/








































Текст
А. Н. ТРИФОНОВ
РАБОЧЕЕ МЕСТО
ПРИ МОНТАЖЕ
КАБЕЛЕЙ
<
БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА
Выпуск 371
А. Н. ТРИФОНОВ
(Г2/.3
Т' 63
РАБОЧЕЕ МЕСТО
ПРИ МОНТАЖЕ КАБЕЛЕЙ
«ЭНЕРГИЯ»
МОСКВА 1973
УЛ К/ GU3- 0-Ш 12-
6П2.14
Т 60
УДК 6Э4гЭКк295Л2ТТз5
РЕДАКЦИОННАЯ КОЛЛЕГИЯ:
Большем Я. М., Зевакин А. И., Каминский Е. А., Мандрыкин С. А.?
Розанов С. П., Семенов В. А., Синьчугов Ф. И., Смирнов А. Д.,
Соколов Б. А., Устинов П. И.
Трифонов А. Н.
Т 69 Рабочее место при монтаже кабелей. М, «Энер-
гия», 1973.
80 с. с ил. (Библиотека электромонтера. Вып. 371)
В брошюре рассматриваются вопросы организации и осна*
щения рабочих мест при монтаже кабелей напряжением до
35 не, а также вопросы нормирования, оплаты труда и техники
безопасности.
Брошюра рассчитана на широкий круг электромонтажни*
ков и электромонтеров, занимающихся монтажом и эксплуата-
цией кабельных линий.
0339-084
051(01)-73
131-72
6П2.14
Александр Николаевич Трифонов
Рабочее место при монтаже кабелей
Редактор М. С. Живов
Обложка художника П. П. Перевалова
Технический редактор Л. М. Фридкин
Корректор 3. Б. Шлайфер
Сдано в набор 11/IV 1972 г. Подписано к печати 18/Х 1972 г. Т-17626
Формат 84 X Ю8'/з2 Бумага типографская № 2
Усл. пеЧ. л. 4,2 Уч.-изд. л. 4,2
Тираж 25 000 экз. Зак. 183 Цена 16 коп.
Издательство «Энергия», Москва, М-114, Шлюзовая наб., 10.
Набрано в Московской типографии Ns 13 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
Денисовский пер., 30.
Отпечатано в Московской типографии № 19 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
иаб. Мориса Тореза, 34. Зак. 1223а.
СОДЕРЖАНИЕ
Предисловие................ 4
1. Рабочее место............... 5
2. Условия труда............. 32
3. Организация труда.......... 41
4. Изучение и зкгдрение передовых ме-
тодов то да.................. 55
5. Оплата труда и нормирование ... 66
6. Техника безопасности ...... 72
Приложение...................... 80
Литература ........................ . 83
ПРЕДИСЛОВИЕ
Согласно Директивам XXIV съезда КПСС по пяти-
летнему плану развития народного хозяйства СССР на
1971—1975 гг. значительно возрастут производство элек-
троэнергии и ввод энергетических сооружений, в том
числе кабельны\ линий.
Кабельная промышленность должна освоить массо-
вый выпуск одножильных кабелей сечением 1 000—
2 500 мм2, кабелей с негорючими покровами, специаль-
ных кабелей для взрывобезопасных установок и т. д.
Широкое применение найдут комбинированные линии,
состоящие из кабелей и открытых токопроводов, а так-
же прокладка кабельных линий по эстакадам Все кабе-
ли с заводов изготовителей будут поставляться ком-
плектно с арматурой для их соединений и оконцевании.
Эти мероприятия, а также внедрение новых проводнико-
вых и изоляционных материалов внесут существенные
изменения в двухстадийную технологию монтажа ка-
белей.
Решение грандиозных задач по строительству ка-
бельных линий не может быть обеспечено только за счет
механизации работ, совершенствования технологии мон-
тажа и применения новых марок кабелей, материалов и
заводских изделий Большое внимание должно быть уде-
лено вопросам научной организации труда при произ-
водстве электромонтажных работ. Одним из основных
направлений научной организации труда в электромон-
тажном производстве является улучшение организации
и обслуживания рабочих мест.
Брошюра знакомит читателей с организацией рабо-
чих мест электромонтажников кабельных линий напря-
жением до 35 кв. В ней приведены данные о современ-
ных инструментах и приспособлениях, применяемых при
монтаже кабелей, а также освещены основные вопросы
научной организации труда (создание комфортных зон
на рабочих местах, применение рациональных систем
оплаты труда и т. п.).
4
1. РАБОЧЕЕ МЕСТО
Рабочее место в электромонтажном производстве —
это зона трудовых действий одного или группы рабочих
(звена, бригады). В этой зоне находятся и перемещают-
ся участвующие в технологическом процессе рабочие,
материалы, инструменты, приспособления и механизмы.
Рабочее место является именно тем первоначальным ни-
зовым звеном, в котором представлены все основные
элементы технологических процессов. На этом месте со-
средоточены материально-технические элементы произ-
водства.
Производственная культура рабочих мест электро-
монтажников по кабельным сетям в основном зависит
от рационального размещения наборов инструментов,
приспособлений и механизмов для производства кабель-
ных работ, устройств для хранения и временного разме-
щения инструментов (контейнеров, сумок, подставок
и т. д.), инвентаря для улучшения условий на рабочих
местах (индивидуальных переносных вентиляторов, го-
релок ГИИВ, светильников местного освещения, средств
связи и т. д.), производственного инвентаря с учетом
оптимальных рабочих поз электромонтажников (пере-
носные стулья, ящики-сидения и т. д.), устройств, обес-
печивающих безопасные условия работы (санитарный
пост для работающих с эпоксидным компаундом, пере-
носный распределительный пункт для подключения элек-
трифицированного инструмента и т. д.).
При организации рабочего места важно правильно
определить величину рабочей зоны. Под рабочей зоной
понимают необходимую площадь, на которой могут раз-
меститься электромонтажники, предметы и орудия тру-
да, участвующие в осуществлении трудового процесса.
В оптимальной рабочей зоне количество трудовых дви-
жений работающих является минимальным. В свою оче-
5
редь проблемы трудовых движений электромонтажни-
ков тесно связаны с вопросами выбора наиболее удоб-
ной рабочей позы. Поза определяется условиями про-
изводственного процесса. Например, стоя выполняют
работы по прокладке кабелей в траншеях, на конструк-
циях и т. д. Сидя выполняют отдельные технологиче-
а/
Рис. 1. Сферы захвата электромонтажника при работе сидя.
Рост челобеп^ .см
Рис. 2. Графики параметров сфер захвата.
ские операции при монтаже соединительных муфт, заго-
товке кабелей на механизмах технологических линий
и т. д.
На рис. 1 приведены сферы захвата работающего
при работе сидя. На графиках этих сфер (рис. 2) указа-
ны минимальные размеры (см): а = 8; b = 47; с = 102,
d=135; е=35; f=55; g=33 и /г=80.
6
В размер е не входит расстояние между корпусом
человека и началом рабочей зоны (краем стола, приспо-
собления и т. д.), равное 10 см.
Не вся площадь рабочей зоны является равноценной.
На рис. 3 указаны величины скоростей движений при
выполнении ручных операций в различных местах гори-
зонтальной рабочей поверхности. Наиболее оптималь-
ными зонами являются зоны А и А', где отмечены наи-
большие величины скоростей движений (соответственно
।—।—।—।—1—।—।—।—।—।—।
О 10 го 50 40 50 60 70 80 90 100 ’ '
Рис. 3. Скорости движений при выполнении
ручных операций в горизонтальной пло-
скости.
11,1 и 11,7 см)сек). Наименьшие скорости отмечены при
работе сидя двумя руками в зонах D и D', поэтому, на-
пример, при выполнении пайки свинцовых муфт целесо-
образно сначала выполнить эту операцию справа (в зо-
нах А и А'), а затем при производстве этих работ со
второго конца перейти на противоположную сторону со-
единяемого кабеля (зоны D и D' окажутся справа) и
продолжать работу в более удобной позе.
При монтаже соединительных муфт не следует рас-
полагать инструменты и приспособления перед сидящим
электромонтажником. Их необходимо располагать по
окружности в плоскостях, рекомендуемых оптимальны-
ми сферами захвата работающего при работе сидя
(см. рис. 1 и 3). Впереди в виде исключения распола-
гают' инструменты, которые предназначены для выпол-
нения технологических операций двумя руками (ножни-
цы типа НБК, клещи типа ПК и т. д.). Если в мастер-
ских монтажно-заготовительных участков (МЗУ) легко
определить рабочие ,зоны и места, то на объектах строи-
7
тельства по мере выполнения технологических операций
электромонтажники, а с ними орудия и предметы трудъ
постоянно перемещаются. Подвижной характер и по-
стоянные перемещения во многом определяют организа-
цию рабочих мест, заставляют осуществлять комплекс-
ные мероприятия по совершенствованию организации
труда. Количество типовых решений организации рабо-
чих мест при монтаже кабельных сетей неограниченно;
оно зависит от применяемых проектов, технологии и спо-
собов механизации работ, а также от климатических
зон, времен года и т. д.
Рациональное расположение инструментов способ-
ствует правильной планировке рабочих мест, сокращает
излишние движения, утомляемость, а следовательно, по-
тери рабочего времени. Снижение утомляемости зависит
от сокращения количества приемов, а также от умень-
шения пути движений и повышения их скорости. Все
движения можно подразделить на движения по верти-
кали (подъем, спуск) и горизонтали (радиально-круго-
вые и боковые). Наиболее легкими являются движения
вниз и радиально-круговые. Установлено также, что
прямолинейные движения менее экономичны, чем круго-
вые, а движения под углом 45° экономичнее, чем перед
собой и в сторону. Наиболее рациональным является та-
кое расположение инструментов, при котором в первую
очередь сохраняется последовательность их применения.
Кр}пные и тяжелые инструменты и приспособления раз-
мещают в контейнерах наборов снизу, а легкие — на-
верху. В зоне действия правой руки располагают инстру-
менты в определенном порядке; при этом особое внима-
ние следует обратить на постоянное место для инстру-
ментов. Такое расположение инструментов способствует
выработке автоматизма в движениях работающих, обес-
печивает быстроту и экономию этих движений.
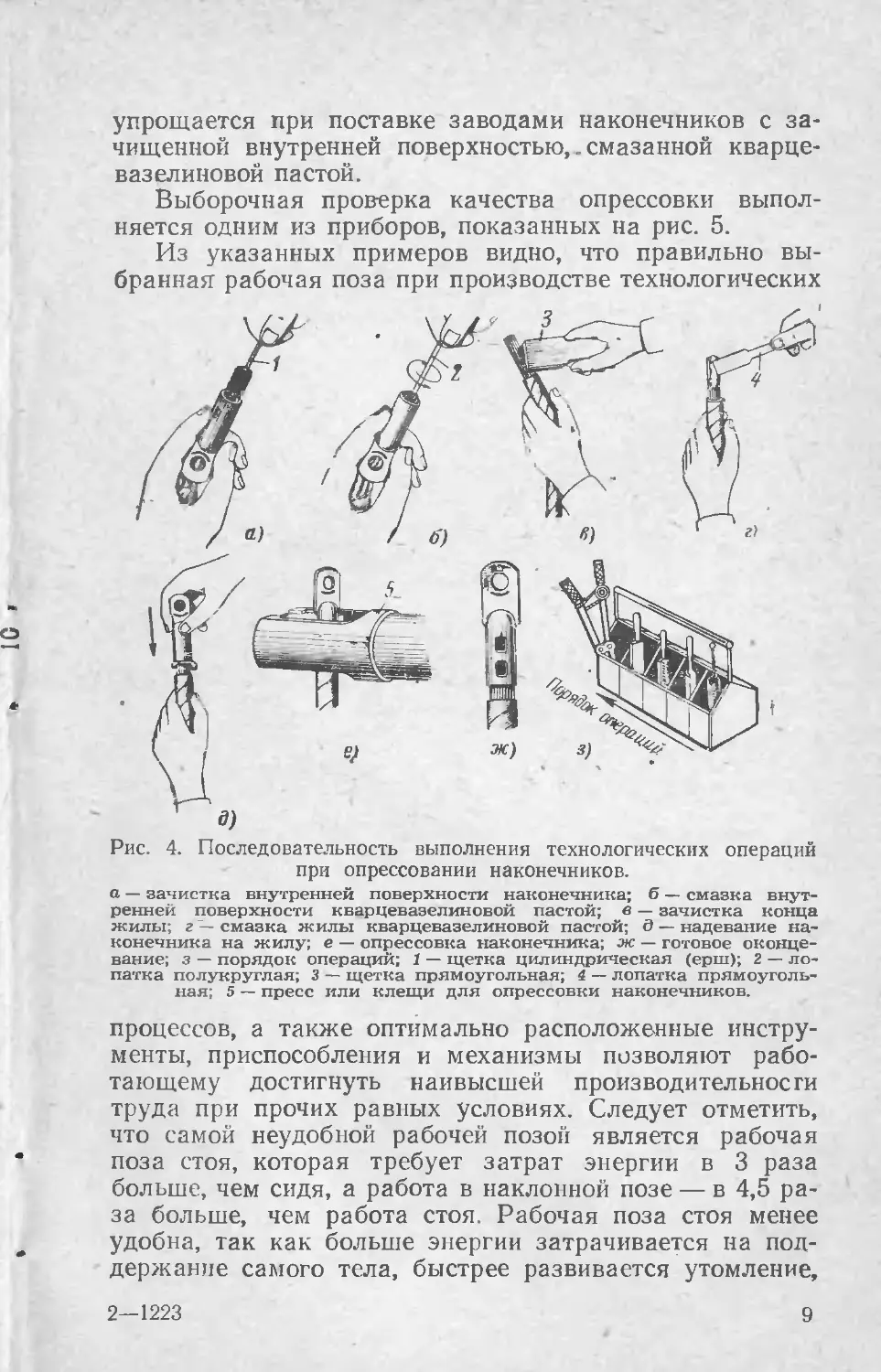
Например, при оконцевании кабелей наконечниками
применяют пять видов инструментов и приспособлений
(рис. 4): щетки цилиндрическую и прямоугольную, ло-
патки полукруглую и прямоугольную и пресс или клеши
для опрессовки наконечников. Для каждого из этих ин-
струментов определено постоянное место. На рисунке'
стрелкой показана очередность технологических процес-
сов при ©прессовании наконечников. После каждой опе-
рации инструменты возвращают на место, а технологи-
ческий цикл повторяется. Этот цикл значительно
8
упрощается при поставке заводами наконечников с за-
чищенной внутренней поверхностью,. смазанной кварце-
вазелиновой пастой.
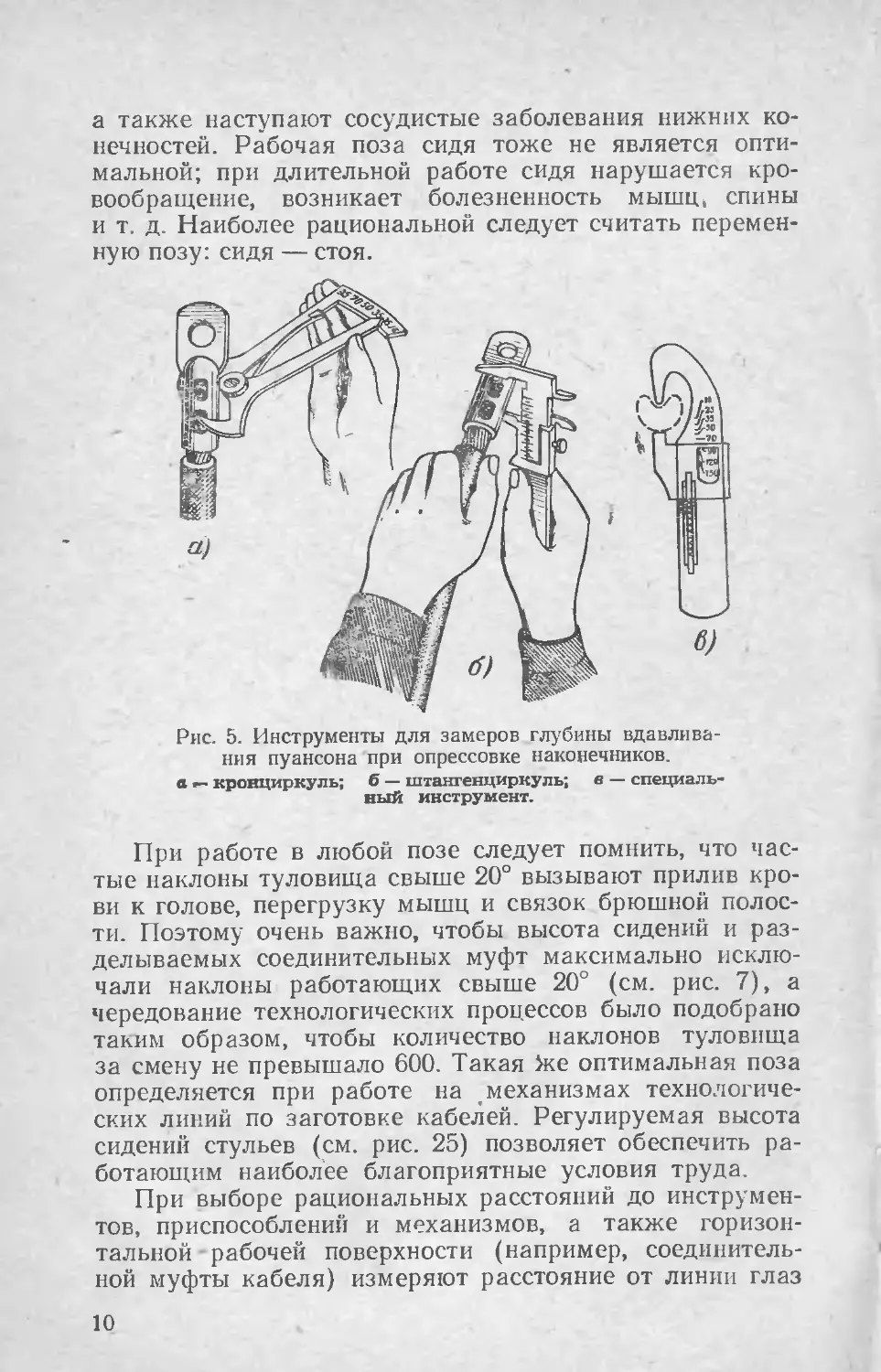
Выборочная проверка качества опрессовки выпол-
няется одним из приборов, показанных на рис. 5.
Из указанных примеров видно, что правильно вы-
бранная рабочая поза при производстве технологических
Рис. 4. Последовательность выполнения технологических операций
при опрессовании наконечников.
а — зачистка внутренней поверхности наконечника; б — смазка внут-
ренней поверхности кварцеваэелиновой пастой; в — зачистка конца
жилы; г — смазка жилы кварцевазелиновой пастой; д — надевание на-
конечника на жилу; е — опрессовка наконечника; ж — готовое оконце-
вание; з — порядок операций; 1 — щетка цилиндрическая (ерш); 2 — ло-
патка полукруглая; 3 — щетка прямоугольная; 4 — лопатка прямоуголь-
ная; 5 — пресс или клещи для опрессовки наконечников.
процессов, а также оптимально расположенные инстру-
менты, приспособления и механизмы позволяют рабо-
тающему достигнуть наивысшей производительности
труда при прочих равных условиях. Следует отметить,
что самой неудобной рабочей позой является рабочая
поза стоя, которая требует затрат энергии в 3 раза
больше, чем сидя, а работа в наклонной позе — в 4,5 ра-
за больше, чем работа стоя. Рабочая поза стоя менее
удобна, так как больше энергии затрачивается на под-
держание самого тела, быстрее развивается утомление,
2—1223
9
а также наступают сосудистые заболевания нижних ко-
нечностей. Рабочая поза сидя тоже не является опти-
мальной; при длительной работе сидя нарушается кро-
вообращение, возникает болезненность мышц, спины
и т д. Наиболее рациональной следует считать перемен-
ную позу: сидя — стоя.
Рис. 5. Инструменты для замеров глубины вдавлива-
ния пуансона при опрессовке наконечников.
а — кронциркуль; б — штангенциркуль; в — специаль-
ный инструмент.
При работе в любой позе следует помнить, что час-
тые наклоны туловища свыше 20° вызывают прилив кро-
ви к голове, перегрузку мышц и связок брюшной полос-
ти. Поэтому очень важно, чтобы высота сидений и раз-
делываемых соединительных муфт максимально исклю-
чали наклоны работающих свыше 20° (см. рис. 7), а
чередование технологических процессов было подобрано
таким образом, чтобы количество наклонов туловища
за смену не превышало 600. Такая >ке оптимальная поза
определяется при работе на механизмах технологиче-
ских линий по заготовке кабелей. Регулируемая высота
сидений стульев (см. рис. 25) позволяет обеспечить ра-
ботающим наиболее благоприятные условия труда
При выборе рациональных расстояний до инструмен-
тов, приспособлений и механизмов, а также горизон-
тальной рабочей поверхности (например, соединитель-
ной муфты кабеля) измеряют расстояние от линии глаз
10
до этой поверхности; оптимальное расстояние равно
450 мм (рис. 6).
На рабочем месте при монтаже соединительных
муфт в котлованах траншей размещаются весь инвен-
тарь, приспособления и инструменты.
Для защиты места разделки кабеля от влаги, пыли
и солнечной радиации служит палатка. До ее установки
подготавливается котлован для
размещения муфт; его разме-
ры зависят от конструкции ка-
белей, а также местных усло-
вий трассы (асфальтовое по-
крытие в городах, гористая ме-
стность и т. д.). Рабочее место
внутри кабельной,палатки по-
казано на рис. 7.
В центре рабочей зоны
устанавливают крестовины (см.
рис. 14) для предварительной
разделки концов кабелей, а
в дальнейшем — специальное
приспособление (рис. 8) для
монтажа соединительных муфт.
Это приспособление опирается
Рис. 6. Рациональное
расстояние от линии глаз
до рабочей зоны.
на четыре стойки,
оканчивающиеся дисками; в крестовинах, закреплен-
ных жестко со стойками, перемещаются два лотка
и стержня с регулируемыми зажимами для крепле-
ния кабелей. Подвижная система приспособлений позво-
ляет регулировать высоту разделываемой муфты, обес-
печивая соосность концов кабелёй при их соединении.
Инструменты на специальных стендах, кассетах и т. д.
(см. рис. 12 и 13) должны размещаться на рабочем ме-
сте в наиболее оптимальных зонах, где отмечены наи-
большие величины скоростей движений (см. рис. 3). Кро-
ме инструментов и приспособлений, для крепления кон-
цов кабелей и муфт в палатке размещают переносный
вентилятор с индивидуальным электроприводом, а при
низких температурах — горелки типа ГИИВ (см. рис. 30)
для обогрева палаток.
При использовании газовых смесей в зимнее время
возникают трудности в связи с плохой испаряемостью
жидких газов при низких температурах. Для поддержки
оптимального давления газов применяют переносный
испаритель (рис. 9). Этот испаритель позволяет благо-
2*
11
приятно работать с газовым баллоном, вынесенным из
палатки при температурах окружающей среды до
—20° С. Через систему трубопроводов и редукторов
к баллонам подключены горелка типа ГИИВ, обогре-
вающая установку, и горелка для производства работ.
Рис. 7. Рабочее место электромонтажника при монтаже соедини-
тельных муфт.
1 — кассеты с ручным инструментом; 2 — арматура местного освеще-
ния; 3 — складной стул; 4 — приспособление для закрепления муфты
и концов кабелей; 5 — соединительная муфта.
С фасада испаритель закрывают дверкой. К шлангу
вместо горелки можно подключить распределитель, по-
зволяющий одновременно с горелкой присоединять либо
различные приспособления, работающие на газе пропан-
бутан, либо горелки типа ГИИВ. В палатке также уста-
навливают складной стул, входящий в комплект инстру-
ментов и инвентаря. Наборы инструментов, применяе-
мые для монтажа соединительных и концевых муфт,
являются универсальными, однако в каждом отдельном
12
случае в них приходится добавлять или исключать от-
дельные инструменты в зависимости от комплекса тех-
нологических операций. Наборы комплектуют в зависи-
мости от окружающей среды (наружные и внутренние
работы), конструкции кабелей (кабели с бумажной,
пластмассовой и резиновой изоляцией), а также от на-
значения или конструкции муфт (соединительные или
концевые, эпоксидные или свинцовые).
Рис. 8. Приспособление для закрепления муфты и кон-
цов кабелей.
1 — упорный диск; 2 — стойка; 3 — лоток; 4 — зажим; 5 — стержень.
Так, для монтажа кабеЛей с бумажной изоляцией
жил применяют инструменты, свойственные только этой
конструкции кабелей. Это приспособления для обрыва
бумажных лент, ножи для снятия металлических оболо-
чек, разбортовка, валек и т. д. Для монтажа кабеля
с пластмассовой изоляцией в набор добавляют нож для
снятия изоляции, приспособления для восстановления
пластмассовой оболочки сваркой.
При наружных кабельных работах в наборы инстру-
ментов, доставляемых на трассу, включают строитель-
ные инструменты: лопату, лом, топор и т. д. Кроме того,
при выполнении этих работ применяют палатки, обору-
13
дование для обогрева, вентилятор с индивидуальным
приводом и светильники для местного освещения.
При внутренних работах, в том числе в туннелях, ка-
налах, для питания инструментов целесообразно исполь-
зовать электроэнергию от специальных переносных рас-
пределительных пунктов типа ПРП (рис. 10), устанав-
Рис. 9. Испаритель-
ная установка для га-
за пропан-бутан.
1 — шкаф; 2 — распре-
делительная рампа; 3 —
баллоны; 4 — дверь; 5 —
горелки типа ГИИВ-1;
6 — редукторы; 7 ~ пре-
дохранительный кла-
пан; 8 — горелка.
ливаемых на рабочих местах. К этим пунктам
подключают электропаяльники, ведра с электроподогре-
вом и другие электрифицированные инструменты и ин-
вентарь.
При отсутствии электроэнергии на наружных кабель-
ных трассах при монтаже соединительных муфт приме-
няют наборы инструментов и приспособлений, работаю,-
щих па газе пропан-бутан (наборы типа НСП для пайки
жил кабелей, горелки типа ГИИВ, жаровни и т. д ).
Номенклатура инструментов при монтаже свинцовых
соединительных муфт отличается от номенклатуры, при-
меняемой при монтаже соединительных муфт из эло-
14
ксидного компаунда. В этом наборе имеются инструмен-
ты, необходимые только при монтаже свинцовых муфт:
термостат, поддоны и крючки для кабельных роликов,
инвентарь для разогрева кабельных масс и т. д. Для
монтажа эпоксидных соединительных муфт в свою оче-
редь применяют специализированные инструменты и
Рис. 10. Переносный рас-
пределительный пункт типа
ПРП.
а — общий вид; б — схема.
приспособления: лотки, мешалки для компаунда, дере-
вянные молотки (киянки), обогревательные камеры
и т. д.
Номенклатура инструментов резко сокращается при
монтаже концевых заделок. Наборы для этих инстру-
ментов свободно размещают в монтажных ящиках
(рис. 11) или сумках. Ящики типа ЯМД одновременно
используют для сидений при работе в помещениях.
Самым распространенным и наиболее универсальным
является набор кабельных инструментов типа НКИ-3.
Этот набор применяют при монтаже соединительных
свинцовых и эпоксидных муфт, а отдельные инструмен-
ты — для монтажа всех типов концевых заделок. Набор
состоит из четырех контейнеров массой 25—40 кг. Одна-
ко эти контейнеры предназначены только для транспор-
тировки, а при монтаже муфт инструменты, приспособ-
ления и механизмы применяют в строгой последователь-
ности, определенной технологическими картами.
15
ся направляющие для
Рис. 12. Расположение руч-
ных инструментов в контей-
нере.
I — кассета; 2 — направляю-
щие; 3 — контейнер.
Смену технологических
Рис. 11. Ящики для инструментов.
а — типа ЯМД; б — типа ЯСК.
Для обеспечения работающего необходимыми ин-
струментами внутри контейнеров (рис. 12) встраивают-
:тановки кассет. На этих кассе-
тах размещают ручные инстру-
менты для определенных тех-
нологических операций. На-
пример, на одной из кассет за-
крепляются в специальных
карманах инструменты для
снятия джутового покрова и
брони кабелей, на второй —
для снятия защитных обо-
лочек.
Кассеты устанавливают на
кронштейны (рис. 13), которые
вращаются на оси подставки.
При выполнении техноло-
гических операций сидя элек-
тромонтажнику не приходится
совершать дополнительных
движений по замене ручных
инструментов. Все кассеты раз-
мещаются на рабочем месте в
наиболее оптимальных зонах,
операций, а также необходи-
мых приспособлений и инструментов на рабочих местах
можно легко проследить на примере монтажа соедини-
тельных свинцовых или эпоксидных соединительных
муфт кабеля марки ААБ-10 (кабель с нормально пропи-
16
тайной бумажной изоляцией алюминиевых жил на ра-
бочее напряжение 10 кв в алюминиевой оболочке, защи-
щенной плоской ленточной броней и наружным джуто-
вым покровсм).
MHZ
Рис. 13. Расположение ручных инструмен-
тов на рабочем месте.
1 — кассета; 2 — кронштейн; 3 — ось; 4 — под-
С1авка.
Процесс соединения кабелей марок ААБ-10 преду-
сматривает большинство технологических операций,
встречающихся при соединении других марок кабелей.
До соединения жил этих кабелей следует выполнить
ряд операций по отрезке концов кабеля, снятию брони
оболочек и бумажной изоляции жил. Поэтому до при-
менения набора инструментов типа НТС для термитной
сварки алюминиевых 'жил на рабочем месте кабельщика
несколько раз произойдет полная смена инструментов,
приспособлений и механизмов.
2 Заказ Ч 183 fМви^нс 17
’ и... ,
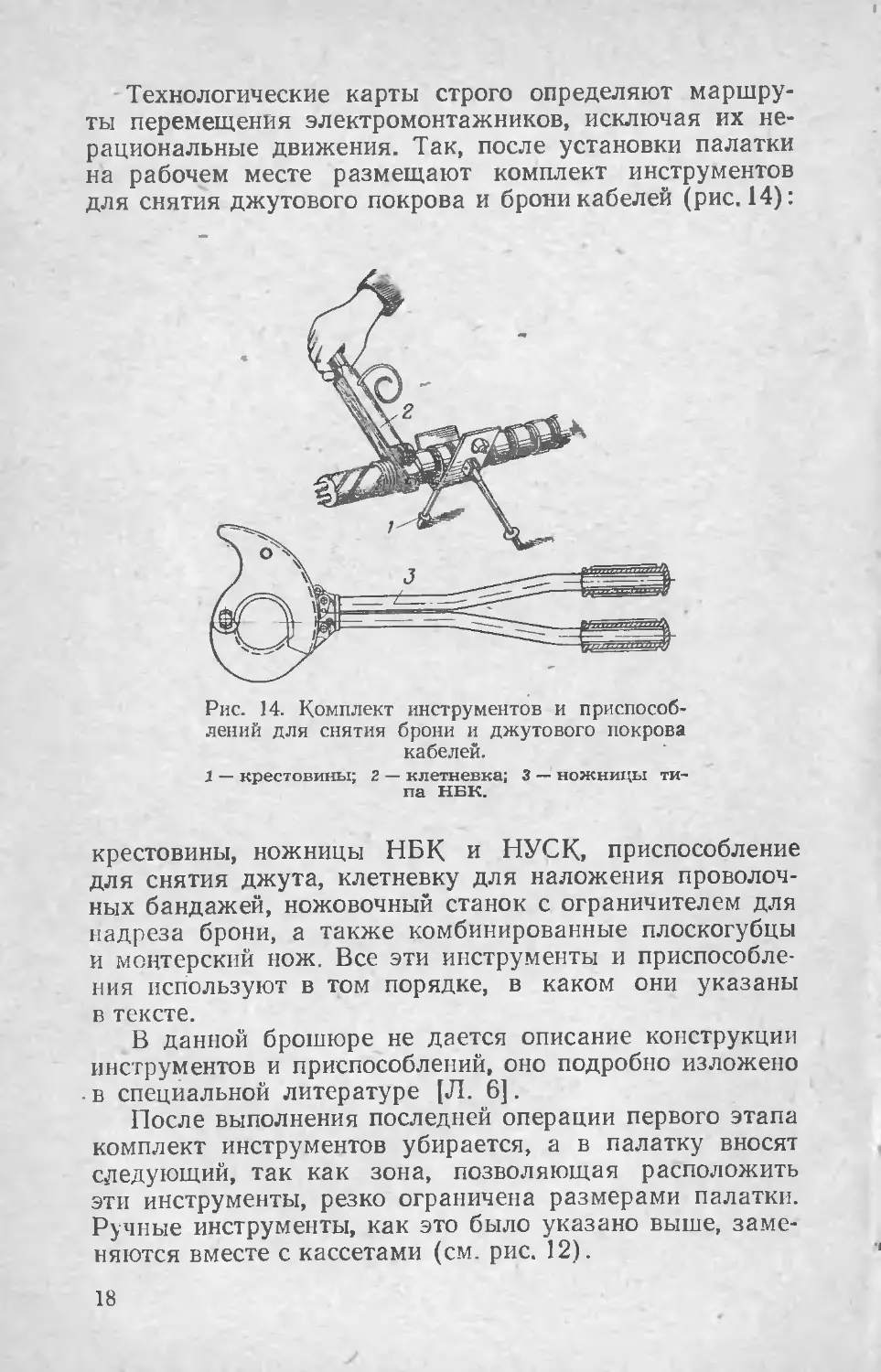
Технологические карты строго определяют маршру-
ты перемещения электромонтажников, исключая их не-
рациональные движения. Так, после установки палатки
на рабочем месте размещают комплект инструментов
для снятия джутового покрова и брони кабелей (рис. 14):
Рис. 14. Комплект инструментов и приспособ-
лений для снятия брони и джутового покрова
кабелей.
1 ~ крестовины; 2 — клетневка; 3 — ножницы ти-
па НБК.
крестовины, ножницы НБК и НУСК, приспособление
для снятия джута, клетневку для наложения проволоч-
ных бандажей, ножовочный станок с ограничителем для
надреза брони, а также комбинированные плоскогубцы
и монтерский нож. Все эти инструменть! и приспособле-
ния используют в том порядке, в каком они указаны
в тексте.
В данной брошюре не дается описание конструкции
инструментов и приспособлений, оно подробно изложено
в специальной литературе [Л. 6].
После выполнения последней операции первого этапа
комплект инструментов убирается, а в палатку вносят
следующий, так как зона, позволяющая расположить
эти инструменты, резко ограничена размерами палатки.
Ручные инструменты, как это было указано выше, заме-
няются вместе с кассетами (см. рис. 12).
18
Большую экономию дает правильное совмещение
вспомогательных технологических операций с основны-
ми (разогрев парафина, кабельных масс и т. д.). Все
эти работы выполняют одновременно с основными техно-
логическими операциями и за счет этого резко сокра-
щается общее время производства работ. До начала ра-
бот по монтажу соединительных муфт должны быть
подготовлены кабельные бирки, пикеты и другие изде-
лия. Инструменты и приспособления почти полностью
заменяют при подготовке к соединению жил кабелей.
При этих технологических операциях предъявляют по-
вышенные требования к чистоте рабочего места. Все от-
ходы материалов, а также ранее применявшийся ком-
плект инструментов удаляют из кабельной палатки.
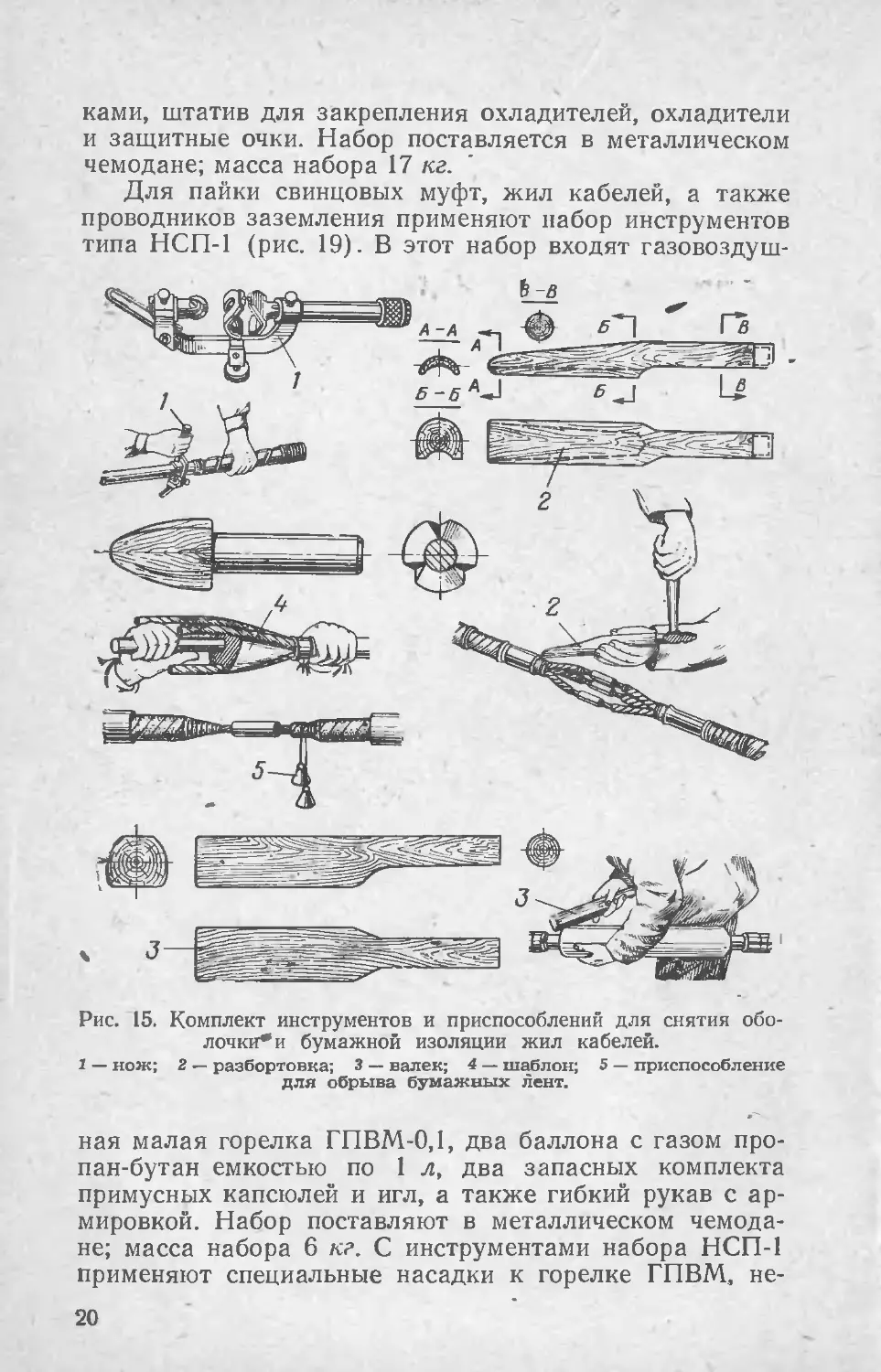
На рабочее место доставляют комплект инструмен-
тов, учитывающий технологические особенности подго-
товительных операций к соединению жил кабелей.
В этот комплект включены (рис. 15): нож для снятия
алюминиевой оболочки кабелей, разбортовка, валек,
шаблоны для изгиба жил, приспособления для обрыва
бумажных лент изоляции жил. Кроме того, на рабочем
месте необходимы инструменты и приспособления для
проверки образцов бумажной изоляции на отсутствие
влаги (рис. 16): ковш с парафином, термометр и пинцет.
Измерение сопротивления изоляции жил кабелей выпол-
няют мегомметром 1 000—2 500 в.
Всю разметку ступеней изоляции выполняют спе-
циальной линейкой ЛК (рис. 17). Применение таких ли-
неек исключает пользование справочным материалом,
значительно улучшает качество работ и повышает про-
изводительность труда электромонтажников.
В зависимости от конструкции и назначения кабелей
применяют различные способы соединения их жил.
К таким способам относятся термитная сварка, пайка,
опрессовка и т. д. При выполнении этих работ обычно
применяют набор инструментов, находящихся в отдель-
ных футлярах (чемоданах).
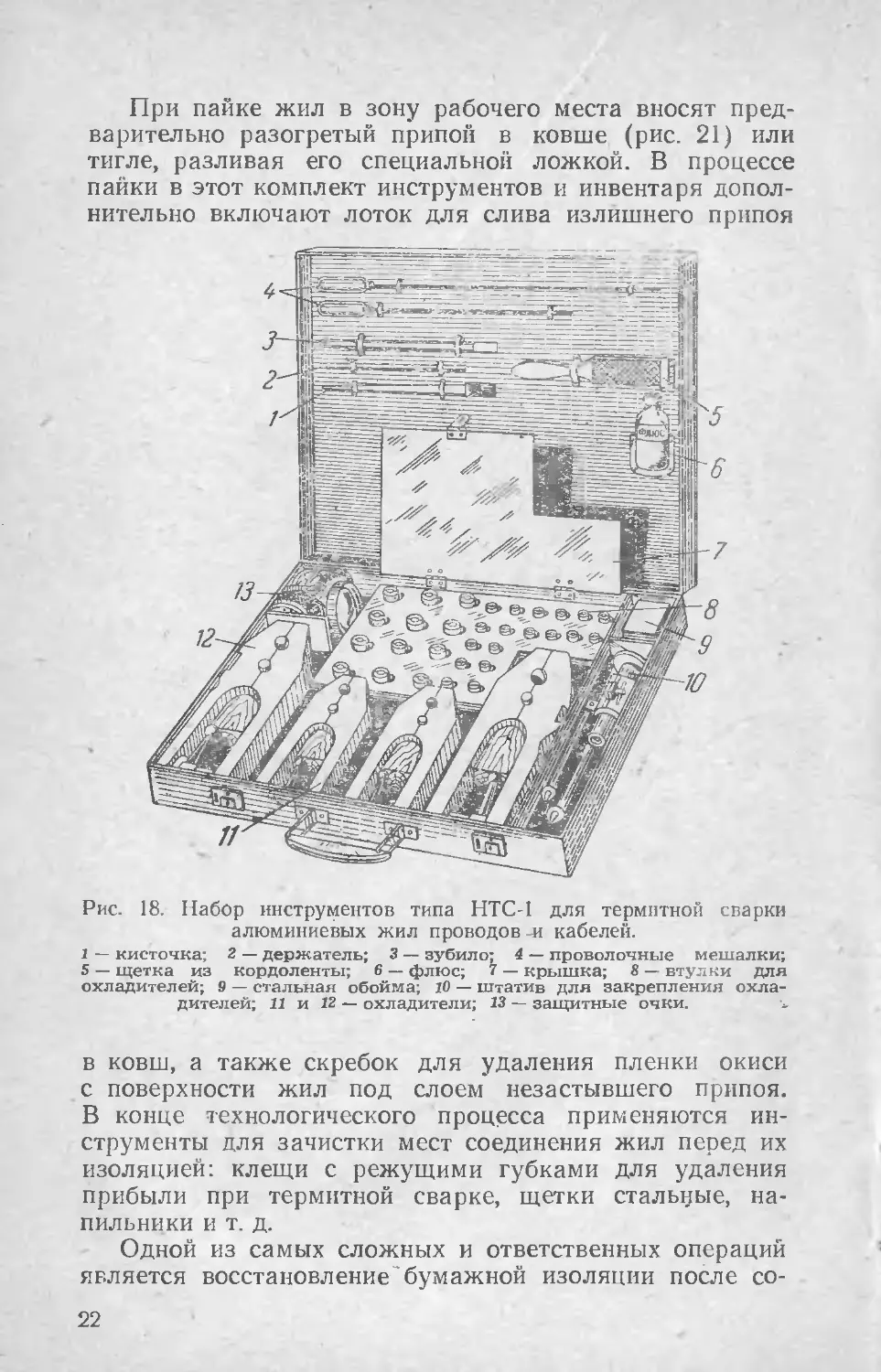
Например, для термитной сварки алюминиевых жил
применяют набор типа НТС-2 (рис. 18). В набор вклю-
чены кисточка для нанесения флюса, державка для
термитной спички, зубило или губки к клещам ПК-1,
проволочные мешалки, щетка из кардоленты, флюс,
втулки для охладителей, крышка для закрепления вту-
лок, стальная обойма для коробки с термитными спич-
19
ками, штатив для закрепления охладителей, охладители
и защитные очки. Набор поставляется в металлическом
чемодане; масса набора 17 кг.
Для пайки свинцовых муфт, жил кабелей, а также
проводников заземления применяют набор инструментов
типа НСП-1 (рис. 19). В этот набор входят газовоздуш-
Рис. 15. Комплект инструментов и приспособлений для снятия обо-
лочки* и бумажной изоляции жил кабелей.
1 — нож; 2 — разбортовка; 3 — валек; 4 — шаблон; 5 — приспособление
для обрыва бумажных лент.
ная малая горелка ГПВМ-0,1, два баллона с газом про-
пан-бутан емкостью по 1 л. два запасных комплекта
примусных капсюлей и игл, а также гибкий рукав с ар-
мировкой. Набор поставляют в металлическом чемода-
не; масса набора 6 кг. С инструментами набора НСП-1
применяют специальные насадки к горелке ГПВМ, не-
20
обходимые при пайке или лужении. Такие насадки изго-
тавливают двух типов: ванночка для расплавления при-
поя объемом 20 ши3 и паяльник. Применение насадок
позволяет регулированием пламени горелки длительно
поддерживать необходимую температуру рабочей части
паяльника, а также расплавленного припоя в ванночке.
Рис. 16. Комплект инстру-
ментов и инвентаря для
проверки вспомогательных
материалов и кабельной бу-
маги на отсутствие влаги.
I — ковш с парафином; 2 —
термометр; 3 — пинцет; 4 —
кабельная бумага.
О
Линейка
25
35
50 '
70
~зг
120
до
\1S
25
50
70
95
М3
2
бвв
Эпоксидные муфты (0 -10 кв)
" '~|Z75| ' - ’
050
Б 80 050
П20
ого
И50 | Г6О |
| Г60 '
\ ГТС65 ~
\ВквГ65ПСБ5\
\]0квГ70ГТС7(Г
I \10квГ65ГТСВ5
I | Г 70
И95
ИТС80
И120
И125
И130
ИТ С135
И145
ИТС135
8 6В0
020
П20
' Г85
I ГТС80
Г ГТС.ВО ।
050
~050
Кобель
Рис. 17. Линейка для монтажа эпоксидных
соединительных муфт.
В
7
BgS 050
5
Для сварки алюминиевых жил кабелей наряду
с термитными патронами применяют набор инструмен-
тов типа НСП-2; в отличие от набора НСП-1 этот набор
укомплектован более мощными горелками типа
ГПВМ-0,5 и баллонами емкостью 4 л. Набор состоит из
- контейнера и стального чемодана с инструментами и ин-
вентарем; масса соответственно составляет 1,6 и 25 кг.
Кроме этих наборов, применяют отдельные инструмен-
ты, в том числе шаблоны для среза жил на конус
(рис. 20).
21
При пайке жил в зону рабочего места вносят пред-
варительно разогретый припой в ковше (рис. 21) или
тигле, разливая его специальной ложкой. В процессе
пайки в этот комплект инструментов и инвентаря допол-
нительно включают лоток для слива излишнего припоя
Рис. 18. Набор инструментов типа НТС-1 для термитной сварки
алюминиевых жил проводов -и кабелей.
1 — кисточка; 2 — держатель; 3 — зубило; 4 — проволочные мешалки;
5 — щетка из кордоленты; 6 — флюс; 7 — крышка; 8 — втулки для
охладителей; 9 — стальная обойма; 10 — штатив для закрепления охла-
дителей; 11 и 12 — охладители; 13 — защитные очки. -
в ковш, а также скребок для удаления пленки окиси
с поверхности жил под слоем незастывшего припоя.
В конце технологического процесса применяются ин-
струменты для зачистки мест соединения жил перед их
изоляцией: клещи с режущими губками для удаления
прибыли при термитной сварке, щетки стальные, на-
пильники и т. д.
Одной из самых сложных и ответственных операций
является восстановление'бумажной изоляции после со-
22
единения жил. В комплект инструментов для выполне-
ния этой операции включают (рис. 22): нож для вскры-
тия банок, поддоны, крючки для захвата роликов, шаб-
Рис. 19. Набор инструментов типа НСП-1 для пайки жил проводов
и кабелей.
а — общий вид: 1 — баллоны с газом пропан-бутаном; 2 — горелка типа
ГПВМ-0,1; 3 — рукав; 4 — чемодан; б — насадки к горелке типа
ГПВМ-0,1: 5 — ванночка; 6 — паяльник.
лон для изготовления цилиндрических рулонов, срезан-
ных с одной стороны и применяемых при наложении
бумажной изоляции в местах
приспособления для наложе-
ния ниточных бандажей. Для
подогрева кабельных роликов
используют термостат. Он со-
стоит из стального корпуса с
двойными стенками, простран-
ство между которыми залива-
ют трансформаторным маслом.
Винт в верхней части корпуса
позволяет регулировать давле-
ние паров масла при его на-
греве. Во внутреннюю часть
термостата, заполненную ка-
бельной прошпарочной массой,
вставляют стакан с круглыми
ее скосов, специальные
v
Рис. 20. Шаблон для среза
жил кабеля на конус.
1 — ножовочное полотно; 2 —
жила кабеля; 3 — шаблон
отверстиями. Уложенные в стакан ролики после разогре-
ва вместе с ним вынимают, опуская на поддон; большая
часть прошпарочной массы при этом через круглые от-
23
верстия сливается обратно в корпус термостата-. Про-
верку вспомогательных материалов на отсутствие влаги
выполняют способом, указанным на рис. 16 При вос-
Рис. 21. Комплект инструментов-и приспособлений для пайки жил.
1 — скребок для удаления пленки окиси; 2 — ложка; 3 — ковш; 4 — ти-
гель; 5 — лоток для слива.
Рис. 22. Комплект инструментов и приспособлений для восстанов-
ления бумажной изоляции.
1 — крючки для захвата роликов; 2 — шаблон; 3 — специальные приспо-
собления для наложения ниточных бандажей; 4 — термостат.
становлении защитных оболочек кабелей рабочие места
комплектуют наборами инструментов, которые также
зависят от конструкции кабелей. /
24
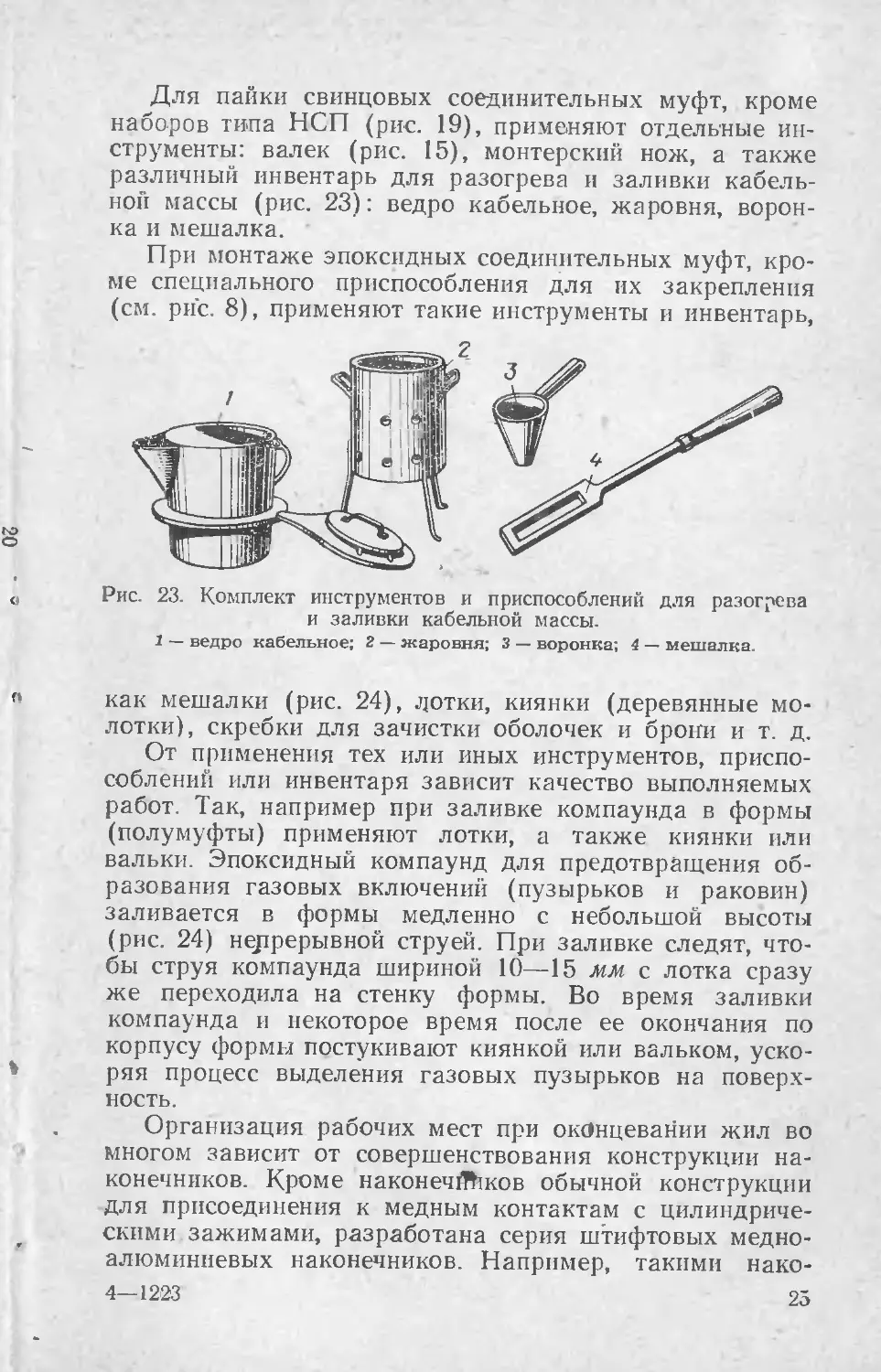
Для пайки свинцовых соединительных муфт, кроме
наборов типа НСП (рис. 19), применяют отдельные ин-
струменты: валек (рис. 15), монтерский нож, а также
различный инвентарь для разогрева и заливки кабель-
ной массы (рис. 23): ведро кабельное, жаровня, ворон-
ка и мешалка.
При монтаже эпоксидных соединительных муфт, кро-
ме специального приспособления для их закрепления
(см. рис. 8), применяют такие инструменты и инвентарь,
Рис. 23. Комплект инструментов и приспособлений для разогрева
и заливки кабельной массы.
1 — ведро кабельное; 2 — жаровня; 3 — воронка; 4 — мешалка.
как мешалки (рис. 24), дотки, киянки (деревянные мо-
лотки), скребки для зачистки оболочек и брони и т. д.
От применения тех или иных инструментов, приспо-
соблений или инвентаря зависит качество выполняемых
работ. Так, например при заливке компаунда в формы
(полумуфты) применяют лотки, а также киянки или
вальки. Эпоксидный компаунд для предотвращения об-
разования газовых включений (пузырьков и раковин)
заливается в формы медленно с небольшой высоты
(рис. 24) непрерывной струей. При заливке следят, что-
бы струя компаунда шириной 10—15 мм с лотка сразу
же переходила на стенку формы. Во время заливки
компаунда и некоторое время после ее окончания по
корпусу формы постукивают киянкой или вальком, уско-
ряя процесс выделения газовых пузырьков на поверх-
ность.
Организация рабочих мест при оконцевании жил во
многом зависит от совершенствования конструкции на-
конечников. Кроме наконечй^ков обычной конструкции
для присоединения к медным контактам с цилиндриче-
скими зажимами, разработана серия штифтовых медно-
алюминиевых наконечников. Например, такими нако-
4—1223 25
печниками оконцовывают алюминиевые жилы . кабелей,
подключаемые к автоматам серии А. В настоящее время
применяют различные контактные соединения, конструк-
ция которых позволяет исключить процесс опрессовки
или напайки наконечников.
Рис. 24. Комплект инструментов и приспособлений для монтажа
эпоксидных соединительных муфт.
1 — мешалка; 2 — лоток; 3 — скребок для зачистки оболочек и брони.
Например, вместо штифтовых наконечников приме-
няют сплавленный стержень конца многопроволочной
жилы кабеля, а концам секторных однопроволочных
алюминиевых жил с помощью специальных прессов при-
дают форму наконечников. Для однопроволочных жил
контрольных кабелей применяют зажимы, позволяющие
присоединять эти жилы без наконечников. Такие спосо-
бы присоединения жил требуют применения новых ви-
дов инструментов на рабочих местах (пиротехнические
прессы, формы для сплавления жил и т. д.). На рис. 4
показано размещение инструментов на рабочих местах
при массовом оконцевании кабельных жил наконеч-
никами.
26
Выше были рассмотрены примеры организации ра-
бочих мест в зонах монтажа.
В настоящее время большой объем работ по заго-
товке кабелей выполняют в мастерских монтажно-заго-
товительных участков (МЗУ).
Прогрессивной формой организации труда на МЗУ
являются технологические линии по заготовке кабелей.
Заготовка кабелей на таких линиях повышает качество
смонтированных муфт, позволяет создать благоприят-
ные условия труда электромонтажников.
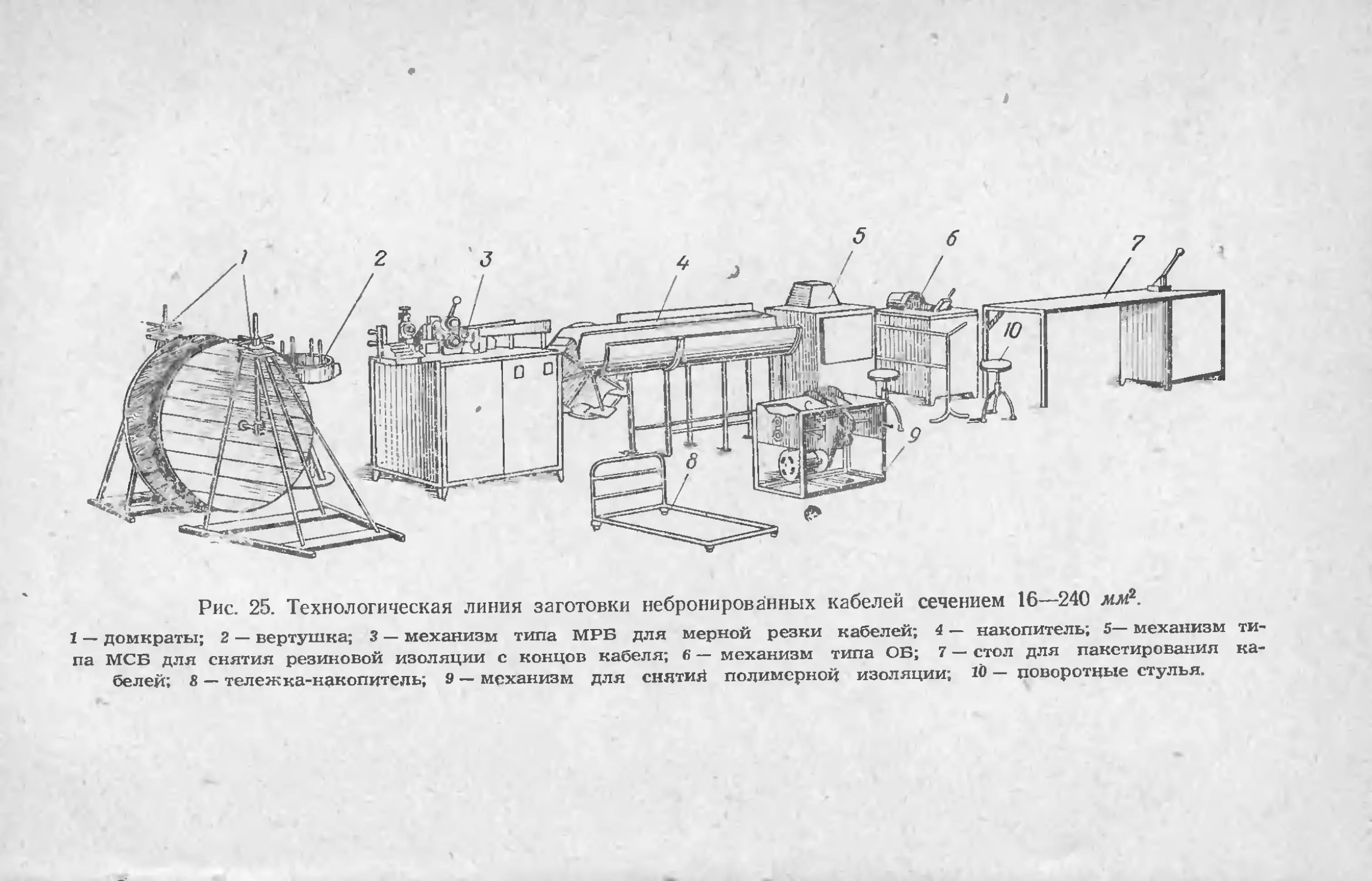
Заготовку небронированных кабелей марок АВРГ,
АНРГ, ЛВВГ, АВПГ и т. д. целесообразно выполнять на
технологической линии, показанной на рис. 25.
Для разматывания кабеля барабан устанавливается
ла домкраты, а бухты — на вертушку. Затем кабель по-
падает на механизм типа МРБ для мерной резки кабе-
лей. Заготовленные отрезки кабеля укладывают в нако-
питель, в конце которого установлены механизм типа
МСБ для снятия резиновой изоляции с концов кабеля,
а также механизм типа ОБ, с помощью которого произ-
водят зачистку жил кабелей и опрессовку наконечников.
Кроме того, в комплект линии входят стол для пакети-
рования кабелей, тележка-накопитель, механизм для
снятия полимерной изоляций и поворотные стулья. Каж-
дый механизм, установленный на технологической ли-
нии, может быть использован для выполнения отдель-
ных операций.
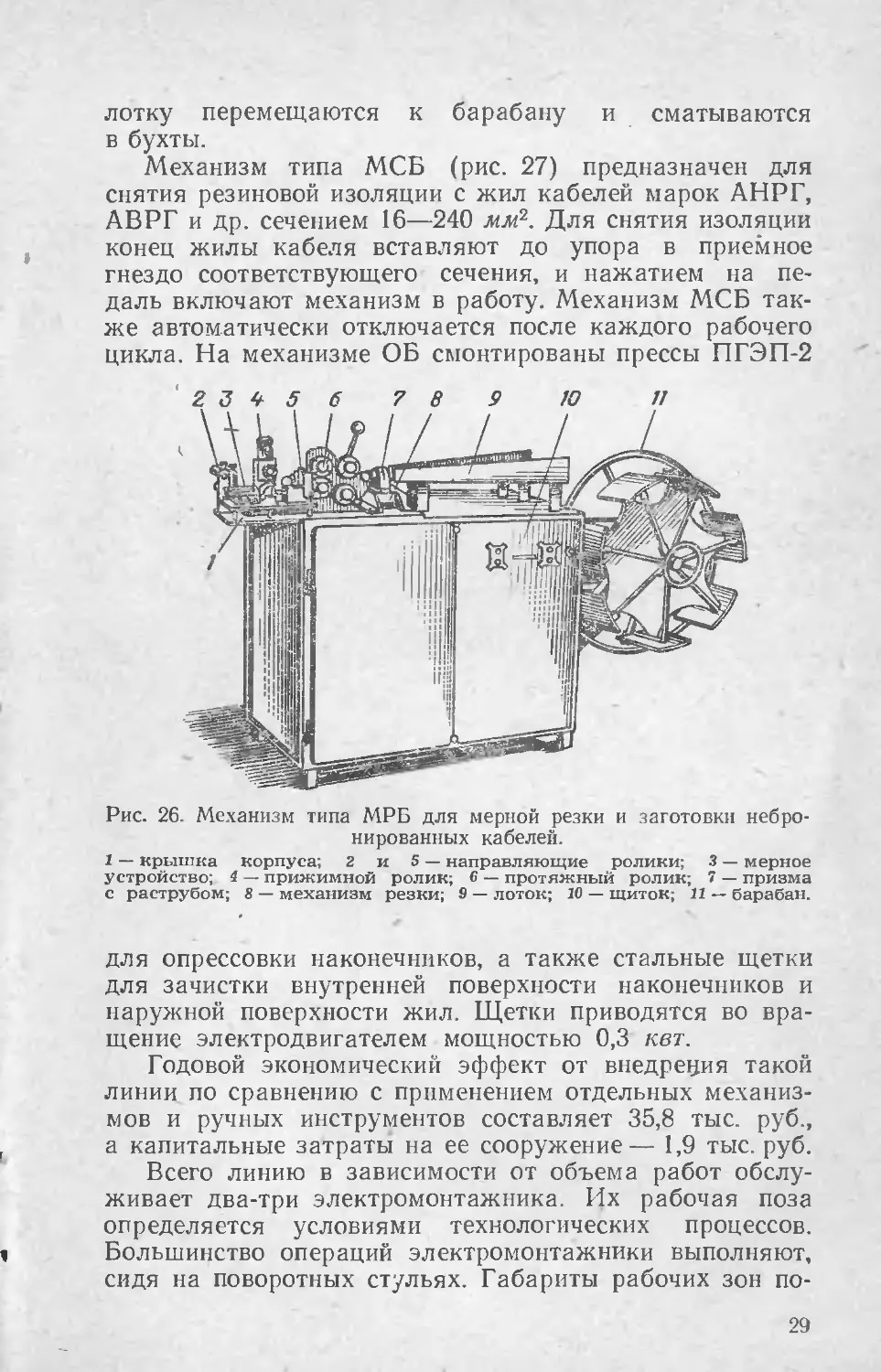
Механизм типа МРБ (рис. 26) позволяет выполнять
мерную резку небронированных кабелей, а также свер-
тывать в бухты заготовленные отрезки кабелей на ин-
вентарном барабане. Наибольший диаметр разрезаемо-
го кабеля 30 мм, а длины заготавливаемых отрезков
кабеля (кратные 100 мм) составляют от 100 мм до
120 м.
При работе механизма конец кабеля с барабана или
вертушки со скоростью до 10 м/мин пропускают между
направляющими, протяжными и прижимными ролика-
ми, установленными на верхней крышке корпуса. Мимо
мерного устройства кабель через призму с раструбом
попадает в механизм резки. Длина отрезков кабелей
определяется программой, набранной на специальном
устройстве щитка. Механизм включается в работу кноп-
кой, управления и автоматически отключается после
каждого реза кабеля. Заготовленные концы кабеля по
4*
27
Рис. 25. Технологическая линия заготовки небронированных кабелей сечением 16—240 мм2.
1 — домкраты; 2 — вертушка; 3 — механизм типа МРБ для мерной резки кабелей; 4 — накопитель; 5— механизм ти-
па МСБ для снятия резиновой изоляции с концов кабеля; 6 — механизм типа ОБ; 7 — стол для пакетирования ка-
белей; 3 — тележка-накопитель; 9 — механизм для снятий полимерной изоляции; 10 — поворотные стулья.
лотку перемещаются к барабану и сматываются
в бухты.
Механизм типа МСБ (рис. 27) предназначен для
снятия резиновой изоляции с жил кабелей марок АНРГ,
АВРГ и др. сечением 16—240 мм2. Для снятия изоляции
конец жилы кабеля вставляют до упора в приемное
гнездо соответствующего сечения, и нажатием на пе-
даль включают механизм в работу. Механизм МСБ так-
же автоматически отключается после каждого рабочего
цикла. На механизме ОБ смонтированы прессы ПГЭП-2
Рис. 26. Механизм типа МРБ для мерной пезки и заготовки небро-
нированных кабелей
I — крышка корпуса; 2 и 5 — направляющие ролики; 3 — мерное
устройство; 4 - прижимной ролик; 6 — протяжный ролик; 7 — призма
с раструбом; 8 — механизм резки; 9 — лоток; 10 — щиток 11 — барабан.
для опрессовки наконечников, а также стальные щетки
для зачистки внутренней поверхности наконечников и
наружной поверхности жил. Щетки приводятся во вра-
щение электродвигателем мощностью 0.3 кет.
Годовой экономический эффект от внедрения такой
линии по сравнению с применением отдельных механиз-
мов и ручных инструментов составляет 35,8 тыс. руб.,
а капитальные затраты на ее сооружение— 1,9 тыс. руб.
Всего линию в зависимости от объема работ обслу-
живает два-три электромонтажника. Их рабочая поза
определяется условиями технологических процессов.
Большинство операций электромонтажники выполняют,
сидя на поворотных стульях. Габариты рабочих зон по-
29
£
Рис. 27. Механизм ти-
па МСБ для снятия
резиновой изоляции с
жил небронированных
кабелей.
зволяют применять транспортные механизмы для пода-
чи кабеля к домкратам, а также для вывоза готовых
изделий.
В табл. 1 указаны рекомендуемые размеры для ра-
бочих мест для технологических линий мастерских МЗУ.
При заготовке бронированных
кабелей количество крупных ме-
ханизмов на технологической ли-
нии сокращается, а рабочая зона
освобождается для установки ба-
рабанов. Однако в комплект та-
кой линии входит большое коли-
чество различного инвентаря: сто-
лов, стеллажей и ящиков.
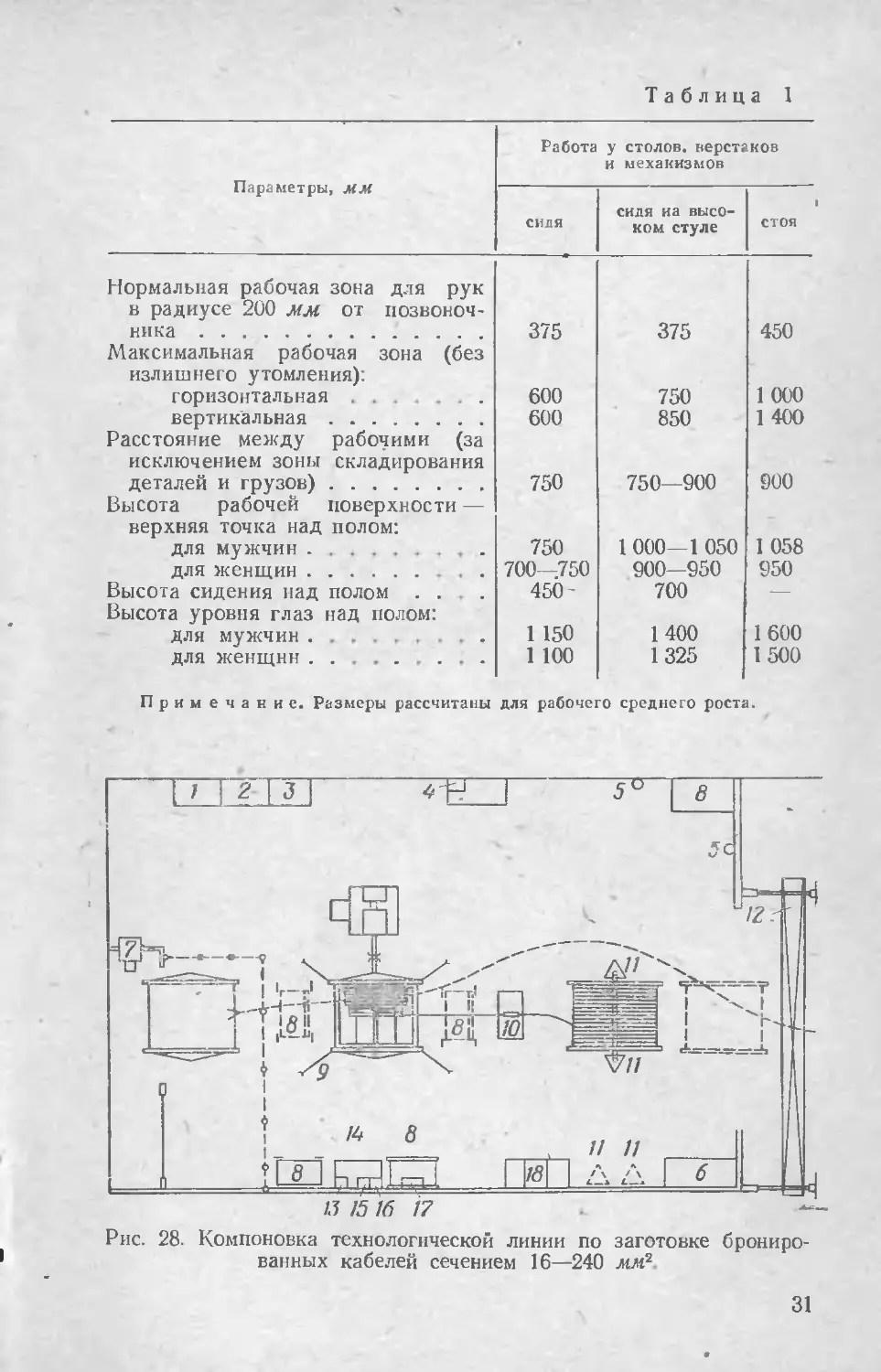
Пример компоновки техноло-
гической линии по заготовке бро-
нированных кабелей показан на
рис. 28. Для размещения такой
линии в мастерских МЗУ требует-
ся площадь 72 м2.
В рабочей зоне технологиче-
ской линии размещаются монтаж-
ные столы 8 для монтажа соеди-
нительных и концевых муфт, на
одном из них установлено при-
способление 17 для размешива-
ния в банках эпоксидного ком-
паунда с наполнителем при мон-
таже муфт и заделок. На столе 14
размещены инструменты: набор
инструментов типа НСП-1 для
проводников заземления 13, пресс
типа ПГЭП-2 с электроприводом 15 и набором пуансо-
нов и матриц для опрессовки наконечников, приспособ-
ление 16 для механической зачистки жил кабеля, а так-
же внутренней поверхности наконечников. Кроме того,
на столах размещают приспособление для маркировки
бирок методом выжигания 4, набор типа НТС-2 для
термитной сварки и т. д. Барабаны с кабелем устанав-
ливают кран-балкой 12 на домкраты И.
Кабель протягивают через мерное устройство 10\
в качестве этого устройства применяют мерный диск со
счетчиком типа СК-1- Кабель проходит по направляю-
щим роликам через мерный диск, ось которого соедине-
пайки жил кабелей
и
30
Таблица 1
Параметры, мм Работа у столов, верстаков и механизмов
сидя сидя иа высо- ком стуле стоя
Нормальная рабочая зона для рук в радиусе 200 мм от позвоноч- ника 375 375 450
Максимальная рабочая зона (без излишнего утомления) горизонтальная . 600 750 1 000
вертикальная 600 850 1 400
Расстояние между рабочими (за исключением зоны складирования деталей и грузов) 750 750—900 900
Высота рабочей поверхности — верхняя точка над полом: для мужчин - 750 1 000—1 050 1 058
для женщин 700—750 900—950 950
Высота сидения над полом ... 450 700 —
Высота уровня глаз над полом: для мужчин 1 150 1400 1600
для женщнн 1 100 1325 1500
Примечание. Размеры рассчитаны для рабочего
среднего роста.
Рис 28. Компоновка технологической линии по заготовке брониро-
ванных кабелей сечением 16—240 мм2-
31
на со счетчиком. Мерный диск может перемещаться по
вертикали по направляющим шпилькам, а все устрой-
ство — в поперечном направлении. Возможность попе-
речного перемещения счетного устройства обеспечивает
равномерную намотку кабеля на инвентарный барабан.
На подвижной части мерного устройства установлен
усиленный стационарный нож типа НБК-2, обеспечи-
вающий резку бронированного кабеля сечением до
240 мм1 2. Инвентарный барабан закрепляется при пере-
мотке с помощью приспособления 9\ аналогичное при-
способление применяют для крепления этого барабана
при его транспортировке. Вращение инвентарного бара-
бана осуществляется с помощью электропривода с ре-
дуктором и электромагнитной муфты при скорости вра-
щения 2—10 обIмин. Вдоль стен устанавливают стелла-
жи 1, 2 и 3 для размещения материалов, инвентаря по
технике безопасности, а также ящики для хранения
огнеопасных материалов 6, отходов цветных метал-
лов 18 и огнетушителя 5.
В состав технологической линии входит высоковольт-
ная установка 7 для испытаний смонтированных кабелей.
Годовая экономия от заготовки на такой технологи-
ческой линии 1 км кабеля с концевыми заделками и со-
единительными муфтами составляет 52 руб., или
9 чел-дней. - /
Однако создание технологических линий еще не ре-
шает полностью всех вопросов, связанных с научной
организацией труда на рабочих местах. Кроме правиль-
но выбранных технологических процессов и размещения
работающих, необходимо весь производственный про-
цесс обеспечить непрерывным снабжением с разработ-
кой потоков поступающих материалов (флюсов для пай-
ки, эпоксидных компаундов и отвердителей, бирок, пер-
форированной ленты и т. д.), поставить на рабочие ме-
ста электромонтажников необходимой квалификации, а
также создать для них благоприятные условия труда
(СМ. §2).
2. УСЛОВИЯ ТРУДА
Все мероприятия, обеспечивающие благоприятные
условия труда, тесно связаны с основными вопросами
эргономики ’. Эта наука изучает функциональные воз-
1 Термин «эргономика» состоит из греческих слов «ergon» —
работа и «nomes»—закон.
32
можности человека в трудовых процессах с целью со-
здания для него оптимальных условий труда, т. е. та-
ких, которые, делая труд высокопроизводительным, в то
же время обеспечивают наиболее благоприятные усло-
вия человеку, сохраняя его силы и работоспособность.
Эргономика исследует влияние, которое оказывают на
работоспособность человека различные физические фак-
торы: освещение, состав воздуха, шумы, вибрация, ме-
теорологические условия и т. д. Кроме того, эргономика
определяет зоны движений, рабочие позы, типизацию
размещения на рабочих местах инструментов и органов
управления (см. § 1).
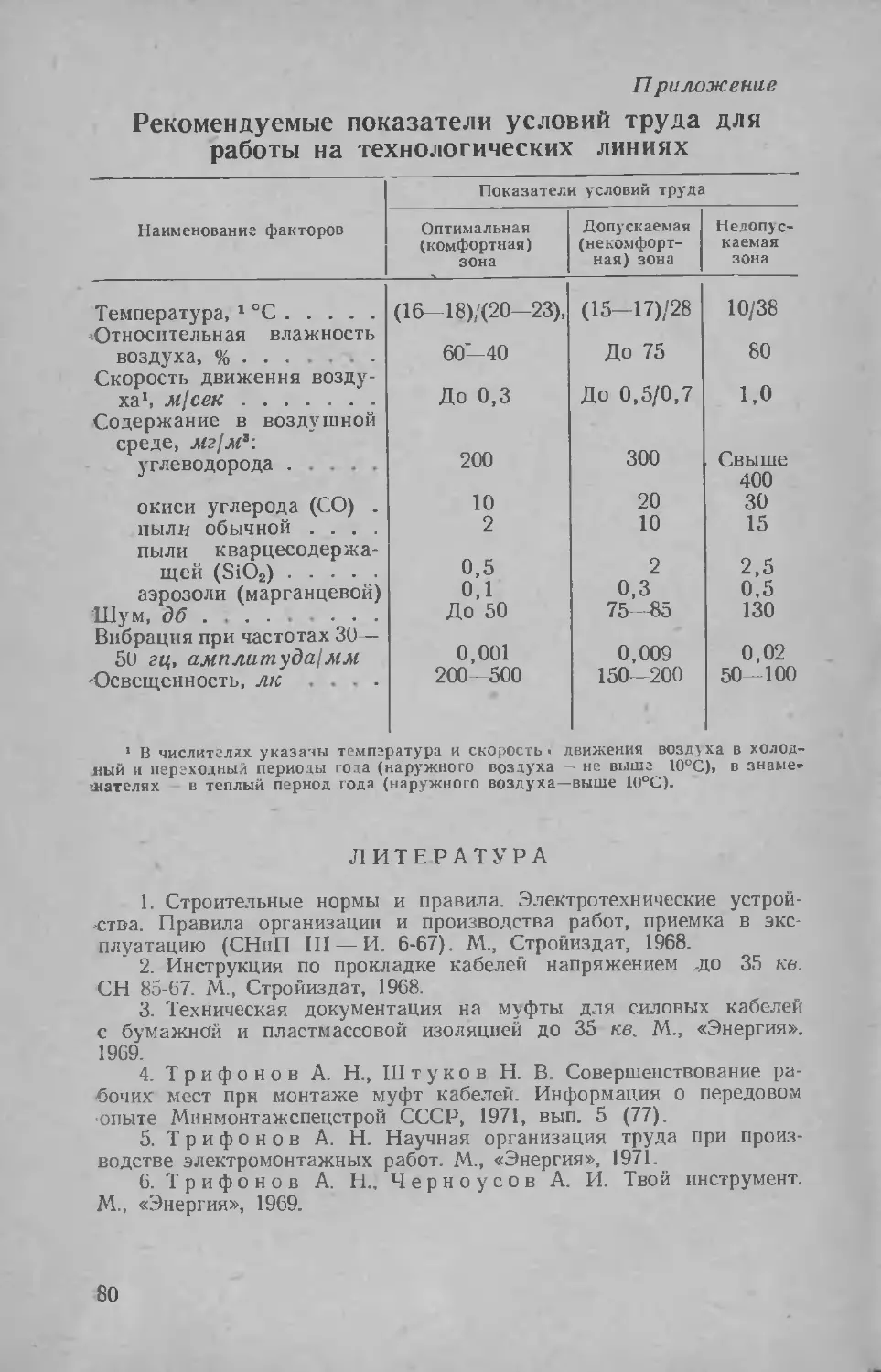
Для каждого вида работ может быть определена
оптимальная (комфортная) зона В такой зоне при спе-
циально рассчитанных санитарно-гигиенических нормах
может быть достигнута наивысшая производительность
труда на рабочих местах. При работе на технологиче-
ских линиях по заготовке кабелей за основу могут быть
приняты физические параметры, указанные в приложе-
нии. Тогда на каждое рабочее место может быть со-
ставлена круговая диаграмма с указанными параметра-
ми. Пример такой диаграммы показан на рис. 29.
Сначала на диаграмму наносят в виде точек пара-
метры, зафиксированные в результате обследования ра-
бочих мест. Замеры этих параметров выполняют раз-
личными измерительными приборами: освещенность —
люксметрами, скорость движения воздуха — анемомет-
рами, загазованность — газоанализаторами, шумы —
шумомерами, температуру — термометрами, влаж-
ность — психрометрами, вибрацию — виброметрами и
т. д. Все точки в дальнейшем соединяют сплошной
линией. На рис. 29 особенно наглядно видны те пара-
метры, которые «не вписываются» в комфортную зону.
Обычно для улучшения этих параметров составляют
план мероприятий научной организации труда, который
предусматривает увеличение освещенности рабочих мест,
исключение сквозняков, улучшение систем вентиляции
и т. д. После выполнения намеченных мероприятий
делают повторное обследование рабочих мест. Вторично
замеренные параметры показаны на круговой диаграм-
ме в виде точек, соединенных пунктирной линией. Кроме
этих мероприятий, следует обратить внимание на эсте-
тическое оформление рабочих мест и производственных
мероприятий, например окраску инструментов, приспо-
5—1223 33
соблений, механизмов и строительных частей зданий, а
также озеленение рабочих зон. Окраску стен, рабочих
м-еханизмов поточных линий, инвентаря и т. д. выпол-
няют в соответствии с рекомендациями, утвержденными
Госстроем СССР. Правильный выбор окраски способ-
Рис. 29. Круговая диаграмма.
------зона до внедрения мероприятий НОТ; «*— — зона после
внедрения мероприятий НОТ.
ствует снижению утомляемости глаз и повышает общий
тонус работающих за счет воздействия цветопсихологи-
ческих факторов, а применение сигнальных и преду-
преждающих цветов в опасных местах повышает безо-
пасность работ.
Верхнюю часть помещений технологических линий по
заготовке кабелей: потолок, стены до панелей и окон-
ные переплеты окрашивают в белый цвет, панели (вы-
сотой до 2,5 м) —в светло-зеленый, а колонны в желто-
кремовый.
Оборудование технологических линий (полуавтоматы
по замерам и резке кабелей, их оконцеванию, соедине-
нию и т. д.) обычно окрашивают в два цвета: неподвиж-
ные части — в светло-зеленый, а движущиеся — в кре-
мовый.
Защитные кожухи снаружи окрашивают в тот же
цвет, что и основное оборудование, а внутри —
в красный цвет. Вращающиеся части под защитными
кожухами также окрашивают в красный цвет. Окраска
столов по заготовке кабелей, а также инструментальных
тумбочек и другого инвентаря не должна отвлекать
электромонтажников от органов управления механизма-
ми технологических линий. Столешницы их должны
быть окрашены таким образом, чтобы на них четко раз-
личались изделия, вспомогательные материалы, а также
инструменты. Весь инвентарь обычно окрашивают в цве-
та, аналогичные или близкие к цвету оборудования тех-
нологических линий.
При монтаже концевых и соединительных муфт не-
посредственно на объектах электромонтажники пользу-
ются большим количеством инструментов, перенося их
с одного места на другое. Поэтому на цветовое оформ-
ление инструментов следует обратить особое внимание.
Цвет должен сделать различимым инструменты на фоне
помещений, электроконструкций, а также котлованов
траншей. Намного сложнее создать комфортную зону на
рабочих местах при прокладке кабельных линий, а так-
же монтаже соединительных и концевых муфт.
Некоторые параметры рабочих мест определяются не
только санитарно-гигиеническими, но и техническими
условиями на производство этих работ. Например, по-
вышенная влажность и сквозняки с пылью могут в даль-
нейшем отрицательно сказаться на Качестве монтажа
соединительных и концевых муфт; прокладку кабелей
с нормально пропитанной и обедненной бумажной изо-
ляцией выполняют при температуре окружающего воз-
духа не ниже 0°С, а кабелей с бумажной изоляцией,
пропитанной нестекающей массой, при +5° С. При бо-
лее низких температурах кабели прокладывают с пред-
варительным прогревом. В указанных случаях физиче-
ские параметры устанавливают с учетом технических
условий производства работ.
35
Положительная температура на рабочих местах при
производстве наружных кабельных работ может быть
обеспечена с помощью газовых горелок ГИИВ (рис. 30).
Эти же горелки с успехом применяют при прогреве ка-
белей в тепляках, концов кабелей, проложенных в кот-
лованах, и т. д. Такие горелки выпускают двух типов
(ГИИВ-1—тепловая нагрузка 2 200—4 000 ккал/ч и
ГИИВ-2 2 440—8 000 ккал/ч). Излучатель горелки со-
стоит из керамических плиток, имеющих до 1 400 ци-
линдрических отверстий. Поступающая через эти отвер-
Рис. 30. Газовая горелка типа ГИИВ.
1— корпус горелки; 2 — излучатель; 3 — сетка; 4 — крон-
штейн для установки; 5 т- штуцер для присоединения
шланга.
стия смесь воздуха с газом пропан-бутан сгорает на по-
верхности излучения; при этом температура достигает
900° С. Излучатель снаружи закрыт металлической сет-
кой из жаростойкой стали, которая в раскаленном со-
стоянии увеличивает мощность тепловой радиации го-
релки. Горелку зажигают от любого источника огня,
а выключение ее осуществляют прекращением подачи
газовоздушной смеси. Применение горелок обеспечивает
в зоне монтажа соединительных или концевых муфт
(внутри палатки) положительную температуру, при ко-
торой должны выполняться технологические процессы.
Однако для утепления эпоксидных соединительных
муфт в момент их поляризации применяют специальные
обогревательные камеры (рис. 31).
При низких температурах палатка устанавливается
не только в зоне производства основных работ. Вторая
палатка устанавливается также для подсобных рабочих,
выполняющих подготовительные работы по подогреву
кабельных масс, роликов, припоев и т. д. Металлические
36
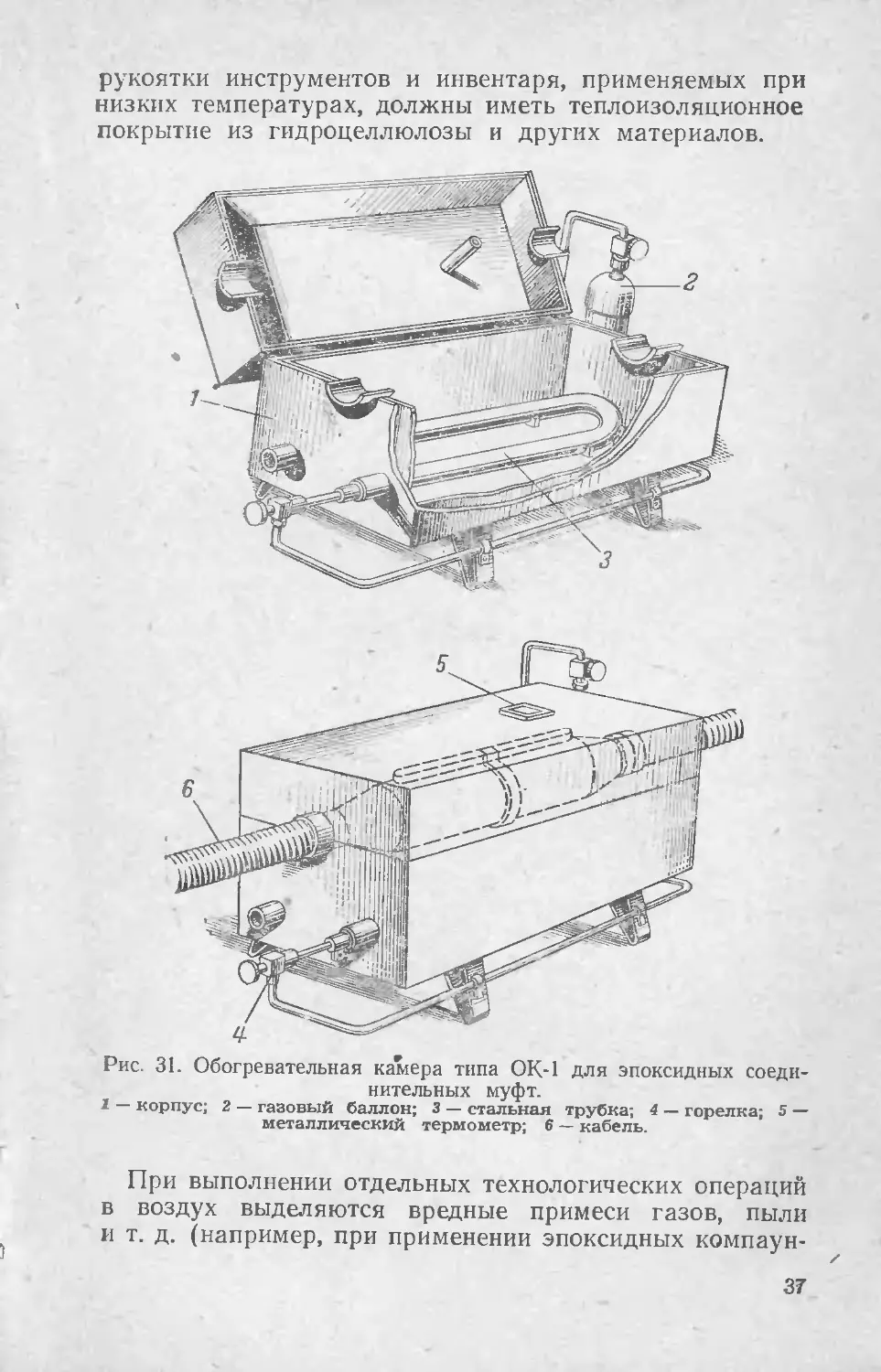
рукоятки инструментов и инвентаря, применяемых при
низких температурах, должны иметь теплоизоляционное
покрытие из гидроцеллюлозы и других материалов.
Рис. 31. Обогревательная камера типа ОК-1 для эпоксидных соеди-
нительных муфт.
I — корпус; 2 — газовый баллон; 3 — стальная трубка; 4 — горелка; 5 —
металлический термометр; б — кабель.
При выполнении отдельных технологических операций
в воздух выделяются вредные примеси газов, пыли
и т. д. (например, при применении эпоксидных компаун-
37
дов и их отвердителей, пайке, сварке и т. д.). В произ-
водственных помещениях в этом случае используют
естественную и искусственную вентиляцию. В полевых
условиях, как это было сказано выше, применяют пере-
носные вытяжные вентиляторы. Они состоят из электро-
двигателя, вал которого вращает четыре лопасти венти-
лятора, а также брезентового рукава — воздуховода.
Электродвигатель вентилятора подключают к генерато-
ру, установленному на специализированной автомашине.
Одним из основных параметров, влияющих на произво-
дительность труда, является освещенность рабочих
мест.
Недостаток освещения увеличивает травматизм,
брак и ведет к потере зрения Освещенность рабочих
мест при производстве электромонтажных работ указа-
на в строительных нормах (СН) Например, при раздел-
ке кабелей высокого и низкого напряжения, монтаже
соединительных муфт освещенность на рабочей поверх-
ности должна быть не менее 100 лк, а при разметке
кабельных трасс в помещениях — не менее 30 лк.
При эксплуатации нормы освещенности в сооруже-
ниях для кабелей намного снижены из-за эпизодическо-
го характера зрительной работы. Например, эти нормы
для кабельных туннелей составляют только '5 лк, а для
кабельных подвалов — 10 лк (на уровне пола).
-В отдельных случаях на рабочих местах npir монта-
же соединительных муфт применяют светильники мест-
ного освещения, питание которых осуществляется или от
аккумуляторов (см. рис. 7), пли от генератора, установ-
ленного на специализированной автомашине
Благоприятные условия труда создают меропоиятия,
направленные на дальнейшее повышение культуры про-
изводства; к ним в первую очередь относятся мероприя-
т: я по обеспечению чистоты рабочих мест. Чистота ра-
бочих мест во многом зависит от заводской комплектной
поставки вспомогательных материалов и изделий, необ-
ходимых для монтажа соединительных и концевых
муфт. Такие комплекты изготавливаются заводами для
монтажа кабельных свинцовых или эпоксидных
соединительных муфт, эпоксидных концевых муфт, а
также заделок с применением резиновых перчаток. На-
пример, для монтажа соединительной муфты эпоксид-
ный компаунд с предварительно введенным наполните-
лем поставляется в герметических банках. В удобную
38
тару упаковываются паяльный жир, отвердитель для
эпоксидного компаунда и другие материалы. В завод-
ских условиях обеспечивается более точное взвешивание
составных частей компонентов.
Комплектация вспомогательных материалов и изде-
лий не только повышает культуру производства, но и
сокращает число сложных технологических операций,
которые вместо зоны монтажа выполняют в заводских
условиях. Например, ввод наполнителя в компаунд при
его расфасовке исключил предварительное прокалива-
ние пылевидного кварца при температуре 700—800° С,
которое ранее выполнялось в зоне монтажа. Примене-
ние эпоксидных корпусов, изготовляемых на заводских
технологических линиях, исключило трудоемкие опера-
ции по изготовлению съемных форм, сократило опера-
ции по их уплотнению при заливке эпоксидного ком-
паунда, покрытию внутренней поверхнссти форм соли-
долом и т. д.
Для монтажа соединительных свинцовых муфт также
поставляются заводские комплекты вспомогательных
материалов и изделий. Ролики и рулоны находятся
в герметических банках, заполненных кабельной массой.
Заводские комплекты вспомогательных материалов и
изделий позволяют отказаться от кустарного изготовле-
ния свинцовых муфт, соединительных гильз и других
изделий.
Созданию благоприятных условий труда во многом
способствует рациональная конструкция спецодежды.
Обычно электромонтажникам при монтаже кабельных
сетей выдается хлопчатый кембинезон на срок 12 мес.
В зависимости от характера работ он может быть заме-
нен хлопчатобумажным костюмом или халатом. Кроме
комбинезона, при производстве работ по прокладке го-
родских или междугородных кабельных сетей, монтаже
соединительных муфт и т. д. выдают комбинированные
рукавицы на срок 2—3 мес.
При выполнении работ в сложных метеорологических
условиях электромонтажникам выдают дополнительную
спецодежду, например: при прокладке внешних кабель-
ных сетей — дежурные прорезиненные плащи; при вы-
полнении этих же работ зимой — куртки и брюки ват-
ные, а при производстве работ в мокром грунте или во-
де — сапоги резиновые. Зимняя одежда выдается на
39
сроки в зависимости от климатических поясов, в кото-
рых выполняют работы. Например, в Московской обл.
(2-й климатический пояс) срок носки ватной спецодеж-
ды — 30, а валенок — 36 календарных месяцев. Анало-
гичную спецодежду получают электромонтеры и рабочие
при ремонте кабельных сетей; при остальных работах
зимой им дополнительно выдают ватные куртки и ва-
ленки.
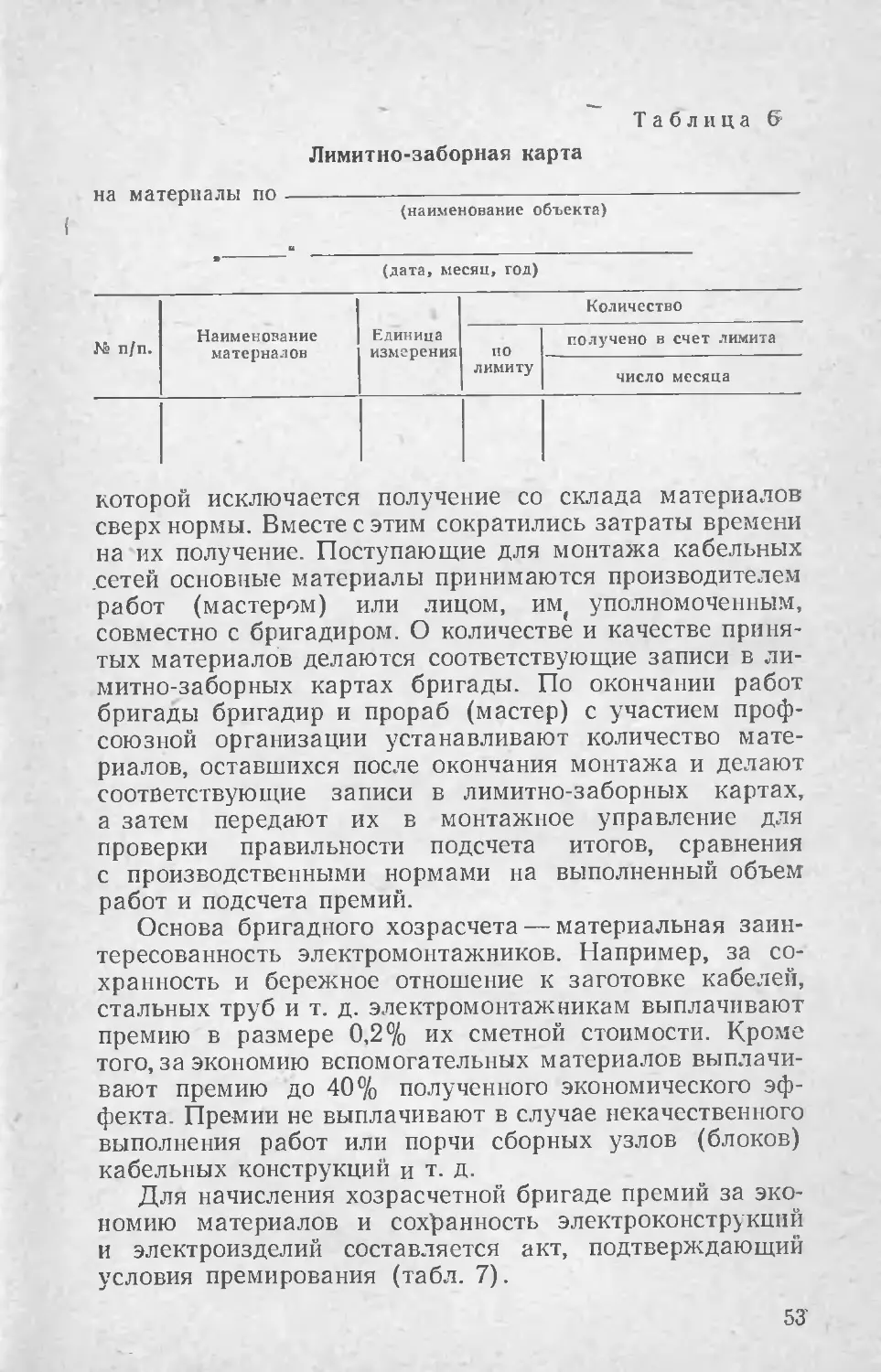
При прокладке кабельных сетей в траншеях, тунне-
лях и колодцах электромонтерам выдают дополнитель-
Рис. 32. Спецодежда для
электромонтажников, ра-
ботающих на наружных
кабельных трассах
но кожаные ботинки сроком
на 12 мес., а на наружных ра-
ботах зимой — куртки, брюки
ватные и валенки. Выездные
бригады электромонтеров по
ремонту кабельных сетей, в
том числе электромонтер-шо-
фер, получают дежурные ком-
бинезоны со специальной про-
питкой, а зимой — ватные
куртки.
Для изготовления спец-
одежды общего назначения
(комбинезонов, костюмов или
халатов), предохраняющей от
производственных загрязнений,
рекомендуются такие тканц,
как молескин, диагональ, репс
и т. д. Эти же ткани изготов-
ляют с водозащитной пропит-
кой. При создании образцов
рабочей одежды большое вни-
мание уделяют созданию кра-
сивых и удобных моделей. Кар-
маны спецодежды должны
быть рассчитаны на временное
хранение отдельных инстру-
ментов.
Помимо удобства, рабочая спецодежда должна отве-
чать эстетическим требованиям, т. е. красиво облегать
фигуру работающего. В связи с этим изготовление спец-
одежды должно производиться по лучшим образцам и
моделям. Костюм из ткани с водозащитной пропиткой
показан на рис. 32.
40
3. ОРГАНИЗАЦИЯ ТРУДА
Комплекс монтажа кабельных линий выполняют
квалифицированные рабочие. Эти рабочие по «Тарифно-
квалификационному справочнику» (ТКС) имеют опреде-
ленную специальность— электромонтажник по кабель-
ным сетям. При монтаже муфт и заделок они должны
иметь практический опыт, а также пройти обучение на
специальных ведомственных курсах пли в энергосистемах
со сдачей экзаменов квалификационной комиссии. Этим
электромонтажникам выдается удостоверение на право
производства монтажа концевых или соединительных
муфт кабелей на напряжение до 10 или 35 кв. Для всех
электромонтажников, имеющих удостоверения, не реже
1 раза в Зтода производятся повторные проверки знаний.
По ТКС определяют уровень теоретических и практи-
ческих знаний электромонтажников. В этом справочнике
приведены основные тарифно-квалификационные харак-
теристики, т. е. наиболее часто встречающиеся виды
работ, относящиеся к данному разряду.
Например, электромонтажники второго и третьего
разрядов должны выполнять простые работы. Они долж-
ны знать основные марки кабелей и уметь снимать с них
верхний джутовый покров, выполнять окраску кабелей,
их укрытие в траншеях и т. д. Электромонтажники выс-
ших разрядов выполняют более сложные виды работ.
В состав работ, выполняемых электромонтажником по
кабельным сетям пятого рязряда, входит монтаж конце-
вых и соединительных муфт всех видов на кабелях на-
пряжением до 10 кв, а шестого разряда — более 10 кв
и т. д.
Независимо от разрядов электромонтажники более
высокой .квалификации, помимо работ, перечисленных
в тарифно-квалификационной характеристике, должны
обладать знаниями и навыками для выполнения всех
работ, предусмотренных в характеристиках электромон-
тажников более низких квалификаций этой же профессии.
И, наоборот, электромонтажники, помимо выполнения
работ, предусмотренных их квалификационной характе-
ристикой, должны участвовать совместно с электромон-
тажниками более высоких разрядов в выполняемых ими
работах. При этом электромонтажники более высоких
разрядов при совместной работе руководят электромон-
тажниками более низких разрядов. Так, электромонтаж-
41
ник четвертого разряда совместное электромонтажнико,м
пятого разряда участвует в' монтаже соединительных
свинцовых и эпоксидных кабельных муфт напряжением
до 10 кв. В этом случае электромонтажник пятого раз-
ряда руководит его работой.
Решающее значение в организации бригад приобрета-
ет определение их численного и квалификационного
состава. Этот расчет нельзя производить в зависимости
от выполненного объема работ (в стоимостном исчисле-
нии), так как численность бригады в этом случае на-
ходилась бы в прямой зависимости от структуры вы-
полняемых работ и применяемых материалов.
При наличии резких колебаний объемов мате-
риалов в общей стоимости даже небольшое отклонение
фактической структуры выполненных работ от плановой
приводят к неправильным расчетам численности состава
бригад. Поэтому исходные данные для определения
численного и квалификационного состава бригады сле-
дует принимать по нормативным величинам, установ-
ленным калькуляциями или аккордными нарядами.
Численный состав бригады Б определяют по формуле
Д-100
° СВК ’
где Д— нормативное число человеко-дней на заданный
по калькуляции объем работ, определяемое делением
количества норм времени (чел-ч) на среднюю продол-
жительность рабочего дня в часах, принятую на данном
предприятии; С — срок выполнения задания в рабочих
днях, установленный сетевым графиком; В — достигнутое
бригадой за предыдущий период (в среднем за 2—Змее.)
выполнение норм, %; К — коэффициент роста произ-
водительности труда, устанавливаемый бригаде по срав-
нению с уровнем, достигнутым за предыдущий период.
По удельному весу отдельных видов работ определя-
ют долевое участие электромонтажников в бригадах по
разрядам. Такое долевое число электромонтажников по
разрядам при известной их общей численности можно
определить для каждого сборника «Единых норм и рас-
ценок» (ЕНиР).
Обычно в ЕНиР приводят расчетный состав звена
для каждого вида работ. При выполнении вспомогатель-
ных работ, предшествующих прокладке кабеля: подкатки
барабанов с кабелем, установки домкратов, распаковки
барабанов и снятию их с домкратов, звено состоит из
42
шести электромонтажников (один электромонтажник
третьего разряда, пять — второго).
Электромонтажник шестого разряда вместе с электро-
монтажником второго разряда производят разбивку
кабельной трассы. Звенья из 2 чел. выполняют такие
работы, как установка и снятие палатки, замер трассы
и определение длин кабелей, проверка состояния изоля-
ции кабеля, его маркировка и т. д.
Количество электромонтажников в звене или бригаде-
при прокладке кабелей зависит от объема выполняемых
работ, массы кабеля, способа его прокладки и т. д.
Например, при прокладке кабеля н траншеях, каналах
или по конструкциям, лоткам при его массе до 13 кг/м
бригада состоит из 10 чел. (один электромонтажник
шестого разряда, два — третьего разряда и семь — вто-
рого разряда).
Монтаж соединительных и концевых муфт силовых
и контрольных кабелей напряжением до 1 кв выполняет
звено электромонтажников из 2 чел. (один электромон-
тажник пятого разряда и один — третьего), а силовых
кабелей напряжением до 10 кв — один электромонтажник
пятого разряда и один — четвептого. Наиболее сложные
работы по монтажу соединительных муфт на кабелях
напряжением до 35 кв выполняет звено из 2 чел. (один
электромонтажник шестого разряда и один — четвео-
того).
Обычно в состав звена, выполняющего большой объем
работ по установке и креплению кабельных конструкций,
входят элекгромонтажник-оператор, работающий со
строительно-монтажным пистолетом, и электросвар-
щик. При небольшом объеме работ пристрелку и при
варку электроконструкций выполняют электромонтаж-
ники, входящие в основной состав звена и совмещаю-
щие профессии и специальности, указанные выше.
Бригада . обычно состоит из нескольких звеньев, в со-
ставе которых от пяти до десяти электромонтажников.
Так, например (см. § 4) бригада по механизированной
прокладке кабеля состоит из 11 чел.
При часто повторяющихся, а также сложных техно-
логических операциях работу выполняет специализиро-
ванные бригада (звено). В ее составе находятся
квалифицированные кадры электромонтажников, про-
шедших специализированное обучение. Например,мон-
таж соединительных муфт до 10 кв выполняют специа-
43.
лизированные звенья, состоящие из электромонтажников
ио кабельным сетям пятого разряда и вспомогательных
рабочих.
На отдельных объектах с небольшим объемом кабель-
ных работ (напряжение 1 кв), например насосные
и компрессорные станции, жилые и административные
здания, целесообразно вести монтаж комплексными
бригадами. В этом случае в состав бригад включают
одного или нескольких электромонтажников по кабель-
ным сетям, которые после выполнения основных работ
могут выполнять работу по смежным специальностям,
в том числе монтаж вторичных цепей, силового электро-
оборудования и т. д. В целях рациональной загрузки
бригад рекомендуется максимально внедрять совмещение
профессий.
Специализированным бригадам (звеньям) отдается
предпочтение при работе на технологических линиях
монтажно-заготовительных участков, где они выполняют
многократно повторяющиеся технологические операции
по заготовке кабелей. Обычно для выполнения работ
по прокладке кабелей, а также монтажу соединительных
и концевых муфт наружной установки за бригадами,
кроме наборов инструментов, приспособлений и механиз-
мов, закрепляют специализированные автомашины.
В этом случае бригады называют механизированными.
Во многих случаях обязанности шофера при переездах
механизированных бригад может выполнять электро-
монтажник. Если это невозможно, то шоферу, работаю-
щему в составе бригады, могут быть поручены следую-
щие виды работ: приемка со складов комплектов мате-
риалов, доставку их к месту монтажа, такелажные
Примечание. Для выполнения вспомогательных работ, предшествующих
личено до 12—15 чел.
44
работы, работу на навесных и электрифицированных
приспособлениях, их текущий ремонт. Шофер специали-
зированных автомашин обеспечивает сохранность при-
нятых инструментов, приспособлений и механизмов.
Выдачу членам бригады инструментов и приспособлений
он фиксирует в карточках, выписываемых и заполняемых
отдельно на каждого рабочего. Шофер передвижных из-
мерительных лабораторий принимает участие в высоко-
вольтных испытаниях и выполняет простейшие измере-
ния (сопротивления изоляции кабелей, испытаний за-
конченных кабельных линий и т. д.), работу специальных
генераторов и преобразовательных установок.
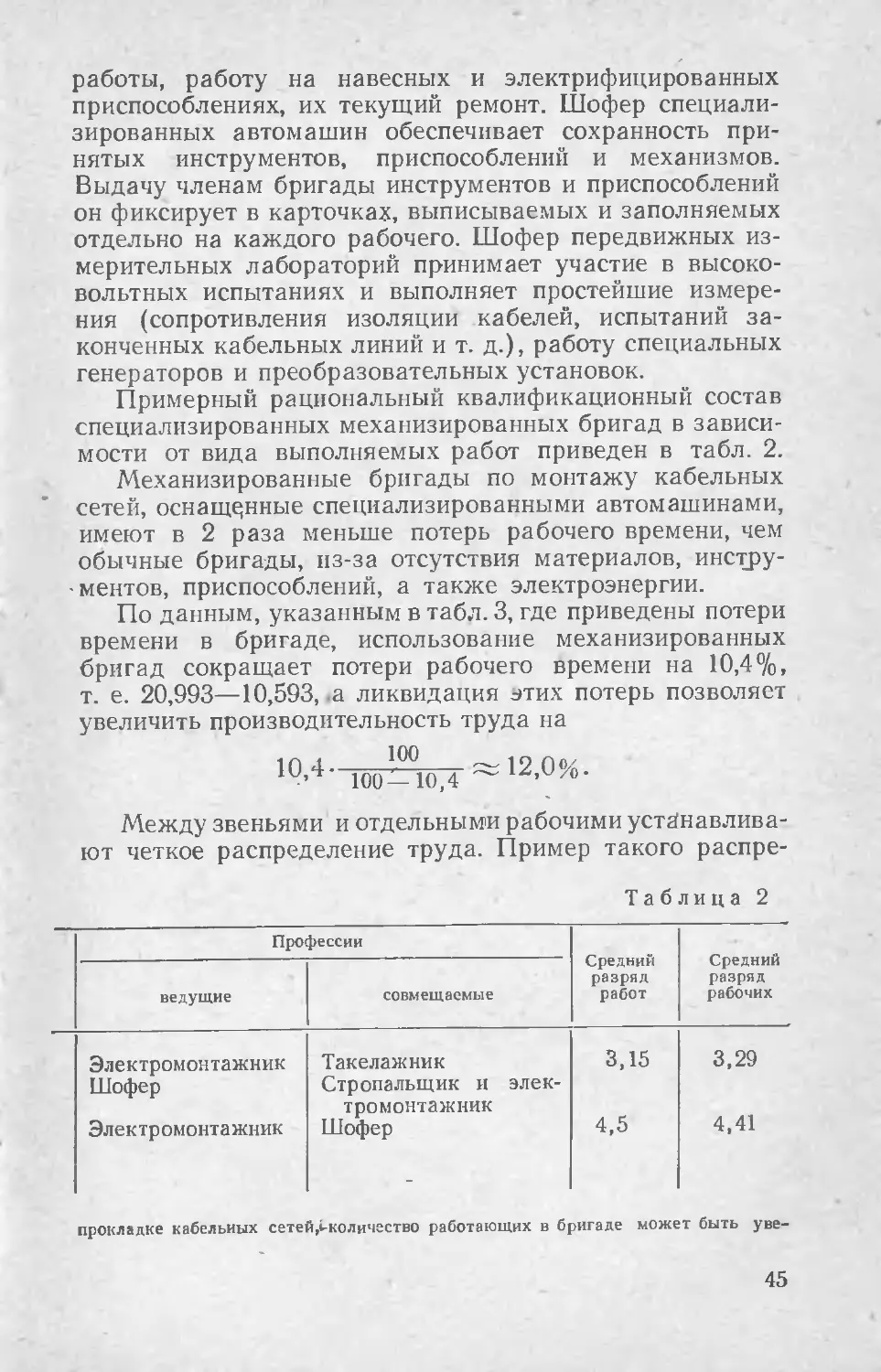
Примерный рациональный квалификационный состав
специализированных механизированных бригад в зависи-
мости от вида выполняемых работ приведен в табл. 2.
Механизированные бригады по монтажу кабельных
сетей, оснащенные специализированными автомашинами,
имеют в 2 раза меньше потерь рабочего времени, чем
обычные бригады, из-за отсутствия материалов, инсфу-
ментов, приспособлений, а также электроэнергии.
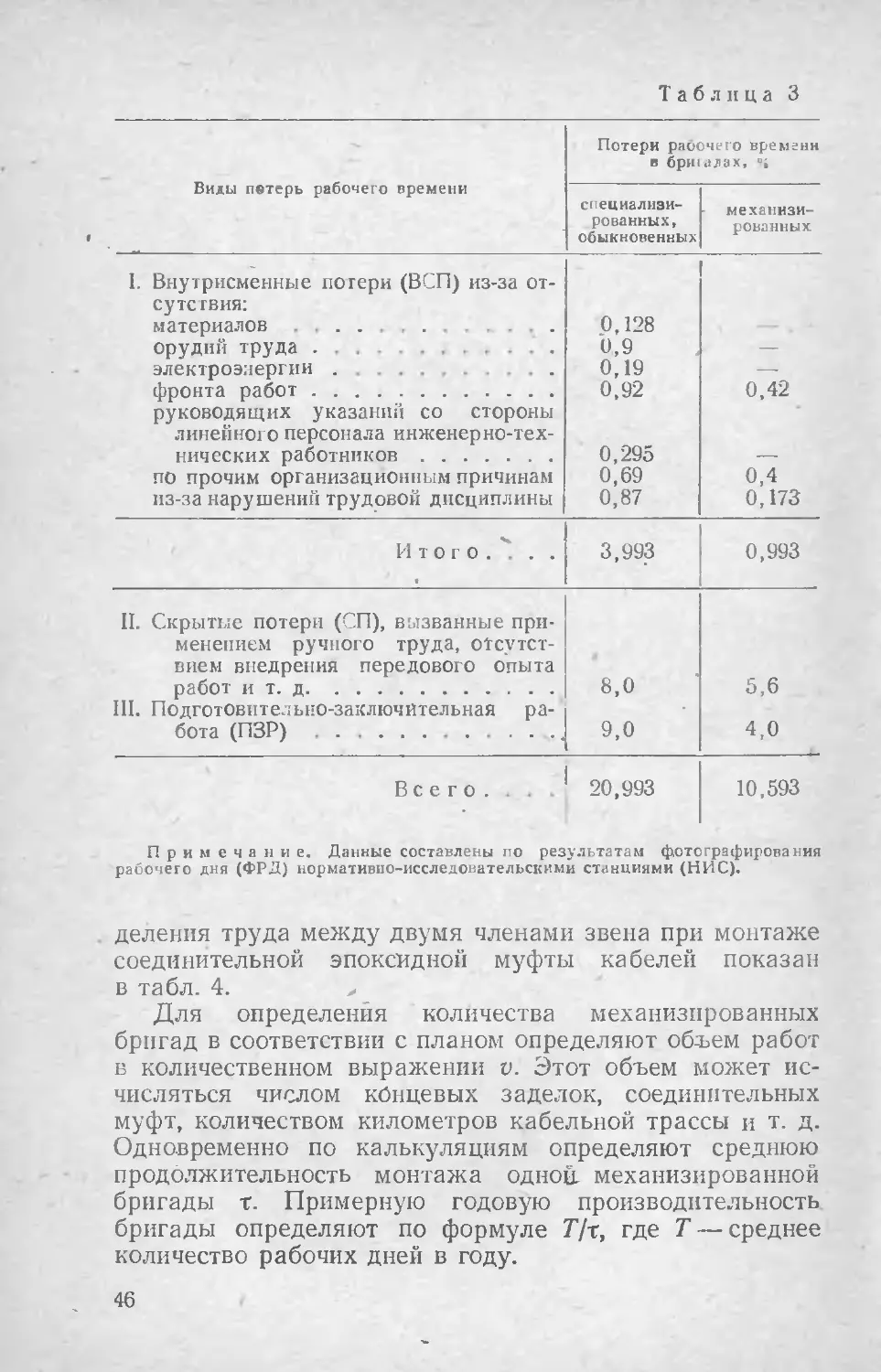
По данным, указанным в табл. 3, где приведены потери
времени в бригаде, использование механизированных
бригад сокращает потери рабочего времени на 10,4%,
т. е. 20,993—10,593, а ликвидация этих потерь позволяет
увеличить производительность труда на
1°'4- WO^IO.4
Между звеньями и отдельными рабочими устанавлива-
ют четкое распределение труда. Пример такого распре-
Таблица 2
Профессии Средний разряд работ Средний разряд рабочих
ведущие совмещаемые
Электромонтажник Шофер Электромонтажник Такелажник Стропальщик и элек- тромонтажник Шофер 3,15 4,5 3,29 4,41
прокладке кабельных сетей,^количество работающих в бригаде может быть уве-
45
Таблица 3
Виды пвтерь рабочего времени Потери раоочего времени в бригадах, %
специализи- рованных, обыкновенных механизи- рованных
I. Внутрисменные потери (ВСП) из-за от- сутствия: материалов . . . . орудий труда . . электроэнергии . фронта работ руководящих указаний со стороны линейного персонала инженерно-тех- нических работников по прочим организационным причинам из-за нарушении трудовой дисциплины 0,128 0,9 0,19 0,92 0,295 0,69 0,87 0,42 0,4 0.173
Итого. . . 3,993 0,993
II. Скрытые потери (СП), вызванные при- менением ручного труда, отсутст- вием внедрения пепедового опыта работ и т. д III. Подготовительно-заключительная ра- бота (ПЗР) . . .. 8,0 9,0 5,6 4,0
Всего. 20,993 10,593
Примечание. Данные составлены по результатам фотографирования
рабочего дня (ФРД) нормативно-исследовательскими станциями (НИС).
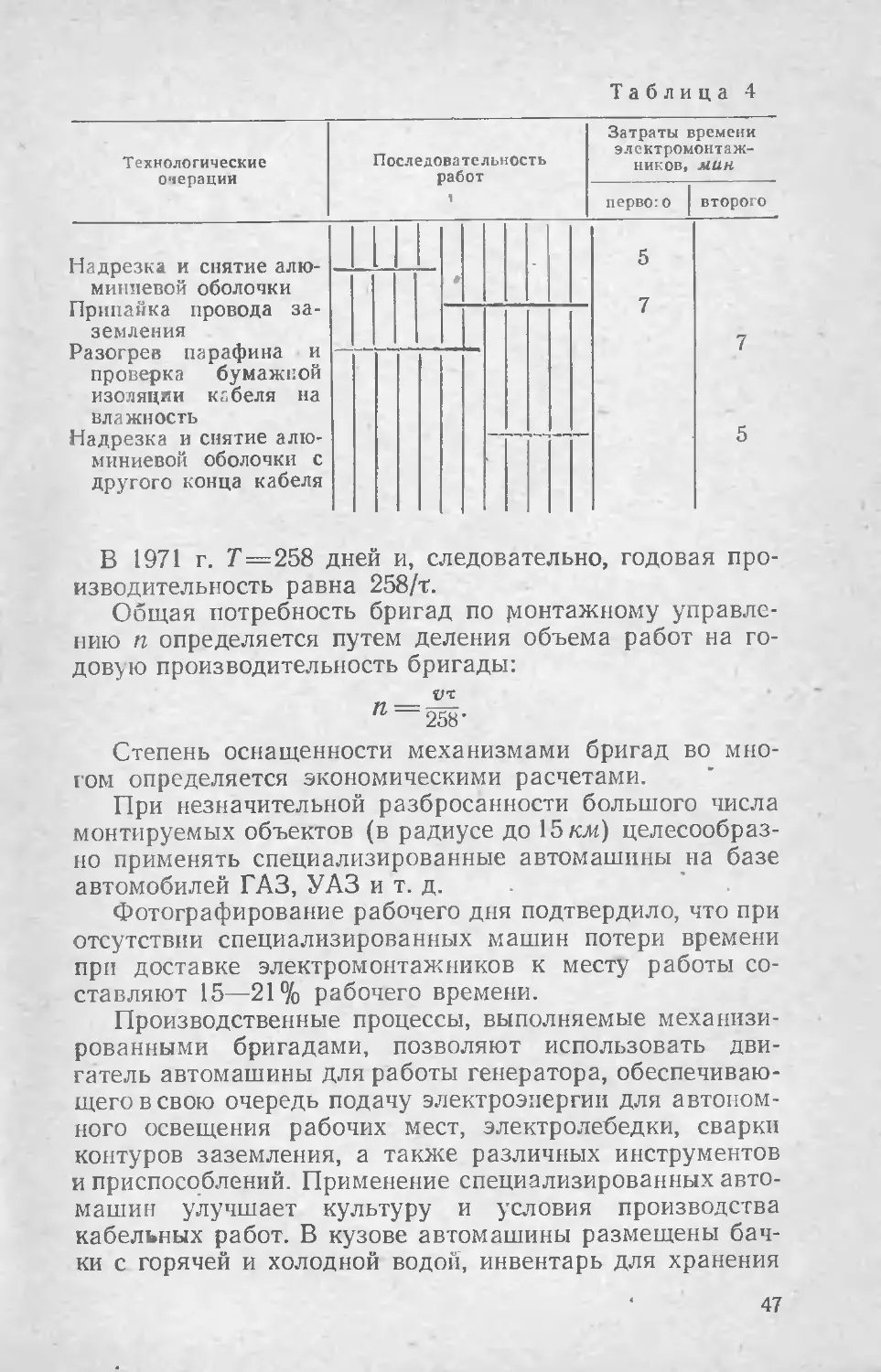
деления труда между двумя членами звена при монтаже
соединительной эпоксидной муфты кабелей показан
в табл. 4. >
Для определения количества механизированных
бригад в соответствии с планом определяют объем работ
в количественном выражении v. Этот объем может ис-
числяться числом кбнцевых заделок, соединительных
муфт, количеством километров кабельной трассы и т. д.
Одновременно по калькуляциям определяют среднюю
продолжительность мон гажа одной, механизированной
бригады т. Примерную годовую производительность
бригады определяют пэ формуле Т/т, где Т — среднее
количество рабочих дней в году.
46
Таблица 4
Технологические
операции
Последовательность
работ
Затраты времени
электромонтаж-
ников, мин
первого второго
Надрезка и снятие алю-
миниевой оболочки
Припайка провода за-
земления
Разогрев парафина и
проверка бумажкой
изоляции кабеля на
влажность
Надрезка и снятие алю-
миниевой оболочки с
другого конца кабеля
В 1971 г. 7=258 дней и, следовательно, годовая про-
изводительность равна 258/т.
Общая потребность бригад по монтажному управле-
нию п определяется путем деления объема работ на го-
довую производительность бригады:
_ vx
П~ 258"
Степень оснащенности механизмами бригад во мно-
гом определяется экономическими расчетами.
При незначительной разбросанности большого числа
монтируемых объектов (в радиусе до 15 км) целесообраз-
но применять специализированные автомашины на базе
автомобилей ГАЗ, УАЗ и т. д.
Фотографирование рабочего дня подтвердило, что при
отсутствии специализированных машин потери времени
при доставке электромонтажников к месту работы со-
ставляют 15—21% рабочего времени.
Производственные процессы, выполняемые механизи-
рованными бригадами, позволяют использовать дви-
гатель автомашины для работы генератора, обеспечиваю-
щего в свою очередь подачу электроэнергии для автоном-
ного освещения рабочих мест, электролебедки, сварки
контуров заземления, а также различных инструментов
и приспособлений. Применение специализированных авто-
машин улучшает культуру и условия производства
кабельных работ. В кузове автомашины размещены бач-
ки с горячей и холодной водой, инвентарь для хранения
47
личной и рабочей одежды. С помощью специализирован-
ной автомашины обеспечивается своевременная доставка
бригад к рабочим местам.
При разбросанности объектов свыше 100 км целесо-
образно применять автоприцепы, так как в этом случае
автомашины будут в течение дня не загружены. На авто-
прицепах также перевозят огнеопасные и токсичные
материалы. Обычно специализированные автомашины
Рис. 33. Специализированная автомашина по мон-
тажу концевых и соединительных муфт кабелей.
комплектуют наборами инструментов общего назначения
типов ПН, НКИ, а также наборами инструментов для
выполнения отдельных технологических процессов, на-
пример типа УНИ для опрессовки наконечников, НТС
для термитной сварки алюминиевых жил, НСП для
пайки с применением 1аза пропан-бутан и т. д.
В специализированной автомашине (рис. 33) раз-
мещены: верстак 9; шкафы для чистой одежды и спец-
одежды 10, 11; отсеки для инструментов УНИ 8, прессов
РМП и РГП 7, инструментов для заделки резиновых
перчаток 6, технической документации 5, набора НКИ 4,
ножниц НБК и НУСК 3, радиостанции 2, набора ИН 12,
измерительных приборов 13, набора ИСГ1 14, инвентаря
по технике безопасности 15. набора НТС 16. Кроме того,
48
внутри автомашины установлены огнетушитель 1, бак
с водой 18 и размещена палатка 17.
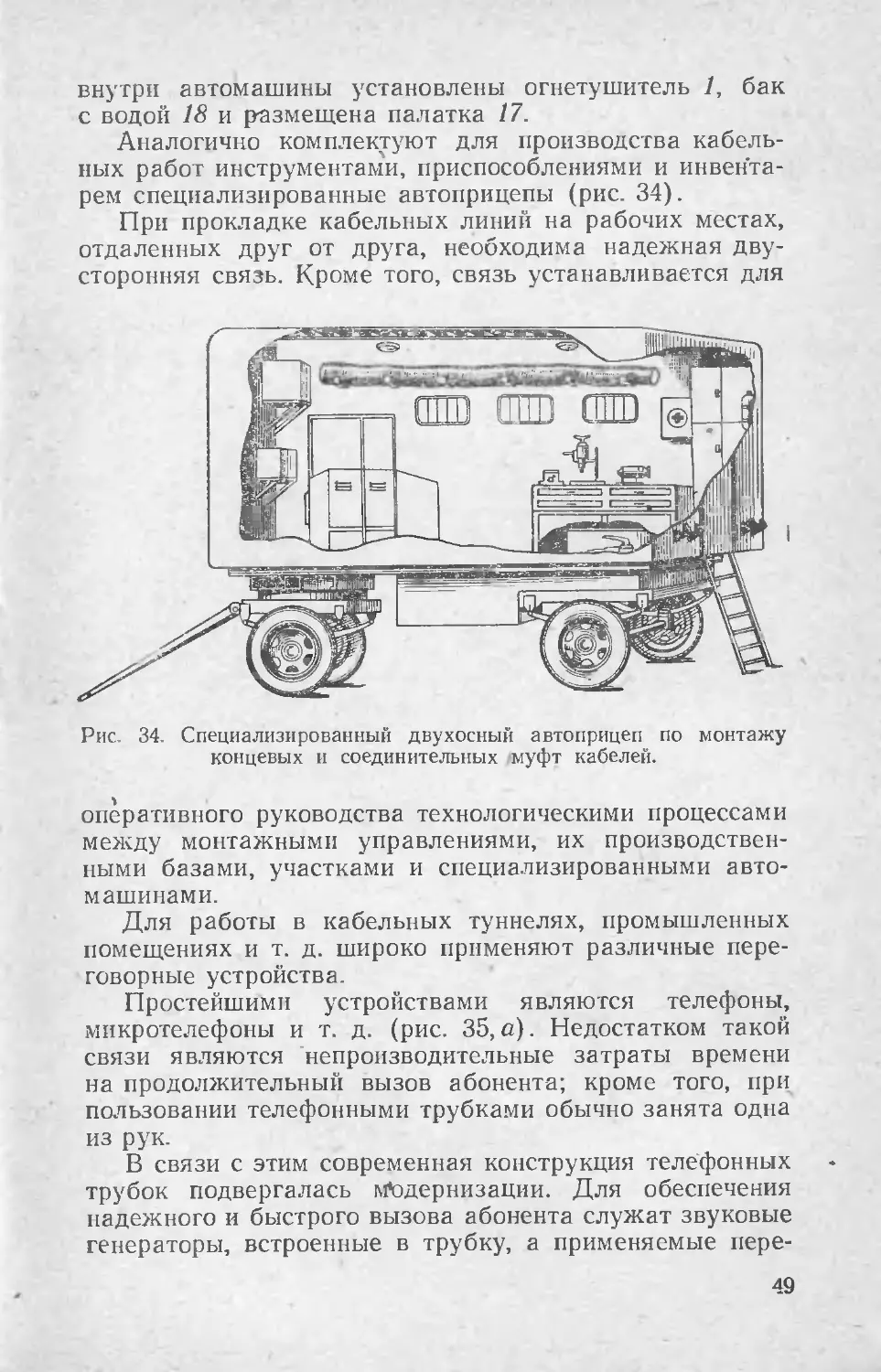
Аналогично комплектуют для производства кабель-
ных работ инструментами, приспособлениями и инвента-
рем специализированные автоприцепы (рис. 34).
При прокладке кабельных линий на рабочих местах,
отдаленных друг от друга, необходима надежная дву-
сторонняя связь. Кроме того, связь устанавливается для
Рис. 34. Специализированный двухосный автоприцеп по монтажу
концевых и соединительных муфт кабелей.
1
оперативного руководства технологическими процессами
между монтажными управлениями, их производствен-
ными базами, участками и специализированными авто-
машинами.
Для работы в кабельных туннелях, промышленных
помещениях и т. д. широко применяют различные пере-
говорные устройства.
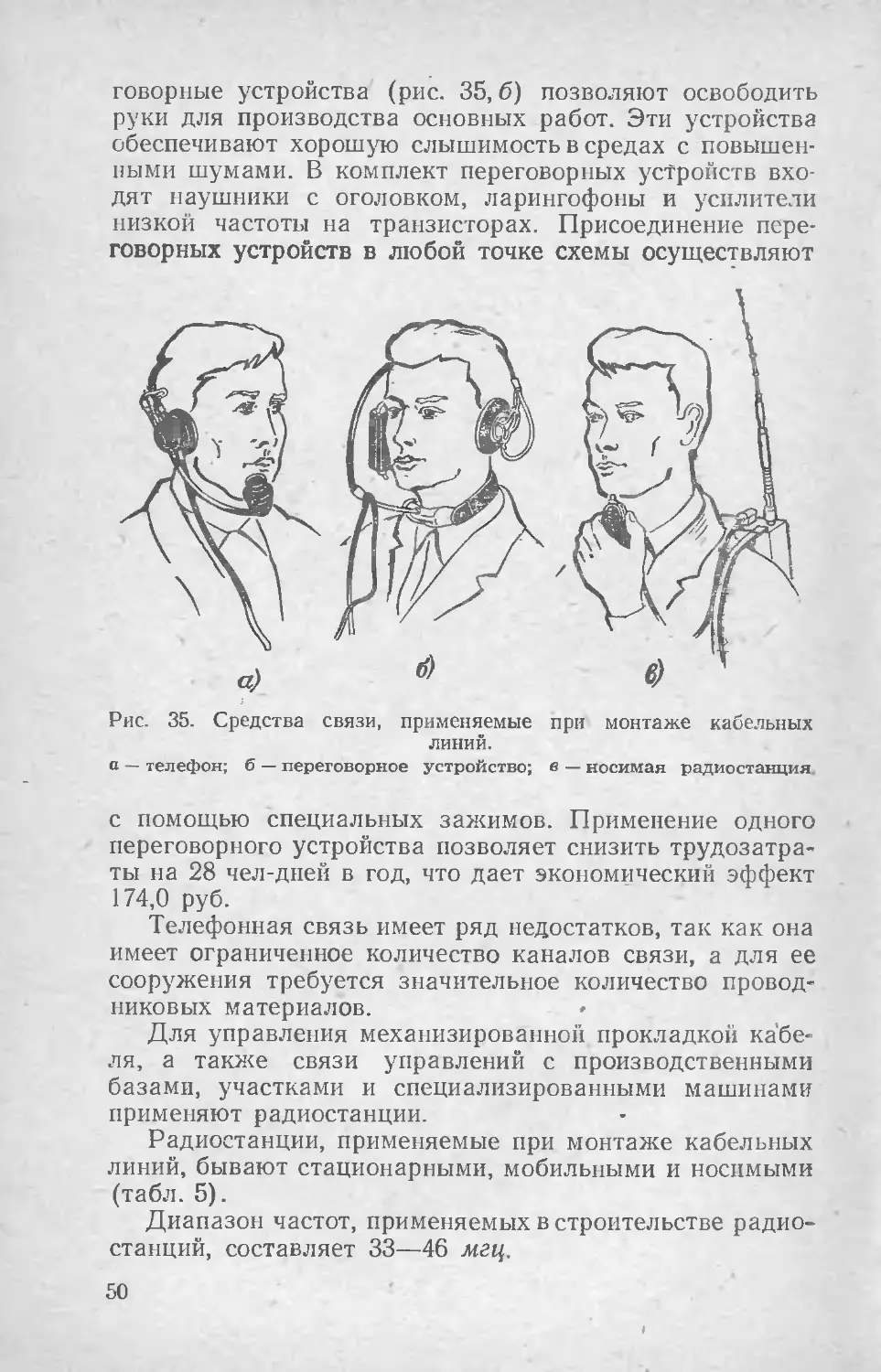
Простейшими устройствами являются телефоны,
микротелефоны и т. д. (рис. 35,а). Недостатком такой
связи являются непроизводительные затраты времени
на продолжительный вызов абонента; кроме того, при
пользовании телефонными трубками обычно занята одна
из рук.
В связи с этим современная конструкция телефонных
трубок подвергалась модернизации. Для обеспечения
надежного и быстрого вызова абонента служат звуковые
генераторы, встроенные в трубку, а применяемые пере-
49
говорные устройства (рис. 35, б) позволяют освободить
руки для производства основных работ. Эти устройства
обеспечивают хорошую слышимость в средах с повышен-
ными шумами. В комплект переговорных устройств вхо-
дят наушники с оголовком, ларингофоны и усилители
низкой частоты на транзисторах. Присоединение пере-
говорных устройств в любой точке схемы осуществляют
Рис. 35. Средства связи, применяемые при монтаже кабельных
линий.
а — телефон; б — переговорное устройство; в — носимая радиостанция
с помощью специальных зажимов. Применение одного
переговорного устройства позволяет снизить трудозатра-
ты на 28 чел-дней в год, что дает экономический эффект
174,0 руб.
Телефонная связь имеет ряд недостатков, так как она
имеет ограниченное количество каналов связи, а для ее
сооружения требуется значительное количество провод-
никовых материалов.
Для управления механизированной прокладкой кабе-
ля, а также связи управлений с производственными
базами, участками и специализированными машинами
применяют радиостанции.
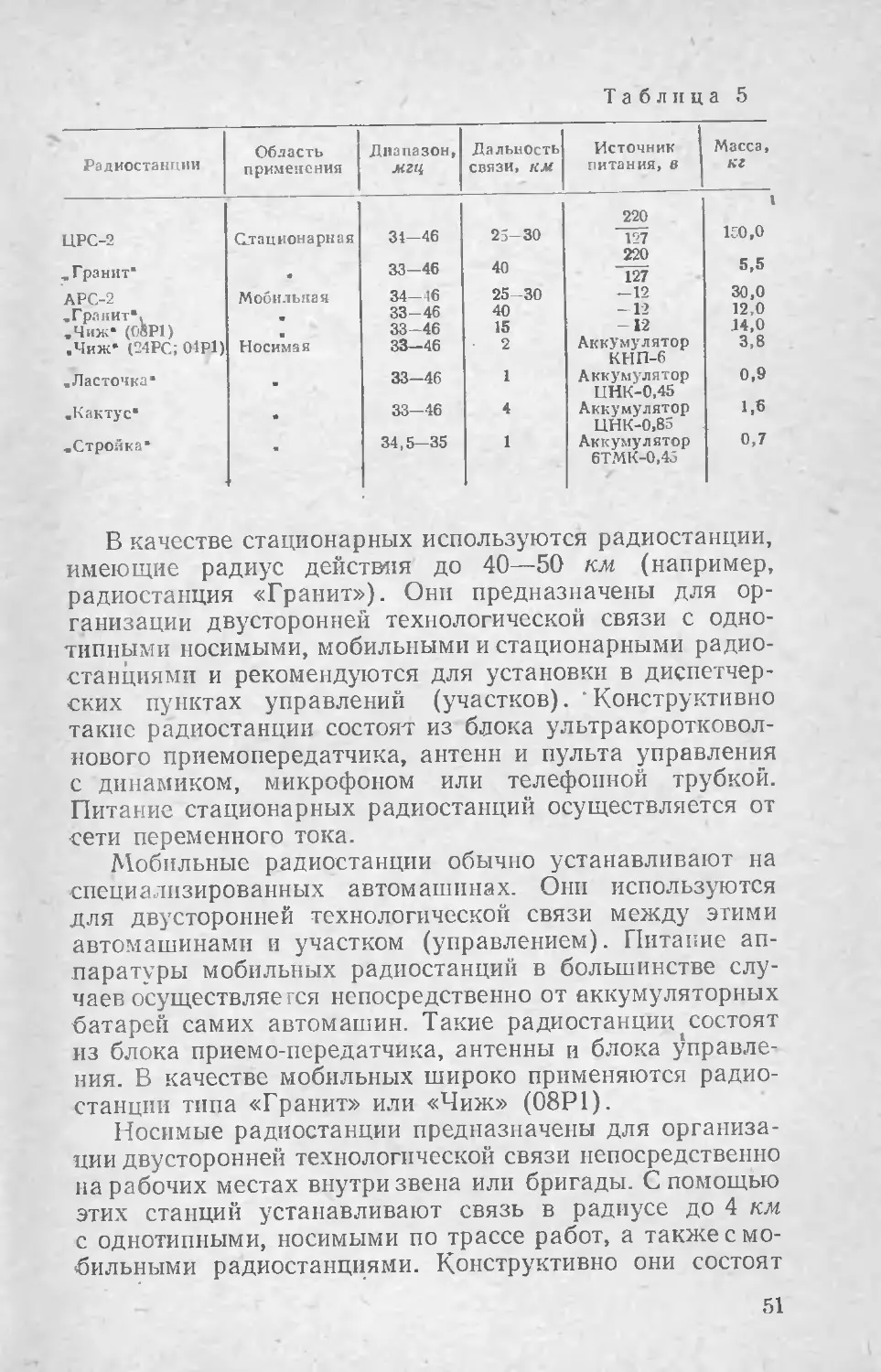
Радиостанции, применяемые при монтаже кабельных
линий, бывают стационарными, мобильными и носимыми
(табл. 5).
Диапазон частот, применяемых в строительстве радио-
станций, составляет 33—46 мгц
50
Таблица 5
Радиостанции Область применения Диапазон, мгц Дальность связи, км Источник питания, в Масса, кг
220 i
ЦРС-2 Стационарная 31—46 25-30 127 220 127 150,0
. Гранит" • 33-46 40 5,5
АРС-2 Мобильная 34—46 25-30 —12 30,0
.Гранит*. 33-46 40 — 12 12,0
.Чиж- (08Р1 > 33 46 15 - 12 14,0
.Чиж- (24PC; 01Р1) Носимая 33-46 2 Аккумулятор КН П-6 3,8
□Ласточка" 33-46 1 Аккумулятор ЦНК-0,45 0,9
.Кактус* • 33-46 4 Аккумулятор ЦНК-0,85 1,6
.Стройка1" 34,5-35 1 Аккумулятор бТМК-0,45 0,7
В качестве стационарных используются радиостанции,
имеющие радиус действия до 40—50 км (например,
радиостанция «Гранит»). Они предназначены для ор-
ганизации двусторонней технологической связи с одно-
типными носимыми, мобильными и стационарными радио-
станциями и рекомендуются для установки в диспетчер-
ских пунктах управлений (участков). 'Конструктивно
такие радиостанции состоят из блока ультракоротковол-
нового приемопередатчика, антенн и пульта управления
с динамиком, микрофоном или телефонной трубкой.
Питание стационарных радиостанций осуществляется от
сети переменного тока.
Мобильные радиостанции обычно устанавливают на
специализированных автомашинах. Они используются
для двусторонней технологической связи между этими
автомашинами и участком (управлением). Питание ап-
паратуры мобильных радиостанций в большинстве слу-
чаев осуществляется непосредственно от аккумуляторных
батарей самих автомашин. Такие радиостанции состоят
из блока приемо-передатчика, антенны и блока управле-
ния. В качестве мобильных широко применяются радио-
станции типа «Гранит» или «Чиж» (08Р1).
Носимые радиостанции предназначены для организа-
ции двусторонней технологической связи непосредственно
на рабочих местах внутри звена или бригады. С помощью
этих станций устанавливают связь в радиусе до 4 км
с однотипными, носимыми по трассе работ, а также с мо-
бильными радиостанциями. Конструктивно они состоят
51
из блока приемопередатчика, антенны, батарей питания,
манипулятора и сумки для переноски радиостанции.
Команды, сообщения передают при помощи обратимого
микрофона-динамика, встроенного в манипулятор. В ка-
честве носимых применяют радиостанции типов «Кактус»,
«Ласточка», «Чиж» (24РС; 04Р1) (рис. 35,в), а также
«Стройка». Вес таких радиостанций составляет
0,7 —3,8 кг.
Обычно радиостанции применяют для прокладки
кабельных линий большой протяженности, а также слоЖг
ных трасс при достаточном экономическом обосновании.
В целях максимального развития, инициативы каж-
дого рабочего, направленной на улучшение и совершен-
ствование производства, внедряется внутренний хозяй-
ственный расчет в бригадах. Непременным условием этого
является инициатива всех электромонтажников в бригаде
и особенно бригадира, который отвечает за все мате-
риальные ценности. За каждой бригадой закрепляется
определенный вид работ. Большое внимание уделяется
правильной комплектации хозрасчетных бцигад; они
в основном бывают комплексные или специализирован-
ные. Бригадир, кроме выполнения работ, осуществляет
общее руководство хозрасчетной бригадой. При переходе
на хозрасчет каждая бригада обеспечивается специа-
лизированными автомашинами или прицепами. Закреп-
ление за бригадами определенных видов работ, ликвида-
ция перебросок бригад с одной кабельной трассы
на другую, улучшение планирования работ хозрасчетных
бригад, хранение материалов в специализированных
автомашинах или прицепах, хорошее снабжение, введение
аккордно-премиальной оплаты труда, а также другие
мероприятия способствуют повышению производитель-
ности труда.
До введения хозрасчета материалы для производства
работ отпускались по многочисленным заявкам и наклад-
ным, фактически без учета норм расхода, причем этими
материалами пользовались любая бригада или звено.
В хозрасчетных бригадах введены лимитно-заборные
карты (табл. 6), в которые заносятся все материалы,
необходимые для ггпоизводства работ. С внедрением ли-
митно-заборных карт у рабочих появилось чувство ответ-
ственности за расход материалов, сохранность кабельных
конструкций и электроизделий. Введение этих карт поз-
волило создать правильную систему снабжения,, при
52
Таблица &
Лимитно-заборная карта
на материалы по -----------------------------------------
(наименование объекта)
(дата, месяц, год)
Количество
№ п/п.
Наименование
материалов
Единица
измерения
по
лимиту
получено в счет лимита
число месяца
которой исключается получение со склада материалов
сверх нормы. Вместе с этим сократились затраты времени
на их получение. Поступающие для монтажа кабельных
сетей основные материалы принимаются производителем
работ (мастером) или лицом, пм( уполномоченным,
совместно с бригадиром. О количестве и качестве приня-
тых материалов делаются соответствующие записи в ли-
митно-заборных картах бригады. По окончании работ
бригады бригадир и прораб (мастер) с участием проф-
союзной организации устанавливают количество мате-
риалов, оставшихся после окончания монтажа и делают
соответствующие записи в лимитно-заборных картах,
а затем передают их в монтажное управление для
проверки правильности подсчета итогов, сравнения
с производственными нормами на выполненный объем
работ и подсчета премий.
Основа бригадного хозрасчета — материальная заин-
тересованность электромонтажников. Например, за со-
хранность и бережное отношение к заготовке кабелей,
стальных труб и т. д. электромонтажникам выплачивают
премию в размере 0,2% их сметной стоимости. Кроме
того, за экономию вспомогательных материалов выплачи-
вают премию до 40% полученного экономического эф-
фекта. Премии не выплачивают в случае некачественного
выполнения работ или порчи сборных узлов (блоков)
кабельных конструкций и т. д.
Для начисления хозрасчетной бригаде премий за эко-
номию материалов и сохранность электроконструкций
и электроизделий составляется акт, подтверждающий
условия премирования (табл. 7).
53'
(город)
Таблица 7
Утверждаю:
(должность)
(подпись)
(дата)
А К Т
Начальник участка № —--------------------------------------------
(ф. н. о.)
М астер-----------------------------------------------------------
Бригадир хозрасчетной бригады------------------------------------
Председатель цехкома профсоюза ----------------------------------
Электромонтажные работы на объекте---------------------------
(наименование объекта)
выполнены полностью.
По плану предусматривалось выполнить весь комплекс электро-
монтажных работ к --------------------------
(дата, месяц, год)
Качество выполнение ;:х работ-----------------------------—
(оценка комиссии)
Расход материалов сверен с нормами, внесенными в лимит-
ную карту, приведенную в книжке учета.
В результате выяснилось, что в целом по объекту бригада
проявила бережное отношение к расходованию материалов, работы
выполнены с соблюдением графика сдачи объекта.
Подписи:
Результаты сопоставлений' данных о фактическом
расходе материалов с потребностью .в них по производ-
ственным нормам утверждаются руководителем монтаж-
ного управления.
Например, бригада по монтажу силового электрооборудования
сборочного цеха после окончания всего комплекса работ достигла
следующих результатов: сэкономлено стальных- труб диаметром
до 2"— на 183 руб., кабелей разных сечений — на 346 руб. Всего
сэкономлено материалов на сумму 529 руб.; кабельные конструкции,
полученные с МЗУ, смонтированы в полной сохранности. Стоимость
этих конструкций 38 600 руб. В соответствии с существующим по-
ложением о хозяйственном расчете бригаде начисляют премию:
529-40
1) за экономию материалов дор —211 руб. 60 коп.;
54
2) за сохранность кабельных конструкций
38 600-0,2
---100— = 77 руб. 20 коп.
Общий размёр премий составит:
211,60 + 77,20= 288 руб. 80 коп.
Члены хозрасчетной бригады и бригадир активно
участвуют в обсуждении полученного плана; получают
лимитно-заборные карты и наряды с аккордно-премиать-
ной системой оплаты труда, отвечают за качественное
использование и сдачу работ, обсуждают итоги работы
за месяц. Хозрасчетным бригадам легче включаться
в соревнование за коммунистическое отношение к труду,
так как бригада имеет конкретные обязательства и за-
дачи; кроме того, постоянно сохраняется ее кадровый
состав.
4. ИЗУЧЕНИЕ И ВНЕДРЕНИЕ
ПЕРЕДОВЫХ МЕТОДОВ ТРУДА
При изучении передовых методов труда производит-
ся отбор наиболее рациональных и прогрессивных при-
емов труда электромонтажников одной и той же спе-
циальности, Кроме того, широко изучается опыт ис-
пользования механизмов, приспособлений, инструмен-
тов, увеличения экономии материалов, различных видов
энергии, а также организации социалистического сорев-
нования. Внедрение передовых методов труда наиболь-
ший эффект дает только в том случае, если при этом
учитываются не только рациональные трудовые приемы
новаторов, но и достижения в области технологии и ор-
ганизации работ по монтажу кабельных сетей. Значи-
тельную роль в распространении передового опыта
играют разработанные с учетом прогрессивной техноло-
гии и организации электромонтажных работ карты ор-
ганизации трудовых процессов. Эти карты введены
Госстроем СССР как обязательная документация' по ор-
ганизации труда в электромонтажном производстве.
Разработку карт выполняют и утверждают различные
министерства и ведомства в централизованном порядке.
Карты организации трудовых процессов содержат
пять разделов: назначение и эффективность применения
карты; исполнители и предметы орудия труда; условия
и подготовка процесса; технология и организация про-
цесса, а также приемы труда. Карты могут быть типовые
и местные. Их разрабатывают или целиком на техноло-
55-
гические процессы (прокладку кабелей в туннеле, на
лотках), или на отдельные операции (монтаж концевых
и соединительных муфт). На неохваченные типовыми
картами технологические процессы или отдельные опера-
ции разрабатывают местные карты. Карты широко ис-
пользуются при разработке проектов организации и про-
изводства электромонтажных работ, графиков трудовых
процессов, технически обоснованных норм, для обучения
передовым методам труда и т. д.
В первых разделах карт, кроме указаний о назначе-
нии и области применения, приводятся трудозатраты
в человеко-днях (человеко-часах), затрачиваемые при
выполнении работ эффективными методами и формами
организации труда, предусмотренными в карте. Данные
показатели, полученные при помощи хронометража,
сравнивают с аналогичными, определенными по ЕНиР
или местным нормам. Например, при монтаже соедини-
тельных эпоксидных муфт при помощи термитной сварки
лрехжильных кабелей марки АСБ сечением 3 X 240 мм2
напряжением 10 кв общие затраты по карте составляют
11,68 чел-ч, а стоимость работ 6—26,9 руб. По ЕНиР
эти трудозатраты и стоимость работ соответственно
.составляют 12,0 чел-ч и 7—96 руб.
В последующих разделах карты подробно описыва-
ются подготовительные работы, выполняемые звеном
электромонтажников. К этим работам относятся измере-
ние сопротивления изоляции жил кабеля, разогрев пара-
фина и испытание образцов бумажной изоляции на
влажность, обезжиривание внутренней части эпоксидных
полумуфт и т. д. Всего на комплекс этих операций
затраты составляют 1,9 чел-ч, а стоимость работ
1—34,5 руб. Кроме изложения технологии подготови-
тельных и основных работ в карте указаны перечень
необходимых инструментов, приспособлений и механиз-
мов, состав звена и локальный сетевой график производ-
ства работ. Всего в технологическом процессе участвует
до 16 наименований отдельных инструментов и наборов,
подробно описанных в § 1. Звено, выполняющее эти ра-
боты, состоит из двух электромонтажников (пятого и
четвертого разрядов).
Карты организации трудовых процессов для полного
технологического процесса составляют при больших
объемах работ. Эти типовые карты составляют для
многократного использования в электромонтажных орга-
56
низаниях. Например, такая карта составлена на комп-
лекс работ по механизированной прокладке кабелей
в туннелях.
По расчетным данным (нормативам ЕНиР) бригада
электромонтажников в составе 11 чел. (шестой раз-
ряд— 1, пятый разряд — 2, третий разряд — 3 и втор'ой
разряд — 5'чел.), прокладывает 100 м кабеля марки
ОСБГ сечением ЗХ 120 мм2, напряжением 35 кв с при-
менением ручной лебедки и напольных роликов за 4,7 ч,
а механизированным способом с применением электро-
лебедки, распорных роликов и т. д.— за 3,6 ч. Произво-
дительность труда при механизированной прокладке
кабелей в туннелях возрастает на 30,6%. Годовая эконо-
мия по трудозатратам составляет 1 091 чел-дней.
Прокладку кабеля выполняет комплексная бригада»
электромонтажников по монтажу кабельных сетей.
Их количество в бригаде зависит от объема выполняе-
мых работ, а также от марок и сечений прокладываемых
кабелей. Как и в предыдущей карте, в заключительных
разделах дается подробная спецификация необходимых
инструментов, приспособлений и механизмов, а также'
излагается очередность технологических операций.
Па всю трассу кабельного туннеля, в котором выпол-
няют работу, составляется схема расстановки приспо-
соблений, инвентарных конструкций и механизмов
(рис. 36).
Для механизированной прокладки кабелей в тунне-
лях создан комплект современных приспособлений
и механизмов. К таким механизмам относятся компакт-
ные электролебедки (рис. 37), устанавливаемые в голов-
ной шахте туннеля или в одном из его концов.
Обычно серийно выпускаемые электролебедки не
годятся для механизированной прокладки кабеля.
Их модернизируют, увеличивая канатоемкость барабана
до 600 м (при диаметре каната 11 мм). Лебедки имеют
специальные устройства для автоматического отключе-
ния при превышении усилий тяжений. В настоящее
время допустимые усилия тяжения определены для всех
марок кабелей. Например, по данным ВНИИ кабельной
промышленности и ВНИИпроектэлектромонтаж допу-
стимое усилие тяжения за алюминиевую оболочку кабе-
ля сечением ЗХ 120 мм2 при рабочем напряжении Юке
составляет 650 кгс, то же, но за многопроволочные
алюминиевые жилы — 1 400 кгс.
57
— безосевой кабельный домкрат;
— обводное устройство для кабеля при его
вводе в кабельный колодец;
— универсальный угловой распорный ролик;
- двухстоечное обводное устройство для кабеля;
— обводное устройство для кабеля;
— распорный линейный ролик;
— напольный линейный ролик;
— тяговая электролебедка;
— пост телефонной связи.
58
Прокладку кабелей выполняют с применением рас-
порных угловых и линейных роликов (рис. 38). Линей-
ный распорный ролик состоит из трубчатого телескопи-
ческого стержня, с одной стороны которого имеется
Рис. 37. Электролебедка, установленная на платформе.
Рис. 38. Универсальные распорные ролики.
а — линейный; б — угловой.
59
выдвижной упор для предварительного закрепления
стержня, а с другой стороны — винтовой упор, позволяю-
щий окончательно закрепить ролик между потолком
и полом туннеля или его боковыми стенками.
Угловой распорный ролик закрепляют аналогично
линейному; с его помощью обеспечивают нормальный
Рис. 39. Безосевой гидравлический
кабельный домкрат.
радиус изгиба проклады-
ваемых кабелей; 'кроме
того, с помощью этого ре-
лика можно фиксировать
высоту прокладки на по-
воротах кабельного тун-
неля. Для этих же целей
служат обводные устрой-
ства, которые состоят из
целого комплекса угло-
вых. роликов. Обводные
устройства устанавлива-
ют в местах ввода кабе
лей в туннель, а также в
местах переходов кабелей
из колодцев или шахт в
туннель и т. д. Примене-
ние распорных конструк-
ций роликов и обводных
устройств исключает их
опрокидывание и позво-
ляет успешно внедрять
электролебедки при меха-
низированной прокладке
кабелей.
Кабельные барабаны устанавливают на безосевые
гидравлические домкраты (рис. 39). На сварном основа-
нии каркаса 1 установлен гидравлический домкрат 2,
на который опирается пустотелая штанга 3. На штангу
надета цапфа 5 со втулкой 4. Цапфа фиксируется
в отверстиях штанги пальцем 6. При качании рукоятки 7
поршень домкрата, перемещаясь, давит на перегородку 8
штанги, поднимая ее вместе с цапфой. Для
используют два домкрата, втулки которых
с двух сторон в отверстия барабана.
подъема
вводят
Обычно такие домкраты используют для подъема
барабанов массой до 6 т и диаметром до 2,2 м с после-
дующей размоткой с них кабелей. Кроме этих приспо-
60
соблений и механизмов, при прокладке используют
обычные напольные ролики, устанавливаемые по трассе
прокладки в производственных помещениях.
Связь осуществляют при помощи переговорных
устройств, описанных в § 3.
Технологический процесс механизированной проклад-
ки кабеля начинают с подготовительных работ — рас-
становки механизмов и приспособлений по трассе
(см. рис. 36).
Б цехе холодного проката устанавливают безосевые
домкраты, а от них до колодца — два напольных ролика.
Над колодцем или шахтой на обоих концах туннелей
закрепляют обводные устройства, а на переходах
кабелей из колодца в туннель и на поворотах трассы —
угловые распорные ролики. Электролебедка смонтирова-
на на платформе (см. рис. 36 и 37) в помещении главно-
го распределительного устройства. Вдоль всей трассы,
в том числе при переходе туннеля через подземные
коммуникации, установлены 17 линейных распорных
роликов. После монтажа всех механизмов и приспособ-
лений производят раскатку троса и установку кабельных
барабанов на домкраты. Число одновременно устанавли-
ваемых барабанов определяется в зависимости от объ-
ема выполняемых работ.
При раскатке кабельных барабанов применяют раз-
личные приспособления для захвата концов кабелей.
В случае прокладки кабелей в каналах, туннелях при-
меняют специальные чулки (рис. 40,а) или кольцевой
захват (рис 40, б). Этот захват действует по фрикцион-
ному принципу. При напряжении троса кольца смещают-
ся в сторону, противоположную направлению тяжения,-
и прочно захватывают конец кабеля. При прокладке
кабелей через переходы, выполненные в трубах, целесо-
образно применять зажимы (рис. 40, в), состоящие из
Iоловки, корпуса с внутренним конусом и конусного
клина. Принцип работы зажима основан на сжатии
токопроводящих жил конца кабеля конусным клином
и внутренним конусом корпуса. Величину тяжения на
кабеле проверяют у первых двух-трех барабанов. Одно-
временно с расстановкой электромонтажников по трассе
прокладки проверяется работа сьязи. Прокладка кабелей
выполняется по раскладочным ведомостям с подготовкой
мест будущего монтажа соединительных и концевых
муфт. Кабели прокладывают на уровне полок конструк-
61
ций, а затем перекладывают (сдвигают) на эти полки
с распорных роликов вручную.
В карте приводят график трудового процесса (на
монтаж 100 м кабеля) и в виде таблицы для каждого
элемента технологических процессов дается характери-
стика приемов труда.
Рис 40. Приспособления для захвата конца кабеля при
механизированной прокладке.
а — чулок; б — кольцевой захват; в — зажим: 1 — корпус
с внутренним конусом; 2 — конусный клин; 3 — головка;
4 — токопроводящие жилы.
Например, при надевании проволочного чулка и рас-
катке кабеля один электромонтажник (третьего разря-
да) надевает проволочный чулок, два электромонтажни-
ка (пятого и второго разрядов) работают у электро-
лебедки, один электромонтажник (второго разряда)
наблюдает за движением конца кабеля, второй — за
спуском его в туннель Остальные шесть электромонтаж-
ников раскатывают кабель. Для этих операций в пяти
местах трассы устанавливаются посты для переговорных
устройств.
Передовые методы труда изучают, составляя описа-
ние элементов технологического процесса и применяя
хронометражные наблюдения. На основе хронометраж-
ных наблюдений выявляют наиболее эффективные, ра-
циональные приемы работы новаторов, выполняющих
однородные операции или технологические процессы,
и передают этот опыт другим электромонтажникам.
Применение киносъемки позволяет более точно, чем хро-
62
нометраж, определить затраты рабочего времени
у электромонтажников (например, при монтаже соедини-
тельных, концевых муфт и т. д.). При анализе результа-
тов киносъемки точность отсчета времени составляет
0,003—0,005 мин, а при хронометраже — значительно
меньше.
Применяя киносъемку, изучают существующие и про-
ектируют рациональные методы труда, выявляют потери
и непроизводительные затраты рабочего времени, уста-
навливают рациональные трудовые приемы для обучения
ьм новых рабочих. Одновременно с помощью киносъемки
подготавливают инструктивные материалы для повыше-
ния квалификации рабочих и ИТР, изучают и обобщают
передовые методы труда при выполнении отдельных
операций технологических процессов на рабочем месте
электромонтажника по монтажу кабельных сетей. Кроме
того, при расшифровке результатов киносъемки проверя-
ют нормы времени, установленные на отдельные опера-
ции. Кинофильмы с зафиксированными учебными про-
цессами являются постоянными объективными докумен-
тами, которые можно просматривать неоднократно
и позволяют проверять результаты расшифровки трудо-
вых процессов с разной степенью детализации. Для
съемок обычно применяют аппараты с черно-белой
кинопленкой шириной 16 мм, например киносъемочный
аппарат типа «Киев 16С-2»; емкость его кассеты—15 м.
Аппарат может производить съемку с частотой 16—
64 кадра!сек, а также покадровую съемку. Масса такого
аппарата с двуми объективами и заряженной кассетой
1,7 кг. Для съемки применяется пленка с двусторонней
перфорацией чувствительностью 45 единиц. Размер кад-
ра такой черно-белой пленки 7,45 X 10,05 мм. Количество
< необходимой для съемки кинопленки определяют, ис-
ходя из длительности изучаемых операций, числа дублей,
скорости и вида съемки, по формуле
п ’
где Р— расход пленки, м\ Г —время выполнения изуча-
емой операции, сек; v — скорость съемки, кадров! сек\
d — число дублей (повторных съемок, отделяемых на
пленке засвечиванием ряда кадров); /( — коэффициент,
учитывающий расход пленки на засветки, съемку круп-
ным планом и т. д. (/(=1,05); п—число кадров на 1 м
кинопленки.
63
Киносъемку производственных процессов выполняют
или с рук, или с применением штативов. Для показа
кинофильмов применяют кинопроекционные аппараты
(например, типа «Украина»), а для звукового сопровож-
дения — магнитофоны. Съемка технологических процес-
сов в кинофильме обычно занимает в среднем (день,т.е.
5—6 ч, в то время как монтаж этой пленки занимает
15 дней, а показ— 15—18 мин.
Таблица 8 Для определения продолжи-
Количе- ство кадров Продолжительность операции
сек мин
1 0,0625 0,00104
9 0,1250 0,00208
3 0,1875 0,00313’
4 0,2500 0,00417
5 0,3125 0,00521
60 3,7500 0,06250
97 6,0625 0,10104
и т. д.
производят по
тельности отдельных элемен-
тов или технологического про-
цесса в целом можно на плен-
ке (например, в верхнем углу
кадра) снять крупным планом
секундомер. В этом случае
продолжительность рабочих
операций определяется непо-
средственно по показаниям -
стрелочного прибора. Кроме
этого способа, для определения
времени применяется подсчет
числа кадров (с использова-
нием счетчиков кадров); опре-
специальным переводным табли-
деление
цам. Например, в табл. 8 указана продолжительность
технологических операций в зависимости от кадров при
скорости съемки 16 кадре в! сек..
I отовые кинофильмы используют в учебных целях
при инструктаже электромонтажников по кабельным
сетям. Одновременно с учебными целями процессы кино-
съемки могут быть использованы для анализа трудовых
приемов и движений. Например, в результате просмотра
отснятых кадров и расшифровки кинограммы были вы-
явлены по/ери времени на фиксацию эпоксидных
соединительных полумуфт из комплекта типа СЭп;
в целях сокращения этих потерь была создана конструк-
ция подставки для фиксации этих полумуфт в момент
заполнения их компаундом. Аналогичные потери времени
были установлены по кинограмме (табл. 9) при съемке
пресс-формы в процессе горячей опрессовки полиэтилено-
вой изоляции жил кабелей. Для ликвидации этих потерь
была предложена новая конструкция пресс-формы с от-
кидными болтами. Съемкой было зафиксировано, что
операция снятия крышки пресс-формы занимала 6,06 сек
64
Заказ № 183
Таблица 9
Скорость съемки 16 кадров/сек
Дата съемки .
Кинограмма
Метод выполнения приема: снятие верхней части пресс-формы после опрессовки полиэтиленовой
изоляции жил кабелей
До внедрения рациональных методов труда
После внедрения рациональных методов труда (устройство
барашков и петель на пресс-форме)
Номера
кадров
Кадр
Длитель-
ность,
сек
Исполнитель
операции
Номера „ ' Ллитель- Исполнитель
кадров Кадр * ность, операции
607
704
0,0625
Инструктор
передовых
методов
труда
Заключение. Экономия на технологической операции составляет 2,31 сек.
Примечание. Определение длительности операции производится по переводной таблице в среднем при 2 5 съемках тех-
нологического процесса.
Составил: Проверил:
(т. е. 97 кадров, № 607—704). Это время определяют по
табл. 8. После переделки пресс-формы и замены обыкно-
венного болта откидным с барашком, время снятия
крышки составило 3,75 сек (60 кадров, № 607—667).
Таким образом, только на этой операции экономия вре-
мени составляет 2,31 сек.
Ряд усовершенствований технологических процессов
может быть выполнен на основе многократного изучения
отснятого материала. К ним можно отнести сокращение
потерь.рабочего времени при разогреве кабельных роли-
ков и рулонов (разработана конструкция термостата),
а также при усовершенствовании рабочих инструментов
или приспособлений: вместо стеклянных бьющихся
термометров для замера температур'ы разогрева кабель-
ной массы внедрены биметаллические термометры,
увеличены размеры кабельных палаток и т. д. Результа-
ты съемок позволили определить рациональный вариант
размещения инструментов на рабочих местах, а также
горелок инфракрасного излучения для обогрева работаю-
щих. Изучение кинограмм дало возможность выявить
оптимальные траектории движения рук, а также оценить
существующую организацию рабочих мест электромон-
тажников при различных технологических процессах.
Внедрение киносъемки в электромонтажном произ-
водстве позволяет более активно решать вопросы науч-
ной организации труда, совершенствует работу творче-
ских групп, общественных бюро нормирования в выяв-
лении скрытых резервов по повышению производитель-
ности труда.
При внедрении киносъемки, однако, следует учиты-
вать значительные материальные затраты, а также ее
трудоемкость (подготовку аппарата, обработку кино-
лленки, расшифровку отснятого материала и т. д.). По-
этому при съемке кинофильмов следует одновременно
решать все вопросы: изучения организации рабочих мест,
рациональных трудовых приемов, выявления потерь и
непроизводительных затрат рабочего времени, разра-
ботки обоснованных норм, а также учебного характера,
5 ОПЛАТА ТРУДА И НОРМИРОВАНИЕ
Для электромонтажников, выполняющих монтаж ка-
бельных сетей, применяют две формы оплаты труда:
сдельную и повременную. Каждая из них имеет разно-
видности (системы), например сдельная оплата труда
66
может быть прямой сдельной, аккордной ’ и сдельно-
премиальной, а повременная оплата труда может быть
прямой и повременно-премиальной'
Применение той или иной формы и системы оплаты
определяется конкретными условиями монтажа.
Для электромонтажников, занятых выполнением ре-
монтных, экспериментальных работ, прогревом кабелей
или участвующих в пуско-наладочных работах (при ис-
пытаниях или фазировке кабельных линий), применяют
повременно-премиальную систему оплаты труда. Напри-
мер, электромонтажникам, непосредственно занятым эк-
спериментальным монтажом муфт из новых эпоксидных
компаундов, при качественном и досрочном выполнении
работ размер премий устанавливают до 40% к тариф-
ной ставке (см. табл. 10), электромонтажникам, непо-
средственно занятым выполнением пусконаладочных ра-
бот, -до 25%. Премии электромонтажникам-повремен-
щикам начисляют по месячным результатам работы за
фактически отработанное время и выплачивают при вы-
даче заработной платы за истекший месяц.
В механизированных бригадах применяют сдельно-
премиальную систему с премированием за выполнение
аккордного задания к установленному сроку или досроч-
но при сокращении нормативного времени. При этом ра-
боты должны быть выполнены в полном соответствии
с проектной документацией, строительными нормами и
правилами [Л. 1, 2], а при монтаже концевых и соеди-
нительных муфт — в соответствии с технической доку-
ментаций [Л.З].
В целях поощрения высокого, качества работ при вы-
полнении аккордного задания в срок или досрочно уста-
новлены премии: за каждый процент сокращения нор-
мативного времени при оценке качества выполненных
работ на «отлично» — до 3% сдельного заработка по ак-
кордному наряду, при оценке «хорошо» — до 2% и при
оценке «удовлетворительно» — 0,5%. Общая сумма пре-
мии. выплачиваемая одному электромонтажнику, не
должна превышать в расчете на месяц 40% сдельного
заработка.
Аккордные задания устанавливают для бригад,
звеньев или отдельных электромонтажников, как пра-
1 Аккордной называется оплата труда, при которой заранер
устанавливается сумма заработной платы на весь конечный ре-
зультат работы.
67
вило, на завершенный технологический процесс, напри-
мер на кабельную трассу. При невыполнении аккордного
задания к установленному сроку оплата выполненных
работ производится по сдельным расценкам без начис-
ления премий. Промежуточные расчеты производятся за
фактически выполненные в данном расчетном периоде
работы по установленным сдельным расценкам. Окон-
чательный расчет по аккордному наряду, включая пре-
мию, производят только после выполнения всех работ,
перечисленных в задании.
Нормативное время, необходимое для выполнения
аккордного задания, а также сумму заработной платы
определяют по калькуляциями. Такие калькуляции при
монтаже кабельных линий составляют по сборникам
«Единых норм и расценок на строительные, монтажные
и ремонтно-строительные работы» (ЕНиР). ЕНиР ут-
верждены Государственным Комитетом Совета Мини-
стров СССР по делам строительства и Государственным
Комитетом Совета Министров СССР по вопросам труда
и заработной платы, согласованы с ВЦСПС и введены
для обязательного применения при оплате труда рабо-
чих, занятых на строительных, монтажных и ремонтно-
строительных работах.
Оплату за производство работ по монтажу кабель-
ных линий производят по сборнику «Кабельные линии
напряжением до 35 кв», № 23, вып. 4.
Расценки в сборниках ЕНиР подсчитывают по часо-
вым тарифным ставкам (табл. 10), установленным при
семичасовом рабочем дне.
Общая сумма заработной платы распределяется
между отдельными членами брагады или звена пропор-
ционально количеству отработанного каждым электро-
монтажником времени и тарифному коэффициенту. За-
работную плату по тарифным коэффициентам распреде-
Таблица 10
Часовые тарифные ставки и коэффициенты
электромонтажников по монтажу кабельных линий
Разряд
1-й 2-й 3-й 4-й 5-й 6-й
Часовые тарифные ставки, коп Тарифные коэффициенты . 43,8 1,000 49,3 1,126 55,5 1,267 62,5 1,427 70,2 1,603 79,0 1,804
68
ляют следующим образом: отработанное каждым элек-
тромонтажником время приводится к первому разряду
(путем умножения количества отработанного каждым
рабочим времени на тарифный коэффициент, соответ-
ствующий его разряду). Определяется отработанное всей
бригадой время, приведенное к первому разряду. Деле-
нием общей суммы заработной платы бригады на все
время, приведенное к первому разряду, получают с^мму
заработка, приходящуюся на единицу врёмени, также
приведенную к первому разряду. Умножением суммы,
приходящейся на единицу времени, на количество отра-
ботанных каждым электромонтажником часов получают
размер заработной платы.
Пример. Бригада электромонтажников состоящая из 6 чел
выполняющая прокладку кабелей в каналах, заработала 749 руб.
43 коп.; при этом отработанное время между членами бригады
составило (чел-ч):
Электромонтажник 6 го разряда . 176
» 5-го разряда .... 176
» 4-го разряда 168
/ » 3-го разряда ........... 160
» 3-го разряда 176
» 2-го разряда............ 120
Итого . . 976 чел-ч
Приведенное к первому разряду отработанное время
равно (тарифные коэффициенты указаны в табл. 10)
(чел-ч):
6-й разряд . . . ..... 176x1,804=317,6
5-й разряд . . . 176x1,603 = 282,4
4-й разряд. . ........ 168\1,427=240,0
3-й разряд . ... 160x1,267=202,4
3-й разряд . 176x1,267= 223,2
2-й разряд . 120x1,126=135,2
Итого . 1400,8 чел-ч
Заработок на 1 чел-ч, .приведенный к первому разряду, опре-
деляется в сумме
749 ру^43коп. = 53 5 коп
14UU.8
Заработок каждого электромонтажника составит:
6-й разряд . 53,5 коп.х317,6=169 руб. 92 коп.
5-й разряд.................53,5 коп.х282 4=151 руб. 08 коп.
4-й разряд . 53,5 коп.х240,0=128 руб. 40 коп.
3-й разряд 53,5 коп.X202,4=108 руб. 29 коп.
3-й разряд 53,5 коп.У223,2=119 руб. 41 коп.
2-й разряд ................53,5 коп.Х 135,2=72 руб. 33 коп.
Итого . .
749 руб. чЗ коп.
69
Для каждого вида работ в сборниках ЕНиР указаны
расчетные составы звеньев. Например, при установке
кабельных конструкций на стенах или в каналах звено
состоит из двух электромонтажников (пятого и четвер-
того разрядов). При закреплении конструкций сваркой
в состав звена .дополнительно входит электросварщик
третьего разряда, а пристрелкой — оператор, работаю-
щий со строительно-монтажным пистолетом (электро-
монтажник четвертого разряда).
Примеры звеньев для различных видов работ более
подробно указаны в § 3.
Стоимость и время производства работ по монтажу
соединительных муфт определяются в зависимости от их
конструкции, технологических процессов монтажа, а так-
же от числа и сечения жил соединяемых кабелей. На-
пример, монтаж эпоксидных соединительных муфт при
соединении пайкой алюминиевых жил кабеля сечением
до 3 X 70 мм2 звено электромонтажников должно вы-
полнить за 6 чел-ч; при этом их заработная плата со-
ставит 3 руб. 98 коп. При соединении жил термитной
сваркой норма времени монтажа увеличивается до
7 чел-ч, а стоимость работ до 4 руб. 64 коп.
Нормами учтено время на организацию рабочих мест
и переходы исполнителей в процессе выполнения работ,
а также перемещение материалов и оборудования к мес-
ту производства работ в пределах рабочей зоны (на рас-
стояние до 50 м). В этих нормах учитывается все время,
затрачиваемое электромонтажниками на подготовитель-
но-заключительные операции, в том числе на подготовку
рабочего места и приведение его в порядок в конце
смены, подноску к месту работы инструментов, приспо-
соблений и материалов, переходы в пределах одного
объекта, а также получение заданий и сдачу выполнен-
' ных работ. Нормами учтено время, необходимое для
периодического отдыха электромонтажников в течение
смены.
Паузы для отдыха устанавливаются в течение всего
рабочего дня. Режим отдыха определен для каждой про-
фессии и специальности.
Обычно в справочных данных приводят нормативы
на отдых и личные надобности. Например, при монтаже
кабелей, соединительных и концевых муфт время на
отдых и личные надобности составляет 8% норм затрат
труда или норм времени, при креплении кабельных кон-
70
струкций с помощью строительно-монтажного пистоле-
та— 25% и т. д. В отдельных случаях, кроме регламен-
тированного времени отдыха, ограничен и физическии
объем выполняемых работ: оператору при работе со
строительно-монтажным пистолетом разрешено делать
в день не более 100 выстрелов и т. д.
В тех случаях, когда ЕНиР применяют в условиях,
снижающих производительность труда, допускается ус-
танавливать к нормам времени и расценкам поправоч-
ные коэффициенты, например: 1,15— при особой стес
ценности рабочих мест; 1,1—при производстве работ
в закрытых сооружениях (помещениях), находящихся
ниже 3 м от поверхности земли. Особую группу состав-
ляют коэффициенты, учитывающие температуру окру-
жающей среды при монтаже кабельных линий: 1,25 —
при температуре воздуха на рабочем месте в помеще-
ниях выше 40° С; 1,1—при производстве работ в зим-
ние месяцы в тепляках.
Кроме вышеуказанных коэффициентов при производ-
стве работ в зимних условиях на открытом воздухе и
вне обогреваемых помещений к единым и ведомственным
нормам времени и расценкам применяют усредненные
поправочные коэффициенты. Эти коэффициенты преду-
сматривают компенсацию дополнительных затрат рабо-
чего времени, возникающих при выполнении работ в
зимних условиях, и учитывают влияние на производи-
тельность труда электромонтажников следующих факто-
ров: стесненность движений в теплой одежде, неудоб-
ство работы в рукавицах, затруднения в работе в связи
с наличием на рабочем месте льда, снега и т. д.
Для отдельных видов работ к нормам времени и рас-
ценкам применяют также коэффициенты, учитывающие
сложность выполнения технологического процесса. На-
пример, при монтаже кабельных линий в распутицу, в
стороне от дорог с твердым покрытием нормы времени
и расценки на прокладку кабелей, устройство постели
и их покрытие умножаются на коэффициент 1,3. При ра-
ботах на высоте более 5 м от уровня пола (земли) нор-
мы времени и расценки умножают (в зависимости от
высоты) на коэффициенты 1,05—1,4.
Наряду с применением рациональных систем оплаты
большое внимание уделяется вопросам нормирования
электромонтажных работ. Без нормирования невозмож-
но оценить эффективность труда, возместить его затра-
71
ты, трудно рассчитать загрузку электромонтажников
и определить сроки окончания работ. Для создания нор-
мативов применяют различные методы наблюдений.
Наблюдения за технологическими процессами или их
элементами по способу и точности замеров подразделя-
ют на хронометраж, фотоучет и технический учет. Основ-
ными разновидностями хронометражных наблюдений
при производстве кабельных работ являются хрономет-
раж и фотоучет. При хронометраже затраты оператив-
ного времени изучают путем наблюдения и измерения
циклически повторяющихся элементов операций с после-
дующим анализом данных наблюдений. Во время фо-
тоучета изучают все виды затрат рабочего времени.
Изучение уже сложившихся процессов и структуры
затрат рабочего времени, а также проверку действую-
щих норм выполняют с помощью самофотографий
(СФРД) или фотографий рабочего дня (ФРД), а также
метода моментных наблюдений.
При ФРД запись наблюдений выполняют на специ-
альном листе. С ее помощью изучают все затраты ра-
бочего времени в течение рабочего дня, а также затраты
времени на отдых и технологические перерывы. При
СФРД учет затрат рабочего времени выполняется самим
работающим. Этот метод более экономичен и менее тру-
доемок, чем ФРД, однако он неполностью выявляет по-
тери рабочего времени по вине самого электромонтаж-
ника.
Затраты рабочего времени при монтаже соединитель-
ных и концевых муфт кабелей более точно определяют,
применяя киносъемку (см. § 4):
6. ТЕХНИКА БЕЗОПАСНОСТИ
При монтаже кабельных линий следует руководство-
ваться действующими- правилами по технике безопас-
ности, Строительными нормами и правилами (СНиП),
а также отраслевыми правилами, нормами4 и инструк-
циями по безопасным методам производства работ. Со
всеми этими документами электромонтажники ознакам-
ливаются в процессе обучения на специальных курсах
по технике безопасности После курсового обучения по
результатам проверки знаний каждому электромонтаж-
нику присваивают квалификационную группу. Такие
группы устанавливают в зависимости от сложности вы-
72
полняемых работ в действующих установках, а также-
от специальности работающего. Например, работы на
кабельных линиях в действующих электроустановках
любого вида напряжения должны выполнять не менее
двух электромонтажников, один из которых должен
иметь квалификацию не ниже третьей группы; квали-
фикация электромонтажников, выполняющих прокладку
кабелей в туннелях, коллекторах или колодцах, указана
в гл. 4.
Каждой группе соответствует определенная производ-
ственная характеристика. Например, квалификацию
третьей группы имеют электромонтажники четвертого-
пятого разрядов по кабельным сетям, операторы, рабо-
тающие со строительно-монтажными пистолетами, и др.
Все, имеющие эту квалификацию, должны иметь общий
производственный стаж не менее 6 мес., образование
не ниже 7 классов, возраст не менее 18 лет, а также
проработать не менее 1 мес. с квалификацией второй
группы. Лица с третьей группой должны иметь элемен-
тарные познания в области электротехники и знаком-
ство с устройством и обслуживанием электротехнических
установок. Они должны знать общие правила техники
безопасности и, в частности, правила допуска к работам-
в электротехнических установках. Эти лица должны не
только знать правила техники безопасности при выпол-
нении электромонтажных работ, но и уметь вести над-
зор за работами в действующих электротехнических ус-
тановках, а также оказывать помощь пострадавшим
(приемы искусственного дыхания и т. д.).
В перечень профессий рабочих, занятых на строитель-
но-монтажных работах, к которым предъявляются до-
полнительные (повышенные) требования по технике бе-
зопасности, включены электромонтажники, выполняю-
щие работы газом пропан-бутан, термитной сваркой,
пайкой по свинцу, этилированным бензином, а также
транспортные рабочие, занятые на погрузочно-разгру-
зочных работах. В удостоверении электромонтажника по-
кабельным линиям, кроме квалификационной группы
и даты прохождения медицинского освидетельствования,
ставят отметки о допуске к работам с вредными усло-
виями труда, термитной сваркой, электроинструментом
в действующих установках и т. п. Электромонтажники,
имеющие удостоверения на право производства работ,
допускаются к монтажу кабельных линий только после
73.
прохождения общего (вводного) инструктажа и произ-
водственного инструктажа на рабочем месте. В проек-
тах подготовки производства электромонтажных работ
при монтаже кабельных трасс даются основные реко-
мендации по безопасным методам труда.
Благоприятные условия труда в значительной мере
зависят от степени механизации монтажа кабельных ли-
ний. Современная технология монтажа ка'белей в тран-
шеях позволяет механизировать такие операции, как
погрузка и выгрузка барабанов, их транспортирование,
раскатка кабелей по роликам и т. д. При механизиро-
ванной прокладке кабелей резко сокращается число ра-
ботающих на трассах, а следовательно, и вероятность
нарушения ими правил- техники безопасности.
Начинают земляные работы только после получения
руководителем работ письменного разрешения от орга-
низаций, эксплуатирующих подземные коммуникации в
.районе этих работ. К подземным коммуникациям в пер-
вую очередь относятся действующие трассы кабелей,, га-
зопроводов и т. д. Одновременно с разрешением руко-
водителю работ передают план с точным расположением
всех коммуникаций. Вскрытие подземных коммуникаций,
пересекающих трассу, выполняют в присутствии произ-
водителя работ или мастера, а вскрытие действующих
кабельных линий также в присутствии наблюдающего от
эксплуатирующей организации. Траншеи в местах, сво-
бодных от пересечений подземных коммуникаций, как
правило,, роют механизированным способом. В местах
пересечений земляные работы производятся вручную.
В непосредственной близости от коммуникаций грунт
разрабатывают только лопатой, не применяя ломов, ки-
рок и других подобных им инструментов. Раскатку ка-
белей на трассах, не имеющих переходов через препят-
ствия, рекомендуется выполнять по роликам при помощи
лебедок или передвигающихся механизмов (кабельного
транспортера, трубоукладчика, специализированной авто-
машины и т. д ).
Особое внимание обращают на соблюдение правил
техники безопасности при производстве вспомогательных
работ. До начала перекатки барабанов их следует ос-
мотреть, удалить все выступающие из них гвозди, а так-
же закрепить концы кабелей Крепление концов кабелей
при раскатке осуществляют специальными захватываю-
щими устройствами (см. рис. 40). Барабаны с кабелями
74
устанавливают на домкратах (см. рис. 39), специально
рассчитанных на подъем этих барабанов.
На поворотах кабельных трасс устанавливают угло-
вые распорные ролики; при этом электромонтажникам
запрещается находиться внутри углов поворота трассы,
.а также поправлять или оттягивать раскатываемый ка-
бель руками. В местах движения людей, механизмов
или транспорта траншеи и котлованы должны иметь
•ограждения Перед началом прокладки кабелей в тун-
нелях, коллекторах или колодцах газоанализаторами
проверяют отсутствие горючих, а также вредных для
дыхания газов. Такие осмотры и дальнейшие работы
.в этих помещениях выполняют не менее чем два элект-
ромонтажника, один из которых имеет квалифика-
цию не ниже третьей группы, а остальные лица — вто-
рой группы.
При прокладке кабеля через трубы или проемы не
разрешается поддерживать кабель на расстоянии 1 м
от их краев. Одновременно должны быть приняты меры
против ранения рук или падения работающих при слу-
чайном захвате их кабелем.
Сеть освещения рабочих мест в туннелях, коллекто-
рах или колодцах выполняется на напряжение 12 в.
Особое внимание следует обратить на безопасные ме-
тоды работ при разогреве вспомогательных материалов.
В первую очередь это относится к работе с припоями.
Температура плавления оловянисто-свинцовых припоев
225—240е С, а цинко-оловянистых и цинко-алюминиевых
500—600° С. Высокие температуры возникают и при
разогреве заливочных и пропарочных кабельных масс.
Заливочные битуминозные массы разогревают до тем-
пературы 190° С, а пропарочные — до 130° С. Разогрев
кабельных масс в заводской герметичной банке может
привести к ее взрыву. Разогревать массы без термомет-
ра запрещается. Разогрев, перенос и работу с ковшами,
тиглями или кабельными ведрами осуществляют в бре-
зентовых рукавицах и защитных очках. Запрещается пе-
редавать ковш (тигель) с расплавленным припоем или
кабельное ведро с разогретой массой из р.ук в руки; при
передаче их необходимо предварительно поставить на
твердое основание: грунт, пол и т. д. Разогретые припои
или массы перемешивают металлической мешалкой (см.
рис. 23) или прутком, предварительно нагретыми (во
избежание разбрызгивания припоев или масс).
75
Все работы в кабельных помещениях с установками
на газе пропан-бутан можно выполнять при включенной
приточно-вытяжной вентиляции. До начала работ не-
обходимо проверить исправность баллонов для хранения
газа и их вентилей, а также наличие паспортов со сро-
ками периодических испытаний баллонов. Максимальное-
давление газа пропан-бутан в баллонах не должно, пре-
вышать 16 кгс/слг2, а минимальное при его расходе-
0,5 кгс!см2. Проверка в установке утечки газа произво-
дится путем покрытия вентилей или мест присоединения
шлангов мыльной эмульсией; проверять места утечки с
применением огня запрещается. Если обнаруживается
неустранимая утечка газа из баллона, его выносят в
безлюдное место и выпускают газ в атмосферу. Во вре-
мя работы с установкой на газе пропан-бутан запре-
щается нагревать баллоны с целью повышения давле-
ния газа. Баллоны следует защищать от прямого дей-
ствия солнечных лучей. Устанавливать и присоединять
редуктор, а также шланги можно только при закрытом
вентиле баллона. Шланги соединяют только- при помощи
специальных штуцеров. Крепление шлангов к штуцерам
и ниппелям выполняют стяжными инвентарными хому-
тами; применять проволоку для крепления шлангов за-
прещается. При зажигании горелки плавно открывают
на */з оборота ее вентиль, регулируя пламя. Работы с га-
зовыми установками выполняют с перерывами. В ка-
бельных туннелях, каналах и траншеях следует выпол-
нять работы в присутствии второго лица, обученного
правилам техники безопасности.
При термитной сварке алюминиевых жил кабелей
следует осторожно обращаться с патронами и спичками
(температура горения патронов 2 000, а спичек 1000°С).
Во время работы несгоревшие спички и неостывшие ос-
колки патронов бросают на заранее подготовленное не-
сгораемое основание (термитные спички в воде не
гаснут)
При работе запрещается поправлять рукой горящие
или остывающие патроны.
Во время термитной сварки лицо электромонтажни-
ка должно быть удалено от места сварки не менее чем
на 0,5 м. После охлаждения сгоревший шлак термитного
патрона сбивают в направлении от себя. Глаза электро-
монтажника при термитной сварке защищают очками
с синими стеклами.
76
Эпоксидные компаунды и их отвердители обладают
токсичностью. Они оказывают разрушающее действие
на верхние дыхательные пути, а также на незащищен-
ную поверхность кожи. Электромонтажники, работаю-
щие с эпоксидным компаундом, должны пользоваться
спецодеждой, медицинскими перчатками и защитными
очками.
Вместо медицинских перчаток применяют специаль-
ную мазь — биологические (невидимые) перчатки. Мазь
состоит: из этилового спирта — 58,7 вес. ч., казеина и
глицерина — по 19,7 вес. ч. и аммиака—1,9 вес. ч. При
работе с эпоксидным компаундом раствор мази дважды
в смену наносят на поверхность кожи рук и предпле-
чий. Через 1—2 мин мазь образует прочную предохра-
нительную пленку. Эпоксидный компаунд, случайно по-
павший на незащищенную поверхность - кожи, следует
-смыть горячей мыльной водой с трехпроцентным раство-
ром уксусной либо лимонной кислоты, а кожу смазать
жирной мягкой мазью (вазелином, касторовым маслом
или ланолином).
Ацетон вместо горячей мыльной воды применяют
только в крайних случаях, при сильном загрязнении ко-
жи. В основном он применяется при очистке от эпоксид-
ного компаунда металлических инструментов. Приме-
нять для этих целей токсичные растворители (толуол и
бензол) не допускается. Все лица, работающие с эпок-
сидными компаундами, ежегодно подвергаются профи-
лактическим медицинским осмотрам.
При работе с эпоксидным компаундом в полевых ус-
ловиях, например при монтаже эпоксидных соединитель-
ных муфт, герметизации кабельных вводов и т. д_, при-
меняют медицинские аптечки, а также специальные пе-
реносные санитарные посты. Такой пост представляет
собой алюминиевый переносный контейнер размером
630 X 250 X 400 мм; его масса с незаполненными емко-
стями равна 8 кг, а с заполненными 19 кг. В средней
части санитарного поста расположена полиэтиленовая
канистра емкостью 10 л для горячей воды. Полиэтилено-
вые канистры утеплены. Санитарный пост перевозится
на специализированных автомашинах или прицепах.
Во время работы электромонтажников с эпоксидны-
ми компаундами или их отвердителями рабочие места
оборудуют вытяжными вентиляционными системами или
индивидуальными вентиляторами. Большое внимание
77
уделяют безопасным методам труда при работе с руч-
ными и механизированными инструментами.
К работе с электрифицированными, пиротехнически-
ми и пневматическими инструментами допускаются элек-
тромонтажники, прошедшие специальное обучение без-
опасным методам работ и имеющие удостоверение с
отметкой о допуске к этим работам. Все инструменты
должны проходить проверки и ремонты. Механизирован-
ные инструменты применяют в соответствии с техноло-
гическими требованиями, указанными в заводских фор-
мулярах, паспортах, инструкциях и т. д. Рабочие опера-
ции с этими инструментами, как правило, выполняют
в защитных очках.
Напряжение переносных электроинструментов в осо-
бо опасных помещениях не должно превышать 12 в, а в
помещениях с повышенной опасностью 36 в. Для пере-
носных светильников в условиях строительства напря-
жение не должно превышать 36 в.
Переносные электроинструменты на напряжение 36 в
и выше (не более 220 в) допускаются при квалифици-
рованном надзоре и применении защитных средств (ди-
электрические коврики, перчатки и галоши). В этом слу-
чае подключение электрои-иструментов осуществляется с
помощью штепсельных вилок и розеток с заземляющи-
ми контактами. Питание паяльников, термомеханиче-
ских клещей и т. д. осуществляется через переносные
понижающие трансформаторы, а в случае применения
высокочастотных инструментов также через преобразо-
ватели частоты тока. Один из выводов обмотки низшего
напряжения и корпуса трансформаторов заземляется.
Подключение электрифицированных инструментов вы-
полняют при помощи розеток, 'разъемов, автоматов
и т. д. Запрещается подключать их путем скручивания
концов проводов.
Во время работы следует следить за состоянием про-
водов и кабелей, питающих электрифицированные ин-
струменты. Запрещается их натягивать и перегибать, а
также допускать их пересечение со шлангами для пода-
чи газа пропан-бутан. Систематический контроль за со-
стоянием ручных инструментов резко снижает трав-
матизм работающих.
Особенно часто выходят чз строя деревянные руко-
ятки ручных инструментов При работе с поврежденны-
ми рукоятками возможны травмы рук в виде порезов,
78
ушибов и ссадин. Деревянные рукоятки молотков, от-
верток, паяльников, напильников, ножовочных станков
и т. д., а также деревянные инструменты (клетневки,
разбортовки и вальки) должны изготовляться из дре-
весины твердых и вязких пород (кизил, бук, граб или
береза) с влажностью не более 12%. Все деревянные
детали должны быть гладко обработаны, тщательно по-
догнаны и надежно закреплены. На их поверхности не
допускаются выбоины и сколы. Гаечные ключи следует
подбирать по размерам гаек, крепящих чугунные за-
щитные корпуса соединительных муфт или кабельные
конструкции. Рабочие поверхности этих ключей не долж-
ны иметь сбитых скосов, а рукоятки — заусенцев. Запре-
щается отвертывать и завертывать гайки ключами боль-
ших размеров с применением металлических прокладок,
а также удлинять рукоятки ключей, применяя для это-
го трубы или другие ключи.
Во избежание травм от'острых частей инструментов
их перевозят или переносят в чехлах, сумках, а также
ящиках (см. рис. 11).
Особенно возрастают требования к соблюдению пра-
. вил техники безопасности при производстве работ в не-
благоприятных метеорологических условиях. Во время
дождя или снега работа с электроинструментом на от-
крытых трассах допускается как исключение. В этих
случаях на рабочих местах должны быть устроены на-
весы, а работающие должны быть обеспечены диэлек-
трическими ковриками, перчатками и галошами.
При прогреве кабелей электрическим током приме-
няют аппаратуру напряжением не выше 250 в. Корпуса
электрических машин и аппаратов, применяемых при
прогреве кабелей, при рабочем напряжении выше 36 в
заземляются. Кроме того, заземляют все металлические
оболочки кабелей. Во время прогрева на рабочем месте
устанавливается дежурство, а также предусматривается
размещение всех необходимых средств пожарной безо-
пасности: огнетушителей, песка, лопат и т. д.
П риложение
Рекомендуемые показатели условий труда для
работы на технологических линиях
Наименование факторов Показатели условий труда
Оптимальная (комфортная) зона Допускаемая (некомфорт- ная) зона Недопус- каемая зона
Температура, 1 °C (16 18)/(20 23), (15—-17)/28 10,38
«Относительная влажность
воздуха, % 60-40 До 75 80
Скорость движения возду- До 0,5/0,7 1,0
ха1, м{сек До 0,3
Содержание в воздушной среде, мг/м3: 200 300
углеводорода Свыше 400
окиси углерода (СО) . 10 20 30
пыли обычной .... 2 10 15
пыли кварцесодержа- 0,5 2,5
щей (SiOE) 2
аэрозоли (марганцевой) 0,1 0,3 0,5
Шум, дб . . . ... До 50 75—85 130
Вибрация при частотах 30— 0,001
50 гц, амплитуда!мм -Освещенность, лк .... 0,009 0,02
200 500 150—200 50—100
1 В числителях указачы температура и скорость» движения воздуха в холод-
ный и переходный периоды года (наружного воздуха — не выше 10°С), в знаме-
нателях в теплый период года (наружного воздуха—выше 10°С).
ЛИТЕРАТУРА
1. Строительные нормы и правила. Электротехнические устрой-
ства. Правила организации и производства работ, приемка в экс-
плуатацию (СНиП III — И. 6-67) М., Стройиздат, 1968.
2. Инструкция по прокладке кабелей напряжением ..до 35 кь.
СН 85-67. М., Стройиздат, 1968.
3. Техническая документация на муфты для силовых кабелей
с бумажной и пластмассовой изоляцией до 35 кв. М., «Энергия».
1969.
4. Трифонов А. Н., Ш туков Н. В Совершенствование ра-
бочих мест при монтаже муфт кабелей. Информация о передовом
опыте Минмонтажспецстрой СССР, 1971, вып. 5 (77).
5. Т р и ф о н о в А. Н. Научная организация труда при произ-
водстве электромонтажных работ. М., «Энергия», 1971
6. Т р и ф о н о в А. Н„ Черноусов А. И. Твой инструмент.
М., «Энергия», 1969.
80
Цс на 16 коп.
им на
ttifPir fit^ет.пи»ос1м1