или изгибом наружных пластин.
327
Рис. 261. Стенд для ремонта и сборки грохота:
1 — рама; 2 н 5 — кронштейны; 3, 4 и 6 — пальцы; 7 — опора; 8 — рама-подставка.
Цепи можно восстанавливать и поворотам изношенных втулок и
осей на 180° вокруг их оси. Для этого при разборке стачивают головки
осей с одной стороны цепи абразивным кругом и выбивают оси с на-
ружными пластинами па приспособлении (рис. 263).
Детали разобранной цепи еще раз промывают и дефектуют, затем
собирают. При ослаблении посадки втулки в отверстии пластины втул-
ку раздают конусной оправкой.
Отремонтированные цепи тщательно промывают и погружают на
10 мин в подогретое до 6О...7ОСС масло, а затем обкатывают на стенде
в течение 20 мин при 250...300 об/мин.
Рис. 262. Приспособление для ремонта и изготовления ступенчатых досок и кожухов:
1 — верхняя траверса; 2 — сменная рабочая часть траверсы; 3 — поворотная траверса; 4 —
поворотная рама; 5 — вал; 6 — рычаги; 7 — стопоры; 8 — подъемное устройство для нижнего
заднего валика; 9 — рукоятка для подъема верхней траверсы; 10 — станина; И — валики с
шестернями; 12 — подъемное устройство для нижнего переднего валика; 13 — зиговый пуансон;
14 *=. сменный нож.
328
Рис. 263. Приспособление для разборки втулочно-роликовых цепей:
а — общий вид; б — разрез.
Гребенки транспортера наклонной камеры правят, трещины зава-
ривают, а при поломках заменяют. Длина всех трех цепей транспорте-
ра при проверке каждой под нагрузкой 500 Н не должна отличаться
более чем на 8 мм. При большей разнице цепи необходимо ремонти-
ровать.
Изношенные резиновые скребки элеваторов до размеров менее 60 X
112 мм заменяют изготовленными из пятислойной прорезиненной тка-
ни, приклепывая к звену цепи.
Звездочки, шкивы и предохранительные муфты. У звездочек изна-
шиваются зубья, внутренние поверхности под валы или подшипники
(у натяжных звездочек), появляются трещины в ступицах, изнаши-
ваются шпоночные пазы. У шкивов изнашиваются поверхности шпо-
ночных пазов, появляются трещины в ступицах и обломы бортов.
В предохранительных муфтах кулачкового типа значительному из-
нашиванию подвергаются поверхности выступов зубьев. У фрикцион-
ных муфт изнашиваются поверхности трения.
Звездочки выбраковывают при износе зубьев на 35...40% от нор-
мальной их толщины по начальной окружности. Изношенные зубья
звездочек восстанавливают наплавкой и обработкой по профилю, плас-
тической деформацией и заменой венца с предварительной проточкой
изношенного и последующей приваркой или приклепыванием вновь
изготовленного.
Изношенные отверстия под подшипники в натяжных звездочках
можно восстанавливать электроимпульсным способом, железнением,
постановкой кольца и нанесением состава на основе эпоксидных смол.
Изношенные ступицы вариатора восстанавливают вибродуговой
наплавкой или напеканием металлических порошков с последую-
щим шлифованием. Трещины в спицах и ободе звездочек и шкивов
устраняют электродуговой сваркой или газовой сваркой чугунными
прутками с подогревом.
Износ конусной поверхности канавок шкивов (ручьев) допускается
на глубину 0,8 мм. При больших износах, если ремень не ложится на
дно канавки шкива и если устройство для натяжения ремня позволяет
регулировать усилие натяжения, можно протачивать или шлифовать
(у вариаторов) эти поверхности. Наращивать поверхности ручьев
можно железнением.
329
Изношенные шпоночные канавки в ступицах звездочек и шкивов
восстанавливают долблением или протяжного на увеличенный размер
или, если позволяет толщина стенки ступицы, изготовляют нормаль-
ного размера в новом месте.
При небольших изломах бортов шкивов (у малых диаметров шкивов
по длине до 40 мм, а у больших — до 120 мм) острые края зачищают
и оставляют шкивы для дальнейшей работы. При больших изломах
шкивы выбраковывают. Перед сборкой шкивы главного и заднего
контрприводов балансируют.
Профиль изношенных выступов шайб предохранительных муфт
может быть восстановлен кузнечным способом.
Предохранительные муфты зерновых шнеков регулируют на пере-
дачу крутящего момента у СКД-5—80 Н м; СК-5, СК-6—80...140 Н-м,
а заднего контрпривода СКД-5 и СК-5 —85 Н-м; СК-6 — 80...150 Н-м.
§ 2. Общие требования к сборке зернового комбайна
Все звездочки или шкивы, связанные между собой передаточной
цепью или клиновым ремнем, должны находиться в одной плоскости.
Биение звездочек при прокручивании валов допускается не более ука-
занных в таблице 26 величин.
ТАБЛИЦА 26
Диаметр звездочек, мм Допускаемое биение звездочек, мм
радиальное (по впадинам) осевое
До 100 0,5 0,35
100...200 0,75 0,60
200...300 1,0 0,75
300...400 1,0...1,2 1,0
Боковые поверхности ремней не должны иметь складок, трещин,
выпуклостей, срывов резины, расслоений и трещин на поверхностях
оснований трапеций. Прогиб ремня при нагрузке в 40 Н в средней
части его вещущей ветви должен соответствовать величинам, приведен-
ным в таблице 27.
Удлинение ремней допускается на 3%, далее их следует заменять.
При нормальном натяжении цепи наклонного транспортера зазор
между днищем каркаса и гребенками не должен превышать 10 мм, а
длина пружин после натяжения должна быть для СКД-5—85 мм, для
СК-5 и СК-6—87...92 мм.
Максимальная величина зазора между панелью молотилки и тор-
цом бича равна 3 мм. Перекос деки относительно барабана, замеряе-
мый по отклонению зазора между бичом и крайней планкой подба-
рабанья на входе и выходе, не должен превышать 1 мм. При установке
рычага регулировки механизма молотильного устройства в крайнее
положение на первом зубе сектора зазоры между планками подбара-
330
ТАБЛИЦА 27
Передача крутящего момента на валы Прогиб ремня в средней части при нагрузке 40 Н, мм
СКД-5 СК-5 ск-6
Главного контрпривода 35 ..39 30. ..35 30.. .35
Молотильного барабана 4 ..6 4. ..6 2.. .3
Заднего контрпривода 17 ..22 17. ..22 17.. .22
Вариатора мотовила (гидронасоса СК-6) 8 ..12 8. ..10 8.. .10
Привода жатки 27. ..32 —
Зернового шиека и подборщика (СКД-5) 27 ..32 27. ..32 28.. .33
Вентилятора очистки 15 ..19 14. ..17 14.. .17
Наклонной камеры жатки 10 ..14 15. ..19 15.. .19
Вариатора ходовой части 9. ..11 6. ..8 6.. .8
Отбойного битера, колебательного вала и колосо- — 10. ..12 10.. .12
вого шнека (СК-6) Соломотряса — 14. ..16 20.. .25
банья и бичами барабана должны быть на входе 18±1 мм, в зоне со-
единения надставки с основным подбарабаньем 14± 1 мм и на выходе
2±1 мм.
У комбайнов СКД-5 этот механизм должен обеспечивать изменение
зазоров у первого барабана на входе 17...28 мм и на выходе 5... 12 мм,
а у второго барабана на входе 15...24 мм и на выходе 4... 10 мм. Зазор
между торцами ступицы звездочки и приводного шкива шнека и кон-
тактов сигнализаторов должен быть 2...3 мм.
Для уменьшения потерь при уборке зерновых комбайны подверга-
ют герметизации. Для этого необходимо между подборщиком и паль-
цевым брусом жатки по всей длине подборщика установить прорези-
ненный ремень. У жатки комбайнов СК-5 и СК-6 переходной щиток
должен располагаться симметрично в наклонной камере, боковые от-
ливы направлены вверх, а задние — назад. Это достигается перемеще-
нием щитка в овальных пазах на днище корпуса. Если при этом об-
разуются зазоры в петлях более 1 мм, петли следует подогнуть. Боко-
вые щитки корпуса жатки должны плотно прилегать к боковым по-
верхностям приемной камеры и не препятствовать их перемещению
вдоль корпуса жатки. Штанга, поджимаемая пружиной, должна сво-
бодно перемещаться в кронштейне для поджатия боковых щитков.
Необходимо, чтобы прорезиненные ремни боковых отливов, верх-
них и нижних ремней, уплотняющих наклонную камеру в корпусе
молотилки, были направлены внутрь молотилки.
Не допускается зазор более 1 мм между верхним козырьком пе-
реднего фартука грохота и поперечным брусом передней связи моло-
тилки. При большем зазоре рихтуют козырек или перемещают фартук
грохота вниз.
Качество герметизации проверяют при обмолоте на стационаре по
количеству потерянного зерна под молотилкой.
331
§ 3. Обкатка комбайнов
Для холодной обкатки комбайнов и сельскохозяйственных машин
применяют стенд в виде тележки на двух пневматических колесах и
одном опорном поворотном колесе. На стенде установлены электро-
двигатель мощностью 7 кВт и коробка передач, с помощью которой
задают различную частоту вращения карданной передаче для привода,
комплектных групп, агрегатов или машины при обкатке. Холодную
обкатку молотилок можно проводить и на стационарном стенде.
Горячую обкатку комбайна проводят на стенде, имеющем две двух-
роликовые опоры, на которые комбайн наезжает передними колесами,
закрепляется цепями и обкатывается. Стенд имеет тормозное устройст-
во от пневмоцилиндров для схода комбайна после обкатки.
Рекомендуются следующие режимы обкатки отдельных комплект-
ных групп на минимальных и максимальных оборотах: молотилку в
течение 40...45 мин; бункер и выгрузное устройство — 20 мин; копни-
тель — 15 мин; коробку передач — по 5 мин на каждой передаче, из
них по 3 мин под нагрузкой; задний мост в сборе с коробкой передач —
по 10 мин на каждой передаче.
Собранный комбайн перед обкаткой следует прокрутить от руки за
шкив барабана. Комбайн обкатывают 20 мин при 600...700 об/мин
двигателя и при нормальной работе повышают частоту вращения дви-
гателя до 1200... 1400 об/мин.
Во время обкатки проверяют работу всех механизмов молотилки,
выполняют взможные регулировки, проверяют показания и действие
приборов, предохранительных и сигнальных устройств, периодичес-
ки останавливая комбайн и устраняя обнаруженные неисправности.
На роликовом стенде комбайн обкатывают на ходу с выключенной
молотилкой и жаткой по 10 мин на I и II передаче и по 5 мин на III пе-
редаче заднего хода.
Муфта сцепления ходовой части при выжатой педали должна на-
дежно включать передачу движения на приводной вал коробки пере-
дач, свободный ход педали должен быть 25...30 мм; скорости должны
переключаться от руки свободно, без шума. Тормоз должен удержи-
вать комбайн на подъеме и спуске с уклоном 20° (СК-5 и СК-6—16°) при
сухом грунте; при свободном ходе тормозных педалей в пределах 5...
10 мм блок вариатора ходовой части должен плавно перемещаться
вверх и вниз, без заеданий и выхода верхней плоскости ремня за пре-
делы беговой дорожки шкива. Усилие но рулевом колесе при повороте
комбайна на ходу не должно превышать 15 Н (для СКД-5—30 Н).
Переходной фартук от наклонной камеры должен плотно прилегать к
днищу корпуса жатки; должны быть уплотнены корпус наклонной ка-
меры с молотилкой, зерновой и колосовой шнеки, крышки всех люков.
Звуковая и световая сигнализация должна действовать безотказно.
После обкатки и устранения неисправностей наружные поверх-
ности комбайна окрашивают.
Для определения качества ремонта комбайнов в соответствии с
ГОСТом проводят приемо-сдаточные испытания всех капитально от-
ремонтированных комбайнов, ускоренные (испытания пробегом) —
332
0,1% от годовой программы ремонта и контрольные (эксплуатацион-
ные в течение гарантийного срока) не менее трех комбайнов одновре-
менно.
Контрольные вопросы
1. В чем заключаются подготовительные операции, проводимые перед ремонтом
комбайна? 2. Как изнашиваются детали втулочно-роликовых цепей, какова техно-
логия их ремонта? 3. Как восстанавливают детали и проверяют сборку предохрани-
тельных муфт? 4. Какие износы у деталей молотильного устройства? Способы их
устранения и применяемое оборудование. 5. Какие обнаруживаются неисправности
в комплектной группе клавишного соломотряса и как они устраняются? 6. Как вос-
станавливают решета комбайнов? 7. Какие неисправности наклонной камеры и ка-
кова технология ее восстановления? 8. Какие основные регулировки и каковы тех-
нические требования при сборке комбайна? 9. Как проводится герметизация зерно-
вого комбайна? 10. Как осуществляют обкатку комбайна (режим, технические тре-
бования)?
Лабораторно-практическое занятие 21
РЕМОНТ ЦЕПЕЙ И БАРАБАНА КОМБАЙНА.
РЕГУЛИРОВКА ФРИКЦИОННЫХ МУФТ
Содержание и порядок выполнения работы 1. Установить на приспособление
изношенную цепь, натянуть соответствующим усилием и замерить длину 20 звеньев.
Сравнить с техническими требованиями и установить возможность дальнейшего
использования.
Установить подбарабанье на стенд, определить изгиб планок и выправить изо-
гнутые, пользуясь приспособлением. Определить степень скругления планок, срав-
нить с техническими требованиями и установить возможность дальнейшего исполь-
зования.
Установить на стенд барабан и определить его техническое состояние. Заменить
изношенный бич и статически сбалансировать барабан.
Отчет о работе. Данные занести в таблицу.
Наименование измерения Замерен- ная вели- чина Величина, допускаемая по техническим требованиям
Прогиб подбичника относительно про- верочной линейки, мм Прогиб бича, мм Наличие забоин и заусениц на рифах бичей Высота рифов на бичах, мм Зазор между бичом и подбичником, мм Биение бичей, мм: радиальное торцевое Перекос бичей относительно оси ва- ла, мм Статическая неуравновешенность ба- рабана, г 2,0 1,0 Забоины и заусеницы не допу- скаются СК-5, СК-6—6, СК-4, СКД-5—5 Не более 1,0 » » 1,0 » » 2,0 10,0 Не более 37 г на радиусе бича
Содержание и порядок выполнения работы 2. Установить фрикционную муфту
на стенд, застопорить звездочку цепью или ремнем, определить момент срабатывания
муфты. Отрегулировать муфту затяжной пружиной на передачу соответствующего
крутящего момента.
Отчет о работе. Описать порядок выполнения операций.
333
Лабораторно-практическое занятие 22
РЕМОНТ РЕЖУЩИХ АППАРАТОВ УБОРОЧНЫХ МАШИН
Содержание и порядок выполнения работы. Для замены сегмента уложить нож
режущего аппарата жатки комбайна на приспособление, выбить (или выпрессовать)
заклепки, снять старый сегмент и приклепать новый. Установить и закрепить не-
сколько секций пальцевого бруса на жатку. Проверить правильность установки и
выправить пальцы. Заточить несколько сегментов ножей косилки на специальном
переносном станке.
Закрепить переносную рамку станка на раме силосного комбайна. Установить
гибкий вал с абразивным кругом и заточить один из ножей режущего барабана.
Отчет о работе. Описать порядок проведения ремонтных операций по восстанов-
лению режущих аппаратов.
Техника безопасности. Работать иа заточном станке только в очках и пользо-
ваться подставками у круга. Во время разборки и сборки цепь надежно закреплять
в приспособлении. Выбивать оси и втулки специальными наставниками.
При установке заточного переносного станка в помещении обеспечить надежный
отвод выхлопных газов от него.
Глава 8. РЕМОНТ МАШИН И ОБОРУДОВАНИЯ ЖИВОТНОВОДЧЕСКИХ ФЕРМ
Техническое обслуживание и ремонт машин и оборудования живот-
новодческих ферм проводят с использованием станций технического
обслуживания и передвижных мастерских. При выполнении работ
по ремонту машин целесообразно использовать стенд ОПР-1058 с на-
бором необходимого инструмента. На этом стенде можно выполнять
следующие операции: распиловку и изготовление деревянных деталей,
вырезку заготовок из листового материала, электродуговую сварку,
заточку режущего инструмента, сверление, резку и гибку труб, полу-
чение сжатого воздуха и др.
§ 1. Ремонт машин для кормоприготовления
У этих машин наиболее интенсивно изнашиваются рабочие органы:
режущие и противорежущие пластины, дробильные молотки, ножи,
решета, деки и др.
Молотковые дробилки. Износ рабочей грани дробильных молотков
допускается не более 4 мм по высоте зуба. При износе молотков их
переставляют на неизношенную грань.
Перед сборкой молотки, шайбы и оси подбирают по массе для шес-
ти комплектов. Разница в массе комплектов, установленных на диа-
метрально противоположных осях барабана, допускается не более
12 г. При износах отверстий в молотках под оси отверстия разверты-
вают, а оси устанавливают увеличенного размера. По мере притупле-
ния острых кромок у отверстий решет до радиуса более 2 мм их не-
обходимо переставлять (четыре положения), используя каждый раз
неизношенные. При пробоинах на решето ставят накладку от старого
решета, приваривая ее газовой сваркой. После ремонта решето должно
иметь правильную форму и при установке заходить в паз с усилием
70...80 Н.
Режущие аппараты. У режущих аппаратов затупляются
и повреждаются ножи и противорежущие пластины, ослабляется креп-
334
ление фланцев на диске, прогибается вал и изнашиваются подшипни-
ки, изменяется зазор между ножами и противорежущими пласти-
нами.
Затупившиеся лезвия ножей и противорежущих пластин до тол-
щины кромок более 0,6 мм затачивают до толщины 0,1 мм на абразив-
ном круге при обильном охлаждении. Углы заточки ножей для дроби-
лок типа ДКУ должны быть 24...26° (проверять шаблоном), а у проти-
ворежущих пластин 60...61°.
Нож и детали его крепления после заточки устанавливают на преж-
ние места для сохранения балансировки. Между ножом и противоре-
жущей пластиной должен быть зазор 0,5... 1,5 мм, в зависимости от
вида перерабатываемого корма. Этот зазор регулируют постановкой
прокладок под кронштейны.
У дробилок типа ДКУ нож устанавливают по отношению к плос-
кости диска под углом 2°, а противорежущую пластину по отношению
к горизонтальной плоскости под углом 15° с зазором в 0,3...0,5 мм.
Зазор между режущим барабаном и противорежущей пластинкой
в измельчителе кормов «Волгарь-5» должен быть в пределах 0,5... 1,0
мм при разнице его по длине пластины не более 0,2 мм. Для ножей вто-
ричного резания зазор должен быть 0,1...0,5 мм.
У ножей аппарата вторичного резания изнашиваются торец ножа
и боковые грани. При толщине более 7 мм торцевые поверхности шли-
фуют до выведения следов износа. При толщине менее 7 мм на боковые
грани ножей по всей длине слоем 1,5...2,0 мм наплавляют газовой свар-
кой сормайт № 1 и обрабатывают наплавленный слой на плоскошлифо-
вальном станке.
У измельчителей грубых кормов И КГ-30 изнашиваются и дефор-
мируются лопасти, рожки, крыльчатки и зубцы измельчающего аппа-
рата, нарушается его балансировка.
Поврежденные лопасти рихтуют или заменяют. Биение диска до-
пускают не более 1,5 мм, а дисбаланс ротора не более 60 мН-м (600
гем).
При закруглении рабочей грани зубцов до радиуса 3...4 мм зубцы
оттягивают кузнечным способом, нагревают до 82О...84О°С и калят в
воде (4О...5О°С) на длине 15...20 мм от вершины. Крыльчатку после
ремонта балансируют. Допустимый дисбаланс 10 мН-м.
Для обеспечения нормальной работы машин проводят статическую
и динамическую балансировку барабанов.
У матрицы грануляторов травяной муки изнашиваются внутрен-
няя поверхность и поверхности отверстий для образования гранул со
стороны входа массы травяной муки. Восстанавливают матрицы рас-
точкой на увеличенный размер и гильзованием. Для расточки внут-
ренней поверхности применяют резцы с металлокерамическими плас-
тинками из гексанита Р. Гильзу готовят из стали 20, сверлят отвер-
стия, используя матрицу в качестве кондуктора, а затем гильзу цемен-
тируют на глубину 1,2... 1,5 мм и закаливают до твердости 60...62 HRC.
Гильзу фиксируют в матрице штифтами.
Механизм подачи и передаточный меха-
низм. Характерными дефектами этих механизмов являются выкра-
335
шивание и поломка продольных рифов или зубьев вальцов, неисправ-
ности транспортеров, износ шестерен, валов и подшипников.
Поломанные продольные рифы, зубья вальцов и гребенки восста-
навливают приваркой отдельно изготовленных и подогнанных рифов
и зубьев.
Отремонтированные и собранные кормоприготовительные машины
вначале проверяют прокручиванием вручную, а затем на холостом
ходу с рабочей частотой вращения в течение 4...5 ч и под нагрузкой
2...4 ч.
Паровые котлы и водонагреватели. У котлов парообразователей
типа КВ появляется накипь на пароподогревателях, жаровых трубах
и котлах, в дымовых трубах и коробках отлагаются сажа и зола, от-
казывает в работе предохранительный клапан и водомерное стекло,
появляется пропуск пара в вентилях и соединениях, прогорает колос-
никовая решетка.
Накипь в котле удаляют химической очисткой с использованием
кислот и щелочей или механическим способом. При отложениях кар-
бонатных (СаСо3, MgCO3) лучше применять соляную кислоту, а при
силикатных (CaSio3) — щелочь. Концентрация обычно используемой
ингибированной соляной кислоты (ингибитор — уникод) в растворе
воды берется в зависимости от толщины слоя накипи. При толщине
до 0,5 мм — 2...3%, а при 2,5 мм — 6...8%. Для уменьшения корро-
зии в кислоту добавляют уротропин, формалин, столярный клей и
другие замедлители коррозии в количестве 1,5...2,5 г/л. Продолжи-
тельность очистки определяется толщиной слоя накипи, но не более
6...8 ч при 70°С. Удалив раствор, котел промывают чистой водой, а за-
тем в течение 3...4 ч — 1...2%-ным раствором кальцинированной соды,
нагревая его до кипения. После этого котел вновь промывают чистой
водой.
При удалении накипи щелочью концентрация каустической соды в
растворе берется также в зависимости от толщины слоя накипи. При
толщине слоя до 0,5 мм— 1...2%, а при 2,5 мм — 5...6%. Раствор в
котле кипятят в течение 24 ч, периодически проверяя его концентрацию.
При стабилизации раствора кипячение прекращают, раствор сливают,
а котел промывают чистой водой.
Для механической очистки котла и труб от накипи применяют в
качестве рабочих органов различной конструкции головки, имеющие
набор роликов с насечкой (зубцы), сплошные, эллипсоидного типа, а
также с насечкой вдоль всей головки. Такие головки закрепляют на
гибком валу с приводом от электродвигателя или пневмотурбинки.
Неисправные краны и вентили разбирают и притирают. Водомер-
ное стекло и детали предохранительных клапанов очищают от накипи
пли заменяют.
После ремонта котлы подвергают гидравлическому испытанию
водой под давлением 0,06 МПа. В случае обнаружения течи и пороков
в сварных швах их устраняют газовой сваркой, после чего гидравли-
ческое испытание котла повторяют,
336
§ 2. Ремонт машин и механизмов по раздаче кормов
и удалению навоза
У мобильных машин, таких как агрегат для приготовления комби-
нированных силосов типа АПК-Ю, измельчитель-погрузчик силоса
ПСН-1М, кормораздатчик ПТУ-ЮК, раздатчик-смеситель РС-5А и
другие, обычно изнашиваются цепи, зубья звездочек, детали кулач-
ковых и фрикционных муфт, поверхности шлицевых, шпоночных и
резьбовых соединений, подшипники валов, шнеков и карданов, зубья
конических и цилиндрических шестерен в редукторах, прогибаются
валы, шнеки, деформируются рамы и каркасы.
Цепи при изнашивании удлиняются. Удлинение допускается до
4% по сравнению с нормальной. Восстанавливают цепи так же, как и
цепи комбайнов (см. гл. 7).
У звездочек цепных передач изнашиваются зубья, шпоночные пазы;
появляются трещины в ступицах и др. При симметричной конструкции
ступицы звездочки можно переставлять для работы неизношенной сто-
роной зуба. Предельным износом зубьев с двух сторон по толщине яв-
ляется их уменьшение до 50% начальной окружности. Звездочки, как
правило, не восстанавливают.
При износе шпоночных пазов до ширины больше предельной их сле-
дует распилить напильником до увеличенного ремонтного размера или,
если позволяют размеры ступицы, сделать долблением паз в новом
месте.
У кулачковых муфт уменьшение толщины кулачков допускается
на 15%. Изношенные кулачки наплавляют и опиливают по шаб-
лону.
Валы, имеющие прогиб в средней части более 0,75 мм, правят под
прессом вхолодную (при диаметре вала менее 50 мм) или с предвари-
тельным нагревом (при диаметре более 50 мм). Погнутые рамы и кар-
касы также правят.
При изломе или сколах зубьев вставляют отдельные зубья на вин-
тах или ставят новый венец.
Шнеки восстанавливают так же, как и у комбайнов (см. гл. 7).
При сборке этих машин натяжение цепей регулируют так, чтобы
при приложении усилия 100 Н в середине пролета цепи ее отклонение
было в пределах 25...40 мм.
У транспортеров ТВК-80А ломаются скребки, соскакивают цепи
с натяжной звездочки из-за удлинения и перекосов оси натяжного ва-
ла, изнашиваются оси звеньев и отверстия в планках, разрываются
цепи, изнашиваются подшипники, зубья звездочек, изгибаются и скру-
чиваются валы и др.
Сломанные и изношенные детали заменяют или восстанавливают,
как и аналогичные детали у других машин, регулируют натяжение
цепей (провисание цепи привода должно быть 22...25 мм).
Аналогичные дефекты наблюдаются и у транспортеров типа ТСН
для удаления навоза. При износе деталей цепи и ее удлинении изгото-
вляют новую приводную звездочку с увеличенным шагом на 2,5 мм.
Предельное увеличение цепи 5,5%. Натяжение цепей у транспортеров
337
типа ТСН проводят при помощи натяжных устройств — при прило-
жении усилия в 200 Н на конец скребка цепь должна отходить от нор-
мального положения не более чем на 40...50 мм.
§ 3. Ремонт оборудования для машинного доения коров
и первичной обработки молока
Перед ремонтом все оборудование для машинного доения промы-
вают и дезинфицируют. В систему молокопровода включается агрегат
ОМ-1360А для циркуляционной промывки с напором моющего раствора
до 0,3 МПа. В качестве моющих растворов применяют синтетические
порошки А для жесткой воды, Б — для средней и малой жесткости,
В —для низкой жесткости (0,5%-ный раствор любого из этих порош-
ков при 5О...6О°С); сульфонал (0,2%-ный раствор при 6О...7О°С); каль-
цинированную соду (0,5... 1,0%-ный раствор при 5О...6О°С). Время
промывки 5... 10 мин. В последнее время для промывки применяют мою-
щие дезинфицирующие растворы «Детергент», «Дезмол» и «Триас-1» в
0,5%-ной концентрации при температуре 45...60°С. Затем в течение
8... 10 мин промывают систему теплой водой.
Для дезинфекции используют препараты: осветленный 0,2%-ный
раствор хлорной извести; хлорамин (0,1...0,2%-ный раствор); гипохло-
рид кальция (0,1...0,2%-ный раствор). Время дезинфекции и промывки
теплой водой по 3 мин.
Основные неисправности доильных установок возникают у вакуум-
насосов, в вакуум-проводе, молокопроводе и в доильных аппара-
тах.
Для определения герметичности системы доильных установок и
производительности вакуумных насосов применяют индикатор КИ-
4840 или прибор КИ-1413, который включают в систему вместо вакуум-
регулятора. Если при проверке воздух в системе плохо откачивается,
то прибор подключают к насосу и проверяют его, затем проверяют
всю остальную систему. Величина вакуума на молокопроводе должна
быть 53 кПа, на вакуум-проводе в коровнике 48 кПа и в машинном от-
делении 61 кПа.
У вакуум-насосов при износе деталей (ротора, корпуса и лопаток)
снижается производительность из-за увеличения зазоров: осевого —
между ротором и крышками, радиального—между лопатками ротора
и корпусом и зазора между лопатками и пазами ротора. При увеличе-
нии осевого зазора повышается также и расход масла. При снижении
производительности на 25% насос необходимо ремонтировать.
Осевой зазор между крышками насоса и ротором допускается не
более 0,45 мм. При местном износе внутренней поверхности крышек
корпуса более 0,2 мм их шлифуют до шероховатости Ra=0,32...0,63
мкм. Неперпендикулярность плоскости крышки относительно оси
отверстия на диаметре 100 мм допускается до 0,02 мм. При износе
торцов ротора более 0,2 мм их шлифуют на один из четырех
ремонтных размеров через 0,5 мм. Биение ротора более 0,04 мм
устраняют правкой. При зазоре между пазом и лопаткой более
0,1 мм пазы фрезеруют до одного из трех ремонтных размеров через
338
Рис. 264. Стенд 8719 для обкатки и испытания вакуумных насосов:
1 и 3 — кронштейны с винтовыми зажимами; 2 — глушитель; 4 — вилка; 5 — иожух; 6 — элект-
родвигатель; 7 — муфта; 8 — пульт управления; 9 и 10 — вакуумный и масляный бачки; 11 ~
базовая плита; 12 — кран; 13 — основание.
0,1 мм. Непараллельность паза относительно оси ротора допускается
более 0,08 мм на длине ротора.
При местном износе внутренней поверхности корпуса, особенно
около окон, более 0,25 мм его растачивают и хонингуют на один из
шести ремонтных размеров через 0,5 мм (допуск 4-0,16 мм) до шерохо-
ватости Ra=0,32...0,63 мкм.
Для ремонта вакуумных насосов используется комплект приспособ-
лений.
Вакуум-баллон при гидравлическом испытании под давлением
0,2 МПа не должен снижать его в течение 2...3 мин, а при вакууме
не должен деформироваться.
У вакуум-регулятора изнашивается сопряжение гнездо корпуса —
тарелка клапана. При малых износах его герметичность восстанав-
ливают притиркой, при больших износах гнездо корпуса подторцо-
вывают до получения острых кромок, а клапан заменяют.
Вакуумные насосы РВН 40/350, ВЦ 40/130 и УВБ 02. 000 обка-
тывают и испытывают на специальном стенде (рис. 264). Насосы после
ремонта закрепляют на базовой плите 11 Г-образными прихватами,
соединяют приводом с электродвигателем, а его патрубки — резино-
тканевыми рукавами с магистралью всасывания и глушителем. Кран
12 устанавливают в положение, соответствующее марке насоса. Об-
катку ведут в три этапа. Первый — при частоте вращения 150 об/мин
при свободном всасывании воздуха в течение 20 мин. Оба крана ва-
куум-бачка 9 должны быть открыты. Второй — при 1500 об/мин при
339
том же положении кранов в течение 30 мин. Третий этап — при
1500 об/мин в течение 40 мин с всасыванием воздуха через жиклер диа-
метром 8 мм, включаемый вентилем в вакуум-бачке. Максимальная ве-
личина вакуума замеряется при 1500 об/мин и полностью закрытых кла-
панах в вакуум-бачке, а минимальная — при одном открытом клапане
с диаметром жиклера 8 мм (табл. 28).
ТАБЛИЦА 28
Марка насоса Вакуум, кПа
максимальный минимальный
РВН 40/350 86 46
ВЦ 40/130 84 45
УВБ 02.000 84 54
Расход подаваемого в насос масла должен составлять 16...20 г/ч.
Нагрев деталей не должен быть выше 35°С окружающего воздуха.
У сосковой резины доильных аппаратов могут быть трещины, над-
рывы, потеря упругости или, наоборот, увеличение жесткости. В этих
случаях резину обычно заменяют, за исключением случая нарушения
упругости. При этом дефекте сосковую резину подвергают «отдыху»
в течение месяца. Нормальное натяжение сосковой резины проверяют
на приборе. При усилении 60 Н длина резины должна быть 155±2 мм.
При большей длине ее обрезают. Для одного доильного аппарата жест-
кость всей резины должна подбираться одинаковой, разница по дли-
не допускается не более 5 мм.
Отремонтированную молочную линию испытывают на герметичность
при разрежении 56,5 кПа, которое не должно снижаться в течение
5 мин более чем на 14,6 кПа.
В холодильных машинах при текущем ремонте устраняют утечки
фреона и масла через неплотности, ремонтируют или заменяют детали
компрессора и вентилятора, очищают фильтр, промывают конденсатор
и испаритель и регулируют приборы автоматики.
Утечку фреона обнаруживают галоидными, спиртовыми, пропа-
новыми или бензиновыми лампами. Лампы состоят из баллона и голо-
вок-горелок. Утечку фреона обнаруживают, проверяя зажженной го-
релкой лампы возможные места утечек. При небольшой утечке фреона
пламя горелки окрашивается в зеленый цвет, а при большой — в си-
ний или Голубой. При проведении ремонта фреон удаляют из системы,
устраняют неисправности и снова проверяют.
У молочных сепараторов дефектами барабана являются: износ
резьбы трубки основания, шпонки и резинового кольца, повреждение
тарелок и нарушение балансировки барабана. При значительном из-
носе трубки заменяют, а при незначительном — исправляют резьбу
и изготавливают новую гайку.
После ремонта барабан балансируют по верхней части центральной
трубки и нижней части вертикального вала (рис. 265), или на спе-
340
циально приспособленной станине сепараторов.
При проверке сбалансированности барабану сооб-
щают нормальную частоту вращения и после отклю-
чения от привода наносят карандашом отметки в
местах наибольшего биения. С противоположной
стороны карандашной отметки изнутри крышки
барабана наплавляют олово.
При проверке барабан должен набирать нормаль-
ную частоту вращения через 2...3 мин, а останав-
ливаться без торможения не менее чем через 3 мин.
Для опробования отремонтированного сепара-
тора в молокоприемник заливают 4...5 л подогре-
той воды. При нормальной частоте вращения вода
выходит из обоих рожков. Ее уровень должен со-
ответствовать метке, нанесенной на стенку внутри
поплавковой камеры. Утечка воды через уплотнения
и отверстия под фиксаторы тарелкодержателя и
крышки не допускается.
Рис. 265. Баланси-
ровка барабана.
§ 4. Ремонт машин и механизмов по водоснабжению
К этим машинам относятся центробежные насосы, погружные цент-
робежные электронасосы, водоструйные установки, воздушные водо-
подъемники, гидравлические тараны и т. д.
Во время работы машин и механизмов наблюдаются падение про-
изводительности более чем на 25%, вибрация и шум насосов, увеличе-
ние силы тока в обмотках электродвигателя на 20% выше нормального
и т. п.
Центробежные насосы могут иметь следующие дефекты: трещины
в корпусе насоса; износ шарикоподшипников, подшипников скольже-
ния, вала в местах сопряжения с уплотнениями, уплотнительного пояс-
ка рабочего колеса, сальниковых уплотнений, шпоночной канавки кре-
пления лопастного колеса.
Трещины в корпусе заваривают способом отжигающих валиков или
восстанавливают полимерными материалами. При радиальном зазоре
в шариковых подшипниках более 0,2 мм и осевом разбеге вала более
0,4 мм подшипники выбраковывают. При зазоре более 0,7 мм необходи-
мо ремонтировать уплотнительный поясок рабочего колеса и кольцо
для обеспечения зазора 0,20...0,35 мм.
Набивку сальника перед установкой промывают в бензине или ке-
росине и пропитывают разогретым солидолом или животным жиром.
После затяжки сальника момент, прикладываемый для вращения вала
насоса и электродвигателя, не должен превышать 6 Н-см.
Отклонение от соосности валов насоса и электродвигателя при
сборке допускается не более 0,25 мм. Соосность валов проверяют с
помощью индикатора часового типа с приспособлением. Ножку инди-
катора ставят поочередно на наружную и торцевую поверхность флан-
ца вала насоса и, проворачивая вал электродвигателя, по отклонению
стрелки индикатора определяют величину биения.
341
Погружные электронасосы. У этих насосов наибольшему износу
подвержены рабочие колеса, направляющие аппараты, проставки, под-
шипники скольжения и соединительные муфты. Изношенные поверх-
ности рабочих колес направляющих аппаратов, проставок протачи-
вают и восстанавливают напрессовкой ремонтных колец с натягом
0,01...0,03 мм во всех местах уплотнений. После напрессовки поверх-
ности протачивают на нормальный размер.
Текстолитовые втулки электродвигателя при износе более чем на
0,3 мм заменяют втулками с уменьшенным внутренним диаметром.
При сборке секций насоса в уплотнениях рабочего колеса и направ-
ляющего аппарата необходимо обеспечить зазор 0,10...0,35 мм (допус-
тимый без ремонта 0,4 мм), а продольный разбег вала 0,5 мм.
У автопоилки могут быть изношены седло клапана и стержень,
снижена упругость пружины.
При износе клапана его заменяют ремонтным пластмассовым ком-
плектом РУ-1 или растачивают седло клапана на токарном станке.
Стержень клапана изготавливают и подгоняют к отремонтированному
седлу. Пружину заменяют на поверхности педали автопоилки: в месте
нажатия на стержень клапана образуется лунка, которую заваривают
электродуговой сваркой.
После ремонта автопоилку проверяют на производительность при
давлении 0,07 МПа. При нажатии на педаль исправная автопоилка
наполняется водой за 0,5 мин.
§ 5. Ремонт машин для стрижки овец
Основные места взносов у машинок для стрижки овец показаны на
рисунке 266.
Нож и гребенку после промывки в 5?^-ном содовом растворе зата-
чивают на точильных аппаратах, перемещая их вправо и влево по диску.
Перед заточкой диск
смазывают пастой из шлифпорошка 8...5,
смешанного с веретенным маслом. После
заточки нож и гребенку промывают и до-
водят их рабочие поверхности вручную на
диске, смоченном маслом и керосином. При
проверке линейкой рабочей поверхности де-
талей просвет между ними не допускается.
Изношенные резьбы 2 и 3 в корпусе под
винты крепления гребенки и под центр
вращения рычага восстанавливают до уве-
личенных размеров 1М8Х1 и 2М12Х1 со-
ответственно и ставят винты из стали 45.
Износ пятки и центра вращения по диа-
метру и высоте допускается не более 1,0 мм.
Рис. 266. Износы машинки для стрижки овец:
1 — затупление режущих кромок ножа н гребенки; 2 и 3 —
-зносы резьб в корпусе машинки под винты крепления
гребенки и под центр вращения рычага.
342
Рис. 267. Ремонт сердечника гибкого вала в местах разрыва:
а — место разрыва; б — ремонт постановкой втулки: в — выбивка остатка панциря из наконеч-
ника; г — запрессовка панциря в наконечник; / — оправка; 2 — разрезные втулки; 3 — нако
нечник; 4 — пуансон.
Подпятники центра вращения и упорного стержня заменяют при
износе по глубине более 1,0 мм.
Допустимые без ремонта зазоры в основных подвижных сопря-
жениях (ось ролика — ролик, вал эксцентрика — втулка и др.) —
0,5 мм.
При испытании машинка должна работать без стука, срезать шерсть
не выше 5 мм от кожи овцы и нагреваться не выше 50°С.
У гибкого вала при повреждении сердечника (рис. 267, а) концы
поврежденного участка обрезают, надевают медную втулку длиной
50 мм (рис. 267, б) и пропаивают.
При повреждении панциря гибкого вала втулку и остаток панциря
удаляют из наконечника (рис. 267, в). Оправку 1 (рис. 267, г) приспо-
собления зажимают в тиски, зачищенный и выравненный конец пан-
циря помещают в разрезную втулку 2, вставляют наконечник, надевая
его на панцирь, и ударами молотка по установленному пуансону раз-
дают панцирь, закрепляя его в наконечнике.
Контрольные вопросы
1. Какие износы происходят у деталей молотковых дробильных аппаратов?
2. Как переставляют молотки и решета, собирают и регулируют дробильные аппа-
раты? 3. Как следует затачивать лезвия ножей режущих аппаратов? 4. Как регули-
руют режущие аппараты кормоприготовительных машин? 5. Какие неисправности
наблюдаются у котлов парообразователей типа КВ и как их устранить? 6. Какие
неисправности наблюдаются в агрегатах и комплектах доильных установок и как их
устранить? 7. Как балансируют барабаны сепараторов? 8. Какие неисправности
возникают у машинок для стрижки, как их устраняют? 9. Как ремонтируют гибкие
валы привода машинок для стрижки?
Лабораторно-практическое занятие 23
РЕМОНТ МАШИН И ОБОРУДОВАНИЯ
ЖИВОТНОВОДЧЕСКИХ ФЕРМ
Содержание и порядок выполнения работы 1. Проверить у одной из машин (типа
ДКУ или ИГК-30) осевой разбег, легкость и биение главного вала (барабана), со-
стояние лезвий и противорежущих пластин, углы их установки и зазоры, изношен-
343
ность дробильных молотков, натяжение ленты транспортера, состояние передаточ-
ных механизмов (ремни, шкивы, звездочки и т. д.).
Сделать заключение о техническом состоянии машины и способах восстанов-
ления деталей. Разобрать отдельные комплектные группы машины и выполнить
следующие работы: заточить лезвия ножей и противорежущих пластин, выправить
главный вал, сбалансировать барабан, переставить дробильные молотки для работы
неизношенной стороной. Собрать кормоприготовительную машину и отрегулировать
ее в соответствии с техническими требованиями.
Отчет о работе. Описать состояние главного барабана, дробильных молотков,
ленты транспортера, передаточных механизмов и сделать заключение о способах их
ремонта.
Содержание и порядок выполнения работы 2. Проверить техническое состояние
установки для доения коров (УДЕ или «Импульс»). Расходомером воздуха замерить
вакуум, создаваемый вакуум-насосом. Вакуумметром проверить герметичность ва-
куум-регулятора и трубопроводов. Описать техническое состояние доильной уста-
новки. Разобрать установку на комплектные группы и отремонтировать клапан
вакуум-регулятора, заменить резиновые мембраны, устранить утечку воздуха.
Собрать и отрегулировать доильную установку.
Отчет о работе. Сделать заключение о техническом состоянии установки для
доения коров и предложить способ ее ремонта.
Указания по технике безопасности. При проверке технического состояния кор-
моприготовительных машин и балансировке барабанов выключить электромотор,
остановить барабан за шкив привода рукой в рукавице и снять ремень привода,
вращая барабан от руки за шкив привода.
Во время проверки барабанов на биение и при балансировке вращать барабан
осторожно, при выключенном приводе и от руки (в рукавице) за шкив, а не за пло-
скости и лезвия ножей.
Затачивать лезвия ножей и противорежущих пластин на заточном станке сле-
дует в защитных очках.
Глава 9. ОКРАСКА МАШИН
Агрегаты, некоторые составные части и детали машины окрашивают
после их ремонта и сборки до установки на машину, например раму,
двигатель, коробку передач, задний мост, передний мост колесных и
ходовую часть гусеничных машин, баки, колеса. Кабину, капот,
крылья и другие внешние составные части и детали устанавливают про-
грунтованными. Окончательно окрашивают эти узлы после сборки
машины.
Технологический процесс окраски состоит из следующих опера-
ций: подготовка поверхности, грунтование, шпаклевка, подготовка
краски, окраска, сушка. Шпаклевку применяют главным образом при
ремонте автомобилей.
Подготовка поверхности, подлежащей окрашиванию, заключает-
ся в ее промывке, удалении старой краски, снятии коррозии, обезжи-
ривании.
Старую краску снимают несколькими способами: механическим
(проволочными щетками, разного рода скребками, абразивным ин-
струментом, пескоструйной обработкой и т. п.), химическим и раст-
ворителями.
Из химических способов наибольшее применение получило снятие
старой краски вываркой в течение 0,5 ч в ваннах с 10... 15%-ным раст-
вором каустической соды, нагретым по 7О...8ОгС. При этом детали
из алюминиевых сплавов, текстильные и бумажно-картонные должны
344
быть сняты с промываемого узла. После выварки в указанном раст-
воре оставшуюся разбухшую краску снимают шпателем, щетками и
т. п. Затем детали или составные части тщательно промывают горячей
водой.
Для снятия старой краски, как уже указывалось, применяют
различные растворители, например растворители 646, 647 и смыв-
ки разных марок, представляющие собой смеси растворителей с раз-
ными добавками. Например, смывки СД, АФТ-1, СЭУ-1, СЭУ-2.
Коррозию можно удалять абразивной бумагой и стальными щетка-
ми вручную, механическим инструментом и химическими способами —
травлением в кислотах (чаще всего ортофосфор ной) с последующей
промывкой.
В последнее время получают распространение грунты — преобра-
зователи ржавчины BA-0112, ВА-01 ГИСИ, ПТ-1, которые не удаляют,
а преобразуют слой ржавчины толщиной до 0,1 мм в нерастворимую
пленку, хорошо сцепленную с поверхностью металла и защищающую
его от дальнейшей коррозии. Эта пленка может являться грунтом для
нанесения лакокрасочного покрытия.
После снятия старой краски и ржавчины окрашиваемую поверх-
ность обезжиривают протиранием ветошью, смоченной уайт-спиритом,
ацетоном или другими органическими растворителями, и наносят по-
крытия.
Грунтование. Грунтование состоит в нанесении первого лакокра-
сочного покрытия для защиты окрашиваемой поверхности от коррозии
и для повышения сцепляемости поверхности с краской. С этой целью
применяют грунтовые краски, обладающие хорошей прилипаемостью
к покрываемой поверхности и к краске и высокими антикоррозионны-
ми свойствами. В настоящее время для окраски тракторов, комбайнов
и других машин распространение получили следующие марки грунтов:
глифталевые ГФ-017 и ГФ-020, а также пентафталевые ПФ-020. Их
применяют в качестве грунта под покрытия масляными красками, эма-
лями на основе синтетических смол, под нитро- и перхлорвиниловые
эмали при окраске черных металлов.
Глифталевые грунты ГФ-031, ГФ-032 применяют для грунтования
при окраске деталей из алюминиевых и магниевых сплавов.
Фенольно-формальдегидные грунты ФЛ-03 и ФЛ-013 применяют
для грунтования по дереву и металлу, а ФЛ-015 — только по дереву.
Хорошие результаты дают фосфатирующие грунтовки ВЛ-02 и
ВЛ-08, которые образуют на поверхности детали пленку, обладающую
высокой антикоррозионной способностью и сцепляемостью с окраши-
ваемой поверхностью и краской. Можно также проводить фосфатиро-
вание поверхности выдерживанием детали в различных составах, на-
пример раствор в воде мопофосфата цинка — 100 г/л, нитрата нат-
рия — 2 г/л, фторида натрия — 6 г/л.
Способы нанесения грунтовых красок аналогичны нанесению ос-
новного лакокрасочного покрытия. Некоторые краски и эмали, на-
пример битумные, наносятся без грунтования.
Шпаклевание. Эту операцию проводят для выравнивания углубле-
ний и неровностей на окрашиваемых поверхностях после нанесения
345
на них грунтовки. Шпаклеванию подвергаются детали, поверхность
которых после окраски должна быть совершенно ровной и блестящей
(например кабины, капоты, кузова легковых автомобилей). Шпакле-
вание проводят специальными шпаклевками.
Наиболее простая шпаклевка по дереву (масляно-клеевая) содер-
жит 75...80% порошкового мела, 10...15% олифы и 10% раствора клея.
Наиболее простая шпаклевка по металлу (лаковая) содержит 75...
80% мела, 20...25% лака.
Выпускаются готовые шпаклевки: пеитафталевые ПФ-022, нитро-
целлюлозные НЦ-007, НЦ-008, НЦ-009, эпоксидные и др.
Общее шпаклевание выполняют кистью или распылением, а мест-
ное для выравнивания более глубоких неровностей — шпателем (ло-
патка) вручную.
Шпаклевать можно также эпоксидными клеевыми составами или
расплавленными полимерными материалами, нанесенными газопла-
менным способом (см. выше, гл. 3). В этом случае шпаклевание прово-
дят по подготовленной металлической поверхности до грунтования.
Этот способ обычно применяют для заделки местных углублений и не-
ровностей.
Для устранения мелких неровностей и шероховатостей после шпак-
левки поверхность обрабатывают шлифованием абразивной шкуркой,
сухой или мокрой водостойкой шкуркой со смачиванием водой.
Окраска. Лакокрасочные покрытия получают нанесением красок и
эмалей.
Краски изготовляют на основе олиф — натуральных, полученных
из растительных масел, и полунатуральных или искусственных — из
продуктов переработки нефти или каменного угля.
Эмали изготовляют на основе лаков, полученных из олиф, естест-
венных и синтетических смол, нитроцеллюлозы и других веществ.
Лаки представляют собой растворы пленкообразователей в органи-
ческих растворителях с необходимыми добавками (сиккативы и др.).
В зависимости от вида пленкообразователя различают следующие
основные виды лаков и эмалей:
масляные — на основе растительных масел и смол;
алкидные (пеитафталевые и глифталевые) на основе алкид-
ных смол;
меламин о-a лкидные — на основе меламино-формальде-
гидной смолы;
перхлорвиниловые — на основе перхлорвипиловой смо-
лы;
нитроцеллюлозные и нитрогли фталевые —
на основе нитрата целлюлозы с добавкой глифталевых смол;
битумные (асфальтовые) — на основе остатков пере-
гонки нефти или каменноугольной смолы.
Для окраски кабин, крыльев, капотов и других облицовочных де-
талей тракторов и грузовых автомобилей применяют пеитафталевые
эмали ПФ-133 и ПФ-188 разных цветов. Сушат эти эмали при 80сС в
течение 1,5 ч или при 18...23°С 24 ч. Используют также и перхлорви-
ниловые эмали ХВ-113 и ХВ-125. Первый слой наносят по сырому
346
грунту и сушат при 6(ГС 1 ч, а при 18...23’С 3 ч. В эмали ПФ-133 и
ХВ-113 для ускорения сушки добавляют 0,5% сиккатива.
Нитроэмали НЦ разных марок также применяют для окраски ка-
бин, крыльев и облицовочных частей тракторов и автомобилей. Эти
эмали высыхают за 15...20 мин при 18...23°С. Наносятся в 3...6 слоев
по глифталевым или нитроцеллюлозным грунтам. Лучшие результаты
дают комбинированные нитроглифталевые эмали НЦ-132к, НЦ-132п.
Они высыхают за 3 ч при 18...23°С.
Для окраски соприкасающихся с маслами внутренних поверхнос-
тей деталей тракторов, автомобилей и других машин (картеры двига-
телей, корпуса коробок передач и т. п.), а также крышек и пробок
маслозаливных горловин, масленок применяют эмали: нитроглифтале-
вую красного цвета НКО-21, нитроцеллюлозную № 624а (сушка при
18...23°С до 3 ч). Детали, подвергающиеся воздействию повышенных
температур, покрывают битумными лаками АЛ-170 и АЛ-177 с добав-
ками 6 и 12% алюминиевой пудры.
Краску перед нанесением доводят до нужной рабочей вязкости.
Для этой цели применяют растворители и разбавители. В качестве
растворителей применяют: скипидар и уайт-спирит при приготовлении
масляных лаков и эмалей; бензол, толуол, ксилол, сольвент при при-
готовлении лаков и эмалей на основе синтетических смол; ацетон, ме-
тилацетат при приготовлении нитро- и перхлорвиниловых эмалей и
лаков.
Разбавители используют для разжижения загустевших лакокра-
сочных материалов или доведения их до нужной вязкости. Для этой
же цели могут применяться и растворители.
347
Рис. 269. Схема установки для окраски деталей безвоздушным распи-
ливанием:
1 — бак с краской; 2 — насос; 3 — подогреватель; 4 — манометр; б — распыли-
тель; 6 — регулирующий клапан; 7 — вентиль.
Вязкость лакокрасочного материала характеризуется временем его
истечения в секундах через отверстие диаметром 4 мм при температуре
18...20°С из вискозиметра ВЗ-4, представляющего собой конусный
стакан вместимостью 100 см3.
Для окраски кистью требуется вязкость 30...50 с, распылением
20...30 с, окунанием и обливанием 16...20 с.
Разведенную краску фильтруют через сетку со 160...240 отверстия-
ми на 1 см2 или через сложенную вчетверо марлю.
Лакокрасочные материалы наносят вручную волосяной кистью
или механизированными способами — распылением, окунанием или
обливанием.
При распылении краску наносят воздушным (пневматическим) спо-
собом — сжатым воздухом под давлением 0,2...0,5 МПа через краско-
распылитель (рис. 268) и безвоздушным способом — насосом под дав-
лением 4...5 МПа (до 20 МПа) с подогревом краски до60...70°Сили без
подогрева по схеме, показанной на рисунке 269.
При безвоздушном распылении потери краски на 25% меньше, чем
при воздушном. Качество покрытия высокое.
В хозяйствах и на ремонтных предприятиях Госкомсельхозтехники
преимущественное распространение имеет окраска с помощью краско-
распылителей. Рекомендуется подогрев краски до 4О...6О°С. Краска
подается в краскораспылитель самотеком из бачка 4 (рис. 268, б), при-
соединяемого к штуцеру 15, или по шлангу, присоединяемому к нип-
пелю 12, из стационарного бака под давлением сжатого воздуха. При
нажатии на курок 10 открывается клапан 11, и сжатый воздух из труб-
ки 8 по каналу проходит в головку к соплу 14. При дальнейшем нажа-
тии на курок отходит игла 4, открывая отверстие для выхода краски.
Краскораспылители имеют сменные головки и сопла с отверстиями раз-
личного диаметра и формы (круглой или щелевидной) в зависимости от
густоты лакокрасочного материала, размера и рода покрываемой по-
верхности.
Применяют краскораспылители С-765 с условной производитель-
ностью до 600 м2/ч при давлении воздуха 0,3...0,5 МПа; О-31А произ-
водительностью 80...350 м2/ч при давлении 0,2...0,4 МПа; О-37А про-
изводительностью 10... 15 м2/ч при давлении 0,2 МПа и др.
348
Выпускаются также установки для безвоздушного распыления,
например УБРХ-1М (2М), «Факел» (без подогрева лакокрасочного ма-
териала), УБР-2, УБР-3 (с нагревом лакокрасочного материала).
Для экономии лакокрасочных материалов воздух со взвешенной
в нем распыленной краской отсасывают через щели окрасочной каме-
ры, имеющей водяную завесу. После этого краска осаждается и отде-
ляется от воды.
Разновидностью способа окраски распылением является окраска в
электрическом поле высокого напряжения. Окрашиваемый объект
помещают в камеру и он является положительным электродом, а отри-
цательными электродами служат металлические щиты или распылите-
ли краски. На электроды подают напряжение 120...130 кВ. В прост-
ранство между электродами через распылители подается лакокрасоч-
ный материал, и частицы краски под воздействием электрического поля
осаждаются на детали. В ремонтных предприятиях используют руч-
ные электроокрасочные установки высокого напряжения УЭРЦ-1,
УЭРЦ-4.
Окраску деталей окунанием проводят в ваннах, а обливание осу-
ществляют подачей краски через сопла большого диаметра (до 10 мм)
под небольшим давлением 0,07...0,08 МПа.
Краску наносят в два слоя. Каждый слой просушивают. При ок-
раске легковых автомобилей краску наносят в три слоя, каждый слой
после сушки шлифуют, а последний полируют.
Сушка может быть естественной при температуре 18. . .20°С и ис-
кусственной в сушильных камерах. При окраске нитроэмалями можно
ограничиться естественной сушкой.
Искусственная сушка может быть конвекционной и терморадиа-
ционной.
При конвекционном способе сушки окрашенные изделия в сушиль-
ной камере обогревают воздухом, поступающим из калориферов.
При терморадиационном способе изделия сушат тепловыми (инфра-
красными) лучами, источником которых служит теплоизлучатель. Теп-
лоизлучателями в сушильных камерах могут быть панельные гене-
раторы (чугунные или керамические плиты, подогреваемые электро-
спиралями или газовым пламенем) или рефлекторные подогреватели.
Рефлекторные подогреватели — это смонтированные на стене камеры
большие группы параболических отражателей из полированного алю-
миния с нагревательными элементами, в качестве которых используют
спирали или осветительные лампы мощностью 300...500 Вт. Применяют
также специальные инфракрасные лампы (например, марки СК-2),
имеющие отражатель внутри колбы.
Индукционный способ сушки основан на индукционном нагреве
окрашенной металлической поверхности в электромагнитном поле
токов высокой частоты (ТВЧ).
Качество лакокрасочного покрытия оценивают по внешнему виду
и измерением толщины покрытия.
По внешнему виду оценивают степень однородности (однотонности)
покрытия, отсутствие неровностей, штрихов, степень шероховатости
поверхности и т. п.
349
Толщину покрытия можно определять замерами толщины детали
до и после покрытия или специальными приборами.
Охрана труда. При окраске и сушке окрашенных машин в окрасоч-
ной и сушильной камерах скапливаются выделяющиеся из слоев
краски пары растворителя. Поэтому во избежание опасности взрывов
окрасочные и сушильные камеры должны иметь отсасывающую
вентиляцию. Рабочие должны работать в респираторах.
Контрольные вопросы
1. Какие операции входят в процесс окраски машины? 2. Как подготавливают
поверхности к окраске? Способы удаления старой краски. 3. Каково назначение
грунтования поверхности и как оно проводится? 4. Способы нанесения краски, под-
готовка ее, применяемое оборудование. 5. Способы сушки окрашенных поверхностей,
применяемое оборудование.
Раздел второй
ОРГАНИЗАЦИЯ И ПЛАНИРОВАНИЕ
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
И РЕМОНТА МАШИН
В СЕЛЬСКОМ ХОЗЯЙСТВЕ
Главе 10. ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
И РЕМОНТА МАШИН
§ 1. Система технического обслуживания
и ремонта машин
Успешное развитие сельскохозяйственного производства во многом
зависит от надежности и экономичности применяемых средств меха-
низации. Следовательно, оно зависит от своевременности и качества
проведения технического обслуживания и ремонта всего машинно-трак-
торного парка и оборудования.
При высоком уровне механизации и плановом ведении сельско-
хозяйственного производства техническое обслуживание машин не
может проводиться только путем устранения неисправностей в момент
их возникновения (по потребности), так как это вызовет частые про-
стои машин. Поэтому техническое обслуживание и ремонт машин носят
планово-предупредительный характер.
Планово-предупредительная система технического обслуживания
представляет собой совокупность мероприятий по организации и тех-
нологии технического обслуживания, ремонта, хранения машин, ма-
териально-технического обеспечения, направленных на поддержание
машин в работоспособном состоянии.
Система технического обслуживания и ремонта машин, эксплуа-
тируемых в сельском хозяйстве, включает в себя следующие основные
элементы: обкатку в полевых условиях, ежедневное техническое об-
служивание, периодическое техническое обслуживание и осмотры,
хранение и ремонт машин.
В таблице 29 представлены все виды технического обслуживания
ТАБЛИЦА 29
Наименование машин
и оборудования
Тракторы
Автомобили
Комбайны
Сельхозмашины
Оборудование
351
и ремонта применительно к технике, эксплуатируемой в сельском хо-
зяйстве.
Обкатка — система мероприятий, обеспечивающая приработку по-
верхностей деталей новой или отремонтированной машины при вводе
ее в эксплуатацию. Если новую или отремонтированную машину пол-
ностью загрузить в начале ее эксплуатации без предварительной об-
катки, то резко увеличится износ деталей и механизмов, что приведет
к нарушению исходных характеристик машины и частым ее отказам.
Техническое обслуживание (ТО) — совокупность обязательных к
выполнению операций по систематической проверке состояния машины,
ее узлов и механизмов, очистке, заправке, смазке, креплению, регу-
лировке и других операций, направленных на предупреждение преж-
девременных износов и неисправностей. Одновременно с техническим
обслуживанием проводят диагностирование машины, то есть проверяют
и оценивают ее техническое состояние, выявляют неисправности.
Периодичность видов ТО измеряется мото-часами или количеством
израсходованного топлива, или наработкой (объемом выполненных
работ).
Ежесменное техническое обслуживание
(Е Т О) заключается в наружной очистке и осмотре узлов; проверке
состояния наружных крепежных соединений; устранении течи воды,
топлива, масла и электролита; проверке уровня и дозаправке масла,
топлива и воды; проверка работы контрольных приборов и механиз-
мов.
Первое техническое обслуживание (ТО-1)
включает операции ЕТО, а также ряд дополнительных операций по
очистке фильтров, проверке и регулировке механизмов, устранение
неисправностей, выявленных при диагностировании, и т. д.
Второе техническое обслуживание (Т 0-2)
включает операции ТО-1, а также дополнительные операции по замене
масла, промывке, смазке и регулировке узлов и механизмов.
Третье техническое обслуживание (Т 0-3)
включает операции ТО-2 и, кроме того, при ТО-3 проводится общая
безразборная проверка технического состояния (диагностирование)
машин и определяется возможность ее дальнейшей эксплуатации без
ремонта.
Сезонное техническое обслуживание (СТО)
заключается в подготовке трактора (автомобиля) к осенне-зимнему или
весенне-летнему периодам эксплуатации.
Техническое обслуживание зерноуборочных и других комбайнов,
а также сложных сельскохозяйственных машин подразделяется на
обкатку, ежедневное, периодическое и послесезонное.
Ежедневное техническое обслуживание
комбайнов СКД-5 («Нива» и «Колос») заключается в наружной
очистке и осмотре, проверке работы двигателя, отдельных агрегатов и
контрольных приборов; дозаправке топлива, масла и воды; устранении
обнаруженных неисправностей.
Периодическое техническое обслужива-
ние комбайнов предусматривает выполнение всех операций
352
ежедневного технического обслуживания и ряда дополнительных: чист-
ку и промывку фильтров грубой и тонкой очистки масла и масляной
центрифуги, регулировку сопряжений и узлов, предохранительных
муфт, натяжение цепных и ременных передач; регулировку и затяжку
подшипников и т. д. При этом обслуживании также проверяют давле-
ние воздуха в шинах колес и устраняют неисправности, выявленные
при диагностировании.
Послесезонное техническое обслуживание
комбайнов заключается в наружной очистке и безразборной про-
верке технического состояния (диагностировании) механизмов и узлов
комбайнов.
Ежедневное обслуживание автомобилей
включает заправку, смазку и контрольный осмотр машины; уборочно-
моечные работы, выполняемые после возвращения автомобиля с линии;
контроль за работой автомобиля в пути и осмотр его на длительных ос-
тановках; проверку автомобиля перед выездом на линию.
Первое техническое обслуживание (ТО-1)
автомобиле й включает операции ежедневного обслуживания и,
кроме того, доливку масла в картер двигателя (при необходимости),
проверку узлов и агрегатов без съема их с машины; проверку электро-
оборудования и тормозной системы; устранение неисправностей, вы-
явленных в процессе диагностирования.
Второе техническое обслуживание (Т 0-2)
автомобилей включает весь объем работ ТО-1 и, кроме того,
операции по проверке некоторых узлов без съема и со съемом их с ма-
шины; устранение неисправностей, выявленных в процессе диагности-
рования.
Сезонное обслуживание автомобилей приуро-
чивается к проведению очередного технического обслуживания. Кро-
ме операций ТО-l и ТО-2, проводят промывку системы питания и ох-
лаждения, заменяют смазочные масла во всех узлах агрегата на смаз-
ку, соответствующую наступающему сезону.
Ежесменное техническое обслуживание навесных, полунавесных
и прицепных машин проводят одновременно с техническим обслужива-
нием тракторов, с которыми они агрегатируются.
Ремонт машин. По мере использования технического ресурса ма-
шины возрастают затраты на поддержание ее в работоспособном состо-
янии, уменьшается ее производительность. Это вызывает необходи-
мость проводить через определенное время ремонты для устранения
выявленных неисправностей, а также неисправностей, которые могут
возникнуть в предстоящем межремонтном интервале эксплуатации.
В сельском хозяйстве осуществляется два вида ремонта: текущий и
капитальный.
Текущий ремонт осуществляется с целью обеспечения рабо-
тоспособности машины в процессе ее эксплуатации и заключается в
замене, восстановлении и регулировке отдельных малоресурсных аг-
регатов и механизмов.
Перед текущим ремонтом машины проводят диагностирование, при
котором выявляют узлы и агрегаты, требующие ремонта или замены.
12 № 100
353
После сборки и регулировки машины проводят обкатку и испыта-
ние.
Капитальный ремонт проводится для восстановления
технического ресурса машин. При этом машины полностью разбирают,
промывают все детали, заменяют изношенные детали на новые или вос-
становленные, собирают и регулируют сборочные единицы и механиз-
мы. После сборки каждая машина проходит регулировку, обкатку и
испытание.
Капитальный ремонт проводится за счет средств амортизации, пред-
назначенных для возмещения износа основных фондов хозяйства.
Капитальному ремонту подвергаются только сложные машины:
землеройные, мелиоративные, тракторы, комбайны, автомобили, а
также их составные части.
Машины и орудия, имеющие малую конструктивно-технологичес-
кую сложность, проходят только техническое обслуживание и теку-
щий ремонт.
Сложные рабочие органы сельскохозяйственных машин, сложные
сборочные единицы оборудования животноводческих ферм, водополив-
ных машин и нефтяного оборудования подвергаются капитальному ре-
монту.
Изношенные детали машин, в первую очередь тяжелонагруженные
и металлоемкие, восстанавливают.
§ 2. Ремонтная база сельского хозяйства
Техническое обслуживание и ремонт машин в сельском хозяйстве
обеспечивается сетью средств, пунктов и предприятий по техничес-
кому обслуживанию и ремонту. Состав базы технического обслужива-
ния и ремонта машин в сельском хозяйстве представлен на рисунке
270.
Рассмотрим ремонтную базу раздельно — применительно к сель-
скохозяйственным предприятиям и предприятиям Госкомсельхоз-
техники СССР.
База технического обслуживания и ремонта машинно-тракторного
парка в хозяйствах (совхозах и колхозах). Под этой базой понимается
совокупность средств, предназначенных для технического обслужи-
вания и заправки машин нефтепродуктами, устранения отказов и не-
исправностей, проведения текущих ремонтов и постановки машин на
хранение. Состав базы представлен на рисунке 271.
Средства технического обслуживания МТП.
Трудоемкость технического обслуживания составляет около 25% об-
щей трудоемкости работ по обслуживанию и ремонту машин. Для про-
ведения технического обслуживания в хозяйстве имеют стационарные
и передвижные пункты. Гипронисельхоз разработал типовые проекты на
строительство четырех типов пунктов, рассчитанных на техобслужива-
ние 10, 20, 30 и 40 тракторов и соответствующего числа сельскохозяй-
ственных машин.
Основные технико-экономические показатели этих пунктов приве-
дены в таблице 30.
354
Рис. 270. Состав базы технического обслуживания и ремонта машин.
Стационарный пункт технического обслу-
живания представляет собой систему построек и сооружений, ос-
нащенных необходимым набором оборудования, установок, приспособ-
лений, приборов и инструментов, при помощи которых обеспечивается
выполнение комплекса работ по заправке машин, техническому обслу-
База технического обслуживания и
ремонта МТП в совхозах и колхозах
Рис. 271. База технического обслуживания и ремонта МТП в совхозах и колхозах;
ЛМЗ — передвижная механизированная заправка; СХТ — сектор хранения тракторов; СХК —
сектор хранения комбайнов; АПМ — автопередвнжная мастерская; АТО — автомобиль техни-
ческого обслуживания; БМ — бригадная мастерская, СРСХМ — сектор регулировки сельско-
хозяйственных машин; СХСХМ — сектор хранения сельскохозяйственных машин-
12*
355
ТАБЛИЦА 30
Основные показатели Номер типового проекта пункта ТО
819-15 819-16 819-18 819-19
Парк тракторов бригады (отделения), шт. 10 20 30 40
Площадь участка, га Габаритные размеры участка, м: 0,9 1,6 2,1 2,9
длина 130 163 218 225
ширина 70 100 100 131
Площадь под здания и сооружения, м2 1118 1244 1406 1680
Площадки с грунтовым улучшенным по- крытием для хранения машин, м2 1440 3180 4800 6440
Сметная стоимость строительства, тыс. руб- 80 117 146 179
живанию, диагностированию, устранению отказов, а также по ремонту
несложных сельскохозяйственных орудий, их комплектных групп и
хранению техники.
Стационарный пункт технического обслуживания включает: про-
стейшую мастерскую, где расположен пост диагностики технического
обслуживания и участок ремонта несложных сельскохозяйственных ма-
шин; пост заправки нефтепродуктами; площадку для наружной мойки
машин; площадки для сборки и регулировки машин; сектор хранения
техники с площадками для стоянки машин и помещениями для хране-
ния снятых с машин узлов и деталей.
Передвижные механизированные агрегаты
технического обслуживания выпускаются пяти типов: АТУ-2800, со-
стоящий из механизированной установки на базе автомобиля ГАЗ-66
и топливозаправочного прицепа с цистерной вместимостью 1200 л;
АТУ-А — в виде механизированной установки на тракторном прице-
пе 2ПТС-4М и компрессорной установки с редуктором привода, смон-
тированной на буксирующем тракторе; АТУ-ПД — в виде установки,
смонтированной на двухосном тракторном прицепе, с одноцилиндро-
вым двигателем для привода механизмов; АТУ-С — в виде механизи-
рованной установки на самоходном тракторном шасси с топливоза-
правочным прицепом.
Агрегаты позволяют механизировать проведение периодического
технического обслуживания ТО-1 и ТО-2 тракторов, комбайнов и дру-
гих машин в полевых условиях.
В совхозах и кодхозах применяются автопередвижные мастерские
МПР-817 (ГОСНИТИ-2) на базе шасси автомобиля ГАЗ-63 и МПР-3025,
смонтированной на раме автомобиля ГАЗ-69. Автопередвижная мас-
терская предназначена для обслуживания 40...60 тракторов, соответ-
ствующего количества комбайнов и других сельскохозяйственных ма-
шин. С помощью автопередвижной мастерской проверяют и регулиру-
ют форсунки двигателей; проверяют состояние электрооборудования и
аккумуляторных батарей; определяют работоспособность реактивных
масляных центрифуг; проверяют техническое состояние гидросистем
356
тракторов и комбайнов и цилиндропоршневой группы тракторных дви-
гателей. С помощью автопередвижной мастерской можно также устра-
нять в полевых условиях неисправности машин, проводить сварочные,
монтажные и другие работы.
Ремонтный комплекс в совхозах и колхозах включает центральную
ремонтную мастерскую (ЦРМ) и мастерские отделений или бригад (БМ)
с машинными дворами и площадками.
Центральные ремонтные мастерские (ЦРМ)
предназначены для текущего ремонта тракторов, комбайнов и других
машин на базе замены малоресурсных комплектных групп й агрегатов.
Эти работы занимают около 27% от общей трудоемкости ремонтно-об-
служивающих работ высокономерного технического обслуживания
сложных сельскохозяйственных машин, оборудования животноводчес-
ких ферм и автомобилей. Эти мастерские связаны не только с мастерс-
кими отделений, но и с гаражами, где выполняют ТО и устраняют от-
казы автомобилей.
Трудоемкость ремонта сельскохозяйственных машин составляет до
25% общей трудоемкости ТО и ремонта всей сельскохозяйственной
техники. Основная масса этих машин должна ремонтироваться в мас-
терских отделений и бригад в кооперации с центральной ремонтной
мастерской.
Мастерские должны иметь участок диагностики, оборудованный
стационарными установками, приборами и аппаратурой.
При диагностировании особенно важно выявить состояние взаимо-
заменяемых автономных сопряжений и комплектных групп (сборочных
единиц), так как при наличии у них большого остаточного ресурса пх
можно оставлять для дальнейшей работы в нераскомплектованном
виде. Это позволит сэкономить большое количество запасных частей и
трудовых затрат.
Все малоресурсные узлы и агрегаты центральная ремонтная мастер-
ская сдает в ремонт и получает взамен отремонтированные через тех-
нический обменный пункт Госкомсельхозтехники (ТОП).
Различные типы центральных мастерских совхозов и колхозов от-
личаются размером полезной площади, составом технологического
оборудования, сметной стоимостью, количеством рабочих.
В таблице 31 приведены краткие технико-экономические показа-
тели и номера типовых проектов центральных мастерских хозяйств.
TAB Л II Ц А 31
Основные показатели ремонтной мастерской Номер типового проекта ремонтной мастерской
816-130 816-131 816-132
Парк тракторов хозяйства, шт. 100 150 200
Производственная площадь, м2 1475 1674 1838
Сметная стоимость, тыс. руб. 214 232 243
Число производственных рабочих, чел. 36 47 59
357
Рис. 272. Ремонтный комплекс объединения Госкомсельхозтехники (районный):
МОН — мастерская общего назначения; ЦРК — цех по ремонту комбайнов; СТОА — станция
технического обслуживания автомобилей; СТОТ — станция технического обслуживания трак-
торов; СТО Ж. — станция технического обслуживания оборудования животноводческих ферм;
ТОП — технический обменный пункт; МС — мастерская совхоза; МК — мастерская колхоза;
ММ — межколхозная мастерская.
База технического обслуживания и ремонта машин в системе Гос-
комсельхозтехники состоит из двух комплексов; один комплекс вклю-
чает в себя службы технического обслуживания и текущего ремонта
машин, сосредоточенных в территориальном районе, другой — спе-
циализированные ремонтные предприятия областного подчинения, вы-
полняющие капитальный ремонт машин и агрегатов и восстановление
деталей.
Структура районного комплекса объединения Госкомсельхозтех-
ники определяется основным объемом работ по техническому обслу-
живанию энергонасыщенных тракторов (К-700, К-701, Т-4А, Т-150К,
МТЗ-80, МТЗ-82), высокономерному техническому обслуживанию всех
мобильных машин, средств механизации животноводства, а также по
текущему ремонту сложных мобильных машин.
На рисунке 272 представлена структура районного комплекса
Госкомсельхозтехники.
Значительное место в комплексе занимают средства проведения ТО,
а также текущего ремонта техники, машинного и машинно-тракторного
парка.
Станции технического обслуживания. В свя-
зи с перевооружением и оснащением сельского хозяйства энергонасы-
щенными машинами стало необходимым пересмотреть организацию
выполнения работ по ТО машин и в первую очередь тракторов. Воз-
можны три варианта организации ТО: 1) традиционный метод — тех-
обслуживание проводится силами и средствами хозяйства; 2) коопе-
рированный метод — обслуживание проводится мастерами-наладчи-
ками хозяйств с широким использованием стационарных пунктов тех-
нического обслуживания (СПТО), а технический контроль, руководст-
во и материальное снабжение осуществляет Госкомсельхозтехника по
договору; 3) комплексный метод — обслуживание проводится масте-
рами-наладчиками Госкомсельхозтехники. Организацию работ, конт-
358
роль, снабжение материалами и запчастями осуществляет также Гос-
комсельхозтехника.
Технико-экономические показатели работы по этим трем методам
(годовая, среднегодовая и межремонтная наработка, затраты на тех-
обслуживание и запасные части, сроки проведения основных сельско-
хозяйственных работ и т. п.) свидетельствуют, что лучшей формой ор-
ганизации проведения технического обслуживания является комплекс-
ный метод. Поэтому на данном этапе комплексный метод технического
обслуживания следует применять для энергонасыщенных, ремонто-
сложных тракторов и машин (К-700, К-701, Т-4А, Т-150К, МТЗ-80
и др.); а для всех остальных машин — кооперированный метод.
Следует иметь в виду, что при выборе того или иного метода надо
учитывать наличие кадров механизаторов и их квалификацию, нали-
чие стационарных пунктов и передвижных агрегатов ТО и др.
Станция технического обслуживания тракторов (СТОТ), помимо
работ, выполняемых по договорам с совхозами и колхозами, проводит
обслуживание тракторов, работающих в отрядах самой Госкомсель-
хозтехники.
На СТОТ также проводят диагностирование тракторов как перед
плановым обслуживанием, так и после его проведения.
Текущий ремонт тракторов проводят в мастерской общего назна-
чения (МОН).
Станции технического обслуживания автомобилей (СТОА) пред-
назначены для круглогодичного обслуживания и текущего ремонта
грузовых автомобилей как совхозов и колхозов, так и объединения
Госкомсельхозтехника. В своей работе станции кооперируются с ТОП.
ТАБЛИЦА 32
Основные технико-экономические показатели Номер проекта СТОА
816-88/70 816-87/70 816-109
Годовая производственная программа, шт. 200 400 800
Полезная площадь, м2 2319 2990 5535
Сметная стоимость строительства, тыс. руб. 263 365 618
Число работающих, чел. 50 95 189
В таблице 32 приведены краткие технико-экономические показате-
ли СТОА с различной годовой программой.
В состав станции входят: главный корпус, здание наружной мойки
автомобилей в блоке с постом диагностики, площадка для стоянки
автомобилей, топливозаправочный пункт и др.
Работа СТОА основана на поточном методе проведения диагностики
и плановых операций по ТО.
Станции технического обслуживания оборудования животновод-
ческих ферм(СТОЖ) обслуживают оборудование молочнотоварных ферм
(доильные аппараты, вакуумные установки, элементы вакуум-проводов,
автопоилки и т. д.), а также оборудование по раздаче кормов и уборке
навоза (редукторы, транспортеры, электроприводы и др.).
359
Мастерские общего назначения выполняют рабо-
ты по текущему ремонту энергонасыщенных тракторов, комбайнов,
их комплектных групп и агрегатов, по ремонту автомобилей и обору-
дования животноводческих ферм.
В мастерских также восстанавливают изношенные детали. В своей
производственной деятельности мастерские кооперируются со специали-
зированными ремонтными предприятиями Госкомсельхозтехники через
технические обменные пункты.
Мастерская общего назначения (МОН) имеет в своем распоряжении
передвижные мастерские МПР-817 (ГОСНИТИ-2) и, при поступлении
заявок, устраняет отказы.
В таблице 33 приведены краткие технико-экономические показате-
ли мастерских общего назначения Госкомсельхозтехники.
таблица зз
Основные показатели мастерской Номер типового проекта мастерской
816-А 816-79 816-Б
Годовой объем работ, чел.-ч 142 533 140056 77 262
Полезная площадь, м2 3 226 3 041 2 280
Число работающих, чел. 100 102 58
Сметная стоимость строительства, тыс. руб. 667 429 330
Технический обменный пункт (ТОП) обеспечивает
хозяйства обменными агрегатами и узлами для ремонта тракторов,
комбайнов и автомобилей. Районный пункт тесно связан, с одной сто-
роны, с областным техническим обменным пунктом и через него со спе-
циализированными ремонтными предприятиями области, а с другой —
с ремонтными предприятиями хозяйств, получая от них заявки на
агрегаты и детали.
В таблице 34 приведены технико-экономические показатели ТОП.
ТАБЛИЦА 34
Основные показатели Номер проекта ТОП
816-137 816-119
Грузооборот, т 2880 1220
Сметная стоимость строительства, тью. руб. 108 55,7
Полезная площадь, м2 883 540
Число работающих, чел. 8 3
В состав ТОП входят: участок хранения ремонтного фонда, участок
хранения отремонтированных узлов и агрегатов, контора. В ряде
случаев на пункте имеется участок для хранения и подзарядки акку-
муляторных батарей.
360
Специализированные ремонтные заводы
(мастерские). Значительное место в общем объеме ремонтных
работ (около 20% в хозяйстве) занимает капитальный ремонт, основной
задачей которого является восстановление ресурса машины.
Для снижения себестоимости ремонтных работ и повышения ка-
чества необходимо иметь, кроме высокоразвитой базы, оснащенной
высокопроизводительным оборудованием, приспособлениями, инстру-
ментом, и большую программу ремонта. Это приводит к необходимости
создавать и развивать глубокоспециализированные ремонтные пред-
приятия: мотороремонтные заводы, заводы по ремонту агрегатов (топ-
ливной аппаратуры, гидросистемы и т. д.), заводы по ремонту автомо-
билей, специализированные мастерские по ремонту шасси колесных и
гусеничных тракторов, комбайнов и др.
Большим преимуществом специализированных предприятий по
ремонту отдельных моделей машин является возможность организации
поточного производства, введения глубокого разделения труда между
исполнителями, механизации целого ряда трудоемких технологических
процессов, обеспечения высокого качества ремонта.
Централизованное восстановление изношенных деталей дает воз-
можность применить прогрессивные высокопроизводительные способы
восстановления деталей: вибродуговую и автоматическую наплавки
под флюсом, в среде защитных газов, горячее пластическое деформиро-
вание, гальваническое наращивание на асимметричном токе, напека-
ние металлических порошков, восстановление полимерами, электро-
контактную и электрохимическую обработку высокотвердых поверх-
ностей и т. д. Представляется возможность производить восстановле-
ние на поточных механизированных линиях и специализированных
участках.
Контрольные вопросы
1. В чем сущность планово-предупредительной системы технического обслужи-
вания и ремонта и какие мероприятия она включает? 2. Что собой представляют
техническое обслуживание и периодические технические осмотры машин? 3. Что
собой представляет текущий ремонт? 4. Что собой представляет капитальный ре-
монт? 5. Какова зависимость трудоемкости ТО и ТР от классности тракторов? 6. Ка-
кова зависимость трудоемкости ТО и ТР от возраста машины? 7. Какова база тех-
нического обслуживания и ремонта машин в сельском хозяйстве? 8. Какова база
ремонта МТП и ТО в хозяйствах (совхозах и колхозах)? 9. Каковы средства техни-
ческого обслуживания в хозяйствах? 10. Что собой представляет ремонтный ком-
плекс в совхозах и колхозах? 11. Какова база технического обслуживания и ре-
монта машин в системе Госкомсельхозтехники? 12. Что представляет собой район-
ный комплекс? 13. Состав станций технического обслуживания. 14. Назначение и
работа технических обменных пунктов.
Глава 11. ПЛАНИРОВАНИЕ РЕМОНТА МАШИН
Объем работ по ремонту машин, агрегатов и оборудования, а также
их ТО характеризуется трудоемкостью, то есть временем, затрачен-
ным рабочим (чел.-ч) или станком (станко-ч) на выполнение ремонт-
ных работ.
361
Для того чтобы определить годовой объем ремонтных работ, необ-
ходимо знать число ремонтов, которое нужно провести парку машин
рассматриваемого хозяйства, и трудоемкость каждого вида ремонта и
технического обслуживания.
На основе этих данных составляется годовой план ремонта.
§ 1. Групповой и помашинный расчет числа ремонтов.
Трудоемкость ремонта машин
Групповой расчет годового числа ремонтов машин и их ТО по пла-
нируемой среднегодовой наработке на одну машину может быть прове-
ден следующим способом.
Число капитальных ремонтов NK определяют из выражения:
Ак = ^,
к Л
где Вг — планируемая среднегодовая наработка на одну машину данной марки (для
трактора — эталонные условные га, кг израсходованного топлива или моточасы;
для комбайнов — га убираемой площади; для автомобилей — км пробега; для ме-
лиоративных и землеройных машин — машино-часы); п — число машин; Ак — меж-
ремонтная наработка машин данной марки до капитального ремонта.
Число текущих ремонтов NT может быть определено из выражения:
A — N ,
2¥г Ат к’
где Ат — межремонтная наработка до текущего ремонта машины данной марки.
Аналогично может быть определено и число технических обслужи-
вании. Периодичность до ремонта и технических обслуживаний для
различных видов и марок машин приведена в приложениях 10, 11,
12, 13.
Число текущих ремонтов NT тракторов и технических обслужива-
ний в интервале между капитальными ремонтами можно определить
из следующих уравнений:
АТ = 2АК; Ато-1 = 72АК; Ато-г - 18АК; Ато-з -ЗАК,
где N10-i, N-t0-2> Ат0-з — число технических обслуживаний 1, 2 и 3.
Число текущих ремонтов комбайнов N“0M и периодических обслужи-
ваний N^?o в интервале между капитальными ремонтами можно оп-
ределить из следующих уравнений:
Ак°м = 2а“ом; АкПот = 6Аком.
Для автомобилей ежегодное число технических обслуживаний при-
нимается равным: NT0.i=16NK; NTO.2=6NK.
Определение числа ремонтов по планируемой наработке на каждую
отдельную машину (помашинный расчет). Если требуется определить
для каждой отдельной машины, каким видам ремонта и технического
обслуживания она должна быть подвергнута в течение года, расчет
ведут следующим образом.
362
Необходимость и число капитальных ремонтов определяют по фор-
мулам:
+ бк, д. Sr24-SK1
А~к ’ = Ак ’
где VKt, VKj, . . )VK— число капитальных ремонтов 1, 2, . . n-й машины;
®г2.....Sr„ пл анируемая годовая наработка для 1,2, .... n-й машины
(эталонные га, кг израсходованного топлива, моточасы, га убранной площади, км
пробега); Дк — межремонтный интервал для капитального ремонта (в тех же еди-
ницах, что и Вг); ВК1, ВК1, . . ВКп — наработка 1,2,..., n-й машины от послед-
него капитального ремонта (в тех же единицах, что и Вг).
Общее число капитальных ремонтов для данной марки машин будет
равно
ЛГк = ЛГК1 + Мк,+ --.+^Кп.
Число текущих ремонтов NT для каждой машины определяют сле-
дующим образом:
ВГ1 4- Вп,
= N.
вг +ва
-л-----NK-, NT = ,
Ат К1 тп Дт кп’
^га+ В„,
где ВП], Вп>..В„п — наработка 1, 2 и т. д. машин от последнего ремонта; Дт —
межремонтный интервал для текущего ремонта.
Общее число текущих ремонтов для данной модели машин будет
равно
Л^т==Л^т1+^т3 + Л^г,+ • • • +^т„-
Годовое число ремонтов машин и технических обслуживании по
коэффициентам охвата ремонтом рассчитывают по машинам каждой
марки следующим способом.
Число капитальных ремонтов NK определяют из выражения:
где Кп — число машин данной марки; Цк — коэффициент охвата капитальным ре-
монтом.
Число текущих ремонтов NT равно:
где т)т — коэффициент охвата текущим ремонтом.
Число технических обслуживаний машин NT0.n NI0.2, NT0.3 опре-
деляют тем же способом:
Vto-i =Л’от11'> Л^то-г Nto-з =^т1з1
где Tit, ц2. Лз — коэффициенты охвата техническим обслуживанием.
В таблице 35 приведены примерные значения коэффициентов годо-
вого охвата ремонтом и техническим обслуживанием тракторов, авто-
363
ТАБЛИЦА 35
Вид машин Коэффициент охвата
ремонт техническое обслуживание
капитальный ”к текущий ’It ТО-1 П1 ТО-2 П2 ТО-3 Пз сезонное ”с
Тракторы 0,30 0,60 24 6 0,1 2,0
Автомобили 0,30 — 20 6 — 2,0
Комбайны 0,25 0,60 8...10 — — 0,15
мобилей и комбайнов. Коэффициент охвата текущим ремонтом сельско-
хозяйственных машин может быть принят в среднем равным 0,7...
0,8.
Коэффициент охвата может быть определен и на основании данных
предыдущего года по формуле:
А'р
1Ь^ЛС1?
где ;Vp — число определенного вида ремонтов машин данной марки, выполненных
в прошлом году; ,/Vcn — списочное число машин данной марки в прошлом году.
Трудоемкость ремонта машин. Для определения годового объема
работ по техническому обслуживанию и ремонту следует пользоваться
данными таблиц трудоемкости ремонта и технического обслуживания
машин (приложения 14... 19).
Трудоемкость технического обслуживания и ремонта машин повы-
шается у более высоких по классу тракторов и по мере увеличения воз-
раста машин (табл. 36).
ТАБЛИЦА 36
Наименование показателей Класс тяги тракторов (тс) Комбайны
0,6 0,9 1 . 4 2,0 3,0 5.0 6,0 зерно- вые специ- альные
Обшая трудоемкость, ч Трудоемкость * ТР в зависи- мости от возраста машин, ч 112 117 181 204 257 371 352 202 81
до 2 лет 16 41 54 59 89 127 121 69 65
3... 5 лет 32 82 105 117 179 255 243 178 76
6... 8 лет 45 114 147 163 249 317 340 242 102
* Без учета трудоемкости ремонта заменяемых агрегатов.
Определив число ремонтов и технических обслуживаний, которое
следует провести машинам в год, и зная трудоемкость каждого вида
ремонта и технического обслуживания для каждой машины, можно оп-
ределить суммарную трудоемкость (TJ по уравнению:
Тс =Т1п1-±-Т2п2 -f-... Т
364
rpfiT^ T2, . . Tj — трудоемкость ремонтных работ для различных моделей машин
и отдельных видов ремонта и технического обслуживания; nlt п2.п(- — число
ремонтов машин различных видов и моделей.
Учитывая, что сельскохозяйственные машины (прицепные, навес-
ные и полунавесные), как правило, обладают большими объемами при
сравнительно малой массе, и что транспортировать эти машины на
большие расстояния экономически нецелесообразно, необходимо ре-
монтные работы распределять между ЦРМ и бригадными мастерскими
(БМ) в зависимости от мощности ЦРМ (табл. 37).
ТАБЛИЦА 37
Мощность ЦРМ (в условных ремонтах) Среднее расстояние от БМ до ЦРЛА, км Распределение трудоемкости ремонта (%)
в ЦРМ в БМ
100 15 25 75
200 20 30 70
300 25 40 60
400 30 50 50
В ЦРМ выполняются сложные ремонтные работы в следующих
объемах: станочные — 100%; сварочные — 60%; кузнечные — 50%.
§ 2. Расчет годового плана ремонтных работ
Все работы по техническому обслуживанию и ремонту машин,
механизмов и оборудования по рассчитанным объемам распределяют
между ремонтными предприятиями Госкомсельхозтехники и мастер-
скими хозяйств (табл. 38). При этом руководствуются следующим по-
ложением: капитальный ремонт машин, оборудования, агрегатов дол-
жен проводиться на ремонтных предприятиях Госкомсельхозтехники.
Ремонт и техническое обслуживание машин должны осуществлять-
ся по круглогодовому графику, так как значительное количество тракто-
ров и автомобильный парк хозяйства эксплуатируются в течение всего
года. Следовательно, техническое обслуживание и ремонт этих машин
должны проводиться в разные периоды года по мере наработки.
Комбайны и различные сельскохозяйственные машины специаль-
ного назначения используются в различные периоды года. Ремонт этих
машин, послесезонпые осмотр и обслуживание проводят после оконча-
ния их работы, то есть также в различные периоды года.
Исходными данными для составления плана технического обслу-
живания и ремонта машинно-тракторного парка по круглогодовому
графику являются:
годовой план загрузки тракторов, комбайнов и других машин хо-
зяйства;
планируемый вид ремонта и технического обслуживания по меж-
ремонтной норме наработки;
данные о сроках проведенных ремонтов и технических обслужи-
ваний по каждой машине и о наработке машин после их выполнения;
365
ТАБЛИЦА 38
Машины и оборудование Вид ремонтных работ Место проведения Примечания
предприятия Госкомсель- хозтехники мастерские хозяйств
Тракторы Капитальный + При слабой ремонтной базе
Текущий — + хозяйств текущий ремонт
Техническое обслу- живание + проводится в мастерских Госкомсельхозтехники Техническое обслуживание энергонасыщенных и высо- ковозрастпых тракторов (К-700, Т-4, Т-150К) про- водится ремонтными пред- приятиями Госкомсельхоз- техники
Комбайны самоход- Капитальный + — При слабой ремоитиой базе
ине Текущий — + хозяйств текущий ремонт
Техническое обслу- живание + проводится в мастерских Госкомсельхозтехники Техническое обслуживание комбайнов и устранение от- казов в ряде случаев про- водится Госкомсельхозтех- никой агрегатным методом
Автомобили, при- Капитальный + — В целом ряде случаев теку-
цепы, мотоциклы Текущий — + щий ремонт и техническое
Агрегаты и сбороч- ные единицы трак- торов, комбайнов и автомобилей Техническое обслу- живание + обслуживание проводятся Госкомсельхозтехиикой на станциях технического об- служивания
Капитальный + В число агрегатов и сбороч- ных единиц входят как по- ступающие из хозяйств для текущих ремонтов машины, так и поступающие из пред- приятий Госкомсельхоэтех- ннки по кооперации
Сельскохозяйствен- Текущий — +
ные машины
Сложные рабочие органы сельскохо- зяйственных ма- шин Капитальный + + При слабой ремонтной базе мастерских хозяйств про- водится предприятиями Гос- комсельхоэтехиики
Сложное обор у до- Капитальный + —
ваиие
Машины и обору- Текущий + — Ремонт, как правило, прово-
дование животно- водческих ферм Техническое обслу- живание + дится мастерскими Госком- сельхоэтехники. При слабой ремонтной базе хозяйств техническое обслуживание проводится Госкомсельхоз- техиикой иа станциях тех- нического обслуживания
366
Продолжение
Машины и оборудование Вид ремонтных работ Место проведения Примечания
предприятия Госкомсель- хозтехники мастерские хозяйств
Водополивные ма- шины Оборудование неф- тебаз Ремонтное и техно- логическое обору- дование ремонт- Капитальный Техническое обслу- живание Капитальный Техническое обслу- живание Капитальный Малый ремонт и ос- мотры + + + + + + +1 +1 +1
нык предприятий Восстановление деталей сложной конфигурации и дорогостоящих проводится в специализированных це- хах и отделениях
Детали тракторов, комбайнов, авто- мобилей и сельхоз- машин Восстановление и ремонт +
Детали машин мас- совые Восстановление и ремонт + + Восстановление деталей сельскохозяйственных ма- шин по широкой номенкла- туре целесообразно прово- дить в мастерских Госком- сельхозтехники и в больших мастерских хозяйств
Шины тракторов, комбайнов, авто- Восстановление + — В специалнзироваииых це- хах и мастерских
мобилей и других машин
Силовое и авто- Капитальный + — Капитальный и текущий ре-
тракторное элект- рооборудование Текущий + + монты проводятся в специа- лизированных ремонтных мастерских ГоскомСельхоз- техиики. В ряде случаев текущий ремонт можно про- водить в крупных мастер- ских хозяйств
сроки занятости машин с учетом агротехнических и зоотехнических
требований.
Исходными данными для составления сводного годового плана тех-
нического обслуживания и ремонта машин являются планы-графики
технического обслуживания и ремонта машин по объектам работ и их
трудоемкость.
Общую трудоемкость работ по техническому обслуживанию и ре-
монту тракторов, автомобилей, комбайнов и сельскохозяйственных
машин, машин и оборудования животноводческих ферм в сводном пла-
не определяют путем умножения числа ремонтов и техобслуживания
на их трудоемкость.
367
Сводный годовой план ремонта машин и технического обслуживания
составляют по форме, приведенной в таблице 39.
ТАБЛИЦА 39
Машины в оборудо* ваиие Число машин и обору- дования в хозяйстве Вид ремонта и техниче- ского обслуживания Число ремонтов и технических обслуживаний и их трудоемкости
январь февраль март Другие месяцы итого за год
число трудоем- кость число трудоем- кость о ч о S трудоем- кость о ч X трудоем- кость
Из общей трудоемкости работ по ремонту машин, предусмотренных
в сводном годовом плане, следует вычесть трудоемкость ремонта тех
машин, двигателей и других агрегатов, а также трудоемкость техни-
ческих обслуживаний тракторов, автомобилей и средств механизации
животноводческих ферм, которые по договорам будут выполнять пред-
приятия Госкомсельхозтехники.
Методика составления годового плана ТО и ремонта остается такой
же, когда все работы по техническому обслуживанию и ремонту сель-
скохозяйственной техники совхоза (колхоза) выполняются силами Гос-
комсел ьхозтех ники.
§ 3. Планирование работы ремонтного предприятия
Для планирования работы ремонтного предприятия на год можно
использовать графический метод. Для этого по оси ординат отклады-
вают напряженность работы ремонтного предприятия в чел.-ч (день),
а по оси абсцисс — время работы ремонтного предприятия в рабочих
днях (месяцах).
Напряженность (ft) работы ремонтного предприятия определяют
по каждому виду работ следующим образом: суммарную трудоем-
кость (7’с) ремонта тех или иных машин (например, трудоемкость ре-
монта тракторов, комбайнов, посевных машин) делят на запроектиро-
ванное количество рабочих дней (Dp), в течение которых машины дол-
жны быть отремонтированы, то есть
Таким образом, работа по ремонту каждого типа машин графичес-
ки представляется в виде прямоугольника, площадь которого соответ-
ствует объему работ в человеко-часах. Размещая прямоугольники на
графике, стремятся обеспечить равномерную загрузку мастерской.
Необходимо следить за тем, чтобы периоды ремонта данного вида ма-
шин не совпадали по времени с периодами их занятости на полевых ра-
368
чел- ч.
‘Пень
Месяцы-равочие дни
F’ZI Ремонт тракторов
Ремонт комбайнов
1ТГТТТП Ремонт жаток
, , . , Ремонт ее я л ок и
картофелесажалок
——Техническое обслуживание ,
ewa тракторов и ремонт агрегатов
изготовление и в о сети-
новление деталей
।---.Заказы мастерских
I---1 отделений совхоза
вияя Ремонт силосоуборочных
111111111 комбайнов
Ремонт оборудования
kwj мастерских
Ремонт и изготовление приело-
чб/жл соблений и инструмента
станов на нового оборудования
14-zi на животноводческих фермах
Текущий ремонт автомобилей
mill ^Ремонт оборудования
III III III животноводческих ферм
ежтРемонт оборудования
wzza нефтехозяиства
^^.Заказы по ремонту и изготовле-
^Т^нию хозяйственного инвентаря
Рис. 273. График ремонтных
работ центральной мастерской.
ботах. На рисунке 273 приведен график ремонтных работ центральной
мастерской хозяйства.
Помимо ремонта и технического обслуживания машин, механиз-
мов и оборудования, ремонтные предприятия выполняют еще целый
ряд работ.
Мастерские хозяйства, кроме рассчитанного объема работ по ремон-
ту и техническому обслуживанию машинно-тракторного парка, дол-
жны выполнять еще и такие работы:
ремонт нефтетары и заправочного инвентаря нефтебаз и складов
ГСМ в объеме 200...250 чел.-ч;
изготовление и ремонт хозяйственного инвентаря и другие работы
в объеме 800... 1000 чел.-ч;
выполнение заказов мастерских отделений хозяйств в объеме 10...
12% трудоемкости ремонтных работ, выполняемых в мастерских от-
делений, 25...50% трудоемкости ремонта всех сельскохозяйствен-
ных машин и оборудования;
369
обслуживание и мелкий ремонт оборудования самих мастерских
в объеме 5...8% трудоемкости ремонта всех машин, выполняемого в
мастерских хозяйств;
изготовление и ремонт приспособлений и инструмента в объеме
0.5...1 % трудоемкости ремонта всех машин, выполняемого в мастерс-
ких хозяйств;
изготовление и восстановление изношенных деталей в фонд запас-
ных частей в объеме 3...5% трудоемкости ремонта машин, выполняемо-
го в мастерских хозяйства.
Аналогично планируют дополнительные работы, которые должны
выполняться в мастерских, специализированных ремонтных пред-
приятиях и ремонтных заводах Госкомсельхозтехники.
При планировании загрузки ремонтного предприятия и назначении
сроков длительности ремонта того или иного вида машин следует
исходить также из пропускной способности ремонтных предприятий
во избежание большой перегрузки или недогрузки.
Кроме того, при планировании загрузки ремонтного предприятия
необходимо учитывать, что отдельные виды работ, например изготов-
ление и ремонт деталей, имеют наибольший объем станочных опера-
ций. Такие работы следует равномерно распределять по месяцам года,
в противном случае механический цех не сможет выполнить весь объем
работ из-за недостаточности фонда времени оборудования.
Под пропускной способностью мастерской понимается число машин,
которое можно отремонтировать в ней за заданный период времени.
Пропускная способность мастерской (Л4П) определяется площадью
разборочного и сборочного отделений, где располагаются рабочие
места по ремонту машин, продолжительностью пребывания одной ма-
шины в ремонте и может быть подсчитана по формуле:
Ма =
где Фвм — фонд времени разборочно-сборочного отделения на планируемый период, ч;
тсб — возможное число машино-мест по разборке и сборке машин; /р — пример-
ная продолжительность пребывания машин в ремонте при 7-часовом рабочем дне
(табл. 40), ч.
ТАБЛИЦА 40
Наименование и модель машины
Средняя продолжи*
тельиость ремонта,
дней
Тракторы:
К-700, К-701, Т-150К, Т-4А
ДТ-75, ДТ-75М, Т-74
МТЗ всех модификаций, Т-40А, Т-38, Т-25
Автомобили:
ГАЗ-53А
ЗИЛ-130
Комбайны:
СК-4, СКД-5, «Нива»
Плуги
Сеялки
12...15
9...10
7...9
7...8
8...10
7...10
2...3
2...3
370
Если известны размеры разборочно-сборочного отделения, то воз-
можное число машино-мест (Т(6) на разборку и сборку можно опреде-
лить при тупиковой постановке машин в отделении по формуле:
$сб
где Sc6 — площадь отделения разборки и сборки машин, м2; SM — площадь, зани-
маемая машиной, м2; Сп— коэффициент рабочей зоны, учитывающий проход вокруг
машин (для разборочных и сборочных цехов С— 4,0...4,5).
При постановке машин в разборочно-сборочном отделении на по-
точной линии возможное число машино-мест или возможный фронт
ремонта машин рассчитывают, учитывая длину мастерской или длину
разборочной и сборочной линии (L), полную длину машины (/) и раз-
рыв между машинами на линии сборки, равный 1,5...2,5 м:
L
т^~ /+(1,5 ...2,5)’
Подсчитанную таким образом пропускную способность мастерской
на планируемый период (Л4П) сравнивают с заданной программой
ремонта (М3) и определяют коэффициент загрузки из уравнения:
Если коэффициент загрузки меньше единицы, мастерская работает
не на полную расчетную мощность. Если же он больше единицы, мас-
терская работает с перегрузкой.
Перегрузку мастерской можно ликвидировать увеличением числа
смен, уменьшением продолжительности пребывания машин в ремонте;
расчленением операций между большим количеством исполнителей;
обезличиванием заменяемых узлов и агрегатов и т. д.
Если и эти меры не помогают упорядочить коэффициент загрузки,
следует провести корректировку плана ремонта.
Контрольные вопросы
1. Как распределяется время года для проведения ремонта машин в колхозе и
совхозе? 2. Где следует ремонтировать различные машины? 3. Какими исходными
данными пользуются при расчете количества, видов и сроков ремонта и технических
обслуживаний машин? 4. Как определить число ремонтов тракторов, комбайнов и
автомобилей? 5. Каков порядок составления плана загрузки ремонтных мастерских?
6. Как планируют ремонт машин графическим методом? 7. Как определить пропуск-
ную способность мастерской?
Практическое занятие 1
Исходными данными для расчетов служат: число машин по моделям и видам
(тракторы, комбайны, автомобили и т. п.); плановая годовая наработка различных
машин (эти данные задаются); межремонтные интервалы (приложения 10... 14);
нормы трудоемкости для различных видов ремонта и технического обслуживания
по моделям и видам машин в течение года (приложения 14... 19).
Определить число различных видов ремонтов и технического обслуживания,
которые необходимо провести в течение года, и на каком ремонтном предприятии
будут выполняться работы (предприятия системы Госкомсельхозтехники, мастерские
центральной усадьбы хозяйства и отделений).
371
Подсчитать объем ремонтных работ, выполняемых в центральной ремонтной
мастерской хозяйства, установить сроки проведения ремонтных работ (длительность
в днях) и найти дневную трудоемкость делением объема работ на принятое количе-
ство дней. По полученным данным построить график (рис. 273).
Если при построении графика обнаружится большая неравномерность в данной
нагрузке по месяцам, то следует откорректировать график, изменяя сроки прове-
дения ремонтных работ в допустимых пределах.
На основании графика определить число ремонтов и объем различных видов
ремонтных работ в каждом месяце.
Глава 12. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ И ОПЛАТА ТРУДА
§ 1. Общие понятия
Основная задача технического нормирования — разработка и ус-
тановление прогрессивных норм затрат труда на выполнение различ-
ного рода работ.
Техническое нормирование — один из важнейших элементов в
деятельности ремонтного предприятия. Оно помогает правильно орга-
низовать работу, определить необходимые предприятию производст-
венные мощности, количество оборудования, рабочих, способствует
повышению производительности труда, совершенствованию техноло-
гии, внедрению научной организации труда и т. д.
Количество труда, затрачиваемое для выполнения данной работы,
зависит от многих условий: принятой технологии (режимов работы,
припусков на обработку) производительности оборудования и инстру-
мента; степени совершенства применяемых приспособлений; формы
организации труда и др. С течением времени все эти условия изме-
няются, совершенствуются технология, оборудование, инструменты,
приспособления и т. п. В связи с этим нормы времени (выработки)
периодически пересматривают и корректируют в соответствии с из-
менившимися условиями труда. Устаревшие нормы заменяют новыми.
Вновь устанавливаемые нормы времени должны быть прогрес-
сивными, выше средних показателей данного предприятия, но ниже
максимальных, достигнутых передовыми рабочими.
Мера затрат труда па выполнение той или иной работы может быть
выражена нормой времени или нормой выработки. Основным объек-
том нормирования является операция.
Нормой времени называется время, необходимое рабочему для
выполнения данной работы (разборки или сборки машины или ее час-
тей, ремонт одной детали и т. п.). Норма времени устанавливается в
часах или минутах.
Иногда нормы затрат труда задаются в виде норм выработки или
обслуживания.
Нормой выработки называется то число деталей или операций,
которое должен сделать рабочий в единицу времени (мин, ч, смену и
т. д.).
Норма времени (Т) и норма выработки (/V) — величины обратные:
372
Если известен процент снижения нормы времени (Рт), то процент
увеличения нормы выработки (PN) можно найти из выражения:
Р _ 100 Рт
100—Рт’
При известном проценте увеличения нормы выработки процент сни-
жения нормы времени равен:
р 100 Рдг
г 100 ч-ру
Нормы обслуживания устанавливают закрепляемые производ-
ственные площади (м2), число машин, оборудования для обслужи-
вания одним рабочим или бригадой.
§ 2. Виды затрат рабочего времени
и состав технической нормы
Все затраты рабочего времени делятся на два вида: производитель-
ные, или нормируемые, и непроизводительные, или непормируемые.
Производительные затраты рабочего времени — время, расходуе-
мое на производство продукции. Сюда входит как время, затраченное
непосредственно на обработку изделия, разборку и сборку, так и вре-
мя, связанное с производством продукции (подготовка к работе, ус-
тановка и снятие изделия, смена инструмента, обслуживание рабочего
места и т. д.).
Непроизводительные затраты времени — часть рабочего времени,
затрачиваемого непроизводительно из-за плохой организации труда,
плохой подготовленности производства, то есть так называемые про-
стои, время на устранение брака и т. п.
Техническая норма времени (Ти) состоит из следующих элементов:
Ти^Т0 + Тв + Т
Н и • в • д* ’
где То — основное время; Тв — вспомогательное время; Т\ — дополнительное
время; Тпз — подготовительно-заключительное время; m — число одинаковых из-
делий (деталей) в партии.
Основное время — время непосредственного воздействия
различными процессами на обрабатываемую деталь, ремонтируемый
узел, в течение которого меняются геометрическая форма, размеры и
различные свойства обрабатываемой детали или меняется взаимное
расположение деталей.
Основное время является машинным, если процесс обработки де-
тали проходит без непосредственного участия рабочего (обточка с ав-
томатической подачей, машинная мойка деталей); машинно-ручным,
если процесс обработки деталей проводится механизмом (станком) с
непосредственным участием рабочего (сверление с ручной подачей,
сборка с помощью гайковертов); ручным, если процесс обработки де-
тали проводится рабочим вручную, без применения каких-либо меха-
низмов (слесарные работы: опиливание, шабрение и т. п.).
373
Вспомогательное время — время, затрачиваемое ра-
бочим на различные вспомогательные действия, которые обеспечивают
выполнение основной работы и повторяются с каждой обрабатывае-
мой деталью (разборкой, сборкой) в определенной последователь-
ности. К вспомогательному времени относятся затраты времени на
установку детали на станок, на сборочный стенд и на снятие со станка
(стенда); промеры детали; перестановку инструмента; на переход, на
управление станком при переходе на обработку другой поверхности;
на транспортировку обработанных деталей, разобранных или собран-
ных агрегатов и т. д.
Сумма основного и вспомогательного времени является временем,
затрачиваемым на выполнение операции, и носит название опера-
тивного времени;
Дополнительное время — время, затрачиваемое на
организационно-техническое обслуживание рабочего места, время на
отдых на физически тяжелых работах, время на личные надобности
рабочего. Организационно-техническое обслуживание включает очист-
ку, смазку и регулировку оборудования, станка, стенда; заточку,
правку инструмента, если не организована централизованная заточка
инструмента, смену затупившегося инструмента, раскладку и уборку
инструмента и приспособлений.
Дополнительное время устанавливается обычно в процентах от опе-
ративного времени, то есть
гр _ гр К
1 л' ~1 оп Гбб*
где К — процентное отношение дополнительного времени к оперативному.
Сумма оперативного и дополнительного времени на изготовление
или восстановление детали называется штучной нормой вре-
мени (Тшг):
Подготовительно-заключительное время
(Тпз) — время, расходуемое в начале и в конце рабочего дня, перед
и после изготовления партии деталей, сборки и т. п. К этим затратам
времени относится время, расходуемое на ознакомление с работой,
получение наряда, чертежей, заготовок, настройку оборудования для
выполнения данной работы, сдачу обработанных изделий, собранных
комплектов и инструмента, уборку рабочего места по окончании
работы.
Так как подготовительно-заключительное время затрачивают один
раз на партию изделий и оно не зависит от числа изделий в партии, то
в норму на одно изделие включают часть общего подготовительно-зак-
лючительного времени, приходящегося на одно изделие.
Поэтому при массовом и крупносерийном производстве это время не
учитывается.
374
§ 3. Способы установления нормы времени
Различают следующие способы установления нормы времени
(выработки).
Расчетно-аналитический способ основан на определении затрат
времени расчетом, на основе технических характеристик оборудования,
по выбранным технологическим режимам, размерам обрабатываемых
поверхностей и т. п.
Расчетом обычно определяют основное время. Остальные элементы
нормы времени определяют по нормативным таблицам.
Аналитически-исследовательский способ применяется, когда норма
времени не может быть определена расчетом. Он основан на изучении
процесса труда и замерах времени выполнения отдельных элементов
работы. При этом могут быть определены причины невыполнения ранее
установленных норм времени и изучен опыт работы передовых рабочих.
Средствами аналитически-исследовательского способа нормирования
является фотографирование рабочего процесса, метод моментных наб-
людений, хронометраж и другие.
При фотографировании рабочего процесса
учитывают все виды затрат рабочего времени в течение длительного
периода установившейся работы, например за несколько смен, за сме-
ну или ее значительную часть. Учет проводят заполнением наблюда-
тельного листа. В начале этого листа указывают сведения о рабочем
(фамилия, специальность, разряд), вид работы, время начала и конца
наблюдения. Остальная часть листа — ведомость (таблица), куда в
хронологическом порядке заносят наименование затрат рабочего вре-
мени, их начало, конец (ч, мин) и продолжительность. В конце листа
приводят результаты обработки накопленных данных, где суммируют
по видам все затраты времени за период наблюдения. Например, за-
траты времени на подготовку к работе, время выполнения работы, за-
траты времени на обслуживание рабочего места, на личные надобнос-
ти рабочего и разного рода простои.
Работу по фотографированию рабочего времени проводит норми-
ровщик или специальные наблюдатели.
С помщью фотографирования можно определить величину подго-
товительно-заключительного и дополнительного времени, выявить ве-
личину и причины непроизводительных затрат, то есть различного
рода простоев, причины невыполнения норм, загрузку оборудования
и т. п. Иногда применяют самофотографию рабочего времени, которая
проводится самим рабочим. При этом рабочий отмечает в специальном
бланке только причины и продолжительность простоев не по его вине.
Проведение фотографий рабочего времени непрерывно в течение
одной или нескольких смен является трудоемким, требующим боль-
шего количества наблюдателей, а также и дорогостоящим процессом,
а самофотография дает неполные сведения о затратах времени. В свя-
зи с этим применяют метод моментных наблюдений.
Один или несколько наблюдателей по разработанному маршруту,
периодически, через произвольные промежутки времени, обходят ра-
бочие места и фиксируют, чем занят рабочий в момент наблюдения —
375
выполнением операции, подготовительной работой, простаивает и по
какой причине и т. д. Число наблюдений должно быть достаточно боль-
шим и зависит от установленной точности наблюдений. Например, при
точности ±9% требуется около 2000 наблюдений. После обработки
результатов наблюдений получают данные о распределении различных
видов затрат времени в течение смены в процентах.
Хронометраж. Этот способ наблюдения состоит в измерении
затрат времени на выполнение операции или отдельных повторяющих
ее элементов. Изучаемую операцию расчленяют на отдельные элемен.ты
и учитывают расход времени на их выполнение.
Затраты времени измеряют секундомером с точностью до 1-с.
Число наблюдений в зависимости от длительности хронометрируе-
мой операции приведено ниже.
Данные, полученные при хронометраже, обрабатывают по специаль-
ной методике.
При помощи хронометража можно устанавливать и анализировать
фактические затраты времени на выполнение операции, т. е. на основ-
ное и вспомогательное время.
М икроэлементное нормирование является углублением способа
хронометража и сводится к тому, что самые сложные и разнообразные
трудовые операции представляются в виде сочетания (комплекса) про-
стых первичных элементов, так называемых микроэлементов, напри-
мер: «протянуть руку», «взять», «переместить», «повернуть» и т. д.
Эти микроэлементы изучают и создают нормативные таблицы, где ука-
зана их величина в зависимости от факторов, влияющих на их продол-
жительность: характер движения (решительный, приноровительный),
усилие (напряженность), расстояние и др.
С помощью микроэлементного нормирования можно с большой
точностью нормировать любую трудовую операцию до ее внедрения в
производство и анализировать причины невыполнения норм.
Расчетно-аналитический и аналитически-исследовательский спо-
собы установления норм времени являются прогрессивными и позво-
ляют разработать технически обоснованные нормы времени. Кроме
описанных способов, широкая номенклатура работ и отсутствие нор-
мативов заставляют применять и другие способы установления норм
времени.
Опытно-статистический способ. Норма времени при этом устанав-
ливается на основе опыта нормировщика или на основе данных о фак-
тических затратах труда на выполняемую работу на конкретном пред-
приятии или нескольких предприятиях. Например, зная годовые
376
затраты труда на сборку какого-нибудь агрегата, можно определить
средние затраты труда на эту работу и, основываясь на этом, устано-
вить норму времени.
Сравнение. Этот способ является разновидностью опытно-статисти-
ческого. Норма времени на данную работу устанавливается по анало-
гии с действующей нормой времени на подобную работу.
Нормы, устанавливаемые этими способами, не являются техничес-
ки обоснованными и прогрессивными, так как они основаны на уже
достигнутом уровне производительности труда, не вскрывают резер-
вов производства, не учитывают передового опыта, новой технологии
и т. п.
При массовом и крупносерийном производстве с малой номенкла-
турой выпускаемых изделий, в том числе на крупных специализиро-
ванных ремонтных предприятиях, устанавливаются только техничес-
ки обоснованные нормы.
§ 4. Нормирование различных видов работ
Станочные работы. Основное время определяют по формуле:
m Li Li
° — vM ~ nS ’
где L — путь, проходимый инструментом или деталью в направлении подачи, мм
или м; пм — скорость подачи, мм/мин или м/мин; S — подача за один оборот детали
(инструмента), мм/об, или двойной ход стола (при строгании, плоском шлифовании);
п — частота вращения детали или инструмента, об/мин, или число двойных ходов
стола в мин; i — число проходов, зависящее от величины припуска на обработку и
принятой глубины резания.
Величины vK, S, п выбирают по справочным таблицам в зависи-
мости от материала детали, глубины резания, рода режущего инстру-
мента, требуемой чистоты поверхности и т. д.
Вспомогательное и подготовительно-заключительное время при
станочных работах также выбирают по справочным таблицам в зави-
симости от способа и точности установки (в центрах, на планшайбе),
от массы, сложности конфигурации детали и т. д.
Дополнительное время при станочных работах принимается рав-
ным 7...8% оперативного времени.
Слесарные работы. При выполнении слесарных работ очень трудно
разграничивать основное и вспомогательное время, поэтому сразу оп-
ределяют сумму этих частей нормы, то есть оперативное время. Для
слесарных работ оно указывается в нормативных таблицах (размет-
ка, рубка зубилом и т. п.).
Дополнительное время берут равным 8% оперативного времени,
то есть 7’Д--0,08ТОП.
В этом случае норма времени (Т„) будет равна:
Тн=1,08оп + ^-.
Величину Тпз находят по нормативным таблицам в зависимости от
сложности работ. Для простых работ на верстаке она берется равной
377
2,5 мин, а на месте сборки — 3,2 мин. При средней сложности значение
подготовительно-заключительного времени берется равным соответст-
венно 3,0 и 3,8 мин, а для сложных — 3,5 и 4,6 мин. Иногда в норматив-
ных таблицах дается неполное штучное время (Т„ш) и отдельно время
на установку и снятие детали (Тву). Тогда норма времени будет равна:
т
'Т' _ 'Т* | 'Т* 1 * пз
1 н * нш "Г * ву "Г m •
При использовании таблиц штучного времени Т„ =
Слесарно-сборочные (разборочные) работы. При сборке машин и их
составных частей приходится последовательно применять различные
виды работ (завертывание болтов, запрессовку втулок), а также сле-
сарно-подгоночные и регулировочные работы, поэтому оперативное
время на сборку определяется как сумма частных норм оперативного
времени.
Частные нормы основного и вспомогательного времени определяют
по нормативным таблицам для сборочных и слесарных работ. Полное
оперативное время рассчитывают по формуле:
Л>п ~ Л?п, + Л>п2 Т • • + on л
где ТСП1, Т0Л1, Топ. — частные оперативные нормы времени иа отдельные сборочные
работы.
Дополнительное и подготовительно-заключительное время для сле-
сарно-сборочных (разборочных) работ принимают равным 20% полного
оперативного времени. Отсюда полная норма времени будет равна
т = 1 2Т
При расчете оперативного времени на разборочно-сборочные рабо-
ты целесообразно вводить коэффициент, учитывающий удобство работы
(Лу); тогда Топ=7\Лу, где Тт— оперативное время по нормативным
таблицам.
Кузнечные работы. Основное и вспомогательное время определяют
по таблицам нормативов, где дается оперативное время на выполнение
того или иного вида кузнечной работы (рубка, протяжка, осадка) в
зависимости от размеров заготовки и окончательных размеров поковки.
При нормировании этих работ в состав нормы времени вводится
время, затрачиваемое на нагрев детали Тнд при ковке. Тогда общая
формула принимает вид:
Т = Т А-Т + Т -4-Т -4- Гпз -4-71 4-Т 4--Гпз-
В ремонтных мастерских нормируемое время нагрева принимают
равным 35% оперативного времени, то есть Тнд= 0,35ТОП.
Остальные элементы времени для ремонтных мастерских можно
принять: Тд= 0,15ТОп; Т„3= 0,1ТОП.
Подставляя значения элементов времени в общую формулу нормы
времени, получим 7'Н=1,6ТОП.
378
Сварочные и наплавочные работы. Газовая сварка. Основ-
ное время при газовой сварке определяют по формуле:
° Он ®н
где G — масса наплавляемого металла, г; F — площадь поперечного сечения шва,
см2; I—длина шва, см; у — плотность присадочной проволоки (для стали у=7,8 г/см3);
А — коэффициент, зависящий от длины шва (до 200 мм — 1,2; 200...500 мм — 1,1;
500...1000 мм — 1); ан — коэффициент наплавки, г/мин, показывающий количество
присадочной проволоки в граммах, расплавляемой в минуту. Значение коэффициента
наплавки зависит от номера горелки и рода присадочного материала. Например,
для стали: ан=4 г/мин при наконечнике № 1, ан—18...21 г/мин при наконечнике
№7; К.—коэффициент, учитывающий пространственное положение шва (К==1 при
шве, наносимом на нижнюю горизонтальную плоскость; /(=1,25... 1,30 при нанесе-
нии шва на вертикальную плоскость и /(=1,6 при потолочном шве).
Вспомогательное время принимают по нормативным таблицам в
зависимости от длины шва и толщины свариваемого металла (в среднем
равно 1...3 мин).
Дополнительное время при газовой сварке без подогрева составля-
ет 8% оперативного времени при сварке в удобном положении, 10% —
в неудобном и 13% — в напряженном.
Подготовительно-заключительное время принимают по норматив-
ным таблицам и в среднем оно равно 12 мин для простой работы,
18 мин — средней сложности и 28 мин — сложной.
Ручная электродуговая сварка. Основное время
при электродуговой сварке определяется по формуле:
т _WGK л _ 60 Fly К .
° /а„ /ан
где ан — коэффициент наплавки, г/А-г, показывающий количество металла в грам-
мах, наплавленного в течение часа при токе в 1 ампер; / — сила тока в амперах;
Коэффициент ан зависит от марки электрода и в среднем равен для
электродов с меловым покрытием 6,5 г/А • ч, с толстым покрытием
8. ..10 г/А • ч.
Вспомогательное время при электродуговой сварке принимают по
нормативным таблицам. Дополнительное время в процентном отноше-
нии от оперативного времени равно тем же значениям, что и для газо-
вой сварки.
Подготовительно-заключительное время составляет в среднем 10 мин
для простой работы, 17 мин — средней сложности и 24 мин — сложной.
Механизированные способы сварки и нап-
лавки. Основное время при этих способах сварки или наплавки оп-
ределяется сдедующими уравнениями:
То = — или То = ^,
0 им 0 nS’
где L — путь, проходимый сварочной (наплавочной) головкой или деталью в направ-
лении ее подачи, мм или м; им — скорость подачи сварочной (наплавочной) головки
вдоль детали, мм/мин или м/мии; S — подача сварочной (наплавочной) головки на
оборот детали, мм/об или м/об, или мм за двойной ход головки при наплавке плоских
поверхностей; п — частота вращения детали в минуту или число двойных ходов
головки; i — число проходов (слоев).
379
Величины им или пи S выбирают в зависимости от скорости подачи
и диаметра проволоки, необходимой толщины наплавляемого слоя и
других условий.
Вспомогательное и подготовительно-заключительное время опре-
деляют по нормативным таблицам. Дополнительное время принимают
равным 13... 18% от оперативного времени в зависимости от удобства
работы. Подготовительно-заключительное время равно 16...20 мин.
Гальваническое наращивание. Основное время (То) при гальвани-
ческом наращивании определяют в часах по формуле:
т 10 fry
0 “ W1’
где h — толщина наращиваемого слоя, мм; у — плотность осаждаемого металла,
г/см3; Е — электрохимический эквивалент, г/Л-ч; £>к— катодная плотность тока,
Л/дм2; ц — коэффициент полезного действия ванны (выхода по току).
При наращивании в гальванической ванне можно одновременно
помещать в ванну некоторое количество деталей, а также вести про-
цесс одновременно в нескольких ваннах. В этом случае основное вре-
мя на одну деталь определяется по формуле:
т ’ —
где пл — число деталей, которое можно загрузить в одну ванну; пв — число галь-
ванических ванн; Ки — коэффициент использования ванн, равный 0,65...0,75.
Время на подготовительные работы перед наращиванием (монтаж
на подвеску, изоляция непокрываемых участков, обезжиривание,
промывка) и заключительные после наращивания (демонтаж с подвес-
ки, снятие изоляции, промывка) устанавливается наблюдением или
по нормативным таблицам. Время на обезжиривание, травление уста-
навливают согласно данным, приведенным выше в главе 3.
Часть затрат времени на вспомогательные работы (загрузка в ван-
ну, выгрузка, промывка после выгрузки и др.) является перекрывае-
мой (эти операции могут выполняться параллельно с процессом нара-
щивания). На этих операциях экономится время. Подготовительно-
заключительное время при гальваническом наращивании в единич-
ном и мелкосерийном производстве принимается равным 3%, а до-
полнительное время — 9% от оперативного времени.
Механическую обработку до и после наращивания нормируют
так же, как и для станочных работ.
Ремонтные работы в мастерской. В мастерских совхозов, колхозов
и мастерских общего назначения Госкомсельхозтехнйки нормиро-
вание работ по ремонту ведется на основе типовых норм времени,
разработанных Государственным всесоюзным научно-исследователь-
ским технологическим институтом ремонта и эксплуатации машинно-
тракторного парка (ГОСНИТИ) применительно к типовым мастер-
ским, обеспеченным стандартным оборудованием, подъемно-транспорт-
ными средствами, инструментом и т. д. С учетом конкретных условий
мастерской эти нормативы могут корректироваться. На работы, не
380
имеющие типовых норм, предприятие само разрабатывает нормы,
применяя описанные выше способы нормирования.
Периодически, по срокам, назначаемым администрацией по согла-
сованию с местным комитетом профсоюзов, проводят проверку выпол-
нения действующих норм для выявления их соответствия изменив-
шимся условиям труда (внедрение более передовой технологии, по-
вышение уровня механизации, установка более производительного
оборудования и т. п.). При этом определяют процент выполнения норм,
сравнивая число фактически отработанных рабочим календарных
часов Тф для выполнения данного объема работ, исключая сверхуроч-
ную работу и простои, с установленной для выполнения этих работ
нормой времени Т„ (количество нормо-часов по нарядам). Процент
выполнения норм Пв равен:
/7В = ^-- 100.
Гф
Если Пв меньше 100%, это свидетельствует о неправильности
установленной нормы либо о наличии недостатков в организации тру-
да, технологии, состоянии оборудования и т. п. При Пв, значительно
превышающем 100%, имеет место несоответствие между изменивши-
мися условиями труда и действующими нормами, и требуется их упо-
рядочение.
Представители администрации совместно с общественными орга-
низациями и передовыми рабочими выявляют устаревшие нормы вре-
мени. При необходимости намечают организационные и технические
мероприятия для внедрения новых норм.
Нормированием ремонтных работ в мастерских занимается техник-
нормировщик, в обязанности которого входит:
разработка технически обоснованных норм времени с использова-
нием типовых нормативов и учетом конкретных условий данной мастер-
ской;
организация и проведение хронометража, фотографии рабочего
процесса, моментных наблюдений;
установление новых норм времени;
анализ выполнения норм и подготовка предложений по их пере-
смотру или устранению недостатков, мешающих их выполнению;
изучение опыта и метода работы передовых рабочих и содейст-
вие их внедрению в производство;
проверка производительности труда рабочих и разработка предло-
жений по повышению производительности.
§ 5. Оплата труда
На ремонтных предприятиях оплата труда рабочих проводится по
тарифным ставкам. Эта система оплаты состоит в том, что за выпол-
ненный труд рабочий получает заработную плату по часовой тариф-
ной ставке, которая изменяется в зависимости от квалификации
рабочего и условий труда. Тарифные ставки могут быть также раз-
381
личными для рабочих разных профессий и для разных категорий пред-
приятий.
Квалификация рабочего учитывается присвоением ему определен-
ного тарифного разряда по тарифно-квалификационному справочни-
ку, в котором указано, каким требованиям должна отвечать квали-
фикация рабочего данной специальности для присвоения ему разряда.
Тарифной сеткой предусмотрены две категории условий труда:
1) нормальные; 2) вредные, тяжелые и горячие работы (кузнечные,
сварочные, медницкие, аккумуляторные, моечные, по обкатке и ис-
пытанию двигателей, по регулировке дизельной аппараяуры) и две
формы оплаты труда: повременная и сдельная.
При повременной форме труд оплачивается по часо-
вой тарифной ставке по разряду рабочего в соответствии с числом отра-
ботанных часов, без учета количества выполненной работы.
При сдельной форме труд рабочего оплачивается в соот-
ветствии с количеством изготовленной продукции надлежащего
качества.
Повременная форма оплаты не прогрессивна, так как не учитывает
интенсивности и производительности труда рабочего. Повременную
оплату труда применяют только там, где из-за трудности нормирова-
ния и учета труда или по другим причинам нецелесообразно приме-
нять сдельную оплату. Например, повременную форму целесообразно
применять для оплаты труда мойщиков, инструментальщиков, коче-
гаров, электриков и других вспомогательных рабочих.
Из повременных систем оплаты труда наибольшее распростране-
ние получила повременно-премиальная, при которой
рабочий-повременщик, помимо заработка по тарифной ставке, полу-
чает премию за качественное и своевременное выполнение работ при
условии выполнения месячного производственного задания участком,
цехом. Размер премии устанавливают от 10 до 20% тарифной ставки
(оклада), в зависимости от профессии рабочего.
Сдельная оплата труда, при которой чем больше ра-
бочий выпускает продукции, тем большую получает зарплату, стиму-
лирует повышение производительности труда, совершенствование
технологии и организации ремонта, развитие рационализации и изо-
бретательства.
Если выполняемая работа соответствует более высокому разряду,
чем разряд рабочего-сдельщика, оплату производят по разряду выпол-
няемой работы. Если же рабочий выполняет работу более низкого
разряда, то оплату производят по разряду выполняемой работы, но
выплачивают разницу между тарифными ставками разрядов рабочего
и работы, если разность разрядов превышает единицу.
Первичным документом для оплаты работы рабочих-сдельщиков
является наряд. В нем приводятся номер заказа, фамилия рабочего
и его разряд, вид вспомогательной работы, норма времени с указани-
ем разряда работы и расценки. Выполненная работа предъявляется
мастеру и контролеру, которые, приняв ее, подписывают наряд.
Сдельная оплата труда хотя и стимулирует повышение произво-
дительности труда, но не стимулирует качественное выполнение ра-
382
бот. Поэтому при сдельной оплате труда применяют дополнительные
меры поощрения за высокое качество труда и в то же время снижают
оплату за работу низкого качества.
Из сдельных систем оплаты труда наибольшее применение нашла
сдельно-премиальная система. При этой системе оплаты
труда рабочие-сдельщики, непосредственно занятые на ремонтных
работах, премируются в размере до 15% от сдельной оплаты за качест-
венное и досрочное выполнение ремонтных работ при условии выпол-
нения месячного производственного задания участком, цехом.
Существуют и другие сдельные системы оплаты труда. Например,
прогрессивно-сдельная форма оплаты, при которой за выработку в пре-
делах нормы труд оплачивается по нормальной расценке, а за выра-
ботку сверх нормы — по повышенной.
Применяется также аккордная оплата труда. Эта
разновидность сдельной оплаты состоит в том, что сдельная расценка
устанавливается целиком на какую-либо работу с указанием срока
ее выполнения без ограничения продолжительности рабочего дня.
Косвенно-сдельную систему оплаты труда применя-
ют для оплаты вспомогательных рабочих, непосредственно обслужи-
вающих группу основных рабочих-сдельщиков и оказывающих вли-
яние на их производительность (наладчики, крановщики и т. п.).
При косвенно-сдельной системе оплаты труда заработную плату та-
ким рабочим выплачивают с учетом выполнения норм основными
рабочими.
Опыт передовых ремонтных предприятий показывает, что на мон-
тажных участках целесообразно применять бригадный подряд,
например при ремонте агрегатов, двигателя, шасси или целой машины.
При такой организации работы бригадир заранее обеспечивает всю
бригаду необходимыми деталями, материалами и, при необходимости,
перебрасывает рабочих с одного поста на другой, организует пере-
дачу незавершенных работ одной смены другой. Качество работ,
выполняемых по бригадному подряду, высокое, так как за него отве-
чает вся бригада.
Работа по этому методу повышает дисциплину, ответственность
и заинтересованность каждого члена бригады. Обеспечивается полная
преемственность незавершенных работ разными сменами. Бригадный
подряд позволяет значительно повысить производительность труда
и увеличить заработок рабочих.
Труд инженерно-технических работников и служащих оплачи-
вается согласно должностным окладам. Им могут выплачиваться
премии при выполнении и перевыполнении определенных показате-
лей предприятием, цехом, участком.
Контрольные вопросы
1. Что такое норма времени, норма выработки, как оии связаны между собой?
2. Какие бывают способы установления нормы времени, выработки? 3. Что такое
фотографирование рабочего процесса, хронометраж и метод моментных наблюдений?
Какие затраты рабочего времени определяют с их помощью? 4. Какие виды хроно-
метража применяются? 5. Виды затрат рабочего времени н состав технической нормы
383
времени. 6. Как нормируются станочные работы? 7. Как нормируются сварочные
работы? 8. Как нормируются кузнечные работы? 9. Как нормируются слесарные и
слесарио-сборочные работы? 10. Как нормируются гальванические работы? 11. Ка-
кие системы оплаты труда применяются в ремонтных мастерских государственных
предприятий сельского хозяйства?
Практическое занятие 2
Определить норму времени и оплату труда на восстановление изношенной
поверхности детали.
Результаты работы изложить в такой последовательности: марка машины,
наименование детали, материал, термообработка и масса детали, восстанавливаемая
поверхность, глубина износа, способ восстановления.
Вычертить эскиз детали с основными размерами. Заполнить таблицу, форма
которой приведена ниже.
Основное время
Наименование операции
расчетная
формула
и расчет
продол-
житель-
ность,
мин
Вспомо-
гательно.'
время,
мин
Допо тигельное
время
продол-
житель-
ность,
мин
Продолжение
Подготовительно-заключитель-
ное время, мин, при
партии ............ деталей
Общая норма
времени, мин
Разряд
рабочего
Часовая
оплата, коп.
Сумма,
руб.
Глава 13. ОРГАНИЗАЦИЯ ТРУДА И ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
НА РЕМОНТНОМ ПРЕДПРИЯТИИ
§ 1. Расчет числа рабочих для ремонтного предприятия
Чтобы обеспечить выполнение плана работы, ремонтное предприя-
тие должно располагать помещениями, оборудованием, рабочими.
Для расчета следует определить режим работы предприятия и фонды
времени: рабочего, оборудования и самого предприятия.
Режим работы ремонтного предприятия характеризуется длитель-
ностью смены в часах и количеством смен.
Продолжительность рабочей смены во всех цехах и отделениях
мастерских хозяйств при шестидневной рабочей неделе составляет 7 ч,
а на предприятиях Госкомсельхозтехники при пятидневной неделе —
8,2 ч (41 ч в неделю). Во всех вредных цехах продолжительность
рабочей смены 6 ч при шестидневной неделе и 7 ч при пятидневной.
Фонд времени — время в часах, которое может обеспечить рабочий,
оборудование, предприятие на выполнение работы в течение планируе-
мого календарного срока.
384
Фонд (действительный) времени рабочего
(Фвр) на планируемый период рассчитывается по уравнению:
Фвр (^к '^в dn d0) /т]у (dnB + ^пп)>
где dK, dB, d„ и d0 — соответственно число календарных, выходных, праздничных и
отпускных дней за год; t — продолжительность рабочей смены, ч; т)у — коэффициент
выхода рабочего на работу, учитывающий потери рабочего времени по уважительным
причинам (т)у—0,95); dnB и dnn — число укороченных смей перед выходными и празд-
ничными днями (при продолжительности смены 7 ч).
Фонд времени оборудования (Фво) на планируе-
мый период определяется по формуле:
Фво (^к dB dn) ^ит]р (^пв “1" dnn) п,
где т]р — коэффициент времени работы станка с учетом его обслуживания и ремонта
(т]р= 0,95); п — число смен.
Фонд времени ремонтного предприятия (Фрп)
на планируемый период работы определяется по формуле:
Фрп (^к ds б(п) tn (d„n rfnB) п.
Расчет числа производственных рабочих. Если ремонтное предприя-
тие загружено равномерно в течение всего года, то явочное число
производственных рабочих (Р) может быть определено по уравнению:
р__
~ Фвр’
где Тс — суммарная трудоемкость ремонтных работ; Фвр — действительный фонд
времени рабочего.
Если загрузка ремонтного предприятия (рабочего места) нерав-
номерна, то определяют явочное число рабочих по периодам, в кото-
рых нагрузка равномерна.
Потребное число рабочих может быть также определено из графика
ремонтных работ при делении соответствующей дневной напряжен-
ности на длительность рабочего дня.
Число рабочих по специальностям определяют из норм трудоем-
кости различного вида работ, составляющих общую трудоемкость
ремонта машины.
Общая трудоемкость ремонта машин в мастерской хозяйства сла-
гается из трудоемкостей станочных, слесарно-монтажных, кузнечных,
сварочных, столярно-малярных и жестяницких работ:
^об = Т’сг + Т’сл + Т’к + Т’св + Т’мал + Т’ж"
При ремонте машин и оборудования разных марок и других рабо-
тах соотношение затрат труда рабочими различных специальностей
разное. Это соотношение можно определить по процентному соотно-
шению видов работ в общей норме трудоемкости данного вида ремон-
та или работы. В таблице 41 представлено примерное распределение
трудоемкости по видам работ на ремонте машин в мастерских хозяйств.
Из данных таблицы 41 видно, что наибольшую трудоемкость
13 № юо
385
ТАБЛИЦА 41
Наименование работ Примерное распределение трудоемкости по видам работ на ремонте (%)
станочные слесарные и монтажные кузнечные сварочные столярные н малярные жестяницкие
Ремонт тракторов:
гусеничных 13,5 75,6 4,0 2,9 2,0 2,0
колесных 11,5 80,0 3,5 2,0 1,5 1,5
Ремонт комбайнов 9,0 78,5 2,5 3,5 4,5 2,0
Ремонт автомобилей 18,0 65,3 5,5 2,7 6,0 1,5
Ремонт сельскохозяйственных машин 8,0 68,0 12,0 5,0 5,0 2,0
Техническое обслуживание тракторов 5,0 86,0 3,0 5,0 — 1,0
Техническое обслуживание сельхозма- шин 5,0 83,0 5,0 5,0 1,0 1,0
Ремонт машин животноводческих ферм 8,0 68,0 12,0 5,0 5,0 2,0
Изготовление инструмента и приспособ- лений 35,0 52,0 5,0 6,0 1,0 1,0
Изготовление запчастей 78,0 10,0 5,0 5,0 1,0 1,0
Восста ювление изношенных деталей 30,0 10,0 5,0 50,0 1,0 4,0
Прочие хозяйственные работы 39,0 21,0 8,0 15,0 12,0 5,0
составляют слесарные и монтажные работы. Это связано с тем,
что мобильные машины ремонтируют путем замены их агрегатов
и сборочных единиц.
Используя эти данные, можно по графику загрузки ремонтно-
го предприятия построить график потребности в рабочих по специ-
альностям для выполнения месячного и годового объема ремонтных
работ.
§ 2. Формы организации труда
Выбор формы организации труда зависит от объема работ и харак-
тера ремонтируемых объектов (многообразия моделей, различных ти-
пов ремонтируемых машин). В практике ремонта сложились следую-
щие формы организации труда: бригадная, постовая и бригадно-посто-
вая.
Бригадная форма — это такая форма организации труда, при ко-
торой весь объем основных ремонтных работ (разборочно-сборочные,
слесарно-пригоночные, регулировочно-обкаточные) выполняется опре-
деленной группой рабочих. Только отдельные работы, такие, как сва-
рочные, кузнечные, механические, выполняют специальные рабочие.
Эта форма имеет ряд существенных недостатков: труд по ремонту
не разделяется между отдельными исполнителями, низкая произво-
дительность труда, большой расход запасных частей, высокая стои-
мость ремонта и низкое качество.
Прибегать к этой форме приходится во время ремонта простых ма-
шин (плуги, сеялки, культиваторы), а также при ремонте единичных
специальных машин (бульдозеры, экскаваторы, грейдеры и др.).
38G
Малая производственная программа ремонта этих машин делает не-
целесообразным расчленение производственного процесса по постам.
Постовая форма — это такая форма организации труда, при кото-
рой весь производственный процесс ремонта расчленен на группы
операций. Каждая такая группа завершает технологический процесс
ремонта, например, ремонт и сборка шатунно-поршневой группы,
ремонт голойок цилиндров, масляного насоса, ремонт и сборка короб-
ки передач и т. д.
Постовая форма организации труда предусматривает наличие ра-
бочих постов, то есть постоянных рабочих мест по всем элементам
технологии ремонта машин, оборудованных и оснащенных всеми необ-
ходимыми приборами, приспособлениями и инструментом с постоян-
ными исполнителями на этих рабочих местах. Квалификация испол-
нителей должна соответствовать операциям, выполняемым рабочим
постом на том или ином рабочем месте.
Большая эффективность постовой формы организации труда опре-
деляется следующим: относительно широким разделением труда и
специализацией исполнителей по отдельным операциям, что дает воз-
можность повысить производительность труда и улучшить качество;
уменьшением числа одновременно ремонтируемых машин, что позво-
ляет значительно лучше использовать площади мастерской; правиль-
ным расположением рабочих мест, постов и отделений, что позволя-
ет исключить противопотоки, излишние транспортировки деталей
и агрегатов ремонтируемых машин; снижением себестоимости ре-
монта в связи с повышением производительности труда, улучшением
использования оборудования, приборов и приспособлений, а также
площадей мастерской.
Постовую форму организации труда целесообразно применять
на специализированных ремонтных предприятиях, где преобладает
массовый ремонт (несколько сот или тысяч) целых машин или агрега-
тов, а также в крупных центральных мастерских совхозов, колхо-
зов и в мастерских общего назначения объединений Госкомсельхсз-
техникн при ремонте относительно большого числа одномарочных
или однотипных машин.
Бригадно-постовая форма организации труда является сочетанием
первых двух форм. В этом случае значительную часть работ по ремон-
ту машин (разборку, сборку и ремонт наиболее простых комплектных
групп) выполняет бригада, ремонтирующая машину, а специальные
работы (механические, сварочные и др.) проводят на специализиро-
ванных рабочих постах.
В центральных мастерских совхозов в связи с небольшим количест-
вом ремонтов однотипных машин целесообразно использовать бри-
гадно-постовую форму организации труда.
§ 3. Методы ремонта
В сельском хозяйстве применяют следующие методы ремонта ма-
шин: необезличенный, обезличенный и агрегатный.
Необезличенный — такой метод, когда все детали и комплектные
группы, принадлежащие машине, после ремонта устанавливают на
13*
387
эту же машину. Положительной стороной метода является то, что с
большой полнотой используются все детали, имеющие износы в допус-
тимых пределах. Это стимулирует сохранность машины, улучшает
качество эксплуатации и ухода за ней. Отрицательной стороной
является то, что при этом методе машина находится в ремонте дли-
тельный срок.
Применяют этот метод в мастерских отделений и центральных мас-
терских совхозов и колхозов при ремонте сложных, единичных машин,
а также при ремонте простых сельскохозяйственных машин.
Обезличенный — это такой метод, при котором детали и комплект-
ные группы машины обезличиваются н после ремонта устанавливают-
ся па любую ремонтируемую машину данной модели.
Положительной стороной метода является то, что значительно
сокращается длительность пребывания машин в ремонте и снижают-
ся накладные расходы. Отрицательной стороной является то, что не
стимулируется сохранность машины и деталей, бережливое отноше-
ние к машине.
Полностью обезличенный ремонт применяют иа крупных специ-
ализированных предприятиях по ремонту отдельных агрегатов и сис-
тем. В мастерских совхозов и колхозов, а также в мастерских общего
назначения системы Госкомсельхозтехники при ремонте большого
количества тракторов, комбайнов и сложных сельскохозяйственных
машин применяют частично обезличенный ремонт, при котором основ-
ные базисные и дорогостоящие детали (рама, блок, коленчатый вал,
шатуны и др.) не обезличиваются.
Агрегатный — это метод, при котором неисправные, подлежащие
ремонту агрегаты и комплектные группы машины заменяют отремон-
тированными или новыми. При наличии соответствующего количест-
ва запасных деталей и комплектных групп целесообразно организо-
вать агрегатный метод устранения отказов и проведения сложных
технических обслуживании. Особенно эффективно применять агре-
гатный метод на машинах, работающих в уборочно-транспортных
комплесах. Он позволяет в мастерских совхозов и колхозов ремонти-
ровать сложные машины с заменой изношенных агрегатов. Ремонт
же самих агрегатов должен выполняться специализированными ре-
монтными предприятиями, на которых создаются оборотный фонд
агрегатов и комплектных групп. Этот фонд используется следую-
щим образом: в хозяйствах — для замены изношенных агрегатов
и комплектных групп на машинах, подвергающихся текущему ремон-
ту в мастерских хозяйств; на ремонтных предприятиях — в качест-
ве задела для бесперебойной и непрерывной работы предприятия.
Обменные агрегаты и комплектные группы могут быть только на
специализированных ремонтных предприятиях или на обменных пунк-
тах системы Госкомсельхозтехники и предназначены для обмена на сда-
ваемые заказчиками (совхозами, колхозами) однотипные агрегаты,
подлежащие ремонту.
Этот метод ремонта способствует значительному сокращению пре-
бывания машин в ремонте, улучшает качество и снижает себестоимость
ремонта машин в мастерских совхозов и колхозов.
388
§ 4. Способы ремонта
На ремонтных предприятиях применяют тупиковый и поточный
способы ремонта машин.
При тупиковом способе машины разбирают и собирают на одном
месте. В этом случае приходится транспортировать большое коли-
чество деталей и агрегатов на рабочие места для мойки, дефектации
деталей, а также для ремонта и восстановления деталей. Этот способ
целесообразно применять при ремонте громоздких энергонасыщенных
машин и прн относительно небольшой программе ремонта.
При поточном способе машины разбирают и собирают на поточных
линиях с использованием безрельсовых или рельсовых тележек,
конвейеров и т. п. Ремонтируют агрегаты также на тележках, пере-
двигаемых по потоку в соответствии с технологическим процессом.
Линии ремонта, сборки и обкатки комплектных групп и агрегатов
должны быть размещены в технологической последовательности воз-
ле поточной линии сборки машины.
Поточный способ ремонта следует применять при большой произ-
водственной программе и постовой форме организации труда на специ-
ализированных ремонтных предприятиях.
Элементы поточного ремонта можно также использовать в крупных
мастерских совхозов н колхозов.
Контрольные вопросы
1. Как обеспечивается круглогодовой ремонт машин? 2. Какие формы органи-
зации труда сложились в ремонтной практике? 3. Что понимается под бригадной
формой организации труда? Когда и где ее следует применять? 4. Что понимается
под постовой формой организации труда? Когда и где ее следует применять? 5. Что
понимается под поточной формой организации труда? Когда и где ее следует приме-
нять? 6. Какие методы ремонта различают в сельском хозяйстве? 7. Что понимается
под индивидуальным методом ремонта? Когда его целесообразно применять? 8. Что
понимается под обезличенным методом ремонта? Когда его целесообразно применять?
9. Что понимается под агрегатным методом ремонта? Когда его целесообразно при-
менять? 10. Что такое оборотные и обменные агрегаты и где они должны находиться?
11. Какие различают способы ремонта? Когда и где их целесообразно применять?
12. Как определяют фонд времени рабочего, оборудования, предприятия?
§ 5. Основные параметры производственного процесса
Основными параметрами, определяющими организацию произ-
водственного процесса ремонтного предприятия, являются: такт ремон-
та, продолжительность пребывания машины (объекта) в ремонте и фронт
ремонта.
Такт ремонта — периодичность выполнения операций, закреплен-
ных за рабочим постом, например периодичность поступления машины
в ремонт или выхода ее из ремонта.
Для специализированного ремонтного предприятия, имеющего
постоянную и равномерную загрузку одноименными объектами ремон-
та, такт ремонта (т) может быть рассчитан следующим образом:
х __ <^>в-пР
389
где Фв.Пр — годовой фонд времени специализированного ремонтного предприятия;
«х — число объектов (машин, агрегатов), которые должны быть отремонтированы
за год.
Для мастерских системы Госкомсельхозтехники общего назначения
и крупных мастерских хозяйств, когда одноименные объекты (модели
машин) ремонтируют в определенный период года, такт ремонта мо-
жет быть рассчитан следующим образом:
__ Фв.М
~’ «2 ’
где Фв_ м — фонд времени мастерской за период, в течение которого выполняется
объем ремонтных работ по рассматриваемой модели машин в часах; п2 — число
ремонтов машин данной модели за данный период.
Таким образом рассчитывают такт, когда ремонт машин органи-
зован последовательно по моделям.
В том случае, когда планируется проведение смешанного ремон-
та машин разного вида (тракторы разных моделей, комбайны разных
моделей) и поступление машин не упорядочено по моделям, необхо-
димо все ремонтируемые модели машин выразить в приведенных
единицах через коэффициент приведения (табл. 42) относительно
одной какой-нибудь модели и рассматривать фонд времени мастер-
ской для всего периода, в течение которого ремонтируют этот раз-
номодельный парк машин.
В этом случае такт ремонта (ч/прив. маш.) данной машины можно
выразить следующим образом:
т_ф°.м
«пр ’
где Фв. м — фонд времени ремонтной мастерской за период смешанного ремонта
машин (агрегатов); ппр — число всех машин, ремонтируемых за указанный период,
выраженное в единицах принятой условной машины (агрегата).
Ппр = NТД-75 х 1 + NК-70Ю X 1,44 4- Л^Т-40 X 0,58 и т. д.,
где Л'дт-75. ЛГк-700. Л'т.м и т. д.—число ремонтов машин той или иной марки; 1;
1,44; 0,58 и т. д.— коэффициент приведения.
ТАБЛИЦА 42
Тракторы Коэффициент приведения Двигатели Коэффициент приведения
ДТ-75, Т-74 1,0
Т-38 0,8 ЯМЗ-238, ЯМЗ-240 1,29
Т-4, Т-4А, Т-150 1,34
К-700, К-701 1,44 Д-36, Д-40, Д-48М 1,02
МТЗ-50, МТЗ-52 0,70 СМД-14, Д-75 1,00
МТЗ-80, МТЗ-82 0,78 Д-50 0,88
Т-40 0,58 Д-38 0,80
Т-25 0,44 Д-37М 0,65
При смешанном ремонте машин и возможности упорядочения пос-
тупления ремонтируемых машин по моделям целесообразно предва-
рительно сгруппировать их по моделям, намеченным к ремонту по годо-
390
вому плану. Например, специализированная мастерская должна за
год отремонтировать 320 тракторов МТЗ-50 и 160 тракторов Т-40.
В этом случае целесообразно сгруппировать поступление машин для
ремонта следующим образом: МТЗ-50, МТЗ-50, Т-40.
В этом случае такт (ч/группа) смешанного группового ремонта
определится следующим образом:
т _ фв.м
' «гр ’
где Фв. м — годовой фонд времени специализированной мастерской; ягр — число
групп м=шин.
Рассчитанный указанными выше способами такт ремонта позво-
ляет определять необходимое количество рабочих на каждом рабочем
посту; время, через которое должен быть завершен ремонт каждого
агрегата; скорость передвижения конвейера; количество оборудова-
ния как в основных, так и во вспомогательных цехах н др.
Рабочим постом называют комплекс работающих и рабочих мест,
обеспечивающих выполнение ремонтных работ в соответствии с расчет-
ным тактом.
Под рабочим местом понимается определенная площадь ремонт-
ного предприятия, оснащенная оборудованием, приборами и приспо-
соблениями, с помощью которых может быть выполнена та или иная
операция технологического процесса ремонта.
Чтобы осуществить ремонт машин в соответствии с запроектиро-
ванным технологическим процессом, необходимо провести комплекто-
вание рабочих постов, охватывающих все операции технологического
процесса. При их комплектовании в соответствии с расчетным тактом
необходимо руководствоваться следующими положениями:
1. Работы, выполняемые на рабочем посту, должны быть техноло-
гически однородны по приемам, инструменту и оборудованию, приме-
няемым для их выполнения.
2. Работы на рабочем посту должны по возможности носить закон-
ченный характер, чтобы не обезличивать их, не снижать ответствен-
ности исполнителей и гарантировать высокое качество выполняемых
работ.
3. Число исполнителей на тот или иной пост следует подбирать
с учетом удобства проведения работ. Следует стремиться к минималь-
ному числу исполнителей на посту.
4. Работы на посту по сумме трудоемкостей с учетом числа испол-
нителей должны соответствовать расчетному такту (недогрузка не бо-
лее 5%, перегрузка не более 15%), то есть при комплектовании ра-
бочих постов должно соблюдаться условие:
^ = (0,95... 1,15)т,
где Т„ — трудоемкость работ, подобранных иа пост; m — число рабочих иа посту.
5. В том случае, когда длительность технологической операции
при подобранном числе исполнителей больше расчетного такта и не
391
может быть поделена между большим числом исполнителей, необхо-
димо вводить дублирующие посты.
Укомплектованные таким образом рабочие посты позволяют с боль-
шой точностью определить число производственных рабочих, а также
подобрать технологическое оборудование, инструмент и необходимые
приспособления для выполнения технологического процесса ремонта.
Продолжительность пребывания машин (агрегатов) в ремонте опре-
деляется периодом времени от начала первой операции до конца пос-
ледней операции ремонта данного объекта.
Операции на ремонте машин можно разделить на три группы.
Первая группа — полностью зависимые операции: начало
последующей операции может последовать только после окончания
предыдущей (доставка машины на ремонт и наружная мойка; наруж-
ная мойка и разборка).
Вторая группа — частично зависимые операции: начало по-
следующей операции может начаться через какой-то промежуток вре-
мени от начала предыдущей (разборка машины и мойка агрегатов,
мойка деталей и дефектация).
Третья группа — полностью независимые операции (ре-
монт топливной аппаратуры, ремонт шатунно-поршневой группы, ре-
монт клапанного механизма).
Длительность пребывания машины в ремонте будет равна сумме
длительности всех зависимых и частично зависимых операций.
При ремонте тракторов и автомобилей такими операциями, опре-
деляющими продолжительность производственного цикла, являются:
доставка машины на ремонт, наружная мойка, разборка, мойка, де-
фектация, ремонт рамы и корпуса заднего моста, сборка заднего моста,
общая сборка машины, обкатка с устранением обнаруженных дефектов,
окраска.
Эта методика определения продолжительности пребывания машин
в ремонте справедлива для комбайна и для других сложных машин.
Применять ее можно как в мастерских хозяйств, так и в мастерских
общего назначения и специализированных мастерских Госкомсельхоз-
техники. Такое деление машины на группы следует проводить как
при капитальном, так и при текущем ремонте; как при необезличен-
ном, так и при обезличенном ремонте.
Однако более точно продолжительность производственного цикла
определяется графическим путем.
§ 6. График производственного цикла
График производственного цикла строят в прямоугольных коор-
динатах. По оси ординат сверху вниз выписывают последовательный
перечень работ, составляющих технологический процесс ремонта объ-
екта с указанием нормы времени, числа рабочих на посту, длитель-
ности выполнения операций, процента загрузки поста. По оси абсцисс
в масштабе откладывают часы работы и указывают промежутки, рав-
ные тактам.
Работу скомплектованных постов изображают на графике прямой
392
линией, показывающей начало и конец выполнения операции или ра-
боты поста. Частично зависимые операции наносят па график с неко-
торым перекрытием предыдущей операции. Начала независимых опе-
раций наносят на графике тотчас после завершения последней зави-
симой для них операции.
После нанесения на график работы всех постов можно определить
длительность производственного цикла. Для этого по графику опре-
деляют число часов (дней) от начала первой операции до конца послед-
ней. На рисунке 274 приведен график производственного цикла при
ремонте тракторов ДТ-75. Такт составляет 7 ч. Длительность произ-
водственного цикла составляет 8 дней 6 ч (62 ч).
Подсчитанный процент загрузки постов показывает, что основные
посты укомплектованы вполне удовлетворительно (% загрузки колеб-
лется от 99 до 106%).
Фронт ремонта — число машин или агрегатов, одновременно на-
ходящихся в ремонтном предприятии. Фронт ремонта определяется
следующей зависимостью:
т ’
где /р — длительность пребывания объекта в ремонте, определяемая из графика
производственного цикла или расчетным путем; т — расчетный такт ремонта объекта.
В случае смешанного, группового ремонта для определения фронта
ремонта необходимо:
построить график производственного цикла на ремонте смешан-
ной группы машин;
определить продолжительность пребывания в ремонте наиболее
трудоемкой (из групп) машины (/рем);
определить суммарный (для группы) такт ремонта (тсум).
Тогда фронт ремонта машин будет равен:
р ^рем
Тс ум
Имея данные о продолжительности производственного цикла и,
следовательно, о продолжительности пребывания объекта в ремонте,
представляется возможным построить календарный график ремонта
па месяц, квартал, год. Для этого необходимо на график по вертикали
выписать номера объектов, подлежащих ремонту, а по горизонтали —
числа месяца (без выходных и праздничных дней). Против первого
объекта провести линию, соответствующую по длине продолжитель-
ности ремонта объекта в днях. Против второго объекта проводят ли-
нию такой же протяженности, но смещенной относительно первой
на величину такта. И так по всем номерам объектов.
Этот график можно использовать не только для планирования,
но и для учета фактического выполнения плана, если параллельно
с линией планового пребывания машины в ремонте отмечать факти-
ческое время пребывания машины в ремонте, начало и конец ремонта
каждой машины.
393
Операций
Достатка трактора на ремонт ~
наружная очистка трактора~_____________
Снятие внешнего оборудования и овигатепн
Разборка шасси на узлы
Разборка двигателя на узлы
Разборка узлов двигателя на детали
Разборка узлов шасси на детали
Разборка и сборка гусениц
Транспортные работы
Мойка узлов и деталей двигателя
Мойка узлов и деталей шасси
Дефектовка деталей двигателя
Дедзектовка деталей шасси
Комплектовка деталей двигателя
комплектовка деталей шасси
ремонт и сборка узлов а Рига тел я
Разбаркаленонтисборка гидравлической системы
Сборка двигателя из узлов
Обкатка и испытание основного двигателя"""
Контрольный осмотр и устранение десректобГ
Ремонт и сборка узлов трансмиссии и ходовой части
Сборка трансмиссии из узлов ~
Обкатка трансмиссии,устранение дефектов
Установка ходовой части
Установка двигателя
Установка радиатора
Установка электрооборудования
Установка внешнего оборудования
Установка гидросистемы
Уаправка трактора водой, маслам
Обкатка трактора _____________________
Контрольный осмотр и устранение дефектов
Покраска трактора
итого'.
Тавота вспомогательных отделений:
______механического
______сваручного
кузнечного
всего:
1-30
1-30
6-40
15-30
5-50
73-
14-00
7-00
13
з-зо
4-00
о-00
ТП
5-00
ТТЛ
2
J
4
5
5
7
47^^
7-00
7ZT0
ТТд
13_
14_
15
38 00
22-00
з-оо
ТЛЯ
2-00
2-00
2-00
8-00
ТТд
Тод
2-30
6-00
ТТд
7Ш£
го.
21
12
23
27
зз-оо
ю-оо
314,4
4
2
7
2
6
2
5_
3
2
2
6
2
2
0-22,5
О • ?2,5
1 - 40
3-55
7-00
з-зо
2-30
3-30
4-00
6-00
5-00
5-00
4-00
7-00
7-00
7-00
4-00
з-оо
7-30
7- 20
3-00
4-00
1- 00
1-00
1-00
4- 00
1-30
1-30
2-30
3-00
5-30
5 - 00
4-40
100
39
"Тод
86
103
157
129
Too
100
100
100
105
100
100
106
Тб
7.9
72
68
Последовательность и длительность выполнения операций при ремонте
тракторов ДТ- 75
Дни ремонта_______________________________
третий\четверты1к пятый \ шестой\седьмой \восьмои\дёвятьщ
первый
второй
||||1Ш11111111Н111П111111И111!а111!!!!111Ц!
iiiiiiiiiiiiiiinaiiiiiiiiiiiiiiiiiBBiiiiiiiiiiii
г
liiiiiiiliHHHiiHiiiiiiiiiHiiiiimiimiiiiiliaiiiiiiiiiiii
Рис. 274. График ремонтного цикла трактора ДТ-75М.
§ 7. Сетевое планирование в организации ремонта машин
В связи с развитием глубоко специализированных ремонтных пред-
приятий и расширением на этой основе системы кооперирования пред-
приятий по ремонту машин становится важным улучшать планирова-
ние и управление ремонтным производством.
Для этого целесообразно использовать сетевые графики (рис. 275),
являющиеся основой сетевого планирования и управления, позволяю-
щего анализировать правильность кооперации и взаимосвязи ремонт-
ных предприятий на ремонте машин, выявлять резервы производства
и определять запасные и обменные фонды агрегатов.
Основой для составления сетевого графика является перечень со-
бытий и работ по рассматриваемому производственному процессу
(ремонт машины, техническая подготовка производства и др.).
При сетевом планировании применяются свои специфические тер-
мины и понятия.
Работа — это процесс, на который расходуются время, трудовые
или иные ресурсы. На графике работа обозначается безмасштабной
стрелкой.
Событие обозначает сам факт начала или окончания какой-либо
работы. На событие пе расходуются ни время, пи ресурсы. Оно изоб-
ражается на графике обычно кружком. События нумеруют порядковыми
числами 0, 1, 2 и т. д. Между двумя смежными событиями может быть
только одна работа. Продолжительность работы обозначают буквой t
с индексами номеров начального и конечного событий, например:
/1_2; t-1-л И т. д.
Последовательность событий показывает, какое событие не может
произойти до выполнения предыдущего. Порядок событий определяет-
ся направлением стрелок.
Фиктивная зависимость — связь между событиями, не требующая
затрат времени. Она обозначается так же как и работа, но стрелку
делают пунктирной.
Путем называется любая последовательность работ в сети.
Продолжительность (длина) любого пути (/,) равна сумме про-
должительностей составляющих его работ.
Критический путь tKV — это путь, имеющий наибольшую продол-
жительность, т. е. наибольшее время, расходуемое на переход от
начального к конечному событию. Обозначается на рисунке жирной
линией. События критического пути не имеют резервов времени.
Сетевой график планирования позволяет предусмотреть и учесть
все организационные, производственные и технологические издержки
времени, связанные с оформлением приема в ремонт, подготовкой,
проведением ремонта и сдачей готовой продукции, и при анализе вы-
явить организационные и технологические резервы, позволяющие про-
вести ремонт в белее сжатые сроки, с меньшими издержками произ-
водства.
Рассмотрим это на упрощенном примере ремонта трактора ДТ-75
в специализированной мастерской Госкомсельхозтехники, работаю-
щей ио кооперации со специализированными предприятиями по ремон-
395
ту агрегатов: заводом по ремонту двигателей, заводом по ремонту топ-
ливных насосов и гидросистем.
События и работы, из которых составляется сетевой график, пред-
ставляют собой следующее:
Код работы Наименование событий и работ Ожидаемая продолжи- тельность работы, дней
0—1 Оформить заказ совхоза на ремонт трактора ДТ-75 <o-i = O
1—2 Привезти трактор силами мастерской из совхоза и уста- ^1 — 2 — 1
новить на площадке
2—3 Доставить трактор в мастерскую, снять с него электро- <2 —з —0,9
оборудование, провести наружную мойку
3—4 Разобрать трактор на комплектные группы и детали <1-4— 1,5
4—5 Доставить двигатель в комплекте с топливной аппара- <4-5-2,0
турой на мотороремонтный завод <5-15= 1 >5
5—15 Доставить топливную аппаратуру на завод по ремонту
агрегатов <4-6 = 0,5
4-6 Промыть детали и комплектные группы трактора
6—7 Продефектовать детали и продиагностировать агрегаты <в- 7= 0,4
7—8 Доставить гидросистему на завод по ремонту агрегатов /7_8— 2,0
15-16 Отремонтировать топливную аппаратуру <i5-ie = 0,8
16—17 Доставить топливную аппаратуру на мотороремонтный <16-17= 1 >0
завод
15—18 Отремонтировать двигатель и установить топливную ап- <15-16 = 3,8
18—19 паратуру Доставить двигатель из мотороремонтного завода в ма- <1б-1» = 2,0
стерскую по ремонту тракторов
8-9 Отремонтировать гидросистему / 8 _ 9 — 2,4
9-10 Доставить гидросистему в мастерскую по ремонту трак- <6-10=2,0
7—11 торов Укомплектовать трактор деталями <7-11 = 0,4
11—12 Собрать комплектные группы ходовой части и силовой <и-12= 2,0
12-13 передачи Установить комплектные группы силовой передачи и <12-13= 1 ,0
ходовой части
13—14 Обкатать силовую передачу <13-14 = 0,3
19-20 Установить двигатель на трактор 19-20 ~ 1
20-21 Установить направляющие колеса и гусеницы <20-21= 0,6
21—22 Поставить кабину и полностью укомплектовать трактор <21-22= 0,8
22—23 Установить гидросистему па трактор и проверить ее <22 - 23 = 0,8
23—24 Обкатать трактор и устранить обнаруженные дефекты <23-24= 0,8
24—25 Окрасить трактор <24-25= 0,2
25—26 Доставить трактор в совхоз <25-26=1,0
26—27 Оформить документы о приемке трактора ^26-27 — 1
Определим критический путь.
1. Первый путь Lx проходит через события: 1, 2, 3, 4, 6, 7, 8, 9,
10, 23, 24, 25, 26, 27. Суммарное время выполнения работ по этому
пути равно:
/(£0 = 0 + 1,5 + 0,9+1,5+ 0,5 + 0,4 + 2,0 + 2,4+ 2,0 + 0,8+ 0,2+
+ 1,0 + 0,1 = 13,3 дня.
396
Рис. 275. Сетевой график на ремонт трактора ДТ-75 с различными критическими
путями (стрелку от 19 к 20 считать сплошнвй).
2. Второй путь L2 проходит через события: 1, 2, 3, 4, 6, 7, 11, 12,
13, 14, 20, 21, 22, 23, 24, 25, 26, 27. Суммарное время выполнения ра-
бот по этому пути равно:
Z(L2) = 0 + 1,5 + 0,94-1,5 + 0,5 + 0,4 + 0,4 + 2,0+ 1,0 + 0,34-0,1 +
+ 0,6 + 0,8 + 0,8 + 0,8 + 0,2+ 1,0 + 0,1 = 12,8 дня.
3. Третий путь Ls проходит через события: 1, 2, 3, 4, 5, 18, 19, 20,
21, 22, 23, 24, 25, 26, 27. Суммарное время выполнения работ по этому
пути равно:
/ (Z,3) = 0+ 1,5 + 0,9+ 1,5 + 2,0 + 3,8 + 2,0 + 0,6 + 0,8 + 0,8 + 0,8+
+ 0,2+1,0 + 0,1 = 16,1 дня.
4. Четвертый путь проходит через события: 1, 2, 3, 4, 5, 15, 16,
17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27. Суммарное время выполнения
работ по этому пути равно:
Z(L4) = O + 1,5 + 0,9+ 1,5 +2,0+ 1,5 + 0,8 + 1,0 + 2,0 + 0,6 +
+ 0,8 + 0,8 + 0,8 + 0,2+ 1,0 + 0,1 = 15,6 дня.
По длительности рассмотренные пути располагаются в следующем
порядке: Z(L3) = 16,1 дня; Z(L4) = 15,6 дня; Z(Li)=13,3 дня; i(L2)=
— 12,8 дня. Критический путь ZKp=Z(Z,3) = 16,l дня.
Можем определить резервы времени (Р) по различным путям пред-
ставленного сетевого графика:
Р (LJ = ZKp — Z (I.) — 16,1 —13,3 = 2,8 дня
Р^г) = {кР~t(LJ^ 16,i — 12,8 = 3,3 дня
P(L3) = ZKp-Z(L3)=16,l-16,l=0
Р (LJ = tKV-t (L4) = 16,1 -15,6 = 0,5 дня
397
Анализ сетевого графика показывает следующее:
время на транспортировку агрегатов на специализированные пред-
приятия занимает большой удельный вес: транспортировка гидросис-
темы — 4 дня, двигателя — 4 дня, топливной аппаратуры — 6 дней.
Отсюда следует, что при необезличенном ремонте всего трактора не-
целесообразно ремонтировать агрегаты в других специализированных
предприятиях (по кооперации) — это приводит к увеличению длитель-
ности самого ремонта трактора по крайней мере на 3,1 дня, или на 20%;
при обезличенном ремонте только трех указанных агрегатов и при
наличии оборотных агрегатов на специализированном предприятии
по ремонту тракторов и обменных агрегатов на технических обменных
пунктах время на ожидание поступления агрегата сведется к нулю,
и тогда сроки ремонта будут определяться наименьшим из путей сете-
вого графика, то есть вторым.
Таким образом, приведенный пример показывает, что сетевой гра-
фик позволяет выявить целый ряд неувязок в организации ремонта
(транспортировка, обезличивание агрегатов), в обеспечении оборот-
ными и обменными агрегатами, в организации работы технического
обменного пункта. Сетевой график целесообразно использовать при
оперативном планировании производственного процесса.
Контрольные вопросы
1. Что понимается под тактом ремонта машин? 2. Как подсчитывается такт ре-
монта на специализированном предприятии? 3. Как подсчитывается такт ремонта в
мастерских хозяйств? 4. Как подсчитывается такт при смешанном ремонте? 5. Ка-
ковы требования для комплектования постов? 6. Как определить длительность
пребывания машин в ремонте? 7. Что понимается под фронтом ремонта машин? 8. Как
подсчитывается фронт ремонта? 9. Как Определить критический путь на сетевом
графике?
Практическое занятие 3
Исходными данными для построения графика производственного цикла служат:
1) пооперационные нормы времени на ремонт машины;
2) такт ремонта машины;
3) рациональное число людей на посту для выполнения технологических опе-
раций.
Для построения графика следует определить, какие операции являются зависи-
мыми, независимыми и частично зависимыми; подсчитать длительность операций с
учетом числа исполнителей; нанести на сетку графика линии с точным указанием
начала и конца операций в соответствии с технологическим процессом.
По графику определить начало первой и конец последней операции и в целом
длительность производственного цикла. Поделив полученную длительность произ-
водственного цикла на расчетный такт, определить фронт ремонта машин.
Глава 14. КОНТРОЛЬ КАЧЕСТВА РЕМОНТА
Задача технического контроля на ремонтном предприятии заклю-
чается в обеспечении высокого качества выпускаемой продукции.
В задачи контроля качества ремонта машин входят: предупреж-
дение брака; проведение мероприятий по повышению качества ремонта;
выявление, учет и анализ брака и обеспечение выпуска высококачест-
венной готовой продукции.
398
Качество ремонта зависит от качества ремонтной документации,
ремонтного оборудования и инструмента, качества запасных частей
и материалов, а также качества труда людей, ремонтирующих машины.
§ 1. Виды и причины брака
По возможности исправления брак при ремонте машин разделяется
на следующие виды: окончательный, исправимый и условный.
Окончательный брак характеризуется значительными
отступлениями от технических условий, в результате чего деталь ста-
новится непригодной для использования, так как ее невозможно или
нерентабельно восстанавливать. Например, трещины на кольцах под-
шипников качения, возникшие в результате неправильного монтажа,
и т. п.
Исправимый брак характеризуется такими отступлениями
от технических условий восстановления деталей, которые могут быть
исправлены дополнительными работами, если это целесообразно по
экономическим соображениям. Например, черновина и несплошность
поверхности, полученные при наплавке детали, могут быть исправле-
ны дополнительной наплавкой; перешлифовка вала на следующий
ремонтный размер, если размеры, полученные при шлифовании, от-
личаются от заданного ремонтного размера и т. п.
Условный брак характеризуется незначительными отступле-
ниями от технических условий, по деталь может быть допущена к ра-
боте с некоторым снижением качества. Это относится к деталям ме-
таллоемким, дорогостоящим и дефицитным. Приемка деталей с услов-
ным браком должна быть особо оговорена в акте приемки машины из
ремонта.
По отражению в нормативной документации брак делится на явный
и скрытый.
Явный — это такой брак, для выявления которого в норматив-
ной документации предусмотрены правила, средства и методы контроля.
Скрытый — это брак, для выявления которого не предусмот-
рены необходимые правила, методы и средства контроля. К этому виду
брака могут быть отнесены: остаточные внутренние напряжения, внут-
ренние микротрещины, поры в наплавленном слое, структурная неод-
нородность металла и др.
Причины, вызывающие брак, могут быть: неисправность или при-
менение несоответствующего по размерам и назначению рабочего ин-
струмента, приспособлений и оборудования; несоблюдение технических
условий на разборку, ремонт, сборку, обкатку и испытание агрегатов,
механизмов и машин; недоброкачественность материалов, использу-
емых на ремонте, и деталей, поступающих на сборку; плохое хранение
и неправильная транспортировка деталей, агрегатов, механизмов и
машин; несвоевременная изоляция выбракованных деталей и брако-
ванных изделий; плохой учет брака и недостаточный инструктаж ра-
бочих; плохие условия работы в мастерских (плохая освещенность,
низкая температура, захламленность); недостаточная квалификация
рабочих.
399
§ 2. Формы, виды и способы технического контроля
Формы технического контроля. Существуют следующие формы ор-
ганизации технического контроля при ремонте машин: зависимая, по-
лузависимая и независимая.
Зависимая форма контроля — это такой контроль,
при котором контролер подчиняется непосредственно руководителю
отделения или участка завода, заведующему мастерской хозяйства
(совхоза, колхоза). На ремонтных заводах эта форма называется це-
ховым контролем. В условиях мастерских объединений сельхозтехни-
ки, мастерских совхозов и колхозов, где отсутствуют цеховые контроле-
ры, обязанности контролеров на участках и рабочих местах, помимо
инженера по техническому контролю, выполняют мастера участков,
которые непосредственно отвечают за качество объектов, ремонтируемых
на участках и каждом рабочем месте.
Полузависимая форма контроля — это такой кон-
троль, при котором контролер подчиняется непосредственно руково-
дителю ремонтного производства. Эта система применяется в мастерских
совхозов, колхозов, где инженер по техническому контролю подчи-
няется непосредственно директору совхоза или председателю колхоза.
Инженер по техническому контролю при этой системе назначается
вышестоящей организацией. Система полузависимого контроля более
объективна, а сам контроль за качеством ремонта более эффективен,
чем при зависимой форме.
Независимая форма контроля — это такой кон-
троль, при котором контролер находится непосредственно в подчине-
нии у вышестоящей организации. При этой системе функции незави-
симого контроля в мастерских отделений сельхозтехники осуществ-
ляются специалистами областных объединений сельхозтехники, а в
мастерских совхозов и колхозов — специалистами областного управ-
ления сельского хозяйства. Такая система является наиболее объек-
тивной, однако она малооперативна, поэтому ее применяют только в
определенные периоды.
Виды технического контроля. Различают следующие виды техни-
ческого контроля.
1) п о степени охвата ремонтируемых объек-
тов — сплошной, выборочный;
При сплошном контроле проверяют все без исключения детали и
узлы. Сплошному контролю подвергаются ответственные детали и
комплектные группы (коленчатые валы, подшипники, шатуны, топ-
ливная аппаратура, электрооборудование, гидросистемы), а также
детали машины после разборки на специализированных ремонтных
предприятиях.
При выборочном контроле проверяют не все детали и объекты, а
лишь незначительную их часть. Этот вид контроля применяют при
проверке деталей, изготавливаемых, восстанавливаемых и ремонти-
руемых большими партиями;
2) по охвату операций — входной, пооперационный, груп-
повой (промежуточный) или выходной.
400
При входном контроле проверяют сырье, материалы, комплектую-
щие изделия, поступающие на данное ремонтное предприятие от дру-
гих предприятий. При этом проводится выборочный контроль.
При пооперационном контроле проверку проводят после каждой
законченной операции. Этот вид контроля применяют обычно на на-
чальных операциях, неправильное проведение которых может вызвать
брак на последующих операциях ремонта. К таким операциям отно-
сятся сварка, наплавка, расточка цилиндров и т. п.
Групповой (промежуточный) контроль проводится после группы
операций, дающих законченную часть процесса обработки детали или
сборки, например шлифование и полирование шеек коленчатого вала,
сборка вала заднего моста с конической шестерней и коническими ро-
ликовыми подшипниками.
Выходной контроль заключается в проверке готовых деталей после
их восстановления, отремонтированных и собранных комплектных
групп (масляный насос, шатунно-поршневая группа), агрегатов, топ-
ливных насосов, гидросистем, коробок передач и др.;
3) п о времени проведения — систематический, пери-
одический, летучий и инспекционный.
Систематический контроль применяется главным образом для про-
верки состояния средств производства: оборудования, приспособлений
и инструмента, в том числе и контрольного. Систематический контроль
проводят повседневной оценкой качества выполнения операций, на-
пример качества обработки детали, качества выполнения сборочной
операции и т. п.
Периодический контроль проводят через определенные промежут-
ки времени па различных операциях технологического процесса ре-
монта.
Летучий контроль осуществляют выборочно через неопределенные
промежутки времени по усмотрению инженера по контролю, заведую-
щего мастерской, главного инженера как для проверки качества вы-
полнения той или иной операции процесса ремонта машины, обработки
детали, сборки, мойки, так и для контроля готовых деталей, ком-
плектных групп и агрегатов.
Инспекционный контроль проводят по назначению руководства объ-
единения Госкомсельхозтехники, областного управления сельского
хозяйства или других вышестоящих организаций для выявления ка-
чества ремонта или причин значительного брака, обнаруженного в
выпускаемой продукции;
4) по месту выполнения — стационарный, подвижный.
Стационарный контроль осуществляется на специально оборудо-
ванных участках, оснащенных таким контрольно-измерительным обо-
рудованием и приборами, которые не могут переноситься к месту рас-
положения проверяемой продукции.
Подвижный контроль осуществляется на рабочих местах сборки
комплектных групп, агрегатов и машин, ремонта больших, базис-
ных деталей (рам, корпусов, коробок передач и задних мостов, блоков).
Способы контроля качества ремонта машин. На ремонтных пред-
приятиях применяют следующие способы контроля качества ремонта
401
машин: осмотр, проверка на ощупь, ослушивание, ослушивание с осту-
киванием, проверка с помощью универсальных инструментов, жест-
кого мерительного инструмента и шаблонов. Все эти способы контро-
ля как в целом, так и применительно к отдельным деталям и узлам
были подробно рассмотрены в предыдущих главах.
Для выявления скрытого брака (дефекта) применяют ряд физичес-
ких методов: капиллярный, магнитный, электромагнитный, акусти-
ческий и радиационный.
Стадии контроля. Качество ремонтируемых машин должно конт-
ролироваться на всех стадиях технологического процесса: приемка
машин в ремонт; разборка и мойка машин; дефектовка деталей; вос-
становление и изготовление деталей; сборка комплектных групп и
агрегатов, их обкатка и испытание; сборка машин, их обкатка и ис-
пытание.
§ 3. Обязанности лиц, контролирующих качество ремонта
В ремонтных мастерских районных объединений сельхозтехники
и в крупных мастерских совхозов контроль за качеством ремонта ма-
шин, агрегатов, комплектных групп и деталей осуществляет инженер
по техническому контролю.
Постоянное рабочее место инженера-контролера должно находить-
ся в центральной мастерской и быть оснащено комплектом контроль-
но-измерительного инструмента, приборами и технической докумен-
тацией (альбомами технологических карт на ремонт, техническими ус-
ловиями, инструкциями и т. д.).
Инженер-контролер обязан систематически следить за качеством
ремонта агрегатов, поступающих из специализированных мастерских
и заводов (или из технических обменных пунктов) Госкомсельхозтех-
ники в мастерские хозяйств.
В менее крупных мастерских совхозов и колхозов периодически,
во время массового проведения ремонта, контроль за качеством ремон-
та машин возлагается на опытного механика (например, механика
отделения, бригады), а в менее напряженный период — на заведующего
мастерской.
На ремонтных заводах создаются отделы технического контроля
(ОТК), возглавляемые начальником, в подчинении которого находят-
ся мастера и контролеры. Они контролируют качество ремонта в от-
дельных цехах, на участках и т. п.
Контроль за качеством ремонта самими рабочими-исполнителями
является высшей формой организации контроля на ремонтных пред-
приятиях и в мастерских хозяйств. Для внедрения такого самокон-
троля необходимо систематически повышать квалификацию рабочих.
Отремонтированные в мастерской тракторы, комбайны и сложные
сельскохозяйственные машины выдаются заказчику только после при-
емки их инженером (механиком) по техническому контролю.
Инженер (механик) обязан: проверять качество отремонтирован-
ных в мастерской машин, агрегатов и деталей и, в случае недоброка-
чественного ремонта, нарушения технологии и организации произ-
402
водства, требовать устранения недостатков; следить за своевремен-
ным и правильным занесением в технические паспорта машин сведе-
ний о проведенных ремонтах в мастерской; проверять детали, приз-
нанные годными к постановке на машины, а также выбракованные
детали; принимать участие совместно с заведующим мастерской в при-
емке в ремонт и выдаче из ремонта машин и агрегатов; проверять ка-
чество поступающего в мастерскую ремонтно-технологического обо-
рудования, запасных частей и ремонтных материалов; периодически
проверять состояние мерительного инструмента, приборов и приспособ-
лений, используемых для контроля качества ремонта; выявлять при-
чины неисправностей или поломок машин, агрегатов и узлов на ос-
новании актов рекламации или заявлений, поступающих от хозяйств.
Рабочее место контролера. В условиях мастерских объединений
Госкомсельхозтехники, совхозов и колхозов работник по техническо-
му контролю проверяет качество ремонта как на рабочих местах по
ремонту узлов, так и на специальном рабочем месте контролера. Ра-
бочее место инженера (механика) по техническому контролю распола-
гается вблизи дефектовочного и комплектовочного отделений. Оно обес-
печивается комплектом контрольно-измерительного инстру.мента, при-
борами и технической документацией.
Контрольно-измерительные приборы и инструмент должны иметь
паспорта, удостоверяющие их пригодность к использованию, и пери-
одически проходить проверку на специальных контрольных пунктах.
Документация при контроле. Основными документами контроля
служат: ведомость дефектов, сметная калькуляция на работы, жур-
нал испытаний и контрольного осмотра двигателя, обкаточный лист
трактора, акт-паспорт на двигатель, паспорт на топливный насос, акт
приемки из ремонта.
Ведомость дефектов составляется при дефектации де-
талей после разборки. Начальная часть ведомости содержит данные о
машине: наименование хозяйства; наименование и модель машины;
номер машины (заводской и хозяйственный); вид последнего ремонта
и выработка после него; вид ремонта, к которому отнесена машина,
и т. д. Во вторую часть заносят данные о деталях, имеющих дефекты.
Запись ведут по следующей форме:
ката- о 4 я Подлежат восстановле- нию Подлежат замене Фактически отпу- щено со склада
№ деталей по логу Наименование деталей Наименование фекта и износ о со н о S 5 £ зарплата на восстановле- ние количество i цена сумма дата количество сумма Расписка в получении деталей со склада
В третью часть ведомости заносят ремонтные и монтажные работы,
нормы, расценки и их общую стоимость. Четвертая часть ведомости
содержит перечень расходуемых ремонтных материалов и их стои-
403
мость. В пятой части дается сводная таблица затрат и определяется
общая стоимость ремонта данной машины.
После утверждения руководителем хозяйства (директором совхоза,
управляющим отделением Госкомсельхозтехники) ведомость служит
основанием для получения со склада запасных частей, материалов и
для выполнения ремонтных работ.
В журнал испытания и контрольного осмот-
ра двигателя заносят данные, полученные при испытаниях:
мощность, расход топлива, минимальная частота вращения на холос-
том ходу; приводят данные о неисправностях, обнаруженных при ис-
пытании и контрольном осмотре, делают отметки об устранении этих
неисправностей.
Обкаточный лист содержит общие данные о тракторе или
другой машине (номер машины, вид ремонта), сведения о неисправнос-
тях, обнаруженных при обкатке, и их устранении.
Акты-паспорта и паспорта на двигатель, топливный
насос и другие агрегаты приходят в мастерские хозяйств или объеди-
нений Госкомсельхозтехники вместе с агрегатами из тех специализи-
рованных ремонтных предприятий, где проводился ремонт. Эти до-
кументы содержат данные, полученные при испытании агрегатов после
ремонта.
Все перечисленные документы подписывают лица, ответственные
за контроль качества ремонта: начальник ОТК, инженер по контролю
и др.
Помимо этого, контролер ведет учет актов, поступающих от за-
казчиков, на дефекты, обнаруженные у отремонтированной машины
(акты-рекламации), а также ведет учет бракованной продукции ре-
монтного предприятия.
Учет и анализ причин брака в работе ремонтного предприятия поз-
воляет принимать необходимые меры по предупреждению его возник-
новения в дальнейшем.
С целью обеспечения качества ремонта техники и восстановления
изношенных деталей в настоящее время на ремонтных предприятиях
внедряется комплексная система управления качеством ремонта, ко-
торая предусматривает установление, обеспечение и поддержание не-
обходимого уровня качества ремонта при разработке документации,
проведении ремонта и эксплуатации техники.
Контрольные вопросы
1. Чем определяется качество отремонтированных машин? 2. Каковы задачи
контроля качества ремонта? 3. Какие бывают виды и причины брака? 4. Какие бы-
вают формы организации технического контроля при ремонте машин, их преимуще-
ства и недостатки? 5. Какие бывают виды технического контроля по степени охвата
ремонтируемых объектов? Их характеристика. 6. Какие бывают виды технического
контроля по степени охвата операций? Их характеристика. 7. Какие бывают виды
технического контроля по времени проведения? Их характеристика. 8. Какие бы-
вают виды технического контроля по месту выполнения? Их характеристика. 9. Кто
осуществляет контроль качества ремонта в различных типах ремонтных предприятий?
Обязанности лиц, контролирующих качество ремонта. 10. Какова основная докумен-
тация при контроле и ее содержание?
404
Глава 15. НАУЧНАЯ ОРГАНИЗАЦИЯ ТРУДА И УПРАВЛЕНИЯ
НА РЕМОНТНЫХ ПРЕДПРИЯТИЯХ
§ 1. Научная организация труда
Научная организация труда (НОТ) на ремонтном предприятии —
это комплекс научно обоснованных мероприятий, направленных на
совершенствование существующей организации и обслуживания ра-
бочих постов и участков; создание благоприятных условий труда и
отдыха рабочих, а также упорядочения нормирования и оплаты их
труда; развитие творческой активности, инициативы, рационализа-
ции и изобретательства у рабочих и персонала предприятий.
Комплексная система управления качеством на ремонтных пред-
приятиях способствует научной организации труда и является ее сос-
тавной частью.
Аппарат НОТ состоит из совета и творческих бригад. Руководство
работой НОТ в мастерских сельхозтехники или хозяйства возлагаются
на главного инженера, а на заводах — на главного инженера или глав-
ного технолога. В совет входят: инженеры, экономисты, мастера,
рабочие и представители общественности. Совет осуществляет общее
руководство по НОТ, определяет основные направления, рассматри-
вает и утверждает планы и готовит рекомендации по совершенствова-
нию производственной работы. Члены совета участвуют в организации
и проведении работы по НОТ в качестве ответственных руководите-
лей творческих бригад. Непосредственными исполнителями являют-
ся члены творческих бригад, организуемых в цехах, отделениях из
числа передовых рабочих и инженерно-технических работников.
При анализе состояния нормирования выявляют качество действую-
щих расчетных и типовых норм, степень их прогрессивности сточки
зрения используемого оборудования, инструмента и приспособлений;
процент технически обоснованных норм в общих трудовых затратах;
производительность труда в целом по отделению и по каждому посту.
Одновременно выявляются причины невыполнения норм выработ-
ки. На основе анализа даются рекомендации.
Анализ условий труда и отдыха проводится с целью создания ра-
ботниками предприятия благоприятной обстановки для работы и от-
дыха. Изучению при анализе подлежат: микроклимат помещения
(температура и относительная влажность); естественная и искусствен-
ная освещенность цеха, отделения, рабочего места; окраска помеще-
ний и оборудования; загрязненность воздуха в помещении пылью,
парами, токсическими газами; производственные шумы и вибрация;
культура труда и отдыха.
При изучении и анализе физиологических условий труда на рабо-
чих местах выявляют: зону обзорности, досягаемости, удобства позы,
затрату физических усилий, темп и ритм производства, монотонность
работ и т. д. При изучении и анализе санитарно-гигиенических усло-
вий труда выявляют обеспеченность ремонтных мастерских и пред-
приятий спецодеждой и спецобувью, питьевой водой, душевыми, ту-
алетами, аптечками, комнатами отдыха, буфетами, столовыми и т. и.
405
Анализ организации и обслуживания рабочих постов. При анализе
проверяют: оснащенность рабочего места оборудованием, приспособле-
ниями, инструментом, подъемно-транспортными средствами, техни-
ческой документацией; планировку рабочего места с точки зрения
размещения оборудования, инструмента и приспособлений, влияю-
щую на удобство и безопасность выполнения работ; расстановку обо-
рудования в соответствии с нормами; соответствие выполняемой ра-
боты запланированному технологическому процессу; организацию ра-
бот с точки зрения обслуживания рабочего места; подготовку произ-
водства; разделение труда между основными и вспомогательными ра-
бочими; организацию рабочих мест ИТР и служащих.
Творческая активность и инициатива работников ремонтных пред-
приятий выражается:
в рационализации и изобретательстве. При
этом особое внимание обращают на соответствие тематики профилю
данного ремонтного предприятия, число и содержание поступающих
предложений, экономическую эффективность от внедрения предложе-
ний;
в проведении социалистического соревно-
в а п и я. При этом выявляют: число работников, участвующих в нем;
гласность, своевременность проверки и подведения итогов; число че-
ловек и бригад коммунистического труда;
в соблюдении производственной трудовой
дисциплины. При этом выявляют число прогулов и опозданий;
текучесть кадров разных категорий работников и ее причины; меры,
принимаемые по укреплению дисциплины;
в повышении культурно-технического у р о в-
н я работников предприятия. При этом изучают существующие и на-
мечают новые формы работы по повышению образования, квали-
фикации и технических знаний рабочих, ИТР и служащих ремонт-
ного предприятия.
Экономическую эффективность от внедрения НОТ определяют по
трудовым затратам (уменьшение трудоемкости ремонта), по затратам
сырья, материалов, топлива, электроэнергии и др.
Однако эффективность ряда мероприятий по НОТ нельзя оценить
количественной величиной (рубли, чел.-ч). Это относится к мероприя-
тиям по улучшению условий труда (микроклимат, освещенность, ус-
транение шумов, вибраций), к соцсоревнованию и др. Но улучшение
показателей условий труда, отдыха и других значительно повышает
производительность труда.
§ 2. Управление ремонтным производством
Категории работников. На ремонтных предприятиях заняты ра-
бочие, инженерно-технические работники (ИТР), служащие или счет-
но-конторский персонал (СКП), младший обслуживающий персонал
(МОП), работники сторожевой службы и пожарной охраны. Рабочих
подразделяют на основных и вспомогательных.
Основными называют рабочих, непосредственно выполняю-
406
щих технологические операции по ремонту машин и по изготовлению
основной продукции. К вспомогательным относят рабочих,
занятых обслуживанием основного производства, уходом за оборудо-
ванием и его ремонтом; кладовщиков-инструментальщиков, электри-
ков, кочегаров, контролеров, транспортных рабочих, машинистов ус-
тановок и т. д.
К категории ИТР относится весь руководящий состав ремонт-
ного производства: заведующий мастерской, инженер-технолог, ин-
женер (техник) по техническому контролю, техник-нормировщик, мас-
тер отделения, участка.
К служащим СКП относятся работники, выполняющие функции
учета (бухгалтеры, счетоводы), снабжения, сбыта и др.
К младшему обслуживающему персоналу (МОП) относятся истоп-
ники, уборщицы, рассыльные и др.
Структура управления. Полноправным руководителем предприятия
является директор (управляющий объединением). Он несет ответствен-
ность за выполнение плана, распоряжается средствами и имуществом
предприятия, отвечает за соблюдение финансовой дисциплины и ох-
рану социалистической собственности.
Планирование производственно-хозяйственной деятельности пред-
приятия осуществляет плановый отдел. Он подчиняется не-
посредственно директору предприятия и разрабатывает перспектив-
ный и текущий планы предприятия, его цехов и отделений, ведет учет,
контроль и анализ их выполнения. Отдел осуществляет деятельность
по планированию повышения качества ремонта, сроков выполнения
работ на всех стадиях производства. При небольших годовых програм-
мах этот отдел выполняет обязанности по организации технического
нормирования, разработке мероприятий по повышению производитель-
ности труда, улучшению системы заработной платы.
Отдел кадров проводит набор рабочих, увольнение и учет
кадров, а также следит за повышением их квалификации.
Отдел технического контроля осуществляет сис-
тематический входной, операционный и приемочный контроль качества
продукции; учитывает и анализирует причины брака, рекламации.
Совместно с другими подразделениями разрабатывает мероприятия
по улучшению качества ремонта, подготавливает государственную ат-
тестацию продукции, деталей, сборочных единиц, технологических
процессов и т. д.
Технический отдел руководит технологической подго-
товкой производства, работами по повышению качества продукции тех-
нологическими методами; руководит рационализаторской работой и
изобретательством. Отдел подчиняется непосредственно главному ин-
женеру.
Отдел главного механика и главного энер-
гетика выполняет функции обеспечения стабильности уровня ка-
чества продукции в части поддержания необходимой точности техно-
логического оборудования; участвует совместно с другими подразде-
лениями в технологической подготовке производства; осуществляет
ремонт оборудования, сооружений и изготовление нестандартного обо-
407
рудования. Отдел подчиняется главному инженеру. Помимо этого,
в ведении главного инженера находятся производственные участки
по выполнению ремонта и восстановления.
Заместитель директора по административно-
хозяйственной части ведает отделом снабжения, транс-
портным отделом, складским и жилищно-коммунальным хозяйством.
Глава 16. ПРОЕКТИРОВАНИЕ РЕМОНТНЫХ ПРЕДПРИЯТИЙ
Площадь ремонтного предприятия определяют в зависимости от
необходимой производственной мощности (программы ремонта машин)
в период наибольшей загрузки. Проектная мощность характеризует-
ся максимально возможным выпуском отремонтированных машин,
агрегатов или сборочных единиц в заданной номенклатуре за плани-
руемый период времени.
Производственная мощность ремонтного предприятия выражается
в следующих единицах:
натуральные единицы ремонта (шт.). Эти единицы
применяют на специализированных предприятиях, где ремонтируют
машины и агрегаты одного или нескольких одинаковых типов (трак-
торы, двигатели, топливные насосы);
условные ремонты (шт.). Эти единицы применяют на пред-
приятиях, где ремонтируют машины и агрегаты разных типов и, кроме
того, выполняют другие, виды работ. За условный ремонт принимает-
ся объем ремонтных и других работ, трудоемкость которых составля-
ет 300 чел.-ч;
приведенные ремонты (шт.). Эти единицы применяют
на предприятиях, где ремонтируют машины и агрегаты различных
моделей и типов. В этом случае за единицу приведенного ремонта при-
нимается трудоемкость ремонта наиболее массовой модели или типа,
а величина приведенного ремонта машин и агрегатов других моделей
и типов определяется путем деления трудоемкости ремонта каждой
другой машины на трудоемкость ремонта наиболее массовой;
суммарные ремонты в денежных единицах (тыс. руб.).
§ 1. Расчет площадей основных производственных
и вспомогательных помещений
Площади отдельных цехов и отделений ремонтного предприятия
могут определяться по площади, занимаемой оборудованием, ремон-
тируемых машинами и агрегатами; по числу производственных рабочих
в отделении (на участке) и по программе предприятия.
Расчет потребной площади (F) цеха, отделения или участка пред-
приятия по площади, занимаемой оборудованием, машинами и агрега-
тами, может быть проведен по выражению:
F = Foc,
где Fo — суммарная площадь, занимаемая основным оборудованием, машинами и
агрегатами в данном цехе, отделении или участке ремонтного предприятия, м2;
с — коэффициент рабочей зоны, который учитывает проходы и удобство работы
возле оборудования (табл, 43).
408
ТАБЛИЦА 43
Отделения (участки) Коэффициент с Отделения (участки) Коэффициент с
Наружной мойки Разборочно-моечиое Дефектовочно-комплекто - вочиое Мотороремонтное Испытательная станция Медницко-жестяницкое Ремонта электрооборудо- вания и аккумуляторов Ремонта топливной аппа- ратуры Монтажное для тракто- ров 3,5...4,0 4,0...4,5 3,0...3,5 4,0...4,5 4,0...4,5 3,5...4,0 3,5...4,0 3,5...4,0 4,0...4,5 Регулировки и окраски тракторов Ремонта сельскохозяйст- венных машин Вулканизационное Кузнечное и сварочное Столярио-обойное Инструментально- разда- точная кладовая Слесарно-механическое 4,0...4,5 4,0...4,5 3,0...3,5 5,0...5,5 8,0...9,0 3,0...3,5 3,0...3,5
Расчет потребной площади отделения или участка по числу произ-
водственных рабочих может быть произведен по формуле:
F =
где /Пр — число производственных рабочих в отделении; /р — удельная площадь на
одного производственного рабочего отделения, м2 (табл. 44).
ТАБЛИЦА 44
Отделение (участок) /р. м2 Отделение (участок) fp. м»
Разборки агрегатов на 20. .25 Ремонта электрооборудо- 8. .10
детали Дефектации деталей 15. .17 вання Ремонта аккумуляторов 20. .25
Комплектования 25. .30 Вулканизационное 12. .15
Сборки агрегатов 7. .10 Медницко-жестяницкое 12. .15
Ремонта топливной аппа- 10. .15 Сварочное 12. .15
ратуры Испытательная станция 30. .40 Обойное 10. .15
Расчет площадей участков, отделений и мастерской в целом по про-
изводственной программе ведется по формуле:
где — годовое число ремонтов (годовая программа) машины представителя;
/уд — удельная площадь на один ремонт, м2/ремонт.
В таблице 45 приведены величины удельных площадей цехов и
участков (м2 на один приведенный ремонт) ремонтных предприятий
по ремонту тракторов ДТ-75 и МТЗ при программе 600 и 900 ремонтов
в год.
Площади вспомогательных помещений (административных, быто-
вых, инструментальных и складских) определяют в процентном от-
409
ТАБЛИЦА 45
Наименование цехов, участков Программа по ремонту полнокомп- лектных тракторов ДТ-75, шт. Программа по ремонту шасси ДТ-75, шт. Программа по ремонт у полнокомп- лектных тракторов, МТЗ, шт.
600 900 600 900 600 900
I. Разборочно-моечный цех В том числе: 1,039 0,742 0,747 0,567 0,909 0,667
участок наружной мойки 0,184 0,122 0,184 0,122 0,184 0,122
разборочно-моечный участок 0,550 0,390 0,335 0,273 0,460 0,345
участок дефектации и комплекто- вания 0,305 0,230 0,228 0,172 0,265 0,200
II. Цех ремонта деталей В том числе; 0,897 0,772 0,792 0,692 0,750 0,646
механический участок 0,335 0,290 0,250 0,217 0,300 0,260
кузнечно-термический участок 0,095 0,086 0,095 0,087 0,083 0,084
сварочный участок 0,101 0,085 0,081 0,077 0,091 0,078
участок медницких работ 0,047 0,041 0,047 0,041 0,047 0,041
участок жестяницких работ и ре- монта кабин 0,267 0,227 0,267 0,227 0,167 0,143
участок ремонта полимерами 0,052 0,043 0,052 0,043 0,052 0,043
III. Участок сборки тракторов В том числе: 1,872 1,498 1,326 1,081 1,675 1,323
участок сборки агрегатов 0,420 0,360 0,420 0,360 0,256 0,208
участок ремонта и монтажа шин — — — — 0,095 0,076
участок ремонта гидросистем 0,056 0,048 0,056 0,048 0.056 0,048
участок ремонта электрооборудо- вания 0,076 0,061 0,076 0,061 0,076 0,061
участок обойцых работ 0,038 0,031 0,038 0.031 0,038 0,031
участок ремонта топливной аппа- ратуры 0,058 0,053 — — 0.058 0,053
участок ремонта двигателей 0,320 0,260 — — 0,320 0,260
участок испытания двигателей 0,117 0,104 — — 0,117 0,104
участок сборки тракторов 0,400 0,320 0,400 0,320 0,272 0,221
участок окраски и сушки 0,167 0,111 0,116 0,111 0,167 0,111
участок регулировки и заправки 0,220 0,150 0,220 0,150 0,220 0,150
Итого производственная площадь 3,808 3,012 2,855 2,340 3,334 2,636
ношении к площадям производственных помещений: контора и бытовые
помещения — 6%; инструментальная кладовая — 2%; складские по-
мещения — 3%.
Общую площадь ремонтного предприятия можно подсчитать по
формуле:
FM = Fn + 0,01Fn(Fa + F11 + Fc),
где Fn — площадь производственных цехов, отделений и участков; Fa — процент
административно-бытовых площадей от производственной площади; F* — процент
площади инструментальио-кладовых помещений от производственной площади;
Fc — процент площади складских помещений от производственной площади пред-
приятия.
410
§ 2. Компоновка производственного корпуса
Приступая к планировке производственного корпуса ремонтного
предприятия, необходимо выбрать схему основной линии — разбо-
рочно-сборочных работ. Для мастерских наиболее целесообразно при-
нять схему прямого потока, а здание мастерской—прямоугольной фор-
мы.
Наряду с этим для ремонтных предприятий могут быть приняты
схемы компоновки производственных участков с Г-образным и П-об-
разным потоком. Лучшим считается такой вариант, при котором транс-
портные перевозки будут наименьшими.
Цехи, отделения и участки на плане производственного корпуса
размещают так, чтобы ремонтируемые агрегаты и отдельные громоздкие
детали перемещались по наикратчайшему пути, а взаимосвязь раз-
борочно-сборочных отделений и отделений по восстановлению деталей
соответствовала ходу технологического процесса и направлению ос-
новного грузопотока. Испытательную станцию целесообразно разме-
щать рядом с мотороремонтным отделением; инструментально-разда-
точную кладовую — со слесарно-механическим отделением; кузнеч-
ное, сварочное, медницко-жестяницкое, столярно-обойное, испытатель-
ное отделения и санитарный узел необходимо отделить капитальными
огнестойкими стенами. Точно так же должны быть отделены от основ-
ных цехов производственные площади, на которых расположено точ-
ное и дорогостоящее оборудование или где выполняются операции,
связанные с выделением большого шума и опасностью травмирования
людей.
Запасные части, материалы и инструмент должны храниться в
складах и инструментальных кладовых. Раздельно должны храниться
выбракованные детали, направляемые в металлолом, и детали, под-
лежащие восстановлению, с тем чтобы предупредить возможность пос-
тановки на ремонтируемый объект негодных или неотремонтированных
деталей.
Оборудование в мастерской (цехе) размещают с учетом необходи-
мых проездов и проходов, накладывая контуры оборудования и ре-
монтируемых машин на план производственного корпуса мастерской.
ТАБЛИЦА 46
Расстояние Норма, мм
От стен и колонн зданий: до тыльной или боковой стороны станка 700. .800
до фронта станка 1300. .1500
Между тыльными и боковыми (по фронту) сторонами станков Между станками при их поперечном расположении: 700. .900
в затылок 1300. .1500
фронтом и обслуживании одним рабочим двух станков 1300. .1500
фронтом н обслуживании одним рабочим одного станка 2000. .2500
411
Расстановку оборудования проводят с учетом нормативных требо-
ваний. При этом особое внимание необходимо обращать на планировку
рабочих мест станочников и кузнецов.
В таблице 46 приводятся нормы расстояний между станками и от
станков до стен и колонн зданий.
Выполнение всех противопожарных, санитарно-гигиенических, тех-
нологических требований, а также требований техники безопасности
в сочетании с рациональным грузопотоком машин, агрегатов, деталей
позволяет наиболее правильно расположить основные и вспомогатель-
ные цехи (отделения) строящегося ремонтного предприятия. Кроме
того, это облегчает реконструкцию существующего предприятия.
Оборудование ремонтного предприятия должно обеспечить выпол-
нение заданного технологического процесса и операций. Загрузка обо-
рудования должна быть максимальной. Чем больше программа ремонт-
ного предприятия, тем больше можно расчленить технологический
процесс и применять специализированное оборудование. На специ-
ализированных предприятиях устанавливают, кроме универсальных,
специальные станки. Выбранное оборудование должно располагаться
в цехах и отделениях так, чтобы поток деталей совпадал с направлени-
ем технологического процесса.
Производственные помещения, в которых выполняются операции
по удалению грязн, наносов и где выделяются водяная пыль, пар и газ,
должны быть отделены от основных сборочных цехов.
Площади, на которых выполняются операции, связанные с исполь-
зованием легковоспламеняющихся материалов, источников тепла с
высокой температурой, разбрызгиванием расплавленного металла, то
есть те, где возникает пожарная опасность, должны быть отделены от
основных цехов противопожарными стенами или вынесены в отдельные
помещения.
Контрольные вопросы
1. Какими показателями характеризуется производственная мощность ремонт-
ного предприятия? 2. Какими способами определяют площади цехов и отделения?
3. Какие требования необходимо выполнять для правильного расположения цехов
и отделений?
§ 3. Графики грузопотоков и выбор
подъемно-транспортного оборудования
Графики грузопотоков ремонтных предприятий показывают схему
движения ремонтируемых машин (или агрегатов), материалов, запчастей
в соответствии с последовательностью хода технологического процесса
и принятой схемой производственных потоков.
При построении графика грузопотока перемещаемые грузы ото-
бражают широкой полосой, пропорциональной их массе. Предвари-
тельно следует определить цех и отделения, в которые (или из которых)
412
должны перемещаться грузы, выражаемые в процентах от массы всей
машины. В таблице 47 приведены наименования помещений или от-
делений, где последовательно проводятся ремонтные процессы.
ТАБЛИЦА 47
Транспортировка деталей Масса деталей
(%) от массы
всей машины
откуда куда
От заказчика В отделение приемки 100
Из отделения приемки В отделение наружной мойки 100
Из отделения наружной мойки В отделение разборки 100
Из отделения разборки В отделение мойки 90
В склад утиля 10
Из отделения мойки В отделение дефектации 60
В сварочное отделение 20
Из отделения дефектации В кузнечное отделение 5
В отделение комплектации 15
В отделение сварки 15
В склад утиля 15
В отделение сборки 10
В механическое отделение 5
Из кузнечного отделения В отделение сварки 5
Из отделения сварки В механическое отделение 45
Из механического отделения В сборочное отделение 25
В отделение комплектации 25
Со склада запасных частей В отделение комплектования 15
Из отделения комплектования В отделение сборки 55
Со склада запасных частей В отделение сборки 10
Из отделения сборки В испытательное отделение 100
Из испытательного отделения В отделение сборки 100
Линии грузовых потоков показывают путь движения грузов, а их
ширина изображает массу перемещенных грузов.
В качестве подъемно-транспортных средств в ремонтных предпри-
ятиях применяют мостовые краны, кран-балки с электротельфером,
монорельсы с электротельфером или электроталью, крапы-укосины
(консольные краны) с электроталью, тележки для перемещения гру-
зов по рельсам или полу, автокары, рольганги, подъемники, конвей-
еры и т. д.
При обосновании типа подъемно-транспортного устройства учиты
вают: характер выполняемых работ; зону обслуживания; возможность
размещения подъемно-транспортного устройства в отделении или цехе;
интенсивность грузоподъемника; габаритные размеры транспортиру-
емых объектов и т. д.
Грузоподъемность подъемно-транспортных средств определяют по
максимальной массе поднимаемых и транспортируемых объектов в це-
хах, отделениях, на участках или рабочих местах. В таблице 48 приве-
дены наименования и характеристики основного подъемно-транспорт-
ного оборудования, а также места применения этого оборудования
в ремонтных предприятиях.
413
ТАБЛИЦА 48
414
№№ п/п Наименование подъемно-транспортного оборудования Основные показатели подъемно-транс- портного оборудования Место применения
1 Кран мостовой с электротельфером Грузоподъемность: 1, 2, 3, 5 т Длина пролета от 5 до 17 м В разборочно-моечном и ремонтно-монтаж- ном отделениях
2 Монорельс с электротельфером или электроталью Грузоподъемность: 0,15; 0,25; 0,5; 1,2, 3 т В отделениях мойки, дефектовки, мотороре- монтном, испытательном, медницко-жестя- ницком; ремонта топливной аппаратуры, ремонта сельскохозяйственных машин, ТО автомобилей, в слесарно-механическом от- делении
3 Край-укосина с электроталью В медницко-жестяницком, ремонта топлив- ной аппаратуры, слесарно-механическом отделении
4 Универсальный, передвижной стенд для ремонта тракторов, комбайнов, автомобилей Грузоподъемность до 6 т Для сборки тракторов, комбайнов, автомо- билей устанавливают в ремонтно-монтаж- ном отделении на рельсовом пути
5 Кран-балка электрифицированная Грузоподъемность до 3 т Для сборки тракторов, комбайнов, автомо- билей устанавливают в ремонтно-монтаж- ном, испытательном и других отделениях
6 Универсальный передвижной стенд для ремонта двигателей Грузоподъемность до 1,5 т Для сборки двигателей устанавливают в мотороремонтном и испытательном отделе- ниях
7 Ручные тележки Грузоподъемность: 0,3; 0,8; 1,0 т Для транспортировки агрегатов, узлов и деталей машин внутри отделений или меж- ду ними
8 Рольганг Грузоподъемность до 1000 кг Ширина до 0,6 м Для перемещения грузов с одного рабочего места на другое
Глава 17. ОРГАНИЗАЦИЯ МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО СНАБЖЕНИЯ
Основной организацией по материально-техническому снабжению
колхозов, совхозов и других сельскохозяйственных предприятий яв-
ляется Госкомсельхозтехника СССР. Она через свои республиканские,
областные и районные объединения и отделения организует обеспече-
ние колхозов и совхозов машинами, запасными частями, ремонтными
материалами и оборудованием. Ремонтные предприятия сельского хо-
зяйства также приобретают необходимые запчасти, материалы (кроме
нефтепродуктов) и инструменты в магазинах и торговых базах (скла-
дах) районных и областных объединений Госкомсельхозтехники.
Важное значение в восстановлении работоспособности машин в
процессе эксплуатации имеет своевременное обеспечение запасными
частями. Для обеспечения непрерывности проведения полевых работ
целесообразно иметь резервные машины. Особенно высокий эффект
от резервирования деталей, комплектов и целых машин получается на
уборочно-транспортных комплексах. При такой организации убороч-
ных работ целесообразно вводить четыре уровня хранения запасных
деталей и комплектов: в поле, в хозяйстве, в райеельхозтехнике и в
облсельхозтехнике. Связь между этими уровнями должна быть опера-
тивной и тесной. При потере работоспособности зерноуборочного ком-
байна и выявлении потребности в замене отказавшей детали уточняет-
ся наличие ее в первом уровне (в мобильном полевом складе). При от-
сутствии требуемых деталей в мобильном складе заявка по рации пе-
редается на второй уровень. При наличии деталей на втором уровне
комплектовщик на машине оперативной доставки организует пере-
дачу деталей на первый уровень. В случае отсутствия необходимой
запасной части на втором уровне заявка по рации передается на тре-
тий уровень, со склада которого деталь доставляется на склад второго
уровня, оттуда на первый и на машину.
Выполнение указанной технологии обеспечения отказавших ком-
байнов запасными частями с учетом использования полнокомплект-
ных резервных комбайнов позволяют оперативно восстанавливать
работоспособность комбайнов, сократить время простоев на восста-
новлении и сроки уборки, снизить потери.
§ 1. Расчет годовой потребности в запасных частях,
материалах и инструменте
Годовая потребность в запасных частях (М) определяется по каж-
дой детали или сборочному комплекту двигателя, трактора или дру-
гой машины данной модели из выражения:
где п — число машин данной модели в хозяйстве; т — норма расхода данной детали
или сборочного комплекта на 100 тракторов или других машин в год.
Например, на 100 тракторов МТЗ-50, МТЗ-50Л, МТЗ-52 и МТЗ-52Л
норма расхода в год: блоки цилиндров в сборе — 4, гильзы блока —
300, поршни — 320 штук и т. д.
415
Такого рода нормы для каждой детали приводятся в номенклатуре
запасных частей, издаваемой Госкомсельхозтехникой.
Районные объединения сельхозтехники на основе этих норм и на-
личия машин всех видов и марок в обслуживаемых хозяйствах сос-
тавляют заявки на запасные части и передают их в областное объеди-
нение Госкомсельхозтехники. В эти заявки включаются также сведе-
ния о запчастях, необходимых для ремонтных предприятий Госкомсель-
хозтехники в соответствии с их планами ремонта. Затем в течение года
хозяйство постепенно преобретает запасные части в магазине район-
ного объединения Госкомсельхозтехники по разовым заявкам, в ко-
торых указывает модель машины, номер детали по каталогу и число
потребных запчастей, но в пределах норм.
Одним из основных путей улучшения обеспечения запасными час-
тями является создание различных запасов по определенным наиме-
нованиям деталей на складах ремонтных предприятий.
В ряде ремонтных заводов и специализированных мастерских Гос-
комсельхозтехники внедряется система непрерывного оперативно-про-
изводственного планирования. Важнейшим средством оперативного
планирования и регулирования производства является картотека про-
порциональности, позволяющая в наглядной форме показать обеспе-
ченность деталями ремонтных предприятий.
Картотеку делают в виде шкафчика с тремя горизонтальными пол-
ками, каждая из которых соответствует определенному месяцу квар-
тала, разделенными вертикальными перегородками на ячейки (по чис-
лу рабочих дней в месяце). Над каждой полкой укрепляют единый
график выпуска продукции (потребления запчастей) за месяц, а раз-
меры графика устанавливают такими, чтобы каждому рабочему дню
месяца соответствовала отдельная ячейка картотеки. В ячейках шкафа
размещают карточки учета деталей. Текущие записи в карточках уче-
та и расстановку их в картотеке осуществляет оператор диспетчерско-
го пункта.
В карточку учета деталей, кроме наименования п номера детали,
заносится величина «условного числа», то есть количество деталей,
необходимых на одпи сутки, «производственное опережение» в сутках
и нормативный запас. Величина «условного числа» определяется су-
точной потребностью деталей данного наименования с учетом коэф-
фициента сменности. «Производственное опережение» устанавливает-
ся с учетом сложившегося опыта поставки запасных частей, и для за-
вода оно составляет 2...3 месяца. Нормативный запас (задел) будет
равен произведению величины «производственного опережения» на
величину «условного». Номер ячейки, в которую следует поместить
карточку учета данной детали, определяется как частное от деления
разности наличия деталей и нормативного задела (запаса) на величину
«условного».
Потребность в материалах (Q) определяют из выражения:
Q = N.vq,
где ;Vp — число ремонтов в год; q — норма расхода материалов (кг) на ремонт одной
машины в год.
416
В качестве примера в таблице 49 приведены нормы расхода неко-
торых материалов для разных моделей машин.
Годовую потребность в инструменте (Ми) определяют на основе
норм их расхода;
N-nitin
где Ар — годовая программа ремонта машин, шт. или усл. ед.; т„ — норма расхода
инструмента, шт. на 100 ремонтов машин; Хм — поправочный коэффициент к нор-
мам, зависящий от модели машины (для Г-100—1,5; ДТ-75, ГАЗ-51 и ГАЗ-93—1,0;
ЗИЛ-150, ЗИЛ-164 н ГАЗ-63—1,2; МТЗ всех модификаций и Т-40—0,8); Кп — по-
правочный коэффициент, зависящий от программы ремпредприятия (при программе
до 300—Ап-1,0; 300...600—Кп-0,95; 600...900 ремонтов в год Кп-0,90).
ТАБЛИЦА 49
Наименование материала Годовая норма расхода на один ремонт, кг
ДТ-75 П-5-35 ГАЗ-53
Сталь-прокат всех видов 87,0 17,08 58,40
Тонколистовая сталь (всех сортов) 4,0 — 37,38
Серый чугун (заготовка) 5,0 2.0 —
Стальные электроды 9,0 3,0 7.64
Бронза 2,20 — 0,28
Припой оловянный 0,64 — 0,76
Нормы расхода инструмента даются как на каждый типоразмер,
так и суммарные. Например, на 100 единиц ремонта тракторов ДТ-75
норма расхода ключей двухсторонних 5,5—7 мм — 0,3 шт.; 8—10 мм —
3 шт., а суммарная норма расхода двухсторонних ключей 26 шт.; на-
пильников плоских, личных 200—315 мм — 19 шт., плоских драчевых
200—400 мм — 36 шт., а суммарная норма расхода напильников всех
видов — 106,8 шт.
На станочный режущий инструмент нормы расхода даются как
на 100 единиц ремонта, так и на один станок. Напршмер, суммарная
норма расхода всех видов резцов на 100 ремонтов ДТ-75 равна 260 шт.,
а на один токарный станок с высотой центров 160 мм — 89 шт. в год.
Годовая потребность в топливе для отопления мастерской может
быть определена по формуле:
Qr = <7tK(7\-7\).
где QT — годовой расход условного топлива па отопление мастерской, кг, фг — го-
довой расход условного топлива, кг/м3, наружного объема отапливаемого здания при
Тв—Тк= ГС; V„ — наружный объем отапливаемого здания, м3; Тв — температура
внутри здания; Тн — наружная температура воздуха.
Величина qT может быть приближенно принята равной: для зданий
с наружным объемом 1000 м3 — 0,32 гк/м3; 5000 м3 — 0,245; 10000 м3 —
0,215; 20 000 м3 — 0,2; 30 000 м3 — 0,18; 50 000 м3 — 0,165 гк/м3.
Для перевода условного топлива в натуральное надо полученное ко-
личество натурального топлива умножить на переводной коэффициент,
14 № юо
417
который можно принять равным для: антрацита-плиты 0,97, антрацита-
штыба 1,17, бурого угля 2,5, кокса 1,08, мазута 0,7, дров среднего
качества и влажности 5,32.
§ 2. Хранение запасных частей,
материалов, инструментов
Для хранения в совхозах, колхозах, отделениях и мастерских объ-
единений сельхозтехники служат склады, которые обеспечивают как
количественную, так и качественную сохранность материальных цен-
ностей и, кроме того, быстрый прием и отпуск запасных частей, мате-
риалов, инструментов и возможность оперативной проверки их наличия
и качества.
В зависимости от рода материальных ценностей могут применяться
закрытые теплые склады, закрытые холодные склады, навесы, подзем-
ные склады, емкости и открытые площадки.
Запасные части, некоторые материалы и инструменты хранят в
закрытых и отапливаемых складах. Эти склады должны быть сухими
и вентилируемыми. Наиболее распространенный способ хранения за-
пасных частей — на полочных или пол очно-клетчатых многоярусных
стеллажах в поддонах. Запасные части отдельных моделей машин раз-
мещают на разных стеллажах, где детали группируют по комплектам
или агрегатам, и каждый вид деталей укладывают в отдельные ячейки
(клетки).
Крупные детали хранят в штабелях на битуминизированной бумаге,
пропитанной летучими ингибиторами. Коленчатые валы устанавли-
вают вертикально, фланцем на деревянные настилы. Совместно реко-
мендуется хранить подшипники качения, детали электрооборудования
и топливной аппаратуры, резиноасбестовые изделия, метизы.
Детали и инструменты с чисто обработанными поверхностями хра-
нят завернутыми в промасленную бумагу.
Металлы могут храниться в неотапливаемых складах. Длинномер-
ный металлический прокат хранят на стеллажах или в штабелях на
деревянных подкладках. Профильный металл хранят в штабелях. Лис-
товую сталь укладывают плашмя стопками 1,5... 1,6 м на деревянные
подкладки, располагающиеся не менее чем на 20 см от пола.
Резиновые изделия хранят при температуре от 0 до 12'С на стел-
лажах ие ниже 40 см от пола. Покрышки устанавливают вертикально.
Новые камеры хранят стопками, а бывшие в употреблении — на ве-
шалках.
Аккумуляторы хранят в отдельном помещении и размещают на
стеллажах в один ряд.
Лаки, краски, кислоты, щелочи и другие химикаты хранят в от-
дельном, специально оборудованном изолированном помещении.
Твердое топливо храпят под навесами, жидкое топливо и смазоч-
ные материалы — в отдельных помещениях или подземных хранили-
щах.
В складских помещениях и на территории, где они размещены,
большое внимание уделяется противопожарным мероприятиям. Склады
418
оборудуют подъемно-транспортными средствами: кран-балками, мо-
норельсами, тележками и т. п.
Для обеспечения сохранности материальных ценностей осуществля-
ется правильный порядок их приема, учета и выдачи.
На областных базах Госкомсельхозтехники контролируется ка-
чество поступающих запчастей, материалов, то есть осуществляется
проверка соответствия их техническим условиям или ГОСТ на изго-
товление.
Поступившие на склад материальные ценности заносят в книгу
учета или карточки, где отдельно по каждой детали, виду и типораз-
меру материала, инструмента ведется учет поступления и выдачи.
При поступлении каждой детали и разного материала отмечается,
когда, откуда, какое количество получено и сколько всего имеется
на складе, а при выдаче — когда, куда, сколько выдано и остаток па
складе.
На областных базах Госкомсельхозтехники, а также связанных
с ними районных базах учет наличия запасных частей и материалов
механизирован. С помощью электронно-вычислительных машин пред-
ставляется возможным в любой момент получить информацию, сколько
и где имеется тех или иных деталей, запасных частей и материалов.
Это значительно сокращает время ожидания и получения необходи-
мых запчастей и материалов и, следовательно, уменьшает длитель-
ность пребывания па ремонте машины и оборудования.
Запасные части отпускают из материального склада — по ведо-
мостям дефектов, а материалы и инструменты — по требованиям, иног-
да по расходным ведомостям. В конце каждого месяца первичные до-
кументы, по которым материальные ценности отпускались со склада,
сдаются в бухгалтерию для учета расхода запасных частей и материа-
лов и списания их со склада.
При определении необходимой площади складов можно прибли-
женно исходить из следующих данных. Масса запасных частей состав-
ляет 15...20% массы трактора, автомобиля, а масса материалов —
7,5% массы трактора и 12,5% массы автомобиля.
Целесообразно иметь на складе материалы и запасные части в ко-
личестве, соответствующем 3-месячной потребности, твердое топливо —
1,5-месячной, жидкое топливо — 0,5... 1-месячной потребности.
В настоящее время установлены нормы на количество запасных
частей, материалов и инструмента (нормативный запас), которое мо-
жет находиться на складе.
Этот нормативный запас, который выражают в стоимости указан-
ных материальных ценностей, должен составлять для тракторов и
комбайнов 5% и для автомобилей и сельскохозяйственных машин 4%
их балансовой стоимости.
Зная массу потребных запасных частей и материалов и долю этой
потребности, которая должна храниться на складе, можно определить
необходимую площадь склада (FCK) из выражения:
F ~ -9—,
ск <?дПп
14*
419
где Q — масса запасных частей, материалов, подлежащих хранению на складе, т;
<?я— допустимая нагрузка на 1 м2 площади пола склада (</д~ 0,4...2,0 т/м2); т]п —
коэффициент, учитывающий площадь под проходы (г)„—0,3).
Контрольные вопросы
1. Как организовать материально-техническое снабжение ремонтных предприя-
тий? 2. Как определяется годовая потребность в запасных частях? 3. Как опреде-
ляется годовая потребность в ремонтных материалах? 4. Как определяется годовая
потребность в инструменте? 5. Как должно быть организовано хранение запаспых
частей, материалов и инструментов в совхозах и колхозах? 6. Каким образом можно
определить необходимую площадь склада для хранения запасных частей и материалов?
Глава 18. ЭКОНОМИКА РЕМОНТА
§ 1. Финансирование
Денежные средства, которыми располагает хозяйство для прове-
дения технического обслуживания и ремонта, складываются из отчис-
лений за работу, выполненную машинами, а также за счет отчислений
на амортизацию основных средств (капитальный ремонт).
В стоимость выполнения трактором работы в объеме одного эталон-
ного гектара включается определенная величина затрат отдельно на
проведение технического обслуживания, текущего и капитального
ремонта.
В стоимость каждого условного эталонного гектара, выполненного
тракторами, включается также определенная сумма затрат на прове-
дение технического обслуживания и ремонта сельскохозяйственных
машин.
Для автомобилей затраты на техническое обслуживание и ремонт
начисляются на каждые 100 км пробега.
Стоимость работ, выполняемых тракторами и другими машинами,
включается наряду с другими затратами, стоимость продукции, про-
изводимой хозяйством (стоимость 1 ц зерна, молока, мяса и т. д.).
Таким образом, после реализации (продажи) своей продукции хо-
зяйство получает денежные средства, необходимые для проведения тех-
нического обслуживания и ремонта машин.
Величины отчислений с выполненной работы на техническое об-
служивание и ремонт машин устанавливают для различных групп
областей.
В таблице 50 приведены нормативы расхода (отчислений) денеж-
ных средств на ремонт и техническое обслуживание некоторых моделей
машин для III группы областей.
Для автомобилей установлены следующие нормы амортизацион-.
ных отчислений на 100 км пробега: ГАЗ-51 — 5,7 руб.; ГАЗ-63 — 7,1;
ЗИЛ-150 и ЗИЛ-585 — 6,7; Урал-355М — 6,5; ГАЗ-69 — 5,4 руб.
Пользуясь этими нормативами и зная объем работ, который пред-
стоит выполнить в течение года машинами каждой модели, можно
определить денежные средства, расходуемые в течение года на про-
ведение технического обслуживания и ремонта.
420
ТАБЛИЦА 50
Вид и марка машины Нормативы расходов, руб. Всего
на техобслу- живание и хранение иа замену гусениц (резины) на текущий ремонт на капиталь- ный ремонт
Тракторы (руб. на усл. эт. га):
Т-4М, Т-4А 0,19 0,18 0,26 0,20 0,83
ДТ-75, Т-74, ДТ-75М 0,23 0,10 0,22 0,20 0,75
К-700, К-701 0,13 0,20 0,32 0,34 0,99
типа МТЗ 0,33 0,17 0,26 0,21 1,02
Т-40 0,37 0,17 0,28 0,23 1,05
Комбайны (руб. на 1 га убранной площади): 1,20 0,63 2,08
зерновые СКД-5, СК-4 0,25 —
к артофелеубороч ные 0,55 0,44 10,01 — 11,0
силосоуборочные 0,07 0,15 1,25 — 1,47
Сельскохозя йстве иные — — — — 0,48
машины (руб/усл. эт. га)
§ 2. Себестоимость ремонта
Себестоимостью называются затраты предприятия, приходящиеся
на единицу выпускаемой продукции (отремонтированная машина, аг-
регат, восстановленная или изготовленная деталь и т. д.).
Экономное расходование средств при ремонте машин возможно в
том случае, если издержки ремонта каждой машины сравнительно
невелики, то есть если будет достигаться экономия в расходовании
средств при ремонте каждой машины. Поэтому себестоимость ремонт-
ных работ является одним из важнейших показателей работы ремонт-
ной мастерской или завода.
При составлении графика работы мастерской на очередной год
необходимо планировать себестоимость ремонта машин. Для опреде-
ления себестоимости ремонтных работ проводят калькуляцию всех
затрат.
Под калькуляцией понимают исчисление (расчет) всех видов зат-
рат на выпуск единицы продукции, то есть в данном случае на ремонт
(капитальный или текущий) одной машины. Себестоимость ремонта
машины (С) складывается из прямых затрат и косвенных расходов
(накладных):
с = п+н,
где П — прямые затраты; Н — накладные расходы.
Под прямыми затратами понимают такие, которые рас-
ходуются непосредственно для ремонта данной машины и могут быть
определены. К ним относятся: 1) оплата труда (заработная плата) про-
изводственных рабочих (Зр); 2) начисление на заработную плату по
социальному страхованию (Д3); 3) приобретение ремонтных матери-
421
алов (Mp); 4) технологическое топливо (Рт); 5) электрическая энергия
(Рэ); 6) приобретение запасных частей и агрегатов (Зп); 7) оплата
стоимости ремонта двигателей, и агрегатов, отремонтированных на
стороне (Зст).
Следовательно, прямые затраты можно определить следующим
образом:
П = Зр + Н3 + Мр + Рт + Рэ + 3„ + зст.
Под накладными расходами понимают такие затраты,
которые не могут быть отнесены непосредственно па ремонт данной ма-
шины, а идут в целом для обеспечения ремонтного производства. Они
складываются из цеховых накладных расходов (Дрц), общезаводских
(Дрз), внепроизводственных (Дрв) и определяются по уравнению:
Я = Ярц + Ярз + Ярв.
Цеховые накладные расходы складываются из затрат: на аморти-
зацию и ремонт оборудования, приспособлений и инструмента; на
электроэнергию (без технологической), газ, пар, воду, топливо (не
технологическое); материалы; амортизацию и текущий ремонт здания
цеха; из зарплаты вспомогательных рабочих, основной и дополнитель-
ной зарплаты инженерно-технических работников и служащих, начис-
лений на зарплату по соцстраху, расходов по охране труда и технике
безопасности.
Общезаводские накладные расходы состоят из заработной платы
работников заводоуправления с начислениями и премиями, затрат
на амортизацию и текущий ремонт зданий (складов, заводских лабо-
раторий) и инвентаря хозяйственного назначения, канцелярских,
почтово-телеграфных и телефонных расходов, командировочных, рас-
ходов на содержание легкового транспорта, подготовку кадров и др.
Внепроизводственные накладные расходы складываются из затрат
на упаковку и отправку отремонтированных объектов, оплату услуг
обменных пунктов, техническую пропаганду и т. п.
При составлении плановой калькуляции затрат на каждый вид
работы (капитальный, текущий) учитывается следующее.
Затраты на оплату труда производственных рабочих (Зр) можно
определить умножением трудоемкости ремонта машины (в чел.-ч)
на часовую тарифную ставку по среднему разряду для данных ремонт-
ных работ.
Полученный результат дает основную зарплату, к которой надо
приплюсовать дополнительную зарплату (оплата отпусков, выпол-
нение общественных и государственных обязанностей) и начисления
иа социальное страхование. Дополнительная зарплата может быть
принята равной примерно 10% основной, а начисления на социаль-
ное страхование составляют 4,4% основной зарплаты.
Затраты па приобретение материалов рассчитывают путем умноже-
ния норм расхода материалов для ремонта иа их стоимость. К мате-
риалам относятся: прокат черных и цветных металлов, бронза, электро-
ды, флюсы, химикаты, лакокрасочные материалы, резипоасбестовые
изделия, абразивные, изоляционные, бумажные и пр.
422
Стоимость топлива и электроэнергии для технологических целей
определяется для тех видов топлива и электроэнергии, которые ис-
пользуются при ремонте на кузнечных, термических, сварочных ра-
ботах, а также при стендовых обкатках и испытаниях агрегатов и ма-
шин.
Затраты на приобретение запасных частей и покупных комплек-
тов и агрегатов принимаются по имеющимся нормам либо планируют-
ся на основании учета их фактического расхода за ряд лет.
Стоимость двигателей, комплектов и агрегатов, получаемых со
стороны (по кооперации), включается в калькуляцию по ценам прейс-
куранта с добавлением расходов на их транспортировку на специали-
зированное предприятие (или обменный пункт) и обратно.
Накладные расходы рассчитываются на весь год и затем раскла-
дываются на каждую единицу продукции (на каждый ремонт) пропор-
ционально затратам на заработную плату производственным рабочим.
Отдельные статьи накладных расходов могут быть определены
примерно следующим образом:
затраты па содержание управленческого инженерно-технического,
счетно-конторского персонала, вспомогательных рабочих и младшего
обслуживающего персонала могут быть определены по нормам или
умножением фактического (штатного) числа этих работников на их
должностной годовой оклад. К этой основной зарплате также прибав-
ляют дополнительную и начисления на социальное страхование.
Дополнительная заработная плата принимается в процентах от фон-
да заработной платы: ИТР—15%, счетно-конторский персонал—•
11, МОП —9 %. Начисления на соцстрах принимают в размере
4,4%;
расходы на электроэнергию принимают по фактическим затратам
за прошлые годы или рассчитывают исходя из величины установлен-
ной мощности потребителей электроэнергии, часов их работы и стои-
мости одного кВт-ч электроэнергии;
затраты на топливо могут быть рассчитаны исходя из требуемого
количества топлива и его стоимости или из фактических затрат за
прошлые годы;
затраты на пар, сжатый воздух и воду для производственных и бы-
товых целей определяют по нормам;
затраты на содержание оборудования в течение года составляют
около 0,5% его стоимости;
затраты на содержание и обновление инструментов, приспособле-
ний и инвентаря можно принять равным 40...50 руб. на одного произ-
водственного рабочего;
годовые затраты на текущий ремонт зданий и сооружений состав-
ляют около 3% их стоимости;
годовые затраты на текущий ремонт оборудования и инвентаря
примерно равны 3,5...4% их стоимости, а затраты на текущий ремонт
приспособлений и инструментов—1...2%;
годовые амортизационные отчисления по производственным зда-
ниям составляют в зависимости от типа здания 2,5...3,5% их стоимо-
сти;
423
годовые амортизационные отчисления по оборудованию в среднем
можно принимать равным 6...8% его балансовой стоимости, а для
дорогостоящего инструмента— 12,.,15%;
расходы на рационализацию и изобретательство составляют
5... 10 руб., а на охрану труда 5...7 руб. на одного работающего в год.
Общие суммы затрат на косвенные расходы не должны превышать:
по общепроизводственным 15...18%, по общехозяйственным 4...6%.
Примерное соотношение всех видов затрат в общей стоимости
капитального ремонта различных машин в % приведено в таблице 51.
ТАБЛИЦА 51
Машины
Вид затрат тракторы комбайны двигатели тракторов и комбайнов
Заработная плата производственным рабо- 17...25 23 18...20
чим с начислениями Запасные части 61...45 47 55...57
Ремонтные материалы 4...7 6 3...5
Общепроизводственные и общехозяйственные 18...23 24 19...21
(накладные) расходы
Примечание. Для тракторов первые числа относят к более мощным моделям.
Пути снижения себестоимости ремонта следующие;
1) повышение технического уровня производства (механизация
производственных процессов; внедрение передовой технологии, дос-
тижений передовой практики, науки и техники; совершенствование
технологических процессов и модернизация действующего оборудо-
вания; уменьшение брака; сокращение расхода новых запасных час-
тей; внедрение передовых технологических процессов по восстанов-
лению деталей и новых, более эффективных материалов и т. п.);
2) улучшение организации ремонтного производства (увеличение
сменности, внедрение передовых приемов работы, улучшение органи-
зации труда и использования рабочего времени; внедрение прогрес-
сивных форм и системы оплаты труда; совершенствование управления
производством; улучшение материально-технического обеспечения
участков и рабочих мест; организация поточных линий; передача
специализированным предприятиям ремонта сложных узлов и агрега-
тов и т. д.).
При сдаче машин на капитальный ремонт в мастерские и предприя-
тия Госкомсельхозтехники совхозы и колхозы оплачивают выполнен-
ный ремонт по единым прейскурантным ценам независимо от количест-
ва замененных деталей. В эти цены включены также стоимость замены
базисных деталей, ремонта или замены гидравлической системы.
В прейскурантные цены не входят стоимость ремонта или замены
гусениц, резиновых шин и аккумуляторов. Эти работы хозяйства опла-
чивают дополнительно. Дополнительно также оплачивается замена
кабины. Доплата к прейскурантным ценам производится также в том
424
случае, если состояние машины, сдаваемой в ремонт, не соответствует
техническим условиям, например при разукомплектованное™ машины,
аварийных поломках и др.
Прейскурантные цены различаются по поясам. Например, ко II
поясу относится УССР, а к III —УзССР. Для предприятий, располо-
женных в районах Крайнего Севера, прейскурантные цены увеличи-
ваются на 50%; для районов, приравненных к Крайнему Северу,—
на 25 и для остальных районов, где применяется надбавка к заработ-
ной плате,—на 10%.
§ 3. Технико-экономические показатели
ремонтных предприятий
Для оценки деятельности ремонтного предприятия имеется ряд
числовых показателей, которые носят название технико-экономичес-
ких. Ими можно охарактеризовать производственную мощность мастер-
ской, завода или отдельных цехов, сопоставить итоги работы за про-
шедшие годы. Они дают возможность оценить целесообразность запла-
нированных или проведенных в ремонтном предприятии организаци-
онных и технических мероприятий, сравнить итоги деятельности
одного ремонтного предприятия с другим.
Важнейшим технико-экономическим показателем деятельности
ремонтного предприятия является выполнение производственной про-
граммы ремонтным предприятием по выпуску валовой и товарной про-
дукции. Валовая продукция выражает в денежном исчислении все
затраты, связанные с производственной деятельностью ремонтного
предприятия. В эту продукцию включается стоимость всех работ,
выполненных в ремонтном предприятии, за исключением стоимости
агрегатов и сборочных единиц, получаемых с других ремонтных пред-
приятий по кооперации. Товарной называется завершенная комплект-
ная продукция, которая отремонтирована или изготовлена на ремонт-
ном предприятии, принята техническим контролем и сдана на хране-
ние или заказчику, за исключением стоимости агрегатов и сборочных
единиц, полученных с других предприятий. Выполнение программы
ремонтным предприятием может выражаться также в условных или
физических единицах отремонтированных или изготовленных машин,
изделий. Валовая и товарная продукция характеризует производ-
ственную мощность ремонтного предприятия и является обобщающим
показателем выполненной работы.
К удельным технико-экономическим показателям ремонтных пред-
приятий относятся: рентабельность предприятия; качество продукции;
себестоимость продукции; коэффициент механизации работ; произво-
дительность труда; энерговооруженность труда; техническая воору-
женность труда; использование основных производственных фондов.
Рентабельность ремонтного предприятия характеризует его
доходность (прибыльность).
Уровень рентабельности (Ур) определяется по следующему
уравнению:
У Qp—брп
где Qp — объем реализации продукции, руб.; Срп— себестоимость реализованной
продукции, руб.; Соф — стоимость основных фондов, руб.; Сос — стоимость норми-
рованных оборотных средств, руб.
Качество продукции (/(р) определяется как по показателям коэф-
фициента частоты рекламаций (т|р), так и по экономическому пока-
зателю (Лк).
Коэффициент частоты рекламаций определяется по следующему
уравнению:
где пр—число поступивших рекламаций; Л'о — число выпущенных объектов
ремонта.
Ак определяется по следующему уравнению:
л _ _ Цп'Вф
к зр Вц—ср’
где 01₽—отчисления на ремонт, установленные в хозяйстве, руб.; Зр — фактиче-
ские затраты на ремонт, руб.; Цо — оптовая цена на ремонт, руб.; Вц — межремонт-
ная наработка до капитального ремонта (установленная), усл. эт. га; — факти-
ческая наработка объекта, усл. эт. га; Ср — суммарная стоимость ремонта на пред-
приятии, руб.
При и Ца=С.рАк—\ — качество ремонта удовлетвори-
тельное; при Лк<1 —качество плохое.
Себестоимость объекта оценивается по изменению себестоимости
ремонта объекта в процентах к отпускной стоимости
си= (Сф^оСпо ^ ЮО,
где Спо—плановая себестоимость ремонта объекта, руб.; Сф — средняя фактиче-
ская себестоимость ремонта объекта (по отчетной калькуляции), руб.
Коэффициент механизации (qM) работ определяется по следующей
формуле:
|м 2То!’
где Т.Л1- — объем работ, выполняемый механизированным инструментом и приспо-
соблениями, ч; Tai — объем общей трудоемкости ремонта объекта, ч.
Производительность труда характеризуется количеством годной
продукции, выработанной на единицу рабочего времени. Она может
быть подсчитана следующими тремя способами:
1) в натуральных единицах (ЛП!):
П =
™ ирН’
где qH — число единиц продукции (деталей, узлов, агрегатов), выпущенных за оп-
ределенный период времени, шт.; три — число рабочих, участвующих в выпуске
(qH) единиц продукции, ед.
2) в затратах труда (ч) на рубль выпускаемой валовой продукции:
т___Т о
-ЛВ’
где То — общая трудоемкость ремонта, выполняемого за определенный период, ч;
Ав — выпущенная валовая продукция, руб.
426
3) в денежных единицах на одного работающего и производствен-
ного рабочего (Л1р):
^т₽ = —.
Т₽ ™ря
где Ав — выпущенная валовая продукция, руб.; тря — среднесписочное (явочное)
число работающих, ед.;
Энерговооруженность труда характеризуется двумя видами: по-
тенциальной и активной.
Потенциальная энерговооруженность (Эп) определяется формулой
а 2Л'Э,-
mmax
где N3( — установленная мощность на предприятии всех энергетических установок,
кВт; mmax — наибольшая численность производственных рабочих одной смены, ед.
Фактическая (активная) энерговооруженность труда (Эф) опре-
деляется формулой
g __ 2ЛГ0Э
ф То ’
где ЛГ0Э — общее количество электроэнергии, израсходованной на производствен-
ные нужды, кВт; То — общая трудоемкость за этот промежуток, ч.
Техническая вооруженность труда определяется стоимостью основ-
ных технических средств, приходящейся на одного рабочего.
Использование основных производственных фондов характери-
зуется:
1) выпуском продукции (в руб.) на 1 руб. стоимости этих фондов;
2) выпуском продукции на 1 м2 производственной площади.
Выпуск продукции на 1 руб. основных производственных фондов
(фондоотдача) ремонтного предприятия определяется делением вало-
вой продукции (руб.) на балансовую стоимость основных производ-
ственных фондов (руб.). В стоимость основных производственных фон-
дов входит стоимость производственных зданий и сооружений, стан-
ков, ремонтно-технического оборудования, приборов, приспособлений,
подъемно-транспортного оборудования, инструмента (стоимостью боль-
ше 50 руб.) и т. п.
Выпуск продукции предприятием в рублях на 1 м2 производствен-
ной площади исчисляется делением валовой продукции (руб.) на произ-
водственную площадь ремонтного предприятия (м2).
Для улучшения экономических показателей работы ремонтно-
го предприятия необходимо всемерно и систематически повышать произ-
водительность труда при ремонте, повышать качество ремонта объек-
тов и снижать себестоимость ремонта машин.
Контрольные вопросы
1. Как осуществляется финансирование ремонта тракторов, комбайнов и сель-
скохозяйственных машин? 2. Из чего складывается себестоимость ремонта машин?
3. Что понимается под прямыми затратами и накладными расходами? 4. Как р ш-
считать отдельные статьи накладных расходов? 5. Как определить выполнение п э-
изводственной программы ремонтного предприятия по выпуску валовой! и товар!: и
продукции? 6. Как определить выпуск продукции на 1 м2 производственной плошали?
7. Как определить выпуск продукции на 1 руб. основных производственных фондов
ремонтного предприятия? 8. Как определить среднюю выработку на одно:о рабо-
чего? 9. Как улучшить экономические показатели работы ремонтного предприятия?
427
428
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
Основные регулировочные показатели топливных насосов
Марка двигателя Марка топливного насоса Частота вращения кулачкового валика, об/мин Ход рейки, мм Номинальный режим
номиналь- ная начала действия регулятора максимальная холостого хода соответствую- щая режиму перегрузки автоматиче- ского выклю- чения подачн топлива число впрысков подача каждой насосной секцией, см®
А-41 4ТН-9ХЮ 880 890...900 930 600 980 11,0 875 90
А-01М 6ТН-9Х10-03 850 860...870 900 600 950 11,0 850 89
СМД-14, СМД-14А, СМД-14К, СМД-15К, СМД-17К ЛСТН-8,5хЮ 850 860...870 900 600 970 11,0 850 85
СМД-18К ЛС4ТН-8.5Х10 950 960...970 1000 650 1070 11,0 950 108
Д-50 УТН-5, УТН-5А 850 865...875 900 650 950 10,0 850 62,0
Д-37М УТН-5, УТН-5А 800 815...825 850 600 910 10,0 800 43,0
Д-37Е УТН-5, УТН-5А 900 910...920 950 700 1010 10,0 900 56,5
Д-240, Д-240Л УТН-5А 1100 1115...1125 1160 850 1210 10,0 1100 81,5
ЯМЗ-238НБ ТНВД-238НБ 850 870...880 900 — 950 15,0 850 98,0
ЯМЗ-240 ТНВД-240 950 970...980 1025 — 1075 16,0 900 113
Д-37М НД-21/4 800 805...815 850 625 910 800 45,0
Д-37Е НД-21/4-14 900 905...910 950 675 1020 900 52,0
СМД-62 НД-22/6Б4-24 1050 1080...1085 1100 650 1210 750 86,0
СМД-64 НД-22/6Б4-14 950 980...985 1000 650 1110 750 84,0
Продолжение
Марка двигателя Марка топливного насоса Режим макси- мальной частоты вращения холо- стого хода Режим перегрузки Режим пусковой частоты Угол начала впрыска топлива, град. Угол начала подачи топли- ва до ВМТ кулачка (плунжера), град.
число впры- сков средняя подача одной сек- цией, см8 (не более} число впры- сков подача насос- ной секцией, см3 число впры- сков средняя подача одной насосной секцией, см3 на стенде СДТА-1 после № 2210 на стен- дах СДТА-2 иСДТА-3
А-41 А-01М 4ТН-9Х10 6ТН-9Х 10-03 — — 600 600 75 76 100 100 Не менее 14 Не менее 13,5 36+1 306+1 26+1 293 + 1 36 36
СМД-14, ЛСТН-8,5х10 900 40,0 600 63 22 + 1 44 + 1 54
СМД-14Л,
СМД-14К,
СМД-15К,
СМД-17К
СМД-18К ЛС4ТН-8,5хЮ 1000 52,0 650 95 22 + 1 44 + 1 54
Д-50 УТН-5, УТН-5Д 900 24,5 650 56,0 100 Не менее 14,5 12 + i 47 + 1 57
Д 37М УТН-5, УТН-5А 850 17,5 600 39,0 12 + 1 47 + 1 57
Д-37Е УТН-5, УТН-5А 950 21,0 700 51,0 11+1 46 + 1 57
Д-240, Д-240Л УТН-5А 1150 30,0 850 75,0 10+1 45 + 1 57
ЯМЗ-238НБ ТНВД-238НБ — —— 550 74...76,5 100 22...24 4 + 1 25 + 1 37°30'
ЯМЗ-240 ТНВД-240 — — — — 100 22...24 4 + 1 25+1 37“30'
Д-37М НД-21/4 850 17,0 625 38,0 150 24...27 .—. 160 + 1 57
Д-37Е НД-21/4-14 950 19,0 675 43,0 150 24...27 — 160 + 1 57
СМД-62 НД-22/6Б4-24 1000 36,0 650 92,0 150 27...30 — 140 + 1 37
СМД-64 НД-22/6Б4-14 1000 34,0 650 90,0 150 27...30 — 140 + 1 37
Примечание. Порядок чередования подачи топлива относительно I-й секции: для насосов 4TH-9XI0; УТН-5: НД-21 —1-я секция —0°.
2-я —270®, 3-я —90’» 4-я —180°; для насоса 6ТН-9Х10—1-я секция —0°, 2-я — 24ПС, 3-я—120°, 4-я —300°. 5-я —60°, 6-я —180°. Для насоса
НД-22/6Б4 — 1-я секция —0°, 2-я—315°. 3-я —270°, 4-я—195°. 5-я —150°, 6-я—105°. Для насоса ТНВД-238НБ — 1 -я секция —0°, 2-я—135®,
3-я — 45°. 4-я —180°, 5-я —225°, 6-я —90°, 7-я —270°, 8-я —315°. Для насоса ТНВД-240НБ — 1 -я секция —0°, 2-я —142°, 3-я —240°, 4-я —22°30',
5-я —120®, 6-я — 262’30'» 7-я —300е, 8-я —82’30', 9-я —60°, 10-я — 202’30', 11-я —180®, 12-я — 332’30'.
429
ПРИЛОЖЕНИЕ 2
Основные показатели масляных насосов при испытании и регулировке
Марка двигателя Секция насоса Нормаль- ная частота вращения валика насоса в минуту Давление в ма- гистрали стенда, МПа Производительность* л/мни
нормальная, не менее допусти- мая, не менее
ЯМЗ-240Б Нагнета- ющая 3000 0,58...0,62 130 125
Радиаторная 3000 0,048...0,052 39 36
ЯМЗ-238НБ Нагнета- ющая 3100 0,45...0,55 140 135
Радиаторная 3100 0,04...0,06 25 23
ДТ-108 Нагнета- ющая 1100 0,20...0,24 53 48
А-41, А-01М Нагнета- ющая 3100 0,5...0,6 105 95
Радиаторная 3100 0,18...0,22 30 27
0,18...0,22 25 22,5
(при ширине
шестерни 10 мм)
СМД-60; СМД-62, Главная 1870 0,75.. .0,8 70 67
СМД-64 Радиаторная 1870 0,15...0,2 18,5 17,0
Насос пред- пусковой 2080 0,4...0,6 13 10
СМД-14, СМД-14А, СМД-14К, СМД-15К, Прокачки 1410 0,6...0,65 60 54
СМД-17К, СМД-18К Д-240, Д-240Л 2320 0,7...0,75 36 33
Д-50, Д-50Л 2800 0,7...0,75 40 36
Д-65Н, Д-65М, Д-48М, Д-48Л 2380 0,58...0,62 45 41
Д-37М, Д-37Е 2350 0,58...0,62 30 27
Примечание. При испытании масляных насосов двигателей ЯМЗ-240Б, ЯМЗ-238НБ,
А-4 1, А-01М, СМД-60, СМД-62 и СМД-64 разрежение на всасывании должно быть в преде-
лах 12. . . 15 кПа.
ПРИЛОЖЕНИЕЗ
Показатели регулировки клапанов масляных насосов
Марка двигателя Клапан Давление открытия клапана, МПа
ЯМЗ-240Б ЯМЗ-238НБ Редукционный нагнетающей секции Предохранительный радиатор- ной секции Редукционный радиаторной секции 0,75...0,8 0,06...0,12 0,7...0,75
430
Продолжение
Марка двигателя Клапан Давление открытия клапана, МПа
Д-108 Предохранительный радиатор- ной секции Редукционный 0,08...0,12 0,48...0,52
А-41, А-01М Редукционный нагнетающей 0,7...0,8 нлн 0,8...
СМД-60, СМД-62, секции Предохранительный радиатор- ной секции Редукционный главной секции ...0,9(при установ- ке трубки с уголь- ником) 0,25...0,32 или 0,15.. .0,2 (при вы- соте шестерни 10 мм) 0,9...0,95
СМД-64 Предохранительный радиатор- 0,25...0,3
СМД-14, СМД-14А, ной секции Перепускной насоса предпуско- вой прокачки масла Обратный клапан предпусковой прокачки масла Предохранительный 0,04...0,05 0,04...0,05 0,7...0,8 (давление
СМД-14К, СМД-15К, СМД-17К, СМД-18К Д-65Н, Д-65М Редукционный закрытия)
Д-48М, Д-48Л Редукционный (ширина тестер- —
Д-37М, Д-37Б ни 36 мм) Редукционный 0,58...0,62
ПРИЛОЖЕНИЕ 4
Показатели отрегулированных клапанов масляных фильтров
Марка двигателя Фильтр Давление открытия клапанов, МПа
сливного перепускного редукционного (масляного радиатора)
ЯМЗ-240Б 0,25...0,3
ЯМЗ-238НБ — 0,47...0,5 0,20...0,24
Д-108 — — 0,08...0,11 0,11...0,16
А-41, А-01М Двойной 0,45...0,5 0,20...0,24 —
Сдвоенная пол- 0,45...0,5 0,53...0,57 —
нопоточная
центрифуга
СМД-60, СМД-62, — 0,30...0,35 0,6...0,75
СМД-64
СМД-14, СМД-14К, Двойной 0,25...0,35 0,3...0,55 0,09...0,17
СМД-14А, СМД-15К, Полнопоточпая 0,25...0,35 0,6...0,75 —
СМД-17К, СМД-18К центрифуга
Д-54 — 0,22...0,3 0,3...0,45 ——
Д-240, Д-240Л — 0,2...0,35 0,62...0,65* 0,05...0,06
Д-50, Д-50 Л — 0,25...0,35 0,55...0,58* 0,06...0.07
Д-65А, Д-65М Полнопоточная 0,2...0,3 — 0,05...0,06
центрифуга
Д-37М — — 0,05.,.0,6 0,06.,.0,12
* Давление открытия клапана центробежного фильтра.
431
ПРИЛОЖЕНИЕ 5
Основные показатели неполнопоточных центрифуг масляных фильтров
при испытании на стенде
Марка двигателя Давление масла на входе в центрифугу, МПа Частота вращения ротора, об/мин (ие менее)
ЯМЗ-238НБ, А-41, А-01М 0,56...0,6 5000
СМД-14, СМД-14А, СМД-14К, СМД-15К, 0,55...0,6 5500
СМД-17К, СМД-18К
Д-54А 0,5...0,6 5500
Д-48М, Д-48Л 0,5...0,55 5800
Основные показатели полнопоточных масляных центрифуг при испытании
на стенде
Марка двигателя Давление масла на вхо- де в центри- фугу, МПа Давление масла за центрифугой, МПа Расход масла, проходящего через ротор центрифуги в магистраль, л/мин (не менее) Частота вра- щения ротора* об/мин (не менее;
А-41, А-01М При одновременном испытании 2 роторов
0,7...0,75 | 0,3 70 5000
При испытании каждого ротора в отдельности
СМД-60, СМД-62, СМД-64 0,7...0,8 0,3 40 5200
СМД-14, СМД-14А, СМД-14К, СМД-15К, СМД-17К, СМД-18К Д-240, Д-240Л 0,7...0,8 0,7...0,8 0,3 0,3 40 40 5400 5200
Д-50, Д-50Л Д-65Н, Д-65М Д-37М, Д-37Е 0,7 0,7 0,7 0,25 0,25...0,3 0,25...0,3 26 14 14 5500 5500 5500
0,6 0,3...0,4 14 5500
432
ПРИЛОЖЕНИЕ 6
Основные показатели гидронасосов
Показатели Гидронасосы
НШ-6Т НШ-10Е НШ-32У НШ-46У НШ-32-2 НШ-50-2 НШ-67 НШ-100-2 Насос Гур Зил-130 НМШ-25 НМШ-50
Рабочее давление, МПа 10,0 10,0 10,0 10,0 12,5 12,5 10,0 10,0 5,5 1,6 1,6
Рабочий объем насоса, см3/об 6,3 10,0 31,7 1650 45,7 31,5 50,8 69,0 98,8 — 25,0 50,0
Частота вращения, об/мин (но- минальная) 2000 1500 1650 1920 1920 1700 1700 600 1500 1500
Объемный к. п. д. 0,9 0,9 0,9 0,9 0,92 0,92 0,92 0,92 0,85 0,85
Пределы изменения рабочей ча- 1100... 1100... 1100... 1100... 960... 960... 960... 960... 600... 1200... —
стоты вращения вала приво- да, об/мин 2500 1800 1750 1750 1920 1920 1920 1920 2800 1900
Давление при испытании на герметичность, МПа * Производительность при номи- нальных давлении и частоте вращения, л/мин: 14,0 14,0 14,0 14,0 16,0 16,0 13,5 13,5 7,0
при 1-м ремонтном размере 10,8 13,13 47,6 69,30 54,6 86,74 106,65 150,0 — 31,9 62,18
при 2-м ремонтном размере 10,3 12,75 46,8 68,40 53,4 83,40 104,82 147,8 — 29,7 59,4
при 3-м ремонтном размере Производительность при испы- тании на стенде КИ-4200, л/мин: 9,3 12,32 45,8 67,20 52,2 81,80 102,90 145,7 —2
при 1-м ремонтном размере 6,5 9,80 34,6 50,05 34,0 54,50 74,00 105,5 —— 22,7 46,6
при 2-м ремонтном размере 6,2 9,50 34,0 49,60 33,2 52,00 73,60 104,0 — 22,3 44,5
при 3-м ремонтном размере 5,6 9,25 33,1 48,90 32,5 51,00 72,40 102,5 — — —
Температура рабочей жидко- сти, °C Вязкость рабочей жидкости при 50°С, сСт 50 50 50 50 50 50 50 50 50 70 70±5
60± 10 60± 10 60± 10 60±10 60± 10 6О±1О 60±10 60± 10 17±5 60± 10 60±10
433
* Герметичность проверяется не менее чем за 5 циклов нагружений. Образование капель и течь масла через уплотнения, стыки и тело деталей
не допускаются.
431
ПРИЛОЖЕНИЕ 7
Техническая характеристика автотракторных генераторов достоянного тока
Технические данные Марка генератора
Г15-Б Г20, Г21-Г Г81, Г81-Д П08 (Б, В, Г, Д) Г1 15 Г214, Г12-4А, Г215
Установлен на машине ЗИЛ-150 ГАЗ-51, ГАЗ-53ф, УРАЛ-355 МТЗ-50, Т-40, Т-28 ЗИЛ-150, ГАЗ-51/53ф ГАЗ-69 УАЗ-450 (451) Т-40 ДТ-75, Т-74, Т-75 (Г215) комбайн СК-4
Направление вращения Правое Правое Правое Правое Правое Правое
Мощность, Вт 200 225 156 240 156 180
Номинальное напряжение, В 12 12 12 12 12 12
Ток полной нагрузки, А 16,5 18 13 20 13 15
Ток холостого хода в режи- ме электродвигателя (не более), А Частота вращения при воз- буждении до номинального напряжения (не более), об/мин: О 5 5 5 5 5
без нагрузки в холодном СОСТОЯНИИ 900 825 2100 1250 2100 1900
при токе полной нагрузки в холодном состоянии 1600 1450 2500 1900 2500 2500
Сопротивление одной полюс- ной обмотки, Ом 3,5 3,5 3,46...3,92 3,5 3,46...3,96 3,40...3,62
ПРИЛОЖЕНИЕ 8
Техническая характеристика автотракторных генераторов переменного тока
Технические данные Марка генератора
Г250 (А1, И, И1) Г285 Г304 Г305 Г309
Установлен на машине УАЗ-451, ЗИЛ-130 К-700 МТЗ-50 (52) МТЗ-80(82) ДТ-75 (М) Т-150 (150К)
Номинальное выпрямленное напряже- 12,5 12,5 12,0 12,0 14,0
ние, В
Ток полной нагрузки, А 28 80 20 32 100,0
Частота вращения при возбуждении до номинального напряжения (не бо- лее), об/мин:
без нагрузки (в горячем состоянии) 900 1500 1400 1550 1200
при токе полной нагрузки (в горя- 2100 3500 2800 3300 6000
чем состоянии)
сопротивление обмоток возбужде- — — — __
ния, Ом
ток возбуждения, А — — — 3,5 3,5
Выпрямительное устройство Встроенные крем- ниевые диоды Д242 Селеновый выпря- митель В150 Встроенные ДИОДЫ кремниевые вкзю —
Реле-регулятор РР-352, РР-350А РР-385Б РР-362Б | РР-362Б РР-385Б
435
436
ПРИЛОЖЕНИЕ 9
Технические требования на регулировку реле-регуляторов
Технические данные Тип реле-регулятора
РР-24 (А, Б, Г) РР-81 (Б, Д) РР-315 (Б, Д) РР-362Б РР-385Б
Напряжение замыкания контактов реле обратного тока, Б Обратный ток размыкания контактов, А Регулируемое напряжение, Б Регулировка напряжения производится: при токе нагрузки, А при частоте вращения вала генератора, об/мин Ограничиваемый ток, А Ток срабатывания реле зашиты, А 11,8...13,0 0,5...0,6 13,5...15,0 10 3000 17...19 12,0...13,0 0.5...0,6 13,8... 14.8 6 3300 9 ... 1 1 •• 12...14 14 ... 16 11,0...12,0 0.5...0.6 13,4 ... 15,5 6 и 9 • 3400 9 ... I 1 •» 12...14 14. . .16 14,0...14,4 14 3000 3,2...3,6 13,3. .. 14,4 40 3000 3,2...3,6
* Для PP-3I 5Д.
Для разных модификаций реле-регуляторов в порядке их перечисления.
ПРИЛОЖЕНИЕ 10
Межремонтные наработки и периодичность технического обслуживания тракторов
Марка трактора Средний перевод- ный коэф- фициент моточасов в усл. эт. га Периодичность технического обслуживания Межремонтные наработки
ТО-1 ТО-2 ТО-3 до текущего ремонта до капитального ремонта
мото- часов усл. эт. га мото- часов усл. эт. га мото- часов усл. эт. га моточасов усл. эт. га моточасов усл. эт. га
К-700 2,25 60 135 240 540 960 1260 1920 4320 5760 12 960
Т-4, Т-4А, Т-150 1,58 60 95 240 380 960 1520 1920 3040 5760 9 120
Д-75М 1,17 60 70 240 280 960 1120 1920 2240 5760 6 720
ДТ-75, Т-74 1,08 60 65 240 260 960 1040 1920 2080 5760 6 240
МТЗ-52, МТЗ-50, МТЗ-80, МТЗ-82 0,58 60 35 240 140 960 560 1920 1120 5760 3 360
Т-40А, Т-38А 0,50 60 30 240 120 960 480 1920 860 5760 2 880
Т-25 0,42 60 25 240 100 960 400 1920 800 5760 2 400
ПРИЛОЖЕНИЕ li
Периодичность технического обслуживания и ремонтов комбайнов,
га убранной площади
Название машин Техническое обслуживание Текущий ремонт Капитальный ремонт
Комбайны СКД-5 150 400 1200
Силосоуборочные комбайны СК-2,6 и СК-2.6А 60 150
Свеклоуборочные комбайны 20 80
Картофелеуборочные комбайны КТН-2 12 60 —
ПРИЛОЖЕНИЕ 12
Нормы пробегов до капитального ремонта автомобилей и прицепов, тыс. км
Модель автомобиля н вид прицепа
Нового
Прошедшего ка-
питальный ремонт
Автомобили
ГАЗ-53А, ЗИЛ-130 105 90
ГАЗ-66 95 80
УАЗ-469 ПО 90
«Москвич-412» 100 80
«Волга» М-24 155 120
«Москвич» (фургон) 65 55
Прицепы
Одноосные всех типов грузоподъемностью до 1,5 т 50 42
Роспуски грузоподъемностью до 5 т 80 65
Остальные 70 80
ПРИЛОЖЕНИЕ 13
Периодичность технического обслуживания и трудоемкость ремонта
машин и оборудования животноводческих ферм
Наименование машин и оборудования Периодичность про- ведения технического обслуживания Средняя трудоем- кость ре- монта» чел.-ч
Молотковые дробилки ДКУ-1,2, ДКУ-М Запарник-смеситель ЗСК-1,0 Поилки индивидуальные и групповые Водопровод с автоматической подачей воды Раздатчик кормов стационарный ТВК-80А Транспортер скребковый для уборки навоза ТСН-ЗРБ Молокопровод 200 Доильный комплекс 100 Насосы погружные АПВ, ЭПЛ-6 и А1 с автома- тической подачей воды Водокачки безбашенные типа ВЭ-2.5М Водоструйные установки ВН-2-8, МН-2Ц-6 3 раза в месяц 3 раза в месяц 3 раза в месяц 2 раза в месяц 1 раз в месяц 1 раз в 3 месяца 1 раз в месяц 1 раз в месяц 1 раз в месяц 1 раз в 2 месяца 1 раз в 6 месяцев 30...35 20...25 25...30 85...95 22...25 85...95 80...90 80...125 78...85 60...70 85...95
43?
ПРИЛОЖЕНИЕ 14
Примерная трудоемкость технического обслуживания тракторов
н периодического технического осмотра
Модель трактора Трудоемкость, чел.-ч
ежесмен- ного тех- нического обслужи- вания периодического техничес- кого обслуживания сезонного обслужи- вания техни- ческого осмотра
1 2 3
К-700, К-701 0,7 4,0 22 40 30 3,0
0,6 2,7 13 24
Т-4, Т-4А, Т-150 0,7 3,0 16 36 27 3,0
0,6 2,6 10 22
ДТ-75, ДТ-75М, Т-74 0,7 2,7 12,0 32 25 3,0
0,5 2,3 8,5 20
МТЗ-50, МТЗ-52, МТЗ-80, 0,6 3,0 12 28 25 3,0
МТЗ-82, Т-40А 0,5 2,6 7 17
Т-38 0,5 2,2 11 22 20 2,0
0,4 1,7 6 15
Т-25 0,4 1,2 5 12 10 1,5
0,4 1,0 3 8
Примечание. В числителе дана трудоемкость раб от без применения средств механи-
зации (эксплуатационники), в знаменателе —с их использованием (специализированные звенья).
ПРИЛОЖЕНИЕ 15
Трудоемкость ремонта тракторов, комбайнов н шасси (по данным ГОСНИТИ), чел.-ч
Специализирован-
ные предприятия
Госкомссльхоз-
техиики
Мастерские общего назна-
чения Госкомсельхоз-
техникн
Мастерские
хозяйств (на
готовых
агрегатах)
Машина капитальный ремонт текущий ремонт (машина) капитальный ремонт текущий ремонт капитальный ремонт текущий ремонт
полнокомп- лектная ма- I шина 1 шасси полный ремонт 1 на готовых агрегатах полный ремонт на готовых агрегатах
Тракторы: К-700, К-701 413 279 170 527 296 371 212 326 233
Т-4, Т-4А, Т-150 388 220 114 499 186 352 142 205 156
ДТ-75, ДТ-75М, Т-74 285 139 108 366 183 257 134 202 148
МТЗ-50, МТЗ-52, 226 106 87 292 151 204 109 166 119
МТЗ-80, МТЗ-82, Т-40А Т-38 198 96 66 257 112 181 82 123 90
Т-25 121 72 38 160 61 112 46 67 50
Комбайны: зерно', боронные — 240 — 300 184 330 202
картофелеуборочные 130 — — 163 — 76 — 179 84
свск.’юх’борочпые 123 — — 154 — /О — 169 84
силосоуборочные 110 — — 138 — 72 — 151 79
438
ПРИЛОЖЕНИЕ 16
Трудоемкость ремонта двигателей, топливных насосов, гидросистем
тракторов и комбайнов на специализированных ремонтных предприятиях
системы Госкомсельхозтехники (данные ГОСНИТИ), чел.-ч
Машины Трудоемкость ремонта
двигателей без топлив- ной аппара- туры ТОПЛИВНОЙ аппара- туры гидро- системы
Тракторы: К-700, К-701, Т-4, Т-4А 67 8,2 21,3
ДТ-75, Т-150, Т-74 49 8.2 13,9
МТЗ-50, МТЗ-52, МТЗ-80, МТЗ-82, Т-40А 39 8,2 11,7
Т-28 27 6,7 10,6
Т-25 21 4,4 10,6
Комбайны типа СК-4 41 8,1 19,1
ПРИЛОЖЕНИЕ 17
Трудоемкость ремонта и периодического технического обслуживания
мелиоративных и землеройных машин (данные ГОСНИТИ), чел.-ч
Машина Ремонтные предприятия Г оскомсельхозтехники Мастерские хозяйств
специализи- рован ные общего назначения текущий ремонт периодическое техническое об- служивание
капи- тальный ремонт текущий ремонт капи- тальный ремонт текущий ремонт
Экскаваторы с ковшом емкостью:
0,15 м3 503 242 700 350 333 20
1,0...1,25 м3 2062 655 2700 900 — 50
Бульдозеры на базе трактора ДТ-75 Скреперы: 529 129 735 210 177 37
емкостью 1,5.. .3,0 м3 с трактором ДТ-75 397 97 570 170 133 37
емкостью 10.. .15 м3 с трактором Т-150 942 255 1300 400 351 80
или самоходные емкостью до 15 м3
Грейдеры прицепные с трактором ДТ-75 Автогрейдеры: 453 81 640 150 111 33
легкого типа 351 103 500 170 142 40
среднего типа 431 111 600 180 153 45
тяжелого типа 542 135 800 250 186 50
Г рейдеры-экскаваторы 1062 247 1450 390 340 75
Корчеватели-собиратели 706 147 900 265 202 49
Кусторезы 622 147 800 265 202 50
439
ПРИЛОЖЕНИЕ 18
Примерная трудоемкость технического обслуживания и текущего ремонта
автомобилей и прицепов, чел.-ч
Модель автомобиля и тип прицепа Ежедневного обслужива- ния то-1 ТО-2 Текущего ре- монта на 1000 км пробега
ЗИЛ-130, ГАЗ-53А 0,5 3,5 13,0 9,0
ГАЗ-66, ЗИЛ-585 0,6 4,0 14,0 10,0
УАЗ-469 0,6 4,5 16,5 10,0
Прицелы и полуприцепы 0,4 1,5 6,0 4,0
ПРИЛОЖЕНИЕ 19
Трудоемкость технического обслуживания и ремонта комбайнов
и сельскохозяйственных машин, чел.-ч
Машины Т ехобслуживание Ремонт
еже- смен- ное перио- дичес- кое послесе- зониое
Зерноуборочные комбайны СК-4, СКД-5 Силосоуборочный комбайн СК-2.6А 0,6 0,3 1,7 1,4 15,0 9,0 125,0
Свеклоуборочный комбайн СКЕМ-ЗГ 0,6 1,5 6,0 155,0
Картофелекопатель КВН-2М 0,2 — 3,5 50,0
Жатки ЖВН-6, ЖВН-10 0,2 0,55 5,0 87,0
Плуги тракторные ПН-4-35, ПЛП-6-35, 0,12 — 3...4 40...45
ПЛП-8-35 Культиваторы КРН-4.2М, КРН-5,6, КПГ-4М о,н 5...6 45...50
Культиваторы-плоскорезы КП-2-250 0,25 — 2...3 30...32
Лущильники дисковые: ЛД-10 0,1 2,4 50,0
ЛД-5 0,1 — 2,0 23,0
Разбрасыватель удобрений РУН-15А, 1-РМГ-4 0,05 — 0,8...1 44...48
Сеялки тракторные: СУТ-47 0,15 3,9 63,5
СУ К-47 0,15 — 3,0 56,4
СЗП-36, СЗУ-3,6, СЗ-3,6 0,15 — 3...3,5 52...55
СКНК-6, СКНК-8 0,1 — 3,5... 1 44,5...46
СТСН-6А 0,1 — 1,5...2 12,5...15
Картофелесажалки СН-4Б, СКМ-6 0,15 — 3...4 50...55
Косилки КПД-2,1, КСК-2,1 0,1 1,0 13...14
Волокуша ВНУ-3 0,05 — 1,0 15,3
Пресс-подборщик ППБ-1.3П 0,1 — 2,0 33,0
Опрыскиватель ОВТ-1 0,15 — 2,0 42,5
Гербицидная машина ГАН-8 0,15 — 2,0 40,3
Дождевальные машины ДДН-70, ДДН-100 0,1 — 1,5 24,3
Стогометатель СТУ-0,7 0,2 — 3,0 54,0
Зернопогрузчик 0,2 3,0 58,0
УКАЗАТЕЛЬ ЛИТЕРАТУРЫ
АитиповВ. В., Гоголев Б. А., Загородский Б.П. «Ремонт и регули-
рование топливной аппаратуры двигателей тракторов и комбайнов»,— М.:
Высшая школа, 1978.
Ачкасов К. А. «Прогрессивные способы ремонта сельскохозяйственной техни-
ки».— М.: Колос, 1975.
Ачкасов К. А., В е г е р а В. П. «Справочник молодого слесаря по ремонту и
регулировке приборов системы питания и гидросистемы тракторов, автомобилей
и комбайнов».— М.: Россельхозиздат, 1978.
Аршинов В. Д., Зорин В. К., С о з и н о в Г. И. «Ремонт двигателей
ЯМЗ-240, ЯМЗ-240Н, ЯМЗ-240Б»,— М.: Транспорт, 1978.
Бабусенко С. И., Степанов В. А. «Современные способы ремонта ма-
шин».— М.: Колос, 1977.
Васильева И. Г..Головкина Н. П., Маяцкая Н. Г. «Восстановление
неметаллических покрытий».— М.: Россельхозиздат, 1974.
Ильин Н. М. «Электрооборудование автомобилей».—М.: Транспорт, 1978.
Казаков В. К.,Костенко С. И., Черноиваиов В. И. «Ремонт зерно-
уборочных комбайнов».— М.: Колос, 1978.
К с е н е в и ч И. П. и др. «Тракторы МТЗ-80, МТЗ-82».— М.: Колос, 1975.
Кашуба Б. П., Коваль И. А. Трактор Т-150 (устройство и эксплуатация).—
М.: Колос, 1978.
К о н к и н Ю. А. «Экономика ремонта с.-х. техники».— М.: Колос, 1972.
К р я ж к о в В. М. «Восстановление деталей сельскохозяйственной техники меха-
низированной наплавкой с применением упрочняющей технологии».— М.: Ма-
шиностроение, 1975.
Конкин Ю. А. «Организация и планирование производства на ремонтных пред-
приятиях».— М.: Колос, 1975.
Л е в и т с к и й И. С. и др. «Технология ремонта машин и оборудования». — М.:
Колос, 1976.
Левитский И. С. «Организация ремонта и проектирование сельскохозяйст-
венных ремонтных предприятий».— М.: Колос, 1977.
Магомедов Б. Р.,Ракин Я-Ф. «Восстановление защитных покрытий машин
н оборудования».— М.: Колос, 1974.
«Монтаж, эксплуатация и ремонт машин и электроустановок в животноводстве».—
М.: Колос, 1977.
Петров Ю. Н. и др. «Основы ремонта машин».— М.: Колос, 1972.
«Ремонт зерноуборочных комбайнов «Нива», «Колос», «Сибиряк». Под редакцией
Рассказова М. Я.— М.: Россельхозиздат, 1977.
441
Рекомендации по восстановлению деталей машин новых марок.—М.: ГОСНИТИ, 1977,
Ромашов В. Е., Северный А. 3., Ч е т ы р к и н Б. Н. «Окраска сельско-
хозяйственной техники при ремонте».— М.: Колос, 1978.
Сел иванов А. И. «Справочная книга по технологии ремонта машин», — М,:
Колос, 1975.
Смелов А. И. и др, «Ремонт автотракторного электрооборудования».— М,:
Колос, 1975.
Саньков В. М. «Эксплуатация и ремонт мелиоративных и строительных
машин».— М.: Колос, 1978.
«Трактор Т-150К». Руководство по текущему ремонту.— М.: ГОСНИТИ, 1980.
Таратута А. И., С в е р ч к о в А. А. «Прогрессивные методы ремонта машин» —•
Минск: Ураджай, 1980.
Технологические рекомендации по применению методов восстановления деталей
машин,—М.: ГОСНИТИ, 1976.
Технологические рекомендации по контролю при восстановлении основных деталей
тракторных двигателей».— М., ГОСНИТИ, 1974.
Хмелевой Н. М., Костенко С. И. «Техническое обслуживание и текущий
ремонт тракторов К-700, К-701, Т-150К, МТЗ-80».— М.: Россельхозиздат, 1979,
Черепанов С. С. «Техническое обслуживание и ремонт машин в сельском хо-
зяйстве».— М.: Колос, 1978.
ОГЛАВЛЕНИЕ
Введение ........................................................ 3
РАЗДЕЛ ПЕРВЫЙ
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ РЕМОНТНОГО ПРОИЗВОДСТВА
Глава 1. Основные понятия и определения состояния техники , , , , . 7
Контрольные вопросы и задания,,,,.,,,,, 12
Глава 2. Производственный процесс ремонта машин ,,,,,,,,,, 12
§ 1. Общие понятия ......................... 12
§2. Подготовка машин к ремонту , , ............................. 15
§ 3. Разборка машин. . ........................................ 20
§4. Оборудование, приспособления и инструмент для разборочных и сбороч-
ных работ ....................... ...... 22
§ 5. Подъемно-транспортное оборудование....... ............... , , 25
§ 6. Мойка агрегатов, сборочных единиц и деталей 30
§ 7. Охрана труда при моечно-очистительных работах 35
§ 8. Дефектация сопряжений и деталей............................ 36
§ 9. Комплектование деталей, сборочных единиц, агрегатов и их сборка ... 42
Контрольные вопросы....................................... , , 44
Лабораторно-практическое занятие I. Применение монтажного инстру-
мента и приспособлений ....... , ..................... 45
Глава 3. Способы устранения неисправностей сопряжений, ремонта н вос-
становления деталей 45
§1. Устранение неисправностей сопряжений 45
§ 2. Способы ремонта и восстановления деталей................... 48
§ 3. Восстановление деталей ручной сваркой и наплавкой 48
§ 4. Механизированные способы сварки и наплавки ,,,,,,,,,,,, 62
Контрольные вопросы......................... . . , , , . . , , , 76
Лабораторно-практическое занятие 2. Заварка трещин на чугунных и
алюминиевых деталях ........................................ 76
Лабораторно-практическое занятие 3. Восстановление изношенных де-
талей механизированной наплавкой (под флюсом, в среде защитного газа
или водяного пара, вибродуговой наплавкой) ............ .... 77
§ 5. Электроискровое и электронмпульсное наращивание деталей ... 78
Контрольные вопросы....................................... 80
§ 6. Восстановление деталей электролитическими покрытиями...... 80
К о п т р о л ь н ы е в о п р о с ы......................... 89
Лабораторно-практическое занятие 4. Восстановление изношенных
деталей электролитическим наращиванием................... . 89
§ 7. Применение полимерных материалов (пластмасс)............... 90
Контрольные вопросы......................................... 97
Лабораторно-практическое занятие 5. Применение клеев при ремонте
машин.................................................... 97
§ 8. Восстановление размеров, формы и механических свойств деталей с
помощью пластической деформации (давлением)...................... 98
Контрольные в о и р о с ы , , , ,.......................... 192
443
§ 9. Виды обработки при ремонте и восстановлении деталей. 102
Контрольные вопросы........................................................................................................ 115
§ 10. Использование односторонне изношенных деталей............................................. 115
§11. Основы выбора рационального способа восстановления изношенных
деталей...................................................... 116
Контрольные вопросы........................................................................................................ 119
Глава 4. Технология ремонта автотракторных и комбайновых двигателей 119
§ 1. Ремонт блоков и цилиндров.............................................................................. 119
Контрольные вопросы.............................................................................................................. 126
§ 2. Ремонт коленчатых валов и подшипников.................................. 127
Контрольные вопросы.............................................................................................................. 130
Лабораторно-практическое занятие 6. Шлифование шатунных шеек
коленчатого вала ................................................................................................................ 131
§ 3. Ремонт шатунно-поршневого комплекта.................................. 132
Контрольные вопросы.............................................................................................................. 140
Лабораторно-практическое занятие 7. Ремонт шатунно-поршневого
комплекта двигателя.............................................................................................................. 140
§ 4. Ремонт механизма газораспределения.................................. 141
Контрольные вопросы.............................................................................................................. 152
Лабораторно-практическое занятие 8. Ремонт клапанного механизма . . 152
§ 5. Ремонт турбокомпрессоров................ 153
§ 6. Ремонт топливной аппаратуры дизельных двигателей................ 155
§ 7. Ремонт системы питания карбюраторных двигателей.................................. 173
Контрольные вопросы.............................................................................................................. 178
Лабораторно-практическое занятие 9. Проверка и регулировка форсунки 178
Лабораторно-практическое занятие 10. Проверка и регулировка топлив-
ного насоса с регулятором........................................................................................................ 179
Лабораторно-практическое занятие 11. Проверка и ремонт карбюратора 179
§ 8. Ремонт сборочных комплектов и деталей системы смазки........................................................................... 180
Контрольные вопросы.............................................................................................................. 185
Лабораторно-практическое занятие 12. Контроль, испытание и регули-
ровка системы смазки двигателя................................................................................................... 185
§ 9. Ремонт сборочных комплектов и деталей системы охлаждения................ 186
Контрольные вопросы.............................................................................................................. 190
Лабораторно-практическое занятие 13. Ремонт водяного радиатора . . 190
§ 10. Сборка двигателей.............................................................................................................. 191
Контрольныевопросы............................................................................................................... 196
Лабораторно-практическое занятие 14. Укладка коленчатого вала и
установка шатунно-поршневого комплекта в блок.................................................................................... 196
§ 11. Обкатка и испытание двигателей после ремонта................................................................................... 197
Контрольные вопросы.............................................................................................................. 201
Глава 5. Технология ремонта трансмиссии, ходовой части, гидросистемы
и электрооборудования, сборка и обкатка машин................ 201
§ 1. Ремонт сцепления и тормозов.............................................. 201
§ 2. Ремонт трансмиссии тракторов, автомобилей и комбайнов.................................. 204
Контрольные вопросы........................................................................................................ 219
§ 3. Ремонт рам...................................................................................................................... 219
§ 4. Ремонт ходовой части гусеничных тракторов.............................................. 222
§ 5. Ремонт ходовой части колесных тракторов, комбайнов и автомобилей 229
Контрольные вопросы........................................................................................................ 239
Лабораторно-практическое занятие 15. Ремонт камер пневматических
шин.............................................................................................................................. 240
§ 6. Ремонт гидравлических систем................................................ 240
Контрольные вопросы.............................................................................................................. 258
Лабораторно-практическое занятие 16. Ремонт и испытание гидравличе-
ской навесной системы............................................................................................................ 259
§ 7. Ремонт стартерных аккумуляторных батарей................................................ 259
Контрольные вопросы.............................................................................................................. 266
444