/
















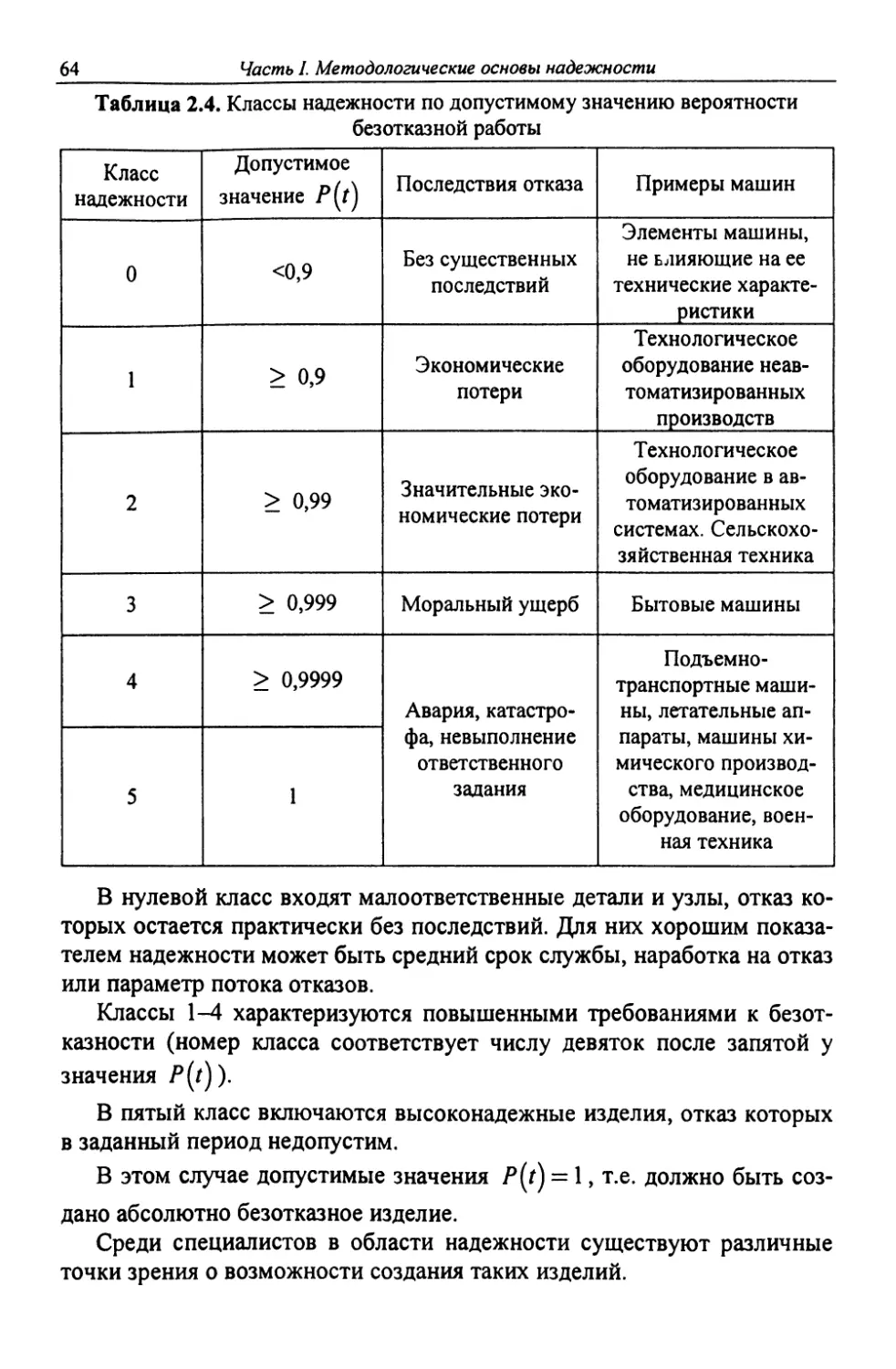
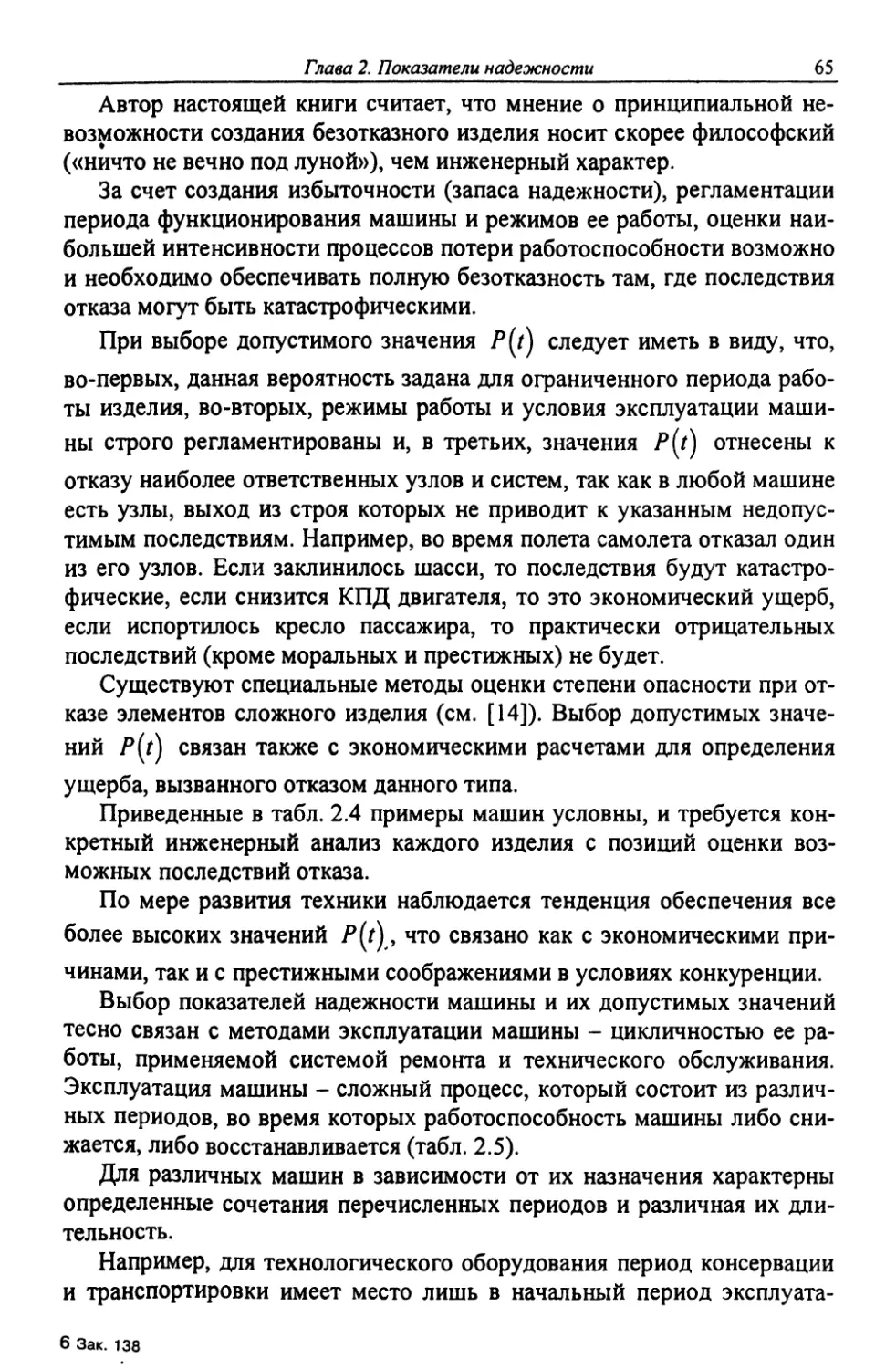
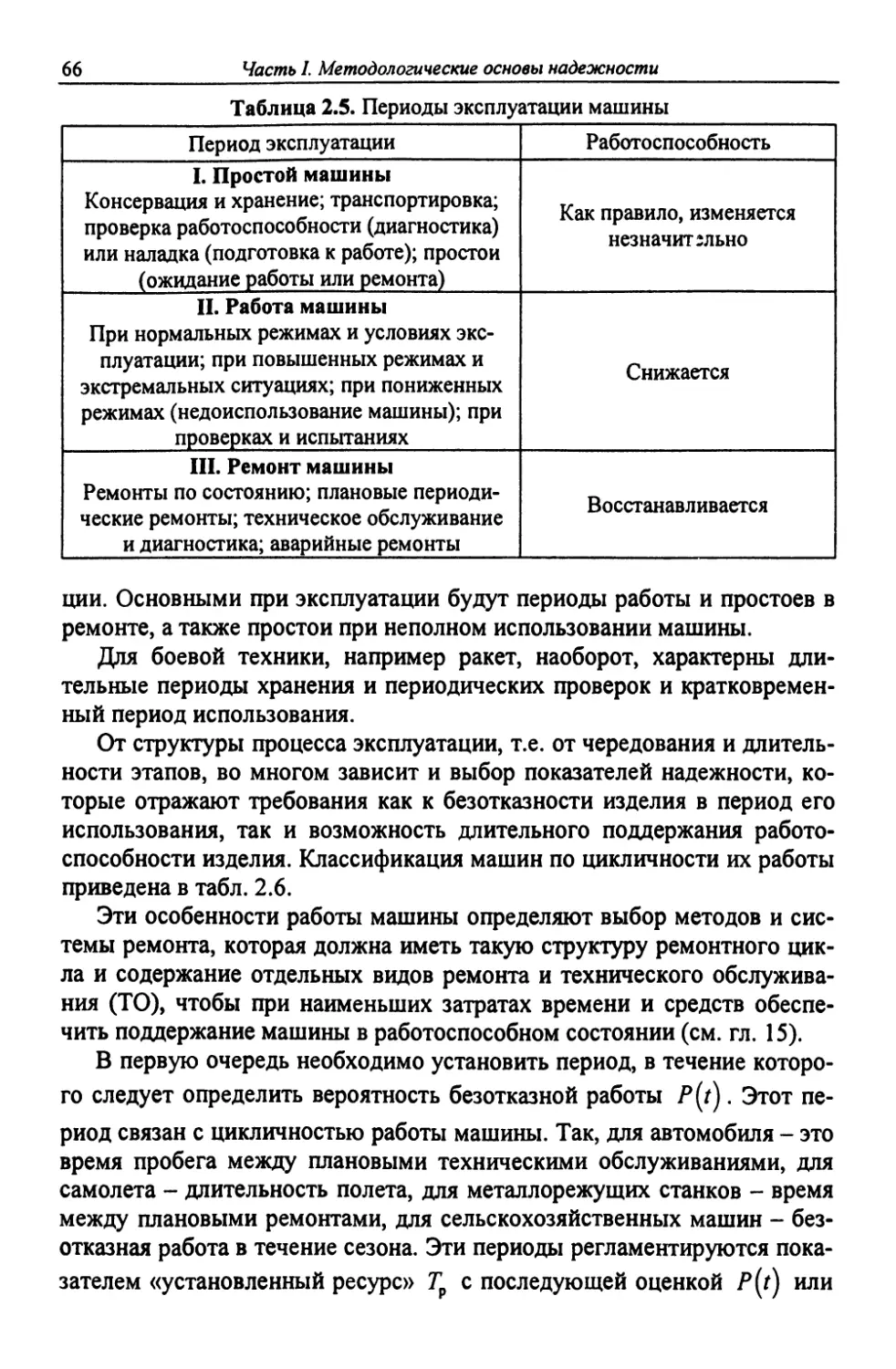













































































































































Автор: Проников А.С.
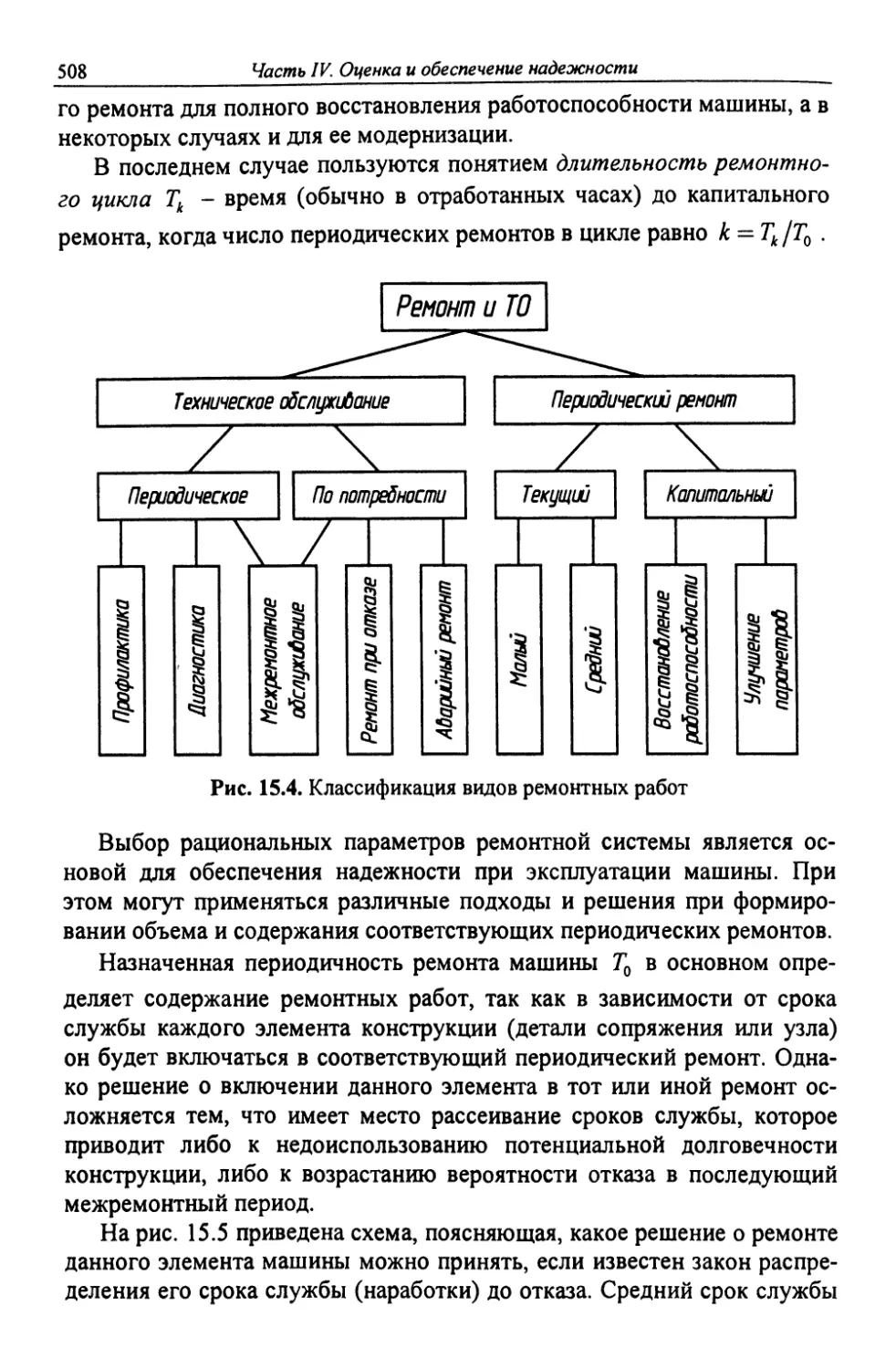
Теги: общее машиностроение технология машиностроения машиноведение машиностроение трибология надежность
ISBN: 5-7038-1996-2
Год: 2002




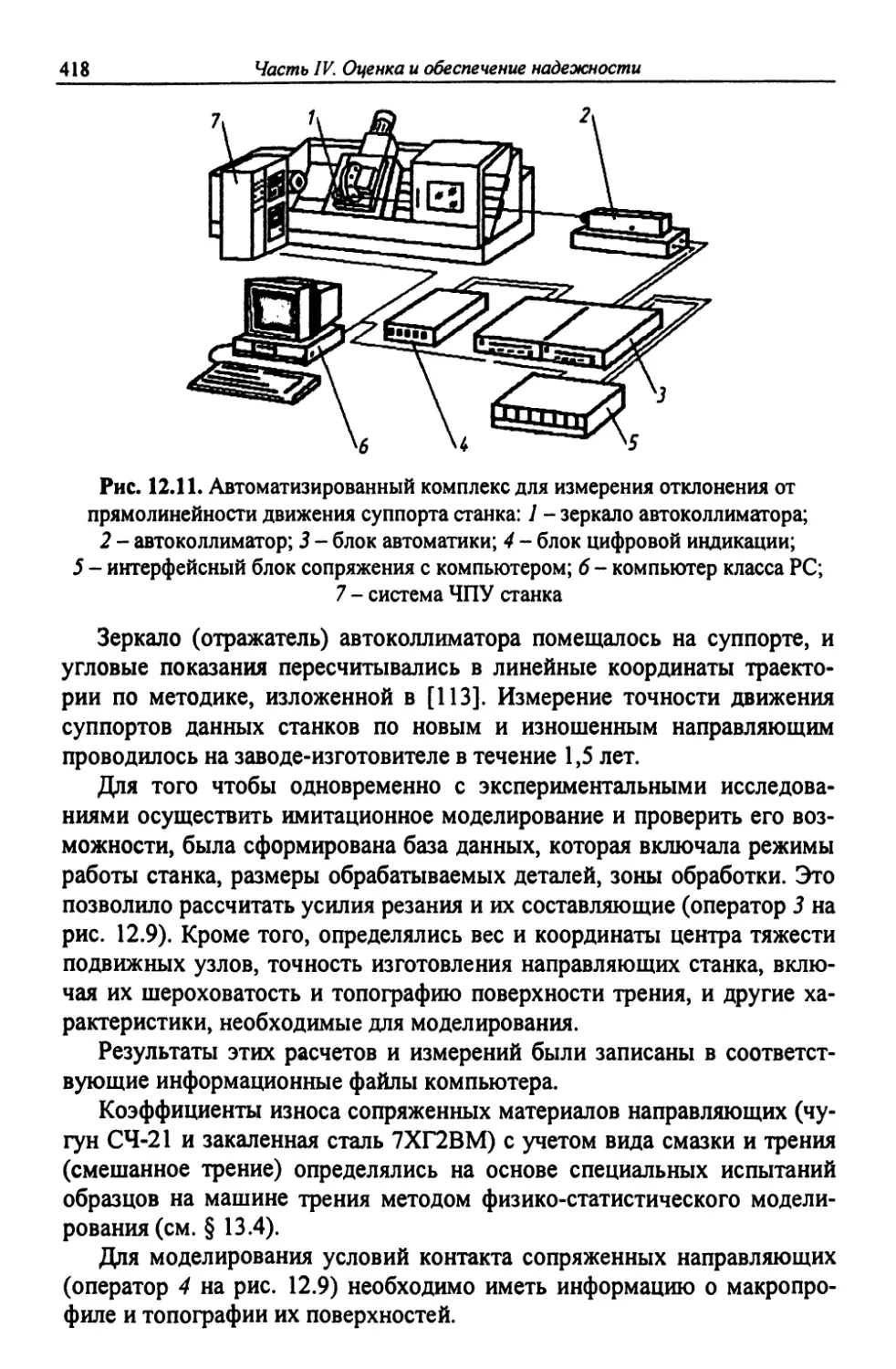
Текст
А,С.11рои«)з
Издательство МГГУ
имени Н.Э. Баумана
А. С. Проников
Параметрическая
НАДЕЖНОСТЬ
МАШИН
Москва
Издательство МГТУ имени Н.Э. Баумана
2002
УДК 621
ББК 34.41
П78
Рецензент член-корр. РАН, профессор [Гусенков ATL|
П78 А.С. Проников. Параметрическая надежность машин. - М.:
Изд-во МГТУ им. Н.Э. Баумана, 2002. - 560 с.: ил.
ISBN 5-7038-1996-2
Изложены методы прогнозирования, оценки и обеспечения парамет-
рической надежности машин на стадиях проектирования, изготовления,
испытания и эксплуатации, базирующиеся на предложенной автором
общей концепции проблемы и проведенных исследованиях и разработ-
ках.
Параметрическая надежность - основная характеристика качества и
конкурентоспособности современных машин, к выходным параметрам
которых предъявляются высокие требования. В основу методологиче-
ского подхода положена физико-вероятностная модель надежности, ко-
торая учитывает как физические закономерности процессов старения,
снижающих работоспособность машины, так и вероятностную природу
всех явлений.
Рассмотрены философия и методология проблемы надежности, тео-
рия формирования выходных параметров машины, закономерности про-
цессов старения и, в первую очередь, изнашивания, методы расчета и
прогнозирования параметрической надежности, управление надежно-
стью при производстве и эксплуатации машин.
Некоторые разделы книги вошли в курсы лекций, прочитанные авто-
ром в Ml ТУ им. Н.Э. Баумана
Книга предназначена для исследователей и разработчиков машин,
инженерно-технического персонала предприятий и исследовательских
институтов, а также для преподавателей и студентов технических уни-
верситетов и колледжей.
УДК 621
ББК 34.41
ISBN 5-7038-1996-2
© Проников А.С., 2002
© Издательство МГТУ
им. Н.Э. Баумана, 2002
ОГЛАВЛЕНИЕ
ВМЕСТО ПРЕДИСЛОВИЯ......................................... 7
Часть I. МЕТОДОЛОГИЧЕСКИЕ ОСНОВЫ НАДЕЖНОСТИ
ГЛАВА 1. ФИЛОСОФИЯ НАДЕЖНОСТИ
1.1. Проблема качества и надежности машинного парка. 10
1.2. Надежность машин и общечеловеческие проблемы... 16
1.3. Экономический аспект надежности................. 20
1.4. Предмет и методология надежности................ 25
1.5. Машина во взаимодействии с окружающей средой... 30
ГЛАВА 2. ПОКАЗАТЕЛИ НАДЕЖНОСТИ
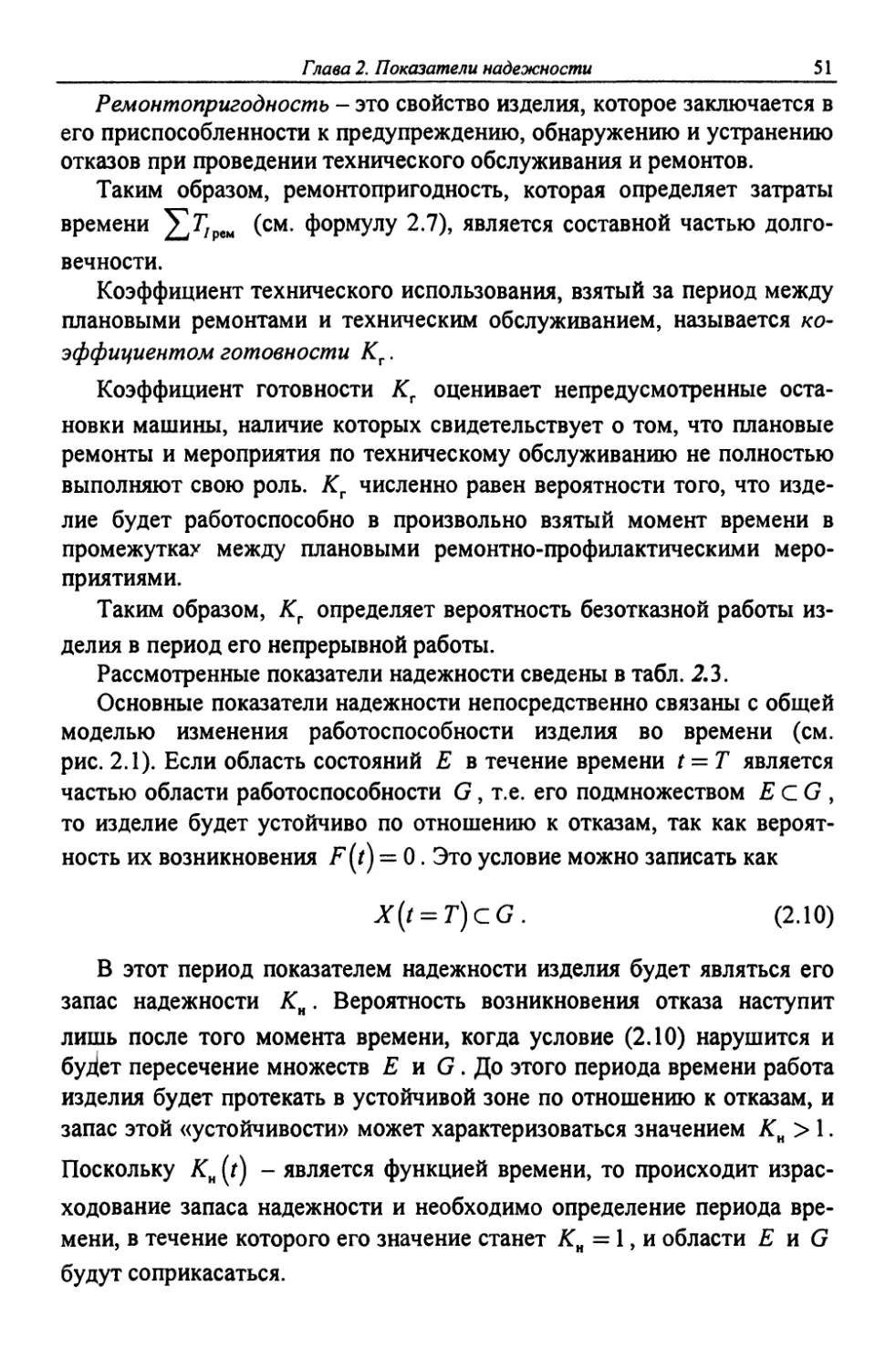
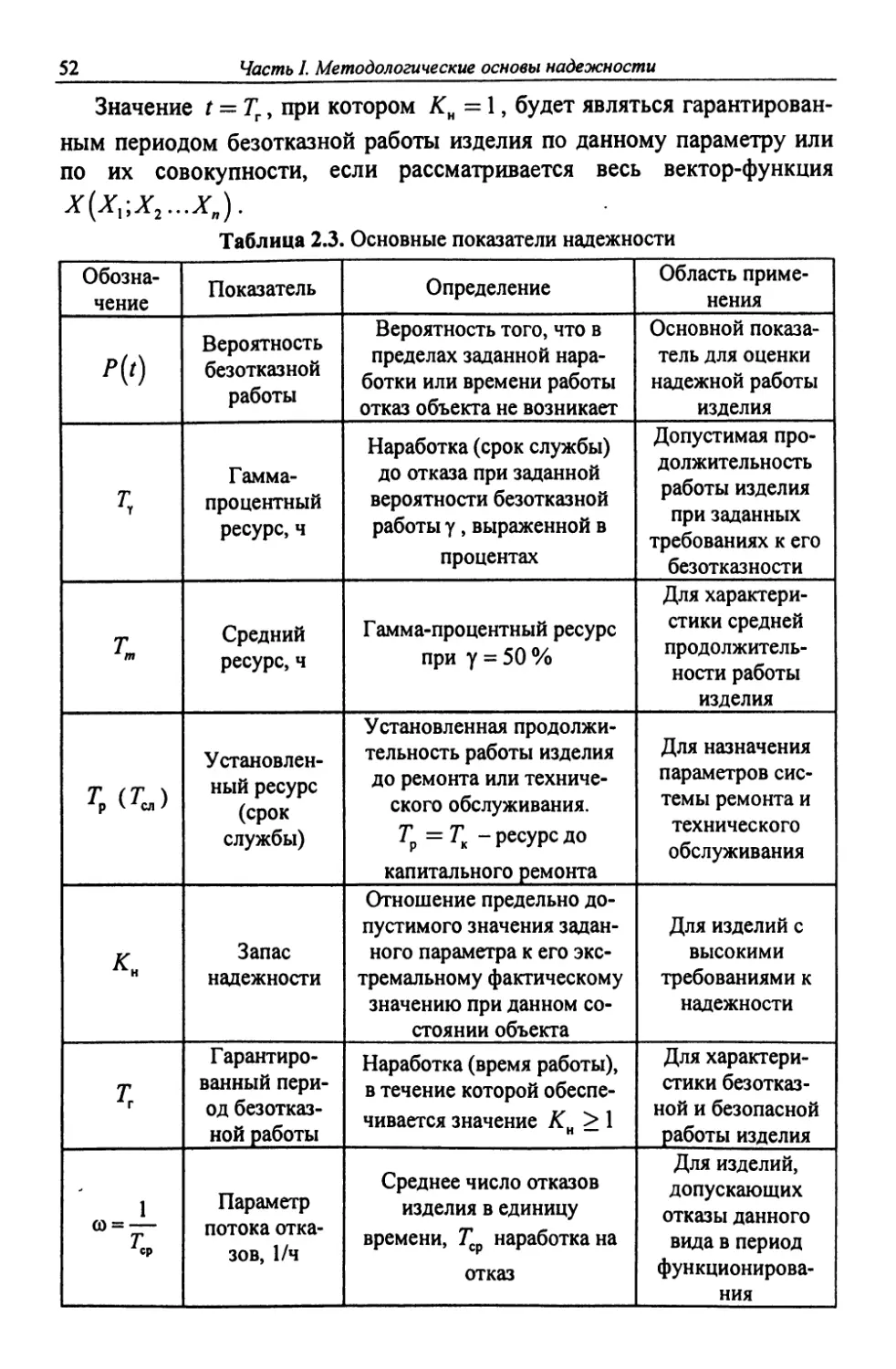
2.1. Основные понятия и определения.................. 37
2.2. Показатели для оценки безотказности изделия.... 41
2.3. Показатели для оценки долговечности машины..... 46
2.4. Классификация отказов........................... 58
2.5. Нормирование показателей надежности............. 62
ГЛАВА 3. ВЫХОДНЫЕ ПАРАМЕТРЫ МАШИН
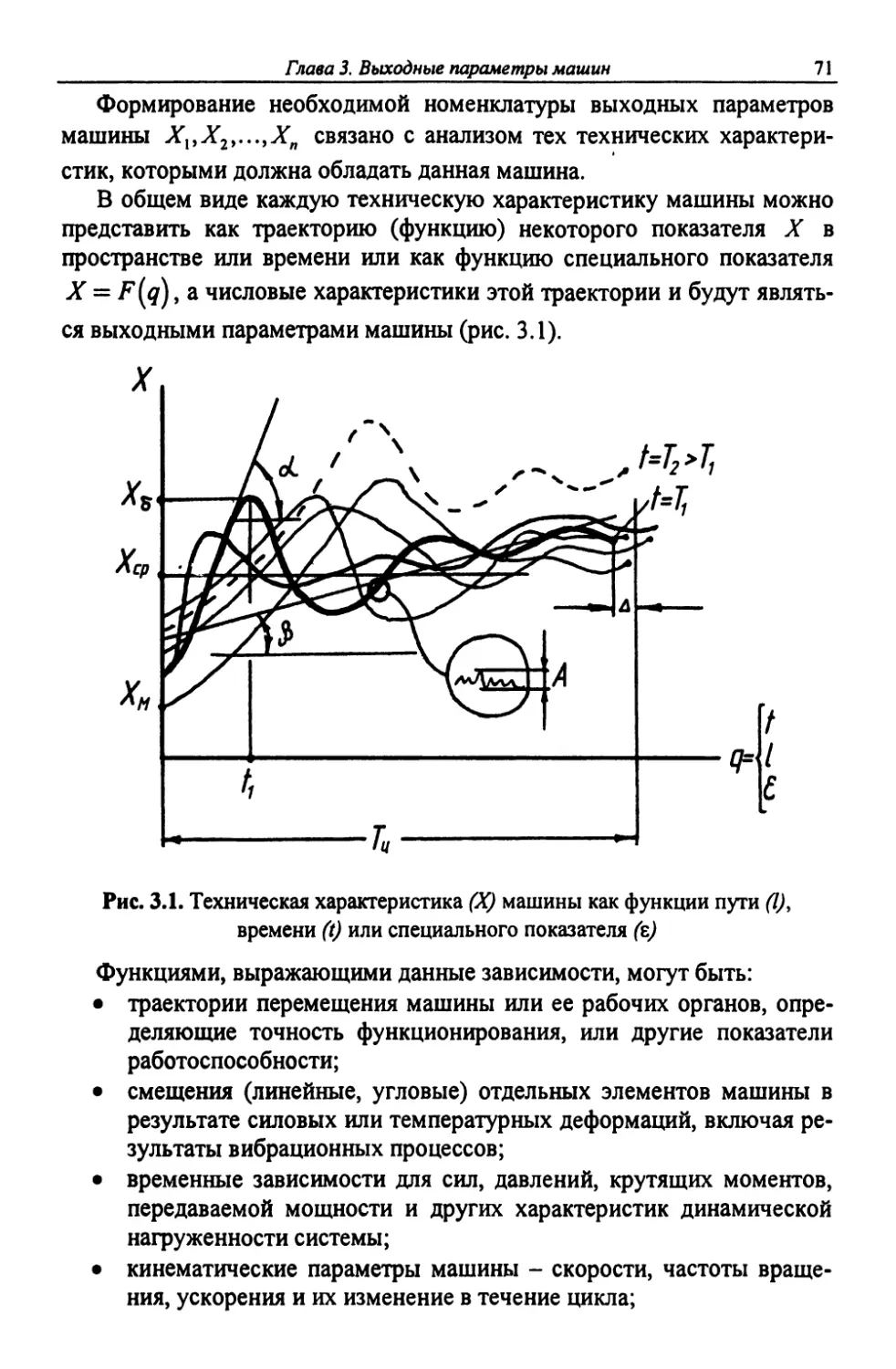
3.1. Выходные параметры машины как характеристики ее
технического уровня............................ 69
3.2. Показатели макроотклонений технических характери-
стик .......................................... 75
3.3. Параметры, оценивающие микроотклонения техниче-
ских характеристик машины...................... 86
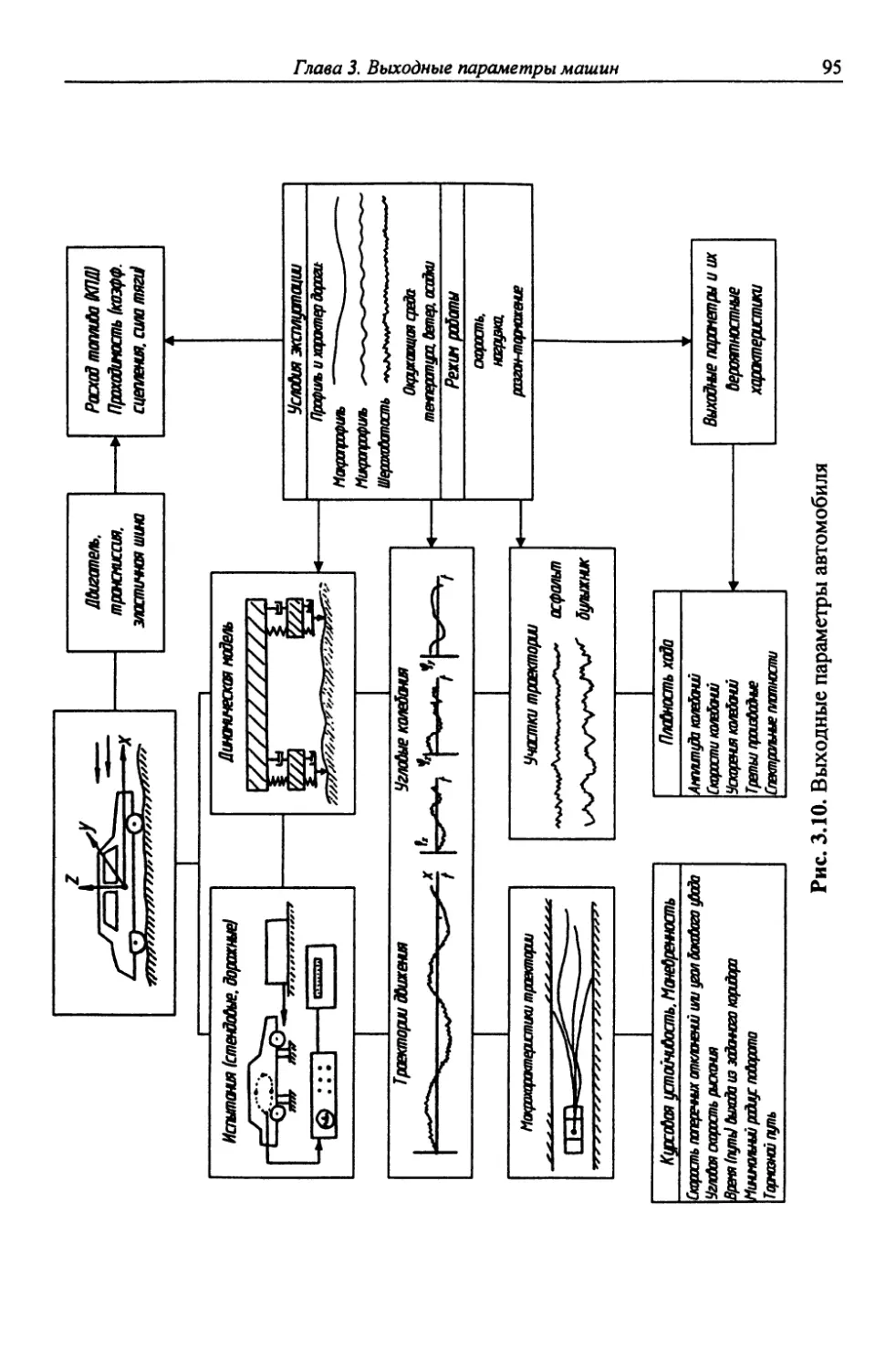
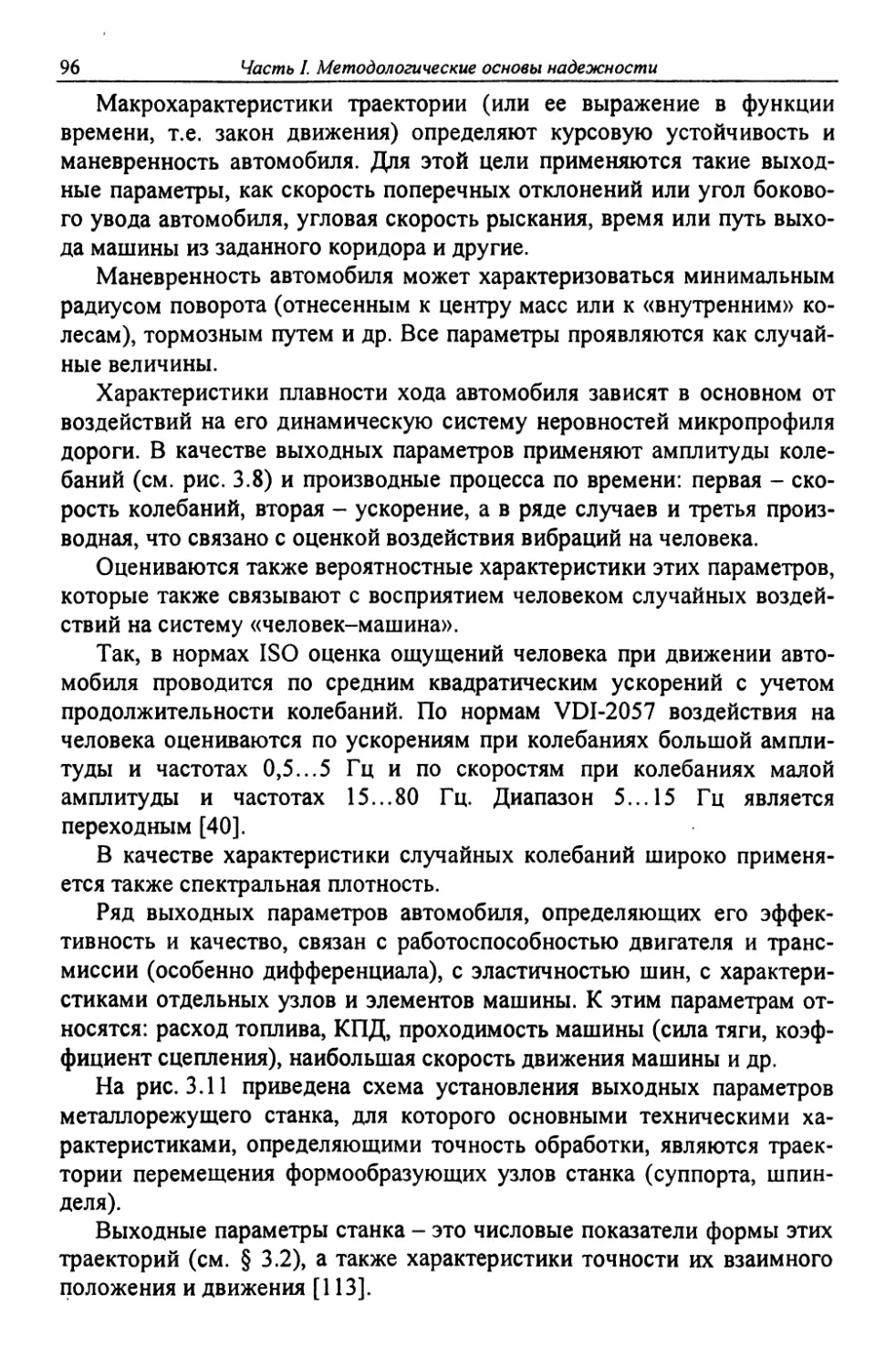
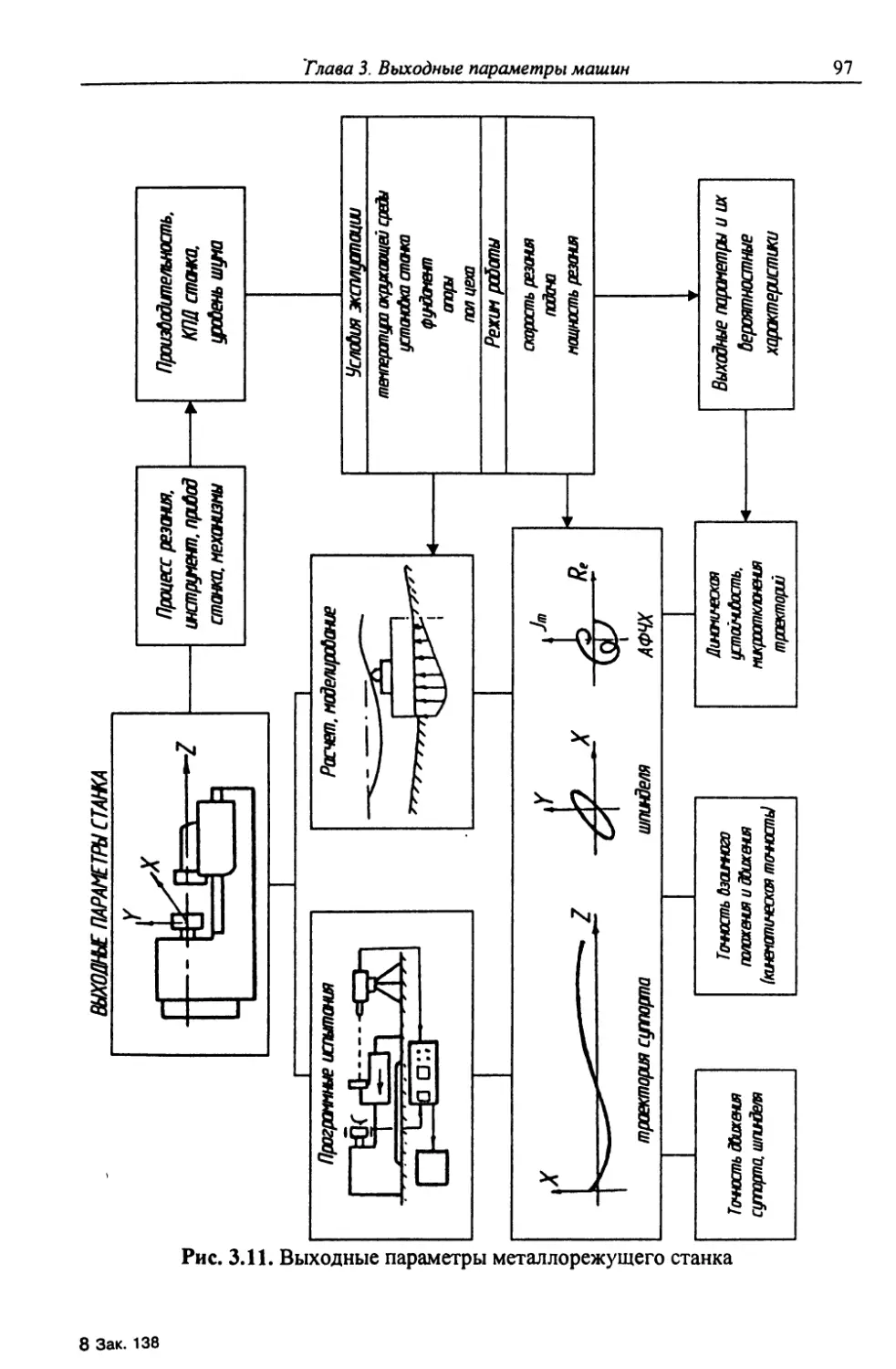
3.4. Анализ выходных параметров машины............... 93
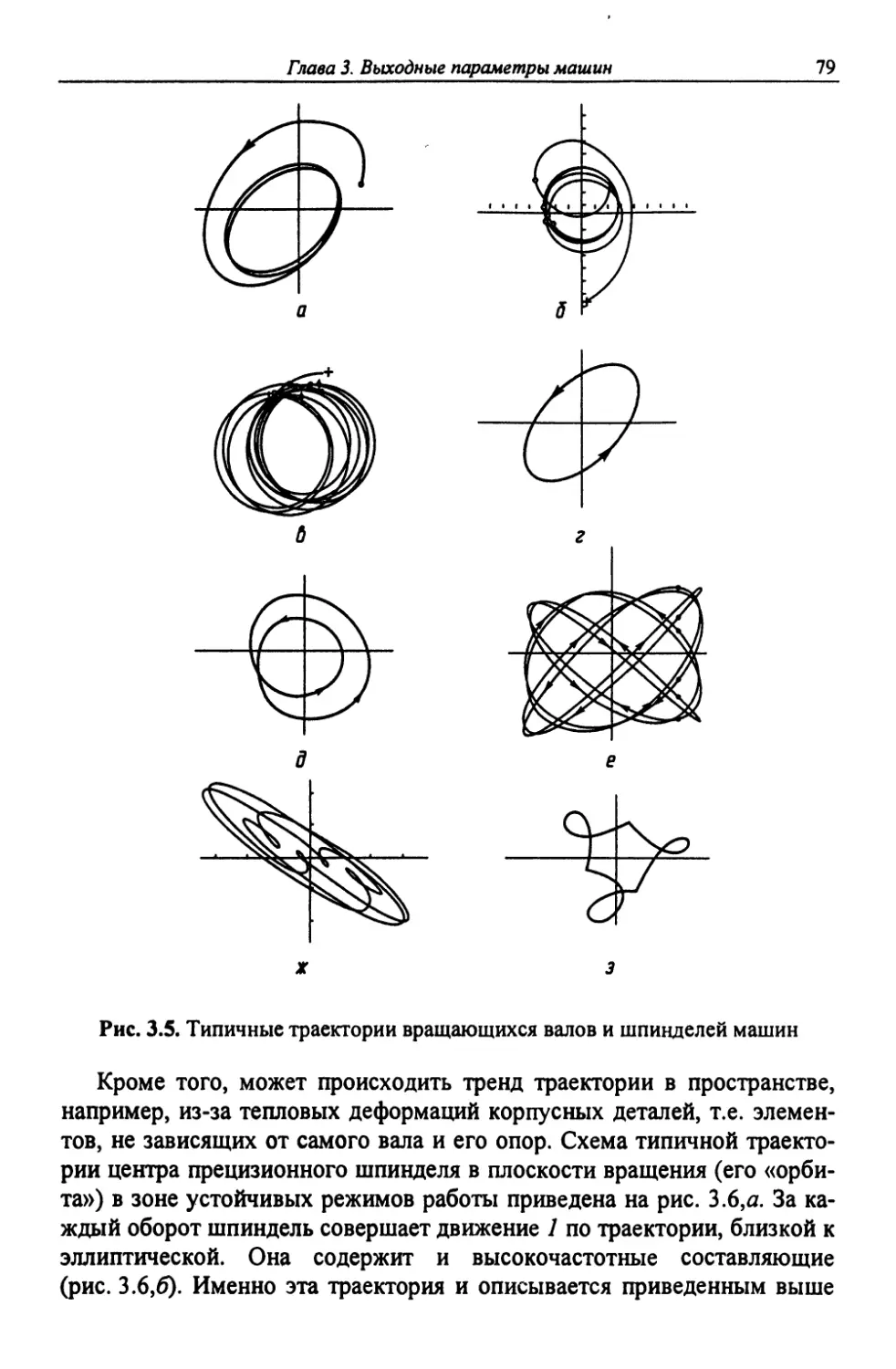
3.5. Формирование областей состояний и оценка начально-
го уровня надежности машины................... 102
ГЛАВА 4. НАДЕЖНОСТЬ СЛОЖНЫХ СИСТЕМ
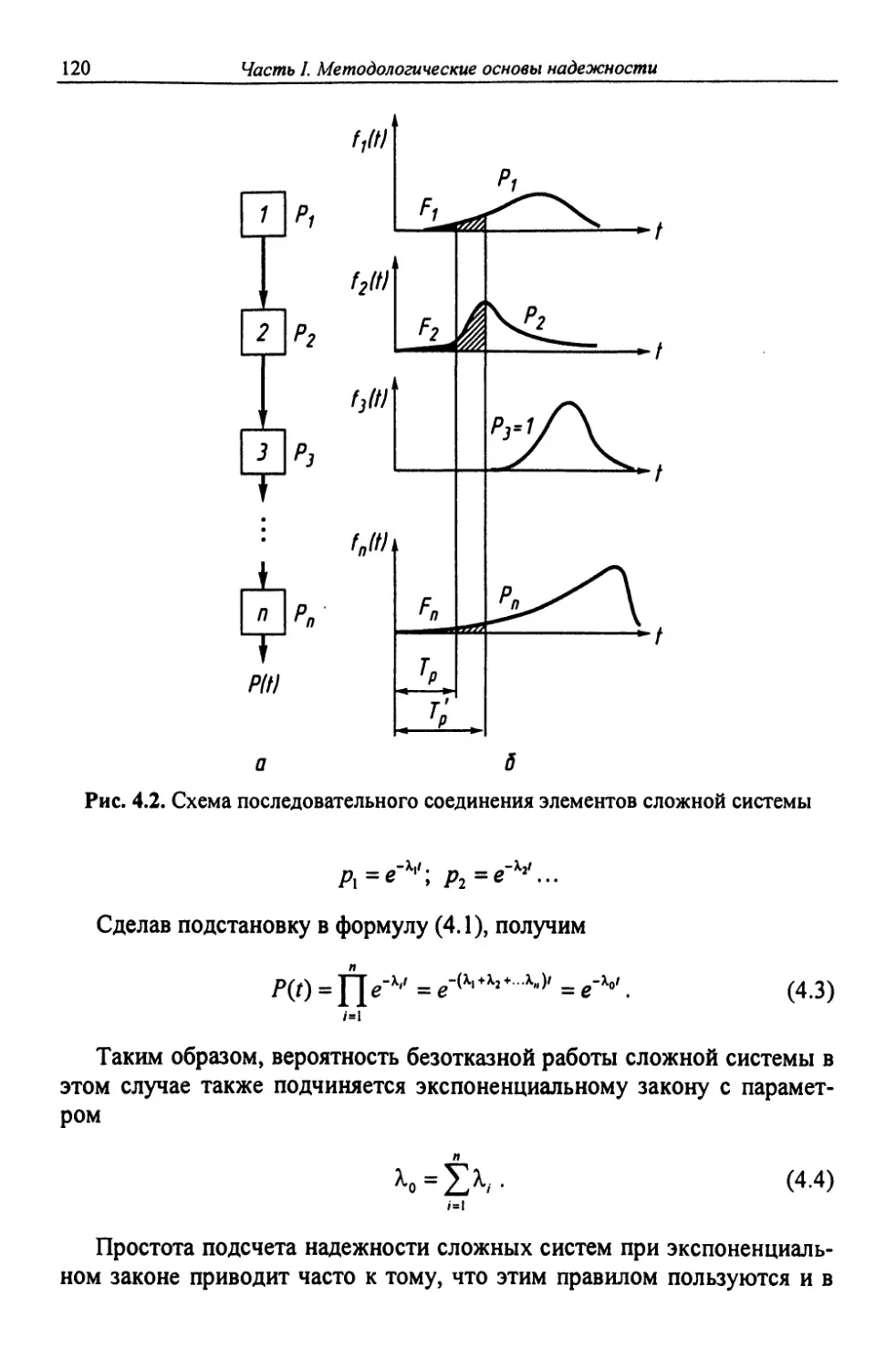
4.1. Сложная система и ее характеристики............ 115
4.2. Надежность расчлененных систем................. 119
4.3. Модели для оценки надежности связанных систем.. 128
4.4. Специфика оценки надежности сложных комбиниро-
ванных систем................................. 138
4.5. Источники информации о надежности машин........ 144
РЕЗЮМЕ ............................................... 148
Часть II. МОДЕЛИ ОТКАЗОВ
ГЛАВА 5. СТАТИСТИЧЕСКИЕ МОДЕЛИ ОТКАЗОВ
5.1. Анализ статистической информации о надежности
изделия....................................... 150
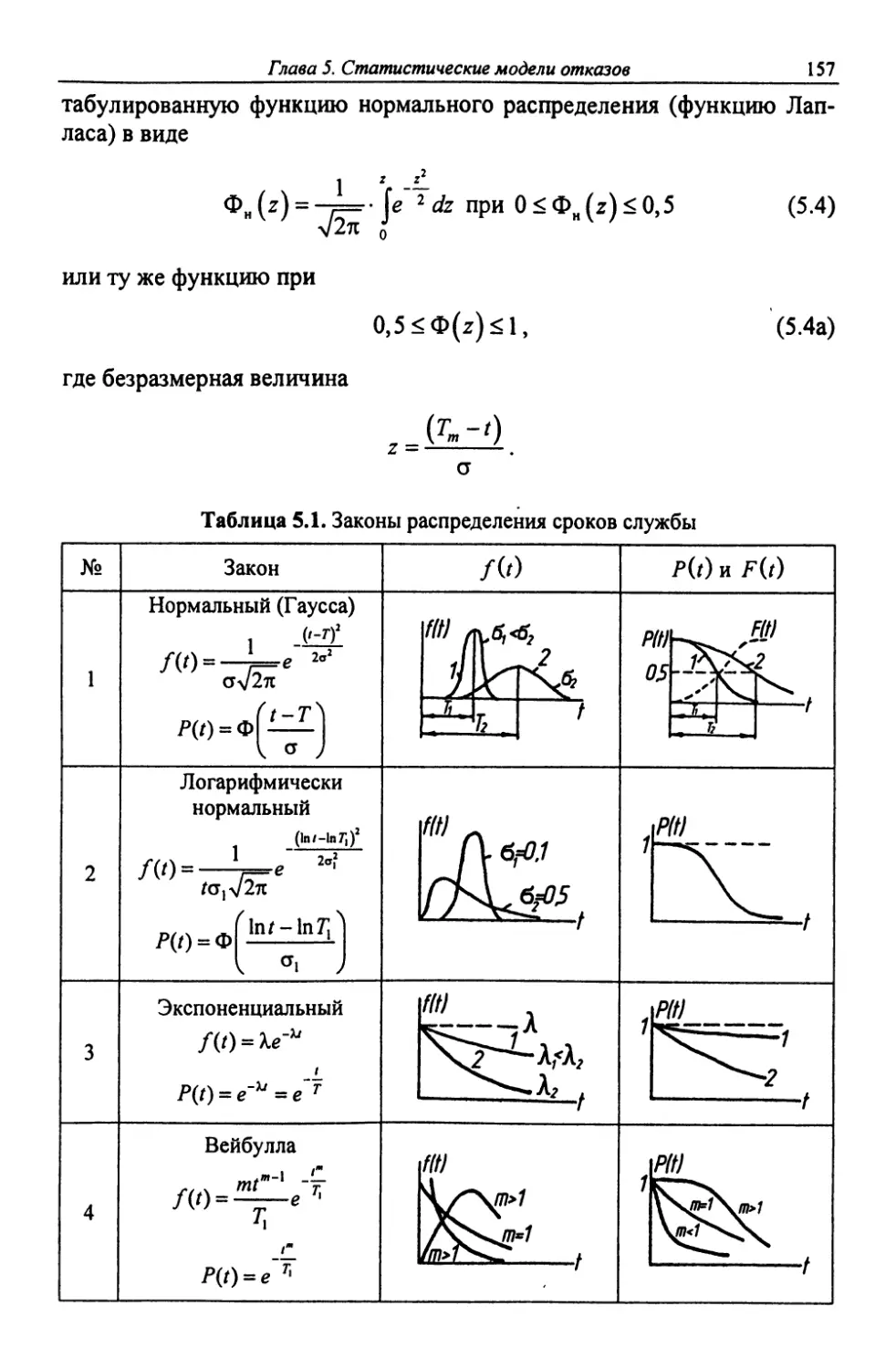
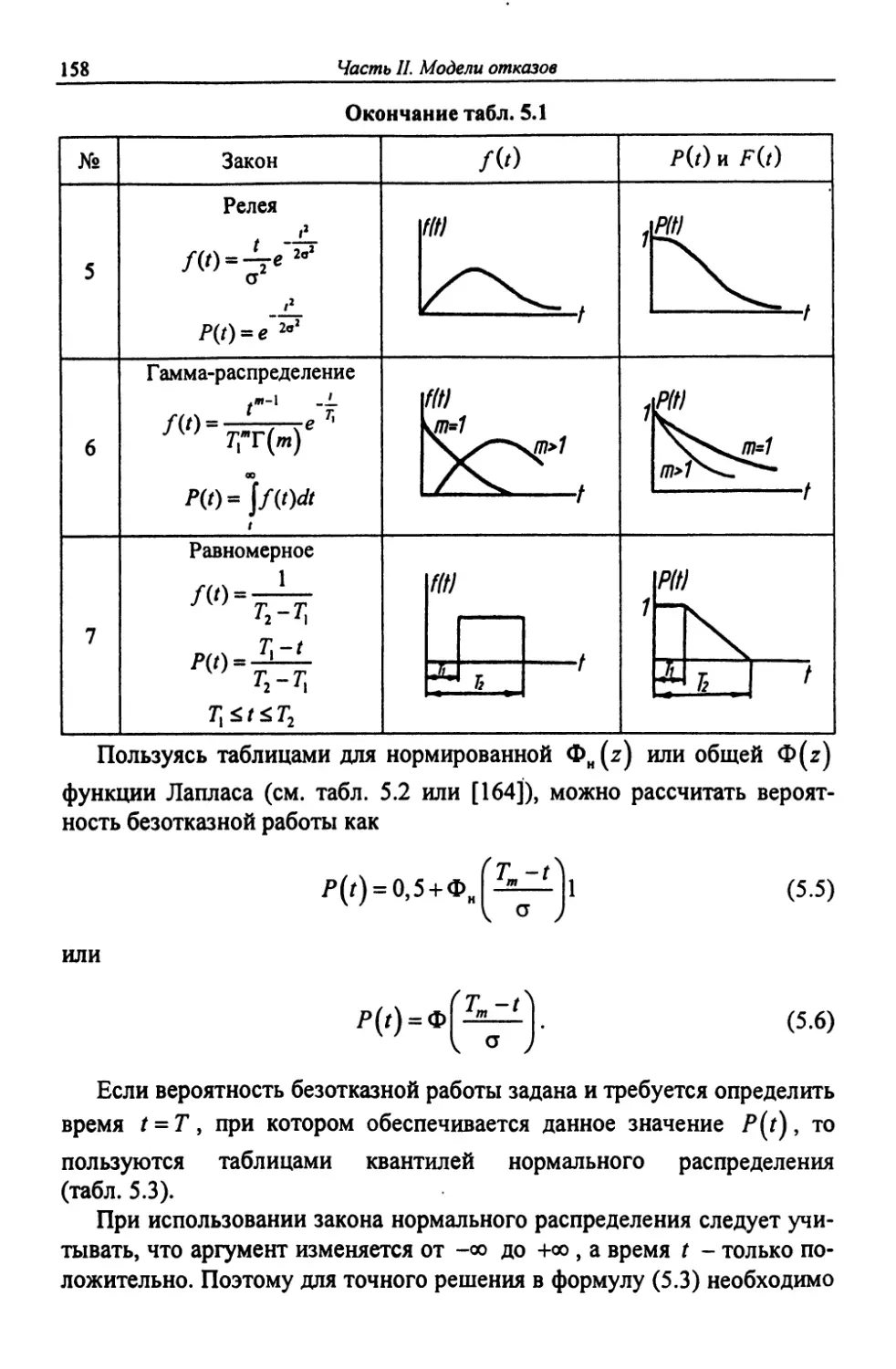
5.2. Основные законы распределения сроков службы до
отказа........................................ 156
4
Оглавление
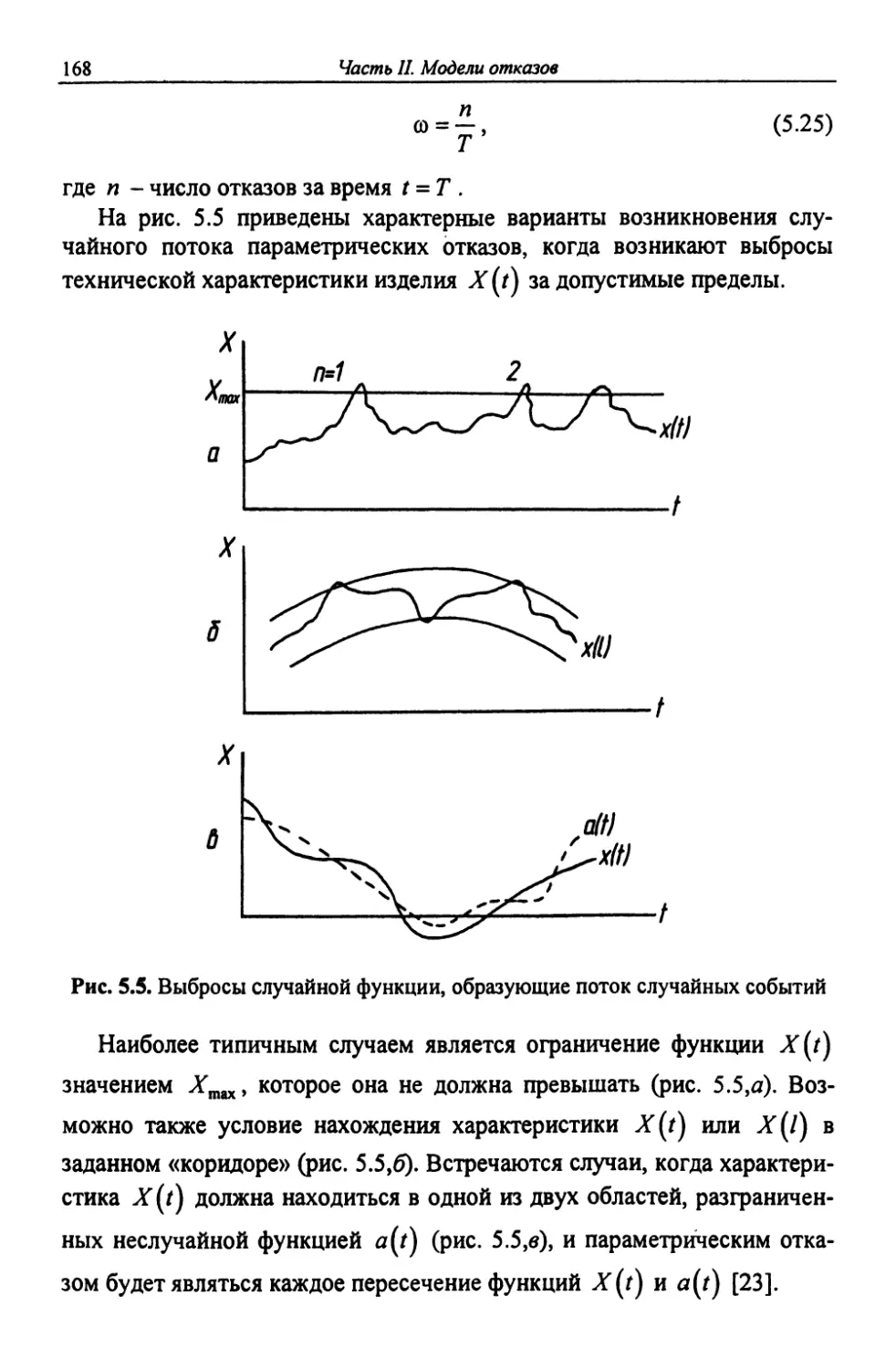
5.3. Случайные потоки отказов.................. 164
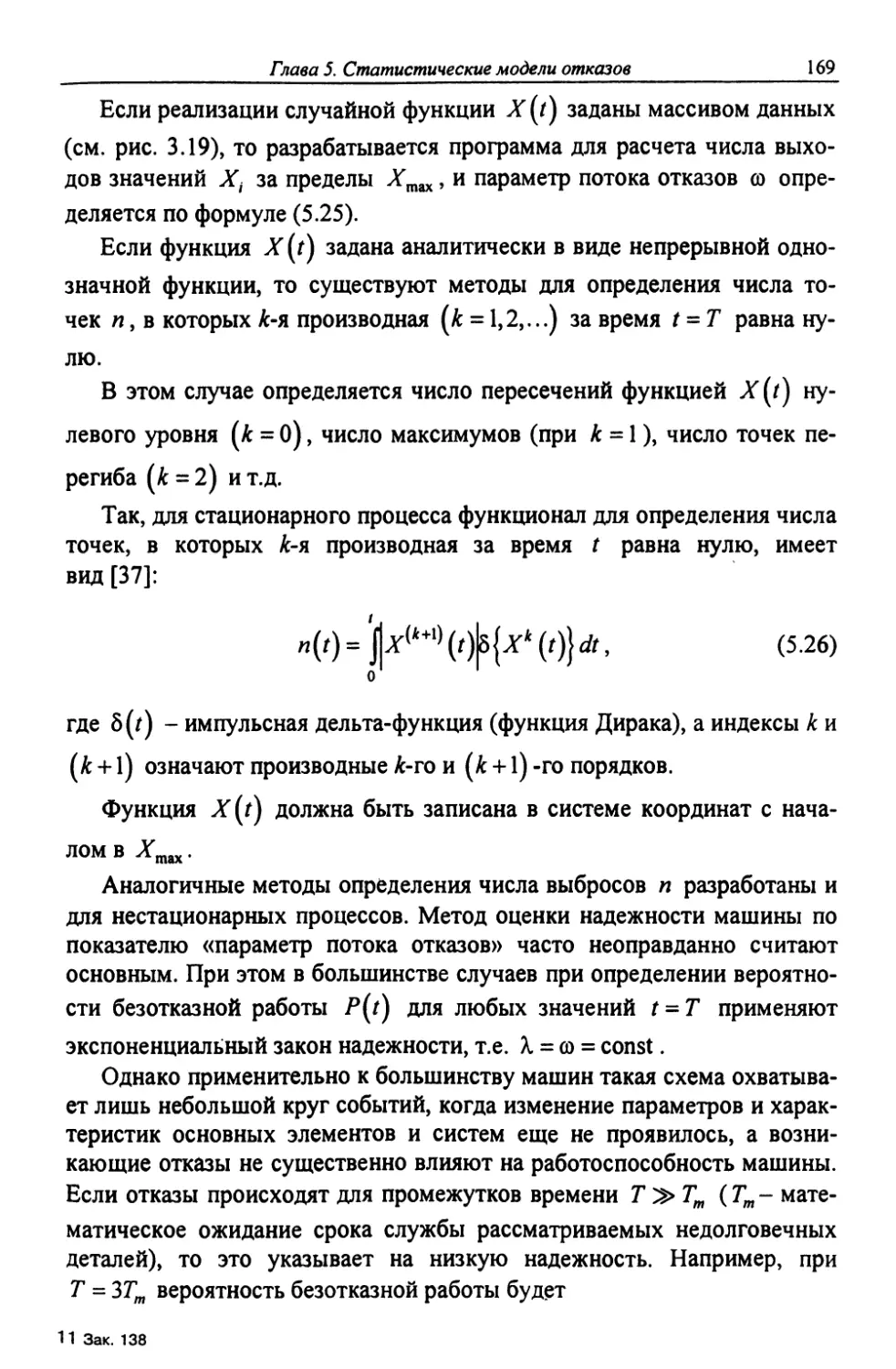
5.4. Модели внезапных отказов.................. 170
5.5. Область применения экспоненциального закона
надежности..................................... 176
ГЛАВА 6. МОДЕЛИРОВАНИЕ ПРОЦЕССОВ СТАРЕ-
НИЯ
6.1. Анализ закономерностей, описывающих изменения
свойств и состояния материалов изделия......... 181
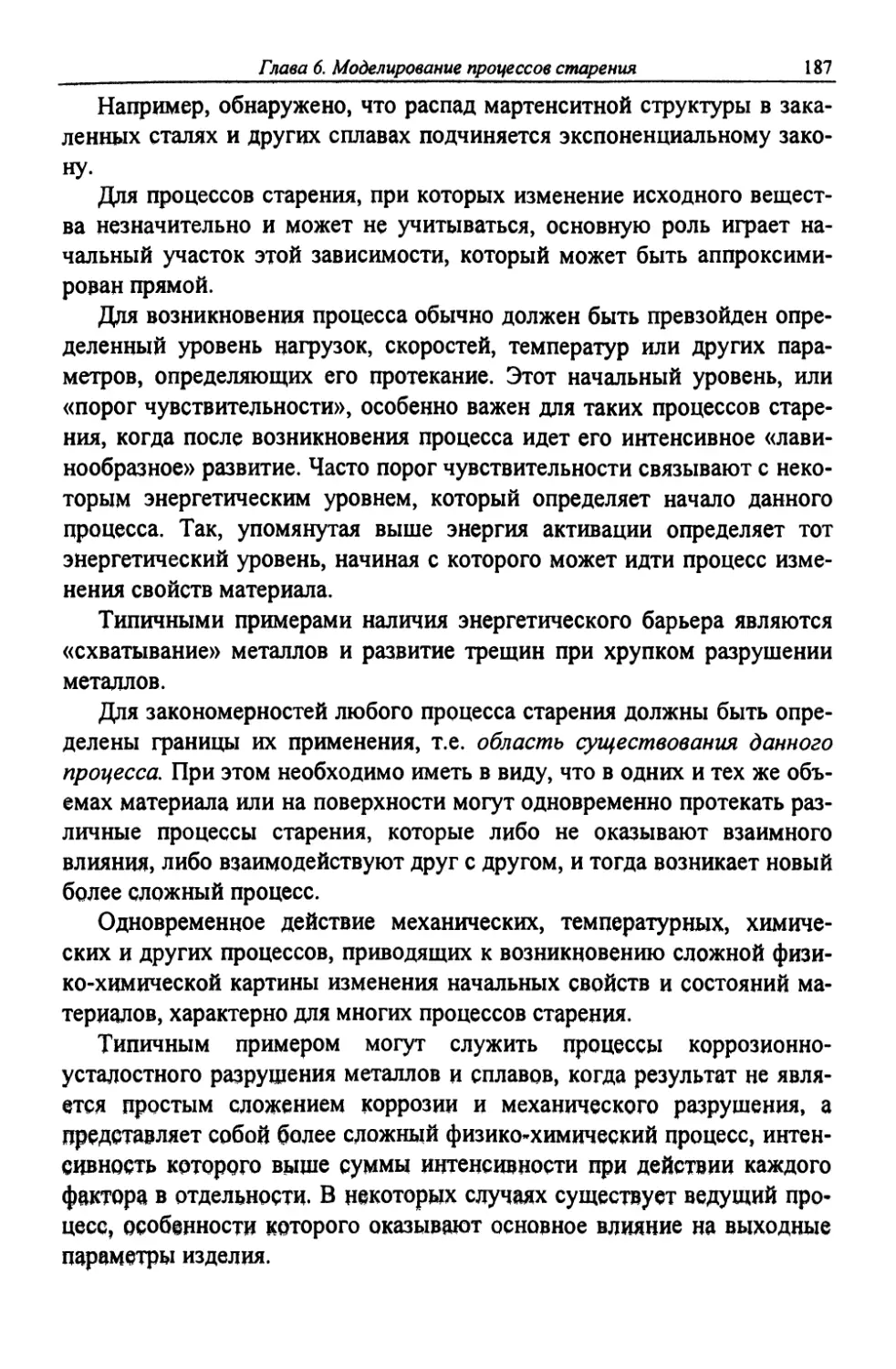
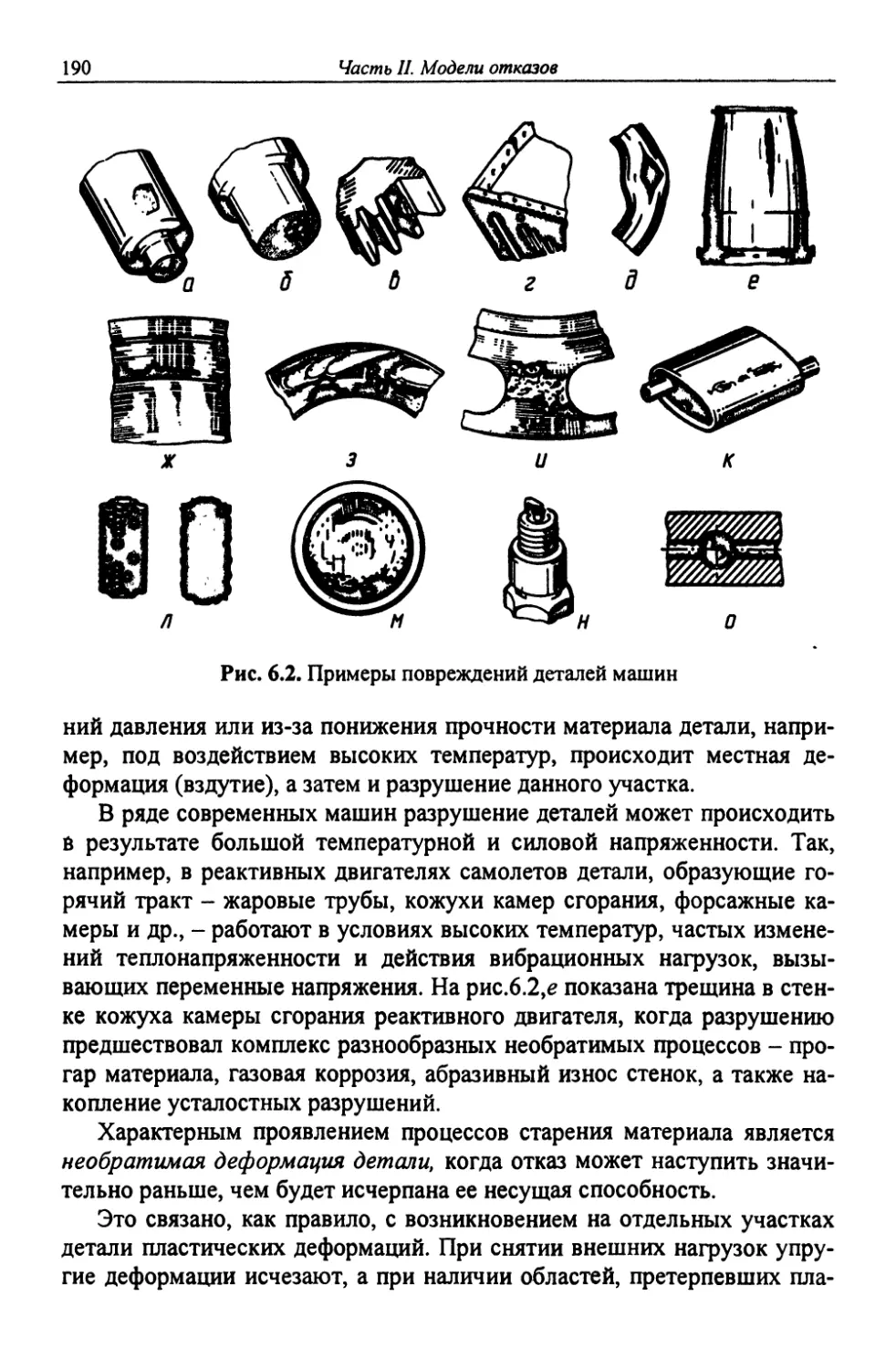
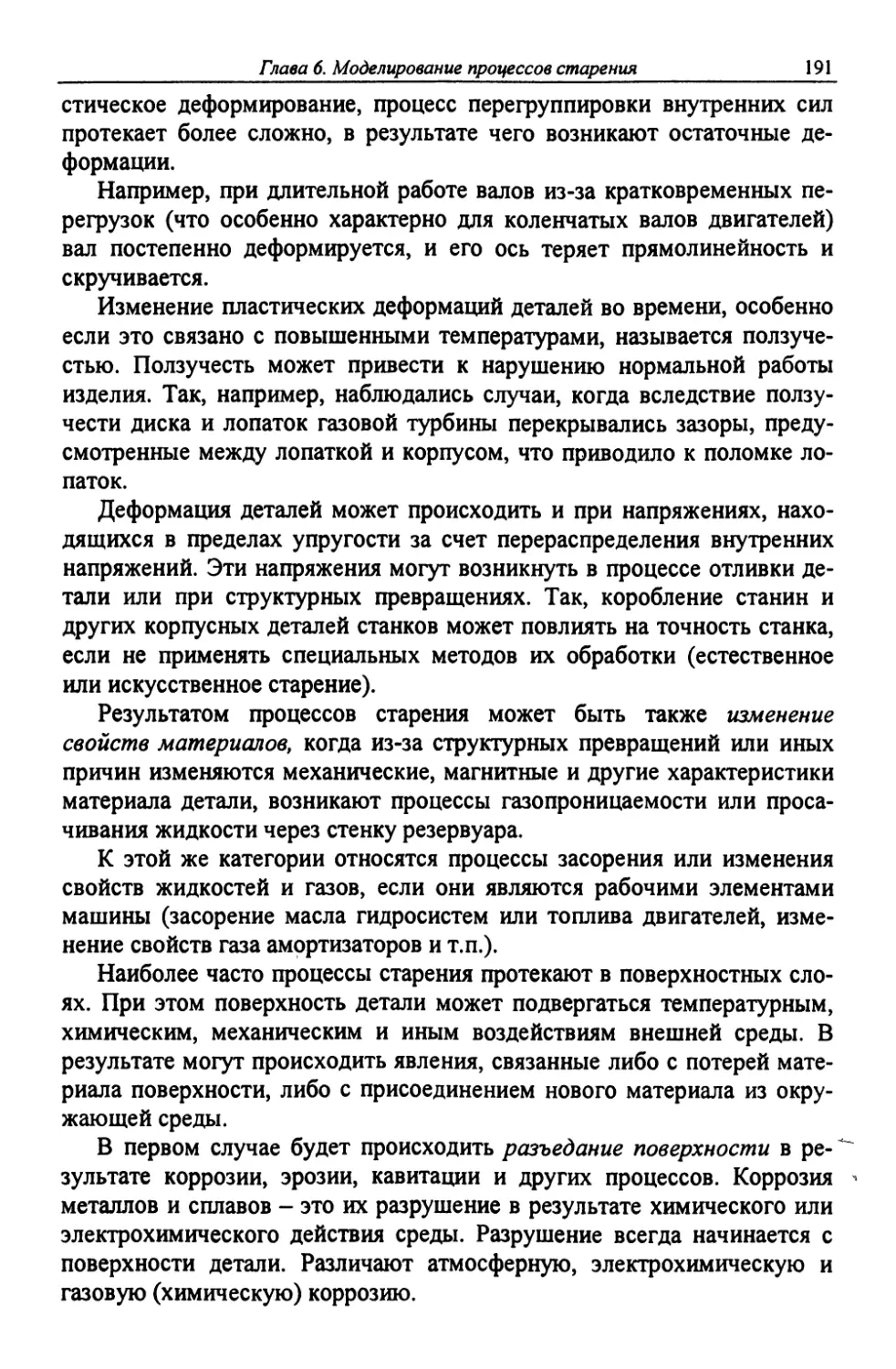
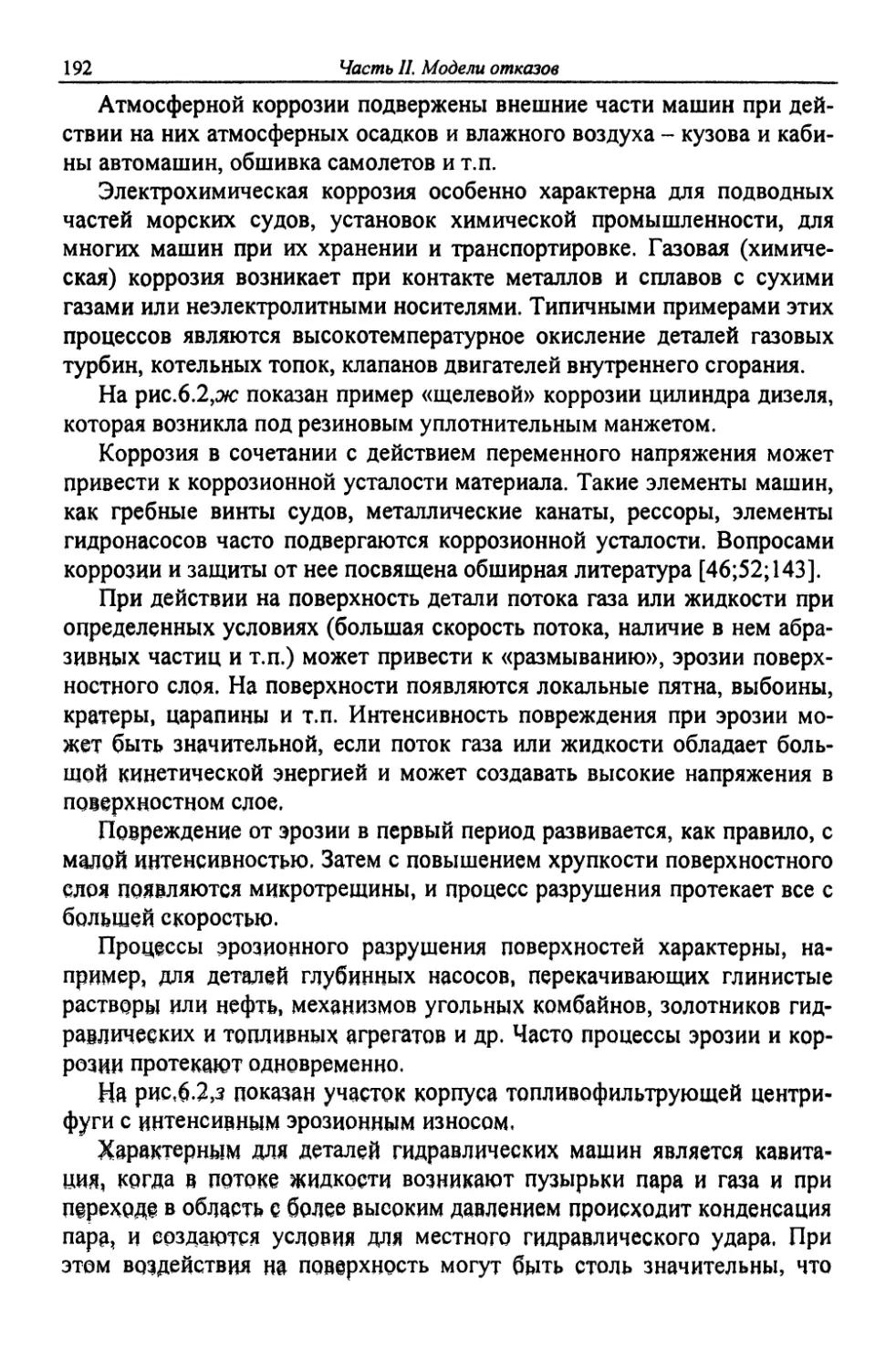
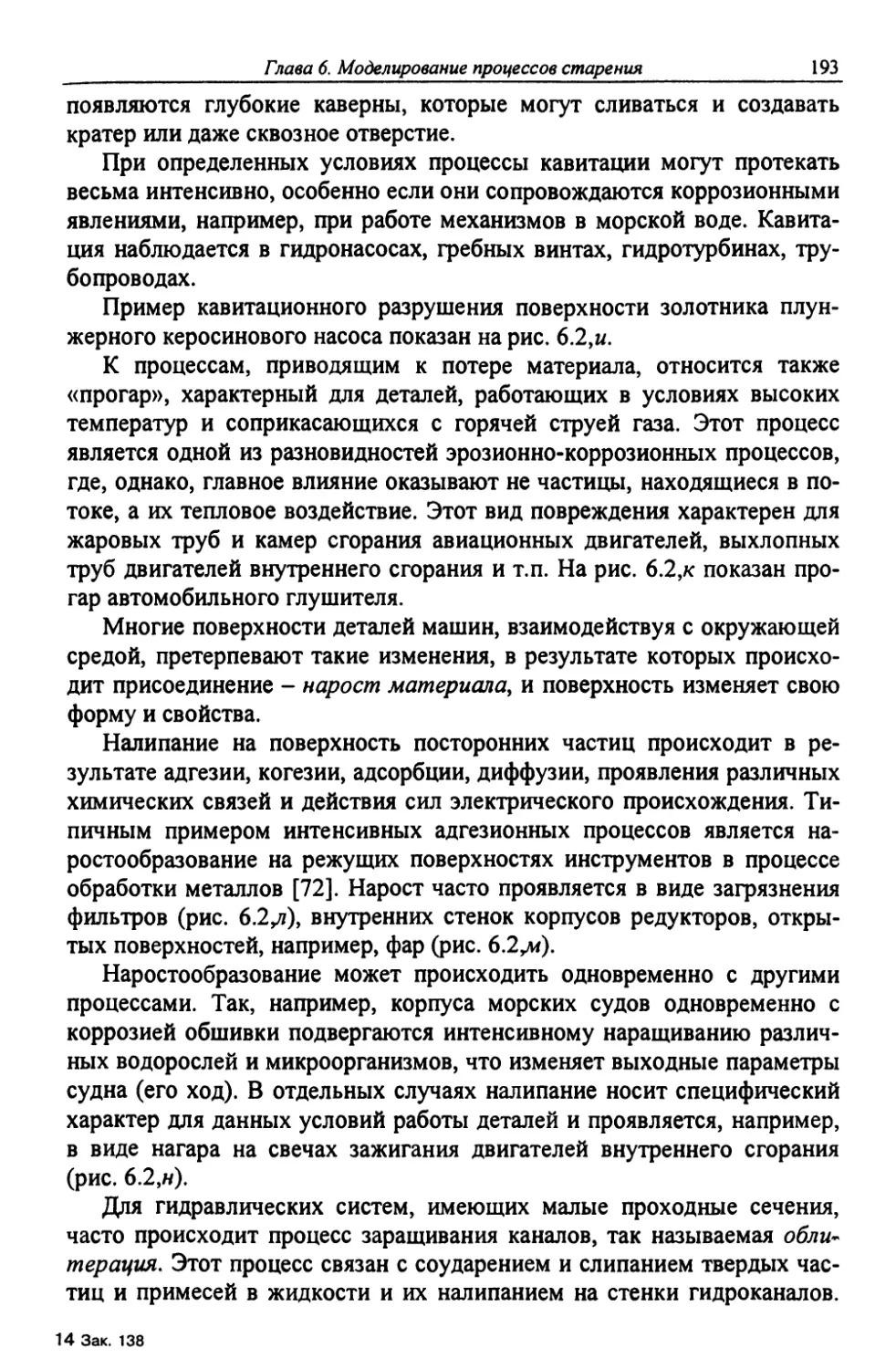
6.2. Классификация процессов старения.......... 188
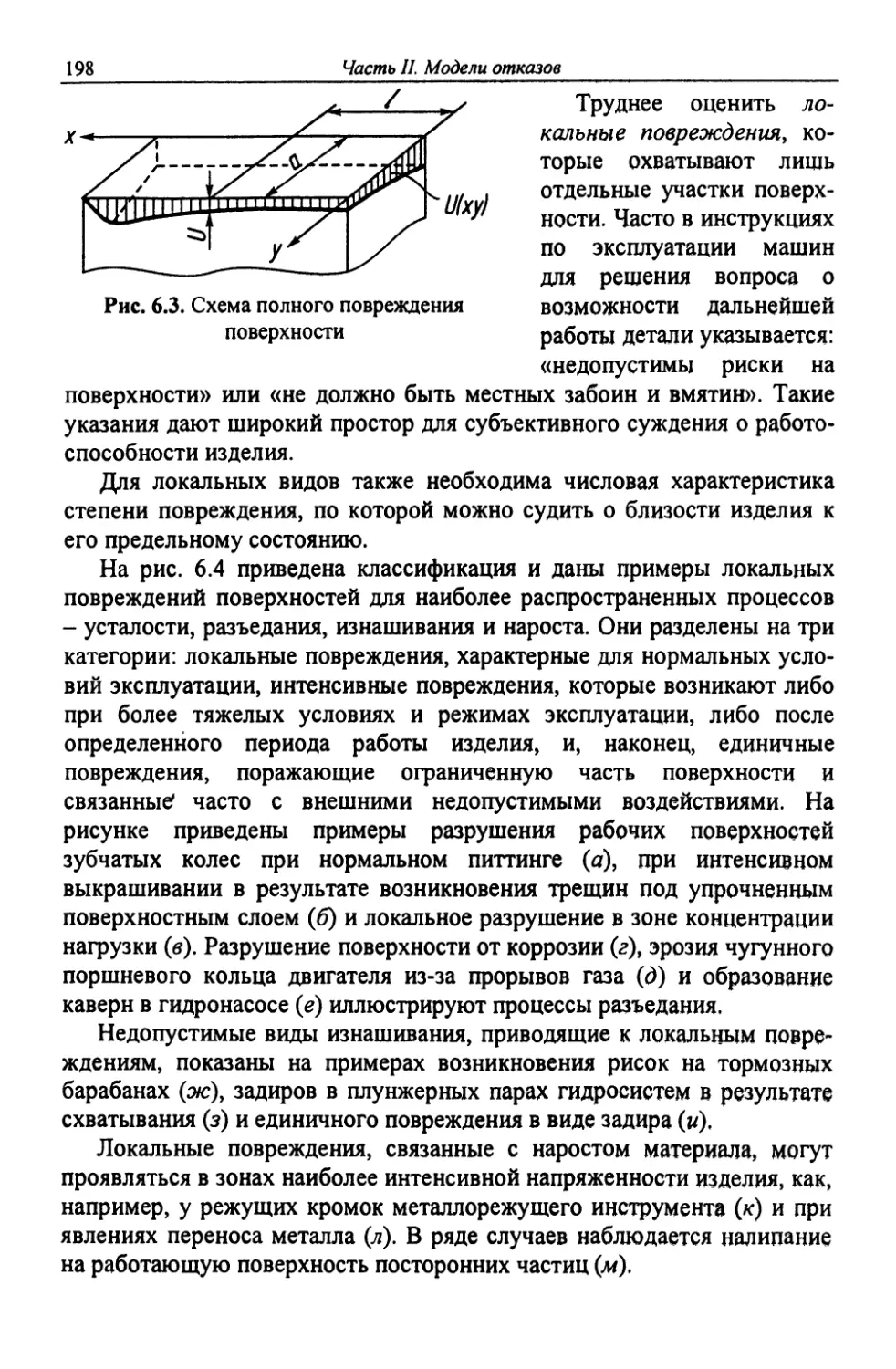
6.3. Связь степени повреждения материала с выходными
параметрами изделия............................ 196
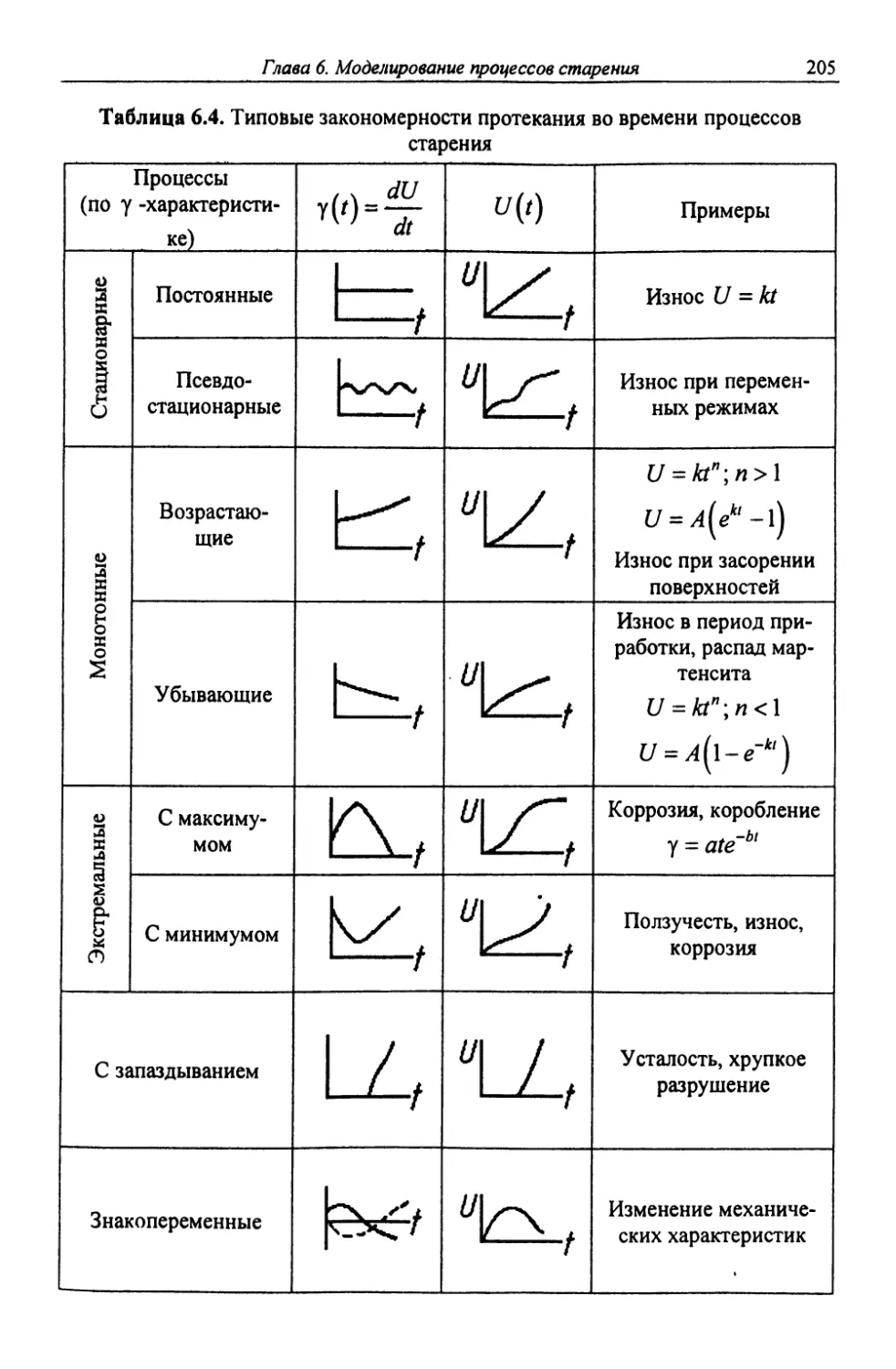
6.4. Типовые закономерности протекания во времени
процессов старения............................. 204
6.5. Стохастическая природа процессов старения. 209
ГЛАВА 7. ФИЗИКО-ВЕРОЯТНОСТНЫЕ МОДЕЛИ ОТ-
КАЗОВ
7.1. Схема формирования параметрического отказа. 216
7.2. Линейная модель параметрического отказа... 221
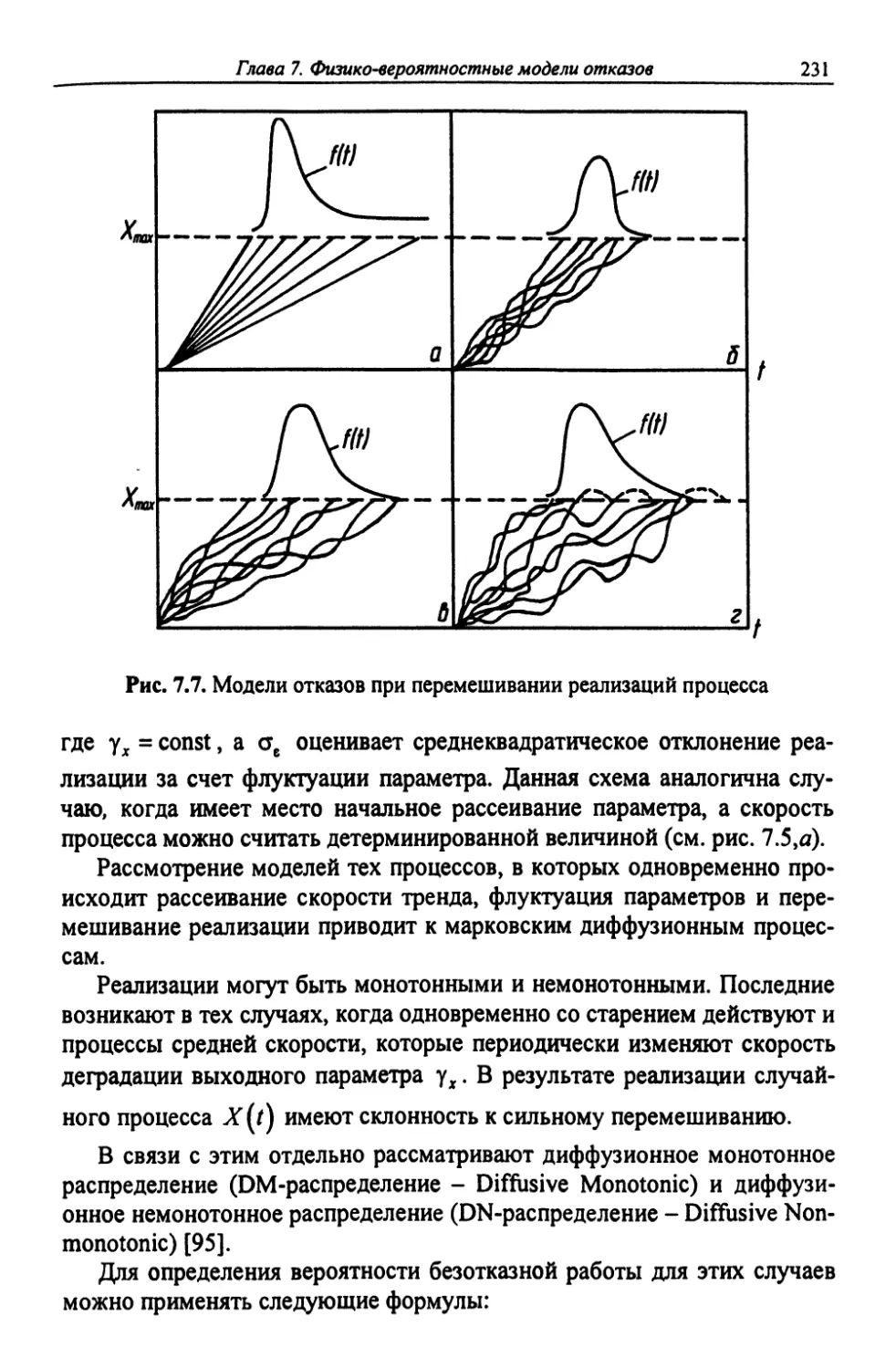
7.3. Модели с учетом флуктуации параметра...... 229
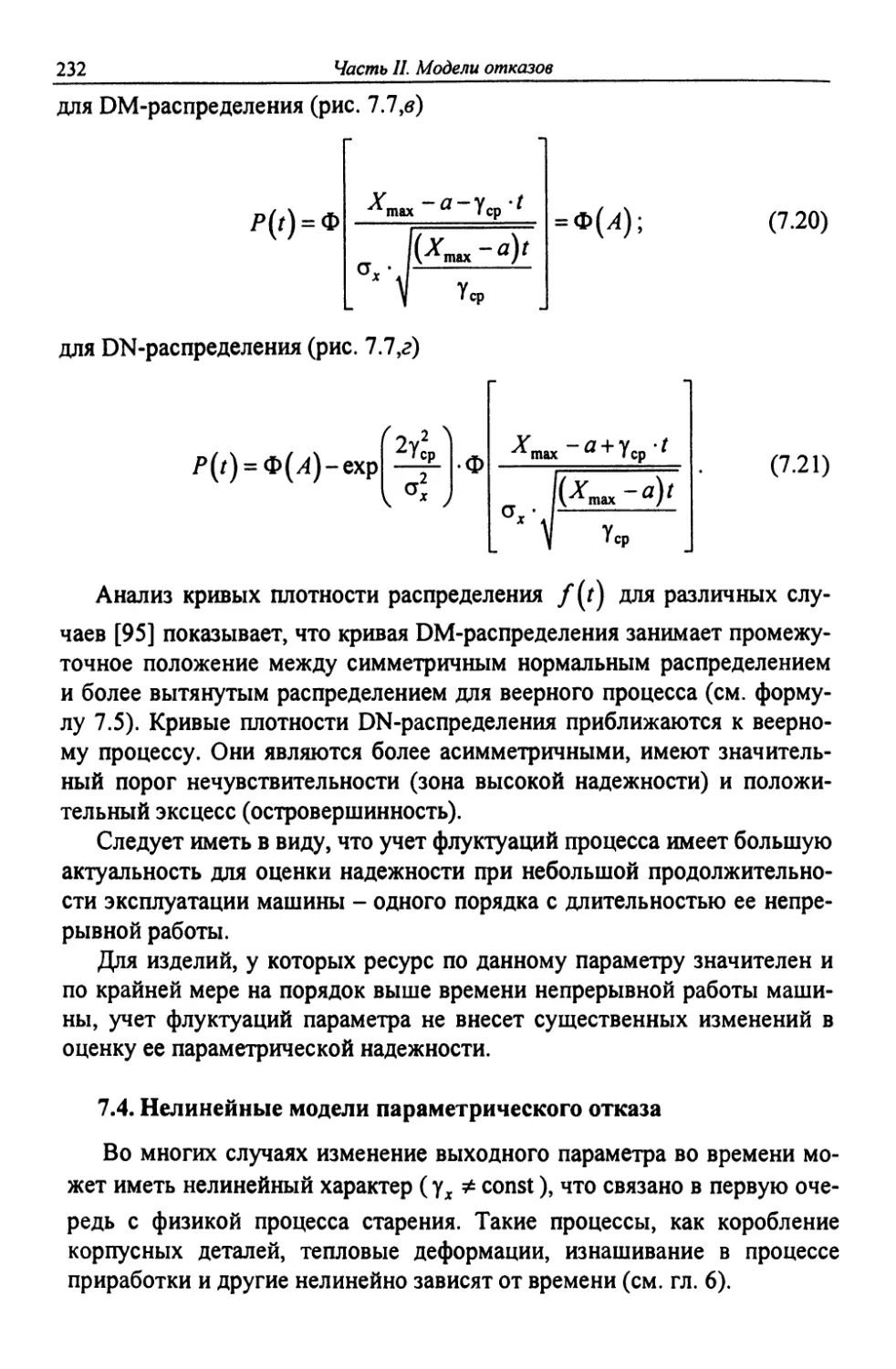
7.4. Нелинейные модели параметрического отказа.. 232
7.5. Одновременное проявление постепенных и внезапных
отказов........................................ 239
РЕЗЮМЕ ........................................... 242
Часть III. ИЗНОС И НАДЕЖНОСТЬ МАШИН
ГЛАВА 8. ПОВЕРХНОСТНЫЕ ЯВЛЕНИЯ И ПРОЦЕС-
СЫ ИЗНАШИВАНИЯ
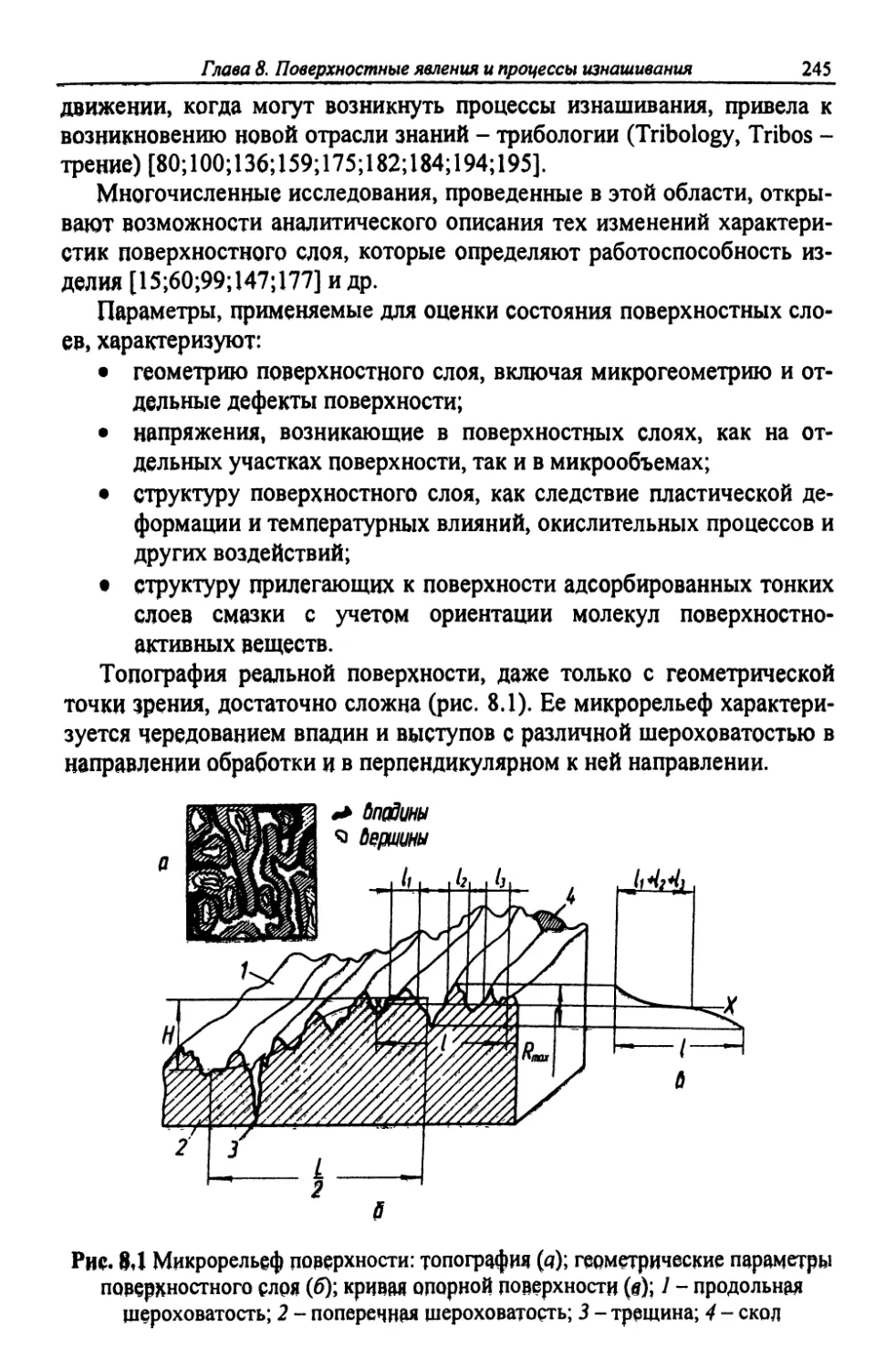
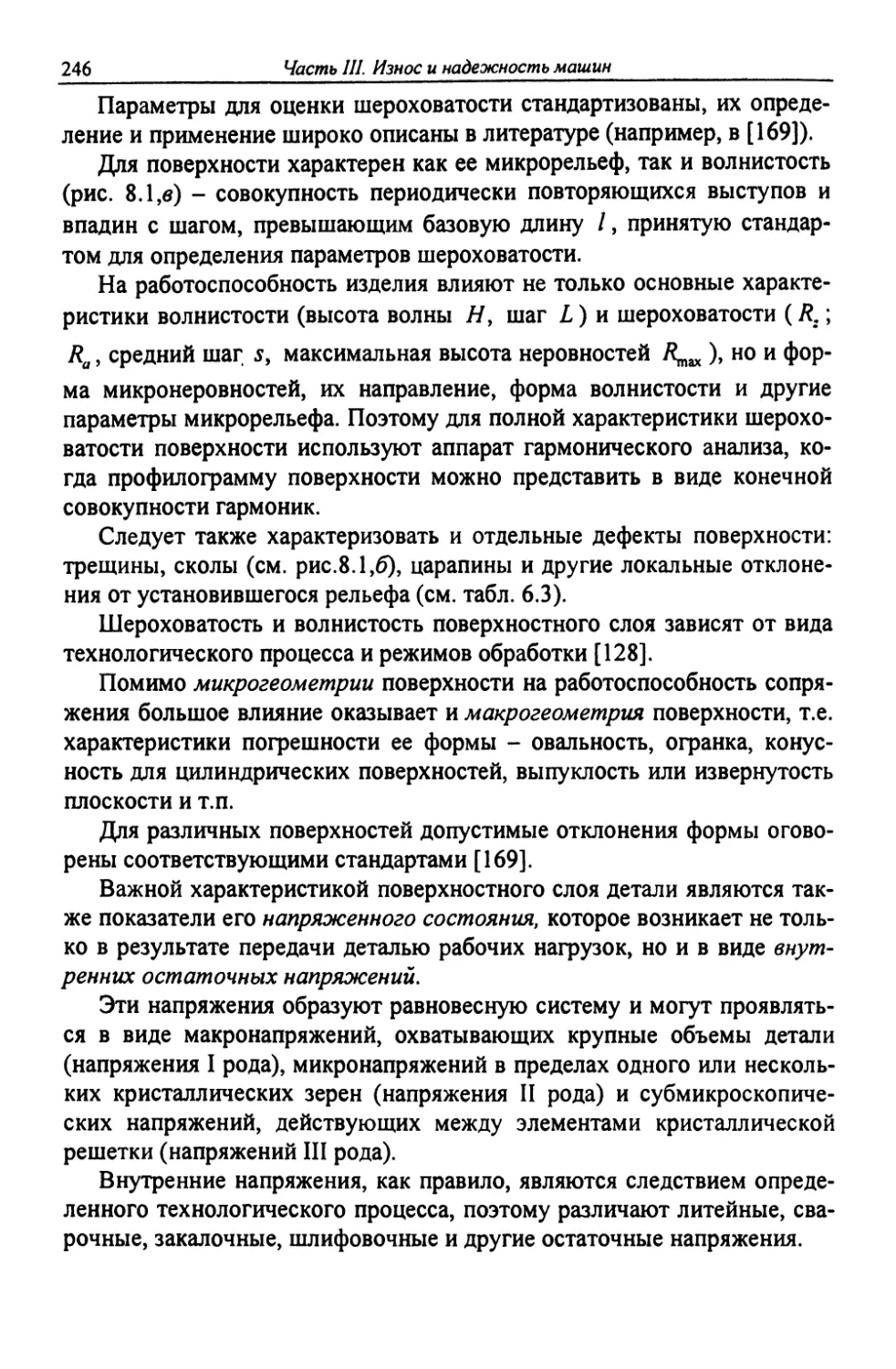
8.1. Поверхностные явления при трении сопряженных тел 244
8.2. Элементарные контактные взаимодействия и форми-
рование процесса изнашивания................... 249
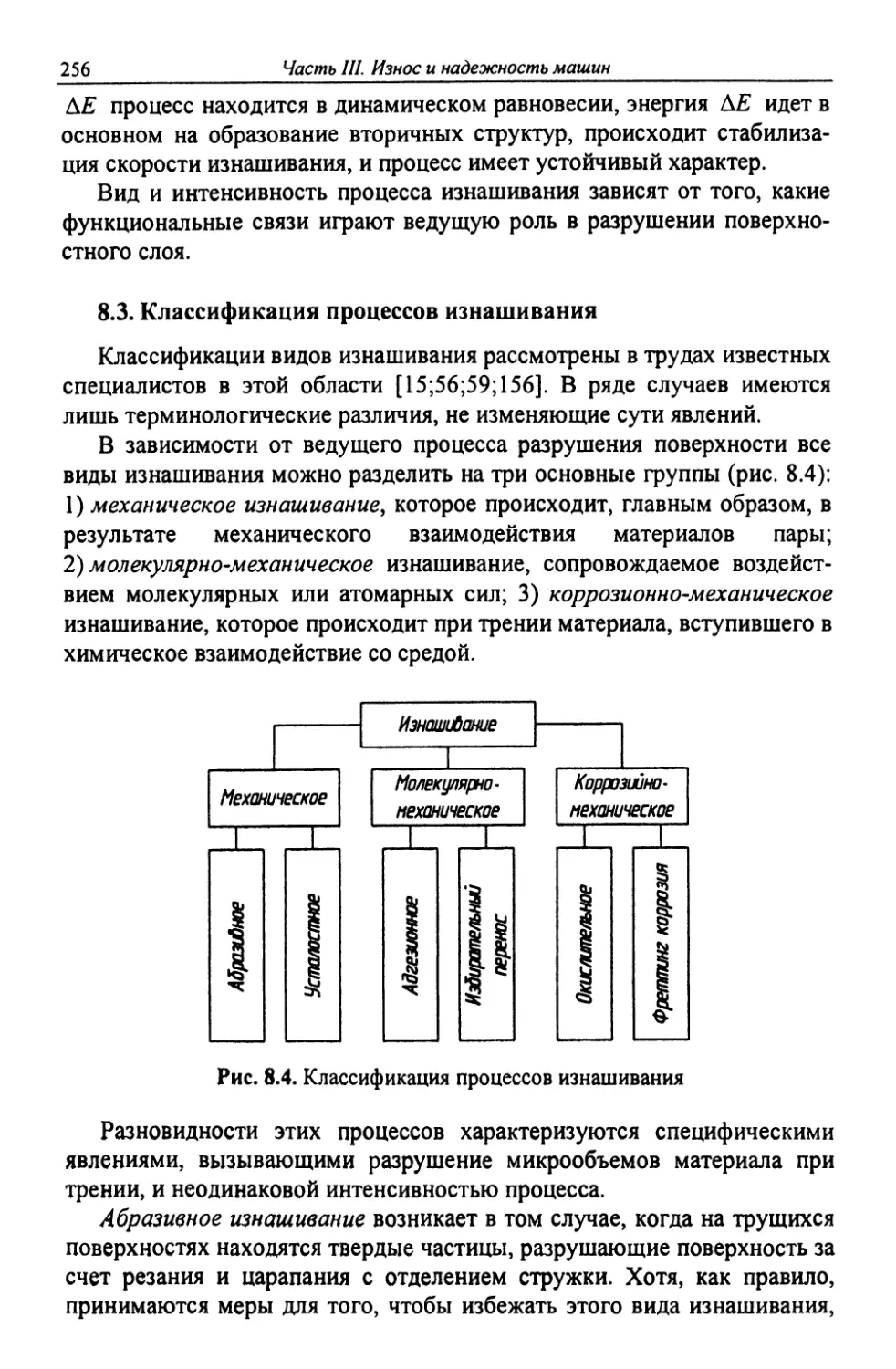
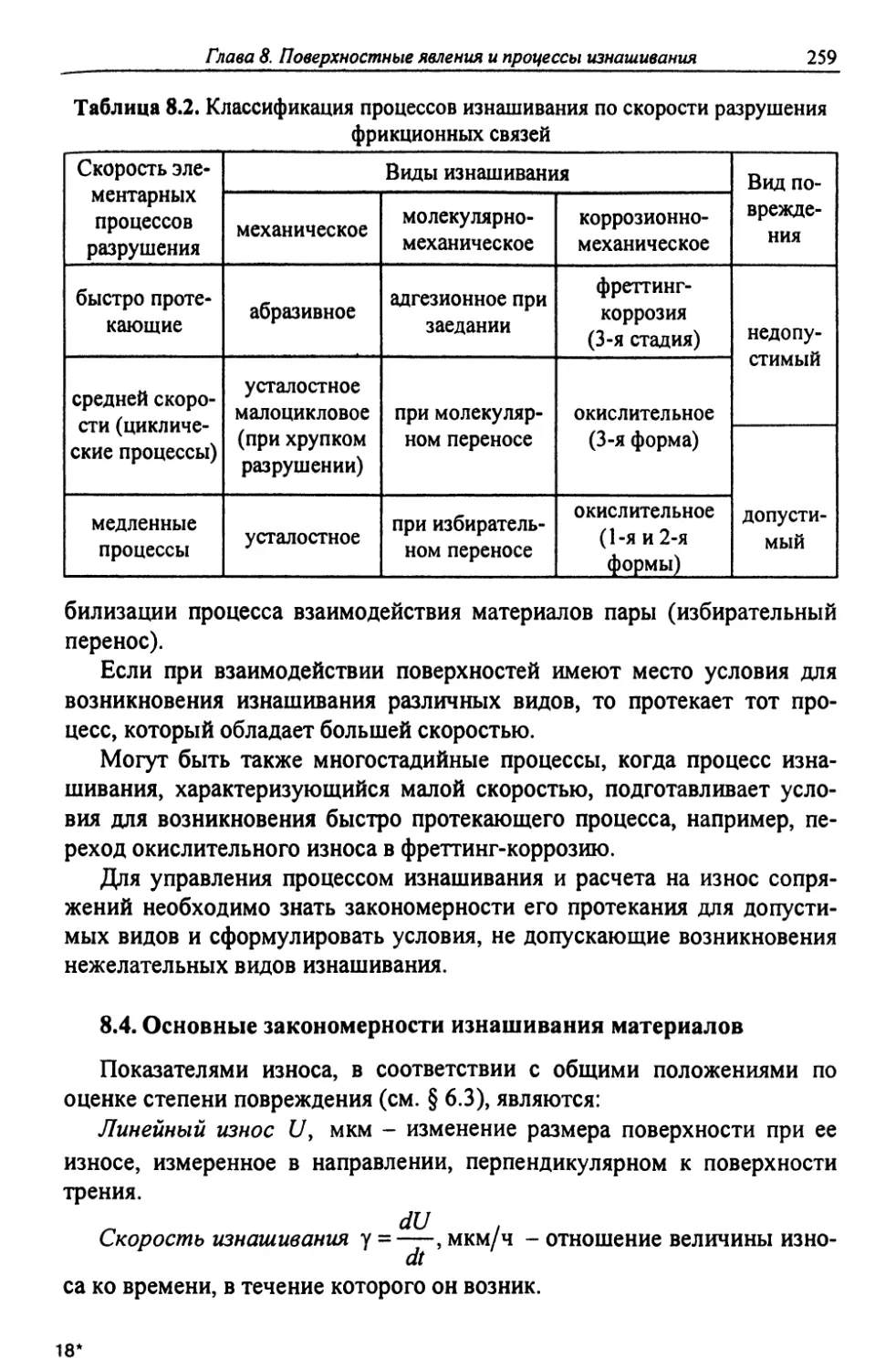
8.3. Классификация процессов изнашивания....... 256
8.4. Основные закономерности изнашивания материалов ... 259
8.5. Выбор износостойких материалов............ 268
ГЛАВА 9. ИЗНОС СОПРЯЖЕНИЙ ПРИ ПОСТОЯННЫХ
УСЛОВИЯХ КОНТАКТА
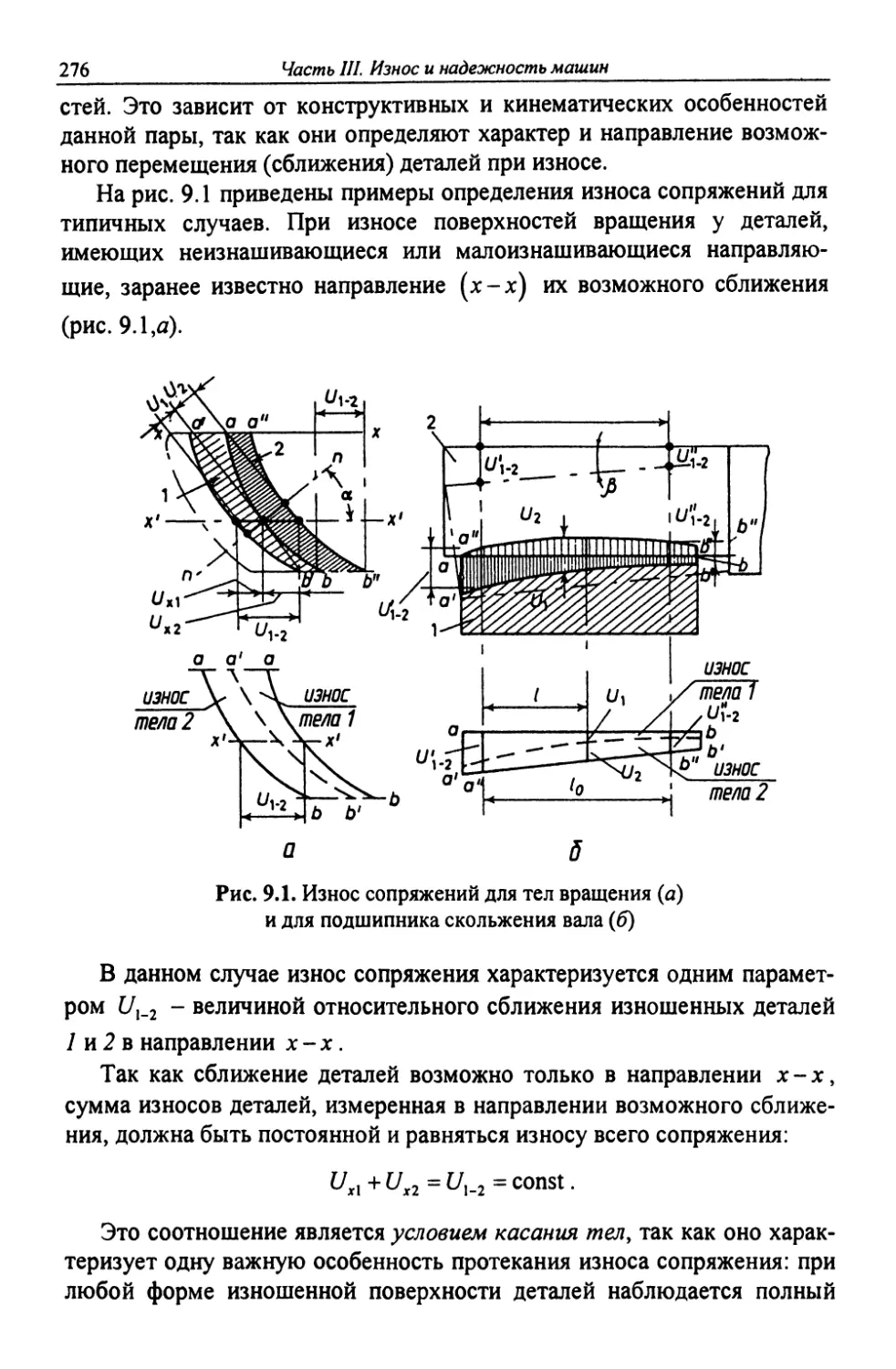
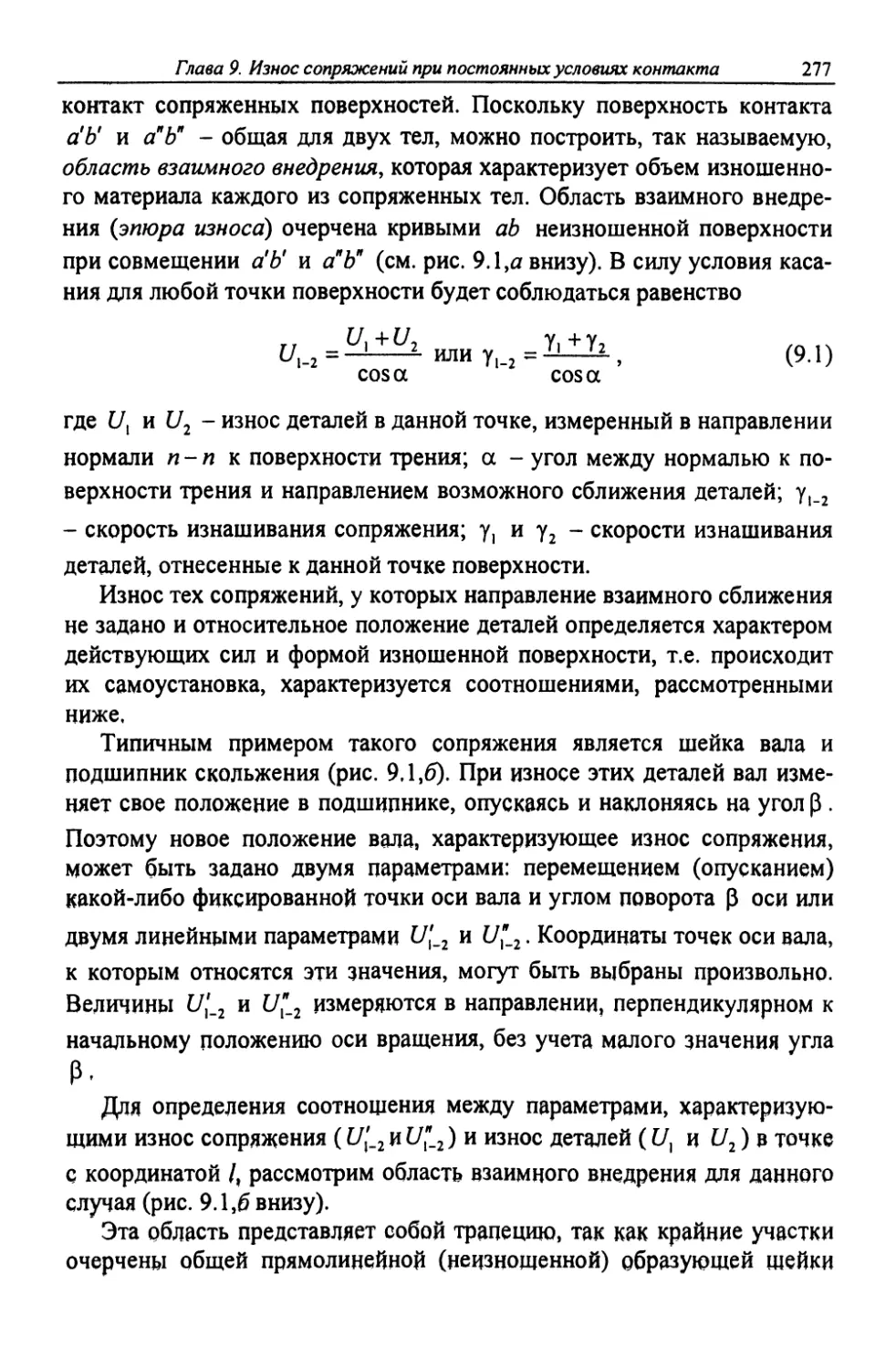
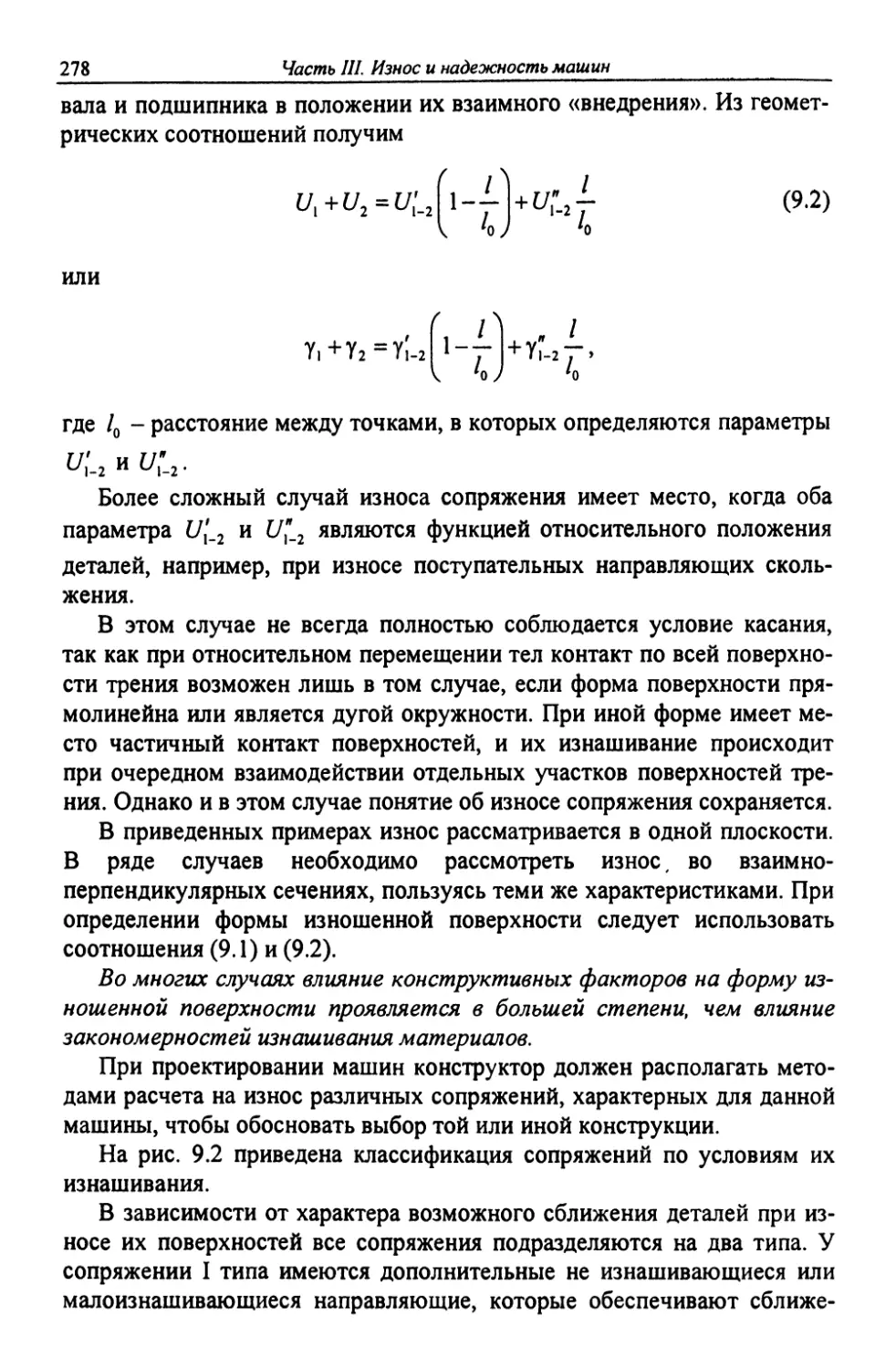
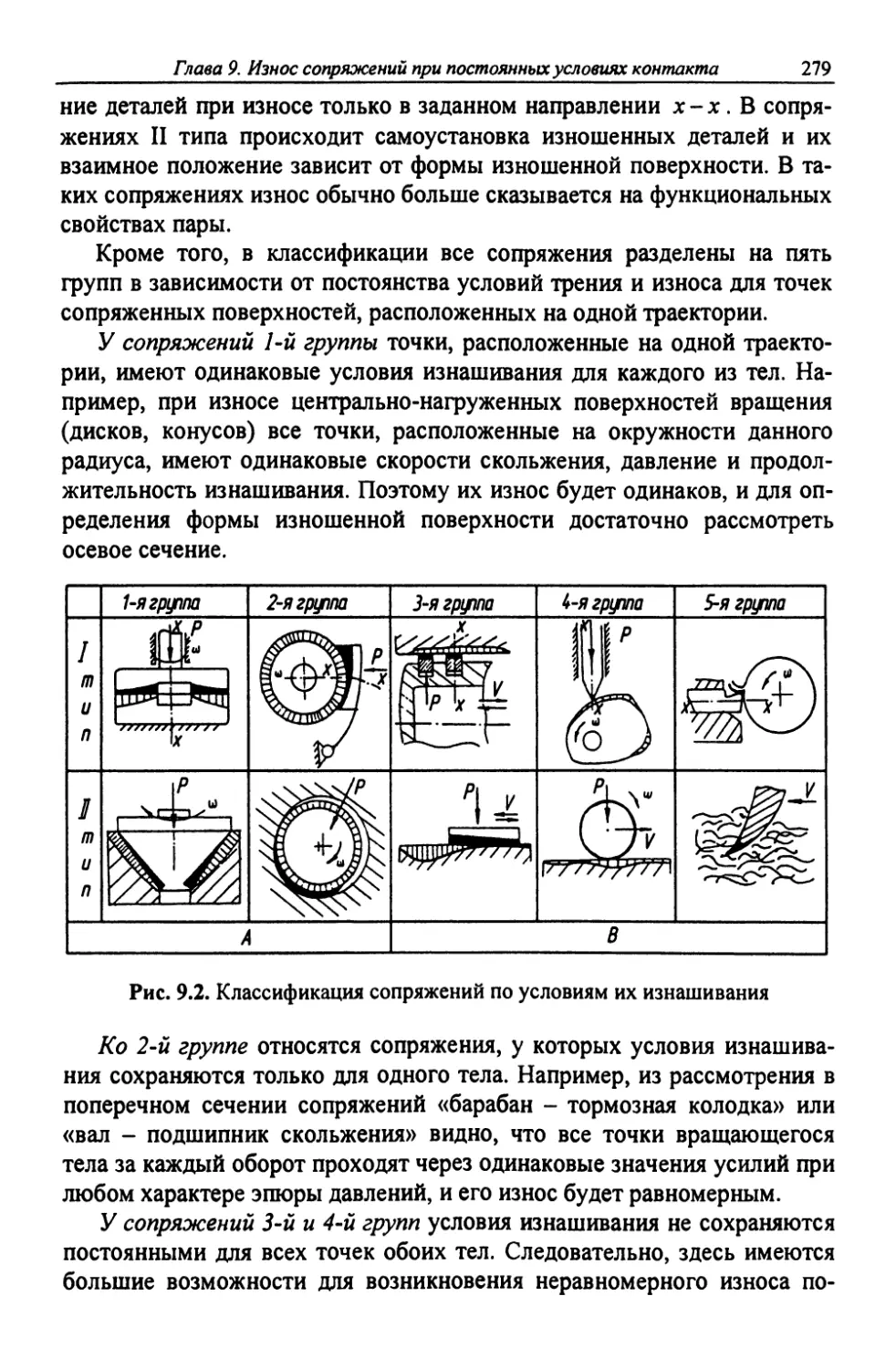
9.1. Макропроцессы изнашивания. Классификация сопря-
жений по условиям их изнашивания............... 275
9.2. Методика расчета сопряжений на износ с использова-
нием условия касания поверхностей.............. 281
9.3. Износ сопряжений «вращающийся цилиндр-колодка»
и «вал-подшипник скольжения»................... 289
Оглавление
5
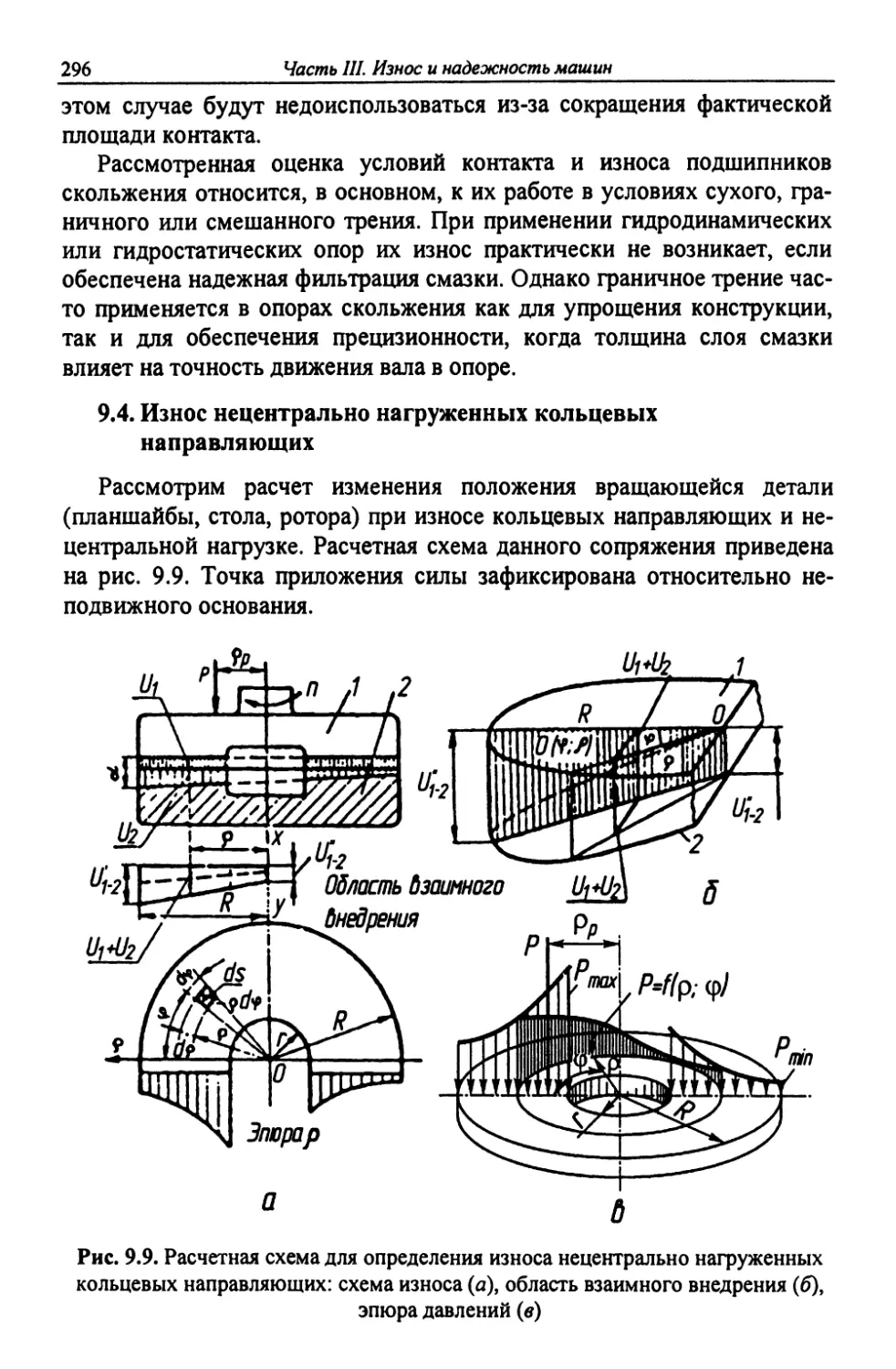
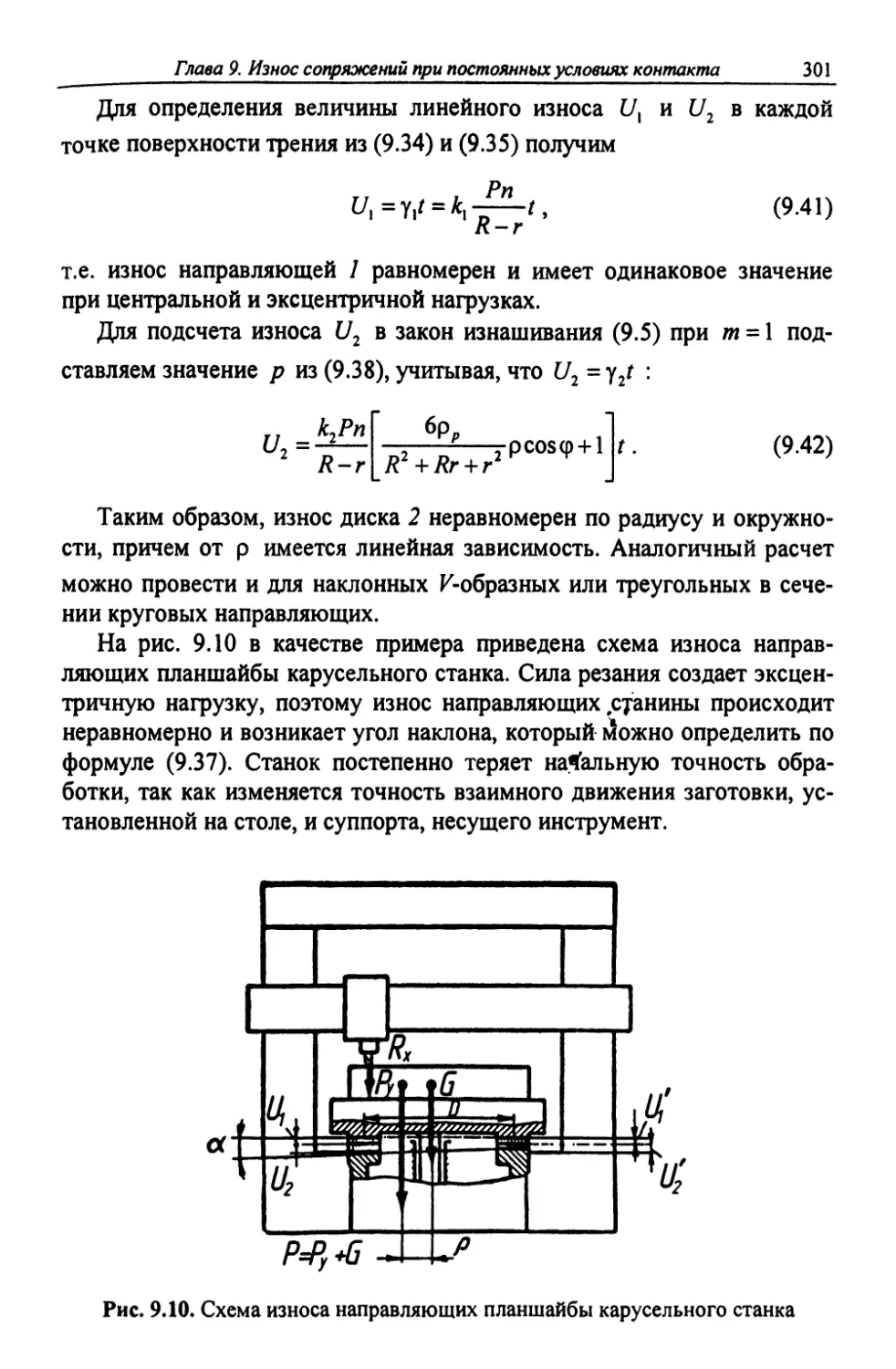
9.4. Износ нецентрально нагруженных кольцевых направ-
ляющих.......................................... 296
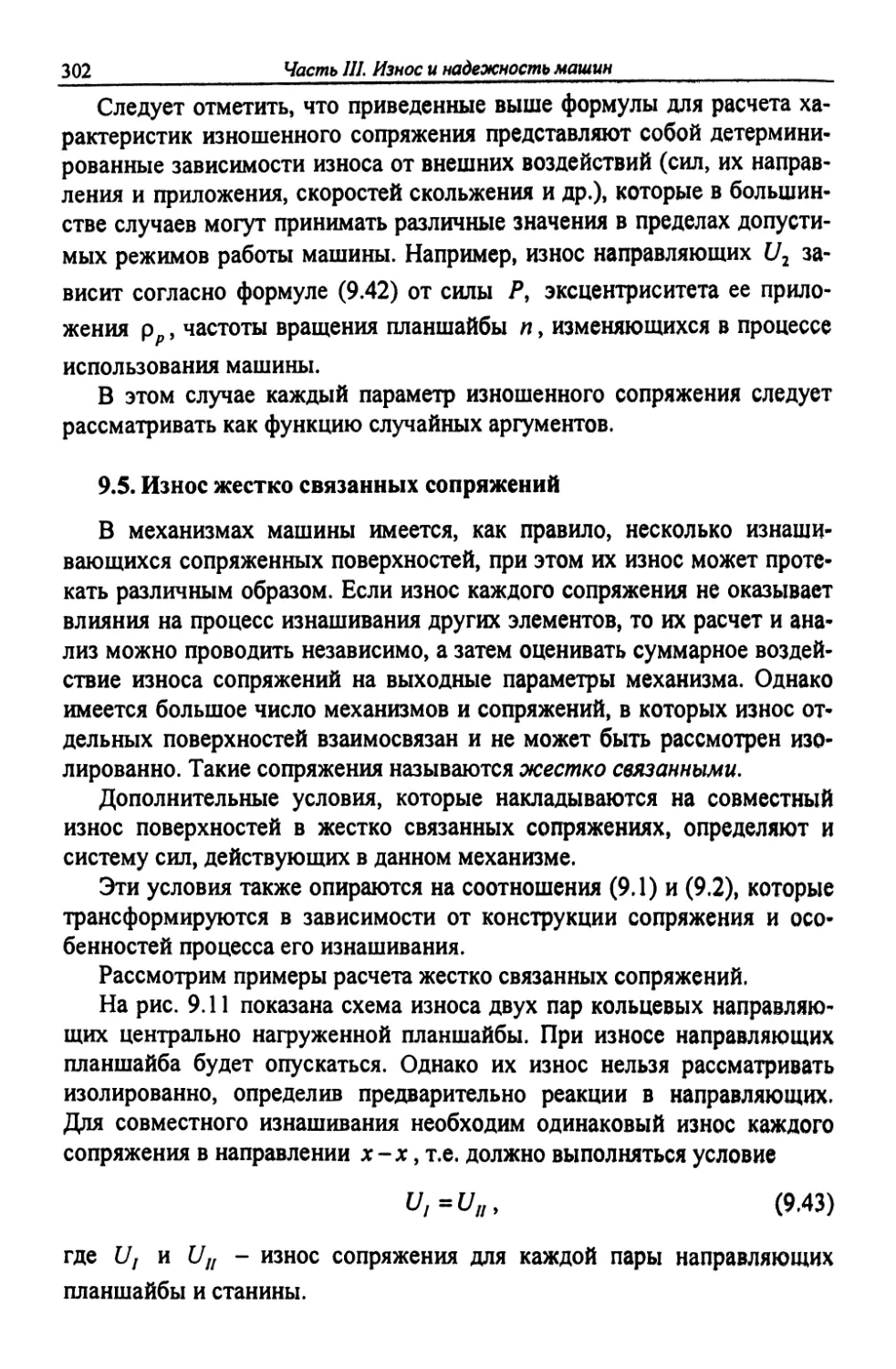
9.5. Износ жестко связанных сопряжений......... 302
ГЛАВА 10. ИЗНОС СОПРЯЖЕНИЙ ПРИ ПЕРЕМЕННЫХ
УСЛОВИЯХ КОНТАКТА
10.1. Износ направляющих скольжения............. 308
10.2. Износ высших кинематических пар........... 326
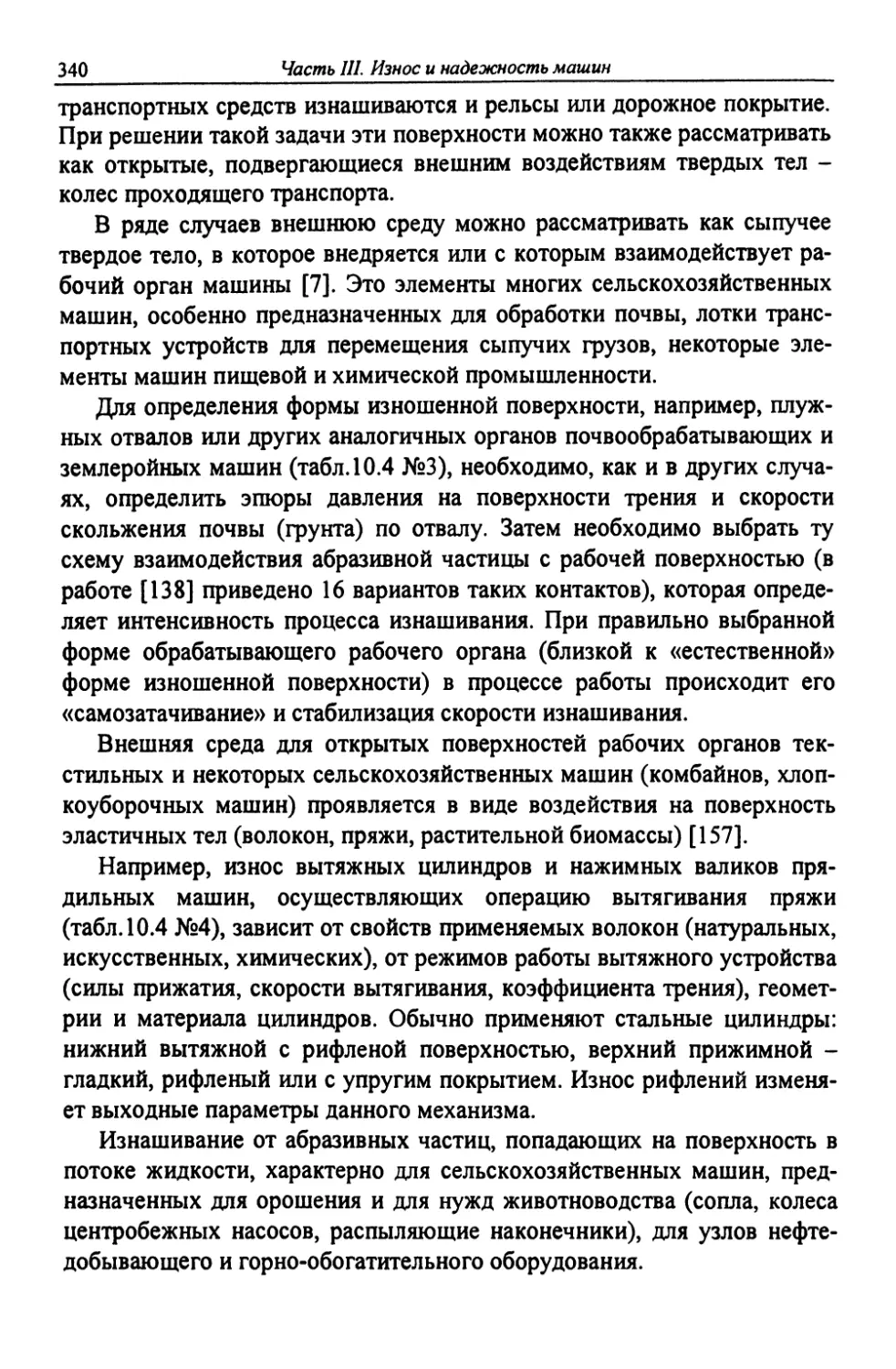
10.3. Износ поверхностей, взаимодействующих с внешней
средой.......................................... 337
10.4. Макроприработка неточно выполненных и деформи-
рованных тел.................................... 342
10.5. Трансформация системы сил в процессе изнашива-
ния. Контактная задача.......................... 349
ГЛАВА 11. ВЛИЯНИЕ ИЗНОСА НА ВЫХОДНЫЕ ПА-
РАМЕТРЫ МАШИНЫ
11.1. Последствия износа машин. Общая схема расчета на
износ основных сопряжений машины................ 356
11.2. Предельно допустимый износ сопряжений и меха-
низмов ......................................... 361
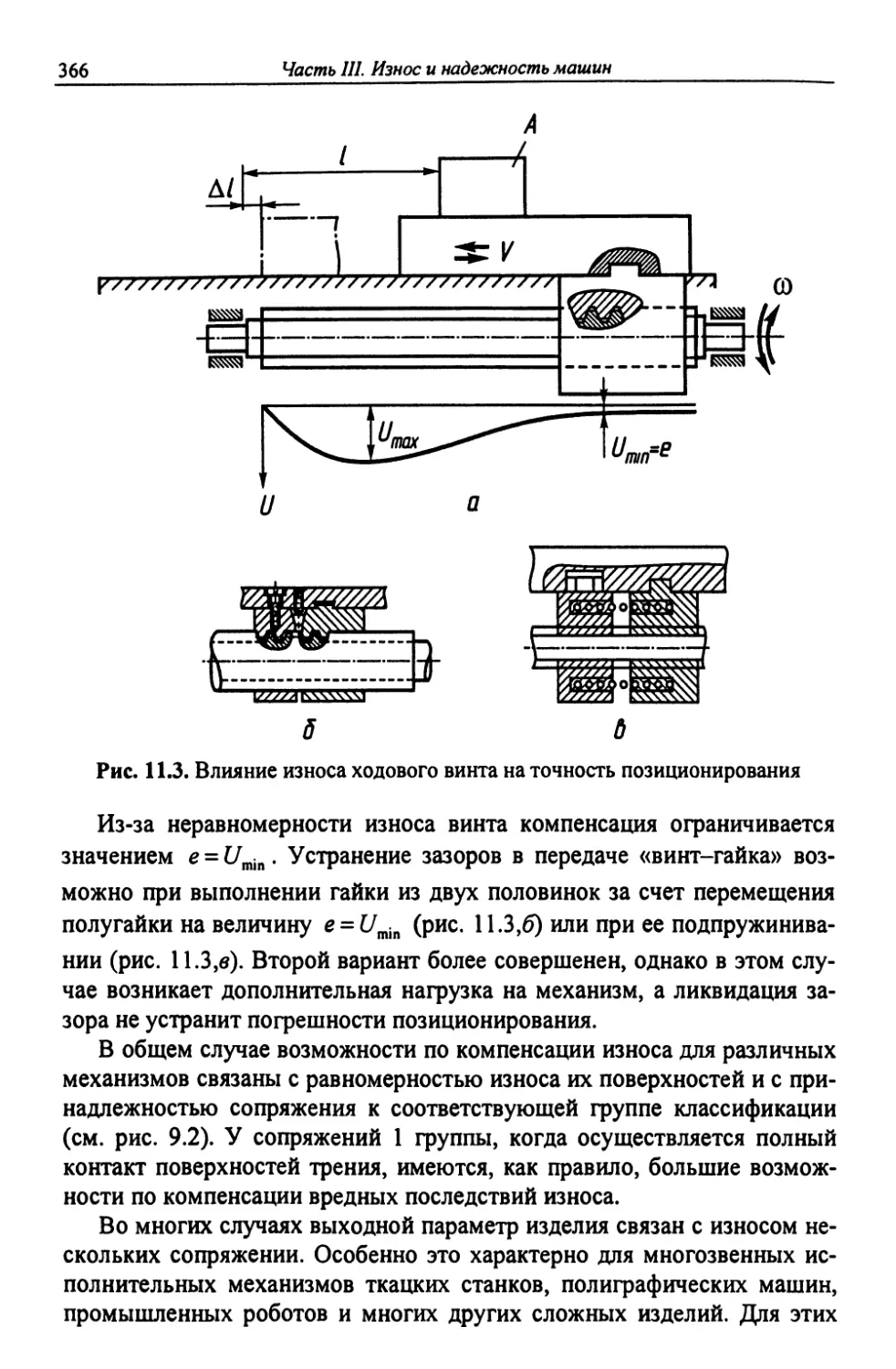
11.3. Влияние износа на кинематическую точность функ-
ционирования машины............................. 368
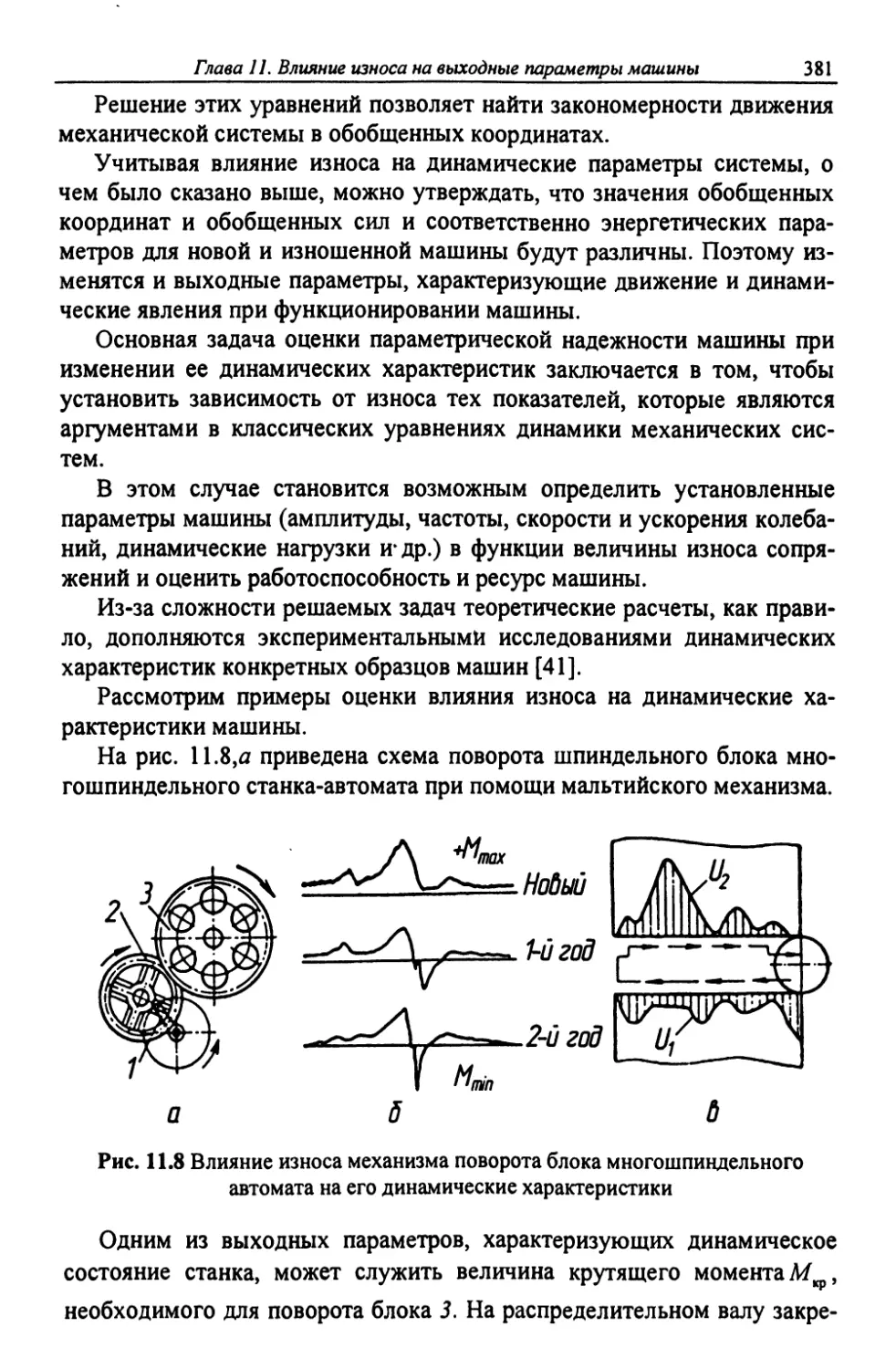
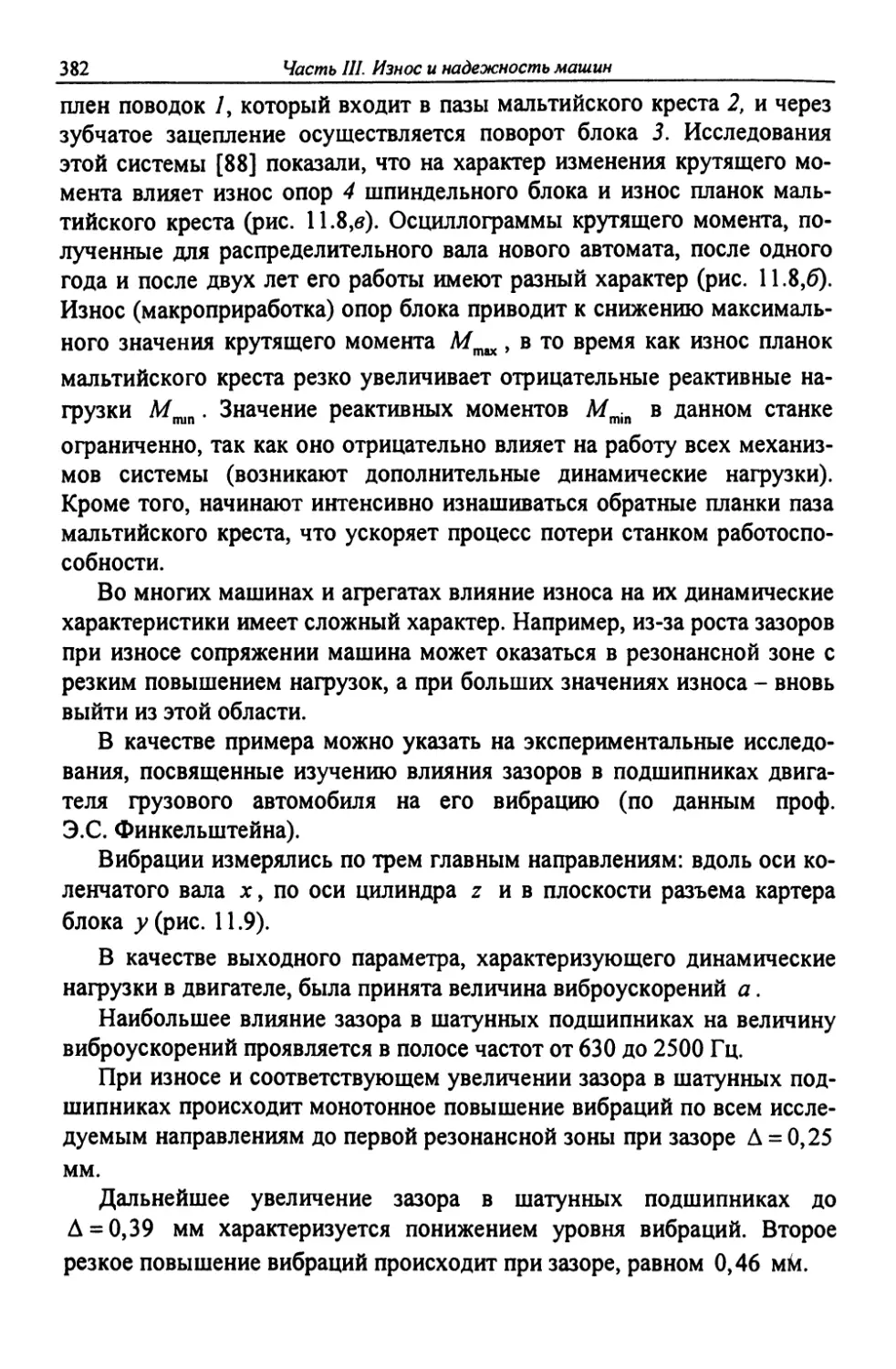
11.4. Влияние износа на динамические характеристики
машины.......................................... 379
11.5. Методы обеспечения требуемого уровня износостой-
кости машины.................................... 384
РЕЗЮМЕ ........................................... 390
Часть IV. ОЦЕНКА И ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ
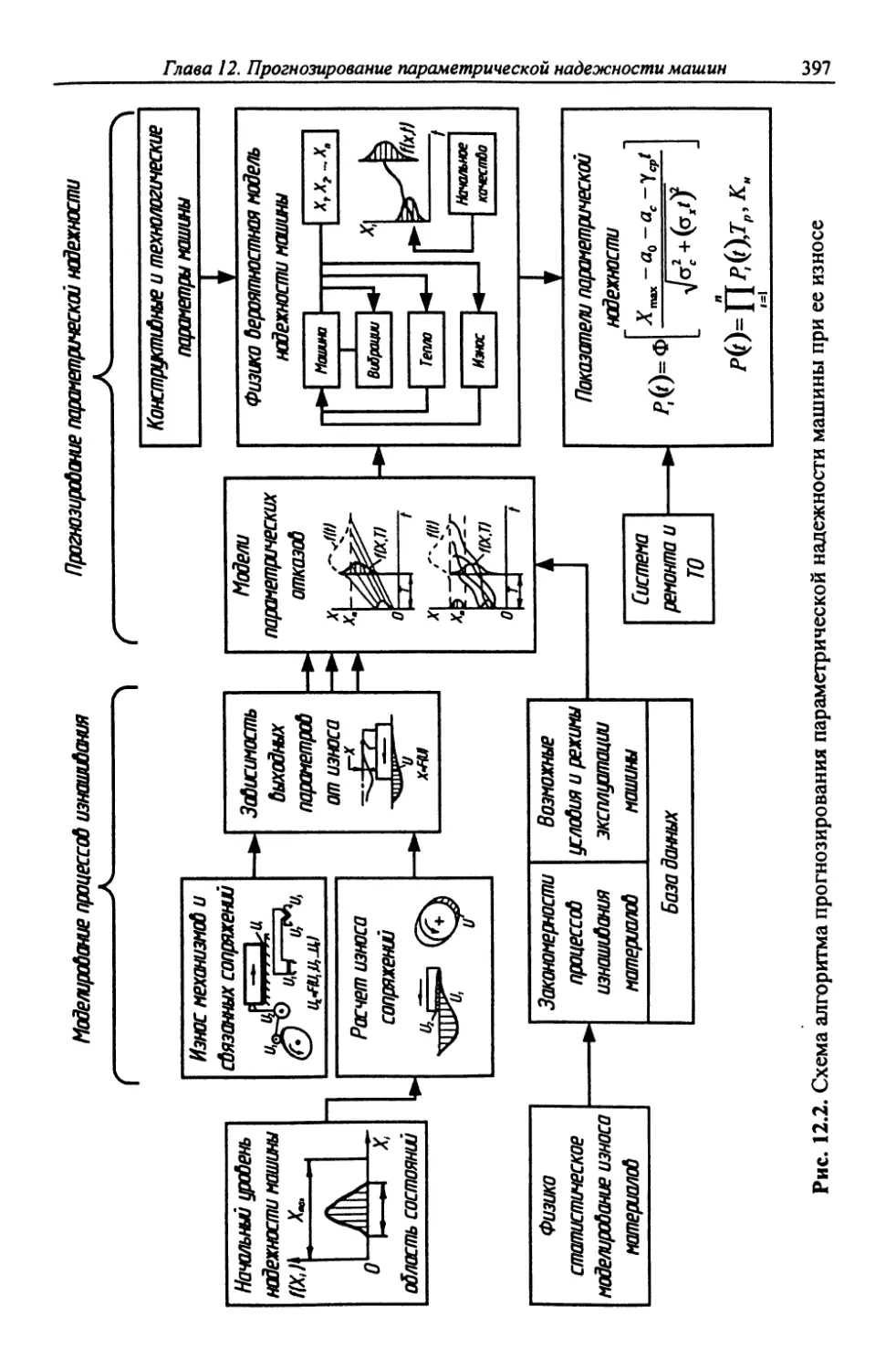
ГЛАВА 12. ПРОГНОЗИРОВАНИЕ ПАРАМЕТРИЧЕСКОЙ
НАДЕЖНОСТИ МАШИН
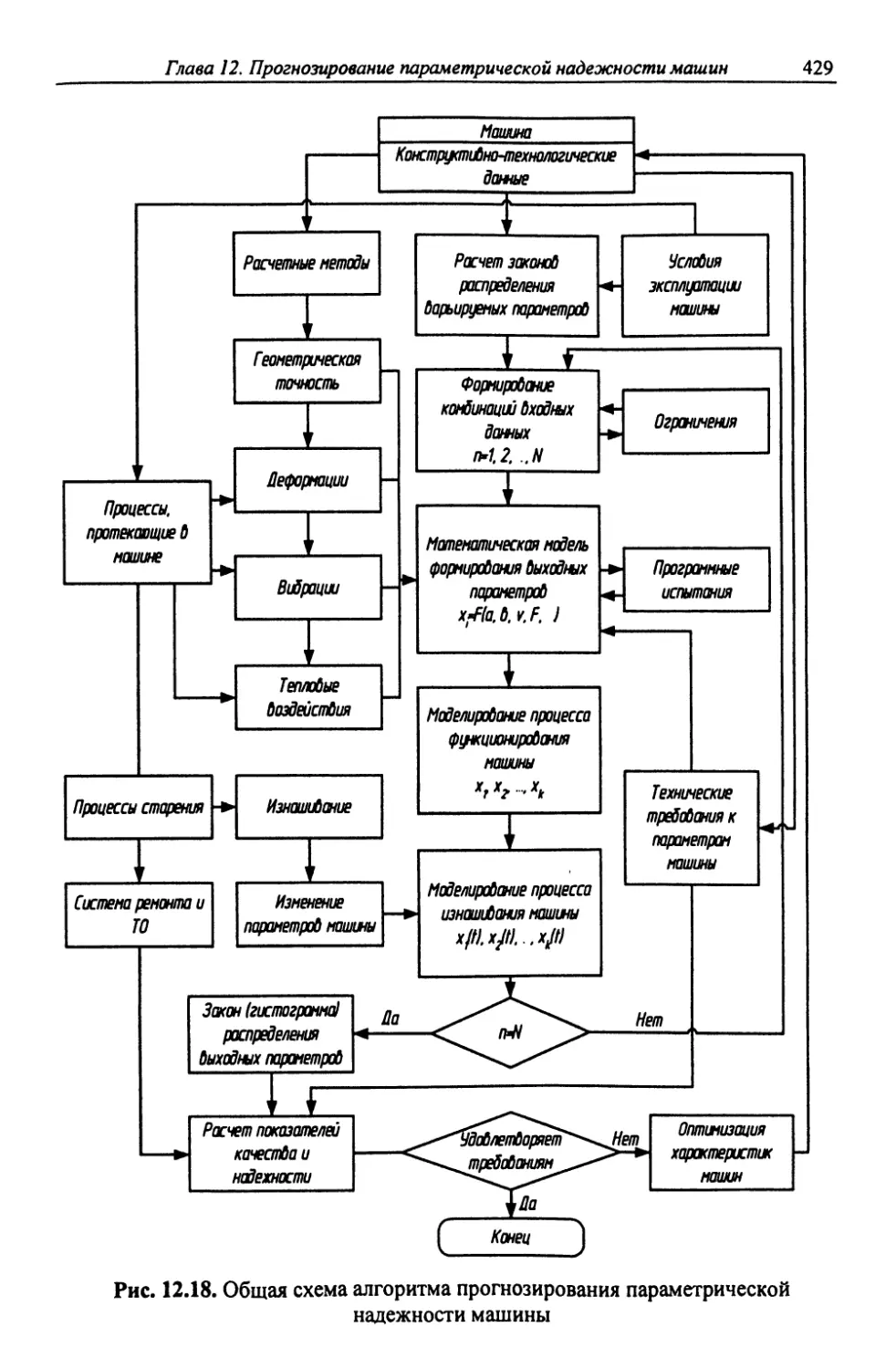
12.1. Методы прогнозирования и этапы расчета парамет-
рической надежности машин....................... 392
12.2. Статистическое моделирование процесса деградации
выходного параметра............................. 401
12.3. Прогнозирование параметрической надежности с
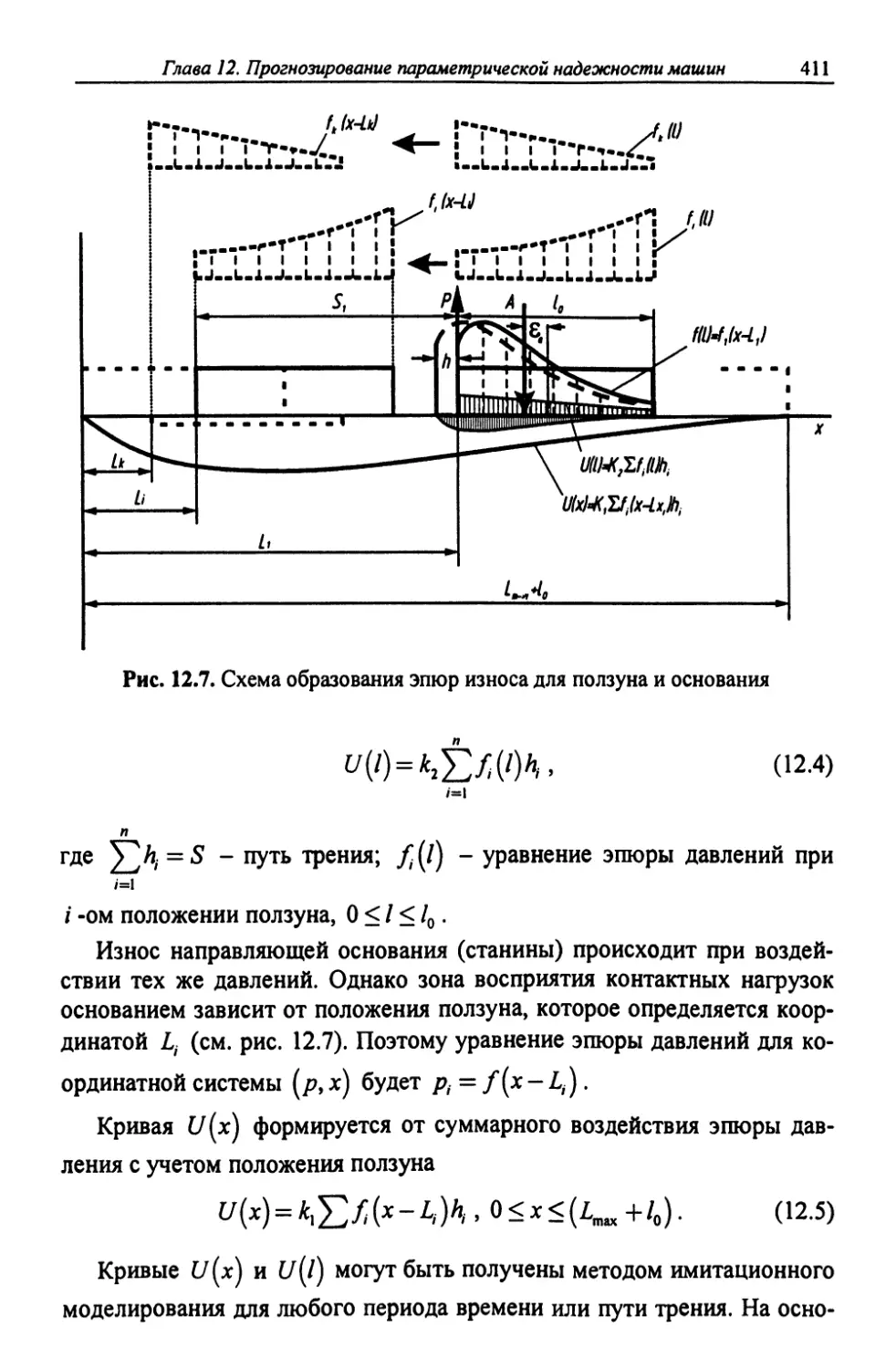
учетом последействия и периода макроприработки.... 409
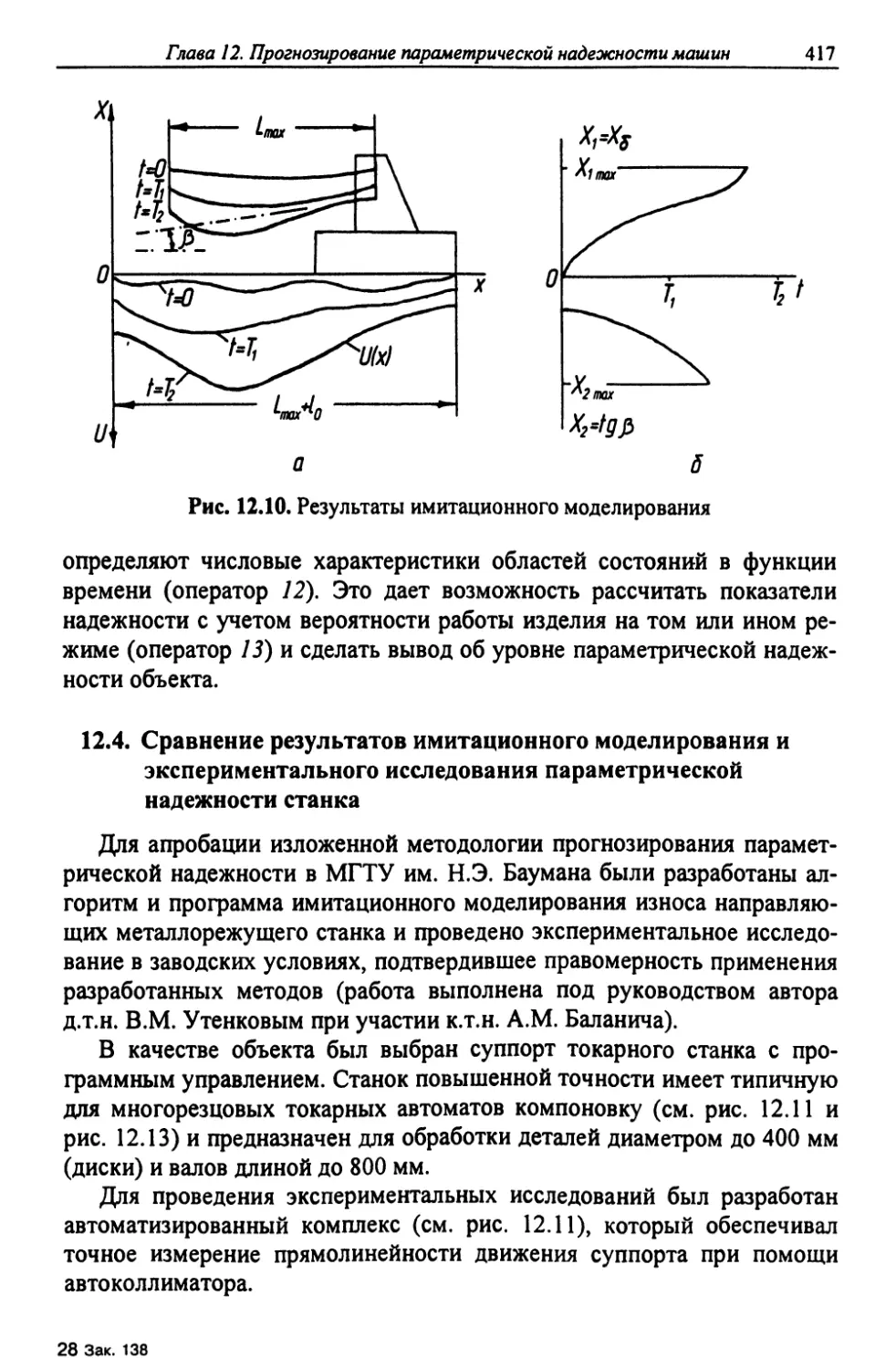
12.4. Сравнение результатов имитационного моделирова-
ния и экспериментального исследования параметри-
ческой надежности станка........................ 417
6
Оглавление
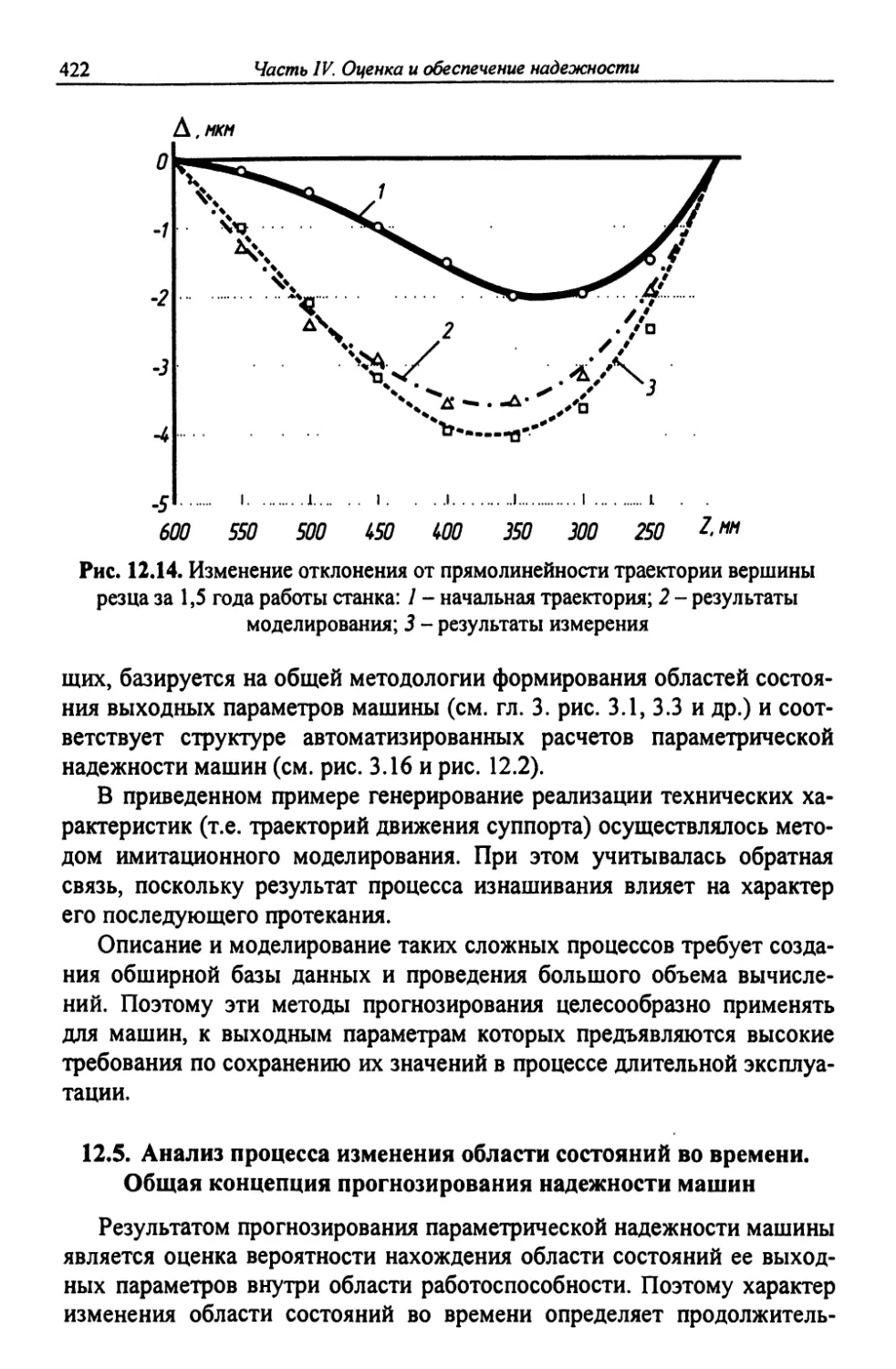
12.5. Анализ процесса изменения области состояний во
времени. Общая концепция прогнозирования
надежности машин............................... 422
ГЛАВА 13. ПРОГРАММНЫЕ ИСПЫТАНИЯ МАШИН НА
ПАРАМЕТРИЧЕСКУЮ НАДЕЖНОСТЬ
13.1. Методы, применяемые для испытания машин на на-
дежность....................................... 432
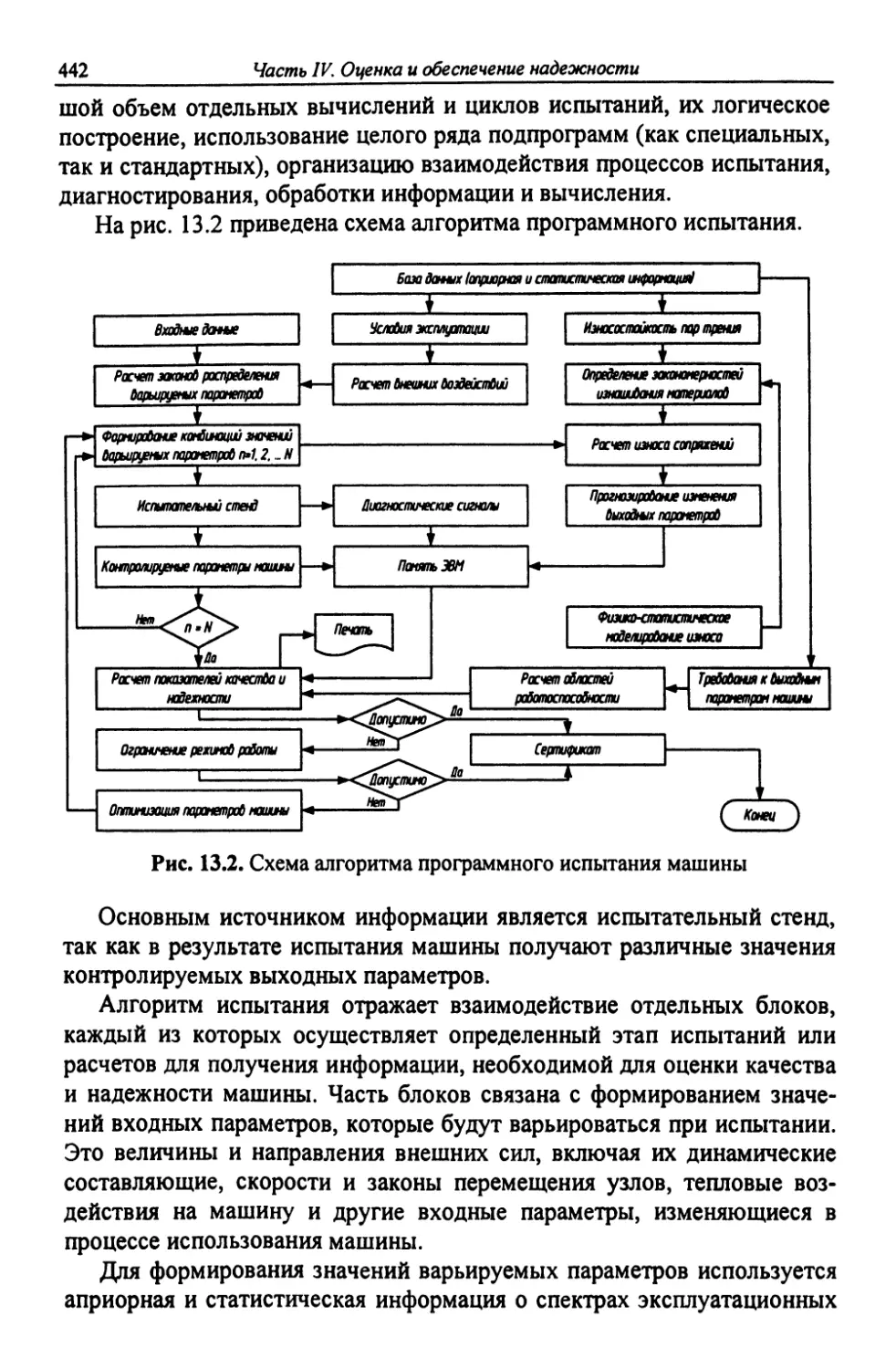
13.2. Основные положения программного метода испыта-
ний ........................................... 440
13.3. Структура и оснащение испытательно-диагности-
ческого комплекса.............................. 447
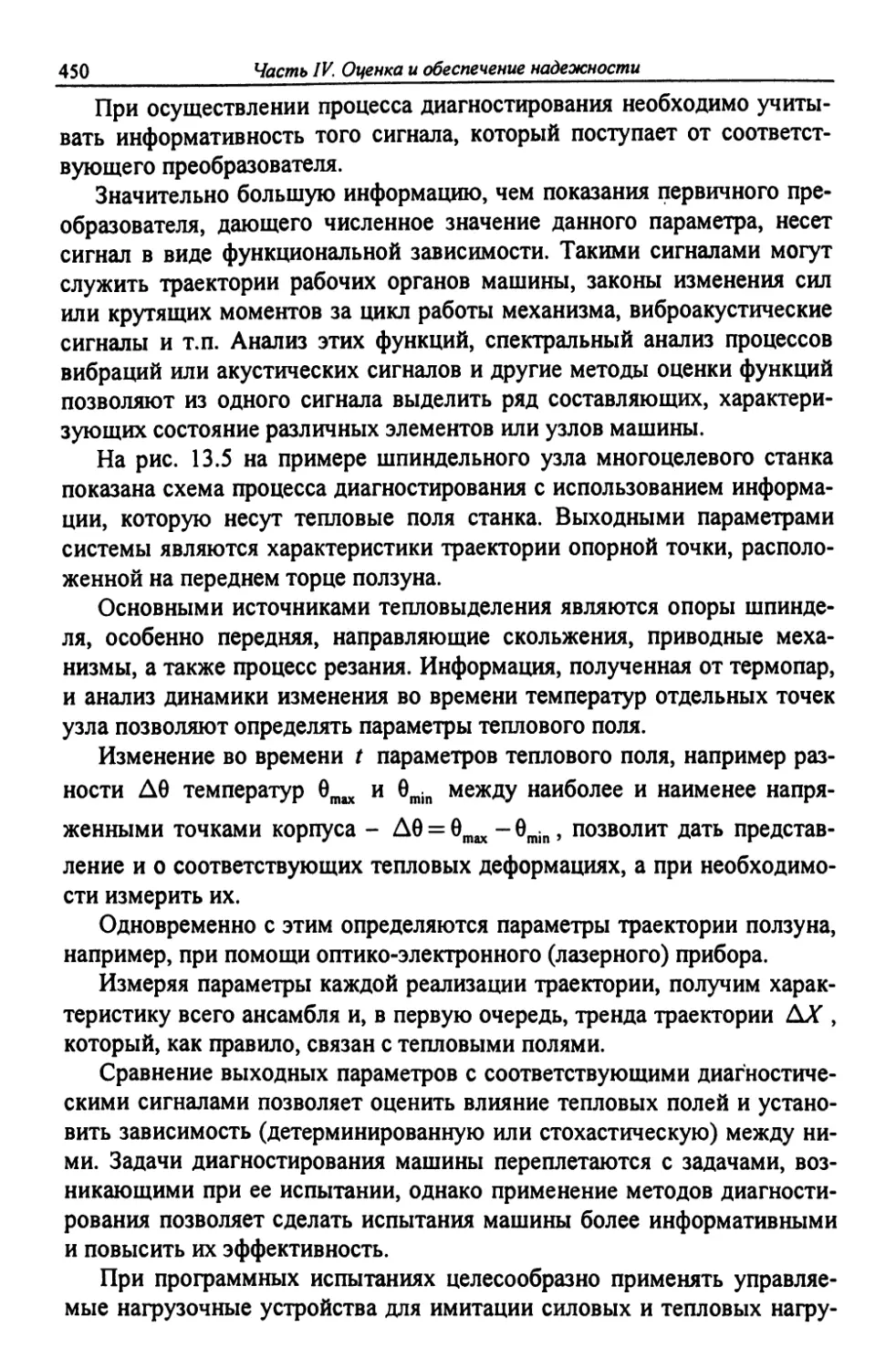
13.4. Физико-статистическое моделирование процессов
изнашивания.................................... 455
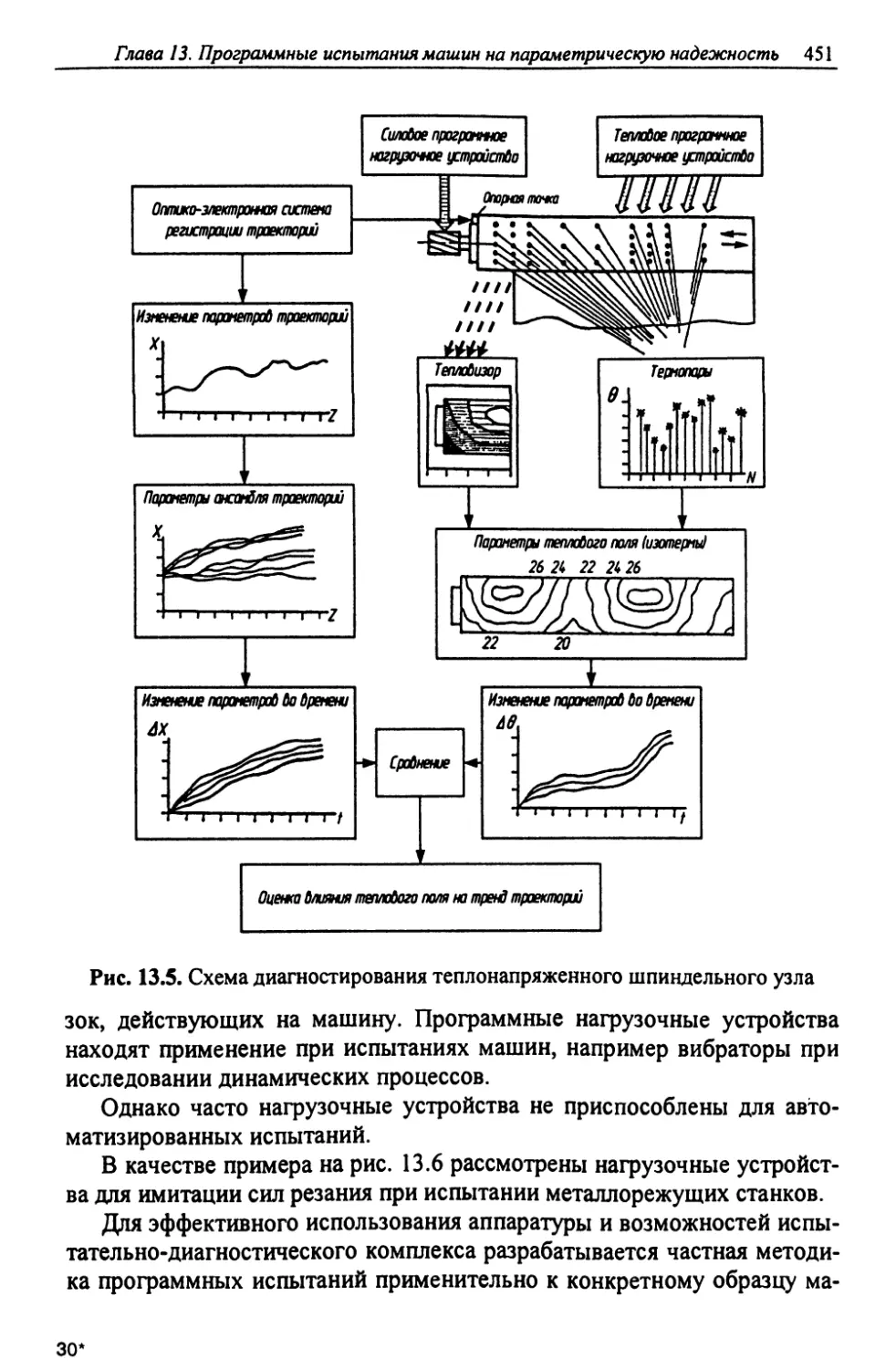
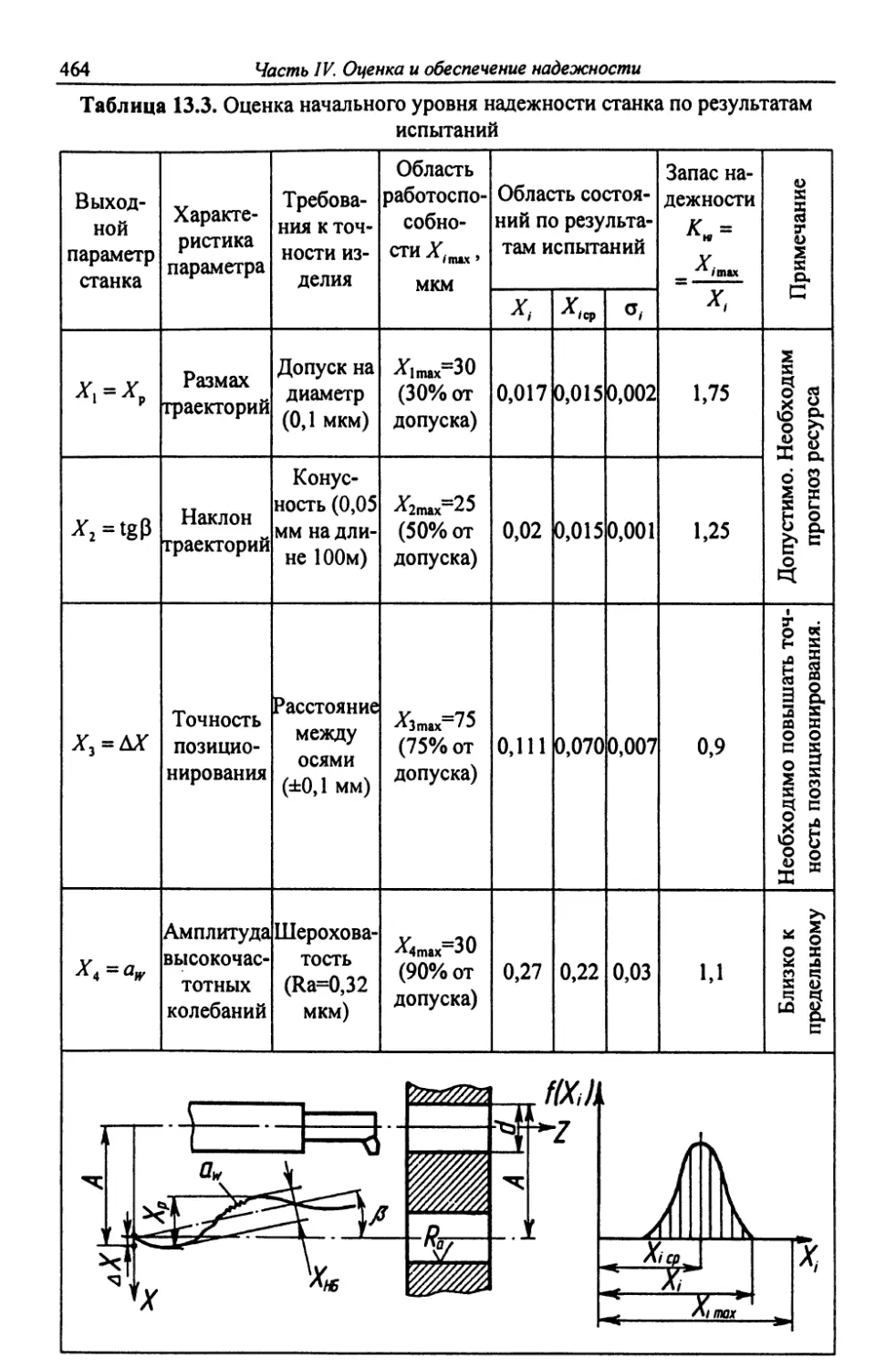
13.5. Программные испытания металлорежущих станков... 462
ГЛАВА 14. РОЛЬ ТЕХНОЛОГИИ В ОБЕСПЕЧЕНИИ
НАДЕЖНОСТИ МАШИН
14.1. Связь параметров технологического процесса с пока-
зателями надежности изделий.................... 468
14.2. Остаточные и побочные явления технологических
процессов...................................... 474
14.3. Параметрическая надежность технологического обо-
рудования ..................................... 480
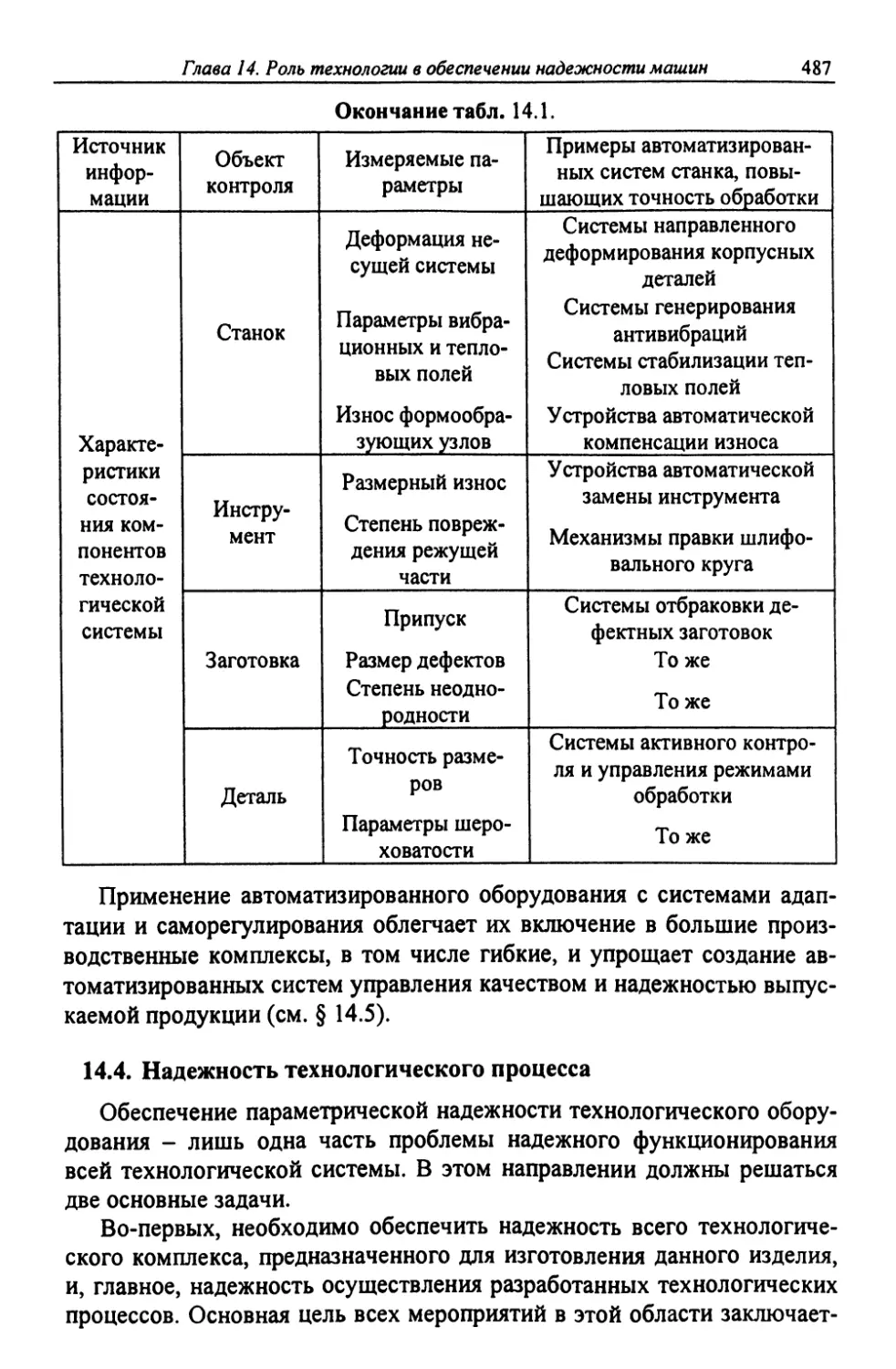
14.4. Надежность технологического процесса.... 487
14.5. Требования надежности в системах по управлению
качеством продукции............................ 494
ГЛАВА 15. ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ ПРИ ЭКС-
ПЛУАТАЦИИ МАШИН
15.1. Стратегия технического обслуживания и ремонта
машин.......................................... 502
15.2. Выбор основных характеристик ремонтной системы.. 513
15.3. Ремонтопригодность машин, влияние человеческого
фактора........................................ 524
15.4. Функционирование машины в экстремальных ситуа-
циях........................................... 529
15.5. Основные пути повышения надежности машин. 533
РЕЗЮМЕ .......................................... 540
ЗАКЛЮЧЕНИЕ.......................................... 541
СЛОВАРЬ ТЕРМИНОВ.................................... 543
СПИСОК ЛИТЕРАТУРЫ................................... 548
Вместо предисловия
Всю жизнь занимаясь вопросами надежности, я не перестаю удив-
ляться, иногда с восхищением, иногда с огорчением, какие разнообраз-
ные научные формы принимало это направление по мере своего разви-
тия. Подобно гигантскому облаку, в зависимости от направления ветра,
оно меняло свои очертания, его отдельные части то гипертрофирова-
лись, то отмирали, оно изменяло свою окраску и характер движения.
Был период, когда разрастались до огромных размеров статистиче-
ские методы, они заполняли все разделы науки о надежности, пытались
ответить на все вопросы. Но статистика - это взгляд в прошлое, она
строит свои выводы на основании анализа уже совершившихся собы-
тий. А надежность - это наука об оценке будущего состояния исследуе-
мого объекта: как долго он будет жить и функционировать. Поэтому
статистика должна использоваться лишь в тех сферах, где без нее нельзя
обойтись.
Когда появилась новая отрасль науки - трибология, она сосредото-
чила внимание на изучении трения, износа и смазки в сопряженных па-
рах, исследуя те разнообразные процессы, которые там возникают. Ка-
залось бы, она должна стать опорой в проблеме надежности машин,
ведь из-за износа теряются начальные характеристики большинства ме-
ханических систем. Однако этого не произошло, и в своем развитии
трибология не дошла до соприкосновения с надежностью, а задержалась
на изучении сложнейших физико-химических явлений, происходящих в
микрозонах контактирующих материалов.
Есть также целый ряд проблем надежности машин, которые слива-
ются с другими не менее важными направлениями технических наук,
когда трудно провести границу между надежностью и данной областью.
Например, как отделить технологический аспект надежности от общих
проблем технологии? Где граница между различными методами испы-
тания машин и их испытаниями на надежность? Какие методы модели-
рования будут отвечать запросам надежности и т.д. и т.п.?
Но мне всегда виделся единый образ надежности с четкими очерта-
ниями ее границ, своей философией, строго ориентированной направ-
ленностью всех действий и устремлений, и с определенными взаимоот-
ношениями с другими основополагающими и содействующими наука-
ми. Я пришел к выводу, что необходимо построить сбалансированную
структуру проблемы надежности, установить пропорции ее основных
частей, заполнить недостающие ниши, опереться на фундаментальные
понятия и методы, отречься от ряда привычных, но неоправдавших себя
представлений.
При этом следует иметь в виду, что до сих пор в основном развива-
8 ____Вместо предисловия_______________________
лось то направление в проблеме надежности, которое рассматривает
отказы, связанные с прочностью машины, когда она перестает функ-
ционировать из-за разрушения отдельных частей. Вместе с тем для со-
временных машин, к выходным параметрам которых предъявляются
высокие требования, необходимо оценивать и их параметрическую на-
дежность.
Это сравнительно новое направление в надежности, когда рассмат-
риваются отказы машин, связанные с выходом технических характери-
стик машины за допустимые пределы и с постепенным снижением ка-
чества и эффективности ее работы.
В этой книге изложены мои представления о параметрической на-
дежности механических систем и методология решения основных во-
просов надежности, а также философия проблемы. Наука о надежности
машин опирается на трех китов - механику, теорию вероятностей и
трибологию. Для того чтобы «каркас» научного направления «парамет-
рическая надежность машин» содержал все необходимые составные
части, автором были разработаны такие новые положения и методы, как
расчет на износ сопряжений и механизмов машин (макротрибология),
представление об областях состояний и работоспособности, теория
формирования выходных параметров машины, модели прогнозирования
параметрической надежности, программный метод испытания, выбор
оптимальной ремонтной системы и другие.
На надежность, так же как на развитие всех отраслей технических
наук, огромное влияние оказывает прогресс компьютерных технологий.
Возможность быстро перерабатывать гигантские массивы информации,
решать логические задачи: «что будет, если...», дает базу для осуществ-
ления прогноза будущего поведения неидеальной машины. Однако, как
всегда, великие возможности порождают и великие опасности.
Для надежности - это опасность при некорректных исходных поло-
жениях дать неверный прогноз, который выглядит правдоподобным,
поскольку является результатом мощного вычислительного процесса.
Поэтому особое внимание было обращено на структуру исходных алго-
ритмов, философию проблемы, адекватность отражения в расчетах ре-
альных взаимосвязей и внешних воздействий, вероятностную природу
явлений, особенности баз данных, т.е. на все то, что формирует про-
грамму прогнозирования надежности.
О том, насколько удалось автору приблизиться к поставленным за-
дачам, решать читателю.
А. Проников
P.S. Автор благодарит Е.А. и А.А. Синельниковых за большую помощь в
подготовке рукописи книги к изданию.
Часть I
Методологические основы надежности
Чем дальше от доски конструктора
обнаруживается ненадежность, тем
дороже она обходится.
А.Н. Туполев
Машина не только материальная
форма, но и средство для достижения
определенных целей.
Норберт Винер
«Кибернетика»
1 Зак. 138
Глава 1
ФИЛОСОФИЯ НАДЕЖНОСТИ
1.1. Проблема качества и надежности машинного парка
Мы переживаем период, когда технические устройства и машины
настолько внедрились в нашу жизнь, что без них и общество в целом, и
каждый из нас не только не смогут нормально функционировать, но
окажутся на грани выживания. Человечество срослось с техникой в
единую сверхсложную систему, эффективность и жизнеспособность
которой зависит от всех ее компонентов. Поэтому, от того, какие маши-
ны созданы, какими конструктивными особенностями они обладают,
какие функции выполняют, какие показатели их характеризуют, как
машина взаимодействует с людьми и окружающей средой, зависят мно-
гие проблемы, стоящие перед человечеством.
Машина - это устройство, выполняющее механические движения с
целью преобразования энергии, материалов, информации или для со-
вершения какой-либо необходимой работы.
На нашей планете функционирует огромное количество самых раз-
нообразных по конструкции и назначению машин, которые изменяют
жизнь людей и окружающую среду.
Несмотря на это разнообразие имеет место общая логика развития
всех машин и могут быть найдены единые критерии для оценки степени
их совершенства.
В мире идет непрерывный процесс обновления машинного парка:
появляются новые образцы машин, совершенствуются существующие,
ликвидируются отжившие свой век экземпляры.
При создании новых машин идет постоянный поиск решений, кото-
рые позволят повысить технико-экономические характеристики маши-
ны, придать ей новые функции, обеспечить конкурентоспособность.
Для всех без исключения типов машин характерны такие направле-
ния их развития, как увеличение степени автоматизации, повышение
режимов работы - нагрузок, скоростей, температур, борьба за малые
габариты и массу, повышение требований к точности функционирова-
ния, к эффективности их работы (производительности, мощности,
КПД), объединение машин в системы с единым управлением.
Особенно характерно для современных машин объединение в одну
систему механических устройств и электроники (мехатронные систе-
мы), что обеспечивает более широкие возможности по управлению,
_____________________Глава 1. Философия надежности_______________11
адаптации к внешним воздействиям, регулированию различных функ-
ций.
Для эффективного использования машин необходимо, чтобы они
обладали высокими показателями качества и надежности.
В философском понимании качество - это неотъемлемая от объекта
совокупность признаков, выражающая его специфику и отличие от дру-
гих объектов.
Под качеством технического устройства понимается обычно сово-
купность свойств, определяющих степень его пригодности для исполь-
зования по назначению. Стандарт ИСО (ISO - International Organization
for Standartization) дает следующее определение: «Качество - совокуп-
ность свойств и характеристик продукции или услуги, которые придают
им способность удовлетворять обусловленные или предполагаемые по-
требности» (ИСО 8402-86).
Поскольку использование любого изделия осуществляется в течение
определенного, как правило, длительного периода времени, то под
влиянием различных факторов происходит изменение свойств, которые
определяют его качество.
Поэтому надежность, которая изучает изменение показателей во
времени, является как бы «динамикой качества», его разверткой во вре-
мени.
Надежность - это свойство машины сохранять требуемые по-
казатели качества в течение всего периода ее использования.
Изменение технических характеристик машины во времени является
закономерным проявлением важнейшего и неотъемлемого свойства
всех материальных объектов - движения в его философском понима-
нии, ибо ничего неизменного в природе нет.
Можно замедлить нежелательные процессы, сделать так, чтобы от-
клонения качественных показателей машины находились в течение не-
обходимого времени в допустимых пределах, но исключить их полно-
стью нельзя.
Любая машина, выполняя определенные функции, находится во
взаимодействии с окружающей средой, с человеком, управляющим ма-
шиной, с объектом, для которого она предназначена.
При этом возникают разнообразные причинно-следственные связи
как формы проявления всеобщей универсальной связи явлений в приро-
де. Накопление количества различных воздействий на машину приводит
к эволюции ее качественных показателей и, в соответствии с законами
диалектики, к возможности перехода в иное качественное состояние.
Нельзя создать идеальную, абсолютно надежную машину, которая
неизменно находилась бы в том же состоянии, что и новая. Изменение
г
12
Часть I. Методологические основы надежности
показателей качества машины во времени может быть абсолютным и
относительным.
Абсолютное изменение качества связано с различными процессами,
действующими на машину, которые изменяют свойства или состояние
материалов, из которых она выполнена, за счет чего изменяются харак-
теристики машины и происходит ее физическое старение.
Относительное изменение качества машины связано с появлением
новых машин с более совершенными характеристиками. Поэтому пока-
затели данной машины становятся более низкими по сравнению со
средним уровнем, хотя их абсолютные значения могут и не измениться.
Снижение показателей машины относительно требований сегодняш-
него дня приводит к ее моральному износу.
Наука о надежности изучает изменение показателей качества маши-
ны под влиянием тех причин, которые приводят к абсолютным измене-
ниям свойств изделий.
Надежность изделия является одним из основных показателей
его качества.
Стремление обеспечить высокий уровень качества и надежности яв-
ляется основной движущей силой при создании новых и использовании
существующих изделий.
Мероприятия, проводимые в этой области, затрагивают все стадии
создания и реализации изделия, включая этапы проектирования, изго-
товления, испытания, хранения и эксплуатации. Популярность получи-
ло изображение этих этапов в виде петли (спирали) качества (стандарт
ИСО №9004), которая изображена на рис. 1.1 [148].
Реализация и распределение
продукции
Маркетинг, поиски Проектиробание и/или разработка
и изучение рынка технических требобаний.
Монтаж и
эксплуатация
Утилизация после
использобания
Техническая помощь
б обслужибании
разработка продукции
Произбодстбо
Подготобка и разработка
произбодспбенных процессоб
Материально техническое
снабжение
Потребитель
(заказчик)
Изготобитель
(постдбщик)
Рис. 1.1. Петля качества
Контроль, пробедение
испытаний и обследобаний
Упакобка и хранение
Глава 1. Философия надежности
13
Каждый этап жизненного цикла машины вносит свою лепту в реше-
ние трудной задачи создания машины требуемого уровня надежности с
наименьшими затратами времени и средств.
Особое значение для создания высоконадежных машин имеет этап
расчета и проектирования изделия, когда закладываются все основные
технические характеристики машины.
При проектировании машины устанавливаются и обосновываются
необходимые требования к надежности, что обеспечивается за счет кон-
струкции и применяемых материалов. На этой стадии разрабатываются
методы защиты машины от различных вредных воздействий, рассмат-
риваются возможности автоматически восстанавливать утраченную
работоспособность, оценивается приспособленность машины к ремонту
и техническому обслуживанию.
При изготовлении (производстве) машины обеспечивается и контро-
лируется ее надежность, так как она зависит от качества изготовленных
деталей, методов контроля выпускаемой продукции, возможностей
управления ходом технологического процесса, от качества сборки ма-
шины и ее узлов, методов испытания и доводки и других показателей
технологического процесса.
При эксплуатации машины реализуется ее надежность, при этом она
зависит от методов и условий эксплуатации машины, принятой системы
ее ремонта, методов технического обслуживания, применяемых режи-
мов работы и других эксплуатационных факторов.
Методы повышения качества и надежности, имея общую для всех
машин направленность, обладают, как правило, теми или иными специ-
фическими особенностями в зависимости от конструкции, назначения и
тех требований, которые предъявляются к конкретному образцу.
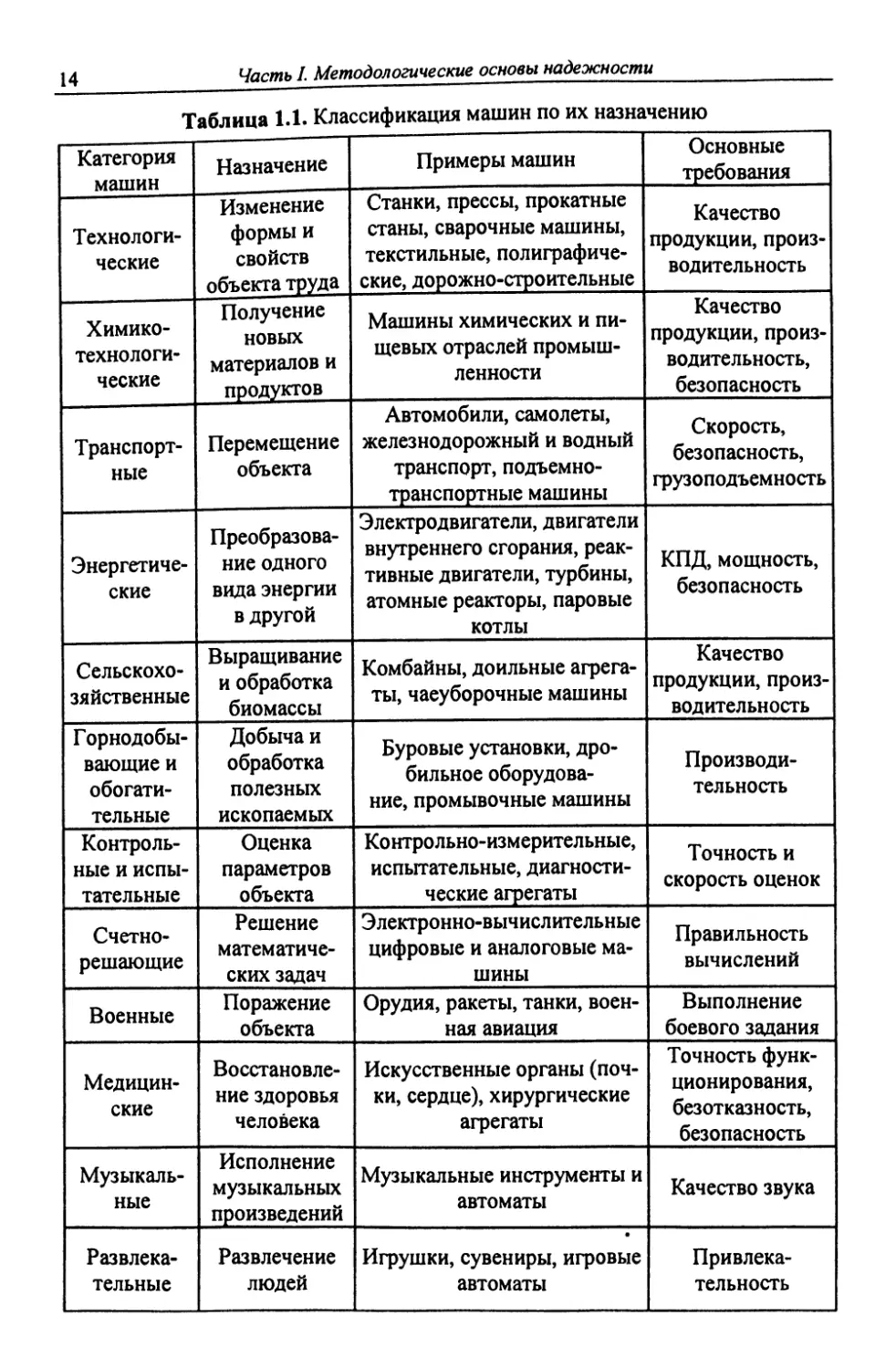
В табл. 1.1 приведена классификация машин по их назначению, в ко-
торой указаны также основные требования к их техническим характери-
стикам. Электронно-вычислительные машины включены в данную
классификацию условно, поскольку в этих устройствах «механические
движения» не являются основными для выполнения заданных функций.
Уровень надежности машины должен быть таким, чтобы при ее ис-
пользовании в любых, оговоренных техническими условиями (ТУ) си-
туациях не возникали отказы, т.е. не нарушалась ее работоспособность.
Кроме того, во многих случаях желательно, чтобы машина имела запас
надежности для повышения сопротивляемости экстремальным воздей-
ствиям, когда машина попадает в условия, не предусмотренные ТУ.
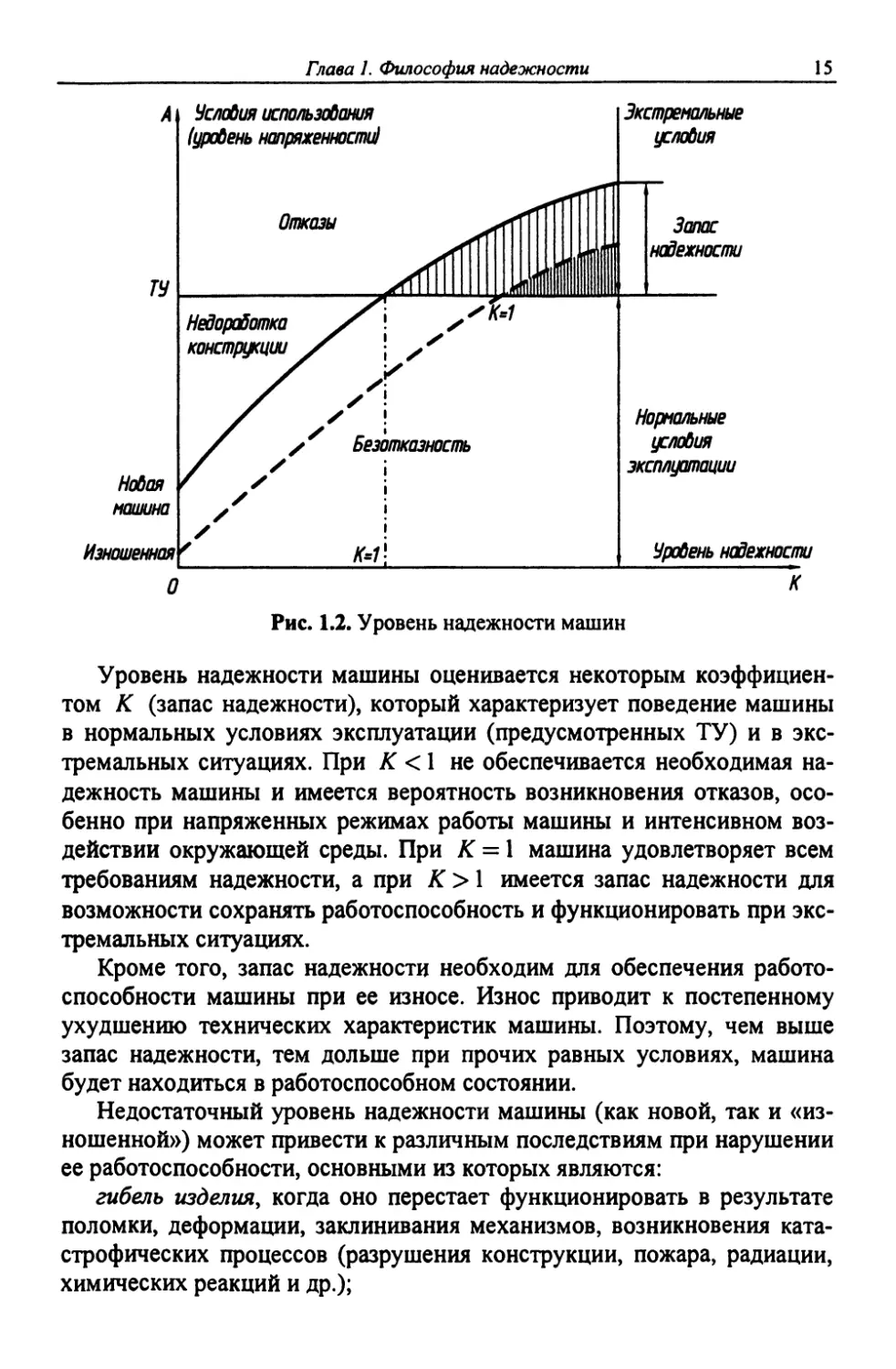
Не все машины обладают таким качеством. Характеристика машин
по достигнутому уровню надежности схематично показана на рис. 1.2.
14
Часть I. Методологические основы надежности
Таблица 1.1. Классификация машин по их назначению
Категория машин Назначение Примеры машин Основные требования
Технологи- ческие Изменение формы и свойств объекта труда Станки, прессы, прокатные станы, сварочные машины, текстильные, полиграфиче- ские, дорожно-строительные Качество продукции, произ- водительность
Химико- технологи- ческие Получение новых материалов и продуктов Машины химических и пи- щевых отраслей промыш- ленности Качество продукции, произ- водительность, безопасность
Транспорт- ные Перемещение объекта Автомобили, самолеты, железнодорожный и водный транспорт, подъемно- транспортные машины Скорость, безопасность, грузоподъемность
Энергетиче- ские Преобразова- ние одного вида энергии в другой Электродвигатели, двигатели внутреннего сгорания, реак- тивные двигатели, турбины, атомные реакторы, паровые котлы КПД, мощность, безопасность
Сельскохо- зяйственные Выращивание и обработка биомассы Комбайны, доильные агрега- ты, чаеуборочные машины Качество продукции, произ- водительность
Горнодобы- вающие и обогати- тельные Добыча и обработка полезных ископаемых Буровые установки, дро- бильное оборудова- ние, промывочные машины Производи- тельность
Контроль- ные и испы- тательные Оценка параметров объекта Контрольно-измерительные, испытательные, диагности- ческие агрегаты Точность и скорость оценок
Счетно- решающие Решение математиче- ских задач Электронно-вычислительные цифровые и аналоговые ма- шины Правильность вычислений
Военные Поражение объекта Орудия, ракеты, танки, воен- ная авиация Выполнение боевого задания
Медицин- ские Восстановле- ние здоровья человека Искусственные органы (поч- ки, сердце), хирургические агрегаты Точность функ- ционирования, безотказность, безопасность
Музыкаль- ные Исполнение музыкальных произведений Музыкальные инструменты и автоматы Качество звука
Развлека- тельные Развлечение людей Игрушки, сувениры, игровые автоматы Привлека- тельность
Глава 1. Философия надежности
15
Уровень надежности машины оценивается некоторым коэффициен-
том К (запас надежности), который характеризует поведение машины
в нормальных условиях эксплуатации (предусмотренных ТУ) и в экс-
тремальных ситуациях. При К < 1 не обеспечивается необходимая на-
дежность машины и имеется вероятность возникновения отказов, осо-
бенно при напряженных режимах работы машины и интенсивном воз-
действии окружающей среды. При К = 1 машина удовлетворяет всем
требованиям надежности, а при К > 1 имеется запас надежности для
возможности сохранять работоспособность и функционировать при экс-
тремальных ситуациях.
Кроме того, запас надежности необходим для обеспечения работо-
способности машины при ее износе. Износ приводит к постепенному
ухудшению технических характеристик машины. Поэтому, чем выше
запас надежности, тем дольше при прочих равных условиях, машина
будет находиться в работоспособном состоянии.
Недостаточный уровень надежности машины (как новой, так и «из-
ношенной») может привести к различным последствиям при нарушении
ее работоспособности, основными из которых являются:
гибель изделия, когда оно перестает функционировать в результате
поломки, деформации, заклинивания механизмов, возникновения ката-
строфических процессов (разрушения конструкции, пожара, радиации,
химических реакций и др.);
16 Часть I. Методологические основы надежности
снижение эффективности работы изделия, когда оно способно
функционировать, но с меньшими скоростями, КПД, производительно-
стью, мощностью, точностью и другими техническими характеристика-
ми, которые были достигнуты для новой неизношенной машины.
Первая категория последствий является недопустимой, она часто
связана не только с уровнем надежности изделия, но и с другими об-
стоятельствами, которые рассматриваются в проблеме безопасности.
Вторая категория последствий характерна для «нормального» функ-
ционирования большинства машин и технических устройств.
Поведение машины с позиций надежности связано с изменением во
времени тех ее «выходных» параметров, которые характеризуют назна-
чение и качество машины и должны находиться в установленных пре-
делах.
Оценка параметрической надежности машины и анализ причин и по-
следствий изменения ее технических характеристик в процессе дли-
тельной эксплуатации является фундаментом всей проблемы надежно-
сти.
1.2. Надежность машин и общечеловеческие проблемы
Проблема надежности внедряется в нашу жизнь и участвует в реше-
нии многих коренных проблем общества.
Задача обеспечения надежности и эффективности работы техниче-
ских устройств приближается по своей значимости к проблеме здоровья
(т.е. надежности) и образования (т.е. эффективности труда) людей. Раз-
ница, однако, в том, что человек - творение природы, его «конструк-
ция» и «автоматика» нам даны свыше и одинаковы у всех. А машины -
творения Человека, и их уровень развития, принцип действия, конст-
руктивное содержание так же разнообразны, как наши мысли и дейст-
вия. Человек-творец, создавая новые машины и технические устройства,
стремится не только к их совершенству, но и к их жизнеспособности, к
тому, чтобы в течение всего периода «жизни» каждой машины исполь-
зовались возможности, заложенные в ее конструкцию. В связи с этим
обеспечение высокого уровня надежности машин и различных изделий
становится одной из коренных проблем техники.
Если бы все машины были надежны, то изменились бы содержание
профессий и структура системы обслуживания, и можно было бы зна-
чительно сократить производство металла и смазочных веществ, не соз-
давать ремонтных предприятий, решить многие экологические пробле-
мы.
Ненадежность технических изделий наносит травмы обществу не
только при экстраординарных событиях - авариях, катастрофах, когда
Глава 1. Философия надежности
17
гибнут изделия и даже люди и нарушается ритм жизни, но и при обыч-
ных отклонениях от нормальной работы машин, к которым мы привык-
ли и приспособились.
Остановимся кратко на проблемах общества, связанных с надежно-
стью.
Надежность и затраты на восстановление работоспособности
машинного парка. Огромные средства затрачиваются в мире для того,
чтобы машинный парк находился в работоспособном состоянии. Созда-
ние ремонтных предприятий и заводов по изготовлению запасных час-
тей, применение многоцелевых служб по ремонту и техническому об-
служиванию машин, включая системы информации, транспортировки и
снабжения, - все это является следствием того, что машины теряют
свою работоспособность из-за процессов изнашивания, коррозии, уста-
лостного разрушения и других процессов, приводящих к «старению»
машины.
По разным источникам на ремонт и техническое обслуживание ма-
шин за все время их эксплуатации затрачивается в 5-10 раз больше
средств, чем на изготовление новых.
Как указывает П. Ван-Донкилаар [100; 176], «в индустриально разви-
тых странах приблизительно 4,5 % валового национального дохода тра-
тится на трение, износ и коррозию подвижных соединений технических
изделий. Это приводит к потерям сырьевых материалов и энергии об-
щей стоимостью в несколько сотен биллионов долларов ежегодно во
всем мире».
Особенно велики потери от недостаточной надежности уникальных
машин. При выходе их из строя по непредвиденным обстоятельствам
велика опасность трагических последствий для людей и окружающей
среды.
Поэтому все большее внимание во всем мире уделяется вопросам
эксплуатации и ремонта промышленных изделий.
Прогноз развития ведущих отраслей промышленности показывает,
что в XXI веке по большинству отраслей в сфере эксплуатации и ремон-
та будет занято до 80.. .90% всех трудовых ресурсов.
Эти данные, а также результаты многих исследований и анализов
показывают, что повышение надежности машин приведет к существен-
ному сокращению непроизводительных затрат.
Во многих случаях целесообразно увеличивать затраты на повыше-
ние надежности вновь создаваемой машины, чтобы существенно сокра-
тить затраты на ее ремонт и техническое обслуживание в процессе экс-
плуатации. Принятие таких решений требует специального анализа
(см. § 1.3).
18 Часть I. Методологические основы надежности_______
Надежность и эффективность труда. Последствия недостаточной
надежности машины связаны не только с необходимостью восстанавли-
вать ее работоспособность или заменять новой, но и с тем, что в этот
период она не выполняет своих функций. В результате нарушается ритм
производства, возможна остановка связанных с данной машиной других
механизмов и машин. Все это может привести к невыполнению опреде-
ленного задания и к снижению эффективности труда на данном произ-
водственном комплексе.
Как правило, с большими затратами времени и средств для восста-
новления работоспособности всего предприятия связан выход из строя
уникальных машин, таких, например, как мощные турбины, прокатные
станы, доменные печи, тяжелые краны. Ненадежная работа технологи-
ческого оборудования (металлорежущих станков, сварочных аппаратов,
термических печей) может привести к выпуску некачественной продук-
ции и к снижению количества изделий, выпускаемых в единицу време-
ни. Особенно это относится к автоматизированным системам, в которых
в единый комплекс связаны машины и агрегаты различного назначения,
но выполняющие общую задачу.
Эффективность работы таких систем непосредственно связана с
проблемой надежности.
Надежность и автоматизация. Одно из основных направлений по-
вышения эффективности работы машин - их автоматизация.
Машинный парк насыщается сложными высокоэффективными ма-
шинами-автоматами, автоматизированными комплексами и системами,
которые, с одной стороны, обеспечивают повышение технических ха-
рактеристик и сокращение ручного труда, с другой - требуют дополни-
тельных затрат на техническое обслуживание и ремонт. Если не добить-
ся существенного повышения качества и надежности изделий, эти за-
траты, и без того огромные, возрастут еще больше.
Автоматизация машины целесообразна лишь при многократном по-
вышении ее надежности.
Характерным примером может служить применение металлорежу-
щих станков с числовым программным управлением (ЧПУ) вместо
обычного универсального оборудования.
Благодаря автоматизации плотность работы станка с ЧПУ по време-
ни возрастает на порядок (в 8-10 раз по данным Бонетто). Возможности
станка воспринимать полезные нагрузки также возрастают примерно на
порядок, поскольку в многоцелевых станках в одной позиции выполня-
ются и финишные и черновые операции. Стоимость каждой минуты
простоя станка для его регулировки и подналадки в автоматизирован-
ном производстве существенно выше, чем в условиях цеха с универ-
сальными отдельно работающими станками. Поэтому применение стан-
Глава 1. Философия надежности
19
ков с ЧПУ эффективно в том случае, если их параметрическая надеж-
ность будет ориентировочно на три порядка выше, чем у обычного
станка.
Надежность и безопасность. Недостаточный уровень надежности
изделий приводит к большим экономическим потерям.
Но могут быть такие последствия ненадежности изделий, которые
нельзя оценить никакими экономическими показателями. Это гибель
людей в результате авиационных или других катастроф, отказы военной
техники в ответственные моменты, необратимые разрушения окру-
жающей среды. Достаточно вспомнить такие трагические события, как
авария на Чернобыльской атомной электростанции или гибель космиче-
ского корабля «Челленджер». В мире постоянно происходят многочис-
ленные аварии и катастрофы.
Например, статистика показывает, что ежегодно в мире происходит
около 1200 крупных аварий на судах. На дне мирового океана после
аварий находится более 50 ядерных боеголовок и более 10 ядерных ре-
акторов [9].
Безопасность функционирования машин - это комплексная пробле-
ма, которая включает вопросы, связанные с деятельностью человека, с
организацией труда, с социально-политической ситуацией (например,
возможность диверсии), с обученностью персонала, его дисциплиниро-
ванностью. Однако надежность машины, включая ее поведение в экс-
тремальных ситуациях, является одним из основных факторов в про-
блеме безопасности (см. § 15.4).
Надежность и экология. Нарушение работоспособности и выход из
строя технических устройств связаны не только с вопросами безопасно-
сти и экономическими затратами, но и оказывают непосредственное
влияние на окружающую среду и экологическую обстановку на нашей
планете.
Работа машин, когда их характеристики (например, КПД, состав вы-
хлопных газов, герметичность, динамические нагрузки, температура и
др.) выходят за допустимые пределы, когда осуществляется ремонт и
техническое обслуживание машин, особенно при непредвиденных об-
стоятельствах или при ликвидации последствий аварии, приводят к
вредным, часто разрушительным воздействиям на биосферу, на нежи-
вую природу, на атмосферу, на весь механизм взаимодействия в окру-
жающем нас мире.
Выбросы в атмосферу вредных веществ (автотранспорт, авиация,
металлургия), тепловые воздействия на окружающую среду, отбросы
смазочных материалов и износившихся деталей машин, последствия
аварий, особенно если это связано с радиоактивным заражением (аварии
на АЭС, на атомных подводных лодках), пожары, вызванные, например,
20
Часть 1. Методологические основы надежности
падением самолета, загрязнение океана нефтью при аварии танкера и
другие аналогичные события непосредственно зависят от уровня на-
дежности технических устройств.
Учитывая огромный машинный парк планеты, даже незначительные
воздействия на окружающую среду суммируются и порождают серьез-
ные проблемы, заставляют ужесточать требования к выходным пара-
метрам машин, не допускать нарушения установленных требований при
их эксплуатации, т.е. повышать параметрическую надежность машин.
Надежность и маркетинг. В проблеме создания конкурентоспособ-
ной продукции и отыскания наиболее эффективных путей ее сбыта су-
щественную роль играет уровень надежности поставляемых потребите-
лю машин.
Отказ машины в процессе использования, если даже это не приводит
к тяжелым последствиям, наносит серьезный моральный ущерб фирме-
изготовителю и подрывает доверие к ней.
При отказах машин в процессе их эксплуатации или хранения фир-
мы-изготовители или специальные организации вынуждены создавать
разветвленную сеть технического обслуживания и аварийного ремонта с
соответствующей информационной системой, добиваясь максимального
удовлетворения разнообразных запросов потребителя.
Чем выше гарантированный изготовителем уровень надежности ма-
шины, тем, при прочих равных условиях, большей конкурентоспособ-
ностью она будет обладать.
Таким образом, проблема надежности активно внедряется во все
сферы человеческой деятельности, устанавливает свои требования и
ограничения к уровню надежности создаваемых машин.
1.3. Экономический аспект надежности
Принятие решения о необходимости повышения достигнутого уров-
ня надежности машины должно опираться на экономический анализ.
Современный уровень развития техники позволяет достичь практически
любых показателей качества и надежности изделия. Все дело заключа-
ется в затратах для достижения поставленной цели.
Всегда имеется широкий диапазон самых разнообразных возможно-
стей по повышению достигнутого уровня надежности машины за счет
изменения ее конструкции, применения более качественных материа-
лов, выбора различных вариантов технологического процесса и исполь-
зования специальных методов, повышающих надежность изделий, при-
менения той или иной системы ремонта и технического обслуживания
машин и т.п.
Глава 1. Философия надежности
21
Сделанные затраты на эти мероприятия могут быть столь высоки,
что эффект от повышенной надежности объекта не возместит их, и сум-
марный результат от проведенных мероприятий будет отрицательным.
Конечно, очень многое зависит от целесообразности принимаемых
решений. Часто мероприятия по повышению надежности могут и не
требовать существенных затрат, поскольку наука и практика подсказы-
вают рациональные решения.
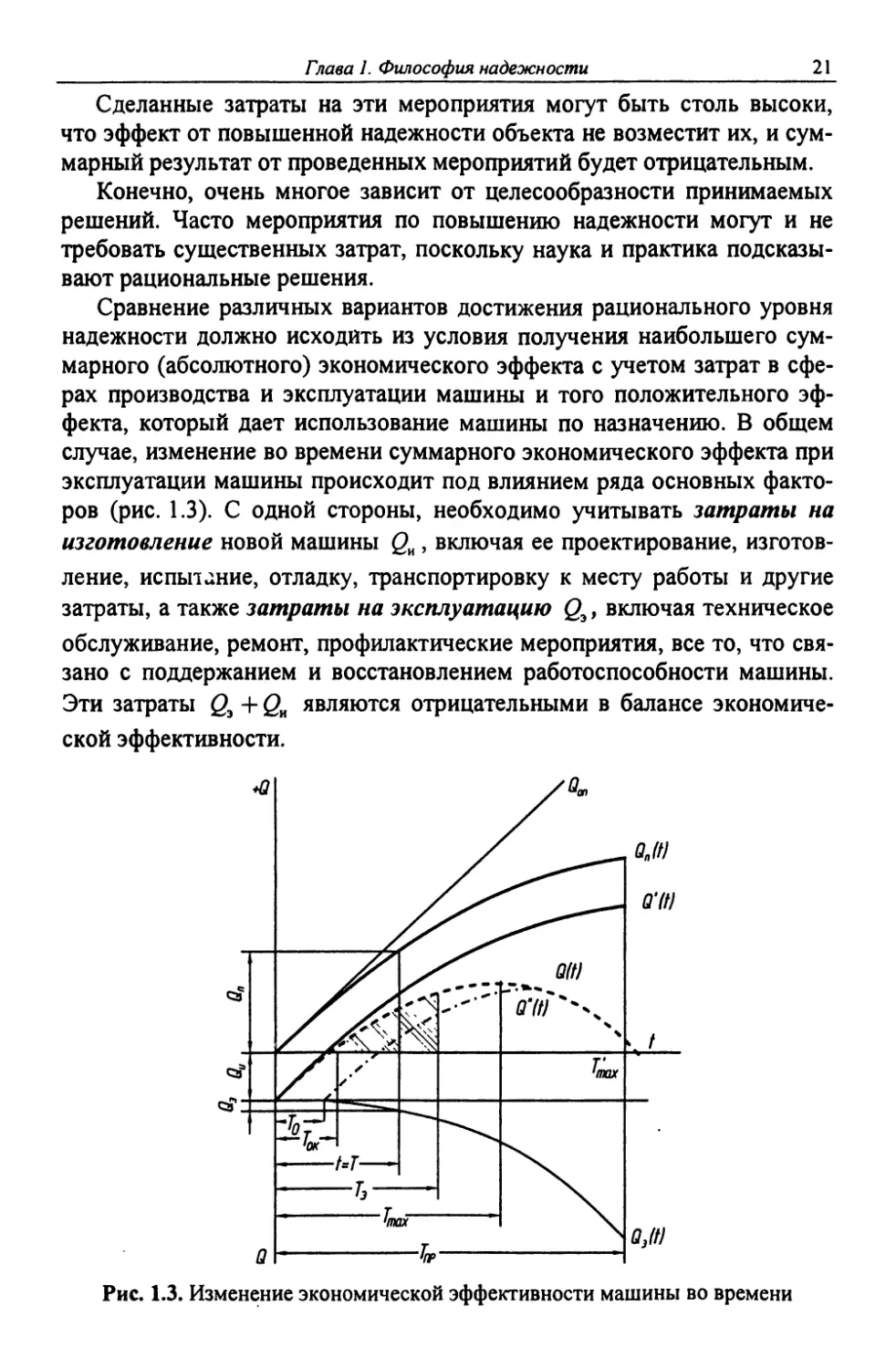
Сравнение различных вариантов достижения рационального уровня
надежности должно исходить из условия получения наибольшего сум-
марного (абсолютного) экономического эффекта с учетом затрат в сфе-
рах производства и эксплуатации машины и того положительного эф-
фекта, который дает использование машины по назначению. В общем
случае, изменение во времени суммарного экономического эффекта при
эксплуатации машины происходит под влиянием ряда основных факто-
ров (рис. 1.3). С одной стороны, необходимо учитывать затраты на
изготовление новой машины <2И, включая ее проектирование, изготов-
ление, испытание, отладку, транспортировку к месту работы и другие
затраты, а также затраты на эксплуатацию Q3, включая техническое
обслуживание, ремонт, профилактические мероприятия, все то, что свя-
зано с поддержанием и восстановлением работоспособности машины.
Эти затраты Q3 4- QK являются отрицательными в балансе экономиче-
ской эффективности.
Рис. 1.3. Изменение экономической эффективности машины во времени
22_____________Часть I. Методологические основы надежности______
С другой стороны, работа машины дает положительный экономи-
ческий эффект Qn (прибыль) в зависимости от ее целевого назначения,
например, для технологического оборудования - в результате выпуска
продукции, для транспортных машин - при перевозке грузов, для двига-
телей - как следствие преобразования энергии и т.п.
Изменение затрат на эксплуатацию 2Э имеет тенденцию возраста-
ния в функции времени, так как старение отдельных элементов машины
и ухудшение ее технических характеристик приводит к необходимости
вкладывать все большие средства для восстановления утрачиваемых
свойств.
Получение прибыли Qn от работы машины имеет тенденцию к
уменьшению во времени, поскольку более частые простои машины в
ремонте и при техническом обслуживании снижают ее производитель-
ность. Поэтому кривая суммарной экономической эффективности Q(t)
имеет максимум и два раза пересекает ось абсцисс t:
е(о=а(о-[е„+а(о]. а.п
Ординаты этой кривой показывают, какой экономический эффект с
учетом затрат на приобретение и эксплуатацию машины получен в каж-
дый данный период времени при ее использовании по назначению.
Первый период работы машины до пересечения кривой Q(t) с осью
абсцисс, когда gn = Q3 4- gH, будет сроком окупаемости t = Tw, когда
машина при эксплуатации возвратила затраты, вложенные в нее при
изготовлении. Начиная с этого момента, при t>T0K работа машины
начинает давать доход. Однако прирост полученного эффекта посте-
пенно снижается из-за возрастания эксплуатационных затрат и остано-
вок машины для ремонта и технического обслуживания.
При t > Tmax машину эксплуатировать нецелесообразно, поскольку
затраты на ее ремонт и техническое обслуживание превосходят ту при-
быль, которую получают от ее использования.
Длительность экономически целесообразной эксплуатации машины
- Т3 < Гтах и определяется принятым значением предельно допустимой
,, dQ
интенсивности прироста эффективности —.
dt
Если бы машина была абсолютно надежна и не требовала затрат
времени и средств на восстановление утраченных свойств или на их
сохранение, то продолжительность использования машины ограничива-
лась бы только ее моральным износом. Реально линейная зависимость
Глава I. Философия надежности 23
экономической эффективности от времени (кривая £?оп) наблюдается
лишь в первый период эксплуатации машины, пока не проявились про-
цессы старения.
Для многих машин можно проводить ремонт и техническое обслу-
живание в перерывах между периодами использования машины по на-
значению. Например, можно осуществлять эти мероприятия для техно-
логического оборудования в ночную смену, для транспортных машин -
между рейсами и т.п.
В этом случае функция Qn(t) становится линейной или близкой к
ней, так как работа машины не прерывается для проведения техниче-
ского обслуживания, а кривая суммарной экономической эффективно-
сти Q'(f) отражает более высокие показатели, чем для Q(t). Однако
такое решение возможно лишь для некоторых типов машин и методов
их эксплуатации.
Зависимость Qf(f) также имеет максимум но при больших,
чем для Q(i ) значениях t.
>
Использование машины при t > Tmax возможно в том случае, если ее
работа необходима для выполнения определенного задания или для по-
лучения суммарного экономического эффекта от сложной системы,
элементом которой она является, а возможностей для ее замены на бо-
лее эффективную машину нет.
При втором пересечении оси абсцисс кривой Q(t) при t = Taf на-
ступает предельное с экономических позиций состояние машины, когда
вся прибыль, полученная от эксплуатации, израсходована на поддержа-
ние ее работоспособности.
Кривая суммарного экономического эффекта как функция времени
Q(t) является основной характеристикой для оценки целесообразности
использования данной машины по назначению.
При прочих равных условиях желательно находить решения, обес-
печивающие наибольшие значения Q(f) при заданной длительности
эксплуатации машины t = Т3.
С позиции надежности при создании новой машины необходимо
решить следующие экономические вопросы:
• о рациональном распределении затрат между проектированием и
производством новой машины и ее эксплуатацией;
• о соотношении средств, идущих на повышение технических ха-
рактеристик машины и на повышение ее надежности;
• об установлении периода освоения нового образца машины.
24
Часть I. Методологические основы надежности
Более высокая надежность достигается, как правило, за счет допол-
нительных затрат.
Показателем «цены надежности» может служить сумма затрат, свя-
занных с изготовлением и эксплуатацией машины, отнесенная к дли-
тельности целесообразной ее эксплуатации
_ Си + &
Т3
(1.2)
где Ку - показатель цены надежности (удельные суммарные затраты),
руб./ч; би ” стоимость изготовления новой машины, руб.; Q3 - сум-
марные затраты на эксплуатацию, ремонт и обслуживание машины,
руб.; Т3 - длительность целесообразной эксплуатации машины, ч.
Следует стремиться к минимальному значению этого показателя за
счет рационального распределения капиталовложений между сферой
производства и сферой эксплуатации.
Соотношение между затратами на изготовление и эксплуатацию ма-
шины характеризуется коэффициентом эксплуатационных издержек:
к _ Q.
ЛХ,.., —------
е„+а
(1.3)
В большинстве случаев более выгодно вкладывать средства в повы-
шение надежности при создании новой машины и сокращать затраты на
ремонт и техническое обслуживание.
Таким образом, высоконадежную машину целесообразно создавать
не только по требованиям безотказности и престижности, но и с пози-
ции экономической эффективности.
При увеличении затрат на изготовление новой машины надо решить
вопрос, какую долю этих средств следует использовать для повышения
технических характеристик и какую - на повышение надежности.
Если все дополнительные средства направить на повышение техни-
ческих характеристик машины, то ее потенциальные возможности по
получению высокой прибыли возрастут (угол наклона прямой боп уве-
личится - см. рис. 1.3), однако, из-за низкой надежности, поскольку ин-
тенсивность работы машины возросла, суммарный экономический эф-
фект от ее использования будет, как правило, низок.
Если дополнительные средства вложить только на повышение каче-
ства и надежности машины, эффективность ее использования повысится
по сравнению с прототипом, но возможности получения высокой при-
_____________________Глава 1. Философия надежности______________25
были будут ограничены, так как технические характеристики не изме-
нились.
Поэтому, при создании новой машины вложение средств должно ид-
ти одновременно на повышение и технических характеристик, и надеж-
ности. В этом случае будет получен наибольший суммарный экономи-
ческий эффект (кривая 0'(г), для которой > Гтах).
Нахождение рационального соотношения между затратами на по-
вышение технического уровня и надежности машины осуществляется
на основе специальных экономических расчетов и, в первую очередь, с
применением функционально-стоимостного анализа [53].
Чем выше технические характеристики машины, тем актуальнее
проблема повышения ее надежности.
Существенное значение для получения максимальной прибыли от
эксплуатации машины имеет также длительность цикла создания новой
модели. Если при той же экономической характеристике анало-
гичная машина начала использоваться позже на время То, то на рис. 1.3
это означает сдвиг кривой Q(t} на величину То по оси t - кривая
Через промежуток времени t = T производитель, сокративший
время на проектирование и запуск в производство новой машины, будет
гарантировать потребителю значительно большую прибыль. Кроме то-
го, будут накапливаться данные о фактической надежности машины в
реальных условиях ее использования. Поэтому производитель сможет
раньше приступить к разработке новой модели или модернизации суще-
ствующей, опережая конкурентов в борьбе за рынок сбыта.
Время создания и освоения новых моделей в сильной степени связа-
но с развитием методов прогнозирования надежности на стадии проек-
тирования и испытания на надежность опытных образцов машины.
Таким образом, экономика и надежность тесно связаны на всех ста-
диях жизненного цикла машины.
1.4. Предмет и методология надежности
Надежность, внедряясь в различные сферы человеческой деятельно-
сти, использует разработки многих отраслей знаний. Вместе с тем, она
является самостоятельным научным направлением со своими принци-
пами и методологией.
Широко известны такие труды по надежности, как [5;31 ;83;85;97;
111;163;174;187;192;193] и др. Поэтому необходимо очертить тот крут
вопросов, который входит в компетенцию надежности, сформулировать
ее основные признаки и особенности.
26
Часть I. Методологические основы надежности
Надежность, как всякая новая отрасль науки, переживает период ди-
намического развития со всеми присущими переходному этапу откло-
нениями, колебаниями и открытиями в поисках верных решений.
В условиях интенсивного развития машиностроения практика с ее
разнообразными запросами в области проектирования, производства и
эксплуатации машин ставит перед наукой о надежности новые задачи,
связанные, например, с прогнозированием, с методами испытания на
надежность, с оптимизацией конструкции по критериям качества и на-
дежности.
Наука, реагируя на эти запросы практики, привлекает различные об-
ласти знаний, модернизирует существующие теории и положения,
предлагает новые математические модели. Поэтому часто возникает
вопрос о содержании и методах раздела науки, который относится к
надежности машин.
Где граница между проблемами надежности и задачами смежных
наук? Что является главным содержанием науки о надежности? Какие
основные направления и тенденции развития характерны для нее?
Анализ существующих воззрений, монографий, читаемых курсов го-
ворит о том, что не всегда имеется четкая точка зрения по этим вопро-
сам. Часто до гипертрофических размеров развивается одна из областей
теории надежности без учета пропорций всего комплекса знаний, необ-
ходимых для решения поставленных задач. Иногда под рубрикой на-
дежности рассматриваются вопросы, имеющие к ней лишь косвенное
отношение.
Вместе с тем, как бы разнообразны не были машины и условия их
работы, формирование показателей надежности происходит по общим
законам, подчиняется единой логике событий, и раскрытие этих связей
является основой для оценки, расчета и прогнозирования надежности, а
также для построения рациональных систем производства, испытания и
эксплуатации машин.
Наука о надежности изучает закономерности изменения пока-
зателей качества изделий с течением времени, и на основании этого
разрабатываются методы, обеспечивающие с наименьшими затра-
тами времени и средств необходимую продолжительность и безот-
казность работы технических устройств.
Следует подчеркнуть, что вопросы достижения определенного уров-
ня показателей качества машин - их точности, мощности, КПД, произ-
водительности и других - рассматривают, как правило, отраслевые нау-
ки, а «надежность» рассматривает процесс изменения этих показателей
с течением времени.
Исторически наука и исследования в области надежности развива-
лись по двум основным направлениям.
Глава I. Философия надежности
27
Первое направление, которое возникло в радиоэлектронике, связано
с развитием математических методов оценки надежности, особенно
применительно к сложным системам, со статистической обработкой
эксплуатационной информации, с разработкой методов, обеспечиваю-
щих высокий уровень надежности, в первую очередь, за счет оптимиза-
ции структуры сложной системы.
Второе направление, которое возникло в машиностроении, связано с
изучением физики процессов старения (изнашивания, усталостного раз-
рушения, коррозии и др.), с разработкой соответствующих методов рас-
чета на долговечность, с применением технологических приемов, обес-
печивающих необходимую надежность машины.
Следующий этап развития науки о надежности отражает процесс
взаимного слияния этих двух направлений, перенесение рациональных
идей из одной области в другую и формирование на этой основе единой
науки о надежности изделий.
Для выработки правильных методов при разработке различных ас-
пектов проблемы надежности в основу должен быть положен философ-
ско-методологический подход, объясняющий, почему технические уст-
ройства не могут функционировать идеально.
В первую очередь, необходимо ответить на вопрос: является ли обя-
зательным процессом потеря машиной с течением времени своих на-
чальных характеристик. Иными словами, не лучше ли создавать абсо-
лютно надежные машины, чем изучать их ненадежность?
Классические науки, например механика, при исследовании машин и
механизмов идеализировали те условия, в которых протекает их работа.
Ошибки при функционировании машины, вызванные износом звеньев,
температурными деформациями, несовершенством применяемого мате-
риала, технологическими факторами и т.д., рассматривались как откло-
нения от совершенной машины, как нежелательные, а, главное, - необя-
зательные явления.
Современная наука, особенно кибернетика, по-иному рассматривает
ошибки любой системы: ошибки и неточности выполнения машиной
заданной программы являются естественным свойством любой реаль-
ной системы. Следовательно, надо не закрывать глаза на несовершенст-
во работы машин, не считать противоестественными их неисправности
и неточности в работе, а рассматривать источники и причины вредных
воздействий, изучать реакцию машины на эти воздействия, создавать
такие системы, которые могли бы успешно выполнять заданные функ-
ции в различных условиях эксплуатации.
При этом должны учитываться и физика явлений, и вероятностная
природа этих процессов, и статистические вариации характеристик ис-
следуемых объектов, и широкий диапазон тех задач, которые выполня-
28
Часть 1. Методологические основы надежности
ют технические устройства. Сложность всех этих явлений привела к
тому, что для решения вопросов надежности широко применяют мето-
ды математической статистики, и они дали много положительных и эф-
фективных результатов.
Однако статистика делает свои выводы на основе уже совершивших-
ся событий, а надежность должна предсказать, что произойдет с новым,
в настоящее время удовлетворяющим нас изделием. Поэтому методоло-
гическая база решения проблемы надежности - это методы прогноза
возможных изменений на основе изучения физики процессов старения с
их стохастической природой. Несовершенство чисто статистических
методов теории надежности заключается в том, что закономерности,
необходимые для оценки надежности изделия, получают непосредст-
венно из опыта как результат анализа массовых событий. Такими собы-
тиями, которые подчиняются тем или иным статистическим закономер-
ностям, являются отказы функционирующих объектов.
Поэтому эти методы непригодны для оценки надежности изделия не
только на стадии проектирования, но и при наличии опытного образца
или при работе неизношенных машин.
В настоящее время все большие позиции завоевывает методический
подход, базирующийся на разработке моделей параметрической надеж-
ности, в которых формализуется процесс изменения во времени работо-
способности машины. Вероятностные характеристики этого процесса
могут быть спрогнозированы на ранних стадиях создания машины.
Поэтому основными особенностями научного аспекта проблемы на-
дежности машин являются:
• учет фактора времени, поскольку оценивается изменение началь-
ных характеристик машины в процессе ее эксплуатации;
• сочетание вероятностных методов с закономерностями физиче-
ских процессов;
• прогнозирование возможного изменения состояния объекта при
его использовании;
• установление связи надежности машины с показателями ее каче-
ства и работоспособности.
Остановимся кратко на содержании теоретических основ науки о на-
дежности машин.
Как всякая прикладная отрасль знаний наука о надежности исполь-
зует математические и естественные науки, те их разделы и теоретиче-
ские разработки, которые способствуют решению поставленных задач.
Математические методы теории надежности получили в настоящее
время достаточно широкое развитие и дают инженеру большие возмож-
ности для удовлетворения разнообразных запросов практики.
Глава 1. Философия надежности
29
Дня решения задач надежности используются теория вероятностей,
математическая статистика, теория случайных процессов, теория ин-
формации, методы теории автоматического управления, теория массо-
вого обслуживания и другие разделы прикладных математических наук.
Второй теоретической основой надежности являются результаты тех
естественных наук, которые изучают физико-химические процессы раз-
рушения, старения и изменения свойств материалов, из которых изго-
товлены машины или которые необходимы для их функционирования
(топливо, смазочные материалы).
Сюда относятся науки, изучающие механические виды разрушения
материалов (например, сопротивление материалов), изменения, проис-
ходящие в поверхностных слоях материалов (трибология), химические
процессы разрушения в материалах (коррозия металлов, старение) и др.
Основной особенностью исследований, связанных с изучением ма-
териалов и направленных на решение задач надежности, является нахо-
ждение временных закономерностей процессов старения.
Если учесть, что для многих современных машин характерен не
только широкий диапазон скоростей и нагрузок, но и воздействие кор-
розионно-агрессивных сред, высоких и низких температур, наличие ва-
куума, электромагнитных влияний, ядерных облучений и других воз-
действий, то нахождение закономерностей протекания процесса разру-
шения должно базироваться на применении методов физико-хими-
ческой механики материалов и физики твердого тела.
Для машиностроения при решении задач надежности все большую
роль начинает играть механика и особенно ее раздел «теория механиз-
мов и машин». Традиционные задачи, решаемые методами механики,
хорошо развитыми и математизированными, могут быть трансформиро-
ваны и для нужд надежности. Нагрузки как статические, так и динами-
ческие претерпевают изменения в процессе длительной эксплуатации
машины. Например, из-за износа сопряжения или деформации системы,
реакции в опорах перераспределяются, эпюры давлений в сопряжениях
изменяют свою форму, динамические нагрузки, особенно при увеличе-
нии зазоров в парах, возрастают, изменяются силы трения и, в результа-
те всего этого, системы сил, действующие на новую и уже проработав-
шую машину, отличаются друг от друга.
Изучение всех этих явлений приводит к возникновению нового раз-
дела механики - динамики медленных процессов, когда должна более
глубоко изучаться постепенная трансформация системы сил, дейст-
вующих на машину с учетом тех изменений, которые происходят в ма-
шине в процессе ее старения.
Основную роль должна играть механика и при оценке степени влия-
ния одних элементов машины на другие, особенно в сложных механиз-
30
Часть I. Методологические основы надежности
мах. Применение методов механики для оценки надежности машин
должно также учитывать вариации размеров и свойств отдельных при-
меняемых элементов. Поэтому вторжение в расчеты машин и механиз-
мов вероятностных методов с учетом не только номинальных значений,
но и дисперсии размеров, а также дисперсии силовых и кинематических
параметров - характерное направление современной механики. К этим
задачам тесно примыкает технологический аспект надежности, особен-
но с позиции точности изготовления и сборки составных частей маши-
ны, поскольку именно технология ответственна за отклонение началь-
ных параметров машины от идеальных.
Разработка различных методов оценки показателей надежности,
особенно на ранних стадиях создания машин с учетом специфики их
конструкции, назначения и условий эксплуатации, является основным
содержанием и целью теории надежности машин.
Теория надежности позволяет решать следующие основные задачи.
На этапе проектирования - расчет сроков службы основных эле-
ментов машины (по износу, усталостной прочности), прогнозирование
надежности машины по ее выходным параметрам, анализ вариантов и
выбор рациональной конструкции по показателям надежности, оценка
оптимальных режимов работы и области применения машины с учетом
заданного периода сохранения работоспособности.
На этапе создания нового образца - создание системы управления
качеством и надежностью, обеспечение надежности технологического
процесса изготовления деталей и узлов машины, разработка методов
испытания образцов машин по параметрам качества и надежности.
На этапе эксплуатации - разработка рациональной системы техни-
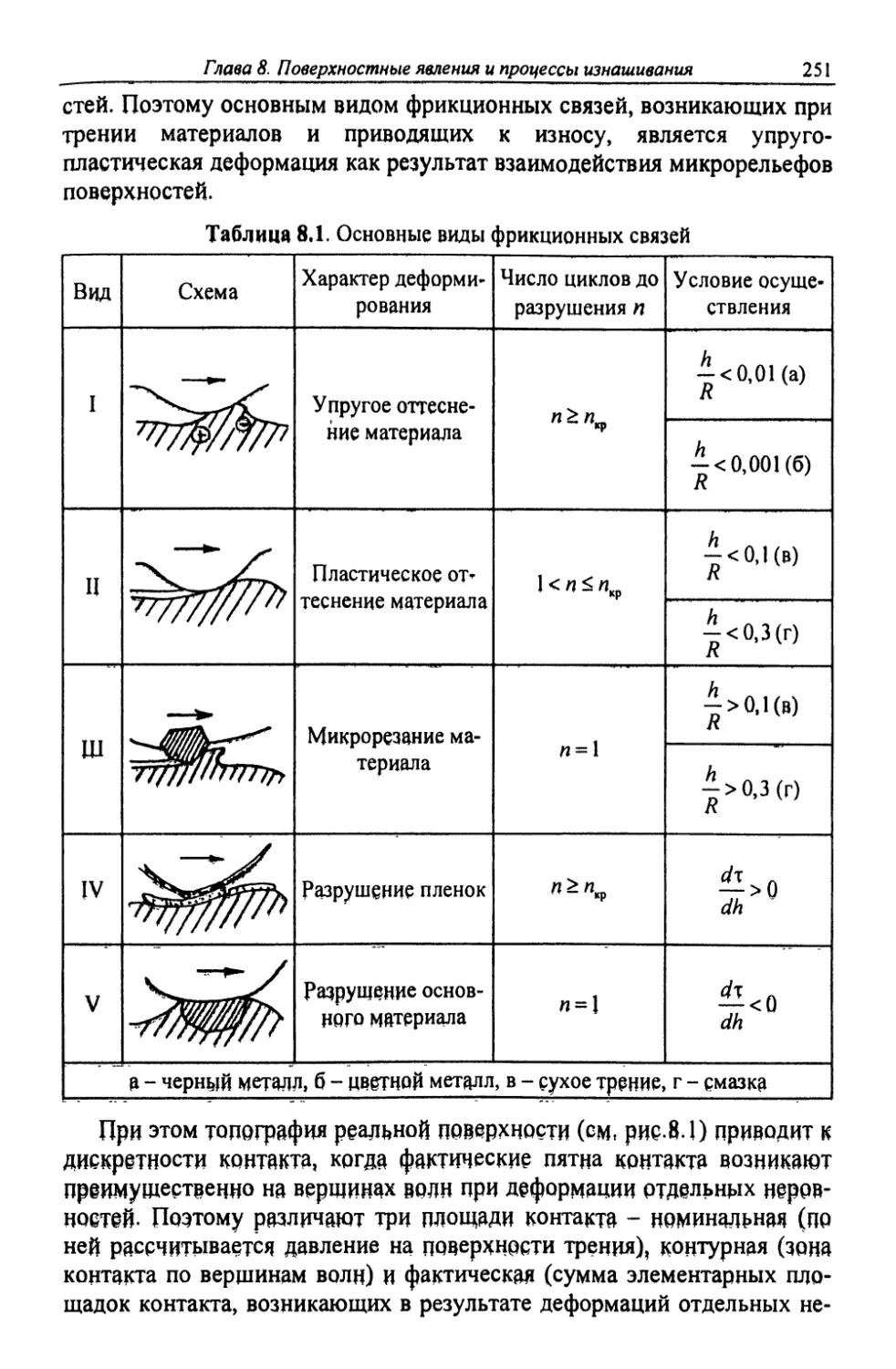
ческого обслуживания и ремонта машины, создание методов и средств
для диагностирования состояния машины в процессе эксплуатации, соз-
дание информационной базы данных о надежности машины и ее эле-
ментов.
Эффективность мероприятий, проводимых для повышения надежно-
сти данной машины, в сильной степени зависит от научной базы, от
правильности общего методологического подхода, от системности ме-
роприятий, которые должны охватывать все стороны сложных процес-
сов и явлений, определяющих оптимальные пути достижения конечного
результата - получения требуемого уровня надежности выпускаемого
изделия.
1.5. Машина во взаимодействии с окружающей средой
Показатели надежности зависят от тех условий, в которых эксплуа-
тируется машина, и от режимов ее работы.
_____________Глава 1. Философия надежности_____________31
Любая машина, выполняя возложенные на нее функции
(см. табл. 1.1), воспринимает различные воздействия от окружающей
среды и от осуществляемых ею рабочих процессов, связанных с назна-
чением машины.
Окружающая среда оказывает существенное влияние на работу тех
машин, которые функционируют вне заводских помещений и имеют
непосредственный контакт с атмосферой или иной средой. Особенно
широк диапазон внешних условий для транспортных машин, функцио-
нирующих в различных климатических зонах. Так, известно, что даже в
равнинных условиях центральной европейской части нашей страны ат-
мосферное давление изменяется в диапазоне от 720 до 790 мм рт. ст., а в
высокогорных условиях может доходить до 400...450 мм рт. ст. Темпе-
ратура воздуха на земле имеет диапазон изменения 220...320 К. Ско-
рость ветра доходит до 20...30 м/с и более, причем возможны различ-
ные направления по отношению к изделию.
Машины, эксплуатация которых происходит в стационарных усло-
виях, также воспринимают разнообразные нагрузки, имеют непостоян-
ные циклы работы, испытывают воздействие от соседних машин и агре-
гатов.
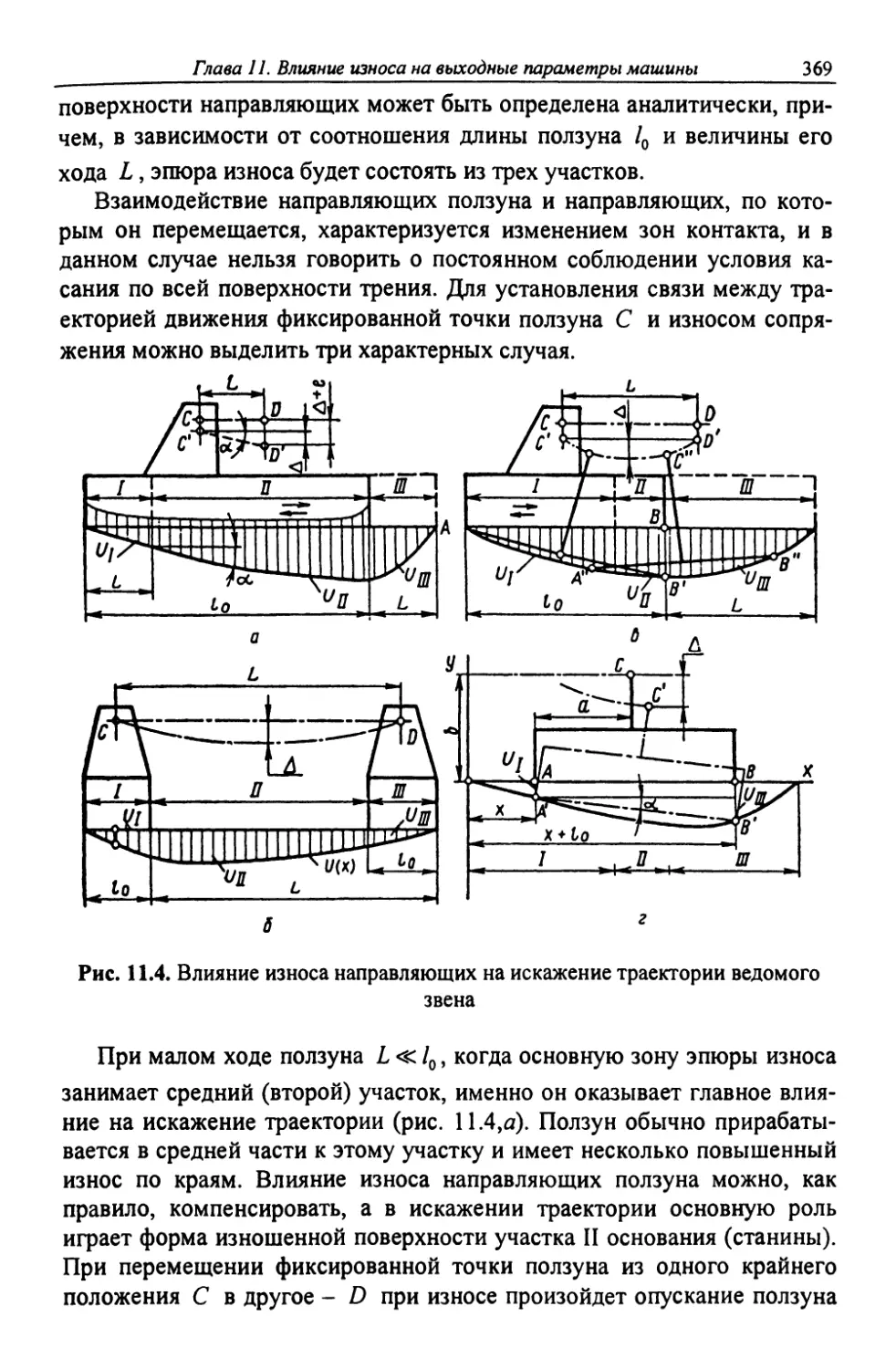
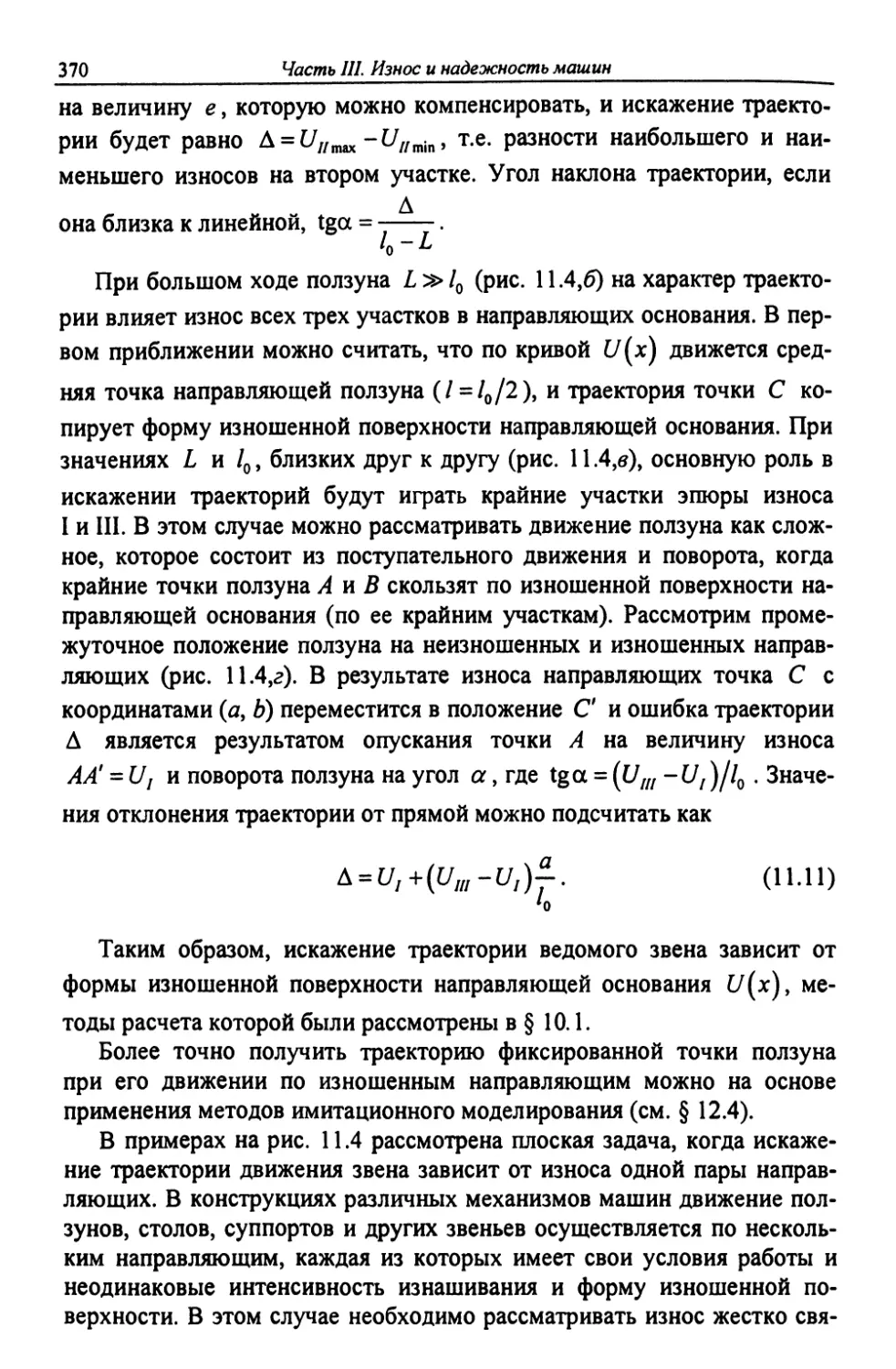
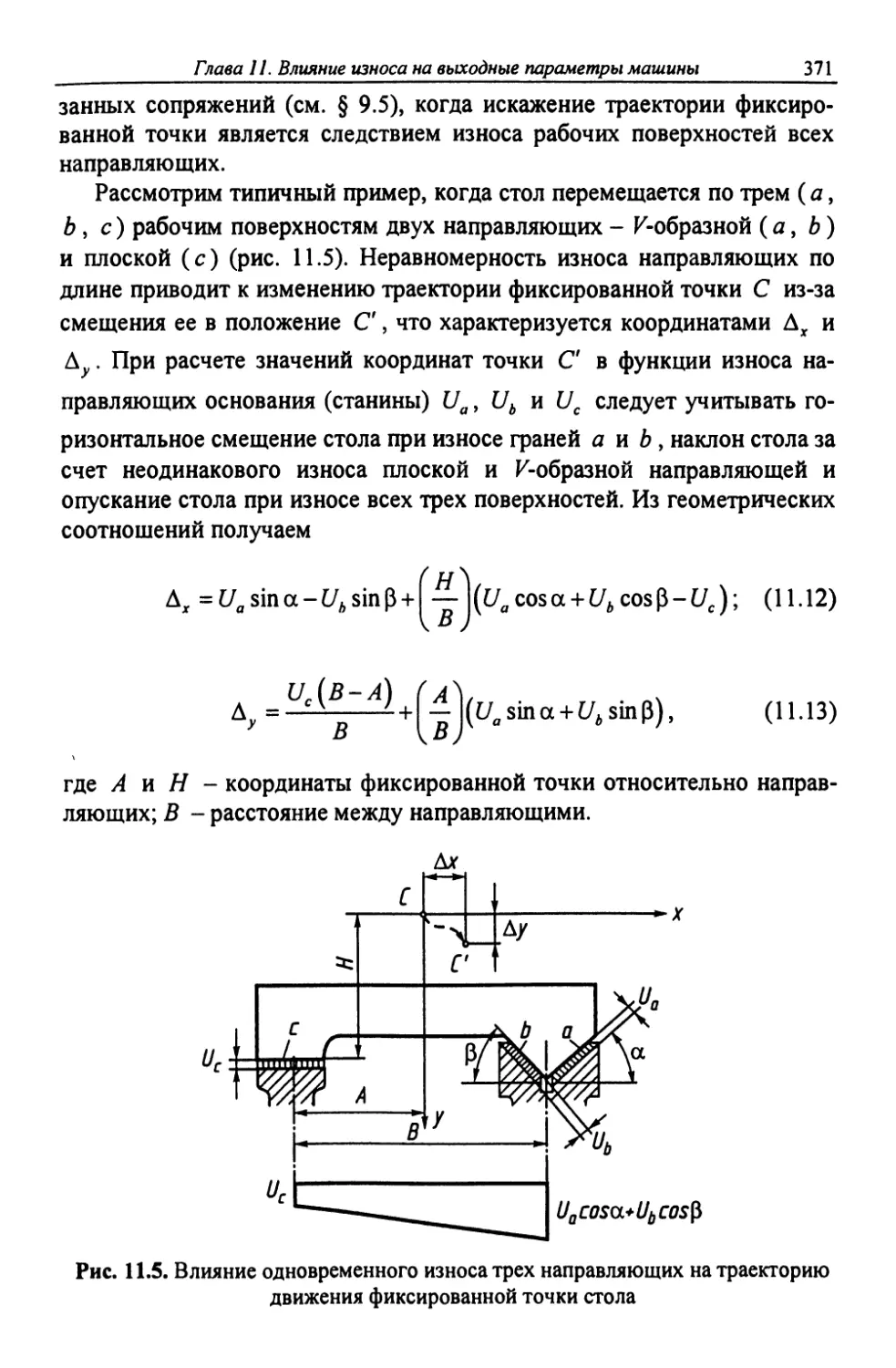
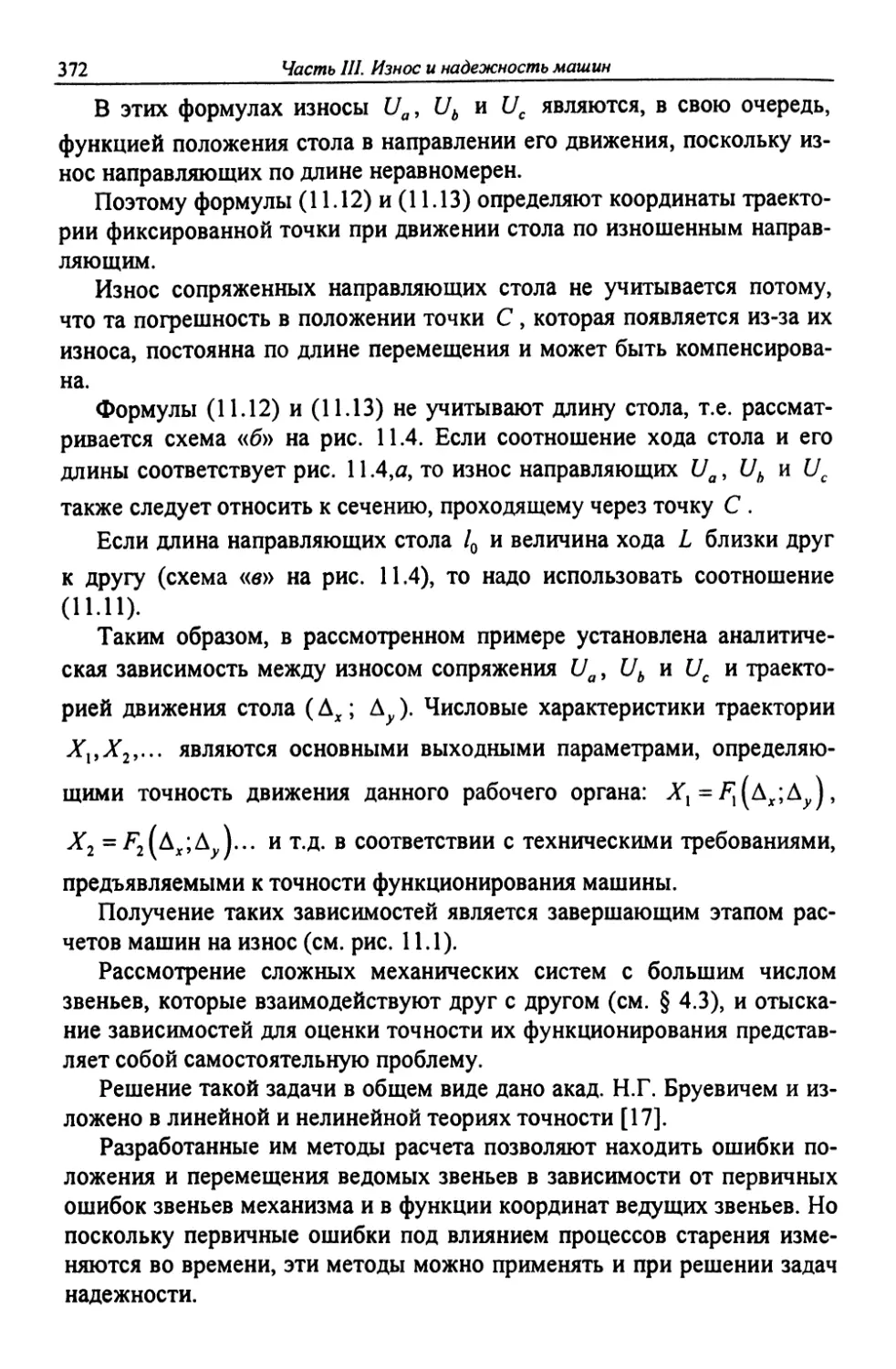
Часто в технических условиях на эксплуатацию оговариваются кате-
гории возможных условий работы машины и вводятся относительные
коэффициенты, характеризующие интенсивность внешних воздействий.
Например, для морских судов все географические зоны делятся на че-
тыре района, для землеройных машин учитываются категории грунта,
для металлорежущих станков рассматриваются легкие, средние или тя-
желые условия эксплуатации в зависимости от обрабатываемых мате-
риалов и т.п.
При решении разнообразных задач надежности необходимо, в пер-
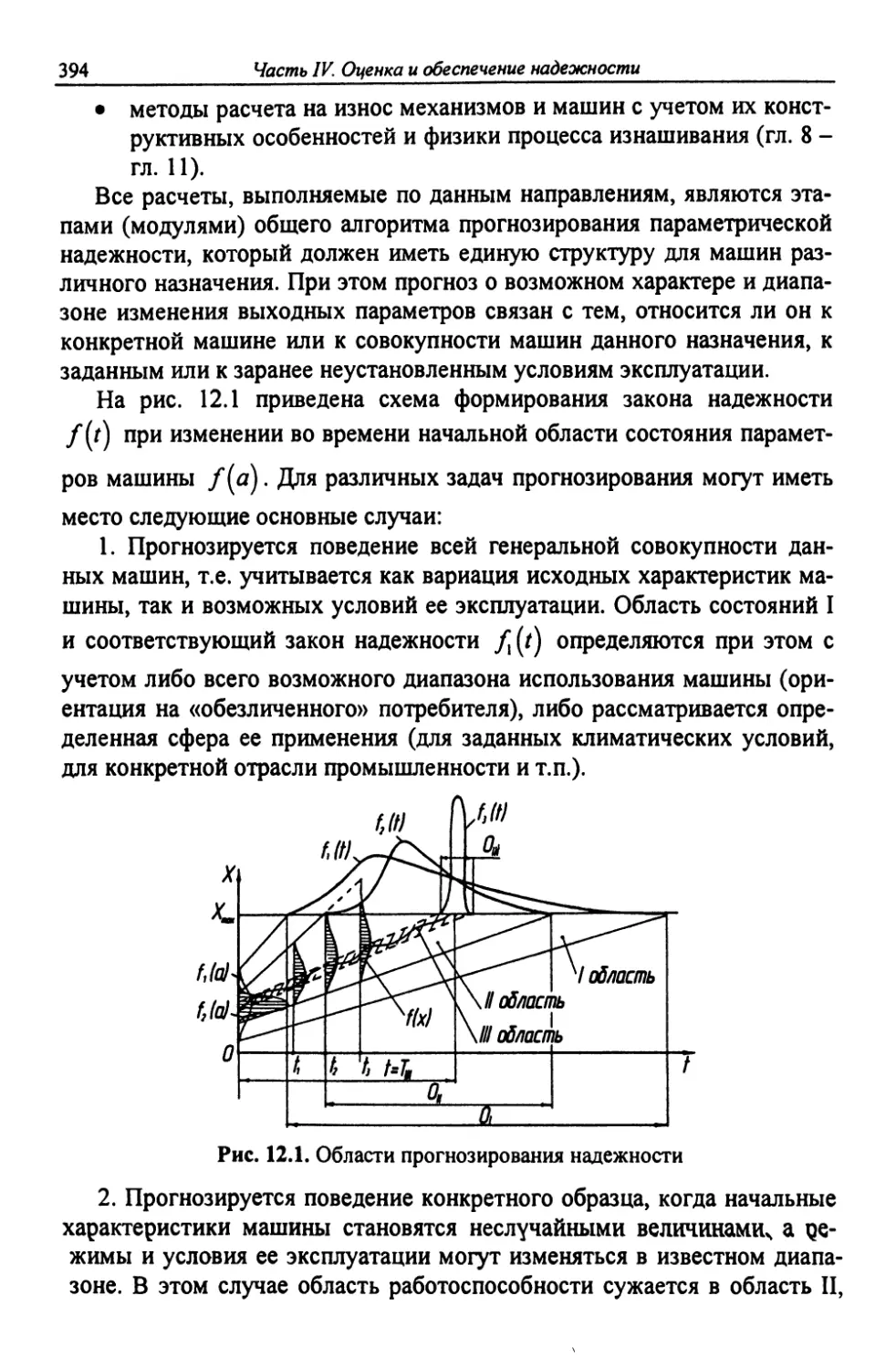
вую очередь, установить, как будет вести себя машина при выполнении
своих функций и во взаимодействии с окружающей средой, в результате
каких причин будут постепенно изменяться ее технические характери-
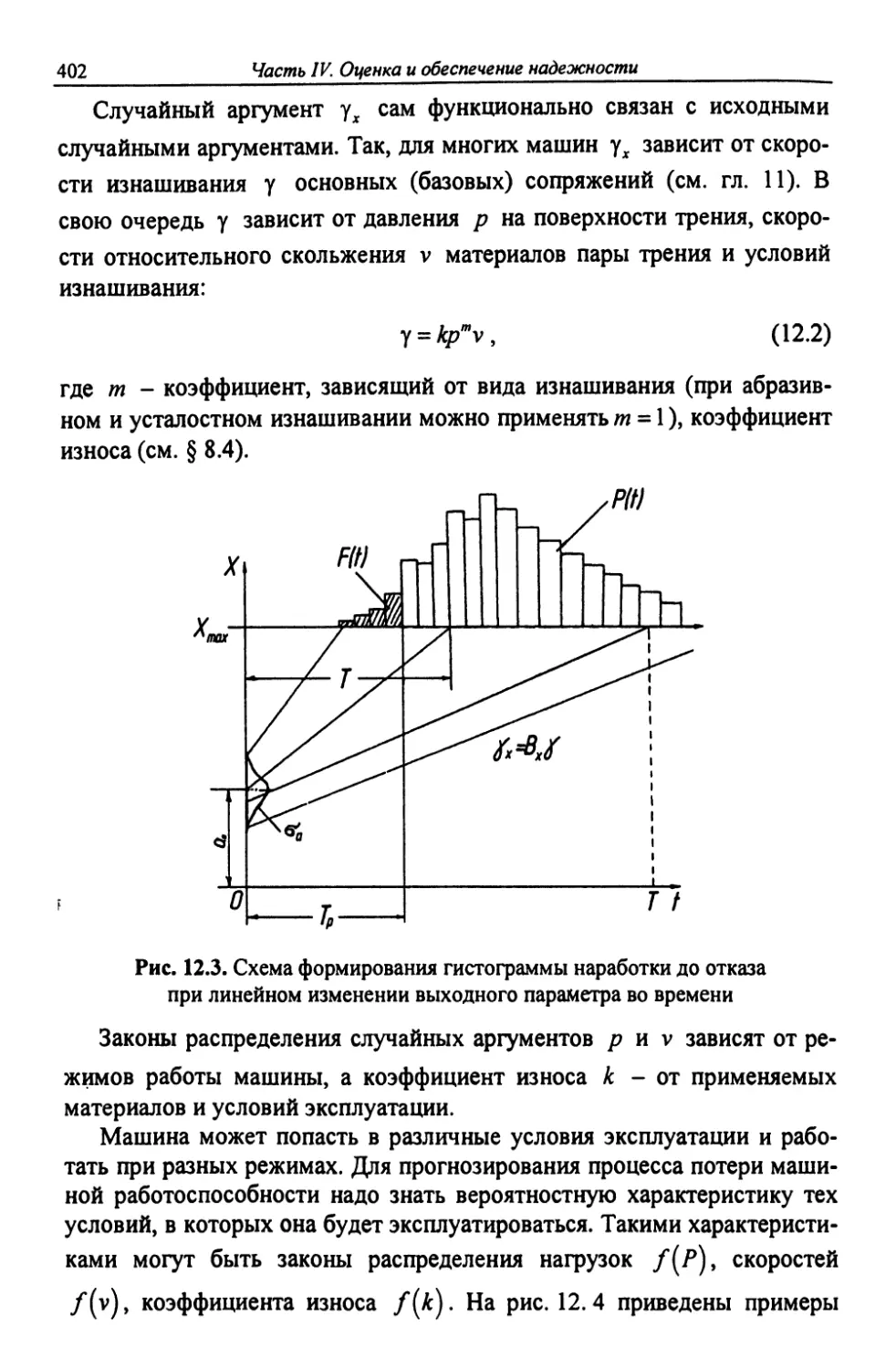
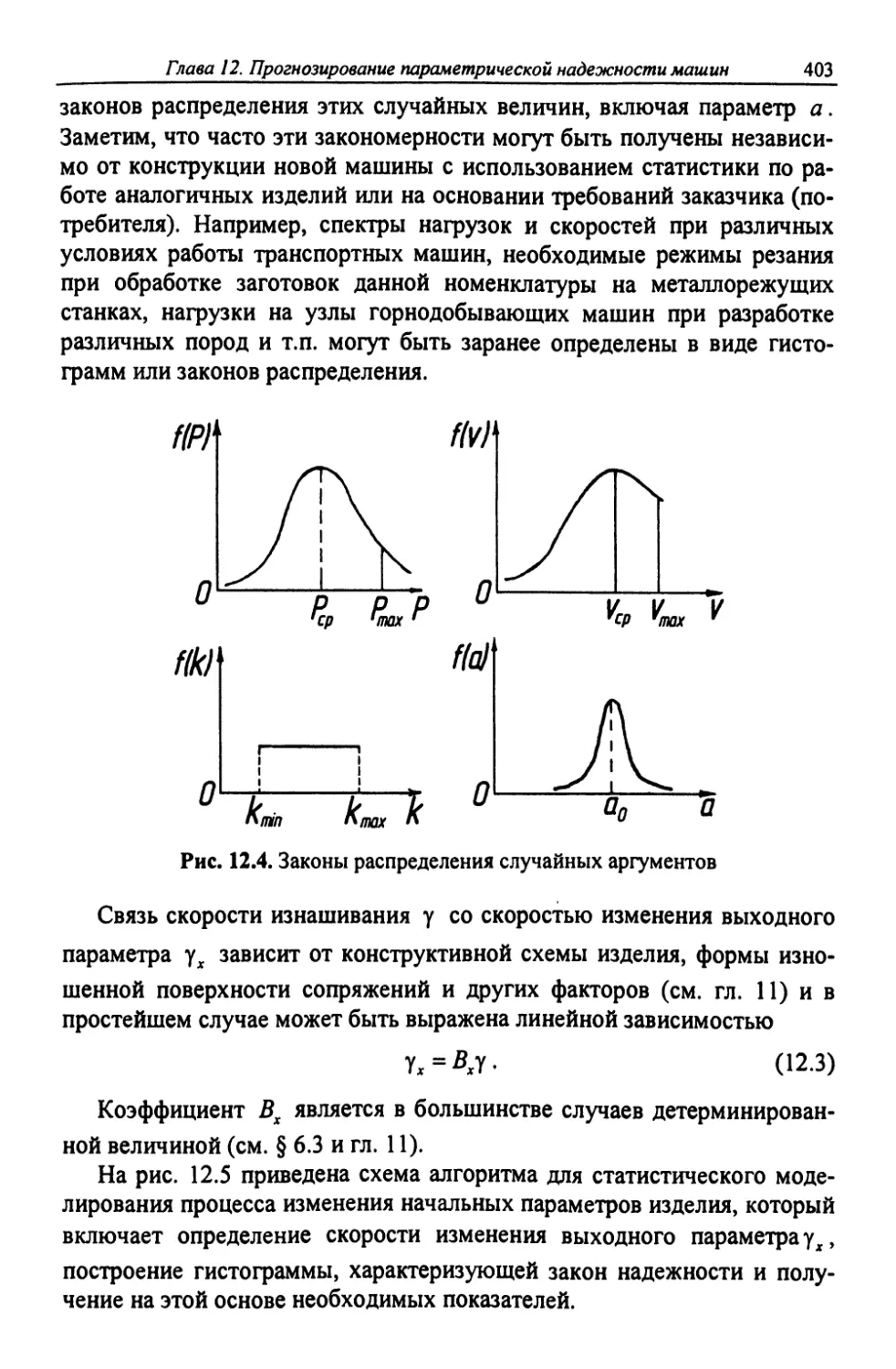
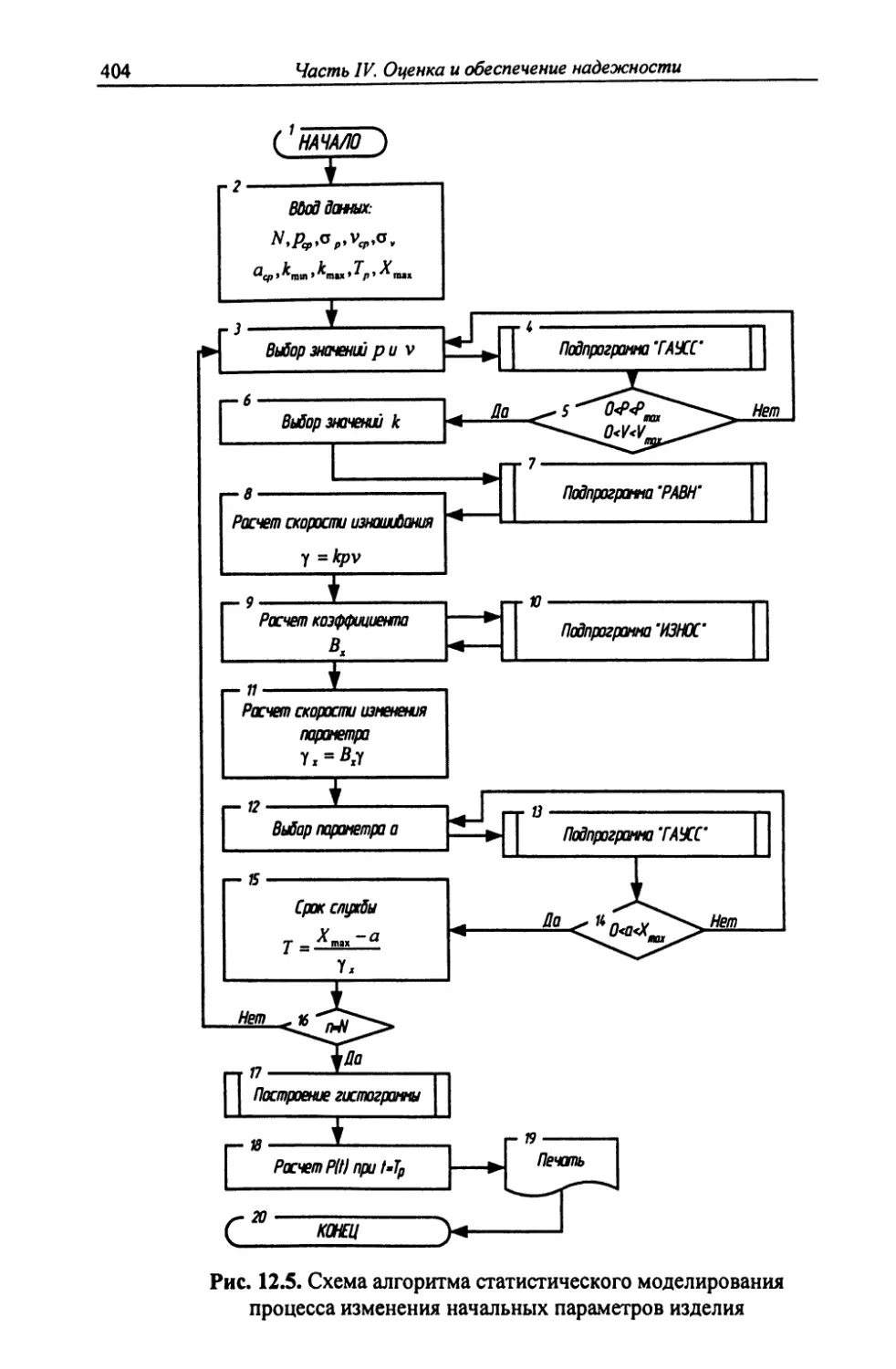
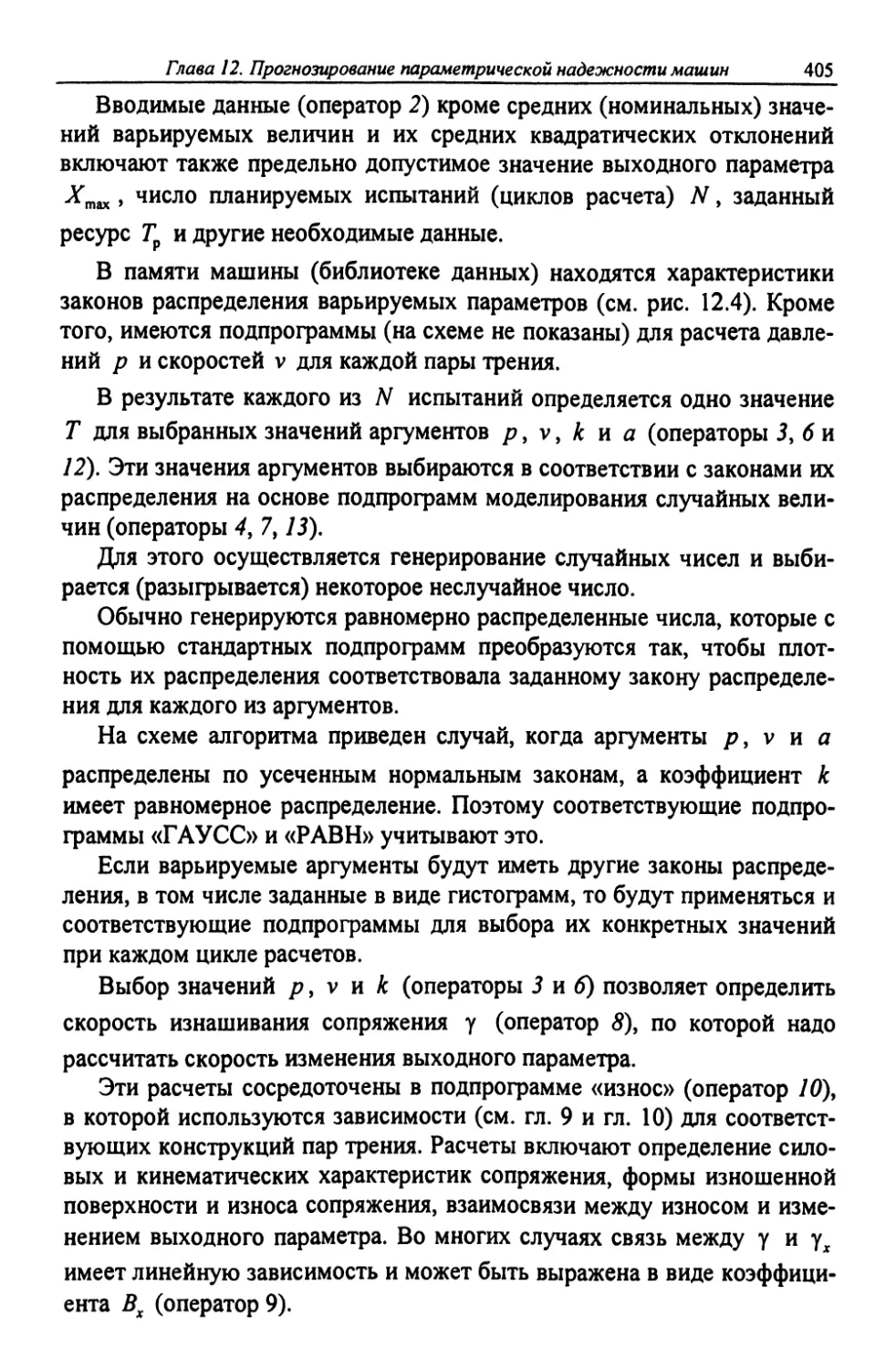
стики.
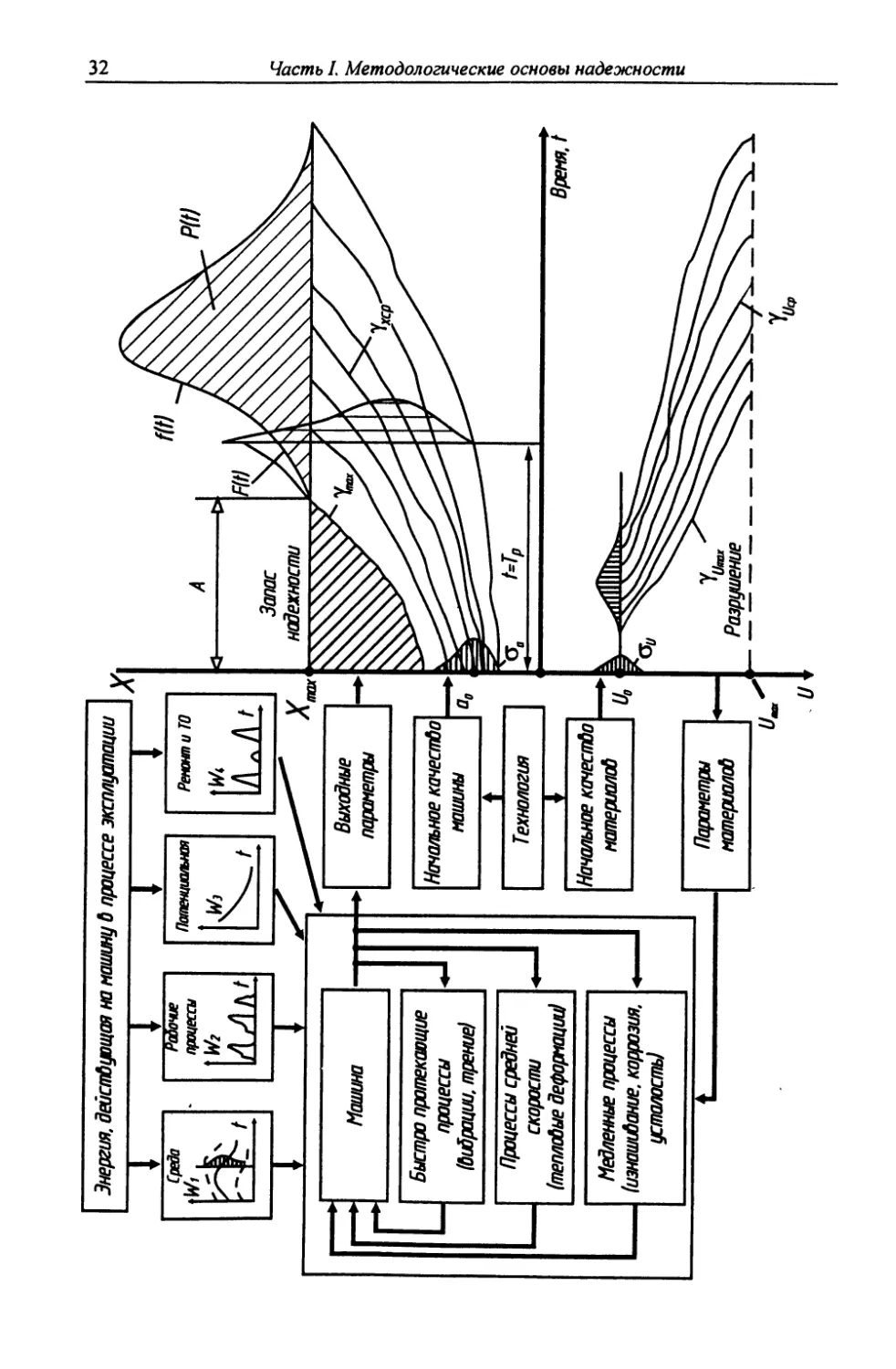
Общий методологический подход для решения этих проблем пред-
ставлен на рис. 1.4 в виде физико-вероятностной модели надежности.
Данная схема раскрывает основные причинно-следственные связи, при-
водящие к изменению (деградации) во времени t выходных параметров
X.
Деградация состояния машины происходит потому, что при эксплуа-
тации все виды энергии - механическая, тепловая, химическая, элек-
тромагнитная - воздействуют на машину и вызывают в ней обратимые
и необратимые процессы, изменяющие ее начальные характеристики.
и
Глава 1. Философия надежности
33
Можно указать следующие основные источники энергетических
воздействий на машину:
• действие энергии окружающей среды, в которой находится ма-
шина в процессе эксплуатации, включая человека, исполняющего
функции оператора;
• внутренние источники энергии, связанные как с рабочими про-
цессами, протекающими в машине, так и с работой отдельных
механизмов машины;
• потенциальная энергия, которая накоплена в материалах и дета-
лях машины в процессе их изготовления (внутренние напряжения
в отливке, монтажные напряжения);
• воздействия на машину при производстве ремонтных работ и при
техническом обслуживании.
При работе машины можно наблюдать различные виды энергии,
влияющие на ее работоспособность.
Механическая энергия, которая не только передается по всем звень-
ям механизмоп машин в процессе работы, но и воздействует на машину
в виде статических и динамических нагрузок от взаимодействия с
внешней средой.
Силы, возникающие в машине, определяются характером рабочего
процесса, инерцией перемещающихся частей, трением в кинематиче-
ских парах. Эти силы являются случайными функциями времени, так
как природа их возникновения связана со сложными физическими явле-
ниями и с переменными режимами работы машины. Например, в доста-
точно широких пределах изменяются силы резания при обработке на
станках, крутящий момент двигателей, усилия на рабочих органах сель-
скохозяйственных, строительных, текстильных и других машин, силы
трения в кинематических парах и др.
Механическая энергия в машине может проявиться также как след-
ствие тех затрат энергии, которые имели место при изготовлении частей
машины и сохранились в них в потенциальной форме. Например, де-
формация деталей при перераспределении внутренних напряжений по-
сле сборки узла или после термической обработки детали.
Тепловая энергия действует на машину и ее части при колебаниях
температуры окружающей среды, при осуществлении рабочего процес-
са (особенно сильные тепловые воздействия имеют место при работе
двигателей и ряда технологических машин), при работе приводных ме-
ханизмов, электротехнических и гидравлических устройств.
Химическая энергия также оказывает влияние на работу машины.
Например, коррозия отдельных узлов машины может происходить и на
воздухе, который содержит влагу и агрессивные составляющие.
34
Часть I. Методологические основы надежности
Если же машина работает в условиях агрессивных сред (оборудова-
ние химической промышленности, суда, многие машины текстильной
промышленности и др.), то химические воздействия вызывают процес-
сы, приводящие к разрушению отдельных элементов и узлов машины.
Ядерная (атомная) энергия, образующаяся в процессе ядерных ре-
акций, может воздействовать на материалы (особенно в космосе), изме-
няя их свойства.
Электромагнитная энергия в виде радиоволн (электромагнитных
колебаний) пронизывает все пространство вокруг машины и может ока-
зывать влияние на работу электронной аппаратуры, которая все в боль-
шем объеме применяется в современных машинах.
Биологические факторы также могут влиять на работоспособность
машины и вызывать биоповреждения, например, в виде биокоррозии
металла, когда на его поверхности развиваются микроорганизмы (так
называемые водородные бактерии). Особенно интенсивны эти процессы
в тропических странах, где имеются микроорганизмы, которые не толь-
ко разрушают некоторые виды пластмасс, но могут воздействовать и на
металл.
Все виды энергии, действующие на машину и ее механизмы, вызы-
вают в ней целый ряд нежелательных процессов, создают условия для
ухудшения ее технических характеристик.
Часть процессов, происходящих в машине, являются обратимыми.
Обратимые процессы временно изменяют параметры деталей, узлов и
всей системы в некоторых пределах, без тенденции прогрессивного
ухудшения. Наиболее характерные примеры таких процессов - упругая
деформация узлов и деталей машин, происходящая под действием
внешних и внутренних сил, и тепловые деформации конструкций.
Необратимые процессы приводят к прогрессивному ухудшению
технических характеристик машины с течением времени и поэтому их
называют процессами старения.
Наиболее характерными необратимыми процессами в машинах яв-
ляются изнашивание, коррозия, усталость, перераспределение внутрен-
них напряжений и коробление деталей с течением времени.
Процессы, изменяющие начальные характеристики машины, проте-
кают с различной скоростью и могут быть разделены на три основные
категории.
Быстро протекающие процессы возникают сразу же, как только
машина начинает функционировать. Эти процессы имеют периодич-
ность изменения, измеряемую обычно долями секунды. Они заканчива-
ются в пределах цикла работы машины и вновь возникают при следую-
щем цикле.
Глава 1. Философия надежности
35
Сюда относятся вибрации узлов, изменения сил трения в подвижных
соединениях, колебания рабочих нагрузок и другие процессы, влияю-
щие на взаимное положение узлов машины в каждый момент времени и
искажающие цикл ее работы.
Процессы средней скорости связаны с периодом непрерывной рабо-
ты машины, их длительность измеряется обычно в минутах или часах.
Они приводят к монотонному изменению начальных параметров маши-
ны. К этой категории относятся как обратимые процессы (например,
изменение температуры самой машины и окружающей среды), так и
необратимые (например, процесс изнашивания режущего инструмента,
который протекает во много раз интенсивнее, чем изнашиваются детали
и узлы металлорежущего станка).
Медленно протекающие процессы проявляются в течение всего пе-
риода эксплуатации машины. Они длятся дни и месяцы. К таким про-
цессам относятся изнашивание основных механизмов машины, ползу-
честь металлов, загрязнение поверхностей трения, коррозия, сезонные
изменения температуры.
Эти процессы также влияют на точность, мощность, коэффициент
полезного действия и другие параметры машин, но изменения их про-
исходят очень медленно. Обычные методы борьбы с этими процессами
- ремонт и профилактические мероприятия, которые проводятся через
определенные промежутки времени.
Следует подчеркнуть, что все процессы являются случайными функ-
циями, для которых характерно рассеивание значений. Для многих ма-
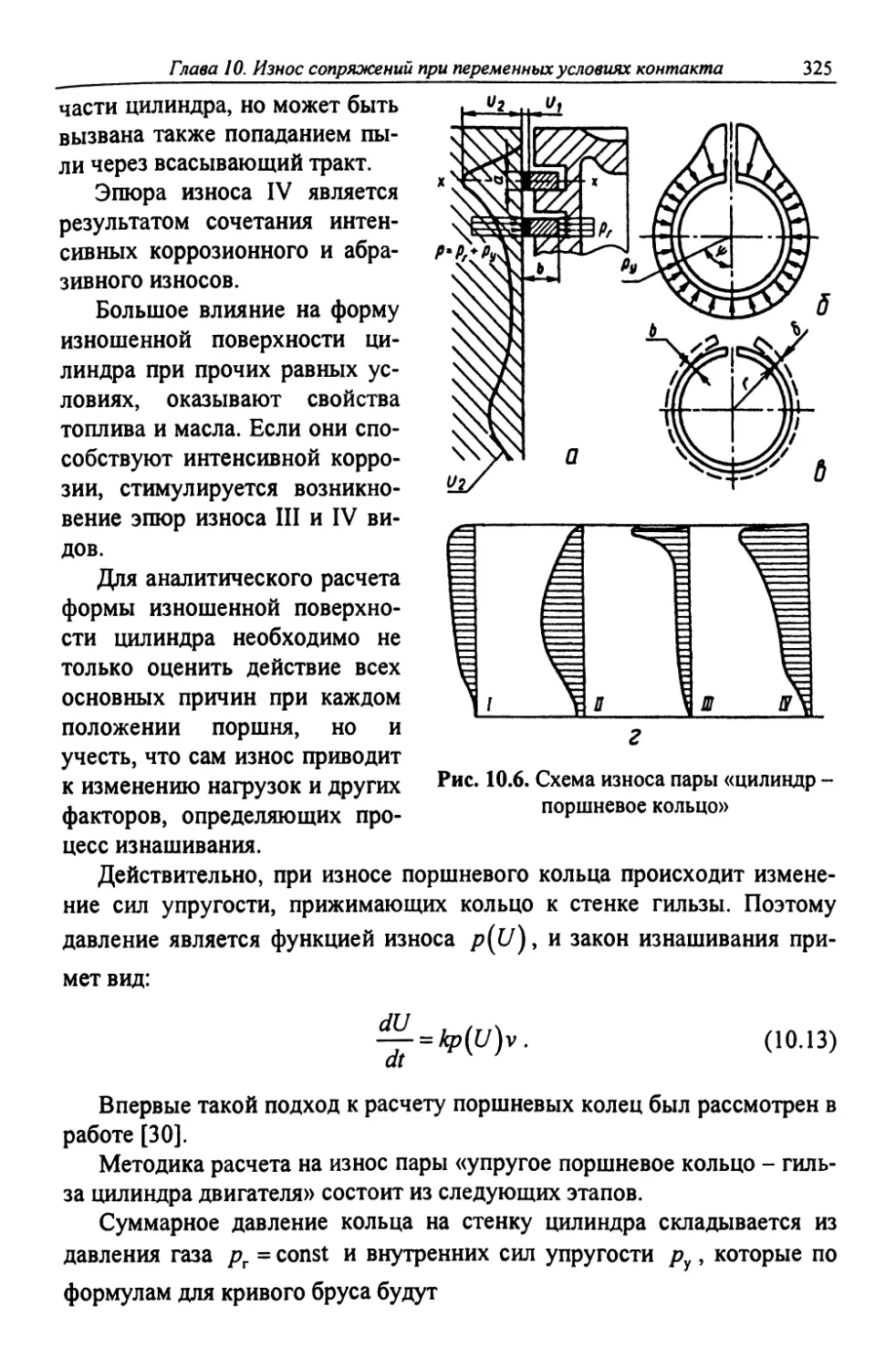
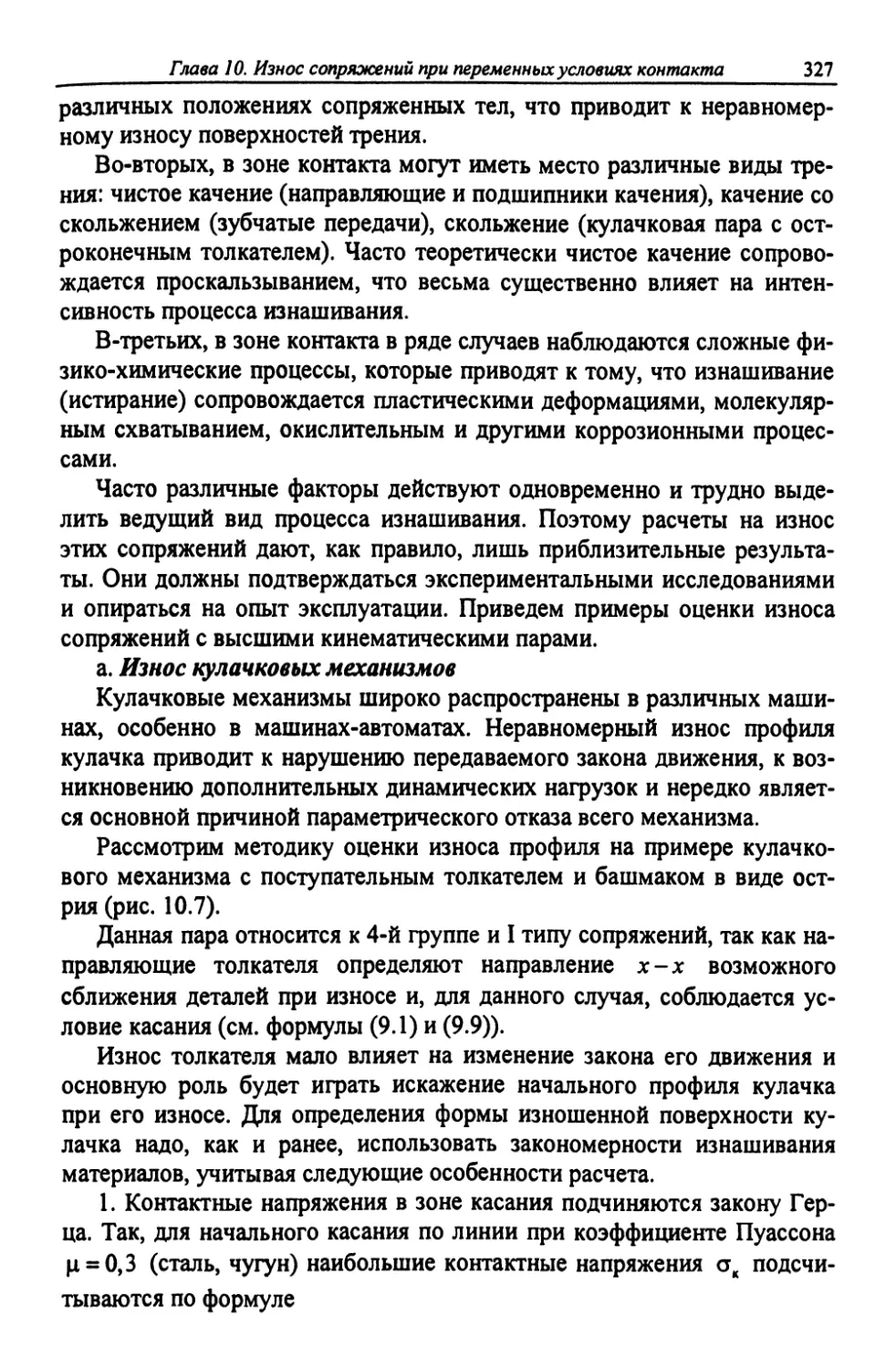
шин наибольшую роль играет процесс изнашивания.
При рассмотрении влияния различных процессов на выходные пара-
метры машины следует учитывать и обратную связь, которая существу-
ет между ними и состоянием машины. Например, износ отдельных ме-
ханизмов машины может не только снизить точность ее функциониро-
вания, но и привести к возрастанию динамических нагрузок, которые, в
свою очередь, интенсифицируют процесс изнашивания. Температурные
деформации отдельных звеньев могут не только исказить положение
узлов машины и этим повлиять на качество ее работы, но и привести к
повышению нагрузок и, как следствие, к повышенному тепловыделе-
нию в механизмах.
Известно также, что при возникновении колебаний в машине имеет-
ся обратная связь между ее упругой системой и данным рабочим про-
цессом или трением, которые являются источником автоколебаний.
Поэтому взаимодействие машины с протекающими в ней процесса-
ми можно представить в виде замкнутой системы автоматического ре-
гулирования (см. рис. 1.4).
4*
36
Часть I. Методологические основы надежности
Общая схема физико-вероятностной модели надежности показывает,
что основной причиной необратимого изменения состояния машины
является протекание различных процессов старения U (г) в материалах,
из которых она выполнена. Это сказывается на состоянии машины, в
результате чего изменяются во времени ее выходные параметры
Х19Х2,... и возрастает опасность их выхода за установленные пределы
Jfmax. Оценка вероятности этого события и является по существу оцен-
кой уровня параметрической надежности машины. Закон распределения
f (/), описывающий в дифференциальной или интегральной форме этот
вероятностный процесс, называют законом надежности.
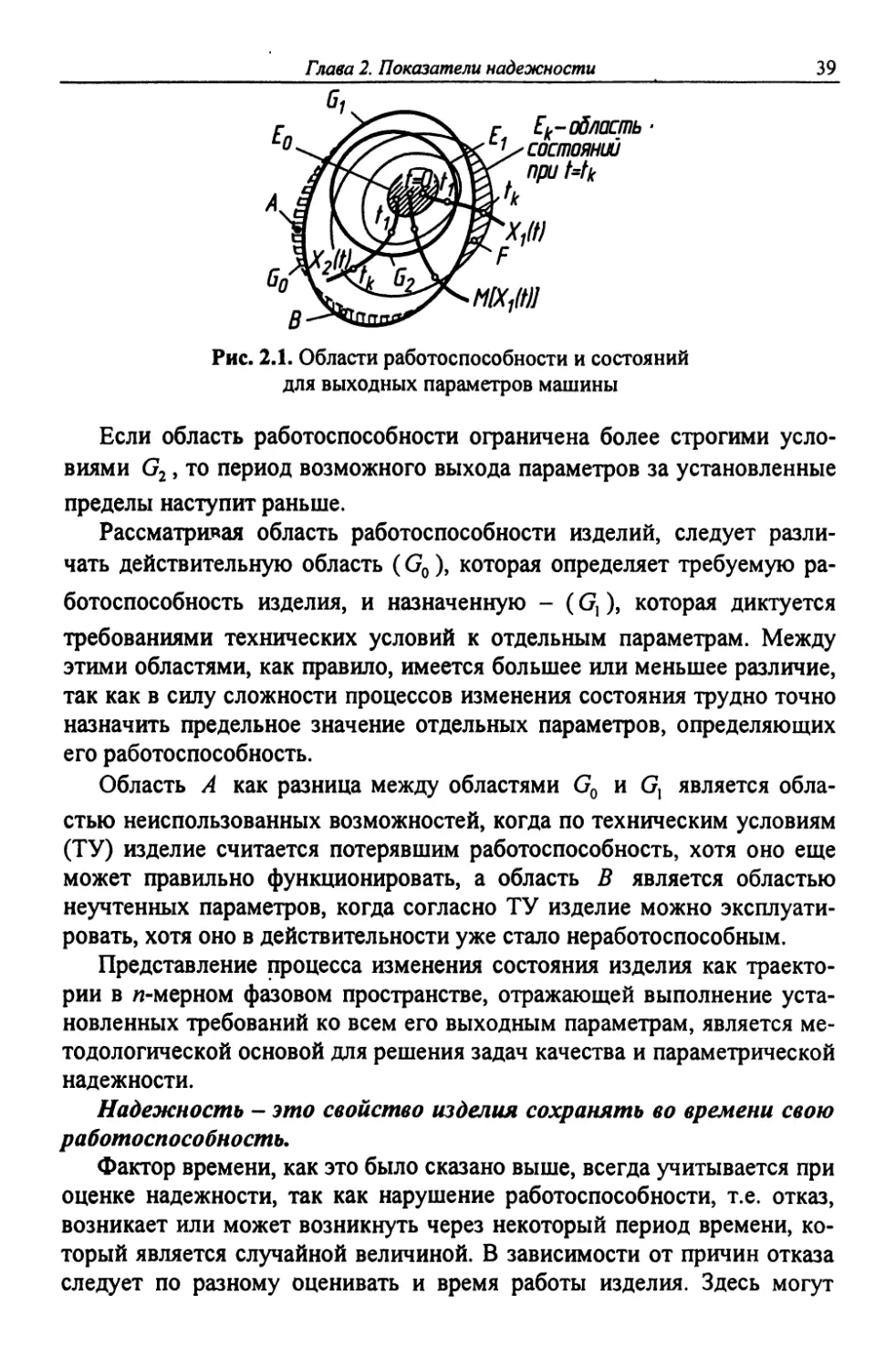
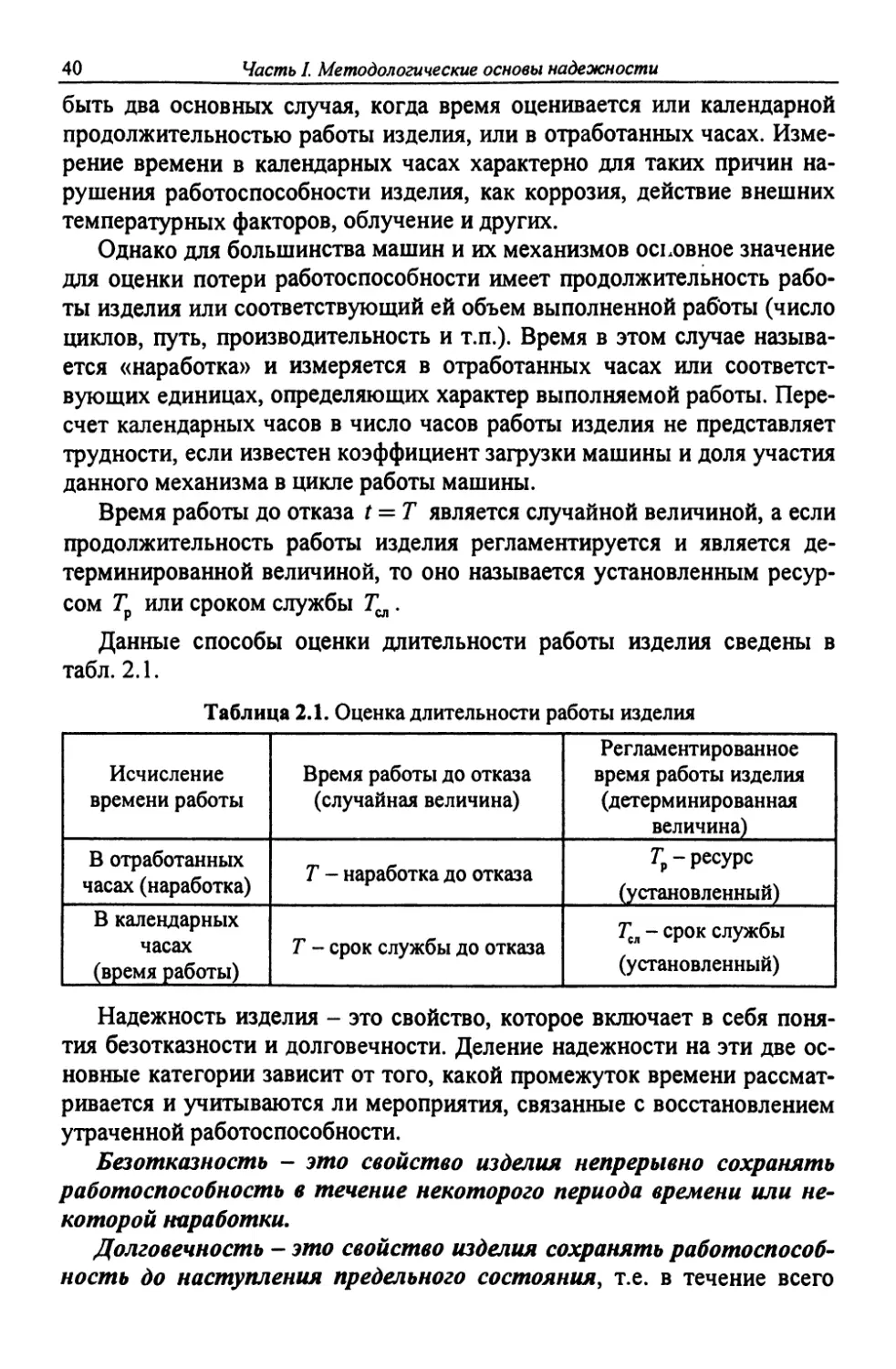
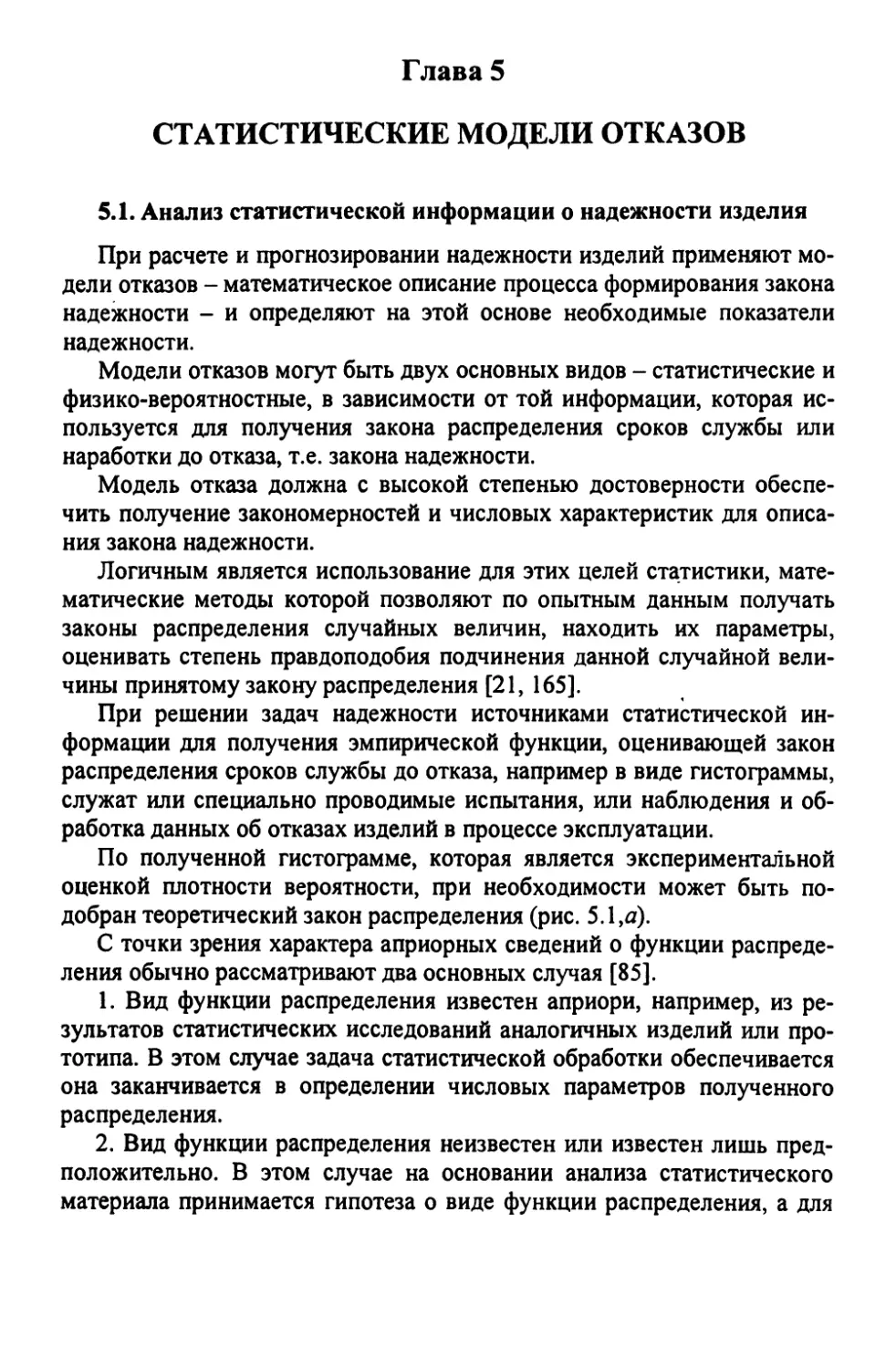
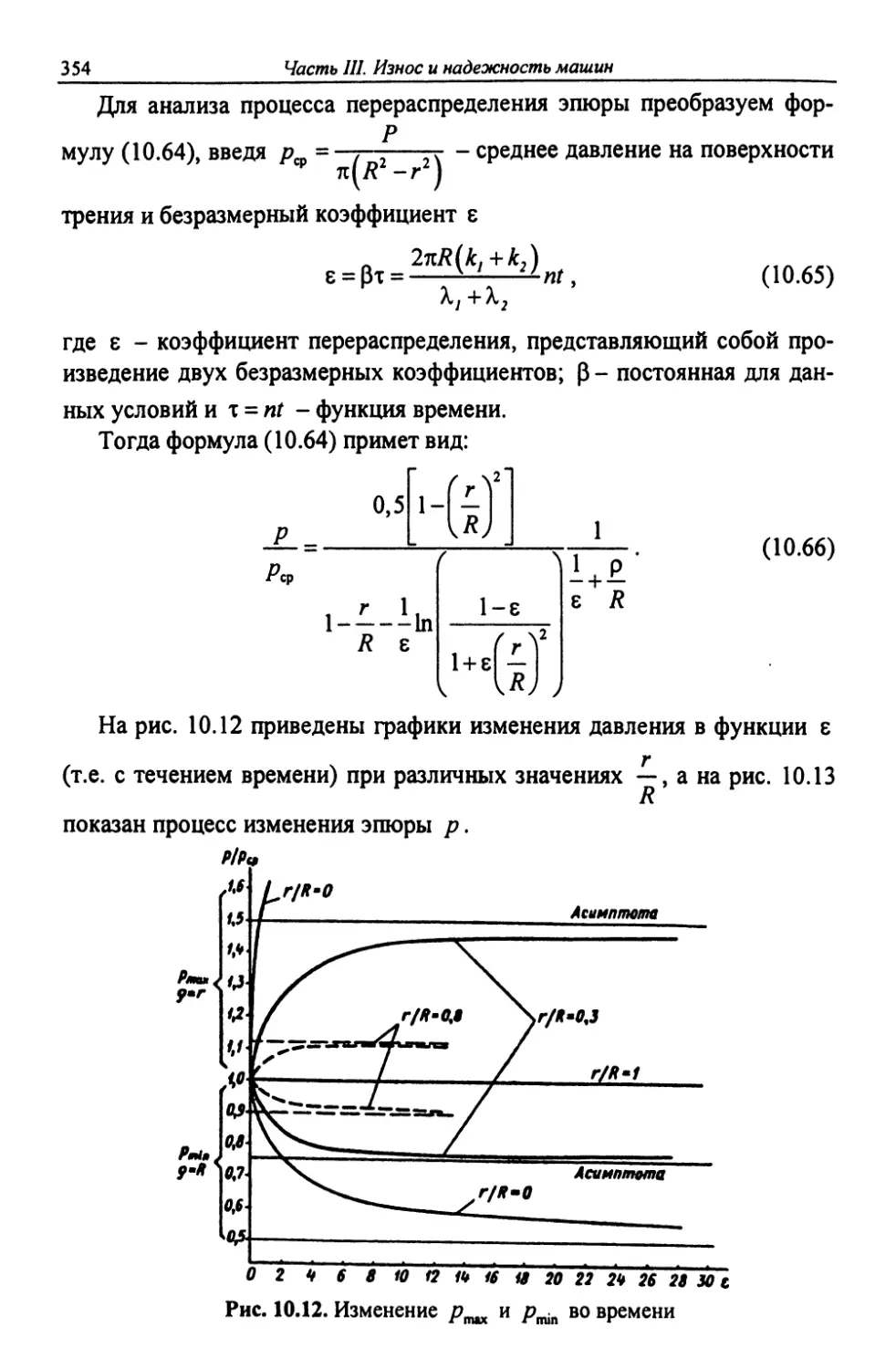
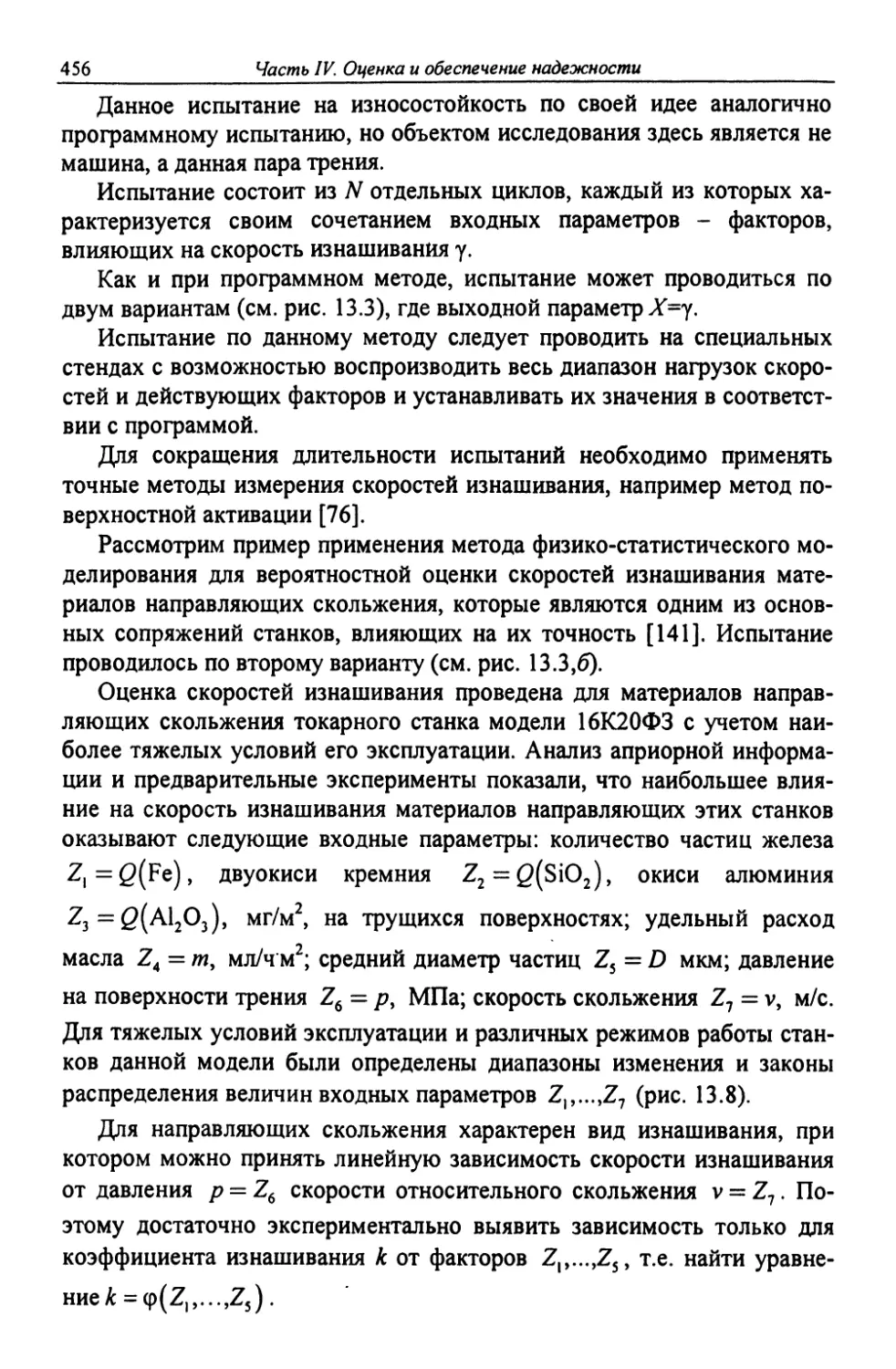
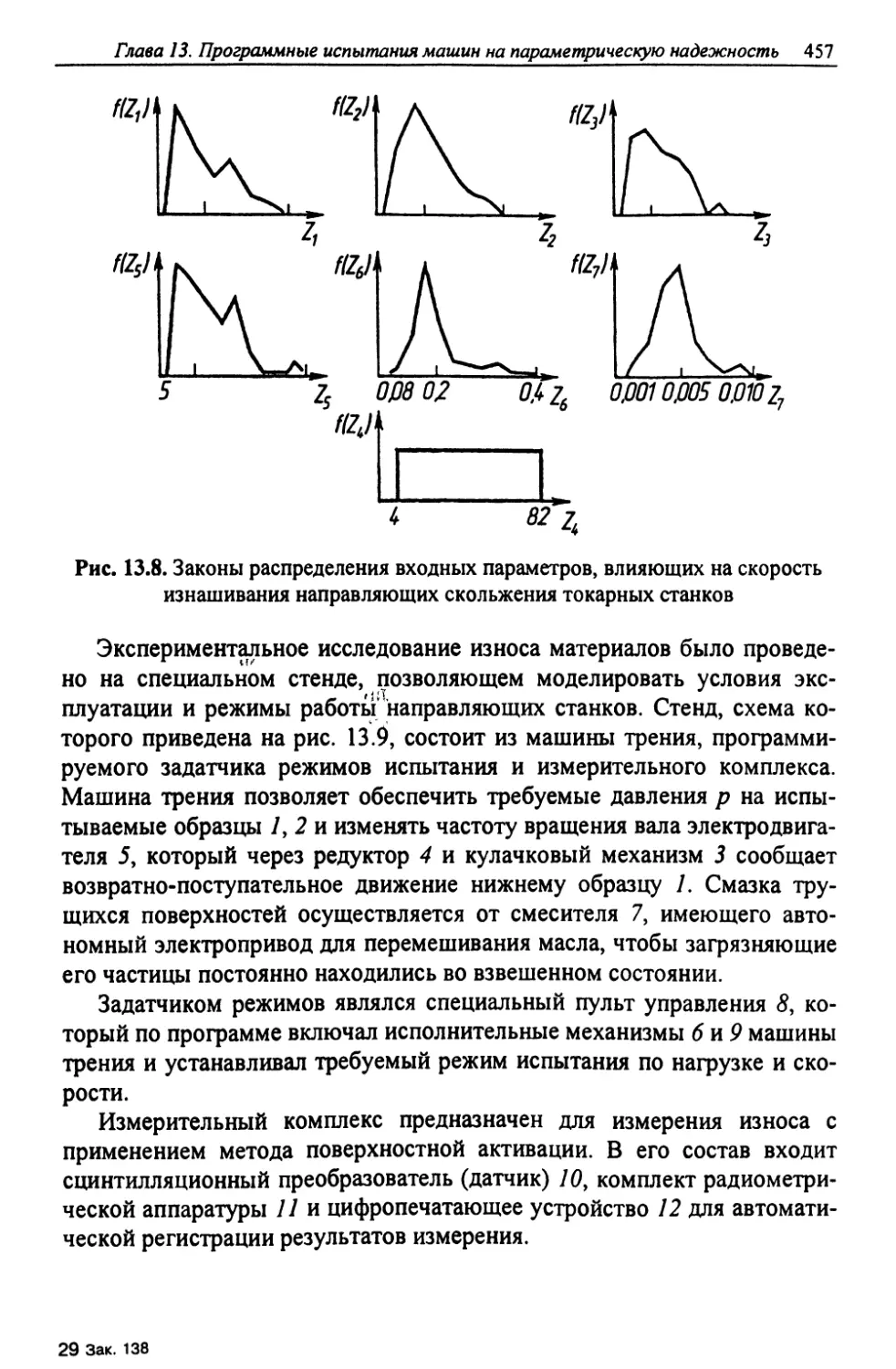
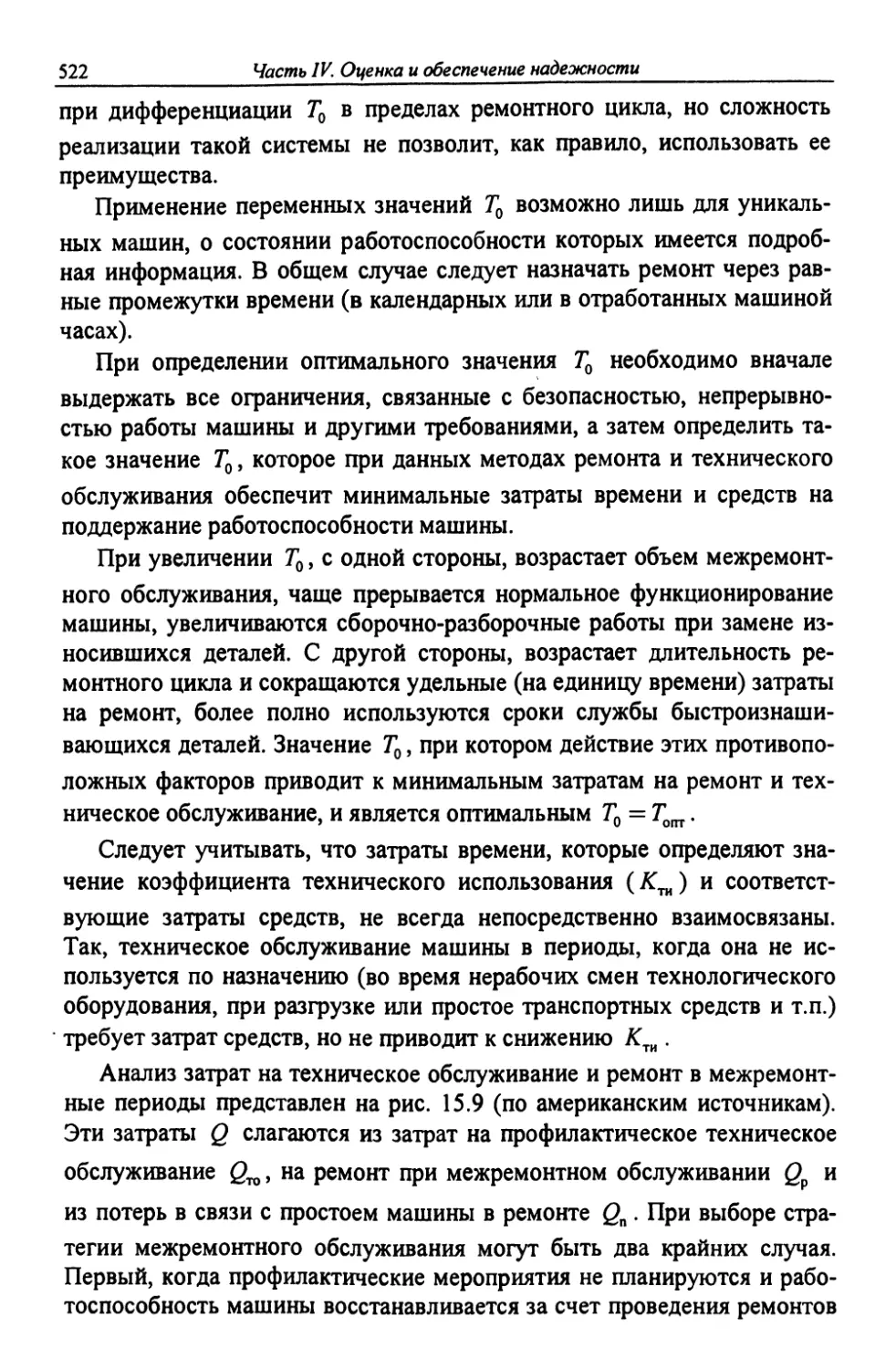
Для получения закона надежности, который является полной харак-
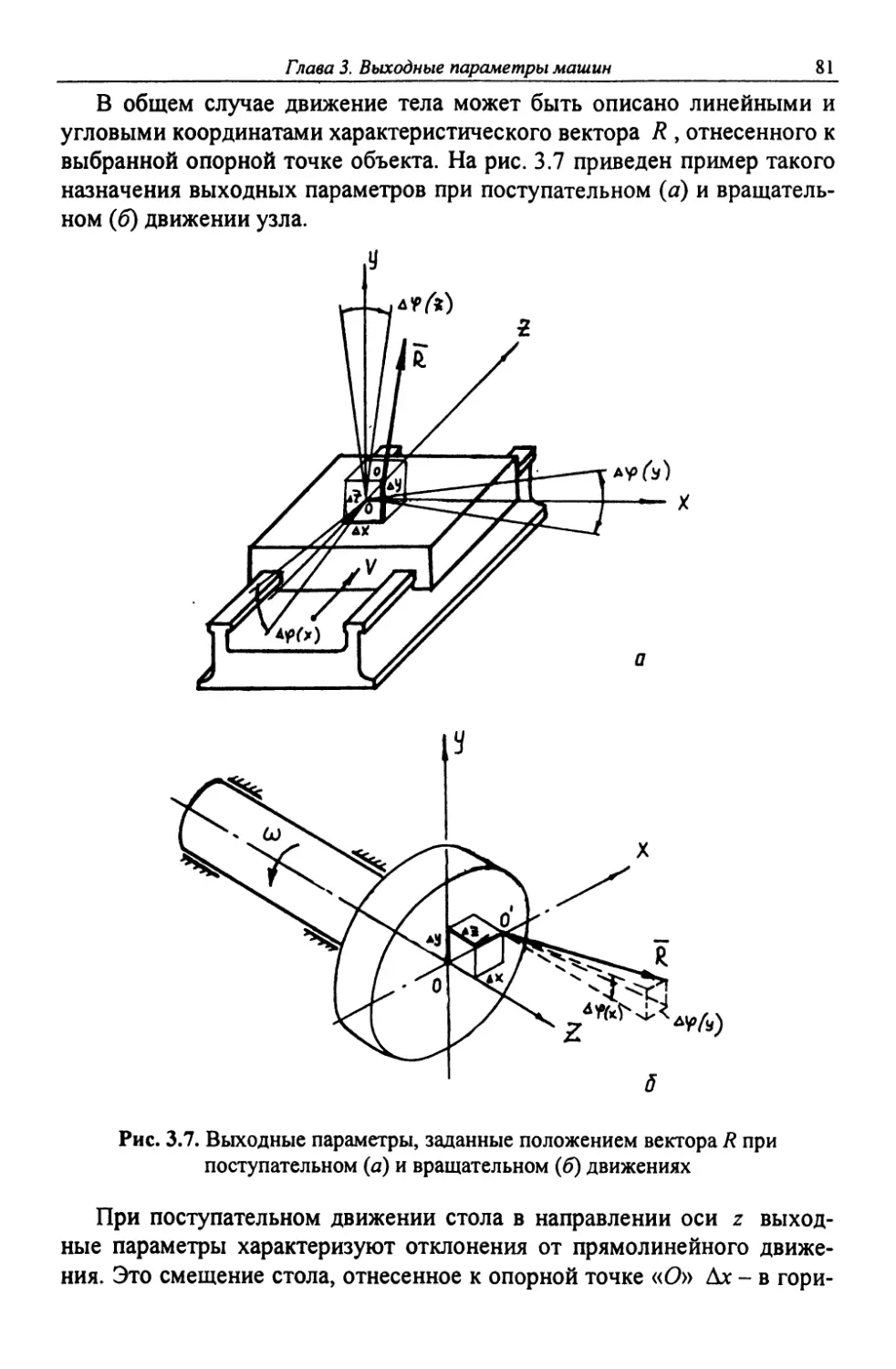
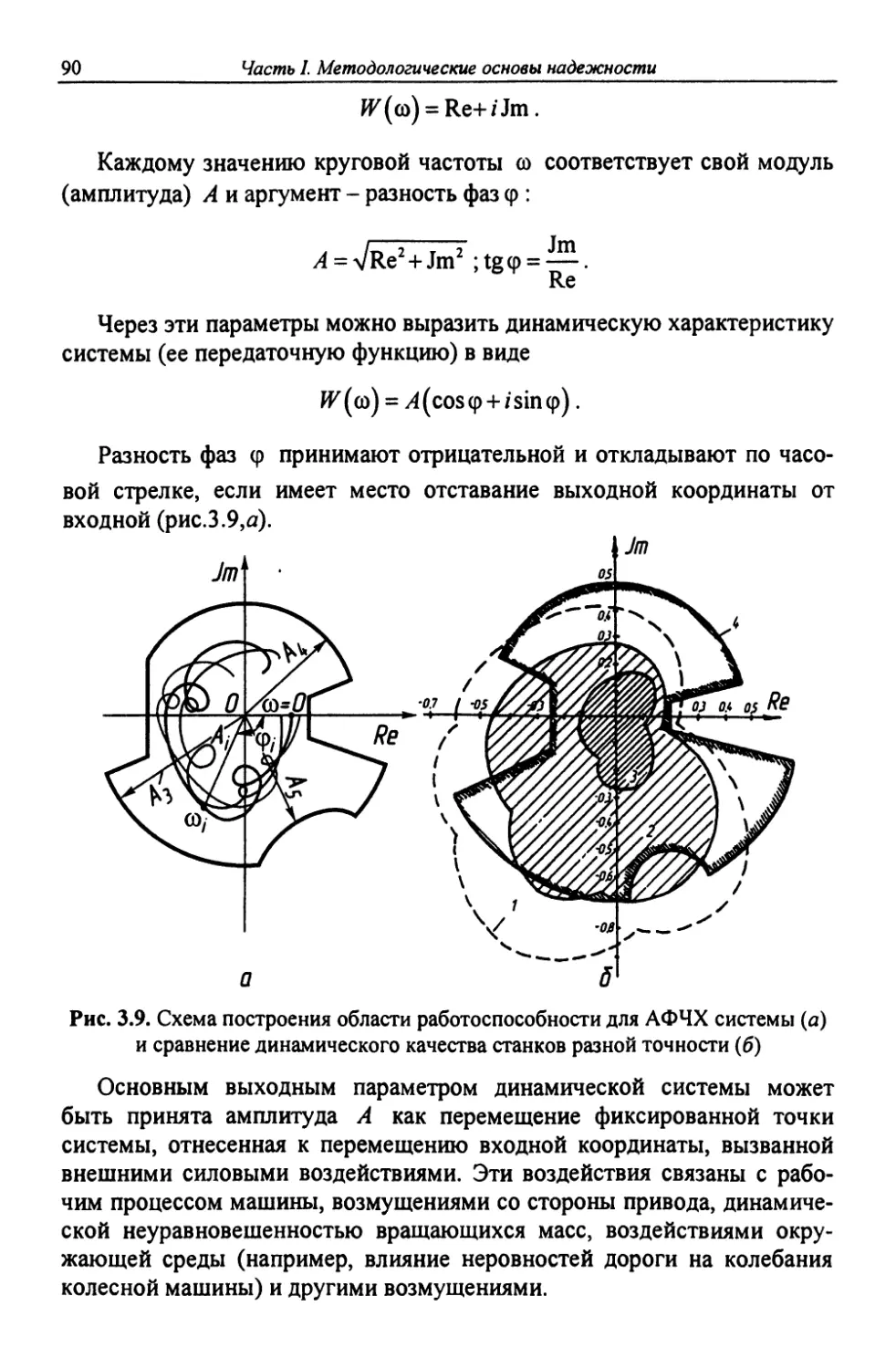
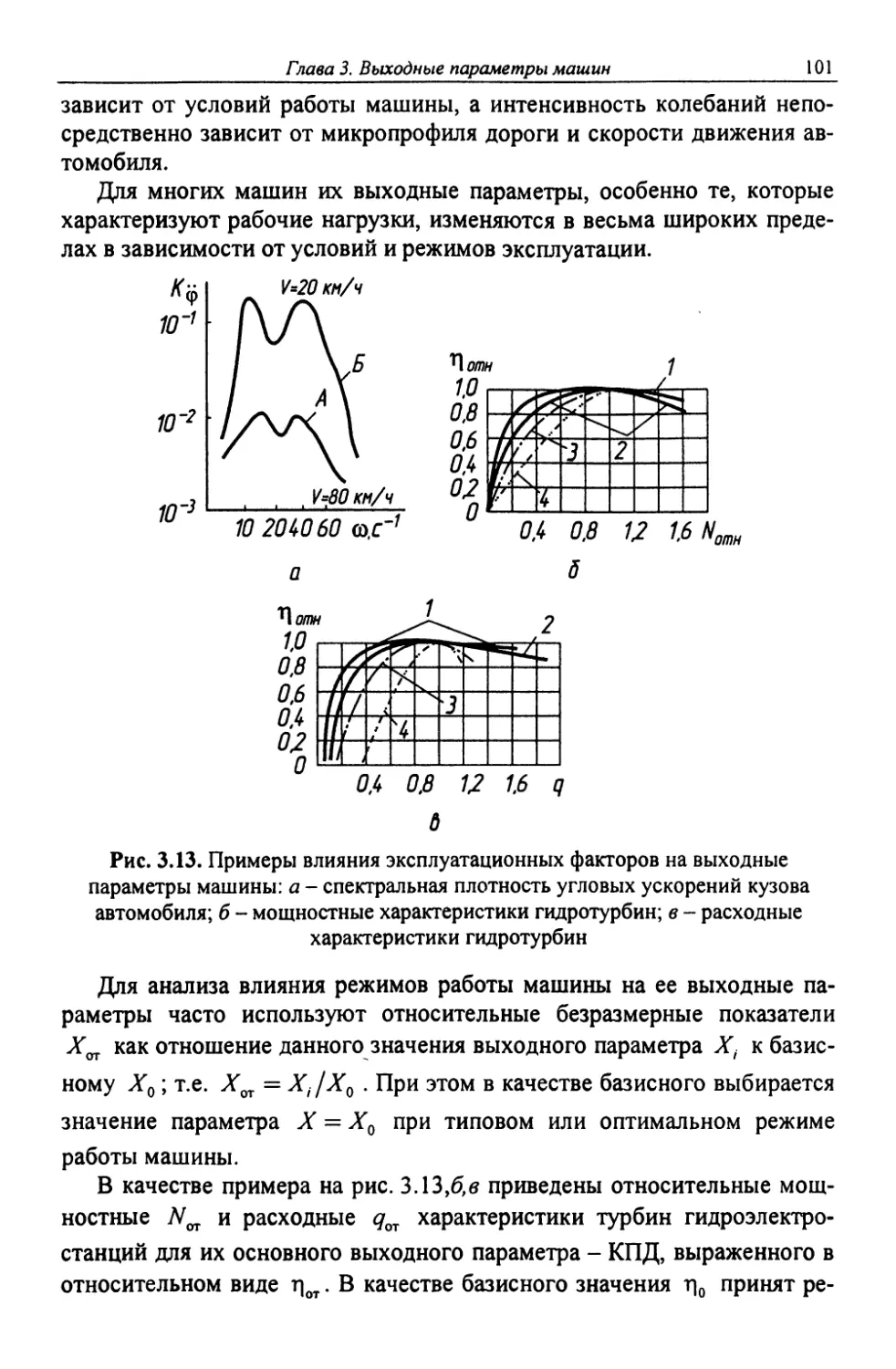
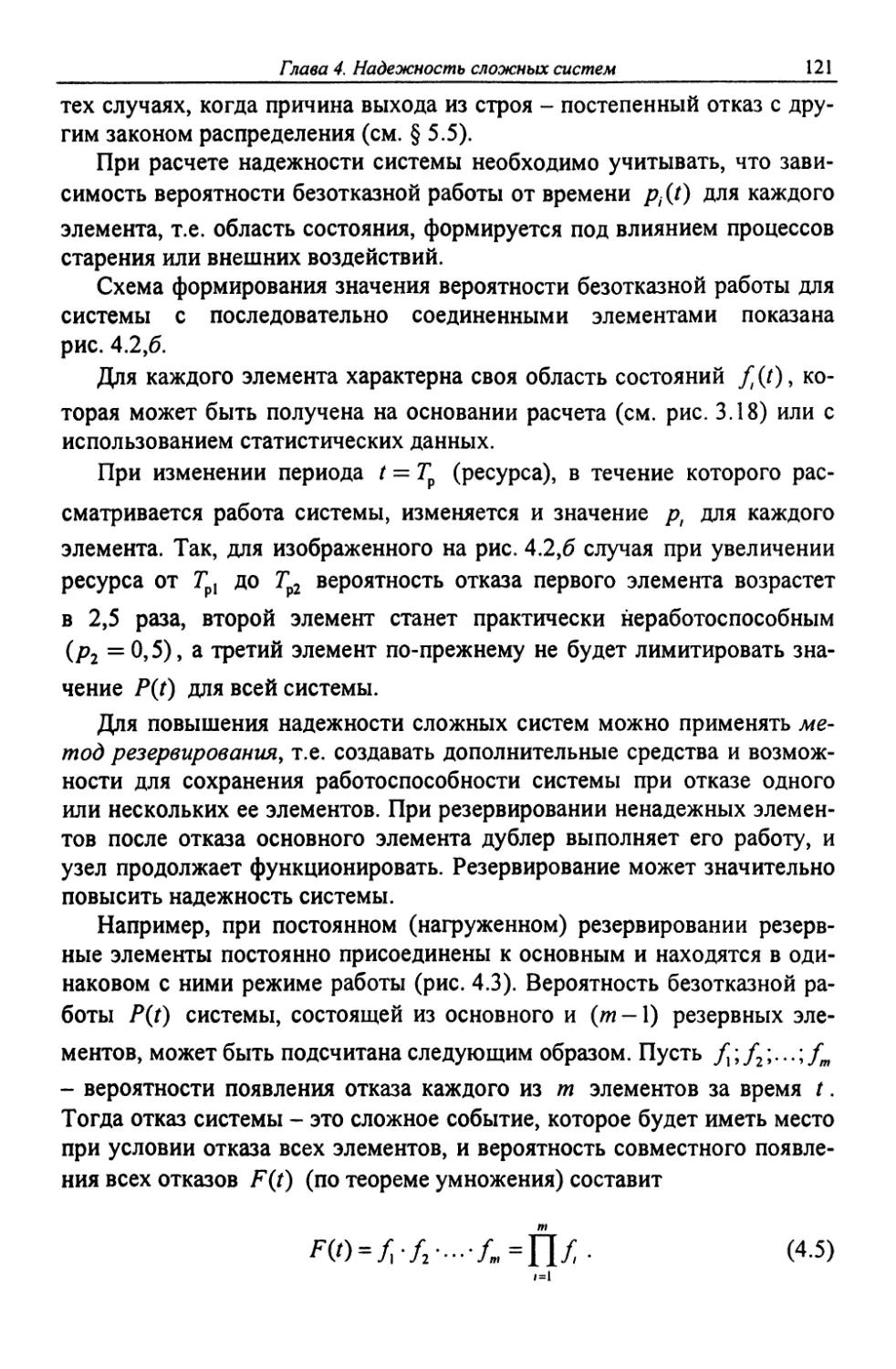
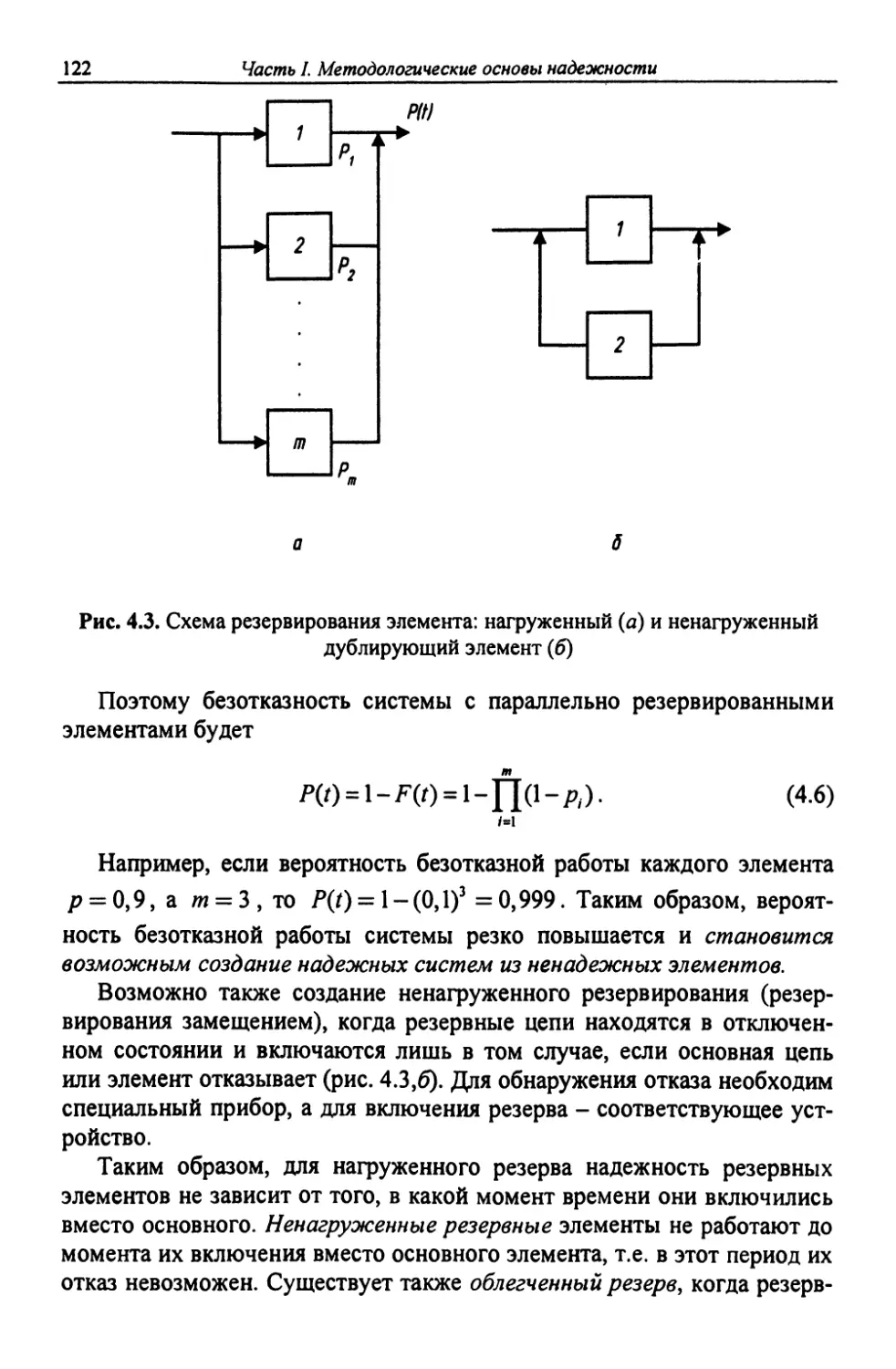
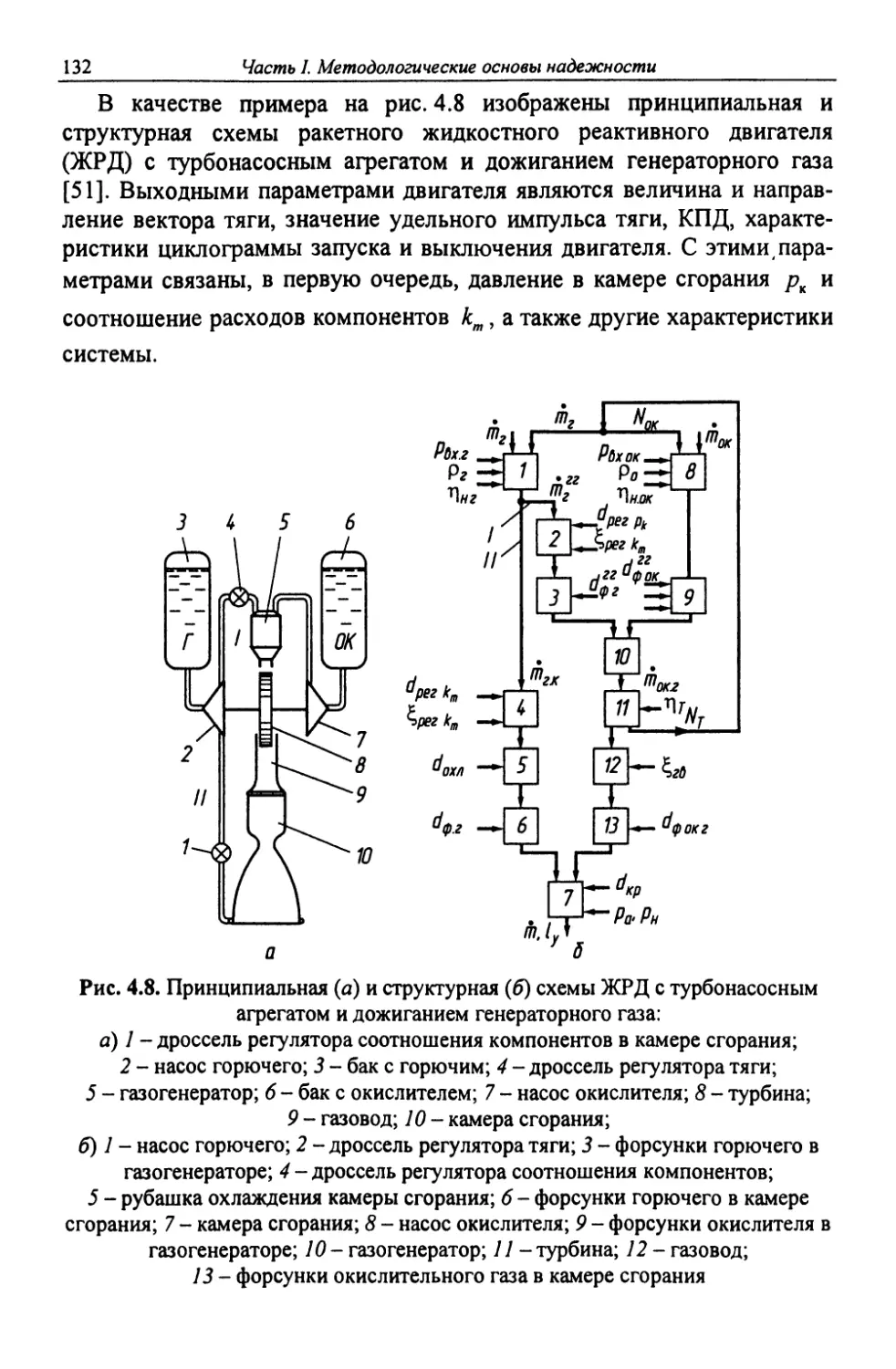
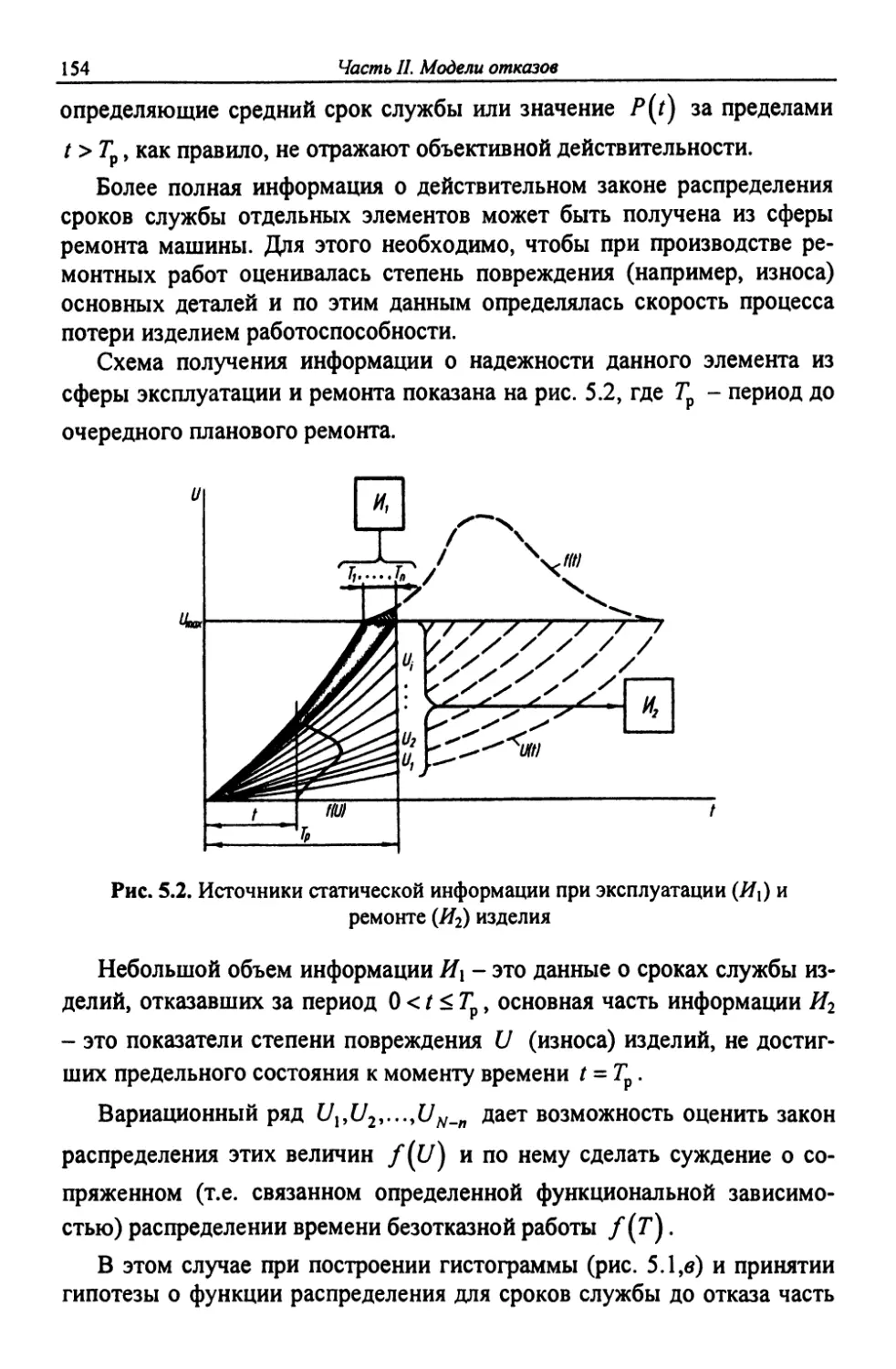
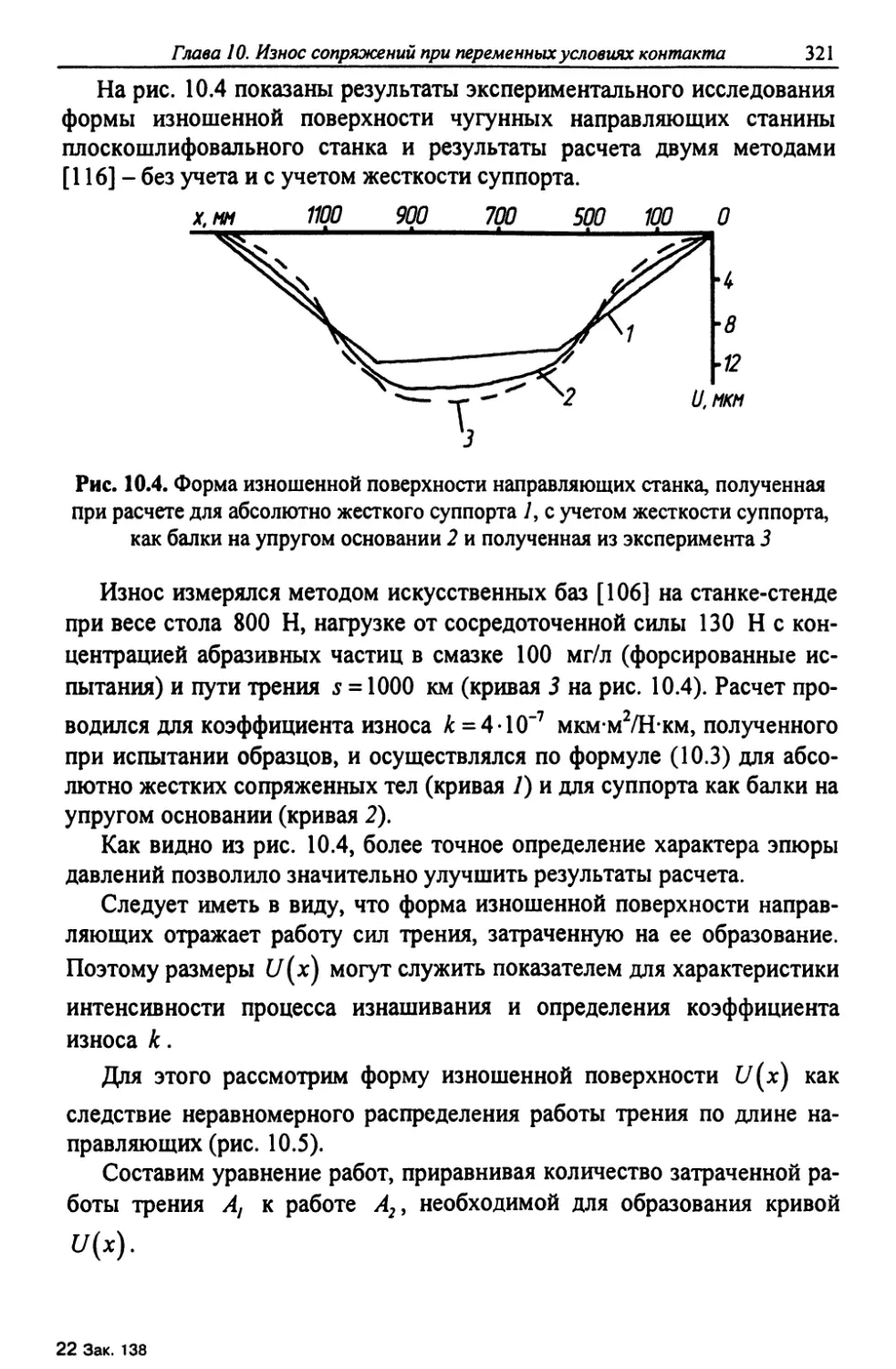
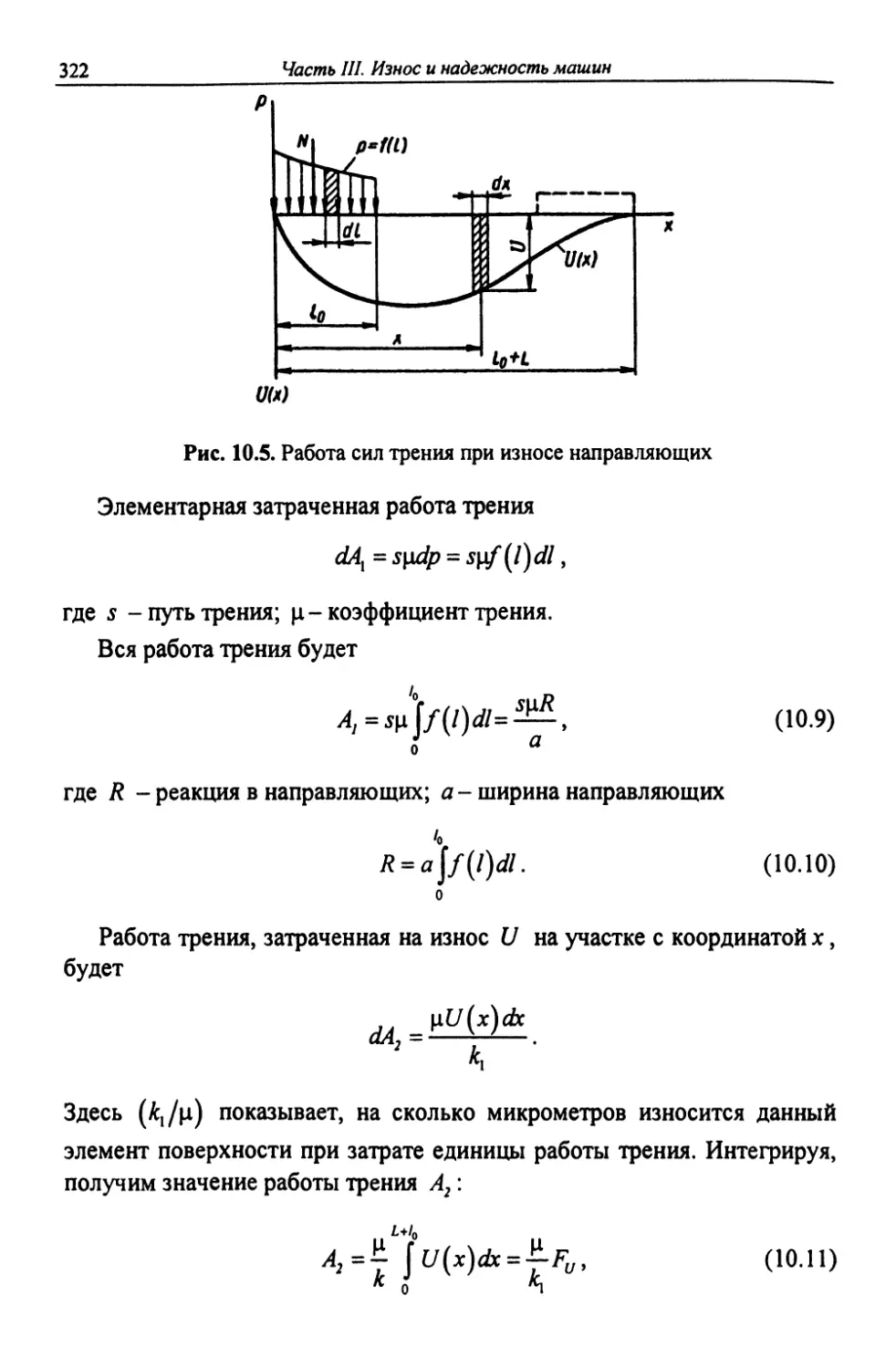
теристикой изменения параметров машины во времени с учетом их ве-
роятностной природы, необходимо выполнить целый ряд расчетов или
исследований, раскрывающих отдельные взаимосвязи в рассматривае-
мой физико-вероятностной модели. При этом необходимо установить
показатели, которые смогут охарактеризовать такое сложное свойство,
каким является надежность. Ниже мы будем неоднократно обращаться к
этой основополагающей схеме (см. рис. 1.4) и рассматривать отдельные
этапы ее реализации. Главная цель всех расчетов и исследований в этом
направлении - дать возможно более полную и достоверную оценку на-
дежности и выявить факторы, определяющие это основное свойство
машины.
Глава 2
ПОКАЗАТЕЛИ НАДЕЖНОСТИ
2.1. Основные понятия и определения
Для решения разнообразных задач надежности необходимо в первую
очередь установить основные понятия и те показатели, численные зна-
чения которых определяют уровень надежности рассматриваемого объ-
екта.
В машиностроении объект рассмотрения называют изделием. В за-
висимости от поставленной задачи изделием может быть отдельная де-
таль, кинематическая пара, механизм, узел, агрегат, машина или систе-
ма машин.
Основные понятия и показатели надежности изделия связаны с
оценкой изменения во времени его работоспособности.
Работоспособность - это состояние изделия, при котором оно спо-
собно выполнять заданные функции, сохраняя значения заданных пара-
метров в пределах, установленных нормативно-технической документа-
цией.
Таким образом, работоспособность изделия связана не только со
«способностью работать», т.е. выполнять необходимые функции, но и с
тем, чтобы при этом его параметры находились в допустимых пределах.
Событие, которое заключается в нарушении работоспособности из-
делия, называется отказом.
Различные отказы имеют и разные последствия от незначительных
отклонений в работе машины до аварийных ситуаций.
Рассмотрим в общем виде модель изменения работоспособности из-
делия во времени при трансформации его параметров за счет процессов
старения. Состояние изделия характеризуется некоторым набором уста-
новленных параметров Х}\Х2 ...Хп, которые изменяются с течением
времени и являются случайными функциями времени X, (г).
Все параметры изделия можно рассматривать как составляющие об-
щего вектора X {t), который изменяется в процессе функционирования
изделия в л-мерном, так называемом фазовом пространстве. Поэтому
изменение состояния изделия можно характеризовать некоторой траек-
торией случайного процесса X (г) в фазовом пространстве.
38
Часть I. Методологические основы надежности
Причины изменения состояния изделия связаны с воздействием на
машину различных видов энергии, приводящих к возникновению про-
цессов, изменяющих (как правило, ухудшающих) начальные параметры
изделия. На характер реализации случайных функций, описывающих в
фазовом пространстве траекторию изменения состояния машины, ре-
шающее влияние оказывает физика процессов старения и конструктив-
ные особенности изделия.
В л-мерном фазовом пространстве можно выделить две области. Об-
ласть состояний Е, в которой с заданной вероятностью находятся вы-
ходные параметры изделия в рассматриваемый период времени, т.е.
область, в которой находятся реализации случайного процесса X (г).
Область работоспособности G, которая ограничивает допустимые
значения выходных параметров ^lmax;%2max ...X„max.
Область состояний изделия изменяется с течением времени, а об-
ласть работоспособности задана в соответствии с установленными тре-
бованиями к изделию. Если область состояний находится внутри облас-
ти работоспособности, т.е. является ее подмножеством Е с G , то изде-
лие функционирует нормально и все его параметры находятся в допус-
тимых пределах. Выход области состояний за пределы области работо-
способности означает возрастание вероятности перехода изделия в та-
кое состояние, когда его отдельные параметры примут недопустимые
значения, т.е. произойдет отказ.
На рис. 2.1 в соответствии с данными представлениями условно (в
двухмерном фазовом пространстве) показаны границы области состоя-
ний Е, которая с течением времени изменяется от Ео (при t = 0) до
Ек (при t = tk\ т.е. £(/) является функцией времени - длительности
эксплуатации изделия. На рисунке приведены также две реализации
процесса изменения параметров Xt (/) и Х2 (г), математическое ожида-
ние этого процесса и границы областей работоспособности
Gj и G2 для разных требований к точности функционирования изделия
(G2 - более жесткие требования).
Из схемы видно, что через промежуток времени t = tk область со-
стояний Ек приняла такие размеры, что ее часть F вышла за пределы
области G] и, следовательно, имеется вероятность нарушения условия
нахождения всех параметров в допустимых пределах. К нарушению
работоспособности изделия привело, например, его функционирование,
описываемое реализацией Xt (t).
Глава 2. Показатели надежности
39
Рис. 2.1. Области работоспособности и состояний
для выходных параметров машины
Если область работоспособности ограничена более строгими усло-
виями G2, то период возможного выхода параметров за установленные
пределы наступит раньше.
Рассматривая область работоспособности изделий, следует разли-
чать действительную область (GQ), которая определяет требуемую ра-
ботоспособность изделия, и назначенную - (GJ, которая диктуется
требованиями технических условий к отдельным параметрам. Между
этими областями, как правило, имеется большее или меньшее различие,
так как в силу сложности процессов изменения состояния трудно точно
назначить предельное значение отдельных параметров, определяющих
его работоспособность.
Область А как разница между областями Go и G} является обла-
стью неиспользованных возможностей, когда по техническим условиям
(ТУ) изделие считается потерявшим работоспособность, хотя оно еще
может правильно функционировать, а область В является областью
неучтенных параметров, когда согласно ТУ изделие можно эксплуати-
ровать, хотя оно в действительности уже стало неработоспособным.
Представление процесса изменения состояния изделия как траекто-
рии в л-мерном фазовом пространстве, отражающей выполнение уста-
новленных требований ко всем его выходным параметрам, является ме-
тодологической основой для решения задач качества и параметрической
надежности.
Надежность - это свойство изделия сохранять во времени свою
работоспособность.
Фактор времени, как это было сказано выше, всегда учитывается при
оценке надежности, так как нарушение работоспособности, т.е. отказ,
возникает или может возникнуть через некоторый период времени, ко-
торый является случайной величиной. В зависимости от причин отказа
следует по разному оценивать и время работы изделия. Здесь могут
40_____________Часть I. Методологические основы надежности________
быть два основных случая, когда время оценивается или календарной
продолжительностью работы изделия, или в отработанных часах. Изме-
рение времени в календарных часах характерно для таких причин на-
рушения работоспособности изделия, как коррозия, действие внешних
температурных факторов, облучение и других.
Однако для большинства машин и их механизмов основное значение
для оценки потери работоспособности имеет продолжительность рабо-
ты изделия или соответствующий ей объем выполненной работы (число
циклов, путь, производительность и т.п.). Время в этом случае называ-
ется «наработка» и измеряется в отработанных часах или соответст-
вующих единицах, определяющих характер выполняемой работы. Пере-
счет календарных часов в число часов работы изделия не представляет
трудности, если известен коэффициент загрузки машины и доля участия
данного механизма в цикле работы машины.
Время работы до отказа t = Т является случайной величиной, а если
продолжительность работы изделия регламентируется и является де-
терминированной величиной, то оно называется установленным ресур-
сом Гр или сроком службы 7^.
Данные способы оценки длительности работы изделия сведены в
табл. 2.1.
Таблица 2.1. Оценка длительности работы изделия
Исчисление времени работы Время работы до отказа (случайная величина) Регламентированное время работы изделия (детерминированная величина)
В отработанных часах (наработка) Т - наработка до отказа Г,-ресурс (установленный)
В календарных часах (время работы) Т - срок службы до отказа Гсл - срок службы (установленный)
Надежность изделия - это свойство, которое включает в себя поня-
тия безотказности и долговечности. Деление надежности на эти две ос-
новные категории зависит от того, какой промежуток времени рассмат-
ривается и учитываются ли мероприятия, связанные с восстановлением
утраченной работоспособности.
Безотказность - это свойство изделия непрерывно сохранять
работоспособность в течение некоторого периода времени или не-
которой наработки.
Долговечность - это свойство изделия сохранять работоспособ-
ность до наступления предельного состояния, т.е. в течение всего
Глава 2. Показатели надежности
41
периода эксплуатации при установленной системе технического
обслуживания и ремонтов.
Предельное состояние - это такое состояние изделия, при котором
его дальнейшее применение по назначению недопустимо (например, по
требованиям безопасности) или нецелесообразно (например, по эконо-
мическим причинам).
Таким образом, надежность изделия определяется его безотказно-
стью и долговечностью. Первое из них рассматривает самостоятельную
непрерывную работу изделия без каких-либо вмешательств для поддер-
жания его работоспособности.
Долговечность, наоборот, рассматривает работу изделия за весь пе-
риод его использования и учитывает, что длительная работа изделия
включает ремонтные и профилактические мероприятия, восстанавли-
вающие работоспособность, утрачиваемую в процессе эксплуатации.
Безотказность и долговечность - разные стороны одного свойства
изделия - его надежности.
Основные причины, определяющие надежность изделия, связаны,
как правило, со случайными явлениями, для описания которых приме-
няется математический аппарат теории вероятностей. Так, отказ - это
случайное событие, срок службы или наработка до отказа - случайная
величина, а процесс, приводящий к потере работоспособности (напри-
мер, изнашивание) - случайная функция (случайный процесс). Поэтому
и показатели, применяемые для оценки надежности изделия, имеют ве-
роятностную природу.
2.2. Показатели для оценки безотказности изделия
Основным показателем безотказности изделия является вероят-
ность его безотказной работы P(t) - вероятность того, что в заданном
интервале времени t = Т (или в пределах заданной наработки) отказа
изделия не возникнет. Значение P(t), как всякой вероятности, может
находиться в пределах 0 < P(r) < 1.
Например, если вероятность безотказной работы машины в течение
Т = 1000 ч равняется 0,95, то это означает, что из большого количест-
ва машин данной модели в среднем 5 % машин потеряют свою работо-
способность раньше, чем через 1000 ч работы.
Показатель P(t) применим и для оценки безотказности одного из-
делия. В этом случае он определяет возможность изделия проработать
без отказов заданный период времени. Вероятность безотказной работы
42_____________Часть I. Методологические основы надежности________
P(t) и вероятность отказа F(t) образуют полную группу событий, по-
этому
Р(г) + Г(г) = 1. (2.1)
Значение Г(/) характеризует степень опасности отказа и поэтому,
чем ниже его значение, тем, при прочих равных условиях, изделие будет
работать более надежно. Например, для ответственных изделий авиаци-
онной техники допустимые значения вероятности безотказной работы
доходят до P(t) = 0,9999 и выше, т.е. практически равны единице. Это
соответствует безотказной работе изделия, так как вероятность отказа
F(/) = l-P(/)->0.
Если последствия отказа связаны с незначительными экономически-
ми потерями, допустимое значение P(t) принимается обычно в преде-
лах 0,9 -0,99. Значение вероятности безотказной работы данного из-
делия можно определить, если известен закон распределения сроков
службы (наработки) до отказа, который называют также законом на-
дежности.
На рис. 2.2 изображена схема формирования закона надежности в
дифференциальной /(/) (плотность вероятности) и интегральной P(t)
формах. Причиной отказа является случайный процесс X (t) изменения
выходного параметра изделия с течением времени от начального XQ до
предельно допустимого значения Хтах. В силу случайности процесса
он может протекать с различной интенсивностью, а время достижения
предельного состояния, т.е. срок службы (наработка) до отказа проявля-
ется как случайная величина (7], Т2... Тп).
Закон распределения может быть выражен в аналитической форме
или в виде гистограммы, полученной на основании статистических дан-
ных.
Если для данного выходного параметра известен закон распределе-
ния, то вероятность безотказной работы может быть определена для
любого заданного значения t = Т
Гй-
t ]dt.
(2.2)
Глава 2. Показатели надежности
43
Численно значения F(f) и
Р(/) равны соответственно
площади под кривой распреде-
ления /(г) до и после значе-
ния t = Т (рис. 2.2,6).
Следует иметь в виду, что
применение показателя Р(г)
без указания периода времени
t = Т, в течение которого рас-
сматривается работа изделия,
смысла не имеет, поскольку
они связаны зависимостью
(2.2) и любое требуемое значе-
ние Р(г) можно обеспечить
выбором длительности перио-
да Т. Чем ниже требования
безотказности, тем большую
длительность работы изделия
можно допускать.
При этом могут быть два
способа выбора показателей
безотказности.
Рис. 2.2. Схема формирования закона
надежности
1. При высоких требованиях к надежности изделия задаются допус-
тимым значением Р(/) = у% и определяют время работы изделия
t = Ту, соответствующее данной регламентированной вероятности без-
отказной работы. Значение Ту называется гамма-процентным ресурсом
(неслучайная величина) и по его значению судят о большей или мень-
шей безотказности изделий. При у = 50 % получим значение среднего
ресурса Т№=Т„.
2. При обычных требованиях к надежности, если отказ не приводит к
тяжелым последствиям, можно задаваться ресурсом изделия t = Тр (или
сроком службы t = Гсл), например, из условия необходимости проведе-
ния плановых ремонта или технического обслуживания машины. В этом
случае о безотказности изделия судят непосредственно по значению
, а Тр называют установленным ресурсом.
з*
44_____________Часть I. Методологические основы надежности_________
Вероятность безотказной работы изделия ?(/) за соответствующий
период времени t = Т является основным показателем безотказности.
Однако при определенных условиях этот показатель не выполняет сво-
их функций и требуется привлечение дополнительных показателей на-
дежности.
Первый случай связан с таким периодом работы изделия t = Tt
(рис. 2.2,в), в течение которого, как правило, могут возникать отказы
данного изделия и, следовательно, —» 0 . Это характерно для отка-
зов, которые легко устранимы и не приводят к каким-либо значитель-
ным последствиям (например, замена инструмента при работе на метал-
лорежущем станке).
В этом случае характеристикой безотказности может служить сред-
нее число отказов Q(r) в данном интервале времени от 0 до Г (так
называемая ведущая функция) или параметр потока отказов со:
dCl(t) 1
со = —^ = —, (2.3)
dt Тт
где Тт - среднее значение наработок до отказа (так называемая нара-
ботка на отказ). Параметр потока отказов - это среднее число отказов
изделия в единицу времени.
Другой крайний случай, когда трудно непосредственно применять
Р(/), имеет место при оценке безотказности высоконадежных изделий,
когда в течение данного периода работы изделия t = Тш должно быть
обеспечено значение близкое к единице или равное ей. Создание
высоконадежных изделий с P(t) = 1 возможно за счет большой
избыточности, т.е. при наличии запаса надежности. Этот запас может
быть определен, если оцениваются физические процессы, приводящие к
отказу изделия, и для данных условий эксплуатации определяется
максимально возможная скорость данного процесса.
Пусть известно, что за данный период времени t - TQ параметр из-
делия X может принимать различные значения (так как является слу-
чайной величиной), но его экстремальная величина за данный период
времени t = TQ будет (см. рис. 2.2,а). Это значение определено,
например, из оценки скорости изнашивания сопряжения для наиболее
неблагоприятных (но допустимых или возможных) условий эксплуата-
ции (максимальные режимы, недостаточная смазка и т.п.). Тогда, если
Глава 2. Показатели надежности
45
значение параметра, при котором наступит отказ изделия, будет
Jfmax > , запас надежности Х2 = уср можно подсчитать как
(2.4)
Запас надежности может подсчитываться так же, как отношение
Агтах к такому значению параметра Ху, при котором с вероятностью у
параметр не выйдет за данные пределы, т.е.
— max
- X,
(2.5)
Период времени, в течение которого обеспечивается > 1, называ-
ется гарантированным периодом безотказной работы изделия ТГ.
Запас надежности характеризует устойчивость изделия к отказам, а
скорость его изменения определяет период допустимой эксплуатации
высоконадежного изделия. Создание запаса надежности так же, как и
запаса прочности, гарантирует конструкции сохранение работоспособ-
ности.
Однако по сравнению с прочностными расчетами здесь, во-первых,
запас устанавливается по отношению к разнообразным выходным пара-
метрам изделия (а не только к прочностным характеристикам) и, во-
вторых, он изменяется во времени и имеет вероятностную природу.
Основные показатели безотказности приведены в табл. 2.2.
Из сказанного видно, что полной характеристикой процесса потери
изделием работоспособности является закон распределения сроков
службы (наработки) до отказа (закон надежности).
Если он известен и выражен в дифференциальной /(/) или инте-
Таблица 2.2. Показатели безотказности
Наличие отказов за рас- сматриваемый промежу- ток времени t = Т Значение Основной показатель безотказности
Как правило, имеют ме- сто, t = Tj Р(<)^0 со - параметр потока отказов
Могут быть или нет (ред- кое событие), t = Tu 0 < />(<) < 1 - вероятность без- отказной работы
Недопустимы, t = Тш Кп - запас надежности
46
Часть I. Методологические основы надежности
гральной формах (которые связаны зависимостью (2.2)), то полу-
чение всех характеристик безотказности не представляет трудностей.
В теории надежности широкое распространение получила также
форма выражения закона распределения сроков службы до отказа при
помощи характеристики интенсивности отказов X.
Интенсивность отказов (X -характеристика) - это условная плот-
ность вероятности возникновения отказа изделия, определяемая для
рассматриваемого момента времени при условии, что до этого момента
времени отказ не возник.
Интенсивность отказов в общем случае является функцией времени
Х(г) и связана с другими характеристиками закона надежности зависи-
мостью
Х(,)'РИ' <26)
Поэтому для описания закона надежности можно применять любую
из трех характеристик Х(г), /(г) или Р(г), поскольку две остальные
могут быть получены из зависимостей (2.2) и (2.6).
Использовать для оценки надежности X-характеристику целесооб-
разно, как это будет показано ниже (см. § 5.4), в основном для слу-
чая Лср. Показатели безотказности могут относиться как к элементу из-
делия, так и к изделию в целом или к сложной системе. Они рассматри-
вают непрерывную работу изделия и не учитывают периоды, необходи-
мые для его ремонта и технического обслуживания.
2.3. Показатели для оценки долговечности машины
Для оценки долговечности машины необходимо рассматривать весь
период ее эксплуатации вплоть до прекращения использования по на-
значению и учитывать мероприятия, проводимые для поддержания ее
работоспособности. При этом объектом рассмотрения должна быть ма-
шина, а не отдельные ее узлы и элементы, поскольку методы и страте-
гия ремонта и технического обслуживания машины связаны с анализом
ее функционирования как единой сложной системы.
Показатели для оценки допустимой продолжительности работы эле-
мента машины были рассмотрены выше. Это гамма-процентный ресурс
Г или в общем виде закон распределения сроков службы f (/) для ка-
ждой данной детали (элемента).
Глава 2. Показатели надежности
47
При достижении предельного состояния или при приближении к не-
му деталь должна быть отремонтирована или заменена новой. Посколь-
ку в ремонтируемом узле имеются, как правило, детали разной степени
изношенности, то следует оценить целесообразность одновременного
ремонта нескольких деталей, хотя часть из них и не достигла своего
предельного состояния.
Различают ремонтируемые и перемонтируемые изделия. К перемон-
тируемым изделиям, восстановление работоспособности которых не-
возможно или нецелесообразно, относят обычно отдельные агрегаты,
быстросменные детали и узлы, которые при ремонте заменяют новыми
(запасными).
Одна деталь может иметь не один, а несколько сроков службы в со-
ответствии с теми причинами, которые приводят к отказу, и теми вы-
ходными параметрами, которые оценивают качество детали. Например,
вал машины может выйти из строя в результате износа шейки, смятия
шлицев, деформации тела вала и его усталостного разрушения. Соот-
ветственно и методы восстановления утраченной работоспособности
будут различными: шлифование шейки под подшипник, восстановление
шлицев, правка вала, его замена при поломке.
Сложный агрегат или машина насчитывают десятки и сотни тысяч
элементов с различными сроками службы. Поэтому их ремонт осущест-
вляется, как правило, одновременно для группы деталей, близких к сво-
ему предельному состоянию, когда многие из них еще работоспособны.
Ремонт и техническое обслуживание машин позволяют продлевать
период их эффективного использования.
Рассмотрим процесс изменения во времени некоторого выходного
параметра X машины при различных методах ее эксплуатации
(рис. 2.3).
Рис. 2.3. Изменение выходного параметра при различных
методах эксплуатации машины
48
Часть I. Методологические основы надежности
Реализация 1 показывает изменение параметра до своего предельно-
го значения %тах, когда не осуществляются ремонтно-профилакти-
ческие мероприятия для изменения состояния изделия.
Если проводится техническое обслуживание машины, включающее
короткие перерывы т01,т02,... для ее профилактики, регулировки меха-
низмов, смазки и других мероприятий, улучшающих техническое со-
стояние машины и не допускающих появления реализации с высокой
интенсивностью процесса X (/), то период времени достижения изде-
лием предельного состояния возрастает (реализация 2) и Т2 > 7].
Если же предусмотреть остановки машины тр1,тр2,... для ее ремон-
та, когда могут быть почти полностью восстановлены ее характеристи-
ки, то работа машины может быть продлена практически до любого на-
значенного периода времени (реализация 3). При этом, по мере эксплуа-
тации машины, затраты, связанные с ее ненадежностью, как правило,
возрастают, что определяет целесообразную продолжительность ее ис-
пользования (см. рис. 1.3).
При назначении показателей долговечности машины следует иметь в
виду следующее.
1. Продолжительность эксплуатации машины (т.е. ее работа до пре-
дельного состояния) определяется ее моральным износом и за-
тратами, связанными с физическим износом, а также требова-
ниями безопасности эксплуатации.
2. Должны быть оценены суммарные затраты времени и средств,
необходимые для поддержания работоспособного состояния из-
делия. Эти затраты, как правило, связаны в основном с системой
и методами ремонта и технического обслуживания машины.
3. Основанием для проведения ремонтных операций служат изме-
нение выходных параметров машины и опасность отказа ее от-
дельных узлов и элементов.
4. Должна быть оценена вероятность безотказной работы машины в
период ее работы между остановками для ремонта и техническо-
го обслуживания.
Поэтому для оценки долговечности машины применяют следующие
три основных показателя:
Гр - установленный ресурс (срок службы) всей машины, который
определяет период ее работы до предельного состояния с учетом
требований безопасности и экономической эффективности;
Глава 2. Показатели надежности
49
/Сти - коэффициент технического использования, который характе-
ризует затраты времени (и соответственно средств) на восстанов-
ление работоспособности машины;
Кг - коэффициент готовности, который оценивает безотказность
машины в период ее функционирования.
Коэффициент технического использования КТИ определяется как
отношение времени выполнения изделием своих функций к сумме этого
времени и времени его нахождения в ремонте и техническом обслужи-
вании за весь период эксплуатации:
Т
js ______ раб____
та гр уч т
раб 2—41 / рем
(2.7)
где - общее время работы машины при ее использовании по назна-
чению за заданный период эксплуатации; ^Г/рем - суммарное время
простоев машины из-за ее ремонта и технического обслуживания за тот
же период.
Коэффициент технического использования является безразмерной
величиной (0 < Kyvi < 1), и чем выше его значение, тем машина более
приспособлена к длительной работе. Коэффициент /Сти численно равен
вероятности того, что в данный, произвольно взятый момент времени
машина работает, а не ремонтируется и не находится в техническом
обслуживании.
Следует подчеркнуть, что коэффициент технического использования
К’ти не будет являться полноценной характеристикой, если рассматри-
вается ограниченный промежуток времени, так как малые затраты на
ремонт за это время еще не означают малые суммарные затраты за весь
период эксплуатации. Возможен вариант, когда недостаточное внима-
ние к профилактическим работам и техническому обслуживанию в про-
цессе эксплуатации машины (т.е. незначительные затраты на ремонт за
рассматриваемый период) приведут к повышенным затратам времени и
средств при последующих ремонтах.
Поэтому при определении необходимо брать весь период экс-
плуатации машины или как минимум период до ее капитального ремон-
та.
Для определения £ти необходимо установить его зависимость от
сроков службы элементов изделия.
50
Часть I. Методологические основы надежности
Время простоя из-за ремонта данной / -й детали или узла машины
будет
Т
т - Раб т
7/рем гр Ч ’
где 7] - длительность работы i -й детали (узла) машины до очередного
ремонта; т - время (трудоемкость) ремонта i -й детали машины (узла),
включая разборку, сборку и выверку.
Отношение Т /Т, показывает, сколько раз в течение периода, рав-
ного Траб, ремонтировалась данная деталь.
Подставляя значение 7}рем в формулу (2.7), получим коэффициент
технического использования, выраженный через продолжительность
работы и трудоемкость ремонта отдельных деталей и элементов маши-
ны:
При периодических ремонтах, когда одновременно ремонтируется
группа деталей, под 7] понимается время до очередного ремонта, а под
т; - его трудоемкость.
Из формулы (2.8) следует, что основным методом повышения долго-
вечности машины является сокращение времени, затрачиваемого на
ремонт и повышение срока службы ее деталей.
Как видно из формулы (2.8), коэффициент /Сти зависит от суммы,
которая называется относительными ремонтными потерями'.
т. т2 т уЦ т. ч
Т} Т2 Тп V 7]
Относительные ремонтные потери z могут применяться в качестве
самостоятельного критерия, заменяющего КТИ при оценке долговечно-
сти изделия.
Время, которое затрачивается на ремонт и техническое обслужива-
ние, зависит не только от методов и технологии ремонта, но и от конст-
рукции изделия.
Глава 2. Показатели надежности
51
Ремонтопригодность - это свойство изделия, которое заключается в
его приспособленности к предупреждению, обнаружению и устранению
отказов при проведении технического обслуживания и ремонтов.
Таким образом, ремонтопригодность, которая определяет затраты
времени ^7] (см. формулу 2.7), является составной частью долго-
вечности.
Коэффициент технического использования, взятый за период между
плановыми ремонтами и техническим обслуживанием, называется ко-
эффициентом готовности КГ.
Коэффициент готовности Кг оценивает непредусмотренные оста-
новки машины, наличие которых свидетельствует о том, что плановые
ремонты и мероприятия по техническому обслуживанию не полностью
выполняют свою роль. Кг численно равен вероятности того, что изде-
лие будет работоспособно в произвольно взятый момент времени в
промежутках между плановыми ремонтно-профилактическими меро-
приятиями.
Таким образом, Кг определяет вероятность безотказной работы из-
делия в период его непрерывной работы.
Рассмотренные показатели надежности сведены в табл. 2.3.
Основные показатели надежности непосредственно связаны с общей
моделью изменения работоспособности изделия во времени (см.
рис. 2.1). Если область состояний Е в течение времени t = Т является
частью области работоспособности G, т.е. его подмножеством Е С G ,
то изделие будет устойчиво по отношению к отказам, так как вероят-
ность их возникновения F(r) = 0. Это условие можно записать как
X(t = T)cG. (2.10)
В этот период показателем надежности изделия будет являться его
запас надежности КИ. Вероятность возникновения отказа наступит
лишь после того момента времени, когда условие (2.10) нарушится и
буДет пересечение множеств Е и G. До этого периода времени работа
изделия будет протекать в устойчивой зоне по отношению к отказам, и
запас этой «устойчивости» может характеризоваться значением Кн > 1.
Поскольку К* (г) - является функцией времени, то происходит израс-
ходование запаса надежности и необходимо определение периода вре-
мени, в течение которого его значение станет КИ = 1, и области Е и G
будут соприкасаться.
52
Часть I. Методологические основы надежности
Значение t = ТГ, при котором Кк = 1, будет являться гарантирован-
ным периодом безотказной работы изделия по данному параметру или
по их совокупности, если рассматривается весь вектор-функция
X(Xt,X2...X„).
Таблица 2.3. Основные показатели надежности
Обозна- чение Показатель Определение Область приме- нения
?(/) Вероятность безотказной работы Вероятность того, что в пределах заданной нара- ботки или времени работы отказ объекта не возникает Основной показа- тель для оценки надежной работы изделия
т Y Гамма- процентный ресурс, ч Наработка (срок службы) до отказа при заданной вероятности безотказной работы у, выраженной в процентах Допустимая про- должительность работы изделия при заданных требованиях к его безотказности
Тт Средний ресурс, ч Гамма-процентный ресурс при у = 50 % Для характери- стики средней продолжитель- ности работы изделия
т. (Та) Установлен- ный ресурс (срок службы) Установленная продолжи- тельность работы изделия до ремонта или техниче- ского обслуживания. Т, = ТК -ресурсдо капитального ремонта Для назначения параметров сис- темы ремонта и технического обслуживания
Запас надежности Отношение предельно до- пустимого значения задан- ного параметра к его экс- тремальному фактическому значению при данном со- стоянии объекта Для изделий с высокими требованиями к надежности
Т' Гарантиро- ванный пери- од безотказ- ной работы Наработка (время работы), в течение которой обеспе- чивается значение Кн > 1 Для характери- стики безотказ- ной и безопасной работы изделия
1 со = Т ср Параметр потока отка- зов, 1/ч Среднее число отказов изделия в единицу времени, Гср наработка на отказ Для изделий, допускающих отказы данного вида в период функционирова- ния
Глава 2. Показатели надежности
53
Окончание табл. 2.3
Обозна- чение Показатель Определение Область приме- нения
X Интенсив- ность отка- зов, 1/ч Условная плотность веро- ятности возникновения отказа изделия, которая определяется для рассмат- риваемого момента време- ни при условии, что до этого момента времени отказ не возник Может применяться вместо показателя P(t), особенно если X = const
Тп Ресурс(срок службы) до предельного состояния, ч Установленная продолжительность работы изделия до предельного состояния Использование изделия по на- значению в тече- ние Рп допусти- мо и целесооб- разно
кп Коэффициент технического использова- ния Отношение времени вы- полнения изделием своих функций к сумме этого времени и времени его нахождения в ремонте или техническом обслуживании за весь период эксплуата- ции Характеризует затраты времени, необходимые для восстановления утрачиваемой работоспособно- сти
КТ Коэффициент готовности Вероятность того, что из- делие окажется в работо- способном состоянии в произвольный момент вре- мени, кроме планируемых периодов, в течение кото- рых применение изделия по назначению не преду- сматривается Оценивает безот- казную работу изделия в перио- ды его функцио- нирования (меж- ду ремонтами и ТО)
Предельно допустимое значение выходного параметра Граница области работоспособности, при выходе за пределы которой происходит отказ Для фиксации параметрических отказов
Период времени t = Г, при котором вероятность безотказной работы
задана значением у = P(t) % , будет являться гамма-процентным ресур-
сом (см. табл. 2.3).
54
Часть I. Методологические основы надежности
Коэффициент технического использования /Сти характеризует затра-
ты, позволяющие сократить область состояний Е и улучшить показате-
ли качества и параметрической надежности изделия.
При определении показателей параметрической надежности машины
большое значение имеет установление границ области работоспособно-
сти . Даже небольшое изменение Хтах может существенно повли-
ять на численные значения показателей надежности, особенно, если
границы областей G и Е находятся в непосредственной близости.
Критериями предельного состояния машины и ее элементов могут
служить ситуации, при которых:
1) выход параметра за установленные пределы нарушает качество
функционирования машины (например, точность обработки на
станке, точность движения транспортных средств и т.п.);
2) наибольшее допустимое значение параметра диктуется требова-
ниями безопасности (попадание машины в зону повышенной
вибрации, тепловыделения и т.п.);
3) возрастание параметра приводит к снижению эффективности ра-
боты машины (возрастает расход топлива, снижается КПД и т.п.);
4) выходной параметр связан с воздействиями на окружающую сре-
ду, которые регламентированы (шум, состав выхлопных газов);
5) достижение параметром значения, при котором возможна интен-
сификация процесса потери машиной работоспособности.
Предельно допустимое значение выходного параметра Jfmax, кото-
рое установлено техническими условиями, определяет границу области
работоспособности. Однако в ряде случаев сам ход процесса изменения
выходных параметров и наличие зон их резкого возрастания может на-
ложить дополнительные ограничения на размеры области работоспо-
собности. Кроме того, надо учитывать, что требования к выходным па-
раметрам различны в зависимости от сферы применения машины и мо-
гут изменяться.
Типичные области работоспособности рассмотрены на рис. 2.4. Наи-
более распространен случай, когда установленное значение не зависит
от времени и область работоспособности сохраняет свои границы по-
стоянными на протяжении всего периода эксплуатации машины (см.
рис. 2.4,а). Однако если требования к параметрам машины устанавли-
ваются потребителем, то границы этой области Хтах будут занимать в
определенном интервале случайное положение со своим законом рас-
пределения и область работоспособности является «размытым множе-
ством» (см. рис. 2.4,6).
Глава 2. Показатели надежности
55
Требования
Повышение требований
к машине
г
Рис. 2.4. Варианты областей работоспособности машины
Производитель может осуществлять отбор (селекцию) своих машин
в зависимости от требований, поставленных данным потребителем. Ес-
ли с течением времени требования к данному типу машин повышаются,
например из-за конкуренции, то по мере эксплуатации машины будет не
только происходить ее физический износ, но и будут сужаться границы
области допустимых значений ее выходных параметров (см. рис. 2.4,в).
Иногда, наоборот, допускают расширение области работоспособно-
сти для возможности дальнейшего использования изношенного изделия
в других сферах, где требования к параметрам изделия могут быть ниже
(см. рис. 2.4,г). Перевод изделия в другую категорию качества произво-
дится обычно после того, как оно отработало свой ресурс, и его ремонт
не может полностью восстановить выходные параметры изделия или
это нецелесообразно делать по экономическим соображениям. Приме-
рами могут служить использование изношенного прецизионного станка
для обработки деталей меньшей точности или применение отработав-
шего ресурс авиадвигателя для стационарных установок.
В ряде случаев при установлении предельно допустимого значения
параметра %тах следует учитывать не только требования к данной тех-
нической характеристике машины, но и возможность интенсивного из-
менения параметра при приближении к значению Jfmax.
Опасность попадания машины в зону интенсивного выхода из строя
может послужить основанием для ограничения области работоспособ-
ности значениями, меньшими %тах, начиная с некоторого периода
t = Го (см. рис. 2.4,д').
56
Часть I. Методологические основы надежности
Еще большую опасность представляет возможность резкого возрас-
тания реализаций X (/) после некоторого периода работы машины (см.
рис. 2.4,е). Тогда область работоспособности должна быть ограничена
значением Ттах, которое гарантирует нахождение параметра в зоне
«нормального» протекания процесса X (г), а значение ¥тах носит в
известной степени формальный характер.
Таким образом, область работоспособности в координатах х -1 ог-
раничена как значением Агтах, связанным с требованиями, предъявляе-
мыми к параметрам машины, так и, в ряде случаев, значениями t = Tmax.
Установление границ области работоспособности для каждого типа
машин является одним из основных этапов при разработке математиче-
ских моделей расчета и прогнозирования их параметрической надежно-
сти.
Следует подчеркнуть, что здесь дан анализ возможного изменения
области работоспособности в течение длительного времени использова-
ния машины. При оценке начального уровня надежности машины при-
нимается то значение %тах, которое установлено техническими усло-
виями.
ПРИМЕЧАНИЕ. О терминологии в области надежности.
Оценивая принятую в различных странах терминологию в области надежно-
сти машин, можно отметить, что по содержанию и заложенным идеям основные
понятия и определения весьма близки друг другу и это отражает логику разви-
тия данной отрасли знаний.
Вместе с тем, термины, принятые национальными стандартами передовых
стран, разработанные авторитетными международными организациями (ISO,
EOQC, IEC) и приведенные в книгах и учебниках, обладают своими особенно-
стями, связанными с нюансами в понимании отдельных определений и терми-
нов, с языковой спецификой и традициями той или иной ведущей отрасли ма-
шиностроения.
Основной термин - надежность (англ. Reliability) во всех определениях
трактуется как свойство или способность изделия (item) сохранять во времени
заданные функции, т.е. он непосредственно связан с понятием работоспособно-
сти объекта (английский аналог - availability - готовность к использованию).
Однако следует уточнить, является ли надежность свойством (property) или спо-
собностью (ability) изделия.
В англоязычных формулировках (они приведены и проанализированы, на-
пример, в известной книге Картера [174]) надежность определяется как «спо-
собность» изделия, что, по нашему мнению, связано и со звучанием английских
терминов (Reliability, Durability, Dependability).
В русском стандарте по терминологии в области надежности [81], одним из
разработчиков которого является автор, и в некоторых других определениях
надежность трактуется как «свойство» изделия.
Глава 2. Показатели надежности
57
Это, по нашему мнению, более корректно, поскольку всегда надежность
трактуется как составная часть качества, а качество - это совокупность свойств
(по определению ISO [148] англ, quality: the totality of features...фр. qualite: en-
semble des proprietes...).
В известном немецком справочнике по качеству Мазинга [183] надежность
определяется как качество в заданных условиях применения в течение или по-
сле заданного времени («Zuverlassigkeit: Quailtat unter vorgegebenen
Anwendungsbedinungen wahrend oder nach einer vorgegebenen Zeit»).
Другое «разночтение» в различных определениях надежности связано с тем,
как формулируются условия, в которых находится изделие при его использова-
нии. Для этого применяются в основном два варианта. Первый, в котором в
общей форме указывается, что изделие сохраняет свои функции «в заданных
условиях в заданный период времени» (например, в определении Британского
института стандартов: «...under stated conditions for a stated period of time»). Вто-
рой вариант отличается от первого тем, что в формулировку добавляется также
условие о необходимости технического обслуживания изделия (например, в
военном справочнике США сказано: «...under stated conditions of use and mainte-
nance...»).
Это незначительное, на первый взгляд, различие связано с принципиальным
методическим положением: следует ли сложное иЬнятие «надежность» рас-
сматривать в двух аспектах - за время непрерывной работы изделия и за весь
период эксплуатации при установленной системе ремонта и технического об-
служивания.
Российский стандарт (ГОСТ 27.002-83) предусматривает такое разделение и
включает в понятие «надежность» (Dependability) ее составляющие - безотказ-
ность (Reliability) и долговечность (Durability).B английской терминологии,
поскольку слово «dependability» не нашло достаточно широкого применения в
технике, термин «reliability» используется как для определения общего свойства
«надежность», так и для определения безотказйости, как свойства объекта не-
прерывно сохранять свою работоспособность.
Это может привести к нечеткому представлению о степени учета ремонта и
технического обслуживания при оценке вероятности безотказной работы изде-
лия в каждом конкретном случае.
Учитывая сказанное, автор при определении и выборе показателей надежно-
сти (см. § 2.1-2.3) счел целесообразным:
• дать более краткое определение надежности, опираясь на понятие
«работоспособность изделия»;
• рассмотреть надежность как свойство изделия, непосредственно связан-
ное с его качеством;
• выделить два основных компонента надежности: безотказность - при не-
прерывной работе изделия и долговечность - при применении системы
ремонта и технического обслуживания;
• не считать «ремонтопригодность» основным компонентом понятия «на-
дежность» (как это сделано в российском стандарте), поскольку эта ха-
рактеристика является составной частью долговечности;
• ограничить число основных показателей надежности (см. табл. 2.3).
58
Часть I. Методологические основы надежности
Кроме того, при рассмотрении основных понятий и показателей надежности
автором приняты следующие положения:
• для выходных параметров изделия (параметров, характеризующих каче-
ство функционирования изделия) введены понятия «область состояния»
и «область работоспособности»;
• принят новый показатель надежности - «запас надежности», который яв-
ляется основным для изделий, к которым предъявляются высокие требо-
вания безотказности;
• не придается такого универсального значения показателю «интенсив-
ность отказов X », как это обычно принято; его целесообразно применять
лишь при X = const;
• считается возможным определять и устанавливать гарантированный пе-
риод безотказной работы изделия, когда P(f) = 1.
Автор считает также, что обилие стандартизованных терминов и определе-
ний в области надежности (например, в ГОСТ 27.002-83 и 89) усложняет прове-
дение практических работ по обеспечению надежности, затрудняет сравнение
результатов различных исследований. Ограничение и четкое функциональное
назначение основных показателей надежности - одно из условий для построе-
ния эффективных систем расчета, прогнозирования и обеспечения надежности
разнообразных изделий машиностроения.
2.4. Классификация отказов
При расчете показателей надежности большое значение имеет вид и
характер возникающих или возможных отказов.
Основными признаками, определяющими различные виды отказов,
служат характер возникновения и протекания процессов, приводящих к
отказу, последствия отказов и методы их устранения.
С этой точки зрения существуют следующие основные виды отка-
зов:
1. Постепенные и внезапные отказы. Постепенные (износные) отка-
зы возникают в результате протекания того или иного процесса старе-
ния, ухудшающего начальные параметры изделия (рис. 2.5,а).
Основным признаком постепенного отказа является то, что вероят-
ность его возникновения F(t) в течение заданного периода времени от
tx до t2 зависит от длительности предыдущей работы изделия . Чем
дольше использовалось изделие, тем выше вероятность возникновения
отказа, т.е. Г2(Дг) > Fx(Af), если t2 > tx, где F,(A/) - вероятность от-
каза за период от г, до (4- А/).
К этому виду относится большинство отказов машины. Они связаны
с изнашиванием, коррозией, усталостью, ползучестью и другими про-
цессами старения материалов, из которых созданы изделия (см. гл. 6).
Глава 2. Показатели надежности
59
Рис. 2.5. Схема возникновения постепенного (а), внезапного (б) и сложного (в)
отказов \
Внезапные отказы (рис. 2.5,6) - это те, причиной которых являются
процессы, возникшие в результате сочетания неблагоприятных факто-
ров и случайных внешних воздействий, превышающих возможности
изделия к их восприятию.
Основным признаком внезапного отказа является то, что вероят-
ность его возникновения F(t) в течение заданного периода времени от
t} до t2 не зависит от длительности предыдущей работы изделия.
Примерами таких отказов могут служить тепловые трещины, воз-
никшие в детали вследствие прекращения подачи смазки; поломки де-
тали из-за неправильных методов эксплуатации машины или возникно-
вения перегрузок; деформация или поломка деталей, попавших в непре-
дусмотренные условия работы.
Отказ при этом происходит, как правило, внезапно, без предшест-
вующих симптомов разрушения и не зависит от степени изношенности
изделия.
Например, причиной отказа автомобильной покрышки может быть
как износ протектора в результате длительной эксплуатации машины,
так и прокол, возникший вследствие езды по плохой дороге и неблаго-
приятного сочетания случайных факторов.
Вероятность отказа покрышки из-за износа протектора у старой по-
крышки во много раз больше, чем у новой. В противоположность этому
- прокол - внезапный отказ - не связан с длительностью работы по-
крышки до данного события. Вероятность его возникновения одинакова
как для новых покрышек, так и для изношенных.
Иногда высказывается мнение, «что появлению внезапных отказов
обычно также предшествуют скрытые изменения свойств деталей или
компонентов, которые не всегда удается обнаружить. Поэтому разделе-
ние на внезапные и постепенные отказы носит условный характер».
С этим нельзя согласиться, так как деление на постепенные и вне-
запные отказы определяется природой их возникновения, а не тем, ус-
тановлена или нет причина отказа. Внезапность отказа при эксплуата-
60
Часть I. Методологические основы надежности
ции машины в силу скрытности процесса разрушения (например, при
развитии усталостной трещины) еще не означает, что отказ относится к
категории внезапных.
Критерием принадлежности отказа к категории постепенного или
внезапного служит наличие или отсутствие зависимости вероятности
безотказной работы от времени предыдущей работы изделия.
Для постепенного отказа процесс потери работоспособности X (г)
начинается сразу при эксплуатации изделия, а его скорость у либо по-
стоянна, либо является функцией времени у(г).
Для внезапного отказа время его возникновения Тв является случай-
ной величиной и подчиняется некоторому закону распределения f(TB),
не зависящему от состояния изделия. Скорость процесса при его воз-
никновении протекает весьма быстро у -> оо и не она, а функция f(TB)
определяет вероятность безотказной работы. Может быть и третий вид
отказов, который включает особенности двух предыдущих (см.
рис. 2.5,в) и называется сложным отказом. Здесь время начала возник-
новения отказа - случайная величина, не зависящая от состояния изде-
лия, а скорость процесса потери работоспособности изделия у (г) зави-
сит от физики процесса старения.
Например, внешние ударные воздействия на машину от посторонних
предметов (редкое случайное событие) могут явиться источником воз-
никновения усталостной трещины из-за первичного повреждения по-
верхности детали. Постепенное развитие трещины будет происходить
по мере дальнейшей эксплуатации машины, т.е. здесь имеет место схема
возникновения сложного отказа.
2. Отказы функционирования и параметрические отказы. Послед-
ствия отказов весьма разнообразны, но, в первую очередь, их можно
разделить на параметрические отказы и отказы функционирования.
Отказ функционирования приводит к тому, что изделие не может
выполнять возложенные на него функции. Например, в результате отка-
за редуктор не передает движения, двигатель внутреннего сгорания не
запускается, насос не подает масла и т. п. Часто отказ функционирова-
ния связан с поломками или заклиниванием отдельных элементов изде-
лия.
Параметрический отказ, который наиболее характерен для совре-
менных машин и изделий, возникает при выходе параметров (характе-
ристик) изделия за допустимые пределы. Здесь изделие становится не-
работоспособным с точки зрения требований, установленных техниче-
скими условиями.
Глава 2. Показатели надежности
61
Продолжение использования изделия, имеющего параметрический
отказ, может привести к весьма тяжелым экономическим и иным по-
следствиям. Например, к выпуску некачественной продукции, которая
может быть причиной отказов функционирования в сфере ее эксплуата-
ции, к невыполнению изделием поставленных задач, к большим допол-
нительным затратам времени и средств. Но роль параметрических отка-
зов важна еще и потому, что в сложных системах параметрические от-
казы элементов могут привести к отказу функционирования.
Поэтому параметрические отказы являются одним из основных объ-
ектов рассмотрения в теории надежности машин.
Отказы функционирования и параметрические отказы могут быть
как постепенными, так и внезапными, так как эти классификации отка-
зов проводятся по различным признакам.
Например, внезапный отказ измерительного прибора из-за недопус-
тимых внешних воздействий будет параметрическим, если потеряна его
точность из-за нагрева от внешних источников тепла, и отказом функ-
ционирования, если произошло заклинивание его механизмов из-за за-
пыленности атмосферы.
3. Фактические и потенциальные отказы. При эксплуатации изде-
лия рано или поздно наступит его первый, а затем и последующие отка-
зы. Если эти отказы предотвращаются заблаговременным выполнением
ремонта и регулировок, то они воспринимаются не как фактические, а
как потенциально возможные события. Такие отказы будем называть
потенциальными. Для изготовителей и эксплуатационников характерно
постоянное стремление к недопущению любых отказов при работе ма-
шины. Это может быть достигнуто не только за счет совершенства кон-
струкции машины, но и путем предотвращения возможных отказов при
правильной организации системы ремонта и технического обслужива-
ния, строгого выполнения правил эксплуатации.
Однако отсутствие фактических отказов еще не свидетельствует о
высокой надежности машины. Машина может вообще не иметь отказов
при эксплуатации, тем не менее уровень ее надежности не будет удов-
летворять разработчиков и потребителей, если это достигнуто за счет
большого объема профилактических и ремонтных работ. Поэтому, ко-
гда речь идет об отказах изделия, этой одной из основных категорий
теории надежности, то имеются в виду главным образом потенциально
возможные, а не только фактические отказы.
Статистическая информация из сферы эксплуатации, когда учиты-
ваются лишь фактические отказы, часто дает неверное представление об
уровне надежности машины.
4. Допустимые и недопустимые отказы. Все возникающие при ра-
боте машины отказы можно разделить на те, появление которых неиз-
62 Часть I. Методологические основы надежности______
бежно, так как изделие имеет ограниченные возможности по воспри-
ятию различных воздействий, и на отказы, которые являются следстви-
ем нарушения методов и правил проектирования, изготовления и экс-
плуатации машины и которые возможно и необходимо избежать.
' Допустимые отказы связаны обычно с процессами старения, кото-
рые нельзя предотвратить и которые приводят к постепенному ухудше-
нию выходных параметров изделия. Сюда же следует отнести внезап-
ные отказы, которые вызваны неблагоприятным сочетанием факторов,
если последние находятся в пределах, указанных в технических услови-
ях. Конструктор может сознательно допускать некоторую (как правило,
небольшую) вероятность возникновения отказа, чтобы облегчить и
удешевить конструкцию. Это, конечно, допустимо лишь в тех случаях,
когда отказ не вызовет катастрофических последствий. Например, даже
в самолетных конструкциях допускается развитие усталостных трещин
в некоторых элементах и панелях крыльев.
Недопустимые отказы связаны с нарушением условий производства
и эксплуатации и с неучтенными факторами.
Во-первых, это отказы из-за нарушения технических условий при из-
готовлении и сборке изделий. Во-вторых, отказы могут наступить при
нарушении правил и условий эксплуатации и ремонта - превышение
режимов работы машины выше допустимых, нарушение правил ремон-
та, ошибки людей, управляющих машиной, и т.п. Кроме этого, сущест-
вуют и скрытые причины возникновения недопустимых отказов - это
неучтенные в технических условиях и нормативах параметры, влияю-
щие на надежность. Изделие может быть выполнено в строгом соответ-
ствии с техническими условиями (ТУ), однако сами ТУ не учитывают
всех тех объективно существующих факторов, которые влияют на на-
дежность и проявляются в процессе эксплуатации. Анализ принадлеж-
ности каждого отказа к той или иной категории классификации позво-
лит выбрать показатели надежности и модель расчета, правильно отра-
жающую реальную ситуацию, в которой используется изделие.
2.5. Нормирование показателей надежности
При создании новой машины необходимо установить и обеспечить
такой уровень надежности, чтобы при эксплуатации машины были га-
рантированы безопасность и высокая эффективность работы.
Выбор показателей надежности для машины связан с требованиями
заказчика или может быть установлен самим разработчиком и базиро-
ваться на соответствующие стандарты и на высшие достижения для
данного типа машин.
Глава 2. Показатели надежности
63
При установлении допустимых значений показателей надежности
они, как правило, вступают в противоречие с показателями эффектив-
ности работы изделия.
Например, чем большую производительность трактора при пахоте
будут допускать, тем, при прочих равных условиях, будет интенсивнее
протекать его износ и станет ниже обеспечиваемая долговечность. Чем
большую мощность на форсированных режимах будет допускать дан-
ный авиационный двигатель (а, следовательно, чем лучше тактические
данные самолета), тем меньшее значение ресурса двигателя можно га-
рантировать.
Обычно, в зависимости от требований к эффективности работы из-
делия и от требований к его надежности достигается компромисс между
этими двумя факторами.
Нормированию подлежат в первую очередь вероятность безотказной
работы P(t) изделия с оценкой продолжительности периода, в течение
которого она оценивается, а для высоконадежных систем, у которых
/>(/)—>!, должен устанавливаться запас надежности Кн и значение Тг.
При этом допустимое значение вероятности безотказной работы яв-
ляется мерой для оценки последствий отказа, которые могут быть са-
мыми разнообразными - от незначительного материального ущерба до
катастрофического. Эти последствия связаны с характером самого отка-
за (что и где отказало), с категорией отказа и с такими факторами, как
время, необходимое для устранения отказа, вид ремонта, продолжи-
тельность существования отказа (возможность самовосстановления ра-
ботоспособности изделия), влияние данного отказа на вероятность воз-
никновения других отказов и т. д.
Все особенности отказа и его последствий следует характеризовать
допустимой вероятностью безотказной работы, которая аккумулиру-
ет в себе и численно оценивает опасность последствий отказа.
Так, если отказ существует непродолжительное время, а затем рабо-
тоспособность машины самовосстанавливается и за это время не про-
изойдет необратимых процессов, то будет допускаться более низкая
вероятность безотказной работы, чем при «полном» отказе и более опас-
ных последствиях. При оценке надежности сложных изделий не только
машина в целом, но и отдельные ее узлы и агрегаты должны ха-
рактеризоваться допустимой вероятностью безотказной работы. При
нормировании показателей надежности необходимо учитывать специ-
фику конструкции и назначение данной машины.
Целесообразно применять шесть классов надежности в зависимости
от допустимых значений (табл. 2.4).
64
Часть I. Методологические основы надежности
Таблица 2.4. Классы надежности по допустимому значению вероятности
безотказной работы
Класс надежности Допустимое значение Последствия отказа Примеры машин
0 <0,9 Без существенных последствий Элементы машины, не влияющие на ее технические характе- ристики
1 > 0,9 Экономические потери Технологическое оборудование неав- томатизированных производств
2 > 0,99 Значительные эко- номические потери Технологическое оборудование в ав- томатизированных системах. Сельскохо- зяйственная техника
3 > 0,999 Моральный ущерб Бытовые машины
4 > 0,9999 Авария, катастро- фа, невыполнение ответственного задания Подъемно- транспортные маши- ны, летательные ап- параты, машины хи- мического производ- ства, медицинское оборудование, воен- ная техника
5 1
В нулевой класс входят малоответственные детали и узлы, отказ ко-
торых остается практически без последствий. Для них хорошим показа-
телем надежности может быть средний срок службы, наработка на отказ
или параметр потока отказов.
Классы 1-4 характеризуются повышенными требованиями к безот-
казности (номер класса соответствует числу девяток после запятой у
значения Р(/)).
В пятый класс включаются высоконадежные изделия, отказ которых
в заданный период недопустим.
В этом случае допустимые значения P(t) = 1, т.е. должно быть соз-
дано абсолютно безотказное изделие.
Среди специалистов в области надежности существуют различные
точки зрения о возможности создания таких изделий.
Глава 2. Показатели надежности
65
Автор настоящей книги считает, что мнение о принципиальной не-
возможности создания безотказного изделия носит скорее философский
(«ничто не вечно под луной»), чем инженерный характер.
За счет создания избыточности (запаса надежности), регламентации
периода функционирования машины и режимов ее работы, оценки наи-
большей интенсивности процессов потери работоспособности возможно
и необходимо обеспечивать полную безотказность там, где последствия
отказа могут быть катастрофическими.
При выборе допустимого значения следует иметь в виду, что,
во-первых, данная вероятность задана для ограниченного периода рабо-
ты изделия, во-вторых, режимы работы и условия эксплуатации маши-
ны строго регламентированы и, в третьих, значения Р(/) отнесены к
отказу наиболее ответственных узлов и систем, так как в любой машине
есть узлы, выход из строя которых не приводит к указанным недопус-
тимым последствиям. Например, во время полета самолета отказал один
из его узлов. Если заклинилось шасси, то последствия будут катастро-
фические, если снизится КПД двигателя, то это экономический ущерб,
если испортилось кресло пассажира, то практически отрицательных
последствий (кроме моральных и престижных) не будет.
Существуют специальные методы оценки степени опасности при от-
казе элементов сложного изделия (см. [14]). Выбор допустимых значе-
ний связан также с экономическими расчетами для определения
ущерба, вызванного отказом данного типа.
Приведенные в табл. 2.4 примеры машин условны, и требуется кон-
кретный инженерный анализ каждого изделия с позиций оценки воз-
можных последствий отказа.
По мере развития техники наблюдается тенденция обеспечения все
более высоких значений P(t\, что связано как с экономическими при-
чинами, так и с престижными соображениями в условиях конкуренции.
Выбор показателей надежности машины и их допустимых значений
тесно связан с методами эксплуатации машины - цикличностью ее ра-
боты, применяемой системой ремонта и технического обслуживания.
Эксплуатация машины - сложный процесс, который состоит из различ-
ных периодов, во время которых работоспособность машины либо сни-
жается, либо восстанавливается (табл. 2.5).
Для различных машин в зависимости от их назначения характерны
определенные сочетания перечисленных периодов и различная их дли-
тельность.
Например, для технологического оборудования период консервации
и транспортировки имеет место лишь в начальный период эксплуата-
6 Зак. 138
66
Часть I. Методологические основы надежности
Таблица 2.5. Периоды эксплуатации машины
Период эксплуатации Работоспособность
I. Простой машины Консервация и хранение; транспортировка; проверка работоспособности (диагностика) или наладка (подготовка к работе); простои (ожидание работы или ремонта) Как правило, изменяется незначительно
II. Работа машины При нормальных режимах и условиях экс- плуатации; при повышенных режимах и экстремальных ситуациях; при пониженных режимах (недоиспользование машины); при проверках и испытаниях Снижается
III. Ремонт машины Ремонты по состоянию; плановые периоди- ческие ремонты; техническое обслуживание и диагностика; аварийные ремонты Восстанавливается
ции. Основными при эксплуатации будут периоды работы и простоев в
ремонте, а также простои при неполном использовании машины.
Для боевой техники, например ракет, наоборот, характерны дли-
тельные периоды хранения и периодических проверок и кратковремен-
ный период использования.
От структуры процесса эксплуатации, т.е. от чередования и длитель-
ности этапов, во многом зависит и выбор показателей надежности, ко-
торые отражают требования как к безотказности изделия в период его
использования, так и возможность длительного поддержания работо-
способности изделия. Классификация машин по цикличности их работы
приведена в табл. 2.6.
Эти особенности работы машины определяют выбор методов и сис-
темы ремонта, которая должна иметь такую структуру ремонтного цик-
ла и содержание отдельных видов ремонта и технического обслужива-
ния (ТО), чтобы при наименьших затратах времени и средств обеспе-
чить поддержание машины в работоспособном состоянии (см. гл. 15).
В первую очередь необходимо установить период, в течение которо-
го следует определить вероятность безотказной работы P(t). Этот пе-
риод связан с цикличностью работы машины. Так, для автомобиля - это
время пробега между плановыми техническими обслуживаниями, для
самолета - длительность полета, для металлорежущих станков - время
между плановыми ремонтами, для сельскохозяйственных машин - без-
отказная работа в течение сезона. Эти периоды регламентируются пока-
зателем «установленный ресурс» Тр с последующей оценкой P(t) или
Глава 2. Показатели надежности
67
одновременно регламентируют вероятность безотказной работы
у = Р(г) % , т.е. применяют показатель - гамма-процентный ресурс Ту.
Для изделий с кратковременным периодом работы кроме оценки веро-
ятности их безотказной работы при функционировании следует также
рассматривать потенциальную работоспособность изделия в период
хранения, которая может оцениваться, например, коэффициентом го-
товности Кг.
Для машин, непрерывно работающих в течение всего периода экс-
плуатации, остановка для ремонта невозможна, а техническое обслужи-
вание либо допустимо (турбины ГЭС), либо невозможно (спутники). В
этом случае требуется обеспечить значение = 1, и характеристикой
надежности будет запас надежности Кн при расчете на заданную дли-
тельность эксплуатации или гарантированный период безотказной ра-
боты машины Тг.
Таблица 2.6. Классификация машин по цикличности их работы
Труп- па Характер рабо- ты машины во времени Во время эксплуата- ции возмо- жен Период для оценки без- отказности Примеры машин
ре- монт ТО
1 Непрерывная работа за все время исполь- зования - + Весь период эксплуата- ции Турбины ГЭС, управляемые космические ап- параты, спутники
2 Периодическая или постоянная работа с допус- тимыми оста- новками + + Межремонт- ный период Технологические машины - станки, текстильные, полиграфические, бытовые машины
3 Сезонная работа — + Длитель- ность сезона Сельскохозяйст- венные машины, речной транспорт
4 Работа порциями (периодами) - (+) Требуемая длительность работы Транспортные машины (автомо- били, самолеты локомотивы)
5 Кратковремен- ная работа - + 1 Период хранения; период ис- пользования Военная техника (ракеты, орудия)
6*
68 Часть I. Методологические основы надежности
При назначении показателей для оценки параметрической надежно-
сти машины необходимо установить перечень и значения всех тех вы-
ходных параметров, которые определяют ее работоспособность и тех-
ническое состояние.
Глава 3
ВЫХОДНЫЕ ПАРАМЕТРЫ МАШИН
3.1. Выходные параметры машины как характеристики ее
технического уровня
При решении различных задач, связанных с оценкой параметриче-
ской надежности машины, необходимо, в первую очередь, установить
выходные параметры, которые являются основной характеристикой
объекта. Изменение этих параметров в процессе эксплуатации влияет на
состояние объекта.
Для этого необходим анализ функций, выполняемых машиной, и тех
требований, которые к ней предъявляются. Каждая машина служит для
достижения определенных целей, которые зависят от ее назначения.
Возможности машины удовлетворять поставленным требованиям
оцениваются ее техническими характеристиками, которые определяют
также конкурентоспособность машины по сравнению с другими моде-
лями того же назначения. Разнообразие машин порождает и разнообра-
зие их технических характеристик, что связано, в первую очередь, со
стремлением достигнуть высшего уровня качества машины.
В отечественном машиностроении установлены следующие показа-
тели качества для всех видов продукции: показатели назначения, харак-
теризующие полезный эффект от использования продукции и опреде-
ляющие область ее применения, показатели надежности, технологично-
сти, стандартизации, а также патентно-правовые, эстетические и эконо-
мические.
Технические характеристики машины включают две категории пока-
зателей. Во-первых, это «пассивные» показатели, которые не изменяют-
ся в процессе эксплуатации, поскольку характеризуют конструктивные,
технологические, эстетические и другие особенности машины (габари-
ты, масса конструкции, число скоростей привода, число цилиндров дви-
гателя, емкость, типы и марки комплектующих элементов и т.п.). Во-
вторых, это «активные» показатели, которые изменяются в зависимости
от режима и условий эксплуатации машины и постепенно трансформи-
руются за время ее использования (мощность, точность, сила тяги, наи-
большая скорость, производительность, КПД, уровень шума, давление,
расход топлива и т.п.).
70
Часть I. Методологические основы надежности
Эти характеристики и их деградация в процессе эксплуатации ма-
шины являются основным объектом рассмотрения в проблеме надежно-
сти.
Следует иметь в виду, что при проектировании машины и отыскании
оптимальных конструктивных решений «пассивные» показатели могут
варьироваться в определенных пределах, зависящих от типа и назначе-
ния машины.
При установлении технических характеристик машины необходимо
учитывать следующие основные факторы:
а ) эффективность работы машины, которая определяется наи-
большими достигнутыми значениями скоростей, нагрузок, тем-
ператур, точности, производительности и других эксплуатацион-
ных показателей. Они определяют уровень развития машины, ее
конкурентоспособность и составляют основное содержание тех-
нических условий (ТУ);
б ) сохранение технических показателей машины в заданных преде-
лах в течение всего период эксплуатации, т.е. обеспечение пара-
метрической надежности - одно из основных требований к ма-
шине;
в ) вредное влияние машины на окружающую среду может наклады-
вать дополнительные ограничения на ее технические характери-
стики. Поэтому устанавливаются ограничения на шум машины,
состав выхлопных газов автомобильного двигателя, уровень ра-
диации, вибрации, температуры и другие показатели.
Технические характеристики машины отражают весь тот комплекс
требований к функционированию машины, которые заложены конст-
руктором при ее проектировании.
Для численной оценки технического уровня машины применяют на-
бор выходных параметров.
Выходные параметры машины - это числовые показатели ее
технических характеристик, которые определяют состояние ма-
шины и ее возможности по выполнению заданных функций.
Выходные параметры могут характеризовать самые разнообразные
свойства данного изделия в зависимости от его назначения и тех требо-
ваний, которые к нему предъявляются. Это могут быть показатели точ-
ности функционирования, механические и прочностные характеристи-
ки, кинематические и динамические параметры, КПД, производитель-
ность, показатели уровня шума, тепловыделение и другие.
Номенклатура (перечень) выходных параметров и допустимые зна-
чения каждого из них должны быть установлены так, чтобы их нахож-
дение в заданных пределах гарантировало работоспособность машины
при ее использовании по назначению.
Глава 3, Выходные параметры машин
71
Формирование необходимой номенклатуры выходных параметров
машины Хх,Х2,...,Хп связано с анализом тех технических характери-
стик, которыми должна обладать данная машина.
В общем виде каждую техническую характеристику машины можно
представить как траекторию (функцию) некоторого показателя X в
пространстве или времени или как функцию специального показателя
X = F(q), а числовые характеристики этой траектории и будут являть-
ся выходными параметрами машины (рис. 3.1).
Рис. 3.1. Техническая характеристика (X) машины как функции пути ft),
времени ft) или специального показателя (г)
Функциями, выражающими данные зависимости, могут быть:
• траектории перемещения машины или ее рабочих органов, опре-
деляющие точность функционирования, или другие показатели
работоспособности;
• смещения (линейные, угловые) отдельных элементов машины в
результате силовых или температурных деформаций, включая ре-
зультаты вибрационных процессов;
• временные зависимости для сил, давлений, крутящих моментов,
передаваемой мощности и других характеристик динамической
нагруженности системы;
• кинематические параметры машины - скорости, частоты враще-
ния, ускорения и их изменение в течение цикла;
72
Часть /. Методологические основы надежности
• изменения в процессе функционирования машины показателей ее
эффективности, таких как производительность, КПД, температу-
ра, расход топлива и др.;
• уровень и характер любых установленных показателей - шума,
химического состава выхлопных газов, специальных характери-
стик.
В ряде случаев для оценки работоспособности изделия применяются
специальные характеристики, например, амплитудно-фазовые частот-
ные характеристики (АФЧХ), индикаторные диаграммы, показатели,
объединяющие несколько основных (исходных) параметров, и другие.
Технические характеристики являются, как правило, результатом
теоретического и экспериментального исследования рабочего процесса
и особенностей функционирования машины данного назначения.
Обычно каждое изделие оценивается несколькими техническими ха-
рактеристиками и соответствующими выходными параметрами, а их
допустимые значения оговариваются в нормативных документах (стан-
дартах, технических условиях).
Например, для металлорежущих станков и другого технологического
оборудования технические характеристики связаны с требованиями к
точности и качеству обработанной поверхности, а также с производи-
тельностью данного технологического процесса.
Для двигателей, в том числе реактивных двигателей летательных ап-
паратов, основными являются характеристики мощности, силы тяги,
коэффициента полезного действия и другие показатели работоспособ-
ности. Для горнодобывающих, сельскохозяйственных, строительных и
других машин наряду с параметрами, оценивающими качество выпол-
няемых работ, определяется также производительность процесса.
Для отдельных узлов машины и ее агрегатов также могут назначать-
ся технические характеристики, которые обусловлены их функциями и
ролью в данной машине.
Например, печатные аппараты полиграфических машин должны
обеспечить точность оттиска (графическую, градационную, точность
цветопередачи); гироскопические приборы летательных аппаратов -
стабильное положение оси вращения, их прецессия должна находиться
в заданных пределах; карбюраторы автомобильных двигателей - подачу
оптимального состава смеси воздуха и горючего на всех режимах рабо-
ты двигателя; шпиндели металлорежущих станков - точность вращения
по радиальному и осевому биению и т.д.
Если данная техническая характеристика представлена в виде функ-
ции или экспериментальной зависимости X = F(q), то выходные па-
раметры Х},Х2,...,Хп как числовые характеристики данной зависимо-
Глава 3. Выходные параметры машин
73
сти (см. рис. 3.1) назначаются исходя из требований к качеству функ-
ционирования и работоспособности данной машины. Это могут быть
для каждой реализации наибольшее (Х1 = Х6), наименьшее (Х2 = Хм)
или среднее ( Х3 = %ср) значения данной характеристики, средний угол
ее наклона (%4 =tgP), наибольший наклон (или наибольшая скорость
изменения)
(A'5=tga =
dX
), амплитуда (Х6 = А) или частота
max
(Х7 = f) высокочастотных составляющих, координаты особых точек
или зон данных функций, например, положение максимума функции
(^ = О или отклонения от заданной длительности цикла (%9 = Д),
погрешность отклонения траектории от идеальной (теоретической) за-
висимости и другие параметры.
При определении выходных параметров на основе анализа реализа-
ции данной технической характеристики F(q) необходимо учитывать,
что могут оцениваться как их макрохарактеристики, так и отдельные
участки и микроотклонения (рис. 3.2). Это связано с состоянием маши-
ны, ее статическими и динамическими характеристиками, быстро про-
текающими процессами, с влиянием процессов средней скорости.
Весь комплекс выходных параметров и их численные значения оп-
ределяют качество и надежность машины в данном состоянии. Измене-
ние технических характеристик машины под влиянием процессов ста-
рения при ее длительном использовании определяет параметрическую
надежность машины как функцию времени и, в первую очередь, веро-
ятность ее безотказной работы Р(г) и соответствующий гамма-
процентный ресурс t - Ту.
Обычно, чем выше требования к машине и чем более сложные и
разнообразные функции она выполняет, тем большее число выходных
параметров характеризует ее работоспособность. Для обеспечения каче-
ства и параметрической надежности машины необходимо знать и оце-
нить значения, которые может принимать каждый из выходных пара-
метров и его возможные изменения в процессе длительной работы ма-
шины. При этом следует учитывать, что каждый из параметров Xt про-
является как случайная величина со своим законом распределения, по-
скольку машина работает при различных режимах, нагрузках, скоростях
и переменных условиях эксплуатации. В результате формируется об-
ласть состояний - область существования выходных параметров, кото-
рая для зависимых параметров представляет п -мерное пространство, а
для независимых - может быть разбита на отдельные области и харак-
5 Зак. 138
74
Часть I. Методологические основы надежности
Рис. 3.2. Выходные параметры технической характеристики машины
теризоваться соответствующим законом распределения, например, в
виде плотности вероятности f (Xi).
С течением времени каждый параметр может изменяться в результа-
те протекания в машине процессов старения, и в этом случае характери-
стика F(q) также изменяется (на рис. 3.2 - пунктир).
Эти взаимосвязи схематично изображены на рис. 3.3, где к техниче-
ских характеристик машины Ха,Хь,...,Хк определяют п выходных
параметров XvX2,...,Xn (п > к ). Их область состояний характеризует
начальную надежность машины, а изменение этой области во времени -
параметрическую надежность.
При оценке надежности необходимо решить, какие числовые пока-
затели технической характеристики следует принять за выходные пара-
метры машины.
Глава 3. Выходные параметры машин
75
Технические Выходные
характеристики параметры
Рис. 3.3. Схема формирования области состояний выходных параметров
3.2. Показатели макроотклонений технических характеристик
Для назначения выходных параметров машины необходимо, в пер-
вую очередь, рассмотреть каждую техническую характеристику на всем
протяжении ее существования, например, за длительность цикла работы
машины или в течение ее непрерывного функционирования.
Технические характеристики, регламентирующие изменение сил,
крутящих моментов, мощности, КПД и других показателей, могут быть
представлены в виде плоских кривых (см. рис. 3.1). Весьма часто техни-
ческими характеристиками служат траектории перемещения всего объ-
екта (транспортные, сельскохозяйственные, землеройные и другие ма-
шины) или основных рабочих органов машины, точность перемещения
которых определяет ее работоспособность. В этом случае могут рас-
сматриваться как плоские, так и пространственные траектории и опре-
деляться соответствующие выходные параметры.
При анализе траекторий их обычно относят к центру масс машины
или ее подвижного органа или к специально установленным «опорным
точкам», которые выбираются в зависимости от функционального на-
значения объекта.
Для многих машин в качестве технических характеристик использу-
ются траектории, отнесенные к поступательно перемещающимся узлам
5*
76
Часть I. Методологические основы надежности
(столы, суппорты, ползуны и др.), к вращающимся объектам (шпиндели
станков, валы, турбины, коленчатые валы двигателей) и к рабочим ор-
ганам, совершающим сложное движение (захват робота, «крестовый»
стол с одновременным перемещением в двух направлениях, вращение и
поступательное перемещение шпинделя и др.).
В зависимости от условий и режимов работы реализации ее техниче-
ских характеристик могут иметь различный вид. В качестве примера на
рис. 3.4 приведены типичные реализации траекторий поступательно
перемещающихся узлов точных машин. Назначение перечня выходных
параметров для данной траектории связано с оценкой того влияния на
выполнение машиной ее рабочих функций, которое оказывает возни-
кающее отклонение узла от заданного закона его движения.
Рис. 3.4. Типичные виды реализаций и их параметры при поступательном
движении узла
Так, например, для металлорежущих станков погрешности переме-
щения формообразующих узлов (суппорта, стола) приведут к возникно-
вению соответствующих погрешностей у поверхностей деталей, обра-
v dX
*5=tg“max = -r
__________________Глава 3. Выходные параметры машин________77
ботанных на данном станке. Поэтому выходными параметрами, напри-
мер для суппорта прецизионного токарного станка, могут быть назначе-
ны (см. рис. 3.4):
Х{ = Хр - размах траектории, который определяет точность размера
обработанной цилиндрической поверхности;
Ar2=tgP- наклон траектории, определяющий конусность обрабо-
танной детали;
X3=Az- погрешность перемещения на заданную длину (положение
«конца» траектории), влияющую на точность размеров детали по длине;
Х4 = В - шаг волн, характеризующий волнистость обработанной по-
верхности;
- наибольший по модулю наклон траектории к
max
оси z , определяющий выпуклость («бочку») или вогнутость формы об-
работанной поверхности;
Х6 = А - высокочастотные составляющие (их амплитуда и частота),
связанные с динамическими процессами в станке и определяющие ше-
роховатость обработанной поверхности (см. § 3.3).
Для вращающихся валов и шпинделей, особенно для быстроходных
прецизионных машин, круговые траектории их движения отражают
точностные и динамические характеристики объекта и его возможности
по выполнению заданных функций.
Так, для турбины траектория и закон движения вала определяют ее
динамическое состояние и возможность нормально функционировать в
данных условиях работы, а для шпинделя металлорежущего станка тра-
ектория опорной точки связана с формой обработанной поверхности.
Анализ вращательного движения можно осуществлять, рассматривая
отклонения текущего радиуса R от номинального в полярной сис-
теме координат, т.е. определять
дя=я-^=/(ф), (3.1)
где /(q>) - характеризует погрешность траектории в функции текущего
угла ср.
Разложим данную функцию в ряд Фурье с ограниченным числом
членов, т.е. представим ее в виде тригонометрического полинома:
/(<р) = Со + Ес*с08(ЛФ + Ф*)> (3.2)
78
Часть I. Методологические основы надежности
где Ск - амплитуда к -й гармоники; ср* - начальная фаза; п - порядко-
вый номер высшей гармоники полинома.
Согласно теории Фурье нулевой член разложения Со является сред-
ним значением функции /(ср) за период 2л:
с.=^р(ф)^ч»(<«).. (3.3)
Первый член разложения С, cos(cp4-cpl) выражает несовпадение цен-
тра вращения шпинделя О' с геометрическим центром траекторий О,
т.е. определяет эксцентриситет е = 00' .
Остальные члены ряда, начиная со второго, определяют характери-
стику формы траектории: С2 cos(2(p + (p2) характеризует овальность тра-
ектории, С3 cos(3<p + Фз) - огранку с трехвершинным профилем и т.д.
Начиная с некоторого номера ряда его члены начнут выражать «вол-
нистость» траектории и ее высокочастотные составляющие.
Следует иметь в виду, что форма траектории, особенно для быстро-
ходных прецизионных валов и шпинделей, может быть достаточно
сложной и содержать как периодические, так и апериодические состав-
ляющие.
На рис. 3.5 приведены примеры измерения траектории движения
вращающихся валов и шпинделей машин, проведенные различными
исследователями [206]. Начало движения характеризует переход вала из
состояния покоя к заданной угловой скорости со и происходит, как пра-
вило, по спиральной траектории, хотя в ряде случаев она может иметь
более сложный характер (рис. 3.5,а-в).
При установившемся движении наиболее характерно движение цен-
тра шпинделя по эллипсу, который, например для прецизионных стан-
ков, имеет малые размеры (порядка 0,5...2 мкм) и приближается к ок-
ружности (рис. 3.5,г).
Движение по сложным траекториям или траекториям типа «фигуры
Лиссажу» характерно для валов малой жесткости и в зонах, близких к
резонансным (рис. 3.5,д-з). Каждая траектория в пределах одного обо-
рота вала проявляется как случайная функция и имеет высокочастотные
составляющие.
При функционировании узла с вращающимся валом (шпинделем)
могут изменяться факторы, влияющие на характер его движения (на-
пример, при повышении температуры падает вязкость масла в подшип-
никах скольжения), что может изменить характеристики траектории.
Глава 3. Выходные параметры машин
79
Рис. 3.5. Типичные траектории вращающихся валов и шпинделей машин
Кроме того, может происходить тренд траектории в пространстве,
например, из-за тепловых деформаций корпусных деталей, т.е. элемен-
тов, не зависящих от самого вала и его опор. Схема типичной траекто-
рии центра прецизионного шпинделя в плоскости вращения (его «орби-
та») в зоне устойчивых режимов работы приведена на рис. 3.6,а. За ка-
ждый оборот шпиндель совершает движение 1 по траектории, близкой к
эллиптической. Она содержит и высокочастотные составляющие
(рис. 3.6,6). Именно эта траектория и описывается приведенным выше
80 Часть I. Методологические основы надежности____________
разложением Фурье, коэффициенты которого проявляются как случай-
ные величины. Но, кроме этого, в ряде случаев возможно и планетарное
движение 2 шпинделя с угловой скоростью шп меньшей, чем частота
вращения шпинделя шш Такое явление наблюдается, например, в аэро-
статических подшипниках в виде так называемого «полускоростного
вихря».
Рис. 3.6. Формирование области состояний (по положению оси) при сложном
движении шпинделя
В результате центр шпинделя может занимать положение в пределах
некоторой области, учитывающей и движение по эллиптической орбите,
и перемещение эллипса при планетарном движении шпинделя (его пре-
цессии), и его смещение по некоторой траектории 3 со скоростью V1
из-за тепловых деформаций корпусных деталей.
Суммарная область состояний по параметру, характеризующему
возможное положение оси шпинделя за весь период работы машины,
показана на рис. 3.6,в.
При выборе выходных параметров как числовых характеристик тра-
екторий рабочих органов следует учитывать, что положение тела в про-
странстве определяется координатами трех точек и не всегда возможно
выбрать одну опорную точку, траектория которой характеризовала бы
требования, предъявляемые к данному рабочему органу машины в соот-
ветствии с его функциональным назначением.
Глава 3. Выходные параметры машин 81
В общем случае движение тела может быть описано линейными и
угловыми координатами характеристического вектора R , отнесенного к
выбранной опорной точке объекта. На рис. 3.7 приведен пример такого
назначения выходных параметров при поступательном (а) и вращатель-
ном (б) движении узла.
Рис. 3.7. Выходные параметры, заданные положением вектора R при
поступательном (а) и вращательном (б) движениях
При поступательном движении стола в направлении оси z выход-
ные параметры характеризуют отклонения от прямолинейного движе-
ния. Это смещение стола, отнесенное к опорной точке «О» Дх - в гори-
82
Часть I. Методологические основы надежности
зонтальной плоскости (zx), Ду - в вертикальной плоскости (ху ) и по-
вороты стола относительно соответствующих осей Дф(х) - «покачива-
ние» стола относительно осих, Дф(у) - «рыскание» стола - повороты
относительно оси у и Дф(г) - «покачивание» стола относительно оси
z (угол крена).
При вращении шпинделя относительно оси z (рис. 3.7,6) изменение
его положения характеризуется координатами вектора R , помещенного
в центре шпинделя и направленного по оси z .
Параметры Дх, Ду и Ди характеризуют соответственно радиальное
(в горизонтальной и вертикальной плоскостях) и осевое биение шпин-
деля, а поворот шпинделя в горизонтальной (xz) и вертикальной (yz )
плоскостях определяется параметрами Дф(х) и Дф(у).
При назначении выходных параметров, характеризующих точность
перемещения рабочего органа машины, выбираются лишь те, которые
влияют на его работоспособность и могут достичь недопустимых значе-
ний. Аналогично поступают и при назначении выходных параметров
для оценки точности выполнения заданного закона движения машин,
перемещающихся в пространстве.
Так, для летательных аппаратов определяют не только координаты
центра масс (высота полета, боковое отклонение, пройденное расстоя-
ние), но и угловые координаты самолета или ракеты - угол крена, угол
рыскания, угол тангажа.
Выходными параметрами машины могут также служить характери-
стики, определяющие точность взаимного положения траекторий ее
рабочих органов, точность соблюдения заданных законов движения с
учетом фактора времени (точность взаимного движения, кинематиче-
ская точность системы), линейные и угловые скорости и ускорения объ-
екта.
Аналогичный подход к назначению и оценке выходных параметров
машины может быть применен и к другим техническим характеристи-
кам, при рассмотрении их как «траекторий», описывающих изменения
значений данного показателя при выполнении машиной ее рабочих
функций.
Во многих случаях выходные параметры, как числовые показатели
данной технической характеристики, следует рассматривать лишь для
отдельных ее участков или периодов, если этот участок определяет, в
основном, работоспособность машины, и в этот период происходят наи-
более интенсивные изменения в ее состоянии.
Глава 3. Выходные параметры машин
83
Такие периоды связаны, как правило, с переходными процессами,
возникающими при изменении режима работы машины, с периодами
пуска (разгона) и торможения, а также когда осуществляется процесс
автоматического регулирования и управления функционированием ма-
шины.
Для многих машин имеются также такие периоды цикла их работы,
которые вносят основной вклад в показатели качества и параметриче-
ской надежности. Например, период поворота и фиксации шпиндельно-
го барабана (или стола) многопозиционного станка, период вспрыски-
вания топлива в дизельный двигатель, период подвода захвата промыш-
ленного робота к объекту и др.
В табл. 3.1 приведены примеры назначения выходных параметров на
основе анализа отдельных участков технических характеристик маши-
ны, которые можно определить как локальные выходные параметры.
Таблица 3.1. Локальные выходные параметры машины
Период цикла работы машины Техническая характеристика Выходные параметры Обозначения
Изменение режима работы машины Но х=М t ч. '0 11 11 и 11 с* с? L ьГ * * М -крутящий момент; Го - длительность переходного про- цесса; Т - постоянная времени; А/о - установившее- ся значение М
J Мтах
~ Т . /
Автомати- ческое регулиро- вание положения объекта То ~ То *2=Уср у _ d2y Х'~ dt2 ~ max = Утах ^4 = А) у - угол поворота (крена); у0 - начальное от- клонение; г0 - инерционное запаздывание
п '° - —t
84
Часть I. Методологические основы надежности
Окончание табл. 3.1.
Остановка (позицио- нирование) объекта в заданном положении <г II II Д - положение объекта; Д = Дк при t = t0; tQ - период затуха- ния колебаний; До - мертвая зона
Период цикла работы машины Техническая характеристика Выходные параметры Обозначения
Поворот объекта на заданный угол №1 □ Umax \ . 4. *1=®ср У = со - угловая ско- рость поворота; /ф - время фиксации; Т — время поворота
* II II — Ч Ч=Г &
т
Впрыски- вание топлива в дизельный двигатель Х=Р Нюх 77 Рпал *2='. ~ Рост Х4=п р -давление топлива; Гв - период впрыскивания; ржг - остаточный импульс; п - число остаточных импульсов
При изменении режима работы машины, например, при включении
нагрузки в приводе, заданное значение крутящего момента Л/о устанав-
ливается через некоторый период времени, в течение которого машина
находится в нестабильных условиях работы. Выходными параметрами,
характеризующими состояние машины в этот период, могут служить:
максимальный крутящий момент Л/тах, определяющий наибольшие
нагрузки и деформации в этот период, длительность переходного про-
цесса Го, т.е. периода нестабильной работы машины, постоянная време-
ни Т как характеристика инерционности данного колебательного звена
(пользуясь терминами теории автоматического регулирования) и значе-
ние установившегося крутящего момента MQ.
Глава 3. Выходные параметры машин
85
Переходные процессы, связанные с автоматическим регулированием
положения или какого-либо другого параметра объекта, характерны для
многих современных машин. В качестве примера в табл. 3.1 приведен
график изменения угла крена самолета при управлении элеронами с
помощью автопилота, который за счет скоростного гироскопа обеспе-
чивает плавный (без колебаний, как в предыдущем случае) процесс ре-
гулирования [13]. Устранение начального отклонения у0 осуществляет-
ся в течение определенного периода времени Го. Характеристиками
данного переходного периода могут служить также средняя скорость
процесса управления уср и наибольшее ускорение утах.
Для многих прецизионных машин (измерительных, технологиче-
ских) высокие требования предъявляются к точности перемещения ис-
полнительного механизма в данное положение. Из-за податливости
привода при остановке объекта может возникнуть колебательный про-
цесс, затухающий под действием сил трения [26]. Точность позициони-
рования Дк является случайной величиной и характеризуется отклоне-
нием фактического положения объекта от заданного в пределах «мерт-
вой зоны» (зоны нечувствительности) До. Продолжительность процесса
позиционирования tQ определяется периодом времени от останова при-
вода до останова объекта (ведомого звена).
Переходные процессы, связанные с кратковременным периодиче-
ским включением отдельных механизмов, можно проиллюстрировать на
примере поворота столов и барабанов, например, технологических или
транспортных машин [88] из одного положения в другое. В этом случае
выходными параметрами являются время поворота Т с учетом дли-
тельности процесса фиксации объекта /ф, средняя угловая скорость по-
ворота шср и максимальное угловое ускорение штах, определяющее ве-
личину инерционных воздействий.
В ряде машин имеются особые периоды рабочего цикла, во многом
определяющие требования, которые предъявляются к качеству функ-
ционирования машины. Так, упомянутый выше процесс вспрыскивания
топлива в дизельный двигатель продолжается всего около 0,005 с, но
характеристика изменения давления р в нагнетательном трубопроводе
играет существенную роль в обеспечении работоспособности двигателя
и определяет наибольшее давление ртах и длительность /в периода
вспрыскивания, число и величину остаточных импульсов давления
и другие выходные параметры форсунки.
86
Часть I. Методологические основы надежности
3.3. Параметры, оценивающие микроотклонения технических
характеристик машины
Технические характеристики многих машин не только изменяются в
течение цикла по определенному закону, отражающему назначение
данной машины и специфику рассматриваемой технической характери-
стики, но и сопровождаются ее микроотклонениями относительно сред-
него значения.
Особенно характерны в этом отношении динамические процессы,
возникающие в механических системах, когда технические характери-
стики, описывающие законы перемещения машины или ее основных
органов, проявляются как случайные траектории (о чем сказано выше)
со случайными колебаниями.
Выходные параметры машины должны включать и те числовые ха-
рактеристики, которые отражают возникающие колебательные процес-
сы, поскольку они в большинстве случаев непосредственно связаны с
работоспособностью и показателями качества машины.
Колебательные процессы влияют на точность движения и положения
объекта, на плавность хода транспортных средств, на возникновение
деформаций и смещений элементов машины. Они изменяют систему
сил машины, воздействуют на человека, прецизионные механизмы и
приборы машины, влияют на затраты энергии для функционирования
машины, приводят к необходимости вводить дополнительные устройст-
ва для виброзащиты.
Специфика оценки числовых показателей колебательного процесса в
качестве выходных параметров машины заключается в том, что для ка-
ждой реализации данной технической характеристики (например, тра-
ектории движения объекта), которая является неслучайной функцией и
характеризуется набором установленных параметров Xi9...,Xn, показа-
тели колебательного процесса (например, амплитуда колебаний А от-
носительно данного значения характеристики) проявляется как случай-
ная величина и должна оцениваться соответствующими показателями
(например, А^ и afl).
Теоретическим и экспериментальным исследованиям колебаний ме-
ханических систем посвящена обширная литература [23;41]. Численная
оценка динамических характеристик колебательных систем - чрезвы-
чайно сложная задача, поскольку машина является многомассовой сис-
темой с большим числом степеней свободы, со случайными внешними
воздействиями на нее, а в ряде случаев с трудно определимыми и слу-
чайными характеристиками самой системы (характеристики жесткости,
демпфирования, трения, массы и координат центра масс и др.).
Глава 3. Выходные параметры машин
87
Поэтому для оценки параметров колебательного процесса применя-
ют как расчетные методы, разработанные на основании математическо-
го описания поведения динамической модели машины, упрощающей,
как правило, реальную картину, так и экспериментальные исследования
конкретных объектов. Для решения задач, связанных с параметрической
надежностью машины, необходимо из различных характеристик и пока-
зателей динамической системы выбрать те, которые могут быть исполь-
зованы в качестве выходных параметров машины в целом.
Обычно при исследовании динамических характеристик колебатель-
ных систем оценивают такие показатели, как реакцию машины на
внешние импульсные, гармонические или иные воздействия, применя-
ют частотные характеристики (например, АФЧХ) для оценки устойчи-
вости и других характеристик системы, устанавливают основные формы
колебаний, определяют значения абсолютных смещений во времени
различных точек системы, выявляя элементы с наибольшими амплиту-
дами, исследуют характеристики переходных процессов, определяют
параметры самой системы (собственные частоты колебаний, коэффици-
енты демпфирования и др.), определяют зоны резонансных колебаний и
другие характеристики системы.
При рассмотрении случайных колебаний механических систем оце-
нивают также стационарность и эргодичность протекающих процессов,
применяют спектральное разложение стационарных случайных функ-
ций, определяют вероятностные характеристики колебательных процес-
сов (математическое ожидание, корреляционную функцию) [129].
В качестве выходных параметров машины из всего комплекса пока-
зателей, характеризующих динамическое состояние системы, необхо-
димо выбрать те, которые непосредственно связаны с установленными
техническими характеристиками объекта. Их нахождение в заданных
пределах будет означать работоспособность машины, а знание других
характеристик динамической системы можно использовать при отыска-
нии рациональных путей повышения запаса надежности и улучшения
динамического качества объекта.
В зависимости от назначения машины и степени ее совершенства
(категории качества) могут применяться следующие выходные парамет-
ры, оценивающие влияние динамических процессов на технические ха-
рактеристики машин:
л(Ах;Ау;Ах) - амплитуда колебаний периодического процесса
X (/) (или ее составляющие), отнесенная к центру масс или к выбран-
ной опорной точке системы, которая связана с ее технической характе-
ристикой. При этом анализ амплитудно-частотных характеристик
(АЧХ) позволит выявить частоты, на которых амплитуды достигают
88_____________Часть I. Методологические основы надежности________
наибольшего значения, что связано, как правило, с резонансными явле-
ниями:
(р(фх»Ф^»Фх)~ наибольшие углы поворота корпуса машины или вы-
бранного ее элемента, определяющего работоспособность и показатели
качества функционирования машины;
^ср^тах^Фср’Фтах”” средние или наибольшие скорости линейных или
угловых смещений для установленной точки основного элемента маши-
ны как характеристики временных изменений ее параметров;
^тах ^Фтах “ наибольшие линейные и угловые ускорения, что связано
с динамической нагруженностью системы.
Возможно также применение производных более высоких порядков
функции X (/), например %тах, если это характеризует воздействия,
например, на организм человека, связанного с машиной (оператор, пас-
сажир).
В качестве примера получения выходных параметров колебательно-
го процесса на рис. 3.8 приведены результата исследования движения
многоприводной колесной машины по твердой неровной дороге [98].
Закономерности колебательных процессов получены на основе решения
уравнения Лагранжа 2-го рода при рассмотрении машины как много-
массовой системы упруго и шарнирно связанных между собой твердых
тел и воздействиями как со стороны двигателя, так и несимметричного
пространственного нагружения со стороны дороги.
Решение системы нелинейных дифференциальных уравнений, опи-
сывающих движение колесной машины по неровной дороге, позволило
получить временные зависимости для вертикальной z0 и горизонталь-
ной х0 координат центра масс корпуса машины, для продольного а и
поперечного р углов крена корпуса, угла рыскания у, для крутящих
моментов на валах колес (и MIV - на валах первого и четвертого
колес левого борта) и другие характеристики при свободных вертикаль-
ных колебаниях корпуса колесной машины.
Из этих зависимостей могут быть получены наибольшие значения
амплитуд, а также первые и вторые производные от функций, описы-
вающих линейные и угловые смещения объекта для оценки скорости и
ускорения колебательных процессов.
Эти параметры определяют плавность хода машины, их наибольшие
допустимые значения оговариваются техническими требованиями к
машине в зависимости от ее назначения и допустимого уровня динами-
ческих воздействий на ее агрегаты, людей и перевозимые грузы.
Глава 3. Выходные параметры машин
89
Рис. 3.8. Временные зависимости для колебательных процессов центра масс
колесной машины (z0 отнесено к высоте центра масс корпуса машины, для
остальных параметров приняты нулевые начальные значения)
В рассматриваемом примере выходные параметры машины получе-
ны в результате аналитических решений для динамической модели объ-
екта, и получение ансамбля случайных функций, описывающих данный
процесс движения, заключается в решении полученной системы диффе-
ренциальных уравнений при различных входных данных (профиль до-
роги, скорость движения, масса системы) в соответствии с их возмож-
ными значениями.
В ряде случаев за выходные параметры системы можно принимать
числовые показатели различных характеристик, например частотных,
если эти значения определяют работоспособность объекта. Так, широко
применяемая амплитудно-фазовая частотная характеристика (АФЧХ)
несет разнообразную информацию о состоянии системы и является ее
динамической характеристикой. Как известно, АФЧХ определяет
(рис. 3.9) соотношение амплитуд колебаний выходной и входной коор-
л
динат А = и разность их фаз во всем частотном диапазоне от
ш = 0 до ютах при изменении входной координаты (внешних воздейст-
вий) по закону гармонических колебаний. АФЧХ строится на плоскости
с действительной Re и мнимой Jm осями координат
90
Часть 1. Методологические основы надежности
Hr(co) = Re4-zJm.
Каждому значению круговой частоты со соответствует свой модуль
(амплитуда) А и аргумент - разность фаз ср :
А = VRe2 +Jm2 ; tgcp = —.
Re
Через эти параметры можно выразить динамическую характеристику
системы (ее передаточную функцию) в виде
W (со) = A (cos ср + i sin ф).
Разность фаз ф принимают отрицательной и откладывают по часо-
вой стрелке, если имеет место отставание выходной координаты от
Рис. 3.9. Схема построения области работоспособности для АФЧХ системы (а)
и сравнение динамического качества станков разной точности (б)
Основным выходным параметром динамической системы может
быть принята амплитуда А как перемещение фиксированной точки
системы, отнесенная к перемещению входной координаты, вызванной
внешними силовыми воздействиями. Эти воздействия связаны с рабо-
чим процессом машины, возмущениями со стороны привода, динамиче-
ской неуравновешенностью вращающихся масс, воздействиями окру-
жающей среды (например, влияние неровностей дороги на колебания
колесной машины) и другими возмущениями.
Глава 3. Выходные параметры машин
91
Наибольшие амплитуды колебаний выбранных опорных (фиксиро-
ванных) точек машины непосредственно влияют на ее работоспособ-
ность. При решении задач по оценке параметрической надежности ма-
шины с учетом ее динамического качества должна быть установлена
область работоспособности АФЧХ для упругой системы машины, огра-
ниченная максимально допустимыми значениями амплитуд.
Динамические характеристики могут быть получены как при искус-
ственном возбуждении колебаний упругой системы машины (разомкну-
тая система), так и на основе обработки данных по абсолютным колеба-
ниям работающей машины (динамическая система с обратными связя-
ми). Из анализа АФЧХ многомассовой системы можно получить ин-
формацию об ее устойчивости, о собственных частотах системы, нор-
мальных формах колебания, коэффициентах демпфирования и других
параметрах [41].
Так, согласно критерию Найквиста-Михайлова, система устойчива в
том случае, если ее АФЧХ для разомкнутой системы не охватывает точ-
ку с координатой минус 1, лежащую на вещественной оси, а отрезок,
отсекаемый АФЧХ на положительной вещественной оси, характеризует
статическую податливость системы [66].
Эти требования к динамическим характеристикам системы ограни-
чивают значения А , т.е. размеры области работоспособности (А} и А2
на рис. 3.9,а).
Кроме того, и для других зон характеристики И7 (со) могут быть ус-
тановлены свои предельно допустимые значения А с учетом влияния
значений ш, ср и условий работы машины на состояние ее упругой сис-
темы.
В ряде случаев возможно расширение области работоспособности
при некоторых режимах работы машины с сохранением ее динамиче-
ской устойчивости, и область работоспособности АФЧХ может быть
ограничена окружностями разных радиусов с центром в начале коорди-
нат (на рис. 3.9,а - радиусы А3 и Аа ).
Для отдельных зон АФЧХ также могут быть приняты ограничения,
связанные с опасностью возникновения при определенных частотах
резонансных явлений (наибольшие допустимые амплитуды А5), воз-
можны также ограничения для некоторых значений углов сдвига фаз,
например, из-за опасности возникновения автоколебательных процес-
сов.
Таким образом, при оценке качества функционирования машины
при динамических процессах, характеризуемых АФЧХ, выходным па-
раметром является значение модуля (амплитуда) А характеристики
92
Часть I. Методологические основы надежности
ГК (со), которая ограничивается установленными предельно допусти-
мыми значениями в зависимости от рассматриваемого участка
FT(co). Область состояний в этом случае можно рассматривать как оги-
бающую семейства реализаций FT, полученных для различных условий
работы машины, а размеры и форма этой области будут характеризовать
динамическое качество данной системы.
Следует иметь в виду, что для характеристики динамического каче-
ства упругой системы машины используются частотные характеристики
не только по перемещению, но и по скорости и ускорению. Каждое
внешнее воздействие в общем случае может иметь шесть координатных
направлений, и реакция системы может иметь в одной точке соответст-
венно шесть компонентов (три поступательных и три вращательных).
На основе анализа динамической системы обычно учитывают одно ос-
новное (реже два или три) направление.
Применение АФЧХ в качестве технической характеристики требует
предварительного анализа и исследований о виде частотной характери-
стики, о точках приложения внешних воздействий, о зонах отклика, ко-
торые должны быть установлены с учетом специфики и назначения ма-
шины. Область работоспособности АФЧХ зависит от требований,
предъявляемых к машине.
В качестве примера можно привести оценку динамического качества
металлорежущих станков на основе анализа АФЧХ [118], когда крите-
рием работоспособности является точность обработанных на станке
деталей.
На рис.3.9,б показано сравнение областей состояний и работоспо-
собности АФЧХ для токарных станков разных классов точности, но
одной базовой модели.
Область работоспособности для АФЧХ в нижней своей части огра-
ничена окружностью, радиус которой определен, с одной стороны, мак-
симально допустимой величиной некруглости 0,02 мм для обрабаты-
ваемых на станке изделий, с другой - максимальной величиной силы
резания 300 Н, которая ограничена допустимыми режимами обработки.
В верхней части области работоспособности допускается интенсифика-
ция режимов обработки, чему соответствует увеличение силы резания
до 400 Н и уменьшение допустимого значения А . В зоне положитель-
ных значений вещественной оси вводится ограничение по минимально
допустимой статической жесткости, определяющей заданную точность
обработки, с учетом рассеивания частотных характеристик. В зоне от-
рицательных значений вещественной оси вводится ограничение с целью
уменьшения влияния вынужденных колебаний при резании по «следу».
Гпава 3. Выходные параметры машин
93
В нижней области - ограничение введено для уменьшения влияния соб-
ственной чартоты крутильных колебаний шпиндельной бабки вокруг
вертикальной оси.
Область состояний АФЧХ станка нормальной точности мод.16К20
(1) значительно превосходит по размерам область работоспособности
(4). Поэтому станок данной модели непригоден для обработки прецизи-
онных деталей с заданными параметрами точности. Область состояний
(2) для станка повышенной точности мод. 16К20П почти полностью
укладывается в границы области работоспособности, не обеспечивая,
однако, заданной точности при некоторых режимах обработки. Область
состояний (3) станка высокой точности мод. 16К20В со шпинделем на
гидростатических опорах обеспечивает заданную точность обработки
при любых режимах его работы.
Если выбрать станок, для которого область состояний АФЧХ цели-
ком находится внутри области работоспособности (область 3), то можно
оценить запас надежности как соотношение радиусов-векторов в зоне
наибольшего сближения областей работоспособности и состояний.
Специальные технические характеристики (АФЧХ, индикаторные
диаграммы) часто применяются тогда, когда надо учесть влияние на
работоспособность машины нескольких связанных между собой пара-
метров, например частотных характеристик для АФЧХ.
Таким образом, область состояний может относиться к любому ус-
тановленному выходному параметру и соответствующей технической
характеристике, если они отражают показатели работоспособности ма-
шины.
Чем большее число выходных параметров и соответствующих огра-
ничений установлено для машины, тем полнее можно оценить и обеспе-
чить ее качество и параметрическую надежность.
3.4. Анализ выходных параметров машины
Установление номенклатуры выходных параметров машины и пре-
дельно допустимых значений для каждого из них является одним из
основных этапов проектирования новой модели.
Значения этих параметров и их возможная трансформация в процес-
се эксплуатации машины являются критерием при выборе различных
конструктивно-технологических и компоновочных решений, при опре-
делении допустимых режимов работы и области эксплуатации машины,
при сравнении ее возможностей с другими образцами машин аналогич-
ного назначения. При анализе различных вариантов и принятии оконча-
тельного решения необходимо провести оценку достигнутого уровня
качества:
94
Часть I. Методологические основы надежности
• достаточно ли принятые выходные параметры характеризуют на-
значение, работоспособность и качество машины, обеспечивают
ли они оценку конкурентоспособности данной модели;
• как влияют на данный параметр конструктивно-технологические
факторы и насколько рациональным (оптимальным) является при-
нятое проектное решение;
• каковы возможности машины сохранять значения выходных па-
раметров в установленных пределах при различных режимах и
условиях ее работы;
• каковы показатели начального уровня надежности машины и как
они могут изменяться в процессе ее длительной эксплуатации.
Ответы на эти вопросы связаны со спецификой и степенью развития
соответствующей отрасли машиностроения, с требованием потребителя,
с конкретными целями, которые ставятся при создании машины, но
имеют общую логику принятия решений.
Приведем примеры выбора и анализа выходных параметров различ-
ных машин.
На рис. 3.10 приведена схема установления перечня выходных пара-
метров автомобиля, при помощи которых мржно оценить его работо-
способность и уровень качества. Основным источником для получения
выходных параметров являются характеристики движения автомобиля
при различных режимах его работы и условиях эксплуатации.
Исходной характеристикой является траектория движения центра
масс или специально выбранной «опорной» точки и угловые колебания
кузова относительно всех трех осей координат. Ансамбль данных ха-
рактеристик (которые проявляются как случайные функции) может
быть получен на основе испытаний автомобиля (стендовых или дорож-
ных) или применения математической модели, описывающей динами-
ческие процессы, возникающие в системе при воздействии на нее воз-
мущающих сил. Основным источником внешних возмущающих воздей-
ствий являются, как правило, неровности дороги. Профиль дороги раз-
деляют на макропрофиль (плавные неровности с длиной волны более
100 м), микропрофиль (длина волны неровностей от 10 см до 100 м) и
шероховатость (длина волны неровностей менее 10 см).
В ряде моделей учитываются также возмущающие воздействия со
стороны двигателя и трансмиссии [98]. Динамические модели рассмат-
ривают автомобиль как многомассовую систему с упругими связями,
базируются на зависимостях механики (в первую очередь уравнение
Лагранжа 2-го рода) и учитывают особенности качения колеса с эла-
стичной шиной [40].
Рис. 3.10. Выходные параметры автомобиля
Глава 3. Выходные параметры машин
96
Часть I. Методологические основы надежности
Макрохарактеристики траектории (или ее выражение в функции
времени, т.е. закон движения) определяют курсовую устойчивость и
маневренность автомобиля. Для этой цели применяются такие выход-
ные параметры, как скорость поперечных отклонений или угол боково-
го увода автомобиля, угловая скорость рыскания, время или путь выхо-
да машины из заданного коридора и другие.
Маневренность автомобиля может характеризоваться минимальным
радиусом поворота (отнесенным к центру масс или к «внутренним» ко-
лесам), тормозным путем и др. Все параметры проявляются как случай-
ные величины.
Характеристики плавности хода автомобиля зависят в основном от
воздействий на его динамическую систему неровностей микропрофиля
дороги. В качестве выходных параметров применяют амплитуды коле-
баний (см. рис. 3.8) и производные процесса по времени: первая - ско-
рость колебаний, вторая - ускорение, а в ряде случаев и третья произ-
водная, что связано с оценкой воздействия вибраций на человека.
Оцениваются также вероятностные характеристики этих параметров,
которые также связывают с восприятием человеком случайных воздей-
ствий на систему «человек-машина».
Так, в нормах ISO оценка ощущений человека при движении авто-
мобиля проводится по средним квадратическим ускорений с учетом
продолжительности колебаний. По нормам VDI-2057 воздействия на
человека оцениваются по ускорениям при колебаниях большой ампли-
туды и частотах 0,5...5 Гц и по скоростям при колебаниях малой
амплитуды и частотах 15...80 Гц. Диапазон 5... 15 Гц является
переходным [40].
В качестве характеристики случайных колебаний широко применя-
ется также спектральная плотность.
Ряд выходных параметров автомобиля, определяющих его эффек-
тивность и качество, связан с работоспособностью двигателя и транс-
миссии (особенно дифференциала), с эластичностью шин, с характери-
стиками отдельных узлов и элементов машины. К этим параметрам от-
носятся: расход топлива, КПД, проходимость машины (сила тяги, коэф-
фициент сцепления), наибольшая скорость движения машины и др.
На рис. 3.11 приведена схема установления выходных параметров
металлорежущего станка, для которого основными техническими ха-
рактеристиками, определяющими точность обработки, являются траек-
тории перемещения формообразующих узлов станка (суппорта, шпин-
деля).
Выходные параметры станка - это числовые показатели формы этих
траекторий (см. § 3.2), а также характеристики точности их взаимного
положения и движения [113].
Рис. 3.11. Выходные параметры металлорежущего станка
ВЫХОДНЫЕ ПАРАМЕТРЫ СТАНКА
Глава 3. Выходные параметры машин
98
Часть I. Методологические основы надежности
Кроме того, ряд выходных параметров характеризует динамические
показатели упругой системы станка (см. рис. 3.9). Источником для по-
лучения информации о характеристиках и соответствующих выходных
параметрах могут служить либо специальные программные испытания
станка, либо расчет и моделирование процесса движения соответст-
вующих узлов станка с учетом геометрической точности сопрягаемых
поверхностей, жесткости, тепловых деформаций системы и других фак-
торов, которые имеют вероятностную природу
Ряд выходных параметров станка характеризуют такие показатели
работоспособности, как производительность, КПД, уровень шума, теп-
ловыделение, динамические воздействия на окружающую среду и дру-
гие.
После установления для данной машины перечня выходных пара-
метров необходимо оценить влияние на каждый из них основных кон-
структивно-технологических и эксплуатационных факторов: размеров
изделия, вариантов конструктивных решений, точности выполнения,
жесткости конструкции, примененных материалов, качества рабочих
поверхностей и др. На этой стадии достигается компромисс между
стремлением обеспечить наиболее высокий уровень качества машины и
возможностями по выполнению этого требования. Здесь же устанавли-
вают допустимые значения для каждого из выходных параметров.
Приведем примеры исследований по установлению зависимости вы-
ходных параметров машины от ее конструктивных факторов (рис. 3.12).
Так, для колесных машин (автомобилей, тракторов) одной из основных
характеристик маневренности является их поворачйваемость, и за вы-
ходной параметр принимается минимальный радиус поворота машины
(см. рис. 3.10). Он зависит от колесной формулы машины, типа диффе-
ренциала, возможности его блокировки. Исследования поворачиваемо-
сти трактора МТЗ-142 (N=110 кВт) на поле под посев при тяговой на-
грузке 6 кН и скорости поворота передних колес 10 град/с показали, что
траектория заднего внутреннего (к повороту) колеса зависит от типа
дифференциала [4]. На рис. 3.12,а показаны траектории движения трак-
тора с коническим дифференциалом (1), с заблокированным дифферен-
циалом (3) и с автоматически выключающейся блокировкой при дости-
жении заданной разности моментов на выходных валах дифференциала
(2).
Одним из основных выходных параметров, характеризующих плав-
ность хода колесной машины, является амплитуда колебаний кузова при
соответствующих частотах (см. рис. 3.10 и рис. 3.8).
На рис. 3.12,6 приведен пример влияния жесткости подвески, кото-
рая зависит от ее конструкции и размеров, на плавность хода автомоби-
ля, оцениваемой амплитудно-частотной характеристикой [127].
Глава 3. Выходные параметры машин
99
А
О
Рис. 3.12. Примеры влияния конструктивных факторов на выходные параметры
машины: а - траектория трактора при его повороте; б - амплитудно-частотная
характеристика кузова автомобиля; в - КПД турбокомпрессора;
г - энергоемкость рыхления грунта для ударных машин
Снижение жесткости подвески улучшает плавность хода машины,
уменьшая амплитуду перемещений кузова в области низкочастотного
резонанса и смещая эту область в сторону низких частот.
Выходные параметры машин связаны не только с законами движе-
ния объекта. Так, для турбокомпрессоров [131] одним из основных вы-
ходных параметров является коэффициент полезного действия т], кото-
рый учитывает, что энергия затрачивается не только на создание полез-
ного напора в компрессоре, но и расходуется на преодоление сил тре-
ния, вихреобразования в потоке газа и другие потери.
КПД зависит от многих конструктивных и технологических факто-
ров (см. рис. 3.12,в). Его значения часто выражают в функции степени
реактивности Q (потеря напора в рабочем аппарате компрессора) и
коэффициента расхода ср (соотношение расходной и переносной скоро-
100
Часть I. Методологические основы надежности
стей газа), которые в свою очередь зависят от конструктивных и техно-
логических параметров: конструкции и размеров диффузора, профиля,
размера (длины хорды) и шага лопаток, шероховатости их поверхности,
размеров и профиля компрессорных решеток и других.
Зависимость КПД от коэффициента расхода определяет также об-
ласть рациональных режимов работы компрессора.
Выходные параметры ряда машин связаны с энергозатратами на
осуществление рабочего процесса. Так, одним из основных показателей
ударных машин для разработки мерзлого грунта является удельная
энергоемкость Е рыхления грунта. Она зависит (см. рис. 3.12,г) от час-
тоты ударов в минуту п и от энергии удара А , которые в свою очередь
определяют основные характеристики машины. При этом, как видно из
графиков, эффективность работы в большей степени зависит от величи-
ны энергии удара и в меньшей - от частоты ударов п .
Пример влияния конструктивных факторов шпиндельного узла
станка (в основном типа опор) на его динамические характеристики был
приведен на рис. 3.9,6.
Конструктивные и технологические показатели, установленные на
основе анализа выходных параметров изделия, становятся его констан-
тами, а вариация технических характеристик машины и соответствую-
щая дисперсия ее выходных параметров связана главным образом с
влиянием условий и режимов работы машины, которые изменяются, как
правило, в достаточно широком диапазоне.
Эксплуатационные факторы (режимы работы машины, внешние воз-
действия на нее, условия эксплуатации) определяют область допусти-
мых или рекомендуемых значений скоростей, нагрузок, температур и
других характеристик функционирования машины.
На рис. 3.13 приведены примеры влияния эксплуатационных факто-
ров на выходные параметры машины.
Так, одним из параметров, оценивающих плавность хода автомобиля
(см. рис. 3.10), являются угловые ускорения кузова при его поперечных
колебаниях.
Влияние на плавность хода автомобиля условий эксплуатации (ско-
рость движения, профиль дороги) может быть оценено на основе анали-
за спектральной плотности угловых ускорений ф кузова. На
рис. 3.13,а приведен пример спектральной плотности для кузова
порожнего грузового автомобиля при движении по различным дорогам
(А - асфальт, Б - булыжник) с разной скоростью. Здесь принята воз-
можность независимого рассмотрения колебаний автомобиля в про-
дольной и поперечной плоскостях. Положение двух максимумов на
шкале частот со определяется в основном параметрами подвесок и не
___________________Глава 3. Выходные параметры машин__________101
зависит от условий работы машины, а интенсивность колебаний непо-
средственно зависит от микропрофиля дороги и скорости движения ав-
томобиля.
Для многих машин их выходные параметры, особенно те, которые
характеризуют рабочие нагрузки, изменяются в весьма широких преде-
лах в зависимости от условий и режимов эксплуатации.
Рис. 3.13. Примеры влияния эксплуатационных факторов на выходные
параметры машины: а - спектральная плотность угловых ускорений кузова
автомобиля; б - мощностные характеристики гидротурбин; в - расходные
характеристики гидротурбин
Для анализа влияния режимов работы машины на ее выходные па-
раметры часто используют относительные безразмерные показатели
как отношение данного значения выходного параметра Xt к базис-
ному ; т.е. %от = XJXq . При этом в качестве базисного выбирается
значение параметра X = XQ при типовом или оптимальном режиме
работы машины.
В качестве примера на рис. 3.13,б,в приведены относительные мощ-
ностные и расходные q0T характеристики турбин гидроэлектро-
станций для их основного выходного параметра - КПД, выраженного в
относительном виде г|от. В качестве базисного значения т|0 принят ре-
102
Часть I. Методологические основы надежности
жим с наибольшим КПД [63], поэтому характеристики различных тур-
бин проходят через общую точку с координатами (1 ;1). Это позволяет
более наглядно сравнивать их реакцию на изменение режима работы
турбины. На графиках приведены характеристики для ковшовых 7, по-
воротно-лопастных 2, радиально-осевых 3 и пропеллерных 4 турбин.
Условия работы турбин на гидроэлектростанциях и соответственно
их мощность изменяются в широких пределах и зависят от притока во-
ды и нагрузки энергосистемы.
Отыскание функциональных зависимостей между установленными
выходными параметрами и конструктивно-технологическими фактора-
ми является, как правило, одной из основных задач при расчетах и экс-
периментальных исследованиях вновь создаваемых машин. Конкретные
расчетные зависимости и методы исследования зависят от специфики
машины, ее назначения, от тех функций, которые она выполняет, и от
степени развития теории проектирования машин данного типа.
Однако логика решения задач, связанных с обеспечением парамет-
рической надежности машины, и последовательность принятия реше-
ний являются общими для машин различного назначения и включает
следующие этапы:
1) установление перечня (номенклатуры) выходных параметров
машины на основе анализа ее технических характеристик;
2) отыскание функциональных зависимостей между выходными па-
раметрами машины и ее конструктивно-технологическими и экс-
плуатационными показателями;
3) выбор на основе этих зависимостей конструктивных решений и
размеров основных элементов машины;
4) установление области допустимых режимов работы и условий
эксплуатации машины и оценка области состояний выходных па-
раметров;
5) определение предельно допустимых значений выходных пара-
метров, т.е. границы области работоспособности;
6) оценка достигнутого уровня качества и надежности машины.
3.5. Формирование областей состояний и оценка начального
уровня надежности машины
Для решения указанных выше задач необходимо, в первую очередь,
определить размеры и характеристики области состояний для каждого
из установленных выходных параметров.
Источником информации о значениях данного выходного параметра
как случайной величины должны служить ансамбли (совокупности)
соответствующих технических характеристик, которые проявляются как
Глава 3. Выходные параметры машин
103
случайные функции и зависят от назначения, состояния и режимов ра-
боты машины.
В качестве примера на рис. 3.14 показаны типичные ансамбли траек-
торий, характеризующих поступательное перемещение рабочих органов
машины (суппортов, столов, ползунов) при различных режимах и усло-
виях работы.
Широкополосный ансамбль (рис. 3.14,а) характерен для случая, ко-
гда внешние силовые воздействия на узел оказывают основное влияние
на форму траектории и ее смещение по отношению к средней линии
или к неподвижной системе координат. Узкополосный ансамбль
(рис. 3.14,6) характерен при превалирующем влиянии геометрической
неточности направляющих, по которым перемещается узел, когда фор-
ма направляющих определяет форму кривой математического ожидания
ансамбля, а дисперсия, связанная с силовыми воздействиями на узел,
здесь играет второстепенную роль. Миграция ансамбля (рис. 3.14,в) вы-
звана, как правило, тепловыми деформациями узла.
а б b
Рис. 3.14. Ансамбли траекторий поступательного движения объекта:
широкополосный (а), узкополосный (5), с миграцией (в)
Статистическая природа ансамбля, например сильное или слабое пе-
ремешивание реализаций, зависит от реальных производственных усло-
вий, в которых работает машина, от спектра нагрузок и внешних воз-
действий.
Ансамбли технических характеристик машины получают (генери-
руют) либо на основе расчетных (теоретических) зависимостей, либо в
результате специальных испытаний.
Область состояний для каждого выходного параметра формируется
как область, в которой находятся все его значения для принятых усло-
вий и режимов работы машины.
Рассмотрим процесс формирования области состояний (рис. 3.15)
для данных условий эксплуатации машины, когда выходные параметры
Хх,Х2,...,Хп являются числовыми показателями некоторой техниче-
ской характеристики X.
Здесь речь идет не об изменении области состояния с течением вре-
мени, что зависит от процессов старения, протекающих в машине,
104
Часть I. Методологические основы надежности
а о механизме образования области применительно к данному техниче-
скому состоянию машины.
При функционировании машины в силу переменности условий и
режимов ее работы при каждом цикле рассматриваемая техническая
характеристика проявляется как реализация некоторого случайного
процесса. Ансамбль этих реализаций характеризует состояние объекта и
является источником информации для получения числовых значений
выходных параметров машины.
Рис. 3.15. Формирование области состояний выходных параметров машины
Если имеет место наиболее распространенный случай, когда все зна-
чения рассматриваемой технической характеристики должны находить-
ся в установленных пределах, то положение ансамбля реализации
и определяет размеры области состояний /pG), а ее вероятностные
характеристики определяются с учетом размаха каждой реализации
*.=*₽•
Закон распределения f(Xt) (или соответствующая гистограмма при
получении этого закона из физического или машинного на ЭВМ экспе-
римента) характеризует вероятность нахождения ординат кривой
Л"(/) или X(t) внутри заданной области значений X. Если
Глава 3. Выходные параметры машин
105
^imin < < ^imax > то данный параметр X = Хх удовлетворяет предъ-
являемым к машине требованиям.
Совершенно иначе выглядят области состояний и их вероятностные
характеристики, если за выходные параметры принимать не ординаты, а
те или иные числовые характеристики функций X(t} или %(/). Так,
для параметра Х2 = tgP, где р характеризует средний наклон каждой
реализации функции X (т.е. определяет, например, среднюю скорость
изменения параметра за цикл или отклонение направления движения
рабочего органа машины от заданного), закон f(X2) и область сущест-
вования Х2 связаны с формой реализации >¥(/), а не с их удалением от
оси t.
Аналогично для параметра Jf3=tgamax =
dX
, где атйУ
’ max
наи-
больший угол наклона траектории, который характеризует наибольшую
скорость изменения параметра X или искажение формы траектории,
соответствующий закон f{X^) не связан с положением реализации X
и может быть амодальным (все реализации нелинейны и нет случаев с
а =0).
max '
Для параметра Х^ = Д, характеризующего отклонения положения
конца траектории или длительности процесса X (/) от заданного (точ-
ность позиционирования, длительность цикла работы машины), обычно
характерен нормальный закон распределения f (%4).
Для иллюстрации того, как на вероятностные характеристики облас-
ти состояний влияет вид реализации Х(1) или X(t), на рис. 3.15,6 по-
казан частный случай, где реализации X (/) не перемешиваются, носят
характер, близкий к X = const, и равномерно распределены в про-
странстве x — t. В этом случае (по сравнению с рис. 3.15,а) область со-
стояния для параметра Xt находится в тех же пределах, а области для
параметров Х2 и Х3 имеют совершенно иной характер. Значения этих
параметров занимают небольшую зону, близкую к нулю.
При определении области состояний данного выходного параметра
учитывается вариация всех входных параметров, отражающих режимы
работы машины, условия эксплуатации, характеристики тех факторов и
воздействий, которые влияют на значение и флуктуацию рассматривае-
мого выходного параметра.
7 Зак. 138
106____________Часть I. Методологические основы надежности_______
Область состояний характеризуется не только размером, но и веро-
ятностными характеристиками: математическим ожиданием, дисперси-
ей, коэффициентом асимметрии и др., а ее полной характеристикой яв-
ляется функция (закон) распределения f (X).
Для каждого из установленных выходных параметров назначается
его предельно допустимое значение Хтях , которое определяет границы
области работоспособности.
Выход области состояний за пределы области работоспособности,
т.е. отказ, означает нарушение нормального функционирования маши-
ны, ее ненадежную работу с различными последствиями этого события.
Рассмотренные выше положения о показателях надежности, о фор-
мировании выходных параметров изделия, понятия об областях работо-
способности и состояний позволяют разработать единую структуру
расчетов для оценки параметрической надежности различных машин.
Эти расчеты состоят из двух основных этапов.
Первым этапом оценки параметрической надежности машины явля-
ется определение значений установленных выходных параметров для
различных условий эксплуатации и расчета на этой основе показателей
начального уровня надежности машины, т.е. ее надежности в данном
состоянии.
Поскольку при эксплуатации машины эти показатели будут изме-
няться, вторым основным этапом оценки надежности будет прогнози-
рование изменения области состояний выходных параметров машины
под влиянием процессов старения.
На первом этапе должны быть решены следующие задачи.
1. Определен запас надежности Кп по каждому из выходных пара-
метров, т.е. доказано, что область состояний находится внутри
заданной области работоспособности.
2. Установлены ограничения к условиям эксплуатации и режимам
работы машины, обеспечивающие К* > 1.
3. Указаны основные конструктивные и технологические факторы,
изменение которых позволит обеспечить нахождение лимити-
рующих выходных параметров (для которых получено К* < 1) в
установленных пределах.
Расчет параметрической надежности машины является сложным вы-
числительным процессом, поскольку оценивается, как правило, значи-
тельное число выходных параметров со своими характеристиками и
допустимыми значениями, учитывается вероятностная природа режи-
мов работы и условий эксплуатации машины, а при прогнозировании
Глава 3. Выходные параметры машин 107
также и дисперсия процессов старения, используются результаты испы-
таний и информация из сферы эксплуатации.
Поэтому речь может идти только об автоматизированных расчетах,
которые учитывают также назначение объекта и его конструктивные
особенности. Однако, несмотря на огромное разнообразие машин и тре-
бований к ним, логика решения задачи по оценке параметрической на-
дежности является общей, и поэтому может быть создана единая
структура автоматизированных расчетов, когда модули обобщенного
алгоритма будут иметь одинаковое целевое назначение.
Более того, возможно применение набора унифицированных выход-
ных параметров, которые для различных машин могут иметь разный
физический смысл, но одинаковое математическое описание.
На рис. 3.16 приведена типовая структура автоматизированных рас-
четов показателей параметрической надежности для первого этапа -
расчета начального уровня надежности машины. Второй этап, связан-
ный с прогнозированием надежности, будет рассмотрен ниже (см.
гл. 12).
Для оценки начального уровня надежности машины необходимо, в
первую очередь, разработать механизм генерирования реализаций ее
технических характеристик X (г) для всего диапазона допустимых ус-
ловий и режимов работы машины.
При этом каждая реализация ансамбля X(t) является неслучайной
функцией и определяет значения данной технической характеристики,
которые она принимает при определенном сочетании выбранных режи-
мов и условий работы машины.
Полный (с позиций статистики) ансамбль реализации будет получен
при переборе различных режимов и условий работы машины, отра-
жающих их вероятностную природу. При этом выборка (число реализа-
ции в ансамбле) должна быть репрезентативной (представительной) и
отражать свойства всей генеральной совокупности реализаций.
Для этого необходимо знать статистические характеристики условий
эксплуатации и режимов работы машины в соответствии с ее областью
применения.
В зависимости от поставленной задачи может быть проведена оцен-
ка всего диапазона возможных условий и режимов работы машины или
получены данные только для ее специализированного назначения и за-
данных условий применения (работа в условиях холода или жары
транспортных средств, применение станка для обработки заготовок из
легких сплавов, из труднообрабатываемых или из полимерных материа-
лов и т.п.).
71
Генериробание реализаций Расчет Ьыходных параметров
технических характеристик и областей состояний
Часть I. Методологические основы надежности
Глава 3. Выходные параметры машин
109
Во многих случаях оцениваются значения выходных параметров при
экстремальных условиях работы машины (наибольшие, в пределах до-
пустимых значений, режимы работы машины и внешние воздействия на
нее).
Генерирование реализации может быть осуществлено на стадии про-
ектирования моделированием процесса функционирования объекта, а
при наличии опытного образца - проведением специальных, так назы-
ваемых программных испытаний (см. гл. 13).
Примерами моделирования могут служить расчеты динамических
характеристик транспортных средств (см. [98] и рис. 3.8), определение
траекторий перемещения рабочих органов станков и других машин (см.
рис. 3.14), моделирование переходных процессов в приводах машин [68]
и другие.
Данные модели и методы расчета отражают специфику машины - ее
назначение, функции, которые она выполняет, требования к ее качеству
и точности функционирования, условия, в которых предполагается ис-
пользовать машину, и т.п.
Если модели для расчета технических характеристик разработаны
или создан испытательно-диагностический комплекс для программных
испытаний машины и известны вероятностные характеристики условий
и режимов ее работы, то методом статистических испытаний (метод
Монте-Карло [134]) можно организовать генерирование соответствую-
щих технических характеристик, т.е. получить их ансамбль из N реали-
заций (как правило, N> (100...120)).
Каждая полученная реализация технической характеристики может
быть представлена либо в аналитической форме (уравнение, разложение
в ряд [121]), либо в виде массива значений координат для каждой точки
кривой. При этом выбор шага (интервала) между соседними значениями
функции зависит от вида этой функции и значений выходных
параметров.
Так, при использовании в качестве выходных параметров высоко-
частотных характеристик шаг ординат непрерывных функций опреде-
ляют на основе теоремы В.А. Котельникова.
Полученный массив данных, описывающий реализации технических
характеристик машины, дает исходную информацию для расчета чис-
ленных значений выходных параметров и оценки области состояний для
каждого из них.
Основная особенность этих расчетов заключается в том, что они но-
сят однотипный характер для машин различного назначения и конст-
рукции. Это связано с тем, что определяются те или иные характеристи-
но
Часть I. Методологические основы надежности
ки кривой X (г), независимо от того, какой физический процесс она
выражает. Поэтому математические процедуры для расчета выходных
параметров будут одинаковы, хотя содержание и смысл полученных
данных непосредственно зависят от характеристик объекта.
Поэтому может быть установлен перечень унифицированных выход-
ных параметров, и для каждого из них разработана или использована
стандартная подпрограмма расчета.
В соответствии с изложенной в данной главе концепцией, унифици-
рованными выходными параметрами, получаемыми из каждой реа-
лизации данной технической реализации, могут быть назначены
(см. рис. 3.4):
• ; Хм и >¥ср - наибольшее, наименьшее и среднее значения
данной характеристики или ее размах Хр = Хб - Хм (наиболее
распространенный случай), которые легко могут быть получены
из каждой строчки массива, в которую записаны значения орди-
нат X (г) для z-й реализации;
• Ar = tgP~ средний «наклон» реализации, который может быть
получен, например, применением метода наименьших квадратов.
В зависимости от физического значения X он может определять
среднюю скорость изменения характеристики X или среднее ус-
корение движения, если X = v, где v - скорость. Данный пара-
метр может означать также отклонение от заданного направления
движения, что, например, при работе станка приведет к погреш-
ности обработки;
• X = Az - положение конца или начала траектории может характе-
ризовать в разных случаях точность позиционирования объекта,
длительность цикла машины или механизма и другие показатели;
• X = S, где S - площадь под кривой X может характеризо-
вать затраченную энергию, объем выполненной работы и другие
показатели.
Практически, все параметры, характеризующие особенности некото-
рой кривой X (<?), могут рассматриваться как унифицированные.
Процедура определения области состояния для каждого установлен-
ного выходного параметра заключается в следующем.
Вначале из первой строки массива данных или с использованием
аналитической зависимости, описывающей первую полученную реали-
зацию, рассчитывают соответствующее значение выходного параметра
Л-
Глава 3. Выходные параметры машин
111
При этом используется подпрограмма для осуществления необходи-
мой математической операции.
Аналогичные расчеты проводят для всех к технических характери-
стик, получая п значений для всех регламентированных выходных па-
раметров. Таким образом, для получения первых значений для п вы-
ходных параметров используется большой массив данных (т значений
координат данной реализации, которых может быть порядка 1000 и вы-
ше для каждой из к технических характеристик), который затем может
быть «стерт» из памяти машины.
Эта процедура повторяется N раз (по числу реализаций), и для каж-
дого выходного параметра получаем свой массив значений, статистиче-
ская обработка которого позволит построить гистограмму, а также при
необходимости подобрать аналитический закон распределения с ис-
пользованием соответствующих критериев согласия [133].
Гистограмма (или закон распределения /(^)) параметра Xt явля-
ется полной характеристикой области состояний (для независимых па-
раметров) и позволяет определить для каждого параметра запас надеж-
X
ности Кп = или вероятность нахождения области состояний
внутри области работоспособности Вер (Х( < Ximax).
Эти показатели являются конечным результатом данного этапа рас-
чета и позволяют оценить достигнутый уровень надежности, а также
указать основные пути, необходимые для его повышения.
Для оценки начальной надежности машины с учетом влияния всех
выходных параметров необходимо использовать закономерности расче-
та надежности сложных систем (см. гл. 4).
Специфика данного метода расчета заключается в том, что при рас-
смотрении случайных процессов или функций X (<у) не используются
традиционные методы их оценки с расчетом математического ожида-
ния, корреляционной функции или спектральной плотности, с провер-
кой стационарности и эргодичности процесса, а дается характеристи-
ка ансамбля по специально установленным признакам [110].
Этими признаками являются различные выходные параметры, рас-
смотренные выше, которые характеризуют каждую реализацию таким
числовым значением, которое учитывает специфику решаемой задачи.
Поскольку при рассмотрении ансамбля каждый признак (параметр)
проявляется как случайная величина, этот метод позволяет перейти
от случайных функций к случайным величинам и этим облегчить после-
дующие расчеты. Полученная область состояний данного параметра
112____________Часть L Методологические основы надежности_________
(признака) является вероятностной характеристикой всего ансамбля
функций, т.е. отражает необходимые исследователю свойства рассмат-
риваемого случайного процесса или случайной функции.
Поэтому такой метод оценки случайных функций может иметь при-
менение не только для расчета параметрической надежности, но ис-
пользоваться и для решения других инженерных и исследовательских
задач.
Следует отметить, что при оценке надежности функционирования
(например, при разрушении от усталостных процессов) применяют
структурный анализ случайных процессов, который включает опреде-
ление числа экстремумов, точек перегиба и некоторых других характе-
ристик [37]. Однако этот метод требует знания аналитических зависи-
мостей для реализации случайного процесса и не охватывает той широ-
кой номенклатуры выходных параметров, которая применяется при ре-
шении задач по оценке параметрической надежности машин.
В качестве примера оценки начального уровня надежности машины
по ее выходным параметрам рассмотрим исследование характеристик
точности металлорежущего станка, проведенное под руководством ав-
тора. В качестве объекта испытания был выбран токарный станок высо-
кой точности модели 16К20В станкозавода «Красный пролетарий»,
предназначенный для чистовой обработки широкой номенклатуры де-
талей типа тел вращения. Техническими характеристиками станка яв-
ляются, в первую очередь, траектории перемещения его формообра-
зующих узлов (см. рис. 3.11), которые определяют точность обработки.
Генерирование реализации технических характеристик проводилось
на основе программного испытания станка (см. гл. 13), при обработке
деталей с применением различных режимов с вариацией частоты вра-
щения шпинделя п (об/мин), подачи суппорта s (мм/об), глубины ре-
зания t (мм), диаметра D (мм) и длины / (мм) заготовки. Учитывалась
также работа станка в «холодном» состоянии и при его температурной
стабилизации.
Выходными параметрами станка являлись числовые характеристики
траекторий его формообразующих узлов. Так, для суппорта (для точки,
совпадающей с вершиной резца) были приняты (см. рис. 3.4) Х1 = Хр -
размах траектории, определяющий точность размера обработанной на
станке цилиндрической поверхности, Х2 = tg₽- средний наклон траек-
тории, определяющий конусообразность цилиндрической поверхности,
и Х3 =tgamax - наибольший наклон траектории суппорта, определяю-
щий форму (бочкообразность) обработанной поверхности.
Глава 3. Выходные параметры машин
113
Рис. 3.17. Результаты экспериментальной оценки точности движения суппорта *
токарного станка
Измерение траекторий суппорта осуществлялось в автоматическом
режиме при помощи фотоэлектрического автоколлиматора в составе
испытательно-измерительного комплекса [113]. На рис. 3.17 приведены
гистограммы, построенные по результатам эксперимента. Предельное
значение для каждого из параметров установлено исходя из требований
к точности обработки. Как видно из приведенных данных, для парамет-
114_____________Часть I. Методологические основы надежности___________
ров Хх и Х3 имеется запас по точности (соответственно =1,11 и
Кн3 = 1,671), а для параметра Х2 существует вероятность параметри-
ческого отказа и Р = 0,92 (вероятность получения годного по точности
изделия).
Для прогнозирования изменения параметров машины в процессе ее
длительного использования необходимо разрабатывать и применять
модели надежности, которые описывают механизм потери машиной
работоспособности. При этом следует учитывать, что машина является
сложной системой, в которой различные элементы и узлы взаимодейст-
вуют и образуют единую материальную форму, которая предназначена
для выполнения заданных функций.
Глава 4
НАДЕЖНОСТЬ СЛОЖНЫХ СИСТЕМ
4.1. Сложная система и ее характеристики
Большинство изделий машиностроения являются сложными систе-
мами, состоящими из отдельных узлов, деталей, агрегатов, систем
управления и т.п.
Сложная система - это объект, предназначенный для выполне-
ния заданных функций, который может быть расчленен на элемен-
ты, каждый из которых также выполняет определенные функции и на-
ходится во взаимодействии с другими элементами системы.
Понятие сложной системы условно. Оно может применяться к от-
дельным узлам и агрегатам, к машинам, к системам машин. Большей
сложностью обладают, обычно, автоматизированные системы. Сложная
система работает, как правило, в широком диапазоне условий эксплуа-
тации и при различных режимах.
Современные машины состоят из десятков и сотен тысяч отдельных
деталей, и все это должно надежно функционировать в течение заданно-
го периода времени. Оценка их надежности представляет серьезную
проблему, поскольку сложная система обладает специфическими свой-
ствами, особенно если ее структура, назначение и система управления
приближаются к биологическим системам (кибернетические системы).
С позиций надежности сложная система обладает как отрицатель-
ными, так и положительными свойствами.
Факторы, отрицательно влияющие на надежность сложных систем,
следующие.
Во-первых, это большое число узлов, агрегатов, элементов, отказ
каждого из которых может привести к отказу всей системы.
Во-вторых, сложные системы часто являются уникальными или
имеются в нескольких экземплярах, и статистические данные не могут
быть использованы для оценки их работоспособности. Это усугубляется
также тем, что даже одинаковые системы могут работать в различных
условиях эксплуатации и выполнять неодинаковые функции, поскольку
их возможности весьма широки.
В-третьих, даже у систем и машин одинакового конструктивного
оформления каждый экземпляр имеет индивидуальные черты. Незначи-
тельные вариации свойств отдельных элементов сказываются на выход-
ных параметрах системы. Подобно биологическим системам и для тех-
нических устройств можно высказать следующее положение: чем
116____________Часть I. Методологические основы надежности________
сложнее система, тем большими индивидуальными особенностями она
обладает.
Это положение весьма важно для разработки методов оценки и ис-
пытания сложных систем.
Вместе с тем сложные системы обладают и такими свойствами, ко-
торые положительно влияют на их надежность.
Во-первых, сложным системам свойственна в той или иной мере са-
моорганизация, саморегулирование или самоприспособление, когда
система способна найти наиболее устойчивое для своего функциониро-
вания состояние.
Во-вторых, для сложной системы, как правило, возможно восстанов-
ление работоспособности по частям, без прекращения ее функциониро-
вания. Например, в сложном технологическом комплексе возможно
временное отключение отдельных участков для их технического обслу-
живания й ремонта.
В-третьих, не все элементы одинаково влияют на надежность слож-
ной системы, и можно выделить ограниченное число тех элементов,
которые в основном определяют ее работоспособность.
Анализ сложной системы связан с изучением ее структуры и тех
взаимосвязей, которые определяют ее надежность.
При рассмотрении сложных систем их разбивают на элементы (зве-
нья) с тем, чтобы вначале определить параметры и характеристики эле-
ментов, а затем оценить работоспособность всей системы.
Теоретически любую машину можно условно разделить на сколь
угодно большое число элементов, понимая под элементом узел, агрегат,
деталь, часть детали.
Элемент - это составная часть сложной системы, которая
может характеризоваться самостоятельными входными и выход-
ными параметрами.
Элемент обладает следующими особенностями:
• состав элемента устанавливается в зависимости от поставленной
задачи, и сам элемент может быть достаточно сложным и состо-
ять из отдельных деталей и узлов;
• при определении надежности системы элемент не расчленяется на
составные части, поэтому показатели безотказности и долговеч-
ности относятся к элементу в целом;
• возможно восстановление работоспособности элемента незави-
симо от других частей и элементов системы.
Выходные параметры элемента при их изменении в процессе экс-
плуатации должны удовлетворять требованиям, предъявляемым к на-
дежности всей системы.
Глава 4. Надежность сложных систем 117
Выходные параметры каждого элемента могут по-разному влиять на
надежность системы. Можно выделить три основных свойства этих па-
раметров (рис. 4.1):
Хх - изменение параметра влияет на работоспособность лишь само-
го элемента. Отказ данного элемента влечет, как правило, и отказ изде-
лия;
Х2 - параметр участвует в формировании одного или нескольких
выходных параметров всего изделия. Его изменения должны учиты-
ваться в совокупности с изменением параметров данной категории для
других элементов. По отклонению от номинала только данного пара-
метра нельзя судить об отказе элемента;
Х3 - параметр влияет на работоспособность других элементов. Его
изменение для некоторых элементов изделия аналогично изменению
внешних условий работы (например, повышение температуры, вибра-
ций, запыленности и т.п.).
Рис. 4.1. Выходные параметры элементов сложной системы
Каждый параметр может обладать одним или несколькими из пере-
численных свойств.
В зависимости от того, какие свойства выходных параметров эле-
ментов преобладают, будут формироваться и основные черты сложных
изделий. Если у системы все элементы имеют параметры только I типа
(Х}), т.е. влияющие на работу лишь самого элемента, то надежность
каждого элемента может быть определена независимо от других частей
системы.
Анализ надежности таких систем, как правило, более прост, по-
скольку элементы работают как независимые и для обеспечения надеж-
ности системы необходимо и достаточно обеспечить безотказную рабо-
118____________Часть 1. Методологические основы надежности______
ту каждого элемента в отдельности. Такие системы более характерны
для радиоэлектроники, где отдельные элементы, выполненные в виде
транзисторных приборов, диодов, сопротивлений, конденсаторов и т.д.,
несут самостоятельные функции (как часто можно условно считать) и
должны обеспечивать выходные параметры в определенном диапазоне,
независимо от параметров других элементов. Заменой отказавшего эле-
мента восстанавливается работоспособность системы.
Для машиностроения более характерны системы, у которых выход-
ные параметры отдельных элементов участвуют в формировании вы-
ходных параметров всего изделия (параметры типа Х2 на рис. 4.1). В
этом случае данные элементы нельзя считать независимыми и для каж-
дого из них изолированно определять показатели надежности, напри-
мер, вероятность безотказной работы. Здесь необходимо рассматривать
всю систему или подсистему и учитывать как одновременное участие
различных элементов в формировании выходного параметра системы,
так и их взаимное влияние (выходные параметры типа Х3).
Например, надежность работы механической системы, предназна-
ченной для точного перемещения ведомого звена, зависит от износо-
стойкости всех звеньев, передающих движение. Износ каждого звена
(зубчатых передач, кулачков, ходовых винтов, шарниров и т.п.) не мо-
жет быть лимитирован независимо от износа других звеньев, так как
больший износ одного из них может компенсироваться высокой износо-
стойкостью другого.
Для сложных систем характерно комбинированное построение
структуры, когда надежность отдельных подсистем может рассматри-
ваться независимо.
Таким образом, с позиций надежности могут быть следующие струк-
туры сложных систем:
расчлененные - у которых надежность отдельных элементов может
быть заранее определена, т.е. отказ элемента можно рассматривать как
независимое событие;
связанные - у которых отказ элементов является зависимым событи-
ем, связанным с изменением выходных параметров всей системы;
комбинированные - состоящие из подсистем со связанной структур-
ной и самостоятельным формированием показателей надежности для
каждой из подсистем.
Отнесение расчлененных структур к радиоэлектронным системам, а
связанных к механическим, приведенное выше, является условным и
отражает методический подход, применяемый в этих областях.
Для современных технических систем наиболее характерна комби-
нированная структура.
Глава 4. Надежность сложных систем
119
4.2. Надежность расчлененных систем
При возможности расчленения сложной системы на отдельные неза-
висимые элементы для расчета надежности широко используют струк-
турные схемы. В этих схемах каждый i -й элемент характеризуется ве-
роятностью его безотказной работы р, в течение заданного периода
времени и по этим значениям определяют вероятность безотказной ра-
боты Р(Г) всей системы. Такие расчеты обычно называются расчетом
схемной надежности.
Наиболее характерен случай, когда отказ одного элемента выводит
из строя всю систему, как это имеет место, например, при последова-
тельном соединении элементов (рис. 4.2,а). Так, если в приводе машины
откажет любой из его элементов - электродвигатель, редуктор, муфты,
механизмы управления, насос смазки, то весь привод перестанет функ-
ционировать. При этом отдельные элементы не обязательно должны
быть соединены последовательно.
Вероятность безотказной работы такой системы равна произведению
вероятностей безотказной работы элементов (по теореме умножения
вероятностей независимых событий):
Р(!) = РгР2-Рв =ПЛ • (4-1)
/=|
При одинаковой надежности элементов формула (4.1) примет вид
Р(Г) = рЛ (4.2)
Сложные системы, состоящие из элементов высокой надежности,
могут обладать низкой надежностью за счет наличия большого числа
элементов. Например, если узел состоит всего из 50 деталей, а вероят-
ность безотказной работы каждой детали за выбранный промежуток
времени составляет р, = 0,99, то вероятность безотказной работы узла
будет P(t) = (О,99)50 =0,55. Если же узел с аналогичной безотказно-
стью элементов состоит из 400 деталей, то P(t) = (О,99)400 = 0,018, т.е.
узел становится практически неработоспособным.
Для расчета надежности системы должен быть известен закон рас-
пределения сроков службы (наработки) для каждого элемента. Напри-
мер, при внезапных отказах часто применяют экспоненциальный закон
(см. § 5.4), в котором параметром является интенсивность отказов
Х = const (см. табл. 2.3), и вероятность безотказной работы элементов
определяется как
120
Часть I. Методологические основы надежности
Рис. 4.2. Схема последовательного соединения элементов сложной системы
м _“Х|/ • м _ —
Р\=е , р2=е ...
Сделав подстановку в формулу (4.1), получим
Р(0 = ГР х'' = е‘(ММ •х")' = . (4.3)
/=1
Таким образом, вероятность безотказной работы сложной системы в
этом случае также подчиняется экспоненциальному закону с парамет-
ром
Ч = (4-4)
Простота подсчета надежности сложных систем при экспоненциаль-
ном законе приводит часто к тому, что этим правилом пользуются и в
Глава 4. Надежность сложных систем
121
тех случаях, когда причина выхода из строя - постепенный отказ с дру-
гим законом распределения (см. § 5.5).
При расчете надежности системы необходимо учитывать, что зави-
симость вероятности безотказной работы от времени #(/) для каждого
элемента, т.е. область состояния, формируется под влиянием процессов
старения или внешних воздействий.
Схема формирования значения вероятности безотказной работы для
системы с последовательно соединенными элементами показана
рис. 4.2,6.
Для каждого элемента характерна своя область состояний ft (t), ко-
торая может быть получена на основании расчета (см. рис. 3.18) или с
использованием статистических данных.
При изменении периода t = Тр (ресурса), в течение которого рас-
сматривается работа системы, изменяется и значение р, для каждого
элемента. Так, для изображенного на рис. 4.2,6 случая при увеличении
ресурса от Тр1 до Тр2 вероятность отказа первого элемента возрастет
в 2,5 раза, второй элемент станет практически неработоспособным
(р2 =0,5), а третий элемент по-прежнему не будет лимитировать зна-
чение Р(Г) для всей системы.
Для повышения надежности сложных систем можно применять ме-
тод резервирования, т.е. создавать дополнительные средства и возмож-
ности для сохранения работоспособности системы при отказе одного
или нескольких ее элементов. При резервировании ненадежных элемен-
тов после отказа основного элемента дублер выполняет его работу, и
узел продолжает функционировать. Резервирование может значительно
повысить надежность системы.
Например, при постоянном (нагруженном) резервировании резерв-
ные элементы постоянно присоединены к основным и находятся в оди-
наковом с ними режиме работы (рис. 4.3). Вероятность безотказной ра-
боты P(t) системы, состоящей из основного и (т -1) резервных эле-
ментов, может быть подсчитана следующим образом. Пусть / ;/2;...; fm
- вероятности появления отказа каждого из т элементов за время t.
Тогда отказ системы - это сложное событие, которое будет иметь место
при условии отказа всех элементов, и вероятность совместного появле-
ния всех отказов F(t) (по теореме умножения) составит
т
-л =Ш- <4-5)
122
Часть I. Методологические основы надежности
a S
Рис. 4.3. Схема резервирования элемента: нагруженный (а) и ненагруженный
дублирующий элемент (б)
Поэтому безотказность системы с параллельно резервированными
элементами будет
Р(О=1-Г(О=1-П(1-А)- (4.6)
/=1
Например, если вероятность безотказной работы каждого элемента
р = 0,9, а т = 3, то P(f) = 1 —(О, I)3 =0,999. Таким образом, вероят-
ность безотказной работы системы резко повышается и становится
возможным создание надежных систем из ненадежных элементов.
Возможно также создание ненагруженного резервирования (резер-
вирования замещением), когда резервные цепи находятся в отключен-
ном состоянии и включаются лишь в том случае, если основная цепь
или элемент отказывает (рис. 4.3,6). Для обнаружения отказа необходим
специальный прибор, а для включения резерва - соответствующее уст-
ройство.
Таким образом, для нагруженного резерва надежность резервных
элементов не зависит от того, в какой момент времени они включились
вместо основного. Ненагруженные резервные элементы не работают до
момента их включения вместо основного элемента, т.е. в этот период их
отказ невозможен. Существует также облегченный резерв, когда резерв-
__________________Глава 4. Надежность сложных систем__________123
ные элементы до момента включения находятся в облегченном режиме
работы и вероятность их отказа в этот период мала.
Академик Б.В. Гнеденко, рассматривая облегченный резерв как об-
щий случай резервирования, дает метод для оценки вероятности отказа
резервированного элемента [31]. Достаточно простой метод расчета по-
лучается лишь при экспоненциальном законе.
Если все элементы (основной и резервные) одинаковы и X, - интен-
сивность отказов в облегченном режиме, а X - в рабочем, то при высо-
ких значениях вероятности безотказной работы элементов получена
следующая приближенная формула [31]:
Х-ГХ + Х.к.Гх + Г/и-П-ХЯ
P(t) = 1--i----!=------i----'-±tm . (4.7)
т\
Исследованию различных видов резервирования посвящена обшир-
ная литература [83, 85].
Рассматривая систему, состоящую из п последовательно соединен-
ных элементов, можно предложить несколько вариантов их резервиро-
вания.
Общее резервирование (рис. 4.4,а), когда при выходе из строя любо-
го элемента включается резервная цепь, которая полностью заменяет
данную. Имеется (ти — 1) резервных цепей (всего т цепей).
Рис. 4.4. Схема общего (а) и раздельного (б) резервирования системы
- п (т-1)
° элементов
Если р, - вероятность безотказной работы одного элемента, а -
всей цепи, то безотказность системы Ро, согласно формулам (4.6) и
(4.1), будет
124
Часть I. Методологические основы надежности
т т f п \
7’о(О=1-П(1-Л)=1-П ’-Па • (4.8)
J=l j=l \ »=| )
При одинаковых по безотказности элементах (# = #) формула
(4.8) примет вид
po(O = i-(i-pfr.
(4.9)
Например, при п = 4, т = 3 и #=0,9 Ро = 1 —(1 —0,94)3 — 0,958 .
Раздельное резервирование (рис. 4.4,6), при котором имеется воз-
можность включать резервный элемент при выходе из строя любого
элемента, значительно повышает надежность системы.
В этом случае вероятность безотказной работы системы вычисляется
по формуле
п т
'=» L
(4.10)
При одинаковых элементах формула (4.10) примет вид
Рр (4.11)
Используя данные из приведенного выше примера, получим
Рр = (1 — 0,13)4 =(0,999)4 , что соответствует высокому уровню безот-
казности системы.
Следует, однако, отметить, что раздельное резервирование приводит
к усложнению всей системы, что снижает эффект от ее применения.
На практике часто применяют смешанные системы резервирования с
общим резервированием отдельных цепей и раздельным резервирова-
нием наиболее ответственных и менее надежных элементов. Сравнение
вариантов резервирования с точки зрения безотказности системы про-
водится аналогичными методами. В радиоэлектронных системах нахо-
дят применение более разнообразные методы резервирования, напри-
мер, скользящий резерв, когда дублирующий элемент может заменить
любой основной элемент в данной группе или избирательное резерви-
рование (по «схеме голосования»), когда выходной параметр для парал-
лельных цепей формируется на основании сравнения сигналов на выхо-
де каждой из цепей. Однако такие методы не являются характерными
для машиностроения.
Глава 4. Надежность сложных систем
125
При расчете схемной надежности следует иметь в виду, что конст-
руктивное оформление элементов, их последовательное или параллель-
ное соединение при монтаже еще не означает аналогичного изображе-
ния в структурной схеме.
Разница между конструктивной (монтажной) и структурной схемами
показана на рис. 4.5 на примере двух фильтров гидросистемы, которые
для повышения надежности работы системы могут быть установлены
последовательно или параллельно [58]. Отказ фильтра может произойти
в результате засорения сетки или ее разрыва.
Рис. 4.5. Конструктивные и структурные схемы соединения фильтров при
различных видах отказов
В случае засорения сетки структурная схема соответствует конст-
руктивной, и последовательное соединение фильтров в этом случае
только снизит надежность системы, так как отказ любого из фильтров
приведет к отказу системы (необходимый поток жидкости не будет
проходить сквозь фильтр).
При отказе фильтра из-за разрыва сетки структурная схема противо-
положна конструктивной. При параллельном конструктивном выполне-
нии отказ любого фильтра будет означать отказ системы, так как при
разрыве сетки неочищенный поток жидкости пойдет через данный
фильтр. Поэтому структурная схема изображена в виде последователь-
ных элементов. При последовательном конструктивном включении
фильтров наоборот разрыв сетки одного из них не будет означать отка-
за, поскольку дублирующий фильтр продолжает выполнять свои функ-
ции. Поэтому структурная схема изображена в виде параллельного со-
единения.
126
Часть I. Методологические основы надежности
При расчете схемной надежности необходимо предварительно иметь
данные о надежности каждого элемента. Пусть, например, для простей-
шей системы из четырех звеньев (это может быть частью более сложной
системы) известны значения вероятности безотказной работы каждого
звена (рис. 4.6,а), которые равны рх = 0,99; р2 = 0,9; р3 = р4 = 0,98.
Тогда вероятность безотказной работы этой системы, подсчитанная по
формуле (4.1), будет равна P(t) = р{- р2> р3- рА = 0,855 . Если необхо-
димо повысить надежность системы без изменения качества самих
элементов, то это можно сделать за счет дублирования второго
элемента, надежность которого значительно ниже остальных элементов
(рис. 4.6,6). В этом случае вероятность безотказной работы основного и
резервного элементов № 2 и № 2' по формуле (4.6) будет
= 1 - (1 - Pl )2 = Рг (2 - рг) = 1 - (1 - 0,9)2 = 0,99. (4.12)
Таким образом, надежность резервированного элемента на порядок
выше, чем у каждого из пары. Поэтому безотказность работы всей сис-
темы возрастет и станет равной
P(t) = а|1-(1-а)2|а-А или ^(0 = /’1-А А-(2-а)> (4ЛЗ)
т.е. Р (г) = 0,99 • 0,99 • 0,98 • 0,98 = 0,94.
Для сложных систем обычно просчитывают аналогичным образом
различные варианты соединения и резервирования и выбирают опти-
мальное решение.
Для систем, в которых имеют место более сложные функциональные
связи, чем последовательное или параллельное соединения элементов,
можно использовать формулу полной вероятности (формула Байеса) для
оценки безотказности их работы [190].
При анализе надежности сложных структур находит применение
метод логических схем с использованием алгебры логики (алгебры Бу-
ля).
Логические схемы иногда получаются громоздкими, однако, они
применимы к более широкому кругу систем.
Анализ схемной надежности в этом случае основывается на форму-
лировании условия безотказности, используя символы и правила алгеб-
ры логики. Рассмотрим в качестве примера расчет схемы, приведенной
на рис. 4.6,в. Безотказность работы элемента обозначим символом А с
соответствующим индексом, а противоположное ему событие (отказ) -
символом Я.
Глава 4. Надежность сложных систем
127
Рис. 4.6. Схема для расчета системы из четырех элементов методом
структурных (а, б) и логических (в) схем
Сложное событие, заключающееся в выполнении каждого из состав-
ляющих его событий, будет их логическим умножением («И»), а воз-
никновение одного из них - логическим сложением («ИЛИ»).
В символах алгебры логики сложное событие В - безотказность ра-
боты системы (см. рис. 4.6,6,в) - выразится как
В = • Л, • АЛ 4- At • Л2 ’ ^2 ‘^з ’ Л + Л * Л ’ ^2 * Л ’ Л • (414)
Эта запись формулирует три варианта безотказной работы системы,
когда работают все элементы, или все но с отказом основного (№ 2),
или все, но с отказом резервного (№ 2'). Заменив события их вероятно-
стями и считая р2 = р2 , получим уравнение для определения вероятно-
сти безотказной работы системы:
Р' (0 = А • Pi • р'г • Рз • А + Pi (1 - Рг ) • Pi • Рз • Ра +
,, \ (415)
+Р\ Р1\У-Р2) Рз Ра =Pi РзРА-Рг^-Рг)-
Таким образом, получили ту же формулу, что и выше (формула
4.13).
Иногда считают, что метод расчета структурных схем для определе-
ния вероятности безотказности систем и выбор оптимального варианта
является чуть ли не основным при оценке надежности сложного изде-
лия. В действительности основная трудность заключается не столько в
128
Часть I. Методологические основы надежности
методах расчета структурных схем, сколько в оценке и прогнозирова-
нии значений надежности отдельных элементов, в определении законов
изменения выходных параметров в функции времени и в других зада-
чах. Кроме того, применимость структурных схем для механических
систем и изделий более ограничена, чем для радиоэлектронных систем.
Рассматривать формирование показателей надежности машин и ме-
ханических систем в виде расчлененных структур можно в большинстве
случаев весьма условно и, как правило, лишь тогда, когда к их выход-
ным параметрам не предъявляются достаточно жесткие требования, а
необходимо обеспечить функционирование отдельных узлов и меха-
низмов системы.
Чем совершеннее изделие и чем выше требования к его параметрам,
тем в большей взаимосвязи находятся все элементы системы. Разбивать
систему на независимые элементы и применять формулы для расчета
расчлененных систем можно для механических систем и машин в
следующих основных случаях:
• при рассмотрении больших систем, состоящих из отдельных ма-
шин, самостоятельных агрегатов и подсистем (например, техно-
логические комплексы);
• при рассмотрении нескольких независимых выходных парамет-
ров изделия;
• при анализе надежности машин, состоящих из отдельных агрега-
тов, особенно в тех случаях, когда их принцип работы и особенг
ность функционирования представляют самостоятельную конст-
руктивную единицу (узлы гидросистем, двигатели и агрегаты са-
молета, целевые узлы станков - коробка скоростей, механизм за-
грузки и подачи и другие).
Все перечисленные случаи условны и требуют предварительного
анализа для решения вопроса о возможности расчленения изделия на
независимые элементы и подсистемы.
В общем случае оценка схемной надежности более пригодна для оп-
ределения надежности функционирования изделия, а рассмотрение
схемы со связанными элементами характерно для определения пара-
метрической надежности.
4.3. Модели для оценки параметрической надежности
связанных систем
В связанных сложных системах формирование выходных парамет-
ров осуществляется при взаимодействии основных элементов, которые
работают как единое целое.
Глава 4. Надежность сложных систем
129
Для этих систем безотказная работа каждого элемента, установлен-
ная при его испытании вне системы, необходимое, но не достаточное
условие для безотказной работы всей системы. Здесь работоспособные
элементы оказывают побочные воздействия на другие элементы, что
может привести к их отказу. Например, частица износа малоответствен-
ного узла засоряет отверстие гидропанели, выделение тепла от передач
уменьшает точность позиционирования прецизионного узла и т.п.
Обычно, чем сложнее система, тем большую роль играют связи между
ее элементами, и в этом случае для оценки надежности необходимо рас-
сматривать всю систему с учетом физики процессов взаимодействия и
закономерностей процессов старения. В этом случае система превраща-
ется в один «элемент», который нельзя расчленять на независимые со-
ставные части.
В соответствии с представлениями о действии энергии на машину
при ее эксплуатации (см. § 1.5) на рис. 4.7 показана схема формирова-
ния показателей надежности сложной связанной системы. Энергия, дей-
ствующая на машину при ее эксплуатации W, складывается из воздей-
ствий энергии окружающей среды , энергии рабочих процессов ма-
шины W2, потенциальной энергии технологических процессов - напря-
жения в отливке, в сварочном шве, в поверхностном слое обработанной
детали и т.п. W3 и энергии воздействий на машину при ее ремонте и
техническом обслуживании W4. Проявляясь в виде механической, теп-
ловой, химической, электромагнитной и других формах, энергия опре-
деляет условия работы машины и ее элементов - возникающие нагруз-
ки, напряжения, температуры, скорости и ускорения, химические воз-
действия, давления, электромагнитные силы и другие.
Вся эта цепочка является причиной возникновения в машине про-
цессов изнашивания, коррозии, деформации, ползучести и др., которые
приводят к повреждениям отдельных элементов Ux,U29...,Uk. Эти по-
вреждения вызывают изменения выходных параметров отдельных эле-
ментов, узлов и подсистем, что, в свою очередь, приводит к изменению
во времени и выходных параметров всей систем Xx(f);X2(t);.... Опас-
ность выхода этих параметров за установленные пределы и формирует
показатели надежности всей системы (см. также рис. 1.5 и 3.3).
Неправомерность рассмотрения надежности большинства механиче-
ских систем как расчлененных можно проиллюстрировать даже на та-
ком простом примере, как работа коробок передач или редукторов, пе-
редающих движение от ведущего вала к ведомому. Для определения
надежности их функционирования (отказы по причине усталости или
износа зубчатых передач, подшипников качения и других элементов)
10 Зак. 138
^Механическая^
Окружаю- ~Н ТеплоЬая |—
СрХ Н Химическая Н
Энергия,
дейстбую-
щаяна
машину
при
эксплуа-
тации
W2
Рабочие
процессы
Потенци-
альная
Ремонт г
и ТО **
M
5«g з
5 о §
xjt)
е
х2(П
xn(t)
э
5^
[§
131
Показа-
тели
надеж-
ности
Р(Н
К„
Тр
Часть 1. Методологические основы надежности
Причина
Следствие
Рис. 4.7. Схема формирования показателей надежности сложной системы
Глава 4. Надежность сложных систем
131
или параметрической надежности (возникновение вибраций, повыше-
ние шума, снижение КПД) нельзя отдельно определять вероятность без-
отказной работы, например зубчатых пар подшипников и затем рассчи-
тывать вероятность безотказной работы редуктора как состоящего из
независимых элементов (по формуле 4.1).
Изменение состояния подшипников (их износ, деформация, измене-
ние условий контакта тел качения) непосредственно скажется и на ус-
ловиях работы зубчатых пар. В этих парах возникнут дополнительные
кромочные давления и возрастут динамические нагрузки, которые по-
влияют на их работоспособность. Поэтому данную передачу, как и дру-
гие механические системы, необходимо рассматривать как единую ди-
намическую систему и разрабатывать математические модели, отра-
жающие основные связи и зависимости, которые с достаточной степе-
нью достоверности описывают происходящие процессы. Здесь широкое
применение находят методы механики и динамики машин, и раскрытие
сложных взаимосвязей, показанных на рис. 4.7, является предметом ин-
женерного анализа. Во многих случаях для упрощения зависимостей,
описывающих указанные связи, следует учитывать следующие обстоя-
тельства:
• выбираются лишь те взаимосвязи, которые играют основную роль
в формировании показателей надежности;
• выходные параметры являются часто независимыми;
• не все процессы, изменяющие работоспособность изделия, прояв-
ляются в рассматриваемый промежуток времени;
• последствия различных параметрических отказов изделия не рав-
ноценны и часто можно ограничиться рассмотрением лишь неко-
торых «ведущих» отказов.
Нельзя ставить задачу о раскрытии всех связей системы, что практи-
чески и даже принципиально невозможно, а надо разрабатывать модель,
которая позволяет оценивать основные процессы, происходящие в сис-
теме и моделировать ее поведение в различных условиях эксплуатации.
В общем случае математическая модель сложной системы должна
обеспечить генерирование реализации технических характеристик и на
их основе расчет областей состояний выходных параметров (см. § 3.6).
При разработке математических моделей для связанных систем ис-
следуемый объект часто представляют в виде структурной схемы. Од-
нако, эти схемы отличаются от рассмотренных выше структурных схем
для расчлененных систем тем, что здесь на основании зависимостей,
описывающих протекание процессов в отдельных агрегатах и узлах,
должны быть определены взаимодействия между выделенными подсис-
темами (элементами) и установлено влияние на систему внешних воз-
действий.
ю*
132
Часть I. Методологические основы надежности
В качестве примера на рис. 4.8 изображены принципиальная и
структурная схемы ракетного жидкостного реактивного двигателя
(ЖРД) с турбонасосным агрегатом и дожиганием генераторного газа
[51]. Выходными параметрами двигателя являются величина и направ-
ление вектора тяги, значение удельного импульса тяги, КПД, характе-
ристики циклограммы запуска и выключения двигателя. С этими,пара-
метрами связаны, в первую очередь, давление в камере сгорания рк и
соотношение расходов компонентов кт, а также другие характеристики
системы.
Рис. 4.8. Принципиальная (а) и структурная (б) схемы ЖРД с турбонасосным
агрегатом и дожиганием генераторного газа:
а) 1 - дроссель регулятора соотношения компонентов в камере сгорания;
2 - насос горючего; 3 - бак с горючим; 4 - дроссель регулятора тяги;
5 - газогенератор; 6 - бак с окислителем; 7 - насос окислителя; 8 - турбина;
9 - газовод; 10 - камера сгорания;
б) 1 - насос горючего; 2 - дроссель регулятора тяги; 3 - форсунки горючего в
газогенераторе; 4 - дроссель регулятора соотношения компонентов;
5 - рубашка охлаждения камеры сгорания; 6 - форсунки горючего в камере
сгорания; 7 - камера сгорания; 8 - насос окислителя; 9 - форсунки окислителя в
газогенераторе; 10- газогенератор; И - турбина; 12 - газовод;
13 - форсунки окислительного газа в камере сгорания
Глава 4. Надежность сложных систем
133
Кроме того, учитываются показатели, которые определяют надеж-
ность функционирования двигателя и неразрушение его агрегатов в те-
чение заданного периода использования.
Для оценки на стадии проектирования параметрической надежности
ЖРД используют функциональные зависимости в соответствии с его
структурной схемой, на которой прямоугольники изображают агрегаты
и узлы двигателя - элементы системы, причем взаимное расположение
элементов определено последовательностью их воздействия на потоки
массы горючего и окислителя. Направления потоков массы и энергии на
схеме указаны стрелками.
Каждый элемент, участвуя в рабочем процессе системы, испытывает
воздействие со стороны соседних элементов. Степень этого воздействия
математически выражается в виде функциональных зависимостей для
выходных параметров элементов. При построении модели использова-
ны следующие обозначения: т - суммарный расход окислителя и го-
рючего; тг - расход горючего через газогенератор; - расход горю-
чего через камеру; ток г - расход окислительного газа; т| - коэффициен-
ты полезного действия; лф - количество форсунок; d - диаметры гид-
равлических магистралей и газовых трактов; £ - коэффициенты гидрав-
лических потерь; Рвхок,£»вхг - давления на входе в насосы окислителя и
горючего; р0 - давление на срезе сопла; рн - давление окружающей
среды.
Если рассматриваемую схему двигателя видоизменить (например,
произвести отбор горючего в газогенератор после охлаждающего трак-
та), это вызовет соответствующее изменение модели.
Помимо воздействий со стороны соседних элементов некоторые
элементы двигателя подвергаются воздействию внешних факторов и
управляющих команд. Влияние внешних воздействий обычно проявля-
ется в'разбросах плотностей компонентов в баках, давлений окислителя
и горючего на входе в насосы, в колебаниях давления окружающей сре-
ды и т.д., а также дисперсий геометрических размеров конструкций и
гидравлических характеристик дросселей, магистралей и газовых трак-
тов.
Внешние воздействия учитывают условия эксплуатации двигателя, а
предельные отклонения геометрических размеров проектируемых эле-
ментов устанавливаются конструктором, исходя из технических воз-
можностей производства.
На структурной схеме (см. рис. 4.8,6) внешние воздействия обозна-
чены поперечными стрелками с наименованием возмущающего пара-
134
Часть I. Методологические основы надежности
метра. Внутри интервала, ограниченного предельными значениями,
возмущающий параметр принимает случайные значения.
Рассмотренная модель отражает совместную работу элементов лишь
на установившемся режиме, не учитывает конструктивных особенно-
стей агрегатов, содержит неточности в оценке потерь и, следовательно,
не в полной мере соответствует реальной картине протекания рабочего
процесса в двигателе. Однако сложность реальных процессов вынужда-
ет применять модели, которые отражают только основные характерные
закономерности процесса, оставляя в стороне факторы, второстепенные
для данного этапа исследования.
Неполная адекватность рассмотренной теоретической модели в не-
которой степени компенсируется тем, что модель на этапе проектирова-
ния используется для сравнительной оценки различных вариантов схем.
При сравнительных оценках неточность модели сказывается слабее, чем
при расчетах абсолютных значений выходных параметров.
Математические модели, описывающие процесс формирования вы-
ходных параметров многих прецизионных машин, могут быть пред-
ставлены в векторной форме, особенно если технические характеристи-
ки определяют точность положения и движения основных рабочих ор-
ганов машины.
Это относится ко многим технологическим машинам и, в первую
очередь, к металлорежущим станкам, у которых точность заданного
взаимного положения заготовки и инструмента определяет качество
обработанной детали. Обработка деталей заданной точности является
основным назначением станка и определяет номенклатуру его выход-
ных параметров.
Взаимное положение заготовки и инструмента описывается «раз-
мерной цепью», которая охватывает все основные элементы станка и, в
первую очередь, шпиндельный узел, стол или суппорт, корпусные дета-
ли. Теория размерных цепей, разработанная профессором Б.С. Балак-
шиным, и развитые на ее базе точностные расчеты позволяют опреде-
лить вклад элементарных погрешностей станка в формирование выход-
ных параметров точности [6, 126].
При этом вносимую станком погрешность обработки детали целесо-
образно определять при помощи вектора, который в неподвижной сис-
теме координат определяет положение в процессе обработки точки кон-
такта инструмента с обрабатываемой поверхностью в каждый момент
времени.
Составляющие данного вектора могут быть определены по методу
профессора Б.М. Базрова [6], когда вводятся вспомогательные коорди-
натные системы, которые строятся на технологических базах обрабаты-
ваемой детали, на основных базах шпинделя, на направляющих станины
Глава 4. Надежность сложных систем
135
и на базовых поверхностях режущего инструмента. Затем рассматрива-
ется изменение положения этих координатных систем, которое может
возникнуть из-за деформации, геометрической неточности, тепловых
смещений элементов станка и других причин. Схема размерных связей
в токарном патронном станке и формирование вектора погрешности
показаны на рис. 4.9. Вектор 7d определяет координаты точки контакта
инструмента и обрабатываемой детали в данный момент времени в не-
подвижной системе координат (x,y,z).
Координаты точки контакта инструмента с обрабатываемой деталью
зависят от положения детали, закрепленной в шпинделе, и от положе-
ния резца, который закреплен в суппорте, перемещающемся по направ-
ляющим станины.
Поэтому вектор 7d равен, с одной стороны, сумме векторов подсис-
2
темы «деталь - шпиндель - основание станка» 7^ = ^7. + гт , с другой -
/=1
сумме векторов подсистемы «инструмент - инструментальная державка
9
- корпусные детали - направляющие суппорта и станины»
»=3
При изменении составляющих векторов из-за силовых и тепловых де-
формаций, износа и других причин возникает вектор погрешности
= (см. рис. 4.9,6). Каждый вектор рассматривается в своей
системе координат, связанной с соответствующими базовыми поверх-
ностями станка, и при расчете необходимо определять изменение поло-
жения каждой координатной системы относительно предыдущей, что
описывается матрицей поворота М .
Для первой подсистемы векторы 7}\72 и 7Ш проведены от нижней
плоскости основания через шпиндельную бабку (система координат
), шпиндель (система O2x2y2z2) к заданной точке d, лежащей
на поверхности детали.
Для второй подсистемы инструмент связан с рядом базовых деталей,
на которых расположены соответствующие частные координатные сис-
темы: с основанием, на котором установлена станина O3x3y3z3 (вектор
73\ кареткой O4x4y4z4 (вектор ^), поперечными направляющими
O5x5y5z5 (вектор 75), салазками (Об;^), инструментальной стойкой
( О7; 7,) и инструментальным блоком (; 73).
Если произошло изменение составляющих векторов по отношению к
их заданным значениям, то вектор погрешности может быть определен
как
Рис. 4.9. Схема размерных связей в токарном патронном станке (а) и формирование вектора погрешности (6)
Часть 1. Методологические основы надежности
Глава 4. Надежность сложных систем
— г3 + Л/30 * 4" ^зо ’ М45' 4" • • • 4" Л/зо • Л/4з • Л/54 х
ХЛ/65 ‘^70 ’^87 ^9 “ (Г1 “^10 ’Г2 “^10 ’ ^21 ’ Гш)>
где Му - матрица поворота i -й системы координат относительно j -й.
Элементами матрицы являются направляющие косинусы между старым
и новым положением системы координат.
При малых углах поворота а,Р,у
Otxt; ; Oizi матрица равна
ар + у
ау-р
1
уР + а
/ -й системы вокруг осей
₽
-а .
1
1 Y
ч=
Эти зависимости позволяют в общем виде описать изменение по-
грешности положения и движения формообразующих узлов станка, что
является его основной технической характеристикой.
Получение из общих векторных уравнений частных характеристик и
выходных параметров станка базируется на анализе процессов формо-
образования и требований к точности обработки, которые характерны
для рассматриваемой модели. Главная сложность при этом заключается
не в векторном описании соотношений, которые базируются на общих
положениях аналитической геометрии и механики, а в выявлении при-
чин и физических процессов, приводящих к изменению системы, и в
отыскании зависимостей с достаточной степенью достоверности, опи-
сывающих эти трансформации.
Так, для рассматриваемого случая к.т.н. B.JI. Рохиным было иссле-
довано влияние тепловых деформаций и износа базовых деталей станка
на изменение их относительного положения и на этой основе разрабо-
тан алгоритм статистического моделирования пространственного изме-
нения во времени относительного положения инструмента и заготовки
станка.
Для многих динамически нагруженных машин расчет параметриче-
ской надежности связан с оценкой колебательных процессов системы.
Для этой цели широко применяют динамические модели, которые рас-
сматривают взаимодействие всех основных частей и элементов машины
(см. § 3.3 и 3.4). Так разработаны модели для получения характеристик
колебательного процесса автомобилей [40], металлорежущих станков
[66], промышленных роботов [41], железнодорожных вагонов [24], ав-
томобильных и авиационных двигателей и многих других машин и аг-
регатов [3; 20]. Эти модели позволяют оценить выходные параметры
сложных связанных систем.
9 Зак. 138
138
Часть 1. Методологические основы надежности
Приведенные примеры совершенно различных математических мо-
делей, применяемых для оценки параметрической надежности связан-
ных систем, иллюстрируют общую мысль: для большинства машин,
агрегатов и узлов необходимо рассматривать их в целом без расчлене-
ния на элементы и учитывать все основные взаимодействия, когда даже
вся машина может превратиться в один «элемент» более сложной сис-
темы (комплекса машин, выполняющих одну общую задачу).
Вместе с тем, во многих случаях удается расчленить машину на ряд
подсистем, надежность которых можно рассматривать независимо от
других частей, но с обязательной последующей оценкой правомерности
такого подхода.
Большинство машин можно рассматривать как сложные комбиниро-
ванные системы.
4.4. Специфика оценки надежности сложных
комбинированных систем
При оценке надежности сложных комбинированных систем возника-
ет ряд задач, связанных со спецификой функционирования большой
системы (см. § 4.1).
Особенно это относится к системам, где основу составляет механика,
когда взаимодействие и взаимовлияние отдельных частей машины про-
является особенно сильно и этими связями нельзя пренебречь.
Рассмотрим наиболее характерные задачи, которые надо разрешать
при расчете показателей надежности таких систем.
1. Расчленение сложной системы на независимые подсистемы.
Наиболее выгодно, с позиций облегчения расчета надежности, расчле-
нить сложную систему на возможно большее число независимых под-
систем и, оценив самостоятельно их надежность, рассчитывать показа-
тели всей системы по формулам для расчлененных структур. Основные
случаи, когда можно выполнить такую процедуру, были рассмотрены
выше (см. § 4.2).
2. Выявление элементов, лимитирующих надежность системы. В
любой сложной системе ее детали и элементы играют неодинаковую
роль в обеспечении надежности изделия. Если расчет надежности про-
водить без предварительного инженерного анализа работоспособности
изделия и осуществлять механический перебор и оценку всех элементов
системы, то может оказаться непомерно трудной задачей рассчитать
надежность сложного изделия, которое имеет десятки тысяч деталей, а
изменение состояния каждого элемента так или иначе влияет на работо-
способность всей системы.
При анализе надежности сложного изделия прежде всего необходи-
мо все его элементы и детали разбить на следующие группы.
Глава 4. Надежность сложных систем
139
1. Элементы, отказ которых (нарушение ТУ) практически не влияет
на работоспособность изделия (деформация кожуха, изменение
окраски поверхности и т.п.). Отказы этих элементов могут рас-
сматриваться изолированно от системы. Часто говорят не об от-
казах, а о неисправном состоянии таких элементов.
2. Элементы, работоспособность которых в рассматриваемые про-
межутки времени практически не изменяется, т.е. Р(г) —> 1 (ста-
нины и корпусные детали, гидростатические подшипники, мало-
нагруженные элементы с большим запасом прочности).
3. Элементы, ремонт или регулировка которых возможны или при
работе изделия, или с остановками, не влияющими на его эффек-
тивность (подналадка и замена режущего инструмента на станке,
регулировка карбюратора автомобильного двигателя).
4. Элементы, отказ которых может привести к отказам изделия в
рассматриваемый период времени.
Таким образом, анализу подлежат лишь элементы последней группы
и имеется ограниченное число элементов, которые, в основном, и опре-
деляют надежность изделия и служат объектом рассмотрения. При рас-
чете параметрической надежности, в первую очередь, выявляются все те
подсистемы, механизмы и элементы, которые участвуют в изменении
выходных параметров машины.
3. Установление категорий для частей (элементов) машины с уче-
том последствий отказа. В зависимости от последствий отказа элемен-
ты должны быть подразделены на категории с различными требования-
ми к их надежности.
Для сложного изделия, как правило, нельзя назначить только общее
значение допустимой вероятности безотказной работы без диффе-
ренциации этого показателя на категории по последствиям отказа.
Действительно, пусть, например, имеем два изделия с данными по
вероятностям отказа за одинаковый период эксплуатации, приведенны-
ми в табл. 4.2. Из таблицы видно, что значение одинаково для
обоих изделий. Однако второе изделие имеет значительно большую
вероятность возникновения отказов, приводящих к недопустимым по-
следствиям.
При оценке надежности ответственных изделий, кроме общего зна-
чения P(t), следует отдельно подсчитывать вероятность безотказной
работы для различных категорий отказов.
9*
140_____________Часть I. Методологические основы надежности____________
Назначение численных значений допустимых ?(/) и соответствую-
щих Гр связано с оценкой как экономических факторов, так и возмож-
ных катастрофических последствий отказа системы.
Таблица 4.2. Сравнение безотказности двух изделий
Значение Р(/) для узлов и элементов Изделие № 1 Изделие № 2
1 гр. Отказ приводит к аварии Р} 0,9999 0,99
2 гр. Отказ приводит к невыполнению задания Р2 0,999 0,99
3 гр. Отказ приводит к повышенным расходам при ремонте и замене агрегатов Р3 0,93 0,95
Значение P(t) = Р{ • Р2 • Р3 0,93 0,93
В различных отраслях машиностроения разработаны классификато-
ры, которые разбивают все основные узлы и элементы конкретного из-
делия на категории по допустимой вероятности отказа (или безотказной
работы). Чем выше требования к изделию, тем больше допустимое зна-
чение (см. табл. 2.4). При этом в отдельную категорию следует
выделять те элементы, отказы которых могут привести к тяжелым и тем
более к катастрофическим последствиям.
4. Оценка экстремальных ситуаций. Для того чтобы не допускать
отказов, связанных с тяжелыми последствиями, т.е. обеспечить для этой
категории P(t) = 1, необходимо выявить те экстремальные ситуации, в
которых может оказаться сложная система.
В общем случае это связано с тем, что скорость изменения выходно-
dx
го параметра ух = — по тем или иным причинам принимает макси-
мально возможное или даже недопустимое значение.
Такие реализации будем называть экстремальными. Они могут быть
двух типов: собственно экстремальные, как следствие наиболее небла-
гоприятного сочетания внешних факторов, но находящихся в допусти-
мых пределах, и аварийные, которые связаны с нарушением условий
эксплуатации или проявлением нарушений ТУ при изготовлении изде-
лия.
Если для простых систем выявление экстремальных ситуаций, как
правило, не вызывает трудностей (это наибольшие нагрузки, скорости,
температуры), то для сложных систем необходимо провести исследова-
ния по выявлению такого сочетания факторов, которое приведет к
Глава 4. Надежность сложных систем
141
Yxmax • Действительно, например, повышение скорости движения в ме-
ханизмах для одних элементов может привести к повышению их рабо-
тоспособности (переход к жидкостному трению в подшипнике сколь-
жения, лучшая циркуляция охлаждающей жидкости, выход механизма
из резонансной зоны и т.п.), а для других к ухудшению условий их ра-
боты (рост динамических нагрузок, повышение тепловыделения и т.п.).
Поэтому суммарное воздействие на механизм будет наибольшим лишь
при определенных режимах его работы. Если требуется выявить наи-
худшее начальное состояние изделия, то также необходимо решить за-
дачу о наиболее неблагоприятном распределении допусков (ТУ) на па-
раметры элементов и оценить вероятность возникновения нежелатель-
ной ситуации (например, нахождение размеров всех деталей машины на
границах полей допусков маловероятно).
При проектировании и эксплуатации машин с высокими требова-
ниями к надежности функционирования необходимо численно оценить
опасность отказа анализируемой системы.
Обеспечение безопасности является специальной задачей в проблеме
надежности, и этому вопросу посвящен целый ряд исследований
(см. § 15.4).
5. Применение принципа избыточности. Для обеспечения высокого
уровня надежности сложных систем, содержащих элементы, не удовле-
творяющие поставленным требованиям, широко используется метод
резервирования (см. § 4.2). Однако специфика механических систем
заключается в том, что метод резервирования здесь сравнительно редко
применяется в чистом виде. Можно привести лишь отдельные примеры
резервирования для машин, к которым предъявляются высокие требо-
вания надежности. Например, для повышения надежности ходовой час-
ти грузовых автомобилей применяют двойные задние колеса (нагру-
женный резерв), запасное колесо (ненагруженный резерв), кроме основ-
ного имеется ручной тормоз (ненагруженный резерв).
В самолетах применяют резервирование привода в системе управле-
ния крылом. В авиационных гидросистемах у золотниковых устройств
управления (так называемых бустерах) применяют двойные и даже
тройные золотники. В технологических автоматизированных комплек-
сах создают параллельные технологические потоки (одновременное
решение задач производительности и надежности).
Однако для механических систем и изделий для повышения надеж-
ности более характерно применение принципа избыточности, который
является более общим, чем резервирование.
Создание запасов прочности, износостойкости (например, за счет
увеличения площади опорных поверхностей), жесткости, виброустой-
142
Часть I. Методологические основы надежности
чивости, теплостойкости и т.п. приводит к тому, что повышается запас
надежности, поскольку область работоспособности изделия удаляется
от предельных состояний.
При создании надежных систем принцип избыточности проявляется
в том, что установленный ресурс изделия намного ниже среднего. Не-
доиспользование потенциальной долговечности изделия дает гарантию
его безотказной работы.
Избыточность - основной метод повышения надежности сложных
систем как механических, так и биологических. Резервирование - част-
ный случай избыточности, когда дискретно в несколько раз повышается
надежность элемента. Избыточность позволяет непрерывно повышать
надежность до необходимого уровня за счет повышения работоспособ-
ности отдельных элементов.
6. Выбор показателей для оценки надежности сложной системы. В
сложной системе имеются, как правило, элементы, узлы и подсистемы с
различными требованиями к уровню надежности. Поэтому номенклату-
ра показателей, применяемых для оценки надежности машины, доста-
точно широка (см. табл. 2.3).
Для большинства высокоразвитых машин, в первую очередь, должен
быть установлен гарантированный период безотказной работы ТГ по
тем параметрам, которые отражают требования к безопасности и к со-
хранению основных функций, заданных в технических условиях на
данное изделие. При этом должен быть обеспечен запас надежности
Кн > 1. Поскольку каждый из выходных параметров имеет свою зако-
номерность изменения во времени и, соответственно, по разному изме-
няются значения запаса надежности для каждого из них, то запас
надежности всей системы может лимитировать то один, то другой па-
раметр (рис. 4.10).
Остальные показатели надежности применяются в зависимости от
назначения, требований к качеству и цикличности функционирования
машины (см. § 2.5).
7. Анализ эффективности сложной системы. При оценке парамет-
рической надежности сложных систем характерным является возмож-
ность функционирования машины и при более низких значениях пара-
метров, чем это предусмотрено техническими требованиями, в резуль-
тате чего снижается эффективность работы машины. В общем случае
можно считать, что эффективность - это количественная характеристи-
ка объема выполняемой машиной работы. Для оценки эффективности
часто выбирают один из основных показателей, который связан с назна-
чением машины. Это может быть объем перемещенных грузов, количе-
Глава 4. Надежность сложных систем
143
ство обработанных изделий, процент попадания в цель, длительность
выполнения задания и другие.
Примеры показателей эффективности различных машин:
• металлорежущий станок - производительность, шт./мин;
• турбина - развиваемая мощность, кВт;
• самолет - дальность полета, км;
• колесная машина - грузоподъемность, т;
• насосная станция - производительность, л/ч;
• трактор с сельхозмашиной - производительность, га/ц;
• измерительная машина - быстродействие, с;
• автомобильный двигатель - расход горючего, л/км.
Рис. 4.10. Запас надежности систем с несколькими выходными параметрами
Параметрическая надежность машины (сложной системы) должна
оцениваться и по отношению к показателям, характеризующим эффек-
тивность ее работы. Однако специфика здесь заключается в том, что
допустимые значения этих выходных параметров связаны с конкретны-
ми условиями применения данной машины и с оценкой целесообразно-
сти экономических затрат на поддержание заданного уровня эффектив-
ности. Чем выше параметрическая надежность машины, т.е. чем мед-
леннее изменяются ее выходные параметры в процессе эксплуатации,
тем дольше сохраняется высокая эффективность ее работы, а, следова-
тельно, и конкурентоспособность данной модели.
144 Часть I. Методологические основы надежности_______
4.5. Источники информации о надежности машин
Основная трудность определения показателей надежности сложных
систем заключается в том, что они оценивают работу машины за дли-
тельный промежуток времени, в то время как эти показатели должны
быть заложены и определены во вновь проектируемой машине.
Рассмотрим схему возможных источников информации о надежно-
сти машины, начиная с этапа ее проектирования и до окончания экс-
плуатации (рис. 4.11). При проектировании машины и на основании
данных готового проекта информацию о надежности изделия можно
получить лишь расчетным путем. Именно качество и достоверность
расчетов позволит уже на стадии проектирования заложить в конструк-
цию необходимый уровень надежности машины.
Рис. 4.11. Схема получения информации о надежности машины
При этом большое значение имеет создание базы данных, в которой
сосредоточена информация о надежности прототипов, аналогичных из-
делий и комплектующих узлов, имеются сведения о скоростях изнаши-
вания типовых пар трения и другие сведения, необходимые для расчета
начального уровня надежности (см. рис. 3.18) и ее прогнозирования.
На стадии проектирования и создания опытного образца возможны
также испытания макетов отдельных ответственных узлов, механизмов,
отдельных элементов конструкции и материалов сопряжений.
Когда создан опытный образец машины, становится возможным его
испытание на стенде или в эксплуатационных условиях.
Для оценки надежности эти испытания, как правило, должны быть
кратковременными, так как их результаты необходимо использовать для
Глава 4. Надежность сложных систем
145
внесения соответствующих исправлений в проект серийной машины. То
же можно сказать и об испытании серийного образца машины перед его
запуском в производство.
Испытания опытного образца должны быть всесторонними и носить
исследовательский характер, а испытания серийных образцов, как пра-
вило, являются сокращенными и учитывают результаты исследователь-
ских испытаний (см. гл. 13).
После некоторого периода эксплуатации серийных машин начинает
поступать информация о возникающих отказах, которые являются либо
следствием недостатков, допущенных при проектировании, изготовле-
нии и эксплуатации машины, либо естественным результатом проявле-
ния процессов старения, протекающих в машине и учтенных проектан-
тами.
Когда машина проходит запланированные виды ремонта, то харак-
теристика ремонтных работ - степень повреждения отдельных узлов,
трудоемкость их ремонта, мероприятия, связанные с контролем и вос-
становлением выходных параметров машины и др. - также является тем
источником информации, который позволяет судить о надежности ма-
шины и ее элементов.
Таким образом, используют три основных источника информации
для суждения о возможной потере работоспособности, которая будет
иметь место, в процесса эксплуатации машины:
• статистическая обработка данных по надежности из сферы
эксплуатации и ремонта машины;
• испытания на надежность;
• расчеты и прогнозирование надежности.
Информация из сферы эксплуатации позволяет судить о фактиче-
ском состоянии машины, о реализации тех характеристик надежности,
которые были заложены при проектировании машины.
Эта информация должна относиться либо к конечным результатам
протекания процессов старения, т.е. к отказам машины, либо к оценке
изменения выходных параметров машины и степени износа (поврежде-
ния) ее элементов. Статистику об отказах практически трудно исполь-
зовать для суждения об уровне надежности машины, поскольку при
эксплуатации машины отказов, как правило, не допускают, они предот-
вращаются путем проведения ремонтных работ и воспринимаются как
потенциальные отказы.
По фактическим отказам может быть построена лишь часть гисто-
граммы, характеризующей закон распределения сроков службы (нара-
ботки) до отказа. Эта статистика может быть дополнена информацией
из сферы ремонта (см. § 5.1).
146
Часть I. Методологические основы надежности
Накопление достаточного объема статистической информации про-
исходит* обычно тогда, когда данная модель машины уже устаревает и
не выпускается заводом-изготовителем. Поэтому эти сведения лишь в
весьма ограниченном объеме могут быть использованы при проектиро-
вании. Наиболее целесообразно статистическую информацию о надеж-
ности эксплуатируемых изделий использовать для создания банка дан-
ных по тем элементам конструкции, которые могут быть применены в
новых моделях машины, а также для внесения исправлений в слабые
места данной конструкции.
Результаты испытания машины на надежность дают информацию
о новых машинах и позволяют сделать определенные суждения о пока-
зателях их надежности уже на стадии создания опытных образцов. Ос-
новная проблема при этом заключается в том, чтобы сократить период
испытания. Это возможно либо за счет форсирования процесса изнаши-
вания машины при ее испытании, либо применением одновременно с
испытанием специальных методов расчета и прогнозирования процесса
потери машиной работоспособности. Всякое форсирование испытания,
как правило, искажает процесс изменения выходных параметров маши-
ны.
Хотя имеется целый ряд методик, позволяющих делать пересчеты с
форсированного режима работы на обычный, ускоренные испытания
дают лишь приблизительную, часто весьма условную картину тех про-
цессов, которые будут протекать в машине при нормальных условиях
эксплуатации.
Чем сложнее машина или испытываемый узел, тем труднее сделать
пересчет на нормальный процесс ее работы, так как для разных элемен-
тов машины форсирование оказывает разное влияние. Обычно, чем
меньше степень форсирования испытаний, тем достовернее результаты,
т.е. сводится на нет сама идея ускорения получения информации по на-
дежности.
Поэтому перспективными являются автоматизированные испыта-
ния опытных образцов машины, сочетающие испытания с аналити-
ческими расчетами, моделированием и прогнозированием надежности
(см. гл. 13).
Аналитические расчеты, включая статистическое моделирование и
прогнозирование, являются тем источником информации о будущем
поведении машины, который по своим возможностям лишен недостат-
ков предыдущих. Только расчетным путем можно судить о надежности
будущей машины на стадии ее проектирования, до минимума свести
время, необходимое для определения показателей надежности, выявить
основные взаимосвязи между выходными параметрами и факторами,
Глава 4. Надежность сложных систем 147
характеризующими конструкцию, технологию и методы эксплуатации
машины.
Структура автоматизированных расчетов для оценки начального
уровня надежности машины была рассмотрена выше (см. рис. 3.16).
Для прогнозирования изменения показателей надежности машины за
длительный период ее эксплуатации необходимо опираться не столько
на статистические данные, сколько разрабатывать физиковероятност-
ные модели надежности, учитывающие влияние процессов старения на
выходные параметры машины.
Этот методологический подход является ключом для решения про-
блемы обеспечения требуемого уровня надежности машины.
РЕЗЮМЕ
Надежность, как свойство изделия сохранять свое качество во вре-
мени, связана со многими общечеловеческими проблемами, такими, как
эффективность, автоматизация, безопасность, экология, конкурентоспо-
собность.
Параметрическая надежность машин - это новое направление в тех-
нических науках. Она оценивает изменение состояния машины во вре-
мени на основании изучения трансформации ее выходных параметров.
Теоретической основой проблемы является рассмотрение физико-
вероятностной модели взаимодействия машины с окружающей средой и
с процессами, происходящими в самой машине. При этом одновременно
учитываются физика явлений и вероятностная природа процессов, из-
меняющих начальное состояние изучаемого объекта. Введенные поня-
тия об областях работоспособности и состояний, классификация про-
цессов, протекающих в машине, учение о формировании выходных па-
раметров машины позволяют создать единую методологическую осно-
ву, разработать общую схему и единый алгоритм расчета и прогнозиро-
вания надежности машин самого различного назначения, При этом воз-
можно использование ограниченного числа показателей надежности,
характеризующих изменение работоспособности объекта.
Машины являются сложными механическими системами, которые
должны рассматриваться как единое целое. Объединение различных
элементов узлов, механизмов в единую систему придает ей новые свой-
ства, связанные с взаимодействием и взаимовлиянием ее составных час-
тей. Поэтому, для решения проблемы надежности необходимо не только
расчленение машины на отдельные элементы, а, главное, рассмотрение
ее как сложной связанной системы, не идеализация состояния машины,
а изучение свойственных ей ошибок функционирования, не использова-
ние статистики как основного источника информации о надежности, а
прогнозирование возможного изменения технических характеристик
машины с учетом процессов старения. Все эти положения являются, по
мнению автора, теми фундаментальными представлениями, на которых
базируются основные разработки по оценке и обеспечению требуемого
уровня надежности сложных высокоэффективных машин.
Часть II
Модели отказов
Все течет, все изменяется,
Гераклит
Как видно, отражение реального
физического мира в наших теориях и
формулах недостаточно тонко и
совершенно, а на самом деле фактор
времени играет и в законах природы
куда более серьезную роль.
Илья Р. Пригожин
Глава 5
СТАТИСТИЧЕСКИЕ МОДЕЛИ ОТКАЗОВ
5.1. Анализ статистической информации о надежности изделия
При расчете и прогнозировании надежности изделий применяют мо-
дели отказов - математическое описание процесса формирования закона
надежности - и определяют на этой основе необходимые показатели
надежности.
Модели отказов могут быть двух основных видов - статистические и
физико-вероятностные, в зависимости от той информации, которая ис-
пользуется для получения закона распределения сроков службы или
наработки до отказа, т.е. закона надежности.
Модель отказа должна с высокой степенью достоверности обеспе-
чить получение закономерностей и числовых характеристик для описа-
ния закона надежности.
Логичным является использование для этих целей статистики, мате-
матические методы которой позволяют по опытным данным получать
законы распределения случайных величин, находить их параметры,
оценивать степень правдоподобия подчинения данной случайной вели-
чины принятому закону распределения [21, 165].
При решении задач надежности источниками статистической ин-
формации для получения эмпирической функции, оценивающей закон
распределения сроков службы до отказа, например в виде гистограммы,
служат или специально проводимые испытания, или наблюдения и об-
работка данных об отказах изделий в процессе эксплуатации.
По полученной гистограмме, которая является экспериментальной
оценкой плотности вероятности, при необходимости может быть по-
добран теоретический закон распределения (рис. 5.1,а).
С точки зрения характера априорных сведений о функции распреде-
ления обычно рассматривают два основных случая [85].
1. Вид функции распределения известен априори, например, из ре-
зультатов статистических исследований аналогичных изделий или про-
тотипа. В этом случае задача статистической обработки обеспечивается
она заканчивается в определении числовых параметров полученного
распределения.
2. Вид функции распределения неизвестен или известен лишь пред-
положительно. В этом случае на основании анализа статистического
материала принимается гипотеза о виде функции распределения, а для
Глава 5. Статистические модели отказов
151
получения необходимых данных выполняются процедуры, которые со-
держат следующие этапы:
• построение вариационного ряда;
• построение гистограммы;
• принятие гипотезы о виде функции распределения;
• оценка точечных значений параметра для функции распределе-
ния предполагаемого типа;
• проверка непротиворечия экспериментальных данных принятой
гипотезе о функции распределения.
Рис. 5.1. Схема получения статистической информации об отказах изделия
Полученный в результате обработки статистической информации за-
кон распределения времени работы изделия до отказа, выраженный в
дифференциальной форме в виде плотности вероятности /(/) или в
интегральной форме в виде функции распределения F(t), является
полной характеристикой надежности изделия. Он позволяет определить
(см. рис. 2.2) вероятность безотказной работы = l-F(f) для любо-
го заданного значения t = Т , математическое ожидание (средний срок
службы или средняя наработка до отказа)
152
Часть II. Модели отказов
Tm = lf{t)tdt=\p{t)dt, (5.1)
О о
дисперсию D или среднее квадратическое отклонение а = \[D :
D = ](Tm-t)2-f(t)dt (5.2)
О
и другие числовые характеристики - моду, медиану, моменты более
высоких порядков, характеристики асимметрии и эксцесса и др. Однако
при реализации методов математической статистики для решения задач
надежности встречается ряд трудностей, связанных в первую очередь с
тем, что случайной величиной здесь является время работы изделия до
отказа.
Для получения экспериментальных данных, позволяющих судить о
законе распределения, требуется, как правило, очень длительное время,
так как фиксируется конечная стадия процесса изменения работоспо-
собности изделия - его отказ. Для сложных изделий, когда для испыта-
ния можно выделить один или небольшое количество образцов, а изде-
лие обладает высоким уровнем надежности, получение необходимого
объема статистических данных практически невозможно.
Возможности получения достаточной информации при стендовых
испытаниях также встречаются в машиностроении достаточно редко и
могут иметь место лишь при испытании стандартных и унифицирован-
ных узлов (например, подшипников качения).
Информация об отказах из сферы эксплуатации относится обычно к
ограниченному числу малоответственных элементов машины, для кото-
рых допускается работа до отказа, т.е. когда полностью используется их
работоспособность. Для долговечных элементов машины из всей гене-
ральной совокупности может быть зафиксирована лишь часть отказов,
которые относятся к редким случаям более раннего выхода изделия из
строя.
Типичный случай получения информации об отказах машины в про-
цессе ее эксплуатации или при испытании показан на рис. 5.1,6.
Если рассматриваются отказы определенного типа для генеральной
совокупности из N работающих изделий, то все сроки службы до отка-
за можно представить в виде вариационного ряда (сроки службы распо-
лагаются в порядке возрастания) Т}, Т2,..., TN.
Если испытание продолжается в течение времени t = Тр, то можно
определить сроки службы Тх,Т2,...,Тп лишь для п отказавших изделий.
Глава 5. Статистические модели отказов 153
Для остальных (N -п) изделий известно только, что их сроки службы
больше данного значения Гр. Аналогично, при эксплуатационных на-
блюдениях изделия, не отказавшие в течение межремонтного периода
Гр работы машины, включаются в текущий ремонт и их фактические
сроки службы остаются неизвестными.
Поэтому, при получении статистической информации о надежности
изделия указанными методами может быть построена лишь часть гисто-
граммы данной генеральной совокупности (рис. 5.1,6)
Если априори известен теоретический закон, который описывает ха-
рактер отыскиваемой функции распределения, то в ряде случаев пара-
метры этого закона могут быть определены и на основе неполной ин-
формации о сроках службы. Например, если известно, что статистиче-
ские данные могут быть аппроксимированы экспоненциальным законом
распределения (см. табл. 5.1)
Р(/) = ехр
то параметр этого закона - средний срок службы Тт - может быть под-
считан по формуле [31]:
Tm=-tri+^Tv.
Пу П
Второй член данной суммы учитывает, что у (N-и) изделий о сро-
ке службы известно лишь, что 7] > Гр.
Если же теоретический закон распределения неизвестен, то весьма
сложно получить представление о распределении всей генеральной со-
вокупности, тем более, что статистическая информация об отказах из-
делия обычно составляет незначительную часть (2-5 %) от полного объ-
ема данных. В этом случае полученной информации, как правило, не-
достаточно для суждения о действительном законе распределения f (/).
Например, при эксплуатации изделия с более длительным периодом
Т Гр распределение сроков службы может подчиняться и экспонен-
циальному (кривая 1 на рис. 5.1,6), и нормальному (кривая 2) законам.
Поэтому суждение о законе распределения f (г) по части п <С N вы-
шедших из строя изделий (которые не являются репрезентативной вы-
боркой из генеральной совокупности) неправомочно, и его параметры,
154
Часть II. Модели отказов
определяющие средний срок службы или значение P(t) за пределами
t > Гр, как правило, не отражают объективной действительности.
Более полная информация о действительном законе распределения
сроков службы отдельных элементов может быть получена из сферы
ремонта машины. Для этого необходимо, чтобы при производстве ре-
монтных работ оценивалась степень повреждения (например, износа)
основных деталей и по этим данным определялась скорость процесса
потери изделием работоспособности.
Схема получения информации о надежности данного элемента из
сферы эксплуатации и ремонта показана на рис. 5.2, где Тр - период до
очередного планового ремонта.
Рис. 5.2. Источники статической информации при эксплуатации (Их) и
ремонте (Я2) изделия
Небольшой объем информации Их - это данные о сроках службы из-
делий, отказавших за период 0 < t < Гр, основная часть информации Иг
- это показатели степени повреждения U (износа) изделий, не достиг-
ших предельного состояния к моменту времени t = Тр.
Вариационный ряд N_n дает возможность оценить закон
распределения этих величин f(U) и по нему сделать суждение о со-
пряженном (т.е. связанном определенной функциональной зависимо-
стью) распределении времени безотказной работы /(Г).
В этом случае при построении гистограммы (рис. 5.1,в) и принятии
гипотезы о функции распределения для сроков службы до отказа часть
Глава 5. Статистические модели отказов
155
информации используется непосредственно из сферы эксплуатации (для
7] < Гр), а часть - прогнозируется по статистическим данным из сферы
ремонта (для Tt>Tp).
Дополнительный объем статистической информации о надежности
изделия можно получить также, если использовать специфику возник-
новения параметрического отказа.
Эта специфика заключается в том, что при стендовых испытаниях
можно назначить более строгий допуск на выходной параметр и этим
ускорить время наступления параметрического отказа. Однако для этого
потребуется, во-первых, применение более чувствительной измеритель-
ной аппаратуры и, во-вторых, осуществление коррекции полученной
информации для оценки действительных сроков службы до отказа. По-
следнее опирается на методы прогнозирования изменения выходных
параметров за пределами значений, полученных из эксперимента.
Прогнозирование надежности является самостоятельной проблемой,
которая будет рассмотрена далее (см. гл. 12).
Таким образом, при построении моделей отказов на основе стати-
стической информации данные о законе надежности могут быть полу-
чены из перечисленных ниже источников.
1. На основании длительных стендовых или эксплуатационных ис-
пытаний получают объем статистических данных, достаточный
для оценки эмпирической функции распределения сроков служ-
бы (наработки) до отказа. Это возможно, как правило, лишь для
ограниченного числа изделий, которые имеют стабильную конст-
рукцию и производятся большими партиями. Типичным приме-
ром являются подшипники качения.
2. Из эксперимента получают сведения лишь о тех отказах, которые
произошли за период испытания. В этом случае суждение о на-
дежности изделия за пределами данного периода либо недопус-
тимо, либо требует привлечения дополнительной информации.
3. При стендовых испытаниях получают информацию о параметри-
ческих отказах при более строгих допусках к выходным парамет-
рам. Ее может быть достаточно для выявления закона надежно-
сти, но требуется осуществить пересчет на нормальные условия
эксплуатации.
4. Статистическая информация, которая получена при эксплуатаци-
онных испытаниях, дополняется информацией из сферы ремонта.
Для получения закона надежности необходимо применить проце-
дуру прогнозирования для оценки процесса потери изделием ра-
ботоспособности (см. рис. 5.2).
156
Часть II. Модели отказов
В последних двух случаях для получения закона надежности исполь-
зуют сочетание статистических методов с прогнозированием на основе
физико-вероятностных моделей отказов (см. гл. 7).
При решении задач надежности, как правило, применяют один из
известных законов распределения, разработанных в теории вероятно-
стей для характеристики случайных величин.
5.2. Основные законы распределения сроков службы до отказа
Для описания функций распределения случайных величин теория
вероятностей дает широкий выбор законов, выраженных в аналитиче-
ской форме, которые отражают особенности тех или иных случайных
явлений и являются полной характеристикой данной случайной величи-
ны.
Для проверки соответствия экспериментальных данных высказанной
гипотезе о теоретическом распределении в математической статистике
разработаны специальные критерии согласия [21 ;133;163]. При приме-
нении законов распределения для оценки параметрической надежности
следует учитывать, что случайной величиной здесь является время ра-
боты изделия до отказа t = 7], которое может изменяться в пределах
О < Т < оо , т.е. принимать только положительные значения. Наиболее
распространенные законы распределения для непрерывных случайных
величин приведены в табл. 5.1 для плотности вероятности /(/) (закона
надежности) и интегральной функции - вероятности безотказной рабо-
ты Р(/).
Рассмотрим основные числовые показатели и краткую характери-
стику каждого из них.
1. Нормальное распределение (распределение Гаусса) широко ис-
пользуется во многих областях науки и техники, в том числе и для ре-
шения задач надежности. Это двухпараметрическое симметричное рас-
пределение, числовыми характеристиками которого являются Тт - ма-
тематическое ожидание и а = 4d - среднее квадратическое отклоне-
ние данной случайной величины.
Плотность вероятности нормального распределения
/(0=—^=ехР
Q\/27l
2о2
(5.3)
Поскольку интеграл функции (5.3) не берется, то для определения
вероятности безотказной работы (см. формулу 2.2) применяют
____________________Глава 5. Статистические модели отказов____________157
табулированную функцию нормального распределения (функцию Лап-
ласа) в виде
фн(г) =
1 2
je 2 dz при 0 < Фн (z) < 0,5
q
(5.4)
или ту же функцию при
0,5<Ф(г)<1, (5.4а)
где безразмерная величина
а
Таблица 5.1. Законы распределения сроков службы
№ Закон At) P(t) И F(t)
1 Нормальный (Гаусса) , (>-Пд Я') = —2°2 в\12п
ПИ / 7 1 Pit) 05
Р(/) = ф1_± V a J Г f t . h , 1
2 Логарифмически нормальный (1п/-1пГ.)а /(0—тге 2°' ta}\j2n п/ч —1п7]^ Р(/) = ф L 1 °| J fltl г\ (\<W 1 Pit) > j.
/
3 Экспоненциальный /О) = Хе-ь Р(<) = е-^=е'г fit) —А~1 1 Iflw 1
1 г
4 Вейбулла *1 P(t) = e* fit) t 1 Pit)
158
Часть II. Модели отказов
Окончание табл. 5.1
Пользуясь таблицами для нормированной Фн(г) или общей Ф(г)
функции Лапласа (см. табл. 5.2 или [164]), можно рассчитать вероят-
ность безотказной работы как
( Т
Р(г) = 0,5 + Фн1 11
(5.5)
или
р(0=ф[—“
(5.6)
Если вероятность безотказной работы задана и требуется определить
время t-T, при котором обеспечивается данное значение /’(г), то
пользуются таблицами квантилей нормального распределения
(табл. 5.3).
При использовании закона нормального распределения следует учи-
тывать, что аргумент изменяется от -<ю до +оо, а время t - только по-
ложительно. Поэтому для точного решения в формулу (5.3) необходимо
Глава 5. Статистические модели отказов
159
Таблица 5.2. Значения функции Лапласа Ф(г)
z ф z ф
0,0 0,5000 1,6 0,9452
0,1 0,5398 1,7 0,9553
0,2 0,5793 1,8 • 0,9641
о,з 0,6179 1,9 0,9713
0,4 0,6554 2,0 0,9772
0,5 0,6915 2,1 0,9821
0,6 0,7257 2,2 0,9861
0,7 0,7580 2,3 0,9893
0,8 0,7881 2,4 0,9917
0,9 0,8159 2,5 0,9938
1,0 0,8413 2,6 0,9952
1,1 0,8643 2,7 0,9964
1,2 0,8849 2,8 0,9973
1,3 0,9032 2,9 0,9981
1,4 0,9191 3,0 0,9986
1,5 0,9332
вводить нормирующий множитель, который обеспечивает равенство
единице площади под кривой /(г) в области положительных значе-
ний t.
Нормальный закон в ряде случаев рекомендуют применять при по-
степенных отказах, особенно тогда, когда начальное значение парамет-
ра имеет большую дисперсию, а его изменение во времени протекает
достаточно стабильно (см. рис. 7.5,а). Однако в большинстве случаев
для аналитического выражения закона надежности более пригодны
асимметричные распределения с аргументом, который может прини-
мать только положительные значения.
2. Логарифмически нормальное распределение. Этому закону
подчиняется случайная величина, логарифм которой распределен нор-
мально. При аналитическом описании закона чаще применяют нату-
ральный логарифм, чем десятичный. Логарифмически нормальное рас-
пределение является асимметричным и определятся двумя параметрами
TQ и а0. Основные зависимости -
/(0=
1 (InZ-lnTo
-----Г=ехр --- ---—
t-u0\l2n------2oq
(5.7)
160
Часть II. Модели отказов
И
, ч In Гл - In Z
/>(/) = ф1 —о----------
(5.8)
В данном случае параметры распределения TQ и о0 не являются ма-
тематическим ожиданием и средним квадратическим отклонением как
при нормальном распределении.
Таблица 5.3. Квантили z нормального распределения
р Z р Z
0,50 0,0000 0,80 0,8416
0,51 0,0250 0,81 0,8779
0,52 0,0501 0,82 0,9154
0,53 0,0753 0,83 0,9542
0,54 0,1004 0,84 0,9940
0,55 0,1257 0,85 1,0360
0,56 0,1510 0,86 1,0800
0,57 0,1764 0,87 1,1260
0,58 0,2019 0,88 1,1750
0,59 0,2275 0,89 1,2270
0,60 0,2533 0,90 1,2820
0,61 0,2793 0,91 1,3410
0,62 0,3055 0,92 1,4050
0,63 0,3319 0,93 1,4760
0,64 0,3585 0,94 1,5550
0,65 0,3853 0,95 1,6450
0,66 0,4125 0,96 1,7510
0,67 0,4399 0,97 1,8810
0,68 0,4677 0,98 2,0540
0,69 0,4959 0,99 2,3260
0,70 0,5244 0,991 2,3660
0,71 0,5534 0,992 2,4090
0,72 0,5828 0,993 2,4570
0,73 0,6128 0,994 2,5120
0,74 0,6433 0,995 2,5760
0,75 0,6745 0,996 2,6520
0,76 0,7063 0,997 2,7480
0,77 0,7388 0,998 2,8780
0,78 0,7722 0,999 3,0900
0,79 0,8064
Глава 5. Статистические модели отказов______161
Числовые показатели логарифмически нормального распределения
определяются по формулам:
математическое ожидание наработки до отказа
4=ехр(1п7’0-0,5о|); (5.9)
дисперсия
D = a2 =^ехр(21п7’0+ао)](ехрОо-1). (5.10)
Логарифмически нормальный закон распределения может быть при-
менен для описания случайного времени наработки (срока службы) до
отказа во многих случаях, особенно в тех, когда дисперсия выходного
параметра возрастает по мере старения машины.
3. Экспоненциальное распределение. Экспоненциальный закон яв-
ляется однопараметрическим, удобным для расчетов надежности, осо-
бенно для сложных расчлененных систем (см. § 4.7), и широко приме-
няется при решении различных задач. Для этого закона
/(r) = lexp(-V); (5.11)
Р(г) = ехр(-Х/), (5.12)
л 1
где Х = — - параметр распределения, определяющий интенсивность
отказов; Тт - средняя наработка до отказа (см. § 2.2).
Экспоненциальное распределение хорошо описывает случай, когда
вероятность отказа не зависит от длительности предыдущего использо-
вания изделия, т.е. когда возникают в основном внезапные, а не посте-
пенные отказы. Однако часто это распределение применяют и в других
случаях. Правомерность этого и допустимая область применения экспо-
ненциального закона рассмотрены ниже (см. § 5.5).
4. Распределение Вейбулла. Это распределение определяется двумя
параметрами (То и т) и отличается большой универсальностью.
Основные зависимости распределения:
/(0 = 7--/т’1,ехр^7"} (513)
У0 \ 20 У
Р(г) = ехр . (5.14)
\ *0 J
12 Зак. 138
162
Часть 11. Модели отказов
При т = 1 данное распределение превращается в экспоненциальное;
при т > 1 оно изменяет свою форму от близкой к нормальному распре-
делению до асимметричного; при т < 1 кривая плотности вероятности
близка к гиперболе. Поэтому распределение Вейбулла широко приме-
няют для аппроксимации различных эмпирических законов распределе-
ния.
5. Распределение Релея. Это распределение получено из закона
Вейбулла при т = 2. Поэтому оно является однопараметрическим и
асимметричным и удобно для описания распределения положительных
случайных величин, хотя и обладает значительно
универсальностью, чем предыдущее. Основные
распределения Релея: .
меньшей
зависимости
(5.15)
( t2
Р(г) = ехр
2а
(5.16)
Значение параметра распределения а полностью определяет дан-
ный закон.
6. Гамма-распределение имеет два положительных параметра -Хи
т . Если т - целое число, это распределение иногда называют распре-
делением Эрланга. В этом случае распределение Эрланга можно считать
композицией из т независимых случайных величин, имеющих одина-
ковое экспоненциальное распределение с параметром X. Основные за-
висимости гамма-распределения:
л т .ш-1
/(0 = г/ \ ехр(-Хг),
Г(ти)
(5.17)
где
Г(т)= J xm~'e~xdx.
х=0
(5.18)
Значение /’(/) получают интегрированием f[t) в пределах от
t = T до t = oo. Значение гамма-функций Г(/и) и значение для
этого распределения (приведенного к однопараметрическому виду) та-
булированы [164].
_____________Глава 5. Статистические модели отказов_________163
Плотность гамма-распределения напоминает по форме кривой плот-
ность распределения Вейбулла. При этом т - параметр формы, а X -
параметр масштаба. При т = 1 гамма-распределение превращается в
экспоненциальное.
7. Распределения со сдвигом начала координат. Все рассмотрен-
ные распределения для положительных случайных величин (логариф-
мически нормальное, экспоненциальное, Вейбулла) показывают, что
при любом значении t > 0 имеется вероятность отказа F(t) > 0. Одна-
ко, как это было показано выше, для высоконадежных изделий во мно-
гих случаях имеется период безотказной работы, когда = 1. Для
описания этого состояния применяют формулы законов распределения
со сдвигом, т.е. если известен период безотказной работы от t = 0 до
t = Тг, то расчетная формула имеет вид
1 при t^Tr;
P(t-Tr) при t >Tr,
где Р(/-Тг) формула для соответствующего закона распределения -
формулы (5.8), (5.12), (5.14), (5.16), при замене аргумента t на (г-Гг).
Однако более правильно получить данный сдвиг на основе рассмотре-
ния физики процесса деградации выходного параметра изделия, а не
формально смещать закон распределения на величину t = Тг.
8. Равномерное распределение. При данном распределении все со-
бытия (отказы) совершаются за отрезок времени от t = 7] до t = Т2, и
вероятность их появления одинакова для любых одинаковых промежут-
ков времени внутри данного отрезка.
Поэтому
/(0~=const, (519)
= Й (5’20)
ДЛЯ 7\ < t < Т2.
Равномерное распределение может заменить экспоненциальное при
7] =0 и значениях Р(г)>0,9 (линеаризация экспоненты).
12*
164
Часть II. Модели отказов
При решении задач надежности применяются и другие законы рас-
пределения, хотя и приведенных, как правило, вполне достаточно для
аппроксимации эмпирического распределения с подтверждением пра*
вомерности принятой гипотезы.
Следует подчеркнуть, что использование вычислительной техники и
разработка программ для статистических процедур во многих случаях
снизило актуальность подбора аналитического закона для эмпирической
функции распределения. Из полученного при расчете массива значений
случайной величины можно непосредственно определять необходимые
характеристики и показатели (см., например, рис. 3.19).
Основная задача при расчете показателей надежности заключается в
том, чтобы получить такое распределение, которое с высокой степенью
достоверности отражало бы события и процессы, приводящие к отказам
изделия.
5.3. Случайные потоки отказов
Статистические модели отказов могут быть с успехом использованы
в тех случаях, когда за рассматриваемый промежуток времени проявля-
ются все учитываемые виды отказов, и полученные статистические дан-
ные являются репрезентативной выборкой генеральной совокупности.
При этом варианте оценки надежности вероятность безотказной ра-
боты изделия за рассматриваемый период времени P(t) -»0, и показа-
телем является параметр потока отказов ш (см. табл. 2.2).
Как известно, под потоком событий понимается последовательность
однородных событий, происходящих одно за другим в какие-то момен-
ты времени. Если эти промежутки времени строго определены, будет
иметь место регулярный поток событий, если они случайны, то - слу-
чайный (рис. 5.3,а). Чаще всего рассматривают простейшие (стационар-
ные пуассоновские) случайные потоки событий, которые обладают
свойствами стационарности, ординарности и отсутствием последст-
вий [31].
Параметр случайного потока отказов со - это плотность вероятности
возникновения отказа для рассматриваемого момента времени, т.е,
среднее число отказов в единицу времени после момента /.
dQ(t)
<о = —г2, (5.21)
dt
где Q(r) - математическое ожидание числа отказов за время t, (веду-
щая функция).
Глава 5. Статистические модели отказов
165
Рис. 5.3. Случайный поток отказов (а) и изменение параметров потока отказов
во времени (6)
Эта характеристика является в данном случае основным показателем
надежности (см. табл. 2.3).
Потоки отказов могут быть простыми, когда происходят отказы оди-
наковых или однородных элементов, и сложными, состоящими из про-
стых, когда учитываются различные виды отказов.
Поскольку среднее число отказов (математическое ожидание) Q за
время t для сложного потока равно сумме этих характеристик для каж-
дого из простых потоков, т.е.
Q = Qj 4- Q2 + • • • + > (5*22)
то, дифференцируя это равенство и учитывая (5.21), получаем:
(О = ]>>. (5.23)
/=1
Таким образом, параметр сложного потока отказов равен сумме па-
раметров потоков его составляющих. Этот вывод часто используют при
анализе отказов различных элементов и систем сложных изделий. На-
пример, рассматривая поток отказов всей машины, разбивают его на
потоки отказов механических, гидравлических, электромеханических и
электронных систем. В других случаях разделяют машину на функцио-
нальные системы и узлы и оценивают удельный вес отдельных состав-
166
Часть II. Модели отказов
ляющих потока отказов. Для более детального анализа характера и при-
чин отказов строят так называемое «дерево отказов» (схема Исикава)
или диаграмму, характеризующую удельный вес различных отказов
изделия (диаграмма Парето). Так, например, при анализе отказов объ-
емного регулируемого гидропривода строилось «дерево отказов» (рис.
5.4,а), в котором «ветви-сыновья» характеризовали слабые элементы
гидропривода: уплотнения 7, золотниковые распределительные устрой-
ства 2, механические 3 и электрические 4 элементы, клапаны 5 и фильт-
ры 6 [84].
Рис.5.4. Графический анализ потока отказов: дерево отказов (а) (схема Исикава)
и диаграмма Парето (б)
На ответвлениях («ветки-внуки») указываются обычно виды и ха-
рактер отказов, например, «износ уплотнений», «засорение фильтра»,
«повышение усилия страгивания золотника» и др.
В диаграмме Парето (рис. 5.4,6) указывается процентное соотноше-
ние рассматриваемых отказов, которые ранжируются по значимости, и
строится кривая кумулятивного (накопленного) процента отказов.
При оценке надежности сложных изделий следует иметь в виду, что
в общем случае параметр потока отказов является функцией времени.
Он зависит от того отрезка времени t = Т, для которого определяется
величина ш. Если значение Т меньше математического ожидания Тт
функции /(г), то на значении ш будут сказываться особенности зако-
на /(г) (рис. 5.3,6). Если же рассматриваются такие отрезки времени,
Глава 5. Статистические модели отказов
167
когда произошло значительное число отказов, т.е. Т » Тт , то происхо-
дит стабилизация ш и
Q(r) 1
lim —— = — = ш = const. (5.24)
/->оо t Т
Таким образом, чем больше рассматриваемый промежуток времени,
, 1
тем ближе значение параметра потока отказов к значению —, незави-
I'm
симо от законов распределения /(г). Это свойство называют асимпто-
тическим поведением потока отказов, когда для любых законов распре-
деления случайный поток отказов со временем становится стационар-
ным (со = const) [31].
Если же распределение сроков службы до отказа f (г) подчиняется
экспоненциальному закону, то поток отказов сразу является стационар-
ным, а интенсивность отказов совпадает с параметром потока отка-
зов Х = ш.
Показатель «параметр потока отказов» применяют для оценки на-
дежности машин как при отказах функционирования, так и при пара-
метрических отказах.
При отказах функционирования рассматривают либо опытный обра-
зец машины в период его пуска и освоения, либо оценивают такие отка-
зы, которые легко устранимы в процессе эксплуатации и не нарушают
ритмичности работы машины.
При длительных эксплуатационных наблюдениях за работой маши-
ны возможно выявление отказов элементов и со значительными срока-
ми службы. Такая информация о редких отказах стойких элементов
служит, как правило, не для оценки индивидуальной надежности кон-
кретного образца, а для общей характеристики надежности всей сово-
купности машин данного типа и для выявления основных направлений
их совершенствования.
Потоки параметрических отказов имеют свою специфику в том слу-
чае, если техническая характеристика машины X (г) выходит на корот-
кий период времени за допустимые пределы (происходит «выброс» слу-
чайного процесса), а затем машина продолжает нормально функциони-
ровать.
Если эти выбросы не приводят к недопустимым последствиям, а
лишь снижают эффективность работы машины, то одним из ее выход-
ных параметров может служить параметр потока отказов
168
Часть II. Модели отказов
П
(5.25)
где п - число отказов за время t = T .
На рис. 5.5 приведены характерные варианты возникновения слу-
чайного потока параметрических отказов, когда возникают выбросы
технической характеристики изделия X (г) за допустимые пределы.
Рис. 5.5. Выбросы случайной функции, образующие поток случайных событий
Наиболее типичным случаем является ограничение функции % (г)
значением Хт9Л, которое она не должна превышать (рис. 5.5,а). Воз-
можно также условие нахождения характеристики % (г) или %(/) в
заданном «коридоре» (рис. 5.5,6). Встречаются случаи, когда характери-
стика X(/) должна находиться в одной из двух областей, разграничен-
ных неслучайной функцией а(г) (рис. 5.5,в), и параметрическим отка-
зом будет являться каждое пересечение функций %(г) и а(г) [23].
Глава 5. Статистические модели отказов
169
Если реализации случайной функции X(г) заданы массивом данных
(см. рис. 3.19), то разрабатывается программа для расчета числа выхо-
дов значений Xf за пределы %тах, и параметр потока отказов ш опре-
деляется по формуле (5.25).
Если функция X (г) задана аналитически в виде непрерывной одно-
значной функции, то существуют методы для определения числа то-
чек п, в которых Л-я производная (Л = 1,2,...) за время t = Т равна ну-
лю.
В этом случае определяется число пересечений функцией X(t) ну-
левого уровня (Л = 0), число максимумов (при k = 1), число точек пе-
региба (к = 2) и т.д.
Так, для стационарного процесса функционал для определения числа
точек, в которых к~я производная за время t равна нулю, имеет
вид [37]:
n(t)= (5.26)
О
где 8(/) - импульсная дельта-функция (функция Дирака), а индексы к и
(к +1) означают производные Л-го и (А +1) -го порядков.
Функция X (г) должна быть записана в системе координат с нача-
лом в %тах.
Аналогичные методы определения числа выбросов п разработаны и
для нестационарных процессов. Метод оценки надежности машины по
показателю «параметр потока отказов» часто неоправданно считают
основным. При этом в большинстве случаев при определении вероятно-
сти безотказной работы Р(/) для любых значений t = Т применяют
экспоненциальный закон надежности, т.е. X = ш = const.
Однако применительно к большинству машин такая схема охватыва-
ет лишь небольшой круг событий, когда изменение параметров и харак-
теристик основных элементов и систем еще не проявилось, а возни-
кающие отказы не существенно влияют на работоспособность машины.
Если отказы происходят для промежутков времени Т Tm (Тт- мате-
матическое ожидание срока службы рассматриваемых недолговечных
деталей), то это указывает на низкую надежность. Например, при
Т = ЗТт вероятность безотказной работы будет
11 Зак. 138
170
Часть II. Модели отказов
Р(/) = ехр
= 2,73"3
= 0,05.
Применение экспоненциального закона для расчета надежности из-
делий, средний срок службы которых превышает рассматриваемый
промежуток времени (т.е. для Т < Тт), даст неверные результаты, если
начальное распределение /(г) не подчиняется этому закону (см.
рис. 5.3). Однако именно оценка надежности для Т <Тт является ос-
новной, так как она определяет тот период работы изделия, когда обес-
печивается его безотказная работа и высокие значения P(t).
Резюмируя вышесказанное, можно отметить, что применять понятие
о потоке отказов и определять его параметры целесообразно лишь для
оценки несовершенства машины и методов ее эксплуатации с позиций
надежности.
В этом случае повышенное значение ш является сигналом обратной
связи о необходимости вносить соответствующие коррективы в конст-
рукцию машины или методы ее ремонта и технического обслуживания.
5.4. Модели внезапных отказов
Причина возникновения внезапных отказов не связана с изменением
состояния изделия и временем его предыдущей работы (см. § 2.4), а за-
висит от уровня внешних воздействий.
Поэтому при построении модели внезапного отказа необходимо оха-
рактеризовать внешние условия, которые могут привести к отказу. Они
с позиций надежности оцениваются интенсивностью отказов X - ве-
роятностью возникновения отказа в единицу времени при условии, что
до этого момента времени отказ не возник (см. § 2.2 и табл. 2.3).
Для определения X используем теорему умножения для зависимых
событий: Р(Л2?) = />(Л)-Р(2?/Л), где АВ - сложное событие (совмест-
ное выполнение событий А и В), Р(Л2?) - вероятность данного собы-
тия и Р{В/А) - условная вероятность события В (т.е. при условии, что
А имело место).
Рассмотрим некоторый период времени работы изделия t = Т
(рис. 5.6,а), после которого на участке Д/ будем оценивать вероятность
возникновения отказа. Обозначим через события А и В безотказную
работу изделия на отрезках t и ДГ. Вероятность возникновения каждо-
Глава 5. Статистические модели отказов
171
Рис. 5.6. Экспоненциальный закон надежности при внезапных отказах: схема
возникновения отказа (а), плотность вероятности (б), вероятность безотказной
работы (в), интенсивность отказов (г)
го из этих событий, т.е. вероятность безотказной работы за время t и
время Д/, будет соответственно и Р(Дг).
Сложное событие - безотказная работа изделия за время (/ + Д/) бу-
дет произведением указанных событий А • В, так как для этого должно
быть совместное выполнение двух событий: изделие должно работать
безотказно и на отрезке t, и на отрезке Д/. Вероятность этого события
Р(г+дг).
Вероятность события В при условии выполнения события А, т.е.
= означает условную вероятность безотказной работы
изделия за период времени Д/.
и*
172
Часть II. Модели отказов
Применяя теорему умножения для рассматриваемого случая, полу-
чим
Р(/ + Д/) = Р(/)-Р^.
По определению интенсивность отказов X будет равна
(5.27)
Х = —
Д?
(5.28)
Подставляя сюда значение из (5*27) и учитывая, что точное
значение X будет при Дг -> 0, получим
'p(t+bt)-p(t) _
Д?
Х =—“ lira
P\t) Д'-»»
1 dP(t) d
P(t) dt ~ dt
Откуда следует
(5.29)
P(i) = exp
(5.30)
. о
Эта формула выражает зависимость между вероятностью безотказ-
ной работы изделия и X-характеристикой, которая, в общем случае,
может быть функцией времени Л(?). Интенсивность отказов не являет-
ся самостоятельной характеристикой, так как связана с Р(?) и плотно-
стью вероятности f (?). Как известно,
'' л л
Учитывая эту зависимость и соотношение (5.29), получим
1 ‘"‘(о /(')
'> ~ р(<) л ~ P(ty
(5.31)
(5.32)
Глава 5. Статистические модели отказов
173
Следовательно, из трех функций А, f и Р достаточно знать одну,
чтобы, пользуясь уравнениями (5.31) и (5.32), найти остальные две (см.
формулу 2.6).
В тех случаях, когда интенсивность отказов А. = const, получим экс-
поненциальный закон надежности, для которого значения /(г) и ?(t)
определяются по формулам, приведенным выше (см. формулы 5.11 и
5.12).
Эти зависимости приведены на рис. 5.6,б,в.
При t = Тт получим А = 1 и
/>0 = е-‘=О)37.
Это означает, что при внезапных отказах после работы одинаковых
изделий в течение t = Тт, 63 % из них откажут, а 37 % останутся рабо-
тоспособными.
Для современных деталей и узлов машин требуется, как правило,
высокая вероятность безотказной работы - от Р(/) = 0,99 до P(t) =
= 0,99999 и выше.
Для значений Р(/)>0,9 формулу (5.12) можно с достаточной для
практики точностью представить в следующем виде:
P(t) = 1-At = 1-—. (5.33)
Эта формула получена при линейной аппроксимации участка кривой
P(f) для значений, близких к единице.
Следует отметить, что когда внезапные отказы являются редким со-
бытием и P(f)->1, то, как это видно из формулы (5.32), X(f)«/(f),
т.е. можно считать, что отказы подчиняются закону равной вероятности
- /(f) = const.
Одно из отличий характеристики X(f) от /(f) заключается в том,
что при f —> оо всегда /(f) ~» 0, в то время как для X это не обязатель-
но.
При применении экспоненциального закона обычно указывают, что
условие X = const сохраняется лишь в течение ограниченного периода
времени. Типичная кривая X(f) показана на рис. 5.6,а, откуда видно,
что начальный период (0,f) характеризуется повышенной интенсивно-
174
Часть II. Модели отказов
стью отказов. Это связывают с приработкой изделия, когда могут про-
являться технологические дефекты. Второй период (/г../2), когда
Х = const, называют периодом нормальной эксплуатации, после чего
(при t > t2) начинает проявляться износ (старение) изделия. Анализ та-
кой оценки будет рассмотрен ниже. Напомним, что внезапные отказы
связаны не с процессом старения изделия, а с неблагоприятным сочета-
нием действующих факторов. Для построения модели внезапного отказа
и определения значений X необходим анализ условий эксплуатации
машины и оценка возможности возникновения экстремальных воздей-
ствий окружающей среды.
В ряде случаев схему возникновения внезапного отказа можно пред-
ставить как возможность столкновения объекта, движущегося по слу-
чайной или известной траектории, с препятствиями Ир^,...,^, распре-
деленными в пространстве случайным образом (рис. 5.7,а). Плотность
заполнения пространства этими препятствиями и определяет вероят-
ность столкновения. Такая схема может иметь место при движении
транспортных средств или при полете спутников с учетом вероятности
столкновения с метеоритами. Другая типичная ситуация при возникно-
вении внезапных отказов заключается в том, что редкие экстремальные
внешние воздействия на машину (силовые, тепловые и др.) совпадают
по времени с экстремальными режимами ее работы, а эта возможность
не была предусмотрена при создании машины. Поэтому такое сочетание
событий не зависит от времени предшествующей работы изделия.
Примером могут служить модели надежности механических систем,
когда причиной отказа является разрушение конструкции из-за экстре-
мальных ситуаций. К этой категории относится модель «нагрузка -
прочность», учитывающая дисперсии прочностных характеристик ма-
териалов и действующих нагрузок.
Простейшая модель «нагрузка - прочность» может быть представле-
на как статическая, без фактора времени (рис. 5.7,6), когда оценивается
вероятность разрушения конструкции от пиковых нагрузок. В этом слу-
чае определяют вероятность сосуществования высоких нагрузок q и
низких значений несущей способности г. Запас прочности конструкции
по средним значениям будет п = — > 1. Однако, учитывая кривые рас-
Ят
пределения этих параметров /(г) и/(^), имеется вероятность F си-
туации, при которой q > г, т.е. возникнет отказ. Область отказов 50Т -
зона, где возможно пересечение реализаций q(t} и г (г), Значение q(f)
Глава 5. Статистические модели отказов
175
6
Рис. 5.7. Модели возникновения внезапных отказов
изменяется случайным образом из-за переменности режимов работы
изделия, а г (г) - из-за случайного изменения состояния, например, в
связи с колебанием температуры окружающей среды. Тогда вероятность
безотказной работы Р определится из условия, что нагрузки не пре-
взойдут требуемых показателей прочности. В общем виде
Р = \\ (5.34)
r-q>0
Если распределение величин гид подчиняется нормальному зако-
ну (что, однако, не всегда соблюдается) с математическим ожиданием
аг и aq и дисперсией а2 ин*, то разность этих величин (г-д) также
распределена нормально.
Тогда вероятность безотказной работы конструкции будет [14]:
(5.35)
176
Часть II. Модели отказов
где Ф - функция нормального распределения (функция Лапласа
0,5<Ф<1).
Если считать, что расчетные значения прочности г и нагрузки q
равны их математическим ожиданиям, то необходимо установить сле-
дующие коэффициенты запаса:
по материалу - =\-KrWr\
по нагрузке - К{ =1-Kg-Wg,
G
где = — и JV = — - коэффициенты вариации, Кг и К - число-
аг ач
вые коэффициенты, характеризующие требуемый уровень надежности.
Данный подход является простейшим, он не учитывает фактора вре-
мени и не позволяет проследить эволюцию системы, связанную с про-
цессами разрушения. Модели, которые базируются на законах механики
разрушения и учитывают процессы накопления повреждений (зарожде-
ние и развитие трещин), описывают постепенные отказы [14]. В рас-
смотренном случае (рис. 5.7,6) имеет место внезапный отказ, вызванный
случайным неблагоприятным сочетанием факторов.
Если ситуация не изменяется во времени, т.е. опасность возникнове-
ния отказа характеризуется стационарностью, то рассмотренные схемы
приводят, как правило, к экспоненциальному закону, а значение
X = const имеет физический смысл, как оценка внешней ситуации. Эта
характеристика мало пригодна для оценки процессов старения, как это
часто считают.
Внезапные отказы не являются основным видом отказов, которые
определяют параметрическую надежность изделия. Их большой удель-
ный вес будет свидетельствовать о том, что машина не приспособлена
для восприятия воздействий окружающей среды.
Что касается применения экспоненциального закона не только для
внезапных, но и для постепенных отказов, то это требует специального
анализа.
5.5. Область применения экспоненциального закона надежности
Экспоненциальный закон пользуется большой популярностью в тео-
рии надежности. Он является однопараметрическим и позволяет весьма
просто подсчитывать вероятность безотказной работы. Его широко
применяют для оценки надежности радиоэлектронных, а в ряде случаев
и механических устройств. При этом, как правило, не разграничивают,
относятся ли отказы к внезапным или постепенным. Вместе с тем, усло-
вие X = const соответствует случаю, когда время предшествующей ра-
Гпава 5. Статистические модели отказов
177
боты изделия не оказывает влияния на вероятность его отказа в данный
промежуток времени, хотя хорошо известно, что все машины изнаши-
ваются, стареют и вероятность их безотказной работы с течением вре-
мени падает.
Применение экспоненциального закона для изделий машинострое-
ния привело к широкому диапазону мнений о возможностях его исполь-
зования. В литературе можно встретить утверждения как о его универ-
сальности, так и о его практической неприменимости для машинострое-
ния. Расчеты надежности на основе экспоненциального закона в одних
случаях дают удовлетворительные результаты, в других могут вызвать
недоумение. Например, из формулы (5.12) следует, что для обеспечения
высокой степени безотказности работы средний срок службы Тт дол-
жен быть значительно выше допустимого времени работы t-T.
Рассчитаем по этой формуле средний срок службы деталей Тт = —,
X
необходимый для обеспечения вероятности безотказной работы
?(/) = 0,999 в течение 7 = 10 ч. Прологарифмировав равенство (5.12),
получим:
7М^=10А434 =1000()ч
т lg Р 0,00043
Заметим, что то же значение 7ср получим, применяя формулу (5.33).
Это значение среднего срока службы по сравнению с допустимым
7 = 104 представляется нереально большим для постепенных отказов.
Поэтому встает вопрос об области применения экспоненциального за-
кона, возможно ли и при каких условиях использовать его и для посте-
пенных отказов?
Для этого рассмотрим в одном масштабе два закона распределения
сроков службы: характерный для постепенных отказов -/н (/) и экспо-
ненциальный -/э (г) (рис. 5.8).
При высоких требованиях к безотказности изделия его ресурс 7р ог-
раничивается некоторым значением допустимой вероятности безотказ-
ной работы Р(г) (гамма-процентный ресурс см. табл. 2.3).
Для высоконадежных систем, например для авиационной и космиче-
ской техники, P(t) = 0,9999 и выше, для обычных машин оно также
достаточно высоко (порядка 0,99 и выше - см. табл. 2.4).
178
Часть II. Модели отказов
Рис. 5.8. Сравнение экспоненциального закона распределения с законом для
постепенных отказов
Вероятность отказа, которая характеризуется площадью
т
, очень мала, и в случае применения любого закона исполь-
0
зуется лишь тот участок кривой f (г), который соответствует зоне ред-
ких событий, удаленной от центра группирования.
В этой области законы распределения часто теряют свою индивиду-
альность и приобретают общие черты, характерные для редких собы-
тий. Так, например, в данной области интенсивность отказов лю-
бого закона распределения и плотность вероятности /(/) практически
не отличаются друг от друга, так как Р(/) близко к единице (см. фор-
мулу 5.32).
Возьмем требуемое значение ресурса t = T?, для которого должна
быть обеспечена заданная вероятность безотказной работы
у = Р(г)»0,99, и подберем параметры экспоненциального закона
/э (/) и закона, характерного для постепенных отказов /н (г) (нормаль-
ного, Вейбулла, логнормального) так, чтобы они удовлетворяли постав-
ленным условиям (т.е. при использовании этих законов при г = Гр
должно быть Р(г) = х).
Графически это означает, что для кривых плотности вероятности
/(г) площади под кривой в диапазонах (о...Гр) и (Гр...оо) одинаковы
Гпава 5. Статистические модели отказов
179
для всех законов и равны соответственно - вероятности отказа и
P(t) - вероятности безотказной работы.
Поэтому, если применять формулы для экспоненциального закона
/э (г) и для законов, характерных для постепенных отказов /н (/), и
рассчитывать по ним вероятность безотказной работы P(t) для значе-
ний г>Тр, получим совершенно различные результаты. Чем больше
значение t превосходит Гр, тем значительнее будут отличаться резуль-
таты расчета. Так, из рис. 5.6 видно, что, если требуется обеспечить,
например, P(t) = 0,5 , то соответствующий ресурс (средний срок служ-
бы) будет резко отличаться для нормального и экспоненциального рас-
пределений Ттз » Ттп. Графически это означает, что должно быть оди-
наковое значение площадей F = 0,5 под кривыми /н(^) и /э(/) в пре-
делах t = 0 до t = Тт .
Эти результаты могут ввести в заблуждение при использовании экс-
поненциального закона для расчета надежности тех систем, которые
подвержены не только внезапным, но и постепенным отказам.
В такую ошибку нередко впадают при определении математического
ожидания (среднего срока службы) изделия или времени работы изде-
лия между двумя отказами.
Так, например, при использовании экспоненциального закона поя-
вился расчет надежности, на основании которого время между двумя
отказами автоматического устройства «Маринер» (США) определено в
20 000 лет, что конечно, не соответствует действительности.
Общий вывод, который можно сделать о применении экспоненци-
ального закона для расчета надежности машин, где наиболее характер-
ны постепенные отказы, заключается в том, что экспоненциальный за-
кон - это констатация, статика явлений, и его применение возможно
лишь при анализе и расчете надежности систем, уже обладающих высо-
кой безотказностью. Экспоненциальный закон допустимо также исполь-
зовать для расчета сложных систем в пределах / = Гр, где обеспечено
X = const (см. § 4.2).
Однако данный закон нельзя применять для случаев прогнозирова-
ния поведения этих систем при повышении ресурса и для оценки тех
мероприятий, которые потребуются для повышения их надежности в
пределах, выходящих за значение принятого ресурса.
Выбор закона надежности должен базироваться на рассмотрении той
модели отказа, которая в наибольшей степени отражает процесс форми-
180____________________Часть И. Модели отказов___________________
рования области состояний для данного параметра, учитывает физику
процесса старения и вероятностную природу явлений.
В этом отношении статистические модели отказов в общем случае
несовершенны. Закон надежности часто выбирается нормальным, на
основании внешних признаков, характеризующих данное распределе-
ние.
Ключ к решению проблемы надежности машин заключается в широ-
ком использовании закономерностей процессов старения и построения
на их базе физико-вероятностных моделей отказов.
Для этого необходимо рассмотреть физическую сущность процессов
старения, определить закономерности, описывающие их протекание во
времени, и установить влияние этих процессов на трансформацию вы-
ходных параметров машины.
Глава 6
МОДЕЛИРОВАНИЕ ПРОЦЕССОВ СТАРЕНИЯ
6.1. Анализ закономерностей, описывающих изменения свойств
и состояния материалов изделия
При работе машины на нее действуют все виды энергии, которые
вызывают различные процессы, изменяющие ее начальное состояние
(см. § 1.5).
Особую роль играют процессы старения, которые приводят к необ-
ратимому изменению свойств или состояний материалов, из которых
создана машина, и являются основной причиной изменения во времени
(деградации) ее выходных параметров.
Для решения задач надежности необходимо моделировать процессы
старения, представляя их в виде аналитических или эмпирических зави-
симостей.
Современная наука изучает свойства материалов на следующих
уровнях:
Субмикроскопический уровень, когда на основании рассмотрения
строения атомов и молекул и образования из них кристаллических ре-
шеток твердых тел или иных структур выявляются закономерности,
которые служат базой для объяснения свойств и поведения материалов
в различных условиях. Эти законы, несмотря на сложность их получе-
ния, как правило, закладывают фундаментальные основы для дальней-
ших исследований, так как отражают первопричины многих сложных
явлений.
Так, физика твердого тола [12; 149], опираясь на атомную физику, в
том числе на квантовую механику, описывает электронные состояния
твердых тел, рассматривает связи между атомами и образование кри-
сталлических решеток, исследует неравновесные положения атомов в
решетке.
Этот подход позволил развить такие фундаментальные представле-
ния, как учения о несовершенстве в кристаллах и особенно о дислока-
циях, их взаимодействиях и движении, о силах упругости с точки зре-
ния квантовой механики, о диффузии атомов в твердых телах и др., ко-
торые являются основой для решения задач прочности и долговечности
материалов.
Микроскопический уровень рассмотрения свойств материалов исхо-
дит из анализа процессов, происходящих в небольшой области, как ос-
182
Часть II. Модели отказов
новы для распространения полученных закономерностей на весь объем
тела или его поверхность.
Классическим примером в этом отношении может служить теория
напряжений и деформаций в идеальном однородном теле, когда в точке
тела выделяют бесконечно малый элемент в виде параллелепипеда и
рассматривают его напряженное состояние. Связь между деформациями
и напряжениями описывает обобщенный закон Гука.
Необходимость учитывать реальные особенности строения материа-
лов привело к изучению явлений, происходящих в пределах данного
небольшого участка (зерна, участка с типичной структурой), обладаю-
щего основными признаками всего материала. Например, рассматрива-
ются микроструктуры сплавов и изменения, происходящие по границам
зерен, термические превращения и другие процессы, происходящие в
данной микрообласти [87; 152].
Макроскопический уровень рассматривает изменение начальных
свойств или состояний материала всей детали. Так, теории упругости и
пластичности на основе закона Гука рассматривают деформации и на-
пряжения в системах и деталях различной конфигурации, работающих
на растяжение, кручение, изгиб и другие виды деформации.
Перенос на всю деталь исходных закономерностей, отнесенных к
элементарному объему (точке), потребовало разработки специальных,
иногда довольно сложных методов инженерных расчетов [150].
Аналогично, для расчета на износ поверхностей деталей машин на
основе исходных закономерностей изнашивания материалов были раз-
работаны методы, учитывающие различные условия контакта и конст-
руктивные особенности сопряженных деталей, так называемая макро-
трибология [109].
Вообще, типичным построением инженерных методов расчета дета-
лей машин по условиям прочности, деформации, износа, тепловых де-
формаций, ползучести, следует считать такое, когда на основе физиче-
ской картины процесса на микроучастке объема рассматриваются про-
цессы с учетом размеров, конфигурации и условий работы всей детали.
Для решения задач надежности необходимо знать закономерности,
описывающие изменения, происходящие в материалах с течением вре-
мени.
Физические законы и полученные на их основе частные зависимости
для оценки изменения свойств и состояния материалов можно разделить
на две основные группы (рис. 6.1).
Законы состояния, которые описывают взаимосвязи обратимых
процессов, когда после прекращения действия внешних факторов мате-
риал (и соответственно деталь) возвращается в исходное состояние, и
законы старения, которые описывают необратимые процессы и позво-
Глава 6. Моделирование процессов старения
183
Обратимые процессы
Необратимые процессы
Рис. 6.1. Классификация закономерностей, оценивающих изменения свойств и
состояния материалов
ляют оценить те изменения начальных свойств материалов, которые
происходят или могут происходить в процессе эксплуатации изделия.
Рассмотрим, как различные закономерности могут быть использова-
ны для оценки потери изделием работоспособности.
Законы состояния можно разделить на статические, когда в функ-
циональную зависимость, описывающую связь между входными и вы-
ходными параметрами, фактор времени не входит, и на переходные
процессы, где учитывается изменение выходных параметров во време-
ни. Типичными примерами статических законов состояния могут слу-
жить закон Гука, устанавливающий прямую пропорциональность между
напряжением и деформацией упругого твердого тела, закон теплового
расширения твердых тел.
Например, деформация Д/ однородного стержня длиной /, разогре-
того до избыточной температуры 0, при действии растягивающей силы
Q будет:
Д/ = ТГ + “-0/> <61>
EF
где Е - модуль упругости; а- коэффициент линейного расширения
материала и F - площадь поперечного сечения стержня.
Эта зависимость может быть использована и для расчетов надежно-
сти, если известны изменения нагрузок 0(0 и температуры 0(г) в
184
Часть II. Модели отказов
процессе эксплуатации изделия, например, из-за износа машины. В этом
случае можно определить период безотказной работы изделия, в тече-
ние которого деформация стержня не превзойдет допустимых значений.
Однако формула (6.1) не выявляет причин изменения работоспособ-
ности изделия, которые скрыты во временных зависимостях Q(t} и
0(г), являющихся основными для возможности оценки надежности.
Поэтому использование этой и аналогичных формул для расчетов на-
дежности носит, обычно, вспомогательный характер, они не могут быть
основой моделей отказов.
Законы состояния, описывающие переходные процессы, например
колебания упругих систем, процессы теплопередачи и др., хотя и вклю-
чают фактор времени, но не учитывают изменений, происходящих при
длительной эксплуатации изделий. Обычно они относятся к категории
быстропротекающих процессов или процессов средней скорости.
Основное значение для оценки потери изделием работоспособности
имеет изучение законов старения, которые раскрывают физическую
сущность необратимых изменений, происходящих в материалах изде-
лия. Хотя законы старения всегда связаны с фактором времени, в неко-
торых из них время непосредственно не фигурирует, и в полученных
зависимостях либо устанавливается связь с другими показателями (на-
пример, энергией), которые, в свою очередь, проявляются во времени,
либо отражаются иные взаимосвязи. Такие зависимости называются
законами превращений.
Типичным примером законов превращения могут служить зависимо-
сти, оценивающие процессы коррозии. Вывести закономерности, непо-
средственно отражающие изменение величины коррозии во времени,
как правило, весьма сложно из-за поливариантности коррозионных про-
цессов, когда большое число факторов оказывает одновременное и час-
то противоположное действие на интенсивность процесса.
Кроме того, коррозия может быть не только равномерно распреде-
ленной по поверхности металла (например, в виде окисной пленки), но
и носить локальный характер (местная коррозия) или проявляться в ви-
де межкристаллитной коррозии.
Для оценки возможности возникновения и определения интенсивно-
сти коррозионного процесса применяют законы химической термоди-
намики, Поскольку при окислительно-восстановительных реакциях со-
вершается работа химического процесса, то фактором, характеризую-
щим интенсивность коррозионного процесса, может служить величина
одной из термодинамических функций, например, изобарно-
изотермический потенциал - функция Гиббса (см. рис, 7.2) [82].
Глава 6. Моделирование процессов старения
185
В законах превращения фактор времени не фигурирует в явном виде,
и для получения закона старения в функции t необходимо дальнейшее
раскрытие механизма данного процесса.
Законы старения, оценивающие изменение свойств и состояния ма-
териала в функции времени, являются основой для решения задач на-
дежности. Они позволяют прогнозировать ход процесса старения, оце-
нивать возможные его реализации и выявлять наиболее существенные
факторы, влияющие на интенсивность процесса. Типичным примером
таких зависимостей являются закономерности изнашивания материалов
(см. гл. 8).
Анализируя проводимые исследования, следует отметить, что все
чаще стремятся получить в явном виде законы, описывающие ход про-
цесса старения или разрушения как функцию времени.
Так, применяются закономерности, оценивающие типичные процес-
сы коррозии как функции времени [46], делаются попытки оценить ско-
рость развития усталостных трещин [54], получены данные для оценки
протекания процессов ползучести [120], имеются закономерности, опи-
сывающие изменения свойств масел в процессе их эксплуатации [73],
изменения коэффициента трения при работе сопряжения [136], короб-
ление отливок от остаточных напряжений [137], изменения во времени
свойств полимерных материалов [96] и др.
Многие закономерности протекания во времени физико-химических
процессов могут быть получены на основе рассмотрения кинетики тер-
мореактивных процессов. Изменение свойств твердых тел происходит в
результате перемещений и перегруппировок элементарных частиц (ато-
мов, молекул, электронов, протонов и др.) и изменения их положения в
кристаллической решетке. Это относится к той небольшой части эле-
ментарных частиц, энергия которых превосходит некоторый уровень,
который называется энергией активации Еа. Скорость данного процес-
са тем больше, чем большее число частиц обладает энергией выше, чем
энергия активации.
Законы статистической физики определяют вероятность распределе-
ния скоростей элементарных частиц и их положение в пространстве, что
позволяет оценить долю частиц, обладающих энергией Е, превышаю-
щей энергию активации Еа (например, распределение Максвелла-
Больцмана для молекул и атомов).
Если учесть, что обычно имеет место экспоненциальная зависимость
доли частиц с энергией Е> ЕЛ от значения ЕЛ и температуры 0, то
скорость у многих физико-химических процессов может быть выраже-
на зависимостью
186
Часть 11. Модели отказов
Y = С • ехр
(6.2)
где С - постоянный коэффициент, зависящий от механизма процесса, и
кБ - постоянная Больцмана (ЛБ0 имеет размерность энергии).
Как видно из данной формулы, скорость процесса постоянна при оп-
ределенных условиях и резко возрастает с повышением температуры,
так как при этом возрастает число частиц, обладающих высокой энерги-
ей.
Для определения скорости химических реакций необходимо оценить
изменение концентрации реагирующих веществ в единицу времени.
Протекание химических реакций происходит при столкновении моле-
кул или атомов, когда разрушаются старые и образуются новые химиче-
ские связи.
Кинетические уравнения реакций позволяют определить скорость их
протекания. Так, для простейшей реакции разложения исходного веще-
ства А в продукты В и D, т.е. А -> В + D , можно считать, что ско-
рость реакции ур пропорциональна концентрации с исходного вещест-
ва:
УР=^- = *-с, (6-3)
где z - концентрация образующихся продуктов реакции; к - константа
(удельная скорость) реакции.
Так как начальная концентрация реагирующего вещества a = c + z
постоянна для данных условий, получим дифференциальное уравнение
dz
— + kz = ka,
di
решением которого будет
z = a(\-e kt}.
(6.4)
Таким образом, концентрация образующихся продуктов z, которая
при процессах старения может оценивать степень изменения начальных
характеристик изделия, подчиняется экспоненциальному закону и при
/ -> оо z -> а. Вначале процесс идет более интенсивно, а затем, из-за
уменьшения количества исходного вещества, замедляется.
Глава 6. Моделирование процессов старения
187
Например, обнаружено, что распад мартенситной структуры в зака-
ленных сталях и других сплавах подчиняется экспоненциальному зако-
ну.
Для процессов старения, при которых изменение исходного вещест-
ва незначительно и может не учитываться, основную роль играет на-
чальный участок этой зависимости, который может быть аппроксими-
рован прямой.
Для возникновения процесса обычно должен быть превзойден опре-
деленный уровень нагрузок, скоростей, температур или других пара-
метров, определяющих его протекание. Этот начальный уровень, или
«порог чувствительности», особенно важен для таких процессов старе-
ния, когда после возникновения процесса идет его интенсивное «лави-
нообразное» развитие. Часто порог чувствительности связывают с неко-
торым энергетическим уровнем, который определяет начало данного
процесса. Так, упомянутая выше энергия активации определяет тот
энергетический уровень, начиная с которого может идти процесс изме-
нения свойств материала.
Типичными примерами наличия энергетического барьера являются
«схватывание» металлов и развитие трещин при хрупком разрушении
металлов.
Для закономерностей любого процесса старения должны быть опре-
делены границы их применения, т.е. область существования данного
процесса. При этом необходимо иметь в виду, что в одних и тех же объ-
емах материала или на поверхности могут одновременно протекать раз-
личные процессы старения, которые либо не оказывают взаимного
влияния, либо взаимодействуют друг с другом, и тогда возникает новый
более сложный процесс.
Одновременное действие механических, температурных, химиче-
ских и других процессов, приводящих к возникновению сложной физи-
ко-химической картины изменения начальных свойств и состояний ма-
териалов, характерно для многих процессов старения.
Типичным примером могут служить процессы коррозионно-
усталостного разрушения металлов и сплавов, когда результат не явля-
ется простым сложением коррозии и механического разрушения, а
представляет собой более сложный физико-химический процесс, интен-
сивность которого выше суммы интенсивности при действии каждого
фактора в отдельности. В некоторых случаях существует ведущий про-
цесс, особенности которого оказывают основное влияние на выходные
параметры изделия.
188
Часть П. Модели отказов
6.2. Классификация процессов старения
Под действием необратимых процессов старения изделие изменяет
свои характеристики, что может стать причиной возникновения отказа.
Обычно отклонение характеристик изделия от установленных или
требуемых значений связывают с понятием дефекта.
Отечественный стандарт определяет дефект как «каждое отдельное
несоответствие продукции установленным требованиям» (ГОСТ 15467-
79). По определению ИСО «дефект, это невыполнение заданных экс-
плуатационных требований» (ISO 8402-86). При рассмотрении вопро-
сов надежности следует иметь в виду, что дефект может возникнуть в
результате двух совершенно различных причин - либо как результат
несовершенства технологического процесса изготовления изделия (тех-
нологический дефект), либо как результат процессов старения (повреж-
дение).
Повреждение материала изделия - это отклонение его контро-
лируемых свойств от их начальных значений, возникшее в резуль-
тате процессов старения. Изделие с технологическим дефектом сразу
непригодно для использования по назначению. В противоположность
этому повреждение проявляется лишь в процессе эксплуатации и может
через некоторый период времени привести к отказу.
В табл. 6.1 приведена классификация процессов старения в зависи-
мости от характера повреждения, т.е. от того внешнего проявления, к
которому привел данный процесс. При этом процесс старения может
затрагивать весь объем материала детали, проявляться лишь в поверх-
ностных слоях или при контакте двух сопряженных поверхностей. Раз-
рушение материала детали приводит, как правило, к недопустимым
отказам, поскольку оно носит лавинообразный характер и протекает с
большой скоростью. Поэтому расчеты, связанные с прочностью, оцени-
вают, в первую очередь, не скорость процесса разрушения, а те условия,
при которых данный процесс не возникнет [122].
Разрушение материала детали может произойти как в результате
возникновения недопустимых статических или динамических нагрузок,
так и при длительном действии переменных нагрузок, приводящих к
усталостным разрушениям. В первом случае будут иметь место внезап-
ные отказы, если превышение допустимых значений нагрузок не связа-
но с длительностью предшествующей эксплуатации изделия.
Усталостные разрушения относятся к постепенным отказам, так как
при работе детали происходит изменение несущей способности мате-
риала, и время предшествующей эксплуатации (число циклов нагруже-
ния) влияет на вероятность возникновения отказа - усталостной полом-
ки детали (см. § 2.4).
Глава 6. Моделирование процессов старения
189
Таблица 6.1. Классис жкация процессов старения
Объект Внешнее проявле- ние процесса (ха- рактер поврежде- ния) Разновидности процесса
Деталь (объемные явления) 1. Разрушение Хрупкое разрушение, вязкое разрушение
2. Деформация Пластическая деформация, ползучесть, коробление
3, Изменение свойств материала Изменение структуры материала, механи- ческих свойств, химического состава» магнитных свойств, газопроницаемости, загрязнение жидкостей (смазки, топлива)
। Поверхность (поверхностные >явлеыия) Открытая поверхность 4. Разъедание Коррозия, эрозия, кавитация, прогар, трещинообразование
5. Нарост Налипание (адгезия, когезия, адсорбция, диффузия), нагар, облитерация (зарашивание)
6. Изменение свойств поверхно- стного слоя Изменение шероховатости, твердости, отражательной способности, напряженного состояния
Пара-сопряженные поверхности 7. Износ Изнашивание (истирание), усталость поверхностных слоев, смятие, перенос материала
8. Изменение условий контакта Изменение площади контакта, глубинм внедрения микровыступов, сплошности смазки
На ри₽- 6-2 приведены типичные примеры разрушения деталей ма-
шин, Хрупкое разрушение валков прокатного стана (а) произошло в
результате возникновения недопустимых нагрузок, которые, в свою
очередь, возникли из-за большого износа опор.
Усталостная поломка вала (б) И зуба шестерни (в) могут произойти
ИЗ-39 повышенной концентрации напряжений, связанной с ошибками
при конструировании и изготовлении, или в результате возникновения
повышенных динамических нагрузок при эксплуатации изделия.
Даже в ответственных конструкциях, таких как обшивки фюзеляжа и
крыльев оамолета, могут возникать трещины (г), распространение КОТО-
РЫХ локализуют при регламентных работах или устраняют поврежден-
ный участок, заменяя новым.
Местные разрушения могут проявляться на таких деталях как трубо-
проводы гидросистем (д), когда из-за превышения допустимых значе-
190
Часть II. Модели отказов
Рис. 6.2. Примеры повреждений деталей машин
ний давления или из-за понижения прочности материала детали, напри-
мер, под воздействием высоких температур, происходит местная де-
формация (вздутие), а затем и разрушение данного участка.
В ряде современных машин разрушение деталей может происходить
в результате большой температурной и силовой напряженности. Так,
например, в реактивных двигателях самолетов детали, образующие го-
рячий тракт - жаровые трубы, кожухи камер сгорания, форсажные ка-
меры и др., - работают в условиях высоких температур, частых измене-
ний теплонапряженности и действия вибрационных нагрузок, вызы-
вающих переменные напряжения. На рис.6.2,е показана трещина в стен-
ке кожуха камеры сгорания реактивного двигателя, когда разрушению
предшествовал комплекс разнообразных необратимых процессов - про-
гар материала, газовая коррозия, абразивный износ стенок, а также на-
копление усталостных разрушений.
Характерным проявлением процессов старения материала является
необратимая деформация детали, когда отказ может наступить значи-
тельно раньше, чем будет исчерпана ее несущая способность.
Это связано, как правило, с возникновением на отдельных участках
детали пластических деформаций. При снятии внешних нагрузок упру-
гие деформации исчезают, а при наличии областей, претерпевших пла-
Глава 6. Моделирование процессов старения
191
стическое деформирование, процесс перегруппировки внутренних сил
протекает более сложно, в результате чего возникают остаточные де-
формации.
Например, при длительной работе валов из-за кратковременных пе-
регрузок (что особенно характерно для коленчатых валов двигателей)
вал постепенно деформируется, и его ось теряет прямолинейность и
скручивается.
Изменение пластических деформаций деталей во времени, особенно
если это связано с повышенными температурами, называется ползуче-
стью. Ползучесть может привести к нарушению нормальной работы
изделия. Так, например, наблюдались случаи, когда вследствие ползу-
чести диска и лопаток газовой турбины перекрывались зазоры, преду-
смотренные между лопаткой и корпусом, что приводило к поломке ло-
паток.
Деформация деталей может происходить и при напряжениях, нахо-
дящихся в пределах упругости за счет перераспределения внутренних
напряжений. Эти напряжения могут возникнуть в процессе отливки де-
тали или при структурных превращениях. Так, коробление станин и
других корпусных деталей станков может повлиять на точность станка,
если не применять специальных методов их обработки (естественное
или искусственное старение).
Результатом процессов старения может быть также изменение
свойств материалов, когда из-за структурных превращений или иных
причин изменяются механические, магнитные и другие характеристики
материала детали, возникают процессы газопроницаемости или проса-
чивания жидкости через стенку резервуара.
К этой же категории относятся процессы засорения или изменения
свойств жидкостей и газов, если они являются рабочими элементами
машины (засорение масла гидросистем или топлива двигателей, изме-
нение свойств газа амортизаторов и т.п.).
Наиболее часто процессы старения протекают в поверхностных сло-
ях. При этом поверхность детали может подвергаться температурным,
химическим, механическим и иным воздействиям внешней среды. В
результате могут происходить явления, связанные либо с потерей мате-
риала поверхности, либо с присоединением нового материала из окру-
жающей среды.
В первом случае будет происходить разъедание поверхности в ре-
зультате коррозии, эрозии, кавитации и других процессов. Коррозия ‘
металлов и сплавов - это их разрушение в результате химического или
электрохимического действия среды. Разрушение всегда начинается с
поверхности детали. Различают атмосферную, электрохимическую и
газовую (химическую) коррозию.
192
Часть II. Модели отказов
Атмосферной коррозии подвержены внешние части машин при дей-
ствии на них атмосферных осадков и влажного воздуха - кузова и каби-
ны автомашин, обшивка самолетов и т.п.
Электрохимическая коррозия особенно характерна для подводных
частей морских судов, установок химической промышленности, для
многих машин при их хранении и транспортировке. Газовая (химиче-
ская) коррозия возникает при контакте металлов и сплавов с сухими
газами или неэлектролитными носителями. Типичными примерами этих
процессов являются высокотемпературное окисление деталей газовых
турбин, котельных топок, клапанов двигателей внутреннего сгорания.
На рис.6.2,ж показан пример «щелевой» коррозии цилиндра дизеля,
которая возникла под резиновым уплотнительным манжетом.
Коррозия в сочетании с действием переменного напряжения может
привести к коррозионной усталости материала. Такие элементы машин,
как гребные винты судов, металлические канаты, рессоры, элементы
гидронасосов часто подвергаются коррозионной усталости. Вопросами
коррозии и защиты от нее посвящена обширная литература [46;52; 143].
При действии на поверхность детали потока газа или жидкости при
определенных условиях (большая скорость потока, наличие в нем абра-
зивных частиц и т.п.) может привести к «размыванию», эрозии поверх-
ностного слоя. На поверхности появляются локальные пятна, выбоины,
кратеры, царапины и т.п. Интенсивность повреждения при эрозии мо-
жет быть значительной, если поток газа или жидкости обладает боль-
шой кинетической энергией и может создавать высокие напряжения в
поверхностном слое.
Повреждение от эрозии в первый период развивается, как правило, с
малой интенсивностью. Затем с повышением хрупкости поверхностного
слоя появляются микротрещины, и процесс разрушения протекает все с
большей скоростью.
Процессы эрозионного разрушения поверхностей характерны, на-
пример, для деталей глубинных насосов, перекачивающих глинистые
растворы или нефть, механизмов угольных комбайнов, золотников гид-
равлических и топливных агрегатов и др. Часто процессы эрозии и кор-
розии протекают одновременно.
На рис,6.2,з показан участок корпуса топливофильтрующей центри-
фуги с интенсивным эрозионным износом.
Характерным для деталей гидравлических машин является кавита-
ция, когда в потоке жидкости возникают пузырьки пара и газа и при
переходе в область с более высоким давлением происходит конденсация
пара, и создаются условия для местного гидравлического удара. При
этом воздействия на поверхность могут быть столь значительны, что
Глава 6. Моделирование процессов старения 193
появляются глубокие каверны, которые могут сливаться и создавать
кратер или даже сквозное отверстие.
При определенных условиях процессы кавитации могут протекать
весьма интенсивно, особенно если они сопровождаются коррозионными
явлениями, например, при работе механизмов в морской воде. Кавита-
ция наблюдается в гидронасосах, гребных винтах, гидротурбинах, тру-
бопроводах.
Пример кавитационного разрушения поверхности золотника плун-
жерного керосинового насоса показан на рис. 6.2,и.
К процессам, приводящим к потере материала, относится также
«прогар», характерный для деталей, работающих в условиях высоких
температур и соприкасающихся с горячей струей газа. Этот процесс
является одной из разновидностей эрозионно-коррозионных процессов,
где, однако, главное влияние оказывают не частицы, находящиеся в по-
токе, а их тепловое воздействие. Этот вид повреждения характерен для
жаровых труб и камер сгорания авиационных двигателей, выхлопных
труб двигателей внутреннего сгорания и т.п. На рис. 6.2,к показан про-
гар автомобильного глушителя.
Многие поверхности деталей машин, взаимодействуя с окружающей
средой, претерпевают такие изменения, в результате которых происхо-
дит присоединение - нарост материала, и поверхность изменяет свою
форму и свойства.
Налипание на поверхность посторонних частиц происходит в ре-
зультате адгезии, когезии, адсорбции, диффузии, проявления различных
химических связей и действия сил электрического происхождения. Ти-
пичным примером интенсивных адгезионных процессов является на-
ростообразование на режущих поверхностях инструментов в процессе
обработки металлов [72]. Нарост часто проявляется в виде загрязнения
фильтров (рис. 6.2,л), внутренних стенок корпусов редукторов, откры-
тых поверхностей, например, фар (рис. 6.2^).
Наростообразование может происходить одновременно с другими
процессами. Так, например, корпуса морских судов одновременно с
коррозией обшивки подвергаются интенсивному наращиванию различ-
ных водорослей и микроорганизмов, что изменяет выходные параметры
судна (его ход). В отдельных случаях налипание носит специфический
характер для данных условий работы деталей и проявляется, например,
в виде нагара на свечах зажигания двигателей внутреннего сгорания
(рис. 6.2,н).
Для гидравлических систем, имеющих малые проходные сечения,
часто происходит процесс заращивания каналов, так называемая обли~
терация. Этот процесс связан с соударением и слипанием твердых час-
тиц и примесей в жидкости и их налипанием на стенки гидроканалов.
14 Зак. 138
194
Часть 11. Модели отказов
Процесс облитерации зависит от вязкости масла, наличия полярных
молекул, способных удерживаться на стенках каналов, от концентрации
и размера примесей в масле, активности поля поверхности гидроканала
и других факторов.
Поскольку активное сцепление со стенкой канала проявляется для
слоев толщиной в несколько микрометров, облитерация особенно опас-
на для малых сечений гидроканалов (рис. 6.2,о). В результате изменя-
ются такие выходные параметры гидросистемы, как расход жидкости
через канал и давление, что может привести к параметрическому отказу
системы или даже к отказу ее функционирования.
При взаимодействии поверхности детали с окружающей средой час-
то происходят процессы, которые не вызывают ни налипания, ни удале-
ния материала, а лишь изменяют геометрические и физические свойст-
ва поверхности - ее шероховатость, твердость, отражательную способ-
ность, напряженное состояние и т.п.
Для сопряжений и механизмов машин наиболее характерны процес-
сы старения, которые протекают при контакте двух поверхностей, осо-
бенно если имеет место их относительное перемещение. В этом случае,
как правило, происходит изнашивание поверхностей.
Изнашиваются направляющие элементы (подшипники, направляю-
щие скольжения и качения), поверхности трения фрикционных муфт и
тормозов, зубчатые, винтовые, червячные и другие передачи, цилиндры
и поршневые кольца, кулачковые и кулисные механизмы, шарниры, оси
и многие другие детали машин.
Износ - это результат процесса постепенного изменения размеров
детали по ее поверхности при трении. Если речь идет о процессе разру-
шения поверхности, то применяют термин «изнашивание».
Изнашивание включает истирание поверхностей, связанное с удале-
нием материала со всей поверхности трения, а также смятие, когда
имеет место перемещение материала под действием сил трения и уста-
лость поверхностных слоев, когда под действием контактных нагрузок
возникают локальные очаги разрушения поверхности.
В табл. 6.2 приведены наиболее характерные повреждения, возни-
кающие в результате взаимодействия двух поверхностей. Если нет от-
носительного перемещения поверхностей, то это, как правило, вызывает
их смятие (пластическую деформацию), что характерно для шпоночных
и шлицевых соединений, упоров и штифтов, осей цепных передач, резь-
бовых соединений и других деталей машин.
Относительное скольжение поверхностей вызывает их изнашивание.
При этом влияние пластических деформаций, сопровождающих изна-
шивание, может быть уменьшено или почти устранено путем повыше-
ния твердости элементов пары. При малых относительных перемещени-
Глава 6. Моделирование процессов старения
195
Таблица 6*2. Виды повреждений при взаимодействии поверхностей
Начальное касание Поверхность Линия или точка
Относительное перемещение Нет Осцилл яция Сколь- жение Нет Сколь- жение Обкатка (качение) Качение и скольже- ние
Пример « И '1 И <*/
Вид разруше- ния Смятие Фрет- тинг корро- зия Износ Смя- тие Износ Усталость (смятие) Износ и усталость
ях сопряженных деталей возникает специальный вид износа - фреттинг-
коррозия. При начальном касании поверхностей по линии или в точке
имеется большее число вариантов относительного перемещения тел.
Качение без скольжения (обкатка) двух тел, как правило, вызывает
усталость поверхностных слоев, которая проявляется в виде отслаива-
ния мелких частиц металла с поверхности контакта (питтинг). Это отно-
сится, например, к подшипникам качения, роликам кулачковых меха-
низмов.
При недостаточной твердости материалов и больших местных дав-
лениях наблюдается также смятие.
При качении с относительным скольжением, как это имеет место в
зубчатых передачах, наблюдается усталость и изнашивание, а в ряде
случаев и смятие поверхностей. Зона усталости расположена там, где
относительное скольжение минимально или равно нулю (в зоне началь-
ной окружности зуба). Зона более интенсивного износа расположена в
местах большего относительного скольжения (головка и ножка зуба)
(см. рис. 10.8).
У сопряженных поверхностей может произойти изменение условий
контакта: изменение площади контактирующих поверхностей, глуби-
141
196
Часть II. Модели отказов
ны взаимного внедрения микровыступов, разрыв масляной пленки и
другие, что в свою очередь изменит выходные параметры сопряжения -
коэффициент трения, контактную жесткость и др.
Например, для крепежных узлов колебание или уменьшение сил
трения может привести к ослаблению начальной затяжки и нарушению
нормальной работы изделия. Повышение коэффициента трения в преци-
зионных узлах, например в опорах гироскопов, может явиться причиной
их отказа.
Значение процессов изнашивания и поверхностных явлений, возни-
кающих при трении сопряженных тел, настолько велико для обеспече-
ния работоспособности машин, что появилась новая отрасль знаний -
трибология (Tribology) (см. гл. 8).
Рассмотренная классификация процессов старения говорит об их
большом разнообразии и сложности физико-химических явлений, опре-
деляющих интенсивность процесса.
6.3. Связь степени повреждения материала с выходными
параметрами изделия
При расчетах надежности необходима числовая характеристика сте-
пени повреждения материала детали, чтобы связать ее с изменением
выходного параметра изделия.
Простая констатация наличия того или иного повреждения не позво-
лит проследить ход данного процесса старения и дать прогноз о време-
ни наступления отказа. Для оценки степени повреждения U пользуют-
ся геометрическими, весовыми и физическими показателями.
Существуют два основных метода оценки степени повреждения.
Первый метод, когда выбираются критерии для непосредственного
измерения величины повреждения изделия, например, определяют сте-
пень деформации детали, линейный или весовой износ поверхности,
глубину и размеры каверн. Однако иногда, особенно при локальных
видах повреждения, бывает трудно непосредственно оценить степень
повреждения.
Второй метод оценки степени повреждения применяется в том слу-
чае, когда о нем судят по изменению выходного параметра. Например,
при местных повреждениях детали или при возникновении пластиче-
ских зон о степени повреждения судят по потере несущей способности
(прочности); о локальных повреждениях золотника гидросистемы судят
по падению давления и т.п.
Наибольшие трудности обычно возникают при оценке степени по-
вреждения поверхностей.
Глава 6. Моделирование процессов старения
197
Повреждение поверхности может быть полным и локальным, пора-
жающим лишь отдельные участки поверхности. Полное повреждение
обычно неравномерно распределено по поверхности детали. Если это
износ, то с различных участков поверхности удаляется неодинаковое
количество материала, при коррозии разрушение основного материала
также может быть различным по глубине, а при наростах характерно
неравномерное налипание материала по исходной поверхности. Поэто-
му оценка степени повреждения поверхности может быть осуществлена
двумя группами методов - интегральными, когда показатель оценивает
суммарный эффект повреждения, и дифференциальными, когда оцени-
вается степень повреждения в каждой точке или области данной по-
верхности.
К интегральным методам могут быть отнесены показатели, оцени-
вающие потерю веса или объема поверхности в результате ее повреж-
дения, например: весовой износ детали (обычно образца) Ug, мг, - по-
теря веса со всей поверхности в результате износа; объемный показа-
тель коррозии Uv, мм3, - объем поврежденного или удаленного мате-
риала и т.п.
К этой же группе показателей относятся также средние значения ли-
нейного износа поверхности С/ср или средний глубинный показатель
коррозии. Аналогичные показатели могут применяться и при явлениях
нароста, где они оценивают количество не удаленного, а прибавившего-
ся материала.
Однако интегральные методы оценки величины повреждения по-
верхности детали часто недостаточны для суждения о потере изделием
работоспособности, так как основную роль играет обычно степень не-
равномерности повреждения.
Более результативны дифференциальные методы оценки степени по-
вреждения поверхности. К ним относятся линейный износ поверхности
трения U , мкм, - изменение размера детали при ее изнашивании в на-
правлении, перпендикулярном к поверхности трения. Аналогично при-
меняется глубинный показатель коррозии, оценивающий уменьшение
толщины металла в каждой точке (зоне) поверхности. Эти показатели
являются функцией координат данной точки поверхности (/ - длины,
а - ширины), т.е. U = /(а,/) (рис. 6.3).
Показатели степени повреждения будут результативны, если они не-
посредственно связаны с выходными параметрами изделия, например, с
его геометрической точностью, прочностью (несущей способностью),
отражательной способностью, газопроницаемостью, жесткостью, коэф-
фициентом трения и т.п.
198
Часть II. Модели отказов
Рис. 6.3. Схема полного повреждения
поверхности
Труднее оценить ло-
кальные повреждения, ко-
торые охватывают лишь
отдельные участки поверх-
ности. Часто в инструкциях
по эксплуатации машин
для решения вопроса о
возможности дальнейшей
работы детали указывается:
«недопустимы риски на
поверхности» или «не должно быть местных забоин и вмятин». Такие
указания дают широкий простор для субъективного суждения о работо-
способности изделия.
Для локальных видов также необходима числовая характеристика
степени повреждения, по которой можно судить о близости изделия к
его предельному состоянию.
На рис. 6.4 приведена классификация и даны примеры локальных
повреждений поверхностей для наиболее распространенных процессов
- усталости, разъедания, изнашивания и нароста. Они разделены на три
категории: локальные повреждения, характерные для нормальных усло-
вий эксплуатации, интенсивные повреждения, которые возникают либо
при более тяжелых условиях и режимах эксплуатации, либо после
определенного периода работы изделия, и, наконец, единичные
повреждения, поражающие ограниченную часть поверхности и
связанный часто с внешними недопустимыми воздействиями. На
рисунке приведены примеры разрушения рабочих поверхностей
зубчатых колес при нормальном питтинге (а), при интенсивном
выкрашивании в результате возникновения трещин под упрочненным
поверхностным слоем (б) и локальное разрушение в зоне концентрации
нагрузки (в). Разрушение поверхности от коррозии (г), эрозия чугунного
поршневого кольца двигателя из-за прорывов газа (д) и образование
каверн в гидронасосе (е) иллюстрируют процессы разъедания.
Недопустимые виды изнашивания, приводящие к локальным повре-
ждениям, показаны на примерах возникновения рисок на тормозных
барабанах (ж\ задиров в плунжерных парах гидросистем в результате
схватывания (з) и единичного повреждения в виде задира (:/).
Локальные повреждения, связанные с наростом материала, могут
проявляться в зонах наиболее интенсивной напряженности изделия, как,
например, у режущих кромок металлорежущего инструмента (к) и при
явлениях переноса металла (л). В ряде случаев наблюдается налипание
на работающую поверхность посторонних частиц (м).
Глава 6. Моделирование процессов старения
199
Рис. 6.4. Классификация локальных видов
повреждений поверхностей
Большое разнообра-
зие размеров и конфигу-
рации локальных по-
вреждений и топографии
их расположения на по-
верхности затрудняет
выбор таких характери-
стик степени поврежде-
ния, по которым можно
было бы судить об из-
менении выходных па-
раметров изделия.
Применяемые инте-
гральные методы хотя и
более просты, но дают
меньшую информацию о
тех изменениях, которые
претерпевает поверх-
ность изделия в процес-
се эксплуатации. К ним
относятся: процент по-
врежденной площади,
среднее число повреж-
дений (дефектов) на единицу площади, размеры (площадь, глубина)
наибольшего повреждения или средние значения повреждений. Более
полную информацию о локальном повреждении дают дифференциаль-
ные характеристики, которые оценивают разнообразие и число повреж-
дений, а также их распределение по поверхности трения. В этих случаях
целесообразно применять законы распределения параметров локальных
повреждений, что позволяет судить о доле повреждений данного разме-
ра глубины или площади.
При локальных повреждениях о потере изделием работоспособности
можно судить по его выходным параметрам, минуя этап непосредствен-
ной оценки степени повреждения.
Рассмотренные показатели для оценки степени повреждения U ма-
териала изделия сведены в табл. 6.3.
Изменение степени повреждения материала изделия во времени
U (г), которое происходит из-за протекания различных процессов ста-
рения, является основной причиной изменения технических характери-
стик машины и деградации ее выходных параметров X (г) = F[u (г)] .
200
Часть II. Модели отказов
Таблица 6.3. Показатели степени повреждения материала изделия
Поврежде- ние МЕТОД ОЦЕНКИ СТЕПЕНИ ПОВРЕЖДЕНИЯ
Интегральный Дифференциальный По выходным параметрам
Детали Ослабление сече- ния трещинами (площадь сечения). Суммарная дефор- мация детали. Число дислокаций в опасном сечении Размер трещин и их рас- пределение. Эпюра де- формаций. Распределение дислокаций по объему детали Потеря несущей способности де- тали. Деформа- ция конструкции
| Поверхности | Полное Весовой износ. Средний износ. Объемный показа- тель коррозии Линейный износ поверх- ности. Глубинная корро- зия. Изменение твердости по поверхности Изменение тем- пературы, коэф- фициента трения, утечек, плотно- сти, давления, вибраций
Локальное Суммарная пло- щадь повреждения. Число дефектов на единицу площади. Размеры наиболь- шего повреждения Законы распределения параметров, характери- зующих отдельные повре- ждения. Плотность повре- ждения на отдельных уча- стках поверхности
Однако следует иметь в виду, что закон изменения выходного пара-
метра изделия во времени X (/) может как соответствовать, так и суще-
ственно отличаться от определяющей его временной зависимости для
степени повреждения U (t). Если процесс повреждения связан с физи-
кой явлений, происходящих в материале изделия, то изменение выход-
ного параметра отражает макропроцессы, происходящие в самом изде-
лии. Поэтому, например, линейный закон изменения степени поврежде-
ния во времени может привести к нелинейным временным зависимо-
стям выходного параметра.
Приведем примеры (рис. 6.5) функциональных связей между степе-
нью повреждения U и выходным параметром X. Следует иметь в ви-
ду, что эта зависимость, как правило, неслучайная или ее стохастиче-
ская природа проявляется весьма слабо.
Наиболее типична линейная зависимость (рис. 6.5,а), когда U и X
связаны передаточным коэффициентом. Например, при изнашивании
сопряжения, зазор Д, как правило, непосредственно увеличивается при
возрастании износа U , т.е. Д = До + U, где До - начальный зазор
(рис. 6.5,6).
Глава 6. Моделирование процессов старения
201
Рис. 6.5. Примеры функциональных зависимостей между степенью
повреждения изделия U и его выходным параметром X
Нелинейная зависимость между X и U может быть проиллюстри-
рована на примере возникновения динамических нагрузок РЛ при росте
зазоров в изношенных сопряжениях (зубчатые передачи, многозвенные
механизмы и др.) (рис. 6.5,в,г).
Сила соударения двух упругих тел нелинейно зависит от величины
зазора и может быть получена из решения соответствующих дифферен-
циальных уравнений движения.
В ряде случаев зависимость выходного параметра от степени повре-
ждения может иметь зону нечувствительности с последующим резким
изменением значения X (рис. 6.5,д). Примером может служить влияние
степени коррозии резервуара на его способность воспринимать необхо-
димое давление помещенной в нем жидкости. Вначале коррозия не
влияет на выходной параметр (давление в резервуаре), но после любого
локального повреждения стенки на глубину U = 5 резервуар вообще
теряет способность содержать жидкость (рис. 6.5,е). Аналогичные зави-
симости между X и U обычно имеют место, когда при достижении
13 Зак. 138
202
Часть 11. Модели отказов
определенной (критической) степени повреждения С/Кр условия работы
изделия изменяются. Например, для подшипника скольжения, рабо-
тающего в условиях жидкостного трения, обеспечивается низкое значе-
ние коэффициента трения, который является выходным параметром
сопряжения (рис. 6.5,ж,з).
В процессе изнашивания подшипника (в период пуска и реверса, ко-
гда нарушается жидкостное трение, или из-за засорения смазки) диа-
метральный зазор растет и наступает такое его критическое значение,
когда условия гидродинамической смазки нарушаются, характер трения
изменяется, в результате чего коэффициент трения возрастает.
Во многих случаях выходной параметр изделия зависит от несколь-
ких повреждений U{iU2,,..,Uk, которые могут иметь различные законы
изменения во времени. Например, точность перемещения ведомого зве-
на механизма зависит от износа всех его звеньев, несущая способность
конструкции зависит от коррозии, усталости и износа ее элементов и
т.п. Тогда
X = F(Ut,U2,...,Ut).
(6.5)
При линейных зависимостях U -kt удобнее пользоваться значени-
ем скорости протекания процесса у = dU/dt
X = F{yx,y2,...,yk)t.
(6.6)
Сложные изделия, как правило, характеризуются не одним, а не-
сколькими выходными параметрами Хх,Х29...,Х„. В этом случае дан-
ный вид повреждения может оказывать влияние на изменение разных
выходных параметров, и эти зависимости могут быть записаны систе-
мой уравнений:
(6.7)
При наличии обратных связей, когда скорость процесса зависит от
величины повреждения, данные уравнения должны быть записаны в
дифференциальной форме.
В качестве примера влияния степени повреждения на выходные па-
раметры изделия на рис. 6.6 приведены результаты экспериментальных
исследований, проведенных заводом «Пневматика» по оценке работо-
_________________Глава 6. Моделирование процессов старения___203
способности пневматических горных машин (молотков, перфораторов)
при износе U сопряжения поршень-цилиндр. Износ этого основного
сопряжения приводит к изменению рабочих характеристик перфорато-
ров - мощности %, = N , кВт, числа ударов молотка в секунду Х2 = п,
с'1, крутящего момента Х3 Нм, работы удара Х^ = А, Нм. Все
это непосредственно влияет на эффективность работы горного оборудо-
вания, поэтому нормативы устанавливают предельные значения для
каждого из указанных параметров.
На рис. 6.7 показана общая схема формирования реализации выход-
ного параметра X (г) при известных закономерностях случайного про-
цесса U (г) и детерминированной зависимости X = F(u}.
В качестве примера взят монотонно убывающий процесс поврежде-
ния U (г) и нелинейная зависимость между U и X, когда по мере рос-
та степени повреждения выходной параметр изменяется со все возрас-
тающей интенсивностью. Из построения двух реализаций для выходно-
го параметра Х} и Х2 видно, что они более существенно отличаются
друг от друга, чем определяющие их реализации Ц и U2. Это связано с
характером функции % = F(t/), изменяющей исходные закономерно-
сти. Возможны варианты, когда линейное изменение во времени степе-
ни повреждения приведет к нелинейным изменениям выходного пара-
метра и наоборот. Поэтому исследование и анализ выходных парамет-
ров изделия должны базироваться на оценке указанных двух основных
факторов, определяющих их формирование.
Рис. 6.6. Пример влияния износа на
выходные параметры изделия
Рис. 6.7. Схема формирования
закона изменения выходного
параметра изделия
13*
204
Часть II. Модели отказов
6.4. Типовые закономерности протекания во времени процессов
старения
При старении протекают необратимые процессы повреждения, по-
этому зависимость U(t) является, как правило, монотонной неубы-
вающей функцией. Исключение могут составить случаи, когда степень
повреждения характеризуется изменением какого-либо физико-
химического фактора, оценивающего свойство материала - твердости,
модуля упругости, химического состава, структуры и т.п.
В этом случае величина повреждения U может как возрастать, так и
убывать, а скорость этого процесса - менять знак.
В табл. 6.4 представлены типовые закономерности протекания про-
цессов старения во времени. Они относятся к одностадийным процес-
сам, когда в течение рассматриваемого периода не происходит измене-
ние физико-химической картины процесса.
Поскольку все процессы старения являются случайными, то приве-
денные закономерности их протекания - это математическое ожидание
данной случайной функции или ее реализация.
Наиболее стабильно протекают стационарные процессы, когда ско-
рость процесса у постоянна или колеблется относительно среднего
значения. Это происходит в том случае, когда все факторы, влияющие
на скорость процесса, стабилизировались и нет причин, изменяющих
его интенсивность. Если при старении возникают факторы, которые
интенсифицируют или, наоборот, замедляют скорость его протекания,
т.е. скорость процесса у изменяется монотонно, то функция U(г) бу-
дет нелинейной. Такой ход процесса часто связан с тем, что его ско-
рость зависит не только от внешних факторов, но и от степени повреж-
дения U , которая, в свою очередь, влияет на интенсивность дальнейше-
го протекания процесса повреждения. Например, увеличение износа
сопряжения приводит к повышению динамических нагрузок, которые
интенсифицируют процесс изнашивания. В общем виде это условие
может быть записано как
— УМ <в.»>
at
Так, некоторыми исследователями установлено, что скорость роста
усталостной трещины зависит от ее длины. Есть примеры аналогичного
подхода и к оценке скорости изнашивания сопряжений.
Глава 6. Моделирование процессов старения
205
Таблица 6.4. Типовые закономерности протекания во времени процессов
старения
Процессы (по у -характеристи- ке) y(<) Примеры
Стационарные Постоянные —t и Износ U = kt
Псевдо- стационарные u\s" Износ при перемен- ных режимах
Монотонные Возрастаю- щие и U = kt”-,n>\ U = Л(е*' -1) Износ при засорении поверхностей
Убывающие u\^ Износ в период при- работки, распад мар- тенсита U = kt\n<\ U = A(\-e-kl]
Экстремальные С максиму- мом —ч и Коррозия, коробление у = ate~bt
С минимумом —t и Ползучесть, износ, коррозия
С запаздыванием -L-t и —l—t Усталость, хрупкое разрушение
Знакопеременные Изменение механиче- ских характеристик
206
Часть П. Модели отказов
При линейной зависимости у от U , т.е. при
— =c+kU, (6.9)
dt
интегрированием этого уравнения получим экспоненциальную зависи-
мость для величины повреждения как функции времени.
При положительном к
U = A(ek,-\}. (6.10)
При отрицательном к
С/ = я(1-е’*'). (6.11)
Экспоненциальная зависимость часто используется для описания за-
кономерностей протекания различных процессов (см. также форму-
лу (6.4)).
В некоторых случаях, когда на скорость процесса одновременно
действует ряд равноценных факторов, которые претерпевают изменение
во времени, зависимость y(f) может иметь экстремум (максимум или
минимум), что характерно, например, для некоторых видов коррозии,
для процессов коробления и др. В этом случае функция £/(/) имеет
точку перегиба. При наличии максимума и последующем падении у до
нуля процесс повреждения, достигнув некоторой величины, прекраща-
ется. Такая зависимость характерна, например, для перераспределения
внутренних напряжений и деформаций в отливках в процессе их экс-
плуатации. После определенного периода, который иногда длится не-
сколько лет, коробление отливки прекращается.
Существует определенная категория процессов, когда вначале про-
исходит накопление каких-то внутренних повреждений, а затем, с неко-
торым запаздыванием, начинается процесс старения. Такая картина ха-
рактерна для случаев, когда зависимость между степенью повреждения
и причинами, ее вызывающими, не полностью отражает внутренние
связи. Хотя физический процесс начинается сразу, характеристики,
принятые для оценки его результатов, проявляются несколько позже,
Например, при усталостных разрушениях материала трещины зарожда-
ются лишь после определенного числа циклов нагружения.
Если скорость процесса меняет знак, что характерно для сложных
физико-химических процессов, протекающих в материале, то функция
U (f), характеризующая степень повреждения, будет немонотонна и
иметь экстремум.
Глава 6. Моделирование процессов старения
207
На рис.* 6.8 приведены примеры различных процессов старе-
ния [111].
Наиболее распространена линейная зависимость, характерная, на-
пример, для многих видов установившегося износа. Если процесс про-
текает интенсивно и на него действует ряд факторов, то линейная зави-
симость соблюдается приближенно. Примером может служить износ
резца из сплава Т15К6 при обработке стали 40Х (рис. '6.8,а). Здесь сте-
пень повреждения U оценивается шириной фаски износа h по задней
грани резца.
ж
Рис. 6.8. Примеры временных зависимостей для процессов повреждения
Разнообразные процессы повреждения наблюдаются при химиче-
ской коррозии металла, когда на него действуют сухие газы или жидкие
неэлектролиты.
Скорость химической коррозии металла определяется или скоростью
самого кристаллохимического процесса образования пленки, или скоро-
стью встречной двусторонней диффузии через пленку действующего
реагента и металла. Зависимость толщины пленки «у» от времени t
подчиняется линейному, параболическому или логарифмическому за-
конам в зависимости от того, какой фактор оказывает основное влияние
на процесс коррозии (рис. 6.8,6).
208
Часть 11. Модели отказов
Примером монотонных зависимостей может служить также старение
смазок, что связано, главным образом, с их окислением. Как показали
исследования, поглощение кислорода Q, МПа/г, которое характеризует
степень повреждения (старения) масла, протекает со значительно мень-
шей интенсивностью при наличии специальных присадок (рис. 6.8,в).
Изменяющуюся скорость процесса с наличием экстремума и, соот-
ветственно, зависимость U (г) с точкой перегиба можно наблюдать на
примере кривых ползучести стали (рис. 6.8,г). Эти кривые дают зависи-
мость деформации образцов е от времени при постоянных напряжени-
ях и температуре.
Во многих случаях процессы старения оцениваются по изменению
механических характеристик материала. Так, старение алюминиевых
закаленных сплавов, при котором происходит его упрочнение, характе-
ризуется повышением предела прочности ав, т.е. в данном случае
U = ав, Па, (рис. 6.5,Э).
Характер зависимости U (г) непосредственно связан с выбранной
характеристикой степени повреждения. Так, если старение железоугле-
родистых сплавов характеризовать изменением твердости U = HRB, то
кривые U (г) при температурах до 40°С будут близки к экспоненте, а
при повышенных температурах иметь максимум (рис. 6.8,е).
Процессы с запаздыванием начала повреждения характерны для ус-
талостных разрушений (рис. 6.8,ж). Если в процессах с запаздыванием
время до начала процесса (порог чувствительности) является основным
периодом эксплуатации изделия, а сам процесс протекает с большой
интенсивностью, то такое явление воспринимается обычно как спон-
танный (самопроизвольно возникающий) процесс.
В противоположность этим явлениям повреждение может прояв-
ляться в виде незначительных изменений свойств или состояния мате-
риала. Например, для многих металлических изделий может иметь ме-
сто изменение со временем их формы и размеров, что является следст-
вием двух факторов - нестабильности фазового и структурного состоя-
ния материала и релаксации остаточных внутренних напряжений. В
качестве примера на рис. 6.8,з показано изменение размеров пальчико-
вых образцов из алюминиевых и магниевых сплавов при температуре
100°С. Структурные превращения могут привести и к удлинению и к
сокращению образца. Наибольшей интенсивностью изменения размеров
характеризуется алюминиевый сплав АЛ8 в закаленном состоянии,
имеющий неравновесную структуру твердого раствора.
Глава 6. Моделирование процессов старения
209
При протекании различных процессов старения могут быть случаи,
когда со временем изменяется физика процесса и соответственно меня-
ются и закономерности, описывающие данное явление. Такие процессы
называются многостадийными.
В заключение следует отметить, что для решения задач параметри-
ческой надежности закономерности, описывающие процесс старения
U (г), могут быть получены как на основании изучения физики явлений
(что более желательно), так и путем статистической обработки экспе-
риментальных данных с учетом вероятностной природы процессов.
6.5. Стохастическая природа процессов старения
Все рассмотренные выше функциональные зависимости, опреде-
ляющие протекание процесса старения, проявляются при эксплуатации
изделий как случайные процессы. Это связано с двумя основными при-
чинами. Во-первых, исходные свойства материала и геометрические
параметры имеют рассеивание, так как являются продуктом некоторого
технологического процесса, который может функционировать лишь с
определенной точностью и стабильностью (см. гл. 14).
Так, на рис.6.9,а,б приведены вероятностные характеристики преде-
ла прочности ав для авиационного алюминиевого сплава АМГ6Н и
толщины стенки Д фасонных профилей [22]. Как видно из гистограмм,
эти показатели имеют дисперсию и при аппроксимации нормальным
законом оцениваются математическим ожиданием М и среднеквадра-
тическим отклонением а. Хотя материал и размеры сортамента и удов-
летворяют техническим условиям, рассеивание данных показателей
окажет влияние на ход процесса старения (например, на развитие уста-
лостных трещин), и каждая реализация процесса будет отражать кон-
кретные значения начальных параметров данного изделия.
Во-вторых, стохастическая природа процессов старения связана с
широкой вариацией режимов работы и условий эксплуатации изделий.
Поэтому зависимости, описывающие процессы старения, становятся
функциями случайных аргументов - нагрузок, скоростей, температур и
т.п.
В качестве примера на рис.6.9,в,г приведены результаты статистиче-
ских исследований по применению значений мощности N и частот
вращения п для универсальных токарных станков.
Из графиков виден весьма широкий диапазон применяемых режи-
мов, что непосредственно скажется на интенсивности процессов повре-
ждения во всех звеньях привода станка.
210
Часть П. Модели отказов
Рис. 6.9. Примеры рассеивания начальных параметров изделия (а, б) и режимов
эксплуатации (в, г)
Перечисленные причины, а также то обстоятельство, что сама при-
рода процессов старения, как правило, весьма сложна, и аналитические
зависимости отражают явление лишь с определенной степенью при-
ближения, приводят к необходимости применять для оценки данных
процессов характеристики случайных функций. Закономерности [/(/),
изображенные на рис. 6.8 и в табл. 6.4, начинались со значений U = 0
при t = 0, так как повреждение оценивалось как отклонение некоторых
свойств материала от начальных. Однако если рассматривать не данную
конкретную деталь, а их совокупность, то будет иметь место рассеива-
ние и их начальных свойств. Поэтому для оценки степени повреждения
надо учитывать также вариацию начальных свойств, что можно выра-
зить как:
U = U0+U(t) = U0 + (6.12)
о
Глава 6. Моделирование процессов старения 211
где Uo - случайная величина, оценивающая начальные свойства; мате-
риала (в тех же единицах, что и степень повреждения); U(/) - случай-
ный процесс старения (повреждения).
В этом случае функция U будет иметь вид, показанный на
рис. 6.10,а и оцениваться математическим ожиданием М (U) и
корреляционной функцией.
Если рассматривается конкретный объект, у которого начальные
свойства не зависят от режимов, то значение UQ превращается в неслу-
Рис. 6.10. Многостадийные процессы
212
Часть II. Модели отказов
чайную величину и ход процесса характеризуется лишь вторым членом
зависимости (6.12) (рис. 6.10,5).
Как известно, случайный процесс в пределах данной области может
протекать различным образом и иметь слабое или значительное пере-
плетение (перемешивание) реализаций.
Так, для законов, показанных на рис. 6.10,в и г, области существова-
ния случайной функции, описывающей данный процесс повреждения,
примерно одинаковы. Однако более сильная тенденция к перемешива-
нию реализации во втором случае (г), которую можно оценить коэффи-
циентом корреляции, отразится на возможном ходе процесса. Очевидно,
условия, в которых работает данное изделие, характеризуются более
частым изменением режимов его работы и воздействий внешней среды.
Рассматривая процессы старения как случайные, часто удобно сво-
дить их к более простым закономерностям, особенно если удается вы-
делить часть, формирующую стохастическую природу в виде случайной
величины или стационарной функции.
Аппарат теории случайных функций можно применять как к диффе-
ренциальной функции, выражающей скорость процесса у(/), так и к
интегральной функции, описывающей изменение степени поврежде-
ния U (г).
Поскольку функция у(/) на порядок ниже и, кроме того, именно
скорость процесса определяется физикой явлений, чаще удобнее нахо-
дить для нее аналитическое выражение через случайные функции. Зави-
симость для у (г) как случайной функции может быть выражена в раз-
личных формах [21].
В ряде случаев процесс старения может быть описан в виде элемен-
тарной случайной функции:
у(О = Л-ср(г), (6.13)
где А - случайная величина; ср (/) - неслучайная функция (математиче-
ское ожидание процесса).
Это наиболее простой тип случайной функции, так как здесь случай-
ная природа явления заключена лишь в коэффициенте А . Все реализа-
ции процесса будут отличаться только масштабом ординат.
Более полное описание таких процессов можно представить, выде-
лив стационарный случайный процесс Л (г):
у(?) = Л(/)-ф(г). (6.14)
Глава 6. Моделирование процессов старения 213
Данная зависимость описывает широкий круг процессов, и она
удобна тем, что теория стационарных случайных процессов разработана
достаточно полно. Интересно отметить [21], что поскольку дисперсия
случайного стационарного процесса постоянна = const, то
дисперсия данного процесса старения £>[у(г)] при возрастании функ-
ции будет также возрастать, а при убывании - убывать (рис. 6.11,д
и е). Если скорость процесса не зависит функционально от времени, то
процесс (по отношению к у) будет стационарен. В еще более общей
форме поведение скорости процесса старения может быть дано в виде:
т(0=фо(0+л(г)ф(0’ <615)
где Фо(^) и ф(/) - некоторые детерминированные функции.
В наиболее общем виде случайную функцию можно представить ис-
пользуя метод канонического разложения, разработанный В.С. Пугаче-
вым [117]:
у(0=",г(0+Е4-ф((0> <616)
где ту (?) - математическое ожидание функции у(?); А, - случайные
коэффициенты с математическим ожиданием равным нулю (коэффици-
енты разложения); (?) - неслучайные функции (координатные функ-
ции).
Это разложение удобно тем, что при линейном преобразовании слу-
чайной функции коэффициенты разложения остаются неизменными, а
математическое ожидание и координатные функции подвергаются тому
же линейному преобразованию.
Представление процессов старения в виде случайных функций необ-
ходимо потому, что при расчете надежности изделий необходимо вы-
явить область работоспособности, а для этого надо знать не только ма-
тематическое ожидание, но и вероятностные характеристики процесса.
Приведем пример представления процесса старения в виде простей-
шей случайной функции, когда у не изменяется во времени, а ее значе-
ние зависит лишь от режима и условий работы материала. Тогда будет
иметь место стационарный процесс (по отношению к у), параметры
которого можно оценить, зная законы распределения случайных аргу-
ментов и пользуясь соответствующими теоремами теории вероятностей.
214
Часть II. Модели отказов
Так, для поверхностей скорость процесса старения, например изнаши-
вания у , мкм/ч, во многих случаях подчиняется закономерности
y = ^v, (6.17)
где к - константа, зависящая от материала и условий изнашивания; р-
давление на поверхности трения МПа; v- скорость относительного
скольжения сопряженных тел м/с.
Пусть из условий эксплуатации известно, что спектры нагрузок под-
чиняются нормальным законам распределения с параметрами - матема-
тическим ожиданием рср и vcp и среднеквадратическим отклонением
ар и . Известно также среднее значение Лср. Если считать, что фак-
торы, определяющие значение коэффициента к (смазка, загрязнение
поверхности абразивом), существенно не изменяются, а на процесс из-
нашивания влияют лишь изменения нагрузок и скоростей, то можно
определить параметры процесса изнашивания, пользуясь теоремами для
случайных аргументов [21].
Математическое ожидание процесса будет
Гср = *Рср%- (6.18)
Дисперсия процесса изнашивания Dy = о2 может быть подсчитана
на основании теоремы о дисперсии независимых нецентрированных
случайных величин:
Dr = D(kpv) = k2D(pv) = к2 [d(p)D(v) + p2pD(v) + v2pD(p)]
или
стг=7^"=a7ct^+/,«2pct^+v'pctp • (6-19>
Пусть, например, из анализа спектров нагрузок, которые могут воз-
никать при эксплуатации, известно, что они подчиняются нормальному
закону распределения и в пределах шестисигмовой зоны имеют колеба-
ния:
р = 16±4,5, т.е. рср=16МПа и ар=1,5МПа
v = 2±0,6, т.е. vcp=2m/c и av =0,2 м/с
Кроме того, из испытания образцов при средних режимах эксплуата-
ции известно, что за 100 часов работы износ составил 2 мкм, т.е.
_________________Глава 6. Моделирование процессов старения______215
уср =2 Ю-2 мкм/ч.
Из формулы (6.18) можно определить среднее значение коэффици-
ента износа к, которое для принятых значений будет Аср =6,25-10"4 .
Среднее квадратическое отклонение, характеризующее дисперсию про-
цесса изнашивания, определим по формуле (6.19)
ау = 2,77 -Ю"’ мкм/ч.
Таким образом, в данном примере скорость изнашивания выража-
лась элементарной случайной функцией (см. формулу (6.13)) с парамет-
рами
А = и <р(/) = kpcpvep = const.
Рср^ср
При расчете надежности машин с использованием аналитических
выражений для закономерностей процессов старения наиболее типичен
случай, когда скорость процесса у либо независима от времени, либо
это детерминированная (по отношению к времени) зависимость, напри-
мер типа у = Atn, где п = const и известно.
Коэффициент А аналитически связан с аргументами, определяю-
щими интенсивность процесса (£,p,v и др.), которые, в свою очередь,
проявляются как случайные величины со своими законами распределе-
ния.
Для таких зависимостей определение параметров случайного про-
цесса у(/) может быть осуществлено на основе методов статистическо-
го моделирования (см. гл. 12.). Использование закономерностей процес-
сов старения и рассмотрение аргументов как случайных является осно-
вой для построения физико-вероятностных моделей отказов и разработ-
ки методов прогнозирования параметрической надежности изделия.
Глава 7
ФИЗИКО-ВЕРОЯТНОСТНЫЕ МОДЕЛИ ОТКАЗОВ
7.1. Схема формирования параметрического отказа
Для разработки моделей параметрических отказов, использующих
закономерности процессов старения и учитывающих их вероятностную
природу, необходимо представить последовательность тех событий,
которые, в конечном счете, могут привести к отказу.
Структура такой физико-вероятностной модели может быть пред-
ставлена в виде блок-схемы, этапы которой являются общими для раз-
личных по своему характеру и содержанию параметрических отказов
(рис. 7.1).
Как было показано выше (см. § 1.5), при эксплуатации машины на
нее действуют все виды энергии. Однако процессы старения могут воз-
никать лишь при определенном энергетическом уровне. Если этот уро-
вень не превзойден, то предпосылки для возникновения отказа будут
устранены в самом начале.
Малая энергетическая нагруженность элементов машины - один из
главных путей повышения их безотказности, который приводит, однако,
к увеличению габаритов изделия.
Если же процесс старения возник, то он будет изменять начальные
свойства или состояние материалов, из которых выполнено любое изде-
лие (включая не только детали и элементы, но и смазочные материалы,
топливо и т.п.). Под действием различных видов энергии могут появ-
ляться и развиваться во времени такие процессы, как деформация, из-
нашивание, коррозия и другие (см. гл. 6), которые могут привести к из-
менению регламентированных характеристик изделия, т.е. к его повре-
ждению (см. § 6.2).
Полученное повреждение может влиять или не влиять на выходные
параметры изделия.
Если данное повреждение не влияет на выходной параметр изделия,
то отказ не возникнет. Например, изменение шероховатости поверхно-
сти турбинной лопатки авиадвигателя, которое происходит в первые
часы его работы, хотя и изменяет начальные контролируемые парамет-
ры лопатки, но, как правило, не влияет на мощность, КПД и другие ха-
рактеристики двигателя. Поэтому из-за изменения шероховатости по-
верхности лопаток отказа двигателя не происходит.
Глава 7. Физико-вероятностные модели отказов
217
Рис. 7.1. Блок-схема возникновения параметрического отказа
Параметрический отказ возникнет в том случае, если повреждение
приведет к изменению выходного параметра, а значение этого парамет-
ра выйдет за установленные пределы.
В качестве примера на рис. 7.2 показан упрощенный вариант блок-
схемы возникновения параметрического отказа для направляющих
скольжения суппортов и столов металлорежущих станков.
Основным выходным параметром суппортной группы является точ-
ность перемещения, которая должна сохраняться на протяжении всего
периода эксплуатации станка.
Энергия, действующая на станок и в том числе на направляющие, в
виде механической, тепловой и химической может вызывать такие про-
цессы, как изнашивание, тепловую деформацию и коррозию, изменяю-
щие начальное состояние направляющих.
Условия для оценки возможности возникновения данных процессов
могут быть, в первом приближении, установлены следующим образом.
Для невозникновения процесса изнашивания, если придерживаться
усталостной теории [59], необходимо, чтобы давление в направляющих
р не превосходило некоторого критического значения р< р^. Это
218
Часть II. Модели отказов
Рис. 7.2. Схема возникновения отказа суппортной группы металлорежущего
станка по показателю точности
означает, что контактные напряжения, возникающие в микровыступах
трущихся поверхностей при их взаимодействии, должны быть ниже
длительного предела усталости для данной пары материалов. Примене-
ние этого условия приводит обычно к повышенным габаритам направ-
ляющих и поэтому оно не соблюдается и, как правило, р> , т.е. воз-
можно возникновение усталостного изнашивания.
Для отсутствия тепловых деформаций необходимо обеспечение по-
стоянства температуры - 0 = const. Поэтому прецизионные станки, как
правило, работают в термоконстантных помещениях.
Для оценки возможности протекания коррозии, которая для направ-
ляющих связана как с атмосферными влияниями, так и с действием ох-
лаждающей жидкости, необходимо, на основании законов химической
термодинамики, определить термодинамическую устойчивость металла
в данной среде. Для этого можно использовать изобарно-изотер-
мический потенциал (функцию Гиббса). Коррозионный процесс будет
протекать, если стандартная величина изменения этого потенциала
Д&298 < 0 [82].
_______________Глава 7. Физико-вероятностные модели отказов___219
Таким образом, для каждого вида энергии, действующего на изде-
лие, можно установить граничные условия для невозникновения тех
процессов, которые могут привести к отказу.
Для направляющих станков основной причиной потери работоспо-
собности является их изнашивание [75]. Повреждение поверхности в
результате износа приводит к искажению начальной формы направ-
ляющих, что влияет на точность обработки. Поэтому выходной пара-
метр станка - погрешность обработки X = Д - функционально связан с
износом направляющих U , т.е. Д = F(U) .
Возможен вариант, когда износ не будет влиять на изменение вы-
ходного параметра, например, при равномерном износе направляющих
по длине не будет происходить искажение точности прямолинейного
движения, и параметрический отказ не возникнет.
Однако в большинстве случаев, когда износ приводит к изменению
параметров траектории опорной точки суппорта (см. § 3.2), происходит
постепенное изменение выходного параметра Д во времени и при дос-
тижении им предельно допустимого значения = Ддоп произойдет
параметрический отказ.
Этот последний этап блок-схемы, когда оценивается вероятность на-
хождения выходного параметра в допустимых пределах, и является
предметом анализа при разработке модели постепенного параметриче-
ского отказа.
На рис. 7.3 показана общая схема изменения (деградации) выходного
параметра X во времени и формирования закона надежности /(f).
Отказ возникнет при достижении параметром своего предельно допу-
стимого значения Хтах, что произойдет через некоторый случайный
промежуток времени работы изделия t-T .
На схеме показаны основные этапы формирования закона распреде-
ления f (г). При t = 0 имеет место рассеивание начальных параметров
изделия /(а) относительно своего математического ожидания а0. Это
связано с дисперсией показателей новой машины, с возможностью ра-
боты машины при различных режимах и с протеканием таких процес-
сов, как вибрация, деформации и др., которые проявляются сразу же
при функционировании машины. Затем на ухудшение параметров изде-
лия в процессе эксплуатации сказываются медленно протекающие про-
цессы старения. В общем случае процесс изменения параметра может
начаться через некоторый промежуток времени т0, который является
случайной величиной и связан с накоплением повреждений или с дейст-
вием внешних причин.
220
Часть 11. Модели отказов
Рис. 7.3. Общая схема формирования параметрического отказа
Процесс изменения параметра X со скоростью ух также является
случайным и зависит от интенсивности изменения характеристик от-
дельных элементов изделия, например, при их изнашивании.
В результате всех этих явлений происходит формирование закона
распределения/(f), который определяет вероятность выхода параметра
X за границу Хт^ т.е. вероятность отказа F(f) = l-P(f). Следует
отметить, что в общем случае значение %тах также может иметь рас-
сеивание, если оно оценивает диапазон требований потребителя к пре-
дельным значениям показателей машины (см. рис. 2.4).
Данная схема в общем виде описывает процесс возникновения отка-
за и при частных значениях входящих параметров может отражать те
или иные случаи, характерные для определенных условий работы и
конструктивных особенностей изделия.
Так, если процесс изменения параметра начинается сразу (т0 = 0),
то получаем типичную схему возникновения постепенного параметри-
ческого отказа. Если при достижении %тах. будет иметь место резкое
возрастание X(t), то, как правило, возникнет отказ функционирования.
Если в процессе формирования отказа основную роль играет начало
процесса, т.е. функция /(т), а затем процесс протекает с большой ин-
тенсивностью - X (f) —> оо, то будет иметь место модель возникновения
внезапного отказа.
Глава 7. Физико-вероятностные модели отказов 221
Ниже рассмотрены наиболее распространенные частные модели по-
степенных параметрических отказов, когда причиной изменения выход-
ного параметра является протекание процессов старения, т.е.
X = F(U). При этом вероятностная природа процесса деградации вы-
ходного параметра связана как с физикой процесса старения, так и с
дисперсией режимов и условий использования изделия.
7.2. Линейная модель параметрического отказа
Достаточно часто встречается случай, когда рассеивание выходного
параметра X подчиняется нормальному распределению, а его измене-
ние во времени - линейному закону (рис. 7.4), т.е.
X = a + yx-t, (7.1)
где а - начальное значение параметра X; ух - скорость изменения
параметра при эксплуатации изделия.
Из этой формулы следует, что срок службы (наработка) до отказа,
который определяет время t = T достижения параметром значения
* = будет
Т _ Хмх-а . (7.2)
Ух
Значение Г является функцией двух случайных аргументов а и ух,
которые при нормальном законе распределения характеризуются мате-
матическим ожиданием (соответственно а0 и ухср) и средним квадра-
тическим отклонением (ов и ох). В этом случае для каждого фиксиро-
ванного значения t s Т параметр X также будет распределен по нор-
мальному закону f(X) с характеристиками:
математическое ожидание -
4 «о +Ухс₽ 'G (7-3)
среднее квадратичное отклонение -
ст = • (7.4)
Следует подчеркнуть, что в этой модели нормальному распределе-
нию подчиняются начальное значение параметра а и скорость процесса
ух, т.е. разные по размерности величины.
222
Часть 11. Модели отказов
Рис. 7.4. Линейная модель параметрического отказа
Оценивается именно скорость процесса, потому что она зависит от
большого числа факторов, характеризующих режимы и условия работы
изделия и не связанных с длительностью его эксплуатации. Если рас-
сеивание данной величины является результатом суммирования от воз-
действия ряда независимых случайных факторов, сравнимых по своему
значению, то согласно центральной предельной теореме теории вероят-
ностей результирующее распределение будет приближаться к нормаль-
ному [21].
Полученные зависимости для Аср и а определяют область состоя-
ний параметра X в' функции времени t и позволяют получить характе-
ристики параметрической надежности изделия.
Вероятность отказа определяется вероятностью выхода пара-
метра X за пределы Атах (площадь под кривой /(А"), отсекаемая гра-
ницей области работоспособности Атах), а вероятность безотказной
работы численно равна площади под кривой /(А), находящейся
в области работоспособности. Поскольку площадь под кривой нормаль-
Глава 7. Физико-вероятностные модели отказов
223
ного распределения может быть подсчитана с помощью функции Лап-
ласа Ф(А") (см. § 5.2) при 0,5 £ Ф < 1, получим:
Р(г) = Ф
^max «О Y хер ’
(7.5)
7^+(охг)2
Закон надежности f (г) =----— не подчиняется в данном случае
нормальному распределению, он асимметричен, находится в области
положительных значений t, а показатель
(7.6)
является его медианой.
При выделении экстремальной реализации (наибольших возможных
значений ан и ун) можно подсчитать запас надежности
(7.7)
Запас надежности уменьшается по мере эксплуатации изделия, и га-
рантированный период безотказной работы Тг может быть подсчитан
по формуле (7.7) при условии t = Тг при Кы = 1, откуда
(7.8)
Формула (7.5) и полученные из нее формулы (7.7) и (7.8) могут быть
использованы для оценки надежности изделия по данному выходному
параметру на стадии проектирования или для новой машины до начала
ее эксплуатации. Для расчета необходимо определить следующие вели-
чины:
%тах- предельно допустимое значение выходного параметра, кото-
рое устанавливается техническими требованиями к изделию (на основа-
нии стандартов, нормативов, требований заказчика);
aQ и аа - характеристики распределений начальных параметров из-
делия, которые зависят от точности (качества) изготовления изделия и
от возможного их изменения при действии сил, температур, параметров
224
Часть II. Модели отказов
окружающей среды и других факторов, связанных с работой изделия.
Допустимые значения этих показателей также должны быть установле-
ны техническими требованиями к изделию. При наличии опытного об-
разца или новой машины они могут быть определены эксперименталь-
но;
YxCp и стх “ характеристики скорости процесса изменения выходных
параметров изделия в результате его старения. Их оценка связана с ис-
пользованием закономерностей, описывающих физику процесса старе-
ния (см. гл. 6), и с расчетом того влияния, которое оказывает данный
процесс на выходные параметры.
Эти расчеты являются ключевыми для возможности прогнозирова-
ния характеристик надежности на ранних стадиях создания машины.
Они рассмотрены ниже.
Линейная модель параметрического отказа (см. рис. 7.4) и получен-
ные зависимости позволяют оценить роль отдельных факторов в фор-
мировании закона f(t) и получить частные случаи этой модели
(рис. 7.5). Так, если рассеивание процесса изменения X (/) мало, т.е.
сх -»0, то закон /(/) целиком определяется закономерностями рас-
сеивания начальных параметров (рис. 7.5,а). В этом случае при нор-
мальном законе /(а) вероятность отказа также будет подчиняться
нормальному распределению.
Если изменения выходного параметра в исследуемом промежутке
времени не наблюдается, т.е. ух -> 0 (рис. 7.5,6), то из формулы (7.5)
получим, что
Р(/) = Ф
^шах *0
= const,
(7.9)
т.е. вероятность отказа от времени не зависит. Это значение Р(/) оце-
нивает вероятность применения годного или негодного изделия, кото-
рое либо будет безотказно работать весь рассматриваемый период экс-
плуатации, либо параметры нового изделия сразу могут быть за преде-
лами допустимых значений.
Если кривая X (/) после достижения некоторого критического уров-
ня Х*р будет иметь тенденцию к быстрому возрастанию, что характер-
но для отказов функционирования (рис. 7.5,в), то значение может
иметь формальный характер. Например, расчет несущей способности
Глава 7. Физико-вероятностные модели отказов
225
детали при ее ослаблении усталостной трещиной имеет смысл только до
некоторого критического значения глубины трещины, после достиже-
ния которой будет происходить лавинообразное развитие процесса раз-
рушения. Для данного случая закон распределения /(/) следует опре-
делять, исходя из достижения реализациями процесса критического
уровня <^тах.
Рассмотренная модель отказа применима также для случая, когда в
процессе работы машины происходит уменьшение значения выходного
параметра X и лимитируется его минимально допустимое значение
(рис. 7.5,г), например для КПД коэффициента полезного действия при-
вода % = т]. В этом случае при использовании формулы (7.5) у значений
aQ и необходимо изменить знак.
V ПшЛ \ 111111 /
16 Зак. 138
226
Часть II. Модели отказов
Во многих случаях изменение параметра ограничивается двумя пре-
делами A"miX и Хгаш (рис. 7.5Де). Вероятность безотказной работы из-
делия P{t) в данном случае численно равна площади под кривой
f (X,t), находящейся в пределах допуска Д = - Amin :
(7.Ю)
В частном случае при симметричном допуске а0 = 0 и уср = 0 (рис.
7.5,е), т.е. при увеличении со временем лишь дисперсии процесса без
смещения центра группирования, получим
Р(<) = 2Ф
(7.П)
При расчетах вероятности безотказной работы /’(г) по формуле
(7.5) задача решается, как правило, в двух вариантах.
1. При заданном (установленном) ресурсе t = Тр определяют вероят-
ность безотказной работы p(t = 7^), которая и служит характеристикой
надежности изделия. В этом случае все параметры, определяющие ар-
гумент функции Лапласа, известны и, используя таблицы этой функции
(см. табл. 5.2), подсчитывают значение Р(?).
2. Для изделий с высокими требованиями к надежности задается
Р(г) и необходимо рассчитать ресурс Ту (гамма-процентный ресурс),
обеспечивающий данный уровень безотказности. В этом случае в фор-
муле (7.5) искомым является значение t, которое входит в аргумент
функции Лапласа. Аргумент функции Лапласа будет являться кванти-
лем z нормального распределения, т.е. тем его значением, которое со-
ответствует данной вероятности Р(г). Для квантилей нормального рас-
пределения имеются таблицы (см. табл. 5.3).
Из формулы (7.5), приравняв к z значение аргумента функции Ф,
получим квадратное уравнение для определения Ту:
^а2+о2Т2 = Amax-а0. (7.12)
_____ Глава 7. Физико-вероятностные модели отказов____227
Для заданного значения P(t) по таблицам для квантилей нормаль-
ного распределения находим соответствующее значение z, и из урав-
нения (7.12) находим ресурс .
При использовании таблиц для значений функции нормального рас-
пределения и квантилей следует обращать внимание, для какой функ-
ции Лапласа (нормированной или нет) они приведены, так как нормиро-
ванная функция Фн находится в пределах 0<Фн <0,5, а ненормиро-
ванная -0,5 £ Ф 1. Поэтому при использовании нормированной функ-
ции Фи к правой части формулы (7.5) следует прибавить 0,5 (см. § 5.2).
Свою специфику имеют расчеты надежности с учетом процессов
средней скорости.
Процессы средней скорости, например тепловые деформации, дей-
ствуют в течение непрерывной работы машины (см. § 1.5). Поэтому при
использовании формулы (7.5) в значениях начальных параметров а0 и
са должно быть учтено влияние и процессов средней скорости.
Однако в ряде случаев целесообразно отдельно учитывать эти воз-
действия, поскольку они также зависят от времени и проявляются в те-
чение некоторого периода То. Этот период может быть достаточно дли-
тельным и даже соизмеримым с продолжительностью использования
изделия (например, при полете ракеты).
Если рассеивание выходного параметра за счет процессов средней
скорости также можно описать нормальным законом распределения с
координатой центра группирования ас и средним квадратическим от-
клонением ас (рис. 7.6), то к концу периода То рассеивание параметра
X будет характеризоваться средним квадратическим отклонением
(7.13)
и формула (7.5) примет вид:
Р(г) = Ф
^max “о ас У хер ’
(7.14)
Параметры ас и ас следует рассматривать как функцию времени,
если определяется надежность изделия в разные моменты времени его
непрерывной работы (в течение периода Го). Значение ас должно
браться со своим знаком, так как возможны случаи, когда процессы
16*
228
Часть II. Модели отказов
средней скорости (например, тепловые деформации) улучшают началь-
ные параметры машины. Поэтому встречаются случаи, когда за время
непрерывной работы изделия будут периоды с более высокими показа-
телями параметрической надежности, что можно учесть для рациональ-
ного использования машины.
Например, при эксплуатации прецизионного металлорежущего стан-
ка, у которого тепловые деформации существенно влияют на точность,
целесообразно в начальный период обрабатывать менее точные детали,
а после стабилизации температурного поля станка (через 2-3 ч) перехо-
дить к обработке деталей с более высокими требованиями к их точно-
сти.
Аналогично можно учитывать как период разогрева, так и период
перегрева конструкции при выборе режима работы многих объектов
(двигателей, приводов, технологических машин). На рис. 7.6 показан
вариант, когда больший запас надежности обеспечивается в начале пе-
риода TQ, и ситуация с недостаточным уровнем параметрической на-
дежности возникнет лишь после некоторого периода эксплуатации ма-
шины.
Рис. 7.6. Модель параметрического отказа, учитывающая действие процессов
средней скорости
Запас надежности, которым обладает машина, определяется либо
реализацией, соответствующей заданной вероятности принятия пара-
метром предельного значения, либо реализацией, соответствующей
наибольшей скорости процесса ух при неблагоприятных (а иногда и
аварийных) условиях работы машины.
Глава 7. Физико-вероятностные модели отказов
229
7.3. Модели с учетом флуктуации параметра
Свою специфику в формировании закона надежности имеют те слу-
чаи, когда модель должна учитывать также флуктуацию параметра
вследствие дополнительных возмущений, приводящих к большему или
меньшему перемешиванию реализаций и к возникновению помех (на-
пример, типа «белый шум») [92].
Случайный процесс основанный на функциональной зависи-
мости, в которой аргументы являются случайными величинами, не за-
висящими от времени, называют детерминированным случайным (или
полуслучайным) процессом.
Эти процессы и были положены в основу рассмотренных выше мо-
делей отказов.
В общем виде случайный процесс изменения параметра X во вре-
мени можно представить как
X(t) = a + Xx (z) + e(/); (7.15)
где а - начальное значение параметра; ЛГТ(/)-тренд параметра; е(г) -
флуктуации параметра.
Тренд параметра - это его постепенное изменение, связанное с про-
цессами старения. В общем случае тренд может быть как линейным, так
и нелинейным (см. гл. 6). Поскольку процессы изменения выходного
параметра непосредственно зависят от процессов старения, они имеют
аналогичную стохастическую структуру (см. § 6.5).
Случайные процессы, описывающие деградацию выходного пара-
метра, могут быть выражены в виде элементарной случайной функции
(см. формулу 6.13), как произведение стационарной случайной функции
на неслучайную (формула 6.14) или с использованием метода канониче-
ского разложения (формула 6.16).
В ряде случаев тренд параметра можно представить состоящим из
центрированной монотонной функции X (г) и случайной составляющей
сх ('), Т.е.
XT(t) = X(t) + Cx(tY (7.16)
При существенном влиянии составляющей Сх(/) случайный про-
цесс будет характеризоваться сильным перемешиванием реализации.
Если нет тенденций к изменению скорости процесса, то его можно рас-
230
Часть II. Модели отказов
сматривать как стационарный случайный процесс с постоянным мате-
матическим ожиданием скорости процесса.
Флуктуации параметра также могут содержать детерминированную
составляющую (например, периодические компоненты кинематических
ошибок механических передач) и случайные флуктуации [8]
e(z) = z(r)+C(/).
(7.17)
Периодическая составляющая z{t) может быть представлена в виде
суммы отдельных гармонических составляющих при разложении в ряд
Фурье.
Составляющая С(г) может рассматриваться как реализация стацио-
нарного эргодического центрированного случайного процесса. В общем
случае реализации процесса деградации выходного параметра могут
обладать свойством «перемешанного» процесса и иметь как монотон-
ный, так и немонотонный характер. Эти свойства случайного процесса
влияют на параметры закона распределения f (f) и на оценку вероят-
ности безотказной работы изделия P(z).
На рис. 7.7 приведены модели постепенных отказов с различной сте-
пенью перемешивания реализации процесса.
Кривые приведены для случая, когда при t-Q X ~а0 и стя = 0.
Для веерного случайного процесса (рис. 7.7,а) при отсутствии флук-
туации параметра из формулы (7.5) при аа = 0 получим
Р(г) = Ф
^тах ^0 ~ Yep '
(7.18)
При сильном перемешивании реализации распределение f (t) будет
приближаться к нормальному тем больше, чем более значительную роль
играют флуктуации процесса по сравнению с дисперсией тренда. При
стх = 0 и ух = уср получим так называемый компактный процесс с силь-
ным перемешиванием (рис. 7.7,6), для которого распределение f(t)
будет нормальным и вероятность безотказной работы может быть под-
считана по формуле
Р(г) = Ф
•^шах Др У
'(7.19)
Глава 7. Физико-вероятностные модели отказов
231
Рис. 7.7. Модели отказов при перемешивании реализаций процесса
где ух = const, а се оценивает среднеквадратическое отклонение реа-
лизации за счет флуктуации параметра. Данная схема аналогична слу-
чаю, когда имеет место начальное рассеивание параметра, а скорость
процесса можно считать детерминированной величиной (см. рис. 7.5,а).
Рассмотрение моделей тех процессов, в которых одновременно про-
исходит рассеивание скорости тренда, флуктуация параметров и пере-
мешивание реализации приводит к марковским диффузионным процес-
сам.
Реализации могут быть монотонными и немонотонными. Последние
возникают в тех случаях, когда одновременно со старением действуют и
процессы средней скорости, которые периодически изменяют скорость
деградации выходного параметра ух. В результате реализации случай-
ного процесса X (t) имеют склонность к сильному перемешиванию.
В связи с этим отдельно рассматривают диффузионное монотонное
распределение (DM-распределение - Diffusive Monotonic) и диффузи-
онное немонотонное распределение (DN-распределение - Diffusive Non-
monotonic) [95].
Для определения вероятности безотказной работы для этих случаев
можно применять следующие формулы:
232
Часть 11. Модели отказов
для DM-распределения (рис. 7.7,в)
(7.20)
для DN-распределения (рис. 7.7,г)
(
Р(г) = Ф(Л)-ехр
к
24
а.
^тах + Yep *
(^тах ~a)t
Yep
(7.21)
Анализ кривых плотности распределения f (г) для различных слу-
чаев [95] показывает, что кривая DM-распределения занимает промежу-
точное положение между симметричным нормальным распределением
и более вытянутым распределением для веерного процесса (см. форму-
лу 7.5). Кривые плотности DN-распределения приближаются к веерно-
му процессу. Они являются более асимметричными, имеют значитель-
ный порог нечувствительности (зона высокой надежности) и положи-
тельный эксцесс (островершинность).
Следует иметь в виду, что учет флуктуаций процесса имеет большую
актуальность для оценки надежности при небольшой продолжительно-
сти эксплуатации машины - одного порядка с длительностью ее непре-
рывной работы.
Для изделий, у которых ресурс по данному параметру значителен и
по крайней мере на порядок выше времени непрерывной работы маши-
ны, учет флуктуаций параметра не внесет существенных изменений в
оценку ее параметрической надежности.
7.4. Нелинейные модели параметрического отказа
Во многих случаях изменение выходного параметра во времени мо-
жет иметь нелинейный характер (ух Ф const), что связано в первую оче-
редь с физикой процесса старения. Такие процессы, как коробление
корпусных деталей, тепловые деформации, изнашивание в процессе
приработки и другие нелинейно зависят от времени (см. гл. 6).
Глава 7. Физико-вероятностные модели отказов
233
Еще большая нелинейность выходного параметра во времени (ино-
гда с наличием экстремума) будет в том случае, если это изменение свя-
зано с несколькими разнохарактерными процессами старения или с об-
ратимыми процессами.
В общем случае, если известны математическое ожидание изменения
выходного параметра X во времени Мх (г) и его дисперсия Dx (г), то
вероятность безотказной работы изделия при рассеивании параметра по
нормальному закону в данный момент времени t = Т может быть опре-
делена как
^шах Мх (/)
(7.22)
Например, если изменение параметра во времени подчиняется экс-
поненциальному закону (тепловые процессы, коробление изделия и др.)
(рис. 7.8)
X(t) = A 1-ехр|
(а
(7.23)
где А - установившееся значение параметра (при t -> оо) и а - тепло-
вая постоянная узла, зависящая от его конструкции и материалов.
Тогда математическое ожидание
М^) = ай + А
1 I *
1-ехр —
I а
(7.24)
Рис. 7.8. Модель отказа при изменении параметра по экспоненциальному закону
15 Зак. 138
234
Часть 11. Модели отказов
где А - математическое ожидание параметра А, который имеет рас-
сеивание по нормальному закону.
Если среднее квадратическое отклонение параметра ах также изме-
няется во времени по экспоненциальному закону с параметрами ах и
а0, т.е.
М') = ст0 1-ехр --
(7.25)
то вероятность безотказной работы будет
Р(г) = Ф
Более широкие возможности для расчета надежности имеют методы
моделирования деградации выходного параметра (см. гл. 12), построен-
ные на основе тех же моделей отказов.
В ряде случаев закон изменения выходных параметров может быть
достаточно сложным. Так, на рис. 7.9 приведен случай со знакопере-
менным (по скорости процесса) изменением выходного параметра и с
двумя ограничениями его предельного состояния Х{ и Х2. В среднем
за пределы допуска Д параметр изделия выйдет только через промежу-
ток времени t = Т4.
Рис. 7.9. Изменение выходного процесса при наличии у реализаций
процесса экстремума
Глава Z Физико-вероятностные модели отказов
235
Однако в процессе работы в начальный период эксплуатации в пери-
од времени t от 7] до Т2 возникнет опасность отказа для изделий, вы-
полненных по верхней границе ах технологического допуска. Затем
вероятность безотказной работы изделия будет возрастать. Изделия,
выполненные по нижней границе а2 допуска, не будут иметь такого
периода, но их выход за пределы Х2 возможен с момента времени
t = Т3. Такая картина наблюдалась, например, при исследовании изме-
нения точности одностоечного координатно-расточного станка в про-
цессе его длительной эксплуатации (см. далее рис. 7.11,г).
Формирование параметрического отказа, когда случайный процесс
изменения параметра X (г) является суммой двух (или более) разнона-
правленных процессов Хх(г) и Х2(г), достаточно часто встречается на
практике. Сложный характер процесса деградации выходного параметра
может привести к нестандартным закономерностям для оценки вероят-
ности безотказной работы, к появлению и последующим исчезновениям
периодов (зон) повышенной опасности возникновения отказов.
При этом большую роль в формировании области состояний выход-
ного параметра играют не только закономерности процесса изменения
во времени параметра, но и те допустимые пределы, которые установ-
лены для данного показателя техническими условиями на изделие. Чис-
ленные значения %тах и %min существенно влияют на характер и пара-
метры закона надежности f (г).
В качестве примера на рис. 7.10 приведена модель параметрического
отказа, в которой изменение параметра X во времени является суммой
линейного и нелинейного X2(t) законов X(f) = Xx(f) +X2(t).
При допустимом диапазоне изменения параметра X, равным Д,, опас-
ность выхода за нижнюю границу не существует, и формирование зако-
на надежности fx (/) целиком определяется временем достижения реа-
лизациями случайного процесса X (г) верхней границы Хтах.
При сужении допустимых значений параметра (допуск Д2) в первый
период эксплуатации изделия появляется вероятность выхода параметра
за нижнюю границу допуска. Затем эта вероятность уменьшается до
нуля, и основную роль в формировании закона /2 (/) играет верхняя
граница .
15*
236
Часть II. Модели отказов
Рис. 7.10. Формирование закона надежности при одновременном действии
разнонаправленных процессов старения и при различных требованиях к
изделию
При еще большем ужесточении требований к изменению параметра
X (допуск Д3), особенно к его выходу за пределы Хтт, эта граница
полностью определяет процесс формирования закона /3 (1), поскольку
процесс Х2 (/) в данный период времени играет основную роль.
Законы вида /2 (f) могут восприниматься, как описывающие период
«приработки» изделия, после которого вероятность отказа снижается, а
*>(')
(7.27)
Глава 7. Физико-вероятностные модели отказов 237
затем снова возрастает из-за проявления процессов старения (см.
рис. 5.6,г). Однако в рассматриваемом случае природа таких
закономерностей совсем иная.
Приведем пример моделирования изменения выходного параметра и
формирования закона надежности для случая, когда процесс
подчиняется линейному, а Х2 (/) - экспоненциальному законам
Х{ = а0 + kt
Х2=а(1-е-а'У'
Случайными являются аргументы а0, к, а, а.
Такие закономерности могут проявляться как от воздействий мед-
ленно протекающих процессов, например при одновременном изнаши-
вании направляющих элементов и коробления корпусных деталей ма-
шины, так и при процессах средней скорости, например, при интенсив-
ном изнашивании и тепловых деформациях. Примером процессов сред-
ней скорости могут служить размерный износ инструмента и тепловые
деформации металлорежущего станка при обработке точных деталей.
Выходным параметром технологической системы «станок-инструмент»
является точность размера обрабатываемой поверхности X = Д. На этот
параметр оказывают влияние два процесса:
1) размерный износ инструмента, что приближенно можно аппрок-
симировать линейной зависимостью;
2) относительное смещение суппорта и шпинделя станка вследствие
тепловых деформаций, которое подчиняется экспоненциальному зако-
ну.
Моделирование процесса изменения выходного параметра осущест-
влялось по рассмотренной схеме (см. рис. 7.10) по методу Монте-Карло
при многократном (N = 100) получении выходного параметра
X (г) = Xt (t) + X2 (t) по формулам (7.27) при различных значениях ар-
гументов. Случайные аргументы К и а распределены по нормальным
законам, aQ = 0, а = 0,1.
При моделировании назначались разные допуски Д на требуемую
точность получаемого размера. В зависимости от значения Д получали
различные законы распределения выходного параметра в соответствии
со схемой на рис. 7.10.
Таким образом, формирование закона надежности /(/) является
достаточно сложным процессом, который зависит от конструкции и
238
Часть II. Модели отказов
назначения изделия, требований, которые к нему предъявляются, и тех
закономерностей, которым подчиняются процессы старения.
Многочисленные исследования по оценке значений выходных пара-
метров машин и устройств подтверждают их вероятностную природу и
склонность к деградации.
На рис. 7.11 приведены примеры экспериментальных исследований
изменения во времени выходных параметров изделия X (г) и их стохас-
тической природы.
На рис. 7.11,а приведены результаты исследования изменения гид-
равлической плотности прецизионных пар топливной аппаратуры дизе-
лей при их износе. Износ плунжерной пары насоса приводит к сущест-
венному изменению цикловой подачи топлива Дд, мг/цикл, что сопро-
вождается одновременным ростом неравномерности подачи. В этом
случае реализации процесса не имеют склонности к перемешиванию и
имеют малое рассеивание, так как режим работы изделия достаточно
стабилен.
Другой пример (рис. 7.11,6) показывает результаты оценки стабиль-
ности уровня настройки элекгроконтактного датчика. В процессе экс-
плуатации происходит смещение уровня настройки, причем в результа-
те действия многих факторов этот процесс имеет значительную диспер-
сию и склонность к перемешиванию реализаций. Однако математиче-
ское ожидание процесса близко к линейному и характеризует постепен-
ное смещение уровня настройки, что определяет параметрическую на-
выходных параметров изделия
Глава 7. Физико-вероятностные модели отказов
239
дежность узла, положение которого контролируется данным датчиком.
На рис. 7.11,в показаны результаты исследования износа и измене-
ния рабочих характеристик высокоточных аксиально-поршневых авиа-
ционных насосов (по данным Ю.А. Бурова). При увеличении в паре
«поршень-плунжер» зазора А происходит падение производительности
насоса.
Основное влияние на рассеивание Д оказывает начальная точность
изготовления и сборки насоса, а износ протекает достаточно стабильно
и с малой интенсивностью.
Величина зазора Д определяет ресурс изделия. Срок службы насо-
сов изменялся в широком диапазоне в основном из-за большого рассеи-
вания начальных параметров при изготовлении изделий. Поэтому наи-
более эффективным методом повышения ресурса насоса является в дан-
ном случае уменьшение начального зазора плунжерной пары за счет
технологических мероприятий (повышение точности изготовления, се-
лективная сборка).
Пример сложного процесса деградации выходного параметра, как
результата совместного действия различных процессов старения, при-
веден на рис. 7.11,г, где показано изменение перпендикулярности оси
шпинделя к поверхности стола по наблюдениям в течение семи лет за
эксплуатацией координатно-расточных станков модели 2А450 (по ис-
следованиям В.С. Дубца). Обработка опытных данных показала, что
математическое ожидание угла поворота шпинделя а, с и среднеквад-
ратическое отклонение аа, с в функции времени t, лет могут быть ап-
проксимированы следующими зависимостями:
а(/) = 1,04?+6,88г-1,22 и <то(г) = 0,17е°'47 +0,9.
Такой сложный характер изменения положения оси шпинделя связан
со сложением двух различных процессов - коробления чугунных кор-
пусных деталей станка и износа направляющих шпиндельного блока,
которые действуют в противоположных направлениях (см. рис. 7.9).
7.5. Одновременное проявление постепенных и внезапных
отказов
В ряде случаев для изделия существует опасность возникновения как
постепенных, так и внезапных отказов.
Если они проявляются как независимые события и вероятность без-
отказной работы для постепенного и внезапного отказов известны (со-
ответственно Рп(?) и Рв (?)), то значение P(t) для сложного события
может быть подсчитано по теореме умножения вероятностей
240
Часть 11. Модели отказов
(7.28)
Например, если постепенные отказы подчиняются закону распреде-
ления (7.5), а внезапные - экспоненциальному, получим:
Р(/) = Ф
•^тах °0 7ср/
ч 7СТа+СТх-'2 ,
е-К1
(7.29)
Из рис. 7.12,а видно, что в этом случае в начальный период работы
изделия основное влияние на Р(г) оказывают внезапные отказы, а за-
тем все большее значение приобретают постепенные отказы.
В ряде случаев может иметь место такая схема взаимодействия по-
степенных и внезапных отказов, когда старение снижает уровень сопро-
тивляемости изделия внезапным отказам (рис. 7.12,6). В этом случае в
течение некоторого периода времени TQ, когда экстремальные пиковые
нагрузки £?эк меньше допустимых 0ДОП для изделия, опасности возник-
Рис. 7.12. Одновременное проявление постепенных и внезапных отказов
_______________Глава 7, Физико-вероятностные модели отказов____241
новения внезапных отказов нет. При падении допустимых значений
2Д0П (г) из-за старения изделия, начиная со значения Q,K = 0ДОП, появ-
ляется вероятность возникновения внезапного отказа. Поэтому кривая
Р(г) имеет зону с Р(г) = 1, которая называется порогом чувстви-
тельности (0 < г < Го). При t > Го кривая Р(г) подчиняется экспонен-
циальному или иному закону внезапных отказов (рис. 7.12,в).
Применение моделей параметрических отказов, отражающих физику
процесса потери машиной работоспособности и вероятностную природу
явлений, позволяет оценить изменение области состояний выходных
параметров во времени и, следовательно, определить показатели надеж-
ности.
Раскрытие механизма формирования закона надежности - основной
путь к решению задачи прогнозирования надежности на стадии проек-
тирования нового изделия.
При этом основным источником информации для прогноза служат
не статистические данные о надежности прототипов (которых может и
не быть), а регламентированные значения выходных параметров изде-
лия, закономерности процессов старения, предполагаемые условия экс-
плуатации и другие факторы, которые могут быть установлены для
вновь проектируемой машины.
В основе любой модели отказа лежит физика процесса старения, и
чем более объективно отражает данная закономерность изменения, про-
исходящие в материале изделия, тем с большей достоверностью можно
спрогнозировать и процесс изменения состояния машины. Однако пере-
ход от изменения степени повреждения материала к оценке соответст-
вующей деградации выходного параметра (см. § 6.3) требует проведе-
ния целого ряда специальных расчетов. Эти расчеты должны учитывать
не только вид повреждения, но и конструктивные особенности изделия,
схему нагружения, начальный уровень качества, характер взаимодейст-
вия и взаимовлияния отдельных элементов машины, т.е. все то, что свя-
зано с переходом от микрокартины протекающих процессов старения к
макрокартине, описывающей распространение их действия на все изде-
лие.
Для большинства изделий машиностроения наиболее характерны
процессы, происходящие при контакте сопряженных поверхностей, и, в
первую очередь, процессы изнашивания.
Поэтому ниже рассмотрены методы расчета на износ машин, их ме-
ханизмов и сопряжений, которые составляют основу для прогнозирова-
ния параметрической надежности механических систем.
РЕЗЮМЕ
Математическая модель отказа - основа для разработки алгоритма и
программы по расчету и прогнозированию надежности. Если эта модель
основана на статистической информации, полученной из сферы экс-
плуатации или на результатах длительных испытаний изделия, расчеты
надежности становятся достаточно простыми и достоверными. Однако в
большинстве случаев они имеют небольшую практическую ценность,
поскольку это результат совершившихся событий, когда машина уже
износилась и выработала свой ресурс.
Для вновь создаваемых машин следует применять модели отказов,
позволяющие прогнозировать характеристики надежности для предпо-
лагаемых условий эксплуатации. Поэтому необходимо знать природу и
закономерности тех процессов старения, которые являются первопри-
чиной изменения выходных параметров машины.
Моделирование процессов старения базируется как на фундамен-
тальных физических законах, описывающих изменения свойств и со-
стояния материалов, так и на эмпирических закономерностях, получен-
ных для более узкого диапазона действующих факторов.
Связь степени повреждения материала с выходными параметрами
изделия - основа для построения физико-вероятностных моделей отка-
зов. В разработанной единой схеме формирования параметрического
отказа основным этапом является анализ процесса достижения выход-
ным параметром своего предельного значения.
Физико-вероятностные модели при линейном и нелинейном измене-
нии выходного параметра, с учетом его флуктуации, с различными за-
конами распределения случайных аргументов, входящих в исходные
зависимости, позволяют определить возможные состояния изделия в
предполагаемых условиях эксплуатации и оценить его надежность еще
на стадии проектирования.
Часть III
Износ и надежность машин
Так и кольцо изнутри, что долгое
время на пальце носится,
Из году в год становится тоньше и
тоньше;
Капля за каплей долбит, упадая, скалу;
И искривленный плуга железный
сошник незаметно стирается в почве;
И мостовую дорог, мощенную
камнями, видим стертой ногами
толпы;
И правые руки у статуй бронзовых
возле ворот городских постепенно
худеют от припадания к ним
проходящего мимо народа.
Нам очевидно, что вещь от стирания
становится меньше,
Но отделение тел, из нее каждый миг
уходящих,
Нашим глазам усмотреть запретила
природа ревниво.
Тит Лукреций Кар
«Q природе вещей»
Глава 8
ПОВЕРХНОСТНЫЕ ЯВЛЕНИЯ И ПРОЦЕССЫ
ИЗНАШИВАНИЯ
8.1. Поверхностные явления при трении сопряженных тел
Строение поверхностного слоя твердых тел и происходящие в нем
явления играют особую роль при протекании большинства процессов
старения и разрушения материалов. Состояние поверхностного слоя
определяет процессы, возникающие при взаимодействии с другим те-
лом или с окружающей средой - при изнашивании, контактной дефор-
мации, усталости, коррозии и др. Многие виды разрушения тела детали
начинаются с поверхности и зависят от ее состояния.
Особое влияние поверхностного слоя материала на работоспособ-
ность изделий связано со следующими причинами.
Во-первых, поверхностные слои твердого тела наделены избытком
энергии, так как молекулы и атомы, находящиеся у поверхности, имеют
свободные связи, которые способствуют возникновению таких явлений,
как поглощение (адсорбция), сцепление (когезия), прилипание (адге-
зия), смачивание и другие виды взаимодействия с веществами внешней
среды.
Во-вторых, поверхностный слой формируется в результате разнооб-
разных технологических процессов, которые не только образуют задан-
ную форму поверхности и придают необходимые свойства материалу,
но и вызывают ряд побочных явлений, изменяющих свойства твердого
тела у его поверхности. Физико-химические параметры поверхностного
слоя, его структура и напряженное состояние, как правило, существенно
отличаются от свойств всего объема материала.
В-третьих, в процессе эксплуатации идет непрерывное изменение
(трансформация) параметров поверхностного слоя в значительно боль-
шей степени, чем изменения, происходящие по всему объему тела.
Поэтому большинство отказов машин связано с процессами, проте-
кающими в поверхностных слоях, и их природа не может быть объясне-
на без анализа тех изменений, которые претерпевают характеристики
поверхностного слоя при эксплуатации изделий.
Ведущая роль поверхностных явлений в обеспечении надежности
машин, особенно при взаимодействии двух тел и их относительном
Глава 8. Поверхностные явления и процессы изнашивания
245
движении, когда могут возникнуть процессы изнашивания, привела к
возникновению новой отрасли знаний - трибологии (Tribology, Tribos -
трение) [80; 100; 136; 159; 175; 182; 184; 194; 195].
Многочисленные исследования, проведенные в этой области, откры-
вают возможности аналитического описания тех изменений характери-
стик поверхностного слоя, которые определяют работоспособность из-
делия [15;60;99;147;177] и др.
Параметры, применяемые для оценки состояния поверхностных сло-
ев, характеризуют:
• геометрию поверхностного слоя, включая микрогеометрию и от-
дельные дефекты поверхности;
• напряжения, возникающие в поверхностных слоях, как на от-
дельных участках поверхности, так и в микрообъемах;
• структуру поверхностного слоя, как следствие пластической де-
формации и температурных влияний, окислительных процессов и
других воздействий;
• структуру прилегающих к поверхности адсорбированных тонких
слоев смазки с учетом ориентации молекул поверхностно-
активных веществ.
Топография реальной поверхности, даже только с геометрической
точки зрения, достаточно сложна (рис. 8.1). Ее микрорельеф характери-
зуется чередованием впадин и выступов с различной шероховатостью в
направлении обработки и в перпендикулярном к ней направлении.
Рис. 8,1 Микрорельеф поверхности: топография (а); геометрические параметры
поверхностного слоя (6); кривая опорной поверхности (в); 1 - продольная
шероховатость; 2 - поперечная шероховатость; 3 - трещина; 4 - скол
246
Часть III. Износ и надежность машин
Параметры для оценки шероховатости стандартизованы, их опреде-
ление и применение широко описаны в литературе (например, в [169]).
Для поверхности характерен как ее микрорельеф, так и волнистость
(рис. 8.1,в) - совокупность периодически повторяющихся выступов и
впадин с шагом, превышающим базовую длину /, принятую стандар-
том для определения параметров шероховатости.
На работоспособность изделия влияют не только основные характе-
ристики волнистости (высота волны //, шаг L) и шероховатости (R:;
Ra, средний шаг s, максимальная высота неровностей ), но и фор-
ма микронеровностей, их направление, форма волнистости и другие
параметры микрорельефа. Поэтому для полной характеристики шерохо-
ватости поверхности используют аппарат гармонического анализа, ко-
гда профилограмму поверхности можно представить в виде конечной
совокупности гармоник.
Следует также характеризовать и отдельные дефекты поверхности:
трещины, сколы (см. рис.8.1,6), царапины и другие локальные отклоне-
ния от установившегося рельефа (см. табл. 6.3).
Шероховатость и волнистость поверхностного слоя зависят от вида
технологического процесса и режимов обработки [128].
Помимо микрогеометрии поверхности на работоспособность сопря-
жения большое влияние оказывает и макрогеометрия поверхности, т.е.
характеристики погрешности ее формы - овальность, огранка, конус-
ность для цилиндрических поверхностей, выпуклость или извернутость
плоскости и т.п.
Для различных поверхностей допустимые отклонения формы огово-
рены соответствующими стандартами [169].
Важной характеристикой поверхностного слоя детали являются так-
же показатели его напряженного состояния, которое возникает не толь-
ко в результате передачи деталью рабочих нагрузок, но и в виде внут-
ренних остаточных напряжений.
Эти напряжения образуют равновесную систему и могут проявлять-
ся в виде макронапряжений, охватывающих крупные объемы детали
(напряжения I рода), микронапряжений в пределах одного или несколь-
ких кристаллических зерен (напряжения II рода) и субмикроскопиче-
ских напряжений, действующих между элементами кристаллической
решетки (напряжений III рода).
Внутренние напряжения, как правило, являются следствием опреде-
ленного технологического процесса, поэтому различают литейные, сва-
рочные, закалочные, шлифовочные и другие остаточные напряжения.
Глава 8. Поверхностные явления и процессы изнашивания
247
Металл
Рис. 8.2. Строение поверхностного слоя металла и граничного слоя смазки
Остаточные напряжения, которые сохраняются в детали длительное
время, алгебраически складываясь с рабочими (внешними) напряже-
ниями, могут их усиливать или ослаблять.
Напряженное состояние поверхностного слоя оказывает существен-
ное влияние на его эксплуатационные характеристики.
Строение поверхностного слоя металла и прилегающего к нему сма-
зочного слоя состоит из следующих характерных участков (рис. 8.2): 1 -
материал (металл) с исходной структурой; 2 - зона проявления упругих
деформаций; 3 - наклепанный слой с искаженной кристаллической ре-
шеткой и увеличенным числом дислокаций и вакансий (зона пластиче-
ских деформаций); 4 - наклепанный слой с сильно деформированной
кристаллической решеткой, который характеризуется определенной
ориентацией (текстурой) зерен, возникшей под влиянием тангенциаль-
ных сил резания или трения (текстурированный слой); 5 - слой повы-
шенной твердости, содержащий окисные пленки, к которым примыкает
аморфный адсорбированный слой из пленок влаги, газов и загрязнений.
Исключительную роль в формировании условий контакта сопряжен-
ных поверхностей играет смазка, которая во многом определяет интен-
сивность процесса изнашивания.
248
Часть 111. Износ и надежность машин
Смазочный слой образует у поверхности твердого тела особую
структуру, так как свободные связи атомов и молекул, расположенных
во внешнем слое тела, взаимодействуют с молекулами поверхностно-
активных веществ смазочного вещества и окружающей среды.
Благодаря явлению адсорбции происходит образование тончайших
пленок газов, паров и масел с ориентированными слоями молекул (зо-
на 6 на рис. 8.2). Молекулы веществ, адсорбированных на поверхности
твердого тела, присоединяются к металлу своим активным концом.
С увеличением расстояния от твердой поверхности ориентация мо-
лекул нарушается (зона 7), а затем пропадает (зона 8). Толщина гранич-
ного слоя зависит от строения молекул и внешних условий. Повышение
температуры способствует дезориентации молекул и может привести к
разрушению пристенного ориентированного слоя смазки. Слой 8 явля-
ется гидродинамической зоной.
Ориентация молекул и структура смазочного слоя у поверхности
второго металла пары имеет аналогичное строение.
Параметры смазочного слоя и характеристика взаимодействия тру-
щихся поверхностей зависят от вида трения и смазки.
Известная кривая Герси-Штрибека, описывающая зависимость ко-
эффициента трения от условий смазки по критерию Зоммерфельда, вы-
деляет зоны граничного, смешанного и жидкостного трения [136]. Наи-
более благоприятные условия с позиции износостойкости будут при
жидкостном трении (рис. 8.3,а), когда слой смазочного вещества полно-
стью разделяет контактирующие поверхности и износ может происхо-
дить лишь при засорении смазки и в периоды нарушения данных усло-
вий трения. При граничном трении (рис. 8.3,6) жидкая пленка смазочно-
го материала играет роль прослойки, через которую передаются нагруз-
ки, способные вызвать изменения в поверхностных слоях сопряженных
тел и их изнашивание.
При сухом трении (рис. 8.3,в), когда смазка отсутствует и неровно-
сти сопряженных поверхностей находятся в непосредственном контакте
(их окисные пленки или ювенильные поверхности), создаются условия
для наиболее интенсивного протекания процесса изнашивания.
Для большинства сопряжений машин наиболее характерно смешан-
ное трение при несовершенной смазке, когда на различных участках
поверхности проявляются все три вида трения (рис. 8.3,г). При смешан-
ном трении в зазорах, образованных микронеровностями, создаются
микроклинья смазки, обладающие гидродинамической подъемной си-
лой, а также, так называемые, микроэластогидродинамические пленки,
обеспечивающие граничное трение. В зонах контакта поверхностей
трения могут возникать также участки сухого трения при непосредст-
венном взаимодействии пленок окислов и адсорбированных веществ
Глава 8. Поверхностные явления и процессы изнашивания
249
Виды трения
смешанное
г
Рис. 8.3. Виды трения и смазки: жидкостное (а), граничное (б), сухое (в),
смешанное (г)
или ювенильных поверхностей микровыступов. Именно в этих зонах
происходит наиболее интенсивное изнашивание.
В ответственных парах трения помимо классических методов ис-
пользования циркуляционной смазочной системы применяют также
пластичные и твердые смазки, которым в зависимости от их назначения
придают разные свойства [184]. Существуют также пары трения (аэро-
статические опоры и электромагнитные подшипники), у которых со-
пряженные поверхности разделены воздушным слоем.
Выбору смазочных материалов (масел и противоизносных присадок
к ним, пластичных и твердых смазок) и антифрикционных покрытий, а
также разработке систем смазки машин посвящена обширная литерату-
ра [136;146].
8.2. Элементарные контактные взаимодействия и формирование
процесса изнашивания
Износ, возникающий при трении сопряженных поверхностей, явля-
ется наиболее характерным видом повреждения большинства машин
[42;48;56;59;156;172;173;198].
Изнашивание - это процесс постепенного разрушения и изменения
размеров и формы тела при трении, вследствие отделения с поверхности
трения материала или накопления его остаточной деформации. Изнаши-
вание может сопровождаться процессами коррозии и является сложным
250
Часть III. Износ и надежность машин
физико-химическим процессом. Его изучению посвящена обширная
научно-техническая литература.
При контакте двух сопряженных поверхностей и их относительном
перемещении в поверхностных слоях возникают механические и моле-
кулярные взаимодействия, которые в конечном итоге и приводят к раз-
рушению микрообъемов поверхностей, т.е. к их износу.
Первопричиной процесса изнашивания является постоянное возник-
новение и нарушение фрикционных связей, которые имеют двойствен-
ную молекулярно-механическую природу. Проф. Крагельским И.В. дана
классификация этих связей [59], где выделено пять их основных видов в
зависимости от характера взаимодействия материалов: упругое или пла-
стическое оттеснение материала, микрорезание, разрушение окисных
пленок или разрушение основного материала в результате адгезии (мо-
лекулярного взаимодействия) (табл. 8.1).
Основными характеристиками, определяющими вид фрикционной
связи, являются отношение глубины внедрения (или величины сжатия)
единичной неровности h к ее радиусу R , а также градиент механиче-
ских свойств dr/dh, определяющий различие между прочностью адге-
зионной связи и прочностью нижележащих слоев (г - сопротивление
на сдвиг).
Отделение элементарных частиц, т.е. износ, может происходить при
различном числе взаимодействий микровыступов (число циклов), что
зависит от природы разрушения. Если разрушение в зоне пятна контак-
та связано с усталостью, то число циклов должно достигнуть критиче-
ского значения икр, соответствующего пределу усталости материала.
При различных видах фрикционных связей (табл. 8.1) износ может
возникать в результате следующих причин: фрикционной усталости (I),
малоцикловой фрикционной усталости (П), микрорезания (Ш), разру-
шения (в том числе усталостного) пленок (IV), когезионного (адгезион-
ного) отрыва материала при единичных актах взаимодействия (V).
Необходимо отметить, что адгезионное схватывание относится к не-
допустимым видам повреждений и является следствием нарушения
нормальной эксплуатации машин или ошибок при подборе материалов.
Следует также не допускать условий, при которых возникает микроре-
зание, так как при этом значительно возрастает интенсивность процесса
изнашивания.
Для большинства сопряжений изнашивание связано, в первую оче-
редь, с усталостными процессами, когда основной причиной разруше-
ния поверхностных слоев является возникновение усталостных микро-
трещин и отделение чешуек материала или его окисных пленок при
многократном нагружении единичных неровностей трущихся поверхно-
____________Гпава 8. Поверхностные явления и процессы изнашивания_251
стей. Поэтому основным видом фрикционных связей, возникающих при
трении материалов и приводящих к износу, является упруго-
пластическая деформация как результат взаимодействия микрорельефов
поверхностей.
Таблица 8.1. Основные виды фрикционных связей
Вид Схема Характер деформи- рования Число циклов до разрушения п Условие осуще- ствления
I Упругое оттесне- ние материала IV -3 — <0,01 (а) R
— <0,001 (б) R
II Пластическое от- теснение материала 1<«^««р 4 <0.1 (в) Л
4 <0,3 (г) Л
ш Микрорезание ма- териала И = 1 4>0.’(в) л
4 >0,3 (г) Л
IV Разрушение пленок 5т>0 ап
V Разрушение основ- ного материала И = 1 eft — <0 dh
а - черный металл, б - цветной металл, в - сухое трение, г - смазка
При этом топография реальной поверхности (см. рис.8.1) приводит к
дискретности контакта, когда фактические пятна контакта возникают
преимущественно на вершинах волн при деформации отдельных неров-
ностей- Поэтому различают три площади контакта - номинальная (по
ней рассчитывается давление на поверхности трения), контурная (зона
контакта по вершинам волн) И фактическая (сумма элементарных пло-
щадок контакта, возникающих в результате деформаций отдельных не-
252
Часть III. Износ и надежность машин
ровностей) [39;60]. При взаимном перемещении сопряженных поверх-
ностей зоны контакта постоянно изменяются, а отдельные микронеров-
ности подвергаются многократному нагружению, в результате чего и
возникают условия для усталостного разрушения поверхностного слоя.
Этот основной процесс сопровождается целой гаммой производных
физических, химических и механических процессов, протекающих на
поверхностях и в поверхностных слоях трущихся тел. Это окисление,
теплофизические и коррозионно-механические процессы, поверхност-
ные явления (адсорбция) и другие.
Ниже перечислены наиболее характерные явления, сопровождающие
процесс изнашивания.
а) Возникновение высоких локальных температур.
Температура, возникающая при трении, - один из основных факто-
ров, определяющих характер и интенсивность процесса разрушения
поверхностных слоев.
Температура и градиент температуры ускоряют все химические про-
цессы, уменьшают толщину смазочного слоя и приводят к его десорб-
ции (удалению) и деструкции (разрушению), снижают механическую
прочность материалов, вызывают внутренние напряжения, влияют на
структурные и фазовые состояния материала [54]. В ряде случаев (осо-
бенно при сухом трении) при высоких локальных давлениях в поверх-
ностных слоях могут возникнуть такие температуры, которые приведут
к появлению «мостиков сварки».
Сочетание повторных механических и термических напряжений
способствует появлению микротрещин, смыкание которых на некото-
рой глубине приведет к отделению материала.
б) Протекание химических процессов.
Основными из них являются: образование пленок окисла или других
химических соединений; растворение одного из трущихся тел под влия-
нием механо-химических воздействий в зоне контакта (например, рас-
творение металла полимером), охрупчивание поверхностного слоя под
действием атомарного водорода, выделяющегося из смазки или из од-
ного из трущихся тел, и другие.
Основную роль при трении двух поверхностей играют обычно окис-
лительные процессы.
Образование на поверхности металла тонких окисных пленок приво-
дит к тому, что взаимодействуют уже не исходные материалы, а про-
цесс изнашивания определяется свойствами окисных пленок. Отрываясь
от основного металла, они или удаляются со смазкой и на поверхности
появляется новая пленка, или идет их непрерывное механическое изна-
шивание. Окисные пленки, как правило, не схватываются так легко, как
Глава 8. Поверхностные явления и процессы изнашивания
253
металлы, и адгезионные процессы в этом случае не оказывают сущест-
венного влияния на интенсивность изнашивания.
в) Взаимодействие сопряженных поверхностей через смазочный
слой.
Как было показано выше (см. рис. 8.3), вид трения весьма сильно
влияет на интенсивность процесса изнашивания.
Наиболее активно изнашивание протекает при сухом трении. Внеш-
няя нагрузка в этом случае воспринимается отдельными микровыступа-
ми поверхности трения.
При смешанном трении нормальная нагрузка частично уравновеши-
вается гидродинамическими силами микроклиньев смазочного материа-
ла, частично воспринимается контактирующими неровностями при су-
хом и граничном трении [136]. Именно в зонах непосредственного кон-
такта поверхностей и частично при взаимодействии через граничный
слой смазки возникают условия для протекания процесса изнашивания.
При граничном трении также имеются более нагруженные зоны в
месте сближения микровыступов. Поэтому при относительном движе-
нии тел происходит изменение напряжений в каждом микровыступе и
создаются условия для их усталостного разрушения. Однако поскольку
коэффициент асимметрии цикла г = <jmin/<jmax здесь близок к единице
из-за эффекта выравнивания эпюры давлений, интенсивность разруше-
ния микровыступов по сравнению с сухим трением значительно ниже.
Кроме того, слой смазки предотвращает молекулярное взаимодействие
поверхностных слоев материалов пары.
При жидкостном трении не создаются условия для протекания про-
цесса изнашивания, так как слой смазки не допускает непосредственно-
го взаимодействия поверхностей. В этом случае эпюра давлений рас-
пределена по всей номинальной поверхности трения, и нагрузки, дейст-
вующие на отдельные микровыступы, не в состоянии привести их к раз-
рушению.
Следует иметь в виду, что, помимо положительного эффекта от дей-
ствия смазки, поверхностно-активная среда влияет на процессы разру-
шения и деформации твердых тел. Адсорбционные пленки приводят к
эффекту пластификации, т.е. облегчают пластическое течение в зернах,
расположенных в поверхностном слое. Кроме того, попадая в микро-
трещины, смазка оказывает расклинивающее действие и может снизить
прочность твердого тела (эффект П.А. Ребиндера).
г) Загрязнение смазочного материала.
Существенное влияние на интенсивность процесса изнашивания по-
верхности оказывает загрязнение смазочного материала, в результате
254
Часть III. Износ и надежность машин
чего износ может происходить даже при жидкостном трении. Наблю-
даются следующие виды загрязняющих веществ:
• частички твердых веществ различного гранулометрического и
химического состава;
• смолистые вещества;
• химически активные вещества (например, кислоты, вызывающие
коррозионные процессы и старение масел);
• жидкие вещества, растворенные в смазочном материале, интен-
сифицирующие процессы изнашивания сопряженных поверхно-
стей и смазочного материала.
Загрязняющие вещества, проникающие на поверхность трения и в
смазочный материал извне через уплотнения или через систему смазки,
могут являться продуктами износа данного или других сопряжений,
отходами рабочего процесса машины (частицы нагара в двигателе, час-
тицы шлифовального круга в станке), продуктами полимеризации и
окисления масла [136].
Основное влияние на интенсивность изнашивания оказывает грану-
лометрический состав твердых частиц в масле. Считается, что частицы,
размер которых больше толщины масляной пленки, вызывают абразив-
ный износ.
Большое значение для повышения работоспособности пары трения
имеет фильтрация смазочного материала, с помощью которой могут
быть отделены твердые и смолистые вещества, а также коагулирован-
ные жидкости [177].
д) Перенос материалов с одной поверхности на другую.
В ряде случаев происходит перенос пленки с более пластичного ма-
териала на твердый («намазывание») в результате молекулярного схва-
тывания или, так называемый, избирательный атомарный перенос [25].
Последнее явление происходит при трении пары «сталь - сплав ме-
ди» и заключается в выделении меди путем разрушения межатомных
связей, переносе атомов меди на поверхность стали и образовании тон-
чайшего слоя меди, который не уносится из зоны контакта, а переходит
с одной поверхности на другую, что придает высокую износостойкость
узлу трения.
Подводя итог вышесказанному, можно отметить, что контакт двух
трущихся шероховатых поверхностей характеризуется возникновением
разнообразных фрикционных связей и сопровождающих их явлений,
которые влияют на интенсивность процесса изнашивания.
При этом в зависимости от условий эксплуатации могут возникать
разнообразные виды изнашивания. Результаты этого процесса могут
Глава 8. Поверхностные явления и процессы изнашивания
255
проявляться в различных формах: от незначительного изменения харак-
теристик поверхностного слоя до грубых локальных повреждений.
Обычно считают, что процесс изнашивания идет «нормально», если
не возникают недопустимые молекулярные взаимодействия материалов
(фрикционные связи V вида табл.8.1) и локальные повреждения от по-
падания крупных абразивных частиц (связи III вида). Однако и при до-
пустимых видах изнашивания интенсивность процесса может отличать-
ся на несколько порядков в силу сложности и разнообразия явлений и
условий разрушения поверхностных слоев, о чем говорилось выше.
Вместе с тем, исследования показывают, что при любом характере
изнашивания, во-первых, имеется ведущий вид износа и, во-вторых,
идет его стабилизация за счет самоорганизации процесса разрушения
поверхностных слоев.
Это явление, обнаруженное проф. Б.И. Костецким и названное им
структурной приспособляемостью материалов при трении, заключается
в способности материалов при соблюдении определенных условий
спонтанно самоорганизовывать устойчивые, упорядоченные состояния
[57].
Процессы самоорганизации состояния материала поверхностного
слоя выражаются в образовании вторичных защитных структур, обла-
дающих экстремальными свойствами и экранирующих основной мате-
риал трущихся пар от непосредственного контакта и разрушения.
Поэтому главным условием нормального износа является отсутствие
любых видов разрушения основного металла [56].
Явление структурной приспособляемости материалов связано с за-
кономерным изменением структуры и свойств поверхностных слоев в
энергетически выгодном для данных условий направлении, что приво-
дит к устойчивому динамическому состоянию материала по критериям
износостойкости и антифрикционности (или фрикционности).
Работа сил трения: (Л) затрачивается на образование теплоты (0)
и частично накапливается в поверхностных слоях материалов (ДЕ):
A = Q + &E.
Величина суммарной работы А и соотношение &E/Q зависят от
внешней нагрузки, скорости относительного перемещения поверхно-
стей трения, материалов пары, характеристик рабочей среды и других
условий трения.
При нормальных условиях трения и изнашивания величина ДЕ не
превышает обычно 1 %, хотя работа внешнего трения никогда не пере-
ходит полностью в теплоту, т.е. всегда А > Q. При малых значениях
256
Часть III. Износ и надежность машин
\Е процесс находится в динамическом равновесии, энергия ДЕ идет в
основном на образование вторичных структур, происходит стабилиза-
ция скорости изнашивания, и процесс имеет устойчивый характер.
Вид и интенсивность процесса изнашивания зависят от того, какие
функциональные связи играют ведущую роль в разрушении поверхно-
стного слоя.
8.3. Классификация процессов изнашивания
Классификации видов изнашивания рассмотрены в трудах известных
специалистов в этой области [15;56;59;156]. В ряде случаев имеются
лишь терминологические различия, не изменяющие сути явлений.
В зависимости от ведущего процесса разрушения поверхности все
виды изнашивания можно разделить на три основные группы (рис. 8.4):
1) механическое изнашивание, которое происходит, главным образом, в
результате механического взаимодействия материалов пары;
2) молекулярно-механическое изнашивание, сопровождаемое воздейст-
вием молекулярных или атомарных сил; 3) коррозионно-механическое
изнашивание, которое происходит при трении материала, вступившего в
химическое взаимодействие со средой.
Разновидности этих процессов характеризуются специфическими
явлениями, вызывающими разрушение микрообъемов материала при
трении, и неодинаковой интенсивностью процесса.
Абразивное изнашивание возникает в том случае, когда на трущихся
поверхностях находятся твердые частицы, разрушающие поверхность за
счет резания и царапания с отделением стружки. Хотя, как правило,
принимаются меры для того, чтобы избежать этого вида изнашивания,
____________Глава 8. Поверхностные явления и процессы изнашивания_257
обладающего большой интенсивностью, часто имеются причины для
его возникновения (недостаточная фильтрация смазки, попадание абра-
зива из окружающей среды, загрязнение поверхности трения продукта-
ми износа). Некоторые детали машин работают непосредственно в абра-
зивной среде (лемеха плугов, зубья ковша экскаватора и др.).
Гидро и газоабразивное изнашивание происходит в результате воз-
действия твердых частиц, увлекаемых потоком жидкости или газа. Этот
вид изнашивания, а также такие, как эрозионное и кавитационное, когда
нет контакта двух твердых тел, относятся к процессам разъедания
(см. § 6.2).
Усталостное изнашивание является следствием циклического воз-
действия на микровыступы трущихся поверхностей, о чем было сказано
выше. Отделение частиц может также происходить в результате наклепа
поверхностного слоя, который становится хрупким и разрушается. Ино-
гда такой процесс называют изнашиванием при хрупком разрушении.
Следует различать усталостный износ и контактную усталость по-
верхностных слоев, которая возникает при чистом качении и проявляет-
ся в развитии местных очагов разрушения (питтинг).
Адгезионное изнашивание (изнашивание при заедании) происходит в
результате схватывания, глубинного вырывания материала, переноса
его с одной поверхности трения на другую и воздействия возникших
неровностей на сопряженную поверхность. Этот вид изнашивания отно-
сится к недопустимым видам повреждения, так как обладает высокой
интенсивностью и приводит, как правило, к отказу функционирования
изделия.
Изнашивание в условиях избирательного переноса характеризуется
атомарными явлениями в зоне контакта (см. выше) и приводит к прак-
тически безызносным парам. Образовавшийся на поверхности в резуль-
тате своеобразных механо-химических процессов мягкий и тонкий слой,
обогащенный медью, обеспечивает оптимальные условия контактного
взаимодействия [25].
Окислительное изнашивание происходит при наличии на поверхно-
сти трения пленок, образовавшихся в результате взаимодействия мате-
риала с кислородом (см. выше). Существуют различные формы окисли-
тельного изнашивания: при удалении с поверхности трения ультрамик-
роскопических химически адсорбированных пленок (1-я форма), при
удалении микропленок твердых растворов и эвтектик химических со-
единений кислорода и металла (2-я форма) и при периодическом обра-
зовании и выкрашивании сплошных твердых и хрупких слоев химиче-
ских соединений кислорода и металла (3-я форма) [56].
В разрушении окисных пленок, более хрупких, чем основной металл,
ведущую роль также играют усталостные процессы.
18 Зак. 138
258
Часть III. Износ и надежность машин
Особенность окислительного износа при трении качения заключает-
ся в том, что наличие больших деформаций в поверхностных слоях об-
легчает диффузию кислорода и его взаимодействие с металлом. Пласти-
чески деформированный и насыщенный кислородом слой под воздейст-
вием циклических нагрузок хрупко разрушается, затем этот процесс
охватывает следующие слои металла.
Изнашивание при фреттинг-коррозии происходит при малых коле-
бательных перемещениях соприкасающихся тел. Этот вид изнашивания
связан с процессами окисления и схватывания и проявляется обычно с
большой интенсивностью. Малые относительные перемещения не до-
пускают удаления образовавшихся окислов, что способствует возник-
новению высоких местных нагрузок и схватыванию [32].
Данный процесс является многостадийным, когда вначале происхо-
дит пластическая деформация микровыступов, схватывание ювениль-
ных участков металла, возникновение и разрушение окисных пленок
(1-я стадия). Затем начинают развиваться коррозионно-усталостные
процессы (2-я стадия), а когда добавляется абразивное изнашивание (3-я
стадия), интенсивность процесса разрушения резко возрастает. Фрет-
тинг-коррозия относится к недопустимым видам изнашивания.
Рассматривая различные виды изнашивания, можно сделать вывод,
что интенсивность их протекания зависит от скорости процесса разру-
шения микрообъема материала при каждом элементарном акте взаимо-
действия в зоне контакта (см. табл. 8.1).
По скорости процессов разрушения фрикционных связей все виды
изнашивания можно разделить на три группы (табл. 8.2).
1. Быстро протекающие процессы разрушения микрообъемов, когда
при первых же взаимодействиях происходит отделение продуктов из-
нашивания. Эти явления приводят к большой интенсивности процесса,
и износ, как результат этих процессов, относится, как правило, к недо-
пустимым видам повреждения. Исключение может составить такой
случай абразивного износа, когда за счет малой концентрации абразив-
ных частиц на поверхности трения суммарная интенсивность изнаши-
вания поверхности невелика.
2. Процессы средней скорости отделения элементарных микрообъе-
мов материалов характерны при циклических процессах разрушения. К
ним относятся процессы, интенсивность которых может изменяться в
достаточно широких пределах, и поэтому они могут относиться как к
допустимым, так и к недопустимым видам повреждения.
3. Медленные процессы разрушения микрообъемов происходят, ко-
гда для отделения частицы материала требуется достаточно большое
число циклов (усталостное и окислительное изнашивания) или при ста-
Глава 8. Поверхностные явления и процессы изнашивания
259
Таблица 8.2. Классификация процессов изнашивания по скорости разрушения
фрикционных связей
Скорость эле- ментарных процессов разрушения Виды изнашивания Вид по- врежде- ния
механическое молекулярно- механическое коррозионно- механическое
быстро проте- кающие абразивное адгезионное при заедании фреттинг- коррозия (3-я стадия) недопу- стимый
средней скоро- сти (цикличе- ские процессы) усталостное малоцикловое (при хрупком разрушении) при молекуляр- ном переносе окислительное (3-я форма)
допусти- мый
медленные процессы усталостное при избиратель- ном переносе окислительное (1-я и 2-я формы)
билизации процесса взаимодействия материалов пары (избирательный
перенос).
Если при взаимодействии поверхностей имеют место условия для
возникновения изнашивания различных видов, то протекает тот про-
цесс, который обладает большей скоростью.
Могут быть также многостадийные процессы, когда процесс изна-
шивания, характеризующийся малой скоростью, подготавливает усло-
вия для возникновения быстро протекающего процесса, например, пе-
реход окислительного износа в фреттинг-коррозию.
Для управления процессом изнашивания и расчета на износ сопря-
жений необходимо знать закономерности его протекания для допусти-
мых видов и сформулировать условия, не допускающие возникновения
нежелательных видов изнашивания.
8.4. Основные закономерности изнашивания материалов
Показателями износа, в соответствии с общими положениями по
оценке степени повреждения (см. § 6.3), являются:
Линейный износ U, мкм - изменение размера поверхности при ее
износе, измеренное в направлении, перпендикулярном к поверхности
трения.
dU /
Скорость изнашивания у =—, мкм/ч - отношение величины изно-
dt
са ко времени, в течение которого он возник.
18
260
Часть III. Износ и надежность машин
Интенсивность изнашивания j =------отношение величины износа
ds
к относительному пути трения (5), на котором происходило изнашива-
ние. Эта величина будет безразмерной, если линейный износ и путь
трения измеряются в одних единицах.
Скорость и интенсивность изнашивания связаны соотношением
y = yv, (8.1)
где v - скорость относительного скольжения поверхностей трения.
Закон изнашивания материалов должен в аналитической форме вы-
ражать зависимость U или у от основных факторов:
• от силовых и кинематических параметров и, в первую очередь, от
давления на поверхности трения р и скорости относительного
скольжения v как основных характеристик режима работы со-
пряжения;
• от параметров, характеризующих механические свойства мате-
риалов пары - твердости Hv, предела текучести от или прочно-
сти , модуля упругости Е и др.;
• от свойств и характеристик поверхностного слоя - шероховато-
сти, жесткости, напряженного состояния и показателей опорной
поверхности, b,v и др.;
• от вида трения и характеристик смазочного материала;
• от внешних условий, влияющих на процесс изнашивания - тем-
пературы, вибраций, наличия вакуума и др.
Кроме того, все закономерности должны описывать изменение изно-
са во времени t.
Получение законов изнашивания на основе фундаментальных зако-
номерностей физики и химии является чрезвычайно сложной задачей,
которая в настоящее время находится в стадии становления. Поэтому на
практике широко используют эмпирические зависимости, получаемые
для определенного вида изнашивания при установленных условиях его
протекания и для выбранного сочетания материалов. Хотя всегда жела-
тельно получать более общие закономерности, но и зависимости, охва-
тывающие лишь определенный диапазон условий изнашивания и выра-
женные в аналитической форме, позволяют решать многие вопросы
расчета и прогнозирования надежности изделий.
Следует подчеркнуть, что здесь речь идет о закономерностях износа
материалов, абстрагируясь от конструктивных форм и особенностей
сопряжений, т.е. рассматривается микрокартина явлений (см. § 9.1).
Гпава 8. Поверхностные явления и процессы изнашивания
261
В первую очередь, необходимо установить закономерность, описы-
вающую изменение износа во времени. Изнашивание является много-
стадийным процессом, поэтому данная зависимость обычно выражается
кривой, состоящей из двух или трех участков (рис. 8.5).
Рис. 8.5. Периоды протекания износа во времени: приработка (I); нормальный
износ (II); катастрофический износ (III)
Классическая форма кривой износа (рис. 8.5,а) имеет три периода.
Первый период - микроприработка (I), когда происходит трансформа-
ция начального (технологического) рельефа поверхности в эксплуата-
ционный.
На рис. 8.6 схематично показано, как микровыступы технологиче-
ского рельефа деформируются при нагружении через сопряженную по-
верхность, а при относительном движении тел поверхностные слои под-
вергаются в зоне контакта многократным воздействиям нормальных и
тангенциальных напряжений и в сочетании с температурными влияния-
ми и действием среды приобретают рельеф, характерный для данных
условий эксплуатации. Одновременно происходит формирование вто-
ричных структур. В этот период скорость изнашивания, как правило,
монотонно убывает до значения у = const, характерного для периода II
установившегося (нормального) износа. Если нет причин, изменяющих
параметры установившегося процесса изнашивания, то он протекает
стационарно, а возможные отклонения от средней скорости процесса не
влияют на общую линейную зависимость. Для некоторых случаев имеет
место период III интенсивного или катастрофического износа, когда
наблюдается существенное возрастание скорости изнашивания. Этот
период связан, как правило, с изменением вида изнашивания в резуль-
262
Часть III. Износ и надежность машин
тате активизации факторов, влияющих на процесс и зависящих от сте-
пени износа.
Встречаются разновидности данной кривой, например, когда накоп-
ление отрицательных факторов, влияющих на процесс, продолжается
непрерывно и нет границы между II и III периодами (рис. 8.5,6). В дру-
гих случаях, наоборот, скорость изнашивания у монотонно убывает в
течение всего периода эксплуатации (рис. 8.5,в).
рельеф нагружение
Нормальный износ
Рис. 8.6. Схема трансформации технологического рельефа поверхности в
эксплуатационный
Для деталей машин период интенсивного износа, как правило, не
проявляется или не допускается. Схема на рис. 8.5,6 свидетельствует о
нерациональных условиях эксплуатации (например, происходит накоп-
ление абразива на поверхности трения). Кривая 8.5,в свидетельствует о
том, что приработка продолжается в течение всего периода работы со-
пряжения, когда износ протекает крайне медленно, а технологический
рельеф существенно отличается от эксплуатационного.
В достаточно общем виде закон изнашивания может быть выражен
формулой
U = kpmvnta, (8.2)
где U - линейный износ; к - коэффициент износа; р - давление на
поверхности трения; v - скорость относительного движения трущихся
поверхностей; t - продолжительность изнашивания, т, п и а - пока-
затели (коэффициенты).
Гпава 8. Поверхностные явления и процессы изнашивания
263
Обычно для установившегося износа при нормальных условиях экс-
плуатации а = 1 (см. рис. 8.5,а), а если не происходит изменения вида
изнашивания то, как правило, и п = 1.
Для этого весьма распространенного случая
U = kpmvt, (8.3)
(8.4)
j = - = kpm, vt (8.5)
U = kpms, (8-6)
где s = vt - путь трения одной поверхности относительно другой.
Скорость изнашивания у является универсальной характеристикой,
а интенсивность изнашивания J целесообразно применять лишь при
п = 1.
При т = 1, как это следует из (8.5), коэффициент износа будет равен
к = Цр-
Данное выражение широко применяется для оценки коэффициента
износа при расчетах и исследованиях износа (см., например, формулу
8.10), однако, оно справедливо лишь при п = 1 и т = 1.
Обычно коэффициент т находится в пределах т = 0,5...3, а для аб-
разивного и усталостного видов изнашивания можно принимать т = 1.
Внешние нагрузки, действующие на узел и определяющие номи-
нальное давление р в паре трения и скорости относительного скольже-
ния v, связаны с конструкцией, с целевым назначением данного узла и
режимами работы машины.
Из зависимости (8.6) видно, что износ при п = 1 не зависит от скоро-
сти относительного скольжения, а лишь от пути трения (закон проф.
М.М. Хрущова). Обычно законы изнашивания рассматриваются в
функции нормальной нагрузки, без учета сил трения, поскольку и ско-
рость процесса изнашивания и возникающие силы трения являются
следствием одной причины - взаимодействия трущихся поверхностей.
Коэффициент износа к - это комплексная характеристика, которая
зависит от применяемых материалов, вида смазки и трения, условий
эксплуатации (например, возможность засорения смазки абразивом).
264 Часть 111. Износ и надежность машин
Коэффициент к непосредственно зависит от вида изнашивания, так
как он численно равен интенсивности изнашивания, отнесенной к еди-
нице давления на поверхности трения (см. формулу 8.5, при р = 1).
Он изменяется, как правило, в достаточно широких пределах, по-
скольку зависит от большого числа факторов.
В специальной литературе по трибологии приводится целый ряд за-
кономерностей изнашивания, которые сочетают обычно теоретические
предпосылки с результатами экспериментальных исследований (см.,
например, обзор в [62] и [89]).
Для наиболее распространенного усталостного изнашивания проф.
И.В. Крагельским получена следующая достаточно общая аналитиче-
ская зависимость для оценки интенсивности процесса [59;62]:
•=
(8.7)
где-----отношение глубины внедрения единичной неровности к ее ра-
диусу; — - отношение номинального давления к фактическому; к0 -
Рф
постоянная, характеризующая распределение неровностей по высоте,
что связано с топографией поверхности; пк - число циклов до разруше-
ния неровностей.
Как видно из этой формулы, интенсивность изнашивания линейно
зависит от давления и оценивается произведением трех безразмерных
отношений.
Первое из них характеризует вид взаимодействия - упругое, пласти-
ческое, микрорезание. При упругом контакте = 0,1...0,001.
Второе отношение - это относительная площадь контакта, которая
зависит от размера и конфигурации деталей и может меняться в преде-
лах 0,1...0,001. В первом приближении можно считать, что оно равно
отношению номинального давления к твердости.
Наиболее заметно изменяется третье отношение. Обычно
kQ =0,15...0,20. Число циклов до разрушения пк может колебаться в
широких пределах: от 105 до 1012. Его следует определять по результа-
там испытаний на фрикционную усталость или по приближенной фор-
муле:
Глава 8. Поверхностные явления и процессы изнашивания
265
пк =
(8.8)
где - предел прочности; ц - коэффициент трения.
Показатель у зависит от вида смазки и механических свойств тру-
щихся тел. В условиях упругого контакта он может составлять 10... 15.
Для получения расчетных зависимостей, оценивающих интенсив-
ность процесса изнашивания, результативным является также энергети-
ческий подход, когда считается, что отделяемый при износе объем ма-
териала Vn зависит от работы сил трения FTT [179].
В этом случае вводится специальный трибологический показатель -
мнимая плотность энергии eR
FT
• (8.9)
eR
Найдены зависимости, которые связывают энергетический метод
оценки износа с усталостной гипотезой изнашивания [62].
Так, для установившегося процесса изнашивания при упругом кон-
такте коэффициент износа может быть определен как
к=^- = ^~, (8.10)
Р eR
где ц - коэффициент трения.
При определении триботехнических характеристик материалов эта
зависимость позволяет унифицировать и сопоставлять результаты экс-
периментальных исследований, базирующихся на различных концепци-
ях (определение J или eR).
В большинстве случаев теория изнашивания материалов не позволя-
ет чисто аналитически определять j (или к) или дает лишь их ориен-
тировочные значения.
Поэтому при решении практических задач надежности необходимо
использовать дополнительные источники информации об износостой-
кости материалов различных сопряжений.
Для оценки коэффициента износа к можно применять следующие
методы:
1. Создание базы данных по скоростям изнашивания типовых со-
пряжений на основе регулярных наблюдений за износом машин
данного назначения.
17 Зак. 138
266
Часть 111. Износ и надежность машин
2. Проведение сравнительных расчетов, позволяющих оценить, во
сколько раз изменится износостойкость новой пары трения по
отношению к прототипу. Это осуществляется на основе аналити-
ческих зависимостей, в которых неизвестно лишь значение к .
3. Нормирование скорости или интенсивности изнашивания из ус-
ловия обеспечения требуемого уровня надежности изделия. В
этом случае необходимо устанавливать соответствующий класс
износостойкости (см. § 8.5).
4. Проведение испытаний материалов на износ в соответствии с за-
данными условиями их использования.
В качестве примера в табл. 8.3 приведены полученные эксперимен-
тально значения коэффициентов износа кх и к2 для сопряженных дета-
лей пар трения, работающих в режиме граничной смазки и при малых
скоростях скольжения (до 0,1 м/с), когда температура на поверхности
трения не оказывает влияния на процесс изнашивания.
В таблице указаны также показатель степени т (см. формулу 8.5) и
критическое значение давления ркр, при превышении которого законо-
мерности изнашивания изменяются.
Приведенные значения коэффициентов к и т являются средними и
соответствуют размерностям v, м-с’1 и р, дан см’2.
При использовании тех или иных зависимостей для оценки интен-
сивности процесса изнашивания следует определять границы, для кото-
рых реализуется данный вид изнашивания. Изменение режима работы
сопряжения может привести к изменению физики процесса разрушения
и недопустимым видам изнашивания.
В качестве примера на рис. 8.7 представлена схема возникновения
при сухом трении различных видов изнашивания металлов и сплавов в
зависимости от скорости относительного скольжения v (по Б.И. Кос-
тецкому [56]).
Участок II, при котором интенсивность изнашивания имеет мини-
мальное значение, соответствует допустимому виду износа, когда де-
формирование контактирующих поверхностей и их разрушение в мик-
рообъемах сопровождается окислительными процессами (окислитель-
ный износ).
Как при малых скоростях скольжения (участок I), так и при больших
(участок III), при сухом трении возникают недопустимые виды износа,
связанные, в основном, с процессами схватывания.
Таким образом, имеются критические значения внешних условий, в
данном случае скоростей Икр1 и , которые определяют границы су-
ществования процесса определенного вида.
Глада 8. Поверхностные явления и процессы изнашивания
267
Таблица 8.3. Показатели износа материалов тихоходных пар трения
N пары Сочетание материалов пары 1-я деталь 2-я деталь Ар Смазка
Л1 т| Л2 w2
1 а-б 3,1 ю” 1,97 3,010'” 1,66 200 А
2 б-г 3,110'14 1,85 2,710'” 1,52 400 А
3 в-б 1,110'” 2,38 3,610'” 2,26 400 А
4 в-б 2,310'” 1,58 2,610'” 1,23 400 А
5 а-г 1,010'” 1,76 9,510'” 1,00 400 А
6 а-д 2,210'14 3,15 1,610” 2,71 50 А
7 г-д 3,310'” 1,50 2,ПО'" 1,42 75 А
8 б-е 4,610'” 1,58 1,310” 1,77 150 А
9 б-е 1,910” 1,47 1,610'” 1,42 150 А
10 б-ж 2,910'” 1,26 5,510'" 1,26 75 А
И а-б 5,310'” 2,29 2,010'” 1,50 400 Б
12 а-б 8,310'” 3,02 3,610'” 3,10 200 В
13 б-г 5,210'” 2,50 8,310'” 2,14 400 В
Обозначение материалов: а - сталь 45 HRC3 38-43; б - сталь 20Х (цементиро-
ванная) HRC3 60-62; в - сталь ШХ15 HRC3 60-62; г - сталь 38ХМЮА (азоти-
рованная) HRC3 60; д - чугун СЧ 21; е - БрОФЮ-1; ж - БрАЖ9-4.
Смазки: А - солидол; Б - солидол и 10% меди; В - ЦИАТИМ-201.
Особенно опасно для многих сопряжений возникновение такой не-
допустимой формы изнашивания, как заедание, которое возникает в
результате схватывания, глубинного вырывания материала, переноса
материала с одной поверхности трения на другую. Заедание проявляется
в виде глубоких борозд, выровов и наростов и может носить лавинный,
катастрофический характер.
Основная причина заедания связана либо с возникновением высоких
локальных температур (температурные вспышки) при высоких скоро-
стях скольжения (участок III), либо с «холодным схватыванием» в тя-
жело нагруженных тихоходных передачах (участок I).
Имеется целый ряд исследований, посвященных разработке крите-
риев для оценки условий, при которых невозможно возникновение это-
го недопустимого процесса [43]. При трении со смазкой возникновение
нежелательных форм износа часто связано с разрывом масляной плен-
ки.
Так, при граничной смазке на участках металлического контакта, ло-
кализованных адсорбированными молекулами смазочного материала,
могут возникать адгезионное изнашивание и коррозионно-механическое
изнашивание, доля которого возрастает по мере увеличения температу-
ры.
17*
268
Часть 111. Износ и надежность машин
Рис. 8.7. Схема влияния скорости скольжения на интенсивность изнашивания
Существует критическое значение номинального давления, воспри-
нимаемого жидкостным слоем, после превышения которого начинается
процесс изнашивания [136; 162].
Машина должна быть спроектирована так, чтобы при ее эксплуата-
ции не было опасности возникновения недопустимых видов поврежде-
ния.
8.5. Выбор износостойких материалов
Выбор износостойких материалов является весьма сложной задачей,
так как зависит не только от свойств сопряженных материалов, но и от
условий работы данного сопряжения. Одна и та же пара материалов
может в одних условиях быть износостойкой, а в других - нет. Выбор
материалов связан, в первую очередь, с оценкой диапазона тех внешних
воздействий (силовых, тепловых) и скоростей относительного движе-
ния, которые воспринимает данная пара трения.
При выборе материалов для пар трения, помимо требований к их из-
носостойкости, необходимо оценивать и ряд других показателей, кото-
рые входят в понятие антифрикционности материала.
К таким показателям относятся не только высокая износостойкость
при нормальных условиях работы, но и легкая прирабатываемость ма-
териалов, низкий коэффициент трения, мало изменяющийся в зависи-
мости от скорости скольжения и времени неподвижного контакта, плав-
ность медленных перемещений, отсутствие молекулярного схватывания
в условиях несовершенной смазки и при перерывах в смазке, достаточ-
ная жесткость стыка. В ряде случаев от материала требуется также вы-
____________Глава 8. Поверхностные явления и процессы изнашивания_269
сокая теплопроводность, низкий коэффициент теплового расширения,
хорошая смачиваемость маслом.
Пластмассы должны обладать также стойкостью при повышении
температуры и при действии слабых кислот и щелочей, иметь низкие
водо- и влагопоглощение, не допускать холодотекучести [10; 161]. Кро-
ме того, материалы должны обладать хорошими технологическими
свойствами.
Для фрикционных материалов, которые используются в тормозных
устройствах, фрикционных передачах и других парах, где требуется
высокое значение коэффициента трения, особую роль, помимо износо-
стойкости, играет теплостойкость, а в ряде случаев - пожаробезопас-
ность, стабильность коэффициента трения, коррозионная стойкость и
теплопроводность материалов.
Необходимо иметь в виду, что реализация тех или иных свойств ма-
териалов зависит и от конструкции пары трения: ее размеров (масштаб-
ный эффект), вида контакта (низшие и высшие пары), постоянства усло-
вий трения и изнашивания в зоне касания поверхностей. Обеспечение
минимального износа пар трения является одним из основных условий
создания машин с высокими показателями параметрической надежно-
сти.
На скорость изнашивания существенное влияние оказывают механи-
ческие характеристики материала (пределы прочности, текучести, уста-
лости, твердость материала и др.), его химический состав и структура,
вид трения и смазки, условия контакта [135].
Исследования показали, что основной характеристикой абразивной
износостойкости является твердость металлов и сплавов.
Для чистых металлов и термически необработанных сталей имеется
линейная зависимость между их твердостью и износостойкостью (закон
проф. М.М. Хрущова) [156]:
z = bHv, (8.11)
где 8 - отношение износов эталонного материала и испытываемого
(относительная износостойкость); Hv - твердость по Виккерсу; b « 7,3
- коэффициент.
Для термически обработанных сталей износостойкость также линей-
но возрастает с увеличением твердости, но с меньшими значениями ко-
эффициента b.
Поэтому с точки зрения износостойкости важно знать не только зна-
чение, но и происхождение твердости выбранного материала: получена
ли она за счет его химического состава путем термообработки или на-
клепа (6 = 1).
270
Часть III. Износ и надежность машин
Большое значение для обеспечения износостойкости имеет образо-
вание на поверхности материала защитных окисных пленок, явлений
молекулярного и атомного переноса, а также нанесение на поверхность
материала специальных покрытий. Принцип разделения материалов
трущейся пары вторичными структурами или специальными прослой-
ками - один из основных при создании износостойких пар трения [56].
Применяется также правило положительного градиента механиче-
ских свойств материала проф. И.В. Крагельского [59].
Материалы пар трения должны быть оценены и на совместимость
трущихся поверхностей, чтобы избежать явлений «вторичной прира-
ботки», когда после изменений режима работы сопряжения происходит
повышение характеристик трения, интенсивности изнашивания, темпе-
ратуры [18]. Специальные требования предъявляются к материалам
фрикционных пар трения, особенно к высоконагруженным тормозам
(например, самолетным), когда температура на поверхности трения мо-
жет превышать температуру химических и структурных превращений
материалов пары. В этом случае должны оцениваться фрикционно-
износные и прочностные характеристики, например изменение механи-
ческих и теплофизических свойств материалов в функции температуры
и другие характеристики «фрикционного материаловедения» [100].
При выборе износостойких материалов часто используют практиче-
ские рекомендации по подбору рационального сочетания материалов
для пар трения. Так, при трении однородных материалов в условиях
несовершенной смазки для предотвращения молекулярного схватыва-
ния необходимо, чтобы их твердость отличалась не меньше чем на 10
единиц по Бринеллю.
Для антифрикционных подшипниковых сплавов широко известно
правило Шарли, которое заключается в том, что эти сплавы должны
иметь структуру, состоящую из твердых включений в пластичной осно-
ве (типичным представителем таких сплавов являются баббиты).
В этом случае обеспечивается высокая несущая способность и хо-
рошая прирабатываемость материала.
Применяют также антифрикционные сплавы с твердой основой
(матрицей) и мягкими включениями (свинцовистая бронза, алюминие-
вые сплавы с оловом). Функцию мягкой составляющей в этих сплавах
выполняют включения свинца или олова, которые при граничном тре-
нии переносятся на сопряженную стальную поверхность в виде тонкой
пленки.
Выбор износостойких материалов нельзя рассматривать в отрыве от
смазки поверхностей, о чем говорилось выше. Чем надежнее смазка
смачивает поверхность трения, тем большую роль в обеспечении изно-
состойкости играют ее свойства. Для того чтобы при граничном трении
Гпава 8. Поверхностные явления и процессы изнашивания 271
более надежно удерживать и сохранять смазку, применяются пористые
материалы или на поверхность трения наносятся специальные рельефы.
Конструкции узлов трения машин весьма разнообразны. В них ис-
пользуются различные сочетания материалов для обеспечения анти-
фрикционных и фрикционных свойств пары [61; 170].
Опыт эксплуатации различных машин позволяет выделить наиболее
распространенные сочетания материалов для различных пар трения.
Ниже кратко перечислены основные из них.
а. Сталь - антифрикционный цветной сплав. Сочетание термообра-
ботанной, как правило, закаленной или цементированной стали в паре с
бронзами на основе олова, цинка, алюминия, свинца, а также с баббита-
ми, широко применяется для подшипников скольжения, различных ти-
пов червячных пар, передач ходовой винт-гайка и других ответствен-
ных сопряжений.
б. Сочетания из стали и антифрикционного чугуна: закаленная
сталь - антифрикционный чугун, сталь по стали, чугун по чугуну часто
применяются при сравнительно невысоких скоростях скольжения, на-
пример, в направляющих скольжения станков, для пар трения гидро-
систем, в сопряжениях гильза цилиндра - поршневые кольца двигате-
лей, для зубчатых и цепных передач, дисков фрикционных муфт и тор-
мозов, для направляющих качения. В фрикционных вариаторах приме-
няют также закаленную сталь по закаленной стали - сочетание, которое
допускает высокие контактные нагрузки.
в. Сталь или чугун - фрикционный сплав. Для тормозных и других
устройств, где требуется обеспечение значительного трения на сопря-
женных поверхностях, применяется сочетание специальных чугунов
или сталей с металлическими, полимерными, асбокаучуковыми, асбо-
смоляными, металлокерамическими и другими фрикционными мате-
риалами. Применяется также сочетание сталь - серый чугун, например,
при работе железнодорожных тормозных колодок. От этих материалов
требуется, в первую очередь, высокая теплостойкость, так как при тор-
можении температура может достигать 1000 °C и выше.
г. Сталь - самосмазывающийся материал. Это сочетание применя-
ется для сопряжений с ограниченной внешней смазкой (подшипники
скольжения, шарниры и др.) и при относительно небольших скоростях
скольжения, когда материал должен обеспечивать подачу смазки (жид-
кой или твердой) за счет своей структуры. Такими материалами могут
являться пористые спеченные псевдосплавы, включающие медь, свинец,
графит, а также различные типы пластмасс. Применяются также раз-
личного рода покрытия (в том числе биметаллические и полимерные) в
сочетании со специальным рельефом поверхности.
272
Часть III. Износ и надежность машин
д. Сталь — полимерный материал. Широкие возможности управлять
свойствами полимеров за счет состава и структуры основы (матрицы),
наполнителей и армирующих материалов, а также за счет технологии их
изготовления, приводят к все большему применению пластмасс для пар
трения, в основном в сочетании со сталью или, реже, с чугуном.
Их используют для подшипников скольжения, направляющих, зуб-
чатых колес, кулачковых механизмов, фрикционных муфт, тормозов и
других узлов пар трения, в том числе при работе без смазки.
Так, для нагруженных узлов трения применяют полимерные мате-
риалы на основе полиамидов, которые отличаются теплостойкостью,
возможностью работать без смазки, стойкостью к воздействию радиа-
ции. Однако они плохо воспринимают действие кислот и щелочей. Ши-
рокое применение для пар трения находят фторопласты, которые обес-
печивают низкий коэффициент трения (до 0,03 без смазки), обладают
химической инертностью, хладостойкостью, но малой прочностью и
низким коэффициентом теплопроводности. Поэтому их применяют в
сочетании с другими материалами в виде наполнителей и вставок.
Применяют также армированные полимеры, композитные материа-
лы на полимерной основе, полимерные покрытия и ряд других специ-
альных материалов и их комбинаций [10;96].
Вопросу выбора оптимального сочетания трущихся материалов,
особенно для специальных условий работы (высокие температуры, на-
грузки, вакуум или специальные среды), посвящена обширная литера-
тура [18;43;130;147;182].
Особое место занимают материалы, применяемые для деталей, рабо-
тающих в контакте с абразивной средой. Специальные хромистые, мар-
ганцовистые и другие высокопрочные стали применяются для деталей,
работающих в контакте с почвой, породой, потоком газа или жидкости,
например, для таких деталей, как лемехи плугов, звенья гусениц тракто-
ров, зубья ковшей экскаваторов, лопатки турбин.
При выборе материалов для пар трения целесообразно применять
классы износостойкости, установленные по критерию j или у . Такая
классификация нужна также для прогнозирования параметрической
надежности при износе машины.
а. Классификация по критерию j. Интенсивность изнашивания со-
пряжений j изменяется в весьма широких пределах от ИГ4 (лемеха,
зубцы ковша экскаватора, металлорежущий инструмент) до 10’12 (ка-
либры, опоры жидкостного трения и др.). Использование интенсивности
изнашивания как безразмерной величины не всегда оправдано, так как
высокие показатели степени не воспринимаются инженером как кон-
кретная величина. Поэтому более целесообразно уменьшить эти значе-
Глава 8. Поверхностные явления и процессы изнашивания 273
ния в 109 раз и измерять j 0 в мкмкм"1, т.е. оценивать, на сколько мкм
износится поверхность при относительном пути трения S = 1 км.
В табл. 8.4 приведены классы и износостойкости по критерию j и
примеры, которые иллюстрируют данную классификацию.
б. Классификация по критерию у. Во многих случаях целесообраз-
нее применять градацию на классы износостойкости по скорости изна-
шивания у . Во-первых, именно скорость изнашивания у входит в мо-
дели отказов при оценке надежности и, во-вторых, эта классификация
пригодна для любых законов изнашивания, в том числе при нелинейной
зависимости у от v (п Ф1 в формуле 8.5).
Кроме того, фактор времени проявляется одинаково для всех сопря-
жений машины, а пути трения отдельных пар за тот же промежуток
времени весьма различны.
Скорость изнашивания у целесообразно измерять в мкм/ч , т.е. оце-
нивать, на сколько мкм износится поверхность за 1 час работы изделия.
Соотношение между интенсивностью и скоростью изнашивания мо-
жет изменяться в весьма широких пределах, так как они связаны зави-
симостью (8.1), а скорость скольжения для быстроходных и тихоходных
пар может отличаться на несколько порядков в пределах одной маши-
ны.
В обеих классификациях (по j0 и по у) к нулевому классу принад-
лежат наиболее износостойкие пары трения, поэтому, чем выше номер
класса, тем меньшую износостойкость обеспечивает данное сочетание
материалов при заданных условиях эксплуатации.
Принадлежность сопряжения к тому или иному классу износостой-
кости может быть определена из опыта эксплуатации, на основании
эксперимента или расчета. Эти классификации следует использовать
при назначении требований по износостойкости к сопряжениям при
проектировании машины.
Для решения задач параметрической надежности машин необходи-
мо, чтобы трибологические исследования были направлены прежде все-
го на отыскание зависимостей (теоретических и экспериментальных),
позволяющих оценить интенсивность или скорость процесса изнашива-
ния для возможно большего диапазона условий работы сопряжений.
274
Часть III. Износ и надежность машин
Таблица 8.4. Классы износостойкости материалов
а) по интенсивности изнашивания
Класс У0,мкм/км Примеры пар трения
0 «ИСТ4 Опоры жидкостного трения
1 £10'3 Калибры, шейки коленчатого вала
2 <; ю-г Поршневые кольца двигателей
3 «ио-1 Направляющие станков
4 £1 Винт-гайка скольжения
5 £10 Протектор автопокрышки
6 £10’ Открытые зубчатые передачи
7 £103 Металлорежущий инструмент
8 £104 Фрикционные тормоза
9 >10" Зубья ковша экскаватора
б) по скорости изнашивания
Класс износостойкости Скорость изнашивания у,мкм/ч
0 £10'5
1 £10“*
2 £10'3
3 £10’3
4 £10"‘
5 «И
6 £10
7 £102
8 £103
9 >103
Глава 9
ИЗНОС СОПРЯЖЕНИЙ ПРИ ПОСТОЯННЫХ
УСЛОВИЯХ КОНТАКТА
9.1. Макропроцессы изнашивания. Классификация сопряжений
по условиям их изнашивания
Наука об изнашивании материалов изучает те явления, которые про-
исходят на данном участке поверхности трения, т.е. рассматривает мик-
рокартину явлений, например, основные виды фрикционных связей
(см. табл. 8.1), процессы разрушения материалов и отделения частиц,
структурные изменения в поверхностных слоях и т.д. (см. гл. 8).
Однако для решения вопросов надежности этих данных недостаточ-
но.
Следует рассмотреть также макрокартину процессов, происходящих
на поверхности трения, и установить зависимости, позволяющие оце-
нить распределение давлений и линейного износа по поверхности тре-
ния, изменение взаимного положения сопряженных деталей и другие
характеристики изношенного сопряжения.
Основной характеристикой износа детали является линейный износ
U, который измеряется в направлении, перпендикулярном поверхности
трения. В силу ряда причин (различные значения давлений и скоростей
относительного скольжения на поверхности трения, неодинаковое по-
падание абразива и т.д.) износ детали может быть неравномерным. Для
полной характеристики величины износа детали необходимо знать его
распределение по поверхности трения U(x,y), т.е, форму изношенной
поверхности (см. также § 6.3).
В результате износа сопряженных деталей происходит изменение их
относительного положения, которое называется износом сопряжения
^1-2 •
Износ сопряжения является той геометрической характеристикой,
которая непосредственно связана с потерей машиной ИЛИ механизмом
их начальных технических показателей и является выходным парамет-
ром сопряжения.
Чтобы определить показатели, которыми можно характеризовать из-
нос сопряжения, рассмотрим, к какому изменению взаимного положе-
ния сопряженных деталей может привести изнашивание их поверхно-
276 Часть 111. Износ и надежность машин________
стей. Это зависит от конструктивных и кинематических особенностей
данной пары, так как они определяют характер и направление возмож-
ного перемещения (сближения) деталей при износе.
На рис. 9.1 приведены примеры определения износа сопряжений для
типичных случаев. При износе поверхностей вращения у деталей,
имеющих неизнашивающиеся или малоизнашивающиеся направляю-
щие, заранее известно направление (х-х) их возможного сближения
(рис. 9.1,а).
Рис. 9.1. Износ сопряжений для тел вращения (а)
и для подшипника скольжения вала (б)
В данном случае износ сопряжения характеризуется одним парамет-
ром С/|_2 - величиной относительного сближения изношенных деталей
7 и 2 в направлении х - х.
Так как сближение деталей возможно только в направлении х-х,
сумма износов деталей, измеренная в направлении возможного сближе-
ния, должна быть постоянной и равняться износу всего сопряжения:
+ ^х2 = Ц-2 = COnSt •
Это соотношение является условием касания тел, так как оно харак-
теризует одну важную особенность протекания износа сопряжения: при
любой форме изношенной поверхности деталей наблюдается полный
Глава 9. Износ сопряжений при постоянных условиях контакта
277
контакт сопряженных поверхностей. Поскольку поверхность контакта
а'Ь' и а”Ь” - общая для двух тел, можно построить, так называемую,
область взаимного внедрения, которая характеризует объем изношенно-
го материала каждого из сопряженных тел. Область взаимного внедре-
ния (эпюра износа) очерчена кривыми ab неизношенной поверхности
при совмещении а'Ь* и aV (см. рис. 9.1,а внизу). В силу условия каса-
ния для любой точки поверхности будет соблюдаться равенство
Ц-2 = —- —— или 2 = У-1-+ , (9.1)
cosa cosа
где U{ и U2 - износ деталей в данной точке, измеренный в направлении
нормали п - п к поверхности трения; а - угол между нормалью к по-
верхности трения и направлением возможного сближения деталей; у,_2
- скорость изнашивания сопряжения; у। и у2 — скорости изнашивания
деталей, отнесенные к данной точке поверхности.
Износ тех сопряжений, у которых направление взаимного сближения
не задано и относительное положение деталей определяется характером
действующих сил и формой изношенной поверхности, т.е. происходит
их самоустановка, характеризуется соотношениями, рассмотренными
ниже,
Типичным примером такого сопряжения является шейка вала и
подшипник скольжения (рис. 9,1,6). При износе этих деталей вал изме-
няет свое положение в подшипнике, опускаясь и наклоняясь на угол р .
Поэтому новое положение вала, характеризующее износ сопряжения,
может быть задано двумя параметрами: перемещением (опусканием)
какой-либо фиксированной точки оси вала и углом поворота р оси или
двумя линейными параметрами U[_2 и U"_2. Координаты точек оси вала,
к которым относятся эти значения, могут быть выбраны произвольно.
Величины U\_2 и U”_2 измеряются в направлении, перпендикулярном к
начальному положению оси вращения, без учета малого значения угла
р.
Для определения соотношения между параметрами, характеризую-
щими износ сопряжения (U{_2 и U"_2) и износ деталей (Ut и U2) в точке
с координатой /, рассмотрим область взаимного внедрения для данного
случая (рис. 9.1,6 внизу).
Эта область представляет собой трапецию, так как крайние участки
очерчены общей прямолинейной (нецзнощенной) образующей шейки
278
Часть III. Износ и надежность машин
вала и подшипника в положении их взаимного «внедрения». Из геомет-
рических соотношений получим
Ц+^=Ц'2Ь-Г>|+Ц''-2 7- (9-2)
\ ‘о / 'о
или
( 1} I
Ъ+12=У\-2 !-7 +YI-27»
\ Ч) J *0
где /0 - расстояние между точками, в которых определяются параметры
Ц'-2 и и;_2.
Более сложный случай износа сопряжения имеет место, когда оба
параметра U{_2 и U”_2 являются функцией относительного положения
деталей, например, при износе поступательных направляющих сколь-
жения.
В этом случае не всегда полностью соблюдается условие касания,
так как при относительном перемещении тел контакт по всей поверхно-
сти трения возможен лишь в том случае, если форма поверхности пря-
молинейна или является дугой окружности. При иной форме имеет ме-
сто частичный контакт поверхностей, и их изнашивание происходит
при очередном взаимодействии отдельных участков поверхностей тре-
ния. Однако и в этом случае понятие об износе сопряжения сохраняется.
В приведенных примерах износ рассматривается в одной плоскости.
В ряде случаев необходимо рассмотреть износ t во взаимно-
перпендикулярных сечениях, пользуясь теми же характеристиками. При
определении формы изношенной поверхности следует использовать
соотношения (9.1) и (9.2).
Во многих случаях влияние конструктивных факторов на форму из-
ношенной поверхности проявляется в большей степени, чем влияние
закономерностей изнашивания материалов.
При проектировании машин конструктор должен располагать мето-
дами расчета на износ различных сопряжений, характерных для данной
машины, чтобы обосновать выбор той или иной конструкции.
На рис. 9.2 приведена классификация сопряжений по условиям их
изнашивания.
В зависимости от характера возможного сближения деталей при из-
носе их поверхностей все сопряжения подразделяются на два типа. У
сопряжении I типа имеются дополнительные не изнашивающиеся или
малоизнашивающиеся направляющие, которые обеспечивают сближе-
Глава 9. Износ сопряжений при постоянных условиях контакта 279
ние деталей при износе только в заданном направлении х-х. В сопря-
жениях II типа происходит самоустановка изношенных деталей и их
взаимное положение зависит от формы изношенной поверхности. В та-
ких сопряжениях износ обычно больше сказывается на функциональных
свойствах пары.
Кроме того, в классификации все сопряжения разделены на пять
групп в зависимости от постоянства условий трения и износа для точек
сопряженных поверхностей, расположенных на одной траектории.
У сопряжений 1-й группы точки, расположенные на одной траекто-
рии, имеют одинаковые условия изнашивания для каждого из тел. На-
пример, при износе центрально-нагруженных поверхностей вращения
(дисков, конусов) все точки, расположенные на окружности данного
радиуса, имеют одинаковые скорости скольжения, давление и продол-
жительность изнашивания. Поэтому их износ будет одинаков, и для оп-
ределения формы изношенной поверхности достаточно рассмотреть
осевое сечение.
Рис. 9.2. Классификация сопряжений по условиям их изнашивания
Ко 2-й группе относятся сопряжения, у которых условия изнашива-
ния сохраняются только для одного тела. Например, из рассмотрения в
поперечном сечении сопряжений «барабан - тормозная колодка» или
«вал - подшипник скольжения» видно, что все точки вращающегося
тела за каждый оборот проходят через одинаковые значения усилий при
любом характере эпюры давлений, и его износ будет равномерным.
У сопряжений 3-й и 4-й групп условия изнашивания не сохраняются
постоянными для всех точек обоих тел. Следовательно, здесь имеются
большие возможности для возникновения неравномерного износа по-
280____________Часть 111. Износ и надежность машин________________
верхностей. К 3-й группе отнесены сопряжения с низшими парами, к
4-й - с высшими парами (начальное касание по линии или в точке).
К 5-й группе относятся детали, поверхность которых контактирует с
внешней средой - почвой, породой, обрабатываемой деталью, заготов-
кой, потоком жидкости. В этом случае изучается износ лишь одной по-
верхности, которую обтекает абразивная или иная среда, от характера
взаимодействия с которой (эпюры нагрузок и скоростей) и будет зави-
сеть форма изношенной поверхности.
Таким образом, все пары трения можно подразделить на две катего-
рии: А) сопряжения, на износ которых накладывается условие касания
поверхностей (1-й, 2-й и, в ряде случаев, 3-й группы) и В) сопряжения, у
которых при износе условия контакта переменны.
Примеры сопряжений для различных групп и типов рассмотренной
классификации приведены в табл. 9.1.
Таблица 9.1. Примеры сопряжений различных видов
Группа Тип сопряжения
I (направление х - х задано) II (самоустановка)
1 Конические тормозы и фрикционные муфты Диски фрикционных муфт
2 Ходовой винт-гайка (жестко закрепленная) Вал - подшипник скольжения и колодочные тормозы (с самоуста- новкой колодок)
3 Поршневые кольца - гильза ци- линдра Поступательные направляющие скольжения. Кулиса - камень
4 Зубчатое зацепление. Кулачок - толкатель Колесо - рельс. Подшипники и на- правляющие качения
5 Режущий инструмент с жесткой установкой. Лопатка гидротур- бины Лемехи плуга. Режущий инструмент с самоустановкой
Иногда узлы трения, в зависимости от характера контакта сопряжен-
ных поверхностей, разделяют на две категории: конформные, в которых
поверхности трения являются как бы взаимным отражением друг друга
(направляющие и подшипники скольжения) и неконформные - узлы с
сосредоточенным контактом и различной формой взаимодействующих
поверхностей (подшипники качения, зубчатые зацепления, кулачковые
механизмы) [136], Однако для расчета сопряжении на износ требуется
более детальная их классификация.
Рассмотренная классификация (рис. 9.2) выделяет именно те факто-
ры, которые определяют процесс изнашивания и накладывают дополни-
тельные условия на его протекание и на распределение износа по по-
верхности трения.
__________Глава 9. Износ сопряжений при постоянных условиях контакта_281
Принадлежность сопряжения к конкретному типу и группе класси-
фикации определяет и методику его расчета на износ.
Следует иметь в виду, что принадлежность пары трения к той или
иной категории классификации определяется как конструкцией, так и
характером действующих сил. Поэтому даже близкие по конструктив-
ному оформлению сопряжения могут относиться к различным катего-
риям. Например, для колодочного тормоза при жестком закреплении
колодок на рычаге (рис. 9.3,а) сопряжение будет принадлежать к I типу,
так как направление возможного сближения поверхностей при их изно-
се определяется поворотом рычага относительно оси О2. При самоус-
тановке колодок данное сопряжение будет относиться ко II типу сопря-
жений (рис. 9.3,6). В первом случае форма изношенной поверхности
колодки будет определяться заранее известной траекторией ее движения
- поворота относительно оси О2, во втором случае будет иметь место
самоустановка колодки под действием сил трения FT, которые создают
момент трения Мг относительно оси О3. Неравномерность износа ко-
лодки UK (ф) в пределах центрального угла ф в этих случаях будет на-
правлена по-разному.
Рис. 9.3. Схема износа тормозной колодки при заданном направлении
возможного износа (а) и при самоустановке колодки (6)
Анализ возможного распределения износа по поверхности трения и
выявление факторов, его определяющих, является предпосылкой для
расчета и прогнозирования износа сопряжений.
9.2. Методика расчета сопряжений на износ с использованием
условия касания поверхностей
Основными параметрами, которые определяют работоспособность
изношенного сопряжения и которые необходимо определить при расче-
те, являются:
282
Часть 111. Износ и надежность машин
• износ Ц_2 или скорость изнашивания у^ сопряжения;
• форма изношенных поверхностей сопряжения Ц и U2 или ско-
рости изнашивания У) и у2 в каждой точке поверхности трения;
• эпюра давления р на поверхности трения.
Исходными данными при расчете являются, во-первых, конструк-
тивная схема и размеры сопряжения, нагрузки и скорости скольжения
на поверхности трения и, во-вторых, закономерности процесса изнаши-
вания.
Без знания физических законов разрушения материалов при износе
нельзя решить вопрос о расчете всего сопряжения, подобно тому, как
нельзя рассчитать деформации балки, не используя закон Гука. Однако
знания только закона изнашивания недостаточно для расчета сопряже-
ния. Необходимо также иметь методы расчетов, которые учитывают
специфику распространения закономерностей износа материала на всю
поверхность трения.
Особенность таких расчетов заключается прежде всего в использо-
вании условий касания (9.1) или (9.2) в качестве дополнительного урав-
нения, позволяющего решать статически неопределимые задачи.
Рассмотрим в общем виде основные этапы расчета сопряжений на
износ на примере поверхностей вращения при нагрузке центральной
силой Р и относительной частоте вращения п (рис. 9.4).
Законы изнашивания, определяющие зависимость скорости изнаши-
вания у от давления р на поверхности трения и скорости относитель-
ного скольжения Vj, должны быть известны для каждого из материалов
сопряженных тел у = /(p;v).
Рис. 9.4. Расчетная схема для определения параметров изношенного
сопряжения
Глава 9. Износ сопряжений при постоянных условиях контакта 283
Характер эпюры давлений р = /(р) неизвестен, и задача по опреде-
лению р является статически неопределенной.
Первый этап расчета заключается в определении характера эпюры
давлений, для этого используется система уравнений, состоящая из ус-
ловия касания (9.1) и законов изнашивания материалов сопряженных
тел:
V =
‘"2 cos а
y.=Z(p;v)
y2 = /2(p;v)
(9.3)
Из системы уравнений (9.3) и, учитывая, что v = 2лрл, определяем
значения yf; у2 и р в функции известных величин, текущего радиуса
р и скорости изнашивания ух_2. Последняя по определению является
общей для всего сопряжения и не зависит отр, в то время как эпюра
давлений является функцией р: р = /(р).
Второй этап расчета заключается в определении скорости изнаши-
вания сопряжения у(_2 на основе использования уравнения статики.
Внешняя сила Р уравновешивается давлением р, распределенным по
поверхности трения S. В общем виде эта зависимость выражается как
P=jpcosadS. (9.4)
Учитывая результаты решения системы (9.3), где р определено в
функции р и у,_2, и решая уравнение (9.4), получим значение у,_2 как
функцию известных величин: Р, п, геометрических размеров и пока-
зателей износостойкости материалов.
Третий этап расчета заключается в определении формы изношен-
ной поверхности сопряженных деталей, т.е. значений С/, и U2 в функ-
ции р, для этого следует подставить полученную зависимость
/з = /(р) в исходные законы изнашивания.
Рассмотрим применение этой методики к расчету на износ кониче-
ских поверхностей (рис. 9.5) при законах изнашивания.
у, = klp"'v и y2=k2pmv. (9.5)
284________________Часть 111. Износ и надежность машин____________
Эти законы в достаточно общей форме отражают зависимость изно-
са от р и v для многих видов изнашивания (см. § 8.4).
Рассматриваемое сопряжение относится к 1-й группе и I типу клас-
сификации (см. рис. 9.2), и его износ характеризуется одним парамет-
ром Ц_2 - величиной относительного сближения изношенных деталей
1 и 2 в направлении х - х.
Рис. 9.5. Схема износа конических поверхностей
/-« этап расчета - определим характер эпюры давлений на поверх-
ности трения при принятых закономерностях изнашивания (9.5). Начало
координат О поместим в вершину конуса, а ось у направим по обра-
зующей.
Скорость относительного скольжения в данной точке поверхности
трения будет
v = 2лрп = 2nnycosa ,
(9.6)
и закономерности (9.5) примут вид
у, =Al/?m27tncosa-y
у2 = Л2р'”2ллсоза-у
Применяя условие касания (9.1), получим:
Глава 9. Износ сопряжений при постоянных условиях контакта
285
У1-2 = = (*1 + *2 )2япр”у,
cos а
откуда
р = т---7-^---- .
yZnnfa +k2)y
(9.7)
Из этой зависимости видно, что давление зависит от у , т.е. неравно-
мерно распределено по поверхности трения и в осевом сечении имеет
вид степенной гиперболы.
2-й этап расчета - для определения значения У]_2 найдем зависи-
мость между силой Р и давлением р, распределенным по поверхности
трения S .
где ух =r/cosa; у2 = 7?/cosa и p = ycosa .
Подставляя в эту формулу значение р из (9.7), интегрируя и решая
уравнение относительно уЬ2, получим:
£.+£2
Y.-2 =-±—Г
cos a
(9.9)
2лл.
Данная формула выражает зависимость скорости изнашивания со-
пряжения от заданных параметров Р, п, R,r,k},k2,m.
Значение у,_2 постоянно для данных условий, а износ сопряжения
Ц_2 = уЬ2г линейно изменяется во времени.
Численные значения эпюры давлений на поверхности трения можно
получить, если в формулу (9.7) подставить значение у,_? из (9.9).
3-й этап расчета - величина линейного износа Ц и U2 в каждой
точке поверхности, т.е. форма изношенной поверхности может быть
определена подстановкой значений р из (9.7) в законы изнашивания
(9.5), учитывая, что Ц =у/ и U2 = у2/.
286
Часть 111. Износ и надежность машин
После преобразований получим
r, Icosa £,cosa /nin.
(9ЛО)
где у,_2 - определяется из формулы (9.9).
Поскольку Ц и U2 от у не зависят, износ при данных законах из-
нашивания равномерно распределен по поверхности трения.
При a = 0 и у = р получим формулы для дисковых поверхностей.
Для абразивного, усталостного и некоторых других видов изнашива-
ния имеет место линейная зависимость скорости изнашивания от давле-
ния, т.е. в законах (9.5) т = 1.
В этом случае все формулы примут более простой вид.
Например, для дисковых (плоских) поверхностей из формулы (9.9)
получим
(кх +к2)Рп
у = к.! ... (9.9а)
R-r
Расчет на износ поступательной пары при небольших относи-
тельных перемещениях является примером использования условия ка-
сания (9.2).
Небольшие относительные перемещения сопряженных поверхностей
(осциллирующее движение) встречаются в некоторых механизмах, а
также могут быть следствием вибраций. В последнем случае происхо-
дит износ, как правило, фреттинг-коррозия кинематически неподвиж-
ных соединений.
Расчетная схема для этого случая изображена на рис. 9.6. Сопряже-
ние относится к 3-й группе и II типу классификации (см. рис. 9.2).
Решим данную задачу для законов изнашивания (9.5), учитывая, что
здесь износ сопряжения определяется двумя параметрами: U'x_2 = у;_2/ и
ц'-2
Для каждой точки поверхности трения можно написать следующие
зависимости:
Yi + Yz =(^i + k2}vPm ~ из законов изнашивания (9.5);
, . I 1 „
Yi+Y2=Yi-2 +Yi-2
k zo J
— из условия касания (9.2).
Глава 9. Износ сопряжений при постоянных условиях контакта
287
Внедрения
Рис. 9.6. Расчетная схема для определения износа при небольших
относительных перемещениях тел поступательной пары
Приравнивая правые части этих уравнений, получим выражение для
р, которое совместно с уравнениями статики дает систему уравнений:
р v(*i+^) 4) Р = a^pdl; 0 Г|-2 1 ‘о J ; (9.И) (9.12)
1о Plp = a]pldl, (9.13)
о
где а - ширина направляющих; 1р - координата приложения силы Р .
Таким образом, получена система из трех уравнений с тремя неиз-
вестными - р, yj_2, yJL2 , решая которую определим все необходимые
параметры изношенного сопряжения.
Данный прием демонстрирует общий подход для решения задач по
износу сопряжений, когда уравнений статики недостаточно для оцен-
ки эпюры давлений. Дополнительным уравнением, позволяющим опреде-
лить неизвестные параметры, является условие касания поверхностей.
Решим данную задачу для линейных законов изнашивания (9.5), т.е.
при т = \.
288
Часть 1П. Износ и надежность машин
Подставляя значения р из (9.11) в уравнения (9.12) и (9.13) и интег-
рируя их, получим два уравнения, из которых определяются значения
параметров yj_2 и yf_2 изношенного сопряжения.
После преобразований получим:
Tii = Ntii)ri±6i\ (9Н)
\ * о 7
где хр - эксцентриситет приложения силы Р . Эта формула объединяет
две формулы: при знаке плюс получаем значение уЬ2 = yj_2, а при знаке
минус - yj-2 = у['_2.
Подставив эти значения yj_2 и у"_2 в формулу (9.11), получим выра-
жение для эпюры давлений, которое после преобразований будет иметь
вид:
( XD
Р = А₽ 1 + 6-Х-12-2-
\ *о *0 7
(9.15)
где
- среднее давление на поверхности трения (при хр = 0
Р = Ар = const).
Таким образом, при данных законах изнашивания эпюра давлений
имеет линейный характер. В общем случае, это трапеция, которая при
хр=/0/6 превращается в треугольную эпюру (при / = /0 /^=0).
Формула (9.15) для эпюры давлений аналогична широко применяемым
формулам, полученным только из уравнений статики, но с предпосыл-
кой о линейности эпюры. Последнее равноценно добавлению уравнения
в статически неопределимую задачу. В рассматриваемом случае такой
предпосылки не было и формула (9.15) получена из иных условий, ко-
гда износ пропорционален давлению. При т * 1 эпюра давлений будет
нелинейной [111].
Данный пример иллюстрирует применение формулы (9.2) для «об-
ласти взаимного внедрения», когда износ сопряжения оценивается дву-
мя параметрами. Ниже приведен случай, когда взаимное сближение тел
при износе оценивается в двух взаимно-перпендикулярных плоскостях
и для решения задачи по определению износа сопряжения используются
оба соотношения (9.1) и (9.2).
Глава 9. Износ сопряжений при постоянных условиях контакта
289
9.3. Износ сопряжений «вращающийся цилиндр - колодка» и
«вал - подшипник скольжения»
Рассмотрим износ сопряжения «вращающийся цилиндр - колодка»
(рис. 9.7), которое относится ко 2-й группе классификации, когда только
у одного тела создаются условия равномерного износа для точек, распо-
ложенных на общей траектории относительного перемещения тел. Из-
нос данного сопряжения необходимо оценивать в двух взаимно-
перпендикулярных сечениях. Решим эту задачу для линейных законов
изнашивания (9.5) (т = 1).
Рис. 9.7. Схема износа сопряжения «вращающийся цилиндр - колодка»
20 Зак. 138
290
Часть III. Износ и надежность машин
Износ в диаметральном сечении (рис. 9.7,л)
Колодка имеет дополнительные направляющие, не допускающие ее
поворота под действием сил трения. Поэтому направление х-х воз-
можного сближения деталей при износе задано.
Следует отметить, что в сопряжении действуют силы трения. Однако
для данной конструкции рассматривается эпюра нормальных давлений,
так как момент от сил трения воспринимается дополнительными на-
правляющими. Поэтому силы трения не влияют на положение колодки,
как это имело бы место в случае ее самоустановки (см. рис. 9.3,в).
Износ данного сопряжения характеризуется двумя постоянными па-
раметрами: уЬ2 = const - скорость износа сопряжения и у, = const, так
как в силу условий изнашивания (2-я группа сопряжений) цилиндр бу-
дет иметь равномерный износ по поверхности трения.
Окружная скорость на поверхности трения постоянна
v = 2nnR = const. (9.16)
Для определения характера эпюры давлений воспользуемся, как и
ранее, формулой (9.1), откуда
Y^Yi-jCOsa-r,. (9.17)
Но, так как, согласно законам изнашивания (9.5), при т = 1
У 2 = k2PV >
то, подставляя это значение в (9.17), получим зависимость давления в
функции угла a
у,.2 cos а у,
Л2у
(9.18)
Угол а изменяется от -а0 до +а0, а величины Л2, v, у|-2, у, посто-
янны для данных условий изнашивания.
Численные значения р можно подсчитать только после определения
У1-2 ИУ|-
Для этого найдем зависимость между силой Р и давлением р, при-
меняя формулу (9.4) и учитывая, что dS = l^Rda ,
+a0 +a0
P = RlQ j pcosarfa = RlQ j
“ao -a0
y,_2 cosa-y,
*2v
cosat/a,
Глава 9. Износ сопряжений при постоянных условиях контакта 291
где /0 - ширина колодки.
Интегрируя данное выражение и делая преобразования, получим
RI
Р = yi[Yi.2 (°,5 8in 2а0 + а0) - у, 2 sin а0 ]. (9.19)
Для отыскания зависимости между У] и У|_2 рассмотрим износ тела
/, который будет иметь место при повороте цилиндра на элементарный
угол da (см. рис. 9.7,6):
dU} = k}pvdt.
Время изнашивания dt на участке da меньше общего времени из-
нашивания t во столько раз, во сколько угол da меньше угла полного
поворота цилиндра 2л. Поэтому
, da , da
dt = t— и dU = k, pv—.
2л 1 2л
Учитывая, что скорость изнашивания yt ~Vjt и dy} = dUjt, полу-
чим
» »
dyt = -^-da и y, = J pda.. (9.20)
2л 2л '
Подставляя в эту формулу значение р из (9.18) и интегрируя полу-
ченное выражение, найдем зависимость для У) :
k. sina0
Y1-Y1-2 ' •
лл2 + аол,
(9.21)
Формула (9.21) показывает, что У) не зависит от угла a, т.е. износ
равномерно распределен по поверхности вращающегося цилиндра. Ис-
пользуем полученную зависимость для определения скорости изнаши-
вания сопряжения уЬ2.
Подставляя значение У) из (9.21) в (9.19) и решая уравнение относи-
тельно уЬ2, получим
Ink^Pn
Y.-2 = —(--------------—------X
, л . . ~ X|Sina0
/0 O,5sin2ao+ao—j------
\ ^^2 + ^0^1 у
(9.22)
20*
292
Часть III. Износ и надежность машин
Эта формула показывает зависимость износа сопряжения от харак-
теристик материала (к{ и к2), режима работы (Р; п) и размеров (/0, а0)
и дает возможность оценить влияние этих параметров.
Умножив числитель и знаменатель на R и обозначая через А коэф-
фициент, зависящий от а0, к} и Л2, получим
Yl-2=^cpv>
(9.23)
Р
где =-----------среднее давление; v- окружная скорость на поверхно-
2Л/0
сти трения.
Таким образом, износ сопряжения связан с характеристикой (pv),
которой широко пользуются для расчета подшипников скольжения и
колодочных тормозов.
Обычно характеристику (pv) связывают с температурным режимом
работы сопряжения, так как при pv = const и постоянном коэффициенте
трения будет одинаковое выделение тепла при трении сопряженных тел.
Формула (9.23) показывает, что при данных законах изнашивания рас-
чет по характеристике (pv) будет обеспечивать не только температур-
ный режим, но и сохранение скорости изнашивания при разных режи-
мах работы.
Величина износа сопряженных тел определяется для вращающегося
цилиндра по формуле (9.21), а для колодки - по формуле (9.17), откуда
*,sina0
1 1-2 a0A] + пк2
Ц=У1_2 cosa-
&sina0
—!-----— t
aQk} + nk2 ?
(9.24)
Из этих зависимостей видно, что износ цилиндра Ц равномерно
распределен по поверхности трения, а износ колодки U2 зависит от уг-
ла а и при a = 0 достигает максимального значения.
Формулы (9.22) и (9.24) получены при рассмотрении износа сопря-
жения в диаметральном сечении. Эти зависимости применимы для оп-
ределения износа всей поверхности трения, если сила Р приложена
центрально по ширине колодки Zo или если и в осевом сечении имеются
дополнительные направляющие, не допускающие поворота колодки.
Гпава 9. Износ сопряжений при постоянных условиях контакта 293
Тогда износ в осевом сечении будет равномерным и зависит, как это
видно из формулы (9.22), от интенсивности нагрузки на единицу шири-
ны колодки Р//о.
Износ в осевом сечении при самоустановке колодки (см. рис. 9.7,г).
В случае самоустановки колодки и при ее эксцентричной нагрузке
износ сопряжения определяется двумя параметрами:
Ц-2 “ 71-2^ И Ц-2 = Yl-2^ >
а зависимость между износом поверхностей трения и износом сопряже-
ния определяется условием (9.2).
Решение аналогичной задачи было получено выше (см. формулы
9.14 и 9.15).
Формулу (9.15) можно использовать для определения удельной силы
Pt в данном сечении (см. рис. 9.7,в), принимая для рассматриваемого
случая Рср = Р/10.
Подставляя Pt в формулу (9.22), получим
_ P(1q + 6XP1q ~i2xPl)2™k2
Yi-2 ~ \
Zo O,5sin2ao + a0—----Q-\
V 7r£2+a0£J
Эта формула показывает, что уЬ2 линейно зависит от /, т.е. при из-
носе колодка наклоняется и износ сопряжения оценивается двумя пара-
метрами, например U\_2 - y\_2t и U”_2 = yf_2/.
Значения yj_2 и yf_2 получим из формулы (9.25) при I = 0 и I = /0.
При хр = 0, т.е. центрально приложенной силе, получим формулу
(9.22).
Износ Ц и U2 в любой точке поверхности трения можно опреде-
лить по тем же формулам (9.24), в которых значение уЬ2 рассчитывает-
ся по формуле (9.25).
Таким образом, формула (9.25) является общей для определения из-
носа данного сопряжения.
Чтобы найти общую формулу для эпюры давлений как функции угла
а и длины I, т.е. р = /(а;/), воспользуемся формулой (9.18), в кото-
рую подставим значение У) из (9.21). После преобразований получим
294
Часть 111. Износ и надежность машин
(9.26)
Р (/р + б/рХ, -1 2хр/) [(а0^ + )cos а - sin а0
V Rl* (O,5sin2ao +а0) (аД + пк2)-
Данная формула позволяет аналитически определить давление в лю-
бой точке поверхности трения (см. рис. 9.7,е). Максимальное значение
давления будет при a = 0 и / = 0 .
Износ сопряжения «вал - подшипник скольжения»
Используем полученные формулы для расчета на износ сопряжения
«вал - подшипник скольжения» при его работе в условиях сухого или
смешанного трения. Для рассматриваемого случая зона контакта (2а0)
определяется не конструкцией колодки, как в предыдущем случае, а
процессом изнашивания.
Пользуясь зависимостью (9.26), определим, при каком угле а0 дав-
ление на концах дуги контакта будет равно нулю - р = 0.
Приравнивая второй сомножитель формулы (9.26) нулю, при a = a0
получим
к. 2ш
a = arccos —--5------ = arccos ——-—г, (9.27)
л(0,5Л, + k2) л(ц/ + 2)
где ц/ -kjk2 - соотношение коэффициентов износа материалов вала и
подшипника.
Из формулы (9.27) следует, что р = 0 будет при угле а <90°, т.е.
эпюра давлений располагается не на всей полуокружности вала, причем
центральный угол зависит от соотношения износов материалов трущей-
ся пары ц/ и не зависит от численных значений износа вала и подшип-
ника.
Рассмотрим возможные случаи при различных значениях ц/
(рис. 9.8).
Если принять, что вал 1 не изнашивается, т.е. к} = 0 и ц/ = 0, то
2а = 180° и эпюра удельных давлений, как это видно из формулы
(9.26), подчиняются зависимости
Р 2 4
р =-----cos а = о —cos а . (9.28)
RlQ л р л
Данная формула применяется при расчете подшипников скольжения.
Однако она верна лишь в частном случае, когда условно считается, что
Гпава 9. Износ сопряжений при постоянных условиях контакта
295
Рис.9.8. Износ подшипника и вала при различных соотношениях
износостойкости материалов пары
вал не изнашивается, а износ подшипника 2 подчиняется закономерно-
сти (9.5) при т = 1.
Если учесть износ вала, то ц/ * 0. Рассматривая обычную пару под-
шипник - вал, когда вал выполняется из более износостойкого материа-
ла (закаленная сталь), чем подшипник (бронза), замечаем, что централь-
ный угол 2а будет, как правило, близок к 180° . Например, при \|/ = 0,3
по формуле (9.27) получим 2а = 179°. В этом случае вал охватывается
подшипником почти полностью, так как износ подшипника опережает
износ вала.
Другую картину получим в случае обращенной пары, т.е. когда под-
шипник выполнен из более износостойкого материала (закаленная
сталь), чем вал (на вал напрессована бронзовая втулка). В этом случае
ц/>1 и угол 2а будет значительно меньше 180°. Так, например, при
ц/ = 3 по формуле (9.27) получим 2а = 135°.
Следовательно, с точки зрения контакта в обращенной паре созда-
ются менее благоприятные условия.
Однако с точки зрения скорости изнашивания сопряжения, как пока-
зывают расчеты, обращенные пары имеют преимущество.-
Соотношения (9.27) имеют место и для сопряжения «вращающийся
цилиндр - колодка» (см. рис. 9.7). Поэтому, если конструктивный угол
охвата цилиндра 2а0 больше, чем определенный по формуле (9.27), то
касание будет происходить лишь по части номинальной площади тре-
ния, и конструкция сопряжения не отвечает реальным условиям трения.
Фрикционные (или антифрикционные) свойства материалов колодки в
296
Часть 111. Износ и надежность машин
этом случае будут недоиспользоваться из-за сокращения фактической
площади контакта.
Рассмотренная оценка условий контакта и износа подшипников
скольжения относится, в основном, к их работе в условиях сухого, гра-
ничного или смешанного трения. При применении гидродинамических
или гидростатических опор их износ практически не возникает, если
обеспечена надежная фильтрация смазки. Однако граничное трение час-
то применяется в опорах скольжения как для упрощения конструкции,
так и для обеспечения прецизионности, когда толщина слоя смазки
влияет на точность движения вала в опоре.
9.4. Износ нецентрально нагруженных кольцевых
направляющих
Рассмотрим расчет изменения положения вращающейся детали
(планшайбы, стола, ротора) при износе кольцевых направляющих и не-
центральной нагрузке. Расчетная схема данного сопряжения приведена
на рис. 9.9. Точка приложения силы зафиксирована относительно не-
подвижного основания.
Рис. 9.9. Расчетная схема для определения износа нецентрально нагруженных
кольцевых направляющих: схема износа (а), область взаимного внедрения (б),
эпюра давлений (в)
Глава 9. Износ сопряжений при постоянных условиях контакта
297
Это сопряжение относится ко 2-й группе классификации, так как
точки тела 1 находятся в одинаковых условиях и его износ равномерно
распределен по окружности. Поверхность трения тела 2 изнашивается
неравномерно, поэтому тело 1 постепенно наклоняется по отношению к
основанию 2.
Такой случай можно встретить, например, в направляющих кругово-
го движения карусельных станков, когда вес обрабатываемой детали и
планшайбы приложен центрально, а сила резания создает эксцентриси-
тет.
В качестве параметров, характеризующих износ сопряжения, удоб-
нее принять U{_2 - максимальный износ сопряженных элементов и U”_2
- их износ в центре.
При расчете неизвестными являются: параметры износа сопряжения
U[_2 и U”_2 (или скорости изнашивания сопряжения у[_2 и у"_2); эпюра
давлений р и величина линейного износа Ц и 1/2 в любой точке по-
верхности трения (форма изношенной поверхности).
Эпюру давлений надо рассматривать не в одном сечении, что доста-
точно при симметричной нагрузке, а по всей поверхности трения. Эпю-
ра давлений неравномерна и является функцией радиуса р и угла ср :
р=/(р;ф)-
Для того чтобы установить связь между силой Р и давлением р,
надо проинтегрировать уравнение эпюры по всей площади трения, учи-
тывая, что элемент площади равен dS = pdtpdp, а момент этой площади
относительно оси у-у будет dMy = dSpcoscp = р2 coscpdtp dp.
Рассмотрим два уравнения статики: проекцию всех сил на верти-
кальную ось х-х и момент сил относительно оси у-у:
г R2n
Р= j[pp dp dtp; (9.29)
г О
' R 2п
Ррр = Jfpp’coscpfifptAp, (9.30)
. г 0
где рр - эксцентриситет приложения силы Р .
Для нахождения зависимости между линейным износом в любой
точке поверхности сопряженных тел Ц и 1/2 и износом сопряжения
U[_2 и U”_2 рассмотрим область взаимного внедрения (см. рис. 9.9,6),
которая в любом осевом сечении представляет собой трапецию.
Из геометрических соотношений получим
19 Зак. 138
298
Часть III. Износ и надежность машин
Л \ Л )
Для нахождения эпюры давлений как функции р и <р необходимо
знать законы изнашивания материалов.
Решим данную задачу применительно к закономерностям изнашива-
ния (9.5) при т = 1. Коэффициент износа - для вращающегося диска
и кг - для неподвижного диска, скорость относительного скольжения
v = 2лир, где п - частота вращения планшайбы (тела /).
Согласно условиям работы данного сопряжения заранее известно,
что у, = const для данного р, а скорость изнашивания у2 для различ-
ных точек диска 2 различна. Значение у2 можно выразить как
у2 = k2pv = к2р2ппр
и из (9.31)
_ pcoscp Г pcosy^l
12“ 11-2 R Т 11-21* R I II •
Приравнивая правые части и определяя р, получим
Р = 2л^"й " Y'-2 +(У*-2" Y1) о ’ (932)
271/^2^ л\ р
Эта формула определяет характер эпюры давлений, так как скорости
изнашивания сопряжений у;_2 и yf_2 от р и от <р не зависят.
Для определения износа сопряжения необходимо найти зависимость
У] от р. Эпюра давлений неравномерна и связана с телом 2. Поэтому
каждая точка диска 1, лежащая на радиусе р, проходит через все участ-
ки эпюры « р» и при его изнашивании происходит суммирование сило-
вых воздействий.
Согласно законам изнашивания (9.5)
dUx = kx2nnppdt,
но
. dtp , dU. , _ dtp
dt = t^4dyx=—^ = kxpx 2nnp^-.
27C t lit
_______Глава 9. Износ сопряжений при постоянных условиях контакта_299
Для получения у, надо просуммировать износ по всей окружности:
2я
Y| = f P<ty
(933)
Таким образом, решение задачи сводится к нахождению четырех не-
известных р,У|-2»Уь2 и Yi из уравнений (9.29), (9.30), (9.32), (9.33).
При этом известно, что yj_2 = const и у*_2 = const ,так как эти пара-
метры характеризуют износ всего сопряжения и не зависят от р.
Интегрируя уравнение (9.33), подставляя в него значение из (9.32) и
делая преобразования, получим
(934)
Из этой формулы видно, что износ диска 1 равномерен и не зависит
от р и ф .
Подставив значение yj в уравнение (9.32), а затем значение р в
уравнение (9.29) и проинтегрировав его, получим
2nk2n
В результате преобразований будем иметь
Из этой формулы видно, что скорость изнашивания данного сопря-
жения, отнесенная к оси планшайбы, не зависит от эксцентриситета рр
приложения силы, т.е. она одинакова для дисков с центральной и экс-
центричной нагрузкой.
Однако при эксцентричной нагрузке диск 1 будет наклоняться на ве-
личину, которая характеризуется параметром U[_2 = yj_2/.
Для подсчета у[_2 проинтегрируем уравнение (9.30), подставляя в
него значение р из (9.32)
2itLn
jj p2cos<pJp«/q>.
Г О L К К\ +к2 р.
19*
300
Часть III. Износ и надежность машин
После преобразований получим
К 6R '
R-r kt+k2R2+rR + r2
(9.36)
Угол наклона дисков при износе
8 R R R3-г3
(9.37)
Таким образом, угол а растет со временем.
Эпюру давлений можно получить, подставляя значения yj_2 и у’_2 из
(9.35) и (9.36) в уравнение (9.32). После преобразований получим
Р Г 6р П
р = г ---Г COS Ф + — .
г 2it(R-r)\R2 + Rr + r2 pj
(9.38)
Таким образом, эпюра р является функцией риф (рис. 9.10,в).
При ф = 0 и р = г получим
Н 6р, , 1
2па R2 + Rr +г2 г
При <р = я и р = R получим
р Г1 бр,
2ita R R2+Rr + r2
(9.39)
(9.39а)
где а = R -г - ширина направляющих.
Максимально допустимый эксцентриситет р^ из условия нерас-
крытая стыка можно получить из формулы (9.39), приняв pmin = 0, от-
куда
_ R2 +Rr + r2
6R
(9.40)
При г = 0 (сплошная пята) рр>^ = R/6.
Интересно отметить, что условие раскрытия стыка связано только со
значением р„ и не зависит от величины износа.
Г max
______Глава 9. Износ сопряжений при постоянных условиях контакта_301
Для определения величины линейного износа Ц и 1/2 в каждой
точке поверхности трения из (9.34) и (9.35) получим
R-r
(9.41)
т.е. износ направляющей I равномерен и имеет одинаковое значение
при центральной и эксцентричной нагрузках.
Для подсчета износа U2 в закон изнашивания (9.5) при т = 1 под-
ставляем значение р из (9.38), учитывая, что U2 = y2t :
^2 =
k2Pn 6рр
R-r R2 +Rr + r2
pcoscp + l t.
(9.42)
Таким образом, износ диска 2 неравномерен по радиусу и окружно-
сти, причем от р имеется линейная зависимость. Аналогичный расчет
можно провести и для наклонных К-образных или треугольных в сече-
нии круговых направляющих.
На рис. 9.10 в качестве примера приведена схема износа направ-
ляющих планшайбы карусельного станка. Сила резания создает эксцен-
тричную нагрузку, поэтому износ направляющих станины происходит
неравномерно и возникает угол наклона, который можно определить по
формуле (9.37). Станок постепенно теряет начальную точность обра-
ботки, так как изменяется точность взаимного движения заготовки, ус-
тановленной на столе, и суппорта, несущего инструмент.
Рис. 9.10. Схема износа направляющих планшайбы карусельного станка
302_______________Часть III. Износ и надежность машин__________
Следует отметить, что приведенные выше формулы для расчета ха-
рактеристик изношенного сопряжения представляют собой детермини-
рованные зависимости износа от внешних воздействий (сил, их направ-
ления и приложения, скоростей скольжения и др.), которые в большин-
стве случаев могут принимать различные значения в пределах допусти-
мых режимов работы машины. Например, износ направляющих иг за-
висит согласно формуле (9.42) от силы Р, эксцентриситета ее прило-
жения рр, частоты вращения планшайбы п, изменяющихся в процессе
использования машины.
В этом случае каждый параметр изношенного сопряжения следует
рассматривать как функцию случайных аргументов.
9.5. Износ жестко связанных сопряжений
В механизмах машины имеется, как правило, несколько изнаши-
вающихся сопряженных поверхностей, при этом их износ может проте-
кать различным образом. Если износ каждого сопряжения не оказывает
влияния на процесс изнашивания других элементов, то их расчет и ана-
лиз можно проводить независимо, а затем оценивать суммарное воздей-
ствие износа сопряжений на выходные параметры механизма. Однако
имеется большое число механизмов и сопряжений, в которых износ от-
дельных поверхностей взаимосвязан и не может быть рассмотрен изо-
лированно. Такие сопряжения называются жестко связанными.
Дополнительные условия, которые накладываются на совместный
износ поверхностей в жестко связанных сопряжениях, определяют и
систему сил, действующих в данном механизме.
Эти условия также опираются на соотношения (9.1) и (9.2), которые
трансформируются в зависимости от конструкции сопряжения и осо-
бенностей процесса его изнашивания.
Рассмотрим примеры расчета жестко связанных сопряжений.
На рис. 9.11 показана схема износа двух пар кольцевых направляю-
щих центрально нагруженной планшайбы. При износе направляющих
планшайба будет опускаться. Однако их износ нельзя рассматривать
изолированно, определив предварительно реакции в направляющих.
Для совместного изнашивания необходим одинаковый износ каждого
сопряжения в направлении х-х, т.е. должно выполняться условие
U,=U„, (9.43)
где U, и Uu - износ сопряжения для каждой пары направляющих
планшайбы и станины.
Глава 9. Износ сопряжений при постоянных условиях контакта
303
Это условие определяет значения реакций в направляющих и Q2
и ход процесса изнашивания всего механизма. Оно заменяет дополни-
тельное уравнение деформации, которое применяется при расчете ста-
тически неопределимых систем. Если в рассматриваемом случае соблю-
даются линейные законы изнашивания, то для дисков износ сопряжения
подсчитывается по формуле (9.9а).
Используя условие (9.43), получим
(^| + ^)6,л (kj+QQi»
&1~Г\ ^2~Г2
откуда
Qi
Qi (^1+^г)аг
(9.44)
где Qx и Q2 - реакции в направляющих (их равнодействующая прило-
жена в центре планшайбы, а на схеме условно показано их разложение
по направляющим); а, и а2 - ширина направляющих; к, - коэффици-
енты износа для соответствующих сочетаний материалов и условий из-
нашивания.
Если Л, + к2 = ку +Л4, т.е. условия изнашивания и материалы для ка-
ждой пары одинаковы, то значения реакций зависят только от ширины
направляющих и пропорциональны им.
304
Часть III. Износ и надежность машин
Учитывая уравнение статики Р = Qx + 02, получим, что скорость из-
нашивания стола с двумя кольцевыми направляющими в направлении
х-х будет
Yl-2 =
а\+аг
(9.45)
Таким образом, при данных законах изнашивания износ сопряжения
зависит не от радиусов, на которых расположены направляющие, а
лишь от ширины направляющих. Из этой формулы видно, что примене-
ние широко принятого (например, в станкостроении) расчета направ-
ляющих по допустимым давлениям непригодно для круговых направ-
ляющих.
Если же применять упомянутую методику и для рассматриваемого
случая, то для уменьшения износа следует якобы располагать направ-
ляющие на большем радиусе, чтобы увеличить опорную площадь. Од-
нако как показывает формула (9.45), это не отразится на износе сопря-
жения, поскольку одновременно возрастет и скорость относительного
скольжения.
При оценке износа жестко связанных сопряжений, во многих случа-
ях, необходимо определить не только величину реакции, но и точку ее
приложения, что влияет на характер эпюры давлений и изменение по-
ложения сопряженных тел при износе. Рассмотрим износ в поперечном
сечении плоских поступательных направляющих для случая, когда пе-
ремещающаяся каретка (стол) обладает высокой жесткостью, а внешняя
сила приложена эксцентрично (рис. 9.12). Направляющие, не допус-
кающие бокового смещения каретки, на схеме не показаны. При рас-
смотрении силовой картины неизвестными являются не только реакции
7?! и в направляющих, но и точки их приложения - эксцентриситет
по отношению к середине направляющих 8] и е2.
Для получения двух дополнительных уравнений необходимо рас-
смотреть совместный износ этих двух жестко связанных сопряжений.
При износе каретки она опускается и наклоняется на некоторый угол
а. Области взаимного внедрения, определяющие зависимость между
износом сопряжении, состоят из двух трапеций с одинаковым углом а
(см. рис. 9.12 внизу).
Два дополнительных уравнения можно получить из геометрических
соотношений (из подобия треугольников).
Эти два уравнения и будут теми дополнительными условиями, кото-
рые позволят решить данную статически неопределимую задачу.
Глава 9. Износ сопряжений при постоянных условиях контакта
305
Рис. 9.12. Совместный износ плоских направляющих
Зависимости для оценки износа сопряжения для каждой пары на-
правляющих будут те же, что и подученные выше (см. рис. 9.6 и § 9.2).
Расчет и анализ совместного износа жестко связанных наклонных
направляющих рассмотрены в [111].
Другим характерным примером решения статически неопределимых
систем с изнашивающимися сопряжениями может служить методика
определения реакций в многоопорном валу (рис. 9.13).
Обычно реакции, возникающие в опорах, определяются с примене-
нием дополнительного уравнения деформаций, что с точки зрения со-
противления материалов одинаково как для вращающегося вала, так и
для аналогичной балки, лежащей на трех опорах.
Однако эти реакции будут существовать лишь в начальный период
работы вала, а затем начнется процесс их перераспределения в соответ-
ствии с законами изнашивания. В этом случае в качестве дополнитель-
ного уравнения следует применять условие совместного износа опор и
при необходимости учитывать деформацию вала. При большой жестко-
сти вала условие совместного износа можно записать как (см. рис. 9.13):
Ц-4~Ц-4 J
^-4-^-4 а'
(9.46)
где С/,_4; J72-4 и ^j-4 _ износ сопряжений в опорах I, 2 и 3, который в
данных условиях можно заменить на скорость изнашивания.
306
Часть III. Износ и надежность машин
Рис. 9.13. Износ опор вала для статически неопределимой системы
Чтобы перейти к значениям реакций g, которые определяют ско-
рость изнашивания в соответствующих сопряжениях, воспользуемся
формулой (9.22), которую, например, для сопряжения 1-4 запишем как
Г1-4=Д-4Й«|.
где
д _________________2пк4
14 I (Л - - fc.sina»
/0| O,5sin2ao + a0 —f----2-
лЛ,+а0Л4
(9-47)
Коэффициент В является известной величиной и зависит от коэф-
фициентов износа сопряженных материалов (kt и кг), размеров опоры
(/0|) и угла контакта а0, который по соотношению \|/ = kjk4 определя-
ется из уравнения (9.27).
Аналогичные зависимости имеют место для каждой из трех опор,
поэтому условие совместного износа (9.46) преобразуется в следующее:
Д-40 ~ Д-461 _ 2.
Д-40 ~ Д-40 а
(9-48)
где коэффициенты Д - известные величины, зависящие от износостой-
кости материалов каждой пары и ее размеров.
Это соотношение и является тем дополнительным уравнением, кото-
рое совместно с двумя уравнениями статики (для плоской задачи) по-
зволит определить значения реакций Qt, 02 и Q}.
__________Глава 9. Износ сопряжений при постоянных условиях контакта_307
Эти значения зависят не от величины износа, а лишь от соотношений
износостойкости сопряженных поверхностей.
Бели реакции, рассчитанные классическими методами сопротивле-
ния материалов, будут иметь другое значение, то это означает, что в
процессе работы машины будет происходить изменение системы сил до
тех пор, пока реакции не примут значений, соответствующих условию
(9.48) (см. § 10.5).
В заключение следует отметить, что приведенные в данной главе ме-
тоды и полученные формулы для расчета параметров изнашивающихся
сопряжений различных конструктивных форм дают аналитическую за-
висимость между износом сопряжения U\_2 - этим основным его вы-
ходным параметром и конструктивными, эксплуатационными и техно-
логическими характеристиками сопряжения.
Если рассматривать эти характеристики как случайные аргументы со
своими законами распределения, то, применяя метод статистического
моделирования (метод Монте-Карло), можно определить и закон рас-
пределения скорости изнашивания или величины износа сопряжения.
Поэтому рассмотренные выше расчеты являются одним из основных
этапов моделирования процесса деградации выходного параметра и
возникновения параметрического отказа в процессе изнашивания ма-
шины. Выходные параметры машины непосредственно связаны с изно-
сом отдельных сопряжений машины (см. гл.11).
Оценивая проведенные выше расчеты по определению величины из-
носа сопряжения, формы изношенных поверхностей трения и эпюры
давлений на сопряженных поверхностях, следует отметить, что все они
используют «условие касания», благодаря чему становится возможным
решать статически неопределимые задачи.
Однако для многих сопряжений машин это условие не выполняется
из-за нестационарного протекания процесса изнашивания, когда сопря-
женные поверхности трения не полностью находятся в соприкоснове-
нии или их контакт осуществляется по различным участкам. Расчет на
износ сопряжений с переменными условиями контакта имеет свою спе-
цифику и рассмотрен ниже.
Глава 10
ИЗНОС СОПРЯЖЕНИЙ ПРИ ПЕРЕМЕННЫХ
УСЛОВИЯХ КОНТАКТА
10.1. Износ направляющих скольжения
Переменные условия контакта характерны для многих сопряжений
машин как с низшими, так и с высшими кинематическими парами, а
также при контакте рабочих поверхностей деталей с внешней средой.
Чем выше номер группы в классификации изнашивающихся сопряже-
ний (см. рис. 9.2), тем больше возможностей для возникновения пере-
менных условий контакта и неравномерного износа поверхностей тре-
ния. В этих случаях не всегда возможно использовать «условие каса-
ния» сопряженных поверхностей при их расчете на износ.
Поступательные направляющие скольжения широко применяются в
различных машинах для перемещения ползунов, столов, суппортов и
других узлов, а также в кулисных, кулачковых и других механизмах.
Они являются типичными представителями сопряжений с переменными
условиями контакта, для них характерен неравномерный износ поверх-
ностей трения.
Во многих случаях к направляющим предъявляются высокие требо-
вания по обеспечению точности перемещения ползуна и износостойко-
сти поверхностей трения.
Задачу расчета направляющих на изнашивание можно решить с дос-
таточной для практики точностью, исходя из следующих предпосылок.
1. Величина износа U пропорциональна пути трения 5 и давлению
р на поверхности трения:
Ц = k{ps
С/2 = k2ps
(10.1)
где Ц и U2 - соответственно износ направляющих сопряженных тел,
например станины и ползуна (суппорта, стола).
2. Начальная эпюра давлений при изнашивании сохраняется, т.е. пе-
рераспределение давлений в результате износа поверхностей незначи-
тельно.
Глава 10. Износ сопряжений при переменных условиях контакта
309
3. Известна кривая распределения ср(х) (рис. 10.1) перемещений
ползуна (суппорта) по длине направляющих. Эта кривая отражает то,
что при работе машины ползун может совершать различные по длине
движения. Ординаты данной кривой характеризуют ту долю общего
пути трения, которая приходится на данное положение ползуна. Кривая
<р(х) отражает назначение машины и режимы ее работы.
Рис. 10.1. Расчетная схема для определения износа направляющих скольжения
Например, если на металлорежущем станке обрабатываются одина-
ковые детали и стол совершает постоянный ход, то на каждый участок
направляющих приходится равная доля общего пути трения, и кривая
распределения будет представлять прямую, параллельную оси абсцисс.
Если на станке обрабатываются различные детали, то кривая распреде-
ления будет отражать перемещения стола при обработке этих деталей,
т.е, характер загрузки станка.
В расчетной схеме для определения формы изношенной поверхности
направляющих станины и стола (см. рис. 10.1) приняты следующие обо-
значения:
С/(х) - искомая величина линейного износа направляющих станины
(Ц) по длине х при О£х£(£+/о);
[/(/) - искомая величина линейного износа направляющих стола
(суппорта) (Ц) по длине / при 0 £ / £ /0;
L - максимальный ход стола;
/0 - длина направляющих стола;
310
Часть 111. Износ и надежность машин
р = /(/) - уравнение эпюры давлений на поверхности трения;
у = <р(х) - кривая распределения общего пути трения (кривая ус-
ловно отнесена к левой точке стола);
5 - путь трения, который проходит каждая точка направляющих
стола за рассматриваемый промежуток времени;
к - коэффициент износа, показывающий величину линейного изно-
са (мкм) при действии давления в 1 МПа на протяжении пути трения в
один км для данной пары материалов;
к} - коэффициент износа материала станины;
к2 - коэффициент износа материала стола.
Исходя из сделанных предпосылок, функция [/(/) определяется
просто, так как каждая точка направляющей стола изнашивается на про-
тяжении всего пути трения 5 и на нее действует постоянное давление,
определяемое уравнением эпюры р = Поэтому кривая износа бу-
дет подобна эпюре давлений и выражается уравнением
£/(/) = V/(/). (10.2)
Однако основное значение для потери машиной точности и вибро-
устойчивости имеет, как правило, форма изношенной поверхности на-
правляющих станины, определяемая функцией С/(х). Для отыскания
этой функции рассмотрим, как изнашивается участок направляющих
станины с координатой х (см. рис. 10.1). При перемещении стола этот
участок станины изнашивается под действием давлений, определяемых
той частью эпюры /(/), которая при перемещении стола проходит над
участком с координатой х. Каждый элемент эпюры давлений с коорди-
натой I «изнашивает» направляющую станины на величину, пропор-
циональную pdl = Чтобы определить элементарный износ dU,
вызванный воздействием pdl, необходимо определить ту часть общего
пути трения, которую проходит элемент эпюры давлений pdl при из-
нашивании участка направляющих с координатой х. Для этого вос-
пользуемся кривой распределения <р(х). Заметим, что площадь под
кривой ф(х) равна единице, как и для любой функции, выражающей
плотность распределения случайной величины. Так как уравнение этой
кривой характеризует перемещение левой точки стола с / = 0, то для
точки суппорта с координатой / уравнение кривой примет вид
Глава 10. Износ сопряжений при переменных условиях контакта
311
у = ф(х-1) и доля пути трения, приходящаяся на точку с координатой
х, будет равна $ф(х-/).
Поэтому износ в точке х от воздействия элементарного давления
pdl составит
dU^kxs^(x-l)f(l)dl.
Чтобы определить износ в точке х от воздействия контактных на-
грузок всего участка эпюры от до/2, необходимо просуммировать
элементарные участки pdl в указанных пределах.
6
4
(10.3)
Данная формула является общей для различных случаев. При этом
пределы интегрирования определяются в зависимости от того, какой
участок эпюры давлений воздействует на данную точку станины с ко-
ординатой х (табл. 10.1).
Таблица 10.1. Пределы интегрирования при расчете износа по формуле (10.3)
L/la Участок Пределы участка Пределы интегрирования
A h
I 0^x^/0 0 X
>1 II /„ < x < L 0 A
III L£x£L + l„ x-L A.
I 0£x£L 0 X
<1 II L£x<ln x-£ X
III l0£x£la + L x-L ^0
Например, при L<1 и при постоянном ходе суппорта, т.е.
<р(х) = const = 1/Z (исходя из равенства единицы площади под кривой)
и треугольной эпюре давлений р = уравнение изношенной поверх-
*0
ности для участка I будет иметь вид
= j— ^4dl = х2
312
Часть III. Износ и надежность машин
Формулы для различных случаев, полученные из общей формулы
(10.3), приведены в табл. 10.2.
Формула (10.3) определяет влияние основных факторов на форму
изношенной поверхности направляющих: кх- отражает износостой-
кость материалов и условия изнашивания; 5- зависит от интенсивности
работы машины во времени; р = /(/)- отражает конструкцию стола
(суппорта), от которой зависит характер эпюры давлений; ф(х)~ харак-
теризует процесс работы машины - величину ходов, совершаемых ра-
бочим органом.
Пользуясь полученной формулой, можно проанализировать влияние
отдельных факторов на величину и характер t/(x) ив каждом конкрет-
ном случае указать наиболее эффективные пути для уменьшения износа
и получения более равномерной формы изношенной поверхности.
Например, форму изношенной поверхности направляющих металло-
режущих станков можно изменять не только путем улучшения конст-
рукции, но и за счет правильного проектирования технологических
процессов обработки и рациональной загрузки станка.
Для увеличения срока службы направляющих универсальных стан-
ков с большим ходом суппорта (L > /0) особое внимание следует обра-
тить на правильную загрузку станка, обеспечивающую более равномер-
ный износ направляющих. Нецелесообразно загружать станок изготов-
лением небольших деталей, которые можно обработать на станке мень-
ших размеров. При больших ходах суппорта форма изношенной по-
верхности направляющей приближается к форме кривой распределения
ходов суппорта ср(х) (рис. 10.2,а).
Для увеличения срока службы направляющих станков с малым хо-
дом суппорта (L < /0) необходимо, в первую очередь, стремиться к рав-
номерной эпюре давлений, что зависит от конструктивной формы суп-
порта и его направляющих, а также от системы действующих сил. При
малых ходах суппорта форма изношенных направляющих приближает-
ся к форме эпюры давлений /(/) (рис. 10.2,6).
Формула (10.3) получена для случая, когда эпюра давлений р = /(/)
сохраняется на протяжении всего пути трения 5, а изменяется лишь зона
трения подвижного элемента.
Гпава 10. Износ сопряжений при переменных условиях контакта
Продолжение табл. 10.2
Уравнение участка
12
U(x) = ks |<р(х ~l)f (J)dl
kspxM Ф-^ kspxM ф|
kspxM
kspxM
.(L-аУ -(a+L-x}
Ф ---- +Ф ----2--
\ G0 / \ <*0 )
I
II
III
I
II
III
L
kspt
кзрг 2
2Ll0
Часть III. Износ и надежность машин
Окончание табл. 10.2
Гпава 10. Износ сопряжений при переменных условиях контакта
316
Часть III. Износ и надежность машин
Рис. 10.2. Влияние длины хода стола на форму изношенной поверхности
направляющих
Это означает, что внешняя нагрузка на машину (силовой режим ра-
боты) является достаточно стабильной.
Если эпюра давлений в процессе работы машины не остается посто-
янной, то при расчете формы изношенной поверхности £/(х) формула
(10.3) должна быть соответственно трансформирована.
Здесь могут иметь место три основных случая (табл. 10.3).
1. Режим работы машины периодически изменяется. Для каждого
периода работы сопряжения известны силы, действующие на узел (эпю-
ра давлений), кривая ф(х) и продолжительность работы на каждом ре-
жиме, т.е. соответствующие пути трения s^s2\...\sk (или они выбира-
ются случайно на основе метода статистических испытаний).
В этом случае для каждого периода определяется эпюра давлений и
по формуле (10.3) рассчитывается форма изношенной поверхности
Ц(х) (эпюра износа).
Окончательный результат получают суммированием всех эпюр из-
носа
к
t'W=&(*)•
/=|
2. Эпюра давлений изменяется при движении ползуна из-за непосто-
янства площади контакта. Например, при свешивании ползуна с на-
Глава 10. Износ сопряжений при переменных условиях контакта 317
правляющих, эпюра давлений зависит от положения ползуна. Метод
расчета С/(х) для этого случая рассмотрен ниже.
3. Для более точного описания процесса изнашивания направляю-
щих в ряде случаев следует учитывать, что на эпюру давлений помимо
внешних сил влияет и форма изношенной поверхности, а также началь-
ное отклонение профиля направляющих от прямолинейности. Это свя-
зано с тем, что условия контакта зависят от формы поверхности в той
или иной зоне контакта, которая изменяется в процессе изнашивания. В
этом случае для определения U (х) необходимо моделировать процесс
контактирования и процесс изнашивания сопряженных поверхностей в
течение всего периода их функционирования. Такой пример рассмотрен
в § 12.4.
Таблица 10.3. Определение формы изношенной поверхности направляющих
при переменной эпюре давлений
Схема Эпюра давлений Форма изношенной поверхности
Ьни * /?=/(/;<) / = 1,2,..,*- номер режима у(х)=Еу-(*) /=1 6
tft Е
. X ч I4''
I - z -1 'jyiTT / = /(/,Z) 12 /1
И
77777/7/ /// — /7/
р Д - погрешность начальной фор- мы Определяется методом имитационного моделирования
Схема расчета формы изношенной поверхности (/(х), когда на-
правляющие станины имеют ограниченную длину и ползун свешивает-
ся с них, приведена на рис. 10.3.
Особенность расчета этих направляющих заключается в том, что
эпюра давлений будет являться функцией не только координаты I, но и
318
Часть III. Износ и надежность машин
Рис. 10.3. Определение формы изношенной поверхности направляющих при
их ограниченной длине
положения суппорта z. Так как х, z и I связаны зависимостью
X = Z +1, то
При определении функции U(х) рассматривают два участка: I уча-
сток 0 < х < L и II участок L < 0 < /0.
Глава 10. Износ сопряжений при переменных условиях контакта_319
При определении износа в точке с координатой х необходимо про-
суммировать воздействия давлений, учитывая зависимость эпюры р от
положения суппорта.
Поэтому формула (10.3) примет вид
12
U(x) = ks fa(x-l)f(x;l)dl. (10.4)
Данная формула является общим случаем формулы (10.3), так как
зависимость эпюры давлений от положения суппорта может иметь ме-
сто не только из-за уменьшения площади контакта при свешивании пол-
зуна с направляющих, но и из-за изменения сил, действующих на суп-
порт. Пределы интегрирования для рассматриваемого случая будут:
для I участка - 1} = 0; /2 = х;
для II участка - lx = х - Z; /2 = х.
В качестве примера определения U(х) при ограниченной длине на-
правляющих рассмотрим случай, когда основное значение в создании
эпюры давлений имеет вес суппорта (ползуна) G (см. рис. 10.3,6). При
начальном положении суппорта эпюра давлений - прямоугольник, при
крайне правом - треугольник и при промежуточных положениях - тра-
пеция.
Уравнение эпюры давлений можно получить, рассматривая ее как
сумму двух эпюр: от центральной нагрузки G на длине (/0 - z) и от
опрокидывающего момента М = G(z/2).
Обозначая через а ширину направляющих, после соответствующих
преобразований получим
= £ 1 3(х-/) 6/(х-/)
а 1+10~х (/ + /0-х)2 (/ + /0-х)3
При постоянном ходе суппорта закон распределения <р(х) = 1/£;
функцию С/(х) подсчитываем по формуле (10.4).
После интегрирования и преобразований получим:
_0.
?о-
-21п(/ + /0-х) . (10.6)
320 Часть 111. Износ и надежность машин
Подставляя соответствующие пределы интегрирования и проведя
преобразования, получим:
для участка I
t/(x) =
Зх 21п /0
< 'о 'о ~ Х ;
для участка II (при L = zmax = 0,25/0)
kySQj Л ^х Л , 1
-1— 0,32-4-0,1 .
all / )
(Ю.7)
(Ю.8)
Для проверки полученных уравнений U(х) необходимо подсчитать
значение U для общей точки соседних участков.
В рассмотренном примере х = L = 0,25/0 относится и к I и ко II уча-
сткам. Подставляя это значение х в формулы (10.7) и (10.8), получим в
обоих случаях U = Износ направляющих суппорта £/(/)
подсчитывается по той же формуле, что и С/(х), так как в данном слу-
чае контактные поверхности направляющих суппорта и станины нахо-
дятся в одинаковых условиях. Если же суппорт свешивается в обе сто-
роны с направляющих станины, а последние находятся в постоянном
контакте с суппортом, то в смысле условий изнашивания станина и суп-
порт меняются местами, и форма изношенной поверхности суппорта
определяется по формулам для t/(x).
При расчете формы изношенной поверхности направляющих в ряде
случаев необходимо учитывать жесткость самих тел и рассматривать
ползун (суппорт) как упругодеформируемую балку, лежащую на упру-
гом основании. Применение известных методов [132] для определения
эпюры давлений как реакцию направляющих станины на ползун с уче-
том его упругой линии позволит более точно определить и форму из-
ношенной поверхности U(х).
При решении этой задачи следует также использовать формулу
(10.3), однако эпюру давлений /(/) определять как сумму двух эпюр:
/1(0 “ равномерно распределенной нагрузки от веса ползуна и эпюру
/2(/) от сосредоточенной внешней силы. Суммарная эпюра
/(0 = /i(0 + -A(0 ПРИ У^те упругости сопряженных тел является не-
линейной.
__________Глава 10. Износ сопряжений при переменных условиях контакта_321
На рис. 10.4 показаны результаты экспериментального исследования
формы изношенной поверхности чугунных направляющих станины
плоскошлифовального станка и результаты расчета двумя методами
[116] - без учета и с учетом жесткости суппорта.
Рис. 10.4. Форма изношенной поверхности направляющих станка, полученная
при расчете для абсолютно жесткого суппорта 7, с учетом жесткости суппорта,
как балки на упругом основании 2 и полученная из эксперимента 3
Износ измерялся методом искусственных баз [106] на станке-стенде
при весе стола 800 Н, нагрузке от сосредоточенной силы 130 Н с кон-
центрацией абразивных частиц в смазке 100 мг/л (форсированные ис-
пытания) и пути трения 5 = 1000 км (кривая 3 на рис. 10.4). Расчет про-
водился для коэффициента износа £ = 4’10-7 мкм м2/Н км, полученного
при испытании образцов, и осуществлялся по формуле (10.3) для абсо-
лютно жестких сопряженных тел (кривая 7) и для суппорта как балки на
упругом основании (кривая 2).
Как видно из рис. 10.4, более точное определение характера эпюры
давлений позволило значительно улучшить результаты расчета.
Следует иметь в виду, что форма изношенной поверхности направ-
ляющих отражает работу сил трения, затраченную на ее образование.
Поэтому размеры t/(x) могут служить показателем для характеристики
интенсивности процесса изнашивания и определения коэффициента
износа к .
Для этого рассмотрим форму изношенной поверхности С/(х) как
следствие неравномерного распределения работы трения по длине на-
правляющих (рис. 10.5).
Составим уравнение работ, приравнивая количество затраченной ра-
боты трения At к работе Я2, необходимой для образования кривой
С/(х).
22 Зак. 138
322
Часть III. Износ и надежность машин
Рис. 10.5. Работа сил трения при износе направляющих
Элементарная затраченная работа трения
оЦ = s[idp = (l)dl,
где 5 - путь трения; ц- коэффициент трения.
Вся работа трения будет
}/(/)<#= — > (Ю.9)
О
где R - реакция в направляющих; а - ширина направляющих
4»
R = a$f(l)dl. (10.10)
о
Работа трения, затраченная на износ U на участке с координатой х,
будет
к\
Здесь (£]/ц) показывает, на сколько микрометров износится данный
элемент поверхности при затрате единицы работы трения. Интегрируя,
получим значение работы трения А2:
L+/o
А2=$ ju(x)dX = ^Fu> (10.11)
Л 0
Глава 10. Износ сопряжений при переменных условиях контакта 323
где Гу - площадь под кривой t/(x).
Приравнивая равенства (10.9) и (10.11), получим
Fu=kxs~. (10.12)
а
В том, что это условие справедливо для всех рассмотренных случаев,
можно убедиться, определяя площадь под кривой Гу интегрированием
полученных уравнений.
Так, например, для случая 3 (см. табл. 10.2) получим следующие
значения площади под кривой U(х) для отдельных участков:
для участка I
для участка II
F„ =^^](2L + l0-2x)dX = klSpi(l-^
L о \
для участка /II
Рщ f (L+l0-x)2dx = k}sp}
Суммируя площади участков, получим площадь под всей кривой
С/(л):
L 1 1 \ &
к Л
^0 ~ + ^11 +
где R = р{10а - реакция в направляющих.
Из полученного соотношения видно, что для рассмотренного случая
выдерживается соотношение (10.12).
Формула (10.12) может быть использована для расчета коэффициен-
та износа к в производственных условиях, если определена форма кри-
вой U(х) и известны условия работы машины.
Свою специфику оценки формы изношенной поверхности для по-
ступательных пар трения имеют сопряжения типа «цилиндр - поршневое
22*
324
Часть HI. Износ и надежность машин
кольцо». Износостойкость этой пары во многом определяет работоспо-
собность двигателей внутреннего сгорания, силовых гидравлических
приводов, компрессоров и других изделий. Особенно тяжелые условия
работы создаются при одновременном действии динамических нагру-
зок, тепловых факторов и химического воздействия газов, как это имеет
место в двигателях. Данное сопряжение относится к 4 группе (см. рис.
9.2), где начальный контакт тел осуществляется по поверхности. Но
малая толщина кольца по отношению к ходу поршня приводит к нерав-
номерному износу гильзы цилиндра, как результата различных условий
контакта при каждом положении поршня (рис. 10.6,а). Исследования
тракторных, автомобильных, судовых и других двигателей
[2;11 ;35;65;79] позволили выявить характерные формы изношенной по-
верхности цилиндра в различных сечениях. Обычно наибольший износ
имеет место в зоне работы первого компрессионного кольца. Типичная
кривая износа гильзы цилиндра по образующей показана на рис. 10.6,а.
Однако в зависимости от вида и условий изнашивания в различных зо-
нах цилиндра форма изношенной поверхности может изменяться и при-
нимать тот или иной характерный вид (рис. 10.6,г). Например, для ци-
линдров автомобильных двигателей различают три основных вида из-
нашивания: 1) коррозионный, вызванный разъеданием стенок цилиндра
продуктами сгорания, ослаблением связи между частицами металла на
поверхности и их отрывом, отделением пленок окислов при движении
поршня и колец; 2) абразивный, возникающий при царапании стенок
цилиндра твердыми частицами (продукты износа деталей, нагар и т.п.);
3) эрозионный, обусловленный непосредственным контактом поверхно-
стей металлов.
Эти виды износа цилиндра могут возникать одновременно, но, в за-
висимости от режима работы двигателя, один из видов может стать пре-
обладающим.
Эпюра износа I (рис. 10.6,г) характеризует умеренный коррозионный
износ верхней части цилиндра в сочетании с незначительным абразив-
ным износом, почти равномерным по высоте цилиндра. Эта форма из-
носа возникает при благоприятном тепловом режиме работы двигателя,
чистой смазке, хорошей фильтрации засасываемого воздуха.
Эпюра износа II характеризует незначительный коррозионный износ
верхней части цилиндра в сочетании с преобладающим абразивным из-
носом его средней части, что обычно возникает при благоприятном теп-
ловом режиме, но загрязнении смазки.
Эпюра износа III характеризует резко выраженный износ верхней
части цилиндра при незначительном износе остальной его поверхности.
Чаще всего такая форма изношенной поверхности цилиндра возникает
при неблагоприятном тепловом режиме, недостаточной смазке верхней
Глава 10. Износ сопряжений при переменных условиях контакта
325
части цилиндра, но может быть
вызвана также попаданием пы-
ли через всасывающий тракт.
Эпюра износа IV является
результатом сочетания интен-
сивных коррозионного и абра-
зивного износов.
Большое влияние на форму
изношенной поверхности ци-
линдра при прочих равных ус-
ловиях, оказывают свойства
топлива и масла. Если они спо-
собствуют интенсивной корро-
зии, стимулируется возникно-
вение эпюр износа III и IV ви-
дов.
Для аналитического расчета
формы изношенной поверхно-
сти цилиндра необходимо не
только оценить действие всех
основных причин при каждом
положении поршня, но и
учесть, что сам износ приводит
к изменению нагрузок и других
факторов, определяющих про-
Рис. 10.6. Схема износа пары «цилиндр -
поршневое кольцо»
цесс изнашивания.
Действительно, при износе поршневого кольца происходит измене-
ние сил упругости, прижимающих кольцо к стенке гильзы. Поэтому
давление является функцией износа р(С/), и закон изнашивания при-
мет вид:
(10.13)
Впервые такой подход к расчету поршневых колец был рассмотрен в
работе [30].
Методика расчета на износ пары «упругое поршневое кольцо - гиль-
за цилиндра двигателя» состоит из следующих этапов.
Суммарное давление кольца на стенку цилиндра складывается из
давления газа рг = const и внутренних сил упругости ру, которые по
формулам для кривого бруса будут
326
Часть III. Износ и надежность машин
if», d2M}
py~rAM + d<? у
(10.14)
где М - изгибающий момент; ср - текущий угол; г - радиус кольца.
В свою очередь момент М связан с радиальной деформацией 50 за-
висимостью
М =
2
Г I
d2b\
dtp1 j
(10.15)
. ab3 -
где Jo = —— момент инерции поперечного сечения кольца; Е - мо-
дуль упругости.
Износ кольца на величину Ut повлияет на изменение его момента
инерции J и на уменьшение степени деформации кольца 5:
b(a-U)3
12
(10.16)
5 = 50-С/. (10.17)
Уравнения (10.13) - (10.17) определяют протекание износа кольца во
времени. Если же учесть и износ стенки цилиндра, то в уравнение
(10.17) следует подставить U = Uj+U2. Решение задачи в общем виде
осложняется необходимостью учитывать изменение рабочих усилий,
скоростей и температур по длине образующей цилиндра, а также тепло-
вые деформации блока цилиндров. Поэтому экспериментальный путь
является в настоящее время наиболее достоверным для получения дан-
ных об износе цилиндро-поршневой группы. Однако расчет износа при
принятых допущениях и некоторой идеализации процесса изнашивания
позволяет выявить основные факторы, определяющие величину и не-
равномерность износа.
10.2. Износ высших кинематических пар
Износ высших пар, когда начальное касание осуществляется в точке
или по линии, а при нагрузке образуется площадка за счет деформаций
в зоне контакта (по Герцу), характеризуется рядом специфических осо-
бенностей.
Во-первых, эти пары принадлежат к 4-й группе классификации (см.
рис. 9.2), для которой характерны неодинаковые условия контакта при
Глава 10. Износ сопряжений при переменных условиях контакта
327
различных положениях сопряженных тел, что приводит к неравномер-
ному износу поверхностей трения.
Во-вторых, в зоне контакта могут иметь место различные виды тре-
ния: чистое качение (направляющие и подшипники качения), качение со
скольжением (зубчатые передачи), скольжение (кулачковая пара с ост-
роконечным толкателем). Часто теоретически чистое качение сопрово-
ждается проскальзыванием, что весьма существенно влияет на интен-
сивность процесса изнашивания.
В-третьих, в зоне контакта в ряде случаев наблюдаются сложные фи-
зико-химические процессы, которые приводят к тому, что изнашивание
(истирание) сопровождается пластическими деформациями, молекуляр-
ным схватыванием, окислительным и другими коррозионными процес-
сами.
Часто различные факторы действуют одновременно и трудно выде-
лить ведущий вид процесса изнашивания. Поэтому расчеты на износ
этих сопряжений дают, как правило, лишь приблизительные результа-
ты. Они должны подтверждаться экспериментальными исследованиями
и опираться на опыт эксплуатации. Приведем примеры оценки износа
сопряжений с высшими кинематическими парами.
а. Износ кулачковых механизмов
Кулачковые механизмы широко распространены в различных маши-
нах, особенно в машинах-автоматах. Неравномерный износ профиля
кулачка приводит к нарушению передаваемого закона движения, к воз-
никновению дополнительных динамических нагрузок и нередко являет-
ся основной причиной параметрического отказа всего механизма.
Рассмотрим методику оценки износа профиля на примере кулачко-
вого механизма с поступательным толкателем и башмаком в виде ост-
рия (рис. 10.7).
Данная пара относится к 4-й группе и I типу сопряжений, так как на-
правляющие толкателя определяют направление х-х возможного
сближения деталей при износе и, для данного случая, соблюдается ус-
ловие касания (см. формулы (9.1) и (9.9)).
Износ толкателя мало влияет на изменение закона его движения и
основную роль будет играть искажение начального профиля кулачка
при его износе. Для определения формы изношенной поверхности ку-
лачка надо, как и ранее, использовать закономерности изнашивания
материалов, учитывая следующие особенности расчета.
1. Контактные напряжения в зоне касания подчиняются закону Гер-
ца. Так, для начального касания по линии при коэффициенте Пуассона
ц = 0,3 (сталь, чугун) наибольшие контактные напряжения подсчи-
тываются по формуле
328
Часть III. Износ и надежность машин
Рис. 10.7. Схема износа кулачкового механизма
л лю Л®п 1 1
а, =0,418 I—-I —±—
V b kPi Рг
(10.18)
где N - нормальная нагрузка в зоне касания; Еп - приведенный модуль
упругости материалов; Ь- ширина контакта; р, и р2 - радиусы кри-
визны сопряженных тел в точке контакта.
Законы изнашивания должны учитывать зависимость износа от кон-
тактных напряжений.
2. Нормальная реакция N является функцией силы Р, действую-
щей на толкатель, и угла давления а (угла между нормалью к поверх-
ности в точке касания и направлением движения толкателя х-х):
N = P__^2_____,
cos(a + (p, +(p2)
(10.19)
где (р1 и ср2 - углы трения (функция коэффициента трения ц = tg ф) со-
ответственно в паре кулачок - толкатель и в направляющих толкателя.
Поскольку угол давления а изменяется на различных участках про-
филя, то даже при постоянной нагрузке Р = const реакция N будет из-
меняться в широких пределах. Если же учесть также инерционные на-
________Глава 10. Износ сопряжений при переменных условиях контакта_329
грузки как функцию закона движения толкателя и переменность рабо-
чей нагрузки Р , то диапазон изменения силовых условий контакта бу-
дет весьма большим. Реакция N может быть подсчитана для каждой
точки профиля кулачка, например, в функции угла поворота р или дли-
ны развертки профиля.
3. Радиусы кривизны профиля pj зависят от назначения и конструк-
ции кулачка и переменны для различных участков. Кроме того, они мо-
гут изменяться при износе. Даже если в первом приближении пренеб-
речь этим изменением как для кулачка, так и для толкателя, контактные
напряжения, как это видно из формулы (10.18), будут зависеть от значе-
ний р в каждой точке профиля.
4. Скорость скольжения толкателя по профилю кулачка также изме-
няется и при постоянной угловой скорости вращения кулачка со = const
относительная скорость скольжения vr, направленная по касательной,
будет
vr-------,
cos а
где R - радиус кулачка (R = var).
Именно эта скорость входит в исходный закон изнашивания.
Таким образом, если исходная закономерность изнашивания мате-
риалов известна, например,
у = ЛакУг, (10.21)
то определение формы изношенной поверхности кулачка U =yt прово-
дится непосредственно подстановкой в эту формулу исходных значений
из (10.18), (10.19) и (10.20) с учетом того, что параметры Р, a, R и р
переменны и являются функцией угла поворота кулачка [3.
Пример графического изображения исходных параметров и формы
изношенной поверхности кулачка для его рабочего участка (характер-
ные точки профиля 1-4) приведен на рис. 10.7,6. Износ сопряжения Ub2
измеряется в данном случае одним параметром в направлении х-х и
определяет искажение передаваемого закона движения. При оценке из-
носа кулачка в паре с роликовым толкателем следует иметь в виду, что
теоретически чистое качение, как правило, сопровождается проскальзы-
ванием ролика, что оказывает существенное влияние на интенсивность
изнашивания данного сопряжения.
21 Зак. 138
330
Часть 111. Износ и надежность машин
б. Износ зубчатых зацеплений
При работе зубчатых зацеплений создаются переменные условия
взаимодействия в пределах профиля зуба. Это связано прежде всего с
кинематикой зацепления, когда скорость относительного скольжения
изменяется от нуля (в полюсе зацепления) до максимального значения
при контакте головки и ножки сопряженных зубьев. Поэтому в полюс-
ной зоне имеет место чистое качение, а на остальных участках профиля
также и скольжение. Начальное касание зубьев происходит по линии, и
площадь контакта определяется условиями деформации (по Герцу).
Значение контактного напряжения также изменяется в пределах профи-
ля, так как радиус кривизны профиля эвольвентных зацеплений переме-
нен.
Кроме того, на условие контакта зубчатых передач оказывает влия-
ние смазка и ее гидродинамический эффект, направление и величина
сил трения, возможности пластической деформации отдельных зон,
температурное влияние и другие факторы.
Например, для обеспечения наиболее благоприятного характера тре-
ния в зубчатых зацеплениях стремятся создавать условия для образова-
ния пленки эластогидродинамической смазки [136].
Однако толщина пленки будет переменна по длине зуба (вдоль ли-
нии зацепления), что может сказаться на выходных параметрах пары
(точность передаточного отношения, крутильные колебания).
Кроме того, в зонах с малой толщиной пленки может возникнуть по-
вышенный износ.
Все это говорит о большой сложности процессов, протекающих в
зоне контакта зубчатых зацеплений, когда условия, определяющие про-
цесс разрушения поверхностей, не остаются постоянными для всех то-
чек сопряженных тел.
Основной причиной отказа зубчатых передач является, как правило,
усталость поверхностных слоев (питтинг), приводящая к локальным
повреждениям поверхности в виде выкрашивания или отслаивания от-
дельных частиц материала.
Вопросам исследования и расчета на долговечность зубчатых пере-
дач из условия усталости посвящена обширная литература [105].
Износ зубчатых зацеплений может возникнуть, во-первых, при за-
едании, когда происходит местное разрушение граничной смазочной
пленки, что является недопустимым видом изнашивания, и, во-вторых,
при наличии в смазке или в окружающей среде абразивов, которые по-
падают на поверхность контакта. Изнашивание наиболее характерно
для открытых передач сельскохозяйственных, горных, строительных и
других машин.
Глава 10. Износ сопряжений при переменных условиях контакта
331
В силу указанных причин форма изношенной поверхности зубьев
передач, как показали многочисленные исследования, имеет разнооб-
разный характер. При этом наблюдается стремление к стабилизации
процесса изнашивания и к возникновению того контура профиля зуба,
который в наибольшей степени приспособлен к данным условиям взаи-
модействия поверхностей [166].
На рис. 10.8,а приведены схемы взаимодействия и характерные
формы изношенной поверхности зубьев эвольвентных зацеплений.
Рис. 10.8. Износ зубчатых передач: схема расчета на износ профиля зубчатого
зацепления а; характерные формы изношенной поверхности эвольвентных
зубчатых зацеплений б
Классическим можно считать профиль, когда износ в зоне полюса
зацепления практически отсутствует. Износ увеличивается по направ-
лению к ножке и головке зуба, где возрастает скорость относительного
скольжения (рис. 10.8,6 профиль 7).
21*
332
Часть 111. Износ и надежность машин
Для малонагруженных зубчатых передач в случае применения твер-
дых смазочных покрытий наблюдается более равномерный износ про-
филя зуба (профиль 2). В полюсе зацепления возможно смятие поверх-
ностей при недостаточной твердости материалов или выкрашивание
вследствие усталости.
Иногда в полюсной зоне на зубьях ведущего колеса наблюдается ка-
навка, а в полюсной зоне на зубьях ведомого - гребешок (профиль 5).
Такая картина имеет место при недостаточной твердости поверхностей
и объясняется направлением сил трения: от полюсной линии к перифе-
рии на зубьях ведущего колеса и от периферии к полюсной линии на
зубьях ведомого.
Профиль зуба при работе зацепления в вакууме показан на схеме
(профиль 4) [86].
Для тяжелонагруженных передач характерным является профиль из-
ношенного зуба, у которого повышенный износ возникает в зоне входа
зуба в зацепление (профиль 5). Это явление связано в основном с дина-
мическими нагрузками.
Для улучшения условий контакта в зубчатых передачах применяют
профильную модификацию (коррекцию) формы рабочей поверхности
зуба [27].
Рассмотрим методический подход к расчету на износ зубчатого за-
цепления на примере эвольвентных цилиндрических прямозубых колес,
работающих в условиях механического изнашивания. За основу принят
линейный закон изнашивания (10.21) при т = 1 и ак =аср. Определим
износ профиля зуба С/о за один цикл зацепления, т.е. за один оборот
зубчатого колеса
1/0=^, (10.22)
где 5 - путь трения, проходимый точками контакта зубьев за один обо-
рот зубчатого колеса.
Среднее напряжение (давление) на площадке контакта сопряженных
зубьев пср рассчитывается как отношение нормальной силы N к пло-
щади контакта 2Ьс, а сила N - как интеграл функции давления по ши-
рине площадки контакта (рис. 10.8,а).
N 1 +г
-с
где N - нормальное усилие, передаваемое зубом, b - ширина зуба.
Глава 10. Износ сопряжений при переменных условиях контакта
333
Распределение давления с(х) по площадке контакта размером 2с
принимается приближенно равным распределению давления по пло-
щадке контакта двух цилиндров с параллельными осями и представляет
собой ординаты поверхности половины эллиптического цилиндра:
(10.24)
где атах - максимальное давление, рассчитываемое по формуле (10.18).
Проведя соответствующие преобразования, из (10.23) и (10.24) по-
лучим, что среднее давление равно
Л
ас₽=-ат„. (10.25)
Путь трения 5 для точек профиля зубьев, находящихся в контакте,
рассчитывается как произведение скорости относительного скольжения
vCK на продолжительность контакта гц за один цикл зацепления
5 = усЛ. (10.26)
Этот путь в известной мере условный, так как в зоне контакта име-
ются участки скольжения и сцепления.
Время Гц рассчитывается как отношение размера площадки контакта
2с к тангенциальной составляющей v скорости перемещения точек
2с
tu= — . (10.27)
vt
Размер площадки контакта 2с рассчитывается по формуле
2с = 2-1,52 R-—, (10.28)
V £пР
где рп - приведенный радиус кривизны сопряженных зубьев.
Подставляя в формулу (10.22) соответствующие значения из (10.18)
и (10.25-10.27), получим, что величина износа пропорциональна нор-
мальной погонной нагрузке и коэффициенту относительного скольже-
ния Л =Vck/Vt :
Ц>=£—Л- (10.29)
о
334
Часть III. Износ и надежность машин
Величина износа зубьев колеса 1 за и, циклов работы равна
У
Ц=^о1«1=Л1-г11'л'- ' (ю.зо)
О
Величина износа зубьев сопряженного колеса 2 за n2=nji циклов
будет
N
V2=UQ2n2=k2-w2i (10.31)
и
где i = z2/zx - передаточное отношение чисел зубьев колес 2 и 1 нахо-
дящихся в зацеплении.
Выражая коэффициент относительного скольжения в функции ра-
диусов кривизны р1 и р2 сопряженных профилей, получим
Ц=Л, — [1-P12-I —
ь I Pi
—'А
i
(10.32)
N
ь
\ Рг 7
где р1п и р2п - радиусы кривизны сопряженных зубьев в полюсе зацеп-
ления.
Выражения (1 —рп/р) в (10.32) взяты по модулю, так как в полюсе
зацепления скорость скольжения изменяет направление, и данные вы-
ражения изменяют знак при р < рп.
Рассмотренная методика расчета распределения износа по профилю
зубьев учитывает однопарное зацепление. При коэффициенте перекры-
тия больше единицы расчет следует вести по методике расчета на износ
жестко связанных (статически неопределимых) сопряжений (см. § 9.5).
Данный расчет приводит к такой форме изношенной поверхности
зуба, когда износ возрастает к головке и ножке зуба, а в полосе зацепле-
ния отсутствует (р1 = р1п и р2 = р2п), (схема I на рис. 10.8,а). Наблюде-
ния за износом профилей зубчатых передач показывают, что на форму
изношенной поверхности в ряде случаев влияют дополнительные фак-
торы, неучтенные в принятой схеме расчета.
Так, в результате износа зубьев изменяются радиусы кривизны про-
филей, что приводит к изменениям контактных давлений и коэффици-
ентов относительного скольжения.
Глава 10. Износ сопряжений при переменных условиях контакта
335
Искажение эвольвент при износе и, вследствие этого, изменение
проскальзывания, а также пластические деформации часто способству-
ют износу и в полюсной зоне (см. рис. 10.8,6). Искажение профиля зуб-
чатых зацеплений в результате износа приводит к появлению кинемати-
ческих ошибок и росту динамических нагрузок в передачах.
в. Износ опор и направляющих качения
Опоры качения получили исключительно широкое применение во
всех областях машиностроения. По расчету, проектированию и испыта-
нию подшипников качения имеется обширная научно-техническая ли-
тература.
Последние годы все большее распространение получают поступа-
тельные направляющие качения, особенно в прецизионных металлоре-
жущих станках и приборах, например в координатно-измерительных
машинах.
Основной причиной потери опорой качения работоспособности яв-
ляется контактная усталость тел качения и беговых дорожек. Поэтому в
основу расчета подшипников и направляющих качения положено опре-
деление напряжений в зоне контакта по формулам Герца и оценка дли-
тельности работы сопряжения по критерию усталостной прочности.
Усталостные разрушения поверхностей трения, проявляющиеся в
виде питтинга, приводят к изменению выходных параметров машины,
связанных с вибрацией, шумом, тепловыделением, силой или моментом
трения.
Подшипниковая промышленность первая стала применять расчеты
на долговечность, учитывающие вероятность безотказной работы изде-
лия. Повсеместно принят расчет гамма-процентного ресурса Т = ,
который определяется при у = 90% , т.е. вероятности безотказной рабо-
ты Р(г) = 0,9. Так, по методике ISO для роликовых подшипников каче-
ния срок службы , выраженный в числах оборотов вала за время его
работы, определяется по общеизвестной формуле
10
|3 106,
(10.33)
где С - динамический коэффициент, определяющий работоспособ-
ность подшипника; Р - эквивалентная радиальная нагрузка.
Поскольку вероятность безотказной работы Р(г) = 0,9 не всегда
удовлетворяет требованиям к машине, особенно если отказ может при-
вести к недопустимым последствиям, существуют методики пересчета
ресурса с другим значением заданной вероятности.
336________________Часть 111. Износ и надежность машин____________
Так, фирма «Timken» для конических подшипников качения реко-
мендует применять формулу пересчета стандартного ресурса на
иное значение вероятности безотказной работы у, %, по формуле
2
L =4,48, In— Г, (10.34)
I У J
где Ly - гамма-процентный ресурс.
Данные и аналогичные формулы, в которых широко используются
поправочные коэффициенты для различных условий работы, позволяют
оценить тот период работы, когда усталостные явления не проявляются
(идет процесс накопления внутренних повреждений), а затем наступает
период сравнительно интенсивной потери изделием работоспособности.
Однако наблюдения за прецизионными узлами на опорах качения
показывают, что происходит также постепенное изменение выходных
параметров изделия, характеризующих, в первую очередь, точность
движения, а в ряде случаев и момент трения.
Это зависит от износа опор качения и от пластических деформаций в
зоне контакта.
Износ опор качения связан, в основном, с двумя группами факторов.
Во-первых, это кинематические и упругие особенности контакта, ко-
торые приводят к возникновению относительного проскальзывания в
зоне контакта. Например, при качении шарика по желобу беговой до-
рожки подшипника чистое качение возможно лишь для одной точки
качения, а для других точек из-за разности окружных скоростей возник-
нет кинематическое проскальзывание. Если учесть также упругий ха-
рактер взаимодействия в зоне контакта, то при каждом входе и выходе
участка поверхности трения из зоны контакта будет возникать упругое
проскальзывание. При качественной смазке и небольших нагрузках из-
нос тел качения, несмотря на относительное проскальзывание, как пра-
вило, весьма мал.
Во-вторых, причиной износа при трении качения может явиться
влияние окружающей среды: попадание абразива на поверхность тре-
ния, работа подшипника в специальных средах, например в воде, или
работа без смазки. Кроме того, на износ влияет старение смазочного
материала.
Процесс изнашивания интенсифицируется при воздействии на узел
вибраций.
Взаимодействие тел качения и направляющих поверхностей сопро-
вождается обычно пластическими деформациями.
Глава 10. Износ сопряжений при переменных условиях контакта 337
Исследования различных узлов, работающих на подшипниках каче-
ния, например шпиндельных узлов, показывают, что из-за изнашивания
и пластического деформирования поверхностей трения, а также старе-
ния смазочного материала происходит постепенное изменение выход-
ных параметров узла.
Это относится, в первую очередь, к точности вращения и к измене-
нию момента сопротивления вращению [151;170].
Большое число факторов, влияющих на интенсивность изнашивания
опор качения, приводит к значительной дисперсии характеристик точ-
ности вращения шпиндельных узлов.
Расчеты на износ опор качения находятся в настоящее время в на-
чальной стадии развития. Они, как правило, используют модель кон-
тактного взаимодействия упругих тел и результаты экспериментальных
исследований применительно к конкретным узлам.
Основная идея этих расчетов заключается в том, что для использо-
вания закономерностей процесса изнашивания материалов необходимо
осуществить пересчет скорости (или интенсивности) изнашивания при
скольжении на соответствующую скорость изнашивания при качении.
Так, интенсивность изнашивания при качении jK может определять-
ся как [89]
Л=7р>. (10.35)
1 о
где ус - интенсивность изнашивания при скольжении; / - длина кон-
такта (при малых проскальзываниях равна пути качения при повороте
«колеса» на угол контакта); sT - путь скольжения с учетом бокового
смещения точки колеса (тела качения), катящегося по направляющей
поверхности.
Имеются примеры решения пространственных контактных задач ка-
чения с проскальзыванием с использованием численных методов [33].
10.3. Износ поверхностей, взаимодействующих с внешней средой
Целый ряд элементов машин изнашивается при контакте с внешней
средой или телом, не являющимся частью машины. В этом случае необ-
ходимо оценить износ одной поверхности, учитывая все основные воз-
действия внешней среды, которые определяют интенсивность этого
процесса и распределение износа по поверхности трения.
К таким элементам относятся: колеса транспортных средств, пере-
мещающихся по дороге или грунту, режущий инструмент технологиче-
338
Часть III. Износ и надежность машин
ских машин, рабочие органы почвообрабатывающих машин, лопатки
газовых и гидротурбин, зубцы горнорежущего инструмента врубовых
машин и комбайнов, фильеры для пропуска нитей основы текстильных
машин, лотки и шнеки для подачи заготовок, грузов или специальных
смесей и другие.
Разрушение открытых поверхностей согласно классификации про-
цессов старения (см. табл. 6.1), относится к разъеданию поверхностей,
когда причина повреждения связана с процессами коррозии, эрозии,
кавитации, с температурными воздействиями и с другими физико-
химическими явлениями.
Если же разрушение открытых поверхностей определяется в основ-
ном механическими воздействиями при контакте с другим твердым те-
лом или с абразивными частицами в потоке жидкости или газа, то эти
случаи можно отнести к особому виду изнашивания поверхностей.
К износу таких поверхностей неприменимо понятие «износ сопря-
жения», так как определяется износ одной «открытой» поверхности.
Поэтому здесь основной характеристикой, определяющей изменение
выходных параметров машины, является форма открытой изношенной
поверхности и изменение ее физико-механических характеристик (на-
пример, наклеп поверхности).
Специфика разнообразных методов расчета и оценки формы изно-
шенной открытой поверхности заключается в следующем.
1. В данных расчетах больше, чем в каких-либо других, превалирует
влияние назначения и конструктивных особенностей машины. Методи-
ки расчета на износ поверхностей, взаимодействующих с внешней сре-
дой, существенно отличаются друг от друга для разных отраслей маши-
ностроения.
2. При расчетах износа открытых поверхностей ведущую роль игра-
ют показатели внешних воздействий: характеристика абразивных час-
тиц и агрессивных сред, скорость и направление потоков, действующих
на поверхность, силовые и тепловые нагрузки и др.
3. Механизм взаимодействия поверхности трения с внешней средой
определяет вид и интенсивность изнашивания и должен учитывать на-
правление «удара» частиц на каждый элемент поверхности, их кинети-
ческую энергию, физику взаимодействия, эпюру давлений на поверхно-
сти трения и другие факторы, которые непосредственно связаны с на-
чальной формой рабочей поверхности.
4. Изменение открытой поверхности при ее изнашивании приводит
обычно к образованию геометрической формы естественного износа, в
наибольшей степени приспособленной к взаимодействию с внешней
средой. Если новой детали придать форму естественного износа, то пе-
риод приработки будет сведен к минимуму [166].
Глава 10. Износ сопряжений при переменных условиях контакта
339
Классификация изнашивающихся открытых поверхностей в зависи-
мости от характеристик внешней среды приведена в табл. 10.4.
Взаимодействие с твердым телом характерно для инструмента или
рабочего элемента металлообрабатывающих технологических машин
(станков, кузнечно-прессового оборудования, прокатных станов), горно-
обогатительного оборудования, дорожно-строительных машин и дру-
гих.
В этих условиях контакт с твердым телом происходит, как правило,
с большими удельными нагрузками на поверхность и, в ряде случаев,
сопровождается интенсивными тепловыми воздействиями (металлоре-
жущий инструмент). В качестве примера в табл. 10.4 №1 приведена
эпюра изношенной рабочей поверхности кузнечного штампа (гравюры),
искажение профиля которого определяет его стойкость. Величина дав-
ления и эпюра на поверхности штампа связаны с сопротивлением де-
формации штампуемого материала и со скоростью деформирования.
Значительное влияние оказывает и тепловой эффект от повышенных
скоростей деформации [146]. Основными видами повреждения гравюры
кузнечного штампа является износ поверхности, смятие, появление ус-
талостных трещин и разгар (трещины, которые в результате термиче-
ской усталости появляются в местах резкого изменения профиля).
Для наземных транспортных, строительных, горно-добывающих и
других машин характерно их перемещение по направляющим элемен-
там - рельсам, дороге или грунту. Износ бандажей железнодорожных
колес, протекторов пневматических шин, звеньев гусеничных передач и
других аналогичных элементов непосредственно влияет на технические
характеристики машины. Для расчета интенсивности изнашивания рас-
сматриваются модели взаимодействия данного элемента машины с
твердой поверхностью. Например, для оценки изнашивания протектора
автомобильных шин рассматривается механизм контакта колеса с по-
верхностью дороги при движении автомобиля. При этом определяются
сила сцепления, величина скольжения, напряжения в покрышке и дру-
гие факторы, определяющие процесс изнашивания [40; 127].
Особенности изнашивания колес железнодорожного транспорта свя-
заны с высокими давлениями и динамическими нагрузками, особенно с
ударами колес на стыках рельсов, с проскальзыванием и скольжением
при торможении, с нагревом поверхностей трения при торможении и
другими причинами [25], которые приводят не только к износу, но и к
пластическим деформациям колес, искажающим начальный профиль. В
качестве примера в табл. 10.4 №2 показан профиль бандажа колеса
электровоза, изготовленного из среднеуглеродистой стали. При экс-
плуатации происходит как износ гребня и поверхности качения банда-
жа, так и наплыв металла со стороны фаски. Конечно, при износе колес
340
Часть Ill. Износ и надежность машин
транспортных средств изнашиваются и рельсы или дорожное покрытие.
При решении такой задачи эти поверхности можно также рассматривать
как открытые, подвергающиеся внешним воздействиям твердых тел -
колес проходящего транспорта.
В ряде случаев внешнюю среду можно рассматривать как сыпучее
твердое тело, в которое внедряется или с которым взаимодействует ра-
бочий орган машины [7]. Это элементы многих сельскохозяйственных
машин, особенно предназначенных для обработки почвы, лотки транс-
портных устройств для перемещения сыпучих грузов, некоторые эле-
менты машин пищевой и химической промышленности.
Для определения формы изношенной поверхности, например, плуж-
ных отвалов или других аналогичных органов почвообрабатывающих и
землеройных машин (табл. 10.4 №3), необходимо, как и в других случа-
ях, определить эпюры давления на поверхности трения и скорости
скольжения почвы (грунта) по отвалу. Затем необходимо выбрать ту
схему взаимодействия абразивной частицы с рабочей поверхностью (в
работе [138] приведено 16 вариантов таких контактов), которая опреде-
ляет интенсивность процесса изнашивания. При правильно выбранной
форме обрабатывающего рабочего органа (близкой к «естественной»
форме изношенной поверхности) в процессе работы происходит его
«самозатачивание» и стабилизация скорости изнашивания.
Внешняя среда для открытых поверхностей рабочих органов тек-
стильных и некоторых сельскохозяйственных машин (комбайнов, хлоп-
коуборочных машин) проявляется в виде воздействия на поверхность
эластичных тел (волокон, пряжи, растительной биомассы) [157].
Например, износ вытяжных цилиндров и нажимных валиков пря-
дильных машин, осуществляющих операцию вытягивания пряжи
(табл. 10.4 №4), зависит от свойств применяемых волокон (натуральных,
искусственных, химических), от режимов работы вытяжного устройства
(силы прижатия, скорости вытягивания, коэффициента трения), геомет-
рии и материала цилиндров. Обычно применяют стальные цилиндры:
нижний вытяжной с рифленой поверхностью, верхний прижимной -
гладкий, рифленый или с упругим покрытием. Износ рифлений изменя-
ет выходные параметры данного механизма.
Изнашивание от абразивных частиц, попадающих на поверхность в
потоке жидкости, характерно для сельскохозяйственных машин, пред-
назначенных для орошения и для нужд животноводства (сопла, колеса
центробежных насосов, распыляющие наконечники), для узлов нефте-
добывающего и горно-обогатительного оборудования.
Глава 10. Износ сопряжений при переменных условиях контакта
341
Таблица 10.4. Износ поверхностей, взаимодействующих с внешней средой
№ Внешняя среда Пример формы изно- шенной поверхности Пример элементов машины
1 Твердое тело Ар 1 Режущий инструмент, штампы, прокатные валки, зубцы ковша экскаватора, бурильный инструмент, щеки дробилок
2 Направляющие элементы или дорога JIL Колеса железнодорожного состава, протекторы авто- мобильных шин, гусеницы тракторов
3 Сыпучее твер- дое тело Плужные отвалы, лемехи, культиваторные лапы, транспортные лотки
4 Эластичные тела Вытяжные цилиндры, направляющие элементы, фильеры текстильных машин, рабочие органы хлопкоуборочных машин
5 Жидкость с абразивом или с агрессивными средами Сопла, наконечники, дета- ли насосов, гидроцикло- ны, лопатки гидротурбин, винты корабельные
6 6. Газ (воздух) с абразивом IIIH Лопатки винтов вертоле- тов, лопатки компрессо- ров, обтекатели
342
Часть Ill. Износ и надежность машин
В этом случае эффект абразивного воздействия твердых частиц пре-
валирует над эрозионными и коррозионными процессами. Такой вид
изнашивания называют гидроабразивным. Некоторые узлы, например
песковые насосы обогатительных фабрик, работают в чрезвычайно тя-
желых условиях и подвержены интенсивному износу, изменяющему
технические показатели изделия, в первую очередь, производитель-
ность. В качестве примера износа оборудования для рудоподготовки в
табл. 10.4 №5 приведена форма изношенной поверхности конуса гидро-
циклона, предназначенного для классификации (разделения) смеси ми-
неральных зерен по размеру за счет пропускания через циклотрон струи
с данной смесью [94].
Если газовая среда или воздух содержат абразивные частички и воз-
действуют на открытые поверхности элементов машины, возникает
процесс газоабразивного изнашивания (№6 в табл. 10.4). Этот вид из-
нашивания встречается, например, в деталях летательных аппаратов -
лопасти несущих винтов вертолетов, обтекатели, детали газовоздушно-
го тракта газотурбинных двигателей. Газоабразивное изнашивание на-
блюдается также у элементов наземных транспортных машин, рабо-
тающих в запыленной атмосфере, в узлах газопылевого оборудования.
В качестве примера в табл. 10.4 №6 приведен износ лопатки ком-
прессора вертолетного двигателя при эксплуатации машины в запылен-
ных условиях и с использованием грунтовых посадочных площадок.
Лопатка изнашивается по всему профилю и особенно по задней кромке,
вплоть до заострения [64].
Открытые поверхности, взаимодействующие с внешней средой (см.
табл. 10.4), находятся, как правило, в тяжелых условиях работы и их
износ нередко определяет надежность всего узла или машины. Для рас-
чета износа этих поверхностей также можно применять общий методи-
ческий подход, когда исходная закономерность изнашивания материала
распространяется на поверхность трения, т.е. рассматривается макро-
картина износа.
Износ открытых поверхностей, как правило, непосредственно связан
со спецификой кинематических и силовых факторов и его изучение яв-
ляется предметом специальных исследований.
10.4. Макроприработка неточно выполненных и
деформированных тел
Процесс изнашивания сопряжений начинается, как правило, с пе-
риода микроприработки, когда происходит изменение технологического
рельефа поверхности и устанавливается оптимальная, с точки зрения
износа, шероховатость (см. гл. 8).
Гпава 10. Износ сопряжений при переменных условиях контакта
343
Однако в начальный период работы машины могут возникать и про-
цессы макроприработки, которые связаны с изменением условий кон-
такта неточно выполненных поверхностей и деформированных деталей
пар трения.
Макроприработка - это процесс изнашивания, при котором про-
исходит изменение во времени номинальной площади контакта по-
верхностей трения.
Процесс макроприработки будет закончен тогда, когда при изнаши-
вании не будет происходить увеличения площади контакта за счет более
тесного касания поверхностей.
Перечислим основные причины, вызывающие макроприработку, от
которых зависит нелинейность процесса изнашивания в первый, иногда
весьма длительный, период эксплуатации изделия.
Прежде всего макроприработка связана с неточностью изготовления,
когда площадь контакта в начале работы изделия меньше номинальной
и в процессе изнашивания происходит ее увеличение. К этому случаю
относятся неточность формы поверхности трения, погрешности сборки,
несовпадение поверхностей сопряженных тел из-за наличия зазоров,
волнистость поверхностей. Так, например, при расчете износа сопряже-
ния вал - подшипник скольжения рассматривался, по существу, период
макроприработки, поскольку происходило постепенное увеличение зо-
ны контакта вала с подшипником (см. § 9.4).
Другой причиной макроприработки является деформация контакти-
рующих тел в результате силовых нагрузок, тепловых полей или пере-
распределения внутренних напряжений. В результате полный началь-
ный контакт поверхностей будет нарушен и для его восстановления по-
требуется определенный период времени. Следует иметь в виду, что
колебание силовых и тепловых нагрузок может привести к нестацио-
нарному процессу изнашивания, когда на протяжении всего периода
эксплуатации будут контактировать различные участки поверхностей
трения.
Наконец, макроприработка может быть связана с изменением зон
контакта при работе направляющих скольжения или высших пар, на-
пример, толкателя в виде острия, скользящего по копиру.
Период приработки как нежелательное явление следует стремиться
сокращать за счет назначения соответствующих допусков на изготовле-
ние и монтаж, а также путем рационального выбора конструктивной
схемы и размеров сопряжения. В большинстве случаев целесообразно
применять обкатку машины как последнего этапа технологического
процесса ее изготовления, после чего за счет регулировок ликвидиру-
ются последствия начального, наиболее интенсивного периода прира-
ботки.
344 _______ Часть III. Износ и надежность машин______________
Рассмотрим типовые случаи расчета периода макроприработки со-
пряжений.
На рис. 10.9 приведена схема для расчета периода макроприработки
поступательных пар трения на примере плоских направляющих стола.
Неполное начальное прилегание направляющих может иметь место из-
за деформации стола от нагрузки, из-за тепловых воздействий или в
результате погрешностей изготовления. Можно считать, что поверхно-
сти остаются плоскими, и неточность их прилегания характеризуется
углом а. На рис. 10.9,6 показана промежуточная стадия износа, когда в
контакте находится участок направляющих а < aQ, который возрастает
по мере износа. При а = а0 процесс макроприработки закончится.
Рис. 10.9. Схема макроприработки поступательных направляющих скольжения:
начальное положение сопряженных тел (а) и схема для расчета длительности
макроприработки (6)
Рассмотрение области взаимного внедрения и эпюр износа сопря-
женных тел показывает, что
U = U= atga и Un = aotga , (10.36)
где Uh2 - износ сопряжения в процессе макроприработки; Un - вели-
чина износа за период макроприработки.
При Uh2 -Un - процесс макроприработки закончится.
Давление на поверхности трения зависит от величины износа
Р! =7itga)
U 1-2^
(10.37)
где Р{ - реакция в направляющих; /0 - длина направляющих ползуна
(стола).
Глава 10. Износ сопряжений при переменных условиях контакта
345
Протекание процесса макроприработки зависит от законов изнаши-
вания, однако, поскольку давление является функцией износа, они
должны быть выражены в дифференциальной форме.
Так, при линейной зависимости износа от давления р и скорости v
закон изнашивания примет вид:
dU = (k]+k2)pvdt. (10.38)
Подставляя сюда значения Р из (10.37) и интегрируя, получим
I uf i и2
1 = Т,--7Т7------\UdU = °, А-----= cU1 (Ю.39)
(*i + k2о 2(Л, + k2)vtgaPf
Таким образом, износ нелинейно изменяется во времени, подчиняясь
в данном случае зависимости
U =
(10.40)
Продолжительность периода макроприработки tn можно определить
из (10.39) при U = Un = aotga , откуда
(10.41)
Из формулы видно, что при применении более износостойких мате-
риалов (когда коэффициенты износа кх и к2 малы) длительность пе-
риода макроприработки возрастает.
Существенное влияние на tn оказывает размер направляющих по
ширине а0. Значение а0 должно быть выбрано из условия использова-
ния всей номинальной площади направляющих.
При нормальном процессе изнашивания, когда имеет место полное
касание поверхностей, износ на величину U = Un произойдет за время
(k{+k2)pv (k^k^v
Таким образом, износ на ту же величину в процессе макроприработ-
ки протекает в два раза быстрее, чем при установившемся износе.
На рис. 10.10 показана схема протекания периода макроприработки
на примере деформированного диска. В начальный период контакта
346________________Часть Ill. Износ и надежность машин____________
(рис. 10.10,а) нагрузка Р может быть сосредоточена на ограниченной
площади и вызвать более интенсивное изнашивание.
По мере износа в контакт вступают все новые участки поверхностей,
и площадь контакта непрерывно возрастает. Износ сопряжения на вели-
чину dU = dUt + dU2 происходит за время dt, когда радиус зоны кон-
такта возрос на rfp. На зависимость между износом и приращением
радиуса влияет форма начального зазора между телами 1 и 2.
Оценка износа сопряжения для поверхности вращения в условиях
полного контакта была получена выше (см. § 9.2 формула (9.9а)).
Рис. 10.10. Схема макроприработки деформированных дисков
Так как в период приработки радиус р с течением времени постоян-
но изменяется, то эту зависимость представим в дифференциальной
форме:
,г г , Рп ,
dU -к-----dt,
р~г
(10.42)
где к = kt + к2.
_________Гпава 10. Износ сопряжений при переменных условиях контакта_347
Радиус р изменяется с течением времени, пока не достигнет макси-
мального значения р = R .
Пусть известно уравнение начального зазора у между поверхностя-
ми контактирующих тел 7 и 2 (рис. 10.10,6)
у = г(р). (10.43)
Если зазор вызван деформацией одного из тел, то данная функция
будет уравнением его упругой линии.
Так как в период приработки происходит постепенная ликвидация
начального зазора, то dU = dy и тогда
dV -F'(p)dp. (10.44)
Подставляя это значение в уравнение (10.42), получим
Л = (р) dp. (10.45)
кРп
Для определения длительности периода приработки необходимо
проинтегрировать данное уравнение в пределах от г до R .
| ^0
r»=^;J(p"r)F'(p)</p оо.4б)
Л/ /7
или, учитывая, что скорость изнашивания сопряжения в период полного
контакта дисков
получим
1
= (Г' r\^P~^F'^dp- (10 47)
Из формулы следует, что чем больше износостойкость материалов,
т.е., чем меньше скорость их изнашивания у; 2, тем больше период мак-
роприработки.
Во многих случаях Г(р) может быть выражено степенной функ-
цией
348 Часть 111. Износ и надежность машин_____________
F(p) = c(p-r)m. (10.48)
Подставляя значение производной F'(p) = cw(p-r)” 1 в формулу
(10.46) и проведя преобразования, получим
<10-49)
\т + \)кРп
Таким образом, формулы (10.46) и (10.49) позволяют определить
длительность периода приработки в зависимости от исходных парамет-
ров. Если в эти формулы вместо подставить р, то получим зависи-
мость между временем t и текущим радиусом р в период приработки.
Но так как в любой момент времени в период приработки соблюдается
равенство
C/ = F(p) = c(p-r)'”, (10.50)
то из формул (10.48) и (10.49) получим зависимость износа сопряжения
в период приработки в функции времени:
m+ll Г( W + 1)АРлТ —
[/ = С ±---------- Г"1. (10.51)
у L т J
Эта формула показывает, что в период приработки износ сопряже-
ния в функции времени не подчиняется линейной зависимости.
Полученные формулы позволяют решать задачи по определению
выходных параметров машины с учетом периода макроприработки.
Период макроприработки желательно сокращать, так как он характе-
ризуется худшими условиями контакта поверхностей и большей скоро-
стью изнашивания, чем при нормальной работе сопряжения.
При прочих равных условиях, при применении более износостойких
материалов период макроприработки будет возрастать. Поэтому ценные
качества новых материалов, а также предусмотренные конструкцией
размеры поверхностей трения могут быть не использованы в реальных
сопряжениях.
Применение покрытий, а также антифрикционных материалов типа
баббитов позволяет сократить период приработки. Однако главный путь
- это повышение точности выполнения сопряжений и назначение до-
пусков на точность монтажа и жесткость конструкции с учетом износо-
стойкости материалов и заданной длительности периода приработки.
__________Глава 10. Износ сопряжений при переменных условиях контакта_349
Рассмотрим методику назначения допусков на точность и жесткость
сопряженных поверхностей на примере дисков.
Неточность начального контакта сопряженных тел может характери-
зоваться наибольшим значением зазора у0 (см. рис. 10.10,6).
Из формулы (10.50) видно, что
y0 = c(R-r)”. (10.52)
Решая уравнения (10.49) и (10.50) совместно, получим
(от + 1)*РлГ„ (^ - г)” _ от +1 кРп
У°' " от
Учитывая формулу для у ,_2, будем иметь
от + 1
Уо=-----У,Л- (10.53)
т
Данный методический подход позволяет решать практические зада-
чи по определению требуемой точности начального касания сопряжен-
ных тел.
Например, если форма начального зазора подчиняется уравнению
квадратной параболы (т = 2) и период приработки не должен превос-
ходить tn =50 ч, а из условий эксплуатации данного сопряжения из-
вестно, что скорость изнашивания при полном контакте тел составляет в
среднем уЛ2 =10-4 мкм/ч, то допустимое значение^, подсчитанное по
3 4
формуле (10.53), будет у0 = “ мм=7,5 мкм.
Таким образом, даже для сравнительно большой скорости изнаши-
вания материалов получен весьма строгий допуск на зазор. Несоблюде-
ние этого допуска приведет к увеличению периода макроприработки и,
следовательно, к ухудшению эксплуатационных характеристик маши-
ны. Поэтому методика расчета периода макроприработки неточно вы-
полненных и деформированных тел необходима для оценки тех процес-
сов изнашивания сопряжений, которые имеют нелинейный характер и
протекают в начальный период эксплуатации машины.
10.5. Трансформация системы сил в процессе изнашивания.
Контактная задача
В результате изнашивания сопряжений машины происходит измене-
ние условий контакта и, как следствие, изменение статических и дина-
350
Часть 111. Износ и надежность машин
мических нагрузок: перераспределяются реакции в опорах, изменяются
эпюры давлений в сопряжениях, при увеличении зазоров в парах воз-
растают динамические нагрузки, изменяются силы трения.
Поэтому системы сил, действующих на новую и уже проработавшую
машину, отличаются друг от друга, и это необходимо учитывать при
оценке надежности.
Трансформация системы сил при изнашивании сопряжений проис-
ходит вследствие перечисленных ниже основных причин.
Во-первых, если начальная (статическая) эпюра давлений отличается
от той, которая должна соответствовать закономерностям изнашивания
(динамическая эпюра), то происходит процесс перераспределения ста-
тической эпюры давлений в динамическую.
Во-вторых, в статически неопределимых системах - в механизмах с
жесткой связью (см. § 9.5) значения реакций будут диктоваться не усло-
виями деформации системы, а соотношением скоростей изнашивания
сопряжений. Поэтому и в этом случае происходит процесс трансформа-
ции начальной системы сил в ту, которая определяется закономерно-
стями изнашивания.
В-третьих, в машине протекают, как это было показано выше (см.
§ 10.4), процессы макроприработки неточно выполненных и деформи-
рованных сопряженных тел, в результате чего также происходит изме-
нение системы сил.
При определении эпюры давлений в сопряжениях машины необхо-
димо, в первую очередь, учитывать два основных фактора - деформа-
цию элементов механической системы при действии всех сил и процесс
изнашивания, в результате которого происходит изменение начального
состояния машины.
Контактная задача, т.е. определение характера распределения дав-
лений и деформаций в местах контакта сопряженных деталей, является
одной из основных при расчете механических систем.
Классические задачи для определения контактных напряжений и де-
формаций применительно к высшим кинематическим парам (теория
Герца-Беляева) и для балки, лежащей на упругом основании, разрабо-
таны достаточно подробно [50; 132].
При касании сопряженных тел по поверхности, когда основную роль
играют деформации поверхностных слоев, контактную задачу решают
обычно, пользуясь уравнениями статики и задаваясь характером эпюры
давлений (например, линейным для поступательных пар) [69].
В действительности эта задача является статически неопределимой,
так как характер эпюры давлений неизвестен. Ее можно решить кор-
ректно, привлекая в качестве дополнительных уравнений «условие ка-
сания поверхностей» (см. формулы (9.1) и (9.2) и рис. 9.1). При совмест-
__________Гпава 10. Износ сопряжений при переменных условиях контакта_351
ном учете контактных деформаций 5 и износа U эти условия будут
выражены следующими зависимостями:
при заданном направлении возможного сближения сопряженных тел
<,0.54)
cos а
при самоустановке поверхностей -
( I /
(С/;+1/2)+(5;+52) = Д1 1+1 +Д ' (10.55)
\ ‘о / ‘о
где ДЬ2; Д, и Л2 - величины взаимного сближения деталей с учетом
деформации и износа поверхностей.
При решении контактной задачи необходимо знать не только зако-
номерности изнашивания материалов, но и законы деформации поверх-
ностных слоев. Для большинства случаев зависимость контактных де-
формаций 8 от давления на поверхности р выражается степенной за-
висимостью
8 = V, (10.56)
где X и п - константы, зависящие от геометрии поверхности и свойств
материалов [69; 160].
Рассмотрим на примере контакта дисковых поверхностей случай, ко-
гда эпюра давлений при неподвижном и подвижном стыке имеет прин-
ципиально различный характер (рис. 10.11). Для расчета дисков можно
использовать формулы для конических поверхностей (§ 9.2) при а = 0.
Так, эпюра давлений при т = 1 будет
z£ -)-> (10.57)
2л(7? - г) р
где р - текущий радиус поверхности.
Таким образом, эпюра давлений при износе имеет гиперболический
характер, в то время как для неподвижного стыка из условия деформа-
ции поверхностных слоев при высокой жесткости тел 7 и 2 она будет
близка к прямоугольной - р = const (см. рис. 10.11).
Гиперболический характер эпюры р для изношенного сопряжения
означает, что поверхностные слои в зоне больших значений р будут
подвергаться меньшей деформации. При остановке дисков и снятии
352
Часть III. Износ и надежность машин
Рис. 10.11. Износ и деформация дисковых поверхностей
нагрузки Р = 0 форма поверхности будет отличаться от плоскости. Эта
форма такова, что и при статической нагрузке эпюра давлений должна
подчиняться уравнению (10.57). Поэтому форма изношенной поверхно-
сти при законах деформации (10.56) после снятия нагрузки может быть
описана уравнением (для поперечного сечения)
~\П z X
2л(Л-г) р"/
(10.58)
Эту зависимость можно использовать для экспериментальной оцен-
ки характера динамической эпюры давлений путем измерения формы
изношенной поверхности диска после снятия нагрузки.
При изнашивании поверхностей будет происходить постепенное пе-
рераспределение статической эпюры давлений в динамическую.
Рассмотрим этот процесс на примере дисковых поверхностей при
линейных законах изнашивания.
Условие касания поверхностей (10.54) при а = 0 будет
(5;+32)+(Ц+1/2) = A = const. (10.59)
Учитывая законы деформаций (10.56) при л = 1 и законы изнашива-
ния, получим
Глава 10. Износ сопряжений при переменных условиях контакта
353
(Х7 +Х2)р4-(Л7 +Л2)2ллргр = const.
Дифференцируя это равенство по р и учитывая, что р является
функцией р, получим
(‘kl+k2)^- + 2nnt(k1 + k2)\p^- + p\ = Q. (10.60)
Обозначая величины, не зависящие от р и р через
А» 7 ч-
2nn(kt + k2)t
(10.61)
и интегрируя уравнение (10.60), получим зависимость давления от ра-
диуса р, т.е. формулу для эпюры давлений
Р = -г^-. (10.62)
В + р
Постоянная С определится из уравнения статики (см. формулу
(9.4)), подставляя в которое значение р из формулы (10.62) и интегри-
руя, получим
С =—7------------
। . В + R
2л Л-r-Bln----
V В + г
(10.63)
Окончательно из формул (10.59) и (10.63) получим зависимость для
эпюры давлений
=_______Р_________1
2л(я-г-В1п^-^|5 + р
I B + r )
(10.64)
Из этой формулы видно следующее:
1. При В = 0 (t = ao) получим формулу (10.57), т.е. перераспределе-
ние статической эпюры давлений в динамическую будет длиться беско-
нечно долго.
2. При В = <х> (/ = 0) второй сомножитель превращается в нуль, т.е.
Р от р не зависит, и получим статическую эпюру давлений.
24 Зак. 138
354
Часть JII. Износ и надежность машин
Для анализа процесса перераспределения эпюры преобразуем фор-
Р
мулу (10.64), введя рт —тт - среднее давление на поверхности
n\R -г )
трения и безразмерный коэффициент е
„ 2nR(k. + £,)
е = Вт =---——nt,
Ху + Ху
(10.65)
где е - коэффициент перераспределения, представляющий собой про-
изведение двух безразмерных коэффициентов; 0 - постоянная для дан-
ных условий и т = nt - функция времени.
Тогда формула (10.64) примет вид:
Р
P<v
(10.66)
На рис. 10.12 приведены графики изменения давления в функции е
г
(т.е. с течением времени) при различных значениях —, а на рис. 10.13
показан процесс изменения эпюры р.
р/р*
А*
О 2 4 6 8 Ю 12 /4 16 18 20 22 24 26 28 30 с
Рис. 10.12. Изменение и ртп во времени
Глава 10. Износ сопряжений при переменных условиях контакта_355
Скорость перераспределения зависит от соотношения радиусов дис-
ков (чем шире диск, тем медленнее перераспределение) и от значения е.
Для более износостойких материалов и для материалов с малой кон-
тактной жесткостью перераспределение эпюры давлений происходит
медленнее.
Однако во всех случаях первый период работы сопряжений
характеризуется более интенсивным перераспределением эпюры р
(рис. 10.13).
о
Рис. 10.13. Схема перераспределения эпюры давлений с течением времени
Изменение системы сил (в данном случае характера эпюры давле-
ний) скажется на изменении выходных параметров кинематической па-
ры. Например, если сопряжение предназначено для передачи крутящего
момента за счет сил трения (дисковая муфта или тормоз), то при прямо-
угольной эпюре давления равнодействующая сил трения приложена на
среднем радиусе (7?ср), а по мере трансформации эпюры давлений точка
приложения равнодействующей смещается в сторону меньшего радиу-
са, и, следовательно, передаваемый крутящий момент уменьшается. Не
меньшее влияние на изменение со временем характеристик сопряжений
оказывают рассмотренные выше процессы перераспределения удельных
нагрузок в связи с макроприработкой поверхностей (см. § 10.4).
Таким образом, процессы изнашивания, протекающие в различных
сопряжениях машины, приводят к трансформации системы сил, и по
мере эксплуатации машины изменяются ее начальные характеристики.
24*
Глава 11
ВЛИЯНИЕ ИЗНОСА НА ВЫХОДНЫЕ ПАРАМЕТРЫ
МАШИНЫ
11.1. Последствия износа машин. Общая схема расчета на износ
основных сопряжений машины
Целый ряд требований, предъявляемых к машине, таких как ее габа-
риты, стоимость, простота конструкции, приводит к тому, что большин-
ство узлов трения работают в напряженных условиях и подвержены
износу.
Износ сопряжений непосредственно влияет на технические характе-
ристики машины, снижая ее работоспособность и определяя уровень
надежности.
Для оценки параметрической надежности машины необходимо уста-
новить зависимость ее выходных параметров от износа основных со-
пряжений.
Последствия износа машины связаны с ее назначением, конструкци-
ей, условиями использования и с целым рядом других факторов, кото-
рые, как правило, тщательно изучаются при создании новых конкурен-
тоспособных моделей.
В этой области накоплен большой практический опыт и проведены
обширные исследования, посвященные изучению износа различных
машин, агрегатов и механизмов (см. например [28;35;51 ;61 ;64;78;82;94;
106;123;157] и др.)
Так, износ технологического оборудования приводит в первую оче-
редь к ухудшению качества выпускаемой продукции и к снижению
производительности труда. При этом основную роль играют целевые
механизмы, предназначенные для изменения формы и свойств объекта
труда. Например, износ шпиндельных опор и механизмов зажима заго-
товки у металлорежущего станка, износ направляющих челнока в ба-
танном механизме ткацкого станка или износ пятки шпинделя веретена,
износ валков их опор в прокатных станах приводит к снижению качест-
ва выпускаемой продукции.
Износ приводных механизмов, как правило, в меньшей степени
влияет на точностные выходные параметры технологического оборудо-
вания и определяет, в основном, надежность функционирования и такие
Глава 11. Влияние износа на выходные параметры машины
357
характеристики, как шум, тепловыделение и др. Износ технологических
машин влияет также на их производительность, поскольку подналадки и
ремонты для восстановления утраченных показателей качества вызы-
вают дополнительные простои оборудования и, кроме того, из-за износа
механизмов снижаются допустимые режимы работы машины.
Специфичным для многих технологических машин является влияние
на интенсивность изнашивания отходов технологического процесса.
Например, в металлорежущих станках на процесс изнашивания влияет
попадание в узлы трения частиц обрабатываемого материала (например,
чугунной пыли) или продуктов правки и разрушения шлифовального
круга. Для металлургического оборудования недопустимо попадание в
узлы трения окалины, на износостойкость пищевых машин кондитер-
ской промышленности отрицательно влияет попадание в узлы трения
сахаристых веществ и т.д.
При износе транспортных машин снижаются тяговое усилие, до-
пустимая скорость движения, КПД, маневренность и другие техниче-
ские характеристики. При этом возрастают динамические нагрузки, ин-
тенсифицирующие процесс потери машиной работоспособности.
Стремление к высоким скоростям и нагрузкам современных транс-
портных машин приводит к жестким требованиям в отношении износа
основных элементов, влияющих на выходные параметры машины и на
безопасность ее функционирования. Существенно влияние на надеж-
ность транспортных машин окружающей среды - ее запыление, наличие
агрессивных сред (морская вода, влага воздуха), возможность столкно-
вения с препятствиями, качество дорог (автомобили, железнодорожный
транспорт) и покрытий аэродромов. Кроме того, из-за большого разно-
образия режимов работы транспортных машин для них характерен ши-
рокий диапазон силовых и тепловых нагрузок.
Обычно основное влияние на работоспособность транспортных ма-
шин оказывают ходовая часть, система и механизмы управления, двига-
тель и его агрегаты.
Особенно интенсивно происходит износ сельскохозяйственных, до-
рожно-строительных, горных, нефтедобывающих и других машин,
работающих в контакте со средой, обладающей абразивными свойства-
ми. Состав среды (почвы, породы, грунта) оказывает существенное
влияние на скорость изнашивания. Особенно подвержены износу неза-
щищенные элементы машины и находящиеся в непосредственном кон-
такте со средой - лемеха плугов, ковши экскаваторов, гусеничные ме-
ханизмы тракторов, насосные станции для выкачивания нефти, горно-
режущий инструмент и др. Кроме того, при сильной засоренности сре-
ды абразивные частицы проникают во все основные узлы трения, засо-
358
Часть III. Износ и надежность машин
ряют смазку, изнашивают уплотнения или застревают в них и изнаши-
вают сопряженную деталь.
Во многих сложных машинах можно выделить отдельные системы и
агрегаты, износ которых существенно влияет на работоспособность
всей машины. Например, износ элементов гидросистемы (насосов, зо-
лотниковых и плунжерных пар, уплотнений, силовых цилиндров,
поршней) непосредственно сказывается на выходных параметрах сис-
темы - точности передачи движения или управляющих команд, КПД,
передаваемых нагрузках и др.
Износ деталей топливной аппаратуры дизельного двигателя изменя-
ет характеристики процесса вспрыскивания топлива, что приводит к
снижению мощности двигателя, затрудненному запуску при низких
температурах, повышению токсичности отработанных газов.
Износ сопряжений шасси самолета (в первую очередь букс аморти-
заторов) приводит к возрастанию динамических нагрузок при посадке
самолета, что увеличивает вероятность возникновения отказа функцио-
нирования этого ответственного узла.
Аналогичные примеры влияния износа сопряжений на выходные па-
раметры машины или ее систем и агрегатов могут быть приведены для
многих случаев.
При всем их разнообразии логика решения задачи о численной оцен-
ке влияния износа сопряжений на выходные параметры машины являет-
ся общей, и соответствующие расчеты состоят из двух основных этапов:
1) определение характеристик изнашивающихся сопряжений маши-
ны;
2) расчет влияния износа сопряжении на изменение выходных пара-
метров машины - X' = Р(и^и2,...,ик).
Рассмотренные в главах 9 и 10 методы расчета на износ различных
сопряжении машин являются основой для отыскания зависимости
Xi =F(t/1,t/2,...,C/A) (см. § 6.3), поскольку характеристики изношенно-
го сопряжения являются, по существу, выходными параметрами данной
пары трения.
Такими характеристиками, как это было показано выше, являются:
износ сопряжения С/Ь2 или скорость его изнашивания уЬ2, форма из-
ношенных сопряженных поверхностей t/(x;y), эпюра давлений на по-
верхности трения р(х,у), а также то предельно допустимое значение
износа С/тах, выше которого пара трения становится неработоспособной
(см. §11.2).
Глава 11. Влияние износа на выходные параметры машины 359
Используя эти характеристики для оценки влияния износа на выход-
ные параметры машины, нужно учитывать следующее:
1. В любой машине имеется большое число различных по конструк-
ции пар трения, расчет которых на износ проводится по соответствую-
щей методике в зависимости от принадлежности сопряжения к той или
иной группе классификации (см. рис. 9.2).
2. Износ каждого сопряжения по своему влияет на выходные пара-
метры машины. Степень и характер этого влияния зависят от функцио-
нального назначения соответствующих механизмов и кинематических
пар трения, которые являются элементами сложной системы (см.
рис. 4.1).
3. Допустимый износ тех пар трения, которые оказывают влияние на
выходные параметры машины, устанавливается, исходя из требований к
этим параметрам. Если же износ сопряжения не влияет на выходные
параметры машины, то предельно допустимый износ определяется
только из условия работоспособности самой пары трения.
Поэтому при оценке влияния износа машины на ее работоспособ-
ность необходимо вначале определить характеристики основных изна-
шивающихся сопряжений, а затем установить степень влияния каждой
из них на установленные выходные параметры машины.
На рис. 11.1 приведена общая схема расчета на износ основных со-
пряжений машины, которая обобщает методы, рассмотренные выше
(см. гл. 9 игл. 10).
Вначале, опираясь на результаты расчета и конструирования маши-
ны и учитывая опыт эксплуатации прототипов и аналогов, необходимо
установить перечень тех основных изнашивающихся сопряжений, кото-
рые будут являться объектом расчета и анализа.
Этот перечень может быть скорректирован после определения зави-
симостей Хх - Fx(UX9U2,...9Uk).
Для расчета износа основных сопряжений определяют условия рабо-
ты каждого из них, как функцию режимов работы машины.
При автоматизированных расчетах необходимо иметь базу данных,
которая содержит режимы работы машины, коэффициенты износа ма-
териалов, данные по точности изготовления и сборки узлов трения и
другие сведения, необходимые для расчета.
Для каждой пары трения параметры изношенного сопряжения сле-
дует оценивать с учетом периода макроприработки (см. § 10.4), так как
при высокой износостойкости сопряженных материалов пары этот пе-
риод может занимать значительную часть времени или даже весь пери-
од работы сопряжения.
360
Часть 111. Износ и надежность машин
Все расчеты в соответствии с приведенными в гл. 9 и гл. 10 зависи-
мостями проводятся как детерминированные. Если сопряжение работа-
ет в условиях переменного режима, то эти расчеты проводятся много-
кратно с различным сочетанием входных данных по методу статистиче-
ских испытаний (см. § 12.2). При выполнении рассматриваемого цикла
расчетов необходимо не только оценить влияние износа сопряжении на
выходные параметры машины, но и для каждой пары установить тот
предельно допустимый износ, при котором она становится неработо-
способной.
---------------------------------1 КОРРЕКЦИЯ |----
Входные данные,
начальный
уровень
надежности;
Выходные
параметры
и их допустимые
знамения
Перечень
основных
изнашива-
вшихся
сопряжений
Определение
условий
работы
каждого
сопряжения:
р V; смазка,
материалы,
среда.
технологи-
ческие
параметры
Законо-
мерности
изнашЛмт
материалов
Знамение
коэффициен-
та износа
Взаимодействие
с Внешней
средой
С использова-
нием условия
касания
Высшие
кинематические
пары
Переменные _
условия касания
Результаты
расчета и
конструиро-
Вмия
машины
Режимы
работы,
условия
эксплуатации,
каместбо
изготовления
данные по к.
Допусти-
мые условия
радоты
Классифика-
ция
сопряжений
по условиям
контакта
Предельно
допустимые
износы
сопряжений
Жестко
связанные
сопряжения
Характеристики
изношенных
сопряжений
ИСПЫТАНИЯ. ЗКЕПЛЗАТАЦИЯ. ТЕХНОЛОГИЯ
Зависимость
Выходных
параметров от
износа:
Рис. 11.1. Схема расчета на износ основных сопряжений машины
Гпава 11. Влияние износа на выходные параметры машины
361
11.2. Предельно допустимый износ сопряжений и механизмов
Пара трения является элементом сложной механической системы -
машины, агрегата механизма [139]. Поэтому влияние характеристик
изношенного сопряжения на работоспособность всей машины и соот-
ветственно назначение предельно допустимого износа для каждой пары
связано с тремя основными свойствами выходных параметров элемента
(см. рис. 4.1).
Применительно к паре трения это означает, что предельный износ
сопряжения определяется на основании следующих положений:
1. Износ сопряжения может привести к потере работоспособности
самой кинематической пары.
2. Износ сопряжения лимитируется влиянием последствий изнаши-
вания на работоспособность других систем и механизмов.
3. Износ сопряжения влияет на изменение выходных параметров
машины.
Эти три условия являются критериями для выбора предельно допус-
тимого износа сопряжения С/тах.
На рис. 11.2 приведены примеры применения указанных критериев.
Рис. 11.2. Примеры применения различных критериев
для оценки предельного износа
23 Зак. 138
362
Часть 111. Износ и надежность машин
При износе направляющих толкателя кулачкового механизма и про-
филя кулачка (рис. 11.2,а) возможно заклинивание механизма из-за пе-
рекоса толкателя, изменения угла давления и возрастания реакций в
опорах. В результате износа механизм перестает функционировать и
даже возможна его поломка. Предельно допустимый износ определяет-
ся в данном случае из условия надежного функционирования самого
механизма.
Пример попадания механизмов в зону интенсивного возрастания на-
грузок из-за износа одного сопряжения показан на рис. 11.2,6. При из-
носе зубьев реверсивной пары шестерня-рейка, при каждом изменении
направления движения возникает удар, сила которого возрастает по ме-
ре износа пары. Допустимый уровень динамических нагрузок в меха-
низме или машине и определит значение предельно допустимого износа
данной пары.
Пример влияния износа на выходные параметры машины приведен
на рис. 11.2,в, где показан износ плунжерной пары топливной аппарату-
ры дизельного двигателя. Утечка топлива при износе гильзы и плунжера
оказывает непосредственное влияние на процесс подачи топлива, изме-
няя продолжительность его вспрыскивания и ухудшая эксплуатацион-
ные показатели двигателя.
Если для данного сопряжения предельно допустимый износ рассчи-
тывается одновременно по двум или трем критериям, то за допустимое
значение t/max следует принять наименьшее из полученных. Обычно
для машин, к выходным параметрам которых не предъявляются высо-
кие требования, основную роль при назначении предельного износа со-
пряжении играют критерии первой группы.
Для прецизионных и энергетически напряженных машин основным
критерием для установления предельных износов сопряжений является
степень суммарного влияния их износа на выходные параметры маши-
ны.
Регламентация в технических условиях значений J7max для основных
сопряжении машины позволяет построить рациональную систему ее
технического обслуживания. Если значения Umax не известны, то ре-
монт или регулировка сопряжения будут осуществляться либо при из-
носе U < С/тах, и срок службы узла трения недоиспользуется, либо при
J7 > J7max, в результате чего возрастает объем непредусмотренных (ава-
рийных) ремонтов. Поэтому незнание допустимых предельных износов
деталей всегда вызывает увеличение простоев машины и затрат на ее
ремонт, а в отдельных случаях может привести к нежелательным по-
следствиям.
Глава 11. Влияние износа на выходные параметры машины 363
Рассмотрим примеры оценки предельного состояния по износу раз-
личных сопряжений и механизмов на основе применения указанных
критериев.
а) Оценка предельного износа пары трения из условия сохранения
ее работоспособности.
Критериями для оценки предельного состояния и расчета С/тах при
рассмотрении износа пары трения, независимо от работы всей машины
или механизма, могут быть:
• потеря прочности в результате износа детали и возможность ее
поломки;
• изменение вида трения, которое произошло в результате увели-
чения зазора при износе пары (например, нарушение жидкостно-
го трения в гидродинамическом подшипнике скольжения);
• износ упрочненного (например, цементированного) поверхност-
ного слоя, после чего существенно возрастает интенсивность из-
нашивания;
• изменение системы сил, действующих на механизм, в результате
чего он не сможет выполнять своих функций или вообще выйдет
из строя (см. приведенный на рис. 11.2,а пример износа кулачко-
вого механизма).
Простейшим примером потери прочности детали при ее износе мо-
жет служить уменьшение толщины зуба «а» зубчатого колеса на вели-
чину износа U у основания зуба. Максимально-допустимое значение
износа (7тах может быть подсчитано из условия, что установленный
запас прочности п > 1 будет полностью использован.
Учитывая момент сопротивления изгибу поперечного сечения изно-
шенного зуба, можно записать
откуда t/max =а 1—
к у/п
Если же учесть, что для быстроходной передачи в результате износа
возникает динамическая Pg составляющая нагрузки Р , то зависимость
(11.1) примет вид:
a2 P + Pg
(я-ц™)2 р
(П.2)
23*
364
Часть 111. Износ и надежность машин
где Pg - сила удара, зависящая от бокового зазора, возросшего в ре-
зультате износа.
б) Оценка предельного износа пары трения из условия сохранения
работоспособности всей системы.
В ряде случаев критерием для установления предельного износа
данного сопряжения может стать оценка того влияния, которое оказы-
вает его износ на работоспособность других сопряжений и механизмов.
Например, износ пары, к параметрам которых не предъявляется высо-
ких требований, может привести к перераспределению нагрузок в меха-
низме и к ухудшению условий работы ответственной пары, определяю-
щей выходные параметры изделия. В этом случае предельно допусти-
мый износ первой пары должен устанавливаться из условий обеспече-
ния нормального функционирования основного сопряжения механизма.
Характерным является также влияние таких процессов, как тепловы-
деление, вибрация, ударные воздействия, шум, которые возрастают осо-
бенно при износе малоответственных сопряжений.
Для основных пар трения, определяющих параметрическую надеж-
ность машины, эти воздействия проявляются как возмущения окру-
жающей среды и должны быть ограничены путем установления пре-
дельно допустимых значений износа тех пар, которые являются генера-
тором вредных возмущений.
в) Оценка предельного состояния пар трения по влиянию их из-
носа на выходные параметры изделия.
Для ответственных пар тления наиболее характерно установление
предельно допустимых износов из условия оценки того влияния, кото-
рое оказывает каждая пара на выходные параметры изделия.
При этом известно (установлено ТУ) предельно допустимое значе-
ние каждого выходного параметра Jfmax, определяющего границу об-
ласти работоспособности. Значение Хтах может быть связано с износом
отдельных сопряжений механизма или всей машины следующим обра-
зом:
1. Значение зависит в основном от износа одного из сопряже-
ний машины
*max='^max> (ИЗ)
где i - передаточное отношение, зависящее от конструктивной схемы
соответствующего механизма.
2. Значение %тах является результатом суммирования износов от-
дельных сопряжений с учетом соответствующих передаточных отноше-
ний
Глава 11. Влияние износа на выходные параметры машины
365
(Н.4)
*=1
3. Значение Хтах связано с износом отдельных сопряжений нели-
нейной функциональной зависимостью:
Хта=Ф(и{,иг,...,ип). (11.5)
Если в приведенных зависимостях (11.3) - (11.5) выходной параметр
X имеет размерность, отличающуюся от размерности износа, то вво-
дится соответствующий коэффициент.
Рассмотрим в качестве примера, когда предельный износ зависит от
требований к точности функционирования одной пары трения (зависи-
мость 11.3). На рис. 11.3 приведена схема механизма «ходовой винт-
гайка», который предназначен для перемещения ползуна на заданную
величину /. Основное требование к механизму - обеспечение заданной
точности позиционирования Д/ во всем диапазоне возможных переме-
щений ползуна. Поэтому выходным параметром системы будет X = Д/,
а его предельно допустимое значение %тах = Д/тах задано техническими
условиями. В данной схеме нет датчика обратной связи для коррекции
точности положения ползуна. Поэтому, ходовой винт играет роль как
механизма перемещения, так и механизма отсчета, и при заданном чис-
ле оборотов винта п ползун должен перемещаться на величину l-tn ,
где t - шаг винта.
Погрешность перемещения Д/ зависит от геометрической точности
винта (точность шага Д/), которая изменяется при его износе (темпера-
турные и другие погрешности в данном примере не рассматриваем).
Если в процессе работы машины ползун перемещается на разную дли-
ну, то возникает неравномерный износ ходового винта по длине
(см. рис. 11.3,а). Ошибка позиционирования ползуна зависит от износа
ходового винта и равна Д/ = U + До - е. При заданном значении
Хтгх = Д/тах предельно допустимый износ винта (в направлении х - х)
будет:
^тах =^«-^0+6, (11.6)
где До - начальная (геометрическая) погрешность шага винта; е - ве-
личина компенсации износа, предусмотренная в конструкции пары тре-
ния. В данном механизме компенсация связана с возможностью изме-
нять (регулировать) начальное положение исполнительного органа А, а
также с устранением зазоров в паре трения, возникших при износе.
366
Часть 111. Износ и надежность машин
Рис. 11.3. Влияние износа ходового винта на точность позиционирования
Из-за неравномерности износа винта компенсация ограничивается
значением е = t/min. Устранение зазоров в передаче «винт-гайка» воз-
можно при выполнении гайки из двух половинок за счет перемещения
полугайки на величину e = C/min (рис. 11.3,6) или при ее подпружинива-
нии (рис. 11.3,в). Второй вариант более совершенен, однако в этом слу-
чае возникает дополнительная нагрузка на механизм, а ликвидация за-
зора не устранит погрешности позиционирования.
В общем случае возможности по компенсации износа для различных
механизмов связаны с равномерностью износа их поверхностей и с при-
надлежностью сопряжения к соответствующей группе классификации
(см. рис. 9.2). У сопряжений 1 группы, когда осуществляется полный
контакт поверхностей трения, имеются, как правило, большие возмож-
ности по компенсации вредных последствий износа.
Во многих случаях выходной параметр изделия связан с износом не-
скольких сопряжении. Особенно это характерно для многозвенных ис-
полнительных механизмов ткацких станков, полиграфических машин,
промышленных роботов и многих других сложных изделий. Для этих
Глава 11. Влияние износа на выходные параметры машины
367
механизмов часто технической характеристикой является точность
функционирования, которая оценивается отклонением Д ведомого зве-
на от заданного положения. Если износ каждого звена механизма ока-
зывает непосредственное влияние на точность положения ведомого зве-
на, то
Л = 1^Л-е+Д0. (П-7)
А=1
где Uk - износ сопряжения; ik - передаточное отношение, характери-
зующее влияние износа данной пары на положение ведомого звена (со
своим знаком); п - число изнашивающихся звеньев; е - величина ком-
пенсации износа, предусмотренная в механизме; До - начальная по-
грешность механизма; Д - выходной параметр механизма.
Формула (11.7) является более общим случаем формулы (11.6).
При линейном изменении износа во времени данное условие можно
выразить через скорость изнашивания отдельных сопряжений ук :
Д = Т^уЛ-е+До. (И»)
Л=1
где Т - некоторый период работы механизма, после которого все зве-
нья достигли определенных значений износа U{iU2,...,Un, а выходной
параметр принял предельно допустимое значение Дтах.
Часто для восстановления работоспособности механизма достаточно
осуществить ремонт, регулирование или замену одной наиболее изна-
шивающейся х -й детали и поэтому надо знать предельно допустимое
значение ее износа L/max. Для решения этой задачи умножим все члены
равенства (11.8) на значение скорости изнашивания заменяемой детали
V = ^rmax •
• х Т *
^т.х^к = (Ап,«-До+^)Гх- (11.9)
Отсюда значение предельного износа для данной детали
368
Часть 1П. Износ и надежность машин
По этой формуле можно подсчитать предельный износ любого звена
механизма, если известны скорости изнашивания всех звеньев или их
соотношение.
Примеры расчета предельных износов многозвенных механизмов
металлорежущих станков приведены в [106] и [111].
Таким образом, предельно допустимый износ С/тах данной кинема-
тической пары является одной из характеристик изношенного сопряже-
ния, поскольку его значение ограничивает период нормального функ-
ционирования машины.
После расчета на износ всех основных сопряжений (см. рис. 11.1)
необходимо установить суммарное влияние их износа на выходные па-
раметры машины. Эти зависимости являются основой для прогнозиро-
вания параметрической надежности машины (см. гл. 12).
11.3. Влияние износа на кинематическую точность
функционирования машины
Износ различных механизмов и кинематических пар приводит преж-
де всего к изменению закона движения рабочих органов машины, вы-
полняющих заданные функции.
В результате изнашивания могут изменяться траектория фиксиро-
ванной точки рабочего органа, точность его остановки (позиционирова-
ния) в заданном положении, соотношение взаимных движений отдель-
ных элементов машины (кинематическая точность), точность взаимного
положения перемещающихся узлов и другие характеристики.
Обычно основные выходные параметры машины связаны с движе-
нием ведомых звеньев ее механизмов.
Роль отдельных сопряжений механизма в формировании закона
движения ведомого звена зависит от его конструктивной схемы и харак-
теристик пар трения.
Так, при работе кулачкового механизма основную роль в точности
передачи движения играет ведущая пара кулачок - толкатель, а не по-
следующие звенья механизма. Однако в большинстве случаев износ
направляющих именно ведомого звена, непосредственно выполняюще-
го заданные функции, определяет изменения траектории его перемеще-
ния. Например, исполнительные органы многих технологических ма-
шин - металлорежущих станков, текстильных, полиграфических машин,
прессов, машин для литья под давлением и других должны при переме-
щениях выдерживать заданную точность траектории.
Рассмотрим типичные случаи оценки точности движения при посту-
пательном перемещении ведомого звена по направляющим скольжения
(рис. 11.4). Как было показано выше (см. § 10.1), форма изношенной
___________Глава И. Влияние износа на выходные параметры машины_369
поверхности направляющих может быть определена аналитически, при-
чем, в зависимости от соотношения длины ползуна /0 и величины его
хода L, эпюра износа будет состоять из трех участков.
Взаимодействие направляющих ползуна и направляющих, по кото-
рым он перемещается, характеризуется изменением зон контакта, и в
данном случае нельзя говорить о постоянном соблюдении условия ка-
сания по всей поверхности трения. Для установления связи между тра-
екторией движения фиксированной точки ползуна С и износом сопря-
Рис. 11.4. Влияние износа направляющих на искажение траектории ведомого
звена
При малом ходе ползуна когда основную зону эпюры износа
занимает средний (второй) участок, именно он оказывает главное влия-
ние на искажение траектории (рис. 11.4,а). Ползун обычно прирабаты-
вается в средней части к этому участку и имеет несколько повышенный
износ по краям. Влияние износа направляющих ползуна можно, как
правило, компенсировать, а в искажении траектории основную роль
играет форма изношенной поверхности участка II основания (станины).
При перемещении фиксированной точки ползуна из одного крайнего
положения С в другое - D при износе произойдет опускание ползуна
370
Часть 111. Износ и надежность машин
на величину е, которую можно компенсировать, и искажение траекто-
рии будет равно Д = С///тах -f/ZZmin, т.е. разности наибольшего и наи-
меньшего износов на втором участке. Угол наклона траектории, если
она близка к линейной, tga = .
‘о
При большом ходе ползуна (рис. 11.4,6) на характер траекто-
рии влияет износ всех трех участков в направляющих основания. В пер-
вом приближении можно считать, что по кривой С/(х) движется сред-
няя точка направляющей ползуна ( / = /0/2), и траектория точки С ко-
пирует форму изношенной поверхности направляющей основания. При
значениях L и /0, близких друг к другу (рис. 11.4,в), основную роль в
искажении траекторий будут играть крайние участки эпюры износа
I и III. В этом случае можно рассматривать движение ползуна как слож-
ное, которое состоит из поступательного движения и поворота, когда
крайние точки ползуна А и В скользят по изношенной поверхности на-
правляющей основания (по ее крайним участкам). Рассмотрим проме-
жуточное положение ползуна на неизношенных и изношенных направ-
ляющих (рис. 11.4,г). В результате износа направляющих точка С с
координатами (а, Ь) переместится в положение С и ошибка траектории
Д является результатом опускания точки А на величину износа
АА' = Uj и поворота ползуна на угол а, где tga = (I7ZZZ -Uf )//0 . Значе-
ния отклонения траектории от прямой можно подсчитать как
^=и1+(иш-и,)у. (11.11)
*0
Таким образом, искажение траектории ведомого звена зависит от
формы изношенной поверхности направляющей основания С/(х), ме-
тоды расчета которой были рассмотрены в § 10.1.
Более точно получить траекторию фиксированной точки ползуна
при его движении по изношенным направляющим можно на основе
применения методов имитационного моделирования (см. § 12.4).
В примерах на рис. 11.4 рассмотрена плоская задача, когда искаже-
ние траектории движения звена зависит от износа одной пары направ-
ляющих. В конструкциях различных механизмов машин движение пол-
зунов, столов, суппортов и других звеньев осуществляется по несколь-
ким направляющим, каждая из которых имеет свои условия работы и
неодинаковые интенсивность изнашивания и форму изношенной по-
верхности. В этом случае необходимо рассматривать износ жестко свя-
___________Глава 11. Влияние износа на выходные параметры машины_371
занных сопряжений (см. § 9.5), когда искажение траектории фиксиро-
ванной точки является следствием износа рабочих поверхностей всех
направляющих.
Рассмотрим типичный пример, когда стол перемещается по трем (а,
b, с) рабочим поверхностям двух направляющих - К-образной (а, b)
и плоской (с) (рис. 11.5). Неравномерность износа направляющих по
длине приводит к изменению траектории фиксированной точки С из-за
смещения ее в положение С, что характеризуется координатами Дх и
Д . При расчете значений координат точки С в функции износа на-
правляющих основания (станины) Ua, Ub и Uc следует учитывать го-
ризонтальное смещение стола при износе граней а и b , наклон стола за
счет неодинакового износа плоской и И-образной направляющей и
опускание стола при износе всех трех поверхностей. Из геометрических
соотношений получаем
Дх =[/asina-C/AsinP +
cosa + C/A cos£-l/c);
(П.12)
= ис(в А) + Г sin a + Ub sin р),
jD \ D J
(11.13)
где А и Н - координаты фиксированной точки относительно направ-
ляющих; В - расстояние между направляющими.
Дх
Рис. 11.5. Влияние одновременного износа трех направляющих на траекторию
движения фиксированной точки стола
372
Часть 1П. Износ и надежность машин
В этих формулах износы Ua, Ub и Uc являются, в свою очередь,
функцией положения стола в направлении его движения, поскольку из-
нос направляющих по длине неравномерен.
Поэтому формулы (11.12)и(11.13) определяют координаты траекто-
рии фиксированной точки при движении стола по изношенным направ-
ляющим.
Износ сопряженных направляющих стола не учитывается потому,
что та погрешность в положении точки С , которая появляется из-за их
износа, постоянна по длине перемещения и может быть компенсирова-
на.
Формулы (11.12) и (11.13) не учитывают длину стола, т.е. рассмат-
ривается схема «б» на рис. 11.4. Если соотношение хода стола и его
длины соответствует рис. 11.4,а, то износ направляющих Ua, Uh и Uc
также следует относить к сечению, проходящему через точку С .
Если длина направляющих стола /0 и величина хода L близки друг
к другу (схема «в» на рис. 11.4), то надо использовать соотношение
(11.11).
Таким образом, в рассмотренном примере установлена аналитиче-
ская зависимость между износом сопряжения Ua, Ub и Uc и траекто-
рией движения стола (Дх; Д^). Числовые характеристики траектории
ХиХ2>... являются основными выходными параметрами, определяю-
щими точность движения данного рабочего органа: Х1 = ^(Д/Ду),
Х2 = и т.д. в соответствии с техническими требованиями,
предъявляемыми к точности функционирования машины.
Получение таких зависимостей является завершающим этапом рас-
четов машин на износ (см. рис. 11.1).
Рассмотрение сложных механических систем с большим числом
звеньев, которые взаимодействуют друг с другом (см. § 4.3), и отыска-
ние зависимостей для оценки точности их функционирования представ-
ляет собой самостоятельную проблему.
Решение такой задачи в общем виде дано акад. Н.Г. Бруевичем и из-
ложено в линейной и нелинейной теориях точности [17].
Разработанные им методы расчета позволяют находить ошибки по-
ложения и перемещения ведомых звеньев в зависимости от первичных
ошибок звеньев механизма и в функции координат ведущих звеньев. Но
поскольку первичные ошибки под влиянием процессов старения изме-
няются во времени, эти методы можно применять и при решении задач
надежности.
Гпава 11. Влияние износа на выходные параметры машины 373
Данная теория рассматривает ошибки выходного параметра (сигна-
ла) ср устройства как функцию параметров и координат его входных
параметров (сигналов) .
Первичная ошибка отдельных звеньев зависит как от исходных
погрешностей их изготовления (Д<7А.)0, так и от процессов, изменяющих
со временем начальные погрешности со скоростью у , т.е.
Д?,=(Д^)о+ТГ (11Л4)
Ошибка выходного параметра Дф может быть подсчитана, если
учесть, что между выходным параметром идеального механизма ф0 и
реального механизма ф0' (без учета его первичных ошибок) имеется
разница (ф0' - ф0), которая характеризует отступления от правильной
схемы устройства.
Для этого случая акад. Н.Г. Бруевич получил следующую зависи-
мость:
Дф = (фо'-Фо) + Е^ (И.!5)
где 5 - число учитываемых первичных ошибок звеньев.
Индекс 0 указывает, что величины параметров равны номинальным
значениям. Значение у как следствие процессов старения и режимов
работы изделия является случайной величиной.
Для использования этой методики часто недостает исходных дан-
ных. В этом случае необходимо рассматривать конкретную конструк-
тивную схему, оценивать износ каждого сопряжения и определять
влияние износа на выходные параметры изделия.
При расчете износа механических систем в ряде случаев проявляют-
ся достаточно сложные взаимосвязи между выходными параметрами
машины, характеризующими точность выполнения ею заданных функ-
ций, и износом большого числа сопряжений.
В качестве примера рассмотрим работу расточной головки прецизи-
онного агрегатного станка (рис. 11.6), предназначенного для обработки
отверстий фасонного профиля с карманами (рис. 11.7,а). Гидрокопиро-
вальная головка перемещается в продольном направлении от рабочего
гидроцилиндра по направляющим 23, а в поперечном направлении ре-
зец 20 подается при помощи гидроцилиндра 5. Копировальное устрой-
374
Часть Ill. Износ и надежность машин
Рис. 11.6. Схема износа сопряжений, определяющих параметрическую
надежность расточной головки: 1 - копир; 2 - щуп копировального устройства;
3 - направляющие шпонки обратной связи; 4 - шпонка обратной связи; 5 -
гидроцилиндр подачи резца в радиальном направлении; 6 - направляющие
гидроцилиндра; 7, 8, 9 - подпятники; 10 - задняя опора штанги; 11 - задняя
направляющая штанги; 12 - передняя опора штанги; 13 - передняя
направляющая штанги; 14 - подающий клин; 15 - направляющая подающего
клина; 16 - возвращающий клин; 17 - направляющая возвращающего клина; 18
- каретка плансуппорта; 19 - направляющая плансуппорта; 20 - резец; 21,22 -
шпиндельные опоры; 23 - направляющие головки; 24 - направляющие станины
ство со щупом 2 и копиром 1 управляет поперечным перемещением
плансуппорта 18.
На точность обработки сложного отверстия влияют геометрическая
точность механизмов, температурные деформации системы, жесткость
конструкции и другие факторы.
При износе отдельных элементов головки ее начальная точность
снижается, что может привести к отказу системы по показателям точно-
сти обработки.
При оценке влияния износа отдельных сопряжений на параметриче-
скую надежность рассматриваемого станка следует учитывать, что, во-
первых, имеется несколько выходных параметров, характеризующих
точность обработки фасонного отверстия и, во-вторых, что ряд погреш-
ностей обработки возникающих при износе сопряжений, может быть
компенсирован за счет настройки положения резца или регулировки
механизмов.
Глава 11. Влияние износа на выходные параметры машины
375
Рассмотрим влияние износа сопряжений на точность станка на при-
мере образования погрешностей дна кармана (Дк) при обработке фа-
сонного профиля в режиме копирования. Погрешность обработки явля-
ется алгебраической величиной и при увеличении диаметра обработки
будем считать +ДК, а при уменьшении -Дк (рис. 11.7,а).
Рис. 11.7. Чертеж обрабатываемого отверстия и схемы для расчета влияния
износа сопряжений расточной головки на погрешность обработки дна кармана
Погрешность дна кармана возникает в результате износа следующих
сопряжений (см. рис. 11.6):
1) направляющих цилиндра следящего привода t/5_6;
2) направляющих шпонки обратной связи U3_4;
376____________ Часть Ш. Износ и надежность машин____________
3) направляющих штанги [/1(М1 и Ц2.13 >
4) клиньев подачи плансуппорта Ц4_15.
При износе направляющих цилиндра следящего привода цилиндр
повернется на некоторый угол а5 »tga5 = СУ5/(Л + 1') (рис. 11.7,6) и
опустится на величину износа С/6, где U5 - наибольший износ направ-
ляющих цилиндра следящего привода; U6 - средняя величина износа
цилиндра; L' - наибольший ход цилиндра; А - длина направляющих
цилиндра.
Вместе с цилиндром повернется шпонка обратной связи. Такой до-
полнительный поворот приведет к тому, что резец переместится не на
величину 81, определяемую профилем копира, а на величину (81 - Дк),
и обработанный карман будет меньше необходимого. Погрешность дна
кармана, возникшая в результате износа этого сопряжения, будет:
tga0
. f U5
v+<^)
-1
(11.16)
где 8К - глубина кармана при неизношенных сопряжениях; а0- угол
наклона профиля кармана.
Влияние опускания цилиндра на величину износа U6 ликвидируется
за счет настройки резца.
При работе станка будет изнашиваться и шпонка обратной связи со-
вместно с направляющими. В этом сопряжении будет образовываться
зазор, который влияет на другие параметры фасонного профиля, но не
скажется на значении Дк. Из-за износа подающей штанги и направ-
ляющих втулок также происходит изменение размера 8j. Влияние из-
носа этих сопряжении носит двойственный характер.
Износ сопряжений Ц0Ч1 и Ц2ИЗ (рис. 11.7,в) приводит к опусканию
штанги и к ее повороту. Опускание штанги на величину Дк приводит к
перемещению резца в направлении оси отверстия, и карман становится
меньше на эту величину. Из схемы видно, что
АК2=-8Л-'л~--3 , (И.17)
где величина b - расстояние между опорами штанги. Износ в опорах
приводит также к дополнительному повороту штанги и изменению угла
___________Гпава 11. Влияние износа на выходные параметры машины_377
подающего клина на величину Да14. Данная погрешность приведет к
углублению дна кармана на величину
Износ клиньев подачи плансуппорта (Ц4.15) изменит первоначаль-
ный угол клиньев а14 = а4 на величину Да"4, которая зависит от вели-
чины износа Ul4 (рис. 11.7,г):
Да^ = arctg^-,
с
где с - сумма длины опорной площади и величины хода. В результате
возникает погрешность Дк4, и дно кармана станет глубже на величину
^4=5,
tg(a0+Aa*4)
tg“o
-1
(Н-19)
Поскольку приращение углов от износа является малой величиной,
во всех зависимостях можно считать Да »tgAa. Результирующая по-
грешность обработки дна кармана будет алгебраической суммой по-
грешностей, вносимых каждым сопряжением,
Д.4=^Ам> (11.20)
/=1
где составляющие Дю подсчитываются по формулам (11.16), (11.17),
(11.18) и (11.19).
' Для дальнейшего анализа удобно привести эту зависимость к виду,
когда выходной параметр X = Дк является функций одного аргумента -
износа одного из сопряжений U и соотношений скоростей изнашива-
ния отдельных звеньев.
Следует иметь в виду, что если величина износов сопряжений суще-
ственно зависит от режимов работы машины, то соотношение износов
как правило сохраняется, поскольку увеличение или уменьшение пере-
даваемых нагрузок при изменении режима работы машины одинаково
сказывается на изменении интенсивности изнашивания всех звеньев
системы, передающих нагрузку.
378
Часть 111. Износ и надежность машин
Кинематические и силовые расчеты данного механизма и исследова-
ния станка, которые были проведены под руководством автора
Б.М. Дмитриевым, показали, что скорости скольжения в сопряжениях
незначительно отличаются друг от друга, а основное влияние на соот-
ношение скоростей изнашивания оказывают давления в парах трения и
применяемые материалы (их твердость) [141]. Результаты анализа и
расчета сопряжений приведены в табл. 11.1.
Таблица 11.1 Характеристика пар трения механизмов станка
Износ и, Материал Твердость НВ Среднее давление р, мПа Соотношение износов
U, Сталь 45 СЧ21 400 200 2 0,02
Uw И [/„ и Un Сталь 40Х СЧ32 500 200 14 (передняя опора) 10 (задняя опора) 0,22 0,16
Цз Сталь 40Х Сталь 40Х 350 400 65 1
Если привести все износы к износу подающего клина, U = 1/14 для
угла кармана с наклоном а0 = 20° то выражение (11.20) станет функци-
ей одного аргумента U. В рассматриваемом случае эта зависимость
близка к линейной. Отбрасывая члены, имеющие второй порядок мало-
сти, и подставляя значения геометрических параметров (СДа14) для
исследуемой модели станка получим следующее упрощенное выраже-
ние:
Дк =0,15,1/. (11.21)
Эта зависимость получена, когда заданная глубина кармана 5, и все
линейные размеры выражены в мм. При постоянной скорости изнаши-
вания U = у/ и регламентированном по требованиям точности значени-
ем Дк =(\)тах можно оценить ресурс станка Г = Тр по данному пара-
метру как
10(Дк)
т = Л ,к/.тах (11.22)
Г81
Наиболее часто встречается глубина кармана (см. рис. 11.7,а)
8, = 5 мм.
Глава 11. Влияние износа на выходные параметры машины
379
При установлении значения (Дк)тах необходимо учитывать, что оно
составляет лишь часть общего допуска Д на точность обработки карма-
на, так как на нее влияют и другие факторы.
Допуск на обработку дна кармана по техническим условиям равен
Д = 27 мкм. Погрешности, связанные с начальной точностью станка,
его температурными деформациями, жесткостью, износом инструмента,
точностью приспособлений и с другими факторами по проведенным
исследованиям, достигает До = 20 мкм. Следовательно, запас на износ
составляет (Дк) =7 мкм. Потеря точности зависит от скорости изна-
шивания и ее дисперсии. Если принять, что для данного случая скорость
изнашивания должна находиться в пределах 3-го класса износостойко-
сти (см. § 8.5), т.е. не превосходить у <10"3 мкм/ч, то при у = const ре-
сурс по формуле (11.22) при 8; = 5 мм будет Тр = 14000 ч, что составля-
ет примерно четыре года работы станка при эксплуатации в две смены.
Вероятность безотказной работы за этот период будет соответствовать
вероятности выхода скорости изнашивания за пределы 3-го класса из-
носостойкости.
Приведенные примеры показывают, что точность функционирова-
ния машины зависит от конструктивной схемы механизмов, функцио-
нального назначения машины и износостойкости пар трения.
Износ сопряжении влияет не только на геометрические параметры и
кинематическую точность машины, но изменяет также ее динамические
характеристики и эксплуатационные показатели (производительность,
КПД, шум и др.).
11.4. Влияние износа на динамические характеристики машины
Выходные параметры и технические характеристики многих типов
машин, как это было показано выше (см. гл. 3), связаны с колебатель-
ными процессами, протекающими в механической системе машины.
В зависимости от назначения машины, как правило, устанавливается
и регламентируется целый ряд ее динамических показателей и характе-
ристик (см. § 3.2 и § 3.3).
При износе машины ее выходные параметры, связанные с динамиче-
ским качеством системы, изменяются, что может привести к параметри-
ческому отказу.
Основными причинами, определяющими изменение динамических
характеристик механической системы при износе ее сопряжений, явля-
ются следующие:
380
Часть III. Износ и надежность машин
1. При износе изменяется система сил, действующая в машине
(см. § 10.5), и поэтому динамические характеристики машины, которые
зависят от направления, точек приложения и величин сил, также изме-
няются. Это положение является основополагающим для механических
систем.
2. Динамические (ударные) нагрузки в механизмах зависят, главным
образом, от величины зазоров в сопряжениях. В результате изнашива-
ния зазоры в звеньях увеличиваются, а их компенсация не всегда воз-
можна или осуществляется периодически. Поэтому ударные нагрузки
(сила удара) являются функцией величины износа.
3. Характеристики демпфирования системы также изменяются при
износе, например, из-за изменений условий контакта сопряженных по-
верхностей (возможен как более «плотный» контакт при притирке по-
верхностей, так и неполное касание сопряженных поверхностей при их
взаимном перемещении).
4. При износе направляющих поверхностей происходит изменение
траектории движения сопряженного тела и, следовательно, изменяется
его закон движения (в том числе и ускорение), что может привести к
возрастанию сил инерции.
5. При износе машины могут изменяться численные значения сил
полезного сопротивления и движущих сил. Например, износ режущего
инструмента, лемеха плуга, зуба ковша экскаватора приводит к возрас-
танию рабочих нагрузок. Износ опор электродвигателя изменяет зазор
между статором и ротором, что влияет на магнитный поток возбужде-
ния.
Перечисленные и другие причины изменения динамических харак-
теристик системы, связанные с износом ее элементов, свидетельствуют
о необходимости определять значения соответствующих выходных па-
раметров машины как функцию длительности ее работы.
Создание расчетных моделей для оценки динамических характери-
стик различных механических систем является самостоятельной обла-
стью исследований (как теоретических, так и экспериментальных), ко-
торая базируется на основных положениях теоретической механики и
при конкретных разработках учитывает также специфику данного типа
машин, накопленный экспериментальный материал и уровень требова-
ний к выходным параметрам машины.
При построении моделей динамических систем часто используют
уравнения Лагранжа второго рода как наиболее универсальный метод
составления систем дифференциальных уравнений движения матери-
альных объектов - механизмов и элементов машины, а для транспорт-
ных средств - и самой машины.
Глава 11. Влияние износа на выходные параметры машины
381
Решение этих уравнений позволяет найти закономерности движения
механической системы в обобщенных координатах.
Учитывая влияние износа на динамические параметры системы, о
чем было сказано выше, можно утверждать, что значения обобщенных
координат и обобщенных сил и соответственно энергетических пара-
метров для новой и изношенной машины будут различны. Поэтому из-
менятся и выходные параметры, характеризующие движение и динами-
ческие явления при функционировании машины.
Основная задача оценки параметрической надежности машины при
изменении ее динамических характеристик заключается в том, чтобы
установить зависимость от износа тех показателей, которые являются
аргументами в классических уравнениях динамики механических сис-
тем.
В этом случае становится возможным определить установленные
параметры машины (амплитуды, частоты, скорости и ускорения колеба-
ний, динамические нагрузки и* др.) в функции величины износа сопря-
жений и оценить работоспособность и ресурс машины.
Из-за сложности решаемых задач теоретические расчеты, как прави-
ло, дополняются экспериментальными исследованиями динамических
характеристик конкретных образцов машин [41].
Рассмотрим примеры оценки влияния износа на динамические ха-
рактеристики машины.
На рис. 11.8,а приведена схема поворота шпиндельного блока мно-
гошпиндельного станка-автомата при помощи мальтийского механизма.
Рис. 11.8 Влияние износа механизма поворота блока многошпиндельного
автомата на его динамические характеристики
Одним из выходных параметров, характеризующих динамическое
состояние станка, может служить величина крутящего момента
необходимого для поворота блока 3. На распределительном валу закре-
382
Часть III. Износ и надежность машин
плен поводок 7, который входит в пазы мальтийского креста 2, и через
зубчатое зацепление осуществляется поворот блока 3. Исследования
этой системы [88] показали, что на характер изменения крутящего мо-
мента влияет износ опор 4 шпиндельного блока и износ планок маль-
тийского креста (рис. 11.8,в). Осциллограммы крутящего момента, по-
лученные для распределительного вала нового автомата, после одного
года и после двух лет его работы имеют разный характер (рис. 11.8,6).
Износ (макроприработка) опор блока приводит к снижению максималь-
ного значения крутящего момента Мтах, в то время как износ планок
мальтийского креста резко увеличивает отрицательные реактивные на-
грузки Л/1П1П. Значение реактивных моментов Afmin в данном станке
ограниченно, так как оно отрицательно влияет на работу всех механиз-
мов системы (возникают дополнительные динамические нагрузки).
Кроме того, начинают интенсивно изнашиваться обратные планки паза
мальтийского креста, что ускоряет процесс потери станком работоспо-
собности.
Во многих машинах и агрегатах влияние износа на их динамические
характеристики имеет сложный характер. Например, из-за роста зазоров
при износе сопряжении машина может оказаться в резонансной зоне с
резким повышением нагрузок, а при больших значениях износа - вновь
выйти из этой области.
В качестве примера можно указать на экспериментальные исследо-
вания, посвященные изучению влияния зазоров в подшипниках двига-
теля грузового автомобиля на его вибрацию (по данным проф.
Э.С. Финкельштейна).
Вибрации измерялись по трем главным направлениям: вдоль оси ко-
ленчатого вала х, по оси цилиндра z и в плоскости разъема картера
блока у (рис. 11.9).
В качестве выходного параметра, характеризующего динамические
нагрузки в двигателе, была принята величина виброускорений а.
Наибольшее влияние зазора в шатунных подшипниках на величину
виброускорений проявляется в полосе частот от 630 до 2500 Гц.
При износе и соответствующем увеличении зазора в шатунных под-
шипниках происходит монотонное повышение вибраций по всем иссле-
дуемым направлениям до первой резонансной зоны при зазоре Д = 0,25
мм.
Дальнейшее увеличение зазора в шатунных подшипниках до
Д = 0,39 мм характеризуется понижением уровня вибраций. Второе
резкое повышение вибраций происходит при зазоре, равном 0,46 мМ.
Глава 11. Влияние износа на выходные параметры машины
383
Рис. 11.9. Влияние износа шатунных подшипников автомобильного двигателя
на его динамические характеристики (виброускорения)
Хотя при Д = (0,3...0,39) мм имеется зона с более низким уровнем
виброускорений, не следует допускать износ шатунных подшипников,
при которых зазор превышает величину Д = (0,16...0,20) мм.
Повышение вибраций сопровождается усиленным износом шатун-
ных шеек и выкрашиванием вкладышей.
В первой резонансной зоне (зазор 0,25 мм) был зарегистрирован
интенсивный износ шатунных шеек, в то время как в зоне второго мак-
симума (зазор 0,46 мм) скорость изнашивания была незначительной.
Однако при таком зазоре появились очаги выкрашивания антифрикци-
онного слоя вкладышей и работа двигателя сопровождалась резкими
стуками.
Повышенный износ шатунных шеек при зазоре, равном 0,25 мм,
объясняется возникновением кавитационного эффекта, под действием
которого возможно нарушение гидродинамического режима смазки в
подшипнике и разрушение масляной пленки.
Таким образом, износ основных сопряжений машины оказывает не-
посредственное влияние на ее динамические характеристики, особенно
для энергетически нагруженных систем.
384
Часть 111. Износ и надежность машин
Следует подчеркнуть, что иногда считают, что для изделий, подвер-
женным большим динамическим нагрузкам (приводные механизмы ко-
вочных молотов, шасси самолетов, механизмы ткацких станков и др.)
износ имеет второстепенное значение, поскольку работоспособность
определяется прочностью наиболее нагруженных деталей. При этом
эксплуатационные наблюдения подтверждают, что отказы этих меха-
низмов происходят из-за поломок (в основном усталостных) деталей.
Однако более тщательный анализ работоспособности тяжело нагру-
женных механических систем показывает, что износ их сопряжений
играет в большинстве случаев основную роль при оценке надежности,
так как является причиной возрастания динамических нагрузок и
интенсифицирует процесс разрушения.
Исследования влияния износа на выходные параметры различных
машин и механизмов показывает, что особенно сложный характер взаи-
мосвязей износа и динамических характеристик имеет место для систем
автоматического регулирования, когда наличие обратных связей и воз-
можность саморегулирования накладывают дополнительные условия на
характер изменения выходных параметров. При решении этих задач
следует применять общие уравнения динамики, описывающие состоя-
ние системы, и уравнения для переходных процессов при автоматиче-
ском регулировании.
Изучение изменений динамических параметров изделий в процессе
их эксплуатации является сложной задачей и находится в настоящее
время в стадии разработок.
Износ механизмов машины влияет, как правило, и на различные экс-
плуатационные характеристики: производительность, КПД, шум, пока-
затели загрязнения окружающей среды и другие.
Часто эти характеристики являются производными от рассмотрен-
ных кинематических и динамических показателей. Так, производитель-
ность многих технологических машин зависит от точности перемеще-
ния исполнительных механизмов, шум - от динамических характери-
стик машины, КПД - от изменения нагрузок и условий трения при из-
нашивании сопряжений и т.п.
Зависимость выходных параметров машин от износа и других видов
повреждения определяет ее параметрическую надежность.
11.5. Методы обеспечения требуемого уровня износостойкости
машины
Конструктор всегда стремится создать машину, износ которой не
изменял бы ее характеристик или вообще не проявлялся бы в течение
всего периода эксплуатации. Однако создание изделий, обладающих
Глава 11. Влияние износа на выходные параметры машины_385
высокой износостойкостью, требует, как правило, дополнительных за-
трат.
Поэтому встает вопрос об установлении требований к износостойко-
сти всех основных пар трения машины, к ограничению скорости их из-
нашивания и обеспечению этих показателей конструктивно-техно-
логическими методами.
Критерием для решения этих задач являются требования к надежно-
сти машины. Износ должен проявляться лишь в тех пределах, которые
гарантируют, что заданные показатели надежности (ресурс, вероятность
безотказной работы и др.) будут обеспечены.
Установление требований к износостойкости машины по заданным
показателям надежности осуществляется на стадии проектирования в
два этапа.
Первый этап заключается в определении допустимого изменения
выходных параметров изделия, на основе той физико-вероятностной
модели отказа, которая была принята при расчете показателей надежно-
сти.
Так, при линейной модели параметрического отказа (см. § 7.2) при
заданных вероятности безотказной работы Р(г) и ресурсе / = Тр, или
при установленном гарантированном периоде безотказной работы
t = Тг, могут быть определены средняя скорость изменения выходного
параметра ухср, ее дисперсия ах, наибольшая скорость изменения вы-
ходного параметра ум (см. формулы (7.6) и (7.8)).
При изнашивании сопряжений машины установленные характери-
стики выходных параметров (ухср, ах, ут) должны находиться в за-
данных пределах.
Второй этап заключается в отыскании связей между характеристи-
ками изношенных сопряжений и выходными параметрами машины. Эти
вопросы были рассмотрены выше. Так, при линейном законе изнашива-
ния и суммировании влияния износа отдельных сопряжений на выход-
ной параметр, из формулы (11.8) можно получить условие
(11-23)
*=|
где Jfmax - допустимое изменение выходного параметра за время t = Г
(ресурс); е- возможная компенсация износа.
Таким образом, требования надежности накладывают ограничения
на скорости изнашивания ук отдельных сопряжений. Это ограничение
26 Зак. 138
386
Часть 111. Износ и надежность машин
может быть выражено в виде назначения соответствующего класса из-
носостойкости (см. табл. 8.4) и разработки методов, обеспечивающих
принятый уровень износостойкости.
Ограничение скорости изнашивания каждого основного сопряжения
машины и назначение класса износостойкости имеет первостепенное
значение для создания надежных машин.
Существуют разнообразные методы и средства для повышения изно-
состойкости любых пар трения, однако надо знать, какие пары и в каких
пределах должны обеспечивать заданный диапазон скорости или интен-
сивности изнашивания. Для создания износостойких машин необходи-
мо также регламентировать те показатели изношенного сопряжения и те
условия эксплуатации, которые определяют параметрическую надеж-
ность машины.
Это в первую очередь относится к предельно допустимым износам
(см. § 11.2) и к условиям эксплуатации - нагрузкам, скоростям, темпе-
ратуре, к характеристикам окружающей среды. Только целенаправлен-
ные мероприятия по повышению износостойкости дадут наибольший
эффект.
В руках разработчиков, технологов и эксплуатационников имеется
широкий ассортимент методов и средств для повышения износостойко-
сти сопряжений машины. Эти мероприятия осуществляются по двум
основным направлениям.
Первое направление связано с рассмотрением микрокартины взаимо-
действия поверхностей и созданием таких условий, при которых про-
цесс изнашивания принимает допустимые формы и имеет минимальную
интенсивность. К этим методам относятся: смазка поверхностей, выбор
рационального сочетания материалов пар трения, обеспечение темпера-
турного режима, создание специального микрорельефа поверхности,
применение антифрикционных покрытий, изоляция поверхности трения
от загрязнения и другие (см. гл. 8).
Второе направление повышения износостойкости пар трения связа-
но с рассмотрением макрокартины взаимодействия трущихся поверхно-
стей с анализом конструктивных особенностей узлов трения.
В выборе рациональных конструктивных решений также заложены
большие возможности по повышению износостойкости изделий, причем
в ряде случаев это не требует дополнительных затрат.
В табл. 11.2 приведены основные методы повышения износостойко-
сти сопряжений, связанные с данным направлением, и примеры кон-
кретных конструкций.
Разработка рациональной конструктивной схемы механизма, при
которой износ сопряжений наименьшим образом влияет на выходные
Глава 11. Влияние износа на выходные параметры машины 387
параметры изделия, является общим условием проектирования долго-
вечных машин.
Величина износа сопряжения еще не характеризует степень наруше-
ния нормальной работы механизма. При одних и тех же износах анало-
гичные механизмы могут в одном случае перестать правильно функ-
ционировать, а в другом - работать еще продолжительное время. В ка-
честве примера приведена схема работы шпинделя сверлильного станка
(№1). При износе опор шпинделя и зажимных губок, удерживающих
деталь, происходит смещение оси обрабатываемого отверстия на неко-
торую величину Д. Предельное значение эксцентриситета Д лимити-
ровано из условия требуемой точности обработки. Расположение зон
износа Ul и U2 зависит от направления сил Рх в механизме зажима и
Р2 - на приводном шкиве.
Если износ опор U2 и износ неподвижной губки зажима будут
направлены в разные стороны, то Д = 17, + U2.
Если направления их износа совпадут, то Д = U{ - U2, и срок службы
намного увеличивается. Следовательно, достаточно повернуть патрон
на 180° и будет обеспечено значительное повышение ресурса механизма
по показателю точности X = Д.
При выборе конструкций пар трения часто применяют принцип са-
моустановки сопряженных поверхностей.
Применение самоустановки обеспечивает более надежную и долго-
вечную работу тех пар, в которых требуется точное прилегание сопря-
женных поверхностей.
Самоустановка применяется в специальных сегментных подшипни-
ках скольжения (типа Filmatic), колодочных тормозах (см. рис. 9.3),
фрикционных многодисковых муфтах, соединениях шатуна с поршнем
двигателя, направляющих скольжения и качения и в других механизмах.
Все они относятся к сопряжениям II типа согласно классификации из-
нашивающихся пар (см. рис. 9.2), и во многих случаях их применение
целесообразно.
На схеме №2 табл. 11.2 приведено сравнение работы обычного и
сегментного подшипников скольжения. Возможность самоустановки
отдельных сегментов в соответствии с положением деформированного
вала позволяет избежать кромочных давлений и сократить период мак-
роприработки.
Разгрузка ответственных сопряжений за счет восприятия внешних
сил дополнительными элементами позволяет повысить ресурс прецизи-
онных пар трения. Например, для повышения срока службы направ-
ляющих поступательного движения применяют такую конструкцию
26*
388
Часть III. Износ и надежность машин
Таблица 11.2. Методы повышения износостойкости сопряжений за счет
конструктивных факторов '
Метод Пример Результат
1. Разработка рациональной конструктивной схемы г/42 1г 1 k//zi|— Ц Уменьшение влияния износа на выходные параметры
2. Самоустановка сопряженных поверхностей ей! 1 p jr Сокращение периода макро- приработки, нет кромочных дав- лений
3. Разгрузка от- ветственных со- пряжений Повышение ресурса преци- зионных пар трения
4. Обеспечение равномерного износа $г/ Длительное сохранение ра- ботоспособно- сти
5. Компенсация износа V//////////// ////// ///////X Повышение точности, уменьшение динамических нагрузок
М2
(схема №3), при которой вес стола воспринимается специальными под-
пружиненными опорами. В этом случае направляющие скольжения дей-
ствительно становятся «направляющими», а не несущими элементами.
Применение принципа равномерного износа позволяет во многих
случаях обеспечить длительное сохранение начальных характеристик
изделия. Нарушение правильной работы механизмов в результате их
износа часто зависит не столько от величины износа, сколько от нерав-
номерности его распределения по поверхности трения. Например, не-
равномерный износ по длине ходовых винтов приводит к уменьшению
точности перемещения узлов (см. рис. 11.3), неравномерный износ ку-
Глава II. Влияние износа на выходные параметры машины
389
лачка искажает характер передаваемого закона движения, неравномер-
ный износ направляющих прямолинейного движения отрицательно ска-
зывается на точности и виброустойчивости. Если обеспечен равномер-
ный износ сопряжения, то это приведет, как правило, к более длитель-
ному сохранению узлом работоспособности. Пример на схеме №4 ил-
люстрирует влияние неравномерного износа зубьев кулачковых муфт на
передачу крутящего момента от одного вала к другому. При включении
полумуфт износ их зубьев Ц и U2 происходит неравномерно, так как
вершины зубьев проходят большой путь трения. В результате износа
угол наклона поверхности зуба увеличивается и создается опасность
самовыключения подпружиненной полумуфты. Если сделать у муфт
заплечики, чтобы вершина зуба заходила за основание сопряженного
зуба, износ зубьев станет более равномерным и опасность самовыклю-
чения отпадет.
Методы компенсации износа широко применяются в машинах, о чем
было сказано выше (см. § 11.2 и рис. 11.3). На схеме №5 (табл. 11.2)
приведен пример простейшего устройства, когда при помощи клина
компенсируется зазор, возникающий в направляющих при их износе.
Особенно эффективны методы автоматической компенсации износа,
когда без вмешательства человека происходит восстановление утрачи-
ваемой работоспособности машины.
Эти методы относятся к перспективному направлению повышения
надежности машин путем применения автоматики и мехатронных уст-
ройств (см. § 15.5).
Повышение износостойкости пар трения за счет применения рацио-
нальных конструктивных решений существенно расширяет возможно-
сти по обеспечению требуемого уровня износостойкости машины.
РЕЗЮМЕ
Процесс изнашивания является основной причиной потери работо-
способности для большинства машин. Явления, возникающие при тре-
нии сопряженных тел, весьма сложны. Изучению закономерностей,
описывающих процесс изнашивания и анализу факторов, определяю-
щих характер и интенсивность этого процесса, посвящена новая область
знаний - трибология.
Для решения задач надежности необходимо на основе физики про-
цесса изнашивания оценить макропроцессы, происходящие в сопряже-
ниях различных пар трения (макротрибология).
На изменение выходных параметров машины влияет не только ин-
тенсивность процесса изнашивания, но и форма изношенной поверхно-
сти, изменение взаимного положения трущихся тел, трансформация
системы сил в процессе изнашивания, изменение условий контакта и
другие факторы.
Расчет на износ сопряжений машины опирается на исходные зако-
номерности процессов изнашивания и учитывает также конструктивные
особенности сопряжения, систему действующих сил и ее статическую
неопределимость, начальную неточность и технологический профиль
сопряженных поверхностей и другие характеристики. Разработанные
методы расчета на износ, которые базируются на закономерностях три-
бологии и механики, позволяют определить влияние износа на выход-
ные параметры машины.
Степень изменения при износе кинематической точности машины,
ее динамических, энергетических и других характеристик определяет
уровень параметрической надежности машины.
Часть IV
Оценка и обеспечение надежности
Видеть легко, трудно предвидеть.
Бенджамин Франклин
Приказываю ружейной канцелярии из
Петербурга переехать в Тулу и денно
и нощно блюсти исправность ружей.
Пусть дьяки и подьячие смотрят, как
олдерман клейма ставит, буде
сомнение возьмет, самим проверять и
смотром и стрельбою. А два ружья
каждый месяц стрелять, пока не
испортятся.
Буде заминка в войске приключится,
особливо при сражении, по недогляду
дьяков и подьячих, бить оных кнутами
нещадно...
Из указа Петра I
Глава 12
ПРОГНОЗИРОВАНИЕ ПАРАМЕТРИЧЕСКОЙ
НАДЕЖНОСТИ МАШИН
12.1. Методы прогнозирования и этапы расчета параметрической
надежности машин
Прогнозирование является ключом к решению проблемы надежно-
сти, когда на ранних стадиях создания машины становится возможным
с необходимой степенью достоверности оценить показатели ее надеж-
ности.
Разработка и применение методов прогнозирования надежности ма-
шин даст большой экономический эффект, так как, во-первых, еще на
стадии проектирования будет возможен выбор оптимального, с точки
зрения надежности, конструктивного решения, во-вторых, сократятся
затраты времени и средств на длительные и трудоемкие испытания и, в-
третьих, станет возможным более рациональное использование потен-
циальной долговечности машины за счет правильного построения сис-
темы ее ремонта и технического обслуживания.
За последние годы прогнозирование поведения сложных систем пре-
вратилось в самостоятельную научную область со своими методами и
решениями. В общем случае для прогнозирования применяются разно-
образные методы с использованием моделирования, аналитических рас-
четов, статистической информации, экспертных оценок, метода анало-
гий, теоретико-информационного и логического анализа и др.
В машиностроении наиболее часто используют три основных метода
- экстраполяцию, экспертные оценки и моделирование.
Методы экстраполяции основаны на использовании информации о
поведении системы в прошлом для того, чтобы оценить возможные из-
менения ее характеристик в будущем. Эти методы широко применяют-
ся, например, для прогнозирования развития техники и для других ана-
логичных задач. Их использование для оценки изменения параметров
машины в результате старения, как правило, потребует достаточно
большого объема статистической информации и, главное, длительного
времени для наблюдения за функционированием уже созданной маши-
ны. Следует также иметь в виду, что при оценке вероятности безотказ-
ной работы функцию Р(/) в общем случае нельзя экстраполировать.
_________Глава 12. Прогнозирование параметрической надежности машин_393
Если она определена на каком-то участке, то за его пределами ничего о
функции P(t) сказать нельзя [31].
Методы экспертных оценок применяют в основном для выбора ра-
циональных путей повышения надежности конкретных видов машин,
опираясь на опыт и квалификацию экспертов. Но эти методы практиче-
ски непригодны для получения численных значений показателей на-
дежности, для оптимизации принимаемых решений, для гарантирован-
ного обеспечения требуемого уровня надежности.
Моделирование является основным методом прогнозирования на-
дежности. В этом случае оценка поведения системы и изменения ее ха-
рактеристик в процессе длительной эксплуатации осуществляется путем
построения и изучения моделей объекта (оригинала). В основном это
математические (аналитические) модели, которые называют динамиче-
скими, поскольку они описывают изменение состояния системы во вре-
мени. Модель должна описывать и отражать основные свойства объек-
та, т.е. необходимо обеспечить идентификацию оригинала и модели.
Прогнозирование отличается от расчета системы тем, что решается
вероятностная задача, когда о поведении сложной системы в будущем
можно говорить лишь с той или иной степенью достоверности и оцени-
вать вероятность ее нахождения в определенном состоянии при различ-
ных условиях эксплуатации. Применение различных методов прогнози-
рования надежности можно встретить в работах [1 ;70; 102] и других.
Применение методов моделирования для прогнозирования парамет-
рической надежности машин имеет свою специфику. В этом случае не-
обходимо определить необратимое изменение во времени областей со-
стояний выходных параметров, дать ее вероятностную характеристику в
зависимости от предполагаемых условий работы машины и на этой ос-
нове сделать прогноз о возможных изменениях показателей начального
уровня надежности.
Решение этой сложной задачи базируется на рассмотренных выше
положениях и разработках и, в первую очередь, таких как:
• общая физико-вероятностная модель взаимодействия машины с
окружающей средой (§ 1.5);
• методы расчета выходных параметров машины и формирование
областей состояний (§3.1 - 3.4);
• единая структура расчетов начального уровня параметрической
надежности машины (§ 3.5);
• формирование выходных параметров сложных систем (гл. 4);
• модели параметрических отказов, учитывающие физику и сто-
хастическую природу процессов старения (гл. 6 и гл. 7);
25 Зак. 138
394 Часть IV. Оценка и обеспечение надежности
• методы расчета на износ механизмов и машин с учетом их конст-
руктивных особенностей и физики процесса изнашивания (гл. 8 -
гл. 11).
Все расчеты, выполняемые по данным направлениям, являются эта-
пами (модулями) общего алгоритма прогнозирования параметрической
надежности, который должен иметь единую структуру для машин раз-
личного назначения. При этом прогноз о возможном характере и диапа-
зоне изменения выходных параметров связан с тем, относится ли он к
конкретной машине или к совокупности машин данного назначения, к
заданным или к заранее неустановленным условиям эксплуатации.
На рис. 12.1 приведена схема формирования закона надежности
/(г) при изменении во времени начальной области состояния парамет-
ров машины /(а). Для различных задач прогнозирования могут иметь
место следующие основные случаи:
1. Прогнозируется поведение всей генеральной совокупности дан-
ных машин, т.е. учитывается как вариация исходных характеристик ма-
шины, так и возможных условий ее эксплуатации. Область состояний I
и соответствующий закон надежности / (г) определяются при этом с
учетом либо всего возможного диапазона использования машины (ори-
ентация на «обезличенного» потребителя), либо рассматривается опре-
деленная сфера ее применения (для заданных климатических условий,
для конкретной отрасли промышленности и т.п.).
Рис. 12.1. Области прогнозирования надежности
2. Прогнозируется поведение конкретного образца, когда начальные
характеристики машины становятся неслучайными величинами^ а ре-
жимы и условия ее эксплуатации могут изменяться в известном диапа-
зоне. В этом случае область работоспособности сужается в область II,
_________Глава 12. Прогнозирование параметрической надежности машин_395
которая становится подмножеством множества I, а соответствующий
закон надежности /2 (г) определяется с большей степенью достоверно-
сти.
3. Прогнозируется поведение конкретной машины в заданных усло-
виях эксплуатации. В этом случае необходимо выявить область реали-
зации случайного процесса III, которая соответствует принятым услови-
ям работы машины и определяет закон надежности /3 (t). В последних
двух случаях определяется индивидуальная надежность данного образ-
ца машины, что особенно актуально для уникальных и дорогостоящих
машин.
При оценке параметрической надежности машины в первых двух
случаях необходимо определить возможную область состояний
(I или II) выходных параметров и вероятность их нахождения внутри
области работоспособности. В третьем случае неопределенность в усло-
виях работы сводится к минимуму, область состояний III близка к дан-
ной реализации X (г) и учитывает рассеивание значений параметра за
счет процессов флуктуации (в том числе скорости процесса старения).
Точность прогнозирования зависит от ряда факторов. Во-первых, от
того, насколько принятая схема потери машиной работоспособности
отражает объективную действительность. Во-вторых, насколько досто-
верны сведения о режимах и условиях предполагаемой работы изделия,
а также о его начальных параметрах.
Наконец, на правильность прогноза решающее влияние оказывает
достоверность информации о закономерностях изменения выходных
параметров изделия в процессе эксплуатации, т.е. о случайных функци-
ях X(t).
Расчет параметрической надежности машины может вестись на ста-
дии проектирования (имеются ТУ на изделие, конструктивные данные о
машине и ее элементах, известны возможные условия эксплуатации),
при наличии опытного образца изделия (начальные характеристики ма-
шины могут быть получены из испытания) и при эксплуатации (имеется
информация о потере работоспособности изделий при различных усло-
виях эксплуатации).
При расчете надежности изделия на стадии проектирования имеется
наибольшая неопределенность (энтропия) в оценке возможных состоя-
ний изделия.
Однако эти данные обладают особой ценностью, поскольку позво-
ляют судить о надежности на ранних стадиях создания новой машины.
Поэтому определение даже ориентировочных значений показателей
надежности и анализ степени влияния на них основных факторов позво-
25*
396 Часть IV. Оценка и обеспечение надежности
лит принимать в процессе проектирования машины правильные и ра-
циональные решения.
На рис. 12.2 представлена общая схема алгоритма прогнозирования
параметрической надежности машины на стадии проектирования для
случая, когда основным процессом старения является изнашивание со-
пряжении и механизмов.
Прогнозирование является вторым этапом полного цикла расчетов
параметрической надежности машины, когда на первом этапе уже была
проведена оценка ее начального уровня надежности (см. § 3.5 и
рис. 3.18). Поэтому считаем, что известны характеристики области со-
стояний для каждого из регламентированных параметров и значения
запаса надежности.
Рассматриваемый этап прогнозирования (рис. 12.2) должен устано-
вить, каковы возможные изменения области состояний для каждого из
выходных параметров при действии процессов изнашивания. Целью
расчета является определение основных показателей надежности и
сравнение их с заданными. При этом необходимо учитывать систему
ремонта и технического обслуживания, которая регламентирует объемы
ремонтных работ и сроки их выполнения (см. гл. 15). Исходные сведе-
ния для расчета заключены в конструктивно-технологических данных
машины и ее элементов, так как на стадии проектирования известны
конструкция машины, применяемые материалы, предполагаемые усло-
вия эксплуатации и режимы работы.
Прогнозирование параметрической надежности опирается на зако-
номерности процессов старения, в данном случае - изнашивания. База
данных должна содержать сведения об износостойкости тех сопряже-
ний, от работоспособности которых зависят выходные параметры ма-
шины. Эти данные могут быть выражены в виде аналитических и эмпи-
рических зависимостей или в табличной форме.
Как было показано выше (см. гл. 8), закономерности, полученные на
основе рассмотрения физической сущности процессов старения, обла-
дают большей универсальностью. Однако и те зависимости, которые
получены эмпирическим путем для более узкого диапазона условий,
несут информацию, достаточную, как правило, для использования при
расчете и прогнозировании надежности изделия.
Первые блоки расчетов (рис. 12.2) связаны в основном с задачами
трибологии, когда моделируются процессы изнашивания основных со-
пряжений и механизмов машины и определяется влияние износа сопря-
жений и формы изношенных поверхностей на соответствующие выход-
ные параметры. Эти методы были рассмотрены выше (см. гл. 9 - 11 и
рис. 11.1).
Моделирование процессоб изнашивания
Прогнозирование параметрической надежности
Конструктивные и технологические
параметры машты
Начальный уровень
надежности машины
fM
О
X,
область состояний
Износ механизмов и
обязанных сопряжений
Физика бероятностная модель
надежности машины
Физика
статистическое
моделиробание износа
материалов
Расчет износа
сопряжений
Забисимость
быходных
параметре^
от износа
Модели
параметрических
отказоб
Вибрации
Износ
Тепло
Начальное
качество
Закономерности
процессоб
изнашивания
материалов
Возможные
услобия и режимы
эксплуатации
машины
База данных
Система
ремонта и
ТО
Показатели параметрической
надежности
^тах ~~ ^0 ~~ ~ Y ср^
р,(д=ф
Глава 12. Прогнозирование параметрической надежности машин
Рис. 12.2. Схема алгоритма прогнозирования параметрической надежности машины при ее износе
398 __________Часть IV. Оценка и обеспечение надежности_______
Зависимость выходного параметра от износа отдельных сопряжений
и, соответственно, от времени может иметь как линейный, так и нели-
нейный характер, что связано не только с физикой процесса изнашива-
ния (см. гл. 8), но и с макроявлениями, например процессом макропри-
работки.
Расчеты на износ дают исходные данные для возможности примене-
ния моделей параметрических отказов и прогнозирования надежности
машины.
Поскольку аргументы, входящие в зависимости для определения вы-
ходных параметров , проявляются как случайные, то для генериро-
вания реализации X (t), как и ранее, целесообразно применять методы
статистического моделирования (методы Монте-Карло), т.е. «численные
методы решения математических задач при помощи моделирования
случайных величин и статистической оценки их характеристик» [134].
Основная идея методов Монте-Карло, в которых воспроизводится
модель рассчитываемого процесса (физические или имитационные ме-
тоды) заключается в многократном расчете параметров по некоторой
формализованной схеме, являющейся математическим описанием дан-
ного процесса (в данном случае процесса трансформации выходного
параметра при износе машины). При этом аргументы, входящие в фор-
мулы, рассматриваются как случайные величины с соответствующими
законами распределения.
Расчет состоит из большого числа циклов «статистических испыта-
ний», для каждого из которых выбирают фиксированные значения слу-
чайных величин в соответствии с их законами распределения.
Таким образом, каждое «статистическое испытание» заключается в
выявлении одной из реализаций случайного процесса, так как, подстав-
ляя, хотя и случайным образом, выбранные значения аргументов, полу-
чаем детерминированную зависимость, которая описывает данный про-
цесс при принятых условиях.
Многократно повторяя расчеты по данной схеме, получим необхо-
димое число реализации случайного процесса, что позволит определить
его статистические характеристики.
Пример статистического моделирования процесса деградации вы-
ходного параметра, определение области состояний и закона надежно-
сти (в виде гистограммы) рассмотрен ниже (см. § 12.2).
При прогнозировании параметрической надежности всей машины с
оценкой изменения ее основных выходных параметров (л параметров
см. рис. 3.18) необходимо помимо использования «частных» моделей
параметрических отказов для каждого параметра рассматривать также
физико-вероятностную модель надежности машины в целом, ее дина-
_________Глава 12. Прогнозирование параметрической надежности машин_399
мические характеристики и взаимовлияние отдельных процессов и фак-
торов.
Методологическая основа такой модели с анализом видов энергии,
действующих на машину, и категорий процессов, протекающих в ней
при взаимодействии с окружающей средой, была рассмотрена выше (см.
§ 1.5 и рис. 1.5). Схема формирования показателей параметрической
надежности сложной системы приведена на рис. 4.7.
Эти положения являются основой для построения модели функцио-
нирования и изнашивания конкретного образца машины с учетом ее
специфики, конструктивных особенностей, условий эксплуатации, тре-
бований к выходным параметрам и других факторов.
Возможности по разработке математической модели функциониро-
вания машины связаны, в первую очередь, с уровнем развития науки и
инженерных расчетов в данной отрасли машиностроения. В общем слу-
чае необходимо учесть влияние на каждый выходной параметр машины
ее начальной геометрической точности, статической деформации эле-
ментов, динамики процессов, протекающих в машине, и ее тепловых
полей.
Применяемые в настоящее время методы расчета для оценки раз-
личных характеристик машин не всегда дают достоверные численные
значения определяемых величин и нередко описывают лишь качествен-
ную картину взаимосвязей между входными и выходными параметра-
ми. В инженерных расчетах широко используются эмпирические коэф-
фициенты и характеристики, пригодные для определенных условий ра-
боты машины.
Поэтому при разработке алгоритма прогнозирования целесообразно
использовать результаты испытаний прототипа машины или ее опытно-
го образца для получения расчетных данных и для проверки адекватно-
сти модели реальной ситуации (см. гл. 13).
При оценке параметрической надежности изнашивающейся машины
в ряде случаев следует учитывать, что изменение области состояний
происходит не только за счет искажения начальных геометрических
параметров машины, но и в результате влияния износа на другие про-
цессы, протекающие в машине. Наиболее типичным в этом отношении
является действие износа на изменение перечисленных ниже характери-
стик машины.
а. Статическая жесткость системы может изменяться при износе
за счет нарушения условий контакта и трансформации макро - и микро-
геометрии поверхностей трения. Наблюдается как понижение контакт-
ной жесткости (особенно при неравномерном износе поверхности), так
и ее повышение (происходит «притирка» поверхностей).
400 Часть IV. Оценка и обеспечение надежности________
б. Виброустойчивость системы обычно снижается при износе из-за
увеличения зазоров в сопряжениях и роста в связи с этим, динамических
нагрузок (см. § 11.4).
в. Тепловые процессы в машине и связанные с ними температурные
поля и тепловые деформации интенсифицируются при изнашивании за
счет возрастания сил трения, увеличения и перераспределения нагрузок
и других причин. Кроме того, тепловые деформации могут нарушить
условия контакта в сопряжении машины.
На схеме алгоритма прогнозирования параметрической надежности
(см. рис. 12.2) показано, что в результате прогнозирования могут быть
определены области состояний выходных параметров в функции време-
ни получены основные показатели надежности машины
P(t),Tv,K„ и другие.
На схеме в качестве примера приведена формула расчета показателя
Р(г) для линейного протекания процесса изнашивания при нормальных
законах распределения случайных аргументов (формула (7.5)). В общем
случае значение Р(г) получают на основании выбранной модели пара-
метрического отказа методом статистического моделирования
(см. § 12.2).
Если все «л» выходных параметров независимы, то значение P(t)
для машины получают на основании теоремы умножения (формула
(4.1)). Если часть из них зависима, то рассматривается процесс одно-
временного генерирования этих выходных параметров.
Следует еще раз подчеркнуть, что значения показателей надежности
в сильной степени зависят от условий и режимов работы машины. Раз-
работчик должен строго регламентировать допустимые режимы работы
изделия (скорости, нагрузки, температуры и др.), условия его эксплуа-
тации (наличие агрессивных сред, запыленность атмосферы, тепловые
воздействия, радиация и т.п.), методы технического обслуживания и
ремонта (периодичность и содержание ремонтных работ). Для этого
необходимо иметь информацию о спектрах нагрузок на изделие, тща-
тельно изучить условия, в которых будет происходить использование
машины, запланировать необходимые ремонтные и профилактические
мероприятия. Уже на этапе проектирования должна быть составлена
реальная картина тех условий, в которых будет происходить работа ма-
шины.
В создании физико-вероятностных моделей и в разработке алгорит-
мов и программ прогнозирования на стадии проектирования заключает-
Глава 12. Прогнозирование параметрической надежности машин 401
ся основная перспектива оценки показателей надежности сложных из-
делий и машин, особенно для новых образцов, не имеющих прототипа.
Ниже приведены примеры определения показателей параметриче-
ской надежности на основе применения методов статистического моде-
лирования.
12.2. Статистическое моделирование процесса деградации
выходного параметра
Рассмотрим типичный пример разработки алгоритма прогнозирова-
ния параметрической надежности машины при линейном законе изна-
шивания (линейная модель отказа § 7.2) и рассеивании варьируемых
параметров. Если рассеивание начальных параметров и скорости изна-
шивания подчиняется нормальному распределению, то для расчета ве-
роятности безотказной работы изделия P(t) можно непосредственно
применять формулы (7.5), (7.10) и др. (§ 7.2). Если же рассеивание этих
параметров оценивается другими закономерностями или задано в эмпи-
рической форме в виде гистограмм, то для разработки схемы формиро-
вания закона надежности /(/) целесообразно применять методы стати-
стического моделирования.
Рассмотрим упрощенную схему алгоритма для расчета надежности
на основе линейной модели параметрического отказа, когда выходной
параметр X изменяется во времени t по закону X = а + yxt, где а -
начальное значение параметра и ух - скорость его изменения при изно-
се машины. В этом случае время t = Т достижения параметра X своего
предельного значения X = Jfmax (срок службы или наработка до отказа)
является функцией двух случайных аргументов - начального значения
параметра а и скорости его изменения во времени ух, т.е.
Т — ~ /1 л 1 \
На рис. 12.3 приведена схема формирования гистограммы для значе-
ний наработки до отказа Т как случайной величины при линейном из-
менении параметра X во времени.
Область существования аргумента а и закон /(а) характеризуют
начальный уровень надежности изделия. Считаем, что закон /(а) из-
вестен и получен методом моделирования или в результате испытания
опытного образца машины (см. рис. 3.18).
402______________Часть IV. Оценка и обеспечение надежности_____________
Случайный аргумент ух сам функционально связан с исходными
случайными аргументами. Так, для многих машин ух зависит от скоро-
сти изнашивания у основных (базовых) сопряжений (см. гл. 11). В
свою очередь у зависит от давления р на поверхности трения, скоро-
сти относительного скольжения v материалов пары трения и условий
изнашивания:
y = *//”v, (12.2)
где т - коэффициент, зависящий от вида изнашивания (при абразив-
ном и усталостном изнашивании можно применять т = 1), коэффициент
износа (см. § 8.4).
Рис. 12.3. Схема формирования гистограммы наработки до отказа
при линейном изменении выходного параметра во времени
Законы распределения случайных аргументов р и v зависят от ре-
жимов работы машины, а коэффициент износа к - от применяемых
материалов и условий эксплуатации.
Машина может попасть в различные условия эксплуатации и рабо-
тать при разных режимах. Для прогнозирования процесса потери маши-
ной работоспособности надо знать вероятностную характеристику тех
условий, в которых она будет эксплуатироваться. Такими характеристи-
ками могут быть законы распределения нагрузок /(Р), скоростей
/(v), коэффициента износа /(Л). На рис. 12.4 приведены примеры
Глава 12. Прогнозирование параметрической надежности машин 403
законов распределения этих случайных величин, включая параметр а.
Заметим, что часто эти закономерности могут быть получены независи-
мо от конструкции новой машины с использованием статистики по ра-
боте аналогичных изделий или на основании требований заказчика (по-
требителя). Например, спектры нагрузок и скоростей при различных
условиях работы транспортных машин, необходимые режимы резания
при обработке заготовок данной номенклатуры на металлорежущих
станках, нагрузки на узлы горнодобывающих машин при разработке
различных пород и т.п. могут быть заранее определены в виде гисто-
грамм или законов распределения.
Рис. 12.4. Законы распределения случайных аргументов
Связь скорости изнашивания у со скоростью изменения выходного
параметра ух зависит от конструктивной схемы изделия, формы изно-
шенной поверхности сопряжений и других факторов (см. гл. 11) и в
простейшем случае может быть выражена линейной зависимостью
Yx=^Y- (123)
Коэффициент Вх является в большинстве случаев детерминирован-
ной величиной (см. § 6.3 и гл. 11).
На рис. 12.5 приведена схема алгоритма для статистического моде-
лирования процесса изменения начальных параметров изделия, который
включает определение скорости изменения выходного параметра у х,
построение гистограммы, характеризующей закон надежности и полу-
чение на этой основе необходимых показателей.
404
Часть IV. Оценка и обеспечение надежности
С НАЧАЛО )
f
г 2--------1--------
Вбод данных:
Н.Р^р^р^
&ср»^min ’ ^max»Ip * % max.
г~6--------------------
Выбор значений k
|—5—————
Расчет скорости изнашивания
С20 КОНО! >*
Рис. 12.5. Схема алгоритма статистического моделирования
процесса изменения начальных параметров изделия
Глава 12. Прогнозирование параметрической надежности машин 405
Вводимые данные (оператор 2) кроме средних (номинальных) значе-
ний варьируемых величин и их средних квадратических отклонений
включают также предельно допустимое значение выходного параметра
Хт9х , число планируемых испытаний (циклов расчета) N, заданный
ресурс Гр и другие необходимые данные.
В памяти машины (библиотеке данных) находятся характеристики
законов распределения варьируемых параметров (см. рис. 12.4). Кроме
того, имеются подпрограммы (на схеме не показаны) для расчета давле-
ний р и скоростей v для каждой пары трения.
В результате каждого из W испытаний определяется одно значение
Г для выбранных значений аргументов р, v, к и а (операторы 3, 6 и
72). Эти значения аргументов выбираются в соответствии с законами их
распределения на основе подпрограмм моделирования случайных вели-
чин (операторы 4, 7, 73).
Для этого осуществляется генерирование случайных чисел и выби-
рается (разыгрывается) некоторое неслучайное число.
Обычно генерируются равномерно распределенные числа, которые с
помощью стандартных подпрограмм преобразуются так, чтобы плот-
ность их распределения соответствовала заданному закону распределе-
ния для каждого из аргументов.
На схеме алгоритма приведен случай, когда аргументы р, v и а
распределены по усеченным нормальным законам, а коэффициент к
имеет равномерное распределение. Поэтому соответствующие подпро-
граммы «ГАУСС» и «РАВН» учитывают это.
Если варьируемые аргументы будут иметь другие законы распреде-
ления, в том числе заданные в виде гистограмм, то будут применяться и
соответствующие подпрограммы для выбора их конкретных значений
при каждом цикле расчетов.
Выбор значений р, v и к (операторы 3 и 6) позволяет определить
скорость изнашивания сопряжения у (оператор 5), по которой надо
рассчитать скорость изменения выходного параметра.
Эти расчеты сосредоточены в подпрограмме «износ» (оператор 70),
в которой используются зависимости (см. гл. 9 и гл. 10) для соответст-
вующих конструкций пар трения. Расчеты включают определение сило-
вых и кинематических характеристик сопряжения, формы изношенной
поверхности и износа сопряжения, взаимосвязи между износом и изме-
нением выходного параметра. Во многих случаях связь между у и ух
имеет линейную зависимость и может быть выражена в виде коэффици-
ента Вх (оператор 9).
406 Часть IV. Оценка и обеспечение надежности
Если на изменение выходного параметра влияет износ не одного, а
нескольких сопряжении, то расчеты на износ осуществляются для каж-
дого из них (значения р и v определяются при разыгрывании и выборе
некоторого режима работы машины), а определение коэффициента Вх
производится для всего механизма или жестко связанных сопряжений
(см. гл. 11).
После расчета значения Вх определяется скорость изменения пара-
метра ух (оператор 7/), а после выбора параметра а, характеризующе-
го начальное состояние изделия (оператор 72), рассчитывается значение
наработки (срока службы) до отказа Т.
Эта процедура повторяется N раз, в результате чего накапливается
массив значений T\,T2,...,TN.
Алгоритм может быть построен так, что число испытаний N зара-
нее не задается, а определяется в процессе моделирования из условия
достаточности данных для статистической оценки массива значений 7].
По массиву данных r(2V) строится гистограмма (оператор 77), ко-
торая определяет закон надежности для данного параметра, что позво-
ляет получить необходимые показатели (оператор 18) - вероятность
безотказной работы P(f) при заданном ресурсе Тр или запас надежно-
сти Кн, а также при необходимости период гарантированной безотказ-
ной работы машины Тг по данному выходному параметру. Следует
подчеркнуть, что рассмотренный алгоритм прогнозирования относится
к случаю, когда машина будет работать в том или ином выбранном ре-
жиме в течение всего периода до возникновения параметрического от-
каза.
Если закон /(а) учитывает рассеивание начальных параметров для
всей совокупности машин данного назначения, то полученные результа-
ты оценивают возможное поведение любой серийной машины рассмат-
риваемой модели в любых допустимых условиях эксплуатации (область
I на рис. 12.1).
При оценке индивидуальной надежности данного конкретного об-
разца может быть определен уровень его начального качества и более
точно установлен закон /(а), а также уточнены режимы работы дан-
ной машины (область II на рис. 12.1). Режимы работы и частота их из-
менения оказывают существенное влияние на характер трансформации
выходного параметра во времени.
Глава 12. Прогнозирование параметрической надежности машин
407
Рис. 12.6. Формирование области состояний в зависимости от частоты
изменения режимов работы машины
На рис. 12.6 показаны основные случаи, которые могут иметь место
при прогнозировании индивидуальной параметрической надежности.
Когда условия работы машины заранее неизвестны, и она может ра-
ботать на любом из допустимых режимов в течение всего периода экс-
плуатации (или до очередного ремонта), то этот случай характеризуется
наибольшей неопределенностью (закон надежности /21(г)). Период
безотказной работы Г = Т{, определяется крайней реализацией с мак-
симально возможной скоростью процесса. Этот вариант прогнозирова-
ния был рассмотрен выше (рис. 12.5).
Если же при работе машины ее режимы изменяются часто без доми-
нирования какого-либо из них, то ускорение процесса деградации вы-
ходного параметра при напряженных условиях работы компенсируется
его замедлением при легких режимах (закон /22 (г)). В этом случае ос-
новную роль играет среднее значение скорости изменения выходного
параметра ухср. Кроме того, надо учесть возможную дисперсию скоро-
сти протекания самого процесса старения.
Опасность отказа возникает лишь начиная со значения t = Т2, и за-
кон надежности /22 (г) будет нормальным, если /(а) также подчиняет-
ся нормальному распределению.
Промежуточным и наиболее распространенным вариантом является
случай, когда частота изменения режима определяется некоторым зна-
408______________Часть IV. Оценка и обеспечение надежности________
чением t = Тс, значительно меньшим периода Тх. Поэтому за время экс-
плуатации машина будет работать на различных режимах, а изменение
центра группирования /(а) также определяется средней скоростью
процесса ухср.
Опасность параметрического отказа из-за работы машины на более
напряженных режимах возникнет после t = (T2-Tc). Начиная с этого
периода, следует определять размер области состояний и соответст-
вующие показатели надежности.
Если машина работает при постоянном, заранее известном режиме,
то неопределенность в прогнозировании длительности ее безотказной
работы сводится к минимуму. В этом случае рассеивание длительности
работы до отказа связано в основном с рассеиванием скорости самого
процесса старения (коэффициента к) и с процессами флуктуации пара-
метра при его изменении во времени (см. § 7.3).
Вообще в системах без последействия, т.е. тогда, когда характер
предыдущего процесса потери изделием работоспособности не влияет
на возможности последующего изменения выходного параметра, об-
ласть состояний целесообразно рассматривать лишь после того, как за-
пас надежности по параметру исчерпан, т.е. после периода гарантиро-
ванной безотказной работы t = Тг.
Рассмотренный выше пример (см. рис. 12.5) характерен тем, что
скорость процесса здесь постоянна ух = const и каждая реализация слу-
чайной функции характеризуется одним конкретным значением ух.
Поэтому моделирование случайной функции здесь сведено к моделиро-
ванию случайной величины. Если рассматривать нелинейную задачу,
когда скорость процесса изменяется во времени ух (f) или работа про-
исходит на различных режимах, то каждую реализацию можно предста-
вить в виде чисел в данных сечениях гр/2,...,гя, охватывающих иссле-
дуемый диапазон работоспособности изделия.
В тех сечениях, где происходит изменение режима работы машины
или условий ее эксплуатации, следует определять размеры и статисти-
ческие характеристики области состояний.
Еще более сложные случаи могут иметь место, если существует
связь между смежными значениями случайных параметров. Тогда необ-
ходимо учитывать коэффициент корреляции между смежными членами
или даже несколькими соседними членами (множественная корреляци-
онная связь). Такой расчет также может быть выполнен методом Монте-
Карло, но потребуется моделирование корреляционной функции.
Гпава 12. Прогнозирование параметрической надежности машин
409
Следует также отметить, что метод имитационного моделирования
применим и при описании процесса старения неявными функциями и
даже не обязательно в виде аналитических зависимостей. Моделирова-
ние надежности на основе метода Монте-Карло позволяет вскрыть ста-
тистическую природу процесса изменения выходного параметра во
времени и оценить удельный вес влияния отдельных факторов.
Если осуществляется моделирование процесса деградации выходно-
го параметра, при котором последовательность изменения режимов ра-
боты машины не влияет на конечный результат, то рассматривается
стационарный процесс без последействия.
Если же процесс деградации выходного параметра происходит таким
образом, что дальнейшее его изменение зависит от предшествующих
событий, то при моделировании необходимо последовательно рассмат-
ривать все этапы формирования выходного параметра X (t). При изна-
шивании машин нестационарные процессы с последействием связаны в
основном с макроприработкой и с изменением условий контакта в парах
трения.
12.3. Прогнозирование параметрической надежности с учетом
последействия и периода макроприработки
Процесс деградации выходного параметра машины при ее изнаши-
вании может быть достаточно сложным не только из-за переменных
условий и режимов ее эксплуатации, но и вследствие того, что контакт
сопряженных поверхностей трения связан с их начальной формой, а
последующее протекание процесса изнашивания зависит от предшест-
вующих условий контактирования и взаимодействия.
Процессы с эффектом последействия также возможно моделировать
и воспроизводить физическую картину постепенного изменения формы
поверхностей трения с учетом как ее начального макро - и микрорелье-
фа, так и влияния изменений, происходящих при изнашивании.
Выходной параметр машины, зависящий от степени износа основ-
ных сопряжений, будет в этом случае, как правило, нелинейно изме-
няться во времени. Модель имитационного моделирования для рассмат-
риваемого случая основана на представлении процесса изнашивания как
результата большого числа элементарных актов взаимодействия по-
верхностей, когда шаг за шагом оцениваются все те изменения, которые
определяют характер и интенсивность трансформации выходного пара-
метра.
Большой объем вычислений, связанных с моделированием всех ос-
новных процессов, возникающих при трении, не является препятствием
для современных ЭВМ с высоким быстродействием и большой памя-
410_____________Часть IV. Оценка и обеспечение надежности______
тью, а получаемые возможности прогнозирования являются эффектив-
ным источником информации при создании машин с гарантированным
уровнем надежности.
В качестве примера рассмотрим методические основы разработки
алгоритма и программы имитационного моделирования для прогнози-
рования изменения точности движения ползуна (суппорта) при износе
направляющих скольжения.
Обеспечение и сохранение точности движения ползуна по направ-
ляющим является актуальной задачей для многих машин и устройств и,
в первую очередь, для металлорежущих станков [103].
Износ направляющих, как это было показано выше (см. §10.1, §11.3),
изменяет траекторию движения фиксированной точки ползуна, опреде-
ляющей точность функционирования рассматриваемого объекта. При
этом основное влияние на параметрическую надежность объекта оказы-
вает форма изношенной поверхности направляющих (в первую очередь
направляющих станины), а также контактная жесткость сопряжения.
Формулы, полученные для определения формы изношенной поверх-
ности направляющих С/(х) и [/(/) (см. формулы (10.2), (10.3) и (10.4))
следует применять лишь для периода, когда эпюра давлений сохраняет-
ся, а износ не достигнет тех значений, которые могут изменить началь-
ную форму эпюры давлений р. Если же эпюра давлений р = f(t) за-
висит от системы внешних сил, от формы соприкасающихся поверхно-
стей и от жесткости сопряженных тел, то каждому взаимному положе-
нию трущихся тел соответствует своя эпюра р. Эта эпюра изменяется
во времени даже при сохранении внешних воздействий (режима работы
машины), поскольку износ влияет на характер контакта сопряженных
поверхностей.
На рис. 12.7 показана схема формирования эпюр износа С/(х) и
[/(/) для этого случая.
При моделировании рассматривают кривые С/(х) и £/(/) как ре-
зультат суммирования элементарных износов при последовательном
перемещении ползуна на некоторый шаг Л, когда можно считать, что
эпюра р сохраняется.
Направляющая ползуна находится под постоянным воздействием
давлений. Если учесть изменение эпюры р при каждом перемещении
ползуна на шаг Л, то получим
Глава 12. Прогнозирование параметрической надежности машин
411
Рис. 12.7. Схема образования эпюр износа для ползуна и основания
/=|
(12.4)
п
где = S - путь трения; /(/) - уравнение эпюры давлений при
/=1
i -ом положении ползуна, 0 < I < /0.
Износ направляющей основания (станины) происходит при воздей-
ствии тех же давлений. Однако зона восприятия контактных нагрузок
основанием зависит от положения ползуна, которое определяется коор-
динатой Д (см. рис. 12.7). Поэтому уравнение эпюры давлений для ко-
ординатной системы (р,х) будет р,. = /(х-Д).
Кривая U (х) формируется от суммарного воздействия эпюры дав-
ления с учетом положения ползуна
U^k^f^x-L^, 0<x<(£max+/0). (12.5)
Кривые С/(х) и [/(/) могут быть получены методом имитационного
моделирования для любого периода времени или пути трения. На осно-
412 Часть IV. Оценка и обеспечение надежности
вании этих данных становится возможным определить траекторию
опорной точки и выходные параметры системы.
При разработке программы имитационного моделирования необхо-
димо учитывать следующие обстоятельства:
1. Одним из основных разделов программы является блок расчетов
эпюры давлений для каждого положения ползуна как функции внешних
сил и формы изношенной поверхности. При этом в зависимости от кон-
струкции узла трения кроме контактной жесткости возможен учет жест-
кости самих сопряженных тел.
2. Ползун (суппорт) представляет собой пространственную конст-
рукцию и имеет не менее трех направляющих поверхностей. Такая сис-
тема является статически неопределимой, и для ее решения привлека-
ются дополнительные уравнения, описывающие деформацию конструк-
ции и условие совместного износа жестко связанных сопряжений (см. §
9.5). Эпюра давлений и форма изношенной поверхности, как правило,
различны для каждой из направляющих.
3. Величина шага h при моделировании должна выбираться на ос-
новании анализа процесса перемещения ползуна из условия, что в этот
период эпюра давлений остается постоянной.
4. Каждое положение ползуна определяет координаты выбранной
фиксированной точки, траектория движения которой является техниче-
ской характеристикой данного узла. При этом учитывается влияние на
траекторию не только формы сопряженных поверхностей трения, но и
контактных деформаций, а, при необходимости, и деформаций всей
системы.
5. В первый период работы сопряжения основное влияние на эпюру
давлений оказывает начальный (технологический) рельеф поверхностей
трения, который затем постепенно изменяется в процессе изнашивания.
Поэтому необходимо иметь данные о технологическом рельефе
трущихся поверхностей и о точности их взаимного положения.
Определение эпюры давления при контакте двух поверхностей пред-
ставляет собой достаточно сложную задачу. Различные методы ее ре-
шения рассмотрены во многих работах [68; 132] и др.
Характер эпюры зависит от макрогеометрии контакта (полный кон-
такт по номинальной поверхности или контакт в отдельных зонах), от
контактной жесткости материалов, от деформируемости сопряженных
тел и других факторов.
На рис. 12.8 показаны типовые эпюры давлений (контактных напря-
жений), когда учитывается деформация поверхностных слоев, а само
тело может быть или абсолютно жестким (Ж), или деформируемым (Д).
В соответствующих расчетных схемах деформация поверхностных сло-
ев моделируется набором пружин.
Глава 12. Прогнозирование параметрической надежности машин
413
Макроконтакт пойерхностей
Полный Неполный
Расчетная
схема
Рис. 12.8. Эпюры давлений (контактных напряжений) при контакте трущихся
поверхностей для жестких (Ж) и деформируемых (Д) сопряженных тел
Для абсолютно жестких ползуна и основания (станины) можно при-
нять линейный характер эпюры давлений, которая в зависимости от
эксцентриситета приложения внешней силы будет иметь форму трапе-
ции или треугольника и располагаться на всей поверхности трения (а)
или на ее части (б). При деформации основания характер эпюры изме-
няется (в), а при определенных соотношениях сил, контактной жестко-
сти и жесткости основания эпюра будет возникать лишь в зонах кро-
мочных давлений (г).
Если деформируется только ползун, а реакция поверхностных слоев
сопряженной поверхности пропорциональна его прогибу, то получим
«балку на упругом основании» (Э). При расчетах на износ эта модель
обычно дает большее приближение к действительности (см. § 10.4). При
малой жесткости ползуна возможен контакт не по всей поверхности (е).
Аналогичное влияние на эпюру давления оказывает учет одновремен-
ной деформации ползуна и основания (ж, з).
Следует подчеркнуть, что нелинейность технологического рельефа
поверхности трения, например, ее волнистость, может привести к кон-
такту лишь в отдельных зонах. Определение характеристик таких эпюр
является объектом специального анализа.
414_____________Часть IV. Оценка и обеспечение надежности________
Дискретные эпюры, связанные с рельефом поверхности, изменяются
весьма существенно при перемещении ползуна, что необходимо учиты-
вать для выбора шага Л при моделировании процесса изнашивания со-
пряжения.
При-разработке алгоритма прогнозирования параметрической на-
дежности могут быть два основных варианта решения этой задачи
(см. рис. 12.6).
1. Если известны режимы работы машины, их последовательность и
продолжительность, то осуществляется прогнозирование индивидуаль-
ной параметрической надежности. В этом случае моделируется одна
реализация процесса деградации выходного параметра и оценивается
время достижения машиной состояния, при котором выходной параметр
выйдет за допустимые пределы.
2. Если заранее неизвестно, при каких режимах будет работать ма-
шина, то при прогнозировании осуществляется перебор возможных ва-
риантов. В этом случае моделируется ансамбль реализации, характери-
зующий случайный процесс потери машиной работоспособности.
На рис. 12.9 приведена схема алгоритма имитационного моделиро-
вания процесса изнашивания направляющих скольжения (согласно схе-
ме на рис. 12.7) и расчета показателей параметрической надежности
этой системы.
Входные данные (оператор 7) включают геометрические размеры
системы I; L и др., допустимые действующие нагрузки Ртах и скоро-
сти vmax, выбранный шаг моделирования h, предлагаемый или задан-
ный ресурс машины Гр, число изменений режимов работы изделия N и
другие данные.
Из jk различных режимов работы сопряжения, которые хранятся в
банке данных 3, оператор 2 выбирает первый вариант, установленный
программой (при «жестком» планировании последовательности и дли-
тельности работы машины на каждом режиме), или этот выбор осуще-
ствляется на основе методов Монте-Карло.
Затем для каждого шага суппорта оператор 4 рассчитывает коорди-
наты его положения, внешние силы, зоны контакта поверхностей с уче-
том их формы. На основании этих данных оператор 5 рассчитывает для
каждого дискретного положения суппорта (т.е. через каждый шаг Л)
эпюру давлений р = координатах р,х уравнение эпюры давле-
ний будет иметь вид р = /(х- Z), где L - координата положения суп-
порта (см. рис. 12.7).
Гпава 12. Прогнозирование параметрической надежности машин 415
Г 1
( НАЧАЛО )
Вбод данных
Г2
Выбор для i-го режима-
нагрузок, скоростей, длительности работыТ.
расчет S, = УТ(.
г5------------------
Режимы работы машины
jk- бариантоб
Расчет формы изношенной поберхности для
нолрабляющих-
-9 Т
Определение координат траектории опорной точси
Ь = Г(и)
Определение значений Выходных параметров
XltX2,... при t = TltT2,...
Определение областей состояний б фикции
бремени
4
f КОНЕЦ ]
Рис. 12.9. Схема алгоритма имитационного моделирования потери точности
движения парой трения «ползун-основание»
416
Часть IV. Оценка и обеспечение надежности
Расчет формы изношенной поверхности направляющих суппорта
!/(/) и станины £/(х) проводится после завершения работы изделия на
данном режиме j, т.е. при достижении равенства ^Л, = , где -
Г=1
суммарный путь трения при J -ом режиме работы изделия (оператор 6).
Если смена режима работы изделия осуществляется достаточно часто,
то расчет С/(х) и £/(/) проводится при достижении заданной длитель-
ности работы изделия 7} (оператор 7). Оператор 8 осуществляет расчет
формы изношенных поверхностей С/(х) и £/(/) для любых заданных
промежутков времени Тх,Т2,...,Тк.
На основании этих данных моделируется движение суппорта (пол-
зуна) по изношенным направляющим, и оператор 9 рассчитывает коор-
динаты траектории опорной точки (см. рис. 11.4).
После этого, по методике, рассмотренной выше (см. гл. 3), оператор
10 рассчитывает значения установленных выходных параметров
Хх,Х2,...,Хп для каждого из значений t = T\,T2,....
Рассмотренный этап моделирования предназначен для расчета одной
реализации изменения во времени для каждого из п установленных
выходных параметров.
Если моделируется индивидуальная параметрическая надежность
объекта, и режим его работы известен (N = 1), то полученные реализа-
ции оценивают изменение состояния объекта в процессе его работы.
Схематично это показано на рис. 12.10,а, где приведено два временных
сечения t = Т} и t = Т2 для изменения в результате износа начальной
формы направляющих С/(х) и соответствующих траекторий опорной
точки %(/). В результате изменяются во времени и выходные парамет-
ры системы как числовые характеристики траектории X(t). На схеме
показана оценка двух выходных параметров - наибольшего отклонения
Х\=ХЬ и наклона >V2=tg(p) траектории (см. § 3.2). Зависимости
и X2(tj, полученные в результате оценки выходных параметров
для различных временных сечений (рис. 12.10,в), позволяют оценить
параметрическую надежность системы.
Если объект работает при заранее неизвестных режимах, то описан-
ная процедура повторяется N раз (оператор 11, рис. 12.9). В результате
расчета получают соответствующие массивы данных и на их основании
Глава 12. Прогнозирование параметрической надежности машин
417
Рис. 12.10. Результаты имитационного моделирования
определяют числовые характеристики областей состояний в функции
времени (оператор 12). Это дает возможность рассчитать показатели
надежности с учетом вероятности работы изделия на том или ином ре-
жиме (оператор 13) и сделать вывод об уровне параметрической надеж-
ности объекта.
12.4. Сравнение результатов имитационного моделирования и
экспериментального исследования параметрической
надежности станка
Для апробации изложенной методологии прогнозирования парамет-
рической надежности в МГТУ им. Н.Э. Баумана были разработаны ал-
горитм и программа имитационного моделирования износа направляю-
щих металлорежущего станка и проведено экспериментальное исследо-
вание в заводских условиях, подтвердившее правомерность применения
разработанных методов (работа выполнена под руководством автора
д.т.н. В.М. Утенковым при участии к.т.н. А.М. Баланича).
В качестве объекта был выбран суппорт токарного станка с про-
граммным управлением. Станок повышенной точности имеет типичную
для многорезцовых токарных автоматов компоновку (см. рис. 12.11 и
рис. 12.13) и предназначен для обработки деталей диаметром до 400 мм
(диски) и валов длиной до 800 мм.
Для проведения экспериментальных исследований был разработан
автоматизированный комплекс (см. рис. 12.11), который обеспечивал
точное измерение прямолинейности движения суппорта при помощи
автоколлиматора.
28 Зак. 138
418
Часть IV. Оценка и обеспечение надежности
Рис. 12.11. Автоматизированный комплекс для измерения отклонения от
прямолинейности движения суппорта станка: 1 - зеркало автоколлиматора;
2 - автоколлиматор; 3 - блок автоматики; 4 - блок цифровой индикации;
5 - интерфейсный блок сопряжения с компьютером; б - компьютер класса PC;
7 - система ЧПУ станка
Зеркало (отражатель) автоколлиматора помещалось на суппорте, и
угловые показания пересчитывались в линейные координаты траекто-
рии по методике, изложенной в [ИЗ]. Измерение точности движения
суппортов данных станков по новым и изношенным направляющим
проводилось на заводе-изготовителе в течение 1,5 лет.
Для того чтобы одновременно с экспериментальными исследова-
ниями осуществить имитационное моделирование и проверить его воз-
можности, была сформирована база данных, которая включала режимы
работы станка, размеры обрабатываемых деталей, зоны обработки. Это
позволило рассчитать усилия резания и их составляющие (оператор 3 на
рис. 12.9). Кроме того, определялись вес и координаты центра тяжести
подвижных узлов, точность изготовления направляющих станка, вклю-
чая их шероховатость и топографию поверхности трения, и другие ха-
рактеристики, необходимые для моделирования.
Результаты этих расчетов и измерений были записаны в соответст-
вующие информационные файлы компьютера.
Коэффициенты износа сопряженных материалов направляющих (чу-
гун СЧ-21 и закаленная сталь 7ХГ2ВМ) с учетом вида смазки и трения
(смешанное трение) определялись на основе специальных испытаний
образцов на машине трения методом физико-статистического модели-
рования (см. § 13.4).
Для моделирования условий контакта сопряженных направляющих
(оператор 4 на рис. 12.9) необходимо иметь информацию о макропро-
филе и топографии их поверхностей.
_________Глава 12. Прогнозирование параметрической надежности машин_419
По техническим условиям отклонение профиля направляющих стан-
ка от прямолинейности допускается только в сторону выпуклости (до
10 мкм при длине направляющих 1700 мм). Кроме того, для обеспече-
ния условий более полного соприкосновения направляющих регламен-
тируется число пятен контакта, которых на любом квадрате со стороной
25 мм для станков класса П (повышенная точность) должно быть не
менее 16...20.
Чтобы при статистическом задании начальной формы направляю-
щих нового станка были выполнены эти условия, осуществлялись сле-
дующие этапы моделирования:
а) поверхность трения разбивалась на квадраты 25x25 мм и для каж-
дого из них методом статистического моделирования выбирались слу-
чайные координаты «пятен» - зон контакта;
б) вдоль каждой «трассы» по длине направляющих (через каждый
1 мм ширины) моделировался профиль направляющих с максимумами в
соответствующих зонах (пятнах) контакта;
в) для упрощения последующего моделирования все полученные
реализации продольного профиля направляющих заменялись одной
кривой, координаты которой были равны средней арифметической ко-
ординат отдельных реализаций для каждого сечения.
Было доказано, что при таком упрощении ошибка не превышает 10%
по сравнению с оценкой контакта по всей ширине направляющих.
На основании этих данных было осуществлено моделирование кон-
тактного взаимодействия направляющих, для которых известна форма
поверхностей трения (рис. 12.12). При большой жесткости тела суппор-
та можно считать, что его положение в пространстве определяется кон-
тактными деформациями направляющих.
Поверхности направляющих соприкасаются в отдельных зонах, и
эпюра контактных напряжений изменяется в процессе перемещения
подвижного элемента.
При моделировании вначале определяются зоны наиболее вероятно-
го касания, которых как минимум три (zpz2 и z на рис. 12.12) для ка-
ждого положения суппорта и соответствующие реакции (оператор 4 на
рис. 12.9). Для этого используются уравнения статики с учетом внешних
сил и моментов, действующих на суппорт, и дополнительное уравнение
деформаций для жестко связанных сопряжений (см. § 9.5).
При моделировании контактного взаимодействия отдельных неров-
ностей использовались методики, принятые в отечественном станко-
строении [75], в том числе понятие о точечной упругоосевой опоре, за-
данной единичным вектором [126].
28*
420
Часть IV. Оценка и обеспечение надежности
Рис. 12.12. Схема контакта направляющих суппорта (каретки) и станины
Эта процедура позволяет для каждого положения суппорта (число
таких положений рассматривалось с шагом Л=1 мм) определить факти-
ческую эпюру контакта, что необходимо для моделирования процесса
изнашивания.
Определение формы изношенной поверхности направляющих осу-
ществлялось в соответствии с алгоритмом имитационного моделирова-
ния (оператор 8 на рис. 12.9) с учетом изменения режимов работы дан-
ной пары трения за рассматриваемый период времени.
Результаты моделирования износа направляющих, подтвержденные
экспериментальными исследованиями, показали, что изменение эпюр
контактных давлений и соответствующая трансформация формы изно-
шенной поверхности особенно интенсивно протекает в первый период
работы сопряжения, когда имеет место макроприработка поверхностей
трения. В этот период следует осуществлять имитационное моделиро-
вание с малым шагом h.
Когда период приработки закончился, расчет С/(х) и £/(/) можно
проводить по формулам, в которых трансформация эпюры давлений не
учитывается (см. табл. 10.2).
Знание формы изношенной поверхности направляющих позволяет
рассчитать траекторию движения опорной точки суппорта, совмещен-
ной в данном случае с вершиной резца (оператор 9 на рис 12.9).
На рис. 12.13 показана схема для определения изменения траектории
вершины резца (смещениях Дх и Ду) при износе трех основных на-
правляющих суппорта.
__________Глава 12. Прогнозирование параметрической надежности машин_421
Износ Ua,Ub и Uc неравномерно распределен по длине направляю-
щих. Он зависит от сил, действующих на суппорт (сила резания Р , сила
веса G, тяговое усилие Q, реакции в направляющих Я, В, С и силы
трения).
Рис. 12.13. Схема для определения изменения траектории вершины резца при
износе направляющих
Выходными параметрами станка являются числовые характеристики
данной траектории (см. гл. 3). В рассматриваемом случае их номенкла-
тура и допустимые значения зависят от требований к точности размера
и формы изделий, обрабатываемых на станке (см. рис. 3.19, а также
табл. 13.3 и 13.4). Пример сравнения результатов экспериментального
исследования и имитационного моделирования точности движения суп-
порта приведен на рис. 12.14.
Рассмотренный метод прогнозирования изменения параметров, ха-
рактеризующих точность движения суппорта при износе направляю-
422
Часть IV. Оценка и обеспечение надежности
Рис. 12.14. Изменение отклонения от прямолинейности траектории вершины
резца за 1,5 года работы станка: I - начальная траектория; 2 - результаты
моделирования; 3 - результаты измерения
щих, базируется на общей методологии формирования областей состоя-
ния выходных параметров машины (см. гл. 3. рис. 3.1, 3.3 и др.) и соот-
ветствует структуре автоматизированных расчетов параметрической
надежности машин (см. рис. 3.16 и рис. 12.2).
В приведенном примере генерирование реализации технических ха-
рактеристик (т.е. траекторий движения суппорта) осуществлялось мето-
дом имитационного моделирования. При этом учитывалась обратная
связь, поскольку результат процесса изнашивания влияет на характер
его последующего протекания.
Описание и моделирование таких сложных процессов требует созда-
ния обширной базы данных и проведения большого объема вычисле-
ний. Поэтому эти методы прогнозирования целесообразно применять
для машин, к выходным параметрам которых предъявляются высокие
требования по сохранению их значений в процессе длительной эксплуа-
тации.
12.5. Анализ процесса изменения области состояний во времени.
Общая концепция прогнозирования надежности машин
Результатом прогнозирования параметрической надежности машины
является оценка вероятности нахождения области состояний ее выход-
ных параметров внутри области работоспособности. Поэтому характер
изменения области состояний во времени определяет продолжитель-
_________Глава 12. Прогнозирование параметрической надежности машин_423
ность надежного функционирования машины для заданных условий
эксплуатации.
Рассмотрим схему изменения области состояний за длительный пе-
риод использования машины (рис. 12.15). Эта область рассматривается
за время непрерывной работы машины TQ, когда проявляются быстро-
протекающие процессы и процессы средней скорости. Область состоя-
ний выходных параметров изменяется (как правило, возрастает) и сме-
щается в сторону границы области работоспособности АгП1ах) как за счет
непосредственного влияния медленных процессов на трансформацию
выходных параметров, так и за счет интенсификации процессов быс-
тропротекающих и средней скорости.
Так, например, во многих случаях параметры машины изменяются
из-за повышения тепловыделения и возрастания динамических нагрузок
как результата износа сопряжений (см. § 12.1). Из рис. 12.15 видно, что
характерными периодами работы машины при изменении области со-
стояний будут:
при t = 7] < Т2 - машина имеет запас надежности (Кн > 1);
при t = Т2 - запас надежности исчерпан (Кн = 1) и величина Т2 яв-
ляется гарантированным ресурсом по данному параметру;
при t = Т3 > Т2 - имеется вероятность возникновения параметриче-
ского отказа.
Возможность использовать машину при значениях Т3 больше гаран-
тированного периода безотказной работы Т2 связана с методами ее экс-
плуатации. В этом случае может быть принято одно из следующих ре-
шений:
424 ________Часть IV. Оценка и обеспечение надежности________
а) допускать работу машины до таких значений t = Т3, при которых
вероятность отказа находится в установленных техническими условия-
ми пределах (Г3=Гу- гамма-процентный ресурс, значение Р(г) = у%
задано);
б) при работе машины при t > Т2 сокращать период ее непрерывной
работы до Tq < TQ из условия недопустимости выхода области состоя-
ний за пределы >¥тах (область А на рис. 12.15). После каждого периода
производить подналадку (регулировку) машины;
в) для обеспечения безотказности и при t > Т2 снижать режимы, на
которых работает машина до такого значения, чтобы X < Х^ (об-
ласть В). Поэтому в данном случае нельзя, как правило, использовать
высокоэффективные и энергонапряженные режимы.
Таким образом, в двух последних случаях высокая надежность ма-
шины достигается за счет снижения ее эффективности, что возможно
лишь для ограниченного периода эксплуатации за пределами достигну-
того ресурса Т2.
Из рис. 12.15 видно, что конфигурация и расположение области со-
стояний в координатах X — t характеризует продолжительность эффек-
тивной и безотказной работы машины.
Рассмотрим характерные виды областей состояний (рис. 12.16) в за-
висимости от характера реализации X(t)9 от назначения величины
Х^ и от других факторов.
Свою специфику имеют области состояний при нелинейном измене-
нии выходных параметров во времени. Если происходит стабилизация
процесса X(t} (рис. 12.16,а), то могут иметь место два основных слу-
чая, в зависимости от значения Х^ . Если все реализации, включая
реализацию с наибольшей интенсивностью процесса ХИ, находятся в
пределах области работоспособности X(г) < Л\тах, то изменение дан-
ного параметра не лимитирует продолжительность безотказной работы
машины.
Если же имеется вероятность пересечения реализациями процесса
X (/) границы области работоспособности Х21МК, то это определит и
значение ресурса Тр по данному параметру.
Следует подчеркнуть, что область состояний, ограниченная реализа-
циями в виде экспонент, весьма чувствительна к значениям Хтях . Не-
Глава 12. Прогнозирование параметрической надежности машин
425
Рис. 12.16. Характерные виды областей состояний выходных параметров
большое ужесточение требований к выходному параметру
(^2тах < Лтах) может привести к существенному снижению парамет-
рической надежности изделия. Возможен промежуточный случай меж-
ду двумя рассмотренными ситуациями (т.е. при %1тах или Х2тах, см.
рис. 12.16,6). Этот вариант, при котором процесс изменения параметров
стационарен, параметры находятся в пределах X < Хтгх, однако от-
дельные реализации из-за близости к предельному состоянию могут
превышать допустимые значения (рис. 12.16,6). Такие отказы проявля-
ются как выбросы случайной функции (так называемые сбои), когда при
последующей работе изделия параметр опять принимает допустимое
значение (см. § 5.3 и рис. 5.5). Если выход за допустимые пределы свя-
зан с отказом функционирования, то необходимы специальные меро-
приятия (подналадка) для восстановления утраченной работоспособно-
сти. Примером сбоев могут служить отдельные нарушения точности
обработки при осуществлении технологического процесса изготовления
какого-либо изделия или периодическое превышение нормы расхода
топлива двигателем.
Один из основных методов борьбы со сбоями - увеличение запаса
надежности, например, за счет более качественного изготовления ма-
шины.
27 Зак. 138
426
Часть IV. Оценка и обеспечение надежности
При нелинейном характере реализации X (t), имеющих период ин-
тенсивного возрастания (рис. 12.16,в), допустимая часть области со-
стояний ограничивается зоной перегиба кривых X(t). Это связано с
опасностью быстрого достижения предельного состояния при работе
изделия за границами данной области.
Специфика формирования областей состояний для некоторых ответ-
ственных изделий заключается в том, что характер отказа связан не
только с достижением выходным параметром предельного состояния
Хткк, но и с поведением реализации за пределами %тах. Например,
падение мощности авиационного двигателя ниже установленного пре-
дела приведет к незначительным последствиям при малых отклонениях
от нормы и к катастрофическим - при резком падении мощности.
Поэтому возможно существование нескольких уровней предельных
состояний, каждый из которых характеризуется своей степенью опасно-
сти последствий отказа. Например, один уровень определяет парамет-
рический отказ, а другой - отказ функционирования.
На рис. 12.16,г показаны границы областей состояний с линейными
реализациями и с двумя предельно допустимыми значениями параметра
Jfjmax (параметрический отказ) и Х2т^ (отказ функционирования) и
соответственно с двумя экстремальными реализациями %у1 иА^. При
этом приняты разные допустимые значения вероятности нахождения
реализации в заданном диапазоне (у2 > Yi)» т-е- к отказу функциониро-
вания предъявляются более строгие требования.
В данном случае период безотказной работы лимитирует Х2тм*, так
как Т2 < 7], но может быть и наоборот (рис. 12.16,д), когда область со-
стояний для параметрического отказа определяет основные показатели
надежности (7] < Т2). Если экстремальная реализация определяется фи-
зикой процесса X и является границей области состояний (рис.
12.16,г), то она лимитирует период безотказной работы до значения
X = ^imax (z = ?о)• При этом продолжительность работы изделия после
достижения %11пах не должна превышать ДГ.
Наконец, возможно такое формирование области состояний, когда
изменение выходных параметров изделия происходит в два этапа
(рис. 12.16,е): вначале теряет работоспособность вспомогательный эле-
мент (по параметру Х{), после чего начинает изменяться состояние ос-
новного элемента изделия, определяемое параметром Х2.
_________Глава 12. Прогнозирование параметрической надежности машин_427
Например, после износа уплотнения вала начинается износ опоры и
потеря сопряжением точности вращения.
Таким образом, в данном случае основной процесс, определяющий
работоспособность изделия, является следствием другого случайного
процесса. Обычно выбор продолжительности непрерывной эксплуата-
ции изделия должен ориентироваться на изменение параметров только
вспомогательного элемента и не допускать повреждения основного.
Например, в рассматриваемом случае необходима своевременная заме-
на износившегося уплотнения опоры вала. Однако рассмотрение общей
схемы (см. рис. 12.16,е) позволяет, во-первых, определить резерв рабо-
тоспособности изделия в экстремальных ситуациях функционирования,
во-вторых, установить правильную систему ремонта и технического
обслуживания и, в-третьих, объяснить большую дисперсию сроков
службы основного элемента сложным механизмом параметрического
отказа.
Допустимая конфигурация области состояний при ее изменении во
времени существенно зависит от установленных границ области рабо-
тоспособности %тах, о чем было сказано выше (см. рис. 12.16,а,г, а так-
же рис. 7.9).
Если изменять значения %тах, например, ужесточать требования к
выходным параметрам, то соответственно будут изменяться и показате-
ли параметрической надежности. На рис. 12.17,а показано изменение
вероятности безотказной работы Г (г) в функции %тах при заданном
ресурсе Гр, а на рис. 12.17,6 - изменение гамма-процентного ресурса Гу
при заданной вероятности Р(г) = у %.
Значение показателей соответствует схеме на рис. 12.15, и на оси
отмечены значения -¥Imax =Xmax и Х21П„ = 0,5^тах.
Из схемы на рис. 12.17 видно, что чем строже назначен допуск на
выходной параметр, тем для данного состояния машины ниже показате-
ли ее параметрической надежности. Так, при сокращении допуска в два
раза (Х2ат вместо ) произойдет существенное снижение гаранти-
рованного периода безотказной работы с Т2 до 7] <Т2 (рис. 12.17,а), а
при заданной вероятности безотказной работы, например у = Р(г) = 0,8
(рис. 12.17,6), гамма-процентный ресурс Ту снизится с Ту =7’3 до Ту =Tt.
Поэтому повышение требований к выходным параметрам машины,
т.е. повышение ее конкурентоспособности, должно сопровождаться
конструктивно-технологическими мероприятиями, приводящими к со-
кращению области состояний.
27*
428
Часть IV. Оценка и обеспечение надежности
Рис. 12.17. Зависимость показателей параметрической надежности от величины
заданного предельного значения выходного параметра
При сложном изменении во времени выходного параметра другое
значение Xmtx может коренным образом изменить характеристики об-
ласти состояний, о чем было сказано выше (см. § 7.4).
Рассмотрение процесса формирования областей состояний выход-
ных параметров машины, анализ механизма возникновения и физиче-
ской природы параметрического отказа является методологической ос-
новой для разработки алгоритмов и программ прогнозирования надеж-
ности.
Общую концепцию прогнозирования как резюме изложенных выше
положений можно представит в виде блок-схемы, изображенной на
рис. 12.18.
Глава 12. Прогнозирование параметрической надежности машин
429
Рис. 12.18. Общая схема алгоритма прогнозирования параметрической
надежности машины
430_________ Часть IV. Оценка и обеспечение надежности____________
Из этой схемы видно, что при всем разнообразии применяемых ме-
тодов расчета машин и их специфики задача прогнозирования парамет-
рической надежности подчинена единой логике. Основу составляет ма-
тематическая модель формирования выходных параметров, которая ис-
пользует общие и специфические для данной отрасли машиностроения
методы расчета жесткости, тепловых деформаций, вибраций и др. Для
организации процесса автоматизированных расчетов параметрической
надежности должен быть сформирован ряд типовых вычислительных и
информационных блоков, которые перечислены ниже.
1. База данных. В нее включены расчетные методы, применяемые
при проектировании машины, данные о режимах ее работы и условиях
эксплуатации, требования к выходным параметрам, сведения о процес-
сах старения, уровень технологических возможностей по изготовлению
машины и другие входные данные.
2. Модель функционирования машины. Этот вычислительный блок
должен с необходимой достоверностью обеспечить расчет установлен-
ных выходных параметров машины в функции ее конструктивно-
технологических характеристик и режимов работы.
Применение данной модели позволит оценить начальный уровень
параметрической надежности машины.
3. Модель процесса изнашивания машины. Блок предназначен для
оценки деградации выходных параметров машины в функции времени.
Основу модели составляют законы старения (изнашивания) и модели
параметрических отказов, учитывающие специфику конструкции, ее
назначение и условия использования.
4. Блок оценки надежности и оптимизации характеристик машины.
Данный вычислительный комплекс предназначен для обеспечения тре-
буемого уровня параметрической надежности машины. Блок включает
расчет показателей надежности для конструктивных вариантов объекта
и оценку эффекта от применения различных материалов и технологий,
что позволит выбрать наиболее рациональное, с позиции надежности,
решение.
Как показывает практика, расчеты на надежность нового образца
машины на стадии ее проектирования не всегда дают достаточно точ-
ные результаты.
Это связано не только с недостаточным уровнем применяемых мето-
дов расчета и прогнозирования, но и с несовершенством базы данных.
Так, часто отсутствуют точные значения коэффициентов трения, износа,
демпфирования, контактной жесткости, недостает конкретных данных о
возможных условиях эксплуатации машины, нет информации о влиянии
технологических факторов и т.п.
Глава 12. Прогнозирование параметрической надежности машин 431
Поэтому широкое применение находят испытания опытного образца
машины, которые, как правило, носят исследовательский характер и
дополняют или уточняют результаты расчета.
Вместе с тем, даже ориентировочное определение уровня надежно-
сти вновь создаваемой машины и выявление основных факторов, опре-
деляющих этот уровень, позволит уже на стадии проектирования при-
нимать наиболее рациональные решения и сокращать период освоения
новой техники, обеспечивая этим создание конкурентоспособных изде-
лий.
Глава 13
ПРОГРАММНЫЕ ИСПЫТАНИЯ МАШИН НА
ПАРАМЕТРИЧЕСКУЮ НАДЕЖНОСТЬ
13.1. Методы, применяемые для испытания машин на надежность
Основная цель испытаний на надежность - определить уровень на-
дежности изделия и оценить его числовыми показателями. Знание уров-
ня надежности машины и его зависимости от основных факторов позво-
лит решить широкий круг вопросов, связанных с разработкой рацио-
нальной конструкции машины, с технологией ее изготовления и мето-
дами эксплуатации.
Источники информации о надежности машин были рассмотрены
выше (см. § 4.5 и рис. 4.11), откуда видно, что испытанию по показате-
лям надежности машина подвергается на всех стадиях своего жизненно-
го цикла.
При этом применяются разнообразные методы испытаний, начиная
от комплексных исследовательских испытаний опытных образцов ма-
шины и кончая сбором статистической информации из сферы эксплуа-
тации и ремонта (см. § 5.1 и рис. 5.1 и 5.2).
Испытания на надежность занимают особое место в общей системе
испытаний различных объектов.
По определению, содержащемуся в Руководстве №2 ИСО/МЭК, ис-
пытание - это «техническая операция, заключающаяся в установлении
одной или нескольких характеристик данной продукции, процесса или
услуги в соответствии с заданной программой». Поэтому в понятие ис-
пытания включаются все возможные способы получения информации о
характеристиках объекта: собственно испытания (когда такая информа-
ция получается как результат воздействий на объект или при его функ-
ционировании), а также отдельные измерения, анализы и проверки.
В зависимости от условий испытаний и определяемых характеристик
различают такие виды испытаний, как испытания на функционирова-
ние, на стойкость к внешним воздействиям (механическим, климатиче-
ским и др.), на надежность и т.д.
В зависимости от поставленных задач применяют также следующие
категории испытаний: на стадии разработки - исследовательские, до-
водочные, предварительные, приемочные; на стадии изготовления -
Глава 13. Программные испытания машин на параметрическую надежность 433
квалификационные, приемо-сдаточные, периодические; при изготовле-
нии и эксплуатации - сертификационные, аттестационные, инспекцион-
ные, послеремонтные.
Различные категории испытаний направлены на достижение сле-
дующих целей:
• выбрать оптимальные проектные, конструктивные и технологи-
ческие решения при разработке и доведении изделия до необхо-
димого (заданного) уровня качества и надежности (исследова-
тельские, доводочные, предварительные, приемочные);
• обеспечить стабильность достигнутого уровня качества в процес-
се изготовления (квалификационные, приемо-сдаточные, перио-
дические, инспекционные);
• установить возможность продолжения эксплуатации или исполь-
зования изделия, оценить качество его ремонта (периодические,
послеремонтные);
• оценить технический уровень изделия (аттестационные);
• защитить рынок и потребителей от продукции, не соответствую-
щей требованиям стандартов, в том числе при международном
товарообмене (сертификационные).
На основании результатов испытания принимаются решения о воз-
можности изготовления изделия, серийного его выпуска, сдачи продук-
ции заказчику, выдачи сертификата.
Объектом испытания на надежность могут быть:
образцы, если испытываются свойства материалов, определяющие
долговечность изделий (испытания на износостойкость, усталостную
прочность, коррозионную стойкость и т.п.);
детали, сопряжения и кинематические пары, если необходимо вы-
явить влияние конструктивных и технологических факторов на срок
службы данных сопряжений (испытание подшипников, зубчатых колес,
направляющих, шарниров и т.п.);
узлы машины, когда учитывается взаимодействие отдельных меха-
низмов и элементов конструкции и их влияние на технические показа-
тели объекта (испытание коробок скоростей, редукторов, двигателей,
гидроагрегатов, систем управления, отдельных целевых узлов машины);
машина в целом, когда учитывается взаимодействие всех механиз-
мов и узлов в машине, условия ее эксплуатации и режимы работы
(стендовые и эксплуатационные испытания станков, автомобилей, са-
молетов и др.);
система машин, когда на показатели надежности влияет взаимодей-
ствие отдельных машин, связанных в единый производственный ком-
плекс (надежность работы автоматических линий или цехов на заводе,
434 Часть IV. Оценка и обеспечение надежности________
самолетов с учетом оборудования аэродромов, машин и агрегатов ко-
рабля и т.п.).
Таким образом, испытаниям могут подвергаться разнообразные из-
делия, начиная от простых, обладающих однородными свойствами и
одним или несколькими выходными параметрами, и кончая сложными
машинами и комплексами.
Объектом испытания может быть данное изделие, специально вы-
полненная его модель (изделие или его часть, выполненные в масштабе)
или макет (упрощенное воспроизведение изделия или его части).
Методика испытаний на надежность и их объем зависят от сложно-
сти изделия и его специфических особенностей.
Испытания на надежность могут быть исследовательскими, прово-
димыми для изучения факторов, влияющих на надежность, и контроль-
ными, цель которых - оценка уровня надежности данного изделия.
По месту проведения испытаний они могут быть стендовыми, поли-
гонными и эксплуатационными.
Стендовые испытания позволяют непрерывно вести наблюдение за
установленными характеристиками машины, целенаправленно изменять
режимы и условия работы объекта испытания.
На стендах испытываются как отдельные узлы и агрегаты машины,
так и машина в целом. При разработке методики испытаний нужно
стремиться к тому, чтобы режимы и условия испытаний изделия в наи-
большей степени соответствовали эксплуатационным.
Стендовые испытания опытного образца машины, ее натурной моде-
ли или серийных образцов являются завершающим этапом проектиро-
вания и изготовления машины.
В результате испытания должны быть оценены фактические харак-
теристики качества и надежности машины и установлено их соответст-
вие техническим условиям.
Информация, полученная в результате испытания, является основ-
ным источником для принятия решений о совершенствовании конст-
рукции, технологии и методов эксплуатации машины.
Эксплуатационные и полигонные испытания опытных и серийных
образцов машин широко применяются для получения данных о надеж-
ности изделий. При полигонных испытаниях стремятся создать наибо-
лее тяжелые условия эксплуатации, чтобы проверить работоспособ-
ность всех узлов и механизмов. Так, опытные образцы автомобилей пе-
ред их серийным производством испытываются на специально выбран-
ных или искусственно созданных плохих дорогах и в различных клима-
тических условиях. Эти испытания позволяют выявить недолговечные
элементы машины, правильность взаимодействия узлов и механизмов и
их работоспособность в тяжелых условиях функционирования машины.
_____Глава 13. Программные испытания машин на параметрическую надежность 435
Эксплуатационные испытания представляют собой систему наблю-
дений за работающими машинами с применением статистических мето-
дов обработки информации о возникающих отказах.
Если испытания проводятся в течение всего периода эксплуатации,
то они позволяют получить необходимые сведения о качестве и надеж-
ности машины, оценить влияние на надежность основных факторов,
наметить пути совершенствования конструкции. Основной недостаток
эксплуатационных испытаний заключается в том, что полные данные о
надежности можно получить лишь через длительный период времени,
когда машина может морально устареть. При проектировании новой
модели машины информацию о ее надежности из сферы эксплуатации
используют для принятия решений об основных изменениях конструк-
ции, а также оценивают возможность применять оправдавшие себя узлы
прототипа.
Для ускорения получения информации о надежности часто проводят
непродолжительные эксплуатационные испытания (наблюдения), при
которых фиксируются возникающие отказы и дается статистическое
описание случайного потока отказов.
Оценка параметра этого потока дает определенную информацию об
уровне надежности испытываемого объекта.
Наблюдение за работоспособностью машины в течение сравнитель-
но непродолжительного периода ее работы и накопление статистики об
отказах часто рассматривают как основное испытание на надежность
сложной системы. В действительности при таких эксплуатационных
испытаниях фиксируются лишь недопустимые и легко устранимые от-
казы, а параметрическая надежность объекта не оценивается. Испыта-
ния по оценке параметра потока отказов являются необходимым, но
далеко не достаточным этапом по определению показателей надежности
сложных систем. Главная проблема испытания машины на надежность -
оценить возможные изменения выходных параметров за весь установ-
ленный ТУ период эксплуатации.
Объектом измерения при испытаниях на надежность могут быть две
основные группы характеристик изделия - степень повреждения, как
результат процессов старения, и изменение выходных параметров ма-
шины.
Оценка процессов повреждения, выходных параметров изделия или
того и другого вместе зависит от объекта испытания и поставленных
задач. В общем виде можно отметить, что чем сложнее объект испыта-
ния, тем большая доля приходится на измерение выходных параметров,
что схематично показано на рис. 13.1. При испытании материалов ис-
следуются те процессы, которые приводят к его разрушению или изме-
нению свойств. Для деталей и сопряжений, кроме процессов поврежде-
436
Часть IV. Оценка и обеспечение надежности
Оценки при испытании
I j j
Выходных параметров
| 1 изделия
П 1
Процессов ।
старения и разрушения
и....-! । , г.
Матеоиал * деталь, , механизн । Малина
lumepuu» । сопряжение i 1
Рис. 13.1. Характеристики,
измеряемые при испытании объекта
на надежность в зависимости от его
сложности
ния, определяются, как правило, и
их выходные параметры - точность
движения, изменение взаимного
положения, коэффициент трения и
другие.
Для механизмов, узлов и, тем
более, машин основным объектом
измерения являются их выходные
параметры. Процессы повреждения
уже исследовались и оценивались
при испытании материалов и от-
дельных элементов машины. При
испытании всей машины процессы
старения обычно регистрируются
лишь для наиболее ответственных
элементов, определяющих, в основном, работоспособность сложного
изделия, например, износ цилиндров двигателя, направляющих станка и
т.п.
Определение показателей надежности сложного изделия является
весьма трудной задачей по следующим причинам.
Во-первых, при испытании надо за сравнительно короткий промежу-
ток времени оценить, как будет работать машина в течение длительного
периода ее эксплуатации.
Во-вторых, необходимо учитывать, что показатели надежности
имеют вероятностную природу, а при испытании опытных образцов
можно использовать один-два объекта.
В-третьих, для многих машин характерен широкий диапазон режи-
мов работы и условий эксплуатации.
В настоящее время нет установившихся методов испытания машин
на надежность, а идет поиск и апробирование различных вариантов
проведения таких испытаний, изыскание новых методов оценки надеж-
ности.
Наибольшее распространение получили следующие виды испыта-
ний на надежность'.
а. Кратковременные испытания, когда оценивается безотказность
работы машины за смену, сутки, неделю или другой сравнительно не-
продолжительный промежуток времени. Эти испытания выявляют ма-
лостойкие и некачественно выполненные элементы, но не могут харак-
теризовать надежность машины за длительный период эксплуатации.
Для отказавших деталей определяют наработку на отказ или параметр
потока отказов.
Гпава 13. Программные испытания машин на параметрическую надежность 437
б. Ресурсные испытания ставят своей целью оценить ресурс машины
по ее основным (выходным) параметрам. Если испытания проводить без
форсирования условий работы машины, то их длительность будет весь-
ма велика, а полученные результаты отражают лишь свойства данного
объекта при принятых условиях испытания. Поэтому при проведении
ресурсных испытаний требуется быстрейшее получение информации за
счет применения ускоренных или специальных методов испытания.
в. Ускоренные испытания на надежность часто считают тем ключом,
который дает возможность получить показатели надежности за сравни-
тельно короткий промежуток времени. Различают форсированные ис-
пытания, основанные на интенсификации процессов, вызывающих отка-
зы или повреждения, и сокращенные, уплотненные по времени испыта-
ния без интенсификации этих процессов.
Уплотнение испытаний по времени, как правило, не искажает про-
цесса потери машиной работоспособности, но дает заметный эффект
лишь для тех изделий, которые мало загружены в процессе нормальной
эксплуатации. Современные машины работают в интенсивных условиях
эксплуатации с высоким коэффициентом использования, и применение
данного метода ускорения испытаний не дает заметного эффекта.
Форсирование режимов испытания за счет применения более высо-
ких нагрузок, скоростей, температур, по сравнению с эксплуатацион-
ными, интенсифицирует процессы повреждения и ускоряет наступление
отказа.
Однако такой метод ускоренных испытаний следует применять
весьма осторожно, так как работа механизмов при форсированных ре-
жимах может вызвать новые явления, не характерные для нормальных
условий эксплуатации, и качественно изменить картину отказов. В этом
случае пересчет показателей надежности на нормальные условия рабо-
ты изделия будет иметь формальный характер и может привести к гру-
бым ошибкам.
Существуют многочисленные примеры успешного проведения фор-
сированных испытаний на надежность сравнительно простых изделий с
одним ведущим процессом разрушения, например, износом или устало-
стью. Но попытки проведения таких испытаний для всей машины, как
правило, успеха не имеют, особенно, когда это связано с показателями
точности ее функционирования.
г. Использование диагностических процедур при испытаниях на на-
дежность. Методы технической диагностики, которые применяются
для обнаружения и поиска причин потери изделием работоспособности
и установления вида и места возникновения повреждений [90; 140] мо-
гут с успехом использоваться и при испытаниях машин на надежность.
438 Часть IV. Оценка и обеспечение надежности
В последние годы помимо традиционных методов применения диагно-
стики в процессе эксплуатации машин она используется и при испыта-
ниях новых моделей.
Для этой цели, особенно для объектов с высокими требованиями к
надежности, создаются сложные автоматизированные системы диагно-
стирования, которые при помощи датчиков измеряют большое число
параметров, обрабатывают эти показания и делают заключение о рабо-
тоспособности объекта.
Система диагностирования, которая включает объект и применяе-
мые для этой цели средства, относится, по существу, к системам кон-
троля. Специфика технической диагностики заключается в направлен-
ности ее методов, когда оценка состояния сложного объекта проводится
на основе управления этим объектом, осуществляемым по определен-
ной программе [90].
Для каждого изделия имеется большое число диагностических при-
знаков, по которым можно судить о его техническом состоянии. Этими
признаками могут быть выходные параметры, определяющие работо-
способность изделия, повреждения, которые приводят или могут при-
вести к отказу изделия (величины износа, деформации, степень корро-
зии и т.п.) и косвенные признаки, функционально связанные с работо-
способностью изделия (акустические сигналы, температурные поля,
наличие в смазке продуктов износа и др.).
Диагностирование может быть функциональным, когда измерения
осуществляются во время работы машины, и тестовым, при котором на
объект подаются специальные воздействия и по реакции машины судят
о ее техническом состоянии.
Для оценки состояния изделия может быть использована теория рас-
познавания незрительных образов, когда по совокупности значений
большого числа параметров судят о принадлежности объекта к тому или
иному классу. Например, 1-й класс - объект работоспособен; 2-й класс -
объект работоспособен, но требует подналадки; 3-й класс - объект не-
работоспособен и требует ремонта.
В «образ» объекта могут быть включены параметры, характеризую-
щие его качество, спектры эксплуатационных нагрузок, характеристики
окружающей среды, показатели оператора и другие компоненты, опре-
деляющие работоспособность изделия.
Методы технической диагностики должны быть элементом ком-
плексных исследовательских испытаний машины на надежность.
д. Комплексные исследовательские испытания на надежность.
Этот вид испытаний является завершающим этапом при создании
новых моделей машин и должен гарантировать, что установленный
уровень надежности будет реализован в процессе эксплуатации маши-
Глава 13. Программные испытания машин на параметрическую надежность 439
ны. Комплексные испытания новых образцов машины являются, как
правило, результатом исследовательских работ по оценке тех или иных
характеристик машины, по изысканию новых методов измерения пара-
метров, по проверке теоретических расчетов, примененных при проек-
тировании.
В процессе конструктивной доводки сложных машин обычно внача-
ле проводятся лабораторные испытания на надежность (ресурсные ис-
пытания) элементов конструкции и отдельных систем.
В лаборатории прочности и надежности проводятся статические и
динамические испытания узлов, деталей, систем и агрегатов изделия,
вибрационные и усталостные испытания деталей и узлов, испытания на
износ отдельных сопряжений и механизмов, а также уплотненные по
времени (ускоренные) испытания отдельных узлов и механизмов.
Главную трудность представляют комплексные испытания на пара-
метрическую надежность всей машины, когда необходимо оценить воз-
можные изменения выходных параметров в течение ее длительного ис-
пользования.
При разработке методик комплексных испытаний машин обычно
имеют место две тенденции: стремление сократить продолжительность
испытаний и расширить объем информации о работоспособности ма-
шины в различных условиях ее эксплуатации.
Эти проблемы частично решаются путем привлечения дополнитель-
ных источников информации о надежности и, прежде всего, за счет:
• использования данных о прототипах и о результатах исследова-
ния отдельных элементов машины;
• сочетания испытания с прогнозированием параметрической на-
дежности;
• применения методов моделирования процессов старения;
• использования результатов диагностических процедур;
• разработки специальных режимов испытания машины;
• организации наблюдений за «лидером» - новой моделью маши-
ны, опережающей другие образцы по продолжительности ее ис-
пользования.
В различных отраслях машиностроения имеются примеры примене-
ния комплексных испытаний опытных образцов машин и агрегатов,
отражающих их специфику и учитывающих научно-технический потен-
циал отрасли. Так, можно упомянуть известную методику фирмы
Schenk для испытания автомобилей по диагностическим характеристи-
кам и на усталостную прочность, эквивалентные испытания газотур-
бинных авиационных двигателей академика Н.Д. Кузнецова [67] и др.
440 Часть IV. Оценка и обеспечение надежности________
Методики оригинальных исследований для оценки характеристик
новых моделей машин и разработка на этой основе более совершенных
конструкций являются, как правило, достоянием фирм.
Оценивая различные методы испытания машин на параметрическую
надежность, можно отметить и их недостатки.
1. Нет общей методологии комплексных испытаний. Для каждой
машины, в зависимости от ее специфики и научно-технического
потенциала отрасли, ищут свои пути решения этой проблемы.
2. При испытаниях, как правило, не учитывается вероятностная
природа всех процессов, влияющих на выходные параметры из-
делия.
3. Прогнозирование возможного изменения выходных параметров и
моделирование наиболее характерных для машины процессов из-
нашивания еще не стали органическим элементом комплексного
испытания.
4. Возможности диагностических методов используются часто не
полностью и не находятся во взаимодействии с другими проце-
дурами испытательного процесса.
5. Возможности ЭВМ чаще всего используются для обработки
экспериментальных данных, реже для управления испытанием, и
лишь в отдельных случаях создается единая программа, которой
предусмотрено также моделирование процессов изнашивания и
прогнозирование показателей надежности.
В рассмотренном ниже программном методе испытания машин по
показателям качества и параметрической надежности сделана попытка
устранить указанные недостатки. Метод апробирован при испытании
прецизионных металлорежущих станков [113].
13.2. Основные положения программного метода испытаний
Программный метод испытания и диагностирования машин является
наиболее развитым по сравнению с отдельными видами и методами ис-
пытательно-диагностических процедур, которые можно рассматривать
как частные случаи этого комплексного подхода.
Программный метод испытания машин - это метод, при котором в
режиме автоматизированного испытания с применением диагностиче-
ских процедур оценивается качество и надежность машины по ее вы-
ходным параметрам во всем диапазоне режимов и условий работы ма-
шины с учетом вероятностной природы внешних воздействий.
Программные испытания предназначены главным образом для
опытных образцов новых моделей машин, к характеристикам которых
предъявляются высокие требования по точности функционирования.
_____Гпава 13. Программные испытания машин на параметрическую надежность 441
Эти испытания должны дать гарантию того, что машина будет работо-
способной в течение всего периода эксплуатации, а период освоения
новых моделей будет сведен к минимуму.
Основная цель программного испытания - оценить сопротивляе-
мость машины спектру внешних воздействий, отражающих эксплуата-
ционные нагрузки, и установить области состояний для регламентиро-
ванных выходных параметров. При этом выходные параметры могут
определяться как в вероятностной трактовке (полная характеристика
области состояний), так и при экстремальных условиях (оценка границы
области состояний). На основании этой информации и с использовани-
ем методов прогнозирования определяется параметрическая надежность
машины.
Испытание состоит из большого числа циклов, каждый из которых
отражает комбинации возможных воздействий на машину.
Испытания проводятся в специально оборудованных испытательно-
диагностических центрах (комплексах), где обеспечиваются различные
режимы работы машины, измерение необходимых параметров, расчеты
и обработка информации на ЭВМ (см. § 13.3).
В процессе испытания ЭВМ выполняет следующие функции:
а) обрабатывает и хранит данные о результатах испытаний;
б) обрабатывает априорную информацию об эксплуатационных на-
грузках и условиях эксплуатации, об износостойкости материалов, при-
меняемых для базовых элементов, о требованиях к показателям качест-
ва и надежности машины, характерных для данной модели;
в) осуществляет программное управление режимами работы машины
и специальными нагрузочными устройствами, включая имитацию
внешних воздействий - изменение величины и направления сил, нало-
жение спектра вибраций, управление тепловыми потоками и др.;
г) осуществляет расчеты начального уровня качества и прогнозирует
показатели параметрической надежности машины.
Наибольший эффект от программных испытаний будет получен в
том случае, когда, во-первых, они проводятся в таком объеме, который
позволяет применять статистические методы оценки выходных пара-
метров; во-вторых, испытания включают прогнозирование возможного
изменения выходных параметров во времени, например, с использова-
нием информации о скоростях изнашивания; в-третьих, если при испы-
таниях применяются методы диагностики для оценки причин, влияю-
щих на параметры машины; в-четвертых, когда осуществляется оптими-
зация тех параметров машины, которые определяют ее качество и на-
дежность.
Решение всех перечисленных задач требует специальной организа-
ции испытательно-вычислительного процесса, который включает боль-
442 ______Часть IV. Оценка и обеспечение надежности___________
шой объем отдельных вычислений и циклов испытаний, их логическое
построение, использование целого ряда подпрограмм (как специальных,
так и стандартных), организацию взаимодействия процессов испытания,
диагностирования, обработки информации и вычисления.
На рис. 13.2 приведена схема алгоритма программного испытания.
Рис. 13.2. Схема алгоритма программного испытания машины
Основным источником информации является испытательный стенд,
так как в результате испытания машины получают различные значения
контролируемых выходных параметров.
Алгоритм испытания отражает взаимодействие отдельных блоков,
каждый из которых осуществляет определенный этап испытаний или
расчетов для получения информации, необходимой для оценки качества
и надежности машины. Часть блоков связана с формированием значе-
ний входных параметров, которые будут варьироваться при испытании.
Это величины и направления внешних сил, включая их динамические
составляющие, скорости и законы перемещения узлов, тепловые воз-
действия на машину и другие входные параметры, изменяющиеся в
процессе использования машины.
Для формирования значений варьируемых параметров используется
априорная и статистическая информация о спектрах эксплуатационных
_____Глава 13. Программные испытания машин на параметрическую надежность 443
нагрузок и условиях работы, характерных для данного типа машин, ко-
торая хранится в базе данных.
Для расчета показателей качества и надежности машины информа-
ция поступает двумя потоками. Первый поток получают от испытатель-
но-диагностического стенда, как результат испытания данного образца.
Второй поток информации является результатом прогнозирования
возможного изменения выходных параметров машины при износе ее
базовых элементов. Прогнозирование осуществляется методами, рас-
смотренными выше (см. гл. 11 и гл. 12). Дополнительная информация
об износостойкости применяемых материалов может быть получена на
основе физико-статистического моделирования износа (см. § 13.4).
Особенность программных испытаний заключается в том, что при
всем их разнообразии в основу положен единый алгоритм с определен-
ными логическими связями и типовыми процедурами.
Одним из основных процессов при проведении испытания является
формирование сигналов управления на основе полученных законов рас-
пределения входных параметров. Поскольку испытание состоит из W
циклов (N определяется необходимым объемом статистического мате-
риала и обычно находится в пределах 100... 150), то необходимо форми-
ровать набор значений входных данных для каждого цикла.
При программных испытаниях машины можно применять два ос-
новных метода формирования входных данных (рис. 13.3).
В первом случае (рис. 13.3,а) процедура выбора значений варьируе-
мых параметров для каждого цикла испытаний строится по методу ста-
тистических испытаний (метод Монте-Карло), когда после достаточно
большого числа циклов воспроизводится статистическая картина воз-
действия на машину, а ее отклик на эти воздействия будет отражать в
статистической форме качественную характеристику машины.
В результате законы распределения /(Z) входных параметров Z
преобразуются после испытания в законы распределения /(ЛГ) выход-
ных параметров X.
Такой метод целесообразно применять при достаточно стабильных
статистических характеристиках условий эксплуатации машины.
Если эти условия изменились или если надо оценить параметриче-
скую надежность машины при ее работе в различных сферах эксплуата-
ции, то для каждого варианта надо проводить свой полный цикл испы-
таний.
Второй метод выбора значений варьируемых параметров
(рис. 13.3,6) позволяет проводить полный цикл испытаний один раз и
затем использовать полученные результаты для оценки параметров при
444 __________Часть IV. Оценка и обеспечение надежности________
различных статистических характеристиках условий эксплуатации
машины.
Для этого выбор значений входных параметров осуществляется на
основе методов планирования многофакторного эксперимента.
Отклик системы на воздействие варьируемых параметров позволяет
найти функциональную зависимость между ними и выходным парамет-
ром Xr = (p(ZpZ2,...) и аналитически оценить влияние каждого из вход-
ных параметров Zi.
W метод
а
2-й метод
б
Рис. 13.3. Два метода формирования входных данных
Рассматривая аргументы этого уравнения как случайные величины
со своими законами распределения, можно рассчитать закон распреде-
ления каждого выходного параметра.
Второй метод формирования входных данных имеет несомненное
преимущество для сокращения времени испытаний, когда надо оценить
______Глава 13. Программные испытания машин на параметрическую надежность 445
работоспособность машины в различных условиях эксплуатации и для
определения области наиболее рациональной эксплуатации данной мо-
дели машины.
Однако он обладает меньшей точностью, поскольку оценивается не
непосредственно отклик машины на весь спектр воздействий (как при
первом способе), а через зависимость Xi = (p(ZpZ2,...), которая лишь с
известной степенью приближения отражает реальные взаимосвязи.
Полученные тем или иным способом комбинации входных (варьи-
руемых) параметров преобразуются в сигналы управления режимами
работы машины и различными нагрузочными устройствами, создаю-
щими имитацию рабочего процесса нагружения машины.
Измерение значений выходных параметров машины позволяет оце-
нить отклик системы на данное воздействие, и после проведения всех W
циклов получают законы распределения выходных параметров, которые
являются полной характеристикой областей состояний.
В ряде случаев допустимо выявление только границ областей со-
стояний, когда испытание проводится при тех режимах работы машины,
при которых имеется наибольшая вероятность достижения выходными
параметрами предельных значений. Такое программное испытание на-
зывается испытанием по экстремальному уровню [107].
Большое значение для проведения автоматизированных испытаний
имеет математическое обеспечение процессов управления и вычисле-
ния.
Прикладные программы полного цикла испытаний разрабатываются
для осуществления следующих процедур:
1. Формирование входных данных - расчеты рабочих нагрузок, ско-
ростей, других параметров и законов их распределения, форми-
рование комбинаций входных и управляющих сигналов.
2. Обработка результатов испытаний и диагностирования - рас-
чет значений выходных параметров, статистическая обработка
результатов испытаний процедуры по расшифровке диагностиче-
ских сигналов.
3. Прогнозирование потери качества из-за износа - обработка
результатов физико-статистического моделирования износа,
расчет износа сопряжений, определяющих работоспособность
машины, расчет влияния износа на параметры машины,
статистическая обработка результатов прогнозирования.
4. Расчет показателей качества и параметрической надежности -
расчет характеристик областей состояний и областей работоспо-
собности, расчет запаса надежности, оценка вероятности безот-
казной работы и других показателей надежности.
446 Часть IV. Оценка и обеспечение надежности________
В результате испытания и прогнозирования должны быть получены
следующие основные характеристики параметрической надежности
машины:
• численные характеристики областей состояний;
• запасы надежности для каждого из выходных параметров;
• ресурс при заданной вероятности безотказной работы машины
или вероятность безотказной работы в течение данного периода
при регламентированной продолжительности сохранения маши-
ной работоспособности (например, ресурс до среднего или капи-
тального ремонта).
В результате оценки качества и надежности должен быть получен
документ или сертификат о состоянии машины.
Если необходимо улучшить характеристики машины, то осуществ-
ляются расчеты по оптимизации ее параметров. При этом целевой
функцией является требуемый уровень качества и надежности, а варьи-
руемыми параметрами назначаются те характеристики, которые выяв-
лены при диагностировании, и те, которые входят в расчетные зависи-
мости, применяемые при проектировании машины. Изменения могут
быть внесены в размеры элементов машины, характеристики геометри-
ческой точности и жесткости элементов, тепловые поля, условия смазки
и охлаждения и другие.
В первую очередь должны быть апробированы те изменения, кото-
рые можно реализовать на испытываемом образце машины, например,
когда улучшен теплоотвод из зоны подшипников, повышена геометри-
ческая точность и улучшено качество поверхностей трения сопряжений
и т.п. Полный комплекс автоматизированных испытаний требует доста-
точно большого числа циклов испытаний и объема вычислений. Именно
благодаря этому и становится возможным получить объективную ха-
рактеристику качества и надежности машины, дать гарантию сохране-
ния показателей качества при ее эксплуатации, осуществить проведение
целенаправленных мероприятий по улучшению технических характери-
стик машины.
Применение программных, достаточно сложных испытаний машин
на стадии освоения новых моделей диктуется следующими особенно-
стями современного машиностроения.
Во-первых, стоимость высокопроизводительного автоматизирован-
ного оборудования и машин возросла в десятки, а иногда и в сотни раз
по сравнению с машинами предыдущего поколения.
В промышленности часто применяются уникальные машины, дора-
ботка конструкции которых после начала эксплуатации недопустима.
Глава 13. Программные испытания машин на параметрическую надежность 447
Во-вторых, идет интенсивное обновление моделей машин, в них во-
площаются последние достижения механики, материаловедения, элек-
тротехники, технологии, в результате чего конструкция машины суще-
ственно отличается от прототипа. В этих условиях трудно использовать
опыт эксплуатации существующих моделей, а времени для получения
нового опыта нет.
В-третьих, требования к техническому уровню машин растут и нет
предела для желательного повышения их качества.
Целенаправленное изыскание любых резервов в этом направлении
при освоении новых машин имеет первостепенное значение.
В этих условиях необходима разработка эффективных методов ис-
пытания и диагностирования для оценки качества и надежности машин,
особенно на стадии создания новых образцов.
13.3. Структура и оснащение испытательно-диагностического
комплекса
Программное испытание машины осуществляется в специально соз-
даваемом испытательно-диагностическом комплексе (ИДК) или центре
(ИДЦ), структура которого приведена на рис. 13.4.
Рис. 13.4. Структура испытательно-диагностического комплекса
Испытание опытного образца машины ведется в режиме автомати-
зированного эксперимента и состоит из последовательных циклов в со-
ответствии с алгоритмом испытания (см. рис. 13.2).
448 Часть IV. Оценка и обеспечение надежности________
Значения выходных параметров определяются при помощи измери-
тельного комплекса и вводятся в ЭВМ, где производятся необходимые
расчеты, результаты которых хранятся в памяти машины.
Кроме того, имеется диагностическая аппаратура, при помощи кото-
рой оценивается состояние отдельных элементов машины, например, их
тепловые поля, виброакустические сигналы и другие характеристики
[140; 178;185].
Для выполнения тех функций, которые отведены измерительно-
диагностическому комплексу в общей блок-схеме испытания, его при-
борное оснащение должно содержать следующую аппаратуру: датчики
(преобразователи) первичной информации; усилительно-преобразую-
щую аппаратуру; коммутаторы для запрограммированного опроса пока-
заний отдельных приборов; цифровые измерительные приборы и анало-
го-цифровые преобразователи; ЭВМ и интерфейсные приборы для связи
с объектами; устройства ввода и вывода информации.
Таким образом, в ИДК объединена метрологическая, регистрирую-
щая и вычислительная аппаратура, и комплекс выполняет не только из-
мерительно-диагностические, но и информационно-вычислительные
функции.
Приборное и компьютерное оснащение комплекса при однотипной
его структуре может быть весьма разнообразным.
Параметры и характеристики, измеряемые в процессе стендовых ис-
пытаний, отражают специфику машины и уровень требований к ее ка-
честву.
Наиболее характерно определение следующих показателей.
а. Измерение параметров траекторий рабочих органов машины -
линейных, круговых, точности позиционирования, точности взаимного
положения - может осуществляться с применением универсальных из-
мерительных средств. Однако для автоматизированных методов испы-
тания, как правило, желательно осуществлять бесконтактные измере-
ния, когда прибор находится вне рабочей зоны объекта испытания. По-
этому наиболее целесообразно применение приборов, использующих
оптические принципы измерения, - автоколлиматоров, лазерных интер-
ферометров, голографических приборов. Свою специфику имеет изме-
рение траекторий точных вращающихся элементов (шпинделя, ротора).
Для этих целей создано большое число весьма точной аппаратуры, ко-
торая приспособлена для стендовых испытаний.
б. Измерение кинематических параметров - частот вращения, вели-
чин перемещений узлов, линейных скоростей, ускорений, передаточных
отношений - производится при каждом из выбранных режимов работы
машины. Как правило, многие из этих параметров устанавливаются и
Глава 13. Программные испытания машин на параметрическую надежность 449
регистрируются самой системой управления машиной, особенно для
оборудования с числовым программным управлением.
в. Измерение сил - рабочих нагрузок, сил и крутящих моментов в
приводе, давлений в гидросистемах, напряжений в корпусных деталях,
давлений в направляющих и др. - может осуществляться как с примене-
нием универсальных средств, так и специальными устройствами. На-
пример, при испытании станков широкое применение получили дина-
мометрические столы и устройства для измерения сил резания. Различ-
ного рода первичные преобразователи - тензорезисторные, пьезокри-
сталлические и другие широко используются для этих целей.
г. Измерение деформаций и оценка жесткости элементов машины
служит для выявления причин отклонений выходных параметров и той
роли, которую играют деформации в суммарной погрешности работы
машины. Поэтому в данном случае измерение деформаций должно
осуществляться в процессе испытания и служить диагностическим сиг-
налом.
д. Измерение вибраций, когда определяются амплитуды, частоты,
фазы колеблющихся элементов машины, оцениваются их спектры, оп-
ределяются амплитудно-фазово-частотные и другие характеристики,
представляет собой специальную широко развитую область исследова-
ний [23].
Вибрации во многом определяют работоспособность объекта. Их
измерение позволяет выявить резонансные зоны с повышенными ам-
плитудами колебаний.
е. Измерение тепловых полей - температур в различных точках ма-
шин, тепловых деформаций, изменения температуры смазки, колебаний
температуры окружающей среды - позволяет оценить причины тренда
выходных параметров машины и период тепловой стабилизации систе-
мы.
Для измерения температур в различных точках машины в качестве
первичных преобразователей используют различные термопары и тер-
морезисторы. Для анализа всего теплового поля и динамики его измене-
ния обширную информацию могут дать тепловизоры. Их высокая чув-
ствительность к инфракрасному излучению позволяет применять при-
боры, расположенные на расстоянии нескольких метров от объекта.
При испытаниях, связанных с оценкой надежности, всегда осущест-
вляется измерение числа циклов или длительности работы машины, а
также измерение характеристик процессов (например, износа), приво-
дящих к изменению параметров машины во времени.
Большое значение при испытаниях имеют диагностические проце-
дуры, которые призваны выявить причины и источники тех или иных
отклонений от заданных значений.
30 Зак. 138
450 Часть IV. Оценка и обеспечение надежности________
При осуществлении процесса диагностирования необходимо учиты-
вать информативность того сигнала, который поступает от соответст-
вующего преобразователя.
Значительно большую информацию, чем показания первичного пре-
образователя, дающего численное значение данного параметра, несет
сигнал в виде функциональной зависимости. Такими сигналами могут
служить траектории рабочих органов машины, законы изменения сил
или крутящих моментов за цикл работы механизма, виброакустические
сигналы и т.п. Анализ этих функций, спектральный анализ процессов
вибраций или акустических сигналов и другие методы оценки функций
позволяют из одного сигнала выделить ряд составляющих, характери-
зующих состояние различных элементов или узлов машины.
На рис. 13.5 на примере шпиндельного узла многоцелевого станка
показана схема процесса диагностирования с использованием информа-
ции, которую несут тепловые поля станка. Выходными параметрами
системы являются характеристики траектории опорной точки, располо-
женной на переднем торце ползуна.
Основными источниками тепловыделения являются опоры шпинде-
ля, особенно передняя, направляющие скольжения, приводные меха-
низмы, а также процесс резания. Информация, полученная от термопар,
и анализ динамики изменения во времени температур отдельных точек
узла позволяют определять параметры теплового поля.
Изменение во времени t параметров теплового поля, например раз-
ности Д0 температур 0тах и 0min между наиболее и наименее напря-
женными точками корпуса - Д0 = 0max - 0min, позволит дать представ-
ление и о соответствующих тепловых деформациях, а при необходимо-
сти измерить их.
Одновременно с этим определяются параметры траектории ползуна,
например, при помощи оптико-электронного (лазерного) прибора.
Измеряя параметры каждой реализации траектории, получим харак-
теристику всего ансамбля и, в первую очередь, тренда траектории Д¥ ,
который, как правило, связан с тепловыми полями.
Сравнение выходных параметров с соответствующими диагностиче-
скими сигналами позволяет оценить влияние тепловых полей и устано-
вить зависимость (детерминированную или стохастическую) между ни-
ми. Задачи диагностирования машины переплетаются с задачами, воз-
никающими при ее испытании, однако применение методов диагности-
рования позволяет сделать испытания машины более информативными
и повысить их эффективность.
При программных испытаниях целесообразно применять управляе-
мые нагрузочные устройства для имитации силовых и тепловых нагру-
Глава 13. Программные испытания машин на параметрическую надежность 451
Силдвое программное
нагрузочное устройство
Оптико-злектронная система
регистрации траекторий
Тепловое программное
нагрузочное устройство
_ иш
Изменение параметров траекторий
X
Опорная точка
ггт г/
Тепловизор
Термопары
04 и-
Параметры ансамбля траекторий
•N
Изменение параметров во времени
дХ
Параметры теплового поля (изотермы!
26 2k 22 2k 26
вва
22 20
.....I ' 1 ~
Изменение параметров во времени
-> Сравнение <
X
Оценка влияния теплового поля на тренд траекторий
Рис. 13.5. Схема диагностирования теплонапряженного шпиндельного узла
зок, действующих на машину. Программные нагрузочные устройства
находят применение при испытаниях машин, например вибраторы при
исследовании динамических процессов.
Однако часто нагрузочные устройства не приспособлены для авто-
матизированных испытаний.
В качестве примера на рис. 13.6 рассмотрены нагрузочные устройст-
ва для имитации сил резания при испытании металлорежущих станков.
Для эффективного использования аппаратуры и возможностей испы-
тательно-диагностического комплекса разрабатывается частная методи-
ка программных испытаний применительно к конкретному образцу ма-
30’
452
Часть IV. Оценка и обеспечение надежности
шины. При этом целесообразно провести предварительные (зондирую-
щие) испытания с целью сокращения до минимума объема основных
испытаний при сохранении достоверности выводов и корректности
принятых ограничений.
Характеристика Нагрузочное устройстбо
для отдельных испытаний для программного метода
Метод создания сил ОиО
бесконтактный
контактный
'К /
Характер усилий [ V
г/
статический динамический
L - J
Точка приложения сил г—Л-
Г Hl IT
неподвижная перемещается
Направление бектора сил If#
постоянно переменно
Vv'*/uz □ (, нтттпъ
Упрабление величиной наг 6 1ЦЛПН11111111
рузки О ел--• -Л5-
ручное автоматическое
р-= р
Регистрация значений сил и
>
бизуальное автоматическое
Рис. 13.6. Нагрузочные устройства для испытания металлорежущих станков
Гпава 13. Программные испытания машин на параметрическую надежность 453
Предварительные испытания должны дать ответы на следующие во-
просы:
1. Есть ли необходимость оценивать при испытании всю номенкла-
туру установленных выходных параметров или можно ограни-
читься частью из них?
2. Все ли диагностические сигналы несут необходимую информа-
цию, нет ли избыточной информации, которая не используется
для оценки качества и надежности машины?
3. Достаточна ли точность используемой аппаратуры для достовер-
ного суждения о полученных значениях выходных параметров?
4. Возможно ли последовательное испытание отдельных узлов и
элементов машины и как это скажется на достоверности общих
выводов?
Следует иметь в виду, что программный метод испытания машины
не исключает испытания ее отдельных узлов и элементов в соответст-
вии с предъявляемыми к ним техническими требованиями.
Однако положительная оценка компонентов сложной системы еще
не означает, что система в целом также будет работоспособна.
При функционировании сложной системы, которой является маши-
на, возникают взаимодействия и взаимовлияния отдельных ее элемен-
тов, разные составные части оказывают совместное влияние на форми-
рование выходных параметров всей системы. Например, это могут быть
взаимные влияния тепловых полей отдельных узлов, их динамические
взаимодействия, деформации в зонах сопряжений узлов и другие при-
чины, которые влияют на показатели качества и надежности машины.
Поэтому испытание всей машины для оценки ее выходных парамет-
ров с учетом возможного диапазона эксплуатационных воздействий
является основным завершающим этапом создания нового образца.
После проведения предварительных этапов приступают к организа-
ции основных испытаний в соответствии с блок-схемой алгоритма про-
граммных испытаний (рис. 13.2).
Наиболее характерна следующая последовательность измерений и
расчетов:
1. При каждом цикле испытаний (всего N циклов) регистрируются
показания «А» измерительных преобразователей (датчиков), каж-
дый из которых оценивает протекание некоторого процесса
функционирования машины при данных условиях работы.
2. От каждого датчика записывается в память машины массив зна-
чений процесса ар...,ал. В результате получаем многомерный
массив (к х п) членов.
454
Часть IV. Оценка и обеспечение надежности
3. По этим данным рассчитываются числовые значения для «ти» ус-
тановленных выходных параметров Х^...,Хт, которые характе-
ризуют работу машины при данном цикле испытаний.
4. После проведения всех N циклов накапливается массив значений
для каждого из «ти» выходных параметров. В результате стати-
стической обработки определяются характеристики областей со-
стояний для каждого выходного параметра.
5. Рассчитываются показатели начального уровня надежности ма-
шины и, прежде всего, запас надежности по каждому параметру.
6. Осуществляется прогноз длительности нахождения области со-
стояний внутри области работоспособности и оценивается веро-
ятность безотказной работы машины как функция времени.
Испытательно-диагностический центр (ИДЦ) должен играть веду-
щую роль в обеспечении конкурентоспособности вновь создаваемых
машин, поскольку он является инструментом для оценки всех тех фак-
торов, которые определяют показатели качества и надежности машины.
Функции ИДЦ при создании новой модели машины приведены на
рис. 13.7.
Рис. 13.7. Роль испытательно-диагностического центра в обеспечении
конкурентоспособности машины
Новая машина будет конкурентоспособна в том случае, если не
только выполнены все предписания стандартов и норм (это необходи-
мое условие), но также если машина удовлетворяет специфическим тре-
бованиям заказчика и обладает дополнительными свойствами, которые
могут заинтересовать потребителя.
_____Глава 13. Программные испытания машин на параметрическую надежность 455
Испытания должны дать объективную оценку и подтверждение того,
что заявленные изготовителем характеристики машины действительно
реализованы в выпускаемой модели.
Информация о состоянии объекта и прогноз возможных изменений
его параметров служит основой для принятия оптимальных решений по
обеспечению выпуска качественных и надежных машин и для сокраще-
ния периода освоения новых моделей.
13.4. Физико-статистическое моделирование процессов
изнашивания
Как видно из вышесказанного, при программном методе начальный
уровень надежности машины определяется по результатам испытания, а
оценка возможного изменения выходных параметров машины при ее
последующей эксплуатации производится на основе применения мето-
дов прогнозирования.
Достоверность получения численных данных о параметрической на-
дежности машины связана прежде всего с наличием информации об
интенсивности процессов старения.
Наиболее сложным является накопление данных по износостойкости
материалов, поскольку теория изнашивания материалов в настоящее
время позволяет лишь ориентировочно и не для всех случаев опреде-
лять скорость изнашивания (см. гл. 8).
Поэтому для повышения результативности программных испытаний
целесообразно дополнительно применять специальные методы оценки
износостойкости ответственных пар трения, чтобы получить вероятно-
стные характеристики процессов изнашивания.
Как было показано выше (см. гл. 12), для прогнозирования парамет-
рической надежности необходимо знать закон распределения скорости
изнашивания материалов /(у) или коэффициента износа/(Л).
Эти характеристики могут быть получены методом физико-
статистического моделирования, основная идея которого заключается в
том, что испытания на износостойкость проводятся с учетом законов
распределения факторов, влияющих на скорость изнашивания, а сами
законы выявляются из условий эксплуатации изделий данного типа
[111].
Испытание материалов на износ по методу физико-статистического
моделирования должно предшествовать программному испытанию ма-
шины с тем, чтобы к моменту испытания уже была получена вероятно-
стная характеристика /(у) или/(Л).
456
Часть IV. Оценка и обеспечение надежности
Данное испытание на износостойкость по своей идее аналогично
программному испытанию, но объектом исследования здесь является не
машина, а данная пара трения.
Испытание состоит из N отдельных циклов, каждый из которых ха-
рактеризуется своим сочетанием входных параметров - факторов,
влияющих на скорость изнашивания у.
Как и при программном методе, испытание может проводиться по
двум вариантам (см. рис. 13.3), где выходной параметр Л=у.
Испытание по данному методу следует проводить на специальных
стендах с возможностью воспроизводить весь диапазон нагрузок скоро-
стей и действующих факторов и устанавливать их значения в соответст-
вии с программой.
Для сокращения длительности испытаний необходимо применять
точные методы измерения скоростей изнашивания, например метод по-
верхностной активации [76].
Рассмотрим пример применения метода физико-статистического мо-
делирования для вероятностной оценки скоростей изнашивания мате-
риалов направляющих скольжения, которые являются одним из основ-
ных сопряжений станков, влияющих на их точность [141]. Испытание
проводилось по второму варианту (см. рис. 13.3,6).
Оценка скоростей изнашивания проведена для материалов направ-
ляющих скольжения токарного станка модели 16К20ФЗ с учетом наи-
более тяжелых условий его эксплуатации. Анализ априорной информа-
ции и предварительные эксперименты показали, что наибольшее влия-
ние на скорость изнашивания материалов направляющих этих станков
оказывают следующие входные параметры: количество частиц железа
Z, = £?(Fe), двуокиси кремния Z2 = £?(SiO2), окиси алюминия
Z3 = 0(А12О3), мг/м2, на трущихся поверхностях; удельный расход
масла Z4 = т, мл/чм2; средний диаметр частиц Z5 = D мкм; давление
на поверхности трения Z6 = р, МПа; скорость скольжения Z7 = v, м/с.
Для тяжелых условий эксплуатации и различных режимов работы стан-
ков данной модели были определены диапазоны изменения и законы
распределения величин входных параметров ZP...,Z7 (рис. 13.8).
Для направляющих скольжения характерен вид изнашивания, при
котором можно принять линейную зависимость скорости изнашивания
от давления р = Z6 скорости относительного скольжения v = Z7. По-
этому достаточно экспериментально выявить зависимость только для
коэффициента изнашивания к от факторов Z,,...,Z5, т.е. найти уравне-
ние/: =(p(Zp...,Z5) .
Гпава 13. Программные испытания машин на параметрическую надежность 457
Рис. 13.8. Законы распределения входных параметров, влияющих на скорость
изнашивания направляющих скольжения токарных станков
Экспериментальное исследование износа материалов было проведе-
но на специальном стенде, позволяющем моделировать условия экс-
плуатации и режимы работы направляющих станков. Стенд, схема ко-
торого приведена на рис. 13.9, состоит из машины трения, программи-
руемого задатчика режимов испытания и измерительного комплекса.
Машина трения позволяет обеспечить требуемые давления р на испы-
тываемые образцы 1,2 и изменять частоту вращения вала электродвига-
теля 5, который через редуктор 4 и кулачковый механизм 3 сообщает
возвратно-поступательное движение нижнему образцу 7. Смазка тру-
щихся поверхностей осуществляется от смесителя 7, имеющего авто-
номный электропривод для перемешивания масла, чтобы загрязняющие
его частицы постоянно находились во взвешенном состоянии.
Задатчиком режимов являлся специальный пульт управления 8, ко-
торый по программе включал исполнительные механизмы 6 и 9 машины
трения и устанавливал требуемый режим испытания по нагрузке и ско-
рости.
Измерительный комплекс предназначен для измерения износа с
применением метода поверхностной активации. В его состав входит
сцинтилляционный преобразователь (датчик) 70, комплект радиометри-
ческой аппаратуры 77 и цифропечатающее устройство 12 для автомати-
ческой регистрации результатов измерения.
29 Зак. 138
458
Часть IV. Оценка и обеспечение надежности
Рис. 13.9. Схема испытательного стенда для исследования износостойкости
материалов направляющих методом физико-статистического моделирования
Образцы изготавливались из чугунов СЧ 28 и СЧ 24 в соответствии с
применяемой технологией обработки направляющих станины и каретки
станка, которые отливаются из этих материалов.
Активация трущихся поверхностей образцов проводилась в таких
условиях, которые позволили создать толщину рабочего участка акти-
вированного слоя около 30 мкм, что обеспечило чувствительность ме-
тода и малую погрешность измерения величин износа (в пределах
±0,3 мкм).
Для определения влияния различных факторов на коэффициент из-
нашивания реализовывалась матрица планирования дробной реплики
полного факторного эксперимента 25"1, приведенная в табл. 13.1. Вход-
ные параметры Zj,...,Z5 здесь взяты в кодированном виде и обозначены
через У;,...,У5. В качестве генерирующего соотношения принято сле-
дующее: У5 = • Натуральные (нат.) Z, и кодированные (код.) У,
значения факторов приведены в табл. 13.2.
Интерполяционную математическую модель исследуемого процесса
в данном случае можно описать уравнением регрессии:
k = bQ + b}Y} 4- b2Y2 +... + b5Y5 + +
+W< + b23Y2Y3 +bM ++bt23YtY2Y3 + (13.1)
В данном выражении принято следующее соотношение между коди-
рованным и натуральным значениями входных параметров (влияющих
факторов):
Глава 13. Программные испытания машин на параметрическую надежность 459
V — ^ю)
1 дг
(13.2)
где / - номер фактора; - кодированное значение факторов; Zi - на-
туральное значение факторов входных параметров; Z/0 - натуральное
значение основного уровня варьирования; Д7; - интервал варьирова-
ния; bf - коэффициенты уравнения регрессии.
Таблица 13.1. Матрица планирования и результаты эксперимента физико-
статистического моделирования износа
Но- мер опы- та Факторы От- клик к, 10’ 1/МПа
У1 У2 Уз У4 У5 У1У2 У1Уз У1У4 УзУз У2У4 УзУ4
1 + 4- 4- 4- 4- 4- 4- 4- 4- 4- 4- 1,35
2 - 4- 4- 4- - - - - 4- 4- 4- 0,84
3 + - 4- 4- - - 4- 4- - - + 0,55
4 - - + 4- 4- 4- - - - - + 0,76
5 + 4- - 4- - 4- - 4- - 4- - 0,56
6 - 4- - 4- 4- - 4- - - 4- - 0,65
7 4- - - 4- 4- - - 4- + - - 0,36
8 - - - 4- - 4- 4- - 4- - - 0,23
9 4- 4- 4- - - 4- 4- - 4- - - 1,82
10 - 4- 4- - 4- - - 4- 4- - - 1,62
11 4- - 4- - 4- - 4- - - 4- - 1,38
12 - - 4- - - + - 4- - 4- - 1,01
13 4- 4- - - 4- 4- - - - - 4- 1,31
14 - + - - - - 4- 4- - - 4- 0,86
15 4- - - - - - - - 4- 4- 4- 0,73
16 - - - - 4- 4- 4- 4- 4- 4- 4- 0,82
Примечание: «+» - действующий фактор
Таблица 13.2. Уровни варьируемых факторов
Уровень Факторы
Zl. мг/м Y1 Z2, мг/м2 Уз Z3> мг/м2 у4 Z4, мг/(чм2) Л Zs, мкм
Верхний 4- 1136 4- 118 4- 74 4- 82 4- 55
Нижний 32 - 12 - 8 - 4 7,5
Основной 0 584 0 65 0 41 0 43 0 31,25
Примечания: 1. Соответствующие интервалы варьирования AZ|=552; &Z2=52; AZ3=32;
AZ4=39; AZ5=28,75.
2. Yu...,Y5- кодированные значения факторов; Zh..., Z5 - натуральные
значения факторов.
29’
460 Часть IV. Оценка и обеспечение надежности_________
На основании полученных данных была оценена воспроизводимость
результатов эксперимента в трех параллельных опытах и вычислены
коэффициенты в уравнении регрессии (13.1). Математический анализ
позволил отбросить некоторые составляющие этого уравнения со стати-
стически незначимыми коэффициентами и доказать его адекватность
результатам эксперимента. В окончательном виде математическая мо-
дель для определения коэффициента изнашивания материала направ-
ляющих станины представляется следующим уравнением:
к = (0,928 + 0,079У; + 0,198У2 + 0,238У3 -
-0,266/, +0,103X5+0,0547/2+0,029173 - (13.3)
-0,03717 +0,043У2Уз -0,02617)10’8.
Приводя переменные к натуральному виду, используя формулу ко-
дирования (13.2) и подставляя функцию к в уравнение линейного зако-
на изнашивания, получим:
у = [1986 + 0,1080 (Fe) + 5,830(SiO2)+20,60 (А12О,) -
Ч 7,9w 44 5,6D + 0, OO6660(Fe) 0(SiO2) + 0, OO590(Fe) х
х0(А12О3 ) - 0,006190(Fe) т 4- O,O9140(SiO2 )0( А12О3) -
-0,О7490( А12О3) т] 10’2 pv.
(13-4)
Из уравнений (13.3) и (13.4) следует, что наибольшее влияние на ко-
эффициент изнашивания оказывают приведенный удельный расход
масла и количество частиц окиси алюминия и двуокиси кремния на
трущихся поверхностях. Частицы железа влияют мало, однако пренеб-
регать ими нельзя, так как количество данных частиц обычно велико и
изменяется в широком диапазоне. Кроме того, в комбинациях с другими
факторами они существенно влияют на коэффициент изнашивания.
Используя уравнение (13.4) и зная диапазоны и законы распределе-
ния входных величин, методом статистического моделирования опреде-
лены диапазоны и законы распределения скорости изнашивания. При
этом они определялись для двух случаев (рис. 13.10):
А - для всей совокупности условий эксплуатации и режимов работы
исследованных станков (ул), для которых законы распределения ос-
новных параметров были приведены на рис. 13.8.
В - для условий эксплуатации конкретного станка (уд), входные па-
раметры которого характеризуются следующими значениями:
_____Глава 13. Программные испытания машин на параметрическую надежность 461
0(Fe) = 200...350 мг/м2; g(SiO2) = 30...50 мг/м2;
£?(А12О3) = 10...20 мг/м2; Я = 5...35 мкм;
Ир = 0,001...0,010 м/с (скорость рабочего хода);
Их = 0,08 м/с (скорость холостого хода).
Все параметры, кроме р и v, для случая В подчиняются равноверо-
ятному закону распределения.
Особенность работы направляющих токарных станков заключается в
том, что при холостых (обратных) ходах суппорта скорость его движе-
ния и давление в сопряжении постоянны. Это учитывалось при стати-
стическом моделировании. Поэтому полученные выборки скоростей
изнашивания разделены на две группы: для рабочих ур и для холостых
ух ходов. Статистическая обработка выборок и проверка по критериям
согласия показали, что /(у) подчиняются нормальному закону распре-
деления с доверительной вероятностью 90 %. Полученные законы (по-
лигоны) распределения у приведены на рис. 13.10. Математические
параметры, характеризующие эти законы, следующие:
математическое ожидание:
у ар =4,45-Ю”2 мкм/ч; увр =4,30-10"2 мкм/ч;
у ах =29,0 10’2 мкм/ч; увх = 21,7 Ю"2 мкм/ч;
05 55 165 № 16 24 40 Гх10'2
— А —В
Рис. 13.10. Законы (полигоны) распределения скоростей изнашивания
материала направляющих станины
462 Часть IV. Оценка и обеспечение надежности
среднее квадратическое отклонение:
ст(Уар) = 2,99 -КГ2 мкм/ч; а(увр) = 1,92 • 10"2 мкм/ч;
а(Улх) = 5,56 • 10’2 мкм/ч; а(увх) = 2,50 • 10"2 мкм/ч.
Здесь индексы «А» и «В» означают, что символ является характери-
стикой обобщенных или частных условий эксплуатации станка, индек-
сы «Р» и «X», что символ является характеристикой для рабочего или
холостого хода суппорта.
Таким образом, проведение испытаний на износ материалов по ме-
тоду физико-статистического моделирования позволяет получить пол-
ную характеристику скорости изнашивания у в виде закона ее распре-
деления /(у), что необходимо для прогнозирования изменения выход-
ных параметров машины.
13.5. Программные испытания металлорежущих станков
В качестве примера рассмотрим программные испытания металло-
режущих станков, которые являются типичным представителем высо-
коразвитых автоматизированных прецизионных машин [104].
Необходимый уровень качества станка определяется, в первую оче-
редь, требованиями к точности обрабатываемых изделий, включая точ-
ность размеров, формы, взаимного расположения обрабатываемых по-
верхностей, а также их шероховатость и волнистость.
Точность обработки зависит от всех компонентов технологической
системы - технологической машины (станка), инструмента, заготовки,
приспособления, от их технического уровня и качества. Сохранение
точностных показателей станка во времени определяет его параметри-
ческую (технологическую) надежность [141].
Металлорежущий станок является основным компонентом техноло-
гической системы. Для установления номенклатуры его выходных па-
раметров необходимо оценить, какую долю вносит станок в погреш-
ность обработки и как с позиции точности должны быть назначены его
основные показатели.
Анализ процессов формообразования при обработке изделий на
станках различного технологического назначения позволяет сделать
вывод, что основными выходными параметрами станка должны быть
характеристики точности осуществления заданных движений узлов,
несущих инструмент и заготовки, т.е. формообразующих узлов станка.
Под руководством автора были проведены обширные исследования
параметрической надежности станков различных типов и их формооб-
Глава 13. Программные испытания машин на параметрическую надежность 463
разующих узлов, а также разработаны частные методики для программ-
ных испытаний и сертификации станков [113; 115].
В качестве примера в табл. 13.3 приведены результаты программно-
го испытания для шпиндельной бабки расточного станка при ее посту-
пательном перемещении.
Выходные параметры оценивают возможность станка по получению
точности размера (А\) и конусообразное™ обработанного отверстия
(Х2), расстояния между обработанными отверстиями (Х3) и шерохова-
тости поверхности (Х4). Допустимые значения этих параметров %/тах,
определяющие область работоспособности, устанавливаются исходя из
требований к точности обработки и с учетом запаса на износ.
В табл. 13.3 указаны принятые размеры области работоспособности
1/)пах • О™ учитывают, что на точность размера обработанного отвер-
стия основное влияние оказывает вращательное движение шпинделя,
поэтому на долю поступательного движения принято 30 % общего до-
пуска. Конусообразное™ зависит от точности поступательного движе-
ния шпиндельной бабки, а точность позиционирования - от точности
фиксации стола по отношению к шпиндельной бабке после его переме-
щения на заданную координату. Шероховатость обработанной поверх-
ности связана с амплитудой высокочастотных колебаний на частотах,
которые выявляются при спектральном анализе процесса колебаний
станка.
При обработке результатов испытания для каждого из установлен-
ных выходных параметров определяются: размер области состояний X,
- наибольшее значение выходного параметра, среднее значение (мате-
матическое ожидание) параметра Х1ср и его дисперсия (среднее квадра-
тическое отклонение су,).
Эти параметры получают в результате применения статистических
методов обработки результатов испытания. При определении наиболь-
шего значения параметра Xf не учитываются случайные выбросы и
оценивается достоверность полученного значения. Величина X, необ-
ходима для непосредственного расчета запаса надежности
Ки = XitmJX;, а ^/ср и а/ могут быть использованы для оценки воз-
можности обработки более точных деталей. При отсутствии запаса на-
дежности (Кн < 1) необходимо определять вероятность выхода пара-
метра за заданные границы, т.е. вероятность безотказной работы по
данному параметру.
464
Часть IV. Оценка и обеспечение надежности
Таблица 13.3. Оценка начального уровня надежности станка по результатам
испытаний
Выход- ной параметр станка Характе- ристика параметра Требова- ния к точ- ности из- делия Область работоспо- собно- СТИ^тм> мкм Область состоя- ний по результа- там испытаний Запас на- дежности __ ^С тах х. Примечание
%,. icp О»
Размах траекторий Допуск на диаметр (0,1 мкм) *1тах=30 (30% ОТ допуска) 0,017 0,015 0,002 1,75 Допустимо. Необходим прогноз ресурса
*2=tgP Наклон траекторий Конус- ность (0,05 мм на дли- не 100м) ^=25 (50% от допуска) 0,02 0,015 0,001 1,25
%3=ДУ Точность позицио- нирования Расстояние между осями (±0,1 мм) *3т«=75 (75% от допуска) 0,111 0,070 0,007 0,9 Необходимо повышать точ- ность позиционирования.
%4 =аж Амплитуда высокочас- тотных колебаний Шерохова- тость (Ra=0,32 мкм) ^4тах~30 (90% от допуска) 0,27 0,22 0,03 1,1 Близко к предельному
Гпава 13. Программные испытания машин на параметрическую надежность 465
Для параметров, у которых Кп < 1, требуется разработка мероприя-
тий по изменению конструкции соответствующего узла или требований
к качеству его изготовления для сужения области состояний по данному
параметру.
Анализ полученных характеристик начального уровня параметриче-
ской надежности (табл. 13.3) показывает, что точность позиционирова-
ния при перемещении стола станка не удовлетворяет установленным
требованиям (< 1) и необходима доработка этого узла.
Для улучшенного варианта механизма позиционирования (более
точная шариковая винтовая пара в системе привода) получили меньшие
размеры области состояний и соответственно К* = 1,2 .
Изменение начальных параметров станка с течением времени связа-
но с медленно протекающими процессами и, в первую очередь, с изно-
сом базовых элементов. Для оценки этих изменений необходимо осуще-
ствить прогнозирование параметрической надежности испытываемого
объекта.
Результаты расчета изменения регламентированных выходных па-
раметров Хх, Х2 и Х3 на основе линейной модели параметрического
отказа (см. § 7.2) приведены в табл. 13.4. Эти изменения связаны с изно-
сом направляющих шпиндельной бабки и ходового винта стола. Пара-
метр Х4 = aw практически не будет изменяться при износе направляю-
щих и при данном прогнозе не учитывался. Значения ухср и ах для каж-
дого из параметров получены на основании испытаний на износ мето-
дом физико-статистического моделирования и путем расчета скорости
изменения регламентированных параметров траектории при износе на-
правляющих (см. § 11.3). Расчет вероятности безотказной работы станка
Р(/) проведен по формуле (7.5) по каждому из параметров при дли-
тельности работы станка / = 1 год и / = 10 лет с учетом двухсменной
работы станка и коэффициента загрузки 0,8. Начальные значения вы-
ходных параметров взяты из табл. 13.3 по результатам программных
испытаний. Рассматриваемые выходные параметры можно считать не-
зависимыми, поэтому вероятность безотказной работы всей системы
определялась как Р(^) = РХР2Р3- По результатам расчета и испытаний
построена функция надежности - изменение вероятности безотказной
работы системы во времени (рис. 13.11).
Эти зависимости являются полной характеристикой параметриче-
ской надежности системы и позволяют численно оценить показатели
надежности, в том числе и ресурс по точности.
466
Часть IV. Оценка и обеспечение надежности
Рис. 13.11 Функция параметрической надежности для расточного станка
Например, если задана допустимая вероятность безотказной работы
по точности Р(г) = 0,95 , то соответствующий ресурс будет составлять
Т = 5 лет.
Проведенные расчеты по прогнозированию показателей надежности
и анализ результатов программного испытания позволяют указать наи-
более эффективные методы повышения надежности и выявить слабые
места конструкции.
В результате испытания должен быть получен аттестат или сертифи-
кат, являющийся официальной характеристикой и документом, удосто-
веряющим качество и работоспособность машины, в первую очередь, по
ее выходным параметрам.
Табл. 13.3 и 13.4 иллюстрируют содержание основных граф аттеста-
та (или сертификата) на примере металлорежущего станка.
В сертификате указываются также данные об испытываемом объекте
(модель, назначение, основные технические характеристики), условия
испытания (диапазон режимов работы, внешние воздействия и др.) и
характеристики, установленные соответствующими стандартами (безо-
пасность работы, уровень шума и др.). Проведение исследовательских
испытаний машин для оценки их качества и надежности является одним
из ответственнейших этапов освоения новых моделей.
_____Глава 13. Программные испытания машин на параметрическую надежность 467
При таких испытаниях должна быть проверена результативность
принятых при проектировании конструктивных решений, указаны наи-
более эффективные пути достижения требуемого уровня качества и на-
дежности и дана гарантия того, что данная модель после внесения соот-
ветствующих исправлений может быть серийно изготовлена.
Таблица 13.4. Оценка параметрической надежности станка
Выходной параметр Область состояний по результатам испытаний Область работоспособ- ности %тах по ТУ, мкм Запас надежности Кн Результаты прогноза и расчета Расчет P(t) Средний ресурс по параметру Tq» лет
а0 ^ср> мкм Ох /=1год г=10лет
X' 15 2 33 1,75 0,45 0,8 0,9999 0,95 20
хг 15 1 25 1,25 0,70 0,22 0,9999 0,90 16
50 4 75 1,20 2,00 0,23 0,9999 0,86 13
Показатели параметрической надежности станка Вероятность безотказной работы P(t) 0,9997 0,730 Средний ресурс станка Гср=12 лет
Глава 14
РОЛЬ ТЕХНОЛОГИИ В ОБЕСПЕЧЕНИИ
НАДЕЖНОСТИ МАШИН
14.1. Связь параметров технологического процесса с
показателями надежности изделий
Технологический процесс изготовления, сборки и контроля изделия
должен с наименьшими затратами времени и средств обеспечить задан-
ный уровень качества продукции, включая и требования надежности.
Известно, что технология оказывает весьма существенное влияние на
показатели надежности изделия. Однако связь параметров технологиче-
ского процесса с надежностью готового изделия весьма сложна и, как
правило, не проявляется в явном виде.
Кроме того, технологу обычно трудно представить веское обоснова-
ние для того или иного мероприятия, связанного с повышением надеж-
ности изделия, так как его результаты скажутся лишь через длительный
промежуток времени и не в сфере деятельности данного предприятия.
Вместе с тем вся организация производства данного изделия, приме-
няемые технологические процессы, методы контроля и надзор за каче-
ством оказывают решающее влияние на показатели надежности выпус-
каемой продукции. Зависимость показателей надежности от характери-
стик технологического процесса можно представить следующей схе-
мой:
Все характеристики технологического процесса - метод обработки и
применяемое оборудование, последовательность операций, режимы
обработки, уровень автоматизации, методы контроля - определяют его
выходные параметры и, в первую очередь, показатели качества изготов-
ленного изделия.
Изучению связей между характеристиками технологического про-
цесса и показателями качества изделия (точностью, качеством поверх-
ности, механическими свойствами и др.) посвящена научная дисципли-
на «Технология машиностроения». Однако для решения вопросов на-
Гпава 14. Роль технологии в обеспечении надежности машин
469
дежности раскрытия этих взаимосвязей недостаточно. Показатели на-
дежности непосредственно связаны не с показателями качества техно-
логического процесса, а с эксплуатационными свойствами изделия.
Вместе с тем параметры технологического процесса оказывают не-
посредственное влияние на такие эксплуатационные свойства изделия,
как его износостойкость, прочность, коррозионная стойкость, тепло-
стойкость, стабильность механических и физических характеристик и
другие.
Следует иметь в виду, что связи между технологическими и эксплуа-
тационными параметрами (например, износом) имеют стохастическую
природу из-за рассеивания состава материала, различного положения
детали при обработке, колебания жесткости технологической системы и
других причин, определяющих точность и стабильность процесса обра-
ботки.
На рис. 14.1 приведена схема влияния рассеивания некоторого пара-
метра X как результата технологического процесса на скорость разру-
шения (износа) у , которая связана с данным параметром функциональ-
ной зависимостью (функция случайного аргумента) у = /(Jf).
Например, для многих
видов износа на скорость
изнашивания у влияет
твердость материала
X = HV, y = KlHVt где
К - коэффициент, зави-
сящий от материала изде-
лия и условий изнашива-
ния.
Значение твердости, в
свою очередь, является
результатом применяемо-
го технологического про-
цесса изготовления дан-
ной детали.
Рассеивание значе-
ний твердости материала
приводит к соответ-
ственному рассеиванию
скоростей изнашивания, и
при низком значении
Рис. 14.1. Зависимость скорости разрушения
(износа) у от параметра технологического
процесса X
470___________ Часть IV. Оценка и обеспечение надежности___________
твердости На < 7/min изделие будет иметь недопустимо высокую ско-
рость изнашивания уа, что может привести к преждевременному отка-
зу.
Естественно, что повышение стабильности технологического про-
цесса и контроль за недопустимостью изготовления изделий с парамет-
рами ниже #min обеспечат выпуск надежных изделий. Однако этот во-
прос не является таким простым, как кажется с первого взгляда.
Во-первых, часто неизвестна функциональная зависимость (или она
является стохастической) между параметром X и скоростью процесса
разрушения, поэтому допуск на данный параметр устанавливается
весьма условно, обычно на основе опыта эксплуатации изделий данного
типа.
Во-вторых, на величину у , как правило, влияет не один, а несколько
технологических параметров, причем не все они подвергаются контро-
лю.
Например, на скорость (интенсивность) изнашивания несмазанных
шероховатых поверхностей, кроме твердости материала Ну, влияет
также характеристика шероховатости поверхности (v + l)tga, где v -
показатель опорной поверхности (для различной шероховатости нахо-
дится обычно в пределах от 1,2 до 2) и a - угол наклона неровностей
[60]. В этом случае скорость изнашивания у зависит от трех техноло-
гических факторов - Hv, v и a:
У =----2L_-----. (14.1)
/7K(v + l)tga
Поэтому дисперсия у значительна, так как зависит от дисперсии
трех случайных аргументов, и в результате вероятность изготовления
деталей с недопустимым значением уа возрастает. Кроме того, при из-
готовлении деталей значение tga, как правило, не контролируется. Ре-
альная ситуация, которая имеет место при изготовлении сложных изде-
лий, заключается в том, что число контролируемых параметров меньше,
чем число параметров, влияющих на эксплуатационные свойства изде-
лия, а допуски на технологические параметры весьма условны и лишь
приблизительно отражают их связь с надежностью. Поэтому для обес-
печения надежности машин необходимо изучать влияние параметров
технологического процесса на эксплуатационные характеристики изде-
лия. В этом направлении проведены многочисленные исследования,
которые позволяют выявить основные технологические факторы, опре-
Гпава 14. Роль технологии в обеспечении надежности машин
471
деляющие износостойкость, усталостную прочность, коррозионную
стойкость и другие характеристики (см., например, [93], [128], [170] и
др-)-
Так, износостойкость обработанной поверхности, которая в машине
будет служить элементом пары трения, зависит от химического состава
и структуры материала, его механических характеристик - твердости,
пределов усталости и прочности (см., например, формулы (8.7) и (8.8)),
связанными с металлургическим процессами получения металла, с тер-
мическими и термохимическими процессами его обработки. На износо-
стойкость влияют также геометрические и физико-механические пара-
метры поверхностного слоя - рельеф поверхности, остаточные напря-
жения, которые являются результатом применяемых методов и режимов
механической обработки поверхности.
Так, при обработке металлов резанием возникновение в поверхност-
ном слое новых образований происходит в результате действия двух
противоположных процессов: упрочнения (наклепа) - в результате воз-
действия на поверхность усилий резания и разупрочнения (снятия на-
клепа) - в результате влияния температуры резания. В разных условиях
превалирует влияние то одного, то другого фактора.
На усталостную прочность оказывают влияние как характеристики
материала, так и состояние его поверхностных слоев и наличие техно-
логических дефектов. Возникающие в поверхностном слое при механи-
ческой обработке растягивающие остаточные напряжения обычно сни-
жают предел выносливости. Сжимающие напряжения, наоборот, могут
улучшить прочностные характеристики изделия. Это влияние особенно
ощутимо, когда детали работают при знакопеременных нагрузках и вы-
соких температурах. Поэтому для таких деталей особенно необходимо
выбирать технологический процесс обработки, обеспечивающий опти-
мальные физические параметры поверхностного слоя.
В качестве примера можно указать лопатки газотурбинных двигате-
лей, которые работают в условиях значительных напряжений, высоких
температур и подвергаются воздействию агрессивных сред.
Как показали исследования, на работоспособность лопаток большое
влияние оказывают характеристики поверхностного слоя, в первую оче-
редь, степень наклепа, величина и характер остаточных напряжений,
которые зависят от выбранного технологического процесса механиче-
ской обработки и свойств материала лопатки.
Коррозионная стойкость связана с такими показателями, как
сплошность, однородность покрытия по составу, стабильность по тол-
щине. Например, при электролитическом хромировании на показатели
качества покрытия влияют плотность тока, состав электролита, темпе-
ратура ванны и другие технологические параметры.
472 Часть IV. Оценка и обеспечение надежности________
Дня защитных покрытий, находящихся под воздействием агрессив-
ных сред, коррозионная стойкость зависит не только от вида и состава
покрытий, но и от режимов их нанесения, условий, в которых осущест-
вляется технологический процесс, возможностей регулировать и кон-
тролировать его параметры.
Таким образом, параметры технологического процесса и качество
изготовления изделия непосредственно влияют на его эксплуатацион-
ные свойства, которые, в свою очередь, определяют надежность изде-
лия. Однако нахождение зависимостей, выявляющих эти связи, пред-
ставляет собой весьма трудную задачу по следующим причинам.
Во-первых, эти зависимости весьма сложны и проявляются обычно
как вероятностные.
Во-вторых, эксплуатационные характеристики изделия зависят от
режимов и условий работы машины и могут изменяться в широких пре-
делах, как правило, неизвестных технологу.
В-третьих, из-за сложности физики самого технологического про-
цесса и возникающих побочных явлений трудно выявить все те пара-
метры изделия, которые действительно влияют на его эксплуатацион-
ные свойства.
И, наконец, между эксплуатационными характеристиками и показа-
телями надежности также имеются сложные функциональные и вероят-
ностные зависимости, рассмотренные выше.
Поэтому технологу необходимо иметь методы и средства для выяв-
ления тех параметров технологического процесса и тех показателей ка-
чества изготовленного изделия, которые оказывают наибольшее влия-
ние на его надежность.
Для решения этих задач, в первую очередь, следует проанализиро-
вать причины отказов изделий, связанных с несовершенством техноло-
гического процесса с его несоответствием требуемому уровню надеж-
ности. Классификация причин, вызывающих недопустимые отказы по
вине технологии, приведена на рис. 14.2.
Первая группа причин связана с недостаточной обоснованностью
принятых технических условий (ТУ) на параметры изделия и на допус-
ки его элементов, с несовершенством принятой технологической доку-
ментации, с недостатками методов испытания на надежность готового
изделия и его механизмов.
Технические условия на изготовление изделия должны отражать ос-
новные требования надежности. Часто можно наблюдать, как изделия,
выполненные в точном соответствии с техническими условиями на них,
обладают неодинаковыми показателями надежности, если они изготов-
лены различными технологическими методами. Примером может слу-
Гпава 14. Роль технологии в обеспечении надежности машин
473
жить изготовление турбинных лопаток, прецизионных шпинделей,
сложных корпусов и других ответственных деталей.
Чем выше требования к надежности изделия, тем большее число па-
раметров должно быть оговорено техническими условиями и тем досто-
вернее должны быть определены основные взаимосвязи между эксплуа-
тационными и технологическими параметрами изделия. Необходимо
также, чтобы методы испытаний изделий давали объективную оценку и
уровню их надежности, поскольку испытание является завершающим
этапом технологического процесса изготовления машины (см. гл. 13).
Рис. 14.2. Классификация отказов, связанных с несовершенством
технологического процесса
Вторая группа причин, которая приводит к недопустимым отказам
по вине технологии, связана с недостаточной надежностью самого тех-
нологического процесса. Технологический процесс является сложной
динамической системой с большим числом взаимосвязей, он характери-
зуется многими выходными параметрами.
Чтобы обеспечить выпуск качественной и надежной продукции, эта
система сама должна обладать высокой надежностью, что связано со
степенью совершенства технологического процесса, его стабильностью,
методами контроля и другими факторами, которые рассмотрены ниже
(см. 14.4).
Третья группа причин возникновения недопустимых отказов по ви-
не технологии связана с остаточными и побочными явлениями, порож-
даемыми самим технологическим процессом.
К ним относятся возникновение технологических дефектов (трещин,
раковин), изменение свойств материалов (например, структурные пре-
474 Часть IV. Оценка и обеспечение надежности________
вращения в отдельных зонах поверхности), а также дефекты, связанные
с технологической наследственностью.
Таким образом, связи между параметрами технологического процес-
са изготовления изделия и показателями его надежности сложны и мно-
говариантны. Они не могут, как правило, быть выявлены в виде систе-
мы зависимостей с известными коэффициентами и параметрами. По-
этому при разработке технологий, отвечающих требованиям надежно-
сти, используют следующие основные принципы и положения.
1. Технологический процесс не должен сопровождаться такими не-
контролируемыми побочными и остаточными процессами, которые мо-
гут повлиять на эксплуатационные характеристики изделия.
2. Технологическое оборудование, на котором осуществляется дан-
ный технологический процесс, должно сохранять во времени все харак-
теристики, определяющие качество изготовленной продукции, т.е. само
оборудование должно обладать высокой параметрической надежно-
стью.
3. Требование надежности относится и ко всему технологическому
процессу, включая контроль качества материалов и заготовок, изготов-
ление деталей, сборку, контроль и испытание готового изделия. Эта
сложнейшая технологическая система должна обладать высоким уров-
нем параметрической надежности.
4. Система управления качеством продукции (например, в соответ-
ствии со стандартом ИСО 9002) должна учитывать требования надеж-
ности или включать специальную подсистему управления надежностью.
Все мероприятия, связанные с оценкой технологического фактора в
обеспечении надежности изделия, будут иметь успех в том случае, если
они опираются на общую методологическую основу, используют ре-
зультаты исследований и испытаний конкретных образцов, применяют
программы автоматизированных расчетов технологических параметров
и постоянно пополняют базу соответствующих данных.
14.2. Остаточные и побочные явления технологических процессов
Современные технологические процессы изготовления изделий, на-
чиная от обработки заготовок и кончая финишными операциями, сопро-
вождаются, как правило, значительными силовыми и температурными
воздействиями на деталь при высоких требованиях к точности и произ-
водительности процесса.
Затраты энергии, необходимые для осуществления данного техноло-
гического процесса, приводят к целому ряду побочных явлений, кото-
рые изменяют свойства изделий, создают в них остаточные напряжения,
Глава 14. Роль технологии в обеспечении надежности машин
475
искажают структуру материала, приводят к появлению технологических
дефектов самого разнообразного характера.
К дефектам относятся как отклонения свойств и состояния материа-
ла, так и нарушения заданной точности формы и размеров, которые рас-
сматривают обычно отдельно как погрешность обработки.
Следует подчеркнуть, что возникновение дефектов является след-
ствием технологического процесса изготовления изделия, в то время
как повреждение - это результат его эксплуатации (см. § 6.2).
Для каждого технологического процесса имеются, как правило, ти-
пичные виды дефектов, связанные с теми или иными нарушениями хода
процесса или неблагоприятным сочетанием факторов.
Например, при отливке деталей из-за неравномерного остывания,
окисления, попадания в металл различных включений и газа могут поя-
виться дефекты в виде трещин, раковин, пор, ликвации (неоднородно-
сти химического состава) и неоднородности структуры. Кроме того,
возникают внутренние напряжения, которые приводят к короблению
детали и к последующему медленному изменению ее конфигурации в
процессе эксплуатации.
Аналогичные дефекты могут возникнуть и при сварке, причем для
этого технологического процесса специфичен локальный характер де-
фектов, захватывающих те зоны детали, которые подвергаются нагреву.
Дополнительные дефекты возникают при взаимодействии металла из-
делия и наплавленного металла. Так, по рекомендациям Международно-
го института сварки все дефекты соединений, полученных методом
сварки плавлением, подразделяются на шесть групп:
1. Трещины, которые возникают при затвердевании металла, а также
холодное растрескивание, слоистые разрывы при низкой пластичности
материала и растрескивание, возникающее при повторном нагреве свар-
ного соединения для снятия внутренних напряжений.
2. Раковины (поры, газовые включения), которые возникают в ре-
зультате усадки металла, а также поры, которые образуются в результа-
те химической реакции или физических изменений, происходящих в
процессе сварки.
3. Твердые включения - неметаллические (элементы шлака и флюса)
и металлические (окислы материала электрода и присадки).
4. Недостаточное оплавление и недостаточно прочное соединение
свариваемых частей.
5. Недостатки формы - поднутрение, угол наклона поверхности
сварочного шва, прожоги тонких листов материала и другие.
6. Прочие дефекты, такие как зазубрины, задиры, неровности на по-
верхности и другие.
476 Часть IV. Оценка и обеспечение надежности________
При термической и химико-термической обработке металлов и спла-
вов происходят сложные физико-химические процессы, в результате
которых возникают как явные дефекты (закалочные трещины, окисле-
ние), так и отклонения от требуемых параметров (структуры, твердо-
сти). Кроме того, в кристаллической решетке возникают специфические
дефекты (дислокации, вакансии), которые снижают прочностные харак-
теристики металла и в сильной степени зависят от режима обработки.
Особое влияние на работоспособность изделий оказывает механиче-
ская обработка, которая придает окончательные свойства и форму рабо-
чим поверхностям деталей. Обработка металлов резанием сопровожда-
ется сложными физическими процессами, вызывающими пластические
деформации, наклеп и нагрев поверхностного слоя. В результате обра-
зуется поверхностный слой со свойствами, которые являются следстви-
ем данного метода обработки и его режимов.
Часть технологических дефектов можно ликвидировать в процессе
обработки изделия или перед сборкой, вводя специальные технологиче-
ские операции (зачистку, снятие заусенцев, продувку и др.). Такие де-
фекты называют ликвидами. К ним относятся наплывы литья, пригары,
ржавчина, заусенцы и др. Однако внутренние дефекты материала устра-
нить, как правило, невозможно.
В каждом технологическом процессе, в зависимости от его физиче-
ской природы, заложены предпосылки для возникновения или, наобо-
рот, локализации тех или иных отклонений от идеального или регла-
ментируемого состояния материала.
Часто различные варианты технологического процесса, приводящие
к одинаковым, с точки зрения требований качества, результатам, при
более глубоком изучении обнаруживают разные склонности к образова-
нию дефектов.
В качестве примера на рис. 14.3 приведены электронные микрофото-
графии поверхностей прецизионных деталей после их окончательной
доводки при помощи притиров с абразивной пастой (по данным проф.
П.Н. Орлова).
На характер поверхности основное влияние оказывает интенсив-
ность динамического нагружения поверхностного слоя при воздействии
на него абразивных зерен. При этом ускоренное движение детали отно-
сительно притира (т.е. при наличии тангенциального ускорения ах) вы-
зывает неравномерную нагрузку отдельных микрообъемов, а изменение
ах создает переменные напряжения в поверхностных слоях. Скорость
распространения микротрещин и характер микрорельефа зависят от ин-
тенсивности указанных динамических воздействий.
Гпава 14. Роль технологии в обеспечении надежности машин
477
Режим добавки Обрабатываемый материал
Твердый сплав ВК6М Керамика 22ХС Рубин
V=var Миктроударное воздей- ствие «7 5 «•иИз-’Ь" л?
V=consf (а =01 микрорезание в г е
Увеличение Шерохова- тость X5000 Ro*0,040mkm X10000 Ro =0,08мкм Х20000 Ra*0,040MKM
Рис. 14.3. Поверхность деталей после абразивной доводки при различных
режимах обработки: а - vcp = 46, ах = 15,3, р = 0,04 ;
6-vcp = 126, ат = 0,1; в - vcp = 36, ах=9,2, р = 0,15;
a-vcp=62, р = 0,15 ; д-vcp = 23, at=3,8, р = 0,075;
e-vcp =62, р = 0,15 (vcp, м/мин; р, МПа ; ах, м/с2 )
Из рисунка видно, как за счет выбора оптимального режима доводки
(создание постоянной скорости относительного движения, когда ах = 0,
выбор давления и условий, при которых происходит микрорезание, а не
ударное воздействие абразива, и др.) обработанная поверхность, как по
рельефу, так и по наличию микротрещин и напряженному состоянию,
обеспечивает высокие эксплуатационные характеристики. В любом
случае поверхностный слой имеет зону с повышенным количеством
дефектов и микротрещин, переходящий в зону с деформированной кри-
сталлической решеткой без микротрещин (см. рис. 8.2). Правильно вы-
бранные режимы обеспечивают малую глубину первой зоны, мини-
478 Часть IV. Оценка и обеспечение надежности_______
мальное количество дефектов и благоприятный рельеф поверхностного
слоя.
Часто считают, что возникновение дефектов в процессе обработки
является следствием нарушения установленных технологических требо-
ваний, наличия несовершенного технологического оборудования, нару-
шения ритмичности работы предприятия, плохой организации труда и
т.д. Такой взгляд односторонне и примитивно рассматривает причины
возникновения дефектов, фиксируя лишь грубые нарушения при осуще-
ствлении технологического процесса.
В действительности физико-химические явления, которые сопрово-
ждают любой технологический процесс, порождают в материале изде-
лия отклонения от идеального строения и желаемых свойств. Выход
этих отклонений (которые всегда существуют) за установленные преде-
лы и приводит к возникновению дефектов.
Поэтому технологический процесс, бездефектный при одних требо-
ваниях к изделию, будет дефектным при повышенных нормативах на
выходные параметры. Изучение взаимосвязей между параметрами тех-
нологического процесса и процессом зарождения и возникновения де-
фектов - один из важных разделов технологии.
Заметную роль в возникновении дефектов в ряде случаев играет так
называемая технологическая наследственность [38;142;171].
Хотя для формирования показателей качества выпускаемых изделий
основное значение имеют последние (финишные) операции технологи-
ческого процесса, часть свойств передается и от промежуточных опера-
ций. Поэтому для оценки результатов процесса необходимо рассматри-
вать все этапы, участвующие в получении заданных свойств изделия, и
выявлять те операции, которые оказывают влияние на выходные пара-
метры готового изделия.
Носителями наследственной информации являются материал детали,
ее геометрическая форма, а также характеристики заготовки.
В ряде случаев «наследуются» отдельные конструктивные элементы
изделия, которые оказывают влияние на результаты технологического
процесса. На рис. 14.4 приведены примеры проявления технологической
наследственности при механической обработке прецизионных дета-
лей [38].
При обработке деталей, имеющих неравномерную жесткость (плит,
втулок с ребрами и т.п.), проявляется наследственность конструктивных
элементов. Форма обработанной поверхности отражает различную де-
формацию детали под действием сил резания в разных зонах обработки.
Это видно из сравнения кривых податливости детали 1 и формы обра-
ботанной методом фрезерования поверхности 2, полученных опытным
путем для изделия, имеющего ребра жесткости (рис. 14.4,а).
Глава 14. Роль технологии в обеспечении надежности машин
479
Рис. 14.4. Примеры проявления технологической наследственности при
обработке прецизионных деталей
Аналогично, при механической обработке гильзы, имеющей несим-
метричное сечение (на ее поверхности нарезается зубчатая рейка), круг-
лограмма показывает искажение наружной поверхности из-за перемен-
ной жесткости изделия (рис. 14.4,6). Это искажение формы (но в умень-
шенном масштабе) сохранится вплоть до финишных операций. Весьма
характерным для многих операций является технологическое
наследование погрешностей установочных баз, которые часто перено-
сятся на обрабатываемую поверхность детали. На рис 14.4,в приведены
графики деформации 1 в зоне зажима высокоточной гильзы и погреш-
ности ее формы 2 после шлифования. При обработке резанием, особен-
но при шлифовании, в ряде случаев возникают процессы возбуждения
колебаний при резании «по следу» (по уже имеющейся волнистости) и
процессы копирования формы инструмента. Так, например, волнистость
шлифовального круга 1 может переноситься на обработанную поверх-
ность 2, отражая погрешности круга (рис. 14.4,г).
Поскольку технологическая наследственность в большинстве случа-
ев оказывает отрицательное влияние на показатели качества и является
побочным процессом, при обработке изделия стремятся исключить пе-
редачу погрешностей обработки с операции на операцию, сделать их
как бы независимыми в технологическом отношении.
Таким образом, каждый технологический процесс приводит к воз-
никновению тех или иных остаточных и побочных явлений, которые
могут оказать существенное влияние на уровень надежности машины.
Поэтому всякое изменение технологического процесса изготовления
изделия изменяет, как правило, и его технические характеристики.
4§0 Часть IV. Оценка и обеспечение надежности_______
Это положение подтверждается многочисленными примерами из
практики. Так, применение при сборке клеевых соединений вместо
резьбового крепления деталей, с одной стороны, повышает демпфи-
рующую способность изделия, с другой - уменьшает его статическую
жесткость. Лазерная обработка отверстий вместо их сверления может
привести к недопустимому оплавлению кромок. Применение для кор-
пусных изделий полимербетона вместо чугуна придает новые свойства
изделию, но повышает опасность их изменения в процессе длительной
эксплуатации.
Особую опасность представляют те новые технологические процес-
сы, которые обеспечивают большую производительность за счет интен-
сификации воздействий различных видов энергии (механической, теп-
ловой) на обрабатываемый материал.
Это приводит к возникновению новых побочных процессов, которые
не изучены и их последствия неизвестны. В результате в готовом изде-
лии могут оказаться технологические дефекты, которые относятся к
недопустимым, но они либо пропущены из-за несовершенства методов
контроля, либо вообще не регламентированы. Это может привести к
тяжелым последствиям в сфере эксплуатации машины вплоть до воз-
никновения аварийных ситуаций.
Для предотвращения тяжелых последствий отказов, связанных с
технологическими дефектами, надо, во-первых, исключить применение
некоторых технологических процессов, несмотря на их эффективность,
во-вторых, не допускать возникновения дефектов определенных видов,
и, в-третьих, иметь средства для их обнаружения и контроля.
Регламентация предельно допустимых размеров и числа дефектов в
изделии должна учитывать вероятностную природу их возникновения и
влияние на выходные параметры изделия.
Для обнаружения дефектов применяется широкий диапазон методов
и средств. Наиболее эффективны неразрушающие методы.
Однако следует стремиться к минимуму контрольных операций для
отработанных технологических процессов, когда основная роль в обес-
печении качества принадлежит технологическому оборудованию.
14.3. Параметрическая надежность технологического
оборудования
Изготовление бездефектной продукции связано, прежде всего, с ка-
чеством и уровнем развития того оборудования (технологических ма-
шин), на котором осуществляется данный технологический процесс.
Технологическое оборудование - металлорежущие станки, прессы,
литейные и сварочные машины, агрегаты для термообработки, прокат-
Глава 14. Роль технологии в обеспечении надежности машин
481
ные станы, сборочные автоматы и др. - является основной наиболее
дорогой частью технологической системы, от работоспособности кото-
рой зависит эффективность всего процесса.
Хотя показатели качества изготовляемых изделий зависят не только
от оборудования, но и от технологической оснастки, инструмента, заго-
товок, оператора и других компонентов технологической системы, воз-
можности оборудования играют, как правило, основную роль. Поэтому
обеспечение высоких начальных характеристик технологического обо-
рудования, длительное их сохранение в процессе работы является необ-
ходимым условием для осуществления бездефектного технологического
процесса.
Как показывает практика и проведенные исследования, технологиче-
ское оборудование в процессе эксплуатации постепенно теряет свои
начальные характеристики, что приводит к снижению качественных
показателей технологического процесса: уменьшению запаса точности,
увеличению вероятности получения некачественной продукции, сокра-
щению технологических возможностей оборудования.
Эти факторы связаны с параметрической надежностью оборудова-
ния, которую называют также технологической надежностью
Технологическая надежность оборудования - это его свойство
сохранять в заданных пределах и во времени значения показателей,
определяющих качество осуществления технологического процесса.
Для оценки уровня технологической надежности применяются те же
показатели, что и при определении параметрической надежности любой
машины. Специфика заключается в установлении номенклатуры вы-
ходных параметров, которые во многих случаях являются характери-
стиками законов движения и точности траекторий формообразующих
узлов технологической машины (см. § 3.2).
Возможности по обеспечению высокого уровня технологической на-
дежности оборудования связаны со степенью развития машин-орудий,
их совершенством, уровнем автоматизации и теми функциями техноло-
гического процесса, которые они выполняют.
Рассмотрим, какие функции может выполнять технологическая ма-
шина в зависимости от степени ее совершенства. Изготовление любой
детали складывается из четырех основных этапов: 1) установление про-
граммы (задания), включающей технические условия на объект обра-
ботки; 2) управление ходом технологического процесса - изменение и
включение скоростей, согласование различных движений; 3) осуществ-
ление процесса обработки - сообщение необходимых усилий и скоро-
стей заготовке и инструменту с требуемой точностью взаимного пере-
мещения; 4) контроль и управление качеством процесса обработки -
32 Зак. 138
482 Часть IV. Оценка и обеспечение надежности
оценка соответствия технологического процесса заданию и внесение
необходимых поправок.
Технологический процесс и взаимодействие его этапов могут быть
представлены следующей блок-схемой с обратной связью:
Осуществление любого технологического процесса, даже если он
выполняется вручную, без всякого оборудования, также соответствует
приведенной блок-схеме. В этом случае процессом управляет мозг че-
ловека, осуществляют процесс его руки и контролируют глаза. Эти
функции человека не изменяются и в том случае, когда его труд облег-
чен благодаря применению рабочего инструмента или орудий труда.
Первая стадия развития технологического оборудования заключа-
лась в использовании таких механизмов, которые облегчали труд рабо-
чего, но не вносили принципиальных изменений в ход технологическо-
го процесса. Такие орудия дошли и до наших дней. Хотя электродрель
для сверления, станки для ручной заточки инструмента, молот для сво-
бодной ковки, агрегат для ручной сварки и другие аналогичные машины
имеют современный привод и совершенный инструмент, при их исполь-
зовании ход технологического процесса всецело зависит от квалифика-
ции рабочего.
Вторая стадия развития технологического оборудования наступила
тогда, когда оно из орудия труда превратилось в машину. Эта машина
стала выполнять технологический процесс без участия человека при
помощи специальных механизмов и устройств, которые регулируют
необходимые воздействия инструмента или среды на заготовку.
Так, в металлорежущих станках имеется строгая кинематическая
связь между заготовкой и инструментом. При штамповке в закрытых
штампах точность обработки зависит от качественных показателей обо-
рудования и инструмента.
Однако на этой ступени развития оборудования функции управления
процессом и контроля за его ходом по-прежнему выполняет рабочий.
Он включает машину, изменяет скорости ее рабочих органов, включает
вспомогательные перемещения узлов, контролирует ход технологиче-
ского процесса и при необходимости вмешивается в него, подналаживая
инструмент или механизмы.
Глава 14. Роль технологии в обеспечении надежности машин
483
Третья стадия развития оборудования - это создание автоматов, в
которых функции управления осуществляются специальными система-
ми и механизмами (станки-автоматы, прокатные станы, горизонтально-
ковочные, сварочные и другие автоматы). Механизмы этих машин-
автоматов осуществляют весь цикл обработки изделия без участия че-
ловека, производя переключения и изменения скоростей, включение
вспомогательных перемещений, соблюдая строгую последовательность
цикла.
Однако контроль за осуществлением технологического процесса по-
прежнему осуществляет человек, хотя он непосредственно и не участ-
вует в выполнении технологического процесса. Наладчик, наблюдая за
работой автомата, периодически подналаживает механизмы, заменяет
износившийся инструмент, регулирует его положение, исправляет не-
большие неполадки в машине, контролирует качество выпускаемой
продукции.
Четвертая стадия развития технологического оборудования за-
ключается в полной реализации блок-схемы технологического процесса
механизмами машины.
В этом случае технологическая машина становится саморегулируе-
мым автоматом, который функционирует без участия человека.
В последние годы появился ряд систем автоматической подналадки
или стабилизации работы технологических машин с функциями при-
способляемости и защиты от влияния различных воздействий на устой-
чивую работу оборудования. Например, в электросварочных автоматах
осуществляется контроль процесса сварки и регулируются электриче-
ские параметры машины; в прокатных станах с активным контролем
продукции автоматически осуществляется подналадка валков; в метал-
лургических агрегатах регулируется процесс плавки; в металлорежущих
станках с активным контролем осуществляется подналадка отдельных
механизмов. Есть станки с регулированием усилий обработки и точно-
сти перемещения, станки с автоматической компенсацией износа режу-
щего инструмента и другие [144; 168].
На рис. 14.5 приведена схема станка-автомата с полным набором
систем и механизмов для осуществления принципа саморегулирования
для управления точностью обработки.
Специальные системы контролируют все основные параметры и
воздействия, которые могут повлиять на нормальный ход технологиче-
ского процесса. Для этой цели измеряются параметры станка и техноло-
гического процесса - силы резания, износ инструмента, кинематические
параметры станка, вибрации, точность перемещения формообразующих
узлов и др. Измеряются также параметры обработанной детали, в пер-
вую очередь, ее геометрия и качество поверхности и оцениваются пара-
32*
484
Часть IV. Оценка и обеспечение надежности
Рис. 14.5. Схема станка-автомата с саморегулированием его параметров
метры заготовки. Кроме того, осуществляется контроль внешних воз-
действий на станок, например вибраций, передающихся от других агре-
гатов, изменений температуры и т.п.
Вся информация направляется в механизм управления, который вво-
дит соответствующие поправки в программу работы станка и приводит
в действие исполнительные механизмы подналадки, исправляющие из-
мененные параметры. В сложных станках-автоматах возможно также
введение блока, который запоминает и анализирует информацию, попа-
дающую в механизм управления, и вырабатывает наиболее рациональ-
ную коррекцию программы управления станком.
Классификация измеряемых параметров в системах автоматического
обеспечения точности обработки и примеры существующих решений
для металлорежущих станков приведены в табл. 14.1.
На построение системы саморегулирования оборудования сущест-
венное влияние оказывают скорости процессов, действующих на маши-
ну (см. § 1.5). Именно они определяют выбор датчика, метод контроля
изменяющихся параметров, периодичность или непрерывность работы
механизмов подналадки. Для быстропротекающих процессов, процес-
Глава 14. Роль технологии в обеспечении надежности машин
485
сов средней скрести и медленных системы саморегулирования будут
различны.
В настоящее время нет технологической машины с одновременным
использованием всех систем, указанных на рис. 14.5. В каждом кон-
кретном случае применяются те автоматизированные системы, повы-
шающие точность и качество обработки, которые дают наибольший
эффект для данного технологического процесса.
Для станков и технологических машин с числовым программным
управлением (ЧПУ) системы управления точностью можно подраз-
делить на четыре типа.
Первый, наиболее простой тип, когда в систему ЧПУ введена посто-
янная коррекция, учитывающая индивидуальные особенности данного
оборудования и компенсирующая его систематические погрешности.
Более совершенны системы, управляющие точностью, в которых кор-
рекция осуществляется на основании результатов измерения выходных
параметров технологической машины (второй тип систем) или косвен-
ных признаков, например температур или вибраций (третий тип). Во
всех этих системах подналадка (коррекция) осуществляется через ис-
полнительные механизмы машины (станка). Более сложны, но более
совершенны системы четвертого типа, которые имеют специальные
механизмы для выполнения коррекции (механизмы подналадки) основ-
ных узлов технологической машины.
В последние годы наблюдается появление все большего числа меха-
низмов и систем, повышающих точность обработки и технологическую
надежность оборудования методами автоматического управления (см.
табл. 14.1).
Особое внимание к технологической надежности обусловлено тем,
что во многих случаях параметрический отказ оборудования, связанный
с нарушением показателей качества технологического процесса, гораздо
опаснее по своим последствиям, чем отказ функционирования, когда на
время прерывается процесс обработки. Если же осуществляются дли-
тельные непрерывные процессы (металлургические, термообработка,
химические процессы и др.), тогда любое нарушение хода технологиче-
ского процесса приводит обычно к тяжелым последствиям.
В связи с этим для повышения технологической (параметрической)
надежности сложного высокоэффективного оборудования и возникла
новая тенденция, которая заключается в применении автоматики не
только для повышения производительности технологической машины,
но и для обеспечения ее работоспособности по показателю качества в
течение всего периода использования технологической системы.
Развитие этих идей означает переход от пассивных методов реше-
ния проблемы технологической надежности оборудования к активным.
486
Часть IV. Оценка и обеспечение надежности
Следует отметить, что тенденция повышения параметрической на-
дежности средствами автоматики характерна не только для технологи-
ческого оборудования, но и для других сложных автоматизированных
машин и систем (см. § 15.5).
Таблица 14.1. Источники информации в системах обеспечения точности
обработки
Источник инфор- мации Объект контроля Измеряемые па- раметры Примеры автоматизирован- ных систем станка, повы- шающих точность обработки
Выход- ные па- раметры станка Положение рабочего органа Точность пози- ционирования Точность взаим- ного положения узлов Система управления поло- жением стола при подводе в позицию остановки Система коррекции положе- ния стола относительно шпинделя
Движение рабочего органа Параметры круго- вой траектории Параметры траек- тории поступа- тельного движения Точность относи- тельного движе- ния формообра- зующих узлов Система управления поло- жением оси шпинделя (магнитные и гидростатические опоры) Механизмы коррекции дви- жения суппорта Автоматизированные систе- мы обеспечения кинемати- ческой точности станка
Характе- ристики условий эксплуа- тации и режимов обработ- ки Внешние воздейст- вия Температура ок- ружающей среды Параметры вибра- ционных воздей- ствий Система управления поло- жением узла с учетом тем- пературы Система активной виброза- щиты
Внутрен- ние воз- действия Температура или количество тепло- ты, выделяемой при резании Силы резания Адаптивные системы про- граммного управления Система управления режи- мами обработки
Гпава 14. Роль технологии в обеспечении надежности машин
487
Окончание табл. 14.1.
Источник инфор- мации Объект контроля Измеряемые па- раметры Примеры автоматизирован- ных систем станка, повы- шающих точность обработки
Характе- ристики состоя- ния ком- понентов техноло- гической системы Станок Деформация не- сущей системы Параметры вибра- ционных и тепло- вых полей Износ формообра- зующих узлов Системы направленного деформирования корпусных деталей Системы генерирования антивибраций Системы стабилизации теп- ловых полей Устройства автоматической компенсации износа
Инстру- мент Размерный износ Степень повреж- дения режущей части Устройства автоматической замены инструмента Механизмы правки шлифо- вального круга
Заготовка Припуск Размер дефектов Степень неодно- родности Системы отбраковки де- фектных заготовок То же То же
Деталь Точность разме- ров Параметры шеро- ховатости Системы активного контро- ля и управления режимами обработки То же
Применение автоматизированного оборудования с системами адап-
тации и саморегулирования облегчает их включение в большие произ-
водственные комплексы, в том числе гибкие, и упрощает создание ав-
томатизированных систем управления качеством и надежностью выпус-
каемой продукции (см. § 14.5).
14.4. Надежность технологического процесса
Обеспечение параметрической надежности технологического обору-
дования - лишь одна часть проблемы надежного функционирования
всей технологической системы. В этом направлении должны решаться
две основные задачи.
Во-первых, необходимо обеспечить надежность всего технологиче-
ского комплекса, предназначенного для изготовления данного изделия,
и, главное, надежность осуществления разработанных технологических
процессов. Основная цель всех мероприятий в этой области заключает-
488 _____Часть IV. Оценка и обеспечение надежности________
ся в том, чтобы добиться строгого выполнения всех требований ТУ к
параметрам технологического процесса.
Во-вторых, необходимо установить, насколько сами ТУ и регламен-
тированные в них параметры действительно обеспечивают надежность
изделия. Нужно ли, и в каком направлении осуществлять коррекцию
данного технологического процесса. Эти задачи обычно решаются в
рамках системы по управлению качеством и надежностью (см. §14.5).
Рассмотрим методический подход к решению проблемы по оценке и
обеспечению надежности технологического процесса изготовления
данного изделия.
При изготовлении изделий машиностроения в единый комплекс объ-
единены оборудование, средства контроля и управления, вспомогатель-
ные и транспортные устройства, обрабатывающий инструмент или сре-
ды, объекты производства (заготовки, полуфабрикаты, готовые изде-
лия), находящиеся в постоянном движении и изменении, и, наконец,
люди, осуществляющие процесс обработки или управляющие им.
Технологические системы с позиций надежности характеризуются
специфическими особенностями, которые, с одной стороны, затрудняют
решение задачи по созданию высоконадежного технологического про-
цесса, а, с другой стороны, обладают целым рядом положительных
свойств и возможностей.
Трудности в обеспечении технологического процесса связаны с
большой сложностью технологических систем, с наличием многочис-
ленных и разнообразных взаимосвязей и с высокими требованиями к
его надежности.
Вместе с тем технологические системы обладают и такими свойст-
вами, которые облегчают задачу обеспечения высокой надежности тех-
нологического процесса. Это, во-первых, возможность изменять струк-
туру системы и ее элементов: вводить дополнительный контроль, раз-
бивать операции на ряд переходов, ужесточать требования к отдельным
операциям, изменять режимы работы, что непосредственно отражается
на надежности технологического процесса. Во-вторых, технологические
системы могут обладать свойством саморегулирования и при изменении
условий, в которых протекает технологический процесс, автоматически
или за счет целенаправленных действий людей изменять свои характе-
ристики, обеспечивая требуемый уровень надежности.
Одной из основных особенностей технологического процесса явля-
ется взаимодействие его качественных и количественных показателей.
При осуществлении любого техпроцесса имеется, как правило, стрем-
ление обеспечить и требуемый уровень качества и высокую производи-
тельность процесса. Однако эти две стороны нередко вступают в проти-
воречие: повышение производительности может привести к ухудшению
Глава 14. Роль технологии в обеспечении надежности машин
489
качества и, наоборот, более высокое качество может быть получено за
счет снижения производительности. Поэтому надежность технологиче-
ского процесса должна быть обеспечена как по качественным, так и по
его количественным показателям.
Надежность технологического процесса - это его свойство обес-
печивать изготовление продукции в заданном объеме, сохраняя во
времени установленные требования к ее качеству.
Понятие надежности технологического процесса отличается от по-
нятия стабильности - свойства технологического процесса сохранять
показатели качества изготовляемой продукции в заданных пределах в
течение некоторого периода времени.
Технологический процесс может быть стабильным, но иметь низкую
надежность.
При производстве сложных высококачественных изделий техноло-
гический процесс их изготовления должен обладать чрезвычайно высо-
ким уровнем надежности.
Сделаем такой гипотетический расчет. Пусть машина состоит из 105
деталей и при обработке у каждой детали в среднем контролируется 10
параметров. Примем, что только один параметр из 100 влияет на надеж-
ность готового изделия; тогда с надежностью изделия связано 104 пара-
метров.
Если на каждой операции, связанной с обеспечением одного из 104
параметров (точности, шероховатости, твердости, химсостава, жестко-
сти, прочности и т.п.) будет возникать один технологический отказ на
10000 изделий, то вероятность безотказности технологического процес-
са на данной операции будет = 0,9999. Однако в этом случае каж-
дая машина в среднем будет иметь один недопустимый отказ, связан-
ный с технологическим процессом. Таким образом, достаточно высокая
надежность осуществления технологического процесса на отдельной
операции приводит к недопустимым последствиям при изготовлении
всей машины. Это говорит о чрезвычайно высоких требованиях, кото-
рые должны предъявляться к надежности всего технологического ком-
плекса.
Показатели, которыми оценивается надежность технологического
процесса, те же, что и для оценки надежности любой системы. При этом
безотказность данного процесса характеризуется вероятностью получе-
ния заданных технологических параметров в установленных пределах.
Параметрические отказы технологических систем могут быть посте-
пенными и внезапными. Постепенные отказы связаны с процессами из-
носа технологических машин, инструмента, оснастки и средств контро-
ля, с температурными деформациями, химическими воздействиями и
31 Зак. 138
490 ______Часть IV. Оценка и обеспечение надежности_________
т.п. Внезапные отказы могут быть вызваны ошибками людей (наладчи-
ка, контролера), следствием дефектов в заготовках и комплектующих
изделиях при недостаточном входном контроле и т.п. Эти отказы сво-
дятся к минимуму при организации эффективной системы по управле-
нию качеством.
Формирование выходных параметров изделия в процессе его изго-
товления имеет свою специфику, связанную со структурой технологи-
ческого процесса, методами контроля, надежностью осуществления
отдельных операций и переходов. Рассмотрим схему оценки надежно-
сти технологического процесса, состоящего из « п » последовательных
позиций (рис. 14.6). В результате этого процесса необходимо, чтобы
«w» параметров изготовленного объекта Х}уХ2,...,Хт находились в
пределах допуска. Вероятность Р(/) выхода любого из параметров за
пределы допуска определит уровень безотказности данного технологи-
ческого процесса. Значение Р(г) будет изменяться (снизится) с течени-
ем времени при старении компонентов технологической системы.
Рис. 14.6. Схема формирования показателей надежности
технологического процесса
Выходные параметры изделия обеспечиваются в результате после-
довательной обработки заготовки и полуфабрикатов, причем для каж-
дой операции, как правило, назначены свои выходные параметры
Вероятность безотказности технологического процесса Р, (г) на каж-
дой i -й позиции может быть оценена общими методами, рассмотрен-
ными выше и примененными, в данном случае, для технологической
машины.
Однако вероятность безотказного осуществления процесса по всей
технологической цепочке не равна произведению соответствующих
(г) для каждой операции (она обычно выше этого значения) по сле-
дующим причинам:
___________Глава 14. Роль технологии в обеспечении надежности машин_491
1. Финишные операции технологического процесса играют особую
роль, поскольку именно там изделие приобретает окончательные свой-
ства и заданную форму (II группа выходных параметров).
2. Лишь часть выходных параметров промежуточных операций пе-
реходит в разряд окончательных (I группа на рис. 14.6).
3. Вместе с тем из-за явлений технологической наследственности на
часть выходных параметров (III группа) оказывают влияние характери-
стики промежуточных операций.
4. Характеристики материала, заготовок и комплектующих изделий,
которые не подвергаются входному контролю, могут повлиять на зна-
чения выходных параметров изделия.
5. При осуществлении техпроцесса используются контрольные опе-
рации, которые могут обнаруживать и не допускать появления парамет-
ров, не удовлетворяющих ТУ. Контрольные операции с позиции «схем-
ной» надежности (см. § 4.2) играют роль резервных элементов.
При рассмотрении схемы для оценки параметрической надежности
всего технологического процесса (рис. 14.6) надо учитывать, что воз-
можности контроля велики, но не безграничны, так как сам процесс
контроля имеет определенный уровень надежности, не все параметры и
не все изделия подвергаются контролю, а отбраковка большого числа
изделий недопустима с экономических позиций.
Кроме того, следует стремиться к минимуму контрольных операций,
наличие которых требует дополнительных материальных затрат.
Рассмотрим вначале, как на i -й промежуточной позиции технологи-
ческого процесса формируются выходные параметры
они будут входными для (/ 4-1) -й позиции, а часть из них и параметра-
ми всего технологического процесса (параметры I группы).
Надежность технологического процесса Р, на данной позиции мо-
жет быть повышена за счет операции контроля всех q параметров или
части из них. Надежность каждой (X -й) контрольной операции за-
висит от метода контроля (сплошного или выборочного) и от совершен-
ства измерительной системы. Поскольку контрольная операция К, иг-
рает роль дублирующего элемента (см. формулу (4.6)), то вероятность
безотказного обеспечения выходных параметров на данной позиции
будет
1
31*
492 Часть IV. Оценка и обеспечение надежности__________
Где q, _ число выходных параметров на i -й технологической позиции,
- вероятность получения данного (X -го) параметра в пределах до-
пуска; р^ - надежность контрольной операции по измерению данного
параметра.
Если данный параметр не контролируется, то = 0 и вероятность
его обеспечения целиком определяется надежностью данной технологи-
ческой операции.
Для абсолютно надежного контроля вероятность правильного изме-
рения р^ = 1, что дает возможность исключить изготовление изделия с
недопустимым значением измеряемого параметра (рХ1.= 1) - отбрако-
вать эту деталь или исправить ее. Из всех qf выходных параметров дан-
ной технологической позиции лишь часть из них q0 < q будет входить в
перечень выходных параметров всего изделия (параметры I группы). Но
все параметры, полученные в результате обработки на z-й позиции,
будут входными для последующей (i 4-1 )-й технологической позиции, и
их значения влияют на надежность остальных этапов технологического
процесса.
Особое значение имеет контроль Кп выходных параметров послед-
ней (/ = и), завершающей стадии технологического процесса, когда
могут контролироваться параметры, полученные не только на этой опе-
рации (параметры II группы), но и те, которые сформировались (и час-
тично уже контролировались) на предыдущих операциях. Функции кон-
троля будут выполнять также испытания изделия, проводимые после
его изготовления, сборки и отладки.
При оценке надежности всего технологического процесса следует
учитывать также, что отклонение от установленных выходных парамет-
ров может быть связано с недостаточным качеством заготовок и ком-
плектующих изделий, и материалов, когда входной контроль не
полностью обнаруживает их дефекты (вероятность рвх оценивает эф-
фективность входного контроля). Кроме того, должны быть обнаруже-
ны отклонения, причины появления которых связаны с технологической
наследственностью (параметры III группы).
Исходя из вышесказанного, можно получить следующую формулу
для оценки вероятности получения контролируемых выходных пара-
метров изделия в заданных пределах в результате осуществления всего
технологического процесса его изготовления
Гпава 14. Роль технологии в обеспечении надежности машин
493
Л0=^ПН1-а)(1-а)],
к-\
где т - число регламентированных выходных параметров изделия, по-
лученных в результате осуществления данного технологического про-
цесса; рх - вероятность получения каждого из т выходных параметров
в пределах допуска; рк - надежность соответствующей контрольной
операции по измерению данного параметра; Рвх - надежность обеспе-
чения входных параметров.
При использовании этой формулы следует учитывать следующее.
Во-первых, в перечень т выходных параметров входят как Хт па-
раметров, полученных в результате обработки на последней позиции,
так и параметры ^qoi, полученные на предыдущих позициях, -
•
Во-вторых, контроль охватывает не все параметры.
Вместе с тем возможен повторный контроль тех параметров, кото-
рые уже контролировались на промежуточных операциях. Это сущест-
венно повысит надежность технологического процесса применительно к
параметрам с повышенными требованиями.
В-третьих, параметрическая надежность технологического оборудо-
вания, как и любой машины, изменяется в процессе эксплуатации, по-
этому значения рх и рК, а следовательно, и P(t) всего технологиче-
ского процесса, являются функциями времени.
Высокие требования к надежности технологического процесса могут
быть выполнены в том случае, если обеспечен запас надежности по ка-
ждому из основных параметров, и вся организация производства на-
правлена на получение бездефектной продукции.
Не в увеличении числа контрольных операций, а в создании таких
технологических систем, которые обладают более высокими возможно-
стями по изготовлению прецизионных изделий, заключается основное
направление для решения этой задачи. Такой путь особенно необходим
при освоении новых образцов изделия с более высокими требованиями
к их техническим характеристикам.
Часто отказы, связанные с технологией, возникают потому, что ее
возможности не соответствуют возросшим требованиям к изделию, и не
создан запас надежности. В результате параметры техпроцесса стано-
вятся близкими к предельным.
Уровень технологического процесса должен соответствовать требо-
ваниям, предъявляемым к качеству и надежности изделий.
494 _______Часть IV. Оценка и обеспечение надежности________
Нельзя старыми методами изготовить изделие с повышенными
требованиями к его параметрам.
Решающее влияние на надежность технологического процесса и соз-
дание запаса надежности оказывает автоматизация технологического
процесса.
Автоматизация создает условия для стабильного протекания тех-
нологического процесса, обеспечивает управление его ходом, приводит
к более высокой однородности изделий, чем при изготовлении с участи-
ем человека. Широкие возможности человека по принятию разнообраз-
ных целенаправленных решений для получения изделий более высокого
качества сочетаются с его недостатками, в том числе с возможностью
осуществления таких действий, которые приведут к снижению показа-
телей качества. Так, например, из-за утомляемости возможно изготов-
ление станочником неточной детали и пропуск брака контролером. Ав-
томатизация технологического процесса, когда все операции осуществ-
ляют механизмы, не только способствуют повышению производитель-
ности процесса, но и является ключом для решения проблемы качества.
В этом случае технологический процесс не подвержен в такой степени,
как при ручной обработке, опасности резких отклонений от установлен-
ного уровня качества, в него органически могут быть включены функ-
ции контроля и управления ходом процесса [16].
Значительный эффект может быть достигнут, если процесс обладает
функциями самонастройки, когда при изменении условий, в которых он
осуществляется, автоматически изменяются и параметры процесса.
Создание самонастраивающегося и саморегулируемого оборудования, в
том числе с искусственным интеллектом, которое, подобно живым ор-
ганизмам, обладает функциями приспособления к изменившимся усло-
виям работы и восстановления утраченной работоспособности, позво-
лит не только обеспечить ход технологического процесса, но и осуще-
ствлять свои функции длительное время, не опасаясь как внешних воз-
действий, так и процессов, происходящих в самих машинах (см. § 14.3).
14.5. Требования надежности в системах по управлению
качеством продукции
Проблема качества касается всех этапов жизненного цикла изделия,
отраженных в так называемой «петле качества» (см. рис. 1.1), и включа-
ет проектирование и разработку технических требований к изделию, его
производство и реализацию, ремонт и техническое обслуживание.
Сфера производства, где «рождается» и получает «право на жизнь в
обществе» новое изделие, во многом определяет успех или бесполез-
Глава 14. Роль технологии в обеспечении надежности машин
495
ность тех значительных затрат интеллектуального труда, времени и
средств, которые вложены в его создание.
Обеспечение высокого качества выпускаемой продукции, которое
включает и показатели надежности, связано с широким кругом техниче-
ских, экономических и социальных проблем. Для их решения в совре-
менном производстве осуществляется системный подход, который по
определению стандарта ИСО-9000 включает «совокупность организа-
ционной структуры, ответственности, процедур, процессов и ресурсов,
обеспечивающих осуществление общего руководства качеством» [148].
Все мероприятия, направленные на достижение необходимого уров-
ня качества выпускаемой продукции, объединяются в единую систему
управления качеством, которая разрабатывает и осуществляет «методы
и деятельность оперативного характера, используемые для удовлетво-
рения требований к качеству» (стандарт ИСО 8402).
Как правило, системы управления качеством включают, в той или
иной степени, и вопросы надежности.
Общая схема функционирования системы управления качеством в
процессе производства, согласно [191], представлена на рис. 14.7.
Стержнем системы является «программа качества - документ, рег-
ламентирующий конкретные меры в области качества, распределение
ресурсов и последовательность действий, относящихся к конкретной
продукции» (ИСО 8402). Этот блок связан с другими функциональными
блоками, которые должны обеспечить постоянную коррекцию конкрет-
ного содержания программы с целью повышения качества продукции с
одновременным сокращением производственных потерь и сведением к
минимуму задержек в осуществлении производственного процесса.
Оценка качества осуществляется на всех стадиях производственного
процесса на основании результатов контроля продукции, измерения
параметров технологической системы и окружающей среды, испытания
объектов производства.
Результаты контроля, измерений и испытаний классифицируются и
создают базу данных, которая используется для выработки корректи-
рующих воздействий. Последние подразделяются на оперативные, ко-
торые могут быть реализованы за короткое время, и долгосрочные, свя-
занные с более существенными изменениями в программах по управле-
нию качеством и требующие дополнительных разработок.
Документально все обобщения по результатам оценки качества
оформляются в виде еженедельных и ежемесячных отчетов, специаль-
ных анализов и докладов для руководства.
Общие принципы и философия управления качеством воплощаются
в различные системы, специфика которых зависит от объекта производ-
ства, уровня развития техники и технологии, степени автоматизации
496
Часть IV. Оценка и обеспечение надежности
Рис. 14.7. Взаимодействие в системе управления качеством
производства и других факторов. Новые методы организации и управ-
ления производством наряду с качеством включают и проблемы, свя-
занные с надежностью, производительностью, экономикой, структурой
производства, со всем тем, что определяет эффективность производства
и конкурентоспособность выпускаемых изделий.
При этом вопросы качества всегда играют ведущую роль.
Разработка систем бездефектного труда [44] и нулевых дефектов
(Zero defect production system) [181] явилась первым шагом в создании
специальных систем по управлению качеством в процессе производства
изделий.
Дальнейшее их развитие отражает успехи техники и технологии со-
временного производства.
Основные идеи, положенные в основу таких систем, заключаются в
едином подходе для оценки всех процессов формирования качества, в
анализе причин возникновения производственных дефектов и создании
условий для изготовления только качественной продукции, в выявлении
роли «человеческого» фактора, в рациональном использовании средств
и методов контроля.
Ужесточение требований к качеству выпускаемых изделий привело
к трансформации ранее созданных систем в программу тотального
Гпава 14. Роль технологии в обеспечении надежности машин
497
обеспечения качества (TQC - total quality control). Один из принципов
этой системы - отказ от идеи «приемлемого уровня качества» и переход
к методам, не допускающим возникновения брака, к повышению ответ-
ственности персонала за каждый этап производства изделия.
Большое внимание к роли человека в формировании качества про-
дукции и, в связи с этим, организация «кружков качества», материаль-
ное и моральное стимулирование персонала, повышение его ответст-
венности и другие аналогичные методы характерны для японских сис-
тем [197].
Большое влияние методы управления качеством оказывает компью-
теризация производства, когда появляются такие возможности, как ор-
ганизация обширной базы данных, слежение за состоянием оборудова-
ния и инструмента, автоматизированная коррекция хода технологиче-
ского процесса, а также получение оперативной информации о состоя-
нии и надежности функционирования всего технологического комплек-
са.
Организация производства по методу «делать все вовремя» (just-in-
time) [188] позволяет создать такую программу, при осуществлении ко-
торой становится возможным работать без заделов и запасов сырья и
полуфабрикатов, поскольку не допускаются простои оборудования и
выпуск бракованных изделий, а также обеспечивается немедленный
переход к изготовлению изделий другой конфигурации.
Все это предъявляет новые требования к системе по управлению ка-
чеством (CAQ), которая становится одной из подсистем интегрирован-
ного производства (CIM - computer integrated manufacturing).
Так, компания «Дженерал моторе» создала автоматизированную
систему управления ходом технологического процесса «МАР» (manu-
facturing automation Protocol) [186].
Аналогичную систему с учетом своей специфики разработала ком-
пания «Боинг» - компьютерную интегрированную систему «ТОР» (tech-
nical and office Protocol) [189].
Широкие возможности компьютеризированного производства, когда
в единый информационный поток объединены все системы управления,
позволяют по-новому решать и конкретные задачи обеспечения пара-
метрической надежности технологического процесса.
В качестве примера можно привести метод решения задачи безде-
фектной обработки сложной прецизионной детали, точностные пара-
метры которой находятся на пределе технологических возможностей
производственной системы (например, многоцелевого станка с про-
граммным управлением). В этом случае необходимо установить условия
функционирования технологической машины, при которых будет обес-
печено нахождение всех выходных параметров обрабатываемого изде-
498 Часть IV. Оценка и обеспечение надежности________
лия в установленных пределах. Для решения этой задачи в автоматизи-
рованную систему управления качеством (CAQ - computer aided quality
control) должны включаться специальные подпрограммы, предназна-
ченные для оценки возможностей технологической системы и принятия
оптимального решения для достижения поставленной цели.
На рис. 14.8 приведена схема алгоритма для решения этих задач. Ба-
за данных содержит сведения о точностных возможностях каждого
станка технологического комплекса, результаты программных испыта-
ний, данные по влиянию на точность режимов и условий обработки,
характеристики унифицированных узлов (шпиндельных узлов, шарико-
вых передач, систем управления точностью станка).
При расчете используются подпрограммы, содержащие оценку
влияния на точность обработки всех компонентов технологической сис-
темы (включая инструменты и оснастку), а также подпрограммы расче-
та основных узлов станка, определяющих точность обработки.
Использование программы, разработанной на основе данного алго-
ритма, позволит сделать заключение о возможности изготовить на дан-
ном оборудовании предлагаемую прецизионную деталь и о необходи-
мости установления ограничений по режимам обработки или о невоз-
можности ее изготовления. В последнем случае необходимо повысить
качество отдельных узлов технологической системы, заменить их на
более совершенные или передать изготовление детали на другую техно-
логическую систему с более высокими качественными характеристика-
ми.
Чем сложнее обрабатываемая деталь, чем выше требования к ее ка-
чественным характеристикам и чем сложнее технологический процесс
ее изготовления, тем актуальнее разработка и применение автоматизи-
рованных методов оценки возможностей данной технологической сис-
темы, особенно в условиях гибкого автоматизированного производства
с частой сменой объекта обработки.
При применении автоматизированных систем управления качеством
роль человека также изменяется. Теперь его функции связаны с реали-
зацией рекомендаций, выданных системами по оценке качества, с воз-
можностью диалога с компьютером, со способностью человека быстро
реагировать на ситуацию, т.е. выполнять функции интерфейса «человек-
автоматика» (man-automation interface).
От правильности принятого решения зависит эффективность работы
данной технологической системы и гарантия получения высокого каче-
ства продукции.
Применение развитых компьютеризированных систем управления
качеством является основой для решения проблемы обеспечения пара-
метрической надежности технологического процесса, когда при изго-
Глава 14. Роль технологии в обеспечении надежности машин
499
Рис. 14.8. Схема алгоритма для оценки возможностей обработки прецизионной
детали
товлении изделия обеспечивается нахождение всех его регламентиро-
ванных показателей в установленных пределах.
Однако с позиций надежности, это необходимое, но недостаточное
условие, так как оно не дает гарантии отсутствия отказов по вине тех-
500 Часть IV. Оценка и обеспечение надежности________
нологии в процессе использования изделия. Такое положение связано со
сложностью взаимосвязей технология - надежность, о чем говорилось
выше (см. § 14.1).
В рекомендациях ИСО по обеспечению качества [148] отмечается,
что при изготовлении изделий возникают «процессы, результаты кото-
рых нельзя в полной степени проверить последующим контролем и ис-
пытанием продукции, или когда дефекты могут быть выявлены только в
процессе использования продукции». Например, в авиации такие дефек-
ты называют «проникающими» и их выявлению уделяют серьезное вни-
мание.
Для борьбы с отказами по вине технологии необходимо учитывать,
что оценка уровня надежности изделия обладает, как правило, лишь
определенной степенью достоверности. Область работоспособности
(см. рис. 2.1) может иметь и зону неиспользованных возможностей (бо-
лее строгие допуски на параметры изделия, чем это необходимо) и зону
неучтенных параметров, когда нахождение всех характеристик изделия
в допустимых пределах не гарантирует его работоспособности.
Поэтому в системах по управлению качеством должна быть создана
специальная подсистема управления надежностью изделия при его из-
готовлении (производстве), которая для принятия корректирующих ре-
шений использует информацию о надежности изделия из всех имею-
щихся источников: из сферы эксплуатации и ремонта, по данным иссле-
довательских и эксплуатационных испытаний, на основе расчета и про-
гнозирования надежности (см. рис. 4.11).
Эта информация, которая используется и в сфере производства изде-
лия и при создании новых образцов более совершенных машин, должна
подтвердить эффективность мероприятий, проводимых для повышения
надежности в сфере производства, оценить работоспособность стан-
дартных и комплектующих изделий, выявить высоконадежные узлы и
агрегаты, которые могут быть использованы в новых образцах машины.
Следует подчеркнуть, что информационная система о фактической
надежности изделий обладает большой инерционностью (запаздывани-
ем): данные об изменении работоспособности объекта поступают, когда
изделие находится в эксплуатации уже достаточно длительное время.
Поэтому необходимо в наибольшей степени использовать результа-
ты расчета, прогнозирования и испытания новых объектов, иметь сис-
тему получения информации о надежности прототипов изделия и «ли-
деров» - образцов новых машин, работающих с большим использовани-
ем во времени, получать регулярные сведения о недопустимых отказах
машин, находящихся в эксплуатации.
Глава 14. Роль технологии в обеспечении надежности машин
501
Обобщая вышесказанное, можно сделать вывод, что подсистема
управления надежностью выпускаемых изделий должна содержать сле-
дующие компоненты.
1. Информационную систему о надежности изделий при их эксплуа-
тации. При этом помимо центров по сбору информации об отказах из-
делий необходимо иметь систему информации из сферы ремонта о со-
стоянии и степени повреждения изделий. Эти данные обладают высокой
информативностью (см. рис. 5.2) и могут быть эффективно использова-
ны для управления уровнем надежности.
2. Информационную систему об условиях эксплуатации изделий,
включая режимы работы машин, внешние тепловые, вибрационные,
коррозионные и другие воздействия. Эти данные должны учитывать
стохастическую природу явлений и оценивать условия эксплуатации
законами распределения соответствующих параметров.
3. Систему контроля надежности технологических процессов тех
комплексов, которые используются для изготовления данного изделия.
При этом особое внимание уделяется методам оценки параметров тех-
нологического процесса для операций, которые влияют на показатели
надежности изделия при его эксплуатации.
4. Систему испытания выпускаемых изделий не только по парамет-
рам качества, но и с учетом надежности. Для этой цели в сочетании с
испытанием должны применяться методы прогнозирования надежности,
как это предусмотрено в программных испытаниях (см. гл. 13).
Надежность изделия, как один из основных показателей его качест-
ва, наиболее трудно поддающийся оценке и подтверждению, требует
особого внимания на всех стадиях проектирования, изготовления и экс-
плуатации машины.
Глава 15
ОБЕСПЕЧЕНИЕ НАДЕЖНОСТИ ПРИ
ЭКСПЛУАТАЦИИ МАШИН
15.1. Стратегия технического обслуживания и ремонта машин
Ремонт и техническое обслуживание - это те этапы эксплуатации
машины, когда она восстанавливает утраченные свойства (см. табл. 2.5),
и поэтому, от того как построена общая стратегия ремонтных воздейст-
вий и какие принципы заложены в систему ремонта и технического об-
служивания машины, во многом зависит эффективность ее использова-
ния.
Потеря машиной работоспособности при эксплуатации - неотврати-
мый процесс, протекающий в зависимости от конструкции машины и
условий ее использования с большей или меньшей интенсивностью.
Характер изменения во времени области состояний каждого из уста-
новленных выходных параметров машины (см. рис. 12.14) определяет ее
надежность. Выбор показателей надежности зависит от назначения ма-
шины и от чередования и длительности отдельных периодов ее эксплуа-
тации. Классификация машин по цикличности их работы и соответст-
вующие показатели, характеризующие надежность, были рассмотрены
выше (см. § 2.5 и табл. 2.6).
Восстановление утраченной работоспособности машины достигается
путем ремонта узлов и элементов машины, заменой износившихся час-
тей запасными, регулировкой механизмов и другими методами, которые
для краткости будем называть одним термином - ремонт. Кроме того,
применяют техническое обслуживание (ТО), которое в основном на-
правлено на замедление процесса потери машиной работоспособности
(замена и пополнение смазочного материала, очистка машины, регули-
рование механизмов, профилактические мероприятия) и на оценку ре-
ального состояния машины (осмотр, диагностика, проверка, испытание,
контроль). ТО также используется для проведения небольшого ремонта.
В ряде отраслей машиностроения в понятие «техническое обслужи-
вание» вкладывается более широкий смысл, в него включаются и тру-
доемкие виды ремонта. Особенно это характерно для английского ана-
лога - maintenance. Например, крупный ремонт - heavy maintenance.
___________Глава 15. Обеспечение надежности при эксплуатации машин_503
Ни одно изделие, тем более сложная машина, не может обойтись без
ремонта и технического обслуживания, которые являются неотъемле-
мыми этапами процесса эксплуатации машины. Лишь небольшое число
машин (например, робот, работающий в условиях радиации, в кратере
вулкана или на другой планете) проектируется с учетом невозможности
ремонта и ТО в процессе их использования. С энергетических позиций
процесс потери и восстановления работоспособности машины может
быть рассмотрен как поочередное воздействие энергии, приводящей к
изменению технических характеристик машины, и энергии, затрачивае-
мой на полное или частичное восстановление работоспособности ма-
шины (рис. 15.1). Выбор промежутков времени для восстановления ра-
ботоспособности машины и объем ремонтных работ (который может
характеризоваться энергией W*) диктуется принятой системой ремонта
и технического обслуживания. Эта система должна быть гарантом того,
что при использовании машины будут обеспечены показатели надежно-
сти, заложенные при проектировании.
Рис. 15.1. Потеря и восстановление работоспособности машины с
энергетических позиций
Для разработки рациональной системы ремонта и ТО должна быть
выбрана та стратегия борьбы с возникающими или потенциальными
отказами, которая обеспечить требуемый уровень надежности машины
с наименьшими затратами времени и средств для восстановления ее
работоспособности. Могут применяться два основных метода определе-
ния времени остановки машины для ее ремонта и технического обслу-
живания.
1. Машина работает до отказа или до установленного уровня потери
работоспособности, после чего осуществляется ее ремонт. В этом слу-
чае время до очередного начала ремонтных работ (межремонтный пери-
од) является случайной величиной TQ = var, а объем ремонтных работ,
504
Часть IV. Оценка и обеспечение надежности
Рис. 15.2. Схема восстановления работоспособности машины при работе
до отказа (70=var)
характеризуемый, например, затратами энергии на восстановление ут-
раченной работоспособности, как правило, постоянен Wb — const, так
как известно состояние машины при соответствующем отказе.
2. Машина работает в течение заранее назначенного периода
Го = const, после чего осуществляется ее ремонт, объем которого зави-
сит от фактического состояния машины, т.е. W* = var .
В английской литературе первый метод ремонта называют исправи-
тельным (corrective), а второй - предупредительным или профилактиче-
ским (preventive).
На рис. 15.2 приведена схема восстановления работоспособности
машины по первому варианту, т.е. ремонт осуществляется после дости-
жения данным выходным параметром X своего предельного состояния
Чтобы не иметь нежелательных последствий отказа, часто назначают
условное предельно допустимое значение параметра %ус < %тах, дос-
тижение которого параметром X фиксируется как отказ.
В каждый период работы машины до ремонта выявляется та реали-
зация X (/) потери машиной работоспособности, которая формируется
при данных режимах работы машины, ее состоянии и действии внешних
факторов. Поэтому периоды между очередными ремонтами Г01,Г02,...
неодинаковы и образуют случайный поток отказов.
__________Гпава 15. Обеспечение надежности при эксплуатации машин_505
Новая или отремонтированная машина может в среднем проработать
ГОср часов до отказа по данному параметру, а минимальное значение
(^o)min определяется размером области состояний. Если эта область из-
за процессов старения сокращается по мере эксплуатации машины, то
соответственно будет сокращаться и значение (То) . Его предельно
допустимое значение (на рис. 15.2 оно показано после пяти ремонтов) и
определит потребность машины в таком ремонте, когда должны быть
устранены последствия процессов старения (ресурс по этому признаку
будет Гр). Если же область работоспособности в рассматриваемый
промежуток времени практически не изменяется, то поток Г01,Г02,...
будет стационарным с параметром потока со = 1/(Г0)ср.
Стационарный поток отказов встречается обычно тогда, когда име-
ется легко устранимый отказ, который не приводит к тяжелым послед-
ствиям.
В большинстве случаев процессы старения приводят к изменению
области состояний, и среднее время безотказной работы машины ГОср
(наработка на отказ) постепенно уменьшается, т.е. поток отказов не яв-
ляется стационарным. Эксплуатация машины, когда оценивается ее ра-
ботоспособность, и ремонт осуществляется при достижении выходным
параметром предельного состояния, обладает тем несомненным пре-
имуществом, что полностью используется потенциальная долговечность
ответственных элементов конструкции. Однако применение этой стра-
тегии ремонта для сложных изделий приводит, как'правило, к сущест-
венным недостаткам, которые нередко сводят на нет преимущество
данного метода.
Во-первых, при наличии большого числа ремонтируемых деталей
остановка машины для ремонта будет производиться довольно часто и в
некоторых случаях с малым разрывом по времени. Это делает ремонт
трудоемким, а может быть и недоступным по условиям использования
машины. Более целесообразно объединять ремонт тех элементов и узлов
машины, которые близки по срокам и, допуская некоторое недоисполь-
зование их потенциальной долговечности, выигрывать на сборочно-
разборочных работах и увеличивать длительность непрерывной работы
машины.
Во-вторых, для определения фактического времени работы до отказа
необходимо постоянное слежение (мониторинг) за изменением всех
регламентированных выходных параметров и состоянием основных
элементов машины. Во многих случаях возможно или более целесооб-
506
Часть IV. Оценка и обеспечение надежности
Рис. 15.3. Схема восстановления работоспособности машины через заданные
промежутки времени (r0=const)
разно осуществлять контроль и диагностику машины не непрерывно, а
через определенные промежутки времени и в условиях, когда машина
не выполняет своих рабочих функций.
В-третьих, организация ремонта и ТО машины более эффективна,
если заранее известно то время, когда будут осуществляться контроль
состояния машины и восстановление ее работоспособности.
Поэтому в большинстве случаев более целесообразен второй метод
эксплуатации машины, когда заранее задается значение межремонтного
периода TQ = const, а последствия постепенного старения машины уст-
раняются за счет возрастающего объема ремонтных работ.
Йа рис. 15.3 приведена схема восстановления работоспособности
машины для данного метода.
После каждого межремонтного периода производится ремонт в со-
ответствии с фактической потребностью машины, а также осуществля-
ется ее очередное техническое обслуживание. Поэтому область состоя-
ний для каждого параметра после очередного ремонта машины восста-
навливается частично или полностью. Если после каждого межремонт-
ного периода работоспособность машины по данному параметру вос-
станавливается лишь частично (как это показано на рис. 15.3) и в связи с
этим область состояний постепенно смещается к предельному значению
%тах > то в один из очередных ремонтов должен быть осуществлен бо-
лее эффективный ремонт, чтобы область состояний по данному пара-
метру заняла начальное положение.
Ресурс машины до начала полного восстановления ее работоспособ-
ности по данному параметру X (т.е. до среднего или капитального ре-
монта) можно назначать из условия недопустимости достижения пара-
Гпава 15. Обеспечение надежности при эксплуатации машин
507
метром значения %тах, когда обеспечен запас надежности (значение Тн
на рис. 15.3), или допускать регламентированную вероятность отказа
FOT (значение Тр). Может быть также определен и назначен средний
ресурс изделия по данному параметру Тср.
Данная стратегия проведения ремонтных и профилактических работ
наиболее характерна для изделий машиностроения и коренным образом
отличается от первого метода. В этом случае поток восстановления не
является следствием потока отказов. Он определяется из оценки потен-
циальной возможности отказа, а не из условия его обязательного воз-
никновения. Так, отказов может совсем не быть, а регулярный поток
восстановлений будет существовать. Именно его наличие и обеспечива-
ет безотказность работы системы за межремонтный период. Поток отка-
зов, подчиняющийся классической схеме, когда восстановление осуще-
ствляется после наступления отказа, охватывает незначительное число
малоответственных элементов машины, так как чем выше требование к
безотказности, тем меньше вероятность того, что машина будет ремон-
тироваться после наступления отказа.
При периодической системе ремонта машина ремонтируется или
осуществляются профилактические и контрольные мероприятия зара-
нее, т.е. до возможного наступления отказа.
Поскольку объем и содержание отдельных периодических ремонтов
неодинаковы, их подразделяют обычно на текущие (малые, профилак-
тические), средние и капитальные. Кроме того, предусматривают тех-
ническое обслуживание (периодическое или по потребности), которое
также обычно включает некоторый объем ремонтных работ. При нару-
шении условий эксплуатации или по другим причинам в реальной об-
становке может возникнуть потребность в аварийном ремонте.
Классификация видов ремонта и ТО приведена на рис. 15.4. Для
сложных машин и агрегатов в ряде случаев необходима более подроб-
ная дифференциация видов ремонта и технического обслуживания. На-
пример, при ремонте судовой техники применяют: капитальный (заво-
дской) ремонт, средний (заводской) ремонт, ТО-3 (в доке), ТО-2 (после
рейса) и ТО-1 (на судне) [45].
Рассмотренная стратегия проведения ремонтных и профилактиче-
ских работ является основой для широко применяемой в промышленно-
сти системы периодических планово-предупредительных ремонтов
(системы ППР). В зависимости от условий эксплуатации и конструкции
машин назначается последовательность их ремонта и ТО (структура
ремонтного цикла), устанавливается длительность межремонтного пе-
риода TQ, решается вопрос о целесообразности проведения капитально-
508 Часть IV. Оценка и обеспечение надежности___________
го ремонта для полного восстановления работоспособности машины, а в
некоторых случаях и для ее модернизации.
В последнем случае пользуются понятием длительность ремонтно-
го цикла Тк - время (обычно в отработанных часах) до капитального
ремонта, когда число периодических ремонтов в цикле равно к = Тк /То .
Рис. 15.4. Классификация видов ремонтных работ
Выбор рациональных параметров ремонтной системы является ос-
новой для обеспечения надежности при эксплуатации машины. При
этом могут применяться различные подходы и решения при формиро-
вании объема и содержания соответствующих периодических ремонтов.
Назначенная периодичность ремонта машины TQ в основном опре-
деляет содержание ремонтных работ, так как в зависимости от срока
службы каждого элемента конструкции (детали сопряжения или узла)
он будет включаться в соответствующий периодический ремонт. Одна-
ко решение о включении данного элемента в тот или иной ремонт ос-
ложняется тем, что имеет место рассеивание сроков службы, которое
приводит либо к недоиспользованию потенциальной долговечности
конструкции, либо к возрастанию вероятности отказа в последующий
межремонтный период.
На рис. 15.5 приведена схема, поясняющая, какое решение о ремонте
данного элемента машины можно принять, если известен закон распре-
деления его срока службы (наработки) до отказа. Средний срок службы
Глава 15. Обеспечение надежности при эксплуатации машин
509
Рис. 15.5. Влияние рассеивания сроков службы на содержание периодических
ремонтов
элемента превышает время осуществления п -го ремонта (Гср > nTQ
однако дисперсия такова, что имеется вероятность отказа а до наступ-
ления л-го периодического ремонта. Поэтому могут применяться ни-
жеследующие варианты осуществления ремонта данного элемента (на-
пример, детали) машины, которые выбираются в зависимости от требо-
ваний надежности и степени развития ремонтной системы.
Вариант 1. Ремонт данной детали (или узла) осуществляется при
и-м периодическом ремонте через лГ0 часов работы изделия. При
этом, поскольку имеется вероятность а отказа детали до наступления
п -го ремонта, то в отдельных случаях деталь ремонтируется или заме-
няется при межремонтном обслуживании. Такой вариант обычно целе-
сообразен, если вероятность а невелика, а отказ в межремонтный пе-
риод не приводит к недопустимым последствиям.
Следует отметить, что последствия параметрического отказа не обя-
зательно должны быть устранены при межремонтном обслуживании,
если машина может доработать до очередного ремонта. Однако в этом
случае снизится эффективность ее работы, и, как правило, возрастут
затраты на ее эксплуатацию (например, падение КПД двигателя и, как
следствие, повышенный расход топлива).
Вариант 2. Для обеспечения высокой безотказности изделия и недо-
пущения возникновения отказа во время функционирования машины
ремонт данной детали (узла) осуществляется при (п -1) периодическом
ремонте. Однако это приводит к значительному недоиспользованию
долговечности детали, так как Гср (л - 1)Г0.
510
Часть IV. Оценка и обеспечение надежности
Вариант 3. Ремонт детали осуществляется при п -м ремонте, однако
при предыдущем (п-1) ремонте проводится диагностика узла или кон-
троль степени повреждения данной детали и дается заключение о воз-
можности безотказной работы машины в течение последующего меж-
ремонтного периода. Данную процедуру можно осуществлять также во
время специально запланированного осмотра «О».
Данный вариант обеспечивает наибольшее использование потенци-
ального срока службы детали с одновременной гарантией высокой без-
отказности работы изделия.
Однако он требует дополнительных затрат времени и средств на ди-
агностику, знания основных причин потери деталью работоспособности
и наличия методов обнаружения и оценки степени повреждения детали.
Таким образом, применение рациональных методов эксплуатации
машины связано со степенью развития системы ремонта и технического
обслуживания. Если система не обеспечивает проведение диагностиче-
ских и контрольных процедур, если нет данных о потенциальной долго-
вечности основных элементов машины и с позиции надежности она
представляет собой «черный ящик», то обеспечение ее безотказности в
процессе эксплуатации может быть достигнуто, в основном, за счет зна-
чительного недоиспользования сроков службы деталей и узлов (вари-
ант 2), т.е. с повышенными затратами времени и средств на ремонт и
ТО.
Показателями, по которым можно судить о достигнутом уровне на-
дежности при применении той или иной стратегии ремонта, будут яв-
ляться:
а) длительность межремонтного периода, который определяет гам-
ма-процентный ресурс nTQ = Г с заданным значением вероятности без-
отказной работы (у , %);
б) запас надежности Кн при недопустимости возникновения отказов
в межремонтный период (варианты 2 и 3);
в) коэффициент технического использования £ти за всю длитель-
ность ремонтного цикла Tk=kTQ (к - число ремонтов в цикле). Вели-
чина /Сти характеризует суммарные затраты времени (и, соответствен-
но, средств), необходимые для поддержания работоспособности маши-
ны за весь период ее использования;
г) для тех элементов и деталей машины, которые при их отказе ре-
монтируются в межремонтный период, показателем надежности может
служить параметр потока отказов со.
Глава 15. Обеспечение надежности при эксплуатации машин 511
Передовые отрасли машиностроения и фирмы уделяют первосте-
пенное внимание созданию таких систем ремонта и ТО, которые в наи-
большей степени отвечают реальной потребности машины в восстанов-
лении ее работоспособности и являются источником информации для
определения основных направлений по повышению надежности машин
данного назначения.
При разработке рациональной системы ремонта и технического об-
служивания в ее основу должны быть положены следующие принципы.
1. Система ремонта и ТО должна быть частью (подсистемой) гло-
бальной системы управления качеством й надежностью выпускаемой
продукции (см. § 14.5). Многие данные, полученные и используемые
при функционировании этой глобальной системы, непосредственно не-
обходимы для организации рационального ремонта и ТО, например,
сведения о сроках службы основных элементов машины, данные о точ-
ности их изготовления, результаты программных испытаний машины,
сведения об эксплуатационных наблюдениях о работе прототипов ма-
шины и изделий аналогичного назначения и другая информация.
Компьютерное обеспечение и база данных могут быть общими для
системы управления качеством и надежностью и для подсистемы
управления ремонтом и ТО.
2. Система ремонта и ТО должна обладать широкими возможностя-
ми для диагностирования и определения фактического состояния ма-
шины за счет применения специальных автоматизированных систем
контроля и диагностики, создания экспертных систем и систем поиска
неисправностей, использования информации от устройств машины,
осуществляющих контроль ее параметров и непрерывное слежение (мо-
ниторинг) за техническим состоянием.
Методы установления потребности в ремонте данного узла или эле-
мента машины открывают возможность проведения ремонта по техни-
ческому состоянию машины, когда объемы и содержание ремонтных
работ каждый раз устанавливаются в соответствии с действительными
потребностями в их осуществлении.
3. Структура ремонтного цикла должна быть заранее установлена
для машины данного типа и отражать ее конструктивные особенности и
условия использования.
Для каждой машины характерен, как правило, широкий диапазон
сроков службы отдельных элементов и деталей, поэтому по мере экс-
плуатации машины потребность в ее ремонте возрастает. Необходимо,
чтобы структура ремонтного цикла учитывала это и вместе с тем огра-
ничивалась для удобства организации ремонта несколькими видами
ремонта и ТО. Периодичность ремонтов, длительность межремонтного
периода и объем отдельных ремонтов должны устанавливаться из уело-
512 Часть IV. Оценка и обеспечение надежности________
вия обеспечения требуемого уровня безотказности работы машины при
минимальных суммарных затратах времени и средств, идущих на ре-
монт и ТО машины.
4. На результативность «службы ремонта» влияют также организа-
ция труда, технический уровень ремонтных средств, человеческий фак-
тор, уровень качества ремонтируемых машин, наличие развитых ин-
формационных систем и другие факторы.
Одним из глобальных вопросов организации ремонтных работ явля-
ется распределение этих функций между производителем машин данно-
го назначения, потребителем и специальными сервисными подразделе-
ниями. От рационального решения этих задач непосредственно зависит
и престиж фирмы.
Современные технические возможности позволяют осуществить ре-
монт и восстановить утраченную работоспособность для любых отказов
машины (кроме особых случаев, например, при гибели изделия в ре-
зультате катастрофы). Вопрос может идти лишь о ббльших или мень-
ших затратах времени и средств.
5. Большое значение для организации рациональной системы ремон-
та и ТО имеет достоверная информация о расчетных (прогнозируемых)
сроках службы основных элементов и выходных параметров, их дис-
персии и влиянии отдельных отказов на работоспособность машины, а
также фактические данные о долговечности стандартных и унифициро-
ванных узлов и деталей, о состоянии машин данного типа, уже про-
шедших ремонт.
Следует иметь в виду, что эксплуатационники должны определять
объемы ремонтных работ и принимать решение о возможности даль-
нейшего использования изношенных деталей и узлов вне зависимости
от того, насколько им известны средние значения и дисперсия сроков
службы. Поэтому, если отсутствует информация о надежности элемен-
тов изделия, будет иметь место либо большое недоиспользование сро-
ков службы (для гарантии узлы ремонтируют значительно чаще, чем это
необходимо), либо повышенная вероятность отказа изделия в межре-
монтный период. И то и другое приведет к дополнительным ремонтным
затратам.
Чем достовернее сведения о трансформации выходных параметров
машины и о сроках службы отдельных элементов и узлов, тем большие
возможности имеются для использования надежности, заложенной при
конструировании машины.
Система ремонта и ТО должна в максимальной степени отвечать ре-
альной потребности машины в восстановлении утрачиваемой работо-
способности.
Глава 15. Обеспечение надежности при эксплуатации машин 513
15.2. Выбор основных характеристик ремонтной системы
Основными характеристиками ремонтной системы являются струк-
тура ремонтного цикла, т.е. последовательность принятых видов ремон-
та, и длительность межремонтного периода TQ.
В различных отраслях машиностроения находят применение разно-
образные структуры ремонтного цикла, которые отражают специфику
конструкции и условий эксплуатации объекта, а также традиции отрас-
ли или фирмы по организации технического обслуживания и ремонтных
работ.
В табл. 15.1 приведены некоторые примеры применяемых в машино-
строении структур ремонтного цикла.
В ряде случаев, особенно при высоких требованиях к надежности,
структура ремонтного цикла может быть достаточно сложна, так как
она учитывает особенности конструкции и методов эксплуатации ма-
шины. Так, например, для самолетов гражданской авиации помимо сис-
темы осмотров и регламентных работ весь объем капитального ремонта
разбивают на несколько (обычно четыре) этапа и осуществляют их с
заданной периодичностью по схеме I-II-III-IV, где каждый этап пред-
ставляет собой средний ремонт определенного содержания [125]. Объем
работы на каждом последующем этапе больше, чем на предыдущем (эта
структура приведена в табл. 15.1).
Таблица 15.1. Примеры структур ремонтного цикла машин
Структура ремонтно- го цикла Число ремон- тов в цикле к Область применения
I-I-II-I-I-III 6 Легкие и средние станки (масса до Ют), ковочные машины
I-I-II-I-I-II-I-I-III 9 Крупные и тяжелые станки (10... 100 т), механические прессы
I-I-I-II-I-I-I-II-I-I-I-III 12 Особо тяжелые (> 100 т) и уникальные станки
10 Литейное оборудование (смесите- ли, стержневые машины, транспортеры, пескометы)
I-II-III-IV 4 Самолеты гражданской авиации
I-II-I-III 4 Легковые автомобили
I-II-I-H-I-II-I-II-MII 10 Литейные формовочные машины
I-II-III-II-I-IV 6 Оптимальная структура
Помимо периодических ремонтных и профилактических работ, со-
вершаемых через установленное число летных часов (например, через
250 ± 25, 750 ± 75, 1500 ± 150 и 3000 ± 300 ч), их в авиации обычно
34 Зак. 138
514
Часть IV. Оценка и обеспечение надежности
называют периодическим техническим обслуживанием, предусматрива-
ется также оперативное техническое обслуживание. Последнее включа-
ет периодическое техническое обслуживание (например, через 50 и 100
летных часов), транзитное ТО, которое выполняется непосредственно
после каждой посадки самолета, и другие виды работ, которые преду-
сматриваются официальным документом «Регламент технического об-
служивания» для самолета данной модели.
Для некоторых машин применяются структуры с непрерывной цик-
личностью до прекращения использования изделия. Эта структура мо-
жет не быть заранее заданной, а корректироваться с учетом конкретной
ситуации.
Для сложных машин, работающих в напряженных условиях экс-
плуатации, часто система ремонта и технического обслуживания имеет
как бы двойную структуру, когда каждый межремонтный период ос-
новного ремонтного цикла содержит установленную последователь-
ность определенных видов технического обслуживания. Так, например,
для тракторов устанавливается три вида технического обслуживания
(ТО-1, ТО-2 и ТО-3), которые выполняются в такой последовательно-
сти: 1-1-1-2-1-1-1-3 через установленное число часов наработки (напри-
мер, через 125 ч). Эти ТО включают профилактические мероприятия,
регулировки, замену смазки, небольшой ремонт. Кроме того, преду-
сматривается ежесменное и сезонное техническое обслуживание [145].
На практике нередко наблюдается применение различных ремонт-
ных систем даже для машин аналогичного назначения и при этом труд-
но установить, какой из вариантов более целесообразен. Поэтому для
выбора оптимального решения необходимо иметь метод анализа раз-
личных структур с позиции более эффективного обеспечения требуемо-
го уровня надежности машины. Ниже приведен такой методологиче-
ский подход, который позволяет рассмотреть общие для всех машин
закономерности формирования структуры ремонтного цикла и учесть
связь показателей надежности всей машины со сроками службы ее уз-
лов и деталей.
Для анализа содержания отдельных видов ремонта при данном вы-
бранном межремонтном периоде Го необходимо в первую очередь раз-
делить все детали, узлы и элементы на группы в зависимости от их сро-
ков службы (наработки). К каждой л-й группе будут относиться все
детали, ремонт которых назначен через Тп = лГ0 часов, где п - поряд-
ковый номер периодического ремонта. Таким образом, детали 1-й груп-
Гпава 15. Обеспечение надежности при эксплуатации машин 515
пы должны ремонтироваться через Го часов работы машины, детали 2-й
группы - через 2Г0 часов и т.д.
В каждой машине имеется, как правило, большое число деталей (как
для простоты будем говорить), которые имеют различные сроки службы
(наработку), поскольку учитываются предельные состояния как для вы-
ходных параметров всей машины, так и для отдельных ее узлов, меха-
низмов, кинематических пар, деталей и их элементов. При этом деление
деталей на ремонтируемые и перемонтируемые, как это часто делают
[81], не обязательно. Для восстановления работоспособности машины
неважно, заменяется или ремонтируется деталь, отработавшая свой срок
службы. Важно лишь, чтобы замененная или отремонтированная деталь
отвечала необходимым техническим условиям.
При установлении перечня тех деталей, которые входят в данную
группу, необходимо учитывать, что часть из них может быть включена
в межремонтное обслуживание, если имеется вероятность их отказа до
наступления очередного периодического ремонта (вариант 1 на
рис. 15.5).
Если же при предыдущем периодическом ремонте или осмотре осу-
ществляется контроль степени повреждения детали (вариант 3 на
рис. 15.5), то надо установить такое допустимое изменение характери-
стики (параметра, степени повреждения) детали %доп, при котором из-
делие не откажет в течение последующего межремонтного периода.
При линейной модели параметрического отказа (см. § 7.2) для опре-
деления Хдоп можно принять, что за время То параметр X изменится
на величину ухТ0, где ух - скорость процесса изменения параметра.
Поэтому допустимое значение параметра А"доп, начиная с которого при
периодических ремонтах необходимо ремонтировать изделие, будет
^доп=^тах-Гх7’о- (15.1)
Учитывая, что ух = , где Т - время работы изделия до ремонта,
получим
X Т
х — х — доп0
доп max гр ’
откуда
Хюп=—^Г- (15-2)
1 + ^
т
34*
516
Часть IV. Оценка и обеспечение надежности
Если к - данный периодический ремонт с момента последнего ре-
монта изделия, то время работы изделия будет Т = kTQ и формула (15.2)
примет вид:
' = Х к
доп Л max 4" 1
(15.3)
Пример. Допустимая погрешность обработки на станке Xmm =0,1
мм. Надо ли восстанавливать точность станка, если перед третьим пе-
риодическим ремонтом фактическая погрешность обработки находи-
лась в пределах = 0,08 мм. Значение ХЮП по формуле (15.3) будет
3
%лоп=0,1 з7Т=0,075 мм<%ф’
. Следовательно, станок нуждается в восстановлении точности, и хотя
выходной параметр еще находится в допустимых пределах Хф < Xmax,
станок откажет в течение межремонтного периода (так как %ф > Хдоп),
что недопустимо.
После того как все детали и элементы машины разделены на группы
с учетом рассеивания сроков службы и периодичности ремонтов, можно
приступить к анализу содержания отдельных видов ремонта.
На рис. 15.6 приведена схема формирования структуры ремонтного
цикла, где на оси абсцисс указаны порядковые номера текущих ремон-
тов, которые осуществляются через равные промежутки времени TQ.
Рис. 15.6. Схема формирования структуры ремонтного цикла
____________Гпава 15. Обеспечение надежности при эксплуатации машин_517
Для каждой группы деталей кружком отмечено, в какой ремонт они
должны быть включены. По мере износа машины потребность в ремон-
те ее узлов возрастает. Например, после работы в течение t = 2Г0 часов
требуется ремонт деталей только 1-й и 2-й групп. Через t = 4Г0 потре-
буется также ремонт и деталей 4-й группы, зная, что детали 3-й группы
были отремонтированы соответственно при третьем периодическом
ремонте.
Данная схема показывает, что все виды ремонтов будут неодинако-
вы, так как включают ремонт разных групп деталей.
Для удобства ремонтов желательно иметь ограниченное число на-
именований текущих ремонтов (например, иметь только малый и сред-
ний ремонты), что достигается изменением периодичности ремонта не-
которых групп деталей. Например, как это указано на схеме, детали 4-й
и 5-й групп целесообразно ремонтировать с периодичностью ЗГ0. Хотя
это и повлечет за собой дополнительное недоиспользование сроков
службы некоторых деталей, однако позволит сосредоточить ремонт
большего числа деталей при ремонте № 3 и выполнять его как средний
ремонт повышенной трудоемкости. Если при 6-м ремонте производить
капитальный ремонт, т.е. принять Tk = 6TQ, и ремонтировать при нем
детали всех групп, то при таком шестипериодном ремонтном цикле
(к = 6) получим следующую структуру: I-I-II-I-I-III.
Здесь в I (малый) ремонт включаются детали 1-й или 1-й и 2-й групп,
во II (средний) ремонт - детали 1-й, 3-й, 4-й и 5-й групп, а в III (капи-
тальный) ремонт - все группы.
При назначении Тк = 9TQ получим девятипериодный цикл (к = 9) со
структурой: I-I-II-I-I-II-I-I-III.
Аналогично могут быть сформированы циклы и с другим количест-
вом периодических ремонтов (например, Л = 8, Л = 12 и т.п.).
Из графика видно, что в большинстве циклов не сохраняется посто-
янным содержание ремонта одного наименования, что связано с огра-
ничением числа видов ремонта и с нерациональным построением струк-
туры цикла. Так, в девятипериодном цикле при ремонте I вида в одном
случае входит первая группа деталей, в другом - первая и вторая, что,
однако не отражено в нормативах системы. По существу данная струк-
тура имеет пять различных видов ремонта.
Поэтому автором был предложен шестипериодный цикл со структу-
рой: I-II-III-II-I-IV, где I и II - первый и второй малые ремонты, III -
средний и IV - капитальный [111].
Данная структура цикла обеспечивает постоянство объема и содер-
жания ремонтов одного наименования. В этом случае будет наиболее
518
Часть IV. Оценка и обеспечение надежности
полное соответствие между нормативами на данный вид ремонта и фак-
тическим объемом ремонтных работ.
Для выбора оптимальной структуры ремонтного цикла необходимо,
в первую очередь, установить содержание и соответствующую трудо-
емкость для каждой группы деталей и узлов машины, что зависит от ее
конструкции, качества изготовления, приспособленности к осуществле-
нию ремонта, уровня организации ремонтных работ и других факторов.
Изменение трудоемкости ремонта в зависимости от сроков службы
деталей может характеризоваться кривой распределения ср(/)
(рис. 15.7), ординаты которой показывают долю общей трудоемкости
ремонта машины, приходящуюся на детали с данным сроком службы, а
площадь участков между периодическими ремонтами - трудоемкость
ремонта соответствующей группы деталей. При этом учитывается, что
ремонт каждой группы деталей осуществляется одновременно и проис-
ходит сокращение сборочно-разборочных работ по сравнению с после-
довательным ремонтом этих деталей (при варианте, когда они работают
до предельного состояния). Рассеивание сроков службы /(/) учитыва-
ется тем, что принимается решение о включении данной детали в опре-
деленный периодический ремонт по одному из вариантов, рассмотрен-
ных выше (см. рис. 15.5).
Кривая ср(/) может иметь различный характер. Например, часто
трудоемкость ремонта деталей различных групп примерно одинакова
Т| « т2 » т3... ив этом случае кривая <р(/) является прямой, параллель-
ной оси абсцисс.
Для некоторых машин характерно наличие элементов и узлов повы-
шенной трудоемкости. Это обстоятельство будет влиять на выбор
Рис. 15.7. Кривая распределения трудоемкости ремонта деталей различных
групп
__________Гпава 15. Обеспечение надежности при эксплуатации машин_519
структуры ремонтного цикла, так как необходимо, чтобы трудоемкие
детали ремонтировались при соответствующих видах ремонта (среднем
или капитальном).
Для обоснования целесообразности применения того или иного цик-
ла необходимо провести расчет различных структурных вариантов и
установить, какой из них обеспечивает при прочих равных условиях
минимальную трудоемкость ремонта.
Проведем такое сравнение для шести- и девятипериодных циклов
ремонта при одинаковой длительности межремонтного периода TQ.
Подсчитаем удельную трудоемкость т/Л, и ремонта машины,
приходящуюся на единицу времени ее функционирования (см. рис.
15.6).
Через трт2,... и т.д. обозначим трудоемкость ремонта деталей соот-
ветствующих групп.
Для девятипериодного цикла:
=-^ИЛ1+5т2+3(т3+т4+-г5) +
+2 (т6 + т7 + т8)+т, ] = [т, + 0, 555т2 + (15.4)
'о
+0,333(т3 +т4 +т5)+0,222(т6 +т7 +т8) + 0,1 12т9].
Для шестипериодного цикла:
=7'r”[-6Ti +Зт2 + 2(т3 +т4 + т5) +
07 о
+Тб+т7+^+^] = у[т1+0>5т2+ (15.5)
'о
+0,333(т3 +т4 +т5) + 0,167(т6 +т7 + т8 + т9)].
Более целесообразно принять тот цикл, который при прочих равных
условиях обеспечивает меньшую суммарную трудоемкость ремонта.
Если через а обозначим разность между трудоемкостями соответст-
вующих систем ремонта - -т^ , то при а>0 более выгоден
шестипериодный цикл, так как в этом случае , а при а < 0 бо-
лее выгоден девятипериодный цикл.
520 Часть IV. Оценка и обеспечение надежности_________
Из формул (15.4) и (15.5) получим
0,055 z ч
а = ——(т2+т6+т7+т8-т,). (15.6)
^0
Следовательно, девятипериодный цикл будет выгоден лишь в том
случае, если т9 >(т2 +т6 + т7 +т8), т.е. когда трудоемкость деталей 9-й
группы больше трудоемкости деталей 2-й, 6-й, 7-й и 8-й групп, вместе
взятых.
Однако в подавляющем большинстве случаев трудоемкость ремонта
9-й группы значительно меньше трудоемкости указанных групп.
Так, при примерном равенстве трудоемкости всех групп трудоем-
кость деталей девятой группы будет в четыре раза меньше трудоемко-
сти указанных четырех групп. Поэтому шестипериодный цикл со струк-
турой I-II-III-II-IV является оптимальным. Он особенно целесообразен
для случая, когда ремонтная служба обеспечивает работоспособность
разнородного оборудования (например, технологических машин) и
трудно учесть индивидуальные особенности отдельных объектов.
Если это возможно, то в зависимости от соотношения трудоемкостей
отдельных групп деталей могут быть определены те структуры ремонт-
ного цикла, которые обеспечивают минимальную трудоемкость ремонта
для машин данной конструкции.
В качестве примера на рис. 15.8 показаны структуры семипериодно-
го цикла: I-II-I-III-I-II-IV и восьмипериодного цикла I-II-I-III-I-II-I-IV с
четырьмя видами ремонта (два малых I и II, средний III и капитальный
IV). При формировании состава периодических ремонтов происходит
недоиспользование сроков службы отдельных групп деталей, что связа-
но с назначенной структурой, которая устанавливает свои требования к
Q-манйш реыонт груты без рета ацуапуры
Ъ-недоиспо/ълбание срокаб службы груш
ф-нет недоисюьзоОашя
Рис. 15.8. Структуры ремонтного цикла с Л=7 и Л=8
Глава 15. Обеспечение надежности при эксплуатации машин 521
На рисунке справа указано, насколько недоиспользуется срок служ-
бы каждой группы деталей при принятой структуре ремонтного цикла.
По исследованиям, проведенным под руководством автора к.т.н.
В.А. Солдатовым, цикл с Л = 7 более целесообразен при
(т7+т8+т9)>18,2т6, а цикл с Л = 8 - при (т8+т9)>8,4(т6+т7). Эти
данные получены при условии, что трудоемкость ремонта групп дета-
лей со 2-й по 5-ю примерно одинакова.
Таким образом, рассмотренный метод позволяет оценивать различ-
ные структуры ремонтного цикла и выбирать оптимальный вариант.
Одновременно с выбором структуры ремонтного цикла должна быть
установлена оптимальная длительность межремонтного периода То -
второй основной характеристики ремонтной системы.
При определении То необходимо исходить из анализа тех отказов,
которые возникают или могут возникнуть в межремонтный период, и
тех последствий, которые они вызовут.
Во-первых, в течение межремонтного периода не должны возникать
отказы, которые угрожают безопасной работе машины. При этом особое
внимание следует обращать на то, что по мере старения машины содер-
жание межремонтного обслуживания изменяется, в него могут допол-
нительно включаться те детали, которые с вероятностью а (см. рис.
15.5) не доработают до очередного периодического ремонта.
Во-вторых, отказы, возникающие в межремонтный период, должны
легко устраняться с небольшими затратами времени и средств. Эти от-
казы, а также периодические осмотры и проверки состояния машины не
должны нарушать процесс ее нормальной эксплуатации.
Допустимая длительность межремонтного периода для одних машин
связана со спецификой их работы, когда задан необходимый период их
непрерывного функционирования, например, длительность рейса
транспортных машин, продолжительность непрерывного технологиче-
ского процесса, сезон работы сельскохозяйственных машин и т.п. Для
других машин (текстильные машины, металлорежущие станки и др.)
таких ограничений нет.
При выборе значения TQ оно назначается, как правило, постоянным
для данного ремонтного цикла, хотя старение машины и приводит к
постепенному возрастанию потребности машины в восстановлении ее
работоспособности.
Предложение о применении переменных значений TQ представляет-
ся нерациональным. Хотя формально и возможно такое математическое
решение, которое покажет возможность снижения ремонтных затрат
33 Зак. 138
522 Часть IV. Оценка и обеспечение надежности
при дифференциации TQ в пределах ремонтного цикла, но сложность
реализации такой системы не позволит, как правило, использовать ее
преимущества.
Применение переменных значений TQ возможно лишь для уникаль-
ных машин, о состоянии работоспособности которых имеется подроб-
ная информация. В общем случае следует назначать ремонт через рав-
ные промежутки времени (в календарных или в отработанных машиной
часах).
При определении оптимального значения То необходимо вначале
выдержать все ограничения, связанные с безопасностью, непрерывно-
стью работы машины и другими требованиями, а затем определить та-
кое значение Го, которое при данных методах ремонта и технического
обслуживания обеспечит минимальные затраты времени и средств на
поддержание работоспособности машины.
При увеличении TQ, с одной стороны, возрастает объем межремонт-
ного обслуживания, чаще прерывается нормальное функционирование
машины, увеличиваются сборочно-разборочные работы при замене из-
носившихся деталей. С другой стороны, возрастает длительность ре-
монтного цикла и сокращаются удельные (на единицу времени) затраты
на ремонт, более полно используются сроки службы быстроизнаши-
вающихся деталей. Значение Го, при котором действие этих противопо-
ложных факторов приводит к минимальным затратам на ремонт и тех-
ническое обслуживание, и является оптимальным То = Гопт.
Следует учитывать, что затраты времени, которые определяют зна-
чение коэффициента технического использования (Кт) и соответст-
вующие затраты средств, не всегда непосредственно взаимосвязаны.
Так, техническое обслуживание машины в периоды, когда она не ис-
пользуется по назначению (во время нерабочих смен технологического
оборудования, при разгрузке или простое транспортных средств и т.п.)
требует затрат средств, но не приводит к снижению £ти.
Анализ затрат на техническое обслуживание и ремонт в межремонт-
ные периоды представлен на рис. 15.9 (по американским источникам).
Эти затраты Q слагаются из затрат на профилактическое техническое
обслуживание , на ремонт при межремонтном обслуживании 0р и
из потерь в связи с простоем машины в ремонте Qn. При выборе стра-
тегии межремонтного обслуживания могут быть два крайних случая.
Первый, когда профилактические мероприятия не планируются и рабо-
тоспособность машины восстанавливается за счет проведения ремонтов
___________Глава 15. Обеспечение надежности при эксплуатации машин_523
в межремонтные периоды. Во время этих ремонтов, которые иногда
воспринимаются как аварийные, машина простаивает, и поэтому затра-
ты равны ((?„ +(?р). Второй крайний случай, когда предусматривается
большой объем профилактического обслуживания (включающего и не-
большие ремонтные работы), исключающий отказы машины и ее ре-
монт в процессе функционирования. Оба эти метода технического об-
служивания приводят к большим затратам. Оптимум, при котором сум-
марные затраты Qz минимальны, находится между этими двумя мето-
дами ТО. Отыскание оптимального уровня технического обслуживания,
когда Qz -> 2m,n и допускается небольшой объем ремонтных работ в
межремонтные периоды, является предпосылкой для выбора оптималь-
ного значения TQ.
Рис. 15.9. Затраты на техническое обслуживание машин: 2™ - на
профилактическое ТО; Qp - на ремонт при ТО; Qn - потери в связи с простоем
машины в ремонте; - суммарные затраты; Q - затраты; Y - уровень
технического обслуживания
После выбора рациональной структуры и назначения межремонтно-
го периода система ремонта приобретает свои основные организацион-
но-технические формы.
Длительность межремонтного периода и структура ремонтного цик-
ла являются взаимосвязанными характеристиками ремонтной системы.
Например, наличие отдельных элементов, трудоемкость ремонта кото-
рых резко отличается от остальных деталей, может повлиять на выбор
длительности и структуры ремонтного цикла, так как именно эти эле-
менты будут определять необходимость проведения капитального ре-
монта. Так, износ направляющих, тяжелых металлорежущих станков,
износ стенок цилиндра двигателей внутреннего сгорания, коррозия кор-
пусов морских судов часто определяют длительность ремонтного цикла
зз*
524 Часть IV. Оценка и обеспечение надежности________
Тк, что при выбранном значении межремонтного периода TQ потребует
применения специальной структуры цикла.
Существенное влияние на значение межремонтного периода и на
структуру цикла могут оказать требования к надежности и безопасности
машины.
Если требования безотказности велики, т.е. —> 1, то для обеспе-
чения этого в период между плановыми ремонтами необходимо осуще-
ствлять комплекс ремонтно-профилактических и диагностических ме-
роприятий, которые образуют свою локальную систему с мероприятия-
ми различной трудоемкости и периодичности.
Структура ремонтного цикла и выбранное значение межремонтного
периода накладывают свой отпечаток на все показатели надежности
изделия, они регламентируют воздействия, необходимые для восста-
новления работоспособности изделия, и позволяют планировать их,
учитывая дисперсию сроков службы всех элементов машины. Реали-
зуемая в каждом конкретном случае система ремонта является индика-
тором наших знаний о надежности изделия.
Так, наличие большого объема межремонтного обслуживания, час-
тые аварийные ремонты говорят о несоответствии принятой системы
ремонта фактическим потребностям машины. Большой суммарный объ-
ем ремонтных работ говорит о низкой надежности изделия или о непра-
вильных методах его эксплуатации. Из сферы ремонта поступает наи-
больший объем информации о фактической надежности машины
(см. рис. 5.2.).
При эксплуатации машины идет процесс приспособления методов
ремонта к конструкции машины, а при конструировании - параллель-
ный процесс приспособления машины к условиям ее эксплуатации и
ремонта.
15.3. Ремонтопригодность машин, влияние человеческого
фактора
Для обеспечения надежности машин большое значение имеет при-
способленность машины для осуществления ремонтных и профилакти-
ческих процедур, а также «человеческий фактор», т.е. способность че-
ловека выполнять функции по управлению машиной (оператор) и по ее
техническому обслуживанию (оператор, ремонтник). В аварийных си-
туациях человек может сыграть решающую роль для избежания тяже-
лых последствий.
Ремонтопригодность изделия - это его свойство, которое заключа-
ется в приспособленности к обнаружению и устранению последствий
__________Гпава 15. Обеспечение надежности при эксплуатации машин_525
отказов и повреждений путем проведения ремонтов и технического об-
служивания.
Специфика факторов, определяющих ремонтопригодность машины,
заключается в том, что хотя она зависит от конструкции машины, но
проявляется в конкретных условиях эксплуатации. В зависимости от
этих условий потенциальные возможности конструкции могут быть ис-
пользованы в большей или меньшей степени.
При конструировании машины на ее ремонтопригодность основное
влияние оказывают следующие факторы:
1) общая компоновка машины с точки зрения доступности к ее узлам
и механизмам для контроля их состояния, обслуживания и проведения
ремонтных работ;
2) простота разборки и монтажа узлов и сопряжений, в первую оче-
редь тех, которые могут входить в межремонтное обслуживание. Долж-
на быть обеспечена быстросменность элементов, обладающих малой
стойкостью;
3) применение принципа агрегатирования, когда машина легко рас-
членяется на отдельные узлы, агрегаты и блоки, причем присоединение
их к машине не требует применения специальных приемов;
4) широкое использование стандартных узлов, применение принципа
унификации, когда ремонтники и эксплуатационники встречаются с
однотипными и одинаковыми узлами и механизмами в различных ма-
шинах;
5) применение принципов автоматической подналадки и компенса-
ции износа, саморегулирования параметров машины, автоматизация
профилактических операций;
6) простота обнаружения отказов или повреждений за счет примене-
ния встроенных приборов, контролирующих выходные параметры ма-
шины, и систем по диагностике состояния машины;
7) возможность производить регулировку, замену износившихся
элементов, осуществлять диагностику и другие работы простыми мето-
дами, без применения высококвалифицированной рабочей силы.
Конструкция машины должна соответствовать требованиям ремон-
топригодности.
Ремонтопригодность машины в сильной степени зависит от ее слож-
ности: от числа деталей, механизмов и узлов в машине, от ее габаритов
и веса, энергетической оснащенности и других факторов. Поэтому в
ряде отраслей машиностроения (например, для технологических ма-
шин) применяют понятие ремонтосложности как сравнительной оцен-
ки трудоемкости ремонта машин различного конструктивного исполне-
ния и различной сложности. При планировании ремонтных работ целе-
сообразно принять одну из машин за эталон и сравнивать с ним трудо-
526 Часть IV. Оценка и обеспечение надежности
емкость ремонта всех остальных моделей, оценивая ее в относительных
показателях (коэффициентах).
Этот метод удобен тем, что и для вновь создаваемой машины можно
с достаточной степенью приближения подсчитать показатель ремонто-
сложности, если известно влияние на него основных конструктивных
факторов и технических характеристик. Такие корреляционные зависи-
мости могут быть получены на основании исследования и анализа фак-
тической трудоемкости ремонта различных изделий.
Следует иметь в виду, что на продолжительность и трудоемкость
ремонтных и профилактических работ существенное влияние оказывает
не только конструкция машины, но и технологические процессы, при-
меняемые при ремонте машины, методы организации ремонта, его тех-
ническая оснащенность, квалификация ремонтников и другие организа-
ционно-технические факторы. Так, например, для замены поврежденно-
го элемента или детали необходимо иметь запасные части, номенкла-
тура которых отражала бы характер типичных повреждений, возни-
кающих в машине. Их количество должно соответствовать потребности,
исходя из сроков службы и методов ремонта машины.
Наличие запасных частей значительно сокращает время и стоимость
ремонта и, как правило, полностью восстанавливает утраченную рабо-
тоспособность, поскольку эти детали изготовлены в тех же условиях,
что и установленные в машине, и обладают необходимыми показателя-
ми качества. Это дает большой экономический эффект, увеличивает
межремонтный период, создает возможности для эксплуатации машин в
разнообразных условиях.
Применение запасных частей накладывает свой отпечаток и на кон-
струкцию машины. Помимо легкой доступности к заменяемой части и
удобства ее демонтажа и установки необходимо, чтобы заменялся как
можно меньший по весу и простой по конфигурации элемент.
Количество необходимых запасных частей при эксплуатации парка
машин данного типа можно оценить двумя основными способами.
Во-первых, на основании статистических данных из сферы эксплуа-
тации, что даст достаточно точную картину лишь для устойчивых в
конструктивном отношении моделей машины и при постоянном анализе
тенденции изменения потребности в запасных частях.
Во-вторых, для оценки необходимого объема запасных частей мож-
но применять метод расчета в сочетании со статистическим моделиро-
ванием.
Расчет показателей надежности на стадии проектирования, рассмот-
ренный выше, является базой и для оценки потребности в запасных час-
тях.
Глава 15. Обеспечение надежности при эксплуатации машин 527
Основными характеристиками ремонтопригодности машины могут
служить следующие непосредственно связанные с надежностью показа-
тели.
1. Продолжительность (трудоемкость) ремонтных и профилактиче-
ских мероприятий т., ч, а также суммарное время, необходимое для
восстановления утрачиваемой работоспособности машины , с уче-
том принятой системы ремонта. Эти данные являются одной из основ-
ных составляющих коэффициента технического использования Хти (см.
§ 2.3). Поскольку трудоемкость ремонта проявляется как случайная ве-
личина, могут применяться ее числовые показатели - среднее время
восстановления работоспособности изделия, дисперсия трудоемкости
или вероятность того, что время восстановления т не превзойдет за-
данного (нормативного) значения тн,т.е. Р(тн) = Вер(т<тн).
2. Трудоемкость восстановления, выраженная в затратах средств на
ремонт и техническое обслуживание с учетом всего комплекса меро-
приятий, предусмотренного системой ремонта (подготовка, проведение
ремонта, контроль состояния и др.).
Повышенные затраты на сокращение простоев машины в ремонте и
ТО обычно оправдываются для высокоэффективных машин, дающих
высокую прибыль при их функционировании.
Показатели ремонтопригодности непосредственно связаны с харак-
теристиками ремонтной системы и во многом их определяют.
Так, на выбор оптимального значения межремонтного периода су-
щественное влияние оказывает возрастание сборочно-разборочных ра-
бот при переходе от одновременной к последовательной разборке узла
при замене нескольких его деталей.
Чем больше узел приспособлен к замене и демонтажу отдельных де-
талей, чем меньше времени требуется на отладку и настройку узла по-
сле замены или ремонта его деталей, чем шире применен принцип бы-
стросменности малостойких деталей, тем больше возможностей по уве-
личению межремонтного периода.
Следует обратить внимание на то, что при увеличении межремонт-
ного периода необходимо обеспечить объем профилактических меро-
приятий (промывок, осмотров, регулировок), не допускающих появле-
ния прогрессивных износов.
Характеристики ремонтопригодности машины оказывают непосред-
ственное влияние на обеспечение надежности машины при ее эксплуа-
тации.
Возможности по поддержанию и восстановлению утрачиваемой ма-
шиной работоспособности существенно зависят и от «человеческого
528___________ Часть IV. Оценка и обеспечение надежности__________
фактора», поскольку человек и машина становятся объединенными в
единую систему. Работоспособность и надежность этой системы в
сильной степени зависят как от показателей качества человека, так и от
приспособленности машины к взаимодействию с человеком.
Качества человека характеризуются в первую очередь его квалифи-
кацией - обученностью управлять данной машиной и исполнительно-
стью - профессиональной ответственностью за выполнение порученно-
го задания.
Машина, в свою очередь, должна учитывать физиологические и
нервные возможности человека: возможность нести определенные на-
грузки и перегрузки, воспринимать и передавать необходимую инфор-
мацию, находиться в данной ситуации или условиях в нужное время и
т.п.
Эти задачи решаются на базе эргономики, науки, занимающейся ис-
следованием «человеческого фактора» в производственной деятельно-
сти человека, - оператора, ремонтника, эксплуатационника, потребите-
ля. Взаимодействие человека и машины становится одним из условий,
от которых зависят эффективность и надежность использования техни-
ки. Как показывает анализ аварий, нарушений технологических процес-
сов, ошибок управления сложными техническими системами и других
аналогичных ситуаций, они часто вызваны тем, что в конструкциях ма-
шин и приборов недостаточно учтены особенности и возможности че-
ловека.
Эргономические свойства человека определяются комплексом таких
его свойств, как антропометрические, физиологические, психологиче-
ские. В машинах должны учитываться эти свойства человека и макси-
мально использоваться его возможности.
Изучение и моделирование систем «человек - техника», исследова-
ние и классификация отказов машин по вине оператора, изучение меха-
низмов надежности человека как сложной кибернетической системы,
создание адаптивных систем «человек - машина» способствуют повы-
шению надежности машин, агрегатов и сложных комплексов при их
эксплуатации.
Специфика человеческого фактора в сфере ремонта и технического
обслуживания заключается в том, что возникает система «коллектив -
комплекс машин», так как при восстановлении работоспособности пар-
ка машин именно такое взаимодействие является наиболее характер-
ным. Здесь помимо перечисленных выше факторов ведущую роль иг-
рают организационная структура подразделения, иерархия (соподчи-
ненность) отдельных исполнителей, система управления качеством и
надежностью, социальные отношения.
Гпава 15. Обеспечение надежности при эксплуатации машин 529
Исследования взаимодействия человека и машины или людей и сис-
темы машин образуют специальное направление в машиностроении
[153].
15.4. Функционирование машины в экстремальных ситуациях
При эксплуатации машины внешние воздействия на нее, значитель-
но превышающие уровень, установленный ТУ, могут привести к ава-
рии, а в отдельных случаях и к катастрофе.
Экстремальные ситуации могут возникнуть и по вине самой машины
(несовершенство конструкции) или из-за неправильных методов ее ис-
пользования (влияние «человеческого фактора») [154,180].
Весь комплекс вопросов, связанный с возможностью возникновения
аварий и катастроф и с разработкой методов борьбы с их последствия-
ми, включается обычно в проблему безопасности [9].
Эта проблема рассматривает не только поведение машины в экстре-
мальных ситуациях, но и категории угроз безопасности (в том числе
военные, экологические, социальные), методы снижения негативных
последствий от катастроф, правовое и экологическое регулирование
вопросов безопасности и др.
Высокая надежность машины - одно из основных условий обеспече-
ния ее безопасности, под которой следует понимать «свойство объекта
не допускать ситуаций, опасных для людей и окружающей среды» [9].
Причины возникновения экстремальных ситуаций, связанные с
внешними воздействиями на машину, могут быть следствием попадания
машины в зону высоких или низких температур, радиационных воздей-
ствий, геологических явлений и других, как правило, редких событий.
Обычно для каждого объекта существует присущий ему комплекс воз-
можных аварийных ситуаций, который должен быть изучен для оценки
последствий экстремальных воздействий на машину.
Внешние воздействия могут и не быть экстремальными, а лишь не-
сколько превышать уровень, установленный ТУ, или они могут быть не
учтены при проектировании машины. В этом случае изделие будет бы-
стрее терять свою работоспособность, чем это предусмотрено.
Так, повышенная влажность среды, колебания температуры, загряз-
ненность атмосферы, ветер, акустический шум, солнечная радиация,
плесень, бактерии, насекомые, грызуны - вот неполный перечень тех
факторов, которые приходится учитывать при оценке возможности от-
каза изделия в различных условиях эксплуатации.
Чем большие воздействия оказывает на машину среда, тем выше ве-
роятность отказа, которая резко возрастает при работе изделия в не
свойственной ему обстановке.
530 Часть IV. Оценка и обеспечение надежности_________
Поэтому при возникновении преждевременных отказов, особенно
при тяжелых последствиях, часто создается конфликтная ситуация ме-
жду конструкторами, технологами и эксплуатационниками. Кто виноват
в возникновении того или иного отказа? Для ответа на этот вопрос про-
анализируем причины преждевременного отказа (табл. 15.2).
Последняя причина допустима лишь в том случае, если последствия
отказа незначительны и могут быть устранены при межремонтном об-
служивании. Если же преждевременный отказ может привести к тяже-
лым последствиям и, тем более, стать причиной аварийной ситуации, то
он является недопустимым и возникает по вине конструктора изделия.
Поэтому на стадии проектирования необходимо провести следующие
исследования.
Таблица 15.2. Причины преждевременных отказов
Что является причиной преждевременного отказа Кто виноват в возникновении отказа
1. Неправильный расчет ресурса изде- лия. Неправильно установлены ТУ на параметры изделия Конструктор
2. Нарушение ТУ при изготовлении и испытании изделия Технолог
3. Нарушение режимов и условий эксплуатации Эксплуатационник
4. Допускаемая ТУ вероятность воз- никновения отказа Никто
1. Проанализировать возможность возникновения аварийных ситуа-
ций, рассмотреть и описать сценарии их развития, классифицировать
возможные последствия аварии, установить «индекс опасности» (веро-
ятность получения объекта данной степени поражения).
2. Установить выходные параметры машины, которые претерпевают
существенные изменения в процессе аварии. Выявить те показатели,
изменение которых предшествует критическому состоянию и по значе-
нию которых можно прогнозировать возможность аварии.
3. Установить потенциально опасные узлы и агрегаты машины, на-
рушение работоспособности которых может иметь недопустимые по-
следствия, например, заклинивание механизма, течь топливной систе-
мы, нарушение герметичности, потеря давления в гидросистеме,
деформация системы.
4. Установить предельно допустимые условия эксплуатации и режи-
мы работы машины. Оценить возможную продолжительность работы
машины в экстремальных условиях, в том числе при потере работоспо-
собности отдельных узлов и агрегатов машины.
Гпава 15. Обеспечение надежности при эксплуатации машин
531
Все эти исследования являются основой для разработки безопасной
конструкции машины, стойкой к возникновению «нештатных» ситуа-
ций. Это особенно актуально для радиационно-, химически-, пожаро- и
взрывоопасных объектов, а также для транспортных и грузоподъемных
машин.
Методы обеспечения безопасности машин весьма разнообразны, но
могут быть сведены к двум основным направлениям.
Первое направление связано с созданием машин, имеющих запас
прочности и надежности тех элементов конструкции, которые могут
стать причиной возникновения экстремальной ситуации. Для этой цели
применяют широкий ассортимент методов и средств, который рассмот-
рен ниже (см. § 15.5).
В первую очередь необходимо рассмотреть те элементы, после отка-
за которых может произойти резкое изменение их состояния из-за лави-
нообразного развития процесса повреждения. Наиболее эффективный
путь обеспечения безопасности изделия при возникновении таких отка-
зов - локализация закритических процессов на основе изучения физики
явлений.
Примером может служить образование и развитие усталостных тре-
щин в металлических конструкциях. Так, при проектировании сосудов и
трубопроводов выбор материала, давления и толщины стенки должен
определяться тем, что при образовании трещины она, начав развиваться,
превращалась бы в сквозную, а не развивалась динамически по поверх-
ности трубы или сосуда (так называемый критерий «течь перед разру-
шением»).
Другой пример - процесс схватывания в кинематических парах ма-
шины, который представляет существенную опасность, так как в ре-
зультате заклинивания механизма может произойти авария. Условия
контакта, материалы и смазка в паре трения не должны допускать схва-
тывания, но если оно произошло (например, из-за прекращения подачи
смазочного материала), то пара трения должна некоторое время функ-
ционировать пусть даже с худшими трибологическими характеристика-
ми.
Таким образом, требования безопасности накладывают дополни-
тельные условия на материалы и конструкцию, которые должны обес-
печивать функционирование изделия в экстремальных ситуациях.
Новое направление в механике - «механика катастроф» изучает ме-
ханические разрушения или повреждения элементов технических сис-
тем при авариях и катастрофах, т.е. «закритическое» поведение конст-
рукции. На основании этих исследований разрабатываются мероприя-
тия по исключению катастрофических разрушений и по снижению воз-
532 Часть IV. Оценка и обеспечение надежности_________
можного ущерба. Машина должна обладать свойством «внутренней
безопасности» (inherent safety).
Второе направление обеспечения безопасности связано с созданием
специальных систем и устройств, локализующих развитие неблагопри-
ятных (разрушительных) процессов, защищающих машину от вредных
воздействий, предупреждающих о возможном наступлении экстремаль-
ных ситуаций, управляющих функционированием объекта в критиче-
ских случаях. Для этой цели применяют контрольные и диагностиче-
ские системы, которые оценивают значения как выходных параметров
системы (машины), так и специально установленных диагностических
признаков машины и окружающей среды (вибраций, температуры, дав-
ления и др.). Сравнение уровня сигналов с заданными значениями, об-
работка информации и принятие решения о необходимых действиях для
выхода из аварийной ситуации осуществляются при помощи ЭВМ.
Схема системы контроля параметров изделия, предназначенной для
предотвращения аварийных ситуаций, показана на рис. 15.10.
Рис. 15.10. Система контроля параметров изделия для предотвращения
аварийных ситуаций
Гпава 15. Обеспечение надежности при эксплуатации машин
533
Система обеспечивает включение той или иной защиты, изменение
режимов работы машины, сигнализацию о возникшей ситуации, выра-
батывает оптимальные решения для действий персонала. При возникно-
вении или опасности возникновения аварийной ситуации особую роль
играет «человеческий фактор». С ним связано, например, 70-75 % всех
авиационных катастроф, в то время как технические неисправности со-
ставляют 6-12 %. Управление сложными машинами, особенно в экс-
тремальных ситуациях, требует использования предельных возможно-
стей человека-оператора. Эти вопросы являются специальным разделом
проблемы безопасности.
Основным направлением всех работ и исследований в области безо-
пасности машин является принцип исключения катастроф. Концепция
безопасности базируется на нижеследующих основополагающих прин-
ципах.
1. Обеспечение безопасного функционирования объекта.
2. Обеспечение качества изготовления объекта.
3. Принцип допущения наихудшего случая.
4. Организация непрерывных эксплуатационных наблюдений за кри-
тическими ситуациями.
5. Осуществление непрерывного мониторинга (слежения) за состоя-
нием изделия методами диагностики.
Требования к конструкции машины с учетом безопасности должны,
в основном, заключаться в следующем:
• не должно быть аварий по вине самой машины;
• при возникновении аварий не должно быть человеческих жертв и
должен быть обеспечен минимум материального ущерба и воз-
действий на окружающую среду.
Преимущество имеют машины с высоким уровнем параметрической
надежности, эксплуатация которых осуществляется в строгом соответ-
ствии с техническими требованиями.
15.5. Основные пути повышения надежности машин
Требования к уровню надежности машин постоянно растут, и оты-
скание наиболее рациональных путей решения этой проблемы всегда
актуально.
Методы и возможности по повышению надежности машин весьма
разнообразны и связаны со всеми этапами проектирования, изготовле-
ния и эксплуатации машин. Проводимые в этой области мероприятия
можно разбить на несколько генеральных направлений.
Одно из основных направлений - это повышение стойкости изделий
к внешним воздействиям. Сюда относятся методы создания прочных,
534 Часть IV. Оценка и обеспечение надежности_______
жестких, износостойких узлов за счет их рациональной конструкции и
применения материалов с соответствующими свойствами.
Данное направление объединяет все те новейшие достижения в об-
ласти конструирования и технологии, которые позволяют увеличивать
стойкость узлов и механизмов по отношению к тем воздействиям, кото-
рые характерны для данного типа машин.
Повышение сопротивляемости изделия внешним воздействиям тесно
связано с задачами, встающими перед конструкторами, технологами и
эксплуатационниками не только в связи с надежностью, но и с необхо-
димостью обеспечивать заданные технические характеристики изделия,
повышать производительность и быстроходность машин, уменьшать их
габариты и металлоемкость.
К методам повышения сопротивляемости машины внешним воздей-
ствиям относятся, например, рассмотренные выше выбор износостой-
ких материалов, уменьшение нагрузок, действующих на механизмы,
применение рациональных методов смазки, исключение влияния техно-
логической наследственности и другие.
Однако возможности сопротивления внешним воздействиям не без-
граничны. Практически невозможно обеспечить во всех механизмах
только жидкостное трение и иметь неизнашивающиеся сопряжения,
сложно создать материалы, которые не деформировались бы и не изме-
няли своих размеров при колебании температуры и т.д.
Если к этому прибавить, что всегда имеются источники внешних и
внутренних воздействий на машину и что требования к ее выходным
параметрам все время повышаются, можно сказать, что указанные ме-
тоды повышения надежности необходимы, но недостаточны. Они огра-
ничены уровнем развития той или иной области техники.
Другой путь повышения надежности работы машин и изделий, их
защита и изоляция от вредных воздействий. Здесь характерны такие
методы, как установка машины на фундамент, защита поверхностей от
запыления и загрязнения, создание для машин специальных условий по
температуре и влажности и другие.
Во всех этих случаях создаются более благоприятные условия для
работы машины. Например, создание термоконстантных производст-
венных цехов с постоянными температурой и влажностью и со строгой
регламентацией степени запыленности атмосферы не только обеспечи-
вает выпуск точной и надежной продукции, но и повышает надежность
работы прецизионного технологического оборудования. Различного
рода виброизолирующие и амортизационные устройства предотвраща-
ют воздействие пиковых нагрузок, не пропускают вредные для изделия
частоты. К защитным устройствам относятся также экраны, охраняю-
щие изделие от тепловых излучений и радиации, покрытия и специаль-
Гпава 15. Обеспечение надежности при эксплуатации машин
535
ные устройства для защиты от влаги и агрессивных сред, механизмы,
удаляющие отходы производства, фильтры, очищающие масло, воздух
и топливо, и многие другие. Однако возможности по изоляции машины
от внешних воздействий также ограничены, они требуют, как правило,
существенных затрат, не всегда исключают основные причины, сни-
жающие надежность машины. Следует иметь в виду, что в машине
имеются внутренние источники возмущений (вибрации самой машины,
тепловыделение в узлах и механизмах и т.п.), влияние которых трудно
изолировать.
Во многих случаях добиться повышения надежности можно не за
счет дополнительных затрат на создание специальных устройств и ис-
пользование новых материалов, а путем применения рациональных кон-
структивных решений.
С позиции надежности, оптимальной будет такая конструкция ма-
шины и ее элементов, когда с наименьшими затратами средств достига-
ется наибольшая продолжительность работы отдельных узлов, меха-
низмов и машины в целом при заданной безотказности и регламентиро-
ванных затратах на ремонт и техническое обслуживание.
Например, выбор оптимальных размеров узла трения обеспечит бо-
лее длительное сохранение им точности (см. § 11.3), выбор схемы меха-
низма и допусков на сопряженные поверхности сократит период макро-
приработки (см. § 10.4), рациональный выбор типа механизма и расчет
его на износ позволит при прочих равных условиях добиться более рав-
номерного износа и меньшего его влияния на выходные параметры из-
делия (см. § 11.5) и т.п.
В основу выбора рациональной конструкции должны быть положе-
ны расчеты, связывающие изменение выходных параметров изделия с
процессами повреждения, и методы прогнозирования параметрической
надежности, рассмотренные выше. Это позволяет находить такие реше-
ния, когда износ, усталость, деформация, коррозия и т.п. будут оказы-
вать минимальное влияние на выходные параметры изделия. Конструк-
ция должна быть также рациональной с точки зрения ее ремонтопри-
годности и приспособленности к диагностированию.
Перспективным направлением для создания работоспособных высо-
коэффективных машин является применение автоматики для повыше-
ния их надежности.
Проблема надежности машин возникла, в первую очередь, в связи с
их широкой автоматизацией, с необходимостью обеспечить беспере-
бойную работу и взаимодействие механических, электронных, электри-
ческих, гидравлических и других устройств.
Автоматизация усложняет решение проблемы надежности, так как
появляются сложные, высокопроизводительные и энергонапряженные
536 Часть IV. Оценка и обеспечение надежности
системы. Однако эти трудности возникают лишь до тех пор, пока для
решения задач, связанных с повышением надежности, привлекается
только тот арсенал средств, который применим и для обычных неавто-
матизированных машин.
Конечно, для машин-автоматов еще более важно, чем для обычных
машин, совершенствовать качество применяемых материалов, методы
смазки, конструктивные формы деталей и узлов. Однако имеется еще
одно мощное средство для решения проблемы надежности. Это средст-
во - применение самой автоматики для обеспечения длительного вы-
полнения машиной своего служебного назначения в разнообразных ус-
ловиях эксплуатации.
Применение в машинах-автоматах управляющих цепей с различны-
ми датчиками, расширение и качественное изменение функций, выпол-
няемых автоматом, проникновение идей технической кибернетики в
принцип действия машин, все более широкое применение мехатронных
устройств, в которых органически взаимодействуют механика и элек-
троника, - все это позволяет осуществлять широкое использование
средств автоматики в новом аспекте.
Применение самонастраивающихся и саморегулируемых машин, ко-
торые подобно живым организмам обладают функциями приспособле-
ния к изменившимся условиям работы и восстановления утраченной
работоспособности, позволяет машине не только обладать способно-
стью выполнять заданную работу (например, обеспечивать ход техноло-
гического процесса), но и осуществлять свои функции длительное вре-
мя, не опасаясь как внешних воздействий, так и процессов, происходя-
щих в самой машине. В настоящее время эти тенденции характерны для
многих машин, например транспортных, технологических (см. табл.
14.1), энергетических и др.
У этих машин в системы управления включаются, как правило, дат-
чики с обратной связью, в результате чего машина может автоматиче-
ски регулировать свои действия, учитывать реальную обстановку, изме-
нять характер и режимы функционирования.
Такие «разумные машины» (Machine Intelligence) одновременно с за-
дачей рационального управления функционированием машины решают
частично и задачу обеспечения параметрической надежности, посколь-
ку система управления контролирует ряд выходных параметров.
Дальнейшее развитие этих идей и использование автоматических
систем для управления специальными механизмами подналадки, регу-
лировки и защиты, расширение функций самой системы управления и
контроль за изменением выходных параметров открывают широкие
возможности для достижения высокого уровня параметрической на-
дежности машины.
Глава 15. Обеспечение надежности при эксплуатации машин
537
Поскольку изменение технического состояния машины при ее экс-
плуатации связано с динамическими процессами (см. рис. 1.5), и маши-
на взаимодействует с ними как система автоматического регулирования,
управление этим состоянием и воздействие и на процессы, и на пара-
метры машины, и на внешние возмущения - перспективный путь реше-
ния многих задач надежности там, где тривиальные методы уже исчер-
паны. В качестве примеров можно привести такие автоматические сис-
темы, как системы стабилизации или создания заданных тепловых и
деформационных полей машины, изменяющихся в процессе эксплуата-
ции; системы управления зазорами, толщиной масляной пленки или
положением элементов для ответственных механизмов при их износе
или деформации; системы коррекции движения рабочих органов маши-
ны при изменении геометрических и силовых параметров; системы
управления профилактическими операциями и для осуществления диаг-
ностических процедур. Во всех этих случаях вырабатываются решения
по регулированию параметров и режимов работы машины.
В настоящее время, особенно в связи с успехами вычислительной
техники и средств управления, появляется большое число оригинальных
и эффективных устройств, автоматизирующих различные функции ма-
шин и систем.
Это направление имеет практически неограниченные возможности
по повышению надежности, так как, основываясь на принципах кибер-
нетики, можно для машины любой сложности обеспечить необходимую
работоспособность.
В качестве резюме на рис. 15.11 указаны основные методы повыше-
ния надежности машин и приведены примеры соответствующих реше-
ний. Так, кузов автомобиля, его подвески, эластичные шины и другие
элементы должны быть стойкими к динамическим и ударным воздейст-
виям при движении машины; установка прецизионного станка на спе-
циальный фундамент позволяет изолировать его от внешних динамиче-
ских воздействий. Конструкция трубоукладчика позволяет восприни-
мать нагрузки, создающие большие опрокидывающие моменты, робот с
«искусственным зрением» обеспечивает за счет системы управления с
обратной связью точные перемещения рабочего органа (захватов) в за-
данную позицию по оптимальной траектории.
Обеспечение необходимого уровня надежности сложной машины
осуществляется, как правило, с использованием всех указанных мето-
дов. Выбор наиболее рациональных решений зависит, в первую оче-
редь, от полноты и достоверности информации о надежности машины.
Основную ценность представляет информация, полученная на ранних
стадиях создания новой машины, в результате чего становится возмож-
538
Часть IV. Оценка и обеспечение надежности
МАШИНА
Стойкость к бнешним
боздейстбиям
Защита и изоляция от
бнешних боздейстбий
Рациональная конструкция
Абтоматическое упрабление
параметрами
Рис. 15.11. Основные методы повышения надежности машин
ным установить основные факторы, определяющие требуемый уровень
надежности.
В большинстве случаев реальная ситуация при проектировании но-
вой машины такова, что характеристики ее надежности определены
лишь приблизительно, нет гарантии соблюдения их значений при ис-
пользовании машины, и только статистика, задним числом, после дли-
тельной эксплуатации большого числа машин данного типа позволит
выявить действительные показатели надежности.
Поэтому расчет и прогнозирование надежности машины, регламен-
тация и обеспечение показателей надежности, нормирование скоростей
протекания процессов старения, определение еще на стадии проектиро-
вания области состояния машины - все это необходимо для решения
коренных задач надежности.
Наиболее совершенной, с позиции надежности, будет та машина, па-
раметры которой в течение всего периода эксплуатации будут нахо-
диться в установленных пределах. Для этого желательно иметь машину,
Глава 15. Обеспечение надежности при эксплуатации машин 539
которая способна автоматически восстанавливать свою работоспособ-
ность и осуществлять профилактические мероприятия, машину, которая
при возникновении аварийных ситуаций приспособлена для их предот-
вращения или локализации тяжелых последствий, машину, информаци-
онные системы которой дают сведения о ее состоянии, а она, обладая
«искусственным интеллектом», выбирает наиболее рациональные усло-
вия функционирования.
Создание машин, сохраняющих свое качество в течение всего пе-
риода использования, - одно из основных направлений машинострое-
ния.
РЕЗЮМЕ
Оценка параметрической надежности машин осуществляется мето-
дами прогнозирования и на основе специальных испытаний.
Наиболее универсальным методом прогнозирования является стати-
стическое моделирование (метод Монте-Карло), когда исходная инфор-
мация о законах распределения случайных аргументов не связана с фак-
тором времени.
Алгоритм прогнозирования параметрической надежности при износе
машины имеет единую структуру и типовые блоки расчета и обработки
информации для объектов различного назначения.
Особенно трудоемки, но результативны, те методы имитационного
моделирования, которые позволяют оценить трансформацию выходного
параметра с учетом эффекта последействия и периода макроприработки.
Уточнение результатов прогноза может быть осуществлено при нали-
чии опытного образца машины. Программные автоматизированные ис-
пытания машины, проводимые в испытательно-диагностическом центре
по единому алгоритму, позволяют дать оценку начального уровня на-
дежности машины и с использованием результатов испытания уточнить
прогноз о поведении машины в различных условиях эксплуатации.
Обеспечение надежности машины непосредственно связано с мето-
дами ее изготовления и эксплуатации. Связь параметров технологиче-
ского процесса с показателями надежности создаваемой машины слож-
на и многовариантна. Однако технолог может применять целый ряд ме-
тодов и средств для обеспечения требуемого уровня качества и надеж-
ности выпускаемых машин. Особую роль играет при этом надежность
самого технологического процесса.
При эксплуатации машины должна быть разработана оптимальная
стратегия технического обслуживания и ремонта, при которой обеспе-
чивается поддержание и восстановление ее работоспособности при ми-
нимальных затратах времени и средств.
Разработка эффективных методов оценки и обеспечения требуемого
уровня надежности - необходимое условие для создания высококачест-
венных, конкурентоспособных машин.
ЗАКЛЮЧЕНИЕ
ПЕРСПЕКТИВНЫЕ НАПРАВЛЕНИЯ ПРОБЛЕМЫ
НАДЕЖНОСТИ
Что является главным в многогранной проблеме надежности?
Где истоки тех решений, которые позволят сохранять технические
характеристики машины в течение всего периода ее использования?
Какие направления надо развивать в первую очередь, чтобы обеспе-
чить требуемый уровень надежности современных высокоразвитых ма-
шин?
По мнению автора, который изложил выше свое представление о
данной проблеме, в качестве резюме можно выделить следующие клю-
чевые, общие для всех отраслей машиностроения, направления.
1. Разработка программ автоматизированных расчетов парамет-
рической надежности. Это основное и наиболее наукоемкое направле-
ние. Оно опирается на физико-вероятностные модели отказов, исполь-
зует расчет на износ различных сопряжений и механизмов, учитывает
возможности унификации выходных параметров, применяет методы
прогнозирования параметрической надежности машин.
2. Создание базы данных по закономерностям процессов старения
и, в первую очередь, изнашивания. Эффективность результатов прогно-
зирования надежности непосредственно связана с накоплением исход-
ных данных по закономерностям и численным значениям интенсивно-
сти процессов старения (изнашивания) для различных материалов и
условий эксплуатации.
3. Применение испытательно-диагностических комплексов для ав-
томатизированной оценки качества и надежности машин.
Использование программного метода испытаний и организация еди-
ного испытательно-вычислительного процесса для достоверной оценки
параметрической надежности опытного образца дает гарантию обеспе-
чения заданных технических характеристик машины.
4. Расширение функций систем по управлению качеством продукции
для решения задач надежности. При производстве изделий должна
быть создана подсистема управления надежностью, которая учитывает
542 Заключение
взаимосвязи параметров технологического процесса с показателями
надежности изготовляемых изделий.
5. Разработка оптимальной стратегии технического обслуживания
и ремонта машин. Система ремонта и технического обслуживания ма-
шин должна быть построена так, чтобы с учетом конструктивных осо-
бенностей и методов эксплуатации машин было обеспечено восстанов-
ление ее работоспособности с минимальными затратами времени и
средств.
Решение задач по обеспечению надежности машин возможно лишь
на основе системного подхода с единой философией и методологией и
при организации мощного комплекса исследовательских и конструктор-
ских работ по перспективным направлениям этой сложнейшей пробле-
мы машиностроения.
СЛОВАРЬ ТЕРМИНОВ (GLOSSARY)
Безопасность (Safety)
- свойство объекта не допускать ситуаций, опасных для объекта и
окружающей среды.
Безотказность (Failure-Free Performance; Fail-Safety; Infallibility;
Mainstage Reliability)
- свойство изделия непрерывно сохранять работоспособность в тече-
ние некоторого периода времени или некоторой наработки.
Вероятность безотказной работы (No-Failure Operation Probability)
- вероятность того, что в пределах заданной наработки или времени
работы отказ объекта не возникнет.
Выходные параметры (Output Parameters)
- числовые показатели технических характеристик машины, которые
определяют ее состояние и возможности по выполнению заданных
функций.
Деградация параметра (Parameter Degradation)
- изменение выходного параметра объекта в результате воздействий
процессов старения.
Дефект технологический (Birth Defect)
- несоответствие изготовленной продукции установленным требова-
ниям.
Долговечность (Durability)
- свойство изделия сохранять работоспособность до наступления
предельного состояния при установленной системе технического об-
служивания и ремонта.
Закон надежности (Time-To-Failure Law)
- закон распределения сроков службы (или наработки) до отказа.
Запас надежности (Reliability Margin)
- отношение предельно допустимого значения заданного параметра к
его экстремальному фактическому значению.
544 ____________Словарь терминов (Glossary)_______________
Износ линейный (Linear Wear)
- величина износа, измеренная в направлении, перпендикулярном к
поверхности трения.
Износ сопряжения (Joint Wear)
- изменение относительного положения сопряженных тел в результа-
те износа их поверхностей трения.
Интенсивность отказов (Failure Rate; Hazard Rate)
- условная плотность вероятности возникновения отказа изделия;
определяется для рассматриваемого момента времени при условии, что
до этого момента отказ не возник.
Испытательно-диагностический комплекс (Test-and-Diagnostic
Complex)
- комплекс, предназначенный для проведения программных испыта-
ний и состоящий из измерительной и диагностической аппаратуры, про-
граммных нагрузочных устройств, ЭВМ, информационных и управ-
ляющих систем и объекта испытания.
Качество (Quality)
- совокупность свойств, определяющих степень пригодности изде-
лия для его использования по назначению.
Коэффициент готовности (Availability Factor)
- вероятность того, что изделие окажется в работоспособном со-
стоянии в произвольный момент времени, кроме планируемых перио-
дов, в течение которых применение изделия по назначению не преду-
сматривается.
Коэффициент технического использования (Inherent Availability
Factor)
- отношение времени выполнения изделием своих функций за весь
период эксплуатации к сумме этого времени и времени его нахождения
в ремонте и при техническом обслуживании.
Методы Монте-Карло (Monte-Carlo Methods)
- численные методы решения математических задач при помощи
моделирования случайных величин и статистической оценки их харак-
теристик.
Словарь терминов (Glossary)
545
Модель отказа (Failure Model)
- математическое описание процесса формирования закона надеж-
ности и определения на этой основе заданных показателей надежности.
Модель отказа статистическая (Statistical Failure Model)
- модель отказа, использующая для описания закона надежности
статистическую информацию из сферы эксплуатации или результаты
испытания изделий.
Модель отказа физико-вероятностная
- см. Физико-вероятностная модель параметрического отказа.
Надежность (Dependability; Reliability)
- свойство изделия сохранять требуемые показатели качества в те-
чении всего периода его использования, т.е. свойство изделия сохранять
во времени свою работоспособность.
Область работоспособности (Availability Area)
- область допустимых значений выходных параметров изделия.
Область состояний (State Area)
- область, в которой с заданной вероятностью находятся выходные
параметры изделия.
Отказ (Failure)
- событие, которое заключается в нарушении работоспособности из-
делия.
Отказ внезапный (Sudden Failure)
- отказ, возникающий в результате сочетания неблагоприятных фак-
торов и случайных внешних воздействий, превышающих возможности
изделия к их восприятию.
Отказ постепенный (Gradual Failure)
- отказ, возникающий в результате протекания процессов, изменяю-
щих начальное состояние изделия.
Отказ параметрический (Parameter Related Failure)
- отказ, причина которого заключается в выходе регламентирован-
ного параметра за установленные пределы.
35 Зак. 138
546_____________ ____Словарь терминов (Glossary)_______________
Параметрическая надежность (Parametric Reliability)
- надежность, связанная не с отказом функционирования изделия, а
с изменением его выходных параметров.
Планово-предупредительная система ремонта (Preventive (or
Scheduled) Maintenance System)
- система ремонта и технического обслуживания, при которой зара-
нее назначается продолжительность межремонтных периодов и харак-
тер проводимых мероприятий по поддержанию и восстановлению рабо-
тоспособности машины.
Повреждение (Damage) материала изделия
- отклонение его контролируемых свойств от их начальных значе-
ний, возникшее в результате протекания процессов старения.
Предельно допустимое значение выходного параметра (Output Pa-
rameter Limit Value)
- граница области работоспособности, при выходе за пределы кото-
рой происходит отказ.
Предельное состояние (Limit State)
- состояние изделия, при котором его дальнейшее применение по
назначению недопустимо или нецелесообразно.
Программный метод испытаний (Programmed Test Method)
- автоматизированный метод оценки качества и параметрической
надежности машины во всем диапазоне режимов и условий ее работы с
учетом вероятностной природы внешних воздействий.
Процессы старения (Ageing Processes)
- необратимые изменения свойств или состояния материала изделия.
Работоспособность (Availability; Serviceability)
- состояние изделия, при котором оно способно выполнять заданные
функции, сохраняя значения выходных параметров в пределах, установ-
ленных нормативно-технической документацией(техническими усло-
виями).
Ремонт (Repair)
- восстановление утраченной изделием работоспособности путем
замены или реновации (обновления) поврежденных элементов конст-
рукции.
______________________Словарь терминов (Glossary)_____________547
Ремонтопригодность (Maintainability)
- свойство изделия, которое заключается в его приспособленности к
обнаружению и устранению последствий отказов путем проведения
ремонтов и технического обслуживания.
Ресурс, срок службы (Lifetime)
- установленная продолжительность работы изделия до предельного
состояния.
Сложная система (Complex System)
- объект, предназначенный для выполнения заданных функций, ко-
торый может быть расчленен на элементы, каждый из которых также
выполняет определенные функции и находится во взаимодействии с
другими элементами системы.
Структура ремонтного цикла (Repair Cycle)
- последовательность принятых ремонтных работ на протяже-
нии всего периода эксплуатации изделия.
Техническое обслуживание (Maintenance)
- совокупность мероприятий, направленных на замедление
процесса потери машиной работоспособности и на частичное
или полное восстановление утраченных характеристик.
Технические условия (Specifications)
- документ, устанавливающий требования, которым должно со-
ответствовать изделие.
Трибология (Tribology)
- отрасль знаний, изучающая явления, происходящие на контактных
поверхностях сопряженных тел при их относительном движении.
Физико-вероятностная модель параметрической надежности (Physi-
cal-Probabilistic Model of Parametric Reliability)
- модель, описывающая процессы формирования закона надежности
и деградации выходных параметров машины с учетом ее состояния,
вероятностной природы явлений и закономерностей процессов старе-
ния.
Элемент сложной системы (Element(Component) of Complex System)
- ее составная часть, которая может характеризоваться самостоя-
тельными входными и выходными параметрами.
35*
СПИСОК ЛИТЕРАТУРЫ
1. Абрамов О.В., Розенбаум А.И. Прогнозирование состояния техни-
ческих систем /Отв. ред. В.П. Чипудис: АН СССР, Дальневосточное
отделение. Ин-т автоматики и процессов управления. М.: Наука, 1990.
2. Авдонъкин Ф.Н. Теоретические основы технической эксплуатации
автомобилей. М.: Транспорт, 1985.
3. Автоматизированный расчет колебаний машин И Вибрационная
техника/ В.В. Аугустайтис и др.; Под ред. К.М.Рагульскиса. Л: Маши-
ностроение, 1988. Вып. 13 (Б-ка инж-ра).
4. Андреев А.Ф., Ванцевич В.В., Лефаров А.Х. Дифференциалы ко-
лесных машин / Под общ. ред. А.Х.Лефарова. М.: Машиностроение,
1987.
5. Базовский И. Надежность, теория и практика. М: Мир, 1965.
6. Базров Б.М. Технологические основы проектирования само-
поднастраивающихся станков. М.: Машиностроение, 1978.
7. Баловнев В. И. Моделирование процессов взаимодействия со сре-
дой рабочих органов дорожно-строительных машин. М.: Высшая шко-
ла, 1981.
8. Бароне П.П., Звиедрис А.В., Салениекс Н.К. Надежность и качест-
во механических систем. Рига.: Авотс, 1982.
9. Безопасность - государственная научно-техническая программа.
Концепция и итоги работы 1991-1992 гг. Итоги науки и техники. Т.1.;
Т.2.7 Под ред. К.В. Фролова и Н.А. Махутова. М.: ВИНИТИ, 1993.
10. Белый В.А., Свириденок А.И., Петроковец М.И., Савкин В.Г. Тре-
ние и износ материалов на основе полимеров. Минск: Наука и техника,
1976.
11. Билик Ш.М. Макрогеометрия деталей машин. М.: Машинострое-
ние, 1973.
12. Блейкмор Дж. Физика твердого тела: Пер. с англ. / Под ред. Д.Г.
Андрианова, В.И. Фистуля. М: Мир, 1988.
13. Боднер В.А. Системы управления летательными аппаратами. М.:
Машиностроение, 1973.
14. Болотин В.В. Прогнозирование ресурса машин и конструкций.
М.: Машиностроение, 1984.
15. Боуден Ф., Тейбер Д. Трение и смазка твердых тел. М.: Машино-
строение, 1968.
16. Бржозовский Б.М. Управление технологической надежностью
модулей ГПС. Саратов: Изд-во Сарат. ун-та, 1989.
Список литературы
549
17. Бруевич Н.Г, Сергеев В.И. Основы нелинейной теории точности
и надежности устройств. М.: Наука, 1973.
18. Буше Н.А., Копытъко В.В. Совместимость трущихся поверхно-
стей. М.: Транспорт, 1981.
19. Васильев В.Н. Организация производства в условиях рынка. М.:
Машиностроение, 1993.
20. Вейц В.Л., Коловский М.З., Конура А.Б. Динамика управляемых
машинных агрегатов. М.: Наука, 1984.
21. Вентцелъ Е.С. Теория вероятностей. М.: Наука, 1969.
22. Вероятностные характеристики прочности авиационных мате-
риалов и размеров сортамента: Справочник / Под ред. С.О. Охапкина.
М.: Машиностроение, 1970.
23. Вибрации в технике: Справочник. В 6 т. М.: Машиностроение,
1978-1981.
24. Вопросы исследования надежности и динамики элементов
транспортных машин и подвижного состава железных дорог. Тула:
Тульский политехнический институт, 1977.
25. Гаркунов Д.Н. Триботехника. М.: Машиностроение, 1985.
26. Геккер Ф.Р. Динамика машин, работающих без смазочных мате-
риалов в узлах трения. М.: Машиностроение, 1983.
27. Генкин Д.М., Рыжов М.А., Рыжов Н.М. Повышение надежности
тяжелонагруженных зубчатых передач. М.: Машиностроение, 1981.
28. Германчук Ф.К. Долговечность и эффективность тормозных уст-
ройств. М.: Машиностроение, 1973.
29. Герцбах И.Б., Кордонский Х.Б. Модели отказов. М.: Сов. радио,
1966.
30. Гинзбург Б.Я. Теория и расчет поршневых колец. М.: Машгиз,
1945.
31. Гнеденко Б.В., Беляев Ю.К., Соловьев АД. Математические мето-
ды в теории надежности, основные характеристики и их статистический
анализ. М.: Наука, 1965.
32. Голего Н.Л., Алябьев А.Я., Шевеля В.В. Фреттинг-коррозия ме-
таллов. Киев.: Техника, 1974.
33. Гольдштейн В.В., Зазовский А.Ф., Спектор А.А., Федоренко Р.П.
Решение пространственных контактных задач качения с проскальзыва-
нием вариационным методом. М.: Ин-т прикладной математики АН
СССР им. М.В. Келдыша.
34. Гриб В.В. Решение триботехнических задач численными метода-
ми. М.: Наука, 1982.
35. Григорьев М.А., Пономарев Н.Н. Износ и долговечность автомо-
бильных двигателей. М.: Машиностроение, 1976.
550
Список литературы
36. Гусенков А.П., Нахапетян Е.Г. Методы и средства обеспечения
надежности машин. Прочность, долговечность, диагностика. М.: Наука,
1993.
37. Гусев А. С. Структурный анализ случайных процессов при расче-
те надежности и ресурса конструкций И Вестник московского государ-
ственного технического университета. Серия «Машиностроение». №13,
1991. С. 62-67.
38. Дольский А.М. Технологическое обеспечение надежности высо-
коточных деталей машин. М.: Машиностроение, 1975.
39. Демкин Н.Б., Рыжов Э.В. Качество поверхности и контакт дета-
лей машин. М.: Машиностроение, 1981.
40. Динамика системы дорога-шина-автомобиль-водитель /
А.А. Хачатуров, В.Л. Афанасьев, В.С. Васильев и др.; Под ред. А.А.
Хачатурова. М.: Машиностроение, 1976.
41. Добрынин С. А., Фельдман М.С., Фирсов ГИ. Методы автомати-
зированного исследования вибраций машин: Справочник. М.: Машино-
строение, 1987.
42. Доценко В.А. Изнашивание твердых тел. М.: Машиностроение,
1990.
43. Дроздов Ю.Н., Павлов В.Г., Пучков В.Н. Трение и износ в экстре-
мальных условиях: Справочник. М.: Машиностроение, 1986.
44. Дубовиков Б.А. Основы научной организации управления качест-
вом. М.: Экономика, 1966.
45. Ефремов Л.В. Практика инженерного анализа надежности судо-
вой техники. Л.: Судостроение, 1980.
46. Жук Н.П. Курс теории коррозии и защиты металлов. М.:
Металлургия, 1976.
47. Запорожец В.В. Динамические характеристики прочности по-
верхностных слоев и их оценка И Трение и износ. 1980. №4. С. 602-609.
48. Икрамов У.А. Расчетные методы оценки абразивного износа. М.:
Машиностроение, 1967.
49. Качество машин: Справочник в 2 т. / Под ред. А.Г. Суслова. М.:
Машиностроение, 1995.
50. Кеглин В.Г. Параметрическая надежность фрикционных уст-
ройств. М.: Машиностроение, 1981.
51. Кесаев Х.В., Трофимов Р.С. Надежность двигателей летательных
аппаратов. М.: Машиностроение, 1982.
52. Кеше Г. Коррозия металлов: Пер. с англ. М.: Машиностроение,
1984.
53. Ковалев А.Н., Кантор Б.И., Можаев А.Б. Экономическое обеспе-
чение надежности машин. М.: Машиностроение, 1991.
Список литературы
551
54. Когаев В.П., Дроздов Ю.Н. Прочность и износостойкость деталей
машин. М.: Высшая школа, 1991.
55. Конструкция, расчет и проектирование локомотивов / А.А. Кама-
ев, Н.Г. Апанович, В.А. Камаев и др.; Под ред. А.А. Камаева. М.: Ма-
шиностроение, 1981.
56. Костецкий Б.И. Трение, смазка и износ в машинах. Киев: Техни-
ка, 1970.
57. Костецкий Б.И. Фундаментальная закономерность самооргани-
зации технических трибосистем: Доклады Академии наук Украинской
ССР И Физико-математические и технические науки. Серия А. 1989,
№4.
58. Косточкин В.В. Надежность авиационных двигателей и силовых
установок. М.: Машиностроение, 1988.
59. Крагелъский И.В. Трение и износ. М.: Машиностроение, 1968.
60. Крагелъский И.В., Добычин М.Н., Комбалов В.С. Основы расче-
тов на трение и износ. М.: Машиностроение, 1977.
61. Крагелъский И.В., Михин Н.М. Узлы трения машин: Справочник.
М.: Машиностроение, 1984.
62. Крагелъский И.В., Фляйшер Г., Комбалов В.С., ТумХ. Расчет тре-
ния, износа и долговечности с позиций молекулярно-механической, ус-
талостной и энергетической теорий И Проблемы автоматизации и ма-
шиностроения. Москва-Будапешт, 1986. № 12. С. 13-24.
63. Кривченко Г.И. Гидравлические машины: турбины и насосы. М.:
Энергоатомиздат, 1983.
64. Крылов К.А., Хаймзон М.Б. Долговечность узлов трения самоле-
тов. М.: Транспорт, 1976.
65. Кугелъ Р.В. Надежность машин массового производства. М.:
Машиностроение, 1981.
66. Кудинов В.А. Динамика станков. М.: Машиностроение, 1967.
67. Кузнецов Н.Д., Цейтлин В. И. Эквивалентные испытания газотур-
бинных двигателей. М.: Машиностроение, 1976.
68. Левин А.И. Математическое моделирование в исследованиях и
проектировании станков. М.: Машиностроение, 1978.
69. Левина З.М., Решетов ДН. Контактная жесткость машин. М.:
Машиностроение, 1971.
70. Лукинский В.С., Зайцев Е.И. Прогнозирование надежности авто-
мобилей. Л.: Политехника, 1991.
71. Магистральные электровозы: общие характеристики. Механиче-
ская часть / В.И. Бочаров, И.Ф. Кодинцев, А.И. Кравченко и др. М.:
Машиностроение, 1991.
72. Малышева Г.В. Методы оценки долговечности клеевых соедине-
ний И Технология металлов, 2000. №1. С. 10-16.
552
Список литературы
73. Матвеевский Р.М., Лахши В.Л., Буяновский И.А. и др. Смазочные
материалы: антифрикционные и противоизносные свойства. Методы
испытаний: Справочник. М.: Машиностроение, 1989.
74. Машиностроение. Энциклопедия. Под ред. В.В. Клюева и А.П.
Гусенкова / В.В. Клюев, В.В. Болотин, Ф.Р. Соснин и др. М.: Машино-
строение, 1998. Том IV-3.
75. Металлорежущие станки и автоматы / А.С. Проников,
Н.И. Камышный, Л.И. Волчкевич и др.; Под ред. А.С. Проникова. М.:
Машиностроение, 1981.
76. Метод поверхностной активации в промышленности / Под ред.
В.И. Постникова. М.: Атомиздат, 1975.
77. Методы неразрушающих испытаний / Под ред. Р. Шарпа. М.:
Мир, 1972.
78. Методы оценки долговечности трущихся сопряжений металло-
режущих станков / Под ред. А.С. Проникова. Минск.: Наука и техника,
1976.
79. Мишин И.А. Долговечность двигателей. Л.: Машиностроение,
1976.
80. МурД. Основы применения трибоники / М.: Мир,1978.
81. Надежность в технике. Термины и определения. ГОСТ 27.002-88.
82. Надежность и долговечность машин и оборудования. Опыт и
теоретические исследования / Под ред. А.С. Проникова. М.: Изд-во
стандартов, 1972.
83. Надежность и эффективность в технике: Справочник в Ют./
Пред, редакц. совета В.Е. Авдуевский. М.: Машиностроение, 1986-
1990.
84. Надежность объемных гидроприводов и их элементов /
Ю.А. Беленков, В.Г. Нейман, М.П. Селиванов, Ю.В. Точилин. М.: Ма-
шиностроение. 1977.
85. Надежность технических систем: Справочник / Ю.К. Беляев, В.А.
Богатырев, В.В. Болотин и др.; Под ред. И.А. Ушакова. М.: Радио и
связь, 1985.
86. Нажесткин Б.П.:, Ковалев Е.П. Сравнительные испытания зуб-
чатых передач на изнашивание И Трение и износ, 1982. Т. 3. №4. С. 707-
714.
87. Научные основы материаловедения / Б.Н. Арзамасов, И.А. Кра-
шенинников, Ж.П. Пастухова, А.Г. Рахштадт. М.: Изд-во МГТУ им.
Н.Э. Баумана, 1994.
88. Нахапетян Е.Г. Контроль и диагностирование автоматического
оборудования. М.: Наука, 1990.
89. Основы трибологии - учебник для технических вузов / Под ред.
А.В. Чичинадзе. М.: Центр «Наука и техника», 1995.
_________________________Список литературы___________________553
90. Пархоменко П.П., Согомонян Е.С. Основы технической диагно-
стики. М.: Энергия, 1981.
91. Переверзев Е.С, Надежность и испытание технических систем.
Киев.: Наукова думка, 1990.
92. Переверзев Е.С. Случайные процессы в параметрических моде-
лях надежности. Киев: Наукова думка, 1987.
93. Повышение долговечности машин технологическими методами /
В.С. Корсаков, Г.Э. Таурит, Г.Д. Василюк и др. Киев: Техника, 1986.
94. Повышение износостойкости горнообогатительного оборудова-
ния / Н.С. Пенкин, Е.П. Капралов, П.В. Маляров и др.; Под. ред.
Н.С. Пенкина. М.: Недра, 1992.
95. Погребинский С.Б., Стрельников В.П. Проектирование и надеж-
ность многопроцессорных ЭВМ. М.: Радио и связь,1988.
96. Полимеры в узлах трения машин и приборов: Справочник /
Е.В. Зиновьев, А.Л. Левин, М.М. Бородулин, А.В. Чичинадзе. М.: Ма-
шиностроение, 1988.
97. Половко А.Х. Основы теории надежности / М.: Наука, 1964.
98. Полунгян А.А., Фоминых А.Б. Уравнения динамики многопривод-
ной колесной машины и ее агрегатов при движении по твердой неров-
ной дороге И Вестник МГТУ им. Н.Э. Баумана. Серия «Машинострое-
ние». 1991. №3. С. 3-5.
99. Польцер Г., Майсснер Ф. Основы трения и изнашивания. М.:
Машиностроение, 1964.
100. Практическая трибология. Мировой опыт / Под. ред. А.В. Чичи-
надзе. Российский фонд технологического развития. В 2 т. 1994.
101. Проблемы надежности и ресурса в машиностроении / Под ред.
К.В. Фролова и А.П. Гусенкова. М.: Наука, 1986.
102. Прогнозирование надежности тракторов / В.Я. Анилович,
А.С. Гринченко, В.Л. Литвиненко, И.Ш. Чернявский; Под общ. ред.
В.Я. Аниловича. М.: Машиностроение, 1986.
103. Проектирование металлорежущих станков и станочных систем:
Справочник - учебник. В 3 т. Т. 1. Проектирование станков / А.С. Про-
ников, О.И. Аверьянов, Ю.С. Аполлонов и др.; Под общ. ред. А.С. Про-
никова. М.: Изд-во МГТУ им. Н.Э. Баумана, Машиностроение, 1994.
104. Проектирование металлорежущих станков и станочных систем:
Справочник-учебник. В 3 т. Т. 2. Расчет и конструирование узлов и эле-
ментов станков / А.С. Проников, Е.И. Борисов, В.В. Бушуев и др.; Под
общ. ред. А.С. Проникова. М.: Изд-во МГТУ им. Н.Э. Баумана, Маши-
ностроение, 1995.
105. Проектирование механических передач /С.А. Чернавский,
Г.А. Снесарев, Б.С. Козинцов и др. М.: Машиностроение, 1984.
554 _____________Список литературы_______________________
106. Проников А.С. Износ и долговечность станков. М.: Машгиз,
1957.
107. Проников А.С. Испытание станков на надежность по экстре-
мальному уровню // Станки и инструмент. 1978. №5. С. 3-5.
108. Проников А.С. Контактная задача при взаимодействии дефор-
мируемых тел. И Вестник МГТУ им. Н.Э. Баумана. Серия «Машино-
строение». 1996. №3. С. 42-52.
109. Проников А.С. Макротрибология и ее задачи И Трение и износ,
1998. Т. 19. №2. С. 155-164.
ПО. Проников А.С. Метод оценки случайных функций по установ-
ленным признакам (для инженерных расчетов) И Вестник МГТУ им.
Н.Э. Баумана. Серия «Машиностроение». 1994. №2. С. 17-22.
111. Проников А.С. Надежность машин. М.: Машиностроение, 1978.
112. Проников А.С. Параметрическая надежность машин и техноло-
гического оборудования. Проблемы, перспективы, тенденции И Про-
блемы машиностроения и надежности машин. 1990. №2. С. 50-59.
113. Проников А.С. Программный метод испытания металлорежу-
щих станков. М.: Машиностроение, 1985.
114. Проников А.С. Расчет и конструирование металлорежущих стан-
ков. М.: Высшая школа. 1967.
115. Проников А.С., Исаченко В.А., Аполлонов Ю.С., Дмитриев Б.М.
Испытание станков программным методов в испытательно-диагно-
стическом центре. Станки и инструмент, 1990. №9. С. 8-12.
116. Проников А.С., Харитонов Е.М. Расчет формы изношенной по-
верхности поступательной пары трения с учетом жесткости ее элемен-
тов. И Трение и износ. 1981. №3. С. 529-533.
117. Пугачев В.С. Теория случайных функций и ее применение к
задачам автоматического управления. М.: Физматгиз, 1962.
118. Пуш А.В. Шпиндельные узлы: качество и надежность. М.: Ма-
шиностроение, 1992.
119. Работа автомобильной шины / Под ред. В.И. Кнороза. М.:
Транспорт, 1978.
120. Работное Ю.Н. Ползучесть элементов конструкций. М.: Наука,
1966.
121. Рази А.А. Траекторные преобразователи. Л.: Машиностроение,
1984.
122. Разрушение: Пер. с англ. / Под ред. Г. Либовец., М.: Мир, 1977.
Т. 1-6.
123. Расчет изнашивающихся деталей сельскохозяйственных машин:
Руководящий материал ВИСХОМ. М.: 1971.
124. Рейф Ф. Статистическая физика / Пер. с англ. М.: Наука, 1977.
_________________________Список литературы____________________555
125. Ремонт летательных аппаратов / Под ред. Н.Л. Голего. М.:
Транспорт, 1977.
126. Решетов Д.Н., Портман В.Т. Точность металлорежущих стан-
ков. М.: Машиностроение, 1986.
127. Ротенберг Р.В. Подвеска автомобиля. М.: Машиностроение,
1972.
128. Рыжов Э.В., Суслов А.Г., Федоров В.П. Технологическое обес-
печение эксплуатационных свойств деталей машин. М.: Машинострое-
ние, 1979.
129. Светлицкий В.А. Случайные колебания механических систем.
М. .Машиностроение, 1991.
130. Свириденок А.И., Чижик С.А., Петроковец М.И. Механика дис-
кретного фрикционного контакта И Ин-т металлополимерных систем
АН БССР. Минск.: Наукова техника, 1990.
131. Селезнев К.П., Подобуев Ю.С., Анисимов С.А. Теория и расчет
турбокомпрессоров. Л.: Машиностроение, 1968.
132. Симвулиди И.А. Расчет инженерных конструкций на упругом
основании. М.: Росвузиздат, 1963.
133. Смирнов Н.В., Дунин-Барковский И.В. Курс теории вероятностей
и математической статистики для технических приложений. М.: Наука,
1965.
134. Соболь И.М. Численные методы Монте-Карло М.: Наука, 1973.
135. Сорокин Г.М. Взаимосвязь износостойкости с механическими
свойствами стали. М.: Вестник машиностроения. 1990. №11. С. 9-13.
136: Справочник по триботехнике. В 3 т.; Под общ. ред. М. Хебды,
А.В. Чичинадзе. М.: Машиностроение. Варшава ВКЛ, 1989-1992.
137. Структурная и размерная стабильность металлов и деталей ма-
шин. Сб. НИИНМАШ, М.: 1970.
138. Тененбаум М.М. Сопротивление абразивному изнашиванию. М.:
Машиностроение, 1976.
139. Теория механизмов и машин / Под ред. К.В. Фролова. М.: Выс-
шая школа, 1987.
140. Технические средства диагностирования: Справочник / В.В.
Клюев, П.П. Пархоменко, В.Е. Абрамчук и др.; Под ред. В.В. Клюева.
М.: Машиностроение, 1989.
141. Технологическая надежность станков / Под ред. А.С. Пронико-
ва. М.: Машиностроение, 1970.
142. Технологическая наследственность И Вестник МГТУ им.
Н.Э. Баумана. Спец. вып. 1994. №4.
143. Томашев Н.Д., Чернова Г.П. Теория коррозии и коррозионные
конструкционные сплавы. М.: Металлургия, 1986.
556
Список литературы
144. Точность и надежность станков с числовым программным
управлением / Под ред. А.С. Проникова. М.: Машиностроение, 1982.
145. Трактор ДТ-175 С «Волгарь»: Руководство по техническому об-
служиванию. М.: ГОСМИТИ, 1988.
146. Трение, изнашивание, смазка: Справочник / В.В. Алисин,
А.Я. Алябев, А.М. Архаров и др.; Под ред. И.В. Крагельского и
В.В. Алисина. В 2 кн. М.: Машиностроение. Кн. 1, 1978. Кн. 2, 1979.
147. Трение, износ и смазочные материалы И Труды международной
конференции АН СССР. Ташкент, 1985, М., 1985.
148. Управление качеством продукции, международные стандарты
ИСО 9000 - 9004, ИСО 8402. Изд-во стандартов, 1988.
149. Уэрт Ч, Томсон Р. Физика твердого тела: Пер. с англ. М.: Мир,
1969.
150. Феодосъев В.И. Сопротивление материалов. М.: Наука, 1970.
151. Фигатнер А.М., Фискин Е.А., Бондарь С.Е. Конструкция, расчет
и методы проверки шпиндельных узлов с опорами качения: Метод,
указ. М.: ЭНИМС, 1970.
152. Физическое металловедение; Пер. с англ. В 3 т. / Под ред.
Р.У. Кана, Хаазена. М.: Металлургия, 1987.
153. Фролов К.В. Методы совершенствования машин и современные
проблемы машиноведения: основы проектирования машин. М.: Маши-
ностроение, 1984.
154. Хенли Дж., Кумамото X. Надежность технических систем и
оценка риска: Пер. с англ. / Под общей ред. В.С. Сыромятникова. М.:
Машиностроение, 1981.
155. Хохлов В.М. Расчет площадей контакта, допускаемых напряже-
ний, износа и износостойких деталей машин. Брянск, 1999.
156. Хрущов М.М., Бабичев М.А. Абразивное изнашивание. М.: Нау-
ка, 1970.
157. Худых М.И. Эксплуатационная надежность и долговечность
оборудования текстильных предприятий. М.: Легкая индустрия, 1980.
158. ЦеснекЛ.С. Механика и микрофизика истирания поверхностей.
М.: Машиностроение, 1979.
159. ЧихосХ. Системный анализ в трибонике. М.: Мир, 1982.
160. Чихладзе Г.Е. Контактная жесткость и стыковое сближение де-
талей станков. Тбилиси: Изд-во Тбилис. ун-та, 1986.
161. Чичинадзе А.В., Левин А.Л., Бородулин М.М. и др. Полимеры в
узлах трения машин и приборов. М.: Машиностроение, 1988.
162. Чичинадзе А.В., Матвеевский Р.М., Браун Э.Д. и др. Материалы
в триботехнике нестационарных процессов. М.: Наука, 1986.
163. Шор Я.Б. Статистические методы анализа и контроля качества
и надежности. М.: Сов. радио, 1962.
Список литературы
557
164. Шор Я.Б., Кузьмин Ф.И. Таблицы для анализа и контроля на-
дежности. М.: Сов. радио, 1988.
165. Шторм Р. Теория вероятностей, математическая статистика,
статистический контроль качества.: Пер. с немецкого. М.: Мир, 1970.
166. Шульц В.В. Форма естественного износа деталей машин и инст-
румента. Л.: Машиностроение, 1990.
167. Экспериментальная обработка и испытания. Т. 6 справочника
«Надежность и эффективность в технике» / Под ред. Р.С. Судакова и
О.И. Трескина. М.: Машиностроение, 1989.
168. Юрин В.Н. Повышение технологической надежности станков.
М.: Машиностроение, 1981.
169. Якушев А.И., Воронцов Л.Н., Федотов Н.М. Взаимозаменяе-
мость, стандартизация и технические измерения. М.: Машиностроение,
1986.
170. Ящерицын П.И., Скорынин Ю.В. Работоспособность узлов тре-
ния машин. Минск.: Наука и техника, 1984.
171. Ящерицын П.И., Скорынин Ю.В. Технологическая и эксплуата-
ционная наследственность и ее влияние на долговечность машин.
Минск: Наука и техника, 1978.
172. Archard.J.F. and Hirst W. The Wear of Metals Under Unlibricated
Conditions; "Prog. R. Soc." 1956, n. 1206. vol. 236. pp. 397-410.
173. Beckmann G., Kleis I. Abtragverschleis von Metallen. -Leipzig;
VEB Deutscher Verlag fiir Grundstoffiiidustrie, 1983.
174. Carter A.D.S Mechanical Reliability 2-nd ed. London : Macimillan,
1986.
175. Chichos H. Tribology - a system approach to the science and tech-
nology of friction, lubrication and wear. Elsevier. Publ. Co, Amsterdam,
1978.
176. Donikelaar P.van. Environmetal Effects of crankcase - and Mixed-
lubrication. 1994 in [100] pp. 385-394.
177. Dowson D., Taylor C.M., Godet M., Berthe D. Mixed Lubrication
and Lubricated wear. 11th leeds - Lyon Symposium on tribology. Butter-
worths, London, 1985.
178. Figliola R.S., Beasley D.E. Theory and Design for Mechanical
Measurments. John Willy and Sons. 1991.
179. Fleischer G., Groger H., Thum H. Verschleiss und Zuverlassigkeit.
VEB Verlag Technik, Berlin, 1980.
180. Green A. E. Safety Systems Analisys, John Willy, New York. 1983.
181. Halpin J. F. Zero Defects - a new dimension in quality assurance.
McGraw - Hill Book Co. New York. 1966.
182. Handbook of Lubrication and Tribology 3 vol. CRC Press 1994.
558 Список литературы
183. Handbuch der Qualitatsicherung. (Heransgegeben vor W. Masing),
Carl Hanser Verlag Munchen, Wien 1980.
184. Hebda M., Wachal A. “Trybologia”.WNT, Warszawa, 1980.
185. Hofmann D. Handbuch Messtechnik und Qualitatssicherung. VEB
Veriag Tecnik. Berlin. 1981.
186. Hollingum J. The MAP Report: manufacturing automation Protocol
IFS (Publications) Ltd. 1986.
187. Ireson W.G.. Coombs C.F. Handbook of Reliability engineering and
managment., New York., Me Crow-Hill - 1988.
188. Just in Time Manufacturing, Procceedings of the 2-nd International
conference, 1987, IFS (Publiations) Ltd.
189. Kaminski M. A. Protocols for communicating in the factory. IEEE
Spectrum april 1986. pp. 56-62.
190. Kapur K.C., Lamberson L.R. Reliability in Engineering Design
"John Willy and sons".
191. Koenig D. T. Manufacturing Engineering Principles for Optimiza-
tion. Hemisphere Publishing Corporation, 1986.
192. Lewis E. E. Introduction to Reliability Engineering. New York. J.
Willy, 1987.
193. Mann N.R. Methods for Statistical analisys of Reliability and Life
Data, John Willy, 1994.
194. Moore D.F. Principles and Applications of Tribology, Pergamon
Press, 1997.
195. Neale M. J. (ed.). Tribology Handbook. Butterworths, 1973.
196. Nelson, Wayne: Applied Life Data Analisys. John Wily, 1982.
197. Noguchi J. National Quality Promotion in Japan. Processings 30th
EOQC Conference, Stockholm, 1986. pp.89-98.
198. Polzer G., Meissner E. Grundlagen zu Reibung und Verschleiss, veb.
Leipzig 1983 (s. 17-11).
199. Pronikov A.S. Dependability and Durability of Engineering Products
London, Butterworths. 1973.
200. Pronikov A.S. Establishment of Test-and-Diagnosts Centers for
Evaluation of Machine Quality and Reliability. World Quality Congress,
Proceeding vol.l, 1984, London Published by IQA, pp. 234-244.
201. Pronikov A.S. Fondements theoriques du calcul de Fusure des pieces
de machines. La Machme-oiiti! Francaise No 203, 204 (Now.-Dec.), 1964.
pp. 81-91, 93-101
202. Pronikov A.S. Sicherung wid Bewertung der Zuverlassigkeit von
Maschinen. Fertigungstechnik und Betrieb, 22 H.6. 1972. s. 338-342.
203. Pronikov A.S. Theoretical Fundamentals for calculating the wear of
machine parts. "Wear", №6,1963. pp. 391-406.
Список литературы
559
204. Pronikov A.S. Using Reliability Theory Techniques to optimize
Costs through Machine Life Cycle. 30th EOQC Conference. Proceedings.
Stockholm. 1986. pp. 571-579.
205. Spur O. Vom Wandel der Industriellen Welt durch
Werkzleugmaschinen. Carl HauserVerlug, 1991.
206. Vibrations in Rotating Machinery Conference Publications, 1976.
the institution of Mechanical Engineers. London and New York.
Научное издание
Проников Александр Сергеевич
Параметрическая надежность машин
В авторской редакции
Корректор Л.И. Малютина
Художник С. С. Водчиц
Подписано в печать 27.07.02. Формат 60x90/16.
Печать офсетная. Бумага офсетная. Гарнитура «Таймс».
Усл. печ. л. 35. Уч.-изд. л. 34,72. Тираж 1000 экз.
Заказ 138
Издательство МГТУ им. Н.Э. Баумана.
107005, Москва, 2-я Бауманская, 5.
Отпечатано с оригинал-макета в типографии ГУП «Облиздат»
248640, г. Калуга, пл. Старый Торг, 5.
ISBN 5-7038-1996-2