/

















































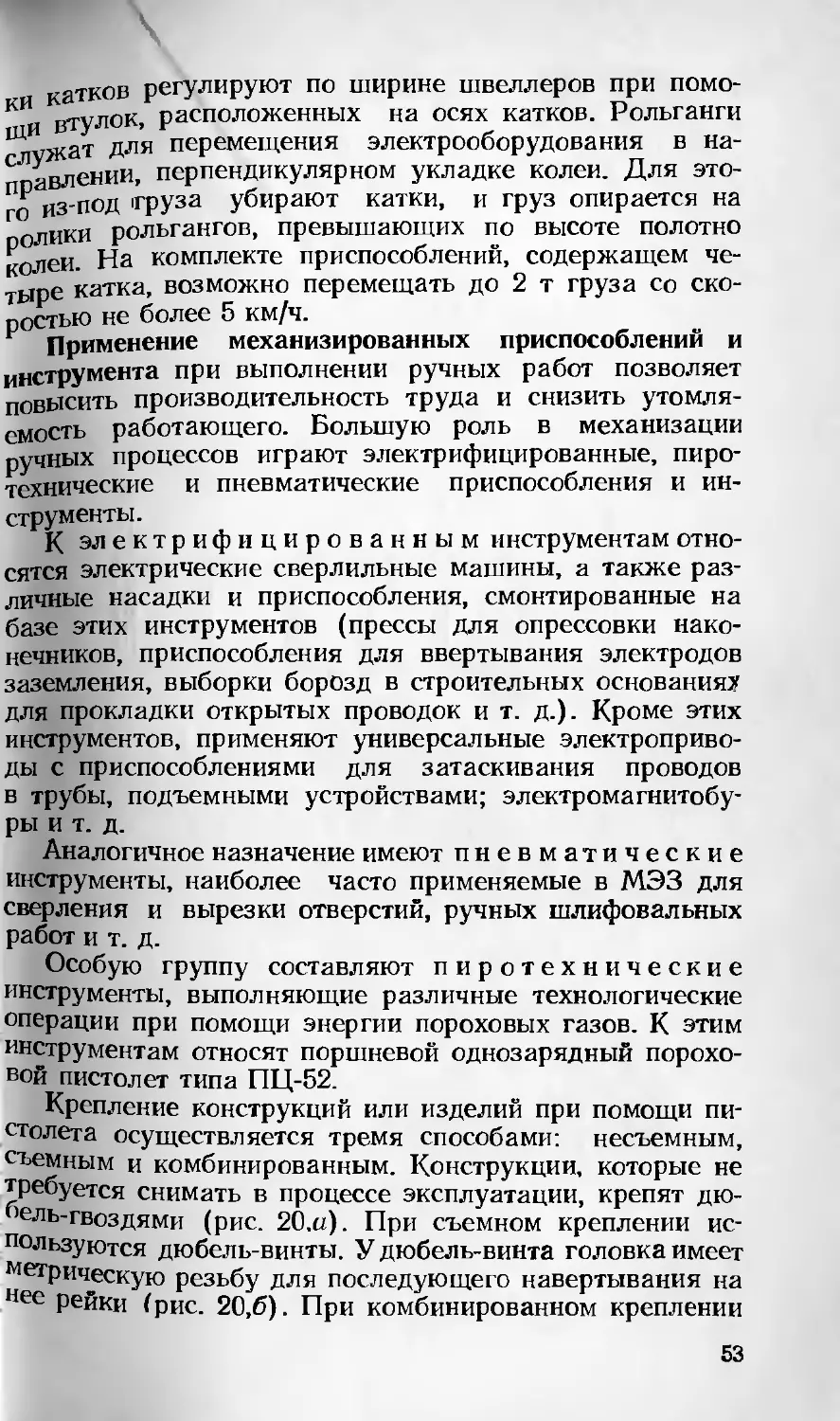










































































Текст
ЭЛЕКТРО-
МОНТАЖНИК
БИБЛИОТЕКА
ЭЛЕКТРОМОНТЕРА
Основана в 1959 г.
Выпуск 510
т-69
А. Н. ТРИФОНОВ
я~
ЭЛЕКТРО-
МОНТАЖНИК
(Моя профессия)
| Абонемент
Центральная городская
библиотека
икенк j.H. Ленина
МОСКВА - «ЭНЕРГИЯ» - 1980
ББК 31.29
Т69
УДК 621.313/.316.002.72:658.3—052
РЕДАКЦИОННАЯ КОЛЛЕГИЯ:
Андриевский В. Н., Большам Я. М., Зевакин А. И.,
Ларионов В. П., Мусаэлян Э. С., Розанов С. П., Семенов В. А.,
Смирнов А. Д., Трифонов А. Н., Устинов П. И., Филатов А. А.,
Трифонов А. Н.
Т69 Я—электромонтажник: (Моя профессия). — М.:
Энергия, 1980.— 136 с., ил.— (Б-ка электромонте-
ра; Вып. 510).
40 к.
В книге в популярной форме рассказано о профессии электро-
монтажника. Приведены сведения о современной организации и тех-
нологии монтажа электроустановок.
Книга адресована молодежи, выбирающей себе профессию. Она
может представить интерес для повышающих свою квалификацию
электромонтажников, электромонтеров, электрослесарей, а также рабо-
чих других профессий, занятых монтажом и эксплуатацией электро-
установок промышленных предприятий.
_30313-362
Т------------90-80. 2302030000
051(01)-80
ББК 31.29
6П2.14
© Издательство «Эвергня», 1980 г.
ПРЕДИСЛОВИЕ
Б этой книге рассказано об одной из самых популярных
и сложных профессий современного строительства —
профессии электромонтажника. Слово «электромонтаж-
ник» состоит из двух простых слов: греческого «элек-
тро», которое указывает на отношение этой профессии
к электричеству, и французского — «монтаж». Таким об-
разом, слово «электромонтажник» обозначает специа-
листа по сборке, перемещению и установке электрообо-
рудования, электроконструкций, изделий, узлов электри-
ческих сетей и других элементов электрических уста-
новок.
Профессия электромонтажника (включающая в себя
несколько специальностей) развивается и совершенству-
ется чрезвычайно быстро, это объясняется быстрым раз-
витием электротехники; проникновением электричества
во все сферы нашей жизни и деятельности (в промыш-
ленность, сельское хозяйство, транспорт, быт); усложне-
нием сооружений (многоэтажные жилые и администра-
тивные здания, крупные предприятия со сложной техно-
логией производства и т. п.); высокими и все возрастаю-
щими темпами строительства, что требует быстрого мон-
тажа электрооборудования, так как без него не может
быть введено в строй ни одно сооружение; значительной
стоимостью электромонтажных работ, которая не толь-
ко непомерно возрастает, если не применять современные
индустриальные методы монтажа, средства механиза-
ции, совершенные специальные инструменты и приспо-
собления, но и потребует привлечения огромного коли-
чества персонала, кроме того, не будут обеспечены над-
лежащее качество и надежность электроустановок.
Перечисленные основные причины привели к созда-
нию сравнительно новой отрасли в строительстве, кото-
рая называется электромонтажным производ-
ством. Б электромонтажном производстве (включаю-
щем научно-исследовательские, проектные, собственно
монтажные и пусконаладочные организации, специали-
зированные заводы и т. п.) занято около 300 тыс. чел.
из 11 млн. строителей нашей страны.
3
Электромонтажному производству и системе подго-
товки для него электромонтажников посвящена эта кни-
га, состоящая из 10 параграфов:
В § 1 даны примеры, характеризующие развитие
электротехники, перечислены основные этапы становле-
ния электромонтажного производства, приведены приме-
ры крупнейших работ, выполненных электромонтажни-
ками. Подробно рассказано о профессии, специализации
и системе обучения лиц, выбравших эту профессию.
Первый этап обучения окончен, впервые присваивается
квалификационный разряд. Затем молодой электромон-
тажник начинает работать в составе бригады. О гом,
как впервые присваивается разряд и как организуется
работа брига т. рассказано в §2.
Однако первым этапом обучения (§1) только начи-
нается профессиональная подготовка рабочего. Затем
мастерство совершенствуется непосредственно на произ-
водстве, и электромонтажнику присваивают более высо-
кий разряд. Можно поступить в техникум и в высшее
техническое учебное заведение. Одним словом, перспек-
тивы роста безграничны. Им посвящен завершающий
книгу § 10.
Особенностям современного электрооборудования и
других электротехнических изделий, способам их мон-
тажа, механизации, специальному инструменту и при-
способлениям, организации рабочих мест, слагаемым
роста производительности труда и гарантиям отличного
качества посвящены § 3—5 и 8.
Экономические вопросы электромонтажного произ-
водства — стоимость электромонтажных работ, системы
оплаты труда и т. п. — рассмотрены в § 6; § 9 рассказы-
вает об активном участии электромонтажников в строи-
тельстве коммунистического общества и о том, как высо-
ко в нашей стране ценится труд электромонтажников.
Современный процесс монтажа электрических уста-
новок так сложен, что его невозможно выполнить без
самой тщательной подготовки и добиться надлежащего
качества без систематического контроля. Эти вопросы,
представляющие особый интерес для квалифицирован-
ных электромонтажников, бригадиров и мастеров, рас-
смотрены в § 7 и 8.
Автор надеется, что книга будет полезна многим чи-
тателям. В ней найдут интересные сведения и те, кто
только выбирает профессию, и те, кто уже работает
4
б электромонтажном производстве, интересуется исто-
рией его становления, особенностями нового крупносбор-
ного электрооборудования, прогрессивными способами
монтажа, организацией рабочих мест. Высококвалифи-
цированным электромонтажникам, бригадирам и масте-
рам будет полезна систематизация сведений по органи-
зации монтажных работ, их инженерной подготовке,
экономическим вопросам, управлению качеством, комп-
лексу мероприятий, повышающих производительность
труда.
Отзывы читателей по книге просьба направлять в ад-
рес изд-ва «Энергия»: 113114, Москва, М-114, Шлюзовая
наб., 10.
Автор
1 ПРОФЕССИЯ И СПЕЦИАЛИЗАЦИЯ
ЭЛЕКТРОМОНТАЖНИКОВ.
РАЗВИТИЕ ЭЛЕКТРОМОНТАЖНОГО
ПРОИЗВОДСТВА В СССР
Конституция Союза Советских Социалистических Рес-
публик предоставляет каждому гражданину нашей стра-
ны право па труд, «включая право на выбор профессии,
рода занятий и работы в соответствии с призванием,
способностями, профессиональной подготовкой, образо-
ванием и с учетом общественных потребностей».
В этой книге будет рассказано об одной из самых
увлекательных сложных современных профессий — про-
фессии электромонтажника.
Специализация электромонтажников. Всего в строи-
тельстве работают специалисты 400 различных профес-
сий. Одна из них -— профессия электромонтажника —
объединяет 11 специальностей, в том числе: по силовым
сетям и электрооборудованию; освещению и осветитель-
ным сетям; кабельным сетям; вторичным цепям; распре-
делительным устройствам; электрическим машинам; ре-
визии и сушке электрооборудования; аккумуляторным
батареям; выпрямительным устройствам; сигнализации
и блокировке на железнодорожном транспорте и назем-
ных линиях метрополитена; пусконаладочным работам.
Кроме того, к этим специальностям относятся электро-
монтеры-линейщики по монтажу воздушных линий вы-
сокого напряжения и контактной сети.
Самой массовой является специальность электромон-
тажников по силовым сетям и электрооборудованию, ко-
торые выполняют 51,6% общего объема электромонтаж-
ных работ, а также по освещению и осветительным се-
тям— 30,2%. Электромонтажники по кабельным сетям
выполняют 4,4% общего объема работ, вторичным це-
пям —3,6% и т. д.
Что должен знать и уметь электромонтажник. Элек-
тромонтажник — разносторонний, технически грамотный
специалист, он должен хорошо знать электротехнику,
физику, математику и черчение, так как ему приходится
проверять сечение тросов для подвески проводок или
канатов для грузоподъемных механизмов, читать прин-
ципиальные схемы и схемы соединений электроустано-
6
вок, строительные и конструктивные чертежи.
Ему необходимо иметь основные сведения по химии,
особенно при работе с эпоксидными компаундами, лака-
ми, клеями, растворителями, отвердителями, полимер-
ными материалами, газами (аргоном, кислородом,
азотом, пропан-бутаном). Он должен работать с электри-
фицированным, пневматическим и пиротехническим ин-
струментом, в том числе со строительно-монтажным пис-
толетом (см. ниже § 4). Сложнейшие слесарные работы
выполняет электромонтажник при сборке оборудования
высокого напряжения с элегазовой изоляцией1.
Электромонтажнику необходимо освоить различные
виды сварок. Например, при соединении шин, профилей
и изделий из меди, алюминия и его сплавов, изделий из
разнородных металлов (алюминия с медью, алюминия
со сталью и меди со сталью) применяют ручную аргоно-
дуговую сварку вольфрамовым электродом, полуавто-
матическую импульсно-дуговую сварку в аргоне, ручную
сварку угольным электродом и электрошлаковую сварку
(для тяжелых шин).
Для соединения, оконцевания и ответвления алюми-
ниевых жил проводов п кабелей применяют такие виды
сварок, как пропано-воздушная, пропано-кислородная,
электродуговая, холодная (при которой местное вдавли-
вание обеспечивает прочные связи между атомами со-
единяемых металлов), магнитно-импульсная, контакт-
ным разогревом, а также сварки взрывом2.
Особо следует выделить термитную сварку при со-
единении, оконцевании и ответвлении алюминиевых жил
проводов и кабелей, а также стальных проводников за-
земления, тросов линий электропередачи. В этом случае
сварка осуществляется при помощи термита — смеси по-
рошкообразных окпслов различных металлов с алюми-
нием, воспламеняемой специальными термитными спич-
ками. Температура горения термитных спичек 1000°С, а
1 Элегаз — шестифтористая сера — бесцветный тяжелый газ, его
электрическая прочность в 2,3—2,5 раза выше прочности воздуха.
Элегазом заполняют под давлением закрытые контактные
камеры аппаратов высокого напряжения.
2 Способ сварки, основанный на использовании энергии взрыва.
При соударении деталей от потока продуктов взрыва образуется
струя металла, распространяемая по их поверхности. Вследствие
этого происходят совместная пластическая деформация и сварка
этих деталей. 1
7
термита — 2800°С. Преимуществами термитной сварки
являются ее простота, независимость от наличия на
месте работ электроэнергии или сжатых газов, необхо-
димых для других способов сварки, а также высокое ка-
чество получаемых с ее помощью соединений.
При контроле качества соединительных муфт в поле-
вых условиях электромонтажник работает с установкой
рентгеноскопии и флюорографии, а также сложной испы-
тательной и измерительной аппаратурой.
В механизированных бригадах электромонтажник
при совмещении профессии работает шофером пере-
движных мастерских, обслуживает передвижные элек-
трические и дизельные электростанции. Электромонтаж-
ник руководит сложными такелажными работами (ра-
ботами по перемещению тяжеловесного оборудования),
выполняет верхолазные и подземные работы, он уверен-
но управляет операциями на механизмах или станках
технологических линий, о которых рассказано в §4.
Немного истории. Первые великие открытия в облас-
ти энергетики были сделаны еще в XVIII веке. Исследо-
вания Ломоносова, Франклина, Рихмана, Гальвани,
Вольта привели к изобретению молниеотвода и источни-
ков электрической энергии.
В 1802 г. В. В. Петров, производя опыты в электри-
ческой цепи, обнаружил и исследовал явление электри-
ческой дуги между угольными электродами при атмос-
ферном давлении. Результаты этих исследований были
опубликованы им в книге «Известие о гальвании-воль-
товских опытах» (1803 г.).
В 1819 г. Эрстед обнаружил механическое воздей-
ствие электрического тока на магнитную стрелку, а
в 1820 г. Ампер открыл магнитные свойства катушки
с током. Таким образом, было установлено, что прохож-
дение тока сопровождается магнитными явлениями.
Фарадей в 1831 г. открыл и описал явление электро-
магнитной индукции, он обнаружил, что в замкнутом
проводящем контуре при изменении потока магнитной
индукции через поверхность, ограниченную этим конту-
ром, возникает электрический ток. Это явление называ-
ют электромагнитной индукцией, а возникающий ток —
индукционным.
В 1856 г. в Москве в Лефортовском дворце первые
электромонтажники установили дуговые лампы — «све-
чи Яблочкова», а в 1873 г. в Петербурге на Одесской
8
улице близ Преображенского плаца они смонтировали
схемы для питания ламп накаливания, созданных
А. П. Лодыгиным. Его современники отмечали, что
«угольная палочка горит ровным, одинаковым светом,
неусиливающимся и неослабевающим вовсе, тогда как
свет газового рожка то меркнет, то разгорается, посто-
янно вздрагивая, неприятно действует на глазные нер-
вы». Большим достижением считалось разрешение Ло-
дыгиным «дробления света», т. е. независимого питания
нескольких ламп от одного источника.
Итак, первые единичные лампы накаливания были
применены менее 100 лет тому назад, а сейчас годовой
расход электроэнергии на освещение оценивается мил-
лиардами киловатт-часов.
Наиболее массовым источником света в настоящее
время являются лампы накаливания, основанные на
принципе теплового излучения. Однако их коэффициент
полезного действия преобразования электрической энер
гии в видимый свет не превышает 4%. Поэтому создан
обширный класс современных газоразрядных источни-
ков света, обладающих более высоким коэффициентом
полезного действия: люминесцентные лампы низкого и
высокого давления; натриевые, неоновые, аргоновые и
другие лампы. Во всех этих лампах для получения све-
тового потока используется излучение газов или паров
металла, возникающих под действием проходящего че-
рез них электрического тока.
В 1888 г. русский электротехник М. О. Доливо-Доб-
ровольский построил первый генератор переменного
тока с вращающимся магнитным полем мощностью
2,2 кВт. Для сравнения отметим, что благодаря усилиям
ученых, инженеров и техников в СССР созданы уни-
кальные гидроагрегаты единичной мощностью свыше
500 000 кВт, а также турбоагрегаты 800 000 и
1 200 000 кВт.
Доливо-Добровольский разработал все элементы
трехфазных цепей переменного тока, трансформаторы
трехфазного тока (1890 г.), схемы включения генерато-
ров и двигателя звездой и треугольником (1894 г.) и др,
В 1891 г. на Всемирной электротехнической выстав-
ке ВО' Франкфурте-на-Майне Доливо-Добровольский до
монстрпровал первую в мире трехфазную систему пере-
дачи энергии (несколько десятков киловатт) на рас-
стояние около 170 км. F
9
В начале XX века энергетика дореволюционной Рос-
сии базировалась на мелких теплоэлектростанциях,
в 1913 г. выработка электроэнергии составляла всего
2 млрд. кВт-ч.
Успешное развитие энергетики стало возможным
лишь после Великой Октябрьской революции. Уже в де-
кабре 1920 г. на VIII Всероссийском съезде Советов
был принят план ГОЭЛРО, которым предусматривалось
строительство 30 районных электростанций общей мощ-
ностью 1,75 ГВт. Выполнение этого птана позволило
выработать в 1930 г. 8,4, а в 1940 г.—48,6 млрд. кВт-ч.
В 1980 г. годовая выработка электроэнергии достигнет
1245 млрд. кВт-ч.
К началу 1977 г. в нашей стране действовало более
3 млн. км воздушных линий (ВЛ). Сооружены линии
750 кВ в объединенных энергосистемах Юга и Северо-
Запада, Трансукраинская ВЛ протяженностью свыше
1000 км и пропускной способностью 2500 тыс. кВт. По-
строена ВЛ Куйбышев — Москва мощностью более
1 мли. кВт, протяженностью 900 км, напряжением
400 кВ переменного тока, а также ВЛ постоянного
тока Волжская ГЭС им. XXII съезда КПСС — Донбасс
мощностью 750 тыс. кВт, напряжением 800 кВ, протя-
женностью 470 км. Намечено сооружение сверхдальних
линий высокого напряжения (1150 кВ переменного тока
и 1500 кВ постоянного тока) для соединения энергетиче-
ских систем Средней Азии и Сибири с Единой энергети-
ческой системой европейской части СССР.
Приведенные примеры иллюстрируют, как быстро
развиваются энергетика и электротехника, насколько
усложняются электрические установки, как возрастают
сложность и ответственность электромонтажных работ.
Как развивалось электромонтажное производство.
На заре электротехники технология электромонтажных
работ бы’<а очень простой и базировалась на трудоем-
ких ручных операциях, широко применялся ручной
тр>д, отсутствовала механизация работ. Весь техноло-
гический процесс электромонтажных работ начинался и
заканчивался в монтажной зоне, так как еще не были
созданы монтажные заводы и мастерские (см. § 7), да
в них в то время и нужды не было. В этот период также
отсутствовало объемное и комплексное электрооборудо-
вание, позволяющее осуществлять крупноблочный мон-
таж электрических установок (см. ниже § 3).
10
В первые годы Советской власти электромонтажные
работы выполняли организации секции «Электросила»
Высшего Совета Народного хозяйства (ВСНХ), кото-
рые к 1923 г. выполняли объем работ до 1,1 млн. руб.
в год. В 1923 г. создан единый Государственный элек-
тротехнический трест (ГЭТ), выполнявший комплексно
работы по монтажу электроустановок.
Во второй пятилетке (1933— 1937 гг.) созданы и
укреплены специализированные электромонтажные ор-
ганизации. Управление всеми организациями осущест-
влялось Всесоюзным электротехническим объединением
(ВЭО), созданным в 1931 г. на базе ГЭТ и Главэлек-
тропрома Наркомтяжпрома. В ВЭО основные работы по
проектированию и монтажу электроустановок были со-
средоточены в его проектно-монтажном управлении
Электропрома, преобразованном в 1936 г. в трест Элек-
тропром.
В 1939 г. создан Союзный народный комиссариат по
строительству, который объединил и централизовал
управление электромонтажными работами. Проектиро-
вание и монтаж электроустановок с этого времени были
сосредоточены в Главном управлении этого Наркома-
та — Главэлектромонтаже. Создание Главэлектромонта-
жа способствовало проведению единой технической по-
литики в области электромонтажных работ, концентра-
ции производства в нескольких территориальных элек-
тромонтажных трестах.
В третьей пятилетке (1938— 1942 гг.) электромон-
тажные организации продолжали развивать своп произ-
водственные базы. В этот период были созданы цен-
тральные заготовительные мастерские, оснащенные спе-
циальными механизмами и приспособлениями.
В 1939—1940 гг. начали внедряться методы скорост-
ного монтажа электроустановок. Повысился уровень ин-
дустриализации, десятая часть всех электромонтажных
работ выполнялась заблаговременно в мастерских, что
значительно ускорило и удешевило монтаж, а также по-
высило его качество. Благодаря индустриализации
выработка увеличилась в 3 раза по спавнснию
с 1928 г.
Во время Великой Отечественной войны часть мон-
тажных и проектных организаций была перебазирована
на восток. С предприятий, оказавшихся на временно
оккупированных территориях, электромонтажники сво-
евременно демонтировали и отправили в тыл все наибо-
лее ценное энергетическое оборудование.
В тылу электромонтажники героическим тру-
дом внесли большой вклад в победу над фашизмом.
Первые послевоенные годы были годами значитель-
ного роста объемов и технического уровня производства
электромонтажных работ. С 1940 по 1956 г. средний
уровень индустриализации повысился от 10 до 25%,
дальнейшему совершенствованию электромонтажных ра-
бот способствовало создание монтажно-заготовительных
участков (МЗУ) и специализированных заводов по про-
изводству электромонтажных изделий.
В 1963 г. был создан Государственный производ-
ственный комитет по монтажным и специальным рабо-
там (Госмонтажспецстрой СССР), подчиненный Госу-
дарственному комитету Совета Министров СССР по де-
лам строительства (Госстрою СССР). В 1966 г. Госмон-
тажспецстрой СССР был переименован в Министерство
монтажных и специальных строительных работ СССР
(Минмонтажспецстрой СССР), в составе которого нахо-
дится и Главэлектромонтаж, ведающий электромонтаж-
ным производством на промышленных объектах. Элек-
тромонтажные работы на энергетических объектах
(электростанциях, линиях электропередачи) выполняет
Главэлектромонтаж Министерства энергетики и элек-
трификации СССР.
В годы последующих пятилеток продолжается неук-
лонный рост объемов электромонтажных работ и их об-
щего технического уровня. Дальнейшее развитие инду-
стриальный метод монтажа получил благодаря освое-
нию и расширению выпуска объемных и комплектных
электротехнических устройств (см. § 3), повышению за-
водской готовности электрооборудования, заготовки
блоков оборудования и узлов проводок на технологиче-
ских линиях мастерских электромонтажных заготовок
(МЭЗ).
внедряются высокопроизводительные монтажные
механизмы, приспособления и инструменты, в том числе
электрифицированные, пневматические и пиротехниче-
ские. Электромонтажные организации оснащены кабеле-
укладчиками, гидроподъемниками, автокранами, ямо-
бурами и т. д. (см. § 4).
Участие электромонтажников в великих стройках на-
шей эпохи. Приведем несколько примеров, иллюстри-
12
рующих, сколь велика роль электромонтажников в соз-
дании крупнейших, уникальных сооружений.
Байконур. Выдающимся достижением советских
ученых и инженеров является создание космодрома Бай-
конур. С космодрома были осуществлены запуски искус-
ственных спутников Земли, пилотируемых космических
кораблей и автоматических межпланетных станций,
обеспечивающих приоритет советской космонавтики. По
количеству потребляемой энергии, наличию высокоавто-
матизированных систем управления космодром можно
сравнить с большим современным заводом.
Большую роль в строительстве космодрома сыграли
электромонтажники, выполнившие монтаж промышлен-
ной энергосистемы стартовой позиции, а также систем
управления, измерения, наземного электроснабжения
спецтоками и т. д. При монтаже электроустановок кос-
модрома, так же как и других установок, должна обес-
печиваться высокая надежность, так как перерывы в
снабжении электроэнергией могут привести к отмене
пуска ракетных систем в заданный срок, а иногда к бо-
лее тяжелым последствиям — авариям. Для электро-
приводов ферм и площадок обслуживания, лифтов,
подъемников, насосов, эжекторов и кондиционеров уста-
новлены первичные источники наземного электроснаб-
жения: дизельные электростанции, химические источни-
ки тока, а для систем управления и измерения — вто-
ричные источники, преобразующие переменный ток 50 Гц,
например стабилизированные и нестабилизированные
преобразователи постоянного тока и преобразователи
переменного тока машинного типа.
«А т о м м а ш». Не менее сложным является монтаж
электрооборудования заводов атомного машинострое-
ния, например завода «Атоммаш» в Волгодонске. По
оснащению технологическим оборудованием и строи-
тельным параметрам главный корпус завода не имеет
себе равных среди предприятий металлообрабатываю-
щей промышленности, обеспечивающих продукцией мощ-
ные атомные электростанции. Монтаж электроснабжения
мостовых кранов выполнен с особой надежностью. На-
пример, электроприемники мостовых кранов грузоподъ-
емностью 320 т не допускают перерыва в электроснаб-
жении более 0,1 с. Уникальный монтаж электрооборудо-
вания в главном корпусе осуществлен на 70 сверхтяже-
лых мостовых кранах грузоподъемностью отдельных
13
кранов до 1200 т. Особенно сложным является гидрав-
лический листоштамповочный пресс с насосно-аккуму-
ляторной станцией, на которой установлены четыре дви-
гателя насосов по 1050 кВт, напряжением 10 кВт. Для
электроснабжения потребителей только в главном кор-
пусе рассредоточено 40 комплектных трансформатор-
ных подстанций мощностью до 1600 кВ-А. Распределе-
ние электроэнергии внутри корпуса от комплектных под-
станций выполнено с помощью магистральных шино-
проводов и кабелей сечением жил до 1500 мм2.
КамАЗ. В строительстве первой очереди современ-
ного гиганта Камского комплекса заводов по производ-
ству 150 тыс. грузовых автомобилей и 250 тыс. двигате-
лей ежегодно участвовало до 2000 электромонтажников.
В состав Камского комплекса (КамАЗ) входят шесть
специализированных заводов: литейный, кузнечный,
прессово-ремонтный, двигателей, автомобильный и ре-
монтно-инструментальный. КамАЗ занимает территорию
4970 га. Общая развернутая площадь всех зданий и со-
оружений составляет 4 млн. м2.
В объеме пускового комплекса, обеспечивающего
ежегодное изготовление 75 тыс. большегрузных автомо-
билей и 115 тыс. двигателей, смонтировано 210 ком-
плектных трансформаторных подстанций, 145 тыс. све-
тильников, 301 км шинопроводов, 11877 электродвига-
телей, 14 984 ед. технологического оборудования (стан-
ков, агрегатов, транспортеров и т. п.), а также проложе-
но 5169 км кабеля и 7946 км проводов. Для предвари-
тельной сборки узлов и блоков электрооборудования на
КамАЗ работала объединенная база площадью 6630 м2.
Б А М. Не менее уникальным является строительство
Байкало-Амурской магистрали — выдающейся экономи-
ческой и социальной программы XX века. Дорогой в бу-
дущее, вторым путем к океану — так называют эту ма-
гистраль протяженностью более 3500 км. Магистраль
пересекает сеть труднодоступных горных хребтов, такие
крупнейшие реки, как Амур, Лена, Селемджа, Витим и
Зейское водохранилище. Всего на БАМ будет построено
около 3200 искусственных сооружений (мостов, тунне-
лей и т. п.), вынуто 220 млн. м3 грунта.
Огромный фронт работ предстоит освоить на строи-
тельстве БАМ электромонтажникам: на первенце даль-
невосточной гидроэнергетики — Зейской ГЭС, воздуш-
ных линиях электропередачи, контактной сети железной.
14
дороги, в городах, леспромхозах. Монтаж вновь создава-
емых предприятий угольной, железнодорожной и горно-
добывающей промышленности, черной металлургии поз-
волит получить доступ к крупным месторождениям мед-
ных и железных руд. коксующихся углей п других цен-
нейших полезных ископаемых.
2 ПОДГОТОВКА ЭЛЕКТРОМОНТАЖНИКОВ.
РАБОТА В СОСТАВЕ ЗВЕНА, БРИГАДЫ
Где готовят электромонтажников. Чтобы освоить инте-
ресную и сложную профессию электромонтажника, не-
обходимо учиться. И если вы, дорогие друзья, захотели
на практике познакомиться с этой замечательной про-
фессией, йриходите в «день открытых дверей», которые
открыты для таких, как вы, в профессионально-техниче-
ских училищах или учебных комбинатах, подготовляю-
щих армию электромонтажников. Таких училищ много.
Обратите внимание на красочные объявления о приеме
в училище (например, одно из них приведено на стр. 16).
После окончания учебы в профессионально-техниче-
ских училищах или учебных комбинатах специальные
комиссии определяют уровень ваших теоретических и
практических знаний. В зависимости от этого уровня
вам впервые присваивают разряды. Всего разрядов
шесть (самый низкий разряд первый, самый высокий —
шестой). В профессионально-техническом училище или
в учебном комбинате приобретаются только основы
профессии. С течением времени на производстве возра-
стает мастерство, повышается квалификация, работа
приносит большое удовлетворение, растет заработок.
Не следует, однако, считать, что полученных во вре-
мя учебы и на практике знаний и навыков хватит для
трудовой деятельности. Даже самые квалифицирован-
ные электромонтажники систематически повышают свои
знания на курсах повышения квалификации путем обме-
на опытом, читая техническую литературу, посещая
лекции по специальным вопросам, знакомясь с проекта-
ми, по которым предстоит работать, новым электрообо-
рудованием и изделиями и т. п. Иначе и быть не может,
так как электротехника и электромонтажное производ-
ство непрерывно развиваются и совершенствуются.
1S
Дорогие товарищи!
Ордена Трудового Красного Знамени техническое
училище № 28 приглашает вас познакомиться с учи-
лищем, которое готовит специалистов по следую-
щим профессиям:
© электро; онтажников > стройствам; по распределительным
электромонтажников тельным сетям; по освещению и освети-
© электромонтажников трооборудованию; ло силовым сетям и элек-
9 электромонтажников ботам. по пусконаладочным ра-
В училище принимаются юноши и девушки в воз- расте от 15 лет и старше с образованием 10 и 3 классов.
День открытых дверей « с часов. » 198 г.
Адрес училища: 113095, г. Москва,
ул. А. Н. Островского, 29.
Проезд: метро ст. «Добрынинская», «Ново-
кузнецкая», «Павелецкая»; автобусы 3,25, 134;
троллейбусы Б, 1,8, 25; трамваи А, 3, 39.
16
Совершенствование профессии не ограничено. По ме-
ie повышения профессионального мастерства на произ-
водстве повышается и разряд. Одновременно можно
продолжать образование в техникуме, высшем учебном
заведении. О перспективах, открывающихся перед элек-
тромонтажниками, в том числе о порядке повышения
разряда, подробно написано в § 10.
Разряды присваивают по «Тарифно-квалификацион-
ному справочнику работ и профессий рабочих, занятых
в строительстве и на ремонтно-строительных работах»
(ТКС) — официальному документу, утвержденному Го-
сударственным комитетом Совета Министров СССР по
вопросам труда и заработной платы и Секретариатом
ВЦСПС.
В ТКС приведены основные тарифно-квалификаци-
онные характеристики наиболее часто встречающихся
видов работ, относящихся к данному разряду. Напри-
мер, электромонтажник третьего разряда выполняет
простые работы. Он должен знать основные виды кре-
пежных деталей и мелких конструкций; основные марки
кабелей; устройство простых приборов и электроаппа-
ратов, применяемых электрифицированных и пневмати-
ческих инструментов. Электромонтажник этого разряда
устанавливает скобы и конструкции для магнитных пус-
кателей, выполняет монтаж сетей заземления, окраску
^кабелей, снимает с кабелей джутовый покров.
Cj Электромонтажники высших разрядов выполняют
^более сложные работы. Например, в состав работ, вы-
^Чюлняемых электромонтажником 5-го разряда по ка-
^бельным сетям, входит монтаж концевых и соединитель-
>ных муфт всех видов на кабелях напряжением до 10 кВ,
а 6-го разряда — свыше 10 кВ. Электромонтажник 5-го
разряда по силовым сетям и электрооборудованию раз-
мечает места установки и монтирует пускорегулирую-
щую, сигнальную аппаратуру и приборы, пункты, щит-
ки, пульты, светофоры, реостаты, регуляторы, контрол-
леры, конечные выключатели, ящики сопротивлений,
тормозные электромагниты, аппаратуру низкого напря-
жения и другое аналогичное оборудование массой до
100 кг. Электромонтажник 6-го разряда монтирует элек-
трооборудование массой более 100 кг, открытые шино-
проводы и троллеи (см. § 3) сечением более 800 мм2.
Независимо от разрядов электромонтажники более
высокой квалификации, помимо работ, перечисленных
2-801 ----—------------ 17
Центральная городская
библиотека
идени .И. Ленина
в тарифно квалификационной характеристике, должны
обладать знаниями и навыками для выполнения всех
работ, предусмотренных в характеристиках электромон-
тажников более низких квалификаций этой же профес-
сии. И, наоборот, электромонтажники, помимо выполне-
ния работ, предусмотренных их квалификационной
характеристикой, должны участвовать совместно с элек-
тромонтажниками более высоких разрядов в выполняе-
мых ими работах. При этом электромонтажники более
высоких разрядов при совместной работе руководят
электромонтажниками более низких разрядов. Так,
электромонтажник 4-го разряда совместно с электро-
монтажником 5-го разряда участвует в присоединении
проводов и подготовке к включению силового электро-
оборудования. В этом случае электромонтажник 5-го
разряда руководит его работой.
Производственные бригады и звенья. Технологиче-
ская взаимосвязь большого количества операций раз-
личной сложности обусловливает в электромонтажном
производстве внедрение прогрессивных форм организа-
ции труда — объединение рабочих в производственные
бригады или звенья1.
Производственная бригада является одной
из самых рациональных коллективных форм организа-
ции труда, наиболее полно отвечающей современным
требованиям научно-технического прогресса и задачам
повышения эффективности производства. Бригадная
форма монтажа электрических установок создает более
широкие возможности для применения научной органи-
зации труда, повышения его содержательности, ускорения
роста производительности труда и улучшения каче-
ства электромонтажных работ. Бригадная форма разви-
вает у членов бригады чувство коллективизма, товари-
щескую взаимопомощь, творческую активность, способ-
ствует воспитанию коммунистического отношения
к труду.
1 Бригада — коллектив рабочих одинаковых или различных про-
фессий, совместно выполняющий единое производственное задание
и несущий общую ответственность за результат работы. Звено —- не-
большой по численности первичный трудовой коллектив в составе
производственной бригады, который на основе кооперации и разде-
ления труда выполняет своими силами на закрепленном участке
основные виды работ.
18
В бригаду объединяются электромонтажники для
совместного и согласованного выполнения общего про-
изводственного задания. Совместная работа членов бри-
гады создает законченный технологический процесс (ра-
боту) или его часть (этап).
Производственные бригады в зависимости от условий
производства и организации труда могут делиться на
звенья, выполняющие работу в одной или нескольких
сменах.
Производственные бригады могут быть комплексны-
ми или специализированными.
Комплексные бригады выполняют весь объем
электромонтажных работ по строящемуся объекту. Ра-
бочие в составе комплексных бригад овладевают смеж-
ными профессиями, приобретая опыт и знания по раз-
личным видам работ. Для рациональной загрузки
бригад рекомендуется внедрять совмещение следующих
профессий: электромонтажник по силовым сетям и элек-
трооборудованию или распределительным устройствам—
электросварщик; электромонтажник всех профессий—
маляр по окраске электроконструкций; электромонтаж-
ник по аккумуляторным батареям — электромонтажник
по выпрямительным устройствам; электромонтажник
всех профессий — такелажник, стропальщик и т. д.
Обычно в состав звена, выполняющего большой объ-
ем работ по установке и креплению конструкций, входят
электромонтажник-оператор, работающий со строитель-
но-монтажным пистолетом, и электросварщик. При не-
большом объеме работ пристрелку и приварку электро-
конструкций выполняют электромонтажники, входящие
в основной состав бригады (звена) и совмещающие эти
профессии.
Специализированные бригады или звенья
выполняют часто повторяющиеся технологические опе-
рации или виды работ (например, заготовку блоков и
узлов на технологических линиях, монтаж мостовых
кранов, кабельных заделок и соединительных муфт).
В специализированных бригадах рабочие основных про-
фессий также овладевают смежными или новыми (воз-
никающими по мере развития техники) профессиями.
Механизированные комплексные или
специализированные бригады, снабженные
передвижными мастерскими на автомобилях или авто-
2*
19
прицепах, являются высшей формой организации труда
в электромонтажном производстве.
Применение передвижных мастерских обеспечивает
высокую мобильность монтажных бригад, сокращает
трудозатраты на выполнение работ и обеспечивает соот-
ветственно повышение производительности труда. Пере-
движные мастерские закрепляют за бригадами электро-
монтажников для постоянной работы. На объектах со
сроками выполнения работ более 10 дней рационально
применять мастерские на автоприцепах. Особенно вы-
годно использовать передвижные мастерские для рабо-
ты на мелких и удаленных от управления объектах. Ос-
новными условиями производительной работы1 таких
бригад электромонтажников являются хорошо постав-
ленная инженерная подготовка производства и диспет-
черская служба (§ 7).
Передвижные мастерские на автомобилях применяют
для монтажа кабельной арматуры, сетей низкого напря-
жения, сетей электрического городского транспорта,
электрооборудования предприятий и автономных объек-
тов с объемом работ до 20 тыс. руб. со сроками монта-
жа до 10 дней.
Передвижные мастерские на автоприцепах использу-
ют для монтажа электрического освещения в жилищном
строительстве, электрооборудования промышленных
предприятий. Эти мастерские используют также как
транспортное средство для перевозки членов бригады,
материалов и монтажных заготовок, а автоприцепы как
бытовые помещения на объектах.
Разновидностью комплексных и специализированных
бригад, кроме механизированных, являются бригады ну-
левого цикла и конечной продукции.
Бригады нулевого цикла выполняют отдель-
ные виды первой стадии монтажа с использованием за-
крепленных за этими бригадами передвижных мастер-
ских. К этим видам относятся пробивные работы, про-
колы грунта, ввертывание электродов заземления, уста-
новка закладных деталей и конструкций.
Бригады конечного вида продукции об-
служивают технологические линии мастерских электро-
монтажных заготовок (см. § 4). Бригада выпускает за-
конченную продукцию: узлы электрических проводок
(тросовых, кабельных, трубных и т. д.); блоки электро-
20
оборудования, электроосветительной арматуры, крано-
вого оборудования.
Бригадир. Производственную бригаду возглавляет
бригадир, назначаемый приказом (распоряжением) на-
чальника* монтажного управления из числа передовых
наиболее квалифицированных электромонтажников, об-
ладающих организаторскими способностями. Бригадир
подчиняется мастеру (производителю работ) или на-
чальнику участка. Обязанности и права мастера, произ-
водителя работ и начальника участка рассмотрены
в §7.
Бригадир наряду со знаниями, предусмотренными
для его профессии в ТКС, дополнительно должен знать
технологию электромонтажного производства; оплату и
нормы труда, применяемые в строительстве; требования,
предъявляемые к качеству электрооборудования, изде-
лий и материалов, используемых на рабочих местах
бригады; правила эксплуатации выделяемых бригаде
механизмов, приспособлений и инструментов; инструк-
ции по охране труда, технике безопасности, промышлен-
ной санитарии и противопожарной безопасности при вы-
полнении работ, поручаемых бригаде.
Бригадир организует труд в бригаде с учетом требо-
ваний научной организации, добивается совмещения
профессий, внедрения карт трудовых процессов, своевре-
менно доводит производственные задания до рабочих
бригады, производит их расстановку на рабочих местах.
Бригадир контролирует качество работ и выполнение
их в соответствии со строительными нормами и прави-
лами (СНиП) и сдает работу мастеру (производителю
работ). Бригадир проверяет обеспеченность рабочих
мест материалами, приспособлениями и инструментами;
принимает необходимые меры по предупреждению и
ликвидации простоев; содействует внедрению и разви-
тию бригадного подряда (хозрасчета); добивается наи-
большего экономического эффекта на основе совершен-
ствования организации труда, рационального использо-
вания машин и механизмов, инструмента, материалов,
конструкций и изделий.
Бригадир развивает и поддерживает инициативу
электромонтажников—членов бригады по снижению
трудоемкости работ, вносит предложения по пересмотру
устаревших норм выработки. Он систематически повы-
шает свой идейно-политический и культурно-техниче-
21
ский уровень, личным примером воспитывает у рабочих
бригады коммунистическое отношение к труду, береж-
ливое отношение к социалистической собственности.
Кроме своих прямых обязанностей, бригадир имеет
право принимать участие в разработке текущих, пер-
спективных и встречных планов; давать рабочим брига-
ды необходимые указания по производству работ, имею-
щих для них обязательный характер: приостанавливать
работу в тех случаях, когда нарушение правил по тех-
нике безопасности может повлечь за собой угрозу здо-
ровью или жизни рабочих с немедленным сообщением
об этом мастеру, а при его отсутствии — другому руко-
водителю.
Совместно с профгрупоргом бригадир представ-
ляет предложения мастеру (производителю работ, стар-
шему производителю работ) о присвоении или повыше-
нии рабочим в установленном порядке (см. § 10) квали-
фикационных разрядов; моральном и материальном по-
ощрении членов бригады; лишении или снижении раз-
мера премии отдельным членам бригады; применении
мер общественного воздействия или наложении дисцип-
линарных взысканий на отдельных членов бригады за
неисполнение ими обязанностей, возложенных на них
правилами внутреннего трудового распорядка.
РАСЧЕТ ЧИСЛЕННОГО И КВАЛИФИКАЦИОННОГО
СОСТАВА БРИГАД
Решающее значение в организации комплексных и
специализированных бригад приобретает определение
их численного и квалификационного состава.
Численный состав бригады Б определяют по формуле
„ Д-110
b евк ’
где Д — нормативное число человеко-дней на заданный
по калькуляции1 объем работ, определяемое делением
норм времени (в человеко-часах) на среднюю продол-
жительность рабочего ;шя в часах, принятую в данном
1 Калькуляция — определение в денежном выражении расходов,
необходимых для выпуска единицы продукции или объема работ по
отдельным видам затрат.
22
монтажном управлении; С срок выполнения задания
в рабочих днях, установленный сетевым графиком
(см. § 7); В—достигнутое бригадой за предыдущий пе-
риод (в среднем за 2—3 мес) выполнение норм, %;
^ — коэффициент роста производительности труда, ус-
танавливаемый ПО сравнению с уровнем, достигнутым
за предыдущий период.
Расчет численного состава бригад нельзя произво-
дить в зависимости от выполненного объема работ (в
стоимостном исчислении), так как численность бригады
в этом случае находилась бы в прямой зависимости от
структуры выполняемых работ и применяемых материа-
лов. Следовательно, при наличии резких колебаний объ-
емов и материалов в общей стоимости даже неболь-
шое отклонение фактической структуры выполненных
работ от плановой приводит к неправильным расчетам
численности состава бригады. Поясним сказанное при-
мерами расчета численного состава бригады при про-
кладке силовых кабелей по установленным конструк-
циям при массе 1 м кабеля от 3 до 9 кг (например, си-
ловых кабелей марки ААБ-1 3X150 мм2, массой
3,45 кг/м и СБ-10 3X120 мм2, массой 8,3 кг/м).
Пример 1. Без учета стоимости материалов трудоемкость про-
кладки этих двух кабелей одинакова и составляет на каждые 100 м
прокладки 23,4 чел дней. Определяем численный состав бригады Б,
выполняющей прокладку 240 м кабеля. При заданных трудоемкости
Д=23,4x2,4=56 чел-дней, сроке выполнения задания C—G дней,
выполнении норм бригадой за предыдущий период В—140%, коэф-
фициенте роста производительности труда К=1,1
Д-100_ 56-100
Б~ свк 6-140-1,1 6 чел-
Пример 2. С учетом стоимости материалов объем работ, выпол-
ненный при прокладке 100 м кабелей ААБ-1 3x150 мм2, составит
311 руб., а СБ-10 3X120 мм2 — 802 руб., т. е. в 2.6 раза больше
в основном за счет увеличения стоимости кабеля СБ-10 3x120 мм2
(285 н 770 руб. соответственно). Таким образом, если численность
бригады при прокладке кабеля с ААБ-1 3X150 мм2 (как и в при-
мере 1) принять равной 6 чел., то при прокладке кабеля СБ-10
3X120 мм2 расчетная численность бригады увеличится:
802
Б =6 g-Q = 16 чел.
Как видно из примера, завышение расчетной численности брига-
ды составит:
16—6= 10 чел.
23
Поэтому исходные данные для определения числен-
ного и квалификационного состава бригады следует при-
нимать по нормативным трудозатратам, установленным
калькуляциями или аккордными нарядами.
Число электромонтажников по разрядам (при извест-
ной их общей численности Б) определено для каждого
сборника Единых норм и расценок на строительные,
монтажные и ремонтно-строительные работы (ЕНиР).
В ЕНиР по каждому виду работ указывается также со-
став бригад или звеньев. Так, например, для указанных
выше примеров состав бригады определяется в зависи-
мости от массы кабелей, прокладываемых по конструк-
циям. При прокладке кабеля массой от 3 до 6 кг (по
ЕНиР 23-4) бригада состоит из шести электромонтаж-
ников (5-й разряд— 1 чел., 3-й разряд — 2 чел., 2-й раз-
ряд — 3 чел.). Если в калькуляции указано несколько
видов работ, то подсчитывается общее время по каждо-
му разряду и пропорционально этому времени опреде-
ляется квалификационный состав звена или бригады.
3 СОВРЕМЕННОЕ ЭЛЕКТРООБОРУДОВАНИЕ,
ЗЛЕКТР0К0НСТРУКЦИИ,
ЭЛЕКТРОМОНТАЖНЫЕ ИЗДЕЛИЯ И МАТЕРИАЛЫ
Современное оборудование для монтажа электроустано-
вок выпускает электротехническая промышленность,
представляющая собой мощную и технически высоко
развитую отрасль советской индустрии. Эта промышлен-
ность выпускает свыше 80 тыс. наименований оборудо-
вания. Например, только Запорожский трансформатор-
ный завод поставляет около 200 типов трансформаторов
в диапазоне мощностей от 500 до 1 000 000 кВ-А. Еже-
годно здесь производится более 1000 силовых трансфор-
маторов и автотрансформаторов общей мощностью бо-
лее 50 млн. кВ-А. Созданы комплексы уникальной арма-
туры для линий электропередачи на напряжение 1150 кВ
переменного и 1500 кВ постоянного тока.
Заводами электротехнической промышленности и
строительных министерств, кроме электрооборудова-
24
НИЯ, изготовляются электроконструкции, изделия и ма-
териалы. Рассмотрим основные характеристики этой
продукции.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Электротехническим называется устройство,
в котором при его работе в соответствии с назначением
производится, преобразуется, передается, распределяет-
ся или потребляется электрическая энергия. Совокуп-
ность электротехнических устройств и (или) изделий
называется электрооборудованием. Электрообо-
рудование по рабочему напряжению разделяется на
электрооборудование до 1000 и свыше 1000 В.
Различные требования предъявляются к электрообо-
рудованию внутренней и наружной установки, к защите
персонала от случайного прикосновения к движущимся
и токоведущим частям оборудования и (или) от случай-
ного попадания внутрь его посторонних предметов,
жидкости и пыли, к эксплуатации в различных климати-
ческих условиях. Особые требования предъявляются
к электрооборудованию, работающему во взрывоопас-
ны?: помещениях.
К электроконструкциям относят магист-
ральные, распределительные, троллейные, осветитель-
ные шинопроводы и т. д.
Электромонтажные изделия изготовляют
на заводах, из них в дальнейшем в мастерских электро-
монтажных заготовок комплектуют узлы электрических
проводок1. Особенно широко применяют комплекты из-
делий для беструбных проводок: короба, лотки, кабель-
ные конструкции. Например, для тросовой проводки на
заводах изготовляют натяжные муфты, анкеры, зажимы
и серьги.
К материалам относят осветительную арматуру,
кабельную продукцию, провода, шины, трубы и т. д.
Новое электрооборудование обладает повышенной за-
водской готовностью, поэтому его монтаж и наладка
включают в основном подъемно-транспортные работы и
технологические операции, связанные с его установкой,
подготовкой к включению и пуском. Примером такого
1 Электрической проводкой называется совокупность проводов и
каослеи с относящимися к ним креплениями, поддерживающими и
защитными конструкциями.
25
оборудования служат комплектные крупноблоч-
ные контейнерные устройства для авто-
матизированного элекропривода1, уста-
навливаемые непосредственно в цехах. В контейнере
(электротехническом помещении) установлены аппара-
тура управления с мнемосхемами, пульт дистанционного
управления приводами, комплект ящиков пусковых со-
Рис. I. Объемный пост управления (ОПУА).
1 — опора с кабельной шахтой; 2 — мостик для обслуживания; 3 — оконные
проемы; 4 — торцевая секция; 5 — блокировочная рама для усиления секций
в местах их соединений; 6 — промежуточная секция; 7 — кровельная панель
3 — стеновая панель; 9 — дверь; 10 — рама.
противлений для электродвигателей; проложены кабели
и провода; смонтировано освещение. Контейнер достав-
ляют к месту установки, его раму приваривают к за-
кладным частям2. К вводным устройствам подключают
внешние силовые и контрольные кабели. После подго-
1 В данном случае слово «контейнерные» подчеркивает, что все
устройства транспортируются как контейнеры в отличие от контей-
неров для хранения и транспортировки изделий, показанных на
рис. 36 и 37.
2 В строительных конструкциях (плиты, колонны, фермы),
а также полах при изготовлении предусматривают необходимые де-
тали (полосы, планки, скобы) для крепления электроконструкций,
изделий или оборудования. Эти детали (части) называются за-
кладными.
26
товки аппаратуры к включению и пусконаладочных ра-
бот контейнер сдают в эксплуатацию.
Объемные посты управления из алюминие-
вых конструкций ОПУА (рис. 1) применены в СССР
для объектов черной металлургии. Они представляют
собой звукоизолируемые электротехнические сооруже-
ния состоящие из стальной рамы основания, трехслой-
Рис. 2. Индустриальное панельное электропомещение (ИПЭП).
1 — конструкция для крепления каркаса к полу: 2 — рама каркаса; 3 — глухая
стеновая панель; 4 — ригель; 5 — глухая кровельная панель; 6 — панель
с проемом для ввода коммуникаций; 7 — опорная рама; 8 — панель с двер-
ным блоком: 9 — панель с оконным блоком.
ных алюминиевых стеновых панелей с пенополиуретано-
вым заполнителем, кровельных панелей с алюминиевой
обшивкой и мпнераловатным заполнителем. Предназна-
чены ОПУА для размещения в них командной аппарату-
ры ручного и автоматического действия, а также аппа-
ратуры сигнализации, связи и телевидения, для контро-
ля и управления работой электроприводов и механиз-
мов технологических агрегатов. Командную и другую
аппаратуру устанавливают внутри ОПУА на напольных
и навесных пультах. Кроме пультов, в постах размеща-
ют закрытые напольные и навесные шкафы с аппарату-
рой.
27
Собранные по проектной схеме ОПУА из промежу-
точных, торцевых секций и рам блокировки (при помо-
щи которых стыкуются отдельные секции) при длине до
6 м доставляют вместе с электрооборудованием в зону
монтажа в собранном виде. При длине от 7,5 до 24 м
ОПУА транспортируют на объект раздельными секция-
ми. При помощи грузоподъемных траверс ОПУА сни-
мают с платформ трайлеров (на которых ОПУА перево-
зят на объекты) и устанавливают на проектную отметку
непосредственно на полу цеха или на специальные
опоры.
Индустриальные панельные помеще-
ния ИПЭП (рис. 2) также относятся к объемным
устройствам. Они представляют собой сборную конст-
рукцию, состоящую из стального каркаса и ограждаю-
щих стеновых и кровельных однослойных панелей (про-
филированных алюминиевых листов или асбоцементных
панелей). Предназначены ИПЭП для установки щитов
станций управления, распределительных устройств г
другого электрооборудования. С заводов-изготовителеь
ИПЭП поставляют в разобранном виде. В комплект по-
ставки входят каркас помещения, стеновые и кровель-
ные ограждающие панели, метизы и т. д. Стеновые и
кровельные панели имеют проемы для ввода коммуни-
каций (магистральных шинопроводов, коробов с прово-
дами и кабелями или кабелями в патрубках). Собирают
электропомещения строительные организации. В собран
ных помещениях монтируют электроосвещение и элек-
трооборудование.
Объемные щиты станций управления
ЩСУ. Комплектные устройства для автоматическогс
управления и регулирования электроприводами пере-
менного и постоянного тока изготовляют в виде объем
ных щитов станций управления, шкафов унифицирован-
ной блочной системы регулирования, тиристорных бло-
ков управления и т. д. Состоят ЩСУ из каркасов
(рис. 3), на которых устанавливают панели станций
управления, ящики пусковых сопротивлений и другое
электрооборудование.
Заводы электротехнической промышленности изго-
товляют различные серии щитов, пультов, шка-
фов, пунктов, ящиков. Так, для распределения
электрической энергии и зашиты электрических цепей
применяют распределительные пункты серий ПР и СУ,
9
Рис. 3. Объемный щит станций управления (ЩСУ). Пример испол-
нения.
7 — каркас; 2— силовые шины; 3 — швеллер для транспортировки щита; 4 —=
верхнее обрамление; 5 — блоки управления с силовым электрооборудованием,
аппаратами управления, защиты н сигнализации; 6 — нижнее обрамление; 7 —
дверь ограждения ящиков сопротивлении; 8— ящнкн сопротивлений; 9 —
шины сигнализации.
шкафы серий ПРС и Ш. Пункты и шкафы укомплекто
ваны автоматическими выключателями или предохрани-
телями. Для подключения отдельных электроприемни-
ков, в том числе передвижных (сварочных трансформа-
торов, электрических сверлилок и т. д.), устанавливают
яшики с автоматическими выключателями или с рубиль-
никами и предохранителями.
2С
Отдельные панели щитов, пультов, а также шкафы,
пункты и ящики в соответствии с проектными схемами
собирают на заводах или в мастерских в крупногаба-
ритные блоки (рис. 4), что дает возможность монтиро-
вать их индустриальным способом.
Рис. 4. Силовой пункт в блоке с магнитными пускателями, кнопоч-
ными станциями и ящиками.
1 — шкаф силовой; 2— рукоятка вводного рубильника шкафа; 3 — ящик
С автоматом; 4 — короб для проводов; 5 — трубы (или короба) для проводов
силовой сети; б — кнопочная станция: 7 — магнитный пускатель; 8 — швеллер
перфорированный; 9— рым; W — ящик с рубильниками и предохранителями.
Шинопроводы. Большую роль в индустриализации
монтажа электрических сетей играют электроконструк-
ции: магистральные, распределительные, троллейные и
осветительные шинопроводы. Монтаж шинопроводов
полностью заменил открытую прокладку шин, сортового
металла для троллеев и различных элементов сети, со-
бираемых в монтажных зонах. Шинопроводы представ-
ляют собой комплектную электрическую сеть, состоя-
щую из отдельных секций, соединяемых сваркой, болто-
выми или штепсельными соединениями, а также кожу-
хов и материалов для изоляции мест стыков и конструк-
ций для крепления кронштейнов, строек и подвесов. Сек
30
пин шинопроводов изготовляют нормализованной дли-
ны-прямые и фигурные (угловые и ответвительные)^
что позволяет собрать электрическую сеть любой кон-
фигурации. Шинопроводы поставляют комплектно в со-
ответствии со спецификацией проекта.
Магистральные шинопроводы на номи-
нальные токи 1600, 2500 и 4000 А применяют для пита-
ния распределительных шинопроводов и пунктов, от-
дельных крупных электроприемников напряжением до
1000 В, частотой 50 Гц.
Магистральный шинопровод ШМА предназначен для
магистральных четырехпроводных электрических сетей
в системе с глухозаземленпой нейтралью. Прямые и
угловые секции шинопровода представляют собой пакет
из шести фазных изолированных шин и двух нулевых
профилей, скрепленных между собой через каждые
750 мм в единую жесткую систему, обеспечивающую
возможность крепления шинопровода с пролетом до 6 м.
Нулевые профили служат боковыми стенками шинопро-
вода.
Магистральные двухполюсные шинопроводы ШМ АД
и ШМАДК предназначены преимущественно для связи
двигателей главных приводов прокатных станов с источ-
никами их питания постоянным током — машинными
или статическими преобразователями, а также для це-
ховых электрических сетей напряжением до 1200 В. Ма-
гистральные двухполюсные шинопроводы изготовляют
на номинальные токи 1600, 2500, 4000 и 6300 А и соби-
рают из отдельных секций, которые состоят из неизоли-
рованных алюминиевых шин, скрепленных обоймами
с изоляторами. Обоймы соединены стальными опорными
уголками, которые используют для крепления шинопро-
водов. Шинопроводы ШМАД не имеют крышек; их уста-
!1[‘!БЛдВаЮт только в электропомещениях. Шинопроводы
ШМАДК закрыты крышками, они могут устанавливать-
ся также в цехах промышленных предприятий.
Распределительный шинопровод ШРА
применяют для передачи и распределения электриче-
ской энергии трехфазного тока 250, 400 и 630 А, напря-
жением 380/220 В внутри помещений в системах с глу-
хозаземленной нейтралью. Шинопровод состоит из типо-
вых элементов секций, ответвительных коробок, торцевых
заглушек и конструкций для их крепления. Конструк-
ивно секции выполнены в виде короба из двух по-
31
ловин, в котором на изоляторах закреплены три фазных
и нулевая шины одинакового сечения. Для штепсельно-
го присоединения ответвительных коробок на боковых
сторонах шинопровода через каждые 1000 мм предусмо-
трены окна с автоматически закрывающимися штор-
ками.
Распределение электроэнергии с помощью магист-
ральных и распределительных устройств показано на
рис. 5.
Комплектные троллейные шинопрово-
д ы ШТМ предназначены для питания подъемно-транс-
портных механизмов (однобалочных кранов, электрота-
лей, подвесных кран-балок, тележек) и переносных
электрифицированных инструментов в сетях 380 и 660 В
с глухозаземленной нейтралью. Номинальный ток шино-
проводов 100, 200 и 400 А. Наличие прямых секций дли-
ной 3; 1,5; 1,0 и 0,75 м и угловых для поворота на 90 и
45° позволяет собирать разнообразные конфигурации
трасс шинопровода.
Каждая секция шинопровода представляет собой
стальной короб со сплошной щелью снизу. Через эту
щель входит токосъемная каретка передвижного подъ-
емно-транспортного механизма или электрифицирован-
ного инструмента. Каретка перемещается (скользящий
контакт) по троллеям (англ, «контактные провода»),на-
ходящимся в коробе. Для питания переносных электри-
фицированных инструментов внутри короба размещены
четыре медные шины Т-образного профиля (три фазные
и одна нулевая), а для питания подъемно-транспорт-
ных механизмов — три шины.
Комплектные троллейные шинопроводы ШТА выпол-
няются с троллеями из алюминиевого сплава марки
АД31Т1, номинальный ток шинопроводов 200, 250 и
400 А.
Осветительные шинопроводы ШОС пред-
назначены для выполнения в производственных помеще-
ниях осветительных четырехпроводных электрических
сетей, питания электрифицированного ручного инстру-
мента и других электроприемников небольшой мощно-
сти. Секции длиной до 3 м соединяют между собой при
помощи штепсельных соединений. Один конец каждой
секции снабжен штепсельной розеткой, а на другом —
выступают части шин в форме вилки. Прямые секции
шинопроводов имеют штепсельные окна, через которые
32
3-801
Рис. 5. Распределение электроэнергии с помощью шинопроводов к электроприемникам механического цеха.
со / — комплектная трансформаторная подстанция (КТП); 2 — магистральный шинопровод; 3 — распределительный шинопровод; 4
03 ответвительная коробка; S — ответвление к электроприемннку, выполненное в трубе или металлическом рукаве.
Рис. 6. Прокладка осветительных шинопроводов серии ШОС поперек форм.
а — укладка на несущей прямоугольной трубе на стойках поперек нижнего пояса металлических форм; б — укладка поперек
железобетонных ферм с промежуточным тросовым креплением; 1 — шинопровод; 2 — прямоугольная труба; 8 —стойка для креп-
ления прямоугольных труб; 4, 5 — хомут; 6 — светильник; 7, 8 — конструкция для крепления элементов проводки к балке; 9 —
•муфта натяжная; 10 — поддерживающий трос; 11 — подваска тросовая сдвоенная.
писоединяют однофазные и трехфазные электроприем-
ики с помощью специальной ответвительной вилки.
Н Индустриальный монтаж осветительных шинопрово-
дов исключил трудоемкие технологические процессы по
прокладке открытых проводок электроосветительных се-
тей Общий вид электрической проводки, выполненной
осветительными шинопроводами, показан на рис. 6.
Рис. 7. Электропроводки, выполненные в коробах. Примеры.
а — по технологическому оборудованию; б — к силовым шкафам и щиткам
с электрооборудованием; f — шинопровод магистральный серии ШМА; 2—
короб; 3— шинопровод распределительный серии ШРА; 4 — труба пластмас-
совая, в которой проложены проводники: 5 — шкафы управления технологи-
ческим оборудованием; 6— технологическое оборудование; 7— колонна; 3—
антресоль для шкафов с электрооборудованием; 9— мостик обслуживания
электротехнических устройств.
Электромонтажные изделия. Для современных инду-
стриальных электрических проводок созданы различные
виды электромонтажных изделий: короба, лотки, ка-
бельные конструкции, нормализованные комплекты ви-
нипластовых трубопроводов и др.
Короба и лотки. Коробом называется закрытая
полая конструкция прямоугольного или другого сечения,
предназначенная для прокладки в ней проводов и кабе-
лей. Короб служит защитой от механических поврежде
ний проложенных в нем проводов. Короба могут быть
глухими или с открываемыми крышками. Глухой короб
имеет только сплошные стенки со всех сторон и не име-
ет крышек. Короба различают по количеству каналов
(одноканальные, двухканальные и многоканальные)
Электропроводки, выполненные в коробах по технолог!
ческому оборудованию, а также к шкафам и щиткац
показаны на рис. 7.
В отличие от короба лотком называется открыта^
конструкция, которая не является защитой от внешнщ
механических повреждений проложенных на нем проно
дов и кабелей.
Короба и лотки представляют собой комплексы эле
ментов, называемых секциями, при помощи которых соз.
дают своеобразные каналы для прокладки проводок цг
прямых участках, поворотах и разветвлениях. Секции
соединяют при помощи накладок, создающих непрерыв-
ную цепь для заземления коробов и лотков.
Конструкции секций разнообразны и различаются пс
форме поперечного сечения и способу изготовления.
Применение коробов и лотков принципиально изме
нило конструкцию традиционных электропроводок, зна
чительно сократило расход стальных труб, повыси.д
почти в 2 раза производительность труда, улучшилс
эстетический вид этих проводок.
Изделия для тросовых электропроводок. Тросовым!:
называют электропроводки, выполненные специальными
проводами с встроенным в них стальным несущим тро
сом1, а также проводки, выполненные установочными
изолированными проводами или кабелями, в которьи
проводники, поддерживающие их опоры и конструкцы
подвешены свободно или закреплены жестко на сталь
ных несущих тросах. Для ответвления от тросовых про-
водов используют специальные коробки, обеспечиваю
щие создание петли троса, а также запаса жил прово-
дов, необходимого для присоединения отходящей линии.
Для монтажа тросовых проводок на заводах изготов-
ляют различные изделия, в том числе натяжные муф-
ты, анкеры, зажимы и т. д.
Сборные кабельные конструкции (пример см. нг
рис. 23) комплектуют из отдельных элементов: стоек
полок, подвесок—и применяют при открытой прокладш
силовых и контрольных кабелей, а также в качеству
опорных конструкций при прокладке лотков и коробов
1 Тросом как несущим элементом электропроводки называете!
стальная проволока или стальной канат, натянутые в воздухе, пр>-Д
назначенные для подвески к ним проводов, кабелей или их пучков
36
Сборные кабельные конструкции устанавливают в кана-
лах туннелях (см. ниже § 5), на стенах, подкрановых
балках, в блоках перекрытий промышленных сооруже-
ний И Т. Д- „
Изделия для модульной разводки. В металлообраба-
тывающих цехах с большой плотностью оборудования:
механических, штамповочных, ремонтно-механических,
сборочных, лабораториях и т. д., где часто меняется
парк технологического оборудования, применяют мо-
дульную разводку (рис. 8). Этот вид разводки при из
менении расположения, состава и количества технологи-
ческого оборудования не вызывает переделки силовой
распределительной сети, так как электроприемники мо-
гут легко подключаться к любой коробке или силовой
колонке, устанавливаемой на ней.
При модульной разводке применяют коробки для
протяжки подпольных магистральных сетей и ответвле-
ний от них к электроприемникам; распределительные
колонки с автоматами или предохранителями для защи-
ты электроприемников от перегрузки и коротких замы-
каний, а также нормализованные отрезки стальных
труб с определенным размером — шагом, равным шагу
между коробками.
Изделия для трубных проводок. За последние годы
в электротехнических проводках вместо стальных труб
широко применяют пластмассовые (полиэтиленовые, по-
липропиленовые и винипластовые) трубы. Трубопрово-
ды для электропроводок создают из комплектов норма-
лизованных изделий, изготовляемых на заводах. Напри-
мер, в состав комплекта винипластовых нормализован-
ных изделий входят соединительные уголки и муфты,
протяжные коробки, а также трубы с раструбом для
прокладки прямых участков трассы трубопроводов. Эти
комплекты предназначаются для электропроводок, про-
кладываемых открыто и скрыто по несгораемым, труд-
носгораемым основаниям в сухих, влажных, сырых, осо-
бо сырых и пыльных помещениях и в помещениях с хи-
мически активной средой, вне взрывоопасных и пожаро-
опасных зон этих помещений.
При замене 1 км водогазопроводных труб нормали-
зованными винипластовыми изделиями трудозатраты
при монтаже сокращаются на 26,6 чел-дня, а экономиче-
ский эффект составляет 62,8 руб.
Комплекты электротехнических изделий созданы для
сех видов проводок. Заводы выпускают более 550 наи-
37
00
Рис. 8. Модульная разводка силовой электросети к электропрнемникам механического цеха.
J — комплектная трансформаторная подстанпия (КТП): 2 — магистральный шинопровод; 3 — силовой шкаф° 4 — модульная маги*
5 — ^т^тймтелчна». ксюбкя, € — калевка с автоматическим выключателем.
менований электромонтажных изделий или 2000 типо-
размеров общим количеством более 200 млн. изделий
Р год Значительную часть номенклатуры занимают из-
делия из полимеров, например сальники, коробки, ско-
бы втулки, ленты, трубки, дюбеля, оконцеватели, бир-
ки' заглушки для труб, рамки для надписей и др.
Вспомогательные материалы. Твердые, полутвердые,
мягкие и жидкие электроизоляционные вспомогательные
материалы в больших количествах применяют в элек-
тромонтажном производстве.
Твердые электроизоляционные материалы: асбо-
цементные электротехнические плиты, текстолит, фибру
и эбонит — применяют для изготовления дугостойких
перегородок и различных изделий, а кабельные массы —
для монтажа концевых, соединительных и стопорных
кабельных муфт.
Полутвердые и мягкие электроизоляционные
материалы представлены различными видами лент и
трубок. Поливинилхлоридные, полиэтиленовые, прорези-
ненные, просмоленные, резиновые, стеклянные ленты
применяются для изоляции жил проводов и кабелей, а
также при монтаже кабельных муфт. Для этих же целей
служат поливинилхлоридные, найритовые, эбонитовые,
линоксиновые трубки, лакоткань и прессшпан (картон
электротехнический), применяемые для различных изо-
ляционных прокладок.
Ж и д к и е электроизоляционные материалы: транс-
форматорное масло, негорючие синтетические жидкости
для заполнения баков трансформаторов (совол и сов-
тол), большая группа эпоксидных компаундов и отвер-
дителей для монтажа различной кабельной арматуры,
а также лаки, эмали и краски.
Изоляционные лаки применяют для изоляции
обмоток трансформаторов, электрических машин, защи-
ты жил кабелей; уплотнения заделок кабелей, мест
соединений кабельных наконечников с изоляционными
трубками ит. д. Защити о-п окровные лаки при-
меняют для антикоррозионных покрытий частей обору-
дования, металлоконстрчкций. брони кабелей, трубопро-
водов, а также кислотостойких покрытий металлокон-
струкций, коробов, стеллажей, шкафов и других изде-
лий в аккумуляторных помещениях.
Эмалевыми красками окрашивают металли-
ческие части оборудования; ограждения, корпуса машин
39
и аппаратов, панели щитов и электреконструкции
Масляные краски применяют для этих же
лей, а также для окраски и грунтовки металлических Кьц.
струкций наружных электрических установок. Одновре.
менно с лаками и красками применяются грунтовку
шпатлевки, растворители и разбавители.
Химикаты. При пайке, сварке, кабельных и дру.
гих работах применяют различные химикаты. К ним от.
носятся твердые вещества (канифоль, парафин, стеарщ
и т. д.); жидкие вещества (кислоты, щелочи, спиртн
и т. д.), а также клеящие составы и замазки. Для этщ
же видов работ применяют электроды, припои, присадщ
и флюсы.
Отдельную группу составляют горючие и смазочньц
материалы, а также газы: сжиженный пропан, кислород
аргон и др.
Расход материалов определяется по укрупненные
нормам на 100 тыс. руб. выполняемых монтажных рабс-
и другим нормативно-справочным документам.
ЭЛЕКТРОТЕХНИЧЕСКИЕ ЗОНЫ
Электрооборудование, электроконструкции и изделия
устанавливают в электротехнических помещениях (щи
товая, подстанция и другие помещения, специальга
предназначенные для электрооборудования, в которьк
имеет доступ только электротехнический персонал) и.ш
непосредственно в цехах промышленных предприятий
но не в любых местах, а в так называемых типовые
электротехнических зонах. Установка в элек
тротехнических зонах обеспечивает удобство транспор-
тирования изделий к месту монтажа, их монтаж и теку-
щее обслуживание.
В качестве примера на рис. 9 показана часть це«
промышленного предприятия, где заштрихованы и ооо
значенья буквами A, At, ..., Д электротехнические зоны
Установка электрооборудования выполняется в зоне /
по горизонтали на полу производственных или электро
технических помещений и по вертикали на стенах высо
той до 2,5 м. Прокладка магистральных, распредели-
тельных и осветительных шинопроводов, кабелей в лот
ках и коробах, блоков труб выполняется в зоне Г, кото
рая расположена вдоль стены здания по вертикали Д(
40
Рис. 9. Типовые электротехнические зоны для размещения электри-
ческих сетей и оборудования.
I — стропильная ферма; 2 — мостовой кран; 3 — подкрановая балка; 4 — меж-
дуэтажное перекрытие; 5 — пол; 6 — плиты перекрытия; 7 — кровля; 8 — ко-
лонна.
1000 мм, на высоте 2,5—3,5 м в электротехнических по-
мещениях и от 4 до 7 м в пролетах цехов.
Крановые троллеи, троллейные шинопроводы, кабели
в лотках и на конструкциях, блоки труб прокладывают
в зоне В на высоте 7—15 м вдоль стены или подкрано-
вой балки.
Аналогичные зоны определены и для других частей
сооружения (зоны A, Ai, Б и Б1).
41
4 СЛАГАЕМЫЕ РОСТА
ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА
В своей работе «Великий почин» В. И. Ленин отмечал-
«Производительность труда, это, в последнем счете, са-
мое важное, самое главное для победы нового общест.
венного строя»1.
В 8—10-й пятилетках ежегодный прирост производи,
тельности труда планировался в электромонтажа ы
производстве в размерах 6—8% достигнутого за преды-
дущую пятилетку, из которых, как объяснено1 в § 7, 3 J
4% достигается благодаря тщательной инженерной под.
готовке производства. Не менее важными факторами,
влияющими на рост производительности труда, являют-
ся мероприятия по научной организации труда (НОТ),
в том числе организация рабочих мест (§ 5) и нормиро-
вание (§ 6).
Другими слагаемыми роста производительности тру-
да, рассматриваемыми в этом параграфе, являются:
1) индустриализация электромонтажных работ—сокра-
щение трудозатрат в монтажной зоне за счет перенесе-
ния их в условия заводского производства и мастерские
электромонтажных заготовок (МЭЗ); 2) организация
производства электромонтажных работ в две стадии;
3) прогрессивные решения при выборе метода монтажа;
4) механизация электромонтажных работ; 5) оснащение
современными инструментами и приспособлениями и их
рациональное использование.
Индустриализация электромонтажных
работ. Одним из основных средств увеличения степени
индустриализации электромонтажных работ является
повышение заводской готовности электрооборудова-
ния— укрупнение транспортных узлов, выполнение мак-
симально возможного объема по сборке, ревизии, регу-
лировке, наладке и комплексных испытаний устройств
на заводах-изготовителях и сокращение объема таких
работ на строительных площадках, благодаря чему мон-
таж электроустановок превращается в сборку;
комплектных и крупноблочных контейнерных уст-
ройств, поставляемых заводами электротехнической
промышленности;
1 В. И. Ленин. Поли. собр. соч. Изд. 5-е, т. 39, с. 21.
42
объемных, комплектных и крупноблочных устройств
онтажных изделий и деталей, поставляемых ведомст-
венными заводами строительно-монтажных министерств;
В монтажных заготовок, укрупненных узлов и блоков,
поставляемых МЭЗ электромонтажных организаций.
Общие сведения об объемных, комплектных устрой-
ствах, изделиях и т. д. приведены в § 3.
Индустриальные методы определяют современную
организацию монтажа в две стадии: на пер-
вой стадии выполняют работы по установке деталей в
строительных конструкциях сооружений, подготовке
трасс электропроводок и заземления, а также изготов-
лению и укрупнению вне монтажной зоны монтажных
узлов и блоков; на второй стадии выполняют работы
по монтажу электрооборудования, скомплектованного
в виде узлов и блоков, прокладке сетей по готовым трас-
сам, подключению проводов и кабелей к электрообору-
дованию.
Не менее важную роль играют прогрессивные
решения при выборе метода монтажа. На-
пример, монтаж электротехнических устройств при кон-
вейерной сборке блоков перекрытия производственных
зданий позволяет сократить объемы работ, выполняе-
мые на высоте, и уменьшить затраты труда в 1,7 раза.
При этом способе металлоконструкции перекрытия со-
бирают в виде объемных блоков на конвейере, смонти-
рованном и расположенном на нулевой отметке
около строящегося здания. Конвейер состоит из спе-
циальных тележек, перемещающихся по рельсам. Блоки
перекрытия перемещаются от стоянки конвейера к сто-
янке.
На стоянках конвейера в металлических конструк-
циях перекрытий устанавливают вентиляционные воз-
духоводы, технологические трубопроводы, узлы элек-
тротехнических устройств и т. д. Например, на Кам-
ском автомобильном заводе размеры блоков перекры-
тия 'в плане составляли 12X24 м, а их масса 35 т. По-
сле установки в блоке различных конструкций его
масса увеличивалась до 60 т. В отдельные дни на каж-
дом конвейере собиралось до пяти блоков, т. е. почти
1500 м2 полностью законченных кровельных перекры-
тии корпусов заводов После сборки блоки со смонти-
рованным оборудованием поднимают на проектные
отметки колонн строительного здания.
43
Производительность труда и качество выполняемы^
электромонтажных работ также во многом зависят от
рационального применения совершен-
ных механизмов, приспособлений и ин.
струментов. «...Производительность труда зависит не
только от виртуозности работника, но также от север,
шенства его орудий»1.
Типы и количество механизмов, приспособлений ц
инструментов определяются проектом производства ра-
бот (ППР) и картами организации трудовых процес-
сов (см. § 5) с учетом выполняемого объема, климати-
ческих условий, территориального расположения объ-
ектов и т. д. (подробнее см. § 7)
Согласно разработанным трафикам в первую оче-
редь предусматривается использование различных мос-
товых кранов, площадок, тележек, подмостей, предназ-
наченных для выполнения общестроительных или дру-
гих строительно-монтажных работ.
По отдельным видам работ созданы комплексы
средств механизации, в том числе: для прокладки ка-
беля с помощью приводных протяжных устройств в
траншеях, каналах, производственных помещениях и
кабельных сооружениях; механизированной прокладки
кабелей в коробах или лотках в производственных по-
мещениях; механизированной прокладки кабелей по
эстакадам, монтажа блоков комплектных распредели-
тельных устройств, шкафов, пультов; монтажа магист-
ральных и распределительных шинопроводов; цехо-
вых троллеев; внутрицехового освещения, а также та-
келажных и грузоподъемных работ при монтаже за-
крытых распределительных устройств и подстанций.
Ниже приведены характерные примеры, иллюстри-
рующие направление и содержание механизации.
Механизация кабельных работ. Для перевозки и
прокладки кабелей в траншеях применяют кабеле-
укладчики, кабельные транспортеры, лебедки, комплек-
ты кабельных роликов и обводных устройств.
Бестраншейный способ прокладки ка-
белей представляет особый интерес. Нож кабеле-
укладчика (рис. 10) расклинивает грунт и образует
щель глубиной до 1,2 м. В образовавшуюся щель, по
мере движения кабелеукладчика через прикрепленную
1 К- Маркс. Капитал, т. 1. М.: Политиздат, 1978, с. 353.
44
кассету укладывается кабель с вращающегося
к Н°(Гана установленного на платформе механизма,
о^омобиле или прицепной тележке. Движение кабеле-
ЗВТаДчика обеспечивается тягой одного или несколь-
УКЛ тоакторов в зависимости от состояния грунта. Бес-
КИХН1цейный кабелеукладчик обеспечивает также про-
кладку кабелей через ручьи, болота и неглубокие вод-
ные преграды.
Рис. 10. Кабелеукладчик.
У — вспомогательный нож; 2 — кабельный барабан; 3 — тележка; 4— площадка
с ограждением; 5 — прокладываемый кабель; 6 — кассета; 7 — основной нож.
Для механизированной прокладки кабелей в стес-
ненных условиях на строительных площадках, не
имеющих подъездных путей, а также при наличии под-
земных коммуникаций и переходов применяют ком-
плект механизмов и приспособлений, включающий уни-
версальные приводы, кабельные ролики, обводные
устройства, приспособление для ввода кабеля в трубы,
кабельные домкраты, лебедки и т. д.
Универсальный привод (рис. 11) обеспечи-
вает возможность прокладки кабелей сечением до
240 мм2, причем протяжное устройство в открытых со-
оружениях работает с двигателем внутреннего сгора-
ния, а в помещениях и туннелях с электроприводом.
Кабель тросом лебедки привода подтягивается к дви-
жителю гусеничного типа. Башмаки движителя приво-
да покрыты резиной и обеспечивают протяжку кабеля
с относительно низким удельным радиальным давле-
нием. Конструкция привода позволяет выполнять на
45
Рис. 11. Индивидуальный привод для тяжения кабеля.
/ — рама; 2 — двигатель внутреннего сгорания от бензомоторной пилы «Друж-
ба»; 3 — движитель гусеничного типа: 4- направляющие ролики: 5 — прокла-
дываемый кабель.
прямом участке трассы подтягивание кабеля лебедкой
к приводу до 120 м п перемещать кабель вперед по ро-
ликам на длину до 80 м. На кабельной трассе длиной
до 500 м одновременно работают четыре привода.
Передвижные специализированные
мастерские (см. § 2) являются наиболее распро-
страненными комплексами механизмов при выполне-
нии электромонтажных работ. Например, при монтаже
х46
пинИТеЛ>Ных муфт специализированные бригады
г°е нья) выполняют работы с помощью таких мастер-
(зве / 12\ или автоприцепов. В кузове мастерской
СКзмешены приспособления, инвентарь и инструменты
для производства работ, радиостанции и т. д.
Д Механизация работ, выполняемых на высоте. Увели-
габаритов современного технологического обору-
ЧдВания и мощности кранов соответственно увеличили
высоту производственных помещений, а следовательно,
и объемы строительно-монтажных работ, выполняемых
на высоте. Поэтому для этих работ применяют наи-
большее число строительных машин, механизмов и ин-
вентарных средств. При определении необходимого
количества механизмов, машин и инвентарных средств
уточняют их максимальную высоту подъема рабочей
площадки, схемы зон обслуживания, количества рабо-
тающих и т. д. Все эти параметры подробно указы-
вают в ППР.
При наличии полов в строящихся про-
изводственных помещениях и отсутствии
мостовых кранов для работы на высоте широко
применяют платформы, подмости, вышки и подъемни-
ки, секции которых могут раздвигаться с помощью на-
тяжных канатов, лебедок и т. д. Вышки, подъемники и
подмости не имеют механизмов передвижения, они пе-
реносятся или перемещаются на колесах, катках с по-
мощью лебедок, автомобилей или тракторов. К ним
относятся платформы ПМ, вышки ВМД, ВТК (на
рис. 13,п изображена телескопическая катучая вышка
типа ВТК-9), подмости ПСР, ПТК, например типа
ПТК-8 (рис. 13,6), ППА; подъемник «Темп» (рис. 13,в).
При монтаже трасс электрических сетей рабочие
места перемещаются вдоль фронта работ. В этом слу-
чае применяют самоходные вышки или подмости, на-
пример Ш2СВ и ПВС. В качестве примера на рис. 14
показан монтаж блоков шинопроводов с использовани-
ем самоходных выдвижных подмостей.
Для работы на высоте свыше 13 м применяют са-
моходные телескопические вышки на базе автомобиля
или трактора. Эти вышки обладают большей мобиль-
ностью, маневрированием и производительностью по
сравнению с вышками и подмостями, описанными
выше.
Особой маневренностью обладают подъемники с ги-
дравлическими приводами стрел (мачт), телескопов
47
Рис. 12. Передвижная специализированная мастерская типа МЭ-АП по монтажу силового электрооборудования
промышленных предприятий.
1 — автобашия типа АБ-2 со специальным кузовом, оборудованным подъемной площадкой для работы на высоте до 7 м; 2 —
барабаны с гибким кабелем для подключения оборудования мастерской к действующим электрическим сетям строительной пло-
”“шкаФы для хранения спецодежды; 4 — унифицированный кузов, смонтированный на шасси типового прицепа типа
2ПН-2; 5 — аптечка; 6 — дверь; 7 — слесарный верстак с настольно-сверлильным, электрозаточным станками и тисками; 8 —
лестница; 9 — ящики и контейнеры для механизмов, приспособлений и инструментов.
и опор. К относятся автогидроподъемники, теле-
скопические гидравлические подъемники и др. Напри-
мер, серия авт^гидроподъемников АГП предназначена
для подъема рабочих с инструментами на максималь-
ную высоту 12—28 м.
Рис. 13. Приспособления телескопические для работы иа высоте.
а — телескопическая катучая вышка типа ВТК-9; б — телескопические подмо-
сти типа НТК-8; в — телескопический монтажный подъемник типа «Темп»;
/ — основание; 2 — телескоп; 3 — рабочая площадка; 4 — ловители телескопа
при обрыве каната; 5 —колесо; 6 — лебедка ручная; 7 — кран-укосниа; 8 —
лестница; 9— выносные опоры; Ю—тележка; И— секция неподвижная; 12
секция подвижная.
На рис. 15 показана схема зоны обслуживания ав-
тогидроподъемника. Она очерчена тремя окружностя-
ми: двумя, радиус которых R\ равен верхнему колену
стрелы автогидроподъемника (из верхнего конца ниж-
него колена стрелы в его полностью поднятом и опу-
щенном положениях, и третьей, радиус R% которой ра-
Л
»зен раскрытой стреле с центром в пятке стрелы, а таг
же ограничивающей кривой Т, форма которой опред
лена кинематикой системы ограничения зоны обслужи-
вания.
На высоте до 12 м применяют подъемники телеск j.
пические или гидравлические, например, типа ПТГ-12
или подъемные платформы типа ГМПП-5Д.
Рис. 14. Монтаж блоков шинопровода с использованием самоходных
выдвижных подмостей типа ПВС-8 (ПВС-12).
1 — автопогрузчик; 2 — электромонтажник 2-го разряда; 3 — веревочная оттяж-
ка; 4—«траверса; 5 —контейнер; 6 — электромонтажник 6-го разряда; 7-
крепежная конструкция; 8— электромонтажники 3-го и 4-го разрядов:
козлы; 10—самоходные выдвижные подмости; 11— электромонтажник 3-г$
разряда; 12 — двухосный прицеп.
В электротехнических зонах, располе
женных в межферменных пространства)
сооружений (см. рис. 9), вдоль подкрановых бало!
и колонн при отсутствии полов электромонтажные ра
боты выполняют с мостовых кранов-, кран-балок, ин
вентарных передвижных подмостей, люлек и т. д.
На рис. 16 показан монтаж троллейных линий с ин
вентарной подвесной люльки. Мостовой кран передви
гается механически или с подключением электролита
ния по временной схеме. Сварочный аппарат размета
ют на мосту крана. В люльке расположен ящик с ин
струментами. Над люлькой установлен кронштей
50
с электролебедкой; лебедкой поднимают блоки трол-
лейных шинопроводов, троллеев или отдельных узлов:
кронштейны, светофоры, трубы и т. д.
При отсутствии мостовых или крановых балок ра-
боты выполняют с тележек, перемещаемых по подкрано-
вым путям, инвентарных подмостей и т. д.
Рис. 15. Схема зоны обслуживания автогидроподъемника.
1 — верхнее колено стрелы ввтогидроподъемника; 2 — корзина; 3 — нижнее ко-
лено стрелы автогидроподъемника; 4 — автогидроподъемник; 5 — нулевая от-
метка поле; — радиусы схемы зоны обслуживания; Т — кривая, огра-
ничивающая зону обслуживания.
Электромонтажные работы по силовому электрообо-
рудованию имеют наибольший удельный вес в общем
объеме электромонтажных работ. Применение грузо-
подъемных и различных инвентарных и передвижных
приспособлений позволяет механизировать эти работы.
Доставку панелей, щитов, пультов и шкафов в зону
монтажа выполняют с помощью различных транспорт-
ных тележек (рис. 17), передвижных или инвентарных
приспособлений (рис. 18). Грузоподъемными механиз-
мами и приспособлениями силовое электрооборудова-
ние устанавливают на фундамент или закладные де-
тали.
На рис. 19 показан способ монтажа блоков элек-
трооборудования с ^применением инвентарных приспо-
Б1
Рис. 16. Монтаж троллейных линий с инвентарной люльки, закреп
ляемой на мосту крана.
1 — люлька; 2 — ящик с инструментами; 3 — кронштейн с электролебедкой
4— сварочный аппарат; 5 — заготовленные троллеи или блоки троллейиаП
шинопроводов серии ШТА.
соблений, конструкция которых разработана и внедре-
на организациями Министерства энергетики и электрп
фикации СССР. В комплект приспособлений вход»’
катки 2, на которых устанавливают транспортируемк'
блоки электрооборудования; колея 4, набираемая С
швеллеров № 8—12, скрепленных между собой шпиль
ками 3 и накладками б; рольганги 1 и склизы 5. Роли
52
катков регулируют по ширине швеллеров при помо-
КИ втулок, расположенных на осях катков. Рольганги
1Цужат для перемещения электрооборудования в на-
бавлении, перпендикулярном укладке колеи. Для это-
П0Р из-под груза убирают катки, и груз опирается на
Голики рольгангов, превышающих по высоте полотно
колеи. На комплекте приспособлений, содержащем че-
тыре катка, возможно перемещать до 2 т груза со ско-
ростью не более 5 км/ч.
F Применение механизированных приспособлений и
инструмента при выполнении ручных работ позволяет
повысить производительность труда и снизить утомля-
емость работающего. Большую роль в механизации
ручных процессов играют электрифицированные, пиро-
технические и пневматические приспособления и ин-
стру менты.
К электрифицированным инструментам отно-
сятся электрические сверлильные машины, а также раз-
личные насадки и приспособления, смонтированные на
базе этих инструментов (прессы для опрессовки нако-
нечников, приспособления для ввертывания электродов
заземления, выборки борозд в строительных основаниях
для прокладки открытых проводок и т. д.). Кроме этих
инструментов, применяют универсальные электроприво-
ды с приспособлениями для затаскивания проводов
в трубы, подъемными устройствами; электромагнитобу-
ры и т. д.
Аналогичное назначение имеют пневматические
инструменты, наиболее часто применяемые в МЭЗ для
сверления и вырезки отверстий, ручных шлифовальных
работ и т. д.
Особую группу составляют пиротехнические
инструменты, выполняющие различные технологические
операции при помощи энергии пороховых газов. К этим
инструментам относят поршневой однозарядный порохо-
вой пистолет типа ПЦ-52.
Крепление конструкций или изделий при помощи пи-
столета осуществляется тремя способами: несъемным,
съемным и комбинированным. Конструкции, которые не
требуется снимать в процессе эксплуатации, крепят дю-
’ель-гвоздями (рис. 2О.п). При съемном креплении ис-
пользуются дюбель-винты. У дюбель-винта головка имеет
метрическую резьбу для последующего навертывания на
Нее рейки (рис. 20,6). При комбинированном креплении
53
промежуточная деталь имеет с одной стороны отверсти
с резьбой или приваренную шпильку, а с другой — гла.
кую поверхность. Промежуточная деталь со сторощ
гладкой поверхности пристреливается к строительны^
основаниям дюбель-гвоздями, а аппарат или издел:
закрепляют с помощью гаек или болтов (рис. 20, е\
Пистолет при креплении конструкций к строительно^
основанию при выстреле пробивает сталь толщиной дс
8 мм и дерево до 55 мм.
Рис. 17. Тележки для транспортировки электрооборудования изд
лий и материалов в монтажной зоне или МЭЗ.
а — типа ТРР; б — типа ТПК; в — тележка универсальная с подъемной пл
формой; г — типа ТД; 1 — рама; 2 — колесо; 3 — ролик; 4 — съемный би
5 — штурвал; 6 — кожух-виит; 7 —< ручка; 8 — опорные ролики; » — гндрав
ческое подъемное устройство; 10 — площадка; 11 е- тормозное устройство; J2
ограждение; 13 — дышла; 14 — тяга.
64
При массовых операциях крепления конструкций
с толщиной стали до 5 мм и дерева до 25 мм применяют
пиротехническую оправку типа ОДП-6.
Образование отверстий для выхода проводов из мно-
гопустотных железобетонных плит выполняют с по-
мощью колонки ударно-взрывного действия типа УК-Q-
Такая колонка позволяет в железобетонных плитах про-
бивать отверстия диаметром 40 мм (при марке бетона
200—400 и его толщине 15—50 мм).
Пиротехнические инструменты применяются также
для опрессовки наконечников, объемной штамповки
с образованием наконечника из однопроволочных жил
кабеля, соединения стальных труб и т. д. Кроме того,
с применением пиротехнических средств «методом взры-
ва» выполняют соединение алюминиевых оболочек кабе-
ля и проводов воздушных линии электропередачи. Рабо,
чие места электромонтажников при работе с пиротехнц
ческими инструментами показаны на рис. 21.
Несмотря на внедрение комплексной механизации по
всем видам работ, полностью исключить ручные опера-
ции невозможно, в электромонтажной технологии они
занимают значительное место
Рис. 18. Приспособления для установки электрооборудования на
фундаменты.
а — портальный подъемник; б — штанговый подъемник; 1 — колесо; 2— рам.,
портального подъемника; 3 — ручная лебедка; 4 — щит станции управленл
в шкафном исполнении; 5— закладные детали для установки щита; 6 — прое
для ввода кабелей в щит; 7 — ручной привод штангового подъемника; 8
рукоятка; 9 — однорольный блок; 10 — штанга; 11 — рукоятка привода; 12
распределительный пункт
Универсальные рабочие и измерительные инструменты
для выполнения ручных операций позволяют резко
сократить ассортимент ручного разрозненного инстру-
мента. Примером такого универсального измерительного
инструмента служат шаблоны, изготовленные на не
56
сколько пределов измерений. Внедрение универсальных
инструментов снижает затраты рабочего времени при
измерениях в 2 раза, позволяет резко повысить произво-
дительность труда за счет сокращения вспомогательного
и подготовительно-заключительного времени, затрачи-
ваемого на замену измерительных инструментов.
Рис. 19. Инвентарные приспособления для установки блока шкафов
станций управления.
Наиболее широкий ассортимент универсальных ин-
струментов создан для оконцевания жил проводов и ка-
белей: клещи типа КУ, КСИ, МБ и т. д. Например,
в связи с широким применением плоских проводов раз-
работана конструкция универсальных клещей типа КУ-1
(рис. 22), которые позволяют успешно выполнять до
Шести операций: перекусывание проводов, вырезание
57
изоляционных перемычек у плоских проводов, снят,^
изоляции, зачистку жил, изготовление колечек на коц.
цах проводов и зажим провода или мелких деталей при
вспомогательных работах. Применение этих клешей поз.
волило сократить количество инструментов при оконце,
вании проводов, исключив такие инструменты, как
острогубцы, монтерский нож, круглогубцы и плоскогуЗ-
Рис. 20. Виды крепления дюбелей.
а — несъемное крепление; б — съемное крепление аппаратов; в — комбннпр
ванное крепление шкафов; 7 — дюбель-гвоздь; 2 — дюбель-винт; 3 — мес а
пристрелки детали дюбель-гвоздямн.
цы. Внедрение одних универсальных клещей типа КУ-1
дает годовую экономию затрат 1,76 чел-дня, илч
8 руб. 68 коп., и повышает производительность труд i
при монтаже проводов на 84%.
S8
Однако при большом объеме однотипных работ неце-
лесообразно применять универсальные инструменты,
^апример, универсальный разводной ключ для завинчи-
рания гаек любых размеров заменяют гаечными ключа-
ми, рассчитанными на завинчивание гаек только опреде-
ленных размеров. При этом отпадает элемент наладки
ключа на определенный размер гайки, а облегченный
ключ снижает утомление* работающего.
Рис. 21. Рабочие места при работе с пиротехническими инструмен-
тами при работе.
я — с пороховой оправкой; б — со строительно-монтажным пистолетом; в —
с ударной пиротехнической колонкой.
Специализированные ручные инструменты, рассчитан-
ные на выполнение одной технологической операции для
однотипных массовых работ. Примером может
служить специальный ключ для крепления полок к стой-
кам кабельных конструкций (рис. 23).
Наборы инструментов. Для совершенствования инст-
рументального хозяйства для отдельных видов электро-
монтажных работ созданы индивидуальные и бригадные
59
Рис. 22. Клещи универсальные типа КУ-1-
/ —перекусывание провода; б—г — вырезание разъединяющей перемичкч
в проводах; д — снятие изоляции; с — изготовление колечек.
Рис. 23. Ключ для крепления кабельных полок к стойкам.
1 — стойка; 2 — полка; 3 — ключ.
наборы инструментов. Такие наборы изготовляют для
монтажа кабельных сетей, вторичных цепей, силового
электрооборудования, электрических машин и т. д.
Индивидуальные наборы инструментов электромон
тажников по осветительным, силовым сетям и вторич-
60
цым цепям (типов ИН-3, НИЗ-З, ИН-4, НИК 4) разме-
щают в закрытых или раскладных сумках из дермати-
ва или искусственной кожи (рис. 24,а). Переносят и
хранят отдельные ручные инструменты в дюралюми-
ниевых ящиках типов ЯМД и ЯСК (рис. 24,6). Ящик
ЯМД в верхней секции имеет три ячейки, а в нижней
четыре. Ящик типа ЯСК, кроме двух выдвижных секций
для хранения инструментов, имеет полумягкое сиденье
и используется как переносный стул при монтаже вто-
ричных цепей. Эти ящики имеют складные ручки для пе-
реноски. В отдельных случаях для переноски инстру-
ментов пользуются специальными поясами или рем-
нями.
Для хранения бригадного инструмента применяют
различные секционные ящики: трехсекционные, пятисек-
ционные и т. д. (рис. 24, б). Бригадные инструменты пере-
возят в передвижных мастерских.
Инструментальные кладовые, механизированные скла-
ды и элеваторные механизированные стеллажи служат
для хранения механизмов, приспособлений и материа-
лов. Установка стеллажей позволяет рационально ис-
цользовать площадь склада или цеха мастерской. Стел-
лажи имеют размеры 2100X1000X5000 м. Девятнадцать
контейнеров стеллажа шарнирно подвешиваются на це-
пях с помощью пальцев, вставляемых вместо осей звень-
ев цепи.
При перекатывании цепи по звездочкам, установлен-
ным внизу и вверху стеллажа, контейнеры грузоподъем-
ностью до 100 кг под действием собственной массы по-
ворачиваются на подвесных пальцах и сохраняют
горизонтальное рабочее положение. Для доступа к кои-
Вейнерам с инструментами в корпусе стеллажа имеется
специальное окно, закрываемое откидной дверкой, кото-
рая одновременно служит столиком, дверка имеет бло-
кировку, запрещающую доступ к окну стеллажа при
Движении контейнеров.
Передвижные инструментальные мастерские предназ-
начены для централизованного обеспечения инструмен-
тами на объектах. Обычно в кузове (контейнере) авто-
мобиля размещают ящики-стеллажи с инструментами,
небольшой верстак с тисками и электрозаточный станок.
Снаружи имеется грузоподъемное приспособление для
такелажа сварочных трансформаторов, преобразовате-
лей и т. д. В мастерской также предусматривается место
61
для различных мелких механизмов (домкратов, прессов,
талей, блоков и др).
График работы передвижной инструментальной ма-
стерской составляют по методу кольцевого обслужива-
ния объектов так, чтобы раз в неделю передвижная м,
стерская могла побывать в каждой обслуживаемой
бригаде. Одновременно с ремонтом инструментов по спе-
циальному графику на объектах производится замена
инструментов с изолированными рукоятками, диэлектри-
ческих перчаток, предохранительных поясов и т. д.
Технологические линии. Большая номенклатура меха-
низмов создана для предварительной заготовки в МЭЗ
Рис. 24. Инвентарь для хранения и транспортировки инструме i
а — сумки; б —ящики; / — типа ИН; 2 —типа НИК или НИЭ; 3 —типа
62
груб, сортового металла, шин, силовых и контрольных
кабелей, проводов, тросовых проводок, шинопроводов
и т. Д- Например, на рис. 25 показана технологическая
линия по заготовке тросовых электропроводок. Она со-
стоит из двух частей, расположенных раздельно или
вместе: обработки стальной проволоки (рис. 25, б)
В сборки тросовых электропроводок (рис. 25,а). На ме-
ханизмах первой части линии проволоку разматывают,
правят, чистят, окрашивают, сушат, охлаждают и нама-
тывают на инвентарные барабаны. На механизмах второй
части стальную проволоку и провода перерезают, с кон-
цов жил проводов снимают изоляцию, затем их скручива-
ют и сваривают, на концах стальной проволоки образуют
петли. В комплект этой части линии входят механизм
типа МРТ для протягивания, отмеривания и резки про-
тов
Я МД; 4 — тип* ЯСК; 5 — трехсекционный ящик.
Рис. 25. Технологическая линия по заготовке тросовых электропроводок.
а — сборка тросовых электропроводок; б — обработка стальной проволоки; 1 — инвентарный барабан; 2 — мерно подающее устрой-
ство: 3 —вьюшка для бухт проводов; 4 — стол-стенд с механизмами и приспособлениями для перерезки проводов, снятия изоля-
ции, скручивания, надрезки н сварки жил; 5 — вертушка для сматывания в бухты готовых отрезков тросовых проводок; 6 — ме-
ханизм для перевозки проволоки с приспособлением для коицевых петель; 7 — вертушка; 8 — механизм для рихтовки и очистки
проволоки: 9 —сушильная печь для сушки стальной проволоки, покрытой антикоррозионным лаком; J'’— приемно-тянущий б -
рабан.
-доки, магазин типа МП для одновременной установки
в рем четырех бухт проводов н размотки их, домкрат
безосевой типа ДБТ для подъема кабельного барабана,
^ол-верстак типа СВТ для снятия изоляции, резки,
крутки и сварки проводов и вертушки для приемки
й бухтования собранной тросовой проводки.
Технологическая линия позволяет заготовлять в год
200 км стальной проволоки и 120 км тросовых проводок.
Обслуживает первую часть технологической линии один
человек, а вторую — двое.
5 РАБОЧЕЕ МЕСТО ЭЛЕКТРОМОНТАЖНИКА
Одним из основных направлений научной организации
труда (НОТ) в электромонтажном производстве явля-
ется улучшение организации и обслуживания рабочих
мест.
Рабочее место — это зона трудовых действий одного
или группы электромонтажников (звена, бригады).
В этой зоне находятся и перемещаются участвующие
в технологическом процессе рабочие, инструменты, при-
способления, механизмы, инвентарь, а также материалы
и оборудование. Рабочее место является именно тем пер-
воначальным низовым звеном, в котором представлены
все операции технологических процессов. На этом мес-
те сосредоточены все материально-технические элемен-
ты производства.
I При организации рабочего места важно правильно
определить рабочую зону. Под рабочей зоной по-
нимают необходимую площадь, на которой могут раз-
меститься электромонтажники, предметы и орудия тру-
да, участвующие в осуществлении трудового процесса.
I Если при работе на стационарных технологических
Линиях в МЭЗ легко определить рабочие места и зоны,
то на объектах строительства по море выполнения про-
изводственных процессов электромонтажники, а с ними
орудия и предметы труда постоянно перемещаются. Пе-
редвижной характер и постоянные перемещения во мно-
гом определяют организацию рабочих мест, заставляют
Осуществлять комплексные мероприятия по совершен-
ствованию организации труда.
М01 65
Количество вариантов решений организации рабочц^
мест при монтаже электрических установок практичен^
неограниченно, но оно может быть систематизировав
в зависимости от применяемых проектных решений, тс>-
нологии и способов механизации работ, а также от клц.
матических зон, времен года и т. д. Кроме того, количе.
ство рабочих мест ограничивают электротехнические зо.
ны, в которых размещают электрооборудование, электро,
конструкции и электрические сети (см. выше рис. 9), так
как электромонтажные работы выполняют только в этих
зонах или вблизи них.
Карты организации трудовых процессов составляют-
ся для массовых или часто повторяющихся технологи-
ческих операций. Эти карты введены Госстроем СССР
как обязательная документация по организации труда
в электромонтажном производстве. Карты организации
трудовых процессов содержат пять основных разделов:
назначение и эффективность применения карты, испол-
нители и предметы орудия труда, условия и подготовка
процесса производства, технология и организация это-
го процесса, приемы труда. Карты широко используют
при разработке проектов организации и производства
электромонтажных работ, графиков трудовых пропес
сов, технически обоснованных норм и т. д.
В качестве примера рассмотрим типовую карту меха-
низированной ппокладки кабелей в туннелях. Такая
карта разработана ордена Ленина трестом Уралэлектро-
монтаж.
Назначение и эффективность. Типовая кар-
та предусматривает организацию труда при механи-
зированной прокладке кабелей напряжением до 10 кВ
в туннелях с применением распорных роликов, обводных
устройств, электрических лебедок, а также с исполь-
зованием телефонной связи. Рациональная технология,
изложенная в типовой карте технологического и трудо-
вого процессов, по сравнению с ручной прокладкой ка-
беля позволяет значительно снизить трудозатраты,
а также повысить производительность труда. Напри-
мер, при прокладке двух кабелей в линии трудозатраты
снижаются на 26,2%, рост производительности труда
составляет 35,5%. При прокладке четырех кабелей
соответственно 41,9 и 72,1% и т. д.
Исполнители и предметы орудия тр V-
д а. Работы по механизированной прокладке кабеля
66
выполняет специализированная бригада элетромонтаж-
ццков в составе 6 чел. (бригадир-электромонтажник 5-го
разряда и члены бригады — электромонтажники: 4-го
разряда — 1 чел., 3-го разряда — 2 чел. и 2-го разряда
_-2 чел.). В типовой карте определен перечень меха-
низмов, приспособлений и инструментов, необходимых
для выполнения работ, в том числе комплект механиз-
мов и приспособлений для механизации кабельных работ
(лебедки, домкраты, линейные ролики, обводные устрой-
ства), установка для контроля тяжения кабеля, тележ-
ка ручная, наборы инструментов, комплект переговор-
ных устройств и средств связи и т. д.
I Условия и подготовка процесса про-
изводства. В карте указаны основные требования
к строительной готовности сооружений, обеспечению
Веста работ электроэнергией, в том числе создание
нормальной освещенности на рабочих местах.
Технологический процесс выполняется в три этапа.
На первом этапе устанавливают механизмы, инвентарь
И приспособления по трассе; подключают механизмы,
а также монтируют средства связи. На втором этапе на
кабельные домкраты устанавливают барабаны с кабе-
лем и производят механизированную прокладку кабелей.
На третьем этапе механизмы, приспособления, средства
связи демонтируют и транспортируют к местам погруз-
ки. До начала монтажа выполняют комплекс подгото-
вительных работ, в том числе приемку кабельной трас-
сы под монтаж, развозку механизмов и приспособлений
вдоль трассы на места, указанные в ПНР (рис. 26).
Выдают заказы в МЭЗ на изготовление маркировочных
бирок, знаков и т. д. В соответствии с правилами тех-
ники безопасности выполняют инструктаж бригады на
рабочем месте.
। Технология и организация рабочего
процесса. Технологический процесс механизирован-
ной прокладки кабеля начинают с расстановки меха-
низмов и приспособлений по кабельной трассе (см.
рис. 26). В помещении цеха холодного проката уста-
навливают безосевые домкраты, а от них до колодца —
Два напольных ролика. Над колодцем или шахтой на
обоих концах туннеля закрепляют обводные устрой-
ства, а на переходах кабелей из колодца в туннель и
на поворотах трассы — угловые распорные ролики
Крис. 27). Тяговую электролебедку размещают на плат-
Б* 67
vzXxxi: Х\\ - \\VzX^
Главное распре-
делительное
устройство
Узел I
Узел I
.-мм Amwsv1
Цех холодно-
го проката
Рис. 26. Схема расстановки приспособлений, инвентарных конструк
ций и механизмов.
1 — кабельный барабан; 2 — безосевой кабельный домкрат; 3 — пост телефон
ной связи; 4 — напольный линейный ролик; 5 — обводное устройство для кэ
беля прн вводе его в кабельную шахту или колодец; 6 — универсальны*
угловой распорный ролнк; 7 — универсальный линейный распорный ролик; 8 "
ось прокладываемого кабеля; S — люк кабельного туннеля; 10 — двухстоечвс1
обводное устройство для кабеля; 11 — тяговая электролебедка, установлений!
на платформе.
68
Рис. 27. Универсальные распорные ролики.
— линейный; б — угловой.
Рис. 28. Рабочее место электромонтажника прн управлении тяговой
Вектролебедкой.
69
форме в помещений главного распределительного уст.
роиства. Рабочее место управления этой лебедкой пока-
зано на рис. 28. Вдоль всей трассы, в том числе при
переходе туннеля через подземные коммуникации, уста-
навливают 17 линейных роликов. После монтажа всех
механизмов и приспособлений производят раскатку тро-
са и установку кабельных барабанов на домкраты. Чис-
ло одновременно устанавливаемых барабанов опреде-
ляется в зависимости от объема выполняемых работ.
Прокладка кабелей выполняется по раскладочным
ведомостям с учетом мест будущего монтажа соедини-
тельных и концевых муфт. Кабели прокладывают на
уровне полок конструкций, а затем перекладывают
(сдвигают) на эти полки с распорных роликов вручную.
График трудового процесса составляется на все опе-
рации. Для каждой операции определено количество
работающих и время производства этих операций. На-
пример, установку линейных и угловых роликов обвод-
ных устройств выполняет бригада в составе 6 чел. за
время 5,1 ч; установку электролебедок и приспособле-
ния для контроля усилия тяжения кабеля — звено из
4 чел. за 1,9 ч. Второе звено в составе 2 чел. в это же
время выполняет монтаж средств связи между рабочи-
ми местами. Раскатку кабеля, укладку его на конструк-
ции, крепление и маркировку выполняет бригада в пол-
ном составе. После прокладки кабелей выполняют мон-
таж соединительных муфт.
Приемы труда. В карте дается подробное описа-
ние приемов труда по каждой операции технологическо-
го процесса. Например, приведены рекомендации по
развозке приспособлений вдоль трассы на специальной
тележке, установке распорных роликов, монтажу схе-
мы переговорных устройств. Особое внимание уделено
приемам работы со специальными инструментами: сек-
торными ножницами для резки кабеля типа НС, гид-
равлическими прессами для опрессовки наконечников.
ЭРГОНОМИКА РАБОЧИХ МЕСТ
Все мероприятия, обеспечивающие благоприятные
условия труда на рабочих местах, тесно связаны с ос-
новными вопросами эргономики1 — науки, изучающей
1 Термин «эргономика» состоит из греческих слов «ergon»—"
работа и «names»— закон.
70
функциональные возможности человека в трудовых про-
дессах с целью создания для него оптимальных усло-
вий труда. Эргономика исследует влияния, которые ока-
зывают на работоспособность человека различные фи-
зические факторы: состав воздуха, шумы, вибрации, ме-
теорологические условия, освещение и т. д. Кроме того,
эргономика определяет зоны основных и вспомогатель-
ных движений, зоны размещения оборудования и рабо-
чих положений работающего (стоя, сидя, наклонившись
и т. д.), а также типизацию размещения на рабочих
цветах приборов и органов управления.
Рис. 29. Зоны для выполнения ручных операций и размещения орга-
нов управления.
1— зона для размещения наиболее важных м очень часто используемых орга-
нов управления (оптимальная зона моторного поля); 2— зона для размеще-
ния часто используемых органов управления (зона легкой досягаемости мо-
торного поля); 3 — зона для размещения редко используемых органов управ-
ления (зона досягаемости моторного поля)«
Общие требования эргономики рабочих мест сидя
Определены ГОСТ 12.2.032-78. Зоны для выполнения руч-
ных операций и размещения инструментов на этих рабо-
чих местах показаны на рис. 29. Выполнение трудовых
операций должно быть обеспечено в пределах оптималь-
ной зоны 1 или зоны легкой досягаемости 2.
Конкретные требования эргономики определяют на
Основании общих требовании ГОСТ, например при мон-
71
таже соединительных муфт, когда электромонтажник
такие операции, как восстановление изоляции жил, по.
ясной изоляции кабеля, установка эпоксидных корну,
сов и т. д., выполняет сидя (рис. 30). По сетке зон ра-
бочего места электромонтажник с наибольшей скоро-
стью выполняет технологические операции в зонах Л,
Рис. 30. Рабочее место электромонтажника при монтаже соедини-
тельных муфт.
Л', В и В'. Этой скорости работающий достигает за
счет рационального расположения инструментов, со-
кращения лишних движений, перемены позы и т. д. При
работе с такой же скоростью в других, менее удобных
зонах, например С и С', у электромонтажников из-за
преждевременной усталости снизится производитель-
ность труда. Следовательно, инструменты, приспособле-
ния и механизмы, необходимые для выполнения техно-
логических операций, должны размещаться в зонах оп-
тимальных движений А, А' или В, В',
72
В центре рабочего места устанавливают нрйсйособ-
дение 4 для закрепления соединительной муфты 5 и
концов кабелей. Это приспособление опирается на четы-
ре стойки, оканчивающиеся дисками. В крестовинах,
закрепленных жестко со стойками, перемещают два лот-
ка и стержня с регулируемыми зажимами для крепле-
ния кабелей. Подвижная система приспособления позво-
ляет регулировать высоту разделываемой муфты, обес-
печивает центровку концов кабелей при их соединении.
Инструменты размещают на специальных стендах или
кассетах 1. На этих кассетах комплектуют ручные
инструменты для определенных технологических опера-
цнй. Например, на одной из кассет закрепляют в спе-
йальных карманах инструменты для снятия верхнего
полимерного или джутового покрова и брони кабеля, на
второй — для снятия защитных оболочек и т. д. Съемные
кассеты укладывают в контейнеры и перевозят в специа-
лизированных передвижных мастерских. Кассеты на ра-
бочих местах устанавливают на подставки или враща-
ющиеся кронштейны.
Кроме инструментов и приспособлений, на рабочем
месте устанавливают переносный вентилятор с индиви-
дуальным электроприводом, а при низких температурах
газовые горелки типа ГНИВ. На рабочем месте (рис. 30)
гакже устанавливают складной стул 3, входящий в ти-
повой комплект инструментов и инвентаря. При недоста-
точной освещенности рабочих мест применяют перенос-
ные аккумуляторные фонари 2.
[ Аналогичным инвентарем, механизмами, приспособ-
лением и инструментами оснащают рабочие места при
выполнении других видов электромонтажных работ.
Комплект специального инвентаря и производствеи-
ной мебели разработан для бригад, выполняющих мон-
таж вторичных цепей. В состав комплекта входят бри-
гадный шкаф, имеющий выдвижной стол и стул — рабо-
чее место для ознакомления с чертежами, а также отсек
ля размещения спецодежды, инструментов, ящики типов
ИСК и ЯМД и специальные стулья. Набор производст-
венной мебели для технологических линий МЭЗ включа-
ет комплект мебели для рабочего места электромонтаж-
вика, в том числе стол рабочий 1600X650X7^0 мм,
Ьтационарный стол-приставка 950X450X730 мм, пере-
рвижной стол-приставка 650X450X730 мм. Отдельные
«ементы комплекта позволяют составлять различные
73
варианты установки мебели на технологических линиям
по заготовке контрольных кабелей, сборки узлов h3
осветительной арматуры, различного электрооборудова-
ния и т. д.
Комфортные зоны. Выше были рассмотрены основ*
ные требования эргономики по определению оптималь-
ных зон движения и расположения на рабочих местах
электромонтажников различных орудий труда, вспомога-
тельного инвентаря, оборудования и материалов, необ-
ходимых для производства работ. Кроме этих вопросов,
эргономика исследует влияние, которое оказывают на
работоспособность человека различные факторы: состав
воздуха, шумы, вибрация, метеорологические условия,
освещение и т. д. Для каждого из этих факторов уста-
новлены оптимальные санитарно-гигиенические пара-
метры, которые обеспечивают благоприятные условия
электромонтажнику, сохраняя его силы и работоспособ-
ность.
Зону, в которой при оптимальных санитарно-гигие-
нических параметрах может быть достигнута наивыс-
шая производительность труда, называют комфорт-
н ой.
Проверка параметров санитарно-гигиенических
условий труда производится службами научной органи-
зации труда (НОТ). Для измерения этих параметров
электротехнические лаборатории комплектуют специаль-
ными приборами. Например, для измерения освещен-
ности на рабочих местах применяют люксметры; для
измерения шума — шумомеры; вредных примесей в со-
ставе воздуха — газоанализаторы; вибрации — вибро-
метры, скорости движения воздуха — анемометры,
влажности — психрометры и др.
Измеренные параметры заносят в карточку обследо-
вания состояния рабочего места, а также фиксируют на
круговой диаграмме (рис. 31) условия труда сплошной
линией. Полученные параметры сопоставляют с норма-
тивными данными. В случае отклонения измеренных
параметров от норм в планы НОТ включают мероприя-
тия по улучшению условий производства работ.
После внедрения намеченных мероприятий выполня-
ют повторные измерения всех санитарно-гигиенических
параметров, которые на круговой диаграмме изобража-
ют штриховой линией на рис. 31. Круговая диаграмма
дает наглядное представление о том, как «вписываются»
74
параметры в пределы комфортной зоны. В идеаль-
случае все параметры, а следовательно, звенья
'раммы размещаются внутри окружностей, ограничи-
щпх на диаграмме комфортную зону.
J 50[]~
\-iW,
къмрорта
Рис. 31. Круговая диаграмма факторов, влияющих на производи-
тельность труда.
Сплошной линией показана зона до внедрения мероприятий НОТ;
штриховой линией показана зона после внедрения мероприятий
Параметры комфортной зоны определяют не только
Для каждой профессии и специальности работающих, но
И для каждого вида выполняемых ими работ. Следует
(учесть, что параметры таких зон для различных видов
технологических процессов неодинаковы.
75
Влияние различных факторов на работоспособность
Высокая температура окружающей среды отр^
цательно сказывается на работоспособности электр0.
монтажника. Установлено, что в связи с повышение^
температуры воздуха от 17—21 до 35—42°С производя,
тельность труда снижалась на 8—19% Особенно резк0
падает производительность труда на открытом воздухе
при отрицательных температурах (при монтаже воздущ.
ных, кабельных линий электропередачи и т. д.). При
оптимальных метеорологических условиях, определяе-
мых сочетанием эффективных температур от 16 д0
24°С и скорости движения воздуха до 0,5 м/с, созда-
ются наиболее благоприятные условия труда. При уве-
личении скорости движения воздуха возникают сквоз
няки.
Предельно допустимые концентрация
химических веществ. В связи с высокой чувстви-
тельностью нервной системы ко многим химическим
веществам, обнаруживаемым в воздушной среде рабо-
чих мест электромонтажников (ацетон, марганец, бен-
зин, окись углерода), установлены предельно допусти-
мые концентрации этих веществ. Снижение содержания
вредных химических веществ в воздушной среде дости-
гается применением индивидуальных (местных) и общих
систем вентиляции. Местные вытяжные вентиляционные
системы (называемые иногда аспирационными) с боко-
выми или нижними отсосами устанавливаются в мастер-
ских на рабочих местах сварщиков электроконструкций;
электромонтажников, занимающихся пайкой или свар-
кой жил проводов и кабелей; в окрасочных отделениях
И т. д.
Для снижения токсичных (ядовитых) составляю-
щих эпоксидных компаундов и отвердителей (при мон-
таже муфт кабелей в закрытых помещениях) на рабочем
месте электромонтажников применяют переносные инди-
видуальные вентиляторы.
Освещение рабочих мест имеет особое зна-
чение для сохранения здоровья электромонтажника я
повышения производительности труда. Недостаточное
освещение увеличивает травматизм, брак и ведет к ухуд-
шению зрения. Освещенность рабочих мест при электро-
монтажных работах указана в строительных нормах.
Например, при разделке кабелей, монтаже соединитель
ных муфт, оборудования высокого напряжения и схем
76
вторичных цепей на рабочей поверхности освещенность
должна быть не менее 100 лк.
Защита от интенсивных шумов и вибра-
д и й, вредно действующих на организм человека, приоб-
ретает большое значение при современном развитии
техники, создании большого количества пневматическо-
го, пиротехнического и электрифицированного инстру-
мента. Вибрация и шум в отдельных случаях вызывают
профессиональные заболевания.
Существует комплекс мероприятий по снижению про-
изводственных шумов и вибраций. Эти мероприятия
имеют два направления: совершенствование технологи-
ческих процессов и улучшение условий охраны труда
рабочих. Так, например, в свое время процесс клепки,
вызывающий значительную вибрацию пневматического
инструмента, при изготовлении металлических опор воз-
душных линий электропередачи был заменен электро-
сваркой. Аналогично технологические процессы, облада-
ющие большими колебательными и резонансными явле-
ниями, а также сопровождающиеся шумом, заменяются
технологическими процессами, снижающими эти явле-
ния. Например, правка алюминиевых и медных шин,
а также сортового металла заменяется вальцовкой на
специальных механизмах, ковка различных скоб, заклад-
ных деталей заменяется штамповкой и др.
Шум ы. Человек способен различать изменение
«ровня громкости в 0,1 Б, поэтому на практике при из-
мерении шумов применяется единица децибел (дБ)’.
Для примера можно привести ориентировочные уровни
производственного шума при технологических операци-
IX, выполняемых электромонтажниками на технологи-
ческих линиях в МЭЗ: при сверлении отверстий в метал-
лических ящиках и коробах на сверлильных станках —
114 дБ, штамповке электротехнических изделий—-
112 дБ. Диапазон слухового восприятия человека укла-
дывается примерно в 130 дБ, повышение шума свыше
130 дБ недопустимо, шум в 150 дБ для человека невы-
носим, в 180 дБ вызывает «усталость» металла,
а в 190 дБ вырывает заклепки из конструкций.
* 1 децибел равен 0,1 белла (Б)—единицы измерения уровня
громкости, 1 Б характеризует увеличение (ослабление) уровня зву-
ка в 10 раз, 2 Б — в 100 раз и т. д.
77
Однако конструктивными мероприятиями не всегдд
можно устранить вредные вибрации и шумы. Поэтому
для защиты рабочих от шума применяют нндивидуаль.
ные приспособления — противошумы, препятствующее
проникновению шума в звуковой канал наружного уха
Различают наружные и внутренние противошумы. Внут-
ренние противошумы — антифоны (вкладыши), напри,
мер «беруши», вставляют в наружный слуховой проход.
Операторы, работающие с пистолетом типа ПЦ 52 в ма-
лых закрытых помещениях и в объемах, а также при
пристрелке конструкций к металлическим основаниям
применяют наружные противошумы — наушники типа
ВЦНИИОТ-2 (см. рис. 21,6), разработанные Всесоюз-
ным центральным научно-исследовательским институтом
охраны труда. Применение таких наушников снижает
шум до 40 дБ.
Вибрация. В качестве индивидуальных средств
защиты от вибрации работающих с виброинструментами
рекомендуются вибрационные рукавицы и обувь на
толстой мягкой резиновой подошве с воздушными про-
слойками.
ТЕХНОЛОГИЧЕСКАЯ СВЯЗЬ
При организации рабочих мест, отдаленных друг от
друга, а также оперативного руководства технологиче-
скими процессами необходима двухсторонняя связь этих
мест между собой или с диспетчерскими пунктами
(управлением, производственной базой, участками, пе-
редвижными мастерскими). Для работы в промышлен-
ных сооружениях, кабельных туннелях, воздушных и
кабельных линиях электропередачи широко применяют
различные переговорные устройства.
Телефонная связь. Простейшими устройствами связи
являются телефоны, микротелефоны и т. д. (рис. 32,о).
Недостатком такой связи являются непроизводительные
затраты времени на продолжительный вызов абонента.
Кроме того, при пользовании телефонными трубками
обычно занята одна рука работающего. В связи с этим
современная конструкция телефонных трубок подверг-
лась модернизации. "Для обеспечения надежного и быст-
рого вызова абонента служат звуковые генераторы,
встроенные в трубку, а применяемые переговорные
устройства (рис. 32,6) позволяют освободить руки для
основных работ. Эти устройства обеспечивают хорошую
78
слышимость в средах с повышенными шумами. В ком-
плект переговорных устройств входят наушники, ларин-
гофоны и усилители низкой частоты на транзисторах.
Переговорные устройства в любой точке схемы при-
соединяют с помощью специальных зажимов. Телефон-
ная связь имеет ограниченное количество каналов связи,
а для ее сооружения требуется значительное количество
проводниковых материалов.
1 ис. 32. Средства связи, применяемые при электромонтажных ра-
ботах.
а — телефон; б — переговорное устройство; & — носимая радиостанция.
Радиосвязь. Для связи управления с производствен-
ной базой, участками и передвижными мастерскими при-
меняют стационарные или мобильные радиостанции.
Кроме того, для организации двухсторонней технологи-
ческой связи непосредственно на рабочих местах внутри
звена или бригады применяют носимые радиостанции
(рис. 32,е). Диапазон частот, применяемых в строитель-
|стве радиостанций, 33—46 МГц.
В качестве стационарных используются радиостан-
ции, имеющие радиус действия до 40—50 км, например
вадиостанция «Гранит» (в стационарном исполнении).
Радиостанции предназначены для организации двухсто-
ронней технологической связи с однотипными носимыми,
I мобильными и стационарными радиостанциями и реко-
мендуются для установки в диспетчерских пунктах
управления (участка). Мобильные (подвижные) радио-
79
станции устанавливают на передвижных мастерских
Они используются для двухсторонней технологически))
связи между этими мастерскими и участком (управ.1О.
нием). В качестве таких радиостанций применяют «Гра.
нит» (в мобильном исполнении), «Чиж» й т. д.
С помощью носимых радиостанций устанавливают
связь в радиусе до 4 км с однотипными, носимыми 11()
трассе работ, а также с мобильными радиостанциями
Конструктивно радиостанции состоят из блока приему
передатчика, антенны, батареи питания, манипулятора
и сумки для переноски радиостанции. В качестве носи-
мых применяют радиостанции «Стройка», «Кактус»
«Чиж», «Ласточка» и т. д. Масса таких радиостанций 1
0,7—3,8 кг. I
УНИФИКАЦИЯ ОБОРУДОВАНИЯ РАБОЧИХ МЕСТ
В настоящее время ВНИИПЭМ проводит большую
работу в области унификации оборудования рабочих
мест. Типовые рабочие места разрабатывают для брига-
ды или для одного электромонтажника.
Рабочие места для бригад создают в виде контейнер-
ных помещений — «модулей». Все помещения унифици-
руют по габаритам, в них максимально применяют стан-
дартизированные изделия. Например, для подготовки и
проведения электромонтажных работ на промышленных
объектах разрабатывается рабочее место электромон-
тажников по силовым и осветительным сетям, электро-
оборудованию и освещению. Подготовительные работы,
выполненные бригадой на этом рабочем месте, позволя-
ют успешно монтировать закрытые и открытые шино-
проводы, силовое электрооборудование и освещение
взрывоопасных зон; выполнять в монтажной зоне раз-
метку, прокладку проводов и кабелей всех марок; уста-
навливать распределительные щиты, станции управле-
ния, шкафы, светильники, сигнальные приборы и аппа-
раты.
«Модуль» рабочего места представляет
собой инвентарное помещение контейнерного типа раз-
мером 3000 X 2100 X 2250 мм и массой 2300 кг. В «моду-
ле» размещают набор механизмов, приспособлений и
инструментов, а также оборудование для выполнения
слесарных работ. Внутри «модуля» устанавливают стел-
лаж для хранения механизмов, приспособлений и круп-
ногабаритных инструментов. Над стеллажом устанав-
80
ливают полки для хранения метизов и мелкого инстру-
мента, а также технической документации. Аналогично
комплектуют стол-верстак с электросверлилыюй и элек-
грошлифовальной машинами. Внутри стола размещают
отсеки для хранения электрифицированного и слесарно-
го инструмента. «Модуль» укомплектован инвентарем и
и защитными средствами по технике безопасности: ди-
электрическими перчатками, ковриками, галошами;
защитными касками; очками и изолирующей штангой;
медицинской аптечкой, полным комплектом плакатов,
предусмотренных правилами техники безопасности при
проведении электромонтажных работ.
Все узлы «модуля» учитывают антропометрические
данные работающих1, а внутренняя отделка и внешний
вид — требования промышленной эстетики. Рабочие мес-
та бригады электромонтажников обычно рассчитаны на
6—12 чел. Такие «модули» разработаны для монтажа
силовых и осветительных сетей, распределительных
устройств, пусконаладочных работ и т. д.
Унификация конструкции контейнерных помещений —
«модулей» позволяет собирать из них стационарные про-
изводственно-бытовые комплексы или передвижные
мастерские, устанавливая «модули» на прицепы или
| автомобили.
Рабочее место для одного электромонтажника. Такие
рабочие места разработаны для электромонтажника или
^сварщика, выполняющего сварку электроконструкций
различной сложности. Технологический комплект обору-
дования рабочего места позволяет выполнять ручную
влектродуговую сварку во всех пространственных поло-
жжениях сварочного шва. В комплект оборудования, уста-
навливаемый в металлическом шкафу, входят сварочный
трансформатор, устройство для автоматического сниже-
ния напряжения холостого хода сварочного трансформа-
тора и барабан для сварочного кабеля. Шкаф устанав-
ливается на салазках, на его фасаде предусматривается
отверстие для вывода сварочного кабеля, позволяющее
производить сварку электроконструкций при закрытых
дверях шкафа.
Описание рабочих мест для электромонтажников
других специальностей (например, электромонтажника
по монтажу кабельных сетей) приведено выше.
1 Антропометрия — система измерений человеческого тела и его
частей.
6—801
81
Нормализация рабочих мест — установление едины*
норм и требований дает возможность с помощью элек-
тронно-вычислительных машин определять оптимальное
количество этих мест по видам работ, участкам, объек-
там и т. д. При этом все полученные данные использу-
ются для составления соответствующих разделов про-
ектов производства работ.
6 ЭКОНОМИКА ЭЛЕКТРОМОНТАЖНОГО ПРОИЗВОДСТВА
Сокращение сроков строительства при постоянном
увеличении объемов и сложности работ — главное усло-
вие повышения эффективности капиталовложений. До
тех пор, пока строящиеся объекты не введены в строй,
вложенные в них средства временно омертвлены. Чем
быстрее они оживут, тем эффективнее будет отдача ка-
питальных вложений. Экономика диктует выполнение
этой основной задачи с наименьшими затратами.
Показатели плана. Электромонтажным организациям,
переведенным на новую систему планирования и эконо-
мического стимулирования, вышестоящими организация-
ми утверждаются следующие показатели плана:
по электромонтажному производству:
1) ввод в действие производственных мощностей и
объектов строительства в соответствии с утвержденными
проектами и титульными списками строек; 2) объемы
электромонтажных работ по объектам или этапам работ,
заканчиваемым в планируемом году и подлежащим сда-
че заказчику по их сметной стоимости;
по труду: общий фонд заработной платы (годо-
вой) ;
по финансам: прибыль, платежи в бюджет и
ассигнования из бюджета;
по собственному капитальному строи-
тельству: ввод в действие производственных мощ-
ностей, объектов и основных фондов за счет централи-
зованных капитальных вложений, в том числе объем
строительно-монтажных работ;
по внедрению новой техники: задания,
связанные с развитием и совершенствованием строитель-
ного производства;
по материально-техническому снабже-
82
fl и го: объем поставок материалов, машин, механизмов
и других материально-технических ресурсов.
Остальные показатели плана утверждению вышестоя-
щими организациями не подлежат, а разрабатываются
самими электромонтажными организациями и исполь-
зуются плановыми органами и министерствами (ведом-
ствами) как расчетные при составлении своих планов.
Оплата труда электромонтажников является одним
из важнейших рычагов экономической политики.
В качестве материального стимула труда применяют
две формы оплаты: сдельную и повременную. Каждая
имеет разновидности (системы). Например, повременная
[оплата труда может быть прямой и повременно-пре-
миальной. а сдельная — прямой сдельной, аккордной и
сдельно-премиальной. Аккордной называется оплата тру
да, при которой заранее устанавливается сумма зара-
ботной платы на весь конечный результат работы. При-
менение той или иной формы и системы оплаты труда
определяется конкретными условиями монтажа.
Тарифные ставки для электромонтажников, выпол-
няющих работу с прямой повременной оплатой труда,
1 установлены в следующих размерах: электромонтажнику
2-го разряда за работу, выполненную в течение часа,
выплачивается 49,3 коп.; 3-го разряда — 55,5 коп.; 4-го
разряда — 62,5 коп.; 5-го разряда — 70,2 коп. и 6-го
разряда — 79,0 коп.
При повременно-премиальной системе, качественном
выполнении работ в срок дополнительно к оплате по
тарифной ставке выплачивают премию в размере 25%,
а при досрочном окончании работ — до 40%. Так, на-
пример, оплачивается работа электромонтажников, не-
посредственно занятых выполнением сварочных и пуско-
наладочных работ, комплексным опробованием смонти-
рованных линий и оборудования и др.
Сдельно-премиальную систему с премированием за
выполнение аккордного задания к установленному сро-
I ку или досрочно при сокращении нормативного времени
применяют в механизированных бригадах. При этом ра-
боты должны быть выполнены в полном соответствии
с проектной документацией, строительными нормами и
правилами.
Премии в целях поощрения высокого качества работ
при выполнении аккордного задания в срок или досроч-
но установлены в размерах: за каждый процент сокра-
6*
83
щения нормативного времени при оценке качества вы.
полненных работ на «отлично» — до 3% сдельного зара-
ботка по аккордному наряду; при оценке «хорошо»--,
до 2% и при оценке «удовлетворительно» — 0,5%. Об-
щая сумма премий, выплачиваемая одному электромон-
тажнику, не превышает 40% его месячного сдельного
заработка.
Нормативное время, необходимое для выполнения
аккордного задания, а также сумму заработной платы
определяют по калькуляциям. Такие калькуляции со-
ставляют по сборникам «Единых норм и расценок на
строительные, монтажные и ремонтно-строительные ра-
боты» (ЕНиР) (см. § 2). Расценки в сборниках ЕНиР
подсчитывают по часовым тарифным ставкам, установ-
ленным при 7-часовом рабочем дне.
Общую сумму заработной платы распределяют между
отдельными членами бригады или звена пропорциональ-
но количеству отработанного каждым электромонтаж-
ником времени и тарифному коэффициенту. Заработную
плату по тарифным коэффициентам распределяют сле-
дующим образом: отработанное каждым электромонтаж-
ником время приводится к первому разряду (путем
умножения количества отработанного каждым рабочим
времени на тарифный коэффициент, соответствующий
его разряду). Определяют отработанное всей бригадой
время, приведенное к первому разряду. Делением об-
щей суммы заработной платы бригады на все время,
приведенное к первому разряду, получают сумму зара-
ботка, приходящуюся на единицу времени, также приве-
денную к первому разряду. Умножением суммы, прихо-
дящейся на единицу времени, на количество отработан-
ных каждым электромонтажником часов получают
размер заработной платы.
Пример. Бригада электромонтажников, состоящая из 6 чел., вы-
полняющая прокладку кабелей в каналах, заработала 749 руб.
43 коп.; при этом отработанное время между членами бригады со-
ставило, чел-ч:
Электромонтажник 6-го разряда.......................176
Электромонтажник 5-го разряда.......................176
Электромонтажник 4-го разряда.......................168
Электромонтажник 3-го разряда.......................160
Электромонтажник 3-го разряда.......................176
Элею ромонтажнпк 2-го разряда.......................120
Итого ... 976 чел-ч
84
Приведенное к первому разряду отработанное время равно,
чел-ч:
Б-й разряд......................................
5-й разряд......................................
4-й разряд......................................
3-й разряд......................................
3-й разряд .....................................
2-й разряд .....................................
176X1,804=317,6
176X1,603=282,4
168X1,427=240,0
160X1,267=202,4
176X1,267=223,2
120X1,126=135,2
Итого ... 1400,8 чел-ч
Заработок на 1 чел-ч, приведенный к первому разряду, опреде-
ляется в сумме
749 руб. 43 коп.
Заработок каждого электромонтажника составит:
В-й разряд.................53,5 коп.Х317,6 = 169 руб. 92 коп.
Е-й разряд.................53,5 коп-Х282,4 = 151 руб. 08 коп.
М-й разряд.................53,5 коп.Х240,0= 128 руб. 40 коп.
3-й разряд.................53,5 коп.Х202,4= 108 руб. 29 коп.
й разряд.................53,5 коп.Х22,3,2 = 119 руб. 41 коп.
К-й разряд.................53,5 кок.Х135,2= 72 руб. 33 коп.
LH т о г о............................. 749 руб. 43 коп.
Нормами учтено время на организацию рабочих мест
н переходы исполнителей в процессе выполнения работ,
в также перемещение материалов и оборудования к мес-
(у производства работ в пределах рабочей зоны на рас-
тояние до 50 м. В этих нормах учитывается все время,
Затрачиваемое электромонтажниками на подготовитель-
о заключительные операции, в том числе на подготовку
эабочего места и приведение его в порядок в конце
|мены, подноску к месту работы инструментов, приспо-
соблений и материалов, переходы в пределах одного
бъекта, а также получение заданий и сдачу выполнен-
ных работ. Нормами также учтено время, необходимое
Иля периодического отдыха электромонтажников в те-
чение смены.
Если работы выполняют в условиях, снижающих
производительность труда, к нормам времени и расцен-
кам применяют коэффициенты, приведенные в ЕНиР
«Общая часть» (§ 14):
а) в эксплуатируемых зданиях всех назначений в дей-
ствующих цехах и на производственных площадках
(открытых и полуоткрытых) в связи с наличием в зоне
производства работ действующего технологического обо-
рудования (станков, кранов, разгрузочных ковшей и
т. п.), или загромождающих помещения предметов (ла-
бораторное оборудование, мебель и т. п.), или движения
85
транспорта по внутрицеховым и внутризаводским Пу.
тям — коэффициент 1,1, а при особой стесненности ра.
бочих мест — коэффициент 1,15;
б) при производстве работ в зимние месяцы в тец.
ляках — коэффициент 1,1;
в) при выполнении работ вблизи объектов, находя-
щихся под высоким напряжением, что связано с ограни,
чением действий рабочего, — коэффициент 1,2;
г) при температуре воздуха на рабочем месте более
40°С в помещениях — коэффициент 1,25;
д) при производстве работ в закрытых сооружениях
(помещениях), находящихся на глубине ниже 3 м щ
поверхности земли, — коэффициент 1,1;
е) при работе в действующих цехах предприятий
с вредными условиями труда, в которых рабочим данно-
го предприятия установлен сокращенный рабочий день,
а рабочие-строители имеют рабочий день нормальной
продолжительности — коэффициент 1,25.
Во всех случаях при работах в условиях, снижающих
производительность труда, может быть применен только
один из коэффициентов, перечисленных в пп. «а» — «е».
Если параграфом ЕНиР предусмотрено применение
коэффициентов, учитывающих техническую сложность
выполняемых работ, и эти работы производятся в усло-
виях, снижающих одновременно производительность
труда, то окончательная норма времени и расценка
исчисляются путем умножения нормы времени и расцен-
ки на произведение всех поправочных коэффициентов,
предусмотренных параграфом ЕНиР, и одного поправоч-
ного коэффициента из предусмотренных пп. «а» — «с».
Пример. Необходимо определить нормы времени и расценки на
монтаж блока щитов станций управления, устанавливаемого на ме-
таллической конструкции (раме). Крепление блока на конструкции
осуществляют сваркой. Монтаж блока массой 1,5 т выполняют с по-
мощью кран-балки в действующем цеху (в зоне работы станков и
движения внутрицехового транспорта).
Согласно технической части сборника 23-7 ЕНиР при установке
блока массой более 0,25 т кран-балкой применяют коэффициент
К1=1,5, а при работе в действующем цехе (общая часть ЕНиР,
§ 14) —коэффициент К2=1,1-
По ЕНиР 23-7-3 (табл. А-1, пп. 1,6 и 2,6) на один блок уста-
новлены нормы времени Н.ер—5,5 ч и расценка Pacq=3,33 руб.
Определяем общий поправочный коэффициент K=KiXK2==
= 1,5X1,1 = 1,65.
Для нашего примера:
/7.ер=5,5x1,65=9,1 ч;
Расц^З,33X1,65=5,53 руб.
86
Соответствие условии производства работ, предусмот-
ренных ни. «а» — «е», величине поправочных коэффи-
циентов, указанных в технических частях сборников
ЕНиР, в каждом отдельном случае устанавливают ак-
том, утверждаемым руководителем монтажного управле-
ния по согласованию с комитетом профсоюза.
Хозяйственный расчет (хозрасчет) вводится для со-
кращения сроков монтажа электрических установок,
повышения производительности труда, экономного рас-
ходования материально-технических ресурсов, улучше-
,ция качества и снижения себестоимости электромон-
тажных работ. Такой расчет внедряют хозрасчетные
бригады, работающие методом бригадного подряда.
Бригадный подряд впервые был применен в 1970 г.
Героем Социалистического Труда, лауреатом Государ-
;твенной премии СССР, бригадиром Н. А. Злобиным
(управление Зеленоградстрой Главмосстроя). Объем
строительно-монтажных работ, выполняемых бригадным
подрядом, в электромонтажном производстве превысил
в 10-й пятилетке 50%, а в целом по строительству про-
мышленных объектов — 30%, жилых и культурно-быто-
вых объектов — 80%.
Хозрасчет создает прежде всего атмосферу высокой
этветственности не только за результаты личного труда,
но и за общий трудовой вклад бригады и успешное вы-
полнение принятых обязательств. При этом каждый
электромонтажник чувствует себя подлинным хозяином,
имеющим большие права и вместе с тем большие обя-
занности. Бригадный подряд особенно успешно применя-
ется при монтаже электроустановок типовых жилых
домов, для промышленных объектов, на которых осуще-
ствляется комплектная доставка материалов, конструк-
ций и изделий мастерских. Переводу бригады на хозрас-
чет предшествуют инженерная подготовка производ-
ства работ; разработка планово-расчетных цен на мате-
риалы; календарных графиков загрузки бригады; графи-
ков производства работ и доставки на объект комплек-
тов материалов, конструкций и изделий мастерских; пла-
новых показателей работы бригады.
Монтажное управление заключает с каждой брига-
дой договор на выполнение работ по объекту, этапу или
комплексу. По этому договору бригада обязуется вы-
полнять работы в установленные сроки, в соответствии
с технической документацией, строительными нормами
87
й правилами в пределах норм расхода материальны^
ресурсов, заработной платы. По договору бригада
обязана соблюдать правила хранения и рационально
расходовать материалы, конструкции и изделия мастер,
ских, применяемые для производства работ на объекТе
а также правила охраны труда и техники безопасности’
Монтажное управление обязуется своевре’
менно обеспечить монтаж объекта технической докумец,
тацией, строительными машинами, механизмами, мате-
риалами, конструкциями и изделиями мастерских, необ-
ходимыми бригаде для выполнения работ по договору;
внедрять научную организацию труда и прогрессивную
технологию работ, обеспечивающую систематический
рост производительности труда; создать условия, обеспе-
чивающие сохранность материалов, конструкций я ин-
струментов, выдаваемых бригаде; осуществлять инженер-
но-техническое руководство монтажом, а также вы-
полнить мероприятия по охране труда и технике
безопасности. В соответствии с договором бригаде выда-
ются ведомость основных плановых показателей ее ра-
боты, лимитно-заборная карта на материалы, конструк-
ции и изделия мастерских; калькуляция затрат труда
и заработной платы на весь объем работ по объекту.
Оплата труда рабочих производится по сдельно-пре-
миальной системе. Аккордный наряд бригаде оформля-
ют ежемесячно на основании прилагаемой к договору
калькуляции по фактически выполняемому объему ра-
бот, но без начисления премия. Полный расчет по зара-
ботной плате (с учетом премии) производится после
приемки порученных бригаде работ.
При продолжительности работ больше 3 мес премия
может выплачиваться в виде аванса в размере до 0,5%
месячного сдельного заработка за каждый процент со-
кращения нормативного времени при условии соблюде-
ния графика производства работ. Подрядная бригада
премируется за сокращение нормативного времени по
аккордному заданию, ввод в действие объектов в срок
и досрочно; сохранность материалов, конструкций, изде-
лий заводов и мастерских, а также за достигнутую эко-
номию расчетной стоимости электромонтажных работ.
Размер премии за экономию расчетной стоимости
устанавливается в зависимости от качества выполняе-
мых работ — при оценке «отлично» — до 40%, хорошо —
до 30% и удовлетворительно — до 10% экономии.
88
Из общей суммы премии не менее 80% направляется
премирование рабочих бригад и до 20% на премиро-
(ие инженерно-технических работников и служащих,
ивно способствующих внедрению бригадного под-
Метод бригадного подряда является одной из наибо-
: прогрессивных форм организации труда и безусловно
1учит дальнейшее развитие в 11-й пятилетке.
ИНЖЕНЕРНАЯ СЛУЖБА
ЭЛЕКТРОМОНТАЖНОГО ПРОИЗВОДСТВА
I § 1 даны убедительные примеры, иллюстрирующие
ажную роль электромонтажников в современном строи-
ельстве и дающие представление о значении, слож-
остп, больших объемах электромонтажных работ, о не-
(бходимости выполнять их быстро и экономично. В сле-
(ующих параграфах описаны современное электрообо-
удование, электроконструкции и электромонтажные
|зделия (§ 3), механизмы, приспособления я инструмен-
ы, применяемые при электромонтажных работах, а так-
ке индустриальные методы монтажа (§ 4). А так как
«временное электромонтажное производство решает
омплекс сложных и ответственных вопросов, оно тре-
ует как четкой организации, так и инженер-
Iой подготовки и контроля.
В настоящее время электромонтажное производство
гемыслямо без инженерной службы. Ее основные задачи
удут четко сформулированы и объяснены ниже. Пока
ке подчеркнем, что их решение направлено на совер-
ценствование электромонтажных работ, что дает воз-
можность за счет лучшей подготовки, организации,
тндустриализации работ увеличить количество продук-
1ии, создаваемой за определенный период времени, эф-
)ективнее использовать каждую минуту рабочего вре-
мени. А это очень важно, так как за минуту вырабаты-
вается более 2 млн. кВт-ч электроэнергии, выполняются
электромонтажные работы стоимостью 6000 руб., произ-
водится более 200 000 соединений в электрических схе-
мах и др.
Основные задачи инженерной службы сводятся к сле-
89
1J Управление и руководство электромонтажным про-
изводством на всех уровнях.
2) Координация работы с различными организация-
ми при подрядном способе ведения электромонтажных
работ.
3) Совершенствование перспективной и текущей под-
готовки электромонтажного производства.
4) Разработка и внедрение мероприятий по техниче-
скому прогрессу и рациональной организации электро-
монтажного производства, обеспечивающих своевремен-
ное выполнение планов работ и ввода законченных
монтажом объектов в эксплуатацию, повышение произ-
водительности труда (см. § 5), улучшение качества (см.
§ 8), снижение материалоемкости и стоимости электро-
монтажных работ.
5) Осуществление работ индустриальными методами,
т. е. с максимальным применением объемных, комплект-
ных и крупноблочных электротехнических устройств за-
водского изготовления или укрупненной сборки мон-
тажных узлов и блоков в МЭЗ (см. § 4).
6) Повышение уровня комплектации оборудования,
изделий, материалов и централизованная доставка их
в контейнерах к месту монтажа.
7) Внедрение прогрессивных систем управления элек-
тромонтажным производством: системы сетевого плани-
рования, диспетчеризации, автоматизированной системы
управления.
8) Разработка и контроль за проведением мероприя-
тий по охране труда и противопожарной технике в соот-
ветствии с действующим законодательством, строитель-
ными нормами и правилами и другими нормативными
документами.
УПРАВЛЕНИЕ ЭЛЕКТРОМОНТАЖНЫМ ПРОИЗВОДСТВОМ
Управление электромонтажным производством осуще-
ствляется на всех уровнях, т. е. от министерства до
рабочего места электромонтажника.
Рассмотрим для примера структуру управления элек-
тромонтажным производством в Министерстве монтаж-
ных и специальных строительных работ СССР (Мин-
монтажспецстрое СССР), выполняющем наибольший
объем электромонтажных работ (рис. 33). Аналогичную
структуру имеют и другие крупные министерства, наппп-
мер Министерство энергетики и электрификации ССС ’
рп
Рис. 33. Структура управления электромонтажным производством в Министерстве монтажных и специальных
строительных работ СССР (Минмонтажспецстрое СССР).
Сплошные линии — административное управление; штрнхпунктириые линии— техническое руководство.
(Минэнерго СССР)1, осуществляющее электромонтаж-
ные работы в энергетических системах: на электростан-
циях, гидростанциях, линиях электропередачи и т. д.
В составе Минмонтажспецстроя СССР, выполняю-
щего монтажные и специальные строительные работы на
объектах промышленного и гражданского строительства,
имеются главные управления (главки), осуществляющие
руководство сооружением объектов по различным отра :-
лям промышленности и по отдельным видам работ, на-
пример Главэлектромонтаж, Главмонтажавтоматика,
Главметаллургмонтаж, Главхиммонтаж, Главсантехмон-
таж и др., а также ряд объединений, функциональных
управлений и отделов, например Управление капиталь-
ного Строительства, Финансовое управление, Юридиче-
ский отдел с Арбитражем и т. д.
Главэлектромонтаж — Главное управление по проек-
тированию и производству электромонтажных работ —
в своем составе имеет научно-исследовательский инсти-
тут, электротехнические проектные институты, электро-
монтажные тресты, расположенные во всех экономиче-
ских районах СССР, тресты Электромонтажконструкция
и Электромонтажкомплект. Кроме того, в составе Мин-
монтажспецстроя СССР имеются электромонтажные
организации, проектные институты и заводы электрокон-
струкций, входящие в состав республиканских мини-
стерств и управлений, такие как Главэлектромонтаж
Украинской ССР, тресты Казэлектромонтаж, Белэлек-
тромонтаж, а также тресты Азпромэлектромонтаж, Груз-
электромонтаж и Армэлектромонтаж.
Приведем краткие сведения о перечисленных выше
подразделениях, их особенностях и функциях.
Всесоюзный государственный проектный и научно-
исследовательский институт ВНИЙПроектэлектромон-
таж (ВНИИПЭМ) выполняет проектные и научно-иссле-
довательские работы по технологии и механизации про-
изводства электромонтажных работ, организации и эко-
номике электромонтажного производства, совершенство-
ванию производства наладочных работ и промышленной
электроэнергетике —• изучению опыта эксплуатации элек-
1 Структура управления электромонтажным производством
в Минэнерго СССР изложена в «Справочнике по организации и ме-
ханизации электромонтажных работ на электростанциях и подстан-
циях». Под ред. Н. А. Иванова и др. Изд. 2-е. М.: Энергия, 1979.—
304 с.
92
гроустановок промышленных предприятий. В состав ин-
ститута включены периферийные отделения в районах
крупного строительства и Московский опытный завод
электромонтажной техники (МОЗЭТ).
Всесоюзный ордена Трудового Красного Знамени
научно-исследовательский и проектный институт ио ком-
плексной электрификации промышленных объектов Тяж-
промэлектропроект имени Ф. Б. Якубовского (ВНИПИ
ТПЭП), Государственный проектный институт Электро-
проект (ГПИ ЭИ), а также украинские институты
/кртяжпромэлектропроект и Элекгротяжхимпроект раз-
эабатывают технические и рабочие проекты электриче-
:кой части строящихся предприятий по заданиям проект-
ных институтов промышленных министерств. Головным
институтом в СССР по проектированию электроснабже-
ния, электрооборудования промышленных предприятий
является ВНИПИ ТПЭП.
Для каждого объекта проектными организациями
^зарабатывается проектно-сметная документация, в со-
ответствии с которой выполняются и финансируются
работы по строительству предприятий, зданий и соору-
жений; монтажу технологического оборудования, элек-
трических установок, автоматики, связи и др.
Содержание, состав, порядок разработки согласова-
ли и утверждения проектов и смет, по которым осу-
ществляется строительство предприятий, зданий и соору-
жений, устанавливаются инструктивными материалами,
утвержденными Государственным комитетом Совета Ми-
нистров СССР по делам строительства.
Как правило, для строительства предприятий, зданий
и сооружений проектные организации разрабатывают
гехнорабочие проекты. В состав технорабочего проекта
входят общая пояснительная записка, технико-экономи-
ческая часть, генеральный план, технология производст-
ва, электроснабжение и оборудование, тепловые сети,
организация труда и системы управления предприятием,
связь и сигнализация, строительная часть, организация
подготовки к освоению проектных мощностей, сметная
часть и другие материалы.
Электротехническую часть проекта выполняют спе-
циализированные организации, их отделения и электро-
технические отделы технологических институтов. Элек-
тротехническая часть проекта содержит общие указания
(перечень исходных данных, расчеты токов короткого
93
замыкания, ведомости примененных типовых проектов)-
рабочие чертежи; техническую документацию на изготов-
ление нестандартных устройств, оборудование; задацИе
на изготовление изделий МЭЗ, ведомость объемов элек-
тромонтажных и строительных работ, заказные специфц.
кации и перечни оборудования, сметы и т. п.
Проектные организации обязаны предусматривать
в проектах новейшее высокопроизводительное оборуд0,
ванне, установки; прогрессивные технологические про-
цессы, в соответствующих случаях оснащенные автома-
тизированными системами управления (АСУ ТП); науч-
ную организацию труда; комплексную механизацию
основного производства и вспомогательных операций;
экономное расходование сырья и материалов, рациональ-
ные схемы транспортных потоков и комплексную меха-
низацию погрузочно-разгрузочных работ, широкое ис-
пользование типовых и повторно применяемых эконо-
мичных индивидуальных проектов, типовых конструкций
высокой заводской готовности, укрупнение монтажных
элементов и т. п.
Проектно-сметную документацию для автоматизации
технологических процессов выполняет, как правило, про-
ектный институт ГПИ Проектмонтажавтоматика, вхо-
дящий в состав Главмонтажавтоматики Минмонтажспец-
строя СССР.
Естественно, что все части проекта независимо от
исполнителей взаимно увязаны. Обеспечение этой связи
является одной из важных задач инженерной службы.
Электромонтажный трест имеет управления по вы-
полнению электромонтажных работ (МУ), управление по
производству наладочных работ (ПНУ), управление про-
изводственно-технологической комплектации (УПТК),
управление механизации, электротехническую лаборато-
рию, лабораторию экономического анализа, жилищно-
эксплуатационную контору и учебный пункт. Структура
электромонтажного треста показана на рис. 34.
Электромонтажный трест, выполняющий работы на
40—50 млн. руб. в год, обычно ведет монтажные работы
примерно на 2500—3500 объектах строительства, а мон-
тажное управление — на 300—400 объектах. Из этого
числа примерно 45—50% составляют объекты стои-
мостью работ до 20 тыс. руб., которые принято назы-
вать мелкими объектами. К мелким объектам (по стои-
мости работ) относятся и жилые дома. В некоторых
94
Зиекп1рсттажт1е управления
Рис. 34. Структура электромонтажного треста.
Сплошные линии — административное управление; штрихпупктир-
ные линии — техническое руководство; штриховые линии — опера-
тивное взаимодействие между управлениями.
Тресты и их подразделения выполняют электромон-
тажные и наладочные работы на объектах строительства,
осуществляемого главными территориальными управле-
ниями отраслевых строительных министерств (Минтяж-
трой СССР, Минпромстрой СССР, Минстрой СССР,
Минсельстрой СССР).
1 Титульным списком называется перечень строек-, включаемых
в план капитальных вложений. В нем указываются наименование и
местонахождение стройки, сроки строительства, проектная мощность
и сметная стоимость, объем капитальных вложений (в том числе
строительно-монтажных работ), размер ввода в действие производст-
шых мощностей и основных фондов на весь период строительства
с разбивкой по годам.
95
Электромонтажное (монтажное) управление — хоз-
расчетная организация на самостоятельном балансе
имеет в своем составе монтажные участки, организуем ыё
для непосредственного выполнения работ на объектах
строительства; участок инженерной подготовки произ-
водства; мастерские электромонтажных заготовок; уча-
сток комплектации, складирования и транспорта; экспе-
Участок
инженерией подготовки
произВовстВа
Электромонтажное
управление
Мастерская
электромонтажных
заготовок
Участок
комплектации,транспорта
и складирования
Электромонтажные
участки
1,2,3,4...
-у Диспетчерская группа.-
Экспериментально -
технологическая
группа.
бухгалтерия, плановый,
производственно-техни-
ческий.,сметно-догсворнь...
и другие отделы
Участок механизации
Рис. 35. Структура электромонтажного управления.
Сплошные линии — административное управление; штриховые ли-
нии — оперативное управление.
риментально-технологическую группу (участок комплек-
тации, складирования и транспорта в некоторых трестах
подчинен непосредственно УПТК). Электромонтажные
(монтажные) участки работают по системе подотчета и
находятся на балансе управления, обслуживают строи-
тельный трест или группу строительных управлений
треста генерального подрядчика (см. ниже). Одновре-
менно создаются специализированные участки по раз-
личным видам работ: монтажу линий электропередачи,
кабельных сетей и т. д.
Экспериментально-технологическая группа занима-
ется разработкой и внедрением новой техники, техноло-
гии и предложений рационализаторов и изобретателей-
Структура электромонтажного управления показана
на рис. 35,
96
рГАНИЗЛЦИОННЫГ ФОРМЫ ПРОИЗВОДСТВА
&БОТ
Электромонтажные работы, как и другие стронтель-
о-монтажные работы, ведутся двумя способами: под-
ядным и хозяйственным.
При подрядном способе ведения работ строительство
ыполняется с помощью постоянных строительно-мон-
ажных организаций по заказу дирекции предприятия
заказчика). Если дирекция предприятия (заказчик)
ыполняет строительство собственными силами, то такой
пособ получил название хозяйственного.
Основная подрядная общестроительная организация
азывается генеральным подрядчиком, или
внподрядчиком. Она возглавляет строительство всего
бъекта и на основании договора с заказчиком несет от-
етственность перед ним за своевременное и доброка-
ественное выполнение всех строительных и монтажных
абот по объекту или комплексу строительства незави-
имо от того, выполнены они собственными силами или
привлечением других организаций.
! Для выполнения отдельных видов специальных
гроительных и монтажных работ (в том числе и элект-
i монтажных) генподрядчик привлекает специализиро-
внные подрядные организации, которые называют
у б под ря д н ы м и , или субподрядчиками.
J Генподрядчик заключает с заказчиком генеральный
одрядный договор, который действует в течение всего
ериода строительства, и на его основе—годовые под-
ядные договоры, а также годовые подрядные договоры
1: субподрядными организациями, называемые субпод-
ядными договорами. В договорах определяются права
: обязанности тех и других сторон и их взаимоотноше-
1ИЯ.
Имеет место и другой вид подрядных договоров
строительстве — так называемые прямые договоры, ко-
орые заключаются между заказчиком, ведущим строи-
тельство хозяйственным способом, и подрядными орга-
низациями.
Основной способ выполнения электромонтажных ра-
бот— подрядный. По прямым договорам выполняется
незначительный объем работ, главным образом при ре-
конструкции действующих объектов или при их капи-
тальном ремонте. В 1978 г. из общего объема строитель-
7—801 97
но-монтажных работ (68,0 млрд, руб.) 60,1 млрд, pyg
выполнены подрядным, а 7,9 млрд. руб. — хозяйственны^
способом.
ПОДГОТОВКА И ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
Повышение производительности труда в 10-й пятилет-
ке планировалось ежегодно 6—8%, причем половина
прироста производительности труда, а именно 3—4 ;0
достигнута за счет совершенствования подготовки и орга-
низации производства. Поэтому до 30% инженерно-тех-
нических работников (ИТР) в электромонтажных орга-
низациях занято именно в сфере подготовки производст-
ва. Остальные ИТР организуют и руководят работами
непосредственно на монтаже объектов, для которых раз-
работаны проекты производства работ (ППР).
Современная подготовка производства — это такая
предварительная подготовка объекта к монтажу, которая
дает возможность выполнять технологические процессы
рабочим персоналом в основном под руководством бри-
гадиров. Инженерно-технический персонал консультиру-
ет выполнение только наиболее ответственных опера-
ций.
Подготовка производства обеспечивает одно из основ-
ных направлений прогрессивной технической политики
в области развития электромонтажных работ — центра-
лизованную заготовку и комплектную доставку в контей-
нерах всех материальных ресурсов для монтажа объек-
тов.
Основные этапы подготовки производства состоят
в следующем:
1) участие в рабочем проектировании; приемка и об-
работка проектной документации;
2) разработка ППР, эскизов крупных блоков основ-
ных узлов, если они не разработаны в проекте;
3) комплектация электрооборудования, электроконст-
рукций, электромонтажных изделий и материалов, вклю-
чая их изготовление в мастерских;
4) подготовка строительной части объекта к мон-
тажу;
5) централизованная комплектная доставка оборуД0"
вания и изделий на объекты монтажа.
Подготовка электромонтажных работ осуществляется
в два этапа: 1) подготовка объектов, монтаж которых
98
щет выполняться в последующие годы (перспектив-
ая); 2) текущая подготовка объектов, монтируемых
[текущем году.
При перспективной подготовке определя-
йся списки объектов и объемы работ, включаемых
[аказчиком и генеральным подрядчиком на последую-
ще годы в титульные списки. Устанавливаются контак-
ы с организациями, проектирующими электрическую
десть проекта. Совместно с этими организациями про-
j зводится рассмотрение основных технических решений
проекта и согласовываются все изменения, направлен-
ие на производство электромонтажных работ индуст-
иальными, прогрессивными методами.
В объем текущей подготовки входят обра-
ртка проектной документации в полном объеме по
бъектам, не охваченным перспективной подготовкой,
t также доработка, уточнение и корректировка проект-
ной документации объектов, по которым выполнялась
юрспектнвная подготовка. В этом случае для всех
бъектов текущего года разрабатываются документация
а изготовление узлов, блоков, заготовляемых в мастер-
рих; графики работ; способы монтажа сложных узлов,
*ыбор методов производства работ и состава бригад,
Ь частности определения доли участия специализирован*
пых и комплексных бригад (см. § 2); рассматриваются
опросы комплектации оборудования, электроконструк-
1ий, материалов и изделий с централизованной достав-
ой их на объекты монтажа в контейнерах.
Службы подготовки производства состоят из участка
1нженерной подготовки производства (УИПП); сметно-
Гоговорного отдела (СДО) или проектно-сметной груп-
пы; мастерских электромонтажных заготовок (МЭЗ)
и участка производственно-технологической комплекта-
ми (УКСТ), включая службы складирования и тран-
спорта.
। Перспективную и текущую подготовку производства
рсуществляет УИПП, поэтому в его состав включены две
группы: перспективной (ГППП) и текущей (ГТПП)
Подготовки производства. Для выполнения замеров эле-
ментов электрических проводок (кабельных, трубных,
тросовых, узлов ошиновки и т. д.) и составления эски-
зов для их заготовки в МЭЗ в составе ГТПП имеется
Бригада или звено замерщиков из четырех — восьми вы-
сококвалифицированных электромонтажников.
99
Сметно-договорный отдел подготовляет, оформляв
и заключает договора на производство работ с генпод
рядчиками и заказчиками, производит согласован^'
сметной документации, полученной от заказчика, раз
бивает ее на этапы и комплексы работ, осуществляет
контроль за расчетами, составляет калькуляции дЛя
МЭЗ и т. д.
Задачей МЭЗ является комплектная заготовка
монтажных узлов и блоков по объектам, этапам и ком-
плексам работ, т. е. выполнение части монтажных работ
вне объекта независимо от его строительной готовности.
Основой для создания МЭЗ (прежнее название — мастер,
ская монтажно-заготовительного участка) явились цент-
ральные мастерские монтажных управлений. Функции
МЭЗ шире функций мастерских, основной целью которых
являлось изготовление только отдельных электрокон-
струкций или изделий.
Изготовление мотажных узлов, блоков и изделий
МЭЗ осуществляет согласно заказам ГТПП.
Основными задачами УКСТ являются комплектация
объектов монтажа и МЭЗ материалами, электрокон-
струкциями, изделиями и оборудованием; ведение
складского и контейнерного хозяйства, транспортиров-
ка оборудования и материалов для комплектации
в МЭЗ, составление и передача заявок в автохозяйство
треста или управления на необходимое количество
транспортных средств.
Службы подготовки производства в монтажном уп-
равлении возглавляются главным инженером, а в тресте
заместителем главного инженера.
Подготовку наиболее сложных и уникальных объек-
тов (например, прокатные станы, доменные печи, ка-
бельные линии напряжением свыше 110 кВ и др.) элек-
тромонтажные организации осуществляют совместно
с ВНИИПЭМ.
ПРОЕКТ ПРОИЗВОДСТВА РАБОТ
Технической документацией, на основе которой про-
водятся организационная и инженерная подготовка про-
изводства и выполнение электромонтажных работ,
является проект производства работ (ППР), который
разрабатывается на основе рабочего проекта электри-
100
ческой части строящихся предприятий и основных по-
ложений по организации строительства объектов, приня-
тых проектом организации строительства. Проект про-
изводства работ разрабатывают для всех объектов. Кро-
ме случаев, указанных выше, ППР выполняет электро-
монтажная организация.
В зависимости от сложности объекта и его сметной
стоимости ППР могут быть полные (для объектов осо-
бой и средней сложности стоимостью свыше 100 тыс.
зуб.) и сокращенные (для несложных объектов сметной
стоимостью до 100 тыс. руб.). Сложность объектов оп-
ределяется в соответствии с инструкцией, утвержденной
Госстроем СССР в зависимости от числа зданий и со-
эружений, входящих в его состав, уровня унификации,
[ипизации и стандартизации проектных решений, не-
обходимости применения специальных вспомогательных
сооружений, устройств и установок, разнообразия техно-
погических процессов, числа подрядных и субподрядных
организаций, участвующих в строительстве.
Исходными материалами для разработки ППР явля-
ются: 1) проект организации строительства (ПОС) *;
2) задание на разработку ППР; 3) рабочие чертежи,
спецификации и сметная документация проектной орга-
низации, техническая документация на электрооборудо-
вание предприятий-изготовителей; 4) сведения о сроках
и порядке поставки в монтаж электрооборудования и ос-
новных материалов поставки заказчика и генподрядчика;
5) действующие нормативные документы — Строитель-
ные нормы и правила (СНиП), Правила устройства
электроустановок (ПУЭ), Строительные нормы (СН),
инструкции и указания по производству электромонтаж-
ных работ, технике безопасности и пожарной безопас-
ности; 6) выявленные в процессе перспективной подго-
товки производства замечания, принятые проектной
Организацией.
Проект производства электромонтажных работ со-
стоит из пяти частей.
Первая часть «Справочник» предназначена для
планирования и контроля за ходом работ и оперативного
управления. В состав справочника включены пояснитель-
ная записка, перечень проектно-сметной документации,
1 Проект организации строительства является частью техни-
ческого проекта и разрабатывается проектной организацией.
101
ведомость объемов электромонтажных работ, технико-
экономические показатели, ситуационный план объсц,
та с разбивкой на монтажные зоны, план-схема сооружу,
ний и подстанций, планы расположения электрооборудо-
вания, схема организационных связей проектных
и строительно-монтажных организаций, участвующих
в проектировании и строительстве объекта, а также гра-
фик производства электромонтажных работ по всему пус-
ковому комплексу1. Справочник в отличие от остальных
частей выполняет проектная организация, разрабаты-
вающая рабочие чертежи.
Вторая часть «Организация и технология про-
изводства электромонтажных работ на объекте» пред-
назначена линейным инженерно-техническим работни-
кам (ИТР) и монтажным бригадам. В объем этой части
включены перечень и замечания к проектно-сметной до-
кументации, перечень электротехнических помещений
и основных кабельных коммуникаций, сроки сдачи их
под монтаж, графики производства работ, рекомендации
по технологии работ и использованию средств их меха-
низации, ведомость механизмов, приспособлений, инстру-
ментов и приборов, указания по технике безопасности
и пожарной безопасности, а также перечень приемо-
сдаточной документации.
Третья часть «Материально-техническое снабже-
ние» рассчитана для служб производственно-технологи-
ческой комплектации и линейных ИТР. В состав части
включены лимитно-комплектовочные ведомости * 2 на обо-
рудование и материалы, поставляемые заказчиком и ген-
подрядчиком, а также изделия и материалы, поставляе-
мые электромонтажной организацией.
Четвертая часть «Задание мастерским элек-
тромонтажных заготовок», предназначенная для МЭЗ,
линейных ИТР и служб производственно-технологиче-
ской комплектации. Объем этой части содержит всдо-
* Пусковой комплекс — совокупность объектов основного произ-
водственного, вспомогательно-обслуживающего назначения, энергет J-
ческого, транспортного и складского хозяйства, связи, внутрипло-
щадочиых, инженерных коммуникаций и благоустройства, обеспе-
чивающих ввод в действие мощностей, предусмотренных проектом
или планом.
2 Лимитно-комплектовочная ведомость — документ, который
отражает нормативный и фактический расход материалов. По ведо-
мости определяют результаты работы хозрасчетных бригад.
102
мости изделий, заказы на их изготовление, сводку каль-
куляций затрат труда и заработной платы.
Пятая часть — заключительная «Калькуляции
трудовых затрат в монтажной зоне» предназначена для
работников организации труда и заработной платы,
а также бригад, выполняющих электромонтажные ра-
боты.
Кроме основных материалов, к ППР прикладывают:
протоколы технических совещаний по организации
строительно-монтажных работ со смежными организа-
циями [например, с организациями, выполняющими ра-
боты по монтажу стальных конструкций, технологическо-
го и подъемно-транспортного оборудования, контрольно-
измерительных приборов (КИП) и т. д.];
I протоколы технических совещаний с проектной орга-
низацией, определяющие внедрение передовых проект-
ных и индустриальных решений;
протоколы Технического совета треста или монтажно-
го управления, отражающие вопросы единой технической
'политики при производстве электромонтажных работ на
объекте.
I В состав сокращенного ППР не включаются такие
документы, как ситуационный план объекта, план-схема
сооружений и подстанций, расположения электрообо-
рудования, схема организационных связей, графики
(Производства работ, ведомость механизмов, приспособ-
лений, инструментов и приборов, а также перечень
|приемо-сдаточной документации.
КОМПЛЕКТАЦИЯ
Комплектация объектов выполняется строго по гра-
фику и в технологической последовательности. Необхо-
димыми условиями для развития комплектации и кон-
тейнеризации являются наличие механизированных
складов, оснащенных кранами-штабелерами или крана-
ми-комплектаторами; системы поиска материалов на
складах; средств доставки и погрузочно-разгрузочных
устройств (гидравлических самопогрузчиков, контейне-
ровозов и т. д.); развитого контейнерного хозяйства.
Кран-штабелер грузоподъемностью до 5,0 т передви-
гается по подкрановым путям, установленным на стел-
лажах или на строительных конструкциях склада. На
мосту крана передвигается грузовая каретка с переме-
103
щающимися вилами. Контейнеры, установленные в ячей,
ках стеллажей склада, захватываются вилами каретки
и перемещаются в вертикальном или (при движении
моста) в горизонтальном направлении. Управление кра-
ном-штабелером выполняется с пола при помощи кно-
почного поста, подвешенного к грузовой каретке. Рабо-
чий склада сопровождает кран-штабелер при его дви-
жении вдоль стеллажей, а также находится постоянно
вблизи контейнеров, перемещаемых вилами крана.
Кран-комплектатор состоит из трех основных узлов:
грузозахватного органа, кабины и опорной конструкции.
В отличие от крана-штабелера в кабине крана-комплек-
татора находится оператор. Этот кран управляется
вручную (из кабины) или автоматически по заданной
программе.
Поисковая система материалов на механизированных
складах проста, ее шифр состоит из трехпозиционпого
кода. Например, А— 12 — V, где А — шифр секции стел-
лажей (вдоль склада), 12 — номер вертикального ряда
стеллажей в секции А, V — этаж расположения контей-
нера с каким-либо материалом. Перфорационные карты
картотеки склада обрабатывают на машиносчетных
станциях.
Комплектацию и централизованную доставку контей-
неров для промышленных объектов осуществляют на
основе недельно-суточных, декадных или месячных зая-
вок, в которых указывают соответствующие монтажные
зоны или циклы, определяемые ППР.
Например, электрооборудование насосной станции
с 14 агрегатами можно разбить на пять зон (восемь
циклов):
1 —электроснабжение (подстанция и кабельная трас-
са) , два цикла (первый — подстанция, второй — кабель-
ная трасса);
2 — кран, один цикл (комплект оборудования крана
и троллеи);
3 — силовое оборудование, два цикла (первый — про-
кладка труб, шин заземления, установка кабельных кон-
струкций, лотков, коробов; второй — затяжка проводов
в трубы, прокладка кабелей по лоткам, в коробах, раз-
делка кабелей);
4 — щит управления, один цикл (установка щитов,
пультов и подключение кабелей);
104
5 — освещение, два цикла (первый — прокладка труб,
становка конструкций для крепления щитков, крон-
। тейнов; второй — затяжка проводов в трубы, установка
и подключение щитков, светильников, выключателей,
; зеток, ящиков с понизительными трансформаторами).
| На каждую зону составляется лимитно-комплектовоч-
ая ведомость. На ведомости указывают заказчика
б)
ис. 36. Контейнеры для транспортировки
гоукций изделий и материалов,
к для промышленных объектов; б — для жилых
|в; 1 — контейнер; 2 — дверь; 3 — стеллаж для ж_____,_______,________
[материалами и осветительной арматурой; 4 — полки для изделий и материа-
te; 5 — тара ящичная для светильников; 6 — этажерка для заготовки про-
шов.
1-801
и хранения электрокон-
и культурно-бытовых объек-
размещения ящичной тары
105
(генподрядчика), наименование объекта, монтажной 30.
ны и цикла, а также вид работы. В эту ведомость Не
включают материалы и оборудование для выполнения
заказов в МЭЗ. Одновременно составляют документа-
цию (лимитно-заборные карты, требования и т. д.) дЛя
изделий, изготовляемых в МЭЗ.
Каждая монтажная зона и цикл имеют свой номер
например 8-3-2, где 8 — шифр объекта, 3 — номер мон-
тажной зоны, 2 — номер цикла.
Заявки в УКСТ сдают только по зонам или циклам.
В недельно-суточной, декадной или месячной заявке
ИТР указывают только зоны, соответствующие цик ш и
сроки завоза оборудования, материалов и изделий, ука-
занных в комплектах. Оборудование, материалы и изде-
106
s
'ис. 37. Контейнеры для транспортировки и хранения.
— труб и шинопроводов; б — блоков троллеев и светильников; в — коробов
лотков; г — этажных щитков; д — люминесцентных светильников; / — кар-
ас; 2 — ограничительные элементы (ловители) для установки контейнеров
несколько ярусов; 3 — дверка; 4 — откидные перемычки с запорами; 5 —
ямы; 6 — ящик; 7 — гнезда для фиксации трубчатых перемычек, и а которые
кладывают светильники; 8 — откидные кронштейны для крепления блоков
роллеев; 9 — крыша; 10 — направляющие для установки этажных щитков;
/ — плаики поворотные ограничительные, которые в горизонта льном положе-
ИИ удерживают щитки от выпадения; 12 — сетки съемные предохраняют
ветильники от выпадения; 13 — швеллеры для крепления сеток; 14 — опорные
Швеллеры,
107
лия по зонам и циклам УКСТ комплектует в специаль-
ные транспортные контейнеры (рис. 36 и 37).
Для сокращения номенклатуры применяемых кон-
тейнеров ВНИИПЭМ провел их типизацию по видам
перевозимых грузов. Выпущен единый каталог унифи-
цированных контейнеров, где представлены 13 типов
(17 типоразмеров) контейнеров1.
Комплектация и централизованная доставка контей-
неров для объектов в жилищном строительстве выпол-
няется по типовым ППР и схемам распределения элек-
троэнергии в жилом доме на секцию или на дом в целом.
Элементы электропроводки в контейнере (рис. 36,6)
рассчитаны на квартиру или комнату.
СЕТЕВОЕ ПЛАНИРОВАНИЕ И ДИСПЕТЧЕРИЗАЦИЯ
Строительство — сложный технологический и органи-
зационный процесс, в котором участвуют и взаимосвя-
заны большое количество проектных институтов, постав-
щиков оборудования, конструкций, материалов, механиз-
мов, генподрядные и субподрядные организации, заказ-
чик— дирекция строящегося предприятия. Поэтому осо-
бое значение имеют организация управления, система
планирования производством строительно-монтажные
работ, выполняемых в едином технологическом потоке,
и контроль за ходом работ.
Метод сетевого планирования и управления (СПУ)
широко используется на стройках. В основе этого мето-
да разработка сетевого графика — условной экономико-
математической модели производственного процесса.
В графике отражается взаимосвязь между работами
в технологической последовательности их выполнения и
точно указаны работы, от которых зависит заданный
срок выполнения. Кроме взаимосвязи и выполнения от-
дельных работ, в сетевом графике обусловливаются сро-
ки сдачи строительной части объектов под монтаж,
поставки оборудования, материалов, изделий и т. д. Се-
тевые графики составляются на строительство комплек-
сов, в которых участвует большое количество организа-
ций, но они составляются и для выполнения только
1 Типизация — обоснованное сведение многообразия избранных
типов контейнеров (или других конструкций, изделий) к небольшому
числу. Тип — образец, модель. Типоразмер — образец, модель, обу-
словленные строго определенными размерами.
108
лектромонтажных работ (например, монтаж воздуш-
ibix линий электропередачи, подстанций и т. д.), если
1аже на строительстве не введено СПУ.
Рассмотрим в качестве примера локальный сетевой
рафик для второй стадии электромонтажных и пуско-
1аладочных работ (см. § .4)- Локальный сетевой график
?ис. 38. Сетевой график (пример).
хватывает только часть работ по отдельной самостоя-
ельной части проекта и является частью комплексного
;етевого графика. Вторая стадия в рассматриваемом
1римере включает установку электроконструкций, укруп-
енных узлов, оборудования, присоединения кабелей,
>роводов и шин, прокладку вторичных цепей, подклю-
;ение аппаратов и приборов, а также их регулировку и
шладку. Электромонтажные работы второй стадии вы-
Юлняют в полностью законченных строительством и
отделкой помещениях.
До начала работ второй стадии должны быть закон-
:ены строительные отделочные работы. К этому момен-
у на объект из участка производственно-технологиче-
:кой комплектации (УКСТ) должны быть доставлены
’локи электроконструкций; пакеты заготовленных конт-
ольных кабелей, а также электрооборудование и мате-
)иалы со склада заказчика.
Подчеркнем основные особенности сетевых графиков.
На рис. 38 приведен сетевой график, который состоит
из безмасштабных стрелок, обозначающих работы, и
Кружков, которые характеризуют события.
109
Под работой понимают любой трудовой процесс
сопровождающийся затратами времени, трудовых и ма-
териальных ресурсов, а также процесс ожидания и тех-
нологической зависимости. Например, процессы могут
выражать электромонтажные и пусконаладочные рабо-
ты или ожидание, например прогрев кабелей перед
прокладкой при низких температурах, а также поставку
оборудования, блоков электроконструкций и т. д. Пере-
чень работ, учтенных при построении сетевого графика,
указан в таблице.
Перечень работ и их продолжительность
Код (шифр) работ Наименование работ Продолжи- тельность работ. Дни
1, 2 Монтаж освещения подстанции 3
2, 3 Монтаж панелей щитов (распределительных, управления, учета и т. д.) 8
2, 4 Монтаж, ревизия и наладка силовых трансфор- маторов 6
2, 5 Монтаж распределительного устройства 10 кВ 8
3, 5 Зависимость (ожидание)
3, 6 Прокладка контрольных кабелей, прокладка и разделка силовых кабелей низкого напряже- ния 10
4, 8 Ввод кабелей высокого напряжения в камеры трансформаторов 4
5, 7 Ввод кабелей высокого напряжения в камеры РУ 10 кВ 6
6, 7 Разделка и подключение кабелей со стороны панелей щитов 3
6, Н Проверка схемы, регулировка аппаратуры н на- ладка панелей щитов 7
7, 8 Зависимость
7, 11 Регулировка аппаратуры, проверка схемы и на- ладка РУ 10 кВ 6
8, 9 Фазировка кабелей высокого напряжения в ка- мерах трансформаторов 1
9, 10 Окончательная разделка и присоединение кабе- лей высокого напряжения после фазировки 2
9, 11 Привязка наружных трасс кабелей и выполне- ние надписей на наружных стенах и дверях подстанции 1
10, 11 Испытания высокого напряжения камер транс- форматоров и кабелей высокого напряжения 1
Примечания: I. Продолжительность работ установлена по технологическим
нартам.
2. В перечне не указана завершающая работа, учитывающая
сдачу подстанции а эксплуатацию совместно с наружными ка-
бельными сетями.
по
Под событием понимают итог определенной дея-
гельности, промежуточный или окончательный резуль-
гат выполнения одной или нескольких работ, предшест-
вующих данному событию, позволяющий начать следу-
ющие работы, выходящие из этого события. События
не имеют длительности, они свершаются мгновенно,
а их свершение означает, что открыт фронт для после-
дующих работ. Каждое событие имеет номер, постав-
ленный внутри кружка.
Работы, связанные с затратой времени и
ресурсов, обозначают сплошной линией со стрелкой.
Работы, обозначающие процесс ожидания или техноло-
гической зависимости, обозначают штриховыми линиями
со стрелками. Стрелки, обозначающие работы, выходят
из предшествующего работе события и входят в после-
дующее событие. Цифры вблизи линий указывают про-
должительность работ в днях.
Пример. График начинают строить с установления взаимосвязей
между работами (рнс. 38), которые должны быть согласованы с тех-
нологической последовательностью электромонтажных и пусконала-
дочных работ. Например, к началу работ (событие 1) должна быть
закончена сдача отделочных работ, необходимых для выполнения
монтажа. К этому же сроку выполняется поставка контейнеров с не-
обходимыми изделиями и материалами, а также электрооборудова-
ния н кабельной продукции. Эти мероприятия обозначают двумя
стрелками, входящими в событие. После монтажа освещения под»
станции (работа 1, 2) специализированные звенья бригады могут
выполнять сразу три работы: монтаж панелей щитов (работа 2, 3),
распределительного устройства 10 кВ (работа 2, 5), ревизию н на-
ладку силовых трансформаторов (работа 2, 4). Монтаж панелей
щнтов следует завершить к окончанию монтажа камер КСО (зави-
симость 3, 5), чтобы дать возможность прокладывать и присоеди-
нять контрольные кабели от ячеек трансформаторов напряжения
камер КСО до панелей распределительного щнта и щита управле-
ния. Наладку распределительного щита можно выполнить только
после присоединения контрольных кабелей со стороны камер КСО
н панелей шитов, поэтому этн две работы 5, 7 и 6, 7 заканчивают-
ся в событии 7, из которого начинается работа 7, 11 (регулировка
аппаратуры, проверка схемы и наладка распределительного устрой-
ства 10 кВ). Точно так же ввод н разделка кабелей высокого на-
пряжения со стороны камер распределительных устройств должны
быть окончены к моменту нх фазнровкн (работа 8, 9), так как
изгиб жил, их перекрещивание при дополнительной фазировке мо-
гут повредить затвердевшую эпоксидную воронку. Параллельно
с испытаниями на внешних стенах подстанции выполняют «привяз-
ку» наружных кабельных трасс. Эта работа отсутствует при заклад-
ке трубных трасс внутри подстанции.
Сетевые графики в отличие от других выявляют те
работы, от которых зависит общий срок завершения все-
111
го комплекса. Этот срок определяется последователь-
ностью работ с наибольшей продолжительностью от
исходного до завершающего события. Эта последова-
тельность называется критическим путем. В на-
шем примере критический путь проходит через события
1—2—3—6—7—И (рис. 38), и его продолжительность
равна 30 дням (3+8+10+3+6). Критический путь на
рис. 38 выделен жирными линиями. Сокращение или
увеличение срока работ, находящихся на критическом
пути, отражается на общей продолжительности работ.
Если расчетная продолжительность превышает дирек-
тивную, следует провести оптимизацию графика.
С методом расчета сетевого графика можно ознакомить-
ся по специальной литературе.
Сетевые графики являются неотъемлемой частью
ППР; они позволяют наиболее полно моделировать про-
изводственный процесс; находить критический путь или
пути и работы, от выполнения которых зависит общий
срок сдачи электромонтажных работ, и концентрировать
необходимые силы и средства; более широко применять
электронно-вычислительную технику в планировании,
организации и управлении строительством; с высокой
математической точностью анализировать и управлять
электромонтажными процессами; находить оптимальные
решения (оптимизация по времени, основным ресурсам
и приближению по стоимости) монтажа электроустано-
вок, сооружений и их комплексов; более тщательно изу-
чать технологические и производственные процессы и
искать пути наиболее эффективного их выполнения уже
на стадии составления сетевых графиков.
При использовании в сетевом планировании и управ-
лении вычислительной техники создаются основы внед-
рения автоматизированной системы управления (АСУ).
Диспетчеризация. В электромонтажных организациях
треста и управлениях для оперативного управления
электромонтажным производством вводится система дис-
петчеризации, создаются диспетчерские службы. Диспет-
черское управление осуществляется на основе графиков
производства электромонтажных и пусконаладочных
работ.
Диспетчерская служба создается в пределах и за
счет имеющихся лимитов по труду и штатов в трестах,
управлениях и участках. Диспетчерские пункты в трестах
и управлениях организуются в составе главного диспет-
112
чера, диспетчера и оператора и подчиняются руковод-
ству этих подразделений. На участках имеется диспет-
чер и оператор. Диспетчерское управление осуществля-
ется путем двухсторонней передачи информации по схе-
ме бригада — прораб (мастер)—участок — диспетчер
управления — диспетчер треста.
Диспетчерская информация делится на текущую и
оперативную. Текущая информация выдается
непрерывно в процессе выполнения работ для преду-
преждения неполадок в работе подразделений управле-
ния, треста. Оперативная информация пере-
дается периодически в определенные сроки по объектам
комплекса в закодированном виде и характеризует со-
стояние работ по комплексу или отдельным объектам.
Эта информация передается в управление, затем в трест
и главное управление.
Состав и количество технических средств, необходи-
мых для организации диспетчерской связи, зависят от
местных условий и плана работ управлений, треста.
Диспетчерская документация включает журнал дис-
петчера; декадно (либо недельно) — суточный график
работ, согласованный с сетевыми графиками; декадно-
суточные графики обеспечения материальными ресурса-
ми, транспортом, механизмами и т. д.
Диспетчерская связь осуществляется с использова-
нием действующих телефонных сетей, телетайпных уста-
новок, громкоговорящей и директорской (внутренней)
связи, а также радиостанций в ультракоротковолновом
диапазоне (см. § 5).
ПОДГОТОВКА ПРОИЗВОДСТВА — ПОДСИСТЕМА АСУ
Процесс разработки ППР очень трудоемкий и слож-
ный. Прогресс в электромонтажном производстве зна-
чительно усложнил сбор и обработку информации, необ-
ходимой для решения задач в области подготовки про-
изводства. Для выполнения одного из основных направ-
лений инженерных служб продолжаются работы по
созданию автоматизированной системы управления
(АСУ) — человеко-машинной системы, обеспечивающей
автоматизированный сбор и обработку информации, не-
обходимой для оптимизации управления электромонтаж-
ными организациями.
АСУ. Системой, включающей взаимосвязанные под-
системы (элементы), выделенные по определенным при-
пз
знакам, обусловленным конкретными целями и (или)
средствами управления, является АСУ. Такой подсисте-
мой является и подсистема подготовки производства
Главный элемент АСУ—электронно-вычислительные ма-
шины (ЭВМ). В «память» этих машин закладывают все
сведения по нормативам, необходимым для разработки
ППР. Таким образом, работы по созданию ППР пол-
ностью механизируются, а труд инженерных служб ста-
новится более эффективным.
ОБЯЗАННОСТИ ИНЖЕНЕРНО-ТЕХНИЧЕСКИХ РАБОТНИКОВ
Итак, мы рассказали о роли инженерных служб
в области управления и подготовки производства элек-
тромонтажных работ, теперь остановимся на обязан-
ностях, возложенных на инженерно-технический пер-
сонал, руководящий электромонтажным производством.
В связи с возросшими масштабами деятельности
и объемами работ, выполняемых электромонтажными
организациями, значительно повысились требования
к инженерно-техническим работникам, осуществляющим
руководство производством электромонтажных работ.
Права и обязанности каждого работника определены
в соответствующих должностных инструкциях.
Главный инженер треста (управления) руководит
технической деятельностью электромонтажных орга-
низаций. Он отвечает за подготовку и организацию про-
изводства работ, обеспечение высокого качества мон-
тажных работ, выполнение заданий по росту произ-
водительности труда на основе внедрения новой
прогрессивной технологии, средств механизации, за тех-
нику безопасности и выполнение плановых заданий по
вводу производственных мощностей и объектов строи-
тельства в эксплуатацию. Главный инженер имеет право
давать распоряжения по всем вопросам всей деятель-
ности, получать необходимую информацию, а также
представлять трест (управление) во всех организациях
и учреждениях.
Линейный инженерно-технический персонал — началь-
ник участка (старший производитель работ), произво-
дитель работ и мастер непосредственно руководят про-
изводством электромонтажных работ на объектах строи-
тельства.
Старший производитель работ (начальник участка)
подчиняется непосредственно руководителю электромон-
114
тажного управления. Он является руководителем про-
изводственной и хозяйственной деятельности возглав-
ляемого нм участка электромонтажных работ. Старший
производитель работ руководит на принципах единона-
чалия деятельностью производителей работ, мастеров и
других подчиненных ему работников. В своей деятель-
ности старший производитель работ руководствуется ре-
шениями партии и правительства, приказами и распоря-
жениями, плановыми заданиями, СНиП, ПУЭ, инструк-
циями, проектно-сметной документацией, правилами
внутреннего трудового распорядка монтажного управ-
ления.
Основными задачами старшего производителя работ
являются обеспечение своевременного ввода в действие
производственных мощностей и электроустановок с со-
блюдением требований по качеству работ и выполнение
плановых заданий по завершению этапов, объему работ,
производительности труда, снижению себестоимости и
другим технико-экономическим показателям.
В число его обязанностей входят участие в разра-
ботке и обсуждении текущих, перспективных и встреч-
ных планов и социалистических обязательств, плана со-
циального развития коллектива электромонтажной орга-
низации; разработка с участием прорабов и мастеров
проектов плановых показателей по участку; обеспечение
своевременного получения подчиненными прорабами и
мастерами проектно-сметной документации; организация
электромонтажного производства в соответствии с про-
ектами, ППР, СНиП, ПУЭ, сетевыми графиками и т. д.
Старший производитель работ координирует взаимо-
отношения с заказчиком, генподрядчиком и другими
субподрядными организациями при выполнении электро-
монтажных работ по объектам участка; осуществляет
контроль за деятельностью подчиненных производителей
работ и мастеров, а также за техникой безопасности и
противопожарной техникой. Он имеет право осуществ-
лять руководство производственной деятельностью кол-
лектива; направлять производителей работ и мастеров
на выполнение всех технико-экономических показателей;
I принимать в пределах своей компетенции решения по
вопросам производственной деятельности на возглавляе-
[ мом участке; вносить предложения по совершенствова-
' нию проектных решений, уточнению сметной докумен-
тации; вносить предложения руководству монтажного
115
управления о замене подчиненных ему линейных работ-
ников, а также о зачислении лучших производителей
работ, мастеров и бригадиров в резерв на повышение
в должности, а также прекращать на объекте работы
в случае возникновения опасности для жизни и здоровья
людей.
Производитель работ подчиняется старшему произво-
дителю работ (начальнику участка), или его подчинен
ность устанавливается руководителем монтажного
управления в зависимости от принятой структуры. Он
является руководителем коллектива и организатором
производства на порученном ему объекте монтажа элек
троустановок (группе объектов или части объекта).
Производитель работ руководит на принципах единона-
чалия деятельностью мастеров, а также рабочими, непо-
средственно подчиненными ему. В своей деятельности
производитель работ руководствуется теми же решения-
ми и законодательством, которые перечислены для стар-
шего производителя работ.
Основными задачами производителя работ являются
обеспечение своевременного ввода в действие производ-
ственных мощностей и электроустановок (части объекта,
законченного комплекса электромонтажных работ) с со-
блюдением требований по качеству, а также выполнение
плановых заданий и социалистических обязательств пу-
тем эффективного использования трудовых и материаль-
но-технических ресурсов.
В его обязанности также входят участие в разработ-
ке и обсуждении планов и социалистических обяза-
тельств, а также плана социального развития коллектива
электромонтажной организации исходя из полного ис-
пользования возможностей и резервов производства,
ускорения технического прогресса; обеспечение выпол-
нения установленных участку плановых заданий; полу-
чение проектно-сметной документации; организационная
и техническая подготовка к началу монтажа электриче-
ских установок и их монтаж в соответствии с техниче-
ской и технологической документацией и требованиями
СНиП и ПУЭ.
Производитель работ координирует связь со смеж-
ными субподрядными организациями; принимает от под-
чиненных мастеров законченные работы с определением
их качества; возглавляет на объекте работу по внедре-
нию достижений науки и техники, совершенствованию
116
организации электромонтажного производства и труда
на научной основе, внедрению системы управления каче-
ством работ, организации социалистического соревнова-
ния, внедрению хозяйственного расчета, рационализации
и изобретательству; контролирует деятельность подчи-
ненных мастеров, а также выполнение мероприятий по
технике безопасности и производственной санитарии. Он
имеет право участвовать в обсуждении перспективных и
текущих планов, ППР, планов технического развития и
повышения эффективности электромонтажного производ-
ства и вносить предложения по их улучшению; вносить
в установленном порядке предложения по совершенство-
ванию проектных решений, изменению сметной и тех-
нологической документации.
Производитель работ вносит предложения о мораль-
ном и материальном поощрении отличившихся работ-
ников или наложении взысканий на лиц, допустивших
нарушения трудовой и производственной дисциплины.
Он имеет право утверждать наряды и контролировать
соблюдение подчиненными мастерами плановых заданий
по производительности труда и фонду заработной платы,
прекращать на объекте работы в случаях возникновения
опасности для жизни и здоровья людей.
Мастер подчиняется непосредственно производителю
(старшему производителю) работ. Все распоряжения,
относящиеся к производственной деятельности участка,
передаются для исполнения электромонтажникам через
мастера. Он является непосредственным руководителем
и организатором труда и производства. Участок мастера
создается для выполнения комплекса электромонтажных
работ. Объем, характер работ и численность электро-
монтажников на участке мастера определяет руководи-
тель соответствующей электромонтажной организации.
Мастер возглавляет первичный трудовой коллектив, со-
стоящий из комплексных или специализированных бри-
гад, закрепленных за ним, и перемещается с объекта на
объект вместе с ними. Руководство коллективом мастер
осуществляет на принципах единоначалия. Мастер в сво-
ей деятельности руководствуется теми же решениями и
законодательством, которыми руководствуются произво-
дитель и старший производитель работ.
Основными задачами мастера являются выполнение
плановых заданий и социалистических обязательств при
наименьших затратах материальных, трудовых и финан-
117
совых ресурсов, повышение производительности труда и
качества электромонтажных работ на основе выявления
и использования резервов производства на каждом ра-
бочем месте; воспитание у рабочих чувства коллективиз-
ма, высокой ответственности за порученное дело.
Мастер участвует в разработке и обсуждении теку
щпх, перспективных, встречных планов и социалистиче-
ских обязательств; обеспечивает выполнение в срок
установленных участку плановых заданий по заверше
нии комплексов работ на пусковых объектах и объему
строительно-монтажных работ с высоким качеством и
при соблюдении требований проектов СНиП, ПУЭ и тех
нических условий, а также по выработке в стоимостном
и натуральном измерениях с соблюдением установлен
ных участку лимитов по расходованию заработной пла-
ты; детально изучает (не позднее чем за месяц до
перехода на очередной объект) проектно-сметную доку-
ментацию и ППР; комплектует совместно с бригадиром
(см. § 2) звенья по численному и профессионально-ква
лпфикационному составу в зависимости от объемов, сро
ков и характера выданных заданий, а также производит
расстановку рабочих в соответствии с их специаль-
ностью; разъясняет исполнителям правила и техноло
гпю производства работ, условия оплаты труда. 01.
эффективно применяет системы материального поощре
ния, доводит до бригад (звеньев) производственные
задания (пятилетние, годовые, месячные, недельно-су-
точные и сменные). Выдает до начала работ наряды на
производство работ и создает условия рабочим для вы-
полнения норм выработки путем своевременной подго-
товки фронта работ для каждой смены, а также обес-
печения материально-техническими ресурсами непосред-
ственно на рабочих местах.
Мастер организует деятельность коллектива участка
на основе хозяйственного расчета, бригадного подряда,
принимает от бригады, звеньев или отдельных электро-
монтажников выполненные объемы работ с определени-
ем их качества, оформляет наряды на выполненные
работы для их оплаты. Он ведет исполнительную доку-
ментацию, учет выполненных объемов строительно-мон-
тажных работ, отработанного времени рабочими и ма-
шинами, заработной платы; осуществляет контроль за
приемкой, хранением и рациональным использованием
материалов, конструкций, приспособлений и инструмен-
118
э в, а также организует безопасное ведение электромон-
тажных работ, проводит инструктаж электромонтажни-
ков по технике безопасности на рабочих местах в про-
цессе выполнения работ.
Мастер является активным проводником техническо-
го прогресса на участке, постоянно повышает свою ква-
лификацию, личным примером показывает образец
сознательности, трудолюбия, творческой активности и
инициативы. Он оказывает помощь рабочим в оформле-
нии и внедрении изобретений и рационализаторских
предложений, участвует в организации социалистическо-
го соревнования за эффективный и высококачественный
труд, развивает наставничество и коммунистическое от-
ношение к труду, проводит воспитательную работу в
коллективе, проявляет чуткое отношение к нуждам и
запросам рабочих, а также заботу о повышении их про-
фессионального мастерства. Совместно с общественными
организациями и коллективом рабочих он систематиче-
ски подводит итоги работы.
Мастеру предоставляется право производить расста-
новку рабочих в соответствии с их квалификацией и
специальностью, вносить предложения о перемещении
лишних рабочих на другие производственные участки;
участвовать в работе квалификационной комиссии при
присвоении подчиненным электромонтажникам тариф-
ных разрядов; премировать по согласованию с профгру-
поргом рабочих за достижение высоких количествен-
ных и качественных производственных показателей,
образцовую работу и успешное выполнение заданий за
счет средств премиального фонда, выделяемого ежеме-
сячно в распоряжение мастера; представлять отличив-
шихся исполнителей к поощрению, вознаграждению;
вносить предложения о наложении взысканий за нару-
шение трудовой и производственной дисциплины; вно-
сить предложения о назначении или замене бригадиров.
Он так же, как и другие линейные инженерно-техниче-
ские работники, имеет право приостанавливать произ-
водство работ при возникновении опасности для жизни
и здоровья людей.
Современное направление инженерной службы: «Ра-
бочей инициативе — инженерную поддержку». Поэтому
инженерно-технические работники являются не только
будущими руководителями, но и наставниками, старши-
ми товарищами. Внедряя передовую технологию, механи-
119
зацию и индустриализацию работ, они одновременно
обеспечивают безопасные методы труда.
Забота о человеке — охрана его труда — одна из са-
мых главных задач инженерно-технических работников.
Онн обучают электромонтажников безопасным методам
производства работ, инструктируют, обеспечивают за-
щитными средствами, инвентарем, спецодеждой, а так-
же осуществляют контроль за техникой безопасности
прн монтаже электроустановок.
Основные мероприятия по технике безопасности
включают в ППР, там же определяются особо опасные
виды работ, необходимое количество защитных средств
и т. д. Комплекс всех этих мероприятий способствует
благоприятным условиям труда.
Все шире распространяется в электромонтажных
организациях почин бригады Героя Социалистического
Труда А. Д. Басова «Работать производительно без
травм и аварий».
Инженерные службы обеспечивают все условия для
творческой работы электромонтажников, способствуют
высокой производительности нх труда, совершенствова-
нию технологических процессов, повышению качества
работ и скорейшему вводу объектов в эксплуатацию»
8 ГАРАНТИИ ОТЛИЧНОГО КАЧЕСТВА
Эффективность общественного производства н всесторон
нее улучшение качества работ во всех звеньях народно-
го хозяйства требуют от электромонтажных организаций
осуществления действенных мер по дальнейшему повы-
шению качества работ путем разработки и внедрения
системы управления качеством.
Система управления качеством электромонтажных
работ представляет собой взаимоувязанный комплекс
организационных, технических, экономических, правовых
и идеологических мероприятий, а также методов и
средств, направленных на установление, обеспечение и
поддержание необходимого уровня качества этих работ.
Организационную основу системы состав
ляют постоянное совершенствование методов н форм уп
равнения электромонтажными работами; производством
конструкций, изделий и заготовок, а также ерганиза-
120
^ионно-технические и другие мероприятия, направленные
на обеспечение и повышение качества работ.
Технической основой системы является
непрерывное совершенствование технологии электромон-
тажных работ, применение передовых методов на основе
достижений научно-технического прогресса.
Экономическую основу системы состав-
ляют меры, стимулирующие обеспечение и повышение
заданного уровня качества электромонтажных работ, а
также планирование качества.
Правовой основой системы являются стан-
дарты, директивные и нормативно-технические докумен-
ты, регламентирующие отношения, а также технические
требования и условия производства работ, определяющие
порядок планирования показателей качества, проведение
контроля, оценки, стимулирования, информационного'
обучения и пр.
Идеологическая основа систем ы — вос-
питание коммунистического отношения к труду и орга-
низация социалистического соревнования коллективов
бригад, участков, монтажных управлений за достижение
более высокого уровня качества выполняемых работ.
Как и в каждой системе управления, в системе управ-
ления качеством имеются объект управления, управляю-
щие органы и управляющие воздействия. Объектом
управления являются организации и предприятия, соз-
дающие продукцию заданного уровня качества. К управ-
ляющим органам (управляющей системе) можно отне-
сти, например, руководящих и линейных инженерно-тех-
нических работников, а к воздействиям—комплекс
организационных, технических, экономических, правовых
и идеологических факторов.
Управление качеством на любом этапе установления,
обеспечения и поддержания требуемого уровня качества
осуществляется по замкнутому циклу: выполнение ра-
бот— контроль—информация — обработка материалов
информации — принятие оптимального решения для дан-
ной ситуации — обеспечение выполнения решения — вы-
полнение работ и т. д.
Особое внимание уделяется повышению уровня инду-
стриализации электромонтажных работ путем внедрения
прогрессивной технологии и новой техники, повышению
сборности и заводской готовности электрооборудования
конструкций и изделий, крупноблочному методу монта-
9—801
12®
жа, усилению работ по инженерной подготовке произ-
водства, совершенствованию организации инструмен-
тального хозяйства, обеспечению прогрессивными меха-
низмами и приспособлениями.
Организация контроля качества электромонтажных
работ (т. е. проверка соответствия выполненных работ
обязательным требованиям нормативных докумен-
тов и проекта) во многом способствует внедрению си-
стемы управления качеством. Необходимый комплекс
требований к исполнению электромонтажных работ оп-
ределяют такие нормативные документы, как «Прави. а
устройства электроустановок» (ПУЭ), «Строительны?
нормы и правила» (СНиП), общесоюзные строительные
нормы и правила (СН), ведомственные строительные
нормы, правила и инструкции (ВСН), монтажные и
технологические циркуляры министерств и ведомств,
стандарты и т. д.
Показатели качества. Для определения показателей
качества требования нормативных документов объеди-
нены в комплексе показателей, перечисленных в спе-
циальных сборниках, разработанных ВНИИПЭМ. Конт-
роль с использованием этих показателей производится
путем сопоставления качества фактически выполненных
операций с установленными показателями по данном;
виду работ. Оценка принятых работ («отлично», «хоро-
шо» или «удовлетворительно») выставляется в зависимо-
сти от показателей качества.
Показатели качества по своей значимости и содер-
жанию подразделены на две категории: I категория —
показатели обязательного исполнения и II категория —
показатели желательного исполнения. Неправильное
исполнение или неисполнение вообще установленных по-
казателей качества называется дефектом электромон-
тажных работ.
Дефекты аналогично показателям подразделяются на
две категории: I категория — недопустимые и II катего
рия — допустимые. Например: при монтаже концевых
заделок кабелей внутренней установки до 10 кВ к де-
фектам I категории относятся неправильно подобранные
радиусы изгиба жил, выполненные менее допустимых
размеров, в результате чего происходит повреждение и
изоляции; укороченные жилы, не обеспечивающие их
подключение без натяга и необходимого запаса. Дефек-
том II категории считают крепление заделок одного
122
присоединения на разных уровнях, что технически до-
пустимо, но некрасиво.
Обязательным условием принятия работ от электро-
монтажников является отсутствие дефектов I 'категории.
I ели при приемочном контроле в каком-либо виде ра-
|бот обнаружен хотя бы один дефект I категории, даль-
нейшая проверка этого вида работ прекращается и дан-
ный вид работ возвращается электромонтажникам для
:амопроверки и устранения дефектов.
Принятыми о первого предъявления считаются виды
работ, не имеющие дефектов II категории по результа-
там визуального осмотра и детальной проверки.
Виды контроля качества работ. Контроль предусмат-
ривает следующие виды: входной, операционный,
приемочный и инспекционный.
Входной контроль осуществляется при про-
верке качества исходных материалов и условий произ-
водства работ, т. е. для создания нормальных условий
монтажа электроустановок. При осуществлении входного
контроля большую роль играют электромонтажники,
принимающие активное участие в составлении реклама»
иий на изделия, материалы и оборудование, имеющие
дефекты.
Операционный контроль осуществляют при
। ыполнении отдельных технологических операций. Раз-
новидностью операционного контроля является самоконт-
L оль, который выполняют сами электромонтажники.
Приемочный контроль дает возможность
принять от электромонтажной бригады выполненные
заботы. Конечным результатом приемочного контроля
является определение оценки принятых работ.
Инспекционный контроль осуществляется
по специальному плану комиссией, состоящей из инже-
нерно-технических работников. Этот контроль выполняют
после приемочного контроля, его объем определяет-
ся соответствующими службами управления или тре-
ста.
' Главную роль в системе управления качеством игра-
ют сами электромонтажники, их основной девиз: «Пяти-
летке эффективности и качества—рабочую гарантию».
Именно поэтому с ценным почином выступила комсо-
мольско-молодежная бригада электромонтажников лау-
реата премии Ленинского комсомола В. Н. Дроздова
«Сдавать объекты 10-й пятилетки с первого предъяв-
8* 123
ления с отличным качеством». Все электромонтажные
работы этой бригадой выполняются и сдаются в эксплуа
тацию только на «отлично» и с первого предъявления
Формы материального и морального стимулирования
являются важным фактором повышения качества элект-
ромонтажных работ, в том числе организация и прове-
дение смотров-конкурсов, обобщение опыта лучших
электромонтажников, соревнование за звание лучшего
работника по профессии; проведение «Дня качества»;
объявление благодарности в приказе, награждение
грамотами и т. д. Действенным рычагом является Все-
союзный общественный смотр-конкурс на лучшее каче-
ство в строительстве; ежегодно в этом смотре участвуют
.десятки тысяч организаций, миллионы рабочих и инже-
нерно-технических работников.
Комплекс мероприятий системы управления качест-
вом предусматривает повышение личной ответственности
каждого электромонтажника и каждого коллектива за
высокое качество работ. Выполнение этого комплекса и
-служит прочной гарантией отличного качества работ.
3 НА ВАХТАХ ПЯТИЛЕТОК
В § 1 мы познакомились с историей развития электро-
монтажного производства в пятилетних планах -нашей
страны. История советских пятилеток — история пост-
роения развитого социализма, создания мощных произ-
водительных сил, подлинного расцвета науки и культу-
ры.
Советские пятилетние планы — это не только планы
хозяйственного строительства, но и социального прогрес-
са. Они служат достижению высшей цели социалистиче-
ского общественного производства — наиболее полному
удовлетворению материальных и духовных потребностей
людей. Наши планы представляют собой главный ин-
струмент претворения в жизнь экономической политики
Коммунистической партии. Вот почему планы на 11-ю
пятилетку и перспективный план до 1990 г. станут круп-
ной вехой на пути создания коммунистического обще
ства, в полной мере воплотят экономическую политику и
стратегию партии, впитают в себя последние достижения
экономической и научно-технической мысли, весь наш
-опыт.
124
Вступление в строй каждого нового предприятия на-
водит горячий отклик у советских людей. Их вдохнов-
дяют трудовые победы наших пятилеток, волнуют сов-
ременные проблемы. Вот почему электромонтажники
вместе с многомиллионной армией строителей проявля-
ют глубокую заинтересованность в выполнении пятилет-
них планов.
В этом параграфе мы познакомимся с теми, кто на
вахте пятилеток своим героическим трудом решает ос-
новные задачи, поставленные партией и правительством.
По праву маяками пятилетки являются электромон-
тажники, удостоенные высокого звания Героя Социали-
стического Труда. «Звание Героя Социалистического
Труда,— записано в Положении,— присваивается лицам,
которые проявили трудовой героизм, своей особо выдаю-
щейся новаторской деятельностью внесли значительный
вклад в повышение эффективности общественного про-
изводства, содействовали подъему народного хозяйства,
науки, культуры, росту могущества и славы СССР».
На всю страну известны имена бригадиров электро-
монтажников Героев Социалистического Труда В. В. Ав-
деева, К. Е. Брагина, М. А. Коновалова, А. Ф. Кошура,
Ю. Я. Львова, В. Б. Марьясова, Б. А. Микерина,
А. К- Митяева, М. А. Тагинцева, Ю. А. Чуракова,
А. С. Шарыпина и др.
Например, бригада Героя Социалистического Труда,
заслуженного строителя РСФСР К- Е. Брагина достиг-
ла в 1979 г. производительности труда 48,0 тыс. руб.
на одного работающего, что превышает плановое зада-
дание в 2,4 раза. В этой бригаде применен хозрасчет, а
также использованы все современные технические до-
стижения в электромонтажном производстве.
Монтаж объектов черной металлургии Донбасса с
успехом выполняет бригада Героя Социалистического
Труда А. Ф. Кошура. Эта бригада производит монтаж
сложного электрооборудования, центральных постов уп-
равления, щитов станций управления машинных залов.
Каждый член бригады имеет две-три смежные профес-
сии: по монтажу вторичных цепей, кабельных се-
тей, сварке или работе с пиротехническим инструмен-
том.
Герои Социалистического Труда К- Е. Брагин и
М. А. Коновалов одновременно являются наставниками
молодых электромонтажников. Десятки и сотни тех, кто
125
начинает свой трудовой (путь, стараются подражать сво,
им наставникам, быть похожими на них.
Борьба за выполнение пятилетних планов открыла
новые имена электромонтажников, чьи трудовые подви-
ги вошли в летопись великих строек. Высокое звание
«Заслуженный строитель РСФСР» присвоено известным
электромонтажникам-бригадирам П. Я- Бражке,
А. С. Бурову, М. К. Козяру, В. А. Комарову, И. С. Позд-
някову, Н. П. Яровому и многим другим.
По итогам социалистического соревнования на объек-
тах промышленного строительства лучшей является бри-
гада, руководимая лауреатом Государственной премии
СССР В. А. Орловым. Свою работу бригада выполняет
по годовым графикам загрузки (производственным пла-
нам) . Все работы по монтажу электрооборудования цеха
холодной прокатки Челябинского металлургического за-
вода, выполненные методом бригадного подряда, сданы
с первого предъявления с оценкой «отлично».
Лучшие новаторы пятилеток отмечены дипломами,
а также награждены золотыми, серебряными и бронзо-
выми медалями ВДНХ СССР.
Ноябрьский (1978 г.) Пленум ЦК КПСС отмечал:
«Мы располагаем и таким испытанным рычагом умно-
жения трудовых успехов, как социалистическое соревно-
вание. Став по своему размаху и глубине подлинно все-
народным, соревнование постоянно рождает образцы
творческого труда, служит хорошую службу развитию
экономики страны». Соревнование на современном эта-
пе доказало жизнеспособность и всепобеждающую силу
ленинских идей, приняло поистине всенародный харак-
тер. Сейчас в нем участвуют свыше 100 млн. тружени-
ков— 92,1% всех работающих.
Образцом в борьбе за выполнение заданий пятилет-
ки служат ударники и коллективы коммунистического
труда. Из искры «великого почина» в 1958 г. разгорелось
негасимое пламя всенародного движения за коммуни-
стическое отношение к труду. Сегодня это высшая сту-
пень социалистического соревнования, в 1979 г. в нем
участвовало свыше 61 млн. трудящихся, 2,5 млн. бригад
и участков, в том числе 100 тыс. электромонтажникоь.
Почетное звание «Ударник коммунистического труда»
завоевало уже 50% соревнующихся, а «Предприятие
коммунистического труда» — свыше 7000 коллекти
вов.
126
соревнования поста-
ЦК КПСС, Совет Министров СССР, ВЦСПС и ЦК
. 1КСМ учредили знаки «Победитель социалистического
Соревнования» и «Ударник пятилетки». Эти знаки вруча»
1>т передовикам социалистического
я влением Коллегии министерств и Президиума ЦК
профсоюза.
Электромонтажники, которые в результате социали-
стического соревнования обеспечивают систематическое
дополнение и перевыполнение планов, активно содейст-
зуют вводу в действие важнейших объектов строитель-
ства, достигают высоких показателей производительно-
сти труда, обеспечивают надлежащее качество работ и
снижение их себестоимости, добиваются экономии строи-
гельных материалов и внедряют передовые методы
груда, награждаются похвальными листами или значка-
ми «Отличник социалистического соревнования» мини-
Труд электромонтажников в нашей стране окружен
большим почетом. Тысячи передовых электромонтажни-
ков удостоены правительственных наград. За долголет-
нюю и безупречную работу передовые электромонтаж-
ники награждаются почетными дипломами и нагрудными
знаками «Ветеран труда». Видным изобретателям и
рационализаторам присваивают почетные звания «Заслу-
женный изобретатель РСФСР» или «Заслуженный ра-
ционализатор РСФСР». Аналогичные почетные звания
присваивают электромонтажникам в союзных республи-
ках. Для передовиков пятилетки существует еще много
различных форм поощрения: награждение их памятны-
ми подарками, экскурсионными, туристическими и сана-
торными путевками, путевками в дома отдыха и путевка-
ми на ВДНХ СССР.
Ноябрьский (1978 г.) Пленум ЦК КПСС обратил
внимание на то, что с начала 80-х годов основной упор
будет сделан на интенсивные факторы экономического
роста. Вот почему заслуживают особого внимания такие
почины передовиков производства, как «За высокую
эффективность и качество работы — ни одного отстаю-
щего рядом», «Пятидневное задание — за четыре дня»,
«Пятилетнее задание меньшим составом» и т. д.
Например, в ордена Ленина тресте Уралэлектромон-
таж бригада под руководством В. Г. Ники, одна из деся-
ти передовых бригад Свердловской области, приняла
обязательство выполнить задание 3 лет пятилетки в со-
127
ставе 9 электромонтажников вместо 11. Применяя пере-
довые методы труда, новую технологию и эффективные
средства механизации, бригада успешно справилась
с принятыми обязательствами. Успеху бригады во мно-
гом способствовало внедрение ряда прогрессивных меро-
приятий: выполнение всего комплекса электромонтаж-
ных работ по типовым картам трудового и технологиче-
ского процесса; контейнерная доставка на объекты
монтажа оборудования изделий и материалов при пол-
ной комплектации, обеспечение бригады нормокомплек-
том инструментов и приспособлений, принятие объектов
под монтаж в соответствии со стройзадапиями, работа
на всех объектах по методам бригадного подряда и т. д.
Коллективу, возглавляемому кавалером ордена Трудо-
вого Красного Знамени и Трудовой Славы III степени
В. Г. Ники, присвоено звание «Лучшая подрядная бри-
гада». Коллективу пришлось основательно потрудиться,
чтобы одержать победу среди 1850 бригад, участвующих
в соревновании.
Так же успешно в этом тресте соревнуется под дев: I-
зом «За высокую эффективность и качество работы —
ни одного отстающего рядом» бригада, которую воз-
главляет Герой Социалистического Труда Ю. А. Чураков.
Постоянной задачей электромонтажных организаций
при решении задач пятилетки остается всемерная эконо-
мия материально-технических, топливных и энергетиче-
ских ресурсов.
Все электромонтажные организации активно участву-
ют во Всесоюзном общественном смотре эффективности
использования сырья, материалов и топливно-энергетичс
ских ресурсов.
Комплекс организационно-технических мероприя' <г
позволяет получить большую экономию дефицитных ма
териалов, применяемых при электромонтажном произ
водстве. Например, внедрение 1 т полимерных труб
позволяет сэкономить 6,1 т стальных труб или изделий
из них; прокладка 1 км коробов заменяет 10 км сталь-
ных труб; применение 1 км шинопровода заменяет 4,8 т
проводок, выполненных стальными трубами; экономию
0,2 т сортового металла обеспечивает бесподкладочный
монтаж каждой тонны электрических машин или холод-
ногнутых профилей в строительных металлоконструкци-
ях.
128
Смотр успешно вовлекает электромонтажников в со-
ревнование за экономию материалов. На объектах мож-
но часто встретить стенды или плакаты, призывающие
бережно хранить материалы или изделия, например:
Электромонтажники,
берегите и экономьте
материалы и изделия!
Бережно храните
и экономно расходуйте
материальные ценности!
Не проходите мимо брошенных
или оставленных материалов
на монтаже!
Сохраняйте народное добро!
Создадим фонд экономии
и снизим себестоимость работ
Грандиозны задачи выполнения пятилетнего плана,
круглые сутки не гаснут огни новых строек. И сейчас,
когда вы читаете эту книгу, вместе с трудящимися всей
страны продолжают нести вахту пятилеток коллективы
электромонтажников, обеспечивая ввод в действие новых
производственных мощностей для народного хозяйства.
10 ПЕРСПЕКТИВЫ РОСТА МАСТЕРСТВА
И ОБРАЗОВАНИЯ
В торжественной обстановке проводятся посвящение мо-
лодых рабочих в ряды электромонтажников и вручение
им рабочих путевок. Итак, вы вступили в славную
семью электромонтажников и теперь вы выполняете по-
четную роль — представителя рабочего класса, строителя
нового мира. Нет ничего почетнее рабочей специаль-
129
ности, теперь вы подлинные хозяева страны. Это хозяй-
ская забота — могучий стимул коммунистического отно-
шения к труду и к народному достоянию.
Примечательной чертой нашего времени стал рост
активности электромонтажников в различных формах
управления производством. Они принимают активное
участие в работе технических советов, советов научной
организации труда, экономических советов, совета бри-
гадиров. Электромонтажников избирают общественными
инспекторами по технике безопасности, народными кон-
тролерами, они избираются также во все руководящие
общественные организации: партийные бюро; комитеты
профсоюза и ВЛКСМ, активно участвуют в научно-тех-
нических обществах, в том числе во Всесоюзном общест-
ве изобретателей и рационализаторов.
Постепенно повышаются профессиональное ма-
стерство, политический, общеобразовательный и культур-
ный уровень.
Присвоение или повышение квалификационного раз-
ряда производится на основании заявления электромон-
тажника и представления мастера квалификационной
комиссии при управлении или участке. В состав квали-
фикационной комиссии включены главный инженер или
соответственно производитель работ (председатель),
представитель комитета профсоюза (заместитель пред-
седателя), мастер, бригадир, один-два электромонтаж
ника той профессии, по которой сдает испытание (про-
бу) работающий. К работе квалификационной комиссии
привлекают инженеров по технике безопасности, органи-
зации труда и заработной плате, а также других спе-
циалистов. Состав комиссии и ее протоколы с результа-
тами испытания утверждаются приказом начальника
управления по согласованию с комитетом профсоюза.
Электромонтажнику выдается свидетельство единой
формы и присвоенный ему разряд заносится в его тру-
довую и расчетную книжки.
При испытании с целью присвоения электромонтаж-
нику того или иного разряда он должен ответить на все
вопросы, предусмотренные квалификационной характе-
ристикой, и выполнить не менее трех разновидностей ра-
бот, указанных в ТКС (см. § 2). Если электромонтажник
владеет несколькими профессиями, то квалификацион-
ный разряд присваивается ему отдельно по каждой из
этих профессий.
130
Совершенствование профессии не ограничено. Сегод-
1Я — рабочий, завтра — техник, послезавтра — инженер.
Это закономерный путь молодого строителя нового ми-
ра. Именно это направление отмечает ст. 25 Конститу-
ции СССР, определяющая в нашей стране единую си-
стему народного образования. И в ваших руках пути
дальнейшего совершенствования общеобразовательных
и профессиональных знаний и навыков.
Свою рабочую профессию вы получаете по схеме
единой системы народного образования. Эта система
включает такие звенья, как общее среднее, профессио-
нально-техническое, среднее специальное и высшее обра-
зование. Особенно возрастает значение профессиональ-
но-технического образования молодежи. Юноши и де-
вушки, окончившие восемь классов, в течение 3—4 лет
обучения в профтехучилище получают среднее образо-
вание и рабочую профессию. В профессионально-техни-
ческих училищах в 1978/79 учебном году обучалось
3,8 млн. чел.
На 1 января 1979 г. в нашей стране работало более
26 млн. специалистов с высшим и средним образованием,
из них 11,1 млн. с высшим образованием. На каждую ты-
сячу жителей страны приходится более 100 чел. с выс-
шим или средним специальным образованием. Только
в 1978 г. в народное хозяйство было направлено
772 тыс. специалистов с высшим образованием и 1 млн.
228 тыс. со средним образованием.
На 1 сентября 1978 г. в СССР насчитывалось 866 выс-
ших и 4332 средних специальных учебных заведений.
В этих учебных заведениях обучалось в 1978/79 учебном
году 9,8 млн чел., из них в вузах 5,1 млн. чел. Более по-
ловины общего числа студентов обучаются по дневной,
а остальные по вечерней и заочной системе.
Советский Союз вправе гордиться системой заочного
и вечернего образования, дающей возможность рабочим
получить среднее специальное и высшее образование, не
прекращая трудовой деятельности.
После окончания среднего или профессионально-тех-
нического образования многие электромонтажники по-
вышают свой технический уровень, а также политиче-
ское образование, чтобы в дальнейшем творчески осу-
ществлять многогранные планы коммунистического
строительства.
13]
На рис. 39 показана система профессиональногс
образования электромонтажников.
Все специальности, по которым студентам высших
учебных заведений страны дается высшее образование,
разбиты на 22 группы. К первой группе относятся спе-
циальности по геологии, ко второй — по металлургии,
к третьей — по энергетике и т. д. Третья группа энерге-
тических специальностей разбивается в свою очередт
на отдельные специальности и специализации. Номера
энергетических специальностей начинаются с числа 03,
что соответствует третьей группе, далее идет номер спе-
циальности и в дополнительных буквенных подразделе-
ниях идут специализации. Например, специальность
«Электрические станции» обозначена 0301 и разбивается
на специализации: 0301а — электрическая часть тепло-
вых станций, 03016 — гидростанций, 0301 в — атомных
станций.
Кроме специальностей третьей группы, к энергетиче-
ским относятся также отдельные специальности других
132
Рис. 39. Система высшего технического и энергетического образо-
вания.
а — схема высшего образования; б — группа энергетических специальностей
высших учебных заведений, подготовляющих инженерно-технических работни-
ков для электромонтажного производства; 1 — выпускник средней школы; 2 —
электромонтажник; 3 — техник; 4 — инженер.
133
групп, например из шестой по электротехнике, из 17-й
по экономике и др.
Итак, у вас все впереди. Получив интересную и сов-
ременную специальность — электромонтажник, вы уве-
ренно можете участвовать во Всесоюзных ударных
стройках: в дальнейшем освоении нефтяных и газовых
богатств Западной Сибири, уникальных месторождений
Курской магнитной аномалии, строительстве Байкало-
Амурской магистрали, второй очереди КамАЗа, Усть-
Илимского лесопромышленного комплекса, Оскольского
электрометаллургического комбината, мелиорации зе-
мель и сельского строительства Нечерноземной зоны
РСФСР, а также освоении обширных районов Сибири,
Севера, Средней Азии и Дальнего Востока.
Ждем вас, дорогие друзья, на великих стройках ком-
мунизма.
ИСОН ЛИТЕРАТУРЫ
1. Алексеев А. Г. Экономика, организация и планирование про-
изводства электромонтажных работ. — М.: Стройиздат, 1978. — 400 с.
2. Белоцерковец В. В. Применение пороховых механизмов в элек-
тромонтажных работах. — М.: Энергия, 1976. — 88 с.
3. Гринберг Г. С., Кушлевич А. Н. Металлоконструкции цехо-
вых электрических сетей до 1000 В.—М.: Энергия, 1978. — 76 с.
4. Живов М. С. Индустриальный монтаж осветительных элек-
троустановок.— М.: Энергия, 1978. — 88 с.
5. Живов М. С., Рубинштейн Я. А. Организация и экономика
электромонтажных работ. Справочник электромонтажника. — М.:
Энергия, 1977.—232 с.
6. Живов М. С. Прокладка проводов и кабелей. — М.: Энергия,
1974.— 104 с.
7. Зевакин А. И., Лигерман И. И. Шинопроводы в электриче-
ских сетях промышленных предприятий. — М.: Энергия, 1979. — 96 с.
8. Каминский М. Л., Получанкин В. Т. Монтаж электрических
машин. — М.: Энергия, 1974. — 288 с.
9. Конституция (Основной закон). — М.: Политиздат, 1977.—
24 с.
10. Лигермаи И. И. Кабельные сети промышленных предприя-
тий. — М.: Энергия, 1975. — 96 с.
41. Масанов Н. Ф. Электропроводки в трубах. — М.: Энергия,
1974.— 104 с.
12. Масанов Н. Ф. Электропроводки на тросах и струнах.—
М.: Энергия, 1976. — 96 с.
13. Организация и производство электромонтажных работ/ Под
ред. Б. А. Делибаша, М. С. Живова, А. И. Зевакина.—М.: Энер-
гия, 1972. — 544 с.
14. Пантелеев Е. Г. Монтаж кабельных линий. Справочник элек-
тромонтажника.— М.: Энергия, 1979. — 256 с.
15. Смирнов В. И., Соколов Б. А., Соколова Н. Б. Монтаж
электрических установок. — М.: Энергия, 1976. — 480 с.
16. Справочник по монтажу электроустановок промышленных
предприятий/ Под ред. В. В. Белоцерковца, Б. А. Делибаша.
В двух книгах. — М.: Энергия, 1976. — 392 с.
17. Справочник по монтажу электроустановок промышленных
предприятий/ Под ред. В. В. Белоцерковца, Б. А. Делибаша.
В двух книгах.—М.: Энергия, 1976. — 488 с.
18. Тарифно-квалификационный справочник работ и профессий
рабочих, занятых в строительстве и на ремонтно-строительных рабо-
тах.— М.: Стройиздат, 1969.— 154 с.
19. Трифонов А. Н. Монтаж силового электрооборудования.
Справочник электромонтажника,- — М : Энергия, 1975. — 208 с.
20. Трифонов А. Н. Рабочее место при монтаже силового элек-
трооборудования.— М.: Энергия, 1979. — 96 с.
21. Трифонов А. Н. Рабочее место при монтаже кабелей. — М.:
Энергия, 1973 — 80 с.
22. Трифонов А. Н„ Черноусов А. И. Твой инструмент. — М.:
Энергия, 1976.— 104 с.
135
СОДЕРЖАНИЕ
ПРЕДИСЛОВИЕ...................................... 3
I. ПРОФЕССИЯ И СПЕЦИАЛИЗАЦИЯ ЭЛЕКТРОМОНТАЖНИКОВ.
РАЗВИТИЕ ЭЛЕКТРОМОНТАЖНОГО ПРОИЗВОДСТВА В СССР 6
2. ПОДГОТОВКА ЭЛЕКТРОМОНТАЖНИКОВ. РАБОТА В СОСТАВЕ
ЗВЕНА, БРИГАДЫ................................. Г
3. СОВРЕМЕННОЕ ЭЛЕКТРООБОРУДОВАНИЕ, ЭЛЕКТРОКОН-
СТРУКЦИИ, ЭЛЕКТРОМОНТАЖНЫЕ ИЗДЕЛИЯ И МАТЕРИАЛЫ 24
4. СЛАГАЕМЫЕ РОСТА ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА ... 42
6. РАБОЧЕЕ МЕСТО ЭЛЕКТРОМОНТАЖНИКА ...... 6;.
6. ЭКОНОМИКА ЭЛЕКТРОМОНТАЖНОГО ПРОИЗВОДСТВА . , 82
7. ИНЖЕНЕРНАЯ СЛУЖБА ЭЛЕКТРОМОНТАЖНОГО ПРОИЗВОД-
СТВА ............................................89
8. ГАРАНТИИ ОТЛИЧНОГО КАЧЕСТВА ....... 120
9. НА ВАХТАХ ПЯТИЛЕТОК........................ . 124
30. ПЕРСПЕКТИВЫ РОСТА МАСТЕРСТВА И ОБРАЗОВАНИЯ . . 129
СПИСОК ЛИТЕРАТУРЫ...............................135
АЛЕКСАНДР НИКОЛАЕВИЧ ТРИФОНОВ
Я — ЭЛЕКТРОМОНТАЖНИК (Моя профессия)
Редактор Е. А. Каминский
Редактор издательства Л. В. Копейкина
Обложка художника Н. А. X ар а ш
Технический редактор А. С. Давыдова
Корректор М. Г. Гулина
ИБ Ns 2706
'Сдано в набор 26.03.80 Подписано в печать 29.08.80 Т-12479
•Формат 84хЮ8,/в2 Бумага типографская Ns 2 Гарн. шрифта литературная
Печать высокая Усл. печ. л. 7.14 Уч.-изд. л.7.38
Доп. тираж 40 000 зкз. Заказ 801 Цена 40 к.
Издательство «Энергия», 113114. Москва, М-114, Шлюзовая наб., 10
Московская типография № 10 Союзполиграфпрома при Государствен-
ном комитете СССР по делам издательств, полиграфии и книжной
торговли. 113114, Москва, М-114, Шлюзовая наб., 10.
40 к.
им на
ttifPir fit^ет.пи»ос1м1