/












































































































































Текст
- U
Углеродные
волокна
Под редакцией
С. СИМАМУРЫ
Перевод с японского
канд. физ.-мат. наук
Ю.М. ТОВМАСЯНА
под редакцией
канд. техн. наук
Э.С. ЗЕЛЕНСКОГО
Москва «Мир» 1987
ББК 30.4
У25
УДК 678.046.76 + 678.6 + 678.7
Симамура С, Синдо А., Коцука К., Цутияма Н., Сато Т., Ито Ё.,
Икэгами К., Ямада К., Сакамото А., Ватанабэ Ё., Такэда X., Исика-
ва Т., Сасаки В., Абэ Я.
У25 Углеродные волокна: Пер. с япон./Под ред. С.Симамуры. - М.:
Мир, 1987 - 304 с, ил.
В книге японских авторов описаны методы получения и обработки угле-
углеродных волокон , а также проанализированы теоретические и эксперименталь-
экспериментальные работы по изучению их свойств. Рассмотреи практически весь круг вопро-
вопросов, связанных с исследованием углеродных волокон в армированных поли-
полимерах. Описываются методы получения волокон, их характеристики, спо-
способы обработки, методы изготовления армированных пластиков, теоретичес-
теоретические основы расчета механических свойств этих материалов и методы изготов-
изготовления изделий из углепластиков.
Для научных работников и инженеров в области композиционных мате-
материалов, а также для студентов и аспирантов соответствующих специальностей.
2803090000-031
У 211 -88, ч. I
041@0-87
ББК 30.4
Редакция литературы по новой технике и космическим исследованиям
© С. Симамура, А. Синдо, К. Коцука, Н. Цу-
Цутияма, Т. Сато, Ё. Ито, К. Икэгами,
К. Ямада, А. Сакамото, Е. Ватанабэ,
X. Такэда, Т. Исикава, В. Сасаки, Я. Абэ.
"Омся", Токио, 1984
© перевод на русский язык, "Мир", 1987
ПРЕДИСЛОВИЕ РЕДАКТОРА ПЕРЕВОДА
Предлагаемая советским специалистам книга "Углеродные волок-
волокна", изданная в 1984 г, в Японии под редакцией проф. С. Симамуры,
представляет собой коллективную монографию, подготовленную четыр-
четырнадцатью ведущими японскими специалистами, и охватывает самые раз-
различные аспекты сравнительно молодой, но весьма перспективной обла-
области современного материаловедения. В книге рассматриваются вопросы
получения углеродных волокон и армированных ими композиционных
материалов, структура и свойства волокон и полимерных связующих
для углепластиков, характеристики композиций на основе полимерных
и металлических матриц, технология изготовления из них, элементов
конструкций, а также применение этих материалов в самых разнообраз-
разнообразных изделиях — от спортивного снаряжения до космических аппаратов.
В настоящее время композиционные материалы, армированные вы-
высокопрочными и высокомодульными волокнами, приобретают все
большее распространение в различных областях техники. Создание этих
материалов, обладающих комплексом совершенно новых (по сравнению
с металлами и сплавами) характеристик, позволяет успешно решать
важнейшие технические задачи, особенно в области авиа- и ракетострое-
ракетостроения, транспортного машиностроения и в других отраслях промышленно-
промышленности.
Интерес к углеродным волокнам, появившийся в 1960-е годы, обу-
обусловлен тем, что в отличие от стеклянных (а также органических) воло-
волокон они обладают весьма высоким модулем упругости, специфическими
тепло- и электрофизическими свойствами. В последующие годы ученым
и технологам удалось значительно повысить и прочность углеродных во-
волокон; уже сейчас по своей удельной прочности углеродные волокна в
качестве армирующих материалов не только не уступают другим типам
волокон, но и успешно конкурируют с ними. Это иллюстрируют данные,
приведенные в книге, где сопоставляются свойства композиционных ма-
материалов различного типа.
В современной научно-технической литературе подобные издания
энциклопедического характера пока еще весьма редки, и поэтому данная
книга несомненно представит интерес для ученых, технологов, конструк-
конструкторов новой техники; она может также служить полезным пособием сту-
студентам и молодым специалистам, начинающим свой путь в этой перспек-
перспективной области материаловедения.
с Предисловие редактора перевода
Пользуюсь случаем выразить глубокую благодарность моим колле-
коллегам из Института химической физики АН СССР и других научных учреж-
учреждений за большую помощь в преодолении терминологических труднос-
трудностей, вызванных разносторонностью тематики этой книги.
Э. Зеленский
ПРЕДИСЛОВИЕ
Эта книга посвящена углепластикам — полимерным композицион-
композиционным материалам, армированным углеродными волокнами. Углепласти-
Углепластики — новое поколение композиционных материалов, пришедшее на сме-
смену стеклопластикам. Первые образцы углепластиков были получены
лишь в середине 1960-х годов, тогда как стеклопластики были разрабо-
разработаны почти полвека назад (в 1940 г.).
Приведем сейчас несколько впечатляющих цифр, наглядно поясняю-
поясняющих, какими стремительными темпами развивается промышленность
углепластиков. Так, в 1982 и 1983 годах производство углепластиков в
США по сравнению с 1981 г. возросло соответственно на 3 и 59%, а в
Японии - на 41 и 85%. В те же годы выпуск стеклопластиков в США
уменьшился соответственно на 83 и 90%, а в Японии остался практически
на уровне 1981 г. A05 и 107%).
Весьма показательно и сравнение данных по абсолютному объему
производства углепластиков и стеклопластиков. В США в 1981, 1982 и
1983 гг. выпуск углепластиков составил соответственно 1580, 1680 и
2550 т, а в Японии - 540, 760 и 1000 т. (Данные по производству угле-
углепластиков в США включают и материалы на основе термопластичных по-
полимеров, а по Японии — только на основе ненасыщенных полиэфирных
смол.) За те же годы объем производства стеклопластиков был во мно-
много раз больше: 828 000, 687 700 и 745 400 т (США) и 218 900, 230 100 и
235 000 т (Япония). Причины столь большого различия в объемах про-
производства углепластиков и стеклопластиков будут подробно обсуждены
ниже. Сейчас же отметим только одну из них - ограниченный выпуск
самих углеродных волокон. Так, за те же годы в США их было выпуще-
выпущено 790, 840 и 1260 т, а в Японии - 270, 380 и 500 т.
В книге рассматривается широкий круг вопросов, связанных с тех-
технологией изготовления, анализом свойств и применением углепластиков.
В гл. 1 дана общая характеристика углепластиков. В гл. 2 обсуждаются
методы изготовления и свойства углеродных волокон, в гл. 3 — свойст-
свойства полимерных матриц для получения углепластиков. Гл. 4 посвящена
свойствам углепластиков, гл. 5 — методам расчета этих свойств. В гл. 6
даны примеры разнообразного применения углепластиков - от предме-
предметов быта до космических аппаратов. В гл. 7 рассматриваются компози-
композиционные материалы на основе углеродных волокон и металлических
Предисловие
матриц. Наконец, в гл. 8 дается представление о новейших типах компо-
композиционных материалов, причем не только на основе углеродных волокон.
Авторы книги — ведущие специалисты в области углепластиков. Вот
почему им удалось обобщить в сжатой форме все самое полезное, новое
и важное, что связано с этими интересными материалами.
В заключение я хочу поблагодарить всех специалистов, и в частности,
участников семинара по углеродным волокнам (май 1983 г., Япония),
результаты которых использованы в нашей книге.
С. Симамура
Данные об авторах книги
Номер
главы
или
раздела
1
2
3
4
5
6
7
8.1
8.2
8.3
8.4
С.
А.
К.
Н.
Т.
Ё.
К.
К.
А.
Ё.
X.
Т.
В.
Я.
Автор
Симамура
Синдо
Коцука
Цутияма
Сато
Ито
Икэгами
Ямада
Сакамото
Ватанабэ
Такэда
Исикава
Сасаки
Абэ
Место работы
Лаборатория механики технологи-
технологического института
Технологическая лаборатория Осак
ского технологического института
Фирма "Торэ"
Фирма "Кавасаки дэкжогё"
Токийский индустриальный инсти-
институт
Фирма "Тохо бэсурон"
Фирма "Мицубиси дзюкогё"
Фирма "Тэйдэин"
Фирма "Токе сибаура дэнки"
Фирма "Нихон кабон"
Фирма "Сумитомо кагаку когё"
ГЛАВА 1
ОБЩИЕ ПРЕДСТАВЛЕНИЯ О КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ
И МАТЕРИАЛАХ, АРМИРОВАННЫХ УГЛЕРОДНЫМИ ВОЛОКНАМИ
Композиционные материалы нельзя назвать совершенно новыми:
они уже широко используются в промышленности. Хотя области приме-
применения композиционных материалов и металлов аналогичны, первые отк-
открывают более широкие возможности. На их основе изготовляются са-
самые различные изделия - начиная от жестяных консервных банок и
кончая котлами для атомных реакторов из нержавеющей стали. Компо-
Композиционные материалы, если даже говорить только о пластмассах, арми-
армированных волокнами, используются еще шире: от изготовления бытовых
ванн до космических кораблей "Спейс шаттл". Прежде чем перейти к
рассмотрению наиболее прогрессивных материалов, какими являются
армированные углеродными волокнами пластмассы (углепластики),
сопоставим композиционные материалы с другими материалами, а
затем уже подробнее остановимся на углепластиках.
1.1. Место композиционных материалов среди других материалов
Когда человек стал сознательно подходить к окружающей дейст-
действительности, вещество в его понимании стало превращаться в матери-
материал. Это наиболее простое объяснение понятия "материал". Материалы
развивались одновременно с человеческой цивилизацией начиная с сере-
середины каменного века (около 10 000 лет назад). С этого периода до
наших дней человек применял всевозможные материалы - от камня до
пластмасс. Историю развития материалов можно условно подразделить
на пять периодов [1—3] (рис. 1.1).
В первом периоде для изготовления необходимых человеку пред-
предметов использовались лишь природные материалы. Поэтому камень в
орудиях оставался камнем, а дерево — деревом. Как в этом первом пе-
периоде, так и сейчас природные материалы используются человеком, но,
конечно, следует учитывать прогресс технологии их обработки.
Во втором периоде стали получать материалы на основе извлеченных
из природных веществ нужных компонентов. Наиболее древний из таких
материалов - глиняная керамика. Японские глиняные изделия с узел-
узелковым письмом появились на начальном периоде истории керамики
(около 9000 лет назад). Типичными представителями материалов второ-
второго периода являются и металлы: бронза (приблизительно 2000 лет до
нашей эры) и железо (приблизительно 1000 лет до нашей эры). Лишь в
1850-х годах Бессемер изобрел метод производства стали с помощью
вращающегося конвертера, что позволило превратить ее в основной про-
10
Пердый
период
Второй
период
Третий
период
Четвертый
период
Пятый
период
Глава 1
-10000
1
Глина
Года в европейском
-5000
i
Камень и дерево
0?T?uf
лет
Та «
¦^исчислении
I1 '
7
_~| |
Ш? 2000
\ I
Алюминии
Титан
Синтетичес-
пие мат?риоль\ счрлы |
M'позициснные\
материалы и
„ Сознательные"
материалы
Рис. 1. 1. Исторические периоды развития материалов.
мышленный конструкционный материал. В XX веке к материалам, отно-
относящимся ко второму периоду, присоединились алюминий и магний, а
после второй мировой войны — титан и другие-легкие металлы, которые
широко используются в настоящее время. Недавно появились различные
типы высококачественных керамик, далеко превосходящих по свойст-
свойствам глиняную керамику.
В третьем периоде были созданы синтетические материалы. В 1907 г.
англичанин Бакеланд разработал метод промышленного производства
фенольных смол типа Bakelite - первых синтетических материалов. Пос-
После второй мировой войны вместе с развитием нефтехимии стали интен-
интенсивно разрабатываться самые различные синтетические материалы: смо-
смолы, каучуки и волокна.
В отличие от материалов первых трех периодов, которые различают-
различаются самим своим типом, материалы четвертого и пятого периодов диффе-
дифференцируются уже в зависимости от их характеристик. На рис. 1.2 по
трем осям координат отложены свойство материала Р, его место среди
других материалов L и время воздействия окружающей среды Те (внеш-
(внешние воздействия в масштабе времени). Материалы первых трех периодов
характеризуются тем, что их свойства Р не зависят от L и Те, т. е.
P=const =РА A.1)
На рис. 1.2 плоскость Р = Рд= const проходит через некоторую точку Рд
на оси Р и параллельна плоскости L - Т?. Подразделяя материалы по их
свойствам, получим зависимость от величины L:
A.2)
Сведения об углекомпозитах
11
Первые р
периода
Рис. 1. 2. Свойства материалов
различных периодов.
ЧетВрртып
' период
Пятый
период
Конкретный пример регулирования свойств материалов приведен на
рис. 1.3. Материалы четвертого периода, в том числе композиционные
материалы, легко дифференцировать по их свойствам. Создание различ-
различных композиций имеет давнюю историю, и они широко применялись еще
до нашей эры. Однако современные методы армирования материалов
волокнами впервые стали использоваться в промышленности в 1940-х
годах для получения стеклопластиков на основе ненасыщенных поли-
полиэфирных смол. Поэтому хронологически не совсем корректно относить
композиционные материалы к четвертому периоду. Как показано на
рис. 1.2, материалам четвертого периода соответствует формула A.2) и
их можно расположить вдоль цилиндрической поверхности P—L, парал-
параллельной оси Tg.
Рис. 1. 3. Пример регулирования
свойств материалов.
А — стрелки показывают
направление армирования. Б —
включения для увеличения твер-
твердости. В — в центральной части
прочность по оси X в два раза
выше, чем по оси у.
12 Глава 1
У материалов пятого периода свойства Р зависят также и от Т' :
Это означает, что свойства таких материалов можно варьировать, адапти-
адаптируя их к внешним воздействиям. Поэтому Симамура назвал их "созна-
"сознательными" материалами. Как показано на рис. 1.2, материалы пятого
периода формируют поверхность P-L—Tg. В настоящее время еще не
существует (согласно предложенному определению) "сознательных" ма-
материалов, но их прообразом могут, по-видимому, служить сплавы,
сохраняющие память о своей исходной форме. Однако не будет ошибкой
отнести к "сознательным" и композиционные материалы.
1.2. Типы композиционных материалов
1.2.1. Определение композиционных материалов
Корректное определение. Композиционными называют такие мате-
материалы, которые состоят из двух и более материалов или двух и более
фаз и обладают лучшими характеристиками, чем простые однородные
материалы.
Упрощенное определение. Композиционными называют материалы,
свойства которых можно проектировать заранее.
1.2.2. Составные и структурированные ' материалы
В соответствии с определением, данным в разд. 1.2.1, различают сос-
составные композиционные материалы и структурированные композицион-
композиционные материалы, сложная структура которых образуется в процессе фазо-
фазовых превращений. Рассматриваемые ниже композиционные материалы,
армированные углеродными волокнами, полностью относятся к состав-
составным 2) композиционным материалам.
1.2.3. Типы композиционных материалов
Классификация композиционных материалов. В табл. 1.1 дана клас-
классификация композиционных материалов. Наряду с непрерывными во-
волокнами используются дисперсные наполнители, которые могут пред-
представлять собой очень короткие волокна, чешуйки, порошки и другие
частицы. Физико-механические свойства композиционных материалов
прежде всего определяются типом и свойствами наполнителя, распреде-
Автор имеет в виду, по всей вероятности, так называемые молекулярные по-
полимерные композиты и металлокомпозиты, в которых благодаря регулирова-
регулированию условий кристаллизации удается осуществить рост части кристаллов в за-
заданном направлении. — Прим. ред.
В дальнейшем изложении название "составные" мы опускаем. - Прим. ред.
л
I
S
VO
5
о
S
1
о.
о
л s
й) СО
I 5
й) 1
II
СО й)
I- I-
11
ЛИ
ш л
§¦!
S 2
||
9 2
п 2
5 2 ¦& 9! 9
< х с ш
о о
? 5
11
л
i
a
<
Q) ? ~
т л 5
s I 5
5 * а
О "=
с _-
О л
га с с с
а
<
s а) а) та
Продолжение табл. 1.1.
Матрица
Металлические
материалы
s s
О) СО
о
О)
Керамика Армированные
керамическими
волокнами ме-
металлы и сверх-
сверхтвердые сплавы
Неметаллические неорганические
материалы
Органические материалы
Керамика
Цементы,
бетоны
Древесина Пластмассы Резина
Армированные Армиро-
керамическими ванный
волокнами кера- стеклнн-
мика, керамичес- ными
кие шлифовальные бетон
круги, фарфор
Другие
материалы
Армирован-
Армированные волок-
волокнами лласт-
массы,
шлифоваль-
шлифовальные круги
на основе
термореак-
термореактивных
смол, дис-
персно-на-
персно-наполненные
пластмассы
Шинный
корд, сло-
слоистое
стекло
Цементы
бетоны
Асбобето- Полимер-
Полимерны, асбо- бетоны
цементные
плиты
Латексные
клеи
Другие
материа-
материалы
Самосмазывающие-
Самосмазывающиеся металлы
Асбоцемент-
Асбоцементные плиты
Полимеры,
наполнен-
наполненные гипсом,
фрикцион-
фрикционные мате-
материалы
Резины, на-
наполненные
сажей
Древеси-
Древесина
Гипсовые
плиты,
древесно-
цементные
плиты
Деворатив-
ные плиты,
древесные
пластики,
наполнен-
наполненные пласт-
пластмассы
о
0)
т
^
X
CD
L.
о.
О
Пласт-
Пластмассы
Самосмазывающиеся
металлы, алюминий-
полиэтиленовые
листы
Декора-
Декоративные
плиты,
древес-
древесные
пластики
Резины
Многослой-
Многослойные пленки,
трехслойные
плиты, синте-
синтетическая
кожа
Сополимеры
акрилонит-
рила, бута-
бутадиена и сти-
стирола, сопо-
сополимеры
акриловой
кислоты,
акрилонит-
рила и сти-
стирола
Другие
материалы
Армирован- Шинный
ные волокна- корд,
ми пластмас- армирован-
сы, пеноплас- ные покры-
покрыты тия
Кожа
16
Глава 1
ленного в полимерной, металлической или другой матрице, и характером
его распределения.^)
Классификация композиционных материалов по свойствам наполни-
наполнителей. В зависимости от свойств матрицы и наполнителя композицион-
композиционные материалы подразделяются на различные группы. В их число входят
конструкционные материалы, армированные волокнами. Настоящая
книга почти целиком посвящена композиционным материалам, армиро-.
ванным углеродными волокнами.
Классификация по типу наполнителя. Наполнители по их типу и фор-
форме можно условно классифицировать следующим образом: 1) порошко-
порошкообразные наполнители, сплошные и полые микросферы и т. д.; 2) корот-
короткие (рубленые) волокна, нитевидные усы, элементарные волокна,
волокнистые армирующие материалы; 3) объемные ткани; 4) газооб-
газообразные наполнители для пенопластов и т. д.
Углеродными композитами можно назвать композиционные мате-
материалы, наполнитель для которых — углеродные частицы или волокна.
Данная книга посвящена композиционным материалам, армированным
углеродными волокнами; эти материалы лишь один из типов углерод-
углеродных композитов. Наполнитель в виде волокон служит эффективным
средством упрочнения материалов и поэтому называется армирующим
наполнителем.
1.3. Особенности композиционных материалов, армированных углерод-
углеродными волокнами
1.3.1. Классификация композиционных материалов, армированных во-
волокнами
Терминология. Термин "волокнистые композиционные материалы"
означает, что для упрочнения материала используются волокна. Поэтому
их называют также композиционными материалами, армированными
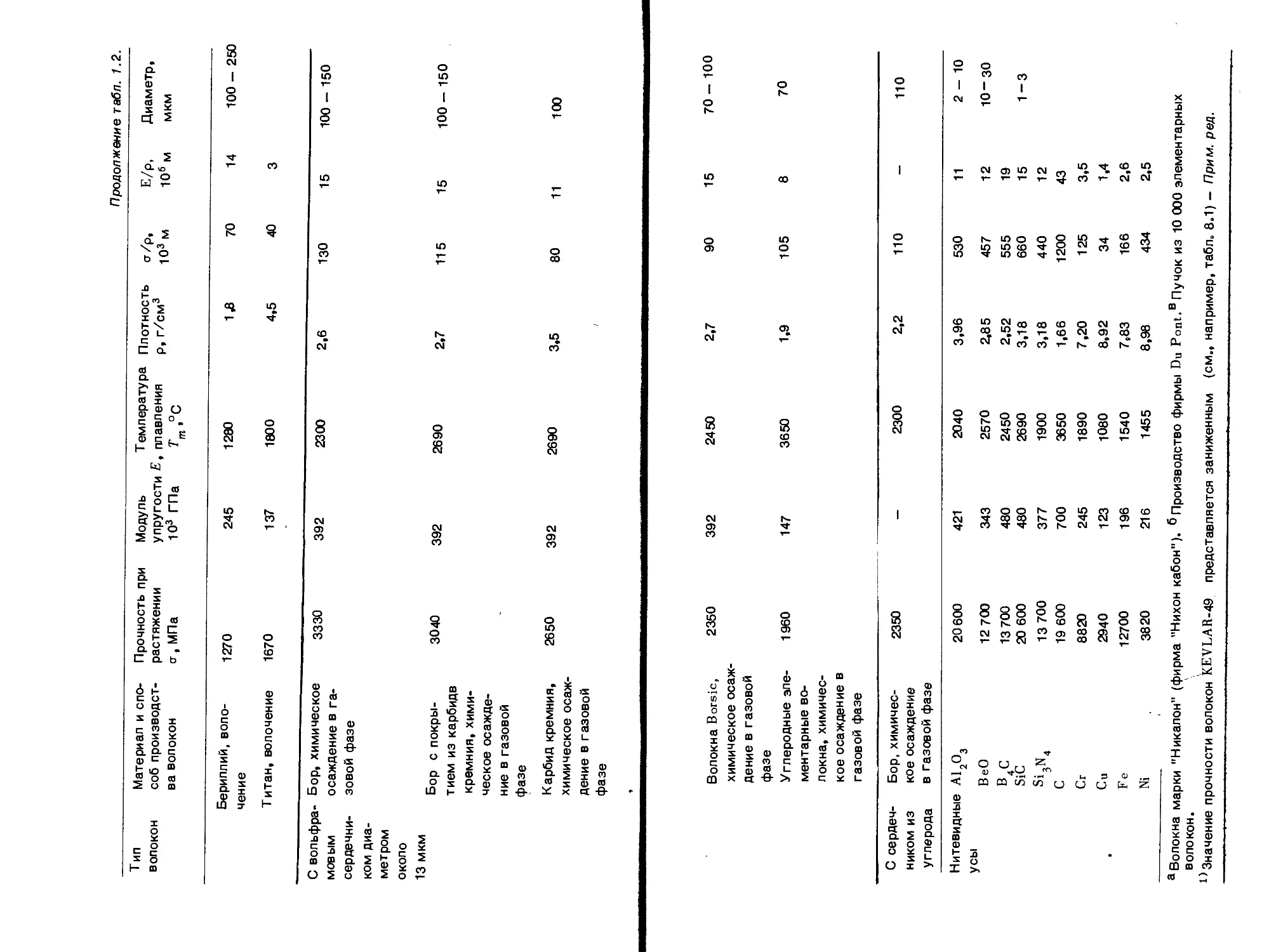
волокнами. Свойства различных типов армирующих волокон перечис-
перечислены в табл. 1.2. Как видно из таблицы все армирующие волокна обладают
высокой прочностью; диаметр волокон обычно составляет 5 - 100 мкм.
Сами волокна не используются для изготовления конструкций, изделий
и т. д. Лишь соединяя их между собой с помощью полимерной, металли-
металлической или другой матрицы, можно получать композиционные материа-
материалы и изготавливать из них листы, трубы и другие изделия. Эти мате-
материалы и представляют собой волокнистые композиционные материалы,
или армированные материалы. Для получения армированных углерод-
1)
В данном разделе автор не упоминает о разнообразных полимер-полимерных
композициях и других композиционных материалах. - Прим. ред.
х
о
о
§
m
о
с
X
s
с
СО
ш
о
ш
О
с
2 -682
О)
СО S
а: 5
. 5
ь 2
О L.
с ш
С а
со
а.
>. I-
о о о
о.
S
I
8-8 -
С О. Ь
5
s
о S
S I-
« о
fi
I— ш
s
ю
ю
ч
I
S
о
7 - ъ
S g
О) СМ
ю
г-
8
ю
О)
О О
О СО
см см
sag
^г о?
S
со
со
ю
О)
8
со со
СО ч-
S
о
см
3
S
СО
1С
5
о.
СО
А "с?
? X
О ?
о о
з 5
m О
а а>
§. *
F °
L- а.
> с
A i
8 §
2
ш
е
> 5
л со
ш с
о g
р. а
» со
о s
ы ^
g 8
и со
о s
(Я it
ы
a g
¦& х
л а>
с з-
о о
Ш ¦=
СО О
ё §
о ш
8 i
II
Продолжение табл. 1.2.
Тип
волокон
Материал и спо-
способ производст-
производства волокон
Прочность при
растяжении
ст. МПа
Модуль Температура Плотность ст/р,
упругости Е, плавления р, г/см3 ю3 м
Ю3 ГПа Т_ °<-
Т
Е/р,
106м
Диаметр,
мкм
Бериллий, воло-
волочение
1270
Титан, волочение 1670
245
137
1280
1800
1.8
4,5
70
40
14
100 - 250
С вольфра-
вольфрамовым
сердечни-
сердечником диа-
диаметром
около
13 мкм
Бор, химическое 3330
осаждение в га-
газовой фазе
Бор с покры- 3040
тием из карбидв
кремния, хими-
химическое осажде-
осаждение в газовой
фазе
Карбид кремния, 2650
химическое осаж-
осаждение в газовой
фазе
392
2300
392
2690
392
2690
2,6
2,7
3.5
130
115
80
15
15
11
100 - 150
100 - 150
100
Волокна Borsic, 2350
химическое осаж-
осаждение в газовой
фазе
Углеродные эле- 1960
ментарные во-
волокна, химичес-
химическое осаждение в
газовой фазе
392
147
2450
3650
С сердеч-
сердечником из
углерода
Бор, химичес-
химическое осаждение
в газовой фазе
2350
2300
2,7
1.9
90
105
15
2.2
110
70 - 100
70
110
Нитевидные А12О3
УСЫ
ВеО
SiC
С
Сг
Си
Fe
Ni
20600
12 700
13 700
20 600
13 700
19 600
8820
2940
12700
3820
421
343
480
480
377
700
245
123
196
216
2040
2570
2450
2690
1900
3650
1890
1080
1540
1455
2,85
2,52
3,18
3,18
1,66
7,20
8.92
7,83
8,98
530
457
555
660
440
1200
125
34
166
434
11
12
19
15
12
43
3,5
1.4
2.6
2.5
2-10
ю-зо
1-3
аВолокна марки "Никалон" (фирма "Нихон кабон"). бПроизводство фирмы Du РопьвПучок из 10 000 элементарных
волокон. \
п Значение прочности волокон kEVLAR-49 представляется заниженным (см., например, табл. 8.1) - Прим. ред.
20
Глава 1
ными волокнами термопластов (разд. 3.1.2) чаще всего используются
не непрерывные, а короткие (рубленые) углеродные волокна. При
этом тоже происходит упрочнение материалов волокнами, хотя ко-
короткие волокна располагаются в объеме (или в слоях) материала, как
правило, хаотично.
Классификация композиционных материалов, армированных волок-
волокнами. Композиционные материалы, армированные волокнами, *¦) можно
классифицировать, как показано на рис. 1.4. Не все обозначения, приве-
приведенные на рисунке, являются общепринятыми. Например, часто исполь-
используют вместо CFRTS обозначение CFRP ,и буква Р соответствует всем
пластмассам, а не только термореактивным смолам. Первоначально
обозначение CFRP соответствовало армированным пластмассам на осно-
основе термореактивного связующего. В настоящее время в качестве связую-
связующего по-прежнему чаще используются термореактивные смолы. Поэто-
Поэтому в большинстве случаев обозначения С FRP hCFRTS считают идентич-
идентичными. В настоящей книге мы будем стремиться пользоваться наиболее
корректными обозначениями.
классификация
по типу Волокон
Общая
классификация
- GFRCM
—CFRCM
FRCM—
классисрикац и я
по типу матрицы
Промежуточная
классификация
CFRTS-
CFRTP
Детальная
классисрикаци я
-CF/EP и тд.
• CF/AI итВ.
—BFRCM-
—AFRCM-
Рис. 1. 4. Классификация композиционных материалов, армированных волокнами.
FRCM —композиционные материалы, армированные волокнами; GFRCM —
композиционные материалы, армированные стеклянными волокнами; С FRCM —
композиционные материалы, армированные углеродными волокнами; BFRCM —
композиционные материалы, армированные борными волокнами; AFRCM — ком-
композиционные материалы, армированные арамидными волокнами; CFRP — угле-
углепластики; CFRTS — термореактивные смолы, армированные углеродными волок-
волокнами; CFRTP — термопласты, армированные углеродными волокнами; CF/EP —
эпоксидные углепластики; CF/AI — композиционные материалы на основе алюми-
алюминия и углеродных волокон.
В отечественной литературе чаще пользуются термином "армированные пласти-
пластики", реже - "волокниты". — Прим. ред.
Сведения об углекомпозитах
21
Теперь рассмотрим обозначения TS и ТР в форме, доступной для
технологов нехимического профиля. Пластмассы делятся на термореак-
термореактивные смолы (TS) и термопластичные смолы (ТР). Если провести
реакцию отверждения и затем нагреть термореактивную смолу, то она
не будет плавиться и размягчаться. Напротив, термопластичные смолы,
переведенные путем нагрева в жидкое состояние, при последующем ох-
охлаждении обратимо переходят в твердое состояние. Из термореактивных
смол, используемых в качестве связующих для армированных пласт-
пластмасс, применяют главным образом эпоксидные смолы и в некоторых
случаях ненасыщенные полиэфирные смолы. Существует много термо-
термопластичных смол (разд. 3.1.2). В качестве матриц othCFRM можно ис-
использовать различные металлы, но в настоящее время чаще всего приме-
применяют алюминий и магний. Наиболее распространенный тип металлоком-
позитов - материалы с алюминиевой матрицей.
1.3.2. Характеристики материалов
Характеристики композиционных материалов, армированных во-
волокнами. В табл. 1.2 приведены свойства различных типов армирующих
волокон. На рис. 1.5 сопоставляются удельная прочность (отношение
Удельная прочность при
растяжении -i/p, Л7км
14 12 10 8 5 4 2 0
1,8 [
2,5
3,0
§2
6,2 Е
8,6 а
13
Я /7[////////////
.Древесина
^Углеродистая
сталь
^Высокопрочный алн>
миниедып сплаВ
Мартенситная сталь
/Найлон, армированный
Удельный модуль упругости
Е/р, 10* т
О 2 4 6 8 10 12 14 16 18
ум;л 2,4
углеродными Волокнами^ 1,4
'Эпоксидный
стеклопластик
'Эпоксидный
боропластик
^Эпоксидная смола,
прмир.болоянами KEVLAR
.-ЗпоксиОная смола,
армированная высоко-
высокопрочными углеродными
ч Волокнами
Эпоксидная смола, ар-
мироВанная высокомо-
высокомодульными углеродны-/
ш болоннами
C/AI
А1203/мд
SiC/Al-
В/А1-
П9 '
12.5
=12,6
ZD3.0
Я 10,0
а 9,0
16
7,0
У////////А
Л 8,8
Рис. I. 5. Удельная прочность и удельный модуль упругости различных однонаправ-
однонаправленных армированных материалов [2].
22
Глава 1
Табпица 1.3. Свойства однонаправленных армированных пластиков на основе
эпоксидной матрицы
Характеристика8
Плотность, г/см3
Прочность при растяжении вдоль
волокон, МПа
Прочность при растяжении поперек
волокон, МПа
Модуль упругости при растяжении
вдоль волокон, ГПа
Модуль упругости при растяжении поперек
волокон, ГПа
Прочность при сжатии вдоль вопокон,
МПа
Прочность при сжатии поперек
волокон, МПа
Прочность при внутрислоевом сдвиге,
МПа
Прочность при межслоевом сдвиге,
МПа
Модуль сдвига, ГПа
Коэффициент Пуассона
Стекло-
плас-
пластики])
2,07
1080
34,3
39,2
8,9
590
137
62
78
3,4
0,30
Угле-
плас-
пластики
1,52
1670.
41,2
130,0
6,2
1100
137
62
98
4,8
0,25
Пластмассы,
армирован-
армированные арамид-
ными волок-
волокнами
1,38
1370
27,5
75,5
5,5
275
137
44
69
2,1
0,34
Характеристики материалов зависят от типа армирующих вопокон и типа
полимерной матрицы, а также от технологии формования материала.
В таблице приведены характеристики одного и того же материала.
^Речь, по-видимому, идет о стеклопластиках из стекла Е. — Прим. ред.
прочности при растяжении Oq к удельному весу р) и удельная жесткость
(отношение продольного модуля упругости Е к удельному весу р) раз-
различных однонаправленных материалов на их основе [2] . На рисунке
подчеркнуты названия и обозначения однонаправленных армированных
материалов с высокими удельными характеристиками.
Если взять за основу армирование в одном направлении и комби-
комбинировать его с армированием в других направлениях, то можно получать
многослойные материалы с заранее заданными свойствами. Физические
Сведения об углекомпозитах
23
свойства получаемого материала можно варьировать также путем изме-
изменения содержания армирующих волокон. У армированных волокнами
однонаправленных материалов прочность и модуль упругости в направ-
направлении, перпендикулярном волокнам, меньше их величин в направлении,
параллельном волокнам. При расчете металлических материалов в ка-
качестве критерия разрушения используют напряжения в направлении, ко-
которое может отличаться от направления армирования. Для углепласти-
углепластиков модуль упругости полимерной матрицы мал, и при сжимающей
нагрузке разрушение происходит вследствие изгиба, волокон. Поэтому,
как следует из данных, приведенных в табл. 1.3, прочность при сжатии
однонаправленных армированных материалов гораздо ниже их прочнос-
прочности при растяжении1).
Пластмассы и материалы, армированные волокнами. В зависимости
от типа армирующего материала, армированные волокнами пластмассы и
металлы имеют различные свойства. Достоинства и недостатки таких
материалов перечислены в табл. 1.4 [2] .
Композиционные материалы, армированные углеродными волок-
волокнами. Армированные углеродными волокнами композиционные матери-
материалы в зависимости от типа матрицы делятся на армированные пластмас-
пластмассы и армированные металлы. Рассмотрим их особенности на примере
широко применяемых на практике углепластиков. Как следует из дан-
данных, приведенных в табл. 1.1, среди всех армирующих волокон только
арамидные волокна имеют плотность, меньшую плотности углеродных
волокон. Но высокопрочные углеродные волокна прочнее арамидных, а
высокомодульные углеродные волокна имеют модуль упругости, близ-
близкий к модулю упругости борных волокон. Поэтому именно углеродные
волокна нашли широкое применение в конструкциях, которые должны
иметь ограниченный вес. Среди всех армированных пластмасс углеплас-
углепластики обладают наиболее высокими стойкостью к усталостным испыта-
испытаниям и долговечностью. Углепластики хорошо проводят электрический
ток и могут использоваться для изготовления плоских нагревательных
панелей. Углепластики плохо пропускают рентгеновские лучи. Они име-
имеют очень низкий коэффициент линейного расширения и оказываются
наиболее подходящими материалами для конструирования космических
аппаратов, подвергающихся значительным перепадам температур между
солнечной и теневой сторонами. В то же время они хрупки и обладают
низкой ударной прочностью. Поэтому во многих случаях предпочти-
1} Прочность этих материалов и характер их разрушения при сжатии зависят от
многих факторов, например диаметра волокон, условий приготовления и ис-
испытания образцов и т. п. - Прим. ред.
24
Глава 1
Сведения об углекомпозитах
25
Таблица 1.4. Достоинства и недостатки пластмасс и металлоа, арми-
армированных волокнами [2]
Пластмассы, армированные
аолокнами
Металлы, армированные
волокнами
я
эхо
X
О
V-
о
о
о:
•±
ь
я
ь
8
1.
2.
3.
4.
5.
6.
7.
8.
1.
2.
3.
4.
5.
Хороший внешний вид
Возможность формования
при комнатной температуре
Высокая химическая и кор-
коррозионная стойкость
Хорошие изолирующие
свойства
Возможность склеивания
Прозрачность для элект-
электромагнитных волн
Прозрачность для види-
видимого света
Возможность одностадий-
одностадийного формования изде-
изделия
Легко возникают дефекты
на поверхности
Недостаточная теплостой-
теплостойкость
Недостаточно высокая уста-
усталостная прочность
Недостаточно высокая проч-
прочность при межслоевом сдви-
сдвиге
Продолжительный цикл фор-
формования
1. Хорошая поверхность и
твердость
2. Возможность экструзии, вы-
вытяжки и других методов
переработки
3. Высокая атмосферостой-
кость
4. Высокие электро- и тепло-
теплопроводность
5. Возможность диффузионной
сварки
6. Высокая прочность при меж-
межслоевом сдвиге
7. Высокая прочность в попе-
поперечном направлении
8. Высокая теплостойкость
1. Высокие температура и дав-
давление формования
2" Трудность формования
3. Невозможность применения
обычных методов сварки
4. Требуются дополнительные
расчеты мест соединения
5. Затруднено регулирование
реакций на поверхности
раздела волокно-металл
тельнее использовать их в гибридных композиционных материалах
вместе со стеклянными, арамидными и другими волокнами. Углепласти-
Углепластики могут разрушаться при ударе молнии. Поэтому необходимо прини-
принимать соответствующие контрмеры. Стеклопластики прозрачны для
видимого света, а углепластики имеют черный цвет и непрозрачны.
Углеродные волокна — дорогостоящий материал (в 1983 г. стоимость
высокопрочных углеродных волокон составляла около 1500 иен/кг).
Промышленное производство углеродных волокон впервые было
осуществлено с использованием высокотемпературной обработки виско-
вискозы. В Японии проф. Синдо (автором гл. 2) был разработан метод про-
производства углеродных волокон из полиакрилонитрила. Этот метод в
настоящее время является основным. В последнее время разработан
промышленный метод получения пековых углеродных волокон. Работы
по улучшению характеристик углеродных волокон и на основе поли-
полиакрилонитрила, и на основе пеков продолжаются, в том числе в направ-
направлении совершенствования технологии их производства. Характеристики
углеродных волокон неуклонно улучшаются, в то время как свойства
других армирующих материалов остаются на постоянном уровне. )
При армировании металлов углеродные волокна подвергаются взаи-
взаимодействию с расплавленными металлами. Поэтому, как отмечается в
гл. 7, на них необходимо наносить слой ЛВ методом химического осаж-
осаждения в газовой фазе. Однако проблему защиты углеродных волокон
нельзя считать окончательно решенной.
Наиболее распространенным типом армированных волокнами
пластмасс являются стеклопластики. В 1940-х годах впервые началось
промышленное производство стеклопластиков на основе ненасыщенных
полиэфирных смол, армированных стеклянными волокнами. Много
позже, в 1959 г., фирмой UCC (США) был разработан метод получения
высокопрочных углеродных волокон путем высокотемпературной обра-
обработки вискозы, а в 1965 г. - метод получения высокомодульных угле-
углеродных волокон. Это в известной мере стимулировало работы
проф. Синдо, направленные на создание метода получения углеродных
волокон из полиакрилонитрила A959 г.). Впоследствии этот процесс
был модернизирован Королевским авиационным научно-исследовательс-
научно-исследовательским институтом (Великобритания), и в 1965-1966 годах был освоен
промышленный выпуск углеродных волокон фирмами Cortoulds (Вели-
(Великобритания) и Hercules (США), а также японских высокомодульных и
высокопрочных волокон (фирма "Торэ"). За несколько лет до этого
фирмой UCC (США) был разработан метод промышленного производст-
производства высокомодульных углеродных волокон из нефтяных пеков.
Таким образом, годом рождения углепластиков можно считать
1965 г. За истекший период достигнут высокий уровень качества угле-
1)
I
С этим трудно согласиться, так как такая же тенденция наблюдается, например,
для арамидных волокон. - Прим. ред.
26
Глава 1
пластиков. Материалы на основе металлов, армированных углеродными
волокнами, пока еще находятся в стадии разработки. Но вслед за разра-
разработкой новых углеродных волокон и новых углепластиков значитель-
значительное развитие получат и армированные углеродными волокнами металлы.
Тем не менее композиционные материалы на основе углеродных
волокон все еще являются сравнительно новыми материалами. При их
применении на практике необходимо проявлять гибкость. При этом
необходимо также иметь в виду, что углеродные волокна постоянно
совершенствуются.
Литература
1)
2)
, 435 A982-11), 1367.
? A982).
а982).
ГЛАВА 2
ПОЛУЧЕНИЕ УГЛЕРОДНЫХ ВОЛОКОН И ИХ СВОЙСТВА
Армированные пластмассы представляют собой полимерную матри-
матрицу, упрочненную волокнами. Свойства армированных пластмасс опреде-
определяются прежде всего характеристиками армирующих волокон, в том
числе углеродных. Техника получения волокнообразного углерода путем
прокаливания хлопчатобумажной нити известна еще со времени изобрете-
изобретения лампы накаливания. В Японии был разработан метод получения уг-
углеродных волокон путем высокотемпературной обработки волокон из
полиакрилонитрила. Эту разработку стимулировала перспектива улуч-
улучшения свойств пластмасс путем армирования их углеродными волокна-
волокнами; в результате были созданы современные промышленные материалы
с улучшенными свойствами и структурой. Важным направлением мате-
материаловедения является также сочетание углеродных волокон с металли-
металлической матрицей.
2.1. Типы углеродных волокон
Углеродные волокна можно получать из многих полимерных воло-
волокон [1] . В этой главе мы рассмотрим вопросы получения и свойства
выпускаемых в промышленном масштабе волокон, в частности высоко-
высококачественных углеродных волокон. В зависимости от режима термооб-
термообработки углеродные волокна подразделяются на карбонизованные и
графитизированные. Вследствие различия их кристаллического состоя-
состояния первые называют карбоновыми или углеродными, а вторые - гра-
графитовыми. О По физическим характеристикам они подразделяются на
высококачественные и низкокачественные (низкосортные) углеродные
волокна. К высококачественным волокнам относятся: 1) высокопроч-
высокопрочные углеродные (I) и высокомодульные графитовые (II) волокна, угле-
углеродные волокна с повышенной прочностью и удлинением (III) [на ос-
основе полиакрилонитрила (ПАН)] ; 2) высокомодульные графитовые
волокна (IV) [на основе жидкокристаллических (мезофазных) пеков].
К низкосортным волокнам или волокнам общего назначения относятся:
1) низкографитизированные углеродные (V) и графитовые (VI) волок-
волокна и материалы (на основе ПАН); 2) низкографитизированные углерод-
углеродные (VII) и графитовые (VIII) волокна и материалы (на основе обыч-
Некоторые авторы называют оба типа волокон одним термином "углеродные
волокна"; этим термином мы будем пользоваться в дальнейшем изложении.-
Прим. ред.
28
Глава 2
Получение углеродных волокон и их свойства
29
Табпица 2.1. Типы углеродных волокон
Режим тер-
мообработ-
мообработки; крис-
талличес-
таллическое состоя-
состояние
Карбонизация
(800- 1500 °С
угпеР0Д
Графитизация
B000 - 3000 °С);
графит
Основа для
получения
волокон
Попиакрипонитрильное I. Высокопрочные8
волокно
III. Волокна с высоким
II. Высокомодупьныеа
удлинением
,а
V. Низкографитизи- VI. Низкографитизирован
рованные волокна ные волокна и мате-
Жидкокристаплический
пек
Обычные пекив
и материалы0
риалы
ГУ. Высокомодупьныеа
VII, VIII. Низкографитизированные волокна
и материалы
а Высококачественные углеродные волокна.
" Низкографитизированные волокна с пониженными прочностью и мо-
модулем упругости.
вИзотропные волокна.
ных пеков) (табл. 2.1). Для массового производства весьма перспектив-
перспективными являются углеродные волокна на основе пеков, причем волокна
на основе обычных пеков являются низкосортными и изотропными, а
на основе жидкокристаллических пеков - высококачественными и
анизотропными.
Между углеродными волокнами из ПАН и из пеков имеются су-
существенные различия в структуре и механических свойствах, и поэтому
ниже будет специально указываться, на какой основе получены волокна.
Следует отметить также, что среди высококачественных углеродных во-
волокон (высокопрочных и высокомодульных) существуют различные
типы волокон, отличающиеся по прочности и модулю упругости; фир-
фирмы-изготовители присваивают таким волокнам разные марки (табл. 2.2).
Высококачественные волокна могут изготавливаться в виде нитей или
Таблица 2.2. Фирмы-изготовители углеродных волокон
Тип углеродных
вопокон
Японские Фирмы
Зарубежные фирмы
На основе ПАН
На основе
обычных пеков
На основе жидкокрис-
жидкокристаллических пеков
"Торэ"
"Тохо бэсурон"
"Нихон кабон"
"Асахи нихон ка-
кабон файба"
"Мицубиси рэён"
"Сумитомо кагаку"а
"Курэха кагаку"
Hercules (США)
UCC (США)
Celanese (США)
HITOCO (США)
Great Lakes
Carbon (США)
Stackpole Carbon
Fibers (США)
Courtaulds
(Великобритания)
Serofim (Франция)
Sigri (ФРГ)
UCC (США)
a Планируется выпуск углеродных вопокон.
жгутов, состоящих из 1000, 3000,6000, 10 000 и большего числа элемен-
элементарных непрерывных волокон. Кроме того, выпускаются ткани из этих
волокон, а также жгуты, состоящие из еще большего числа элементар-
элементарных волокон. При использовании углеродных волокон для армирования
пластмасс проводят обработку их поверхности с целью улучшения взаи-
взаимодействия волокон и матрицы. С этой же целью, а также для улучше-
улучшения технологических свойств нитей и жгутов и эксплуатационных харак-
характеристик углепластиков поверхность волокон подвергается шлихтова-
шлихтованию или аппретированию. Для армирования термопластичных матриц
используют рубленые волокна размером от нескольких миллиметров
до 1-2 см.*) Углеродные волокна на основе обычных пеков представ-
представляют собой пучки из множества элементарных волокон длиной до
20—30 см и диаметром от долей микрометра до нескольких микромет-
микрометров или образуют хлопкообразный мат с хаотичным расположением во-
волокон.
' В последнее время появилось довольно много термопластичных материалов, ар-
армированных непрерывными углеродными волокнами. - Прим. ред.
30
Глава 2
В зависимости от типа сырья для производства углеродных волокон,
режимов и условий их термообработки они имеют различные прочность,
модуль упругости и другие характеристики. С учетом значительного мно-
многообразия различающихся по свойствам углеродных волокон в работе
[2] предложено обозначать буквами UXYV соответственно режим тер-
термообработки, тип исходного сырья, прочность и модуль упругости уг-
углеродных волокон. Буква U (вместо U может стоять С или G) обозна-
обозначает степень графитизации (в соответствии с режимом термообработки),
причем значок С соответствует углеродным волокнам, a G - графито-
графитовым. Буква X характеризует прочность при растяжении (в мегапаска-
лях), которая подразделяется на 1500 единиц. БукваY характеризует
модуль упругости при растяжении ( в гигапаскалях), который подраз-
подразделяется на 150 единиц, а V характеризует тип исходного сырья для по-
получения углеродных волокон: индекс R соответствует вискозе, А — по-
лиакрилонитрилу, Р - пеку.
2.2. Производство углеродных волокон
Углеродные волокна получают из волокон полиакрилонитрила,
жидкокристаллических пеков и обычных пеков.*) В производственном
процессе прежде всего изготавливаются исходные волокна, которые за-
затем нагревают в воздушной среде до температуры 200 - 300 °С. Этот
процесс для волокон из ПАН называют предварительной обработкой или
обработкой для придания огнестойкости, а для пековых волокон — об-
обработкой для придания неплавкости. В ходе такого процесса происходит
частичное окисление углеродных волокон. Затем окисленные волокна
подвергаются высокотемпературному прогреву. Процесс прогрева в за-
зависимости от режима может привести к карбонизации или графитизации
волокон. На заключительной стадии процесса осуществляют обработку
поверхности карбонизованных или графитизированных волокон, после
чего поверхность подвергают аппретированию или шлихтованию
(рис 2.1).
Окисление в воздушной среде придает волокнам огнестойкость за
счет частичного дегидрирования или окисления, межмолекулярного
сшивания и других процессов. При этом повышается стойкость волокон
к плавлению при прогревании и сдерживается чрезмерное удаление ато-
атомов углерода. В процессе карбонизации по мере роста температуры про-
происходит газификация и удаление всех атомов органического полимера,
за исключением атомов углерода. Образовавшиеся углеродные волокна
1) Автор в данном контексте опустил использование в качестве исходного сырья
вискозных волокон. - Прим. ред.
I
Получение углеродных волокон и их свойства
31
ПАН
Волокна
ПАН
Пряжа
Огнестойкие
волокна
Обработка Волокон
6 воздушной среде
при температуре
гоо-хо'С
для придания
огнестойкости
Карбонизован-
ные
волокна
I карбонизации в \
I инертной атмос- \
I if ере при темпе-
температуре
\ WOO-I5004 ]
rpatpumusupo-
Ванные
Волокна
I Гранитизация
18 инертной атмос-
[ озере при темпе-
температуре
\ 2500-2SOO°t
'Окисление
Углеродные волокна, клас-
классифицированные па размерам
Углеродные Волокна с
обработанной поверхностью
(Аппретирование \
у или шлихтование )
Жидкокрис-
талличес-
таллические
пеки
волокна на
основе жидко-
кристалли чес-
ких ненов
Неплавкие во-
волокна на ос-
нобе обычных
пеков
Iгранитизация \
я 11иопРПMftll /У/71- '
Пряжа
[Обработка волокон в
\ Воздушной среде при тем-
температуре 200-ЗВ0°? для
\придания неплавкости
в инертной am
моарере при тем-
температуре 1500*
• зооо'с
Графитизирован •
ные Волокна^
I
Аппретированные (или
шлихтованные) угле-
родные волокна
Окисление
Углеродные волокна
с обработанной
поверх н остью
[Аппретирование \
\или шлихтование)
Пек
Пековое
Волокно
неплавкие волокна на
основе обычных пеков
1 Обработка Волокон
Пряжа 1 воздушной cpek
при температуре
200-3iO°Z
\ для придания не-
\ плавкости
Углеродное
Волокно
Грасритиэи-
рованные
волокна
1 карбонизация в \ 1 Графитизация \
1 инертной атмосре-Х IB инертной am - \
1 ре при температу- моссрере при тем-
\ре 800-1000°Z ] \nepamype2000- J
в
Рис. 2. 1. Стадии производства углеродных волокон на основе ПАН (а), жидко-
жидкокристаллических (б) и обычных (в) пеков.
состоят из фрагментов полициклических ароматических молекул, име-
имеющих плоскую шестиугольную сотовую структуру. В процессе графити-
графитизации накапливаются ароматические фрагменты. При этом повышаются
модуль упругости и электропроводность волокон.
2.2.1. Углеродные волокна на основе полиакрилонитрила
На стадии предварительной обработки волокна ПАН прогревают при
температуре 200 - 300 °С в воздушной среде (после этого они становят-
становятся черными). Затем проводят карбонизацию этих волокон в среде азо-
32
Глава 2
та при температуре 1000 - 1500 °С. Оптимальная температура прогрева
для получения углеродных волокон с высокими прочностью и удлине-
удлинением составляет, по-видимому, 1200 - 1400 °С. Высокомодульные
углеродные волокна получают при более высокой температуре — около
2500 °С. В процессе предварительной обработки (рис. 2.2) волокна ПАН
окисляются и приобретают лестничную структуру [3] . Лестничная
структура возникает в результате внутримолекулярной конденсации в
процессе карбонизации; при этом образуется полициклическое арома-
ароматическое химическое соединение. По мере повышения температуры
увеличивается и доля циклических структур. В волокнах, прошедших
все стадии температурной обработки, молекулы или ароматические
фрагменты расположены таким образом, что главные оси молекул или
циклических структур параллельны оси волокон [4] . В процессе про-
прогрева создается натяжение волокон, так что степень их ориентации не
снижается. Наиболее важно поддерживать натяжение волокон на стадии
их предварительной обработки. На рис. 2.3 показано, что по мере увели-
С Ч
L '
UJ CN
ПАН
I Воздушная
среда (тем- он
пература ^-с# с*5
200-300° С) I, i
Карбони-
Карбонизация
<f Продукт конденса-
с^ «й// ароматических
молекул
н
Лестничная
структура
Рис. 2. 2. Схема превращения молекул ПАН в молекулы с лестничной структурой
и конденсированные ароматические молекулы в процессе предварительной обра-
обработки и карбонизации.
Получение углеродных волокон и их свойства
33
Рис. 2. 3. Зависимость модуля упру-
упругости волокон от изменения их дли-
длины [5].
1 — углеродные волокна пос-
после прогрева при температуре
1200 С; 2 — предварительно об-
обработанные волокна.
-20 -10 0 10
Изменение длины, %
чения степени натяжения волокон ПАН при указанной предварительной
обработке возрастает их модуль упругости и соответственно увеличива-
увеличивается модуль упругости углеродных волокон [5] .
Обычно исходные волокна ПАН содержат несколько процентов
привитых мономеров. В зависимости от их содержания изменяется
характер термического разложения волокон ПАН. Наличие примесей
приводит к замедлению образования лестничной структуры на стадии
предварительной обработки волокон или к уменьшению скорости обра-
образования сшитой молекулярной структуры. Поэтому огнестойкость уг-
углеродных волокон зависит от содержания привитых мономеров в исход-
исходных волокнах ПАН. Разумеется, необходимо выбрать подходящие ус-
условия предварительной обработки для каждого типа волокон ПАН. Это
связано с определенными трудностями, так как термическая обработка
влияет на прочность при растяжении и другие характеристики углерод-
углеродных волокон. Поэтому фирмы-изготовители углеродных волокон ис-
используют в каждом отдельном случае соответствующие волокна ПАН.
Рассмотрим влияние условий получения углеродных волокон на их
механические свойства. Модуль упругости углеродных волокон возрас-
возрастает с увеличением температуры прогрева (рис. 2.4) [6] . Прочность при
растяжении возрастает с ростом температуры прогрева на стадии карбо-
карбонизации и снижается на стадии графитизации (рис. 2.5) [6] . Улучшение
свойств в процессе карбонизации связывают с ростом ароматических
фрагментов, из которых состоят углеродные волокна, с процессом вза-
взаимного сшивания этих фрагментов, повышением степени ориентации, ус-
усложнением текстуры волокон и другими факторами. Снижение прочнос-
прочности в процессе дальнейшего повышения температуры происходит вследст-
вследствие порообразования, связанного с выделением газов при реакции неор-
3- 682
34
Глава 2
I
800 1200 1600 2000
Температура прогрева, "С
2100 2600
500 1000 /500 2000 2500
Температура прогреда, °С
Рис. 2. 4. Зависимость мо-
модуля упругости при рас-
растяжении углеродных во-
локои на основе ПАН
от температуры прог-
прогрева [6].
Рис. 2. 5. Зависимость
прочности при растяже-
растяжении углеродных воло-
волокон на основе ПАН от
температуры прогрева
(доверительный ин-
интервал рассчитан с веро-
вероятностью 95%) [6].
ганических примесных частиц с углеродом. На рис. 2.6 приведены зависи-
зависимости прочности при растяжении от температуры прогрева для углерод-
углеродных волокон, полученных из обычных волокон ПАН, в сравнении с уг-
углеродными волокнами на основе волокон ПАН, полученных прядением
в особо чистых условиях из прядильного раствора, из которого специ-
специальным фильтрованием удалены примесные частицы [7] . Как следует
из данных, приведенных на рис. 2.6, примесные частицы сильно влияют
на прочность при растяжении углеродных волокон.0 Используя волок-
волокна ПАН, внутри которых не содержится примесных частиц и поверхность
которых не загрязнена, можно увеличить прочность углеродных воло-
волокон. Таким образом, прочность при растяжении углеродных волокон в
значительной мере определяется наличием дефектов, и поэтому на
всех этапах их производства (получения исходных волокон ПАН, термо-
термообработки, поверхностной обработки и т. д.) следует предотвращать
возможность образования неорганических примесных включений, появ-
появление и развитие пор и других дефектов.
> Этот эффект проявляется в процессе карбонизации, т. е. при прогреве до 1500°С.
Прим. ред.
Получение углеродных волокон и их свойства
Рис. 2.6. Влияние температуры прогрева на
прочность при растяжении углеродных воло-
волокон на основе волокон ПАН, полученных при
различных условиях прядения из расплава [7].
1 — прядение из профильтрованного прядиль-
прядильного раствора в особо чистом помещении; 2 —
прядение из нефильтрованного прядильного
раствора в особо чистом помещении; 3— пря-
прядение из профильтрованного прядильного
раствора в обычной воздушной среде; 4 —
прядение из нефильтрованного прядильного
раствора в обычной воздушной среде.
35
800 1S00 2W
Температура прогрева,"
2.2.2. Углеродные волокна на основе жидкокристаллических пеков
Углеродные волокна на основе жидкокристаллических пеков
получают из нефтяных пеков. Если выдерживать такие пеки в тече-
течение длительного времени при температуре 350 - 400 °С, то проис-
происходит реакция конденсации полициклических ароматических мо-
молекул, из которых состоят пеки, увеличивается их молекулярная
масса и последующее объединение молекул приводит к образова-
образованию сферолитов. При дальнейшем прогреве происходит увеличение
молекулярной массы, рост сферолитов и формируется непрерывная
жидкокристаллическая фаза. Жидкие кристаллы обычно нераство-
нерастворимы в хинолине и пиридине, но можно получить и жидкие кристаллы,
растворимые в хинолине. Волокна на основе жидкокристаллических
пеков, содержащих 55-65% жидких кристаллов, характеризуются
пластическим течением [8] . Прядение осуществляют при темпера-
температуре расплава 350 - 400 °С. Если волокна на основе жидкокристалли-
жидкокристаллических пеков нагревать сначала в воздушной среде при температуре
200 — 350 С и затем в инертной атмосфере, то образуются углеродные
волокна с высокоориентированной структурой (рис. 2.1,6) Темпера-
Температура прогрева углеродных волокон марки THORNEL Р-55 составляет
около 2000 С. Волокна с более высоким модулем упругости получают
при еще больших температурах. Производству жидкокристаллических
пеков для углеродных волокон с использованием в качестве сырья
нефти и каменного угля посвящено значительное количество научных
работ. В частности, обращают на себя внимание процессы с использо-
использованием стадии гидрирования. Например, волокна можно получать,
проводя гидрирование каменноугольных пеков и нафталовой смо-
смолы в присутствии тетрагидрохинолина при температуре 380 - 500 °С,
Удаляя при этом фильтрованием и центрифугированием твердые приме-
36
Глава 2
си и регенерируя тетрагидрохинолин. Затем, повышая температуру,
проводят сгущение пеков [9] . Кроме того, известен метод гидрирова-
гидрирования нефтяных пеков с использованием гидрированных ароматических
углеводородов [10] .
Когда на поперечном срезе углеродных волокон на основе жидко-
жидкокристаллических пеков наблюдается некоторое изменение ориентации
поверхности, состоящей из сетки ароматических фрагментов, она при-
принимает вид классической радиальной структуры с расходящимися от
центра лучами; в процессе термообработки происходит частичное раз-
разрушение волокон в направлении прядения, что отмечается появлением
клина на поперечном сечении волокна. Этот процесс влияет на механи-
механические характеристики углеродных волокон, и поэтому им необходи-
необходимо управлять [11] . Например, можно варьировать температуру пряде-
прядения в зависимости от типа пеков [9] . Волокна на основе жидкокрис-
жидкокристаллических пеков весьма хрупки и требуют осторожного обращения.
Поэтому для производства из них непрерывных углеродных воло-
волокон требуется специальная технология.
Изменение прочности волокон при повышении температуры про-
прогрева происходит аналогично тому, как это имеет место для углерод-
углеродных волокон на основе ПАН, но максимум прочности наблюдается при
более высоких температурах [12] . Прочность при растяжении воло-
волокон из пека, так же как и волокон на основе ПАН, сильно зависит от
наличия дефектов [12] . Поэтому необходимо эффективно препятст-
препятствовать их образованию. При прядении волокон иэ жидкокристалличес-
жидкокристаллических пеков легко происходит склеивание волокон между собой [11] .
Для предотвращения этого процесса необходимо использовать специ-
специальную технику.
2.2.3. Углеродные волокна на основе обычных пеков
Пековые волокна получают также прядением из расплава нефтя-
нефтяных пеков, но при иных условиях. Температуру прядения выбира-
выбирают в зависимости от температуры их размягчения. При температу-
температуре плавления пеков 200 °С прядение осуществляют при температуре
около 250 °С [13] . В процессе прядения эа счет центробежных сил
из сопла формуют короткие пековые волокна длиной 20— 30 см. Для
придания неплавкости пековым волокнам их выдерживают в воздуш-
воздушной среде при температуре 200 - 350 °С, причем нагревание начинают
при температуре меньшей, чем температура размягчения, а затем посте-
постепенно повышают температуру. Обработанные таким образом волокна
прогревают затем в инертной атмосфере при температуре приблизи-
приблизительно 1000 или 2000 °С. Отметим, что пековые волокна также можно
получать из каменноугольных пеков.
Получение углеродных волокон и их свойства
37
2.2.4. Обработка поверхности углеродных волокон
Обработка поверхности волокон, используемых для армирования
пластмасс. Чтобы армированные углеродными волокнами пластмассы,
т. е. углепластики, обладали высокими механическими характеристи-
характеристиками, необходимо обеспечить прочность адгезионной связи между уг-
углеродными волокнами и полимерной матрицей, достаточную для пере-
передачи напряжения от волокна к волокну. Однако поверхность углерод-
углеродных волокон, образовавшихся в процессе карбонизации или графити-
зации, характеризуется слабой адгезией к ней полимерной матрицы.
Следовательно, при использовании углеродных волокон для армирова-
армирования пластмасс необходимо проводить обработку их поверхности с
целью повышения адгезии. Обработка поверхности представляет собой
обычно слабое окисление поверхности волокон, не снижающее их
прочностных характеристик. Окисление осуществляют, например, в
жидкости электролитическим методом [14] У)
Адгезия на границе раздела углеродное волокно — полимерная мат-
матрица определяется следующими факторами: 1) механическими связями
вследствие проникновения полимера в шероховатости поверхности во-
волокон; 2) химическими связями между поверхностью углеродных во-
волокон и полимерной матрицей; 3) физическими связями (обусловлен-
(обусловленными силами Ван-дер-Ваальса). Основными являются факторы 1 и 2.
Образование химических связей в системе углеродное волокно — поли-
полимерная матрица определяется химически активными функциональными
группами на поверхности углеродных волокон. Эти функциональные
группы связываются с атомами углерода соседних ароматических фраг-
фрагментов. По мере увеличения числа таких атомов углерода усиливается
химическая связь между углеродным волокном и полимерной матрицей.
В реальном случае при обработке поверхности возрастает число кислот-
кислотных функциональных групп и соответственно повышается прочность
углепластика при межслоевом сдвиге (рис. 2.7) [15] . При использова-
использовании высокомодульных углеродных волокон адгезия на границе раздела
волокно - полимер определяется преимущественно механическими свя-
связями вследствие шероховатости поверхности углеродных волокон это-
этого типа [16] .
Обработка поверхности волокон, используемых для армирования
металлов. Для введения в металлы углеродных и других волокон часто
используют метод нанесения на их поверхность расплава металлической
матрицы. Однако углеродные волокна плохо смачиваются жидкими
> Известны и другие методы окисления — например в среде озона,с помощью хо-
холодной плазмы и т. п. - Прим. ред.
38
Глава 2
4
!
If
si or
lip
too
SO
BO
kO
l
1
1
1
- 1
1 1
10 20
Концентрация киелотнь/х
групп, 10 ~s эквивалент/г
Рис. 2.7. Зависимость прочности при межслое-
межслоевом сдвиге углепластика от концентрации кис-
кислотных групп на поверхности углеродных во-
волокон [15] .
сплавами на основе Al и других металлов. Поэтому необходимо улуч-
улучшать их смачиваемость. Для этой цели служит тонкая пленка TiB, нано-
наносимая на поверхность углеродных волокон методом химического осаж-
осаждения в газовой фазе [17] . С помощью этого метода на поверхность
углеродных волокон наносят тонкую пленку, восстанавливая газовую
смесь TiC U + ВС13 парами Zn при температуре 700 °С. Не допуская кон-
контакта с воздухом, полученные волокна сразу же покрывают расплавлен-
расплавленным металлом. Таким способом, в частности в США, производят прово-
проволоку (нитевидный алюминий).
Для улучшения смачиваемости углеродных волокон расплавленным
алюминием разработан способ последовательной обработки поверхности
волокон расплавами Na, Sn - 2%Mg и алюминиевых сплавов [18] . При
армировании углеродными волокнами сплавов на основе Al nMg наряду
с улучшением смачиваемости волокон необходимо предотвращать сни-
снижение их прочности, которое может происходить при контакте с раплав-
ленным металлом. Для решения этой задачи требуются дальнейшие ис-
исследования, которые могли бы дать практические рекомендации по сох-
сохранению прочности углеродных волокон при контакте с расплавами ме-
металлов.
2.2.5. Аппретирование, или шлихтование, углеродных волокон
Углеродные волокна весьма хрупки и легко подвергаются повреж-
повреждениям и разрушению при переработке. Чтобы предотвратить ухудшение
свойств, вызванное этим явлением, осуществляют шлихтование нитей и
жгутов, стремясь к образованию шлихтующего покрытия на элементар-
элементарных волокнах (монофиламентах). При этом шлихтующий агент должен
находиться в достаточно размягченном состоянии. Шлихтующие составы
могут улучшать адгезию полимерной матрицы к углеродным волокнам,
I
Получение углеродных волокон и их свойства
39
что позволяет использовать такие волокна для армирования пластмасс
без дополнительной обработки. '
2.3. Свойства углеродных волокон
Характеристики углеродных волокон приведены в табл. 2.3. Они
обладают низкой плотностью и высокими прочностью при растяжении и
модулем упругости. Следовательно, углеродные волокна имеют высо-
высокую прочность и удельный модуль упругости. Наиболее характерной осо-
особенностью углеродных волокон является их высокий удельный модуль
упругости. Это позволяет с успехом использовать углеродные волокна
для армирования материалов конструкционного назначения. Углеродные
волокна имеют также низкий коэффициент трения, высокую электро-
электропроводность и отрицательный коэффициент термического расширения
(вдоль волокон). Они нестойки к окислению в воздушной среде. При
Табпица 2.3. Характеристики высококачественных углеродных волокона
N. ТИП
Харак-\.
теристика^ч
Диаметр волокна,
мкм
Волокна
Высокопроч-
Высокопрочное
7-8
на основе
С высо-
высоким уд-
удлинением
6-7
ПАН
Высокомо-
Высокомодульное
6-7
Волокна на ос-
основе жидкокрис-
жидкокристаллических
леков"
Р-55 Р-100
10
Модуль упругости 230 - 240 230 - 250 350 - 450 380
при растяжении,
Г Па
Точность при рас- 3,0 - 3,5 4,0 - 4 2,0 - 2,5 2,1
тяжении, ГПа
Разрывное удлине- 1,3-1,4 1,7-1,8 0,5-0,6
ние, %
Плотность, г/см3 1,74-1,78 1,74-1,78 1,78-1,84- 2,0
690
2,4
Удельная тепло- 0,17
емкость,
кал/(г- К)
0,17
1)
Известно (см., например, проспекты фирмы Hysol-Grafil), что непосредственно
после получения углеродных волокон на их поверхность наносят 0,7-2,0% тер-
термопластичного полимера или эпоксидной смолы без отвердителя, что и слу-
служит в качестве шлихтующего агента. - Прим. ред.
40
Глава 2
Продолжение табл. 2.3.
I
Получение углеродных волокон и их свойства
41
Тип
Харак-
Характеристика
Коэффициент ли-
линейного расшире-
расширений, Ю К
Удельное элект-
электрическое сопро-
сопротивление, Ом • см
Волокна
Высоко-
Высокопрочное
-0,7
0,0015 -
0,0016
на основе ПАН
С высоким
удлинени-
удлинением
Высок омо-
дульное
-1,2
0,0008 -
0,001
Волокна на ос-
таллических
б
пекови
Р-55 Р-100
0,00075 0,0003
аПриведены интервалы характеристик, взятые из каталогов различных
фирм-изготовителей. Низкосортные углеродные волокна имеют прочность при
растяжении меньше 1 ГПа, а модуль упругости при растяжении меньше 100 ГПа.
Существует также волокно марки THORNEL Р-75.
^ контакте с водными растворами кислот и щелочей происходит электро-
* химическое окисление углеродных волокон. Однако, за исключением
случая поверхностного окисления, углеродные волокна обладают высо-
высокой химической стойкостью к воздействию кислот и щелочей. Кроме то-
того, они имеют очень высокую теплостойкость.
2.3.1. Модуль упругости
Модуль упругости при растяжении вдоль волокон (модуль Юнга).
Модуль упругости при растяжении высококачественных углеродных
волокон высокопрочного типа (на основе ПАН) составляет 200 -
- 250 ГПа, высокомодульного типа (на основе ПАН) - около 400 ГПа, а
углеродных волокон на основе жидкокристаллических пеков —
400 - 700 ГПа.
Высококачественные углеродные волокна состоят из нескольких
слоев ароматических шестиугольных ячеек, атомные плоскости которых
ориентированы параллельно оси волокна. При высокой температуре
прогрева эти плоскости имеют значительную протяженность и высоко
ориентированы. В поперечном сечении углеродных волокон атомные
плоскости располагаются в беспорядке, а структура обычно подобна
структуре луковицы, т. е. повторяет в объеме структуру наружного
Рис. 2. 8. Модель структуры высоко-
высокомодульных углеродных волокон на
основе ПАН [19].
слоя (рис. 2.8) [19] . Для волокон на основе жидкокристаллических
пеков характерна радиальная структура. Наружная поверхность любых
углеродных волокон всегда образована сетчатыми плоскостями
(рис. 2.9).
Модуль упругости при растяжении углеродных волокон можно вы-
вычислить [20] , исходя из оценки модуля упругости при растяжении
кристаллов графита в направлении атомных плоскостей с учетом степе-
степени ориентации атомных плоскостей углеродных волокон, которую оп-
определяют методом рентгеноструктурного анализа. -По мере увеличения
степени ориентации атомных плоскостей возрастает соответственно и
модуль упругости углеродных волокон. Теоретическое значение моду-
модуля упругости при растяжении кристаллов графита в направлении атом-
атомных плоскостей составляет 1020 ГПа [21] , а экспериментально опреде-
определенный модуль упругости волокна марки THORNEL Р-100 равен
690 ГПа, т. е. составляет 68% теоретического значения/ При одной и той
же температуре прогрева углеродные волокна на основе жидкокристал-
жидкокристаллических пеков имеют больший модуль упругости при растяжении, чем
волокна на основе ПАН.
Модуль упругости при растяжении поперек волокон (модуль жест-
жесткости при изгибе). Модуль упругости при растяжении поперек волокон
снижается с ростом модуля упругости при растяжении вдоль волокон
(рис. 2.10). Для углеродных волокон на основе ПАН он выше, чем для
волокон на основе жидкокристаллических пеков. На поперечный модуль
упругости также влияет ориентация атомных плоскостей в сечении уг-
углеродного волокна [23] .
42
Глава 2
Рис. 2. 9. Микрофотографии поверхности разрушения при растяжении углеродных
волокон, полученные методом растровой электронной микроскопии ЛерОДНЫХ
а, в - высокопрочные волокна „а основе ПАН; б, г - высокомодульные во-
волокна на основе ПАН; д - волокна „а основе жидкокристаллических пеков.
Получение углеродных волокон и их свойства
43
Рис. 2.10. Модуль упругости при растя-
растяжении вдоль и поперек волокон.
1 — волокна на основе ПАН; 2 —
волокна на основе жидкокристалли-
жидкокристаллических пеков.
200 Ш 600
/Чддуль упругости при растя-
растяжении вошь волокон, гпа
Модуль упругости при сжатии. Модуль упругости при сжатии высо-
высокомодульных углеродных волокон на основе ПАН в направлении, пер-
перпендикулярном оси волокон, составляет примерно 6 ГПа [24] .
2.3.2. Прочность
Прочность углеродных волокон при растяжении вдоль их оси. Проч-
Прочность при растяжении вдоль оси высокопрочных углеродных волокон на
Основе ПАН составляет 3,0-3,5 ГПа, волокон с высоким удлинением -
4,5 ГПа и высокомодульных волокон - 2,0 -4- 2,5 ГПа. Высокотемпера-
Высокотемпературная обработка волокон второго типа позволяет получить высокомо-
высокомодульные волокна с прочностью при растяжении приблизительно 3 ГПа.
Прочность волокон на основе жидкокристаллических пеков обычно рав-
равна 2,0 ГПа [22] .
Теоретическое значение прочности при растяжении кристаллов гра-
графита в направлении атомных плоскостей решетки составляет 180 ГПа
[25] . Если исходить из теоретического значения их модуля упругости
при растяжении, принимая, что прочность составляет 1/10 величины мо-
модуля упругости, то она должна быть равна 100 ГПа. Экспериментальное
значение прочности при растяжении нитевидных монокристаллов графи-
графита лишь немного превышает 20 ГПа [26] Прочность углеродных воло-
волокон зависит от условий их производства и микроскопических дефектов и
характеризуется определенным законом распределения. Если опреде-
определять среднюю прочность углеродного волокна, используя распределение
44
Глава 2
Вейбула, и строить ее зависимость от длины измеряемого образца, то,
пренебрегая существованием специфических дефектов, можно более
корректно охарактеризовать прочность углеродного волокна. Измерен-
Измеренная таким образом прочность при растяжении углеродных волокон вы-
высокопрочного и высокомодульного типа на основе ПАН на участке дли-
длиной 0,1 мм равна 9 — 10 ГПа [27] . Эта величина составляет 1/20 теоре-
теоретического значения и 1/2 прочности нитевидных монокристаллов гра-
графита. Для углеродных волокон на основе жидкокристаллических пеков
измеренная аналогичным образом прочность равна 7 ГПа' [28] .Мень-
.Меньшая прочность промышленно производимых углеродных волокон
связана с тем, что они не являются монокристаллами и в их микроско-
микроскопической структуре имеют место значительные отклонения от регуляр-
регулярности. Свойства углеродных волокон можно значительно улучшить
вплоть до разрушающего удлинения 2% и прочности 5 ГПа и выше [29] .
Прочность при растяжении промышленно производимых углеродных
волокон измеряют на образцах пучков волокон, предварительно пропи-
пропитанных и отвержденных по изложенному ниже методу.1) Для установ-
установления соответствия между прочностью пучка волокон и прочностью от-
отдельного волокна необходимо принимать во внимание характер распре-
распределения по значениям прочности. Например, измеряемая таким методом
прочность пучка углеродных волокон высокопрочного типа на основе
ПАН, пропитанного эпоксидной смолой, соответствует прочности "сухо-
"сухого" пучка моноволокон длиной 0,6 мм [30] .
Прочность при сжатии. На рис. 2.11 приведена зависимость между
модулем упругости при растяжении и прочностью при сжатии углерод-
углеродных волокон [31] . Деформацию при разрушении углеродных моново-
100
Модуль
200 300 400~ 600
упругости при растяжении, ГПз
Рис. 2.11. Модуль упругости
при растяжении, а также де-
деформация и прочность при
сжатии углеродных волокон
[31].
В СССР такие образцы часто называют микропластиком; в зарубежной литера-
литературе пользуются терминами strand или preimpregnated tow. — Прим. ред.
Получение углеродных волокон и их свойства
45
локон определяют, сжимая углепластик вдоль оси волокон. При этом
рассчитывают прочность волокон при сжатии, используя значения моду-
модуля упругости при растяжении. Зависимость прочности при сжатии угле-
углеродных волокон в углепластике от модуля упругости волокон при рас-
растяжении носит экстремальный характер. Вначале прочность возрастает, а
при дальнейшем росте модуля упругости углеродных волокон их рас-
рассчитанная прочность при сжатии снижается.
2.3.3. Электропроводность
При прогреве полимерных волокон происходит их карбонизация,
образуются и растут полициклические ароматические фрагменты, и кар-
бонизованные волокна фактически становятся полупроводниками. С
ростом температуры прогрева резко снижается их электрическое сопро-
сопротивление. Однако при температуре выше 1000 °С снижение электричес-
электрического сопротивления замедляется. Примерно до температуры 1600 °С
для углеродных волокон на основе жидкокристаллических пеков и на
основе ПАН зависимости электрического сопротивления от температуры
прогрева совпадают. При дальнейшем увеличении температуры электри-
электрическое сопротивдение волокон первого типа становится меньше, чем у
волокон второго типа (рис. 2.12) [32] .
Рис. 2.12. Зависимости удельного электри-
электрического сопротивления от температуры
прогрева углеродных волокон [32].
1 - вискозные волокна; 2 - волокна
на основе изотропных пеков; 3 — графи-
тизированные вытянутые вискозные во-
волокна; 4 — графитизированные вытянутые
волокна на основе пеков; 5 - волокна на
основе ПАН; 6 - волокна на основе жид-
жидкокристаллических пеков.
!—я
1000 1500 2000 2500
Температура прогрева, °С
3000
46
Глава 2
2.3.4. Поверхностные свойства
Величины удельной поверхности различных типов углеродных воло-
волокон на основе ПАН приведены в табл. 2.4 [33] . Высокопрочные и вы-
высокомодульные углеродные волокна с необработанной поверхностью
имеют удельную поверхность около 0,5 м2/г. В результате обработки
удельная поверхность несколько возрастает. Удельная поверхность
производимых в Японии углеродных волокон на основе ПАН характери-
характеризуется данными, приведенными в табл. 2.4 [34] . Активную поверх-
поверхность, которую занимают соседние атомы ароматических фрагментов, оп-
определяют по химической адсорбции кислорода. При обработке поверх-
поверхности она увеличивается. По мере снижения температуры прогрева
активная поверхность также увеличивается. Наружный слой углеродных
волокон обладает сильными дренажными свойствами. В целом углерод-
углеродные волокна имеют очень низкую гигроскопичность.
При нагревании углеродных волокон в воздушной среде они окис-
окисляются. Обычно с ростом температуры прогрева и возрастанием степени
графитизации способность к окислению поверхности волокон снижается.
Таблица 2.4. Характеристики поверхности угперодных волокон на основе
ПАН[33]
Тип углеродного
вопокнаа
НМ-и
HM-S
HT-u
HT-S
А-и
A-S
Удепьная поверх-
поверхность по методу
БЭТ, м2/г
0,52
0,60
0,50
0,74
0,57
1,05
Активная по-
поверхность6,
м2/г
0,003
0,012
0,012
0,063
0,025
0,088
Допя активной
поверхности, %
0,4 - 0,7
1-3
1,5-3
4-16
3-5
5-14
аНМ — высокомодупьное волокно; НТ — высокопрочное волокно; А — во-
волокно, температура карбонизации которого ниже, чем у высокопрочного во-
волокна; и — волокно с необработанной поверхностью; S — волокно с обрабо-
обработанной поверхностью.
Определена по химической адсорбции кислорода.
Получение углеродных волокон и их свойства
47
Рис. 2.13. Потеря массы углеродными во-
волокнами на основе ПАН в зависимости
от времени выдержки в воздушной
среде при температуре 316 С.
2\
0,1
дысопомодульные
Волокна
200
№
Время, ч
600
На рис. 2.13 приведены кривые потери массы углеродными волокнами
высокопрочного и высокомодульного типа на основе ПАН при выдерж-
выдержке в течение 700 ч в воздушной среде при температуре до 316 °С. Степень
термической обработки поверхности волокон влияет на способность к
окислению поверхности, так как прогревание ведет к росту ароматичес-
ароматических фрагментов и к изменению степени кристалличности волокон. В ра-
работе [35] сообщается об увеличении способности к окислению поверх-
поверхности волокон вследствие присоединения ионов натрия.
2.4. Экспериментальные методы исследования свойств углеродных
волокон
Для измерения прочности и модуля упругости при растяжении, плот-
плотности и линейной плотности углеродных волокон используют экспери-
экспериментальные методы, описанные в японском промышленном стандарте
JIS R 7601. Плотность измеряют по методу вытеснения жидкости или по
методу определения градиента плотности в капилляре. Прочность и мо-
модуль упругости при растяжении измеряют как на образцах отдельных мо-
моноволокон, так и на образцах пучков волокон, предварительно пропи-
пропитанных связующим и отвержденных. Второй способ полезен при испыта-
испытании на растяжение углеродных волокон, используемых в углепластиках.
Этим методом измеряют как прочность, так и модуль упругости при
растяжении выпускаемых промышленностью углеродных волокон. Пос-
48
Глава 2
Получение углеродных волокон и их свойства
49
ле принятия стандарта JIS R 7601 на встрече представителей фирм-изго-
фирм-изготовителей углеродных волокон были утверждены стандарты на экспе-
экспериментальные методы определения содержания влаги в углеродных во-
волокнах, адгезионной способности шлихтующего (или аппретирующего)
агента, числа круток волокон, величины рН и объемного электричес-
электрического сопротивления. Были приняты также стандарты на методы изме-
измерения плотности, прочности при растяжении и других характеристик
текстильных материалов.
При измерении градиента плотности в капилляре используют стол-
столбик жидкости, плотность которой линейно зависит от его высоты. Если
в этом методе используется смесь этилового спирта с бромоформом,
то можно измерять плотность в интервале 0,81—2,89 г/см3. При испыта-
испытании пучка волокон на растяжение его пропитку полимером (например,
эпоксидной смолой) необходимо осуществлять так, чтобы не остава-
оставалось пустот между волокнами в пучке. Для этого пропитанный пучок
волокон пропускает через валки, стремясь к обеспечению оптимального
количества полимера в образце (рис. 2.14) [36] .
В экспериментах по растяжению углеродных волокон необходимо
выбирать способ закрепления и конструкцию захвата пучка волокон и
соответствующий амортизирующий материал, помещаемый между пуч-
пучком волокон и металлической поверхностью зажимов. Наиболее эффек-
эффективно для этого использовать три слоя алюминиевой фольги [36] . Од-
Однако для статистических испытаний образцов в промышленности исполь-
использовать такую систему прокладок сложно. Поэтому в качестве прокладки
0 20 40 SO SO Ю0
Содержание полимера,мак%
Рис. 2.14. Прочность пропитанного пуч-
пучка волокон (микропластика) в зави-
зависимости от относительного содержания
в нем полимера [36].
между зажимами и пучком углеродных волокон используют вулканизо-
вулканизованный каучук, хлопчатобумажные листы, наждачную бумагу и другие
материалы. Для захвата образцов следует использовать пневматические
зажимы. Определяя модуль упругости по кривой напряжение - дефор-
деформация, необходимо вносить также поправку на деформируемость зажим-
зажимного устройства.
Литература
, 77/4,
2) тш
3) ШШ^Щ- ВЪШ.&Ш^'кШ, 8, 3, р. 79, 1982.
4) жшщ%-- ±шт.шшы,ттш%, 317 щ, i96i. жштттшш
5) A. Shindo: Proc. of 1st Carbon Fibres Conf., London, paper No. 3,1971. The
Plastics Institute
6) J. W. Johnson: Applied Polymer Symposia, No. 9, p. 229, 1969, John Wiley &
Sons, Inc.
7) W. N. Reynolds, R. Moreton: Philos. Trans. R. Soc. London, A 294, p. 451,1980.
The Royal Society.
8) J. B. Barr, S. Chwastiak, R.Didchenko, I. C. Lewis. R. T. Lewis, L. S. Singer:
Applied Polymer Symposium. 29, p, 161, 1976. John Wiley & Sons, Inc.
= -Г- A983, 2, 28) x + * b, p. 11, 1983.
10) #ЙРЙ 57-168987. H#B#ftJT
11) R. Bacon: Philos. Trans. R. Soc. Lond., A 294, p. 437, 1979. THE ROYAL
SOCIETY.
12) J. B. Jones, J. B. Barr. R. Smith: J. Mater. Sci., 15, p. 2455, 1980. Chapman
and Hall.
13) ±ш%- вш-ьшф&Ш:., в, з, Р. ее, 1982.
И) ШШтЩ-- 1ШЙ, 26, 7, р. 41, 1978.
15) P. Ehrburger, J. В. Donnet: Philos. Trans. R. Soc. Lond., A 294, p. 495, 1980.
THE ROYAL SOCIETY
16) sH ш, ttiufn/k, шш»: %итшйш-> у # *ъ-ьтшш'ш% i, p.
13, 1975. ВШШ№??
17) M. F. Amateau: J. Compos. Mater., 10, p. 279, 1976. Technomic Publishing Co.,
Inc.
/i--6X2
50
Глава 2
18) D. M. Goddard: J. Mater. Sci., 13, p. 1841, 1978. Chapman and Hall
19) R. J. Diefendorf, E. Tokorsky: Polym. Eng. Sci., 15, p. 150, 1975.
20) R. Perret, W.Ruland: Proc. of 1st Carbon Fibres Conf. London., paper No. 9,
1971. The Plastic Institute.
21) O. L. Blakslee, D. G. Proctor, E. J. Seldin, G. B. Spence, T. Weng: J. Appl.
Phys., 41, 8, p. 3373, 1970. The American Institute of Physics.
22) L. S. Singer: Fuel, 60, 9, p. 839, 1981. Buttlerworths.
23) Y. Sawada, A. Shindo: Extended Abstract of Int. Symposium on Carbon,
Toyohashi, p. 296, 1982. ^Ш#Щ^&
24) S.L. Phoenix, J.Skelton: Textile Research J., p. 934,1974. Textile Research
Institute.
25) W. S. Williams, D. A. Steffens, R. Bacon: J. Appl. Phys., 41, 12, p. 4893, 1970.
The American Institute of Physics.
26) R.Bacon: J. Appl. Phys., 31, p. 283, 1960. The American Institute of Physics
27) тштз, ттш-- шш.
28) S. Chwastiak, J. B. Barr, R. Didchenko: Carbon, 17, p. 49, 1979. Pergamon Press
29) РШШ-. Xmtm, 31, 2. p. 33, 1983. ЕШхШйШ:
шит- П5®тр-уу#аълш, р-1.1976. 0*
31) Н. М. Hawthorne, E. Teghtsoonian: J. Mater. Sci., 10, p.41, 1975. Chapman
and Hall
32) D. B. Fishbach, K. Komaki: Extended Abstract of 14th Biennial Conf. on
Carbon, Pennsylvania, p. 191, 1979. The American Carbon Committee
* 33) B. Rand, R. Robinson: Carbon, 15, p. 257, 1977. Pergamon Press.
34) тш«вщ, ттш-- шш.
35) H. H. Gibbs, R.C. Wendt, F.C.Wilson: Polymer Engineering and Sci., 19, 5,
p. 342, 1979.
36) Y. Sawada, A. Shindo: J. Сотр. Mater., 15, p. 582, 1981. Technomic Publi-
Publishing Co., Inc.
ГЛАВА 3
ПОЛУЧЕНИЕ И ПЕРЕРАБОТКА МАТЕРИАЛОВ
АРМИРОВАННЫХ УГЛЕРОДНЫМИ ВОЛОКНАМИ
Армированные волокнами материалы на основе полимерных или ме-
металлических матриц используются в производстве самых разнообразных
изделий. Армированные пластики существенно отличаются по своим
свойствам от материалов на основе металлической матрицы. Свойства
Материалов, армированных волокнами, сильно зависят от методов их
получения и переработки. Поэтому условия получения материалов и
изделий должны быть известны специалистам, занимающимся созданием
и применением армированных материалов. В данной главе рассмотрены
вопросы получения и переработки углепластиков. Свойства изделий
из углепластиков определяются типом используемого углеродного волок-
волокна, типом полимерной матрицы и методом получения материала. Поэтому
в каждом конкретном случае необходимо выбирать наиболее подходящие
условия производства изделий из .углепластиков. После их изготовления
иногда бывает необходимо проводить дополнительную обработку (свер-
(сверление отверстий, внешнюю отделку и т.д.). Для изготовления углепласти-
углепластиков требуются не только высококачественные исходные материалы, но
и эффективные методы их получения и переработки.
3.1. Обоснование выбора полимерной матрицы1)
В настоящее время в качестве полимерной матрицы для изготовления
углепластиков в основном используют термореактивные смолы (или
реактопласты). Среди них следует прежде всего назвать эпоксидные
смолы, обладающие хорошей адгезией к углеродным волокнам, высоки-
высокими деформационно-прочностными характеристиками, теплостойкостью
и другими ценными свойствами. Часто используют также ненасыщенные
полиэфирные смолы, характеризующиеся хорошими технологическими
свойствами и атмосферостойкостью (кроме того, они существенно дешев-
дешевле эпоксидных смол). Для литьевого формования углепластиков начали
применять термопластичные полимеры, которые имеют ряд преимуществ
перед реактопластами с точки зрения технологии переработки, обладают
большей ударной вязкостью и т.д. Определенный прогресс достигнут
в разработке материалов на основе термопластичных полимеров и угле-
углеродных волокон в виде препрегов, листов для холодной штамповки и
других полуфабрикатов.
''Термин "полимерная матрица" в более строгом понимании относится к
связующему в отвержденном материале; на стадии пропитки армирующего мате-
материала и его переработки правильнее говорить "связующее". - Прим. ред.
52
Глава 3
Для производства углепластиков методом намотки и получения изде-
изделий с однонаправленной структурой существует большой выбор поли-
полимерных матриц, которые могут отвечать конкретным требованиям из-
изготовителя. В производстве изделий широко используют препреги, листо-
листовые формовочные материалы, таблетированные и другие пропитанные
связующим полуфабрикаты. В каждом случае необходимо дифференци-
дифференцированно подходить к выбору полимерной матрицы.
В данном разделе рассмотрены методы выбора связующих, а в разд. 3.2
изложен подход к выбору полуфабрикатов на их основе в соответствии с
требованиями к готовым материалам и изделиям.
3.1.1. Термореактивные смолы
Термореактивные смолы для получения препрегов. Препреги получают
пропиткой волокон связующим с частичным его отверждением до ста-
стадии потери липкости. Термореактивные смолы для изготовления пре-
препрегов выбирают, исходя из их тепло- и влагостойкости, деформацион-
деформационно-прочностных свойств, адгезионной способности и других характери-
характеристик. Наряду с этим необходимо учитывать жизнеспособность смол,
а также способность полуфабрикатов к размягчению и последующему
склеиванию слоев между собой. Важно также принимать во внимание
скорость удаления растворителя или других газообразных продуктов,
что влияет на пористость изделий. Следует учитывать и экономические
характеристики процессов формования, отверждения и т. п., а также
обеспечивать безопасность людей, занятых в производстве полуфабрика-
полуфабрикатов и изделий.
В настоящее время в Японии для производства препрегов на основе
углеволокнистых материалов чаще всего используют эпоксидные смолы,
имеющие высокую адгезию к поверхности углеродных волокон. Наряду
с этим используют ненасыщенные полиэфирные смолы, в основном для
изготовления спортивных изделий.1 *
Связующие на основе эпоксидных смол в первом приближении можно
подразделить по температуре их отверждения. Используемые на практике
в настоящее время эпоксидные смолы и отвердители для них перечислены
в табл. 3.1 и 3.2 соответственно. Для изготовления спортивных изделий
используются также эпоксидные связующие, отверждаемые при сравни-
сравнительно низкой температуре; обычный режим их отверждения занимает
1 - 2 ч при температуре около 395 К. Этот тип связующих в основном
' Напомним, что в предисловии приводились данные об объеме производства
в Японии углепластиков только на основе полиэфирных смол. - Прим. ред.
Получение и переработка углекомпозитов
53
Таблица 3.1. Эпоксидные композиции, используемые дпя изготовления
препрегов
Тип эпоксидной
смопы
Структурная формула
На основе эпихпоргид-
рина и бисфенопа А
Фенопьно-новопачно-
го типа
Бронированная эпок-
эпоксидная смопа на ос-
основе эпихпоргидри-
на и бисфенопа А
На основе N.N.N',
N'-тетрагпици-
дипаминодифе-
нипметана
На основе N,N,
О-тригпицидип-
метааминофе-
нола
Вг
сн,
Вг
-сн2-сн-сн2-о/о)-с-<^о\о-
он T
- -g
G\
OG
N4 О
G - гпицидиповая группа.
содержит эпоксидную смолу на основе эпихлоргидрина и бисфенола А
и фенольно-новолачную эпоксидную смолу. Основным компонентом
отвердителя является DCMU, а ускорителем отверждения - DICY
( табл. 3.2 ). Для снижения горючести в полимерную композицию добав-
добавляют галогенсодержащие добавки. Следует иметь в виду, что обычно
галогенсодержащие полимеры при горении образуют дым и выделяют
токсичные газы. Именно поэтому для изготовления различных элементов
интерьера (например, для отделки помещений в самолетах) начали при-
применять фенольные смолы. Для регулирования текучести композиции во
время формования в нее добавляют нитрильный каучук с карбоксиль-
карбоксильными группами (например, Hycar CTBN). Адгезия такой композиции к
углеродным волокнам оказывается более высокой.
54
Глава 3
Таблица 3.2. Отвердитепи, используемые для связующих на основе
эпоксидных смоп, применяемых для получения препрегов
Отвердитель
Структурная формула
этипамин
Дициандиамид
-(DICY)
N-дихпорфенил-
N.N'-диметипмо-
чевина (DCMU)
Имидазоп
Диаминодифенип-
сульфон (DDS)
Додеципмеркаптан
(DDM)
F Н
F-B-N-CjHs
I I
F Н
NH NH2
H2N-C-NH-CN==^H2N-C=N-CN
С1
С1-/оУ>Ш-С-1Ч
Г=гСИ,
СНз
Углепластики на основе эпоксидных смол, отверждаемых при более
высоких температурах, обладают повышенной теплостойкостью. Харак-
Характерный режим их отверждения занимает 2 ч при температуре 450 К. Такие
материалы предназначены главным образом для авиастроения. Одним из
подобных типов эпоксидных связующих является композиция на основе
тетраглицидилдиаминодифенилметана. Изготовители препрегов для улуч-
улучшения водостойкости и других свойств полимерных композиций модифи-
модифицируют их другими типами эпоксидных смол с целью придания материа-
материалам заданных эксплуатационных характеристик. Используя в качестве
отвердителя диаминодифенилсульфон, получают материалы с высокой
теплостойкостью и стабильностью свойств при хранении. В последнее время для
углепластиков разрабатываются новые полимерные композиции с высо-
высокими деформационно-прочностными свойствами. Так, например, для по-
повышения ударной вязкости совершенствуют базовую эпоксидную смо-
смолу и одновременно ведут поиск новых методов модификации сущест-
существующих композиций.
Получение и переработка углекомпозитов
55
Связующие на основе ненасыщенных полиэфирных смол имеют сравни-
сравнительно низкие адгезионные свойства и малые удлинения. Поэтому угле-
углепластики на их основе не обладают высокими механическими характери-
характеристиками. Однако, как отмечалось выше, они имеют ряд достоинств: ко-
короткое время отверждения, хорошую атмосферостойкость и тд. Поэтому
углепластики на их основе нашли широкое применение в производстве
разнообразных изделий, к которым не предъявляется особо жестких
эксплуатационных требований: удилищ, антенн и т.д. Ненасыщенные
полиэфирные смолы содержат изофталевую кислоту и обладают высо-
высокой или средней реакционной способностью. В качестве сшивающего
агента вместо легколетучего стирола с низкой температурой кипения
часто используют диаллилфталат (имеющий более высокую температу-
температуру кипения). Варьируя количество добавляемого диаллилфталата, регу-
регулируют жизнеспособность препрегов, а также их технологические свой-
свойства. В качестве инициаторов отверждения для регулирования срока хра-
хранения и условий отверждения обычно используют 7рег-бутилперокси-
бензоат, грег-бутилпероксиоктоат и другие пероксиды.
Связующие для изделий, получаемых методом намотки. Намотку из-
изделий осуществляют армирующими волокнистыми материалами1 , про-
пропитанными связующим. Нанесение связующего на волокна осуществляют,
окуная их в раствор (или расплав) связующего. При высокой вязкости
связующего трудно обеспечить равномерную пропитку армирующих ма-
материалов и регулировать относительное содержание полимерной матрицы
в материале. С точки зрения обеспечения стабильности и непрерывности
технологического процесса важным фактором является жизнеспособность
связующего в пропиточной ванне, которая должна составлять не менее
6 — 8 ч.2' Однако в связи с разработанными в последнее время методами
высокоскоростной намотки волокон, эффективного перемешивания
связующих в ванне их жизнеспособность уже не является столь критичес-
критическим параметром и может ограничиваться 2 — 3 ч.
Сравнительно низкой вязкостью обладают связующие на основе цикло-
алифатических эпоксидных смол; однако они редко используются для
намотки изделий из-за малой водостойкости. Чаще всего для намотки при-
применяют жидкие эпоксидные смолы на основе эпихлоргидрина и бисфено-
ла А, а также эпоксидные смолы фенольно-новолачного типа, хотя угле-
углепластики на основе этих эпоксидных смол и не обладают оптимальными
механическими свойствами и теплостойкостью. С целью повышения
физико-механических характеристик углепластиков были разработаны
Волокнами, нитями, жгутами, лентами, тканями. - Прим. ред.
То есть продолжительности одной смены. — Прим. ред.
56
Глава 3
эпоксидные композиции на основе четырехфункциональных теграгли-
цидиловых производных лг-ксилилендиамина, содержащие гидантоиновые
кольца. Недостатком последних является малая жизнеспособность при
хранении и низкая водостойкость; для них пока еще даже не установлена ком-
коммерческая цена. Вязкость связующих можно также регулировать, исполь-
используя реакционноспособные разбавители. Необходимо учитывать, что обыч-
обычно их введение приводит к снижению теплостойкости, а иногда - водо-
водостойкости и других свойств армированных пластиков. Сведения о неко-
некоторых эпоксидных композициях, их марках и фирмах-изготовителях
приведены в табл. 3.3.
Таблица 3.3. Эпоксидные композиции, используемые для получения изделий
Методом намотки
Тип эпоксидной смолы
Марка
Фирма-изготовитепь
Цикпоапифатическая ERL 4221, ERL 4299 "Юнион кабайдо нихон"
эпоксидная смола Ер 171 "Юка сиэру"
Эпоксидная смола на Ер 808, Ер 827, Ер 828 "Юка сиэру"
основе эпихлоргидри- эбифлон 840, Эбифлон "Дайнихон инки кагаку
на и бисфенопа А 855 когё"
ELA us, ELA 127, "Сумитомо кагаку
ELA 128 когё"
DER 331, DER 383 "Дау кэмикару дзяпан"
Эпоксидная смопа фе- Ер 151
нольно-новопачного DEN 431
типа Эбифпон 830
N,N,N\N'-TeTpa- PGA-X
гпицидип-м-ксипипен- CY 350
диаминэпоксидная смо-
смопа, содержащая гидан-
гидантоиновые кольца
Реакционное пособный
разбавитель
ELA 301
Эбонитто 028
"Юка сиэру"
"Дау кэмикару дзяран"
"Дайнихон инки кагаку
когё"
"Мицубиси гаси кагаку"
"Нихон тиба гайги"
"Сумитомо кагаку когё"
"Нитто касэй"
I
Получение и переработка углекомпозитов
57
Таблица 3.4. Отвердитепи и ускорители отверждения для связующих на основе
эпоксидных смоп, используемых для получения армированных пластиков ме-
методом, намотки
Функция
соедине-
соединения
Название
Марка Вяз- Фирма-
(при 25 °С), изготови-
сП тепь
Отверди-
тепь
Ускори-
Ускоритель от-
вержде-
верждения
Ангидрид метипнадзи-
ковой кислоты
4-Мети пгексаги дрс-
фтапевый ангидрид
Метипгексагидрофта-
певый ангидрид
Метиптетрагидрофта-
певый ангидрид
Бензипдиметипамин
три с-2,4-6-Диметип-
аминометипфеноп
2-Этип-4-метипими-
дазоп
MNA
Рикасиддо
МН 700
Эбифпон В850
HN 5500
Эбифпон
В570
Сумикюа
BD
Сукикюа D
2E4MZ
138
50-70
65
65
40
_
-
-
"Петро кэмика-
РУ"
"Синнихон рика"
"Дайнихон инки
кагаку когё"
"Хитати касэй
когё"
"Дайнихон инки
кагаку когё"
"Сумитомо
кагаку когё"
То же
"Сикоку касэй
когё"
Отвердители для эпоксидных смол также должны обладать низкой вяз-
вязкостью и обеспечивать заданную жизнеспособность препрегов. К числу
низковязких отвердителей относятся, например, ангидрид метилнадзико-
вой кислоты и производные ангидрида гексагидрофталевой кислоты. Ис-
Используя в качестве отвердителей ангидриды кислот, необходимо вводить
в композицию ускорители отверждения на основе аминов. В табл. 3.4 пе-
перечислены типичные отвердители и ускорители отверждения для связую-
связующих на основе эпоксидных смол.
В качестве отвердителя используют также смесь 4,4-диаминодифенилме-
!.ina и лг-фенилендиамина с соотношением компонентов соответственно
оО:40. Высокая вязкость этой смеси требует применения реакционноспо-
собных (активных) разбавителей, и на основе такой композиции не уда-
удается получать углепластики со столь же хорошими свойствами, как при
58
I
Глава 3
использовании ангидридов кислот. В настоящее время разрабатываются
новые рецептуры эпоксидных композиций и отверждающих агентов, спе-
специально предназначенных для метода намотки. Однако пока еще они не
дают существенного улучшения свойств углепластиков и изделий из них.
Связующие для получения однонаправленных профильных изделий.
Существуют два способа получения однонаправленных профильных изде-
изделий из армированных пластиков - "сухой" и "мокрый". При мокром
методе формование проводят одновременно с пропиткой полимером
армирующих волокон. При сухом - изделия получают путем их формо-
формования из препрегов.
В настоящее время для получения профильных изделий из армирован-
армированных пластиков мокрым методом в качестве армирующих волокон ис-
используют главным образом стекловолокна, а применение углеродных
волокон пока ограничивается только масштабами опытных производств.
В качестве связующего служат в основном ненасыщенные полиэфирные
смолы. Для повышения коррозионной стойкости используют поливини-
поливиниловые эфиры; эпоксидные смолы для этого вида изделий обычно не
применяются.
Вязкость ненасыщенных полиэфирных смол для получения изделий
этим методом должна составлять 15—30 П. При меньшей вязкости
вводятся различные добавки, а если вязкость превышает 15-30 П, то для
ее снижения добавляют стирол. Для улучшения отделения готового изде-
изделия от металлической формы используют частично конденсированные
ненасыщенные полиэфирные смолы. Известны следующие марки таких
смол: Поримару 3109 фирмы "Такэда якухин когё", 3510 фирмы "Нихон
юпика" и другие.
Свойства поливиниловых эфиров, получаемых реакцией присоединения
к эпоксидным смолам метакриловой или акриловой кислоты, аналогичны
свойствам ненасыщенных полиэфирных смол. В качестве примера можно
привести поливиниловый эфир марки DERAKANE 411 фирмы Dow.
Связующие на основе эпоксидных смол обладают хорошей адгезионной
способностью и поэтому плохо отделяются от металлической формы.
Они имеют хорошую жизнеспособность, но для их отверждения требуется
длительное время. Указанные особенности существенно ограничивают их
применение в рассматриваемом случае. Недавно американской фирмой
"Шелл" было разработано новое эпоксидное связующее, предназначенное
специально для получения профильных материалов с однонаправленной
структурой [1] .
Сухой (т. е. с использованием препрегов) метод получения профильных
изделий из однонаправленных армированных пластиков разрабатывается
в настоящее время в США, однако сведения об этих работах крайне
скудны.
Получение и переработка углекомпозитов
59
Связующие для листовых формовочных материалов. Листовые формо-
формовочные материалы (SMC), в которых используются углеродные волокна,
находятся еще в стадии разработки; сейчас такие материалы представляют
собой главным образом армированные стекловолокнами ненасыщенные
полиэфирные смолы. Для их получения в качестве связующих использу-
используют также поливиниловые эфиры, обладающие более высокой деформиру-
деформируемостью. В настоящее время изучается возможность применения для
этой цели и эпоксидных смол, хотя имеются достаточно обоснованные
опасения, что при этом увеличится время отверждения, усложнится про-
процесс пропитки, повысится стоимость материала и т.д.
В настоящее время тип используемой ненасыщенной полиэфирной смо-
смолы выбирают с учетом требований к теплостойкости, механическим и
другим физическим свойствам материалов, их способности к формова-
формованию и т. д. Применяют главным образом высоко- и среднереакционно-
способные ненасыщенные полиэфирные смолы, содержащие изофтале-
вую кислоту. Увеличение их вязкости достигается путем введения в смо-
смолы окиси магния. Основой поливиниловых эфиров, применяемых наря-
наряду с полиэфирными смолами, служат продукты присоединения акрило-
акриловой или метакриловой кислоты к эпоксидной смоле на основе эпихлор-
гидрина и бисфенола А. Для повышения вязкости этих композиций их
модифицируют добавками изоцианатов.
Продолжаются исследования возможности получения листовых фор-
формовочных материалов (т. е. препрегов) на основе эпоксидной смолы,
отверждаемой при сравнительно низкой (около 400 К) температуре.
3.1.2. Термопластичные смолы
Термопластичные смолы, используемые для литьевого формования
углепластиков1.^. По аналогии с термопластами, армированными стекло-
стекловолокнами, для литьевого формования углепластиков больше всего под-
подходят термопластичные смолы. Наиболее широко для этих целей исполь-
используют найлон 66. Наряду с этим применяют найлон 6, поликарбонаты, со-
сополимеры акрилонитрила, бутадиена и стирола, полибутилентерефталат,
полифениленсульфид и другие термопластичные полимеры. В табл. 3. 5
перечислены некоторые качественные характеристики термопластов,
используемых в качестве полимерных матриц для углепластиков. По срав-
сравнению с армированными пластиками на основе термореактивных смол
наполненные волокнами термопласты содержат меньшее количество
Из текста раздела следует, что речь идет о материалах, наполненных хаотично
ориентированными короткими волокнами. - Прим. ред.
60
I
Глава 3
Таблица 3.5. Качественные характеристики термопластов, используемых в
качестве полимерных матриц для углепластиков
Полимер
Найлон 6
Ударопроч-
Ударопрочный найлон
Поликар-
Поликарбонат
Достоинство
Недостаток
Найлон 66 1) Сбалансированность проч-
прочности, модуля упругости
и ударной прочности
2) Низкая вязкость и воз-
возможность получения од-
однородных по составу,
смесей
3) Высокие износо- и маспо
стойкость
Те же достоинства, что
и у найлона 66, но более
высокая ударная проч-
прочность во влажной среде
Очень большая ударная
вязкость; при высокой
степени смешения удар-
ударная вязкость уменьша-
уменьшается
1) Высокая ударная вяз-
вязкость, которая снижа-
снижается при высокой сте-
степени смешения
2) Высокая стабильность
размеров
Попибу- 1) Высокие теплостойкость
типентере- и химическая стойкость
фтапат 2) Высокая стабильность
размеров
3) Высокая огнестойкость
Из-за впагопогпощения
происходит изменение
размеров и физических
свойств изделий
Влияние влажной среды
больше, чем в случае
найлона 66
Низкий модуль упругости
1) Низкие прочность и
модуль упругости
2) Высокая вязкость и
сложность образования
однородных смесей
3) Низкая стойкость к
действию растворителей
1) Весьма низкая проч-
прочность при растяжении и
ударная прочность
2) Необходимость выпол-
выполнения особых требований <
к условиям предваритель-
предварительной сушки с учетом раз-
разложения под действием
впаги
Получение и переработка углекомпозитов
Продолжение табл. 3.5.
61
Полимер
Достоинство
Недостаток
Попиаце-
тапь
Сополи-
Сополимер акрипо-
нитрипа, бу-
бутадиена и
стирола
Высокая износостой-
износостойкость
) Низкая плотность
2) Изделия хорошо ок-
окрашиваются, склеи-
склеиваются и т. д.
Попифенипен- 1) В ысокий модуль упругости
сульфид 2) Высокие теплостойкость
и химическая стойкость
3) Высокая стабильность
размеров
Поли-
Полипропилен
Низкие плотность и стои-
стоимость
1) Низкая прочность при
растяжении и ударная
прочность
2) Плохая адгезия к уг-
углеродным волокнам
1) Низкая прочность при
растяжении и ударная
прочность
2) Высокая вязкость и
сложность образования
однородных смесей
1) Низкая прочность при
растяжении и ударная
прочность
2) Необходимость обеспе-
обеспечения высокой температу-
температуры металлической пресс-
формы
Низкие прочность при рас-
растяжении и ударная вяз-
вязкость. Плохая адгезия к
углеродным волокнам
волокон, и соответственно вклад полимерной матрицы в конечные свойс-
свойства материалов возрастает. Поэтому выбор термопластичной матрицы
должен быть не менее обоснованным, чем выбор термореактивной поли-
полимерной матрицы для армированных пластиков.
Важными характеристиками термопластов являются их плотность,
химическая стойкость, тепло- и износостойкость, ударная прочность,
влагопоглощение, усадка при формовании, режим формования, реологи-
реологические свойства и т. д. На свойства наполненных углепластиков оказыва-
оказывают влияние прочность, модуль упругости, электропроводность, коэффици-
коэффициент теплового расширения, теплопроводность, износостойкость и другие
свойства углеродных волокон. На рис. 3. 1 для ряда полимеров приведены
значения прочности, модуля упругости при изгибе и ударной вязкости (по
62
I
Прочность при
изгибе, 1ОгШъ
0 12 3
найлон SS-.a
g
Найлон В: а
б
Ударопрочный
найлон: а
б
Аморфный а
Полибутилен-
терефталат
Поли карбонат
Полиокси метилен
Полифенилен -
сульфид
Полисульфон
i
i
i
1
i
1
i
Глава 3
Ударная дязкость
Модуль упругости при (по Из оду) образцов
изгибе, ЮГПа с надрезом, ю Цж/м
12 3 4 О 5 10 15 20
.
Рис. 3. 1. Прочность, модуль упругости при изгибе и ударная вязкость (по Изоду)
термопластов, наполненных углеродными волокнами (содержание углеродных во-
волокон 30 масс. %) [2].
1 — испытание высушенных образцов; 2 — испытание образцов в среде с 50%-
ной влажностью.
Изоду) [2] . Из данных, приведенных на рис. 3.1, следует, что для пласти-
пластика на основе найлона 66 существует сбалансированность всех трех механи-
механических характеристик при испытании во влажной среде. Максимальный
модуль упругости имеет материал на основе полифениленсульфида, но
его ударная вязкость низка. Наибольшей ударной вязкостью обладает на-
наполненный углеродными волокнами ударопрочный найлон, но у него
очень низкий модуль упругости. Так как механические свойства наполнен-
наполненных волокнами термопластов сильно различаются, необходимо классифи-
классифицировать их также в соответствии с областями применения. Для иллюст-
иллюстрации на рис. 3. 2 приведены температурные зависимости модуля упругос-
упругости и прочности при изгибе термопластов, армированных углеродными во-
волокнами [3], а на рис. 3. З1^ — триботехнические характеристики армиро-
армированных термопластов [3] . Из этого рисунка следует, что термопласты, ар-
армированные углеродными волокнами, обладают лучшими триботехничес-
кими свойствами по сравнению с неармированными или содержащими
стекловолокна термопластами. Характерно, что армированные пластики
''На рис. 3. 3. величина Р - давление, V — скорость относительного перемеще-
перемещения. - Прим. ред.
Получение и переработка углекомпозитов
63
300 360 400
Температура, К
Рис. 3. 2. Температурная зависимость
модуля упругости и прочности при
изгибе термопластов, армированных
углеродными волокнами (содержание
волокон 30 масс.%) [3].
1 - полифениленсульфид, 2 - най-
найлон 66, 3 — полисульфон, 4 — поли-
полибутил ентерефталат.
300 350 400
Температура, К
Предельные значения Удельная износостой-
РУ,103Па-м/с преть, 10-'smz/H
1Ог Ю1 Щ° 10° Ю1 W2 Ю3
неармиробанный
термопласт Г
30масс.% стек- у///,
ловолокон
30 масс. % углеродных волокон
///////////i
неармированный
термопласт\
\ % стек-
стекловолокон
30масс.%
3 углеродных
волокон
\//
/ //
' / / / /
'///Л
SSSS1
1
i
'///////////Л
3 С
Найлон 66
Полибути-
лентере-
(р/иалат
Поликар-
Поликарбонат
Полиокси-
метилен
Полире -
нилен-
сулырид
Рис. 3. 3. Триботехнические характеристики армированных термопластов.
64
Глава 3
на основе найлона 66, полибутилентерефталата, полиацеталя и других
кристаллических полимеров имеют хорошие триботехнические характе-
характеристики.
Термопластичные смолы, используемые для получения препрегов и
листов для холодного штампования. Как и для литьевых термопластов,
при получении препрегов и листов для холодного штампования важно,
чтобы связующее могло приникать в межволоконное пространство пуч-
пучков углеродных волокон. С этой точки зрения наиболее подходящими
являются полимеры с низкой вязкостью, такие, как найлон, полиэтилен-
терефталат, полифениленсульфид и т. д. При высокой вязкости полиме-
полимеров можно получать армированные пластики "мокрым" методом, ис-
используя соответствующие растворители. Пластики на основе углеродных
волокон еще находятся в стадии разработки, а для получения термоплас-
термопластов, армированных стекловолокнами, применяются найлон 6, полипро-
полипропилен, полиэтилентерефталат, поливинилхлорид и другие полимеры. При
использовании углеродных волокон физические свойства полимерной
матрицы играют большую роль. В настоящее время изучается возмож-
возможность использования для получения углепластиков не только найлона, но
и полифениленсульфида, полиамидоимида, полиэфиркетонов и других
термостойких полимеров. Как и для материалов, получаемых методом
литья, для рассматриваемых материалов наиболее важными характерис-
характеристиками являются теплостойкость, ударная вязкость, атмосферостойкость,
хемостойкость, способность к последующей обработке (склеивание, ок-
окраска, металлизация, типографская печать) и другие характеристики.
3.2. Обоснование выбора углеродных волокон и наполнителей
С учетом значительного многообразия существующих методов пере-
переработки разрабатываются и изготавливаются разнообразные типы мате-
материалов для формования. В табл. 3. 6 показана взаимосвязь между исход-
исходными материалами и методами получения изделий из углепластиков. Ис-
Исходные материалы на основе углеродных волокон показаны на рис. 3.4
[4]. Ниже подробнее рассмотрены различные типы и свойства основных
исходных материалов, используемых для получения изделий из углеплас-
углепластиков.
3.2.1. Углеродные волокна
В настоящее время производятся различные сорта углеродных воло-
волокон, отличающиеся, например, числом волокон A000 — 30 000) в одном
5-682
66
Глава 3
Рис. 3. 4. Фотография различных типов исходных материалов на основе углеродных
волокон [4].
1 — Нить. Используется для формования прецизионных изделий методом на-
намотки. 2 — Ткань в виде узкой ленты. 3 — Гибридные ткани, в продольном направ-
направлении — нити из углеродных волокон, в поперечном — стекловолокна. 4 — Ткань,
состоящая только из углеродных волокон. 5 — Мат из хаотически ориентированных
коротких волокон. 6 — Тесьма. Используется для получения изделий из углеплас-
углепластиков в форме трубок сложной конфигурации и других изделий неправильной
формы. 7 - Премикс из рубленых волокон. 8 - Гранулы наполненных углерод-
углеродными волокнами найлона, полибутилентерефталата и других термопластов, исполь-
используемых для переработки литьем. 9 - Препрег из параллельно ориентированных
углеродных нитей, пропитанных эпоксидным связующим.
пучке1 ^. При небольшом числе волокон пучки имеют гладкую поверх-
поверхность, хорошо пропитываются связующим, но весьма дороги. Для намот-
намотки с получения профильных изделий с однонаправленной структурой ис-
используют обычно пучки со сравнительно большим количеством элементар-
элементарных волокон - 6000 и более. Армирующие материалы отличаются типом
шлихтующего (аппретирующего) агента, склеенностью элементарных во-
волокон в пучке и другими характеристиками, и поэтому их необходимо
классифицировать в зависимости от целевого назначения.
В нити, жгуте. — Прим. ред.
Получение и переработка утлекомпозитов 67
3.2.2. Однонаправленные препреги
Для формования многослойных изделий из препрегов широко исполь-
используют метод горячего прессования, получение труб методом намотки, ав-
автоклавное формование и др. В настоящее время выпускаются препреги
самых различных марок, отличающиеся рецептурой связующего, типом
углеродных волокон, содержанием волокон в препреге, его толщиной и
размерами и т. д. Например, в зависимости от заданных условий формо-
формования изделий можно использовать связующие, отверждающиеся при
повышенной или комнатной температуре. Свойства конечного изделия,
как указывалось в разд. 3. 1. 1, в большой степени зависят от теплостой-
теплостойкости, ударной вязкости, водостойкости и многих других свойств матри-
матрицы. Различные типы углеродных волокон отличаются друг от друга преж-
прежде всего прочностью и модулем упругости.
Обычно содержание волокон в препрегах составляет около 60 об.%,
но в некоторых случаях выпускаются препреги, содержащие более 70 об.%
волокон. Толщина препрегов определяется числом элементарных волокон
в пучке. Для тонких препрегов используют пучки, состоящие из неболь-
небольшого числа (но не менее 1000) волокон. Различные фирмы-изготовители
выпускают препреги шириной 300, 500 и 1000 мм, длиной 50 и 100 м, а
также препреги других размеров. В зависимости от типа связующего и ус-
условий хранения жизнеспособность препрегов может колебаться. В боль-
большинстве случаев она составляет от двух недель до трех месяцев1 ^. В табл^
3.7 перечислены типы некоторых однонаправленных препрегов, выпус-
выпускаемых фирмой "Торэ".
\
3.2.3. Ткани и препреги на их основе
Углеродные волокна имеют высокий модуль упругости и малые удли-
удлинения. Поэтому они не выдерживают многократных деформаций и исполь-
использование их для получения тканых материалов представляет известные
трудности. Однако в связи с прогрессом в технологии производства угле-
углеродных волокон и в технике ткачества оказалось возможным изготавли-
изготавливать из них и всевозможные тканые материалы [9]. Преимуществом од-
однонаправленных тканей2) является то, что в них практически исключают-
исключаются перегибы волокон в продольном направлении, волокна хорошо ориен-
' По-видимому, при нормальных условиях, так как в противном случае автор
оговорил бы температуру хранения. - Прим. ред.
В данном случае тонкие нити (стеклянные или органические), расположенные
по утку, служат лишь для технологической связи нитей или жгутов друг с другом. -
Прим. ред.
68
Глава 3
Таблица 3.7. Типы однонаправленных препрегов производства фирмы
"Торэ"[4]
Марка уг-
углеродного
волокна
Т300в
Т 300
М40г
М 40
Т300
М 40
Т 300
М40
Связующее
Эпоксидное
„б
Полиэфирное
Эпоксидное
Темпера-
Температура от-
вержде-
верждения, К
403
403
403
403
423
423
473
473
Содер-
Содержание
связую-
связующего?.
об. %
40
40
40
40
40
40
42
40
Толщина,
мм
0,05 - 0.25
0,05 - 0,25
0,07 -0,15
0,07 - 0,17
0,05-0,17
0,12-0,17
0,12-0,25
0,07 - 0,15
Ширина,
мм
500, 1000
500, 1000
500, 1000
500, 1000
500, 1000
500, 1000
300
300
Длина,
мм
100
100
100
100
100
100
50
50
а Выпускаются разновидности препрегов с содержанием связующего
30 - 45 об.%„
° Эпоксидная композиция, обладающая повышенной водостойкостью.
в Т 300— углеродное волокно высокопрочного типа, выпускаемое фирмой
"Торэ", с прочностью при растяжении 3000 МПа.
r M 40—углеродное волокно высокомодульного типа, выпускаемое фирмой
"Торэ", с модулем упругости при растяжении 400 ГПа.
тированы, материал получается гладким и приятным на ощупь. Их выпус-
выпускают и в виде гибридных лент и полотна в сочетании со стекловолокнис-
тыми нитями [10] . В настоящее время ассортимент тканей весьма разно-
разнообразен; они различаются плотностью расположения нитей по ширине,
структурой плетения, соотношением числа нитей в продольном (по осно-
основе) и поперечном (по утку) направлениях, числом элементарных волокон
в пучке и другими характеристиками. В табл. 3. 8 перечислены типы неко-
некоторых тканей специального назначения [4] : неизвитая ткань [11], в кото-
которой благодаря исключению изгибов углеродных волокон предотвращается
повреждение волокон и снижение их прочности; спиральная ткань, в ко-
I
Таблица 3.8. Ткани на основе углеродных волокон фирмы "Торэ" [4]
1) Ткани на основе поперечных и продольных углеродных волокон
Исполь- По ос но- —
зуемое ве
волок-
но
Т 300 -1000 Т 300В
Т 300 - 3000
T300B
6000
По утку -
Струк- 8-ре- Ткань Ткань 8-ре- 4-ре- Ткань Ткань 8-ре-
тура миз- глад- глад- миз- миз- гпад- Спож- миз-
ткани ная кого кого ная ная кого ного ная
ткань ппе- ппете- ткань ткань ппе_ ппе_ ткань
глад- тения ния гпад- глад- тения тенин гпад_
кого кого «то 2/2 кого
ппе- ппе- ппе" ппе.
тения тения тения тения
Плот- По осно- Чис-
ность ве
уклад-
укладки
нитей
По ут-
утку
по
ни-
нитей
на
25 мм
шири-
ширины
Чис-
Число
ни-
нитей
на
25 мм
ши-
ширины
40
22,5 17,5 25
30
12,5 15
15
40
22,5 17,5 25
7.5
12,5 15
15
Раз-
Размеры
ткани
Мас-
Масса
тка-
ткани
Шири-
Ширина
Дли-
Длина
Тол-
Толщина
см
м
мм
г/м2
100
50
0,25
210
100
50
0,15
120
100
50
0,14
90
100
50
0,47
400
100
50
0,35
300
100
50
0,27
200
100
50
0,28
240
100
50
0,45
480
Продолжение табл. 3.8.
2) Ткани на основе продольных угперодных волокон и поперечных
стекловолокон
Исполь-
Используемое
Струк-
Структура
ткани
Плот-
Плотность
уклад-
укладки ни-
нитей
По ос-
основе
ку
По ос-
основе
—
—
—
Число
нитей
на
25 мм
ширины
ТЗОО
4-ре-
4-ремизная
ткань
глад-
гладкого
пле-
плетения
45
- 1000
ТЗООВ Т
3000
ЕСЕ 225 1/0
4-ре-
мизная
ткань
глад-
гладкого
лпе-
тения
35
4-ре-
мизная
ткань
глад-
гладкого
пле-
плетения
22,5
300В
3000
4-ре-
миз-
ная
ткань
глад-
гладкого
пле-
плетения
15
ТЗООВ
6000
ECG
75 1/0
Ткань
глад-
гладкого
пле-
плетения
i
12,5
ТЗООВ
6000
ЕСЕ
225 1/0
Ткань
глад-
гладкого
пле-
плетения
18,8
По ут- Число 30
30
ку
нитей
на
25 мм
шири-
ширины
22,5
33,8 12,5 10
Раз-
Размеры
ткани
Ширина
Длина
Толщина
см
м
мм
100
50
100
0,15
100
50
100
0,13
100
50
0,21
100
50
0,18
100
50
0,27
100
100
0,35
Масса
ткани
г/м2 145
120
200
150
235 30а
Продолжение табл. 3.8.
3) Ткани на основе продольных углеродных и стеклянных волокон и попереч-
поперечных стеклянных волокон
Исполь-
Используемое
вопбкно
Струк-
Структура
ткани
По ос-
основе
По ут-
утку
Угле-
Углеродное
волок-
нп
Стекпо-
вопокно-
Стекпо-
волокно ~
Т 300-1000
ЕСЕ 225
ЕСЕ 225
4-ре-
миз-
ная
ткань
глад-
гладкого
пле-
плетения
1/2
1/0
4-ре-
миз-
ная
ткань
глад-
гладкого
пле-
плетения
ТЗОО
3000
ECG
75 1/2
4-ре-
миз-
ная
ткань
глад-
гладкого
пле-
плетения
Т 300В
3000
ECD
ТЗОО-3000
ЕСЕ 225 1/2
450 1/2
ECG
150 1/2
4-ре-
миз-
ная
ткань
глад-
гладкого
пле-
плетения
ЕСЕ 225 1/0
Ткань Ткань
глад- глад-
гладкого кого
пле- пле-
плетения тения
Плот- По ос- Угле- Чис- 17,7 25
ность нове род- по ни-
уклад- ное тей на
ки ни- волок- 25 мм
тей но шири-
ширины
15
8,8
43 43
Стек-
лово-
ловолокно
Чис-
Число ни-
нитей 35.4 12.5
на
25 мм
шири-
ширины
30
8,8
22 22
По ут- Стек- Чис- 30 22,5
ку ново- по
покно нитей
на
25 мм
ширины
10
30
10 10
72
Глава 3
Продолжение табп.
Раз- Ширина
МРры
Дпина
Топщина
З.в.
см
м
мм
100
50
100
0,13
100
50
100
0,13
100
50
100
0,26
100
50
0,17
5
100
0,40
30
50
0,40
Масса
ткани
г/м2 140 110 290 120
20а 1203
Масса ткани дпиной 1 м а граммах.
И Г) П Г) I Г)
a
в г
Рис. 3. 5. Примеры тканей специального назначения.
a - неизвитая ткань [5] ; б - спиральная ткань [б] ; в - ткань с трехосной
ориентацией нитей в плоскости ткани [7] ; г - трехмерная ткань с ортогональной
объемной ориентацией нитей [в] . 1 - стеклянная нить; 2 - углеродная нить.
Получение и переработка утлекомпоэитов
73
торой углеродные волокна расположены по спирали и связаны между со-
собой в радиальном направлений; ткани с ориентацией углеродных волокон
под углом 0,30 и 60°; трехмерные ткани, в которых углеродные волокна
ориентированы также и в направлении толщины ткани, и т. д. Неизвитая
ткань уже применяется при изготовлении удилищ и других изделий
[9 — 13]. На рис. 3. 5 показаны примеры тканей специального назначения.
Перечисленные выше типы тканей производятся фирмами, выпускаю-
выпускающими углеродные волокна. Одни фирмы-изготовители углеродных воло-
волокон выпускают и препреги, осуществляя пропитку тканей связующими.
Другие- фирмы изготавливают из тканей изделия с одновременным вве-
введением в них связующего, используя указанный выше арсенал технологи-
технологических средств.
3.2.4. Тесьма, или плетеный рукав
Тесьма из углеродных волокон в виде плетеных рукавов характери-
характеризуется большей гибкостью по сравнению с тканями на основе углерод-
углеродных волокон. Из тесьмы можно получать изделия сложной конфигура-
конфигурации с поверхностью неправильной формы и т. д. Кроме того, тесьму в ви-
виде рукава можно использовать для армирования внутренней поверхности
металлических шлангов, изогнутых трубок и других изделий. Различные
типы тесьмы различаются количеством углеродных волокон в нитях, уг-
углом ориентации нитей в тесьме, количеством входящих в тесьму нитей и
г. д. В табл. 3. 9 перечислены различные типы тесьмы, получаемой мето-
методом плетения [4].
Таблица 3.9. Типы тесьмы из углеродных волокон, выпускаемой фирмой
"Торэ" [4]
Угоп ориента-
ориентации нитей в
тесьме, град.
5
10
15
20
30
Масса,
г/10 м
47
48
49
50
52
Количество
вопокон в
нитях, шт.
3000
Количество
входящих в
начало тесьмы
нитей, шт.
24
Ширина участка
ткани, дпя ко-
которого приве-
приведен угол ориен-
ориентации нитей,
мм
10
74
Глава 3
Получение и переработка углекомпозитов
75
Продолжение табп. 3.9.
5
10
15
20
30
5
10
15
20
30
5
10
15
20
30
94
98
98
100
103
195
196
201
205
209
397
400
420
496
434
3000
48
15
3000
98
40
8000
98
40
3.2.5. Маты
Маты представляют собой рулонный материал, состоящий из хаоти-
хаотически расположенных отдельных углеродных волокон, которые пропи-
пропитаны полиэфирным или другим связующим. В отличие от армированных
конструкционных материалов изделия на основе матов, не обладая
высокой прочностью, имеют высокую электропроводность и используют-
используются в качестве антистатических и поглощающих радиоволны материалов
для изготовления, например, полов.
3.2.6. Листовые формовочные материалы
Если все непрерывные волокна ориентированы в определенном на-
направлении и натянуты, то параметры углепластика в этом направлении
максимальны. При изготовлении изделий сравнительно простой формы,
например плоских листов, труб и других однородных по толщине изде-
изделий, можно с успехом реализовать характерные свойства углепластиков.
Однако при получении изделий сложной формы возникает ряд затрудне-
затруднений в связи с необходимостью применения методов прессования, литья
и т. д. Поэтому в настоящее время уделяется большое внимание совер-
совершенствованию технологии производства полуфабрикатов и методов их
Таблица 3.10. Механические характеристики листовых формовочных мате-
материалов на основе угперодных вопокон и эпоксидной смопы [ 15]
Механические Волокна длиной 12,5 мм Волокна длиной 25,4 мм
характерно-
тики Комнат- 393 К 422 К Комнат- 393 К 422 К
ная тем-
температура
ная тем-
температура
Прочность при 173
растяжении,
МПа
145
125
241
214 188
Модуль упру-
упругости при рас-
растяжении, ГПа
58,7
49,6
42,1
58,7
48,3 44,1
Прочность при
изгибе, МПа
448
298
23 3
517
407
289
Модуль упру-
упругости при из-
изгибе, ГПа
82,0
53,8
42,1
82,0
53,8 43,5
Прочность при
сжатии, МПа
Ударная вяз-
вязкость, кДж/м
Плотность,
г/см3
207
0,7
1,51
241 - -
1,13 -
1,51
Твердость по
Роквеппу
(шкапа М)
110
110
Табпица 3.11. Физико-механические характеристики термопластов, армированных углеродными (на основе ПАН) и стеклян-
стеклянными волокнами (изготовитель — фирма "Торэ") [л]а
Полимерная мат-
матрица
Армирующие
волокна
Марка материала
Углеродные
3001 3001
Т 15 Т 30
Найлон
3001
ТЗО
66
3001
Т 40
Стек- Без во-
лянные локон
CM3001GCM3001N
Полибутилентерефталат
Углеродные
1401 1401
Т 20 ТЗО
Стек-
лян-
лянные
1401
G30
Без
во-
волокон
1401
Сополимер акрилонитри-
ла, бутадиена и стирола
Угле- Стек-
родные лян-
ные
0100 100
Т 20 G 20
Без
волокна
Тоё ракку
100
Содержание воло-
волокон, масс.%
Платность, г/см3
Прочность при
растяжении, 105Па
Предельное удли-
удлинение при растя-
ЖвНИИ| /fit
Прочность при
изгибе, 105 Па
Модуль упруго-
упругости при изгибе,
107 Па
15
30
30
40
30
1,20 1,26 1,27 1,32 1,40
1300 1800 2100 2350 1700
G50} A150) A340) A650) A000)
3,5 3,5 3,5 3,5 5,0
E,8) C,9) C,9) D,0) D,5)
1,14
800
E50)
60
B00)
2000 2700 2900 3300 2600 1300
A000) B000) B150) B640) A250) F50)
1000 1550 1750 2200 600 300
E00) A100) A240) A540) D00) A20)
20 30 30 О
20
20
1,36 1,40 1,52 1,31 1,14 1,23 1,03
1050 1650 1400 560 1100 1000 430
300
11
17
1600 2200 2000 900 1400 1450 650
1000
1400 900 250 1100 630 230
Твердость по
118 120 124 124 120
116
Р^еллу(шка- A02) A06) A17) A18) A13) A00)
ла R)
Ударная вяз-
вязкость (по Изоду)
G)
4 4 4 7
(8) (8) G) (9)
с надрезом (для
образцов шири-
шириной 1,25 см),
10 Дж/м
Теплостойкость 518 523 523 523 521
(при нагрузке
1,66 МПа), К
Коэффи- В на- П7П«1Ч
циентте- лравлв- 1.3 0,7 0,7 0,6 1,5
ПЛОВОГО НИИ ТВ-
расши- чения
10
переч-
перечном на-
напр авле- 10
НИИ
6 8
Коэффициент теп-
теплопроводности,
Дж/(М« с« К)
0,41
A4)
339
10
10
0,52 0,52 0,70 0,30 0,23
118 117 121 116
433 488 485 331
1 0,7 1,5 10
10 8
120 120 105
10 10
7,5
1.3
10
18
373 375 363
10
10
0,47 0,58 0,29 0,16 0,47 0,29 0,22
I
I
I
Q.
? «5
3 §
с 9-
f I
2 Ф
О >о
fe
&
Ф
i
s
Ю
о
'&
X
о
>§
(б
I
с
«a
&
I
о
@ ?
Ф О
LU С
Ф
M
5 S
„ о
LU С
I i S
Ocx
m x
ф о
Ш с
i
x
с
с
ф ф
О х
< о
8.
8
8
о
i- О
о со
Ц О
5 2
5 8
о
I
о
о
о
I
О
5 9
т- О
О СО
§н
5 »
о
ю
(б
I I
I I
I I
8 8
см с
ф .
5
о г-
1°
I
о
о
т
I
о
о
7
о
т
о
7
ъ
а со ~
х Е ^
Ф о О
Si?
§ 8°
О ф*
(М
о
со
о
о*
С\1
<3
со
о"
см
о
,6
О
II-
3s?
о 5 5
> а о.
со
ф
X
2
5
а
ф
с
|
Ȥ 8
» СО I
X J» «О
1-5
I §
СОО •
|§ '
<0 СО л
3
Получение и переработка углекомпозитов
79
О
§8
f .. in
8$ н
|7 8
I
« 5 Б
58*
I* i
те >, 5
| S & .
I о со о
a* ^f
S-g- -8- со
I §
переработки. Одно из технологических решений - метод получения и
переработки листовых формовочных композиций. В этом случае угле-
углеродные нити рубят на отрезки длиной 12,5 — 75 мм, пропитывают свя-
связующим на основе ненасыщенной полиэфирной смолы, поливинилового
эфира или других веществ, регулируя их вязкость, и из этой композиции
изготавливают листы, которые затем можно перерабатывать в изделия
различными методами.
Чаще всего в листовых формовочных материалах, как и в стекло-
стеклопластиках подобного типа, углеродные волокна располагаются хаотич-
хаотично в плоскости листа. Предпринимаются попытки создать листовые
формовочные материалы, в которых короткие углеродные волокна в
той или иной степени ориентированы в заданном направлении. Обычно
листовые формовочные материалы на основе углеродных волокон от-
отличаются от аналогичных стеклопластиков более высоким относитель-
относительным содержанием волокон. Повышенное содержание наполнителя тре-
требует корректирования условий формования материала, особенно в свя-
связи с тем, что углеродные волокна имеют (вследствие их малого диамет-
диаметра) большую суммарную площадь поверхности и перераспределение свя-
связующего в объеме материала при формовании изделий затруднено. Поэ-
Поэтому возникает необходимость совершенствования технологии изготов-
изготовления и переработки листовых формовочных материалов, с тем чтобы
повысить совместимость компонентов и монолитность материала в изде-
изделиях.
Разработку листовых формовочных материалов на основе углерод-
углеродных волокон в Японии осуществляют различные фирмы, например
фирма "Торэ" [14] . Примерный уровень механических характеристик
таких материалов на основе эпоксидной матрицы фирмы U5. Polymeric
иллюстрируют данные, приведенные в табл. 3.10 [15] . В последнее
время разрабатываются: листовые формовочные материалы, которые
содержат во внутреннем слое короткие стеклянные волокна, а в поверх-
поверхностном слое — однонаправленные непрерывные углеродные волокна
[16] ; поглощающие радиоволны листовые формовочные материалы на
основе стекловолокон с поверхностным слоем на основе матов из угле-
углеродных волокон [17] и другие материалы.
3.2.7. Таблетированные полуфабрикаты
Таблетированные полуфабрикаты представляют собой гранулирован-
гранулированную смесь термопластичной матрицы и коротких углеродных волокон,
предназначенную для литья под давлением, экструзии и других методов
переработки наполненных термопластов. Фирмы-изготовители углерод-
80
Глава 3
Таблица 3.12. Характеристики термопластов, наполненных пековыми угле-
углеродными волокнами (фирма Union Carbide Corp.) [ 18]
Полимер
Иайпон 66
Найлон 661}
Полис упьфон
Поликарбонат
Попифенипен
Полипропилен
Содержание
волокон.
%
Углерод-
Углеродных
марки
VMD
15
30
40
20
25
30
-
15
30
40
—
15
30
—
25
40
_
15
30
45
масс.
Стек-
лян-
лянных
—
-
-
25
20
15
-
-
—
-
—
-
-
—
-
-
—
-
-
—
Плот-
Плотность.
г/см3
1,14
1,22
1,30
1,40
—
1.42
1,41
1.24
—
-
-
1,20
1,28
1,36
1,34
1,48
1,55
0,91
0,98
1,08
1,18
Характеристика
Предель-
Предельное уд-
удлинение
при рас-
растяжении,
%
60
2,9
2,7
2,5
3,9
3,8
3,5
75
2,4
-
-
100
3,7^
2,1
t,6
0,64
-
150
4,7
2,2
2,0
Проч-
Прочность
при
рас-
тяже-
тяжении.
МПа
76
87
109
121
125
114
101
70
70
92
97
66
66
79
69
86
97
35
32
37
45
Модуль
упру-
упругости
при
рас-
тяже-
чии.
ГПа
2,8
5,9
8,7
16,1
—
11,8
-
2,5
4,1
711,0
12,4
2.3
4,7
9,2
3,8
15,9
18,6
1.3
3,6
6,5
9,5
Проч-
Прочность
При
изги-
изгибе,
МПа
110
159
175
201
237
235
214
106
117
127
155
93
110
118
97
131
167
48
39
46
56
Мо-
Ду пь
Упру-
Упругости
при
изги-
изгибе,
ГПа
2,8
6,5
10,3
15,0
11,4
13,2
13,0
2,7
3,5
7,6
11,7
2,3
4,3
7,5
3,8
12,4
13,8
1,2
2,3
4,1
7,0
1)
ред.
В данном случае материал является гибридной композицией. — Прим.
I
Получение и переработка утлекомпозитов
81
ных волокон и полимеров выпускают различные марки таких полуфаб-
полуфабрикатов, отличающиеся типом полимеров, содержанием углеродных во-
волокон, различными добавками и т. д. Физико-механические характе-
характеристики термопластов, армированных углеродными (на основе ПАН) и
стеклянными волокнами, приведены в табл. 3.11 [4], а термопластов,
армированных пековыми углеродными волокнами, - в табл. 3.12 [18].
Принципы выбора полимерной матрицы были рассмотрены в разд.
3. 1.2. Содержание углеродных волокон обычно варьируется в диапа-
диапазоне 10 - 40 масс.%. Для получения хорошей износостойкости и анти-
антистатических свойств используют сравнительно низкую скорость переме-
перемешивания, а при литье в металлические формы, когда необходимо полу-
получить изделия, обладающие высокими жесткостью и прочностью, исполь-
используется высокоскоростное перемешивание композиции. На рис. 3. 6
показана зависимость прочности и модуля упругости углепластика от
содержания углеродных волокон [2]. Как видно из рисунка, с повы-
повышением содержания волокон модуль упругости углепластика возрастает
практически линейно. Рост прочности углепластика замедляется, начиная
примерно с содержания волокон 40 масс.%. При повышении содержания
волокон реологические свойства смесей ухудшаются, что отрицательно
влияет на процесс формования. Поэтому относительное содержание
волокон 40 масс.% следует рассматривать как максимальное для компо-
композиционных материалов этого типа.
На рис. 3. 7 приведена зависимость удельного электрического сопро-
сопротивления углепластика от содержания в нем углеродных волокон. Как
следует из данных, приведенных на рисунке, углеродные волокна по
сравнению с частицами газовой сажи значительно эффективнее снижают
Рис. 3. 6. Зависимость прочности и
модуля упругости углепластика
на основе найлона 66 от содержа-
содержания волокон.
6-682
20 40 60°
Содержание углеродных волокон,
масс. %
82
Глава 3
10'
to1
Газовая сажа
Углеродные
волокна
О 10 20 30 40
Содержание наполнителя, масс.%
Рис. 3. 7. Зависимость удельного
электрического сопротивления угле-
углепластиков на основе найлоиа 66
от содержания наполнителя [2].
электросопротивление материала. Углеродные волокна по сравнению
с сажей дают на 5 - 10% больший антистатический эффект. Как следует
из рис. 3. 8, при содержании углеродных волокон около 20 масс.%
наблюдается сравнительно малое поглощение радиоволн. Для получения
углепластиков с высоким коэффициентом поглощения радиоволн
следует использовать более 30 масс.% углеродных волокон.
Хорошее прохОж-
~Те~ни7~ради оволн
О 10 20 30 40 50
Содержание волокон, масс. %
Рис. 3. 8. Зависимость коэффици-
коэффициента поглощения радиоволн угле-
углепластиков на основе найлона 66
от содержания волокон при час-
частоте 10 МГц для образца толщи-
толщиной 3 мм [2].
Получение и переработка углекомпозитов
3.2.8. Листовые материалы для холодной штамповки
83
Листовые материалы, предназначенные для холодной штамповки,
представляют собой пропитанные термопластичными смолами маты из
коротких волокон или ткани из непрерывных волокон. Такие материа-
материалы аналогичны листовым формовочным материалам на основе коротких
волокон, пропитанных термореактивной смолой, но обладают преиму-
преимуществами по технологическим условиям формования, в частности дли-
длительность процесса формования меньше. В качестве примера можно при-
привести наполненные стекловолокнами листовые материалы для холодной
штамповки марок AZDEL , STX и т. д. Такой тип материалов на основе
углеродных волокон пока находится в стадии разработки фирмами
"Торэ" [21], UCC [22] и др. С точки зрения технологичности лучше ис-
использовать короткие волокна, однако материалы на основе тканей из
непрерывных волокон обладают лучшими механическими свойства-
свойствами. В табл. 3. 13 приведены характеристики листовых материалов для
холодной штамповки, полученных с использованием 8-ремизной ткани
марки ={ф 6341 на основе углеродных волокон "Торэка".
3.3. Формование углепластиков
Современные методы получения и переработки армированных пла-
пластиков получили развитие и применение в процессе разработки стекло-
стеклопластиков. Для формования углепластиков используются аналогичные
методы или их улучшенные варианты. В последнее время наблюдается
тенденция к сочетанию в технологическом процессе нескольких методов
переработки, которые ранее применялись по отдельности. Например, не-
нередко метод намотки используют в комбинации с процессом получения
однонаправленных профильных материалов1 * волокнистого пластика.
Рассмотрим несколько типичных методов переработки углепластиков.
3.3.1. Основные методы переработки углепластиков
Методы получения многослойных изделий из препрегов. Такие ме-
методы аналогичны формованию стеклопластиков с ручной выкладкой
стекловолокнистых полуфабрикатов. Слоистый пластик в этом случае
получают ручной выкладкой слоев препрега на основе углеродных воло-
волокон, а отверждение проводят методами горячего прессования, автоклав-
автоклавного формования, методом формования на поворотном столе и т. д.
1) „
К сожалению, автор не поясняет, каким образом осуществляется такая
комбинация н какой эффект при этом достигается. - Прим. ред.
84
Глава 3
Получение и переработка угяекомпозитов
85
Таблица 3.13. Характеристики листовых материалов для холодной штамповки»
на основе ткани из углеродных волокон [21]а
Характеристика
Метод из- Единица Полимерная матрица
мврения измвре- ¦
(noASTM) ния Нййлон 6 Поли-
Полиами-
фенилвн- доимид
сульфид
Удельный аес
D792 г/см3 1,53 1,58 1,60
Твердость по Рокввллу D785 - R-123 - -
Прочность при D3039 МПа 687 736 736
растяжении
Предельное удли- D3039 % 1.2 1»2 1.2
ненив при растяжении
Прочность при изгибе D790 МПа 785 834 785
Модуль упругости при D790 ГПа 59 61 61
изгибе
Ударная вязкость
по Изоду
Теплостойкость (на- D648 К
грузка 1,86 МПа)
Коэффи- В плос- Дилато-
цивнт твп- кости мвтрия 10_s/ к
лового рас- листа
ширвния пврпвн-
дику- 18 -
пярно
плоскос-
плоскости листа
Огнестойкость UL-94 - нв V"°
D256 ЮДж/м 55 45
496 553 563
0,5 - -
аЗа исключением твердости по Рокввллу и коэффициента теплового рас-
расширения в направлении толщины листа, все характеристики определяли в на-
направлении ориентации волокон ткани.
Формование препрегов с использованием металлических штампов.
Этим методом прерсуют уложенные вручную в металлическую форму
пакеты однонаправленных или тканевых препрегов на основе углерод-
углеродных волокон. Формование под давлением среди других методов перера-
переработки пластмасс имеет наиболее давнюю историю и широко применяет-
применяется при переработке термореактивных смол. Для получения изделий из
композиционных материалов на основе таких смол и углеродных воло-
волокон этот метод используется практически без изменений. Можно отме-
отметить его следующие характерные особенности:
1. В отличие от рассматриваемых далее методов литья изделий из
термопластов этот метод из-за отсутствия необходимости перераспреде-
перераспределения компонентов в объеме материала не требует высоких давлений
при формовании изделий и, следовательно, позволяет использовать
сравнительно недорогие металлические формы и оборудование для прес-
прессования.
2. Благодаря применению армирующих материалов из непрерывных
волокон изделия имеют весьма высокие прочность и жесткость. Кроме
того, устраняется возможность нарушения ориентации волокон вследст-
вследствие перетекания связующего, как это имеет место при переработке лис-
листовых формовочных материалов, литье под давлением и использовании
некоторых других методов.
3. Можно получать изделия с высокой точностью размеров.
4. В качестве полимерных матриц в углепластиках рассматриваемо-
рассматриваемого типа обычно применяются связующие на основе эпоксидных смол, а
также ненасыщенных полиэфирных смол, поливиниловых эфиров,
полиимиды и другие типы полимеров.
Рассматриваемый метод обладает многими достоинствами, а его не-
недостаток - низкая производительность, обусловленная многостадийно-
егь процесса. Укажем последовательность операций для получения изде-
изделий из препрегов с использованием металлических штампов:
1. В зависимости от заданных свойств изделия выбирают схему ори-
ориентации волокон и в соответствии с этим делают раскрой препрега
(ножницами или ножом) при комнатной температуре.
2. Нарезанные листы препрега определенной формы складывают в
пакет; при прессовании изделий из однонаправленных препрегов для
предотвращения нарушения расположения волокон пакет заворачива-
заворачивают в специальную тетроновую ткань.
3. Приготовленный пакет укладывают в металлическую форму.
4. При использовании связующих на основе эпоксидных смол пакет
прогревают в течение 1—2 мин и лишь после этого начинают прессова-
прессование. При отклонении от оптимального времени предварительной выдерж-
86
Глава 3
Получение и переработка углекомпозитов
87
ки внутри формуемого изделия в процессе прессования возникают поры.
Величина давления зависит от формы изделия: для плоских листов оно
составляет приблизительно 1 МПа, а для изделий сложной конфигура-
конфигурации - до 5 - 10 МПа. Температура и время термообработки в каждом
отдельном случае зависят от типа используемой полимерной системы и
поэтому здесь не рассматриваются.
5. Форму раскрывают, извлекают из нее готовое изделие и отделы-
отделывают его (зачищают).
После извлечения готового изделия из формы при необходимости
можно провести дополнительное отверждение изделия в термокамере.
Автоклавное формование. Препрег или многослойный пакет из пре-
прега на основе углеродных волокон выкладывают на форму, вместе с
ней помещают в вакуумный мешок и снижают в нем давление. Метод,
при котором отверждение проводят, создавая градиент давления по
отношению к атмосферному, называют формованием с помощью ва-
вакуумного мешка. Так как нередко избыточное внешнее давление со-
создают с помощью автоклава, то этот метод также называют автоклавным
формованием. Первоначально он использовался для склеивания деталей
самолетов.
Процесс собственно автоклавного формования состоит из следую-
следующих основных этапов: 1) на форму накладывают необходимое число
слоев препрега1^ ; 2) при повышенных давлении и температуре в авто-
автоклаве проводят отверждение; 3) осуществляют отделку (зачистку) от-
вержденных изделий. Чаще всего при отверждении в автоклаве использу-
используют и вакуумный мешок. Рассмотренный метод формования является
периодическим; на свойства изделий решающее влияние оказывают тех-
технология выкладки препрега на форму, тип и свойства вакуумного меш-
мешка и т. д. [23].
Можно отметить следующие характерные особенности метода авто-
автоклавного формования: 1) возможность получения изделий равномерной
толщины; 2) возможность формования крупногабаритных изделий;
3) высокое качество поверхности изделий; 4) при использовании ваку-
вакуумного мешка получаются высококачественные изделия с низкой
пористостью.
Недостаток метода автоклавного формования заключается в том,
что он довольно дорог, требует затрат ручного труда и поэтому мало-
малопригоден для массового производства изделий. Тем не менее он весьма
эффективен для изготовления изделий из таких высококачественных
и легких материалов, как углепластики. Перспектива снижения стоимос-
стоимости процесса (соответственно и изделий) связана с механизацией и авто-
0
Автор опустил в данном случае операцию раскроя препрега. - Прим. ред.
Таблица 3.14. Материалы для изготовления вакуумных мешков
и Другие материалы, используемые в методе автоклавного
формования
Материалы для изготовления
вакуумных мешков
Специальные материалы
Виниловый полимер, натуральный
каучук, пленка из лоливинилаце-
тата, нвопреновый каучук, плен-
пленка из поливинилового спирта,
целлофан, модифицированный
каучук, найлон, сложный поли-
полиэфир, урвтановый каучук, сили-
силиконовый каучук
Ткань из джутовых волокон, бума-
бумага, войлок, стеклоткань, ткань
из полиэфирных волокон
Герметизирующие материалы Хромат цинка, бутилкаучук
матизацией ряда операций, сокращением благодаря этому трудовых за-
затрат и подбором лучших материалов для вакуумных мешков. В табл.
3. 14 указаны материалы, из которых обычно изготавливают вакуумные
мешки, а в табл. 3. 15 — различные материалы, используемые для изго-
изготовления форм. В настоящее время для метода автоклавного формова-
формования используют главным образом найлоновые пленки. Исследуется
возможность применения для этого метода термостойких и долговечных
мешков из силиконового каучука, которые можно использовать много-
многократно.
На рис. 3. 9 приведена схема автоклавного формования, а на
рис. 3. 1. - стандартные условия для этого метода. В частности, важно
выбирать температуру и давление с учетом характеристик процесса
отверждения, так как эти параметры оказывают значительное влияние на
свойства формуемого изделия [25].
свойства формуемого изделия [25].
Надо отметить пожароопасность использования вакуумных меш-
мешков в методе автоклавного формования. Некоторые примеры возгора-
возгорания и взрывов при использовании этого метода приведены в работе
[26]. Поэтому необходимо применять инертную газовую среду (напри-
(например, азот) и принимать другие меры безопасности при автоклавном
формовании.
88
Глава 3
Таблица 3.15. Материалы для изготовления форм (метод авто-
автоклавного формования)
Стадия произ- Чисио произ-
производства водственных
циклов до за-
замены формы
Материал
Эксперимен-
Экспериментальная
Небольшие
серии образ-
образцов
То же
1 - 5
Около 50
Около 250
Промышленная Более 250
Древесина, стеклопластик, гипс
Стеклопластик, алюминиевые
листы, литые алюминиевые
формы
Алюминиевые листыв алюми-
алюминиевые формы для отливки
изделий, сталь
Сталь
Метод намотки трубчатых изделий. Этот метод также называют ме-
методом поворотных столов1^. Он используется для формования удилищ,
рукояток клюшек для игры в гольф и других изделий в виде трубок.
Однонаправленный шш тканевый препрег наматывают на цилиндричес-
цилиндрическую оправку, находящуюся между двумя нагреваемыми столами.
Намотку на оправку осуществляют путем относительного смещения
столов (рис. 3. 11).
Данный метод по сравнению с рассматриваемым ниже методом
намотки нитями имеет следующие достоинства:
1. Оборудование весьма простое и недорогое.
2. Метод позволяет несложными приемами наматывать из препрегов
трубчатые изделия, имеющие конусность; при намотке нитями изготов-
изготовление таких изделий затруднено.
3. Благодаря применению препрегов относительное содержание
компонентов в изделии весьма стабильно.
'В том случае, когда трубчатые изделия имеют конусность, перемещение
столов осуществляют путем их поворота относительно друг друга. — Прим. ред.
Получение и переработка углекомпозитов
89
Вакуумный мешок из
наплоновай лленни
для дакуумирования
—Жесткая пленка из FFP
Пакет слоев препрега
Разделительная пленка .
гения изделия от <рорны
^Боковое ребро
Герметизирующая прокладка
Рис. 3. 9. Схема автоклавного формования.
4. Производство не связано с использованием жидкого связующего,
что улучшает условия труда.
5. Технологический процесс прост и достаточно производителен.
Недостаток метода в том, что он не позволяет формовать крупнога-
крупногабаритные трубы большого диаметра.
Изготовление трубчатых изделий этим методом с использованием
эпоксидных связующих, отверждающихся при температуре около 400 К,
и однонаправленных препрегов на основе углеродных волокон включа-
включает следующие этапы: 1) препрег на основе углеродных волокон раскраи-
раскраивают на заготовки нужной формы; 2) устанавливают на стол цилиндри-
цилиндрическую оправку; 3) помещают препрег на основе углеродных волокон
на стол; 4) вставляют препрег в зазор между столом и оправкой и, ис-
используя относительное движение столов, наматывают препрег на оправ-
оправку; 5) намотанный препрег отверждают в термошкафу; 6) на специаль-
специальной машине извлекают оправку из готовой трубки; 7) осуществляют
160
60
с 10
I 5
/Л7°С_.
120 —Н\ Скорость
мин \ охлаждения
, менее
'Спорость \2.5К/тн
нагрева /-J'C/мин
Снятие давления
при температуре
60 "С
Давление внутри автоклава
'Давление внутри вакуумного мешхо
U0'1 Па)
время
Время
Рис. 3. 10. Стандартные условия автоклавного формования.
90
Глава 3
Столы
Препрег
Оправка
Рис. 3. 11. Метод намотки трубчатых из-
изделий (метод поворотных столов).
окончательную отделку поверхности изделия. Перед отверждением в
термошкафу намотанный препрег иногда обматывают на лентообмоточ-
ной машине бандажной пленкой.
Метод намотки нитями1'. Среди всевозможных методов формова-
формования углепластиков метод намотки позволяет получать изделия с наибо-
наиболее высокими деформационно-прочностными характеристиками. Методы
намотки делятся на так называемые "сухие" и "мокрые". В первом
случае для намотки используются препреги в виде нитей, жгутов или
лент. Во втором — пропитка армирующих материалов связующим ведет-
ведется непосредственно в процессе намотки; наибольшее распространение
получил второй метод.
Как показано на рис. 3.12, при намотке пропитанные связующим ар-
армирующие материалы из углеродных волокон наматывают на оправку
до определенной толщины, отверждают и затем отделяют изделие от оп-
оправки. Наиболее типичными способами намотки являются поперечная и
Рис. 3.12. Различные схемы намотки.
а — косоугольная (или геликоидальная) намотка; б - кольцевая (или танген-
тангенциальная) намотка; в - спирально-продольная намотка; г - полярная намотка.
'Термин "намотка нитями" (filament winding) охватывает методы намотки
на оправку нитей, жгутов и лент, в том числе предварительно пропитанных связую-
связующим; мы будем пользоваться общепринятым термином "метод намотки". - Прим.
ред.
Получение и переработка углекомпозитов
91
спиральная или их сочетание с другими методами намотки. Для намотки
используют машины различных типов: токарного (преимущественно),
перекидного и других (рис. 3. 13).
В последнее время разрабатывается оборудование, в котором вместо
механических средств управления схемой ориентации волокон исполь-
используются компьютерные системы. Это позволяет получать трубчатые изде-
изделия, имеющие изгибы и неправильную форму, а также изделия со слож-
сложной геометрией. Разрабатывается оборудование для намотки с примене-
применением гибкой технологии, когда армирующие волокнистые материалы
можно укладывать на оправке в любом направлении [27, 28] .
Метод намотки из углеволокнистых материалов в целом аналоги-
аналогичен методам намотки изделий из стеклопластиков, которым посвящено
значительное количество работ [29] . Метод намотки изделий состоит из
следующих основных этапов:
1. Подготовка исходных материалов: выбор подходящего типа угле-
углеродных армирующих материалов (нитей, жгутов) и установка их на
шпулярник; выбор связующего с отвердителем и другими компонента-
компонентами полимерной матрицы и заполнение ими пропиточной ванны.
2. Подготовка оправки: установка ее на намоточный станок, очистка
поверхности оправки от загрязнений, пыли, частиц полимера, оставших-
в г
Рис. 3. 13. Различные типы намоточных машин.
а - токарный; б - перекидной; в - токарный с рельсовой направляющей;
г — планетарный.
92
Глава 3
Получение и переработка углекомпозитов
93
ся от намотки предыдущего изделия, и покрытие оправки составом на
основе фторполимеров или кремнийсодержащих соединений для улуч-
улучшения последующего отделения изделия.
3. Намотка. В зависимости от заданной схемы армирования подбира-
подбирают соотношение скорости вращения оправки и скорости перемещения
траверсы, несущей шпулярник с нитями или жгутами; скорость намот-
намотки (движения нитей) обычно составляет 10-30 м/мин.
4. Отверждение. Его осуществляют в термокамере при соответствую-
соответствующей температуре (в случае эпоксидных смол при 395 или 450 К); время
отверждения обычно составляет 1 - 2 ч; в процессе отверждения жела-
желательно продолжать вращение оправки.
5. Извлечение оправки из изделия, выполняемое с помощью специ-
специальной машины (кабестана).
6. Окончательная отделка изделия: зачистка и обработка его торцов
и т. д.
При использовании метода намотки перед стадией отверждения
иногда обматывают изделия тетроновой усадочной пленкой, которая
способствует выдавливанию избытка связующего из материала в про-
процессе отверждения изделий, что приводит к повышению относительного
содержания волокон и монолитности изделий.
Как показано на рис. 3.14, при заданной схеме армирования коэф-
коэффициент теплового расширения углепластика сильно зависит от угла на-
намотки [30] . Поэтому для облегчения снятия изделий с оправки необхо-
г
го
"
'Экспрримен -
тольные
- данныв
-Троре-
¦пичрст.
правая
15 30 45 SO 75 90
Угол на мот пи в, град.
Рис. 3. 14. Зависимость коэффициента тепло-
теплового расширения углепластиков от
угла намотки.
димо при расчете схемы армирования (ориентации волокон) в изделиях,
получаемых методом намотки, учитывать и этот фактор.
Для намотки изделий из углеродных волокон чаще применяются
эпоксидные смолы, тогда как для намотки изделий из стеклопластиков
- ненасыщенные полиэфирные смолы. Для получения теплостойких из-
изделий используются полиимидные смолы.
Основные особенности методов намотки:
1. Возможность максимальной реализации высокой прочности и мо-
модуля упругости углеродных волокон и получения углепластиков с хоро-
хорошими характеристиками.
2. Возможность автоматизации процесса намотки и, как следствие,
получения изделий со стабильными свойствами.
3. Многообразие схем ориентации волокон при намотке позволяет
выбирать оптимальную структуру материала в зависимости от требуе-
требуемых свойств конечного изделия.
Метод намотки - один из наиболее прогрессивных и эффективных
методов получения изделий из углепластиков.
Процесс получения однонаправленных профильных изделий. Основ-
Основные стадии этого процесса, называемого также методом протяжки (или
пултрузии): 1) пропитка связующим пучков волокон; 2) отжим избыт-
избытка связующего; 3) придание материалу заданного сечения путем протя-
протягивания его через фильеру непрерывным или периодическим способом;
4) разрезка профильных изделий на элементы заданной длины. Такой
процесс предельно прост, полностью автоматизирован и весьма перспек-
перспективен для промышленного производства профильных изделий из арми-
армированных пластиков. Однако он имеет и недостатки, особенно сказывав-
сказывавшиеся в начальном периоде его разработки и освоения в промышленном
производстве:
1. Скорость процесса зависит от температуры и скорости отверж-
отверждения связующего и обычно невелика для низкотеплостойких полиэфир-
полиэфирных смол.
2. Трудно обеспечить строгое постоянство сечения изделий по длине,
за исключением изделий со сравнительно простой формой сечения —
круглой, квадратной, двутавровой и некоторых других.
3. Необходимо использовать для получения изделий только нити
или жгуты.
Основные элементы технологической линии на основе рассматривае-
рассматриваемого процесса показаны на рис. 3.15. В последнее время перечисленные
выше недостатки процесса получения профильных изделий постепенно
устраняются и применение его заметно расширяется [32] . В качестве по-
полимерных матриц используются композиции на основе поливиниловых
эфиров и эпоксидных смол. В настоящее время фирмой Goldsworthy
94
Глава 3
Получение и переработка углекомпозитов
95
Вариант I
Вабинодер- Ванна Камера для Нагревав- Протягивающее
жатель для пропит- Высопочас- мая
ни сдязующим тотнога фильера
нагрева
устройство
кЭ кЭ га
I V
- вариант 2
Нагреваемая Термокамера
фильера
Рис. 3. 15. Основные элементы технологической линии для получения однонаправ-
однонаправленных профильных изделий.
Eng. разрабатывается технология формования профильных изделий с
применением полисульфона, полиэфирсульфона, пластифицированного
полиимида и т. д. Использование таких полимерных матриц позволяет
достигать скорости формования круглых стержней диаметром около
5 мм порядка 102 м/мин [33] . Для получения профильных изделий со
сложными схемами армирования начали использовать методы протяж-
протяжки слоистых материалов на основе волокнистых матов или тканей.
В настоящее время разрабатываются методы получения трубчатых из-
изделий, сочетающие намотку спирального слоя и протяжку [35, 36] .
В качестве примера применения материалов со сложной схемой армиро-
армирования, полученных методом протяжки, можно назвать лопасти ветряных
двигателей, имеющие сложный профиль поперечного сечения [37] .
Фирмой Goldsworthy Eng.B настоящее время разрабатывается оборудова-
оборудование для формования полуфабрикатов для листовых автомобильных
рессор, имеющих криволинейную поверхность и переменное поперечное
сечение.
Инжекционный метод получения изделий из углепластиков. Этот
метод известен давно: впервые патенты на него появились около 30 лет
назад [38] . Изделия получают, предварительно помещая в форму арми-
армирующий материал и впрыскивая затем в нее связующее (рис. 3.16). До-
Достоинства метода: 1) сравнительно низкая стоимость пресс-формы, инже-
кционных устройств и вспомогательного оборудования; 2) пониженные
энергозатраты; 3) возможность автоматизации процесса; 4) экологичес-
экологическая чистота, обусловленная тем, что связующее на всех этапах процесса
находится в закрытом от окружающей среды объеме; 5) возможность
мелко- и среднесерийного производства крупногабаритных изделий.
Примеры изделий из стеклопластиков, получаемых инжекционным
методом, -маломерные суда, детали кузовов легковых автомобилей,
Оборудование Ьля
I—впрыска связующего
Исходные Введение стеклянных Смыкание пресс-
материалы волоком формы и впрыск
(верхняя и нижняя части связующего
разъемной пресс-формы мо-
могут быть предварительно
покрыты слоем связующего)
Отверждение Завершение
при комнатной цикла формо-
температуре в оония, раскры-
за крытой пресс- тие пресс-
форме формы и издле-
чение из нее
готового изделия
Рис. 3. 16. Схема процесса получения изделий инжекционным методом [39].
1 - верхняя часть разъемной пресс-формы; 2 — нижняя часть разъемной
пресс-формы.
крылья вентиляторов, баки для мусора, сантехнические изделия и др.
Чаще всего этим методом получают изделия из гибридных пластиков на
основе сочетания стекло- и углеродных волокон, реже - из углепласти-
углепластиков.
Обычно в качестве связующих используются композиции на основе
ненасыщенных полиэфиров, хотя с успехом могут применяться и эпок-
эпоксидные смолы, а также другие связующие с достаточно низкой вязкос-
вязкостью и высокой скоростью отверждения.
В качестве питателей инжекционных устройств могут служить ре-
резервуары, находящиеся под давлением, или насосы. Как следует из
рис. 3. 16, независимо от типа оборудования для инжекции связующее,
содержащее отвердитель, смешивается со связующим, содержащим ус-
ускоритель отверждения, непосредственно перед операцией впрыска.
Так как давление впрыска сравнительно невелико (порядка
10 МПа), то конструкция пресс-форм достаточно проста. Важно выб-
выбрать правильное расположение отверстия для впрыска полимера в пресс-
форму. В частности, если армирующий материал распределен равномер-
равномерно в объеме сравнительно простой формы, то отверстие для впрыска по-
помещают почти всегда в центральной части изделия.
Укажем последовательность операций при формовании изделий ин-
инжекционным методом с использованием связующих на основе ненасы-
ненасыщенных полиэфирных смол, отверждаемых при комнатной температуре:
1. Очистка пресс-формы и нанесение тонкого слоя антиадгезионного
вещества, облегчающего отделение изделия от формы (смесь кремний-
органического воска и поливинилового спирта; неподвижную часть
пресс-формы покрывают только кремнийорганическим воском).
96
Глава 3
Получение и переработка углекомпозитов
97
2. Нанесение на поверхность пресс-формы слоя связующего для фор-
формования наружного покрытия изделия1 ^.
3. Введение в пресс-форму углеродных либо стеклянных волокон
или других армирующих материалов, закладных элементов и т. д.
4. Смыкание пресс-формы с фиксацией ее частей относительно друг
друга.
5. Впрыскивание внутрь сомкнутой пресс-формы связующего под
давлением.
6. Отверждение изделий приблизительно в течение 15-30 мин.
7. Раскрытие пресс-формы.
8. Отделение изделия от пресс-формы с помощью сжатого воздуха.
9. Окончательная обработка изделия (обрезка кромок и литника, за-
зачистка и т. д.).
Варианты этого метода рассмотрены на рис. 3. 17. Отметим, что для
удаления пузырьков воздуха их формуемого изделия используют ва-
вакуумный отсос.
Метод формования на матрице листовых формовочных материалов.
Прессование листовых формовочных материалов (ЗМС)на основе угле-
углеродных волокон проводят в основном так же, как прессование аналогич-
аналогичных материалов на основе стекловолокон. Во время прессования необхо-
необходимо использовать высокое давление. С учетом площади проекции фор-
Метод инжепционного
вакуумного формования
Мегпод впрыска
Рис. 3. 17. Варианты получения изделий методом впрыска полимера
А — пуансон сложного профиля из алюминия; В - матрица из пластмассы;
С - замок; D - отверстие для впрыска; Е — оргстекло. 1, 11 - вакуумный отсос;
2 - резервуар со связующим; 3 — нижняя часть матрицы; 4 - верхняя часть мат-
матрицы; 5 — трубка для подачи связующего; б — вентиль; 7 — резервуар с запасом
связующего; 8 - литниковая трубка; 9 - канал для подачи связующего; 10 - ре-
резиновая уплотнительная прокладка; 12 - вакуумный патрубок; 13 — форма, за-
заполненная армированным пластиком.
1' То есть декоративного, часто пигментированного внешнего слоя. - Прим.
ред.
муемых изделий оно должно составлять для изделий простой формы
3-5 МПа, а сложной - 15 МПа. В соответствии с этими требования-
требованиями необходимо конструировать пресс-форму и выбирать прессовое
оборудование.
Прессы для листовых формовочных материалов должны удовлетво-
удовлетворять следующим условиям:
1. В зависимости от площади проекции формуемых изделий и их
конфигурации необходимо иметь возможность создать давление до
15 -20 МПа.
2. Требуется достаточная жесткость и высокая точность самого прес-
пресса, принимая во внимание объем, в котором создается давление. Необ-
Необходимо, чтобы прессовое оборудование соответствовало первому разде-
разделу японского промышленного стандарта JIS В 6403.
3. Оператор должен иметь возможность регулировать скорость дви-
движения пуансона в интервале от одного до нескольких миллиметров в се-
секунду.
4. Необходимо учитывать деформации, возникающие в элементах
пресса при нагревании.
Металлические формы для переработки листовых формовочных ма-
материалов должны удовлетворять следующим требованиям:
1. Для изготовления форм нельзя использовать чугун, а необходимо
применять кованую или легированную сталь. Поверхность форм следу-
следует хромировать.
2. Зазор между двумя половинами формы должен быть минималь-
минимальным и в среднем по всему периметру формы не превышать 0,05 —
0,2 мм, с тем чтобы сохранялось заданное давление формования. Пере-
Перемещение пуансона должно составлять 7—20 мм.
3. Жесткие направляющие в гулки должны обеспечивать точность
смыкания формы и не допускать нарушения соосности при приложении
давления и смятия торцов пресс-формы.
При переработке листовых формовочных материалов в изделия
важным этапом является операция загрузки пакета в пресс-форму. Она
оказывает большое влияние на прочность и внешний вид изделий. После-
Последовательность основных стадий формования следующая:
1. Раскрой (разрезка) листового формовочного материала (при
серийном производстве используют автоматическую режущую машину).
2. Пакетирование нарезанного листового формовочного материала в
соответствии со схемой его размещения в форме.
3. Загрузка материала в пресс-форму.
4. Смыкание верхней и нижней частей пресс-формы.
5. Повышение давления и температуры (для связующих на основе
ненасыщенных полиэфирных смол и поливиниловых эфиров температу-
1 -6К2
98
Глава 3
pa составляет обычно 403 - 413 К; для улучшения внешнего вида изде-
изделий температура пресс-формы должна быть на 5 — 10 К выше). Время
выдержки под давлением определяется конфигурацией изделия (глав-
(главным образом его толщиной) и составляет несколько минут.
6. Разъем формы и извлечение из нее изделия.
7. Окончательная отделка (зачистка) готового изделия.
Метод не исключает возможности появления следующих дефектов:
1) складок или местных утолщений; 2) неравномерности распределения
армирующих волокон (при толщине изделия менее 1 мм затрудняется
перераспределение связующего в наполненной волокнами композиции,
вследствие чего может возникать локальная неоднородность в структуре
материала, что приводит к ухудшению внешнего вида изделия); 3) тре-
трещин, пор, вздутий и других дефектов. Методы устранения перечислен-
перечисленных дефектов здесь не рассматриваются.
Для повышения прочности и жесткости изделий стремятся приме-
применять листовые формовочные материалы с высоким содержанием арми-
армирующих волокон. Однако в этом случае ухудшаются реологические
свойства композиции, на поверхности изделий могут появиться не за-
защищенные связующим армирующие волокна и возникнуть другие ос-
осложнения.
Рецептура листовых формовочных материалов позволяет получать
изделия сложной формы за весьма короткий цикл формования
C—5 мин). Поэтому эти материалы и метод их формования получили
распространение в промышленном производстве серийных изделий.
Прочность и жесткость изделий из листовых формовочных материалов
несколько ниже, чем у изделий из других препрегов; для улучшения
свойств изделий иногда используют сочетание листовых формовоч-
формовочных материалов и однонаправленных или тканевых препрегов.
Формование с помощью вспененного слоя. Этот метод называется
также формованием с отжимом связующего. Процесс формования по-
показан на рис. 3.18. Этот процесс проводят следующим образом:
1. С двух сторон пенопласта с сообщающимися порами (например,
пенополиуретана), пропитанного полимером, укладывают армирующие
материалы в виде ткани, мата и т. д.
2. Пакет помещают в пресс-форму и под давлением выжимают
связующее из пенопласта, которое проникает в находящиеся с двух
сторон от него слои армирующих материалов.
3. Повышая температуру, отверждают пакет и получают изделие, со-
содержащее в центре слой пенопласта.
Процесс имеет следующие достоинства:
1. Простота технологии, обусловленная использованием волокни-
Получение и переработка углекомпозитов
99
нрпропитанныи
связующим арми-
армирующий материал
Слой пропитанного
связующим вспенен-
вспененного материала
Рис. 3. 18. Этапы формования с по-
мощью вспененного слоя [42] .
Армированный
пластик после
окончания прапит-
/fu и отверждения
стого армирующего материала в сухом виде1 ^.
2. В результате одной операции можно получать легкие трехслой-
трехслойные изделия (в виде сандвича), обладающие высокой жесткостью.
3. Метод не требует высоких давлений; обычно давление состав-
составляет 1 — 1,7 МПа, что снижает затраты на изготовление форм.
Следует отметить, что этот метод применим для получения изделий
сравнительно простой формы. Метод разработан сравнительно недавно
и для его дальнейшего распространения требуется решить ряд техничес-
технических задач.
Термокомпрессионный метод формования. Этот метод называют
также формованием полимеров в эластичной оснастке, формованием с
термическим расширением и т. д., но устоявшегося названия он еще не
имеет. Этот метод осваивается в настоящее время для получения изделий
из наиболее прогрессивных материалов, какими являются, в частности,
углепластики. Пример формования этим методом простых балок дву-
двутаврового сечения показан на рис. 3. 19. Свое название метод получил
благодаря тому, что в качестве материала матрицы используют силико-
силиконовый каучук и другие расширяющиеся при нагревании эластомеры,
вследствие температурной деформации которых создается давление
формования. Давлению вдоль оси балки противостоит опорная плас-
пластина; такой метод формования с использованием автоклава может
быть рекомендован для получения изделий сложной формы, когда при-
применение обычного вакуумного формования оказывается трудным или
неэффективным [44 -45] .
1' Поэтому исключается этап изготовления препрега. - Прим. ред.
100
Глава 3
вакуумный мешок
Опорная пластина предполагаемое
расширение оснастнц
Предполагаемый
размер после
отверждения
Слоистый тканый
материал (препрее)
Ледая
половина
Прадая
половина
Матрице из сил и ко- Окончательный
неЗого каучука Вид формы после
сборки при комнат -
ной температуре
<Рорма с изве-
извещаем при тем-
температуре 450 К
Рис. 3. 19. Термоком-
Термокомпрессионный метод
формования [43] .
Примером практического применения этого метода может служить
изготовление некоторых деталей стратегических бомбардировщиков
В-1 из выпускаемого в США материала марки "Сайн кабу супа" [43].
Известно [46] , что в Японии аналогичным методом получают основные
элементы конструкций. В качестве эластомеров для изготовления мат-
матриц в США используются главным образом кремнийорганические кау-
чуки марки Capcoast фирмы DAPC О. Фирмой Dow Corning выпускают-
выпускаются также силиконовые каучуки марки Silastic. В Японии им соответст-
соответствует, например, каучук марки SH9556 RTV фирмы "Торэ Сирикон".
Этот каучук имеет коэффициент теплового расширения A3 — 18) х
х1(Г5 К.
Липе под давлением термопластов, наполненных углеродными во-
волокнами. Метод литья под давлением наряду с экструзией является наи-
наиболее распространенным промышленным методом получения изделий из
полимерных материалов. Этот метод — один из самых эффективных
для получения изделий сложной формы. На рис. 3. 20 приведена схема
установки для литьевого формования. Литьевое формование термо-
термопластов, армированных углеродными волокнами, в основном анало-
аналогично литью под давлением термопластов, содержащих стекловолокна.
При получении изделий из углепластиков методом литья под давлением
необходимо иметь в виду следующее:
1. Промышленностью выпускаются различные марки литьевых тер-
термопластов, отличающиеся типом полимера, содержанием волокон, на-
наличием различных добавок и т. д. Поэтому в зависимости от назначения
изделий следует выбирать наиболее подходящую марку наполненного
термопласта (разд. 3. 1. 2 и 3. 2. 6). На физические свойства изделий
влияет степень ориентации волокон, которая, в частности, отражается на
величине усадки (рис. 3. 21). Так как различные фирмы-изготовители в
своих каталогах приводят значения характеристик для образцов с раз-
различной степенью ориентации волокон, то при выборе соответствующей
Получение и переработка углекомпозитов
101
момент заполнения формы
В момент раскрытия формы
Рис. 3. 20. Схема установки для литьевого формования [47].
Ненаполненный
найлон 66
30% степло Во-
Волокон
30% углеродных
волокон
20% стекловолокон
и 30% углеродных волокон
Усадка при формовании,%
0 0LW %5
Рис. 3. 21. Зависимость усадки
при формовании от содержа-
содержания и ориентации волокон
[2]-
Образец из найлона 66 для растяжения
по стандарту ASTM
1
!
Усадка
в направлении,
ндляро
дка в направлении,
перпендикулярном
течению
Усадка В
направлении"
течения
i |
10
50
20 3D 40
Wf,8ec%
Образец из найлона ВВ, наполненного
стекловолокном, В виде квадротноп плас-
пластины размером SO"8OXS мм
102
Глава 3
марки наполненного термопласта это обстоятельство также необходимо
учитывать. В табл. 3.16 показано влияние ориентации волокон и формы
испытуемых образцов на их коэффициент теплового расширения1 •*.
2. По сравнению со стекловолокнами углеродные волокна имеют
меньший диаметр, высокий модуль упругости и малое удлинение; поэ-
поэтому в процессе формования они легко ломаются. Необходимо исполь-
использовать такие типы шнеков, которые не создавали бы при смешении
значительного противодавления; большие давления возникают и в
литнике, поэтому нежелательно использовать литники малого сечения,с
тем чтобы предотвратить разрушение углеродных волокон в этой зоне.
3. При повторной переработке таких материалов длина волокон
оказывается меньшей; поэтому интенсивность смешения желательно
снижать примерно на 30% по сравнению с первоначальной.
4. Усадка при формовании зависит от типа полимерной матрицы,
содержания и ориентации волокон и других факторов; влияние ори-
ориентации волокон на прочность и модуль упругости образцов при из-
изгибе иллюстрирует рис. 3. 22.
Таблица 3.16. Влияние степени ориентации волокон на ко-
коэффициент теплового расширения образцов из найлона 66,
наполненного углеродными волокнами [2]
I
Форма испытуемого образца
Коэффициент тепло-
теплового расширения,
ю-6/к
в направ- в направ-
направлении L лении Т
Образец в виде лопатки:
B16 х 12,7x3,18 мм)
Тонкая квадратная пластина:
(80 мм х 80 мм х 3i)
Толстая квадратная пластина:
(80 мм х 80 мм х 10«)
11
32
80
27
80
°К сожалению, автор не дает количественных характеристик степени ориен-
ориентации для образцов, представленных на рис. 3. 21 и 3. 22, а также в табл 3 16 -
Прим. ред. '
Получение и переработка углекомпозитов
103
Преимущественная
ориентация вдоль
оси образца
Образец для растяжения
по стандарту ASTM
Участок вдоль Участок, перпендику-
направления течения лирный направлении)
ГЦ 1 (И—Я—I течения
F Т
Образец 8 8иде квадратной пластины
размером 80*80*3 мм
0 1
l\
F
Т
i
2
J
3 4
J
Рис. 3.22. Влияние ориентации волокон
иа физические свойства образцов из най-
найлона 66, содержащего 30% углеродных
волокон [2] .
Прочность при изгибе, /0гмПа
Модуль упругости при изгибе, 10 ГПа
5. Анизотропия физических свойств термопластов, наполненных
углеродными волокнами, аналогична анизотропии свойств термоплас-
термопластов, содержащих стекловолокна. Сочетание стекловолокна со стеклоби-
сером, дисперсными наполнителями неорганического и других типов
приводит к ухудшению свойств композиционного материала; то же
самое наблюдается и при литье под давлением термопластов, наполнен-
наполненных углеродными волокнами. Большое влияние на усадку, приводящую
к искажению формы изделия, оказывает расположение литников: хоро-
хороший эффект достигается при одновременном использовании нескольких
литников. На рис. 3. 23 приведены результаты модельного эксперимен-
эксперимента, в котором для образцов двух конфигураций изменяли расположение
и форму литниковых отверстий и измеряли коэффициент искажения
формы.
6. Термопласты, армированные как углеродными, так и стеклянны-
стеклянными волокнами, плохо поддаются сварке; прочность сварного соедине-
соединения низка; поэтому желательно свести к минимуму размеры сварного
шва и располагать литник вблизи зоны возможной сварки и не подвер-
подвергать сварной шов действию нагрузок.
104
Глава 3
Получение и переработка углекомпозитов
105
4
3
2
1
п
-»! F
РП ''<
КИФ-
т.
1
1
П
40
40
20, ',
\
\
7
7[
/
/ /
/
/
/
/
/
/
П ^
1 ;
/
/
/
5i i:
I1
Расположе-
Расположение и /рорма
литников *i—J 'т
4x34x3* 4x3*4xj*t*
4*3* 4xj* 10x3* jx3* Пленочный лит- ^Пленочный лит-
4x3* чин толщиной
1,5 i
нип толщиной
П
литн
0= \U h (L Г'
i4*3X 4хзх 4Х3* Пленочный Литник
4x3 толщиной 1,5 t
Рис. 3. 23. Влияние расположения и формы литников на коэффициент искажения
формы образцов из наполненного найлона 66 [2].
CM3OO1N - ненаполненный наклон 66; ЗОО1Т15 - найлон 66, наполненный
15 масс.% углеродных волокон.
7. Наполненные углеродными волокнами изделия из термопластов
по сравнению с ненаполненными имеют менее гладкую поверхность; для
улучшения внешнего вида и уменьшения шероховатости поверхности
необходимо повышать, насколько это возможно, температуру формы,
а также увеличивать скорость процесса, сокращая время впрыска поли-
полимерной композиции в форму.
8. Из-за высокой электропроводности углеродных волокон необхо-
необходимо по возможности быстрее удалять полимерную композицию из соп-
сопла, так как в противном случае это может стать причиной перегорания
нагревателя сопла.
Штампование термопластов, армированных углеродными волокна-
волокнами. В этом случае полуфабрикатом служат листовые термопластичные
материалы, наполненные короткими или длинными волокнами. Изделия
из них прессуют в металлической форме при температуре ниже точки
плавления полимера. Этот метод аналогичен методу прессования листо-
листовых формовочных материалов, однако течение материала при переработ-
переработке листовых наполненных термопластов существенно меньше. Он также
близок к методу прессования между металлическими плитами. Метод
штампования наполненных термопластов в известной мере сходен и с
методом вакуумного формования, а также с другими методами, сочета-
сочетающими давление и вакуум. Его отличительная особенность — необходи-
необходимость создания более высоких давлений с использованием разъемной
формы, состоящей из позитивной и негативной металлических матриц.
начало технологической линии для производства
изделий из листовых термопластов
~~^^-) Вырубка заготовок
*—'—'—=. Заготовка
Контейнер для заготовок
J'AS Предварительно
^V/ нагретая заеотовна
Штампование
изделия
' Заготовка
nped8apumantr\
" нагрев
Печь для
предварительно-
го нагрева
^Транс-
^Транспортер
Металлическая форма
Готовое изделие
Дополнительная обработка,
контроль качества изделий
Р Упаковка
изделий
] Маспянып Транс пор-
Пресс теплоно- тер для
ситель готовых
изделий
П-
Оборудование
для^ вополнитель-
ной обработки
Рис. 3. 24. Схема технологической линии для штампования листовых термопластов,
армированных волокнами [48].
106
Глава 3
Схема технологической линии для производства наполненных термо-
термопластов методом штампования приведена на рис. 3. 24. Ниже указывают-
указываются главные условия штампования, взятые из работы [21] .
1. Нагрев листов осуществляют горячим воздухом или инфракрас-
инфракрасным излучением, с тем чтобы, температура поверхности была приблизи-
приблизительно на 20 - 40 К выше, чем температура плавления полимера; для
сокращения времени термообработки лучше использовать инфракрас-
инфракрасные источники тепла в сочетании с предварительным нагревом.
2. Температура металлической формы должна быть возможно бо-
более высокой, но ниже температуры плавления полимера; при этом хоро-
хорошо используются реологические свойства и получается гладкая поверх-
поверхность, но цикл формования увеличивается; для найлона 6 оптимальная
температура формы составляет примерно 373 — 423 К.
3. Давление формования выбирается в зависимости от конфигура-
конфигурации изделия и температуры металлической формы - оптимальное давле-
давление 15 — 60 МПа; при формовании материалов, армированных непре-
непрерывными волокнами, необходимы еще более высокие давления.
4. Время охлаждения в закрытой форме зависит от толщины стенок
изделий и от температуры металлической формы; обычно оно составля-
составляет 10 — 45 с, что несколько меньше, чем в случае переработки листовых
формовочных материалов.
5. Если скорость смыкания формы слишком высока, то при ис-
использовании материалов на основе непрерывных волокон это может при-
привести к их разрушению; при слишком медленном смыкании формы
вследствие течения полимерной матрицы могут образовываться склад-
складки.
6. Как и при литьевом формовании, необходимо предусматривать
отвод газов из формы.
Другие методы формования изделий из композиционных материа-
материалов. К ним относятся формование методом REM центробежное формо-
формование, роторное формование и еще ряд методов. Однако в настоящее
время в их числе нет методов, которые подходили бы именно для угле-
углепластиков.
3.3.2. Некоторые примеры технологий производства изделий из углепластиков
В научных статьях, патентах и других публикациях рассмотрены раз-
различные технологические решения, используемые на практике для получе-
получения из современных углепластиков спортивных изделий, деталей самоле-
самолетов и т. д.
Глава 3
107
Клюшки для игры в гольф1'. При производстве клюшек для игры
в гольф в основном применяют метод намотки нитями или метод пово-
поворотного стола. Схемы этих двух процессов показаны на рис. 3. 25. Срав-
Сравнительный анализ этих двух методов приведен в табл. 3. 17. Оба метода
в настоящее время совершенствуются и трудно отдать предпочтение ка-
какому-нибудь из них с точки зрения качества получаемых изделий.
Клюшки для игры в гольф должны обладать следующими свойства-
свойствами: быть легкими, иметь достаточную жесткость при кручении и проч-
прочность при изгибе и т. д. На эти свойства решающее влияние оказывает
ориентация волокон. Обычно для повышения жесткости при кручении
угол намотки внутреннего слоя составляет ± C0 - 60°), а для регули-
регулирования жесткости при изгибе и получения достаточной прочности на из-
изгиб внешний слой ориентируют под углом от 0 до ±10х к оси трубки.
С точки зрения технологии формования клюшек для игры в гольф важ-
важно получать материал с низкой пористостью и регулярной структурой
расположения волокон.
Удилища. Удилища так же, как и клюшки для игры в гольф, изго-
изготовляются из трубок, которые в этом случае должны быть тонкостен-
тонкостенными. Волокна располагаются в основном параллельно оси изделия (т. е.
под углом 0 ). Поэтому для их формования применяется главным
Углеродные
нити
Связующее
Пропитка
I Оправна
намоточный cm о поп
Обмотпа лентой из
целлосрана, полиэфирной
ткани или стеклоткани
Отверждение в термока-
термокамере или в автоклаве
Шлифовка
Окраска
Метод намотки
Обмотка лентой us
L_!e челлорана, полиэфцр-
\ ной ткани или
ri Стеклоткани
Отверждение в
термокамере или
в автоклаве
Шлифовка
\
' & Окраска
метод поворотного
стола
Рис. 3. 25. Схемы процессов производства клюшек для игры в гольф.
Следует отметить, что за рубежом расширению промышленного производст-
производства углеродных волокон и углепластиков способствовало именно это направление
их применения. - Прим. ред.
Таблица 3.17. Сравнение двух методов формования клюшек для игры в гольф
Метод Особенности произ- Достоинства
водства
Недостатки
Намотки
нитями
Поворотно-
Поворотного стола
После пропитки свя-
связующим пучка из не-
нескольких углеродных
волокон его наматы-
ввют на вращающуюся
цилиндрическую
оправку. При этом осу-
осуществляют возврат-
возвратно-поступательное
движение оправки.
Угол намотки прак-
практически постоянен и
составляет ±B0 - 30°).
Используется схема
намотки "внутренний
слой под углом
±D0 - 50°), внеш-
внешний г- приблизитель-
приблизительно под углом ±10°"
и другие схемы.
Вырезают однона-
однонаправленный пpenper
определенного раз-
размера и наматывают
два слоя: внутренний
под углом +C0-50°)
и внешний — 0°.
В частности, для по-
повышения жесткости
при кручении (с целью
лередвчи крутящего
момента) для намот-
намотки внутреннего слоя
используют нити из
высокомодульных
волокон.
1. Нить наматывают
в натянутом сос-
состоянии; поэтому дос-
достигается высокая
стабильность проч-
прочности и жесткости
2. Можно получать
изделия с высоким
содержанием воло-
волокон (до 70 об.%)
3. Легко сделать
утолщенный край со
стороны меньшего
диаметра трубки с
достаточной проч-
прочностью
1. Использование
препрега позво-
позволяет получать
изделия е глад-
гладкой поверхностью,
стабильным со-
содержанием и рав-
равномерным рас-
распределением
компонентов
2. Легко осу-
осуществляется
формирование
слоя,в котором
волокна ориен-
ориентированы вдоль
оси трубки (на-
(намотка под уг-
углом о°) .
1. Внешняя поверх-
поверхность изделий полу-
получается неровной;
поэтому необходимо
проводить последую-
последующую обработку (шли-
(шлифование)
2. При пропитке
связующим в про-
процессе намотки часто
захватываются пу-
пузырьки воздуха
3. Намотка под уг-
углом 0°, т. е. в на-
направлении оси, за-
затруднена (трудно ре-
регулировать натяже-
натяжение нитей).
1. При плохом ка-
качестве препрегви
плохих условиях
намотки появляют-
появляются изгибы волокон
и образуются поры
между наматывае-
наматываемыми слоями
2. Содержание во-
волокон лимитирует-
лимитируется их содержанием
в препpere
3. Технология полу-
получения тонких и гиб-
гибких трубок проста,
но при этом их
прочность и жест-
жесткость при круче-
кручении несколько
ниже, чем при на-
намотке трубок ни-
нитями
Получение и переработка углекомпозитов
109
образом метод поворотного стола [50] . Удилища должны обладать оп-
определенными свойствами. Как и клюшки для игры в гольф, они должны
быть легкими и, в зависимости от способа рыбной ловли и вида рыбы,
иметь необходимые размеры (длину и толщину). Поэтому выпускаются
самые разнообразные по размерам удилища [51 — 53] . Для этого
используются различные типы волокон (высокомодульные и высоко-
высокопрочные углеродные волокна, борные волокна, волокна Кевлар и
другие); при этом варьируются схемы ориентации и содержание воло-
волокон, тип полимерной матрицы и метод формования. Для повышения
прочности часто дополнительно ориентируют волокна под углом 90 .
Как и при производстве клюшек для игры в гольф, важно обеспечивать
регулярность расположения волокон в структуре материала и низкую
пористость связующего. Так как удилища представляют собой тонко-
тонкостенные трубки, то при снятии их с оправки могут возникнуть искрив-
искривления, и поэтому необходимо совершенствовать условия формования
удилищ методом поворотного стола, дополняя его методом обмотки
лентами, оптимизировать условия отверждения и т. д. В табл. 3. 18
обобщены различные технологические приемы формования удилищ.
Теннисные ракетки. Для теннисных ракеток не только весовые ха-
характеристики материала являются определяющими. Постепенно все
большее применение находят теннисные ракетки на основе углеродных
волокон, обеспечивающие высокую скорость летящего мяча, а также об-
обладающие хорошими демпфирующими свойствами. Методы их формова-
формования несколько сложнее, чем методы изготовления клюшек для игры в
гольф и удилищ. Поэтому наряду с известными методами формования
дрименяют их различные модификации. Примеры методов формования
теннисных ракеток приведены в табл. 3. 19. Естественно, что взамен де-
деревянных ракеток изготовляют ракетки со средней плотностью, близкой
к плотности древесины. Так как основной каркас ракетки является по-
ным или заполненным пенопластом, то его вес не превышает веса руко-
рукоятки. Волокна в каркасе ракетки располагаются под углами 0 и 90° к
криволинейной оси каркаса, но возможно также ориентирование воло-
волокон и под углом ± B0 - 60°) [54] .
Детали самолетов и космических аппаратов. С начала 1970-х годов
углепластики все чаще стали применять в авиации в качестве конст-
конструкционных материалов для изготовления самолетов. В дальнейшем,
в основном под эгидой НАСА, проводилась разработка разнообразных
панельных элементов из углепластиков для гражданских самолетов и
накапливался соответствующий практический опыт их использования в
авиастроении. Разработка самолета типа "Боинг 767" началась в 1978 г.,
а в 1982 г. в его конструкции уже использовались детали из углеплас-
Таблица 3.18. Различные технопогические приемы формования удипищ
Назначение
приема
Прием
Номер япон-
японского патен-
патента или заяа-
ки
Испопьзование
гибридных мате-
материалов на осно-
основе угперодных
и стекпянных
вопокон
Повышение
прочности
при изгибе
Предотвраще-
Предотвращение пористости
Предотвраще-
Предотвращение размотки
угпевопокнис-
тых материа-
материалов
Предотвращение
искривпения
Намотка: внутренний спой — стекповопокна,
внешний - угперодные вопокна
Нвмотка комбинированной тканью из угпе-
угперодных и стеклянных волокон под углом 0°
к оси издепия
Нвмотка комбинированной тканью: угпе-
угперодные вопокна ориентированы вдопь оси
издепия
оси
стекпянные — под угпом 90° к
Спой из угперодных ипи других вопокон
наматывают почти паралпельно оси изде-
издепия
Косоугопьная намотка споя из пучков
угперодных ипи других вопокон с круп-
крупным шагом
На начальной стадии термообработки
трубку обматыввют лентой с малым на-
натяжением, с тем чтобы дать возмож-
возможность летучим компонентам и пузырь-
пузырькам воздуха выйти из объема материа-
материала, а затем,сипьнее натягивая намо-
намотанную ленту, осуществляют оконча-
окончательное отверждение
После обертывания целлофаном про-
проводят отверждение внутри металли-
металлической формы с низкой температу-
температурой плавления
На металлическую оправку наматы-
наматывают очень тонкую ткань-сетку из
однонаправленных угперодных ни-
нитей и пропилена
После намотки на металлическую
оправку недоотвержденный попу-
фабрикат снимают, помещают на
усовершенствованную оправку и
отверждают
Патент
N«50-105488
Патент
N» 49-91877
Патент
№50-18281
Патент
№50-151693
Например,
патент
№ 53-86386
Заявка
№ 52-27069
Патент
№ 51-96867
Заявка
N» 52-43409
Например,
патент
№ 54-81375
Получение и переработка углекомпозитов
Продолжение табл. 3.18.
Предотвраще-
Предотвращение прилипания
издепия к оправ-
оправке при термо-
термообработке
Улучшение каче-
качества поверхнос-
поверхности
Между внешним и внутренним сло-
слоями из полипропилена вводят
пленку из другого термо-
термопласта
Отверждение проводят под дей-
действием электронного пучка, вво-
вводя в полипропилен специальные до-
добавки
При изготовпении изделий большо-
большого диаметра металлическую оправ-
оправку покрывают фтороппастом ипи
споем другого антиадгезива
В качестве обмоточной ленты ис-
используют тонкую металлическую
фольгу и др.
111
Патент
№ 54-45383
Патент
№ 53-19381
Патент
N» 53-98369
Например,
заявка
№ 52-34551
Таблица 3.19. Методы формования теннисных ракеток
№ Метод Материалы Основные стадии технологического Источник
п/п формо- и конструк- процесса
вания ция
\1 Прес- Ткань и На стержень из пенопласта наматы- Например,
сование пенопласт вают тканевый препрег, изгибают японская
с испопь-(каркас по форме ракетки и, помещая в фор- заявка^
зовани-
ем вне-
внешнего
давле-
давления
Прес-
сова-
сование с
исполь-
зовани-
зованием вну-
тренне-
треннего дав-
давления
прямо-
угольно-
угольного сече-
сечения)
Оплетка
из угпе-
угперодных
вопокон
(каркас
прямо-
уголь-
угольного се-
сечения)
му, отверждают при повышенных
температуре и давлении
N» 53-40375
Полую гибкую трубку покрывают Например,
оплеткой, пропитанной связую- японская
щим; изгибая ве по форме ракет- заяакв
ки, помещают в закрытую форму; № 51-34771
создавая внутри полой трубки
повышенное давление, отверждают
при повышенной температуре
Продолжение табл. 3.19.
п/л
Метод
формо-
формования
Материалы
и конструк-
конструкция
Основные стадии технологического Источник
процесса
Метод
намот-
намотки с ис-
пользо-
пользованием
внешне-
внешнего дав-
давления
Склеи-
Склеивание
с ча-
стич-
стичным
арми-
рова-
рованием
Инжек-
цион-
ное
одно-
ста-
стадийное
формо-
формование
Однона-
правлен-
правленный n pe-
peri per и
пенопласт
(каркас
прямоу-
прямоугольного
сечения)
Древе-
Древесина и
угпе-
пластик
Термо-
Термопласт,
арми-
рован-
рованный
угле-
родны-
родными во-
локна-
локнами (по-
(полый)
Инжек-
ционное
формо-
формование
раздель-
раздельных час-
частей ра-
ракетки с
после-
последующим
их соеди-
соединением
Термо-
Термопласт,
армиро-
армированный
углерод-
углеродными во-
волокнами
(полый)
На сердечник из пенопласта или Например,
другого пористого материалана- японская
матывают препрег из непрерыв- заявка
ных углеродных волокон, изги- № 56-5547
бают ло форме ракетки и поме-
помещают в форму; при повышенных
давлении и температуре в зак-
закрытой форме проводят отверж-
отверждение полимерного связующего
Всю конструкцию каркаса ипи Например,
некоторые его участки (внут- японский
реннюю и внешнюю поверхности), патент
рукоятку и переходную часть N» 54-16240
деревянной ракетки обклеивают
отвержденным углепластиком
или препрегом с последующим
отверждением
Предваритепьно изготовляют Например,
каркасный стержень из сплава Reinforced
с низкой температурой ппавпе- Plastics
ния и, помещая его в форму, 1980» v. 24,
инжекционным формованием № 12, р. 364—
термопластов, содержащих 385
углеродные волокна, полу-
получают заготовку. После ох-
охлаждения ее повторно нагре-
нагревают выше температуры
ппавпения сердечника: выппав-
ляя металл, получают полый
каркас ракетки [55]
Проводят инжекционное фор- Например,
мование отдельно внутрен- японская
ней и внешней частей карка- заявка
са ракетки и затем соеди- № 52-47366
няют эти части так, чтобы
между ними образовалось
полое пространство
Получение и переработка углекомпозитов
Таблица 3.20. Эффективность снижения массы самоле-
самолета "Боинг 767" вследствие использования композиционг
ных материалов
113
Материалы
Деталь самолета
Снижение
массы, кг
Углепластики
Композицион-
Композиционные материалы
на основе уг-
углеродных воло-
волокон и волокон
KEVLAR
Интерцепторы в ком-
пееой и на концевой
частях
Элероны на концевой
части крыла
Панели закрылков
Рули направления
Рули высоты
Панель, определяю-
определяющая положительную
стреловидность кры-
крыла
Обтекатели крыльев
и фюзеляжа
Створка основной
опоры шасси
Створка передней
опоры шасси
Панель, определяю-
определяющая положительную
стреловидность ста-
стабилизатора
Панепь стабилизатора
Смотровая панель
нижней передней
кромки крыла
426
246
Рис. 3. 26. Автоматическое устройст-
устройство для раскроя материалов.
114
Глава 3
Получение и переработка углекомпозитов
115
мая
Лонжерон, получен-
полученный методом на-
намотки
Панель обшивки, получен-
я методом автомати-
автоматизированной выпладки
волонон
Нервюра, полученная пря- "^^ Неразрушающий
мым прессованием или ^^^. контроль
формованием
J
Элементы жесткости
панели обшивки, полу
ченные методом т/лт-
рузии
*- ру
Неразрушающий контроль
Неразрушающий
контроль
Готово?
изделие
Монтаж
крыла
Рис. 3. 27. Этапы производства крыльев самолета.
Таблица 3.21. Методы формования деталей самолета, изготов-
изготовленных из композиционных материалов
Автоматический
метод формования
Деталь
Примечание
Выкладка нитей
Намотка
Штампование из
листовых термо-
термопластов
Процесс полу-
получения однона-
однонаправленных про-
профильных изделий
Обшивка крыла и стаби-
лизатора,крышки, панели,
стенки нервюры, лонжерон
Канал воздухосборника,
обшивка крыла, панель
фюзеляжа, приводной
вал, стойки
Нервюры крыла и стаби-
стабилизатора, консоли, кон-
концевые части крыльев,
крепления стоек
Нервюры, элементы жест-
жесткости нервюр, подкреп-
подкрепляющие элементы лонже-
лонжеронов
Автоклавное
формование
(штампоаа-
ние)
тиков. В сентябре 1982 г. состоялся первый полет этого самолета. Для
изготовления различных панельных элементов самолета использова-
использовалось около 1 т углепластиков и других современных композиционных
материалов [56] (см. рис. 6. 13 и табл. 3. 20). Авиапромышленностью
США сейчас разрабатывается самолет, в котором углепластики будут
использованы для изготовления фюзеляжа, крыльев и хвостового опе-
оперения, приводных валов и других деталей, за исключением деталей
двигателя (рис. 6. 14). Благодаря снижению массы самолета при исполь-
использовании углепластиков повышается его экономичность и снижается
стоимость по сравнению с предыдущими моделями [57] .
Вследствие роста потребности в углепластиках для авиастроения
интенсивно разрабатываются технологические линии, сочетающие обо-
оборудование для автоматической выкладки волокон, автоматические
устройства для раскроя полуфабрикатов, высокопроизводительные
машины для намотки с повышенными скоростями, автоматические
прессы и другое механизированное и автоматизированное оборудова-
оборудование, а также контрольные устройства (рис. 3. 26 и 3. 27) [58, 59] .
В табл. 3. 21 указаны различные методы формования важнейших деталей
самолетов.
3.4. Дополнительная обработка углепластиков
Изучению вопросов, связанных с дополнительной обработкой уг-
углепластиков, посвящено сравнительно мало работ. Они касаются ме-
методов механической обработки и соединения пластмасс, армирован-
армированных волокнами. Для механической обработки применяют обычно
широко известные несколько модернизированные методы обработки
металлов. При обработке углепластиков почти всегда используют
такие же методы механической обработки, как и для стеклопласти-
стеклопластиков [60], и крайне редко какие-либо специальные методы [61] . Одна
из проблем состоит в том, что для соединения различных деталей из
углепластиков нельзя применить такой традиционный для металличе-
металлических материалов метод, как сварка, а способ болтового соединения
требует особого подхода.
3.4.1. Механическая обработка
Если говорить об изделиях из углепластиков сложной конфигура-
конфигурации, то часто после их формования необходима последующая обра-
обработка: резание, шлифование, сверление отверстий при болтовом сое-
соединении с другими материалами и т. д.
116
Глава 3
Получение и переработка уппекомпозитов
117
Резание. Как и в случае стеклопластиков, при резании углепласти-
углепластиков необходимо использовать алмазные режущие инструменты или ин-
инструменты, изготовленные из сверхтвердых сплавов. Обычная быстро-
быстрорежущая сталь при обработке армированных пластиков очень быстро
изнашивается. При точении или резании углепластиков на токарных стан-
станках или фрезеровании следует использовать оборудование для отсоса
стружки, пыли и других отходов.
Обработка на токарных станках. При токарной обработке режимы в
значительной степени определяются свойствами режущего инструмента.
Даже сверхтвердый режущий инструмент из сплава марки Р-10 сильно
изнашивается, и срок его службы очень мал. Меньше всего изнашива-
изнашивается алмазный инструмент, полученный методом спекания, и его при-
применение не приводит к образованию ворса на поверхности материала
после обработки [62] .
При использовании сверхтвердых резцов (К 01, К 10, К 20 и др.)
оптимальными являются следующие условия: угол основной заточки
резца 0-6°, задний угол заточки резца 8 - 14°, скорость резания 20 -
150 м/мин, глубина резания 0,1 - 0,5 мм, подача суппорта 0,05 -
0,2 мм/оборот. При использовании алмазных резцов оптимальная ско-
скорость резания составляет 100 - 300 м/мин, глубина резания 0,05 -
0,3 мм, подача суппорта 0,02 — 0,1 мм/об. По мере уменьшения ско-
скорости подачи суппорта можно стабилизировать процесс резания и полу-
получать хорошее качество поверхности обрабатываемого изделия. Увели-
Увеличение глубины резания приводит к сильному износу режущей кромки
резца. При обработке на токарном станке крупногабаритных изделий
возникает проблема точности обработки, на которую необходимо об-
обращать внимание.
Фрезерование. Фрезы изготовляют из тех же сверхтвердых сплавов
(К 01, К 10, К 20 и др.), угол их заточки 0 - 5°, задний угол заточки
8 - 12°. Оптимальными являются спиральные фрезы диаметром 100 мм,
содержащие восемь режущих кромок. Скорость резания следует выби-
выбирать в интервале 50 - 200 мм/мин, подачу фрезы от 0,02 до 0,1 мм, глу-
глубину резания 0,2 - 0,5 мм.
Сверление отверстий. При сверлении углепластиков следует обра-
обращать внимание на возможность их расслоения, вырывания волокон и
т. д. Предпочтительнее использовать в качестве материалов для изготов-
изготовления сверл износостойкие сверхтвердые сплавы, в частности сплав
К 01 [63] . Более износостойкими являются алмазные инструменты.
Однако их обычно используют при низкой скорости резания; с учетом
достаточно сложной формы сверл в настоящее время для их изготовле-
изготовления наиболее подходящими остаются сверхтвердые сплавы. Сверление
осуществляют при следующих условиях: угол заточки у края сверла
60 - 90°, задний угол заточки 15 - 20°, число оборотов при сверлении
500 — 4000 об/мин, скорость подачи сверла при сверлении углепласти-
углепластиков примерно в 3 раза ниже, чем при сверлении металлов. Для умень-
уменьшения износа инструмента и отвода тепла, выделяющегося при сверле-
сверлении, инструменты обильно охлаждают водой или мыльной пеной. Так
как расслоение углепластика чаще всего возникает при входе и выходе
сверла из материала, то при сверлении с обеих сторон углепластика
желательно помещать листы-прокладки.
Шлифование. Шлифование используется для окончательной обработ-
обработки поверхности изделий или перед склеиванием деталей из углепласти-
углепластиков. В большинстве случаев, применяя такие же цилиндрические или
плоские шлифовальные инструменты, как и при шлифовании металлов,
можно получить высококачественную шлифованную поверхность изде-
изделий из углепластиков. В качестве жидкости, используемой при шлифо-
шлифовании, применяют 2 - 2,5%-ную водно-парафиновую эмульсию. При
длительном шлифовании в охлаждающей жидкости накапливается много
порошка углепластика, что приводит к необходимости ее замены. Обыч-
Обычно используют шлифовальные круги с абразивными частицами на основе
карборунда или оксида алюминия. Для грубой отделки поверхности
используют абразивные частицы № 30 — 60, а для окончательной отделки
№ 80 — 180. Чаще всего в качестве связки используют термореактивные
полимеры. Условия шлифования: линейная скорость при вращении
круга 1400 — 2000 м/мин, скорость подачи 10 — 15 м/мин, глубина
шлифования при грубой отделке поверхности составляет 0,02 — 0,05 мм,
апри чистовой отделке - около 0,003 - 0,01 мм. Для чистовой отделки ис-
используют ременные шлифовальные станки, мелкозернистую шкурку и
т. д. Для удаления порошка углепластика, образующегося при шлифо-
шлифовании, необходимо использовать отсасывающие устройства.
Отрезка или разрезка. Отрезку (разрезку) углепластиков осущест-
осуществляют теми же методами, которые применяются для отрезки и шли-
шлифования стеклопластиков. Используя для этого алмазные диски, можно
получить хорошее качество поверхности после отрезки. Этим мето-
методом можно резать листы углепластиков толщиной до 30 мм. Оптималь-
Оптимальная толщина диска 0,5 — 1,0 мм. При большей толщине диска возрас-
возрастает сопротивление резанию, при меньшей — возникают отказы в ра-
работе (поломка или заклинивание диска). При резке образуется
порошок углепластика, поэтому для предотвращения его выброса жела-
желательно помещать диск в ванну с водой. В качестве примера можно
привести условия разрезки листового углепластика толщиной 3 мм:
118
Глава 3
линейная скорость при вращении диска диаметром 200 мм —
1000 м/мин, скорость подачи 500 мм/мин.
Надо отметить следующие особенности данного метода: 1) нап-
направление вращения диска должно обеспечивать разрезку материала
сверху вниз; 2) отрезку обычно проводят по прямой линии (отклоне-
(отклонение от прямой может привести к поломке диска); 3) можно разрезать
трубки из углепластиков, но при некоторых схемах армирования и на-
направлениях действия остаточных напряжений может происходить зак-
заклинивание диска.
При толщине углепластика менее 0,5 мм можно использовать для
резки обычные ножницы или NT-резец. Для разрезки более толстых
листов можно использовать применяемые при резке металлических
листов ножовки, станки с ленточной или дисковой пилой и т. д. Однако
эти инструменты имеют низкую износостойкость, качество поверхности
после разрезки невысокое, и поэтому такие приспособления не очень
подходят для резки углепластиков. Разрезку по кривой линии ведут
обычно с использованием металлической ножовки, лобзика или диско-
дисковой пилы с последующей зачисткой на шлифовальном станке.
Нарезание резьбы. Резьба в материалах из углепластиков получается
весьма непрочной. Поэтому в месте резьбового соединения вставляют
металлический вкладыш, на котором и нарезают резьбу.
Обработка строганием. В случае углепластиков очень затруднитель-
затруднительна.
Штамповка или вырубка. Эта операция возможна при таких же усло-
условиях, как и для стеклопластиков. Однако в ходе ее еще чаще возникают
краевые дефекты и расслоение материала, и поэтому данный метод не
рекомендуется для обработки углепластиков.
3.4.2. Склеивание и соединение
Углепластики обладают ярко выраженной анизотропией: они имеют
хорошие свойства и способность передавать нагрузку в плоскости арми-
армирования, но, как и все слоистые пластики, характеризуются низкой проч-
прочностью при сдвиге или в направлении, перпендикулярном плоскости ар-
армирования. При необходимости соединения деталей из углепластиков
следует учитывать различные факторы (тип полимера, структуру угле-
углепластика, размер и форму изделия) и соответственно выбирать способ
соединения. Метод сварки, как правило, неприменим для углепласти-
углепластиков; что касается других методов соединения углепластиков, то пока
еще нет единого подхода к решению этой задачи и контролю качества
соединений. В настоящее время чаще всего используются клеевое сое-
Получение и переработка углекомпозитов
119
динение с последующей оценкой прочности при сдвиге между склеенны-
склеенными частями и болтовое соединение1 *, прочность которого зависит глав-
главным образом от прочности на сдвиг болтов, заклепок, шурупов и т. д.
Клеевое соединение. Клеевое соединение, как показывают соответ-
соответствующие расчеты, оказывается часто более эффективным, чем болтовое
и другие типы механического соединения. При помощи клеевого соеди-
соединения можно передавать нагрузку, практически не вызывая значитель-
значительных концентраций напряжений. Предполагая прямо пропорциональные
зависимости допустимой нагрузки от площади поперечного сечения об-
образца и прочности адгезионной связи от площади склейки, при использо-
использовании двух типов клеевых соединений - "встык" и "внахлест" - отда-
отдают предпочтение последнему. Можно выделить следующие типы клеево-
клеевого соединения внахлест: одностороннее или двустороннее, со скосами,
ступенчатое и в косой накладной замок (рис. 3. 28).
Одностороннее соедине-
соединение внахлест
Двустороннее соединение
Внахлест (равнопрочное)
Соединение двух листов
двумя накладками (равно-
(равнопрочный вариант)
Соединение внахлест
со сносами
Ступенчатое соедине-
соединение внахлест
Двустороннее соединение
внахлест (неравнопрочнып
вариант)
Соединение_ в косой
накладной замоп
Рис. 3. 28. Типы клеевых соединений.
'Ниже автор справедливо включает в число факторов, определяющих проч-
прочность болтовых соединений, структуру углепластиков, геометрию соединения и
др. - Прим. ред.
120
Глава 3
При одностороннем соединении внахлест кроме концентраций сдви-
сдвиговых напряжений происходит изгиб, обусловленный эксцентриситетом,
что часто приводит к разрушению.
В случае двустороннего соединения внахлест распределение сдвиго-
сдвиговых напряжений сложнее. Прочность такого соединения в отсутствие
эксцентриситета и изгибающего момента определяется свойствами клея
и поверхности склеиваемого материала.1 ^ Данный метод соединения
является эффективным. Однако если толщина склеиваемого материала
превышает некоторую величину, то растет неоднородность распреде-
распределения напряжений, т. е. увеличиваются напряжения сдвига, что приво-
приводит к расслоению материала и снижает эффективность двустороннего
соединения внахлест. В углепластиках прочность на расслоение внутри
материала обычно ниже, чем прочность клеевого соединения, что ведет
к разрушению путем расслоения. Поэтому чаще необходимо использо-
использовать соединение внахлест со скосами [64] .
Клеевое соединение внахлест со скосами с внутренней стороны ха-
характеризуется постоянной толщиной склеиваемого материала, и поэтому
при данном способе соединения уменьшается вероятность разрушения
вследствие расслоения. Тем не менее неоднородность распределения
сдвиговых напряжений аналогична случаю двустороннего соединения
внахлест, и возможности улучшения такого соединения ограниченны.
С точки зрения производства этот способ соединения прост и эффекти-
эффективен.
Более равномерное распределение напряжений достигается при
ступенчатом соединении внахлест. Теоретически прочность этого типа
клеевого соединения приближается к прочности соединения в косой
накладной замок. Существует определенный предел минимальной ве-
величины ступеньки; для углепластиков он равен толщине одного слоя
пластика. С точки зрения механики, ступенчатое соединение внахлест по
сравнению с двусторонним клеевым соединением внахлест более эффек-
эффективно. Наиболее прочным оказывается соединение в косой накладной
замок, являющееся модификацией соединения внахлест со скосами.
Для клеевого соединения используют следующие три типа клеев:
термореактивные, термопластичные и эластомерные. Термореактивные
клеи представляют собой полимеры с высокой молекулярной массой.
После отверждения они обычно обладают высокими прочностью, моду-
модулем упругости и химической стойкостью. Поэтому термореактивные
клеи часто используются для соединения элементов из углепластиков.
''Игеометрией склейки. - Прим. ред.
—I
1Л
1
«
H
o
сгери
их xapai
X
клеи
щ
X
т
X
5
со
О.
с^
со
п*
1
S
:ть
и
О
>х
о
О
¦ ,|
о t; S
„О » [
?¦ о о х
С х о т
¦
X
CD
§
О
с
шш
!5 К
Услс
вани
1 К
|g| S
о о о с
в х т •*.
1
ь
$
S
с
2
о
>х
О
X
S
1
!<W0d0tf0B8UjA
.яйиФе
1ЧН0ХЭЯ
iqxdMio
чхфэн
ыиневонэо
пхоиоия
Btfado uBHtfog
ndAxed
-этмэх эихеин
ndAxBdau
-1Л1ЭХ эихооид
эинвоиохо
JMBtfo
вxжdэtfиa
эинвиаеЦ
винвввсивн
1
1
1
1
+
О
о
1
1
1
1
1
1
+
+
+
+
1
1
+
+
+
+
+
+
+
о
+
г
X
г
о
t
1
1
1
о
+
1
-
1
1
+
?
о
1
+
о
1
1
1
-
1
о
<?
о
+
о
о
1
+
+
1
+
+
1
1
1
о
1
'
1
+
о
+
+
1
1
1
+
1
1
1
+
1
+
1
1
1
1
1
1
о
+
+
6
6
1
1
1
1
+
о
+
о
о
1
XXX XX
х х хх
О б О О О
Ищи ИИ
U3 (Я (Я (Я
х
ш
I
б
О
X
О х
х х х О
х
О
И
(Я (Я
ев
О. S
о с
с и
I*
ф 3
со ев
I" Ъ
t 2
s х
х х
х х
ш ш
§^
О
ш с
X S
с о.
о к
С <
LO (О
со
S
О С
О. с
f a
и о
X О.
§ Ё
С X
>х
т
X
ш
ш
СО Л
О г^
Продолжение табл. 3.22.
Основной компонент клея
Форма
исполь-
зова-
зования
Условия склеи-
склеивания
в
I
О
X
I
t
2
Ш
Проч-
Прочность
соедине-
соединения
Стойкость
3
о
о
О
>
i
3
>;
5
II
5
о
ш
3
I
о
Ъ
о
I
ь
О.
3
о.
i
<
о
+
12. Неопреновый каучук SE CxxC+ 000++ + + 0 —
13. Хпоркаучук SE CxxC+ О--+О++ + --
14. Бутипкаучук SE СххС+ — — О +++ + — + —
15. Нитрипьный каучук SE Сх х С+ О+ОО+О-- + О-
16. Силиконовый каучук Ра Сх Сх х О - ++ ++ 0+ О О О О
17» Фенопьная смопа FS Сх х х ' + + + ++ + + +
18. Карбамидная смола FS Сх х х + — 0 0 О + + + +
19. Меламиновая смопа FSCx хх + + + ++ + +
20. Резорциноформальде- S Сх хх++ + + ++ + +
гидная смола
21. Полиэфир- 21.1. Ненасы- MS Сх Сх + __0 0 0+0+ - +
ная смопа щенная Сх хСх+О+0 — +о+— +
21.2. Насы- S
щенная
22. Полиуретан V Сх Сх +0--0++ +0 + +
23. Эпоксидная смола РРа FICx Сх + -О - +0+ ++0
+
+
+
О
О
+0
- О
- о
о о
+ +
+ +
+
+
- - -О
- _ +0
х х
х х
х х
х х
О
+ - О +
+ о+ о+ +
С х ++ О- +
О
+ о
+ _0+ О- ++0- +
24. Виниловый полимер, мо- FS x
дифицированный фенопь-
ной смопой
25. Неопреновый каучук, мо- FS x
дифицированный феноль-
ной смопой
26. Фенопьная смола, модифи- FS x
цировэнная нитрипьным
каучуком
27. Попиамид, модифициро- FS x
ванный эпоксидной смо-
смопой
28. Эпоксидная смола, моди- F1 Сх
фицированная фенольной
смолой
29. Полиэфир, модифициро- V Сх С х +
ванный эпоксидной смо-
смопой
30. Попиамид, модифициро- VCx Cx + + O++ 00
ванный эпоксидной смо-
смолой
31. Пописупьфидный каучук, VCxCx+0+O + О +
модифицированный эпок-
эпоксидной смопой
PF1 х
+ О- + + О- - - -
+ + О - -
0+ + + +
+ + + 0+ +
+ +
+ + 0+ - - -
+ + +
32. Неорганический кпей
х О
а Характеристика свойств: ++ очень хорошие; + хорошие; О удовлетворительные; - плохие; — очень плохие.
6 Форма использования клея: S - раствор; F - пленка; Р- порошок; Е - эмульсия; Ра - паста:, F1- жидкость;
М - мономер, V - жидкость с регулируемой вязкостью.
в Условия склеивания: С - не является необходимым ипи необходимо в очень малой степени; х - необходимо.
124
Глава 3
Термопластичные клеи применяются преимущественно для склеивания
металлов, пластмасс и других материалов. Они образуют менее прочные
клеевые соединения и не обладают достаточной теплостойкостью. Элас-
Эластомеры широко применяются для модификации других типов клеев, но
непосредственно в качестве адгезивов для углепластиков не используют-
используются из-за низкой прочности. В табл. 3. 22 приведены различные типы клеев
и их свойства [65].
Отметим следующие факторы, которые необходимо учитывать при
использовании клеев: 1) внешняя среда (воздействие химически актив-
активной среды, влаги, растворителей, масел и т. д.); 2) диапазон рабочих
температур; 3) тип и метод обработки склеиваемой поверхности;
4) характер, направление и величина максимальных напряжений в
клеевом соединении; 5) площадь склеивания.
Предварительная обработка склеиваемой поверхности оказывает
существенное влияние на прочность соединения. Поэтому в зависимости
от типа склеиваемой поверхности важно выбирать оптимальный метод
ее подготовки к склеиванию (табл. 3. 23) [66].
Болтовое соединение. Прочность болтового соединения зависит от
прочности на сдвиг болтов, заклепок, шурупов и других скрепляющих
элементов и усилия, действующего на скрепляемые элементы. По срав-
сравнению с клеевым соединением болтовое соединение имеет следующие
достоинства [67] : 1) значительная стойкость к ползучести при высо-
высоких температурах; 2) малый разброс в значениях прочности соединения;
3) высокое сопротивление ударным нагрузкам; 4) простота контроля,
возможность сборки, разборки и других операций.
Таблица 3.23. Обработка поверхности парад склеиванием [бб]
Склеиваемые материалы
Способ обработки поверхности
Ацэтат целлюлозы, ацэтобутират
целлюлозы, нитроцеллюлоза, поли-
метилстирол, поликарбонат, поли-
полистирол, поливинилхлорид, полиме-
тилмэтакрилат, этилцаллюлоза
Склеиваемую поверхность три раза про-
протирают намоченной в метиловом слиртэ
хлопчатобумажной тканью и высушивают
до исчезновения спадов растворителя. Затем
шлифовальной бумагой или наждачной бу-
бумагой № 400 обрабатывают поверхность
до исчезновения блеска. Остатки абра-
абразива удаляют е поверхности чистой хлоп-
хлопчатобумажной тканью и еще раз протира-
протирают поверхность тканью, смоченной в ме-
метиловом спирте
Получение и переработка углекомпозитов
Продолжение табл. 3.23.
125
Склеиваемые материалы
Способ обработки поверхности
Эпоксидная смола, полиэфирная
смола, фенольная смола, карба-
мидная смола, диаллилфталатная
смола, меламиновая смола, поли-
полиамид, полиуретан
Попиолефин (полиэтилен низкой и
высокой плотности, полипропилен,
облученный полиэтилен), хлори-
хлорированный полиэфир, лолиацеталь
Политрифторэтилен, политетра-
политетрафторэтилен
Склеиваемую поверхность три раза про-
протирают хлопчатобумажной тканью, про-
пропитанной ацетоном, и высушивают до ис-
исчезновения запаха растворителя. Затем
шлифовальной бумагой или наждачной
бумагой № 400 обрабатывают поверх-
поверхность до исчезновения блеска. Остав-
Оставшиеся частицы абразива удаляют с по-
поверхности чистой хлопчатобумажной
тканью и еще раз протирают поверхность
смоченной в ацетоне тканью
Склеиваемую поверхность три раза про-
протирают хлопчатобумажной тканью, смо-
смоченной в ацетоне, и высушивают До ис-
исчезновения запаха растворителя. Затем
поверхность выдерживают в составе, со-
содержащем 1 ч. двухромовокислого нат-
натрия, 30 ч. воды и 10 ч. серной кислоты.
Оптимальные условия обработки: полио-
лефина — не менее 1 ч при комнатной
температуре, хлорированного полиэфира
— 3 мин при температуре 71 ± 3 °С, по-
лиацетали - до 10 с при комнатной тем-
температуре. После обработки поверхности
указанным составом ее промывают хо-
холодной водойа и высушивают
Склеиваемую поверхность гри раза про-
протирают хлопчатобумажной тканью, про-
пропитанной ацетоном, и высушивают до
исчезновения запаха растворителя. За-
Затем выдерживают деталь в течение
15 мин в растворе натрийнафталина в
тетрагидрофуране. Из раствора ее вы-
вынимают металлическим захватом, про-
промывают в ацетоне и затем в воде. Суш-
Сушку проводят при температуре 30 ± 3°С
в течение 1 ч
аСогласно международному стандарту ISO температура воды должна
быть 23 ±3°С.
126
Глава 3
Получение и переработка углекомпозитов
127
Одностороннее соединение
внахлест
Соединение внахлест со смеще-
смещением края одного us листод
Двустороннее соединение
внахлест
Одностороннее соединение
встым с нахлестом
Двустороннее соединение
Встым с нахлестом
Рис. 3. 29. Типы болтовых соединений [68].
Недостаток болтового соединения - снижение прочности вследствие
концентрации напряжений вблизи просверленных отверстий. Болтовые
соединения можно подразделить на соединения внахлест, когда соединя-
соединяют два (или три) наложенных друг на друга плоских листа, и стыковые
соединения, при которых к двум соединяемым листам добавляют нак-
накладки (с одной или с двух сторон) (рис. 3. 29). При выборе типа болто-
болтового соединения необходимо учитывать возможность возникновения из-
изгибающих моментов под действием растягивающих нагрузок.
При болтовом соединении листов растяжение приводит к возникно-
возникновению напряжений сжатия в элементе в зоне контакта с внутренней по-
поверхностью отверстия в материале. При этом может происходить сдвиго-
сдвиговое разрушение вдоль волокон, разрыв материала в направлении, перпен-
перпендикулярном направлению растягивающей нагрузки, или расслоение плас-
пластика. На рис. 3. 30 показаны типы разрушения болтового соединения.
а
в
Рис. 3. 30. Типы разрушения болтово-
болтового соединения [69].
а - разрыв при растяжении; б -
сдвиговое разрушение; в — смятие;
г — разрыв при растяжении и скалы-
скалывание.
Рис. 3. 31. Схема расположе-
расположения отверстия относительно
скрепляемого листа.
Введем обозначения: t — толщина скрепляемых листов, abs — пре-
предел прочности скрепляющего элемента при сжатии, гд - прочность
скрепляющего элемента (болта и т. д.) при сдвиге. Тогда внешний диа-
диаметр скрепляющего элемента Л)„ можно определить из формулы DJt =
= 4absl (от-в).Для abs имеем выражение abs = PJmxl dtn, где^тах-
максимальная растягивающая нагрузка, d — диаметр отверстия, п — чис-
число отверстий.
При болтовом соединении углепластиков большое значение имеет
геометрия (расположение и диаметр) отверстий в скрепляемом мате-
материале. Поэтому при расчетах болтовых соединений надо учитывать ее
влияние на прочность соединения. Для того чтобы обеспечить достаточ-
достаточную прочность соединения, необходимо, чтобы отношения l/d и w/d
[I — расстояние от края скрепляемого листа до центра отверстия, w —
полуширина листа, d — диаметр отверстия (рис. 3. 31)] превышали не-
некоторые определенные значения. Кроме того, как показано на рис. 3. 32
и 3. 33, на прочность соединения также влияет угол ориентации арми-
армирующих волокон в углепластике.
Ш юоо'г
Рис. 3.32. Зависимость прочности болтового соединения от отношения W/d [70].
Диаметр болта 6,35 мм, давление сжатия 22 МПа. Угол укладки волокон: кривая
1 - 0 ±4^ ; 2 - 0 ±6<f ; 3 - ±4f ; 4 - <f /90° .
128
Глава 3
Получение и переработка углекомпозитов
129
§ 1000
If 900
% % 800
^| 700
Г
I
600 -
500 -
400 -
300
-
-
1
2
/
У /
/ У
i
-Г
/
1
1
/
~~-А
1
1
е/а
Рис. 3. 33. Зависимость проч-
прочности болтового соединения
от отношения l/d [70] . Диа-
Диаметр болта 6,35 мм, давле-
давление сжатия 22 МПа. Угол
укладки волокон: кривая
7-0+45°; 2-0±60°;
3- ±45°; 4-0°/90°.
Рис. 3.34. Влияние давления сжатия о^ на прочность болтового соединения а угле-
углепластика со схемой укладки волокон ^/±45° [70]. Диаметр скрепляющего
элемента (мм); 1 - 12,7; 2 - 9,53; 3 - 6,35.
Путем сжатия вдоль оси болта можно увеличить эффективную проч-
прочность болтового соединения. Поэтому желательно, чтобы сила стягива-
стягивания поверхностей болтовым соединением была выше некоторой величи-
величины. На рис. 3. 34 показано влияние давления сжатия на величину ои
пластика на основе эпоксидной смолы и углеродных волокон со схемой
укладки под углом 0°/±45°. Как видно из рисунка, с увеличением дав-
давления сжатия величина о^ сначала сильно (примерно в три раза) возрас-
возрастает, но затем при давлениях выше 22 МПа она практически не меняется.
Литература
1) J. A. Kershaw: New Epoxy Resin Systems for Pultrusion, SPI, 38, 6-c, p. 1,
1983.
, 27, ю,Р.
'кш 54 тпш%&,
2)
3) LNP
4) fi'A^p/.
5) ttk.*.l?, #?ВЗ 57-52221.
6) tth iff, #g№ 56-73138.
7) Barber Colman ЦА^р/.
8) Fiber Materials &* * p ?.
9) 3§Ш$^: ШШ&ЬЪЪ
p. 38-—45, 1974, H ^ЙШМШ5??г?-
10) ЩЩ Ш- 7 К''УЛ Ь з v-+;i> у bKi
7Xf,^ X, 32, 11, p. 52—60, 1981,
26, 3, p. 96—101, 1980,
13) Stt §8 • ffi: New Fabric Structures of Carbon Fiber, National SAMPE 28 th,
1983.
14) ±ЦШ^с: The Mechanical Properties of Carbon Fiber SMC, ICCM, p^ 497—508,
1982.
15) U. S. Polymeric &МЦ.
16) A. S. Wood: Mod. Plast. Intern., 1978.
17) F. W. Bradish: Conductive SMC/BMC Composites for RFI/EMI Shielding, SPI,
33, 4-A, p. 1—12, 1978.
18) Union Carbide &* ? p У.
19) ЙВ5Я$^: М.ШШШШ^'? ? ^°f~ у 9 <оЦЙ5й^1 ^7Xf ?^i 31, 7, p. 64—69,
1982,
20)
21) #Ф Ш-Ш- %.v*fs-y-b'<7*<0#&b.&Rl, ХШ$®, 30, 6, p. 37—41,
1982, НтНИЗШКИ:.
22) G. J. Taylor: Stampable Carbon-Fiber-Reinforced Engineering Thermoplastics,
SPE MINITEC New York, March 6, 1981.
23) S. F. Monroe: Handbook of Fiberglass and Advanced Plastics Composites, 14^t,
p. 306, 1969, Nostrand Reinhold.
24) A. Lubin, G. Dastin: National SAMPE Tech. Conf., p. 80, 1973.
25) E. F. Olster: U. S. Nat. Tech., Inform. Serv. A. D., No. 746560, 1971.
26) Bell Helicopter Co., Technical Data, 1962.
27) J. R. Kober: SPI, 35, 19-A, 1980.
9-682
130
Глава 3
Получение и переработка углекомпозитов
131
28) J. Sabo: SAMPE, 25, р. 481, 1980.
29) А. М. Shibley: Handbook of Fiberglass and Advanced Plastic Composites,
p. 438, 169, Nostrand Reinhold.
30) Y. J. Weitsman: Composite Mater., 10, p. 193, 1976.
31) M. Langley: Carbon fibres in engineering, p. 262, 1973, McGraw-Hill.
32) Glass Fiber Quarterly, 7, 2, 1976, ВЖШШ)-
33) Mod. Plastics, 55, 5, p. 50, 1978.
34) J. D. Martin: Plastics Eng., 35, 3, p. 53, 1979.
35) Mod. Plastics Inter., 6, 4, p. 64, 1976.
36) W. B. Goldsworthy: The Conf. on Advanced Composite Tech., p. 101, 1978.
37) D. J. Evans: SPI, 34, 9-A, 1979.
38) F. Ives: SPI, 31, 18-C, 1976.
39) ШШ^±^- Ш1?77*?->,?*, 21, 12, 1975.
40) L. M. Russell: SPI, 32, 6-C, 1977.
41) fflS№ %¦¦ mm frp (аШЕЮ. p- 169, ШМЩ#Ш&.
42) R. W. Hewitt: SPI, 31, 18-D, 1976.
43) M. S. Loyd: SPI, 33, 21-E, 1978.
44) G. С Krumweide: SAMPE, 20, p. 57, 1975.
H. M. Deutsch: The Conf. on Advanced Composites Tech., p. 120, 1978.
, p. 64, 1979.
45)
46)
47)
48) ШЛ!&-ёР:
49) ВШ&Ш'
р. 209, 1980,
FRTP v-
ffipnp К
, 29, 7, p. 15—21,
P. 139-141, 1982,
P- 141-142, 1982,
5 h Ь
Ш,
Ш MOL, 19, 12, p. 43-47,
51) Ш№Ш--
1981.
52) ШШЖ: ^т&кШ'ёгШ, ВЪШ&Ш^Ш, 5, 4, р. 125-129, 1979.
53) штшт- шъшт, тшьхт, зт, i, P. 57-59, lasi.
54) П%Ш?ЫЦ'??:Ш: Ш/а'$Ш%йЪЩ$:, I. P- 143—144, 1982, 7/^.
55) Carbon fibre reinforced tennis racket, Reinforced Plastics, 24, 12, p. 384—385,
1980.
56) R. H. Hammer: The 3rd I. С. С. M. (Paris), p. 1452, 1980.
57) Flight International, 4, 1981.
58) W. B. Scott: Aviation Week & Space Tech., Aug., 2, p. 84, 1982.
59) D. Brounbill: Mod. Plast. Intern., Mar., p. 30, 1982.
60) %WEM- FRP ?Жк.Ш > P- 195> 1971> ^5
61) L. George: Handbook of Fiberglass and Advanced Plastics Composites, p. 584,
1969.
62) «ОДВШ: ШШШ, 30, 13, p. 44, 1982.
63) fe^fsTOH: ЪШШ??Ш-%Ш, No. 828-3, p, 81. 1982.
64) L, J, Hart Smith: 19th SAMPE, p. 722, 1974.
65) ?i$-6p: 1.ШШ, 18. 13, p. 2, 1970.
66) -ШШЦ: m.{t7?**<?!>*, 21, 9, p. 394, 1975.
67) ft ШШ- ШШР(Т&, 10$, P. 883, 1971, ВЩШ-
68) ^JfC S»: FRP <оШ-аШ, Ш№? **•>**> 21> 6> P- 249> 1975-
69) F. L. Matthews: The 13th Reinforced Plastics Congress, p. 149, 1982.
70) T. A. Collings: Composites, 8, 1, p. 43, 1977.
ГЛАВА 4
СВОЙСТВА ПЛАСТМАСС,
АРМИРОВАННЫХ УГЛЕРОДНЫМИ ВОЛОКНАМИ
Углепластики являются сравнительно новыми материалами. Поэто-
Поэтому в настоящее время весьма затруднительно обобщать их свойства. Это
связано не с тем, что накоплено мало данных о характеристиках угле-
углепластиков, а с тем, что эти материалы в настоящее время продолжают
интенсивно совершенствоваться. Кроме того, как и для композицион-
композиционных материалов вообще, существует значительное многообразие сочета-
сочетаний углеродных волокон и полимерных матриц и связанное с этим мно-
многообразие свойств углепластиков. В данной главе на основе японской и
зарубежной информации сделана попытка обобщить наиболее характер-
характерные свойства, отражающие особенности углепластиков.
4.1. Статическая прочность
Углепластики применяются во многих конструкциях при создании
аэрокосмической техники, всевозможных транспортных средств и т. д.
Поэтому нельзя сказать, что данных об их статической прочности,
необходимых для расчетов, недостаточно. Но если сравнивать эти новые
материалы с металлами, то, конечно, накопленные экспериментальные
данные об их статической прочности пока еще ограниченны. Кроме то-
того, еще не полностью стандартизованы экспериментальные методы оцен-
оценки механических свойств углепластиков.
Особенность углепластиков - значительное разнообразие методов
их формирования и способов ориентации волокон. Это также затрудня-
затрудняет их стандартизацию, как и стандартизацию металлокомпозитов. Следу-
Следует отметить, что различные фирмы-изготовители используют компонен-
компоненты углепластиков (углеродные волокна и полимерные связующие),
значительно отличающиеся по свойствам. Поэтому для выбора требуе-
требуемого материала и расчета его свойств приходится использовать техничес-
технические данные различных фирм, а для общей классификации углепластиков
необходимо тщательное изучение и сопоставление этих данных.
В этом разделе приведены такие характеристики углепластиков, как
прочность при растяжении, сжатии, изгибе и межслоевом сдвиге.
4.1.1 Прочностные характеристики предварительно пропитанных лент (препрегов)
Прочностные характеристики углепластиковых препрегов на основе
обычной и термостойкой экпоксидных смол при комнатной и повышен-
повышенной температурах приведены соответственно в табл. 4.1 и 4.2. Кроме то-
Таблица 4.1. Прочностные характеристики слоистого отвержденного углеплас-
углепластика на основе обычной эпоксидной смолы при статическом нагружении [i]
сЗ
СО
§
1
1
о
с
о
l1^1
1НЫ1
1
I
с
$
Прочностная
характеристи-
характеристика
Обоз-
наче-
начение
1. Нагрузка при-
приложена вдоль
волокон
Прочность при
растяжении
Модуль упругое
ти при растяже-
растяжении
Предельное уд-
удлинение при
растяжении
Прочность при
сжатии
Модуль упру-
упругости при сжа-
сжатии
Предельная
деформация
при сжатии
Прочность
при изгибе
D-точечный
изгиб)
Модуль упру-
упругости при из-
изгибе D-точеч-
D-точечный изгиб)
Прочность
при межслое-
межслоевом сдвиге
(метод изги-
изгиба короткой
балки)
"И
¦ Еи
е
с
с
11
4
4
4
CJILS
Метод
испы-
испытания
(стан-
(стандарт
ASTM)
D-3039
D-3410
D-790
D-2344
Едини-
Единица из-
мере-
мерения
МПа
ГПа
%
МПа
ГПа
%
МПа
ГПа
МПа
1а
23 °С 82 °С
1700 1695
139 140
1,2 1,2
_ _
— —
1845 1880
132
98 78
II6
23 °С
1785
145
1,2
1221
138
1,1
1975
133
97
82 °С
1755
147
1,2
1118
133
1,4
1995
—
78
Продолжение табп. 4.1.
«a
1
н
2
1-
n
5
u
.5
н
5
О
с:
о
3
IH8I
и
ш
я
о.
с
А
I
о
8
Прочностная Обоз-
характерис- наче-
тика ние
2. Нагрузка
приложена
перпендику-
перпендикулярно ориен-
ориентации воло-
волокон
Прочность
при растяже- СТ22
НИИ
Модуль упру-
упругости При 2 2
растяжении
Предельное
удлинение е22
при растяже-
растяжении
Плотность р
Прочность ст12
при внутри-
слоевом сдеи-
ге
Модуль упру- G12
гости при внут-
внутри слоевом
сдеиге
Коэффициент v12
Пуассона вдопь
волокон
Коэффициент аи
линейного
расширения
едоль воло-
волокон
Метод Единица Ia
испы- измере-
1аПИМ ПИП л-On оо Op
(стан- 23 С в2 С
дарт
ASTM)
D-3039 МПа 51 51
ГПа 10 9
% 0,55 0,81
D-792 кг/м3 1570 1570
D-3518 МПа - -
ГПа
мм/ мм 0,29 —
ю-8 к-1 _
II*
23 °С
48
9,8
0,52
1550
72
4,8
0,3
82 °С
45
9,6
0,56
1550
71
4,1
0,3
0,56
Продолжение табп. 4.1.
о.
1
Прочностная Обоз- Метод Единица
характерис- наче- испы- измере-
тика
ние тания
(стан-
(стандарт
ASTM)
ния
23°С 82°С 23°С 82°С
Коэффициент
линейного рас-
расширения
перпендикуляр-
перпендикулярно ориентации
волокон
2
10~в К -
35,8
Прочность при ох D-3039 МПа
растяжении
8.
Модуль упру-
упругости при Ех
растяжении
Предельное
удлинение при вх
растяжении
ГПа
535
51
1.2
500 535
50 49,7
1.2 1.2
530
50
1.2
а1 — эпоксидная смола марки Rigidite 5213 + 62 об.% угперодных волокон
марки Celion 3000=
II — эпоксидная смопа марки Rigidite 5213 + 62 об.% углеродных волокон
марки Celion 6000.
Таблица 4.2. Прочностные характеристики слоистого отвержДенного углеплас-
углепластика на основе термостойкой эпоксидной смолы при статическом нагружении
[1]
Прочностная харак- Обозна- Метод Едини-
теристика чение испы- ца из-
тания мере-
no стан- ния
дарту
ASTM
23 °С 177°С 23°С 177°С
1. Нагрузка прило-
приложена вдопь воло-
волокон
Прочность при рас- о
тяжении
D-3039 МПа 1645 1635 1655 1585
Продолжение табп. 4.2.
Прочностная харак- Обоз-
теристика наче-
ние
Метод Едини- Ia
испы- ца из-
тания мере-
3
ИСТ
о
с
о
X
х
0)
ш М
а ?
g- о
Эднон
тлеп,
Модуль упругости
при растяжении
Предельное удли-
удлинение при растяже-
растяжении
Прочность при
сжатии
Модуль упругости
при сжатии
Предельная дефор-
деформация при сжатии
Прочность при изги-
изгибе D-точечный из-
изгиб)
Модуль упругости
при изгибе D-то-
D-точечный изгиб)
Прочность при меж-
межслоевом сдвиге (ме-
(метод изгиба короткой
балки)
2. Нагрузка прило-
приложена перпендикуляр-
перпендикулярно ориентации воло-
волокон
Прочность при
растяжении
Модуль упругости
при растяжении
Предельное удли-
удлинение при растя-
растяжении
Плотность
Прочность при внут-
рислоевом сдвиге
еп
"п
?п
e<ii
сти
«fi
CTIL«
СТ22
?22
EJ2
Р
а12
по стан-ния
дарту
ASTM
%
D-3410
D-790
D-2344
D-3039
D-792
D-3518
23 С 177°
ГПа
1.1
МПа
ГПа
%
МПа
ГПа
МПа
МПа
ГПа
%
кг/м3
МПа
151
1,1
1470
141
1,7
1570
135
125
55
11,2
0,49
1590
77
С 23°С
143
1,1
1525
151
1.1
2010
79
30
9
0,33
1590
58
177°С
147
1.1
1515
152
1.3
1750
136
124
61
10
0,8
1590
75
143
1.1
1240
152
1,0
1935
_
80
32
9
0,36
1590
52
Продолжение табл. 4.2.
IIе
Прочностная харак- Обоз- Метод Едини- j a
теристика наче- испы- ца из-
ние тания мвре-
по стан- ния 23°С 177°С 23°С 177°С
Дарту
ASTM
Модуль упругости
при внутрислоевом
сдвиге
Коэффициент Пуас-
Пуассона вдоль волокон
Коэффициент линей-
линейного расширения
вдоль волокон
Коэффициент ли-
линейного расшире-
расширения перпендику- а
лярно ориентации
волокон
ГПа 6,2 4,1 6,2 4,1
мм/мм 0,32 0,32 0,3 0,29
-0,4
1O~VK + 27,1
I
Прочность при
растяжении
Модуль упругости
при растяжении
Предельное удли-
удлинение при растя-
жении
D-3039 МПа
ГПа
495 445 460 485
53,1 48 52 52
1,1 0,9 1,0 1,0
а1 — эпоксидная смола марки Rigidite 5208+ 62 об.% угперодных волокон
марки Се lion 3000.
бч —эпоксидная смопа марки Rigidite 5208 + 62 об.% углеродных вопокон
марки Celion 6000.
Таблица 4.3. Среднестатистические значен»! статических механических харак-
характеристик слоистых углеппастикова [ч]
N. Наполнитель
П рочност-\" связующее6
ная харак- N4^
теристика N.
Температура испытания, °С
Растяжение @°)д: стп
Ен
4-точечный изгиб @°): ап
?п
Сжатие @°): ии
Еи
Растяжение (90°): а^
Еп
Межслоевой сдвиг @°): оп s
Температура испытания, °С
Растяжение @°): аи
Ехх
Растяжение (90°) о^
?22
4-точечный изгиб @°): u|j
Межслоевой сдвиг (СР): и..
Celiou
Regidite
X*
23
1700
139
1845
132
-
—
51
10
98
82
1695
140
51
9
1880
78
3000
5213
К.В.Г
3,8
3,1
4,1
2,4
-
—
10,5
4,4
3.9
3,6
2.0
4,4
2,3
3,4
4.9
Celion 6000
Rigidite Rigidite
5208
X
23
1645
151
1750
135
1470
141
55
11,2
125
К.В.
6,4
6,3
4,5
3,5
10,6
6,5
11,4
6,1
5,3
177
1635
143
30,4
9
2010
79,3
7.1
7,9
22,1
3,5
3.0
7.4
5213
X К.В.
23
1785 6,7 '
145 5,2
1975 2,2
134 2,3
1220 8,3
138 8,0
48 17
9,6 3,2
9,7 3,4
82
1755 5,6
147 6,6
45 7,5
9,6 3,4
1995 3,2
76 4,7
Rigidite
5208
X К
23
1655
147
1750
136
1515
152
61
11
124
1585
143
32
9
.В.
6,2
3,9
3,2
3,4
5,3
5,0
7,5
3.5
5,7
177
8,1
6,8
31,6
3.S
1935 7,1
11,6 9,1
а Прочность а и модуль упругости Е измерены в единицах соответственно
МПа и ГПа.
Состав угпепластиков указан в примечаниях к табп. 4.1 и 4.2.
ВХ— среднее значение.
ГК.В. - коэффициент вариации (•/,).
"Обозначения 0°и 90° относятся к испытаниям образцов соответственно
вдоль и поперек ориентации волокон.
Свойства пластмасс, армированных углеродными волокнами
139
Рис. 4.1. Зависимость проч-
прочности при растяжении от
схемы ориентации волокон
в углепластике [1].
— 45
Sp Доля слоев, ориен-
ориентированных
50 Вдоль направ-
. лрния рас-
ч гпяжения, %
0 20 40 ВО вО
Содержание волокон (доля слоев), ориен-
ориентированных под углом ±45°f направле-
направлению растяжения,%
го, в табл. 4.3 обобщены всевозможные прочностные характеристики,
усредненные по результатам испытаний более чем 1000 образцов. Одна-
Однако, как видно из данных табл. 4.3, коэффициент вариации прочностных
характеристик углепластиков при сжатии и растяжении под углом 90
имеет сравнительно большие значения, что свидетельствует о сложности
измерения этих характеристик. В табл. 4.1 - 4.3 приведены только ха-
характеристики углепластиков на основе эпоксидной смолы марки Rigidite
производства фирмы "Сэранидзу" и углеродных волокон марки С elion
производства фирмы "Тохо бэсурон'". Однако аналогичные характе-
характеристики имеют и другие японские и зарубежные углепластики на основе
эпоксидных смол и углеродных волокон.
138,0
Рис. 4.2. Зависимость
модуля упругости при
растяжении от схемы
ориентации волокон в
углепластике [1].
Доля слоев, Ориентирован-
Ориентированных Вдоль направления
растяжения, %
20 40 ВО ВО 100
Содержание волокон (доля слоев), ориентирован-
ных под углом ±45° к направлении! растяжрния°'о
140
Глава 4
В табл. 4.1 — 4.3 приведены прочностные характеристики углепласти-
углепластиков для однонаправленного и квазиизотропного @/± 45/90°) слоистых
материалов. Свойства углепластиков в зависимости от схемы ориентации
волокон можно определить, используя номограммы, приведенные на
рис. 4.1 и 4.2. Для этого выбирают кривую, соответствующую содержа-
содержанию волокон (доле слоев), ориентированных вдоль направления растя-
растяжения, а затем для точки с заданным содержанием слоев, располагаемых
под углом ± 45° к направлению растяжения (ось абсцисс), определяют
прочность при растяжении по оси ординат. На рис. 4.1 приведен пример
определения прочности при растяжении углепластика, содержащего
30 об. % волокон в слоях, ориентированных вдоль направления растя-
растяжения, и 40 об. % волокон - в слоях, ориентированных под углом
± 45° к этому направлению. ) Как видно из рисунка, прочность при рас-
растяжении такого углепластика составляет 689 кПа.
4.1.2. Прочностные характеристики тканевого углепластика
В табл. 4.4 приведены статические прочностные характеристики
различных тканевых эпоксидных углепластиков, а в табл. 4.5 — харак-
характеристики тканевого эпоксидного углепластика при различных темпера-
температурах. В табл. 4.6 показано различие прочностных характеристик угле-
углепластиков, связанное с методом их получения и типом полимерного
связующего. Как следует из данных табл. 4.6, для получения угле-
углепластика с высокой прочностью необходимо выбрать оптимальную поли-
полимерную матрицу, отвечающую используемому методу формования. В
табл. 4.7 приведены для сопоставления прочностные и другие характе-
характеристики углепластиков на основе термопластичных матриц и коротких
волокон.
4.2. Усталостная прочность
Явление усталостного разрушения анизотропного гетерогенного уг-
углепластика сложнее, чем в случае металлического материала. В процессе
такого разрушения распространение усталостной трещины может проис-
происходить в результате: 1) разрушения полимерной матрицы; 2) отслоения
на границе раздела волокно - полимерная матрица; 3) разрушения от-
отдельных волокон; 4) расслоения. Все перечисленные варианты разруше-
> Очевидно, что с помощью этих номограмм можно решать и обратную задачу:
исходя из заданного значения прочности или модуля упругости углепластика,
определять соотношение числа слоев, располагаемых вдоль направления растя-
растяжения и под углом ±45 к этому направлению. - Прим. ред.
Свойства пластмасс, армированных углеродными волокнами
141
ния могут служить причиной снижения усталостной прочности углеплас-
углепластика.
В отличие от металлических материалов при развитии магистраль-
магистральной трещины в углепластиках не образуется зоны пластической дефор-
деформации; ему предшествует образование зоны с ухудшенными свойствами.
Поэтому для анализа явления усталостного разрушения углепластиков
нельзя использовать те подходы, которые правомерны для металличес-
металлических материалов. В общем случае макроскопические явления усталостно-
усталостного разрушения весьма схожи, однако в микромеханизме усталостного
разрушения углепластиков и металлических материалов наблюдается
значительное различие. Вследствие этого необходимо достаточно вни-
внимательно подходить к проведению испытаний на усталость и к анализу
полученных данных.
4.2.1. Основные характеристики
При испытании на усталость однонаправленного углепластика в нап-
направлении ориентации волокон основная нагрузка приходится на волок-
волокна. Поэтому снижение прочности при циклическом нагружении очень
мало и кривая S — TV*) имеет вид прямой с небольшим наклоном. Одна-
Однако если направление приложения циклической нагрузки составляет не-
некоторый угол с направлением ориентации волокон, то наблюдается зна-
значительное снижение усталостной прочности. Это явление имеет место при
усталостном испытании с изгибом в плоскости или двухосном нагруже-
нагружении углепластика. Как следует из данных, приведенных в табл. 4.8, при
усталостном испытании однонаправленного углепластика марки Т 300-
934 вдоль волокон с увеличением доли сжимающей нагрузки снижается
отношение усталостной прочности к прочности при однократном растя-
растяжении.
В работах [4, 5] установлено, что при чистом сжатии усталостная
трещина распространяется вследствие продольного изгиба волокон. Та-
Такой тип разрушения является характерным для армированных волокна-
волокнами композиционных материалов. При этом обычно имеет место макро-
макроскопическое сдвиговое разрушение полимерной матрицы или отслоение
на границе раздела волокно — полимерная матрица.
4.2.2. Влияние условий нагружения на усталостные характеристики слоистых
пластиков
Результаты усталостных испытаний углепластиков с различными схе-
схемами армирования и в зависимости от условий нагружения (одноосное
' Величина S - амплитуда колебаний нагрузки, N - число циклов. - Прим. ред.
Таблица 4.4. Статические лрочностные характеристики тканевых эпоксидных углепластиков [г]
\ Типы
\ материа-
\ лова
Харак- \
теристи-\
ка \
\
\
Плотность, кг/м3
Прочность при
растяжении, МПа
Модуль упругости
при растяжении,
ГПа
Прочность при
изгибе, МПа
Модуль упругости
при изгибе, ГПа
HEXCEL
F3T-272
4-ремиз-
ная
ткань
гладко-
гладкого пле-
плетения
ь
1540
535
69
-
HEXCEL
F3T-262
Ткань
глад-
гладкого
плете-
плетения
1530
590
69
625
67
FIBERITE
FIBERITE
HMF-133/34 HMF-341/34
8- ремиз-
ремизная
ткань
гладко-
гладкого пле-
плетения
I580
590
72
840
78
Ткань
гладкого
плетения
1540
620
67
885
65
CELION
W-1133
8-ремиз-
ная
ткань
гладко-
гладкого пле-
плетения
620
72
760
76
HERCULES HERCULES THORNEL THORNE
A-193-P
Ткань
гладко-
гладкого пле-
плетения
1600
590
69
-
А-370-8Н
8-ремиз-
ная
ткань
гладко-
гладкого пле-
плетения
1800
620
69
695
65
VCB-20
8-ремиз-
8-ремизная ткань
гладкого
плетения
1600
270
39
370
38
VCC-45
5-ремиз-
ная ткань
гладкого
плетения
1700
330
96
380
90
Прочность при ежа- 550 585
тии, МПа
Прочность при меж-
межслоевом сдвиге, S9 64
МПа (метод изгиба
короткой балки)
Топщина одного
отвержденного
слоя, мм
Коэффициент ли-
линейного расшире-
расширения, мм/мм/К
67
0,18 0,16 0,33
0,13
69
0,30
655
65
0,34
690
63
0,34
330
30
0,47
5- 10"
207
22
0,25
5- 10"
а THORNEL - марка лаковых углеродных волокон; основа остальных углеродных волокон - полиакрилонитрил.
144
Глава 4
Таблица 4.5. Статические прочностные характеристики тканевого эпоксидного
углепластика8 при различных температурах испытания [з]
-54
23
82
150
Характе-
Характеристика
Темпера-
Температура ис-
испытания, °С
Направ- Про- Попе- Про- Попе- Про- Попе- Про- Попе-
ление ар- доль- реч- до ль- реч- доль- реч* доль- реч-
кмирования ное ное ное ное ное ное ное ное
Прочность при растя-
жении.МПа 64° 640 685 665 685
Модуль упругости при
растяжении, ГПа 66 66 66 66 66
Относительное удли-
удлинение при разрыве,% 0,9 0,9 0,9 0,9 1,0
Прочность при сжатии,
МПа
Модуль упругости при
сжатии, ГПа 65
Предельная деформа-
деформация при сжатии, %
735 735 685 685 685
65 65 65 65
685 640 640
66 66 66
1,0 0,9 0,9
685
65
1,0 1,0 1,0 1,0 1,0 1,0
Прочность при изгибе,
МПа
Модуль упругости при
изгибе, ГПа 59
Прочность при межспое-
вом сдвиге, МПа (ме- 78 78 78
тод изгиба короткой
балки)
765 765 765 745
59 59 58
78
69
69
а Тканевый эпоксидный углепластик марки FF-2101-3104 фирмы "Тохо
бэсурон" F2% углеродных волокон марки "Бэсуфайто№-3104", ткань гладко-
гладкого плетения).
се
а
о
ь
о
се
а.
i
I
I
о
с
ее*
m
о
се
Ф
с
X
3
О
о
§
ь
о
а.
I
се
х
Ф
3
8
I
а.
с
Ф
з:
II
I- ¦&
'0-682
о
в
>
а.
I
О
о
ю
+i
о
о
о
СП
о
о
@
СП
ю
СП
ю
655
20,0
060
123
;
ее
о о ю
<О у- у-
о о со
S г «
о о (о
<° ю Nl
О N. •*
<О г- у-
ю ю
О Ю
1
й ° '
•" <М т-
се
I
* s
с о.
ее s
&?
S 5.JE
о
ю
(О
(О
8
8
о
о
S
8
ю
N
Ю СО т- |^
СО
8
се
о.
1.1
X
5. е1- о -
* И *т
§11
Q. О Q.
1 S ?
ю о о
см а> а>
о* т
<о
о
I I
о
о
см о а>
со <о у-
СП
8
о со
<о о о
т- СМ СО
о t
СО
у- 2 %
О
о <о
се
6 Ы
f i
И
IS
О Q.
ё
о.
1_
о.
см сэ
й *
N О
g 5
СО °
8
СП
со
8
8 Ч
s °
о
о
(О
о
S
о
со
о
8 5
N CJ
| се
is 1
!! I
S I
fe t
о
5
2
а.
се
m
о
m
о
I
>
Таблица 4.7. Характеристики углепластиков на основе термопластичной матрицы и коротких волокон [2]
Полимерная мат- Найлон 66а
рица
Характе
ристика
Содержание
углеродных
волокон,
, масс.%
30
Поли-
суль-
фона
Поли-
Полиэфир8
Поли-
Полифен и-
лен
суль-
сульфид8
30
Сополимер
этилена и
тетрафтор-
этиленаа
Сополимер
винилиден-
фторида и
тетрафтор-
этиленаа
Поли-
кар-
бонат0
Поли-
про-
пропилен
30
30
30
20
30
30
Плотность, г/см3
Влагосодержание после вы-
выдержки в воде в течение 24 ч,% 0,5
Равновесное влагопоглощение,
% 2,4
Усадка при формовании, %
Прочность при растяжении,
МП а
Относительное удлинение,%
Прочность при изгибе, МПа
Модуль упругости при изгибе,
ГПа
Прочность при межслоевом
сдвиге, МПа
1,26
1,5-2,5
241
3-4
350
20
90
1,32
0.15
0,38
2-3
131
2-3
175
14,1
48
1.47
0,04
0,23
1 -3
138
2-3
200
13,8
_
1,45
0,04
0,10
1
186
2-3
235
16,9
_
1,73
0,015
0,24
1,5-2,5
103
2-3
140
11.4
48
1.77
0,03
2,5-3,
8,47
3-4
120
7,6
52
1,36
1,06
79,2
2,1
120
7,4
37,2
2,2
46
4,1
Ударная вязкость ло Изоду с
надрезом, Дж/м
Ударная вязкость по Изоду без
надреза, Дж/м
Теплостойкость под нагрузкой
1,62 МПа, °С
Коэффициент линейного расши-
расширения, 10~5- (м/м/К)
Теплопроводность, Вт/(м» К)
Поверхностное электрическое
сопротивление, Ом/квадрат
80
641
257
1,89
12,1
3-5
59
213-267
185
1,26
9,5
1-3
64
213-267
221
0,9
11,2
2-4
59
26 7- 320
260
1,08
9,0
1-3
213-267
534
241
1,44
9.7
3-5
139
374-427
146
5,4
5,7
3-5
160,2
272
145
2,8
-
_
37,4
171
120
2,8
-
_
а Производство фирмы Liquid Nitrogen Processing Co.
б Производство фирмы Union Carbide Co.
148
Глава 4
Таблица 4.8. Отношение усталостной прочности к прочности при однократном
растяжении для различных углепластиков [2]
Материал8 Содержа- ев,
ние уг-
лерод-
леродных во-
волокон,
об.%
град. Условия
испытания
Частота гг
приложе-
приложения на-
нагрузки,
Гц
Т 30O-PR13
Т 500-5208
Т 300-934
61
61
61
60-70
60-66
60-66
R=0,1
27 °С
30
:45
90
0
б
10
Т 300-PR313
AS - 4397
Полиимид
AS-P1790
Полисульфон
60-66 -
61
64
57
R = - 0.4
27 °С
R = -0,9
27 °С
127 °С
Л = 0,1
27 °С
30
30
0,53
0,56
0,54
0,56
0,55
0,38
0,26
0,58
0,67
0,56
аТ 300, Т 500 - марки углеродных волокон производства фирмы "То-
рэ", AS — марка углеродных волокон производства фирмы Hercules, PR13,
PR313, 5208 - марки эпоксидных смол, 4397 - марка полиимидной смолы,
Р1790 — марка полисульфоновой смолы .
6 Квазиизотропный слоистый пластик со схемой армироаания @,45/90°-
-451- 45/- 45/90/45/0) • сжимающая нагрузка при многократном испы-
испытании на растяжение - сжатие составляет 0,15 или 0,23 предела прочности
при растяжении.
В6-угол ориентации слоев относительно направления приложения нагрузки.
гг - отношение усталостной прочности к пределу прочности при растяже-
растяжении после Ю7 циклов нагружения.
Свойства пластмасс армированных углеродными волокнами
149
ю ю2 ю3 ю* ю5
Число циклов нагружения
10е
Рис. 4.3. Усредненные напряжения Sm (МПа) и усталостная прочность слоистых уг-
углепластиков [6]. Схема армирования @2/ ± 452J! одноосное нягружение;
частота нагружения 13 Гц.
1 - стандартный плоский углепластик; 2 - плоский углепластик после наг-
нагревания при температуре 200 С в течение 1000 ч; 3 - испытание с одним круглым
отверстием в центре; 4 - плоский углепластик после нагревания при температуре
200 С в течение 1 ч.
растяжение или сжатие, изгиб или кручение) представлены в виде S - TV-
диаграмм. На рис. 4.3 и 4.4 приведены S - TV-диаграммы одноосного ус-
усталостного испытания двух различающихся схемой армирования угле-
углепластиков. Естественно, что абсолютные значения усталостной прочнос-
-129
0 1 10 Юг W3 10* 105
Число циклоВ нагружения
Рис. 4.4. Усредненные напряжения Sm (МПа) и усталостная прочность слоистых
углепластиков [6]. Схема армирования (90г/±452J; одноосное нагружение;
частота нагружения 13 Гц.
1 — стандартный плоский углепластик; 2 — плоский углепластик после вы-
выдержки при температуре 120 С в течение 1000 ч.
150
Глава 4
Число циклов нагружения
Рис. 4.5. Усредненные нап-
напряжения Sm (МПа) и ус-
талостиая прочность сло-
слоистых углепластиков
[6]. Одноосное арми-
армирование; нагружение
при трехточечном изгибе;
частота нагружения 6,6 Гц;
статическая прочность при
сдвиге 102,4 МПа.
ти образцов выше при приложении нагрузки в направлении, совпадаю-
совпадающем с направлением ориентации волокон. Однако при сжатии в направ-
направлении армирования с ростом сжимающей нагрузки усталостная проч-
прочность снижается; более сильная тенденция к снижению усталостной проч-
прочности при растяжении, чем при сжатии, наблюдается для образцов, ориен-
ориентация волокон в которых не совпадает с направлением приложения
нагрузки. Следует отметить, что выдерживание углепластика перед испы-
испытанием при температуре 120 °С в течение 1000 ч практически не влияет
на усталостную прочность.
На рис. 4.5 и 4.6 приведены S - Л^-диаграммы усталостного испыта-
испытания при трехточечном изгибе. Как видно из рисунков, при большом чис-
числе циклов нагружения снижение усталостной прочности проявляется
сильнее у образцов, содержащих волокна, ориентированные под углом
45° к направлению приложения нагрузки, чем в случае, когда направле-
направления армирования и приложения нагрузки совпадают. На рис. 4.7 показана
S - TV-диаграмма при усталостном испытании на кручение. Величина кру-
10
Число циклов нагружрния
10 е
10"
Рис. 4.6. Усредненные
напряжения Sm (МПа) и
усталостная прочность
слоистых углепласти-
углепластиков [6]. Схема армнро-
рования @гУ±452J;
нагружение при шес-
шеститочечном изгибе;
частота нагружения
6,6 Гц; статическая
прочность прн сдвиге
65 МПа.
Свойства пластмасс, армированных углеродными волокнами
151
i 3,5
%:±3,0
XX»
\ 0,5
I 0
s
А
804,F1.0')
7O'l,lW)
504,C1,?°)
WI,BS,5°)
25% AВ,0°)
L.
/ fO1 Ю2 103 •101'
Число циклов нагружрния
Рис. 4. 7. Сдвиговая усталостная прочность при кручении однонаправленного угле-
углепластика на основе эпоксидной смолы [7]. Образец квадратного сечения 9 х 9 мм
и длиной 150 мм; содержание углеродных волокон 60 об.%; частота нагружения
0,17 Гц.
Кривые соответствуют различному отношению (%) крутящего момента к
его значению при статическом разрушении; в скобках приведены значения угловой
амплитуды при циклическом кручения.
тящего момента резко снижается при образовании трещин в полимерной
матрице (соответствующие точки показаны на рис. 4.7 стрелками).
Таким образом, усталостные характеристики углепластиков сущест-
существенно зависят от схемы армирования и условий нагружения. Поэтому не-
необходимо не только знать эксплуатационные условия нагружения, но и
выбирать методы усталостных испытаний с учетом этих эксплуатацион-
эксплуатационных условий.
\
4.3. Предельные механические характеристики
При анализе критического напряжения, когда происходит переход от
пластического разрушения к хрупкому, в соответствии с законами ли-
линейной механики разрушения используется значение прочности конст-
конструкционного материала при хрупком разрушении.
4.3.1. Основы теории расчета
При расчетах конструкций летательных аппаратов применяют метод
допустимых напряжений, который позволяет гарантировать работоспо-
работоспособность конструкций. В этом методе главным критерием является зна-
значение прочности при хрупком разрушении материала.
Основные понятия линейной механики разрушения обычно приме-
применяют к гомогенным изотропным материалам. Корректность применения
этой теории к неизотропным гетерогенным материалам (например, ком-
152
Глава 4
позиционным), состоящим из двух или большего числа компонентов с
различающимися физическими свойствами, вызывает сомнения. Для то-
того чтобы разработать новые методы расчета конструкций из компози-
композиционных материалов, необходимо проанализировать их характеристики
при хрупком разрушении. В многочисленных научных публикациях
используют простую модель композиционных материалов, основанную
на гипотезе плоских сечений в многослойных пластиках. Этот подход
основывается на переходе от неизотропного гетерогенного материала к
неизотропному гомогенному материалу и соответствует классической те-
теории разрушения.
4.3.2. Характеристики хрупкого разрушения
В табл. 4.9 приведены характеристики хрупкого разрушения слоис-
слоистых углепластиков различных типов. На рис. 4.8 показаны соответст-
соответствующие образцы с центральным надрезом или с двумя краевыми над-
надрезами. Характеристики хрупкого разрушения вычисляли с помощью
Табпица 4.9. Характеристики хрупкого разрушения слоистых углепластиков
(величина KjC выражена в единицах МПа • мУг) [и]а
N^ Характери- Пре-
^к стика
Структу^\
pa pacno- N.
ложен ия л.
армирующих \
слоев
@/i60/0/±60M
@/±45/90)s
@/±36/±72M
@/±30/±60/90L
@2/±45)s
@4/±45)s
@/90),.
дел
проч-
нос-
ности
при
\ тяже-
\ нии.>
\ МПа
398
480
428
466
501
928
585
а В материалах с различной
один и тот же тип
препрега.
Величина К1С
для образцов
с центральным
надрезом
Расчет Измере-
Измерение
21,6 28,6
26,7 25,3
21,7 27,5
25,6 31,0
49,6 28,5
47,9 39,7
36,7 25,0
Величина
К1С Для
разцов (
об-
Двусторон-
Двусторонним надре-
надрезом
Расчет 1
37,6
40,0
29,3
24,7
51,0
61,6
26,5
структурой расположения
-1зме-
рение
32,6
35,6
33,2
33,8
38,9
64,3
40,5
слоев
Среднее
значение
К1С
Расчет
29,8
34,7
25,4
25,1
50,2
54,6
32,6
Изме
рени(
30,7
31,3
30,4
32,9
33,5
52,1
31,3
использован
Свойства пластмасс, армированных углеродными волокнами
153
'Закрепляемой
'в'зажирах/
Урзажцмр/
уасть/ббра'щ
2С=8мм
= 24mm
Т
40 мм
_L
Длина 1
зкстен-
заметра
//7 мм
^заж
ШТь'р1
•
•
шах'у
'ошиа/
ш
«мм
а б В
Рис. 4. 8. Образцы для испытания на хрупкое разрушение [11].
а - образец без надреза; б - образец с центральным надрезом; в - образец с
двумя краевыми надрезами.-
следующих формул (Ктг - коэффициент интенсивности напряжений)
D.1)
для образцов с центральным надрезом
у= {1,77 + 0,227BCIW) -0,51BC/W02
для образцов с двумя краевыми надрезами
Y= {1,98 + 0,36BС/И0 -
D.2)
1_1_ D-3)
D.4)
Здесь ас - предел прочности при разрушении образца с надрезом; Wb -
энергия разрушения образца без надреза; Wg - энергия разрушения об-
образца с надрезом; Y - поправочный коэффициент, зависящий от толщи-
толщины образца; С - длина надреза; Со - приведенная длина надреза.
4.4. Прочность при ползучести
Углепластики содержат волокна с высоким модулем упругости и об-
обладают близким к 1 отношением предела текучести к прочности при рас-
растяжении.1) Поэтому обычно нет необходимости осуществлять деформи-
деформирование при ползучести, прилагая растягивающую нагрузку вдоль арми-
армирующих волокон. Например, при нагрузке, составляющей 80% прочнос-
' Вдоль волокон. - Прим. ред.
154 Глава 4
Таблица 4.10. Результаты испытаний на ползучесть при сжатии [1з]
\ Харак-
\ терис-
\ тика
Угол\
между \
налрав- \
пением \
действия \
нагрузки \
и волок- \
нами, \
град. \
Нагруз- Отноше-
ка, МПа ние при-
ложен-
ложенной на-
нагрузки к
прочнос-
прочности при
сжатии,
%
Время
нагру-
жения, ч
Скорость
дефор-
мирова-
мирования при
ползу-
ползучести,
Ю-б/ч
Деформация
при ползучести.
10
90
895
1025
1090
190
200
70
80
85
85
90
4а
91
173
244
219
12а
89
197
92
1а
47а
_б
0,15
0,23
0,31
0,25
345
530
590
2290
2220
1180
2500
а Образец разрушился за указанное время.
б Прочерки соответствуют невозможности измерения данной харак-
характеристики.
1^Речь идет об однонаправленном углепластике. — Прим. ред.
ти углепластика при растяжении, вероятность разрушения вследствие
ползучести после 10s ч меньше 10% [12] .
Однако если направление действия нагрузки не совпадает с направле-
направлением волокон, то начинают играть роль физико-механические свойства
полимерной матрицы. Поэтому для слоистых пластиков с волокнами,
ориентированными в различных направлениях, следует оценивать долго-
долговременную прочность материала. При сжатии часть нагрузки восприни-
воспринимается полимерной матрицей и в однонаправленном слоистом пластике,
Свойства пластмасс, армированных углеродными волокнами
155
40 ВО
Время, ч
Рис. 4.9. Деформация вследствие ползучести при сжатии однонаправленного угле-
углепластика на основе эпоксидной смолы [13]. Препрег углепластика марки AS/3501-6
производства фирмы Hercules. Условия испытания: нагрузка 1025 МПа;
направление действия нагрузки совпадает с направлением армирования; темпера-
температура 20° С.
10 20 30 40 50 60 70
время, ч
Art:. 4.10. Деформация вследствие ползучести при сжатии однонаправленного уг-
углепластика на основе эпоксидной смолы [13]. Препрег углепластика марки
AS/3501-6 производства фирмы Hercules. Условия испытания: нагрузка 190 МПа;
температура 20 С; угол между волокнами и направлением действия нагрузки 9ff .
поэтому в этом случае также возникает явление ползучести. В табл. 4.10
приведены некоторые характеристики долговременной прочности одно-
однонаправленных углепластиков при сжатии. Полученные данные иллюстри-
иллюстрируют также диаграммы деформация — время, приведенные на рис. 4.9 и
4.10.
4.5. Стойкость к воздействию окружающей среды
Так как углепластики содержат полимерную матрицу, то необхо-
необходимо учитывать изменение их физических свойств под влиянием темпе-
температуры, влажности, УФ-излучения и других факторов окружающей сре-
среды. В частности, до сих пор почти не обращали внимания на влияние
156
Глава 4
влажности на свойства углепластиков. Однако независимо от состояния
препрега и степени отверждения связующего эпоксидные углепластики
способны поглощать влагу, что приводит к заметному ухудшению их
прочностных свойств.
4.5.1. Эпоксидные смолы
На рис. 4.11 показано, что с увеличением влагопоглощения снижает-
снижается температура стеклования эпоксидных смол. В связи с этим ухудшают-
ухудшаются их теплостойкость и другие характеристики. Количество влаги в от-
вержденном пластике определяется главным образом относительной
влажностью окружающей среды. На рис. 4.12 для двух типов эпоксид-
эпоксидных смол приведены зависимости равновесного влагопоглощения от от-
относительной влажности среды. Как видно из рисунка, содержание влаги
определяется в основном относительной влажностью среды.
.5.2. Слоистые пластики
На рис. 4.13 приведена зависимость коэффициента диффузии воды '
0\
ю ¦
20
30
40
50
60
70
во
90-
100 ¦
110 ¦
120-
130-
140:
\ *
Л\ *
\
\ *
л д
\
J 1 1 i i
12 ...
Содержание Влаги, %
Рис. 4. 11. Зависимость температуры стекло-
8 вания различных эпоксидных смол от со-
содержания влаги.
' > Скорость проникновения воды в углепластик прямо пропорциональна градиен-
градиенту ее концентрации на границе углепластика; коэффициент пропорциональности
называют коэффициентом диффузии.
и Ю 20 30 40 50 SO W 80 '30 100
Относительная влажность^
Рис. 4.12. Зависимость равновесного влагопоглощения эпоксидных смол от отно-
относительной влажности среды [14].
1 - эпоксидная смола марки 5280 производства фирмы NARMCO, темпера-
температура 25 - 80 С; 2 - эпоксидная смола марки MY-750 производства фирмы Ciba-
Geigy, температура 20 - 90 С.
10 20 30 40 50 ВО
Температура, "С
70 SO 90 WO
Рис. 4.13. Зависимость коэффициента диффузии воды в эпоксидных углепластиках
от температуры [14].
1 - эпоксидная смола марки 1031 производства фирмы Shell Chemical Co.,
2 - эпоксидная
углеродные волокна марки Т 300, относительная влажность
смола марки 1031, углеродные волокна марки Т 300, относительная влажность
33%; 3 — эпоксидная смола марки DER 332 производства фирмы Dow Chemical
Co., углеродные волокна марки Т 300, относительная влажность 33% и 80%; 4 —
эпоксидная смола марки 5208 производства фирмы NARMCO, углеродные волок-
волокна марки Т 300, относительная влажность 33% и I
158
Глава 4
от температуры для углепластиков на основе трех типов эпоксидных
смол и высокопрочных углеродных волокон. Как видно из рисунка,
влагопоглощение углепластиков, которое меняется в зависимости от
влажности среды для каждого типа эпоксидных смол, существенно раз-
различается для разных типов эпоксидных смол. Как показано на рис. 4.14,
скорость десорбции воды выше, чем скорость адсорбции, и примерно за
половину времени, необходимого для достижения при нагревании равно-
равновесного влагопоглощения, происходит практически полная десорбция
воды. На рис. 4.15 приведены кривые адсорбции и десорбции для образ-
образцов различных размеров. Видно, что с уменьшением размеров образца
или увеличением его суммарной внешней поверхности возрастает ско-
скорость адсорбции влаги. Таким образом, на влагопоглощение влияет
внешняя поверхность испытуемого образца. *)
Влияние влажности на механические характеристики слоистых
пластиков выражается в изменении прочности на границе раздела волок-
волокно — полимерная матрица вследствие проникновения влаги. На рис. 4.16
9 16
Время, сут
25
36
Рис. 4.14. Адсорбция и десорбция воды в зависимости от времени выдержки во
влажной среде эпоксидного углепластика (плоские образцы углепластика разме-
размером 151,2 х 151,2 мм; эпоксидная смола марки 5208 производства фирмы
NARMCO) [15].
1 - десорбция (высушивание при температуре 120 С) ; 2 - адсорбция (отно-
(относительная влажность 95%, температура 60 С) ; 3 — партия углепластика №344
@09-9,-11) , 4 - партия углепластика № 397 @09-10, -12) .
Более строго, отношение площади поверхности к объему образца; автор ие об-
обсуждает также анизотропию влагопоглощеиия, которая играет большую роль. -
Прим. ред.
2,0\-
it 15
1
? 0,5
\ 1
K)
\ У
\&
- w^
Уу 2
—w
• 3
0 i,
О 5
I I
1
25
36
4 9 16
Время, сут
Рис. 4.15. Влияние размера испытуемого образца иа адсорбцию и десорбцию воды
1 - десорбция (высушивание при температуре 120 С) ; 2 - адсорбция (отно-
(относительная влажность 95%, температура 60 ° С) ; 3 - образцы № 005-2 и 005-4 раз-
размером 25,2 х 151,2 мм из партии № 4; 4 - образцы №005-6 и 005-8 размером
75,6 х 151,2 мм из той же партии; 5 - образцы № 005-10 и 005-12 размером
151,2 х 151,2 мм.
Рис. 4.16. Диаграммы иапряжеиие-деформа- х
ция для эпоксидного однонаправленного угле- §
пластика при.растяжеиии перпендикулярно
ориентации волокон марки AS/3501-5 (со-
(содержание волокон 63 об.%) при различных
влажности и температуре [2].
1 — комнатная температура (к. т), от-
относительная влажность (о. в.) 95%; 2 —
к. т., о. в. 0%; 3 - к. т., о. в. 75%; 4 -
120 °С, о. в. 0%; 5 - 150 °С, о. в. 0%; 6 -
120 ° С, О. в. 75%; 7 - 120 ° С, о. в.
S - 150 °С. о. в. 95%; 9 - 300 °С, о.
Увеличение веса при о. в. 75% составляет
1,05%, а при о. в. 95% - 1,60%.
0 2 4 ¦ В
Деформация, %
10
Точка, отвечающая температуре 300 С и влажности 75%, вызывает сомнения,
так как эпоксидная матрица при этой температуре уже должна быть деструктиро-
ваиа. — Прим. ред.
160
Глава 4
юо Y
90
80
ВО
SO
20
ста
еде
II
IIS
незащищенные
образцы —
It)
_0бразцы с наклеенным
после отверждения слоем"
олюминиеЗой фольгиB)
Образцы с наклеенным
"** до отверждения слоем "*"
алюминиедой фольеи(З)
Рис. 4.17. Относительная прочность при изгибе (отношение значений прочности при
изгибе при повышенной и комнатной температурах) эпоксидных углепластиков с
различным содержанием влаги [2].
Условия выдержки во влажной среде: относительная влажность 98% и темпе-
температура 60 С. Условия испытания на тепловое старение: после выдержки в течение
72 ч при температуре 60 и относительной влажности 98% нагревание при темпера-
температуре 127 С в течение 2 ч. Прочность при изгибе измерялась при температуре 127
°С.
показаны диаграммы напряжение - деформация при растяжении одно-
однонаправленных слоистых пластиков перпендикулярно ориентации воло-
волокон. Из рисунка видно, что с увеличением влагопоглощения резко сни-
снижается прочность углепластиков, причем это снижение более заметно при
повышенных температурах испытания. Характеристики хрупкого разру-
разрушения с ростом влажности возрастают1^ [16] . Усталостная прочность
заметно снижается с ростом влажности и температуры [17] .
Изделия из углепластиков часто подвергаются совместному влиянию
влажности и повышенной температуры, например в условиях, возника-
возникающих при полетах сверхзвуковых самолетов, когда повышение темпе-
температуры происходит вследствие аэродинамического нагрева. На рис. 4.17
и 4.18 приведены данные соответственно для относительной прочности
при изгибе и при межслоевом сдвиге после цикла испытаний при повы-
повышенных температурах влагосодержащих углепластиков.
1 > К сожалению, автор не указывает, какие именно характеристики возрастают. -
прим. ред.
Свойства пластмасс, армированных углеродными волокнами
161
90 \-
80
10
SO
12
Puc. 4.18. Относительная прочность при межслоевом сдвиге (отношение значений
прочности при межслоевом сдвиге при повышенной и комнатной температурах)
эпоксидных углепластиков с различным содержанием влаги [2].
Условия проведения измерений указаны в подписи к рис. 4.17. Цифрами
обозначены образцы, условия подготовки которых указаны в надписях на
рис. 4.17.
Если не наносить защитное покрытие на внешнюю поверхность ис-
испытуемого образца, то под действием влаги и теплового цикла проч-
прочность снижается более чем на 50%. Однако если нанести на углепластик
в процессе формования защитное покрытие в виде алюминиевой фольги
и провести отверждение, то содержание влаги в углепластике снижается
примерно на 1/3 и в результате этого, после испытания при повышенной
температуре, величина прочности составляет более 80% значения исход-
исходной прочности.
В табл. 4.11 и 4.12 приведены величины прочности и модуля упру-
упругости при изгибе и прочности при межслоевом сдвиге слоистых углеплас-
углепластиков после длительного старения на открытом воздухе и при относи-
относительной влажности 50%. Как следует из приведенных в таблицах данных,
после теплового старения при температуре 127 ° С относительная проч-
прочность превышает 70%, а после старения при температуре 177 ° С она сни-
снижается приблизительно до 50%. Высушивание материала после теплового
старения приводит к восстановлению практически исходной прочности
материала. Содержание влаги в окрашенном и неокрашенном материалах
оказалось одинаковым. Это означает, что окраска материала совершенно
не предохраняет его от адсорбции воды. Для защиты от влаги можно
11 - 6S2
Таблица 4.11. Изменение прочности и модуля упругости слоистых углепластиков лри старении (окрашенный материал') [г]
Метод старения
Темпера-
Температура испы- Условия
тания, °С старения
<e
Старение лри относительной
влажности 50%
Старение на открытом воздухе
(Fire Island, New York)
. .
M Влах* Проч- Модуль Проч- Влаж- Проч- Модуль Проч-
о ность, ность лри упруго- ность при ность, ность лри упруго- ность при
§¦ % изгибе, сти при межслое- % . изгибе, сти при межслое-
* МПа изгибе, вомсдви- МПа изгибе, вом сдви-
§ ГПа ге, МПа ГПа ге, МПа
25 До старения
После старения в те-
чение 48 ч лри отно-
относительной влажности
Старение в помещении в
течение 2-4 недель
После старения в тече-
течение 3 мес
Относительная харак-
характеристика, %
После старения в тече-
течение 12 мес
Относительная харак-
характеристика, %
1025
1075
1045
1085
100+
0,89 1090
Ю0+
56
60
67
60
56
51
99
55
99
68
70
100+
65
98
0,96
1025
1075
55
60
65
60
1045
1045
99
1060
100+
55
55
95
55
100
65
60
65
60
90/
127
177
После старения в тече-
течение 24 мес °'66
Относительная харак-
характеристика, %
После высушивания
До старения
После старения в тече-
течение 48 ч при относитель-
относительной влажности 50%
После старения в
течение 12 мес
Относительная ха-
характеристика, %
После старения в
течение 24 мес
Относительная ха-
1045
620
54
51
64
100
\ою
1075
1045
755
72
97
56
55
56
46
64
95
62
54
47
-
37
рактеристика, %
После высушивания
До старения
После старения в течение
3 мес
Относительная характе-
характеристика, %
После старения в течение
12 мес
76
1050
655
720
90
535
92
52
55
51
100+
43
76
52
37
45
100+
25
0,94
980
75
55
40
59
95
985
1075
1045
735
70
98
55
55
55
50
65
85
45
55
45
-
35
75
990
655
725
90
75
50
55
50
100
75
50
35
35
95
505
45
25
Продолжение табп. 4.11
Темпе-
Температура
испыта-
испытания, °С
177
Метод старения Старение
при относительной
влажности 50%
л Влаж-
s НОСТЬ,
« %
о.
Условия «
старения g
Относительная характе-
характеристика, %
После старения в тече-
течение 24 мес
Относительная характе-
характеристика, %
После высушивания
Относительная харак-
характеристика, %
Прочность
при изгибе,
МПа
67
370
46
70
96
Модуль
упруго-
упругости при
изгибе.
ГПа
64
40
76
50
97
Проч-
Прочность
при
межсло-
межслоевом
сдвиге,
МПа
64
21
54
Зв
97
Старение на открытом воздухе
(Fire Island, New
Влаж- Проч-
Прочность, НОСТЬ
% при из-
изгибе,
МПа
65
455
55
730
90
York)
Модуль
упруго-
упругости при
изгибе,
ГПа
65
45
65
50
100
Проч-
Прочность
при меж-
межслоевом
сдвиге.
МПа
60
20
60
40
100+
Таблица 4.12. Изменение прочности и модуля упругости слоистых углепластиков при старении (окрашенный материал) [г]
Темпера-
Температура ис-
испытания,
°С
25
127
Метод старения
X
н
X
&
я
&
Условия старения х
До старения
После старения в те-
течение 3 мес
Относительная харак-
характеристика, %
После старения в тече-
течение 24 мес
Относительная харак-
характеристика , %
До старения
После старения в те-
течение 12 мес
Относительная харак-
характеристика, %
Старение при относительной
влажности 50%
Влаж-
Влажность,
%
0,96
Прочность
при изгибе.
МПа
1059
1165
100+
1018
96
1080
718
66
Модуль
упругос-
упругости при
изгибе.
ГПа
56
60
100+
58
100+
67
49
65
Проч-
Прочность
при
меж-
слое-
слоевом
сдвиге,
МПа
52
51
99
59
100+
-
—
Старение на открытом воздухе
(Fire Island, New
Влаж-
Влажность,
%
1.21
Проч-
Прочность при
изгибе.
МПа
1059
1008
95
1097
100+
1060
783
72
York)
Модуль
упруго-
упругости при
изгибе.
ГПа
56
56
96
56
100+
57
51
89
Проч-
Прочность
при меж-
межслоевом
сдвиге.
МПа
52
58
100+
67
100+
—
—
Продолжение табл.4.12
Темпера-
Температура ис-
испытания,
°С
Метод старения
Условия старе-
старения
ев
S
X
(б
о.
Старение при относительной
влажности 50%
Вгвж- Прочность
ность, при изги-
% бе, МП а
Модупь
упруго-
упругости при
изгибе,
ГПа
Прочность
при меж-
межслоевом
сдвиге,
МПа
Старение на открытом воздухе
(Fire
Впаж-
ность.
%
Island, New "
Прочность
при изги-
изгибе, МПа
Гогк
Модуль
упруго-
упругости при
изгибе.
ГПа
Прочность
при меж-
межслоевом
сдвиге,
МПа
После старения в те-
течение 24 мес
Относительная харак-
характеристика, %
Поспе высушивания
177 До старения
Поспе старения в тече-
течение 3 мес
Относительная характе-
характеристика, %
После старения в тече-
течение 12 мес
759
52
36
764
53
37
70
1041
906
759
63
566
91
55
47
54
100+
49
—
44
32
32
100+
30
72
1058
906
766
64
523
92
54
47
51
100+
45
—
46
32
39
100+
25
177 Относительная ха-
характеристика, %
После старения в те-
течение 24 мес
Относительная ха-
характеристика, %
После высушивания
Относительная харак-
характеристика, %
62
426
47
619
90
100+
43
91
53
"""~~" 100+
95
20
62
34
100+
57
347
38
746
62
96
42
66
54
100+
79
19
59
36
100+
168
Глава 4
50
100 150
Температура, °С
200
Рис. 4.19. Прочность при изгибе слоистых углепластиков на основе обычной эпок-
эпоксидной смолы и эпоксидной смолы нового типа [2].
1 — препрег марки AS/3501 производства фирмы Hercules без выдержки во
влажной среде; 2 — препрег марки AS/HME на основе эпоксидной смолы, моди-
модифицированной виниловыми соединениями, без выдержки во влажной среде; 3 -
препрег марки AS/HME после выдержки в течение 30 сут при температуре 49 С
и относительной влажности 95%; 4 — препрег марки AS/3501 после выдержи;: а
течение 30 сут при температуре 49 Си относительной влажности 95%.
рекомендовать покрывать углепластик алюминиевой фольгой с последую-
последующим его отверждением [2] .
Полимерное .связующее, которое можно использовать при темпера-
температурах выше 177 °С, сейчас разрабатывается в США [18] . На рис. 4.19
приведены данные о прочности при изгибе при высокой температуре
для обычного эпоксидного углепластика и углепластика на основе эпок-
эпоксидной смолы, модифицированной виниловыми соединениями [2] .
Такой углепластик сохраняет свои прочностные свойства и после вы-
выдержки во влажной среде.
Суммируя вышесказанное, можно отметить, что прочностные и упру-
упругие характеристики слоистых углепластиков заметно ухудшаются под
воздействием окружающей среды. Поэтому при расчетах свойств изде-
изделий из углепластиков необходимо учитывать условия окружающей сре-
среды и соответствующим образом выбирать компоненты углепластика.
4.6. Характеристики углепластиков японского производства
Углепластики японского производства с использованием технологии
получения углеродных волокон на основе полиакрилонитрила, разрабо-
разработанной доктором Синдо из Промышленной лаборатории Осакского тех-
Свойства пластмасс, армированных углеродными волокнами
169
нологического института, раньше всех начали создавать фирмы "Торэ" и
"Тохо рэён". До недавнего времени углепластики применялись только
для изготовления удилищ, клюшек для игры в гольф, теннисных раке-
ракеток и других спортивных изделий. Однако сейчас их применение значи-
значительно расширилось: с использованием углепластиков на заводах фирмы
"Кавасаки" серийно выпускаются гражданские вертолеты типа ВК-117,
на оборонных предприятиях разрабатываются новые учебные самолеты
среднего класса; независимо от европейских и американских фирм в
Японии разрабатываются новые изделия из углепластиков для авиации.
В связи с этим фирмы "Асахи композитто", "Сумика Хакюридзу" и др.
совместно с зарубежными предприятиями ведут подготовку к произ-
производству препрегов для углепластиков. В качестве примера, иллюстриру-
иллюстрирующего уровень физико-механических свойств углепластиков японского
производства, в табл. 4.13 — 4.16 приведены статические прочностные
характеристики углепластиков, выпускаемых фирмами 'Торэ" и "Тохо
Таблица 4.13. Прочностныа характеристики слоистого углэппастика
производства фирмы "Торэ"а
Характеристика Мэтод
испы-
испытания
Температура испытания, °С
Едини-
Единица из- -/-
мэрэния —54 23
82
132
1. Направленна
приложения
нагрузки 0°
Прочность
при растяже-
растяжении
Модуль упру-
упругости при
растяжении
Относительное
удлинение
Прочность при
сжатии
Модуль упру-
упругости при
сжатии
Предельная де-
деформация при
сжатии
BMS°
8-212
BMS°
8-212
МПа 1370 1620 1570 1520
ГПа 137 147 147 142
% 1,0 1,1 1.1 1.1
МПа 1520 1470 1275 1175
ГПа 132 132 127 127
% 1,2 1,1 1.0 1,0
Продолжение табп, 4.13.
Характеристика
Прочность при
изгибе
Модуль упру-
упругости при из-
изгибе
Прочность при
межспоевом
сдвиге
2. Направление
припожения
нагрузки 90°
Прочность при
растяжении
Модупь упру-
упругости при рас-
растяжении
Прочность при
изгибе
Модуль упругос-
упругости при изгибе
Метод
испы-
испытания
CF04R28
BMS0
8-212
BMS6
8-212
CF04R28
№CF04R2
Едини-
Единица из-
измерения
МПа
ГПа
МПа
МПа
ГПа
МПа
ГПа
-54
1860
127
137
50
10
118
10
Температура испытания. °С
23
1815
127
118
50
10
110
10
82
1665
127
98
50
9
98
10
132
1570
127
78
45
9
88
10
а Состав — 35 об.% эпоксидной смолы высокотемпературного
A80 °С) отверждения марки 3601 и 65 об.% углеродных волокон
марки "Торэка" Т300.
Технические данные фирмы "Боинг".
вТехнические данные фирмы "Торэ".
Табпица 4.14. Прочностные характеристики тканевых слоистых углепластиков
производства фирмы "Торэ"а
Характеристика Метод Еди-
испы- ница
тания изме-
измерения
Температура испытания, °С
-54
23
I6 II
71
I
II
I II
132
I
II
Прочность при BMSB МПа 540 540 540 540 540 540 520 520
растяжении 8-212
Продолжение табп. 4.14.
Характеристика Метод
испы-
испытания
Еди-
Единица
изме-
измерения
Температура испытания, °С
- 54
23
71
132
п
и
i п
II
ГПа 65 65 6 5 65 65 65 64 64
% 0,8 0,8 0,8 0,8 0,8 0,8 0,7 0,7
Модупь упру-
упругости при рас-
растяжении
Относительное
удлинение
Прочность при BMSB МПа 640 640 685 685 640 640 590 590
сжатии 8-212
Модупь упру-
упругости при
сжатии
Предельная
деформация
при сжатии
Прочность при г
изгибе CF04R2rMna -
ГПа
64 64 64 64 64 64 62 62
% 1,0 лМ 1,0 1,0 1,0 1,0 1,0 1,0
- 685 685 - - -
Модупь упру-
упругости при
изгибе
ГПа
55 56 - - -
Прочность
при межспоевом 8-212
сдвиге
BMSB МПа 69 69 69 69 69 69 59 59
а Ткань гладкого плетения марки 7373, углеродные вопокна марки "Торэка"
Т 300, эпоксидная смола высокотемпературного A80 °С) отверждения марки
3601, содержание волокон 60 об. %.
бНаправпения припожения нагрузки обозначены римскими цифрами: I -
вдоль волокон, II-поперек волокон.
вТехнические данные "Боинг",
г Технические данные фирмы "Торэ".
бэсурон". Приведенные в таблицах данные заимствованы из каталогов
этих фирм. В каталоги не входят подробные данные о применении угле-
углепластиков, которыми располагает каждая фирма-изготовитель; по этим
вопросам целесообразно контактировать с техническими отделами этих
фирм.
Табпица 4.15. Прочностные характеристики слоистого углепластика
производства фирмы "Тохо бэсурон"а
Характеристика Метод Едини- Температура испытания , °С
испыта- ца из-
ния мере- -54 23 82 180
ния
1. Направление
приложения
нагрузки о°
Прочность при
растяжении
Модуль упру-
упругости при рас-
растяжении
Относительное
удлинение
Прочность при
сжатии
Модуль упру-
упругости при сжа-
сжатии
Прочность при
изгибе
Модуль упру-
упругости при из-
изгибе
Прочность при
межспоевом
сдвиге
2. Направление
приложения
нагрузки 90°
Прочность при
растяжении
Модуль упру-
упругости при рас-
растяжении
3. Слоистый
пластик со
структурой
армирования
±45°
Прочность при
растяжении
BMS6 МП а 1820 1870 1780
8-212
ГПа 142 141 141
ASTM МП а 1570 1470 1370
D-3410
ГПа 132 130
ASTM МП а 1840 1785
D-790
ГПа 130 128
BMS6 МПа 133 129
8-212
BMS6 МПа
8-212
ГПа
59
10
BMS6
8-212
170
130
103
59
9
152
1885
139
1370
125
78
Продолжение табл. 4.15.
Характеристика Метод Едини-
испыта- Ua из-
ния мере-
ния
Температура испытания, °С
-54 23
82
180
Модуль упру- гпа _ ^ ^
гости при рас-
растяжении
а Углеродные волокна марки "Бэсуфайто" НТА , эпоксидная смо-
смола высокотемпературного A80°С) отверждения марки Q-1101, содержа-
содержание волокон 64 о6.%.
б Технические данные фирмы "Боинг".
Табпица 4.16. Прочностные характеристики тканевого слоистого угл'еппастика
производства фирмы "Тохо бэсурон"а
Характеристика Метод Единица
испы- измере-
тания ния
Температура испытания, °С
-54
23
82
150
1б II I II I II I
II
Прочность при BMSB МПа 837 637 686 866 686 686 637 637
растяжении 8-212
Модуль упру-
упругости при ГПа 66 66 66 66 66 66 66 66
растяжении
Относитель-
Относительное удлине-
удлинение
Прочность
при сжатии D-3410
Модуль упру-
упругости при
сжатии
Предельная
деформация
при сжатии
Прочность
при изгибе D-790
% 0,9 0,9 0,9 0,9 1,0 1,0 0,9 0,9
ASTM МПа 735 735 686 686 686 686 - -
ГПа 65 65 65 65 65 65 -
% 1,0 1,0 1,0 1,0 1,0 1,0 -
ASTM МПа 784 784 765 745 - -
Продолжение табл. 4.16.
Характеристика Метод Единица
испы- измере-
тания ния
Температура испытания, °С
-54
23
82
150
" I И I
II I
Модуль уп-
упругости при
изгибе
Прочность
при межспое-
вом сдвиге
BMSB
8-212
ГПа 59 59 59 58 - -
МПа 78 78 78 78 69 69
а Ткань гладкого плетения марки W-3104, углеродные волокна марки
"Бэсуфайто" ST-1, эпоксидная смола высокотемпературного A80°С) от-
отверждения марки 101, содержание волокон 62 об.%.
Направления приложения нагрузки обозначены римскими цифрами:
I — вдоль волокон, II — поперек волокон.
в Технические данные фирмы "Боинг".
4.7. Прогноз улучшения характеристик углепластиков
В октябре 1981 г. под эгидой Министерства торговли и промышлен-
промышленности Японии разработана программа перспективных фундаментальных
научных и технологических исследований, цель которых - осуществле-
осуществление технической реформы в течение последующих 8 лет совместными
усилиями промышленных предприятий, научных и государственных уч-
учреждений. Один из разделов этой программы - работы в области компо-
композиционных материалов. Что касается армированных материалов, то здесь
работы будут вестись в следующих направлениях: проектирование, ма-
материаловедение, технология получения материалов и их переработки,
оценка качества изделий [19] .В области технологии получения и фор-
формования материалов и изделий из них, а также оценки их качества зна-
значительные усилия будут направлены, в частности, на улучшение свойств
углепластиков, и поэтому ожидается значительный прогресс в совершен-
совершенствовании этих материалов.
Одна из важных задач — улучшение технологичности композицион-
композиционных материалов и повышение их теплостойкости благодаря созданию и
применению новых типов полимерных матриц. Научные исследования
предполагается развивать в следующих направлениях: 1) повышение
Свойства пластмасс, армированных углеродными волокнами
175
теплостойкости эпоксидных смол; 2) повышение технологичности по-
лиимидных смол; 3) разработка новых высокотегатостойких полимер-
полимерных связующих.
Для совершенствования технологии формования и обеспечения на-
надежной работоспособности изготавливаемых изделий необходимо также
разработать новые высококачественные термореактивные смолы и оп-
оптимизировать условия и режимы их отверждения. С этой точки зрения
для регулирования степени отверждения полимерных матриц целесооб-
целесообразно использовать эффект изменения их физических свойств в процес-
процессе отверждения.
Кроме исследований в рамках системы перспективных научных раз-
разработок Министерства торговли и промышленности Японии на различ-
различных промышленных предприятиях ведутся научные исследования по
повышению физико-механических свойств углеродных волокон, и уже
выпускаются в промышленном масштабе нити из углеродных волокон
с прочностью при растяжении больше 4500 МПа и относительным удли-
удлинением больше 2%. Когда на основе этих исследований будет созда-
создана технология, отвечающая задачам производства композиционных ма-
материалов, то углепластики займут одно из первых мест среди конструк-
конструкционных материалов.
Литература
1) Celanese Co.: Technical Data.
2) G. Lubin: HANDBOOK OF COMPOSITES, 1982, Van Nostrand Reinhold Co.
3) 1Я^зу((|) ШШ-
4) S. С Kunz and P. W. R: Beaumont and ASTMSTP 569 A975), p. 71—91.
5) С A. Berg and H. Salama: J. of Material, 7 A972), p. 216—230.
6) L. G. Beban: Composites, Oct. 1977. p. 227—232.
7) D. С Phillips and J. M. Scott: Composites. Oct. 1977, p. 233—236.
8) J. E. Ashton, J. С Halpin and P. H. Petit: Primer on Composite Analysis
Technomic Publishing Co., Stanford Conn., 1969.
P. H. Petit and M. E. Waddoups: J. Composite Materials, 3, No. 2, 1969.
J. С Halpin and J. L. Kardos: Polymer Engng. and Science, 18, July/August
9)
10)
1978.
11) G. Caprino, j. С Halpin and L. Nicolais: Composites, Apr. 1980, p. 106, Fig. 2.
12) T. T. Chiao, С .С. Chiao and R. J. Sherry: Proceedings of the 1977 International
Conference on Fracture Mechanics and Technology, Hong Kong, March, 21-25
1977.
176
Глава 4
13) М. N. Irion: Composites, April 1981, p. 117~123, Table 2, Fig. 4, Fig. 6.
14) W. W. Wright: Composites, July 1981.
15) J. H. Powell and D. J. Zigrang: 8th National SAMPE Tenchnical Conference,
Oct. 12-14' 1976, p. 241, Fig. 13.
16) D. H. Kaelble, P. J. Dynes, L. W. Crane and L. Maus: J. Adhes., 7, 25, 1975,
17) С Y. Lundemo and S. Thor: J. Compos. Mater., 11, 276, 1977.
18) С. Е. Browning: 23rd National SAMPE Symposium, 1978, p. 541.
19) шуашш ¦ ш&шшшшш-- m i шшшшшт* v#* * a
ГЛАВА 5
РАСЧЕТЫ ХАРАКТЕРИСТИК ПЛАСТМАСС,
АРМИРОВАННЫХ УГЛЕРОДНЫМИ ВОЛОКНАМИ
Особенностью композиционных материалов является то, что их
свойства можно задавать заранее (или проектировать). Если же к ним
применять методы расчета обычных металлов, обладающих некоторы-
некоторыми детерминированными свойствами, то основные достоинства компо-
композиционных материалов не будут реализованы. При использовании угле-
углепластиков прежде всего принимаются во внимание наиболее важные с
точки зрения свойств материала характеристики (например, ориента-
ориентация волокон), а затем уже ведется расчет конструкционных свойств
композиционного материала. Так как углепластики отличаются по
структуре и механическим характеристикам от металлов, расчеты требу-
требуют особого внимания, с тем чтобы исключить возможность неправильно-
неправильного решения. В данной главе рассмотрен широкий круг вопросов — от ос-
основ расчета углепластиков и до примеров практического решения неко-
некоторых типичных задач.
5.1. Основные подходы
5.1.1. Анизотропия и конструкционная прочность
Напряженное состояние тела или элемента конструкции под действи-
действием нагрузки в большинстве случаев характеризуется несколькими ком-
компонентами напряжений, отличающихся по величине и направлению. По-
Поэтому использование материала, не обладающего выраженной анизотро-
анизотропией механических свойств, не дает возможности эффективно реализо-
реализовать прочностные свойства материала. Понятие эффективности можно
выразить следующей формулой:
Эффективность реализации прочности материала = напряжение
внутри тела или элемента конструкции/прочность материала E.1)
Рассмотрим показанный на рис. 5.1 элемент тела ABCD, к которому
приложены два отличающихся по величине и направлению растягиваю-
растягивающих напряжения оу и ст2. Если материал сильно нагружен в одном
направлении и лишь незначительно в другом, то можно считать, что
прочность материала в первом направлении реализуется достаточно эф-
эффективно. Иначе говоря, когда нагрузка приложена преимущественно в
одном направлении, мы достигаем высокой эффективности реализации
прочности материала, согласно формуле E.1). Так как компоненты нап-
12-682
178
Глава 5
В
с
1
«1
2
А
1
JJ
Рис. 5.1. Иллюстрация анизотропии механи-
механических свойств.
ряжений внутри тела могут изменяться различным образом, в изотроп-
изотропном материале, механические свойства которого одинаковы во всех
направлениях, невозможно достичь эффективности реализации прочнос-
прочности материала, равной единице. Однако если использовать материал с за-
заданной анизотропией механических свойств, отвечающей распределению
напряжений, то можно приблизиться к максимальной эффективности
реализации прочности материала. Для придания материалу такой анизо-
анизотропии, при его армировании волокнами можно изменять содержание и
направление ориентации волокон. Изменяя прочнос-ть армированных во-
волокнами материалов в соответствии с условиями их эксплуатации,
можно получать элементы конструкций и изделия, в которых реализа-
реализация прочности материалов будет оптимальной.
5.1.2. Анизотропия и деформируемость
Если исследовать деформирование твердого тела на макроскопичес-
макроскопическом уровне, то почти всегда можно выделить три основных типа дефор-
деформаций: упругую, пластическую и вязкоупругую. Эти типы деформаций
можно выразить формулой, отражающей функциональную связь между
напряжением и деформацией. В общем виде ее можно записать как
•=/(?, t,T) E.2)
где е — тензор деформаций, а - тензор напряжений, t — время, Т — тем-
температура. Строго говоря, три независимые переменные уравнения E.2)
могут характеризовать все три типа деформаций. Каждая из этих пере-
переменных может описывать как линейную, так и нелинейную деформацию.
Поскольку анизотропный характер деформирования возникает в резуль-
результате сочетания линейных и нелинейных деформаций, ясно, что ани-
анизотропия деформируемости материала может быть весьма разнообраз-
разнообразной (рис. 5.2).
Причиной анизотропного поведения материала является анизотро-
анизотропия его структуры, которая возникает вследствие: 1) начальной анизо-
Расчеты характеристик угле композитов
179
напряжение
Рис. 5.2. Анизотропия механического поведения
твердого тела.
Температура
Время
тропии материала (анизотропия в структуре материала имеется с самого
начала деформирования); 2) анизотропии деформирования материала
(до начала деформирования структура материала макроскопически
изотропна, но при деформировании начинает проявляться анизотропия).
Отметим, что материал, армированный волокнами в определенном
направлении, соответствует первому из двух случаев анизотропии.
5.1.3. Понятия анизотропии и изотропности
Представим себе, что из различных участков одного и того же мате-
материала вырезаны произвольно ориентированные образцы. Если такие об-
образцы при испытании будут характеризоваться различными деформаци-
деформационно-прочностными свойствами, то материал обладает анизотропией ме-
механических свойств. И наоборот, если все образцы при испытании харак-
характеризуются одними и теми же свойствами, то такой материал называют
изотропным. Другими словами, под изотропностью понимают неизмен-
неизменность механических свойств материала по отношению к параллельному
переносу системы координат, ее вращению или зеркальному отображе-
отображению. Если из блочного материала вырезать образцы только лишь в од-
одном направлении и провести их испытания на растяжение и сжатие, то из
различия полученных экспериментальных значений нельзя сделать вывод
о том, обладает материал анизотропией механических свойств или он
изотропен. Как следует из определения изотропности механических
свойств, материал изотропен только при соблюдении указанных выше
условий. Все материалы, которые не удовлетворяют условиям изотроп-
изотропности, анизотропны.
5.1.4. Анизотропия упругих свойств
На первом этапе расчета прочности тел или элементов конструкций
необходимо проанализировать их деформационно-прочностное поведе-
поведение. Для этого следует использовать структурное уравнение, описыва-
описывающее деформационное поведение материала. Использование полного
уравнения анизотропного материала затруднительно. Поэтому здесь мы
180
Глава 5
рассмотрим сравнительно простой случай анизотропии упругой деформа-
деформации. Кроме того, мы не будем учитывать влияния на упругие свойства
температуры и времени.
Рассмотрим физическое тело в трехмерной системе декартовых ко-
координат и введем по девять компонент для тензоров напряжений и де-
деформации. Если использовать обобщенный закон Гука, то тензор напря-
напряжений О;.- и тензор деформации е^ связываются между собой через
тензор четвертого порядка Ciib-f
Здесь тензор с-щ содержит 81 компоненту. Если учесть равенство со-
сопряженных сдвиговых напряжений и деформаций, то получим по шесть
независимых компонент для тензоров напряжений и деформации. Тогда
тензор сгу?7 выражается с помощью 36 компонент. Если учесть существо-
существование потенциала упругих сил, то из 36 компонент тензора Сщ незави-
независимыми будут только 21 компонента. С их помощью зависимость напря-
напряжение - деформация для анизотропного упругого тела можно выразить
в матричном виде:
^22
^33
^23
.^12.
Си
Сп
Сгз
Си
с*
Си
с2г
Сгз
7
с26
Cl3
Сгз
Сзз
C3i
^36
Си
Си
Сз*
Си
с"
С46
Ctti L?1-
Ггз
E.4)
В общем случае, т. е. для анизотропных материалов, описываемых
уравнением E.4), симметрия отсутствует. Однако, как показано на
рис. 5.3, в однонаправленных армированных материалах и анизотропных
материалах, армированных равным количеством волокон в двух взаим-
взаимно перпендикулярных направлениях, существует симметрия. Например,
при повороте квадрата на рис. 5.3, а на 180° вокруг оси, перпендикуляр-
перпендикулярной плоскости рисунка, а на рис. 5.3, б — вокруг той же оси на 90 и 180°
имеем ту же анизотропию, что и в исходных прямоугольных координа-
координатах. При этом число независимых упругих постоянных в этих двух слу-
случаях будет равно соответственно 13 и 6. Для изотропного материала
имеются только две независимые упругие постоянные. Упругие посто-
постоянные армированных волокнами материалов могут существенно изме-
изменяться при изменении не только содержания волокон, но и их ориента-
ориентации. Это означает, что средством регулирования упругих (и прочност-
прочностных) свойств может служить варьирование содержания и ориентации
волокон.
Расчеты характеристик углекомпозитов
181
Рис. 5.3. Армирование
волокнами и анизо-
анизотропия.
а — одноосное
армирование; б -
двухосное равно-
равнопрочное армирование.
а
б
Деформационное поведение анизотропных материалов значительно
отличается от деформационного поведения изотропных материалов. Для
простоты рассмотрим плоское напряженное состояние с одноосной схе-
схемой армирования (рис. 5.3, а). Обозначив ось координат в направлении
армирующих волокон через 1, а ось координат, перпендикулярную к
направлению ориентации волокон, через 2, имеем следующую формулу
зависимости напряжение - деформация при упругом деформировании:
~ сп с12 0 1 Г<т,1~
С\2 С22 U ^22 (*^ J
. О 0 Сбб J L ^"i2-
Здесь Сц, Ci2 и т. д. — компоненты податливости. Если обозначить че-
через Е -модуль упругости, е - коэффициент Пуассона, G - модуль сдви-
сдвига, то можно написать
E.6)
Теперь компоненты деформации, возникающей под действием одноос-
одноосного напряжения растяжения ст, т, имеют вид
Еп=Сц(Т11 , «22 = ^12^11 , Г12 = 0 E.7)
Следовательно, если прикладывать растягивающую нагрузку вдоль арми-
армирующих волокон, то плоский материал наряду с деформированием в
направлении приложения нагрузки будет сжиматься в перпендикуляр-
перпендикулярном направлении. Материал будет деформироваться аналогично, если
прикладывать нагрузку в направлении оси 2 (рис. 5.3, а). Сдвиговые
напряжения будут вызывать только сдвиговые деформации. Тогда де-
деформация плоского материала будет такой же, как изотропного мате-
материала.
Рассмотрим условия приложения нагрузки вдоль оси х под углом в
к направлению армирующих волокон (рис. 5.3, а). Тогда, заменяя в
1
ж
1
ж
2
Cl2=--pT- =
1
О-12
1
Е2
182
Глава 5
уравнении E.5) прямоугольные координаты 1 и 2 на произвольные х и
у, зависимость напряжение — деформация при упругом деформировании
вдоль осей х и у можно записать как
- Txv J
Cxx
Cxv
Cxs'
cvs
Css.
~°xx~
<yyy
-*xg.
E.8)
Компоненты схх и т. д. можно выразить через компоненты с,, и т. д.
уравнения E.5) и угол вращения прямоугольных координат в:
E.9)
Схх = сп cos4 в + Сп sin4 6+ Bc12+c66)sin2 cos2 в
Cyv=cn sin4 в + с22 cos4 в+ BcI2 + c66)sin2 в cos2 в
Cxv= (cn + c22-c66)cos2 <?sin2 # + Ci2(cos4 0+sin4 0)
Css=2Bcn+2c22-4ci2-c66)cos2(?sin2(? + c66(cos4^+sin4(?)
Cxs=2Bcu-2c12-Cm)cos3 в sin 0-2Bc22-2cI2-c66)cos 6»sin3 в
ct/>=2Bcn-2c12-ces)cosesin30~2Bc22-2c12~c,,)cos3 вsin0,
Компоненты деформации при растягивающей нагрузке а вдоль оси х
имеют вид
?хх = Схх<7хх , ?w = Cx!r<fzx , 7xv = Cxsnxx E.10)
Как видно из рис. 5.4, а, это означает, что под действием растягивающей
нагрузки ахх возникают сдвиговые деформации. Компоненты деформа-
2'
Рис. 5.4. Испытание одноосно-
армированного волокнистого
материала под углом к главным
осям.
а — испытание на растяже-
растяжение; б — испытание на сдвиг.
Расчеты характеристик углекомпозитов
183
15'
га Ю
5
L
\
\
\
/
1 15
/
\
_^\
3D
¦
• ¦
S-
¦
¦
45
of, град.
f~
г*
vxy—
"ж —
\
60
— ¦
— A
\
\
¦-Ч.
—. !
75
-
-
-
5
i,
3
2
1
90
*i>
Puc. 5.5 Расчетные кривые и экспериментальные значения модуля упругости Е ,
модуля сдвига Gxv и коэффициента Пуассона Vхуглепластика в зависимости от
угла ориентации а.
ции при сдвиговом напряжении txv имеют вид:
?xx = CxSTxg t ?yy = CssTxv f Txv — CssTxv E.11)
Как показано на рис. 5.4, б, это означает, что под действием сдвигового
напряжения т происходит не только сдвиговое деформирование, но и
возникают деформации растяжения или сжатия. Для слоистого пластика
с различной анизотропией имеет место аналогичное явление. Для его
предотвращения необходимо производить ориентацию слоев пластика
симметрично по отношению к центральному слою.
На рис. 5.5 показана зависимость упругих характеристик от угла а
(половинного угла между направлениями ориентации слоев) для двух-
двухслойного симметричного (слои равной толщины) пластика на основе уг-
углеродных волокон и эпоксидной смолы (рис. 5.6) [ 1 ] .
Приведенные на рис. 5.5 данные получены при испытании на растя-
растяжение и кручение трубчатых образцов, изготовленных методом намот-
намотки. Как следует из рисунка, упругие свойства материала существенно
зависят от направления ориентации волокон. В общем случае упругие
свойства многослойного пластика, который состоит из однонаправлен-
однонаправленных слоев, раположенных различным образом, можно рассчитать, ис-
используя теорию слоистых пластиков [2] и зная упругие свойства от-
отдельных слоев пластика. Кривые на рис. 5.5 рассчитаны с использовани-
использованием данных об упругих свойствах однонаправленного материала, армиро-
армированного углеродными волокнами.
Рис. 5.6. Схема двухслойного симметричного слоис-
слоистого пластика.
184
Глава 5
5.1.5. Анизотропия прочностных свойств армированных пластиков
Однонаправленный материал. Если известно распределение напряже-
напряжений в элементах конструкций, то для расчета их прочности необходимо
знать прочность исходного материала. Обычно материал в изделии нахо-
находится в сложном напряженном состоянии. Поэтому для расчета прочнос-
прочности конструкции необходимо знать не только его прочность при таких
простых случаях напряженного состояния, как растяжение или сжатие,
но и прочность при сложном напряженном состоянии, которая являет-
является функцией компонент напряжений. Для изотропных материалов
широко используются, например, критерии Мизеса, критерии Треска и
т. д. Для анизотропных материалов, таких, как однонаправленные
волокнистые пластики, используют, например, условия Хофмана [3] :
I
l<Tl+llT~
¦Л-г
у
или условия тензорного многочлена [4]
L V
, = 1 E.12)
!<т2=1 E.13)
i Хг' г '\хг :
Применяют также и другие прочностные критерии. В уравнениях E.12)
и E.13) величины ai и а2 — компоненты напряжений соответственно
вдоль и поперек ориентации волокон; Хх и Х\ ' - соответственно проч-
прочность при растяжении и прочность при сжатии вдоль ориентации волокон,
a X-l и ЛГ2 ' — те же характеристики в направлении, перпендикулярном к
армирующим волокнам; Х6 — сдвиговая прочность на границе волок-
волокно — матрица. Величину F, 2 в уравнении E.13) определяют эксперимен-
экспериментально как результат суперпозиции напряжений О\ и а2 при изменении
их величин.
На рис. 5.7 и 5.8 приведены экспериментальные значения прочности
однонаправленных эпоксидных пластиков, армированных волокнами
Кевлар и углеродными волокнами, в сравнении с кривыми, рассчитан-
рассчитанными по уравнениям E.12) и E.13). Экспериментальные данные опре-
определяли при растяжении трубчатых образцов (полученных методом на-
намотки) вдоль оси образцов, при внутреннем давлении и кручении.
Объемное содержание волокон составляло приблизительно 60% [6] .
Данные на рис. 5.7 соответствуют сложному напряженному состоянию,
полученному путем комбинации напряжения а2, направленного вдоль
оси волокон, и сдвигового напряжения тч 2. Сложное напряженное
состояние (см. рис. 5.8) получается в результате суперпозиции напря-
напряжения О\ вдоль оси образца (параллельно ориентации волокон) и напря-
напряжения а2, направленного под углом 90° к армирующим волокнам. Ха-
Характеристики сложного напряженного состояния, возникающего при
комбинации напряжений а2 и тч2, согласуются с зависимостями E.12)
и E.13). Для сложного напряженного состояния, обусловленного су-
Расчеты характеристик углекомпозитов
185
-120 -100 -80 -60 -40 -20 0 20 40 <*2>МПа
Рис. 5.7. Расчетные кривые и экспериментальные значения прочности материала
для сложного напряженного состояния, полученного путем сочетания сдвигового
напряжения и напряжения растяжения или сжатия.
Штриховая кривая рассчитана по уравнению (S.13) для эпоксидных пластиков
на основе углеродных волокон (светлые кружки — экспериментальные значения) ;
сплошная кривая и черные кружки - то же для эпоксидных пластиков на основе
волокон Кевлар.
перпозицией напряжений ai и о2, кривые прочности, рассчитанные по
уравнениям E.12) и E.13), различаются (рис. 5.8). Для пластика,
армированного волокнами Кевлар, различие кривых, рассчитанных по
этим двум уравнениям, незначительно и обе теоретические кривые
согласуются с экспериментальными значениями. Однако для углеплас-
углепластика кривая, рассчитанная по уравнению E.12), недостаточно хорошо
согласуется с экспериментальными значениями прочности и в этом
случае более эффективен расчет с помощью уравнения E.13). В табл. 5.1
приведены основные прочностные характеристики угле- и органоплас-
тиков, входящие в уравнения E.12) и E.13). Схема определения проч-
мпа
Рис. 5.8. Расчетные кривые и экспериментальные значения прочное™ материала при
двухосном напряженном состоянии. сплошная - по уравнению
Штриховая кривая рассчитана по уравнению (Ь.ч), t
E.12) ; кружки - экспериментальные значения.
186
Глава 5
Таблица 5.1. Основные прочностные характеристики углеплас-
углепластиков и органопластиков на основе волокон Кевлар
ностных характеристик приведена на рис. 5.9. Значение F12 в уравне-
уравнении E.13) определялось экспериментально при О\\о2 =-10 (р\ > 0,
о2 < 0); для углепластика F12 - 7,47* 10~6 МПа, а для органо-
органопластика, армированного волокнами Кевлар, F12 = 2,14* 10~6 МПа.
Косоугольный слоистый пластик. Прочность косоугольно-армиро-
косоугольно-армированного слоистого пластика так же, как и его упругие характеристики,
существенно зависит от схемы ориентации волокон. Прочность однонап-
однонаправленного слоистого пластика (т. е. при а = 0) можно легко рассчитать,
зная прочностные характеристики отдельных слоев пластика. Прочность
слоистого пластика, однонаправленные слои которого расположены под
углом ± а к направлению приложения нагрузки, можно вычислить сле-
следующим образом. Прежде всего вычисляют компоненты напряжений в
отдельных слоях пластика. Затем раскладывают их на составляющие в
направлениях вдоль и перпендикулярно волокнам, сопоставляют со зна-
значениями прочности однонаправленного армированного пластика для со-
соответствующего слоя и рассчитывают прочность слоистого пластика, на-
напряженное состояние которого в целом задано условиями нагружения.
На рис. 5.10 сопоставлены экспериментальные и расчетные значения
прочности при растяжении симметричного по толщине двухслойного
пластика с различными углами взаимной ориентации слоев (рис. 5.6).
Расчет проведен по уравнению E.12). Материалы и методы их испытаний
идентичны тем, которые использовались для получения данных, приве-
X) X, Хг Х'г
t I
Рис. 5.9. Схема определения
прочностных характеристик
из уравнений E.12) и E.13).
Расчеты характеристик углекомпозитов
187
Прочностная ха-
характеристика, МПа
х2
Углепластик
1360
809
28
124
63
Пластик на осноае
аолокон Кевлар
1258
205
19
73
53
Рис. 5.10. Зависимость прочности
при растяжении от угла ориентации
волокон.
Пунктирная кривая рассчитана по
уравнению E.13) для углеплас-
углепластика (светлые кружки — экспери-
экспериментальные значения); сплошная
кривая и черные кружки - то же
для пластика, армированного во- 0 -30 -S0 -90
локнами кевлар. Диагональный угол от, град.
денных на рис. 5.7 и 5.8. Пунктирная и сплошная кривые на рис. 5.10
характеризуют прочность каждого однонаправленного слоя с учетом
нелинейного характера деформирования. Штрихпунктирная кривая со-
соответствует расчету прочности при растяжении углепластика в предполо-
предположении линейности деформации. Для пластика, армированного волокнами
Кевлар, различие между расчетной кривой и экспериментальными значе-
значениями весьма незначительно. При малом угле взаимной ориентации сло-
слоев расчетные значения значительно больше измеренных значений.. Проч-
Прочность при растяжении существенно зависит от угла взаимной ориентации
слоев и для углепластика, и для пластика, армированного волокнами
Кевлар. Аналогичным методом можно рассчитать зависимость прочнос-
прочности от угла взаимной ориентации слоев для пластика, находящегося в
сложном напряженном состоянии [6] .
5.15. Оптимальный угол взаимной ориентации волокон
Как указывалось в предыдущем разделе, прочность армированных
пластиков зависит от направления ориентации волокон. Следовательно,
при заданном напряженном состоянии существует схема ориентации
188
Расчеты характеристик углекомпозитов
189
Кривые
прочности
Рис. 5.11. Метод определения опти-
оптимального угла ориентации волокон.
волокон, при которой достигается максимальная прочность материала.
Если выразить в координатах напряжений зависимость прочности от
ориентации волокон, то получим поверхность (или кривую), описыва-
описывающую изменение прочности от угла взаимной ориентации волокон
(рис. 5.11). Рассмотрим вектор ОР, связывающий начало координат и
точку на поверхности или на кривой прочности. Направление этого
вектора зависит от соотношения всех компонент напряжений при слож-
сложном напряженном состоянии. Величина вектора определяется схемой
ориентации волокон. Следовательно, при сложном напряженном состоя-
состоянии слоистого пластика с некоторым утлом взаимной ориентации воло-
волокон существует такая схема ориентации, при которой вектор ОР прини-
принимает максимальное значение в рассмотренных выше прямоугольных
координатах. Максимальная величина вектора ОР характеризует опти-
оптимальный с точки зрения прочности угол взаимной ориентации волокон.
Для определения этого угла сначала вычисляют значения прочности при
различных углах ориентации волокон и затем выбирают такой угол, при
котором для данного отношения напряжений вектор ОР принимает мак-
максимальное значение. На рис. 5.12 и 5.13 приведены оптимальные углы
взаимной ориентации волокон соответственно для двухосного растяже-
растяжения и сложного напряженного состояния при комбинации сдвигового
напряжения с напряжением растяжения или напряжением сжатия [6] .
Прямые линии на рисунке показывают направления, соответствующие
определенному соотношению напряжений; в скобках приведены значе-
значения оптимального угла ориентации волокон, соответствующего этому
соотношению напряжений. Обобщающие кривые на рисунках получены
путем объединения точек, соответствующих максимальной прочности
для каждого из направлений с фиксированным соотношением напря-
напряжений.
Рис. 5.12. Оптимальные направле-
направления ориентации волокон в угле-
углепластике, находящемся в двухос-
двухосном напряженном состоянии
(растяжение).
На рис. 5.14 приведены кривые удельной прочности слоистого плас-
пластика, имеющего оптимальный угол взаимной ориентации волокон, а так-
также хромоникельмолибденовой стали и алюминиевого сплава, находя-
находящихся в двухосном напряженном состоянии. Кривые удельной прочнос-
прочности металлических материалов получены с использованием критерия Ми-
зеса и значений, приведенных в табл. 5.2. Из рисунка видно, что углеплас-
углепластики могут обладать большей удельной прочностью, чем металлические
материалы.
Рис. 5.13. Оптимальные направления ориентации волокон в углепластике, нахо-
находящемся в сложном напряженном состоянии (сочетание сдвигового напряжения
с напряжениями растяжения и сжатия).
190
Глава 5
Расчеты характеристик углекомпозитов
191
15
10
5 Ю
15
Рис. 5.14. Кривые удельной прочнос-
прочности различных материалов при двух-
двухосном напряженном состоянии. 1 —
углепластик; 2 - хромоникельмо-
либденовая сталь; 3 - алюминиевый
сплав.
Таблица 5.2. Характеристики материалов для сравнения их удель-
удельной прочности
Характеристика
Хромоникепьмолибдено- Алюминиевый
вая сталь сплав
Предел текучести,
МПа
ПЛОТНОСТЬ,!"/СМ3
882
7,85
235
2.8
5.2. Примеры решения прикладных задач
5.2.1. Армированные волокнами маховики
Хорошо известно, что армированные пластики можно успешно ис-
использовать для изготовления вращающихся с большой угловой ско-
скоростью тел. Рассмотрим пример такого применения. На рис. 5.15 пока-
показан горизонтально расположенный стержень длиной / и площадью попе-
поперечного сечения А, который вращается относительно вертикальной оси,
проходящей через его центр, с угловой скоростью со. Центробежную
силу df, которая действует на элемент стержня толщиной dr, располо-
расположенный на расстоянии г от центра стержня, можно записать в виде df -
= pAdr TGj2/g, где р - плотность стержня, g - ускорение свободного
падения. Максимальное напряжение, возникающее в сечении стержня,
Равно 1 п,г,А,л
-rdr=i
Если обозначить допустимое напряжение через аа, то допустимая угло-
угловая скорость будет равна сод = (8g oJyPI /2. При одной и той же длине
Рис. 5.15. Вращающийся стержень.
г—-|tf
стержня / с ростом величины ojp будет увеличиваться допустимая уг-
угловая скорость сод. Так как величина ojp соответствует удельной
прочности, то по мере ее увеличения будет расти и допустимая угловая
скорость. Следовательно, для изготовления изделий, вращающихся с
большой скоростью, целесообразно использовать армированные пласти-
пластики, обладающие высокой удельной прочностью.
Рассмотрим прежде всего случай вращения кольца, изготовленного
из изотропного материала с равномерной толщиной. Обозначим внут-
внутренний радиус кольца гд, внешний - г^ (рис. 5.16). Если кольцо вращает-
вращается вокруг оси, проходящей через его центр О, с угловой скоростью со, то
в нем возникают тангенциальные напряжения од и радиальные напряже-
напряжения ог Как показано на рис. 5.17, напряжение Од возрастает по мере
приближения к внутреннему краю кольца и снижается в направлении к
внешнему краю. Напряжение ог достигает максимума в центральной
точке между внешним и внутренним радиусами и равно нулю на внеш-
внешнем и внутреннем краях кольца [7] . Напряжение Oq существенно
больше, чем напряжение ог С учетом такого распределения напряжений
целесообразно применить метод армирования кольца путем укладки
волокон с ориентацией в тангенциальном направлении. На практике та-
такое кольцо изготавливают из стеклопластика методом намотки [8] .
Однако разрушение изготовленных таким образом колец с однонаправ-
однонаправленной структурой происходит при значительно меньшем числе оборо-
Рис. 5.16. Вращающееся кольцо постоян-
постоянной толщины.
Глава 5
Рис. 5.17. Распределение напряжений
во вращающемся кольце постоянной
тов, чем то, которое получается из расчета с использованием в качестве
критерия прочности тангенциальных напряжений. В этом случае более
важную роль играют меньшие по величине радиальные напряжения, так
как они действуют поперек волокон. В этом направлении прочность
стеклопластика значительно ниже, чем в тангенциальном (вдоль воло-
волокон) .0 Поэтому армирование дисков волокнами только в тангенциаль-
тангенциальном направлении не дает требуемого эффекта.
Для компенсации этого недостатка стремятся повысить прочность
вращающихся колец путем введения в них слоев армирующих волокон
с различными механическими свойствами [9 — 11] . Основная цель при
этом — уменьшить напряжения и снизить деформации в радиальном на-
направлении. Напряжения снижают благодаря использованию во внешней
части кольца легких материалов, а для уменьшения деформаций повыша-
повышают жесткость внешней части. Это может быть достигнуто, например, пу-
путем армирования внешней части волокнами, обладающими высоким
удельным модулем упругости. В качестве примера изменения типа ар-
армирующих волокон в радиальном направлении можно привести кольца,
внутреннюю часть которых получают методом намотки стеклянных воло-
волокон, а внешнюю часть - углеродных [9] ; другой пример - формиро-
формирование внутренней части кольца из стеклотекстолита, а внешней - из од-
однонаправленного стекло- или углепластика [10,11] .
На рис. 5.18 показано кольцо постоянной толщины с внутренним
радиусом Г\, внешним радиусом г3 и радиусом г2 окружности, являю-
являющейся границей между материалами двух типов. Внутренняя часть коль-
Спедует отметить, что различие величин прочности однонаправленного стекло-
стеклопластика в продольном и поперечном направлениях существенно выше, чем раз-
различие значений Од н аг. - Прим. ред.
Расчеты характеристик углекомпозитов
193
Рис. 5.18. Кольцо из материала со
сложной схемой армирования. 1 -
изотропная часть; 2 - часть, армиро-
армированная в тангенциальном направлении.
ца (между радиусами Ti иг2) изготовлена из изотропной стеклоткани^),
а внешняя (между радиусами г2 и г3) получена методом намотки из
однонаправленного стекло- или углепластика. Результаты расчета ра-
радиальных напряжений при вращении таких колец из материалов со слож-
сложной схемой ориентации приведены на рис. 5.19 и 5.20 [11] . Семейства
кривых отвечают различным значениям радиуса окружности, являющей-
являющейся границей между различными по свойствам внутренней и внешней час-
частями. Как следует из данных, приведенных на рис. 5.19, при намотке
Рис. 5.19. Радиальные напряжения о_
при вращении кольца, внешняя часть
которого получена из стеклопласти-
стеклопластика методом намотки (частота враще-
вращения 10 000об/мин).
Штриховая кривая — радиальные
напряжения в части, армированной
в тангенциальном направлении стек-
стеклянными волокнами; сплошные
кривые — радиальные напряжения
во внутренней изотропной части.
> Так как автор не приводит данных о структуре стеклоткани и о схеме располо-
расположения ее слоев, термин "изотропная стеклоткань" нельзя считать строгим. -
Прим. ред.
13- «82
194
Глава 5
/130
Рис. 5.20. Радиальные напряжения
а при вращении кольца, внешняя
часть которого получена из угле-
углепластика методом намотки (час-
(частота вращения 10 000 об/мин).
Штриховые кривые — ради-
радиальные напряжения в части, ар-
армированной в тангенциальном на-
направлении углеродными волокнами;
сплошные кривые — радиальные на-
напряжения во внутренней изотроп-
изотропной части.
внешней части из стеклопластика радиальные напряжения во внутренней
части кольца снижаются мало; вклад такой внешней части в повышение
прочности кольца незначителен. На рис. 5.20 видно, что при использова-
использовании для намотки внешней части углепластика радиальные напряжения
во внутренней части кольца снижаются весьма существенно. При этом
радиальные напряжения на границе между внешней и внутренней частя-
частями могут изменить знак и стать напряжениями сжатия; внешняя часть
в этом случае эффективно сдерживает деформирование внутренней час-
части — так называемый эффект бандажирования. Различие данных, приве-
приведенных на рис. 5.19 и 5.20, связано с различием упругих свойств матери-
материалов, из которых изготовлена внешняя часть кольца. Зависимости пре-
предельной частоты вращения двух рассмотренных типов колец в зависи-
зависимости от радиуса г2 окружности, разделяющей внешнюю и внутреннюю
части, приведены на рис. 5.21. Тонкие и жирные кривые относятся к
кольцам, внешние части которых получены методом намотки соответст-
соответственно из стекло- и углепластиков. Кривые 1 и 2 показывают зависи-
зависимость от радиуса г2 предельной частоты вращения до разрушения. Штри-
Штриховая кривая соответствует предельной частоте вращения до разрушения
внешней части из стеклопластика, сплошная - предельной частоте вра-
Расчеты характеристик углекомпозитов
195
Рис. 5.21. Предельная частота вращения, при
которой происходит разрушение колец из
материалов со сложной схемой армиро-
армирования.
Кривые 1 и 3 соответствуют внутрен-
внутренней изотропной части, кривая 2 — внешней
части из стеклянных волокон, кривая 4 —
внешней части из углеродных волокон.
Кривая 1 относится к случаю внешней
части из стеклянных волокон, кривая 3 —
из углеродных волокон.
щения до разрушения внутренней части из стеклотекстолита. Разрушение
всего кольца при фиксированном радиусе г2 происходит при меньшей из
двух предельных частот вращения. Если увеличивать радиус г2, то пре-
предельная частота вращения для внутренней части (кривая 1) будет умень-
уменьшаться, а предельная частота вращения для внешней части (кривая 2) -
увеличиваться. В точке пересечения этих двух кривых разрушение обе
их частей будет происходить одновременно, и при этом значении радиуса
г2 достигается максимальная частота вращения кольца. Аналогичный >
вид имеют и кривые 3 и 4. Если сравнить максимальную частоту враще-
вращения колец, то она оказывается выше при использовании внешней части
из углепластика, т. е. материала с высокими значениями удельных упру-
упругих характеристик.
Таким образом, тела вращения, изготовленные из пластиков с высо-
высокими значениями удельных упругих и прочностных характеристик, мо-
могут с успехом использоваться в конструкциях, работающих при высоких
частотах вращения. Поэтому они применяются в качестве маховиков,
аккумулирующих механическую энергию. Кинетическая энергия враще-
' Полной аналогии нет: кривая 4 имеет экстремальный характер. - Прим. ред.
196
Глава 5
ния тела пропорциональна произведению квадрата его угловой скорос-
скорости на момент инерции. Из-за низкой удельной прочности металлов и дру-
других материалов, обладающих большой удельной массой, невозможно из-
изготовить из них маховики, выдерживающие высокую частоту вращения.
Поэтому повышение аккумулируемой энергии достигается путем увели-
увеличения момента инерции вращающегося тела. Для этого требуется увели-
увеличивать размер маховиков и усложнять технологию аккумулирования
энергии. При использовании маховиков из армированных пластиков уве-
увеличение запасенной энергии достигается благодаря повышению частоты
вращения маховиков. На рис. 5.22 приведены сравнительные данные об
удельной энергии вращающихся стержней и колец из армированных
пластиков и стальных маховиков. Внешний радиус всех колец 130 мм, а
внутренний радиус последовательно возрастает начиная с 30 мм. Стерж-
150
100 -
1
I
I»
-
в-*
9^-
10-*
/
' /l
I III
/ У У3
"ill i i i i
г
1
1
30
50
70
90
110 130
Рис. 5.22. Сравнение удельной энергии вращающихся тел.
1 — гибридный армированный пластик на основе стеклянных и углеродных
волокон; 2 — углепластик; 3 — стеклопластик; 4 — равнонапряженный стержень
из углепластика; 5 — однородный по сечению стержень из углепластика; 6 — рав-
равнонапряженный стержень из стеклопластика; 7 - однородный по сечению стер-
стержень из стеклопластика; 8 — равнонапряженное стальное кольцо с закругленными
краями; 9 — однородное по сечению стальное кольцо с закругленными краями;
10 — свинцовая электрическая батарея.
Расчеты характеристик углекомпозитов
197
ни изготовлены из однонаправленных угле- и стеклопластиков, а кольца
армированы соответствующими волокнами по окружности. На рисунке
приведены также данные для колец из гибридного материала, внешняя и
внутренняя части которых получены тангенциальной намоткой соответ-
соответственно угле- и стеклопластиков. Удельная энергия таких колец зависит
от радиуса окружности, являющейся границей между внешней и внутрен-
внутренней частями; на рисунке приведены лишь максимальные значения удель-
удельной энергии (для оптимального радиуса граничной окружности). Из ри-
рисунка видно, что удельная энергия вращения у колец из гибридных ар-
армированных палстиков больше, чем у колец, изготовленных из стекло-
стеклопластиков или углепластиков.
5.2.2. Шестерни из армированных пластиков
Шестерни из пластмасс обладают способностью к самосмазыванию,
имеют высокие химическую стойкость и ударную вязкость, являются
низкошумными и т. д. Но по сравнению со стальными шестернями они
выдерживают меньшие силовые нагрузки. Вследствие этого пластмассо-
пластмассовые шестерни используются главным образом в редукторах различных
контрольно-измерительных приборов. Однако если армировать пласт-
пластмассовые шестерни высокопрочными волокнами, то можно повысить
их стойкость к силовым воздействиям. Одной из основных прочност-
прочностных характеристик шестерен является прочность зубьев при стати-
статическом изгибе. Для того чтобы выяснить эффективность армирования
волокнами зуба шестерни, к которому приложена изгибающая нагрузка,
прежде всего необходимо рассчитать распределение напряжений в изо-
изотропном зубе шестерни под действием изгибающей нагрузки. На
рис. 5.23 показана модель зуба шестерни (модуль т = 5, число зубьев
z = 30, угол приложения нагрузки а = 20°), использованная для расчета
распределения напряжений [12] . Как показано на рисунке, в точках F
и F' пересекаются центральная линия трохоиды, описанной относительно
центра закругления зуба, и основная огибающая зуба. Введем систему
координат OXY с центром в точке пересечения линии FF' и осевой ли-
линии зуба шестерни. Нагрузка Р действует перпендикулярно к поверхнос-
поверхности зуба у его края. При анализе напряжений в зубе шестерни предпола-
предполагают плоское деформированное состояние и используют метод конечных
элементов. На рис. 5.24 показано распределение главных напряжений
внутри зуба шестерни, изготовленной из неармированной эпоксидной
смолы. К краю этого зуба приложена нагрузка 9,8 Н/мм. Видно, что
значительные напряжения возникают только вблизи поверхности зуба
шестерни. Следовательно, если армировать волокнами поверхностный
слой зуба, то можно ожидать повышения его прочности при изгибе.
198
Глава 5
Расчеты характеристик угпекомпозитов
199
Рис. 5.23. Модель зуба шестерни для
расчета распределения напряжений.
На рис. 5.25 и 5.26 показано распределение напряжений в зубьях
шестерен, армированных вдоль профиля зубьев соответственно тканью
на основе углеродных волокон и стеклотканью [13] . Наряду с тканями
из волокон для армирования тела зуба использованы рубленые стеклян-
стеклянные волокна. Матрицей для армированных волокнами шестерен служила
эпоксидная смола. Если приложить изгибающую нагрузку к краю зуба
шестерни, то внутри него возникают напряжения вдоль армирующего
слоя (вдоль волокон) ах, напряжения между армирующими слоями а2
(в перпендикулярном к ориентации волокон направлении) и межслое-
межслоевое напряжение сдвига тц. На рис. 5.25 и 5.26 показаны соответствую-
Рис. 5.25. Распределение изгиба-
изгибающих напряжений в зубе шес-
шестерни, армированном тканью на
основе углеродных волокон.
1 - участок, армированный
тканью на основе углеродных
волокон; 2 - тело зуба, арми-
армированное рублеными стекло-
стекловолокнами.
Рис. 5.24. Распределение главных
напряжений в зубе шестерни из
эпоксидной смолы.
Рис. 5.26. Распределение из-
изгибающих напряжений в зубе
шестерни, армированном
стеклотканью. 1 — участок,
армированный стеклотканью;
2 — тело зуба, армированное
рублеными стекловолокнами.
0,054
-0,05V
0,06
ЮН/мм
-0,04*-
200
Глава 5
Расчеты характеристик угпекомпозитов
201
щие направления этих компонент напряжения: х, и х2 - значения проч-
прочности при растяжении соответственно вдоль и поперек волокон, ЛГ/ и
Х2 — прочность при сжатии в тех же направлениях, Х6 - прочность при
межслоевом сдвиге. Соответствующие компоненты напряжений влияют
на прочность зубьев; существенную роль в разрушении зубьев шестерен
играют компоненты напряжений, которые увеличиваются вдоль верти-
вертикальной оси на рис. 5.25 и 5.26. Из величин, приведенных на рис. 5.25
и 5.26, наибольшими становятся отношения а2/ Х2 и Oi/Xi соответствен-
соответственно. Поэтому разрушение зубьев шестерни, изготовленной из ткани на
основе углеродных волокон, будет определяться прочностью в направ-
направлении, перпендикулярном армирующим слоям, а не прочностью вдоль
армирующих волокон, которая не будет сильно сказываться на проч-
прочности зубьев. На процесс разрушения зубьев шестерни из стеклоткани
будут главным образом влиять напряжения в направлении ориентации
волокон. Поэтому в этом случае существенное значение имеет прочность
материала вдоль армирующих волокон.
Результаты исследования зависимости прочности при изгибе зубьев
шестерен, изготовленных с использованием стеклоткани и ткани на
основе углеродных волокон, от толщины армирующего слоя приведены
на рис. 5.27. Толщина армирующего слоя Хо представлена на рисунке
как безразмерная переменная, поскольку отнесена к полуширине зуба
шестерни YQ. На рисунке соответствующие индексам стрелки показы-
показывают направление компонент напряжений в местах разрушения зубьев.
200 т
Рис. 5.27. Зависимость проч-
прочности зуба при изгибе от толщины
армирующего слоя. 1 -армирова-
-армирование стеклотканью; 2. -армирова-
-армирование тканью на основе углеродных
волокон.
Например, индекс 5 соответствует разрушению в направлении, перпен-
перпендикулярном ориентации армирующего слоя. Из рисунка следует, что
при армировании тканью на основе углеродных волокон нет существен-
существенного повышения прочности, и разрушение происходит вследствие рассло-
расслоения материала. Если же наружный слой армирован стеклотканью, то с
увеличением его относительной толщины наблюдается максимум проч-
прочности при изгибе зуба шестерни, а разрушение происходит под действи-
действием напряжений, направленных вдоль армирующих волокон. Этим и обус-
обусловливается эффект упрочнения зуба.
Из приведенного примера следует, что при армировании материалов
волокнами нельзя ограничиваться только рассмотрением их вклада в по-
повышение прочности какого-либо слоя. Прочность материалов, армиро-
армированных волокнами, оказывается высокой только при нагружении вдоль .
волокон или под небольшим углом к направлению их ориентации. В
других же направлениях прочность армированного материала весьма низ-
низка (см., например, рис. 5.10). Если использовать такой материал для из-
изготовления изделий, находящихся в сложном напряженном состоянии,
то даже небольшие нагрузки могут привести к разрушению материала,
когда они приложены вдоль направления, в котором прочность материала
мала. В этом случае прочность армирующих волокон не используется в
достаточной степени. При армировании волокнами материалов эффект
упрочнения наблюдается только в том случае, когда направление главных
напряжений совпадает с направлением ориентации волокон; при нагру-
нагружении в других направлениях проявляется не эффект упрочнения, а
скорее эффект "ослабления" материала волокнами. *)
Литература
i) ]КП\Ш\к-
1978.
2)
3)
4)
, р. 76,
Ы-
p. 743, 1971,
О. Hoffman: The brittle strength of orthotropic materials., J. Composite
Materials, 1 2, p. 200, 1967.
S. W. Tsai and E. M. Wu: A general theory of strength for anisotropic ma-
materials, J. Composite Materials, 5, 1, p. 58, 1971.
5) E.M Wu: Mechanics of Comopsite Materials, Vol., 2 Chp. 9, p. 353, 1974, Aca-
'¦' В таком контексте этот вывод представляется излишне категоричным даже для
однонаправленных материалов. - Прим. ред.
202
Глава 5
demic Press.
fit,
ФИ, P. 198, 1962,
, 49, 448, р. 1475, 1983,
б?,42
7)
I, 43, 371, p. 2473, 1977,
9) ЖМИ, 7&_№Н, Й1УЁЙ: *'7Л
0 *ёШ^^ШШ, 44, 379, p. 845, 1978,
10) K. Ikegami, T. Yasunaga, E. Shiratori: Applicability of fiber reinforced
discs to flywheel design, Energy Developments in Japan, 1, p. 193, 1978, Rum-
ford Publishing Company.
12)
13)
#х.щ?ъщ%.
, 46, 407, p. 771, 1979,
, 47, 416, p. 466, 1979, 0*|
8, 431, р. 1014, 1982,
ГЛАВА 6
ПРИМЕНЕНИЕ УГЛЕПЛАСТИКОВ
Мы знаем, что применение металлов чрезвычайно многообразно -
из стали можно сделать и штопор, и корпус военного корабля; из алю-
алюминия изготавливают и оберточную фольгу, и самолеты и т. д. Этого
нельзя сказать об углепластиках, хотя область их применения прости-
простирается от изготовления бытовых предметов и до использования в косми-
космических аппаратах. Углепластики обладают комплексом весьма ценных
свойств, и поэтому их применение постоянно расширяется. В данной гла-
главе сделана попытка обобщить различные направления использования
этих перспективных материалов. Однако так как углепластики являют-
являются сравнительно новыми материалами, во многих областях их примене-
применение еще находится на стадии становления и развития. Поэтому мы огра-
ограничимся оценкой ситуации в первой половине 1980-х годов.
6.1. Применение углепластиков в аэрокосмической промышленности
Композиционные материалы на основе углеродных волокон наряду
с применением их в авиационной технике эффективно используются в
конструкциях космических летательных аппаратов. Это обусловлено
тем, что они обладают сравнительно низкой плотностью. Их высокая
стоимость [1] в этом случае не является сдерживающим фактором,
так как масштабы применения углепластиков в рассматриваемой об-
области техники не столь велики (табл. 6.1). Считается, что количество уг-
углеродных волокон, используемое в этой области, составляет приблизи-
приблизительно 10% объема их производства. Однако точно оценить эту величину
нельзя, так как данная область применения композиционных материалов
на основе углеродных волокон почти всегда связана с самыми совершен-
совершенными технологиями, имеющими оборонное значение и засекреченными.
6.1.1. Искусственные спутники
Прежде всего следует напомнить о первом запуске в 1974 г. военно-
воздушными силами США геостационарного метеорологического спутни-
спутника массой 680 кг, в котором было использовано покрытие из углеплас-
углепластика массой 0,5 кг [2] . JH979 г. был запущен более совершенный гео-
геостационарный спутник связи Intelsat V массой 1400 кг. Уже более 58% де-
деталей (> 45% массы спутника) были изготовлены из высококачествен-
высококачественных композиционных материалов, главным образом углепластиков. Од-
Одни из основных деталей — отражающая антенна диаметром 2,9 м и кар-
204
Применение углепластиков
205
Табпицаб. 1. Изделия из конструкционных материалов
на основе углеродных волокон и индекс их цена
Изделия
Индекс цена
Обычные торговые суда
Большемерные суда
Автомобили
Атомные реакторы
Реактивные самолеты
Космические ракеты
Искусственные спутники
3
6
20
40
180
1000
>100000
а Индекс цен представляет собой отношение коммер-
коммерческой стоимости изделия (в долларах США) к общему
весу изделия в килограммах, умноженному на поправоч-
поправочный коэффициент К, где К = 1 для штучных изделий,
К = 1,5 для серийного производства, К = 2 при массо-
массовом производстве, К > 2 при крупносерийном массовом
производстве.
кас солнечной батареи длиной 17 м. Крупногабаритный каркас солнечной
батареи был складным (рис. 6.1) и раскрывался уже на околоземной ор-
орбите. В Японии углепластики были использованы, например, при изго-
изготовлении параболической антенны геостационарного спутника связи
CS-2a (рис 6.2), запущенного в феврале 1983 г. Приведенные примеры
свидетельствуют о том, что углепластики — важнейший тип конструкци-
конструкционных материалов для изготовления элементов конструкций искусствен-
искусственных спутников Земли.
В настоящее время проектируются искусственные спутники с корпу-
корпусом из углепластиков. Например, Национальным управлением США по
аэронавтике и исследованию космического пространства (НАСА) плани-
планируется запуск космического спутника-телескопа. Этот телескоп пред-
предполагается изготовить с широким использованием углепластиков. По
сравнению с лучшими наземными телескопами четкость изображения
космического телескопа будет в 102 раз выше, а разрешающая способ-
способность — в 10 раз [5] . В Японии в настоящее время на основе углеплас-
углепластиков разрабатываются каркасы корпусов искусственных спутников
Земли, скелетные конструкции солнечных батарей и т. д. [6] .
Использование углепластиков в искусственных спутниках обуслов-
обусловлено не только их низкой плотностью, но и еще одной важной причиной.
Устройство
для раскры-
раскрытия паркаса
Каркас, поддерживающий листы
Отражающие листы антенны
или листы с фотоэлементами
солнечной батареи
Опорный стержень
Скелетная конструкция
Рис. 6.1. Каркас, транспортируемый в космос в сложенном состоянии и использу-
используемый в раскрытом состоянии в качестве антенны или солнечной батареи искус-
искусственного спутника [3].
а — сложенное состояние; б — частично раскрытое состояние; в — полностью
раскрытое состояние; г — детальный вид раскрытого каркаса.
Дело в том, что любая конструкция в космосе, естественно, находится
в вакууме. Поэтому сторона конструкции, обращенная к Солнцу, нагре-
нагревается до температуры > 100 °С, а противоположная сторона охлаждает-
охлаждается до температуры ниже -200 °С. В таких условиях нужно учитывать
тепловую деформацию материалов. В направлении армирующих волокон
углепластики имеют отрицательное значение коэффициента теплового
расширения [ (-1... -2) • 10~7/К] , и при рациональном проектировании
конструкции можно добится того, чтобы коэффициент теплового расши-
расширения ее материала был близок к нулю. Высокая разрешающая способ-
способность рассмотренного выше космического спутника-телескопа обуслов-
обусловлена главным образом именно этим. Коэффициент теплового расшире-
расширения материала, из которого изготовлены элементы его конструкции,
лежит в интервале ±0,18 • 10~б/К.
206
Глава 6
16
7 10 11 12 13 k IS
Рис. 6.2. Спутник связи CS-2a [4].
1 — углеродный многослойный материал; 2 — защитный слой; 3 — пленка
Каптон-Тэдора; 4 — волокна Кевлар; 5 — экран нижней антенны (полимерная
пленка Майлар с напыленным слоем алюминия) ; 6 — изолятор-нагреватель ем-
емкости для реактивного топлива; 7 — изолятор-нагреватель двигателей вспомога-
вспомогательной ракетной системы; 8 — изолятор-нагреватель трубопровода вспомогатель-
вспомогательной ракетной системы; 9 — экран нижней части верхнего двигателя (полимерная
пленка Каптон с напыленным слоем алюминия) ; 10 — нижний тепловой экран
(тефлон с напыленным слоем серебра); 11 — противосолнечная защита антенной
решетки; 12 — изоляционное покрытие сопла верхнего двигателя; 13 — нагрева-
нагреватель верхнего двигателя; 14 — бериллий; 15 — тепловой экран верхнего двигателя;
16 — покрытие (металл группы алюминия), окрашенное в черный цвет; 17 —
теплоотвод от приборной панели; 18 — нагреватель батареи; 19 — коническая
деталь агрегата двигателя (полимер Майлар с напыленным слоем алюминия) ; 21 —
нагреватель агрегата двигателя; 22 — верхний тепловой экран (тефлон с напыле-
напыленным слоем серебра) ; 23 — изолятор верхней антенны (тефлон с напыленным слоем
серебра — полимер Каптон с напыленным слоем алюминия).
При разработке на основе углепластиков конструкций космических
аппаратов почти всегда приходится исходить из требований к их жесткос-
жесткости. Поэтому по мере увеличения модуля упругости используемых угле-
углеродных волокон становится возможным и дальнейшее снижение массы
изделий. Например, углеродные волокна марки "ЦелионСУ -70®" произ-
производства фирмы Celanese (США) имеют наибольший модуль упругости
среди всех марок углеродных волокон на основе полиакрилонитрила —
примерно 500 ГПа. Их стоимость очень высока и составляет 1450 дол./кг
(около 330 000 иен/кг). Стоимость обычных высокопрочных углерод-
углеродных волокон с модулем упругости 240 ГПа равна 45-67 дол./кг. И тем
не менее волокна "Целион CY -70®" широко применяются на практике
[7] •
Применение углепластиков
207
6.1.2. Космический корабль "Спейс шаттл"
В марте 1983 г. в Японии был осуществлен первый эксперимент в
космосе. Поэтому понятен интерес японских специалистов к тому, что
в космическом корабле "Спейс шаттл" уже используются углепластики,
например для изготовления створок багажного отсека и стержня антен-
антенны дистанционного управления кораблем. Кроме того, при производстве
фюзеляжа, крыльев и других деталей корабля "Спейс шаттл", нагреваю-
нагревающихся до высокой температуры во время возвращения на Землю, тоже
используются армированные углеродными волокнами композиционные
материалы.
Используя космический корабль "Спейс шаттл", НАСА планирует
примерно в 2000 г. закончить строительство космической солнечной
электростанции. Предполагается, что в космосе будет сооружена плат-
платформа размером 10,4 х 5,2 х 0,5 км; мощность солнечной электростан-
электростанции составит 9000 МВт. Солнечная энергия будет передаваться на Землю
в виде микроволн и затем на специальных наземных подстанциях пре-
преобразовываться в электрическую энергию [8] . Такая крупногабаритная
платформа проектируется с использованием описанных выше складных
конструкций. Детали платформы будут сложенными транспортировать-
транспортироваться в космос , где будет проводиться сборка. Рассматриваются сле-
следующие два варианта такой транспортировки. Согласно первому из них
на Земле будут формовать сплющенные трубы (длина около 2,6 м,
диаметр с одного края около 10 см, с другого — 5 см), сматывать их
в рулон, транспортировать на корабле "Спейс шаттл" и собирать в кос-
космосе [9] . По второму варианту предварительно формуют тонкую лен-
ленту из термопласта (например, полиэфирсульфона) и углеродных воло-
волокон, наматывают ее на бобину, транспортируют в космос, формуют в
космосе с помощью показанной на рис. 6.3 автоматической формовоч-
формовочной машины, а затем осуществляют сборку. Особенности второго мето-
метода - использование в качестве полимерных матриц термопластичных
смол с введенными в них специальными добавками и последующее
соединение частей (с помощью растворителя или под действием давле-
давления и температуры) уже в космосе. Второй способ представляется более
предпочтительным. Согласно [8] , для изготовления платформы разме-
размером 10,4 х 5,2 х 0,5 км предполагается использовать около 1000т уг-
углепластиков.
Ракеты для вывода искусственных спутников на околоземную ор-
орбиту почти всегда используются также и в военных целях. Поэтому, за
исключением приведенной выше информации о космическом корабле
"Спейс шаттл", данные о космических ракетах в литературе публикуют-
публикуются крайне редко. Однако ясно, что так же, как для искусственных спут-
208
Глава 6
S Б 7
Рис. 6.3. Машина для непрерывного формования в космосе композиционных
материалов на основе углеродных волокон и полиэфирсульфона производства
фирмы "Грумман" (США) [10].
1 — углеродные волокна; 2 — изготовление армирующей ленты; 3 — покры-
покрытие и пропитка полимером; 4 - отверждение; 5 - вальцевание; б - контрольное
устройство; 7 - намотка бобины; 8 - лента на основе термопласта и углеродных
волокон; 9 — готовое формованное изделие.
ников, снижение массы ракет является важнейшей задачей. Именно по
этой причине для их изготовления широко используются углепластики.
В настоящее время в Японии в стадии разработки находится крупнога-
крупногабаритная трехступенчатая ракета Н-1. В конструкции сопел маршевых
ракетных двигателей, а также усовершенствованного орбитального ра-
ракетного двигателя АВМ используются углеродные композиционные
материалы [11] .
6.2. Применение углепластиков в самолетостроении
Общеизвестно, что благодаря высокой удельной прочности и удель-
удельной жесткости композиционные материалы, армированные углеродными
Применение углепластиков
Таблица 6.2. Механические свойства конструкционных материалов,
используемых в самолетостроении
Материал
Алюминиевый сплав G075-Тб)
Титановый сплав (Ti 6A-4V)
Мартенситная сталь B5Ni)
Японская ель
Эпоксидный стеклопластик на
основе ткани
Эпоксидный углепластика
209
Плотность,
г/см3
2,8
4.5
8,0
0,5
2,0
Удельная
прочность,
МПа/Чг/см3)
167
206
137
137
294
Удельный
модуль уп-
упругости,
ГПа/(г/см3)
25
25
26
26
24
1.6
1470
1)
83
а Однонаправленный пластик на основе углеродных волокон высо-
высокопрочного типа.
волокнами, широко применяются в качестве основных конструкцион-
конструкционных материалов в самолетостроении. В табл. 6.2 сопоставлены механи-
механические свойства углепластиков и других материалов, используемых в
авиационных конструкциях. Как видно из приведенных данных, высо-
высокие механические характеристики углеродных волокон позволяют полу-
получать высококачественные материалы - углепластики.
6.2.1. Эффективность применения углепластиков в самолетостроении
Схема типичного распределения массы снаряженного самолета при-
приведена на рис. 6.4. Масса самолета без топлива и коммерческой нагрузки
примерно в два раза меньше массы снаряженного самолета, в том числе
около 30% приходится на различные конструкции планера. Снижение ве-
веса этих конструкций благодаря использованию современных материалов
позволяет уменьшить габариты двигателя, размеры оперения и т. д. и
приводит к снижению расхода горючего. Снижение массы конструкцион-
конструкционных материалов всего на 1 кг приводит к снижению общей массы само-
самолета на 3—7 кг. Использование композиционных материалов в произ-
s) Приведенное значение представляется несколько завышенным, если
исходить из значений прочности, указанных, например, в табл. 4.1. — Прим.
ред.
14-682
210
Глава 6
двигатель
и оборудова-
оборудование 20%
Коммерчес-
Коммерческая нагрузка
4-20%
Рис. 6.4. Распределение массы снаряженного самолета.
водстве самолетов позволяет также снизить их общую стоимость и гибко
варьировать условия проектирования.
Как указывалось выше, использование углепластиков благодаря
анизотропии их деформационно-прочностных свойств дает возможность
создавать материалы с заданным распределением жесткости и прочнос-
прочности. В настоящее время ведется разработка самолетов нового поколения:
вертикального взлета, типа "летающее крыло", с длинными узкими
крыльями и других типов. Создание таких самолетов с использованием
известных металлических материалов весьма затруднительно, альтерна-
альтернативой может служить применение углепластиков. Преимущество при-
применения пластмасс в авиастроении состоит также в возможности одно-
одностадийного формования крупных элементов конструкций. При этом
уменьшается количество деталей и сокращаются затраты на сборку, что
ведет к снижению стоимости самолетов.
6.2.2. Методы формования деталей самолетов
Различные методы формования углепластиков подробно описаны в
гл. 3. Поэтому кратко рассмотрим в данном разделе обычно используе-
используемый для изготовления деталей самолетов метод автоклавного формова-
формования.
В настоящее время формованные из углепластиков конструкцион-
конструкционные материалы для самолетов в основном можно подразделить на сле-
следующие группы: 1) двутаврового или Н-образного сечения с неравномер-
неравномерным профилем; 2) плоские. Наружные листы для Сандвичевых сотовых
и других трехслойных конструкций почти всегда имеют простую форму.
Такие элементы конструкций обычно изготавливаются методом авто-
автоклавного формования. На рис. 6.5 показано получение сандвичевой
конструкции с использованием препрегов и одновременным отвержде-
отверждением и склеиванием компонентов. При изготовлении коробчатых конст-
конструкций предварительно сформованные листы обшивки, лонжероны и
Применение углепластиков
211
Рис. 6.5. Формование автоклавным методом Сандвичевых конструкций.
1— выкладка наружного слоя препрега; 2 — выкладка слоя заполнителя;
3 — выкладка внутреннего слоя препрега; 4 — наложение вакуумного мешка;
5 — введение полуфабриката в автоклав; б — отверждение и извлечение изделия из
формы.
ребра собирают внутри автоклава и затем склеивают. Используемые при
этом клеи так же, как и препреги, строго регламентированы стандартами.
С другой стороны, для изготовления лонжеронов, ребер и других
изделий сложной формы с изменяющимся сечением используют так на-
называемый метод термокомпрессионного формования, который основан
на эффекте теплового расширения эластомеров, хорошо отделяющихся
затем от поверхности изделия.
6.2.3. Военные самолеты
Для создания военных самолетов, в частности истребителей, требу-
требуются Материалы с особенно хорошими характеристиками. Уже около
25 лет в Научно-исследовательском институте материаловедения Военно-
воздушных сил США разрабатываются углепластики с улучшенными ме-
212
Глава 6
ханическими свойствами. Такие материалы позволяют значительно сни-
снижать массу самолетов-истребителей.
На рис. 6.6 приведены данные, характеризующие отношение реактив-
реактивной тяги двигателей к массе самолета (Т/М) для ряда американских и
советских самолетов одного поколения. Как видно из рисунка, характе-
характеристики Т/М у американских истребителей ниже, чем у советских, что
обусловливает различие тактико-технических характеристик истребите-
истребителей. В связи с этим в США особенно активизируется разработка угле-
углепластиков для самолетостроения, которые используются наряду с конст-
конструкционными материалами на основе борных волокон. Углепластики
составляют около 2% массы самолетов F-14 и F-15 и используются вмес-
вместе с боропластиками для производства верхних плоскостей несущих
крыльев, створок люков шасси и аэродинамических тормозов. В само-
самолете F-16 из углепластиков изготавливают также горизонтальное хвосто-
хвостовое оперение, вертикальные стабилизаторы, и некоторые детали, кото-
которые ранее получали из боропластиков. Первоначально аэродинами-
аэродинамический тормоз самолета F-15 изготовляли из_металлических материалов.
Использование углепластиков в качестве наружного материала сандвиче-
вой конструкции с заполнением алюминиевыми сотами позволяет сни-
снизить массу аэродинамического тормоза с 50,8 до 38,6 кг, т. е. приблизи-
приблизительно на 24%.
В самолете F-18 углепластики составляют уже 10,3% всей массы
конструкционных материалов и используются для изготовления гори-
горизонтального хвостового оперения, рулей направления, вертикальных ста-
стабилизаторов, аэродинамических тормозов, закрылков, верхних плоскос-
плоскостей несущих крыльев и других важнейших деталей (рис. 6.7) .
1,0
0,5
-
1
- и
/
/
у
у
у
у
у
у
у
У
у
у
у
у
у
у
у
ж
у
у
У
У
у
'У
у
¦у
о
Р7?
h
/
¦/
/
у
г!
А
i
г-
00 1_ -^
li. I И. О L I gL
=3 в- ^
Рис. 6.6. Сравнение отношения реак-
реактивной тяги двигателей к массе
самолета для американских и совет-
советских самолетов [12].
Применение углепластиков
213
Рис. 6.7. Детали из углепластиков истре-
истребителя F-18 [13].
Материалы на основе углепластиков впервые начали применять в
самолете F-14, а для самолета F-18 они уже завоевали себе место в ка-
качестве одного из наиболее эффективных конструкционных материалов.
Для этого пришлось пересмотреть сложившееся ранее мнение, что алю-
алюминий, титан, высокопрочная сталь и другие металлические материалы
являются основными конструкционными материалами для изготовле-
изготовления деталей самолетов. Благодаря уменьшению массы сейчас удается
создать новые типы более совершенных истребителей. В самолетеY AV-
8В около 17% массы приходится на обшивку несущих крыльев, закрыл-
закрылки и вспомогательные крылья, а в новой модификации "AV-8B Харриер"
(рис. 6.8, а) из углепластиков изготовлена также панель фюзеляжа и об-
общая масса деталей самолета из углепластиков составляет около 26%.
Конструкция основного крыла самолета "AV-8B Харриер" показана на
рис. 6.8, б. Лонжерон и ребро такого крыла имеют двутавровое сечение,
а стенка лонжерона - синусоидальную форму; это типичный пример
конструкции крыла, изготовленного из композиционных материалов.
Такая же конструкция использована и в горизонтальном хвостовом опе-
оперении бомбардировщика В-1.
В европейских странах также применяют углепластики для облегче-
облегчения деталей военных самолетов. Из углепластиков изготавливают воз-
воздушные тормоза самолета "Альфа-джет" (ФРГ), концевую часть крыла
самолета "Мираж F-1" (Франция), элероны, створки люков шасси и ру-
рули вертикального хвостового оперения самолета "Мираж 2000" (Фран-
(Франция). В самолете "Мираж 2000" из комбинации углепластика с боро-
пластиком изготовлены рули направления. В самолете "Ягуар" (Вели-
(Великобритания) примерно 15% массы конструкционных материалов сос-
составляют углепластики, а в самолете ASX-10 (Франция) - около 16%.
В Японии различные авиационные конструкции на основе углеплас-
углепластиков разрабатываются в основном под эгидой Управления обороны.
Проводятся летные испытания самолетов Т-2 (рули направления и створ-
створки люков шасси из углепластика), PS-1 (направляющие предкрылки
из углепластика) и С-1 (главные интерцепторы и другие детали из угле-
214
Глава 6
а
Обтекатель верхней
части крыла
Щи/пак задней
кромки крыла
Передняя /громка
крыла
б
Концевая часть
крыла
Рис. 6.8. Детали из углепластиков самолета AV-8B [14] .
а — общий вид; б — основное крыло. 1 — однонаправленный эпоксидный угле-
углепластик; 2 — эпоксидный углепластик, армированный волокнами в различных на-
направлениях; 3 — алюминиевый сплав; 4 — титановый сплав; 5 — щелевая дверца
закрылка; 6 — неподвижная задняя кромка крыла.
пластиков). Планируется изготовлять из углепластиков горизонтальное
и вертикальное хвостовое оперение, закрылки, элероны, аэродинами-
аэродинамический тормоз, створки люков шасси и другие детали проектируемого
учебного самолета среднего класса марки МТХ.
В табл. 6.3 приведены данные о применении углепластиков в конст-
конструкциях военных самолетов. Изменение соотношения массы различных
Применение углепластиков
2.15
конструкционных материалов в производстве ряда реактивных истре-
истребителей иллюстрирует рис. 6.9. В течение 20 лет, начиная с самолета F4C
и вплоть до самолета F-18A, алюминиевые сплавы играли основную роль,
но в будущем предполагается, что ведущие позиции будут занимать уг-
углепластики, гибридные армированные пластики на основе сочетания уг-
углеродных и стеклянных волокон или сочетания углеродных волокон и
волокон Кевлар и другие композиционные материалы.
Таблица 6.3. Применение углепластиков в производстве военных самолетов
[15]
Тип самолета Облвсть или перспективы применения
углепластиков
Масса ис-
используемых
углепласти-
углепластиков или их до-
доля от общей
массы мате-
материалов
F-14
F-15
F-16
F-18
YAV-8B
СН-46
S-3
А-7
YF-17
F-111
СН-47
HI MAT
"Я гуар"
(Велико-
(Великобритания)
Двухслойные конструкционные материалы
Аэродинамический тормоз в средней части
фюзеляжаа
Горизонтальное хвостовое оперение, верти-
вертикальные стабилизаторы, аэродинамический
тормоз
Детали фюзеляжа и основных крыльев (го-
(горизонтальное хвостовое оперение, рули на-
направления,обшивка основных крыльев, зак-
закрылки)
Несущие крылья б
Лопасти несущего винта
Интерцепторы
Концевая часть крыла
Хвостовое оперение, предкрылки, закрылки
Обшивка элементов конструкции
Лопасти несущего винта
Крылья, фюзеляж6
Несущие крылья, рули направления1"
2%
2%
52,5 кг
589,7 кг
10%
589,7 кг
17%
13.6 кг
2,7 кг
22.7 кг
453 ,6 кг
9,1 кг
68,0 кг
30%
10-15%
216
Продолжение табл. 6.3.
Глава 6
Тип самолета Область перспективы применения
углепластиков
Масса ис-
используемых
углепласти-
углепластиков или их
доля от об-
общей массы
материалов
ASX1O
(Франция)
"Мираж 2000"
(Франция)
"Мираж 4000"
(Франция)
TKF-90
V/stol
Несущие крылья, вертикальное хвостовое
олерение,фюзеляжг
Г Основное и хвостовое оперение
16%
а Горизонтальное хвостовое оперение, внешнее покрытие кессона и радара
изготовлено из боролластика.
° Самолет находится в стадии летных испытаний.
в Разрабатывается совместно ВВС США и НАСА.
г Проектируется.
Предполагается, что материалы из углепластиков в истребителе но-
нового поколения ADCA (Advanced DesignComposite Aircraft) будут состав-
составлять около 69% массы конструкционных материалов, а в беспилотном
зкспериментальном самолете HIMAT (Highly МапеитаЫе Aircraft Techno-
Technology) - около 25% (табл. 6.4).
перспективные
F-4C F-111A F-14A F-15A F-16A F-iBA типы истреби-
истреби100
компози -
циочные
'материалы
телей
1990
Рис. 6.9. Изменение соот-
соотношения массы различ-
различных конструкционных
материалов в производ-
производстве истребителей [16] .
Применение углепластиков 217
Таблица 6.4. Доля (%) различных типов конструкционных мате-
материалов в истребителях с высокими тактике-техническими данными
Тип самолета Углепла- Алюми- Титановые Сталь Другие
стики ниевые сплавы материалы
сплавы
F-18
AV-8B
ADCA
HIMAT
10,3
26,2
68,5
25
55 А
47,8
5,6
25
8,4
8,7
19
14,1
8,0
9
11,8
B6,0)
9.2
22
6.2.4. Гражданские самолеты
Применение углепластиков в гражданском авиастроении отличается
от их использования в военных самолетах. Исходя из требований
безопасности новые материалы для гражданских самолетов до их исполь-
использования в серийном производстве самолетов обычно проходят различные
испытания в течение 50 000 ч. В США такие испытания проводятся раз-
различными авиастроительными фирмами совместно с НАСА. Первыми в
1973 г. были испытаны следующие детали из углепластиков: интерцеп-
торы для самолета "Боинг В-737" и рули направления самолета DC-10.
Интерцепторы самолета "Боинг В-737" представляют собой сандвичевую
конструкцию с внешним слоем из углепластика и алюминиевым запол-
заполнителем. Благодаря использованию углепластиков достигнуто снижение
массы интерцепторов с 6,4 до 5,45 кг, т. е. приблизительно на 15%. В ру-
рулях направления самолета DC-10 использована коробчатая конструкция,
состоящая из лонжеронов и ребер с внешним слоем из углепластика.
При этом достигнуто снижение массы рулей направления примерно на
35% (рис. 6.10).
В 1976 г. НАСА в рамках проекта АСЕЕ (Aircraft Energy Efficiency
Program) выдвинуло задачу снижения расхода топлива на 50%. Согласно
этому проекту в экспериментальных самолетах композиционные мате-
материалы были опробованы как в качестве вспомогательных конструкци-
конструкционных материалов для изготовления рулей набора высоты, рулей направ-
направления, вспомогательных крыльев и т. д., так и в качестве основных
конструкционных материалов для горизонтального и вертикального
хвостового оперения и других деталей самолетов (табл. 6-5). Уже более
пяти лет перечисленные детали работают в самолетах, находящихся в
эксплуатации. На рис. 6.11 показана конструкция рулей набора высоты
218
Глава 6
Верхний и нижний
поверхностные слои,
изготовленные из
угле-
' плас-
пластина
Слои алюминиевого
заполнителя
а
Передние лон-
лонжероны из
углепластика.
ру слой
из углепластика
Задние лон-
лонжероны из
1 углепластика
Углепластиковые
ребра
б
Рис. 6.10. Первые детали из угле-
углепластиков гражданских самолетов.
а - интерцепторы самолета В-737;
б - рули направления самолета
DC-10.
Таблица 6.5. Эффективность снижения массы деталей самолетов из
конструкционных материалов, разработанных по проекту АСЕЕ
Конструкционные
материалы
Вспомогательные
Основные
Тип самолета
DC-10
L-1011
В-727
В-737
DC-10
L-1011
В-737
Деталь Снижение
массы,%
Рули направления
Элероны
Рули набора высоты
Интерцепторы
Вертикальное хвос-
хвостовое оперение
То же
Горизонтальное
хвостовое оперение
37
31
26
17
30
25
29
Применение углепластиков
219
Рис. 6.11. Рули набора высоты самолета
В-727 (проект АСЕЕ) [18]. 1 - ныне
действующий вариант; 2 - рули из
композиционных материалов.
самолета В-727, а на рис. 6.12 - горизонтального хвостового оперения
самолета В-737. Для рулей набора высоты самолета В-727 замена исполь-
использовавшегося ранее алюминия углепластиками привела к сокращению об-
общего числа деталей примерно в два раза, в том числе на 60% снижено ко-
количество ребер и крепежных деталей. Общий вес рулей набора высоты
уменьшился на 26%.
Композиционные материалы на основе углепластиков уже проходят
испытания в конструкциях гражданских самолетов, и различные авиа-
авиастроительные фирмы переходят от стадии активного проектирования к
применению на практике таких материалов. Например, в самолете "Бо-
"Боинг 767" (рис. 6.13) использовано около 2 т углепластиков, гибридных
материалов на основе углеродных и стеклянных волокон или углерод-
углеродных волокон и волокон Кевлар и других гибридных композиционных
материалов. Их использование позволило снизить массу самолета при-
приблизительно на 900 кг.
Рис. 6.12. Горизонтальное хвостовое
оперение самолета В-737 (проект
АСЕЕ) [18].
1 — верхнее наружное пок-
покрытие ; 2 — передний лонжерон; 3 —
задний лонжерон; 4 — крайнее реб-
ребро; 5 — ребро; 6 — нижняя наруж-
наружная обшивка; 7 — обшивка с эле-
элементами двутаврового сечения.
220
Глава б
Применение углепластиков
221
Рис. 6.13. Детали из композиционных материалов самолета "Боинг 767" [18].
1 — углепластики; 2 — гибридные композиты на основе углеродных воло-
волокон и волокон Кевлар; 3 — армированные пластики; 4 — органопластики на
основе волокон Кевлар.
В январе 1981 г. первый успешный полет совершил самолет "Ля
фан 2100" производства фирмы "Ля авиа" (рис. 6.14). Все детали фюзе-
фюзеляжа самолета, за исключением обтекателя радиолокационной антенны и
воздушного винта, были изготовлены из углепластиков (общая масса
около 570 кг). Такое распределение различных материалов в конструк-
конструкции отвечает идеям создания самолетов следующего поколения.
Рис. 6.14. Детали из композиционных материалов самолета "Ля фан 2100" [19].
1 — углепластики; 2 — слоистые углепластики; 3 — органопластики на основе
волокон Кевлар; 4 — металлические материалы.
Из углепластиков изготавливают также лопасти несущего винта и
другие элементы конструкций вертолетов. Их используют в вертолете
марки ВК-117 совместного производства фирм "Кавасаки дзюкоге"
(Япония) и МВВ (ФРГ), в вертолетах SA 365 и "Пума 360" производст-
производства фирмы "Синиас" (Франция) и т. д.
На рис. 6.15 представлен прогноз использования конструкционных
материалов в гражданском самолетостроении. Область применения угле-
углепластиков и других перспективных композиционных материалов в этом
случае несколько уже, чем для военных самолетов. Однако наблюдается
устойчивая тенденция к замене уже существующих металлических ма-
материалов на углепластики.
6.3. Применение углепластиков в военной промышленности
В этой отрасли разработка и применение композиционных материа-
материалов на основе углеродных волокон в основном направлена на создание
военных самолетов. Сведений о применении углепластиков в произ-
производстве другой военной техники очень мало вследствие засекречивания
проводимых работ. В табл. 6.6 приведены некоторые примеры возмож-
возможного использования углепластиков в военных целях.
6.4. Использование углепластиков для изготовления спортивных изделий
Применение композиционных материалов на основе углеродных во-
волокон для изготовления спортивных изделий обусловлено снижением их
массы благодаря превосходным механическим свойствам углепласти-
углепластиков. Объем высококачественных спортивных изделий из углепластиков,
выпускаемых в Японии, превышает объем производства изделий из уг-
углепластиков, применяемых в аэрокосмической технике и в других от-
отраслях промышленности. Для производства спортивных изделий исполь-
используется около 70% всех углепластиков. В табл. 6.7 сопоставляется уро-
уровень потребности в углепластиках и прогноз ее удовлетворения в Япо-
Японии и США. В табл. 6.8 перечислены выпускаемые в настоящее время
спортивные изделия из углепластиков. В промышленном масштабе из
углепластиков изготавливаются удилища, клюшки для игры в гольф и
каркасы теннисных ракеток. На рис. 6.16 показана схема процесса фор-
формования цилиндрических ч заготовок для удилищ, клюшек для игры в
гольф и других трубчатых изделий.
Отметим, что вес удочек для ловли форели из углепластиков на ос-
основе высокопрочных углеродных волокон составляет 400—500 г, а из уг-
' Или конических с малым утлом конусности. - Прим. ред.
21 -Д7ТТТТП ГШ+пп \W\\m\\
Рис. 6.15. Прогноз использования композиционных материалов в гражданских
транспортных самолетах [21].
1- каркас; 2 - фюзеляж; 3 - хвостовое оперение; 4 - обшивка рулей-
5 - интерцепторы и т. д. ; 6 - верхняя наружная обшивка; 7 - нижняя наружная
обшивка; 8 - ребра, лонжероны; 9 - закрылки, направляющая предкрылка- 10 -
пассажирский салон; 11 - шаеси; 12 - герметизирующая разделительная стенка-
13 - покрытие полов; 14 - материал для изготовления полов; 15 - внешнее пок-
покрытие, стрингеры; 16 - лонжероны; 17 - ребра; 18 - основные ребра- 19 -
внешнее покрытие; 20 - лонжероны, основные ребра; 21 - стрингеры- 22 -
полка лонжерона: 23 - армирующий материал; 24 - обычные алюминиевые
Применение углепластиков
223
Таблица 6.6. Применение углепластиков в военных
целях
Цилиндрические корпуса ракет, снарядов ипи торпеду
опорные конструкции радиолокаторов; орудийные
стволы; детали временных мостов; пестницы; опоры
для палаточных тентов; антенны и их опоры; корпуса
радиостанций; различные предметы для личного сос-
состава
лепластиков на основе углеродных волокон высокомодульного типа -
около 300 г. Удочки из стеклопластиков весят 700—800 г. Благодаря
такому снижению веса удочки из углепластиков привлекли внимание
многочисленных любителей рыбной ловли. Хорошие демпфирующие
характеристики углепластиков в сочетании с их высокой жесткостью
позволяют рыболову чувствовать момент взятия форелью наживки.
При проектировании и изготовлении типичных спортивных изделий
обычно выбирают следующие направления ориентации углеродных воло-
волокон: 1) в удилищах волокна ориентируют в основном вдоль оси изде-
изделия и частично в поперечном направлении путем радиальной намотки
(углеродных или стеклянных волокон); 2) в клюшках для игры в
гольф применяют сочетание ориентации волокон вдоль оси трубки с их
ориентацией под углом ± 22,5° к оси; 3) в каркасах теннисных ракеток
используют продольно-поперечную ориентацию волокон в сочетании с
ориентацией волокон под углом ± 45°.
В спортивном судостроении углепластики все шире используют для
изготовления мачт, рангоутов, румпелей и других деталей яхт. Напри-
Например, мачта яхты марки "Ямаха Y-20 S", изготовленная из алюминия,
имеет вес 16 кг, а из углепластика — 9,4 кг, т. е. приблизительно на 41%
легче. Уменьшение массы шверта приблизительно на 60 кг позволяет
снизить массу яхты примерно на 80 кг (рис. 6.17).
Рассмотрим теперь пример использования углепластиков в произ-
производстве гоночных автомобилей. Благодаря введению углепластиков в
конструкцию стеклопластикового корпуса гоночного автомобиля типа
F-II масса корпуса снижается с 30,8 до 21,5 кг, т. е. приблизительно на
30%. Одновременно понижается центр тяжести автомобиля и возрастает
его устойчивость на поворотах (рис. 6.18).
сплавы; 25 — титановые сплавы; 26 — углепластики; 27 — высококачественные
алюминиевые сплавы (например, сплав марки 7475) ; 28 — материалы на основе
углепластиков; 29 — гибридные композиционные материалы на основе углерод-
углеродных и стеклянных волокон, а также волокон Кевлар.
224
Глава 6
Таблица 6.7. Потребность в углеродных волокнах в Японии и США и прогноз
ее удовлетворения1^
Год
Область
Япония
США
1978
1979
1980
1981
1982
1985
а) I — спортивные изделия и предметы быта; II — авиастроение и аэро-
аэрокосмическая промышленность; III — другие отрасли промышленности.
1}Следует учесть, что данный прогноз составлялся, по-видимому, в
1978 г.,и приводимые сведения интересны главным образом лишь тем, что
потребность в углепластиках опережает масштабы промышленного произ-
производства углеволокнистых материалов и изделий из них; из приведенных в
таблице данных следует также, что прогнозируемые темпы роста потреб-
потребности в углепластиках в авиастроении и аэрокосмической промышленности
США весьма высоки. — Прим. ред.
применения™
I
II
III
I
II
III
I
II
III
I
II
III
I
II
III
I
II
III
Потреб-
Потребность, т
75
<1
35
120
<1
30
175
5
55
240
20
70
280
20
80
420
60
120
Доля сум-
суммарной по-
потребности, %
68
<1
32
79
< 1
20
74
2
24
73
6
21
74
5
21
70
10
20
Потреб-
Потребность, т
80
70
10
130
120
50
135
225
90
170
350
110
230
390
120
320
1600
260
Допя сум-
суммарной
потреб-
потребности, %
50
44
6
43
40
17
30
50 ч
20
27
56
17
31
53
18
14
73
13
Применение углепластиков
Таблица 6.8. Спортивные изделия из угпеппастиков
225
Форма изделий
Изделия
Плоская Лыжи, каркас лука, защитный бортик от ветра,
прокладка головки клюшки для игры в гольф,
каркас теннисной ракетки
Цилиндрическая Удипище, клюшка для игры в гольф, детали яхт,
(мачта, рангоут, вращающаяся мачта, румпель
и т. д.), корпус винд-серфера, каркас теннис-
теннисной ракетки, каркас ракетки для бадминтона, ру-
рукоятка ракетки для бадминтона, рукоятка ракет-
ракетки для игры в пинг-понг, лыжные палки, бита для
игры в бейебол, корпус ппанера, стабилизатор
лука, хоккейная клюшка, гребные весла, клюшка
для вратарей
Сложная Гоповка кпюшки для игры в гольф, теннисные
струны, корпуса маломерных скоростных судов
Спортивные шлюпки, яхты и т.д.)
Раскрой
препрега
Намотка препрега
на оправку
PC
извлечение
справки
Отверждение
И (((С ((((((((С)
Металлическая
оправка
Горячий
воздух —.-
Отделение
ленты
Обмотка
лентой
{(((((( (j--=L^3,
Горячий /j& Пленка из
-<— воздух [Щ пализтилен-
¦ тересрталата
с силиконовым
покрытием
Готовое изделие
(трубка из углепластика)
Рис. 6,16. Метод формования заготовок удилищ или клюшек для игры в гольф
15 -(Ж
226
Глава 6
Рис. 6.17. Яхта с корпусом из
углепластика.
Рис. 6.18. Гоночный автомобиль с корпусом из
углепластика.
6.5. Применение углепластиков в медицине
В медицине углепластики используют ввиду их малой плотности и
способности пропускать рентгеновские лучи. Например, ведутся поиски
путей снижения веса протезов рук и ног, кресел-каталок, тростей, при-
приспособлений для растяжения костей после переломов и т. д. Однако в
этой области углепластики еще не применяются в массовом масштабе
и изделия из них находятся на стадии разработки. В настоящее время
исследуется возможность создания искусственных костей из углерод-
углеродных армированных композиционных материалов.
Углепластики незначительно поглощают рентгеновские лучи, облада-
обладают высокой жесткостью и поэтому применяются в рентгеновской аппа-
аппаратуре. В табл. 6.9 приведены коэффициенты поглощения рентгеновских
лучей различными элементами. Из таблицы видно, что углерод почти в
девять раз меньше поглощает рентгеновские лучи, чем алюминий. Коэф-
Коэффициенты пропускания и рассеяния рентгеновских лучей различными
листовыми материалами, ориентированными перпендикулярно направ-
направлению рентгеновского излучения, приведены в табл. 6.10. Из таблицы
видно, что углепластик по сравнению с алюминием приблизительно в
5 раз меньше поглощает рентгеновские лучи и в 2,5 раза меньше их рас-
рассеивает, т. е. является весьма хорошим материалом для рентгеновской
аппаратуры.
Применение углепластиков
227
Таблица 6.9. Коэффициенты поглощения рентгеновских лучей
ц/6 различными элементами [22]
^"v. Источник рентгеновских
^\. луч ей
Элемент .^^^
(атомный номер) -~-^__^^
Be D)
С F)
А1 A3)
Ti B2)
FeB6)
Си B9)
W G4)
РЬ (82)
МоКа
0,30
0,70
5,30
23,7
38,3
49,7
105,4
141
1,35
5,50
48,7
204
397
65,0
171
241
На рис. 6.19 показаны разработанные фирмой "Симменс" (ФРГ),
прозрачные для рентгеновских лучей столы, а также схемы структуры
листового покрытия, кассет и других изделий из углепластиков. На
рис. 6.20 показан прозрачный для рентгеновских лучей стол, который
имеет меньшую массу благодаря использованию сандвичевои конструк-
конструкции с внешним слоем из углепластика.
Таблица 6.10. Коэффициенты пропускания и рассеяния рентгенов-
рентгеновских лучей различными листовыми материалами, ориентирован-
ориентированными перпендикулярно к направлению рентгеновского излучения
Материал8
Коэффициент Коэффициент
пропускания, рассеяния, %
Бакелит (толщина 5 мм)
Алюминий (толщина 1 мм)
Тканевый углепластик (тол-
(толщина 1 мм)
63
78
96
7,4
4,4
1,8
а)Сравниваются материалы такой толщины, которая обеспечивает
равенство величин их жесткости при изгибе.
228
Глава 6
использовавшееся ронее
покрытие
Обшивка из угле
пластина
Толщина алюминиевого
слоя, полностью поглощаю-
поглощающего излучение при напря-
напряжении 70 кв
Тип ЛОТ4,5мм
Tun PUCK 3,2мм
Толщина алюминиевого слоя
полностью поглощающего
излучение при напряже-
напряжении 70 к 8
Тип ЛОТ G,4мм
Tun PUCK 0,4мм
Рис. 6.19. Увеличенные изображения сечения листового покрытия стола, прозрачно-
прозрачного для рентгеновского излучения [23].
1- лист из алюминиевого сплава; 2 - экранирующий алюминиевый слой; 3 -
флуоресцентный экран; 4 - рентгеновская пленка; 5 - слой углепластика; 6 — эк-
экранирующий слой из пластмассы.
Рис. 6.20. Стол для расположе-
расположения пациента при рентгеноско-
рентгеноскопии [23].
1 — фиксированный край;
2 — листовой углепластик;
3 — точка приложения веса па-
пациента (до 113 кгс); 4 - точ-
точка, в которой углепластик вы-
выдерживает наг| узку до 113 кгс.
Применение углепластиков 229
6.6. Применение углепластиков в автомобилестроении
Композиционные материалы на основе углеродных волокон приме-
применяются в автомобилестроении несколько в меньшем масштабе, чем в
аэрокосмической промышленности. Это связано с высокой стоимостью
этих материалов, а также с отставанием в разработке методов массово-
массового производства композиционных материалов. Например, стоимость 1 кг
конструкции современных автомобилей из традиционных материалов
составляет приблизительно 1000 иен. В то же время стоимость углеплас-
углепластиков — от десяти тысяч до нескольких десятков тысяч иен за 1 кг, т. е.
в 10 или в несколько десятков раз выше. При использовании углепласти-
углепластиков в аэрокосмической промышленности высокая цена материала не
столь существенна из-за высокой стоимости всего изделия, поэтому мож-
можно использовать довольно трудоемкий метод автоклавного формования,
а в автомобилестроении возможность применения углепластиков лими-
лимитируется стоимостью материала и сложностью существующих методов
формования.
Тем не менее когда в 1973 г. возник нефтяной кризис, остро встал
вопрос экономии энергии. К тому же с ростом парка автомобилей
обостряется проблема загрязнения окружающей среды. В связи с этим
во всех странах стали интенсивно проводить теоретические и прикладные
исследования по уменьшению потребления горючего, количества выхлоп-
выхлопных газов и шума автомобилей, повышению их безопасности и т. д. Ес-
Естественно, что в этих исследованиях приняли участие и фирмы-изготови-
фирмы-изготовители углепластиков. Все это привело к ускоренной-разработке углеплас-
углепластиков для применения их в автомобилестроении с целью снижения массы
автомобилей.
Например, в США в 1975 г. введены контрольные цифры по расходу
горючего для легковых автомобилей в зависимости от года их произ-
производства. Для автомобилей выпуска 1978 г. минимальный пробег при ис-
использовании 1 л горючего должен составлять 7,6 км, а для автомобилей
выпуска 1985 года - 11,6 км/л. Если же характеристики автомобиля не
соответствуют этим контрольным цифрам, то на фирму, производящую
автомобили, налагается штраф в размере 5 дол. за каждые не достающие
до контрольной цифры 0,0042 км/л для каждого автомобиля.
Экономия горючего достигается путем снижения массы автомобиля,
а также благодаря повышению эффективности работы двигателя, улуч-
улучшению аэродинамических характеристик, применению системы турбо-
наддува и т. д. Для повышения экономичности автомобиля на
0,0042 км/л необходимо снизить его массу приблизительно на 7 кг. Это
означает, что для достижения контрольных цифр по расходу горючего
только путем снижения массы автомобиля требовалось уменьшить ее за
230
Глава 6
Таблица 6.77. Соотношение между количеством материалов, используемых в
производстве легковых автомобилей в США
Материал
Сталь
Чугун
Алюминий
Пластмассы
Другие материалы
Итого
1978
Масса, кг
936,7
285,8
63,5
79,4
222,3
1587,7
г.
Доля, %
59
18
4
5
14
100
1987
Масса, кг
782,0
127
77,1
113,4
190,5
1269,9
г.
Доля, °<Ь
80
10
8
9
15
100
7 лет приблизительно на 660 кг. В табл. 6.11 приведен прогноз по измене-
изменению соотношения между количеством различных конструкционных ма-
материалов, используемых в производстве легковых автомобилей в США.
Предполагается посредством замены деталей из стали и чугуна на детали
из углепластиков, стеклопластиков, армированных углеродными или
стеклянными волокнами термопластов, и других конструкционных по-
полимерных материалов снизить массу автомобилей за 10 лет приблизи-
приблизительно на 320 кг. Такое снижение массы автомобилей соответствует при-
приблизительно лишь 50% ее величины, необходимой для достижения конт-
контрольных цифр по расходу горючего. Поэтому наряду с использованием
новых перспективных материалов следует уменьшать размеры автомо-
автомобилей, увеличивать эффективность использования энергии и осуществ-
осуществлять другие меры по снижению расхода горючего.
В 1977 г. фирма "Форд" сообщила о плане разработки облегченного
экспериментального автомобиля, в котором будут использованы в ос-
основном углепластики и гибридные армированные пластмассы на основе
углеродных и стеклянных волокон. Первый опытный экземпляр такого
автомобиля был создан в мае 1979 г. В опытной модели "Форд LTD"
1979 г. из углепластиков, гибридных и других композитов на основе уг-
углеродных и стеклянных волокон были изготовлены кузов, шасси, две-
двери, бампера и другие детали автомобиля (рис. 6.21). Данные о массе раз-
различных деталей такого автомобиля приведены в табл. 6.12. В результате
использования конструкционных полимерных материалов масса автомо-
автомобиля снизилась с 1698 до 1137 кг, т. е. приблизительно на 33%, а эконо-
экономичность повысилась с 7,2 до 9,7 км/л, т. е. на 35%.
Фирмы "Дженерал моторе" (США), "Крайслер" (США), "Мерседес
Бенц" (ФРГ) и "Вольво" (Швеция) разрабатывают приводные (кардан-
Применение углепластиков
231
6
8'
22
15
/S
Рис. 6.21. Экспериментальный автомобиль с уменьшенной массой фирмы "Форд"
[24].
1 — кузов из углепластика; 2 — капот двигателя из углепластика; 3 — перед-
передняя панель и передние крылья из углепластика; 4 — решетка радиатора из листово-
листового формовочного материала; 5 — алюминиевый радиатор; б — передний бампер из
углепластика; 7 — двигатель объемом 2 300 см ; 8 — автоматическая трансмиссия
С-3; 9 — радиальные шины марки FR78-14; 10 — диск колеса из углепластика;
11 — малогабаритный усилитель тормозов; 12 — рама из углепластика; 13 — при-
приводной eaj из углепластика; 14 — верхний и нижний рычаги подвески задних ко-
колес из углепластика; 15 — ступица колеса из углепластика; 16 — петля двери из
углепластика; 17 — дверь с дополнительными армирующими элементами; 18 —
дверь из углепластика; 19 — найлоновый бак для горючего E7л); 20 — задний
бампер из углепластика; 21 — пластмассовая задняя панель; 22 — каркас перед-
переднего сиденья из углепластика; 23 — крышка багажника из углепластика.
ные) валы, рессоры и другие детали из углепластиков, а фирма "Пли-
"Плимут" (США) ведет работы по применению углепластиков в деталях дви-
двигателя. Например, значительное повышение экономичности двигателя
достигается благодаря снижению массы поршневых пальцев, шатунов,
штока толкателя клапана, клапанного коромысла и других деталей дви-
двигателя. По сравнению с другими материалами использование углепласти-
углепластиков, в том числе армированных волокнами термопластов, экономичес-
экономически целесообразно. Полимерная матрица должна выдерживать в услови-
условиях эксплуатации высокие температуры и нагрузки. Поэтому изучается
возможность использования в качестве полимерных матриц термостой-
232
Глава 6
Таблица 6.72. Масса деталей из углепластика экспериментального автомоби-
автомобиля фирмы "Форд" [24]
Наименоаание детали
Масса сталь-
стальных деталей,
кг
Масса дета-
деталей из угле-
углепластика, кг
Снижение массы
кг
Кузов 209,1 94,3 114,8 61
Рама 128,3 94,0 34,3 27
Передняя панель 43,5 13,3 30,2 70
Капот 22,2 7,6 14,8 66
Крышка багажника 19,4 6,3 13,1 67
Бампер 55, 8 20,1 35,7 74
Диски колес 41,7 22,4 19,3 46
Двери 70,6 27,7 42,9 61
Другие детали 31,4 16,2 15,2 49
Итого 622,0 301,9 320,1 51
ких эпоксидных смол, полиимидных смол, полиэфирсульфонов, поли-
эфиркетонов и других смол.
Рассмотрим вопрос об изготовлении листовых рессор. Жесткость од-
одной стальной пластины рессоры, выдерживающей определенную нагруз-
нагрузку (пластина с определенной толщиной), оказывается очень высокой -
постоянная пружины будет ниже необходимой. Поэтому до настоящего
времени использовались рессоры, состоящие из нескольких пластин (в
легковых автомобилях - из 2—4 пластин, а в грузовых автомобилях —
из 10 и больше пластин). Если же использовать углепластики, обладаю-
обладающие к тому же очень высокими усталостными характеристиками, то
можно существенно снизить массу листовых рессор (табл. 6.13). Исполь-
Используя гибридные композиционные полимерные материалы на основе
стеклянных и углеродных волокон, можно получить еще более хорошие
характеристики листовых рессор, чем при использовании углепластиков.
Листовые рессоры из армированных пластиков можно изготавливать
методом горячего прессования с высокой экономической эффектив-
эффективностью.
При использовании углепластиков для изготовления приводных
(карданных) валов ожидается: 1) снижение их массы; 2) увеличение
критической скорости вращения R = К (EI/WL^y'^ (К — постоянная,
Е — модуль упругости при изгибе, / — момент сопротивления сечения,
W — масса единицы длины вала, L — длина приводного вала); 3) увели-
увеличение длины приводного вала (возможность изготавливать не двухсту-
Применение углепластиков
Таблица 6.13. Сравнение различных листовых рессора
233
\
\
Характе-
Характеристика
Материал
\
\
Сталь
Углепла-
Углепластика
Стекло-
Стеклопластик
Гибрид на основе
УВ и СВб
Толщина отдельного
листа рессоры, мм
Число листов в рессоре,
шт.
Общая масса, кг
Снижение массы, %
Свой-
Свойства
мате-
материала
Усталостная
прочность, МПа
Усталостный
модуль упру-
упругости, ГПа
Плотность, г/см3
10,1
4
47,3
0
600
210
7,8
14,8
2
14,5
69
1080
130
1,56
21,6
2
27,5
42
500
40
2,00
23,3
1
13,7
71
1,87
а) Длина пролета рессоры 1500 мм, ширина рессоры 100 мм, нагрузка
18 000 Н, постоянная пружины 100 Н/мм.
був - углеродные волокна, СВ — стеклянные волокна.
пенчатые, а одноступенчатые валы); 4) повышение вибрационных и
снижение шумовых характеристик валов; 5) повышение их коррозион-
коррозионной стойкости.
В настоящее время разрабатываются различные конструкции при-
приводных валов, схема наиболее удачной из них приведена на рис. 6.22.
При формовании валов используют сочетание методов намотки нитями
(или жгутами) и "ковровой" намотки. В табл. 6.14 приведены данные о
снижении массы приводных валов, рессор и рам благодаря использова-
использованию углепластиков.
Ожидается, что при расширении области применения углепластиков
их стоимость снизится до 5000 иен/кг. Разработка сравнительно дешевых
методов массового производства в ближайшем будущем приведет к
тому, что различные композиционные материалы, и в первую очередь
углепластики, получат широкое применение в автомобилестроении.
234
Глава 6
Рис. 6.22. Схема конструкции приводного вала из армированных пластиков.
1 - слой стеклопластика, угол намотки 80 - 90 ; 2 - слой углепластика,
угол намотки 0 — 10 ; 3 — слой гибридного полимерного композиционного мате-
материала на основе углеродных и стеклянных волокон, угол намотки ±45 .
Таблица 6.14. Снижение массы деталей автомобилей благодаря использованию
углепластиков [25]
Наименование детали
Приводной вал
автомобиля
легкового
грузового
Листовая рессора
автомобиля
легкового
грузового
Рама грузового
автомобиля
Из стали
5,7
74,8
50,8
59,0
725,7
Масса детали > кг
Из углеплас-
углепластика
2,9
22,7
10,0
13,6
136,1
Снижение
массы, %
48
70
80
77
81
6.7. Применение углепластиков в электронике и электротехнике
Углеродные волокна обладают высокой электропроводностью. По-
Поэтому применение композиционных материалов на их основе в элект-
электронике и электротехнике имеет свои особенности по сравнению со стек-
стеклопластиками. Стеклопластики, обладающие электроизоляционными
свойствами и пропускающие электромагнитные волны, в основном при-
применяются для изготовления печатных плат, элементов индукционных ка-
Применение углепластиков
235
тушек, различных соединительных электроизолирующих деталей, про-
прозрачных для радиоволн обтекателей антенн и корпусов приборов и т. д.
Армированные углепластики, наполненные углеродными волокнами тер-
термопласты и другие композиционные материалы на основе углеродных
волокон имеют высокие значения прочности, жесткости, демпфирующих
характеристик, низкий коэффициент линейного расширения, антифрик-
антифрикционные свойства и в то же время способны экранировать электро-
электромагнитные волны. В радио- и электротехнике они часто применяются
для изготовления конических поверхностей репродукторов, резонаторов
звуковых аппаратов, кронштейнов повышенной жесткости, шестерен,
кулачков, валов, рефлекторов параболических антенн, элементов конст-
конструкций, экранирующих электромагнитные волны и т. д.
В 1976 г. Федеральная комиссия США по связи регламентировала
уровень напряженности электрического поля, генерируемого электрон-
электронными приборами, работающими в диапазоне частот выше 10 кГц. В связи
с этим возросла актуальность разработки материалов, экранирующих
электромагнитные помехи. Экранирующие покрытия изготавливают как
из обычных углеродных волокон, так и с использованием углеродных
волокон, покрытых слоем никеля, меди или другого металла. Для по-
получения композитов используют совмещение углеродных волокон с во-
волокнами из термопластов (с помощью инжекционного формования)
или метод горячего прессования углепластиков на основе термореак-
термореактивных смол. В табл. 6.15 приведены механические характеристики уг-
углепластиков на основе покрытых слоем никеля углеродных волокон.
Таблица 6.15. Механические характеристики углепласти-
углепластиков на основе углеродных волокон а, покрытых слоем
ни келя
Характеристика
Значение
Толщина слоя никеля, мкм
Прочность при изгибе, МПа
Модуль упругости при изгибе, ГПа
Прочность при межслоевом сдвиге, МПа
Объемное содержание волокон, %
Плотность, г/см3
0,5
1690
120
78- 82
55
2,4
а)Диаметр волокон 7 мкм.
236
Глав а'6
Согласно данным фирмы А.С.С. (AmericanСyanamidCorp.) при добавле-
добавлении в защитные покрытия 20 вес. % углеродных волокон со слоем ни
келя толщиной 0,5 мкм электромагнитные помехи снижаются на 42 дБ
[27] .
6.8. Другие области применения углепластиков
Другие примеры применения композиционных материалов на основе
углеродных волокон в различных изделиях даны в табл. 6.16. Перспек-
Перспективной областью применения углепластиков, по-видимому, станут энер-
Табпица 6.16. Свойства и применение композиционных материалов на основе
углеродных волокон
Тип изделий
Используемое
свойство
Примеры применения
Изделия с высо-
высокой скоростью
перемещения
Предметы лич-
личного потребле-
потребления
Изделия с вы-
высокой скорос-
скоростью вращения
Вибростойкие
изделия
Крупногаба-
Крупногабаритные изде-
изделия
Кцельная
прочность,
удельный
модуль
упругости
Удельная
жесткость,
демпфирую-
демпфирующие свойст-
свойства
Жесткость,
отсутствие
ползучести
Скоростные транспортные средства, спор-
спортивные транспортные средства (мотоциклы
велосипеды, байдарки), оборудование для
намотки (ведущая траверса, направляющие
нитеводов, укладчик нитей), детали робо-
роботов, печатающие устройства
Альпинистское снаряжение, фотоаппараты,
видеокамеры, оправы очков
Цилиндрические роторы установок для цен-
центробежного разделения урана, маховики
шлифовальные круги, шинный корд, шкивы
лопатки вентиляторов, лопасти пропелле- '
ров, вращающиеся элементы прядиль-
прядильных машин
Плоские пружины вибротранспортеров и виб-
вибрационных загрузочных устройств
Суда и другие плавсредства, резервуары,
баллоны (для сжатых газов и т. д.), си-
силосные башни, крылья ветряных мельниц,
элементы конструкций мостов
Применение углепластиков
Продолжение табл. 6.76.
237
Тип изделий
Используемое
свойство
Примеры применения
Изделия с вы-
высокой стабиль-
стабильностью раз-
размеров
Другие изде-
пия
Жесткость,
малое
тепловое
расширение
Электропро-
Электропроводность,
способность
к теллоотводу
Коррозионная
стойкость
Микромоторы, синхронизаторы, резервуары
для криогенных температур, эталонные
образцы
Резервуары для химических веществ, анти-
антистатические валки, антистатические покры-
покрытия, контактные электрические щетки, кол-
коллекторы электродвигателей постоянного то-
тока, электроды, электрические батареи
Элементы конструкций химических произ-
производств; упаковочные материалы; теплооб-
теплообменники; конструкции, работающие в морс-
морской воде; фильтры
Износостой- Подшипники, детали насосов, вкладыши под-
кость, само- шипников, зубчатые передачи, диски эксцент-
смазывающие риков
свойства
Прочность при Сверхпроводники, магнитогидродинами-
низкой тем- ческие генераторы, несущие элементы
пературе кабелей электропередач и т . д.
гетические устройства, в частности аккумуляторы механической энергии
в виде маховиков (разд. 5.2.1). Как следует из данных, приведенных в
табл. 6.17, углепластики оказываются наиболее подходящими материа-
материалами для изготовления таких маховиков.
Углепластики успешно применяются также для изготовления демп-
демпферов вибротранспортеров, загрузочных устройств и других механиз-
механизмов. Использовавшиеся ранее в этих устройствах пружинные элементы
из стеклопластиков разрушались при частоте вращения 2500 об/мин, а
такие же элементы из углепластиков могут использоваться при частотах
вращения до 4000 об/мин. Если говорить о современной промышленной
робототехнике, то сейчас исследуется возможность изготовления из
углепластиков облегченных деталей роботов, предназначенных для точ-
IT
238
Глава 6
Таблица 6.17. Сравнение энергии, запасаемой маховиками из различных ма-
материалов [28]
Материал
Чугун
Высокопроч-
Высокопрочная сталь
Мартенсит-
ная стапь
Композицион-
Композиционный материал
на основе Е-
стекпа и эпок-
эпоксидной смолы
Эпоксидный уг-
углепластик
Композицион-
Композиционный материал
на основе ара-
мидных воло-
волокон и эпоксид-
эпоксидной смолы
Прочность
при рас-
растяжении
CTg, МПа
490
784
1960
1372
2058
1715
Свинцовая элек- _
трическая ба-
батарея
а „
еу — Kg (ст
,/р)
Допус-
Допустимое
напря-
напряжение
иА , МПа
392
627
1568
686
1078
882
Плотность
р, г/см^
7.7
7.8
7,8
2,1
1,6
1.4
Удельная
прочность
аА/Р'
51
80
201
327
674
630
Коэффи-
Коэффициент,
ющийЫВа~
махови-
маховика,^
0,8
0,8
0,8
0,5
0,5
0,5
Удельная
энергоем-
энергоемкость ец, а,
(Г/ СМ'3)
40,8 i
64,0
161
164
337
315
t
72-109
Применение углепластиков
239
ной высокоскоростной сборки изделий [1] . Например, углепластики
используются в производстве элементов манипуляторов робота для
сборки видеомагнитофонов марки RH 101 (фирма "Мицубиси дэнки ).
Существуют два вида трубчатых элементов таких манипуляторов:
1) диаметр 60 мм, длина 300 мм, толщина стенки 1,5 мм и масса 80 г,
2) диаметр 70 мм, длина 300 мм, толщина стенки 2 мм и масса 190 г.
Оба вида манипуляторов получают методом намотки. Если изготовить
их из алюминиевого сплава, то масса составит соответственно 146 и
346 г т е в обоих случаях при использовании углепластиков достигает-
достигается выигрыш в весе примерно в два раза [29] . Применение углепласти-
углепластиков в транспортных манипуляторах (масса 1 кг) роботов с искусствен-
искусственным интеллектом фирмы "Сумитомо дэнко" также дает выигрыш в ве-
весе примерно в два раза по сравнению с манипуляторами, изготовленны-
ми из алюминия.
Литература
1)
2)
3)
4)
5)
6)
7)
8)
9)
10)
id
12)
13)
14)
15)
16)
^#ffi3S # ШШ, Р. 208, 1983.
R. Keiser: National Information Service (USA), PB 283416, 1978.
K. Knapp: SAE Technical Paper, 82135, 1982.
Ш- 36^^**. 1983 !Ер1ЛЗ 0-t, P. 66.
D.D. Smith: 12 th SAMPE, p. 1104, 1980.
Щ*: BI^-^K 1983^1 Я 3 0-S, P. 74.
D.R. Dunbar et al. : 2nd I. С. СМ., 2, p. 1360, 1978.
J.H. Crowley: US DOE Rep. No. DOE-TIC-11190, 1978.
R.M. Bluck et al. : 24 th SAMPE, 24, p, 285, 1979.
J. B. Bodle et al. : AIAA, 81-0445, 1981.
***. 19> p-152-1981
СЮ, Р. 107. 1974,
28 VW' No" 8' P" 369'
Automotive Engnieering, 88, 1, p. 61, 1980.
/J\ll|: Plastics Age [1], p. 95, 1982.
R.N. Hadcock: AIAA, 79-0719, 1979.
240
Глава 6
ГЛАВА 7
, No. 501, 1981.
18) R.H. Hammer: The 3rd I. C. CM. (Paris), p. 1452, 1980.
19) Flight International, 4, 1982.
20) Aviation Week & Space Technology, p. 129, Dec. 1, 1980.
21) B*i^ffilie: ШЕРК 516-1, ЗЯ, 1981.
22) Ш&Ш, 'ШЩт—- ЙЛт'^^^Л, 28, 11, p. 477, 1982.
23) M. Molyneux et al.: 33rd SPI, 12-E, 1978..
24) у * - vitmm.
25) Mod. Plast. (Oct. 1976), (March 1977), (Jun 1977).
26) ФЦ4&-: ХШШ. 29, 12, p. 18, 1981.
27) А. С. С. a**4-
28) АШй: ВШШШ&Ш, 5, 2, p. 7, 1979.
29) Hg^A-A*, 1983^6 Л 20 0-f, p. 121.
МЕТАЛЛЫ, АРМИРОВАННЫЕ УГЛЕРОДНЫМИ ВОЛОКНАМИ
По сравнению с углепластиками, металлы, армированные углерод-
углеродными волокнами, — более молодые материалы. Они обладают рядом
достоинств, которые отсутствуют у углепластиков: высокой теплостой-
теплостойкостью (большей, чем у углепластиков), прочностью в направлении, пер-
перпендикулярном ориентации волокон, прочностью при сжатии (продоль-
(продольном изгибе) и другими ценными свойствами. Поэтому в настоящее вре-
время над их созданием активно работают во многих странах. Информация
о новейших зарубежных достижениях в этой области по сравнению с ко-
количеством публикаций об углепластиках весьма ограниченна. Тем не ме-
менее известно, что появились различные типы металлов, армированных уг-
углеродными волокнами, и разработаны всевозможные методы их формо-
формования и переработки. Соответственно физические характеристики таких
материалов также различны. Первостепенным является вопрос, какими
свойствами должны обладать углеродные волокна, предназначенные для
армирования металлов. В данной главе кратко освещается состояние
работ в области создания армированных углеродными волокнами метал-
металлов и рассматриваются перспективы их дальнейшего совершествования
и применения.
7.1. Формование и переработка металлокомпоэитов, армированных уг-
углеродными волокнами
На рис. 7.1 показана схема технологического процесса производства
металлов, армированных волокнами. Наиболее важные этапы процесса
выделены прямоугольниками. По мере надобности для улучшения сма-
смачиваемости волокон металлом и адгезии с ним, а также для регулирова-
регулирования реакционной способности поверхности волокон на них наносят
покрытие или осуществляют другую предварительную обработку воло-
волокон. Затем формируют полуфабрикаты или так называемые исходные
элементы металлокомнозитов. Полученные полуфабрикаты разрезают
в соответствии с требуемыми размером и формой, складывают,-ориен-
складывают,-ориентируя их в нужном для данной конструкции направлении, и затем осу-
осуществляют формование. После этого проводят окончательную обработ-
обработку изделия - склеивание отдельных частей, механическую обработку
и т. д.
Исследована возможность применения в качестве матрицы различ-
различных металлов: алюминия, магния, меди, никеля, кобальта и многих дру-
других. Наиболее эффективными для применения на практике оказались
16- «82
242
Глава 7
н
-з
-ю
-и
-12
03)
АЛ
B0)
н
- 21
-22
-23
-21/
-25
-ге
-27
-28
-29
-30
-31
-32
-17
-IS
-19
-15
Рис. 7.1. Основные этапы технологического процесса производства металлов, арми-
армированных волокнами.
1 — металлическая матрица; 2 — волокно; 3 — предварительная обработка
волокон; 4 — формование полуфабрикатов; 5 — получение слоистого материала
из полуфабрикатов; 6 — формование (получение композиционного материала и
придание формы) ; 7 — вторичная обработка; 8 — применение; 9 - элементарные
волокна; 10 — жгуты, нити; 11 — ткани; 12 — короткие волокна (монокристал-
(монокристаллические "усы" и т. д.) ; 13 — улучшение смачиваемости волокон металлом и ад-
адгезии с ним, регулирование реакционной способности поверхности волокон; 14 —
химическое и физическое осаждение в газовой фазе; /5 — металлизация и т. д.;
16 — "сырые" полуфабрикаты в виде листов или лент; 17 — металлизованные в
расплаве листы или ленты; 18 — пропитанная расплавом лента; 19 — листы, по-
полученные методом физического осаждения в газовой фазе; 20 — придание мате-
материалу заданных анизотропных свойств; 21 — горячее прессование; 22 — горячее
вальцевание; 23 — горячая вытяжка; 24 — HIP; 25 — литье с дополнительной
пропиткой расплавом; 26 — парафинирование и т. д. ;27 — механическая обра-
обработка; 28 — механическое соединение; 29 — диффузионная сварка; 30 — парафи-
парафинирование; 31 — электросварка; 32 — склеивание и т. д.
алюминий, магний и другие легкие металлы. Углеродные волокна, как
известно, обладают высокими триботехническими характеристиками;
при изготовлении композитов на основе углеродных волокон, применя-
применяемых в производстве подшипников, в качестве металлической матрицы
используют главным образом медь. Остановимся подробнее на вопросах
получения полуфабрикатов и формования металлокомпозитов, армиро-
армированных углеродными волокнами, на основе наиболее широко применяе-
применяемого для этих целей металла — алюминия.
7.1.1. Методы получения полуфабрикатов
Существуют методы литья, порошковой металлургии и другие ме-
методы, в которых формование готовых изделий осуществляют непосредс-
Металлы, армированные углеродными волокнами
243
твенно, минуя стадию получения полуфабриката. Однако при использо-
использовании армированных металлов открывается возможность изготовления
изделий с заданными анизотропными свойствами. Поэтому необходи-
необходимым становится этап производства полуфабрикатов. В настоящее время
известен ряд методов промышленного производства полуфабрикатов
алюминия, армированного углеродными волокнами. Например, фирмой
Material Concept inc. (США) разработан метод получения проволоки из
углеродных волокон на поверхность которых алюминий или магний на-
наносятся из расплава [1] ; фирма "Тохо бэсурон" (Япония) производит
листовые материалы путем нанесения на углеродные волокна алюминия
методом ионной металлизации (физического осаждения) [2] .
Пропитка в расплавленном металле. В этом случае предварительно
проводят химическое осаждение на поверхность волокон боридов титана
TiB и TiB2, а затем пропитывают пучок волокон в расплаве алюминия
или другого металла и получают заготовку в виде проволоки. Как видно
из рис. 7.2, пучок волокон практически полностью пропитывается алю-
Рис. 7.2. Микрофотографии полу-
полуфабриката алюминия, армирован-
армированного углеродными волокнами, в ви-
виде проволоки, полученной методом
пропитки в расплавленном металле.
а - внешний вид (увеличение х 50);
б - поперечное сечение (увеличение
хбО).
244
Гпава 7
Металлы, армированные углеродными волокнами
245
а
Рис. 7.3. Микрофотогра-
Микрофотографии листового полуфаб-
полуфабриката алюминия, арми-
армированного углеродными
волокнами и полученного
методом ионной метал-
металлизации, а - внешний
вид (увеличение х 150);
6 — поперечное сечение
(увеличение х 240).
минием в расплаве и сам является композиционным материалом. Хоро-
Хорошая смачиваемость поверхности волокон расплавленным металлом
достигается благодаря предварительному нанесению на поверхность во-
волокон слоя ИВ толщиной 100—200 А.
Ионная металлизация. Используя этот метод, предварительно прово-
проводят плазменное травление поверхности углеродных волокон, а затем
покрывают их поверхность алюминием [2] . Физическое осаждение по-
позволяет нанести металлическую матрицу на каждое элементарное волок-
волокно в тонком пучке волокон. Из таких пучков формируют тонкие и гиб-
гибкие листовые заготовки. Обработку поверхности осуществляют при тем-
температуре ниже точки плавления алюминия. Поэтому при ионной металли-
металлизации углеродные волокна высокопрочного типа могут взаимодейство-
взаимодействовать с алюминием, сохраняя высокую прочность. Метод не требует нане-
нанесения промежуточного покрытия, регулирующего реакционную способ-
способность поверхности волокон, и позволяет непосредственно покрывать ее
металлом. На рис. 7.3 показаны электронные микрофотографии листово-
листового полуфабриката.
Другие методы получения полуфабрикатов. Кроме указанных выше
методов разрабатывается метод получения листовых полуфабрикатов
путем металлизации в расплаве с предварительным наматыванием пуч-
пучков углеродных волокон на цилиндр и последующим погружением его
на короткое время в расплав алюминия [4, 5] . Для сравнительно
толстых элементарных борных волокон применяют метод получения
полуфабрикатов в виде "сырых" листов. Этот метод можно использо-
использовать и для углеродных волокон: волокна, намотанные на цилиндр,
фиксируют на его поверхности, напыляя на них акриловую, полисуль-
фоновую или другую смолу. В результате получается слоистая система,
состоящая из волокнистых листов и листов фольги из металлической
матрицы. На стадии высокотемпературного формования в вакууме
фиксирующий исходное положение волокон полимер испаряется и
замещается металлом.
В производстве полуфабрикатов из углеродных волокон эффекти-
эффективен метод электролитической металлизации. В настоящее время разраба-
разрабатывается метод непрерывного нанесения никелевого или медного покры-
покрытия одинаковой толщины на каждое моноволокно, входящее в состав
жгута [6] .
7.1.2. Методы формования армированных углеродными волокнами металлов
Армирующие углеродные волокна являются хрупкими и не облада-
обладают способностью к пластическим деформациям. Этот фактор ограничи-
ограничивает выбор методов переработки металлокомпозитов. Как указывалось
выше, анизотропия механических характеристик армированных углерод-
углеродными волокнами материалов дает возможность получать материалы с
регулируемыми свойствами. Это достигается в процессе формования го-
готового изделия из полуфабрикатов. При использовании армированных
металлов в самолетостроении часто возникает необходимость последую-
последующих технологических операций: соединения изделий из армированных
металлов с деталями из других металлических материалов, частичное
усиление армированными металлами элементов металлических конст-
конструкций и т. д. Однако обычная сварка армированных металлов затруд-
затруднена. Поэтому необходимо прибегать к методу диффузионной сварки и
другим способам соединения металлов, не требующим плавления метал-
металла. Другой путь решения этой задачи — соединять детали из металлоком-
металлокомпозитов с элементами из чистых металлов в процессе формования ме-
таллокомпозита.
246
Глава 7
В зависимости от геометрии и свойств полуфабрикатов, являющихся
промежуточным материалом для получения армированных металличес-
металлических изделий, используются различные методы формования металлов,
армированных волокнами. Для армированного углеродными волокнами
алюминия применяют методы горячего прессования (металлическая
матрица остается в твердом состоянии), горячего вальцевания, горячей
вытяжки и жидкофазного горячего прессования (металлическая матрица
в процессе формования проходит стадию жидкого или жидкокристалли-
жидкокристаллического состояния).
Горячее прессование. При использовании этого (наиболее распрост-
распространенного) метода из заготовок в виде листов или проволоки изготав-
изготавливают многослойный материал, а затем проводят формование изделия
путем сжатия пакета при нагревании в вакууме или в инертной атмос-
атмосфере, осуществляя тем самым диффузионную сварку металлической
матрицы, входящей в состав полуфабриката. В основном таким методом
формуют плоские детали, но, используя соответствующие металлические
формы, способ укладки заготовок, регулируя наполнение и т. д., можно
также получать изделия с криволинейной (цилиндрической и т. д.) по-
поверхностью.
Для формования изделий из армированных металлокомпозитов
необходимо:
1. Создать такую пластическую деформацию металлической матри-
матрицы, при которой разрушается оксидная пленка на поверхности алюминия.
2. Для предотвращения дефектов и повреждения волокон вести про-
процесс деформирования полуфабриката при достаточно высокой темпера-
температуре и в течение длительного времени.
3. В то же время для исключения разрушения волокон в результате
реакции на границе раздела волокно—металлическая матрица стремить-
стремиться проводить формование при возможно меньшей температуре и в тече-
течение короткого промежутка времени.
4. Не допускать высокотемпературного окисления материала.
Как будет показано ниже, для полуфабрикатов в виде проволоки,
полученных методом пропитки, лучше использовать жидкофазное го-
горячее прессование. Полученные методом ионной металлизации полуфаб-
полуфабрикаты на основе высокомодульных углеродных волокон со сравнитель-
сравнительно низкой реакционной способностью перерабатываются методом горя-
горячего прессования при температуре 833-853 К и давлении 10-20 МПа, а
на основе углеродных волокон высокопрочного типа с высокой реак-
реакционной способностью - при 733 К и 80-100 МПа (указанные значения
являются стандартными).
Металлы, армированные углеродными волокнами
247
Вальцевание на горячих валках. Так как при вальцевании происхо-
происходит пластическое течение металлической матрицы под действием высо-
высоких напряжений при контакте с валками, процесс формования компози-
композиционного материала можно вести с большой скоростью. В процессе горя-
горячего вальцевания ввиду кратковременности цикла переработки не тре-
требуется создания вакуума. Поэтому данный метод формования металлов,
армированных волокнами, является дешевым. Изучается возможность
его применения для формования изделий из армированного углеродны-
углеродными волокнами алюминия с использованием полуфабрикатов, получен-
полученных путем плазменной или ионной металлизации углеродных волокон
[7].
Горячая вытяжка. Этот метод разработан для производства прутков
или трубчатых изделий из полуфабрикатов в форме проволоки [8] .
Процесс вытяжки следует проводить таким образом, чтобы растягиваю-
растягивающие напряжения были направлены в основном вдоль волокон, а изгиба-
изгибающие напряжения были минимальными или отсутствовали. Это дает
возможность существенно уменьшить повреждения волокон и дефекты
на границе раздела волокно-металлическая матрица. На рис. 7.4 пока-
показана общая схема метода горячей вытяжки стержней из композиционно-
композиционного материала на основе алюминия, армированного углеродными волок-
волокнами. Заготовку в виде проволоки вакуумируют в оболочке из нержа-
нержавеющей стали. Вытяжку осуществляют, протягивая такую заготовку
через волочильный глазок из карбида кремния, температура которого
поддерживается на постоянном уровне, ниже температуры плавления
металлической матрицы.
Жидкофазное горячее прессование. В главном методе формования
армированных металлокомпозитов — твердофазном горячем прессова-
прессовании — используе::ся высокое давление, и поэтому этот процесс требует
Рис. 7.4. Схема метода горячей вытяжки стержней из алюминия, армированного уг-
углеродными волокнами (воспроизводится с резрешения фирмы Fiber Materials Inc. ).
1— электрическая печь; 2 — глазок для волочения; 3 — полуфабрикате виде
проволоки из алюминия, армированного углеродными волокнами, которая зак-
заключена в оболочку из нержавеющей стали.
248
Глава 7
применения дорогостоящего оборудования. В качестве альтернативы
был разработан метод жидкофазного горячего прессования, при котором
давление составляет 10 МПа. Для жидкофазного горячего прессования не
нужны гидравлические прессы, и этим методом можно формовать срав-
сравнительно крупногабаритные изделия, используя прессовочный мешок
или другое простое оборудование.
Для алюминия, армированного углеродными волокнами, эффек-
эффективный метод - формование изделий из полуфабрикатов, полученных
металлизацией в расплаве, или из слоистых материалов на основе "сы-
"сырых листов" и алюминиевой фольги. При жидкофазном горячем прес-
прессовании таких слоистых полуфабрикатов, заключенных в вакуумиро-
ванную оболочку, жидкая металлическая матрица легко проникает в
межволоконное пространство, образуя армированный металлокомпозит.
Формование изделий из полуфабрикатов в виде проволоки почти
всегда проводится при температуре, обеспечивающей жидкокристалли-
жидкокристаллическое состояние металлической матрицы, и при давлении 4-30 МПа.
Жидкофазное формование вызывает интенсивные реакции на грани-
границе раздела волокно—металлическая матрица. Поэтому для их регулиро-
регулирования необходимо наносить барьерное покрытие на волокно и строго
контролировать тепловой режим процесса.
7.2. Характеристики металлов, армированных углеродными волокнами
Среди армированных углеродными волокнами металлов наиболее
хорошо изучены металлокомпозиты с алюминиевой матрицей. Однако
даже для этого композиционного материала не решена проблема совмес-
совместимости волокон и металлической матрицы. Опубликованные до нас-
настоящего времени данные касаются в основном методов производства
полуфабрикатов и методов формования изделий, которые пока нельзя
признать достаточно научно обоснованными и оптимизированными.
7.2.1. Характеристики металлов, армированных углеродными волокнами, при
растяжении
В табл. 7.1 сопоставляются характеристики при растяжении метал-
металлов, армированных углеродными волокнами. Как видно из значений,
приведенных в таблице, прочность армированного углеродными волок-
волокнами алюминия в поперечном направлении ниже, чем у других материа-
материалов. В США армированный углеродными волокнами алюминий произ-
производится из полуфабрикатов в виде проволоки, полученных методом про-
пропитки в расплаве. Прочность вдоль армирующих волокон у композици-
композиционного материала алюминий-углеродные волокна марки Т 300 (на ос-
основе полиакрилонитрила) высокая, причем на промежуточное покрытие
Металлы, армированные углеродными волокнами
249
Табпица 7.1- Характеристики при растяжении металлов, армированных волок-
волокнами
Волокна Металличес- Содер- Плот- П?оч- Модуль Проч- Фирма -
кая матри- жание ность, ность упру- ность источник
ца
вопо- г/см3 при гости при данных
кон, Рас" ПРИ растя-
об.% тяже- растя- жении
нии жении попе-
вдоль вдоль Рек во-
воло- воло- локон,
кон, кон, МПа
МПа ГПа
Углеродные на ос-
основе вискозы мар- 201А1 30 2,38 646 172
ки Т50
Углеродные на ос-
основе полиакрило- 201А1 40 2,32 1035 151
нитрила марки
ТЗОО
Углеродные пеко-
50
35
вые марки РЮ0
Углеродные пе-
ковые марки
Р100
Углеродные вы-
высокопрочные на
основе попиак-
рилонитрила
Углеродные вы-
высоком одупьные
на основе попи-
акрипонитрипа
Борные марки
B/W
Борные марки
B4C/B/W
На основе
а-А12О3
марки FP
6061А1 41 2,44 646 337
AZ3iMg 38 1,63 531 307
5056 А1 35 2,34 616 122
5056А1 35 2,36 612 173
6061А1 50 2,49 1429 244
¦П-6А1- 38 3,74 1541 237
-4V
201А1 50 3,60 1224 222
77
144
358
Aerospace
Corp. (США)
FMI (США)
Aerospace
Corp,
(США)
Lockheed
(США)
"Тохо бэ-
сурон,.
(Япония)
"Тохо бэ-
сурон,.
(Япония)
Convair
(США)
DWA
Composites
(США)
Du Po nt
(США)
if
250
Продолжение табп. 7.1.
Глава 7
Волокна
Металличес- Содер- Плот- Проч- Модуль Проч- Фирма -
кая матри- жание ность, ность упру- ность источник
ца
волокон г/см3 при
об. % рас-
гости
при
тяже- растя- жении
нии жении попе-
вдоль вдоль рек
в°ло- воло- воло-
кон. кон, кон,
МПа МПа МПа
при данных
растя-
растяМа основе
Из карбида
кремния на
вольфрамо-
вольфрамовой подложке
(метод хими-
химического осаж-
осаждения из газо-
газовой фазы)
Из карбида
кремния на воль-
вольфрамовой под-
подложке (метод хи-
химического осаж-
осаждения из газовой
фазы)
Из карбида крем-
кремния (после отжи-
отжига полимера)
А1
40 2,9 7R5 133
6061 А1 50 2,93 1541 237
Ti-6A1- 35 3,93 1255 272
-4V
6061А1 35 2,6 816 112
"Сумитомо
кагаку„
(Япония)
DWA
Conposities
(США)
535 DWA
Composites
(США)
91 "Нихон
кабон,,
(Япония)
(пленка TiB) наносится также барьерное покрытие. Если не наносить
барьерного покрытия на углеродные волокна высокопрочного типа мар-
марки Т 300, которые легко вступают в химическую реакцию с алюминием,
то вследствие ухудшения свойств волокон в результате поверхностных
реакций прочность выпускаемых в виде проволоки полуфабрикатов
(содержание волокон Vf = 40%) снижается до 400-600 МПа (степень
реализации прочности волокон в композиционном материале 30-45%).
В полуфабрикатах, изготовленных методом ионной металлизации,
на основе углеродных волокон высокопрочного типа (полученных из
полиакрилонитрил'а) степень реализации прочности волокон приближа-
Металлы, армированные углеродными волокнами
251
ется к 80%, причем прочность материала в направлении поперек волокон
также оказывается сравнительно высокой.
Характеристики при растяжении полуфабрикатов в виде проволоки
и изделий из них приведены в табл. 7.2 и 7.3. Степень реализации проч-
прочности волокон в полуфабрикатах составляет 80%, а после горячего
прессования она уменьшается до 60% и ниже. Ухудшение прочностных
свойств в процессе формования связано с реакцией на поверхности раз-
раздела углеродное волокно—металлическая матрица вследствие высокого
относительного содержания образовавшегося на поверхности AI4C3. Эти
данные подтверждают тот факт, что поверхностный слой TiB недостаточ-
недостаточно хорошо защищает волокна от реакций на поверхности раздела.
Прочностные характеристики при растяжении армированного угле-
углеродными волокнами алюминия, полученного методом жидкофазного
горячего прессования с использованием охлаждаемых плит, приведены
в табл. 7.4. В композиционных материалах на основе высокомодульных
графитовых волокон марок НМ/718 и М 40/718 степень реализации
прочности волокон составляет приблизительно 80%, а в композиционном
материале на основе высокопрочных углеродных волокон марки
НТ/718 - 25%. Прочность при растяжении поперек волокон во всех слу-
Табпица 7.2. Характеристики при растяжении полуфабрикатов в виде проволо-
проволоки из алюминия, армированного углеродными волокнами [э]
Заготовки в
виде проволо-
проволоки, полученные
методом про-
пропитки
Т 50/356 А1
T5O/A413AI
Т 50/6061 А1
Т 50/201 А1
Т 50/5056 А1
Т 50/1100 Al
Т 50/5154 А1
Прочность
при растя-
растяжении вдоль
волокон,
МПа
500- 714
500 - 735
612 - 827
684 - 857
612
643 - 786
684 - 786
Содержа-
Содержание
во-
локон,
об.
28
26
27
27
21
28
%
-33
- 33
- 34
-32
30
-23
-32
Количество
образовав-
образовавшегося
А13С4, Ю-4
масс. %
200 - 500
300 - 700
200 - 500
1500
350
150
Прочность
при растя-
растяжении, рас-
рассчитанная i
в соответ-
соответствии с
правилом
смесей, МПа
774 - 908
765 - 908
786 - 929
786 - 888
857
663 - 704
806 - 888
Отношение
измерен-
измеренной проч-
прочности к
прочности,
рассчитан-
рассчитанной в соот-
соответствии с
правилом
смесей, %
63-79
65-81
77- 88
86-97
69
98 - 100
65-89
252
Глава 7
Таблица 7.3. Характеристики при растяжении алюминия, армированного угле-
углеродными волокнами полученного формованием из полуфабриката в виде провол- -
ки [э] f
Условия формова- Прочность Содержа- Количество Прочность Отношение
ния [температура при растя- ние воло- образовав- при рас- измеренной
(К); давление жении кон, шегося тяжении, прочности
(МПа); время (мин)] вдоль во- об. % Ai3c4, 10^ рассчи- к прочнос-
локон, масс.% танная в ти, рассчи-
МПа соответ- танной в
ствии с соответст-
правилом вии с пра-
смесей вилом сме-
сей, %
Т 50/356 Al
(900; 2,86; 10)
Т30/А413 А1
(872; 4,29; 10)
Т 5Q/6061 А1
(900; 4,29; 10)
(889; 4,29; 10)
(839; 21,4; 30)
Т 50/201 А1
(877; 4,29; 10)
(833; 21,4; 30)
(833; 21,4; 30)
Т 50/5056 А1
(839; 21,4; 30)
Т 50/1100 А1
(861; 21,4; 40)
(906; 14,3; 5)
Т 50/5154 А1
(889; 4,29; 10)
(872; 4,29; 10)
306-418 37-57 800 - 3000 1000 - 1388 31 - 30
276 - 378
582-755 41 - 50 750 - 2500 1082 - 1256 53 - 59
510-704 28-33 300-1000 806-908 83-77
398 - 541 26-32 250 - 500 755 - 888 52 - 61
571 - 714 29-34 340 - 700 837 - 929 68 -
77
541 - 812 28 - 32 400 - 800 806 - 888 88 - 69
541 28,9 836 84,5
22,3 1050-1450 684 50
347
285
316
35
42
4150
2015
959 30
1102 28,5
541-822 37-40 600-750 990-1071 55-58
541 27 250
786
89
чаях сравнительно низка и оказывается наибольшей у материала марки
Hi/718, т. е. у металлокомпозита, прочность которого вдоль армирую-
армирующих волокон меньше, чем у других материалов данного типа.
Металлы, армированные углеродными волокнами
253
Таблица 7.4. Прочностные характеристики при растяжении алюминия, армиро-
армированного углеродными волокнами и полученного методом жидкофазного горя-
горячего прессования [4]
Композиционный
материал
Прочность при рас-
растяжении вдоль воло-
волокон, МПа
Прочность при растяже-
растяжении поперек волокон, МПа
НМ/718
(Vt = 40%,
р = 2,33)
796б
М 40/718
[Vj = 50%,
р = 2,25)
НТ/718
{Vf = 40% ,
р =2,31)
815
829
806
792
774
814
705
818
810
966
1087
979 1025б
1037
1056
426
389 3766
320
370
26
32
22
20
22
24б
8,2
7,1 8,2б
9,2
52
45 54б
68
аНМ и М40 — высокомодульные волокна на основе попиакрилонит-
рила; НТ — высокопрочные волокна на основе полиакрилонитрила;
Vг — объемное содержание волокон; р — плотность композиционного
материала (г/см3); 718 - металлическая матрица А1 - 11,5% Si .
6Среднее значение.
На рис. 7.5 приведены рентгенограммы алюминия, армированного
углеродными волокнами и полученного методом жидкофазного горяче-
горячего прессования. Хорошо видно, что на карбонизованных волокнах мар-
марки WH образуется А14С з, а для графитизированных волокон марки W3H
пики А14С3 не наблюдаются (во всяком случае можно утверждать,
что они перекрываются фоном). Приведенные на рис. 7.5 данные объяс-
254
Глава 7
50 35
29, град.
70
Рис. 7.5. Рентгенограммы алюминия, армированного карбонизованными и графити-
зированными волокнами [4].
няют незначительное ухудшение свойств высокомодульных графитовых
волокон из-за слабого химического взаимодействия на границе раздела с
алюминием и подтверждают совместимость этих волокон с металличес-
металлической матрицей.
Графитовые высокомодульные волокна на основе пеков имеют
низкую реакционную способность при взаимодействии с алюминием и
успешно используются для армирования металлов. В настоящее время на
основе пековых углеродных волокон с модулем упругости 714 ГПа по-
получают композиционный материал с алюминиевой матрицей, имеющий
прочность при растяжении 1020 МПа и модуль упругости 357 ГПа [10] .
Одна из особенностей армированного углеродными волокнами алю-
алюминия — его теплостойкость. Вплоть до температур на 50 К ниже, чем
температура плавления металлической матрицы, сохраняется приблизи-
приблизительно 70% значения прочности при растяжении материала при комнат-
комнатной температуре; его скорость ползучести в несколько раз меньше, чем
у матрицы, и композиционный материал обладает малой ползучестью
вплоть до температур на 100 К ниже температуры плавления матрицы
[11, 12] . На рис. 7.6 приведены зависимости прочности при растяжении
Металлы, армированные углеродными волокнами
255
\ 800 Ь
| 700
Ч 600
О:
201 /U-THORNEL 50
/WAl-THOBNEL'50
201 Al
--10000 ч
473 573
Температура,
S73
773
Рис. 7.6. Зависимости прочности при растяжении от температуры для алюминия и
композиционных материалов на его основе (т.,, - длительность нагружения) [11] .
п 1100 A1-TH0RNEL 50
? 6061 At-THORNEL 50
Д 201 At-THORNEL 50
v 202 At-THORNEL 50
1 10
Время до разрушения, ч
1000
Рис. 7.7. Характеристики ползучести материалов, армированных углеродными
волокнами (температура испытания 623 К) [11 ] .
от температуры для материалов, армированных углеродными волокна-
волокнами, а на рис. 7.7 - характеристики ползучести для тех же материалов.
7.2.2. Усталостные характеристики металлов, армированных углеродными
волокнами
На рис. 7.8 приведены усталостные характеристики алюминия,
армированного углеродными волокнами и полученного формованием
из полуфабриката в виде проволоки. Усталостные характеристики изде-
изделий из полуфабрикатов, полученных методом ионной металлизации,
256
Глава 7
107
W2 103 W" 105 10s
Число цигглоб испытания
ID7 108
Рис. 7.8. Относительная усталостная прочность алюминия, армированного углерод-
углеродными волокнами [13].
/ - алюминий, армированный углеродными волокнами и изготовленный из
полуфабриката в виде проволоки, полученной методом пропитки в расплавленном
металле; 2 ~ композиционный материал 6061AI — борные волокна.
также попадают в заштрихованную зону на рис. 7.8 [13] . Как видно
из рисунка, алюминий, армированный углеродными волокнами, имеет
высокую относительную усталостную прочность (отношение усталост-
усталостной прочности к прочности при статическом испытании).
7.2.3. Коррозионная стойкость металлов, армированных углеродными волокнами
Можно ожидать, что коррозионные свойства армированных метал-
металлов при контакте металлической матрицы с углеродными волокнами
будут ухудшаться вследствие электрохимической коррозии. В работе
- [14]^исследовалась стойкость алюминия, армированного углеродными
волокнами, к климатическому воздействию путем выдержки его в ат-
атмосферных условиях и в морской воде. Шлифуя внешнюю поверхность
исследуемых образцов, авторы работы [14] обнажали волокна и иссле-
исследовали электролитическую коррозию на границе раздела волокно-алю-
волокно-алюминиевая матрица. После выдержки в морской воде в течение одного го-
года не наблюдалось значительного снижения прочности композиционного
материала и коррозия внутри материала почти не развивалась. чОднако_,
при наличии дефектов на границе раздела волокно-матрица вблизи
поверхности алюминия, армированного углеродными волокнами, корро-
коррозия в зоне этих дефектов идет интенсивно. Поэтому при эксплуатации
изделий из армированных волокнами металлов следует, по-видимому,
Металлы, армированные углеродными волокнами
257
предусматривать защиту внешней поверхности материала (плакирова-
(плакирование) металлом, используемым в качестве матрицы (обычно плакирова-
плакирование осуществляют одновременно с формованием), производить окрас-
окраску, металлизацию или другую обработку поверхности композиционного
материала.
7.3. Применение металлов, армированных углеродными волокнами
В настоящее время композиционные материалы на основе алюминия
и борных волокон применяют на практике в качестве трубчатых ферм
орбитального отсека космического корабля "Спейс шаттл", в конструк-
конструкциях фюзеляжей самолетов, для изготовления лопастей вентиляторов и
других деталей самолетов. По сравнению с опытом использования дру-
других композиционных материалов примеров практического применения
металлов, армированных углеродными волокнами, пока еще сравнитель-
сравнительно мало. Однако последние могут оказаться весьма перспективными по
следующим причинам:
1. Стоимость углеродных волокон ниже, чем борных волокон или
волокон на основе карбида кремния.
2. Технология получения полуфабрикатов из углеродных волокон
эффективна с точки зрения массового производства, так как опирается
на уже разработанные методы нанесения металла на волокна из расплава,
ионной металлизации и другие.
3. Углеродные волокна (в частности, высокомодульные пековые во-
волокна) характеризуются хорошей совместимостью с алюминием, магни-
магнием и другими металлами. Наличие разнообразных типов углеродных во-
волокон, выпускаемых в различных странах в промышленном масштабе,
позволяет выбрать оптимальный вариант волокон для каждого конкрет-
конкретного случая.
4. Металлы, армированные углеродными волокнами, поддаются тем
же методам механической обработки, которые используются для обыч-
обычных металлических материалов.
5. При использовании в космических аппаратах композиционные
материалы на основе углеродных волокон и алюминиевой или магниевой
матрицы имеют, в частности, более высокую стабильность размеров при
изменениях температуры, чем металлы, армированные борными волок-
волокнами.
В табл. 7.5 приведены различные области практического применения
металлов, армированных углеродными волокнами. В тех случаях, когда
требуется высокая удельная жесткость, к числу наиболее перспективных
17-682
258
Глава 7
Табпица 7.5. Перспективные области применения металлов, армированных
углеродными волокнами
Применение
Требуемая Металличес- Конкурирую-
характерис- кая матри- щий материал,
тика ца армированный
волокнами
Искусственные спутники
и космические конструкции
Аппаратурная панель искусствен-
искусственных спутников
Корпус искусственного спутника
Антенна
Несущие элементы современных
крупногабаритных панелей сол-
солнечных батарей
Корпуса оптической аппаратуры
Самопеты
Корпус, элементы жесткости,
лонжероны
Обтекатель
Воздушный винт, лопатка
компрессора
Вертолеты
Коробка трансмиссии
Корпус, элементы жесткости,
лонжероны
Задние кромки попасти
несущего винта
Удельная
жесткость
Термическая
стабильность
размеров
Удельная
жесткость,
удельная
прочность
Удельная
жесткость
Удельная
прочность,
удельная
жесткость,
ударная
вязкость
Удельная
жесткость»
удельная
прочность
То же
Al, Mg
А1
Al
Al
Al, Mg
Al
Al
B/Al
B/Mg
B/Al,
SiC/Al
B/Al
SiC/Al
B/Al
SiC/Ti
Al2O3/Mg
Al
B/Al
SiC/Al
B/Al
SiC/Al
Металлы, армированные, углеродными волокнами
Продолжение табл. 7.5.
259
Применение
Требуемая
характерис-
характеристика
Металличес-
Металлическая матри-
матрица
Конкурирую-
Конкурирующий материал,
армированный
волокнами
Ракеты
Электротехнические
изделия
Коллекторные щетки электро-
электромоторов
Кабели, электрические разъемы
Плоские электроды крупногаба-
крупногабаритных электрических батарей
Подшипники и шестерни
Детали звуковой аппаратуры
Удельная
жесткость,
удельная
прочность
Электропро-
Электропроводность, из-
износостойкость
Электропро-
Электропроводность, вы-
высокая проч-
прочность
Жесткость,
прочность, кор-
коррозионная стой-
стойкость
Износостой-
Износостойкость
Удельная
Жесткость
А1
Си
Си
РЬ
Си, Sn
Al
А12О3/РЬ,
стекло-
стеклоткань/РЬ
B/Al
следует отнести конструкционные материалы на основе высокомодуль-
высокомодульных пековых углеродных волокон.
7.3.1. Применение металлов, армированных углеродными волокнами, в космичес-
космических аппаратах
Среди различных конструкционных материалов, которые предпола-
предполагается использовать для создания искусственных спутников Земли и
космических систем, одни из наиболее подходящих материалов - алю-
алюминий или магний, армированные углеродными волокнами [15] .Мате-
.Материалы для искусственных спутников Земли и космических систем долж-
должны быть легкими, обладать высокой жесткостью и стабильностью разме-
размеров под действием температурного градиента и колебаний температуры.
Эти характеристики можно оценить, исходя из таких основных парамет-
260
Глава 7
<? 2200
^. 2000
§¦ 1800
| 1600
^ 1400
| 1200
^ /0/7/7
600
400k
CF/M ®
(9100/201)
® CF/M
(P100/6061)
g
(PW0/M31)
©Be/At
®?F/At(GY 70/20/)
Эпоксидный углепластик
HMS
At
Mg
/7 47 да /Л7 ЛЙ7 200 ?4/7 Ш Л/7 ЛЯ? 470 440 480
f/TVC,103 мп/(с-см)
/"не. 7.9. Соотношение между удельным модулем упругости и сопротивлением тем-
температурной деформации для различных материалов (CF - углеродные волокна)
[15].
ров, как удельный модуль упругости, теплопроводность и коэффици-
коэффициент теплового расширения. На рис. 7.9 показано соотношение между эти-
этими параметрами для различных материалов. Величина сопротивления
температурной деформации TDC (thermal distortion coefficient), приведен-
приведенная на рис. 7.9, равна отношению коэффициента теплового расширения
к теплопроводности материала. Композиционные материалы на основе
алюминия (и в еще большей степени магния) и высокомодульных пеко-
вых углеродных волокон марки Р 100 (модуль упругости 714 ГПа)
имеют высокие значения удельного модуля упругости, высокую тепло-
теплостойкость и больше подходят для создания космических конструкций,
чем другие материалы. В США ведутся интенсивные работы, направлен-
направленные на применение этих композиционных материалов для изготовления
деталей космических аппаратов, перечисленных в табл. 7.5, и, в частнос-
частности, для изготовления несущих элементов современных крупногабарит-
крупногабаритных космических солнечных панелей.
7.3.2. Применение металлов, армированных углеродными
волокнами, в авиастроении
В настоящее время исследуется возможность применения металлов,
армированных углеродными волокнами, для изготовления планеров са-
самолетов, жестких элементов конструкций, лонжеронов, а также для сни-
снижения массы пропеллеров, лопаток компрессоров, задних кромок лопас-
Металлы, армированные, углеродными волокнами
261
тей несущего винта вертолетов и других вращающихся деталей. Вследст-
Вследствие высокого удельного модуля упругости композиционного материала
на основе алюминия и углеродных волокон перспективным является его
использование в производстве коробок трансмиссии вертолетов, подвер-
подвергающихся высоким вибрационным нагрузкам.
7.3.3. Применение металлов, армированных углеродными волокнами.
в производстве электротехнических деталей, подшипников и шестерен
Такое применение обусловлено, с одной стороны, электропровод-
электропроводностью и, с другой стороны, самосмазывающимися свойствами мате-
материалов на основе углеродных волокон. Введение углеродных волокон в
композиционный материал уменьшает скорость износа и коэффициент
трения, повышает стойкость к задирам поверхности и т. д. [16-18] .
Недавно проводились испытания [19] на скоростной износ находящего-
находящегося под электрическим напряжением композиционного материала на ос-
основе углеродных волокон и сплава Си — Sn. Показано, что для уменьше-
уменьшения скорости износа необходимо увеличить прочность связи на границе
раздела волокно—металлическая матрица. С этой целью авторы вводили
в композиционный материал добавки титана. Образующийся при этом на
границе раздела карбид титана повышает износостойкость материала и
резко снижает скорость износа материала.
Промышленное производство металлов, армированных углеродны-
углеродными волокнами, еще не получило достаточного развития; в технологии их
изготовления имеется много нерешенных проблем. Высокая стоимость
все еще служит серьезным препятствием для внедрения этих материалов
в промышленность. В связи с этим армированные углеродными волокна-
волокнами металлы предполагается применять пока только в тех областях тех-
техники, в которых можно, пренебрегая стоимостью материалов, достичь
большого технического эффекта. В первую очередь это относится к кос-
космическим аппаратам и самолетостроению, где особенно важно снизить
вес конструкций независимо от стоимости используемых при этом ма-
материалов.
Литература
1) W. Meyerer, D. Kizer and S. Paprocki: ICCM-2 Proc., p. 141, 1978.
2) M. Yoshida, S. Ikegami, I. Ohsaki and T. Ohkita: SAMPE, 24, p. 1417, 1979.
3) В*ДЗЙ?Й7 (Ш, SJI^f-' (»: *&Ш 53-34083.
4) )\№JKA, Ш* PS, ШЛ1 Ш- SiEIfiii, 13, p. 142. 1976.
5) -ХШШ, ФШ&-, Шй|: В*<Ш->М?, 47, p. 249, 1983.
262
6)
7)
8)
9)
10)
И)
12)
13)
J 14)
15)
16)
17)
18)
19)
Глава 7
v-^SE, 38, р. 788, 1974.
шз щ, ±mwr%-- иъшъшш-лёттшш, р. 229, i98i.
R.T. Pepper, II. Gigeranzer and T. A. Zack: National 55AMPE, 8, p. 33S,
1976.
A. A. Watt ed.: Commercial Opportunities for Advanced Composites, ASTM
STP, 704 p. 75, 1980.
S. Paprocki et al.: SAMPE, 24, p. 1451, 1979.
W. C. Harrigan, Jr. and WAV. French: ICCM-1 Proc., p. 519, 1973.
W.H. Pfeifer and M. A. Kinna: 1CCM-2 Proc., p. 153, 1978.
M. F. Amateau and W. D. Hanna: ICCM-1 Proc., p. 586, 1975.
Ш± %i, Mi -?: ПШ6Ж4?Ы&, 6, p. 60, 1980.
L. Rubin: SAMPE Journal, July/August, p. 4, 1979.
J. P. Giltrow and J. K. Lancaster: Wear, 12, p. 91, 196S.
Л p.24,
1974.
M.F. Amateau and D. L. Dull: Summary of the Proceedings of the Second
Conference on Carbon Fiber Reinforced Metal Matrix Composites, p. 58. 1978.
A. Kitamura, T. Teraoka and R. Sagara: ICCM-4 Proc., p. 1473, 1982.
ГЛАВА 8
ОСОБЕННОСТИ УГЛЕПЛАСТИКОВ В СРАВНЕНИИ С ДРУГИМИ
АРМИРОВАННЫМИ ПЛАСТИКАМИ
Среди полимерных материалов, армированных непрерывными во-
волокнами, углепластики - одни из наиболее перспективных. В настоящее
время для получения армированных пластиков используются, как из-
известно, не только углеродные волокна. Уже продолжительное время при-
применяются борные волокна, которые по сравнению с углеродными волок-
волокнами обладают большей жесткостью. Арамидные волокна, с появлени-
появлением которых изменились наши представления о свойствах органических
волокон, имеют значительно меньшую плотность, чем углеродные волок-
волокна. Волокна из карбида кремния и оксида алюминия весьма стойки к
воздействию высоких температур. Поэтому углеродные волокна исполь-
используют тогда, когда они могут успешно конкурировать по свойствам с
другими волокнами. Недостатки материалов на основе углеродных во-
волокон можно компенсировагь, используя гибридные армированные плас-
пластики, которые получают путем сочетания в одном материале углеродных
и других типов волокон. Таким образом, при создании современных
композиционных материалов применяют дифференцированный подход к
выбору волокон или их комбинаций.
8.1. Арамидные волокна и армированные пластики на их основе
8.1.1. Арамидные волокна
Широко известный представитель полиамидных волокон - найлон.
Полиамиды наряду с основными и кислотными группами могут содер-
содержать ароматические ядра, и в этом случае волокна из них называются
арамидными. Из жесткоцепных арамидов с паразамещенными звеньями
фирмой "Дюпон" изготавливаются арамидные волокна марки KEVL AR
со следующей структурной формулой:
- nh
nhco
Фирмой "Энка" разработаны волокна марки ARENKA, фирмой
"Тэйдзин" - волокна марки НМ-50; известны и другие волокна этого
типа [1] . Наряду с высокой прочностью и высоким модулем упругости
арамидные волокна имеют низкую плотность, обладают соответственно
высокой удельной прочностью и поэтому с успехом применяются в ка-
качестве армирующих волокон для композиционных материалов
(табл. 8.1.).
264 Глава i
Таблица 8.1. Характеристики некоторых армирующих волокон [2]
8.1.2. Характеристики композиционных материалов на основе арамидных волокон
Основным достоинством этих материалов является высокая удель-
удельная прочность. Поэтому, используя арамидные волокна, можно снижать
вес конструкций, что оказывается весьма эффективным с точки зрения
улучшения технико-экономических характеристик летательных аппара-
аппаратов и т. д. Например, если сравнивать характеристики армированных
пластиков на основе волокон KEVLAR-49 и других волокон, то из дан-
данных табл. 8.2 следует, что можно снизить вес изделий на основе арамид-
арамидных волокон по сравнению с изделиями на основе стеклянных волокон
примерно на 50% и на основе углеродных волокон примерно на 20%.
Поэтому материалы на основе волокон KEVLAR-49 используются для
изготовления элементов конструкций космического корабля "Спейс
шаттл" (рис. 8.5).
Эти материалы имеют также более высокую ударную вязкость по
сравнению с высоко модульными углепластиками. Поэтому для повыше-
повышения ударной вязкости углепластиков эффективной оказывается гиб-
гибридизация углеродных волокон с волокнами KEVL AR-49, что дает воз-
возможность получать композиционные материалы со сбалансированными
заданным образом свойствами по сравнению с материалами на основе
одного типа волокон (рис. 8.1). В табл. 8.3 и 8.4 приведены характерис-
характеристики волокон KEVLAR-49 и других арамидных волокон и армирован-
армированных пластиков на их основе.0
Композиционные материалы на основе арамидных волокон характе-
характеризуются значительной стойкостью к разрушению, которая проявляется
*' Приведенные в табл. 8.1 и 8.3 данные о прочности волокон KEVLAR-49 сущест-
существенно различны; в табл. 8.3 значение прочности занижено. - Прим. ред.
^^^^ Волокно
Характе- ^^-^^^
ристика ^~\^^
^\
Плотность, г/см3
Прочность при растяжении,
МПа
Модуль упругости при
растяжении, ГПа
Удельная прочность, км
KEVLAR-49
1,45
3620
130
250
Е-стекло
2,54
2510
70
100
Углеродное
высокопроч-
высокопрочного типа
1,74
2760
220
160
Особенности углепластиков
Таблица 8.2. Характеристики однонаправленных армированных пластиков
(матрица — эпоксидная смола, содержание волокон 60 об.%) [2]
265
~~--~-^^^ Волокно
Характеристика^—^__^^
Плотность, г/см3
Прочность при растяжении
вдоль волокон, МПа
Прочность при сжатии
вдоль волокон, МПа
Модуль упругости при
растяжении и сжатии
вдоль волокон, ГПа
Прочность при межслое-
межслоевом сдвиге, МПа
Коэффициент Пуассона
Удельная прочность при
растяжении, км
Удельный модуль упру-
упругости, км
KEVLAR-49
1,38
1380
280
76
48-69
0,34
100
5600
Е-стекло
2,08
1100
590
39
83
0,30
54
1900
Углеродное
1,52
1240
1100
131
96
0,25
83
8800
в высоких значениях удельной прочности и ударной вязкости материала.
Подобно металлам они обладают способностью к пластической дефор-
деформации, что препятствует хрупкому характеру разрушения. Демпфирую-
Демпфирующие характеристики армированных пластиков на основе арамидных во-
волокон в 4—5 раз выше, чем те же характеристики углепластиков
(табл. 8.5, рис. 8.2). Они обладают также рядом других свойств, кото-
которые не могут быть достигнуты при использовании углеродных волокон.
Поэтому арамидные волокна представляются весьма перспективными
для практического применения.
Рис. 8.1. Ударная вязкость однонаправ-
однонаправленных гибридных композиционных
материалов в зависимости от соотноше-
соотношения волокнистых наполнителей (мат-
(матрица - эпоксидная смола, общее со-
содержание волокон 60 об.%) [2] .
Кривая 1 — гибридный материал на
основе волокон KEVLAR-49 и угле-
углеродных волокон HERCULES HMS;
кривая 2 — гибридный материал на
основе волокон KEVLAR-49 и угле-
углеродных волокон THORNEL-300.
'0 20 40 ВО 80 100
Доля волокон KEVLAR-40, %
266
Глава 8
Таблица 8.3. Характеристики арамидных волокон [i]
Арамидное Фирма-
волокно изготови-
изготовитель
Плотность,
т/м3
Прочность Модуль упру-
при растяже- гости при рас-
нии, МПа тяжении, ГПа
KEVLAR-29®
KEVLAR-49®
НМ-50
ARENKA REG
ARENKA D-930
Du Pont
"Тэйдзин"
"Энка"
1,44
1,45
1,39
1,44
1,45
27 40
3620
3040
2550
2550
63,5
130,5
75,5
68,6
129,4
Особенности углепластиков
267
Таблица 8.5. Коэффициент затухания8 свободных
колебаний некоторых конструкционных материалов
[2]
Материал
R • Ю-4
Сталь 1020
Ковкий питейный чугун
Эпоксидный углепластик
Эпоксидный стеклопластик
Эпоксидный пластик на основе вопокон
REVLAR
: 20
30
30
47
160
а Коэффициент затухания свободных колебаний R оп-
определяли по формуле R~-4/v/"l/V+i (рис. 8.2).
Таблица 8.4. Характеристики пластиков, армированных;
арамидными волокнами (матрица — эпоксидная смола,
содержание вопокон 60 об.%) [1]
Волокно
Характеристика
KEVLAR-49 НМ-50
Прочность при растяжении,
МПа
Прочность при изгибе
(трехточечная схема наг-
ружения),МПа
Модуль упругости при из-
изгибе, ГПа
Прочность при межспоевом
сдвиге, МПа
Энергия разрушения8, Дж
Динамическая прочность,
кН
1120
0,56
1310
690
69
30
5,7
580
49
38
7,7
0,51
аИспытания на ударную вязкость по Изоду прово-
проводили без надреза в направлении поперек вопокон.
Рис. 8.2. Схема определения коэф-
коэффициента затухания свободных коле-
колебаний.
1
¦ Время
8.1.3. Перспективы разработки новых арамидных волокон
Как уже отмечалось, арамидные волокна — один из перспективных
видов волокон для армирования композиционных материалов. В настоя-
настоящее время интенсивно разрабатываются новые типы арамидных волокон
с улучшенными свойствами. Например, фирмой Du Pont разработаны
арамидные волокна марки FIBER D с модулем упругости, в 1,3 раза
большим, чем у волокон KEVLAR49 [3] . Для улучшения свойств ара-
арамидных волокон часто используют обработку их поверхности. Повыше-
Повышение адгезионного взаимодействия в системе армирующие волокна - по-
полимерная матрица существенно улучшает статические и динамические
свойства композиционных материалов. ) По современным данным,
имеется значительный резерв для повышения адгезионного взаимодейст-
взаимодействия арамидных волокон с полимерной матрицей. Для поверхностной
обработки волокон используют различные аппреты [4] , плазменную об-
обработку поверхности [5] , ионное травление [6] и другие методы.
' Это весьма дискуссионный вопрос, так как адгезионная прочность в системе
арамидные волокна—полимерная матрица выше прочности этих волокон в попе-
поперечном направлении; разрушения на границе раздела компонентов обычно не
наблюдается. — Прим. ред.
268
Глава 8
Особенности углепластиков
269
8.1.4. Перспективы разработки армированных пластиков на основе арамидных
волокон
С учетом высоких значений удельной прочности, ударной вязкости и
других ценных характеристик арамидных волокон, по-видимому, перс-
перспективно широкое применение армированных пластиков на их основе в
качестве конструкционных материалов в самолето-, ракето- и судостро-
судостроении. Предполагается также рост применения этих материалов для во-
военных целей (пуленепробиваемые жилеты, каски и т. д.) [7] . Перс-
Перспективность перечисленных областей применения определяется комп-
комплексом указанных выше свойств.
По всей вероятности наряду с использованием арамидных волокон
в моноволокнистых конструкционных материалах их будут приме-
применять в гибридных материалах путем сочетания с углеродными и другими
волокнами.
8.2. Борные волокна и армированные материалы на их основе
8.2.1. Борные волокна
Борные волокна имеют плотность 2,63 г/см3, прочность при растя-
растяжении 4300 МПа и модуль упругости 380 ГПа; по сравнению с углерод-
углеродными волокнами они обладают преимуществами благодаря сочетанию
высоких прочностных и упругих свойств. Механические характеристики
борных волокон практически совпадают с аналогичными характеристи-
характеристиками углеродных волокон. Следует отметить, что диаметр борных и уг-
углеродных волокон существенно различается. Это необходимо иметь в
виду при оценке их работоспособности в составе армированного мате-
материала в условиях различного напряженного состояния. Борные волокна
обычно имеют диаметр 100 мкм; выпускаются также борные волокна
диаметром 140 и 200 мкм. По сравнению с углеродными волокнами,
диаметр которых составляет 5-6 мкм, площадь поперечного сечения
борных волокон на 2-3 порядка выше. При производстве борных воло-
волокон химическим осаждением на сердечник из вольфрамовой проволоки
или на углеродное волокно [7] увеличение диаметра борных волокон
приводит к повышению производительности технологического процесса
их производства. Больший диаметр волокон дает следующие преиму-
преимущества: 1) простоту в обращении; 2) хорошее проникновение матрицы
в межволоконное пространство вследствие малой удельной внешней по-
поверхности; 3) высокое сопротивление потере устойчивости при сжатии.
При получении высококачественных композиционных материалов
очень важным фактором является хорошая смачиваемость поверхности
волокон связующим. Обычно полимерные связующие хорошо смачива-
смачивают поверхность армирующих волокон; при использовании металличес-
металлических связующих проблема смачиваемости приобретает особое значение. И
борные, и углеродные волокна плохо смачиваются расплавами металлов
и сплавов. Поэтому, для того чтобы металлическое связующее достаточ-
достаточно хорошо проникало в межволоконное пространство, необходимо про-
проводить специальную обработку поверхности волокон. Однако такая
обработка элементарных волокон в пучке затруднена контактом воло-
волокон друг с другом; это обстоятельство характерно для углеродных ар-
армирующих материалов, состоящих из большого числа элементарных
волокон. Следует отметить, что вещества, нанесенные на поверхность
тонких волокон, оказывают заметное влияние на свойства матрицы.
Так, при нанесении поверхностного слоя толщиной 0,5 мкм на волокна
диаметром 5 мкм площадь поперечного сечения поверхностного слоя
составляет 44% площади поперечного сечения волокон. Это приводит к
заметному изменению механических и физических свойств матрицы.
Площадь поперечного сечения поверхностного слоя такой же толщи-
толщины, нанесенного на борные волокна диаметром 100 мкм, составляет
всего лишь 2% площади поперечного сечения волокон и его влияние
на свойства матрицы менее значительно.
Недостатком волокон большого диаметра является их малая гиб-
гибкость. Углеродные волокна могут быть изогнуты при достаточно малом
радиусе закругления, что позволяет изготовлять из них ткань. Борные
волокна могут использоваться для намотки изделий только большого
диаметра или для получения изделий другими методами переработки,
при которых они подвергаются минимальному изгибу.
8.2.2. Композиционные материалы на основе борных волокон и металлической
матрицы
Рассмотренные выше особенности борных волокон явились причи-
причиной того, что их применяют главным образом в сочетании с металли-
металлическими, в частности алюминиевыми, матрицами. Композиционный ма-
материал алюминий - борные волокна формуют прессованием листов пре-
прега при температуре выше 500 °С, как при получении металлокомпо-
зитов на основе углеродных волокон. Композиционный материал алюми-
алюминий — борные волокна можно применять при значительно больших темпе-
температурах, чем композиционные материалы на основе полимерной матри-
матрицы. На рис. 8.3 показана зависимость от температуры прочности при рас-
растяжении различных композиционных материалов на основе алюминия и
борных волокон [8] . Как видно из рисунка, высокая прочность таких
270
Глава г?
Ю0 200 300 400 500
* Температура испытания, °С
Рис. 8.3. Зависимость от температуры прочности при растяжении различных компо-
композиционных материалов на основе алюминия и борных волокон [8] .
1 - алюминий 6061 + 48 об.% борных волокон диаметром 145 мкм [ Kreider et
al. A971) ]; 2 - алюминий 1100/2024 + 22 об.% борных волокон диаметром
100м мкм [Anthony and Chang A968)] ; 3 - алюминий 6061 + 50 об.% борных
волокон диаметром 100 мкм [ Schaefer and Christian A969)]; 4 - алюминий
6061 + 25 об.% борных волокон диаметром 100 мкм [Schaefer and Christian
A969)]; 5 - алюминий 6061 + 25 об.% борных волокон диаметром 145 мм
[ Toth A969)]; 6 - алюминий 6061 + 50 об.% борных волокон диаметром
100 мкм [Kreider A969)].
композитов сохраняется даже при температурах выше 400 °С. На рис. 8.4
приведены характеристики металлокомпозитов при испытании на ползу-
ползучесть [8] . Как видно из рисунка, при длительном нагружении характе-
характеристики материалов снижаются незначительно: экспериментальные зна-
значения расположены почти параллельно оси времени. В последние годы
разработаны новые типы полимерных связующих с высокой теплостой-
теплостойкостью. Однако армированные пластики на их основе, например угле-
углепластики, все-таки значительно уступают по теплостойкости компози-
композиционным материалам с металлической матрицей.
Борные волокна обладают высокой твердостью. Они имеют твер-
твердость по шкале Мооса 9,3 и уступают по твердости лишь алмазу. В
изделиях из армированных волокнами пластмасс нет настоятельной не-
необходимости применения борных волокон, стоимость которых больше
чем на порядок превышает стоимость других волокон. Однако вследст-
вследствие того, что пластмассы, армированные волокнами, обладают низкой
стойкостью к образованию поверхностных трещин, боропластики с вы-
высокими значениями модуля упругости и твердости используют в качест-
качестве поверхностного слоя в гибридных материалах или конструкциях.
Особенности углепластиков
271
Рис. 8.4. Характеристики компози-
композиционных материалов на основе алю-
алюминия и борных волокон при испы-
испытании на ползучесть (BORSIC - бор-
борное волокно, покрытое карбидом
кремния).
100
ВОЧИС-Алюминий ЗОО'С
0,01
0,1 1 Ю 100
Время до разрушениям
1000
Элементарные борные волокна большого диаметра могут использо-
использоваться и самостоятельно в качестве некоторых изделий, например акус-
акустических консолей, штифтов, стержней точного размера и других.
Разнообразные композиционные материалы уже применяются в ор-
орбитальном космическом корабле многоразового использования "Спейс
шаттл" (рис. 8.5). Трубчатые элементы конструкции средней части кор-
корпуса этого космического корабля изготовлены из композиционного ма-
Рис. 8.5. Композиционные материалы, используемые в космическом корабле
"Спейс шаттл" [26].
/ - тяги из титанового сплава, упрочненного боропластиком; 2 - трубчатые
элементы каркаса из композиционного материала на основе алюминия и борных
волокон; 3 — створки грузового отсека из углепластика; 4 — нагруженные
внутренним давлением емкости из полимерного композиционного материала на
основе волокон Кевлар ; 5 — передняя кромка основных крыльев из углерод-
углеродного композиционного материала.
272
Глава 8
Особенности углепластиков
273
териала на основе алюминия и борных волокон. В настоящее время
этот корабль, по-видимому, один из примеров наиболее рационального
применения металлов, армированных волокнами.
8.3. Волокна из карбида кремния и композиционные материалы на их
основе
8.3.1. волокна из карбида кремния
Принципиальную схему технологии производства волокон из карби-
карбида кремния марки "Никалон" (фирма "Нихон карбон", Япония) разра-
разработал С. Коя (профессор Научно-исследовательского института металли-
металлических материалов Тохокского университета). Затем японские фирмы
освоили промышленное производство этих волокон.
8.3.2. Методы получения волокон из карбида кремния
Основные этапы технологического процесса получения волокон мар-
марки "Никалон" приведены на рис. 8.6. Отметим некоторые особенности
метода изготовления этих волокон:
1. Исходное сырье — диметилдихлорсилан (основной продукт хими-
химического производства кремнийсодержащих соединений) выпускается в
массовом масштабе в Японии и других странах.
2. Сырье для прядения нитей — поликарбосилан, который с точки
СН,
S.C
Рис. 8.6. Этапы производст-
производства волокон из карбида
кремния марки "Никалон".
1 — дим етил хлор -
силан; 2 — натрий; 3 —
химическая реакция; 4 —
полисилан; 5 — полиме-
полимеризация; 6 - поликар-
поликарбосилан; 7 — прядение
нити; 8 - придание неплав-
неплавкости; 9 - обжиг; 10 - во-
волокна из карбида кремния
марки "Никалон".
зрения техники безопасности не соответствует требованиям, предъяв-
предъявляемым к новым химическим соединениям.
3. Поликарбосилановые волокна обычно имеют прочность при рас-
растяжении 5 МПа, что значительно меньше прочности полиакрилонит-
рильных волокон, используемых для получения углеродных волокон.
Поэтому лишь благодаря тонкой регулировке технологического процес-
процесса удалось решить проблему получения высокопрочных волокон из кар-
карбида кремния и наладить их производство.
8.3.3. Свойства волокон из карбида кремния
Основные характеристики волокон из карбида кремния приведены
в табл. 8.6. Эти волокна имеют следующие особенности по сравнению с
углеродными волокнами:
1. Они могут работать в среде кислорода при высоких температурах
(углеродные волокна в таких условиях начинают окисляться уже при
температуре 400 ° С).
2. Реакционная способность при взаимодействии с металлами низка,
но смачивание поверхности волокон расплавами металлов довольно хо-
хорошее, поэтому производство композиционных материалов на основе
металлической матрицы и волокон из карбида кремния с точки зрения
технологии проще, чем производство металлокомпозитов на основе уг-
углеродных волокон.
Таблица 8.6 . Основные характеристики волокон из кар-
карбида кремния марки "Никалон"
Характеристика
Значение
Диаметр элементарных волокон, мкм 10 — 15
Профиль сечения Круглый
Число элементарных волокон в нити 500
Линейная плотность нити, текс 200
Плотность волокна, г/см3 2,55
Прочность при растяжении, МПа 2500 — 3000
Модуль упругости при растяжении, ГПа 180 — 200
Максимальная температура эксплуатации, К 980
Коэффициент теплового расширения 3,1- 10
(вдоль волокон), К-1
Удельное электрическое сопротивление, A _ 50) • Ю3
Ом • см
IK-682
274
Глава 8
10е-
1000 1200 НОО
Температура, "С
Рис. 8.7. Зависимость удельного электрического сопротивления волокон из кар-
карбида кремния от режима термообработки.
3. В отличие от проводящих электрический ток углеродных воло-
волокон рассматриваемые волокна являются полупроводниками, и в опреде-
определенных пределах их проводящие свойства можно регулировать
(рис. 8.7).
8.3.4. Предполагаемые области применения волокон из карбида кремния
Краткое введение. В табл. 8.7 указаны перспективные области при-
применения материалов на основе волокон из карбида кремния. Так как эти
волокна в кислородной среде при высоких температурах сохраняют вы-
высокие значения своих характеристик в большей степени, чем углеродные
волокна, то их можно использовать не только для создания материалов,
работающих в нормальных условиях, но и для получения материалов с
повышенной теплостойкостью.
Армированные пластики на основе волокон из карбида кремния.
При использовании в качестве армирующих материалов углеродных во-
волокон на основе полиакрилонитрила их поверхность подвергают специ-
специальной обработке с целью повышения адгезии с полимерной матрицей.
Для волокон из карбида кремния марки "Никалон" нет необходимости
в такой обработке. Прочность при межслоевом сдвиге однонаправлен-
однонаправленных композиционных материалов на основе эпоксидной смолы и воло-
волокон "Никалон" составляет 120 МПа, т. е. того же порядка величины, что
и для углепластиков.О Ударная прочность при изгибе [13] , как следу-
следует из рис. 8.8, приблизительно в два раза выше, чем у углепластиков.
*) На основе углеродных волокон с обработанной поверхностью. - Прим. ред.
Таблица 8-7. Перспективные области применения материалов на основе воло-
волокон из карбида кремния
Класс
материалов
Область применения Специальное назначение
Вид арми-
армирующих
материалов
Теплостойкие
материалы
Металлы,
армиро-
армированные
волокнами
Пластмассы,
армирован-
армированные волок-
волокнами
Печи для непрерывной
тепловой обработки
Транспортировка ве-
веществ при высокой
температуре
Рафинирование ме-
металлов, оборудова-
оборудование для вальцевания
и сварки металлов
Защита окружающей
среды (удаление пы-
пыли, обессеривание и
деазотизация отрабо-
отработанных газов)
Химическое произ-
производство, атомная
энергетика
Автомобильная про-
промышленность (очист-
(очистка выхлопных газов)
Аппаратура для обжига
Аэрокосмическая про-
промышленность
Автомобилестроение
Аэрокосмическая
промышленность
Спортивные изделия
Ремни с перекрестной Ткань
сшивкой
Мэнвеерные ленты
Ткань
Тепловые экраны, Ткань, ка-
пегкие фильтры, теп- нат, сетка
повая изоляция
-Упаковка, фильтры, Войлок,
мешочные фильтры ткань
Фильтры
Войлок,
ткань
Носители катализа- Войлок,
торов ткань
Сопло горелки, сер- Войлок,
дечник ткань
Материалы для изго-
изготовления корпусов,
металлические де-
детали конструкций,
периферические де-
детали двигателя, по-
попасти вентилятора
Детали двигателя
Материал для изго-
изготовления корпусов
Нити,
ткань,
нетка-
нетканые ма-
материалы
Нити,
ткань,
гибридные
материалы
(в сочета-
сочетании с уг-
углеродными
волокнами)
276
Продолжение габл. 8.7.
Глава 8
Класс Область применения Специальное назначение Вид арми-
материалов рующих
материалов
Армирую-
Армирующие мате-
материалы
Другие ти-
типы мате-
материалов
Керамическая промыш-
промышленность, материалы
для печей
Акустические материа-
материалы
Приборы и аппаратура
Огнеупорный кир-
кирпич, керамика,
армирование уг-
углеродных и стек-
стеклянных материа-
материалов
Конусы громкого-
громкоговорителей
Щетки для снятия
статического
электричества
Рубленые
волокна
Композиционные материалы на основе эпоксидной смолы и волокон из
карбида кремния имеют также высокую износостойкость.
Одно из перспективных направлений применения волокон из карби-
карбида кремния - создание гибридных армированных пластиков на их осно-
основе в сочетании с углеродными волокнами; тем самым можно компен-
320
Ч
§3 160
х /
о г
х
Углепластик на
основе обычной
эпоксидной смолы
Углепластик на
основе высокока-
высококачественной эпок-
эпоксидной смолы
Композиционный
материал на ос-
основе высококачест-
высококачественной эпоксидной
смолы и волокон из
карбида кремния
Рис. 8.8. Сравнение ударной прочности при изгибе эпоксидных углепластиков
и композиционного материала на основе эпоксидной смолы и волокон из карбида
кремния марки "Никалон".
1 — образец разрушается; 2 — образец не разрушается.
Особенности углепластиков
277
сировать некоторые недостатки углепластиков и получить материалы с
ценным комплексом свойств. Такие материалы, по-видимому, можно
будет применять для взлетно-посадочных устройств самолетов, изготов-
изготовления лопастей вертолетов и других изделий, в том числе спортивных.
В отличие от углеродных волокон, обладающих электропроводящи-
электропроводящими свойствами и отражающих электрические волны, волокна из карбида
кремния являются полупроводниками и в зависимости от условий тер-
термообработки степень пропускания или поглощения ими электромагнит-
электромагнитных волн может изменяться; следовательно, в будущем можно ожидать
применения армированных пластиков на основе волокон из карбида
кремния в качестве материалов для различных радиоустройств, в част-
частности в авиации.
Композиционные материалы на основе волокон из карбида кремния
и металлической матрицы. Исследования в этой области в основном по-
посвящены композиционным материалам с алюминиевой матрицей. Это
связано с тем, что волокна из карбида кремния имеют близкую к алю-
алюминию плотность B,55 г/см3), а также с тем, что температура плавления
алюминия сравнительно низка. Сочетание этих компонентов позволяет
получать композиционные материалы с весьма стабильными в широком
температурном интервале свойствами. На рис. 8.9 показана зависимость
от температуры прочности при растяжении однонаправленного материала
на основе алюминия и волокон из карбида кремния, полученного мето-
методом пропитки волокон в расплаве. Из рисунка видно, что:
1. При объемном содержании волокон 30% прочность при растяже-
растяжении такого металлокомпозита приблизительно на 30% выше, чем у дю-
дюралюминия (прочность при изгибе на 80% выше прочности дюралюми-
дюралюминия).
Рис. 8.9. Зависимость от температуры
прочности при растяжении алюминия,
армированного волокнами из кар-
карбида кремния марки "Никалон".
1 - содержание волокон
35 об.%; 2 — содержание воло-
волокон 30 об.%; 3 - дюралюминий
марки А-7075.
100 200 300 400 500
Температура, "С
278
Глава 8
2. У алюминия, армированного волокнами из карбида кремния,
прочность при растяжении снижается незначительно вплоть до темпера-
температуры 400 °С; прочность дюралюминия заметно снижается с ростом тем-
температуры: при 150 °С - в три раза, а при 200 °С - в пять раз по сравне-
сравнению с ее значением при комнатной температуре.
Исходя из рассмотренных выше свойств, можно ожидать, что алю-
алюминий, армированный волокнами из карбида кремния, найдет примене-
применение в качестве конструкционного материала в самолетостроении. Высо-
Высокая теплостойкость этого композиционного материала позволяет исполь-
использовать его для изготовления ряда деталей, которые в настоящее время
изготавливаются из титана с плотностью 4,5 г/см3. Как видно из
рис. 8.10, алюминий, армированный волокнами из карбида кремния, об-
обладает высокими усталостными характеристиками при изгибе.
Неорганические композиционные материалы на основе волокон из
карбида кремния. Согласно [14-16] , для армирования керамики более
эффективны волокна из карбида кремния, чем углеродные волокна. Ни-
Ниже рассмотрены примеры таких композиционных материалов.
Армирование нитрида кремния волокнами из карбида кремния. По-
Полученный горячим прессованием композиционный материал SisN4 +
+ 6 об. % коротких волокон из карбида кремния имеет прочность при
растяжении вдоль армирующих волокон на 55% выше, а в поперечном
направлении на 20% выше, чем чистый нитрид кремния.
Армирование стекол волокнами из карбида кремния. Многослойный
композиционный материал на основе боросиликатного стекла и волокон
из карбида кремния получают методом горячего прессования. Как по-
10s 10s Ю7
Число циклов погружения
Рис. 8.10. Усталостные характеристики при изгибе однонаправленного компози-
композиционного материала на основе алюминия и волокон из карбида кремния марки
"Никалон". 1 — композиционный материал AI 6061 — волокна из карбида крем-
кремния; 2 - алюминий 6067 - Т6.
Особенности углепластиков
279
о
800
200 400 600
Температура, °С
Рис. 8.11. Зависимость от температуры прочности при изгибе композиционного ма-
материала на основе боросилнкатного стекла и волокон из карбида кремния марки
"Никалон" (испытания в атмосферных условиях).
казано на рис. 8.11, он имеет хорошие свойства при высоких температу-
температурах. В интервале температур от комнатной до 700 °С наблюдается не сни-
снижение прочности, а значительное упрочнение материала [18] . Обращает
на себя внимание максимум прочности при температуре приблизительно
600 °С. Исследования показали, что при использовании в качестве матри-
матрицы высококремнеземистого стекла (содержание SiO2 96%) [19] или
литиево-алюмосиликатного стекла, содержащего ZrO2 [20] , имеет мес-
место такой же эффект упрочнения, как в случае боросиликатного стекла.
Максимальное значение прочности в первом случае наблюдается при тем-
температуре 1050 °С, во втором — при 1000 °С. Ударная вязкость по Шарпи
(с надрезом) композиционного материала на основе литиево-алюмоси-
литиево-алюмосиликатного стекла, содержащего ZrO2, более чем в 50 раз выше, чем у
нитрида кремния, полученного горячим прессованием.
Другие материалы, армированные волокнами из карбида кремния.
Промежуточным продуктом производства волокон из карбида кремния
является поликарбосилан. Если пропитать им ткань, войлок или другой
материал на основе волокон из карбида кремния и затем провести тер-
термическую обработку, то поликарбосилан превратится в карбид кремния.
Можно предполагать, что, повторяя эту процедуру несколько раз, можно
получить композиционный материал, матрицей в котором будет служить
карбид кремния, армированный волокнами из карбида кремния. Такой
метод лежит в основе многих новых перспективных технологических
разработок.
280
Глава 8
8.4. Волокна из оксида алюминия и композиционные материалы на их
основе
8.4.1. Волокна из оксида алюминия и их свойства
Волокна, содержащие более 80 масс. % Al2 Оз, называют волокнами
из оксида алюминия. Существуют два типа таких волокон: короткие и
непрерывные. Короткие волокна наряду с оксидом алюминия содержат
5—20 масс. % оксида кремния, имеют диаметр около 3 мкм и длину по-
порядка 1 см. Их прочность при растяжении составляет более 1 ГПа, а мо-
модуль упругости 200—400 ГПа. Короткие волокна из оксида алюминия
используются главным образом в теплоизоляционных материалах при
очень высоких температурах эксплуатации A300-1600 °С) [21-23] .
Непрерывные волокна из оксида алюминия имеют либо структуру
шпинели G-А12О3), либо структуру а-А12О3- Для армирования мате-
материалов могут использоваться оба указанных типа непрерывных во-
волокон из оксида алюминия [24—25] . Их физико-механические свойства
приведены в табл. 8.8, а на рис. 8.12 показаны их микрофотографии,
полученные методом растровой электронной микроскопии. Волокна из
оксида алюминия со структурой шпинели изготавливают путем спекания
в воздушной среде волокон, полученных прядением по "мокрому"
методу из раствора, содержащего полимер алюминийорганического сое-
соединения и кремнийорганическое соединение. Такие волокна состоят из
микрокристаллов размером порядка 10 нм, сохраняют стабильную
структуру до высоких температур и содержат около 15 масс. % оксида
кремния. Волокна из а-А12Оз также изготовляют спеканием в воздуш-
воздушной среде волокон, полученных прядением из суспензии мелкодисперс-
мелкодисперсного порошка а-А12О3 в основном хлориде алюминия. Агломераты
частиц имеют размер 0,5 мкм. Достоинствами этих двух типов армирую-
армирующих волокон из оксида алюминия по сравнению с углеродными волок-
волокнами являются электроизоляционные свойства, бесцветность, стабиль-
стабильность свойств на воздухе при высоких температурах и при контакте с
расплавленными металлами. Их недостаток - сравнительно высокая
плотность. Различие структуры указанных двух типов непрерывных
волокон из оксида алюминия приводит к различию их физических
свойств. Волокна со структурой шпинели имеют большую прочность и
поддаются текстильной переработке для получения ткани и т. д. Эти
волокна имеют меньшую плотность, чем волокна из a-Al2 Оз ¦ С другой
стороны, волокна из а-А12О3 имеют более высокий модуль упругости.
Различия этих двух типов волокон подобны различиям между двумя
типами углеродных волокон: карбонизованными и графитизированными.
Таблица 8.8. Физико-механические свойства волокон из оксида алюминия
Свойства
у-А12О3
ос-А1203
Химический состав
(масс. %)
А12о3
SiO2
MgO
Физические
Плотность, г/см3
Удельная поверхность,
М2/КГ
Элементарные волокна
Диаметр, мкм
Длина
Число волокон в пучке
Механические
Прочность при растяжении, ГПа
Модуль упругости при растя-
растяжении, ГПа
Твердость по Виккерсу
Теппофизические
Максимальная температура
эксплуатации, К
Коэффициент теплового
расширения, К
Удельная теплоемкость,
кДж/(кг • К)
Оптические
Внешний вид
Коэффициент препомпе-
НИЯ ("D)
85
15
О
< 1000
15236
8,8- 10-6+ К
D73 - 773 К)
0,71 C03 К) -
1,00F73 К)
Бесцветные, про-
прозрачные
1,65
> 99
0
0,5
3,9
17(9)а
Непрерывные
380
1.8B,6)а
210B50)а
1810- 1930
20
Непрерывные
210
1.4 B,1 )а
390
Белого
цвета, не-
непрозрачные
а В скобках приведены характеристики образцов, полученных в лабора-
лабораторных условиях.
б Температура, при которой сохраняется 90% прочности при растяжении
при комнатной температуре.
Особенности углепластиков
283
8.4.2. Армированные пластики на основе волокон из оксида алюминия
Прочность, модуль упругости и другие механические характеристики
волокон из оксида алюминия близки по своим значениям к аналогич-
аналогичным характеристикам углеродных волокон. Поэтому можно использо-
использовать те же методы расчета композиционных материалов, что и в случае
углепластиков. Методы формования армированных пластиков на основе
волокон из оксида алюминия аналогичны методам формования угле-
углепластиков. Физико-механические характеристики однонаправленных
армированных пластиков на основе эпоксидной смолы и волокон из ок-
оксида алюминия приведены в табл. 8.9. От углепластиков эти материалы
отличаются тем, что обладают хорошими электроизоляционными свойст-
Таблица 8.9. Физико-механические характеристики однонаправленных
композиционных материалов на основе эпоксидной смолы и волокон
из оксида алюминияа
Характеристика
ПЛОТНОСТЬ, Г/СМ3
Прочность при растяжении, ГПа:
вдоль волокон
поперек волокон
Модуль упругости при растяжении,
ГПа:
вдоль волокон
поперек волокон
Прочность при изгибе вдоль воло-
волокон, ГПа
Модуль упругости при изгибе
вдоль волокон, ГПа
Усталостная прочность при изгибе
вдоль волокон A07 циклов нагру-
жения), ГПа
Прочность при сжатии вдоль воло-
волокон,ГПа
Модуль упругости при сжатии
вдоль волокон, ГПа
Прочность при межслоевом сдвиге.
ГПа
Ударная вязкость вдоль волокон
(по Изоду), Дж/см2
Материал
У-А12О3
2,4
1.35 A,7)°
0,068
137
18
1,56A,8N
122
0,63
1,7
-
0,13
20
волокон
а-А12О3
2,8
0,57
0,071
234
21
0,71
—
-
2,48
234
0,56
—
f
284
Продолжение табл. 8.9.
Глава 8
Характеристика
Материал волокон
у-А12О3
а-А12О3
Коэффициент теплового расшире-
расширения, Ю К :
вдоль волокон
поперек волокон
Теплопроводность, Вт/(м • К) :
вдоль волокон
поперек волокон
Удельное электрическое сопро-
сопротивление (поперек волокон),
Ом • см
Поверхностное электрическое со-
сопротивление. Ом
Дугостойкость, с
Электрическая прочность, кВ/мм
Диэлектрическая проницаемость:
при чвстоте 106 Гц
при частоте 1010 Гц
Тангенс угла диэлектрических
потерь :
при частоте 106 гц
при частоте 1010 Гц
Твердость по Роквеллу
0,4
3,7
2,32
0,85
1015
1014*-1016
130-180
16-20
4,9
5,1
0,015
0,016
Е95
1,67
6,0
аСодержание волокон 60 об.%, эпоксидная смола типа DDM
марки "Сумиэпокси ELM-434", отвердитвль - диаминодифенилсуль-
фон„
б В скобках приведены значения характеристик армированных
пластиков,полученные в лабораторных условиях.
вами и бесцветны; по сравнению со стеклопластиками они имеют в три
раза более высокое значение модуля упругости. Других таких материа-
материалов с хорошими электроизоляционными свойствами и высоким значе-
значением модуля упругости пока еще нет. Недостаток материалов на основе
волокон из оксида алюминия - сравнительно высокая плотность. В
табл. 8.10 сопоставлены характеристики полимерных композиционных
материалов, армированных различными типами волокон.
Особенности углепластиков
285
Таблица 8.10. Характеристики полимерных композиционных материалов, ар-
армированных различными типами волокона
Характеристика
Композицией- Угле-
ный матери- пластик
ал на основе
волокон из ок-
оксида алюминия
Стекло-
Стеклопластик
Плотность, г/см2
Прочность при растяжении, ГПа
Прочность при сжатии, ГПа
Модуль упругости при растяже-
растяжении, ГПа
Прочность при межслоевом сдви-
сдвиге, ГПа
Удельное электрическое сопротив-
сопротивление (перпендикулярно ориента-
ориентации волокон), Ом • см
Цвет
Цена, иен/кг
2,4
1,3A,7)
1,7
130
0,1
10
,15
Бесцветный
Ю3-Ю4
1,55
1,8
1,1
140
0,09
Черный
103-Ю4
2,0
1,2
0,4
45
0,1
,1 s
10
Бесцветный
102-103
а Однонаправленные материалы; содержание волокон 60 об„%, матри-
матрица — эпоксидная смола на основе бисфенола А,
8.4.3. Композиционные материалы на основе волокон из оксида алюминия и метал-
металлической матрицы
Волокна из оксида алюминия успешно применяются для армирова-
армирования металлов. В табл. 8.11 приведены физико-механические характерис-
характеристики композиционных материалов на основе волокон из оксида алюми-
алюминия и алюминиевой матрицы. Как видно из приведенных в таблице дан-
данных, такие композиционные материалы обладают хорошими механичес-
механическими свойствами при высоких температурах, высокой электропровод-
электропроводностью и т. д. По сравнению с металлами, армированными другими во-
волокнами, металлокомпозиты на основе волокон из оксида алюминия
имеют следующие особенности. Во-первых, так как волокна из оксида
алюминия стабильны при высоких температурах в воздушной среде и
практически не реагируют с расплавленным металлом, металлокомпози-
металлокомпозиты на их основе можно получать методом литья. Это дает возможность
286
Глава 8
Таблица 8.11. Физико-механические характеристики композиционных мате-
материалов на основе волокон из оксида алюминия и алюминиевой матрицы8
Характеристика
Волокна из у-А2о3
Плотность, г/см3
Прочность при растяжении, МПа:
вдоль волокон, 293 К
поперек волокон, 293 К
вдоль волокон, 723 К
поперек волокон, 723 К
Модуль упругости при растяжении,
ГПа:
вдоль волокон, 293 К
поперек волокон, 293 К
вдоль волокон, 723 К
поперек волокон, 723 К
Усталостная прочность при растя-
растяжении вдоль волокон A07 циклов
нагружения, 293 К), МПа
Прочность при изгибе, МПа-
вдоль волокон, 293 К
поперек волокон, 293 К
вдоль волокон, 723 К
Модуль упругости при из( ибе,
ГПа:
вдоль волокон, 293 К
поперек волокон, 293 К
вдоль волокон, 723 К
Усталостная прочность при изги-
изгибе вдоль волокон A07 циклов нагру-
нагружения, 293 К), МПа
Прочность при сжатии, МПа :
вдоль волокон, 293 К
поперек волокон, 293 К
вдоль волокон, 723 К
поперек волокон, 723 К
Модуль упругости при сжатии
вдоль волокон B93 К), ГПа
Ударная вязкость (по Шарли)
вдоль волокон B93 К), Дж/см2
400
1100
800
135
300
9,4
1000
480
950
135
100
2,2
Волокна из
а-А2О3
2,9
660
—
860
—
150
—
—
2,9
590
230
67 0
50
150
110
110
66
3,2:
600
180
_
—
227
142
_
1070
620
270
226
2200
400
580
60
140
2600
350
—
_
Особенности углепластиков
Продолжение табл. 8.11.
287
Характеристика
Волокна из y-Al.o, Волокна
из
Предельные напряжения при пол-
ползучести (деформация 0,0001%/ч,
623 - 723 К), МПа
Удельная теплоемкость,
кДж/(кг • К)
Коэффициент теплового рас-
расширения, 10~" К"*1
вдоль волокон
поперек волокон
Теплопроводность, Вт/(м
вдоль волокон
поперек волокон
260
¦К):
0,68
7,6
14,0
34,6
0,64
7,2
20
а Однонаправленный композиционный материал с содержанием волокон
50 об.%.
б Металлическая матрица: I —Al; II — А1 + 5% Си.
формовать изделия сложной формы, с толстыми стенками, а также из-
изделия, только часть которых армируется волокнами. Во-вторых, при
температурах, близких даже к температуре плавления металлической
матрицы, рассматриваемые композиционные материалы в значительной
мере сохраняют свои свойства. Это позволяет применять материалы в
течение длительного времени при высоких температурах, прессовать,
вальцевать или проводить их повторное формование в изделия при тем-
температурах, близких к температуре плавления металлической матрицы.
Дополнительная термообработка материалов также является средством
регулирования их физико-механических свойств. Электроизоляционные
свойства волокон из оксида алюминия препятствуют электролитической
коррозии материалов, полученных на их основе.
Металлокомпозиты, армированные волокнами из оксида алюминия,
в основном получают литьевыми методами. Так как волокна из оксида
алюминия плохо смачиваются расплавами металлов, то для проникнове-
проникновения расплавленного металла в межволоконное пространство его вводят
в литейную форму вместе с волокнами под давлением; для улучшения
288
Глава 8
Особенности углепластиков
289
Рис. 8.13. Изделия из металлов,
армированных волокнами из ок-
оксида алюминия (длина масштаб-
масштабной линейки 300 мм).
смачиваемости иногда добавляют литий. На рис. 8.13 показаны некото-
некоторые формованные таким методом изделия из композиционных материа-
материалов на основе волокон из оксвда алюминия и металлической матрицы.
Литература
1) (tzk.*.\Z, НЙ^Л-Л/Ц 1982,11.18.)
2) ШШШ-Ь- Т.ШШ, 29, 5, р. 35, 1981.
3) A.R. Champion: NASA Contract Report, No. CR-165228, 1981, 3. 15.
4) D. J. Vaughan: 32nd Annual Technical Conference, 1977.
9th National SAMPE, Technical Conference, 1977.
11th National SAMPE, Technical Conference, 1979.
5) J.J.G. Smits: ifcmgQ 55-1393 (USP 4328324).
M. R. Wertheimer et al.: J. Applied Polymer Science, 26, p. 2087, 1981.
6) шшлы п 3i тш&-шш?=?-тш, 3i, 10,1982.
7) т&ш, фя т. тшш-- -+** ^ л ?* у ь, шш,». п. р.з4,шэ,
в тих*.
8) L.J. Broutman, R.H. Krock: Composite Materials, Vol. 4, Metal Matrix Com-
Composites, 8, p. 400, 1974, Academic Press.
9) ^ВзШШ- ffi: Chemistry Letters, 9, p. 931, 1975,
10) ^irilffi: Ш, 25, 274, p. 612, 1976, Ш?&-
U) 5:Ш®.- ШкХШ, 33, 10, p. 293, 1977, ШШ?&.
12) шшт- ш- ш^&штшт^, tr 519,1977,
13) ^Ш<?- ffi: ШШ'ЖЩ 52-40509.
14) $иьтт- ffi: шшяшт 52-тоэ.
15) ^irilffi- ffi: ШШ'ШШ 52-77112.
16) R.W. Rice et al.-. Proceeding of DARPA/N AVSEAGARETT/AIREARCH. Ce-
Ceramic Gas Turbine Engine Demonstration Review, Aug. 1~4, 1977.
17) K. M. Prewo et al.: Journal of Material Science,15, p. 463,1980, Chapman and
Hall Ltd.
18) K.M. Prewo et al.: Journal of Material Science, 17, p. 1201, 1982, Chapman
and Hall Ltd.
19) J.J. Brennan et al.: Journal of Material Science, 17, p. 2371, 1982, Chapman
and Hall Ltd.
20) "ШУШШ, ФШШ= Ш
ШШкХШ, 34, 10, p. 312, 1978,
21) ICI i> V'y(ft),070 ХШ (W) ¦ SAFFIL, ШШП, KI i> + '<¦ V
ОЯЩ (ft).
22) ЖЖШТ.т (ft): 7УЛ7МУ, ШШШ. IMftf (ft)-
Ш, б, 3, р. 89, 1980, пШ
24) А. К. Dhingra: Alumina Fiber FP, Phil. Trans. R. Soc. Lond., A 294, p. 411,
1980, R. Soc. London.
25) A. K. Dhingra: Metal Matrix Composites Reinforced with Fiber FP, ibid.,
A 294, p. 559, 1980, R. Soc. London.
26) /jslf fc: ШЖШЩ, 181, P. 4~40, 1983.
19-682
Приложение
(Данные Японского общества по углеродным волокнам на май 1983 г.)
Таблица 1. Тканые материалы на основе высококачественных углеродных
Торговая Тип
марка
"Карборон P3R-3026
куросу"
(фирма "Ни-
хон кабон")
P3L-3026
P3R-6043
SiL-3036
S 3L-3046
№ 3121
Используемые (
нити
продоль-
продольные
Z 3-300
Z3-3000L
Z3-6000
Z 3-3000
Z3-3000L
НТА-3000
попе-
поперечные
Z 3-3000
Z3-3000L
Z 3-6000
Zз^ЗООО
Z3-3000L
НТА-ЗООО
Структу-
Структура тка-
ткани
Ткань
гладко-
гладкого пле-
плетения
То же
Плот-
Плотность
распо-
ложе-
ложения
нитей5
нить/
25 мм
по по
ос- ут-
но- ку
ве
11 11
Ши- Дпи-
ри- на,
на, м
см
100 -
12,5 12,5 100 -
9 9
5-ремиз-17 17
ная
ткань
гладко-
гладкого пле-
плетения
8-ре-
миз-
ная
ткань
глад-
гладкого
пле-
плетения
25 25
i 8-ре- 23,6 23,6
миз-
ная
ткань
глад-
гладкого
ппете-
ния
100 -
100 -
ЮС -
104 50
Тол-
щи-
щина,
мм
0,26
0,26
0,45
0,36
0,47
0,38
Мас-
Масса,
г/м'
194
200
324
300
400
380
Приложение
Продолжение табл. 1
291
Торговая Тип Используемые Струк- Плот- Ши- Дли- Топ- Масса,
м,п„я нити тура ность ри- на, щина, г/м2
марка
нити
-ткани распопо- на, м
продольные поперечные жения см
нитей,
нить/
25 мм
по
ос-
но-
нове
по
ут-
утку
№бЮ0 НТА-6000 НТА-6000 Ткань 6,4 6,4 104 100 0,30 210
глад-
гладкого
плете-
плетения
№6100 НТА-6000 НТА-6000 4-ре- 11,8 11,8 104 100 0,39 380
миз-
ная
ткань
глад-
гладкого
плете-
плетения
№1308 НТА-10000 Тоже 17,2 29,5 79 100 0,16 137
НТА Е225
1/0
Е225 1/2 34,5
"Магу- А1дз_р as 4-3ООО AS 4-3000 Ткань 11,5 11,5 99 100 0,27 193
намаи" гпад-
то ГУ" кого
РаФай- лпете-
то фа-
"Сумито-
мо хакю-
рэсу")
ния
8-ре- 21,5 21,5 99 75 0,53 370
миз-
ная
ткань
глад-
гладкого
плете-
плетения
1
292
Продопжение табл. 1
Приложение
Торговая Тип
марка
Используемые нити
Структу-
Структура ткани
продоль-
продольные
попереч-
поперечные
Плот-
Плотность
распопо- на,
жения ни- см
тей,нить/
25 мм
по по
осно- ут-
утку
Ши- Дли- Топ- Мас-
ри- на, щи- са,
на,
мм
г/м2
ве
А370-5Н AS 4-6000 AS 4-6000
P3R-6045Z 3-6000
ECG 150
1/2
ECG 150
1/2
5-pe- 11
миз-
ная
ткань
глад-
гладкого
плете-
плетения
Ткань 24
гладко-
гладкого пле-
плетения
"Торэка
куросу"
(фирма
"Торэ")
№ 1601
Т300-6000
Е225 1/0
16151В ТЗООВ-1000
№ 6103
T300-1000
Е225 1/0
№ 5341
№6343
Е R-15
ТЗОО-3000
11 99 75 0,53 370
0,45 23б
12
18,8 10 100 100 0,35 30б
45 30 100 100
ТЗОО-3000
ТЗОО-3000
Ткань
глад-
гладкого
плете-
плетения
То же 17,5 17,5 100 50
5-ре-
миз-
ная
ткань
глад-
гладкого
пле-
плетения
Ткань
глад-
гладкого
пле-
плетения
0,14
0,15
02
146
7,5 7,5 100 50 0,30 291
То же
7,5
12,5
12,5 100 5С 0,27 198
ТЗОО-3000
Приложение
Продопжение табп.
Торговая Тип
марка
№ 6341
№ 5642
№ 6641В
"Пайро- №3110
фиру ку-
куросу"
(фирма
"Мицубиси
рэйён") №3120
№3130
№3310
1
Используемые нити
продопь- попереч-
поперечные ные
ТЗОО-3000
ТЗОО-3000
Т300-6000
Т600-6000
ER-15
T300B-6000
T300B-6000
Т1-3000 Ti-3000
Т1-3000 Т1-3000
Т1-3000 Т1-3000
Т1-3000 GF150
1/0
Струк-
Структура
ткани
8-ре-
миз-
ная
ткань
глад-
гладкого
пле-
плетения
Ткань
глад-
гладкого
пле-
плетения
8-ре-
миз-
ная
ткань
глад-
гладкого
пле-
плетения
Ткань
глад-
гладкого
плете-
плетения
То же
Ткань
гладко-
гладкого пле-
плетения
4-ре-
мизная
ткань
гладко-
гладкого пле-
плетения
Плотность
паспопожй.
ния
нитей,
Ши-
¦ DH-
г
на,
нить/ 25мм см
по
ос-
оспо
ут-
нове ку
25
6,25
6,25
15
12,5
15
15
14,
25
6,25
15
12,5
15
12
5 34
100
100
100
100
100
100
100
293
Дли- Топ-
на.
1 I W }
м
50
50
50
—
—
_
щи-
на,
мм
0,47
0,35
0,45
0.2Е
Мае-
сэ *
г/м2
396
342
475
I 204
0,30 257
0,26
0,16
180
165
1
294
Продолжение табл. 1.
Приложение
Продолжение табл. 1.
Торговая Тип Используемые нити
марка
продопь- попереч-
поперечные ные
Струк- Плотность Ши- Дли- Топ- Мас-
тура распопоже- ри- на, щи- са,
ткани ния нитей, на, м на, г/'м2
нить/25 мм см мм
"Бэсу -
фай то
куросу"
(фир-
(фирма
"Тохо
бэсу-
рон")
№
№
№
№
№
№
№
№
№
№
№
№
i 3320
3530
3401
6110
0130
3150-22
0110-75
0120-75
1103
1104
3101
3104
Т1-3000
Т1-3000
Т1-3000
Т1-8000
Т1-10000
Т1-3000
Т1-10О00
Т1-10000
GF1150
НТА-ЮОО
НТА-ЮОО
НТА-3000
НТА-3000
Т1-3000
Тт-3000
Т1-3000
Т1-6000
Т1-10000
GF150
1/0
GF150
1/0
GF150
1/0
НТА-1000
НТА-1000
НТА-3000
НТА-3000
То же
Ткань
rhnrvD-
ijjii у f^^
ного
плете-
плетения
8-ре-
мизная
ткань
глад-
гладкого
пле-
плетения
Ткань
глад-
гладкого
плете-
плетения
То же
и
Ткань
глад-
гладкого
пле-
плетения
То же
по
ос-
основе
20
15
25
9
7
22
23
13
12
32,7
17,2
12,3
12,1
по
ут-
утку
20
12
25
9
7
10
5
5
22,7
17,2
12,3
12,1
100
100
100
100
100
25
75
75
104
104
100
100
-
_
-
_
_
—
50
50
100
100
0,32
0,28
0,35
0,46
0,66
0,18
0,25
0,25
0,16
0,15
0,25
9,25
320
220
400
324
423
8°
235б
28б
125
95
200
198
Торговая Тип
марка
Используемые нити
продоль-
продольные
попереч-
поперечные
Струк- Плотность Ши- Дли-Топ-Мас-
тура распопоже- ри- на, щи- са,
ткани ния нитей, на, м на, г/м2
нить/ 25 мм ом мм
по по
ос- ут-
нове ку
№ 3112
НТА-3000 НТА-3000
4-ре-
миз-
ная
ткань
глад-
гладкого
ппете-
ния
29,5 7,4 70 44 0,33 300
а)"Кино дзайрё", CMC, май 1983, материалы заседания Технологической ко-
комиссии Японского общества по углеродным волокнам.
Масса одного погонного метра ткани.
Таблица 2. Нити и жгуты из высококачественных углеродных вопокона
Торговая
марка
"Каборон"
(фирма
"Нихон
кабон")
Тип
Z-3
ХУ-
кпас-
сифи-
кация
С32А
Число
эпе-
мен-
тар-
ных
вопо-
кон в
нити
или
жгуте
3000
3000
600
10 000
12 000
Линей-
Линейная
плот-
плотность,
текс
200
220
450
750
900
Диа-
Диаметр
эпв-
мен-
тар-
ного
воло-
волокна.
мкм
7, 0
7,5
7,5
7,5
7,5
Проч-
Прочность
при
рас-
тяже-
тяжении,
МПа
3234
2940
2940
2940
2940
Мо-
Модуль
упру-
упругости
при
растя-
/КОН ИИ л
ГПа
235
225
225
225
225
От-
носи-
тепь-
ное
удли-
удлиПЛОТг
ность.
г/см3
нение,
%
1,3
1,3
1,3
1,3
1,3
1,77
1,77
1,77
1,76
1,76
296
Продолжение табл. 2
Приложение
Торговая Тип ХУ- Чиспо Линей- Диа- Проч- Модуль Отно- Ппот-
марка кпас- эле- ная метр ность упру- си- ность,
сифи- мен- ппот- эпе- при гости тепь- г/см3
кация тар- ность, мен- рас- при ное
ных текс тар- тяже- рас- удли-
воло- ного ниив тяже- не-
кон в вопо-МПа нии9 нива
нити кна, ГПа о/о
или мкм
жгуте
"Торэка"
(фирма
"Торэ")
"Пайро-
фиру"
(фирма
"Мицу-
биси
рэйё'н"
"Бэсуфайто
(фирма
"Тохо
бэсурон")
тзоо
Т400
Т5006
Т1
ТА
"НТА
ST1
ST2
ST3
"Магунамай-
то" (фирма
"Сумитомо
хакюрэсу")
AS1
AS4
С32А
С42А
С52А
С32А
С32А
С32А
С 42 А
С42А
С42А
С 32 А
С 42 А
1000
3000
6000
12 000
3000
6000
6000
3000
6000
12 000
10 000
1000
3000
6000
12 000
24 000
3000
6000
12 000
3000
6000
12 000
3000
6000
12 000
10 000
3000
6000
12 000
66
198
396
800
198
396
310
200
400
800
955
66
аоо
410
810
1630
200
410
810
200
410
810
200
410
810
800
219
438
877
7
7
7
7
7
7
-
7
7
7
8
7
7
7
7
7
7
7
7
7
7
7
7
7
7
8
8
со со
3430
3430
3430
3430
4116
4116
4508
3528
3528
3528
2744
3038
3234
3234
3234
3038
3626
3626
3626
4116
4116
4116
4312
4312
4312
3103
3587
3587
3587
235
230
230
230
235
235
245
235
235
235
206
235
235
235
235
235
235
235
235
235
235
235
235
235
235
228
235
235
235
1,4
1,4
1,4
1,4
1.7
1,7
1,8
1,5
1,5
1,5
1,3
1,2
1,3
1,3
1,3
1,2
1,5
1,5
1,5
1,7
1,7
1,7
1,8
1,8
1,8
1,32
1,53
1,53
1.53
1,75
1,75
1,75
1,75
1,80
1,80
-
1,80
1,80
1,80
1,82
1,77
1,77
1,77
1,77
1,77
1,77
1,77
1,77
1,77
1,77
1,77
1,77
1,77
1,77
1,80
1,80
1,80
1,80
Приложение
Продолжение
табл.
Торговая Тип
марка
"Торэка"
(фирма
"Торэ")
"Пайро-
фиру"
(фирма
"Мицуби-
си рэйён")
"Бэсуфай-
то" (фирма
"Тохо
бэсурон"
"Магунамай-
то" (фирма
"Сумитомо
хакюрэсу")
М40
М46
М1
М2
НМ28
НМ35
2
ХУ-
кпас-
сифи-
кация
G23A
G24A
G23A
G32A
С32А
G23A
НМ45 G24A
i G23A
HMUB G23A
Чиспо
эпе-
мен-
тар-
ных
вопо-
кон в
нити
ипи
жгуте
1000
3000
6000
6000
3000
10000
зОоо
Линей-
Линейная
плот-
плотность,
текс
61
182
364
36 0
270
900
200
6000 400
12 000 800
12 000 760
3000
6000
180
370
12 000 750
6000
12 000
10 000
1000
3000
6000
12 000
360
740
820
75
224
448
893
Диа-
Диаметр
эпе-
мен-
т ар-
арного
вопо-
кна,
6,5
6,5
6,5
6,5
8
8
7
7
7
6,8
6,7
6,7
6,7
6,4
6,4
8
8
8
8
8
Проч-
Прочность
при
рас-
тяже-
тяжении,
МПа
2450
2450
2254
2156
2548
2548
3430
3430
3430
3038
2401
2401
2401
1764
1764
2206
2758
2758
2758
2758
Модуль
упру-
упругости
при
рас-
тяже-
тяжении,
ГПа
392
392
392
451
353
353
294
294
294
274
343
343
343
441
441
345
379
379
379
379
Отно-
си-
тепь-
ное
удли-
не-
нение,
%
0,6
0,6
0,6
0,5
0,7
0,7
1,2
1,2
1,2
1,1
0,65
0,65
0,65
0,35
0,35
0,58
0,70
0,70
0,70
0,70
zy 1
Ппот-
ность,
г/см3
1,81
1,81
1,81
1,90
1,85
1,85
1,80
1,80
1,80
1,71
1,78
1,78
1,78
1,90
1,90
1,83
1,84
1,84
1,84
1,84
а) "Кино дзайрё", CMC, май 1983, материапы заседания Технопогической ко-
комиссии Японского общества по угперодным вопокнам.
б Находится в стадии разработки.
в Поверхность вопокон "Магунамайто HMU" не обработана.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Адсорбция воды 156-160
Армирование
карбида кремния 279
керамики 278
нитрида кремния 278
стекол 278-279
Барьерное покрытие 248, 250
Влагопоглощение 156-160
Волокна
арамидные, улучшение свойств
267-268
- KEVLAR, гибридизация с угле-
углеродными волокнами 263-265
характеристики 264-265
- - - армированных пластиков
264-265
армирующие, свойства 17-19
борные, способ производства
268-269
из карбида кремния марки "Ни-
калон" 272-273
- оксида алюминия, короткие 280
непрерывные 280
полиакрилонитрильные, карбони-
карбонизация 30-34
поликарбосилановые 272-273
углеродные, адгезия к полимер-
полимерной матрице 37
- влияние условий получения на
механические свойства 33-34
- высокомодульные 27-29
- высокопрочные 27-29
- обозначение 30
- обработка для придания огне-
огнестойкости 30-31
- смачиваемость металлами
37-38
- характеристики 39-
- улучшение смачиваемости ме-
металлом 243-245
полимерной матрицей 269
эффект ослабления материалов
200-201
Волокниты 20
Гипотеза плоских сечений в много-
многослойных пластиках 152
Гука закон обобщенный 180-181
Деформации, типы 177-178
Диффузионная сварка 245-246
Зубья шестерен
распределение напряжений
197-201
упрочнение путем армирования
тканью 200-201
Клеи, характеристики 121-123
Конструкция
самолет "Боинг 737", горизон-
горизонтальное хвостовое оперение
215-219
- "Боинг 727", рули набора высо-
высоты 215-219
Материалы
армированные волокнами, однона-
однонаправленные 22-23
прочность 200-201
характеристики 22
классификация 9-12
композиционные, армированные
волокнами 20
углеродными 23-26
- классификация 12 — 16
по свойствам наполнителей 16
"сознательные" 12
Маховики из армированных пластиков,
эффект бандажирования 192-194
Металло композиты
алюминиевые, контроль совме-
совместимости волокон с матрицей по
рентгенограммам 253-254
- прочностные характеристики
250-253
- теплостойкость 254-255
алюминий-борные волокна
269-270
на основе волокон из карбида
кремния 277-279
Предметный указатель
299
плакирование 257
получение полуфабрикатов, ион-
ионная металлизация 243—245
метод "сырых" листов
243-245
- - - электролитической метал-
металлизации 243-245
способ уменьшения скорости из-
износа 261
степень реализации прочности во-
волокон 250-252
формирование, вальцевание 247
- вытяжка 247
- горячее прессование жидкофаз-
ное 247 - 248
твердофазное 246
Метод
допустимых напряжений 151
намотки, отвердители и ускорите-
ускорители отверждения 5 7
- эпоксидные композиции 56
Микропластик 44
Наполнители
армирующие 16
классификация 16
Пластики
армированные 20
косоугольные слоистые 186—187
вычисление прочности
186-187
на основе волокон из карбида
кремния 274-277
однонаправленные волокнистые,
условия тензорного многочлена
184
Хофмана 184
слоистые, теория 181-183
Препреги 59
на основе термореактивных смол
52
Профильные изделия
"сухой" и "мокрый" методы
получения 58
Прочностные характеристики, схема
определения 185-187
Прочность, эффективность реализации
177-178
Связующие
для изделий, получаемых методом
намотки 55-56
- листовых формовочных мате-
материалов 59
- однонаправленных профильных
изделий 58
на основе ненасыщенных поли-
полиэфирных смол 55
эпоксидных смол 52-54
Склеивание, обработка поверхности
124-125
Сложное напряженное состояние 184
Соединение
болтовое 124, 126-127
клеевое "внахлест" 119
в косой накладной замок 119
двустороннее 120
одностороннее 120
со скосами 120
ступенчатое 120
типы клеев 120, ] 24
- - факторы, определяющие вы-
выбор клеев 124
Сопротивление температурной дефор-
деформации 260
Спортивные изделия
используемые схемы ориентации
волокон 223
Углепластики
изготовление деталей двигателей
230-234
- листовых рессор 230-234
- приводных валов 230-234
коэффициент теплового расшире-
расширения, влияние ориентации волокон
и формы образцов 102
переработка, литье под давлением
100-101, 103
- метод инжекционный 94-96
намотки 90-93
трубчатых изделий 88-90
поворотного стола 108
протяжки (пултрузии) 93-94
- получение многослойных изде-
изделий из препрегов 8 3
однонаправленных профиль-
профильных изделий 93-94
300
Предметный указатель
- формование автоклавное
86-87
- - на матрице листовых загото-
заготовок 96-98
препрегов с использованием
металлических штампов 85-
86
с помощью вакуумного меш-
мешка 86-88
вспененного слоя 98-99
отжимом связующего 98-
99
термокомпрессионное 99-100
- штампование 103, 105
поглощение рентгеновского излу-
излучения 226-229
прочностные характеристики, за-
зависимость от схемы ориентации
волокон 140
содержание волокон, модуль уп-
упругости 81-82
поглощение радиоволи 81-82
удельное электросопротивле-
электросопротивление 81-82
усадка при формовании, влия-
влияние расположения литников 103
Углеродные композиты 16
Эпоксидные смолы
отвердители 54, 57-58
типы 5 3
ОГЛАВЛЕНИЕ
Глава 1. Общие представления о композиционных материалах и материалах,
армированных углеродными волокнами 9
1.1. Место композиционных материалов среди других материалов 9
1.2. Типы композиционных материалов 12
1.2.1. Определение композиционных материалов 12
1.2.2. Составные и структурированные материалы 12
1.2.3. Типы композиционных материалов 12
1.3. Особенности композиционных материалов, армированных углерод-
углеродными волокнами 16
1.3.1. Классификация композиционных материалов, армированных
волокнами 16
1.3.2. Характеристики материалов 21
Глава 2. Получение углеродных волокон и их свойства 27
2.1. Типы углеродных волокон 27
2.2. Производство углеродных волокон 30
2.2.1. Углеродные, волокна на основе полиакрилонитрила 31
2.2.2. Углеродные волокна на основе жидкокристаллических пеков 35
2.2.3. Углеродные волокна на основе обычных пеков 36
2.2.4. Обработка поверхности углеродных волокон 37
2.2.5. Аппретирование, или шлихтование, углеродных волокон 38
2.3. Свойства углеродных волокон 39
2.3.1. Модуль упругости 40
2.3.2. Прочность 43
2.3.3. Электропроводность 45
2.3.4. Поверхностные свойства : 46
2.4. Экспериментальные методы исследования свойств угдеродлых
волокон , 47
Глава 3. Получение и переработка материалов, армированных углеродными
волокнами 51
3.1. Обоснование выбора полимерной матрицы 51
3.1.1. Термореактивные смолы 52
3.1.2. Термопластичные смолы 59
3.2. Обоснование выбора углеродных волокон и наполнителей . . . . , . . 64
3.2.1. Углеродные волокна 64
3.2.2. Однонаправленные препреги 67
3.2.3. Ткани и препреги на их основе 67
3.2.4. Тесьма, или плетеный рукав 73
3.2.5. Маты 74
3.2.6. Листовые формовочные материалы 74
3.2.7. Таблетированные полуфабрикаты . 79
3.2.8. Листовые материалы для холодной штамповки 83
3.3. Формование углепластиков . 83
302
Оглавление
3.3.1. Основные методы переработки углепластиков 83
3.3.2. Некоторые примеры технологий производства изделий из угле-
углепластиков 106
3.4. Дополнительная обработка углепластиков 115
3.4.1. Механическая обработка 115
3.4.2. Склеивание и соединение 118
Глава 4. Свойства пластмасс, армированных углеродными волокнами 132
4.1. Статическая прочность 132
4.1.1. Прочностные характеристики предварительно пропитанных лент
(препрегов) 132
4.1.2. Прочностные характеристики тканевого углепластика 140
4.2. Усталостная прочность 140
4.2.1. Основные характеристики 141
4.2.2. Влияние условий нагружения на усталостные характеристики
слоистых пластиков 141
4.3. Предельные механические характеристики 151
4.3.1. Основы теории расчета 151
4.3.2. Характеристики хрупкого разрушения 152
4.4. Прочность при ползучести 153
4 4.5. Стойкость к воздействию окружающей среды 155
4.5.1. Эпоксидные смолы 156
4.5.2. Слоистые пластики 156
4.6. Характеристики углепластиков японского производства 168
4.7. Прогноз улучшения характеристик углепластиков 174
Глава 5. Расчеты характеристик пластмасс, армированных углеродными
волокнами 177
5.1. Основные подходы 177
5.1.1. Анизотропия и конструкционная прочность 177
5.1.2. Анизотропия и деформируемость 178
5.1.3. Понятие анизотропии и изотропности 179
5.1.4. Анизотропия упругих свойств 179
5.1.5. Анизотропия прочностных свойств армированных пластиков . . . . 184
5.1.6. Оптимальный угол взаимной ориентации волокон 187
5.2. Примеры решения прикладных задач 190
5.2.1. Армированные волокнами маховики 190
5.2.2. Шестерни из армированных пластиков 197
Глава 6. Применение углепластиков 203
6.1. Применение углепластиков в аэрокосмической промышленности . . 203
6.1.1. Искусственные спутники 203
6.2.1. Космический корабль "Спейс шаттл" 207
6.2. Применение углепластиков в самолетостроении 208
6.2.1. Эффективность применения углепластиков в самолето-
самолетостроении 209
6.2.2. Методы формования деталей самолетов 210
6.2.3. Военные самолеты 211
Оглавление
303
6.2.4. Гражданские самолеты 217
6.3. Применение углепластиков в военной промышленности 221
6.4. Использование углепластиков для изготовлени спортивных
изделий 221
6.5. Применение углепластиков в медицине 226
6.6. Применение углепластиков в автомобилестроении 229
6.7. Применение углепластиков в электронике и электротехнике 234
6.8. Другие области применения углепластиков 236
Глава 7. Металлы, армированные углеродными волокнами 241
7.1. Формование и переработка металлокомпозитов, армированных
углеродными волокнами 241
7.1.1. Методы получения полуфабрикатов 242
7.1.2. Методы формования армированных углеродными волокнами . . .
металлов 245
7.2. Характеристики металлов, армированных углеродными волокнами . 248
7.2.1. Характеристики металлов, армированных углеродными волокна-
волокнами при растяжении 248
7.2.2. Усталостные характеристики металлов, армированных углерод-
углеродными волокнами 255
7.2.3. Коррозионная стойкость металлов, армированных углеродными
волокнами 256
7.3. Применение металлов, армированных углеродными волокнами . . . 257
7.3.1. Применение металлов, армированных углеродными волокнами,
в космических аппаратах 259
7.3.2. Применение металлов, армированных углеродными волокнами, в
авиастроении 260
7.3.3. Применение металлов, армированных углеродными волокнами, в
производстве электротехнических деталей, подшипников и
шестерен 261
Глава 8. Особенности углепластиков в сравнении с другими армированными
пластиками 263
81. Арамидные волокна и армированные пластики на их основе 263)
8.1.1. Арамидные волокна 263
8.1.2. Характеристики композиционных материалов на основе арамидных
волокон 264
8.1.3. Перспективы разработки новых армидных волокон 267
8.1.4. Перспективы разработки армированных пластиков на основе
арамидных волокон 268
8.2. Борные волокна и армированные пластики на их основе 268
8.2.1. Борные волокна ' 268
8.2.2. Композиционные материалы на основе борных волокон и метал-
металлической матрицы 269
8.3. Волокна из карбида кремния и композиционные материалы на их ос-
основе 272
8.3.1. Волокна из карбида кремния 272
8.3.2. Методы получения волокон из карбида кремния 272
8.3.3. Свойства волокон из карбида кремния 273
304 Оглавление
8.3.4. Предполагаемые области применения волокон из карбида кремния 274
8.4. Волокна из оксида алюминия и композиционные материалы на их
основе 280
8.4.1. Волокнаиз оксида алюминия и их свойства 280
8.4.2. Армированные пластики на основе волокон из оксида алюминия . 283
8.4.3. Композиционные материалы на основе волокон из оксида алюминия
и металлической матрицы 285
Приложение 291
Предметный указатель 298
Монография
Сёдзи Симамура, Акио Синдо, Кодзи Коцука и др.
УГЛЕРОДНЫЕ ВОЛОКНА
Заведующий редакцией академик B.C. Авдуевский
Зам. зав. редакцией В.И. Пропой
Научный редактор А.Г. Шемятенков
Младший научный редактор Л.В. Тарасова
Художник А.В. Захаров
Художественный редактор Н.И. Иванов
Технические редакторы Е.А. Суханова, М.А. Анциферова
Корректор Е.А. Валуева
ИБ № 6027
Подписано к печати 03.09.87г. Формат 60 х 90 1/16. Бумага офсетная №1.
Гарнитура тайме. Печать офсетная. Объем 9,50 бум.л. Усл.печл. 19,00.
Усл.кр.-отт. 19,00. Уч.издл. 18,20. Изд. № 7/5007. Тираж 2500. Зак. t :
Цена 3 р. 10 к.
Набрано в издательстве "Мир" на участке оперативной полиграфии
129820, ГСП, Москва, 1-й Рижский пер., 2.
Тульская типография Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли.
300600, Тула, проспект им. В.И. Ленина, 109.